/












































































































































Автор: Иванов И.С.
Теги: общее машиностроение технология машиностроения общая технология машиностроения обработка металлов машиностроение детали машин
ISBN: 978-5-16-005315-8
Год: 2014




Текст
И.С. Иванов
ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
ПРОИЗВОДСТВО
ТИПОВЫХ ДЕТАЛЕЙ МАШИН
znanlum.com
ВЫСШЕЕ ОБРАЗОВАНИЕ - БАКАЛАВРИАТ
серия основана в 1996 г.
И.С. ИВАНОВ
ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
ПРОИЗВОДСТВО
ТИПОВЫХ ДЕТАЛЕЙ МАШИН
УЧЕБНОЕ ПОСОБИЕ
Допущено Учебно-методическим объединением
по образованию в области технологии и проектирования
текстильных изделий в качестве учебного пособия для студентов
высших учебных заведений по специальности 150406
«Машины и аппараты текстильной промышленности»
ЭлвктРонн°-
Библиот
znanium.com
Москва
ИНФРА-М
2014
УДК 621(075.8)
ББК 34.5я73
И 20
Рецензенты:
О.А. Новиков, д-р техн, наук, проф., РГУ нефти и газа им. И.М. Губкина;
Б.Н. Байор, д-р техн, наук, проф., Московский государственный
индустриальный университет
И 20 Иванов И.С.
Технология машиностроения: производство типовых деталей
машин: Учеб, пособие. — М.: ИНФРА-М, 2014. — 224 с. — (Выс-
шее образование: Бакалавриат).
ISBN 978-5-16-005315-8
Изложены вопросы проектирования современных технологических
процессов изготовления деталей машиностроения. Приведены типовые
технологические процессы для деталей основных классов. Рассмот-
рены особенности проектирования технологических операций для
станков с ЧПУ и немеханические методы обработки деталей машин.
Отдельный раздел посвящен правилам оформления технологической
документации.
ББК 34.5я73
ISBN 978-5-16-005315-8
© Иванов И.С., 2014
Оригинал-макет подготовлен в НИЦ ИНФРА-М
Подписано в печать 25.06.2013.
Формат 60 х 90/16. Бумага офсетная. Гарнитура Newton.
Усл. печ. л. 14,0. Уч.-изд. л. 14,96. Тираж 300 экз.
Заказ №
ТК 449050-10826-250613
ООО «Научно-издательский центр ИНФРА-М»
127282, Москва, ул. Полярная, д. 31В, стр. 1
Тел.: (495) 380-05-40, 380-05-43. Факс: (495) 363-92-12.
E-mail: books@infra-m.ru
http://www.infra-m .ru
ВВЕДЕНИЕ
Машиностроение — основа технического перевооружения всех
отраслей народного хозяйства. Современное общество характе-
ризуется бурным развитием производства и все более широким
использованием высокопроизводительных машин во всех отраслях
народного хозяйства.
Производство машин является сложным процессом, в ходе кото-
рого из исходного сырья и заготовок изготовляют детали и собирают
машины. Для обеспечения производства машин необходимо решить
комплекс задач, связанных с технологической подготовкой их про-
изводства, и реализовать разработанные технологические процессы
в действующих производственных системах, обеспечивая при этом
требуемое качество изделий на всех этапах изготовления деталей и
сборки машин.
В решении этих сложных и разнообразных вопросов основная роль
принадлежит технологам-машиностроителям. Разработка технологи-
ческого процесса изготовления любой детали начинается с изучения
ее служебного назначения и критического анализа норм точности
и других технических требований. Далее в последовательности,
определенной соответствующими стандартами, разрабатывается
технологический процесс. Это связывает технологию со служебным
назначением детали и обеспечивает согласованность решений, при-
нимаемых на различных этапах технической подготовки.
Разделы, посвященные разработке технологических процессов
изготовления валов, втулок, корпусных деталей, зубчатых колес и
рычагов, изложены по единому плану в соответствии со стандартами
разработки и постановки изделий на производство.
За основу приняты типовые технологические процессы, прошед-
шие апробацию в промышленности.
1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛОВ
1.1. ОБЩИЕ СВЕДЕНИЯ
В технологии машиностроения в понятие валы принято включать
собственно валы (гладкие, ступенчатые, пустотелые), оси, пальцы,
штоки, колонны, круглые тяги и другие подобные детали машин,
образованные наружными поверхностями вращения, при значитель-
ном преобладании длины над диаметром. Конструктивное разно-
образие валов вызывается различным сочетанием цилиндрических,
конических, а также зубчатых (шлицевых), резьбовых поверхностей.
Валы могут иметь шпоночные пазы, лыски, осевые и радиальные
отверстия.
Основные технологические задачи, которые ставятся при обра-
ботке деталей этого класса, следующие:
• получить наружные поверхности вращения с требуемым ква-
литетом точности;
• получить глубокие центральные отверстия, концентричные
наружной поверхности, в пустотелых валах;
• выполнить шпоночные канавки и шлицы, параллельные оси
вала;
• получить резьбы, соосные с наружными или внутренними
точными цилиндрическими отверстиями.
Технологические требования к валам обычно предусматриваются в
рабочих и сборочных чертежах. Однако имеются требования, которые
можно считать общими и наиболее важными для всех валов:
• диаметральные размеры посадочных шеек должны быть вы-
полнены по 6...9 квалитетам;
• отклонения формы от круглости и профиля в продольном
сечении не должны превышать 0,25.. .0,5 допуска на диаметр в
зависимости от типа и класса точности подшипника;
• биение посадочных шеек не должно превышать 10.. .30 мкм;
• шероховатость поверхности посадочных шеек и шероховатость
поверхностей, соприкасающихся с валами, должна находиться
в пределах 1,25. ..0,16 мкм, остальных неответственных поверх-
ностей — 12,5...6,3 мкм;
• материал для валов не должен иметь раковин, трещин, закатов,
волосовин и других дефектов.
4
Материалы для валов. Для изготовления валов применяют стали
следующих марок: 25, 30, 35, 40, 45; 45Г2, 40Х, 35ХС, 40ХС, 35СГ,
30XH3, 35XH3M, 45ХН2МФ и др. Чаще всего применяются стали 45
и 40Х. Для крупных валов и шпинделей применяют литые валы из
высокопрочного чугуна марки ВЧ 45-5 (ГОСТ 7293—79).
Заготовки для валов изготовляют различными способами. В боль-
шинстве случаев для валов, диаметры ступеней которых отличаются
мало, заготовки отрезают из прокатного материала. Для валов, диа-
метры ступеней которых отличаются более чем на 10 мм, заготовки
отрезают из проката и затем куют под молотами либо штампуют в
подкладных или закрытых штампах. Иногда заготовки обжимают на
ротационных ковочных машинах, а затем обрабатывают на станках.
При значительном масштабе выпуска валов с большим количеством
ступеней, значительно различающихся по диаметру, заготовки це-
лесообразнее получать методом пластической деформации. Доста-
точно редко валы отливают из чугуна. Полые валы целесообразно
изготовлять из труб.
Главные требования к заготовкам для валов — хорошая прямо-
линейность и наименьший припуск на обработку. Отклонение от
прямолинейности оси заготовки не должно быть более 0,1.. .0,15 мм на
1000 мм длины. При правке на специальных правильно-калибровоч-
ных станках отклонение от прямолинейности может быть достигнуто
до 0,05 мм на 1000 мм.
Технологические базы. В качестве черновых баз принимают необ-
работанные наружные поверхности. Чистовые базы — преимущес-
твенно вспомогательные (центровые отверстия, центровые фаски
для пустотелых валов). В некоторых случаях при обработке точных
пустотелых валов и шпинделей станков ведется обработка на спе-
циальных центровых пробках (базой служат точно обработанные
внутренние конусные или цилиндрические отверстия).
При фрезерных, шпоночно-фрезерных, сверлильных операциях,
при установке вала на призмах как базовые поверхности используют
опорные шейки под подшипники или шейки под насаживаемые на
вал зубчатые колеса, муфты, шкивы и т.п.
Основные операции при обработке гладких и ступенчатых валов —
это центрирование, обточка на токарных станках, шлифование по-
садочных поверхностей, доводка (притирка, суперфиниширование)
точных шеек под подшипники, фрезерование шлицев и шпоночных
пазов. Для пустотелых точных валов и шпинделей выполняют до-
полнительные операции: растачивание центрального отверстия и
внутреннее шлифование посадочных поверхностей.
Второстепенные операции: сверление смазочных отверстий; свер-
ление и нарезание резьбы в мелких отверстиях; фрезерование лысок,
скосов; точение фасок; прорезание канавок и т.п.
5
Погрешности установки. При установке на центровые отверстия
возможен перекос заготовки и срезание неравномерного припуска
вследствие неточного центрирования и получающегося несовпадения
осей центровых отверстий. При фрезеровании на призмах возможны
отклонения размера фрезеруемой площади вследствие колебаний
фактических размеров вала в пределах допуска.
Погрешности обработки возникают в результате износа, затуп-
ления и деформаций режущих инструментов, неравномерности
припусков, неравномерной твердости заготовок, деформаций частей
суппорта и станка, температурных деформаций заготовки и инстру-
мента.
1.2. ОБРАБОТКА НАРУЖНЫХ ПОВЕРХНОСТЕЙ
ТЕЛ ВРАЩЕНИЯ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ
Детали всех трех классов обрабатываются на токарно-винторез-
ных, токарно-копировальных, револьверных, карусельных, горизон-
тальных моногорезцовых станках, на вертикальных одношпиндель-
ных и многошпиндельных автоматах.
На станках токарной группы обработка осуществляется в самоцен-
трирующем патроне, центрах, патроне с поддержкой задним центром,
на оправке (цилиндрической, разжимной, конической, цанговой,
с гидропластмассой) (рис. 1.1).
Рис 1.1. Методы обработки детали на токарных станках
В отношении припуска и точности метод универсален и ограни-
чивается минимальной толщиной среза, которую удается получить
6
лезвийным инструментом (для твердого сплава — 0,01 мм, для алма-
за — 0,002 мм). Максимальная глубина резания лимитируется про-
чностью державки резца и наиболее слабого кинематического звена,
а также мощностью и жесткостью станка. Самый большой припуск
снимают на первой операции, самый малый — на окончательной.
Экономическая точность: по диаметру — 8 квалитет, по шерохо-
ватости — Ra = 2,5 мкм; отклонение от цилиндричности до 0,08 мм
на длине 300 мм. Достижимая точность по диаметру 6—7 квалитета
обеспечивается методом пробных ходов.
Обточку жестких заготовок при I < 15d осуществляют с установкой
в патроне. Обработку в центрах или в патроне с поддержкой задним
центром применяют для легких валов, у которых / <12d. С целью
устранения прогиба обработку валов выполняют в люнетах, если
I > 12 Обработку в центрах тяжелых валов из-за интенсивного износа
или образования задиров на центровых отверстиях не осуществляют.
В этом случае вместо заднего центра на конце вала устанавливают
люнет, а задний центр используют только для обработки шеек под
люнет.
Обработку термообработанных деталей, имеющих поверхность
5...8 квалитетов точности, с целью устранить влияние перераспре-
деления остаточных напряжений, вызывающих несимметричные
деформации (коробление) заготовок, разделяют на черновую, полу-
чистовую и чистовую, причем коробление устраняют последователь-
ным снятием припуска на каждом этапе обработки.
Черновую обработку применяют для штампованных заготовок и за-
готовок, прошедших обдирку. При этом обеспечиваются 14... 17 ква-
литеты точности и шероховатость^ = 20 мкм. Для повышения про-
изводительности на черновой обработке назначают максимальную
глубину резания и подачу. На черновых операциях используют из-
ношенные или неточные станки.
Получистовая обработка применяется при повышенных требова-
ниях к точности геометрических форм и взаимного равсположения
точных поверхностей. При этом обеспечиваются квалитеты точности
9... 13 и шероховатость обрабатываемой поверхности Ra = 10...5 мкм.
Глубину резания и подачу значительно уменьшают, а скорость реза-
ния повышают с целью уменьшения остаточных напряжений, обра-
зующихся в поверхностном слое заготовки в процессе резания.
Чистовую обработку применяют как окончательную, если квалитет
не превышает 6.. .7 и шероховатость Ra = 2,5 мкм, и как промежуточ-
ную под отделочную обработку при шероховатости Ra = 1,25 мкм и
ниже. Глубину резания назначают минимальной, обычно равной
припуску на чистовую обработку, а подача ограничена заданной
шероховатостью.
7
Обычно на токарной операции обрабатывают кроме цилинд-
рических и другие поверхности — типа торцов, уступов, канавок,
закруглений, используя при этом специальные резцы.
1.2.1. ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
Подрезание торцовых поверхностей в единичном и мелкосерий-
ном производстве осуществляется на обычных токарных или револь-
верных станках, а в крупносерийном и массовом — на специальных
торцеподрезных станках.
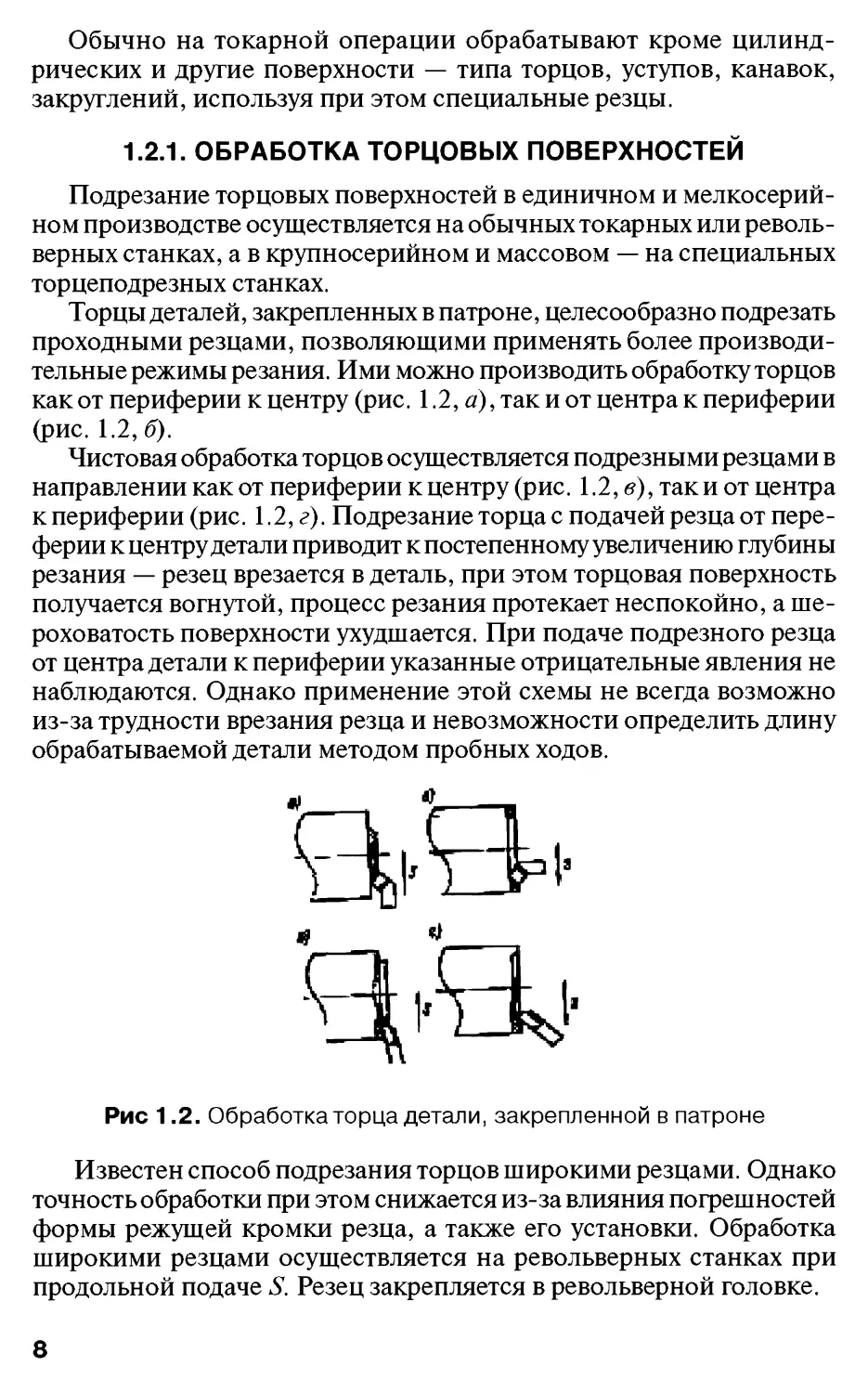
Торцы деталей, закрепленных в патроне, целесообразно подрезать
проходными резцами, позволяющими применять более производи-
тельные режимы резания. Ими можно производить обработку торцов
как от периферии к центру (рис. 1.2, я), так и от центра к периферии
(рис. 1.2, б).
Чистовая обработка торцов осуществляется подрезными резцами в
направлении как от периферии к центру (рис. 1.2, <?), так и от центра
к периферии (рис. 1.2, г). Подрезание торца с подачей резца от пере-
ферии к центру детали приводит к постепенному увеличению глубины
резания — резец врезается в деталь, при этом торцовая поверхность
получается вогнутой, процесс резания протекает неспокойно, а ше-
роховатость поверхности ухудшается. При подаче подрезного резца
от центра детали к периферии указанные отрицательные явления не
наблюдаются. Однако применение этой схемы не всегда возможно
из-за трудности врезания резца и невозможности определить длину
обрабатываемой детали методом пробных ходов.
Рис 1.2. Обработка торца детали, закрепленной в патроне
Известен способ подрезания торцов широкими резцами. Однако
точность обработки при этом снижается из-за влияния погрешностей
формы режущей кромки резца, а также его установки. Обработка
широкими резцами осуществляется на револьверных станках при
продольной подаче S. Резец закрепляется в револьверной головке.
8
В некоторых случаях торцовые поверхности обрабатывают двумя
резцами, при этом давление на режущие кромки уравновешивается
и работа протекает более спокойно, чем при использовании одного
резца.
При обработке детали в центрах подрезать торец можно со стороны
задней бабки. Операция выполняется подрезным отогнутым резцом с
применением полуцентра (рис. 1.3, а) или при использовании центро-
вого отверстия на детали с предохранительной фаской (рис. 1.3, б).
Рис. 1.3. Подрезание торца детали, установленной в центрах
1.2.2. ОБРАБОТКА СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ
Черновая и чистовая обработка ступенчатых деталей производится
на одношпиндельных многорезцовых и гидрокопировальных полуав-
томатах, вертикальных многошпиндельных автоматах, на токарных
станках, оборудованных гидрокопировальными суппортами, и на
универсальных токарно-винторезных станках обычного типа.
В крупносерийном и массовом производстве ступенчатые детали
обрабатывают на одно- и многошпиндельных вертикальных полу-
автоматах с точностью до 11—12 квалитетов при предварительном
обтачивании и по 11 квалитету — при чистовом. Размеры по длине
выдерживаются по 11—12 квалитетам точности. При многорезцовой
обработке на вертикальных многошпиндельных полуавтоматах по-
следовательного действия благодаря обтачиванию поверхностей за
несколько переходов можно достичь 7...9 квалитетов точности.
В мелкосерийном производстве ступенчатые детали обрабатыва-
ются на токарных станках обычного типа и оборудованных гидроко-
пировальными суппортами.
Применение гидрокопировальных полуавтоматов оказывается
целесообразным как в массовом, так и в серийном производстве.
При черновой обработке ступенчатых деталей на токарных стан-
ках, когда в качестве заготовки взят прокат, важно правильно выбрать
последовательность обработки отдельных ступеней.
Рассмотрим черновую обработку одного конца ступенчатого вала
из проката диаметром 100 мм (рис. 1.4, а).
9
Возможные варианты обработки ступеней этого вала показаны
на рис. 1.4, б—д.
По первой схеме (рис. 1.4, б) каждая последующая ступень обра-
батывается отдельно после получения предшествующей ступени; при
этом общая длина рабочего хода резца Zp будет составлять 400 мм,
длина холостых перемещений Lx = 40 мм, глубина резания — от 11
до 3,5 мм.
Рис. 1.4. Схемы черновой обработки ступенчатых поверхностей
При обработке по второй схеме (рис. 1.4, в) Zp = 550 мм и Lx = 550 мм;
по третьей схеме (рис. 1.4, г) Zp = 650 мм и Lx = 700 мм; по четвертой
схеме (рис. 1.4, д) Zp = 800 мм и Lx = 800 мм.
Наименьшая длина как L , так и Lx получается при обработке по
первой схеме. Следовательно, эта схема обеспечивает наибольшую
производительность. Однако при недостаточной мощности станка
работа с большой глубиной резания (t = 3,5... 11 мм) может оказаться
невыгодной. В этом случае наибольшая производительность будет
иметь место при работе по четвертой схеме (см. рис. 1.4, д).
На рациональный выбор той или иной схемы обработки сту-
пенчатых деталей оказывает влияние и жесткость технологической
системы.
Получение ступенчатых поверхностей во многих случаях связано с
подрезанием уступов после продольного точения. В этих случаях чис-
товая обработка уступов чаще всего осуществляется после обработки
всех цилиндрических участков ступенчатой детали (рис. 1.5, а).
Комбинированными резцами, пригодными как для обработки
цилиндрических поверхностей, так и для подрезания уступов и про-
10
резания канавок, чистовую обработку ступенчатых деталей наиболее
целесообразно производить по схеме, приведенной на рис. 1.5, б.
Рис. 1.5. Две схемы чистовой обработки ступенчатых валов
Получение требуемых диаметров ступенчатых поверхностей и
точного расположения уступов по длине связано со значительной
затратой вспомогательного времени.
Для автоматизации обработки ступенчатых деталей токари-но-
ваторы В.Н. Трутнев, В.К. Семинский и другие создали различные
конструкции механических копировальных устройств. Наиболее
удачным является устройство В.К. Семинского для обтачивания
ступенчатых деталей на токарном станке (рис. 1.6).
Рис. 1.6. Приспособление для обтачивания ступенчатых валов
11
Копировальное приспособление устанавливают на место резце-
держателя. В корпусе 2 по посадке Н7 расположена пиноль 3 с закреп-
ленным на ней сухарем 4. Пружина 6, упирающаяся одним концом
в дно стакана 7, а другим — в шайбу <?, создает постоянный контакт
между сухарем 4 и копиром 5. При включении механической подачи
суппорт станка вместе с копирным приспособлением перемещается
по направлению к передней бабке. Резец 1 обрабатывает первую
ступень детали, а сухарь 4 скользит по неподвижному копиру, свя-
занному шарнирной парой 11 с кронштейном 10 на станине станка.
Встречая на своем пути ступеньку, образованную на копире 5, сухарь
4сходит с первой ступеньки на вторую, а резец вместе с пинолью под
действием пружины 6отходит назад и начинает обрабатывать вторую
ступеньку большего диаметра.
Для образования прямого угла между ступенями вала применяется
резец с углом в плане 90°. Пиноль 3 в корпусе 2 устанавливается под
углом 15°, а переходные уступы на копире имеют наклон к оси 75°.
Поэтому резец отходит от детали в направлении, перпендикулярном
ее оси.
После окончания обработки детали поперечный суппорт отводят
от нее на 20.. .30 мм и с помощью эксцентрика 9подают вперед пиноль,
чтобы при возвращении суппорта в первоначальное положение сухарь
4 не касался копира. Затем эксцентрик 9 поворачивают в обратную
сторону, и сухарь 4 снова приходит в контакт с копиром.
Приспособление настраивают на получение заданной длины
только первой ступени первой детали партии. Настройку на заданный
диаметр производят по лимбу поперечного суппорта.
Рассмотренное приспособление применяют для обработки сту-
пенчатых деталей с перепадом диаметров между уступами до 5 мм и
разницей между наибольшим и наименьшим диаметрами их до 30 мм.
Точность обработки по диаметру ± 0,05 мм, а по длине — ± 0,2 мм.
На токарных станках различных типов ступенчатые детали можно
обрабатывать с помощью копировальных устройств — гидравличес-
ких, электрических и механических. Использование таких устройств
автоматизирует процесс обработки, что приводит к значительному
повышению производительности труда.
Гидрокопировальные устройства позволяют обрабатывать мето-
дом автоматического копирования по эталонной детали или плоскому
копиру различные заготовки с цилиндрическими, коническими и
фасонными поверхностями и подрезать торцы, расположенные под
углом 90° к оси.
В промышленности нашел применение гидрокопировальный
суппорт КСТ-1, который состоит из копировального устройства с
гидравлическим цилиндром дифференциального типа и гидравли-
ческим щупом.
12
Размещается он на суппорте станка, для чего на направляющих
поперечных салазок каретки 1 суппорта (рис. 1.7) устанавливается
специальная плита 2, на которой располагается гидроцилиндр 3. По-
следний, изготовленный за одно целое с копировальным суппортом,
снабжен резцедержателем 4. Гидроцилиндр может перемещаться по
направляющим плиты под углом 45° к оси обрабатываемой детали.
Шток 5 поршня цилиндра скреплен с плитой и находится в непо-
движном положении.
Рис. 1.7. Гидрокопировалыный суппорт КСТ-1
Процесс копирования осуществляется следующим образом. Из
гидроблока при помощи насоса 6 производительностью 5 л/мин
масло, проходя через фильтр, поступает через отверстие штока 5 в
правую полость 7гидроцилиндра5, в котором находится поршень 14.
Площадь левой полости 8 цилиндра в 2 раза больше площади правой
полости 7. Обе полости сообщаются между собой через имеющееся
в поршне 14 отверстие малого диаметра. Через это отверстие масло
попадает в левую полость <?, которая через кольцевое отверстие 9
золотника соединена со сливом.
Плунжер 7б>золотника под воздействием пружины 11 прижимает
к шаблону 12 рычажный щуп 13. Если под действием шаблона ры-
чажный щуп переместит вверх плунжер 10, то проходное кольцевое
сечение 9 будет открыто и масло из полости 8 будет свободно про-
ходить в гидробак, при этом благодаря сопротивлению протеканию
масла из полости 7в полость 8 усилие, действующее на дно цилиндра
в полости 7, будет значительно больше, чем в полости 8. Равнодей-
13
ствующая этих усилий, оказывая давление на дно гидроцилиндра 3
в полости 7, будет отодвигать цилиндр, а следовательно, и суппорт с
резцом от обрабатываемой детали.
Если плунжер 10 опустится вниз, то проходное кольцевое сече-
ние 9 перекроется буртиком плунжера, выход масла из полости 8
гидроцилиндра в гидробак прекратится и давление в полостях 7 и 8
установится одинаковым. Вследствие разницы полезных площадей
поршня 14 в полостях 7 и <? равнодействующее усилие на гидроци-
линдр вызовет перемещение суппорта с резцом по направлению к
обрабатываемой детали.
Обработка осуществляется при постоянной по величине и направ-
лению продольной подаче. Рычажный щуп скользит по неподвижному
шаблону и, перемещая плунжер, заставляет копировальный суппорт
передвигаться вперед или назад. В результате резец воспроизводит
движение щупа, которое складывается из продольного перемещения
каретки суппорта и движения гидросуппорта. Если рычажный щуп
скользит по горизонтальной поверхности шаблона, то в полостях 7
и 8 создается такое давление, при котором копировальный суппорт
остается неподвижным. В этом случае происходит обработка цилин-
дрической поверхности за счет продольной подачи суппорта.
Подрезание уступов и торцовых поверхностей (а также и обтачива-
ние фасонных и конических поверхностей) осуществляется благодаря
сложению двух движений — продольного перемещения суппорта
станка с подачей и перемещения копировального гидравлического
суппорта со скоростью Sr В результате сложения этих движений резец
перемещается перпендикулярно к оси детали со скоростью S.
Схема для определения результирующей скорости перемещения
резца Sпри подрезании уступа приведена на рис. 1.8.
Рис. 1.8. Подрезка уступов
14
Так как направляющие гидрокопировального суппорта располо-
жены под углом 45°, то, как это видно из треугольника, при подре-
зании торцов и уступов мы имеем 5=
Скорость движения гидрокопировального суппорта будет равна
S2 = SJ sin 45° = SJ 0,707 = 1,4
С помощью гидрокопировального устройства рассмотренной
конструкции можно обтачивать только такие торцовые поверхности,
которые обращены в сторону задней бабки, поэтому большинство
ступенчатых деталей обрабатывается за две установки. Достижимая
точность обработки — в пределах 9 квалитета, а шероховатость по-
верхности Ra = 2,5... 1,25 мкм.
В серийном и крупносерийном производстве широко используют-
ся многорезцовые и токарно-копировальные станки, полуавтоматы
и автоматы.
У многорезцовых станков, как правило, два суппорта — передний
и задний. Передний суппорт имеет продольное и поперечное переме-
щения, а задний — только поперечное. Предназначен он для подрезки
торцев, прорезки канавок и точения фасок. Многорезцовые станки
с большим расстоянием между центрами имеют два передних и два
задних суппорта. Движение суппорта автоматизировано. Останавли-
вается станок также автоматически.
При обработке ступенчатых деталей на многорезцовых стан-
ках возможны различные варианты снятия припуска отдельными
резцами при их одновременной работе. У ступенчатых деталей из
прутковых заготовок этот процесс осуществляется по трем основным
схемам (рис. 1.9):
1) обтачивание с продольной подачей (рис. 1.9, а). При обработке
по этой схеме каждый резец устанавливают на определенный диа-
метр и располагают их таким образом, чтобы они вступали в работу
последовательно друг за другом. В этом случае нагрузка на станок
возрастает, по мере того как вступает в действие каждый следующий
резец. Максимального значения она достигает при одновременной
работе всех резцов.
Машинное время определяется здесь длиной рабочего хода суп-
порта, равной суммарной длине всех обрабатываемых ступеней:
L = /+/_ + L.
пр 1 2 3
По первой схеме можно обрабатывать только те детали, у кото-
рых диаметры ступеней увеличиваются в направлении движения
суппорта;
2) обтачивание с врезанием и последующей продольной подачей
(рис. 1.9, б). При обработке по этой схеме резцы 1 и 2 вступают в
работу одновременно в различных точках. Врезание резцов на задан-
ную глубину производится под углом по отношению к оси станка.
Направление подачи 5 должно быть таким, чтобы угол 0, опреде-
15
ляющий направление врезания, был меньше вспомогательного угла
в плане фг После врезания резцов суппорт движется в продольном
направлении. Каждая ступень детали обрабатывается одним резцом,
вследствие чего суппорт передвигается на длину наиболее длинной
ступени /г
Рис. 1.9. Схема обтачивания валов на многорезцовых станках
Машинное время обработки по второй схеме определяется наи-
большей длиной ступени /:
L = L
пр 1
Когда на детали имеется ступень, длина которой значительно
больше длины других ступеней, целесообразно обтачивать ее двумя
и более резцами, при этом значительно уменьшается длина рабо-
чего хода суппорта — каждый резец совершает путь, равный длине
ступени /3:
/3 = /2 = /,/2;
16
3) обтачивание с поперечной подачей (рис. 1.9, в). Эта схема об-
работки характеризуется тем, что каждый резец обтачивает данную
ступень с поперечной подачей 5поп, причем ширина каждого резца
равна ширине обрабатываемой ступени. Эта схема может быть ис-
пользована при обработке коротких цилиндрических, конических и
фасонных участков детали.
На точность обработки на многорезцовых станках оказывают
влияние погрешность взаимного расположения резцов в наладке,
неравномерный износ их и неодинаковое отжатие элементов техно-
логической системы вследствие разновременного вступления резцов
в работу.
На многорезцовых станках при предварительной обработке до-
стигают 11...12 квалитетов, а при чистовой — 11 квалитет. Точность
размеров по длине выдерживается по 11... 12 квалитетам.
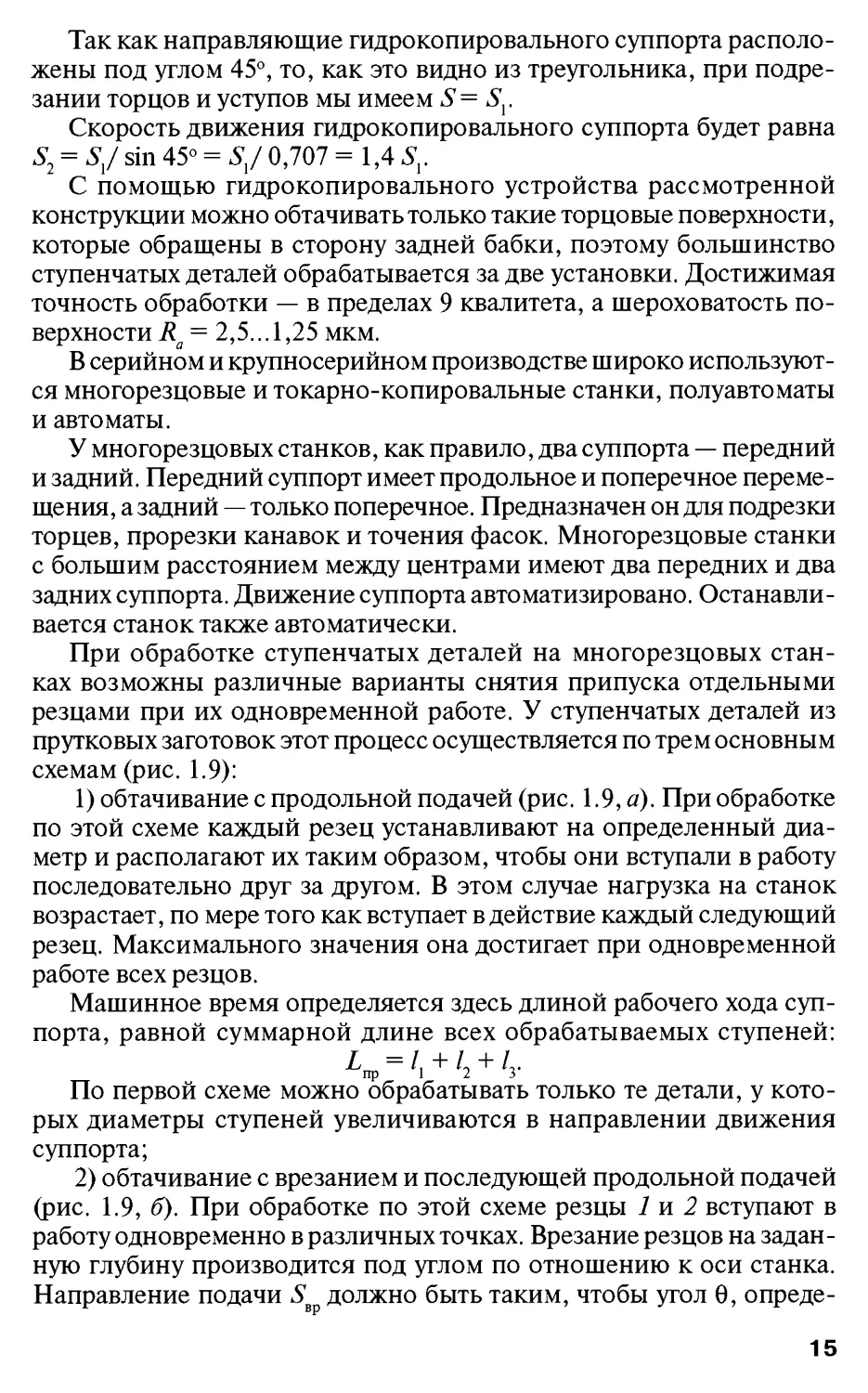
Схема обработки ступенчатого вала на многорезцовом полуавто-
мате приведена на рис. 1.10.
Рис. 1.10. Схема обработки ступенчатого вала
на многорезцовом станке
Вначале осуществляют черновую обработку одного конца вала
(рис. 1.10, а), а затем — другого (рис. 1.10, б). Чистовую обработку
производят в той же последовательности. Как видно из схемы, длина
уступов, на которых работают проходные резцы, одинакова.
По производительности многорезцовая обработка не всегда имеет
преимущество перед обработкой на гидрокопировальных полуав-
томатах. Это объясняется большими затратами подготовительно-
заключительного времени и времени на техническое обслуживание
многорезцовых станков, а также тем, что режимы резания на гидро-
копировальных станках выше, чем на многорезцовых.
17
В промышленности находят применение различные гидрокопиро-
вальные токарные полуавтоматы. Они предназначены для обработки
в центрах сложных фасонных, конусных и ступенчатых деталей
методом копирования. Копировальный суппорт снабжен гидравли-
ческим следящим устройством, позволяющим воспроизводить форму
детали по эталону или шаблону. Два подрезных суппорта служат
для прорезания канавок, отрезания прибыли и подрезания торцов.
Рабочая подача суппортов, ускоренный подвод и отвод их, а также
перемещение и закрепление пиноли задней бабки осуществляются
с помощью гидросистемы.
Небольшое количество резцов и простота установки копира дают
возможность в 2—3 раза сократить время наладки и подналадки по-
луавтоматов по сравнению с наладкой многорезцовых станков.
На гидрокопировальных станках новейших конструкций чер-
новую обработку можно осуществлять с помощью многорезцового
суппорта, а чистовую — однорезцового копировального суппорта,
причем при закреплении детали торцовым поводком обработку мож-
но вести с одной установки. Некоторые модели имеют несколько (до
пяти) независимо перемещающихся копировальных суппортов, что
значительно повышает производительность станка.
При установке на токарно-копировальных полуавтоматах специ-
альных копирных барабанов можно производить многопроходную
обработку.
1.2.3. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Конические поверхности на токарных станках можно получить
следующими способами:
1) путем смещения корпуса задней бабки;
2) путем поворота верхней части суппорта;
3) при помощи конусной линейки;
4) широким резцом.
1. Смещение корпуса задней бабки (рис. 1.11). Величина смещения
h задней бабки определяется по следующим формулам:
h = [(Z> — d) L\/2l, мм;
h = L tg a, mm;
h = Lk/2, мм,
где D и d — диаметры большого и малого оснований конуса; L —
общая длина детали; / — длина конической части детали; а и к —
угол уклона и конусность соответственно.
При обработке конических поверхностей способом смещения
задней бабки наблюдается интенсивный и неправильный износ
центровых отверстий детали. Точная обработка цилиндрических
18
поверхностей детали на уже изношенных центровых отверстиях не-
возможна. Поэтому обработку конических поверхностей рекоменду-
ется разделять на черновую и чистовую. Перед чистовой обработкой
следует исправить изношенные центровые отверстия.
Этот метод применяется только для обработки наружных поверх-
ностей деталей, установленных в центрах с углом конуса не более 12°.
Рис. 1.11. Смещение задней бабки
2. Поворот верхней части суппорта (рис. 1.12). Для обработки
на токарном станке коротких наружных и внутренних конических
поверхностей с любыми углами уклонов необходимо повернуть верх-
нюю часть суппорта относительно оси станка под углом а уклона
конуса (см. рис. 1.12).
Рис. 1.12. Поворот верхней части суппорта
19
Верхняя часть суппорта 1 устанавливается на требуемый угол по
делениям на фланце 2. Угол поворота отсчитывается от риски на
нижней части суппорта. Более мелкие отсчеты (72° и 74°) делаются на
глаз. Если такая точность не удовлетворяет, то правильность поворота
верхней части суппорта можно проверять по контрольному валику
или при помощи индикатора.
Если на чертеже угол а не задан, а указаны больший D и меньший
d диаметры и длина конуса /, то угол поворота суппорта определяется
по формуле
tga = (D- d)/2l.
При серийном изготовлении некрупных по размерам деталей,
имеющих несколько конических поверхностей, обработку целесо-
образно производить дифференцированным способом (рис. 1.13).
В этом случае за первую установку обрабатывают главный конус дета-
лей всей партии, за вторую — вспомогательный конус и за третью —
внутреннюю коническую поверхность.
Рис. 1.13. Обработка конических поверхностей
дифференцированным способом
Недостатком этого метода является то, что обработка в большин-
стве случаев производится с ручной подачей, что приводит к сни-
жению производительности и к увеличению шероховатости поверх-
ности.
3. Применение конусной линейки. Почти все современные токарные
станки имеют приспособление, называемое конусной линейкой,
для обработки конических поверхностей с углом уклона а не более
10...12°.
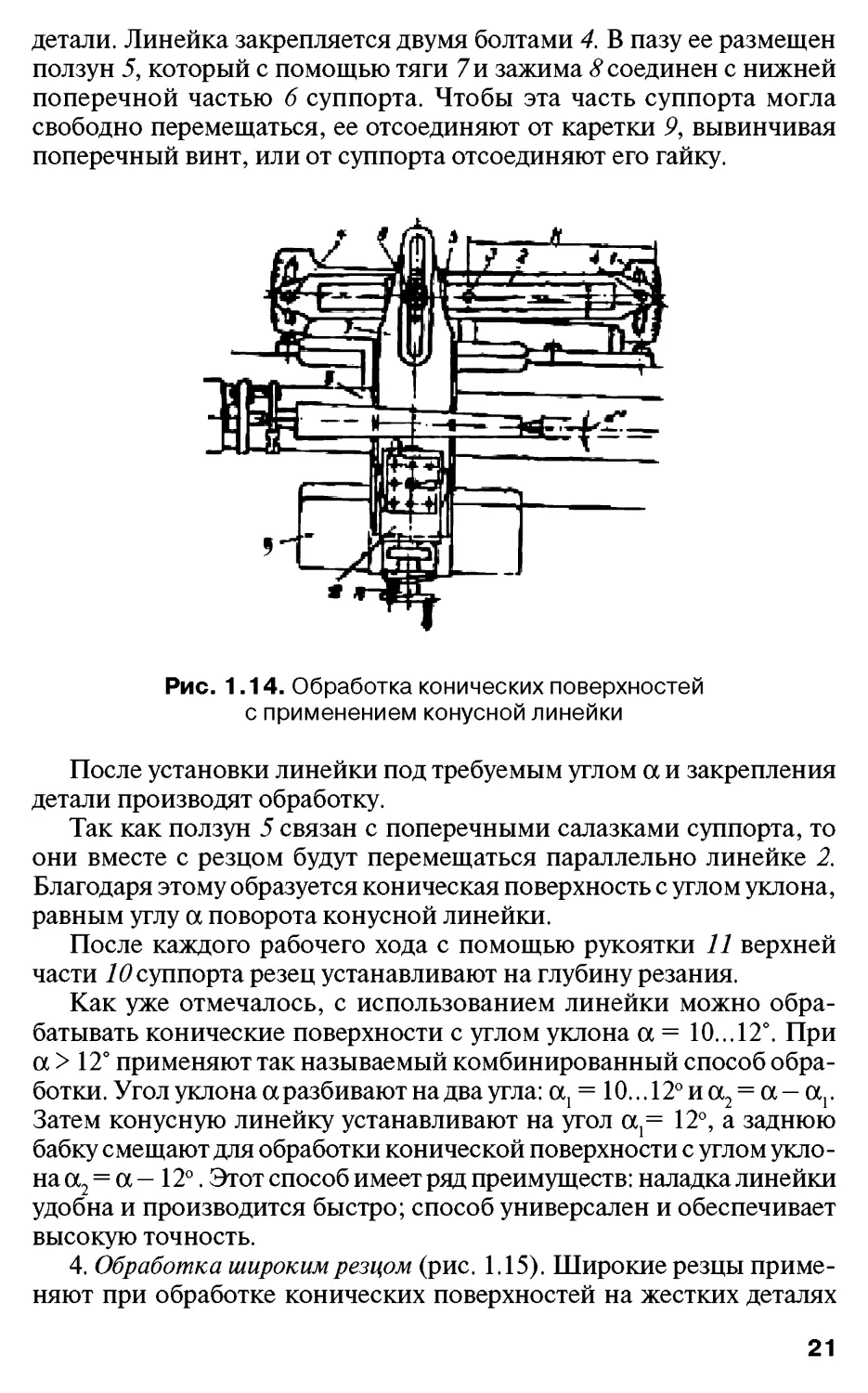
Схема обработки конических поверхностей с помощью линейки
приведена на рис. 1.14. К станине станка прикреплена плита 7, на
которой установлена линейка 2. Ее можно поворачивать вокруг паль-
ца 3 и устанавливать под требуемым углом а к оси обрабатываемой
20
детали. Линейка закрепляется двумя болтами 4. В пазу ее размещен
ползун 5, который с помощью тяги 7 и зажима <? соединен с нижней
поперечной частью 6 суппорта. Чтобы эта часть суппорта могла
свободно перемещаться, ее отсоединяют от каретки 9, вывинчивая
поперечный винт, или от суппорта отсоединяют его гайку.
Рис. 1.14. Обработка конических поверхностей
с применением конусной линейки
После установки линейки под требуемым углом а и закрепления
детали производят обработку.
Так как ползун 5 связан с поперечными салазками суппорта, то
они вместе с резцом будут перемещаться параллельно линейке 2,
Благодаря этому образуется коническая поверхность с углом уклона,
равным углу а поворота конусной линейки.
После каждого рабочего хода с помощью рукоятки 11 верхней
части 10 суппорта резец устанавливают на глубину резания.
Как уже отмечалось, с использованием линейки можно обра-
батывать конические поверхности с углом уклона а = 10...12°. При
а > 12° применяют так называемый комбинированный способ обра-
ботки. Угол уклона а разбивают на два угла: cq = 1О...12°иа2 = а — аг
Затем конусную линейку устанавливают на угол 0^= 12°, а заднюю
бабку смещают для обработки конической поверхности с углом укло-
на а2 = а — 12°. Этот способ имеет ряд преимуществ: наладка линейки
удобна и производится быстро; способ универсален и обеспечивает
высокую точность.
4. Обработка широким резцом (рис. 1.15). Широкие резцы приме-
няют при обработке конических поверхностей на жестких деталях
21
при длине образующей конической поверхности не более 45 мм,
при больших углах уклона и невысоких требованиях к точности и
шероховатости поверхности.
Рис. 1.15. Обработка широким резцом
Схема обработки конических поверхностей широким резцом
представлена на рис. 1.15, а. Обработка производится резцом, глав-
ная режущая кромка которого установлена под требуемым углом а
по отношению к оси детали. Резец 2 (рис. 1.15, 0 устанавливают по
шаблону 7, приложенному к детали 5, или по угломеру. Вершина резца
располагается точно по линии центров станка. Обработка осущест-
вляется при поперечной или продольной подаче резца.
1.3. ОБРАБОТКА НАРУЖНЫХ ПОВЕРХНОСТЕЙ
ТЕЛ ВРАЩЕНИЯ АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Шлифование является основным методом чистовой обработки
наружных цилиндрических поверхностей.
Припуск на шлифование определяется в зависимости от точности
обработки данной поверхности на предшествующей операции и от не-
симметричной деформации детали, возникшей после термообработки
или после предшествующей обработки лезвийным инструментом.
Минимальный припуск 0,05 мм.
Применяют следующие виды круглого шлифования: обдирочное;
точное, которое может быть предварительным и чистовым; тонкое.
Наиболее распространенным является точное шлифование, при
котором точность обработки достигает 7 квалитета, а шероховатость
поверхности Ra = 1,25...0,32 мкм.
22
1.3.1. КРУГЛОЕ ШЛИФОВАНИЕ
Имеется несколько способов шлифования наружных цилиндри-
ческих поверхностей:
• продольное шлифование осуществляется за несколько про-
дольных рабочих ходов с подачей на глубину на двойной или
каждый рабочий ход;
• глубинное шлифование — за один рабочий ход кругом, уста-
новленным на глубину;
• врезное шлифование — с поперечной подачей на всю ширину
обработки — периодической или непрерывной в радиальном
или тангенциальном направлении;
• шлифование последовательными врезаниями с радиальной
подачей уступами;
• комбинированное шлифование.
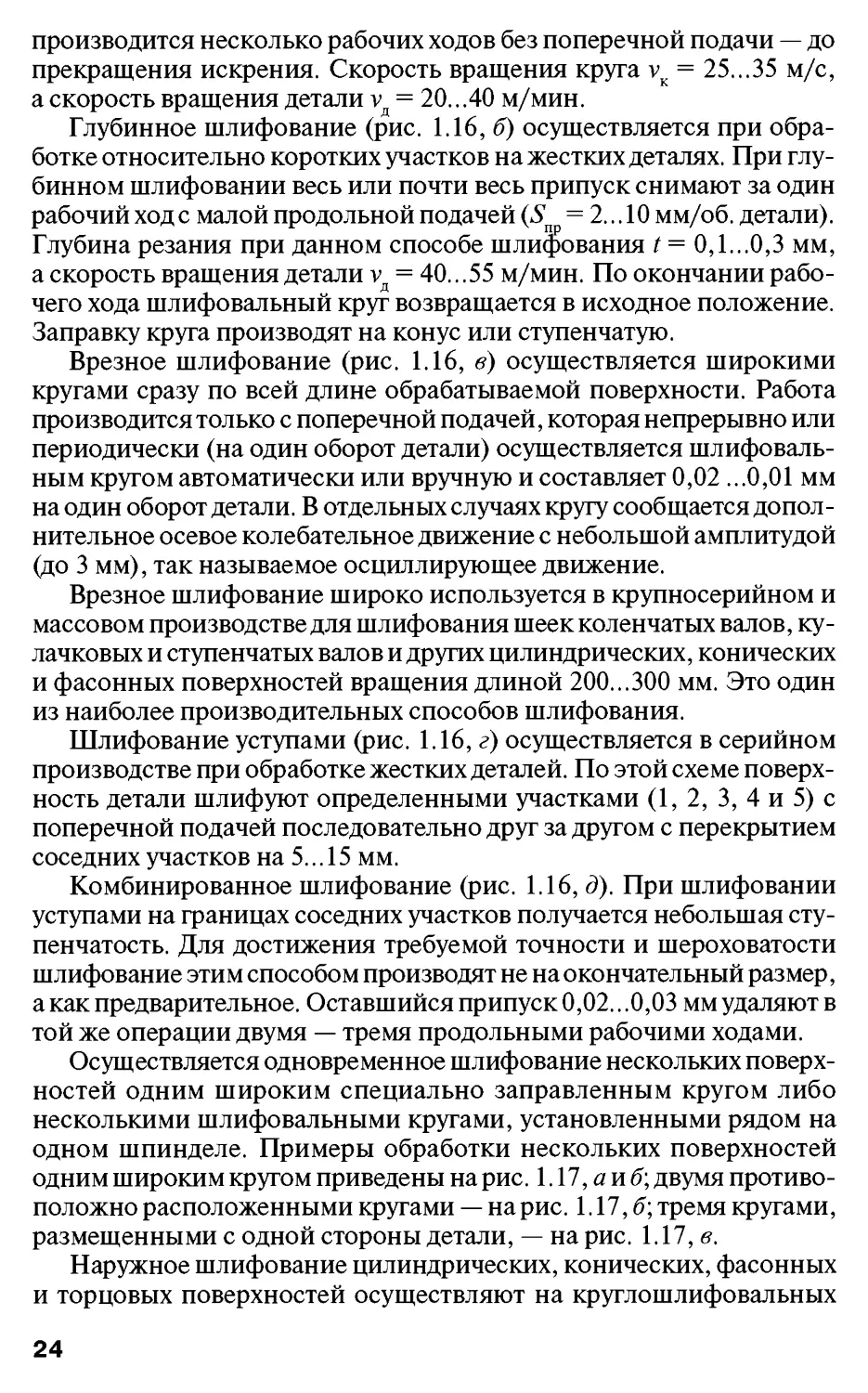
Рис 1.16. Схемы шлифования наружных цилиндрических
поверхностей
Продольное шлифование (рис. 1.16, а) — наиболее распростра-
ненный и удобный способ шлифования валов. В зависимости от кон-
струкции станка обрабатываемая деталь 2 или круг 1 получает посту-
пательно-возвратное движение (продольная подача) вдоль своей оси,
при этом после каждого продольного хода осуществляется поперечная
подача шлифовального круга. При предварительном шлифовании
продольная подача составляет 0,5...0,8 высоты круга на один оборот
детали, при окончательном — 0,2...0.5 высоты круга. Соответственно
поперечная подача 5пп, или глубина резания, составляет 0,02...0,06 и
0,005...0,02 мм за один рабочий ход. В конце шлифования обычно
23
производится несколько рабочих ходов без поперечной подачи — до
прекращения искрения. Скорость вращения круга ук = 25...35 м/с,
а скорость вращения детали уд = 20...40 м/мин.
Глубинное шлифование (рис. 1.16, б) осуществляется при обра-
ботке относительно коротких участков на жестких деталях. При глу-
бинном шлифовании весь или почти весь припуск снимают за один
рабочий ходе малой продольной подачей (5пр = 2,..10мм/об. детали).
Глубина резания при данном способе шлифования t = 0,1...0,3 мм,
а скорость вращения детали уд = 40...55 м/мин. По окончании рабо-
чего хода шлифовальный круг возвращается в исходное положение.
Заправку круга производят на конус или ступенчатую.
Врезное шлифование (рис. 1.16, в) осуществляется широкими
кругами сразу по всей длине обрабатываемой поверхности. Работа
производится только с поперечной подачей, которая непрерывно или
периодически (на один оборот детали) осуществляется шлифоваль-
ным кругом автоматически или вручную и составляет 0,02 ...0,01 мм
на один оборот детали. В отдельных случаях кругу сообщается допол-
нительное осевое колебательное движение с небольшой амплитудой
(до 3 мм), так называемое осциллирующее движение.
Врезное шлифование широко используется в крупносерийном и
массовом производстве для шлифования шеек коленчатых валов, ку-
лачковых и ступенчатых валов и других цилиндрических, конических
и фасонных поверхностей вращения длиной 200...300 мм. Это один
из наиболее производительных способов шлифования.
Шлифование уступами (рис. 1.16, г) осуществляется в серийном
производстве при обработке жестких деталей. По этой схеме поверх-
ность детали шлифуют определенными участками (1, 2, 3, 4 и 5) с
поперечной подачей последовательно друг за другом с перекрытием
соседних участков на 5... 15 мм.
Комбинированное шлифование (рис. 1.16, д). При шлифовании
уступами на границах соседних участков получается небольшая сту-
пенчатость. Для достижения требуемой точности и шероховатости
шлифование этим способом производят не на окончательный размер,
а как предварительное. Оставшийся припуск 0,02.. .0,03 мм удаляют в
той же операции двумя — тремя продольными рабочими ходами.
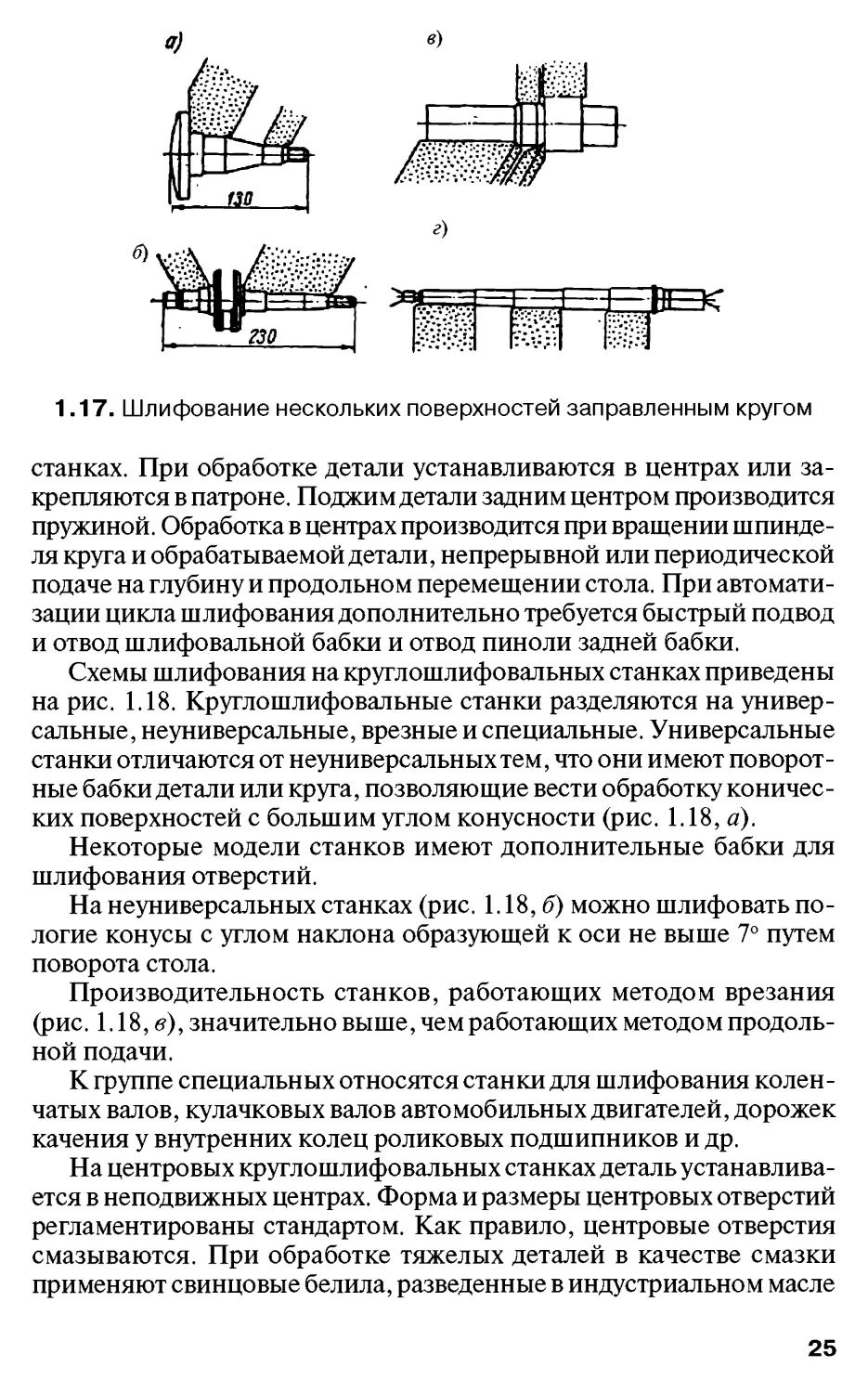
Осуществляется одновременное шлифование нескольких поверх-
ностей одним широким специально заправленным кругом либо
несколькими шлифовальными кругами, установленными рядом на
одном шпинделе. Примеры обработки нескольких поверхностей
одним широким кругом приведены на рис. 1.17, а и двумя противо-
положно расположенными кругами — на рис. 1.17,6; тремя кругами,
размещенными с одной стороны детали, — на рис. 1.17, в.
Наружное шлифование цилиндрических, конических, фасонных
и торцовых поверхностей осуществляют на круглошлифовальных
24
1.17. Шлифование нескольких поверхностей заправленным кругом
станках. При обработке детали устанавливаются в центрах или за-
крепляются в патроне. Поджим детали задним центром производится
пружиной. Обработка в центрах производится при вращении шпинде-
ля круга и обрабатываемой детали, непрерывной или периодической
подаче на глубину и продольном перемещении стола. При автомати-
зации цикла шлифования дополнительно требуется быстрый подвод
и отвод шлифовальной бабки и отвод пиноли задней бабки.
Схемы шлифования на круглошлифовальных станках приведены
на рис. 1.18. Круглошлифовальные станки разделяются на универ-
сальные, неуниверсальные, врезные и специальные. Универсальные
станки отличаются от неуниверсальных тем, что они имеют поворот-
ные бабки детали или круга, позволяющие вести обработку коничес-
ких поверхностей с большим углом конусности (рис. 1.18, а).
Некоторые модели станков имеют дополнительные бабки для
шлифования отверстий.
На неуниверсальных станках (рис. 1.18,0 можно шлифовать по-
логие конусы с углом наклона образующей к оси не выше 7° путем
поворота стола.
Производительность станков, работающих методом врезания
(рис. 1.18,0, значительно выше, чем работающих методом продоль-
ной подачи.
К группе специальных относятся станки для шлифования колен-
чатых валов, кулачковых валов автомобильных двигателей, дорожек
качения у внутренних колец роликовых подшипников и др.
На центровых круглошлифовальных станках деталь устанавлива-
ется в неподвижных центрах. Форма и размеры центровых отверстий
регламентированы стандартом. Как правило, центровые отверстия
смазываются. При обработке тяжелых деталей в качестве смазки
применяют свинцовые белила, разведенные в индустриальном масле
25
30 или 45В, Эффективна также смазка, состоящая из 65% солидола,
25% мела, 5% серы и 5% графита.
1.18. Схемы шлифования на универсальных круглошлифовальных
станках
При длительном шлифовании тяжелых деталей для обеспечения
подачи смазки без снятия детали с центров рекомендуется поль-
зоваться специальными центрами со смазочными канавками. При
скоростном шлифовании используют центра, оснащенные твердым
сплавом.
Передача вращения детали от поводковой планшайбы станка
производится при помощи различных устройств. Самым обычным
из них является винтовой хомутик.
Детали, имеющие отверстия больших диаметров, укрепляют на оп-
равках с центровыми отверстиями для установки в центрах станка.
Длинные и точные детали шлифуют с помощью люнетов.
1.3.2. БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ
Бесцентровое шлифование применяют для обработки деталей, не
имеющих центровых отверстий.
При шлифовании на бесцентрово-шлифовальных станках в
зависимости от режимов резания и характеристики круга точность
обработки может достигать 7 квалитета, а шероховатость поверхности
R = 1,25...0,16 мкм.
а 7 7
26
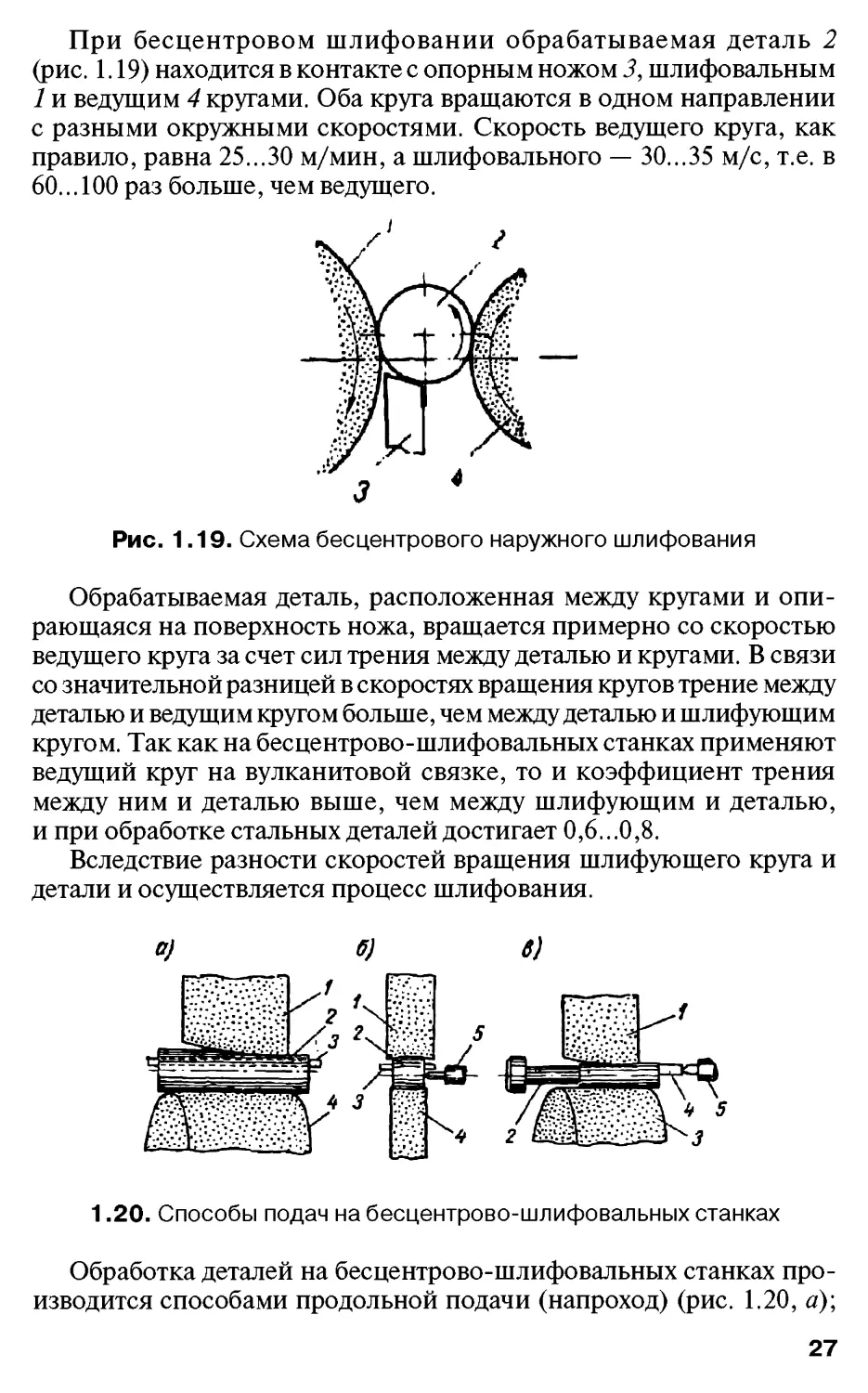
При бесцентровом шлифовании обрабатываемая деталь 2
(рис. 1.19) находится в контакте с опорным ножом 3, шлифовальным
1 и ведущим 4 кругами. Оба круга вращаются в одном направлении
с разными окружными скоростями. Скорость ведущего круга, как
правило, равна 25...30 м/мин, а шлифовального — 30...35 м/с, т.е. в
60... 100 раз больше, чем ведущего.
Рис. 1.19. Схема бесцентрового наружного шлифования
Обрабатываемая деталь, расположенная между кругами и опи-
рающаяся на поверхность ножа, вращается примерно со скоростью
ведущего круга за счет сил трения между деталью и кругами. В связи
со значительной разницей в скоростях вращения кругов трение между
деталью и ведущим кругом больше, чем между деталью и шлифующим
кругом. Так как на бесцентрово-шлифовальных станках применяют
ведущий круг на вулканитовой связке, то и коэффициент трения
между ним и деталью выше, чем между шлифующим и деталью,
и при обработке стальных деталей достигает 0,6...0,8.
Вследствие разности скоростей вращения шлифующего круга и
детали и осуществляется процесс шлифования.
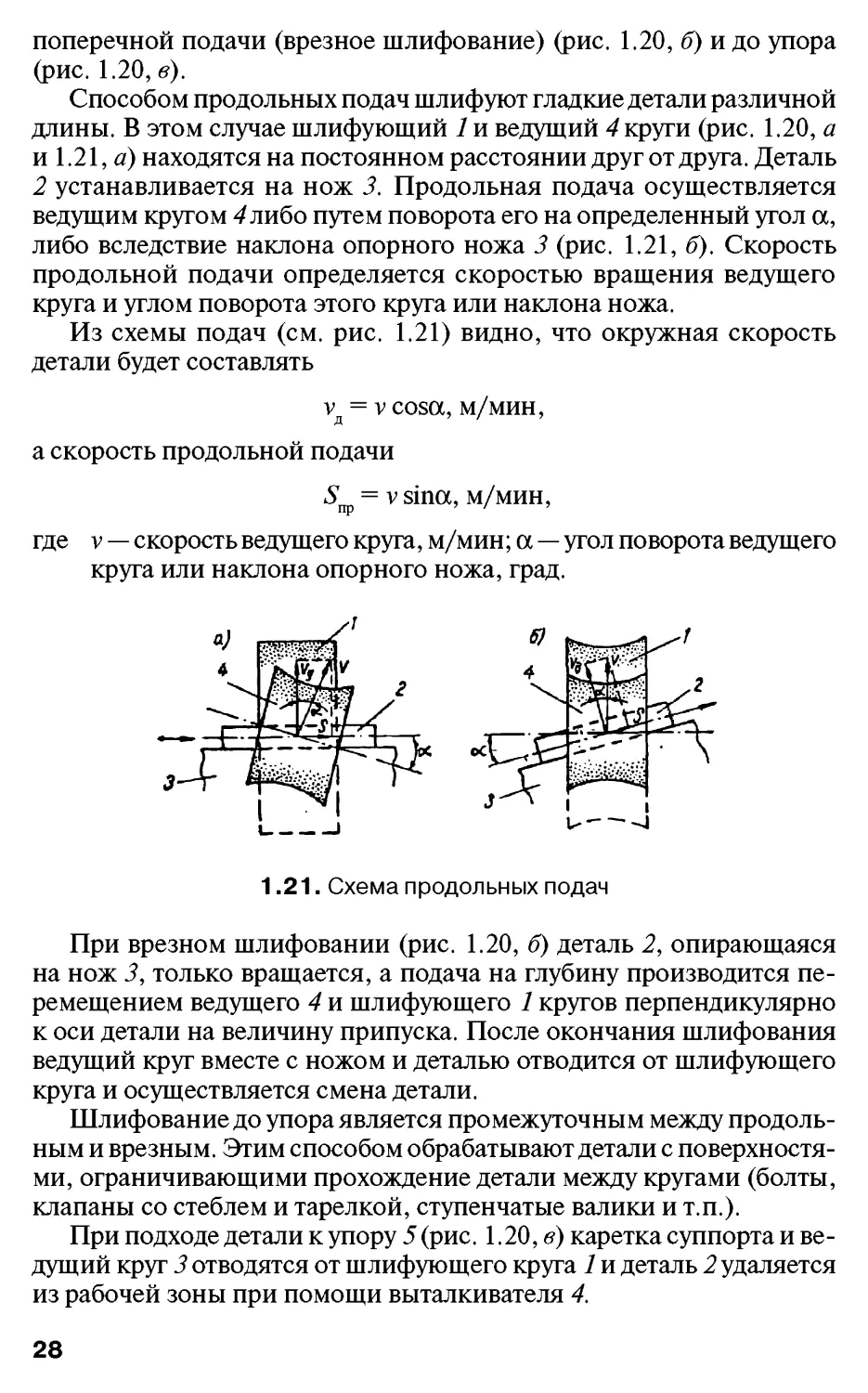
1.20. Способы подач на бесцентрово-шлифовальных станках
Обработка деталей на бесцентрово-шлифовальных станках про-
изводится способами продольной подачи (напроход) (рис. 1.20, а);
27
поперечной подачи (врезное шлифование) (рис. 1.20, б) и до упора
(рис. 1.20, в).
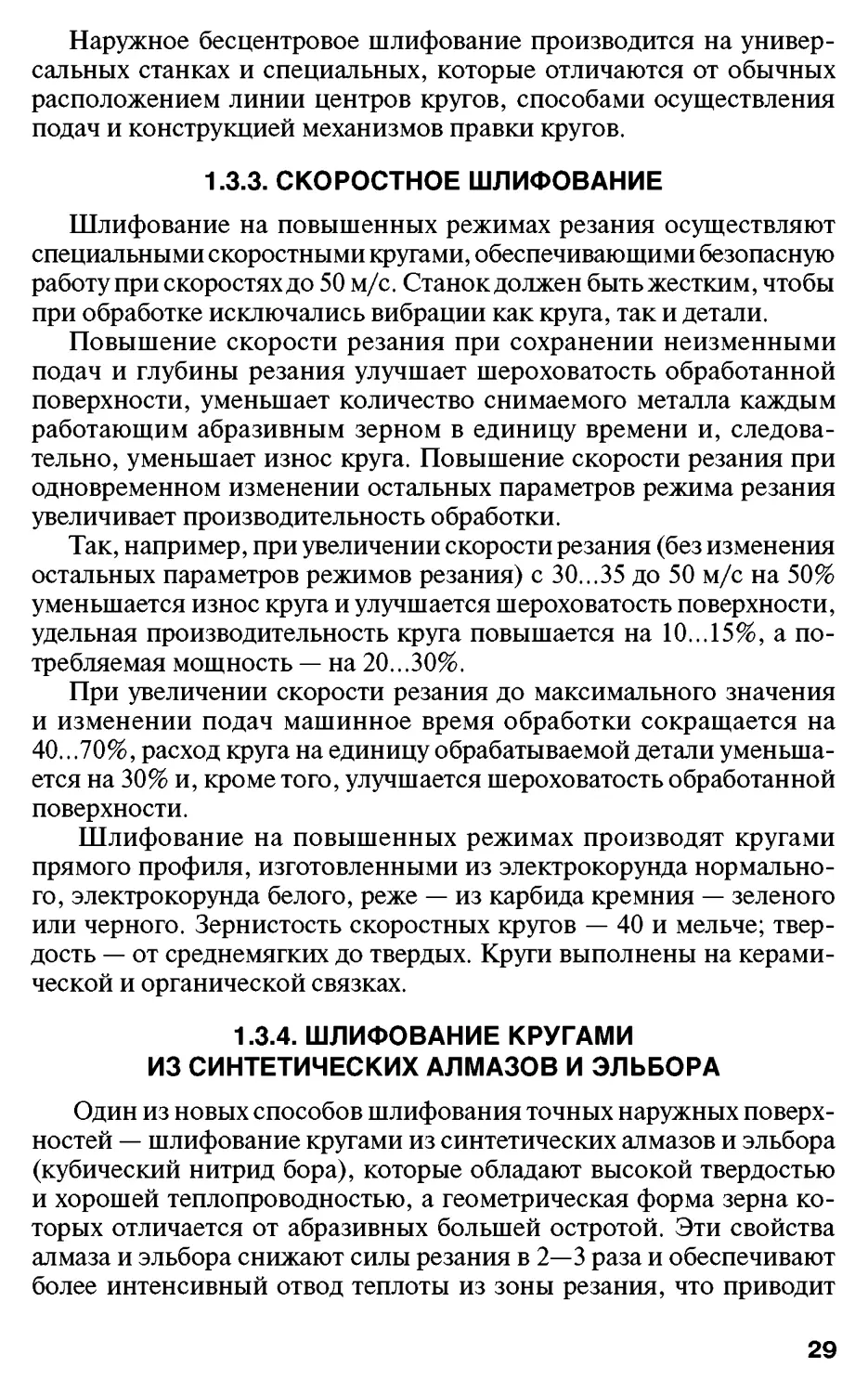
Способом продольных подач шлифуют гладкие детали различной
длины. В этом случае шлифующий 1 и ведущий 4 круги (рис. 1.20, а
и 1,21, а) находятся на постоянном расстоянии друг от друга. Деталь
2 устанавливается на нож 3, Продольная подача осуществляется
ведущим кругом 4 либо путем поворота его на определенный угол а,
либо вследствие наклона опорного ножа 3 (рис. 1.21, б), Скорость
продольной подачи определяется скоростью вращения ведущего
круга и углом поворота этого круга или наклона ножа.
Из схемы подач (см. рис. 1.21) видно, что окружная скорость
детали будет составлять
уд = v cosa, м/мин,
а скорость продольной подачи
= v since, м/мин,
где у — скорость ведущего круга, м/мин; а — угол поворота ведущего
круга или наклона опорного ножа, град.
1.21. Схема продольных подач
При врезном шлифовании (рис. 1.20, б) деталь 2, опирающаяся
на нож 3, только вращается, а подача на глубину производится пе-
ремещением ведущего 4 и шлифующего 1 кругов перпендикулярно
к оси детали на величину припуска. После окончания шлифования
ведущий круг вместе с ножом и деталью отводится от шлифующего
круга и осуществляется смена детали.
Шлифование до упора является промежуточным между продоль-
ным и врезным. Этим способом обрабатывают детали с поверхностя-
ми, ограничивающими прохождение детали между кругами (болты,
клапаны со стеблем и тарелкой, ступенчатые валики и т.п.).
При подходе детали к упору 5 (рис. 1.20, в) каретка суппорта и ве-
дущий круг 3 отводятся от шлифующего круга 1 и деталь 2 удаляется
из рабочей зоны при помощи выталкивателя 4,
28
Наружное бесцентровое шлифование производится на универ-
сальных станках и специальных, которые отличаются от обычных
расположением линии центров кругов, способами осуществления
подач и конструкцией механизмов правки кругов.
1.3.3. СКОРОСТНОЕ ШЛИФОВАНИЕ
Шлифование на повышенных режимах резания осуществляют
специальными скоростными кругами, обеспечивающими безопасную
работу при скоростях до 50 м/с. Станок должен быть жестким, чтобы
при обработке исключались вибрации как круга, так и детали.
Повышение скорости резания при сохранении неизменными
подач и глубины резания улучшает шероховатость обработанной
поверхности, уменьшает количество снимаемого металла каждым
работающим абразивным зерном в единицу времени и, следова-
тельно, уменьшает износ круга. Повышение скорости резания при
одновременном изменении остальных параметров режима резания
увеличивает производительность обработки.
Так, например, при увеличении скорости резания (без изменения
остальных параметров режимов резания) с 30...35 до 50 м/с на 50%
уменьшается износ круга и улучшается шероховатость поверхности,
удельная производительность круга повышается на 10...15%, а по-
требляемая мощность — на 20...30%.
При увеличении скорости резания до максимального значения
и изменении подач машинное время обработки сокращается на
40...70%, расход круга на единицу обрабатываемой детали уменьша-
ется на 30% и, кроме того, улучшается шероховатость обработанной
поверхности.
Шлифование на повышенных режимах производят кругами
прямого профиля, изготовленными из электрокорунда нормально-
го, электрокорунда белого, реже — из карбида кремния — зеленого
или черного. Зернистость скоростных кругов — 40 и мельче; твер-
дость — от среднемягких до твердых. Круги выполнены на керами-
ческой и органической связках.
1.3.4. ШЛИФОВАНИЕ КРУГАМИ
ИЗ СИНТЕТИЧЕСКИХ АЛМАЗОВ И ЭЛЬБОРА
Один из новых способов шлифования точных наружных поверх-
ностей — шлифование кругами из синтетических алмазов и эльбора
(кубический нитрид бора), которые обладают высокой твердостью
и хорошей теплопроводностью, а геометрическая форма зерна ко-
торых отличается от абразивных большей остротой. Эти свойства
алмаза и эльбора снижают силы резания в 2—3 раза и обеспечивают
более интенсивный отвод теплоты из зоны резания, что приводит
29
к значительному снижению температуры резания. В результате
структурные изменения обрабатываемого материала, образование
прижогов и шлифовальных трещин сводятся к минимуму. Алмазное
и эльборовое шлифование наружных поверхностей осуществляют
торцом чашечного круга по упругой схеме. Усилие прижатия круга к
обрабатываемой детали 50... 150 Н. Режимы резания: скорость круга
до 35 м/сек; скорость вращения заготовки 5...20 м/мин; продольная
подача 0,2...2,0 об/мин; глубина шлифования 0,002...0,01 мм.
Процесс шлифования обычными абразивными кругами имеет и
некоторые недостатки. Так, в процессе шлифования закаленной стали
неправильно выбранные режимы резания вызывают высокую темпе-
ратуру поверхностного слоя, что приводит к структурным изменениям
в материале детали, появлению участков пониженной твердости,
шлифовальных трещин и в конечном счете — к браку детали.
1.4. ОТДЕЛОЧНЫЕ МЕТОДЫ ОБРАБОТКИ ВАЛОВ
Отделочные операции применяются для получения малой шеро-
ховатости поверхности в пределах Ra = 0,16...0,01 мкм и в некоторых
случаях для достижения точности размеров по диаметру 6 квалитета.
К отделочным операциям относятся притирка, суперфиниширова-
ние, обкатка роликами и полирование.
Притирка. Притирка применяется для снятия тончайших слоев
металла посредством мелкозернистых абразивных порошков в среде
смазки, нанесенных на поверхность притира. Притирка дает малую
шероховатость поверхности до Ra = 0,010 мкм и точность размеров
диаметра 6 квалитета и выше. Притирка тел вращения бывает ма-
шинно-ручная и машинная; машинно-ручная выполняется на токар-
ных станках, сообщающих вращение детали; остальные движения,
необходимые для притирки, осуществляются вручную.
Машинная притирка производится на специальных притирочных
станках и применима только для небольших валов простейшей формы
(гладкие или с одним подлежащим притирке уступом наибольшего
диаметра и достаточной длины).
Машинно-ручная притирка осуществляется следующим образом:
изготовляют кольцо-притир из мелкозернистого перлитного чугуна
с твердостью 200.. .240 НВ. Внутренний диаметр кольца равен наруж-
ному диаметру уступа вала. Кольцо имеет прорези шириной 1.. .2 мм.
Обрабатываемую поверхность или внутреннюю поверхность кольца
смазывают абразивной смесью микропорошка со смазкой.
При обработке кольцо надевают на вал и затягивают имеющимися
на нем винтами до такой степени, чтобы оно проворачивалось. Вал
получает вращение со скоростью 10.. .30 м/мин, по мере приближения
к концу операции скорость уменьшают до 3.. .6 м/мин. Для притирки
30
применяют микропорошки электрокорунда или наждака. Зернистость
микропорошков выбирают в зависимости от назначения операции:
для предварительной притирки — М14, М20, М28; для окончательной
притирки — М5, М7, М10. В качестве смазочной среды применяют
керосин или масло. Применяют и готовые пасты. В процессе притир-
ки кольцу с помощью рукоятки сообщают медленные колебательные
движения с поворотом в пределах 45.. .90° и поступательное движение
вдоль оси вала. По мере ослабления кольца на валу винты подтягива-
ют. Для валов диаметром до 75 мм на притирку оставляют 5... 15 мкм.
С целью достижения только требуемой шероховатости поверхности,
но не точности размера и формы применяют плоский притир (типа
напильника). Материалом для такого притира служит закаленная
сталь; абразивные смеси такие же, как указано выше.
Поверхности перед любой притиркой должны быть обработаны
шлифованием до Ra = 1,25...0,63 мкм.
Суперфиниширование. Суперфиниширование — один из наиболее
совершенных и производительных процессов, позволяющих получать
поверхности шероховатостью Ra = 0,16...0,02 мкм. Этот метод обра-
ботки целесообразно применять в условиях массового производства.
Обрабатывают абразивными брусками на керамической связке с
зернистостью 6...4 мкм (рис 1.22), закрепленными в специальной
оправке. Бруски прямоугольного сечения в пружинной оправке
получают колебательное движение вдоль оси вала с амплитудой
2...6 мм и числом колебаний 400... 1000 в минуту. Бруски перемеща-
ются вдоль вала на 0,1 мм, а вал вращается с окружной скоростью
20...30 м/мин. Давление брусков в начале обработки 250 кН/м2,
к концу обработки оно понижается до 5 кН/м2. При суперфиниши-
ровании вал поливается эмульсией или смесью, состоящей из 90%
керосина и 10% веретенного масла.
Рис. 1.22. Схема суперфиниширования поверхности вала
Схема процесса резания при суперфинишировании приведена на
рис. 1.23. В начале обработки (рис. 1.23, а), когда площадь контакти-
31
рования абразивных брусков с поверхностью детали мала, а давление
на эту площадь большое, масляная пленка на ней не препятствует
резанию и абразивные зерна брусков срезают микронеровности
(рис. 1.23, б). По мере обработки площадь контактирования увеличи-
вается и, следовательно, давление на единицу поверхности уменьша-
ется; масляная пленка начинает препятствовать резанию, и процесс
резания постепенно ослабевает (рис. 1.23, в и г). Затем наступает
такой момент, когда площадь контактирования абразивных брусков
с обрабатываемой поверхностью детали увеличивается настолько,
что масляная пленка уже не разрывается, и процесс снятия стружки
автоматически прекращается (рис. 1.23, д).
я
я
rtf
W
20 Д27?
Рис. 1.23. Схема процесса резания и изменения шероховатости
За один цикл движения бруска абразивное зерно изменяет на-
правление относительно движения, при этом меняются и его режу-
щие грани, поэтому в каждый период движения зерно режет металл
разными гранями. Это — одна из наиболее важных особенностей
процесса суперфиниширования. Так как в процессе резания участ-
вует большое число режущих граней и при изменении направления
движения зерен они очищаются от стружки, условия обработки
значительно улучшаются.
Снимаемый при суперфинишировании слой металла настолько
мал, что трудно говорить о припуске на обработку в обычном смысле
этого слова. Если после шлифования средняя высота микронеров-
ностей составляет 0,5.. .0,75 мкм, то после суперфиниширования она
снижается до 0,15...0,20 мкм.
32
Для получения шероховатости поверхности Ra = 0,04...0,02 мкм у
незакаленных деталей применяют двухступенчатую обработку: пред-
варительную брусками зернистостью 8 и окончательную брусками
зернистостью 3. При суперфинишировании снимают очень малый
припуск — 0,005...0,02 мм на диаметр.
Время обработки шейки вала, длина которой примерно равна
длине бруска, составляет 0,2...0.5 мин. Дальнейшее увеличение
продолжительности суперфиниширования бесполезно, так как
масляная пленка, образующаяся между брусками и обрабатываемой
поверхностью, препятствует съему металла. Суперфиниширование
можно производить как на специальных станках, так и с помощью
суперфинишных головок, установленных на токарных станках.
Полирование. Полирование — отделочная обработка для полу-
чения поверхности низкой шероховатости и зеркального блеска без
достижения высокой точности. В процессе полирования происходит
сглаживание поверхностных неровностей, съем металла очень незна-
чителен или вовсе не имеет места. Поверхности полируют мягкими
вращающимися кругами, на цилиндрическую поверхность которых
нанесена смесь абразивного порошка и смазки. Скорость вращения
полировального круга 20...40 м/с. Полировальные круги изготовля-
ются из войлока, фетра, тканей и др. Применяют абразивные порош-
ки из наждака и электрокорунда зернистостью М28...М14, а также
пасты.
Смазка должна быть густой и удерживать абразивные зерна на
поверхности быстровращающегося круга; применяют тавот, смеси
парафина и воска и др.
Валы полируют на токарных станках, в суппорте которых устанав-
ливают шлифовальный прибор с электродвигателем. Полирование
на токарных станках производят также наждачной шкуркой. В мас-
совом производстве применяется полирование абразивной лентой
на специальных станках.
Обкатывание роликами. Сущность процесса отделки поверхностей
роликами заключается в пластическом деформировании поверхност-
ного слоя в холодном состоянии. Обкатывание упрочняет поверхност-
ный слой деталей на 30.. .50%, понижает шероховатость поверхности,
повышает усталостную прочность, износостойкость и коррозионную
стойкость. Наружные поверхности вращения обкатывают на токар-
ных, револьверных, карусельных и специальных станках.
Обкатывание гладкими роликами выполняется после шлифования
или после чистовой обточки. Жесткие валы обрабатываются обкатка-
ми с односторонним расположением роликов, нежесткие — трехроли-
ковыми обкатками. Обрабатываемый вал в процессе обкатывания
получает вращение со скоростью 20... 100 м/мин; продольная подача
при обкатывании роликами с закругленным профилем 0,1.. .0,2 мм/об.
33
При обкатывании цилиндрическими роликами подача должна быть
не более половины длины ролика, при этом ось ролика устанавли-
вается строго параллельно обрабатываемой поверхности. Ролики
должны иметь низкую шероховатость рабочей поверхности, не ниже
Ra = 0,04 мкм. Твердость роликов 60...62 HRCy Давление роликов
зависит от их длины и обрабатываемого материала. Число рабочих
ходов при обкатывании назначается с учетом выбранной величины
подачи, практически обкатка производится за 2—4 рабочих хода.
Припуск под обкатку определяется опытным путем. Обкатывание
выполняется при обильном смазывании маслом. Шероховатость по-
верхности после обкатывания зависит от шероховатости поверхности
детали перед обкатыванием и от давления обкатывания. Практичес-
ки достигается шероховатость поверхности Ra = 1,25...0,32 мкм при
исходной шероховатости поверхности Ra = 2,5 мкм, точность разме-
ров — по 7 квалитету.
1.5. МЕТОДЫ КОНТРОЛЯ ТОЧНОСТИ ВАЛОВ
В крупносерийном и массовом производстве широко применяется
активный контроль обрабатываемой поверхности с автоматической
подналадкой исполнительного органа станка на требуемый размер.
Наиболее распространенными измерительными инструментами
являются линейки, штангенциркули, микрометры, глубиномеры,
угломеры. Цена деления штриховых измерительных инструментов,
а следовательно и точность измерения, колеблется от 0,5 до 0,02 мм
в зависимости от конструкции и класса точности прибора. Для
измерения наружных поверхностей применяют также скобы с ры-
чажно-индикаторными головками. Скобы обеспечивают точность в
пределах ± 0,01 мм. В серийном и массовом производстве наибольшее
применение находят предельные калибры-скобы.
Контроль конических поверхностей производят с помощью шаб-
лонов, угловых мер, линеек, угломеров и конусных калибров-втулок,
пробок.
Контроль поверхностей составляет 5... 15% времени на изготов-
ление деталей и узлов.
1.6. ОБРАБОТКА НА ВАЛАХ
ЭЛЕМЕНТОВ ТИПОВЫХ СОПРЯЖЕНИЙ
Кроме цилиндрических, торцовых, ступенчатых и конических
поверхностей вращения, валы обычно имеют и другие элементы,
к которым относятся шпоночные пазы, шлицевые и резьбовые по-
верхности и т.п.
Для передачи крутящего момента деталям, сопряженным с валом,
широко применяют шпоночные и шлицевые соединения.
34
1.6.1. ОБРАБОТКА НА ВАЛАХ ШПОНОЧНЫХ ПАЗОВ
Шпоночные наружные пазы на деталях предназначаются под
призматические или сегментные шпонки. Пазы для призматических
шпонок могут быть закрытыми с двух сторон (глухие), закрытыми с
одной стороны и сквозными. Шпоночные канавки изготовляются
различными способами в зависимости от конфигурации канавки
и вида применяемого инструмента. Они выполняются на горизон-
тально-фрезерных или вертикально-фрезерных станках общего
назначения или специальных.
Сквозные и закрытые с одной стороны шпоночные пазы обра-
батывают дисковыми трехсторонними фрезами на горизонтально-
фрезерных станках (рис. 1.24, а).
Рис. 1.24. Методы фрезерования шпоночных пазов:
a — дисковой фрезой с продольной подачей; б — концевой фрезой с продольной
подачей; в — шпоночной фрезой с маятниковой подачей; г — дисковой фрезой с
вертикальной подачей
Фрезерование паза производится, как правило, за один рабочий
ход. При этом достигается наиболее высокая производительность.
Однако размер паза по ширине получается недостаточно точным —
35
в пределах 11 квалитета. Для повышения точности паз фрезеруют в
2—3 рабочих хода за одну или две операции или же осуществляют
предварительное фрезерование с оставлением припуска под после-
дующую слесарную обработку. Этот способ находит применение в
единичном и мелкосерийном производстве.
Длинные сквозные шпоночные пазы можно обрабатывать на
строгальных станках.
Глухие шпоночные пазы фрезеруют стандартными шпоночными
фрезами по двум схемам. При обработке по первой схеме сначала
фреза углубляется на полную глубину паза, а затем включается про-
дольная подача и паз фрезеруется на заданную длину (рис. 1.24, б).
Фреза работает в этом случае в основном периферийной частью. При
переточках диаметр ее уменьшается, поэтому размер паза по ширине
получается неточным. В таких случаях шпоночные пазы обрабаты-
вают за два рабочих хода. При фрезеровании по второй схеме шпо-
ночные пазы обрабатывают путем многократных последовательных
рабочих ходов, за каждый из которых срезается небольшой припуск
по глубине паза (рис. 1.24, в). Обработку осуществляют на специаль-
ных шпоночно-фрезерных станках при неподвижно закрепленной
детали и быстрой возвратно-поступательной (маятниковой) подаче
со скоростью 150...350 мм/мин. После каждого рабочего хода фреза
подается в осевом направлении на 0,1...0,3 мм для срезания следу-
ющего слоя металла. Все рабочие движения шпоночно-фрезерных
станков автоматизированы.
Маятниковый способ обработки дает возможность получить более
точный размер паза по ширине, так как фреза в основном работает
торцовой частью и ее наружный диаметр не изменяется длительное
время. Переточка фрез производится по торцу.
Эта схема обработки пазов используется в крупносерийном и
массовом производстве.
Пазы для сегментных шпонок, как правило, обрабатывают на
обычных фрезерных станках стандартными фрезами при подаче
(детали или фрезы) в направлении глубины паза (рис. 1.24, г).
Шпоночные пазы в отверстиях обрабатывают в единичном и
мелкосерийном производстве на долбежных станках с последующей
слесарной доводкой, а в крупносерийном и массовом — на протяжных
станках. Протягивают пазы при помощи специального приспособ-
ления — направляющей втулки (рис. 1.25).
Деталь насаживается на направляющую втулку, которая закреп-
лена в станине станка. Внутри втулки имеется паз для направления
протяжки.
36
Рис. 1.25. Протягивание шпоночного паза в отверстии
1.6.2. ОБРАБОТКА НА ВАЛАХ ШЛИЦЕВ
Шлицевые соединения валов и втулок служат для передачи враща-
тельных движений и крутящих моментов. Шлицы, изготовленные с
валом за одно целое, повышают жесткость последнего и обеспечивают
хорошее направление и легкость перемещения монтируемых на нем
зубчатых колес, муфт, втулок и т.п.
По конструкции шлицы могут быть прямобочными, эвольвентны-
ми и треугольными. Шлицевое соединение с прямоугольной формой
зуба может осуществляться центрированием втулки 1 по наружному
D и внутреннему d диаметрам вала 2 и по боковым поверхностям
шлицев (рис. 1.26). Шлицевое соединение с эвольвентной формой
зуба производится центрированием по боковым сторонам зуба.
Рис. 1.26. Виды центрированных шлицевых соединений
Выбор наружного или внутреннего диаметра в качестве центри-
рующего шлицевого соединения с прямоугольной формой зуба оп-
ределяется требуемой твердостью шлицевого отверстия и размерами
соединения. Если шлицевое отверстие не подвергается термической
обработке или если его твердость после термообработки допускает
калибрование протяжкой, то осуществляют центрирование по на-
37
ружному диаметру как более экономичное. При высокой твердости
шлицевого отверстия центрирование следует производить по внут-
реннему диаметру. Такой способ центрирования целесообразен также
при обработке длинных закаливаемых валов, так как в этом случае
можно одновременно шлифовать боковые стороны зубьев и вал по
внутреннему диаметру.
Технические требования на изготовление шлицевых соедине-
ний:
• допустимое отклонение на неравномерность шага шлицев не
должно превышать 0,02 мм;
• допустимое смещение любого шлица относительно оси не
более 0,02 мм.
Допуски и посадки для прямобочных шлицевых соединений рег-
ламентирует ГОСТ 1139—80, для эвольвентных — ГОСТ 6033—80.
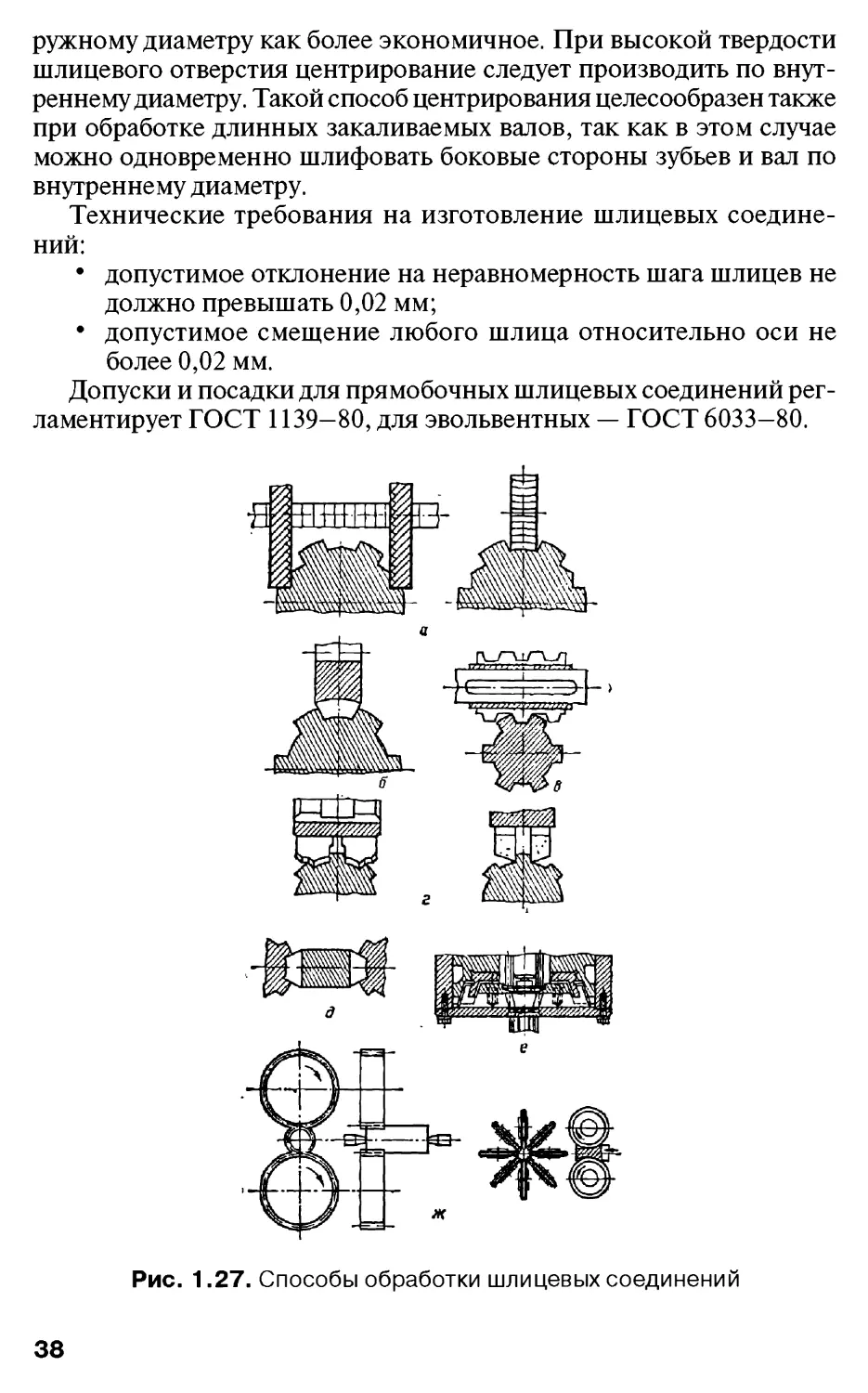
Рис. 1.27. Способы обработки шлицевых соединений
38
Известны следующие способы обработки шлицев:
1) фрезерование дисковыми двусторонними фрезами и профиль-
ной фрезой. Этот способ применяют при выполнении случайных
заказов и ремонте (рис. 1.27, я);
2) фрезерование профильной фрезой. Этот способ применяют,
если серия небольшая и нет специального шлицефрезерного станка
(рис. 1.27, б);
3) фрезерование червячными фрезами по способу обкатки. Этот
способ самый распространенный. Обработку выполняют на специ-
альных шлицефрезерных станках. Валы диаметром до 30 мм фре-
зеруют за один рабочий ход, а большего диаметра — за два рабочих
хода (рис. 1.27, <?);
4) фрезерование фасонными фрезами в два рабочих хода. Данный
способ в 3—4 раза производительнее, чем обработка по третьему
способу. Ее можно выполнять на универсально-фрезерных станках
(рис. 1.27, г);
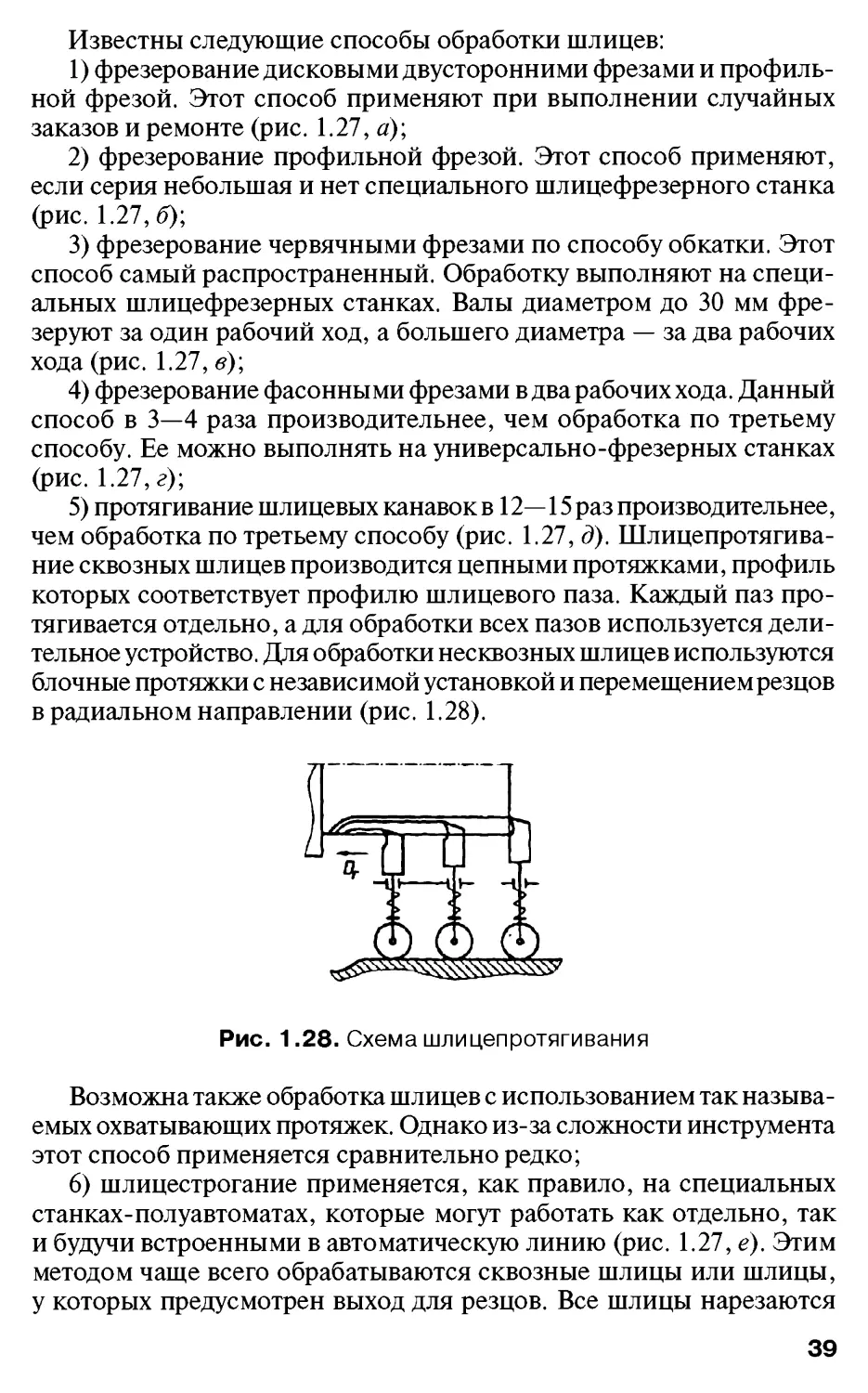
5) протягивание шлицевых канавок в 12— 15 раз производительнее,
чем обработка по третьему способу (рис. 1.27, д). Шлицепротягива-
ние сквозных шлицев производится цепными протяжками, профиль
которых соответствует профилю шлицевого паза. Каждый паз про-
тягивается отдельно, а для обработки всех пазов используется дели-
тельное устройство. Для обработки несквозных шлицев используются
блочные протяжки с независимой установкой и перемещением резцов
в радиальном направлении (рис. 1.28).
Рис. 1.28. Схема шлицепротягивания
Возможна также обработка шлицев с использованием так называ-
емых охватывающих протяжек. Однако из-за сложности инструмента
этот способ применяется сравнительно редко;
6) шлицестрогание применяется, как правило, на специальных
станках-полуавтоматах, которые могут работать как отдельно, так
и будучи встроенными в автоматическую линию (рис. 1.27, е). Этим
методом чаще всего обрабатываются сквозные шлицы или шлицы,
у которых предусмотрен выход для резцов. Все шлицы нарезаются
39
одновременно. При этом обработка ведется набором фасонных рез-
цов, установленных с возможностью перемещаться в радиальном
направлении. Число резцов равно числу пазов нарезаемого вала.
Обрабатываемая заготовка устанавливается вертикально, и ей со-
общается возвратно-поступательное перемещение вдоль оси. Перед
каждым перемещением заготовки вверх резцы перемещаются по на-
правлению к оси заготовки на величину поперечной подачи. Рабочим
движением является перемещение заготовки вверх. При ее переме-
щении вниз резцы отводятся от обрабатываемой поверхности, чтобы
избежать трения о заготовку. Этот способ высокопроизводителен и
используется в крупносерийном и массовом производстве;
7) накатывание шлицевых выступов (рис. 1.27, ж). Данный способ
дает точность по шагу до 0,03 мм. Производительность выше, чем
при третьем способе, в десятки раз, а прочность детали повышается
на 10...20%.
Окончательную обработку шлицевых поверхностей выполняют
тремя способами:
1) на одношпиндельном станке, работающем тремя кругами
(рис. 1.29, а). Станки для обработки по данному методу выходят
из употребления из-за трудностей, связанных с установлением ре-
жимов обработки шлифовальных кругов. Если установить режим
работы для кругов большого диаметра, то малый круг будет работать
с пониженной скоростью резания и быстрее «засаливаться». Если
установить необходимый режим для малого круга, то большие круги
будут перегружены и быстро выйдут из строя;
Рис. 1.29. Методы шлифования шлицев
2) на двухшпиндельном станке, работающем тремя кругами
(рис. 1.29, б). Данный способ обработки в настоящее время наиболее
распространен. В этом случае для пары больших кругов и для малого
круга можно установить оптимальные режимы обработки;
3) на одношпиндельном станке, работающем одним кругом
(рис. 1.29, в). Обработка по данному способу требует специальных,
очень сложных в наладке станков, на которых правку круга произво-
дят тремя алмазами с помощью специального устройства.
40
1.6.3. ОБРАБОТКА НА ВАЛАХ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
Виды резьб.Резьбы подразделяются на цилиндрические и кони-
ческие.
Основным видом цилиндрической резьбы является метрическая.
По стандарту метрические резьбы делятся на две группы: резьбы с
крупным шагом для диаметров 1.. .63 мм и резьбы с мелким шагом для
диаметров 1...600 мм. Малые резьбы диаметром 0,2...0,9 мм относятся
к резьбам с крупным шагом.
Находят применение резьбы: дюймовые, трапецеидальные, пря-
моугольные, упорные, модульные, трубные и др.
Дюймовые резьбы применяются только при ремонте импортных
машин.
Трапецеидальную резьбу используют в основном для ходовых
винтов металлорежущих станков и других силовых передач. Она
бывает крупная, нормальная и мелкая.
В резьбовых соединениях, предназначенных для передачи движе-
ния, иногда применяют прямоугольную резьбу. Ввиду ряда недостат-
ков (невозможности устранения зазора при износе винта или гайки,
недостаточной прочности зуба, трудности нарезки) ее используют
редко и она не стандартизована.
Упорная резьба предназначена в основном для ходовых и грузовых
винтов с односторонне действующей нагрузкой. Она бывает крупная,
нормальная и мелкая.
Трубную цилиндрическую резьбу применяют в соединениях полых
тонкостенных деталей, в трубах и других подобных деталях, когда
требуется обеспечить плотность соединения.
Модульная резьба предназначена для нарезания червяков.
В отдельных отраслях промышленности кроме перечисленных
используются различные специальные цилиндрические резьбы —
круглая, часовая и др.
Конические резьбы применяются в трубных соединениях, когда
необходимо обеспечить плотность соединения без специальных
уплотняющих материалов. Наиболее распространенной является
трубная коническая резьба, применяемая в тех же случаях, что и
трубная цилиндрическая.
Поле допуска резьбы определяется, как и у гладких соединений,
основным отклонением и допусками диаметров.
Для всех диаметров болтов (rf, d2 d{) применяют основные откло-
нения h, g, f, е, d (верхние es отклонения).
Для всех диаметров гаек (Z>, Dv D{) применяют основные откло-
нения Н, G, F, Е (нижние EI отклонения).
Допуски диаметров d, dv Dv D} зависят от степени точности
(у гладких соединений — от квалитета). Поле допуска какого-либо
41
диаметра резьбы образуется сочетанием степени точности и основ-
ного отклонения. Например, в 6Н цифра означает степень точности,
буква — основное отклонение.
Обозначение поля допуска резьбы болта состоит из обозначения
поля допуска среднего диаметра и поля допуска наружного диаметра.
Например, в 7g6g 7g — поле допуска среднего диаметра, 6g — поле
допуска наружного диаметра.
Если обозначение полей допусков диаметров совпадают, то их
указывают один раз. Например, в 6g поля допусков среднего и на-
ружного диаметров совпадают.
Обозначение поля допуска резьбы гайки состоит из обозначе-
ний полей допусков среднего и внутреннего диаметров. Например,
в 4Н5Н 4Н — поле допуска среднего диаметра, 5Н — поле допуска
внутреннего диаметра.
Резьба может быть изготовлена исходным (первичным) формо-
образованием, нарезанием и обработкой давлением.
Исходное формообразование — литье под давлением — имеет
ограниченное применение.
Резьбовые поверхности могут обрабатываться со снятием стружки
лезвийным или абразивным инструментом. В качестве лезвийного
инструмента применяют резцы, метчики, плашки, гребенки, резь-
бонарезные головки, дисковые и гребенчатые (групповые) фрезы.
В качестве абразивного инструмента применяют шлифовальные
круги.
В качестве инструмента для обработки пластическим деформиро-
ванием применяют резьбонакатные плашки и ролики.
Резьбу можно обрабатывать на станках токарной группы, свер-
лильных, расточных, резьбонарезных и резьбошлифовальных стан-
ках.
Нарезание резьбы резцами и гребенками. Существует много спо-
собов нарезания резьбы многолезвийными инструментами, однако
наиболее широко распространен способ обработки резьбы резцами
на токарных станках. Этот способ, ставший универсальным, почти
всегда используется при нарезании резьбы на ответственных дета-
лях, а с внедрением твердосплавных инструментов он сделался и
производительны м.
В настоящее время применяют два способа нарезания резьбы на
станках токарного типа:
1) резцами, неподвижно закрепленными в суппорте;
2) вращающимися резцами.
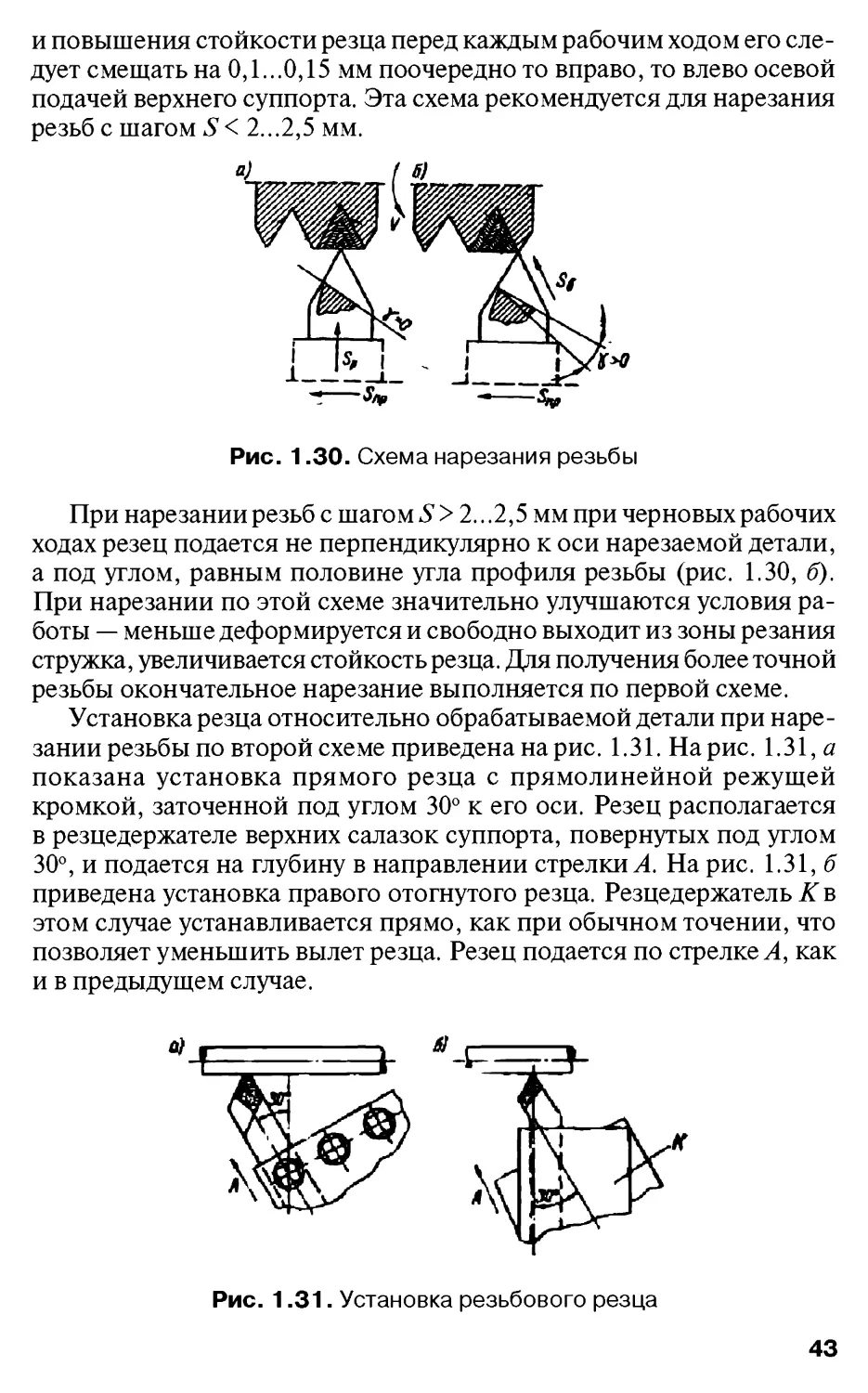
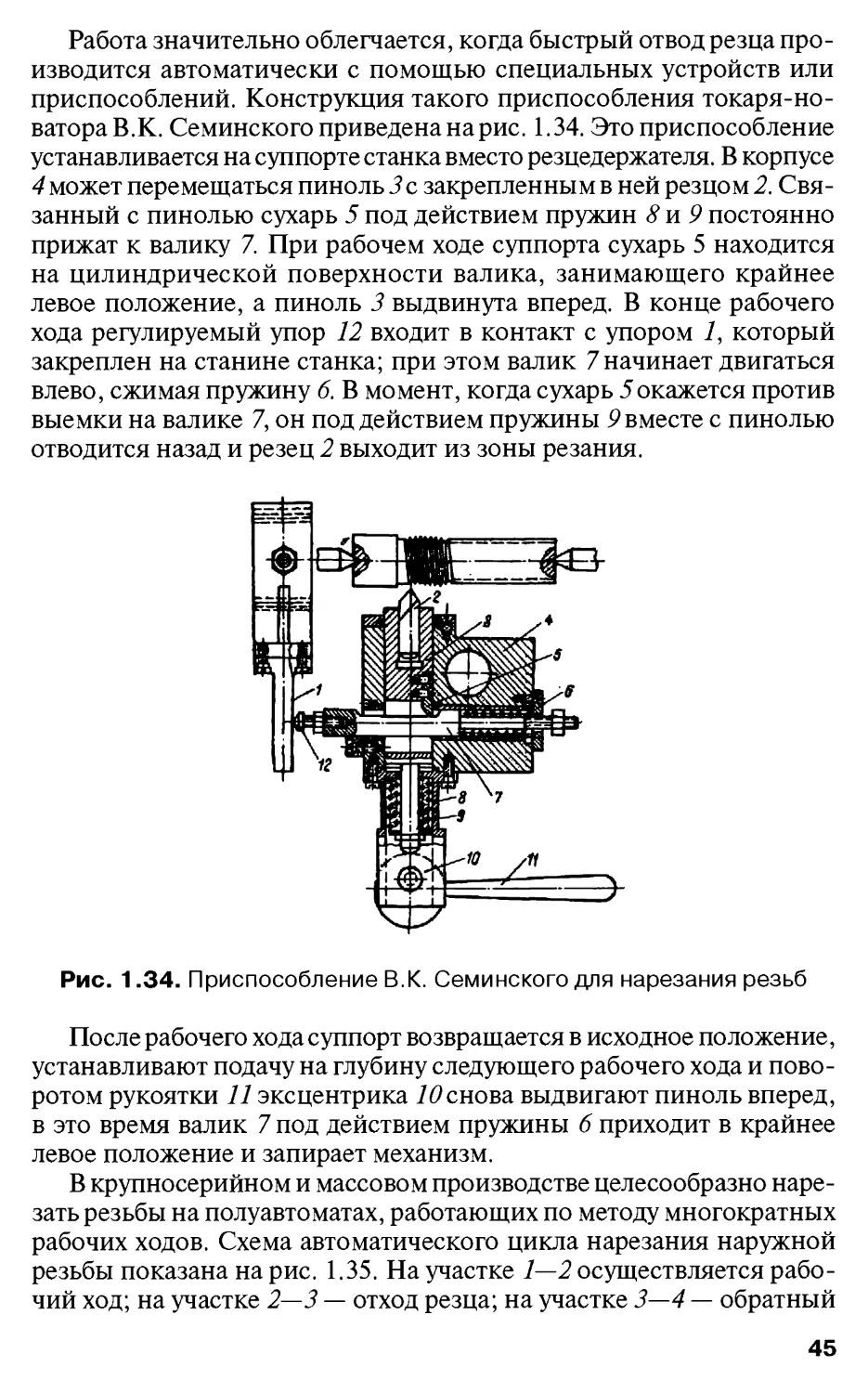
Треугольную резьбу нарезают по двум схемам (рис. 1.30). Первая
схема (наиболее распространенная) характеризуется тем, что резец
подается в поперечном направлении перпендикулярно к оси нареза-
емой детали (рис. 1.30, а). В целях облегчения условий схода стружки
42
и повышения стойкости резца перед каждым рабочим ходом его сле-
дует смещать на 0,1...0,15 мм поочередно то вправо, то влево осевой
подачей верхнего суппорта. Эта схема рекомендуется для нарезания
резьб с шагом S< 2...2,5 мм.
Рис. 1.30. Схема нарезания резьбы
При нарезании резьб с шагом 5> 2...2,5 мм при черновых рабочих
ходах резец подается не перпендикулярно к оси нарезаемой детали,
а под углом, равным половине угла профиля резьбы (рис. 1.30, б).
При нарезании по этой схеме значительно улучшаются условия ра-
боты — меньше деформируется и свободно выходит из зоны резания
стружка, увеличивается стойкость резца. Для получения более точной
резьбы окончательное нарезание выполняется по первой схеме.
Установка резца относительно обрабатываемой детали при наре-
зании резьбы по второй схеме приведена на рис. 1.31. Парис. 1.31, а
показана установка прямого резца с прямолинейной режущей
кромкой, заточенной под углом 30° к его оси. Резец располагается
в резцедержателе верхних салазок суппорта, повернутых под углом
30°, и подается на глубину в направлении стрелки Л. На рис. 1.31, б
приведена установка правого отогнутого резца. Резцедержатель К в
этом случае устанавливается прямо, как при обычном точении, что
позволяет уменьшить вылет резца. Резец подается по стрелке Л, как
и в предыдущем случае.
Рис. 1.31. Установка резьбового резца
43
При необходимотсти повысить точность изготовления резьбы,
а также при нарезании резьб с крупным шагом работа распределяется
между черновым и чистовым резцами.
Токарь-новатор В.М. Бирюков нарезает резьбу с шагом более 2 мм
двумя резцами — черновым и чистовым — с поперечным перемещени-
ем резца после каждого рабочего хода. Угол профиля у чернового резца
на 10° больше, чем у чистового, и равен примерно 69° (рис. 1.32, а).
Основная нагрузка в этом случае приходится на черновой резец.
Чистовой резец с углом профиля 59° (рис. 1.32, б) лишь зачищает
резьбу, снимая небольшое количество металла. Скорость резания
составляет 100...300 м/мин.
Токарь В.М. Бирюков нарезает резьбу и за один рабочий ход,
используя одновременно три твердосплавных резца (рис. 1.32, в).
Они представляют собой как бы гребенку: черновой резец имеет угол
профиля 70°, получистовой — 65°, чистовой — 59°.
Рис. 1.32. Нарезание
наружной резьбы по методу
В.М. Бирюкова
Высокие скорости резания при образовании резьб требуют от
рабочего большого напряжения и мгновенной реакции, чтобы свое-
временно отвести резец от детали в конце каждого рабочего хода,
особенно при нарезании внутренней и наружной резьб в упор. Для
облегчения нарезания таких резьб токари-новаторы предложили ряд
своих методов и приспособлений.
Токарь-новатор П. Фирсов предложил начинать нарезание внут-
ренней резьбы (рис. 1.33), у которой ширина канавки для выхода
резца равна всего двум виткам, с ввода резца в канавку и последу-
ющего включения подачи в направлении задней бабки. Этим методом
можно нарезать и наружную резьбу.
Рис. 1.33. Нарезание внутренней
резьбы по методу П. Фирсова
44
Работа значительно облегчается, когда быстрый отвод резца про-
изводится автоматически с помощью специальных устройств или
приспособлений. Конструкция такого приспособления токаря-но-
ватора В.К. Семинского приведена на рис. 1.34. Это приспособление
устанавливается на суппорте станка вместо резцедержателя. В корпусе
4 может перемещаться пиноль 3с закрепленным в ней резцом 2. Свя-
занный с пинолью сухарь 5 под действием пружин 8 и 9 постоянно
прижат к валику 7. При рабочем ходе суппорта сухарь 5 находится
на цилиндрической поверхности валика, занимающего крайнее
левое положение, а пиноль 3 выдвинута вперед. В конце рабочего
хода регулируемый упор 12 входит в контакт с упором 7, который
закреплен на станине станка; при этом валик 7 начинает двигаться
влево, сжимая пружину 6. В момент, когда сухарь 5окажется против
выемки на валике 7, он под действием пружины 9 вместе с пинолью
отводится назад и резец 2 выходит из зоны резания.
Рис. 1.34. Приспособление В.К. Семинского для нарезания резьб
После рабочего хода суппорт возвращается в исходное положение,
устанавливают подачу на глубину следующего рабочего хода и пово-
ротом рукоятки 11 эксцентрика /Основа выдвигают пиноль вперед,
в это время валик 7 под действием пружины 6 приходит в крайнее
левое положение и запирает механизм.
В крупносерийном и массовом производстве целесообразно наре-
зать резьбы на полуавтоматах, работающих по методу многократных
рабочих ходов. Схема автоматического цикла нарезания наружной
резьбы показана на рис. 1.35. На участке 1—2 осуществляется рабо-
чий ход; на участке 2—3 — отход резца; на участке 3—4 — обратный
45
ход резца в исходное положение, и наконец, на участке 4—1 резец
подается на глубину резания.
Рис. 1.35. Нарезание резьб на автомате
Черновое нарезание производят резцами, жестко закрепленными,
а чистовое — резцами, закрепленными в пружинящей державке.
Пружинящие державки позволяют получить более чистую и гладкую
резьбу.
Резьбу с шагом менее 3 мм нарезают сразу чистовым резцом, а с
шагом более 3 мм — сначала черновым, а затем чистовым.
Скорость резания по стали v = 45...240 м/мин, подача на глубину
резания при черновом нарезании 0,5... 1,0 мм, а при чистовом —
0,2...0,3 мм.
Нарезание трапецеидальных и прямоугольных резьб. В зависимости
от типа, размеров и точности резьбы применяется та или иная тех-
нология формирования ее профиля.
Нарезание мелких резьб (с шагом до 4 мм) производится быст-
рорежущими резцами полного профиля. Перемещение резца перед
каждым рабочим ходом осуществляется поперечной подачей.
Нарезание более крупных резьб, а также точных мелких разделя-
ют на предварительное и окончательное, выполняемые раздельно
чистовыми и черновыми резцами.
Трапецеидальные и модульные резьбы с шагом до 4 мм (модуль до
1,5 мм) обрабатывают одним резцом. Точные резьбы такихже разме-
ров нарезают двумя резцами — черновым с углом профиля меньше
чем 2а и чистовым с углом профиля, равным 2а. Дно резьбовой
канавки формируют черновым резцом.
Резьбы с шагом от 4 до 12мм (модуль от 1,5до4мм) обрабатывают
двумя или тремя резцами. В условиях единичного производства чер-
новым резцом прорезают канавку не на полную глубину, а чистовым
обрабатывают ее окончательно.
В серийном производстве резьбы с шагом 4... 12 мм нарезают пос-
ледовательно тремя резцами (рис. 1.36). Предварительно резьбу обра-
батывают прорезными резцами 1 и 2 и окончательно — профильным
46
резцом 3. Прорезным резцом 1 шириной, равной ширине канавки
по среднему диаметру резьбы минус 0,2 мм, прорезают канавку до
середины профиля резьбы (рис. 1.36, а). Затем прорезным резцом 2
шириной, равной ширине дна канавки, прорезают канавку до внут-
реннего диаметра резьбы (рис. 1.36, б). После этого профильным
резцом 3 резьбу обрабатывают окончательно (рис. 1.36, в).
Рис. 1.36. Нарезание трапецеидальных резьб
Более производительные схемы нарезания трапецеидальной
резьбы приведены на рис. 1.37. Прорезным резцом шириной, равной
полной ширине канавки у дна, прорезают канавку до внутреннего
диаметра (рис. 1.37, а). Затем левым подрезным резцом обрабаты-
вают левый боковой уступ (рис. 1.37, 0, а правым — правый уступ
(рис. 1.37, в). Нарезание резьбы по этой схеме доступно токарям
высокой квалификации.
Рис. 1.37. Высокопроизводительные схемы
нарезания трапецеидальных резьб
При нарезании прямоугольных резьб в связи с большим углом
подъема винтовой линии резец устанавливают двумя способами:
1) режущая кромка резца аб располагается параллельно оси
обрабатываемой детали в горизонтальной плоскости, проходящей
через деталь (рис. 1.38). В данном случае все режущие кромки резца
являются прямоугольными. Так как у прямоугольной резьбы ширина
канавки в осевом сечении является постоянной величиной независи-
47
мо от глубины нарезки, то при такой установке резца будет получена
резьба с геометрически правильным прямоугольным профилем.
Рис. 1.38. Способы установки резца
К недостаткам этого способа относится то, что при больших углах
подъема винтовой линии у одной режущей кромки резца образуется
тупой угол резания 82, вследствие чего она скоблит, а не режет, а у
другой — острый угол резания 8Р что сильно ослабляет режущую
кромку. Кроме того, создается опасность врезания резца в металл
под влиянием сил, возникающих вследствие трения одной из поверх-
ностей резца о стенку канавки;
2) режущая кромка а'б' располагается перпендикулярно к на-
правлению винтовой линии нарезаемой резьбы (см. рис. 1.38),
и недостатки, свойственные первому способу, исключаются. В то же
время возникают другие затруднения. Чтобы получить геометрически
правильный профиль прямоугольной резьбы, все три режущие кром-
ки резца должны быть криволинейными, что значительно усложняет
изготовление и эксплуатацию резцов. Поэтому первый способ уста-
новки резцов применяют при чистовом нарезании резьбы, а второй —
при черновом, когда можно пренебречь получающимися искажения-
ми профиля. Чистовое нарезание с большим углом подъема резьбы
осуществляется тремя отдельными резцами с прямолинейными
режущими кромками.
Прямоугольную резьбу обрабатывают стержневыми резьбовыми
резцами. Резьбы с шагом до 4 мм нарезают одним резцом. В этом
случае профиль резца должен соответствовать профилю резьбы. При
нарезании резьбы с большим шагом или повышенной точности при-
меняют последовательно два резца (рис. 1.39, а). Первым резцом —
предварительным — удаляют основной припуск, а чистовым —
окончательно профилируют резьбу. Ширина резцов для предвари-
тельного нарезания прямоугольной резьбы на 0,3...0,6 мм меньше
ширины ее впадины. Резцы для чистового нарезания имеют профиль
резьбы. Обычно ширина резца на 0,01...0,04 мм больше ширины
впадины резьбы (с учетом упругих деформаций металла).
48
Рис. 1.39. Нарезание прямоугольных резьб
При повышенных требованиях к качеству резьбы предварительно
нарезанная прямоугольная резьба окончательно формируется двумя
чистовыми резцами — правым и левым, каждый из которых обраба-
тывает лишь одну сторону резьбовой канавки (рис. 1.39, б).
Нарезание многозаходной резьбы. Нарезание многозаходной резь-
бы является одной из наиболее трудоемких операций, так как при
этом много времени затрачивается на точный поворот детали перед
обработкой каждой очередной винтовой канавки (нитки).
Существует несколько способов деления заготовки при нарезании
многозаходной резьбы. Рассмотрим наиболее производительные из них.
Весьма просто осуществить деление при помощи поводкового
патрона с несколькими пазами (рис. 1.40, а). Число пазов должно
равняться числу ходов винта или быть кратным этому числу. После
нарезания одной нитки резьбы заготовку снимают с центров и снова
ставят на них таким образом, чтобы хомутик попал в следующий паз
поводкового патрона. Затем нарезают вторую нитку.
Рис. 1.40. Патроны для нарезания многозаходных резьб
49
Большое распространение нашел способ нарезания много -
заходных резьб при помощи специального делительного патрона
(рис. 1.40, б). Патрон состоит из двух дисков. Первый диск жестко
закреплен на шпинделе станка. Второй, в котором при помощи
хомутика и скобы крепится заготовка, может поворачиваться отно-
сительно первого на любой угол. На первом диске имеется риска,
а на втором нанесено 360 делений через 1 градус.
Например, если требуется нарезать трехзаходную резьбу, то после
каждого захода второй диск вместе с заготовкой поворачивают на
угол, равный 360/3 = 120°, и затем жестко стягивают болтами оба
диска.
Этот способ деления применяют для деталей, которые можно
обрабатывать в центрах.
При одновременном нарезании многозаходной резьбы несколь-
кими резцами, установленными в специальных державках, деление
обеспечивается автоматически. При нарезании двухзаходных ходовых
винтов пользуются резцедержателем (рис. 1.41), в котором закрепле-
ны два резца. Устанавливаются они по шаблону на расстоянии, точно
соответствующем шагу между заходами. Таким образом, оба резца
нарезают одновременно две канавки. Очевидно, что для обработки
трехзаходной резьбы можно было бы таким же образом установить
и три резца.
Рис. 1.41. Двухрезцовая державка
для нарезания двухзаходной резьбы
Нарезание резьбы вращающимися резцами. Сущность метода на-
резания резьбы вращающимися резцами заключается в следующем.
Заготовка, на которой должна быть образована резьба, закрепляется в
патроне или в центрах станка и вращается с небольшим числом обо-
ротов (обычно 3...40 об/мин). Резец, установленный в специальной
резцовой головке, вращается вместе с ней с большим числом оборотов
(обычно 1000...3000 об/мин).
Ось, вокруг которой вращается резец, смещена относительно оси
вращения детали (рис. 1.42). Поэтому резец периодически то входит в
50
контакт с заготовкой, снимая с нее стружку, то выходит из контакта,
т.е. процесс резания осуществляется с перерывами.
о)
Ось вращения
резцовой головки
Ось вращения
заготовки
Ось вращения
резцовой
головки
Траектория
вершины резц
б)
Ось вращения
заготовки
Траектория
вершины резца
Рис. 1.42. Схема нарезания резьбы вращающимися резцами
За один полный оборот заготовки суппорт с резцовой головкой пе-
ремещается вдоль оси заготовки на величину, равную шагу резьбы.
В зависимости от того, как расположена траектория вращения
резца относительно оси вращения заготовки, различают два способа
нарезания резьбы вращающимися резцами:
1) способ внутреннего касания (охватывание); в этом случае заго-
товка размещается в отверстии резцовой головки и вращается вокруг
оси 0, а резцовая головка вращается вокруг оси Oj (рис. 1.42, а);
2) способ внешнего касания (огибание); заготовка находится сбоку
от резцовой головки (рис. 1.42, б).
При работе способом охватывания резец плавно врезается в
заготовку, длина дуги вершины резца и обрабатываемой заготовки
составляет примерно !/ длины окружности резьбы, сечение среза
постепенно увеличивается от нуля до наибольшего значения и затем
плавно уменьшается. Стружка получается растянутой и тонкой, и не-
смотря на прерывистую работу, резец почти не испытывает ударов —
резание протекает плавно.
При работе способом огибания резец соприкасается с заготов-
кой на сравнительно небольшой длине дуги окружности, стружка
получается короткой и толстой, работа происходит с ударами и на
поверхности резьбы остаются значительные следы обработки. Так
как второй способ оказался менее экономичным, он не получил
распространения в заводской практике.
51
Рассмотрим процесс нарезания резьбы способом внутреннего
касания по схеме, представленной на рис. 1.43, где винтовая нарезка
образуется одним резцом.
Рис. 1.43. Схема образования резцовой канавки
Деталь имеет наружный диаметр d2 и внутренний — б/. Допустим,
что при первом обороте резцовой головки резцом срезан металл
на участке АаС. За время одного полного оборота головки деталь
повернется в направлении часовой стрелки на некоторый угол ф и
точка К2 займет положение точки Kv В начале второго оборота резец
войдет в контакт с деталью в точке К2 и за полный оборот резцовой
головки срежет металл на участке К2ва. При каждом последующем
обороте головки резец удаляет точно такие же части металла, и за
время одного полного оборота детали образуется винтовая канавка,
или виток резьбы.
Длина дуги Ьа измеряется в миллиметрах по длине окружности
детали. Эта величина обозначается 5 и называется круговой подачей
на один резец. Величина круговой подачи оказывает влияние на
качество резьбы. При подаче детали 5 > 1 мм/резец, особенно при
обработке способом огибания, когда следы движения резца на поверх-
ности детали имеют вогнутую форму, огранка становится заметной
на глаз. При подачах детали 5 = 0,6.. .0,8 мм/резец и работе способом
охватывания огранка становится незаметной невооруженным глазом
и на качество резьбы практически не влияет.
Зная круговую подачу, которая выбирается в зависимости от
механических свойств металла, можно определить число оборотов
нарезаемой детали л из следующего уравнения:
52
п = S Zn /кек мм,
где d — наружный диаметр резьбы детали, мм; пр — число оборотов
в минуту резцовой головки; Z — число резцов в головке.
Число оборотов резцовой головки подсчитывается по следующей
формуле:
пр = IOOOv/tcD, мм,
где v — окружная скорость резцов в головке, м/мин; D — диаметр,
на котором расположены резцы в головке, мм.
Продольная подача определяется величиной перемещения рез-
цовой головки (в мм) в осевом направлении за один оборот детали.
Она равна шагу резьбы.
Производительность процесса нарезания и качество резьбы в
значительной степени зависят от отношения диаметра вращения
вершины резцов D и диаметра детали d.
При данной скорости резания число оборотов резцовой головки
пр будет тем больше, чем меньше диаметр D. Следовательно, при
данной величине круговой подачи 5 увеличение числа оборотов
резцовой головки означает и увеличение числа оборотов детали,
т.е. повышение производительности.
Практикой установлено, что для нарезания наружных треугольных
резьб целесообразно принимать D/d=1,4... 1,6. При диаметре D < 1Ad
увеличивается дуга касания резца и детали, вследствие чего резец не
успевает охладиться и его стойкость уменьшается.
Вращающимися резцами нарезают как наружные, так и внутрен-
ние резьбы (рис. 1.44). При нарезании внутренних резьб нормальные
условия работы достигаются при D/d = 0,5...0,55 и при диаметре
отверстия d > 45...50 мм.
Резьбу нарезают на токарно-винторезных, резьбонарезных и
резьбофрезерных станках с помощью приспособлений.
Рис. 1.44. Нарезание
наружных (а)
и внутренних(б) резьб
53
Для нарезания внутренних резьб применяют специальную оправ-
ку, конический хвостовик которой вставляют в отверстие шпинделя
резьбонарезного приспособления и закрепляют при помощи шайбы
5 и винта 6 (рис. 1.45).
Для обеспечения равномерности хода приспособления на оправку
4 насаживают маховик 5, закрепляемый гайкой 2, Твердосплавный
резец 1 вставляют в гнездо на передней части оправки и закрепляют
торцовым или боковым винтом.
Рис. 1.45. Оправка для нарезания внутренней резбы
При нарезании наружной резьбы на стальных деталях скорость
резания составляет от 150 до 300 м/мин, а на бронзовых — до 500...
600 м/мин. Охлаждение не применяется. Круговая подача 5 = 0,3...
0,8 мм/резец. Резьбы с шагом до 6 мм нарезаются за один рабочий
ход. Точность резьбы 6g...7g, а шероховатость Ra = 5...2,5 мкм.
Нарезание резьбы плашками и резьбонарезными головками.Плашка-
ми нарезают крепежные резьбы преимущественно на болтах, винтах
и шпильках вручную, а также на револьверных станках, автоматах и
реже — на токарных станках.
Плашки бывают круглые, разрезные и специальные (для нареза-
ния труб).
Круглые плашки изготовляются цельными, разрезными и трубча-
тыми. Круглыми плашками нарезают резьбу диаметром от 1 до 52 мм
за один рабочий ход. Цельные плашки обладают большой жесткостью
и обеспечивают получение чистой резьбы, но они малопроизводи-
тельны и быстро изнашиваются
Разрезные плашки, в отличие от цельных, имеют прорезь (0,5...
1,5 мм), что позволяет регулировать диаметр резьбы в пределах
0,1...0,25 мм. Вследствие пониженной жесткости нарезаемая этими
плашками резьба имеет недостаточно точный профиль.
Подготовка заготовки стержня под нарезание резьбы плашкой
сводится к правильному выбору его диаметра. Практика показывает,
что диаметр стержня должен быть несколько меньше диаметра наре-
54
заемой резьбы. Это объясняется тем, что при образовании профиля
резьбы металл детали течет, вследствие чего происходит защемление
витков резьбы в плашке.
Плашки устанавливаются в державки или патроны, которые в
зависимости от конструкции обеспечивают либо жесткое крепление,
либо такое, которое устраняет влияние несовпадения осей детали и
отверстия плашки на точность обработки и делает ненужным точное
согласование подачи с шагом резьбы.
Чтобы облегчить врезание плашки в металл, на конце заготовки
рекомендуется снимать фаску шириной 2...3 мм.
Основной недостаток всех видов плашек — необходимость свин-
чивать их по окончании нарезания резьбы, что значительно увели-
чивает вспомогательное время.
Резьбонарезные головки. В серийном производстве резьбы наре-
заются самораскрывающимися резьбонарезными головками. Это
более производительный метод нарезания резьбы, чем обработка
плашками, так как благодаря автоматическому раскрыванию головок
обратного свинчивания их не требуется.
Резьбонарезными головками можно нарезать наружные и внут-
ренние резьбы на сверлильных, револьверных, болторезных станках
и автоматах.
Наружную резьбу нарезают винторезными головками, а внутрен-
нюю — гайконарезными. Различают вращающиеся и невращающиеся
головки.
Невращающимися головками с дисковыми гребенками нарезают
резьбу диаметром 4...42 мм на токарных и револьверных станках. На
сверлильных станках и автоматах резьбу нарезают вращающимися
головками с дисковыми гребенками.
В винторезных головках гребенки располагаются радиально или
тангенциально к нарезаемой резьбе (рис. 1.46). В первом случае
головки бывают с дисковыми (рис. 1.46, а) или с призматическими
(рис. 1.46, би в) гребенками, а во втором — только с призматическими.
Головками с радиальным расположением гребенок нарезают точные
резьбы, а с тангенциальными — менее точные резьбы.
Рис. 1.46. Расположение гребенок в головках
55
Резьбонарезные головки, наряду с высокой производительностью,
обеспечивают получение резьб степени точности 6g с шероховатостью
поверхностиRa = 5...2,5 мкм.
Фрезерование резьбы. Фрезерование наружной и внутренней резьб
осуществляется в основном дисковыми и групповыми фрезами.
Дисковые резьбовые фрезы применяют для нарезания длинных
наружных и внутренних трапецеидальных резьб диаметром от 19 до
82 мм с шагом 2... 12 мм. Резьбу обрабатывают за два рабочих хода —
черновой и чистовой— фрезами.
Схема фрезерования наружной резьбы дисковой фрезой на
универсально-фрезерном станке типа 6Т82 приведена на рис. 1.47.
Фрезу устанавливают относительно заготовки под углом со, равным
углу подъема винтовой линии резьбы. В процессе работы фреза
совершает вращательное движение, а заготовка — вращательное и
поступательное.
Длинные наружные резьбы можно фрезеровать дисковыми фре-
зами на универсальном резьбофрезерном станке 561.
Рис. 1.47. Схема фрезерования резьбы дисковой фрезой
Для нарезания коротких метрических наружных и внутренних
резьб с шагом от 0,75 до 6 мм используют групповые (гребенчатые)
резьбовые фрезы. Эти фрезы имеют такой же профиль, как и наре-
заемая резьба, но их зубья расположены не по винтовой линии, а по
кольцевым поверхностям, перпендикулярным к оси фрезы. По на-
ружному цилиндру фреза прорезана продольными канавками, число
которых выбирается в зависимости от диаметра фрезы.
Групповые резьбовые фрезы относятся к типу фрез с затылован-
ной формой зубьев. Задний угол на вершине зуба а = 8... 10°, перед-
ний — у = 0. Длина режущей части фрезы делается больше длины
нарезаемой резьбы на 2—3 нитки.
56
Схема фрезерования наружной и внутренней резьб групповыми
фрезами приведена на рис. 1.48. Фреза и обрабатываемая деталь
получают вращательное движение. Кроме того, фреза медленно пе-
ремещается вдоль оси — за один оборот детали передвигается на шаг
резьбы и в поперечном направлении — на полную глубину резьбы,
поперечное перемещение ее автоматически выключается. Для наре-
зания резьбы на всей заданной длине детали достаточно сделать один
оборот. Но если учесть подвод, врезание и отвод фрезы, то весь цикл
нарезания резьбы осуществляется за 11/4 оборота детали.
Фрезерование резьбы производится со встречной подачей, по-
этому при нарезании наружной резьбы (рис. 1.48, а) фреза и деталь
вращаются в одну сторону, а при обработке внутренней — в проти-
воположные.
При нарезании внутренней резьбы (рис. 1.48, б) диаметр фрезы
должен быть примерно вдвое меньше внутреннего диаметра резь-
бы.
Групповыми фрезами можно нарезать конические и многозаход-
ные резьбы, а также некоторые типы специальных резьб на резьбо-
нарезных станках моделей 5М62, 5Б62 и 561.
Наибольший диаметр фрезеруемой на станке 5Б62 резьбы: на-
ружной — 100 мм и внутренней — 80 мм, наибольшая длина 75 мм и
шаг 6 мм.
Станок561 предназначен для нарезания длинных резьб (до 1500 мм).
В условиях мелкосерийного производства на станке мод. 561 можно
обрабатывать групповыми фрезами и короткие резьбы.
Рис. 1.48. Схемы фрезерования резьбы групповыми фрезами
Наименьший диаметр внутренней резьбы лимитируется жесткос-
тью и прочностью фрезы. Он может составлять 18... 20 мм для мелкой
метрической резьбы и 27...30 мм — для крепежной метрической
резьбы.
В крупносерийном и массовом производстве групповыми фрезами
нарезают резьбы 6.. .7 степени точности диаметром свыше 30.. .40 мм.
57
При меньшем диаметре резьбы фрезерование целесообразно приме-
нять только в тех случаях, когда по технологичности и другим причи-
нам нельзя воспользоваться более производительными методами.
Наружная резьба может быть образована также торцовой фрезой,
вставные ножи которой заточены по профилю нитки резьбы. Этим
способом нарезают резьбы на вертикально-фрезерном станке, где за-
готовка получает вращение отделительной головки или через особый
редуктор, устанавливаемый на рабочем столе станка и приводимый
в действие от механизма подачи стола (рис. 1.49).
Рис. 1.49. Нарезание резьбы торцовой фрезой
Для свободного выхода вставного ножа фрезы из канавки при
обработке относительно длинных резьб торцовой фрезой небольшо-
го диаметра ее ось должна быть установлена под углом ф < 90 к оси
нарезаемой заготовки. При нарезании же коротких резьб этот угол
может быть взят равным 90°.
Торцовой фрезой можно нарезать резьбы на горизонтально-фре-
зерном станке с поворотной головкой.
Накатывание резьбы. Кроме образования резьбы резанием, в про-
мышленности широко применяют метод накатывания резьбы.
Сущность метода накатывания заключается в том, что заготовка
обжимается более твердыми накатывающими инструментами и на
ней благодаря пластическим свойствам материала остается отпеча-
ток, создаваемый рабочей частью инструмента при соответствующей
кинематической связи его с заготовкой.
Образование резьбы накатыванием имеет ряд преимуществ по
сравнению с изготовлением резанием. При обычном нарезании резь-
бы волокна материала перерезаются (рис. 1.50, я), а при накатывании
они изгибаются, располагаясь вдоль профиля резьбы (рис. 1.50, б).
Предел прочности на срез накатанных резьбовых ниток на 25...40%
выше нарезанных резцом.
Наряду с высокой прочностью, метод накатывания обеспечивает
высокую износостойкость резьбовых поверхностей, а также значи-
тельное увеличение производительности.
58
Рис. 1.50. Направление волокон
Заготовки для накатывания резьбы могут быть изготовлены из
сталей различных марок и цветных металлов. Все материалы с от-
носительным удлинением 8 > 12% обычно хорошо накатываются.
Процесс накатки резьбы сопровождается смазкой.
Качество накатанной резьбы во многом зависит от правильного
выбора величины диаметра заготовки, так как при накатывании ме-
талл не удаляется и резьба получается только благодаря его пласти-
ческим деформациям. Имеется довольно много попыток определить
диаметр заготовки на основании аналитического расчета или эмпи-
рической формулы. Однако производственная практика показывает,
что величину диаметра заготовки целесообразно выбирать пробным
накатыванием исходя из положения, что диаметр заготовки должен
быть приблизительно равен среднему диаметру резьбы.
Для определения диаметра заготовок на заводах изготовляют
ступенчатую заготовку, у которой диаметр каждой ступени отлича-
ется от среднего диаметра резьбы на небольшую величину (порядка
0,02...0,03 мм). Накатывание такой заготовки по всей длине пока-
зывает наиболее целесообразный диапазон диаметров, в котором
обеспечивается накатывание годной резьбы.
Шероховатость поверхности заготовки должна быть не ниже
Ra = 10 мкм.
Резьбу накатывают плоскими, круглыми роликами и резьбонакат-
ными головками. Шероховатость накатанной поверхности Ra = 1,25...
0,63 мкм.
Накатывание резьбы плашками. Схема накатывания резьбы плаш-
ками приведена на рис. 1.51. Неподвижная плашка 1 закреплена на
станке, а подвижная 3 — на ползуне станка. Когда ползун с плашкой
3 находится в крайнем правом положении, заготовка 2автоматически
подается толкателем к заборной части плашек. Затем толкатель отхо-
дит и подвижная плашка 3, перемещаясь с ползуном влево, увлекает
за собой заготовку, которая прокатывается между плашками.
В крупносерийном и массовом производстве накатывание резьбы
осуществляется на специальных станках моделей МФ-103, МФ-128,
5А935, 5А936. Наибольший диаметр накатываемой резьбы 8 мм.
59
Рис. 1.51. Накатывание резьбы плашками
Основные размеры плашек регламентированы стандартом. Изго-
товляют их из сталей Х12АФ или 9ХС с термической обработкой до
твердости 58...60 HRC3.
Шероховатость поверхности рабочей части плашек должна быть
не ниже Ra = 1,25 мкм.
На рабочей поверхности плашек образованы резьбовые нитки,
расположенные под углом ос подъема резьбы детали по среднему
диаметру.
Рабочая сторона плашки имеет заборную 1Х калибрующую /2 и вы-
ходную /3 части. Подвижная плашка может выполняться с заборной
частью и без нее.
Способ накатывания плашками позволяет образовывать резьбы на
болтах, винтах, шпильках и других деталях диаметром от 2 до 25 мм
и длиной до 125 мм. Производительность процесса 60... 120 деталей
в минуту при автоматической загрузке заготовок и 30...50 деталей —
при ручной. Скорость накатывания v = 15.. .20 м/мин. При накатыва-
нии используются различные смазки. Точность накатанной резьбы
соответствует 6...7 степени точности, а шероховатость поверхности
Ra = 2,5...0,63 мкм.
Накатывание резьбы роликами. При накатывании резьбы роликами
можно применять три вида подач: тангенциальную, радиальную и
осевую. Наиболее распространена схема накатывания резьбы двумя
роликами с радиальной подачей (рис. 1.52).
Резьбу накатывают на специальных станках, обеспечивающих од-
новременное вращение двух роликов 1 и 2 в одну сторону. Заготовку
3 устанавливают на подпорку 4 между роликами. При накатывании
заготовка прижимается к осевому упору 5. Подвижный ролик 2 при
вращении получает радиальную подачу и прижимает заготовку к ро-
лику 1, Резьба роликов вдавливается в заготовку и оставляет на ней
негативный отпечаток. При достижении требуемой глубины резьбы
ролик 2 после небольшой выдержки быстро отводится. Готовая деталь
удаляется, и вводится следующая заготовка.
60
Рис. 1.52. Накатывание резьбы роликами
Для получения правильной по профилю и размерам резьбы роли-
ки должны быть установлены по отношению друг к другу в осевом
направлении строго в определенном положении. При накатывании
однозаходной резьбы или многозаходной резьбы с нечетным числом
заходов вершина ниток резьбы одного ролика должна располагаться
против середины впадин резьбы второго ролика, а при обработке
многозаходной резьбы с четным числом заходов вершины резьб обоих
роликов должны располагаться друг против друга.
Накатные ролики для образования метрических резьб диаметром
3.. .45 мм регламентированы стандартом. Ролики изготовляют из стали
Х12АФ, термически обработанной до твердости 58...60 HRC3.
Роликами обычной точности накатывают резьбу 7 степени
точности с шероховатостью поверхности профиля Ra = 1,25 мкм,
61
а роликами повышенной точности — не ниже 6 степени точности с
шероховатостью поверхности профиля Ra = 0,63 мкм.
Направление резьбы на роликах противоположно направлению
резьбы на детали.
При выборе диаметра накатных роликов учитывают, что процесс
накатки улучшается с увеличением диаметра роликов. Чтобы обес-
печить одинаковый угол ос подъема резьбы на ролике и на заготовке,
резьбу выполняют многозаходной, при этом число заходов опреде-
ляют по формуле
п = D / d ,
ср' ср1
где 2>ср — средний диаметр ролика; d — средний диаметр резьбы
заготовки.
Следовательно, ход резьбы роликов Н будет равен
Н = nS,
где S — шаг накатываемой резьбы.
При накатывании на детали многозаходной резьбы с числом за-
ходов п число заходов резьбы роликов будет составлять
п = п (D / d ).
дх ср7 ср7
Накатыванием можно образовывать резьбы диаметром от 0,3 до
150 мм на деталях из стали твердостью до 37 HRC3, а также из цвет-
ных сплавов с точностью до 5 степени точности и с шероховатостью
поверхности до Ra = 1,25...0,63 мкм. Скорость накатывания резьбы
роликами колеблется в пределах 25... 120 м/мин.
Длина получаемой резьбы лимитируется шириной роликов,
которая должна быть несколько больше заданной резьбы и редко
превышает 100... 120 мм.
Производительность процесса накатывания зависит от шага и
длины резьбы, материала заготовок и колеблется в пределах 80...
500 деталей в час.
Шлифование резьбы. Шлифование резьбы применяют для получе-
ния весьма точных остроугольных резьб на незакаленных и, главным
образом, на закаленных деталях, когда другими способами получить
заданную точность невозможно.
На универсально-резьбошлифовальных станках шлифуют наруж-
ные резьбы диаметром до 200 мм и внутренние резьбы диаметром
25... 170 мм. Профиль шлифуемых резьб треугольный с углом при
вершине 55 и 60°, трапецеидальный с углом при вершине 30 и 40°.
Шлифованием достигается высокая точность по шагу до ±0,002 мм
надлине 25 мм, по среднему диаметру овальность не более 0,003 мм;
конусность не более 0,005 мм на длине 400 мм; отклонение угла
профиля ±3' на половине угла профиля. Шлифование резьбы может
62
производиться однониточным и многониточным шлифовальными
кругами. Профиль шлифовального круга соответствует профилю
шлифуемой резьбы.
При шлифовании однониточным кругом (рис. 1.53, я)осидеталии
шлифовального круга лежат в параллельных плоскостях, скрещиваясь
под углом подъема резьбы. Заготовка устанавливается в центрах и
получает вращение со скоростью круговой подачи, шлифовальный
круг имеет вращательное главное движение, стол станка имеет про-
дольное перемещение, согласованное с вращением детали: за один
оборот детали шлифовальный круг (или сама деталь) перемещается в
продольном направлении на один шаг шлифуемой резьбы. Резьбы с
малым шагом шлифуют однониточным кругом на полную глубину за
один рабочий ход, а резьбы с большим шагом — за несколько рабочих
ходов с периодической поперечной подачей.
Рис. 1.53. Пример шлифования наружной резьбы
Многониточным кругом с кольцевыми нитками шлифуют корот-
кие резьбы. Оси детали и круга параллельны (рис. 1.53, б). Шлифова-
ние точных резьб с большим углом подъема многониточным кругом
производить нельзя, так как параллельное расположение осей детали
и круга приводит к искажению профиля. Многониточными кругами
можно шлифовать в сплошном металле резьбу с шагом 1...1,5 мм
без предварительного нарезания. При шлифовании многониточ-
ным кругом сначала включают вращение детали, затем производят
поперечную подачу до врезания на полную глубину профиля при
включенной осевой подаче на один шаг за один оборот заготовки.
Резьба шлифуется за 173... 172 оборота детали. Резьбы с шагом менее
1,5 мм шлифуются за один рабочий ход, а при шаге более 1,5 мм —
63
за несколько рабочих ходов с периодической поперечной подачей.
Многониточный круг должен иметь ширину на 2...3 нитки больше
длины шлифуемой резьбы.
1.7. ТИПОВЫЕ МАРШРУТЫ
ИЗГОТОВЛЕНИЯ ВАЛОВ
Основными операциями механической обработки при изготов-
лении валов с типовыми конструктивными элементами являются
следующие.
005. Заготовительная. Для заготовок из проката — это рубка прутка
на прессе или отрезание на отрезном станке. Для штучных заготовок —
это отливки, штамповки, поковки.
010. Правйльная (применяется для проката). Осуществляется она
на прессах или правйльно-калибровочных станках.
015. Термическая (улучшение или нормализация).
020. Операции по подготовке главных технологических баз. В за-
висимости от типа производства производятся они на универсальных
токарных и фрезерных станках, специальных фрезерных или фрезер-
но-центровальных полуавтоматах.
Для нежестких валов производится обработка шеек под люнеты.
025. Токарная черновая. На данной операции производится сре-
зание основного слоя металла для получения необходимой формы
детали. Кроме того, предусматривается припуск под чистовое точение
и шлифование, а также под вспомогательные операции на детали.
Выполнение данной операции позволяет получить точность 1Т12,
а шероховатость Ra = 6,3 мкм. В качестве оборудования применяют
универсально-токарные станки, токарные с гидросуппортом, токар-
но-копировальные, многорезцовые станки, вертикальные и гори-
зонтальные многошпиндельные полуавтоматы и автоматы, а также
станки с ЧПУ. Выбор оборудования зависит от типа производства.
030. Токарная чистовая. Эта операция аналогична приведенной
выше. Производится обработка наиболее ответственных элементов
валов, и при этом обеспечивается точность 1Т11... 1Т10, а шерохова-
тость^ = 3,2 мкм.
035. Фрезерная. Осуществляется обработка шпоночных пазов,
шлицев, зубьев, всевозможных лысок, смазочных канавок. При этом
используют как универсальное, так и специальное оборудование и
инструменты.
040. Сверлильная. Производится сверление всевозможных отвер-
стий, которые могут иметь оси, параллельные главной оси вала или
перпендикулярные ей, а также расположенные под углом.
045. Резьбонарезная. На закаливаемых шейках валов резьбу из-
готовляют до термообработки. Если вал не подвергается закалке, то
64
резьбу нарезают после окончательного шлифования шеек. Мелкие
резьбы термообработанных валов получают сразу на резьбошлифо-
вальных станках. При этом используют различные инструменты и
оборудование.
050. Термическая. Это, как правило, различные виды закалки
согласно чертежу детали.
055. Шлифовальная. На данной операции шлифуют шейки валов
под подшипники и другие сопрягающиеся поверхности, а также
шлицы на круглошлифовальных или бесцентрово-шлифовальных
станках.
060. Моечная. Промывка деталей на моечной машине.
065. Контрольная.
070. Нанесение различных покрытий.
1.7.1. ПРИМЕР ТИПОВОГО МАРШРУТА
ИЗГОТОВЛЕНИЯ ВАЛОВ
В качестве примера рассмотрим изготовление вытяжного цилин-
дра прядильной машины (рис. 1.54). Вытяжные цилиндры являются
основными деталями вытяжного прибора ровничных, ленточных,
прядильных и прядильно-крутильных машин, которые предназна-
чены для окончательного вытягивания полуфабриката (ровницы или
ленты) до требуемого номера пряжи.
Рис. 1.54. Вытяжной цилиндр
Основное эксплуатационное требование к цилиндру — это обеспе-
чение необходимого усилия зажима волокна и создание необходимого
поля сил трения. Поэтому ответственными элементами цилиндра
являются его рифленые тумбочки. Установлено, что большое влия-
65
ние на технологическим процесс вытягивания и нагрузку на валик
оказывают профиль и состояние рифлей. Среднее давление между
цилиндром и валиком зависит от ширины ленточки рифля: при уве-
личении ширины ленточки давление уменьшается и, соответственно,
возрастает необходимая нагрузка на валик. Слишком малая ширина
приводит к быстрому изнашиванию эластичного покрытия и даже к
повреждению волокон.
К вытяжным цилиндрам предъявляются следующие технические
требования: твердость наружных поверхностей рифленых тумб и про-
межуточных шеек должна быть не менее 55 НЯСэ; толщина закален-
ного слоя должна быть равномерной в кольцевом сечении цилиндра и
не превышать 5.. .6% диаметра; допуск радиального биения рифленых
тумб и направляющей шейки относительно направляющей камеры и
опорной шейки под подшипники скольжения не более 0,02.. .0,03 мм;
допуск торцового биения относительно рифленых тумб должен быть
0,006...0,01 мм; наружные поверхности цилиндров должны быть
хромированы.
Технологический маршрут обработки вытяжных цилиндров из
стали 45 представлен в табл. 1.1.
Таблица 1.1
Технологический маршрут обработки вытяжных цилиндров
Номер опера- ции Наименование и содержание операции Эскиз обработки и базирования Оборудова- ние
1 2 3 4
Специальная фрезер- Специаль-
ная — фрезеровать два г +-© ный фрезер-
торца одновременно с 4 ный двух-
005 установкой по шпиндель-
40 штук, выдерживая ч. / /\ л ный стаанок
размер 1
Бесцентрово-шли- Бес цент-
фовальная — окон- -4-^ ФРМ . A V х*— \ ‘1 рово-шли-
чательно шлифовать фовальный
010 заготовку в размер 1 ЗМ184
Специальная токар- Токарно-ре-
ная — центровать де- Ьк £ вольверный
таль с одной стороны 1К36
015 до размеров 1...3; центровать деталь с
другой стороны до -Д. 1 fQ © ©
размеров 1...3
66
Продолжение табл. 1.1
1 2 3 4
020 Специальная токар- ная — точить по копи- ру до размеров 1...7 1 а. & £ 5 $ ъ2,-Д- ) Специаль- ный токар- ный MK-6161
>—
_ .1 <
f-©
4
025 Токарно-винторез- ная — точить канавки, выдерживая размеры 4...9 1 £ * Л7 Токарно- винторезный 16К20
©
е- V М
—
030 Токарно-винторез- ная — точить до диа- метра 1 с другой сто- роны, выдерживая размер 3 ем Токарно- винторезный 16К20
-П-- - И
L-OJ
<47
035 Круглошлифоваль- ная — шлифовать деталь до диаметра 1 _] ML L, 7^5/ 1 1 1 Круглошли- фовальный ЗА16
040 Накатная — обкатать нерабочие шейки; накатать рифли раз- мерами 1...3 © Накатный UPW^ 25.1
" - “
п . - j.
045 Автоматная токар- ная — сверлить от- верстие диаметром 3 и длиной 2; сверлить отверстие диамет- ром 4, выдерживая размер 1 Токарный полуавтомат 1А240П-6
Мг ^7»^
£ e
67
Продолжение табл. 1.1
1 2 3 4
050 Токарно-винторез- ная — расточить от- верстие, выдержи- вая размеры 4 и 5; расточить камеру до диаметра 1, выдержи- вая размер 3; точить фаску 2 4-? rf-in2— 4? Токарно- винторезный 16К20
1 апч,$ 'i
055 Круглошлифоваль- ная — шлифовать деталь до диаметра 1и2 _L 1 —зэ л» <^£*1 Круглошли- фовальный ПШ8
060 Токарно-винторез- ная — развернуть камеру до диаметра 1 1 & Токарно- винторезный 16К20
065 Резьбонарезная — нарезать резьбу 1, вы- держивая размер 2 1 ф 1 н —6^) 1 Н h,. Резьб онарез- ный 5А05
070 Резьбонакатная — на- катать резьбу 1 J Резьбонакат- ный ТТМ
075 Круглошлифоваль- ная — шлифовать то- рец до размера 3; шлифовать диаметр 7, выдерживая допуск биения 2 . Т: Круглошли- фовальный 3A130
—Ulp ©д
68
Окончание табл. 1.1
080
Круглошлифоваль-
ная — шлифовать
рифли до диаметра 1;
обеспечить допуск
биения 2
Круглошли-
фовальный
3A130
085
Круглошлифоваль-
ная — шлифовать
торец со стороны
камеры до размеров
1и2
Круглошли-
фовальный
3A130
Заготовкой для вытяжных цилиндров служит горячекатаная угле-
родистая круглая сталь 45. Прутки этой стали режут в заготовительном
цехе на отдельные заготовки и отжигают. В зависимости от имеюще-
гося оборудования процесс резки заготовок можно производить на
специальных прессах, отрезных станках, круглых дисковых пилах
или механических ножовках.
Длина вытяжного цилиндра равна примерно величине 25 диа-
метров, поэтому его обработка может быть отнесена к обработке
маложестких валов. Это требует применения при обработке люне-
тов, выбора режимов резания с учетом малой жесткости заготовки
и введения в маршрут операций правки. Технологической базой у
большинства операций служат конусные поверхности центровых
отверстий, поэтому точности их выполнения придается большое
значение.
Некоторые операции изготовления вытяжных цилиндров пред-
ставляют значительный интерес и отличаются от подобных в общем
машиностроении. Так, заготовка после отжига и правки поступает
на операцию 005 (см. табл. 1.1) обработки торцов. Заготовки в ко-
личестве 40 штук укладывают в специальное приспособление и на
специальном двухшпиндельном фрезерном станке обрабатывают
торцовыми фрезами одновременно оба торца. После этого заготовка
подвергается шлифованию по наружной поверхности на бесцентро-
во-шлифовальном станке до шероховатости Ra = 2,5 мкм (операция
010). Затем обрабатывают центровые отверстия на специальном то-
карном станке. При этом заготовка закрепляется в цанговом патроне
по шлифованной поверхности и получает вращение от специального
69
привода (операция 015). Центровочное сверло также вращается и
получает поступательное движение. Такой маршрут получения цен-
тровых отверстий позволяет более равномерно распределить металл
по окружности от оси заготовки, уменьшить припуски и увеличить
их равномерность.
Накатная операция 040 (см. табл. 1.1.) выполняется на специ-
альном станке UPW 25.1, работа которого аналогична работе бес-
центрово-шлифовального станка. Накатывание нерабочих шеек и
рифлей на тумбочках производится в холодном состоянии с помощью
специального приспособления. Заготовка базируется по направляю-
щему цилиндру и поджимается центром. Для обкатывания нерабочих
шеек применяются гладкие ролики из твердого сплава ВК 8, а для
накатывания рифлей — ролики требуемого профиля.
В соответствии со стандартом соединение отдельных звеньев
в линию резьбовое. Для уменьшения биения собранной линии
резьбовые концы цилиндров и отверстия имеют цилиндрические
направляющие участки, выполняемые по 8 (центрирующее отвер-
стие по Н8) и 7 (направляющая шейка по h7) квалитетам, а также
особое внимание должно быть обращено на точность выполнения
операций по обработке торцов цилиндра, по которым происходит
стыкование звеньев в линию. Зазоры в местах стыка двух звеньев не
должны превышать 0,05 мм.
Остальные операции технологического процесса изготовления
вытяжного цилиндра не представляют особого интереса и выполня-
ются в основном на универсальном оборудовании.
В заключение можно отметить, что при разработке технологи-
ческих процессов следует учитывать значительное влияние типа
производства на принимаемые технологические решения.
Наибольшее распространение в машиностроении получили раз-
личные ступенчатые валы средних размеров. По данным ЭНИМСа,
свыше 85% общего количества типоразмеров ступенчатых валов в
машиностроении составляют валы длиной 150. ..1000 мм.
Шлицевые валы могут быть со сквозными и замкнутыми шли-
цами, последние составляют около 65% общего количества типо-
размеров. По конструкции шлицы могут быть прямобочными и
эвольвентными. В настоящее время чаще используются прямобочные
шлицы (приблизительно 85...90% общего количества применяемых
в машиностроении типоразмеров шлицевых валов), хотя в отно-
шении технологии изготовления эвольвентные шлицы имеют ряд
преимуществ и в ближайшем будущем они должны получить большее
распространение.
Пути уменьшения трудоемкости обработки и себестоимости из-
готовления валов следующие.
70
1. Применение заготовок с малыми припусками на обработку, по-
лученных с помощью прогрессивных способов (ротационное обжатие
ступеней, горячая штамповка, экстрюдинг-процесс и др.).
2. Применение холоднотянутого металла для длинных валов с
небольшими обрабатываемыми поверхностями на концах.
3. Уменьшение разницы в диаметрах ступеней крупных валов,
применение штамповок, изготовленных в подкладных штампах
для уменьшения количества снимаемой стружки при механической
обработке.
4. Применение посадок по системе вала при наличии многих дета-
лей, сопрягаемых с одним валом, если разница в стоимости обработки
ступенчатых и гладких поверхностей валов больше дополнительных
расходов на инструменты.
5. Нарезание коротких резьб гребенчатыми фрезами, длинных —
дисковыми фрезами на резьбофрезерных станках. Длинные резьбы
можно производительно обрабатывать также с помощью головок для
вихревого нарезания резьбы; короткие резьбы небольшого диаметра
(до 40 мм) на недлинных валиках — накатывать на резьбонакатных
станках.
2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК
2.1. ОБЩИЕ СВЕДЕНИЯ
К деталям типа втулок относятся втулки, гильзы, стаканы, вкла-
дыши, т.е. детали, образованные наружными и внутренними по-
верхностями вращения, имеющие общую прямолинейную ось. Они
применяются очень часто, и трудоемкость изготовления их в некото-
рых машинах составляет 14.. .20% общей трудоемкости механической
обработки. Поэтому внедрение производительной технологии при
обработке таких деталей имеет большое значение.
Некоторые конструктивные формы этих деталей приведены на
рис. 2.1.
Рис. 2.1. Конструктивные формы деталей типа втулок
Главные технологические задачи — это достижение концентрич-
ности внутренних и наружных поверхностей и перпендикулярности
торцов к оси.
Технические требования следующие:
• диаметры наружных поверхностей выполняют по h6, h7; отвер -
стий — по Н7, реже — по Н8, для ответственных сопряжений —
по Н6;
• радиальное биение наружных поверхности 0,01...0,03 мм;
• торцовое биение (для втулок, соприкасающихся с вращающи-
мися деталями) 0,015...0,020 мм на R =50 мм;
• погрешность формы должна находиться в пределах допуска;
• концентричность наружных поверхностей относительно внут-
ренних поверхностей 0,015...0,075 мм;
72
• разностенность не более 0,03...0,15 мм;
• отклонение от перпендикулярности торцовых поверхностей к
оси отверстия 0,2 мм на радиусе R = 100 мм, при осевой нагрузке
на торцы не должно превышать 0,02...0,03 мм;
• шероховатость внутренних и наружных поверхностей вра-
щения соответствует Ra =1,6...3,21 мкм; торцов — Ra =1,6...
6,3 мкм, а при осевой нагрузке Ra = 1,6...3,2 мкм.
Для увеличения срока службы твердость исполнительных поверх-
ностей втулок должна выполняться в пределах 40...60 HRC3.
В качестве материалов для втулок служат сталь, латунь, бронза,
серый и ковкий антифрикционный чугун, специальные сплавы, спе-
ченные материалы, пластмассы и биметаллические материалы.
Заготовками для втулок с диаметром до 20 мм служат калибро-
ванные или горячекатаные прутки, а также литые стержни. При
диаметре отверстия более 20 мм применяются цельнотянутые трубы
или полые заготовки, отлитые в песчаные или металлические формы;
используют также центробежное литье и литье под давлением. Кроме
того, втулки можно свертывать из отрезков полосы (латунь, бронза,
биметаллическая лента), прессовать из порошков и пластмасс.
Припуски на обработку получаются наибольшие на литых прут-
ках. Величина припуска составляет 3...5 мм на сторону для прутков
диаметром 30...50 мм и 5...8 мм — для прутков больших диаметров.
Обработка этих заготовок наименее экономична (коэффициент ис-
пользования металла 0,25...0,3). В полых отливках, полученных при
формовке по металлическим моделям при литье в землю, припуски
уменьшаются на 30...40%, а коэффициент использования металла
повышается до 0,4.. .0,5. При отливке в кокиль можно получить при-
пуск 1,5...2,0 мм на сторону и коэффициент использования металла
0,5...0,6.
Основные операции при обработке наружных поверхностей
втулок: токарные, токарно-револьверные, шлифовальные; при обра-
ботке отверстий — токарно-револьверные, сверлильные, расточные,
шлифовальные, иногда протяжные и прошивочные.
Второстепенные операции — это сверление мелких смазочных
отверстий, зенкование фасок, цекование, фрезерование лысок, пазов,
уступов и пр.
Погрешности установки возникают:
• из-за неправильной установки заготовки или детали в за-
жимном устройстве, вследствие чего происходят перекосы и
деформации деталей;
• смены баз при прохождении детали по операциям.
Погрешности обработки возникают:
• из-за недостаточной балансировки зажимного устройства;
• неправильного вращения шпинделя станка;
73
• неравномерного распределения припусков на заготовке;
• неравномерной твердости и неоднородности материала;
• погрешностей формы и установки инструментов.
2.2. ОБРАБОТКА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ
ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ
Отверстия по их форме разделяются на цилиндрические (гладкие
и ступенчатые), конические и фасонные. Под ступенчатыми подра-
зумевают отверстия разных диаметров, расположенных на одной оси
последовательно одно за другим. Отверстия могут быть открытыми с
двух сторон или с одной стороны; последние называются глухими.
Обработка отверстий несколько сложнее по сравнению с обра-
боткой наружных поверхностей вращения, так как во многих случаях
жесткость инструмента лимитируется размерами отверстия и увели-
чить ее не представляется возможным. Кроме того, ухудшается отвод
стружки и сама поверхность менее доступна для обозрения.
Применяются следующие методы обработки отверстий: сверление,
зенкерование, развертывание, растачивание, протягивание, шлифо-
вание, хонингование, притирка и пластическое деформирование.
Сверление. Сверление осуществляют путем вращения сверла
(на сверлильных и расточных станках) или вращением детали (на
токарных, револьверных станках и полуавтоматах). Второй способ
более точен.
Точность отверстий, получаемых сверлением, находится в пре-
делах 9... 12 квалитетов, и шероховатость их поверхностей Ra = 40...
20 мкм. Точность межцентровых расстояний отверстий при сверлении
по разметке составляет 0,3.. .0,5 мм, а при сверлении по кондуктору —
0,03. ..0,1 мм и зависит от зазора между сверлом и кондукторной втулкой,
а также от отклонения от перпендикулярности оси отверстия торцу.
Сверление отверстий по разметке применяют в единичном и
мелкосерийном производстве. В серийном и массовом производстве
сверление отверстий осуществляют по кондукторным втулкам, кото-
рые могут быть постоянными, сменными и быстросменными.
Корпусные детали, крышки, фланцы нередко имеют много отверс-
тий сравнительно невысокой точности и шероховатости поверхности.
Для получения таких отверстий сверление является единственной и
достаточной операцией. Их сверлят по кондуктору с применением
многошпиндельных головок или специальных (обычно агрегатных)
сверлильных многошпиндельных станков для повышения произво-
дительности.
При сверлении отверстий диаметром свыше 30 мм проводят
сверление и рассверливание. При этом диаметр первого сверла равен
0,5...0,7 диаметра отверстия.
74
При сверлении отверстий сверло отклоняется (уводится) от задан-
ного направления вследствие недостаточной его жесткости, а также
от неравномерной заточки режущих кромок, неравномерного обра-
зования нароста, неодинакового затупления режущих кромок и т.п.
При сверлении отверстий неподвижным сверлом во вращающейся
детали ось сверла отклоняется меньше, чем при сверлении враща-
ющимся сверлом, так как в первом случае одна из режущих кромок
работает как расточной резец. Сила резания действует на сверло так,
что его ось стремится совпасть с осью вращения детали. Для уменьше-
ния отклонения сверла от заданного направления применяют свер-
ление по кондукторным втулкам, а также делают предварительную
зацентровку на небольшую глубину коротким спиральным сверлом
большого диаметра.
При обработке точных отверстий (7...9 квалитетов) обработка
делится на черновую, чистовую и отделочную.
При черновой обработке удаляется основная величина припуска
и обеспечивается точность относительного положения оси отвер-
стия.
Чистовая обработка обеспечивает точность размеров, геомет-
рической формы и относительного положения отверстия, а также
точность положения и прямолинейность его оси.
Для повышения точности отверстия и уменьшения шероховатости
поверхности применяют отделочную обработку.
Отверстия, длина которых превышает 10 диаметров, обрабатыва-
ют сверлами для глубокого сверления — перовыми пластинчатыми
сверлами или сверлами одностороннего резания (пушечными), ко-
торые устанавливаются на специальные штанги с направляющими
по обрабатываемому отверстию.
Зенкерование. Зенкерование служит для увеличения диаметра
предварительно подготовленного отверстия. Зенкер значительно жес-
тче сверла, имеет минимум три режущие кромки, и его увод меньше.
В зависимости от назначения зенкеры подразделяются на спираль-
ные, цилиндрические и конические.
Спиральные зенкеры служат для обработки сквозных цилиндри-
ческих отверстий. Зенкеры диаметром 12...35 мм изготовляют цель-
ными с коническими хвостовиками и с тремя режущими зубьями,
а диаметром 25.. .80 мм — насадными с четырьмя (реже шестью) режу-
щими зубьями. Насадные зенкеры диаметром 60. ..175 мм выполняют
со вставными рифлеными ножами, оснащенными пластинками
твердых сплавов.
Зенкер, имеющий по крайней мере три режущие кромки, значи-
тельно прочнее сверла, вследствие чего обработка отверстия зенкером
производительнее растачивания и рассверливания.
75
Поверхность отверстия, обработанная зенкером, имеет меньшую
шероховатость, чем при сверлении и растачивании. Точность диамет-
ра отверстия, обработанного зенкером под последующее разверты-
вание, достигается значительно проще, чем при растачивании, так
как при зенкеровании отсутствует установка режущего инструмента
на требуемый размер.
Черновое зенкерование обеспечивает точность 12 квалитета при
обработке отверстий, образованных литьем или ковкой; чистовое
зенкерование (после сверления) — точность 11 квалитета и шерохо-
ватость поверхности Ra = 2,5 мкм. Зенкером исправляют погрешности
расположения отверстий, приобретенные на операции сверления.
Для исправления положения оси отверстия, уменьшения увода ее
и обеспечения заданной точности осуществляют зенкерование с
направлением инструмента в кондукторных втулках. Различают три
способа направления зенкера — верхнее, нижнее и двойное (рис. 2.2).
Рис. 2.2. Направление зенкеров в кондукторных втулках
При верхнем направлении (рис. 2.2, а) зенкер 1 может направ-
ляться во втулке 2 либо специальной цилиндрической частью, либо
непосредственно своими калибрующими ленточками.
Нижнее направление осуществляется во втулке 2, расположенной
впереди детали 3 (рис. 2.2, б). В этом случае на одной оси с зенкером
1 имеется специальная направляющая, выполненная заодно с зен-
кером. Для обеспечения правильной начальной ориентации зенкера
необходимо, чтобы его направляющая часть вошла во втулку, прежде
чем начнется процесс резания.
Для обработки отверстий диаметром свыше 25 мм целесообразно
осуществлять двойное направление зенкера (рис. 2.2, в). Для этой
цели на зенкере предусматриваются верхняя и нижняя направля-
ющие.
При двойном направлении зенкера возникают некоторые затруд-
нения, связанные с необходимостью совмещения большего числа
76
осей технологической системы. Для исключения влияния погреш-
ностей из-за несовпадения оси шпинделя с осями зенкера и направ-
ляющих втулок, из-за биения шпинделя и других погрешностей,
связанных с работой станка, применяют шарнирное или плавающее
соединение инструмента со станком. В этом случае положение оси
обработанного отверстия будет в основном определяться соосностью
направленных элементов приспособления и зенкера и точностью их
изготовления.
Для зенкерования оставляют припуск, равный примерно
диаметра отверстия. При работе двузубым зенкером-улиткой вели-
чина припуска может быть и большей.
Зенкерование применяют и для обработки фасок в отверстиях и
для подрезки торцов для обеспечения перпендикулярности торца к
оси отверстия (рис. 2.3). В первом случае операция называется зен-
кованием (рис. 2.3, а), а во втором — цекованием (рис.2.3, б, в).
Рис. 2.3. Обработка вспомогательных элементов в отверстиях
Обработка зенкером производится на сверлильных, расточных
токарных, револьверных и других станках. Наиболее широко она
применяется на станках с вращающимся инструментом
Развертывание. Развертывание является основным способом
чистовой обработки отверстий. Развертыванию всегда предшествует
сверление, зенкерование или растачивание. Развертка снимает значи-
тельно меньший припуск, чем зенкер, имеет угол в плане и ббльшее
число зубьев. Зубья развертки срезают стружку малой толщины и
большой ширины, что позволяет применять при развертывании
большие подачи. Если чистовому развертыванию предшествует
растачивание или зенкерование, достигается точность 8.. .9 квалитета
при шероховатости поверхности Ra = 0,63 мкм.
Конструктивные особенности разверток таковы, что в процессе
работы они испытывают большие радиальные и незначительные
осевые нагрузки. Поэтому развертки не обеспечивают точности
направления оси отверстия. Они сами стремятся установиться по
отверстию. Для этого развертка должна закрепляться таким образом,
чтобы во время работы она свободно устанавливалась по отверстию
77
или имела точное направление. Это достигается с помощью самоус-
танавливающихся патронов — качающихся и плавающих.
Качающийся патрон (рис. 2.4, а) представляет собой оправку, на
конусную часть которой насаживают развертку и закрепляют ее тор-
цовой шпонкой. Второй конец оправки входит в корпус патрона с
большим зазором. Этот зазор позволяет развертке занять правильное
положение в обрабатываемом отверстии благодаря качанию оправки
на оси, закрепленной в корпусе патрона.
В плавающих патронах развертка может свободно перемещаться
параллельно самой себе, центрируясь в обрабатываемом отверстии.
Благодаря этому даже при несовмещении осей патрона и обраба-
тываемого отверстия она занимает правильное положение. Одна из
конструкций плавающего патрона представлена на рис. 2.4, б.
Рис. 2.4. Патроны для закрепления разверток
Оправка 9, в которую вставляют конусный хвостовик развертки,
связана с хвостовиком 1 патрона с помощью корпуса 7 и упорного
шарикоподшипника, состоящего из обоймы 5, шариков 4 и опорной
плиты 2, Вращение хвостовика 1 передается оправке 9 через поводок
5и четыре шарика 6, Вырезы в оправке 9, в которых находятся шари-
ки, позволяют ей вместе с разверткой перемещаться на небольшую
величину параллельно оси шариков.
Для устранения зазора в упорном подшипнике патрон регулируют
путем вращения корпуса 7. В нужном положении корпус закрепляют
винтом 8.
Самоустанавливающийся патрон, изображенный на рис. 2.4, в,
создает возможность перемещения развертки параллельно самой себе
и покачивания ее на некоторый угол. Здесь связь между оправкой 9
и хвостовиком 1 осуществляется поводком 5 с шестигранными го-
78
ловками, сдвинутыми относительно друг друга на 30°. Корпус 7при
помощи пружины 11 удерживает поводок в отверстиях хвостовиком
оправки. Между оправкой и хвостовиком расположен упорный
шарикоподшипник 4. В осевом направлении патрон регулируют
гайкой 10. Шаровые головки поводка позволяют наклонять оправку
9 вместе с разверткой под некоторым углом к вертикали, а упорный
подшипник обеспечивает небольшое перемещение оправки парал-
лельно ее оси.
Иногда развертку направляют кондукторные втулки. Так же как
и при зенкеровании, направление может быть нижним, верхним или
двойным. На направляющей части развертки образуют канавки для
размещения стружки.
Принудительное направление применяют иногда для предот-
вращения разбивания короткого отверстия при входе и выходе
развертки.
В зависимости от диаметра и требуемой точности отверстия раз-
вертывание производят одной или двумя развертками. Отверстия
9 квалитетаточности получают однократным развертыванием, 7 ква-
литета точности — двукратным. При обработке развертками можно
получить отверстия и 6 квалитета точности, однако такая высокая
точность экономически не оправдывается (повышаются затраты на со-
держание разверток в надлежащем состоянии, используются рабочие
более высокой квалификации, а иногда и ручное развертывание).
Для отверстий диаметром от 6 до 120 мм общий припуск на пред-
варительное и чистовое развертывание составляет 0,2...0,4 мм. При
предварительном развертывании снимается 80% величины припуска,
а при чистовом — 20%. Шероховатость поверхности при разверты-
вании достигает Ra = 5...0,32 мкм.
При развертывании выделяется большое количество тепла, что
приводит к нагреву детали и вследствие этого — к конусности об-
рабатываемого отверстия. Поэтому точность размеров отверстия
будет выше при развертывании на больших подачах с обильным
охлаждением.
Отверстия больших диаметров, короткие, глухие и с прерывисты-
ми поверхностями, как правило, развертками не обрабатываются.
Чистовая обработка отверстий развертыванием применяется
преимущественно в единичном и мелкосерийном производстве.
Объясняется это тем, что стоимость изготовления разверток, допус-
кающих небольшое число переточек, а также расходы на их переточку
значительно повышают стоимость выполнения операции. Кроме
того, стойкость разверток невысока — 300.. .500 отверстий в чугунных
деталях и 80... 100 — в стальных.
В крупносерийном и массовом производстве отверстия обраба-
тываются протягиванием.
79
Машинные развертки изготовляют цельными с хвостовиком диа-
метром 3...32 мм, насадными цельными — диаметром 25...80 мм и со
вставными ножами — диаметром до 150 мм. Машинные развертки
подразделяются на черновые и чистовые. Для обработки отверстий
диаметром 25...600 мм применяют двухлезвийные плавающие плас-
тины-развертки.
Растачивание отверстий. Отверстия нестандартных размеров и
больших диаметров, глухие и короткие, точные по размерам и фор-
ме обрабатывают резцами на станках токарной группы, а также на
расточных, агрегатных и других станках.
Растачивание может производиться как при вращении детали, так
и при вращении инструмента. В некоторых случаях возможна обра-
ботка отверстий при совместном вращении детали и инструмента.
Растачивание на станках токарной группы — малопроизводи-
тельный способ обработки отверстий, что обусловлено недоста-
точной жесткостью расточного резца и плохой его теплоотводящей
способностью. Однако этот способ растачивания применяют ввиду
того, что при растачивании отверстий резцом можно достигнуть
большей точности и меньшей шероховатости, чем при сверлении и
зенкеровании. При обработке резцом удается выправить ось отвер-
стия и придать ей заданное положение, обработать короткие глухие
и больших диаметров отверстия.
Существенным недостатком процесса растачивания является
трудность установки резца на размер. Однако на современных то-
карных станках, оснащенных точными лимбами, установка резца
на размер упрощается.
Для обработки отверстий применяются расточные быстрорежущие
и твердосплавные резцы.
Схемы обработки различных отверстий стандартными расточны-
ми резцами приведены на рис. 2.5.
Схема растачивания сквозных отверстий диаметром до 100... 150 мм
показана на рис. 2.5, а\ схемы обработки ступенчатых и глухих отвер-
стий — на рис. 2.5, б—г. При растачивании отверстий подрезаются и
внутренние уступы. Эту операцию можно производить как с попе-
речной (см. рис. 2.5, в), так и продольной (см. рис. 2.5, г) подачей.
При подрезании с продольной подачей державку резца поворачивают
на угол cpj = 5°.
Сквозные и глухие отверстия глубиной более 100... 150 мм растачи-
вают державочными резцами. При растачивании сквозных отверстий
стержень резца устанавливается перпендикулярно оси державки
(рис. 2.5, Э), а при обработке глухих отверстий — под углом 45 или
60° (рис. 2.5, е).
Наиболее простая и распространенная схема растачивания — об-
работка отверстия резцом, консольно закрепленным в суппорте; при
80
6)
б)
г)
Иеожабка
Рис. 2.5. Обработка отверстий расточными резцами
этом создаются наиболее благоприятные условия для получения пря-
молинейной оси отверстия, совпадающей с осью вращения шпинделя
станка. Поэтому при обработке деталей на станках токарной группы
одним из переходов является растачивание отверстий, полученных
путем литья, штамповки или сверлением, с целью обеспечения тре-
буемого положения оси.
Для уменьшения отжатия резца при недостаточной его жесткости
применяют инструменты с большими углами в плане, доходящими
до 90°.
Повышение точности обработки и производительности достигает-
ся при осуществлении многорезцового растачивания. При установке
резцов в державке последовательно друг за другом (рис. 2.6) работа
резания распределяется между ними путем деления ширины реза
(глубины резания). Для уменьшения деформации технологической
системы рекомендуется двустороннее расположение резцов.
В серийном производстве отверстия обрабатывают пластинчатыми
резцами, а также плавающими расточными блоками и головками.
Пластинчатыми резцами (рис. 2.7) растачивают отверстия диаметром
более 40 мм. В этом случае резание осуществляется путем деления
толщины среза (подачи) между режущими лезвиями.
81
Рис. 2.6. Многорезцовое
растачивание
Рис. 2.7. Пластинчатый
резец
Сквозные отверстия растачивают пластинчатыми резцами с углом
в плане ср = 45°, а глухие — резцами с ср = 90°. Угол cpj = 2...30. Длина
цилиндрического участка устанавливается в пределах I = 0, l...O,2Z),
где D — диаметральный размер резца.
В крупносерийном и массовом производстве отверстия обраба-
тывают на специальных расточных станках при помощи расточных
блоков.
Расточной блок, состоящий из корпуса 1 и нескольких резцов 2,
закрепленных болтами 5, изображен на рис. 2.8, а. Конструкция блока
позволяет регулировать и настраивать отдельные резцы на опреде-
ленный размер по диаметру винтами 3, Каждый из резцов нижней
пары настраивается на свой размер (dx и J2) и выполняет черновое
растачивание. В этом случае глубина резания делится между резцами.
Верхняя пара резцов настраивается на окончательный размер по диа-
метру d и осуществляет чистовую операцию. Чистовые резцы имеют
микрометрические винты с точностью установки до 0,02 мм.
Рис. 2.8. Расточные блоки
82
Комбинированный резцовый блок ЭНИМСа (рис. 2.8, б) в за-
висимости от количества резцов состоит из двух или трех частей.
В корпусе блока резцы закрепляют при помощи рифлений, которые
позволяют регулировать их положение и настраивать на заданный
размер по диаметру.
Блок состоит из основной державки 7, нижней 2, средней 3 и
верхней 4 частей корпуса, резцов 5 и винта 6,
В настоящее время разработаны конструкции расточных блоков
с механическим креплением многогранных пластинок твердого
сплава.
Применение расточных блоков и головок, настроенных на опре-
деленный размер, обеспечивает наиболее высокую производитель-
ность труда.
Для окончательной обработки отверстий диаметром от 25 до 600 мм
используют плавающие пластины (рис. 2.9), условия работы которых
приближаются кусловиям работы самоустанавливающихся разверток.
Рис. 2.9. Плавающая пластина
Плавающие пластины 7 свободно вставляются в паз державки 2
и закрепляются в ней при помощи винта 3,
Плавающие пластины бывают цельными и составными. Составные
допускают регулировку ножей по диаметру с точностью до 0,01 мм.
В промышленности наиболее широко используются пластины диа-
метром 50... 150 мм при обработке отверстий на расточных станках.
Припуск под чистовую обработку здесь примерно такой же, как и при
развертывании. Пластины и чистовые расточные блоки позволяют
получать отверстия 7 квалитета точности с шероховатостью поверх-
ности Ra = 5...2,5 мкм.
Отверстия в корпусных деталях с точно координированными
осями обрабатывают на универсально-расточных станках, которые
подразделяют на станки для обычных работ и для точных.
Основные отверстия в корпусных деталях обрабатывают на
горизонтально-расточных станках. На них сверлят и растачивают
отверстия, нарезают в них резьбу, фрезеруют плоскости. Эти станки
применяют в единичном и мелкосерийном производстве.
83
В условиях массового производства для обработки отверстий
расточными головками используют многошпиндельные расточные
станки.
На горизонтально-расточных станках отверстия можно обра-
батывать по трем схемам: 1) растачивать консольными оправками
(рис. 2.10, а); 2) растачивать борштангами с использованием опо-
ры задней стойки (рис. 2.10, 0; 3) растачивать в кондукторах при
шарнирном соединении расточных оправок со шпинделем станка
(рис. 2.10, в).
Рис. 2.10. Схема растачивания на горизонтально-расточных станках
При растачивании консольной оправкой упрощается установка
инструмента и оправки, а также отверстия. Точность обработки
зависит от вылета инструмента и способа подачи. Длина оправки
от торца шпинделя и длина выступающей части шпинделя должны
быть не более (5...6)J, где d — диаметр оправки. Оправки должны
быть короткими и жесткими.
При подаче шпинделя вылет инструмента увеличивается и точ-
ность обработки ухудшается. При подаче стола точность повыша-
ется.
Борштанги с использованием опоры задней стойки применяют
для обработки крупных, тяжелых деталей, имеющих отверстия в про-
тивоположных стенках, или при растачивании отверстий, у которых
длина больше их диаметра.
Точность размеров и формы при обработке по этой схеме зависит
от точности борштанги и втулки задней стойки.
При обработке отверстий в кондукторах точность межосевых
расстояний лежит в пределах ± 0,02...0,03 мм.
Чистовым растачиванием получают отверстия с точностью по
диаметру 6...7 квалитетов и шероховатостью Ra = 2,5 мкм.
84
Тонкое растачивание используется для получения размеров, гео-
метрической формы, направления и прямолинейности оси отверстия
высокой точности.
Тонкое растачивание осуществляется при очень больших скоро-
стях резания (100...1000 м/мин), малых подачах (0,01...0,12 мм/об) и
малых глубинах резания (0,05.. .0,04 мм). Детали из цветных металлов,
сплавов и пластмасс растачивают алмазными резцами, а детали из
черных металлов — твердосплавными резцами.
Протягивание отверстий. Протягивание находит широкое приме-
нение в крупносерийном и массовом производстве. Это — высоко-
производительный процесс, обеспечивающий получение отверстий
высокой точности.
Протягиванием обрабатывают отверстия разнообразного профиля
диаметром от 3 до 300 мм с точностью 6...9 квалитетов и шерохова-
тостью поверхности Ra = 2,5...0,32 мкм. Длина протягиваемого отвер-
стия обычно не превышает трехкратной величины его поперечника.
Перед протягиванием отверстия обрабатывают сверлом, зенкером
или резцом.
Высокая стойкость протяжек позволяет вести работу в течение не-
скольких смен без подналадки станка и инструмента, благодаря чему
создаются условия для автоматизации процесса протягивания.
Для цилиндрических отверстий протягивание применяют пос-
ле сверления, зенкерования или чернового растачивания взамен
развертывания: припуск составляет 0,5... 1,0 мм, подача на зуб
0,02...0,10 мм. Точностьпо диаметру 6...7 квалитетов, шероховатость
Ra = 1,25...0,63 мкм.
Детали при протягивании устанавливают на жесткой опоре, если
обеспечена перпендикулярность базового торца оси отверстия,
и на сферической (плавающей) опоре, если базовый торец не пер-
пендикулярен оси отверстия. В процессе протягивания протяжка
центрируется по обрабатываемому отверстию и прижимается к опоре
силами резания.
Различают профильное, генераторное и прогрессивное протяги-
вание.
Профильная схема резания (рис. 2.11, а) характеризуется тем,
что, начиная с первого режущего зуба, контур всех зубьев подобен
окончательному профилю обработанной поверхности. В результате
все зубья режущей части, за исключением последнего, выполняют
предварительную обработку по формированию заданного профиля
на детали. Точность и качество обработанной поверхности на дета-
ли определяются последним зубом режущей части. Длина главной
режущей кромки этого зуба максимальна, и для уменьшения силы
резания подъем на зуб а здесь должен быть минимальным. Основным
85
недостатком профильной схемы резания является технологическая
сложность изготовления профиля зуба режушей части.
Рис. 2.11. Схемы резания при протягивании
При генераторной схеме резания каждый зуб частично формирует
окончательный профильный контур обрабатываемой детали своим
вспомогательным лезвием. Наибольшую длину главной режущей
кромки имеет первый зуб режущей части. Далее она уменьшается
и минимальна для последнего зуба. Связанное с этим постепенное
уменьшение силы резания благоприятно сказывается на условиях
работы зубьев калибрующей части и позволяет повысить точность и
качество обработанных поверхностей. Кроме того, зубья протяжек,
предназначенных для работы по генераторной схеме резания, легче
изготовлять и перетачивать.
При прогрессивной схеме резания (схеме переменного резания)
срезание припуска производится зубьями, имеющими укороченную
длину главных режущих кромок. Это позволяет ликвидировать ос-
новной недостаток генераторной схемы — большую длину режущей
кромки первых зубьев и ее кривизну, затрудняющую свертывание
образовавщейся стружки в валик. Режущее лезвие протяжки делят
по длине и подъем на зуб а выполняют только на участках а и в
первого зуба. Подъем на зуб а на участке б выполняют на втором
режущем зубе. Таким образом, вместо одного зуба, как при резании
по генераторной схеме, срезание слоя а производится двумя зубьями
режущей части. Это позволяет распределить нагрузку, приходящуюся
на зубья протяжки, равномерно вдоль всей длины режущей части, но
ведет к увеличению необходимого числа режущих зубьев. Например,
припуск срезается не семью зубьями, как по схемам на рис. 2.11, а и б,
а одиннадцатью (рис. 2.11,#).
Использование схемы переменного резания ведет к увеличению
общей длины протяжки, а также усложняет технологию изготовления
и заточки режущих зубьев.
Протягивание осуществляют на горизонтальных и вертикальных
протяжных станках. Внутренние поверхности обрабатывают на го-
86
ризонтально-протяжных станках с тяговым усилием 10,20 и 40 т при
рабочей скорости от 1,5 до 13 м/мин.
При протягивании стальных деталей должно быть обеспечено
обильное охлаждение. В качестве СОЖ применяют сульфофрезол
или эмульсию с содержанием эмульсола до 25%. Детали из чугуна и
цветных металлов протягивают всухую.
Для повышения точности отверстий до квалитета 5 на деталях
из сравнительно мягких материалов (особенно из цветных сплавов)
применяют калибрующие протяжки. Зубья такого инструмента не
режут, а соскабливают (шабруют) или выглаживают и упрочняют
поверхность отверстия. Шабрующие зубья имеют нулевой передний
и очень малый задний угол. Выглаживающие зубья имеют округлую
форму. Получают распространение специальные комбинированные
протяжки, имеющие все три участка — режущий, калибрующий и
выглаживающий.
2.3. ОБРАБОТКА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
ВРАЩЕНИЯ АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Шлифование отверстий. Шлифование отверстий осуществляют на
внутришлифовальных станках. Чистовым шлифованием достигают
точности по диаметру 6.. .7 квалитетов, а шероховатость Ra = 0,16 мкм.
Внутреннее шлифование применяют при обработке цилиндричес-
ких и конических сквозных и глухих отверстий в деталях, изготовлен-
ных из незакаленной и закаленной стали, чугуна, цветных металлов
и неметаллических материалов.
Особенностью внутреннего шлифования и его достоинством яв-
ляется возможность исправления направления оси отверстия при ее
уводе на предшествующих операциях, а также обеспечение перпенди-
кулярности торцовой поверхности к оси отверстия при шлифовании
отверстия и торца с одной установки.
Современные внутришлифовальные станки позволяют обраба-
тывать отверстия диаметром от 5 мм, а в некоторых случаях — и от
1 мм. Эти станки подразделяются на патронные, планетарные и
бесцентровые.
Патронные станки получили наибольшее распространение и
служат для шлифования отверстий в деталях средних размеров, ко-
торые удобно закреплять в патроне станка. На этих станках можно
шлифовать торцы деталей, а при наличии поворотной передней баб-
ки — и конические отверстия.
На патронных станках внутренние поверхности, так же как и
наружные, могут обрабатываться с продольной или поперечной
подачей. Схема шлифования продольными подачами приведена на
рис. 2.12, а, а поперечными — на рис. 2.12, б. Главное движение
87
(скорость резания) в этих станках — вращение шлифовального круга.
Круговая подача осуществляется вращением заготовки и находится
в пределах уз = 25... 115 м/мин.
Рис. 2.12. Схемы шлифования внутренних поверхностей
Продольная подача сообщается шлифовальному кругу либо (реже)
заготовке. При черновом шлифовании продольная подача принима-
ется равной 0,6...0,8 высоты круга, а при чистовом — 0,2...0,3.
Поперечная подача сообщается кругу, а на некоторых станках —
заготовке. Для чернового шлифования 5поп = 0,005...0,02 мм/дв.х,
а для чистового — 0,003...0,015 мм/дв.х.
Диаметр круга выбирается из расчета 0,8...0,9 от диаметра обра-
батываемого отверстия.
Планетарные внутришлифовальные станки применяются для
шлифования отверстий в крупных и тяжелых деталях, вращение
которых затруднено. Схема планетарного шлифования приведена на
рис. 2.13. Заготовку 7 устанавливают на столе станка. Шлифовальный
круг 2, вращаясь относительно оси шпинделя, совершает планетарное
движение, т.е. вращение относительно оси шлифуемого отверстия.
Продольная подача осуществляется возвратно-поступательным
движением заготовки, поперечная — перемещением шлифовального
круга. При этом достигается высокая точность диаметральных разме-
ров (до 7 квалитета включительно), геометрической формы отверстий
и относительного положения оси; шероховатость поверхности Ra =
= 0,32 мкм. Скорость вращения круга составляет 35...50 м/с, а ско-
рость планетарного движения — 40...60 м/мин. Поперечная подача
находится в пределах 0,008...0,05 мм/дв.х.
Рис. 2.13. Схема планетарного шлифования
Недостатком этого метода является низкая производительность.
Бесцентровые внутришлифовальные станки используются для об-
работки цилиндрических и конических отверстий после шлифования
наружных поверхностей деталей, при этом обеспечивается высокая
концентричность наружной и внутренней поверхностей.
Схема внутреннего бесцентрового шлифования показана на
рис. 2.14, а. Деталь 1 устанавливают между опорным роликом 2,
ведущим кругом 3 и прижимным роликом 4, Шлифовальный 5 и
ведущий 3 круги вращаются в разные стороны. Если диаметр детали
(заготовки) меньше 30 мм, то опорный ролик заменяется опорным
ножом 6 (рис. 2.14, б). Шлифовальный круг осуществляет движение
резания и поперечную подачу в конце каждого хода детали, а деталь —
круговую подачу с окружной скоростью ведущего круга и продольную
подачу вместе с ведущим кругом и роликом.
При шлифовании конических отверстий ведущий круг и ролики
вместе с деталью устанавливаются под углом наклона образующей
конуса к его оси (рис. 2.14, в).
Рис. 2.14. Схемы внутреннего бесцентрового шлифования
На внутришлифовальных станках можно обрабатывать отверстия
диаметром от 10 до 800 мм. При этом точность по диаметру составляет
6...7 квалитеты.
Внутреннее шлифование необходимо применять при обработке
твердых поверхностей, не допускающих использование лезвийного
инструмента. Этот метод незаменим в тех случаях, когда наряду с
достижением точности размера и формы отверстия требуется точная
координация оси по отношению к базовым поверхностям или дру-
гим отверстиям с параллельными осями. Внутреннее шлифование
целесообразно при обработке коротких глухих отверстий, отверстий
с тонкими стенками и канавками. При выборе метода руководству-
89
ются также тем, что использование внутришлифовального станка
исключает необходимость изготовления разверток нестандартных
диаметров. Вероятность брака при шлифовании меньше, чем при
развертывании.
Внутреннее шлифование, сопровождающееся значительным
теплообразованием, следует осуществлять относительно крупнозер-
нистыми кругами, более мягкими и с более открытой структурой, чем
при наружном шлифовании, при этом предотвращаются прижоги и
обеспечивается лучший отвод стружки.
Хонингование отверстий. Хонингование — это процесс чистовой
обработки отверстий абразивными брусками. Основным назначением
этого вида обработки является получение высокой точности геомет-
рической формы отверстия и низкой шероховатости поверхности.
Хонингование не исправляет положение оси отверстия.
Процесс осуществляется на специальных одношпиндельных
и многошпидельных хонинговальных станках (чаще вертикаль-
ных). Одношпиндельные станки являются более универсальными.
Абразивные бруски устанавливаются в хонинговальной головке
(рис. 2.15). Головка представляет собой корпус 7, на пластинках 4
которого располагаются бруски 2. Бруски с помощью конусов 3 могут
быть разведены в радиальном направлении или сведены и прижаты
к конусам пружинами 5. Количество брусков принимают кратным
трем (6,9,12 и т.д.), для малых отверстий применяют головки с одним
бруском. В процессе работы хонинговальной головке сообщается два
движения: вращательное вокруг оси обрабатываемого отверстия и
возвратно-поступательное вдоль этой оси. При такой комбинации
движений обрабатываемая поверхность покрывается густой сеткой
тонких рисок — следов абразивных зерен (рис. 2.16). Окружная
скорость инструмента при хонинговании составляет для деталей из
чугуна 60.. .75 м/мин; из стали — 45.. .60 м/мин и из цветных сплавов —
70...90 м/мин. Скорость поступательного движения головки 10...
20 м/мин.
Рис. 2.15. Хонинговальная головка
Обычно отношение числа оборотов шпинделя к числу его двой-
ных ходов берут в пределах 1:3,5. Для получения высокой точности
отверстия по всей длине необходимо, чтобы бруски выходили из
обрабатываемого отверстия на 15...20 мм в каждую сторону.
Рис. 2.16. Сетка спиральных рисок
Хонингование производится с обильным охлаждением. При
обработке деталей из чугуна для охлаждения применяют керосин,
при обработке деталей из стали — керосин с примесью парафина.
Хонинговальная головка устанавливается по отверстию детали,
поэтому она шарнирно соединяется со шпинделем станка. В связи
с этим хонингованию должна предшествовать обработка отверстия,
обеспечивающая точное расположение оси отверстия и ее прямоли-
нейность. Обычно это обеспечивается растачиванием.
Величина припуска на хонингование зависит от диаметра отверс-
тия, материала детали и характера предшествующей обработки. После
растачивания припуск на хонингование должен быть в пределах
0,05...0,08 мм на диаметр, после развертывания — 0,02...0,04 мм и
после шлифования — 0,01...0,02 мм.
Хонингованием обрабатывают отверстия диаметром 15...200 мм и
более, при этом получают 6 квалитет точности и шероховатость Ra =
= 0,080.. .0,040 мкм. Хонинговальные головки с принудительно разжи-
маемыми брусками позволяют исправлять конусность и овальность
отверстия и получать высокую точность геометрической формы от-
верстия; при обработке отверстий диаметром 80. ..100 мм овальность
и конусность могут быть выдержаны в пределах 3...5 мкм.
Хонингование целесообразно применять при обработке высоко-
точных отверстий, имеющих длину больше диаметра, в серийном и
массовом производстве.
Хонингованием обрабатывают цилиндры компрессоров ткацких
станков и другие детали текстильных машин.
91
Притирка отверстий. Притирка отверстий применяется после
внутреннего шлифования для удаления шероховатостей с поверх-
ности отверстия с помощью притира и абразивной смеси. При этом
способе получают отверстия большой точности формы и размера
(выше 5 квалитета) и низкой шероховатости поверхности. Прити-
ры делаются из мелкозернистого чугуна в форме оправки, которая
должна плотно прижиматься к обрабатываемой поверхности. Это
достигается тем, что в конструкции оправки применяется разрезная
втулка, разжимаемая конусом (рис. 2.17).
Рис. 2.17. Притир
На поверхность притира наносят абразивную смесь таких же со-
ставов, как при наружной притирке. В процессе обработки притир
или деталь приводят во вращение и в возвратно-поступательное
движение вдоль оси вращения, что можно осуществить на любом
токарном или сверлильном станке.
Съем металла q и шероховатость Rz как при притирке, так и при
других видах отделочной обработки выражаются следующими урав-
нениями:
q = CqvP^W^Sm'
Rz=CR4d,
где Cq и CRz — коэффициенты, зависящие от свойств обрабатываемо-
го материала, абразива и других условий обработки; у — скорость
притирки; Руд — давление на обрабатываемой поверхности;
d — средний размер основной фракции абразивного порошка;
W — концентрация абразивного порошка в жидкой фазе по
массе; S — площадь контакта обработанной и рабочей поверх-
ностей инструмента; V, 8, т — коэффициенты (v = 0,7...1,0;
8 = 0,5...0,7; = 0,7;/я = 0,3).
При точной работе притирку подразделяют на предварительную и
окончательную. На притирку отверстий диаметром 13. ..75 мм оставля-
ют припуск 0,01.. .0,03 мм на диаметр. Исправить притиркой положе-
ние оси отверстия нельзя. Производительность внутренней притирки
очень низка, поэтому ее применяют только в особых случаях.
92
2.4. ОБРАБОТКА ОТВЕРСТИЙ
ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ
ДЕФОРМИРОВАНИЕМ
Раскатывание отверстий. Этот способ отделки поверхностей от-
верстия основан на холодном тонком пластическом деформировании
поверхностного слоя. При этом упрочняется (в этом главная отли-
чительная особенность раскатывания) обрабатываемая поверхность
и понижается шероховатость поверхности. Обработка отверстий
методом раскатывания осуществляется с помощью раскаток с не-
регулируемым рабочим диаметром и регулируемым.
Раскатывание отверстий может производиться шариковыми
(рис. 2.18) или роликовыми раскатками (рис. 2.19, а).
Рис. 2.18. Шариковая раскатка с регулиуемым диаметром
Во время обработки отверстия раскаткой (см. рис. 2.18) шарики 7,
расположенные в сепараторах 8, катятся по закаленной полирован-
ной поверхности втулки 9, имеющей конусность 2...30. Подвижная
часть раскатки — стержень 3 и обойма 4, скрепленные штифтом 2,
упорные подшипники и сепаратор 8 с шариками 7 могут свободно
перемещаться вдоль оси оправки 6, Гайка 7 служит для регулирования
затяжки шарикоподшипников. Увеличение или уменьшение диа-
метра раскатки осуществляется перемещением подвижной ее части
вдоль оси оправки 6 посредством разрезной гайки 5 со стопорным
винтом 10.
Настройка раскатки на размер производится по калибру в поло-
жении, когда между торцами деталей 4 и 5 нет зазора. СОЖ подается
по центральному отверстию оправки. При выведении раскатки из
обрабатываемого отверстия подвижная часть ее под действием пру-
жины скользит вдоль оси оправки до тех пор, пока штифт 2 не упрется
в неподвижную часть оправки 6, при этом шарики 7 перемещаются
по конусной втулке 9 на меньший диаметр.
93
Рис. 2.19. Роликовая регулируемая раскатка (а) с борштангой к ней (б)
Роликовая раскатка закрепляется на специальной борштанге
(рис. 2.19,6) при помощи трех винтов 5. После установки раскатки от-
крывают пробку 7и клапан воздухоспуска 8. Винтом 10 устанавливают
плунжер 9 в положение, как показано на рисунке, заливают цилиндры
машинным маслом. Вводят ролики 1 в отверстие обрабатываемой
детали и при вращающейся детали создают рабочее давление масла
не более 8 Мн/м посредством винта 10; при этом упор 6 действует
на рычаги 4, которые увеличивают необходимое давление на раска-
тываемую поверхность. Затем производят раскатывание отверстия.
После окончания раскатывания давление масла снижают до нуля; при
этом пружина 2 действует на втулку 3 через рычаги 4, поворачивает
раскатные ролики 7, уменьшая тем самым диаметр раскатки.
Отверстие под раскатывание обрабатывают развертыванием или
растачиванием. Припуск под обработку составляет 0,04...0,10 мм в
зависимости от шероховатости предварительно обработанного от-
верстия, материала детали и размера отверстия. Окружная скорость
40...250 м/мин, подача 0,2...0,5 мм/об.
Раскатывание отверстий выполняется на токарных, сверлильных,
горизонтально-расточных и специальных станках.
Дорнование отверстий. В процессе калибрования отверстий ин-
струмент (дорн) определенной формы проталкивается (протягива-
ется) через обрабатываемое отверстие, имеющее несколько меньшие
размеры, чем дорн; при этом за счет пластических деформаций
диаметр отверстия увеличивается, а поверхностный слой металла в
нем упрочняется.
94
Схемы дорнования цилиндрических отверстий однозубыми и
многозубыми дорнами и шариками показаны на рис. 2.20.
Рис. 2.20. Схемы дорнования цилиндрических отверстий
Однозубыми дорнами (рис. 2.20, а) обрабатывают втулки, шестер-
ни, маховики и другие детали со сквозными отверстиями с точнос-
тью по 6...7 квалитетам и шероховатостью поверхности Ra = 0,32...
0,16 мкм; многозубыми дорнами цельными (рис. 2.20, б) и наборными —
гидравлические и пневматические цилиндры, подшипники, шатуны,
станины и другие детали со сквозными отверстиями с точностью по
7 квалитету. Детали с криволинейной осью обрабатывают сборной
протяжкой из шариков на гибком тросе (рис. 2.20, в) по 7...11 ква-
литетам точности. Шариком (рис. 2.20, г) обрабатывают детали
пневматической и гидравлической аппаратуры, корпусные детали и
детали приборов по 7...9 квалитетам точности.
Способы дорнования фасонных отверстий аналогичны рассмот-
ренным выше. Фасонное дорнование часто применяется для исправ-
ления профильных отверстий, деформированных при термической
обработке.
Диаметр отверстия после дорнования получается несколько
меньше диаметра инструмента dn. Это связано с тем, что при дорно-
95
вании имеют место не только остаточные 8о, но и упругие 8у дефор-
мации (рис. 2.21).
Рис. 2.21. Схема деформации при дорновании
Из схемы деформации при дорновании шариком (см. рис. 2.21)
имеем:
Ь = d — d\ Ь = d — d\ 8 = d — d ,
и з’ о д з’ у и д’
где 8 — величина натяга; 8о — остаточная деформация; 8у — упругая
деформация; d3 — диаметр отверстия до дорнования; d^ — диа-
метр отверстия после дорнования; d^ — диаметр инструмента
(шарика).
Для отверстий диаметром 10... 15 мм величина натяга составляет
0,05.. .0,15 мм. На выбор оптимального натяга при дорновании влияет
целый ряд факторов, в частности механические свойства обрабаты-
ваемого материала, геометрические размеры детали, высота, форма
и направление микронеровностей предварительно обработанной
поверхности, условия смазки и др.
Дорны изготовляют из сталей разнообразных марок. Детали из
цветных сплавов и чугуна обрабатывают дорнами из сталей марок
У12А, Х12М, Р18, ХВ5 и др. Стальные детали целесообразно дор-
новать дорнами, рабочие поверхности которых хромированы или
азотированы. Такие дорны следует изготовлять из стали марокХ12Ф
или ЗОХМЮА. Наиболее стойкими являются дорны, оснащенные
твердым сплавом марок ВК8 и Т5К10.
В процессе дорнования применяется смазка: минеральное масло —
при обработке стальных и бронзовых деталей и керосин — при обра-
ботке чугунных. При дорновании деталей из высокопрочной стали
с очень большими натягами, а также при выдавливании в отверстии
96
различного рода профилей целесообразно осуществлять предвари-
тельное покрытие поверхностей отверстий металлическими смазка-
ми — производить их меднение или свинцевание.
Скорость дорнования оказывает сравнительно небольшое влияние
на стойкость инструмента и качество поверхности. При обработке
вязких материалов рекомендуются скорости 2...5 м/мин, а при дор-
новании менее пластичных материалов — 5...7 м/мин. Дорнование
можно осуществлять на протяжных станках или прессах.
2.5. ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИЙ
Отверстия, длина которых превышает 10... 12 диаметров, обраба-
тывают сверлами для глубокого сверления — перовыми пластинча-
тыми сверлами или сверлами одностороннего резания (пушечными),
которые устанавливают на специальные штанги с направляющими
по обрабатываемому отверстию. Для охлаждения и отвода стружки
в зону резания подается СОЖ под давлением 2...4 МПа по цент-
ральному отверстию для перовых сверл и в зазор между штангой и
обрабатываемым отверстием — для сверл одностороннего резания.
СОЖ из зоны резания вместе со стружкой удаляется через кольцевой
зазор между штангой и отверстием или через центральное отверстие
штанги. При глубоком сверлении имеет место увод сверла, причем
для перовых сверл — значительно больший, чем для сверл односто-
роннего резания.
2.6. ОБРАБОТКА ОТВЕРСТИЙ МАЛЫХ РАЗМЕРОВ
Для получения отверстий диаметром до 3,5 мм в плоских стальных
деталях толщиной до 3 мм и деталях из цветных металлов до 5 мм при-
меняются следующие способы: сверление по кондуктору; кернение
с последующим сверлением; пробивание в штампах.
В тех случаях, когда к точности диаметров отверстий и межцен-
тровых расстояний предъявляются высокие требования, отверстия,
полученные вышеуказанными способами, доводятся до окончатель-
ных размеров калиброванием в штампах.
Сверление по кондуктору в сравнении с другими названными мето-
дами получения отверстий малых диаметров является малопроизво-
дительным и менее точным. При сверлении по кондуктору затрачи-
вается значительное время на установку кондуктора или закладку в
него детали, крепление и съем ее после сверления. Сверление малых
отверстий по кондуктору менее точно, потому что к погрешности
сверления вследствие зазора между сверлом и отверстием направ-
ляющей втулки добавляется погрешность изготовления кондуктора.
При сверлении по кондуктору достигают точности межцентровых
расстояний 0,05 мм на координату.
97
Кернение с последующим сверлением ведется при помощи керно-
вочных штампов и применятся, как правило, в серийном и массовом
производстве.
Керновочные штампы предназначены для точной разметки де-
талей под сверление. Они могут применяться и в мелкосерийном
производстве, заменяя дорогостоящие кондукторы.
При сверлении по кернам деталь свободно лежит на столе свер-
лильного станка или на подставке и легко подается от руки под сверло.
Направлением для сверла служит лунка, полученная при кернении
детали. Точность межцентровых расстояний при сверлении по кер-
нам также выше по сравнению со сверлением по кондуктору; она
достигает 0,03 мм на координату.
Однако при современных масштабах производства для получе-
ния в плоских деталях малых отверстий с параллельными осями
применяется более производительный и точный метод — пробивание
отверстий в штампах.
Сущность этого метода заключается в том, что с помощью ды-
ропробивочного штампа одновременно (за один ход ползуна пресса)
получается значительное количество отверстий (20 и более), причем
достигается большая точность межцентровых расстояний по срав-
нению с точностью, достигаемой сверлением по кондуктору или по
кернам.
В тех случаях, когда требуется получить высокую точность от-
верстий с параллельными осями в плоских деталях (по диаметру
0,005 мм, по межцентровым расстояниям 0,0075...0,01 мм), после
операции сверления или пробивания отверстий вводится доводочная
операция — калибрование отверстий в штампах.
Одновременно можно калибровать большое количество отверстий
(до 24). Калибрование в штампах значительно повышает точность
взаимного расположения отверстий: смещение отверстий уменьша-
ется на 50. ..75%. В отдельных случаях для получения более высокой
точности взаимного расположения отверстий с параллельными осями
они калибруются два или три раза. При калибровании отверстий
достигается шероховатость^ = 0,63...0,16 мкм.
2.7. МЕТОДЫ КОНТРОЛЯ ОТВЕРСТИЙ
В единичном и серийном производстве находят применение
универсальные измерительные инструменты: микрометрические
штихмассы, индикаторные нутромеры, штангенциркули и др.
Малые диаметры отверстий от 0,2 до 3 мм измеряют с помощью
пневматических приборов по скорости истечения воздуха через них.
Для измерения диаметров отверстий 0,2. ..0,5 мм воздух пропускают
непосредственно через отверстия, а в контролируемые отверстия
98
диаметром 0,5...3 мм вставляют аттестованные калиброванные про-
волочки, уменьшающие их проходное сечение.
Точные конусные отверстия контролируют предельными конус-
ными калибрами-пробками, вдоль образующей которых наносят ме-
лом несколько линий. В процессе измерения проворачивают пробку
на угол 30...40° в одну и другую сторону. При осмотре калибра следы
контакта измеряемой поверхности располагаются по всей длине и
окружности измерителя. Точность диаметральных размеров конуса
определяют по контрольным рискам или уступам на большом диа-
метре калибра.
2.8. ТИПОВЫЕ МАРШРУТЫ
ИЗГОТОВЛЕНИЯ ВТУЛОК
Основные операции механической обработки при изготовлении
втулок с типовыми конструктивными элементами следующие.
Обработка за один у станов
05. Токарная. Подрезание торца у прутка, подача прутка до упора,
зацентровка торца под сверление, сверление отверстия, точение чер-
новое наружной поверхности с обработкой фасок на свободном кон-
це, точение канавок, предварительное развертывание, окончательное
развертывание, отрезание. При обработке втулки из трубы вместо
сверления производят зенкерование или растачивание отверстия.
Выполняется операция на токарно-револьверном, одношпиндельном
или многошпиндельном токарном автомате.
10. Сверлильная. Обработка фасок с противоположного торца
втулки на вертикально-сверлильном или токарном станке.
15. Сверлильная. Сверление отверстий, нарезание резьбы на вер-
тикально- или радиально-сверлильном станке.
20. Моечная.
25. Контрольная.
30. Нанесение покрытия. Обработка от центра к периферии.
05. Заготовительная. Штамповка или разрезание заготовки из
проката или трубы.
10. Токарная. В зависимости от типа проиводства выполняется за
одну операцию и два установа (единичное производство) или за две
операции (серийное и массовое).
Первый установ (базирование по наружной поверхности и торцу в
патроне) — подрезание свободного торца, сверление и зенкерование
или растачивание отверстия (с припуском под шлифование), раста-
чивание канавок и фасок.
Второй установ (базирование по отверстию и торцу на оправке) —
подрезание второго торца, точение наружных поверхностей (с при-
пуском под шлифование), точение канавок и фасок. В зависимости
от типа производства операция выполняется:
99
• в единичном — на токарно-винторезных станках;
• в серийном — на токарно-револьверных станках и станках с
ЧПУ;
• в массовом — на токарно-револьверных, одношпиндельных
или многошпиндельных токарных полуавтоматах.
15. Сверлильная. Сверление, зенкерование отверстий, нарезание
резьбы. Производится на вертикально-сверлильных станках, свер-
лильных станках с ЧПУ, агрегатных станках.
20. Термическая. Термическая обработка согласно чертежу де-
тали.
25. Внутришлифовальная. Шлифование отверстия на внутри-
шлифовальном станке. Деталь базируется по наружному диаметру
и торцу в патроне.
30. Круглошлифовальная. Шлифование наружных поверхностей
и торца на круглошлифовальном или торцекруглошлифовальном
станке.
35. Моечная.
40. Контрольная.
45. Нанесение покрытия.
При обработке тонкостенных втулок (толщина стенки менее 5 мм)
возникает дополнительная задача закрепления заготовки на станке
без ее деформаций.
2.8.1. ПРИМЕРЫ ТИПОВЫХ МАРШРУТОВ
ИЗГОТОВЛЕНИЯ ВТУЛОК
В качестве примера изготовления деталей типа втулок рассмотрим
технологический процесс механической обработки блочка веретена
прядильной машины (рис. 2.22).
Рис. 2.22. Блочок веретена
100
Блочки веретена изготовляют из литых заготовок серого чугуна
СЧ 15...СЧ 20 ГОСТ 1412—85. К их изготовлению предъявляются
жесткие технические требования. Допуск радиального биения блоч-
ка относительно посадочного конуса не должен превышать 0,04 мм
по наружным поверхностям и 0,08 мм — по отверстиям внутренней
полости, а допуск торцового биения по нижнему торцу — 0,1 мм.
Допуск радиального биения оправки при проверке блочка должен
быть не более 0,005 мм. Такие требования к отклонению от соосности
поверхностей обусловлены стремлением иметь как можно меньший
дисбаланс вращающихся частей веретена при работе его на высоких
скоростях. Посадочный конус должен быть выполнен с допуском ра-
диального биения 0,02 мм для шпинделей из профильных заготовок и
0,015 мм — для шпинделей из прутковых заготовок. Уделяется также
особое внимание точности угла уклона, допуску прямолинейности
образующей и точности формы поперечных сечений.
Технологический процесс механической обработки блочка вере-
тена представлен в табл. 2.1.
Обработку производят на шестишпиндельных токарных горизон-
тальных полуавтоматах мод. 1261-П, 1А240П-6,1Б240П-6. Предвари-
тельно чугунные заготовки подвергают отжигу, а затем галтовке. Далее
заготовка поступает на шестишпиндельный токарный полуавтомат
для обработки внутренней полости и наружного профиля. Станок
имеет два суппорта — продольный и поперечный. На первой позиции
производят сверление полости с одновременным обтачиванием по
цилиндру шкивной части наружного профиля, а также точение фасок
и подрезание торца. На второй позиции дополнительно обтачивают
шкивную часть блочка, зенкеруют полость и центруют отверстие.
На третьей позиции обтачивают шкивную часть фасонным рез-
цом и сверлят посадочный конус напроход. На четвертой позиции
развертывают конусные отверстия комбинированной разверткой,
обтачивают бурты шкивной части и выточку на колоколе. На пятой
позиции производят чистовую обработку конусных отверстий и
чистовое подрезание торца.
Обработку деталей на полуавтомате производят при точении со
скоростью v = 40...50 м/мин. При сверлении скорость резания ко-
леблется в зависимости от диаметра сверла в пределах 9... 18 м/мин,
а при зенкеровании она достигает 40 м/мин. Развертывание конусных
отверстий комбинированной разверткой производят со скоростью
резания v = 25 м/мин при черновом и v = 10 м/мин — при чистовом
развертывании. Продольное обтачивание, сверление и зенкерование
производят с подачей 5= 0,25 мм/об, а при развертывании конусных
отверстий подача уменьшается. Фасонные токарные и подрезные
резцы имеют подачу S= 0,04...0,10 мм/об. После обработки заготовки
101
на полуавтоматной операции биение наружного конуса блочка отно-
сительно посадочного отверстия не более 0,05...ОД мм.
Для обработки колокола также используют шестишпиндельные
полуавтоматы. Заготовки устанавливают на цанговой оправке,
снабженной опорным буртом, причем базирующей поверхностью
является большая ступень внутренней полости. Сначала обтачивают
хвостовую часть колокола по цилиндру, затем производят повторное
обтачивание этой части колокола и подрезание торца. На четвертой
позиции окончательно обтачивают цилиндр колокола и подрезают
торец блочка. На пятой позиции зенкеруют выточку. На шестой по-
зиции снимается готовая деталь и устанавливается новая заготовка.
На всех позициях при обтачивании скорость резания у = 70 м/мин,
подача S = 0,2 мм/об. При зенкеровании выточки у = 40 м/мин,
а подача S = 0,2 мм/об.
После автоматной операции на токарно-операционном станке
ОП-62 производится обточка блочка по всему профилю. Блочок
устанавливают на оправку. Причем биение оправки, установленной
на станке, не более 0,01 мм, а биение профиля блочка относительно
посадочного конуса не более 0,04 мм. Скорость резания у = 17 м/мин,
подача S =0,07 мм/об. На токарно-операционном станке ОП-1 ка-
либруется посадочное конусное отверстие. Инструментом является
развертка. Скорость резания у = 14 м/мин, подача ручная. Послед-
ней операцией в технологическом процессе является полирование
блочка по всему профилю на токарно-операционном станке ОП-62.
Инструментом является войлочный круг 300 х 50 и шлифовальный
порошок номеров 8...10.
Перспективы развития процессов обработки деталей класса втулки.
Для того чтобы повысить коэффициент использования материала,
втулки следует изготовлять преимущественно из штучных заготовок.
Поэтому в заготовительной фазе развиваются процессы, приближа-
ющие форму заготовки к форме готовых деталей. К ним относятся
штампование стальных заготовок на ковочных машинах, штампо-
вание на прессах полых заготовок из полужидкого чугуна и бронзы,
изготовление втулок из металлических порошков, изготовление
стальных втулок из толстостенных труб. Заготовки, полученные таким
путем, требуют минимальной механической обработки и дают наибо-
лее высокий коэффициент использования металла. Механическая
обработка будет развиваться на автоматах, полуавтоматах и перенала-
живаемых автоматических линиях. Для получения точных отверстий
следует применять способы раскатывания, внутреннего шлифования
и хонингования с автоматическим контролем размеров.
Перспективны выглаживающие протяжки на первых операциях
при обработке заготовок, полученных из толстостенных труб. При
автоматизации изготовления типичных втулок наиболее благопри-
102
ятные экономические и технические результаты должны получаться
при централизованном изготовлении втулок на специализированных
предприятиях.
Таблица 2.1
Технологический маршрут обработки блочка веретена
1
Номер
опера-
ции
05
2
3
4
Наименование
и содержание операции
Автоматная токарная:
Первая позиция - то-
чить поверхность 3,
сверлить отверстие 5,
точить фаски 4, под-
резать торец 6, выдер-
живая размеры 1, 2, 7
Эскиз обработки
и базирование
Оборудо-
вание
Шести-
шпин-
дельный
токарный
горизон-
тальный
полуавто-
мат 1261-П
Вторая позиция - то-
чить нижний бурт 3,
зенкеровать отверстие
5, центровать отвер-
стие 10, выдерживая
размер 7
Третья позиция -
сверлить отверстие
10 напроход, точить
фаски 4 и верхний
бурт 12, выдерживая
размер 1
Четвертая позиция —
развернуть конусные
отверстия 5 и 10, то-
чить нижний бурт 3,
выточку на колоколе
8, фаску 2, выдержи-
вая размеры 5,10,11
103
Продолжение табл. 2.1
Пятая позиция -
развернуть конусные
отверстия 5,10, подре-
зать торец 9 и фаску 3,
выдерживая размеры
6,7,9
Шестая позиция -
снять обработанную
деталь и установить
новую заготовку
Автоматная токарная:
Первая позиция -
точить цилиндричес-
кую поверхность 3,
выдерживая размер 6
Вторая позиция - то-
чить цилиндрическую
поверхность 3
Третья позиция - то-
чить коническую по-
верхность 3, выдер-
живая размеры 5 и 7
Шести-
шпин-
дельный
токарный
полуав-
томат
1Б240П-6
104
Продолжение табл. 2.1
20
__________2__________
Четвертая позиция -
точить коническую
поверхность3, подре-
зать торец 5
Пятая позиция - зен-
керовать выточку 1,
выдерживая размеры
2и4
Шестая позиция -
снять обработанную
деталь и установить
новую заготовку
Специальная токар-
ная:
точить блочок по все-
му профилю, выдер-
живая размеры 1...7
Специальная токар-
ная:
калибровать отвер-
стие 1, выдерживая
размеры 2 и 3
Токарно-
операци-
онный
ОП-62
Токарно-
операци-
онный
ОП-1
105
Окончание табл. 2.1
1 2 3 4
25 Специальная токар- ная: полировать блочок по всему профилю Токарно- операци- онный ОП- 62
Ъ гл ч •X о
J9 (factor ftac' спиммие.)
‘2/
3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
3.1. ОБЩИЕ СВЕДЕНИЯ
Корпусные детали являются базовыми деталями машин и меха-
низмов. Они содержат систему отверстий и плоскостей, координиро-
ванных друг относительно друга. К ним относятся станины, плиты,
корпусы коробок передач, блоки цилиндров двигателей, барабаны
многошпиндельных автоматов, рамы ткацких и прядильных машин,
корпусы различных насосов и др. К этой группе можно отнести стой-
ки, траверсы, угольники и подобные им детали.
Для данных деталей характерно наличие опорных достаточно
протяженных и точных плоскостей, точных отверстий, коорди-
нированных между собой и относительно базовых поверхностей,
и второстепенных крепежных, смазочных и других отверстий.
По общности решения технологических задач корпусные детали
разделяют на две основные группы: а) призматические (коробчатого
типа) с плоскими поверхностями больших размеров и основными
отверстиями, оси которых расположены параллельно или под уг-
лом; б) фланцевого типа с плоскостями, являющимися торцовыми
поверхностями основных отверстий. Призматические и фланцевые
корпусные детали могут быть разъемными и неразъемными.
Технические требования на изготовление корпусных деталей
устанавливают в зависимости от вида и назначения детали. В общем
виде к корпусным деталям предъявляются следующие требования:
• точность диаметров основных отверстий под подшипники
выполняют по 7 квалитету с шероховатостью Ra = 1,6.. .0,4 мкм;
реже — по 6 квалитету с Ra = 0,4...0,1 мкм;
• точность межосевых расстояний отверстий для цилиндрических
зубчатых передач с межцентровыми расстояниями 50...800 мм
от ±25 до ±280 мкм;
• точность расстояний от осей отверстий до установочных пл ос -
костей колеблется в широких пределах от 6 до 11 квалитета;
• для отверстий, предназначенных для установки подшипников
качения, допуск круглости и допуск профиля сечения не долж-
ны превышать 0,25.. .0,5 поля допуска на диаметр в зависимости
от типа и точности подшипника;
• допуск прямолинейности поверхностей прилегания задается
в пределах 0,05...0,20 мм на всей длине;
107
• допуск соосности отверстии под подшипники — в пределах
половины поля допуска на диаметр меньшего отверстия;
• допуск параллельности осей отверстий — в пределах 0,02...
0,05 мм на 100 мм длины;
• допуск перпендикулярности торцовых поверхностей к осям
отверстий — в пределах 0,01...0,1 мм на 100 мм радиуса;
• у разъемных корпусов несовпадение осей отверстий с плос-
костью разъема — в пределах 0,05...0,3 мм в зависимости от
диаметра отверстий.
Шероховатость поверхностей отверстий Ra = 1,6...0,4 мкм (для
7 квалитета), Ra =0,4...0,1 мкм (для 6 квалитета); поверхностей при-
легания — Ra = 6,3...0,63 мкм; поверхностей скольжения — Ra = 0,8...
0,2 мкм; торцовых поверхностей — Ra = 6,3... 1,6 мкм.
Материал. В качестве материала в машиностроении чаще всего
используют серый чугун, модифицированный и ковкий чугуны, угле-
родистые стали; в турбостроении и атомной технике — нержавеющие
и жаропрочные стали и сплавы; в авиастроении — силумины, алюми-
ниевые и магниевые сплавы; в приборостроении — пластмассы.
Заготовки корпусных деталей. Заготовки из чугуна получают отлив-
кой в земляные формы. Качество отливок и величина припусков на
обработку зависят от размеров деталей, принятого способа формовки,
вида моделей и квалификации формовщика. В единичном и серий-
ном производстве при изготовлении чугунных отливок применяют
ручную формовку. Машинная формовка по металлическим моделям
применяется при изготовлении небольших отливок в крупносерий-
ном и массовом производстве.
Для небольших заготовок массой 50...60 кг из сплавов цветных
металлов и чугуна применяют литье в кокиль. Для тонкостенных
деталей применяют литье в оболочковые формы. Сварные корпусные
заготовки сваривают из многих частей, изготовляемых из листового
материала. Сварные станины изготовляют из листовой стали тол-
щиной 10... 15 мм. Металлоемкость таких станин на 30...40% меньше
металлоемкости чугунных. Замена литых заготовок сварными произ-
водится для снижения веса и экономии материала. При этом толщина
стенок корпуса может быть уменьшена на 30...40% по сравнению с
литыми корпусами.
Припуски на обработку. Величины припусков для чугунных за-
готовок назначают в зависимости от положения поверхности при
заливке металла в форму. На нижние и боковые поверхности назна-
чают меньшие припуски, чем на верхние и внутренние поверхности.
Внутренние полости и отверстия образуются при помощи стержней,
которые довольно часто смещаются при формовке и заливке. Чтобы
при обработке не осталось черновых необработанных поверхностей,
припуск в этом случае также увеличивают. Припуски при литье в
108
кокиль стальных заготовок составляют 1,0...3,5 мм на сторону, а при
литье в оболочковые формы — 0,3...0,8 мм на сторону.
Технологические базы. При обработке заготовок корпусных дета-
лей используют следующие методы базирования:
• обработка от плоскости, т.е. на первой операции окончательно
обрабатывают установочную плоскость (главную базу) и затем
относительно нее обрабатывают точные отверстия;
• обработка отверстия, т.е. на первой операции обрабатывают
отверстие или два отверстия, лежащие на одной оси (главная
база), а затем от него обрабатывают плоскость.
Если заготовка неустойчива или у нее нет достаточной для уста-
новки плоской поверхности, то на заготовке делают дополнительные
базы в виде приливов, бобышек, платиков и др.
Основные операции при обработке корпусных деталей можно
разделить на две группы. Первая группа — фрезерование или строга-
ние и, в случае необходимости, шлифование плоских поверхностей.
Вторая группа — это растачивание, развертывание или шлифование
точных отверстий, связанных между собой точными межосевыми
расстояниями.
Второстепенные операции — это сверление неточных мелких
отверстий, сверление и нарезание резьбы в крепежных отверстиях,
зенкование фасок, изготовление всевозможных канавок и т.п.
Погрешности установки возникают из-за неточности обработки
технологических баз, деформации базовых поверхностей, малых
размеров баз, объемных деформаций заготовки при закреплении ее
в приспособлении или на столе станка, неточностей установочных
элементов приспособления, контактных деформаций на устано-
вочных поверхностях заготовки и приспособлений, неправильного
приложения зажимных усилий.
Погрешности обработки связаны с износом и затуплением инс-
трумента, погрешностями геометрической формы инструментов,
погрешностями направляющих частей приспособления, отжатием
инструментов, погрешностями настройки. Такие погрешности со-
ставляют около 30% всех погрешностей.
3-2, ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ
Если при обработке поверхностей вращения основное внимание
обращают на размер самой поверхности, то при обработке плоских
поверхностей прежде всего необходимо обеспечить правильное рас-
положение плоскости относительно других поверхностей или осей
и, кроме того, правильность геометрической формы поверхности в
отношении плоскостности.
109
Наружные плоскости корпусных и других деталей обрабатывают
строганием, долблением, фрезерованием, протягиванием, точением,
шлифованием, притиркой, полированием и шабрением.
3.2.1. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
СТРОГАНИЕМ И ДОЛБЛЕНИЕМ
В единичном и мелкосерийном производстве при обработке
плоских поверхностей широко используются строгание и долбление.
Объясняется это тем, что для работы на строгальных и долбежных
станках не требуется сложных приспособлений и режущих инстру-
ментов. На этих станках простыми резцами можно обрабатывать
довольно сложный профиль и за один рабочий ход снять большой
припуск. Однако производительность этих станков низка из-за на-
личия холостых ходов и небольших скоростей.
Горизонтальные, вертикальные и наклонные плоскости больших
и тяжелых деталей обрабатывают на продольно-строгальных станках.
На них можно обрабатывать одновременно значительное количество
небольших по размерам деталей.
В настоящее время станкостроительная промышленность выпус-
кает уникальные продольно-стогальные станки с шириной строгания
5000 мм и длиной 15 000 мм, на которых можно обрабатывать детали
весом до 200 т.
Процесс строгания характеризуется низкой производительностью
и прерывистостью резания. Систематические удары при врезании
резца в обрабатываемую деталь оказывают весьма неблагоприятное
влияние на стойкость резца, который часто разрушается.
Применение продольно-строгальных станков моделей 7212 и
7112 позволяет избежать этих недостатков. Для повышения про-
изводительности и работы без удара эти станки осуществляют
автоматически следующие движения: медленное врезание инстру-
мента в деталь; разгон стола до установленной скорости резания и
обработку при этой скорости; снижение скорости движения стола
перед выходом резца из заготовки; быстрый возврат стола; подачу
суппортов с резцами.
Указанные станки имеют два диапазона работы — силовой и ско-
ростной. На силовом диапазоне производится черновая обработка
на оптимальных режимах резания, а на скоростном — чистовая при
большой скорости резания и небольших глубинах и подаче.
Поперечно-строгальные станки с возвратно-поступательным
движением инструмента и длиной обработки до 2000 мм предназна-
чены для обработки горизонтальных, вертикальных и наклонных
плоскостей. Эти станки применяются в ремонтных и других цехах с
резко выраженным единичным характером производства.
110
На долбежных станках обрабатывают детали небольших размеров —
шпоночные пазы, канавки, наружные плоскости и т.п. — в условиях
единичного и мелкосерийного производства. Детали устанавливают
на столе, который может делать продольное, поперечное и круговое
перемещения. Станки обычно имеют небольшую длину хода дол бяка
(до 500...700 мм).
К недостаткам долбежных станков следует отнести низкую про-
изводительность и повышенные требования в отношении квалифи-
кации рабочих.
Основными достоинствами процесса обработки плоскостей на
строгальных и долбежных станках являются простота и дешевиз-
на режущего инструмента. Стандарт предусматривает пять типов
быстрорежущих строгальных резцов, а другой стандарт — шесть
типов. Долбежные быстрорежущие резцы общего назначения в со-
ответствии со стандартом изготовляются трех типов.
При обработке плоскостей на строгальных и долбежных станках
специальные приспособления для закрепления детали применяют
редко. Как правило, детали устанавливают прямо на столе станка
и закрепляют универсальными зажимными устройствами. Способ
установки деталей на столе станка с выверкой требует больших затрат
вспомогательного времени и сравнительно высокой квалификации
рабочего.
Строгание может быть предварительным (черновым) и окон-
чательным (чистовым). При черновой обработке деталей больших
размеров на продольно-строгальных станках глубина резания до-
стигает 40 мм и более. Скорость резания обычно лимитируется воз-
можностями станка и инерционными усилиями, возникающими при
реверсировании стола. На современных станках скорости резания
достигают 75...80 м/мин.
Черновое строгание выгодно осуществлять с большими подачами
и небольшими скоростями. Так, например, при обработке чугуна с
большими подачами твердосплавными резцами скорость резания со-
ставляет 12.. .20 м/мин, а при строгании быстрорежущими резцами —
6... 12 м/мин. СОЖ при черновом строгании не применяют.
Для получения высокой точности формы обработанной плос-
кости черновое и чистовое строгание рекомендуется выполнять на
отдельных операциях.
На современных продольно-строгальных станках, имеющих
плавное движение стола, можно производить чистовую обработ-
ку плоскостей. Сущность чистового строгания состоит в том, что
специальными твердосплавными резцами с применением смазки с
детали снимают тонкую (менее 0,1 мм) стружку. При чистовом стро-
гании шероховатость обработанной поверхности достигает^ = 2,5...
111
1,25 мкм, отклонение от плоскостности — до 0,01 мм на 1000 мм и
площадь несущей поверхности — до 60...70%.
Чистовое строгание осуществляют стержневыми и чашечными
резцами. Стержневые резцы бывают как с прямой, так и с изогнутой
державкой (рис. 3.1, а). При строгании чугуна передний угол резца
у = 8... 10°, задний а = 5°, угол наклона главной режущей кромки
X = 15°. Расположение режущей кромки под углом X = 15° обеспе-
чивает плавное врезание и выход резца и предохраняет от ударов его
вершину. Стержневые резцы бывают широкие с длинной зачистной
кромкой (10...25 мм) и сверхширокие, длина лезвия которых больше
ширины обрабатываемой плоскости.
Чашечный резец (рис. 3.1, 0, благодаря возможности поворота
ножа при его затуплении, имеет более высокую стойкость.
Рис. 3.1. Резцы для чистового строгания
Чистовое строгание осуществляется минимум за два рабочих хода.
При первом рабочем ходе снимают основной припуск с глубиной
резания t = 0,5...0,8 мм. При втором рабочем ходе глубина резания
не должна превышать t = 0,05...0,08 мм. Величину подачи выбирают
в зависимости от длины активной части режущей кромки резца.
Скорость резания зависит от свойств обрабатываемого материа-
ла, жесткости системы, конструкции и геометрических параметров
резца. При обработке чугунов твердосплавными резцами для первого
рабочего хода у = 15...20 м/мин, для второго — v = 4...12 м/мин. При
появлении вибраций скорость резания надо снижать.
Перед чистовым строганием чугунных деталей обрабатываемую
поверхность следует смачивать керосином или 0,03%-ным водным
раствором двухромовокислого калия.
Повышение производительности при строгании может быть
достигнуто при многорезцовом резании, одновременной обработке
группы деталей, использовании широких резцов и специальных
устройств.
112
На станках, имеющих несколько суппортов, многорезцовое реза-
ние осуществляется как путем одновременного использования их, так
и при помощи многорезцовых державок. В этом случае одновременно
могут обрабатываться либо разные поверхности, либо одна и та же.
При обработке одной и той же поверхности многорезцовое резание
может производиться путем распределения между резцами ширины
обрабатываемой плоскости (рис. 3.2, а), ширины среза (глубины
резания) (рис. 3.2, б) и толщины среза (подачи) (рис. 3.2, в).
Рис. 3.2. Схема многорезцового строгания
Одновременная обработка группы деталей одних и тех же или
разных наименований, расположенных в один или два ряда на столе
станка, также повышает производительность.
Наличие холостого хода при строгании и долблении значительно
снижает производительность этих процессов. В связи с этим появи-
лись многочисленные предложения по использованию обратного
хода стола. Однако если первые конструкции продольно-строгальных
станков позволяли производить строгание при прямом и обратном
ходах стола, то в последних конструкциях такой возможности нет,
а для повышения производительности введен ускоренный холостой
ход.
3.2.2. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
ФРЕЗЕРОВАНИЕМ
Наиболее распространенный метод обработки плоскостей—фрезе-
рование их на горизонтально-, вертикально- и продольно-фрезерных
станках, а также на карусельно-фрезерных, барабанно-фрезерных и
113
других станках фрезерной группы. В качестве режущих инструмен-
тов применяются цилиндрические, торцовые, дисковые, концевые
и другие фрезы.
Плоскости небольшой ширины обрабатывают цилиндрическими
фрезами на горизонтально-фрезерных станках.
Фрезерование цилиндрическими, а также дисковыми фрезами
может быть выполнено по двум схемам (рис. 3.3):
1) встречное фрезерование, когда направление движения подачи
не совпадает с направлением вращения фрезы (рис. 3.3, а);
2) попутное фрезерование, когда направление движения подачи
совпадает с направлением вращения фрезы (рис. 3.3, б).
Рис. 3.3. Схемы фрезерования цилиндрическими
и дисковыми фрезами
При встречном фрезеровании сечение среза и нагрузка на зуб
увеличиваются постепенно от нуля до максимума при выходе его из
контакта с деталью. Резание происходит плавно и спокойно.
При попутном фрезеровании зуб фрезы начинает работу со среза-
ния слоя наибольшей толщины, которая в конце работы уменьшается
до нуля.
При обработке заготовок с черной поверхностью попутное фре-
зерование применять не следует, так как при врезании зуба фрезы в
твердую корку происходит преждевременный износ и выход из строя
фрезы. При обработке заготовок с чистыми поверхностями попутное
фрезерование имеет преимущества перед встречным в отношении как
стойкости инструмента, так и шероховатости поверхности.
Данный метод обработки широко используется в единичном и
серийном производстве.
Более производительным и точным является торцовое фрезе-
рование. Оно обеспечивает равномерное фрезерование даже при
небольших припусках на обработку, так как угол контакта фрезы с
заготовкой зависит только от диаметра фрезы и ширины заготовки.
Длина дуги контакта здесь значительно больше, чем при фрезерова-
нии цилиндрическими фрезами. Для оснащения сборных торцовых
фрез требуется меньше быстрорежущей стали или твердого сплава.
114
Установка торцовой фрезы непосредственно в шпиндель станка
исключает необходимость в применении длинных и недостаточно
жестких оправок, неизбежных при работе цилиндрическими на-
садными фрезами, и позволяет использовать фрезы диаметром до
800... 1000 мм и более.
Инструментальная промышленность выпускает торцовые фрезы
нескольких типов. Стандартные торцовые фрезы диаметром 630 мм
позволяют обрабатывать плоскости шириной более 400 мм. В прак-
тике встречаются торцовые фрезы диаметром 800... 1200 мм, что
позволяет фрезеровать поверхности шириной 800 мм.
В настоящее время применяют торцовые фрезы с механическим
креплением метало- и минералокерамических вставных ножей круг-
лой и многогранной формы, что значительно повышает их стойкость,
а следовательно, и производительность. Эти фрезы обеспечивают
шероховатость поверхности Ra = 2,5...0,63 мкм.
Широкое распространение получили торцовые фрезы с непе-
ретачиваемыми многогранными пластинками из твердого сплава.
Конструкции этих фрез позволяют заменять отдельные ножи или
весь комплект их непосредственно на станке. В собранном виде фреза
имеет достаточно высокую точность: биение по главным режущим
кромкам двух смежных ножей не превышает 0,03...0,05 мм, а двух
противоположных — 0,06...0,10 мм, торцовое биение 0,06...0,08 мм.
Диаметр D торцовой фрезы определяется из соотношения
D = (1,4...1,7)2?, мм,
где В — ширина фрезерования.
Точность фрезерования зависит от типа станка, режущего ин-
струмента, режима резания и в обычных условиях достигает 9...
11 квалитетов, а шероховатость поверхности Ra = 2,5... 1,25 мкм.
Чистовое (шабрящее) фрезерование обеспечивает шероховатость
поверхности стальных и чугунных деталей до Ra = 1,25...0,63 мкм,
а деталей из бронзы и алюминиевых сплавов — до Ra = 0,32 мкм и
отклонение от плоскостности 0,02...0,03 мм на 1 пог. м. Указанные
точность и шероховатость поверхности достигаются фрезерованием
за 2—3 рабочих хода при глубине резания t = 0,05...0,10 мм, подаче
5 = 2...3 мм/об и скорости резания v = 200 м/мин. При обработке
стальных деталей инструмент рекомендуется оснащать пластинками
твердого сплава марки Т30К4, а чугунных — ВКЗ.
При чистовом фрезеровании ось вертикального шпинделя должна
быть установлена под весьма малым углом к направлению подачи
(рис. 3.4, а), чтобы след, оставленный зубом фрезы на поверхности
детали, представлял собой так называемую полусетку (рис. 3.4, б).
В этом случае длина пути резца вдвое меньше, чем при фрезеровании
в сетку (рис. 3.4, в). Кроме того, при фрезеровании в полусетку зуб
115
фрезы при каждом обороте фрезы срезает новый слой металла, в то
время как при фрезеровании в сетку он скользит по наклепанному
слою. Стойкость фрезы при обработке в полусетку выше, чем при
фрезеровании в сетку.
Рис. 3.4. Схемы чистого фрезерования
Чистовое фрезерование алюминиевых сплавов осуществляют
однозубыми фрезами, а черных и цветных металлов и сплавов — дву-
зубыми ступенчатыми. У двузубых ступенчатых фрез зубья смещены
по высоте на 0,05...0,30 мм и несколько отличаются формой заточки.
Первый зуб предназначен для снятия основного припуска, а второй
(зачистной) — для отделочного резания.
Одним из основных путей повышения производительности при
работе на фрезерных станках является усовершенствование техноло-
гии путем выбора наиболее рациональной схемы обработки. К этим
схемам можно отнести:
1) одновременное фрезерование несколькими фрезами;
2) одновременное фрезерование нескольких деталей;
3) позиционное фрезерование;
4) непрерывное фрезерование.
Одновременное фрезерование несколькими фрезами осущест-
вляется набором фрез, специальными фрезерными станками или
многошпиндельными головками.
Наборы фрез в основном применяют при работе на горизонталь-
но-фрезерных станках. Фрезы в этом случае устанавливаются на
фрезерной оправке, опирающейся на центр или втулку подвески.
В набор могут входить различные дисковые фрезы (рис. 3.5, а),
угловые (рис. 3.5,0, цилиндрические и дисковые (рис.3.5, в), цилин-
дрические, угловые и фасонные (рис. 3.5, д).
116
Рис. 3.5. Наборы фрез
При обработке набором фрез не только повышается производи-
тельность, но и лучше используется станок по мощности, а также
возрастает точность фрезерования.
Набор фрез, по существу, представляет собой специальный ин-
струмент. Первоначальная стоимость его велика, заточка гораздо
сложнее, чем каждой фрезы в отдельности. При работе набором
фрез не представляется возможным использовать каждую из них
наиболее рациональным способом, так как при принятой скорости
резания число оборотов должно назначаться по фрезе наибольшего
диаметра, а подача — по фрезе с наименьшим числом зубьев. Из-за
большой разницы в диаметрах фрез затупление и износ их протекают
по-разному, поэтому при переточке одной фрезы приходится пере-
тачивать все фрезы набора.
Применять наборы фрез целесообразно в условиях крупносерий-
ного и массового производства.
Одновременное фрезерование нескольких деталей может осу-
ществляться последовательным, параллельным и параллельно-по-
следовательным способом.
При последовательном фрезеровании детали размещаются в ряд
друг за другом в направлении подачи.
При параллельном способе фрезерования детали располагаются
в ряд перпендикулярно движению подачи и обрабатываются одно-
временно одной или набором фрез.
При параллельно-последовательном фрезеровании детали уста-
навливаются рядами как в направлении подачи, так и в перпенди-
кулярном направлении.
Позиционное фрезерование. Различают две основные разновиднос-
ти этого способа обработки: позиционное фрезерование на специ-
альных или универсальных поворотных столах и приспособлениях и
маятниковое фрезерование, не требующее специальных поворотных
устройств.
117
Схема позиционного фрезерования с использованием круглого
поворотного стола приведена на рис. 3.6. Набором фрез обрабатывают
плоскости четырех квадратных деталей Л, Б, В, Г. Вначале дисковые
двусторонние фрезы 1 и 2 обрабатывают две плоскости детали Л,
а фрезы 3 и 4 — две плоскости детали Б. После обработки этих плос-
костей стол поворачивается на 90° и деталь Б перемещается в новое
положение — становится в позицию для фрезерования двух других
плоскостей фрезами 1 и 2; фрезы 3 и 4 при этом положении стола
будут обрабатывать две плоскости детали В. При следующем повороте
стола на 90° деталь ^устанавливается на место, которое в предыдущей
позиции занимала деталь Б. При этом положении стола фрезы 1 и 2
фрезеруют у детали две последние плоскости. При третьем повороте
стола деталь Б попадает на последнюю позицию, где она снимается,
а на ее место устанавливается новая заготовка.
Рис. 3.6. Схема позиционного фрезерования
Схема фрезерования с применением маятниковой подачи приве-
дена на рис. 3.7. При рабочей подаче стола от позиции 2 к позиции 3
торцовая фреза обрабатывает торец детали Л. После этого направле-
ние подачи стола изменяется и он ускоренно перемещается к позиции
4. При рабочей подаче стола от позиции 4 к позиции 5 фреза обраба-
тывает деталь Б. После этого вновь изменяется направление подачи,
стол ускоренно подается до позиции 6 и весь цикл повторяется снова.
Во время фрезерования детали А обработанная деталь Б снимается,
а на ее место устанавливается новая заготовка.
118
Рабочий ход
Рис. 3.7. Схема фрезерования с применением маятниковой подачи
Непрерывное фрезерование. В крупносерийном и массовом произ-
водстве получил распространение высокопроизводительный способ
обработки плоскостей — непрерывное фрезерование. Осуществляется
оно в большинстве случаев на карусельно-фрезерных или барабан-
но-фрезерных станках и иногда на вертикально-фрезерных станках
с поворотным столом.
На карусельно-фрезерных станках (рис. 3.8, а) фрезеруют детали с
размерами обрабатываемых плоскостей примерно до 600 мм. Станок
имеет станину 7, две стойки 2, жестко соединенные горизонтальной
балкой 3, и траверсу 4. На столе 6станка устанавливают по кругу при-
способления и закрепляют в них заготовки 8. Фрезерование произво-
дится при непрерывном вращении стола. При этом осуществляется
параллельно-последовательная черновая и чистовая обработка, для
чего станок имеет две шпиндельные головки 5 с самостоятельными
приводами. Головка 5 смонтирована на траверсе 4. Снятие и уста-
новка заготовок <?на столе производятся без его остановки в секторе
рабочего места 7.
В трехшпиндельных карусельно-фрезерных станках (например,
мод. 623В) два правых шпинделя с фрезами диаметром до 300 мм
предназначены для черновой обработки, а левый с фрезами диамет-
ром до 600 мм — для чистовой.
Так как на карусельно-фрезерных станках отсутствуют механизмы
вертикального перемещения стола, а также продольной и поперечной
подач, они обладают большей жесткостью, обеспечивают высокую
производительность и точность, особенно в отношении параллель-
ности обрабатываемых поверхностей.
Барабанно-фрезерные станки (рис. 3.8, б) предназначены для
обработки параллельных плоскостей заготовок одновременно с двух
сторон. Заготовки 5устанавливаются на гранях барабана 4, укреплен-
119
ного на валу 3. Барабан вращается от отдельного электродвигателя 2
внутри станины 1. Он может иметь форму четырех-, пяти-, шести-,
а иногда и восьмигранника. Фрезы закрепляются на расположенных с
двух сторон одношпиндельных или двухшпиндельных бабках 6. Таких
бабок по две с каждой стороны: одна для чернового фрезерования,
а другая — для чистового. Установка и снятие заготовок производятся
на ходу станка, т.е. осуществляется непрерывное фрезерование.
Большая жесткость конструкции станка обеспечивает высокую
и стабильную точность размеров между обрабатываемыми плоскос-
тями.
Рис. 3.8. Карусельно-фрезерный (а) и барабанно-фрезерный (б)
станки
3.2.3. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
ПРОТЯГИВАНИЕМ
В массовом производстве широко распространено протягивание
наружных плоскостей. Выполняется оно на протяжных станках
горизонтального и вертикального типов с помощью специальных
120
протяжек. Станки бывают однопозиционные и многопозиционные
и легко встраиваются в автоматические линии.
Протяжка для обработки плоских поверхностей — сборный инс-
трумент. Она состоит из нескольких рабочих секций 1, закрепленных
на плите 2 (рис. 3.9).
Плоские протяжки работают по двум схемам — профильной
(рис. 3.9, а) и прогрессивной (рис. 3.9, б и в). По профильной схеме
протягивают предварительно обработанные строганием или фрезе-
рованием поверхности.
По прогрессивной схеме протягивают черные поверхности штам-
повок, поковок и литых заготовок, имеющих на поверхности корку,
окалину и другие включения.
Особенностью прогрессивного протягивания является то, что
режущие зубья 1 протяжки (см. рис. 3.9, б и в) последовательно сре-
зают не тонкие стружки в направлении величины припуска, как при
профильной схеме, а сравнительно толстые в направлении ширины в
обрабатываемой плоскости. В этом случае режущие зубья протяжки
имеют подъем (подача на зуб) в поперечном направлении и одинако-
вую высоту в направлении припуска на обработку. При протягивании
черных плоскостей корка разрезается в поперечном направлении, что
не может повредить режущие кромки протяжки.
Рис. 3.9. Схемы обработки плоскостей протяжками
При повышенных требованиях к качеству обработанных плос-
костей осуществляют комбинированное протягивание: вначале по
прогрессивной схеме, а затем — по профильной.
При прогрессивном протягивании плоскостей стальных деталей
подъем на зуб должен составлять 0,15...0,80 мм, а чугунных — 0,2...
1,2 мм; при этом снимается припуск от 2 до 6 мм. Шероховатость
поверхностей соответствует Ra = 1,25 мкм.
121
При наружном протягивании обрабатывают как отдельные от-
крытые плоскости, так и несколько плоскостей в различных соче-
таниях.
Плоские поверхности, закрытые с одной стороны (рис. 3.10, а),
протягиваются либо одной протяжкой, имеющей режущие зубья с
двух сторон (рис. 3.10, 6), либо двумя последовательно работающи-
ми протяжками (рис. 3.10, в). Изготовление и эксплуатация одной
протяжки для работы по схеме, приведенной на рис. 3.10,6, связаны
с бблыпими затратами, чем двух протяжек для последовательной
обработки.
Рис. 3.10. Протягивание нескольких поверхностей
Для обеспечения точного расположения наружных или внутрен-
них плоскостей относительно базовых поверхностей детали применя-
ют координатное протягивание, в результате которого получают весь-
ма высокую точность координат — с отклонениями до 0,02...0,05 мм.
Протягивание наружных плоскостей производится большей час-
тью на вертикально-протяжных станках мод. 7А705, полуавтоматах
и автоматах.
Схема вертикально-протяжного станка приведена на рис. 3.11, а.
Обрабатываемая деталь 2 закрепляется на суппорте 7, который ус-
тановлен на столе 7. На станине 5 по направляющим перемещается
плита 3. На ней закреплены плоские протяжки 4. Скорость возврат-
но-поступательного перемещения плиты с протяжками регулиру-
ется гидроприводом 6. Установление заданной глубины резания
осуществляется поперечным перемещением суппорта. Опускаясь,
протяжки обрабатывают заготовку и затем останавливаются в нижнем
положении. Обработанную заготовку снимают и включают обратный
ход протяжки. Когда она возвращается в исходное положение, уста-
навливают новую заготовку.
Схема горизонтально-протяжного станка непрерывного действия
показана на рис. 3.11,6. Здесь заготовки 3устанавливаются и закреп -
122
ляются в приспособлениях 1, которые размещены на непрерывно дви-
жущейся цепи 4. На станине 2 расположен суппорт 7с протяжками 5.
В зоне резания под цепью установлены жесткие направляющие б,
которые обеспечивают параллельное перемещение цепи и снятие
заданного припуска. Заготовку устанавливают и закрепляют на
позиции А. После протягивания детали поступают с разгрузочной
позиции б в бункер <? станка.
Схема карусельно-протяжного станка представлена на рис. 3.11, в.
На этом станке 1 обрабатывают поверхности, очерченные радиусом
круга. На столе 2 устанавливают приспособления с закрепленными
в них заготовками 5. При вращении стола заготовки протягиваются
между протяжками 3, которые закреплены в четырех секциях б. Эти
секции установлены на жестком полукруглом суппорте 4. Скорость
вращения стола регулируют в зависимости от принятого режима
протягивания.
Рис. 3.11. Схемы протяжных станков
для протягивания наружных плоскостей
По сравнению с другими способами обработки плоских поверх-
ностей протягивание отличается рядом преимуществ: обеспечивает
высокую производительность и точность; инструмент обладает
большой стойкостью.
Недостатками протягивания являются высокая стоимость протя-
жек и невозможность обрабатывать детали с малой жесткостью, так
как при протягивании возникают большие силы.
123
3.3. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
АБРАЗИВНЫМ ИНСТРУМЕНТОМ
3.3.1. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
ШЛИФОВАНИЕМ
Плоское шлифование является наиболее распространенным
способом обработки плоскостей и фасонных линейных поверхнос-
тей, к которым предъявляются высокие требования по точности и
шероховатости.
Шлифование плоскостей производится периферией или торцом
круга на станках с прямолинейным или вращательным движением
стола с обрабатываемой деталью.
Шлифование периферией круга можно осуществлять тремя спо-
собами: врезанием, глубинным способом и многократными после-
довательными рабочими ходами.
Шлифование врезанием (рис. 3.12, а) производится при обработке
мелких деталей, ширина которых меньше высоты круга. При этом
происходит большой износ круга, а точность обработки невысокая.
При глубинном способе шлифования (рис. 3.12, б) припуск снима-
ется за один рабочий ход круга по ширине детали. В этом случае круг
должен иметь ступенчатую форму или конический участок.
Шлифование многократными последовательными рабочими ходами
(рис. 3,12, в) наиболее широко используется в промышленности.
В этом случае после каждого продольного хода стола круг или стол
получает продольное перемещение 5пр вдоль оси круга. Эта продоль-
ная подача 5^ необходима для снятия слоя металла по всей ширине
плоскости. Затем кругу или детали сообщается поперечная подача t
для снятия следующего слоя металла. Цикл повторяется до полного
удаления припуска.
При шлифовании периферией круга точность обработки достигает
0,005 мм на 500 мм длины и шероховатость^ = 0,32...0,16 мкм.
Рис. 3.12. Схемы шлифования периферией круга
Шлифование торцом круга — более производительный способ,
так как он допускает обработку плоскостей большой ширины или
124
одновременно группы деталей; при этом торец круга обычно пере-
крывает всю ширину плоскости, и потому все движения в процессе
шлифования сводятся к вращению круга со скоростью резания ук,
поступательному или вращательному движению детали и осевой
подаче круга после каждого хода или оборота стола. Схема плоского
шлифования торцом круга на станках с продольным движением пря-
моугольного стола приведена на рис. 3.13, а и б, а с вращательным
движением круглого стола — на рис. 3.13, в.
Для улучшения условий удаления стружки и снижения темпера-
туры в зоне резания необходимо выполнять следующее:
1) искусственно сократить зону соприкосновения круга с деталью
путем наклона шлифовальной бабки (см. рис. 3.13, б) или правки
торца круга под углом. При небольшом наклоне шлифовальной бабки
вместо геометрически правильной плоскости получается вогнутая
поверхность, отступление которой от плоскости будет тем значи-
тельнее, чем больше угол наклона оси круга.
Рис. 3.13. Схемы шлифования торцом круга
Величина этого угла обычно не превышает 3...50;
2) применить обильное охлаждение;
3) использовать менее твердые и более крупнозернистые круги;
4) создавать прерывистую зону резания, применяя сегментные
круги.
При шлифовании торцом круга точность обработки составляет
0,02 мм для станков с круглым столом и 0,015 мм — для станков с
прямоугольным столом на 1000 мм длины, шероховатость поверх-
ности R =0,32 мкм.
а 1
125
3.3.2. ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ ПРИТИРКОЙ,
ПОЛИРОВАНИЕМ И ШАБРЕНИЕМ
Окончательная чистовая обработка плоских поверхностей может
производиться с применением абразивов — притиркой и полиро-
ванием. Отделка плоских поверхностей с применением абразивов
производится аналогично отделке наружных цилиндрических по-
верхностей.
Шабрение применяется как отделочная обработка плоскостей.
Шабрением можно достигнуть 7 квалитета точности и шероховатости
Ra = 0,16 мкм. Качество поверхности определяется по количеству
пятен краски, оставляемых окрашенной контрольной плитой на
обрабатываемой поверхности. Припуск на шабрение после чистовой
механической обработки оставляют в пределах 0,1...0,3 мм в зависи-
мости от размеров обрабатываемой поверхности и сложности формы
детали. Ручное шабрение — трудоемкая и малопроизводительная
операция. Имеются приспособления для механизации шабрения, но
их можно использовать не во всех случаях. Существует декоративный
вид шабрения — нанесение широких штрихов, расположенных в
определенном порядке на наружных обработанных поверхностях.
3.4. ТИПОВЫЕ МАРШРУТЫ
ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
Последовательность механической обработки корпуса призмати-
ческого типа с плоским основанием и основным отверстием с осью,
параллельной основанию, следующая.
05. Заготовительная. Заготовки корпусов из серого чугуна отлива-
ют в земляные, металлические (кокиль) или оболочковые формы, из
стали — в земляные формы, кокиль или по выплавляемым моделям.
Заготовки из алюминиевых сплавов отливают в кокиль или литьем
под давлением. В единичном и мелкосерийном производстве при-
меняют сварные корпусы из стали. Заготовки корпусных деталей
перед механической обработкой проходят ряд подготовительных
операций.
Подготовительные операции
10. Термическая. Отжиг (низкотемпературный) для уменьшения
внутренних напряжений.
15. Обрубка и очистка заготовки. У отливок удаляют литники и
прибыли: на прессах, ножницах, ленточными пилами, газовой резкой
и т.д. Очистка отливок от остатков формовочных смесей и зачистка
сварных швов у сварных заготовок производятся дробеструйной или
пескоструйной обработкой.
20. Малярная. Грунтовка и окраска необрабатываемых поверх-
ностей (для деталей, не подвергаемых в дальнейшем термообрабоке).
126
Операция производится с целью предохранения попадания в рабо-
тающий механизм корпуса чугунной пыли, обладающей свойством
«въедаться» в неокрашенные поверхности при механической обра-
ботке.
25. Контрольная. Проверка корпуса на герметичность. Приме-
няется для корпусов, заполняемых при работе маслом. Проверка
производится ультразвуковой или рентгеновской дефектоскопией.
В единичном производстве или при отсутствии дефектоскопии может
производиться при помощи керосина и мела.
30. Контрольная. Проверка корпуса под давлением (только для
деталей, работающих под давлением).
35. Разметочная. Применяется в единичном и мелкосерийном
производстве. В остальных типах производства может применяться
для сложных и уникальных заготовок с целью проверки «выкраива-
емости» детали.
Основные операции механической обработки
40. Фрезерная (протяжная). Фрезеровать или протянуть плоскость
основания предварительно и окончательно с припуском под плоское
шлифование (при необходимости).
Оборудование:
• в единичном и мелкосерийном производстве — вертикально-
фрезерный и строгальный станки;
• в серийном — продольно-фрезерный или продольно-стро-
гальный станок;
• в крупносерийном и массовом — барабанно- и карусельно-фре-
зерные, плоскопротяжные, агрегатные фрезерные станки.
45. Сверлильная. Сверлить и зенкеровать отверстия в плоскости
основания. Развернуть два отверстия. Оборудование — радиально-
сверлильный станок или сверлильный с ЧПУ; в массовом и крупно-
серийном производстве — многошпиндельный сверлильный станок
или агрегатный станок.
50. Фрезерная. Обработка плоскостей, параллельных базовой (при
их наличии). Оборудование такое же, как и в операции 40.
55. Фрезерная. Обработка плоскостей, перпендикулярных базовой
(торцы основных отверстий). Оборудование — горизонтально-фре-
зерный или горизонтально-расточный станок.
60. Расточная. Растачивание основных отверстий (черновое и чис-
товое или с припуском под тонкое растачивание). Оборудование:
• единичное производство — универсальный горизонтально-
расточный станок;
• мелкосерийное и серийное—станки с ЧПУ расточно-фрезерной
группы и многооперационные станки;
• крупносерийное и массовое — агрегатные многошпиндельные
станки.
127
65. Сверлильная. Сверлить и нарезать резьбу в крепежных от-
верстиях. Оборудование — радиально-сверлильный, сверлильный
с ЧПУ, многооперационный, сверлильный многошпиндельный и
агрегатный станки.
70. Плоскошлифовальная. Шлифовать плоскость основания при
необходимости. Оборудование — плоскошлифовальный станок с
прямоугольным или круглым столом.
75. Алмазно-расточная. Тонкое растачивание основного отвер-
стия. Оборудование — алмазно-расточный станок.
Особенности обработки разъемных корпусов. В маршрут обработки
разъемных корпусов дополнительно к вышеприведенным операциям
включают:
• обработку поверхности разъема у основания (фрезерная);
• обработку поверхности разъема у крышки (фрезерная);
• обработку крепежных отверстий на поверхности разъема ос-
нования (сверлильная);
• обработку крепежных отверстий на поверхности разъема
крышки (сверлильная);
• сборку корпуса промежуточную (слесарно-сборочная);
• обработку двух точных отверстий (обычно сверлением и раз-
вертыванием) под цилиндрические или конические штифты
в плоскости разъема собранного корпуса.
3.5. ПРИМЕР ТИПОВОГО МАРШРУТА
ИЗГОТОВЛЕНИЯ КОРПУСА ШЕСТЕРЕННОГО
НАСОСА
Шестеренные насосы предназначены для дозирования и нагнета-
ния растворов и расплавов в машинах для производства химических
волокон.
Корпус шестеренного насоса (рис. 3.14) является важным базо-
вым элементом. Он представляет собой отливку из серого чугуна
правильной симметричной формы с равномерным распределением
металла по всему объему. Особенностью корпуса являются два длин-
ных глухих отверстия диаметром 5 мм, предназначенных для подачи
технологического раствора.
Технические требования. Основные технические требования к
изготовлению корпуса шестеренного насоса следующие: отклоне-
ние от круглости поверхностей К и Л не допускается; отклонение
от соосности поверхностей М и Е не более 0,02 мм; отклонение от
плоскостности поверхности Дв пределах контура рабочей поверхнос-
ти не допускается; отклонение от перпендикулярности отверстия Е
плоскости Дне более 0,016 мм.
128
Рис. 3.14. Корпус шестеренного насоса
Наиболее ответственными элементами корпуса являются соосные
отверстия диаметром Ю+0 016 мм; диаметром 13^’^ мм; диаметром
16^0 29 мм; конусные соединительные отверстия диаметрами 5 и
12 мм, отклонение от круглости которых не допускается, а также
припасовочная плоскость размером 46 х 70 мм.
Корпусы шестеренных насосов изготовляют из серого чугуна СЧ 20
литьем. Твердость отливки 170...200 НВ.
Технологический процесс механической обработки корпуса шес-
теренного насоса приведен в табл. 3.1.
При изготовлении корпуса применяют как универсальные, так и
агрегатные станки. Для создания главной базы на первой операции
производят предварительное и окончательное фрезерование припасо-
вочной плоскости на карусельно-фрезерном станке 621М. При этом
выдерживаются размеры 10,3+045и 10,1+0’2 мм от базовой поверхности.
В качестве инструмента применяютторцовые фрезы диаметром 100 мм,
оснащенные пластинками из твердого сплава.
Для обработки ступенчатого отверстия на наружной цилиндричес-
кой поверхности с резьбой M22-8g на второй операции применяется
токарно-патронный полуавтомат. Установка и закрепление детали
производятся в специальном приспособлении. В качестве главной
базы используют поверхность, обработанную на первой операции.
Обработка двух плоскостей бобышек производится на горизон-
тально-фрезерном станке 6Т83Г. Инструментом на данной операции
являются дисковые трехсторонние фрезы диаметром 130 мм, осна-
щенные пластинками твердого сплава. При обработке возможно при-
129
менение многоместного приспособления, что значительно уменьшает
вспомогательное время.
Обрабатываемая на следующей операции боковая плоскость
используется в дальнейшем как технологическая база. Обработка
производится на карусельно-фрезерном двухшпиндельном станке
двумя торцовыми фрезами с пластинками из твердого сплава.
Окончательная обработка центрального ступенчатого отверстия
производится на токарно-револьверном станке 1Н325. Последова-
тельно растачивается отверстие с 10 до 13 мм, затем обрабатывается
фаска и развертывается отверстие диаметром 13^мм.
Для обработки резьбовых отверстий и каналов для транспортиро-
вания технологической жидкости, расположенных на припасовочной
плоскости корпуса, применяется многошпиндельный восьмипозици-
онный агрегатный станок ХА-4751. Станок имеет одну установочную
и семь рабочих позиций, на которых установлено 20 шпинделей с тре-
мя видами инструментов. Последовательно обрабатывают отверстия
диаметрами 5 и 6,6 мм, зенкуются фаски и нарезается резьба М6-7Н
в сквозных и глухих отверстиях. Для установки и закрепления детали
применяют специальные приспособления. Применение агрегатного
станка позволяет резко повысить производительность обработки при
максимальной механизации.
Последующие две операции выполняют на восьмишпиндельном
агрегатном станке ХА-2731. На одной из операций производится
последовательная многоинструментальная обработка всасывающего
канала, на другой — нагнетательного. Ввиду большого соотношения
длины L и диаметра D обрабатываемых отверстий (L/D >10) свер-
ление производится удлиненными сверлами диаметром 5 мм за три
технологических перехода на трех позициях.
Присоединительные конусно-цилиндрические отверстия всасы-
вающего и нагнетательного каналов обрабатываются на вертикаль-
но-сверлильном станке 2Р118 с использованием двухпозиционного
приспособления. Калиброванным инструментом (сверлоконический
зенкер) последовательно обрабатывают два отверстия до пересечения
с ранее обработанными каналами.
Паз шириной 2 и длиной 30 мм в отверстии диаметром 5 мм об-
рабатывается на долбежном станке 7А412.
В том же отверстии на следующей операции на шпоночно-фрезер-
ном станке 629 М шпоночной фрезой диаметром 5 мм фрезеруется
паз длиной 7,25 мм.
Отделочная обработка основной плоскости после фрезерования
производится на плоскошлифовальном станке ЗБ756. Одновременно
обрабатывается несколько деталей в специальном приспособлении.
Для получения основного отверстия корпуса насоса с заданными
точностью и шероховатостью на последней операции механической
130
обработки производится калибрование (шариком) отверстия диа-
метром 10±0,016 мм.
Таблица 3.1
Технологический маршрут механической обработки
корпуса шестеренного насоса
Номер
опера-
ции
Наименование
и содержание операции
Эскиз обработки
и базирование
Оборудо-
вание
10
Карусельно-фре-
зерная: фрезеровать
плоскость 1
4
Карусельно-
фрезерный
621М
Токарная полуавто-
матная:
Первая позиция - ус-
тановить заготовку в
приспособлении
Токарно-
патронный
полуавтомат
Вторая позиция -
подрезать торец 1,
сверлить отверстие 2
Третья позиция -
точить поверхность 1
на длину 2, сверлить
отверстие 3 на длину 4
131
Продолжение табл. 3.1
__________2__________
Четвертая позиция —
точить поверхность
1 на длину 2, зенке-
ровать ступенчатое
отверстие 3 на длину 4
4
Пятая позиция — то-
чить фаску 1, развер-
нуть ступенчатое
отверстие 2 и 3
Шестая позиция — на-
резать резьбу 1 на дли-
ну 2, точить фаску 3
Г оризонтально -фре-
зерная:
фрезеровать торцы 1
и 2, выдерживая раз-
мер 3
Горизон-
тально-фре-
зерный
6Т83Г
132
Продолжение табл. 3.1
1 2 3 4
20 Карусельно-фрезер- ная: фрезеровать плос- кость 1 1ИЙ г । *1 1 Карусельно- фрезерный 621М
25 Токарно-револьвер- ная: расточить отверстие 1 на длину 2, точить фаску 3, развернуть отверстие 1 й-Й) о * '1L Токарно-ре- вольверный 1Н325
Г ?
30 Агрегатная: обработать резьбовые отверстия и каналы, выдерживая размеры 1...4 1 3 ) К о Агрегатный станок ХА-4751
— -ф-
a -TF ф
WlStb, а
у
35 Агрегатная: обработать ступенча- тое отверстие, выдер- живая размеры 1...6 / fwZ Агрегатный станок ХА-2731
1 I / -у
133
Продолжение табл. 3.1
1 2 3 4
40 Агрегатная: обработать второе сту- пенчатое отверстие, выдерживая размеры 1...7 , (£) Агрегатный станок ХА-2731
*
(9 Ф I**
г
'at © 7 \
45 Вертикально-свер- лильная: сверлить два отвер- стия 1, зенкеровать конусное отверстие 2, выдерживая размер 3 -Д2 Вертикаль- но-свер- лильный 2Р118
•О Л* )
1 « ©
50 Долбежная: долбить паз шириной 2 мм на длину 1 СТ ”, . fl11 ГТ Долбежный станок 7А412
й 1
1 б 1
) ф
55 Шпоночно-фрезер- ная: фрезеровать шпоноч- ный паз шириной 5 мм на длину 4 мм ifi ГП Шпоночно- фрезерный станок 629М
L -LLXU'l V I
Г Р-
134
Окончание табл. 3.1
4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
4.1. ОБЩИЕ СВЕДЕНИЯ
В современных машинах широко применяют зубчатые передачи.
Различают силовые зубчатые передачи, предназначенные для пе-
редачи крутящего момента с изменением частоты вращения валов,
и кинематические передачи, служащие для передачи вращательного
движения между валами при относительно небольших крутящих
моментах.
Зубчатые передачи, используемые в различных механизмах и
машинах, делят на цилиндрические, конические, червячные, сме-
шанные и гиперболоидные (винтовые и гипоидные).
Наибольшее распространение получили цилиндрические, кони-
ческие и червячные передачи (рис. 4.1).
Рис. 4.1. Виды зубчатых передач:
а — цилиндрическая; б — коническая; в — червячная;
1 — шестерня; 2 — зубчатое колесо; 3 — червяк; 4 — червячное колесо
Зубчатые колеса по конструктивным признакам классифицируют
следующим образом: цилиндрические с прямым, косым и шеврон-
ным зубом; конические с прямым, косым и криволинейным зубом;
винтовые, червячные, глобоидные. ГОСТ 1643—81 и ГОСТ 9178—81
136
регламентируют 12 степеней точности цилиндрических зубчатых
колес с обозначением степеней в порядке убывания точности. Для
каждой степени точности установлены нормированные параметры:
кинематическая точность колеса; плавность работы колеса; контакт
зубьев; боковой зазор. Для 1,2 степеней точности допуски стандартом
не предусматриваются.
Нормированные точность и допуски для конических колес при-
ведены в ГОСТ 9368—81 и ГОСТ 1758—81, а для червячных — в ГОСТ
9774—81 и 3675—81. Для них, также каки для цилиндрических колес,
предусмотрено 12 степеней точности.
Независимо от степени точности колес установлены нормы бо-
кового зазора (виды сопряжения зубчатых колес). Существуют шесть
видов сопряжения зубчатых колес в передаче, которые в порядке
убывания гарантированного бокового зазора обозначаются буквами
Л, В, С, Д, Е, Н, и восемь видов допуска (Т ) на боковой зазор: х, у,
Z, а, Ь, с, d, h.
В соответствии со стандартом точность зубчатых колес может
быть определена как комплексными, так и дифференцированными
показателями. Выбор степени точности колеса производится исходя
из конкретного назначения и условий работы зубчатой передачи.
Наиболее широкое применение в машиностроении имеют зубчатые
колеса 6, 7, 8 и 9 степеней точности.
Конструктивные разновидности зубчатых колес показаны на
рис. 4.2.
Рис. 4.2. Зубчатые колеса:
a — цилиндрические с прямыми зубьями; б — конические; в — червячное
Технические требования на изготовление цилиндрических зуб-
чатых колес 7, 8 степеней точности, которые наиболее часто приме-
няются в машиностроении, следующие:
137
• точность центрального отверстия Н7, Н9;
• точность шага зубцов 0,01...0,02 мм;
• допуск радиального биения по начальной окружности
0,03...0,04 мм;
• допуск торцового биения 0,03...0,04 мм на радиусе 150...
200 мм;
• отклонение от параллельности боковых поверхностей зуба от
оси отверстия 0,01 мм надлине 75 мм;
• шероховатость посадочных поверхностей Ra = 1,25...
0,63 мкм;
• твердость закаленных поверхностей 50.. .55 НКСэ;
• твердость цементированных и закаленных поверхностей 55...
60 HRC;
• глубина слоя цементации 0,8... 1,5 мм;
• твердость незакаленных поверхностей 180...250 НВ.
Материалы для изготовления зубчатых колес выбирают в зависи-
мости от их служебного назначения. Наибольшее применение находят
качественные углеродистые стали марок сталь 40,45, 50; легирован-
ные - сталь 40Х, 50Г, 40ХН, 35ХГС, 20Х, 18ХГТ, 15ХФ, 38ХМЮА
и др; серые чугуны СЧ 29, СЧ 25; различные виды пластмасс.
Легированные стали обеспечивают более глубокую прокалива-
емость и меньшую деформацию по сравнению с углеродистыми.
Материал зубчатых колес должен обладать однородной струк-
турой, обеспечивающей стабильность размеров после термической
обработки, особенно по размеру отверстий и шагу колес. Неста-
бильность возникает после цементации и закалки, когда в заготовке
сохраняется остаточный аустенит; она может также возникнуть в
результате наклепа и при механической обработке.
Установлено, что наибольшее коробление дает цементация и
меньшее — закалка, поэтому часто исправление коробления и по-
вышение точности шевингованием производят не до цементации,
а между цементацией и закалкой.
Заготовки. Колеса диаметром до 60 мм изготовляют из прутка на
револьверных станках или на многошпиндельных автоматах. Заго-
товки для колес больших диаметров получают в единичном и мел-
косерийном производстве в виде поковок на молотах, в серийном —
в виде штамповок в подкладных штампах, в крупносерийном и мас-
совом — в закрытых штампах. Центральное отверстие диаметром
свыше 30 мм прошивают при штамповке.
Штамповка заготовок в закрытых штампах имеет ряд преиму-
ществ: снижается расход металла из-за отсутствия облоя; форма
заготовки приближается к форме готовой детали; снижается себе-
стоимость; экономия металла составляет от 10 до 30%. Однако при
этом отмечается повышенный расход штампов.
138
Штамповкой на горизонтально-ковочных машинах изготовляют
заготовки зубчатых колес с хвостовиком или отверстием.
Припуски на обработку зубчатых колес назначают в зависимости
от вида заготовки. При заготовке из проката припуск на обрабатыва-
емые поверхности назначаются 1,5...2,0 мм на сторону. При кованой
заготовке для колес диаметром 200...250 мм припуски назначаются
в пределах 5 ± 3,0 мм; для штампованных заготовок в подкладных
штампах — 2...3 мм на сторону.
Технологические базы на первых операциях — это необработан-
ные наружные поверхности. После обработки отверстия и торца
их принимают в качестве технологической базы на большинстве
операций. Колеса с нарезанными зубьями после термообработки
при шлифовании отверстия базируют по эвольвентной боковой по-
верхности зубьев для обеспечения наибольшей соосности начальной
окружности и посадочного отверстия.
У валов-шестерен в качестве технологической базы используют
центровые отверстия.
Основные операции состоят в получении точного центрального
отверстия, шпоночных или шлицевых канавок, точной наружной
поверхности и торцов, перпендикулярных к оси.
Второстепенные операции — это сверление мелких смазочных
отверстий, нарезание в них резьбы, иногда зенкование отверстий
под резьбу или под головки винтов, изготовление мелких канавок,
выточек, фасок, фрезерование лысок и т.п.
Погрешности установки на первых операциях возникают от по-
грешностей формы заготовок. Например, при смещении центрально-
го отверстия относительно наружного диаметра в кованой или литой
заготовке могут оставаться «черновины» на наружной поверхности
в зависимости от того, какую поверхность принимают в качестве
черновой базы.
При обработке на оправках погрешности возникают из-за неточ-
ности оправки (смещение оси наружной поверхности относительно
центровой линии). При обработке в центрах погрешности возника-
ют из-за неточностей центровых гнезд, из-за неточности установки
задней бабки или ее пиноли. При обработке в патроне погрешности
возникают из-за неправильного зажима в кулачках, перекоса заго-
товки при установке.
Погрешности обработки возникают из-за неуравновешенности
патрона или зажимного устройства, неточности вращения шпинде-
ля станка и вращающегося центра задней бабки, отжима суппорта,
деформации инструмента, теплового расширения инструментов и
деталей узла шпинделя, износа инструмента и др.
139
4.2. МЕТОДЫ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ
ЗУБЧАТЫХ КОЛЕС
Обработка зубчатых колес разделяется на два этапа: обработка до
нарезания зубьев и обработка зубчатого венца. Задачи первого этапа
соответствуют в основном аналогичным задачам, решаемым при
обработке деталей класса «диски». Операции второго этапа обычно
сочетают с отделочными операциями обработки корпуса колеса. На
построение технологического процесса обработки зубчатых колес
влияют следующие факторы: форма зубчатого колеса; форма и рас-
положение зубчатого венца и количество венцов, степень точности
колеса; методы контроля зубчатых колес; материал колеса; наличие
и вид термообработки; габаритные размеры; объем выпуска.
Процесс обработки зубьев зубчатых колес делится на черновое и
чистовое нарезание, а также отделочные операции.
Зубчатые колеса при модуле т < 6 мм нарезаются в один рабочий
ход, а при более крупном модуле может быть черновое и чистовое
нарезание. Число рабочих ходов зависит не только от модуля, но и от
обрабатываемого материала, а также от требуемой точности.
Нарезание зубчатых колес производится двумя принципиально
различными методами: копированием и огибанием (обкаткой). По
методу копирования профиля инструмента обработка производится
дисковыми и пальцевыми модульными фрезами, многорезцовыми
зубодолбежными головками, эвольвентными протяжками, шлифо-
вальными фасонными кругами.
При обработке по методу огибания (обкатки) профиль нареза-
емого колеса получается как огибающая определенного количества
последовательных положений режущих кромок инструмента. Для
метода обкатки характерны высокая производительность и точность
нарезания зубьев, возможность одним инструментом обрабатывать
колеса одного и того же модуля с любым числом зубьев. Сложность
изготовления и высокая стоимость применяемых инструментов
являются недостатками метода. Нарезание зубьев колес по методу
обкатки производится червячными фрезами, зуборезными долбяка-
ми, зуборезными гребенками, зубострогальными резцами и другими
инструментами.
4.2.1. НАРЕЗАНИЕ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС МЕТОДОМ КОПИРОВАНИЯ
Нарезание цилиндрических зубчатых колес модульными дис-
ковыми и пальцевыми фрезами выполняют на горизонтальных и
универсальных фрезерных станках при помощи делительных голо-
вок. Дисковые модульные фрезы изготовляются наборами из 8,15 и
26 штук для каждого модуля. Обычно применяют набор из 8 фрез,
140
обработка которыми позволяет получать зубчатые колеса 9 степени
точности. Для изготовления более точных зубчатых колес применяют
наборы из 15 или 26 фрез. Такое количество фрез в каждом наборе
необходимо потому, что для различного числа зубьев колес размеры
впадин между зубьями различны. Каждая фреза набора предназначе-
на для определенного интервала чисел зубьев. Фрезерование зубьев
колес представляет собой разновидность фасонного фрезерования.
Режущие кромки зубьев дисковой и пальцевой фрез (рис. 4.3) изго-
товляют по форме впадины между зубьями колеса. В процессе работы
фреза 1 переносит свой профиль во впадину зубьев, создавая таким
образом две половины профилей двух соседних зубьев (рис. 4.3, б).
После нарезания одной впадины заготовка 2 поворачивается на один
зуб с помощью делительного механизма (рис. 4.3, а), фреза снова
врезается и проходит по новой впадине между зубьями (продольная
подача Sпр).
Рис. 4.3. Схемы нарезания зубьев зубчатых колес
модульными дисковыми и пальцевыми фрезами
Фрезерование зубьев пальцевыми фрезами (рис. 4.3, в) применяют
в тяжелом машиностроении при обработке крупных цилиндрических
прямозубых, косозубых и шевронных колес. Обработка черновыми и
чистовыми фрезами производится на крупных фрезерных, расточных
и зубофрезерных станках. Фреза профилируется по впадине нареза-
141
емого колеса. Пальцевые фрезы работают в тяжелых условиях, так
как из-за консольного крепления усилие подачи вызывает большой
изгибающий момент.
Скорость резания при нарезании зубьев колес v = 25—40 м/мин
для фрез из быстрорежущей стали. При работе пальцевыми фрезами
скорость резания снижается до v = 10 м/мин в зависимости от мате-
риала и величины модуля колеса.
На полную глубину колеса нарезают при т < 6 мм; в два рабочих
хода — при т = 6...12 мм и в три — при т > 12 мм.
Пальцевые фрезы не стандартизованы и изготовляются по стан-
дартам предприятий.
Недостатками метода нарезания зубьев дисковыми и пальцевыми
модульными фрезами являются: низкая степень точности обработки
зуба; низкая производительность и высокая себестоимость обработки
(большое машинное и вспомогательное время). Вследствие указанных
недостатков данный метод в настоящее время применяют в единич-
ном производстве и при ремонтных работах.
Одновременное долбление многорезцовыми головками всех впа-
дин между зубьями обрабатываемого колеса производится фасонны-
ми резцами, установленными в специальных зубодолбежных головках
(рис. 4.4). Для каждого обрабатываемого колеса в соответствии с его
модулем и числом зубьев должна быть изготовлена специальная го-
ловка. Поэтому станки этого типа используются только в массовом и
крупносерийном производстве для получистового нарезания зубьев
под шевингование и для чистовой обработки колес 7 и 8 степеней
точности.
Рис. 4.4. Схема многорезцовой зубодолбежной головки
Нарезаемое колесо 1 закрепляется на верхнем конце подвижного
штосселя 2 станка (рис. 4.5), расположенного под многорезцовой
142
головкой, и получает вертикальное возвратно-поступательное дви-
жение I (движение резания). Резцы 5, установленные в неподвижной
головке, после каждого рабочего хода заготовки получают переме-
щение II в радиальном направлении (движение подачи). Подача в
процессе нарезания впадины переменна и рассчитывается из условия
постоянства силы резания. В начале работы резцов подача 5 = 0,4 мм
надвойной ход, а в конце — уменьшается до 0,025 мм надвойной ход.
Для устранения трения резцов об обработанную поверхность перед
ходом заготовки вниз резцы отводятся на 0,5 мм. Резцы выполняются
взаимозаменяемыми с посадкой и профилируются как фасонный
инструмент, не изменяющий своего профиля при переточках.
Существующие конструкции головок выпускаются с отверстия-
ми, ограничивающими наибольший диаметр окружности выступов
нарезаемого колеса. Они рассчитаны на нарезание колес с модулем
от 2 до 10,5 мм, с числом зубьев 20...50 и наружным диаметром до
250 мм. Скорость резания от 3 до 10 м/мин.
Рис. 4.5. Схема нарезания зубьев цилиндрических колес
многорезцовыми зубодолбежными головками
Одновременное протягивание зубьев является высокопроизводи-
тельной операцией, применяемой в массовом производстве. Число
протяжек равно числу впадин. Каждая протяжка точно соответствует
форме впадины колеса. Все они точно размещены по окружности
и совершают рабочее движение в комплекте. Скорость резания
10... 12 м/мин. Этот способ особенно эффективен при протягивании
зубьев внутреннего зацепления и при нарезании зубчатых секто-
ров.
4.2.2. НАРЕЗАНИЕ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
МЕТОДОМ ОГИБАНИЯ (ОБКАТКИ)
Нарезание зубьев червячными фрезами производится на зубофре-
зерных станках. Червячная фреза представляет собой эвольвентный
червяк, имеющий профиль нормального сечения винтовых ниток
в виде прямобочной рейки и обращенный в режущий инструмент
143
путем прорезания нескольких (обычно 8... 12) продольных канавок
и затылования зубьев. По роду обработки и степени точности чер-
вячные фрезы разделяются на черновые, чистовые и прецизионные.
Черновые фрезы в целях повышения производительности обработки
изготовляют многозаходными.
Для получения движения обкатывания фрезы и заготовки в
процессе нарезания зубьев необходимо, чтобы каждому обороту
инструмента соответствовал поворот колеса на число зубьев, равное
числу заходов червячной фрезы. Передаточное отношение воспро-
изводимой при этом червячной передачи
/ = А = ^ф
"и
где z — число зубьев нарезаемого колеса; кф — число заходов чер-
вячной фрезы; пф — число вращений фрезы, мин-1; пи — частота
вращения нарезаемого колеса, мин-1.
Принципиальная кинематическая схема зубофрезерного станка
показана на рис. 4.6, а. Заготовка 2 нарезаемого колеса жестко связана
с делительным червячным колесом 5, получающим вращение от де-
лительного червяка 4. Последний кинематически связан с червячной
фрезой 1 с помощью сменных колес 3.
Рис. 4.6. Схема нарезания зубьев зубчатых колес
червячными фрезами
Кроме движения деления IV, на станке должно осуществляться
главное движение резания I (рис. 4.6, б), движение подачи фрезы II,
а также движение резания III для предварительной установки ин-
144
струмента и обрабатываемого колеса в исходное рабочее положение.
При нарезании колес с винтовыми зубьями заготовке сообщается
дополнительное вращательное движение. В некоторых конструкциях
зубофрезерных станков установочно-вспомогательное движение III
осуществляется перемещением колонны с фрезерным суппортом.
Червячная фреза центрируется на фрезерной оправке по устано-
вочному калибру. Поворотные салазки фрезерного суппорта повора-
чивают на угол установки у, определяемый из условия совпадения в
точке касания на делительном цилиндре направления витков червяч-
ной фрезы и зубьев нарезаемого колеса. При нарезании прямозубых
колес (рис. 4.6, в) угол уравен углу подъема X витков червячной фрезы
на делительном цилиндре (у = X). При нарезании косозубых колес
угол установки у определяется при одинаковых направлениях винто-
вой линии зубьев колеса и витков фрезы (рис. 4.6, г) по формуле
у=Р-Х,
где р — угол наклона винтовой линии зубьев нарезаемого колеса на
делительном цилиндре.
При разных направлениях винтовой линии зубьев колеса и вит-
ков фрезы (рис. 4.6, Э) у = р + X. Установка фрезерного суппорта на
угол у производится с помощью нониуса по шкале, имеющейся на
салазках.
Зубчатые колеса небольшого диаметра закрепляются на жестких
оправках, которые поддерживаются центром кронштейна задней
стойки станка. Колеса больших размеров с центральным отверстием
крепятся на подставках, устанавливаемых на столе, центрируются
относительно оси стола с помощью независимо устанавливаемых
жестких оправок. Валы-шестерни устанавливаются и крепятся в
центрах с хомутиком или другим поводковым устройством. Часто
один конец вала-шестерни крепится в патроне, установленном на
столе станка, а другой конец подпирается центром кронштейна
задней стойки.
Обработка зубчатых колес 7 и 8 степеней точности с модулем до
3... 5 мм производиться за один рабочий ход. Червячная фреза устанав-
ливается на глубину резания, равную полной высоте зуба. Нарезание
зубчатых колес с модулем более 5.. .6 мм осуществляется в два рабочих
хода: первый — с глубиной резания, равной 0,6...0,7 высоты зуба,
а второй — с глубиной резания, равной 0,4... 0,3 высоты зуба. Чистовое
нарезание производится за один рабочий ход. Припуск под чистовое
зубофрезерование колеблется от 0,4...0,6 мм (для колес с модулем
2...6 мм) до 1,2... 1,5 мм (для колес с модулем 10...20 мм).
При черновом зубофрезеровании подача на один оборот заготовки
S в большинстве случаев ограничивается жесткостью станка и при-
способления и составляет от 1 до 2 мм/об. заготовки. При чистовом
145
зубофрезеровании стальных колес 5 = 0,6... 1,25 мм/об. заготовки.
При обработке чугунныхколес 5 = 1,5...2,2 мм/об. заготовки.
Для быстрорежущих однозаходных фрез скорость резания устанав-
ливается в пределах v = 20...35 м/мин для черновой обработки стали
и v = 20...25 м/мин при обработке чугуна. Чистовое зубофрезерова-
ние быстрорежущими фрезами производится со скоростью у = 30...
70 м/мин для стали и у = 40...80 м/мин для чугуна.
При частоте вращения фрезы лф, мин-1, основное время, мин:
* кф ‘ Нф
При нарезании косозубых колес с учетом наклона зубьев р основ-
ное время увеличивается в 1/cosp раз (соответственно увеличению
длины зуба и уменьшению осевой подачи), мин:
t = Z ' Аэх
Л '7ФСО8Р
Обработка зубьев зуборезными дол бяками производится на зубо-
долбежных станках. Зубодолбление является единственным способом
нарезания многовенцовых зубчатых колес, зубчатых секторов специ-
альных конструкций, внутренних венцов малых диаметров и т.п.
Для нарезания прямозубых колес долбяки выполняются прямозу-
быми. Нарезание косозубых колес производится косозубыми долбя-
ками. По характеру обработки различают обдирочные, получистовые
и чистовые долбяки. Нарезание зубьев круглыми долбяками основано
на принципе воспроизводства зацепления пары цилиндрических зуб-
чатых колес. Принципиальная кинематическая схема зубодолбежного
станка показана на рис. 4.7, а. Повороту дол бяка на один зуб должен
соответствовать поворот на один зуб нарезаемого колеса. Долбяк и
нарезаемое колесо находятся в зацеплении без зазора, соответству-
ющем зубчатой передаче с передаточным отношением
• _ ^Д _
I •>
7 П
<и “д
где — число зубьев долбяка; хи — число зубьев нарезаемого колеса
(изделия); л — частота вращения нарезаемого колеса, мин-1;
лд — частота вращения долбяка, мин-1.
Направления основных движений долбяка и заготовки показа-
ны на рис. 4.7, б. Долбяк и колесо непрерывно вращаются вокруг
своих осей, совершая движения обкатывания II и III (5 дол и 5^ заг) с
одинаковой окружной скоростью (круговая подача). Долбяк имеет
возвратно-поступательное движение IV (у и vx). При врезании на
требуемую глубину резания долбяк получает движение I (5). Во время
хода долбяка вверх для устранения быстрого затупления инструмента
146
и порчи обрабатываемой поверхности заготовке сообщается движе-
ние V (Д5) для отвода колеса от долбяка. В некоторых конструкциях
станков при обратном ходе отводится долбяк.
Рис. 4.7. Схема нарезания зубьев зубчатых колес
зуборезными долбяками:
1 — долбяк; 2 — зубчатое колесо; 3 — червячная пара; 4 — гитара; 5 — червяч-
ная пара поворота стола
При нарезании цилиндрических колес с косыми зубьями дол бяки
должны иметь тот же угол наклона зубьев, что и нарезаемое коле-
со, но с противоположным направлением винтовой линии зубьев.
Возвратно-поступательное движение долбяка должно согласовы-
ваться с его вращательным движением, что осуществляется с помо-
щью установки специальных винтовых направляющих (копиров)
на штосселе долбяка и в отверстии червячного колеса, вращающего
долбяк.
В зависимости от модуля нарезаемых зубьев, обрабатываемого
материала, а также требуемых точности и шероховатости поверхности
обработка на зубодолбежных станках производится за один, два или
три рабочих хода. При настройке станка применяются соответственно
одно-, двух- или трехпроходные кулачки радиальной подачи. Каждый
кулачок имеет участки врезания, обкатывания и отвода долбяка. Учас-
ток врезания ab составляет на всех трех кулачках 90°. Радиус кулачка
на этом участке равномерно увеличивается до точки Ь.
По окончании врезания, которое соответствует положению ролика
в точке b при обработке в один рабочий ход (рис. 4.8, а), нарезае-
мое колесо совершает еще один полный оборот. При этом кулачок
поворачивается на 270° (участок обкатки). Затем ролик в точке а
соскакивает во впадину кулачка, обработка заканчивается и станок
автоматически останавливается.
147
Рис. 4.8. Кулачки радиальной подачи
Двухпроходный кулачок (рис. 4.8, б) имеет два участка обкатки
по 135° каждый. На втором участке обкатки са постоянный ради-
ус кулачка больше радиуса на участке Ьс на 0,5 мм, что и является
радиальным припуском на второй рабочий ход. После окончания
врезания обрабатываемое колесо в этом случае совершает еще два
полных оборота.
Трехпроходный кулачок (рис. 4.8, в) имеет три участка обкатки.
Радиус участка второго рабочего хода cd больше радиуса участка пер-
вого прохода на 2,5 мм (радиальный припуск на второй рабочий ход).
Радиальный припуск на третий проход равен 0,5 мм. После окончания
врезания нарезаемое колесо совершает еще три полных оборота.
Круговая подача на двойной ход долбяка при черновом зубодолб-
лении 5^ = 0,25...0,50 мм при обработке стали и 5^ = 0,15...0,40 мм
при обработке чугуна.
Чистовое долбление производится с круговой подачей 5^ =
= 0,10...0,35 мм на двойной ход долбяка. Радиальная подача вреза-
ния принимается равной 5рад = (0,10...0,25)5^ мм. При черновом и
чистовом долблении скорость резания выбирается соответственно
v = 10...26 м/мин и v = 20...33 м/мин для стальных колес, v = 14...
32 м/мин и v = 30...45 м/мин — для чугунных.
Основное время при зубодолблении состоит из времени радиально-
го врезания с подачей 5 и времени полной обработки зубчатого вен-
ца при выбранной круговой подаче S . Подача врезания является по-
стоянной величиной для данного станка и обычно равна 0,04.. .0,05 мм
на один двойной ход долбяка.
Время врезания, мин:
h
^вр = ’
рад дв
где h — глубина резания, мм (при долблении зубьев в один проход
равна высоте зуба); лдв—число двойных ходов долбяка в минуту.
148
Время полной обработки зубчатого венца (время обкатки) состав-
ляет для одного прохода, мин:
_ я • т -z
Г°бр ~ V п '
*^кр ^дв
где я • т • z — длина делительной окружности нарезаемого колеса,
мм.
Таким образом, при нарезании колеса с числом проходов i основ-
ное время, мин:
h n-rn-z . if h itmz-C
L =--------+--------1 =--------+-------- .
V л V л и V V
рад дв кр дв дв рад кр J
По сравнению с другими методами изготовления зубчатых колес
зубодолбление имеет большую универсальность, позволяет нарезать
зубья цилиндрических зубчатых колес любого типа. Шероховатость
поверхности зубьев после зубодолбления меньше, чем после зубо-
фрезерования.
Нарезание зубьев зуборезными гребенками производится на вер-
тикальных зубострогальных станках, работающих по методу обкатки.
В процессе обработки воспроизводится зацепление зубчатой рейки
и цилиндрического зубчатого колеса. Зубострогальные станки при-
меняются в основном для нарезания больших колес с модулями до
60 мм и диаметром до 12 000 мм. Зуборезная гребенка представляет
собой зубчатую рейку, имеющую соответствующую заточку режущих
зубьев. Все зубчатые колеса одного модуля нарезаются одной гребен-
кой. В процессе резания гребенка закреплена в ползуне и совершает
вертикальное возвратно-поступательное движение I (рис. 4.9).
Движение обкатывания сообщается обрабатываемому колесу.
С этой целью стол станка с заготовкой получает два взаимно согла-
сованных движения — вращательное II и поступательное III вдоль
гребенки. Гребенка соприкасается с заготовкой только при рабочем
ходе; при обратном ходе (вверх) гребенка отводится от заготовки
поворотом резцедержателя (движение IV). Механизм обкатывания
работает только тогда, когда гребенка выходит из зацепления с
обрабатываемым колесом. Во время резания стол неподвижен. Бла-
годаря этому механизм обкатывания разгружен от усилий резания,
что обусловливает меньший его износ и более высокую точность
обработки детали.
Вследствие ограниченной длины гребенки процесс обработки
прерывен. После перемещения заготовки на один или несколько
шагов относительно гребенки производится возвращение стола в
исходное положение (вдоль гребенки). В это время нарезаемое колесо
не поворачивается, а только перемещается параллельно начальной
прямой гребенки. Но так как во время обкаточного движения за-
149
готовка повернулась на один или несколько зубьев, то начинается
резание новых зубьев.
Рис. 4.9. Схема нарезания зубьев зубчатых колес
зуборезными гребенками
Косозубые колеса нарезаются теми же гребенками, что и прямозу-
бые. Головку с ползуном поворачивают на угол, равный углу наклона
винтовой линии зубьев нарезаемого колеса. Зубчатые колеса с моду-
лем до 7 мм нарезают обычно в один рабочий ход, с модулем 8... 14 мм —
в два рабочих хода и с модулем свыше 14 мм — в три и более прохода.
Подача на один двойной ход устанавливается в пределах 0,1... 1,0 мм.
Скорость резания выбирается в пределах 10...20 м/мин.
4.2.3. НАКАТЫВАНИЕ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
Накатывание зубьев зубчатых колес имеет большие преимущества
перед способами обработки резанием: повышается производитель-
ность в 5.. .30 раз; увеличивается износостойкость и прочность зубьев;
значительно уменьшаются отходы металла и др. Различают горячее
и холодное накатывание. Горячее накатывание применяют для про-
филей с модулем больше 2 мм; холодное накатывание рекомендуется
для мелкомодульных колес с модулем до 1,5...2 мм.
Может применяться и комбинированное накатывание для средних
и крупных модулей (основная пластическая деформация прово-
дится в горячем состоянии, а окончательное профилирование —
в холодном).
150
Горячее накатывание производится как с радиальной, так и с про-
дольной подачей. Схема накатки с продольной подачей аналогична
холодному накатыванию.
Схема накатывания с радиальным движением показана на рис. 4.10.
Рис. 4.10. Схема горячего накатывания зубьев колес:
1 — накатники; 2 — реборды; 3 — заготовка; 4 — переходная втулка;
5 — оправка
Перед накатыванием заготовку нагревают до 1ООО...12ОО°С за
20... 30 с до накатывания, затем устанавливают на оправку специаль-
ного станка и производят накатывание вращающимися накатниками.
Штучное время накатывания зубьев на заготовках зубчатых колес
составляет 30 с...2 мин в зависимости от модуля (соответственно
2...5 мм).
4.2.4. ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ
ЗУБЧАТЫХ КОЛЕС
Закругления торцов зубьев чаще всего выполняют у передвижных
шестерен, так как это значительно облегчает их перемещение (на-
пример, шестерни коробок скоростей). Кроме того, у большинства
зубчатых колес снимают фаски или притупляют кромки торцовых
поверхностей. Закругление зубьев и снятие фасок на торцовых
поверхностях зубьев производят конусной и дисковой фасонными
фрезами; притупляют острые кромки и снимают заусенцы чаще всего
вращающимися щетками или червячными фрезами с насечками,
шлифовальными кругами; торцовые поверхности зубьев обрабаты-
вают на универсально-фрезерных и специальных станках.
4.2.5. МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЗУБЬЕВ
ЗУБЧАТЫХ КОЛЕС
Эксплуатационные качества зубчатой передачи (плавность ра-
боты, износоустойчивость, прочность, бесшумность) зависят от
тщательности обработки боковых поверхностей зубьев.
Отделочная обработка применяется для колес, изготовляемых по
нормам 6...7 степеней точности. Зубья должны иметь шероховатость
боковых поверхностей^ = 1,25...0,63 мкм.
151
Зубошевингование основано на воспроизводстве реечного зацеп-
ления или зацепления цилиндрической зубчатой пары со скрещива-
ющимися осями. Инструментом являются шевер-рейка — в одном
случае и круглый шевер — в другом. Резание производится при про-
скальзывании поверхностей зубьев с многочисленными режущими
кромками, срезающими тонкие стружки толщиной 0,001...0,005 мм.
Врезание режущих кромок осуществляется под действием давления,
возникающего при сближении осей шевера и заготовки. При шевин-
говании происходит исправление отдельных элементов зубчатого вен-
ца и улучшение шероховатости поверхностей зубьев. Шевингуются
зубчатые колеса от т = 0,4 до т = 12 мм с диаметрами от 6 до 1200 мм.
Шевингованием достигаются 6...7 степени точности обработанных
колес и шероховатость поверхности Ra = 0,63...0,16 мкм.
Предварительно нарезанное прямозубое или косозубое колесо
плотно зацепляется с шевером (рис. 4.11, а). Скрещивание их осей
обязательно. Угол скрещивания осей (р чаще составляет 10... 15°, но
в отдельных случаях может быть и меньше. При таком характере
зацепления скорость уш разлагается и появляется составляющая
у — скорость скольжения профилей, направленная вдоль зубьев,
которая обеспечивает движение резания. Шевер режет боковыми
сторонами зубьев со специальными канавками (рис. 4.11, б) для
образования режущих лезвий. Следовательно, шевер представляет
собой режущее зубчатое колесо.
Шевингованием получают бочкообразную форму зуба, что предот-
вращает концентрацию нагрузки при зацеплении с другим колесом
на концах зубьев, обеспечивает более плавную передачу движений,
облегчает сборку машин.
Из схемы шевингования следует, что инструмент и заготовка вос-
производят зацепление зубчатой винтовой пары. Кроме того, зубчатое
колесо движется возвратно-поступательно (движение II) и после
каждого хода (или двойного хода) подается в радиальном направ-
лении (движение III). Направление вращения шевера (движение I)
и, следовательно, заготовки через некоторое время изменяется. Кон-
тактирующая поверхность между зубьями шевера и колеса уменьша-
ется с увеличением угла скрещивания осей.
Для повышения точности и производительности процесса шевинго-
вания, атакже стойкости инструмента толщина снимаемых слоев долж-
на быть минимальной: 0,04...0,08 мм для колес с модулем 1,5. ..3,0 мм
и до 0,1...0,125 мм — с модулем 10 мм. Колеса обрабатывают при
обильном охлаждении сульфофрезолом, который обеспечивает
удаление стружки, смазку и охлаждение режущих лезвий. Шеверы
изготовляют с различной точностью в зависимости от требований к
зубчатым колесам. Диаметр шевера выбирают максимально возмож-
152
ным по размерам шевинговального станка. При этом повышаются
его стойкость и точность обработки.
Рис. 4.11. Схема шевингования зубьев зубчатых колес
При шевинговании колес среднего модуля скорость резания по-
лучается в пределах 30...45 м/мин. Радиальная подача при шевинго-
вании зубчатых колес 6...7 степеней точности 5рад = 0,02...0,06 мм на
один ход стола. Продольная подача при этих же степенях точности
5прод = 0,2.. .0,6 мм на ход стола. Шевером до переточки обрабатывают
5... 10 тыс. колес. Допускается 5—6 переточек шевера.
Зубохонингование применяется для отделочной обработки зака-
ленных зубчатых колес. Зубохонингованием погрешности самого
зацепления устраняются незначительно, если слой снимаемого
металла более 0,01... 0,03 мм на толщину зуба. Процесс зубохонинго-
вания заключается в совместной обкатке заготовки и инструмента,
выполненного из абразива и имеющего форму зубчатого колеса.
Зубохонингование имеет много общего с зубошевингованием. Оси
заготовки и инструмента скрещиваются под углом 15... 18°. При вра-
щении зубчатой пары (рис. 4.12, а) возникает составляющая скорости
скольжения профилей. Абразивные зерна хона обрабатывают боко-
вые стороны зубьев заготовки за счет микрорезания (рис. 4.12, б).
Скорость вращения пары, находящейся в зацеплении, во много раз
больше скорости при шевинговании.
Зубохонингование применяют для прямозубых и косозубых ци-
линдрических зубчатых колес. Заготовка и инструмент вращаются в
плотном зацеплении. Зубчатое колесо, кроме вращения, совершает
возвратно-поступательное движение вдоль оси (продольная подача).
153
s)
Рис. 4.12. Схема зубохонингования
Направление вращения пары изменяется при каждом двойном ходе.
Плотное зацепление осуществляется прижатием бабки инструмента
к обрабатываемому колесу специальными пружинами или пневма-
тическими устройствами. Подвижность бабки компенсирует неточ-
ности обработки колеса и исключает передачу больших нагрузок на
инструмент. Возможно хонингование зубьев с бочкообразной фор-
мой. Хоны изготовляют на основе эпоксидных смол с добавлением в
качестве абразива карбида кремния. Такой инструмент проектируют
с увеличенным наружным диаметром и с учетом износа в процессе
обработки колес. Число зубьев хона не должно быть кратным числу
зубьев обрабатываемого колеса.
Как следует из рис. 4.12, б, вершина зуба колеса постоянно контак-
тирует со впадиной зуба хона. Благодаря этому уменьшается скорость
изнашивания хона, а вследствие постоянного внедрения головки
зуба колеса во впадину хона происходит автоматическое восстанов-
ление зубьев хона. Необходима лишь периодическая правка хона
по наружной поверхности для поддержания необходимого зазора А.
Прямозубые колеса обрабатывают косозубыми хонами, а косозу-
бые — прямозубыми или косозубыми хонами. В производство внед-
ряют алмазно-металлические хоны. Стойкость их в 8—12 раз выше,
чем у абразивных. Такими хонами можно обрабатывать зубчатые
колеса высокой твердости.
Зубошлифованием можно получить 5...6 степени точности зубьев
практически независимо от точности предварительной обработки их
и искажений термической обработкой. Этим методом обрабатывают
154
цилиндрические и конические зубчатые колеса. Недостатки зубо-
шлифования (сложность станков и их наладки, высокая стоимость
обработки и сравнительно низкая производительность) позволяют
применять его только для очень точных и ответственных зубчатых
колес, работающих с большими скоростями, а также для зуборезных
инструментов.
Зубья цилиндрических колес можно шлифовать двумя методами:
копированием и обкаткой. Метод копирования соответствует зубо-
нарезанию дисковой модульной фрезой. Эвольвентный профиль
зуба воспроизводится абразивными кругами, имеющими профиль
впадин обрабатываемого колеса (рис. 4.13, а). Круг заправляют осо-
бым копировальным механизмом. Вращающийся круг совершает
возвратно-поступательное движение, обеспечивая5пр. Шлифуют
методом единичного деления. Однако большое влияние на точность
колеса может оказать износ шлифовального круга: наибольшая
погрешность возникает между первым и последними зубьями. Во
избежание этого колесо последовательно поворачивают не на 1Д, а
на несколько зубьев, но так, чтобы были прошлифованы все впади-
ны. Тогда износ круга влияет на точность колеса меньше. Шлифуют
за несколько ходов каждую впадину зуба. Метод копирования более
производителен, чем метод обкатки, но менее точен.
а)
Рис. 4.13. Схемы зубошлифования
Шлифование зубьев методом обкатки основано на принципе
зацепления обрабатываемого колеса с зубчатой рейкой (рис. 4.13, б).
Колесо как бы катится по воображаемой рейке, которая закреп-
лена неподвижно, поочередно в одну и другую сторону. При
этом оно совершает возвратно-вращательные, а центр его — воз-
вратно-поступательные движения. Обрабатывают двумя абразив-
ными кругами, шлифующие торцы которых расположены вдоль
155
сторон зубьев рейки. Два шлифовальных круга можно разместить в
одной впадине зуба только у крупных колес. Поэтому одновременно
шлифуют разноименные стороны двух соседних впадин. Для шли-
фования методом обкатки необходимо, кроме указанных движений,
обеспечить продольную подачу для обработки зубьев по всей ширине.
После обработки каждых двух боковых поверхностей зубьев колесо
поворачивается на величину углового шага 1Д. Износ кругов ком-
пенсируется механизмом, с помощью которого круги каждый раз
автоматически раздвигаются после правки.
Принцип зацепления обрабатываемого колеса с рейкой использу-
ют и в тех случаях, когда зуб рейки воспроизводится одним абразив-
ным кругом или абразивом, заправленным в виде червяка. Методом
обкатки шлифуют косозубые и конические колеса.
Абразивные круги для зубошлифовальных станков выбирают
в соответствии с формой зуба и видом зубчатого колеса, а также в
зависимости от твердости обрабатываемого материала и характера
обработки (черновая, чистовая).
Несмотря на преимущества, метод характеризуется сравнительно
низкой производительностью и высокой стоимостью. Поэтому зу-
бошлифование применяют в тех случаях, когда требования к точности
и шероховатости боковых поверхностей зубьев трудно удовлетворить
другими методами обработки.
Качество обработки зубчатых колес, получаемых зубошлифовани-
ем, можно улучшить зубопритиркой. Ее применяют для ответственных
передач. Зубопритиркой получают поверхности высокого качества,
доводя их до зеркального блеска, увеличивают плавность работы,
уменьшают шум, повышают долговечность работы пары. Применяют
для закаленных зубчатых колес.
Притиры выполняют в виде зубчатых колес. В зацеплении в ре-
зультате давления между зубьями притира и обрабатываемого колеса
мелкозернистый абразив (в смеси с маслом) внедряется в более мяг-
кую поверхность зубьев притира и удерживается на нем. Благодаря
скольжению, возникающему между зубьями при вращении пары,
зерна абразива снимают с обрабатываемого колеса мельчайшую
стружку. Таким образом, при зубопритирке возникает искусствен-
ное изнашивание материала колес в соответствии с профилем зуба
притира. На рис. 4.14 представлены две схемы притирки зубьев. По
схеме, показанной на рис. 4.14, а, помимо вращательного движения
притира и колеса создается возвратно-поступательное движение
притира (5 ), что обеспечивает равномерную обработку зуба по всей
ширине. Оси притира и колеса параллельны. Процесс протекает
при быстром вращении притира, который ведет зубчатое колесо,
и медленном вращении подачи. Наиболее распространены методы
притирки тремя притирами (рис. 4.14, б). Оси двух притиров скре-
156
щиваются с осью колеса, а ось третьего — параллельна оси колеса.
Такая схема повышает производительность обработки. Обрабатыва-
емое колесо получает реверсивное вращение и приводит в движение
притиры. Одновременно оно перемещается возвратно-поступательно
с подачей 5пр вдоль своей оси. Угол скрещивания осей составляет
3... 10°. Указанные движения обеспечивают равномерную обработку
по всей ширине обеих сторон зуба. Притирают конические колеса
с круговыми зубьями. Прямозубые конические колеса притирают
редко. Материалом для зубчатых притиров служит мелкозернистый
серый чугун с микроструктурой мелкопластинчатого графита в пер-
лито-ферритном поле. Притиры выполняют как можно большего
диаметра, чтобы по мере изнашивания их можно было многократно
восстанавливать. Число зубьев притира не должно быть кратным чис-
лу зубьев обрабатываемого колеса. Для притирки применяют жидкие
абразивные смеси и пасты. Максимальная толщина слоя, удаляемого
с помощью притирки, не должна быть более 0,05 мм. Значительные
погрешности зубчатых колес исправить притиркой нельзя. Такие
колеса надо предварительно шлифовать, а затем притирать.
В отдельных случаях вместо притирки применяют приработку
зубьев. Она отличается от притирки тем, что колесо взаимодей-
ствует не с притиром, а с тем колесом, которое будет находиться с
ним в зацеплении в собранной машине. Приработку производят с
помощью абразивного материала, ускоряющего процесс взаимного
сглаживания поверхностей.
Рис. 4.14. Схемазубопритирки
157
4.3. ТИПОВЫЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ
ЗУБЧАТЫХ КОЛЕС
Основные операции механической обработки зубчатого колеса со
ступицей 7 степени точности следующие.
05. Заготовительная. Для заготовок из проката — резка проката,
для штампованных заготовок — штамповка. Штампованные заго-
товки целесообразно выполнять с прошитыми отверстиями, если их
диаметр более 30 мм и длина не более трех диаметров. Заготовки из
чугуна и цветных сплавов (иногда из сталей) получают литьем.
10. Термическая. Нормализация, отпуск (для снятия внутренних
напряжений).
15. Токарная. Точить торец обода и торец ступицы с одной стороны
начерно, точить наружную поверхность обода до кулачков патрона
начерно, расточить начерно напроход отверстие (или сверлить и
расточить при отсутствии отверстия в заготовке), точить наружную
поверхность ступицы начерно, точить фаски.
Операция выполняется в единичном производстве на токарно-
винторезных станках; в мелко- и среднесерийном — на токарно-
револьверных и токарных с ЧПУ; в крупносерийном и массовом —
на одношпиндельных или многошпиндельных токарных полуавто-
матах.
20. Токарная. Точить базовый торец обода (противолежащий
ступице) начерно, точить наружную поверхность обода на остав-
шейся части начерно, расточить отверстие под шлифование, точить
фаски.
Оборудование то же, что и для операции 15.
25. Протяжная (долбежная). Протянуть (долбить — в единичном
производстве) шпоночный паз или шлицевое отверстие.
Оборудование—горизонтально-протяжной или долбежный станок.
30. Токарная. Точить базовый и противолежащие торцы, наруж-
ную поверхность венца начисто.
Операция выполняется натокарно-винторезном, токарном с ЧПУ
или токарном мнеогорезцовом полуавтомате в зависимости от типа
производства.
35. Зубофрезерная. Фрезеровать зубья начерно на зубофрезерном
полуавтомате.
40. Зубофрезерная. Фрезеровать зубья начисто, обеспечив 7 сте-
пень точности.
45. Шевинговальная. Шевинговать зубья перед термической
обработкой с целью уменьшения коробления зубьев на зубошевин-
говальном станке.
50. Термическая. Закалить заготовку или зубья (ТВЧ) или цемен-
тировать и отпустить.
158
55. Внутришлифовальная. Шлифовать отверстие и базовый торец
за один установ на внутришлифовальном станке.
60. Плоскошлифовальная. Шлифовать торец, противолежащий
базовому, на плоскошлифовальном станке.
65. Зубошлифовальная. Шлифовать зубья колеса на зубошлифо-
вальном станке.
70. Моечная.
75. Контрольная.
80. Нанесение антикоррозионного покрытия.
Применяются варианты технологического процесса с однократ-
ным зубофрезерованием, но с двукратным зубошлифованием.
Наличие упрочняющей термообработки приводит, как правило,
к снижению степени точности колес на одну единицу, что требует
введения дополнительной отделочной операции. Для незакаливаемых
зубчатых колес шевингование является последней операцией; перед
термообработкой шевингуют зубья в целях уменьшения деформации
колеса в процессе термообработки и повышения степени точности
на одну единицу.
Приведенный выше технологический процесс требует обработки
колеса на оправке как до нарезания зубьев и термообработки, так и
после термообработки.
Обработка плоских зубчатых колес. Так как плоские зубчатые ко-
леса легче базируются на поверхности торцов, чем на поверхности
отверстия, то токарная обработка на оправках не гарантирует устой-
чивости. Поэтому весь технологический процесс строят из того, что
установочной технологической базой будет торцовая поверхность,
а отверстие — двойной опорной базой. Вследствие этого всю токар-
ную обработку с обеих сторон производят в кулачковых патронах,
а не на оправках. При наличии шлицевого отверстия отличитель-
ной особенностью маршрута является то, что протягивание шлицев
вывполняется не после черновых, а после чистовых операций и при
этом следует обеспечить перпендикулярность оси отверстия к торцу.
Эта задача решается путем применения вертикально-протяжного
станка и некомбинированной протяжки, направленной по отверс-
тию малого диаметра шлицев колеса, предварительно расточенного
на операции 30.
Основные операции механической обработки плоского зубчатого
колеса 7 степени точности следующие.
05. Заготовительная. Резка проката или штамповка.
10. Термическая. Нормализовать заготовку.
15. Токарная. Точить торец с одной стороны (наружную поверх-
ность до кулачков), расточить отверстие начерно. Операция выпол-
няется на оборудовании в зависимости от типа производства.
159
20. Токарная. Точить второй торец, наружную поверхность из-под
кулачков начерно и расточить отверстие под тонкое растачивание или
протягивание. Оборудование то же, что и на операции 15.
25. Плоскошлифовальная. Шлифовать торцы последовательно с
двух сторон на плоскошлифовальном станке.
30. Алмазно-расточная (вертикально-протяжная). Расточить
(протянуть) отверстие под шлифование на алмазно-расточном или
вертикально-протяжном станке.
35. Токарная. Точить наружную поверхность начисто. Произво-
дится одновременная обработка нескольких заготовок, установлен-
ных на оправке. Операция выполняется на токарно-винторезном
станке или одношпиндельном полуавтомате.
40. Зубофрезерная. Фрезеровать зубья начерно и начисто на зу-
бофрезерном полуавтомате.
45. Протяжная (долбежная). Протянуть (долбить) шпоночный паз
или шлицы на вретикально-протяжном или долбежном станке.
50. Зубошевинговальная. Шевинговать зубья на шевинговальном
станке.
55. Термическая. Закалить заготовку или только зубья ТВЧ (по
техническим требованиям чертежа).
60. Круглошлифовальная. Шлифовать наружную поверхность
и один торец на круглошлифовальном или торцешлифовальном
станке.
65. Внутришлифовальная. Шлифовать противоположный торец
и отверстие за один установ.
70. Зубошлифовальная. Шлифовать зубья на зубошлифовальном
станке.
75. Моечная.
80. Контрольная.
85. Нанесение антикоррозионного покрытия.
4.4. ПРИМЕР ТИПОВОГО МАРШРУТА
ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА
Ниже приведены краткое описание операций и маршрут обработ-
ки зубчатого колеса со ступицей (рис. 4.15).
Основные технические требования для рассматриваемого зубча-
того колеса следующие:
• посадочное отверстие выполняется по 7 квалитету точности;
• точность формы не задается;
• точность взаимного расположения ограничена величинами
торцового биения плоских поверхностей относительно оси
отверстия: левого торца не более 0,025 мм; правого — не бо-
лее 0,016 мм; радиального биения наружной цилиндрической
160
поверхности зубьев относительно оси отверстия не более
0,025 мм, а также величиной несимметричности шпоночного
паза относительно оси отверстия не более 0,2 мм;
Нодуль m 2
Число зубьеб 2 10
Нормальный исходный конмур - ГОСТ 1315-61
Коэрфиииенш смешение 0
Слепень аюнносми ГОСТ ШЗ-б! - 7-С
Смешение исходном «рнмура Наименьшее дополнительное -ам
Допуск 0.1
Делительный диаметр во
ИуВчаяшй Аемец ТВЧ Ц5.50
2.Шасяи *
3 Неуказанное пробельные олкломение размеров
олйерсмий HU, балов ВЦ ос мольных 1TU/2
L.Предельные WMMOWVMM 02490 pQJMOpoOH Ъ.15/1
гигязн
Рис. 4.15. Колесо зубчатое
• шероховатость поверхности зубчатого венца Ra = 0,63 мкм,
отверстия и торцов — Ra = 1,25 мкм;
• зубчатый венец закаливается до 45.. .50 HRC3 на глубину 1.. .2 мм.
Материал заготовки — сталь 40ХНМА. Данная сталь хорошо про-
каливается и после термообработки детали мало деформируется.
Заготовку получают штамповкой на горизонтально-ковочной
машине. Размеры заготовки: диаметр 90, толщина 30 мм. Для умень-
шения внутренних напряжений после заготовительной операции
в маршруте обработки необходимо предусматривать термическую
операцию — нормализацию. Эту же операцию необходимо повторить
и после черновой обработки детали для снятия внутренних напряже-
ний, оказывающих влияние на точность зубчатого колеса.
Технологический процесс разрабатывают, используя типовые мар-
шруты обработки зубчатых колес с учетом особенностей базирования.
Согласно чертежу конструкторскими базами являются ось отверстия
и левый торец. Поэтому, учитывая принцип совмещения баз, в качес-
тве технологических баз используют указанные поверхности.
На первом — черновом этапе обрабатывают деталь по контуру и
подготавливают базы для последующих операций. После термообра-
ботки деталь обрабатывают начисто, включая и базовое отверстие. На
последующих операциях осуществляют зубонарезание с припуском
под шлифование.
Следующий этап — закалка зубьев на установке ТВЧ.
161
После закалки зубьев осуществляют отделочные операции ра-
бочих и посадочных поверхностей. В качестве баз используют те же
поверхности, что и на чистовых операциях. Завершающей операцией
маршрута обработки колеса будет зубошлифовальная операция.
Требования по точности взаимного расположения поверхностей
обеспечиваются на завершающем этапе разрабатываемого процесса
обработки колеса путем соответствующего построения операций и
базирования.
Маршрутный технологический процесс механической обработки
цилиндрического зубчатого колеса представлен в табл. 4.1.
Таблица 4.1
Технологический маршрут механической обработки
зубчатого колеса
Номер опера- ции Наименование и со- держание операции Эскиз обработки и базирование Оборудо- вание
1 2 3 4
Токарная с ЧПУ:
обработать поверх-
ности 1...7 по про-
грамме
Токарный
с ЧПУ
16К20ФЗ
10
Токарная с ЧПУ:
обработать поверх-
ности 1...4 по про-
грамме
Токарный
с ЧПУ
16К20ФЗ
162
Продолжение табл. 4.1
25
Токарная с ЧПУ:
подрезать торец 2 под
шлифование. Расто-
чить отверстие 1 под
шлифование. Расто-
чить и точить фаски
по программе
Токарная с ЧПУ:
подрезать торец 1 на-
чисто. Подрезать то-
рец 2 под шлифова-
ние. Расточить и то-
чить фаски по про-
грамме
Зубофрезерная:
фрезеровать 40 зубьев
под шлифование
ЖЧЛка
6.-4Ц
4
Токарный
с ЧПУ
16К20ФЗ
Токарный
с ЧПУ
16К20ФЗ
Зубофрезер-
ный
мод. 5306К
163
Продолжение табл. 4.1
Круглошлифоваль-
ная:
шлифовать поверх-
ности 1 и 2 начисто
Торцекруг-
лошлифо-
вальный
мод. 3T153
35
Внутришлифоваль-
ная:
шлифовать поверх-
ности 1, 2 начисто
Внутришли-
фовальный
ЗА227
Плоскошлифоваль-
ная:
шлифовать поверх-
ность 1 начисто
Плоскошли-
фовальный
ЗБ740
164
Окончание табл. 4.1
4
45
Долбежная:
долбить шпоночный
паз 1
50
Зубошлифовальная:
шлифовать начерно
и начисто 40 зубьев
Долбежный
7А412
Зубошли-
фовальный
5В833
5. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА РЫЧАГОВ
5.1. ОБЩИЕ ПОЛОЖЕНИЯ
К деталям типа рычагов относятся собственно рычаги, тяги, вилки,
серьги, балансиры, шатуны и т.п. (рис. 5.1).
Рис. 5.1. Детали типа рычагов
166
Рычаги являются звеньями системы машин, аппаратов, приборов,
приспособлений. Совершая качательное или вращательное движе-
ние, рычаги передают необходимые силы и движения сопряженным
деталям, заставляя их выполнять требуемые перемещения с надле-
жащей скоростью. В других случаях рычаги, например прихваты,
остаются неподвижными и фиксируют относительное положение
сопряженных деталей.
Детали типа рычагов имеют два отверстия или больше, оси кото-
рых расположены параллельно или под прямым углом. Тело рычагов
представляет собой стержень, не обладающий достаточной жесткос-
тью. В деталях этого типа кроме основных отверстий обрабатываются
шпоночные или шлицевые пазы, крепежные отверстия и прорези в
головках. Стержни рычагов часто не обрабатывают.
Значительное разнообразие конструкций рычагов вызывает
необходимость их классификации с целью сужения типовых тех-
нологических процессов. С этой целью рекомендуется следующая
классификация.
1. Рычаги, у которых торцы втулок имеют общую плоскость или
их торцы лежат в одной плоскости.
2. Рычаги, у которых торцы втулок лежат в разных плоскостях.
3. Рычаги, у которых имеется длинная втулка с отверстием и зна-
чительно более короткие втулки.
Технологические задачи, решаемые при обработке деталей типа
рычагов, следующие: достижение параллельности и перпендикуляр-
ности осей отверстий в заданных пределах; достижение перпендику-
лярности торцов к осям отверстий; получение точных отверстий.
Технические требования на изготовление рычагов следующие:
• отверстия — основные и вспомогательные базы, поверхностями
которых рычаги и вилки сопрягаются с валами, проектируют
у рычагов и шарнирных вилок по Н7...Н9, а у вилок переклю-
чения для уменьшения перекоса при осевом перемещении —
по Н7...Н8;
• допуск на расстояние между осями главных отверстий 0,1...
0,2 мм;
• отклонение от параллельности осей отверстий 0,03...0,05 мм
надлине 200 мм;
• отклонение от перпендикулярности торцов бобышек и осей
отверстий 0,03...0,04 мм на радиусе 50 мм;
• погрешность формы не должна превышать допуск на размер,
или, в зависимости от условий эксплуатации, погрешности
формы не должны превышать от 40 до 60% поля допуска на
соответствующий размер;
• шероховатость поверхности отверстий у рычагов и вилок в
зависимости от точности диаметров отверстий должна быть
167
Ra = 0,8...3,2 мкм; шероховатость исполнительных поверхнос-
тей у рычагов Ra = 0,63...3,2 мкм; у вилок переключения Ra =
= 0,8...3,2 мкм;
• твердость исполнительных поверхностей рычагов и вилок
должна быть 40...60 HRC3.
Материал. В качестве материалов для рычагов применяют: серый
чугун СЧ 20, СЧ 25, СЧ 15; ковкий чугун КЧ 37-12, КЧ 35-10; стальное
литье марки сталь 35Л; прокат — сталь 45, пластмассы.
Выбор материала зависит от служебного назначения и экономич-
ности изготовления детали.
Заготовки. Рычаги сложной формы могут быть достаточно эконо-
мично изготовлены из отливок. Чугунные заготовки рычагов полу-
чают обычно литьем в песчаные формы по металлическим моделям
с машинной формовкой. При повышенных требованиях к точности
отливок заготовки отливают в оболочковые формы.
Стальные заготовки рычагов получают ковкой, штамповкой, ли-
тьем по выплавляемым моделям и реже — сваркой. При штамповке
заготовок в небольших количествах применяют подкладные штампы,
а при больших — штампуют в открытых и закрытых штампах.
Шероховатость поверхности отливок по выплавляемым моде-
лям соответствует Ra = 6,3 мкм. Отверстия диаметром менее 25 мм
в заготовках литьем в песчаные формы и штамповкой обычно не
получают.
Припуски на обработку назначают в зависимости от величины
деталей и рода заготовок. Литые чугунные заготовки должны иметь
припуски в соответствии с ГОСТ 26645—85. Штампованные стальные
заготовки изготовляют по ГОСТ 7505—89. Примерные численные
значения величин припусков по торцам следующие: для стальных
штампованных заготовок — 1,5... 2 мм на сторону; для чугунных загото-
вок — 3...4 мм на сторону; для поковок свободной ковки — 6...8 мм.
Технологическими базами на первых операциях являются не-
обработанные цилиндрические поверхности и торцы бобышек,
тело стержня. На первых операциях обрабатывают торцы бобышек
и отверстия, которые на последующих операциях используют как
технологические базы, или делают вспомогательные базы в виде
фрезерованных площадок и центровых отверстий.
Основные операции — обработка торцов бобышек, обработка
точных отверстий; в рычагах с разъемными крышками — обработка
точных отверстий под стяжные болты, обработка стыковых плос-
костей.
Второстепенные операции — сверление смазочных отверстий,
фрезерование лысок, зенкерование отверстий.
Погрешности установки возникают из-за перекоса опорных
торцов относительно оси отверстия или перекоса оси отверстия
168
относительно торцов. Если рычаг устанавливают по штырю (центри-
рующему шипу), то может возникнуть дополнительная погрешность
установки за счет перекоса оси шипа или неточности его диамет-
ральных размеров.
Если деталь устанавливается в призмах, отклонения от парал-
лельности плоских поверхностей при фрезеровании или подрезании
торцов возникают из-за неправильного расположения призм или
неодинаковой высоты опорных элементов приспособлений.
Погрешности обработки возникают вследствие изнашивания
режущих инструментов, направляющих и кондукторных втулок; при
работе инструментов без кондуктора — вследствие введения проме-
жуточных (переходных) втулок в шпиндель.
5-2, ТИПОВЫЕ МАРШРУТЫ
ИЗГОТОВЛЕНИЯ РЫЧАГОВ
Основные операции механической обработки рычагов с общей
плоскостью торцов втулок следующие.
05. Заготовительная.
10. Фрезерная. Фрезеровать торцы втулок с одной стороны начер-
но или начисто и с припуском под шлифование (при необходимости).
Технологическая база — поверхность стержня или противоположные
торцы втулок. Направляющую и опорную базы выбирают из условий
удобства установки заготовки. Станок — вертикально-фрезерный
или карусельно-фрезерный.
15. Фрезерная. Аналогично предыдущей операции, но с другой
стороны. Технологическая база — обработанные торцы втулок.
В серийном и массовом производстве обработка торцов втулок
может выполняться одновременно с переворотом заготовки на
вертикально-фрезерном станке.
20. Обработка основных отверстий.
Технологическая база — обработанные торцы втулок и их наруж-
ные поверхности, что обеспечивает равностенность втулок. В за-
висимости от типа производства операцию выполняют:
• в единичном и мелкосерийном производстве — на радиально- и
вертикально-сверлильных станках или расточных станках по
разметке со сменой инструмента;
• в мелкосерийном и серийном производстве — на сверлильных
станках с ЧПУ, на радиально- и вертикально-сверлильных
станках по кондуктору со сменой инструмента и быстросмен-
ных втулок в кондукторах;
• в крупносерийном и массовом производстве — на агрегатных
многошпиндельных, одно- и многопозиционных станках,
169
вертикально-сверлильных станках с многошпиндельными
головками и на протяжных станках.
Маршрут обработки основных отверстий имеет варианты:
• сверление, зенкерование, одно- или двукратное развертывание
или двойное растачивание;
• сверление и протягивание (для отверстий диаметром более
30 мм), полученные в заготовке отверстия прошиванием или
литьем, сверление заменяют предварительным зенкеровани-
ем.
Обеспечение параллельности осей и межосевого расстояния
основных отверстий достигается следующим образом (в порядке
убывания точности):
• одновременной обработкой несколькими инструментами на
многошпиндельных станках;
• последовательной обработкой при неизменном закреплении
заготовки;
• последовательной обработкой на разных станках в разных
приспособлениях.
25. Обработка шпоночных пазов или шлицевых поверхностей в
основных отверстиях.
30. Обработка вспомогательных отверстий с нарезанием в них
резьб (если необходимо), пазов и уступов. Технологическая база —
основные отверстия и их торцы.
35. Плоское шлифование торцов втулок. Выполняется при повы-
шенных требованиях к шероховатости и взаимному расположению
торцов втулок на плоскошлифовальном станке с переустановкой.
Технологическая база — торцы втулок.
40. Моечная.
45. Контрольная.
50. Нанесение покрытий.
В зависимости от конкретных условий последовательность обра-
ботки поверхностей рычагов может изменяться.
Маршрут обработки рычагов с торцами втулок в разных плос-
костях:
• обрабатывают торцы втулок с одной стороны;
• основные отверстия с той же стороны;
• торцы втулок с другой стороны;
• остальные поверхности в последовательности, указанной в
первом варианте.
Пример обработки детали типа «рычаг» (рис. 5.2) приведен
в табл. 5.1.
170
’'(У)
t.HKi i5.50
2 Острые кротки скруглить RO.S. 0,8
ЗНеуказанные предельные отклонения разнеооб
отверстий НН, балоб ЛМ, остальных tlTU/2
Рис. 5.2. Рычаг
Таблица 5.1
Номер опера- ции Наименование и содержание операции Эскиз обработки и базирования Оборудо- вание
05 Фрезеровать поверхность 1 II к 40 Вертикаль- но-фрезер- ный 6Р11
♦ф 11— 1 — •" £Ф , А *4>
10 Фрезеровать поверхность 1 У/. J > * ®« Ь 1 2, J J ? Вертикаль- но-фрезер- ный 6Р11
15 Сверлить, зенкеровать и развернуть отвер- стия 1 и 2 0Z2H7 <1> .'1 ! Ц Ш ДАРЬИ 2ЗДШ 1 $ [(7 г Радиально- сверлильный 2Н53
-> i 4 -А Оч
6. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
ДЛЯ СТАНКОВ С ЧПУ
При проектировании технологических операций для станков с
ЧПУ необходимо учитывать ряд особенностей обработки. Эти осо-
бенности подтверждены практикой эксплуатации станков с ЧПУ в
производственных условиях. Снижение затрат на проектирование
технологии и изготовление изделий на станках с ЧПУ достигается
за счет использования типизированных технологических решений.
Эти решения различаются при обработке заготовок деталей типа тел
вращения и при изготовлении корпусных деталей.
В процессе проектирования операций на станках с ЧПУ необхо-
димо стремиться к максимальной концентрации выполняемых в них
технологических переходов, что, с одной стороны, ограничивается
погрешностями обработки от перераспределения напряжений, а с
другой — технологическими возможностями станков (числом коор-
динат, кинематикой перемещений, количеством устанавливаемого
режущего инструмента).
Проектирование операций начинают с уточнения схемы уста-
новки. Установка должна обеспечить максимальный доступ инс-
трумента к заготовке. Это способствует концентрации операций. На
токарных станках помимо традиционных схем применяют установку
на специальные передние центры, что обеспечивает возможность
обработки заготовки с двух сторон. На фрезерных, сверлильных,
расточных и сверлильно-фрезерно-расточных станках, когда не уда-
ется выполнить это требование, применяют закрепление заготовки с
перехватом. Кроме того, принятая схема закрепления должна обес-
печить возможность деформации заготовки от перераспределения
напряжений после выполнения черновых переходов. В противном
случае выполнение предварительных и окончательных переходов в
одной операции окажется невозможным из соображений обеспечения
заданных параметров точности.
Далее уточняют содержание и назначают последовательность
выполнения переходов. Содержание дополнительных по съему на-
пуска переходов следует выбирать с учетом заложенных в устройство
ЧПУ станка автоматических и типовых циклов обработки. Следует
выбирать наиболее производительные схемы движения инструмента
и, по возможности, без специальной заточки последнего.
172
Содержание основных переходов устанавливают в соответствии с
технологическими возможностями станка. В частности, на фрезерных
и сверлильно-фрезерно-расточных станках с круговой интерполя-
цией (обеспечение движения по дуге окружности) следует вместо
черновых и получистовых переходов растачивания предусматривать
однократное расфрезерование отверстий. Помимо существенного
повышения производительности, такое решение сокращает коли-
чество инструментов в наладке. Так как станки с ЧПУ обеспечивают
более высокую точность по сравнению с другими, то это позволяет в
ряде случаев исключить получистовую обработку. При обработке на
токарных станках можно исключить шлифование поверхностей.
В зависимости от конструкции на станках с ЧПУ могут быть реа-
лизованы практически все структуры технологических операций.
Однако на токарных станках чаще применяется многоинструмен-
тальная одноместная последовательная обработка, а на фрезерных
и сверлильно-фрезерно-расточных — многоинструментальная од-
номестная или многоместная последовательная обработка.
Последовательность переходов необходимо выбирать с учетом
следующих соображений. В тех случаях, когда последовательность
выполнения переходов влияет на точность обработки, например в
результате перераспределения напряжений, первоначально должны
быть выполнены все черновые переходы и окончательная обработка
вспомогательных поверхностей (крепежных отверстий, обнижений
и т.д.), далее — все чистовые переходы, прорезка канавок для выхода
инструмента и в заключение — все отделочные переходы и обработка
легко повреждаемых стружкой поверхностей. В остальных случаях
последовательность выполнения переходов следует назначать из
соображений минимальной трудоемкости подготовки или ввода
управляющей программы и максимальной производительности
выполнения операции.
Для случая токарной обработки (рис. 6.1, а) возможны варианты
последовательности выполнения переходов: 1-2-3-4-5-6-7-8-9-10 и
(1, 6, 9)-(2, 7,10)-(3, 8)-(4, 5). По производительности обработки оба
варианта равноценны. Однако второй вариант более предпочтителен,
так как число переходов, а следовательно, число кадров в управ-
ляющей программе здесь меньше. Поэтому меньше трудоемкость
подготовки и изготовления управляющей программы.
При обработке двух одинаковых отверстий (рис. 6.1, б) вариант
1-2-3-4-5-6 имеет большее время смены инструмента чем вариант
1-4-5-2-3-6. Зато в первом варианте меньше время перемещений из
одной позиции в другую. Окончательно следует принять вариант,
у которого меньше суммарное неполное вспомогательное время.
При последовательном сверлении ступенчатого отверстия
(рис. 6.1,#) вариант 1-2-3 имеет существенно меньшее основное вре-
173
мя, чем вариант 3-2-1. Учитывая, что в остальном эти варианты рав-
ноценны, следует принимать при проектировании первый вариант.
Рис. 6.1. Схема к выбору последовательности переходов:
а — черновая токарная обработка ступенчатого вала (1—10 — номера перехо-
дов); б — обработка двух одинаковых отверстий (1,4 — сверление; 2, 5 — зен-
керование; 3,6 — развертывание); в — сверление ступенчатого отверстия
(1—3 — номера переходов)
После этого приступают к выбору режущего инструмента и опре-
делению его количества. Типы инструментов устанавливают исходя
из содержания назначенных переходов. При определении количества
инструментов руководствуются следующими соображениями. Для
одинаковых переходов предусматривают один инструмент, которым
зачастую можно выполнить однотипные переходы (черновое или чис-
товое обтачивание или растачивание на токарных станках; прорезку
канавок разной ширины и т.д.) Выбранное количество инструментов
не должно превышать то, которое может быть установлено на станке.
Для его уменьшения на токарных станках применяются расточные
оправки с двумя пластинами. Одной пластиной осуществляют чер-
новую обработку, а затем, после изменения направления вращения
заготовки, второй пластиной выполняют чистовое или тонкое раста-
чивание. Сверла с многогранными сменными пластинами, помимо
сверления, можно использовать для растачивания отверстий. На
станках сверлильно-фрезерно-расточной группы применяют ком-
бинированные инструменты.
Режимы резания для станков с ЧПУ выбирают по методике, из-
ложенной в теории резания металлов. В ряде случаев для повышения
надежности протекания процесса резания параметры обработки
уменьшают на 10... 15% по сравнению с их нормативными значе-
ниями.
Специфичным для станков с ЧПУ является выбор исходной точки,
или привязка систем координат детали (СКД) и инструмента (СКИ)
к системе координат станка (СКС). Под исходной точкой понимается
положение исполнительного органа, из которого он начинает пере-
мещаться по программе. Ее координаты определяются относительно
нулевой точки станка. Нулевая точка станка — это положение начала
174
его координатной системы. В станках с ЧПУ принята правосторонняя
прямоугольная системаXYZ. OcbZBceraa направлена параллельно оси
вращения шпинделя (рис. 6.2). Положительное направление оси Z
совпадает с направлением выхода сверла из детали. Ось Yнаправлена
перпендикулярно плоскости направляющих, которые параллельны
ochZ. Ось ^перпендикулярна плоскости ZY. Вращение вокруг осейХ,
У, Хобозначают соответственной, В, С. Если станок имеет несколько
суппортов, шпинделей и т.д., то перемещения обозначаются Z7, F, W\
а вращения — /) и £.
Рис. 6.2. Расчетная схема определения координат исходной точки
на токарном (а) и сверлильно-фрезерно-расточном (б) станках
Положение нулевой точки стандартом не оговаривается. Для
токарных станков рекомендуется за нуль станка 0с принимать точку
пересечения левого торца заготовки с осью вращения при обработке
в центрах и точку пересечения базового торца заготовки с осью вра-
щения — при обработке в патроне (рис. 6.2, а).
На сверлильно-фрезерно-расточных станках за нуль станка 0с
принимают точку пересечения поверхности поворотного стола с его
осью вращения (рис. 6.2, б). На фрезерных и сверлильных станках с
крестовым столом нулевую точку следует совмещать с точкой пере-
сечения базовых поверхностей узла, несущего заготовку.
СКД служит для задания опорных точек траектории взаимного
перемещения заготовки и инструмента. Под опорными точками по-
нимаются точки, в которых изменяется либо скорость, либо направ-
ление перемещения. При расчете перемещений используют правую
прямоугольную систему координат. В частных случаях применяют
полярные координаты. Начало СКД (нуль детали) рекомендуется
175
располагать так, чтобы все или большая часть координат опорных
точек имели положительное значение, а оси совмещать или рас-
полагать параллельно технологическим базам детали. При прочих
равных условиях следует совмещать нуль детали 0д с нулем станка 0с
(см. рис. 6.2, а).
СКИ предназначена для задания положения его формообразу-
ющих элементов. Ось СКИ располагают параллельно и в том же
направлении, что и оси СКС. Начало СКИ 0и токарных станков,
у которых ось поворота инструментальной головки параллельна оси
OZ, выбирают в точке пересечения оси поворота и базовой плоскости,
на которую опирается инструмент (см. рис. 6.2, а). При установке
инструмента в шпиндель 0и располагается в точке пересечения торца
шпинделя и оси его вращения (см. рис. 6.2, б).
В некоторых конструкциях токарных станков исходная точка
постоянна. В остальных же случаях ее следует выбирать с учетом
следующих соображений. С одной стороны, инструмент должен
располагаться максимально близко к заготовке, чтобы уменьшить
время холостых перемещений, с другой — необходимо исключить
опасность удара по заготовке при ее смене и обеспечить удобство
установки и снятия заготовки.
Таким образом, координаты исходной точки при обработке заго-
товки в центрах на токарном станке (см. рис. 6.2, а) можно определить
из следующих выражений:
Z=L + L + W + a = L + d /2tg60° + W + a\
и max 1 z max max max7 ° z max ’
x = D /2 + W +b,
где Zmax, Dmax — соответственно максимальные длина и диаметр
заготовки; — глубина входа переднего центра в заготовку;
Жтах, ^стах “ соответственно максимальные вылеты инстру-
ментов в наладке по координатам Zи X; а = 0...2 мм, b = 1...
2 мм — величины, гарантирующие удобство установки заготовки;
Jmax— максимальный диаметр центрового отверстия.
Для сверлильно-фрезерно-расточного станка (см. рис. 6.2, б) ко-
ординаты исходной точки определяются из выражений:
х = А — В\ у = А + Н\ z = A — A + Z +/',
и х ’ ' у ’ max z Z max ’
где Ax, A,, Д^ — величины, характеризующие положение СКД в СКС;
В, Н — координаты оси обрабатываемого отверстия в СКД;
Лщах— максимальный размер заготовки в направлении оси OZ;
Z — максимальный вылет инструмента; Г — глубина входа
инструмента в шпиндель.
Подготовленной информации достаточно для вычерчивания
траекторий перемещения инструментов и определения координат
176
опорных точек. Траектории вычерчивают отдельно для каждого
инструмента в последовательности вступления их в работу. Целесо-
образно применять сквозную нумерацию опорных точек.
При токарной обработке (рис. 6.3, а) черновой резец на уско-
ренном ходу перемещается из точки О в точку начала обработки 2
(рис. 6.3, б). Точка О соответствует положению формообразующей
вершины инструмента в исходном положении в СКД с координата-
ми хо = хи — WxX и zo = £и — WzV где WxV — соответственно вылеты
первого инструмента в направлении осей ОХ и OZ.
Рис. 6.3. Траектория перемещения инструментов
при токарной обработке:
а — схема обработки; б — траектория перемещения чернового резца;
в — траектория перемещения чистового резца
(цифрами показана последовательность выполнения переходов)
Далее инструмент на рабочей подаче перемещается в точку 5, вы-
полняя первый переход; отходит в точку 4, чтобы исключить касание
инструмента о заготовку при его выходе; ускоренно выходит в точку
5 и подходит в точку 6 для выполнения второго перехода и т.д.
При обработке на станках, у которых инструмент устанавливается
в шпиндель (рис. 6.4), обычно число координат более двух. В этом
177
случае рекомендуется изображать траекторию либо в двух координат-
ных плоскостях (рис. 6.4, б), либо в аксонометрии (рис. 6.4, в).
Координаты опорных точек определяются на основании принятой
схемы обработки, на которой указаны выдерживаемые диаметраль-
ные размеры Dv ..., Z>8 и dv ..., dv осевые размеры lv ..., /3 и С, М;
координатные размеры Н, В и межцентровые расстояния А (см.
рис. 6.3, 6.4, а).
При токарной обработке (см. рис. 6.3) координаты определяют
из следующих выражений: z, = z2 = z5 = z6 = + /вр + /под; х, = х0;
х2 = х3 = D,;z3 = Z4 = /3;Х4 = Х5 = Х3 + 0,5 мм;х6 = Дит.д.
Рис. 6.4. Схемы обработки (а) и траектории перемещения
инструментов при обработке на сверлильных, фрезерных
и сверлильно-фрезерно-расточных станках (б, в):
I, II — припуск на обработку при сверлении; III, IV — то же при зенкеровании;
V, VI — то же при развертывании
{1—6 — номера опорных точек при сверлении)
178
При обработке на сверлильных, фрезерных и сверлильно-
фрезерно-расточных станках (см. рис. 6.4, а)
г = z — L . + I \ х=В\ уЛ1 = Н,
где г01, х01, у01 — координаты формообразующего лезвия первого
инструмента (сверла). Координаты остальных точек: х} = х2 =
=х3 = В- Zx = Z3 = Z4 = с+ /Вр + /ПОД; z2 =Z5 = с-М- 1сх',х=х3 -В +
+ Л; у всех точек координата у = Н.
При обработке конических (рис. 6.5, а) и криволинейных поверх-
ностей на токарных станках определяют координаты опорных точек
траектории центра радиуса г при вершине резца, которая является
эквидистантой к обрабатываемому контуру. Координаты седьмой
точки: х7 = Dx + г; г7 = /2 + л Осевая координата восьмой точки z8 = zr
Радиальную координату этой точки необходимо рассчитать. Для этого
определим угол конуса а = arctg (Z>3 — Д) /2(/2 — /3). Из треугольника
АОС (рис. 6.5,0 имеем СО = ЛО/sina = r/sina, а из треугольника СКВ
можно записать:
КВ = tga • СВ = tga • (СО — г) = tga r(l - sina)/sina = r(l - sina)/cosa.
Рис. 6.5. К расчету координат опорных точек при токарной обработке:
а — схема обработки (7—9— номера опорных точек траектории центра радиуса
при вершине резца); б — расчетная схема
Тогда г8 = D2 + КБ = D2 + r(l - sina)/cosa. Координаты девятой
точки: z9 = /3; х9 = D3 + г.
При фрезеровании координаты опорных точек перемещения оси
вращения фрезы также рассчитывают по эквидистанте.
Для случая работы в относительной системе координат определя-
ют перемещения из одной опорной точки в другую.
179
При токарной обработке
L = у —у лЬ = z — z =х —х .;
где L , Lzn, Lxn — соответственно перемещения резца из точки
(п —1) в точку п (п = 1, 2,...).
В заключение необходимо составить подробный перечень приемов
и переходов в порядке их выполнения станком. Для случая токарной
обработки (рис. 6.6) управляющая программа обработки ступенчатого
валика представлена в табл. 6.1. Технологический процесс обработки
состоит из следующих переходов: 1) точить поверхность 75 мм на дли-
ну 100 мм (t=2,5 мм, s = 0,3 мм/об., п = 500 об./мин; прямое вращение
шпинделя); 2) точить поверхность 70 мм на длине 50 мм (t = 2,5 мм;
s = 0,3 мм/об.; п = 500 об./мин; прямое вращение шпинделя).
Рис. 6.6. Схема наладки станка мод. 16К20Т1
на обработку ступенчатого валика
Координаты нулевой точки z = 5 мм; х = 0. Координаты исходной
точки инструмента относительно нулевой точки: х0 = 150 мм; zQ =
= 120 мм.
Таблица 6.1
Управляющая программа обработки ступенчатого валика
(см. рис. 6.6) на токарном станке 16К20Т1 с ЧПУ «Электроника НЦ-31»
№ п/п Содержание приемов и переходов Код
1 2 3
1 Задано прямое вращение шпинделя N000 М3
2 Задана средняя частота вращения шпинделя N001 М39
3 Задан пятый номер частоты вращения шпинделя (п = 500 об./мин) N002 S5
4 Задана рабочая подача 0,3 мм/об. N003 F30
180
Окончание табл. 6.1
1 2 3
5 Задан номер инструмента (резец для чернового то- чения) N004 Т1
6 Подвод резца на ускоренном ходу в точку 101 мм по длине, т.е. за 1 мм до детали. Этот миллиметр дается для того, чтобы, подходя на быстром ходу по оси X, резец не задевал заготовку N005 Z10100-
7 Подвод резца на ускоренном ходу в точку с разме- ром 75 мм N006X7500-
8 Перемещение резца на рабочей подаче по оси, обрабатываемая поверхность с размером 75 мм N007 Z0
9 Выход резца на рабочей подаче из заготовки вала по оси Хдо размера 81 мм N008X8100
10 Отвод резца на ускоренном ходу по оси в начало обработки и остановка его на расстоянии 1 мм от заготовки вала по оси Z N009 Z10100-
11 Подвод резца на ускоренном ходу в точку с разме- ром 70 мм (следующая ступень вала) N010X7000-
12 Перемещение резца на рабочей подаче по оси на длине 50 мм от нулевой точки, обрабатываемая поверхность с размером 70 мм N011 Z5000
13 Выход резца на рабочей подаче из заготовки вала по оси Хдо размера 71 мм N012X7100
14 Отвод резца на ускоренном ходу в исходную точку по оси X N013 Х15000-
15 Отвод резца на ускоренном ходу в исходную точку по оси Z N014 Z12000-
16 Автоматический останов вращения шпинделя N015M5
17 Конец программы (конец цикла); эта команда обя- зательно подается в конце каждой программы N016M30
Кодирование содержания операции выполняют по инструкциям,
входящим в состав технической документации на станок. Кодом на-
зывается система числовых, буквенных символов и символов-знаков,
комбинациями которых может быть однозначно выражена инфор-
мация, составляющая программу обработки. В нашей стране принят
международный код ISO -7bit, который узаконен стандартом.
Информацию кодируют по кадрам. Под кадром подразумевается
фраза языка кодирования, законченная по смыслу, с той особеннос-
тью, что в ней не повторяются слова.
Под словом подразумевается какая-либо функция, выполняемая
станком.
Кадр имеет единую структуру NGXYZUVWBCFSTMLF, где N —
номер кадра; G — подготовительная функция; X,Y,Z,U,V,W,A,B,C —
181
геометрическая информация о перемещениях; F,S,T — техноло-
гическая информация соответственно о подаче, частоте вращения
шпинделя и номере инструмента; М — вспомогательная функция;
L,F — конец кадра (перевод строки).
Вместо N можно использовать символ « : » — главный кадр,
обеспечивающий восстановление первоначальных значений вспо-
могательных и подготовительных функций. Символы «+» и «—»
указывают направление перемещения. Состав кадра может меняться,
т.е. могут быть пропущены отдельные слова. В одних установках ЧПУ
приведенная выше последовательность слов строго обязательна,
в других — нет. Состав кадра дополняется цифровой информацией
о номере кадра, значениях перемещений и подач, частоте ращения
шпинделя, содержании подготовительных и вспомогательных функ-
ций. В частности, G00 — позиционирование на ускоренном ходу;
G01 — линейная интерполяция; G02, G03 — круговая интерполяция
соответственно по часовой и против часовой стрелки. Более подробно
состав этих функций указан в инструкциях по программированию.
В некоторых оперативных установках ЧПУ, например «Электро-
ника НЦ-31», кадр состоит из одного слова.
7. НЕМЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Электроискровая обработка (ЭО). Этот метод, разработанный в
1943 г. лауреатами Государственной премии Н.И. Лазаренко и Б.Р. Ла-
заренко, основан на явлении электроэрозионного разрушения ма-
териала. В момент сближения электродов возникает электрический
разряд, приводящий к разрушению электродов вследствие расплав-
ления и испарения микрообъемов металла.
Степень разрушения анода и катода не одинакова. Это явление
названо полярным эффектом. При импульсах малой и средней дли-
тельности (длительность 10-4 с, период между импульсами 10-3 с) и
одинаковом материале электродов преобладает эрозия анода, при
импульсах большой длительности — эрозия катода.
При ЭО используют импульсы малой длительности (рис. 7.1, а).
Деталь служит анодом, инструмент — катодом. Межэлектродное
пространство заполняют маслами малой вязкости, керосином, ди-
зельным топливом и др. Место разряда ограничено площадью торца
инструмента. Толщина дефектного слоя обрабатываемых поверх-
ностей примерно 0,4 мм. Инструмент представляет собой стержни,
трубки, пуансоны, проволоку из меди, латуни, металлографита.
В связи с отсутствием силового воздействия инструмента на деталь
этим методом можно обрабатывать детали самой малой жесткости.
Особенно эффективен метод для труднообрабатываемых термо-
обработанных материалов. Его используют также для резки дета-
лей, для получения полостей, окон, канавок сложных контуров,
криволинейных отверстий. Методом электроискровой обработки
обрабатывают, например, плашки из твердых сплавов. Время одно-
временной прошивки 180 отверстий при изготовлении сит и фильтров
составляет 10 мин. Значительный экономический эффект получают
на операциях удаления сломанных инструментов и крепежных де-
талей из изделий.
В последние годы родившиеся в России технологии электроис-
кровой обработки широко применяются во всем мире. Особенных
успехов достигла электроискровая обработка в Японии для изготов-
ления уникальных штампов и пресс-форм и для обработки сложных
деталей. Последние десятилетия первое место на японском рынке
занимает компания «Содик». Благодаря внедрению в производство
станков с линейными приводами почти половина покупаемых в
Японии электроискровых станков — станки «Содик». Компания —
крупнейший производитель электроискровых станков — 20% миро-
вого рынка. «Содик» — пионер и монополист в производстве элек-
183
троискровых наностанков. В станках компании «Содик» использу-
ются лазерные линейные датчики с субнанометровой дискретностью
(0,07 нм) и дискректностью подач 1 нм (нанометр). Скорость резания
на проволоке диаметром 0,25 мм составляет 360 мм/мин, а достижи-
мая шероховатость поверхности Ra = 0,039 мкм.
Все важнейшие несущие конструкции станков «Содик» изготов-
ляются из специальной керамики FineXCera, коэффициент теплового
расширения которой составляет 4,7 • 10-6 °С. Это вдвое меньше, чем
у гранита, и в 4—5 раз меньше, чем у нержавеющей стали. Данная
керамика — превосходный электроизолятор. Благодаря этому качес-
тву керамики потери производительности в данных станках в ходе
эксплуатации минимальны. Например, через 5 лет потеря производи-
тельности в керамических станках в 3—4 раза меньше, чем в обычных
электроискровых станках с металлопластиковой рабочей зоной.
Электроимпульсная обработка (ЭИО). Метод освоен в 1950-х гг.
С помощью специальных генераторов импульсов (рис. 7.1, б) в де-
сятки раз увеличена длительность импульса по сравнению с ЭО и
изменена полярность. В ЭИО деталь — катод, инструмент — анод
(медь, алюминий); в качестве рабочей среды служат трансформатор-
ное масло, вода, керосин, дизельное топливо. Производительность
на жестких режимах в 10 раз выше (примерно 5000 мм3 /мин), износ
инструмента в 3—5 раз меньше, а энергоемкость в 2—3 раза ниже,
чем при ЭО.
Для электроимпульсной обработки используют генераторы
ШГИ 100—125 с частотой 1...440 кГц и ТГИ с частотой 400 Гц.
Широкое распространение получают электроимпульсные станки с
ЧПУ, например мод. 4532ФЗ, для обработки отверстий диаметром
0,12...0,2 мм движущейся тонкой проволокой из латуни марки ЛС52
и проволокой 0,05...0,01 мм из вольфрама. До начала обработки на
детали в зоне удаляемого металла сверлят отверстие и пропускают
проволоку-электрод, которую наматывают на две бобины. В процессе
обработки проволока перематывается с одной бобины на другую,
а горизонтальная подача осуществляется перемещением стола по
двум координатам по заданной программе.
Методы ЭО и ЭИО нередко совмещают в одном технологическом
процессе. Черновые производительные операции осуществляют
электроимпульсным методом, а точность выдерживают с помощью
электроискровой обработки. Для повышения производительности
рекомендуется подавать рабочую среду в зону обработки под дав-
лением. Значительно увеличивается производительность также при
использовании пустотелых электродов. Так, при одновременной
прошивке в шести деталях окон общей площадью 24 тыс. мм2 необ-
ходимо разрушить металл лишь на площади 2000 мм2, на это уходит
около 50 мин.
184
Рис 7.1. Принципиальные схемы немеханических методов обработки:
а — электроискровой; б — электр о импульс ный; в — анодно-механический;
г — электроконтактный; д — электромеханическое точение (выглаживание);
е — электрохимический; ж — ультразвуковой;
1 — заготовка; 2 — инструмент; 3 — блок автоматического регулирования зазо-
ра; 4— источник питания; 5— блок сопротивлении; 6— накопитель мощности
разряда; 7— электролит; 8 — трансформатор; 9 — изолятор; 10 — контейнер;
11 — двигатель системы подачи инструмента; 12 — винт; 13 — манометр;
14 — насос для подачи электролита; 15 — теплообменник; 16 — центрифуга;
17— подпорный вентиль для создания противодавления электролита в зазоре;
18 — магнитостриктор (источник механических колебаний); 19— концентра-
тор колебаний; 20 — генератор ультразвуковой частоты
185
Ан одно-механическая обработка (АМО). Метод разработан в
1940-х гг. лауреатом Государственной премии В.Н. Гусевым. На
аноде-детали постоянно образуется пленка из растворенного с помо-
щью электролита металла, которая удаляется механическим путем.
Обнажаемый при этом металл открывает новую возможность для
протекания тока (рис. 7.1, в).
Наиболее распространенный электролит для АМО — раствор
жидкого стекла в воде плотностью 1,25... 1,40 г/см3. Для получения
мелкодисперсных долгостойких электролитов из жидкостей, которые
в обычных условиях не смешиваются, применяют гидродинамические
установки. Один из составов такого электролита: 20...25 % жидко-
го стекла, 6...8 % трансформаторного масла, стеариновая кислота
(3...5 % веса масла), вода и триэтаноламин (0,5...0,7 % веса воды).
АМО широко применяют для разрезки материала дисками и
лентами, заточки инструмента, образования кольцевых выточек,
обрезки облоя, прорезки цанг, разрезки пластин из твердого сплава
и германия. Хорошо зарекомендовали себя притирочные станки
для притирки твердосплавных пластин и шлифовальные станки с
электропроводным шлифовальным кругом.
На производительность обработки твердость обрабатываемого ма-
териала не оказывает влияния. Пруток диаметром 100 мм разрезается
за 5...6 мин, поэтому метод целесообразно применять для обработки
труднообрабатываемых материалов. Диск-инструмент для прорезки
материала из малоуглеродистой стали толщиной 0,8...2,0 мм враща-
ется со скоростью 20.. .60 м/с. Износ диска составляет 15...20 % массы
снятого металла. При заточке резцов и фрез (например, автоматом
АФГ-3) достигают шероховатости Ra = 0,63...0,32 мкм.
Электромеханическая обработка (ЭМО). Это электроконтактный
метод, основанный на размягчении металла в контакте между инстру-
ментом и деталью (нагрев из-за повышенного местного электричес-
кого сопротивления) и выносе этих слоев из зоны обработки механи-
ческим путем (рис. 7.1, г). Подводится ток промышленной частоты,
трансформированный на параметры U = 2...30 В и I = 80...1000 А.
Диск-инструмент при разрезке материала вращается со скоростью
8... 10 м/с. Производительность обработки 2000...3000 мм3/мин.
Метод применим также на обдирочных и черновых операциях,
например на операции предварительной сфероидации шариков
подшипников.
Электромеханическое точение и электромеханическое выглажива-
ние. Методы (рис. 7.1, д) основаны на снижении сил резания (выгла-
живание) путем размягчения материала перед резцом (гладилкой).
При этом повышаются обрабатываемость материала и точность
обработки и улучшается чистота поверхности.
186
Электрохимическая обработка (ЭХО). Метод впервые предложен
В.Н. Гусевым и Л.А. Рожковым в 1928 г. и усовершенствован ими
в 1952 г. Особыми преимуществами ЭХО перед другими методами
электрической обработки являются простота приложения больших
сил тока, обеспечивающих высокую производительность, почти
полное отсутствие износа инструмента, сравнительно высокий класс
чистоты обработанной поверхности.
Методом электрохимической обработки осуществляют размер-
ную обработку (формообразование), прошивку, снятие заусенцев и
скругление острых кромок.
В настоящее время наибольшее распространение получила опе-
рация электрохимического формообразования для обработки про-
филя пера рабочих лопаток паровых и газовых турбин, в основном
из труднообрабатываемых жаропрочных и титановых сплавов. Она
практически вытеснила механическую обработку пера лопаток на
копировально-фрезерных и копировальных полуавтоматах благодаря
более высокой производительности (в 4—5 раз) и другим преимущес-
твам. Принципиальная схема обработки рабочей лопатки газовой
турбины приведена на рис. 7.1, е, Заготовку-штамповку лопатки 1
устанавливают ранее обработанными технологическими базовыми
поверхностями в специальное приспособление, расположенное в
контейнере 10, Профиль пера обрабатывается одновременно с двух
сторон лопатки двумя электродами-инструментами 2, имеющими
форму корыта и спинки лопатки. Электроды выполнены из стали
Х18Н9Т. В зазор (0,05...0,5 мм) между электродами и обрабаты-
ваемыми поверхностями лопатки прокачивается под давлением
5...6 МПа электролит — водный раствор NaCl, КВг и др. плотностью
1,10...1,20 г/см3.
Постоянство межэлектродного зазора в процессе электрохимичес-
кой обработки обеспечивает специальная следящая система привода
подачи электродов.
Точность обработки профиля пера зависит от многих факторов и
составляет 0,2...0,4 мм.
Прошивка отверстий различных форм, проемов и окон электрохи-
мическим методом выполняется полыми электродами, как правило
с внутренним подводом электролита, который выводится через
боковой межэлектродный зазор. Рабочей поверхностью электрода
служит торец, а наружная поверхность должна быть надежно защи-
щена изоляцией (эпоксидная смола, фторопласт и др.). Электрохи-
мическая обработка является практически единственным методом
прошивки глубоких отверстий малого диаметра, например охлаж-
даемых каналов в труднообрабатываемых жаропрочных материалах
рабочих лопаток газовых турбин. Отверстие диаметром 0,4... 1,6 мм
прошивают на глубину до 300 мм на специальной установке (рис. 7.2)
187
В качестве электрода-инструмента используют тонкостенные трубки
из стали Х18Н9Т с изоляционным покрытием полимерными эма-
лями. Процесс прошивки осуществляется при вращении электрода
(8... 15 об./мин) с целью устранения его увода. Электролит (водный
раствор хлористого натрия, бромистого калия и др.) подается в элект-
род под давлением 20... 100 МПа, напряжение на электродах 18...22 В,
плотность тока 6 А/мм2. Подача электрода составляет 1,5... 12 мм/мин.
Точность формы отверстий зависит от точности обработки торца
электрода и достигает ± 0,025 мм.
Рис. 7.2. Схема установки для электрохимической прошивки
глубоких отверстий:
1 — емкость для слива электролита; 2 — шпиндельная головка; 3 — направ-
ляющая кондукторная втулка из фторопласта; 4 — электрод-инструмент;
5 — обрабатываемая заготовка; 6 — теплообменник; 7 — фильтр; 8 — кран;
9— насос для подачи электролита; 10 — расходная емкость для подачи элек-
тролита; 11 — насос
Электрохимическую обработку применяют и для удаления за-
усенцев и округления острых кромок на зубьях шестерен, шлицевых
валиках, в труднодоступных местах деталей топливной аппаратуры
и т.п. Для выполнения этой операции изготовляют специальные
приспособления, в которые входят электроды-инструменты, копи-
188
рующие форму расположения острых кромок на детали. При этом
деталь является анодом, электрод — катодом, а в зазор (1... 5 мм) между
электродом и острыми кромками подается электролит — водный
раствор хлористого натрия. Время выполнения операции 1...3 мин.
Электроалмазное шлифование. Шлифование выполняют токопро-
водящим кругом в среде электролита; металл на 75% разрушается
электролитически и на 25% — алмазным кругом. Круг получают
шаржированием рабочей поверхности медного диска алмазной
крошкой с последующим покрытием поверхности никелем гальва-
ническим путем.
Оптимальная скорость круга 23...28 м/с. Одним из лучших элек-
тролитов считается водный раствор азотнокислого калия (3...5%),
фтористого натрия (3...5%), нитрита натрия (0,3%).
На доводочных операциях достигают шероховатости Ra =
= 0,16...0,08 мкм при увеличении производительности по сравнению
с обычным алмазным шлифованием в 4—5 раз и уменьшении износа
круга в 5 раз.
Размерная ультразвуковая обработка (УЗО). Метод применяется
для образования поверхностей сложной конфигурации в трудно-
обрабатываемых токонепроводящих материалах, алмазе, стекле и
твердых сплавах (рис. 7.1, ж). Размерной ультразвуковой обработке
рационально подвергать хрупкие материалы. Абразивными части-
цами скалываются микрочастицы с обрабатываемой поверхности.
Интенсивный съем материала обусловлен большим количеством
одновременно соударяющихся с поверхностью абразивных частиц
(30... 100 тыс. на 1 см) и высокой частотой повторения ударов (18...
25 тыс. раз в секунду). Кавитационные явления в жидкости способ-
ствуют микроразрушениям. Амплитуда колебания инструмента за
счет концентратора может достичь 100 мкм при амплитуде торца
магнитостриктора 12... 15 мкм. Магнитостриктор изготовляют из
материала, способного изменять свои размеры под воздействием
магнитного потока, проходящего через сердечник. Инструмент
присоединяют к концентратору разъемными устройствами или при-
варивают (мощные долбежные установки).
Для обеспечения высокой точности обработку необходимо вести
сменным инструментом и абразивом различной зернистости. Черно-
вую обработку осуществляют инструментом на 0,2...0,5 мм меньше
заданного размера и абразивом зернистостью 100...200. В зависимости
от требуемой точности на последующих этапах обработки увеличи-
вают диаметр электрода и зернистость абразива. Точность обработки
на входе инструмента всегда ниже, чем в конце обрабатываемой по-
верхности, поэтому, например, отверстия получаются конусными.
Минимальные углы конуса при толщине обрабатываемой заготовки
5... 10 мм составляют 1,5. ..2’.
189
Методами УЗО изготовляют твердосплавные вырубные и вы-
тяжные штампы (время изготовления матриц размером от 20 х 20
до 50 х 50 мм — 0,5... 1,5 ч; точность 0,01.. .0,02 мм), точные оптические
детали (время изготовления 12 призм — 1 мин), вырезают столбики в
крупногабаритных фарфоровых изоляторах, изготовляют алмазные
фильеры малых диаметров (время изготовления фильеры диаметром
1 мм и толщиной 1 мм — 30 мин), обрабатывают полупроводниковые
материалы.
Электроннолучевая обработка материалов основана на способности
электронного пучка с большим КПД превращать свою кинетичес-
кую энергию в тепловую. Этим методом производят сварку, а также
обработку тонких отверстий и пазов в труднообрабатываемых ма-
териалах.
Обработка осуществляется в вакууме, что обеспечивает высокую
химическую чистоту.
В безвоздушной камере образуется импульсный электронный луч
с частотой от 1 до 3000 Гц и временем импульсов от 0,01 до 0,00005 с
при скорости электронов порядка 115 000... 165 000 мм/с и темпера-
турой в зоне обработки около 6000 °C.
Принципиальная схема установки для электроннолучевой обра-
ботки показана на рис. 7.3. Основными узлами установки являются
электронная пушка Пв которой формируется мощный электронный
луч, вакуумная или рабочая камера К, вакуумная насосная система,
создающая вакуум порядка 10-5 см рт. ст., контрольная система для
управления лучом, высоковольтный источник питания и приборы
для контроля и наблюдения за ходом процесса.
Рис. 7.3. Схема установки для электроннолучевой обработки:
1 — катод; 2— электростатическая фокусирующая система; 3 — анод; 4— элек-
тромагнитные катушки; 5 — линза; 6 — управляющие электромагнитные
катушки; 7—деталь
190
В целях ограничения зоны нагрева импульсный генератор обес-
печивает прерывность электронного луча, а электромагнитные
катушки-линзы 5 фокусируют его на обрабатываемой детали 7 до
диаметра от 1 мм до нескольких микронов. Сфокусированный с
помощью электромагнитных катушек электронный луч может пе-
ремещаться по поверхности обрабатываемой детали (рис. 7.4), осу-
ществляя, таким образом, обработку по заданному профилю. Форма
обрабатываемых поверхностей может быть запрограммирована в
управляющем устройстве.
Рис. 7.4. Обработка детали электронным лучом:
1 — линза; 2 — регулятор отклонения луча; 3 — электронный луч; 4 — кресто-
образный вырез; 5 — деталь
Производительность обработки электронным лучом значительно
выше производительности многих других методов обработки. Так,
например, на образование паза шириной 0,005 мм и длиной 3 мм в
стальной пластинке толщиной 0,5 мм затрачивается всего 30 с, сталь-
ные листы толщиной до 1 мм разрезаются со скоростью 1200 м/мин.
Обработка световым лучом. В последнее время в промышленности
используются оптические квантовые генераторы, называемые лазе-
рами. Лазер представляет собой физический прибор, обладающий
способностью в определенных условиях генерировать непрерывные
или импульсные световые лучи, которые характеризуются высокой
плотностью энергии и практически не расширяются даже при зна-
чительной длине.
Энергия светового импульса лазера невелика — от 10 до 50 Дж,
но она сосредоточена в луче диаметром около 0,01 мм и выделяется
в миллионные доли секунды. Такая высокая концентрация энергии
и мгновенное выделение ее позволяют осуществлять размерную об-
работку материалов — резку, сверление, сварку и др.
191
Принцип действия оптического квантового генератора заключа-
ется в следующем. Свет определенной длины волны, направленный
на вещество, содержащее атомы, способные находиться на различ-
ных энергетических уровнях, возбуждает эти атомы, т.е. передает
им дополнительную энергию. После прекращения освещения воз-
бужденные атомы, возвращаясь на исходный уровень, выделяют эту
энергию в форме электромагнитного излучения определенной длины
волны, обычно в пределах диапазона волн видимого света. При этом
кроме генерации излучения имеет место его усиление, что делает
оптический квантовый генератор источником излучения высокой
удельной мощности.
Эффектом возбуждения (стимулирования) излучения, его усиле-
ния и генерации обладают различные материалы.
Для изготовления лазеров на твердом теле в качестве активных
материалов применяют кристаллы различных минералов или стекла
с примесями редких элементов.
Основой большинства применяемых в промышленности лазе-
ров является кристалл синтетического рубина в форме стержня или
стержень из неодимого стекла, являющиеся резонаторами, в которых
возникает и формируется луч, излучаемый оптическим квантовым
генератором.
Принципиальная схема оптического квантового генератора
на рубине приведена на рис. 7.5. Рубиновый стержень 2 помещен
внутрь спиральной лампы-вспышки 7, которая питается током от
батареи конденсаторов 7. С целью создания условий, необходимых
для генерирования излучений, на торцы рубинового стержня наносят
серебряное или многослойное диэлектрическое покрытие. Торец А
делается непрозрачным (с полным внутренним отражением), аторец
Б — полупрозрачным. Излучение выводится из полупрозрачного
торца рубинового стержня.
Рис. 7.5. Схема оптического
квантового генератора
на рубине:
1 — лампа; 2 — стержень; 3— ци-
линдр; 4 — линза; 5 — обрабатыва-
емая деталь; 6 — источник электри-
ческого питания; 7— конденсатор
192
Световой импульс лампы-вспышки с помощью внутренней
отражающей поверхности цилиндра 3 возбуждает атомы хрома в
рубиновом стержне. После прекращения импульса возбужденные
атомы возвращаются к исходному уровню, освобождая энергию в
виде излучения в видимой или инфракрасной части спектра.
Концентрация излучения на обрабатываемой поверхности 5
производится с помощью линз 4. Импульс излучения можно фоку-
сировать в точку, линию, группу параллельных линий, окружностей
и т.д. с помощью сферических, цилиндрических и других специаль-
ных оптических устройств.
Энергия импульса длительностью в миллионную долю секунды
светового излучения мощностью 20...50 Дж, сконцентрированная
на площади обрабатываемой детали диаметром до 0,01 мм, создает
очень высокую температуру, которая может вызвать плавление и даже
испарение материала детали в зоне падения луча.
Производительность этого способа обработки 10 мм3/с. За не-
сколько долей секунды в алмазе обрабатывается отверстие диаметром
0,5 мм. Область применения его в основном та же, что и электрон-
нолучевого метода. Преимущества обработки световым лучом по
сравнению с электроннолучевой обработкой в том, что здесь не
требуется вакуумных камер и не нужна защита обслуживающего
персонала от рентгеновского излучения. К недостаткам относятся:
низкий КПД квантовых генераторов, перегрев стержня и трудность
его охлаждения, а также низкая точность обработки.
8. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Разработка технологического процесса механической обработки
детали заканчивается составлением и оформлением комплекта до-
кументов технологического процесса.
Состав и формы карт, входящих в комплект документов, зависят
от вида технологического процесса (единичный, типовой или груп-
повой), типа производства и степени использования разработчиком
средств вычислительной техники и автоматизированной системы
управления производством.
По степени детализации информации каждый из указанных видов
технологических процессов предусматривает различное изложение
содержания операции и комплектность документов.
В маршрутном технологическом процессе содержание операций
излагается только в маршрутной карте без указания технологических
переходов. Применяется в единичном и мелкосерийном производ-
стве.
В операционном технологическом процессе маршрутная карта
содержит только наименование всех операций в технологической
последовательности, включая контроль и перемещение, перечень до-
кументов, применяемых при выполнении операции, технологическое
оборудование и трудозатраты. Сами операции разрабатываются на
операционных картах. Применяется в крупносерийном и массовом
производстве.
В маршрутно-операционном технологическом процессе преду-
сматривается краткое описание содержания отдельных операций в
маршрутной карте, а остальные операции оформляются на опера-
ционных картах.
Все виды технологических документов содержат единую форму
основной надписи, содержание и правила заполнения которой рег-
ламентируются ГОСТ 3.1103—82.
8.1. МАРШРУТНАЯ КАРТА
Маршрутная карта (МК) является основным и обязательным
документом любого технологического процесса. Формы и правила
оформления маршрутных карт, применяемых при отработке тех-
нологических процессов изготовления или ремонта изделий в ос-
новном и вспомогательном производстве, регламентированы ГОСТ
3.1118-82.
194
К заполнению граф технологических документов предъявляются
следующие требования.
1. Каждая строка мысленно делится по горизонтали пополам,
и информацию записывают в нижней ее части, оставляя верхнюю
часть свободной для внесения изменений.
2. Для граф, выделенных утолщенными линиями, существует три
варианта заполнения:
а) графы заполняются кодами и обозначениями по соответству-
ющим классификаторам и стандартам. Вариант используется разра-
ботчиками, внедрившими автоматизированную систему управления
производством;
б) информация записывается в раскодированном виде;
в) информация дается в виде кодов с их расшифровкой.
Для изложения технологических процессов в маршрутной карте
используют способ заполнения, при котором информацию вносят
построчно несколькими типами строк. Каждому типу строки со-
ответствует свой служебный символ. Служебные символы условно
выражают состав информации, размещаемой в графах данного типа
строки формы документа, и предназначены для обработки содер-
жащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной в любом
случае. В качестве обозначения служебных символов приняты про-
писные буквы русского алфавита, проставляемые перед номером
соответствующей строки. На рис. 8.1 приведены форма и пример
заполнения маршрутной карты.
Информация, вносимая в отдельные графы и строки маршрутной
карты, выбирается из табл. 8.1. Для удобства поиска соответствующих
граф карты номера пунктов таблицы продублированы выносными
линиями на полях рис. 8.1.
Таблица 8.1
Содержание информации, вносимой в графы и строки
маршрутной карты
Номер пункта поиска Содержание информации
1 2
1 Обозначение служебных символов: А — номер цеха, участка, рабочего места, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции Б — код, наименование оборудования и информация по трудоза- тратам К — информация о комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сбороч- ных единиц, их обозначений, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
195
6
3
г
1
7 8 9 Ю 11 П 13 14
15 16 П 18
Ззам.
подл.
Иванов
\онтр
П&пров
ХРУГ 82^00X2590' 71/45 ГОСТ
KOQ~ Г£3 | МД ЕН Н~расх
№ 0,12
1
j lb i мер, коб, наименование
Код, ноцменорание оворудованин
XX 1 лл 1 лл ' QQ5 х 9280, отрезная
38Х1765.
ХХХХ, в Г 631
Форма 1
1
19
. лхххх
04.0$ во
20
21
1,25
1ЕДЕМ/1
211
900
0,32
23
0,65 8
-----1---
Про<р
60040. ххххх;
~~2 ' 16669
М 02
А 03
6 04
___05_
___06_'
'А О?'
5 08 '
'О 09
___10
Т 11
___12
___13_
___14_
А 15
б 16
МК
XX XX
301^25,
фрезеробо
Контрам
391855.
393il1.
-----1----
XX У 010 '4269, (ррезерно-цент роб. ' КОТ 1 XXX
'ХХХЯ}МР76М '2 ' 18632
lib дба торца, Ыерм, разм, 280-o.fs Центробать
ислалнитмем_________________________________________________________
КХХХ(2) - фреза торцовая - 7” 15Кб ; 39 1242. XX XX (?) - центровочное стерло -
'ХХХХ - 01^-1-150-01; 393311. ХХХХ - U/U/-JL-вбО7 0,0в 1 '
----1----1----------------------------1----1-----1----1---1---1-----
311 ' 1И * 1
два торца
1 ' 300
2
быберж. г}уб.
—-----1----1—
адм6;
25
0,76
6*Ж
24
XX 'ХХ
331/45.
Of5 ЧЮЗ, Токарн. прозрамм и, х60096. XXXXX
’ 2 15292 4И 1Р 1
ЛЛ J
*ХШ\ 16K2bft
'; ио/ хх/
1
1 ‘ 900
30
0,89
Рис. 8.1. Маршрутная карта
Продолжение табл. 8.1
1 2
М — информация о применяемом основном материале и исход- ной заготовке, вспомогательных и комплектующих материалах с указанием их кода, кода единицы величины, единицы нормиро- вания, количества на изделие и нормы расхода О - содержание операции (перехода). Информация записывается по всей строке, при необходимости продолжение информации переносится на следующие строки Т — информация о технологической оснастке в такой последова- тельности: приспособления; вспомогательный инструмент; ре- жущий инструмент; слесарно-монтажный инструмент; средства измерения Р — информация о режимах обработки
2 Графы: номер цеха, участка и рабочего места
3 Номер операции в технологической последовательности изготов- ления, контроля и перемещения
4 Код материала. Графа не заполняется - ставится прочерк. В графе «М01» указывается наименование, сортамент, размер и марка материала, номер стандарта, т.е. данные, которые в текс- товых документах обычно записываются дробью. В данной графе запись выполняется одной строкой с разделительным знаком «/»
5 Код единицы величины — массы, длины, площади и т.п. детали или заготовки
6 Код операции согласно классификатору технологических опера- ций
7 Код оборудования, включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки
8 Код степени механизации труда, указывается однозначной циф- рой: наблюдение за работой автоматов 1 работа с помощью машин и автоматов 2 вручную при машинах и автоматах 3 вручную без машин и автоматов 4 вручную при наладке машин и ремонте 5
9 Код профессии согласно классификатору
10 Разряд работы, необходимый для выполнения операции. Код включает три цифры: первая — разряд работы по тарифно-ква- лификационному справочнику, две следующие - код формы и системы оплаты труда: 10 — сдельная форма оплаты труда 11 — сдельная система оплаты труда прямая 12 — сдельная система оплаты труда премиальная 13 — сдельная система оплаты труда прогрессивная 20 - повременная форма оплаты труда 21 — повременная система оплаты труда простая 22 — повременная система оплаты труда премиальная
197
Окончание табл. 8.1
1 2
11 Код условий труда, включает в себя цифру — условия труда: 1 — нормальные 2 — тяжелые и вредные 3 — особо тяжелые, особо вредные и букву, указывающую вид нормы времени: Р — аналитически-расчетная И — аналитически-исследовательская X — хронометражная О — опытно-статистическая
12 Обозначение документов, применяемых при выполнении данной операции, например ИОТ — инструкция по охране труда
13 Обозначение профиля и размеров заготовок. Рекомендуется ука- зывать толщину, ширину и длину заготовки, сторону квадрата или диаметр и длину, например 20 х 50 х 300; 35
14 Количество исполнителей, занятых при выполнении операции
15 Количество одновременно обрабатываемых заготовок
16 Количество деталей, изготовляемых из одной заготовки, напри- мер прутка
17 Единица нормирования, на которую установлена норма времени, например 1, 10, 100 шт.
18 Масса заготовки
19 Объем производственной партии в штуках
20 Коэффициент штучного времени при многостаночном обслужи- вании, зависит от количества обслуживаемых станков: количество станков 1 2 3 4 5 6 коэффициент 1 0,65 0,48 0,39 0,35 0,32
21 Норма штучного времени на операцию
22 Норма подготовительно-заключительного времени на операцию
23 Коды технологической оснастки по классификатору
Примечание. Установлена пятизначная структура основного кода характеристики до-
кументации (ХХХХХ).
Первые две цифры — вид документации:
• 01 — комплект технологической документации;
• 10 — маршрутная карта;
• 20 — карта эскизов;
• 42 — ведомость оснастки;
• 44 — ведомость деталей к типовому (групповому) технологическому процессу (опе-
рации);
• 60 — операционная карта;
• 62 — карта наладки;
• 67 — карта кодирования информации.
Третья цифра — вид технологического процесса (операции) по организации:
• 0 — без указания;
• 1 — единичный процесс (операция);
• 2 — типовой процесс (операция);
198
• 3 — групповой процесс (операция).
Последние две цифры — вид технологического процесса по методу выполнения:
• 00 — без указания;
• 02, 03 — технический контроль;
• 04 — перемещение;
• 21 — обработка давлением;
• 41,42 — обработка резанием;
• 50, 51 — термообработка.
Наименование операции обработки резанием должно отражать
применяемый вид оборудования и записываться именем прилагатель-
ным в именительном падеже (за исключением операции «Галтовка»)
в соответствии с табл. 8.2 и 8.3.
Таблица 8.2
Группы операций обработки резанием
Наименование группы операций Применяемое оборудование (станки)
Автоматно-линейная Автоматические линии
Агрегатная Агрегатные
Долбежная Долбежные
Зуб о обрабатывающая Зубофрезерные, зубострогальные, зу- бошлифовальные и др.
Комбинированная Сверлильно-фрезерные и др.
Отделочная Хонинговальные, суперфинишные, доводочные, полировальные
Отрезная Отрезные
Программная Станки с программным управлением
Протяжная Протяжные
Расточная Расточные
Резьбонарезная Гайконарезные, резьбофрезерные и др.
Сверлильная Сверлильные
Строгальная Строгальные
Токарная Токарные, токарно-винторезные, мно- горезцовые и др.
Фрезерная Фрезерные (кроме зуборезьбофрезер- ных)
Шлифовальная Шлифовальные (кроме зубошлифоваль- ных)
199
Таблица 8.3
Операции обработки резанием
Наименование операции Код (вы- бороч- но) Код обору- дования (выбо- рочно) Примечание
1 2 3 4
Автоматно-линейная
Агрегатная 4101 381881 Г оризонтальные односторонние
381884 Горизонтально мно- госторонние
381885 Вертикальные одно- стоечные
381887 Вертикальные мно- гостоечные
Долбежная 4175 381718
Зубодолбежная 4152 381571
Зубозакругляющая
Зубонакатная
Зубообкатывающая
Зубоприрабатывающая
Зубопритирочная
Зубопротяжная
Зубострогальная 4154 381520
Зуботокарная
Зубофрезерная 4153 381572
Зубохонинговальная
Зубошевинговальная 4157 381574
Зубошлифовальная 4151 381561
Шлиценакатная
Шлицестрогальная
Шлицефрезерная
Комбинированная
Виброабразивная
Галтовка
Доводочная
Опиловочная
Полировальная
200
Продолжение табл. 8.3
1 2 3 4
Притирочная
Суперфинишная
Хонинговальная
Абразивно-отрезная
Ленточно-отрезная
Ножовочно-отрезная 4281 381762
Пилоотрезная
Токарно-отрезная
Расточная с ЧПУ
Сверлильная с ЧПУ
Токарная с ЧПУ
Фрезерная с ЧПУ
Шлифовальная с ЧПУ
Вертикально - пр отяжная 4182 381753 Для внутреннего протягивания
381754 Для наружного про- тягивания
Горизонтально-протяжная 4181 381751
Алмазно-расточная 4224 38126Х
Вертикально-расточная 4222 381262
Горизонтально-расточная 4221 381261
Координатно-расточная 4223 381263
Болтонарезная
Гайконарезная
Резьбонакатная
Вертикально-сверлильная 4121 381213
Горизонтально-сверлильная 4122 381829
Радиально-сверлильная 4123 381217
Поперечно-строгальная
Продольно-строгальная 4172 381713
Автоматная токарная 4112 381111
Вальцетокарная
Лоботокарная
Резьботокарная
Токарно-винторезная 4110 381101
Токарно-затыловочная 4116 381143
Токарно-карусельная
201
Окончание табл. 8.3
1 2 3 4
Токарно-копировальная
Токарно-револьверная 4111 381131 С вертикальной осью
381133 С горизонтальной осью
Торцевоподрезная центровальная
Барабанно-фрезерная 4265 38167Х
Вертикально- фрезерная 4261 381611 Консольные
381612 С крестовым столом
381861 Специальные
Горизонтально-фрезерная 4268 381621 Консольные
381631 Универсальные
381632 Широкоуниверсаль- ные
Карусельно-фрезерная
Копировал ьно- фрезерная
Гравировально-фрезерная 4268 381641
Продольно- фрезерная 4263 381661 Одностоечные
381667 Двухстоечные
Резьбофрезерная 4271 381623
Фрезерно-центровальная 4269 381825
Шпоночно- фрезерная
Бесцентровошлифовальная
Внутришлифовальная 4132 381312
Заточная 4141 381361 Универсальные
381363 Для фрез
381367 Для сверл
381368 Для протяжек
Координатно-шлифовальная
Круглошлифовальная 4131 381311
Ленточно-шлифовальная
Плоскошлифовальная 4133 381313
Резьбошлифовальная 4135 381316
Торцешлифовальная
Центрошлифовальная
Шлицешлифовальная
202
Допускается использовать сокращенную форму записи, применяя
наименование операций в соответствии с табл. 8.4—8.6
Таблица 8.4
Указатель кодов на режущий инструмент, измерительные
средства и технологическую оснастку (выборочно)
Наименование оснастки Код
1 2
Сверла спиральные общего назначения с цилиндрическим хвос- товиком быстрорежущие 391210
Сверла спиральные общего назначения с коническим хвостови- ком быстрорежущие 391267
Сверла твердосплавные 391303
Сверла для станков с ЧПУ и автоматических линий 391290
Метчики из углеродистой стали ручные 391310
Метчики быстрорежущие машинно-ручные 391330
Метчики твердосплавные 391350
Метчики для станков с ЧПУ 391391
Плашки резьбонарезные круглые 391510
Зенкеры быстрорежущие 391610
Зенкеры твердосплавные 391620
Зенкеры конические 391630
Зенкеры и зенковки для станков с ЧПУ 391690
Развертки ручные 391710
Развертки машинные быстрорежущие 391720
Развертки машинные твердосплавные 391740
Развертки для станков с ЧПУ 391790
Фрезы твердосплавные 391801
Фрезы быстрорежущие 391802
Фрезы зуборезные и резьбовые 391810
Фрезы концевые 391820
Фрезы насадные 391830
Фрезы для станков с ЧПУ 391890
Резцы твердосплавные 392101
Резцы с механическим креплением пластин 392104
Резцы быстрорежущие 392110
Резцы для станков с ЧПУ 392190
Пилы круглые сегментные 392210
Протяжки 392302
Долбяки зубореечные 392410
203
Продолжение табл. 8.4
1 >
Шеперы дисковые 392430
Головки зуборезные для конических колес 192460
Гребенки зуборезные 392480
Головки, плашки, ролики резьбе накатные 392500
Головки резьбонарезные 392514
Полотна ножовочные ручные и машинные 392540
Напильники и борфрезы 392900
Калибры гладкие и скобы 193120
Калибры для конусов Морзе 393131
Калибры для метрической резьбы (пробки, кольца) 393140
Меры длины концевые плоскопараллельные 393206
Штангенциркули 393311
Штапген рейсмасы 393320
Микрометры гладкие 393410
Микрометры резьбовые 393420
Глубиномеры микрометрические 393440
Нутромеры микрометрические 393450
Линейки лекальные 393510
Плиты проверочные и разметочные 393550
Индикаторы рычажно-пружинные 394130
Приборы измерительные универсальные 394300
Приборы активною контроля 394630
Приборы для размерной настройки вне станка режущих инстру- ментов для станков с ЧПУ 394650
Приборы для измерения режущего инструмента 394920
Инструмент алмазный шлифовальный на органической связке 397110
Инструмент алмазный шлифовальный на металлической связке 397120
Инструмент алмазный шлифовальный на керамической связке 397130
Инструмент абразивный из электрокорунла 398110
Инструмент абразивный из карбида кремния 398150
Патроны токарные 396110
Тиски машинные 396131
Головки делительные универсальные 396141
Столы поворотные 396151
Плиты магнитные 396161
Приспособления универсальные сборные переналаживаемые 396181
Ключи гаечные, торцовые, трубные, специальные 392650
Окончание табл. 8.4
1 2
Инструмент вспомогательный для станков с Ч ПУ 392801
Центры вращающиеся 392841
Тиски слесарные верстачные 392871
Таблица 8.5
Указатель кодов основных видов заготовок в машиностроении
(выборочно)
Вид заготовок Код
Сталь крупносортовая низкоуглеродистая 09312X
Сталь стрсднесортовая низкоуглсродистая 09322Х
Сталь мелкосортовая низкоуглеродистая О9332Х
Сталь сортовая конструкционная O95OIX
Сталь сортовая углеродистая О95ОЗХ
Сталь сортовая легированная 09504Х
Сталь сортовая инструментальная 0966ХХ
Сталь сортовая быстрорежущая 0962ХХ
Трубы бесшовные углеродистые I34XXX
Отливки из ковкого чугуна 4111IX
Отливки из серого чугуна 41II2X
Отливки из легированных чугунов 41I14X
Отливки из углеродистой стали 4112IX
Отливки из легированной стали 41I23X
Штамповки из черных металлов 4121IX
Поковки из проката черных металлов 4I2I2X
Поковки из проката цветных металлов 41222Х
Металлоконструкции сварные корпусные 4I333X
Металлоконструкции сварные цилиндрические 41336Х
Таблица 8.6
Указатель кодов профессий в машиностроении (выборочно)
Наименование профессий Код
Долбежннк 11868
Заточник 12260
Зуборезчик 12287
Зубошл нфовшн к 12290
Оператор автоматических линий 14972
Оператор станков с ЧПУ 15292
Полировщик 15887
Прессовщик 16014
Протяжчик 16458
Разметчик 16641
Резчик на пилах, ножовках и станках 16937
Резьбофрезеровщик 17001
Резьбошл нфов щи к 17003
Сверловщик 17335
Слесарь-инструментальщик 17461
Слесарь механосборочных работ 17474
Станочник на специальных станках по обработке металла 17845
Строгальщик 17960
Токарь 18217
Т о карь- карусел ьши к 182)9
Т о кар ь- пол уа втоматч и к 18225
Токарь-расточник 18235
Токарь-револьверщик 18236
Фрезеровщик 18632
Шлифовщик 18873
8.2. ОПЕРАЦИОННАЯ КАРТА
Структура построения операционной карты (ОК) аналогична
маршрутной.
Запись информации выполняется построчно с привязкой к соот-
ветствующим служебным символам.
На рис. 8.2 приведены форма и пример заполнения операционной
карты по ГОСТ 3.1418-82 с зоной, предназначенной для размещения
эскиза (форма 2); если по своим габаритам эскиз не может быть раз-
мещен на этой карте, то операционную карту оформляют на форме
3 (рис. 8.3).
Шй
2*95
Mt 04
©Q>
№
9,51
П
лш
0,39
I___л
АЛХХХХЛХ. WM5. 009
ГОСТ 5 ПЮ-32
«X? 2
-7&&П—
/ООО/, МХАХ
1
М90. ХАЛХА
]4> лг ' 1,0
TbgfiMt-Ьмфезясл Сяаль 95
ТЬ**** I й Г ЛЯгаТЗДГймМм ' I |^в!
W W • 230
«У IJWfrvwr
Грж
5/о
7
1,20
___01
02
О 03
т 09
___05
9 05
Г 01
9 03
___0Я
___£
ОХ
HU*
т-*-----г
I I
т
т
А ' . . . _
350/п, лххх-nooffiM; 3925^ 1\ АаЛх - qtrinp ,
/. Тошпь /gjA0,O[ ' l . х . ' .
392151. XXAX - аемц r/ff/CO; ’ 393W. ХХХХ'- ЩЦ • /25-0,1 d 1 1 1
11 1 f 1 ..... | —-Л. ... g | g . I
— 25 Ю2 4t5 1 0,53 9/v 12 1,2
i----1—------------1—1—i i w--г—-------1— i—t—
т
0,25 '
т
т
т
т~й
~йн~'
----I
О,IS ' OJS
Рис. 8.2. Операционная карта (форма 2)
ГОСТАМ'62
"ЯПКГ
г дав
М
22Я_______шауц^М
Л&лпиал
Спам 55
IAAAAAAM. 606525. AM
НАС 50... 55
АЛАХ А. ААААА
т
т
о,72
25
025*200
1.95
л
99/SS
Г 05
___£♦
О 05
ЯАт.АААА-Мф*;
т
т
Т
т
д 01
09
592192.АААА-дВ9Ц тТдкб ; 5955tf. AAA* - '
' AAA^ 75 ’ 296 ' MS'
u ' 1 1 t — — 1------r"x "r
592195. АААА - ВК/0 ; 59 Ви. АХ'АХ - tUt^- / - fof- 4/
9 И
!2
1 AAA 1 75 ’ 15 “
г i 1 »'
OK I O^ioma йвпмео ш t&naMtpfiKyutwt mum. с ЧПУ
60096. ААААА
TSTFaaVoS
" I /
fc£7j
9/9
’ 9JS '
! ~‘Т
405 ' 9/9 * 72 ' ft2 ' 4n ' ~оЛ
। ।
I ~г
т
753Г1 9f9 ' 72 ' ft2 ' OtU ' 429
... .,. 1 , ,
Рис. 8.2. Операционная карта (форма 3)
Большинство граф операционных карт содержат информацию,
идентичную графам маршрутных карт. Эти формы предназначают-
ся как для оформления операций, выполняемых на универсальном
технологическом оборудовании, так и на станках с ЧПУ.
Указание единиц величины следует выполнять в заголовках
или подзаголовках соответствующих граф. Допускается указывать
единицы параметров технологических режимов после их числовых
значений, например 40 мм; 0,2 мм/об.*, 36 м/мин.
Указание данных по технологическим режимам следует выполнять
после записи состава применяемой технологической оснастки.
При указании данных по технологической оснастке информацию
следует записывать в следующей последовательности: I) приспособ-
ления; 2) вспомогательный инструмент; 3) режущий инструмент;
4) средства измерения.
В целях разделения информации по группам технологической
оснастки и поиска необходимой информации допускается перед
указанием состава применять условное обозначение видов: приспо-
соблений — «ПР»; вспомогательного инструмента — «ВИ»; режущего
инструмента — «РИ»; средств измерений — «СИ». Например. СИ.
АВВХХХ. Пробка 24Р7- ПР.
Приописаниисодержания перехода необходимо указывать данные
по Г и Г. Это следует выполнять на уровне строки, где заканчивается
описание содержания перехода под служебным символом «О».
Запись содержания переходов следует выполнять в соответствии
с рекомендациями табл. 8.7.
Таблица 8.7
Примеры полной и сокращенной записи содержания переходов
обработки резанием и графического изображения
обрабатываемых поверхностей (ГОСТ 3.1702-79*)
Полная запись
перехода
_________I_______
Точить (шлифо-
вать. довести, по-
лировать и т.п.)
канавку, выдер-
живая размеры
I...3
Сокращенная
запись перехода
________3
Точить (шлифо-
вать. довести, по-
лировать и т.п.)
канавку I
Точить (шлифо-
вать. притереть,
полировать и т.п.)
выточку, выдер-
живая размеры
I...4
Точить (шлифо-
вать. притереть,
полировать и т.п.)
выточку I
Продолжение табл. 8.7
_________I_________
Точить (шлифо-
вать. притереть
и т.п.) конус, вы-
держивая размеры
I и 2
Нарезать (фрезе-
ровать, накатать,
шлифовать и т.п.)
резьбу, выдержи-
вая размеры I и 2
Точить (шлифо-
вать, притереть
и т.п.) конус I
Нарезать (фрезе-
ровать, накатать,
шлифовать и т.п.)
резьбу I
Центровать торец, выдерживая раз- меры I...4 9 ) tt) Центровать то- рец I 0
——-т 4- Лв>| <|
11
Расточить (зенке- ровать, шлифо- вать и т.п.) отвер- стие. выдерживая размеры 1 и 2 < R/W4- ) Расточить (зен- керовать, шли- фовать и т.п.) отверстие 1 ©
111 Г
V777777777/7 7/777777777Л
<74—L || 1
Развернуть (рас- точить, зенкеро- вать и т.п.) кони- ческое отверстие, выдерживая размеры I...3 (7) 0 Развернуть (рас- точить. зенкеро- вать и т.п.) отвер- стие 1 0
—
- 1 Z^$$%*7zzzz/
1
Расточить канав- ку, выдерживая размеры I...3 Расточить канав- ку 1 (7)
7/
I
%
^A
© I i
i_/ D 1 ,
Нарезать (шлифо-
вать, довести
и т.п.) резьбу, вы-
держивая размер I
Нарезать (шлифо-
вать, довести
и т.п.) резьбу I
Продолжение табл. 8.7
_________1
Подрезать (шли-
фовать, полиро-
вать и т.п.) тореи
буртика, выдер-
живая размер I
Строгать (фрезе-
ровать, шлифо-
вать и т.п.) по-
верхность, выдер-
живая размер I
Шлифовать (фре-
зеровать, строгать
и т.п.) уступ, вы-
держивая размеры
I и 2
Протянуть (стро-
гать, фрезеровать,
шлифовать и т.п.)
паз, выдерживая
размеры 1...3
Подрезать (шли-
фовать, полиро-
вать и т.п.) тореи
буртика I
Строгать (фрезе-
ровать, шлифо-
вать и т.п.) по-
верхность I
Шлифовать (фре-
зеровать, строгать
и т.п.) уступ I
Протянуть (стро-
гать, фрезеровать,
шлифовать и т.п.)
паз I
Фрезеровать шпо-
ночный паз, вы-
держивая размеры
Фрезеровать шпо-
ночный паз I
Протянуть (фре-
зеровать) паз, вы-
держивая размеры
I...4
Фрезеровать
(шлифовать, по-
лировать и т.п.)
поверхности, вы-
держивая размеры
I...3
Протянуть (фре-
зеровать) паз I
Фрезеровать
(шлифовать, по-
лировать и т.п.)
поверхности I и 2
Окончание табл. 8.7
1 2 3 4
Фрезеровать (шлифовать, полировать и т.п.) боковые поверх- ности шлицев, выдерживая размер 1 Фрезеровать (шлифовать, по- лировать и т.п.) поверхности шлицев 1 . ь —
Нарезать (фрезе- ровать, шлифо- вать и т.п.) чер- вяк, выдерживая размеры 1...4 Эф© Нарезать (фрезе- ровать. шлифо- вать и т.п.) чер- вяк I
Протянуть (дол- бить) шлицы,вы- держивая размеры I...3 Протянуть (дол- бить) шлицы 1
Фрезеровать (долбить, стро- гать. протянуть, закруглить, ше- винговатъ и т.п.) зубья, выдержи- вая размеры 1 ...4 Фрезеровать (долбить, стро- гать. протянуть, за кругл игь, ше- ви нговать и т.п.) зубья 1 1 J© jS<©
Полную запись делают при необходимости перечисления всех
выдерживаемых размеров, сокращенная — используется при ссылке
на условное обозначение конструктивного элемента обрабатываемого
изделия. Данная запись выполняется при достаточной графической
информации. Для промежуточных переходов, не имеющих графи-
ческих иллюстраций, в содержании следует указывать исполни-
тельные размеры с их предельными отклонениями и при необходи-
мости — шероховатость обработанной поверхности и другие техни-
ческие требования. Например, «точить поверхность 3, выдерживая
г/ = 40оми/= 100 ±0,4».
Переходы (основные и вспомогательные) нумеруются арабскими
цифрами I. 2,3...
В общем случае в содержание перехода включается:
1) ключевое слово, характеризующее метод обработки, выражен-
ное глаголом в неопределенной форме (табл. 8.8);
2) наименование в (существительное в винительном падеже) обра-
батываемой поверхности, конструктивных элементов или предметов
производства, например «отверстие», «фаску», «канавку» и т.п.;
3) информация о размерах обработки резанием или их условных
обозначениях, приведенных на операционных эскизах и указан-
ных там арабскими цифрами в окружностях диаметром 6...8 мм
(см. табл. 8.7);
4) дополнительная информация, характеризующая количество
одновременно или последовательно обрабатываемых поверхностей,
характер обработки, например: «предварительно», «последователь-
но», «по копиру».
Таблица 8.8
Ключевые слова технологических переходов
Ключевое слово при обработке резанием Ключевое слово при слесарных работах
1 2
Вальцевать Балансировать
Врезаться Базировать
Галтовать Завить
Гравировать Гравировать
Довести Гнуть
Долбить Застегнуть
Закруглить Зачистить
Заточить Запрессовать
Затыловать Калибровать
Зенкеровать Зенковать
Зенковать Навить
Навить (на станке) Застопорить
Накатать Нарезать
Нарезать Кернить
Обкатать Опилить
Опилить Отрезать
Отрезать Править
Подрезать Клепать
Полировать Полировать
Притереть Притереть
Приработать Разрезать
Окончание табл. 8.8
1 2
Протянул» Контрить
Развернуть Маркировать
Развальцевать Развернуть
Раскатать Развальцевать
Рассверлить Нанести
Расточить Отрубить
Сверлить Очистить
Строгать Сверлить
Суперфииишироватъ Пломбировать
Точить Разметить
Хонинговать Развинтить
Ш свинговать Расп рессо вал»
Шлифовать Расш плинтовать
Цековать Разобрать
Центровать Распломбировать
Фрезеровать Расштафтовать
Выверить Центровать
Закрепить Свинтить
Настроить Склеить
Преустановитъ Собрать
Переустановить и закрепить Шабрить
Переустановить, выверить н закрепить Шплинтовать
Переместить Штифтоватъ
Поджать Довести
Проверить Закрепить
Смазать Смазать
Снять Снять
Установить Установить
Установить и выверить
Установить и закрепить
Установить, выверить и закрепить
Параметры шероховатости обрабатываемой поверхности указы-
ваются только обозначениями на операционном эскизе. Допускается
указывать в тексте содержания операции информацию о параметре
шероховатости предварительно обрабатываемых поверхностей (про-
межуточных переходов), если это нельзя указать на операционном
эскизе, например: «фрезеровать предварительно поверхность I,
выдерживая высоту 70 ± 0,5, = 50*,
8.3, КАРТА ЭСКИЗОВ
Карта эскизов (КЭ) — основной графический документ, дающий
наглядную информацию о выполняемой технологической опера-
ции.
Эскизы следует выполнять с соблюдением масштаба или без со-
блюдения масштаба, но с примерным соблюдением пропорций.
При разработке технологической операции необходимо помнить,
что сначала разрабатывается и полностью оформляется эскиз на
карте эскизов и только потом заполняется текстовая операционная
карта.
На каждом эскизе необходимо показать:
L Заготовку в рабочем положении, причем ее контур изображается
в таком виде, в каком она получается в конце данной операции или
установа. Если операция выполняется за несколько установов, то
эскиз оформляется на каждый уставов отдельно.
2. Поверхности, обрабатываемьсенаданной операции, выделяются
утолщенными линиями.
3. Условное обозначение опор, зажимов, установочных устройств
выполняется согласно ГОСТ 3.1197—8 L
4. Размеры, получаемые на данной операции с указанием допусков
и шероховатости поверхности. При этом необходимо учесть, что на
эскизе проставляются только те размеры, которые обеспечиваются
только на данной операции. Проставлять размеры следует таким
образом, чтобы не появилась необходимость перерасчета номиналь-
ных значений и допусков на них, т.е. простановка размера должна
учитывать способ его получения (технологическая база должна быть
совмещена с измерительной).
5. Габаритные размеры заготовки (в качестве справочных дан-
ных).
6. Допуски на погрешности формы, взаимного расположения по-
верхностей, если это необходимо обеспечить на данной операции,
7, Режущий инструмент показывается по мере необходимости,
предпочтительно в конце рабочего хода (если инструмент затемняет
эскиз, то его можно изобразить отведенным от заготовки).
На рис. 8.4 представлен пример оформления карты эскизов. Ну-
мерация обрабатываемых поверхностей либо размеров обработки,
проставляемая в кружочках, начинается с цифры I. Последователь-
ность простановки номеров в кружочках рекомендуется вести по
ходу часовой стрелки. Нумерация относится только к конкретной
рассматриваемой операции (уетанову). На последующих операциях
Кд
Рис. 8.4. Карта эскизов
(установах) нумерация опять начинается с цифры 1. При этом, ес-
тественно, одна и та же поверхность заготовки на разных операциях
(установах) может иметь различный номер.
При заполнении основной надписи на карте эскизов (в верхней
части) необходимо помнить, что средняя графа из трех граф, обве-
денных жирной линией, не заполняется.
8.4. КАРТА ТЕХНИЧЕСКОГО КОНТРОЛЯ
Пример заполнения карты технического контроля представлен на
рис. 8.5, а информация, вносимая в карту, — в табл. 8.9.
Таблица 8.9
Информация, вносимая в карту технического контроля
Номер пункта поиска Наименование^ условное обозначение графы) Содержание информации
I Контролируемые параметры Параметры, по которым вдет техничес- кий контроль
2 Т Суммарное основное время на опера- цию
3 Т Суммарное вспомогательное время на операцию
4 Код средств ТО Код, обозначение средств технологи- ческого оснащения (ТО) по классифи- катору или по НТД (нормативно-тех- ническим документам)
5 Наименование средств ТО Краткое наименование средств техно- логического оснащения
6 Объем и ПК Объем контроля (в пгт.; %) и перио- дичность контроля (ПК) (в час, смену И тд.)
7 T.JTt Основное или вспомогательное время на переход
Остальные графы заполняются по аналогии с маршрутной и опе-
рационной картами.
При описании операций технического контроля следует при-
менять полную или краткую форму записи содержания переходов.
Полную форму записи следует выполнять на всю длину строки с
включением граф «Объем и ПК» и «Т/Т » с возможностью перено-
са информации на последующие строки. Данные по применяемым
средствам измерений следует записывать всегда с новой строки.
Краткую форму записи надо применять только при проверке
контролируемых размеров и других данных, выраженных числовыми
217
—к
00
I
7
2
Рис. 8.5. Карта технического контроля
значениями. В этом случае текстовую запись применять не следует,
необходимо указать только соответствующие параметры, например
47 ± 0,039.
Данные по применяемым средствам технологического оснаще-
ния следует записывать исходя из их возможностей, т.е. к каждому
контролируемому размеру (параметру) или к группе контролируемых
размеров (параметров).
При необходимости графических изображений к текстовым до-
кументам их следует выполнять на форме карты эскизов по ГОСТ
3.1105-84.
ЛИТЕРАТУРА
1. Аверченков В.И., Горбенко О.А и др. Технология машиностроения: Сб.
задач и упражнений. М.: ИНФРА-М, 2006.
2. Беспалов Б.Л., Глейзер Л.А и др. Технология машиностроения. Спец,
часть. М.: Машиностроение. 1973.
3. Грисенко Е.В. Технология машиностроения. Методические указания по
выполнению контрольных работ для студентов заочного обуче-
ния специальности «Технология, оборудование и автоматизация
машиностроительных производств». Пермь: РИО ШТУ. 2000.
4. ИвановИ.С. Технология машиностроения: Учеб, пособие. М.: ИНФРА-М,
2009.
5. Иванов И.С. Расчет припусков и межоперационных размеров деталей
при их механической обработке: Учеб, пособие. М.: РИО МГТУ
им. А.Н. Косыгина. 2009.
6. Иванов И.С. Выполнение курсового проекта по курсу «Технология
машиностроения»: Учеб, пособие. М.: РИО МГТУ им. А.Н. Ко-
сыгина, 2012.
7. Казаков Н.Ф.. Мартынов ГА. Технология пищевого машиностроения.
М.: Машиностроение, 1982.
8. Картавое С.А. Технология машиностроения. Киев: Вища школа, 1974.
9. Космачев И.Г. Технология машиностроения. Л.: Лени здат, 1970.
10. Машиностроение: Энциклопедия. Т. 4—13. Машины и агрегаты тек-
стильной и легкой промышленности. М.: Машиностроение,
1997.
11. Нефедов НА. Дипломное проектирование в машиностроительных
техникумах. М.: Высшая школа, 1986.
12. Расчет припусков и межпереходных размеров в машиностроении /Под
ред. В.А. Тимирязева. М.: Высшая школа, 2004.
13. Соколовский А.П. Научные основы технологии машиностроения. Л.:
Машгиз, 1955.
14. Соловьев С.Н. Основы технологии судового машиностроения. Л.: Су-
достроение, 1983.
15. Стерин И.С. Машиностроительные материалы. Основы металловедения
и термической обработки. СПб.: Политехника, 2003.
16. Схиртладзе А.Г. Работа оператора на станках с программным управле-
нием. М.: Высшая школа, 1987.
17. Технология машиностроения. Кн. 2. Производство деталей машин.
2-е изд., доп. /Под ред. СЛ. Мурашкина. М.: Высшая школа,
2005.
18. Технология машиностроения. Т. 1. Основы технологии машино-
строения. /Под общ. ред. А.М. Дальского. М.: Изд. МГТУ
им. Н.Э. Баумана, 2001.
220
19. Технология машиностроения. Т. 2. Производство машин. /Под общ.
ред. Т.Н. Мельникова. М.: Изд. МГТУ им. Н.Э. Баумана, 2001.
20. Технология текстильного машиностроения / Под общ. ред. Л. К. Си-
зенова. М.: Машиностроение, 1988.
21. Шашков Е.В., Смирнов В.К. Работа на фрезерно-расточных станках. М.:
Высшая школа, 1986.
ОГЛАВЛЕНИЕ
Введение...................................................3
1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ ТИПА ВАЛОВ.........................................4
1.1. Общие сведения......................................4
1.2. Обработка наружных поверхностей
тел вращения лезвийным инструментом.....................6
1.2.1. Обработка торцовых поверхностей...............8
1.2.2. Обработка ступенчатых поверхностей............9
1.2.3. Обработка конических поверхностей............18
1.3. Обработка наружных поверхностей
тел вращения абразивным инструментом...................22
1.3.1. Круглое шлифование............................23
1.3.2. Бесцентровое шлифование......................26
1.3.3. Скоростное шлифование........................29
1.3.4. Шлифование кругами из синтетических алмазов
иэльбора......................................29
1.4. Отделочные методы обработки валов..................30
1.5. Методы контроля точности валов.....................34
1.6. Обработка на валах элементов типовых сопряжений....34
1.6.1. Обработка на валах шпоночных пазов............35
1.6.2. Обработка на валах шлицев....................37
1.6.3. Обработка на валах резьбовых поверхностей....41
1.7. Типовые маршруты изготовления валов................64
1.7.1. Примеры типовых маршрутов изготовления валов..65
2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
ТИПА ВТУЛОК...............................................72
2.1. Общие сведения.....................................72
2.2. Обработка внутренних поверхностей вращения
лезвийным инструментом.................................74
2.3. Обработка внутренних поверхностей вращения
абразивным инструментом................................87
2.4. Обработка отверстий поверхностным
пластическим деформированием...........................93
2.5. Обработка глубоких отверстий.......................97
2.6. Обработка отверстий малых размеров.................97
2.7. Методы контроля отверстий..........................98
2.8. Типовые маршруты изготовления втулок...............99
2.8.1. Примеры типовых маршрутов изготовления втулок.100
222
3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ 107
3.1. Общие сведения....................................107
3.2. Обработка плоских поверхностей лезвийным инструментом.... 109
3.2.1. Обработка плоских поверхностей
строганием и долблением.............................110
3.2.2. Обработка плоских поверхностей фрезерованием.113
3.2.3. Обработка плоских поверхностей протягиванием.120
3.3. Обработка плоских поверхностей абразивным инструментом... 124
3.3.1. Обработка плоских поверхностей шлифованием...124
3.3.2. Обработка плоских поверхностей притиркой,
полированием и шабрением..........................126
3.4. Типовые маршруты изготовления корпусных деталей.126
3.5. Пример типового маршрута изготовления корпуса
шестеренного насоса..................................128
4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС 136
4.1. Общие сведения..................................136
4.2. Методы изготовления зубьев зубчатых колес.......140
4.2.1. Нарезание зубьев цилиндрических зубчатых колес
методом копирования...............................140
4.2.2. Нарезание зубьев зубчатых колес
методом огибания (обкатки)........................143
4.2.3. Накатывание зубьев зубчатых колес..........150
4.2.4. Обработка торцовых поверхностей
зубьев зубчатых колес.............................151
4.2.5. Методы отделочной обработки зубьев зубчатых колес. ..151
4.3. Типовые маршруты изготовления зубчатых колес......158
4.4. Пример типового маршрута изготовления зубчатого колеса. ..160
5. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА РЫЧАГОВ 166
5.1. Общие сведения..................................166
5.2. Типовые маршруты изготовления рычагов...........169
6. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ДЛЯ СТАНКОВ С ЧПУ 172
7. НЕМЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ 183
223
8. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ 194
8.1. Маршрутная карта...............................194
8.2. Операционная карта.............................206
8.3. Картаэскизов...................................215
8.4. Карта технического контроля....................217
Литература.............................................220