/
















































































Автор: Рабинович Ф.Н.
Теги: производство гипса, извести, цемента вяжущие материалы строительные растворы и смеси строительство бетон строительные материалы
ISBN: 5-274-00506-3
Год: 1989




Текст
НАУКА-СТРОИТЕЛЬНОМУ ПРОИЗВОДСТВУ
СЕРИЯ ОСНОВАНА В 1975 ГОДУ
ФН.Рабинович
ДИСПЕРСНО
АРМИРОВАННЫЕ БЕТОНЫ
Г, <1 8537 5
Москва
Стройиздат
1989
7 ЩГ\ vUU.JJtTw^^
Рабинович Ф.Н. Дисперсно армированные бетоны. — М.:
Стройиздат, 1989. — 176 с.: ил. — (Наука — строит, произ-
водству) . - ISBN 5-274-00506-3
Рассмотрена теория армирования бетонов волокнами и прак-
тика применения дисперсно армированных бетонов в строи-
тельстве. Освещены свойства исходных материалов, технология
изготовления и свойства бетонов, а также некоторые вопросы их
проектирования. Приведена экономическая эффективность
конструкций из таких бетонов.
Для научных и инженерно-технических работников про-
мышленности строительных материалов.
Табл. 29, ил. 62, список лит.: 96 назв.
Печатается по решению секции литературы по строительным
материалам редакционного совета Стройиздата
Рецензенты: лауреат Государственной премии СССР, д-р хим.
наук профессор В.Б. Ратинов (МАДИ), канд. техн, наук И.В. Вол-
ков (НИИЖБ)
3306000000 - 343
р----------------------28-89
047 (01)-89
ISBN 5-274-00506-3
Н'
©Стройиздат, 1Н9
ВВЕДЕНИЕ
Намеченное ХХУП съездом КПСС развитие капитального строитель-
ства в нашей стране тесно связано с задачами дальнейшего повышения
эффективности строительного производства, снижения стоимости и
трудоемкости технологических процессов, экономного использования
материальных и энергетических ресурсов, применения новых прогрес-
сивных материалов.
Одним из перспективных конструкционных материалов являются
дисперсно армированные бетоны. Такие бетоны представляют собой
одну из разновидностей обширного класса композиционных (компо-
зитных) материалов, которые в настоящее время все более широко
применяются в различных отраслях промышленности. Дисперсное
армирование осуществляется волокнами-фибрами, равномерно рассре-
доточиваемыми в объеме бетонной матрицы. Для этого используются
различные виды металлических и неметаллических волокон минераль-
ного или органического происхождения. Отсюда следует широко рас-
пространенное в технической литературе название — фиброармирован-
ный бетон или в зависимости от вида используемых волокон — стале-
фибробетон, стеклофибробетон и т. д.
Номенклатура искусственных волокон весьма обширна: от чрез-
вычайно дефицитных, например из карбида или нитрида кремния, бо-
ра, углерода, сапфира, вольфрама, до сравнительно доступных для
применения в массовом строительстве — стальных, стеклянных, ба-
зальтовых, полимерных. В качестве армирующих элементов для бе-
тонов могут использоваться и природные волокна: древесные (цел-
люлозные), сизалевые, бамбуковые, тростниковые, джутовые и др.
Однако в конструкционном отношении они уступают искусственным
волокнам.
К дисперсно армированным бетонам относят и такие материалы,
как, например, асбестоцемент и армоцемент. В технической литера-
туре эти материалы освещены достаточно подробно, поэтому в настоя-
щей книге не рассматриваются.
Понятие "дисперсно армированные бетоны" достаточно широкое.
Имеются предпосылки для создания разнообразных типов таких бе-
тонов с различными сочетаниями как самих волокон, так и различных
видов неорганических матриц не только на основе цемента и гипса, но и
с применением, в частности, фосфатных связок, керамических и дру-
гих материалов.
В настоящее время интерес к использованию искусственных волокон
как основы конструкционных материалов для практического примене-
ния в строительстве заметно возрос, особенно в связи с работами по ис-
пользованию таких волокон в качестве арматуры для различных видов
цементных и гипсовых растворов и бетонов. Значительно увеличился
объем публикаций, посвященных различным аспектам дисперсного ар-
мирования бетонных материалов. В последние годы проведены кон-
ференции и научно-технические семинары, на которых обсуждены ре-
зультаты научно-исследовательских работ, а также вопросы практиче-
ского использования дисперсно армированных бетонов в строительст-
ве [24, 85, 86]. За рубежом этой же проблеме были посвящены между-
народные конгрессы и симпозиумы (США, Англия, Канада, ФРГ, Япония
и др.) [32,51,94].
Чем можно объяснить значительный интерес к дисперсному арми-
рованию бетонов, который проявляется в настоящее время как в на-
шей стране, так и за рубежом? С одной стороны, это естественное стрем-
ление специалистов существенно повысить Прочность на растяжение,
трещиностойкость и ударную вязкость бетонных материалов, а с дру-
гой — рост заинтересованности строительных организаций в получении
эффективных армированных бетонных конструкций, к которым сов-
ременное строительство предъявляет все более высокие требования.
3
Следует также учитывать связанное с развитием техники ужесточение
условий эксплуатации конструкций, которое обусловливает необходи-
мость дальнейшего совершенствования номенклатуры конструкцион-
ных материалов, улучшения их качества, повышения универсальности.
В постановлении Совета Министров СССР от 3 января 1977 г. № 2
"О некоторых мерах по повышению технического уровня производства
железобетонных конструкций и более эффективному использованию
их в строительстве" было рекомендовано усилить внимание к работам
по созданию новых, более эффективных железобетонных конструкций,
в том числе за счет применения новых видов армирования, включая
дисперсное армирование с применением высокопрочных волокон. Этим
же вопросам было посвящено постановление Президиума Центрального
правления НТО строительной индустрии от 22 марта 1979 г. "О разви-
тии работ по созданию и внедрению конструкций промышленных зда-
ний и сооружений с применением фибробетона".
Необходимо учесть и то, что рост производства промышленной про-
дукции приводит к непрерывному увеличению потребления природных
ресурсов, повышению расхода энергии, увеличению образующихся отхо-
дов, загрязнению окружающей среды и т. д. Поэтому выбор материалов
для строительства требует строгого учета всех этих факторов.
Важными в настоящее время являются вопросы экономии энергии,
необходимой для производства различных строительных материалов.
Известно, в частности [51], что количество энергии, требующейся для
производства бетонов, оказывается минимальным по сравнению с ко-
личеством энергии (приведенной к единому эквиваленту), необходимой
для изготовления стали, алюминия, стекла, кирпича, пластмасс. Произ-
водство бетонных материалов помимо этого требует меньшего по срав-
нению с производством стали расхода воды и в меньшей степени влия-
ет на загрязнение окружающей среды. Армирование бетонов приводит
к соответствующему повышению энергоемкости материала. Так как
применение армированных сталью бетонов осуществляется в широких
масштабах, становится существенной проблема максимального сокра-
щения расхода металла и наиболее рационального его использования в
бетоне.
Например, во многих случаях армирование бетонов сильной армату-
рой осуществляется только исходя из действующих на конструкцию
усилий во время транспортирования или монтажа. При этом толщина
конструктивных элементов устанавливается, как правило, не менее
60—80 мм (поскольку необходимо предусматривать достаточную тол-
щину бетонного защитного слоя для предохранения арматуры от кор-
розии) . Вполне очевидно, что указанная толщина элементов с точки
зрения прочности может оказаться неоправданной. Это приводит к не-
избежному перерасходу конструкционных материалов, в том числе
арматуры, которая при эксплуатации конструкций практически не вы-
полняет своего прямого назначения. Кроме того, значительное количе-
ство стали в железобетонных конструкциях расходуется на монтажную,
поперечную и распределительную арматуру. Коэффициент использования
арматуры колеблется от 1,3 до 4,5 [14]. Как видно, имеются потенци-
альные возможности снижения расхода арматуры в конструкциях.
Поэтому дальнейшее совершенствование бетонных материалов должно
предусматривать не только улучшение их механических характеристик,
но и изыскание путей наиболее рационального использования металли-
ческой арматуры, а также создание новых эффективных армирующих
материалов.
В настоящее время достигнуты значительные успехи в области повы-
шения активности минеральных вяжущих веществ — цемента и гипса,
используемых для изготовления различных видов бетонов. Это позво-
лило разработать составы бетона с пределом прочности на сжатие до
80—100 МПа, а гипсовых отливок до 50 МПа. Однако прочность раст-
4
воров и бетонов при растяжении остается во много раз ниже прочно-
сти на сжатие. В связи с этим использование волокон в качестве арма-
туры с целью преодоления недостаточной прочности при растяжении
бетонных материалов может создать предпосылки для получения бе-
тонов нового типа, с более широкими возможностями их применения
в строительстве.
Как и в традиционно армированных структурах, упрочнение волок-
нами основывается на предположении, что материал бетонной матрицы
передает волокнам приложенную нагрузку посредством касательных
сил, действующих по поверхности раздела, и, если модуль волокна
больше модуля матрицы, то основную долю приложенных напряжений
воспринимают волокна, а общая прочность композиции пропорциональ-
на их объемному содержанию.
Принципы построения композитов лежат в основе организации
структуры многих природных материалов [29, 42]. Например, легкий
и прочный бамбук является характерным композиционным материалом,
в котором мягкая целлюлозная составляющая упрочнена вытянутыми в
нитку кристаллами оксида кремния. Совершенную композицию пред-
ставляют собой кости. Дисперсное распределение кристаллов извести в
кости, их сцепление и ориентация в коллагене обеспечивают не только
высокую прочность, но и трещиностойкость композита. Трещины, ко-
торые могли бы развиться в кости под нагрузкой благодаря прочной
связи кристаллов извести с пластичным коллагеном, блокируются, при
этом значительно снижается "чувствительность" материала к внешним
воздействиям. Вместе с тем материал, подобный кости, не мог бы яв-
ляться эффективной арматурой для бетона, так как модуль упругости
костной ткани (21000 МПа) практически не превышает модуля упру-
гости рядового бетона. Тем не менее соотношения между модулями кос-
тей и биологических тканей (для которых кости являются армирую-
щим материалом) изменяются в пределах 35—100, т. е. значительно
превышают те же соотношения между модулями бетона и арматурной
стали.
В исследованиях, относящихся к дисперсному упрочнению бетон-
ных материалов, можно выделить два направления. Одним из них для
решения данной задачи предлагается применение специальных затравок,
интенсифицирующих процессы твердения бетона и улучшающих его
физико-механические показатели. В работах профессора В.В. Тимашева
[84] в качестве таких затравок использовались нитевидные кристаллы
гидросиликатов кальция, достаточно близкие по своим физическим и
физико-химическим параметрам к новообразованиям, возникающим
при гидратации цементных вяжущих. Данный метод позволял обеспе-
чить повышение прочности бетона на изгиб до 2—4 раз. Определенный
интерес представляет направленная кристаллизация новообразований в
процессе твердения бетона, т. е. обеспечение дисперсного самоармиро-
вания бетона за счет образования в его объеме ориентированных
сростков новообразований в виде кристаллогидратов, позволяющих
существенно повысить прочность образцов. Говоря о безусловной перс-
пективности этого направления, следует, однако, отметить, что в дан-
ном случае вряд ли могут быть полностью устранены различия между
прочностью бетона на сжатие и растяжение, поскольку модули упруго-
сти новообразований в виде дисперсной кристаллической фазы и ма-
териала бетонной матрицы в целом незначительно отличаются друг от
друга.
Второе направление основано на применении для повышения проч-
ности бетонной матрицы армирующих волокон, отличающихся по
своему составу от материала матрицы и способных в процессе работы
композиции воспринимать более высокие по сравнению с матрицей
растягивающие напряжения. Получаемый эффект упрочнения в значи-
тельной мере зависит от вида используемых волокон, характера их
5
сцепления и ориентации в объеме бетона, химической устойчивости
по отношению к продуктам гидратации цементных вяжущих.
В качестве исходных армирующих материалов для бетона исполь-
зуются металлические, минеральные и органические волокна в виде
непрерывных нитей (сеток, тканей и других подобных рулонных ма-
териалов) или в виде коротких отрезков волокон — фибр (рис. 1).
Методами дисперсного армирования предусматриваются возмож-
ности получения направленной и произвольной (свободной) ориента-
ции волокон в объеме бетона. Направленная ориентация реализуется
главным образом при использовании непрерывных нитей, жгутов, раз-
личного рода тканых и нетканых сеток, разреженных тканей и других
аналогичных материалов. Подобный вид ориентации может быть также
осуществлен при армировании бетона короткими волокнами, в част-
ности стальными фибрами при формовании изделий, например в маг-
нитном поле.
Произвольная ориентация осуществляется, как правило, короткими
волокнами, однако в этом случае могут использоваться и рулонные
материалы в виде холстов, матов и вуалей, в которых волокна не име-
ют организованного переплетения. На практике в конструкциях могут
реализовываться различные виды произвольной ориентации.
Плоскопроизвольная ориентация характеризуется равновероятным
и неограниченным (свободным и хаотичным) распределением воло-
кон в плоскости (в двухмерном пространстве). Дисперсное армирова-
ние в этом случае реализуется главным образом в тонкостенных из-
делиях в виде плоских листов, плит, а также в элементах, обладающих
криволинейной формой. Толщина изделий в этом случае меньше, как
правило, длины используемых волокон, при этом углы наклона волокна
, по отношению к поверхности изделий сравнительно небольшие.
Объемно-произвольная ориентация характеризуется равновероятным
• и неограниченным (свободным и хаотичным) распределением коротких
армирующих волокон во всем объеме бетона (в трехмерном простран-
стве) . Углы наклона волокон по отношению к поверхности изделий от
О до 90°, размеры изделий во всех направлениях значительно превышают
длину волокон.
Стесненно-произвольная ориентация имеет место, когда по меньшей
мере два геометрических параметра элементов конструкций, например
их высота и ширина, ограничены в размерах, что стесняет свободу произ-
вольной ориентации армирующих волокон в объеме бетона. Подобная
ситуация наблюдается при дисперсном армировании балок, ребер плит,
различного рода перемычек и т. д. Чем меньше размеры поперечного
сечения изделий, тем в большей мере ограничены возможности свобод-
ной ориентации армирующих волокон. Анализ показывает, что эффект
стеснения ориентации волокон проявляется в основном в тех случаях,
когда соответствующие размеры изделий превышают длину армирующих
волокон не более чем в 5 раз. При более значительных размерах попереч-
ного сечения изделий эффект стеснения заметно снижается, параметры
ориентации волокон в бетонной матрице в этом случае приближаются к
параметрам плоско- или объемно-произвольного армирования.
По своему характеру дисперсное армирование может осуществлять-
ся одним видом фибр или смесью разных фибр (разной длины и разно-
го состава). Значительный интерес представляет применение дисперсной
арматуры для традиционно армированных железобетонных конструкций,
в которых часть стержневой арматуры заменяется на фибровую (ком-
бинированное армирование). Вполне очевидно, что технологические ме-
тоды изготовления таких конструкций зависят в значительной мере от
вида используемых для них армирующих материалов.
Рис. 1. Классификация дисперсно армированных бетонов
6
| АРМИРУЮЩИЕ ВОЛОКНА*
ДИСПЕРСНО
АРМИРОВАННЫЕ
БЕТОНЫ
ИСХОДНЫЕ
МАТЕРИАЛЫ
БЕТОННАЯ МАТРИЦА |
КОРОТКИЕ ОТРЕЗКИ
ВОЛОКОН (ФИБРЫ)
ПРЕИМУЩЕСТВЕННО
С ПРОИЗВОЛЬНОЙ
ОРИЕНТАЦИЕЙ
,______□. ।,
I ТЯЖЕЛЫЕ БЕТОНЫ| | ЛЕГКИЕ БЕТОНЫ |
ОДНО Й МНОГОНИТЕВЫЕ
РУЛОННЫЕ,
ПРЕИМУЩЕСТВЕННО
С НАПРАВЛЕННОЙ
ОРИЕНТАЦИЕЙ
SSo
xio
АРМИРОВАНИЕ ОТРЕЗКАМИ
ВОЛОКОН
МЕТОДЫ
ИЗГОТОВЛЕНИЯ
И ФОРМОВАНИЯ
.АРМИРОВАНИЕ НЕПРЕРЫВНЫМИ
ВОЛОКНАМИ
£ I
я «г
ВС о
ОС
О я
£
С
7
Принципы технологии и приемы дисперсного армирования зависят
во многом от вида используемых бетонных матриц. На практике для
изготовления дисперсно армированных конструкций используются
обычный тяжелый бетон с ограниченной величиной зерен крупного запол-
нителя, цементно-песчаный раствор, а также цементный или гипсовый
камень. В ряде случаев целесообразно использование легких бетонов.
Вид бетона определяет характер рационального для него вида дисперс-
ного армирования и оптимальные значения геометрических параметров
дисперсной арматуры.
При решении вопросов дисперсного армирования бетонных материа-
лов необходимо учитывать, что не все искусственные волокна способны
противостоять воздействиям среды гидратирующихся цементов. Напри-
мер, стеклянные волокна обычного состава подвергаются интенсивной
коррозии в твердеющем бетоне на портландцементе и практически не
вступают в химическое взаимодействие с продуктами гидратации гип-
совых вяжущих. Напротив, стальные волокна заметно корродируют в
композициях на основе гипса, причем те же волокна надежно защищают-
ся от процессов коррозии в гидратирующейся среде цементных вяжущих.
Эти обстоятельства должны учитываться при назначении оптимальных
составов композиции "бетон-волокно".
Исследования показывают, что дисперсное армирование обеспечивает
повышение прочности сечений сжатых, растянутых и изгибаемых элемен-
тов конструкций, увеличивает их трещиностойкость, ударную вязкость,
термическое сопротивление и другие физико-механические показатели.
Имеются примеры успешного применения дисперсно армированных
бетонов в конструкциях различного назначения: стеновых панелях,
плитах покрытий, днищах резервуаров, сваях, трубах, лотках комму-
никационных каналов, полах промышленных зданий, дорожных и аэро-
дромных покрытиях, несъемной опалубке для возведения монолитных
конструкций и др. Дисперсное армирование приводит в ряде случаев к
снижению материалоемкости конструкций, стоимости и трудоемкости
изготовления по сравнению с традиционными решениями. Это достига-
ется в значительной мере за счет частичного или полного отказа от не-
обходимости применения в конструкциях традиционных арматурных
сеток и каркасов, а также в результате перевода во многих случаях
комплекса производства арматурных работ в процессе изготовления
армированной бетонной смеси непосредственно в бетоносмеситель.
Дальнейшее внедрение дисперсно армированных бетонов в практику
строительства должно быть связано в первую очередь с решением вопро-
сов промышленного производства волокнистой (фибровой) арматуры
необходимого качества и освоением технологических процессов на дей-
ствующих заводах строительной индустрии.
Работы по созданию дисперсно армированных бетонов и конструкций
с их применением основываются в значительной мере на фундаменталь-
ных исследованиях, относящихся к технологии изготовления, теории
расчета и проектирования железобетонных конструкций, в развитие
которых большой вклад внесли советские ученые А.А. Гвоздев, Ю.М. Ба-
женов, В.Н. Байков, О.Я. Берг, В.М. Бондаренко, Ю.В. Зайцев, Б.А. Кры-
лов, К.В. Михайлов, А.В. Косарев, В.Б. Ратинов, Б.Г. Скрамтаев,
М.М. Холмянский, А.Е. Шейкин и др.
Работы, относящиеся к исследованиям стеклоармированных ком-
позиций на основе цементных вяжущих, получили свое отражение в
трудах К.Л. Бирюковича, П.П. Будникова, М.Т. Дулебы, А.А. Пащенко,
В.П. Сербина. Большая заслуга в исследованиях сталефибробетонных
конструкций принадлежит Г.И. Бердичевскому, И.В. Волкову, Ф.А. Гоф-
штейну, И.А. Лобанову, К.М. Королеву, Л.Г. Курбатову, Л.А. Малини-
ной, В.П. Романову, Г.К. Хайдукову, Г.А. Шикунову, Ф.Ц. Янкеловичу.
Значительный вклад в организацию и развитие научно-исследователь-
ских и опытно-промышленных работ в области дисперсно армированных
8
бетонов внесли Б.А. Крылов, Е.Г. Кутухтин, К.В. Михайлов, Г.К. Хай
дуков, Ю.Н. Хромец.
В настоящую книгу включены результаты исследований, выполнен-
ных автором в ЦНИИПромзданий Госстроя СССР начиная с 1964 г. Ра-
боты выполнялись в сотрудничестве с рядом научно-исследовательских
и учебных институтов (НИИЖБ, ЛенЗНИИЭП, Ростовский Водоканал-
проект, Л атНИИ Строительства, Карагандинский Пром строй проект,
ВНИИСтроммаш, НИИЦемент, Киевский Политехнический институт,
МИСИ им. В.В. Куйбышева, МХТИ им. Д.И. Менделеева). В книге осве-
щаются также опубликованные данные, полученные в нашей стране
и за рубежом.
Целью работы над книгой являлось обобщение и систематизация
результатов исследований, относящихся к теоретическим и практиче-
ским аспектам применения дисперсно армированных бетонов в стро-
ительстве. Книга содержит данные об особенностях и свойствах исход-
ных материалов, используемых для получения дисперсно армированных
бетонов, в том числе сведения о минеральных вяжущих и армирующих
волокнах, об их взаимодействии в композиции. Представлялось целесо-
образным также осветить некоторые общие закономерности дисперсно-
го армирования бетонов, рассмотреть причины, приводящие к сущест-
венному изменению свойств композиции в зависимости от структуры
ее армирования, вида используемых материалов и технологических
методов совмещения бетонной смеси с армирующими волокнами. Ос-
вещаются данные, относящиеся к технологии изготовления дисперсно
армированных конструкций, вопросы их проектирования, опыт приме-
нения и результаты экономических сопоставлений.
Автор с благодарностью примет все замечания и пожелания как по
форме представленного материала, так и по его содержанию.
ГЛАВА 1
МАТЕРИАЛЫ ДЛЯ ДИСПЕРСНО
АРМИРОВАННЫХ БЕТОНОВ
МИНЕРАЛЬНЫЕ ВЯЖУЩИЕ
Свойства минеральных вяжущих веществ подробно исследо-
ваны и описаны в технической литературе [13, 76, 90]. Менее
изучены вопросы влияния минеральных вяжущих на свойства
композиций и, в первую очередь, на их способность оказывать
сопротивление во времени силовым и другим видам воздейст-
вий. Характер такого влияния зависит в значительной мере от
вида вяжущих и армирующих волокон, используемых для полу-
чения композиции. Особое значение при этом имеют химиче-
ские и физико-механические взаимодействия в контактной
зоне между бетонной матрицей и волокнами.
В настоящее время серьезное внимание уделяется компози-
ции "бетон—минеральное волокно". Существуют две точки
зрения в оценке взаимодействий, протекающих в этой компо-
зиции. Одна из них основывается на том, что физико-механи-
ческие свойства данной композиции и прежде всего характе-
ристики ее длительной прочности зависят главным образом от
развития в процессе гидратации вяжущих кристаллизацион-
ного давления, обусловливаемого эпитаксическим ростом
кристаллогидратов на поверхностных дефектах волокон, спо-
собным нанести им значительные повреждения и соответствен-
но привести к заметному снижению прочности композиции.
По нашему мнению, данное представление преувеличивает
роль влияния механических воздействий в бетоне на армирую-
щие волокна. Установлено, например, что в цементном камне
на глиноземистом цементе, армированном стеклянными во-
локнами, снижение прочности во времени при прочих равных
условиях меньше, чем в композиции на основе портландского
цемента. Вместе с тем процессы кристаллизации новообразо-
ваний в цементном камне на глиноземистом цементе проте-
кают более интенсивно по сравнению с портландцементом
и кристаллический сросток цементного камня более плотный
10
при равных условиях твердения. Соответственно влияние рос-
та кристаллогидратов на армирующие волокна более активное.
Другой, наиболее вероятный подход — это превалирующее зна-
чение в подобных системах химических взаимодействий меж-
ду продуктами гидратации вяжущего и армирующими во-
локнами.
Представляется целесообразным рассмотреть здесь только
те характерные особенности вяжущих веществ, которые имеют
наиболее важное значение для обеспечения необходимых конст-
рукционных качеств дисперсно армированных бетонов. При
этом ограничимся рассмотрением свойств портландского (си-
ликатного) и глиноземистого (алюминатного) цементов, а так-
же гипсовых вяжущих. Новообразования, возникающие в
процессе гидратации этих вяжущих, существенно различаются
по своему составу и свойствам и соответственно по характеру
их возможного взаимодействия с различными видами армирую-
щих волокон. С этой точки зрения другие разновидности мине-
ральных вяжущих веществ (шлакопортландцемент, пуццола-
новый и магнезиальный цементы, гипсоцементно-пуццолановые
вяжущие) занимают промежуточное положение, поэтому их
свойства под данным углом зрения здесь не рассматриваются.
Портландцемент. Среда гидратирующихся портландских це-
ментов является активной щелочной средой (pH = 13 и более).
Это определяет влияние такой среды на армирующие волокна.
Продукты гидратации портландских цементов надежно предо-
храняют от коррозии металлическую арматуру, но оказываются
достаточно агрессивными по отношению к любым видам мине-
ральных (стеклянных, базальтовых) волокон. Основными
составляющими портландцементного клинкера являются сили-
каты кальция: алит — ЗСаО • SiO2 (или C3S) в количестве
45—55 %, белит — 2СаО SiO2 (или C2S) 20—25 %, трехкальцие-
вый алюминат — ЗСаО • А120з (или С3А) 8—13 % и четырехкаль-
циевый алюмоферрит — 4СаО А12О3 Ре20з (или C4AF)
12—18 %. Для регулирования сроков схватывания в портланд-
цемент также вводится 3—5 % гипса.
Гидратация трехкальциевого силиката (основного минерала
портландцемента) протекает по схеме
2(3CaO-SiO2) + 6Н2О = ЗСаО • 2SiO2 +ЗСа(ОН)2.
В качестве продуктов гидратации образуются гидросиликаты
кальция и гидроксид кальция, которые и определяют в значи-
тельной мере свойства цементного камня.
В процессе гидратации портландцементного клинкера наряду
с гидросиликатами кальция и гидроксидом каЛьция образуются
также другие формы кристаллогидратов: гидросульфоалюми-
наты, гидроалюминаты, гидроферриты кальция и др. Условия
их образования и влияние на свойства цементного камня доста-
точно хорошо изучены и подробно рассмотрены в литературе.
И
С химической точки зрения, основным компонентом жид-
кой фазы твердеющего портландцемента, определяющим в
основном ее влияние на армирующие волокна, является гидро-
ксид кальция, активно взаимодействующий с компонентами
стекла. В результате воздействия щелочесодержащей жидкой
фазы твердеющего цемента происходит коррозионное разру-
шение стеклянных волокон вследствие выщелачивания и раз-
рушения их кремнекислородного каркаса при длительном
контакте с этой средой.
При решении вопросов применения портландцементов для
дисперсно-армированных бетонов важное значение имеет оп-
ределение оптимальных соотношений между фазами алита в
цементном вяжущем и белита. Повышенное содержание алита
в портландском цементе обычно является положительным фак-
тором с точки зрения защиты от коррозии металлической ар-
матуры и соответственно стальных фибр. В то же время сниже-
ние содержания алита и повышение количества белитовой фазы
в портландцементе уменьшает, как правило, интенсивность
агрессивного влияния среды гидратации цемента по отношению
к стеклянным волокнам.
Исследования, связанные с разработкой оптимальных соста-
вов белитовых портландцементов для стеклоармированных
композиций были выполнены в нашей стране под руководством
А.А. Пащенко и В.П. Сербина [44]. Такой цемент получали из
сырьевой смеси на основе известняково-базальтовых горных
пород. Перспективным также оказался специальный состав
сульфатированного портландцемента, в котором отсутствовали
традиционные клинкерные минералы C3S и С3А, а основными
минералами являлись сульфосиликат кальция 2 (C2S) * СаВОд,*
сульфоалюминат кальция 3 (СА) • CaSCUи белит. Исходными
сырьевыми материалами для получения сульфатированного
портландцемента являлись: известняк, глина, гипсовый ка-
мень, фосфогипс. Важно, что свободной извести в продуктах
гидратации такого цемента обнаружено не было, значения pH
гидратирующегося цемента составляют 9,8—10, т. е. они, как
видно, ниже по сравнению с pH стандартного портландцемента
и близки к значениям pH глиноземистого цемента.
Глиноземистый цемент. Объемы промышленного производ-
ства и применения в строительстве глиноземистого цемента
ниже, чем портландских цементов. Стоимость глиноземистого
цемента значительно выше стоимости портландцемента. Вместе
с тем глиноземистые цементы обладают многими ценными
свойствами. Основным преимуществом глиноземистого це-
мента по сравнению с портландскими цементами является
быстрый рост прочности в процессе твердения. Проектная
прочность бетонов на глиноземистом цементе регистрируется
обычно через 3 сут, что создает предпосылки для более быстро-
го изготовления и ввода конструкций в эксплуатацию. Бетоны
12
на глиноземистом цементе более плотны и водонепроницаемы.
Глиноземистый цемент является одним из компонентов для
получения расширяющихся цементов, в том числе для бетонов
на напрягающем цементе. Затвердевший глиноземистый це-
мент оказывается в ряде случаев более стойким ко многим
агрессивным средам, а также более инертным в химическом
отношении и менее аргессивным ко всем видам минеральных
волокон, чем обычный портландцемент. В связи с этим приме-
нение глиноземистого цемента может оказаться в ряде случаев
технически оправданным и экономически обоснованным, на-
пример при небольшом его расходе в тонкостенных стеклоар-
мированных конструкциях, а также при реконструкции, вос-
становительных работах и т. д. Стоимость глиноземистого
цемента значительно ниже стоимости всех видов полимерных
материалов, получающих применение в конструкционных
стеклопластиках.
В отличие от портландцементов глиноземистый цемент сос-
тоит в основном из алюминатов кальция, среди которых наибо-
лее важным и определяющим свойства вяжущего является мо-
ноалюминат кальция СаО • А12О3 (СА). Содержание его в глино-
земистом цементе составляет 50—60 %. Помимо моноалюмината
кальция глиноземистый цемент в своем составе имеет: 12СаО •
•7А12О3 (С12А7); СаО-2А12О3 (СА2); 2СаО • А12О3 • SiO2 •
(C2AS); 2СаО * SiO2 (C^S); MgO AI2O3; CaO TiO2; 2CaO
• Fe2O3; 4CaO • AI2O3 • Fe2O3.
Гидратация моноалюмината кальция протекает по схеме
Н2О
СаО-А12О3—СаО -А12О3 10Н20—>2СаО • А12О3 *8Н2О +
+ А!(ОН)3 • aq->3CaO-А!2О3 *6Н2О + AI (ОН) 3 -eq,
т. е. при гидролизе и гидратации алюминатов кальция выделяют-
ся гидроалюминаты кальция и гидроксид алюминия (гиббсит).
Гиббсит в отличие от Са (ОН)2 — нерастворимое в воде основа-
ние с амфотерными свойствами. Значения pH гидратирующейся
среды глиноземистого цемента изменяются в пределах 9,5—11,
т. е. они ниже, чем у стандартных портландцементов.
При получении стеклоармированных композиций на основе
глиноземистого цемента важно учитывать, что прочность бетона
на этом вяжущем с течением времени в определенных условиях
может изменяться как в сторону повышения, так и заметного
снижения. Большое значение имеют температурные условия, при
которых осуществляется процесс гидратации цемента. С целью
определения оптимальных условий твердения бетона на глино-
земистом цементе в работе [89] была принята гипотеза о суще-
ственном влиянии на длительную прочность этого бетона началь-
ных условий формирования структуры цементного камня и
прежде всего температуры, развивающейся в объеме материала.
13
Рис. 2. Скорость тепловыделения при твердении цементного
теста в условиях различных температур окружающей среды
1 — при 38°С; 2 — при 21 °C; 3 — при 9°С
Было показано, что фазовый состав цементного камня в первый
период его твердения определяется начальной температурой в
образце, величина которой зависит от температуры окружающей
среды, размеров образца и проявляющегося в нем экзотермиче-
ского эффекта, состава раствора (бетона) и водоцементного
отношения. Выяснено, что известные данные о благоприятном
твердении растворов (бетонов) на глиноземистом цементе при
14
Рис. 3. Изменение прочности це-
ментного камня, твердевшего до
3 сут при различных температурах
окружающей среды (твердение об-
разцов после 3 сут осуществля-
лось в нормальных условиях)
1. . .7 — соответственно 1—3—28—
90-180*-360-720 сут
температуре окружающей среды не выше 20—25°С должны при-
ниматься с определенной осторожностью, так как оптимальные
режимы гидратации этого вяжущего зависят от всего комплекса
указанных выше факторов.
Кривые скорости тепловыделения во времени у глиноземис-
того цемента определяются кинетикой процесса его гидратации
[89]. В соответствии с этим процессом скорость тепловыделе-
ния в первый период гидратации цемента повышается и, достиг-
нув максимума, через короткий промежуток времени начинает
уменьшаться. В последующий период гидратации глиноземисто-
го цемента скорость тепловыделения снова начинает возрастать
и достигает нового максимума. Положение второго максимума
на кривой скорости тепловыделения цемента существенно из-
меняется в зависимости от температуры окружающей среды
(рис. 2). С повышением температуры окружающей среды тем-
пературный максимум на диаграмме "температура—время"
и соответствующая ему максимальная скорость гидратации
цемента смещаются вправо от оси ординат. Наибольшее их
смещение наблюдается в интервале температур 20—30°С и осо-
бенно при 24°С. В этом случае регистрируется наибольшая за-
держка тепловыделений, значительно увеличиваются сроки
схватывания, существенно снижается степень гидратации и со-
ответственно образуются структуры с более низким уровнем
их прочности (табл. 1).
15
Таблица 1
Тем- пера- тура окру- жаю- щей сре- ды, °C Время т от max начала затворе- ния до ма* симальной темпера- туры в це- ментном тесте, ч-ми Сроки схватывания (начало—конец), ч-минт -т Н к н I ттах Ч-1МИН Время от мо- мента затворе- ния це- мента водой до испыта- ния об- разцов, ч Изменение пре- дела прочности в момент спада температуры в цементном тес- те
МПа %
6 7-25 4-25 - 6-30 0-55 16 21,9 124
18 12-10 7-50 - 9-35 2-35 21 17,7 100
24 26-55 10-20-15-45 11-10 31 4,9 27
34 13-30 4-00 - 6-05 7-25 15 8,3 48
42-45 7-20 4-15-6-25 1-55 9 15,8 90
Введение стеклянных волокон в цементный камень не ока-
зывает существенного влияния на его сопротивление сжимаю-
щим усилиям. Прочность на сжатие материала в этом случае
определяется в основном прочностью цементного камня. На
рис. 3 приведены данные по изменению прочности цементного
камня в зависимости от температуры, из которых следует,
что образцы, твердевшие при 20 и 30°С, имеют наиболее низ-
кую прочность. С течением времени разница между прочностью
этих образцов и прочностью образцов, твердевших первые
трое суток при более низких или повышенных температурах,
несколько уменьшается, однако прочность цементного камня,
твердевшего при 20—30°С, всегда остается ниже.
Согласно известным положениям, повышение температуры
должно облегчать растворение цемента и увеличивать скорость
гетерофазного процесса гидратации частиц вяжущего, поскольку
вязкость дисперсионной среды с ростом температуры уменьша-
ется, а коэффициент диффузии возрастает. Поэтому естествен-
но было бы ожидать сокращения продолжительности тверде-
ния глиноземистого цемента в условиях указанных температур-
ных пределов, по крайней мере в сравнении с более низкими
температурами.
Как видно из рис. 2, характер кривых, характеризующих
изменение во времени скорости тепловыделения, для глинозе-
мистого цемента аналогичен подобным кривым для портланд-
цемента [89], что указывает на общность механизмов их гидра-
тации. Исходя из экспериментальных данных, а также с пози-
ций современных воззрений на процессы твердения минераль-
ных веществ, наблюдающиеся при твердении глиноземистого
цемента явления можно объяснить образованием на исходных
зернах вяжущего из продуктов гидратации экранирующих пле-
нок (оболочек) разного состава, разной плотности и раствори-
16
мости. После образования экранирующих пленок скорость
реакции цемента с водой резко замедляется и определяется в
основном скоростью диффузионных процессов.
Разный состав и строение пленок обусловливают их различ-
ную проницаемость. При температурах ниже 20°С новообразо-
вания, составляющие пленки, представлены преимущественно
субмикрокристаллами однокальциевого гидроалюмината
САНЮ- При 20—ЗО°С пленка образована гелеобразными С2АН8
и гидроксидом алюминия AI (ОН) з [89]. Именно в этом случае
второй максимум на кривой скорости тепловыделения во вре-
мени у гидратирующегося цемента значительно смещается впра-
во от оси ординат (см. рис. 2). Соответственно разрушение
пленок, как показывают опыты [89], наступает значительно
позже конца схватывания цементного теста, т. е. после того,
как сформирована жесткая кристаллизационная структура.
Наконец, при температуре более 30°С пленка состоит в основ-
ном из трехкальциевого гидроалюмината СзАН6 и лучше за-
кристаллизованного гиббсита. Второй пик в этом случае на
кривых изменения скорости тепловыделения во времени на-
чинает смещаться влево, и степень гидратации цемента вновь
возрастает. Рассмотренный механизм гидратации цемента на-
ходится в соответствии с данными рентгеновского и диффе-
ренциально-термического анализов опытных образцов цемент-
ного камня [47].
Из данных табл. 1 следует, что конец схватывания цемент-
ного теста (раствора, бетона) предшествует во времени темпе-
ратурному максимуму, и гидратация цемента с максимальной
скоростью протекает в период интенсивного формирования
кристаллизационной структуры. Начальная прочность цемент-
ного камня при прочих равных условиях тем выше, чем мень-
ше промежуток времени между концом схватывания цемент-
ного теста и моментом максимального проявления тепловы-
делений в цементном камне. Напротив, чем больше этот про-
межуток времени, тем меньше начальная прочность цементно-
го камня.
Установлено [47], что характер изменения прочности в
цементном камне во времени, в том числе и ее падения, опре-
деляется скоростью перекристаллизации гидроалюминатов
кальция, кристаллизацией гиббсита и фазовыми превоащения-
ми в направлении CAHi 0 С2 АН8 “*С3 АН6 (рис. 4). Тем-
пературные условия в начале твердения цементного камня оп-
ределяют также во многом и те процессы, которые возможны
в этом камне при последующем его твердении. В условиях
сравнительно низких и нормальных температур цементный
камень уже в начале его твердения имеет достаточно высокие
значения прочности, которые остаются на том же высоком
уровне и при дальнейшем пребывании этого камня в таких
гН-1 8 53 7 3
a)
да, 5 лет, твердевших при 20 ^2°С;
3 сут, твердевших при 40 ± 2°С
б)
Рис. 4. Влияние температуры и вре-
мени на фазовые изменения в об-
разцах цементного камня разме-
ром, см
а - 10x10x10; б - 5x5x5; 1. . ,4 -
рентгенограммы образцов в возрас-
те соответственно 3 и 28 сут, 1 го-
5 — то же, для образцов в возрасте
же условиях. Однако высокие значения прочности цементного
камня, приобретенные им в начале твердения, могут сущест-
венно снизиться в последующем при помещении этого кам-
ня на длительный срок в условия с повышенными температу-
рой и влажностью окружающей среды (табл. 2).
Если пребывание цементного камня при повышенных темпе-
ратурах (например, при 30—40°С) было непродолжительным
(не более 2—3 мес), то прочность его в дальнейшем может
полностью или почти полностью восстановиться. При этом
чем выше значения начальной прочности и чем меньше прояви-
лись фазовые превращения в цементном камне в начале его
твердения, тем больше диапазон возможных преобразований
в дальнейшем и тем существеннее могут быть последующие
18
Таблица 2
Температурный ре-
жим твердения
образцов, °C
20 ±2
45
Возраст образцов,
сут
28 45 60 90 120 150 180 360
Предел прочности 41,1 50,4 41,4 34,8 29,2 32,6 30,2 30,8 30,2
при сжатии, МПа
колебания (в том числе падения и восстановления) его проч-
ности.
Установлено [45], что прочность цементного камня снижа-
ется не ниже определенного уровня, который фиксируется уже
в начале твердения в условиях повышенных температур. От-
носительно низкая прочность цементного камня, регистрируе-
мая в начале его твердения при повышенных температурах,
остается на том же уровне и при последующем его твердении
в условиях повышенных температур. Колебания прочности в
этом случае во времени не достигают существенных значений.
Уровень такой конечной прочности цементного камня в воз-
душно-сухих условиях выше, во влажных — ниже.
Температурные условия в момент формирования структуры
цементного камня имеют важное значение и для стеклоарми-
рованных композиций на его основе как при испытаниях на
сжатие, так и при испытаниях на растяжение. На рис. 5 приве-
дены данные испытаний на растяжение шести серий образцов
на основе глиноземистого цемента, направленно армирован-
ных стеклянными (алюмоборосиликатными) волокнами, ко-
торые в течение первых 3 сут выдерживались в термостате
при различных температурах (от 0 до 30°С с интервалом
6°С) и влажности воздуха 95 ± 5 %. Затем все серии образ-
цов хранились в лабораторных условиях при температуре
20 ± 5°С и естественных изменениях влажности окружающей
среды. Прочность образцов, выдержанных первые 3 сут при
18°С, была принята за 100 %. Данные об изменениях прочно-
сти остальных серий образцов приведены на рис. 5, а. На рис. 5, б
приведены данные тех же испытаний, но за 100 % приняты зна-
чения прочности всех шести серий образцов в возрасте 3 сут.
Как видно, температурные условия влияют на показатели на-
чальной прочности образцов при их растяжении (см. рис. 5, а).
Диапазон в различиях прочности образцов в последующие
сроки их хранения в нормальных условиях сохраняется и сос-
тавляет примерно 30—35 % (см. рис. 5, б). Хотя прочность на
растяжение стеклоармированных композиций определяется в
основном сопротивлением армирующих волокон, влияние це-
ментного камня оказывается достаточно заметным, главным
19
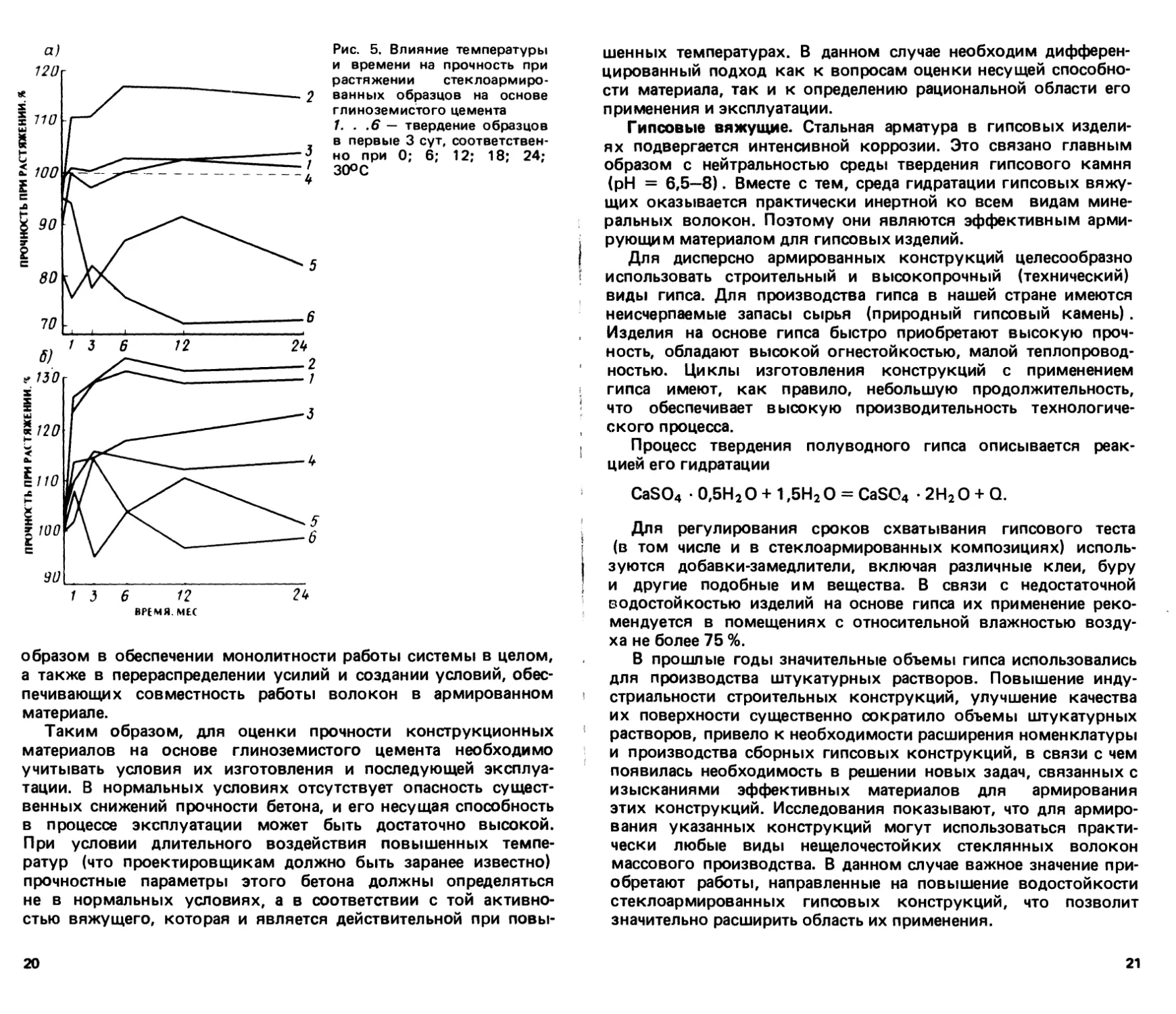
Рис. 5. Влияние температуры
и времени на прочность при
растяжении стеклоармиро-
ванных образцов на основе
глиноземистого цемента
1. . .6 — твердение образцов
в первые 3 сут, соответствен-
но при 0; 6; 12; 18; 24;
30°С
образом в обеспечении монолитности работы системы в целом,
а также в перераспределении усилий и создании условий, обес-
печивающих совместность работы волокон в армированном
материале.
Таким образом, для оценки прочности конструкционных
материалов на основе глиноземистого цемента необходимо
учитывать условия их изготовления и последующей эксплуа-
тации. В нормальных условиях отсутствует опасность сущест-
венных снижений прочности бетона, и его несущая способность
в процессе эксплуатации может быть достаточно высокой.
При условии длительного воздействия повышенных темпе-
ратур (что проектировщикам должно быть заранее известно)
прочностные параметры этого бетона должны определяться
не в нормальных условиях, а в соответствии с той активно-
стью вяжущего, которая и является действительной при повы-
20
шенных температурах. В данном случае необходим дифферен-
цированный подход как к вопросам оценки несущей способно-
сти материала, так и к определению рациональной области его
применения и эксплуатации.
Гипсовые вяжущие. Стальная арматура в гипсовых издели-
ях подвергается интенсивной коррозии. Это связано главным
образом с нейтральностью среды твердения гипсового камня
(pH = 6,5—8). Вместе с тем, среда гидратации гипсовых вяжу-
щих оказывается практически инертной ко всем видам мине-
ральных волокон. Поэтому они являются эффективным арми-
рующим материалом для гипсовых изделий.
Для дисперсно армированных конструкций целесообразно
использовать строительный и высокопрочный (технический)
виды гипса. Для производства гипса в нашей стране имеются
неисчерпаемые запасы сырья (природный гипсовый камень).
Изделия на основе гипса быстро приобретают высокую проч-
ность, обладают высокой огнестойкостью, малой теплопровод-
ностью. Циклы изготовления конструкций с применением
гипса имеют, как правило, небольшую продолжительность,
что обеспечивает высокую производительность технологиче-
ского процесса.
Процесс твердения полуводного гипса описывается реак-
цией его гидратации
CaSO4 • 0,5Н2 О + 1,5Н2 О = CaSO4 • 2Н2 О + Q.
Для регулирования сроков схватывания гипсового теста
(в том числе и в стеклоармированных композициях) исполь-
зуются добавки-замедлители, включая различные клеи, буру
и другие подобные им вещества. В связи с недостаточной
водостойкостью изделий на основе гипса их применение реко-
мендуется в помещениях с относительной влажностью возду-
ха не более 75 %.
В прошлые годы значительные объемы гипса использовались
для производства штукатурных растворов. Повышение инду-
стриал ьности строительных конструкций, улучшение качества
их поверхности существенно сократило объемы штукатурных
растворов, привело к необходимости расширения номенклатуры
и производства сборных гипсовых конструкций, в связи с чем
появилась необходимость в решении новых задач, связанных с
изысканиями эффективных материалов для армирования
этих конструкций. Исследования показывают, что для армиро-
вания указанных конструкций могут использоваться практи-
чески любые виды нещелочестойких стеклянных волокон
массового производства. В данном случае важное значение при-
обретают работы, направленные на повышение водостойкости
стеклоармированных гипсовых конструкций, что позволит
значительно расширить область их применения.
21
Определенный интерес представляет применение в дисперсно-
армированных конструкциях бетонов на основе гипсоцементно-
пуццолановых вяжущих, которые включают 50—80% гипсового
вяжущего, 15—20 % портландцемента и 10—25% гидравлических
добавок. Важно, что гипсоцементно-пуццолановые вяжущие
(ГЦПВ) в отличие от обычного гипса обладают более высоким
уровнем водостойкости. ЦНИИПромзданий совместно с МИСИ
им. В.В. Куйбышева были проведены специальные исследования
по определению оптимальных составов ГЦПВ для стеклоарми-
рованных композиций. Наиболее предпочтительными оказались
составы 75:10:15 и 80:16:4 (гипс:пуццолановый портландце-
мент:трепел), при этом значения pH среды твердения не пре-
вышали 10—11. Испытания показали, что водопоглощение у
образцов на основе ГЦПВ меньше, чем у образцов из гипса.
Прочность на сжатие стеклоармированных композиций на ос-
нове ГЦПВ при твердении их во влажных и водных условиях
повышалась с течением времени, а прочность аналогичных об-
разцов из гипса заметно снижалась. Прочность при растяжении в
подобных композициях определяется в основном сопротивле-
нием армирующих волокон, причем стабильность прочности
во времени тем выше, чем ниже при прочих равных условиях
значения pH среды твердения вяжущего.
Армирующие волокна, их свойства
Не все волокна отвечают требованиям, которые предъяв-
ляются к арматуре бетонов. Здесь прежде всего необходимо
учитывать такие показатели, как прочность, деформативность,
химическая стойкость армирующего материала, его адгезия к
бетону, коэффициент линейного расширения и т. д. Важное зна-
чение имеют также вопросы стоимости армирующих материа-
лов и объемы их производства, которые в ряде случаев играют
решающую роль. Например, известны идеальные волокна в виде
нитевидных монокристаллов (так называемые "усы"), харак-
теризующиеся чрезвычайно высокими прочностью на разрыв и
модулем упругости, большой устойчивостью к различным сре-
дам. Однако производство этих волокон даже в промышленно
развитых странах пока ограничено. В то же время такие распро-
страненные и освоенные промышленностью многих стран волок-
на, как капрон, найлон и др., не могут быть эффективно исполь-
зованы в качестве несущей арматуры, главным образом из-за
более низких (по сравнению с бетоном) значений модуля де-
формации.
В настоящее время используются в основном три вида арми-
рующих волокнистых материалов: волокна (фибры) в виде
коротких отрезков тонкой стальной проволоки, стеклянные
волокна и волокна на основе полипропилена. Эти материалы
22
различаются по своим свойствам, поэтому к решению вопросов
их применения в качестве арматуры необходимо подходить
дифференцированно. Наиболее эффективной в конструкцион-
ном отношении является стальная фибровая арматура, модуль
упругости которой примерно в 6 раз превышает модуль упру-
гости бетона. Элементарные стеклянные волокна диаметром
8—10 мкм по прочности соответствуют высокоуглеродистой
холоднотянутой проволоке (1800—2500 МПа), а по плотности
в 3,5 раза легче. Модуль упругости стекловолокнистых мате-
риалов ниже, чем стали, но примерно втрое превышает модуль
упругости бетона и в среднем в 6 раз больше модуля упругости
гипсового камня. Это предопределяет реальные возможности
применения стеклянных волокон в качестве эффективного
армирующего материала.
Синтетические волокна на основе полипропилена характери-
зуются повышенной деформативностью. Модуль упругости
таких волокон составляет не более 1/4 модуля упругости обыч-
ных бетонов. Поэтому волокна из полипропилена вряд ли мо-
гут выполнять роль эффективной несущей арматуры для бето-
нов. Их применение даст возможность решить вопросы, связан-
ные прежде всего с дополнительным (конструктивным) ар-
мированием: предотвращения повреждений и выколов в бето-
не при транспортировании и монтаже изделий, частичного повы-
шения ударной прочности, сопротивления истиранию и т. д.
Таким образом, как и при традиционном армировании эф-
фективность работы волокон в конструкциях в значительной
мере должна определяться степенью их деформативности. Поэто-
му предложено разделять волокна на два типа [51] : низко-
модульные (найлоновые, полиэтиленовые, полипропиленовые)
с характерным для них большим относительным удлинением
при разрыве и высокомодульные (стальные, стеклянные, угле-
родные) . В первом случае при армировании следует ожидать
в основном повышения ударной вязкости бетона, во втором —
может быть достигнуто также увеличение прочности бетона при
растяжении, жесткости и сопротивления динамическим воздей-
ствиям.
По мнению многих специалистов, возможности применения
в качестве армирующего материала такого распространенного
и хорошо известного природного заполнителя, каким явля-
ются волокна асбеста, в значительной мере ограничены из-за
относительно малой длины этих волокон и трудностей их рас-
пушки. Необходимо учитывать также ограниченность природ-
ных запасов высококачественных асбестов, что повышает ин-
терес специалистов к работам по изысканию новых видов эф-
фективных армирующих материалов (табл. 3) [51].
Исследования показали [51], что для улучшения качества
бетонных изделий могут быть эффективно использованы
углеродные волокна. Они не подвергаются.коррозии в гидрати-
23
Таблица 3
Волокно Плот- ность, г/см3 Прочность на растя- жение, МПа • 103 Модуль Юнга, МПа-105 Удлине- ние при разры- ве, %
Полипропиленовое 0,9 0,4-0,77 3,5-8 10—25
Полиэтиленовое 0,95 0,7 1,4-4,2 10
Нейлоновое 1,1 0,77-0,84 4,2 16-20
Акриловое 1,1 0,21-0,42 2,1 25-45
Полиэфирное 1,4 0,73-0,78 8,4 11-13
Хлопковое 1,5 0,42-0,7 4,9 3-10
Асбестовое 2,6 0,91-3,1 68 0,6
Стекловолокно 2,6 1,05-3,85 70-80 1,5-3,5
Стальные фибры 7,8 0,80-3,15 200 3-4
Углеродное 2 2 245 1
рующемся цементе, заметно повышают прочность цементного
камня на растяжение и модуль его упругости. Однако стоимость
углеродных волокон значительно превышает стоимость сталь-
ных и стеклянных волокон, поэтому использование их в каче-
стве арматуры требует специального обоснования. Наибольший
практический интерес представляет рассмотрение свойств сталь-
ных и минеральных (стеклянных) волокон, а также некоторых
видов волокон органического происхождения.
Стальные волокна. Металлические волокна, применяемые в
качестве арматуры, изготавливаются различными способами:
механическим, электромеханическим, формованием из распла-
ва. Получившие наибольшее распространение механические
способы включают волочение, обычное вытягивание, протяжку,
а также резку металлической фольги или листа и других подоб-
ных материалов. Выбор технологии производства металличе-
ских волокон существенно зависит от требуемого диаметра.
Сверхтонкие волокна обычно получают путем волочения через
алмазные фильтры. Однако, несмотря на высокую прочность и
эффективность подобных волокон, использование их из-за
значительной стоимости возможно лишь в небольших количе-
ствах в тех случаях, когда это экономически оправдано.
Наибольшее применение для армирования бетонов получают
нарезанные из проволоки отрезки стальных волокон-фибр
диаметром 0,3—1,6 мм (рис. 6). Обычно используется стальная
низкоуглеродистая проволока общего назначения ГОСТ 3282—
74 (с изм.). Определенный интерес представляет получение
плоских стальных фибр сечением 0,15—0,4 на 0,25—0,9 мм
из металлической фольги, лент, листов, пластин или сплющен-
ной круглой проволоки.
Объемы промышленного производства тонкой стальной про-
волоки составляют сравнительно незначительную часть (пример-
24
Рис. 6. Стальные фибры „ .
а — из проволоки; б — из сляба; в — из листа; г — "Драмикс (Бельгия)
но 2,5—3,0 %) общего объема производства арматурной стали.
Поэтому достаточно актуальными в настоящее время являются
вопросы расширения производства стальной проволоки необ-
ходимых параметров для получения фибровой арматуры, что,
в свою очередь, может привести к соответствующему сокра-
щению расхода традиционных сортаментов арматурной стали.
Перспективным также является расширение производства плос-
ких фибр, получаемых из листовых материалов (тонколисто-
вого проката) или из стальных массивных заготовок.
25
Таблица 4
Вид волокон и технологи- ческие приемы их получе- ния Расходы, % Недостатки производства
на сырье на об- работ- ку сырья и по- луче- ние во- локон на про- итого чие (упако г вка, тран-
спорти- рова- ние и др.)
Круглые в поперечном сечении, получаемые рез- кой стальной проволоки 67 13 20 100 Высокая стои- мость исходно- го сырья
Квадратной или прямо- угольной формы в попе- речном сечении, получае- мые резкой листовой стали 33 17 20 70 Сравнительно небольшой срок службы режущего инст- румента
Треугольной формы в поперечном сечении или в виде тонких пластин, получаемых резкой сталь- ных заготовок 21 17 20 58 То же
Серповидной формы, по- лучаемые извлечением из расплава 13 17 20 50 Трудности в подборе долго- вечных матери- алов для печей
В табл. 4 приведены показатели стоимости фибр, % [38].
Как видно, стоимость фибр зависит во многом от стоимости
используемого для их изготовления исходного сырья.
Значительные резервы для производства фибровой арматуры
могут быть изысканы при использовании для этих целей отра-
ботанных стальных канатов (после завершения ими норматив-
ных сроков эксплуатации, например, в шахтах, канатных доро-
гах, различного рода подъемных механизмов). Ежегодные объ-
емы сдачи в переработку подобных канатов исчисляются десят-
ками тысяч тонн. ЦНИИПромзданий совместно с Карагандин-
ским Промстройпроектом разработаны предложения по техно-
логическим переделам, позволяющим получить из канатов фиб-
ры необходимого качества.
На рис. 7 показаны изменения стоимости различных видов
традиционных армирующих материалов, а также стальных фибр
в зависимости от диаметров [35]. Стоимостные показатели
для фибровой арматуры учитывают условия их опытного про-
изводства. Как видно, чем меньше диаметр фибр, тем выше их
стоимость. Вместе с тем, начиная примерно с диаметров 0,3—
0,4 мм и выше, стоимость фибровой арматуры сопоставима
со стоимостью тканых сеток, используемых в армоцементе;
26
Рис. 7. Стоимость армирующих материалов
1 — тонкая стальная проволока; 2 — фибр из тонкой стальной про-
волоки; 3 — тканые сетки для армоцемента; 4 — фибр из тонколисто-
вой стали; 5 — тонколистовая сталь; 6 — фибр из отработанных тро-
сов; 7 — отработанные тросы по ценам Вторчермета; 8 — сварные
сетки для железобетона
при диаметрах фибр примерно 1—1,2 мм и более стоимость
фибр сопоставима со стоимостью сварных сеток.
Для получения дисперсно-армированных бетонов важное
значение имеют геометрические параметры фибр, характеризую-
щиеся их относительной длиной (отношение длины к диаметру
фибр). Эти параметры влияют не только на степень заанкери-
вания фибр в бетоне, но и на технологические процессы полу-
чения однородных составов армированной бетонной смеси.
Опыты показывают, что могут наблюдаться три различных сос-
тояния, зависящие от длины фибр и от состояния массы фибро-
вой арматуры [35].
Длина фибр Z<5Od. В этом случае масса фибр обладает сы-
пучестью, и каких-либо проблем, связанных с получением
однородного состава армированной бетонной смеси при пере-
мешивании в стандартных бетоносмесителях, не возникает.
Однако применение коротких фибр невыгодно, так как их
длина недостаточна для заанкеривания в бетоне. Соответ-
ственно прочность стали в конструкциях используется непол-
ностью.
Длина фибр f = 80—120d. Увеличение длины фибр приводит
к тому, что масса их приобретает связанность. Однако пучки
сцепившихся друг с другом фибр при встряхивании постепенно
рассыпаются. Получение однородной бетонной смеси в данном
случае возможно при постепенном введении фибр в смесь в
процессе ее перемешивания. При использовании стандартных
бетоносмесителей количество вводимой фибровой арматуры
ограничивается соотношением м = 2,5 d/t.
27
Длина фибр f = 200 d и более. Связность фибр в этом слу-
чае достигает такого уровня, что получение смеси бетона с фиб-
рами путем их перемешивания в смесителях практически не-
возможно. Здесь требуются другие технологические приемы
совмещения бетона с фибрами, например, основывающиеся
на методах роторного набрызга.
Как показал опыт, наиболее приемлемым можно признать
соотношение t/d = 100.
На эффективность работы армированных волокнами бето-
нов большое влияние оказывают характеристики сцепления
фибр с бетоном. Для увеличения сцепления между стальной
фибровой арматурой и бетоном рекомендуются проволоки
периодического профиля с рельефной и деформированной
поверхностью, проволоки прямоугольного и квадратного се-
чений, с переменным по длине сечением, переходящим от
круглой к прямоугольной форме, а также гнутые фибры, фиб-
ры с отгибами на концах, с различного рода анкерами и т. д.
В табл. 5 приведены результаты исследований ряда авто-
ров, характеризующие влияние различных видов обра-
ботки стальной проволоки на прочность ее сцепления с цемент-
ным камнем [51].
Как видно, наиболее эффективные способы обработки про-
волоки — окисление при температуре 600°С, нанесение на по-
верхность проволоки покрытия из эпоксидной смолы и це-
мента, а также горячее и электролитическое цинкование. При
механической обработке наибольший эффект получен при
загибании петель на концах проволок. Однако введение в бе-
тонную смесь проволоки с петлевыми концами может затруд-
нить перемешивание такой смеси.
Индекс, характеризующий повышение прочности сцепле-
ния с бетоном фибр периодического профиля по сравнению с
необработанными (гладкими) фибрами, принят равным 2 [77].
Для получения фибр периодического профиля из стальной
проволоки разработана установка [4] с устройством, обеспе-
чивающим профилирование поверхности и резку проволоки.
Проволока от бухтодержателя через направляющий блок пере-
мещается к приспособлению для ее подачи к режущему уст-
ройству. Приспособление выполнено в виде двух валков: при-
жимного и приводного, на поверхности которых имеется на-
резка, создающая по длине проволоки перед ее резкой вмяти-
ны (периодический профиль). Процесс резки осуществляется
ножами, закрепленными на вращающемся диске. Расстояние
между ножами устанавливается в зависимости от необходимой
длины получаемых фибр. Установка прошла успешную апроба-
цию в производственных условиях.
Определенный интерес представляют также технологические
приемы получения фибр из отходов промышленного произ-
водства, в том числе, из тонкого стального листа и отработан-
28
Та блица 5
Способ обработки проволоки
Прочность Индекс,
сцепления характе-
проволоки ризую-
с цемент- щии по-
ным кам- вышение
нем—уси- прочно-
лие вы- сти сцеп-
дергива- ления с
ния (ус- цемент-
реднен- ным кам-
ные дан- нем обра-
ные) Н ботанной
прово-
локи по
сравне-
нию с не-
обрабо-
танной
Химический
Очистка в трихлорэтилене 29 1,5
Травление: в разбавленной азотной кислоте 29 1,5
в концентрированной азотной кислоте 32 1,5
в щавелевой кислоте 21 1
в растворе фосфата 24 1,2
Окисление: при температуре 350°С 39 2
при температуре 600°С 93 4,7
образование небольшого количества ржавчины 40 2
; Нанесение полимерных покрытий: из эпоксидной смолы 61 3,1
из эпоксидной смолы и цемента 112 5,7
на основе поливинилацетата 40 2
Нанесение покрытий, содержащих металлы: горячее цинкование 149 7,8
электролитическое цинкование 102 5,2
горячее цинкование и обработка раствором 74 3,7
хромата электролитическое цинкование и обработка раст- 82 4,2
вором хромата Механический Обработка наждаком (шкуркой) в направлении, параллельном оси проволоки 28 1,4
в радиальном направлении 35 1,8
Раздавливание в тисках 67 3,4
Нанесение зазубрин 74 3,7
Скручивание 31 1,6
Наплавление небольших шарообразных выступов 128 6,5
Расплющивание концов отрезков 175 8,9
Загибание: концов отрезков 109 5,5
петель на концах отрезков 212 10,8
зигзагообразное загибание отрезков 92 4,7
загибание отрезков вокруг круглого стержня 82 4,2
29
ных канатов. Для получения фибр из стального листа толщиной
0,4—0,7 мм предложено специальное устройство [85] . Лист
предварительно разрезается на полосы шириной 30—50 мм в
направлении, перпендикулярном направлению прокатки. От-
резанные полосы пропускают между валками, которые осу-
ществляют рихтовку и придание полоске соответствующего
профиля. После этого подготовленная стальная полоса посту-
пает к режущему устройству, которым осуществляется про-
цесс ее рубки вдоль направления прокатки на фибры необхо-
димых размеров.
Получение фибр из отработанных стальных канатов осущест-
вляется путем резки этих канатов на отдельные отрезки, кото-
рые затем подвергаются расщеплению на отдельные проволоки-
фибры. Для использования этих фибр важное значение имеет оп-
ределение их оптимальных геометрических параметров, которые
зависят от технологических возможностей производства, а так-
же от конструктивных требований, предъявляемых к фибрам
как к арматуре бетона. Уменьшение длины резки канатов су-
щественно облегчает процесс их расщепления, однако конструк-
ционные качества фибр при этом становятся ниже. На практике
при резке канатов длина отрезков зависит от шага свивки пря-
дей и устанавливается в соответствии с техническими возможно-
стями их расщепления с учетом получения максимально воз-
можной длины получаемых фибр.
Одной из важных технологических операций является очист-
ка поверхности стальных канатов от имеющейся на ней смазки,
которая препятствует сцеплению фибр с бетоном в конструкци-
ях. Канат перед резкой подвергают термической обработке,
например, путем его отжига или электротермического нагрева
[5]. Смазка с поверхности каната удаляется, а содержащийся
в канате органический (пеньковый) сердечник отжигается.
После термической обработки канат охлаждают, режут на от-
резки длиной 0,5—2 от шага свивки и полученные отрезки
расщепляют путем перетирки. Недостатком данной технологии
является достаточно высокая энергоемкость технологического
процесса и частичное снижение прочности в проволоках, под-
вергаемых термической обработке при достаточно высокой
температуре.
С целью снижения энергозатрат и повышения качества фиб-
ровой арматуры разработан способ [8], состоящий в том, что
сначала осуществляют резку канатов и их расщепление, а затем
полученные фибры обрабатывают острым паром или горячей
водой при 70-100°С. В пар или воду вводят поверхностно-
активные вещества. Имеются также предложения по очистке
поверхности канатов (фибр) сухим горячим воздухом под
давлением [11].
С точки зрения производства фибровой арматуры можно вы-
делить три основные группы канатов в зависимости от регла-
ментируемых соотношений между шагом их свивки и диа-
метром прядей [74] .
I группа. Канаты одинарной свивки, состоящие из одной
пряди. Для данной группы dK = dnp (dK и dnp - диаметры
соответственно каната и пряди),при этом шаг свивки канатов
составляет /?св = 11 dK = 11 dnp.
II группа. Канаты двойной свивки, включающие шесть пря-
дей в наружном слое и один центральный сердечник. В этой
группу d Ф d при этом Л = 11 d
гч lip („о lip
Ш группа. Канаты двойной и тройной свивки с количеством
прядей более шести с центральным сердечником. В этих ка-
натах dK * dnp, при этом />св = 9 </пр.
Анализ конструкций стальных канатов позволяет устано-
вить следующие усредненные зависимости между диаметрами
прядей и самих канатов: для I, П и IIJ групп соответственно
°^пр = dK. С учетом этих соотношений выразим
^св чеРез диаметр канатов: для I, 11 и Ш групп соответственно
Л св = 11 dK- Лсв =11 % = 3-5 dK- h св = 9 dnp = 1,8 dK.
Длину допускаемой резки канатов h и соответственно дли-
ну получаемых фибр If определим, принимая Лр = = 1,5 dCB.
С учетом приведенных выше соотношений получим:
для I группы Лр = If — 16,5 dK\ для II группы /?р = If =
= 5,25 dK; для HI группы h р = tf = 2,7 d^.
Диаметры проволок в канатах могут существенно разли-
чаться. Усредненное значение диаметров проволок (фибр) в
канате можно вычислить по формуле
/?!</!2 + n2d22 + .. . + nnd2n
<df> =---------------------------
nidr + n2d2 + ...+nndn
где z?x; n2, . . ., nn — количество проволок в канате соответ-
ствующего диаметра; dx; d2t..., dn — диаметры проволок.
Соотношения между длиной получаемых фибр и усреднен-
ными значениями их диаметров при резке канатов принимают
следующие численные значения: для I группы канатов
= If /<df> = 90; для II группы hp / <df> =
= /f/<df> = 80; для III группыhp /<^> = /^/<^> = 60.
Указанные соотношения могут быть использованы для оце-
ночных расчетов сталефибробетонных конструкций с исполь-
зованием фибр из отработанных стальных канатов, а также для
отработки технологии получения таких фибр.
31
30
Для получения фибровой арматуры используют канаты,
состоящие из проволок диаметром не более 1,4 мм включитель-
но. Исходя из этого, диапазон диаметров канатов, которые мо-
гут быть рекомендованы для указанных целей, представлен
в табл. 6.
Таблица 6
Группа канатов 1 L I
Диапазон диаметров канатов, мм 0,65—9,2 2,2—29 6,3—64,5
Канаты, предназначенные для изготовления фибр, должны
быть укомплектованы в бухты и не содержать петель и узлов
по длине. Величина суммарного разрывного усилия канатов с
учетом возможной коррозии, определяемая в соответствии с
требованиями ГОСТ 3241—80' "Канаты стальные. Технические
требования", должна составлять не менее 65 % исходной несу-
щей способности канатов, при этом усилие при растяжении про-
волок (фибр) должно быть не менее 800 МПа.
В настоящее время Карагандинским Промстройпроектом
совместно с ЦНИИПромзданий на базе треста Казметаллург-
строй в г. Темиртау осуществляются мероприятия по освоению
технологической линии получения фибровой арматуры из отра-
ботанных стальных канатов для изготовления сталефибробе-
тонных конструкций различного назначения.
Стеклянные (минеральные) волокна. Разнообразие типов
стекол обусловливает возможность получения широкой но-
менклатуры стеклянных волокон различного химического
состава с большим диапазоном их физико-механических и кон-
струкционных свойств. К стеклам, как известно, относят и
плавленый кварц, и различные оксидные соединения — сили-
катные, фосфатные, боратные, свинцовые, а также системы,
не содержащие кислорода, на основе соединений мышьяка,
сурьмы с серой, селеном, теллуром (халькогенидные стекла).
К наиболее обширной группе относятся силикатные стекла и
получаемые из них стеклянные волокна: кварцевые, алюмо-
боросиликатные, натрийкальциевосиликатные, цирконийсили-
катные, керамические (алюмосиликатные) и др. Осваивается
также производство шлаковых волокон, волокон, получае-
мых из плавленных горных пород (в том числе из базальта).
Стоимость стеклянных волокон, как правило, выше стои-
мости обычной стальной арматуры, однако плотность стекла
примерно в 3 раза ниже, чем стали. Использование стеклянных
волокон в качестве арматуры может оказаться достаточно
выгодным, главным образом в тонкостенных конструкциях.
Применение таких волокон может обеспечить экономию де-
фицитной арматурной стали.
Основной причиной, сдерживающей применение стеклянных
волокон в качестве армирующего материала для бетонных
матриц, является их недостаточно высокая устойчивость к
воздействиям среды гидратирующихся портландцементов. В
последние годы усилия многих специалистов были направлены
на изыскание щелочестойких составов стекла и стекловолокон,
способных оказать сопротивление химическим воздействиям
в твердеющем бетоне. В настоящее время такие составы разра-
ботаны и запатентованы многими зарубежными фирмами (при-
оритет среди них принадлежит английской фирме "Пилкинг-
тон") . В нашей стране составы щелочестойких стекловолокон
получены Государственным институтом стекла.
Свойства стекловолокон зависят от многих факторов, в том
числе от способов их получения и химического состава стекла.
По своему химическому составу промышленные стекла и стек-
ловолокна подразделяются на две основные группы: бесщелоч-
ные (содержащие не более 1—2 % щелочных оксидов) и щелоч-
ные (содержащие 10—15 % щелочных оксидов).
В настоящее время налажено промышленное производство
непрерывных стеклянных волокон в виде одиночных нитей
большой длины (сотни и тысячи метров) и штапельных — срав-
нительно коротких отрезков (до 60 см) одиночных волокон.
Непрерывные стекловолокна диаметрами от 3 до 100 мкм
получают путем их вытягивания из расплавленной стекломассы
на специальных установках из стеклоплавильных сосудов с
фильерами в днище. Количество фильер может колебаться
от 50 до 1600. После вытягивания элементарные стеклонити
собираются в пучок — первичную нить. Первичные нити в 20,
40 или 60 сложений наматываются на бобину. Непрерывное
стекловолокно используется для переработки в ровинг (жгут),
а также для получения тканых или нетканых рулонных мате-
риалов. Штапельное стекловолокно диаметром до 20 мкм
получают путем вертикального вытягивания и раздува или
центрифугально-фильерно-дутьевым методом.
В качестве дисперсной арматуры для бетонных матриц мо-
гут использоваться непрерывные стеклонити, получаемые из
жгута, а также нарезаемые из него короткие отрезки волокон,
длина которых устанавливается в основном в зависимости от
технологических требований. Для армирования могут исполь-
зоваться срезы стекловолокна, стеклохолсты, вуали, нетканые
стеклосетки и другие подобные им переработанные стеклома-
териалы (рис. 8).
Конструкционные качества стекол обусловливаются в зна-
чительной мере их структурным строением. Структурное строе-
ние стекол определяет во многом их поведение при механиче-
ских воздействиях, меру химической устойчивости к активным
32
84
33
Рис. 8. Стекловолокнистые ма-
териалы, используемые в каче-
стве арматуры
а — стекложгут; б — нетканые
стеклосетки; в — стеклохолст;
г — стеклосрезы; д — рубле-
ное волокно
средам, диэлектрические, оптические и другие свойства. Сов-
ременные физические концепции представляют стекло как
твердое тело в виде переохлажденной жидкости с фиксирован-
ной микронеоднородной структурой [30, 83] . В процессе фор-
мирования подобных структур при охлаждении в расплаве
стекла возникает система, состоящая из микроструктурных
образований, строение которых в центральной части аналогич-
но недеформированной кристаллической решетке, но при уда-
лении от центра к периферии эти образования деформируются
и соответствующие участки периферийной области приобрета-
ют аморфное строение. Химические представления основывают-
ся на том, что структура стекла, как и структура кристалличе-
ского тела, представляет собой непрерывную сетку, в узлах
которой расположены атомы, атомные группы или ионы. Про-
странственная сетка может состоять из достаточно длинных
кремнекислородных цепочек, лент и даже колец. Вместе с
34
тем в отличие от правильной кристаллической сетки структур-
ная сетка стекла является неправильной и принцип ее построе-
ния иной, чем кристаллической сетки.
Исследования показывают, что тонкие нити из стекла обла-
дают более высокой прочностью по сравнению с прочностью
массивных образцов. Такая зависимость прочности от масш-
табного фактора у стекол проявляется в значительно большей
мере, чем у многих других конструкционных материалов, в
том числе и у стальной арматуры. Например, прочность при
растяжении образцов массивного стекла колеблется в преде-
лах 50—100 МПа, а прочность стеклянных волокон диаметром
10 мкм изменяется от 1500 до 2500 МПа, т. е. при прочих рав-
ных условиях намного выше прочности образцов массивного
стекла.
Общеизвестно, что фактическая прочность большинства
твердых веществ как кристаллического, так и аморфного строе-
ния всегда оказывается ниже, чем следовало бы ожидать при
расчетах, учитывающих энергию связи между структурными
элементами этих веществ. Например, при учете только электри-
ческих сил взаимодействия (отталкивания и притяжения)
между частицами вещества в кристаллах хлористого натрия
разными авторами были определены теоретические значения
его прочности, которые изменялись от 2000 до 4000 МПа, тогда
как фактическая прочность подобных кристаллов составляла
всего лишь 4—20 МПа.
На фактическую прочность реальных веществ сильное влия-
ние оказывают неоднородность структуры, поверхностные
трещины и другие дефекты. Например, опыты А.Ф. Иоффе и
М.В. Классен-Неклюдовой показали [28], что прочность крис-
таллов хлористого натрия при испытаниях их в воде сущест-
венно возрастает, достигая 600 МПа вместо 4-20 МПа. Это
объясняется тем, что вода, растворяя поверхностный повреж-
денный слой кристаллов, одновременно устраняет имеющиеся
на их поверхности трещины и царапины, которые, являясь
концентраторами напряжений, снижают прочность образцов.
Рассматривая теоретические значения прочности материалов,
следует заметить, что они являются объектом исследований в
основном для бездефектных структур, для которых оценивают-
ся силы на уровне межатомного взаимодействия. Если отсут-
ствуют внешние воздействия, силы притяжения и отталкивания
между частицами вещества взаимно уравновешиваются и на-
пряжения равны 0. Растягивающая нагрузка нарушает равно-
весие, однако действие сил притяжения сохраняется до опре-
деленного критического уровня напряжений, при котором ус-
танавливаются предельные расстояния г тах между взаимо-
действующими центрами частиц вещества. Из этого следует,
что теоретическим значениям прочности соответствует такое
состояние системы частиц, при котором сохраняется предель-
35
ное равновесие между силами их притяжения и растягивающи-
ми усилиями. Для приближенного анализа теоретических зна-
чений прочности обычно пользуются выражением [30] : от =
= 0,1 Е, где Е — модуль упругости материала. Отсюда нетруд-
но убедиться, что теоретические значения прочности для квар-
цевого стекла должны составлять 12000 МПа, а для безщелоч-
ного 7200—8000 МПа. Очевидно, что теоретические значения
прочности стекла на несколько порядков превышают факти-
ческую прочность массивных промышленных стекол и в не-
сколько раз прочность стекловолокон.
Увеличение прочности стеклянных волокон по мере умень-
шения их диаметров было впервые установлено Гриффит-
сом [75]. Этот факт объяснялся ориентацией молекулярных
групп в поверхностном слое стекла. Влияние ориентации воз-
растает по мере увеличения отношения периметра к поперечно-
му сечению волокон. Гриффитсом было выдвинуто поло-
жение, что критическое значение нагрузки, при которой начи-
нается рост трещины в стекле, может быть связано с величиной
поверхностной энергии 7 [75] : р = \flE у /я а\ где а — полу-
длина трещины.
В соответствии с существующими представлениями величи-
ну 7 рассматривают как работу, которую необходимо произ-
вести для образования единицы свободной поверхности. При
разрушении многих конструкционных материалов значитель-
ная часть затрачиваемой для этого энергии расходуется на мик-
ропластические деформации. Поэтому величину 7 обычно вы-
ражают в виде 7 = 7о + 7П, где 7о — плотность поверхностной
энергии непосредственно самого материала; 7П — плотность
энергии ми к роп ласти чески х деформаций в зоне образующейся
новой поверхности. В большей части случаев 7 > 70, при этом
отношение 7 / 7о может условно отражать степень хрупкости
материала — табл. 7 [25].
Таблица 7
Материал
ТО, 2
Дж/м
7,
Дж/м2
7 / ТО
Силикатное стекло 1,2 3 2,5
Цементный камень 0,4 2,3 6
Оргстекло (при —46°С) 0,5 200 400
Сталь (при— 150°С) 2 4000 2000
Как видно, величина 7 для стали и оргстекла во много раз
превышает 70, а силикатное стекло и цементный камень прибли-
жаются к идеально хрупким материалам.
До сих пор не достигнуто единства мнений о характере изме-
нения модуля упругости стеклянных волокон в зависимости
36
Рис. 9. Зависимость модуля уп-
ругости стеклянных волокон от
их диаметра
8000
О 20 40 60 80dfMKM
от изменения их диаметров. Одни авторы указывают на умень-
шение модуля упругости стеклянных волокон по мере увели-
чения их диаметров [39], другие отмечают, что модуль упруго-
сти в этом случае остается неизменным [27]. Однако в рабо-
тах последних лет сделан вывод, что с ростом величины диа-
метра стеклянных волокон модуль их упругости возрастает
и приближается к модулю упругости массивного стекла
(рис. 9) [83]. Анализ данных закономерностей с учетом оцен-
ки их влияния на конструкционные качества дисперсно-арми-
рованных бетонов сделан в работе [58].
Как видно из рис. 9, величина повышения модуля упругости
волокон в рассматриваемом диапазоне изменения их диаметров
не столь значительна и составляет примерно 8 %. Такое изме-
нение модуля не может оказать существенного влияния на по-
казатели работоспособности армированного материала. Но
этот фактор необходимо рассматривать в комплексе с другими
факторами, включая вопросы коррозионной устойчивости во-
локон [62]. Для армирования, например, полимерных ма-
териалов целесообразно использовать наиболее тонкие волок-
на диаметром порядка 10 мкм, которые, хотя и имеют понижен-
ные значения модуля упругости, но в то же время обладают
наиболее высокими показателями прочности на разрыв. Высо-
кая прочность тонких волокон в полимерной матрице может
быть полностью реализована, поскольку предельные деформа-
ции при растяжении полимеров во всех случаях выше по срав-
нению с соответствующими деформациями стеклянных воло-
кон, а модуль упругости полимерных материалов примерно на
порядок ниже, чем наименьшие значения модуля упругости
стекла.
При применении стеклянных волокон в качестве армирую-
щего материала для цементных и гипсовых растворов и бетонов
наиболее перспективными могут оказаться волокна сравни-
тельно больших диаметров — до 100 мкм, которые, несмотря
37
Рис. 10. Диаграммы растя-
жения волокон из бесщелоч-
ного стекла диаметром, мкм
1—4 - 6; 19,3; 54 и 100
соответственно; 5—6 — 6;
7—8— 19,3; 9-54; /9-100
на более низкую прочность при разрыве, имеют повышенные
значения модуля упругости. Наряду с этим такие волокна,
как будет показано ниже, обладают при прочих равных усло-
виях более высоким уровнем коррозионной устойчивости к
воздействиям среды гидратирующегося цемента. При этом
следует учитывать, что предельные относительные деформа-
ции цементных и гипсовых растворов и бетонов при растяже-
нии составляют в среднем 0,01—0,03 %, т. е. значительно ниже,
чем у полимеров и стеклянных волокон. Поэтому высокая
прочность тонких волокон в бетонных матрицах не может быть
полностью использована. В то же время модули упругости
цементных и гипсовых растворов и бетонов выше модулей
упругости полимерных материалов, но ниже (примерно от
3 до 5 раз), чем у стеклянных волокон. С учетом изложенного
наибольшее предпочтение при армировании бетонных материа-
лов следует отдавать волокнам более крупных диаметров.
В этом случае прочность волокон будет использоваться в наи-
большей мере.
Определенный интерес представляет анализ диаграммы
"напряжение—деформация" для волокон различных диаметров.
Для построения подобной диаграммы нами были рассмотрены
экспериментальные данные [27, 83], относящиеся к оценке
изменения предельных деформаций волокон разных диаметров
и характеристики их модуля упругости (рис. 10, а) [58] . Как
видно из диаграммы, деформации волокон линейно возраста-
ют по мере увеличения уровня напряжений. При этом независи-
мо от диаметров волокон они работают в упругой стадии вплоть
до напряжений, близких к предельным. Углы наклона получен-
ных диаграмм различаются весьма незначительно. Возможно,
ранее при обработке данных опыта эти зависимости сливались
в одну прямую. Аналогичная прямая была получена также
нами при обработке другой комбинации экспериментальных
данных [39, 83], относящихся к исследованиям модуля упру-
38
пряжения при разрыве (б) волокон из стекла типа Е в зависимости от их
диа метров
1 — в соответствии с диаграммой рис. 10, а; 2 — то же, рис. 10, б
гости стеклянных волокон и предельных значений их прочности
(рис. 10, б) [58]. Полученная зависимость могла бы служить
основанием для суждения о том, что модули упругости стеклян-
ных волокон не зависят от изменения величины их диаметров.
Однако приведенные выше данные о некотором повышении
модуля упругости волокон в этой ситуации, по нашему мнению,
в большей мере соответствуют реальному положению. Пример-
но такая же зависимость характерна и для стальной арматуры.
Например, модули упругости тонкой стальной проволоки не-
сколько ниже, а величина относительных деформаций в упругой
стадии выше, чем обычной стержневой арматуры.
На рис. 11 приведены данные об изменениях относительных
значений упругих деформаций и напряжений при растяжении
стеклянных волокон разных диаметров, соответствующих ха-
рактеру изменения диаграмм <у — е f, приведенных на рис. 10.
Как видно, закономерности снижения прочности волокон по
мере увеличения их диаметров соответствуют аналогичным
понижениям значений их относительных упругих деформаций.
При этом сравнительно небольшие отклонения в значениях
деформаций и напряжений в волокнах (см. 7 и 2 на рис. 11)
приводят, как было показано выше, к определенным различи-
ям в оценках характера рассматриваемых диаграмм.
В настоящее время данные о модулях упругости стеклян-
ных волокон и об изменениях их относительных упругих де-
формаций с учетом изменения диаметров волокон еще не нашли
отражения в нормативных материалах для проектирования
стеклоармированных конструкций. На основании проведенно-
39
го анализа при выполнении расчетов стеклоармированных
конструкций рекомендуются следующие значения модулей
упругости и относительных удлинений волокон (табл. 8) [58].
Таблица 8
Диаметр волокон, мкм Модуль упругости, МПа Упругое удлинение, %
10-20 73 500-74 500 2,7-1,5
40-60 76 000 - 77 000 1,3—1
80-100 78 000 - 79 000 0,75-0,5
Как уже отмечалось выше, наиболее активным и агрессивным
по отношению к стеклам компонентом жидкой фазы гидратиру-
ющихся портландцементов является Са(ОН)2 [23, 43, 62]. Ис-
пользование вяжущих, не выделяющих в процессе гидратации
Са(ОН)2, например, глиноземистого и гипсоглиноземистого
цементов, существенно замедляет процессы разрушения стек-
лянных волокон, но не прекращает эти процессы полностью
[43, 53, 62] .
В работе [62] представлены результаты исследований устой-
чивости стекла и стеклянных волокон различного химического
состава, подвергнутых воздействию среды, имитирующей щелоч-
ную фазу твердеющих портландцементов, а также непосредст-
венно воздействиям жидкой фазы цементного вяжущего. Ис-
следованиям были подвергнуты опытные составы стекла, полу-
ченные в Государственном институте стекла (ГИС), Всесоюз-
ном институте стеклопластиков и стекловолокон (ВНИИСПВ)
и в Львовском филиале института строительных материалов и
изделий (УкрНИИСМИ). Исследовали также стандартные (эта-
лонные) составы алюмоборосиликатного (бесщел очного) и
щелочесиликатного стекла. Химический состав исследован-
ных стекол приведен в табл. 9.
Устойчивость опытных составов стекол и стекловолокон к
воздействию насыщенного раствора гидроксида кальция ис-
следовали методом определения активности гидравлических
добавок и оценивали по количеству Са(ОН)2 в пересчете на
СаО, поглощенного 1 г стеклопорошка. Стеклопорошок, полу-
ченный из гранул массивного стекла, имел удельную поверх-
ность 2800—3000 см2/г.
Взаимодействие стекол с раствором Са(ОН)2 характеризу-
ется обменом щелочных ионов, содержащихся в стекле, на
катионы раствора и реакциями гидратации. Эти процессы,
сопровождающиеся поглощением из раствора Са++, приводят
к разрыхлению поверхностного слоя стекла. Важную роль иг-
рают также ионы ОН, которые, внедряясь во внутренние слои
стекла, приводят к разрушению связей Si—О—Si. Уменьшение
40
CD
ГО
=f
S
d
KO
ro
b
8
Л
I I I I I I I I I I I I I I I
i i i i i i i i i i i i । i 2 i
i S i i i i i i i i i i i i i i
CM
I I I I I I I I I ° co' I I I I I
iiii2iii^iiiiii5
^ininin^^^ q ю
T-OT-T-»-*T-»-T-r-r-T-CN^r-Xt<r-
I I in in ID I | | I o' О «- *- I CO
1П
co- I - I I I --Z'-' I I “ | |
in in in
I
co co
o'o'
о
T- in
I I «-
co 00
СМ^г-О’-^О^ОСО'со'оООСОСОСр
(^ininxtLO(D<D(D(D(D(Din^(Dinin
Q CM CD T § Q
. u ID CM CM Q Q Ч У ,2 ro
AA AA *31 “""T SI
cb
41
Таблица 9
Стекло Содержание оксидов, % по массе
SiO2 | Мд О А12О3 | Fe2O3 | ZrO2 | Na2O I TiO2 | | SnO I B2O3 | MnO | CaF2
Щ 72 9 3 16
БЩ 54 16,5 4 14,5 — — 0,7 — — 10 — —
81-СЦЩ 51 22 10,5 — 5 10 1,5 — — — — —
81г 40 22 10,5 11 5 10 1,5 — — — — —
816 51 22 10,5 — 5 — 1,5 10 — — — —
Ц-22 64 — — — — 22 14 — — — — —
Ц-26 60 — — — — 26 14 — — — — —
ШС-1 64 4 — 1 — 20 11 — — — — —
ЩС-2 60 4 — 1 — 20 11 4 — — —
4КСФИ1-1 63,8 4,06 0,37 U 0,1 8,67 11,8 — 10,2 — — —
4КСФЩ-2 63,8 4,06 0,37 1,1 0,1 10 11,8 — 8,8 — — —
24а 50 13 10 — 15 10 2 — — — — —
31а 48 18 5 — 15 10 4 — — «- — —
Щ-15ж 66 6,42 — 2,67 4,4 10 10,5 — — — — 2% >100
23-РЦ 56 23 — — — 6 4 — — — 10 —
71-СТЦ 56 8 1 — 3 3 15 15 — — — —
Рис. 12. Поглощение СаО
стеклами из насыщенного
раствора Са (ОН) 2
1 — стекло щелочное "Щ"
(оконное); 2 — стекло бес-
щелочное "БЩ" алюмоборо-
силикатного состава; 3 —
стекло 81-СЦЩ; 4 — стекло
Ц-22; 5 - стекло 4КЦФЩ-1;
6 — стекло 4КЦФЩ-2; 7 —
стекло ЩС-1; 8 — стекло
24а; 9 — стекло 81г; 10 —
стекло 31а; 11 — стекло 816
содержания щелочных ионов в стекле могло бы привести к
торможению обменных реакций, однако при варке стекла и
выработке волокон из таких стекол возникают значительные
технологические трудности. В связи с этим большинство иссле-
дователей пришли к выводу о необходимости связывания
щелочных ионов, содержащихся в стекле, в устойчивые комп-
лексы за счет введения в стекло оксидов элементов, относя-
щихся главным образом к 1У группе периодической системы
Менделеева, в том числе оксидов циркония, титана и олова.
На рис. 12 представлены кривые, характеризующие кинетику
поглощения катионов кальция из насыщенного раствора
Са(ОН)2 стандартными стеклами бесщелочного и щелочного
составов и опытными стеклами, содержащими различное коли-
чество оксидов ZnO2, а также ТЮ2 и SnO.
Исследования показывают, что все без исключения силикат-
ные стекла независимо от их химического состава вступают
во взаимодействие с раствором Са(ОН)2. Однако количествен-
ная картина этих процессов весьма неодинакова. Поглощение
извести стеклами бесщелочного и щелочного составов протека-
ет весьма интенсивно практически с самого начала. Некоторое
различие наблюдается лишь в первые моменты (в течение при-
42
мерно 2 мес), когда скорость взаимодействия с раствором
СА(ОН)2 бесщелочных стекол оказывается несколько ниже,
чем стекол щелочного состава. На кривых поглощения СаО
для большей части цирконийсодержащих стекол можно выде-
лить два характерных участка. В первый период времени про-
цессы взаимодействия протекают весьма незначительно, т. е.
наблюдается определенный индукционный период (2—5 мес).
Затем интенсивность поглощения СаО повышается пропорцио-
нально времени. Индукционный период в начале взаимодейст-
вия характерен для всех без исключения стекол, однако его
продолжительность для стекол бесщелочного и щелочного
составов незначительна.
Анализ кинетики взаимодействия цирконийсиликатных
стекол с раствором Са (ОН) 2 показывает, что цирконийсиликат-
ные безалюминатные стекла 81-СЦЩ и Ц-22 довольно активно
реагируют с Са(ОН)2 (линии 3 и 4 на рис. 12). Стекла КСФЩ,
содержащие помимо оксидов циркония также оксиды SnO,
обладают более высоким уровнем щелочеустойчивости (линии
5 и 6), однако также достаточно активно поглощают СаО. При-
мерно так же реагируют с раствором Са(ОН)2 стекла ЩС-1
(линия 7). Наилучшие результаты были получены при исследова-
нии цирконийжелезомагнийсиликатных стекол состава 24а,
81г и 31а (линии 8, 9 и 10). Замена оксидов циркония на окси-
ды титана в стеклах 816 привела также к достаточно удовлетво-
рительным результатам (линия 11). Хорошо видно, что погло-
щение извести последними из рассмотренных стекол за 12 мес
примерно на порядок ниже, чем стандартными стеклами алюмо-
боросиликатного и щелочесиликатного составов.
На рис. 13 приведены кривые взаимодействия с известью
стеклянных волокон разных диаметров (с разной соответствен-
но их удельной поверхностью), находившихся в насыщенном
растворе Са(ОН)2 в течение года. Количество СаО, поглощае-
мое волокнами, меньше в абсолютном выражении по сравнению
со стеклопорошками, так как удельная поверхность послед-
них, контактировавшая с агрессивной средой, была выше,
чем всех исследуемых видов стеклянных волокон. Данные,
приведенные на рис. 13, показывают, что бесщелочные волокна
алюмоборосиликатного состава диаметром 8 мкм (1968 см2/г),
как и следовало ожидать, характеризуются весьма высокой
интенсивностью взаимодействия с раствором Са(ОН)2. Одна-
ко поглощение извести аналогичными волокнами диаметром
120 мкм (131 см2/г) при прочих равных условиях примерно
вдвое меньше (линии 1 и 2). Интенсивность процессов взаимо-
действия с Са(ОН)2 волокон типа ЩС-1 также достаточно высо-
кая, но значительно ниже, чем у волокон алюмоборосиликат-
ного состава. Здесь наблюдается соответствующее различие
(линии 3 и 4) в количестве извести, поглощенной волокнами
диаметрами 8 и 140 мкм (удельная поверхность соответственно
43
Рис. 13. Кинетика поглощения
СаО стеклянными волокнами
1—2 — алюмоборосиликатные
волокна диаметрами соответст-
венно 8 и 120 мкм; 3—4 — во-
локна ЩС-1 диаметрами со-
ответственно 8 и 140 мкм;
5 — волокно ЩС-2 диаметром
10,5 мкм; 6 — волокно 23-РЦ
диаметром 17 мкм; 7 — волок-
но Ц-22 диаметром 55 мкм;
8 — волокно Ц-26 диаметром
55 мкм; 9 — волокно Щ-15ж
диаметром 60 мкм; 10 — во-
локно 24а диаметром 20 мкм;
11 — волокно 81г диаметром
20 мкм; 12 — волокно 71-СТЦ
диаметром 20 мкм; 13— волок-
но 31а диаметром 20 мкм
1938 и 111 см2/г). Волокна типов ЩС-2, Ц-22 и Ц-26 реагиру-
ют с раствором Са (ОН) 2 с примерно постоянной скоростью
(линии 5, 7 н 8). Частичное замещение SiO2 оксидами титана
в волокнах ЩС-2 несколько повысило их щелочеустойчивость,
однако оценить положительно полученные результаты для
этих волокон не представлялось возможным в связи с неубыва-
ющим количеством СаО, которое они поглощают во времени.
Интенсивность взаимодействия с раствором Са(ОН)2 волокон
23РЦ несколько убывает во времени (линия 6), но абсолютное
количество поглощенной извести этими волокнами достаточно
большое. Показательно, что, как и в опытах со стеклопорошка-
ми, наиболее удовлетворительные результаты были получены
при исследовании волокон цирконийжелезомагнийсиликатных
составов 24а, 81г и 31а (линии 10, 11 и 13). Сочетание оксидов
циркония с TiO2 в волокнах 71-СТЦ оказалось также достаточно
эффективным (линия 12). Повышенное содержание щелочных
оксидов в цирконий железосиликатных волокнах Щ-15ж привело
к некоторому ускорению процессов их взаимодействия с раст-
вором Са(ОН)2, но абсолютное количество СаО, поглощенное
44
этими волокнами, все же невелико, что указывает на их отно-
сительно высокую щелочеустойчивость.
Взаимодействие стекол с раствором Са(ОН)2 сопровожда-
ется, как правило, их набуханием. Процессы набухания также
характеризуют в значительной мере степень устойчивости сте-
кол к щелочным средам. Например, осадок стекла алюмоборо-
силикатного состава, находящийся в растворе Са (ОН) 2 в тече-
ние года, увеличился в объеме с 10 до 60 см3, а стекла ЩС —
1 до 19 см3. Внешнее состояние осадка стекла 31а практически
не изменялось во времени, и лишь к концу рассматриваемого
срока наметилось весьма незначительное изменение его объема.
С целью изучения процессов, протекающих в поверхностном
слое волокон в насыщенном растворе Са(ОН)2, а также в
цементных суспензиях и непосредственно в цементном камне,
были проведены микроскопические исследования [62]. Иссле-
дования выполнялись с помощью оптического микроскопа
МИН-8. Наблюдения показали, что взаимодействия в контакт-
ной зоне между волокнами и агрессивной средой определяются
в значительной мере как химической природой стекла, из кото-
рого изготовлены волокна, так и степенью агрессивности самой
среды (рис. 14).
Поверхность бесщелочных волокон в насыщенном растворе
Са (ОН) 2 в портландцементных и шлакопортланцементных
суспензиях (В/Ц = 2) с течением времени покрывается слоем
новообразований в виде мелкокристаллической "рубашки"
с неравномерной по длине волокна толщиной. Участки корро-
зии на поверхности волокон хорошо наблюдаются через месяц
после их пребывания в агрессивной среде. К этому времени
поверхность волокон во многих местах значительно изъязвле-
на. К трем месяцам на значительной части поверхности появля-
ются новообразования в виде сферолитов, срастающихся на
отдельных участках в сплошную массу. Хорошо просматри-
ваются также новообразования в виде игольчатых кристаллов.
В насыщенном растворе Са(ОН)2 слой новообразований, как
правило, прерывен, последние располагаются на поверхности
волокон в виде чередующихся скоплений. В цементных суспен-
зиях слой новообразований представляет собой сплошную и
достаточно плотную оболочку, через которую поверхность
волокон практически не просматривается. На поверхности во-
локон в портландцементном камне образуется кайма субмикро-
к ристаллических новообразований, наблюдается растворение
поверхностного слоя и утонение волокон. Диаметры волокон
алюмоборосиликатного состава после шестимесячного их пре-
бывания в портландцементном камне уменьшались в ряде слу-
чаев почти в 3 раза (от 6,7—8 до 2,5—3 мкм), волокна стано-
вятся более хрупкими. Влияние щелочной среды на достаточно
толстые волокна (диаметром 100 мкм и выше) менее ощути-
мо, однако и в этом случае волокна подвергаются коррозии.
45
1
Рис. 14. Микрофотографии волокон
(х200-400)
а, б, в - алюмоборосиликатные соот-
ветственно диаметром 120 мкм в насы-
щенном растворе Са(ОН>2 — 1 мес,
диаметром 8 мкм в портландцементной
суспензии — 6 мес; то же, в портланд-
цементном камне — 1 год; г — то же,
в гипсоглиноземистом цементе — 6 мес;
д, е, ж, з, и — цирконийсиликатные
соответственно 31а диаметром 20 мкм;
71-СТЦ диаметром 20 мкм, 23-РЦ диа-
метром 17 мкм, Щ-15ж диаметром
60 мкм в насыщенном растворе
Са(ОН)2 — 1 год; Щ-15ж диаметром
60 мкм в портландцементном камне -
1 год
Характерным является то, что разрушение тонких волокон
начинается, как правило, с конгруэнтного растворения их по-
верхности, при этом слой новообразований достаточно легко
снимается по длине волокна. На поверхности толстых волокон
каймы растворения практически не наблюдается, но имеется
большое количество продуктов гидратации, волокно стано-
вится непрозрачным. Исследования показали, что на поверх-
ности волокон алюмоборосиликатного состава в цементном
камне на глиноземистом или гипсоглиноземистом цементе
каких-либо продуктов коррозии не наблюдается, волокна в
этом случае оставались чистыми и сохраняли прозрачность.
Цирконийсиликатные волокна в меньшей степени взаимодей-
ствуют с жидкой фазой гидратирующихся портландцементов.
Однако и в этом случае поведение волокон неодинаково. На по-
верхности волокон ЩС-1, ЩС-2 и 23-РЦ возникает кайма ново-
47
образований в виде скоплений из сильно поляризующих срост-
ков игольчатых кристалликов, наблюдаются вполне заметные
признаки коррозии. На поверхности волокон Ц-22 и Ц-26 появ-
ляется пленка толщиной примерно 2 мкм, состоящая из точеч-
ных новообразований, под пленкой волокно чистое и прозрач-
ное. Пленка легко снимается с волокон (процесс, по-видимому,
только в начальной стадии). Аналогичное состояние имели ос-
тальные виды рассматриваемых волокон цирконийсиликатно-
го состава, за исключением 71-СТЦ, Щ-15ж, 24а и 31а. Поверх-
ность этих волокон после пребывания в насыщенном растворе
Са(ОН)2 в течение года оставалась в основном чистой, гладкой
и прозрачной. Примерно такие же результаты были получены
при содержании данных волокон в портландцементном камне.
В этом случае на поверхности волокон имелись лишь отдельные
и весьма небольшие участки новообразований. Наименее благо-
приятным для стеклоцементных образцов, как показали наблю-
дения, является при прочих равных условиях их пребывание
при повышенной влажности воздуха и в воде.
Для выяснения фазового состава новообразований, возни-
кающих на поверхности стекла и стекловолокон после их вза-
имодействия с насыщенным раствором Са(ОН)2, были выпол-
нены рентгенографические исследования рис. 15 [62]. Иссле-
дования показали, что основными продуктами взаимодействия
исследуемых стекол с раствором Са(ОН)2 являются высоко-
основные гидросиликаты кальция C2SH2, характеризующие-
ся дифракционными линиями с межплоскостными расстояния-
ми d = (3,03; 1,81 и 1,82) 10"10 м. Интенсивность линий как
для стекол (стеклопорошков), так и для волокон с невысо-
ким уровнем щелочеустойчивости выражена при прочих рав-
ных условиях наиболее значительно. Процессы взаимодействия
на поверхности стекол (стеклопорошков) с большой удельной
поверхностью по сравнению с волокнами протекают соответ-
ственно наиболее интенсивно. Разрушение стекол сопровожда-
ется в ряде случаев образованием на их поверхности гидроалю-
минатов кальция типа С4АН13,6 = (7,86 и 2,88) 10"10 м. На
рентгенограммах волокон 24а, 31а, 71-СТЦ и Щ-15ж (рис. 15,6)
после пребывания их в растворе Са (ОН) 2 в течение года продук-
тов взаимодействия (в отличие от стеклопорошков) не обнару-
жено, что указывает на сравнительно высокую коррозионную
стойкость этих волокон.
Влияние времени и окружающей среды на прочность образ-
цов цементного камня, армированного стеклянными волокнами
различных составов, рассмотрено в работах [53, 62] (рис. 16).
Начальная прочность образцов принята за 100 %. Как видно из
графика, прочность на растяжение цементного камня, армиро-
ванного алюмоборосиликатными волокнами, при повышенной
влажности воздуха снижается во времени даже в том случае,
когда используются глиноземистые цементы. Влияние нормаль-
48
Рис. 15. Рентгенограммы стекол (а) и стекловолокон {б) после воздей-
ствия насыщенного раствора Са (ОН) 2
1 — исходное алюмоборосиликатное стекло; 2 — то же, после воздей-
ствия Са (ОН) 2 - 1,5 года; 3 - то же, для ЩС-1; 4 -то же, для 81-СЦЩ -
1 год; 5—6—7—8 — то же, соответственно для 81г, 816, 24а, 31а; 9 — ис-
ходное алюмоборосиликатное волокно; 10 — то же, после воздействия
Са(ОН)2 — 1,5 года; 11 — исходное волокно ЩС-1; 12 — то же, после
воздействия Са(ОН)2 - 1,5 года; 13-14-15-16-17-18 - то же, соот-
ветственно для Щ-15ж, 31а, 71-СТЦ, 24а, 81-СЦЩ, 23-РЦ - 1 год
4—84
49
Рис. 16. Влияние времени и окружающей среды на прочность компози-
ции "цементный камень — стекловолокно"
1 — прочность на растяжение образцов на глиноземистом цементе с ар-
матурой из алюмоборосиликатных волокон диаметром 10 мкм (хране-
ние образцов два года при повышенной 95 ± 5 % относительной влажно-
сти воздуха при нормальной температуре, последующее время — хранение
в лаборатории с естественными отклонениями температуры и влажности
окружающей среды); 2 — то же, для образцов, армированных базальто-
выми волокнами диаметром 10,5 мкм; 3 — то же, для образцов, арми-
рованных алюмоборосиликатными волокнами (нормальные температур-
но-влажностные условия); 4 — то же, для образцов на основе гипсового
камня; 5 — прочность на изгиб образцов на белитоалюминатном цементе,
армированных волокнами 31а диаметром 20 мкм (хранение при отно-
сительной влажности воздуха 90 ± 5 % и нормальной температуре);
6—7 — то же, для образцов на портландцементе, армированных волокна-
ми соответственно Ц-22 и Ц-26 диаметрами 55 мкм; 8—9 — то же, для
образцов, армированных волокнами соответственно ЩС-1 и ЩС-2 диа-
метрами 8 и 10,5 мкм; 10 — то же, для образцов, армированных волок-
нами 23-РЦ диаметром 17 мкм; 11 — то же, для образцов, армирован-
ных волокнами алюмоборосиликатного состава диаметром 8 мкм;
12—13 — прочность на растяжение образцов на портландцементе, арми-
рованных щелочестойкими волокнами "Цем-Фил" (режимы твердения
соответственно на воздухе и в воде), по данным [94] ; 14—15 — то же,
для образцов, армированных волокнами "AR-стекло", по данным [951;
16-20 — прочность на разрыв стекловолокон соответственно Ш-15ж
(диаметр 60 мкм), Ц-22 (диаметр 55 мкм), ЩС-1 (диаметр 8 мкм),
Ц-26 (диаметр 55 мкм), щелочных (диаметр 8 мкм) после взаимодей-
ствия с насыщенным раствором Са(ОН)2 в течение 6 мес; 21 — то же,
по [431, для бесщелочных алюмоборосиликатных волокон (диаметр
10 мкм); 22 — прочность на изгиб образцов на портландцементе, ар-
мированных волокнами Щ-15-ЖТ диаметром 10,5 мкм при 20°С, по
данным [22]
50
ных температурно-влажностных условий на прочность компо-
зиции менее ощутимо. Наиболее благоприятные результаты по-
лучены на образцах из глиноземистого цемента, армированных
базальтовыми волокнами, а также в гипсовых отливках с ар-
матурой из бесщелочных волокон. Прочность армированных
материалов при растяжении в этом случае существенно превы-
шает прочность неармированной матрицы и незначительно от-
личается от исходной прочности материала спустя 5 лет. Влия-
ние среды твердения портландских цементов и воздействие
раствора Са(ОН)2 на стеклянные волокна более существенно.
Образцы, армированные алюмоборосиликатными волокнами,
в данном случае почти полностью утратили исходную прочность
в течение года. Цирконийсиликатные волокна обладают большой
щелочеустойчивостью, но прочность их заметно снижается в
аналогичных условиях с течением времени и тем больше, чем
меньше диаметр волокон. Наименее значительное снижение
прочности (10—17 %) в растворе Са(ОН)2 наблюдалось у воло-
кон Щ-15ж. Количество волокон 71-СТЦ, 24а, 31а и 81г в прово-
димых опытах [62] не было достаточным для осуществления
механических испытаний, но исходя из данных, рассмотренных
выше, можно^полагать, что изменения их прочности в щелоч-
ных средах не должны быть более существенными, чем у воло-
кон Щ-15ж. Можно заметить, что если снижение прочности в
растворе Са(ОН)2 у волокон Ц-22 в течение 6 мес составило
34 %, то соответствующее снижение в портландцементном
камне спустя 1 год было меньше 24 %. Предельное снижение
прочности в исследуемых образцах, армированных цирконий-
силикатными волокнами, достигло к 1 году 38 %. Полученные
данные согласуются с результатами исследований цирконий-
силикатных волокон "Цем-Фил", рекомендуемых для приме-
нения в Англии [94], которые также частично снижают свою
прочность в портландцементе (см. рис. 16). Более длительные
наблюдения показали, что прочность таких волокон в порт-
ландцементе оставалась вплоть до 5 лет на достаточно высоком
уровне. При хранении образцов в воде уровень прочности, как
правило, ниже.
Анализ проведенных исследований показывает, что стеклян-
ные волокна независимо от химического состава вступают
во взаимодействие с насыщенным раствором Са (ОН) 2 и жид-
кой фазой гидратирующихся цементов. Наиболее устойчивыми
к воздействиям среды твердения портландских цементов явля-
ются волокна цирконийжелезомагнийсиликатных составов. Ре-
шение вопроса о выборе волокон и вида вяжущих для конст-
рукционных материалов должно быть всегда связано не только
с подбором оптимального химического состава волокон и их
диаметров, но и с определением функционального назначения
и рациональных областей применения этих материалов с учетом
условий их длительной эксплуатации.
51
Синтетические волокна. Синтетические волокна относятся
к обширному классу волокон органического происхождения.
Несмотря на более низкие значения упругих характеристик
органических волокон (по сравнению со стальными и стек-
лянными), интерес к их исследованиям и применению в каче-
стве армирующей добавки для бетонов сохраняется до сих пор.
Попытки использовать в качестве арматуры органические
волокна растительного или животного происхождения были
известны с давних времен. Исследовались возможности приме-
нения джутовых, сизалевых, кокосовых, целлюлозных и других
волокнистых материалов. Однако волокна этого типа из-за
большого водопоглощения требуют существенного повышения
водоцементного отношения для обеспечения необходимой
подвижности бетонной смеси, что, в свою очередь, приводит к
заметному снижению прочности композиций. Проблематичны
также вопросы долговечности армированных такими волокна-
ми композиционных материалов.
В большей мере предъявляемым требованиям отвечают
синтетические волокна: найлоновые, полиэтиленовые, полипро-
пиленовые и др., которые, как установлено многими исследо-
ваниями, не поддаются коррозии под воздействием среды гид-
ратирующихся цементов.
Найлоновое волокно было первым синтетическим материа-
лом, рекомендованным для армирования бетона в конструк-
циях, подвергаемых главным образом действию динамических
нагрузок [51] . Однако найлоновые волокна в виде элемен-
тарных нитей менее технологичны и дороже полипропиленовых,
что является одной из причин, сдерживающих их более широкое
применение. Остальные показатели (прочность, химическая
инертность, долговечность и теплостойкость) найлоновых
волокон близки к показателям для волокон из полипропилена.
Объемные волокна из полипропилена для армирования бе-
тонов были впервые использованы в Англии [51]. Волокна
диаметром 0,02—0,038 мм получали из пленки путем ее продоль-
ной резки, вытягивания и скручивания. В бетонной смеси такие
фибриллированные волокна раскрываются, и цементное тесто
проникает между ячейками сетчатой структуры, образуемой
волокнами. Испытания показали, что указанные волокна имеют
более надежное сцепление с бетоном и дешевле, чем найлоновые.
Все синтетические волокна имеют плохую смачиваемость,
при этом их сцепление с цементным камнем весьма мало и обус-
ловливается в основном силами механического заанкери-
вания. Поэтому фибриллированные волокна, включая волокна,
скрученные в жгут, имеют более высокую степень заанкери-
вания в бетонной матрице.
Как уже отмечалось, армирование бетона синтетическими
волокнами не обеспечивает сколько-нибудь заметного повы-
шения прочности при статических загружениях. Однако соп-
52
ротивление композиции "бетон—синтетическое волокно" при
воздействии ударных нагрузок оказывается более высоким
по сравнению с неармированным бетоном. В этом случае работа,
которую необходимо затратить для полного разрушения компо-
зиции, значительно возрастает за счет, главным образом, сил
трения, которые необходимо преодолеть при выдергивании
волокон в процессе разрушения материала.
Значительный интерес представляет применение в качестве
арматуры синтетических волокнистых материалов, которые
являются отходами промышленного производства. К ним
относятся, в частности, полиамидные волокна, используемые
при получении шинного корда. Промышленные отходы корд*
ных волокон (вискозных, капроновых) дешевле полиэтилено-
вых, найлоновых и полипропиленовых. Отходы корда пред-
ставляют собой волокна длиной от 5 до 25 мм диаметром 0,5—
0,67 мм, которые сравнительно легко перемешиваются с бе-
тонной смесью и равномерно распределяются в ее объеме.
Оптимальное количество отходов кордных волокон, вводимых
в бетонную смесь, составляет обычно 0,6—1 по массе бетона.
Некоторые технические характеристики волокон, используе-
мых при изготовлении шинного корда, приведены в табл. 10.
Таблица 10
Волокно Число элемен- тарных волокон в нити Разрыв- ная на- грузка Н Удли- нение, % Проч- ность на рас- тяже- ние, МГ J Модуль Юнга, МПа 1а L
Полиамидное 140 130 24 720 1900
Вискозное сверхпроч- 800—1000 165 14 660 5600
ное
ГЛАВА 2
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ
ДИСПЕРСНО АРМИРОВАННЫХ БЕТОНОВ
При получении бетонов, упрочняемых волокнами, важное
значение имеют не только правильный подбор и рациональное
сочетание исходных материалов, но и технология их изготов-
ления. Свойства получаемых композиций находятся в большой
зависимости от решения задач, связанных с обеспечением равно-
мерности распределения фибр в бетоне, их ориентации, анке-
ровки, определяющих в значительной мере способность ком-
позиции оказывать сопротивление внешним воздействиям.
Несмотря на общность многих вопросов в технологии дис-
персно-армированных бетонов, в этом направлении имеется
много различных технологических ответвлений, которые про-
должают развиваться в настоящее время. Поэтому в данном
случае разговор может идти не о внедрении одного из новых
технических предложений, а практически о создании новой
отрасли промышленности строительных материалов и конст-
рукций.
БЕТОНЫ, АРМИРОВАННЫЕ СТАЛЬНЫМИ ФИБРАМИ
Первые работы, относящиеся к получению дисперсно-арми-
рованных бетонов с применением стальных волокон, в нашей
стране связывают с именем В.П. Некрасова, которым еще в
1907 г. был проведен комплекс работ и описаны результаты
исследований по получению бетонных материалов, регулярно
и хаотически дисперсно-армированных отрезками проволок
малых диаметров. Имелись предложения вводить в бетонную
смесь металлическую шерсть, стружки и другие подобные
материалы. Однако введение в бетон волокон не всегда давало
желаемые результаты. Для получения высокопрочных компо-
зиций необходимо выполнить ряд условий:
54
надо иметь достаточное количество одинаково высокопроч
ных волокон;
в ходе технологического процесса волокна должны сохра
нять значительную часть своей прочности;
волокна должны иметь хорошее сцепление с раствором и
бетоном;
волокна надо равномерно распределять по всему объему
матрицы, однако они не должны непосредственно соприкасаться
друг с другом;
матрица должна быть химически инертной по отношению к
волокнам;
волокна должны иметь более высокий по сравнению с матри-
цей модуль упругости;
желательно, чтобы матрица имела достаточно высокую проч-
ность на сдвиг; при возможности следует стремиться к ориен-
тированному распределению волокон в матрице (растворе, бе-
тоне) .
Выполнение перечисленных условий требует проведения раз-
личных по содержанию и сложности осуществления технологиче-
ских мероприятий.
Рассмотрим вопросы изготовления бетонов, армируемых
стальными фибрами под углом зрения трех основных техноло-
гических этапов: получение фибровой арматуры, приготовление
фиброармированной бетонной смеси, формование изделий.
В настоящее время применяется пять способов получения
стальных фибр: из проволоки с резкой и профилированием их
сечения; из отработанных стальных канатов с резкой последних
на отрезки заданной длины, их расщеплением и очисткой от
смазки; из стальной полосы заданной ширины с поперечной или
продольной резкой специальными фрезами; из стального слитка
(сляба) путем фрезерования; вытяжкой волокон из расплава.
Наиболее освоены и распространены в практике способы полу-
чения фибр из проволоки, отработанных канатов и тонкого
стального листа [21, 31, 33, 51]. К интересному направлению
можно отнести пакеты, получаемые склеиванием фибр водо-
растворимым клеем, например по методу бельгийской фирмы
"Бекарт" (пакеты "Драмикс", см. рис. 6 и 17). В данном случае
проволоки диаметром до 1 мм от 10 бухт подаются через на-
правляющие ролики в емкость с клеем, после чего подвергают-
ся термообработке в сушильной печи и затем после твердения
клея разрезаются на пакеты (блоки) с образованием на их кон-
цах отгибов для повышения анкерующей способности каждой
фибры. Применение таких пакетов фибр снижает транспортные
расходы, повышает качество технологического процесса смеши-
вания фибр с компонентами бетонной смеси.
Возможны два направления в освоении производства фибро-
вой арматуры: централизованное или непосредственно на заво-
дах ЖБК. Второе на современном этапе может обеспечить более
55
Рис. 17. Схема технологии получения пакетов фибр "Драмикс" фирмы
Бекарт
1 — бухты проволоки; 2. . .5 — направляющие ролики; 6 — емкость для
клея; 7 — обтирочное приспособление; 8 — сушильная печь; 9 — фрик-
ционные ролики; 10 — нож
Рис. 18. Схема станка для получения фиор из стальной
проволоки
1 — бухтодержатель; 2 — направляющая; 3 — прижим-
ной валок; 4 — приводной валок; 5 — проволока; 6 —
ротор; 7 — подвижный нож; 8 — неподвижный нож
Рис. 19. Схема станка для изготовления фибр из листо-
вой рулонной стали
1 — рулон листовой стали; 2 — направляющее устройст-
во; 3 — подающий механизм; 4 — неподвижный нож;
5 — ротор с подвижными ножами
56
Рис. 20. Схема установки для получения фибр из отра-
ботанных канатов
1 — бухта троса; 2 — механизм подачи троса; 3 — пневмо-
цилиндр; 4 — режущее устройство; 5 — вальцы для рас-
щепления прядей троса; 6 — контейнер-дозатор; 7 — ем-
кости для промывки фибр
быстрое решение производственных вопросов. Например, уже
в настоящее время на ряде заводов ЖБК в Ленинграде (Глав-
ленинградинжстрой, Главленинградстрой) были достаточно эф-
фективно использованы станки для получения фибр из стальной
проволоки (рис. 18). Прошла успешные испытания установка
ЛенЗНИИЭП, предназначенная для получения фибр из листовой
рулонной стали (рис. 19). В тресте Казметаллургстрой (г. Те-
миртау) освоена установка для получения фибр из отработан-
ных стальных канатов (рис. 20). Централизация производства
потребует решения задач по повышению уровня механизации и
созданию более производительного оборудования, включая, на-
пример, блокирование станков и установок с обеспечением
процесса профилирования и рубки проволок по многониточ-
ной схеме, либо по принципу разработанной ВНИИМетизом
технологической механизированной линии, осуществляющей
протяжку исходных проволок достаточно больших диаметров
на шестиниточной волочильной машине с обжатием последних
до диаметров порядка 0,5 мм с последующим профилированием
и рубкой их на фибры (без предварительной намотки протяги-
ваемых проволок на катушки), либо по принципу создания па-
кетов фибр по типу технологии бельгийской фирмы "Бекарт"
(см. рис. 6,17). При разработке и освоении подобных техноло-
гий открываются возможности для более широкого и эффектив-
ного использования средств автоматизации, манипуляторов,
робототехники.
Наиболее сложно в технологическом отношении введение во-
локон (фибр) в необходимых количествах в растворную или
бетонную смесь с одновременным обеспечением соответствую-
щей равномерности и дисперсности их распределения. При тра-
диционных методах перемешивания в растворе и бетоне при
введении волокнистого заполнителя наблюдается образование
характерных скоплений волокон в виде комков и клубков,
57
препятствующих дальнейшему равномерному их распределению
в объеме материала. Это наблюдается при использовании прак-
тически всех видов волокон независимо от применяемого вяжу-
щего. Поэтому могут возникнуть ситуации, при которых содер-
жание волокон и степень их рассредоточения в растворе (бето-
не) будут неодинаковыми и недостаточными для создания оп-
тимального (критического) уровня. Это может привести к тому,
что статические испытания на растяжение или изгиб не покажут
увеличения прочности материала.
Возможности равномерного распределения волокон в раство-
ре (бетоне) обусловливаются рядом факторов и зависят в зна-
чительной мере от отношения длины волокон к диаметру, их
объемного содержания, размера частиц заполнителя, его коли-
чества, а также способов перемешивания.
Особенно большое влияние на технологический процесс
оказывает длина используемых волокон. Ранее уже отмечалось,
что увеличение длины волокон обеспечивает повышение их
анкерующей способности в бетоне, но одновременно снижает
возможности их качественного перемешивания с бетонной
смесью в бетоносмесителе. Исходя из этого, оптимальным для
стальных фибр при существующей технологии принимают
отношение If / df = 1OO(Zf и df — длина и диаметр фибр). По-
казательно также, что равным значениям выражения gf/f/c/f
(g^~ объемный коэффициент армирования) соответст-
вуют при равных прочих условиях одинаковые значения проч-
ности сталефибробетонных образцов [35]. Отсюда следует,
что с уменьшением длины фибр обеспечение равноценного
эффекта по прочности может быть достигнуто за счет увели-
чения содержания армирующих волокон (фибр) в бетоне и,
напротив, с увеличением длины фибровой арматуры расход
ее может быть соответственно уменьшен.
Важное значение имеют вопросы введения фибр в бетонную
смесь. Качественное получение фиброармированной бетонной
смеси может быть достигнуто при условии обеспечения равно-
мерной и постепенной подачи фибровой арматуры в бетоносме-
ситель во время перемешивания в нем компонентов бетонной
смеси.
Известны несколько способов получения бетонов, армиро-
ванных стальными фибрами. Например, сначала перемешивают
всухую песок с заполнителем и затем вводят требуемое коли-
чество предварительно просеянных через сито фибр [51]. После
этого в смесь добавляют цемент и воду или сначала цемент, а
затем воду с добавками и продолжают перемешивание до полу-
чения однородного состава бетона. В ряде случаев волокно до-
бавляют к заполнителю, предварительно перемешанному с
водой, и после этого вводят цемент и недостающую воду. Если
изделия изготавливают на основе раствора (без крупного за-
полнителя) , то волокна обычно вводят в последнюю очередь.
58
Поиски оптимальных методов введения фибр в бетонную
смесь привели к разработке новых предложений. Одним из
них [7] рекомендуется осуществлять подачу фибр в бетоно-
смеситель с помощью установленного над ним специального
устройства, представляющего собой барабан в виде "беличье-
го колеса". В барабан помещается навеска фибр на замес сме-
си. В процессе вращения барабана фибры под действием цент-
робежных сил постепенно и равномерно подаются в смеси-
тель во время перемешивания в нем компонентов бетонной
смеси. Другое предложение [3] состоит в том, что в зоне над
бетоносмесителем устанавливают устройство для получения
фибр из исходной заготовки (стальной проволоки). Устрой-
ство работает одновременно (синхронно) с работой бетоно-
смесителя. Во время перемешивания компонентов бетонной
смеси осуществляется процесс резки проволоки на фибры с
одновременной их подачей в бетоносмеситель. В данном слу-
чае отпадает необходимость в упаковке фибр, их складировании
и транспорте.
Известны предложения по равномерной подаче фибр в бетон-
ную смесь через вибросито по конвейеру методом вдувания,
например, при сооружении бетонных стен реактора в Англии
[51]. Волокна j^i3 барабанов поступали на вибросито, где осу-
ществлялось их расщепление, после чего их подавали на кон-
вейер и затем вдували сжатым воздухом в бетономешалку с
предварительно загруженными в нее исходными компонен-
тами бетонной смеси. Такая технология, по сообщению авто-
ров, позволила исключить комкуемость волокон и обеспечить
необходимую однородность фиброармированного бетона. Хоро-
шие результаты по данным бельгийской фирмы "Бекарт" по-
лучены при введении в бетон пакетов фибр, склеенных водо-
растворимым клеем. При введении в бетонную смесь подобные
пакеты хорошо распределяются в ее объеме и в процессе раство-
рения клея при перемешивании смеси распадаются на отдельные
фибры с последующим их равномерным распределением в
смеси.
Итальянская фирма "Коголо" при строительстве завода
кожизделий в нашей стране (г.-Рязань) использовала пакеты
фибр "Драмикс" в качестве арматуры для возведения монолит-
ных полов из сталефибробетона. Фиброармированная бетонная
смесь приготавливается на специализированном технологиче-
ском участке завода ЖБИ (рис. 21). Щебень с размерами фрак-
ций до 20 мм и песок подаются по системе конвейеров к загру-
зочному люку авто бетоносмесителя. По наклонному лотку на
движущийся конвейер с песком и щебнем подаются пакеты
фибр. Затем по системе пневмотранспорта в автобетоносмеси-
тель подаются цемент и по трубопроводам вода (В/Ц = 0,3) и
пластификатор. Расход фибр 18 кг/м3 ( 0,2 % по объему).
Перемешивание компонентов фиброармированной бетонной
59
Рис. 21. Схема узла приготовления сталефибро-
бетонной смеси на строительстве завода кожизде-
лий, (Рязань)
1 — пульт управления; 2 — бункерная эстакада с
дозаторами для подачи песка и щебня; 3 — гори-
зонтальный (ленточный) конвейер; 4 — наклон-
ный конвейер; 5 — наклонный лоток для подачи
пакетов фибр; 6 — мешки с пакетами фибр; 7 —
емкость для цемента; 8 — емкость для воды;
9 — емкость для пластификатора; 10 — автобето-
носмеситель
смеси во вращающемся барабане автобетоносмесителя осущест-
вляется непосредственно на строительной площадке перед ук-
ладкой этой смеси в зону бетонирования. При этом автобето-
носмеситель заезжал в район карты бетонирования и по лотку,
закрепленному к кольцу разгрузочного отверстия, фиброарми-
рованная смесь выгружалась к месту укладки. Вибрирование
уложенной смеси осуществлялось вибробулавой, разравнива-
ние — рейкой.
Для приготовления фиброармированных бетонных смесей
могут использоваться обычные смесители периодического дей-
ствия, но более эффективными являются смесители принуди-
тельного действия, а также специальные смесители, например
спирально-вихревые, турбулентные и др.
При относительной длине фибр tf / df ~ 100 предельное со-
держание их, которое удается ввести в бетонную смесь при
обычных способах перемешивания, составляет 2—3 % по объ-
ему. С уменьшением относительной длины фибр их количест-
во
Рис. 22. Зависимость энерго-
емкости приготовления и
удобоукладываемости фибро-
бетонной смеси от процента
армирования (по объему),
вида фибр и добавки (0,5 %
СЗ + 0,2%СДБ)
1 — энергоемкость приготов-
ления стеклофибробетонной
смеси без добавки; 2 — то
же, с добавкой; 3 — удобо-
укладываемость стеклофиб-
робетонной смеси без добав-
ки; 4 — то же, с добавкой;
5 — энергоемкость приготов-
ления сталефибробетонной
смеси без добавки; 6 — то
же, с добавкой; 7 — удобо-
укладываемость сталефибро-
бетонной смеси без добавки;
8 — то же, с добавкой
во, которое может быть введено в бетонную смесь без ухуд-
шения ее однородности, возрастает и, напротив, повышение
относительной длины фибр снижает возможности технологи-
ческого процесса.
Важной проблемой, возникающей при армировании волок-
нами бетонных материалов, является также снижение удобо-
укладываемости бетонной смеси по мере увеличения в ней
содержания волокнистого заполнителя. Установлено, что как
с увеличением длины волокон, так и с уменьшением их диа-
метра снижение удобоукладываемости бетона при прочих рав-
ных условиях (например, при одном и том же содержании
волокон) проявляется более заметно. Повышения уровня
удобоукладываемости обычно достигают за счет увеличения
водоцементного отношения и объема растворной части мате-
риала, а также благодаря применению различных пластифици-
рующих добавок.
В работе [31] изложены данные исследований, характери-
зующие энергоемкость приготовления и удобоукладываемости
фибробетонной смеси со стальными и стеклянными волокнами
в зависимости от процента армирования jiy, вида фибр и до-
бавок (0,5 % СЗ + 0,2 % СДБ). Приготовление фибробетонной
смеси осуществлялось в тарельчатом смесителе. Данные [31]
отражали указанную зависимость от (по массе). В связи с
тем, что плотность стали и стекла различны, с целью приведения
этой зависимости к общему для рассматриваемых фибр пока-
зателю, представлялось целесообразным видоизменить график
с изображением на нем (рис. 22) рассматриваемой зависимости
от fJLf (по объему). Данные показывают, что введение фибр в
61
1>
бетонную смесь повышает ее энергоемкость и снижает удобо-
укладываемость по сравнению с неармированным бетоном.
Введение добавок улучшает эти показатели.
Исследования показывают, что типичный армированный фиб-
рами бетон должен отличаться от обычного более высоким со-
держанием цемента, расход которого в зависимости от наличия
в бетоне крупного заполнителя и геометрических параметров
фибровой арматуры колеблется в пределах 350—550 кг/м3.
При этом водоцементное отношение принимают в пределах
0,35—0,55. В ряде случаев расход цемента в дисперсно арми-
рованных бетонах может быть снижен за счет применения зо-
лы-уноса. Удобоукладываемость бетона при этом улучшается
без отрицательного влияния на прочность материала [37, 51].
Большое влияние на технологический процесс оказывает
наличие в бетоне крупного заполнителя. Обычно содержание
крупного заполнителя рекомендуется ограничивать до 20—25 %
по объему, а максимальный размер его зерен должен состав-
лять не более 10—15 мм. Присутствие крупного заполнителя
в смеси влияет на возможности регулирования объемного со-
держания фибр в бетоне. Обычно с увеличением содержания
крупного заполнителя объемное содержание фибровой арма-
туры, которое может быть введено в бетон без комкования,
линейно уменьшается. При армировании бетона волокнами
малых диаметров влияние крупного заполнителя на свойства
композиции может оказаться негативным, поэтому в этих
случаях применение крупного заполнителя вообще не реко-
мендуется, а композиция изготавливается на основе мелкозер-
нистого бетона (раствора) состава Ц:П = 1:2 ... 1:3. Чем боль-
ше диаметр волокон, тем соответственно меньше отрицательное
влияние крупного заполнителя. При этом могут быть даже улуч-
шены формовочные свойства армированного бетона и его проч-
ностные показатели.
Большое значение с технологической точки зрения имеют
различного рода добавки, вводимые в бетонную смесь для
улучшения ее качества. Для оптимизации технологического про-
цесса целесообразно использование добавок-пластификаторов
или суперпластификаторов, воздухововлекающих добавок,
замедляющих или ускоряющих схватывание, снижающих влаго-
содержание и водопотребность, регулирующих осадку и т. д.
Волокна, как правило, не оказывают какого-либо влияния на
действие добавок.
Промышленное производство сталефибробетона и конструк-
ций с его применением в нашей стране пока еще не освоено.
На ряде предприятий налажено серийное производство экспе-
риментальных конструкций. Опыт их изготовления и приме-
нения имеет важное значение для дальнейшей подготовки и раз-
вития этой отраёли производства.
62
Рис. 23. Схема узла приготовления сталефибробетонной смеси на
экспериментальном заводе ЖБК Главленинградстроя
1 — бухта; 2 — станок для получения фибр; 3 — контейнер-до-
затор; 4 — барабан—распределитель фибр; 5 — бетоносмеситель;
6 — площадка обслуживания; 7 — монорельс; 8 — подача ком-
понентов бетонной смеси; 9 — выгрузка сталефибробетонной
смеси
Получение фиброармированной бетонной смеси может осу-
ществляться на бетоносмесительных узлах действующих заво-
дов. При этом в зависимости от условий производства могут
быть различные компоновки дополнительных технологических
устройств с действующим оборудованием [33] (рис. 23). Ста-
нок для получения фибр из проволоки первоначально был раз-
мещен на бетоносмесительном узле. Дозировка фибр по мас-
се осуществлялась в емкости-дозаторы с необходимым для
замеса смеси количеством фибр. Емкость-дозатор с фибровой
арматурой тельфером подавалась в барабан-распределитель,
установленный над бетоносмесителем. Из барабана фибры равно-
мерно попадали в бетоносмеситель во время перемешивания
в нем компонентов бетонной смеси. Эта технологическая схема
была в дальнейшем усовершенствована. Станок для изготовле-
ния фибр был установлен над бетоносмесителем, при этом фиб-
ры одновременно с процессом их получения из проволоки
направлялись непосредственно в бетоносмеситель. Это упро-
63
щало технологический цикл и позволяло обеспечить равномер-
ность распределения фибр в бетоне.
Несколько иная технологическая схема принята на заводе
жаростойкого бетона треста Казметаллургстрой. Сталефибро-
бетонная смесь изготовляется на технологической линии формо-
вания изделий. Бетон из бетоносмесительного узла подается
к этой линии. В начале линии установлен дополнительный сме-
ситель, над ним смонтировано вибросито. Перед формованием
изделий в смеситель загружается поступившая с БСУ бетонная
смесь и осуществляется ее повторное перемешивание с одно-
временным введением в бетоносмеситель фибровой арматуры.
Таким образом, при изготовлении дисперсно -армированных
бетонов могут быть использованы два основных технологиче-
ских приема:
совмещение волокон с компонентами бетонной смеси непо-
средственно в процессе ее приготовления в бетоносмесителе;
совмещение волокон в бетоносмесителе с заранее приготов-
ленной бетонной смесью.
Обычно рабочее количество профилированных фибр, вводи-
мых в бетонную смесь, колеблется в пределах 80—120 кг на 1 м3
бетона. В случае применения фибр из гладкой проволоки, полу-
чаемых из отработанных канатов, это количество повышается.
Рабочий состав изготавливаемого сталефибробетона с приме-
нением фибр из подобных канатов на заводе жаростойкого бе-
тона (г. Темиртау) включал следующие соотношения исполь-
зуемых материалов в расчете на 1 м3 смеси: цемент — 530 кг,
песок (песчано-гравийная смесь) — 1670 кг, вода — 200 л,
стальные фибры — 180. .. 200 кг, СДБ — 1,06 кг.
Опыт экспериментального производства показывает, что из-
готовление изделий и конструкций из дисперсно*армированных
бетонов может осуществляться по стендовой или поточно-аг-
регатной технологии или на конвейерных технологических ли-
ниях.
Особый интерес представляют работы по торкретированию
сталефибробетонной смеси. Значительных успехов в технологии
торкретирования достигла норвежская фирма "Робокон". Этой
фирмой разработана и освоена автоматизированная установка-
агрегат для производства работ по торкретированию сталефиб*
робетона. Работы с помощью таких установок осуществляются
в промышленном масштабе. Для выполнения работ использу-
ются фибры "Драмикс" диаметром 0,5 мм, длиной 30 мм в
количестве 1. . .1,5 % (по объему смеси). Бетонная смесь со-
держит крупный заполнитель с размером фракций до 20 мм.
В бетон добавляется жидкое стекло в количестве 10—12 л на
1 м3 смеси. Установка для торкретирования включает шар-
нирную стержневую систему со штангой, к которой прикреп-
лены шланги и насадка (форсунка) для подачи под давлением
64
сталефибробетона. Установка снабжена компрессором и ем-
костью для бетона. Работу с установкой осуществляет один
оператор через пульт управления. Установку обычно монти-
руют на автотранспортном средстве. Работы по торкретирова-
нию с одной стоянки можно осуществлять до высоты 14 м,
шириной до 10 м. Производительность установки 18—20 м3/ч.
С помощью этой установки фирмой "Робокон" выполнен
большой объем работ по торкретированию подземных тон-
нелей, резервуаров для нефти и других сооружений.
Особый интерес представляет использование при изготов-
лении дисперсно/армированных бетонов и конструкций на
их основе специальных технологических мероприятий, позво-
ляющих улучшить качество готовой продукции. Здесь прежде
всего следует указать на большие возможности вибропроката
и вибропрессования в сочетании с вакуумированием, центри-
фугированием, формированием под давлением (с пригру-
зом). Эти методы способствуют удалению из бетона избыточ-
ной воды, создают условия для ориентации фибр и получению
более плотной структуры армированного материала. В ряде
случаев раствор и волокно укладывают на форму, имеющую
перфорированный поддон, который покрывают бумагой, об*
падающей высокой прочностью в сыром состоянии, или порис-
тым пластиком. Бумага и пластик играют роль фильтра, по-
зволяющего уменьшить содержание воды в формуемом из-
делии. Ориентация стальных фибр в формуемом изделии мо-
жет быть достигнута за счет создания в зоне формования маг-
нитного поля.
Технологические мероприятия, связанные с укладкой, уп-
лотнением и отделкой армированных волокнами бетонных
материалов, практически не отличаются от традиционных.
При изготовлении дисперсно армированных бетонов повышен-
ное внимание необходимо уделять продолжительности вибро-
обработки. Время виброобработки оказывает существенное
влияние на равномерность распределения фибр в объеме бето-
на. Превышение времени вибрации бетона сверх установленно-
го (в зависимости от его состава) может привести к расслое-
нию армированной смеси. В данном случае вследствие разницы
в объемных массах бетона и стали под действием сил гравита-
ции фибры в процессе вибрации смеси стремятся опуститься
вниз (к поддону). Иногда это свойство используется для обес-
печения зонного армирования, когда по расчету в какой-либо
части (зоне) изделия требуется более высокий уровень арми-
рования. Регулирование времени вибрации для обеспечения
равномерного или зонного армирования осуществляется на
стадии изготовления изделий.
Свойства дисперсно армированных бетонов расширяют
возможности изготовления строительных изделий со сложным
геометрическим очертанием, с разным качеством и фактурой
5—84
65
Рис. 24. Установка для формования сталефибробетон-
ных изделий (лотков) методом гнутья свежеотформо-
ванной плоской заготовки
1 — рама; 2 — поддон; 3 — средняя съемная секция
поддона; 4 — крайняя секция поддона; 5 — Г-образ-
ный кронштейн; 6 — силовой цилиндр; 7 — шток;
8 — шарнир; 9 — замок борта; 10 — продольный
борт; 11 — формуемое изделие; 12 — замок поддо-
на; 13 — формообразующая накладка; 14 — верхняя
секция борта; 15 — нижняя секция борта
поверхности. Для этих целей используются различного рода
шаблоны, катки, пуансоны, традиционные и пневматические
виды опалубок, формы не только с жесткими, но и гибкими
поддонами с плоской и рельефной поверхностью.
Фибры, пронизывая объем бетона, образуют в нем своеоб-
разный "каркас", обеспечивающий устойчивость тонкого слоя
свежеотформованного фибробетона, даже при перемещении
его вместе с поддоном, в вертикальное положение. Это свой-
ство использовано для получения изделий, в частности, дуго-
и П-образной формы в поперечном сечении из свежеотформо-
ванной фибробетонной плоской заготовки методом гнутья.
Одна из модификаций установок для осуществления этого
способа при изготовлении фибробетонных лотков показана
на рис. 24 [12].
БЕТОНЫ, АРМИРОВАННЫЕ
НЕМЕТАЛЛИЧЕСКИМИ ВОЛОКНАМИ
Технологические методы изготовления композиций с при-
менением неметаллических волокон (стеклянных, синтетиче-
ских) связаны в основном с решением тех же задач, что и при
использовании стальной фибровой арматуры. Основное отли-
чие в том, что в этих композициях ограничены возможности
66
применения крупного заполнителя, и для практических це-
лей рекомендуются матрицы главным образом на основе це-
ментного (гипсового) камня (подобно асбестоцементу) или
мелкозернистого бетона (цементно-песчаного раствора).
Вопросы армирования строительных конструкций стек-
лянными волокнами в нашей стране были впервые исследованы
А.К. Буровым в предвоенные годы. Им и его сотрудниками
были созданы эффективные конструкционные стеклоплас-
тики. Работы по освоению технологии изготовления стекло-
армированных композиций на основе цементных растворов
и бетонов были начаты в начале 60-х годов. Наибольший ин-
терес к этому направлению проявляется в последние годы в
связи с разработкой щелочестойких стекловолокон, способ-
ных противостоять воздействиям продуктов гидратации це-
ментных вяжущих, а также с наличием значительных отходов
синтетических волокон в химической промышленности, ко-
торые целесообразно использовать, в частности, в строительстве.
Стеклянные и синтетические волокна имеют несколько
меньшую тенденцию к комкованию при перемешивании по
сравнению с металлическими волокнами, поэтому перед вве-
дением в бетонную смесь не требуется их просеивания через
сито. Однако при заводском изготовлении (с целью обеспе-
чения равномерности подачи) введение подобных волокон в
бетоносмеситель лучше осуществлять вдуванием незадолго
до окончания перемешивания смеси. Для получения стекло-
армированных композиций хорошие результаты были полу-
чены при использовании прутково-шнековых смесителей, ра-
ботающих по принципу миксера (конструкция АрмНИИСА),
спирально-вихревых смесителей, обеспечивающих достаточную
однородность распределения волокон в бетоне. Для повыше-
ния качества смеси предлагаются различные дополнительные
мероприятия [37, 51]. В частности, тенденция к образованию
клубков стеклянных волокон при введении последних в це-
ментный раствор может быть уменьшена путем добавления в
раствор вместе со стекловолокном некоторого количества
измельченного асбестового волокна. Для повышения прочности
бётона и придания ему лучшего внешнего вида и более гладкой
поверхности рекомендуется наряду с введением волокон добав-
лять в формовочную смесь в небольших количествах наполни-
тели в виде мраморной пыли, тонкоизмельченной обожженной
глины, минеральной ваты.
Распространенным и эффективным технологическим мето-
дом получения стеклоармированных композиций является
набрызг (напыление) раствора под давлением (подобно торк-
ретированию) с одновременной подачей волокна на большой
скорости, как, например, в ряде случаев это осуществляют
при изготовлении стеклопластиков. На первых этапах освоения
67
Рис. 25. Инжекционное сопло
для подачи цементной суспен-
зии
1 ' — корпус; 2 — штуцер для
подвода сжатого воздуха; 3 —
подвод цементной суспензии
воздуха; 3 — отвод сжатого воздуха в диффузор;
4 — панель крепления диффузора и механизма резки
стеклоровинга; 5 — диффузор; 6 — вырез в диффузо-
ре, в который подается рубленый стеклоровинг; 7 —
нож для резки стеклоровинга; 8 — барабан с ножами;
9 — резиновый бандаж
этого метода установка УНС-1 для получения стеклопластиков
являлась прообразом оборудования, предназначенного для
изготовления стеклофиброцементных изделий. В разработанной
киевским отделением ВНИИНСМа установке-напылителе инжек-
ционное сопло было соединено с корпусом накопителя вяжуще-
го (цементного теста) и штуцером для подвода сжатого воздуха.
В дальнейшем сопло было отделено от корпуса накопителя и
подача цементного теста к соплу стала осуществляться по шлан-
гам. Метод напыления стеклофиброцемента удобен при изго-
товлении тонкостенных элементов с хаотичной двухмерной ук-
ладкой стекловолокна при соблюдении точной дозировки
используемых компонентов. Наиболее эффективным является
способ механизированного напыления, обеспечивающий син-
68
хронную подачу в форму цементного связующего и рубленого
стекловолокна [17]. Процесс изготовления в этом случае
включает следующие операции. С помощью инжекционного
сопла (рис. 25) раствор (цементная суспензия) под давлением
наносится на поддон с формуемым изделием. Одновременно
при помощи пневматического пистолета-напылителя (рис. 26)
осуществляется рубка непрерывного стекловолокна (стекло-
ровинга) на отрезки заданной длины. Под действием сжатого
воздуха стекловолокно подается в струю цементной суспензии.
Смесь при напылении (торкретировании) может наноситься не
только на горизонтальную, но и на наклонные и вертикальные
поверхности.
В установке, разработанной ЦНИИОМТП, агрегат для напы-
ления смонтирован в створе технологической линии для изго-
товления стеклофиброцементных плит. Формы для изготовле-
ния плит перемещаются по роликовому конвейеру конвейер-
ной линии. В форсунку механизма напылителя по шлангам
от компрессора подается сжатый воздух и одновременно от
растворосмесителя поступает цементный раствор (Тесто), а
от узла рубки — стекловолокно. На выходе напыляющих со-
пел образуется факел, состоящий из цементного теста и отрез-
ков волокон. При этом механизм-напылитель совершает воз-
вратно-поступательное (челночное) движение относительно про-
дольной оси конвейера. В результате при согласованном с ра-
ботой напылителя движении 4юрм по конвейеру осуществля-
ется формование плит. Процесс равномерного заполнения фор-
мы при изготовлении плит размером 1,8x1,5 м и толщиной
2 см длится примерно 3 мин.
Предельные значения объемного содержания стеклянных во-
локон, которые удается ввести в цементный раствор при хао-
тичном армировании, колеблются в пределах 3. . .5 % по объ-
ему, а при направленном армировании указанные значения
могут быть доведены до 10. . .12 %. Диапазон длины стеклян-
ных волокон, вводимых в раствор, при их свободной ориента-
ции принимают в пределах 1—5 см
Таким образом, можно выделить различные по своему ха-
рактеру технологические приемы, которые применяются при
изготовлении бетонных смесей, включающих арматуру в виде
волокон. При использовании сравнительно коротких волокон
для армирования бетонов (дискретное армирование) наиболь-
шей популярностью пользуются непосредственное перемеши-
вание волокон с бетонной смесью либо напыление (торкрети-
рование). При этом формование и обработка бетонной смеси
могут производиться в сочетании с прессованием, вакуумирова-
нием либо с центрифугированием, способствующим удалению
из бетона избыточной воды, созданию более плотной структуры
материала
69
Остальные технологические приемы относятся к армирова-
нию бетонов сравнительно длинными волокнами: пучками
нитей, лентами, сетками, тканями, холстами, матами. Подобное
армирование осуществляется, как правило, с направленной ори-
ентацией волокон по отношению к действующим усилиям.
При армировании бетонов непрерывными волокнами исполь-
зуется либо метод контактного формования, предусматриваю-
щий последовательную укладку в форму бетонной смеси и ар-
мирующих волокон, либо метод погружения волокон в бетон-
ную матрицу. В ряде случаев нити (ленты) наматываются на
сердечник параллельными рядами с одновременным (или по-
следовательным) набрызгом цементного раствора.
Анализ работ в области технологии показывает, что в этом
направлении еще не все вопросы получили окончательное ре-
шение. Многие технологические методы находятся в стадии
развития. Вместе с тем освоение существующих технологий
наряду с их совершенствованием будет способствовать более
широкому внедрению дисперсно-армированных бетонов в
практику строительства.
ГЛАВА 3
ВОПРОСЫ ТЕОРИИ И ПРОЕКТИРОВАНИЯ
Развитие теории дисперсного армирования бетонных мате-
риалов связано в значительной мере с решением задач в об-
ласти моделирования структуры дисперсно-армированных сис-
тем, приведения хаотичного и дискретного армирования к эк-
вивалентному направленному с учетом напряженно-деформи-
рованного состояния элементов, определения эффективных
значений объемного содержания фибровой арматуры, обеспе-
чивающих исключение хрупкого разрушения конструкций и
повышающих сопротивление распространению трещин в бе-
тоне, выявления способности армированного материала к вос-
приятию механических и других видов воздействий.
Диапазон диаметров армирующих элементов, используемых
для упрочнения бетонных матриц, достаточно обширен. Если,
например, порядок величины диаметров традиционной армату-
ры в железобетоне принять равным 1, то для проволок сеток,
применяемых в армоцементе, он составит 10"1, для тонких
стальных фибр — 10"2, для стеклянных волокон — 10"3 см.
В связи с этим важное значение представляют исследования по
выявлению оптимальных соотношений между геометрическими
характеристиками армирующих элементов и размерами эле-
ментов структуры различных видов бетонных матриц: крупно-
и мелкозернистых бетонов, цементно-песчаных растворов, це-
ментного камня. В определенных условиях направленное дис-
персное армирование может быть реализовано и при традицион-
ных диаметрах арматуры в железобетоне (например, в поясах
ферм, двутавровых балок при высоком насыщении арматуры).
Можно допустить существование различных уровней эффек-
тивного дисперсного армирования, и задача состоит в определе-
нии критериев, которые можно было бы принять за основу для
выявления границ этих уровней.
71
Диспергирование предполагает существенное увеличение по-
верхности раздела между дисперсной фазой и дисперсионной
средой. Процесс диспергирования может привести к качествен-
ным изменениям физического состояния различных многоком-
понентных систем. Для определения эффективных границ
дисперсности армирования бетонов также могут служить соот-
ветствующие изменения физических и прежде всего механиче-
ских характеристик бетонной матрицы (прочность, трещино-
стойкость, ударная вязкость и др.), проявляющиеся в резуль-
тате существенного уменьшения величины диаметров армирую-
щих элементов и увеличения степени их рассредоточения в объ-
еме бетона.
Исследования показывают, что оптимальные уровни дисперс-
ного распределения армирующих элементов в объеме бетона
должны быть тесно связаны с параметрами структуры самого
бетона. Основываясь на различиях в структурном строении раз-
личных видов бетонных матриц, в работе [60] принята в каче-
стве исходной предпосылки гипотеза о том, что геометрические
характеристики армирующих элементов (их диаметры и сте-
пень рассредоточения) должны быть соизмеримы с "врожден-
ными дефектами" и прежде всего с неоднородностями верхнего
уровня структуры бетона. В этом случае появляются предпо-
сылки для более эффективного сдерживания роста трещин в
бетоне при его загружении. Исходя из этого, были выделены
четыре уровня дисперсного армирования бетонов (рис. 27).
Границы указанных уровней выделены путем сопоставления
различных вариантов распределения армирующих элементов в
объеме матриц с характерными размерами неоднородных вклю-
чений. Масштаб изменения расстояний между армирующими
элементами при соответствующих диаметрах на оси ординат
графика принят эквивалентным масштабу изменения размеров
макроструктурных неоднородностей матриц. На графиках вы-
делены также зоны А, Б, С, в пределах которых содержание
дисперсной арматуры оказывается соответственно ниже мини-
мально необходимого уровня, находится в оптимальных преде-
лах, становится больше допускаемых (по условиям техноло-
гии) предельных значений. Характеристики дисперсного рас-
пределения армирующих элементов в объеме бетона рассчита-
ны по формулам табл. 11. В этой таблице Af, df, Nf, Pf,
у обозначают соответственно объемное содержание, площадь,
диаметр, количество, периметр сечения и длину армирующих
волокон, индекс а относится к волокнам, пересекающим се-
чение композиции под углом а.
Как видно, при армировании рядовых бетонов оптималь-
ные расстояния между армирующими элементами составляют
20 мм и более в зависимости от крупности зерен заполнителя.
При этом интерполяцией (см. рис. 27 ) можно установить, что
минимальные значения диаметров арматуры в этом случае
72
Таблица 11
Геометриче- ский пока- затель Однонаправлен- ное армирование Плоскопроизвольное армирование Объемно-произ- вольное армиро- вание
Количество я/2 я/2
волокон, при n2f~ ~ Л3/ = 1 nfa~
ходящееся u Af "df —7Г/2 0
на едини- t т tt/2 n я/2
цу площади
сечения ком- позиции (ар- = 1,124—— df x J cos aria= *Af -я/2 — J sin a cos ada= A
мированного T f u
бетона)
_ = 0,636“ itAf Af = L =0,636 2Af <
= 0,8-~—
df2
Расстояние
между арми-
рующими
элементами
(волокна-
ми) в объ-
еме бетон-
ной матрицы
Поверхность контакта ар-
мирующих элементов с бе-
тоном, приходящаяся на
единицу объема материала
4
Aff °f
равны примерно 3 мм и выше (зона Б). Применение более
тонкой арматуры в данной ситуации нецелесообразно, посколь-
ку подобная арматура, как видно из графика, попадает в зону
А, и таким образом объемное содержание ее при условии равно-
мерного распределения в бетоне оказывается недостаточным,
чтобы повысить эффективность работы бетона. Следует учиты-
73
ОБЪЕМНОЕ (ПРОЦЕНТНОЕ) СОДЕРЖАНИЕ
АРМИРУЮЩИХ ЭЛЕМЕНТОВ (ВОЛОКОН)
В КОМПОЗИЦИИ
Рис. 21. Уровни дисперсности
армирования бетонных матриц
а — в зависимости от измене-
ния расстояний между армиру-
ющими элементами и величины
их диаметров; б — в зависи-
мости от изменения количе-
ства армирующих элементов,
приходящихся на единицу пло-
щади сечения армированного
материала;
в — поверхность контакта ар-
мирующих элементов с бето-
ном в единице его объема в
зависимости от изменения объ
емкого (процентного) содер-
жания армирующих элементов
и величины их диаметров {1,
2, 3 — соответственно одно-
направленное непрерывное,
плоскопроизвольное и объем-
но-произвольное дискретные
виды дисперсного армирова-
ния)
вать, что увеличению объемного содержания весьма тонкой
арматуры в обычном бетоне будут препятствовать имеющиеся
зерна крупного заполнителя, при этом процент достигаемого
уровня армирования будет тем меньше, чем меньше диаметр
арматуры. При указанных значениях диаметров арматуры
(3 мм и более) весьма трудно прежде всего по технологическим
причинам осуществить свободную ориентацию арматуры в объе-
ме бетона. Здесь наиболее приемлемо непрерывное и направлен-
ное армирование.
При армировании мелкозернистых бетонов с ограниченной
величиной зерен крупного заполнителя (до 10 мм) оптимальные
значения диаметров армирующих элементов изменяются от
0,8 до 1,6 мм (IJ уровень), а в случае применения цементно-пес-
чаных растворов от 0,1 до 0,8 мм (|Ц уровень). Расстояния меж-
ду армирующими элементами в первом случае изменяются в
пределах 5—20 мм, во втором 0,5—5 мм. При этих уровнях
дисперсное армирование может быть непрерывным, а также
дискретным с направленной и свободной ориентацией армирую-
щих волокон.
74
д)
ОБЪЕМНОЕ (ПРОЦЕНТНОЕ) СОДЕРЖАНИЕ
АРМИРУЮЩИХ ЭЛЕМЕНТОВ (ВОЛОКОН)
В КОМПОЗИЦИИ
Для армирования цементного камня наиболее приемлем
диапазон волокон от 0,001 до 0,1 мм (!У уровень), а расстояния
между волокнами в этом случае не должны превышать 0,5 мм.
Применение более толстых волокон на данном уровне армиро-
вания теряет смысл, поскольку они попадают в зону С, и таким
образом необходимое их объемное содержание для получения
равноценного эффекта становится при прочих равных условиях
настолько большим, что это нерационально с точки зрения рас-
хода материалов и по технологическим соображениям.
ПРОСТРАНСТВЕННОЕ ОТОБРАЖЕНИЕ
(МОДЕЛИРОВАНИЕ) СТРУКТУРЫ ДИСПЕРСНО АРМИРОВАННОГО
БЕТОНА
В соответствии с известными представлениями бетон рассмат-
ривают как гетерогенную среду с содержащимися в ней "врож-
денными дефектами", с явно выраженной неоднородной и не-
упорядоченной структурой, включающей зерна крупного и мел-
75
кого заполнителя, с нарушениями сплошности в виде неодно-
родного порового пространства и возможных трещин усадки.
На поведение бетона при загружении определяющее влияние
оказывают неоднородности, относящиеся к верхнему уровню
структуры материала. Верхний уровень структуры (макро-
структура) определяет в значительной мере кинетику форми-
рования и развития критических трещин, несущих ответст-
венность за разрушение материала при силовых воздействиях
[20, 25, 40]. В связи с этим можно считать, что эффективным
уровням дисперсного армирования должны соответствовать
такие параметры структуры армированного материала, при
которых, как уже подчеркивалось ранее, могло бы в наиболь-
шей мере проявляться торможение (блокирование) роста
трещин, формирующихся на уровне макроструктуры бетонных
матриц.
Для стереологического представления структурной модели
дисперсно-армированного бетона введем понятие — элементар-
ный объем (элементарная ячейка) бетона. Будем считать, что
элементарным является такой минимальный объем бетона,
который обладает всеми его основными свойствами (в том
числе, плотностью) и включает все уровни структуры материа-
ла. При этом в объеме каждой элементарной ячейки выделим
неоднородности ("дефекты"), соответствующие верхнему уров-
ню структуры бетона, а "дефекты" нижних уровней, относящие-
ся к мезо-, микро-, и субмикроструктуре, будем считать "раз-
мазанными" по всему объему, т. е. материал ячеек между "де-
фектами" макроструктуры представляем квазиоднорсдным.
Как уже отмечалось выше, размеры неоднородностей различ-
ных видов бетонных матриц изменяются в широком диапазоне,
обусловливая соответствующее изменение размеров макро-
структурных объемов этих матриц. Если, например, уровень
макроструктуры цементного камня определяется порами,
соответствующими правому максимуму на кривой распреде-
ления пор по размерам, то тот же уровень для цементно-песча-
ных растворов обусловливается размерами наиболее крупных
зерен песка (их усредненными значениями), а в обычных бето-
нах — величиной зерен крупного заполнителя. Естественно по-
лагать, что размеры элементарных объемов (элементарных
ячеек) структуры бетонных матриц также могут изменяться в
широком диапазоне в соответствии с изменением размеров
неоднородностей этих матриц. Каждому составу бетона должно
соответствовать свое статистически усредненное значение объ-
ема элементарной ячейки.
Модельные исследования структуры бетонов проводились
и ранее многими авторами (например, [90]). Развиваются раз-
личные представления, моделирующие структуру бетона в
виде капиллярно-пористой среды, пронизанной параллельными
76
цилиндрическими каналами (Баррер, Дейс), или системы после-
довательно расположенных капилляров разной длины и раз-
ного диаметра (Адзуми), а также в виде пространства, запол-*
ненного одинаковыми шарами с кубической или гексагональной
упаковками (Слихтер), либо включающей соприкасающиеся
между собой октаэдры со срезанными вершинами (О.Е. Вла-
сов) .
Известно модельное отображение [87], представляющее
бетон в виде квазиоднородной исходной среды, пронизанной
системой дефектов (трещинами, порами, капиллярами). Трещи-
ны разделяют бетон на изолированные объемы, условно назван-
ные зернами, причем перешейки между зернами, наделенные
сферической формой, образуют "связи", формирующие в про-
странстве ортогональную систему, которая воспринимает рас-
тягивающие напряжения в бетоне. Данная модель позволила
установить закономерности хрупкого и псевдохрупкого раз-
рушения бетона с учетом влияния на эти процессы масштаб-
ного фактора. Масштабный фактор имеет существенное зна-
чение и в вопросах моделирования структуры дисперсно-ар-
мированных бетонов. В данном случае возникает необходи-
мость в решении новых задач, относящихся к выявлению типа
связей, создаваемых в объеме бетона армирующими компонен-
тами, к оценке качества этих связей в неоднородном материа-
ле, к определению геометрических и физических соотношений
между структурой дисперсного армирования и структурой
материала самой бетонной матрицы.
Представляет интерес модель пространственной структуры
армирования бетона стальными фибрами [79]. Несмотря на
плодотворность идеи, положенной в основу этой модели, она
никак .не связана с параметрами структуры самого бетона, и
поэтому с этой точки зрения не отвечает на вопрос об эффек-
тивных уровнях его армирования. По-видимому, следует ид-
ти не от геометрического "образа" пространственной модели
к структуре армирования, а от анализа структуры бетонной
матрицы к геометрическому "образу" модели армированного
материала.
В предлагаемой модели структуры армированного материала
исходным объектом исследования являются совокупность
элементарных объемов (ячеек) бетонной матрицы и система
дисперсного распределения в этих объемах армирующих ком-
понентов [71]. Полагаем, что наиболее опасные дефекты в виде
трещин в объеме бетона при его твердении формируются в ре-
зультате возникновения внутренних напряжений, главным
образом в зоне контакта цементный камень — заполнитель или
в области, граничащей с наиболее крупными порами в матрицах
на основе цементного камня. Можно считать, что контактные
трещины при их возникновении имеют размеры, соизмеримые
77
Рис. 28. К построению структурной модели бетона
а, б — геометрический "образ" структуры бетона с хаотичным (неупо-
рядоченным) распределением макроскопических неоднородностей; в, г —
то же, в представлении регулярного ансамбля элементарных ячеек в виде
соответственно ромбических додекаэдров и кубов; д—з — объемное
представление элементарных ячеек; 1 — элементарная структурная ячей-
ка в виде многогранника; 2 — макроскопическая неоднородность в виде
шара; 3 — элементарная структурная ячейка в виде ромбического доде-
каэдра; 4 — то же, в виде куба
с размерами макроскопических неоднородностей соответст-
вующих матриц. На границе с неоднородностями при силовых
воздействиях формируется, как правило, наиболее интенсивное
поле напряжений, способное привести в конечном счете к неус-
тойчивому распространению трещин в объеме бетона от одного
неоднородного включения к другому. Задача состоит в блоки-
ровании роста прежде всего контактных трещин.
Можно утверждать, что неоднородности в бетоне рассредо-
точены практически в идеальном беспорядке. В таких системах
с достаточно большим числом неоднородных включений макро-
скопический беспорядок должен удовлетворять требованию
постоянной плотности распределения, т. е. можно представить,
что число неоднородностей — зерен заполнителя, пор, прихо-
дящихся на каждую элементарную единицу объема бетона, —
будет примерно одинаковым и, следовательно, любой ограни-
ченный объем бетона, содержащий определенное количество
макроскопических неоднородностей, можно без опасных по-
следствий заменить аналогичным объемом, взятым из любой
78
Рис. 29. К построению структурной модели дисперсно армированного
бетона
а — линейное чередование макроскопических неоднородностей и центров
фибр; б — элементарная ячейка в виде ромбического додекаэдра с раз-
мещенными в центре каждой его грани центрами фибр; в — прямые,
проходящие через центр граней структурной ячейки (нормально по от-
ношению к каждой грани) и пересекающиеся в центре макроскопиче-
ской неоднородности; г, д, е — фрагменты пространственного и соответ-
ственно плоского отображения ячеек структуры дисперсно-армирован-
ного бетона в виде ромбических додекаэдров; з, ж, и, к, л — то же, для
структуры, образованной ячейками кубической формы; 1 — центр фибр
(геометрический центр, лежащий на оси фибры); 2, 3, 4 — то же, что
на рис. 28; 5 — линия, соединяющая центр макроскопических неодно-
родностей с центрами фибр
другой части образца. Такая ситуация позволяет придать рас-
сматриваемой системе с неупорядоченным ансамблем неод-
нородностей определенную регулярность в виде модели с по-
вторяющимися элементами структуры, обладающими статисти-
ческой однородностью.
Если представить макроскопические неоднородности бетона
в виде шаров, хаотически, но относительно однородно запол-
няющих пространство, и провести векторы, соединяющие центр
каждой неоднородности с центрами ближайших соседей, а затем
через середины векторов* перпендикулярно им провести плос-
кости (рис. 28, а), то объемы, ограниченные этими плоскостя-
ми, будут представлять собой некоторую окрестность в виде
многогранной фигуры по типу полиэдра, характерного для топо-
логических систем с неупорядоченной организацией структу-
ры [26].
Полученный многогранник представим в виде элементарной
ячейки макроструктуры бетона. В реальных бетонах (даже
в одном и том же составе) нельзя получить совершенно иден-
79
тичные друг другу элементарные ячейки макрообъемов (рис. 28,
б). Тем не менее, поскольку в каждом из этих объемов в соот-
ветствии с принятым допущением имеется макроскопическая
неоднородность, полученная элементарная ячейка не может
существенно отличаться от симметричных и конгруэнтных
объемных фигур, усредненных по реальному материалу (рис. 28,
в). Можно представить различные варианты геометрического
отображения элементарных ячеек структуры бетона и их про-
странственного распределения в объеме материала: от наиболее
плотных упаковок, например, в виде ромбических додекаэд-
ров (рис. 28, в) до простейших пространственных решеток
с кубическим распределением (рис. 28, г}. Характер простран-
ственного распределения и вид элементарных ячеек определяют
важные геометрические параметры структуры, в частности,
фиксируют расстояния между неоднородностями в сечениях
моделируемого материала. Если известны диаметры макроско-
пических неоднородностей, можно определить количество ма-
териала ис,приходящегося на каждую неоднородность. Это ко-
личество будет соответствовать усредненной величине объема
элементарной ячейки
ис =vn 1 ^n = 1td3n 1 ^П' (1)
где &п, dn — соответственно усредненное значение объема зерна одной
макроскопической неоднородности, объемное содержание неоднород-
ностей на уровне макроструктуры бетона и диаметр неоднородных вклю-
чений.
Значения Vn, рп и dn могут быть заданы заранее для проекти-
руемых составов бетона либо для предварительных расчетов
они принимаются по литературным данным, например [13,
82]. На практике объемное содержание неоднородностей, об*
разуемых в бетоне зернами заполнителя, и величина их диамет-
ров могут быть определены просеиванием этих зерен через стан-
дартные сита. При этом во внимание следует принимать лишь ту
часть просеянных зерен, которая прошла через сита с наиболее
крупными отверстиями.
Можно представить различные варианты распределения арми-
рующих элементов (фибр) в объеме элементарных ячеек бетон-
ных матриц. В наше построение введем положение о необходи-
мости чередования с определенным шагом макроскопических
неоднородностей и геометрических центров фибр (ГЦФ) по
кратчайшим из возможных расстояний между ними, так как
наиболее вероятное распространение трещины от одной неодно-
родности к другой должно протекать в направлении наименьше-
го расстояния между ними, что соответствует минимуму энер-
гетических затрат, необходимых в целом для разрушения мате-
риала. Этот период чередования (трансляции) определяет в
80
значительной мере уровень дисперсности армирования бетона.
Линейное (одномерное) изображение такого чередования пока-
зано на рис. 29, а.
Основываясь на этом положении, разместим центры фибр в
центре каждой грани многогранных фигур, ограничивающих
объемы элементарных ячеек бетона (рис. 29, б) ? Линии (век-
торы) , соединяющие центр каждой неоднородности с центрами
ближайших соседей, проходят при этом через центр каждой
из фибр. Если мысленно заменить многогранник элементарной
ячейки совокупностью линий (векторов), исходящих из центра
каждой неоднородности до соответствующего пересечения с
центрами фибр, получим пространственное отображение модели
в виде полярного комплекса (рис. 29, в). Из точки пересечения
прямых (рис. 29, в) опишем сферу (рис. 29, г) радиусом с,
равным расстоянию от центра /-ой неоднородности до центра
ее соседей, и на линиях-радиусах отметим положение центров
фибр (рис. 29, д}. Увеличение радиуса сферы до последующих
соседей приведет к расширению картины пространственного
отображения структуры материала. Как видно, уровень дис-
персности армирования бетона в предлагаемой модели соответ-
ствует уровню дисперсного распределения макроскопических
неоднородностей в объеме материала. Подобная модель разме-
щения центров фибр наиболее оптимальна с точки зрения созда-
ния препятствий для развития трещин между неоднородностя-
ми в объеме бетона.
Если известны диаметры используемых фибр df, их длина
I? и объемное содержание можно вычислить количество ма-
териала, приходящегося на каждую фибру:
vc/nfc = vf / = /tyf- (2)
Считаем, что количество материала, приходящееся на п?с
фибр, равно количеству материала, приходящемуся на одну
макроскопическую неоднородность, т. е.
lfnfc / 4gf= nd3n / 6nn , (3)
иначе
'•*df lfnnnfc/d3 =1, (4)
где n^c — количество центров фибр, приходящихся на одну элементар-
ную ячейку бетона. В общем случае количество центров фибр, прихо-
дящихся на объем бетона равно:
*Каждая фибра, центр которой размещается в центре граней элемен-
тарной ячейки, может, в свою очередь, располагаться по отношению к
этой грани под любым равновероятным углом, за исключением ограни-
чений в повороте, налагаемых зернами крупного заполнителя.
6—84
81
Nfc = ! -ndflf = 4 Vb pf I ltd} lf , (5)
а количество неоднородностей
Nn = 6Vn/ ndn = 6Vbl*n 1 *dn ' <6’
при этом отношение (5) к (6) принимает вид
Nfc'Nn= dn*f ! ,'5df (7)
С другой стороны, для структуры, например, с кубической
решеткой Nfc = крг, где к, р, г — количество неоднородностей
в каждом из трех измерений в пространстве. Отсюда следует
Nfc/Nn =[kp (г + 1) + кг (р + 1) +рг (к + 1)] / крг = Зкрг/крг.
При крг-*оо получим NfcjNn = 3. Можно убедиться также,
что а для любого геометрического отображения элементарной
ячейки при условии размещения центров фибр в центре граней
удовлетворяется условие Nfc / Nn~ nfc / nn = kgr / 2, где
кдГ — количество граней в многогранной фигуре элементарной
ячейки.
В табл. 12 приведены рассматриваемые соотношения приме-
нительно к исследуемым ячейкам. Для сравнения представлены
также данные для ситуации, при которой центры фибр разме-
щаются в вершинах многогранной фигуры. В принципе такая
ситуация не исключается, однако видно, что в данном случае
отношение п^с / пп имеет более низкие значения по сравнению
с размещением центров фибр в центре граней. Приведенные
данные указывают на границы уровней дисперсного рассредо-
точения фибр в объеме бетона.
Таблица 12
Кубическая
структура
Ромбический
додекаэдр
Геометричес -
кое представ-
ление элемен-
тарной ячейки
Ко- Коли- Объем
ли- чест- ячейки
чест- во V
во вер- с
гра- шин
ней kv
кдг
б 8 с3си
Характер л,
расп редел е-
ния цент- Пп
ров фибр
Расстояние
между цент-
рами фибр
_____________1_____
В верши- 1 с .
нахячейки
В центре 3
граней
0-707 Ссц
12 14 0,5с’\Д
В вершинах 3
ячейки
0,61 cd
В центре 6
граней
0,5 С</
82
dn 4f kgr
С учетом (7) из равенства------—------=-------
2
может быть решена и обратная задача, т. е. при заданных пара-
метрах структуры материала можно установить количество
граней в формирующейся ячейке и соответственно определить
ее геометрический "образ".
Уравнение (3) позволяет определить величину диаметров
фибр, соответствующую параметрам структуры используе-
мого бетона, а также коэффициент содержания фибровой ар-
матуры по объему при известных значениях диаметров фибр
<8>
\ 1,5 If Дп nfc /
"'—Л'—
(9)
Величину допускаемых диаметров и объемного содержания
макроскопических неоднородностей, соответствующих задан-
ным параметрам дисперсного армирования, можно установить
по формулам:
/ ^5^ndf2lfnfc\M3
dn = {-------------) ' (10)
п \ Hf /
^d*lfnfc •
Полученные выражения позволяют связать параметры струк-
туры бетона с характеристиками дисперсного распределения в
его объеме армирующих элементов.
С геометрической точки зрения, объем элементарной ячей-
ки = п$с3, где с — усредненное расстояние между центрами
макроскопических неоднородностей, соответствующие расстоя-
нию между противоположными параллельными гранями в
многогранной фигуре структурной ячейки. Величина коэффи-
циента п$ зависит от геометрической формы ячейки, для ячей-
ки в виде куба п$ = 1, в виде ромбического додекаэдра п$ =
= 0,5 В первом случае. каждая неоднородность окружена
шестью центрами фибр, во втором — двенадцатью.
Представим длину фибр в виде If = 5 df, где 6 = If /df или
If = sc, где s — If / с. В последнем случае значение s показывает,
83
во сколько раз длина фибр больше расстояния между ними.
Принимая во внимание (1) и (2), запишем следующее выра-
жение:
nd3 nd3lfnfc ltd/6nfc *d2csnfc
ПС3 =----=----------=----------=-------------.
6дп 4Дуг 4gf
Отсюда параметр с для кубической формы ячеек
з .---- з,—х-------------
сси = 0,806 dn = 0,922 jdjlfnf'JVf =
3._______... ___________
= 0,922 dy V 6 п^с / = 0,886 nfc^’ <12>
для ячеек в виде ромбического додекаэдра
з.------ 3,— -----------
Cd = 0,904 dn у/ 1 /Цп = 1,03 V df2lfnfc =
з______________
= 1,03c(^v bnfc / = 1,054(13)
Эти формулы дают представление о количественных изме-
нениях параметра с в зависимости от изменения геометриче-
ского "образа" структурной ячейки. Видно также, что стрем-
ление к увеличению количества ячеек в одном и том же объе-
ме бетона за счет их более плотной упаковки является про-
блематичным, так как количество подобных ячеек в модели-
руемом материале обусловливается не геометрическим "об-
разом" последних, а качественными и количественными ха-
рактеристиками макроскопических неоднородностей, заклю-
ченных в бетоне. Поэтому при равных объемах сопоставляе-
мых ячеек параметр с в структуре с ячейками в виде ромбиче-
ских додекаэдров оказывается больше в 1,122 раза, чем у
ячеек кубической формы.
Выражения (12) и (13) позволяют сопоставить расчетные
значения диаметров фибр в зависимости от изменения парамет-
ров nfc и с :
dfcu = 1'129^*Чс*си llfnfc “1 '°8 сси5 nfc =
= 1,129 сси \/ Pf 7$ nfc (при кубических ячейках);
dfd = 0,949 \// lfnfc = 0,965 nf/bnfc =
= 0,949 f / s nfC (ячейки в виде ромбических додекаэд-
ров).
84
Эти формулы показывают, какую оптимальную величину
диаметра фибр следует выбрать для армирования заданной
структуры бетона при рассматриваемом коэффициенте ар*
мирования.
Анализ показывает, что при диаметрах фибр 1 мм и более
и обычных процентах армирования в сталефибробетоне реа-
лизуется ситуация, при которой количество центров фибр,
приходящихся на одну элементарную ячейку бетона (на одну
макроскопическую неоднородность) составляет величину, рав-
ную примерно 1 (п^с / пп& 11, т. е. эта ситуация соответствует
кубической системе распределения фибр с размещением их
центров в вершинах кубических ячеек. Понятно, что увеличе-
ние параметра п^с и соответственно обеспечение более высокого
уровня дисперсности армирования бетона может быть достиг-
нуто при уменьшении^ и увеличении д^.
В работе [69] на примере дисперсного армирования мелко-
зернистого бетона стальными фибрами рассмотрен вопрос о
диапазоне целесообразного назначения коэффициента $ при
с = 1 см и величинах $, изменяющихся в пределах 3—7 и д —
0,01—0,03. Результаты расчета приведены в табл. 13.
Таблица 13
S = 0,01 = 0,02 Uf = 0,03
df см *f df, см df, см >f/df
3 0,0552 54 0,0781 38 0,0957 32
4 0,0478 83 0,0676 59 0,0828 48
5 0,0428 116 0,0605 82 0,0741 67
6 0,039 153 0,0552 108 0,0676 88
7 0,0362 193 0,0511 136 0,0626 111
Из табл. 13 следует, что значения коэффициента $ в рассмат-
риваемом случае целесообразно принимать в диапазоне от 5
до 6, поскольку этим значениям соответствуют отношения
If / df, близкие к 100, и поэтому наиболее выгодные с точки
зрения технологического обеспечения прочностных параметров
материала в конструкциях.
Показано также, что изменение размеров с элементарных
ячеек структуры различных видов бетонных матриц (умень-
шение или увеличение в сравнении с принятыми для состав-
ления табл. 13) должно привести соответственно к пропорцио-
нальному изменению величины диаметров фибр, которые мо-
гут наиболее рационально использоваться для дисперсного
армирования бетона. При этом приведенные в табл. 13 соот-
ношения If / df при указанных значениях коэффициентов $
и д f сохраняются независимо от изменения величины с.
85
Производство дисперсно-армированных бетонов требует
применения достаточно пластичной бетонной смеси с повышен-
ным расходом цемента, обеспечивающим при прочих равных
условиях возможность равномерного перемешивания и раз-
мещения фибр в бетоне. Коэффициент раздвижки зерен круп-
ного заполнителя в этом случае должен быть повышенным
[13].
Выразим размеры элементарных ячеек и их объемы через
величину диаметров неоднородностей (зерен заполнителя),
принимая с = tdn (рис. 29, ж). При t = 1 неоднородности
(зерна) соприкасаются друг с другом. Изменяя параметр Г,
можно регулировать величину раздвижки зерен. По-видимо-
му, данный параметр, исходя из экспериментальных иссле-
дований [13], следует принимать не менее 1,5. Учитываем
также, что количество материала, приходящегося на 1 фиб-
ру, должно удовлетворять условию создания вокруг нее
оболочки из бетона радиусом (3,5—5,5) су, т. е. зоны, обес-
печивающей взаимодействие между арматурой и бетоном
[41]. Оптимальное содержание фибр в бетоне, удовлетво-
ряющее этому условию, изменяется в пределах /у =
= 0,69.. .1,56% (получено из равенства я dj If/4 = (8...12)2*
4^При этом расстояние между центрами фибр долж-
но составлятьaf = (8. . .12) df = \/Тс / 2 = 0,707 с. Как видно ,
величина зерен заполнителя и размер элементарной ячейки
бетона должны при прочих равных условиях соответствовать
с = 1,414 af = 1,414 (8. . .12)d^. Эти пределы должны отвечать
дисперсно-армированному материалу с однородными свойст-
вами и наиболее высоким уровнем взаимодействия армирую-
щих элементов.
В соответствии с изложенным запишем с = tdn = 1,414 х
х (8. . .12) df. Считая в предельной ситуации dn = df, получим
расчетное значение минимальной величины раздвижки зерен
заполнителя t = с /dn=c / 0,707 с = 1,414.
В данном случае t = 1,414(8. . .12) df {dn> 1,414. При этом
объем элементарной ячейки можно выразить в виде = л$с3 =
= п$ [ (8. ..12) 1,414 df] 3 = п$ (tdn) 3. В результате при п$ = 1 ус-
танавливаем df = tdn / 1,414 (8. ..12) ndn = 1,414 (8.. .12) су/Г.
Принимая t=1,5, имеем df= (0,13...0,09)dn и (7^= (7,5...11,3)су.
Так как = ™d3 / 6f3 = я / 6г3, получаем значение допускае-
мого объемного содержания макроскопических неоднород-
ностей в бетоне при t = 1,5, составляющее 0,16 (16%).
Полученные выражения позволяют установить необходимые
расчетные параметры структуры дисперсно армированных бето-
нов в зависимости от изменения геометрических характеристик
86
исходных компонентов и могут быть in к же иопотиованы дли
оценки вклада этих компонентов в работу материала при сило
вых воздействиях.
ПРИВЕДЕНИЕ ФИБРОВОГО (хаотичного;
АРМИРОВАНИЯ К ЭКВИВАЛЕНТНОМУ НАПРАВЛЕННОМУ
Вопросы приведения фибрового (хаотичного) армирования
к эквивалентному направленному имеют важное значение для
расчета дисперсна армированных элементов на различных ста-
диях их нагружения.
Приведение фибрового армирования к направленному в
общем случае предлагается выполнить с помощью коэффици-
ента Ked' Равного произведению: \red = Хр \ог Хап, где X,
Хог \п ~ коэффициенты учитывающие соответственно: веро-
ятность пересечения фибрами расчетной плоскости; вероят-
ное отклонение направления усилий в этих фибрах от направ-
ления расчетной плоскости; вероятную анкеровку фибр [70,
73].
Определению численных значений указанных коэффициен-
тов посвящено немало работ, например [34, 92, 96] *. Однако
единого мнения у исследователей еще не сформировано. Так,
по одним данным XQr = 2 / тг, а изменяется от 2/я до (2/тт)2,
по другим Хог изменяется от 2/ядо 1/2 и в этих же пределах
изменяются значения коэффициента Хр. В работах [34, 92]
используются законы теории вероятности, в частности решение
задачи Бюффона. Несмотря на это, полученные в них резуль-
таты различаются. Исследования [63, 96] основываются на
закономерностях распределения фибр в сферическом простран-
стве, однако эта модель (геометрический "образ") также нуж-
дается в дальнейшем совершенствовании.
В нашей работе [70] сделана попытка представить обобщен-
ный закон (обобщенную модель) распределения фибр и найти
значения Хр,, Хог и Хап на основании анализа представленной
модели с учетом плоско- и объемно-произвольной ориентации
фибр в пространстве.
Под плоскопроизвольной ориентацией фибр понимаем
такое их расположение, когда все они находятся в одной плос-
кости и в этой плоскости ориентированы равновероятно по
всем направлениям и расположены равномерно (с одинако-
вой плотностью) при отсутствии каких-либо ограничений (стес-
*В ряде работ коэффициент пересечения назван коэффициентом
хаотичности К , а коэффициент ориентации назван как учитываю-
щий проекцию сечения фибр на плоскость расчетного сечения.
87
Рис. 30. К построению гео-
метрической модели распре-
деления фибр, пересекаемых
расчетной плоскостью
1 — расчетная плоскость; 2 —
центр фибр; 3 — пересечение
шаров плоскостью; 4 — по-
верхность пересечения всех
шаров; 5 — линия размеще-
ния центров фибр
Рис. 31. К выводу коэф-
фициентов пересечения
кр и ориентации
1 — совокупность фибр,
расположенных под уг-
лом а., к нормали к
расчетной плоскости
нений). Под объемно-произвольной ориентацией фибр понима-
ем такое их расположение в объеме, когда они направлены во
все стороны равновероятно и расположены в объеме равно-
мерно, с одинаковой плотностью, при отсутствии каких-либо
стеснений. Данный подход исследования приемлем также и
88
для случая, предусматривающего стеснение ориентации фибр
в пространстве (в объеме элемента).
При выводе зависимостей для указанных коэффициентов
нас интересуют фибры, геометрические центры которых рас-
положены на расстоянии а от расчетной плоскости при а <
< If / 2 (рис. 30, а). При а >7^/2 фибры при любой ориента-
ции не пересекают данную плоскость.
Принимаем, что количество фибр, пересекающих расчетную
плоскость, неограниченно большое, и фибры сохраняют свою
линейность (не изгибаются) в любом положении. Положение
каждой фибры произвольно, но вместе они подчиняются опре-
деленным закономерностям. Мысленно соберем и сгруппи-
руем все фибры, расположенные на одном расстоянии а от
расчетной плоскости. Поскольку фибры ориентированы равно-
вероятно во все стороны, при объемно-произвольной ориен-
тации получим шары, при плоскопроизвольной ориентации —
круги. Расположим эти шары (круги) в определенном поряд-
ке — в зависимости от расстояния а до расчетной плоскости
так, как показано на рис. 30, б. Количество шаров (кругов)
неограниченно большое. Их центры расположены на одной
прямой линии, что отвечает равномерному (с одинаковой
плотностью) расположению фибр.
Каждый круг (шар) будет пересечен один раз расчетной
плоскостью (рис. 30, в). Обобщенно это можно представить
в виде одного шара (круга) радиусом R = / 2, пересекаемо-
го множеством параллельных плоскостей, расположенных
равномерно (с одинаковым шагом А) по длине диаметра ша-
ра (рис. 30, г).
В этом шаре (круге) количество фибр, пересекающих
/-ю плоскость к общему количеству фибр (рис. 31, а), равно
отношению объема (площади) шарового сектора (кругового
сектора) к объему (площади) половины шара (круга), т. е.
для объемно-произвольной ориентации
^сект • 2irR2h- 2 Л- R-a;
ъ -------1 /_2 „я»
H/Zuw. 3 3 я я
и для плоскопроизвольной ориентации
_ 5 сект/ _ aj / irR2 aj aj
51/2 круга 2я 2 я я/2
(14)
(15)
Принятые в (14) и (15) обозначения приведены на рис. 31, а.
Рассмотрим ориентацию фибр, пересекаемых /-й плоско-
стью. Угол а,- между 7-й фиброй и нормалью к плоскости
находится в пределах 0 < а,- Са^гдеау = arccos aj / R. Проек-
ция площади поперечного сечения каждой 7-й фибры i на/-ю
89
плоскость равна: cos а;-. Проекция площади сечения
всех л у фибр, пересекаемых этой плоскостью:
ni ni
Aft= S Ар\ cosaz = njAfy S cos a,- / n- =
/=0 /=0
ni 1
~Af S cos a- •— .
z=0 "j
Коэффициент XOf =
бой среднее значение
1
— S cos a- представляет co-
n 7=0 '
cos az- при изменении az- в указанных
пределах. При nj-*<*>. Да = 1/л^-^О’
Хог ,• = J cos a- da / az = sin а,- / а-.
(16)
Формула (16) справедлива не только при плоской, но и при
объемно-произвольной ориентации. Это обусловлено тем, что
во втором случае все фибры, расположенные под углом az-,
образуют поверхность конуса (рис. 31, г), и проекция площади
сечения любой из этих фибр равна Afy cos az«. В соответствии с
принятой моделью
1 л 1 л
ХР“ П j=QXPj ' Х°Г~ п ?0Х°Г''
(17)
Для объемно-произвольной ориентации при = R / /л
л л
Х = - S Л;/Я = S
р П у=0 • i=o
/ 1
пл"
Обозначив х=//л, Дх= 1 / л и, принимая л получим
х2 1
Х_ = f xdx = — = 1/Г2-
р о 2 0
(18)
Для плоскопроизвольной ориентации при ay = R j /п.
, 1_2 »
= ; Д"'2 ’/2 " ”/=0
/ 1
arccos ----
п п
Прих=//л Дх = 1 /п и л-*-»о получаем
90
2 1 2
Xn = — f arccos xdx = - (x arccos x-
P * 0 я
(19)
В соответствии с формулами (16) и (17)
1 п
X = _ llDJLccosj/fo
or п 7=0 arccos i/n
Поступая так же, как и при определении значений коэффи-
циента \рг получаем
1 sin arccos х dx
\>г = arccos х
Заменяем переменную, вводя у = arccos х; у1 = 1 / (cos у)1 =
= - 1 / sin у .
Отсюда
я/2 sin2у я/2 1-cos2y
X = f -------dy = J —-----------dy;
О у о 2y
(2y)2 (2y)4
(1 - cos 2 у) I 2y = [1 - 1 + ------------- +
(2y)6
+-------
6!
я/2
Kr=a 1
У2
------... I2y,
8!
2
У4
23y4 25/6 27/8
4~4! 6~6! ~8~8!
6 8 я/2
-_____I =0,82.
2 12 135 2520 о
) dy =
(20)
Для обеспечения эффективности работы дисперсно-арми-
рованных бетонов необходимо (как и в любых армированных
системах) обеспечить заанкерирование волокон (фибр) в бе-
тонной матрице. Уравнение равновесия сил в предельном сос-
тоянии при выдергивании армирующих элементов из бетона,
сопровождающееся их разрывом, имеет вид RfitfPf / 4 =
= Tu^^fan' Отсюда критическое значение длины заанкерирова-
ния армирующего элемента в бетоне составляет:
^a/7=0,25^/?f/ru. (21)
На рис. 32, а показан фрагмент армированного элемента с
трещиной, подвергаемого действию растягивающих сил. В
91
Рис. 32. Геометрические мо-
дели пересечения фибрами
нормальной трещины в дис-
персно-армированном элемен-
те, подвергаемом действию
растягивающих сил
а — общий вид модели; б и в — то же, соответственно при I? I 2
и lfan / 2 (заштрихованы участки, в пределах которых фибры вы-
дергиваются из бетонной матрицы); 0—0 — фронт трещины; 1 — услов-
ные фибры (волокна)
схеме пересечения фронта трещины фибрами принято допу-
щение, что фибры направлены вдоль действия растягивающих
сил, при этом длина заанкерирования фибр линейно изменяется
по высоте элемента от предельно возможных значений до О
[65]. Вполне очевидно, что предельную величину заанкериро-
вания имеют фибры, пересекающие трещину симметрично,
с длиной по обе стороны от берегов трещины, равной 1f / 2.
При If ап < If / 2 процесс разрушения армированного бетона
должен * сопровождаться разрывом соответствующей части
фибр и выдергиванием из матрицы другой части. При If ап>
> If / 2 утрата несущей способности армированного бетона
сопровождается выдергиванием всех фибр из бетонной матрицы.
Схемы (модели) пересечения трещины фибровой арматурой
при If / 2 > If ап показаны на рис. 32, б и при If I 2 ^tfan на
рис. 32, в [65]. При If / 2 > If ап общее количество фибр,
пересекающих расчетное сечение, принято равным: Nf = n'+n"
соответственно
ri/Nf + п" / Nf = 1, (22)
где _ часть фибр, напряжения в которых при растяжении достигают
предельных значений R?, и при разрушении армированного бетона эта
часть фибр разрывается; л" — часть фибровой арматуры, выдергиваемая
при разрушении.
92
Пользуясь схемой (см. рис. 32, б), можно выразить отно-
шение числа разрываемых фибр к их общему количеству следу-
ющим образом:
n4Nf = (23)
1/2^ tf •
Аналогично можно получить выражение для относительного
числа выдергиваемых фибр: л" / Лу = 2 If ап / If- Длина анкеров-
ки выдергиваемой части фибр изменяется, как видно из
рис. 32, б, от If ап до 0, т. е. среднее значение длины заанке-
рирования фибр в данном случае составляет 1/2 If ап- Поэтому
доля участия выдергиваемой части фибр в работе армирован-
ного бетона будет пропорциональна выражению
V2(2lf,an/lf}=lf.an /If- (24)
Значение коэффициента Хап определяется суммированием
(23) и (24):
^f.an ff.an 'f.an
= d--------) +----=1--------. (25)
'f 'f
При этом усредненная величина напряжений в фибрах составит
Of = Rf (1 - If ап /If ).
При If I 2< If an (см. рис. 32, в) разрушение должно сопро-
вождаться выдергиванием всех фибр из бетона и значение \ап
может быть выражено в виде
При этом усредненные значения напряжений в фибрах будут
равны: 5f = Rflfl^f,an-
Для того чтобы были достигнуты предельные значения проч-
ности фибровой арматуры, необходимо при прочих равных
условиях соблюдение равенства в выражении If / df= Rf/ 4т .
Отсюда следует, что целостность дисперсно-армированного Бе-
тона будет нарушена по первому виду разрушения, т. е. вслед-
ствие разрыва фибр в том случае, если отношение длины фибр
к их диаметру превышает значения Rf / 4 ти.
Известно также, что прочность сцепления армирующих эле-
ментов с бетонной матрицей зависит во многом от прочности
самой матрицы. При этом установлена зависимость [19] :
lan /d ~ man Ra 7 Rb (27)
93
Рис. 33. К определению коэффициента Хап
а, б, в — модели пересечения фибр расчетной плос-
костью; г — зоны разрыва I и выдергивания II
фибр; д — эпюра напряжений, воспринимаемых
фибрами
где тап ““ коэФФиЦиент условия работы армирующих элемен-
тов, значения которого для традиционных видов арматуры
регламентируются СНиП; — призменная прочность бетона.
С учетом (21) можно записать следующее равенство:
^ап I I и ~ тап ^а ^Ь'
Отсюда получаем выражение для прочности сцепления арми-
рующих элементов с бетонной матрицей:
Tu~Rb^man = Rb^' *28)
где 0 = — коэффициент, значение которого определяется
экспериментальным путем и зависит при прочих равных усло-
виях от качества поверхности используемых фибр.
Для учета анкеровки свободно ориентированных фибр надо
знать глубину их заделки в бетон. Фибра, пересекаемая /-й
плоскостью, выступает за эту плоскость (заделывается в бетон
94
по другую сторону сечения) на длину txh = R-----------—
777 cos az-
(рис. 33, а). Определим среднюю длину фибр, пересекае-
мых данной плоскостью [73] :
п/ а ni
л 1 а- а ' 1
ffh=n7 2 (Л-—) =R---L S----------------------------
/ /=о cosa;- П; /=q cosa;-
»/", ,
— R L -----------,
a//=0 cos a,- n-
При/?,- —»oo, Да = а,-//?,- ~* 0 получаем
7 о aj a' я
tfh = R---- /-------= R-------[In tg (— + -) ] (29)
a,- 0 cos a aj 2 4
где a,. = arccos / R.
Чтобы определить долю фибр, которые надежно заанкерены
в бетоне пои напряжении (у (в общем случае и долю
фибр, которые выдергиваются при этом напряжении, располо-
жим шары (круги) фибр в определенном порядке — в зависи-
мости от расстояния а от их центров до расчетной плоскости.
При изменении а/R от —1 до +1 шары (круги) разместятся
так, как показано на рис. 33, б. Каждому отношению a/R от-
вечает определенное значение 1^, вычисляемое по формуле
(29). На рис. 33, в приведена зависимость — f(a/R); как
видно, она заметно отличается от линейной, рассмотренной
ранее (рис. 32). Диапазон a/R = —1; +1 вмещает все фибры,
пересекаемые расчетной плоскостью.^ На тех участках, где
< 1ап фибры выдергиваются, где > 1ап — концы их не
смещаются в бетоне от действующих на них усилий QfAf.
Долю фибр, которые выдергиваются, можно установить от-
ношением длины участков, где < 1ап (на рис. 33, в они
заштрихованы более плотно), к длине всего диапазона a/R. В
соответствии с этим из выражения (29) получены значения
Л/^ / Nf в зависимости от отношения 1ап/^, которые представ-
лены в табл. 14. Здесь Nfv — число фибр, которые выдерги-
ваются, Nf — число всех фибр, пересекаемых расчетной плос-
костью [70].
Таблица 14
tin's 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 |_0,5
X-Nfy/Nf 0,15 0,27 0,41 0,52 0,62 0,71 0,79 0,87 0,95 1
95
На участке, где фибры надежно заанкерены, напряжения в
них равны Of, на участке, где они выдергиваются, напряжения
равны примерно су / 1дп, т. е. меняются по линейному за-
кону (рис. 33, д). В соответствии с этим усилие, восприни-
маемое фибрами растянутого волокна элемента, равно:
- Nf — Nfv
p=OfAf f___™
Nf
°fAf
2
Nfv _
----=ofAf (1 - 0,5 x).
Отсюда коэффициент, учитывающий наличие недостаточно
заанкеренных фибр, равен:
\дп = 1 -0,5х, (30)
где У определяется по табл. 14.
При сравнении полученных значений коэффициентов со
значениями, полученными другими авторами, обращает на
себя внимание более высокое значение коэффициента ори-
ентации Хог = 0,82. Это объясняется тем, что центры фибр,
которые могут быть пересечены расчетной плоскостью, рас-
полагаются от этой плоскости на расстоянии а = (0. . .0,5) lft
в среднем а = MMf. При этом положение центра шара (круга)
расчетной плоскости достигают фибры, расположенные под
углом а = 0. . .60° к нормали к этой плоскости. Согласно
формуле (16), в данном случае \Qr — 0,82. Коэффициент
Хог = 2/тт соответствует такому положению, когда центры
всех фибр, пересекаемых указанной плоскостью, находятся
на ней, что невозможно. Геометрическая модель в виде ко-
нуса (см. 31, г) также наглядно объясняет, почему коэф-
фициент ориентации при плоско-произвольной и объемно-про-
извольной ориентациях фибр один и тот же.
Таким образом, рассмотренный выше вид геометрической
модели распределения фибр позволил определить с единых
позиций значения коэффициентов пересечения фибр расчет-
ной плоскостью, их ориентации и анкеровки в бетоне. Указан-
ные коэффициенты независимы друг от друга. Поэтому в расче-
тах они перемножаются.
Ранее подход к определению коэффициентов приведения
фибровой арматуры осуществлялся в основном исходя из гео-
метрических представлений без учета напряженно-деформиро-
ванного состояния элементов, что возможно для стадии раз-
рушения, но не для стадии образования и развития трещин.
В наших исследованиях [73] рассмотрен более общий
случай, включая эксплуатационную стадию работы
элементов, в которой все фибры или часть их работают с на-
пряжениями Of < Rf, что соответственно оказывает влияние
на величину коэффициента приведения, усредненно отражаю-
щего, как отмечалось выше, вклад фибр в работу элементов.
96
Рис. 34. К определению коэффициента К с уче-
том напряженно-деформированного состояния ар-
мированного элемента
Анализ приведенной выше модели показывает, что коэф-
фициент пересечения фибрами расчетной плоскости Хр1 яв-
ляется "чисто” геометрической характеристикой, не завися-
щей от приложенной к элементу нагрузки (от его напряжен-
но-деформированного состояния). Коэффициент ориентации
Хог в отличие от Х^, зависит в определенной мере от напряжен
но-деформированного состояния армированного элемента. Оп-
ределение XOf через проекции If или Af на координатные оси
или на плоскость (геометрический подход) являются услов-
ными и не отражают в полной мере физического смысла этого
коэффициента.
В общем виде выражение для X может быть записано в виде
отношения среднего значения проекций усилий в фибрах, пере
секающих расчетную плоскость (или среднего значения проек-
ций напряжений в фибрах) к усилию (к напряжению) в фибре,
направленной параллельно действующему усилию:
Xor = Pf(a) /Pf(a = O) = Of (а) / of (а = 0). (31)
7—84
97
Эксплуатационная стадия Of < Rf. При условии достаточной
анкеровки фибры в, бетоне при осевом растяжении элемента
или его волокна (при изгибе) деформируются вместе с ним и
получают перемещение Ду в направлении действия силы
(рис. 34, а), а в сечении с трещиной — перемещение равно ши-
рине раскрытия трещины независимо от наклона фибр Aj(a) =
= Д (а = 0) (рис. 34, б). Удлинение каждой 7-й фибры состав-
ляет Д^у = Дусоз ау, при этом вклад в работу 7-й фибры ус-
танавливается величиной проекции напряжений в ней на ось,
направленную вдоль действия силы (предполагается, что в рас-
сматриваемой стадии все фибры работают упруго), т. е. =
= Д1;- cos ау = Д7- cos2 a-.
При определении вклада в работу свободно ориентирован-
ных. фибр возникают трудности, относящиеся к достаточно
обоснованному установлению длины участка фибр, в пределах
которой накапливается деформация Д^*. В наших исследова-
ниях рассматриваются два варианта: в первом (упругая стадия)
принимаем указанную длину / 2, во втором (стадия работы
элемента с трещиной) — равной длине (зоне) активного сцеп-
ления laf = lfan0f/Rf.
Упругая стадия. Сдвигов между фибрами и бетоном нет.
Концы фибр, центры которых находятся в точке 0, но имею-
щих разные наклоны, расположены в различных сечениях и их
предельные перемещения Ду неодинаковы. В этом случае имеем
ситуацию (рис. 34, г), при которой рассматриваются сечения
/—/ и //-//, проходящие соответственно через концы 7-й
фибры, расположенной под углом ау к направлению действия
силы Р, и фибры 1, расположенной вдоль действия Р. Для фиб-
ры 1 получаем Д1 = е L / 2, где е — относительные деформации
Д1
центрального растянутого элемента и / о
If/г •
= е = Р/(AfJEf)n Ofi —e^Ef. Проекция 7-й фибры
ось (рис. 34, д} tf = ——cos ау и Ду = —— cos a-e.
If lf
-Д-jy — Ду cos ay = ~ cos2ay€ и = Д-i/Oos ay = “ cos3 af. От-
сюда относительное удлинение 7-й фибры бу = Д^у /(if /2) =
= cos2 ay е и напряжение в ней = e-Ej = eEf cos2 ay = cos2 ay.
Вклад в работу 7-й фибры определяется величиной проек-
ции
Здесь 61 =
на силовую
При этом
2 3
°fi == ° fl cos a7 cos а7 = ° fl cos а7 *
(32)
Рассматриваем также ситуацию, при которой во внимание
принимаем одно расчетное сечение /-/ (рис, 34, е), пересекаю-
98
щее / -ую фибру и фибру 1 на расстоянии от центра фибр.
В этом случае продольное перемещение Д = Д. = Дх и е i =
»®Д/Г£. Соответственно /-я фибра на длине tf / cos а- получает
удлинение Д1;- = Д cos az- (рис. 34, ж), отсюда относительное
удлинение /-й фибры е, = Д cos az- cos а- / tf = ei cos2 и на-
пряжение в ней Ofj = Ef6- = ez- cos2 az- Ef = cos2 a-.
При этом вклад в работу /-й фибры описывается выражением,
аналогичным полученному ранее: cos3 а,;.
С учетом (32) получаем уравнение равновесия внешних и
внутренних сил
i—nj~k lj=n j—k \
Р= Е Е af. cos3 a- Af. = nfcl S E cos3a/ j/nXr=
/=1 /=1 ' /=1 /=1 >
= aHAf\>r' (33)
где — Of (a = 0) — напряжение в фибре, расположенной по направле-
нию действия усилия. Как видно, входящее в (33) выражение для коэф-
фициента ориентации фибр в упругой стадии может быть представлено
в виде
i—n i=k
Е S cos3 a,-
7=1 /=1 '
где к — совокупность плоскостей, пересекающих модель обобщенного
шара (круга), или, что то же самое, совокупность положений центров
фибр 0; /-я плоскость — одна из плоскостей совокупности
(1. . У . . Л); 7-угол наклона z-й фибры в совокупности углов
(1. . . 7 . . .л), пересекающих плоскость^сечения относительно силовой
плоскости. При этом п^~пр и — Af'
\)Г \
(34)
Стадия работы элемента с трещиной (рис. 34, з). Удлинение
фибр в трещине относим к длине активного сцепления laf =
= lfan Of/ Rf. Удлинение 7-й фибры в трещине равно: Д^- =
= Д^ cos a; (рис. 34, и). Средняя величина относительной де-
Д cos a-
формации 7-й фибры ё; = -------7о-’ соответ-
fanafi' Rf
ственно средняя величина напряжения в фибре в зоне активного
сцепления
°fi = tiEf =
(35)
^сгсЮ5а1
!fan°fi / Rf
Считая распределение напряжений в фибре в зоне активного
сцепления изменяющемся по треугольной эпюре, принимаем
Of- = °fi! 2» где °fj ~~ напряжение в фибре у берега трещины.
Дсгс cos a- Acrccos a/‘
Из 0,5 Of: - ----------Ef получаем агr. = 2 Rf----------Ef
Аналогично представляем среднюю величину удлинения в
фибре 1 (рис. 34, з,и) f направленной вдоль действия силы Р в
виде
99
^crc^afx
---or£____ и af = —C£C--L-
'fan0 fl / Rf 1 'fan °f\ Rf
или a4 = 2 Rf Ef .
fl f 'fan
(37)
Сопоставляя (36) и (37), получаем a2= оу*2 cos су. Отсюда
af/-= afiV cos a;.
Вклад в работу 7-й фибры определяем через проекцию
Д2/ == Д-|; cos az соответственно fff. = V cos а- • cos су или
<7/ ~ af1 cos 3/2 а/ •
Рассуждая так же, как при выводе формул (33) и (34),
получаем, что коэффициент ориентации фибр при работе эле-
мента с трещиной может быть представлен выражением
. _ , j=n
\>г ( S S cos1,5a.)/ пк .
\ i=ni=A V
Стадия предельного равновесия. Of = Rf. Напряжения в
фибрах, соответствующие условному или действительному
пределу их текучести, будут достигнуты не одновременно, а
в зависимости от ориентации последних относительно направ-
ления силы Р. Деформации материала (продольные переме-
щения А) в стадии, близкой к разрушению, растут, однако
напряжения в фибрах, достигнув Rf, если исходить из диаграм-
мы Прандтля для диаграммы Of — Cf, становятся независимыми
от этих деформаций (перемещений). В этой ситуации (весьма
условной, так как в действительности фибры работают в об-
ласти самоупрочнения) фибры с разным наклоном по отно-
шению к направлению силы Р работают с различными уровня-
ми пластических деформаций при постоянном расчетном уров-
не напряжений Of = Rf. При этом диапазон деформаций фибр
на принятой диаграмме Of — €f изменяется в пределах
< ef - < €fu, где €fy = Rf / Ef. Справедливо также условие е^ <
< е ь где — деформации фибры, расположенной вдоль дей-
ствия силы Р. Таким образом, в стадии предельного равнове-
сия величину напряжений во всех надежно заанкеренных фиб-
рах принимаем условно равными Rf независимо от их ори-
ентации. При этом нетрудно убедиться, что уровень вклада
в работу таких фибр становится функцией cos az.
Уравнение равновесия внешних и внутренних сил в данной
стадии получает вид
7=л j=k z i—n j=k . _
S S Rf cos a-A=[Rf Ank 2 2 cos a\/nk ~ RfAf\>r-
/=1 /=1 r i H H i=] j=y /
100
j—n
E S cos a.-
._
В этом случае имеем ХЛ_ —---------------*
ог пк
Исследуемая система с хаотичным армированием не заменя-
ется системой с направленным армированием, а учитывает
отличие среднего напряжения в фибрах со свободной ориента-
цией от напряжения в наиболее нагруженных фибрах, располо-
женных параллельно действующему усилию.
Для уяснения физического смысла коэффициента Хог срав-
ним системы, показанные на рис. 34, б и 34, в. Система на
рис. 34, б включает фибры, расположенные по отношению к
расчетной плоскости (по отношению к фронту трещины) под
любым из равновероятных углов. Так как ширина раскрытия
трещины в стадии эксплуатации обычно меньше величины
диаметра фибр, искривление последних в трещине по направле-
нию усилия практически не проявляется. Система на рис. 34, в
включает те же фибры, но организованно направленные вдоль
действия силы. Для первой системы (см. рис.34,6) справедливо
равенство: Р = dfAf = o^XorAf , где Oq — напряжение в фибре ,
расположенной вдоль действия усилия.
Для второй системы Р = где — напряжение в на-
правленно-ориентированных фибрах. При равенстве сил Р,
действующих в обеих системах, получаем OfyXorAf =
или Хог = суп I °fV ФибРа 1 в системе на рис. 34, б работает с
"перегрузкой" из-за сниженного сопротивления ("помощи")
наклонных фибр. Поэтому > оуц и \Qr < 1. Как видно,
коэффициент ориентации указывает на степень увеличения
напряжения в фибре, расположенной вдоль усилия Р в системе
со свободной ориентацией, в сравнении с напряжением в фиб-
рах, расположенных параллельно усилию. В табл. 15 приведены
численные значения XQr для различных стадий работы элементов.
Таблица 15
Стадия рабо- ты элемента xor Численное вы- ражение
i=n j=k
S S cos3 a.
/=1 /=1__________
nk
i=n j=k
S S cos1'5 a.
/-1 /=1 '
0,656 («0,66)
Упругая
С трещинами
0,764 («0,76)
Предельного
равновесия
i=n j=k
S S cos a.
J=l_z=l____L
nk
0,818 («0,82)
101
Рис. 35. К определению
коэффициента \QfJ с уче-
том напряженно-дефор
мированного состояния
армированного элемента
Анализ работы элемента, армированного свободно ориенти-
рованными фибрами, дает возможность раскрыть физический
смысл коэффициента XQf, который позволяет перейти от на-
пряжения в фибре, расположенной параллельно силовой плоско-
сти, к среднему значению проекций напряжений всех случайно
расположенных фибр на эту плоскость; показывает, во сколько
раз больше напряжение в указанной фибре, когда она находит-
ся в системе случайно расположенных фибр, по сравнению с
напряжением в ней, когда она находится в системе с направлен-
ными вдоль действия силы фибрами.
Коэффициент анкеровки Хап учитывает вклад в работу эле-
мента фибровой арматуры в зависимости от длины (зоны)
заделки фибр в бетоне и качества сцепления между ними, оп-
ределяющих в значительной мере величину достигаемого в этих
фибрах напряжения . Рассмотрим ситуацию, соответствующую
< Rf, при двух возможных вариантах анкеровки фибр в бе-
тонном элементе с трещиной; расчетное сечение — фронт тре-
щины (рис. 35, а). В первом варианте (зона 1 на рис. 35, б)
текущему напряжению Of соответствует длина (зона) актив-
ного взаимодействия (активного сцепления) между фиброй и
бетоном taf < Ifh (х), при этом фибра не смещается относитель-
но бетона [lfh(х) — длина заделки фибры — расстояние от расчет-
ного сечения до ближайшего конца фибры], во втором вари-
анте (зона II на рис. 35, б) при напряжении Of(x) имеем laf >
> tf^M, и в данном случае фибра получает смещение относи-
тельно бетона. В этой ситуации получаем равенство: Of(x) =
= Oflfh(x) / laf < Of an , где Of an = Rf - напряжение в фибре,
соответствующее ее расчетному сопротивлению при критиче-
102
ском значении длины анкеровки . При этом справедливо
также равенство lfan / Rf = laf / Of, откуда
Длина заделки фибр в бетоне (рис. 35, 6} может изменяться
от 0 до Ц / 2. Общее количество фибр, пересекающих расчет-
ную плоскость (рис. 35, б) составляет Пр =/?с + ппОр и
пс / пр + ппо,с^пр
где л — количество фибр, получающих смещение относительно бетона,
ил С — то же, для несмещающихся фибр. На рис. 35 приведена эпюра
напряжений в фибрах, соответствующая принятой их раскладке. Поль-
зуясь схемой (см. рис. 35, б) получаем
п_ f a f ппо,с faf /^ / 2 — /af
—£.----=---------и---------= 1--------=---------.
пс*ппо,с If пс*ппо.с If
Уравнение равновесия сил в этом случае может быть запи-
сано в виде (коэффициент ориентации условно опускаем, по-
скольку вопрос о нем был рассмотрен ранее)
°fAHnno.c +-2АНПс =Р ИЛИ
/л/7О.с 1 П ч .Ifl2-Iaf + Iafl2x f'f12
°f 4” ( V'2--------' <-~7-2-—)
p p ' f
= =of, (39)
где Of — напряжение в фибрах, пересекающих расчетное сечение,
усредненное в связи с разной степенью их анкеровки.
Выражение для коэффициента \ап может быть записано в виде
= (40)
Соответственно при Of— Rf выражение (39) может быть запи-
сано следующим образом:
Of- Rf (1 -lfan /If} и = 1 ~lfan /if-
Подставляя (38) в (40) получаем в общем виде
(42)
Коэффициент анкеровки Хдп зависит от напряженного сос-
тояния элемента. Это усложняет его вычисление, так как на-
пряжение Of находится в процессе расчета. Поэтому целесооб-
разно упростить определение Хап.
103
Изменяя в (42) отношение Of / /?^от 1 до 0, при tfan = 0,5 If,
получаем значения коэффициента анкеровки фибр изменяю-
щимися в пределах 0,5—1 (рис. 35, в). Принимая Of/Rf равным
0,5, получим при тех же условиях \ = 0,75, причем в диапа-
зоне напряжений, характерных для эксплуатационной стадии
0,3 Rf < Of < 0,7 Rf, замена действительного значения на
условную и постоянную величину Of/Rf — 0,5 не приведет
при практических расчетах для этой стадии к отклонению зна-
чений \ап более чем на 13 % (рис. 35, в). При расчете прочности
элементов Of / Rj = 1. В табл. 16 приведены выражения \ап для
различных стадии работы элемента.
Таблица 16
Стадия работы
элемента
Упругая 1
'f,an °f lf
С трещинами 1—--------— 1—0,5—'
If Rf lf
Предельного ^f^an
равновесия 1 — ~
7
Таким образом, приведение фибробетонного элемента со
случайно ориентированной в его объеме фибровой арматурой
к эквивалентному элементу (к эквивалентной системе) с на-
правленным непрерывным армированием при помощи коэф-
фициента приведения \ес/ включает следующие этапы:
1. Определение количества фибр, пересекающих расчетную
плоскость, при этом:
в элементе длиной L выделяем некоторую область, ограни-
ченную сечениями, параллельными расчетной плоскости и от-
стоящими от нее на расстоянии Д£ = Lf / 2. Во внимание прини-
маем все фибры, центры которых размещены в рассматривае-
мой области, учитывая, что центр каждой фибры в этом случае
отстоит от расчетной плоскости на расстоянии а < Lf / 2;
переходим от действительного распределения фибр в выде-
ленной области к системе шаров (кругов) и затем от них к
обобщенному шару (кругу);
определяем значение коэффициента .
2. Замена усилия в фибрах их проекциями и определение XQf..
3. Определение равнодействующей усилий (среднее напря-
жение) в фибрах с учетом их анкеровки Хап.
Комбинации расчетных параметров, входящих в уравнение
равновесия сил в системе со случайно ориентированными фиб-
рами, можно дать следующую физическую интерпретацию:
104
°f\r\nAf^p = P' где °f\)rKan Л/ <P«A»’«w ШЯЧЛНИЙ провк
ций напряжений (вклад в работу) случайно ориентированных
фибр: Of — напряжение в фибре, расположенной в этой же сис-
теме параллельно направлению силы Р; Af ~ площадь сече-
ния случайно ориентированных фибр, пересекающих расчет-
ную плоскость. При этом значения Хог и Хап зависят от отно-
шения Of/Rf.
Или то же, в виде: Р = ~ °fAf,eqw '
где Of — о/р. = О) — напряжение в фибре, ориентированной по направ-
лению силы Р. Af w = А^ог\п^р> ГА® Afeqw ~ Условнан площадь
сечения фибровой'арматуры, направленной вдоль действия силы Р и
надежно заанкеренной, эквивалентная по результатам расчета задан-
ной системе с хаотичным и прерывистым (дискретным) армирова-
нием.
Относительные деформации элемента е и фибр, приведен-
ных к направленной ориентации ef (а = 0), могут быть выра-
жены соответственно
е —(а —0) — Р/EfAf\an\Qr= Р / EfAffeqw
Исследования показывают, что коэффициент пересечения
фибрами расчетной плоскости Х^ зависит только от геомет-
рических параметров армированной системы и не зависит от
ее напряженно-деформированного состояния. При определе-
нии коэффициентов \Qr и \ап следует учитывать наряду с гео-
метрическими параметрами и напряженно-деформированное
состояние армированных элементов.
ОПТИМАЛЬНЫЕ ПРЕДЕЛЫ АРМИРОВАНИЯ
ФИБРОБЕТОННЫХ КОНСТРУКЦИЙ
При проектировании фибробетонных конструкций обычно
в начале назначают варианты объемного содержания фибр,
используемых для армирования, а затем подбирают оптималь-
ные сечения конструкций. Такой подход диктуется экономи-
ческими соображениями и технологическими возможностями
изготовления конструкций [72].
Рассмотрим вопросы подбора оптимальных диапазонов
объемного содержания фибровой арматуры на примере проек-
тирования сталефибробетонных конструкций, хотя сам подход
к исследованию данных вопросов приемлем для случаев, пред-
усматривающих применение и других видов армирующих воло-
кон (стеклянных, базальтовых, углеродных и т. п.).
Рабочий диапазон объемного содержания фибр в сталефибро-
бетонных конструкциях изменяют, как правило, в пределах
105
1—1,5 % (78. . .117 кг фибр на 1 м3 бетона) *. При более высо-
ком проценте армирования снижается конкурентоспособность
конструкций, повышается трудоемкость их изготовления. В
практике часто возникает необходимость принимать объемное
содержание фибр в конструкциях менее 1 %. В этом случае
важно знать границы минимальных уровней армирования, при
которых обеспечивается исключение возможности хрупкого
разрушения конструкций, поскольку подобное разрушение в
результате случайной перегрузки конструкций может привести
к авариям или жертвам.
Исследования показывают, что условия хрупкого разрушения
дисперсно-армированных конструкций могут реализоваться в
двух ситуациях: при содержании фибр в конструкциях ниже
минимально необходимого уровня, а также при достаточно
большом содержании в бетоне весьма тонких волокон. В по-
следнем случае момент образования трещин в конструкции
и момент ее разрушения могут оказаться весьма близкими
друг к другу [40, 68]. Например, в работе [68] теоретически
показано, что подобная ситуация может реализоваться при диа-
метрах стальных фибр меньше 0,01 см и объемном содержании
их больше 2 %.
На величину минимально необходимого содержания дисперс-
ной арматуры существенное влияние оказывает деформатив-
ность матриц.
Предельные значения деформаций при разрыве высокопроч-
ных волокон (стальных, стеклянных), как правило, ниже, чем
при растяжении пластичных (полимерных) матриц и, напротив,
значительно выше, чем хрупких (бетонных, керамических)
материалов. Для таких материалов, как полимербетоны и бето-
нополимеры, разница между и ет может оказаться сравни-
тельно небольшой (рис. 36).
В реальных композициях с пластичными (полимерными)
матрицами разрушение волокон обычно предшествует разру-
шению матрицы [54] . Лимитирующей в этом случае является
прочность матрицы. В композициях с хрупкими матрицами
образование трещины в матрице и соответственно ее разрушение
происходят, как правило, до момента разрыва (раздробления)
волокон. Определяющими характер конечного разрушения
композиции в данном случае являются параметры прочности
армирующих волокон (при условии достаточного их сцепления
с матрицей).
*В стеклоармированных конструкциях со свободной ориентацией ко-
ротких волокон их объемное3содержание принимают в пределах 1—3(5)%
[25. . .75 (100) кг на 1 mj бетона], а при направленной ориентации
непрерывных волокон их предельное содержание в бетоне (по услови-
ям технологии) можно довести до 10—15 % (в зависимости от технико-
экономических условий).
106
Рис. 36. Диаграммы растяжения армирующих
волокон и различ-
ных видов матриц
а ~ • б — е, > е* в — €f=e~,
г т г т" г т
Рис. 37. Условные диаграммы дефор-
маций армированных и неармирован-
ных бетонных образцов при их растя-
жении
1 — армирование направленное и не-
прерывное; 2 — армирование коротки-
ми фибрами со свободной их ориен-
тацией при > 2/^ ; 3 - то же, при
4— неармированный образец
Характер разрушения элементов при прочих равных услови-
ях зависит от длины заанкеривания и ориентации фибр в бе-
тоне (рис. 37) [72]. Для неармированного бетона момент об-
разования трещины соответствует, как правило, моменту ис-
черпания его несущей способности, после достижения критиче-
ской нагрузки фиксируется хрупкое разрушение. В образцах,
армированных фибрами, длина которых меньше удвоенного
значения необходимой длины их анкеровки (tf < 2lf ап) после
возникновения трещины фиксируется выдергивание фибр из
бетона, напряжения падают, на диаграмме появляется ниспа-
дающий участок. При If > 2lfan часть пересекающих трещину
фибр воспринимает действующую нагрузку, напряжения в ар-
мированном материале повышаются до исчерпания несущей
способности фибр. Затем реализуется ситуация, соответствую-
щая разрушению материала вследствие выдергивания оставшей-
ся части фибр с появлением ниспадающей ветви на диаграм-
ме. При направленном армировании характер диаграммы при-
мерно такой же, но уровень воспринимаемой образцами нагруз-
ки выше. Рассматриваемый характер разрушения армирован-
107
ных образцов фиксируется при объемном содержании фибр в
материале выше №т1П •
Рассмотрим характер изменения l*mjn при осевом растяжении
и изгибе в сталефибробетонных элементах в зависимости от
класса бетона, вида используемых фибр и характеристик их
сопротивления при разрыве [72].
При осевом растяжении исходим из того, что минимально
допустимый уровень армирования должен соответствовать
такому минимальному содержанию фибр в образцах, при кото-
ром пересекающие трещину в момент ее возникновения фибры
способны воспринимать нагрузку, которую испытывал обра-
зец в момент, предшествовавший образованию трещины. Это
условие может быть записано в виде
Rfb Afb = Rbt (Afb ~ Af} + °fAf К Кг С RfAf К Кг Кп
или
Rfb = Rbt^-^ + Of ПК Кг <Rf»K Кг Кп • (43)
где Я^, и Я^ — прочность при растяжении соответственно фибро-
бетона, бетона и фибр; о? — напряжение в фибрах в момент образова-
ния трещины в образце; А^, А? — площади сечения соответственно
фибробетона и фибр; kQr и Хдп — коэффициенты соответственно
пересечения фибрами расчетной плоскости, ориентации и анкеровки
фибр в образцах; д — объемное содержание фибр. Уравнение (43) можно
записать также в виде
^bt И — м) + 2 n fl Хр Xor <iRfiiXp XQr Хап . (44)
Отсюда получим выражение для минимального уровня объ-
емного содержания фибр
^min “ ^bt / \>r \п + ^bt ~~ Rfa Х^ Хог ) , (45)
где п Efr (Ef и Е^— модули упругости соответственно фибр и бетона.
В табл. 17 приведены вычисленные по (45) значения Мш/Ли
данные о количестве фибр, приходящихся на единицу пло-
щади расчетного сечения Nf т-п в зависимости от класса бетона,
диаметра фибр и их прочности. При определении и Nf mjn
было принято, что размеры сталефибробетонных элементов
значительно превышают длину фибр, и ориентация последних
в объеме бетона практически не стеснена. Произведение коэф-
фициентов ^р^ог принято равным 0,41, коэффициент анкеровки
Хдп вычислен при if > 2lf ап из условия Хап — ^—Lfan /If и при
у < 2 lfQn t \ап =lf/ A ifan. Длина анкеровки фибр рассчитана
по формуле Lf an = ri df Rf/ Rbn, где т? - коэффициент сцепле-
ния фибр с бетоном. Отношение lf/df = 100.
108
V— ф S 10 ф \ Ь- 2 N, . , шт/см т min 2,59/4,1 со LO Ю со со 1 см 41 - in ! О col со o'l о 0,29/0,46 0,39/0,5 in S ht 4 1 £21 Й CO 1
3? .с г* I со cmJ со 00 I ol- гх со cmJ со 00 | Г- о'1 - | co CM I co ^IC col 0'1 - co CM I in c । c CO 1 v- 0)1 co ol -'
1 с ^«в SJ SI SI m со о см со о col in 4| 4 pl-p 1 см 4| 4 ol о co 1 in 3 1 co pl p I CM r- | 00 o'l о in 1 co 41 4 pl о CM I co co 1 co o'l o' 1
х* с л —г* I I СМ I ю I «о | см I in in со т— 1 ш 1 in см £2 ini г- со г*' см1 <- 1 m 1 in cm| £2 m 1 Sit- 1 1 1 1 m 1 £21 ml см r? CM V- I Г- 1
с Ле *>О 00. OJ cmI «I °. п см 4 1 О' со 1 ;-1« si? см' 1 - co 1 CMI pi4 co 1 4 Г. Г. CO 1 CM Ja 1 о 1 o'
СМ 'IS vT* О см ^r co 1 CM
<U5 Ъ О о о' § o' CM o' о o' 1
Ъ” •Q1— сс S I Г“ 1 1 1
Sc m <— 1 1 1 1
1 О х 8 g 1 У £ I | in co 1 1 1 1
r* 1 O) I CM ol <£ in 1 co Ы О ol <- 1 co CM I in j- i C CO 1 O) 1 co 61-' см 1 ml 41 4 1 p) о co 1 £ 4 4 о 1 о co см । m r1 C0 1 <- G) | CO o'l -' 1,06/1,26 3,43/4,07 1,52/1,69 4,91/5,46 20'1/98'0 92'1/90'1 1,52/1,69 1,23/1,37 in I p co co o' co CM CD Ofc v- 1- co p m m o' 1 0) 1 4 I I 1 4 1 <- 0> tr 5 О s Q. 0> c 3 a m s e i >s g CL a> i Ф c
in 1 co 4| 4 O| о CM I co co 1 co o'l о 0,82/0,65 0,88/0,76 CO p co o' 0,91/0,82 CO 1 41 o| r^l 001 ol CM I 4 । о O) I o' co p co o' 0,91/0,82 CD c о 3 11
0? s CL C
in 1 £2! in 1 |<I <- 1 1 “J eji X-l s o' 4 r— in cm' CM co CM CM V- CM G) co G) o' Si £1 V- 1 5 sl co CM o' 1 sl CM i T— 1 co 14 lei Is 1 — 1 m I 1 £^ 1 1 2 1 1 1 1 1 о co m o' 1 1 CM 1 1 о o' 1 1 1 1 1 1 1“ lr 1 о 1 G)' 1 CM lo- ls 1 o' m 1 co' £M| co 2’1 04 О s o' CM CM 4 8 CO I I” I о I G>' o' m I co'I co £м I - co I r* co' 4 T- I G) I co — 4 cm' co CD I 8 r-“| r-‘ CD CM o' 1 >s £ Ф У О С co' E 2 о s II 0? s CL c 1 >3 о H CL Ф У Ct (0 I Ф 3 X (0 У Ф S s CL E 6 u О X c[ co c; u 1 >3 0 & ф T 3 К c 3 -9 о Q. c о u о g
109
. Таб ЛДЦЭ-J-?
Класс ч "\/2 Van' и . , % >тт' /V, , шт/см2 г тт
бетона МПа МПа см СМ см
0,04 2 1,04 /2,08 . 26/52 0,74/0,48 0,8/1,27 2,59/4J
0,71/1,42 17,7/35,5 0,82/0,65 1,1/1,38 3,55/4,46
В15 1,15 11 0,08 4 2,09/4,18 26/52 0,74/0,48 0,8/1,27 0,65/1,03
ааа»
1,4/2,8 17,7/35,5 0,82/0,65 1,1/1,38 0,89/1,12
0,12 6 3,13/6,26 26/52_ 0,74/0,48 0,8/1,27 0,29/0,46
2,1/4,2 17,7/35,5 0,82/0,65 /1^38 Р,39/0,5
0,04 2 0,7/1Л 17,5/35 0,82/0,65 0,93/1,2 3/3,88
0,48/0,96 12/24 0,88/0,76 1,31/1,53 423/4,95
В22,5 1,5 17 0,08 4 1,4/2,8 17,5/35^ 0,82/0,65 0,93/Г2_ 0,75/0,97
0,96/1,92 12/24 0,88/0,76 1,31/1,53 1,06/1,24
0,12 6 2,1/4,2 17^5/35 0,82/0,65 0,93/1,2 0,33/0,42
_M4/2,88 12/24 0,88/0,76 1,31/1,53 0,47/0,55
0,04 2 0,53/1Д)6 13^3/26,5 0,87/0,73 • ьоб/ъгб 3,43/4,07
0,36/0,72 9,07/18 0,91/0,82 1,52/1,69 4,91/5,46
ВЗО 1,8 22 0,08 4 1,07/2,14 13,3/26,5 0,87/0,73 1,06/1,26 0,86/1,02
0,72/1,45 9,07/18 0,91/0,82 1,52/1,69 1,23/1,37
0,12 6 1_,6/2i2__ 13,3/26,5 0,87/0,73 1_,06/Ъ26 0,38/0,45
1,09/2,18 9,07/18 0,91/0,82 1,52/1,69 0,55/0,61
109
Примечание. Над чертой - при Rf = 500 МПа, под чертой - при =340 МПа; перед чертой - фибры периодиче-
ского профиля, за чертой — гладкого.
Рис. 38. К определению Д^п и в дис-
персно-армированном (сталефибробетонном)
элементе при изгибе
а — состояние в момент, предшествующий
образованию трещины; б — то же, в момент
образования трещины (момент, предшествую-
щий разрушению)
Данные определены для двух видов арматуры — периодиче-
ского профиля и гладкой с расчетным сопротивлением 500
и 340 МПа. При этом в первом случае коэффициент 17 принят
равным 0,6, во втором — 1,2. Для обеспечения необходимого
запаса в расчетах были приняты нормативные характеристики
прочности бетона Rbtn и Rbn.
Как видно из табл. 17, повышение класса (прочности) бе-
тона и снижение параметров прочности фибр на разрыв приво-
дят к необходимости повышения значений №т/п и Nf mjn- При
использовании бетона класса В15 и гладких фибр (Rf =
= 500 МПа) фиксируется If < 2lfan, т. е. разрушение фибро-
бетона в этом случае сопровождается выдергиванием всех
фибр. Это приводит к необходимости увеличения минималь-
но необходимого содержания фибр в материале по сравнению с
содержанием аналогичных фибр в образцах из бетона более
высоких классов, в которых анкеровка фибр обеспечена и
разрушение образцов обусловливается разрывом определенной
части арматуры.
При изгибе минимально допустимое содержание фибр в
образцах должно отвечать ситуации, при которой усилие, воз-
никающее в сталефибробетонном изгибаемом элементе в мо-
мент, предшествующий образованию трещин, могло бы быть
воспринято в момент возникновения трещины в сжатой зоне
сечением сталефибробетона, а в растянутой — только фибра-
ми, которые будем считать "размазанными" в пределах пло-
щади растянутой зоны (рис. 38).
Момент, воспринимаемый элементом до образования трещи-
ны, определяем из выражения, учитывающего совместную
работу бетона и фибр в сжатой и растянутой зонах. При этом
принимаем во внимание упругопластический момент сопро-
110
тивлении, соответствующий неармированному бетону. Исходя
из этого, получим М = Rfbt Wp[ = Rfbt Afbt z = Rfbf bh2 / 3,5,
где Rfbt = Rbfn (l-n)+oftn\p Xor = Rbtn (1 - M) + 2n Rbtn x
ХД . Отсюда
M = Rbtn (1 “ M + 2 n /г XOf) bh2 / 3,5 . (46)
Усилие, воспринимаемое элементом в момент образования
трещин, составляет Мск = Rtfb Atfb г, где Rtfb = Rft р*
Х V \зг \п * ~bfh — х). Здесь сопротивление в сжатой зоне,
как отмечалось выше, оказывает бетон и фибры, в растянутой —
только фибры.
Плечо внутренней пары сил z = (h — х) / 2 + х / 2= h 12.
Положение нейтральной оси находим из условия
Rfbbx-!^fbb (h—x)=0,
отсюда х= /(Яд, + Я^Ь)]Ь.
^сгс-Я^
Подставляя значение х в исходную формулу, получим
' г
“fb . bh2 _ RfbRfb bh2
t ' 2 p + p 2
Rfb+ Rfb fb fb
Сопротивление фибробетона сжатию может быть вычислено по
формуле
(47)
Rfb Rb + red Rfz
где ^/ге<у ~ коэффициент приведения фибровой арматуры, воспринимаю-
щей сжимающие усилия. Сопротивление сжатию фибровой арматуры в
наших расчетах принималось равным 400 и 340 МПа.
Приравнивая формулы (46) и (47) и подставляя в получен-
ное выражение соответствующие значения и получим
кубическое уравнение для определения цт/-п в виде
СV3min + Тр т/п + Karnin* U &
(48)
Для упрощения вычислений, задаваясь предполагаемой
величиной №mjn при определении значений можно привести
кубическое уравнение (48) к квадратному S р2 т/п + G ^тт +
+ Ф = 0. __________
Соответственно nmf-n = (-G ± yG2 - 4 ФЗ) / 2,
где G, S = f(Rbt, Rf, Rb, \п , , *ог). Свободный член ф = Rb .
В табл. 18 приведены расчетные значения Vmjn и Nfmjn для
сталефибробетонных элементов при изгибе в зависимости от
ill
Таблица 18
Класс бето- на df- см ff' см Rf =500 МПа Л = 340 МПа
и - , % *тт • т Nfmin'2 шт/см2 и . , % *тт • Nf min^
0,04 4 0,46/0,73 1,49/2,36 0,63/0,79 2,03/2,55
В15 0,08 8 0,46/0,73 0,37/0,59 0,63/0,79 0,51/0,64
0,12 12 0,46/0,73 0,17/0,26 0,63/0,79 0,23/0,29
0,04 4 0,53/0,69 1,71/2,33 0,75/0,87 2,42/2,81
В22,5 0,08 8 0,53/0,69 0,43/0,56 0,75/0,87 0,61/0,71
0,12 12 0,53/0,69 0,19/0,25 0,75/0,87 0,27/0,31
0,04 4 0,6/0,72 1,93/2,32 0,87/0,96 2,81/3,1
В 30 0,08 8 0,6/0,72 0,49/0,59 0,87/0,96 0,71/0^8
0,12 12 0,6/0,72 0,21/0,26 0,87/0,96 0,31 /0,34
Примечание. Перед чертой — фибр периодического профиля, за чер-
той — гладкого.
принятых классов (марок) бетона, диаметров фибр и прочно-
сти их на разрыв.
Сопоставляя данные, нетрудно убедиться, что значения
^т/7? и Nfmin в табл- 18 составляют 0,57 от соответствующих
значений pmjn и Nfmjn, приведенных в табл. 17. Аналогичный
результат может быть получен путем несложных вычислений.
Исходя из Rfb Afb = RfAf \fed (при растяжении), получим:
/ Rf\ed (49)
Подобно этому Rfy W I = RfAf Xred z (при изгибе) ;
соответственно
A?f “ Rfb ^р! I Rf \ed z
Запишем отношение
(50)
=
%*,/1 1
(Afbz} I Wpt - const.
(51)
Подставляя в (51) Afb = bh, z — h 12 и Wo, = bh2 13,5, по-
лучим:
A*/Af = (bh2 / 2) / (bh3 13,5) = 1,75, t. e. Af = 0,57 A* .
f f f f
С учетом (45) выражение рт/п для сталефибробетонных эле-
ментов при изгибе можно записать в виде
^min ~ О'9? Rbt ? ^Rf \ed + Rbt ~ Rbt \> \>г^
Соответственно Nmjn~ ^^min^p^or^ wd2f).
112
РАСЧЕТ ПРОЧНОСТИ ЭЛЕМЕНТОВ ИЗ ФИБРОБЕТОНА
НА РАСТЯЖЕНИЕ И ИЗГИБ.
Теоретические предпосылки расчета прочности фибробетона
как композиционного материала в упругой стадии основы-
ваются на законе аддитивности ("правило смеси") с уче-
том особенностей работы бетонной матрицы. При этом несущая
способность сечения элемента определяется исходя из более
низких значений модуля упругости и уровня предельных де-
формаций матрицы по сравнению с этими же параметрами
для армирующих волокон. При осевом растяжении в предель-
ной стадии учитывают работу одних только волокон (фибр).
В данном случае уравнение прочности фибробетона со свобод-
ной ориентацией фибр в объеме элемента имеет следующий
вид [65] :
Rfbt \ed^ffJ’ft
(52)
где ^red ~ ^р\)г\п' Принимая во внимание (25) и (26), с учетом (26),
значения коэффициента X могут быть вычислены из условий:
han<V2' Хап=^-^п^=^~~Т =
*Rb'f ’
lfan > lf 1 = Tulf 7 Rfdf =
г (53)
= Rbtf/ PRfdf.
После подстановки рассматриваемых коэффициентов в вы-
ражение (52) получаем следующие уравнения для расчета проч-
ности элементов из фибробетона на растяжение:
ПР” lfan < lf I 2>- Rfbt = Хр Xor ‘1 ~lfan 7 М Rf^f « <54>
= Xp 7or (1 - Rf>*f
ARb'f
при lf^n>Lf /2; Rfbt ={\p\or If/bl^jR^ (55)
= Xp Xor Rb lf Vf1 &df-
Как видно, расчет прочности на растяжение элементов из
фибробетона можно выполнять, основываясь на уравнении
(52), независимо от причин, вызывающих разрушение армиро-
ванного материала.
8—84
113
Рис. 39. Расчетные эпюры напряжений в фибробетонном элемен-
те прямоугольного сечения
Представляет интерес рассмотрение методики расчета эле-
ментов из фибробетона, воспринимающих наряду с изгибаю-
щим моментом также продольную сжимающую или растяги-
вающую силу. Подобное сочетание силовых воздействий встре-
чается часто на практике; например в процессе работы стен и
днищ резервуаров, элементах пространственных конструкций
и т. д. В общем случае рассмотрен прямоугольный фибробетон-
ный элемент, растянутая зона которого может содержать также
стержневую арматуру (комбинированное армирование). Расчет
выполнен в предположении, что эпюры напряжений в сжатой
и растянутой зонах фибробетонных элементов имеют в стадии
предельного равновесия прямоугольную форму (рис. 39). Из
условия равенства суммы моментов внешних и внутренних
сил выражение для определения несущей способности фибро-
бетонного элемента со стержневой арматурой в растянутой
зоне приобретает следующий вид [49] :
х h + х Р х
M=Rfbbh- + - ~)~ ~2 =
= Rfbt (h~x)+ RsAs(h<>- *2 ) + р--~ (56)
где Р — продольная сила (знак плюс принят при сжатии, минус — при
растяжении); Р^ и — расчетные сопротивления фибробетона со-
ответственно в сжатой и растянутой зонах; Р — расчетное сопротив-
ление стержневой арматуры. 5
Согласно данным экспериментальных исследований, предель-
ные значения относительных деформаций растяжения при изгибе
образцов из фибробетона составляют (200. . .300) 10“ , что со-
114
Рис. 40. Зависимость несущей
способности фибробетонных
и железобетонных элементов
от их толщины и процента
армирования
1, 2, 3 — железобетонные
элементы с содержанием ар-
матуры соответственно 2;
1,5; 1 %; 4, 5, 6, 7 — фибро-
бетонные элементы с содер-
жанием арматуры соответст-
венно 3; 2,5; 2; 1,5 % (по
объему)
ответствует деформациям стержневой арматуры при достиже-
нии предела текучести е - 200 10" 5 (при Rsn = 400 МПа)
[55] . Поэтому расчетное сопротивление стержневой арматуры
в растянутой зоне фибробетонных элементов может быть пол-
ностью использовано одновременно с учетом работы растяну-
той зоны фибробетона.
Величина сжатой зоны х элемента (см. рис. 39) определяется
из условия равенства нулю суммы проекций всех сил на ось
элемента
Rfbtb(h - х) - Rfo + Rs As + Р = 0,
(57)
откуда x = (Rfbtbh + RSAS + Р) / [b(Rfb + Rfbt)]. (58)
При отсутствии нормальных сжимающих или растягивающих
сил, а также стержневой арматуры в элементах конструкций из
фибробетона соответствующие члены в формулах (56), (57),
(58) принимаются равными нулю. В этом случае величина сжа-
той зоны изгибаемого элемента может быть вычислена по фор-
муле
х ~ №fbt 1 <Rfb + Rfbt^h'
(59)
а выражение для его несущей способности примет вид
115
M=URfbRfbt} 1 (Rfb + Rfbt^bh2 /2- (60)
На рис. 40 показан характер изменения несущей способно-
сти элементов из фибробетона и аналогичных элементов из
железобетона в зависимости от изменения процента их армиро-
вания и толщины конструкций. Как видно, при толщине эле-
ментов до 6—7 см при равном расходе арматуры фибробетон
по прочности не уступает железобетону. В этом случае замена
железобетона фибробетоном позволяет снизить материалоем-
кость конструкций [55] . При толщине конструкций больше
6—7 см несущая способность железобетона становится выше.
Однако следует учитывать, что фибробетон способен также
работать при знакопеременных нагрузках. В данном случае
несущая способность фибробетона может быть сопоставимой
с несущей способностью железобетона при толщине конструк-
ций до 12—14см.
Г Л ABA 4
СВОЙСТВА ДИСПЕРСНО АРМИРОВАННЫХ БЕТОНОВ
Исследования различных свойств армированных волокна-
ми бетонных материалов осуществляются, как правило, па-
раллельно с изысканиями наиболее эффективных технологи-
ческих приемов изготовления опытных образцов. Несмотря
на имеющиеся противоречия в результатах исследований, по-
лучаемых в данных условиях разными специалистами, можно
проследить общие закономерности, позволяющие оценить
влияние, оказываемое дисперсным армированием на свойства
бетонов при их загружении, не только с точки зрения теорети-
ческих представлений, но и с учетом экспериментальных дан-
ных.
БЕТОН, АРМИРОВАННЫЙ СТАЛЬНЫМИ ФИБРАМИ
В обзоре [51] приведены данные разных исследователей,
характеризующие некоторые возможные пределы улучшения
различных свойств бетона при введении в него свободно ори-
ентированных стальных волокон. В частности, изменения этих
свойств (при содержании 2 % волокон в бетоне) приведены в
табл. 19. Данные показывают, что введение волокон в бетон
значительно повышает его ударостойкость, сопротивление
термическому воздействию и истиранию, прочность на растя-
жение и т. д. Однако улучшение свойств, как уже отмечалось
ранее, зависит от параметров армирования: объемного содер-
жания арматуры, соотношения между параметрами фибровой
арматуры и параметрами структуры бетонной матрицы, уров-
ней дисперсного армирования.
В работе [68] исследовано влияние объемного содержания
।фибровой арматуры и диаметров используемых фибр на из-
менение пределов трещиностойкости сталефибробетона при
117
Таблица 19
Свойство Увели- чение по срав- нению с обыч- ным бето- ном^ Свойство Увеличе- ние по сравне- нию с обычным бетоном, %
Прочность при изгибе в мо- 150 Сопротивление:
мент появления первой удару 325
трещины истиранию 200
Предельная прочность: 200 выкрашиванию при 300
на растяжение при изгибе термическом воздей-
на сжатие 125 ствии
на срез 175 Долговечность при испытаниях на замо- 200
11редел усталости при изгибе 225 ра ж и ва н ие-отта и ва-
ние
действии растягивающей нагрузки. Исследование основывалось
на анализе уравнения потенциальной энергии деформации (ана-
логичного составленному ранее Гриффитсом) с добавлением
в это уравнение слагаемого, учитывающего энергию, накапливае-
мую в процессе деформации фибрами, пересекающими трещину.
В результате получено выражение для коэффициента, характе-
ризующего уровень повышения трещиностойкости бетона за
счет введения в него фибровой арматуры,
Чгс Р /Р '*'l\.Efb тга(1-р2)Г (61)
где р* и р* — соответственно предел трещиностойкости армированного и
неармированного бетона; а — половина длины критической трещины
("дефекта” структуры бетонной матрицы); 9 — коэффициент Пуассо-
на; и Efo — модули упругости соответственно бетона и части сечения
фибробетона с ненарушенной сплошностью; G — параметр, определяемый
из выражения
6 = 0,5 л2 / [<n-\}(Efb/Efbiredy^Efbred ,
где п = / АСГС‘ Здесь — площадь поперечного сечения фибробето-
на; Асгс ~ площадь "дефектов" в виде трещин; — приведенный
модуль упругости части сечения фибробетона, включающего начальную
трещину ("дефект") в момент, предшествующий ее росту.
В табл. 20 приведены результаты определения по формуле
(61) коэффициентов X вычисленных для разных коэффици-
ентов армирования бетона фибрами диаметром от 0,03 до
0,12 см. При этом принято If /df = 100, Ef = 2 • 105 МПа; п =
= 10. Выбранный диапазон изменения длины трещин 2а вклю-
118
чает возможные размеры критических "дефектов" (трещин)
для бетонных матриц с различными уровнями их однородности.
В зависимости от крупности заполнителя в бетонах размеры
критических трещин для расчета приняты в пределах 0,4—4 см.
Чем менее однороден бетон, тем соответственно больше длина
критической трещины. В порядке условного разграничения
можно принять, что для бетонных матриц с высоким содержа-
нием цемента (практически для цементного камня) длина кри-
тической трещины составляет 0,4 см, для обычных мелкозер-
нистых бетонов — 0,5—1 см, а для рядовых крупнозернистых
бетонов — примерно 4 см.
Как видно из табл. 20, приведенные данные вполне удов-
летворительно описывают эффект упрочнения бетона фибрами
на стадии трещинообразования. Видно также, что повышение
трещиностойкости бетона зависит не только от объемного со-
держания арматуры д , но и в значительной мере от уровня
дисперсности армирования бетона, обусловливаемого изме-
нением величины диаметров используемых фибр [68] . Вполне
очевидно (см. табл. 20), что податливость фибр по мере уве-
личения их количества на единицу площади расчетного сечения
(при соответствующем уменьшении диаметров фибр) в момент
возникновения трещины в бетоне существенно снижается,
что, в свою очередь, приводит к повышению уровня трещино-
стойкости. Наряду с этим анализ данных показывает, что уро-
вень трещиностойкости зависит также от соотношения между
геометрическими параметрами фибровой арматуры (дисперс-
ности армирования) и размерами критических трещин, свя-
занными, как было показано выше, с уровнями однородности
бетона. Чем более однородна бетонная матрица и чем выше
уровень дисперсности армирования (т. е. чем меньше диаметр
фибровой арматуры), тем выше при прочих равных условиях
предел трещиностойкости фибробетона.
Таблица 20
df, см Д при 2а , см
0,4 0,6 I 1,0 | 4,0
0,01 1,18 1/14 1,08 1,05
0,02 1,4 1,3 1,15 1,1
0,03 0,03 1,69 1,49 1,23 1,14
0,04 2,1 1,71 1,31 1,15
0,01 1,09 1,07 1,05 1,03
0,02 1,2 1,16 1,11 1,06
0,06 0,03 1,31 1,25 1,16 1,1
0,04 1,42 1,34 1,21 1,13
0,01 1,06 1,05 1,04 1,03
0,02 1,12 1,11 1,08 1,06
0,12 0,03 1,18 1,16 1,12 1,09
0,04 1,24 1,21 1,16 1,12
119
Рис. 41. Предельные моменты, воспринимаемые плитами различ-
ной толщины
7 — из сталефибробетона; 2 — из железобетона
Характер изменения несущей способности фибробетонных
плит при изгибе в зависимости от их толщины был исследован
экспериментально. Моменты, соответствующие разрушению
плит из сталефибробетона, были получены по результатам
исследований образцов из бетона класса В22,5 (марки
300), армированных фибрами периодического профиля
из низкоуглеродистой проволоки диаметром 1 мм и длиной
100 мм [35]. Толщина образцов плит из сталефибробетона
составляла 10, 20, 50, 100 и 200 мм, пролет их изменялся от
200 до 1000 мм. Испытания производились сосредоточенной
нагрузкой, приложенной в середине пролета плит. Для желе-
зобетонных плит (аналогов), рассчитанных по СНиП 2.03.01 —
84, принят тот же класс бетона и арматура без преднапряже-
ния с сопротивлением разрыву 350 МПа. Расход стали для
железобетонных и сталефибробетонных плит принят одинако-
вым 1,5 % объема бетона.
120
Таблица 21
Марка
образ*
цов
Фибровая
арматура
Стеожневая арматура
Моменты, воспри-
нимаемые образца-
ми, кН • м
Мсгс
Д2 Мо
диа-|дли-
метр, на,
мм мм
диа-
метр,
мм
Б — — — — — — 1,68 — 1,68
ЖБ — — 10 0,015 0,005 0,02 1,25 1,50 5,25
ФБ-0,3 0,3 25 0,02 — — — — 2,25 2,80 3,47
ФБ-1,2 1,2 120 0,02 — — — — 1,80 2,00 5,25
ФЖБ-0,3 0,3 25 0,02 10 0,015 0,005 0,02 — 7,40 10,12
ФЖБ-1,2 1,2 120 0,02 10 0,015 0,005 0,02 — 4,00 9,75
Примечание. дц; дз; до — проценты армирования, соответственно
в рабочем направлении, по распределительной арматуре и общий; Мсгс~~
момент, соответствующий перелому графика зависимости деформаций
растянутой грани образцов от момента; Ми — момент, соответствующий
разрушающей нагрузке; асгс — ширина раскрытия трещин.
Испытания показали, что при толщине плит до 70 мм стале-
фибробетон в рассматриваемых условиях по прочности не ус-
тупает железобетону (рис. 41); как отмечалось ранее (см.
рис. 40), при толщине плит менее 70 мм замена железобетона
сталефибробетоном снижает материалоемкость конструкций,
сокращает расход стали и бетона [35]. По мере уменьшения
толщины плит из сталефибробетона их удельная несущая спо-
собность возрастает, так как увеличивается число фибр, ори-
ентирующихся параллельно плоскости плиты. Поэтому при-
менение фиброармированных материалов целесообразно преж-
де всего в тонкостенных элементах конструкций, особенно
в конструкциях пространственной формы со сложным гео-
метрическим очертанием.
Наблюдения показали, что прочность нормальных сечений
железобетонных балок в зоне действия максимальных момен-
тов, как правило, выше, чем сталефибробетонных, при одина-
ковых размерах сечения конструкций и при равном расходе
фибр и растянутой стержневой арматуры. В табл. 21 приведены
результаты испытаний шести серий опытных образцов, вклю-
чая образцы из неармированного бетона (Б), сталефибробетона
(ФБ-0,3 и ФБ-1,2), железобетона (ЖБ) и с комбинированным
армированием (ФЖБ-0,3 и ФЖБ-1,2) [35].
Образцы изготавливались из бетона класса 22,5 с размером
сечения 250 х 100 мм и длиной 500 мм. Среднее число фибр
в сечениях образцов изменялось от 0,5 в верхней части до 1,8
в нижней на 1 см2 сечения (образцы ФБ-1,2), а также от 12 до
121
20 (образцы ФБ-0,3). Для армирования растянутой зоны желе-
зобетонных образцов, а также образцов с комбинированным
армированием применялись сварные сетки из стали класса
А-1. Образцы загружались по балочной схеме при пролете
450 мм двумя сосредоточенными силами. Как видно из таблицы,
в ряде случаев эффективным является комбинированное
армирование: сочетание фибр с традиционной стержневой арма-
турой. При этом прочность образцов повышается примерно в
2 раза с увеличением общего расхода арматуры. При одинако-
вом расходе арматуры и фибр в образцах их несущая способ-
ность примерно одинакова. Применение фибр повышает проч-
ность бетона в образцах не только по нормальным, но и по
наклонным сечениям, что отдаляет момент образования на-
клонных трещин и повышает сопротивление срезу сжатой зоны
бетона над трещиной.
Известно, что значительное количество стали в железобетон-
ных конструкциях расходуется на поперечную, монтажную и
распределительную арматуру. Коэффициент использования арма-
туры (ps, выражаемый отношением массы всей арматуры, расхо-
дуемой на изготовление железобетонных конструкций, к массе
основной рабочей арматуры, колеблется от 1,3 до 4,5 [14] .
Отсюда следует, что применение фибрового армирования созда-
ет предпосылки для значительного снижения значений коэффи-
циента ips и соответственно расхода стали. При комбинирован-
ном армировании применение фибр заметно повышает также
сцепление с бетоном рабочей стержневой арматуры. Фибровое
армирование в некоторых случаях позволяет исключить в кон-
струкциях поперечную, монтажную и распределительную арма-
туру, одновременно повысив эффективность рабочей армату-
ры, снизить трудозатраты на арматурные работы.
Экспериментально установлено, что равным значениям
Hflf/df при прочих равных условиях соответствуют одинаковые
значения прочности сталефибробетона независимо от абсолют-
ных значений диаметров фибр [35]. Предельные деформации
растяжения сталефибробетона (при обычных процентах арми-
рования) , соответствующие моменту образования трещин в
бетонной матрице, также мало зависят от диаметров используе-
мых фибр. Вместе с тем напряжения в бетоне в момент образо-
вания трещин при уменьшении диаметров фибр значительно
возрастают, трещиностойкость материала при равных дефор-
мациях повыщается, но его несущая способность практически не
зависит от диаметра фибр (при условии обеспечения равно-
мерности их распределения в бетоне). Таким образом, приме-
нение фибр сравнительно больших диаметров (1—1,4 мм)
можно рекомендовать для конструкций, предельное состояние
которых лимитируется их несущей способностью. Применение
122
фибровой арматуры малых диаметров (меньше 1 мм)
целесообразно прежде всего в конструкциях, к которым предъ-
являются требования повышенной трещиностойкости.
В работе [80] описаны результаты экспериментальных ис-
следований прочности сталефибробетонных образцов в зависи-
мости от различных процентов их армирования при статических
и динамических нагрузках. Испытаниям подвергались образцы
в виде призм размером 10х10х40сми цилиндров размером
15x15 см. Образцы изготавливались из мелкозернистого бето-
на состава Ц : П = 1 : 2 при В/Ц = 0,38. Образцы армировались
стальными фибрами периодического профиля с диаметрами,
равными 0,3; 0,55 и 0,8 мм, с различными коэффициентами
армирования по объему = 0,015; 0,02; 0,025 и 0,03 и отно-
шениями длины фибр к диаметру 48. . .87. Часть образцов изго-
тавливалась без армирования. Твердение образцов осуществля-
лось при температуре 18—20°С и относительной влажности
65—75 % в течение одного месяца. Испытания призм на сжатие
и цилиндров на растяжение при раскалывании осуществлялись
при двух режимах нагружения — статическом (время прило-
жения нагрузки до разрушения 60. . .100 с) и динамическом
(т = 0,005.. .0,008 с).*
Статические испытания производились на гидравлическом
прессе П-125, а динамические — на универсальном динамическом
стенде УДС-100. Усилия, передаваемые на образец, измерялись
с помощью динамометра АП-100 и тензодатчиков. Сигналы
тензодатчиков через усилитель УТС 1—ВТ—12 передавались на
осциллограф Н 117/1 и записывались на осциллограмму с одно-
временным нанесением на нее временных отметок через 1 • Ю'4 с
Из графиков, приведенных на рис. 42 и 43, видно, что проч-
ность сталефибробетона растет с увеличением объемного содер-
жания фибр. Видно также, что прочность на растяжение при
раскалывании возрастает с увеличением if / df (см. рис. 42).
При сжатии призм столь четкой зависимости не наблюдается
(см. рис. 43). Это можно объяснить эффектом стесненности
фибр в образцах (призмах). При испытаниях цилиндров на
раскалывание стесненность в ориентации фибр меньше влияет
на результаты.
Представляет интерес анализ характера трещинообразования
в фиброармированных образцах. С этой целью испытаниям
были подвергнуты две серии опытных плит (по пять в каждой)
из железобетона (эталонные образцы) и фибробетона; они
были испытаны воздействием одинаковых ударных нагрузок
[59]. Плиты размером 400 х 400 мм изготавливались из мелко-
зернистого бетона класса 22,5. Железобетонные образцы плит
* Испытания выполнялись И.Д. Захаровым.
123
Рис. 42. Зависимость прочности
сталефибробетонных цилиндров
на растяжение при раскалывании
от процента армирования д,
(по объему) '
сплошные линии — статика;
пунктирные — динамика; 1 —
df = 0,8, If = 70 мм; 2 - df =
= 0,55 мм, L = 50 мм; 3 —
df = 0,3 мм. If = 24 мд;4 — df —
= 0,55 мм, If = 24 мм; 5 —
df — 0,8 мм, If = 0,35 мм; 6 —
df = 0,3 мм, у = 15 мм
Рис. 43. Зависимость прочности
сталефибробетонных призм на
сжатие от процента армирова-
ния iif (по объему)
сплошные линии — статика;
пунктирные — динамика
1 — df = 0,55 мм, If = 50 мм;
2 — df = 0,3 мм, If = 24 мм;
3 — df = 0,55 мм. If — 24 мм;
4 — df = 0,3 мм, If = 15 мм;
5 — df = 0,8 мм. If = 70 мм;
6 — df =0,8 мм, If = 35 мм
имели толщину 21,5 мм, фибробетогные — 17 мм. Армирование
железобетонных плит осуществлялось сетками из проволоки
класса В-I диаметром 4 мм с ячейками 180 х 180 мм, при этом
на каждую плиту расходовалось 0,23 кг стали. В качестве фибро-
вой арматуры служили отрезки стальной низкоуглеродистой
проволоки диаметром 0,8 мм, длиной 80 мм. Расход фибр на
каждый образец плиты составил 0,225 кг (1 % по объему).
Плиты испытывались на копре с массой гири в 5 кг (фиксируе-
мая высота ее падения 1 м). Плиты укладывались на выровнен-
ное основание из песка толщиной 100 мм. После каждого удара
наблюдали за образованием и развитием трещин на поверхности
плит с помощью переносного микроскопа Брюннеля и изме-
ряли ширину их раскрытия.
Опыты проводили в два этапа. На первом ударная нагрузка
действовала непосредственно на образец плиты. После 3—4 уда-
ров в железобетонных плитах образовались сквозные отверстия,
в фибробетонных возникли вмятины. На втором этапе ударную
нагрузку передавали на плиты через металлическую пластину
размером 40 х 40 мм, толщиной 10 мм, уложенную в центре.
124
/ \асп’0,05 2 <
5 acrc~°i? 6 \асгс"№
1 йсгс^ОЗ 2 асгс--0,05
\ 1 s V- г ' v ,
5 СсгС~@№ 6 асге<М5
1 1 О 1 о 1
5 4 , Ясгс^!
7 \асгс=0>$
3 \чслг°<г
J -L
7 Qcr=0,15 в ^СГС'^Г №
О Г к п:
Рис. 44. Общий вид разрушения лицевой поверхности железо-
бетонных (а) и фибробетонных (б) плит
1—8 — число ударов
Характер образования и развития трещин в исследуемых плитах
в зависимости от числа ударов показан на рис. 44.
После первого удара в плитах из железобетона возникла
характерная кольцевая трещина с замкнутым очертанием и
радиально идущими от нее лучами новых трещин. С увели-
чением числа ударов их количество возрастало. Предельная
ширина раскрытия трещин в этих образцах после трех уда-
ров оставалась практически постоянной (0,05 мм). В даль-
нейшем раскрытие трещин становилось более заметным, и к
моменту полного разрушения плит ширина раскрытия тре-
щин на лицевой поверхности достигала 0,5 мм.
В плитах, армированных стальными фибрами, после перво-
го удара образовались короткие одиночные неорганизованные
125
трещины с шириной раскрытия до 0,03 мм. Число их после
второго удара несколько увеличивалось, стала заметной тен-
денция к их кольцевому распределению, небольшая часть тре-
щин достигла края образцов. Сформированный кольцевой
контур трещин в центральной части фибробетонных плит на-
блюдался лишь после третьего удара, однако он не замкнут,
кольцо прерывается участками фибробетона, сохраняющими
сплошность. В это время наблюдается также возникновение
новых коротких трещин, более удаленных от центральной
части плит, стремящихся образовать второе кольцо. Его очер-
тание стало хорошо заметно после, четвертого удара, при этом
максимальная ширина раскрытия трещин достигла 0,15 мм.
Последующее действие ударной нагрузки не изменило мак-
симальную ширину раскрытия трещин на лицевой поверхно-
сти плит, возросли лишь число и протяженность трещин в ре-
зультате их слияния и образования новых. При этом сформи-
ровались два хорошо различаемых кольца трещин, но ни одно
из них вплоть до завершения испытаний полностью не сомкну-
лось. Число радиальных трещин, распространявшихся к краям
образцов, оказалось сравнительно небольшим.
Глубина проникания трещин в тело фибробетонных плит,
по-видимому, также меньше, чем железобетонных. Вследствие
этого в фибробетонных образцах оказалось возможным возник-
новение второго контура кольцевых трещин. Сохраняющие
сплошность участки фибробетонных плит и пронизывающая
бетон между трещинами дисперсно-распределенная фибровая
арматура перераспределяют энергию ударов на соседние участки
фибробетона, приводя к образованию второго кольца. Как вид-
но, работа, которую необходимо затратить для полного разру-
шения фибробетона, больше при прочих равных условиях, чем
для традиционно армированного бетона.
На рис. 45 показан характер расположения трещин на обрат-
ной стороне фибробетонных плит в момент завершения испыта-
ний (после восьми ударов). При одинаковом числе ударов про-
гиб фибробетонных плит оказался примерно в 2 раза больше,
чем железобетонных. Однако обратная сторона железобетонных
плит, особенно в центральной части, раздроблена больше — ши-
рина раскрытия трещин достигла 4 мм. В плитах из фибробето-
на также имелась кольцевая вмятина (непосредственно под
пластиной), а также диагонально расположенные трещины,
однако внешне плита разрушилась меньше и предельная ширина
раскрытия трещин не превышала 1 мм.
Испытания показали, что плиты из фибробетона обладают
более высоким уровнем трещиностойкости и ударной прочно-
сти, чем железобетонные, в результате более равномерного
перераспределения энергии ударных воздействий, что объяс-
няется особенностями структуры этого материала. Дисперсное
армирование приводит к более равномерному пегераспределе-
126
Рис. 45. Общий вид разрушения обратной стороны железобетонных
(а) и фибробетонных (б) плит после завершения испытаний (циф-
рами показаны значения а . мм),
сгс
нию возникающих в бетоне усилий, блокирует развитие тре-
щин, препятствуя возникновению магистральных трещин.
Важное значение представляет изучение работы фибробетона
на продавливание. С целью определения несущей способности
конструкций днищ резервуаров на участках под колоннами,
работающих на продавливание, ЦНИИПромзданий совместно
с ЛенЗНИИЭП (с участием Л.Г. Курбатова) были проведены
испытания на данный вид загружения опытных образцов фибро-
бетонных плит [64]. Плиты имели размер в плане 70 х 70 см и
высоту 100 мм. Армирование плит осуществлялось фибрами
из проволоки периодического профиля диаметром 0,9 мм и
длиной 140 мм (ФБ-0,9/140), из глддкой проволоки диамет-
ром 2 мм и длиной 300 мм (ФБ-2/300), а также фибрами,
полученными из листовой стали (ФБ-Л/100). Размер попереч-
ного сечения этих фибр 0,5 х 0,8 мм, длина 100 мм. Содержа-
ние фибр во всех образцах составляло 1,1 % (по объему). Об-
разцы изготавливались из бетона класса В25. При испытаниях
плиты устанавливались на приспособление в виде прямоуголь-
ной в плане обоймы размером 46 х 46 см (в чистоте). Сверху
образцов размещали металлическую раму, которую с помощью
анкеров, закрепленных на обойме и пропущенных через раму,
прижимали к образцу, обеспечивая его защемление по контуру.
Передача нагрузки от пресса на образец осуществлялась через
127
Таблица 22
Марка образца Расчетная нагрузка, кН Эксперименталь- ная нагрузка про- давливания, кН Коэффициент запаса
ФБ1-09/140 144 188 1,3
ФБ2-09/140 144 198 1,4
ФБ1-2/300 100 140 1,4
ФБ-1Л/100 108 140 1,3
металлический штамп размером в плане 8x8 см. Данные испы-
таний приведены в табл. 22.
При испытаниях наблюдали две характерные стадии работы
фибробетонных образцов. В первой стадии нагрузка возрастает
до критического уровня, фиксируется пирамида продавливания,
регистрируется разрушающая нагрузка (рис. 46, а). Эта стадия
завершается пиком на графике перемещения (рис. 46, г). Од-
128
ПЕРЕМЕЩЕНИЯ, ММ
Рис. 46. Характер разрушения образцов при про-
давливании
а — критическая стадия разрушения; б — стадия
физического разрушения (закритическая область);
в — общий вид физического разрушения; г — за-
висимость перемещений от нагрузки в центре
плит (1 — для образцов ФБ2-09/140; 2 — для
образцов ФБ1-09/140)
нако физического разрушения образцов при этом не происходит.
Трещины в бетоне между пирамидой продавливания и осталь-
ной частью образца пересекаются во многих местах неразор-
вавшимися фибрами, связывающими пирамиду с остальной
частью плиты. Для полного физического разрушения образца
необходимо приложить дополнительную нагрузку. В заанкерен-
ных в бетоне фибрах, препятствующих дальнейшему продавли-
ванию пирамиды, возникают опорные реакции, пирамида пре-
вращается в многократно статически неопределимую систему.
Вторая стадия включает доведение образца плиты до физиче-
ского разрушения (закритическая область). Дальнейшее при-
ложение нагрузки на пирамиду приводит к возникновению в
ней моментов, происходит дальнейшее выдавливание пира-
миды и ее разрушение (рис. 46, б, в). Критическая разрушаю-
щая нагрузка достигалась при перемещениях вдоль действия
сил 10—12 мм, полное физическое разрушение при перемеще-
ниях 30—35 мм. Наблюдения показали, что угол наклона граней
пирамиды обрушения составляет 45°.
Экспериментальные данные достаточно близко сходятся с
данными расчета фибробетона на продавливание, выполняемого
по формуле [64]
Р
F<aRfbt umh'
где Rffa — расчетное сопротивление фибробетона растяжению при продав-
ливании; значения (к.,и принимаются по СНиП 2.03.01—84.
9—84
129
СТЕКЛОАРМИРОВАННЫЕ КОМПОЗИЦИИ
НА ОСНОВЕ ЦЕМЕНТА И ГИПСА
При рассмотрении композиций на основе цемента и гипса,
направленно армированных непрерывными стекловолокнами,
необходимо указать на различия между "идеальной" моделью
композиции и реальным материалом. Дисперсное и направ-
ленное армирование предполагает равномерное рассредото-
чение волокон в объеме матрицы и их принудительную ориен-
тацию в направлении действующих усилий. Расстояние между
волокнами устанавливается исходя из размеров эффективной
зоны матрицы, способной передать усилия при действии на-
грузки на волокна. Количество волокон должно быть достаточ-
но большим, они должны быть равнопрочными и одинаково
выпрямленными (или натянутыми). В реальных композициях
распределение волокон в матрице не всегда оказывается равно-
мерным. Не все волокна удается одинаково выпрямить (или с
одинаковой степенью натянуть) в нужном направлении. Следу-
ет также учитывать, что волокна не обладают равнозначной
прочностью, поскольку неравнозначно количество и качество
микродефектов на их поверхности. Наконец, нельзя не отметить
трудности обеспечения совершенных и непрерывных контак-
тов на границе раздела между волокнами и матрицей.
Обычно разрушение рассматриваемых композиций начинается
с возникновения микроразрывов, их слияния и образования
трещины в объеме матрицы. Развитие этого процесса зависит в
значительной мере от структуры армирования бетона, соотно-
шения между упругими и прочностными характеристиками
армирующих компонентов и бетонной матрицы, статистиче-
ских параметров разбросов прочности дисперсной арматуры.
В зависимости от этих факторов кинетика образования и раз-
вития трещин, рост деформаций и напряженное состояние дис-
персно-армированных бетонов могут существенно изменяться,
что следует учитывать в расчетах дисперсно-армированных
конструкций.
На основании анализа результатов экспериментальных ис-
следований построены обобщенные диаграммы деформирова-
ния исследуемых композиций, рассматриваются особенности
их напряженно-деформированного состояния на различных
уровнях (стадиях) работы при растяжении [53, 67].
Были изготовлены и испытаны несколько серий опытных
образцов с различным характером их армирования. Для из-
готовления образцов использовались глиноземистый и порт-
ландский цементы, а для части образцов — гипсовое и гипсо-
цементно-пуццолановое вяжущее. Армирование осуществля-
ли стекловолокном алюмоборосиликатного состава и базаль-
товыми волокнами диаметром 10 мкм. Ориентацию непрерыв-
ных волокон производили в направлении продольной оси об-
130
разца. Часть образцов армировали короткими волокнами дли-
ной 10 мм со свободной ориентацией их в объеме матрицы.
Образцы выполнялись в виде призм с поперечным сечением
10 х 15 мм и длиной 360 мм, концы которых имели клиновид-
ную форму. После изготовления образцы хранились на воздухе
в нормальных условиях, а часть образцов на основе цемент-
ных вяжущих — в камере при повышенной (90 ± 5 %) влаж-
ности окружающей среды. Деформации образцов при испыта-
ниях измеряли с помощью спаренных рычажных тензомет-
ров с ценой деления 0,001 мм на базе 2 см.
Испытания показали, что вид минеральных вяжущих и воло-
кон, использованных при изготовлении опытных образцов,
не оказывает при прочих равных условиях существенного
влияния на диаграмму деформации образцов в первые сроки
после изготовления. Поведение образцов как на основе цемент-
ного (независимо от вида цемента), так и гипсового камня
при кратковременных испытаниях возрастающей нагрузкой
было практически идентичным и обусловленным в основном
хрупким (квазихрупким) характером восприятия нагрузки
материалом матрицы.
На рис. 47, а, б приведены характерные диаграммы зависи-
мости между напряжениями и относительными деформациями
при растяжении цементного камня, армированного алюмобо-
росиликатными и базальтовыми волокнами с ориентацией их
в направлении действия растягивающих усилий. На рис. 47, в
131
Рис. 48. Обобщенные диаграммы
растяжения образцов
а — однонаправленно-армирован-
ных непрерывными стеклянны-
ми; б — стальными волокнами;
в — участок диаграммы между
первой и второй стадиями рабо-
ты материала в увеличенном масштабе; г — характер разрушения об-
СТАДИЯ I П ш И
УЧАСТОК . la 2 3 it | 5
ИНТЕРВАЛ , КОЭФФИ- - ЦИЕНТОВ ! V=1 WO 'ix^o Ч^О
f--1 У--1
разцов, армированных стеклянными волокнами в первые сроки пос-
ле их изготовления (1); после выдерживания в воздушно-влажных
условиях (II); неармированных образцов (111) независимо от сро-
ков и условий хранения
для сопоставления приведены аналогичные диаграммы, по
данным [93], относящиеся к образцам мелкозернистого бе-
тона (цементно-песчаный раствор), армированным ориентиро-
ванно непрерывными стальными волокнами диаметром
0,132 мм. Диаграммы деформирования образцов, армирован-
ных короткими базальтовыми волокнами с произвольной их
ориентацией в объеме образцов представлены на рис. 47, г.
Данные позволяют выделить обобщенные варианты диаграм-
мы для направленно армированных образцов, которые приве-
дены на рис. 48. Как видно из рис. 48, а, при растяжении стекло-
армированных образцов на диаграмме фиксируются четыре
характерные стадии работы материала. Первая (упругая) ста-
дия продолжается до появления трещины в цементной матри-
це, относительные деформации композита в этой стадии равны
соответствующим деформациям матрицы и волокон. На гра-
фике деформации эта стадия отображается линейным участком
диаграммы ОА, наклон которой удовлетворительно описыва-
ется известным уравнением аддитивности
Efb=^Eb (1 -fjtf) + <pEfyLf. (62)
Соответственно напряжения в армированном материале в
этой стадии могут быть определены из выражения
132
afb = Ф ob (1 - Hf} + <p af iif, (63)
где коэффициенты Ч' и отражают вклад в работу композита соответ-
ственно матрицы и волокон. В первой (упругой) стадии Ф = у> =1.
С увеличением нагрузки напряжения в матрице приближа-
ются к пределу ее прочности °fb~*Rfbtcrc' Д° появления тре-
щины в объеме матрицы возникают локальные микроразрывы,
наступает конечный и весьма короткий этап la стадии I. На
этом этапе работы (la), завершающемся достижением напря-
жений в матрице, равных Rfbtcrc' напряжения в волокнах повы-
шаются до 2пЯ^ сгс. Образование разрывов (трещин) в матри-
це приводит к понижению жесткости композита, этот процесс
сопровождается обычно изменением "движения" диаграммы,
появлением на ней отдельных ступенек, как это показано в уве-
личенном масштабе на рис. 48, в. Вместе с тем испытания пока-
зывают, что нарушение сплошности в материале матрицы в этой
стадии еще не является сквозным. Предельные деформации ар-
мированных образцов цементного камня'в момент образования
трещин в их объеме (при максимальных уровнях содержа-
ния волокон в образцах) составляли величину порядка
2,8. . .3,2 * 1(Г4. Деформации аналогичных неармированных об-
разцов в момент их разрушения при растяжении изменялись в
пределах 1,3. . .1,7 • 10 . Деформации, соответствующие напря-
жениям Qfmjn в опытных образцах (начало обрыва армирующих
волокон), как показали испытания, были практически на поря-
док выше, составляя примерно 2,5. . .3,0 • 10"3. Это хорошо со-
гласуется с данными статистических исследований работы от-
дельных нитей стекловолокон при растяжении [15].
Образование трещины в матрице совпадает с началом второй
стадии работы композита (участок диаграммы АВ на рис. 48).
В этой стадии вклад в работу бетонной матрицы сохраняется
лишь на участках между трещинами, в сечениях с трещиной
усилия от нагрузки воспринимают в основном волокна. На
границе между первой и второй стадиями на диаграмме наблю-
дается характерный перелом. Ширина раскрытия трещин на
этом этапе работы композита чрезвычайно мала и не превышает
тысячных долей миллиметра. Значение коэффициента, учиты-
вающего вклад в работу бетона, в формулах (62) и (63) во
второй стадии изменяется в пределах 0 < 1.
Третья стадия работы армированного материала начинает
проявляться при достижении напряжений в волокнах =
= Of min, т. е. с момента, при котором возрастание нагрузки
приводит к обрыву наиболее слабых волокон и постепенному
выводу их из работы. В целом диаграмма о—е приобретает вид
ломаной линии. С разрывом волокон в третьей стадии (участок
диаграммы В К на рис. 48, а) напряжения на их концах падают
до 0 и одновременно существенно возрастают касательные на-
133
пряжения в эоне контакта волокна с бетоном. Дальнейшее раз-
витие процесса разрушения может сопровождаться либо нару-
шением адгезионной связи на границе между волокном и матри-
цей, распространяющимся вдоль волокон по мере их обрыва с
одновременной передачей возникающих усилий на оставшую-
ся часть волокон, работающую как на участках с трещинами,
так и в промежутках между ними, либо происходит сдвиговое
разрушение матрицы. Эти процессы, вероятно, могут совме-
щаться, о чем, в частности, свидетельствовал характер разру-
шения опытных образцов. В месте разрыва образцов наблюда-
лись короткие поперечные разрывы цементной матрицы, раз-
деленные сравнительно длинными продольными трещинами
(рис. 48, г, I). При этом в месте разрыва в образцах имелись
достаточно длинные выпуски (пучки) разорвавшихся волокон,
что указывало на их выдергивание из матрицы после исчерпа-
ния несущей способности композита. Значительное влияние
на характер разрушения образцов оказывают также условия
их хранения. Например, в образцах на глиноземистом цементе,
выдержанных длительное время (6 мес) при повышенной
влажности окружающей среды, или на портландцементе, хра-
нящихся в тех же условиях, но более короткое время (0,6 мес),
разрыв при испытаниях оказывался более ровным с меньшим
количеством продольных трещин по сравнению с образцами,
хранившимися на воздухе в нормальных условиях. При этом
длина пучков (выпусков) волокон в месте разрушения образ-
цов была соответственно короче (рис. 48, г, П). Это указывает
на то, что между стекловолокном и цементной матрицей с те-
чением времени (особенно при повышенной влажности возду-
ха) протекают взаимодействия, обусловливающие повышение
адгезионной связи на границе их контакта, приводящие также
к упрочнению материала самой матрицы и одновременно из-
меняющие характер разрушения композита. Параллельно с
этим, как уже отмечалось ранее, в результате воздействия
щелочной среды гидратирующихся цементов происходит по-
нижение прочности армирующих (минеральных) волокон,
что приводит к снижению прочности самих образцов. В мень-
шей степени эти процессы проявляются при использовании в
качестве армирующего материала щелочестойких стеклово-
локон или если для получения матрицы используется гипсо-
вое вяжущее.
В зависимости от указанных выше факторов характер ди-
аграммы о-е и соответственно характер работы материала в
пределах третьей стадии может заметно видоизменяться, в
том числе протяженность этой стадии может несколько воз-
растать либо значительно уменьшаться. Значение коэффици-
ента в третьей стадии, учитывающего вклад в работу ком-
позита армирующих волокон по формулам (62) и (63), из-
меняется в пределах 0 < < 1.
134
Для анализа работы армированного материала на оси ор-
динат диаграммы о—€ (рис. 48, а) построим кривую стати-
ческого распределения прочности волокон [57] . Ось ординат
диаграммы при этом должна иметь соответственно две шка-
лы — для напряжений композита и напряжений в волок-
нах Рассмотрим случай, когда распределение прочндсти
волокон в пучке нормальное (соответствует кривой Гаусса),
хотя рассматриваемый метод применим также и при других
видах распределения (в частности, по Вейбуллу, или задан-
ного гистограммой). В данном случае накопление поврежде-
ний в армированном материале по мере обрыва волокон и
постепенного вывода их из работы, учитываемое коэффици-
ентом <р, можно определить из выражения af
кр = 1 - J P(x)d х,
°fmin
где интеграл от функции распределения определяет долю воло-
кон, выключаемую из работы при напряжениях Of. При гауссо-
вом распределении напряжений в волокнах х = х ± о, где х =
= Ор а х — среднеарифметическое значение прочности волокон
(математическое ожидание); а — среднеквадратичное откло-
нение.
В действительности кривая статистического распределения
прочности волокон может отличаться от нормального закона и
иметь, например, вид, показанный пунктиром на оси ординат
(см. рис. 48, а). Характер этой пунктирной кривой заимство-
ван для сравнения из работы [15], в которой были описаны
результаты статистических испытаний аналогичных стеклово-
локон алюмоборосиликатного состава, имеющих длину, рав-
ную длине волокон в наших опытных образцах. Фактическое
распределение прочности более длинных волокон может су-
щественным образом отличаться от рассматриваемых на гра-
фике рис. 48, а, в том числе иметь два (бимодальное распреде-
ление) или более максимумов. Поэтому понятно, что влия-
ние статистических параметров прочности волокон на харак-
тер диаграммы а — е может быть также весьма различным.
Чем больше длина волокон (например, если она сопоставима
с длиной строительной конструкции), тем соответственно
больше диапазон разбросов прочности и тем существеннее
при прочих равных условиях их влияние на несущую способ-
ность композита. По-видимому, в данном случае возможна
ситуация, при которой третья стадия работы (в отличие от
вида на рис. 48, а) будет иметь не один, а два или даже больше
отдельных участков, отличающихся наклоном на графике де-
формирования материала. Подобная картина, как следует
полагать, может быть типичной при разрушении дисперсно-
армированного бетона с непрерывной и однонаправленной
структурой армирования матрицы.
135
Испытания показали, что в пределах третьей стадии сохра-
няется долевое участие матрицы в работе армированного ма-
териала на участках между трещинами. По мере роста дефор-
маций образцов ширина раскрытия трещин в данной стадии
возрастает до 0,01—0,05 мм. В этом случае их можно обна-
ружить невооруженным глазом.
На диаграмме о—е (см. рис. 48, а) наклон пунктирной ли-
нии ОД характеризует величину модуля упругости волокон
в опытных образцах без учета в работе цементной матри-
цы. При достижении напряжений в волокнах, соответствующих
°f min' их Участие в работе, как уже отмечалось, начинает умень-
шаться. Это обстоятельство можно представить изменением
наклона графиков деформирования волокон (как показано
на рис. 48, а — пунктирные линии от ОД до ЗК). Слияние по-
следней из рассматриваемых линий с диаграммой деформиро-
вания в точке К характеризует завершение третьей стадии и
конечной фазы работы материала, при которой на участках
между трещинами еще наблюдается перераспределение усилий
между волокнами и матрицей. Окончание третьей стадии со-
ответствует завершению процесса трещинообразования матри-
цы, образованию в ней сквозной (магистральной) трещины.
Дальнейшее развитие процесса разрушения сопровождается в
основном увеличением ширины раскрытия образовавшихся
ранее трещин (практически без последующего образования
новых).
Таким образом, при переходе в четвертую стадию матрица
практически полностью выключается из участия в работе, т. е.
Ф — 0. В данном случае можно считать, что композиция как
материал фактически разрушена. Однако ее физического раз-
рушения в этот момент еще не происходит. Нагрузку воспри-
нимает оставшаяся часть волокон. Четвертая стадия (участок
диаграммы РК на рис. 48, а) — стадия работы армирующих
волокон. Напряжения в композиционном материале в этой
стадии соответствуют напряжениям и, следова-
тельно, обе шкалы на оси ординат на этом участке пропорцио-
нальны.
Следует учитывать, что степень участия волокон в работе
композита определяется не только постепенным убыванием
их содержания по мере возрастания нагрузки, но также и воз-
можной неравномерностью включения в работу отдельных
элементарных нитей вследствие неизбежной неравномерности
натяжения последних при изготовлении образцов. В связи с
этим характер диаграммы о—е в четвертой стадии по мере
возрастания нагрузки также может изменяться (пунктирная
линия RP' на рис. 48, а).
Испытания показали, что разрушение дисперсно-армирован-
ного материала происходит в результате прогрессирующего
136
раскрытия одной из магистральных трещин в наиболее ослаб-
ленном сечении образца. При этом происходит разрыв не только
рабочей части волокон, воспринимающих приложенную нагруз-
ку, но и вытягивание из матрицы другой части волокон, пере-
секающих трещину, которые утратили свою несущую способ-
ность ранее (в сечениях, не совпадающих с трещиной). Подоб-
ный процесс разрушения характеризуется тем, что при крити-
ческой нагрузке (точка R на диаграмме рис. 48) разделения
образца на отдельные части (в отличие от неармированного ма-
териала) не происходит. Для этого к образцу необходимо прило-
жить дополнительную нагрузку, величина которой постепенно
убывает по мере дальнейшего роста деформаций материала
(в закритической области). Появляется ниспадающая ветвь
диаграммы, характер которой в обобщенном виде показан
на рис. 48, а. Закономерности образования и изменения ниспа-
дающей ветви в дисперсно-армированных образцах требуют
специального изучения. Однако, как показали наблюдения,
протяженность этой ветви заметно уменьшается с увеличением
сил сцепления между волокном и бетоном (например, в образ-
цах, хранившихся до испытаний при повышенной влажности
окружающей среды). Как видно, для полного разрушения ар-
мированного материала необходимо затратить некоторую рабо-
ту, связанную в основном с вытягиванием волокон из бетон-
ной матрицы.
Следует заметить, что несущая способность направленно-
армированных образцов дисперсно-армированного материала
при испытаниях оказывалась примерно в полтора раза ниже
суммарной средней прочности армирующих волокон. Это хо-
рошо согласуется с данными статистических исследований
работы пучка волокон с различной прочностью его индиви-
дуальных составляющих [75] .
Анализ данных экспериментальных исследований образцов,
однонаправленно-армированных стальными волокнами, пока-
зывает, что диаграмма о—е для этих образцов (рис. 48, б)
включает три характерные стадии работы композита: упругую
стадию (отрезок диаграммы ОА на рис. 48, б), трещинообра-
зование (АВ) и работу армирующих волокон практически
без участия в этом процессе матрицы (ВР). В последнем случае
диаграмма не содержит в явном виде стадию, связанную с на-
чалом статистического накопления разрывов стальных воло-
кон. По-видимому, следует принимать во внимание, что сталь-
ные волокна имеют, как правило, меньший разброс прочности
и более высокое, чем у стеклянных волокон, адгезионное сцеп-
ление с бетонной матрицей. В связи с этим при испытаниях об-
разцов сравнительно небольших размеров стадия статистиче-
ского накопления разрывов в стальных волокнах в период тре-
щинообразования бетонной матрицы практически не проявля-
ется. Однако следует полагать, что с увеличением длины образ-
137
цов до размеров, соответствующих длине строительной кон-
струкции, подобная стадия в случае применения стальных во-
локон также может иметь место, как это наблюдалось при ис-
пытаниях стеклоармированных образцов. Характерно также,
что и в стеклоармированных образцах со свободной ориента-
цией волокон при сравнительно небольшой длине последних
стадия статистического накопления разрывов армирующих
элементов в период трещинообразования матрицы не полу-
чает характерного отображения (рис. 47, г).
Рассмотрение диаграмм (рис. 48, а, б) показывает, что про-
цесс трещинообразования стеклоармированных образцов раз-
вивается, как правило, в большем интервале действующих
нагрузок, чем образцов, упрочненных стальными волокнами,
и в более широком диапазоне деформирования композита.
Подобную ситуацию можно объяснить более высоким уровнем
дисперсности армирования образцов в случае применения стек-
лянных волокон (более тонких, чем стальные), более низким
уровнем адгезионного сцепления в контактном слое и более
низким значением модуля упругости стеклянных волокон,
обусловливающих повышение энергетических затрат, необ-
ходимых для полного разрушения стеклоармированных образ-
цов. Эти затраты, как уже отмечалось выше, обусловливаются
не только образованием и распространением трещин в сечениях
композита, нормальных по отношению к действующим уси-
лиям, но и возможностью продвижения трещин на значительную
глубину вдоль контакта волокон с матрицей, что, в свою оче-
редь, приводит к диссипации энергии внешних сил и "растяги-
ванию" процесса трещинообразования стеклоармированной
матрицы.
Испытания показали, что с увеличением содержания воло-
кон прочность стеклоармированных образцов при осевом рас-
тяжении возрастает линейно (независимо от вида вяжущего
и волокон) и в предельных случаях достигает порядка 50—
60 МПа (рис. 49) [53]. Абсолютные значения прочности и их
отклонения при растяжении зависят в основном от уровня
объемного содержания волокон в образцах. При содержании
в образцах до 1 % стеклянных волокон разрушение происхо-
дит, как правило, одновременно с образованием в матрице
первой трещины. При дальнейшем увеличении процента арми-
рования напряжения, соответствующие моменту образования
трещин в образцах, пропорционально возрастают, при этом
изменяется характер самих трещин, уменьшаются расстояния
между ними и ширина их раскрытия. Вместе с тем предел про-
порциональности, соответствующий моменту образования тре-
щин в композиции, повышается с гораздо меньшей интенсив-
ностью по сравнению с ростом предельных значений прочности
армированного материала. С увеличением волокон в материале
до 10 % разница между напряжениями, при которых образуют-
138
Рис. 49. Пределы изменения
прочности стеклоармированных
образцов на основе цементного
(гипсового, гипсоцементно-пуц-
цоланового) вяжущего при осе-
вом растяжении в зависимости
от содержания волокон (про-
цента армирования) в образцах
1 — предел прочности; 2 — на-
пряжения, соответствующие мо-
менту образования визуально
фиксируемых трещин; 3 — пре-
дел пропорциональности, соот-
ветствующий моменту образо-
вания трещин в образцах; 4 —
предел прочности неармирован-
ных матриц
Рис. 50. Зависимость напряжений при образовании трещин в образцах
(а) и модуля их деформаций (б) от содержания волокон в объеме об-
разцов при их растяжении
7 и 2 — гипс соответственно технический и строительный (данные, соот-
ветствующие завершению упругой стадии работы образцов); 3 — модуль
деформаций армирующих волокон без учета работы матрицы
ся трещины, и прочностью неармированного материала увели-
чивается более чем в 2 раза. Визуально фиксируемые трещины с
шириной раскрытия 0,01—0,05 мм обнаруживаются при напря-
жениях, составляющих примерно 45—55 % предела прочности
композиции. При напряжениях, близких к разрушению материа-
ла, ширина раскрытия трещин не превышает 0,1—0,2 мм.
При растяжении рассматриваемых материалов величина
ползучести при напряжениях в них o^t < 0,6 Rfbt с течением
времени заметно уменьшается, и линии соответствующих графи-
ков асимптотически стремятся к горизонтальному положе-
нию. Величина установившихся деформаций в данном случае
линейно связана с напряжениями в материале. При напряжениях
139
°fbt 0'6 Rfbt ДеФ°РмаЦии ползучести не стабилизируются и
образцы с течением времени разрушаются.
Прочность стеклоармированного материала на сжатие (ис-
пытывались призмы сечением 20 х 20 мм, длиной 80 мм с на-
правленной ориентацией волокон) определяется главным об-
разом прочностью матрицы. Повышение содержания волокон в
матрице может привести к снижению ее сопротивления сжатию.
При содержании в образцах 10 % волокон прочность на сжатие
композиции уменьшалась на 30 %. Это объясняется тем, что
при достаточно большой дисперсности распределения тонкие
и весьма гибкие волокна могут ослабить сечение цементной
(гипсовой) матрицы и привести к снижению ее прочности на
сжатие.
На рис. 50 приведены графики, характеризующие зависимость
напряжений ®fgCrc в момент образования трещин в стеклоар-
мированных 'образцах на основе различных видов гипса от
процентного содержания направленно распределенных в них
армирующих волокон [88]. Величина Ofg сгс зависит от проч-
ности матрицы (гипсового камня) при растяжении Rf и от
содержания в ней стеклянных волокон. При > 1 значения
°f,crc можно вычислить по формуле с = ^R t + у^д^,
где (£1 — коэффициент, равный 1,25 (определяется экспери-
ментально) ; <р2 — коэффициент, определяемый как тангенс
угла наклона прямолинейной части графика к горизонтальной
оси (см. рис. 50, а). Независимо от марки гипса = 2 7. От-
сюда °fgfcrc = ^2bRgt + 2^^
Изменения значений модуля деформаций стеклогипсовых
образцов при растяжении в зависимости от д^ показаны на
рис. 50, б. С увеличением содержания стеклянных волокон
с направленной их ориентацией в матрице модуль деформаций
материала возрастает [88]. При д^ > 1 зависимость между
Efg и Vf линейна. Отсюда
Efg = Ео +
где Ео — модуль деформаций материала, значение которого оп-
ределяется точкой пересечения прямолинейной части графика
(см. рис. 50, 6} с ординатой.
Величина Ео зависит от марки гипса (по эксперименталь-
ным данным [88] Ео = 30000 + 430/? • <р3 — коэффициент,
выражаемый тангенсом угла наклона ^прямолинейной части
графика (см. рис. 50, б) к горизонтальной оси. <р3 = 9500.
Подставляя значения Ео и <р3 в (64), получаем [88] :
Etgt = 30000 + 430 Rg + 9500 д^.
Прочность при сжатии стеклогипсовых образцов с направ
ленной ориентацией волокон может быть вычислена по (}юр
муле [88]
140
Rfg ~ ^Rg~ 'Psf1/ ’ (65)
где — коэффициент перехода от марки гипса к призменной проч-
ности неармированного гипсового камня (по нашим данным у а, — 1,25);
у>5 — коэффициент, определяемый как тангенс угла наклона линий на
графике — Mf к горизонтальной оси, у? 5 =10.
Таким образом, Rfg = 1,25 Rg — 10 М/.
С увеличением содержания волокон в стеклоармированных
образцах значительно возрастает сопротивление образцов удар-
ным нагрузкам. Для определения параметров ударной вязкости
подвергались испытаниям стеклоармированные призмы на ос-
нове различных видов гипса сечением 10x15 мм, длиной 120 мм
с направленной ориентацией волокон в образцах. Испытания
осуществлялись на маятниковом копре УММ-10 [88]. Резуль-
таты испытаний приведены в табл. 23.
Таблица 23
2 -2
Ударная вязкость, Дж/см -10 , при содержании волокна в образцах, %
0,42 | 1,26 | 2,51 ] 3,77 Гипс технический 0,42 | 1,26 | 2,51 | 3,77 Гипс строительный
123 354 520 600 107 265 320 458
Теплофизические испытания стеклоармированных образцов
показали, что с увеличением содержания волокон теплопровод-
ность несколько снижается. Результаты определения теплопро-
водности даны в табл. 24 [48].
Таблица 24
Гипсовый камень Коэффициент теплопро- водности, Вт/ (м • °C) при влажности образцов, % по массе
0 15 22,5
Heap миро ванный 0,30 0,52 0,65
Армированный стекловолокном % 5 0,28 0,48 0,57
10 0,26 0,43 0,51
Теплопроводность материалов, армированных стекловолок-
ном, зависит от расположения волокон по отношению к направ-
лению потока тепла. В исследуемых образцах стеклогипса
Волокно располагалось перпендикулярно направлению тепло-
вого потока, т. е. в направлении, в котором материал имеет
141
наименьшую теплопроводность. Добавление стекловолокна в
рассматриваемом случае не повлекло за собой увеличения
теплопроводности, а, наоборот, немного ее уменьшило.
По-видимому, при введении стеклянных волокон в гипсо-
вый раствор не получается совершенного контакта между стек-
ловолокном и раствором (гипсовым камнем). При этом воз-
можно получение тончайших замкнутых воздушных пузырь-
ков в местах контакта, которые являются дополнительным
термическим сопротивлением на пути прохождения теплового
потока. Поэтому добавление стеклянного волокна, теплопро-
водность которого больше (0,81 Вт/(м-°С), чем теплопро-
водность гипсового камня, не увеличивает эффективную тепло-
проводность стеклогипса. Это позволяет считать, что при обыч-
ных методах изготовления образцов (без вибропрессования,
вакуумирования) совершенных контактов между волокном и
матрицей не получается.
Важное значение представляют вопросы, относящиеся к
оценке влияния влажности на изменение прочностных харак-
теристик стеклогипса. Для выяснения этих вопросов были
проведены специальные исследования [18]. В процессе прове-
дения исследований опытные образцы из стеклогипса после
их изготовления высушивались до постоянной массы при тем-
пературе 60°С. Затем все образцы были разделены на несколь-
ко групп. Влажность и прочность высушенных образцов прини-
мали в качестве исходных данных.
После высушивания образцы каждой групдо увлажнялись
до различного уровня. Первую группу образцов выдерживали
при температуре 2(РС и относительной влажности воздуха
60 %. Влажность этих образцов составила 0,2 % по массе, т. е.
была близка к равновесной влажности материала при данных
условиях. С целью сохранения во времени постоянной влаж-
ности материала образцы помещались в герметически закры-
тые полиэтиленовые пакеты.
Влажность второй группы образцов увеличивали до 1 % по
массе, что соответствовало примерно равновесной влажности
материала при относительной влажности воздуха 100 %. Осталь-
ные группы образцов увлажнялись соответственно до 2, 5, 10
и 20 %. Влажность образцов в последнем случае была близка
к полному водонасыщению материала при нормальных дав-
лении и температуре. После увлажнения все группы образцов,
как и первую, помещали в полиэтиленовые пакеты. Наряду с
образцами из стеклогипса изготавливались неармированные
образцы, которые хранились в аналогичных условиях. Перед
испытаниями полиэтиленовые пакеты распечатывались и сразу
же повторно определялись параметры влажности образцов.
Данные об изменениях прочности этих образцов на растяжение
в зависимости от влажности материала приведены на рис. 51, а.
Как видно, прочность неармированных образцов с повышением
142
Рис. 51. Влияние влажности на прочность стеклогипса при растяжении
а — неармированные образцы (гипс технический); б — стеклоармирован-
ные образцы (содержание волокон в образцах 3,77, % по объему); сроки
испытаний: 1 — 7 сут; 2 — 28 сут; 3 — 3 мес; 4 - 6 мес; 5—9 мес;
5—12 мес
влажности материала до 0,6—0,8 % снижается на 50—60 % по
сравнению с прочностью образцов, высушенных до постоянной
массы. При более высокой влажности ее влияния на прочность
гипсового камня заметно уменьшается (см. рис. 51, а).
Прочность стеклоармированных образцов при возрастании
их влажности также снижается (рис. 51, б}. Однако линии
графика, характеризующие зависимость изменения прочности
от влажности материала, более пологи по сравнению с рассмат-
риваемыми выше и, кроме того, каких-либо заметных перело-
мов этих линий не наблюдается. В данном случае снижение проч-
ности материала зависит не только от свойств гипсового камня,
но и от поведения стеклянных волокон. Как видно из рис. 51, б,
снижение прочности стеклогипса при влажности, равной 1 —
1,5 %, выражается зависимостью, близкой к линейной. При
дальнейшем увеличении влажности стеклогипса скорость сниже-
ния прочности постепенно уменьшается и линии на графике
приобретают криволинейный характер.
Прочность на растяжение неармированных образцов из гип-
сового камня со временем существенно не изменяется (см.
рис. 51, а). Это подтверждается во всех случаях независимо
от влажности образцов. При испытаниях образцов из стекло-
гипса наблюдаются несколько иные закономерности (рис. 51,
б). При влажности армированного материала от 0 до 0,8 %
время не оказывает значительного влияния на его прочность.
С повышением влажности стеклогипса (более 0,8 %) начинает
проявляться влияние времени на прочность материала, при
этом линии, соответствующие на графике влажности около
0,8 % и более, постепенно расходятся, образуя пучок.
При влажности стеклогипса 0,2 %, соответствующей воздуш-
но-сухому состоянию материала, не происходит каких-либо
143
Рис. 52. Влияние време-
ни на прочность стек л о-
гипса при растяжении
(гипс технический)
Влажность образцов, %
по массе: 1 — 0,2; 2 —
1; 3 - 2; 4-5; 5 -
10; 6-20
существенных изменений прочности, в частности, от 7 сут вплоть
до 1 года (рис. 52, 1).
При испытании образцов с влажностью 1 % фиксируется
незначительное понижение прочности. Через 7 сут снижение
прочности по сравнению с прочностью образцов воздушно-
сухого хранения составляет около 1 %, через год — всего лишь
2,3 %. Более ощутимое снижение прочности с течением вре-
мени наблюдается при более высокой влажности материала.
Так, прочность образцов, увлажненных до 20 % (уровень, близ-
кий к полному водонасыщению материала), снизилась через
год на 23 % (см. рис. 52). Линии на графике в данном случае
приобретают с течением времени криволинейный характер.
По-видимому, дальнейшее снижение прочности материала будет
происходить более медленно.
При испытании на растяжение образцов из стеклогипса на
основе строительного гипсового вяжущего снижение прочно-
сти более заметно. В частности, в образцах с влажностью 20 %
снижение прочности в возрасте одного года составило 30 %,
что примерно в 1,3 раза больше, чем в образцах из высокопроч-
ного (технического) гипса. В целом же картина снижения проч-
ности при растяжении стеклогипса в обоих случаях примерно
одинакова, так как при данном виде испытаний материала
растягивающие усилия воспринимают в основном волокна
(табл. 25).
Причиной снижения прочности на растяжение стеклогипса
с повышением его влажности являются, по-видимому, несколь-
ко факторов, в том числе: поглощение влаги поверхностью
стеклянных волокон, физико-химические и физико-механиче-
ские изменения в зоне контакта армирующих волокон и вяжу-
щего.
Введение стеклянного волокна в гипсовый камень не ока-
зывает существенного влияния на общую картину изменения
прочности материала на сжатие по мере возрастания его влаж-
ности (рис. 53). При влажности образцов (армированных и
неармированных) 0,6—0,8 % прочность материала резко сни-
жается: для образцов из строительного гипса примерно на 50—
144
Таблица 25
Влаж- ность образ- цов, % по мас- се Прочность на растяжение, МПа, через
7 сут 28 сут 3 мес 6 мес 9 мес 12 мес
0* 24,6 — — — — —
0,2 24,2 24,4 24,2 24,1 24,5 24,2
1 23,8 23,3 23,5 23,6 23,4 23,3
2 23,3 23,1 23 23,2 22,6 22,6
5 22,1 21,8 21,4 21,6 21 20,7
10 20,8 20 19,6 19,5 18,4 18,6
20 19,8 19 18,8 17,7 17,6 17,1
*_ -
О — влажность образцов, высушенных до постоянной массы.
Рис. 53. Влияние влажности
на прочность стеклогипса
при сжатии
а — неармированные образ-
цы; б — армированные об-
разцы (процент армирова-
ния — 1,67 по объему)
на основе гипса
/ — гипс технический (вы-
сокопрочный) ; /7 — строи-
тельный гипс; сроки испы-
таний: 7—7 сут; 2—3 мес;
3—6 мес
55 %, из высокопрочного гипса ~ 35—40 %. При дальнейшем
насыщении образцов прочность материала изменяется менее
значительно. Время в данном случае в отличие от испытаний
на растяжение не оказывает существенного влияния на проч-
ность материала при любых значениях его влажности. Было
проверено, что при высушивании образцов прочность их пол-
ностью восстанавливается. Можно считать, что восстановление
прочности образцов будет происходить до тех пор, пока много-
кратное увлажнение и соответственно растворение гипса не
вызовут необратимых явлений. Причиной снижения прочности
стеклогипса на сжатие являются прежде всего процес-
сы, протекающие в воспринимающем сжимающие усилия гип-
совом камне.
10 84
145
БЕТОННЫЕ МАТЕРИАЛЫ, АРМИРОВАННЫЕ
СИНТЕТИЧЕСКИМИ ВОЛОКНАМИ
Практически все виды синтетических волокон (найлоновые,
капроновые, полипропиленовые и др.) обладают, как уже от-
мечалось, химической стойкостью к воздействиям щелочной
среды гидратирующихся портландцементов. В [51] описаны
результаты исследований по изучению свойств бетонов с дис-
персной арматурой из волокон органического происхождения,
включая синтетические волокна.
Рассмотрение экспериментальных данных показывает, что
введение синтетических волокон в бетон не приводит обычно к
сколько-нибудь заметному повышению прочности материала
на растяжение, сжатие и изгиб при действии статических на-
гружений, так как бетон не в состоянии передать статические
усилия на волокна, которые обладают более низкими по срав-
нению с бетоном значениями модуля упругости. Поэтому при-
менение синтетических волокон целесообразно в зависимости
от условий работы конструкций в процессе их изготовления,
монтажа и эксплуатации.
Синтетические волокна существенно повышают сопротив-
ление бетона ударным нагрузкам. При быстром приложении
нагрузки энергия, необходимая для разрушения армированно-
го бетона после образования в нем трещин, должна затрачи-
ваться на выдергивание волокон из бетонной матрицы. Когда
время действия нагрузки чрезвычайно мало, необходимо за
короткий промежуток произвести большую работу, чтобы
обеспечить выдергивание большой массы весьма тонких и
пластичных волокон из объема бетона. Поэтому сопротив-
ление бетона , армированного синтетическими волокнами, воз-
действиям ударных нагрузок оказывается достаточно высо-
ким.
Известны результаты эксперимента, проведенного в США
[51]. Несколько групп бетонных элементов, армированных
обычной стержневой арматурой и содержащих дополнитель-
ную арматуру, в том числе из синтетических (найлоновых,
полипропиленовых и полиэтиленовых) волокон, стальных
фибр и асбестовых волокон, были помещены в эпицентр взры-
ва. Обследование элементов после взрыва показало, что все
виды волокон обеспечили определенный эффект. Однако наи-
большая эффективность была достигнута при применении
стальных фибр размером 0,43 х 38 мм и найлоновых нитей в
15 денье (денье — толщина нити, выражаемая массой 9000 м
данной нити, г) длиной 75 мм. Характерно, что наименьшие
повреждения имели элементы, армированные найлоновыми
волокнами. Использование волокон позволило существенно
повысить сопротивление бетона раздроблению при взрыве и
уменьшить скорость разлета кусков бетона. Бетонные эле-
146
менты, включающие только стержневую арматуру, при взры-
ве были полностью разрушены, тогда как такие же элементы,
включающие волокнистую арматуру, при тех же условиях
сохранили относительную форму и размеры и могли быть пол-
ностью восстановлены при ремонте.
Синтетические волокна имеют плохую смачиваемость и
соответственно плохую адгезию к цементному камню. Обес-
печение совместной работы волокон с бетоном может быть
достигнуто только за счет их механического заанкеривания
(зацепления). С этой точки зрения, наибольший интерес пред-
ставляют волокна, имеющие конструкцию в виде спирали или
скрученные (переплетенные) в жгут. Эффективность волокон
тем выше, чем больше их относительная длина (If /df). Наилуч-
шие результаты достигнуты на бетонах с содержанием синте-
тических волокон 0,15—0,25 % по массе (0,4—0,65 % по объ-
ему) при длине 10—100 мм.
На диаграмме деформаций бетона, армированного синтети-
ческими волокнами, наблюдается "пилообразный", пологий и
весьма растянутый участок трещи нообразования матрицы,
более протяженный, чем у стеклянных волокон.
Применение синтетических волокон в качестве армирующего
материала обычно приводит к уменьшению усадочных дефор-
маций в бетоне, повышает морозостойкость, сопротивление
усталости, истиранию, влиянию атмосферных воздействий.
ГЛАВА 5
ОБЛАСТИ ПРИМЕНЕНИЯ ДИСПЕРСНО АРМИРОВАННЫХ
БЕТОНОВ, НЕКОТОРЫЕ ЭКОНОМИЧЕСКИЕ ВОПРОСЫ
По мнению специалистов, использование дисперсно армиро-
ванных бетонов перспективно как в сборных, так и монолитных
конструкциях: дорожных и аэродромных покрытиях, пролет-
ных строениях мостов, полах промышленных зданий, иррига-
ционных каналах, резервуарах и нефтехранилищах, взрыво-
устойчивых конструкциях, тюбингах и обкладках тоннелей
и морских пирсов, подпорных стенах, футеровочных покрыти-
ях, покрытиях в виде дисперсно-армированных торкретных
слоев для шахтного и горного строительства, огнезащитных
облицовках и т. д. В числе сборных конструкций выделяют
также различного рода объемные блоки и трубы, огнеупорные
изделия, элементы и облицовки стен сложной конфигурации,
лестничные марши, стеновые и кровельные панели, а также
другие элементы ограждений, где свойства дисперсно-арми-
рованных бетонов могут быть использованы с наибольшей
эффективностью.
При изготовлении и возведении традиционных конструкций
из железобетона наиболее трудоемкими являются арматурные
работы. Изготовление сеток, каркасов, установка арматуры и
ее закрепление в проектное положение, необходимость увели-
чения толщины конструкций для обеспечения толщины защит-
ного слоя бетона, сложность соблюдения его величины при
бетонировании приводят к значительным затратам труда. В
ряде конструкций, особенно в инженерных сооружениях со
сложным геометрическим очертанием (например, конической,
бункерной или другой подобной формы), во многих простран-
ственных элементах,, круглых плитах не всегда могут быть
использованы стандартные сетки. Армирование подобных
конструкций осуществляется, как правило, индивидуально и
часто отдельными стержнями, что существенно повышает не
только трудоемкость работ, но и приводит к перерасходу де-
фицитной стали.
148
Применение дисперсно армированных бетонов дает возмож-
ность исключить из конструкций значительную часть традицион-
ной стержневой арматуры и заменить ее фибровой, вводимой
в бетон при его приготовлении в бетоносмесителе. Это позво-
ляет значительно снизить трудоемкость работ при изготовле-
нии сборных элементов на зводах ЖБК, а также непосредствен-
но на строительных площадках при воздействии монолитных
конструкций. Применение дисперсно-армированных бетонов
позволяет в ряде случаев обеспечить снижение расхода бетона
и стали.
В настоящее время в нашей стране выполнен значительный
объем исследовательских и проектных работ по созданию кон-
струкций с применением дисперсно-армированных бетонов,
многие из этих конструкций прошли апробацию в лаборатор-
ных и производственных условиях, имеются примеры успеш-
ного их применения в условиях реального строительства.
Примеры конструкций и изделий для промышленного стро-
ительства, в которых могут быть использованы дисперсно ар-
мированные бетоны, приведены в табл. 26 [52, 56].
Таблица 26
Конструкции Матрица Волокна (в порядке предпоч- тительности)
Ограждения промышленных зданий: стеновые панели Цемент Стальные, стеклянные, синте- тические перегородки Гипс, Стеклянные, стальные, синте- цемент тические подвесные потолки То же То же воздуховоды " " полы Цемент Стальные, стеклянные, синте- тические Несущие конструкции: панели покрытий и ” Стальные (в сочетании со перекрытий стержневой арматурой) балки, колонны тавро- " То же вого сечения Инженерные сооружения: конструкции емкостных " ” сооружений (в том числе монолитные днища) лотки и каналы •> Стальные, стеклянные сваи " Стальные, синтетические, стеклянные торкретные покрытия " Стеклянные, стальные Опалубочные изделия " Стальные, стеклянные, син- (тонкостенная несъемная) тетические
опалубка)
149
Выбор вариантов технических решений фиброармирован-
ных конструкций в значительной мере зависит от вида исполь-
зуемых волокнистых материалов. Если, например, оптималь-
ные значения предельной толщины конструкций со стальной
фибровой арматурой могут достигать 70 мм, а при знакопере-
менных нагрузках 100—140 мм, то применение стеклянных
волокон целесообразно прежде всего, по экономическим со-
ображениям, в тонкостенных конструкциях при толщине стек-
лоармированных слоев не более 20—30 мм. В последнем случае
наиболее эффективными решениями могут быть либо "санд-
вичи" с тонкими стек лоарми ров энными слоями, либо тонко-
листовые конструкции пространственной формы. Диаметр
волокон определяет в значительной мере и выбор матричного
материала. В конструкциях, армированных стеклянными во-
локнами, при изменении диаметра последних в пределах 10—
100 мкм, наиболее эффективной матрицей, как уже отмечалось
выше, является цементное (гипсовое) тесто, в крайнем слу-
чае, цементно-песчаный раствор. При применении стальной ар-
матуры целесообразно использование также бетонов с крупным
заполнителем (с ограничением крупности зерен заполнителя
до 10—15 мм).
Первый положительный опыт практического применения
сталефибробетона в емкостных сооружениях был получен в
нашей стране в 1979 г. при устройстве монолитного днища
прямоугольного резервуара технической воды размером
12 х 18 м (в плане) на Северной водопроводной станции в Ле-
нинграде [61]. Расход фибр в днище составлял 120 кг/м3
бетона (1,5 % по объему). В месте сопряжения стен резервуара
с днищем — в зоне щелевого паза — были уложены арматурные
сетки (комбинированное армирование) (рис. 54). Фибробетон-
ную смесь готовили на бетоносмесительном узле завода ЖБИ
№ 6 Главленинградинжстроя. На строительную площадку смесь
доставляли автосамосвалами на расстояние 15 км. Качество
смеси после транспортирования было вполне удовлетворитель-
ное, расслоения не наблюдалось, фибры достаточно равномерно
распределялись в бетоне. Установлено, что для подачи фибро-
бетонной смеси к месту ее укладки пользоваться стандартными
бадьями нецелесообразно, так как армированная фибрами бе-
тонная смесь зависает в горловине бадьи. Поэтому из кузова
самосвала фибробетонную массу выгружали в открытые метал-
лические ящики и подавали автокраном в котлован к месту ук-
ладки фибробетона в днище. Для уплотнения фибробетона в
зоне щелевого паза использовали вибробулаву, а в плоской
части днища — площадочный вибратор. За счет сокращения ар-
матурных работ трудозатраты при возведении фибробетон-
ного днища были уменьшены на 30 % по сравнению с трудо-
затратами при возведении днища из железобетона
150
Рис. 54. Монолитное днище резервуара технической воды из
железобетона (а) и фибробетона {б) и резервуар в разрезе (в)
В дальнейшем были разработаны конструктивные решения
монолитных днищ из сталефибробетона для емкостных со-
оружений широкой номенклатуры, включая прямоугольные
резервуары чистой воды вместимостью до 20 тыс. м3 с сеткой
колонн 6 х 6 м, размером в плане 48 х 108 м, цилиндрические
канализационные первичные и вторичные вертикальные отстой-
ники диаметром 4,5; 6 и 9 м (днища бункерного типа), ради-
альные отстойники диаметром 18, 24, 30 и 40 м (днища плос-
кие) , а также сборные изделия для сооружений водопровода и
канализации, включая панели перегородок, элементы лотков,
изделия круглых колодцев [66].
Конструкция днища резервуаров чистой воды представляет
собой плоскую сталефибробетонную плиту толщиной 140 мм из
бетона класса по прочности на сжатие 22,5. Расход фибр — 1 %
по объему (78,6 кг на 1 м3 бетона). Нижняя зона днища под
колоннами усилена одной арматурной сеткой размером 3x3 м
из стержней диаметром 12 мм из стали класса A-UI. Диаметр
используемых фибр 1 мм. Участок днища шириной 2,1 м со
151
Рис. 55. Монолитные днища с применением сталефиб-
робетона в канализационных отстойниках
а — вертикальный отстойник с коническим днищем;
б, в — радиальные отстойники с плоскими днищами;
1 — сталефибробетонное днище; 2 — бетонная подго-
товка; 3 — железобетон
щелевым пазом, расположенный по периметру резервуаров
для сопряжения днища со стенами, выполнен, как и в типовых
решениях, из железобетона. В сопряжении щелевого паза дни-
ща с фибробетонной плитой имеются арматурные выпуски.
Данные показывают, что при устройстве днищ с применением
сталефибробетона для резервуаров чистой воды ожидаемый
эффект может быть получен от снижения трудозатрат на строи-
тельной площадке при одинаковом по сравнению с железобе-
тонным днищем расходе конструкционных материалов. Эко-
номия затрат труда на стройплощадке в этом случае состав-
ляет в среднем 23 %, в том числе для резервуаров вместимо-
стью 5, 10, 15 и 20 тыс. м3 соответственно 27, 62, 97 и
129 чел.-дн. на каждый резервуар.
152
г Для вертикальных отстойников (рис. 55) диаметром до
9 м (разработаны ЦНИИПромзданий совместно с Ростовским
Водоканалпроектом) предпочтительнее вариант днища с кони-
ческой частью из сталефибробетона и щелевым пазом для сте-
новых панелей, армируемым стержневой арматурой. Кониче-
' скую часть днища выполняют с применением поярусно уста-
i навливаемой лекальной опалубки. Сталефибробетонную смесь
в днище укладывают горизонтальными поясами высотой не
! более 0,7 м. Устройство вертикальных стыков (швов бетони-
рования) в пределах каждого пояса не допускается. В ради-
' альных отстойниках диаметром 18, 24, 30 и 40 м плоская часть
днища предусмотрена из сталефибробетона, а центральная —
из железобетона (за исключением вторичных отстойников
диаметром 30 и 40 м, в которых центральная часть также вы-
полняется из сталефибробетона). Во всех отстойниках диамет-
ром до 30 м толщина днища равна 100 мм, в отстойниках диа-
метром 40 м — 120 мм.
Технико-экономический анализ показывает, что замена в
канализационных отстойниках только 10 % традиционных
железобетонных днищ днищами из сталефибробетона может
обеспечить ежегодное снижение расхода бетона в конструк-
циях примерно на 1600 м3, стали на 70 т, затрат труда на
F стройплощадке на 18 тыс. чел.-дн. и уменьшить стоимость
: строительства.
! Представляет интерес применение сталефибробетона в сбор-
ных конструкциях емкостных сооружений. Для резервуаров
с сеткой колонн 3x6м (серия 3.900-3) разработаны стале-
фибробетонные панели перегородок толщиной 40 мм вместо
80 мм в типовых конструкциях из железобетона. Перегородки
крепят к колоннам стальными скобами. Применение сталефиб-
робетона в перегородках позволяет вдвое снизить расход бето-
на, на 8 % — расход стали.
Лотки из сталефибробетона для водопровода и канализации
разработаны в двух вариантах: прямоугольные и угловые для
цилиндрических сооружений. Прямоугольные длиной 3 м пред-
назначены для установки по опорам, длиной 6 м — по сплош-
ному бетонному основанию. Высота прямоугольных лотков
(рис. 56) меняется от 300 до 900 мм, ширина от 200 до 1200 мм,
толщина стенок от 35 до 50 мм.
Угловые лотки цилиндрических отстойников выполняются
трех типоразмеров: высотой 400, 600 и 800 мм. В отличие от
серии 3.900-3 лотки этого вида выполнены по круговому очер-
танию в поперечном сечении. Толщина их стенок во всех слу-
чаях принята равной 40 мм с утолщением кромок до 70 мм.
Разработаны также лотки из сталефибробетона для широкой
номенклатуры коммуникационных каналов промышленных
зданий. Лотки изготавливаются методом гнутья свежеотформо-
ванного слоя фибробетонной смеси. Вначале формуют плоскую
153
Рис. 56. Тонкостенный лоток из фибробетона
а — конструкция; б — схема испытания и график зависимости переме-
щений кромок стенок лотка с размером 620x450 мм при толщине стен-
ки 30 мм при загружении от действующих моментов; в — схема изготов-
ления методом гнутья; 1 — жесткие элементы поддона; 2 — гибкие
элементы; 3 — отформованный слой фибробетона; 4 — окаймляющие
уголки
154
Рис. 57. Зависимость расчетных
(1) и экспериментальных 12)
разрушающих моментов от тол-
щины образцов угловых элемен-
тов
заготовку на гибком поддоне, состоящем из трех жестких
листов, соединенных друг с другом гибкими связями. После
укладки фибробетонной смеси на поддон и ее виброуплотнения
виброкатком осуществляют подъем бортов поддона вместе с
отформованными стенками лотка в вертикальное положение
(см. рис. 56). После отвердевания фибробетона производят
распалубку [6, 66].
Для определения несущей способности фибробетонных лот-
ков ЦНИИПромзданий совместно с ЛенЗНИИЭП были проведе-
ны их статические испытания. Испытаниям подвергались лотки
с толщиной стенки 20 мм, изготавливаемые из мелкозернис-
того бетона, армированного стальными фибрами диаметром
0,5 мм. Содержание фибр в бетоне составляло 1,5 % по объему.
Испытания проводили этапами, прикладывая нагрузку к стенке
лотка (см. рис. 56). Коэффициент запаса несущей способности
лотков при испытаниях составлял примерно 1,5 (М =
= 0,64 кН • м), что свидетельствовало о достаточной надежно-
сти их работы.
Несущую способность лотков в зависимости от изменения
их толщины определяли при испытаниях угловых фибробетон-
ных элементов разной толщины.
Схема испытаний угловых элементов соответствовала рабо-
те участка лотков в Месте сопряжения их стенок с днищем.
Данные испытаний угловых элементов приведены на рис. 57.
Установлено, что применение сталефибробетона в лотках
позволяет снизить более чем в 2 раза расход бетона, до 13 %
стали, стоимость "в деле" на 25--50 % и практически вдвое
снизить трудозатраты на стройплощадке.
Применение сталефибробетона в изделиях круглых колодцев
(кольцах, плитах покрытий и днищах) позволяет снизить рас-
155
Рис. 58. Изоляция трубопровода для типового ре-
шения (а) и с применением сталефибробетонной
оболочки (б)
1 — гидроизоляция; 2 — сетка; 3 — раствор; 4 —
труба; 5 — каркас; 6 — теплоизоляция; 7 — лента
из гидроизола; 8 — сталефибробетонная оболочка
ход бетона по сравнению с расходом бетона в железобетонных
конструкциях на 20—30 % при примерно равном расходе стали.
В сталефибробетонных конструкциях стоимость снижается от
11 до 27 %, а затраты труда — в среднем на 20 %.
Ответственными и достаточно трудоемкими при бесканаль-
ной прокладке металлических трубопроводов являются работы
по изоляции их от внешних воздействий. Широко распростра-
ненный тип изоляции включает теплозащитный слой толщиной
80—100 мм из пенобетона, который ввиду его малой прочности
армируется пространственными каркасами, гидроизоляцию,
состоящую из двух слоев бризола на резинобитумной мастике,
и наружную защитную корку толщиной 15—20 мм из цементной
штукатурки по металлической сетке. В качестве наружной за-
щитной корки для изоляции трубопроводов могут быть эффек-
тивно использованы тонкие сталефибробетонные оболочки в
виде незамкнутых цилиндров [36, 66]. Благодаря высокому
уровню водонепроницаемости они могут выполнять также функ-
ции гидроизоляции (рис. 58). В данном случае теплоизоля-
ционный слой выполняют из пенобетона, но без арматурного
каркаса. Пенобетон заливают внутрь оболочки и вместе с ней
он проходит автоклавную обработку. Изоляция с применением
сталефибробетонных оболочек позволяет исключить из тепло-
защитного слоя арматурные каркасы, отпадает необходимость
в стальных формах для изготовления пенобетонного слоя,
сокращается расход бризола и битума, исключаются трудоем-
кие работы по креплению стальной сетки по штукатурке.
Для изготовления сталефибробетонных оболочек использу-
ют гибкий поддон из конвейерной ленты с закрепленными по
краям бортовыми рейками, а также металлический сердечник
156
в виде трубы, заглушенной с концов, диаметром, равным внут-
реннему диаметру оболочки. В сердечник может быть подан
пар для термообработки изделия. По образующей сердечника
устанавливают петли для крепления гибкого поддона [66] .
Изготовление оболочки осуществляют на горизонтально
уложенном поддоне путем формования на нем плоского листа
из сталефибробетона. Смесь укладывают, разравнивают и с
помощью виброкатка уплотняют. После этого к бортовым рей-
кам поддона с помощью петель и специальных пальцев присо-
единяют металлический сердечник и осуществляют навивку
на него фибробетонного слоя вместе с гибким поддоном (за
счет перекатывания сердечника по отформованному листу на
360°). Термообработка производится за счет подвода тепла
внутрь сердечника при температуре не выше 90°С. После съема
гибкого поддона затвердевшая оболочка несколько увеличи-
вается в диаметре и не препятствует извлечению сердечника.
Применение сталефибробетонных оболочек позволяет снизить
стоимость изоляции, например, для труб диаметром 529 мм с
16,49 до 9,93 руб. на 1 м [36, 66].
На многих строительных объектах важной проблемой яв-
ляется забивка свай до проектной отметки. Применение фибр
для армирования голов свай резко повышает их ударостойкость,
в результате чего сокращается число недозабитых свай, повы-
шается производительность сваебойного оборудования.
Сваи со сталефибробетонной головой и железобетонным
стволом впервые были применены при строительстве цеха тер-
мической сушки под Ленинградом в 1974 г. В настоящее время
применение свай с использованием сталефибробетона на строи-
тельных объектах Ленинграда значительно возросло [78].
В 1983-1984 гг. институтами Фундаментпроект, ЦНИИПром-
зданий, НИИЖБ, ЛенЗНИИЭП на основании проведенных ис-
следований разработаны рабочие чертежи для широкой но-
менклатуры свай с применением сталефибробетона (рис. 59)
[10, 81]. Разработаны две группы конструкций свай. Первая
включает сваи длиной от 6 до 16 м, ствол которых выполнен
из железобетона с типовым армированием, а голова и нако-
нечник — из сталефибробетона. В связи с имеющимся положи-
тельным опытом практического применения подобных кон-
струкций они рекомендованы для применения в эксперимен-
тальном строительстве. Вторая группа включает сваи состав-
ные длиной от 14 до 24 м с типовым железобетонным ство-
лом, с головой, наконечником и элементами сварного стыка
из сталефибробетона, а также сваи цельные с предварительно
напряженным стволом, соединенным со сталефибробетонными
головой и наконечником специальной конструкции [10]. В эту
же группу входят сваи, полностью выполняемые из сталефибро-
бетона, состоящие из элементов швеллерного сечения и соби-
157
a) 6) в) г)
I-I
Рис. 59. Типы свай
а — цельная сплошная'
квадратного сечения
с ненапрягаемой ар-
матурой с головой и
наконечником из ста-
лефибробетона;
б — составная сплошного квадратного сечения с ненапрягаемой армату-
рой, с головой, наконечником и элементами сварного стыка из стале-
фибробетона; в — цельная сплошного квадратного сечения с напрягаемой
арматурой, с головой и наконечником из стеклофибробетона; г — сбор-
но-составная из сталефибробетонных элементов швеллерного сечения;
1 — голова; 2 — железобетонный ствол; 3 — наконечник сплошного се-
чения; 4 — каркас ствола; 5 — спираль; 6 — анкерная петля для головы
и наконечника; 7 — элемент сварного стыка; 8 — анкерная петля стыка
составной сваи; 9 — уголок; 10 — преднапряженная арматура; 11 — эле-
мент торца (головы) с пазами (сечение 1—1 в двух вариантах: с пазами
внутри и снаружи элемента); 12 - наконечник с пазами; 13 - элемент
верхнего звена швеллерного сечения; 14 — вертикальный стык между
элементами; 15 — горизонтальный стык между звеньями
158
раемые из разновысоких звеньев. Конструкции свай второй
группы проходят производственные испытания на стендах.
Определены оптимальные конструктивные параметры свай,
обладающих различной способностью противостоять ударным
воздействиям [81]. По этому признаку конструкции свай мо-
гут быть разделены на три подгруппы в зависимости от условий
их погружения: облегченных, нормальных (нормальной ударо-
стойкости) , осложненных (повышенной ударостойкости).
Высоту голов свай для облегченных и нормальных условий
погружения рекомендуется принимать равной размеру стороны
их поперечного сечения при коэффициенте фибрового армиро-
вания 0,0077 (66 кг/м3) и 0,015 (117 кг/м*). Ударостойкость
свай в первом случае будет примерно соответствовать ударо-
стойкости типовых конструкций свай, во втором будет в 2 раза
выше. Высоту голов свай для осложненных условий погруже-
ния рекомендуется принимать в 1,5 раза больше поперечного
сечения головы, а коэффициент армирования, как и для нор-
мальных условий — 0,015. Верхнюю часть ствола в зоне контак-
та с головой в таких сваях рекомендуется усиливать дополни-
тельной поперечной арматурой в виде спирали на участке, рав-
ном удвоенному размеру поперечного сечения сваи. Ожидае-
мая ударостойкость таких свай, как показали испытания, долж-
на быть в 4—5 раз выше, чем типовых.
Расчеты [81] показали, что ежегодный экономический эф-
фект, который может быть получен в строительстве при внед-
рении свай с применением сталефибробетона за счет их погруже-
ния до проектной отметки, а также исключения необходимости
забивки свай-дублеров, составит в пересчете на каждые
100 тыс. м3 забиваемых свай 1,3 млн. руб. при экономии трудо-
затрат 39 тыс. чел.-дн.
Представляет интерес применение в строительстве шпунто-
вых свай из сталефибробетона. Партия таких свай была забита
СУ № 1 треста Ленмостострой в шпунтовую стенку третьего
Елагина моста плавучим копром с массой молота 6 т на проект-
ную отметку [81]. Сравнение показало, что верхнюю часть
типовых железобетонных свай, по которой производились уда-
ры молотом, была разрушена на 200—300 мм, а в сваях из стале-
фибробетона разрушенной оказалась лишь зона в 40—60 мм.
Отечественные и зарубежные данные свидетельствуют также
о перспективности использования сталефибробетона в трубах
малых и средних диаметров, особенно в низконапорных трубах
больших диаметров, например для канализационных коллекто-
ров. Это обусловлено повышенной трещино- и коррозионной
стойкостью сталефибробетона. В Леноргинжстрое и ЛенЗНИИЭП
имеется положительный опыт изготовления труб диаметром
1,6 м с толщиной стенки 120 мм для коллекторных канали-
зационных тоннелей с использованием технологии навивки
159
свежеотформованной плоской заготовки из сталефибробетона
на сердечник соответствующего размера.
ЦНИИПромзданий разработана номенклатура сталефибробе-
тонных тонкостенных элементов несъемной опалубки [64] .
Опалубочные фибробетонные листы толщиной 15 мм использо-
ваны трестом № 39 Главзапстроя при возведении монолитных
фундаментов под колонны [66]. Технология производства
фиброармированных опалубочных плит толщиной 20 мм освое-
на также трестом Казметаллургстрой в г. Темиртау. Фибровую
арматуру получают из отработанных стальных канатов. При-
менение сталефибробетонной несъемной опалубки вместо
инвентарной щитовой позволяет снизить трудозатраты на пло-
щадке примерно на 25 %, а также сократить сроки строитель-
ства объектов.
Определенный интерес представляет применение в строи-
тельстве фиброармированных конструкций складчатого типа,
таврового сечения, плит с ребрами различной конфигурации
[9]. К этим конструкциям относятся, в частности, ребристые
плиты покрытий и перекрытий (массового производства)
для промышленного строительства. ЦНИИПромзданий разрабо-
таны чертежи подобных плит с различными уровнями их не-
сущей способности [91]. В этих плитах сохранена преднапря-
женная арматура, размещаемая в продольных ребрах, а также
стержневая арматура в поперечных ребрах, вся остальная арма-
тура (конструктивная и поперечная) заменена на фибровую. Ис-
пытания, проведенные НИИЖБом, ЦНИИПромзданий,
ЛенЗНИИЭПом [16], показали, что подобные ребристые плиты
размером 6x3м (предназначенные под расчетную нагрузку
7,3 кН/м2) по прочности, жесткости и трещиностойкости удов-
летворяют требованиям норм и могут быть рекомендованы
для применения в экспериментальном строительстве. Установ-
лено также, что толщину полок в плитах покрытий можно
уменьшить с 3 до 2 см, а в плитах перекрытий с 5 до 4 см. При-
менение подобных плит в строительстве позволит сократить
расход бетона примерно на 8—10 %, трудоемкость работ при
изготовлении на 20—25 % [91].
Работы, связанные с изысканиями и организацией произ-
водства конструкционных стеклоармированных материалов,
сохраняют актуальность, прежде всего вследствие необходимо-
сти экономии в строительстве дефицитной арматурной стали.
В 60-е годы ЦНИИПромзданий были проведены работы по
выявлению эффективных видов стеклоармированных кон-
струкций для промышленного строительства [1, 2]. Как уже
отмечалось выше, стеклоармированные изделия на основе
цемента или гипса целесообразно выполнять тонколистовыми
и придавать им либо пространственную форму, либо изготав-
ливать многослойными в виде "сандвича" в сочетании с други
160
Рис. 60. Многослой-
ные изделия типа
"сандвич” с внешни-
ми стеклоармиро-
ванными слоями и
внутренним слоем из
сотопласта, пеностек-
ла, фибролита, пено-
пласта
ми материалами: сотопластами, пенопластами, пенобетоном,
пеностеклом, фибролитом и др. (рис. 60). Такие "сандвичи"
в виде крупноразмерых плит могут быть использованы в ка-
честве ограждающих конструкций (покрытий, подвесных по-
толков, перегородок, воздуховодов и т. д.) в промышленных
зданиях различного назначения. На рис. 61 показан один из
вариантов конструкции ограждения — плита пролетом 3 м с
внутренним слоем из сотопласта. Внешние стеклоармирован-
ные слои в подобных плитах при изгибе воспринимают в ос-
новном нормальные сжимающие и растягивающие усилия,
внутренний слой — сдвигающие (касательные) напряжения.
Плиты могут быть выполнены с контурным обрамлением и
без него [46].
11—84
161
Рис. 61. Конструкция плиты ограждения
1, 2 — верхний и нижний стеклоармированные
слои; 3 — сотопласт; 4 — контурное обрамление
см
<о
=г
с;
\о
<о
Н
В табл. 27 приведены результаты испытаний кратковре-
менной равномерно распределенной нагрузкой трехслойных
стеклоармированных плит пролетом 3 м и шириной 0,75 м
[52, 56]. Внешние стеклоармированные слои плит толщиной
10 мм выполняли с применением цементной матрицы (цемент
глиноземистый), а в части плит — на основе гипсового вяжуще-
го. В качестве внутреннего слоя плит с цементной матрицей
использовали пенопласт ПС-4, в плитах на основе гипса — сото-
пласт из крафт-бумаги, пропитанной мочевиноформальдегид-
ной смолой. Внешние слои плит армировались ориентированно
стекловолокном алюмоборосиликатного состава (расход волок-
на составлял 5 % площади поперечного сечения внешних сло-
ев). Все плиты (за исключением СГ-2) имели стеклоармиро-
ванное контурное обрамление толщиной 20 мм. Высота сечения
составляла 100 мм.
Испытания рассматриваемых стеклоармированных плит поз-
волили выявить их достаточно высокую несущую способность
при действии кратковременных загружений (табл. 27). Плиты
были подвергнуты также испытаниям длительно действующими
нагрузками. Величина длительно действующей нагрузки для
плит с цементной матрицей составляла 1,5 кН/м2, с гипсовой —
0,75 кН/м2. Деформации (прогибы) плит при их испытаниях с
течением времени возрастали в 2—2,5 раза по сравнению с перво-
начальными. Наиболее интенсивно прогибы увеличивались пер-
вые 3—4 мес после загружения конструкций, затем скорость
роста деформаций уменьшалась, линии графиков "деформация-
время" асимптотически приближались к горизонтальному по-
I
I
I
I
о
L.
О
X
о.
н
X
о
162
Таблица 27
Марка плиты Матрица 2 Нагрузка, кН/м Прогибы, мм Причины разрушения
в момент об- разования тре- щин предельное зна- чение
в момент обра- зования трещин предельные зна- чения при
в обрам- лении в пли- те проги- бах 1/200 пролета разру- шении в об- рамле- нии в пли- те 1/200 проле- та при разру- шении
СЦ-11 Цемент 2 4 4,85 7 5 12 14,5 42 Разрушение продольных ребер кон- турного обрамления
СЦ-2 — 8 8,75 13 — 12,7 14,5 28 Разрушение растянутого слоя
СЦ-32 5,5 6,5 7,50 11,5 10,1 12,2 14,5 26 То же, что для СЦ-1
СГ-1 Гипс 3,5 5,25 4,25 5,25 11,05 19,4 14,5 19,4 Разрушение сжатого слоя
СГ-23 — 4,25 3,5 4,25 — 17,6 14,5 17,6 Разрушение внутреннего слоя у опоры
С Г-3 Цемент 3,5 4,75 4 5 11,2 19,6 14,5 19,9 Разрушение сжатого слоя
Примечания: 1. Плита армирована только в продольном направлении, остальные плиты — ив продольному в попереч-
ном. 2. Плита испытана через 1 год после ее изготовления, испытания остальных плит производилось через 1 мес. 3. Плита без
контурного обрамления.
Е 10~5
Рис. 62. Данные длительных испытаний трехслойных стеклоармирован-
ных плит в условиях атмосферных воздействий (нагрузка равномерно
распределенная 1,5 кН/м2)
а — продольные деформации в сжатом и растянутом слоях конструкции;
б — прогибы в центре пролета плит; в — изменения среднемесячной тем-
пературы (7) и относительной влажности воздуха (2)
ложению. В условиях с повышенной (90 ± 5 %) влажностью
окружающей среды деформации рассматриваемых плит были
больше в среднем на 25—30 % по сравнению с деформациями
в нормальных (воздушно-сухих) условиях.
Деформации плит на основе гипса при равных загружениях в
условиях с повышенной влажностью воздуха выше примерно в
2—2,5 раза по сравнению с деформациями плит на основе цемен-
та.
Определенный интерес представляли испытания стеклоарми-
рованных плит с цементной матрицей в условиях атмосферных
воздействий (рис. 62). При изменении температуры и влажности
окружающей среды деформации плит попеременно увеличива-
лись и уменьшались. Подобные явления при загружении кон-
струкций наблюдались, как известно, и ранее, например при ис-
пытаниях плит из асбестоцемента, стеклопластиков и металла.
Причем, если для плит с обшивками из металла или стеклоплас-
тиков наиболее опасными являлись температурные изменения,
то для конструкций из асбестоцементе существенное значение
164
имели не только температура, но и изменения их влажностного
состояния.
Наибольший рост деформаций регистрировался в зимний
период времени с декабря по март ежегодно, т. е. когда средне-
месячная относительная влажность воздуха достигала наиболь-
ших значений. Наблюдения показывают, что способность ком-
позиций на основе цементного камня к влажностным дефор-
мациям остается практически неизменной в течение всего перио-
да их эксплуатации. В обычных железобетонных конструкциях
прогибы при действии длительных нагрузок возрастают, как
известно, преимущественно за счет ползучести бетона в сжатой
зоне. В тонкостенных стеклоармированных конструкциях с
цементной матрицей существенное влияние оказывает также
деформативность (ползучесть) растянутых слоев (см. рис. 62).
В аналогичных конструкциях с гипсовой матрицей при прочих
равных условиях большое влияние на деформативность при
длительных загружениях оказывает ползучесть сжатого слоя.
Испытания показали, что при действии длительных загруже-
ний от 1,5 до 3 лет прогибы исследуемых стеклоармированных
плит во всех рассмотренных случаях не превышали 1/200 их
пролета. Установлена принципиальная возможность применения
конструкций таких плит в ограждениях промышленных зда-
ний, в том числе в покрытиях, подвесных потолках, перегород-
ках, воздуховодах взамен конструкций аналогичного назначе-
ния из железобетона, стали и алюминия. Наиболее предпочти-
тельными объектами для применения данных конструкций
являются здания машиностроения, приборостроения, радио-
электронной, текстильной и других подобных отраслей про-
мышленности, в которых ограждающие конструкции эксплуа-
тируются, как правило, при достаточно стабильных температур-
но-влажностных режимах окружающей среды. Применение
щелочестойких стекловолокон может создать предпосылки
для расширения возможностей и рациональных областей приме-
нения таких конструкций в практике строительства.
ВНИИСтроммаш и ЦНИИПромзданий провели комплекс
работ по выявлению оптимальных способов механизированного
производства трехслойных стеклоармированных панелей с уче-
том особенностей их конструктивного решения [49]. В г. Гат-
чине (Ленинградская обл.) была освоена экспериментальная
линия по изготовлению указанных панелей с направленной ори-
ентацией непрерывных волокон в стеклоармированных слоях.
Установлено, что в производственных условиях могут найти
применение три известных технологических способа изготов-
ления панелей — стендовый, кассетный и конвейерный. Стендо-
вый способ включает операции по формованию на поддоне ниж-
него стеклоармированного слоя, втапливанию в него до момента
схватывания раствора облегченных элементов внутреннего слоя
(блоков заданной толщины, например из пенобетона, пеностек-
165
ла, сотопласта или др.), укладку на них верхнего стеклеар-
мированного слоя. Формование стеклоармированных слоев
может осуществляться различными методами: например, на-
пылением на поддон волокон вместе с раствором в случае
применения коротких волокон либо укладкой и уплотнением на
поддоне заранее подготовленной стеклоармированной смеси.
Перспективным является армирование слоя непрерывными
волокнами (жгутами, сетками), которое может быть реализова-
но методом их натяжения на стенде с последующей укладкой
(лучше под давлением) растворной смеси. Формование панелей
с контурным обрамлением может быть произведено с помощью
пуансонов методом выдавливания или виброштампования
[2, 49]. Выбор вариантов зависит от конкретных условий
производства и планируемых объемов выпускаемой продукции.
Кассетная технология производства предусматривает приме-
нение для среднего слоя материалов, вспениваемых в полости
панелей, например заливочных пенопластов [1, 49]. На раскры-
тых и уложенных горизонтально гранях кассеты формуют
стеклоармированный слой, после его отвердевания грани кас-
сеты вместе с отформованными слоями поднимают в вертикаль-
ное положение и скрепляют с бортами. Затем смешивают компо-
ненты вспениваемого материала и заливают их равномерным
слоем в пространство между армированными слоями.
При конвейерном способе производства изготовление пане-
лей осуществляется в формах-вагонетках, которые перемещают-
ся от одного технологического поста к другому толкателем по
замкнутому контуру конвейера [49].
Рассматриваемые стеклоармированные плиты были подверг-
нуты огневым испытаниям [46]. Предел огнестойкости этих
плит составил 0,5 ч. С целью проведения натурных наблюдений
указанные плиты на основе гипса (пролетом 3 м) были смонти-
рованы в качестве подвесных потолков (взамен алюминиевых)
в экспериментальном пролете производственного корпуса под-
шипникового завода в г. Куйбышеве, а также в административ-
ном здании в г. Обнинске. В течение пяти лет эксплуатации в
состоянии плит не было отмечено каких-либо изменений.
В дальнейшем опытное производство стеклоармированных
плит на основе гипса было освоено на Пермском заводе гипсо-
вых изделий. Разработана техническая документация для кон-
вейерной линии применительно к условиям действующего
завода.
В связи с расширением применения статически неопреде-
лимых преднапряженных конструкций и тонкостенных элемен-
тов с использованием бетонов повышенной прочности неодно-
кратно наблюдались случаи их взрывоопасного разрушения при
пожарах и испытаниях на огнестойкость. Существенный эффект
в повышении взрывоустойчивое™ конструкций могут обеспе-
чить неметаллические волокна: стеклянные и синтетические.
166
Армирование бетона подобными волокнами препятствует
спонтанному развитию неравновесных трещин под действием
сжимающих и растягивающих напряжений, возникающих в
материале при огневых воздействиях.
И нтересное технико-экономическое сопоставление различ-
ных вариантов фиброармированных конструкций воздухово-
дов, получаемых по экструзионной технологии, выполнено в
ЦНИИП ром зданий отделами санитарной техники и экономики
[64]. Воздуховоды предназначались для вспомогательных
(административно-бытовых) зданий промышленных предприя-
тий. В указанных зданиях, как и в производственных цехах,
основным материалом для устройства воздуходовов систем
вентиляции является металл. Подсчитано, что для изготовления
воздуховодов только для вспомогательных зданий промыш-
ленных предприятий требуется 1,36 млн. м2 листовой стали.
В связи с этим рассматривались конструктивные решения Не-
металлических воздуховодов промышленных предприятий се-
чением от 0,2 х 0,25 до 0,8 х 0,8 м с гипсовой и цементной
матрицами, для которых в качестве армирующих материалов
применяли стеклянные и асбестовые волокна (табл. 28).
Из сопоставляемых конструктивных решений воздуховодов
видно, что наилучшими по своим технико-экономическим
показателям являются фибростеклогипсовые, которые по
приведенным затратам на 24 % дешевле асбестоцементных и
Таблица 28
Показатель Варианты конструктивных решений воздуховодов
метал- лические фибро- стекло- гипсо- вые фибро- стекло- цемент- ные асбесто- цемент- ные
мае (Мае м L— и.. — _ ,, —
Единовременные затраты, млн руб. 3,6 7,7 11,8 10,25
Капитальные вложения в базу, млн. руб. — 2,53 2,75 2,58
Эксплуатационные затраты, млн руб./год 1,25 1,15 1,67 1,49
Приведенные затраты с учетом 2,5* 2,44 3,4 3,04
капитальных вложений в базу, — — — —
млн руб./год 102,5 100 139 124
То же, без учета капитальных вло- жений в базу, млн руб./год 2,29 2,14 3,07 2,74
Затраты труда на строительной площадке, тыс. чел.-дн. 340 320 460 460
*Учтены капитальные вложения в производство воздуховодов, про-
изведенные ранее при расчете на указанный выше объем их внедрения.
167
на 39 % — фибростеклоцементных. Применение фибростекло-
гипсовых воздуховодов позволит снизить трудозатраты на
строительной площадке и значительно уменьшить расход листо-
вой стали в размере 7400 т в год (при расходе стекловолокна
964 т в год).
Особое место в строительстве приобретают также работы,
связанные с устройством на поверхности различных конструк-
ций и сооружений (например, на стенах резервуаров) защитных
покрытий, выполняемых в виде торкретных слоев, уплотняю-
щих стяжек, обмазочных изоляций, повышающих герметичность
и непроницаемость сооружений, защищающих арматуру от кор-
розии. Известны случаи, когда для упрочнения защитных покры-
тий использовались стальные фибры. Тернопольским управле-
нием строительства на ряде объектов Украины для этих же це-
лей применялись стеклянные волокна. Резервуары вмести-
мостью до 5 тыс. м3 для хранения мазута, воды, а также ем-
кости, входившие в состав очистных сооружений — аэротенки,
метантенки, биофильтры, радиальные первичные и вторичные
отстойники, — возводились по соответствующим типовым про-
ектам для предприятий текстильной, легкой и пищевой про-
мышленности. Применение армированных волокнами цемент-
ных растворов в резервуарах вместо обычного торкретирова-
ния, позволило значительно улучшить качество изоляционных
работ, производить их быстрее и с меньшими трудозатратами.
ЦНИИПромзданий проведено обследование состояния защит-
ных стеклоармированных покрытий на указанных резервуа-
рах [50]. Предельные сроки эксплуатации покрытий в момент
обследования составляли примерно 8 лет. Качество и сохран-
ность подобных покрытий определялись в значительной мере
подбором и качеством использованных для них исходных ма-
териалов, степенью подготовки изолируемой поверхности,
уходом за покрытием после его нанесения и условиями их
последующей эксплуатации. Во всех крытых и обвалованных
(заглубленных) резервуарах независимо от вида хранимого
в них продукта качество и сохранность покрытий во времени,
надежность их сцепления с бетоном резервуаров, как правило,
являлись более высокими в сопоставлении с наземными откры-
тыми резервуарами, подвергающимися непосредственному
влиянию атмосферных воздействий, в том числе попеременно-
му замораживанию и оттаиванию, влиянию ветра, солнечной ра-
диации и т. д. Покрытия, выполненные на внутренней поверх-
ности в открытых наземных резервуарах в зоне, непосредствен-
но соприкасающейся с жидкостями, также характеризовались
достаточно высокой сохранностью, плотностью и непроницае-
мостью; однако в зоне над поверхностью жидкости в этих резер-
вуарах в отдельных случаях наблюдались нарушения сцепления
между покрытием и поверхностью резервуара.
168
Представляет интерес применение стеклоармированных ком-
позиций для изготовления несъемных опалубочных изделий
для монолитных конструкций со сложной конфигурацией.
Подобные конструкции довольно часто встречаются в условиях
промышленного строительства (конструкции нулевого цикла,
спецфундаменты для технологического оборудования и др.).
Применение несъемной стеклоармированной опалубки в дан-
ном случае достаточно перспективно, так как позволяет полу-
чить экономию пиломатериалов, металла и одновременно со-
кратить трудозатраты на строительной площадке.
Области применения синтетических волокон для армирова-
ния бетонных материалов определяются их эксплуатационными
качествами. Здесь в первую очередь следует иметь в виду кон-
струкции, армирование которых назначается из условия обеспе-
чения их сохранности при распалубке, транспортировке, мон-
таже (например, элементы перегородок, кольца круглых ко-
лодцев), действии ударных нагрузок (головы свай), истирании
(дорожные покрытия, полы). Определенный интерес представ-
ляет применение синтетических волокон для армирования
защитных покрытий откосов набережных, полотна железных
дорог, а также для изготовления различного рода экранов,
декоративных элементов, облицовочных плит. Применение
синтетических волокон целесообразно в ряде случаев для ар-
мирования не только тяжелых, но и легких бетонов.
В табл. 29 приведены показатели стоимости некоторых
видов волокон, используемых для получения фибровой арма-
туры.
Приведенные в табл. 29 сведения дают возможность оценить
порядок значений в разнице показателей стоимости волокон,
хотя сами эти показатели могут изменяться в зависимости от
химического состава волокон, вида их переработки (получения)
и других факторов. Как видно из табл. 29, стоимость 1 кг
Таблица 29
Исходный материал Плот- ность, г/см3 Стоимость, руб.
1 кг 1 % по объему
Проволока стальная обыкновенного каче- ства диаметром, мм: 0,8 7,8 0,28 2,18
1,4 7,8 0,21 1,64
Ровинг (жгут) из стеклянных нитей диа- метром, мм: 10 2,6 1,1 2,86
20 2,6 0,8 2,08
Щелочестойкие стекловолокна 2,6 2 5,2
Синтетические волокна 0,9 1,95 1,79
169
неметаллических волокон (стеклянных, синтетических) в
5—10 раз выше по сравнению со стоимостью 1 кг стальной про-
волоки. Вместе с тем соотношения цен на дисперсную арматуру
в готовых изделиях могут заметно изменяться, поскольку плот-
ность различных видов волокон и объемный процент их введе-
ния в бетонную смесь различны. Различия в значениях стоимости
волокон (с учетом их плотности), приходящиеся на каждый
объемный процент армирования бетонных матриц, оказывают-
ся не очень значительными, за исключением щелочестойких
стекловолокон, стоимость которых примерно в 2 раза выше.
Однако с точки зрения эксплуатационных качеств щелочестой-
кие стекловолокна обладают наиболее значительными возмож-
ностями по сравнению с другими неметаллическими армирую-
щими материалами.
* * *
Таким образом, применение дисперсно армированных
бетоноб в строительстве создает предпосылки для значительно-
го сокращения объемов традиционных арматурных работ,
расширяет технологические возможности получения конст-
рукций различного профиля с более высоким уровнем их
трещиностойкости, сопротивлением к различным видам сило-
вых воздействий, в том числе к динамическим.
Применение дисперсно-армированных бетонов может обес-
печить во многих случаях значительный экономический эффект:
возможность уменьшения в ряде случаев сечения конструкций
при использовании дисперсно-армированных бетонов обеспе-
чивает соответствующее снижение их стоимости, а также расход
бетона и стали.
Вопросы дальнейшего расширения масштабов применения в
строительстве дисперсно-армированных бетонов связаны во
многом с необходимостью решения двух наиболее важных за-
дач: с организацией промышленного производства фибровой
арматуры и освоением технологии изготовления дисперсно-
армированных* бетонов и конструкций на их основе на дейст-
вующих и вновь возводимых предприятиях строительной ин-
дустрии.
Наряду с этим сохраняют актуальность вопросы дальней-
шего углубления теоретических представлений в области дис-
персно-армированных бетонов, совершенствования технологии
их изготовления, накопления практического опыта применения
в различных условиях строительства и эксплуатации.
Разработанная в нашей стране технология изготовления
таких бетонов и конструкций, армированных волокнами с их
направленной и свободной ориентацией, в техническом отноше-
нии не уступают зарубежным. Освоение опыта и дальнейшее
развитие производства дисперсно-армированных бетонов будут
способствовать распространению в нашей стране этих эффек-
тивных материалов.
170
СПИСОК ЛИТЕРАТУРЫ
1. А.с. 322279 СССР, МКИ3 В 29d 27/00. Способ изготовления трех-
слойных плит / Ю.Н. Хромец, Ф.Н. Рабинович, Л.А. Рогозин. — 1971. —
№36.— 2 с.: ил.
2. А.с. 386767 СССР, МКИ В 28в 1/16. Способ изготовления много-
слойных строительных плит / Б.П. Мокряков, А.В. Цветков, Ф.Н. Раби-
нович, Л.А. Рогозин. — 1973. — № 27. — 2 с.
3. А.с. 768638 СССР, МКИ3 В 28 В 1/52. Способ приготовления фибро-
бетонной смеси / Ф.Н. Рабинович, Л.Г. Курбатов, М.М. Карбачинский,
М.Я. Хазанов. - 1980. - № 37. -2 с.: ил.
4. А.с. 812451 СССР. Устройство для резки проволоки / Л.Г. Курба-
тов, Ф.Н. Рабинович, А.А. Купцов, М.М. Карбачинский, М.Я. Хазанов. —
1981.-№10.-2 с.
5. А.с. 867977 СССР, МКИ Д 07 В 7/16. Способ получения изделий
из каната / Ф.Н. Рабинович, Л.Г. Курбатов, Ф.А. Гофштейн, Ю.В. Фролов.—
1981. - № 36. - 2 с.
6. А.с. 948668 СССР, МКИ3 В 28 В 7/06. Опалубка для формования
изделий из армированного бетона / О.В. Астафьев, Л.Г. Курбатов, Ф.Н. Ра-
бинович, Ю.В. Фролов. — 1982^— № 29. — 6 с.: ил.
7. А.с. 988568 СССР, МКИ3 В 28 С 5/40. Устройство для подачи фибр
в бетоносмеситель / Л.Г. Курбатов, Ф.Н. Рабинович, А.А. Купцов и др. —
1983. — № 2. -2 с.: ил.
8. А.с. 996673 СССР, МКИ3 Е 04 С 5/07. Способ изготовления дисперс-
ной арматуры / Ф.Н. Рабинович, Ф.А. Гофштейн, Ю.В. Фролов и др. —
1983.-№ 6.-2 с,
9. А.с. 1021739 СССР, МКИ3 Е 04 С 3/20. Строительный ребристый
железобетонный элемент / Ю.Н. Хромец, Ф.Н. Рабинович, Г.А. Шикунов,
Г.И. Бердичевский и др. — 1983. — №21.-2 с.: ил.
10. А.с. 1158685 СССР, МКИ3 Е 02 Д 5/30. Способ изготовления свай /
В.Ф. Соколова, В.А. Якушин, А.Е. Горюшин, Ф.Н. Рабинович. — 1985. —
№20.-2 с.: ил.
11. А.с. 1219760 СССР, МКИ3 Е 04 С 5/07. Способ изготовления дис-
персной арматуры / Ф.Н. Рабинович, Ф.А. Гофштейн, Ю.В. Фролов, С.И.
Атаманов. — 1986. — № 11. — 2 с
12. А.с. 1293031 СССР, МКИ3 В 28 В 7/04. Устройство для изготовле-
ния тонкостенных фибробетонных лотков / Ф.Н. Рабинович. Н.Н. Вои-
нов, Ю.В. Фролов. — 1987. — № 8. — 3 с.: ил.
13. Баженов Ю.М., Комар А.Г. Технология бетонных и железобетон-
ных изделий. — М., 1984. — 672 с.
14. Байков В.Н. Железобетонные конструкции. — М., 1974. — 654 с.
15. Бартеньев Г.М. Сверхпрочные и высокопрочные неорганические
стекла. — М., 1974. — 240 с.
16. Бердичевский Г.И., Светов А.А., Курбатов Л. Г., Шикунов Г.А.
Сталефибробетонные ребристые плиты размером 6x3 м для покрытий //
Бетон и железобетон. — 1984. — № 4. — С. 33—34.
17. Бирюкович К.Л., Бирюкович Ю.Л., Бирюкович Д.Л. — Стекло-
цемент. — Киев, 1986. — 97 с.
18. Болотникова Г.А., Рабинович Ф.Н. Влияние влажности на прочность
стеклогипса // Межотрасл. вопр. строит-ва: Реф. сб. ЦИНИС. — М., 1971. —
Вып. 11. - С. 88-93.
19. Гвоздев А.А., Дмитриев С.А., Гуща Ю.П. и др. Новое в проекти-
ровании бетонных и железобетонных конструкций. — М., 1978. — 207 с.
20. Гвоздев А.А., Яшин А.В., Петрова К.В. и др. Прочность, струк-
турные изменения и деформации бетона. — М., 1978. — 297 с.
21. Гофштейн Ф.А. Стальная фибра из отходов // Бетон и железобе-
тон. - 1987. - № 6. - С. 26-27.
22. Данилова С.Г., Мелихова Е.А. Методика определения химической
устойчивости комплексных стеклонитей, предназначенных для армиро-
вания изделий на гидравлическом вяжущем. // Исследование химически
171
устойчивых стекол, волокон и материалов на их основе. — труды Гос.
ин-та стекла. — М., 1985. — С. 14—20.
23. Дулеба М.Т. Синтез и исследование стекол, устойчивых в среде
твердеющего портландцемента: Автореф. дис. канд. техн, наук. — Киев,
1973. - 20 с.
24. Дисперсно-армированные бетоны и конструкции из них: Тезисы
докладов Республиканского совещания 10—12 декабря 1975 г. — Рига. —
143 с.
25. Зайцев Ю.В. Моделирование деформаций и прочности бетона мето-
дами механики разрушения. — М., — 1982. — 196 с.
26. Займан Д.Ж. Модели беспорядка. — М., 1982. — 591 с.
27. Зак А.Ф. Физико-химические свойства стеклянных волокон. —
М., 1962.-297 с.
28. Иоффе А.Ф. Физика кристаллов. — Л., 1929. — 278 с.
29. Касавина Б.С., Торбенко В.П. Жизнь костной ткани. — М., 1979. —
148 с.
30. Кобеко П.П. Аморфные вещества. — М.—Л., 1952. — 128 с.
31. Королев К.М. Механизация приготовления и укладки бетонной
смеси. — М., 1986. — 135 с.
32. Крылов Б.А. Фибробетон и его свойства: Обзор ЦИНИС. — М.,
1979. — Вып. 4. — 44 с. — Вып. 5. — 53 с.
33. Курбатов Л.Г. Проектирование и изготовление сталефибробетон-
ных конструкций: Обзорная информация ЦНТИ Госгражданстроя. —
М., 1985. -55 с.
34. Курбатов Л.Г., Косарев В.М. Сравнительные испытания на изгиб
элементов из бетона, армированного стержневой и фибровой стальной
арматурой // Исследования и расчет экспериментальных конструкций
из фибробетона. — Труды ЛенЗНИИЭП. — Л., 1978. — С. 60—69.
35. Курбатов Л.Г., Рабинович Ф.Н. Об эффективности бетонов, ар-
мированных стальными фибрами. // Бетон и железобетон. — 1980. —
№ 3. - С. 6-7.
36. Курбатов Л. Г., Хазанов М.Я., Шустов А.Н. Опыт применения
сталефибробетона в инженерных сооружениях. — Л., 1982. — 27. с.
37. Малинина Л.А., Королев К.М., Рыбасов В.П. Опыт изготовления
изделий из фибробетона в СССР и за рубежом: Обзор ВНИИЭСМ. — М.,
1981. - 35 с.
38. Накагава Такэо. Процесс производства стальных волокон для
армирования бетона // Сэй сан кэнкю — 1978. — Т. 30. — № 2 (пер. с яп.).
39. Непрерывное стеклянное волокно / Под ред, М.Г. Черняка. —
М., 1965.-320 с. , .
40. Косарев А.В. Приближенные методы в теории армированных
материалов и их приложение к расчету строительных конструкций:
Автореф. дис. д-ра техн. наук. — М., 1973. — 31 с.
41. Оатул А.А. Предложения к построению теории сцепления арма-
туры с бетоном // Бетон и железобетон. — 1968. — № 12. — С. 17.
42. Патури Ф. Растения — гениальные инженеры природы. — М., 1979. —
179 с.
43. Пащенко А.А., Сербин В.П. Армирование цементного камня ми-
неральным волокном. — Киев, 1970. — 45 с.
44. Пащенко А.А., Сербин В.П., Клименко В.С., Паславская А.П.
Физико-химические основы композиции неорганическое вяжущее —
стекловолокно. — Киев, 1979. — 223 с.
45. Рабинович Ф.Н. Некоторые вопросы прочности и долговечности
цементного камня на глиноземистом цементе // Строительство и архи-
тектура: Изв. вузов. — 1971. — № 7. — С. 107—113.
46. Рабинович Ф.Н. Ограждающие конструкции из гипса, армиро-
ванного стекловолокном // Строительные материалы. — 1972. — № 1. —
С. 21-23.
172
47. Рабинович Ф.Н., Никитина Л.В., Волков О.С., Ларионова З.М.
Фазовые переходы и изменения структуры цементного камня на глино-
земистом цементе // Неорганические материалы: Известия Академии
наук СССР. — 1971. — Т. УП. — № 10. — С. 1839-1843.
48. Рабинович Ф.Н., Рогозин Л.А., Болотникова Г.А., Тачкова Н.А.
Теплофизические показатели трехслойных конструкций из стеклогип-
са // Межотраслевые вопросы строительства: Реф. сб. ЦИНИС. — М.,
1972. - Вып. 11.-С. 16-19.
49. Рабинович Ф.Н., Рогозин Л.А., Мокряков Б.П., Цветков А.В. Тех-
нология производства облегченных гипсовых панелей, армированных
стекловолокном // Строительные материалы. — 1974. — № 3. — С. 9—10.
50. Рабинович Ф.Н. Защитные покрытия на основе цементных раст-
воров, армированных стеклянными волокнами, для железобетонных
резервуаров // Транспорт и хранение углеводородного сырья.
ЦНИИТЭНефтехим. - 1975. — № 2. — С. 6-10.
51. Рабинович Ф.Н. Бетоны, дисперсно-армированные волокнами:
Обзор ВНИИЭСМ. - М., 1976. - 73 с.
52. Рабинович Ф.Н. Некоторые вопросы дисперсного армирования
бетонных материалов стекловолокном // Дисперсно-армированные бе-
тоны и конструкции из них: Тезисы докл. Республ. совещан. — Рига,
1975. - С. 68-72.
53. Рабинович Ф.Н. Q механических свойствах цементного камня,
дисперсно-армированного стекловолокном // Бетон и железобетон. —
1976.- № 10. - С. 20-22.
54» Рабинович Ф.Н. О минимально необходимом содержании дис-
персной арматуры в композиционных материалах с пластичными и
хрупкими матрицами // Исследования и расчет экспериментальных кон-
струкций из фибробетона. — Труды ЛенЗНИИЭП. — Л., 1978. — С. 84—95.
55. Рабинович Ф.Н., Черномаз А.П. Расчет прочности конструкций
из фибробетона // Строительные конструкции: Реф. инф. ЦИНИС. —
М., 1979. - Вып. 5 - С. 5-8.
56. Рабинович Ф.Н. Применение фиброармированных бетонов в кон-
струкциях промзданий // Фибробетон и его применение в строительстве:
Труды НИИЖБ. - М., 1979. - С. 27-38.
57. Рабинович Ф.Н., Янкелович Ф.Ц. О методе прогнозирования ра-
боты композиционных материалов по механическим и статистическим
характеристикам компонентов // Конструкции и материалы в строитель-
стве: Труды ЛатН И И Строительства. — Рига, 1980. — С. 117—122.
58. Рабинович Ф.Н. О рациональном выборе диаметров стеклянных
волокон для стеклоармированных конструкций // Стекло и керамика. —
1980. — № 9. — С. 26—28.
59. Рабинович Ф.Н. О некоторых особенностях разрушения фибро-
бетона при действии ударных нагрузок // Бетон и железобетон. — 1980. —
№ 6. - С. 9-10.
60. Рабинович Ф.Н. Об уровнях дисперсности армирования бетонов //
Строительство и архитектура: Изв. вузов. — 1981. — № 11. — С. 30—36.
61. Рабинович Ф.Н., Черномаз А.П., Курбатов Л.Г. Монолитные дни-
ща резервуаров из сталефибробетона // Бетон и железобетон. — 1981. —
№ 10. - С. 24-25.
62. Рабинович Ф.Н., Клишанис Н.Д. Устойчивость стеклянных волокон
к воздействиям среды гидратирующихся цементов // Неорганические
материалы: Изв. Академии наук СССР. 1982. — № 2. — Т. 18. — С. 323—
329.
63. Рабинович Ф.Н. Расчет прочности конструкций из дисперсно-ар-
мированных бетонов // Проектирование и расчет строительных конст-
рукций: Материалы постоянного семинара ЛДНТП. — Л., 1982. —
С. 53-64.
64. Рабинович Ф.Н. Конструкции из сталефибробетона в инженер-
ных сооружениях // Инженерные сооружения промышленных предприя-
тий — труды ЦНИИПромзданий. — М., 1982. — С. 98—112.
173
65. Рабинович Ф.Н. Расчет прочности сталефибробетона на растяжение//
Инж. теорет. основы строи-ва: Реф. инф. ВНИИИС. — М., 1983. — Вып.
9. — С. 1-6.
66. Рабинович Ф.Н., Курбатов Л.Г. Применение сталефибробетона
в конструкциях инженерных сооружений // Бетон и железобетон. —
1984. — № 12. -С. 22-25.
67. Рабинович Ф.Н. Особенности напряженно-деформированного со-
стояния дисперсно-армированных бетонов при растяжении // Железо-
бетонные конструкции промышленных зданий — труды ЦНИИПромзда-
ний. - М., 1984. - С. 121-134.
68. Рабинович Ф.Н., Романов В.П. О пределе трещиностойкости мелко-
зернистого бетона, армированного стальными фибрами // Механика
композитных материалов. — 1985. — № 2. — С. 277—283.
69. Рабинович Ф.Н., Романов В.П. Расчет геометрических параметров
фибровой арматуры для сталефибробетонных конструкций // Инж.
теорет. основы строит-ва: Реф. инф. ВНИИИС. — М., 1985. — Вып. 1. —
С. 2-4.
70. Рабинович Ф.Н., Лемыш Л.Л. Об учете параметров ориентации
и анкеровки фибр при расчете сталефибробетонных конструкций //.
Расчет пространственных строительных конструкций: Труды Куйбы-
шевского Гос. ун-та. — Куйбышев, 1985. — Вып. 11. — С. 161—169.
71. Рабинович Ф.Н. Моделирование структуры дисперсно • армиро-
ванных бетонов // Строительство и архитектура: Изв. вузов. — 1986.
№ 1. - С. 22-29.
72. Рабинович Ф.Н. Об оптимальном армировании сталефибробетон-
ных конструкций // Бетон и железобетон. — 1986. — № 3. — С. 17—19.
73. Рабинович Ф.Н., Лемыш Л.Л. Зависимость между параметрами
фибрового армирования и напряженно-деформированным состоянием
сталефибробетонных элементов // Инж. теорет. основы строит-ва: Реф.
инф. ВНИИИС.-М., 1986.- Вып. 8. - С. 2-8.
74. Рабинович Ф.Н., Максакова Г.И. Возможности получения фибро-
вой арматуры из отработанных стальных канатов // Строительные конст-
рукции: Реф. инф. ВНИИИС. - М., 1986. - Вып. 9. - С. 9-15.
75. Работнов Ю.Н. Механика деформируемого твердого тела. — М.,
1979.-744 с.
76. Ратинов В.Б., Иванов Ф.М. Химия в строительстве. — М., 1977. —
220 с.
77. Рекомендации по проектированию и изготовлению сталефибробе-
тонных конструкций. НИИЖБ, ЛенЗНИИЭП, ЦНИИПромзданий. — 1987.—
148 с.
78. Родов Г.С., Лейкин Б.В. Ударостойкие забивные сваи с приме-
нением сталефибробетона. — Л., 1982. — 26 с.
79. Романов В.П., Вылегжанин В.П. Структура армирования фибро-
бетона и ее влияние на предельные значения разрушающих нагрузок //
Расчет и проектирование пространственных конструкций гражданских
зданий: Труды ЛенЗНИИЭП. — Л., 1975. — С. 64—75.
80. Романов В.П., Рабинович Ф.Н., Захаров И.Д. Влияние параметров
дисперсного армирования на прочность элементов из сталефибробетона
при статических и динамических нагрузках // Исследование и расчет
новых типов пространственных конструкций гражданских зданий:Труды
ЛенЗНИИЭП. - Л., 1985. - С. 88-94.
81. Соколова В.Ф., Рабинович Ф.Н., Курбатов Л.Г., Якушин В.А.
Ударостойкие сваи с применением сталефибробетона // Промышленное
строительство. — 1985. - № 10. — С. 34-37.
82. Справочник по производству сборных железобетонных изделий /
Под ред. К.В. Михайлова, А. А. Фоломеева. — М., 1982. — 440 с.
83. Стеклянные волокна / Под ред. М.С. Аслановой. — М., 1979. —
256 с.
174
84. Тимашев В.В., Сычева Л.И., Никонова H.G К вопросу о самоар-
мировании цементного камня // Труды МХТИ им. Д.И. Менделеева. —
М., 1976. - Вып. 92.
85. Фибробетон и его применение в строительстве / Под ред. Б.А. Кры-
лова. — М., 1979. — 173 с.
86. Хайдуков Г. К., Волков И.В., Белаева В.А., Курбатов Л. Г. Рекомен-
дации по проектированию, изготовлению и применению сталефибробе-
тонных конструкций в свете решений программы "Интенсификация-90"
// Применение фибробетона в строительстве . ЛДНТП. — Л., 1985. — С.
4—9.
87. Холмянский М.М. Контакт арматуры с бетоном. — М., 1981. —
184 с.
88. Хромец Ю.Н., Рогозин Л.А., Рабинович Ф.Н. Механические свой-
ства гипсовых изделий, армированных стекловолокном // Строительные
материалы. — 1973. — № 2. — С. 21—22.
89. Шейкин А.Е., Рабинович Ф.Н. Прочность цементного камня на
глиноземистом цементе и факторы ее определяющие // Доклады Акаде-
мии наук СССР. - 1967. - Т. 177, № 6. - С. 1407-1410.
90. Шейкин А.Е., Чеховский Ю.В., Бруссер М.И. Структура и свой-
ства цементных бетонов. — М., — 1979. — 344 с.
91. Шикунов Г.А. Сталефибробетонные предварительно напряжен-
ные плиты 6x3 м для покрытий зданий // Экспресс информ. ВНИИИС. —
1983. - Вып. 3. - С. 4-6.
92. Янкелович Ф.Ц. Об определении характеристик дисперсно-ар-
мированных систем // Вопросы строительства: — Труды ЛатНИИСтрои-
тельства. — Рига, 1971. — С. 116—121.
93. Aveston J. Fibre reinforced materials. Practical Metallic Composites,
Spring Meeting Palmy, s. 3, no. 1, London, 1974, p. 76.
94. Fibre reinfoced cement and concrete. Rilem Simposium. London,
1975.
95. Hannant D.J. Fibre cement ang concrete. Dep. Civil. Eng. University
Surrey. N. Y., 1978.
96. Kasperkieviez J. Fibre spacing in steel fibre reinforced composites.
Materiauxet Constructions, v. 10, no. 55,1977.
ОГЛАВЛЕНИЕ
Введение .................................................... 3
Глава 1. Материалы для дисперсно-армированных бетонов ... 10
Минеральные вяжущие...................................... 10
Армирующие волокна, их свойства............................. 22
Глава 2. Технологические методы изготовления дисперсно
армированных бетонов..................................... 54
Бетоны, армированные стальными фибрами................... 54
Бетоны, армированные неметаллическими волокнами....... 66
Глава 3. Вопросы теории и проектирования.................... 71
Пространственное отображение (моделирование) структуры
дисперсно армированного бетона........................... 75
Приведение фибрового (хаотичного) армирования к экви*
валентному направленному................................. 87
Оптимальные пределы армирования фибробетонных конст*
рукций.................................................. 105
Расчет прочности элементов из фибробетона на растяжение и
изгиб................................................... 113
Гпава 4. Свойства дисперсно^армированных бетонов............ 117
Бетон, армированный стальными фибрами....................... 117
Стеклоармированные композиции на основе цемента и гипса . . 130
Бетонные материалы, армированные синтетическими волокна*
ми...................................................... 146
Глава 5. Области применения дисперсно армированных бето-
нов, некоторые экономические вопросы.................... 148
Список литературы........................................... 171
Научное издание
Рабинович Феликс Нисонович
ДИСПЕРСНО АРМИРОВАННЫЕ БЕТОНЫ
Редактор Е.А. Волкова
Технический редактор Е.Н. Ненарокова
Корректор Q А. Зудилина
Оператор О.Ю. Волкова
ИБ№4373
Подписано в печать 18.01.89. Т-15357 Формат 84x108/32
Бумага офсетная № 1. Печать офсетная. Усл. печ. л. 9,24.
Усл. кр.-отт. 9,45. Уч.-изд. л. 10,83. Тираж 4300 экз.
Изд. № АУШ-2206 Заказ № 84 Цена 2 р. 20 к.
Стройиздат 101442 Москва, Каляевская 23а
Тульская типография Союзполиграфпрома при Государст-
венном комитете СССР по делам издательств, полиграфии
и книжной торговли.
300600, ГСП, г. Тула, пр. Ленина, 109