/









































































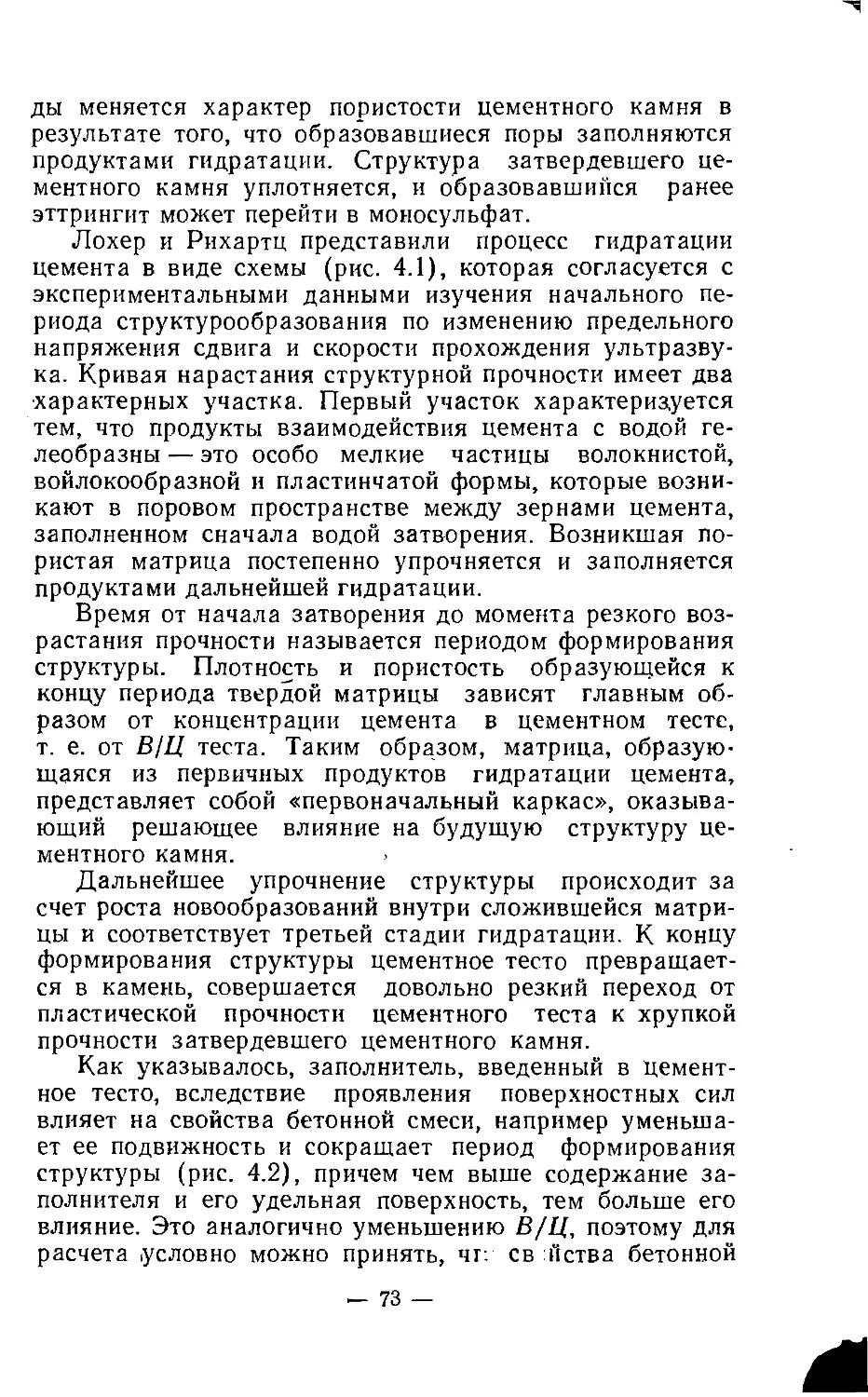












































































































































































































































































































































































































































































































































































































Текст
Ю. М. БАЖЕНОВ, А. Г. КОМАР
ТЕХНОЛОГИЯ
БЕТОННЫХ
И ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
Допущено Министерством высшего и среднего специального
образования СССР 8 качестве учебника для студентов вузов,
обучающихся по специальности «Производство строительных
изделий и конструкций»
Москва
Стройиздат
1984
ББК 38.33
Б 16
УДК 666.97(075.8)
Рецензенты: кафедра строительных материалов Ростовского инже¬
нерно-строительного института (д-р техи. наук, проф. Г. С. Бурла¬
ков), д-р техн. наук, ьроф. Б. В. Гуав (НИИЖБ)
Раздел I написан Ю.'М. Баженовым, раздел II—А. Г. Комаром.
Баженов Ю. М., Комар А. Г.
Б 16 Технология бетонных и железобетонных изде¬
лий: Учебник для вузов.— М.: Стройиздат, 1984.—
672 с., ил.
Рассмотрены структура н основные свойства бетонов, влияние ка¬
чества сырья, его состава и способа изготовления на свойства бетонов
н железобетонных изделий Изложены физнко-хнмн 1еские процессы,
происходящие при формовании и твердении бетонов. Описана совре¬
менная технология железобетонных конструкций, эффективные техно¬
логические линии, целесообразные режимы основных процессов, а так¬
же организация заводского производства изделий, конструкций и объ¬
емных элементов для промышленного и гражданского строительства.
Для студентов вузов, обучающихся по специальности «Производ¬
ство строительных изделий и конструкций»
Б
ББК 38.33
6СЗ
© Стройиздат, 1984
ВВЕДЕНИЕ
* XXVI съезд КПСС и последующие Пленумы ЦК КПСС выдви¬
нули перед строителями требования по повышению эффективности и
качества работы Л ля нх успешного претворения я жизнь непохпли-
■MQ добиваться преимущественного развития производства изделий и
материалов, обеспечивающих снижение металлоемкости, стоимости
и трудоемкости строительства, веса зданий и сооружений и умень¬
шения суммарных энергетических затрат на их возведение и эксплуа-
тацню.
IT решении этих задач большая роль отводится бетону и желе¬
зобетону, которые в нашей стране хьляютсь. оснсшшми строитель-
ными мат§риадаш<у—В общей стоимости материальных ресурсов, по¬
требляемых в капитальном строительстве, стоимость бетонных и же-
лезобетонных конструкций составляет около 25 °к. что значительно
^превышает стоимость и объемы других видов строительных конст-
рукций. В.етон и железобетон вследствие своих физико-механических
свойств, долговечности и технико-экономической эффективности про¬
изводства и применения изделий из них, а также наличия достаточ¬
ных сырьевых ресурсов для получения цемента и бетона в обозри¬
мом будущем будут занимать ведущее место и играть важную роль
в капитальном строительстве как массовые материалы, обладающие
большими потенциальными возможностями^.-
В курсе «Технология бетонных и Железобетонных изделий» рас¬
сматриваются современное состояние и тенденции развития бетоно-
ведения, технологии бетона, способов производства сборных бетон¬
ных и железобетонных конструкций и изделий. Глубокое знание
теории и практики производства и применения бетонных и железобе¬
тонных конструкций необходимо инженеру-строителю для его повсед¬
невной успешной работы.^^"
Краткие сведения-ifo истории развития технологии бетона и же¬
лезобетона. Бетон — один из древнейших строительных материалов.
Из него построены галереи египетского лабиринта (3600 лет до н. э.),
часть Великой китайской стены (3 в. до н. э.), ряд сооружений на
территории Индии, Древнего Рима и в других местах.
Однако использование бетона и железобетона для массового
строительства началось только со второй половины XIX в. после по¬
лучения н организации промышленного выпуска портландцемента,
ставшего основным вяжущим веществом для бетонных и железобе¬
тонных конструкций и изделий. Вначале бетон использовался для
возведения монолитных конструкций и сооружений. Применялись
жесткие и малоподвижные бетонные смеси, уплотнявшиеся трамбо¬
ванием. С развитием железобетонных конструкций, армированных
сетками и каркасами, связанными из стальных стержней, чтобы обес-
лечить надлежащее распределение и уплотнение материала в бето¬
нируемой конструкции, начинают применять более подвижные и
даже литые бетонные смеси. Однако применение подобных смесей
затрудняло получение бетона высокой прочности, требовало повы¬
шенного расхода цемента, поэтому большим достижением явилось
появление в тридцатых годах способа уплотнения бетонной смеси
вибрированием, что позволило обеспечить хорошее уплотнение ма¬
лоподвижных и жестких бетонных смесей, снизить расход цемента
в бетоне, повысить его прочность и долговечность. В эти же годы
был также предложен способ предварительного напряжения арма¬
туры в бетоне, способствовавший снижению расхода арматуры в
железобетонных конструкциях, повышению их долговечности и тре-
щиностойкости.
В пятидесятых годах бурное развитие получает производство
сборных железобетонных конструкций, все возрастающими темпами
ведется химизация технологии бетона и железобетона, используются
новые виды вяжущих и заполнителей, химические добавки, улучшаю¬
щие свойства бетона, новые виды бетонов, значительно расширяют¬
ся области использования бетонных и железобетонных конструкций.
Эти тенденции сохраняются и в наше время.
Большой вклад в развитие технологии бетона и железобетона
внесли русские и советские ученые и инженеры. Профессор Петер¬
бургского института инженеров путей сообщения Н. А. Белелюбский
в 1891 г. провел широкие эксперименты с железобетонными кон¬
струкциями, результаты которых способствовали внедрению этих кон¬
струкций в строительство. Профессор Военно-инженерной Академии
И. Г. Малюга опубликовал в 1895 г. работу «Составы и способы из¬
готовления цементного раствора (бетона) для получения наибольшей
крепости», в которой обосновал основные законы прочности бетона.
В 1912 г. был издан капитальный труд Н. А. Житкевнча «Бетон и
бетонные работы».
В начале века появляется много работ по технологии бетона и
за рубежом. Из них наиболее важными были работы Р. Фере (Фран¬
ция), О Графа (Германия), И. Боломе (Швейцария), Д. Абрамса
(США).
Широкое развитие получила технология бетона в советскую эпо¬
ху со времени первых крупных гидротехнических строительств — Вол-
ховстроя (1924 г.) и Днепростроя (1930 г.). Проф. Н. М. Беляев
и И. П. Александрин возглавили ленинградскую научную школу по
бетону, внедрили вместе со своими учениками в практику строи¬
тельства первые научные методы подбора состава бетона, значи¬
тельно повысившие его качество.
В тридцатые годы научные работы, выполняемые учеными Мос¬
ковской школы бетона: Б. Г. Скрамтаевым, Н. А. Поповым, А. В.
Волжснским, С. А. Мироновым, С. В. Шестопаровым, П М Микла¬
шевским и другими, обеспечили возведение бетонных и железобетон¬
ных конструкций при круглогодичном строительстве, способствова¬
ли повышению их долговечности, использованию норых видов бето¬
на, заложили научные основы технологии сборного железобетона.
В эти же годы большие работы проводились закавказской школой
бетона под руководством академика АН ГССР К С. Завриева, спо¬
собствовавшие расширению применения железобетонных конструкций
на стройках Кавказа.
Применение бетонных и железобетонных конструкций сыграло
решающую роль в реализации Ленинского плана ГОЭЛРО, в строи¬
тельстве первых пятилеток, в перебазировании промышленности в
восточные районы страны в годы Великой Отечественной войны.
В послевоенный период наука о бетоне и железобетоне и прак¬
тика применения этих материалов в строительстве получили широ¬
кое развитие. В стране успешно работают Научно-исследовательский
институт бетона и железобетона (НИИЖБ) Госстроя СССР, веду¬
щий научные работы по различным проблемам проектирования и
производства железобетонных конструкций. Всесоюзный научно-ис¬
следовательский институт по бетону и железобетону (ВНИИжелезо
бетон) Министерства промышленности строительных материалов
СССР, координирующий работу по заводскому производству сборно¬
го железобетона, многие кафедры и лаборатории вузов и ряд отрас¬
левых научно-исследовательских институтов и лабораторий.
Работы советских ученых успешно внедряются в промышлен¬
ность, они широко известны во всем мире. В области общей теории
и технологии бетона можно отметить работы И. Н Ахвердова,
Ю. М. Баженова, Г. И. Горчакова, И. М. Грушко, К. Э Горяйнова,
A. Е. Десова, Ф. М. Иванова, Л. А. Малининой, В. М. Москвина,
Г. Я. Кунноса, О. П. Мчедлова-Петросяна, А В. Саталкина и др.;
в области заводской технологии бетонных и железобетонных изде¬
лий—-работы П. К. Балатьева, В. В. Михайлова. Э. Г. Ратца,
B. И. Сорокера, И. Г. Совалова, А. А. Фоломеева и др.
Современное состояние и перспективы развития промышленно¬
сти сборного железобетона в СССР. Производство сборного железо¬
бетона в СССР начало интенсивно развиваться в послевоенный пе¬
риод в связи с развернувшимся промышленным и гражданским
строительством, что потребовало широкой индустриализации строи¬
тельных работ. В постановлении ЦК КПСС и Совета Министров
СССР от 19 августа 1954 г. «О развитии производства железобетон¬
ных конструкций и деталей для строительства» был намечен неви¬
данный до того рост объема производства и применения сборного
железобетона и установлены задачи по развитию его индустриаль¬
ной базы. За последующие годы в стране была создана развитая
промышленность сборного железобетона, насчитывающая около
6000 предприятий общей мощностью свыше 130 млн. м3 изделий, ко¬
торая обеспечивает все виды строительства широкой номенклатурой
изделий и конструкций и способствует повышению уровня его инду¬
стриализации. Объем производства вырос за эти годы более' чем в
65 раз и сегодня Советский Союз занимает первое место в мире по
производству сборного железобетона, намного опередив наиболее раз¬
витые капиталистические страны.
Широкое применение сборного железобетона позволило значи¬
тельно сократить в строительстве расход металла, древесины и дру¬
гих традиционных материалов, резко повысить производительность
труда, сократить сроки возведения зданий и сооружений. Только в
Москве применение сборных железобетонных конструкций и перенос
в заводские условия части отделочных и монтажных операций в свя¬
зи с применением железобетонных изделий повышенной готовности
позволило за последние 20 лет сократить численность работающих
в строительстве на 50 %. Однако намечаемое на перспективу раз¬
витие строительства требует дальнейшего повышения эффективности
и качества производства и применения сборного железобетона.
Главными задачами при этом будут:
повышение эффективности и качества сборных железобетонных
конструкций и изделий, снижение их металлоемкости и трудоемко¬
сти производства, улучшение объемно-планировочных и архитектур¬
но-строительных решений зданий и сооружений;
разработка и организация массового производства эффективных
видов вяжущих веществ, арматурной стали, высококачественных за¬
полнителей, комплексных химических добавок, новых видов бетона;
коренное улучшение технологии производства железобетонных и
бетонных конструкций путем массового внедрения новых более со¬
временных технологических процессов, высокопроизводительного
автоматизированного оборудования, роботов и манипуляторов, со¬
вершенных систем контроля и управления качеством готовых из¬
делий;
совершенствование управления предприятиями сборного железо¬
бетона на основе развития и углубления специализации и коопери¬
рования производства с целью максимального использования дейст¬
вующих мощностей, реконструкция и повышение технического уров¬
ня действующих заводов.
При развитии промышленности сборного железобетона должны
учитываться задачи охраны окружающей среды, рационального ис¬
пользования водных и минеральных ресурсов, широкого использова¬
ния вторичных продуктов и отходов промышленное ш.
Раздел I. Технология бетона
Г Л А В А 1. ОБЩИЕ СВЕДЕНИЯ
И КЛАССИФИКАЦИЯ БЕТОНОВ
§ 1. ОСНОВНЫЕ ПОНЯТИЯ
Бетонами называют искусственные каменные мате¬
риалы, получаемые в результате затвердёвания тщатель¬
но перемешанной и уплотненной смеси из вяжущего ве-
щества с водой (реже без воды), мелкого и крупного за-_
полнителей. взятых в определенных пропорциях. До
затвердевания эту смесь называют бетонной смесью.
В строительстве широко используют бетоны, приго-
товленные на цементах или других неорганических вя¬
жущих веществах. Эти бетоны обычно затворяют водой.
Цемент и вода являются активными составляющими бе¬
тона: в результате реакции между ними образуется це¬
ментный камень, скрепляющий зерна заполнителей в
единый монолит1.
Между цементом и заполнителем обычно не происхо¬
дит химического взаимодействия (за исключением сили¬
катных бетонов, получаемых автоклавной обработкой),
поэтому заполнители часто называют инертными мате¬
риалами. Однако они существенно влияют на структуру
и свойства бетона, что необходимо учитывать при про¬
ектировании состава бетона.
В_ качестве заполнителей используют преимуществен¬
но местные годные породы и отходы производства (шла¬
ки и др.). Применение этих дешевых заполнителей снтг-
жает стоимость бетона, так как заполнители и вода со¬
ставляют около 85—90 %, а цемент—10—15% массы
бетона. В последние годы в строительстве широко ис¬
пользуют легкие бетоны, получаемые на искусственных
пористых заполнителях. Пористые заполнители снижа¬
ют плотность бетона, улучшают его теплотехнические
свойства.
Для регулирования свойств бетона и бетонной смеси
в их состав вводят химические добавки, которые уско¬
1 Для особых видов бетона используют органические вяжущие
вещества: битумы, полимеры и мономеры.
— 7 —
ряют или замедляют схватывание бетонной смеси, дела¬
ют ее более пластичной и удобоукладываемой, ускоря¬
ют твердение бетона, повышают его прочность и моро¬
зостойкость, а также при необходимости изменяют в
требуемом направлении и другие свойства бетона.
Бетон — основной строительный материал^ Ему мож¬
но придавать в широких пределах разнообразные свой¬
ства: прочность, плотность, теплопроводность и т. д.
§ 2. КЛАССИФИКАЦИЯ БЕТОНОВ
В настоящее время в строительстве используются раз¬
личные виды бетона. Разобраться в их многообразии по¬
могает классификация по свойствам, используемым ма¬
териалам или назначению.
Многие свойства бетона зависят от его плотности, на
величину которой влияют плотность цементного камня,
вид заполнителя и структура бетона. По плотности бе¬
тоны делят на особо тяжелые (более 2500 кг/м3); тяже¬
лые (1800—2500 кг/м3); легкие (500—1800 кг/м3); осо¬
бо легкие (менее 500 кг/м3).
Особо тяжелые бетоны приготовляют на тяжелых
заполнителях — стальных опилках или стружках (ста¬
лебетон), железной руде (лимонитовый и магнетитовый
бетоны) или барите (баритовый бетон).
В строительстве наиболее широко используют обыч¬
ный тяжелый бетон плотностью 2100—2500 кг/м3 на
плотных заполнителях из горных пород (граните, изве¬
стняке, диабазе и др.). Бетон плотностью 1800—■
2000 кг/м3 получают на щебне из горных пород плотно¬
стью 1600—1900 кг/м3 или без песка (цементное тесто
и крупный заполнитель — такой бетон называют круп¬
нопористым).
Легкие бетоны получают на пористых заполнителях
(керамзите, аглопорите, вспученном шлаке, пемзе, туфе
и др.). Применение легких бетонов уменьшает массу
строительных конструкций, удешевляет строительство,
поэтому их производство развивается опережающими
темпами.
К особо легким бетонам относят ячеистые бетоны,
юторые получают вспучиванием смеси вяжущего, тонко¬
молотой добавки и воды с помощью специальных спосо¬
бов (газобетон, пенобетон), и крупнопористый бетон на
легких заполнителях. В ячеистых бетонах заполнителем,
— 8 —
по существу, является воздух, находящийся в искусст¬
венно созданных ячейках.
Главной составляющей бетона, во многом определя¬
ющей его свойства, является вяжущее вещество, по виду
которого различают бетоны: цементные, силикатные,
гипсовые,‘ШлакШДелочные, полимербетоны, полимерце-
ментные бетоны и специальные 'бетоны.
Цементные бетоны приготовляют на различных це¬
ментах и наиболее широко применяют в строительстве.
Среди них основное место занимают бетоны на порт¬
ландцементе и его разновидностях (около 65 % общего
объема производства), применяемые для различных ви¬
дов конструкций и условий их эксплуатации, успешно
используются бетоны на шлакопортландцементе (20—
25 % общего объема производства) и пуццолановом це¬
менте.
К разновидностям цементных бетонов относят: деко¬
ративные бетоны, изготовляемые на белом и цветных
цементах; бетоны для самонапряженных конструкций,
изготовляемые на напрягающем цементе; бетоны для
специальных целей, изготовляемые на особых видах
цемента — глиноземистом, безусадочном и т. д.
Силикатные бетоны готовят на основе извести. Для
производства изделий в этом случае применяют авто¬
клавный способ твердения.
Гипсовые бетоны, изготовляемые на различных сор¬
тах гипса, используют для внутренних перегородок, под¬
весных потолков и элементов отделки зданий. Разновид¬
ность этих бетонов — гипсоцементно-пуццолановые бето¬
ны, обладающие повышенной водостойкостью и более
широкой областью применения (объемные блоки сани¬
тарных узлов, конструкции малоэтажных домов и др.)
Шлакощелочные бетоны только начинают приме¬
няться в строительстве. В качестве вяжущего таких бе¬
тонов используют молотые шлаки, затворенные щелоч¬
ными растворами.
Полимербетоны изготовляют на различных видах
полимерного связующего, основу которого составляют
смолы (полиэфирные, эпоксидные, карбамидные и др.)
или мономеры, например фурфуролацетоновый, отверж¬
даемые в бетоне с помощью специальных добавок. Эти
бетоны более пригодны для службы в агрессивных сре¬
дах и особых условиях воздействия (истирания, кавита¬
ции и т. д.).
Бетоны изготовляют и на смешанном связующем, со- ^
стоящем из цемента и полимерного вещества. Такие бе- ^
тоны называют полимерцементными. В качестве поли- ^
мера используют, например, водорастворимые смолы и
латексы.
Свойства бетонов на неорганических вяжущих можно
улучшать путем пропитки мономерами с последующим •
их отверждением в порах и капиллярах бетона. Подоб- ^
ные материалы называют бетонополимерами. &
Специальные бетоны готовят с применением особых &
вяжущих веществ. Например, для кислотоупорных и •*
жаростойких бетонов применяют жидкое стекло с крем- ®
нефтористым натрием, фосфатное связующее и другие •
вяжущие. Для некоторых бетонов используют специаль- *1
ные вяжущие вещества либо придающие бетону особые ^
свойства, либо получаемые на основе отходов промыш- И
ленности, что имеет важное значение для охраны окру- ili>
жающей среды и экономии цемента. В качестве специ- 'f|
альных вяжущих используют стеклощелочные, нефели- *
новые шлаковые и др. *«
Бетоны применяют для различных видов конструк-
ций, изготовляемых на заводах сборного железобетона,
или для конструкций, возводимых непосредственно на ап
месте их будущей эксплуатации, — монолитный бетон (в чн
гидротехническом, дорожном и других видах стро- ЫЬ
ительства). [ги
В зависимости от области применения бетона разли¬
чают: обычный бетон для железобетонных конструкций
(фундаментов, колонн* балок, перекрытии, мостовых и
других"' типов конструкций); гидротехнический бетон
для плотин, шлюзов, облицовки каналов, водопровод-
но-канализацпбн.н^у Уцпружи-ний и т. д.; бетон для
ограждающих конструкций (легкий бетон для стен
зданий); бетон для полов, тротуаров^" дорожных и аэро¬
дромных покрытий; бетон специального назначения
(жароупорный кислотостойкий, для радиационной за¬
шиты\ др.К ' _ ‘
В зависимости от назначения бетоны должны удов¬
летворять определенным требованиям. Бетоны для обыч¬
ных железобетонных конструкций должны иметь задан¬
ную прочность, главным образом при сжатии. Для кон¬
струкций, находящихся на открытом воздухе, важна
еще и морозостойкость. Бетоны для гидротехнических
сооружений должны обладать высокой плотностью, во-
— 10 —
А
донепроницаемостью, морозостойкостью, достаточной
прочностью,тл алой “усадкой, стойкостью против выщела¬
чивающего действия фильтрующих вод, в ряде случаев
стойкостью по отношению к действию минерализован¬
ных вод и незначительно выделять теплоту при тверде¬
нии. Бетоны для стен отапливаемых зданий и легких пе¬
рекрытий должны обладать необходимой прочностью и
теплопроводностью; бетоны для полов — малой истира¬
емостью и достаточной прочностью при изгибе, а бетоны
для дорожных и аэродромных покрытий — еще и моро¬
зостойкостью.
К бетонам специального назначения предъявляются
требования, обусловленные особенностью их службы.
Общие требования ко всем бетонам и бетонным сме¬
сям следующие: до затвердевания бетонные смеси долж¬
ны легко перемешиваться, транспортироваться, уклады¬
ваться (обладать подвижностью и удобоукладываемо-
стью, не расслаиваться); бетоны должны иметь
определенную скорость твердения в соответствии с за¬
данными сроками распалубки и ввода конструкции или
сооружения в эксплуатацию; расход цемента и стоимость
бетона должны быть минимальными.
Получить бетон, удовлетворяющий всем поставлен¬
ным требованиям, можно при правильном проектирова¬
нии состава бетона, надлежащих приготовлении, уклад¬
ке и уплотнении бетонной смеси, а также при правиль¬
ном выдерживании бетона в начальный период его твер¬
дения.
Если вид и требования к свойствам бетона устанав¬
ливают в зависимости от вида и особенностей конструк¬
ции ( или изделия) и условий ее эксплуатации, то требо¬
вания к бетонной смеси определяются условиями
изготовления конструкции, ее технологическими особен¬
ностями (густотой армирования, сложностью формы и
др.), применяемым оборудованием.
Особенностью изготовления бетонных и железобетон¬
ных конструкций является то, что о качестве материала
нельзя судить заранее. Необходимые свойства бетон
приобретает в процессе изготовления конструкции. От¬
сюда важное значение имеют правильный выбор мате¬
риалов, проектирование состава бетона с учетом приня¬
той технологии изготовления конструкций, соблюдение
технологических режимов, пооперационный контроль
производства.
— 11 —
Бетоны относятся к искусственным каменным конгло¬
мератам, являющимся разновидностью композиционных
материалов, поэтому для разных бетонов свойствен¬
ны как свои собственные, частные, так и общие законо¬
мерности. Современные технологические и технико-эко¬
номические расчеты в области бетонов основываются на
зависимостях, связывающих состав и структуру бетона
с его свойствами. Эти зависимости учитывают физико¬
химическую природу бетона, но в большинстве своем
получены экспериментальным путем. Они должны про¬
веряться для конкретных условий производства и при
необходимости уточняться.
Бетон — сложный материал, свойства которого могут
заметно изменяться в процессе выдерживания и эксплу¬
атации. Только глубокое понимание природы этого ма¬
териала, закономерностей, управляющих формированием
его структуры и свойств, может обеспечить рациональное
и эффективное его применение в строительных конструк¬
циях различного назначения.
Г Л А В А 2. МАТЕРИАЛЫ ДЛЯ БЕТОНА
Качество бетона в большей степени зависит от ис¬
пользуемых материалов. Правильный выбор материалов
для бетона, учитывающий как требования к бетону, так
и свойства самих материалов, имеет важное значение в
технологии бетона. При этом должна достигаться макси¬
мальная экономия цемента и трудовых затрат на произ¬
водство бетона.
§ 1. ВЯЖУЩИЕ ВЕЩЕСТВА
Для приготовления бетона строительных конструкций
наиболее широко используют неорганические вяжущие
вещества. Эти вещества при смешивании с водой под
влиянием внутренних физико-химических процессов спо¬
собны схватываться (переходить из жидкого или тесто-
обпазного состояния в камневидное) и твердеть (посте-у
пенно увеличивать свою прочность). Различают неорга¬
нические вяжущие вещества водного (цементы) и
воздушного (известь, гипс и др.) твердения.
Наиболее широкое применение в производстве бето¬
на получил портландцемент. Портландцемент — гидрав¬
лическое вяжущее вещество, твердеющее в воде (лучше
— 12 —
всего) или на воздухе; это — порошок серого цвета, по¬
лучаемый тонким помолом клинкера с добавкой гипса.
Клинкер получают путем равномерного обжига до спе¬
кания тщательно дозированной сырьевой смеси, содер¬
жащей около 75—78 % СаСОз и 22—25 % (Si02-fAl203-|-
Fe203). Для получения цемента высокого качества необ¬
ходимо, чтобы его химический состав, а следовательно,
и состав сырьевой смеси были устойчивы. При помоле к
цементному клинкеру можно добавлять 10—20 % грану¬
лированных доменных шлаков или активных минераль¬
ных (кремнеземистых) добавок.
В результате обжига при температуре 1200—1450 °С
образуются клинкерные минералы: алюмоферриты каль¬
ция переменного состава xCa0-*/Al20-zFe203, трехкаль¬
циевый алюминат ЗСа0-А1203, двухкальциевый силикат
2Ca0-Si02 и трехкальциевый силикат 3Ca0-Si02. Эти
четыре соединения — основные составные части цемент¬
ного клинкера, но два последних (силикаты кальция)
составляют 70—80 % его массы. Ориентировочное содер¬
жание различных минералов в портландцементе состав¬
ляет: 37—60 % 3Ca0-Si02 (условное обозначение C3S);
15—37% 2Ca0-Si02 или C2S; 5—15% ЗСаО-АЬ03 или
С3А; 10—18 % 4Ca0-Al203-F203 или C4AF.
Основное влияние на качество цемента оказывает
высокое содержание трехкальциевого силиката (так на¬
зываемого алита), который обладает свойствами быст-
ротвердеющего гидравлического вещества высокой проч¬
ности. Двухкальциевый силикат (белит) — медленно-
твердеющее гидравлическое вяжущее средней прочности.
Трехкальциевый алюминат твердеет быстро, но имеет
низкую прочность. Изменяя минералогический состав
цемента, можно варьировать его качество.
Цементы высоких марок и быстротвердеющие изго¬
товляют с повышенным содержанием трехкальциевого
силиката (алитовые цементы). Цементы с высоким со¬
держанием белита (белитовые) — медленнотвердеющие,
однако прочность их нарастает в течение длительного
времени и в возрасте нескольких лет может оказаться
достаточно высокой.
Основное свойство, характеризующее качество любо¬
го цемента, — его прочность (марка). Марка цемента
соответствует пределу прочности при сжатии половинок
балочек 4X4X16 см из раствора 1 :3 по массе с нор¬
мальным Вольским песком, твердевших 28 сут в воде
при'температуре 20±2°С (первые сутки после изготов¬
ления до распалубки образцы твердеют во влажном воз¬
духе). Растворная смесь должна иметь расплыв конуса
на встряхивающем столике 106—115 мм. У большинства
цементов это достигается при В/Ц=0,4. Если расплыв
меньше, В/Ц увеличивают, если расплыв больше, что
может быть у высокопрочных цементов, то В/Ц умень¬
шают.
Прочность цемента при сжатии ^составляет—30=
60 MTla, соответственно прочность^балочек на изгиб—■
4^=6^* МПа.
Действительную прочность цемента называют его
активностью. Например, если прочность контрольных об¬
разцов окажется 44 МПа, то его активность будет
44 МПа, а марка 400. При проектировании состава бе¬
тона лучше использовать активность цемента, так как
это обеспечивает более точные результаты и экономию
цемента. Повышение прочности цемента на 1 МПа при¬
водит к снижению расхода цемента на 2—5 кг/м3, при¬
чем более заметное снижение наблюдается в высоко¬
прочных бетонах. Если предположить, что учет актив¬
ности цемента позволяет использовать в расчетах данные
прочности цемента на 2—4 МПа выше, чем устанав¬
ливаются по его марке, то это даст экономию цемента
5—20 кг/м3 бетона.
Цементная промышленность выпускает в основном
цементы марок 400—550, а по особому заказу — марки
600. Прочность цемента высоких марок нарастает бы¬
стрее, чем цемента низких марок. Например, прочность
цемента марки 500 уже через 3 сут составляет 20—
25 МПа, поэтому цементы высоких марок являются не
только высокопрочными, но и до известной степени бы-
стротвердеющими. Применение таких цементов обеспе¬
чивает быструю распалубку сооружений и сокращает
сроки изготовления сборных железобетонных конструк¬
ций.
В лабораториях цементных заводов и на строитель¬
ных объектах испытания цементов проводят также в бо¬
лее раннем возрасте — через 3 и 7 сут и при пропарива¬
нии. Установив предварительными опытами переходный
коэффициент прочности, можно по результатам кратко¬
срочных испытаний ориентировочно определить марку
цемента. При этом надо учитывать, что различные по
минералогическому составу цементы будут твердеть с
— 14 —
неодинаковой скоростью и для каждого цемента необхо¬
димо использовать свой коэффициент.
Помимо требований прочности к цементам предъяв¬
ляются и другие требования, причем наиболее важными
из них являются нормальная густота и сроки схватыва¬
ния.
Нормальной густотой называют то содержание воды
(%), которое необходимо добавить к цементу, чтобы
получить определенную консистенцию цементного теста.
Нормальная густота портландцементов составляет 22—
27 %7пуццолановых портландцементов — 30 % и более.
Нормальная густота увеличивается при введении в це¬
мент при помоле тонкомолотых добавок (например, тре¬
пела, опоки). Наименьшую нормальную густоту имеют
чисто клинкерные цементы.
Нормальная густота цемента в известной мере опре¬
деляет реологические свойства цементного теста и тем
самым влияет на подвижность бетонной смеси. Чем
меньше нормальная густота цемента, тем меньше водо-
потребность бетонной смеси, необходимая для достиже¬
ния определенной подвижности (жесткости) смеси.
В среднем в зависимости от состава бетона уменьшение
нормальной густоты цемента на 1 % понижает водопо-
требность бетонной смеси на 2—5 л/м3, причем большое
снижение водопотребности наблюдается у высокопроч¬
ных бетонов. Сокращение расхода воды в свою очередь
приводит к уменьшению расхода цемента. В бетонах же¬
лательно применять цементы с пониженной нормальной
густотой.
Сроки схватывания цемента, определяемые на специ¬
альном приборе по глубине проникания иглы в цемент¬
ное тесто, характеризуют начало и конец процесса прев¬
ращения материала в твердое тело. По стандарту тре¬
буется, чтобы начало схватывания при температуре
20 °С наступало не ранее, чем через 45 мин, а конец за¬
вершался не позднее, чем через 10 ч с момента затворе-
ния цемента водой. В действительности начало схваты¬
вания цемента наступает через 1—2 ч, а конец — через
5—8 ч. Эти сроки обеспечивают производство бетонных
работ, так как дают возможность транспортировать и
укладывать бетонные смеси и растворы до их схватыва¬
ния.
Сроки схватывания цемента можно регулировать пу¬
тем добавления в бетонную смесь при ее приготовлении
различных химических добавок. Например, хлористый
кальций ускоряет гидратацию и схватывание цемента,
поверхностно-активные вещества, например сульфитно¬
спиртовая бражка, — замедляют. Сроки схватывания
уменьшаются также при повышении температуры бетона,
уменьшении водоцементного отношения.
На некоторых цементных заводах производят помол горячего це¬
ментного клинкера, в результате чего температура цемента составляет
150 °С и выше. Это вызывает дегидратацию гипса с образованием
как полугидрата гипса, так и полностью обезвоженного сульфата
кальция (ангидрита в растворимой форме) Быстрая гидратация по-
луводного гипса и ангидрита при затворении цемента водой может
вызвать преждевременное загустевание цементного теста или бетон¬
ной смеси, которые при дальнейшем перемешивании вновь разжижа¬
ются. Это явление получило название ложного схватывания цемен¬
та. Высококачественные цементы не должны иметь ложного схва¬
тывания. Если же оно наблюдается, то для нейтрализации этого яв¬
ления в бетонную смесь можно вводить небольшое количество суль¬
фитно-дрожжевой бражки и увеличивать время перемешивания бе¬
тонной смеси.
Портландцемент имеет, как правило, тонкий помол:
через сито № 008 (около 4900 отверстий на 1 см2 с раз¬
мером ячеек в свету 0,08X0,08 мм) должно проходить
не менее 85 % общей массы цемента. Средний размер
частиц цемента составляет 15—20 мкм. Тонкость помола
цемента характеризуют также удельной поверхностью
зерен, содержащихся в 1 г цемента. Удельную поверх¬
ность цемента определяют специальным прибором. Це¬
мент среднего качества имеет удельную поверхность
2000—2500 см2/г, высокого качества — 3500 см2/г и бо¬
лее.
Портландцемент должен равномерно изменяться в объеме, что
контролируется специальными испытаниями. Неравномерность изме¬
нения объема цемента может привести к появлению микротрещин в
растворе и бетоне и понижению их прочности и долговечности. Не¬
равномерность изменения объема наблюдается у цементов, которые
из-за нарушения технологического процесса обжига содержат много
свободного СаО или MgO и не были выдержаны на заводе в тече¬
ние времени, необходимого для гашения этих оксидов. Цементы, об¬
наружившие неравномерность изменения объема, можно откорректи¬
ровать путем их дополнительного вылеживания или введения в со¬
став бетонов добавки хлористого натрия.
Истинная плотность портландцемента без добавки
составляет 3,05—3,15 г/см3. Плотность портландцемен¬
та при расчете состава бетона условно принимают в уп¬
лотненном состоянии — 1,3 кг/м3.
Схватывание и твердение цемента — экзотермические
процессы. Практически 1 кг цемента марки 300 выделяет
— 16 —
в бетоне за 7 сут с момента затворения цемента водой
не менее 170 кДж, 1 кг цемента марки 400 — не менее
210 кДж. Количество выделяемой теплоты зависит от
минералогического состава цементного клинкера, типа
введенных добавок и тонкости помола цемента. Из клин¬
керных минералов, входящих в состав цемента, наиболь¬
шее тепловыделение у трехкальциевого алюмината,
'затем у трехкальциевого силиката, у остальных соедине¬
ний оно значительно меньше. Основное количество теп¬
лоты выделяется в течение первых 3—7 сут твердения
цемента.
При производстве бетонных работ в зимнее время
выделение теплоты при твердении цемента полезно. Од¬
нако при бетонировании массивных сооружений (пло¬
тин, толстых стен и т.д.) летом во избежание появления
в конструкциях трещин от их неравномерного разогрева
приходится принимать специальные меры по снижению
тепловыделения в бетоне. С этой целью применяют це¬
менты с пониженным тепловыделением (уменьшенным
содержанием C3S и С3А, повышенным содержанием C2S,
с кремнеземистыми и другими добавками), затворяют бе¬
тон на холодной воде, ведут бетонирование отдельными
блоками, поливают бетон водой, устраивают искусствен¬
ное охлаждение.
Для ускорения твердения бетона и сокращения сроков
изготовления железобетонных конструкций используют
активацию цемента, вводят химические добавки-уско¬
рители твердения или применяют прогрев бетона.
Перевозят и хранят цемент так, чтобы он был предо¬
хранен от увлажнения, распыления и других потерь. На
строительных объектах рациональна перевозка цемента
в автомашинах (цементовозах) со специальными кузо¬
вами и винтовыми или пневматическими устройствами
для выгрузки. При хранении даже в закрытых складах
активность цемента, особенно тонкомолотого, постепенно
падает, так как он поглощает из воздуха влагу и угле¬
кислый газ. Как показали опыты, обычный цемент при
нормальных условиях хранения через 3 мес теряет проч¬
ность до 20%, через 6 мес — до 30%, через год — до
40 %. При использовании в производстве лежалого це¬
мента увеличивают в 2—4 раза время перемешивания
бетонной смеси, вводят добавки-ускориъ ли твердения
или применяют активацию цемента.
Виды цемента. Основу большинстьа цементов состав¬
2—845
—. 17 —
ляет портландцементный клинкер. Нормируя его мине¬
ралогический состав и вводя минеральные или органиче¬
ские добавки, получают различные цементы, несколько
отличающиеся по свойствам, применяемые в разных об¬
ластях строительства (табл. 2.1).
Таблица 21. Требования к цементам
Содержание добавок. %
Виды цемента
Марка
активных минеральных
гранули¬
рованного
трепеля.
шлака
опоки,
диатомита
прочих
Цементы общестрои-
тельиого назначения:
портландцемент
400, 500,
Не допускается
550, 600
портландцемент с ми¬
400, 500
20
10
15
неральными добавка¬
550, 600
ми
быстротвердеющий
400, 500
20
10
15
портландцемент
шлакопортлаидцемент
300, 400,
500
21—60
—
—
быстротвердеющий
400
21—60
—
—
шлакопортлаидцемент
Цементы сульфатостой-
кне:
сульфатостойкий порт¬
400
Не допускается
ландцемент
сульфатостойкий порт¬
400, 500
10—20
5—10
Не до¬
ландцемент с добавка¬
пускает¬
ми
ся
сульфатостойкий шла-
300, 400
21—60
Не допускается
копортландцемент
300, 400
Не до¬
пускает¬
ся
20—30
25—40
пуццолановый цемент
Портландцементом (ПЦ) называют цемент, не со¬
держащий в своем составе минеральных добавок, кро¬
ме гипса. Чисто клинкерный портландцемент без доба¬
вок применяют для высокопрочных бетонов, в производ¬
стве сборного железобетона, особенно предварительно
напряженных конструкций, при строительстве в особых
условиях — на Севере и в районах с сухим и жарким
климатом. Наиболее распространенными цементами, со¬
— 18 —
ставляющими более 60 % общего объема выпускаемых
цементов, являются портландцемента с добавками. Они
могут применяться для большинства монолитных и сбор¬
ных железобетонных конструкций, если к последним не
предъявляются особые требования.
Быстротвердеющий цемент — разновидность порт¬
ландцемента с добавками. Прочность на сжатие этого
цемента марок 400, 500 через 3 сут — не менее 25 МПа.
Для обеспечения быстрого твердения клинкер должен
содержать C3S>50%, С38+СзА>60 %, а цемент дол¬
жен иметь тонкий помол (удельная поверхность не менее
3500 см2/г).
Шлакопортлаидцемент получают в результате совме¬
стного помола портландцементного клинкера и гранули¬
рованного доменного шлака. По своим свойствам шлако-
портландцемент мало отличается от обыкновенного;
истинная плотность его немного ниже (2,9—3), соответ¬
ственно меньше и плотность.
Шлакопортлаидцемент отличается от портландцемен¬
та (при одинаковом составе клинкера) более медлен¬
ным схватыванием (начало обычно через 4—6 ч, конец
через 10—12 ч) и замедленным твердением в первые
7—10 сут. Этот цемент при содержании в клинкере ме¬
нее 8 % С3А дает бетон, более стойкий в отношении
действия минерализованных вод (сульфатных, морской
воды), чем обыкновенный портландцемент. При тепло¬
влажностной обработке твердение шлакопортландцемен-
та ускоряется в большей степени, чем обычного порт¬
ландцемента, что обусловливает его высокую эффектив¬
ность в производстве сборного железобетона.
Все цементы по согласованию с потребителем могут
выпускаться с пластифицирующими или гидрофобизиру-
ющими добавками.
Пластифицированный портландцемент получают при
совместном тонком измельчении портландцементного
клинкера и пластифицирующей добавки. Этой добавкой
служат модифицированные концентраты сульфитно¬
спиртовой барды (отходы гидролизно-спиртовой про¬
мышленности), содержащей 0,1—0,25 % сухого вещест¬
ва от массы цемента. Сульфитно-спиртовая барда —
поверхностно-активное вещество, препятствующее коагу¬
ляции цемента в воде и создающее на частицах цемента
смазывающие оболочки.
2*
— 19 —
При использовании пластифицированного цемента
повышается пластичность растворов и бетонов, что по¬
зволяет облегчить и ускорить укладку бетонных смесей,
добиться экономии цемента в бетоне на 5—10 % или
снизить водоцементное отношение и тем самым повысить
и морозостойкость бетона. Пластифицированный цемент
имеет те же марки, что и портландцемент.
Гидрофобный портландцемент представляет собой
продукт тонкого измельчения портландцементного клин¬
кера с поверхностно-активной гидрофобизирующей (т. е.
не смачиваемой водой) добавкой. Такой добавкой слу¬
жит мылонафт или асидол, т. е. нефтяные продукты, ко¬
торые берут в количестве 0,1—0,15 % массы цемента.
Гидрофобный цемент, в отличие от обыкновенного, име¬
ет следующие особенности: пониженную гигроскопич¬
ность, вследствие чего при длительном хранении и пере¬
возках (даже во влажном воздухе) он остается сыпучим
и не теряет активности; повышенную пластичность (хотя
и меньшую, чем у пластифицированного цемента); пони¬
женные водопоглощение и водонепроницаемость и по¬
вышенную морозостойкость в бетоне. Гидрофобный це¬
мент имеет те же марки, что и обыкновенный портланд¬
цемент.
Цементы с поверхностно-активными добавками име¬
ют несколько замедленную скорость твердения в началь¬
ный период и соответственно меньшее тепловыделение.
Наибольшее применение эти цементы получили в гидро¬
технических сооружениях и при возведении монолитных
железобетонных конструкций, работающих в особых ус¬
ловиях, когда важное значение приобретают водонепро¬
ницаемость бетона и его тепловыделение.
Сульфатостойкие цементы выделены в отдельную
группу и требования к ним установлены ГОСТ 22266—76
(см. табл. 2.1). Сульфатостойкий портландцемент
(СПЦ) выпускают марки 400. Сульфатостойкость це¬
мента обеспечивается нормированием его минералогиче¬
ского состава, в котором ограничивается содержание
менее стойких к сульфатной агрессии минералов. В этом
цементе содержится C3S>»50 %, С3А<5 %, СзА+
+ C4AF<22 %. Сульфатостойкий портландцемент с до¬
бавками (СПЦД) получают совместным помолом порт¬
ландцементного клинкера специального состава (С3А<
<5 %, C3A + C4AF<22 %) и тонкомолотой активной
минеральной добавки. В качестве добавки используют
— 20 —
трепел, опоку, диатомит (5—10 %) или доменный грану¬
лированный шлак (10—20 %)• Добавка связывает выде¬
ляющийся при гидратации C3S гидрат окиси кальция,
что способствует повышению сульфатостойкости цемен¬
та. Поскольку в этом случае возможно использование
клинкера с высоким содержанием C3S, то сульфатостой¬
кий цемент с добавками имеет марки 500 и 400.
Сульфатостойкий шлакопортлаидцемент (СШПЦ)
получают, ограничивая содержание в клинкере С3А<
<8 %, и выпускают марок 300, 400. Сульфатостойкие
цементы предназначены для бетонных и железобетонных
конструкций, эксплуатируемых в условиях переменного
уровня воды, а также для сооружений, которые подвер¬
гаются агрессивному воздействию сульфатных вод, ча¬
сто при одновременном многократном замерзании и от¬
таивании или многократном увлажнении и высыхании.
Пуццолановый портландцемент (ППЦ) также отно¬
сится к группе сульфатостойких цементов. Этот цемент
получают путем совместного помола портландцементно¬
го клинкера, содержащего С3А<С8 %, с активной мине¬
ральной добавкой, которую вводят в большем количест¬
ве, чем в обычный портландцемент с добавкой. Содер¬
жание добавки зависит от ее вида и составляет для
трепела, опоки, диатомита 20—30 %, для других актив¬
ных минеральных, чаще всего кремнеземистых добавок
(например, туфа, трасса, пемзы и др.), 25—40 %. Трепел,
опока, диатомит вводят в цементы в меньшем количест¬
ве, чем другие добавки, так как они обладают высокой
гидравлической активностью, но одновременно и повы¬
шенной водопотребностью, поэтому введение в цемент
излишнего количества подобной добавки резко повыша¬
ет его нормальную густоту, что нежелательно.
Пуццолановый портландцемент светлее обыкновен¬
ного. Истинная плотность (около 2,8—2,9) и плотность
его меньше, чем обыкновенного цемента. При одинако¬
вой дозировке по массе пуццолановый портландцемент
дает более высокий выход смеси и плотность раствора и
бетона, чем обыкновенный цемент, поэтому растворы и
бетоны получаются более водонепроницаемыми. Чтобы
получить тесто нормальной густоты, в пуццолановый
портландцемент нужно добавить больше воды (до 30—
40 %), причем образуется более вязкая смесь, чем при
использовании обыкновенного цемента. Вследствие этого
понижается подвижность бетонных смесей. Во избежа-
— 21 —
кие такого явления целесообразно несколько (на 5—
10 %) увеличить расход цемента в бетоне или ввести
пластифицирующую добавку.
В первые сутки и недели после смешивания с водой
пуццолановый портландцемент твердеет медленнее, чем
цемент без гидравлической добавки. После 6 мес тверде¬
ния в воде этот цемент приобретает такую же прочность
как и цемент (из того же клинкера) без добавки.
Пуццолановый портландцемент выделяет меньше
теплоты при твердении, чем обыкновенный цемент. Это
благоприятствует бетонированию массивных сооруже¬
ний, но затрудняет зимние бетонные работы, так как
чаще требуется искусственный прогрев бетона. При
твердении пуццоланового портландцемента свободная
гидроокись кальция соединяется с активным кремнезе¬
мом добавки и образует гидросиликат кальция, почти
нерастворимый в воде. Из-за связывания большей части
свободной гидроокиси кальция хорошо затвердевший
пуццолановый портландцемент не выщелачивается прес¬
ной водой и не разрушается под действием морских и
других минерализованных вод.
Применять пуццолановый портландцемент целесооб¬
разно в тех случаях, когда необходима повышенная фи¬
зико-химическая стойкость бетона и обеспечено его
твердение во влажной среде, например при устройстве
подводных, подземных и внутренних частей гидротехни¬
ческих сооружений, в морской и пресной воде (молы, на¬
бережные, доки, плотины, шлюзы и т. п.), в канализаци¬
онных и водопроводных сооружениях; при строительстве
туннелей и других подземных сооружений, проходке
шахт и т. д.
Нецелесообразно применять такой цемент в надзем¬
ных железобетонных сооружениях; быстрое высыхание
может приостановить твердение цемента и вызвать по¬
вышенную усадку. Не рекомендуется использовать этот
цемент в частях сооружений, находящихся в переменных
условиях увлажнения и высыхания, замораживания и
оттаивания.
Завод-изготовитель гарантирует соответствие цемен¬
та требованиям стандарта в момент получения цемента,
но не более чем через месяц после отгрузки. В паспорте
помимо вида и марки цемента и названия завода-изгото-
вителя указывается нормальная густота цементного те¬
ста и средняя активность цемента при пропаривании по
— 22 —
режиму 2+3+ 6+4 ч, температуре изотермического про¬
грева 85±5 °С и испытании через сутки с момента изго¬
товления.
Цементы с государственным Знаком качества долж¬
ны обладать повышенной стабильностью прочностных
свойств, значения коэффициента вариации активности
не должны превышать 3—5 % в зависимости от марки
цемента. В этих цементах не допускается «ложное схва¬
тывание», а температура при их отгрузке не должна пре¬
вышать 95 °С. В СПЦ и СПЦД ограничивается содержа¬
ние щелочей (менее 1 %).
Специальные виды цемента и вяжущих. С каждым
годом увеличивается номенклатура цементов, использу¬
емых для приготовления бетона. Специальные цементы
придают бетону особые свойства, расширяют возможно¬
сти его применения в строительстве.
Белый портландцемент получают помолом маложеле¬
зистого отбеленного клинкера, приготовленного по спе¬
циальной технологии, предотвращающей его загрязне¬
ние, с необходимым количеством гипса и небольшой до¬
бавкой диатомита. Белый цемент выпускают марок 300,
400, 500; он должен удовлетворять требованиям, предъ¬
являемым к обычным цементам. По степени белизны
белый цемент подразделяют на три сорта: высший, Бц-1
и Бц-П. Белизна цемента характеризуется коэффициен¬
том яркости, представляющим отношение белизны це¬
мента к белизне сернокислого бария, принятой за 100 %.
В зависимости от сорта коэффициент яркости должен
быть соответственно не менее 80, 76 и 72 °/о-
Цветные портландцементы получают совместным по¬
молом белого цемента, гипса и пигмента. Содержание
минерального синтетического или природного пигмента
не должно превышать 15 %, а органического пигмента
0,3 % массы цемента. Возможно получение цветного
портландцемента путем специально приготовленного
цветного клинкера.
Белый и цветные цементы предназначены для полу¬
чения цветных бетонов, архитектурных деталей, облицо¬
вочных плит, проведения отделочных работ.
Напрягающий цемент, предложенный В. В. Михай¬
ловым, получают совместным помолом портландцемент¬
ного клинкера и напрягающего компонента, который
включает глиноземистый шлак или другие алюмосодер-
жащие вещества, гипс и известь. Среднее соотношение
между компонентами 65 : 20 : 10 : 5.
Вследствие перекристаллизации низкосульфатной
формы гидросульфоалюмината кальция в высокосуль¬
фатную форму напрягающий цемент обладает способно¬
стью значительно расшириться в объеме (до 4 %) после
достижения цементным камнем сравнительно большой
прочности (15—20 МПа), что позволяет применять этот
цемент для изготовления самонапряженного железобето¬
на, в котором арматура получает предварительное на¬
пряжение вследствие расширения бетона. Этот напряга¬
ющий цемент отличается от других расширяющихся
цементов, которые увеличиваются в объеме лишь в ран¬
ние сроки твердения.
Напрягающий цемент и бетоны на его основе обла¬
дают высокой прочностью (в возрасте 28 сут 50—
70 МПа), водо- и газонепроницаемостью. Напрягающий
цемент целесообразно применять для изготовления само-
на пряженных железобетонных труб, покрытий дорог и
аэродромов, тоннелей и водопроводов большого диамет¬
ра и других подобных конструкций. При изготовлении
этих конструкций следует учитывать быстрое схватыва¬
ние напрягающего цемента (начало схватывания 2 мин,
конец схватывания 6 мин), а также необходимость при¬
менения специальных режимов твердения, обеспечиваю¬
щих расширение цемента лишь после достижения бето¬
ном прочности, необходимой для заанкеривания арма¬
туры.
Расширяющиеся или безусадочные цементы могут
использоваться для приготовления водонепроницаемых
бетонов. Особенностью этих цементов является наличие
составляющих, увеличивающихся в объеме в результате
физико-химических процессов, происходящих при твер¬
дении цемента. Известно большое количество рецептур
таких цементов, однако постоянного промышленного
выпуска нет (цементы выпускают отдельными партиями
для специальных целей). В последние годы для регули¬
рования изменения объема бетона в процессе его тверде¬
ния вместо расширяющихся цементов применяют комп¬
лексные добавки, вводимые в растворы и бетоны на
обычном портландцементе.
Фосфатные цементы могут применяться для изготов¬
ления жаростойких и других специальных бетонов. Твер¬
дение этих цементов происходит за счет взаимодейст-
— 24 —
вия некоторых тонкоизмельченных оксидов (диоксида
титана, оксида меди, магния, цинка и др.) и специаль¬
ных составов с фосфорной кислотой. Такие цементы
обладают высокой прочностью и стойкостью при воздей¬
ствии высоких температур, но в зависимости от состава
требуют особых режимов твердения, так как при непра¬
вильной технологии в бетонах могут значительно разви¬
ваться деструктивные явления, например вспучивание
массы, понижающие конечную прочность материала.
Кислотоупорный цемент предназначается для изго¬
товления кислотостойких изделий. Он состоит из тща¬
тельно перемешанного молотого кварцевого песка и
кремнефтористого натрия. Затворяют этот цемент на
жидком стекле, представляющем собой коллоидный рас¬
твор натриевого или калиевого силиката Na20-nSi02;
K20-«Si02 с плотностью 1,32—1,5, обладающий вяжу¬
щими свойствами. Для получения необходимой консис¬
тенции жидкое стекло разбавляют водой. Жидкое стек¬
ло твердеет на воздухе в результате высыхания и выде¬
ления аморфного кремнезема под действием углекислого
газа. Для ускорения твердения жидкого стекла и повы¬
шения плотности цементного камня используют кислото¬
упорный цемент. Входящий в его состав кремнефторис¬
тый натрий является катализатором твердения и повы¬
шает водостойкость и кислотоупорность затвердевшего
материала. Добавка кремнефтористого натрия должна
составлять 12—15 % массы растворимого стекла.
В последние годы ведется работа по дальнейшему
улучшению свойств цемента. Разработаны и внедряются
в производство цементы с добавкой крентов (кристалли¬
зационных компонентов), которые способствуют крис¬
таллизации гидросиликатов и образованию трехсульфат¬
ной формы гидросульфоалюмината. В результате повы¬
шается на 5—15 % прочность цемента (в среднем на
10 МПа), улучшаются его морозо- и сульфатостойкость.
Разрабатываются также цементы на основе сульфоалю-
минатных клинкеров, обладающих быстрым твердением
и высокой прочностью (через 1 сут 40—50 МПа).
Известь. Для производства силикатных бетонов, по¬
лучивших в последние годы широкое применение в стро¬
ительстве, в качестве вяжущего используют воздушную
известь.
Воздушная известь — простейшее вяжущее, получае¬
мое умеренным обжигом карбонатных пород (известия-
ка, мела, ракушечника, отходов химических производств
и др.), содержащих не более 8% глинистых примесей.
В строительстве применяют негашеную известь, ос¬
новной частью которой является безводная окись каль¬
ция СаО, и гашеную, получаемую в результате соедине¬
ния негашеной извести с водой и состоящую в основном
из гидрата окиси кальция Са(ОН)2. В воздушную
известь можно вводить минеральные добавки — моло¬
тые горные породы или отходы промышленного произ¬
водства (доменные и топливные шлаки, золу, вулкани¬
ческие туфы, опоки и пемзы, кварцевые пески, гипсовый
камень).
По качеству в зависимости от содержания активных
СаО и MgO известь делят на три сорта (в извести без
добавок их содержание должно быть соответственно 90,
80, 70 %, а в извести с добавками I и II сорта соответст¬
венно 64, 52 %)■ В зависимости от скорости гашения раз¬
личают известь быстрогасящуюся (скорость гашения до
20 мин) и медленногасящуюся (скорость гашения более
20 мин).
При твердении на воздухе прочность известковых
растворов и бетонов невелика — в возрасте 28 сут со¬
ставляет 0,5—3 МПа. Прочность материала может быть
заметно повышена путем автоклавной обработки при
давлении 0,8 МПа и температуре 175 °С, в результате
чего при взаимодействии извести с кремнеземом запол¬
нителя образуются сравнительно прочные гидросиликаты
Этот прием используют для получения автоклавного
силикатного бетона, прочность которого составляет 20—
50 МПа (и может быть еще выше), а также для произ¬
водства ячеистых бетонов. Для получения автоклавных
силикатных материалов используют быстрогасящуюся
известь с содержанием оксида магния не более 5 %.
Гипс и вяжущие на его основе. Строительный гипс—
вяжущее вещество, твердеющее на воздухе. Строитель¬
ный гипс получают из природного двуводного гипса, на¬
гревая его при температуре 150—170 °С до превращения
в полуводный гипс. При смешивании гипса с водой полу¬
чают тестообразную массу, которая быстро схватыва¬
ется, переходя из жидкого состояния в твердое, затем
твердеет на воздухе, постепенно набирая прочность.
Гипс — быстросхватывающееся вяжущее. Начало схва¬
тывания гипса должно наступать не ранее 4 мин, а ко¬
нец — не ранее 6 мин и не позднее 30 мин после затворе-
ния гипса водой. Для замедления схватывания гипса
применяют сульфитно-дрожжевую бражку или маляр¬
ный клей, в количестве 0,1—0,2 % массы воды, и другие
органические клеи.
По качеству строительный гипс делят на два сорта.
Предел прочности при сжатии контрольных образцов из
гипсового теста нормальной густоты через 1,5 ч после
изготовления для первого сорта должен быть не менее
4,5 МПа, для второго — не менее 3,5 МПа. Прочность
гипса значительно повышается при высушивании и мо¬
жет достигать 7,5—12,5 МПа.
При специальной обработке двуводного гипса полу¬
чают высокопрочный гипс, прочность которого составля¬
ет 15—30 МПа, а сроки схватывания 15—20 мин. Для
получения из высокопрочного гипса пластичного теста
требуется мало воды (40—45 % массы гипса вместо
60% Для обычного гипса), что позволяет использовать
более плотные отливки и бетоны.
Ценные свойства гипса — быстрое схватывание, по¬
лучение гладких поверхностей изделий правильной
формы, так как при затвердевании гипс немно¬
го расширяется и плотно заполняет формы. Недостаток
гипса — малая водостойкость. При увлажнении резко
снижается прочность гипса, даже под небольшой на¬
грузкой возникают значительные деформации, и изделие
может выйти из строя. Водостойкость гипса можно не¬
сколько улучшить добавкой молотого доменного шлака.
Еще большей водостойкостью обладает гипсоцемент-
но-пуццолановое вяжущее (ГПЦВ), изученное А. В. Вол-
женским и его учениками. Оно состоит из 50—80 %
полуводного гипса и 20—50 % пуццоланового портланд¬
цемента или портландцемента с активной минеральной
добавкой. Количество минеральной добавки выбирается
таким образом, чтобы в вяжущем семисуточного возра¬
ста концентрация СаО была менее 0,85 г/л (добавка
связывает гидрат окиси кальция, выделяющийся при
твердении трехкальциевого силиката). В этих условиях
получается моносульфатная форма гидросульфоалюми-
ната и не возникает опасных внутренних напряжений, а
малорастворимые тонкодисперсные гидросиликаты повы¬
шают водостойкость вяжущего. Выпускают ГПЦВ марок
100, 150, 200.
На основе ГПЦВ можно получить быстротвердеющие
бетоны марок М 150—М 250, которые уже через 2—3 ч
после изготовления набирают 30—40 % марочной проч¬
ности. Для ускорения твердения изделий из ГПЦВ
можно применять пропаривание при температуре 70— ■
80 °С в течение 5—8 ч. Недостаток ГПЦВ — необходи¬
мость защиты стальной арматуры в изделии от коррозии
с помощью соответствующих покрытий.
§ 2. ЗАПОЛНИТЕЛИ ДЛЯ БЕТОНА
В бетоне применяют крупный и мелкий заполнитель.
Крупный _заполнитель, зерна которого крупнее 5 мм,
подразделяют на гравий и щебень. Мелким заполните1
лем в бетоне является естественный или искусственный
песок. Щебень получают путем дробления горных пород.
Чаще всегсПГ строительстве используют известняковый
и гранитный щебень. Гравий представляет собой рыхлую
смесь выветрившихся горных пород. Обычно встреча¬
ются гравийно-песчаные смеси с зернами различной
крупности. Для легких бетонов применяют естественный
щебень из пористых горных пород (туфа, пемзы и др.)
или чаще изготовляют специальный искусственный за¬
полнитель (керамзит, аглопорит, шлаковую пемзу и
Др.).
Песок представляет собой рыхлую смесь мелких зе¬
рен, образовавшуюся в результате выветривания извер¬
женных (реже осадочных) горных пород. Чаще всего
встречаются кварцевые пески с примесью зерен минера¬
лов, реже полевошпатные и известняковые. Иногда песок
получают дроблением горных пород, однако такой песок
гораздо дороже естественного и применяется обычно
только для специальных целей.
Заполнители занимают в бетоне до 80 % объема и
оказывают"ШГределенное влияние на свойства 'бетона,
его долговечность и стоимость. Введение в бетон запол¬
нителей позволяет резко сократить расход цемента,
являющегося наиболее дорогим и дефицитным компо¬
нентом бетона. Кроме того, заполнители улучшают
технические свойства бетона. Жесткий скелет из высо¬
копрочного заполнителя несколько увеличивает проч¬
ность и модуль деформации бетона — уменьшает дефор¬
мации конструкций под нагрузкой, а также уменьшает
ползучесть бетона — необратимые деформации, возника¬
ющие в бетоне при длительном действии на него нагруз¬
ки. Заполнитель уменьшает усадку бетона, способствуя
Получению более долговечного материала. Усадка це-
'■'‘ментного камня при его твердении достигает 1—2 мм/м.
Из-за неравномерности усадочных деформаций возника¬
ют внутренние напряжения и даже микротрещины. За¬
полнитель воспринимает усадочные напряжения и в не¬
сколько раз уменьшает усадку бетона по сравнению с
усадкой цементного камня.
Пористые естественные и искусственные заполните¬
ли, обладая малой плотностью, уменьшают плотность
легкого бетона, улучшают его теплотехнические свойст¬
ва. В специальных бетонах (жаростойких, для защиты
от радиации и др.) роль заполнителя очень высока, так
как его свойства во многом определяют специальные
свойства этих бетонов.
В силикатных бетонах заполнитель помимо своего
обычного назначения играет особо важную роль, так как
его зерна с поверхности вступают во взаимодействие с
вяжущим веществом и от их минералогического состава
и удельной поверхности во многом зависят свойства по¬
лучаемого бетона.
Стоимость заполнителя составляет 30—50 % (а иног¬
да и более) стоимости бетонных и железобетонных кон¬
струкций, поэтому применение более доступных и деше¬
вых местных заполнителей в ряде случаев позволяет
снизить стоимость строительства, уменьшает объем
транспортных перевозок, обеспечивает сокращение сро¬
ков строительства.
Правильный выбор заполнителей для бетона, их ра¬
зумное использование — одна из важных задач техноло¬
гии бетона. заполнителям для бетона предъявляются
требования, учитывающие особенности их влияния на
свойства бетона. Наиболее существенное влияние на
свойства бетона оказывают зерновой состав, прочность
и чистота заполнителя.
Зерновой состав показывает содержание в заполни¬
теле зерен-разной крупности. Он определяется просеива¬
нием пробы заполнителей через стандартные сига с от¬
верстиями 0,14—70 мм и более. Различают рядовой
заполнитель, содержащий зерна различных размеров,
и фракционированный, если зерна заполнителя разделе¬
ны на отдельные фракции, включающие зерна близких
между собой размеров, например 5—10 или 20—40 мм.
Заполнитель характеризуют наименьшей и наибольшей
крупностью, под которыми понимают размеры наимень¬
— 29 —
ших или наиболее крупных зерен заполнителя. В запол¬
нителе могут встречаться отдельные более мелкие или
более крупные зерна, чем указанные, однако их должно
быть не более 5 %. Зерновой состав называют непрерыв¬
ным, если в нем встречаются зерна всех размеров — от
наименьшего до наибольшего. Если же в заполнителе
отсутствуют зерна какого-либо промежуточного разме¬
ра, то такой зерновой состав называют прерывистым.
Существует много предложений по назначению опти¬
мального зернового состава заполнителя. Большинство
исследователей считают более эффективным непрерыв¬
ный зерновой состав заполнителя, так как хотя смеси
с прерывистым составом при исключении фракций сред¬
них размеров и обеспечивают меньшую пустотность, од¬
нако в них подвижность мелких зерен, защемленных
между крупными, ограничена и для получения опреде¬
ленной подвижности бетонной смеси толщина обмазки
зерен цементным тестом должна быть более толстой, чем
в смесях с непрерывным зерновым составом, причем это
происходит в условиях, когда возрастает объем мелкой
фракции, а следовательно, и удельная поверхность за¬
полнителя. В результате увеличивается расход цемента
на обмазку зерен и уменьшается возможность экономии
цемента за счет уменьшения пустотности заполнителя.
Кроме того, смеси с прерывистым зерновым составом
склонны к расслоению, что отрицательно сказывается
на однородности бетона.
Для выбора непрерывного зернового состава запол¬
нителя предлагались различные идеальные кривые про¬
сеивания. Поскольку нельзя получить смесь одновремен¬
но с минимальным объемом пустот и наименьшей удель¬
ной поверхностью зерен (ибо минимизацию можно
проводить только по одному фактору), идеальная кри¬
вая подбирается из условия, чтобы количество пустот в
смеси и суммарная поверхность зерен требовали мини¬
мального расхода цемента для получения определенной
подвижности бетонной смеси и прочности плотного бето¬
на. При подборе соотношения зерен различных размеров
по идеальной кривой получаются наиболее подвижные
смеси при одном и том же расходе цемента, менее склон¬
ные к расслаиванию.
Примером подобных идеальных кривых могут слу¬
жить кривые просеивания, предложенные Фуллером и
Боломеем, уравнение которых имеет вид
У = kф + (100 — Аф) "Vx/Dny ,
(2.1)
где £ф — коэффициент формы; Аф=8—14, х — размер зерен даниой
фракции; £>Пр — предельная крупность заполнителя
На практике подбор состава заполнителей точно по
идеальной кривой требует дополнительных операций по
рассеву песка и щебня. Часть материала отдельных
фракций может оказаться лишней, а для пополнения
других фракций иногда требуется дополнительное дроб¬
ление, поэтому на практике подобная методика не полу¬
чила распространения.
На строительных объектах или заводах сборного же¬
лезобетона зерновой состав заполнителя подбирают, ис¬
пользуя определенные песок и щебень и устанавливая
такое соотношение между песком и отдельными фрак¬
циями щебня, чтобы кривая зернового состава по воз¬
можности приближалась к идеальной кривой, однако
совсем необязательно, чтобы она точно ей соответствова¬
ла. Небольшие отклонения вполне допустимы. Некото¬
рое ухудшение зернового состава можно компенсировать
определенными технологическими приемами, достигнув
при этом заметного снижения стоимости бетона и транс¬
портно-заготовительных расходов, поэтому в стандартах
и технических условиях всегда указывается не один ре¬
комендуемый зерновой состав, а допускаются определен¬
ные колебания в соотношениях отдельных фракций, при
которых еще не наблюдается значительного ухудшения
свойств смеси заполнителей. Например, для песка зер¬
новой состав должен находиться в следующих пределах:
Размер отвер^
сгий сит, мм . 5 2,5 1,25 0,63 0,315 0,14 Менее
0,14
Полные остат¬
ки на ситах, %
по массе ... 0 0—20 15—45 35—70 70—90 90—100 0—10
Для условного выражения зернового состава песка
пользуются модулем крупности Мк, обозначающим сум¬
му полных остатков (в %) на ситах стандартного набо¬
ра, деленную на 100. Модуль крупности песков может
колебаться от 2,1 до 3,25. Однако при соответствующем
технико-экономическом и технологическом обосновании
могут применяться и более мелкие дешевые местные пе-
— 31 —
ски (Л4К= 1,2—2,1). В зависимости от модуля крупности
пески разделяют на крупные, средние, мелкие и очень
мелкие, или тонкие (соответственно Мк = 2,5—3,5; 2—
2,5; 1,5—2; 1—1,5; при полных остатках на сите 0,63 мм—
50—75, 35—50, 20—35, менее 20 %). Модуль крупности
позволяет оценивать влияние песка на свойства бетона
лишь приблизительно, так как пески с различным зер¬
новым составом могут иметь одинаковый модуль круп¬
ности.
Для щебня и гравия из плотных горных пород зерно¬
вой состав устанавливается в зависимости от размеров
наименьших и наиболее крупных зерен, так как предель¬
ная крупность заполнителя может быть различной (20,
40, 60, 70 мм):
Размер отверстий сит, мм
^нанм
5 мм
^наим
10 мм
0, 5£>наим-|- £)цаиб
Ананб
для од¬
ной фрак¬
ции
для сме¬
си фрак¬
ций
Полные остатки, % • •
95—
100
90—
100
40—80
50—70
0—10
\
Оптимальный зерновой состав заполнителя в целом
зависит не только от зернового состава песка и щебня,
но и от правильного выбора соотношения между ними.
Правильный выбор этого соотношения может быть
сделан только с учетом состава бетона, в частности с
учетом содержания цемента и воды (см. § 2 гл. 8). В бе¬
тонах низких и средних марок с расходом цемента 200—
300 кг/м3 при подвижной бетонной смеси наилучшие
результаты обеспечивает зерновой состав, близкий к
идеальным кривым просеивания. В бетонах высокой
прочности с повышенными расходами цемента и в жест¬
ких бетонных смесях долю песка или мелких фракций
заполнителя в его общем объемр целесообразно несколь¬
ко уменьшать исходя из конкретных свойств заполните¬
ля и состава бетона.
С зерновым составом непосредственно связана пус-
тотность заполнителя, определяемая возможностью его
плотной укладки. На пустотность влияет также форма
его зерен. Пустотность заполнителя — важная характе¬
— 32 —
ристика, так как в изве¬
стной мере определяет
расход цемента (чем
больше пустот, тем боль¬
ше требуется цемента для
их заполнения) и другие
свойства бетона. Теорети¬
чески объем пустот в за¬
полнителе не зависит от
крупности его зерен, но
зависит от формы зерен
и плотности их укладки.
Пустотность заполнителя
одной фракции может колебаться от 0,3 до 0,48.
В действительности наиболее и наименее плотные ук¬
ладки мало вероятны; практически будет иметь место
какая-то промежуточная система укладки и, следова¬
тельно, средняя пустотность, определяемая степенью
уплотнения. С увеличением угловатости зерен вероятные
значения пустотности возрастают. Особенно же увеличи¬
вается пустотность при применении зерен удлиненной
формы (игольчатых, лещадных), поэтому содержание
таких зерен в щебне или гравии для обычного тяжелого
бетона не должно превышать 35 %, а в щебне для до¬
рожного бетона 25 % (лещадные зерна отрицательно
влияют и на прочность бетона).
Если имеются зерна двух фракций, значительно раз¬
личающихся по размерам, то изменение пустотности
смеси при их смешивании имеет характер, показанный
на рис. 2.1.
Примем обозначения: Vu—объем пустот; V3—абсо¬
лютный объем зерен заполнителя; V=V„-\-V3 — полный
объем смеси П0i = Vn/V —пустотность в относительных
величинах; Пц — Vn/V3 — пустотность по отношению к
абсолютному объему зерен заполнителя.
При заполнении пустот крупного заполнителя зерна¬
ми мелкой фракции пустотность будет уменьшаться в
соответствии с выражением:
Vui = Па.к Ез.к Ез.м = Г1от.к У 1^з.м- (2-2)
При добавлении крупных зерен к мелкой фракции
вследствие замещения части объема крупными зернами,
не имеющими пустот, пустотность заполнителя будет
уменьшаться в соответствии с выражением:
Vт = ^а.м ^з.м = ^от.м (У—Ез.к)- (2.31
3—845 — 33 —
Рис. 2.1. Зависимость объема пу¬
стот (% по массе) смеси от содер¬
жания мелкого и крупного запол¬
нителя
Формула (2.2) применяется при условии Vv<
<ПаКУзк, т. е. когда объем мелкой фракции не превос¬
ходит объема пустот крупной фракции. Формула (2.3)
действительна при условии 1/м>Яа.к1/3.„, т. е. при избыт¬
ке песка по сравнению с объемом пустот крупной фрак¬
ции Теоретически наименьший объем пустот можно оп¬
ределить по формуле
Hi min — Яот.м Д)т.к V•
В действительности минимальный объем пустот
Vnmm всегда несколько больше, так как на практике не
удается достигнуть идеального распределения зерен.
Если зерна смешиваемых фракций не очень отлича¬
ются размером, то размер мелких зерен окажется боль¬
ше, чем размер пустот между крупными зернами, и мел¬
кие зерна, не умещаясь в пустотах, несколько раздвинут
крупный заполнитель. В результате пустотность всей
системы может не только не уменьшиться, но даже увели¬
читься. Для получения наиболее плотной смеси двух
фракций необходимо, чтобы размер зерен одной был
приблизительно в 6,5 раза меньше размера зерен другой
фракции (смешивание крупного заполнителя с песком).
Однако большее распространение получили заполните¬
ли с непрерывным зерновым составом. Они имеют не¬
сколько повышенную пустотность, но менее склонны к
расслоению и чаще встречаются на практике.
Пустотность смеси заполнителей колеблется от 20 до
50 %. В бетоне желательно использовать заполнители,
состоящие из нескольких фракций и имеющие наимень¬
шую пустотность.
Соотношение между песком и щебнем (гравием), при
котором получается минимальная пустотность, можно
ориентировочно определить, полагая, что песок пол¬
ностью заполнит пустоты между зернами крупного за¬
полнителя с учетом некоторой их раздвижки зернами
песка. Тогда
Л Щ
— *>от.щ и>
Уп Уш
где П, Щ — расходы песка и щебня; a — коэффициент раздвижки;
/7отщ—относительная пустотность щебня; уп, ущ — соответственно
плотность песка и щебня.
Пустотность песка или щебня легко определить, зная
истинную плотность материала или истинную плот¬
ность щебня или гравия в куске у (для пористого щебня
или гравия) и насыпную плотность ун:
п ОТ = (р — Yu) = 1 — (Ун/р).
Пот = (y' — Yh)Y' = 1 — Yh/y' •
На основании многих опытов (принимая а=1,1) по¬
лучим
П/Щ — Пот (уп/уш) = 1,1 •
Однако смесь с минимальной пустотностью не всегда
будет оптимальной в бетоне, так как при выборе пра¬
вильного соотношения между песком и щебнем необхо¬
димо учитывать расходы цемента и воды.
При большом расходе цемент не только заполняет
пустоты в песке, для него необходим еще дополнитель¬
ный объем, который рационально выделить за счет неко¬
торого сокращения доли песка, так как в этом случае
улучшается подвижность бетонной смеси.
При технологических расчетах иногда приходится
определять не только пустотность щебня, но и общую по¬
ристость материала (объем межзерновых пустот сумми¬
руется с объемом пор в щебне или гравии). Для этого
используют выражение
П0=] — (Yh/p) или П0 = [1 — (Уи/Р)1 100 %-
Пористость зерен заполнителя находят из выражения
Пзлп = 1 — (Y' /р) или я3.ш = [1 — (у'/р)] 100 %,
где у' — плотность заполнителя в куске.
Важной характеристикой заполнителя, связанной с
его зерновым составом и определяющей его влияние на
свойства бетона и бетонной смеси, является удельная по¬
верхность зерен заполнителя. Поверхность зерен обрат¬
но пропорциональна их диаметру. С уменьшением разме¬
ров зерен их поверхность возрастает. Удельная поверх¬
ность несколько увеличивается при наличии угловатых
зерен. Очень значительно возрастает удельная поверх¬
ность при диаметре зерен менее 1 мм.
Удельная поверхность заполнителя может быть ори¬
ентировочно определена по формуле А. С. Ладинского
16,5^*
3= iooo (a + 26+ 4c + 8d+ 1-h 32/), (2.4)
где — коэффициент, учитывающий форму зерен и другие особен¬
ности заполнителя; ориентировочно *ф== 1,5—2,5; а, Ь. с, d, е, { — со¬
ответственно частные остатки на ситах с размером отверстий 2,5,
3*
— 35 —
1,25, 0,63, 0,315, 0,14 мм и количество заполнителя, прошедшее че¬
рез сито с отверстием 0,14 мм
При определении удельной поверхности щебня част¬
ные остатки делят на коэффициенты по мере возраста¬
ния размера зерен: частный остаток на сите 5 мм — на
коэффициент 2, частные остатки на ситах 10, 20, 40 мм —
соответственно на 4, 8, 16.
Существуют приборы, позволяющие определить
удельную поверхность непосредственно опытным путем,
однако для одного материала по разным методикам по¬
лучают неодинаковую удельную поверхность заполните¬
ля, поэтому при сравнении удельной поверхности запол¬
нителей с различающимся зерновым составом необходимо
пользоваться какой-то одной методикой определе¬
ния. Удельные поверхности природных среднезернистых
песков колеблются от 50 до 100 см2/г.
Для получения монолитного бетона необходимо, что¬
бы цементное тесто не только заполнило пустоты между
зернами, но и раздвинуло зерна с целью создания между
ними цементной прослойки. Расход цемента на получе¬
ние подобной оболочки зависит от удельной поверхности
заполнителя и возрастает с уменьшением размера зерен.
В результате с увеличением удельной поверхности за¬
полнителя повышается техническая вязкость бетонной
смеси либо для получения определенной жесткости или
подвижности смеси приходится увеличивать расход во¬
ды и соответственно расход цемента, чтобы обеспечить
получение бетона заданной прочности.
Прочность заполнителя определяется прочностью
горной породы, из которой он получен. Заполнители из
прочных горных пород (гранита, диабаза и др.) облада¬
ют высокой прочностью (80 МПа и выше). Заполнители
из осадочных пород, например из известняка, имеют
прочность 30 МПа и выше. Прочность легких пористых
заполнителей, как естественных, так и искусственных,
зависит от их плотности и обычно составляет 2—20 МПа.
Крупный заполнитель мало влияет на прочность бе¬
тона, если его прочность более чем на 20 % выше проч¬
ности бетона. Однако в заполнителе могут встречаться
отдельные слабые зерна, поэтому для большей надежно¬
сти обычно рекомендуется, чтобы прочность исходной
горной породы была в 1,5—2 раза выше прочности бето¬
на (соотношение 2 применяется для бетона марки
М 300 и выше).
— 36 —
I
При этом одновременно ограничивается содержание
пластинчатых (лещадных) и игловатых зерен, увеличи¬
вающих пустотность заполнителя и в ряде случаев по¬
нижающих прочность при сжатии. В обычном заполни¬
теле содержание таких зерен не должно превышать
35 %, в щебне с улучшенной формой зерен —25 %, с ку¬
бовидной формой зерен —15 %•
На практике (на заводе, стройке) обычно один вид
щебня используют для разных марок бетона, поэтому
марку щебня по прочности обычно нормируют в зависи¬
мости от петрографического состава исходной породы с
учетом технико-экономической эффективности производ¬
ства щебня и обеспечения производства наиболее массо¬
вых марок бетона (М 150—М 300). Для обычного бетона
марка щебня из изверженных пород должна быть не
менее 800, из метаморфических пород—600, из осадоч¬
ных пород —300. Для дорожного бетона марка щебня из
изверженных и осадочных пород должна быть не менее
800.
Поскольку изготовить образцы для испытания из
щебня или гравия трудно, то прочность заполнителя из
прочных пород определяют косвенным путем подробимо-
сти в стальном цилиндре диаметром 150 мм при нагруз¬
ке 200 кН. При этом определяется потеря веса пробы
после просеивания на мелком сите. На дробимость за¬
полнителя большое влияние оказывают прочность ма¬
териала на растяжение и наличие слабых зерен. При
нагружении бетона заполнитель также разрушается от
растяжения, поэтому дробимость в известной мере пред¬
сказывает возможное влияние крупного заполнителя на
прочность бетона. Марку щебня устанавливают в зави¬
симости от показателя дробимости и вида исходной по¬
роды, например, марке щебня 800 из изверженных эффу¬
зивных и осадочных пород соответствует показатель
дробимости 13—15, марке 600—показатель дробимости
15—20. Для бетона марки М 200 и ниже можно исполь¬
зовать щебень с маркой по дробимости не более Др-16,
для бетона марки М 300—Др-12, для бетона марки
М 400 и выше — не более Др-8.
Если прочность заполнителя близка прочности бето¬
на или ниже ее, то он оказывает заметное влияние на
прочность последнего. На рис. 2.2 показана зависи¬
мость прочности бетона Re от прочности заполнителя и
раствора Rp. Прочность бетона на гранитном щебне при
— 37 —
1 — высокопрочных (гранитных);
2 — средней прочности: 3 — слабых
(керамзитового гравия)
Рис. 2.2. Зависимость прочности бе¬
тона от прочности его растворной
составляющей при применении за¬
полнителей
rC'ma
О
100 200 300
Rp, 10~’ МПа
условии R3>Rc несколько
выше прочности раствора.
При использовании менее
прочного заполнителя проч¬
ность бетона при увеличе¬
нии прочности раствора во¬
зрастает лишь до определен¬
ных значений и дальнейшее
повышение прочности рас¬
твора не приводит к повы¬
шению прочности бетона.
Предельно достижимая
прочность бетона будет тем
ниже, чем меньше проч¬
ность крупного заполнителя
и чем больше его содержа¬
ние в бетоне.
Прочность легкого запол¬
нителя определяют опытным путем также сдавливанием
в стальном цилиндре диаметром 150 мм. Однако, в отли¬
чие от испытания щебня из прочных пород, для легкого
бетона определяют условную прочность на сжатие пор¬
ции материала высотой 100 мм при осадке поршня на
20 мм. Условная прочность керамзита в 3—5 раз, а аг-
лопорита в 20—30 раз меньше действительной прочно¬
сти материала.
Прочность заполнителя зависит также от крупности
зерен. При выветривании или дроблении породы разру¬
шение происходит по более слабым местам структуры
материала и с уменьшением размера количество слабых
мест в зернах уменьшается, а их прочность как бы по¬
вышается. Естественные пески обладают прочностью на
сжатие и растяжение, как правило, более высокой, чем
прочность раствора или цементного камня в бетоне,
поэтому к обычному песку не предъявляется особых тре¬
бований по прочности. Прочность же легкого песка, как
и легкого крупного заполнителя, назначается в соответ¬
ствии с маркой бетона и видом заполнителя.
Морозостойкость щебня и гравия зависит от его
строения. Морозостойкость определяют путем испытания
заполнителя на попеременное замораживание и оттаи¬
вание в воде, либо испытанием в растворе сернокислого
натрия (ускоренный способ). Морозостойкость щебня и
гравия нормируют при условии их применения для кон¬
— '38 —
струкций, не защищенных от внешних атмосферных ус¬
ловий. В этом случае морозостойкость крупного запол¬
нителя должна обеспечивать получение бетона требуе¬
мой проектом марки по морозостойкости.
Морозостойкость щебня изменяется от Мрз 15 до
Мрз 300 и выше и зависит от строения породы. Лучшей
морозостойкостью обладают изверженные породы. С по¬
вышением пористости и водопоглощения заполнителя
его морозостойкость, как правило, понижается.
Большое влияние на прочность и экономичность бе¬
тона оказывает чистота заполнителя. Пылевидные и осо¬
бенно глинистые примеси создают на поверхности зерен
заполнителя пленку, препятствующую сцеплению их с
цементным камнем. В результате прочность бетона зна¬
чительно понижается (иногда на 30—40 %), поэтому в
стандартах на заполнители указано предельно допусти¬
мое содержание в них загрязняющих примесей/ В щебне
из изверженных пород допускается примесей, определяе¬
мых отмучиванием, не более 1 % для бетона марки
М 300 и выше и 2 % для менее прочных бетонов. В щеб¬
не из осадочных пород соответственно допускается не
более 2 и 3 % примесей. В гравии количество загрязня¬
ющих примесей должно быть менее 1 %, в природном
песке — менее 3 %: В песке ограничиваются также при¬
меси вредных органических веществ, которые контроли¬
руются специальным испытанием (колориметрической
пробой).
Корректировать влияние грязного и некачественного
заполнителя на свойства бетона путем повышения рас¬
хода цемента недопустимо.
При выборе заполнителя для бетона обычно прихо¬
дится учитывать суммарное влияние его свойств на
свойства бетонной смеси и бетона. В бетоне целесообраз¬
но использовать щебень или гравий максимально допу¬
стимой крупности по условиям бетонирования конструк¬
ции, так как такой заполнитель обладает меньшей удель¬
ной поверхностью. Для надлежащей укладки и уплотне¬
ния бетонной смеси применяют гравий или щебень не
крупнее части минимального размера конструкции и
менее крупный, чем минимальное расстояние между
стержнями арматуры в железобетонной конструкции.
При бетонировании плит, полов и покрытий можно ис¬
пользовать гравий или щебень с максимальной круп¬
ностью до '/г толщины плиты.
— 39 —
С целью уменьшения пустотности крупного заполни¬
теля, если позволяет предельно допустимая крупность,
используют смесь из нескольких фракций, подбирая та¬
кое соотношение между ними, чтобы пустотность была
минимальной.
Для высокопрочных бетонов применяют обычно проч¬
ный щебень; обладая шероховатой поверхностью он на¬
дежно сцепляется с цементным камнем. Гравий облада¬
ет более гладкой поверхностью и поэтому дает более
подвижные бетонные смеси, однако он имеет слабое
сцепление с цементным камнем, что несколько понижает
прочность бетона, поэтому гравий обычно используют
для бетона более низких марок. Кроме того, гравий не¬
редко бывает загрязнен глинистыми и другими примеся¬
ми, вследствие чего требует промывки.
Для бетона также желательно применять пески бо¬
лее крупные. Однако песок, содержащий избыток круп¬
ных частиц, иногда может иметь большой объем пустот
(более 40 %), который приходится заполнять цементным
тестом, что увеличивает расход цемента и повышает се¬
бестоимость бетона, поэтому наилучшие результаты по¬
лучают, применяя в бетоне пески, содержащие крупные,
средние и мелкие зерна в оптимальном соотношении,
обеспечивающем минимальную пустотность песка. В доб¬
рокачественном песке пустотность не должна превышать
38 °/о, в песке оптимального зернового состава она
уменьшается до 30 %.
Если в бетоне или растворе цементным тестом запол¬
нить только пустоты между зернами песка, то получит¬
ся малоподвижная, трудная для укладки очень жесткая
смесь.
Необходимо раздвинуть зерна песка и окружить их
цементной ободочкой, которая как бы создает смазку,
обеспечивающую подвижность растворной или бетонной
смеси и скрепляет в дальнейшем зерна песка; чем круп¬
нее песок, тем меньше общая площадь поверхности зереч
и расход цемента для создания оболочек. Однако, как
указывалось выше, песок, состоящий из одних крупных
зерен, имеет слишком большой объем пустот, поэтому
применять его не следует.
Для бетона наиболее пригоден крупный песок, но со¬
держащий достаточное количество средних и мелких зе¬
рен. При такой комбинации зерен объем пустот будет
малым, а площадь поверхности зерен — небольшой. Этот
— 40 —
Рис. 2.3. Зависимость увеличения
объема песка ДV: крупного (/) и
мелкого (2) от его влажности W
оптимальный состав песка соответствует рекомендациям
ГОСТ 10268—80.
Песок целесообразно применять с шероховатой по¬
верхностью, так как такой песок лучше сцепляется с це¬
ментным камнем и способствует повышению прочности
бетона. Желательно, чтобы песок был как можно чище,
так как его промывка сложна и дорога. Обычно предпо
читают речной песок.
Плотность песка зависит от его истинной плотности,
пустотности и влажности и определяется в сухом рыхлом
состоянии (называемом стандартным). Песок, предна¬
значенный для бетона марки М 200 и выше или для
бетона в конструкциях, подвергающихся замерзанию в
насыщенном водой состоянии, должен иметь плотность
не ниже 1550 кг/м3; в остальных случаях — не ниже
1400 кг/м3. При встряхивании песок уплотняется, и плот¬
ность может увеличиться до 1600—1700 кг/м3. Самый
большой объем песок занимает при влажности 5—7 %;
с повышением или понижением влажности объем песка
уменьшается (рис. 2.3). Это свойство следует учитывать
при его приемке и дозировании (по объему), а также
при приготовлении бетона.
Так как в карьере песок имеет различную влажность
и при хранении на открытом воздухе влажность его не¬
прерывно изменяется, то при производстве бетонных ра¬
бот необходимо систематически определять плотность и
влажность песка и корректировать состав бетона.
Однако на основе суждений о зерновом составе и
других свойствах песка трудно прогнозировать количе¬
ственное влияние заполнителя на свойства бетона и бе¬
тонной смеси.
Существующие стандартные испытания дают в ос¬
новном качественную оценку заполнителя и отвечают
лишь на вопрос, пригоден ли данный заполнитель для
бетона заданной марки. Этой же дели служат и извест¬
ные способы испытания заполнителя в бетоне, когда
крупный заполнитель проверяют в бетоне с прочностью
на 20—25 % выше заданной марки.
Для оценки влияния заполнителя на свойства и эко¬
номичность бетона (не касаясь частных случаев, таких,
как влияние заполнителя на морозостойкость, усадку и
т.д.) необходимо знать влияние данного заполнителя на
подвижность или водопотребность бетонной смеси, а так¬
же на прочность бетона при сжатии.
Если подобное влияние можно было бы выразить ка¬
кой-либо количественной храктеристикой заполнителя,
определяемой испытаниями, то эти две характеристики
заполнителя могли бы значительно уточнить технологи¬
ческие и технико-экономические расчеты. Но поскольку
известные способы испытания заполнителя не позволяют
получить подобных характеристик, Б. Г. Скрамтаевым и
Ю. М. Баженовым был предложен способ испытания за¬
полнителя непосредственно в бетоне, что обеспечивает
получение наиболее достоверных технологических харак¬
теристик заполнителя: водопотребности и коэффициента
прочности песка (или щебня).
Технологические характеристики заполнителей по
предлагаемому способу определяют в следующем по¬
рядке:
1. На стандартном встряхивающем столике устанав¬
ливают расплыв цементного теста при (В/Ц)ц, соответ¬
ствующем его нормальной густоте. Для этого 900 г це¬
мента перемешивают с водой в течение 5 мин, а затем оп¬
ределяют расплыв конуса (170 мм) на встряхивающем
столике по стандартной методике (ГОСТ 310.4—76).
2. Подбирают (В/Ц) р, при котором раствор 1 : 2 на
исследуемом песке имеет такой же расплыв конуса. Для
этого 300 г цемента и 600 г песка перемешивают в тече¬
ние 1 мин всухую и 5 мин с водой и затем по стандарт¬
ной методике определяют раствор конуса на встряхива¬
ющем столике.
3. Устанавливают осадку конуса (или удобоуклады-
ваемость) раствора состава 1 : 2 нормальной густоты при
(В/Ц) р определенном ранее на встряхивающем столике.
Для этого отвешивают 5 кг цемента и 10 кг песка и пе¬
ремешивают их вначале 1 мин всухую, а затем 5 мин с
водой, количество которой устанавливают в соответствии
1
с (В/Ц) р. После этого определяют подвижность раство¬
ра стандартными способами.
4. Подбирают (В/Ц)б, при котором достигается та же
осадка конуса (удобоукладываемость) бетонной смеси
состава 1:2: 3,5, т. е. получают бетонную смесь нор¬
мальной густоты. Для этого отвешивают 2,5 кг цемента,
5 кг песка и 8,75 кг щебня (гравия), перемешивают их
1 мин всухую и 5 мин с водой, а затем определяют под¬
вижность бетонной смеси стандартными способами. При
исследовании заполнителей с высоким водопоглощением
рекомендуется испытания проводить дважды: сразу пос¬
ле замеса и через 30 мин. Заполнители применяют сухие.
При втором испытании добиваются одинаковой подвиж¬
ности смеси путем добавления воды (если это необходи¬
мо). Между первым и вторым испытаниями замес укры¬
вают мокрой тканью. Результаты первых испытаний за¬
писывают как (В/Ц)ц, (В/Ц)р, (В/Ц) б; результаты вто-
5. После корректировки подвижности из больших за¬
месов (см. пп. 3 и 4) изготовляют эталонные кубы, ко¬
торые испытывают через 28 сут.
Водопотребность песка Вп(В'и) и щебня или гравия
ВЩ(В'Ш) вычисляют по формулам, %:
где в знаменателе — количество частей песка или щеб¬
ня, приходящееся на одну часть цемента, так как Вп или
Вщ характеризуют водопотребность единицы массы за¬
полнителя.
После испытания эталонных растворных и бетонных
кубов определяют коэффициенты прочности, ориентиро¬
вочно характеризующие влияние песка и гцебшг на проч¬
ность раствора и бетона:
рых- (В/ЦУц, (В/Ц)'р, (ВЩ)'б.
(В/Ц)б-(В1Ц) „
100 или Вщ =
/ = 4Р =
(Ц/В)р-0,5 ’
(Ц/В)б- 0,5 ’
где Ап, Ащ — коэффициенты прочности песка и щебня.
— 43 -
В результате испытаний различных заполнителей бы¬
ло установлено, что водопотребность песка составляет
4—14 %, а крупного заполнителя —1 —10 %. Водопотреб¬
ность крупнозернистых песков 4—6 %, песков средней
крупности 6—8 %, мелкозернистых песков 8---10 % и
очень мелких песков более 10 °/о, стандартного Вольского
песка 4 %, гравия 1—4 %, щебня из плотных извержен¬
ных пород 2—6 %, щебня из карбонатных пород (с уче¬
том водопоглощения) 5—10 %.
Результаты опытов показывают, что водопотребность
заполнителей колеблется в широких пределах и для то¬
го, чтобы технологические расчеты, в частности расчеты
состава бетона, были более точными, необходимо учиты¬
вать в них новую характеристику заполнителя — его во¬
допотребность. Действительная водопотребность запол¬
нителя в бетоне значительно выше тех значений (поряд¬
ка 1—2 %), которые иногда раньше вводили в расчет
для учета смачивания заполнителя.
Коэффициент прочности А, характеризующий влия¬
ние заполнителя на прочность бетона, также изменяется
весьма заметно. Для разных песков этот коэффициент
колеблется от 0,25 до 0,58 (при определении активности
цемента по старому ГОСТ—310—41). Для различных
сортов щебня и гравия, как показывают опыты ВНИИне-
руда, Ащ также составляет 0,28—0,7. Поскольку качест¬
во песка влияет на прочность бетона в гораздо меньшей
степени, чем качество крупного заполнителя, то в пред¬
ложенной методике было принято, что Лщ=Аб. В этом
случае значения Лщ для гранитного щебня при его ис¬
пытании в бетоне на крупном (Мкр = 2,79) и очень мел¬
ком (Мкр=0,69) песках соответственно равны 0,42 и
0,39, т. е. близки по значению, несмотря на большую раз¬
ницу в качестве песка. Опыты показали, что применение
разных портландцементов марки 400 почти не сказыва¬
ется на водопотребности песка и щебня.
В табл. 2.2 приведены стандартные и технологические
характеристики некоторых заполнителей. Заполнители с
разными технологическими характеристиками имеют
очень близкие стандартные характеристики. Данные
табл. 2 2 подтверждают полезность использования тех¬
нологических характеристик, которые позволяют более
полно учитывать влияние заполнителя на свойства бе¬
тона.
— 44 —
Таблица 2.2. Стандартные и технологические характеристики
некоторых заполнителей
Заполнитель
Истинная
плотность,
г/см3
Плотность,
кг/л
Пустотность,
%
Модуль
крупности,
мкР
Водопотреб¬
ность, %
Коэффициент
прочности, А
Щебень из изверженных
2,69
1,45
45,7
—
3,43
0,50
пород
То же
2,6
1,47
42,6
т
5,88
0,59
Известняковый щебень
2,56
1,34
45,6
—
5,72
0,63
Строительный песок
2,63
1,51
42,5
2,79
7
0,53
То же
2,7
1,37
49
0,69
11,5
0,25
Вольский песок
2,65
1,56
41
2,05
4
0,32
§ 3. ВОДА ДЛЯ ПРИГОТОВЛЕНИЯ БЕТОНА
Для приготовления бетонной смеси используют водо
проводную питьевую, а также любую воду, имеющую во
дородный показатель pH не менее 4 (т. е. некислую, не
окрашивающую лакмусовую бумагу в красный цвет).
Вода не должна содержать сульфатов более 2700 мг/л
(в пересчете на 304) и всех солей более 5000 мг/л.
В сомнительных случаях пригодность воды для приго¬
товления бетонной смеси необходимо проверять путем
сравнительных испытаний образцов, изготовленных на
данной воде и на обычной водопроводной.
Для приготовления бетонной смеси можно применять
морскую и другие соленые воды, удовлетворяющие при¬
веденным выше условиям. Исключением является бето¬
нирование внутренних конструкций жилых и обществен¬
ных зданий и надводных железобетонных сооружений в
жарком и сухом климате, так как морские соли могут
выступить на поверхности бетона и вызвать коррозию
ртальной арматуры.
Для поливки бетона следует использовать воду тако¬
го же качества, как и для приготовления бетонной смеси.
§ 4. ДОБАВКИ К БЕТОНАМ
Для регулирования свойств бетона, бетонной смеси и
экономии цемента применяют различные добавки в бе¬
тон. Их подразделяют на две группы. К первой относятся
— 45 —
химические вещества, добавляемые в бетон в небольшом
количестве (0,1—2 % массы цемента) для изменения в
нужном направлении свойств бетонной смеси и бетона.
Ко второй относят тонкомолотые материалы, добавляе¬
мые в бетон в количестве 5—20 % и более для экономии
цемента или для получения ^плотного бетона при малых
расходах цемента. К тонкомолотым добавкам относят
золы, молотые шлаки, пески, отходы камнедробления и
некоторые другие материалы, придающие бетону специ¬
альные свойства (повышающие его плотность, жаростой¬
кость, изменяющие электропроводимость, окрашивающие
и др.). В последнее время наибольшее применение нахо¬
дят химические добавки. Эти добавки классифицируют
по основному эффекту действия:
1. Добавки, регулирующие свойства бетонных смесей:
пластифицирующие, т. е. увеличивающие подвижность
бетонной смеси; стабилизирующие, т. е. предупреждаю¬
щие расслоение бетонной смеси; водоудерживающие,
уменьшающие водоотделение;
2. Добавки, регулирующие схватывание бетонных
смесей и твердение бетона: ускоряющие схватывание,
замедляющие схватывание, ускоряющие твердение, обес¬
печивающие твердение при отрицательных температу¬
рах (противоморозные);
3. Добавки, регулирующие плотность и пористость
бетонной смеси и бетона: воздухововлекающие, газооб¬
разующие, пенообразующие, уплотняющие (воздухоуда¬
ляющие и кольматирующие поры бетона) добавки — ре¬
гуляторы деформаций бетона, расширяющие добавки.
4. Добавки, придающие бетону специальные свойст¬
ва: гидрофобизирующие, т. е. уменьшающие смачивание
бетона; антикоррозионные, т. е. повышающие стойкость
в агрессивных средах; ингибиторы коррозии стали, повы¬
шающие защитные свойства бетона к стали; красящие;
повышающие бактерицидные и инсектицидные свойства.
Некоторые добавки обладают полифункциональным
действием, например, пластифицирующие-воздухово-
влекающие, газообразующие-пластифицирующие и др.
Нередко для получения необходимого эффекта поли-
функционального действия применяют комплексные до¬
бавки, включающие несколько компонентов, например
добавки одновременно пластифицирующие бетонную
смесь и ускоряющие твердение бетона или ускоряющие
твердение и ингибирующие и т. д. Большое разнообразие
добавок и возможностей их рационального комплексиро-
вания позволяет технологу добиваться повышения тех¬
нологических свойств бетонной смеси и бетона, снижения
расхода цемента, энергии и трудозатрат при производстве
бетонных и железобетонных конструкций.
В качестве пластифицирующих добавок широко при¬
меняют поверхностно-активные вещества (ПАВ), неред¬
ко получаемые из вторичных продуктов и отходов хими¬
ческой промышленности.
ПАВ делят на две группы: I группа — пластифициру¬
ющие добавки гидрофильного типа, способствующие дис¬
пергированию коллоидной системы цементного теста и
тем самым улучшающие его текучесть; II группа — гид-
рофобизирующие добавки, вовлекающие в бетонную
смесь мельчайшие пузырьки воздуха, что также улучша¬
ет подвижность бетонной смеси. Молекулы поверхност¬
но-активных гидрофобных добавок, адсорбируясь на,по¬
верхности раздела воздух — вода, понижают поверхно¬
стное натяжение воды и стабилизируют мельчайшие пу¬
зырьки воздуха в цементном тесте.
К добавкам I группы относят сульфитно-дрожжевую
бражку (СДБ). Эта добавка представляет собой в ос¬
новном кальциевые соли лигносульфоновых кислот. По¬
лучают ее в виде жидкости из сульфитных щелоков, об¬
разующихся при переработке целлюлозы.
К добавкам II группы относят: абиетат натрия — на¬
триевую соль абиетиновой кислоты, получаемую в виде
порошка или жидкости путем омыления канифоли
едким натром; омыленный древесный пек (препарат
ЦНИИПС-1)—паста, получаемая нейтрализацией ед¬
ким натром жидких кислот древесного пека; мыло¬
нафт-— мазеобразное вещество желто-коричневого
цвета, представляющее собой натриевые соли нерас¬
творимых в воде органических кислот, получаемых из
отходов при переработке нефти; асидол — нефтяные
кислоты, являющиеся отходами при переработке нефти,
и др.
ПАВ повышают подвижность бетонной смеси, ее од¬
нородность, нерасслаиваемость, текучесть при перекачи¬
вании насосом, способствуют сохранению удобоуклады-
ваемости этой смеси во времени. Пластифицирующие
добавки позволяют за счет уменьшения расхода воды со¬
кратить на 8—12 % расход цемента либо при неизмен¬
ном расходе цемента понизить водоцементное отношение
— 47 —
и несколько повысить прочность бетона, его водопрони¬
цаемость и морозостойкость.
В обычных бетонах в качестве пластификатора широ¬
ко используют СДБ. Эта добавка несколько замедляет
твердение бетона в раннем возрасте, поэтому при произ¬
водстве сборного железобетона ее применяют в сочета¬
нии с добавками — ускорителями твердения цемента.
СДБ несколько уменьшает тепловыделение цемента в
первые дни твердения, что облегчает возведение массив¬
ных железобетонных сооружений. СДБ в основном воз¬
действует на цементное тесто, поэтому наиболее эффек¬
тивно ее применение в бетонах с достаточно высоким
расходом цемента.
Воздухововлекающие добавки используют главным
образом в бетонах, от которых требуется повышенная
морозостойкость, и в строительных растворах. Воздухо-
вовлечение в бетонную смесь несколько понижает проч¬
ность бетона. Так, по опытным данным, 1 % вовлеченно¬
го воздуха снижает прочность бетона на сжатие на 3 %,
поэтому не следует в бетонную смесь с целью ее пласти¬
фикации вводить большое количество воздухововлекаю¬
щей добавки. Содержание вовлеченного воздуха состав¬
ляет обычно 4—5%. В этом случае прочность бетона
практически не снижается, так как отрицательное влия¬
ние на прочность бетона вовлеченного воздуха нейтра¬
лизуется благодаря повышению прочности цементного
камня вследствие уменьшения водоцементного отноше¬
ния за счет пластифицирующего эффекта добавки. Воз¬
духововлекающая добавка гидрофобизирует поры и ка¬
пилляры бетона, а воздушные пузырьки служат резерв¬
ным объемом для замерзания воды без возникновения
больших внутренних напряжений в бетоне. В резуль¬
тате значительно повышаются водонепроницаемость и
морозостойкость бетона. Воздухововлекающие добавки
более эффективны в бетонах с малыми расходами це¬
мента. К гидрофобно-пластифицирующим добавкам от¬
носят также кремнийорганические жидкости: метилсили-
конат натрия (ГКЖ-11), этилсиликонат натрия (ГЖК-
-10) и этилгидросилоксановая жидкость (ГКЖ-94). При¬
меняют их для увеличения стойкости бетонов и раство¬
ров в агрессивной среде, для повышения долговечности
бетона, а также в качестве гидрофобизаторов поверхно¬
сти ячеистых бетонов.
В последнее время разработаны и внедряются в стро¬
ительство новые химические добавки — суперпластифи¬
каторы. Эти добавки резко увеличивают подвижность и
текучесть бетонной смеси и существенно улучшают стро¬
ительно-технологические свойства бетона. В большинст¬
ве суперпластификаторы — синтетические полимерные
вещества, которые вводят в бетонную смесь в количест¬
ве 0,1 —1,2 % массы цемента.
Действие суперпластификаторов, как правило, огра¬
ничено 2—3 ч с момента введения их в бетонную смесь.
Под действием щелочной среды они подвергаются частич¬
ной деструкции и переходят в другие вещества, безвред¬
ные для бетона и не тормозящие процессы его твердения.
Введение суперпластификаторов особенно эффек¬
тивно для производства сборного железобетона, где уве¬
личение скорости твердения бетона имеет важное значе¬
ние и где применение обычных пластификаторов, часто
замедляющих твердение, требует применения специаль¬
ных мер: введения в бетонную смесь одновременно уско¬
рителей твердения, мягких режимов тепловой обработки
и др. Кроме того, суперпластификаторы разжижают бе¬
тонную смесь в большей степени, чем обычные пласти¬
фикаторы, например увеличивают подвижность смеси с
2 см до 20 см по осадке конуса.
Все это, вместе взятое, позволяет эффективно приме¬
нять бетоны с низкими ВЩ и получать высокую проч¬
ность (60—80 МПа) более просто, чем при использовании
других технологических приемов; шире использовать
литьевой способ изготовления сборного железобетона или
укладку бетонной смеси с пониженными ВЩ с помощью
кратковременной вибрации, успешно бетонировать кон¬
струкции сложного профиля, сократить время формова¬
ния изделий, повысить качество лицевых поверхностей,
уменьшить расход цемента.
Среди суперпластификаторов-разжижителей распро¬
странена добавка С-3 на основе нафталинсульфокисло-
ты, предложенная НИИЖБ. Внедряются в строительст¬
во также добавки 10-03 ВНИИжелезобетона и КМ-30
ЦНИЭП жилища на основе меламиновой смолы.
Сильными разжижителями являются и другие поли¬
мерные добавки, например СПД, ОП-7, 40-03 и т.п. Их
следует отнести к добавкам переходного типа, так как
они несколько замедляют твердение бетона. Это вынуж¬
дает ограничивать дозировку добавки и тем самым сни¬
жать ее пластифицирующий эффект.
4—845
— 49 —
В качестве ускорителей твердения применяют хлорид
кальция, сульфат натрия, нитрит-нитрат-хлорид каль¬
ция и др. При этом необходимо учитывать побочное дей¬
ствие этих добавок. Например, хлорид кальция способ¬
ствует коррозии арматуры, поэтому нормы ограничивают
его максимальную дозировку в железобетоне (менее
2%) и не допускают его применения в конструкциях с
тонкой и преднапряженной арматурой, эксплуатирую¬
щихся в неблагоприятных условиях. Сульфат натрия мо¬
жет вызвать появление высолов на поверхности конст¬
рукций, что потребует специальных предохранительных
мер. В нитрит-нитрат-хлориде кальция ускоряющие дей¬
ствия хлорида сочетаются с ингибирующим действием
нитрата кальция.
В качестве противоморозных добавок применяют по¬
таш, хлорид натрия, хлорид кальция и др. Эти добавки
понижают точку замерзания воды и способствуют твер¬
дению бетона при отрицательных температурах: чем ни¬
же температура твердения, тем выше обычно дозировка
добавки (до 10 % массы цемента и больше).
В качестве газообразующей добавки широко исполь¬
зуют алюминиевую пудру (ПАК) и ГКЖ-94. Наоборот,
для уплотнения структуры бетона добавляют нитрат
кальция, хлорид и сульфат железа, сульфат алюминия,
диэтиленгликолиевую ДЭГ-1 или триэтиленгликолиевую
ТЭГ-1 смолы. Для замедления схватывания применяют
сахарную патоку и добавки СДБ, ГКЖ-10 и ГКЖ-94 в
повышенных дозировках. Для придания бетону специ¬
альных свойств используют особые виды добавок, часто
включающие несколько компонентов, например для по¬
лучения расширяющихся бетонов применяют добавку,
включающую СДБ, алюминиевый порошок, сульфат алю¬
миния и хлорид кальция.
Большинство добавок растворимы в воде и их вводят
в бетономешалку в виде предварительно приготовленно¬
го раствора. Некоторые добавки вводят в виде эмульсии
(ГКЖ-94) или в виде взвесей в воде (ПАК). Оптималь¬
ная дозировка добавки зависит от вида цемента, состава
бетонной смеси, технологии изготовления конструкции.
Обычно применяют от массы цемента: 0,1—0,3% плас¬
тифицирующих добавок; 0,5—1 % суперпластификато¬
ров; 0,01—0,05 % воздухововлекающих добавок; 1—2 %
ускорителей твердения. На практике оптимальную дози¬
ровку добавки определяют опытным путем.
Г Л А В А 3. БЕТОННАЯ СМЕСЬ
§ 1. СТРУКТУРА БЕТОННОЙ СМЕСИ
Бетонную смесь, представляющую собой сложную
многокомпонентную полидисперсную систему, получают
непосредственно при затворении водой смеси цемента с
заполнителем. В нее входят тонкодисперсные частицы це¬
мента, более крупные зерна мелкого и крупного заполни¬
теля, вводимые в ряде случаев специальные добавки, во¬
да и вовлеченный в процесс приготовления смеси воздух.
Свойства бетонной смеси имеют большое значение для
технологии бетонных и железобетонных конструкций, так
как определяют условия их формования и в известной
мере их конечное качество.
Вследствие наличия внутренних сил взаимодействия
между частицами твердой фазы и воды (сил молекуляр¬
ного сцепления, вязкого трения, капиллярных и прочих
сил) бетонная смесь приобретает связанность и опреде¬
ленные свойства, характерные для структурированных
вязких жидкостей. По своим свойствам бетонные смеси
занимают промежуточное положение между вязкими
жидкостями и твердыми телами. От истинно вдзких
жидкостей они отличаются наличием некоторой прочно¬
сти структуры или структурной вязкостью, возникающей
благодаря силам вязкого трения; от твердых тел — от¬
сутствием упругости формы и способностью к значитель¬
ным необратимым пластическим деформациям течения
даже при незначительных нагрузках.
Свойства бетонных смесей зависят от их структуры и
свойств составляющих и обладают особенностями, из
которых существенное значение имеют: способность как
бы псевдоразжижаться или становиться более подвиж¬
ной под влиянием механических воздействий; постоянно
изменять свойства (терять подвижность) под влиянием
физико-химических процессов взаимодействия цемента и
воды вплоть до схватывания системы и превращения ее
в твердое тело.
Бетонную смесь удобно рассматривать как систему,
состоящую из двух компонентов — цементного теста и
заполнителя. Основным структурообразующим компо¬
нентом бетонной смеси является цементное тесто, в со¬
4*
- 51 —
став которого входят цемент, вода, в ряде случаев тон¬
комолотые минеральные добавки или золы. Частицы це¬
мента и тонкомолотых добавок отличаются малыми раз¬
мерами и большой удельной поверхностью, в результате
цементное тесто обладает высокоразвитой поверхностью
раздела «твердое тело — жидкость». В такой системе
сильнее проявляются силы адсорбционного, молекуляр¬
ного и капиллярного взаимодействия, повышающие сте¬
пень связанности системы.
Свойства цементного теста зависят от соотношения
между твердой и жидкой фазами: с увеличением содер¬
жания воды повышается подвижность цементного теста,
уменьшается его пластическая прочность. Вода в бетон¬
ной смеси находится в различных состояниях (табл. 3.1).
Таблица 31
. Классификация воды в
бетонной смеси
Характер связи
Условия и причины
Ориентировочное относи¬
тельное содержание во¬
ды, % общего количества
воды
образования связи
в свеже¬
приготов¬
ленной
смеси
в период
схватыва¬
ния цемен¬
та
Химическая (в точ¬
ных количественных
соотношениях)
Физико-химическая,
адсорбционная
Механическая, струк¬
турная
Гидратация и кри¬
сталлизация из рас¬
твора
Адсорбция в зоне
действия молекуляр¬
ных силовых полей
твердой фазы
Захват воды в тонкие
капилляры, щели,
поры
1—2
3—5
93—95
4—5
20—25
70—75
Небольшая часть воды вступает в химическое взаимо¬
действие с цементом и находится в химически связанном
состоянии. Относительное количество этой воды посте¬
пенно увеличивается, однако к моменту схватывания не
превышает 5%. Другая часть воды под действием ад¬
сорбционных сил оказывается физико-химически связан¬
ной на поверхности твердой фазы.
По современным представлениям, вступающие во
взаимодействие с водой поверхности твердых тел, обла¬
дающие некомпенсированными молекулярными силами,
способны притягивать молекулы воды, которые, обладая
— 52 —
1
значительным дипольным моментом, в зоне действия си¬
ловых полей твердого тела ориентируются и уплотняют¬
ся. Электрическая ориентировка и громадные давления,
возникающие в зоне действия молекулярных сил, приво¬
дят к тому, что вода в адсорбированных пленках приоб¬
ретает некоторые свойства твердого тела — упругость,
прочность на сжатие, пониженную точку замерзания.
С удалением от твердой поверхности воздействие мо¬
лекулярных сил уменьшается, но вследствие полярности
молекул воды они образуют ориентированные цепочки в
несколько десятков или сотен молекул, уходящие в глубь
жидкой фазы. Длина таких цепочек зависит от свойств
поверхности твердого тела и процессов, протекающих
при гидратации. Толщина слоя такой ориентированной
воды, во многих отношениях потерявшей свойства обыч¬
ной жидкости, может составлять сотые или Даже десятые
доли микрона (обычно менее 0,15 мкм). Силы связыва¬
ния и изменения свойств воды в диффузионном слое рез¬
ко падают при переходе от мономолекулярного к поли-
молекулярным слоям воды. Если в первом слое вода
приближается по свойствам к твердому телу и ее плот¬
ность повышается, то в последующих слоях действие поля
твердой фазы проявляется незначительно, и вода по струк¬
туре и плотности остается близкой к обычной воде, хотя
подвижность ее ограничена вплоть до слоя, когда дей¬
ствие молекулярных сил перестает сказываться.
Количество физико-химически связанной воды также
меняется в процессе гидратации цемента, которая обыч¬
но сопровождается увеличением удельной поверхности
твердой фазы. В свежеприготовленном цементном тесте
относительное содержание этой воды составляет 3—5 °/о,
увеличиваясь к моменту схватывания до 25 % общего
содержания воды.
Основное количество воды в цементном тесте нахо¬
дится в межзерновом пространстве, размеры отдельных
пор и полостей которого могут изменяться от 1 до 50 мкм
и больше, что в десятки и сотни раз больше, чем толщи¬
на даже слабо связанных сольватных пленок воды.
Вследствие действия капиллярных сил и образования ге¬
ля в процессе гидратации цемента вода в межзерновом
пространстве физико-механически связана со структурой
цементного камня. Часто ее также называют свободной,
подразумевая, что она не связана химически и не испы¬
тывает воздействие молекулярных сил твердой фазы.
— 53 —
Рис 3.1. Влияние заполнителя на
воду (о) и на цементное тесто (б)
Рнс. 3.2. Типы структур бетонной
смеси и их влияние на водопотреб¬
ность В равноподвижной смеси
/ — с плавающим заполнителем;
II — с плотной упаковкой заполни¬
теля; III — крупнопористая с недо¬
статком цементного теста
Рис. 3.3. Изменение В Ц, необходи¬
мое для получения равноподвижных
цементно-песчаных смесей при раз¬
личном соотношении цемента и пе¬
ска
I — песчаный бетон на песке сред¬
ней крупности; 2 — песчаный бетон
на мелком песке
Относительное количество свободной воды составляет
около 95 % общего объема воды сразу после приготовле¬
ния цементного теста и уменьшается до 65—70 % к мо¬
менту схватывания. Именно свободная вода оказывает
наибольшее влияние на подвижность цементного теста.
Введение заполнителя в цементное тесто существенно
влияет на свойства материала. Поверхность заполнителя
оказывает воздействие на прилегающие слои цементного
теста. За счет адсорбционных, молекулярных и капилляр¬
ных сил эти слои теряют подвижность, подобно тому яв¬
лению, которое имеет место при адсорбции воды поверх¬
ностью твердого тела. Однако при этом взаимодействие
— 54 —
охватывает мельчайшие частицы цемента, и зона воз'
действия заполнителя на цементное тесто увеличивается
(рис. 3.1). Толщина зоны воздействия зависит от свойств
заполнителя и цемента и в среднем составляет около 10—
15 мкм. Влияние заполнителя возрастает с увеличением
его содержания или удельной поверхности.
В зависимости от соотношения между цементным тес¬
том и заполнителем можно выделить три основных типа
структуры бетонной смеси (рис. 3.2), каждая из которых
характеризуется определенными свойствами и особенно¬
стями поведения при формовании бетонных и железобе¬
тонных конструкций. В структуре первого типа зерна за¬
полнителя раздвинуты на значительное расстояние и
практически не взаимодействуют между собой. Зерна
оказывают влияние лишь на прилегающую зону цемент¬
ного теста, а суммарное действие их прямо пропорцио¬
нально содержанию зерен заполнителя и их удельной
поверхности.
В структуре второго типа цементного теста меньше,
оно лишь заполняет поры между зернами заполнителя с
незначительной раздвижкой самих зерен слоем обмазки,
толщина которой в местах контакта зерен заполнителя
равна 1—3 средним диаметрам частиц цемента. В этих
условиях зоны воздействия отдельных зерен заполните¬
ля начинают перекрывать друг друга — возникает трение
между зернами заполнителя. Для придания смеси той же
подвижности, что и в структуре первого типа, требуются
более интенсивные воздействия или увеличение подвиж¬
ности цементного теста за счет изменения ВЩ в большей
мере, чем это было свойственно для структур первого
типа.
На рис. 3.3 представлены результаты одного из опы¬
тов, показывающие, насколько требуется увеличить ВЩ
для получения растворов одинаковой подвижности (на
встряхивающем столике) при повышении содержания
песка. Четко виден перелом кривых, указывающих на
переход от одного типа структуры к другому, причем при
применении мелкого песка граница перехода сдвинута
в зону составов с большим расходом цемента, что необ¬
ходимо для заполнения увеличенного объема пустот и
обмазки большей суммарной поверхности зерен мелкого
песка.
В структуре третьего типа бетонной смеси цементного
теста мало, оно только обмазывает зерна заполнителя
— 55 —
слоем небольшой толщины, а поры между зернами запол¬
няет лишь частично.
Каждая структура имеет свои закономерности, опре¬
деляющие ее свойства и влияние на них различных фак¬
торов. Для структуры первого типа решающее значение
имеют свойства цемента; реологические свойства опреде¬
ляются в соответствии с зависимостями, характерными
для вязких жидкостей. В структуре второго типа возрас¬
тает роль заполнителя и трения между его зернами. Осо¬
бенно сильно влияет заполнитель на свойства структур
третьего типа, и реологические свойства в этом случае
должны описываться с учетом внутреннего (сухого) тре¬
ния.
Переход от одного типа структуры к другому с увели¬
чением содержания заполнителя совершается постепен¬
но. Вначале переход намечается в отдельных малых объ¬
емах и постепенно охватывает весь объем бетонной сме¬
си. При переходе от второго типа структуры к третьему
сначала (при небольшой нехватке цементного теста для
заполнения пустот в заполнителе) при перемешивании и
укладке в бетонную смесь вовлекается большое количе¬
ство мельчайших пузырьков воздуха, которые как бы
увеличивают объем цементного теста и тем самым спо¬
собствуют заполнению межзернового объема пустот в
заполнителе. Такую структуру правильнее относить ко
второму типу. При дальнейшем уменьшении содержания
цементного теста увеличиваются объем вовлекаемого
воздуха и размеры пузырьков воздуха, возникают сплош¬
ные большие разрывы и неплотности. Такая структура
должна относиться к третьему типу.
Вследствие постепенного характера изменения струк¬
тур бетонной смеси границы между различными структу¬
рами условны. Эти границы могут значительно сдвигать¬
ся при изменении свойств цемента и заполнителя, под¬
вижности бетонной смеси, методов формования и других
факторов.
Обычные бетонные смеси относятся ко второму типу
структур. Подобные структуры отличаются высокой эф¬
фективностью и позволяют получать нерасслаиваемые
бетонные смеси заданной подвижности при минимальном
расходе цемента. Примером смеси, имеющей структуру
первого типа, является цементно-песчаная смесь с повы¬
шенными расходами вяжущего, применяемая для изго¬
товления армоцементных конструкций. Структуру треть¬
— 56 —
его типа имеют беспесчаньте бетонные смеси (для круп¬
нопористого бетона) и некоторые тощие составы строи¬
тельных растворов.
§ 2. СВОЙСТВА БЕТОННОЙ СМЕСИ
Формирование свойств бетона начинается с приготов¬
ления, укладки и затвердевания бетонной смеси. Эти
операции во многом определяют будущее качество бето¬
на, конструкции и изделия, поэтому очень важно хорошо
знать свойства бетонной смеси, зависимость их от раз¬
личных факторов, уметь получать бетонную смесь задан¬
ных свойств, умело управлять процессами приготовления,
укладки и затвердевания бетонной смеси.
Наиболее важным свойством бетонной смеси являет¬
ся удобоукладываемость, или формуемость, т. е. способ¬
ность смеси растекаться и принимать заданную форму,
сохраняя при этом монолитность и однородность. Удо¬
боукладываемость определяется подвижностью (текуче¬
стью) бетонной смеси в момент заполнения формы и
пластичностью, т. е. способностью деформироваться без
разрыва сплошности.
Для описания поведения бетонной смеси в различных
условиях используют ее реологические характеристики:
предельное напряжение сдвига, вязкость и период релак¬
сации. Для определения этих свойств применяют виско¬
зиметры (рис. 3.4). Подобные испытания выполняют
главным образом в научно-исследовательских лаборато¬
риях. В производственных же условиях контролируют
чаще всего подвижность (текучесть) смеси с помощью
различных приборов, позволяющих быстро и сравнитель¬
но просто получать необходимую характеристику бетон¬
ной смеси.
Для полной оценки бетонной смеси и правильной ор¬
ганизации производства бетонных и железобетонных из¬
делий и конструкций необходимо знать и другие свойст¬
ва смеси: ее уплотняемость, однородность, расслаивае-
мость, изменение объема в процессе затвердевания,
воздухововлечение, первоначальную прочность (для жест¬
ких бетонных смесей при использовании немедленной
распалубки изделий).
Особенность бетонной смеси состоит в постоянном из¬
менении ее свойств (в большей или меньшей степени) от
начала приготовления до затвердевания, что обусловли-
— 57 —
ff)
V
б)
\
Д.
S)
±
Рис. 3.4. Схемы приборов для определения реологических свойств цементного
теста и бетонной смеси
а — измерение скорости истечения смеси через отверстие; б — измерение глу¬
бины проникания конуса; в — скорость погружения шарика; г — усилие вы¬
дергивания; д — усилие вращения коаксиальных цилиндров
Рис. 3.5. Изменение вязкопластических свойств бетонной смеси в зависимости
от напряжений сдвига
а — изменение структурной вязкости; б — изменение скорости деформации те¬
чения (Ос и a m — углы, характеризующие коэффициенты вязкости системы)
вается сложными физико-химическими процессами, про¬
текающими в бетонной смеси и бетоне.
Как уже указывалось, бетонная смесь представляет
собой сложную многокомпонентную систему, состоящую
из частичек вяжущего, новообразований, образующихся
при воздействии вяжущего с водой, зерен заполнителя,
воды, вводимых в ряде случаев специальных добавок,
вовлеченного воздуха. Вследствие наличия сил взаимо¬
действия между дисперсными частицами твердой фазы и
воды эта система приобретает связанность и может рас¬
сматриваться как единое физическое тело с определен¬
ными реологическими, физическими и механическими
свойствами.
— 58 —
а) . О) В)
Рис. 3.6. Определение подвижности бетонной смеси при помощи конуса
о — общий вид конуса; смесь: б — жесткая; в — малоподвижная; г — подвиж¬
ная; д — очень подвижная и литая
Основное влияние на эти свойства будет оказывать
количество и качество цементного теста, так как именно
цементное тесто, являясь дисперсной системой, имеет
высокоразвитую поверхность раздела твердой и жидкой
фаз, что способствует развитию сил молекулярного сцеп¬
ления и повышению связанности системы. Решающее
влияние на свойства бетонной смеси оказывает расход
воды, так как он определяет объем и строение жидкой
фазы и развитие сил сцепления, характеризующих свя¬
занность и подвижность всей системы.
В процессе гидратации цемента (до момента затвер¬
девания) появляется все большее количество гелеобраз¬
ных гидратных соединений новообразований, что способ¬
ствует увеличению дисперсности твердой фазы и соот¬
ветственно повышению клеющей и пластифицирующей
способности цементного теста и его связующей роли в
бетонной смеси. Вместе с тем постепенно уменьшается
подвижность смеси.
Цементное тесто относят к так называемым структу¬
рированным системам, которые характеризуются некото¬
рой начальной прочностью структуры. В цементном тесте
создается определенная структура за счет действия сил
молекулярного сцепления между частицами, окаймлен¬
ными тонкими пленками воды. Пленки жидкой фазы соз¬
дают непрерывную пространственную сетку в структуре
— 59 -
цементного теста, придавая ему свойство пластичности и
способствуя формоизменению системы (течению) при
приложении внешних силовых воздействий. Прочность
начальной структуры, или структурная вязкость, цемент¬
ного теста зависит от концентрации твердой фазы в вод¬
ной суспензии.
Обычно бетонные смеси содержат достаточное коли¬
чество цементного теста и воды для создания сплошной
среды (см. бетонную смесь первого и второго вида по
классификации, приведенной ранее). Такие смеси ведут
себя подобно цементному тесту, обладая первоначальной
прочностью структуры, определенными пластичностью и
подвижностью.
Поведение структурированных систем при приложе¬
нии внешних сил существенно отличается от поведения
жидких тел. Если вязкость жидкости (истинная ньюто¬
новская) постоянна и не зависит от прикладываемого
давления (вязкость жидкости меняется только с измене¬
нием температуры), то вязкость структурированных си¬
стем изменяется даже при постоянной температуре в не¬
сколько раз (нередко на два-три порядка) в зависимости
от внешних сил, действующих на систему. Вязкость зави¬
сит от напряжения сдвига системы или скорости сдвиго¬
вых деформаций.
Под действием внешних сил происходит как бы раз¬
рыхление первоначальной структуры, ослабляются свя¬
зи между ее отдельными элементами, в результате воз¬
растает способность системы к деформациям (течению),
увеличивается ее подвижность. При достижении крити¬
ческой скорости сдвига, когда первоначальная струк¬
тура системы предельно разрушена, вязкость и сопротив¬
ление сдвигу достигают минимальных значений и даже
малоподвижные смеси приобретают определенную теку¬
честь. После окончания действия внешних сил система
возвращается в первоначальное состояние, восстанавли¬
вается начальная прочность структуры, уменьшается
подвижность.
Способность структурированных систем изменять свои
реологические свойства под влиянием механических воз¬
действий и восстанавливать их после прекращения воз¬
действия называется тиксотропией. В технологии бетона
это свойство широко используют для формирования из¬
делий из малоподвижных и жестких смесей путем воз¬
действия на них вибраций, встряхиванием, толчками.
— 60 —
Представление о поведении бетонной смеси при воз¬
действии на нее внешних сил дает полная реологическая
кривая (рис. 3.5), которую можно разделить на три уча¬
стка. На первом участке при небольших напряжениях
сдвига т сохраняется неразрушенная первоначальная
структура бетонной смеси, характеризующаяся наиболь¬
шей вязкостью г]о- После достижения критического напря¬
жения Ti, соответствующего пределу текучести системы,
начинается разрушение структуры, которое продол¬
жается до полного разрушения при предельном напря¬
жении то- На втором участке по мере разрушения систе¬
мы эффективная вязкость бетонной смеси постоянно па¬
дает при увеличении напряжений сдвига. После того как
система предельно разрушена, бетонная смесь приобре¬
тает наименьшую вязкость (так называемую пластичес¬
кую вязкость т[т — третий участок кривой), которая не
зависит от действующих напряжений и не изменяется
при их увеличении.
Как показали исследования, реологическая модель
невибрируемой бетонной смеси может быть описана
уравнением Шведова — Бингама:
т = т0 + Чт (dv/dx), (3.1)
где х— напряжение сдвига; То — предельное напряжение сдвига,
г\т—пластическая (остаточная) вязкость системы, которая может
рассматриваться как коэффициент пропорциональности (коэффици¬
ент вязкости) между напряжением и скоростью сдвига; dv/dx — гра¬
диент скорости сдвига.
Это уравнение характеризует поведение бетонной
смеси при транспортировании по трубам с помощью бе¬
тононасосов и при укладке очень подвижной смеси неко¬
торыми безвибрационными способами.
При вибрировании бетонной смеси ее начальная
структура предельно разрушается, внутреннее трение и
силы сцепления уменьшаются до минимума, в полной
мере проявляется эффект тиксотропного разжижения и
предельное напряжение сдвига становится очень малым.
В этих условиях поведение бетонной смеси с определен¬
ной степенью приближения можно описать уравнением
Ньютона:
х—Г1т (dv/dx). (3.2)
С повышением содержания в бетонной смеси крупно¬
го заполнителя и уменьшения содержания воды или от¬
сутствием сплошной среды из цементного теста сопротив¬
ление сдвигу значительно увеличивается. В системе не
— 61 —
только повышается вязкое трение, но и возникает внут¬
реннее сухое трение между зернами заполнителя. Для
описания поведения таких смесей применяют уравнение
Кулона:
т = о tg ф + дст, (3.3)
где о — нормальное напряжение; ф — угол внутреннего трения; г]ст —
структурная вязкость системы.
Рассмотренные выше выражения, описывающие рео¬
логические свойства бетонной смеси, основываются на
феноменологических представлениях, в которых бетонная
смесь принимается за однородную и изотропную среду,
характеризующуюся интегральными показателями: вяз¬
костью, предельным напряжением сдвига, коэффициен¬
том внутреннего трения tgcp и др. Такие представления
полезны при рассмотрении вопросов транспортирования
бетонной смеси, выгрузке смеси из бункеров, формова¬
нии изделий и т. д. На основе полной реологической кри¬
вой и полученных реологических характеристик можно
наиболее рационально подобрать технологию изготовле¬
ния изделий из данной бетонной смеси.
Однако на практике часто приходится решать дру¬
гую задачу — о подборе состава бетонной смеси, наилуч¬
шим образом отвечающего данной технологии изготов¬
ления железобетонных или бетонных изделий. Для реше¬
ния подобных задач необходимо знать взаимосвязь меж¬
ду составом бетонной смеси и ее реологическими свойст¬
вами. Для оценки последних в производственных усло¬
виях применяют упрощенные методы, получая техноло¬
гические характеристики бетонной смеси (показатель
жесткости, осадку конуса и др.), которые характеризуют
поведение смеси в определенных условиях и служат для
ориентировочной оценки способности смеси к формоиз¬
менению и уплотнению при тех или иных условиях воз¬
действия. Преимущество технических методов определе¬
ния подвижности бетонной смеси — быстрота испытания
и сравнительная простота используемых приборов, до¬
ступных для любой строительной лаборатории. Однако
на основе этих испытаний нельзя получить полной рео¬
логической кривой бетонной смеси и соответственно пол¬
ных данных о ее реологических свойствах.
Для производства работ и обеспечения высокого ка¬
чества бетона в конструкции или изделии необходимо,
чтобы бетонная смесь имела консистенцию, соответст¬
- 62 —
вующую условиям ее укладки. Консистенция бетонной
смеси зависит от ее состава и может изменяться от жест¬
кой едва влажной до густой (тестообразной) и жидкой,
легко растекающейся. В зависимости от консистенции
бетонной смеси используют тот или иной способ опреде¬
ления ее технологических свойств.
Для определения подвижности, т. е. способности сме¬
си расплываться под действием собственной массы и
связанности бетонной смеси, служит стандартный конус.
Он представляет собой усеченный, открытый с обеих сто¬
рон конус из листовой стали толщиной 1 мм. Высота ко¬
нуса 300 мм, диаметр нижнего основания 200 мм, верх¬
него— 100 мм. Внутреннюю поверхность формы-конуса
и поддон перед испытанием смачивают водой. Затем фор¬
му устанавливают на поддон и заполняют бетонной
смесью в три приема, уплотняя смесь штыкованием. Пос¬
ле заполнения формы и удаления излишков смеси фор¬
му тотчас снимают, поднимая ее медленно и строго вер¬
тикально вверх за ручки. Подвижная бетонная смесь,
освобожденная от формы, дает осадку или даже расте¬
кается. Мерой подвижности смеси служит величина
осадки конуса, которую изменяют сразу же после снятия
формы (рис. 3.6). Из каждого замеса пробу берут два
раза, измеряют осадку конуса и принимают средний ре¬
зультат.
В зависимости от осадки конуса различают малопод¬
вижные (пластичные) бетонные смеси (1—4 см), подвиж¬
ные (5—11 см), очень подвижные (12—19 см), литые
(более 20 см). При малых расходах воды бетонные смеси
не показывают осадки конуса, однако при приложении
внешнего силового воздействия такие смеси (в зависимо¬
сти от расхода воды и состава бетона) обладают различ¬
ными формовочными свойствами. Такие смеси называ¬
ют жесткими. Для оценки их свойств используют специ¬
альный прибор, с помощью которого определяют
растекаемость бетонной смеси при вибрировании.
Прибор состоит из цилиндрического сосуда высотой
200 мм с внутренним диаметром 240 мм, на котором за¬
креплено устройство для измерения осадки бетонной сме¬
си в виде направляющего штатива, штанги и металли¬
ческого диска толщиной 4 мм с шестью отверстиями
(рис. 3.7).
Прибор устанавливают на виброплощадку и плотно
прикрепляют к ней. Затем в сосуд помещают металли-
Рис. 3.7. Стандартный прибор для определения жесткости бетонной смеси
1 — форма; 2 — упоры для крепления конуса; 3 — конус; 4 — воронка; 5 —
штанга. 6 — направляющая втулка. 7 — втулка для крепления диска. S — диск
с шестью отверстиями; 9 — штатив; 10 — зажим штатива
ц
1 с
Рис. 3 8. Определение удобоукладываемости бетонной смеси упрощенным спо¬
собом
а — общий вид прибора; б — бетонная смесь до вибрирования; в — то otce, по¬
сле вибрирования; 1 — конус; 2 — форма куба; 3 — бетонная смесь; 4 — вибро-
площадка
- 64 —
ческую форму-конус с насадкой для наполнения бетон¬
ной смесью. Размеры формы-конуса такие же, как при
определении подвижности бетонной смеси, т. е. высота
300 мм, нижний диаметр 200 мм, верхний диаметр 100 мм.
Форму-конус с помощью специального кольца-держате¬
ля закрепляют в приборе и заполняют тремя слоями бе¬
тонной смеси, уплотняя ее штыкованием (25 раз каждый
слой). Затем укрепляют форму-конус, поворачивают
штатив, устанавливают на поверхности бетонной смеси
диск и включают виброплощадку. Вибрирование при ам¬
плитуде 0,5 мм продолжают до тех пор, пока не начнет¬
ся выделение цементного теста из двух отверстий диска.
Полученное время вибрирования — показатель жестко¬
сти бетонной смеси.
В ряде действующих нормативных документов и ин¬
струкций жесткость бетонной смеси указывается по ре¬
зультатам ранее использовавшейся методики ее опреде¬
ления с помощью технического вискозиметра (ГОСТ
10181—62). По этой методике бетонная смесь, уложен¬
ная в стандартный конус, при вибрировании растекает¬
ся в цилиндрическом сосуде высотой 200 мм и диамет¬
ром 300 мм, внутри которого установлено цилиндричес¬
кое кольцо диаметром 216 мм и высотой 130 мм. Между
нижней кромкой кольца и днищем сосуда имеется зазор,
величина которого устанавливается в зависимости от
крупности щебня: при предельной крупности 40 мм зазор
должен быть 70 мм, при крупности заполнителя 20 мм —
50 мм, при крупности заполнителя 10 мм — 30 мм. Расте¬
кание смеси контролируется по перемещению диска со
штоком, установленного на ее поверхности. Показатель
жесткости бетонной смеси определяется как время, не¬
обходимое для опускания диска в нижнее положение.
Внутреннее кольцо затрудняет растекание смеси и по¬
этому одна и та же смесь имеет показатель жесткости по
техническому вискозиметру в 3,5—5 раз выше, чем при
испытании в стандартном вискозиметре.
В лабораториях иногда используют упрощенный спо¬
соб определения жесткости бетонной смеси, предложен¬
ный Б. Г. Скрамтаевым. По этому способу испытание
проводят следующим образом. В обычную металличес¬
кую форму для приготовления кубов размером 20Х20Х
Х20 см вставляют стандартный конус. Предварительно
с него снимают упоры и немного уменьшают нижний диа¬
метр, чтобы конус вошел внутрь куба (рис. 3.8). Напол-
5—845
— 65 —
0,1 02 0,3 0,4 0,5 0,6 OJ 02 В/Ц
Рис. 3.9. Сравнение результатов определения технологических свойств бетон¬
ной смеси
J — с помощью технического вискозиметра; 2 — по осадке конуса: 3 — по спо¬
собу Б. Л Скрамтаева; 4 — по стандартному вискозиметру
няют конус также в три слоя. После снятия металличес¬
кого конуса бетонную смесь подвергают вибрации на
лабораторной площадке. Вибрация длится до тех пор,
пока бетонная смесь не заполнит всех углов куба и ее
поверхность не станет горизонтальной.
Продолжительность вибрирования (с) принимают за
меру жесткости (удобоукладываемости) бетонной сме¬
си. Стандартная виброплощадка должна иметь следую¬
щие параметры: кинематический момент 0,1 Н-м; ампли¬
туду 0,5 мм; частоту колебаний 3000 мин-1. Как показа¬
ли опыты, показатель жесткости, определенный на
стандартном приборе, приблизительно в 1,5—2 раза
меньше этого показателя, полученного по способу
Б. Г. Скрамтаева.
При определении подвижности и жесткости бетонной
смеси всегда надо учитывать два обстоятельства. Пер¬
вое— каждый метод испытания наиболее пригоден для
определенных конкретных условий и составов бетонной
смеси, для которых он обеспечивает необходимую точ-
— 66 —
ность измерения. На рис. 3.9 приведена зависимость по¬
казателей подвижности и жесткости бетонной смеси от
водоцементного отношения при постоянном расходе це¬
мента 300 кг/м3. Из этого рисунка видно, что использо¬
вать метод определения подвижности бетонной смеси по
осадке конуса можно только при В/Ц^0,5, в то время
как стандартный прибор определяет жесткость смеси
при В/Ц — 0,3—0,/. Однако при больших В/Ц точность
измерения резко ухудшается: значительные изменения
В/Ц и, следовательно, свойств смеси вызывают сравни¬
тельно небольшие изменения показателей жесткости.
Второе — поскольку методы, применяемые при опреде¬
лении удобоукладываемости смеси, не характеризуют ее
основных реологических свойств, а определяют условные
показатели, получаемые испытанием в различных усло¬
виях, то получение истинных зависимостей между этими
показателями невозможно. Бетонные смеси с одинако¬
вой осадкой конуса, но с разным составом, или смеси,
приготовленные на разных материалах, могут иметь раз¬
личные показатели жесткости, и наоборот, поэтому по¬
лучение корреляционных зависимостей возможно только
для бетонных смесей, приготовленных на материалах,
близких по свойствам и не слишком отличающихся по
составам. Это необходимо учитывать при разработке и
применении особых датчиков и приборов для регистра¬
ции технологических свойств бетонной смеси.
§ 3. ЗАВИСИМОСТЬ ПОДВИЖНОСТИ И ЖЕСТКОСТИ
бетонной смеси от различных факторов
Технологические свойства бетонной смеси определя¬
ются ее составом и свойствами используемых материа¬
лов.
Цементное тесто придает бетонной смеси связанность,
способность растекаться и плотно заполнять форму. Чем
выше содержание цементного теста, чем более жидкой
является его консистенция, тем больше подвижность бе¬
тонной смеси. Введение в цементное тесто заполнителя
уменьшает подвижность смеси, причем тем в большей
степени, чем выше содержание заполнителя и его удель¬
ная поверхность.
При изменении расхода цемента в бетоне от 200 до
400 кг/м3 при постоянном расходе воды, изменение под¬
вижности бетонной смеси не наблюдается. Подвижность
смеси изменяется только при изменении расхода воды.
Эта закономерность, получившая название закона по¬
стоянства водопотребности, позволяющая в расчетах ис¬
пользовать упрощенную зависимость подвижности бе¬
тонной смеси только от расхода воды, объясняется сле¬
дующим образом. Увеличение содержания цемента в
бетонной смеси повышает толщину обмазки зерен запол¬
нителя цементным тестом. Однако при этом уменьшается
отношение Ц/В (при постоянном расходе воды), т. е.
цементное тесто становится менее подвижным. Одновре¬
менное влияние этих факторов, один из которых должен
увеличивать, а второй уменьшать консистенцию бетон¬
ной смеси, суммируется таким образом, что изменение
расхода цемента в указанных пределах не влияет на
подвижность бетонной смеси.
С увеличением содержания цементного теста при по¬
стоянном В/Ц или уменьшением количества заполните¬
лей подвижность бетонной смеси возрастает, а проч¬
ность остается практически неизменной. Если цементное
тесто взять только в количестве, необходимом для за¬
полнения пустот между заполнителями, то бетонная
смесь получается жесткой, неудобоукладываемой. Что¬
бы смесь стала подвижной, следует не только заполнить
пустоты, но и раздвинуть зерна заполнителя прослойка¬
ми из цементного теста. В зависимости от свойств за-'
полнителя и соотношения между песком и щебнем ми¬
нимальное содержание цементного теста в бетонной
смеси, обеспечивающее ее нерасслаиваемость и качест¬
венное уплотнение, составляет от 170—200 л в жесткой
смеси до 220—270 л в подвижной и литой смесях.
Влияют на подвижность бетонной смеси и свойства
цемента. Применение цемента с более высокой нормаль¬
ной густотой понижает подвижность бетонной смеси
(при постоянном расходе воды). Бетонные смеси, со¬
держащие пуццолановый портландцемент с активной
кремнеземистой добавкой, особенно осадочного проис¬
хождения (трепела, диатомита), при одном и том же
расходе воды имеют значительно меньшую осадку кону¬
са, чем смеси с обычным портландцементом.
С повышением содержания воды подвижность бетон¬
ной смеси увеличивается (но если расход цемента оста¬
ется постоянным, то прочность бетона понижается). Од¬
нако каждая бетонная смесь обладает определенной
водоудерживающей способностью, устанавливаемой
— 68 —
опытным путем: при большем содержании воды часть ее
отделяется от бетонной смеси, что недопустимо. Изме¬
нение содержания воды—главный фактор, с помощью
которого регулируют консистенцию бетонной смеси.
Подвижность бетонной смеси существенно зависит от
крупности зерен заполнителя. С увеличением крупности
зерен их суммарная поверхность уменьшается, снижает¬
ся их влияние на цементное тесто, в результате подвиж¬
ность бетонной смеси возрастает. Пыль, глинистые и
другие загрязняющие примеси обычно снижают подвиж¬
ность жирной бетонной смеси.
Подвижность зависит также от соотношения между
песком и щебнем. Наилучшая подвижность достигается
при некотором оптимальном соотношении, при котором
толщина прослойки цементного теста максимальная.
При содержании песка в смеси заполнителей сверх это¬
го значения бетонная смесь делается менее подвижной,
что объясняется увеличением площади поверхности сме¬
си заполнителей.
Повышение подвижности, или снижение водопотреб¬
ности бетонной смеси, или уменьшение расхода цемента
может быть достигнуто применением пластифицирующих
добавок, например сульфитно-дрожжевой.бражки (СДБ)
в количестве от 0,1 до 0,3 % массы цемента (в зависи¬
мости от его минералогического состава и удельной по¬
верхности). Еще более эффективно действие суперплас¬
тификаторов, например С-3, которые позволяют очень
значительно изменять подвижность и водопотребность
пластичных бетонных смесей (на 20—40 % больше, чем
СДБ). В табл. 3.1 приведены данные, характеризующие
ориентировочное снижение водопотребности бетонной
смеси при введении СДБ.
Таблица 3.1. Снижение водопотребности бетонной смеси
при введении СДБ
Жесткость, с
Подвижность,
см
Снижение водопотребности. %, при расход
цемента, кг/м®
500
400
300
_
10—12
15
12
10
—
5—7
12
10
8
20—30
—
10
8
6
30—100
—
8
6
—
— 69 —
,с
0 2b 6 В 10 12 ОК.СМ О 10 20 30 ЬО 50 60. 70Щ,С
Рис. 3.10. График водопотребиости В пластичной (а) и жесткой (б) бетонной
смеси, изготовленной с применением портландцемсита, песка средней круп¬
ности (водопотребность 7 %) и гравия наибольшей крупности
1 — 80 мм; 2 — 40 мм; 3 — 20 мм; 4 — 10 мм; Ж\ — удобоукладываемость по
техническому вискозиметру; Жг — то о/се, по способу Б. Г. Скрамтаева
Примечания. 1. Если применяют мелкий песок с водопотребностью
свыше 7 %, то расходы воды увеличивают на 5 л на каждый процент увели¬
чения еодопотревности; при применении крупного песка с водопотребностью
нио/се 7 % расход воды уменьшают на 5 л на као/сдый процент уменьшения
водопотребности.
2. При применении щебня расход воды увеличивают на 10 л.
3 При применении пуццолановых цементов расход воды увеличивают на
15—20 л
4. При расходе цемента свыше 400 кг расход воды увеличивают на 10 л
на каждые 100 кг цемента
Подвижность бетонной смеси с течением времени по¬
степенно уменьшается вследствие физико-химического
взаимодействия цемента и воды. Особенно сильно ухуд¬
шается удобоукладываемость жесткой бетонной смеси,
поэтому такую смесь следует укладывать в формы как
можно быстрее. При определении состава бетона в за¬
висимости от заданной подвижности бетонной смеси ус¬
танавливают расход воды. Для этого используют зави¬
симость подвижности бетонной смеси от расхода воды и
других факторов. Ориентировочно расход воды можно
подбирать по таблицам и графикам (рис. 3.10), полу¬
ченным опытным путем, с последующей проверкой сос¬
тава бетона пробным затворением.
Более полно учесть влияние различных факторов
можно, используя показатели водопотребности песка и
щебня (Вп и Вщ).
— 70 —
ГЛАВ А 4. СТРУКТУРООБРАЗОВАНИЕ БЕТОНА
§ 1. ФОРМИРОВАНИЕ СТРУКТУРЫ БЕТОНА
Структура бетона образуется в результате затверде¬
вания (схватывания) бетонной смеси и последующего
твердения бетона. Определяющее влияние на ее форми¬
рование оказывает схватывание и твердение цемента.
В начальный период при смешивании цемента с во¬
дой в процессе гидролиза трехкальциевого силиката вы¬
деляется гидрат окиси кальция, образуя пересыщенный
раствор. В этом растворе находятся ионы сульфата,
гидроксида и щелочей, а также небольшое количество
кремнезема, глинозема и железа. Высокая концентрация
ионов кальция и сульфатионов наблюдается непродол¬
жительное время после затворения, так как в течение
нескольких минут из раствора начинают осаждаться
первые новообразования — гидроокись кальция и эт-
трингит.
Приблизительно через 1 ч наступает вторая стадия
гидратации, для которой характерно образование очень
мелких гидросиликатов кальция. Вследствие того, что в
реакции принимают участие лишь поверхностные слои
зерен цемента, вновь образующиеся гидратные фазы ха¬
рактеризуются очень тонкой гранулометрией, размер зе¬
рен цемента уменьшается незначительно. Новообразо¬
вания в первую очередь появляются на поверхности це¬
ментных зерен. С увеличением количества новообразова¬
ний и плотности их упаковки пограничный слой стано¬
вится малопроницаем для воды примерно в течение 2—
6 ч. Вторую стадию замедленной гидратации принято на¬
зывать «скрытым периодом» гидратации цемента.
Третья стадия процесса гидратации характеризуется
началом кристаллизации гидроокиси кальция из раст¬
вора. Этот процесс происходит очень интенсивно. Гидро¬
силикат кальция и эттрингит могут расти в виде длин¬
ных волокон, которые проходят через поры и разделяют
их на более мелкие, происходит формирование «основ¬
ной» структуры цементного камня.
Четвертая и пятая стадии процесса гидратации ха¬
рактеризуются замедленными реакциями, которые про¬
должаются до полной гидратации цемента. В эти перио-
— 71 —
3 70 7
24 7 28 t
b) j Периоды д гидратации jjj
8 9
ЯМ
№
УвйИ
Ш1М
fill
Рис. 4.2. Расчетные периоды струк-
турообразова ния
/ — образование первоначальной
структуры; II — упрочнение струк¬
туры; III — стабилизация структуры
Рис. 4.1. Схемы процесса гидратации цемента (а) и структурообразования (б)
цементного камия
J — образование длинных кристаллов; 2 — эттрингит; 3 — изменение пористо¬
сти, 4 — образование коротких волокон; 5 — моносульфат; 6 — неустойчивая
структура; 7 — формирование основной структуры; 8 — уплотнение структуры;
9 — стабильная структура
К м/с
Рис. 4.3. Зависимость продолжи¬
тельности периода формирования
структуры, определяемого по ско¬
рости ультразвука, от состава це¬
ментного теста и раствора
J — цементное тесто с ВЩ=0,3;
2 — раствор на песке Вольского ме¬
сторождения с ВЩ—0.3; 3 — то же,
с В!Ц=0,38; 4 —раствор на керам¬
зитовом песке с ВЩ = 0,7
Рис. 4.4. Изменение пористости </)
и тепловыделения (2) бетона в
процессе твердения
— 72 —
ды меняется характер пористости цементного камня в
результате того, что образовавшиеся поры заполняются
продуктами гидратации. Структура затвердевшего це¬
ментного камня уплотняется, и образовавшийся ранее
эттрингит может перейти в моносульфат.
Jloxep и Рихартц представили процесс гидратации
цемента в виде схемы (рис. 4.1), которая согласуется с
экспериментальными данными изучения начального пе¬
риода структурообразования по изменению предельного
напряжения сдвига и скорости прохождения ультразву¬
ка. Кривая нарастания структурной прочности имеет два
■характерных участка. Первый участок характеризуется
тем, что продукты взаимодействия цемента с водой ге¬
леобразны — это особо мелкие частицы волокнистой,
войлокообразной и пластинчатой формы, которые возни¬
кают в поровом пространстве между зернами цемента,
заполненном сначала водой затворения. Возникшая по¬
ристая матрица постепенно упрочняется и заполняется
продуктами дальнейшей гидратации.
Время от начала затворения до момента резкого воз¬
растания прочности называется периодом формирования
структуры. Плотность и пористость образующейся к
концу периода твердой матрицы зависят главным об¬
разом от концентрации цемента в цементном тесте,
т. е. от ВЩ теста. Таким образом, матрица, образую¬
щаяся из первичных продуктов гидратации цемента,
представляет собой «первоначальный каркас», оказыва¬
ющий решающее влияние на будущую структуру це¬
ментного камня.
Дальнейшее упрочнение структуры происходит за
счет роста новообразований внутри сложившейся матри¬
цы и соответствует третьей стадии гидратации. К концу
формирования структуры цементное тесто превращает¬
ся в камень, совершается довольно резкий переход от
пластической прочности цементного теста к хрупкой
прочности затвердевшего цементного камня.
Как указывалось, заполнитель, введенный в цемент¬
ное тесто, вследствие проявления поверхностных сил
влияет на свойства бетонной смеси, например уменьша¬
ет ее подвижность и сокращает период формирования
структуры (рис. 4.2), причем чем выше содержание за¬
полнителя и его удельная поверхность, тем больше его
влияние. Это аналогично уменьшению В/Ц, поэтому для
расчета условно можно принять, чг: св йства бетонной
смеси определяются несколько меньшим В/Ц, чем В/Ц
затворения. Определить количество воды, как бы отвле¬
каемой заполнителем, можно по изменению свойств бе¬
тонной смеси, вводя понятие об условном истинном В/Ц,
которое имело бы цементное тесто, если бы оно характе¬
ризовалось теми же свойствами, что и бетонная смесь
(подвижностью, сроками схватывания и т.д.).
Кроме того, заполнитель может создавать жесткий
каркас, упрочняющий структуру на первой стадии ее
формирования. Наличие заполнителя существенным об¬
разом влияет и на условия твердения цементного кам¬
ня. В бетоне взаимодействие цемента с водой и его
твердение происходит в тонких прослойках между зер¬
нами заполнителя при постоянном взаимодействии с ним.
Заполнитель повышает водоудерживающую способность
цементного теста, ограничивает усадочные деформации,
способствует образованию кристаллического каркаса
цементного камня, влияет на изменение температуры и
влажности в твердеющем цементном камне. Таким обра¬
зом, заполнитель оказывает существенное влияние на
формирование структуры цементного камня и бетона.
Это обычно учитывается при определении свойств и про¬
ектировании состава бетона.
Для удобства расчетов и прогнозирования свойств
бетона процесс формирования его структуры можно
разбить на три периода—первый, в течение которого
бетонная смесь превращается в бетон, второй, во время
которого структура бетона постепенно упрочняется, и
третий, когда структура стабилизируется и почти не из¬
меняется со временем (рис. 4.3). Граница между первым
и вторым периодами находится в точке А, местоположе¬
ние которой определяется таким образом, что к этому
моменту первоначальная структура бетона уже возникла
и в дальнейшем происходит лишь ее упрочнение. В этом
случае изменение прочности бетона во втором периоде
подчиняется логарифмическому закону, что позволяет
более точно прогнозировать изменение свойств бетона
во времени. В общем виде прочность бетона будет опи¬
сываться выражением
R = R0 + AR, (4.1)
где Ro — прочность первоначальной структуры бетона; ДR=f(t, Т) —
прочность бетона, приобретаемая в процессе последующего твер¬
дения
— 74 —
При очень слабой первоначальной структуре значе¬
нием R0 можно пренебречь. Величина ДR зависит от
времени и температуры твердения. Продолжительность
первоначального твердения, составляющую несколько
часов, обычно не учитывают, когда определяют проч¬
ность бетона при нормальном твердении. Но при прог¬
нозировании прочности бетона при тепловой обработке,
сроки которой соизмеримы с продолжительностью пер¬
воначального твердения, последнюю необходимо учиты¬
вать в расчетах. В последующих главах приведены фор¬
мулы, позволяющие определить прочность бетона в раз¬
личном возрасте и при разных условиях твердения.
В процессе формирования структуры бегона и ее по¬
следующего твердения изменяется не только прочность
бетона, но и другие свойства: пористость, тепловыделе¬
ние (рис. 4.4), электропроводность и т.д. Процессы фор¬
мирования структуры сопровождаются объемными изме¬
нениями. В зависимости от условий твердения бетон мо¬
жет либо увеличиваться, либо уменьшаться в объеме;
последнее происходит чаще и носит название усадки.
Все эти изменения более значительны на первоначаль¬
ном этапе формирования структуры и особенно в период
превращения псевдожидкой структуры бетонной смеси
в твердую структуру бетона и постепенно затухают с
возрастом бетона.
Изменения свойств бетона определяются главным об¬
разом гидратацией цемента, поэтому свойства последне¬
го оказывают на эти закономерности решающее влияние.
Процесс гидратации является ведущим, и его протека¬
ние определяет изменение структуры и свойств бетона.
Другие факторы (например, состав бетона, свойства за¬
полнителя и т. д.) хотя и влияют на изменение структу¬
ры и свойства бетона, но их влияние на кинетику измене¬
ния свойств бетона является вторичным и обусловлива¬
ется в известной мере их воздействием на процессы
гидратации цемента и структурообразование цементно¬
го камня. Постепенное затухание изменений свойств бе¬
тона во времени и их стабилизация объясняются посте¬
пенным затуханием процесса гидратации цемента.
§ 2. СТРУКТУРА БЕТОНА
Структура бетонной смеси сохраняется и при затвер¬
девании, поэтому если классифицировать структуры бе¬
тона по содержанию цементного камня и его размеще-
— 75 —
Рис. 4.5. Основные типы макроструктуры бетона
I — плотная; II— плотная с пористым заполнителем; III — ячеистая; IV—зер¬
нистая; —средняя прочность структуры; и R2 — прочности составляю-
‘ щих бетона
нию в бетоне, то можно также выделить три типа струк¬
тур, рассмотренных выше.
Однако на свойства бетона определяющее влияние
имеет его плотность или пористость. При прочих рав¬
ных условиях объем и характер пористости, а также со¬
отношение в свойствах отдельных составляющих бетона
определяют его основные технические свойства, долговеч¬
ность, стойкость в различных условиях. В этой связи це¬
лесообразно классифицировать структуру бетона с уче¬
том ее плотности.
На рис. 4.5 показаны основные типы структур: плот¬
ная, с пористым заполнителем, ячеистая и зернистая.
Плотная структура в свою очередь может иметь кон¬
тактное расположение заполнителя, т.е . его зерна сопри¬
касаются друг с другом через тонкую прослойку цемент¬
ного камня, и «плавающее» расположение заполнителя,
т. е. его зерна находятся на значительном удалении друг
от друга. Плотная структура состоит из сплошной мат¬
рицы твердого материала (например, цементного кам¬
ня), в которую вкраплены зерна другого твердого мате¬
риала (заполнителя), достаточно прочно связанные с
материалом матрицы. Ячеистая структура отличается
тем, что в сплошной среде твердого материала распре¬
делены поры различных размеров в виде отдельных ус¬
ловно замкнутых ячеек. Зернистая структура представ¬
ляет собой совокупность скрепленных между собой
зерен твердого материала. Пористость зернистой струк¬
туры непрерывна и аналогична пустотности сыпучего
материала.
Наибольшей прочностью обладают материалы с
плотной структурой, наименьшей — с зернистой. Плотные
материалы менее проницаемы, чем ячеистые, а те в свею
очередь менее проницаемы, чем материалы зернистой
структуры. Последние обладают, как правило, наиболь¬
шим водопоглощением.
Большое влияние на свойства материала оказывает
размер зерен, пор или других структурных элементов.
В этой связи в бетоне различают макроструктуру и мик¬
роструктуру. Под макроструктурой понимают структуру,
видимую глазом или при небольшом увеличении. В ка¬
честве структурных элементов здесь различают крупный
заполнитель, песок, цементный камень, воздушные поры.
Иногда для анализа и построения технологических рас¬
четов условно принимают макроструктуру, состоящую из
двух элементов — крупного заполнителя и раствора, в
котором объединяются цементный камень и песок.
Микроструктурой называют структуру, видимую при
большом увеличении под микроскопом. Для бетона боль¬
шое значение имеет микроструктура цементного камня,
которая состоит из непрореагировавших зерен цемента,
новообразований и микропор различных размеров. По
своему строению она напоминает бетон (если считать
непрореагировавшие зерна заполнителем). Проф.
В. Н. Юнгом подобная структура была образно назва¬
на «микробетоном».
Цементный камень — основной компонент бетона,
влияющий на его свойства и долговечность. В свою оче¬
редь свойства цементного камня зависят от его минера¬
логического состава, определяющего силу химического
взаимодействия между элементами структуры и микро¬
структуры. Изменяя минералогический состав вяжущего
и условия твердения, можно получать различные типы
микроструктуры цементного камня: ячеистую, зерни¬
стую, волокнистую, сотовую или сложные структуры,
состоящие из сочетания разных типов структуры (рис.
4.6). В технологии бетона используются различные вя¬
жущие вещества, применяются разные условия тверде¬
ния бетона, поэтому в бетонах могут встречаться разные
типы микроструктуры цементного камня.
Вблизи зерен заполнителя в результате влияния его
поверхностных сил и ряда других причин, микрострук¬
тура цементного камня может несколько изменяться по
сравнению со структурой основной массы, поэтому ча¬
сто рассматривают особо микроструктуру и свойства
— 77 —
Рве. 4.6. Микроструктура цементного камня и бетона, полученная на элект¬
ронном сканирующем микроскопе
ыерху — структуры цемент/юго камня; снизу — структуры зоны контакта це¬
ментного камня с заполнителем
контактной зоны между цементным камнем и заполни¬
телем, выделяя ее в виде отдельного структурного эле¬
мента.
Определенное влияние на свойства бетона оказывает
также микроструктура заполнителя, особенно легкого
пористого. На рис. 4.6 показаны некоторые микрострук¬
туры контактной зоны бетона, а на рис. 4.7 — изменение
свойств материала в контактной зоне. Приведенные дан¬
ные показывают, что рассмотренная выше классифика¬
ция структур применима как к макроструктуре, так и
микроструктуре бетона, а также подтверждают, что при
рассмотрении бетонов особое внимание надо обратить
на контактную зону цементного камня и заполнителя.
Структура бетона, как правило, изотропна, т. е. ее
свойства по разным направлениям (приблизительно)
одинаковы. Однако путем особых приемов формования
или введения специальных структурообразующих эле¬
ментов структуре бетона может быть придана анизо¬
тропность, т. е. ее свойства в одном направлении будут
заметно отличаться от свойств в другом направлении.
Примером может служить бетон на заполнителе с ле-
щадными зернами, ориентированными в определенном
направлении (рис. 4.8).
Для различных видов бетонов характерна своя
структура. Для тяжелых бетонов характерна плотная
структура, для легких конструктивных — плотная струк¬
тура с пористыми включениями, ячеистые бетоны имеют
ячеистую структуру, крупнопористые — зернистую. Ко¬
нечно, подразделение на приведенные типы структур
условно, в действительности структура бетона отличает¬
ся большой сложностью, например в плотной структуре
тяжелого бетона цементный камень имеет значительное
количество пор, в плотной структуре легкого бетона по¬
ры наблюдаются не только в заполнителе, но и в це¬
ментном камне, отдельные ячейки в ячеистой структуре
могут соединяться между собой капиллярами и т д.
Однако представление о различных типах структур по¬
зволяет более четко проектировать состав бетона, ис¬
пользуя характерные для каждого случая зависимости.
Бетоны являются искусственными каменными мате¬
риалами. Известно, что прочность подобных материалов
зависит от их плотности, так как она в известной мере
определяет плотность упаковки структурных элементов,
объем и характер дефектов (пор, микротрещин и др.).
79 —
Рис. 4.7. Изменение микротеердо-
сти Н цементного камня в кон¬
тактной зоне у поверхности запол¬
нителя
1 — гранита; 2 — кварца
Рис. 4.8. Прочность бетона с ле-
щадным заполнителем
Рис. 4.9. Зависимость прочности
бетона Rq ячеистой структуры (/)
и зернистой структуры (2) от отно¬
сительной плотности v/P
Рис. 4.10. Неоднородность структу¬
ры и прочности бетона по сеченик
образца или изделия
— 80 —
В общем виде зависимость прочностей бетона от его
плотности может быть представлена выражением
Я = tfi(Y/Yi)n. (4 2)
где Ri — прочность материала при плотности YH п — показатель
степени, зависящей от структуры материала.
Если принять, что Ri/y'l=A — характеристика дан¬
ного материала, численно равная его прочности при
плотности, равной 1, то выражение (4 2) можно запи¬
сать в виде
R = Ayn. (4.3)
Выражение (4.3) показывает, что прочность пори¬
стого материала пропорциональна его плотности. Пока¬
затель степени п для материалов разной структуры мо¬
жет колебаться от 2 до 6. Для материалов ячеистой
структуры его ориентировочно можно принять равным
2. Для материалов зернистой структуры показатель сте¬
пени п зависит от формы зерен составляющих материа¬
лов и прочности их контактов. В среднем его можно
принимать равным 4 (при колебаниях от 3 до 6).
Зависимость прочности бетонов от его структуры по¬
казана на рис. 4.9. При одинаковой относительной плот¬
ности прочность материала зернистой структуры значи¬
тельно ниже, чем ячеистой, поэтому кроме величины
пористости материалов для окончательного суждения
о прочности и других свойствах бетона необходимо
знать характер пористости, определяемый его струк¬
турой.
Структура бетона неоднородна. Отдельные объемы
материала могут значительно отличаться по своим свой¬
ствам, что оказывает заметное влияние на суммарные
свойства материала. Могут различаться по свойствам
цементный камень и заполнитель, отдельные зерна за¬
полнителя и отдельные микрообъемы цементного кам¬
ня. Контактная зона, как и основной массив цементного
камня, также неоднородна, в ней содержатся более или
менее дефектные места, непрореагировавшие зерна,
микротрещины и другие элементы, снижающие однород¬
ность материала. На рис. 4.10 показано возможное из¬
менение прочности бетона по сечению. Кроме того,
структура и свойства бетона могут колебаться в незна¬
чительных пределах в разных изделиях и образцах, да¬
же изготовленных из одного и того же состава.
6—845
— 81 —
Неоднородность структуры и свойства требуют при-<
менения к оценке бетона вероятностно-статистических
методов и должны учитываться при проектировании и
организации производства бетонных и железобетонных
конструкций.
ГЛАВА 5. СВОЙСТВА БЕТОНА
§ 1. ПРОЧНОСТЬ БЕТОНА
Прочность — это свойство материала сопротивлять¬
ся разрушению от действия внутренних напряжений,
возникающих в результате нагрузки или других факто¬
ров. Материалы в сооружениях могут испытывать раз¬
личные внутренние напряжения: сжатия, растяжения,
изгиба, среза и кручения.
Бетон относится к материалам, которые хорошо со¬
противляются сжатию, значительно хуже — срезу и еще
хуже — растяжению (в 5—50 раз хуже, чем сжатию),
поэтому строительные конструкции обычно проектиру¬
ют таким образом, чтобы бетон в них воспринимал сжи¬
мающие нагрузки. При необходимости восприятия рас¬
тягивающих усилий конструкции армируют. В железо¬
бетонных конструкциях напряжения растяжения и сре¬
за воспринимаются стальной арматурой, обладающей
высоким сопротивлением этим видам нагрузки, поэтому
одной из важнейших характеристик бетона является
его прочность на сжатие.
Однако имеются отдельные типы конструкций (до¬
рожные покрытия, полы и др.), в которых бетон должен
воспринимать напряжения растяжения при изгибе.
В этом случае при проектировании состава бетона исхо¬
дят из необходимости получения заданной прочности
бетона при изгибе или растяжении.
Разрушение в физическом понимании состоит в от¬
делении частей тела друг от друга. Дефекты в материа¬
ле приводят к облегчению процесса разрушения, т. е.
они понижают прочность материала.
Особенностью поведения под нагрузкой хрупких ма¬
териалов, а следовательно, и бетона является то, что
при сжатии они разрушаются от растягивающих напря¬
жений, возникающих в направлениях, перпендикуляр-
— 82 —
д)
6}
щ
1
ч
I
р
“к
\
—
—
ШШ W
I
М\
LT _
Рис. 5.1. Характер разрушения бетона
а — по цементному раствору без разрушения заполнителя; б — с разрывом зе¬
рен заполнителя; в — смешанное разрушение (поверхность разрушения пока¬
зана пунктиром)
ных действию сжимающей нагрузки, или от напряже¬
ний среза, действующих по определенным плоскостям.
Прочность бетона является интегральной характери¬
стикой, которая зависит от свойств компонентов бетона,
его состава, условий приготовления, твердения, эксплуа¬
тации и испытания. В свою очередь с прочностью бето¬
на связан и ряд других его свойств.
Прочность бетона определяется испытанием его об¬
разцов под нагрузкой. Поведение бетона под нагрузкой
не только определяет его прочность — итоговый резуль¬
тат испытания, но и существенно важно для определе¬
ния надежности работы материала в условиях эксплуа¬
тации, когда воздействующие на него нагрузки не до¬
стигают предельных значений, но могут оказывать за¬
метное влияние на долговечность, трещиностойкость и
другие свойства бетона.
Поведение бетона под нагрузкой и характер его раз¬
рушения изучали многие исследователи. Установлено,
что наблюдается два вида поверхности разрушения
(рис. 5.1). В первом случае, когда прочность заполните¬
ля при растяжении выше прочности раствора или це¬
ментного камня, разрушение происходит по раствору и
в обход зерен заполнителя. Во втором случае, когда
прочность заполнителя ниже прочности раствора, раз¬
рушение происходит по раствору и зернам заполните¬
ля. Может быть и смешанное разрушение, когда проч¬
ности зерен заполнителя и раствора близки между со¬
6* ' — 83 —
бой и в разных участках структуры более прочным ока¬
зывается либо заполнитель, либо раствор.
На основе изучения процесса разрушения бетона Б. Г. Скрам-
таев предложил три гипотезы прочности бетона. Первая гипотеза ос¬
новывалась на распределении нормальных напряжений между цемент¬
ным камнем и заполнителями в соответствии с их модулями упруго¬
сти, т. е. предусматривала концентрацию напряжений на материалах
с более высокими модулями упругости и разгрузку более слабых
материалов. Согласно второй гипотезе, разрушение бетона при сжа¬
тии происходит от среза по наклонным плоскостям. По третьей ги¬
потезе бетон разрушается вследствие поперечного расширения при
сжатии. При этом разрушение возможно в результате: а) разрыва
цементного камня; б) нарушения сцепления между цементным камнем
и заполнителем; в) разрыва зерен заполнителя.
Экспериментальная проверка выдвинутых гипотез прочности бе¬
тона показала, что наиболее правдоподобна третья и отчасти пер¬
вая. Это наглядно подтверждает наблюдаемые в опытах поведение
бетона под нагрузкой и характер его разрушения.
Микроскопические и ультразвуковые методы иссле¬
дований, получившие развитие в последнее время, пока¬
зали, что задолго до разрушения бетона в нем образу¬
ются микротрещины разрыва. Теоретическое обоснова¬
ние наблюдаемым фактам дал А. А. Гвоздев на основе
анализа полей напряжений в бетоне. Поле напряжений,
вызванное нагрузкой, взаимодействует с полем напря¬
жений, вызванным неоднородностью материала, в ре¬
зультате чего возникают местные концентрации, приво¬
дящие к трещинам разрыва.
Если обобщить результаты и выводы ряда исследо¬
вателей, то современные представления о процессе раз¬
рушения бетона можно свести к нескольким основным
положениям;
1. Разрушение бетона происходит постепенно. Вна¬
чале возникают перенапряжения, а затем микротрещи¬
ны в отдельных микрообъемах. Развитие этого процесса
сопровождается перераспределением напряжений и во¬
влечением в трещинообразование все большего объема
материала, вплоть до образования сплошного разрыва
того или иного вида, зависящего от формы образца или
конструкций, ее размеров и других факторов. На по¬
следней стадии нагружения процесс микроразрушений
становится неустойчивым и носит лавинный характер.
2. Разрушение бетона при сжатии обусловлено раз¬
витием микротрещин отрыва, направленным параллель¬
но действующему усилию. Происходит кажущееся уве¬
личение объема образца, но в действительности нару¬
— 84 —
шается сплошность материала. Процесс развития
микротрещин определяется структурой бетона, в частно¬
сти размером и числом дефектных мест в ней, а также
видом и режимом приложенной нагрузки.
3. Большое влияние на процесс разрушения оказыва¬
ет жидкая фаза в бетоне. Облегчая развитие пластичес¬
ких деформаций, деформаций ползучести и микротре¬
щин, ослабляя структурные связи в бетоне, вода снижа¬
ет его прочность. Степень влияния этого фактора
зависит от скорости приложения нагрузки.
4. Прочность и деформативность бетона определяет¬
ся главным образом структурой и свойствами цементно¬
го камня, который скрепляет зерна заполнителя в мо¬
нолит. Структура и свойства цементного камня зависят
от его минералогического состава, водоцементного отно¬
шения, тонкости помола цемента, его возраста, условий
приготовления и твердения введенных добавок. В по¬
следнее время было показано, что путем применения
тех или иных технологических приемов, например виб¬
роперемешивания или введения добавок, можно значи¬
тельно изменить прочность и деформативность бетона.
В отдельных случаях свойства бетона изменялись в
1,5—2 раза. Свойства бетона существенно зависят от
вида и качества заполнителя, а также от его состава.
Прочность бетонов, приготовленных на цементе одина¬
кового качества, при постоянном водоцементном отно¬
шении, но на разных заполнителях, может отличаться
в 1,5—2 раза.
Вполне понятно, что процесс разрушения бетона в
действительности сложнее и зависит от большего коли¬
чества факторов, чем указано выше. До настоящего вре¬
мени одни положения в этой области являются спор¬
ными, другие требуют уточнения.
На результаты определения прочности бетона влия¬
ет много факторов. Даже образцы из одного и того же
замеса, твердевшие в одинаковых условиях и испытан¬
ные на одном прессе, показывают различные значения
прочности бетона. Если же имеются отклонения в мето¬
дике испытаний, то различия в прочности могут быть
весьма значительными. Следует помнить, что определя¬
емый испытаниями показатель прочности бетона явля¬
ется характеристикой, зависящей не только от свойств
материала, но в некоторой степени от методики испыта¬
ний, поэтому необходимо строго придерживаться соот¬
ветствующих рекомендаций по методикам испытания и
добиваться максимального единообразия в их прове¬
дении.
Для пояснения сказанного рассмотрим влияние раз¬
личных факторов, связанных с подготовкой и испытани¬
ем сбразцов на прочность бетона при сжатии. Условно
эти факторы можно разделить на три i руппы: технологи¬
ческие, методические, статистические.
Уже указывалось, что невозможно получить совер¬
шенно одинаковые по структуре образцы бетона. Всегда
будет наблюдаться различие (пусть незначительное) в
распределении отдельных компонентов бетона, в возни¬
кающей системе дефектов (пор, микротрещин и т.д.), в
колебаниях свойств отдельных зерен составляющих
(цемента и заполнителей) и новообразований цементно¬
го камня. В результате появляется определенная неод¬
нородность материала, которая сказывается на резуль¬
татах испытаний.
Факторы, связанные с приготовлением образцов и
их качеством, относятся к технологическим. На резуль¬
таты испытаний будут влиять параллельность граней
образца, их ровность и шероховатость, условия изготов¬
ления. Так, при изготовлении бетонных образцов из
пластичных смесей при больших расходах воды и в ря¬
де других случаев под зернами заполнителя вследствие
седиментации возникают ослабленные места. При испы¬
тании в этом случае заметное влияние на результаты
будет оказывать расположение образца между плитами
пресса. Наименьшие результаты получаются при сжа¬
тии образцов, положенных на бок, т. е. когда ослаблен¬
ные полости совпадают с направлением усилия сжатия.
В этом случае наличие слабых мест заметно умень¬
шает сопротивление образца действию растягивающих
усилий в горизонтальном направлении и способствует
его разрушению. Прочность образцов, испытанных в по¬
ложении на боку, может быть на 10—20 % ниже, чем
при испытании в том положении, в котором образец
формовался, поэтому при испытаниях обязательно сле¬
дует учитывать указанные факторы и располагать об¬
разцы на прессе в одинаковом положении. Кубы обычно
испытывают в положении на боку, чтобы иметь запас
прочности.
К методическим факторам относятся различные ас¬
пекты методики испытания, каждый из которых оказы¬
— 86 —
вает определенное влияние на его результат. Конструк¬
ция и особенности пресса, размеры образца, условие
взаимодействия образца и пресса, скорость нагружения,
влажность бетона — все эти факторы могут оказать
существенное влияние на окончательный результат —
предел прочности бетона.
При испытании бетонного образца в прессе напря¬
жения возникают не только в образце, но и в плитах
пресса. Поскольку модуль упругости стали намного вы¬
ше модуля упругости бетона, то даже при одинаковых
направлениях деформации, возникающие в плитах прес¬
са, в том числе поперечные деформации от действия
растягивающих напряжений, оказываются меньше, чем
деформации бетона. Между плитами пресса и образцом
обычно действуют силы трения, в результате чего по¬
верхность бетонного образца, прилегающая к плитам
пресса, имеет одинаковые с последними деформации.
Эти деформации значительно меньше деформаций в
других сечениях. Образец же разрушается тогда, когда
деформации достигают предельных значений, при кото¬
рых возникают сплошные трещины.
Действие плит пресса, уменьшая деформации слоев
бетона, прилегающих к ним, как бы оказывает на них
поддерживающее влияние и предохраняет от разруше¬
ния. Это явление принято называть эффектом обоймы,
поэтому кубы бетона имеют обычно характерную фор¬
му разрушения (рис. 5.2, а), когда наибольшие дефор¬
мации и разрушения наблюдаются в среднем сечении
образца. Образец после испытания как бы представля¬
ет две сложенные вершинами усеченные пирамиды.
Можно изменить условия взаимодействия пресса и
образца и тем самым изменить напряженное состояние,
возникающее в образце, и результаты испытания. На¬
пример, если с помощью какой-либо смазки ликвидиро¬
вать трение между плитами пресса и образцом, то ме¬
няется характер разрушения (рис. 5.2,6), образец как
бы раскалывается системой параллельных вертикаль¬
ных трещин и вследствие отсутствия поддерживающего
влияния эффекта обоймы прочность снижается на 20—
30%.
Однако подобные испытания не применяют, так как
устранить полностью трение трудно и обычно смазка
лишь снижает коэффициент трения до некоторой вели¬
чины, которая зависит от вида смазки, прочности струк-
— 87 —
s)
>
R,~R^RS
np Ecr '
Рис. 5.2. Характер разрушения бе¬
тонных кубов при различных усло¬
виях испытания
а — обычная схема испытания
(пунктиром показана ориентировоч¬
ная область влияния «эффекта
обоймы»); б — при смазке опорных
поверхностей; в — при применении
податливых прокладок
Рис. 5.3. Влияние размеров образ¬
ца на прочность бетона
туры бетона и ряда других факторов. Смазка вносит
неопределенность в условия испытания, увеличивает
разброс результатов, поэтому был принят другой путь
определения действительной прочности бетона, исклю¬
чающий поддерживающее влияние эффекта обоймы, а
именно испытание призм.
Если между плитами пресса и образцом поместить
достаточно толстую прокладку, модуль деформации ко¬
торой меньше модуля деформации бетона, то в ней
возникают растягивающие деформации, превышающие
деформации бетона, вследствие чего прокладки будут
способствовать разрыву бетона, и прочность контроль¬
ных кубов может оказаться на 35—50 % меньше, чем
при испытании по стандартной методике (рис. 5.2,в).
Вследствие действия эффекта обоймы значительное
влияние на результаты испытаний оказывают размер и
форма контрольного образца. Эффект обоймы проявля¬
ется только в тонком слое бетона, прилегающем к плитам
— 88 —
пресса, поэтому чем сильнее раздвинуты плиты пресса,
т. е. чем больше размер образца, тем меньше проявля¬
ется эффект обоймы, и при испытании фиксируются
меньшие значения прочности образцов, приготовленных
из одного и того же бетона и твердевших в совершенно
одинаковых условиях. При определении марки бетона
используют обычно приведенные ниже средние перевод¬
ные коэффициенты, позволяющие перевести прочность
бетона, полученную испытанием кубов разных размеров,
на прочность кубов размером 15X15X15 см.
Еще в большей мере проявляется зависимость проч¬
ности бетона от его размеров при испытании призм. Ес¬
ли изменять расстояние между плитами пресса в широ¬
ких пределах, варьируя величину hja (рис. 5.3), то
прочность может изменяться в несколько раз — в тон-
.ких образцах она будет в 2—3 раза больше, чем в' вы¬
соких призмах. Прочность призм из тяжелого бетона на
20—30 % меньше прочности, получаемой при испытании
кубов. Опыты показывают, что при h/a>3 не наблюда¬
ется изменения прочности бетона с дальнейшим увели¬
чением значений h/a, т. е. влияние эффекта обоймы и
ряда других методических факторов практически не
проявляется, поэтому при проектировании железобетон¬
ных конструкций используют призменную прочность
бетона как величину, в наибольшей степени характери¬
зующую действительную прочность бетона в конструк¬
ции.
Степень влияния эффекта обоймы будет зависеть
также от вида и свойств бетона. В слабых и более де-
формативных бетонах влияние деформаций плит пресса
затухает быстрее и распространяется на меньший объем
образца, вследствие чего влияние эффекта обоймы
уменьшается, поэтому для легких бетонов низких марок
можно с определенной степенью приближения прини¬
мать прочность бетона кубов разных размеров одина¬
ковой. В значительной мере структура и прочность бе¬
тона влияют и на его призменную прочность. Соотноше¬
ние Япр/Якуб может изменяться для тяжелого бетона от
0,6 до 0,9, а для легкого бетона от 0,65 до 1.
Однако то, что при испытании образцов различных
размеров получаются разные показатели прочности,
объясняется не только эффектом обоймы. Здесь прояв¬
ляются и другие факторы. Чем больше образец, тем
выше вероятность появления в нем крупных дефектов,
— 89 —
л
снижающих прочность бетона. На основе статистической
теории хрупкого разрушения материалов, которая в из¬
вестной мере применима к разрушению бетона, зависи¬
мость среднего предела прочности R от объема образца
V можно представить формулой
где R0 — предел прочности стандартного образца; а, Ь, а — эмпири¬
ческие коэффициенты; V0 — объем стандартного образца.
По результатам опытных данных принимают а =
= 0,45—0,7; Ь — 0,4—0,6; а=3, однако возможны и бо¬
лее значительные колебания этих коэффициентов.
При испытаниях почти невозможно разделить влия¬
ние масштабного фактора, конструкций пресса, стати-'
стических и технологических факторов, поэтому приве¬
денная выше формула в известной мере отражает влия¬
ние различных факторов.
При изготовлении образцов разных размеров на ко¬
нечный результат определения прочности оказывают
влияние и технологические факторы. В таких образцах
возможны различная степень уплотнения структуры,
твердение в неодинаковых температурно-влажностных
условиях, возникают различные напряжения от усадки
и действия внешних факторов и т. д. Все это может по¬
влиять на формирование структуры бетона и прочность
контрольных образцов.
Определенную роль играет и организация технологи¬
ческого процесса. Как показывает статическая теория
прочности, чем лучше организован процесс и ниже ко¬
эффициент вариации прочности бетона, тем в меньшей
мере должен проявляться масштабный эффект.
В рабочих чертежах конструкций или в стандартах
на изделия обычно указываются требования к прочно¬
сти бетона или его марка. Марка тяжелого бетона опре¬
деляется пределом прочности (в 1(Н МПа) при сжатии
стандартных бетонных кубов 15X15X15 см, изготовлен¬
ных из рабочей бетонной смеси в металлических формах
и испытанных в возрасте 28 сут после твердения в нор¬
мальных условиях (температура 15—20°С, относитель¬
ная влажность окружающего воздуха 90—100 %). Стро¬
ительными нормами и правилами для тяжелых бетонов
установлены следующие марки: М 50, М 75, М 100,
М 150, М 200, М 250, М 300, М 350, М 400, М 450,
(5.1)
— 90 —
М 500, М 600 и выше (через М 100). На производстве
необходимо обеспечить заданную марку бетона. Превы¬
шение заданной марки допускается не более чем на
15 %, так как это ведет к перерасходу цемента.
Кубы размером 15X15X15 см применяют в том слу¬
чае, когда наибольшая крупность зерен заполнителя
40 мм. При другой крупности заполнителя можно ис¬
пользовать кубы иных размеров, однако размер ребра
контрольного бетонного образца должен быть примерно
в 3 раза больше максимальной крупности зерен запол¬
нителя. Для определения марки бетона на кубах с раз¬
мерами, отличными от 15X15X15 см, вводят следующие
переходные коэффициенты, на которые умножается по¬
лученная в опытах прочность бетона:
Размер куба, см . 7x7x7 ЮхЮхЮ 15x15x15 20x20x20
Коэффициент . . 0,85 0,85 1 1,05
На практике наблюдаются значительные отклоне¬
ния от приведенных выше коэффициентов, так как их
значение зависит от жесткости опорных плит пресса,
марки бетона и других факторов. Для получения более
достоверных результатов необходимо, чтобы толщина
опорных плит пресса была не менее половины величи¬
ны ребра испытываемого куба. В этом случае действи¬
тельные переходные коэффициенты могут оказаться вы¬
ше рекомендованных, и проектирование бетона с ис¬
пользованием последних повышает запас прочности
конструкции. v
Марку легкого бетона определяют также при сжатии
кубов 15X15X15 см. При испытании кубов других раз¬
меров переходный коэффициент не вводится. Для лег¬
ких бетонов установлены марки: М 25, М 35, М 50,
М 75, М 100, М 150, М 200, М 250, М 300, М 350, М 400.
При изготовлении сборных железобетонных кон¬
струкций, а также при срочных работах, когда исполь¬
зуются быстротвердеющие цементы или применяют раз¬
личные способы ускорения твердения бетона, прочность
его определяют в более короткий срок твердения, на¬
пример в возрасте 1, 3 и 7 сут. Наоборот, бетоны на
медленнотвердеющих цементах, применяемые в моно¬
литных массивных сооружениях, могут иметь расчетные
сроки твердения, превышающие 28 сут (60, 90 и
180 сут). Увеличение расчетного срока твердения бето¬
— 91 —
на обычно ведет к экономии цемента. Назначенные сро¬
ки твердения должны быть технически и экономически
обоснованы.
Для конструкций, которые проектируют с учетом
требований СТ СЭВ 1406-78, прочность бетона на сжа¬
тие характеризуется классами. Класс бетона определя¬
ется величиной гарантированной прочности на сжатие
с обеспеченностью 0,95. Бетоны подразделяют на клас¬
сы: В1; В1,5; В2; В2,5; В3,5; В5; В7,5; BIO; В12,5; В15;
В20; В25; ВЗО; В35; В40; В45; В50; В55; В60. Для пере¬
хода от класса бетона В к средней прочности бетона
(в МПа), контролируемой на производстве для образ¬
цов 15X15X15 см (при нормативном коэффициенте ва¬
риации 13,5 %) следует применять формулу: Д()р=
= 5/0,778. Например, для класса В5 получим среднюю
прочность R^р =6,43 МПа, для класса В40—RC6P =
= 51,4 МПа.
Для правильного определения состава бетона важно
знать, как зависит его прочность от качества цемента
и заполнителей, соотношения между составляющими и
прочих факторов. Прочность бетона в определенный
срок при твердении в нормальных условиях зависит
главным образом от прочности (активности) цемента и
водоцементного отношения. Под водоцементным отно¬
шением в этом случае понимают отношение массы во¬
ды к массе цемента в свежеизготовленной бетонной сме¬
си, причем учитывается только свободная, не поглощен¬
ная заполнителем вода. Прочность бетона повышается
с увеличением прочности цемента или уменьшением во¬
доцементного отношения. Эта зависимость может быть
выражена формулой
^ — мвшТя- (5'2)
где Ro — прочность бетона после 28 сут нормального твердения;
Rn — активность цемента; ВЩ — водоцементное отношение; А —
коэффициент, учитывающий влияние других факторов.
Графически зависимость прочности бетона от водо¬
цементного отношения изображается в виде гиперболи¬
ческих кривых (рис. 5.4). Зависимость прочности бетона
от водоцементного отношения вытекает из физической
сущности формирования структуры бетона. Изучение
процесса гидратации цемента показало, что цемент при
— 92 —
Рис. 5.5. Зависимость прочности бе¬
тона от В/Ц
Рис. 5.4. Зависимость прочности бе¬
тона от В/Ц и R ц (I : п . — отноше¬
ние массы цемента к массе запол¬
нителя, R
В/Ц
твердении в зависимости от качества и срока твердения
присоединяет всего 15—25 % воды от своей массы.
В течение первого месяца связывается не более 20 %
воды от массы цемента. Вместе с тем для придания бе¬
тонной смеси пластичности в бетон добавляют воды зна¬
чительно больше (40—70 % массы цемента, В/Ц—0,4—
—0,7), так как при В/Ц=0,2 бетонная смесь почти су¬
хая, и ее нельзя качественно перемешать и уложить.
Избыточная вода, не вступающая в химические реакции
с цементом, остается в бетоне в виде водяных пор и ка¬
пилляров или испаряется, оставляя воздушные поры.
В обоих случаях бетон будет ослаблен наличием пор и
чем больше их, т. е. чем больше В/Ц, тем ниже проч¬
ность бетона. Таким образом, закон водоцементного от¬
ношения, по существу, выражает зависимость прочности
бетона от его плотности или пористости.
Зависимость прочности бетона от его водоцементного
отношения выполняется лишь в определенных преде¬
лах. При очень низких водоцементных отношениях, да¬
же при повышенных расходах цемента и воды, не удает¬
ся получить удобоукладываемые бетонные смеси и
необходимую плотность бетона, поэтому зависимость
Rq=/(В/Ц) нарушается; с дальнейшим уменьшением
В/Ц прочность бетона не увеличивается, а затем даже
начинает уменьшаться. Определенную роль в снижении
— 93 —
прочности бетона в этом случае играет и тот факт, что
для гидратации цемента необходим некоторый избыток
воды (в 2—3 раза) по сравнению с тем количеством,
которое непосредственно вступает во взаимодействие с
цементом. Уменьшение этого избытка ниже определен¬
ных пределов влечет за собой замедление гидратации и,
следовательно, понижение прочности бетона.
Зависимость прочности от водоцементного отноше¬
ния строго соблюдается лишь при испытании бетона на
одинаковых материалах с близкой подвижностью бетон¬
ной смеси и при применении одинаковых приемов при¬
готовления и укладки бетона. На прочность бетона, хо¬
тя и менее существенное, чем Rn и В/Ц, заметное
влияние оказывают также вид цемента, свойства запол¬
нителей, способы приготовления образцов и другие фак¬
торы.
Таким образом, в действительности имеется не одна
строгая кривая, выражающая зависимость Ц6=/(В/Ц),
а некоторая полоса, на которой укладывается большин¬
ство опытных результатов с учетом возможных колеба¬
ний прочности бетона, вызванных влиянием других фак¬
торов. Однако для облегчения расчетов часто использу¬
ют средние кривые для зависимости Re от В/Ц или
выражающие их формулы. В формулах прочности бето¬
на влияние качества цемента, заполнителей и других
факторов обычно учитывают с помощью эмпирических
коэффициентов.
На практике могут наблюдаться заметные отклоне¬
ния прочности бетона от значений, определенных по той
или иной средней кривой или формуле. В отдельных
случаях действительная прочность может отличаться от
расчетной в 1,3—1,5 раза, поэтому при проектировании
состава бетона полученный расчетом состав принято
проверять в контрольных замесах.
С развитием технологии бетона факторов, влияющих
на его прочность, становится все больше, так как рас¬
ширяется ассортимент цементов, заполнителей, возни¬
кают новые технологические приемы приготовления,
укладки и выдерживания бетонной смеси, поэтому осо¬
бое значение приобретают предварительные испытания
бетона на материалах, предназначенных к применению
в соответствии с намечающейся технологией. Испытания
обязательны также при большом объеме работ, так как
они дают возможность получить более надежную зави-
— 94 —
имость прочности бетона от водоцементного отношения
[ других факторов, которой и следует пользоваться в
дальнейшем. Если предварительные испытания не про-
юдились, эту зависимость можно уточнить в процессе
[роизводства при контрольных испытаниях бетона.
В практике строительства материалы и технология,
фименяемые на данном объекте или заводе, как прави-
ю, не меняются в процессе производства и главным
фактором, позволяющим получать бетоны разной проч-
юсти, является водоцементное отношение. Это еще раз
юдчеркивает важное значение закона водоцементного
отношения для технологии бетона.
Для определения состава бетона более удобна не за-
зисимость его прочности от водоцементного отношения,
i обратная зависимость прочности от цементно-водного
отношения. При изменениях цементно-водных отноше¬
ний от 1,3 до 2,5 эта зависимость прямолинейна и может
быть выражена формулой
R6 = ARnMIB)-C), (5 3)
где Rc, — прочность бетона в возрасте 28 сут; Ц/В — цементно-вод¬
ное отношение; А к С — эмпирические коэффициенты, учитывающие
влияние заполнителей и других факторов на прочность бетона;
в среднем А = 0,6, С=0,5.
Зависимости (5.2) и (5.3) справедливы только для
плотно уложенного бетона, получающегося при приме¬
нении подвижной бетонной смеси. Жесткие бетонные
смеси требуют для тщательного уплотнения особых при¬
емов (длительного вибрирования, сильного трамбования,
прокатки или прессования). Если при уплотнении бето¬
на в нем сохраняются воздушные поры, то в этом случае
объем воздушных пор прибавляют к объему пор, остав¬
шихся от воды, подставляя в формулы вместо В значе¬
ния В + ВВ, где В В — объем воздушных пор.
Прочность бетона сборных железобетонных конструк¬
ций, подвергающихся пропариванию, можно ориентиро¬
вочно определять по приведенным выше формулам, счи¬
тая, что после пропаривания в возрасте 1 сут прочность
бетона составляет приблизительно 70 % его марки, или
по зависимостям, полученным опытным путем.
Зависимость прочности бетона от цементно-водного
отношения и активности цемента не может быть выра¬
жена одной формулой. Строго говоря, эта зависимость
не прямолинейная, как ее часто упрощенно представля¬
ют; она выражается довольно сложной кривой (рис.
— 95 —
5.5). Однако для практических целей эту кривую можно
заменить двумя прямыми и для расчета состава бетона
использовать две эмпирические формулы:
для бетонов с £/Д>0,4(Д/В<2,5)
Дб = ЛЯц [W/B)—0,5]; - (5.4)
для бетонов с В/Д<0,4(Д/Вэ>2,5)
Яб = Л1Яц[(4/Я) + 0,5], (5.5)
где Яц — прочность портл.-.ндцемента, определенная по ГОСТ
310.4—81.
Значения коэффициентов А и Ai принимают по
табл. 5.1.
Таблица 5.1. Значения коэффициентов А и At в формулах
(5.4) и (5.5)
Материал для бетона
А
А
Высококачественный
0,65
0,43
Рядовой
0,6
0,4
Пониженного качества
0,55
0,37
Примечание. Высококачественные материалы: щебень из
плотных горных пород высокой прочности, песок оптимальной круп¬
ности и портландцемент высокой активности, без добавок или с ми¬
нимальным количеством гидравлической добавки; заполнители чи¬
стые, промытые, фракционированные с оптимальным зерновым соста¬
вом смеси фракций. Рядовые материалы: заполнители среднего каче¬
ства, в том числе гравий, портландцемент средней активности или
высокомарочный шлакопортлаидцемент. Материалы пониженного ка¬
чества: крупные заполнители низкой прочности, мелкие пески, цемен¬
ты низкой активности.
Приведенные формулы справедливы для бетонов из
умеренно жестких и подвижных бетонных смесей, уло¬
женных вибрацией при коэффициенте уплотнения не ни¬
же 0,98. При определении состава бетона формулу проч¬
ности обычно используют для назначения водоцементно¬
го отношения, обеспечивающего заданную прочность
бетона при определенной активности цемента. Чтобы
определить, какую из формул использовать в том или
ином случае, сравним прочность бетона и цемента при
В/Ц=0,4, наиболее часто применимом при определении
прочности портландцемента. В этом случае в среднем
Яо = 0,б/?ц(2,5 —0,5) = 1,2/?ц. (5-6)
— 96 —
Таким образом, прочность бетона оказывается на
10—30 % (при колебаниях А от 0,55 до 0,65) выше проч¬
ности нормального цементного раствора. Это можно
объяснить, с одной стороны, тем, что цементный рас¬
твор вследствие особенностей структуры и приготовле¬
ния имеет большую пористость (на 3—5%), чем бетон,
с другой, применением однофракционного окатанного
Вольского песка, что также снижает прочность раствора
(по нашим опытам, прочность раствора на Вольском
песке была на 15—25 % ниже прочности раствора на хо¬
рошем строительном песке при одинаковых значениях
водоцементного отношения).
Таким образом, формулу (5.4) следует применять
при следующих случаях:
А = 0,65 при Rq > 1,3
А = 0,6 при R& > 1,2
А = 0,55 при Rq> 1,1
Для тяжелых бетонов, применяемых в строительстве
дорог и аэродромов, устанавливают марки бетона по
прочности на растяжение при изгибе, которые опреде¬
ляют путем испытания балочек квадратного сечения
(табл. 5.2). Балку испытывают с приложением сил в !/з
пролета.
Таблица 5.2. Размеры стандартных балочек
Наибольшая крупность
зерен заполнителя, мм
Размеры балочки.
мм
сечение
Длина
расстояние
между опорами
30
100x100
400
300
50
150X150
600
450
70
200 X 200
800
600
Предел прочности на растяжение при изгибе Rmr,
МПа, вычисляют по формуле
Rnsr =
kPmax/bh2, (5-7)
где Ршах — разрушающая сила, кН; b — ширина образца, см; h —
высота образца, см; /е — коэффициент, принимаемый равным:
для балочек длиной 40 см. /г=31,5
то же, 50 » /г=45
» 80 » k=57
7— 845 У7 —
if(R)
Я Я
Рис. 5.6. Зависимость прочности
бетона на изгиб Яизг </) и на рас¬
тяжение Яр {2) от прочности на
сжатие
<
Рис. 5.7. Кривые распределения
прочности бетонов разной однород¬
ности н вероятность появления
прочностей ниже нормативных со»
противлений
Рис. 5.8. Зависимость средней проч¬
ности бетона от его однородности
для постоянного обеспечения нор¬
мативных сопротивлений
▼
У/R)
Прочность бетона на изгиб в несколько раз меньше
его прочности на сжатие. Марки бетона на растяжение
при изгибе: М 5, М 10, М 15, М 20, М 25, М 30, М 35,
М 40, М 45, М 50.
Прочность бетона на изгиб зависит от тех же факто¬
ров, что и прочность бетона на сжатие, однако количест¬
венные зависимости в этом случае получаются другими.
Соотношение Rcm/Rmr повышается с увеличением марки
бетона (рис. 5.6). На практике обычно трудно достиг¬
нуть прочности бетона при изгибе более 6 МПа.
Более точная зависимость прочности бетона на изгиб
от качества цемента получается, если в ней учитывается
активность цемента на изгиб, которую определяют в со¬
ответствии с ГОСТ 310.4—81. В этом случае можно ис¬
пользовать в расчетах формулу
/?пзг = Лп /?'ц (Д/В-0,2), (5.8)
где Rиэг — марка бетона на изгиб; А„ — эмпирический коэффици¬
ент, который для высококачественных материалов принимают рав-
— 98 —
яым 0,42, для рядовых материалов — 0,4, для материалов понижен¬
ного качества — 0,37; #ц — активность цемента на изгиб.
С увеличением возраста бетона его прочность на из¬
гиб и растяжение возрастает более медленно, чем проч¬
ность на сжатие, и соотношение Rp/Rcж уменьшается.
Качество бетона нельзя оценить только средней проч¬
ностью бетона. На практике всегда наблюдаются откло¬
нения от этой величины. Колебания активности цемента,
его нормальной густоты, минералогического состава,
свойств заполнителей, каждое зерно которых хоть не¬
значительно, но отличается одно от другого, колебания
параметров процесса изготовления и твердения; дозиров¬
ки материалов, режимов перемешивания и твердения —
все это приводит к определенной неоднородности струк¬
туры бетона. Вследствие этого отдельные объемы бетона
могут отличаться друг от друга в большой или малой сте¬
пени, что зависит от свойств используемых материалов
и отлаженное™ технологического процесса. Соответ¬
ственно будут колебаться и показатели свойств бетона:
прочность, плотность, проницаемость, морозостойкость
и др. Для оценки однородности бетона используют ста¬
тистические методы. Таким образом, качество бетона
будет определяться его средней прочностью (или соот¬
ветствующим комплексом показателей) и его однород¬
ностью, которая оценивается по коэффициенту вариации
прочности (или других показателей).
При проектировании бетонных и железобетонных
конструкций используют не нормируемую среднюю проч¬
ность бетона (марку бетона), а расчетные сопротивле¬
ния, учитывающие возможный разброс показателей
прочности бетона и включающие, кроме того, определен¬
ные коэффициенты, гарантирующие безопасность рабо¬
ты конструкции.
Расчетные сопротивления определяют по формуле
Ярасч = R* Ik = R (1 — 2о")/А, (5.9)
где RB — нормативное сопротивление бетона; k — коэффициент безо¬
пасности по бетону; R — марка бетона (нормируемая средняя проч¬
ность) ; ин — коэффициент вариации, оценивающий колебания проч¬
ности бетона; по СНиП среднее значение v"=]3,5 %.
Коэффициент безопасности k учитывает возможное
ослабление конструкции вследствие ряда неблагоприят¬
ных факторов, например несоответствия прочности бето¬
на в контрольных образцах и конструкции, отклонения
в размерах изделий и конструкций, в расположении ар¬
матуры от проекта, производственные ошибки неслучай¬
ного характера и другие факторы.
Если фактическая средняя прочность бетона будет
соответствовать проектной марке бетона, а коэффици¬
ент вариации — среднему значению 13,5%, то норма¬
тивные сопротивления будут иметь обеспеченность
97,7 %• Это означает, что в 977 случаях из 1 ООО фактиче¬
ские значения прочности бетона будут выше его норма¬
тивного сопротивления.
В действительности значения коэффициента вариа¬
ции могут отличаться от среднего значения, в результа¬
те чего будет изменяться запас прочности конструкции
по бетону. На предприятиях и стройках с хорошо отла¬
женной технологией коэффициент вариации может
уменьшаться до 4—6 %, а при использовании недоста¬
точно качественных материалов с большим колебанием
свойств при плохо организованном технологическом
процессе возможно увеличение коэффициента вариации
до 20—25 %.
На рис. 5.7 показана вероятность появления прочно¬
стей ниже нормативных сопротивлений при постоянной
средней прочности (марка бетона), но различной его
однородности (коэффициенте вариации). Чем ниже одно¬
родность, т. е. выше коэффициент вариации, тем больше
вероятность появления в конструкциях бетона с проч¬
ностью ниже нормативного сопротивления, т. е. ниже
надежность конструкции.
Для достижения постоянной вероятности появления
прочностей ниже нормативных сопротивлений, т. е. по¬
стоянной обеспеченности последних, необходимо при из¬
менении коэффициента вариации назначать различную
среднюю прочность бетона. Из рис. 5.8 видно, что с
уменьшением коэффициента вариации можно снизить
требования к средней прочности бетона, сохраняя посто¬
янную обеспеченность нормативных сопротивлений бе¬
тона в конструкции, т. е. гарантируя постоянство ее ка¬
чества по бетону.
Снижение требований к средней прочности бетона в
определенной конструкции позволяет уменьшить расход
цемента и снизить стоимость конструкции, поэтому
введение комплексной оценки прочности и однородно
сти бетона позволяет более правильно судить о
— 100 —
его качестве, открывает широкие возможности со¬
вершенствования производства и улучшения его эко¬
номических показателей.
§ 2. ДЕФОРМАТИВНЫЕ СВОЙСТВА БЕТОНА
В процессе приготовления, твердения, эксплуатации
и испытаний под действием различных причин в бетоне
происходят объемные изменения, возникают деформа¬
ции материала. Величина их зависит от структуры бето¬
на, свойств его составляющих, особенностей технологии
и ряда других факторов. Деформативные свойства бе¬
тона учитывают при проектировании конструкций; они
оказывают большое влияние на качество и долговеч¬
ность бетонных и железобетонных сооружений.
Условно деформации бетона можно разделить на
следующие виды: собственные деформации бетонной
смеси (первоначальная усадка) и бетона (усадка и рас¬
ширение), возникающие под действием физико-химичес¬
ких процессов, протекающих в бетоне; деформации от
действия механических нагрузок, причем различают де¬
формации от кратковременного действия нагрузок и от
длительного действия (ползучесть бетона); температур¬
ные деформации бетона.
После укладки бетонной смеси может происходить
седиментационное осаждение твердых частиц и посте¬
пенное ее уплотнение. Этот процесс наиболее ярко про¬
является в пластичных и литых смесях. При этом на
поверхности смеси может выделяться вода, изменяться
объем смеси. При значительной высоте изделия осадку
можно наблюдать невооруженным глазом, так как де¬
формации бетона весьма значительны и превосходят ве¬
личину обычной усадки затвердевшего бетона в десят¬
ки раз.
На рис. 5.9 показан характер развития первоначаль¬
ной усадки. Деформации интенсивно развиваются в пер¬
вый момент после укладки и уплотнения бетонной смеси
и постепенно затухают уже через 30—90 мин. Если при¬
меняются литые смеси, то в первоначальный период
на поверхности бетона выделяется слой воды. Водоот-
деление достигает максимума через 10—20 мин, а затем
начинается постепенное всасывание воды в глубь бето¬
на вследствие интенсивного протекания процесса кон¬
тракции цементного теста.
— 101 —
Величина первона¬
чальной усадки зависит
от состава бетонной сме¬
си и свойств использован¬
ных материалов. Жесткие
бетонные смеси имеют
меньшие величины перво¬
начальной усадки, чем
пластичные и тем более
литые смеси. Первона¬
чальная усадка уменьша¬
ется при снижении водо-
содержания бетонной сме¬
си и уменьшении расхода
цементного теста; при
применении тонкомолотых добавок, хорошо удерживаю¬
щих воду (трепел, диатомит и др.); при высоком содер¬
жании крупного заполнителя, обеспечивающем создание
жесткого скелета в бетонной смеси. В табл. 5.3 приведе¬
ны некоторые значения полной первоначальной усадки
обычной бетонной смеси на гранитном заполнителе, по¬
лученные при испытаниях в специальных пластмассовых
формах-цилиндрах высотой 300 мм и диаметром 100 мм.
Таблица 5.3. Первоначальная усадка бетона
Вяжущее
Расход
цемента,
KT/MJ
Первоначальная усадка, %,
при расходе воды, кг/м3
150
180
210
Портландцемент
310
0,15
0,82
1,64
500
—
0,21
0,36
Портландцемент с добавкой
20 % трепела
310
0,01
0,11
0 42
На величину первоначальной усадки могут оказать
влияние форма, арматурный каркас и производственные
факторы. Густое армирование и узкая форма будут пре¬
пятствовать проявлению первоначальной усадки. ' 1‘
Создание жесткого скелета в бетонной смеси с боль¬
шим расходом воды уменьшает внешнюю первоначаль¬
ную усадку, но не может препятствовать протеканию
седиментационных процессов между зернами крупного
заполнителя, поэтому в бетоне увеличится доля скрытой
■усадки, протекающей в отдельных микрообъемах и вы¬
Рис. 6.9. Зависимость первоначаль-
ной усадки Деп у от времени t,
прошедшего с момента укладки бе¬
тонной литой (/) и подвижной (2)
смеси
— 102 —
зывающей расслоение и ухудшение качества бетонной
смеси.
При воздействии на бетонную смесь давления, кото¬
рое часто применяется при формовании железобетонных
изделий, проявляется упругое последействие бетонной
смеси. Это приводит к тому, что после снятия нагрузки
материал несколько расширяется. Сжимаемость бетон¬
ной смеси зависит от ее состава и применяемых мате¬
риалов. Особенно большое влияние на сжимаемость
оказывает вовлеченный воздух: чем больше воздуха,
тем сильнее сжимаемость. Если при применении давле¬
ния воздух и вода могут удаляться из смеси, то упругое
последействие будет слабым. Если же воздух сохраня¬
ется в бетонной смеси, то деформация упругого после¬
действия будет весьма значительной. Деформации пер¬
воначальной усадки и упругого последействия необходи¬
мо учитывать при формовании бетонных и железобетон¬
ных изделий, так как они влияют на окончательные
размеры изделия и качество его открытых поверхностей.
Процесс твердения бетона сопровождается измене¬
ниями его объема. Наиболее значительным является
уменьшение объема при твердении в атмосферных усло¬
виях или при недостаточной влажности среды, получив¬
шее название усадки бетона. При твердении в воде или
во влажных условиях уменьшение объема бетона может
не происходить, а в ряде случаев наблюдается даже его
незначительное расширение.
^Усадка бетона вызывается физико-химическими про¬
цессами, происходящими в бетоне при твердении, и из¬
менением его влажности. Суммарная усадка складыва¬
ется из ряда составляющих, из которых наиболее су¬
щественное значение имеют влажностная, контракцион-
ная и карбонизационная деформации, названные так по
виду определяющего фактора.\J
Влажностная усадка вызывается изменением распре¬
деления, перемещением и испарением влаги в образо¬
вавшемся скелете цементного камня. Эта составляющая
играет ведущую роль в суммарной усадке бетона. Конт-
ракционная усадка вызывается тем, что объем новооб¬
разований цементного камня меньше объема, занимае¬
мого веществами, вступающими в реакцию. Эта усадка
развивается в' период интенсивного протекания химиче¬
ских реакций между цементом и водой и не столько из¬
меняет внешние размеры образца, сколько способствует
— 103 —
изменениям в поровой структуре материала: уменьшает¬
ся объем пор, занимаемых водой, возникают воздушные
поры. Обычно эта усадка развивается в период затвер¬
девания бетона, когда он еще достаточно пластичен и
поэтому не сопровождается заметным растрескиванием
материала. Карбонизационная усадка вызывается кар¬
бонизацией гидрата окиси кальция и развивается по¬
степенно с поверхности бетона- в глубину.
Усадка бетона, особенно влажностная и карбониза¬
ционная, происходящая в уже затвердевшем материале,
может привести к возникновению трещин в бетоне, на¬
пример вдоль предварительно напряженной арматуры,
или в изделиях с большой открытой поверхностью, что
ухудшает качество конструкций и сооружений и их дол¬
говечность. В некоторых случаях может потребоваться
ремонт конструкции, поэтому при проектировании и
производстве бетонных и железобетонных изделий не¬
обходимо учитывать влияние усадки бетона.
' ' Усадка бетона зависит от его состава и свойств ис¬
пользованных для него материалов. Усадка увеличива¬
ется при повышении содержания цемента и воды, при¬
менении высокоалюминатных цементов, мелкозернистых
и пористых заполнителей. Быстрое высыхание бетона
приводит к значительной и неравномерной усадке (усад¬
ка поверхностных слоев материала выше) и может вы¬
звать появление усадочных трещин.
Предложены различные зависимости, связывающие
усадку бетона с его составом, однако действительная
усадка может заметно отличаться от расчетных значе¬
ний, так как на нее влияет много факторов, трудно под¬
дающихся учету.
Формулу, связывающую усадку бетона с его соста¬
вом, предложил Р. Лермит:
еу.ц/еу.6 = 1 +Р(У8/КЦ), (5.Ю)
где е> ц и еу с — усадки цементного камня и бетона; Р— константа
материала, которая зависит от ВЩ, крупности заполнителя и дру¬
гих факторов (Р=1,5—3,1); Уэ и Уц — объемы соответственно запол¬
нителя и цемента.
Более полно можно оценить влияние различных фак¬
торов на усадку бетона еу из выражения
®/ = ey.max ЕУ11у2 1У3(5-П)
где £у — предельное значение деформаций усадки данного бетона;
е> max — предельное значение деформаций усадки бетона из смеси
определенного состава в заданных исходных условиях; |у/ — без-
— 104 —
0,4
1 1
0,6
0,8 В/U
10 15
20 25
30
цт,%
5 10
15 20
25
зоа, см
1
' I 1 L
^П1
7
14
28
60
90
t,cym
^п2
0,35 ОМ
0.5
0.6
0.7
0.8 В/Ц
*д5
10
15
20
25
30
UT, °/о
^nh
^n5
10
15
20
25
30
а, см
S0
80
70
ВО
50
40 в,%
Рис. 5.13. Значения поправочных
коэффициентов Е Для определе¬
ния ползучести бетона
Рис. 5.10. Значение поправочных
коэффициентов Еу. для определе¬
ния усадки бетона
Рис. 5.11. Диаграмма сжатия бетона
бу — упругая составляющая дефор¬
мации; 8ПГ[—пластическая дефор¬
мация; е пп— псевдопластическая
деформация
Рис. 5.12. Изменение модуля де¬
формации бетона при нагружении
5.10
5.13
5.11
5.12
— 105 —
размерные коэффициенты, учитывающие относительное влияние: ВЩ,
содержания цементного теста, размеров образца r=F/P (F — пло¬
щадь поперечного сечения; Р — его периметр) и влажности окру¬
жающего воздуха 0.
При определении еутах принимают В/Ц=0,5; ЦТ=
= 0,2; г — 2,5 см; 0 = 70 %. В формуле отсутствует коэф¬
фициент, учитывающий влияние возраста бетона к момен¬
ту начала протекания усадки, поскольку продолжитель¬
ность начального твердения бетона во влажных услови¬
ях мало отражается на предельной усадке бетона.
Значения коэффициентов £Уг для обычного тяжелого
бетона приведены на рис. 5.10. Изменение их позволяет
ориентировочно оценить влияние различных факторов на
усадку бетона.
Деформации бетона при приложении нагрузки зави¬
сят от его состава, свойств составляющих материалов и
вида напряженного состояния. Диаграмма сжатия бето¬
на имеет криволинейное очертание, причем кривизна уве¬
личивается с ростом напряжений (рис. 5.11).
С увеличением прочности бетона уменьшаются его де¬
формации и кривизна диаграммы о—е. Низкопрочные
бетоны имеют даже нисходящую ветвь диаграммы сжа¬
тия. Однако на этом участке сплошность материала уже
нарушена, в нем возникают микроскопические трещины,
отслоения отдельных частей. В железобетонных конст¬
рукциях арматура связывает отдельные части бетона в
единое целое и для частных случаев расчета конструк¬
ций необходимо учитывать нисходящую ветвь диаграм¬
мы сжатия бетона.
На характер нарастания деформаций под действием
нагрузки влияют также скорость ее приложения, разме¬
ры образца, температурно-влажностное состояние бето¬
на и окружающей среды, а также другие факторы.
Деформация бетона включает упругую еу, пластиче¬
скую еПл и псевдопластическую впп части (см. рис. 5.11):
Еб = 8уепл ^пп- " (5.12)
Соотношение между ними зависит от состава бетона,
использованных материалов и других факторов. Величи¬
на пластической и псевдопластической частей возраста¬
ет с увеличением длительности нагрузки, понижением
прочности бетона, увеличением водоцементного отноше¬
ния, при применении слабых заполнителей.
О деформативных свойствах бетона при приложении
нагрузки судят по его модулю деформации, т. е. по от¬
— 106 —
ношению напряжения к относительной деформации, вы¬
зываемой его действием. Чем выше модуль деформации,
тем менее деформативен материал.
Поскольку диаграмма сжатия бетона криволинейна,
то его модуль деформации зависит от относительных на¬
пряжений o/R, постепенно понижаясь с их увеличением
(рис. 5.12), причем тем больше, чем ниже марка бетона.
Обычно определяют начальный модуль деформации бе¬
тона либо модуль деформации при определенном значе¬
нии o/R, например при <т/7?Пр=0,5.
На практике используют эмпирические зависимости
модуля деформации от различных факторов. Для расче¬
та железобетонных конструкций важна зависимость мо¬
дуля деформации от прочности бетона. Ориентировочно
средние значения модуля деформации при <т//?пр = 0,5
можно определить по формуле
100 ООО
Еп= .
° 1,7 + (3600/Я)
В действительности модуль деформации может за¬
метно отличаться от этих средних значений. В табл. 5.4
Таблица 5.4. Средние значения модуля деформации некоторых
видов бетона, МПа
Бетон
Модуль деформации бетона, МПа.
марок
М 100
М300
М 500
Обычный тяжелый
19
34
410
Легкий
11
19
—
Мелкозернистый
13
23
300
приведены значения модуля деформации при сжатии не¬
которых видов бетона, показывающих большое влияние
на него технологических факторов.
Важное значение для расчета конструкций и оценки
их поведения под нагрузкой имеют предельные дефор¬
мации, при которых начинается разрушение бетона. По
опытным данным, предельная сжимаемость бетона изме¬
няется в пределах 0,0015—0,003, увеличиваясь при повы¬
шении прочности бетона. Предельную сжимаемость бето¬
на можно также увеличить, применяя более деформатив¬
ные компоненты и обеспечивая достаточно надежное
сцепление между ними.
— 107 —
Предельная растяжимость бетона составляет 0,0001—
0,0015, т. е. примерно в 15—20 раз меньше его предель¬
ной сжимаемости. Предельная растяжимость повышает¬
ся при введении в бетон пластифицирующих добавок, ис¬
пользовании белитовых цементов, уменьшении крупно¬
сти заполнителей или при применении заполнителей с
высокими деформативными свойствами и сцеплением с
цементным камнем.
Под ползучестью бетона понимают его способность
деформироваться во времени при длительном действии
постоянной нагрузки. Физическая природа ползучести
еще недостаточно выяснена, но большинство исследова¬
телей считают, что пластические деформации ползучести
обусловливаются пластическими свойствами цементного
камня и изменением состояния основной составляющей
бетона. Деформации ползучести наиболее заметно раз¬
виваются в первые сроки после приложения нагрузки и
постепенно затухают, но они наблюдаются иногда у бе¬
тона в возрасте одного года и больше. Полная деформа¬
ция ползучести может значительно превосходить дефор¬
мации, получаемые бетоном в момент загружения.
Ползучесть бетона зависит от еще большего числа
факторов, чем его усадка, причем большинство факторов
действует на деформации ползучести подобно их влия¬
нию на деформации усадки. На ползучесть бетона влия¬
ют расход и вид цемента, водоцементное отношение, вид
и крупность заполнителя, степень уплотнения бетона,
степень гидратации цемента к моменту приложения на¬
грузки, температура и влажность окружающей среды и
бетона, а также размеры образца и относительная вели¬
чина напряжений в бетоне. Ползучесть бетона увеличи¬
вается при повышении содержания цемента, увеличении
водоцементного отношения, уменьшении крупности за¬
полнителей и повышении их деформативности, например
при применении пористых заполнителей.
Ползучесть бетона оценивается мерой ползучести С,
определяемой при приложении единичной нагрузки:
С = 6щ>ЛИ
где бполп — полная деформация ползучести.
Ориентировочно мера ползучести определяется по
формуле
= Qlnl |п2 !пЗ 1д4 ^П5 > (5.13)
— 108 —
Рис. 5.14. Зависимость температур¬
ного коэффициента линейного рас¬
ширения бетона состава 1 : 6 от
коэффициента линейного расшире¬
ния заполнителя а3
1 — водное твердение, 2 — воздуш¬
ное твердение
где С0 — исходная мера ползучести, принимаемая равной для бетона
на обычном портландцементе без ускорителей твердения 15,2-10-7
и для бетона на высокопрочном цементе 10,2-Ю-7 см2/Н; £ni—по
правочные коэффициенты, учитывающие соответственно влияние вре¬
мени приложения нагрузки, ВЩ, расхода цемента, размеров сечения
образца, фактической влажности воздуха.
Приведенные на рис. 5.13 графики изменения попра¬
вочных коэффициентов |ш- наглядно показывают влияние
различных факторов на деформации ползучести обычного
тяжелого бетона.
Бетон, как и другие материалы, расширяется при на¬
гревании и сжимается при охлаждении. В среднем тем¬
пературный коэффициент линейного расширения бетона
а составляет 10-10-6. Однако в действительности он ко¬
леблется в зависимости от состава бетона и свойств за¬
полнителей и вяжущего. С увеличением содержания це¬
ментного камня коэффициент а увеличивается. Напри¬
мер, в одном из опытов раствор состава 1 :3 имел а=
= 10,4-10-6, а цементный камень — а= 13,1-10-6. Опре¬
деленное влияние на коэффициент а оказывает вид за¬
полнителя. Например, бетон на граните в опытах показал
а = 9,8-10~6, бетон на керамзите—а=7,4-10_6, бетон на
известняке—а = 8,6-10_6. Зависимость коэффициента а
бетона от коэффициента а заполнителя приведена на
рис. 5.14.
Изменение температуры в пределах 0—50 °С мало
влияет на коэффициент а сухого бетона, если при этом
в бетоне отсутствуют физико-химические превращения.
При изменении температуры влажного бетона темпера¬
турные деформации складываются с влажностной .усад¬
кой или расширением. При замерзании влажного бетона
существенное влияние на его деформации оказывает об¬
разование льда в порах и капиллярах материала.
В ряде случаев вместо деформации сжатия при осты¬
вании бетона ниже 0°С могут наблюдаться деформации
расширения, вызываемые давлением образующего льда.
Температурные деформации бетона близки к темпе¬
ратурным деформациям стали, что обеспечивает их на¬
дежную совместную работу в железобетоне при различ¬
ных температурах окружающей среды.
§ 3. ПЛОТНОСТЬ, ПРОНИЦАЕМОСТЬ И МОРОЗОСТОЙКОСТЬ
БЕТОНА
Следует различать плотность незатвердевшей бетон¬
ной смеси и затвердевшего бетона. Бетонная смесь мо¬
жет быть почти совершенно плотной (имеется в виду
плотность с учетом содержащейся в смеси воды), если
она правильно рассчитана и плотно уложена. Плотность
такой бетонной смеси довольно точно совпадает с тео¬
ретической, рассчитанной по сумме асболютных объемов
материалов, если она не содержит вовлеченного воздуха.
Качество уплотнения бетонной смеси обычно оцени¬
вают коэффициентом уплотнения:
^упл = Тд^Тр» (5-14)
где уд и Yp — соответственно действительная и расчетная плотности
бетонной смеси.
Обычно стремятся получить коэффициент £упл«1, но
вследствие воздухововлечения в бетонную смесь при виб¬
рации и влияния других факторов Аупл часто составляет
0,96—0,98.
В затвердевшем бетоне только часть воды находится
в химически связанном состоянии. Остальная (свобод¬
ная) вода остается в порах или испаряется, поэтому за¬
твердевший бетон никогда не бывает абсолютно плот¬
ным. Пористость бетона (в %) можно определить по
формуле
В — ыЦ
п = — юо,
1000
где В и Ц — расход воды и цемента, кг/м3 бетона; <м — содержание
химически связанной воды, % массы цемента
' В возрасте 28 сут цемент связывает приблизительно
15 % воды от массы цемента. Например, если в 1 м3 бе¬
тонной смеси содержится 320 кг цемента и 180 л воды,
то пористость бетона:
— 110 —
а плотность: 100—13,2=86,8 %.
Относительная плотность бетона может быть повы¬
шена тщательным подбором зернового состава заполни¬
телей, обеспечивающим уменьшение объема пустот в сме¬
си заполнителей, а следовательно, и минимальное содер¬
жание цементного камня в бетоне. Кроме того, можно
применять цементы, присоединяющие при гидратации
возможно больше воды (высокопрочный портландце¬
мент, глиноземистый и расширяющиеся цементы), или
цементы, занимающие больший абсолютный объем (пуц¬
цолановый портландцемент). Плотность бетона может
быть повышена путем уменьшения водоцементного от¬
ношения, что, как уже говорилось, достигается введени¬
ем в смесь специальных добавок — пластификаторов, уп¬
лотнением бетонной смеси вибрацией, центробежным или
другими механизированными способами. Часть свобод¬
ной воды из бетонной смеси можно при укладке удалить
вакуумированием или прессованием.
Плотность бетона — его важнейшее свойство, в зна¬
чительной степени определяющее его прочность, непро¬
ницаемость и долговечность.- •— — _
Для бетона "Гидротехнических и других сооружений
важной характеристикой является его проницаемость.
Она также в известной мере определяет способность ма¬
териала сопротивляться воздействию увлажнения и за¬
мерзания, влиянию различных атмосферных факторов и
агрессивных сред. Для практики наибольшее значение
имеет водопроницаемость бетона.
Проницаемость бетона зависит от его пористости,
структуры пор и свойств вяжущего и заполнителей. Бе¬
тон — капиллярно-пористый материал, как бы пронизан¬
ный тончайшей сеткой пор и капилляров различных раз¬
меров. Мелкие поры и капилляры (микропоры) разме¬
ром менее 10-5 см, к которым относятся, в частности, по¬
ры цементного геля, практически непроницаемы для
воды.
Микропоры и капилляры размером более 10-5 см до¬
ступны для фильтрации воды, которая происходит вслед¬
ствие действия давления, градиента влажности или ос¬
мотического эффекта, поэтому проницаемость бетона за¬
висит от объема и распределения макропор и капилляров
в бетоне.
Ориентировочно объем макропор VW, %, можно вы¬
числить по формуле
в — 2соД
10°- (5Л5)
Объем макропор в бетоне колеблется от 0 до 40 %.
Макропористость бетона уменьшается при понижении
В/Ц, увеличении степени гидратации цемента, уменьше¬
нии воздухововлечения в бетонную смесь, применении
химических добавок, уплотняющих структуру бетона.
Зависимость между проницаемостью и макропористо¬
стью показана на рис. 5.15. Поскольку макропористость
зависит главным образом от водоцементного отношения,
то можно построить зависимость проницаемости от В/Ц,
которая более удобна для практического пользования.
На практике возможно заметное отклонение от этой за¬
висимости, так как при одинаковом В/Ц макропорис¬
тость будет зависеть от вида и расхода цемента, степе¬
ни уплотнения и ряда других факторов, которые окажут
заметное влияние на проницаемость бетона.
При увлажнении бетона мельчайшие поры и капил¬
ляры заполняются водой, которая под действием поверх¬
ностных сил значительно теряет свою подвижность и как
бы закупоривает эти капилляры. Наступает, как говорят,
«кольматация» пор и капилляров, что приводит к умень¬
шению проницаемости бетона.
С увеличением возраста бетона изменяется характер
его пористости, постепенно уменьшается объем макропор,
которые как бы зарастают продуктами гидратации це¬
мента, и в результате уменьшается проницаемость бе¬
тона.
Проницаемость бетона можно оценивать коэффици¬
ентом проницаемости, который измеряется количеством
воды, прошедшей через 1 см2 образца в течение 1 ч при
постоянном давлении:
knp = VB/Ft(P1-P2), (5.16)
где У» — количество воды, прошедшей через образец; F — площадь
образца; t — время; Р\—Р2 — градиент давления.
Плотные бетоны обычно не фильтруют воду, поэтому
для их оценки используют другое понятие — марку по
водонепроницаемости, например, В2, В4 и т.д. Эта ха¬
рактеристика определяется специальными испытаниями
— 112 —
Wpj, щжа
Рис. 5.1G. Зависимость морозостой¬
кости Мрз обычною бетона (/) и
бетона с вовлеченным воздухом (2)
от В/Ц
Рис. 5.15. Зависимость коэффициен¬
та проницаемости бетона от объ¬
ема макропор Кмп
и показывает, до какого давления бетон является непро¬
ницаемым для воды.
При испытании с одной стороны образца, соприкаса¬
ющегося с водой, создают давление, медленно его повы¬
шая. Наблюдая за другой стороной образца, отмечают,
при каком давлении на поверхности бетона появляются
влажные пятна или отдельные капли воды. Это давле¬
ние определяет марку бетона по водонепроницаемости.
Большое значение для повышения непроницаемости
бетона имеют его однородность и сохранение сплошно¬
сти материала в процессе его твердения и эксплуатации.
Появление микротрещин вследствие усадки бетона от
действия нагрузки при переменном увлажнении и замо¬
раживании или высыхании или от действия других фак¬
торов может существенно снизить непроницаемость бе¬
тона.
Рассмотренное выше справедливо и при воздействии
на бетон других жидкостей: растворов солей и кислот,
нефтепродуктов и т. д. В ряде случаев подобное воздей¬
ствие может сопровождаться физико-химическими про¬
цессами взаимодействия цементного камня и заполните¬
ля с проникающей жидкостью, что чаще всего приводит
к постепенному повышению проницаемости бетона, но
иногда при кольматации пор продуктами взаимодейст¬
вия проницаемость бетона можно и уменьшить.
8—845
— 113 —
Объем и характер пористости оказывают решающее
влияние и на газопроницаемость бетона. Кольматация
пор влагой или продуктами химических реакций суще¬
ственно понижает газопроницаемость бетона. Газопро¬
ницаемость играет существенную роль в процессах кор¬
розии бетона и стали при воздействии атмосферных фак¬
торов, и с этих позиций она рассматривается в § 4.
Для повышения непроницаемости бетона помимо ра¬
ционального подбора состава и тщательно организован¬
ного производства изделий и конструкций применяют
специальные методы (табл. 5.5).
Таблица 5.5. Методы понижения проницаемости бетона
Метод
Степень пониже¬
ния проницаемости
бетона, раз
Введение при приготовлении бетона:
органических, гидрофобных добавок
2—10
неорганических добавок
5—1000
специальных загустевающих веществ или термо¬
10—500
пластических полимеров
Пропитка бетона после изготовления специальны¬
50—1000
ми веществами
Гидрофобизация поверхностных слоев бетона
2—10
Покрытие поверхности бетона специальными плен¬
10—100
кообразующими составами
Пропитка бетона мономером с последующей его
50—1000
полимеризацией
Введение добавок или специальных веществ при при¬
готовлении бетона — сравнительно простое и достаточно
эффективное мероприятие. Известно много добавок, при¬
меняемых для этих целей. Хорошо зарекомендовали се¬
бя добавки типа ГКЖ, поверхностно-активные вещества,
водорастворимые смолы, некоторые латексы, эмуль¬
сии (например, битумные эмульсии) и суспензии. Иног¬
да применяют тонкомолотые порошки полимеров или по¬
добных веществ, например пека. После затвердевания
бетона его нагревают, полимерные материалы размяг¬
чаются и кольматируют поры бетона, снижая его про¬
ницаемость. Среди неорганических добавок получили
распространение хлорное железо, алюминат натрия,
жидкое стекло и др. Способствует повышению непрони¬
цаемости бетона введение тонкомолотых добавок — зо¬
лы, бентонитовой глины и др. Хорошие результаты по¬
— 114 —
лучают При использовании комплексных добавок или
специальных вяжущих веществ, обеспечивающих полу¬
чение расширяющихся или безусадочных растворов.
Проницаемость затвердевшего бетона может быть
существенно уменьшена путем его пропитки петролату-
мом, жидким стеклом, серой, парафином и другими ве¬
ществами, кольматирующими поры и капилляры бетона.
Особенно эффективна пропитка бетона мономерами или
составами на их основе с последующей полимеризаци¬
ей пропитывающего вещества в теле бетона. Практиче¬
ски непроницаемы полимербетоны.
\Шод морозостойкостью бетона понимают его способ¬
ность в насыщенном водой состоянии выдерживать мно¬
гократное попеременное замораживание и оттаивание.
Основной причиной, вызывающей разрушение бетона в
этих условиях является давление на стенки пор и устья
микротрещин, создаваемое замерзающей водой. При за¬
мерзании вода увеличивается в объеме более чем на
9 %; расширению воды препятствует твердый скелет бе¬
тона, в котором могут возникать очень высокие напря¬
жения. Повторяемость замерзания и оттаивания приво¬
дит к постепенному разупрочнению структуры бетона и
к его разрушению. Сначала начинают разрушаться вы¬
ступающие грани, затем поверхностные слои, и постепен¬
но разрушение распространяется в глубь бетона. Опре¬
деленное влияние будут оказывать и напряжения, вызы¬
ваемые различием в температурных коэффициентах ли¬
нейного расширения составляющих бетона и температур¬
но-влажностным градиентом.
Для испытания бетона на морозостойкость применя¬
ют метод попеременного замораживания и оттаивания.
Методика испытаний, в частности температура замора¬
живания, условия водонасыщения образца, размеры об¬
разца, продолжительность цикла, оказывает заметное
влияние на показатели морозостойкости бетона. С пони¬
жением температуры замерзания, а особенно при замо¬
раживании в воде или растворах солей, разрушение бе¬
тона наступает быстрее.
Критерием морозостойкости бетона является количе¬
ство циклов, при котором потеря в массе образца менее
5 %, а его прочность снижается не более чем на 25 %.
Это количество циклов определяет марку бетона по мо¬
розостойкости, например Мрз 100, Мрз 200 и более, ко¬
торая назначается в зависимости от условий эксплуата¬
ции конструкции.
Морозостойкость бетона зависит от его строения, осо¬
бенно от характера пористости, так как последний бу¬
дет определять объем и распределение льда, образующе¬
гося в теле бетона при отрицательных температурах, и,
следовательно, возникающие напряжения и интенсив¬
ность процесса ослабления структуры бетона.
В микропорах бетона размером Ю-8 см обычно со¬
держится связанная вода, которая не переходит в лед да-*
же при очень низких температурах (до —70 °С), поэтому
микротрещины не оказывают заметного влияния на мо¬
розостойкость бетона. Последняя главным образом за¬
висит от объема макропор в бетоне и от их строения.
Существует два способа повышения морозостойкости
бетона: а) повышение плотности бетона, уменьшение
объема макропор и их проницаемости для воды, напри¬
мер за счет снижения В/Ц, применения добавок, гидро-
фобизирующих стенки пор, или кольматации пор про¬
питкой специальными составами;
б) создание в бетоне с помощью специальных возду¬
хововлекающих добавок резервного объема воздушных
пор (более 20 % объема замерзающей воды), незапол-
няемых при обычном водонасыщении бетона, но доступ¬
ных для проникания воды под давлением, возникающим
при ее замерзании.
Зависимость морозостойкости от водоцементного от¬
ношения приведена на рис. 5.16. Обычно для получения
достаточно морозостойкого бетона В/Ц должно быть не
менее 0,5.
Эффективным и сравнительно простым способом по¬
вышения морозостойкости является применение воздухо¬
вовлекающих добавок. Они должны обеспечивать полу¬
чение воздушных пор возможно меньшего размера, так
как это способствует повышению морозостойкости бето¬
на при наименьшем снижении его прочности вследствие
воздухововлечения. Оптимальный объем вовлеченного
воздуха обычно составляет 4—6 % и определяется расхо¬
дом цемента, воды и крупного заполнителя. Этот объем
увеличивается при понижении крупности заполнителя и
повышении расхода цемента.
В бетоне с воздухововлекающими добавками удель¬
ная поверхность пор составляет приблизительно 1000—-
— 116 —
2000 см-1, размер пор колеблется в пределах 0,005—
0,1 см, а расстояние между отдельными порами не пре¬
вышает 0,025 см.
§ 4. КОРРОЗИЯ БЕТОНА И МЕРЫ БОРЬБЫ С НЕЙ
На бетонные и железобетонные конструкции, эксплу¬
атируемые в промышленных, гражданских, жилых, сель¬
скохозяйственных зданиях, могут действовать агрессив¬
ные среды. Долговечность конструкции определяется
стойкостью как бетона, так и арматуры к воздействию
на них агрессивной среды.
Степень агрессивного воздействия на бетонные и же¬
лезобетонные конструкции определяется: для жидких
сред — наличием и концентрацией агрессивных агентов,
температурой, напором или скоростью движения жидко¬
сти у поверхности; газовых сред — видом и концентра¬
цией газов, растворимостью их в воде, влажностью и тем¬
пературой среды; твердых сред (соли, аэрозоли, пыли) —
дисперсностью, растворимостью в воде, влажностью ок¬
ружающей среды. Степень их агрессивного воздействия
на бетон определяется специальными нормами по анти¬
коррозионной защите строительных конструкций (СНиП
П-28-73). В зависимости от глубины разрушения бетона
при коррозии различают слабо-, средне- и сильноагрес¬
сивные среды (табл. 5.6).
Таблица 5.6. Допустимая глубина разрушения бетона
за 50 лет эксплуатации
Степень агрессивности воды—среды
Глубина разрушения бетона, см,
в конструкции
железобетонной
бетонной
Неагрессивная
1
2
Слабоагрессивная
1—2
2—4
Среднеагрессивная
2—4
4—6
Сильноагрессивная
Более 4
Более 6
При воздействии на бетон агрессивной среды может
происходить его разрушение. Разрушение конструкции
в данном случае наступает вследствие недостаточной
стойкости бетона. При проектировании конструкции не¬
обходимо учитывать состав агрессивной среды, условия
— 117 —
службы конструкции, правильно выбрать материалы и
назначить плотность бетона, чтобы обеспечить заданную
долговечность конструкции.
При проектировании железобетонных конструкций
надо также уделять внимание сохранности арматуры в
бетоне. При воздействии на бетон жидких сред, не со¬
держащих агрессивных по отношению к стали ионов
[С1~, SO^“h др.], в первую очередь, как правило, разру¬
шается бетон. В условиях газовоздушной среды (при
повышении относительной влажности воздуха >60%),
а также при воздействии на конструкцию жидких или
твердых сред, содержащих агрессивные по отношению
к стали ионы (например, С1~), возможно развитие кор¬
розии арматуры. Разрушение железобетонной конструк¬
ции в данном случае может наступить вследствие кор¬
розии арматуры. Продукты ржавчины накапливаются
на арматуре, давят на бетон, вызывают появление тре¬
щин, а затем и отслоение защитного слоя. Наибольшую
опасность вызывает применение высокопрочных арматур¬
ных сталей, подверженных коррозионному растрескива¬
нию. В этом случае возможен обрыв напряженной арма-
туры.
Коррозия бетона в газообразной среде протекает, как
правило, при наличии влаги, и возникающие при этом
процессы не отличаются практически от коррозии бето¬
на в водной среде.
Москвиным В. М. предложена классификация основ¬
ных видов коррозии [27]. На основе полученных экспе¬
риментальных данных и накопленного опыта эксплуата¬
ции конструкций процессы, протекающие при коррозии
бетона, были разделены на три основных вида.
В первую группу (коррозия I вида) объединены все
те процессы коррозии, которые возникают в бетоне при
действии мягких вод, когда составные части цементного
камня растворяются и уносятся протекающей водой.
Особое развитие коррозия бетона I вида получает при
фильтрации воды через бетон.
Ко второй группе (коррозия II вида) относятся те
процессы коррозии, которые развиваются в бетоне при
действии вод, содержащих химические вещества, вступа¬
ющие в реакцию с составляющими цементного камня.
Продукты реакции при этом легко растворяются и уно¬
сятся водой либо в виде аморфной массы, не обладаю¬
щей вяжущими свойствами, либо остаются на месте ре-
— 118 —
1кции. Эта группа включает процессы, возникающие при
действии кислот и магнезиальных солей.
В третью группу (коррозия III вида) входят те про-
дессы коррозии, при развитии которых в порах и капил-
тярах бетона происходит накопление малорастворимых
юлей; причем их кристаллизация вызывает возникнове-
зие значительных напряжений в стенках пор и капилля-
эов и приводит к разрушению структурных элементов
эетона. Сюда могут быть отнесены процессы коррозии
ври действии сульфатов, когда разрушение бетона вы¬
зывается ростом кристаллов гидросульфоалюмината
кальция.
В естественных условиях обычно наблюдается воз¬
действие на бетон ряда факторов, но обычно один из них
вляется ведущим.
Коррозия I вида наиболее опасна в тонкостенных
конструкциях и конструкциях, работающих под напо¬
ром воды, когда составные части цементного камня мо¬
гут растворяться и вымываться водой. Наиболее легко
растворимым продуктом гидратации цемента является
гидрат окиси кальция, выщелачивание которого ведев к
гидролизу цементного клинкера. В первую очередь раз¬
рушаются многоосновные соединения типа трехкальцие¬
вого и двухкальциевого гидросиликатов, а затем уже
низкоосновные соединения [например, CaO-Si02-a^].
Из гидроалюминатов менее стойкий четырехкальциевый
алюмоферрит (C4AF).
Выщелачивание гидроокиси кальция из бетона при¬
водит к потере прочности растворной части бетона. При
потере бетоном 33 % СаО наступает его разрушение.
Скорость коррозии бетона прямо пропорциональна ско¬
рости течения воды, омывающей этот бетон, но до опре¬
деленных пределов. При больших скоростях течения во¬
ды рост интенсивности выщелачивания уже больше зави¬
сит от скорости отвода СаО с поверхности бетона.
Существенное влияние на протекание процессов корро¬
зии I вида оказывает химический состав воды-среды. При¬
сутствие в воде солей, даже не вступающих в реакцию
с элементами цементного камня, но повышающих ион¬
ную силу раствора, увеличивает выщелачивание СаО.
Присутствие в растворе солей кальция (СаНС03,
СаС03) снижает скорость выщелачивания, поэтому кар¬
бонизация бетона будет способствовать уменьшению
скорости развития коррозии I вида.
— 119 —
I
Стойкость бетона против коррозии I вида зависит
также от химического состава применяемых цементов.
Преобладание в портландцементе высокоосновных сое¬
динений (алита C3S, белита C2S) понижает стойкость
цементного камня в том случае, если разрушение идет
за счет растворения его составных частей, т. е. в раствор
переходит большое количество СаО.
Стойкость бетона может быть повышена путем вве¬
дения в цемент активной гидравлической добавки (тре¬
пела, трасса и др.), которые способны связывать Са(ОН)2
в нерастворимые соединения и уменьшать тем самым
степень выщелачивания СаО. Кроме того, добавки сни¬
жают водонепроницаемость бетона. Необходимо отме¬
тить, что пуццолановый портландцемент будет более сто¬
ек при коррозии I вида только в том случае, если исклю¬
чено совместное действие мороза и воды.
Для повышения стойкости бетона при коррозии I ви¬
да используют: а) бетоны повышенной плотности; б) ес¬
тественную или искусственную карбонизацию поверхно¬
стного слоя бетона; в) специальные цементы, в частно¬
сти пуццолановые; г) гидроизоляцию поверхности бето¬
на; д) облицовку или пропитку бетона.
При коррозии II вида последовательность разруше¬
ния бетона отсутствует. В поверхностных слоях бетона,
соприкасающихся с внешней средой, идет разрушение
структурных элементов гидратированного цементного
камня, а иногда и негидратированных зерен цементного
клинкера. Новообразования не обладают вяжущими
свойствами и достаточной плотностью, чтобы воспрепят¬
ствовать дальнейшему проникновению агрессивный сре¬
ды. Они смываются, растворяются и обнажаются более
глубокие слои бетона.
Наиболее часто встречающаяся при действии природ¬
ных вод коррозия бетона — коррозия под действием уг¬
лекислых вод. Углекислота Н2С03 присутствует, как
правило, во всех водах. Источником обогащения воды
углекислотой являются биохимические процессы, проте¬
кающие в воде и в почве. i
Углекислота имеет две ступени диссоциации:
Н2С03-Я+ + НСО|-
HCOg ^ Н+ + СОд-
Н2СОд Д!Н+ + HCOjf д! 2Н+ + СО|“
— 120 —
Увеличение в растворе ионов водорода (Н+) смеща¬
ет равновесие реакции, при этом НСОу->-Н2СОз, а
СО^-^НСО^". Уменьшение ионов водорода приводит, на¬
оборот, к образованию НСО и СО|— из углекислоты. Для
различных pH раствора характерны разные основные
формы: при pH>8,4 углекислота Н2СО3 в воде отсут¬
ствует, при рН<6,5 Н2С03 — основная форма, при
рН<4 НСО $ отсутствует; при рН>6,5 НСО3-—основ¬
ная форма, при рН>11 СО|~ —основная форма. Для ус¬
тойчивого состояния HCO^f в растворе необходимо нали¬
чие некоторого количества С02. Вода, в которой Н+,
СО23- и НСО^-находятся в равновесном состоянии, не
способна растворять карбонатную пленку, т. е. по отно¬
шению к цементному камню она не агрессивна. Увеличе¬
ние С02 сверх равновесного создает условия для раство¬
рения карбонатной пленки, т. е. вода приобретает агрес¬
сивные свойства по отношению к цементному камню бе¬
тона.
Присутствие в растворе ионов (Cl-, Na+ и др.), не
участвующих в реакции, увеличивает ионную силу рас¬
твора, ускоряет реакцию, способствуя растворению боль¬
шого количества СаНС03. В случае, если на бетон дей¬
ствует стоячая или медленно движущаяся вода, на
поверхности бетона устанавливается карбонатное равно¬
весие, т. е. разрушение замедляется. При быстром тече¬
нии воды замедление реакции вызывается уменьшением
реагирующих поверхностей, уменьшение ионов ОН-в рас¬
творе способствует переводу СаНС03 в СаС03, который
выпадает в осадок. Чем выше концентрация ОН- внутри
цементного камня, тем выше скорость его разрушения
при быстром обмене агрессивной воды у поверхности.
Отсюда можно заключить, что вначале скорость раз¬
рушения цементного камня на портландцементе и пуццо-
лановом портландцементе будет одинаковая, затем у це¬
ментного камня на пуццолановом цементе она значитель¬
но уменьшается, так как количество гидроксильных
ионов (ОН~) в жидкой фазе в нем значительно меньше.
По этой же причине более высокую стойкость к корро¬
зии II вида будет иметь бетон на глиноземистом цемен¬
те. При этом существенную роль играет плотность бето¬
на и продуктов коррозии.
Подводя итог процессам, протекающим при углекис¬
лотой коррозии, необходимо отметить, что чем больше
— 121 -
агрессивной Н2С03, тем выше кислотные свойства рас¬
твора и скорость коррозии.
Действие на бетон неорганических кислот также вы¬
зывает в бетоне процессы коррозии II вида, которые мо¬
гут переходить в коррозию I вида, вызывая полное раз¬
рушение цементного камня бетона:
' Са (ОН)2 + 2НС1 (H2S04, 2HN03 и др.) -v
-*-СаС12 [CaS04, Са (N03)2 и др.]+2Н20;
гсСаО-mSi02 + НС1 -f- aq — пСгС\2 + mSi (ОН)4 + aq и т. д.
В зависимости от вида кислоты в процессе реакции
образуются различные соли. Скорость разрушения це¬
ментного камня будет зависеть от растворимости солей
кальция. При большей растворимости продуктов реак¬
ции быстрее протекает разрушение цементного камня.
Скорость коррозии в этом случае ограничивается реак¬
ционной емкостью агрессивной среды, скоростью ее об¬
мена на поверхности бетона и размером поверхности со¬
прикосновения среды и цементного камня. Если продук¬
ты реакции малорастворимы, то, оставаясь на месте
реакции, т. е. на поверхности бетона, они закрывают до¬
ступ агрессивной среде к внутренним слоям цементного
камня и замедляют скорость коррозии.
Существенную роль в развитии процесса коррозии
бетона II вида играет скорость обмена раствора у по¬
верхности цементного камня При малых скоростях об¬
мена и малых концентрациях кислот (рН>4) взаимо¬
действие кислоты с гидроокисью кальция протекает пол¬
ностью
2НС1 + Са (ОН)2 = СаС12 + 2НгО.
После этого раствор нейтрализуется, происходит рас¬
творение Са(ОН)2, образуется СаС03 и далее процесс
коррозии II вида сменяется процессом коррозии I вида.
При больших скоростях ограничивающим фактором ско¬
рости коррозии является размер поверхности соприкосно¬
вения агрессивного раствора и цементного камня и ско¬
рость притока агрессивной среды. Цементы по стойкости
в кислотах малых концентраций можно расположить в
следующем порядке: глиноземистый, пуццолановый,
портландцемент, что аналогично коррозии I вида. Это
связано с тем, что процесс коррозии II вида протекает
вместе с процессом коррозии I вида и последнему в этом
случае принадлежит ведущая роль. При повышении кон¬
— 122 —
центрации кислот разница в стойкости цементов стано¬
вится практически неощутимой. В этом случае стойким
считается специальный кислотоупорный цемент.
К защитным мероприятиям для бетона в этом случае
следует отнести выбор специального вяжущего и надеж¬
ную изоляцию поверхности в виде покрасок, облицовок
и т. д.
Коррозия III вида характеризуется образованием в
порах и капиллярах бетона малорастворимых солей, вы¬
зывающих значительные напряжения, способствующие
разрушению структуры бетона. Такими продуктами при
воздействии сульфатов на бетон являются гипс и гидро-
сульфоалюминат кальция, встречающийся в двух моди¬
фикациях:
ЗСаО - А1203 • 3CaS04 (30—32) Н20
и
ЗСаО • А1203 - 3CaS04 (8—12) Н20.
При коррозии III вида в начальных стадиях идет уп¬
лотнение бетона за счет кристаллических новообразова¬
ний солей. В плотном бетоне пополнение солей идет мед¬
леннее, процесс коррозии можно распознать иногда через
несколько лет. В пористом бетоне процесс протекает ин¬
тенсивнее, и через несколько недель или месяцев прояв¬
ляется в полную силу.
Микро- и макропористость, наличие открытых пор —
все это играет большую роль в развитии процесса кор¬
розии III вида, но не меньшее значение имеет размер по¬
верхности соприкосновения цементного камня с агрес¬
сивной средой и, конечно, их химический состав. Вода,
содержащая сульфаты, встречается всюду. В пресных
озерах и реках БО.Г'может быть около 60 мг/л, редко
встречается вода с содержанием БО|“до 100 мг/л, это
в основном минерализованная вода. В морской воде с со¬
держанием соли 33—35 г/л количество SO^- составляет
2500—2700 мг/л. В природной воде содержание SO^-
обусловлено растворением сернокислых Са, Na, Mg.
Наличие сульфатов в воде повышает растворимость
доставляющих цементного камня, тем самым форсируя
коррозию I вида, и вызывает обменную реакцию — кор¬
розию II вида. При определенных условиях развивается
коррозия III вида.
— 123 —
При соприкосновении воды, содержащей сульфаты
CaS04>2100 мг/л, с бетоном происходит насыщение по¬
следнего и образуется CaS04-2H20.
Из комплексных солей, образующихся в бетоне, наи¬
большую опасность представляет гидросульфоалюминат
кальция (ГСАК), присоединяющий 30—32 молекулы во¬
ды и при этом значительно увеличивающийся в объеме.
В образовании этой соли принимают участие гидроалю¬
минаты цементного камня и гипс, поступивший в виде
раствора или образовавшийся в результате реакции ме¬
жду сульфатами и Са(ОН)2. Чем выше концентрация
SO^—b растворе и больше С3А (трехкальциевого алюми¬
ната) в цементе, тем благоприятнее условия для образо¬
вания гидросульфоалюмината кальция.
При концентрации SO^->2500 мг/л будет образовы¬
ваться ГСАК, оказывающий влияние на свойства бетона.
Полнота прохождения реакции образования ГСАК за¬
висит от наличия в растворе избытка гидроалюмината
кальция (СзА-aq), т. е. от SO^~/C3A= 1,04. Если С3А
меньше требуемой величины, то количество ГСАК будет
ограничиваться присутствием С3А у места реакции; если
С3А больше требуемой величины, то количество ГСАК
будет лимитироваться количеством ионов SO^-у места
реакции.
Присутствие в растворе солей (NaCl, NaN03, КС1
и др.), не принимающих участия в реакции с составляю¬
щими ГСАК, повышает ионную силу раствора, а следо¬
вательно, и растворимость реагирующих веществ и про¬
дуктов реакции, т. е. препятствует образованию и росту
ГСАК. Как уже отмечалось, образование и последующая
кристаллизация ГСАК с 30-32 молекулами воды связа¬
на со значительным увеличением объема твердой фа¬
зы. При участии в реакции С3А увеличение объема про¬
исходит приблизительно в 1,63, а при участии С3А и
Са(ОН)2 — в 2,27 раза.
При коррозии III вида вначале на поверхности бето¬
на образуется тонкая пленка из кристаллов гипса, затем
происходит постепенное образование скоплений кристал¬
лов гипса и ГСАК в виде прожилок в более глубоких
слоях цементного камня.
Скопление гипса возникает, как правило, в местах
скоплений Са(ОН)2. Образовавшиеся кристаллы гипса и
ГСАК оказывают большое давление на стенки пор це¬
— 124 —
ментного камня и вызывают местные разрушения, т. е.
образование трещин, параллельных поверхности. С об¬
разованием этих трещин начинается постепенное разру¬
шение бетона.
Значительное обводнение бетона приводит к раство¬
рению Са(ОН)2 и CaS04, а также уменьшению возника¬
ющих напряжений, но может способствовать разруше¬
нию бетона вследствие вымывания Са(ОН)2 и продуктов
коррозии. В этом случае к коррозии III вида добавляет¬
ся коррозия I вида. Поскольку содержание в твердею¬
щем цементе Са(ОН)2 оказывает влияние на химические
процессы коррозии III вида и степень расширения ново¬
образований, то цементы с разным минералогическим
составом будут обладать различной стойкостью в этих
условиях. Алитоалюминатные цементы имеют меньшую
стойкость по сравнению с белитовыми и сульфатостойки¬
ми цементами. Наибольшей стойкостью при коррозии
III вида обладают бетоны на глиноземистом цементе.
Высокой стойкостью отличается также пуццолановый
портландцемент. Уменьшенное содержание в нем
Са(ОН)2 делает невозможным образование и существо¬
вание многоосновных гидроалюминатов, что препятству¬
ет, а иногда исключает возможность образования ГСАК.
Основные мероприятия по борьбе с коррозией бетона
III вида: выбор цемента в зависимости от условий служ¬
бы конструкции и степени агрессивности среды; введение
воздухововлекающих, пластифицирующих и повышаю¬
щих растворимость Са(ОН)2 и CaS04 добавок типа
СаС12, СНВ, СДБ, кремнийорганических; повышение
плотности бетона различными способами, в том числе
применением низких В/Ц и уплотняющих добавок.
Если указанные средства не могут обеспечить защи¬
ту, необходимо прекратить доступ воды к поверхности
бетона, т. е. применить поверхностную защиту. Эффек¬
тивность различных мероприятий по повышению долго¬
вечности бетона при воздействии на него агрессивной
среды проверяется опытным путе^ в лаборатории.
Коррозия арматуры в бетоне. Защитное действие бе¬
тона по отношению к арматуре определяется способно¬
стью цементного камня пассивировать сталь. Известно,
что в подавляющем большинстве случаев коррозия ме¬
таллов происходит по электромеханическому механизму,
для осуществления которого необхрдимы следующие ус¬
ловия:
— 125 —
1) наличие разности потенциалов на поверхности ме¬
талла;
2) наличие электролитической связи между участка¬
ми поверхности металла с различными потенциалами;
3) активное состояние поверхности на анодных уча¬
стках, где осуществляется растворение металла по реак¬
ции
пН20 + Me -v Me + nH20-e—;
4) наличие достаточного количества деполяризатора,
в частности кислорода, необходимого для ассимиляции
на катодных участках поверхности металла избыточных
электронов
4е~ + 02 + 2Н20 -v 4 (ОН)-.
Первое условие всегда выполняется, поскольку тех¬
нические металлы имеют неоднородную структуру. Не¬
одинаковы и условия контакта стали с бетоном, представ¬
ляющим собой капиллярно-пористое тело с активной и
гидрофильной внутренней поверхностью. Поэтому можно
полагать, что 2—4-е условия коррозионного процесса в
бетоне также имеют место. Действительно, бетон почти
всегда содержит кроме химически связанной в процессе
гидратации цемента физически связанную, т. е. капил¬
лярную и осмотическую воду. Количество физически свя¬
занной воды в бетоне, которая, в отличие от химически
связанной, может служить электролитом — проводником
зарядов между анодными и катодными участками по¬
верхности стали, зависит как от особенностей бетона, так
и от среды и условий взаимодействия ее с конструкцией.
При погружении в воду, если оно достаточно длительно,
может произойти практически полное насыщение капил¬
ляров и пор бетона. В этом случае водосодержание тем
больше, чем выше пористость бетона.
При одностороннем контакте без напора, т. е. при ка¬
пиллярном подсосе воды, степень насыщения бетона
обычно ниже, так как высота всасывания воды находит¬
ся в обратной зависимости от сечения капилляров. Дав¬
ление насыщенного пара над мениском воды в капилля¬
рах с радиусом более 1 • 10-5 см, которые обычно назы¬
вают макрокапиллярами, практически равно давлению
пара над плоской поверхностью, поэтому такие капил¬
ляры не всасывают воду и могут заполняться только над
напором воды или при конденсации ее, когда в бетоне
образуется точка росы.
— 126 —
Содержание воды в бетоне при эксплуатации конст¬
рукции в воздушно-влажной среде зависит от ее относи¬
тельной влажности. При 100 %-ной влажности воздуха
водосодержание бетона приближается к таковому при
капиллярном подсосе. С уменьшением влажности возду¬
ха водосодержание бетона падает. Для стали в бетоне,
как и для открытого металла, существует некоторая кри¬
тическая влажность воздуха, ниже которой пленки вла¬
ги не могут обеспечить перемещение ионов между анод¬
ными и катодными участками ее поверхности. Такое кри¬
тическое значение относительной влажности воздуха
находится в пределах 50—60 °/о, если бетон не содержит
гигроскопических веществ, например добавок хлористых
солей, которые понижают это значение. Таким образом,
в бетоне почти всегда достаточно влаги, необходимой для
протекания процесса коррозии стали.
Что касается кислорода, то его недостаток может ог¬
раничивать процесс коррозии стали, как показали иссле¬
дования, лишь при практически полном насыщении бе¬
тона водой, когда диффузия кислорода резко замедля¬
ется. В бетонах высокой плотности (при В/Ц<с0,5) от¬
мечается замедление коррозии при увеличении относи¬
тельной влажности воздуха сверх 80—85 %. В большин¬
стве случаев поровое пространство бетона способно про¬
пустить вполне достаточное количество кислорода для
поддержания процесса коррозии арматуры.
Скорость коррозии стали зависит от степени агрес¬
сивности воды — среды, которая для этого случая может
оцениваться pH, и содержания кислорода (рис. 5.17).
Отсутствие коррозии стали в бетоне объясняется ее пас¬
сивностью в щелочной среде, т. е. неспособностью к рас¬
творению по приведенной выше реакции. Если же по той
или иной причине поверхность арматуры остается актив¬
ной или неполностью пассивируется при изготовлении
конструкции либо теряет пассивность в процессе эксплу¬
атации конструкции, то происходит коррозия арматуры
в бетоне.
р Для сохранения пассивности стали в бетоне необходим
ее постоянный контакт с поровой жидкостью, щелоч¬
ность которой должна иметь водородный показатель
рН^11,8. Это условие обычно соблюдается в плотных
бетонах на портландцементе и его разновидностях (шла-
копортландцементе, пуццолановом портландцементе),
которые уже при затворении водой дают насыщенный
— 127 —
раствор гидрата окиси кальция с рН^12,6. В процессе -
схватывания и твердения цементного теста pH может до¬
стигать 13,5—13,8, что, по-видимому, связано со значи¬
тельным перенасыщением жидкой фазы, наблюдающим¬
ся в этот период и являющимся основой образования
кристаллического сростка цементного камня. В затвер¬
девшем бетоне pH поровой жидкости составляет 12—
12,5, что тоже существенно больше, чем указанное выше
критическое значение pH равное 11,8.
В обычном плотном бетоне нормального твердения,
приготовленном на портландцементе, существует значи¬
тельный запас гидрата окиси кальция, ориентировочно со¬
ставляющий 10—15% массы цемента. Кроме того, дли¬
тельно сохраняется так называемый «клинкерный фонд»
в виде неполностью прогидратировавших зерен цемент¬
ного клинкера, из которого могут пополняться запасы
Са(ОН)2 в бетоне, если они по той или иной причине из¬
расходуются.
Если цемент содержит активные гидравлические до¬
бавки (пуццолановый и шлакопортландцемент), то зна¬
чительная часть гидрата окиси кальция ими связывает¬
ся. То же происходит, когда гидравлической активностью
обладает заполнитель, например пористый дробленый
керамзитовый или перлитовый песок, в особенности их
пылевидные фракции. Связывание гидрата окиси каль¬
ция значительно интенсифицируется при тепловой обра¬
ботке бетона, что приводит к существенному снижению
значений pH поровой жидкости. Особенно резко падает
значение pH в бетонах автоклавного твердения — ячеи¬
стых и силикатных, где высокая прочность достигается
за счет глубокого связывания гидрата окиси кальция с
кремнеземом молотого песка, золы, шлака. В бетонах
автоклавного твердения после одного года хранения в
естественных атмосферных условиях и при периодиче¬
ском увлажнении уже можно наблюдать 100 %-ное пора¬
жение коррозией поверхности арматуры.
Особое внимание следует уделить влиянию добавок
хлористых солей, поскольку даже несмотря на высокое
значение pH поровой жидкости в цементных бетонах
нормального твердения, присутствие в ней ионов хлора
нарушает пассивное состояние поверхности стали (рис.
5.18). Однако в некоторых условиях можно не опасаться
развития коррозии арматуры в бетоне с добавками хло¬
ристых солей. Хлориды способны образовывать с алю-
Рис. 5.18. Кинетика коррозии стали
Рст в образцах
1 — непропаренных; 2 — то же, с
добавкой 2 % СаСЬ и 1 % NaN03;
3 — то же, с добавкой 2 % CaClj.
4 — пропаренных с добавкой 2 %
СаСЬ
минатами цемента слаборастворимые комплексные со¬
ли— гидрохлоралюминаты, поэтому небольшое количест¬
во хлористого кальция, добавленного при затворении бе¬
тона, может быть практически полностью связано и не
вызывать нарушения пассивности стали. Но необходимо
учитывать, что это допустимое количество тем меньше,
чем ниже алюминатность цемента и больше содержание
в нем гипса, так как последний связывается с алюмина¬
тами в первую очередь.
Кроме того, связывание хлоридов в гидрохлоралю¬
минаты резко замедляется при тепловой обработке бето¬
на. Если учесть, что при этом понижается pH поровой
жидкости, то очевидно, что применения добавок хлори¬
дов при тепловой обработке бетона следует всячески из¬
бегать.
Наконец, если говорить о влиянии составляющих бе¬
тон материалов на его способность пассивировать сталь,
то необходимо учитывать особенности заполнителей на
основе шлаков и зол. Эти заполнители, как правило, со¬
держат водорастворимые соединения серы в виде суль¬
фатов и сульфидов, способные к химическим превраще¬
ниям в бетоне, а также часто несгоревшие частицы уг¬
ля, которые могут играть роль эффективных катодов при
непосредственном контакте с поверхностью арматуры.
Сульфат-ионы, хотя и в значительно меньшей степе¬
ни, чем хлор-ионы, могут также нарушать пассивность
Рис. 5.17. Зависимость скорости кор¬
розии ок стали от pH растворов
при содержании кислорода
/ — высоком; 2 — среднем; 3 — низ*
ком; 4 — при отсутствии кислорода
9—845
— 129 —
стали. В процессе химических превращений сульфидов в
бетоне возможно образование сероводорода, который
при соответствующих условиях, взаимодействуя с по¬
верхностью стали, может вызвать развитие водородной
хрупкости в напряженной высокопрочной арматуре.
Известно, что свойства бетона меняются с течением
времени под действием среды. Во влажных условиях бе¬
тон длительно набирает прочность, его структура уплот¬
няется. В сухих условиях этого не происходит. При пе¬
риодическом замораживании и оттаивании, увлажнении
и высушивании, нагревании и охлаждении происходит
расшатывание структуры, разрыхление, вплоть до час¬
тичного или полного разрушения бетона. Разрушающе
действуют на бетон многие жидкие и газообразные сре¬
ды. Явления коррозии бетона были рассмотрены выше.
Естественно, что если под влиянием тех или иных внеш¬
них воздействий защитный слой бетона у арматуры раз¬
рушается, то прекращается и его пассивирующее дейст¬
вие.
Однако многие среды, не агрессивные или слабоаг¬
рессивные к бетону, агрессивны к стали. Типичной в этом
отношении является воздушно-влажная среда, которая
вызывает коррозию арматуры в бетоне, если последняя
по той или иной причине не является пассивной. Анало¬
гично действует периодическое увлажнение даже прес¬
ной, не агрессивной к бетону, водой. Необходимо подчер¬
кнуть, что до тех пор, пока сталь в бетоне находится в
пассивном состоянии, эти воздействия не вызывают ее
коррозии.
Рассмотрим причины потери способности пассивиро¬
вать сталь у бетона, который первоначально обладал ею
в полной мере, т. е. у плотного бетона на портландце¬
менте без добавок хлоридов. Нарушение пассивности ар¬
матуры в таком бетоне связано преимущественно с внеш¬
ними воздействиями, в результате которых у поверхно¬
сти арматуры в бетоне падает значение pH поровой жид¬
кости, либо появляются хлор-ионы. Снижение pH бето¬
на связано с уменьшением концентрации Са(ОН)2, кото¬
рое может произойти либо вследствие ее выщелачивания
(вымывания) фильтрующей через бетон или омывающей
его водой, либо в результате нейтрализации кислыми
жидкостями и газами.
Нейтрализация бетона — очень распространенный вид
взаимодействия его со средой. Наиболее характерным
— 130 —
примером является карбонизация бетона надземных кон¬
струкций содержащимся в атмосфере углекислым газом,
которая в промышленных районах сопровождается ней¬
трализацией другими кислыми газами (S02, H2S и др.).
Наибольшая скорость карбонизации бетона наблюда¬
ется при относительной влажности воздуха 50—60 %,
когда пленочной влаги в порах достаточно для реакции
и в то же время микрокапиллярные поры не заполнены
водой. При относительной влажности воздуха 25 % кар¬
бонизация практически прекращается из-за недостатка
влаги в бетоне. То же происходит при относительной
влажности, близкой к 100%, когда в микропорах про¬
исходит капиллярная конденсация водяного пара и их
диффузионная проницаемость снижается на несколько
порядков. При температуре 0°С, когда вода превраща¬
ется в лед, карбонизация практически прекращается.
С повышением температуры процесс карбонизации бето¬
на ускоряется, что следует объяснить облегчением диф¬
фузии углекислоты.
Характерной особенностью действия углекислоты на
бетон является то, что она, в отличие от некоторых дру¬
гих кислых газов и жидкостей, не вызывает разрушения
структуры бетона, хотя при карбонизации объем твер¬
дой фазы может увеличиваться на 17 % по отношению к
объему исходной Са(ОН)2, а это приводит к некоторо¬
му уплотнению структуры бетона. По-видимому, поры ге¬
ля и отчасти микрокапилляры могут быть в результате
карбонизации полностью закрыты.
В отличие от углекислоты, при действии на бетон
S02 вслед за сильным уплотнением структуры образую¬
щимся гипсом, что вызывает даже заметное возраста¬
ние прочности, наступает ее разрушение, которое выража¬
ется в шелушении поверхности бетона. Такое действие,
очевидно, связано с более значительным, чем при карбо¬
низации, увеличением объема твердой фазы, имеющим
место в этом случае.
Хлористый водород разрушает бетон полностью, по¬
скольку образующиеся при взаимодействии его с продук¬
тами гидратации цемента хлористые соли хорошо раство¬
римы и не обладают вяжущими свойствами.
Из трех основных элементарных процессов — диффу¬
зии углекислого газа в порах бетона, диффузии гидрата
окиси кальция в пленке влаги на поверхности пор и хи¬
мической реакции между ними — наиболее медленным в
9*
— 131 —
плотном бетоне является диффузия С02, которая и опре¬
деляет скорость процесса в целом, а также его послой¬
ный характер. Естественно, что при малой относительной
влажности воздуха (^25 %) и соответственно сухом бе¬
тоне карбонизация его ограничивается уже не диффузи¬
ей С02, а диффузией Са(ОН)2 и, возможно, химической
реакцией между ними.
Используя зависимость процеса карбонизации от кон¬
центрации углекислоты, можно прогнозировать его ход
на основании ускоренных испытаний образцов бетона
при повышенной концентрации С02 по формуле
х1 = хгУcitJcJz , (5.17)
где Xi и — глубины карбонизации соответственно при концентра¬
ции углекислоты в воздухе С\ и с2 в течение времени t\ и ^
Приведенные уравнения применимы к бетону с отно¬
сительно однородной плотной структурой. Наличие меж-
зерновой пустотности, связанное с недостатком раствор¬
ной составляющей или с ее неравномерным распределе¬
нием в бетоне при плохом уплотнении смеси, резко об¬
легчает диффузию С02 в глубь бетона. Крупные пусто¬
ты в бетоне позволяют углекислоте практически беспре¬
пятственно проникать в слои, непосредственно контакти¬
рующие с арматурой, и приводят к быстрому нарушению
ее пассивности. При применении некоторых легких бе¬
тонов, обладающих высокой пористостью и наличием
сравнительно крупных пор, необходимо особо устанавли¬
вать возможность коррозии стали и применять меры,
обеспечивающие ее сохранность.
Обеспечить сохранность арматуры в тяжелых и лег¬
ких бетонах можно повышением плотности самих бето¬
нов, уменьшением их проницаемости, повышением их за¬
щитных свойств путем введения ингибирующих и уплот¬
няющих добавок. Однако существуют бетоны, которые
не могут обеспечить сохранность арматуры, так как име¬
ют пониженное pH поровой жидкости бетона. К таким
бетонам относятся цементные бетоны или силикатные
бетоны автоклавного твердения, бетоны на гипсоцемент-
но-пуццолановом вяжущем и др. Сохранность арматуры
в таких бетонах обеспечивается нанесением на армату¬
ру специальных покрытий: цементно-битумных, цемент-
но-полистирольных, цементно-латексных.
Если названных мер защиты недостаточно для обес¬
печения долговечности железобетонной конструкции, то
— 132 —
необходимо применять специальные защитные покрытия
по бетону, которые рекомендуются Строительными нор¬
мами и правилами по антикоррозионной защите строи¬
тельных конструкций.
ГЛАВА 6. СВОЙСТВА ЛЕГКИХ
И МЕЛКОЗЕРНИСТЫХ БЕТОНОВ
§ 1. ЛЕГКИЕ БЕТОНЫ НА ПОРИСТЫХ ЗАПОЛНИТЕЛЯХ
Для приготовления легких бетонов используют раз¬
личные виды пористых заполнителей: искусственные —
керамзит, аглопорит, перлит, шлаковую пемзу и др. и
естественные — туф, пемзу и др. Легкие бетоны на по¬
ристых заполнителях применяют в ограждающих конст¬
рукциях и для снижения собственной массы несущих
Конструкций. Поэтому для этих бетонов наряду с проч¬
ностью очень важное значение имеет их плотность.
По плотности различают особо легкие теплоизоля¬
ционные бетоны с плотностью в высушенном состоянии
менее 500 кг/м3 и легкие бетоны с плотностью 500 —
1800 кг/м3. Прочность особо легких бетонов редко бы¬
вает более 1,5 МПа. Прочность легкого бетона может
изменяться от 2,5 до 30 МПа и выше. Обычно легкие
бетоны подразделяют на конструкционно-теплоизоля¬
ционные с плотностью 500—1400 кг/м3 и прочностью
2,5—10 МПа и конструкционные с плотностью 1400 —
1800 кг/м3 и прочностью 10—30 МПа.
По структуре различают плотные или обычные лег¬
кие бетоны, в которых раствор на тяжелом или легком
песке полностью заполняет межзерновые пустоты круп¬
ного заполнителя (обычно с некоторой раздвижкой его
зерен), поризованные легкие бетоны, в которых раствор¬
ную часть вспучивают с помощью пено- или газообра¬
зующих добавок, и крупнопористые легкие бетоны, в ко¬
торых не содержится песок и сохраняются межзерновые
пустоты. В строительстве используют главным образом
легкие бетоны с крупностью пористого заполнителя до
20—40 мм, однако применяют и мелкозернистые легкие
бетоны.
Прочность легких бетонов, как и тяжелых, зависит
от цементно-водного отношения, так как оно определяет
— 133 —
Рис. 6.1. Зависимость прочности
обычного (/) и легкого <2, 5) бе¬
тонов на пористом заполнителе от
цементно-водного отношения
О.)
б)
Rg.MPa
Рис. 6 2. Влияние прочности керамзитового гравия и раствора на прочность
керамзитобетона
а — обобщенна* зависимость: 1 — бетон на гранитном щебне; 2, 3 — бетон на
пористом заполнителе; / — зона возрастания прочности бетона; II — зона мак¬
симальной прочности бетона; б — результаты экспериментов; прочность ке¬
рамзита, МПа: 1 — 7; 2 — 5; 3 — 4; 4 — 3; 5 — 2
Re Mia
Рис. 6.3. Влияние концентрации
легкого заполнителя <р на проч¬
ность бетона (R прочность ке¬
рамзита в цилиндре)
1-R 2 “ 3 “
^ р/^к
свойства цементного камня, скрепляющего все составля¬
ющие бетона в единый монолит. Однако пористые запол¬
нители вследствие особенностей своей структуры имеют
невысокую прочность, обычно ниже прочности цемент¬
ного раствора. Введение их в бетон приводит к сниже¬
нию его прочности по сравнению с обычным тяжелым
бетоном на прочных плотных заполнителях, причем тем
в большей степени, чем больше содержание заполнителя
и меньше его плотность. В результате кривые зависимо¬
сти прочности легкого бетона от цементно-водного отно¬
шения располагаются ниже кривых обычного бетона, и
бетоны на заполнителях разной прочности имеют раз¬
личные кривые: R6=f(Ll/B) (рис. 6.1).
Важной особенностью легких бетонов на пористых
заполнителях является то обстоятельство, что каждый
крупный заполнитель позволяет получать бетоны только
до определенной прочности, по достижении которой
дальнейшее повышение прочности раствора, например
за счет уменьшения водоцементного отношения, не при¬
водит к заметному повышению прочности бетона (рис.
6.2). Зависимость Re=f{Rp) имеет две зоны. В зоне I
повышение прочности раствора приводит к увеличению
прочности бетона, хотя в несколько меньшей степени,
чем при применении прочных плотных заполнителей.
Здесь проявляется соответственно и влияние водоцемент¬
ного фактора. В зоне II повышение прочности раствора
не приводит к заметному увеличению прочности бетона,
так как слабый заполнитель и хрупкость тонкого цемент¬
ного каркаса этому препятствуют. Дальнейшее повыше¬
ние прочности раствора в этом случае экономически не¬
целесообразно, так как в равноподвижных бетонных
смесях оно достигается за счет увеличения расхода це¬
мента, не приводя к существенному улучшению свойств
бетона. Для получения легкого бетона разных марок сле¬
дует так выбрать прочность заполнителя, чтобы обеспе¬
чить рациональное использование цемента, т. е. полу¬
чить бетоны, соответствующие зоне I. Лишь в случае
предъявления к бетону особых-требований по плотности
рационально применение бетонов, соответствующих зо¬
не II.
Существенное влияние на прочность легких бетонов
оказывает содержание в нем крупного пористого запол¬
нителя или концентрация заполнителя, обычно указы¬
ваемая как относительная величина (объем легкого за¬
— 135 —
полнителя, содержащийся в 1 м3 бетона). Влияние кон¬
центрации заполнителя зависит от соотношения его
прочности и прочности раствора. Обычно при достаточ¬
но высокой прочности раствора в конструкционных лег¬
ких бетонах увеличение концентрации заполнителя при¬
водит к уменьшению прочности бетона. При малой
разнице в прочности раствора и бетона, например в кон¬
струкционно-теплоизоляционных легких бетонах, макси¬
мальная прочность достигается при определенной опти¬
мальной концентрации заполнителя (рис. 6.3).
При определении состава легкого бетона на пористых
заполнителях приходится учитывать все три особенности
влияния заполнителя на прочность бетона, поэтому рас¬
чет проводят не на основе какой-либо единой формулы
или графика, а на основе данных ряда таблиц и попра¬
вочных коэффициентов, составленных с учетом этих осо¬
бенностей.
Введение пористого заполнителя изменяет и дефор-
мативные свойства бетона. Уменьшается модуль упру¬
гости бетона, причем тем в большей степени, чем дефор-
мативнее заполнитель и выше его содержание.
\/Важным свойством легкого бетона является его теп¬
лопроводность, которая определяет толщину ограждаю¬
щих конструкций. Теплопроводность легкого бетона воз¬
растает с увеличением его плотности_У(рис. 6.4). Увели¬
чение содержания легкого заполнителя, уменьшение его
плотности приводит к понижению теплопроводности лег¬
кого бетона,, т. е. улучшает его теплофизические свойст¬
ва. Однако при этом уменьшается и прочность бетона,
поэтому на практике приходится искать такое оптималь¬
ное соотношение в свойствах исходных материалов и бе¬
тона и так выбирать состав бетона, чтобы его необходи¬
мые свойства достигались наилучшим образом при ми¬
нимально возможном в заданных условиях расходе
цемента.
Пористые заполнители обладают значительным во-
допоглощением и при введении их в бетонную смесь от¬
сасывают из цементного раствора часть воды. Наиболее
интенсивно этот процесс происходит в первые 10—-15 мин
после приготовления бетонной смеси, причем количество
воды, поглощаемой заполнителем, зависит от состава бе¬
тонной смеси: оно увеличивается в литых и подвижных
смесях при высоких значениях водоцементного отноше¬
ния и уменьшается в жестких бетонных смесях при низ-
— 136 —
I I 1 I 1 —1 1— .
v ? oo 400 600 eoo tooo то то то юоо ^ кг/м3
Рис. 6.4. Зависимость теплопровод¬
ности А, легкого бетона на пори¬
стом заполнителе от его плотно¬
сти v
Рис. 6.5. Водопотребность В бетон¬
ной смеси на гравии (/) и керамзи¬
те (2) с одинаковой предельной
крупностью 20 мм
- П
ких значениях водоцементного отношения. Обычно во-
допоглощение пористого заполнителя в бетонной смеси
на 30—50 % ниже его водопоглощения в воде, так как
на первое оказывает влияние водоудерживающая спо¬
собность цементного теста.
Чтобы компенсировать влияние водопоглощения по¬
ристого заполнителя и сохранить подвижность бетонной
смеси, приходится увеличивать расход воды (рис. 6.5).
Степень повышения водопотребности бетонной смеси бу¬
дет зависеть от расхода легкого заполнителя и его водо¬
потребности: чем выше водопотребность заполнителя и
его расход, тем больше расход воды для получения оп¬
— 137 —
Oh, см
ределенной подвижности бетонной смеси. Водопоглоще-
ние пористого заполнителя существенно влияет также на
водоудерживающую способность бетонной смеси, умень¬
шает склонность к расслаиванию у литых и подвижных
смесей и позволяет применять смеси с высоким водоце¬
ментным отношением. Это имеет большое значение для
получения конструктивно-теплоизоляционных легких бе¬
тонов. Вместе с тем легкобетонные смеси жесткой кон¬
систенции склонны к расслаиванию при вибрировании.
Пористые заполнители вследствие своей способности
к влагообмену с цементным тестом в большей мере, чем
обычные плотные заполнители, влияют на процессы его
структурообразования. На первом этапе пористые запол-
'нители, отсасывая влагу, способствуют получению более
плотного и прочного контактного слоя цементного кам¬
ня./ На втором этапе при уменьшении количества воды
в цементном камне вследствие гидратации цемента по¬
ристые заполнители возвращают ранее поглощенную во¬
ду, создавая благоприятные условия для протекания
гидратации цемента и уменьшая усадочные явления в
цементном камне. Высокая шероховатость поверхности
легких заполнителей обеспечивает хорошее сцепление
между цементным камнем и заполнителем, а значитель¬
ная деформативность заполнителя способствует умень¬
шению отрицательного влияния на структуру бетона
усадки цементного камня, предотвращает появление
усадочных микротрещин.
В результате в легких бетонах на пористых заполни¬
телях цементный камень может обладать достаточной
плотностью и однородностью, что существенно уменьша¬
ет его проницаемость, повышает тем самым долговеч¬
ность бетонных и железобетонных конструкций и их
стойкость в некоторых агрессивных средах.
Пористый щебень и песок состоят из зерен непра¬
вильной формы с сильно развитой поверхностью и обла¬
дают вследствие этого увеличенным объемом межзерно-
вых пустот. Для заполнения этих пустот и создания до¬
статочной смазки между зернами заполнителя с целью
получения нерасслаиваемых и удобообрабатываемых
бетонных смесей требуется в 1,5—2 раза больше цемент¬
ного теста, чем при применении плотных тяжелых за¬
полнителей.
Применение заполнителей высокой пористости, но с
уменьшенным водопоглощением вследствие придания
— 138 —
материалу особой структуры или специальной обработ¬
ки поверхности заполнителя гидрофобизаторами или ве¬
ществами, создающими на ней малопроницаемую плен¬
ку или тонкий внутренний слой, позволяет уменьшить
водопотребность бетонной смеси, сократить расход це¬
мента, повысить прочность и улучшить другие свойства
бетона на пористых заполнителях. Однако такие меро¬
приятия обычно повышают стоимость бетона, и целесо¬
образность их применения должна определяться техни¬
ко-экономическим расчетом.
Ячеистые бетоны — это особо легкие бетоны с боль¬
шим количеством (до 85 % общего объема бетона) мел¬
ких и средних воздушных ячеек размером до 1—1,5 мм.
Пористость ячеистым бетонам придается механическим
или химическим путем. В первом случае тесто, состоя¬
щее из вяжущего и воды, нередко с добавлением мелко¬
го песка, смешивают с отдельно приготовленной пеной.
При затвердевании получается пористый материал, на¬
зываемый пенобетоном. Во втором случае в вяжущее
вводят специальные газообразующие добавки. В резуль¬
тате в тесте происходит реакция газообразования, оно
вспучивается и становится пористым. Затвердевший ма¬
териал называют газобетоном.
Ячеистые бетоны по плотности и назначению делят на
теплоизс ютностью 300—600 кг/м3 и проч-
600—1200 кг/3 (чаще всего около 800 кг/м3) и прочно¬
стью 2,5—15 МПа.
В нашей стране широко развивается производство из¬
делий из автоклавных ячеистых бетонов, т. е. твердею¬
щих в автоклавах при пропаривании под давлением
0,8—1 МПа. Автоклавные ячеистые бетоны изготовля¬
ют из следующих смесей: а) цемента с кварцевым пес¬
ком, при этом часть песка обычно размалывают; б) мо¬
лотой негашеной извести с кварцевым частично измель¬
ченным песком; такие ячеистые бетоны называют
пеносиликатами или газосиликатами; в) цемента, извес¬
ти и песка в различных соотношениях.
Песок в этих изделиях может быть заменен золой.
Тогда получают пенозолобетон или газозолобетон. Порт¬
ландцемент применяют алитовый (C3S>50%), низко- и
§ 2. ЯЧЕИСТЫЕ БЕТОНЫ
ностью
конструкционные с плотностью
— 139 —
среднеалюминатный (С3А = 5—8%)' с началом схваты¬
вания не позднее чем через 2 ч; по остальным показа¬
телям он должен .удовлетворять требованиям ГОСТ
10178—76.
Для ячеистых бетонов неавтоклавного твердения
применяют цемент марки не менее 400. При этих усло-
риях достигается в короткий срок необходимая .устойчи¬
вость ячеистой массы до ее тепловлажностной обработ¬
ки. Применять пуццолановый портландцемент и шлако-
портландцемент, отличающиеся замедленными сроками
схватывания, без опытной проверки не рекомендуется.
Они могут быть также причиной повышения усадки
ячеистой массы после заполнения формы.
Для автоклавного ячеистого бетона наиболее целе¬
сообразно использовать портландцемент совместно с из-
вестью-кипелкой (смешанное вяжущее) в отношении
1 : 1 по массе. Для приготовления автоклавных ячеистых
бетонов применяют известь с содержанием активной
СаО не менее 70%, MgO не более 5 %, высокоэкзотер¬
мическую с температурой гашения около 85 °С. Тон¬
кость помола молотой извести-кипелки, характеризуемая
удельной поверхностью частиц, должна быть не ниже
3500—4000 см2/г.
В качестве кремнеземистого компонента рекоменду¬
ется применять чистые кварцевые пески, содержащие
не менее 90 % кремнезема, не более 5 % глины и 0,5 %
слюды. Песок в зависимости от плотности ячеистого бе¬
тона должен иметь удельную поверхность 1200—
2000 см2/г.
Зола-унос, применяемая вместо молотого песка, от¬
личается неоднородностью химико-минералогического
состава. Зола характеризуется высокой пористостью и
дисперсностью. Эти особенности свойств золы способ¬
ствуют повышенной влагоемкости и замедленной водо¬
отдаче бетона, его пониженной трещиностойкости.
К преимуществам золы по сравнению с песком можно
отнести возможность применения ее в отдельных случа¬
ях без предварительного размола. Это позволяет полу¬
чать изделия меньшей плотности, чем с кварцевым пес¬
ком. Зола-унос должна содержать кремнезема не менее
40 %; потеря в массе при прокаливании в золах, полу¬
чаемых при сжигании антрацита и каменного угля, не
должна превышать 8%, в остальных золах — 5%;
удельная поверхность — 2000— 3000 см2/г. Другие крем¬
— 140 —
неземистые алюмосиликатные и кальциево-алюмосили-
катные компоненты (трепел, трассы, опока и др.). ха'
рактеризующиеся повышенной водопотребностью, для
таких бетонов почти не используют.
Для образования ячеистой структуры бетона приме¬
няют пенообразователи и газообразователи. В качестве
пенообразователей используют несколько видов поверх¬
ностно-активных веществ, способствующих получению
устойчивых пен.
Клееканифольный пенообразователь приготовляют из
мездрового или костного клея, канифоли и водного раст¬
вора едкого натра. Этот пенообразователь при длитель¬
ном взбивании эмульсии дает большой объем устойчи¬
вой пены. Он несовместим с ускорителями твердения це¬
мента кислотного характера, так как они вызывают
свертывание клея. Хранят его не более 20 сут в услови¬
ях низкой положительной температуры.
Смолосапониновый пенообразователь приготовляют
из мыльного корня и воды. Введение в него жидкого
стекла в качестве стабилизатора увеличивает стойкость
пены. Этот пенообразователь сохраняет свои свойства
при нормальной температуре и влажности воздуха око¬
ло 1 мес.
Алюмосульфонафтеновый пенообразователь полу¬
чают из керосинового контакта, сернокислого глинозема
и едкого натра. Он сохраняет свои свойства при положи¬
тельной температуре до 6 мес.
Пенообразователь ГК готовят из гидролизованной
боенской крови марки ПО-6 и сернокислого железа. Его
можно применять с ускорителями твердения. Этот пе¬
нообразователь сохраняет свои свойства при нормаль¬
ной температуре до 6 мес.
Расход пенообразователя для получения пены сос¬
тавляет, % от количества воды: клееканифольного 8—
12, смолосапонинового 12—16, алюмосульфонафтеново-
го 16—20 и пенообразователя ГК 4—6. Смесь из двух
пенообразователей (например, ГК и эмульсии мыльного
корня в соотношении 1:1) позволяет получить более ус¬
тойчивую пену, но это несколько усложняет технологию.
В качестве газообразователя в производстве газобе¬
тона и газосиликата применяют алюминиевую пудру,
которую выпускают четырех марок (ГОСТ 5494—71).
Для производства газобетона используют пудру марки
ПАК-3 или ПАК-4 с содержанием активного алюминия
— 141 —
82 % и тонкостью помола 5000—6000 см2/г. Расход алю¬
миниевой пудры зависит от плотности получаемого газо¬
бетона и составляет 0,25—0,6 кг/м3.
При производстве алюминиевой пудры для защиты
ее от окисления вводят парафин, который обволакивает
тонкой пленкой каждую частицу алюминия, придавая
ему гидрофобность. Такая пленка препятствует осажде¬
нию пудры в воде и образованию водной суспензии, по¬
этому алюминиевую пудру (слой толщиной 4 см) пред¬
варительно в течение 4—6 ч прокаливают в электричес¬
ких печах при температуре 200—220 °С.
Применяют также способ приготовления суспензии с
растворами ПАВ (канифольного мыла, мылонафта,
сульфанола, ГК и др.), которые придают чешуйкам пуд¬
ры гидрофильность. Обработка пудры растворами СДБ
или смолосапонинового пенообразователя замедляет га¬
зообразование, уменьшает количество выделяемого га¬
за, приводит к меньшим дефектам структуры бетона.
Расход поверхностно-активной добавки (в пересчете на
сухое вещество) составляет около 5 % массы пудры.
Для замедления скорости гашения молотой извести-
кипелки добавляют двуводный гипс. Он должен иметь
тонкость помола, характеризуемую остатком на сите
№ 02 не более 3 %. Допускается применять полуводный
гипс вместе с добавкой поташа. Использование для
этой цели других добавок (кератинового замедлителя,
животного клея, поверхностно-активных добавок) менее
эффективно.
При определении состава ячеистого бетона необхо¬
димо обеспечить его заданную плотность и наибольшую
прочность при минимальных расходах порообразовате*
ля и вяжущего вещества. При этом структура ячеистого
бетона должна характеризоваться равномерно распреде¬
ленными мелкими порами правильной шаровидной
формы.
Плотность ячеистого бетона и его пористость зависят
главным образом от расхода порообразователя и степени
использования его порообразующей способности. Неко¬
торое влияние на них оказывают температура смеси и
количество воды, принятое для затворения смеси, т. е.
водотвердое отношение В/Т (отношение объема воды к
массе вяжущего вещества и кремнеземистой добавки).
Увеличение В/Т повышает текучесть смеси, а следова¬
тельно, улучшает условия образования пористой струк-
— 142 —
Рис. 6.6. Зависимость прочности
ячеистого бетона от его плотности
Рис. 6.7. Зависимость прочности
песчаного бетона от его состава
(о) и от В/Ц (б)
/ — В1Ц = 6,3; 2 — ВjU, =0,4; 3-ВЩ~
=0,5; 4 — ЩП=1 : 0; 5 - Ц!П=1 ; 2;
6 — ЩП=1 : 4; 7 — обычный бетон
(для сравнения)
а) б)
Rem МПа ftC!K, МПа
\
туры, если обеспечивается достаточная пластическая
прочность смеси к концу процесса газообразования.
На рис. 6.6 приведена зависимость прочности ячеис¬
того бетона от его плотности. Прочность ячеистого бе¬
тона зависит также от характера его пористости, разме¬
ров и структуры пор и прочности межпоровых оболочек.
С увеличением В/Т до оптимального значения, обеспе¬
чивающего наилучшие условия формирования структу¬
ры смеси, прочность ячеистого бетона повышается.
Прочность оболочек в свою очередь зависит от опти¬
мального соотношения основного вяжущего и кремнезе-
мистого компонента, В/Т, а также .условий тепловлаж¬
ностной обработки. Из этого следует, что применение
смесей с минимальным значением В/Т при условии об¬
разования высококачественной структуры (например,
вибровспучиванием) позволяет получить ячеистый бе¬
тон более высокой прочности.
§ 3. МЕЛКОЗЕРНИСТЫЕ БЕТОНЫ
Для изготовления тонкостенных железобетонных
конструкций применяют мелкозернистый бетон, не со¬
держащий щебня. Армируя этот бетон стальными тка¬
ными сетками, получают армоцемент— высокопрочный
материал для тонкостенных конструкций. Мелкозернис¬
тый бетон можно также использовать для изготовления
железобетонных конструкций в районах, где отсутствуют
щебень и гравийно-песчаная смесь.
Свойства мелкозернистого бетона определяются теми
же факторами, что и обычного бетона. Однако мелко¬
зернистый цементно-песчаный бетон имеет некоторые
особенности, обусловленные его структурой, для кото¬
рой характерны большая однородность и мелкозернис¬
тость, высокое содержание цементного камня, отсутст¬
вие жесткого каменного скелета, повышенные пористость
и удельная поверхность твердой фазы.
На рис. 6.7, а показаны зависимости прочности пес¬
чаного бетона от его состава. При В/Ц=0,3 зависи¬
мость прочности такого бетона от расхода цемента
прямолинейна: уменьшение расхода цемента приводит к
резкому снижению прочности бетона, так как при ма¬
лом содержании цемента смесь становится менее удобо-
обрабатываемой, хуже уплотняется, а ее плотность и со¬
ответственно прочность постепенно уменьшаются. Наи¬
высшую прочность показывает в этом случае цементный
камень.
При более высоких значениях водоцементного отно¬
шения (В/Ц=0,4 и выше) наивысшая прочность бетойа
достигается при определенном оптимальном соотноше¬
нии между цементом и песком. При этом соотношении
достигается максимальная плотность бетонной смеси.
При меньших расходах цемента удобообрабатываемость
смеси постепенно снижается, что затрудняет ее уклад¬
ку и приводит к постепенному понижению прочности и
плотности бетона. При более высоком содержании це¬
— 144 —
мента возрастает количество избыточной воды в бетоне,
соответственно увеличивается пористость и понижается
прочность.
Для каждого состава бетона имеется оптимальное
значение В/Ц, при котором получаются наивысшие
прочность и плотность бетона (рис. 6.7, б). Если пост¬
роить обобщенную зависимость прочности песчаного бе¬
тона разного состава от водоцементного отношения для
оптимальных или средних значений прочности, достигае¬
мых при разных соотношениях между песком и щебнем,
то кривые, выражающие эти зависимости, будут иметь
более крутой наклон и будут пересекаться с подобными
кривыми для обычного бетона при В/Ц, близких к 0,4.
При более низких В/Ц в случае хорошего уплотнения
можно получить песчаные бетоны с прочностью выше,
чем у обычных бетонов на крупном заполнителе. Одна¬
ко такие бетоны требуют большого расхода цемента и
могут применяться только для специальных конструк¬
ций при соответствующем технико-экономическом обос¬
новании. При более высоких В/Ц песчаные бетоны
обычно имеют прочность ниже, чем обычные бетоны на
прочном крупном заполнителе. Степень понижения проч¬
ности зависит от качества применяемых материалов и
технологии уплотнения бетонной смеси.
В ряде случаев при приготовлении цементно-песча¬
ной смеси и уплотнении ее обычным вибрированием в
нее вовлекается определенное количество воздуха, рас¬
пределенного в виде мельчайших пузырьков по всему
объему смеси. Вовлечение воздуха, которое может дос¬
тигать 3—6 % и более, повышает пористость бетона и
снижает его прочность. Воздухововлечение увеличива¬
ется с повышением жесткости смеси, поэтому при необ¬
ходимости получить плотные и прочные песчаные бето¬
ны следует применять такие методы их уплотнения, ко¬
торые сводили бы воздухововлечение к минимуму.
Песок обладает более высокой пустотностью, чем
смесь песка и щебня. При невысоком содержании цемен¬
та в смесях более тощих, чем 1 : 3, цементного теста мо¬
жет не хватить для обмазки зерен песка и заполнения
всех пустот. В этом случае возникает дополнительный
объем пор, обусловленный нехваткой цементного теста,
что вызывает .увеличение общей пористости бетона и
снижение его прочности. Этим обстоятельством объяс¬
няется сложность получения достаточно прочных песча¬
10—845
— 145 —
ных бетонов при невысоких расходах цемента (200—
300 кг/м3), характерных для обычного бетона. Учитывая
изложенные выше особенности влияния различных фак¬
торов на прочность песчаного бетона, обобщенную зави¬
симость можно представить в следующем виде:
где В, Ц — соответственно расходы воды и цемента, кг/м3; ВВ —
объем вовлеченного воздуха, л; А — эмпирический коэффициент
(для материалов высокого качества Л =0,8; для материалов средне¬
го качества Л=0,75 и низкого качества Л=0,65).
Целесообразно определять действительную величину
коэффициента А путем непосредственных испытаний,
так как качество материала, в частности качество пес¬
ка, может значительно повлиять на его значение. В пес¬
чаном бетоне применение мелкого песка с повышенны¬
ми удельной поверхностью и пустотностью приводит к
необходимости увеличения расхода воды с целью сохра¬
нения заданной подвижности бетонной смеси и заметно
снижает прочность бетона (рис. 6.8), в том числе замет¬
но снижает максимально достижимую прочность бетона
для определенного состава. Степень снижения прочно¬
сти бетона зависит как от качества песка, так и от сос¬
тава бетона, увеличиваясь с уменьшением расхода це¬
мента.
Если в обычном бетоне замена крупного песка мел¬
ким понижает прочность всего на 5—10 %, то в мелко¬
зернистом бетоне прочность может уменьшиться на 25—
30 %, а максимальная прочность песчаного бетона соста¬
ва * 1:2—1:3, которой можно достигнуть при
определенной интенсивности уплотнения, иногда снижа¬
ется в 2—3 раза, поэтому для мелкозернистых бетонов
желательно использовать крупные чистые пески или обо¬
гащать мелкий песок более крупными высевками от
дробления камня, мелким гравием.
Мелкозернистый бетон обладает повышенной проч¬
ностью на изгиб (рис. 6.9), водонепроницаемостью и мо¬
розостойкостью, поэтому его можно использовать для
дорожных покрытий в районах, где нет хорошего щебня,
труб и гидротехнических сооружений.
Меньшая крупность и повышенная удельная поверх¬
ность заполнителя (песка) увеличивают водопотреб¬
ность бетонной смеси (рис. 6.10), способствуют вовлече¬
нию в бетонную смесь воздуха при вибрировании.
146
at
Рис. 6.8. Влияние мелкого песка на
прочность песчаного бетона
1 — снижение максимально дости-
ясимых значений прочности бетона
(при оптимальных ВЩ); 2 — сниже¬
ние прочности равноподвижных
смесей (расплыв конуса на встря¬
хивающем столике 130 мм)
Рис. 6.9. Зависимость прочности бе¬
тона на изгиб и растяжение от его
прочности на сжатие
1 — R изг обычного бетона, ? —
/?((ЗГ песчаного бетона; 3
чаного бетона
/?р nee-
в. п
Рис. 6.10. Водопотребность бетон¬
ной смеси с осадкой конуса 2—4 см
1 — цементно-песчаная смесь разно¬
го состава на песке средней круп¬
ности: 2 — обычная бетонная смесь
на гравии с предельной крупностью
10 мм
Рис. 6.11. Схема прибора для опре¬
деления формуемости армоцемента
1 — стальной цилиндр; 2 — задвиж¬
ка: 3 — арматурная сетка; 4—фик¬
сирующие рамки; 5 — захваты для
крепления прибора к стандартной
форме 15X15X15 см; 6 — пластинка
из оргстекла
10*
— 147 —
Водопотребность цементно-песчаной смеси, как и водо¬
потребность обычного бетона определяется не только
требуемой подвижностью, но и ее составом. Например,
для получения бетонной смеси с осадкой конуса 2 см
при применении песка средней крупности расход воды
для состава бетона 1 : 3 равен 260 л/м3, а для состава
бетона 1:2 — 300 л/м3.
В результате для получения равнопрочного бетона и
равноподвижной бетонной смеси в мелкозернистом бе¬
тоне на 20—40 % возрастает расход цемента по сравне¬
нию с обычным бетоном. Для снижения расхода цемен¬
та следует применять химические добавки, эффективное
уплотнение песчаных бетонных смесей и крупные пески
с оптимальным зерновым составом. В цементно-песча¬
ных смесях с высоким содержанием цемента полезно
использовать СДБ или комплексную добавку, состоящую
из СДБ и ускорителя твердения цемента.
Хорошее уплотнение цементно-песчаной смеси дости¬
гается прессованием, трамбованием, укаткой роликами,
вибрированием с пригрузом или вибровакуумированием.
Например, при вибрировании образцов мелкозернистого
бетона на цементе марки 400 состава 1 :2 в возрасте 28
сут достигнута максимальная прочность 55 МПа при
плотности 2,3 т/м3, а при трамбовании прочность бетона
повысилась до 77 МПа при плотности 2,4 т/м3.
Для изготовления тонкостенных железобетонных
конструкций обычно применяют цементно-песчаную
смесь малоподвижной консистенции составов 1:3—1:4,
а для изготовления армоцемента — более жирные соста¬
вы 1 :2. При формировании изделий в двусторонней опа¬
лубке применяют литые цементно-песчаные смеси. При
прессовании или вибрировании с пригрузом используют
жесткие бетонные смеси.
Испытания мелкозернистого бетона целесообразно
проводить на образцах малого размера. Его прочность
можно оценить испытанием половинок балочек 4X4 X
Х16 см, а подвижность бетонной смеси — расплывом
конуса на встряхивающем столике, как при испытании
цемента в пластичном растворе, или жесткости при виб¬
рировании малого конуса (Dkb-10 см) в форме 10X10Х
Х10 см (по аналогии со способом Б. Г. Скрамтаева для
обычного бетона). Испытания на встряхивающем сто¬
лике позволяют оценить подвижность малопластичных
смесей, наиболее употребительных при изготовлении
— 148 —
тонкостенных конструкций, с большей степенью точно¬
сти, чем другие методы.
Большое значение при определении состава цемент¬
но-песчаного бетона для армоцементных конструкций
имеет правильная оценка цементно-песчаной смеси
в условиях густого армирования стальной тканой сет¬
кой. Такая оценка может быть сделана путем определе¬
ния формуемости армоцемента, под которой подразуме¬
вается способность цементно-песчаной смеси плотно
укладываться в данных условиях и которая, по сущест¬
ву, характеризует длительность процесса изготовления
армоцементной конструкции.
Формуемость армоцемента можно определить на при¬
боре, показанном на рис. 6.11. Она зависит от подвиж¬
ности цементно-песчаной смеси и схемы армирования.
Прибор состоит из нижней и верхней прижимных рамок,
соединяемых на болтах, между которыми может наби¬
раться любая схема армирования. Нижняя рамка имеет
лапки для крепления к обычной металлической форме.
На верхнюю рамку с помощью кронштейнов крепится
металлический полый цилиндр. Нижнее отверстие ци¬
линдра закрывается задвижкой. Формуемость армоце¬
мента определяют двумя способами: на проход и на рас-
плыв; в последнем случае под нижней прижимной рам¬
кой укладывают пластинку из оргстекла.
Для определения формуемости прибор закрепляют с
помощью лапок на обычной форме размером 15Х15Х
Х15 см, установленной на вибростоле. В металличес¬
кий цилиндр помещают навеску цементно-песчаной сме¬
си 300 г, которая позволяет определить формуемость на
проход и по расплыву при различном армировании (прч
толщине пакета до 5 см). Смесь предварительно уплот¬
няют штыкованием или вибрированием, закрывая ниж¬
нее отверстие цилиндра. После этого задвижку вынима¬
ют и включают вибратор. Отрезок времени (с), необхо¬
димый для вытекания навески цементно-песчаной смеси
из цилиндра, что соответствует моменту, когда уровень
цементно-песчаной смеси выравнивается с нижнием кра¬
ем цилиндра, определяет формуемость армоцемента.
В зависимости от того, каким способом проводилось ис¬
пытание, можно получить два значения формуемости —
на проход й на расплыв. Наибольшее значение для ар¬
моцемента имеет формуемость на проход, которая обыч¬
но используется при проектировании его состава.
— 149 —
ГЛАВА 7. ВЛИЯНИЕ ТЕМПЕРАТУРЫ
НА ТВЕРДЕНИЕ БЕТОНА
§ 1. ТВЕРДЕНИЕ БЕТОНА ПРИ НОРМАЛЬНЫХ ТЕМПЕРАТУРАХ
При изготовлении изделий на полигонах и при воз¬
ведении сборно-монолитных и монолитных конструкций
бетон твердеет в нормальных условиях при температуре
15—20°С. Рост прочности бетона в этом случае опреде¬
ляется минералогическим составом и тонкостью помола
цемента, составом бетона, в первую очередь В/Ц, хими¬
ческими добавками. Нарастание прочности ускоряется,
если применяются быстротвердеющие цементы, добав¬
ки— ускорители твердения, бетоны с низким водоце¬
ментным отношением.
Большое значение имеет организация ухода за твер¬
деющим бетоном в раннем возрасте, особенно обеспече¬
ние надлежащей влажности среды. Для этого бетон
укрывают полимерной пленкой, посыпают песком, кото¬
рый постоянно увлажняют, используют маты из синте¬
тических материалов, устраивают покрывающие водные
бассейны или используют другие способы, предохраня¬
ющие бетон от высыхания, чтобы избежать замедления
процессов гидратации цемента и роста прочности бето¬
на. При быстром высыхании бетона в раннем возрасте
возникают также значительные деформации усадки, по¬
являются микротрещины В результате ухудшается
структура бетона, снижается его конечная прочность.
Исправить структуру созданием благоприятных усло¬
вий в последующем не удается, поэтому правильный
уход за бетоном в раннем возрасте является необходи¬
мым условием получения доброкачественного бетона.
Рост прочности бетона в благоприятных условиях
продолжается длительное время. Для ориентировочного
определения прочности бетона в любом возрасте исполь¬
зуют формулу
tfn = /?28(lgn/lg28), (7.1)
где Rn — прочность бетона на сжатие в любом возрасте; R?g — проч¬
ность бетона в возрасте 28 сут; lg п — десятичный логарифм возрас¬
та бетона
Эта формула дает удовлетворительные результаты
начиная с л>3 для бетонов, приготовленных на рядо¬
— 150 —
вом портландцементе средних марок. Действительная
прочность может отличаться от расчетной, ее следует
определять по результатам испытания контрольных об¬
разцов, выдержанных в условиях, аналогичных услови¬
ям твердения бетонных конструкций или испытанием бе¬
тона, взятого непосредственно из конструкции.
Для более точной оценки прочности бетона в разном
возрасте необходимо учитывать минералогический сос¬
тав цемента.
По интенсивности нарастания прочности бетона при
нормальной температуре современные цементы можно
.условно подразделить на четыре типа (табл. 7.1). При
Таблица 7.1. Классификация цементов по скорости твердения
Коэффициенты роста прочности
га
и
Мине ралогическая
<г| j
с£'| сё
да
0?
а?
Я
<и
характеристика
1 Q;
II
S
II
II
в
а
00
§
1
1
с
1
1
со
1
со
н
с-
-£*
-£*
I
Алюминатный цемент
0,65—0,8
1—1.05
1-
-1,1
(С3А> 12 %)
1,05—1,2
1,1-
-1,3
II
Алитовый цемент (C3S>
О
о>
1
о
>50 %. С3А<8 %)
1,2—1,5
1,3-
-1,8
III
Цемент со сложной ми¬
нералогической характе¬
ристикой (пуццолано-
вый, портландцемент с
содержанием C4AF<
<14 %, шлакопортланд-
цемент при содержании
шлака 30—40 %)
0,5—0,6
IV
Белитовый портландце¬
0,45—0,5
1,6-1,7
1,85
мент и шлакопортландце-
мент при содержании
шлака более 50 %
Для сравнения по фор¬
0,58
1,35
1,55
муле /?n=/?2e(lgn/lg28)
этом цементы, обеспечивающие более быстрое нараста¬
ние прочности бетона в раннем возрасте, резко замед¬
ляют прирост прочности в длительные сроки твердения.
Наоборот, бетоны на цементах III—IV типа, медленно
твердеющие вначале, показывают заметный рост прочно¬
- 151 —
сти в течение длительного времени. При благоприятных
условиях прочность бетона на этих цементах к полуго¬
довому возрасту возрастает в 1,5—1,8 раза по сравне¬
нию с прочностью в возрасте 28 сут, причем отмечается
и рост прочности в дальнейшем в течение нескольких
лет, хотя и более медленными темпами.
Данные табл. 7.1 показывают, что обычно использу¬
емая для описания кинетики твердения бетона формула
(7.1) дает более надежные результаты при применении
цемента III типа. В других случаях необходимо вводить
поправочные коэффициенты, учитывающие особенности
твердения бетонов на разных цементах.
Приведенные в табл. 7.1 коэффициенты *28-9о и
&28-18о соответствуют нормальным условиям хранения
(7'= 15—20°С, №=90—100 %) небольших образцов.
При понижении температуры и влажности твердение
бетонов резко замедляется.
При изготовлении конструкций не всегда удается
обеспечить требуемую влажность в течение всего срока
твердения бетона, так как отделочные, монтажные и
другие работы часто требуют не только уменьшения
влажности бетона, но даже высушивания его поверхно¬
сти. В этих условиях нельзя пользоваться формулой
(7.1) или значениями коэффициентов, приведенными в
табл. 7.1. Ориентировочно можно считать, что при твер¬
дении на открытом воздухе для цементов I и II типа
*28-90= 1Д5; *28-180= 1,1; для цементов III типа *2&-до =
= 1,05; *28-180= 1,25; для цементов IV типа &г8_до =1,1;
*28-180= 1,3.
Способность бетона к длительному твердению можно
использовать для экономии цемента. В ряде случаев
конструкция воспринимает расчетные нагрузки в более
поздние сроки, чем 28 сут. В благоприятных условиях
твердение бетона продолжается и к моменту передачи
на конструкцию эксплуатационной нагрузки прочность
бетона часто превышает требуемую проектом. В подоб¬
ных случаях, назначая более длительные сроки (90 или
180 сут) достижения бетоном проектной прочности,
можно уменьшить R2s и сэкономить цемент, так как для
получения бетона меньшей прочности требуется более
низкий расход цемента.
— 152 —
§ 2. ТВЕРДЕНИЕ БЕТОНА ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ,
УСКОРЕНИЕ ТВЕРДЕНИЯ
Для ускорения твердения бетона при производстве
сборных железобетонных конструкций используют раз¬
личные способы: механические — повышение удельной
поверхности цемента или активизация бетонной смеси;
химические — введение добавок (СаС12, ННК и др), ус¬
коряющих твердение; тепловые — пропаривание и элек¬
тропрогрев. Тепловые способы, позволяющие сократить
сроки твердения бетона в 10—20 раз, получили наи¬
большее распространение на заводах сборного железо¬
бетона.
Как известно, нагрев ускоряет химические реакции.
Повышение температуры бетона активизирует взаимо¬
действие воды и цемента и ускоряет твердение бетона.
При этом фазовый состав продуктов гидратации цемен¬
та, твердеющего при разных температурах, практически
одинаков. Рост прочности бетона при нагреве может,
как и при нормальном твердении, выражаться логариф¬
мической зависимостью, однако со своими коэффициен¬
тами. По данным ВНИИжелезобетона:
/? = A(lgf-lgf0), (7.2)
где А — параметр, характеризующий поведение данного цемента при
пропаривании в принятых условиях испытания, МПа; t — время
тепловой обработки, включающее период изотермической выдержки
6 и часть времени разогрева и охлаждения, в течение которого тем¬
пература образцов превышает 60°С, ч; в среднем 2=6 + 3; 20 — ин¬
дукционный период твердения, ч (предварительный период до начала
образования прочной структуры).
Формула (7.2) была выведена для бетона на специаль¬
но изготовленных цементах различного минералогичес¬
кого состава при прогреве его по режиму 3+/i + 2 ч с
предварительной выдержкой 2 ч и испытании через 6 ч
после извлечения из пропарочной камеры. Опыты поз¬
волили установить значения А и t0 (при графических
построениях зависимости; рис. 7.1) и тем самым уточ¬
нить влияние минералогического состава цемента на
прочность бетона при пропаривании (табл. 7.2).
Параметр А можно определить как значение проч¬
ности R при t=lOto] например, для цементов I группы
он будет приблизительно равен 25, II группы — 20, III
группы — 17,5. Полученные значения А и f0 в других
условиях могут отличаться от приведенных выше, но их
— 153 —
Ре, шъ
Рис. 7.1. Зависимость прочности
бетонов, приготовляемых на цемен¬
тах I—III минералогических групп
(соответственно кривые 1—3) и оди¬
наковой активности от времени
пропаривания (масштаб полулога¬
рифмический)
AV,pac
£>мм/м
Рис. 7.3. Деформация бетона 8 при
нагреве в зависимости от продол¬
жительности предварительной вы¬
держки t
1 — деформация во время изотер¬
мического прогрева при температу¬
ре 80 °С; 2 — остаточная деформа¬
ция
Рис. 7.2. Расширение газовой фазы
в бетоне
J — вследствие расширения воздуха
без парообразования при давлении
в порах 0,1 МПа; 2—4 — вследствие
расширения воздуха с парообразо¬
ванием при давлении в порах соот¬
ветственно 0,1; 0,11 и 0,15 МПа
можно определить путем испытания бетона при 2—3 ре¬
жимах и ввести в расчеты действительные значения па¬
раметров для данных конкретных условий.
Приведенные данные показывают, что минералоги¬
ческий состав цемента оказывает заметное влияние на
прочность бетона. В первые часы пропаривания наибо¬
лее высокую прочность показывают бетоны на цементах
II и III групп, причем тем более бысокую, чем больше
в клинкере C3S. Прочность бетонов на цементах I груп¬
пы в этот период значительно меньше и только к 3—4 ч
достигает, а затем становится больше прочности бето-
— 154 —
Таблица 7.2. Параметры А и f0 Для цементов разного
минералогического состава
Группа цемента
Минералогический
состав цемента, %
Относи¬
тельное
значе¬
ние А. %
/о, Ч
Предел
линей¬
ности
функции,
ч
c,s
СЭА
I — низкоалюминатные
60
2—3
12,5
0,6
20—25
50
2—3
9,5
0,45
20
II — среднеалюминатные
60—65
8
10,0
0,15
9—10
50
8
9,5
0,2
9—10
III — высокоалюминат-
55
11—22
8,5
0,15
9
ные
40—50
11—12
7,0
0,18
00
1
нов на цементах III группы, а к 6—7 ч и бетонов на це¬
ментах II группы. После этого рост прочности цементов
I группы продолжается практически до 20—24 ч изо¬
термической выдержки, тогда как рост прочности цемен¬
тов II группы практически прекращается к 9—10 ч изо¬
термической выдержки, а цементов III группы к 7—9 ч.
Предельные значения прочности бетона, которые мо¬
гут быть получены в процессе тепловой обработки, за¬
висят от вида цемента. В табл. 7.3 приведены данные
ВНИИжелезобетона, показывающие отношение предель¬
ной прочности бетона при Ц/В = 2—2,5 к активности це-
Т а б л и ц а 7.3. Влияние минералогического состава цемента
на предельную прочность бетона при пропаривании
Вид цемента
Сред¬
няя
актив¬
ность
цемен¬
та.
МПа
Отношение
предельной
прочности
бетона к ак¬
тивности
цемента
Ориентиро
вочное время
достижения
предельной
прочности, ч
Продолжи»
тел ьность
изотермиче¬
ской выдерж¬
ки для дос¬
тижения
°,8Rnp, ,
Портландцемент:
I группы
32,5
1,45
27—33
12
II »
35
1,15
15—18
6
III »
27,5
1,10
10—12
4
ОБТЦ
39
1,05
12—15
3
Шлакопортландце-
мент:
с 30 % шлака
24
1,55
25—30
8
» 50 % »
17
1,85
27—33
14
— 155 —
мента при пропаривании, а также время тепловой обра¬
ботки, при которой достигаются эти значения.
Поскольку скорость нарастания прочности в процес¬
се тепловой обработки, достигая наивысших значений в
первые часы, затем резко уменьшается, то практически
нецелесообразно проводить обработку до получения
предельной прочности. Обычно тепловую обработку за¬
канчивают при 70—80 % прочности бетона от предель¬
ных значений. В этом случае обеспечивается достаточно
интенсивный урост прочности бетона после обработки и
достижение в возрасте 28 сут заданной марки, а время
прогрева сокращается в 2—3 раза по сравнению с тем
временем, которое потребовалось бы для получения пре¬
дельной прочности. При этом предполагается, что
пропаривание начнется приблизительно через 2 ч после
формования изделия, а подъем температуры будет плав¬
ным (в течение 3 ч до 80 °С). Применение более корот¬
ких режимов, чем те, которые указаны в табл. 7.3, при¬
водит к перерасходу цемента.
Если рассмотреть суммарное влияние цемента на
прочность бетона при пропаривании и на продолжитель¬
ность тепловой обработки, то наиболее подходящими
цементами для этого случая считают шлакопортландце-
менты, особенно с большой добавкой шлака, и средне-
алюминатные цементы с повышенным содержанием C3S.
Следует заметить, что на характер нарастания прочно¬
сти бетона при тепловой обработке влияют состав бето¬
на и ряд других факторов. В частности, ускорению твер¬
дения при пропаривании и других видах тепловой обра¬
ботки содействует уменьшение водоцементного
отношения в бетоне.
При тепловой обработке бетона происходят сложные
физико-химические процессы. Нагрев бетона приводит к
его расширению. Образующиеся новообразования це¬
ментного камня как бы закрепляют расширившийся
объем бетона. При охлаждении бетон сжимается, однако
возникшая структура препятствует этому и в бетоне на¬
блюдаются остаточные деформации, т. е. его объем после
тепловой обработки оказывается больше, чем первона¬
чальный. Увеличение объема приводит к повышению по¬
ристости бетона и понижению его прочности. Кроме того,
при прогреве могут возникать микротрещины и другие
дефекты, которые, незначительно изменяя пористость бе¬
тона, могут заметно понизить его прочность.
При длительном твердении наивысшую прочность по¬
казывает бетон, объем которого при данном количестве
материалов является наименьшим, т. е. в этом случае
плотность новообразований цементного камня будет на¬
ибольшей. Этим требованиям соответствуют укладка и
первоначальное твердение бетона при температуре 0—
4 °С, так как при 4 СС плотность воды наибольшая.
Уменьшение предельно достижимой прочности при
тепловой обработке будет зависеть от ее режима. При на¬
греве в меньшей мере расширяются цемент, песок и ще¬
бень, температурный коэффициент линейного расшире¬
ния а которых колеблется в пределах от 8 -10—6 до
12-10-6 (температурный коэффициент объемного расши¬
рения р = 3а, т. е. в 3 раза больше). Температурный ко¬
эффициент объемного расширения воды на два порядка
больше и зависит от ее температуры:
Температура, °С . . . 20—40 40—60 60—80 80—10
Р-10-4 3,02 4,58 5,87 6,88
При нагреве объем воды соответственно увеличива¬
ется:
Температурный интер¬
вал нагрева, °С . . . 20—40 20—60 20—80 20—100
Увеличение объема во¬
ды, % 0,6 1,5 2,7 4,1
Еще в большей мере, если нет препятствий, расширя¬
ется при нагреве воздух или пар. На рис. 7.2 показано
увеличение объема газообразной фазы в бетоне, которое
в условиях свободного расширения при нагреве до 80 °С
должно превышать первоначальный объем в 2 раза.
В действительности этого не происходит, так как струк¬
тура бетона препятствует свободному расширению газо¬
образной фазы. В результате в бетоне возникает внутрен¬
нее давление (в пузырьках воздуха и пара), которое мо¬
жет достигать 0,01—0,015 МПа. Избыточное давление
зависит от строения бетона. При определенном давлении
сплошность строения нарушается — пар выходит из бе¬
тона, избыточное давление далее не растет и даже сни¬
жается, однако при этом может значительно ухудшиться
структура бетона.
Важное значение при твердении имеет и контракция
цементного камня. Дополнительный объем пор, возни¬
кающий вследствие контракции, является тем резерв¬
— 157 —
ным объемом, в который может отжиматься вода при ее
расширении, поэтому контракция способствует уменьше¬
нию дефектности структуры бетона.
Возникновение избыточного давления в бетоне зави¬
сит от режима прогрева. Обычно бетон нагревается с по¬
верхности, поэтому и избыточное давление в первую оче¬
редь возникает у его поверхности. При медленном нагре¬
ве избыточное давление бывает очень небольшим, так
как миграция влаги из области с повышенным давлени¬
ем в более холодные части изделий и диффузия пара спо¬
собствуют уменьшению избыточного давления. При
очень быстром нагреве эти факторы не успевают прояв¬
ляться в должной мере и избыточное давление резко воз¬
растает, что в ряде случаев может привести к непопра¬
вимым дефектам и браку, в частности к вспучиванию
верхней поверхности изделий.
Чем прочнее структура бетона, тем лучше она может
сопротивляться внутренним напряжениям, возникающим
при его нагреве, особенно вследствие нагрева воды и га¬
зообразной фазы. Наибольшие изменения в структуре
возникают, если нагрев начинается сразу же после окон¬
чания формования изделия, когда прочность мала и не
оказывает противодействия расширению составляющих
бетона, а температурные деформации ничем не ограни¬
чены (пропаривание изделия в открытой форме или на
поддоне). При этом чем быстрее растет температура бе¬
тона, тем больше разрыхляется его структура и увели¬
чивается остаточная деформация. Если нагрев начина
ется после того, как бетон схватится и достигнет опреде¬
ленной прочности, то температурные деформации резко
уменьшаются, так как образовавшаяся структура про¬
тиводействует расширению воды и газообразной фазы.
Разрыхление структуры и остаточные деформации резко
уменьшаются (рис. 7.3), свойства бетона улучшаются.
Для получения наилучших результатов необходимо, что¬
бы прочность структуры в процессе нагрева всегда пре¬
восходила внутренние напряжения в бетоне.
В наименьшей степени бетон расширится в том слу¬
чае, когда возрастет только объем твердой фазы. Расши¬
рение же воды будет компенсировано за счет воздушных
пор, а давление газообразной фазы погашено сопротив¬
лением структуры бетона. В этом случае ориентировочно
дополнительный объем (по существу, дополнительный
объем пор) при нагреве до 80 °С составит
— 158 —
дух= рл<= 3-ю-6-60= 1,8-10—3,
или 1,8 л/м3 бетона (0,18%).
В том случае, если расширение воды не будет компен¬
сировано, то дополнительный объем бетона за счет рас¬
ширения воды увеличится на Д1/2=0,2-500-10_6'60 —
= 6-10-3, или на 6 л/м3 бетона (0,6 %). При расчете при¬
нято, что вода занимает Vs часть объема бетона (ориен¬
тировочный расход 200 л/м3), а средний температурный
коэффициент объемного расширения в интервале от 20
до 80°С приблизительно равен 500-10—6. Суммарный до¬
полнительный объем от расширения воды и твердой фа¬
зы составит 0,78 %. Если увеличение объема бетона при
тепловой обработке больше этой величины, то это пока¬
зывает, что на его приращение оказали влияние газооб¬
разная фаза и избыточное давление, которое не было ком¬
пенсировано сопротивлением структуры бетона. Естест¬
венно, что в этом случае количество дефектов в структуре
увеличится, а прочность бетона уменьшится.
При организации контроля за расширением бетона в
процессе тепловой обработки можно считать, что
AV = v2 - Vlt
где Vi — первоначальный объем бетона, равный для куба а3 (здесь
a — сторона куба); У2 — объем бетона после расширения, равный
(а+х)3 (здесь х — удлинение стороны куба: x=aaAt),
ДУ = a3 3а?х + 3ах2 + х3 — а3 « 3а?х « Зщ а3,
так как 3ах2 и х3 пренебрежимо малы по сравнению с
3а2х. Поскольку аг — У, то линейная температурная де¬
формация бетона at — ДЕ/З.
Применительно к рассмотренным выше примерам ли¬
нейная деформация должна составлять при тепловом
расширении твердой фазы 0,18 : 3 = 0,06 %, или 0,6 мм/м;
при расширении твердой фазы и воды 0,78 : 3 = 0,26, или
2,6 мм/м. Приведенные на рис. 7.3 данные показывают,
что на практике вследствие сопротивления структуры бе¬
тона деформации всегда меньше.
При охлаждении в бетоне возникают напряжения
вследствие того, что образовавшаяся структура препятст¬
вует его температурному сжатию. В результате бетон не
может уменьшиться до первоначальных размеров, а воз¬
никшие внутренние напряжения постепенно релаксиру-
ются, но оказывают некоторое влияние на его последую-
— 159 -
идее твердение, несколько уменьшая прочность бетона,
особенно при испытании сразу же после охлаждения, а
также его усадку.
Пористость в процессе тепловой обработки увеличи¬
вается главным образом за счет капиллярных пор, так
как поры геля, образующиеся при твердении цементного
камня, обычно появляются и развиваются несколько поз¬
же, чем происходит основное расширение бетона при на¬
гревании. Кроме того, дополнительный объем, необходи¬
мый для компенсации давления в порах геля, очень мал
и обычно для этого вполне достаточно объема пор, воз¬
никающих при контракции .цементного камня. Так как
при пропаривании увеличивается объем капиллярных
пор, то снижается морозостойкость и ухудшаются дру¬
гие свойства бетона. Применение жестких закрытых
форм, ограничивающих расширение бетона, способству¬
ет улучшению его качества.
Большое влияние на качество пропаренного бетона
оказывает также процесс теплообмена при тепловлаж¬
ностной обработке. В этих условиях в изделиях возника¬
ют градиенты температур и влажности, под действием
которых влага и газообразная фаза перемещаются в бе¬
тоне, разрыхляя его структуру. В некоторых случаях (при
неправильных режимах тепловой обработки) влага мо¬
жет испаряться из бетона, замедляя гидратацию цемен¬
та, оставляя сквозные капилляры, резко повышающие
проницаемость бетона и ухудшающие его долговечность.
При тепловой обработке надо стремиться, чтобы гра¬
диенты температуры и влажности были минимальными
или во всяком случае ниже предельных, при которых на¬
чинается заметная деструкция бетона. Значения предель¬
ных градиентов зависят от прочности структуры бетона
- к моменту начала нагрева и других факторов и могут оп¬
ределяться опытным путем. Уменьшению деструкции
вследствие тепломассообмена способствует применение
горячих бетонных смесей, когда изделие формуют из за¬
ранее разогретой до определенной температуры бетон¬
ной смеси.
Опыты подтверждают высказанные выше положения.
В табл. 7.4 приведены данные J1. А. Малининой [24]. Об¬
разцы из тяжелого бетона состава 1:1,87:2,77 при
В/Д=0,45 на белгородском портландцементе пропари¬
вались при 80°С по режиму 1+6 ч, а затем остывали
вместе с камерой. Прогрев начинали через 1 ч после
— 160 —
Таблица 7.4. Влияние условий тепловой обработки на степень
развития деструктивных процессов в бетоне
Теплофизический процесс
Прочность на
R,.„.
сжатие ——.
09
Условия твердения
внешний
массообмен
% от Д 2S
МПа
5°
расширение
I сут
28 сут
я о
еа
В термокомпенси-
эованной закрытой
форме, не изменя¬
ющей размеры пои
нагреве
В закрытой форме
В открытой форме
В форме на под-
оне
В пленке на под¬
доне
Твердение 28 сут
при 20 °С в герме¬
тичной форме
Отсутствует
Ограничено
во всех
направле¬
ниях
Ограничено
в двух нап¬
равлениях
Отсутст¬
вует
Имеется
с одной по¬
верхностью
Не ограничено
Не ограни¬
чено
Практиче¬
ски отсут¬
ствует
Практиче¬
ски отсут¬
ствует
Отсутст¬
вует
47,3
103
36,3
79
31,3
68
18
39
24
52
56,6
123
49,5
108
44,5
97
26,6
53
36,3
79
46
100
14.8
16.5
17.6
24.8
22
15,5
изготовления образцов. Несколько более высокая проч¬
ность пропаренных без деформаций (первая строчка)
образцов по сравнению с бетоном нормального тверде¬
ния в возрасте 28 сут объясняется более глубокой гид¬
ратацией цемента при прогреве.
Опыты подверждают большое влияние на структуру
и прочность бетона его теплового расширения и тепло¬
массообмена. Для ориентировочных расчетов можно при¬
нять, как и при нормальном твердении, что 1 % увеличе-
11—845
— 161 —
ния пористости снижает прочность бетона в возрасте
28 сут на 5 %•
Проведенный анализ поведения бетона при прогреве
позволяет наметить технологические приемы, использо¬
вание которых обеспечивает повышение качества бетона
в условиях тепловой обработки (табл. 7.5).
Наиболее распространенным видом тепловлажност¬
ной обработки является пропаривание бетона. Прочность
бетона после пропаривания определяется режимом про¬
паривания, видом и активностью цемента и составом бе¬
тона. Обобщение опытных данных позволяет установить
приближенную зависимость прочности бетона, пропарен¬
ного при оптимальном режиме, от водоцементного отно¬
шения (табл. 7.6).
Цементы среднеалюминатные с высоким содержани¬
ем алита показывают относительную прочность на 0,05
выше предельных в табл. 7.6 значений. Проектирование
состава бетона обычно проводят в предположении, что
бетон после пропаривания набирает 70 % марочной проч¬
ности. Как показывает табл. 7.6, это может быть вполне
достигнуто при правильном выборе режима твердения.
При необходимости получения после пропаривания
100 %-ной прочности следует проектировать состав бето¬
на более высокой марки, что вызывает увеличение рас¬
хода цемента, поэтому получение 100 %-ной прочности
бетона должно назначаться только в исключительных
случаях, например для наружных конструкций, изготов¬
ляемых и вводимых в действие в зимний период.
Предварительная выдержка бетона до тепловой об¬
работки повышает конечную прочность бетона, позволя¬
ет применять более форсированные режимы, что сокра¬
щает длительность тепловой обработки. Обычно для
бетонов из подвижных смесей рекомендуется выдержка
в течение 3—6 ч, из жестких смесей — не менее 2—3 ч, а
из особо жестких — 1—2 ч. Чем выше марка бетона и
ниже В/Ц, тем короче предварительная выдержка. Вве¬
дение добавок — ускорителей твердения сокращает, а
поверхностно-активных добавок удлиняет предваритель¬
ную выдержку. Например, при введении в бетон до 0,2 %
СДБ предварительную выдержку увеличивают до 4—6 ч.
Предварительная выдержка необходима при прогре¬
ве изделий без форм или с большой открытой поверх¬
ностью. Если изделия находятся в герметичных формах
или в кассетах, где металлическая, закрытая со всех сто-
— 162 —
Таблица 7.5. Способы снижения влияния деструктивных
процессов в бетоне при подъеме температуры
Технологический прием
Тепловлажностная обработка
в паровоздушной или паровой
среде с избыточным давлением
(в автоклавах и напорных про¬
парочных камерах)
Тепловая обработка в закры¬
тых металлических формах
Пропаривание с подъемом тем¬
пературы в прогрессивно воз¬
растающем темпе или по сту¬
пенчатому графику так, чтобы
внутренние напряжения не пре¬
вышали прочности бетона в
данное время
Предварительное выдержива¬
ние
Тепловлажностная обработка
в среде с переменной относи¬
тельной влажностью
Применение жестких хорошо
уплотненных бетонных смесей
и все способы ускорения твер¬
дения бетонов в начальный пе¬
риод прогрева (твердения)
Предварительный электро- и
пароразогрев бетонной смеси
до формования изделий
Ограничение температуры на¬
грева (например, ниже 80 °С)
Физическая сущность приема
Создаваемое в паровоздушной
среде давление уравновешивает
избыточное давление, возникающее
в бетоне, препятствует его свобод¬
ному расширению, уменьшает
внутренний массообмен, уплотняет
структуру бетона в целом
Ограничивает свободное тепловое
расширение бетона, устраняет
внешний массообмен
Избыточное давление, образую¬
щееся в бетоне, компенсируется
внутриобъемным вакуумом; возни¬
кающим напряжениям противо¬
действует прочность сформировав¬
шейся структуры бетона. В ре¬
зультате температурные деформа¬
ции прогреваемого бетона не пре¬
вышают температурных деформа¬
ций затвердевшего бетона
Приводит к развитию контракци-
онных явлений и появлению на¬
чальной «критической» прочности
бетона, что способствует сопротив¬
лению бетона внутренним напря¬
жениям, возникающим при нагре¬
ве, и их уменьшению
Уменьшает избыточное давление в
бетоне, позволяет регулировать
внешний и внутренний тепломассо¬
обмен
Ограничивает содержание воды и
воздуха, ускоряет рост прочности
бетона и возникновение контрак-
ционных явлений
Устраняет температурно-влажно¬
стный градиент по сечению изде¬
лий, ускоряет процессы гидрата¬
ции цемента
Уменьшает расширение составля¬
ющих бетона, особенно газообраз¬
ной фазы, которая резко возраста¬
ет после 80 °С и тем самым сни¬
жает избыточное давление в бето¬
не и возникающее внутреннее дав¬
ление
11*
\
— 163 —
Таблица 7 6. Зависимость прочности пропаренного бетона от ВЩ
вщ
Прочность бетона, % от его марки
через 4 ч после пропа¬
ривания
через 28 сут после про¬
паривания
0,6 и более
60—65
85—95
0,4-0,5
65—70
95—105
Менее 0,4
70—85
100—110
рон форма препятствует температурному расширению
бетона, то предварительной выдержки не требуется, и
допустим быстрый подъем температуры. Более того, в
формах сложной конструкции с большим количеством
закладных деталей немедленный прогрев бетона сразу же
после формования полезен, так как иначе усадочные яв¬
ления и деформации металла форм при прогреве могут
вызвать появление в изделии трещин.
Скорость нагрева бетона зависит от состава бетона,
конструкции форм, вида изделия и других факторов.
Она должна быть такой, чтобы свести к минимуму де¬
структивные процессы. Обычно для тонкостенных изде¬
лий скорость подъема температуры не должна превы¬
шать 25 °С/ч, для более массивных изделий —20 °С/ч.
Для изделий из жестких смесей с низким В/Ц (менее
0,45) скорость подъема температуры может составлять
30—35 °С/ч, для изделий в закрытых металлических фор¬
мах —40—60 °С/ч. Получение бетона хорошего качества
обеспечивают ступенчатые режимы или режимы с про¬
грессивно возрастающей скоростью. В первом случае за
1—1,5 ч температуру поднимают до 35—40 °С, выдержи¬
вают изделия при этой температуре в течение 1—2 ч, а
затем за 1 ч поднимают температуру до температуры
изотермического прогрева. Во втором случае в первый
час температуру поднимают до 10 °С, во второй — на
15—20 СС, в последующие часы — на 20—30 °С и так до
максимальной.
Оптимальной температурой изотермического прогре¬
ва для бетона на портландцементе является температу¬
ра 80—85 °С. Дальнейшее повышение температуры не
приводит к росту прочности бетона, хотя и может не¬
сколько ускорить его твердение в первые часы. При
этом замедляется рост прочности после пропаривания, в
— 164 —
С)
RE?/c,cmR28
б)
Rs,% отRq
Рис. 7.4. Кривые нарастания проч¬
ности при пропаривании
а — портландцемента; б — шлако-
портландцемента (цифры на кри¬
вых обозначают температуру в °С
изотермической выдержки)
Рис. 7.5. Влияние времени выдерж¬
ки t на изменение подвижности го¬
рячих бетонных смесей на цемен¬
тах
1 — низкоалюминатных; 2 — средне-
алюминатных; 3 — высокоалюминат-
ныт
ОН, СМ
результате пропаренный бетон в возрасте 28 сут имеет
меньшую прочность, чем бетон нормального твердения.
Для бетонов на шлакопортландцементе и пуццолановых
цементах оптимальной является температура 90—95 °С.
На рис. 7.4 приведены графики ориентировочных за¬
висимостей относительной прочности бетона от темпера¬
туры и длительности изотермического прогрева. По гра¬
фикам можно назначать продолжительность изотерми¬
ческого прогрева. Скорость остывания бетона обычно не
должна превышать 30°С/ч, выгружать изделия из про¬
парочной камеры желательно при перепаде температур
между поверхностью бетона и окружающей средой не
более 40 °С, так как иначе в изделии могут возникнуть
значительные деформации. После тепловой обработки
изделия выдерживают в цехе в течение 4—6 ч для осты¬
вания.
Для получения морозостойких бетонов следует при¬
менять более мягкие режимы: увеличивать предваритель¬
— 165 —
ную выдержку, подъем температуры проводить со ско¬
ростью 10—15°С/ч, уменьшать температуру изотермиче¬
ского прогрева до 60—80 °С; понижать температуру бе¬
тона со скоростью не более 10—15 °С/ч.
Для устранения вредного влияния на структуру бето¬
на температурного расширения составляющих при на¬
греве и для некоторого сокращения продолжительности
тепловой обработки в последнее время на некоторых за¬
водах практикуют предварительный разогрев бетона
электрическим током или паром и формование изделий
из горячих бетонных смесей. При этом резко уменьшают¬
ся температурные градиенты в теле изделия, что способ¬
ствует повышению качества бетона. В некоторых случа¬
ях можно после горячего формования ограничиться тер¬
мосным выдерживанием, в других — применить более
сокращенный режим прогрева для получения требуемой
прочности.
Для прогрева бетонной смеси требуется следующее
ориентировочное количество тепла:
Q=Vyc(TH-T„), (7.3)
где Q — количество тепла, кДж; V — объем разогреваемой бетон¬
ной смеси, м3; y — плотность бетонной смеси, кг/м3; с —.удельная
теплоемкость бетонной смеси, ориентировочно принимаемая
1.05 кДж/(кг-°С); 7К — конечная температура разогрева (обычно
80— 90 °С), но иногда и меньшая, если бетон нагревается до более
высоких температур уже непосредственно в форме, °С; 7\,— началь¬
ная температура бетонной смеси, °С.
Экзотермией цемента при быстром начальном разог¬
реве можно пренебречь. В среднем для разогрева 1 м3
бетонной смеси требуется примерно 125—170 Дж.
При разогреве смеси электрическим током требуемая
мощность Р, Вт, определяется по формуле
Р = Q-0,,864/, (7.4)
где / — продолжительность разогрева, ч.
При разогреве бетонная смесь загустевает. На рис.
7.5 показана зависимость загустевания бетонной смеси
от времени выдержки ее до укладки. Наиболее заметно
густеют смеси на высокоалюминатных цементах. Соот¬
ветственно изменяются и сроки схватывания бетона.
Кроме того, для получения заданной подвижности необ¬
ходимо увеличивать расход воды на 10—15 %. Это, хотя
и в меньшей мере, чем в обычных смесях, снижает проч¬
ность бетона. Для сохранения заданной прочности бето¬
на приходится несколько повышать расход цемента.
— 166 —
Применение комплексных добавок, состоящих из
компонентов, способствующих ускорению разогрева и
твердения, а также пластифицирующих бетонную смесь,
позволяет в ряде случаев получить бетоны с тем же рас¬
ходом цемента, что при обычном изготовлении изделий.
Нарастание прочности горячих бетонных смесей за¬
висит от температуры разогрева и выдерживания, водо¬
цементного отношения и других факторов. Обычно рост
прочности предварительно разогретого бетона в раннем
возрасте происходит более быстро, чем при пропарива¬
нии, а затем выравнивается и при обычно применяемых
режимах, когда требуется получить 70 % марочной
прочности, сокращение продолжительности тепловой об¬
работки при горячем формовании не превышает 10—
15 % (с учетом применения бетонов повышенной водо-
потребности).
§ 3. ТВЕРДЕНИЕ БЕТОНА ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ
При пониженной температуре прочность бетона на¬
растает медленнее, чем при нормальной. При темпера¬
туре бетона ниже 0°С твердение практически прекраща¬
ется, если только в бетон не добавлены соли, снижаю¬
щие точку замерзания воды. Бетон, начавший твердеть,
а затем замерзший, после оттаивания продолжает твер¬
деть, причем, если он не был поврежден замерзающей
водой в самом начале твердения, прочность его посте¬
пенно нарастает (рис. 7.6). Интенсивность нарастания
прочности зависит от температуры среды. Повышение
температуры ускоряет твердение бетона, особенно в ус¬
ловиях влажной среды. Прочность бетона в возрасте до
28 сут, твердеющего при температурах 5—35 °С, может
быть приблизительно определена по табл. 7.7.
Бетон, укладываемый зимой, должен приобрести
прочность, достаточную для распалубки, частичной на-
Рис. 7.6. Относительная прочность
Rq бетона в зависимости от его
возраста t в момент заморажива¬
ния (В(Ц—0,6)
I — бетон незамороженный; 2, 3 —
бетон, замороженный в возрасте 7
сут, 4 — то же, 1 сут; 5 — то о/се,
6 ч
— 167 —
Таблица7 7. Относительная прочность бетона на портландцементе
средней марки в разные сроки твердения при разных температурах
Сроки твердения.
Средняя температура твердения, с
с
сут
5
10
15
25
35
3
0,15
0,2
0,30
0,37
0,45
5
0,25
0,32
0,45
0,54
0,6
7
0,35
0,44
0,6
0,7
0,72
10
0,45
0,52
0,7
0,77
0,77
15
0,55
0,65
0,8
0,85
0,85
28
0,8
0,92
1
1,05
—
грузки или даже для полной загрузки сооружения. За¬
мерзание бетона в раннем возрасте влечет за собой зна¬
чительное понижение его прочности после оттаивания и
в процессе дальнейшего твердения по сравнению с нор¬
мально твердевшим бетоном. Это объясняется тем, что
свежий бетон насыщен водой, которая при замерзании
расширяется и разрывает связи между поверхностью за¬
полнителей и слабым цементным камнем. Прочность бе¬
тона тем ближе к нормальной, чем позже он был замо¬
рожен. Кроме того, из-за раннего замораживания значи¬
тельно уменьшается сцепление бетона со стальной арма¬
турой в железобетоне.
При любом способе производства работ бетон следу¬
ет предохранить от замерзания до приобретения им ми¬
нимальной (критической) прочности, которая обеспечи¬
вает необходимое сопротивление давлению льда и сохра¬
нение в последующем при положительных температурах
способности к твердению без значительного ухудшения
основных свойств бетона (табл. 7.8).
При использовании быстротвердеющего высокопроч¬
ного цемента необходимое время выдерживания сокра¬
щается примерно в 1,5 раза. Если к бетону предъявляют¬
ся высокие требования по водонепроницаемости и моро¬
зостойкости, то его следует предохранять от замерзания
до достижения марочной прочности, так как заморажи¬
вание при минимальной прочности, не сказываясь замет¬
но на прочности бетона при сжатии, может несколько на¬
рушить структуру и ухудшить его особые свойства.
При бетонировании зимой необходимо обеспечить
твердение бетона в теплой и влажной среде в течение
срока, устанавливаемого в зависимости от заданной
— 168 —
Таблица 7.8. Минимальная прочность, которую должен
приобрести бетон к моменту замерзания
Марка бетона
Минимальна
не
% от Д2В
я прочность,
jeiiee
МПа
Время выдерживания
бетона на портландце¬
менте при 15—20 °С сут
М 100
5
5
5—7
М 200
4
7
3—5
М300
3,5
10
2—2,5
М 400
3
12
1,5—2
М500
2,5
12,5
1—2
прочностигЭто достигается двумя способами: 1) исполь¬
зованием внутреннего запаса тепла бетона; 2) дополни¬
тельной подачей бетону тепла извне, если внутреннего
тепла недостаточно.
При первом способе необходимо применять высоко¬
прочный и быстротвердеющий портландцемент, исполь¬
зовать ускорители твердения цемента — хлористый
кальций и др., уменьшать количество воды в бетонной
смеси, вводя в нее пластифицирующие воздухововлека¬
ющие добавки. Все это даст возможность ускорить сроки
твердения бетона при возведении сооружений и добить¬
ся того, чтобы бетон приобрел достаточную прочность
перед замораживанием.
Внутренний запас тепла в бетоне создают путем по¬
догревания материалов, составляющих бетонную смесь;
кроме того, в твердеющем бетоне тепло выделяется при
химической реакции, происходящей между цементом и
водой (экзотермия цемента). В зависимости от массив¬
ности конструкций и температуры наружного воздуха
подогревают или воду для бетона (до 90°), или воду и
заполнители — песок, гравий, щебень (до 50 °С). Бетон¬
ная смесь при выходе из бетоносмесителя должна иметь
температуру не выше 40 °С, так как при более высокой
температуре она быстро густеет. Минимальная темпе¬
ратура бетонной смеси при укладке в массивы должна
быть не ниже 5 °С, а при укладке в тонкие конструк¬
ции — не ниже 20 °С.
В последнее время применяют новый способ — элек¬
троподогрев бетонной смеси в специальном бункере не¬
посредственно перед укладкой в конструкцию. В этом
— 169 —
случае электрический ток пропускают через бетонную
смесь и разогревают ее до 50—70 °С. Разогретую смесь
надо сразу же укладывать и уплотнять, так как она
быстро густеет.
В процессе твердения цемент выделяет значительное
количество тепла. Это тепло выделяется главным обра¬
зом в первые 3—7 сут твердения. Чтобы сохранить теп¬
ло в бетоне на определенный срок, необходимо покрыть
опалубку и все открытые части бетона хорошей изоляци¬
ей (матами из минеральной ваты, пенопласта, опилками,
шлаком и т.д.), толщина которой определяется тепло¬
техническим расчетом.
Этот способ зимнего бетонирования называют спосо¬
бом термоса, так как подогретая бетонная смесь тверде¬
ет в условиях теплоизоляции. Применение данного спо¬
соба рационально, если тепло, необходимое для его пер¬
воначального твердения, сохраняется в бетоне по край¬
ней мере 5—7 сут. Это возможно только при массивных
или тщательно изолированных средних по толщине кон¬
струкциях, имеющих отношение охлаждающейся поверх¬
ности бетона к его объему, так называемый модуль по¬
верхности, не более 6.
Конструкции более тонкие или со слабой теплоизоля¬
цией, а также возводимые при очень сильных морозах
следует бетонировать с подачей тепла извне. Существу¬
ют три разновидности этого способа. Первая разновид¬
ность — обогрев бетона паром, пропускаемым между
двойной опалубкой, окружающей бетон, или по трубам,
находящимся внутри бетона или установленным в опа¬
лубке. Обычная температура пара 50—80 °С. При этом
бетон твердеет быстро, достигая в течение 2 сут такой
прочности, которую он приобретает через 7 сут при нор¬
мальном твердении.
Вторая разновидность — электропрогрев, который
осуществляют, пропуская через бетон электрический пе¬
ременный ток. Для этого стальные пластинки — элек¬
троды, соединенные с электрическими проводами, укла¬
дывают сверху или с боковых сторон конструкции бето¬
на в начале его схватывания. При электроподогреве в ко¬
лонне или балке в бетон закладывают продольные элек¬
троды или вбивают короткие стальные стержни для при¬
соединения проводов. После затвердения бетона высту¬
пающие концы этих стержней срезают. Пластинчатые
электооды применяют главным образом для подогрева
— 170 —
плит и стен, продольные электроды и поперечные корот¬
кие стержни — для балок и колонн.
В начале подогрева обычно подается ток низкого на¬
пряжения (50—60 В), получаемый путем трансформиро¬
вания обычного тока 220 В. Сырой бетон при пропуска¬
нии тока разогревается и затвердевает. По мере затвер¬
дения бетона его электрическое сопротивление возрас¬
тает и напряжение приходится повышать. Нагревать бе¬
тон следует медленно, чтобы избежать высушивания и
появления в нем трещин (повышать температуру нужно
не более чем на 5°С в час), и доводить температуру бе¬
тона до 60 °С. При этих условиях бетон в течение 36—
48 ч твердения приобретает прочность, не меньшую, чем
за 7 сут нормального твердения. При бетонировании
массивных сооружений зимой целесообразно применять
электропрогрев только поверхностного слоя бетона (так
называемый периферийный электропрогрев), чтобы пре¬
дохранить его от преждевременного замерзания.
Третья разновидность бетонирования с подачей теп¬
ла— обогрев воздуха, окружающего бетон. Для этого
устраивают фанерный или брезентовый тепляк, в кото¬
ром устанавливают временные печи, специальные газо¬
вые горелки (при этом нужно строго соблюдать противо¬
пожарные правила), воздушное отопление (калорифе¬
ры) или электрические отражательные печн. В тепляках
ставят сосуды с водой, чтобы создать влажную среду для
твердения, или поливают бетон. Этот способ дороже
предыдущего и применяется при очень низких темпера¬
турах, малых объемах бетонирования, а также при от¬
делочных работах.
Кроме описанных выше способов зимнего бетониро¬
вания, требующих подогрева составляющих бетона или
самого бетона, в нашей стране применяют холодный
способ зимнего бетонирования, при котором материалы
не подогревают, но в воде для приготовления бетона
растворяют большое количество солей: хлористого каль¬
ция (СаС12), хлористого натрия (NaCl), нитрита натрия
(NaN03), поташа (К2С03). Эти соли снижают точку за¬
мерзания воды и обеспечивают твердение бетона на мо¬
розе, хотя и очень медленное. Количество соли, добавлен¬
ное в бетон, зависит от ожидаемой средней температуры
твердения бетона (табл. 7.9).
Бетонная смесь с добавкой поташа быстро густеет и
схватывается, что затрудняет ее укладку в опалубку.
Таблица 7.9. Рекомендуемое содержание противоморозных
добавок в бетоне (в расчете на безводную соль)
Температура твер¬
дения бетона, °С, до
Содержание добавок в бетоне, % от массы цемента
NaCl+CaCl2
NaN03
К0СО3
—5
3—|—0 или 0-f-3
4—6
5—6
—10
3,5+1,5
6—8
6—8
—15
3,5+4,5
8—10
8—10
—20
—
—
10—12
—25
—
—
12—15
Для сохранения удобоукладываемости бетонной смеси с
поташом в нее добавляют сульфитно-спиртовую барду
или мылонафт. Для приготовления бетонной смеси с прсн
тивоморозными добавками можно использовать холод¬
ные заполнители, укладывать бетонную смесь с темпе¬
ратурой до —5 °С.
Прочность бетона на портландцементе с добавками,
твердеющего на морозе, может быть определена ориен¬
тировочно по табл. 7.10. Бетон с добавкой нитрита нат-
Таблица 7.10. Прочность бетона с противоморозными добавками,
% ОТ #28
Добавка
Температура
твердения
Относительная прочность бето¬
на, % от при твердении
на морозе, сут
бетона, °С
7
и
28
Хлористые соли
—5
36
65
80
—10
26
35
45
—15
15
25
35
Поташ
—5
50
65
75
—10
30
50
70
—15
25
40
60
—20
22
35
55
—25
20
30
50
рия при температуре —5 °С твердеет медленнее, а при
температуре ниже —10 °С — почти так же, как бетон с
добавкой хлористых солей.
Способ зимнего бетонирования с применением проти¬
воморозных добавок прост и экономичен, но большое ко¬
личество соли, вводимой в бетон, может ухудшить струк¬
- 172 —
туру, долговечность и некоторые особые свойства. При
эксплуатации конструкции во влажных условиях имеется
опасность коррозии арматуры от действия хлористых со¬
лей (нитрит натрия и поташ коррозии не вызывают).
Кроме того, образующиеся в процессе твердения бетона
с добавками едкие- щелочи могут вступить в реакцию с
активным кремнеземом, содержащимся в некоторых за¬
полнителях, и вызывать коррозию бетона, поэтому бе¬
тон с противоморозными добавками не рекомендуется
применять в ответственных конструкциях, в конструкци¬
ях, предназначенных для эксплуатации во влажных ус¬
ловиях, при наличии реакционноспособного кремнезема
в зернах заполнителя, а бетон с хлористыми солями — в
железобетонных конструкциях.
Для различных расчетов по зимнему бетонированию
(определение времени остывания бетона, требуемых
свойств теплозащиты, средней температуры бетона и
др.) широко используют уравнение теплового баланса:
t = 2520 (Тб.н — Тб.к) -j- ЦЭ
Ш(Гб.ср-Гв.ср)
где t — продолжительность остывания, ч; Гб в — температура свеже-
уложенного бетона; Те,.к — температура бетона, до которой продол¬
жается его остывание (для бетона без добавки в расчетах термос¬
ного выдерживания обычно принимают 7б.к=0°С); Ц — расход це¬
мента, кг/м3; Э — тепловыделение цемента, кДж/кг; k — коэффици¬
ент теплопередачи от бетона через опалубку в окружающую среду,
кВт/(м2-°С); М — модуль поверхности конструкции: M=F:V, м-1;
7б.сР — средняя температура бетона за период остывания; ТВср —
средняя темпераратура воздуха за период остывания (по прогнозу
п> годы).
Коэффициент теплопередачи определяют по формуле
k = \ , (7.6)
0,05 + 2 ЫЧ
1=1
где hi — толщина каждого слоя изоляции, м; X,- — теплопроводность
изоляционного слоя, кВт/(м-ч-°С).
Теплопроводность для стали 58, для сосны 0,175, для
снега 0,35 Вт/(м-°С). Если опалубка воздухопроницае¬
ма, в ней имеются щели и неплотности, то значение ко¬
эффициента теплопередачи увеличивается в 1,5—2 раза.
Тепловыделение портландцемента в возрасте 28 сут
примерно составляет: для марки 500—500 кДж/кг, мар¬
ки 400—420, марки 300—340 кДж/кг. Шлакопортланд-
— 173 —
цемент и пуццолановый цемент выделяют теплоту на
15—20 % меньше. Для ориентировочных расчетов при¬
нимают тепловыделение цемента к определенному сроку
пропорционально его относительной прочности. Напри¬
мер, для цемента марки 400 тепловыделение к возрасту
7 сут при нормальном твердении составит 0,6-420=
=252 кДж/кг.
Среднюю температуру бетона ориентировочно опре¬
деляют в зависимости от модуля поверхности:
при М<8Гб.ср = Tq.н/2;
при М> 8 Tg.cp = Тб.н/З-
Более точные теплотехнические расчеты для зимнего
бетонирования выполняются на основе современной тео¬
рии тепло- и массообмена с использованием ЭВМ.
ГЛАВА 8. ПРОЕКТИРОВАНИЕ СОСТАВА
ТЯЖЕЛОГО БЕТОНА
§ 1. ОСНОВНЫЕ ПОЛОЖЕНИЯ ЕДИНОЙ МЕТОДИКИ
ОПРЕДЕЛЕНИЯ СОСТАВА БЕТОНА
В результате проектирования состава бетона должно
быть определено такое соотношение между используе¬
мыми материалами, при котором будет гарантирована
прочность бетона в конструкции с учетом технологии ее
изготовления, необходимая подвижность бетонной смеси
и экономичность бетона (минимальный расход цемента).
Проектирование состава бетона включает: а) назна¬
чение требований к бетону исходя из вида и особенно¬
стей службы и изготовления конструкций; б) выбор ма¬
териалов для бетона и получение необходимых данных,
характеризующих их свойства; в) определение предва¬
рительного состава бетона; г) проверку состава в проб¬
ных замесах; д) контроль за бетонированием; е) коррек¬
тировку состава в процессе производства при колебани¬
ях свойств заполнителя и других факторов.
Определение предварительного состава бетона произ¬
водят на основе зависимости прочности бетона от актив¬
ности цемента, цементно-водного фактора и качества ис¬
пользуемых материалов и зависимости подвижности бе¬
тонной смеси от расхода воды и других факторов.
— 174 —
Для получения уточненных зависимостей свойств бе¬
тона и бетонной смеси от его состава, если имеется воз¬
можность, проводят предварительные испытания. При
этом желательно использовать математические методы
планирования эксперимента и обработки его результа¬
тов.
Требования к прочности бетона указывают в рабочих
чертежах. Подвижность (жесткость) бетонной смеси
назначают в зависимости от размеров конструкции, гус¬
тоты армирования, способов укладки и уплотнения (табл.
8.1). В табл. 8.1 указана жесткость бетонной смеси по
Таблица 8.1. Требование к подвижности и жесткости
бетонной смеси '
Жесткость, с
Конструкции и способ уплотнения
по ГОСТ
10181-81
по ГОСТ
10181-62
Подвиж¬
ность, см
Сборные железобетонные с не¬
30—10
120—40
медленной распалубкой, фор¬
муемые на виброплощадках
или вибронасадком
Перекрытия с пустотами, сте¬
10—5
40—20
1—4
новые панели, формуемые в го¬
ризонтальном положении на
виброплощадках
Густоармированные элементы
5-3
20—10
5—9
(колонны, ригели, плиты), из¬
готовляемые с применением на¬
ружного или внутреннего ви¬
брирования
Формуемые на ударно-вибра¬
30—20
120—80
ционных установках
Формуемые в.кассетах
10—5
_
7—14
Центрифугированные
—
—
5—10
Гидропрессованные (трубы)
10—5
40—20
—
стандартному (ГОСТ 10181.1-81) и техническому
(ГОСТ 10181-62) вискозиметрам. При перекачивании
бетонной смеси насосом осадка конуса должна быть 6—
8 см.
Бетонная смесь обладает необходимой удобоуклады-
ваемостью только при содержании в ней достаточного
количества цемента. Уменьшение количества цемента
ниже определенных величин повышает опасность рас¬
слоения бетонной смеси и может привести к появлению в
— 175 —
Таблица 8.2. Минимальный расход цемента для получения
нерасслаиваемой плотной бетонной смеси
Смесь
Минимальный расход цемента, кг/м3,
при предельной крупности заполнителя,
мм
го
20
— 40
70
Особо жесткая (Ж>20 с)
160
150
140
130
Жесткая (Ж=10—20 с)
180
160
150
140
Малоподвижная (Ж=5—10 с)
200
180
160
150
Подвижная (ОК= 1—10 см)
220
200
180
160
Очень подвижная (ОК= 10—
240
220
210
180
—16 см)
Литая (ОК> 16 см)
250
230
200
190
Примечание. Жесткость указана по стандартному вискози--
метру.
смеси микропустот и снижению прочности и долговеч¬
ности бетона. Минимальный расход цемента зависит от
консистенции бетонной смеси и крупности заполнителя
(табл. 8.2). Если при определении состава бетона ока¬
жется, что расход цемента, требуемый из условия полу¬
чения заданной прочности, ниже указанных значений, то
в расчет принимают минимальный расход цемента. Ма¬
териалы для бетона выбирают в соответствии с рекомен¬
дациями, приведенными в гл. 2.
Для экономичного расходования цемента необходи¬
мо, чтобы его марка превышала заданную марку бетона
(табл. 8.3).
Таблица 83. Рекомендуемые для бетона марки цемента
Марка бетона
Марка цемента
Марка бетона
Марка цемента
М 100
300
М 300
500
М 150
400
М 400
600
М 200
400
М 500
600
При использовании для бетона более низких марок
цемента требуется слишком большой его расход. Наобо¬
рот, когда марка цемента излишне высока, может ока¬
заться, что расход цемента будет меньше минимальных
значений, требуемых техническими условиями для полу¬
— 176 —
чения бетона необходимой плотности. В этом случае для
экономии цемента в бетон целесообразно вводить тонко¬
молотую добавку — активную кремнеземистую или
инертную (золу, молотый кварцевый пёсок, известняко¬
вую муку и др.).
В качестве заполнителей бетона стремятся использо¬
вать, как правило, местные материалы или материалы
из близко расположенных карьеров, но отбирают из них
те, которые позволяют получать бетон с заданными свой¬
ствами при минимальных расходах цемента. Заданную
подвижность бетонной смеси обеспечивают правильным
назначением расхода воды, а прочность бетона — пра¬
вильным назначением водоцементного отношения и рас¬
хода цемента.
Минимального расхода цемента добиваются правиль¬
ным выбором содержания крупного и мелкого заполните¬
ля. При определении их содержания раньше применяли
ориентировочные рекомендации по выбору оптимального
соотношения между песком и щебнем г. В современных
способах расчета обычно используют коэффициент раз¬
движки зерен щебня (гравия) раствором а, который по¬
казывает, насколько объем раствора превышает объем
пустот в щебне. Введение коэффициента а позволило уп¬
ростить определение состава бетона и сделать его более
надежным, так как оптимальные значения а, обусловли¬
вающие получение при прочих равных условиях бетона
с минимальным расходом цемента, выбираются на осно¬
ве зависимостей, вытекающих из физических основ
структурообразования бетона. В этом случае расходы
песка и щебня в тяжелом бетоне определяют по форму¬
лам, которые выводятся при решении системы двух
уравнений:
(Ц/Рц) + В + (Я/р0) + (Щ/рщ) = 1000;.
(Ц/Рц) + В + (Я/р0) = Ящ а (Щ/ущ),
где Я, В, Я, Щ — соответственно расходы цемента, воды, песка и
щебня, кг/м3; рц, рп, рщ — истинные плотности цемента, песка и
щебня, кг/л; Ящ—пустотность щебня (относительная величина); а—
коэффициент раздвижки зерен щебня раствором; \щ — плотность
щебня, кг/л.
Первое уравнение выведено из условия, что сумма
абсолютных объемов компонентов бетона равна 1 м3
(1000 л) готового плотного бетона, если в бетоне нет во¬
влеченного воздуха, а второе уравнение — из условия,
что цементно-песчаный раствор должен заполнить все
12—845
— 177 —
пустоты между щебнем (в стандартно-рыхлом состоя¬
нии) с некоторой раздвижкой его зерен, что необходимо
для получения удобообрабатываемой бетонной смеси и
хорошего связывания зерен заполнителя в единый проч¬
ный монолит.
В этой системе уравнений два неизвестных — расход
песка и щебня, так как расходы цемента и воды опреде¬
ляются в зависимости от прочности бетона и подвижно¬
сти бетонной смеси, а коэффициент а назначается в со¬
ответствии с полученными экспериментальным путем ре¬
комендациями, обеспечивающими наиболее разумное
соотношение между песком и щебнем, при котором расход
цемента оказывается минимальным.
Решением приведенной системы уравнений получаем
Для легких бетонов применяют другую систему урав¬
нений, в которой вторбё уравнение выводится из усло¬
вия получения бетона с заданной плотностью. При ис¬
пользовании в бетоне воздухововлекающих добавок в
уравнение добавляют дополнительный член, учитываю¬
щий объем вовлеченного воздуха. Таким образом, окон¬
чательное определение расходов материалов в рассмат¬
риваемой методике производится с учетом абсолютных
объемов, занимаемых материалами, и с учетом дополни¬
тельных требований, обеспечивающих экономичность бе¬
тона, или его плотность, или другие свойства.
При улучшении свойств бетона химическими добав¬
ками их влияние учитывают при определении расходов
материалов путем введения соответствующих поправок в
расчетные зависимости.
Одним из основных факторов, определяющих эконо¬
мичность состава бетона (по расходу цемента), а также
его высокое качество, является правильный выбор соот¬
ношения между мелким и крупным заполнителями.
На рис. 8.1 показана зависимость различных свойств
1000
а(Я1Ц/уш) + (1/рщ)
(8.1)
(8.2)
§ 2. ВЫБОР СООТНОШЕНИЯ МЕЖДУ МЕЛКИМ
И КРУПНЫМ ЗАПОЛНИТЕЛЯМИ
— 178 —
Рис. 8.1. Влияние соотношения г
между песком и щебнем (гравием)
на основные свойства бетона, бе¬
тонной смеси и смеси заполнителей
ЦТ — абсолютный объем цементно¬
го теста: 6j, 62 — толщина прослой¬
ки цементного камня; V^ —объем
пустот в смеси заполнителя; S —
суммарная поверхность заполните¬
ля; ОЦ1 и ОК2 — подвижность бе¬
тонной смеси; R, ■ Я, — пределы
б, 62
прочности бетона, соответствующие
оптимальным значениям ЦТ\, ЦТ г,
причем ЦТг>ЦТ\
бетонной смеси от соотношения между песком и круп¬
ным заполнителем г=П/Щ. Пустотность смеси заполни¬
телей при определенном г имеет минимальное значение.
Удельная поверхность заполнителей уменьшается с
уменьшением г. Подвижность бетонной смеси и проч¬
ность бетона при определенном г достигают максимума,
причем наивысшая прочность, как правило, соответству¬
ет наибольшей подвижности бетонной смеси, так как при
прочих равных условиях такая бетонная смесь уклады¬
вается наиболее плотно. Таким образом, оптимальное со¬
отношение г имеет бетонная смесь наибольшей подвиж¬
ности (наилучшей удобоукладываемости).
Подвижность или удобоукладываемость бетонной
смеси зависит от многих факторов, главным из которых
при данных материалах можно считать консистенцию це¬
ментного теста, соотношение между цементным тестом и
заполнителем, между песком и щебнем (гравием).
При определенной консистенции цементного теста его
влияние на внутреннее трение бетонной смеси и, следо¬
вательно, на его подвижность будет определяться тол¬
щиной прослоек цементного теста между зернами запол¬
нителя. Наибольшим внутренним трением или мини¬
мальной подвижностью при прочих равных условиях
обладает бетонная смесь, в которой цементное тесто
лишь заполняет пустоты заполнителя. С дальнейшим
увеличением содержания цементного теста подвижность
бетонной смеси возрастает.
12*
— 179 —
Толщину 6, м, слоя цементного теста между зернами
заполнителя определяют по формуле
б = (ЦТ — Т3)/5см, 18.3)
где ЦТ — содержание цементного теста, л; V3 — объем пустот в за¬
полнителе, л; Scm — удельная поверхность смеси заполнителей, м2/л.
При увеличении удельной поверхности заполнителя
подвижность бетонной смеси уменьшается даже при оди¬
наковой толщине прослоек цементного теста. Подвиж¬
ность бетонной смеси зависит от критерия
N = тсм, или N = (ЦТ - V3)/Si, (8.4)
Чем больше критерий N, тем выше подвижность бе¬
тонной смеси при определенной консистенции цементно¬
го теста. Критерий N можно определить, зная пустот-
ность и удельную поверхность смеси заполнителя и
вычисляя изменение этих характеристик для разных
значений г.
При определении г объем пустот заполнителя вычис¬
ляют по формулам (2.2) и (2.3) после предварительного
определения:
уп = rv3/(1 + г) и ущ = Уд - Vo-
Удельную поверхность смеси заполнителей находят
по формуле
5см = (гп5п + 5щ)/(1 -f-r), (8.5)
где 5Щ —вычисляют по формуле (2.4).
Вычисления проще производить, пользуясь абсолют¬
ными объемами материалов, применяя коэффициент Яа
и считая вначале К3=1. Тогда объем пустот и удельная
поверхность заполнителя при равном содержании це¬
ментного теста составят:
Уп.х = уП1 Уз.х; (8-6)
Sx = Scm Уз.х> (8-7)
где Уз.х = 1 — ЦТ.
Таким образом, расчетом можно определить ориенти¬
ровочные оптимальные значения г на основе критерия
N. Это определение заключается в нахождении такого г,
которому соответствует максимальное значение N или
наибольшая подвижность бетонной смеси при данной
консистенции цементного теста. Однако следует учиты¬
вать, что в действительности критерий г подчиняется не-
— 180 —
ЦТ, л/м1
▲
Рис. 8.2. Зависимость оптимального
соотношения г между песком и
щебнем (гравием) от расхода це¬
ментного теста иа 1 м3 бетона
1 — опытная кривая; 2 — расчетная
кривая
►
Рис. 8.3. Зависимость коэффициен¬
та раздвижки зерен а от расхода
цемента Ц
Рис. 8.4. Зависимость коэффициен¬
та раздвижки зерен а от расхода
цементного теста на 1 м3 бетона
(иа щебне). При уменьшении мо¬
дуля крупности песка Мнр на I ко¬
эффициент а уменьшается на 0,1—
0,15, однако он не должен быть
менее 1,1
.ЦТ, л/м3
сколько более сложной зависимости: с увеличением ЦТ
уменьшается роль SCM и возрастает роль б, поэтому
фактически оптимальные значения г при высоких зна¬
чениях ЦТ {ЦТ>320 л/м3) получаются несколько более
высокими, чем по расчету.
На рис. 8.2 представлены результаты теоретического
и опытного определения оптимального соотношения г
для бетона на гранитном щебне и песке средней крупно¬
сти. Опыт подтверждает результаты расчета. Как видно
соотношение г в бетоне непостоянно: с увеличением со¬
держания цементного теста оптимальное значение г
уменьшается, т. е. сокращается доля песка в смеси за¬
полнителей.
— 181 —
Для бетонов низких и средних марок, для которых
объем цементного теста не превышает 300 л/м3, наибо¬
лее пригодна смесь песка и щебня с минимальной пустот-
ностью. В этом случае достигается наибольшая толщина
прослойки цементного теста и наивысшая подвижность
бетонной смеси. В высокопрочных бетонах при высоких
расходах цемента желательно использовать смеси с
меньшим содержанием песка. При применении в этом
случае смесей с минимальной пустотностью в бетоне
оказывается избыточное количество песка. В результате
снижается подвижность бетонной смеси и для получения
заданной подвижности требуется перерасход цемента.
В рассматриваемом методе определения состава бе¬
тона соотношение между песком и щебнем устанавлива¬
ют с учетом коэффициента раздвижки а. Зная г, можно
определить по формуле а:
ЦТ — Ущ + ЮООгущ
а = ^ . (8.8)
(1000 — ЦТ) Пщ Рщ
Нели рп = рщ, то формула (8.8) примет вид
(ДГ+1000г)ущ
а= . (8.9)
(\Ш-ЦТ)ПщРш ’
По этим формулам и по результатам опытов были
определены ориентировочные значения а в бетоне на
среднем и мелком песке (табл. 8.4).
Таблица 8.4 Расчетные и опытные значения коэффициента а
Бетон на мелком песке
Бетон на среднем песке
Значения а
Значения а
Содержание це¬
Содерж анне
ментного теста,
действи¬
цементного
действи¬
л/м3
расчетные
тельные
теста, л/м3
расчетные
тельные
220
1,12
i,i
220
1,24
1,23
280
1,32
1,28
280
1,43
1,39
350
1,54
—
350
1,54
1,51
По данным табл. 8.4 видно, что оптимальные значе¬
ния коэффициента а в пластичной бетонной смеси зави¬
сят от содержания в бетоне цементного теста и от круп¬
ности песка: они возрастают с увеличением ЦТ и круп¬
ности песка. По другим опытам было установлено, что
— 182 —
штимальный коэффициент а для жесткой бетонной сме-
‘и при расходе цемента 200—400 кг/м3 равен 1,05—1,15.
Физический смысл изменения коэффициента а в за-
зисимости от состава бетона и консистенции бетонной
:меси заключается в следующем. В жесткой бетонной
:меси содержится относительно небольшое количество
цементного теста высокой вязкости, поэтому опасность
зодоотделения и расслоения отсутствует. В этих услови¬
ях наилучшая удобоукладываемость бетонной смеси и
прочность бетона достигаются при минимальной раз¬
движке зерен щебня (гравия), так как при этом расход
еска и суммарная площадь поверхности заполнителей
являются также минимальными. В результате зерна за¬
полнителей укладываются наиболее плотно, обеспечивая
хорошее качество бетона. С увеличением количества во¬
ды для придания бетонной смеси большей подвижности
абсолютный объем цементного теста возрастает, а его
вязкость понижается. Чтобы избежать водоотделения и
расслоения бетонной смеси и обеспечить ее связанность,
необходимо увеличить коэффициент а, сохраняя тем
самым, а иногда даже увеличивая (при высоких значени¬
ях В/Ц) соотношение между песком и щебнем (гра¬
вием).
Необходимая величина изменений коэффициента а
в зависимости от различных факторов была выявлена
опытным путем. Было установлено, что наиболее досто¬
верной является зависимость коэффициента а от объема
цементного теста в пластичной бетонной смеси а=/
(ЦТ). Зависимость коэффициента а от расхода цемента
наблюдается только при сравнении бетонов с определен¬
ным водоцементным отношением (рис. 8.3), так как в
этом случае увеличение расхода цемента приводит и к
повышению содержания цементного теста в бетоне.
Однако для приближенного определения состава бетона,
если принять в расчет лишь его наиболее употребитель¬
ные составы, то можно установить увеличение коэффи¬
циента а с повышением расхода цемента (см. пунктир¬
ную линию на рис. 8.3).
При постоянном расходе цемента увеличение водоце¬
ментного отношения ведет к увеличению расхода воды и
объема цементного теста и соответственно к повышению
оптимальных значений коэффициента а. Вид и нормаль¬
ная густота цемента практически не влияют на опти¬
мальные значения коэффициента а.
— 183 —
Подвижность пластичной бетонной смеси также
практически не влияет на коэффициент а, если абсолют¬
ный объем цементного теста при этом сохраняется по¬
стоянным.
Уменьшение крупности песка при прочих равных ус¬
ловиях вызывает уменьшение оптимальных значений а.
Это объясняется тем, что более мелкие пески с повышен¬
ной удельной поверхностью обладают более высокой
водоудерживающей способностью и позволяют получать
связанную и нерасслаиваемую бетонную смесь при
меньшем расходе песка.
Крупность щебня влияет на коэффициент а незначи¬
тельно, что позволяет не учитывать этот фактор при
выборе оптимальных значений коэффициента а. Однако
даже при постоянном а расход щебня в бетоне будет
зависеть от его крупности: с увеличением предельной
крупности он будет возрастать, так как будет, как пра¬
вило, повышаться плотность щебня. Соответственно бу¬
дут уменьшаться значение г и расход песка в бетоне.
Форма зерен крупного заполнителя практически не
влияет на оптимальные значения коэффициента а, т. е.
для бетона на щебне и гравии можно применять одина¬
ковые значения а. Повышение содержания песка в смеси
заполнителей при применении щебня объясняется тем,
что при той же предельной крупности гравий, как пра¬
вило, имеет меньшую пустотность, чем щебень. В ре¬
зультате при равных коэффициентах а в бетоне на гра¬
вии содержится меньше песка, чем в бетоне на щебне.
Введение в бетонную смесь химических добавок
практически не изменяет оптимальных значений коэф¬
фициента а, если водоудерживающая способность бетон¬
ной смеси достаточна. Если же при введении пластифи¬
каторов и суперпластификаторов получаются литые
бетонные смеси и возникает опасность их расслоения, то
коэффициент а повышают, чтобы увеличить содержание
песка и улучшить водоудерживающие свойства смеси.
При введении воздухововлекающих добавок как бы уве¬
личивается объем цементого теста за счет мельчайших
пор вовлеченного воздуха, что необходимо учитывать,
несколько увеличивая оптимальные значения а или на¬
значая а исходя из суммарного объема, занимаемого це¬
ментным тестом и вовлеченным воздухом.
Приведенные результаты исследований, установив¬
шие влияние различных факторов на коэффициент а,
показывают, что для жестких бетонных смесей при рас¬
ходе цемента менее 400 кг/м3 а следует принимать 1,05—
1,15 (в среднем 1,1). Меньшее значение— 1,05 принима¬
ется в случае использования мелких песков. Для жирных
составов жестких смесей (Д>400 кг/м3) коэффициент а
назначают по графику (рис. 8.4), при этом уменьшают
его значение на 0,05—0,1.
Для пластичных бетонных смесей оптимальные зна¬
чения коэффициента а наиболее точно могут быть уста¬
новлены на основе зависимости a=f (ЦТ), которая
приведена на рис. 8.4. Для расчетов более удобно ис¬
пользовать данные табл. 8.5, при определени которых
зависимость а — f (ЦТ) была преобразована в зависи¬
мость a=f (Ц, В/Ц), более удобную для использования
в расчетах. В табл. 8.5 приведены также рекомендации
по введению поправок, учитывающих крупность песка.
Таблица 8.5. Оптимальные значения коэффициента а
для пластичных бетонных смесей (В„ = 7 %)
Расход це¬
мента, кг/м®
Оптимальные значения коэффициента ос при В/Ц
0,4
0,5
0,6
0,7
0,8
250
1,26
1,32
1,38
300
—
1,3
1,36
1,42
—
350
1,32
1,38
1,44
—
—
490
1,4
1,46
—
—
—
500
1,5
1,56
—
—
—
Примечания: 1. При других значениях Ц и В/Ц коэффи¬
циент а находят интерполяцией.
2. При использовании мелкого песка с водопотребностью более
7 % коэффициент а уменьшают на 0,33 на каждый процент увеличе- •
ния водопотребности песка. Если применяется крупный песок с Вп<
<7 %, коэффициент а увеличивают на 0,03 на каждый процент
уменьшения В„.
Незначительные отклонения коэффициента а от оп¬
тимального значения практически не сказываются на
свойствах бетона и бетонной смеси, поэтому его откло¬
нения на +0,05 при определении состава бетона вполне
допустимы.
В некоторых особых случаях коэффициент а опреде¬
ляют исходя не только из условий получения определен¬
ной прочности бетона и подвижности бетонной смеси, но
с учетом дополнительных требований. В этих случаях
возможна определенная корректировка коэффициента а.
— 185 —
Например, для бетона тонкостенных конструкций или
для декоративных бетонов несколько увеличивают коэф¬
фициент а, чтобы гарантировать хороший внешний вид
лицевых поверхностей бетона.
При необходимости оптимальные значения коэффи¬
циента а можно устанавливать по результатам определе¬
ния подвижности бетонной смеси, которая наиболее по¬
казательно откликается на изменения коэффициента а.
§ 3. ПОРЯДОК РАСЧЕТА СОСТАВА БЕТОНА
Состав бетонной смеси выражают двумя способами:
1. Соотношением по массе (реже по объему, так как
это менее точно) между цементом, песком и гравием
(или щебнем) с обязательным указанием водоцементно¬
го отношения и активности цемента. Количество цемента
принимают за 1, поэтому соотношение между составны¬
ми частями бетона записывают в виде: 1 : х : у с указани¬
ем В/Ц (например, 1:2:4 по массе при В/Ц=0,6).
2. Расходом материалов по массе (кг) на 1 м3 уло¬
женной и уплотненной бетонной смеси, например:
Различают нормальный (лабораторный) состав бето¬
на, устанавливаемый для сухих материалов, и производ¬
ственный (полевой)—для материалов в естественно¬
влажном состоянии. Лабораторный состав бетона опре¬
деляют расчетно-экспериментальным путем. Состав
бетона предварительно рассчитывают по абсолютным
объемам, используя формулы для определения расхода
воды, цемента, песка и щебня (гравия), выведенные на
основании рассмотренных выше зависимостей, а затем
уточняют пробными затворениями.
Порядок расчета состава бетона следующий:
1. Определяют В/Ц (или Ц/В) в зависимости от тре¬
буемой прочности, срока и условий твердения бетона.
Водоцементное или цементно-водное отношение находят
путем предварительных опытов, устанавливающих зави¬
симость прочности бетона от этого фактора и активности
Цемента
Песка .
Щебня .
Воды .
280
700
1250
170
Итого . . 2400
— 186 —
Рис. 8.5. График для назначения
Ц/В в зависимости от требуемой
прочности бетона R р и марки при¬
меняемого цемента R ц
цемента (с применением местных заполнителей) или
ориентировочно по формулам:
а) для обычного бетона при В/Ц>0,4
Я/Д = АКц/(Яб + Л-0,5ЯЦ); (8.10)
б) для высокопрочного бетона при В/Ц<0,4
В1Ц = Aj.RnnR6 — Лх-О.бЯц). (8.11)
Значения коэффициентов А и А\ берут из табл. 5.1
либо находят Ц/В по графикам (рис. 8.5). Формулу
(8.10) следует применять, если /?о<2А/?ц, в других
случаях надо пользоваться формулой (8.11).
При расчете состава бетона иногда необходимо учи¬
тывать требования к нему по морозостойкости, водоне¬
проницаемости, прочности на растяжение при изгибе и
пр. В этом случае для назначения В/Ц используют со¬
ответствующие зависимости, примеры которых приведе¬
ны далее, но способ определения состава бетона в прин¬
ципе сохраняется.
2. Определяют расход воды в зависимости от требуе¬
мой подвижности бетонной смеси на основании резуль¬
татов предварительных испытаний или ориентировочно
по графикам на рис. 3.10. При этом необходимо учиты¬
вать водопоглощение крупного заполнителя, если оно
более 0,5 % по массе. Графики на рис. 3.10 составлены
для расхода цемента до,400 кг/м3 с применением гравия
и песка средней крупности с водопотребностью 7 %.
В случае использования других заполнителей необходи¬
мо вносить соответствующие поправки, указанные в при¬
мечании к графикам.
3. Определяют расход цемента:
Ц = В:В/Ц. (8.12)
— 187 —
Если расход цемента на 1 м3 бетона окажется ниже
допускаемого по СНиП (см. табл. 8.2), то следует уве¬
личить его до требуемой нормы или ввести тонкомоло¬
тую добавку. Последнюю обычно применяют в случае,
если активность цемента слишком высока для бетона
данной марки.
4. Устанавливают коэффициент раздвижки а для
пластичных бетонных смесей по графику (см. рис. 8.4)
в зависимости от количества цементного теста и крупно¬
сти песка или выбирают его значение по табл. 8.5.
5. Определяют расход щебня или гравия по формуле
(8.1).
6. Определяют расход песка по формуле (8.2).
7. Проверяют на пробных замесах подвижность
(осадку конуса или жесткости) бетонной смеси, при не¬
обходимости вносят поправки в расчет состава бетона.
Если применяют воздухововлекающие добавки, количе¬
ство вовлеченного воздуха учитывают при подсчете рас¬
хода песка.
Современная технология отличается большим разно¬
образием требований к бетону, материалов для бетона и
технологических приемов приготовления и укладки бе¬
тонной смеси. Однако нет необходимости создавать для
каждого случая свой метод расчета.
Расчет состава обычного тяжелого бетона должен
выполняться по рассмотренной методике. Специфические
требования к бетону и материалам для него надо учиты¬
вать путем введения соответствующих поправок.
Пример 8.1. Определить состав бетона марки М 300 с подвиж¬
ностью бетонной смеси по осадке конуса 4—5 см. Материалы: порт¬
ландцемент активностью 37,5 МПа, песок средней крупности с водо¬
потребностью 7 % и истинной плотностью 2,63 кг/л; гранитный ще¬
бень с предельной крупностью 40 мм, истинной плотностью 2,6 кг/л.
1. Водоцементное отношение вычисляем по формуле (8.10)
0,6-375
В/Ц= 0,54.
4 300 + 0,5-0,6-375
2 По графикам на рис. 3.10 ориентировочный расход воды со¬
ставляет 178 л/м3.
3. Расход цемента определяем по формуле (8.12)
Ц= 178/0,54 = 330 кг/м3.
4. Пустотность щебня составляет
/7Щ = I — (р/у) = 1 — 1,48/2,6 = 0,43.
По табл. 8.5 коэффициент раздвижки а=1,38 (по интерполя¬
ции).
- 188 —
5. Расход щебня определяем по формуле (8.1)
Щ = —— = 1270 кг/м3.
0.43-1,38 1
1,48 2,6
6. Расход песка находим по формуле (8.2)
П
/ 330 Л 1270
1000—Кт+178+
2,63 = 600 кг/м3.
2,6
Плотность бетонной смеси равна 330+178+1270 + 600=2378
кг/м3. Состав проверяют и при необходимости уточняют на пробных
замесах.
Пример 8.2. Определить состав бетона марки М 300 при жестко¬
сти бетонной смеси по техническому вискозиметру 60 с. Материалы
те же, что в примере 8.1.
1. Вычисляем водоцементное отношение по формуле (8 10)
0,6-375
В/Ц= : — = 0,54.
300 + 0,5-0,5-375
2. По графику на рис. 3.10 ориентировочный расход воды со¬
ставляет 130 л/м3.
3. Расход цемента определяем по формуле (8.12)
Ц = 130/0,54 = 240 кг/м3
4. Коэффициент раздвижки для жесткой бетонной смеси при
умеренном расходе цемента принимаем равным а=1,1.
5. Расход щебня определяем по формуле (8.1)
1000 , ,
Щ = 1420 кг/м3.
0,43-1,1 1
1,48 + 2,6
6 Расход песка находим по формуле (8.2)
/7 =
, 240 1420
1000 — + 130
3,1 ' ' 2,6
2,63 = 625 кг/м3.
Расчетная масса бетонной смеси составляет 240+130+1420 +
+ 625=2415 кг/м3.
Сравнив составы бетона в примерах 8.1 и 8.2, видим, что при¬
менение жесткой бетонной смеси обеспечивает заметную экономию
цемента (330—240=90 кг, что приблизительно составляет 27 %).
§ 4. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА СОСТАВА БЕТОНА
Для экспериментальной проверки состава бетона из¬
готовляют пробную порцию бетонной смеси и определя¬
ют ее подвижность. Вследствие особенностей свойств
применяемого цемента и местного заполнителя осадка
конуса или жесткость бетонной смеси может отличаться
от заданной. Предположим, что в примере 8.1 осадка ко¬
— 189 —
нуса оказалась равной 0, т. е. бетонная смесь недоста¬
точно подвижна. Для увеличения подвижности повыша¬
ют расход воды примерно на 5—10%. Одновременно
прибавляют 5—10 % цемента для того, чтобы не измени¬
лось водоцементное отношение. Снова перемешивают бе¬
тонную смесь, измеряют осадку конуса и так до тех пор,
пока не получат требуемых показателей.
Если при первом измерении подвижность бетонной
смеси превышает заданную (например, ОК=8 см вме¬
сто 4—5 см), добавляют небольшое количество песка и
щебня (по 5—10 %). Затем уточняют состав бетона, так
как первоначальный объем порции бетонной смеси уве¬
личивается. Для этого определяют фактическую плот¬
ность бетонной смеси при способе уплотнения, принятом
в производственных условиях. Испытание проводят сле¬
дующим образом: пустую форму взвешивают, проверя¬
ют ее внутренние размеры, заполняют смесью, уплотня¬
ют и вновь взвешивают.
Плотность уплотненной бетонной смеси (кг/л) вычис¬
ляют по формуле
Уб.см = (Gz Gi)/V(f),
где Gj и G2 — масса пустой формы и формы с бетоном, кг; —
внутренний объем формы, л.
Полученное значение плотности бетонной смеси дол¬
жно совпадать с расчетным (допускаемое отклонение
±2 %). Далее устанавливают фактический объем полу¬
ченной бетонной смеси в пробном замесе:
Гф = 2СЛ>,
где 2G — сумма масс материалов, израсходованных на пробный за¬
мес, кг, \’ф — фактическая плотность уплотненной бетонной смеси,
кг/л.
Зная объем полученной бетонной смеси и расход ма¬
териалов на пробный замес, определяют фактический
объем материалов на 1 м3 бетона.
Объем пробного замеса зависит от числа требуемых
образцов. Если для определения марки бетона готовят
по три образца, то принимают следующий минимальный
объем замеса:
Размер ребра образца, см ... . Ю 15 20 30
Объем пробного замеса, л . . . . 6 12 25 85
Применительно к условиям примера 8.1 необходи¬
мо принять размер контрольных образцов 15X15X15 см
— 190 —
(более 3Dnp щебня), следовательно, объем замеса будет
12 л. Расход материалов на один замес составит:
цемент 3,96 кг (330X0,012)
При использовани щебня нескольких фракций сле¬
дует определить расход каждой фракции исходя из оп¬
тимального соотношения между ними. Если для получе¬
ния требуемой подвижности пришлось увеличить коли¬
чество цемента и воды на 10 %, то окончательный рас¬
ход материалов на замес составит:
цемент 4,36 кг (3,96+0,4)
песок 7,2 кг
щебень 15,25 кг
вода 2,35 л (2,14 + 0,21)
Предположим, что действительная плотность бетон¬
ной смеси оказалась 2350 кг/м3, или 2,35 кг/л. Тогда
объем замеса Уф — 29,16/2,35= 12,4 л.
Фактический расход материалов на 1 м3 бетона бу¬
дет равен: Ц = 4,36: 0,0124 = 350 кг; .6=190 л; П =
= 580 кг; Я/=1230 кг.
Из откорректированной бетонной смеси готовят кон¬
трольные образцы и затем их испытывают. На каждый
срок испытания изготовляют не менее трех образцов. Об¬
разцы формуют в разборных чугунных или стальных
(строганых) формах. Размеры их необходимо строго вы¬
держивать, не допуская отклонения более +1 % по гра¬
ням. Углы между гранями должны составлять 90+2°.
Приемы укладки и уплотнения образцов должны соот¬
ветствовать принятым на производстве. Укладку бетон¬
ной смеси в формы следует заканчивать не позднее чем
через 30 мин после ее приготовления.
При уплотнении бетонной смеси вибрированием фор¬
му заполняют с некоторым избытком, после чего ее виб¬
рируют на лабораторной площадке (частота колебаний
50 Гц, амплитуда колебаний вибратора под нагрузкой
0,5 мм). Лабораторную виброплощадку можно заменить
поверхностным вибратором. Продолжительность вибри¬
рования t должна определяться в соответствии с показа¬
телем жесткости /=(1,5+2) Ж, но не менее Ж+30 с.
цемент
песок
щебень
вода .
. 7,2 кг (600 X 0,012)
. 15,25 кг (1770X0,012)
. 2,14 л (178X0,012)
Всего
29,16 кг
Образцы в течение двух суток хранят в формах в по¬
мещении с температурой 16—20 °С, затем освобождают
из форм, маркируют и до момента испытания хранят в
специальной камере с влажностью около 100 % или в
периодически смачиваемых песке, опилках и т. д. Перед
испытанием тщательно осматривают образцы, измеряют
грани (с точностью до 1 мм), взвешивают.
При испытании прочности образец укладывают на
нижнюю опорную плиту боковыми гранями. Предел
прочности при сжатии бетона вычисляют с точностью до
0,1 МПа, как среднее арифметическое результатов испы¬
тания трех образцов при условии, что наименьший ре¬
зультат отличается не более чем на 20 % от ближайше¬
го показателя. При превышении этой разницы более чем
на 20 % вычисление производят по двум наибольшим
результатам.
Если действительная прочность бетона при сжатии
отличается от заданной более чем на +15%, следует
внести коррективы в состав бетона: для повышения проч¬
ности увеличивают расход цемента (т. е. Ц/В), для сни¬
жения прочности — уменьшают его.
§ 5. ОПРЕДЕЛЕНИЕ ПРОИЗВОДСТВЕННОГО СОСТАВА БЕТОНА
На производстве часто применяют при приготовлении
бетона влажные заполнители. Количество влаги, содер¬
жащейся в заполнителях, должно учитываться при опре¬
делении действительного расхода воды. В этом случае
производят корректировку состава.
Вначале определяют содержание воды в заполните¬
лях по формулам:
Ba = nWa; (8.13)
Bin = mWai, (8.14)
где W„, 1Рд— влажность песка и щебня (гравня).
Затем устанавливают действительный расход воды:
ВЯ=В—Вп—Вщ. Поскольку часть массы влажных запол¬
нителей составляет вода, то необходимо увеличить их
массу, чтобы обеспечить поступление в бетон полученной
расчетом массы твердого материала. Расход песка и
щебня увеличивают на массу воды, которая в них со¬
держится, т. е. их расход в производственном составе бу¬
дет соответственно равен: Пд=П-\-Вп и Ща=Щ-\-Вщ.
— 192 —
5асход цемента при данной корректировке состава со-
сраняется неизменным.
Если для условий примера 8.1 принять, что влаж-
лость песка 3 % и щебня 1 %, то
содержание воды в песке—Вп=600х0,03=18 л,
то же в щебне—Вщ=127Х0,01 = 12,7 л
Всего 30,7«31 л
Для сохранения В/Ц и заданной прочности бетона
расход воды, полученный при расчете, для сухих запол¬
нителей в примере 8.1 уменьшается, а сухой песок и гра¬
вий соответственно заменяется влажными. Тогда расход
материалов в производственном составе бетонной смеси
будет следующий:
цемент 330 кг
песок 600+18=618 кг
щебень 1270+13= 1283 кг
вода 177—31 = 146 л
Всего . , , . . .2377 кг
Плотность бетонной смеси не изменяется.
При загрузке цемента и заполнителя в бетоносмеси¬
тель их первоначальный объем больше объема получае¬
мой бетонной смеси, так как при перемешивании проис¬
ходит как бы уплотнение массы: зерна цемента распола¬
гаются в пустотах между зернами песка, зерна песка —
между зернами щебня. Для оценки объема получаемой
бетонной смеси используют так называемый коэффици¬
ент выхода бетона Рб, определяемый по формуле
юоо
06 = . (8.15)
Рб Ц/Уц + П/уа + Щ/уш
где уц, уп, уш — плотность цемента, песка и щебня.
Влияние воды при определении коэффициента выхода
бетона не учитывают, так как вода сразу же пролива¬
ется в пустоты твердых материалов и на их первоначаль¬
ный объем не влияет. Однако при определении коэффи¬
циента 06 для производственного состава используют
плотность влажных заполнителей, так как последняя мо¬
жет заметно отличаться, особенно для песка, от шщтнр-
13—845
— 193 —
сти сухих заполнителей. Коэффициент выхода бетона за¬
висит от состава бетона и свойств используемых мате¬
риалов и колеблется в пределах 0,55—0,75.
При расчете расхода материалов на один замес бето¬
носмесителя принимают, что сумма объемов цемента,
песка и щебня (в рыхлом состоянии) соответствует ем¬
кости барабана бетоносмесителя. Тогда объем бетона
Кэ, получаемый из одного замеса, составит
F3 = p6V6c, (8.16)
где Fee — емкость бетоносмесителя.
Расход материалов на замес бетоносмесителя опре¬
деляют с учетом получаемого объема бетона (Ц3=ЦХ
XV3 и т.д.).
Для рассмотренного выше примера, если ув.п=1,65
и ув.щ=1,48 кг/дм3, получим
1000
^б=_330 618 1283 ~ ,67‘
1,3 + 1,65 + 1,48
Для бетоносмесителя с емкостью барабана 500 л вы¬
ход бетона из одного замеса составит 500-0,67 = 335 л,
или 0,335 м3.
Расход материалов на один замес составит:
цемент 330x0,335=111 кг
песок 618x0,335=207 кг
щебень 1283X0,335=430 кг
вода 136X0,335=45 л
Состав бетона можно выразить также в виде соотно¬
шения 1 : х : у, т. е.
(330/330): (618/330): (1283/330) = 1:1,87:3,89.
Для уточнения расчетных формул, особенно при боль¬
ших объемах бетонных работ, рекомендуется предвари¬
тельно испытать бетон и бетонную смесь, приготовлен¬
ную на предназначенных к применению материалах,
выдерживая образцы в условиях, соответствующих произ¬
водственным. При использовании уточненных зависимо¬
стей для прочности бетона и подвижности бетонной сме¬
си можно назначать состав бетона без экспериментальной
проверки с последующей его корректировкой, если это
потребуется, по результатам испытания контрольных об¬
— 194 —
разцов, приготовленных при бетонировании конструк¬
ции или сооружения.
Если ожидается применение одной-двух марок бето¬
на, достаточно изготовить три пробных замеса с тремя
значениями В/Ц, например 0,4; 0,55 и 0,7. Необходимо,
чтобы диапазон значений В/Ц предполагал получение
бетона прочностью на 15—20 % ниже и выше заданной
марки. Подвижность бетонной смеси подбирают в соот¬
ветствии с заданием. Состав бетона для пробных затво-
рений рассчитывают обычными методами.
По результатам испытаний, проведенных в заданные
сроки, строят график зависимости прочности бетона от
Ц/В при данном цементе или уточняют коэффициенты
Л и С в формулах (5.4), (5.5) и (8.10), (8.11). Напри¬
мер, если результаты предварительных испытаний для
бетона марки М 200 нанести на график (рис. 8.6), то
коэффициент С будет соответствовать отрезку [01], а
коэффициент А — отношению ординаты к абсциссе при
любом значении последней: А = [03]/[02].
§ 6. ОПРЕДЕЛЕНИЕ СОСТАВА БЕТОНА ПО ГРАФИКАМ
И НОМОГРАММАМ
На практике из одних и тех же материалов обычно
приходится готовить бетоны различных марок с разной
консистенцией бетонной смеси. При этом число составов
может достигать нескольких десятков. В этом случае не¬
целесообразно проводить предварительные испытания
для каждой марки бетона отдельно, рациональнее про¬
вести испытания, позволяющие построить обобщенные
зависимости, связывающие прочность, подвижность, во¬
доцементное отношение и расход цемента. Тогда объем
предварительных испытаний резко сокращается.
Наиболее часто для построения обобщенных зависи¬
мостей проводят испытания девяти серий образцов. При
этом принимают три расхода цемента и три значения во¬
доцементного отношения. Изменение водоцементного от¬
ношения при постоянном расходе цемента изменяет со¬
держание воды в бетонной смеси и тем самым изменяет
ее подвижность. В результате таких испытаний получа¬
ют бетонную смесь разной подвижности и бетоны разной
прочности. Матрица результатов испытаний представле¬
на в табл. 8.6.
13*
— 195 —
Рис. 8.6. Построение зависимости
= ЦЦ/В) по результатам пред-1
варитсльных испытаний
Ц-250
Ц:ЪВО
24-350
О,U 0, if5 0,5 0,55 В/Ц
Рнс. 8.7. Зависимость жесткости
бетонной смеси
от водоцементного отношения и
от расхода цемента
О,U ОМ 0,5 0,55 В/Ц
Рис. 8.8. Зависимость прочности
бетона
от расхода цемента и от цементно-
водного отношения
Рис. 8.0. Зависимость прочности бе¬
тона от водоцементного отношения,
расхода цемента и удобоукладывае-
мости (цифры на кривых обознача¬
ют жесткость бетонной смеси и
прочность бетона).
— 196 —
А
Таблица 8.6. План и результаты испытания различных
составов бетона
Серия
Расход це¬
мента, кг/м3
вщ
Жесткость бе¬
тонной смеси, с
Прочность на
сжатие бетона,
МПа
1
B/Ui
Ж1
Яг
2
т
В!Цг
Ж,
Я2
3
ш
В/Ц з
Ж3
Я3
4
Цг
В/Ц 1
Ж4
я4
5
Цг
в/ц2
ж5
я5
6
Цг
В/Цз
Ж,
яв
7
Цз
В/Ц 1
Ж7
Я,
8
Цз
В/Ш
Же
я8
9
Цз
В/Цз
Ж9
я9
По этим результатам можно построить графики, по
которым производить определение составов бетона при
любом заданном значении жесткости бетонной смеси и
прочности бетона. При проведении опытов принимают
такие крайние значения водоцементных отношений и рас¬
ходов цемента, которые обеспечивают получение резуль¬
татов, полностью перекрывающих весь диапазон воз¬
можных на данном производстве марок бетона и подвиж¬
ности бетонной смеси. Определение состава бетона для
пробных замесов проводится по рассмотренной выше ме
тодике.
На графиках (рис. 8.7) приведена зависимость же¬
сткости бетонной смеси от водоцементного отношения и
расхода цемента. По результатам испытаний строят три
кривые Ж=!(В/Ц) для трех расходов цемента. При не¬
обходимости по интерполяции можно построить дополни¬
тельные кривые для других расходов цемента.
Для зависимости прочности бетона от водоцементно¬
го отношения также вначале по результатам опытов
строят три кривые, которые при необходимости могут
быть дополнены кривыми для других значений расхода
цемента (рис. 8.8).
На основе полученных графических зависимостей для
жесткости бетонной смеси и прочности бетона от водо¬
цементного отношения и расхода цемента можно по¬
строить обобщенный график, устанавливающий зависи¬
мость свойств бетона и бетонной смеси от ее состава.
Этот график представлен на рис. 8.9, на котором приве¬
дены кривые, показывающие бетонные смеси с одинако¬
вой жесткостью и бетон с одинаковой прочностью, полу¬
— 197 —
чаемые при различных расходах цемента и различной
величине водоцементного отношения. При определении
состава бетона по этому графику находят точку пересе¬
чения линий «изожесткости» и «изопрочности», соответ¬
ствующих заданной жесткости бетонной смеси и прочно¬
сти бетона, и принимают водоцементное отношение и
расход цемента, которые соответствуют этой точке.
В этом случае будет обеспечено получение бетона дан¬
ной прочности при заданной подвижности бетонной
смеси.
Для определения состава бетона могут использовать¬
ся и другие графики и номограммы, построенные по ре¬
зультатам предварительных испытаний как выполняемых
по простейшему плану эксперимента, рассмотренному
выше, так и проводимые по более сложным планам с
построением соответствующих математических моделей
(см. § 5 гл. 11).
§ 7. ОПРЕДЕЛЕНИЕ СОСТАВА БЕТОНА С ХИМИЧЕСКИМИ
ДОБАВКАМИ
С каждым годом расширяется номенклатура добавок,
используемых для улучшения свойств бетонной смеси и
бетона. Однако это не требует применения для каждого
вида добавок особых методов проектирования его соста¬
ва. Определение состава бетона в этом случае произво¬
дят на основе единой методики, рассмотренной выше, с
учетом влияния добавок на основные зависимости «со¬
став — свойство», используемые в расчетах.
При этом учитывают, что добавки не изменяют ха¬
рактера зависимостей, в частности зависимостей подвиж¬
ности бетонной смеси от расхода воды и прочности бе¬
тона, от активности цемента и цементно-водного отноше¬
ния, а только изменяют количественное соотношение ме¬
жду разными факторами. Величина подобных изменений
зависит от дозировки добавки и может быть учтена на
основе рекомендаций, содержащихся в технических усло¬
виях, или инструкции по применению данной добавки
или установлена по результатам предварительных опы¬
тов.
На рис. 8.10 показано влияние добавок пластифика¬
тора и суперпластификатора на зависимость подвижно¬
сти бетонной смеси от расхода воды. Введение добавок
способствует повышению подвижности смеси и уменьша-
ок. см
Рис. 8.(0. Влияние добавок на во¬
допотребность бетонной смеси
1 — бетонная смесь с суперпласти¬
фикатором; 2 — то же, с С ДБ; 3 —
10 Же без добавки
в.п
Рис. 8.11. Влияние суперпластифи-
катора на зависимость водопотреб¬
ности бетонной смеси от расхода
цемента
I _ бетонная смесь с суперпласти¬
фикатором; 2 — бетонная смесь без
добавки
ет расход воды, необходимый для получения равнопод¬
вижных смесей, однако основная зависимость OK=f(B)
имеет одинаковый характер и в обычном бетоне, и в бе¬
тоне с добавками. Изменяются только положение кри¬
вой и, соответственно, получаемые по ней количествен¬
ные результаты. Если известно, что добавка уменьшает
водопотребность бетонной смеси на 10 или 20 %, то мо¬
жно построить соответствующие кривые и по ним опре¬
делять расход воды, требуемый для получения заданна
подвижности смеси.
При введении комплексных добавок влияние их на
водопотребность бетонной смеси можно оценивать по ви¬
ду и дозировке пластифицирующего компонента. При
введении ускорителей твердения ориентировочно можно
считать, что зависимость подвижности смеси от расхода
воды в этом случае не изменяется и определять расход
воды по рекомендациям для обычного бетона без до¬
бавки.
В бетонной смеси при расходе цемента от 200 до
450 кг изменение содержания цемента практически так
мало сказывается на изменении водопотребности, что
этим влиянием пренебрегают. В этом случае говорят о
законе постоянства водопотребности бетонной смеси.
Введение пластификаторов и суперпластификаторов не
нарушает этой закономерности, но изменяет количест¬
венное значение водопотребности и пределы, в которых
проявляется эта зависимость (рис. 8.11). Введение этих
добавок не только уменьшает водопотребность бетонной
— J99 —
смеси, но и смещает верхний предел в сторону больших
расходов цемента, т. е. закон постоянства водопотребно-
сти бетонных смесей сохраняется при введении пласти¬
фикаторов до расхода цемента 500—550 кг/м3, а при
введении суперпластификатора до 550—600 кг/м3, поэто¬
му при высоких расходах цемента в этом случае не надо
вводить дополнительную дозу цемента, которая реко¬
мендована для бетонов без добавок.
Эффект воздействия суперпластификатора на бетон¬
ную смесь зависит от количества введенной добавки и
минералогического состава цемента (табл. 8.7). Однако
Таблица 8.7. Влияние содержания суперпластификатора
и минералогического состава цемента на эффективность его действия
Условная
группа
цемента
Содержание в
цементе, %
Средняя величина уменьшения расхода
воды в равноподвижных смесях при до¬
зировке суперпластификатора. %
CsS
CSA
0,5
0.7Б
1
1,25
1
49
6
18
23
28
33
2
40
00
ri
17
22
27
32
3
33
10
15
19
24
29
влияние второго фактора невелико и может быть учтено
соответствующей корректировкой содержания добавки:
при применении алюминатных цементов дозировка до¬
бавки увеличивается на 0,1—0,2 % массы цемента.
Сравнение пластифицирующего действия на бетон¬
ную смесь различных суперпластификаторов показало,
что оно приблизительно одинаково. Например, при со¬
держании добавки 1 % массы цемента и расходе цемен¬
та 500 кг/м3 снижение водопотребности (величина реду¬
цирования воды ДВ) для разных добавок колебалась от
23 до 25%.
При определении состава для пробных замесов мож¬
но принимать средние значения ДВ, которые зависят от
дозировки суперпластификатора: при дозировке 0,5 %
массы цемента расход можно уменьшить на 15 %, а каж¬
дое последующее увеличение дозировки на 0,25 % сни¬
жает расход воды еще на 4—5 %.
При введении в бетонную смесь СДБ или добавок по¬
добного класса, т. е близких по эффекту воздействия,
г
ля расчета ориентировочно можно использовать данные
абл. 3.1 или применять условное среднее значение ДВ=
—10 % с последующим уточнением этой величины опыт-
ым путем. При улучшении пластифицирующих свойств
1Д.Б посредством модификации ее щелочами или поли¬
мерными добавками (добавки ХДСК или J1CTM) зна-
[ение ДВ повышается до 12—15%. Для воздухововле-
сающих добавок значение ДД составляет 3—7 % •
Влияние добавок на водопотребность бетонной смеси
ложно учесть соответствующим коэффициентом Ки к0‘
горый показывает, насколько уменьшается в бетонной
:меси с добавкой расход воды Ви требуемый для пелу-
мения заданной подвижности, по сравнению с обычной
бетонной смесью. Расход воды ВХ = К\В. Если известна
величина снижения водопотребности бетонной смеси с
добавкой ДВ, %, то Ki = (100—ДД)/100, например, если
при введении в бетонную смесь добавки СДБ принять
Д5 « 10 %, то /Ci =0,9.
Приведенные выше данные по влиянию добавок пла¬
стификаторов и суперпластификаторов на снижение во-
цопотребности бетонной смеси относятся к тем случаям,
когда в бетонную смесь вводится оптимальная дозиров¬
ка добавки. При уменьшении содержания добавки эф¬
фективность ее воздействия на бетонную смесь уменьша¬
ется, при повышении содержания добавки по сравнению
с оптимальными значениями заметно замедляется твер¬
дение бетонной смеси, что требует либо одновременного
введения в бетонную смесь ускорителей твердения, либо
применения других мероприятий, ускоряющих тверде¬
ние бетона. В результате может снизиться технико-эко¬
номическая эффективность использования добавки в бе¬
тонной смеси.
Оптимальные дозировки пластифицирующих и воз¬
духововлекающих добавок приведены в табл. 8.8 и 8.9.
При дозировке пластифицирующих добавок учитывается
вид цемента, а при выборе дозировки воздухововлекаю¬
щих добавок — расход цемента.
Оптимальная дозировка суперпластификатора зави¬
сит от ожидаемого технико-экономического эффекта:
вводится ли добавка для повышения подвижности бетон¬
ной смеси, либо сокращения расхода цемента, либо для
повышения прочности бетона, либо для совершенствова¬
ния формования бетонных и железобетонных изделий.
Эффект применения постепенно повышается с увеличе-
— 201 —
Таблица 8.8. Рекомендуемое количество пластифицирующих
и пластифицирующе-воздухововлекающих добавок
Вид цемента
Добавки в расчете на сухое вещество.
% массы цемента
СДБ. УПБ
м, влхк.
гкж-ю.
гкж-п
ВРП-1
Портландцемент, быстро-
твердеющий портландце¬
мент
Сульфатостойкнй портланд¬
цемент
Шлакопортландцемент, пуц-
цолановый портландцемент
0,15—0,25
0,1—0,2
0,2—0,3
0,1—0,2
0,05—0,15
0,1-0,2
0,005—0,02
0,01—0,02
0,01—0,03
Таблица 8.9. Рекомендуемое количество воздухововлекающих
и газообразующих добавок
Добавки
Количество в расчете на сухое вещество,
% массы цемента, прн расходе его. кг/м3
до 300
300—450
более 450
СНВ, СПД, ЦНИПС-1,
0,005—0,015
0,01—0,02
0,015—
сдо, с, оп
0,035
ГКЖ-94
0,06—0,08
0,05—0,07
0,03—0,05
нием содержания добавки, но при расходе добавки более
1,2 % массы цемента может также наступать замедление
твердения бетона, что нежелательно при изготовлении
сборных железобетонных конструкций. Определение
оптимальной дозировки суперпластификаторов на прак¬
тике производят опытным путем. Для расчета состава
пробных замесов можно ориентировочно принимать, что
для обычных бетонов оптимальная дозировка добавки
составляет 0,5—0,7 %, а для высокопрочных бетонов
0,7—1,2 % массы цемента.
При применении комплексных добавок учитывается
суммарный эффект влияния добавки на бетонную смесь,
а дозировки компонентов принимаются для каждой до¬
бавки самостоятельно (табл. 8.10). Оптимальное реше¬
ние по оптимальной дозировке добавки принимается
после проведения контрольных испытаний. В этом
— 202 —
Таблица 810. Рекомендуемые составы комплексных добавок
Вид добавок
Количество добавок в расчете на сухое
вещество, % массы цемента
СДБ+ (СНВ, СПД) *
СДБ+(ГКЖ-94, ПГЭН)
СДБ+(СН, ХК, НК,
ННХК)
УПБ+СН
ПАЩ-1+ (СНВ, СПД)
СДБ-КСНВ, СПД) +
+ННК
(0,1—0,3) + (0,003—0,03)
(0,1-0,3) + (0,05-0,1)
(0,1—0,3) + (0,3—1,5)
(0,1—0,3) + (0,5—1,5)
(0,1—0,3) + (0,005—0,02)
(0,1—0,15) + (0,001—0,03) + (0,5—1,5)
* Здесь и далее применяется один из компонентов, указанных
в скобках.
случае стремятся достигнуть поставленных целей при
минимально возможном расходе добавки.
Характер зависимости прочности бетона от цементно¬
водного отношения при применении химических добавок
также не изменяется. Введение пластификатора и супер-
'пластификатора может несколько изменить положение
кривой Rc=f(U,/B) по сравнению с кривой для бетона
без добавки. Если добавка приводит к дополнительному
воздухововлечению в бетонную смесь, то прочность при
одном и том же Ц/В несколько понижается. Если же
добавка способствует получению более плотного цемент¬
ного камня, то прочность несколько повышается, а соот¬
ветственно кривая Rc=f(U,IB) располагается выше кри¬
вой для обычного бетона (рис. 8.12). Положение кри¬
вой или значение коэффициентов в формулах прочности
бетона может быть установлено в результате предвари¬
тельных испытаний. При определении состава бетона
можно использовать вышеприведенные формулы (8.10),
(8.11), а возможные изменения прочности бетона учиты¬
вать поправочным коэффициентом К2=/?доб//?б- Если до¬
бавка не влияет на прочность бетона в возрасте 28 сут,
то коэффициент Л'2=1.
Введение пластификаторов и суперпластификаторов
расширяет область, в которой наблюдается прямолиней¬
ная зависимость прочности бетона от цементно-водного
отношения. Для бетона с пластификаторами изменение
прямолинейной зависимости наступает при ЩВ>3,3, а
для бетонов с суперпластификатором при Д/Д>4 (см
— 203 —
Рис. 8.12. Влияние суперпластифи¬
катора на зависимость прочности
от Ц/В
%7
1 — бетон с суперпластификатором;
2 — бетон без добавки
ц/в ц/в, ц/в
рис. 8.12). Это влияние добавок на свойства бетона при
высоких значениях Ц/В позволяет использовать при рас¬
чете высокопрочных бетонов формулу R6=ARJ
/(Ц/В—С), т. е. производить расчет обычного и высоко¬
прочного бетона по единой формуле прочности.
Если расход цемента при приготовлении бетона оста¬
ется неизменным, то суммарное влияние добавок пласти¬
фикатора и суперпластификатора на свойства бетона
складывается из влияния их на плотность цементного
камня и тем самым на повышение прочности бетона (при
постоянном В/Ц), что учитывается коэффициентом К2, и
из эффекта, достигаемого за счет снижения расхода во¬
ды и повышения вследствие этого Ц/В. На рис. 8.12 по¬
добное изменение прочности показано как величины
Д/?1 и Д^?2-
Можно оценить суммарное влияние добавок с по¬
мощью суммарного коэффициента Rs, который представ¬
ляет собой отношение прочности бетона с добавкой и
пониженным В/Ц (для равноподвижной бетонной сме¬
си) /?доб к прочности бетона без добавки Rq.
Поскольку j
Приведенные соображения для добавок пластифика¬
торов и суперпластификаторов можно распространить и
на случай применения добавок-ускорителей твердения.
Эти добавки, заметно изменяя твердение бетона в ран¬
нем возрасте, практически мало влияют на его прочность
в возрасте 28 сут. В отдельных случаях повышение
прочности составляет не более 10—15 %, поэтому и в
этом случае можно полагать, что добавки-ускорители
— 204
гвердения не меняют зависимости прочности бетона от
щментно-водного фактора в возрасте 28 сут, а возмож-
юе влияние их на изменение прочности можно учиты¬
вать как при случае с пластификаторами коэффициен¬
том /(2.
Добавки-ускорители твердения существенно изменя-
от прочность бетона в раннем возрасте» однако влияние
их на кинетику твердения бетона зависит от вида цемен-
га, состава бетона, условий твердения и ряда других
факторов. Возможное повышение прочности бетона
вследствие применения добавок в возрасте 1 сут приве-
цено в табл. 8.11. Наилучшие результаты достигаются,
Таблица 8.11. Относительная прочность бетона с добавками
в раннем возрасте
Добавка
В/Ц
Относительная прочность
бетона в возрасте 1 сут
на цементе марки
400
500
600
Ускоритель твердения (СаС12)
0,4
0,3
0,4
0,45
0,6
0,2
0,3
0,35
Комплексная добавка (ускори¬
0,4
0,4
0,5
0,55
тель твердения, суперпласти¬
0,6
0,3
0,4
0,45
фикатор, антивоздухововле¬
кающий компонент)
То же, твердение при 40 °С
0,4
0,55
0,65
0,7
0,6
0,45
0,55
0,6
Без добавки (для сравнения)
0,4
0,2
0,25
0,35
0,6
0,1
0,15
0,25
когда твердение бетона с добавками происходит при
несколько повышенной температуре. Это позволяет в
раннем возрасте получить достаточно высокую относи¬
тельную прочность бетона и в некоторых случаях отка¬
заться от тепловой обработки железобетонных изделий.
Добавки-ускорители твердения должны вводиться в
бетонную смесь в оптимальных количествах. Обычно
оптимальная дозировка добавок устанавливается из ус¬
ловия, что добавка оказывает еще достаточно эффектив¬
ное воздействие на бетон, но при этом не вызывает по¬
бочных отрицательных явлений. При меньшей дозировке
обавки падает ее эффективность, при большей дозиров¬
ке, с одной стороны, значительно понижается эффект от
оздействия каждого дополнительного количества до¬
бавки, вводимого в бетон сверх оптимального, что сни¬
жает общий технико-экономический эффект, а с другой
— 205 —
Стороны, могут наступить нежелательные явления, на¬
пример добавка СаС1г в повышенных количествах может
способствовать коррозии арматуры. Оптимальные дози¬
ровки добавок обычно устанавливают опытным путем.
Для определения состава бетона для пробных замесов
можно принимать оптимальные дозировки добавок по
табл. 8.12.
Таблица 8.12. Оптимальное содержание добавок-ускорителей
твердения и ингибиторов коррозии стали
Вид цемента
Содержание добавок в расчете
на сухое вещество, % массы
цемента
в/ц
сн, хк
нк. ннхк
ннк.
нн
Портландцемент,
сульфатостойкий
ландцемент
БТЦ,
порт-
0,35—0,55
0,55—0,75
1—1,5
0,5—1
1,5—2,5
1—2
2,5
2
Шлакопортландцемент,
пуццолаиовый портланд¬
цемент, пластифициро¬
ванный или гидрофобный
портландцемент
0,35—0,55
1,5—2
2—3
0,55—0,75
1—1,5
1,5-2,5
2,5
3
Используя коэффициенты эффективности добавок в
бетонной смеси и бетона Ki и К2, можно существенно уп¬
ростить определение состава бетона. В этом случае ис¬
пользуют методику для обычных бетонов, вводя в рас¬
четные формулы соответствующий поправочный коэффи¬
циент. Определение состава производят в следующей
поеледова тельности:
1. По известным таблицам или графикам для обыч¬
ного бетона определяют расход воды в зависимости от
требуемой подвижности бетонной смеси и затем устанав¬
ливают расход воды В\ для бетона с добавкой
Bt = Ki В, (8.17)
где Ki принимают в соответствии с вышеприведенными рекомен¬
дациями.
2. Определяют требуемое значение В/Ц по формуле
В/ц=. , (8.18)
/?б + 0,5К,Л/?ц
— 206 —
где К2 получают на основе предварительных опытов, либо принима¬
ют равным 1.
3. Определяют расход цемента
Ц=В1:В/Ц. (8.19)
4. Определяют по известным формулам расходы щеб¬
ня и песка. При этом коэффициент раздвижки а при
применении пластифицирующе-воздухововлекающих и
воздухововлекающих добавок можно принимать на 0,1—
0,2 больше, чем для обычного бетона. Это обеспечивает
лучшую однородность и связность материала.
Полученный состав бетона проверяют в пробных за¬
месах.
При необходимости установить оптимальную дози¬
ровку добавки целесообразно произвести испытания бе¬
тонов 9 составов при определенном расходе цемента,
обеспечивающем заданную марку бетона, варьируя до¬
зировки добавок и расход воды, т. е. подвижность бетон¬
ной смеси. Например, принимая расход цемента 300 кг/м3
и подвижность бетонной омеси 1—2, 6—8, 12—14 см,
изготовляют и испытывают бетоны при дозировке добав •
ки 0,5; 0,75 и 1 %. Подбор состава бетона для пробных
замесов можно производить по рассмотренной ранее ме¬
тодике. При определении оптимальной дозировки компо¬
нентов комплексных добавок целесообразно использо¬
вать методы математического моделирования.
Сравнение между собой эффективности действия раз¬
личных добавок целесообразно делать при определенных
усредненных параметрах, например при расходе цемен¬
та 300 кг/м3, оптимальной дозировке добавки (для су¬
перпластификатора можно применять среднюю дозиров¬
ку 0,75 %) и подвижности бетонной смеси 2—3 см.
Изменение эффекта воздействия при изменениях соста¬
ва бетона можно учитывать в соответствии с известны¬
ми особенностями влияния той или иной добавки на
свойства бетонной смеси или бетона. Полученные в ре¬
зультате испытания бетона среднего состава данные о
коэффициентах К\ и Кч можно использовать для опреде¬
ления состава бетона в пробных замесах.
Пример 8.3. Определить состав высокопрочного бетона М 800
при применении цемента марки 500. Подвижность бетонной смеси
2 см, суперпластификатор 10-03, оптимальная дозировка суперплас¬
тификатора 0,75 % массы цемента. Щебень гранитный с истинной
плотностью 2,6 кг/дм3 и плотностью 1,48 кг/дм3. Песок строительный
— 207 —
средней крупности с истинной плотностью 2,62 кг/дм3. Коэффициент
раздвижки зерен а в этом случае может быть принят 1,25.
1. Определяем по рис. 3.10 расход воды, обеспечивающий тре¬
буемую подвижность бетонной смеси 2 см, который равен 170 кг/м3
(корректировку на расход цемента не производим). Тогда расход
воды в бетонной смеси с добавкой
Bi = 0,8*170 = 136 кг/м3.
2. Определяем требуемое значение ВЩ:
1‘0,65.500 Л „
ВЦ— =0,29.
800 + 0,5.1.0,65.500 '
3. Определяем расход цемента:
Ц = 136:0,29 = 469 кг/м3.
4. Определяем расход добавки:
Д = 0,75.469 = 3,52 кг.
5. Определяем расход щебня:
1,48 + 2,6
6. Определяем расход песка
/7= 11000 — (151 + 136 +545)]2,62 = 440 кг/м3.
При приготовлении бетонной смеси добавки вводят
в бетоносмеситель вместе с водой затворения. Предвари¬
тельно приготовляют водные растворы добавок повы¬
шенной концентрации: 1—5 % для воздухововлекающих
добавок и ВРП-1, 5—10 % для пластифицирующих и
пластифицирующих-воздухововлекаюших добавок; 10 —
20 % концентрации для суперпластификаторов. Водные
растворы добавок повышенной концентрации подают в
дозатор воды, в котором их разбавляют до получения
растворов рабочей концентрации. Дозирование раство¬
ров повышенной концентрации обычно производят через
специальный жидкостный дозатор добавок.
Концентрация раствора определяет его плотность. По
плотности контролируют концентрацию раствора при его
приготовлении. Эти характеристики используют при
определении расхода раствора, вводимого в бетонную
смесь. Зависимость плотности раствора от его концент¬
рации для наиболее употребительных добавок представ¬
лена в табл. 8.13.
Расход раствора добавки повышенной концентрации
А, л, на 1 м3 бетона определяют по формуле
А = ЦС/Крр, (8.20)
— 208 —
' Таблица 8.13. Плотность раствора различных добавок
в зависимости от его концентрации
Плотность раствора, г/см3
концен¬
трация
раствора,
%
СДБ
10.03
с-з
CH
хк
ННХК
СНВ
ГКЖ-Ю
2
1,009
1,007
1,008
1,016
1,015
1,018
1,005
1,012
4
1,017
1,014
1,016
1,035
1,032
1,035
1,012
1,025
6
1,025
1,021
1,024
1,054
1,049
1,052
1,018
1,038
8
1,033
1,028
1,032
1,072
1,066
1,07
1,024
1,05
10
1,043
1,035
1,04
1,092
1,084
1,087
1,03
1,63
15
1,068
1,057
1,065
1,141
1,13
1,131
1,045
—
20
1,091
1,08
1,09
—
1,178
1,175
1,06
—
30
1,144
1,14
1,145
—
1,280
1,263
1,089
—
40
1,202
1,12
—
где Ц — расход цемента, кг/м3; С — дозировка добавки, % массы
цемента; К — концентрация приготовленного раствора, %; рр —
плотность приготовленного раствора, г/см3.
Недостающее для затворения 1 м3 бетонной смеси
количество воды В2, л, определяют по формуле
Ва = В,_Лрр(1--^-). (8.21)
где В% — расход воды на 1 м3 бетона.
Раствор добавок из твердых или пастообразных про¬
дуктов готовят растворением их в заданном количестве
воды. После полного растворения продукта ареометром
проверяют плотность полученного продукта и доводят до
заданной добавлением продукта или воды. Для повыше¬
ния скорости растворения добавок рекомендуется подо¬
гревать воду до 40—70 °С и перемешивать растворы при
приготовлении.
При применении комплексных добавок, как правило,
используют раздельные установки для приготовления и
дозирования водных растворов каждого компонента.
Смешивание компонентов комплексной добавки произво¬
дят непосредственно перед поступлением в бетоносмеси¬
тель в дозаторе воды. В отдельных случаях комплекс¬
ные добавки приготовляют заблаговременно путем
совмещения в одном растворе разных компонентов. При
приготовлении комплексных добавок необходимо учиты¬
вать совместимость компонентов и жизнеспособность
получаемой добавки, так как в некоторых случаях может
14-845
209 —
наблюдаться взаимодействие между компонентами, ко¬
торое окажет влияние на свойства готового продукта.
Контроль количества добавки ведут по плотности ее
водного раствора. При изменении температуры вводят
соответствующую поправку в показатель плотности:
Рт= Р20 А (Т 20), (8.22)
где рх, Рго — плотность раствора при данной температуре и при 20 °С;
А—температурный коэффициент плотности; Т—температура рас¬
твора в момент определения его плотности, СС.
При объемном дозировании растворов добавок учи¬
тывают влияние температуры по формуле
Дт = Т?20 Рт/р20» (8.23)
где Дт и Дго — содержание добавки в 1 л раствора, кг, соответ¬
ственно при температуре Т и 20 °С (содержание добавки можно оп¬
ределить по ее концентрации Д2о=/(р2о)-
§ 8. ОСОБЕННОСТИ ОПРЕДЕЛЕНИЯ СОСТАВА
ОСОБЫХ РАЗНОВИДНОСТЕЙ ТЯЖЕЛОГО БЕТОНА
В зависимости от способа производства, назначения
и используемых материалов тяжелый бетон можно под¬
разделить на ряд разновидностей. Для изготовления
сборных железобетонных конструкций широко применя¬
ется тепловая обработка изделий. В этих условиях
структурообразование бетона и его свойства имеют свои
особенности, поэтому можно говорить о бетоне для теп¬
ловой обработки или о пропаренном бетоне, так как про¬
паривание — наиболее широко применяющийся способ
тепловой обработки бетона. Для снижения материало¬
емкости конструкций в строительстве все шире применя¬
ют высокопрочные бетоны, для производства изделий на
полигонах без тепловой обработки — быстротвердеющий
бетон. К ряду изделий и соответственно к бетонам для
них предъявляются помимо прочности требования к по¬
лучению определенной морозостойкости или водонепро¬
ницаемости. Для экономии цемента в некоторых случаях
возможно использование микронаполнителей или порош¬
кообразных отходов промышленности, например золы,
молотого шлака и др.
Определение состава различных разновидностей тя¬
желого бетона проводят по единой рассмотренной выше
методике, учитывая особенности предъявляемых к бето¬
ну требований и их зависимость от состава бетона, либо
— 210 —
влияние особенностей производства на структуру и
свойства бетона и вытекающие отсюда требования к оп¬
ределению его состава.
Пропаренный бетон. Для ускорения твердения при
изготовлении сборных железобетонных конструкций при¬
меняют тепловлажностную обработку. Рост прочности
бетона при этом определяется не только активностью, но
также и минералогическим составом цемента, составом
бетона, консистенцией бетонной смеси, режимом обра¬
ботки, размерами изделия, условиями теплообмена и
другими факторами. Предварительно трудно учесть
влияние всех факторов на структуру и свойства бетона,
поэтому определение состава пропаренного бетона, как
правило, на заводах сборного железобетона проводят на
основе зависимостей, полученных в результате предвари¬
тельных испытаний.
Определение состава бетона для пробных замесов
проводится по рассмотренной выше методике. При про¬
паривании бетона при температуре 80—90 °С с подъемом
температуры в течение 2 ч и с изотермической выдерж¬
кой 6—12 ч для проведения предварительных опытов
назначают два цементно-водных отношения. Их значе¬
ния выбирают на основе среднего ЩВср, требуемого
для получения заданной марки бетона, как Ц/В±20%-
Например, если среднее значение Ц/В—2, то принима¬
ют меньшее значение — Ц/В—1,8, а большее значение—
Ц/В = 2,2. Для этих значений рассчитывают составы бе¬
тона, изготовляют пробные замесы и проводят пропари¬
вание бетона по заданному режиму. Пусть при этом
окажется, что бетон с Ц/В= 1,8 имеет прочность 19 МПа,
а бетон с Ц/В=2,2 — 23 МПа. По результатам опытов
строят прямую (рис. 8.13), по которой определяют дейст¬
вительное значение Ц/В для получения заданной марки
бетона. Например, если требуется получить после про¬
паривания прочность бетона на сжатие, равную 70 % его
марки М 300, то i?6=0,7-30=21 МПа, и такая проч¬
ность может быть получена при Ц/В=2.
Если необходимо получить после пропаривания
100 % проектной марки бетона, а бетон пропаривается
при температуре 80—90 °С при времени подъема темпе¬
ратуры 2—3 ч и продолжительности изотермического
прогрева 6—12 ч, то выбор цементно-водных отношений
проводят, принимая, что прочность бетона в возрасте
28 сут, по которой определяется среднее значение Ц/В,
14*
211 —
будет на 10 МПа выше его
марки. Пропаренный бетон
через 28 сут должен обеспе¬
чить проектную прочность
±15 %. Если прочность бе¬
тона будет меньше, то необ¬
ходимо увеличить расход
цемента или сократить вре¬
мя прогрева. В случае при¬
менения особых режимов
прогрева, например очень
коротких или при прогреве
в особых условиях (при по¬
вышенной температуре, при
дополнительном внешнем
давлении и пр.) расширяют
объем предварительных испытаний для того, чтобы
учесть влияние всех значимых факторов и получить на¬
дежные результаты. Для сокращения объемов экспери¬
мента в этом случае часто используют определение со¬
става бетона по математическим моделям (см. § 5
гл. 11).
Если для сокращения режима тепловой обработки
применяются добавки — ускорители твердения, то про¬
должительность твердения бетона ориентировочно мо¬
жет быть установлена по формуле
tR = t — at(RR — R), (8.24)
где — продолжительность режима тепловой обработки (включая
и предварительное выдерживание) бетона с добавкой, ч; t — то же,
бетона без добавки; RK— прочность бетона с добавкой в регламен¬
тированный после тепловой обработки срок, % от Rw; R — то же,
бетона без добавки; а — коэффициент, принимаемый равным 0,02;
0,03 или 0,04 при прочности бетона после тепловой обработки соот¬
ветственно 50, 70 и 85 % от /?28.
Возможность сокращения продолжительности отдель¬
ных этапов тепловой обработки устанавливается экспе¬
риментально. Оптимальное количество добавки — уско¬
рителя твердения определяется по наибольшему показа¬
телю прочности при неизменном составе бетона на
образцах, подвергаемых тепловой обработке. Достигае¬
мый вследствие введения добавки прирост прочности ис¬
пользуется для сокращения продолжительности тепло¬
вой обработки бетона.
Быстротвердеющий бетон. Получение быстротверде-
ющего бетона, обладающего относительно высокой
— 212 —
R6, МПа
Рис. 8.13. Построение кривой для
выбора ЩВ в зависимости от за¬
данной прочности бетона (по ре¬
зультатам испытания пропаренного
бетона)
прочностью в раннем возрасте (1—3 сут)' при твердении
в нормальных условиях, достигается применением быст-
ротвердеющего цемента, а также различными способами
ускорения твердения цемента. К этим способам относят¬
ся: 1) применение жесткой бетонной смеси с низкими
значениями водоцементного отношения; 2) использова¬
ние добавок — ускорителей твердения; 3) сухое или мок¬
рое домалывание цемента с добавкой гипса (2—5 %
массы цемента) в шаровых мельницах, вибромельницах,
бегунах или других помольных установках; 4) виброак¬
тивация цементною теста или раствора.
Наилучшие результаты получаются при проведении
комплекса мероприятий, например при применении алю-
минатного цемента марки 400, домолотого с 3 % гипса,
жесткой бетонной смеси с В/Ц=0,35, добавки хлористо¬
го кальция в количестве 2 % массы цемента и вибропе¬
ремешивания получали бетоны с прочностью при сжатии
в первые сутки 30—50 МПа.
При определении состава быстротвердеющего бетона
водоцементное отношение устанавливают по заданной
прочности бетона в раннем возрасте с учетом выбранно¬
го способа ускорения твердения. Дальнейший расчет со¬
става бетона производят по рассмотренной ранее мето¬
дике. Окончательный состав устанавливают по резуль¬
татам предварительных опытов, которые проводят с
применением материалов и способов ускорения тверде¬
ния, намеченных к использованию в производстве.
При выборе состава бетона для первых пробных за¬
месов, можно пользоваться следующей формулой, уста¬
навливающей прочность бетона через 1 сут при тверде¬
нии в нормальных условиях,
tf 6i = 0,65Яц1 (Ц/В—1,29), (8.25)
где Ящ — прочность цемента при сжатии через сутки, МПа.
Можно также пользоваться данными табл. 8.14, где
показана зависимость между прочностью бетона в ран¬
нем возрасте и различными способами ускорения тверде¬
ния бетона. Для расчета состава бетона используют и
другие данные, например табл. 8.11, в которой приведе¬
ны ориентировочные значения прочности бетона (в до¬
лях от R2s) в зависимости от вида используемой добав¬
ки и условий твердения. Экспериментальная проверка и
корректировка по ее результатам состава быстротверде¬
ющего бетона обязательны, так как, во-первых, увеличе¬
— 213 —
ние прочности бетона в раннем возрасте в результате
применения того или иного способа ускорения тверде¬
ния в значительной степени зависит от вида цемента, со¬
става бетона и других факторов и поэтому приведенные
в табл. 8.14 данные являются только ориентировочными,
и, во-вторых, увеличение прочности бетона при примене¬
нии нескольких способов не является прямой суммой
Таблица 8.14. Влияние различных способов ускорения твердения
на прочность бетона в раннем возрасте
Способ ускорения твердения
Повышение предела прочности бетона
на сжатие по сравнению с обычным
бетоном на цементе марки 400—500,
%, в возрасте
1 сут
2 сут
Применение БТЦ или цемента
марки 600
130—170
115—135
Добавка 2 % СаС12 от массы
цемента
150—200
125—150
Дополнительный помол цемен¬
та с добавкой 2—3 % гипса до
удельной поверхности 5000—
6000 см2/г
200—250
150—200
Виброактивация цемента или
виброперемешивание
140—170
120—300
Дополнительный помол цемен¬
та, добавка 2 % СаС12 и вибро¬
перемешивание (совместное
действие)
300—400
200—300
значений прироста прочности бетона, достигаемого каж¬
дым способом в отдельности.
Высокопрочный бетон. В современных условиях мож¬
но получать высокопрочные бетоны марок М 500—
М 1000 и особо высокопрочные с прочностью более
100 МПа. На практике более широкое применение полу¬
чили высокопрочные бетоны марок М 500—М 800. Для
получения высокой прочности необходимо создать особо¬
плотную прочную и монолитную структуру бетона. Это¬
го можно достигнуть выполнением ряда условий, выте¬
кающих из физических основ структурообразования
бетона: 1) применением высокопрочных цементов и запол¬
нителей; 2) предельно низким водоцементным отноше¬
нием; 3) высоким предельно допустимым расходом це¬
мента; 4) применением суперпластификаторов и комп¬
— 214 —
лексных добавок, способствующих получению плотной
структуры бетона; 5) особо тщательным перемешивани¬
ем и уплотнением бетонной смеси; 6) созданием наибо-
ле благоприятных условий твердения бетона.
Для высокопрочных бетонов следует применять це¬
менты высокой активности (/?ц>50 МПа), желательно с
низкими значениями нормальной густоты. В зависимости
от назначения бетона для его приготовления целесооб¬
разно использовать цемент определенного минералоги¬
ческого состава. При изготовлении сборных железобе¬
тонных изделий небольших и средних размеров приме¬
няют высокопрочные тонкомолотые портландцементы с
повышенным содержанием C3S и С3А и быстротвердею-
щие цементы. Для массивных изделий и конструкций,
изготовляемых на полигонах без тепловой обработки,
рекомендуются цементы с пониженным содержанием
С3А и ограниченным содержанием C3S (менее 50%),
лучше всего белитовые. Такие цементы твердеют в тече¬
ние длительного срока, обеспечивая высокую конечную
прочность бетона. В первые сутки твердения тепловыде¬
ление и усадка этих цементов небольшие и соответствен¬
но объемные деформации и вредные собственные напря¬
жения в бетоне также невелики. Для обеспечения более
равномерного твердения могут также использоваться
пластификаторы и замедлители твердения.
Заполнители для высокопрочного бетона должны
быть чистыми, обладать хорошим зерновым составом и
малой пустотностью, не содержать по возможности сла¬
бых зерен. Предел прочности крупного заполнителя дол¬
жен быть на 20 % выше заданной прочности бетона.
С повышением прочности бетона влияние заполнителя на
структуру бетона и результаты испытаний постепенно
увеличивается. Для каждого заполнителя имеется пре¬
дельное значение прочности бетона, выше которого на
данном заполнителе получить бетон трудно и экономи¬
чески не выгодно, так как незначительное повышение
прочности бетона сопровождается значительным увели¬
чением расхода цемента. Обычно этот предел наступает,
когда прочность на растяжение бетона приближается к
прочности заполнителя. Для особо высокопрочных бето¬
нов применяют заполнители повышенной прочности из
диабаза и базальта.
Высокая плотность и прочность бетона достигаются
применением предельно низкого водоцементного отно¬
— 215 —
шения. Однако с уменьше¬
нием В/Ц повышается вяз¬
кость цементного теста,
ухудшаются условия при¬
готовления и уплотнения бе¬
тонной смеси, увеличивается
воздухововлечение. В ре¬
зультате нарушается пря¬
молинейная зависимость
прочности бетона от цемент¬
но-водного отношения и пос¬
ле достижения определен¬
ных значений В/Ц дальней¬
шее его снижение практи¬
чески мало способствует повышению прочности бетона.
В обычных условиях это наблюдается при В/Ц<0,4.
Для получения высокопрочных бетонов необходимо
применять более низкие В/Ц, что требует использования
специальных приемов, позволяющих плотно укладывать
бетонные смеси в этом случае. К таким приемам отно¬
сится применение суперпластификаторов или комплекс¬
ных добавок, содержащих повышенную дозу пластифи¬
катора, ускоритель твердения и антивоздухововлекаю¬
щий компонент, либо использование особо интенсивных
способов уплотнения бетонной смеси, например трамбо¬
вания, прессования или роликового проката. В результа¬
те достигаются высокая плотность и прочность бетона.
При применении суперпластификаторов прямолинейная
зависимость прочности бетона от цементно-водного от¬
ношения сохраняется до Ц/В=4 и соответственно опре¬
делять В/Ц для высокопрочного бетона можно по фор¬
муле (8.10).
Существенное значение для технологии высокопроч¬
ного бетона имеет тот факт, что при низких В/Ц нару¬
шается закон постоянства водопотребности бетонной
смеси, т. е. при увеличении расхода цемента свыше
400 кг/м3 приходится для получения равноподвижных
смесей увеличивать одновременно и расход воды, чтобы
компенсировать резкое увеличение вязкости цементного
теста. Соответственно возрастает расход цемента, что
приводит к ухудшению структуры цемента, увеличению
тепловыделения и усадки, к росту вредных внутренних
напряжений и деструктивных явлений. В результате
снижается эффективность использования цемента (рис.
Рис. 8.14. Влияние увеличения рас¬
хода цемента Ц на прирост проч¬
ности бетона ДДр
8.14). Дальнейшее увеличение расхода цемента сверх
550—600 кг/м3 практически мало повышает прочность
бетона и экономически нецелесообразно.
Для гарантированного получения плотной и прочной
структуры расход цемента в высокопрочном бетоне огра¬
ничивают: для сборных железобетонных изделий малых
и средних размеров максимально допустимый расход
цемента 550 кг/м3, для массивных изделий — 450 кг/м3.
В высокопрочных бетонах следует особо уделять внима¬
ние снижению расхода цемента, так как при прочих рав¬
ных условиях это способствует получению более плотной
и менее дефектной структуры бетона и повышению его
прочности. Для снижения расхода цемента:
1) применяют более высокопрочные цементы, повы¬
шают их активность механическим или химическим пу¬
тем (домол с добавкой 2—3 % гипса до удельной по¬
верхности 4000—5000 см2/г, активация в специальных
аппаратах, введение крентов);
2) используют специально подобранную смесь запол¬
нителей с минимальной пустотностью и водопотреб-
ностью;
3) вводят в бетонную смесь суперпластификаторы и
комплексные добавки;
4) назначают марку бетона, если это возможно, по
его прочности в большем возрасте, чем 28 сут.
Введение суперпластификаторов особенно эффектив¬
но снижает расход цемента, так как этому способствует
не только резкое повышение подвижности и улучшение
уплотняемости бетонной смеси, но и тот факт, что в
этом случае постоянство водопотребности сохраняется
при высоких расходах цемента (до 550 кг/м3), т. е. в
этом случае не требуется дополнительного расхода це¬
мента для компенсации повышенной вязкости бетонной
смеси. В результате повышается эффективность исполь¬
зования цемента в высокопрочных бетонах.
Наилучшими условиями для твердения высокопроч¬
ного бетона являются нормальные температура, равная
20—25 °С; влажность—100%. С повышением темпера¬
туры и особенно при тепловой обработке в твердеющем
бетоне возникают градиенты температуры и влажности,
приводящие к миграции влаги, к температурно-влажно¬
стным деформациям и неравномерной усадке цементно¬
го камня. В результате увеличивается деструкция мате¬
риала, поэтому при применении для ускорения тверде¬
— 217
ния высокопрочного бетона тепловой обработки необ¬
ходимо применять более длительную предварительную
выдержку, очень мягкие режимы с постепенным подъе¬
мом и спуском температуры, снижать температуру изо¬
термического прогрева до 50—60 °С, обеспечивать высо¬
кую влажность среды. Не следует назначать слишком
длительные режимы прогрева, ограничивая его продол¬
жительность моментом, когда прочность бетона достиг¬
нет 50—70 % его марки. В этом случае высокопрочные
бетоны удовлетворительно твердеют в дальнейшем. Оп¬
тимальные режимы прогрева назначают по результатам
предварительных опытов.
При соблюдении рассмотренных условий прочность
бетона может превышать марку цемента в 1,5—1,7 раза.
В результате на цементе марки 500 можно получить бе¬
тоны марок М 600—М 800, на цементе марки 600 — бе¬
тоны М 800—М 1000. Применение высокопрочного бето¬
на позволяет сократить вес и материалоемкость железо¬
бетонных изделий.
Морозостойкий бетон. Для получения морозостойкого
бетона необходимо создать структуру материала, обла¬
дающую высокой стойкостью в условиях попеременного
замораживания и оттаивания. При проектировании со¬
става бетона это обеспечивается введением ряда допол¬
нительных требований: 1) правильным выбором цемента
и применением морозостойких заполнителей; 2) опреде¬
лением В/Ц не только из условия прочности, но и из
условия получения заданной морозостойкости; 3) при¬
менением пластифицирующих и воздухововлекающих
добавок (см. § 7); 4) правильным выбором коэффициен¬
та раздвижки а, обеспечивающим надежность получе¬
ния прочного и долговечного бетона; 5) применением в
некоторых случаях микронаполнителей, уменьшающих
тепловыделение, объемные деформации и деструктивные
явления при высоких расходах цемента и уплотняющих
структуру бетона при низких расходах цемента.
Для морозостойких бетонов допускается применение
портландцемента, пластифицированного и гидрофобного
портландцемента, шлакопортландцемента. Желательно
применять цементы с низким содержанием С3А.
Определяющее значение для получения морозостой¬
ких бетонов имеет ограничение водоцементного отноше¬
ния, которое гарантирует образование достаточно не¬
проницаемой и прочной структуры бетона, стойкой к
— 218 —
воздействию попеременного замораживания и оттаива¬
ния. Максимально допустимые значения ВЩ для моро¬
зостойкого бетона устанавливают на основании данных
рис. 5.16 в соответствии с заданной морозостойкостью
или для изделий и конструкций гидротехнического на¬
значения по табл. 8.15 в соответствии с условиями служ-
Та блица 8.15. Максимально допустимые значения ВЩ,
обеспечивающие морозостойкость бетона
Условия службы бетона
Железобетонные конструкции
при воздействии воды
морской
пресной
В частях сооружения, расположенных
в зоне переменного горизонта воды:
в суровых климатических условиях
0,5
0,55
в умеренных и мягких климатиче¬
0,55
0,6
ских условиях
В частях сооружений, постоянно на¬
ходящихся под водой:
напорных
0,55
0,6
безнапорных
0,6
0,65
бы бетона. Из двух значений, найденных из условий
прочности и морозостойкости, для определения состава
бетона принимают наименьшее.
При введении воздухововлекающих добавок исполь¬
зуют рекомендации § 7. В этом случае существенно воз¬
растает морозостойкость бетона при средних значениях
В/Ц=0,5—0,6, что позволяет получить морозостойкие
бетоны с умеренным расходом цемента. Для особо моро¬
зостойких бетонов при суровых условиях эксплуатации
(температуре замерзания ниже —30°) наряду с введени¬
ем воздухововлекающих и пластифицирующих добавок
используют низкие ВЩ (<0,4).
Для повышения однородности бетона по морозостой¬
кости увеличивают коэффициент раздвижки а на 0,02—■
0,04 по сравнению с данными табл. 8.5. В остальном рас¬
чет состава для пробных замесов проводят по единой
методике (см. § 3, 4).
Водонепроницаемый бетон. При проектировании со¬
става водонепроницаемого бетона дополнительно учиты¬
вают следующие требования: 1) выбирают цемент, обес¬
печивающий высокую плотность цементного камня, и
применяют плотные заполнители с высокой адгезией к
— 219 —
цементу; 2) определяют В/Ц не только по условию проч¬
ности, но и из условия получения заданной непроницае¬
мости структуры бетона; 3) увеличивают значения коэф¬
фициента раздвижки а с целью повышения однородно¬
сти по плотности бетона; 4) применяют пластифицирую¬
щие добавки и при необходимости добавки-уплотнители
структуры бетона. В остальном расход материалов уста¬
навливается по рассмотренной ранее единой методике
определения состава бетона.
Водонепроницаемый бетон можно получить на раз¬
личных видах цемента. Высокую плотность и непрони¬
цаемость цементного камня обеспечивает применение
пуццоланового, пластифицированного и гидрофобного це¬
ментов. Однако при этом необходимо учитывать, что бе¬
тоны на пуццолановом цементе обладают пониженной
морозостойкостью.
Высокой адгезией к цементу обладает известняк, что
позволяет успешно использовать его для водонепрони¬
цаемых бетонов. При этом целесообразно ограничивать
предельную крупность щебня, принимая Dnp<40 мм, ис¬
пользовать щебень нескольких фракций с минимальной
пустотностью смеси и увеличивать расход песка. Обычно
в водонепроницаемых бетонах коэффициент а принима¬
ют на 0,03—0,06 больше значений, указанных в табл. 8.5.
Для получения плотной и непроницаемой структуры
бетона необходимо ограничивать водоцементное отноше¬
ние. Ориентировочно можно принимать, что В/Ц долж¬
но быть меньше значений, приведенных на рис. 5.15 для
бетонов с различным коэффициентом проницаемости.
Обычно для водонепроницаемых бетонов назначают
В/Ц<0,5. При проектировании состава бетона, если име¬
ется возможность, целесообразно учитывать повышение
непроницаемости бетона с увеличением его возраста.
Назначая марку по водонепроницаемости по результа¬
там испытаний в более поздние сроки можно получить
бетоны заданной водонепроницаемости при меньшем
расходе цемента.
Корректировку состава бетона с учетом улучшающе¬
го воздействия химических добавок приводят по мето¬
дике, рассмотренной в § 7, на основе результатов пред¬
варительных экспериментов. Окончательный состав обя¬
зательно проверяют в пробных замесах.
Бетон с микронаполнителями. Применение микрона¬
полнителей целесообразно в двух случаях: 1) когда по
— 220 —
условию прочности можно допустить большее водоцемент¬
ное отношение, чем требуется по условию долговечности
бетона; 2) когда прочность бетона можно обеспечить при
меньшем расходе цемента, чем требуется по условию
плотности (см. табл. 8.3). Микронаполнитель можно
рассматривать как составную часть вяжущего вещества,
тогда количество добавки микронаполнителя Д, сущест¬
венно не изменяющей водопотребности смешанного це¬
мента, можно рассчитать следующим образом.
Для удовлетворения требований к бетону в первом
случае необходимо выдержать два условия:
1) отношение х{ = В1 (Д+Д) должно быть не менее
значения, установленного по табл. 8.3, что обеспечивает
необходимую плотность бетона;
2) отношение х2=ВЩ не должно быть больше значе¬
ния, определенного по формуле (8.10) или (8.11), что
обеспечивает необходимую прочность бетона.
В первом случае, когда по условию прочности можно
допустить В/Ц больше требуемого по долговечности, т. е.
х2>хх\
Xf ^ В/{Ц + Д) и хг с ВЩ. (8.26)
Одновременное удовлетворение условий плотности и
прочности достигается при
х1(Ц + Д)=х2Ц, (8.27)
откуда
Д = ■ Ц (*г ~ -1-- , (8.28)
Xi
где Ц — расход цемента, обеспечивающий получение бетона задан¬
ной прочности, кг/м3.
Во втором случае, когда расход цемента из условия
прочности можно принять меньше, чем требуется из ус¬
ловия долговечности, из равенства (8.27) получим
Ц = (Ц + Д)х11х2. (8.2Э)
При минимальном расходе вяжущего, например
250 кг/м3, имеем Д+Д=250 кг/м3, откуда
Ц = 250 — ; Д = 250 ■ *г ~ 4
Введение микронаполнителей требует по возможно¬
сти их предварительного смешивания с цементом, чтобы
обеспечить хорошую однородность бетона. Это усложня-
— 221 —
ет технологию бетона, поэтому применение микронапол¬
нителей в других случаях, кроме рассмотренных ранее,
требует технико-экономического обоснования.
Литой бетон. Литой бетон готовят при высоком рас
ходе воды, что требует уделять особое внимание преду¬
преждению расслаивания бетонной смеси. Для ее пре¬
дотвращения осуществляют мероприятия, способствую¬
щие повышению водоудерживающей способности смеси:
1) используют цементы, обладающие достаточной водо¬
удерживающей способностью; 2) применяют суперпла¬
стификаторы, воздухововлекающие или водоудержива¬
ющие добавки; 3) ограничивают значения В/Ц, чтобы
избежать расслоения цементного теста; 4) увеличивают
содержание песка в бетонной смеси, повышая значения
коэффициента а.
Для приготовления литых бетонов желательно ис¬
пользовать портландцемент марок 400—500 и быстро-
твердеющий цемент. Такие цементы вследствие опти-
. мального гранулометрического состава зерен и высокой
тонкости помола обладают хорошей водоудерживающей
способностью при высоких значениях В/Ц. Кроме того,
быстрое схватывание цементного теста уменьшает воз¬
можность его расслаивания, так как последнее может
происходить только до момента затвердевания бетона.
Водоудерживающую способность цементного теста
можно оценить по максимальному значению В/ЦкР, при
котором еще не наблюдается его расслоения. Ориенти¬
ровочно В/Цкр—1,65 ИГ, где НГ— водоцементное от¬
ношение, соответствующее нормальной густоте цемент¬
ного камня.
При определении состава бетона определяют В/Цист
и сравнивают с В/Цкр. При этом В/Ц„ст должно быть
меньше В/Цкр, т. е. должно соблюдаться условие
— Д-п-^т-щ - с В/Цкр, (8.30)
где Ц, В, Л, Щ — расход цемента, воды, песка и щебня, кг/л; Ва,
Вщ — водопотребность песка и щебня.
При использовании способов, повышающих пептиза*
цию зерен цемента или воздухововлекающих добавок,
можно принимать В/Цкр= 1,8 НГ. В этом случае умень¬
шается опасность расслоения литой бетонной смеси.
Значения коэффициента раздвижки а при определе¬
нии расхода щебня увеличивают на 0,1—0,2, однако
— 222 —
окончательный расход заполнителей уточняют по резуль¬
татам пробных замесов, добиваясь высокой связанности
бетонной смеси и минимального водоотделения на по¬
верхности опытных образцов бетона.
При применении литого бетона следует учитывать,
что повышение подвижности смеси при прочих равных
условиях ведет к увеличению расхода цемента, поэтому
в литом бетоне для экономии цемента целесообразно
использовать суперпластификаторы и комплексные до¬
бавки на их основе, включающие, как правило, воздухо¬
вовлекающий компонент. Экономически обосновано ис¬
пользование литых бетонов в случае, когда бетон низкой
прочности готовят на высокопрочном цементе. Тогда
расход цемента назначается по условию получения плот¬
ной структуры бетона (см. табл. 8.3) и этот расход
превышает расход цемента, который необходим для полу¬
чения заданной прочности бетона. Это позволяет увели¬
чить расход воды и получить с использованием супер¬
пластификаторов литые бетонные смеси без увеличения
требуемого расчетом расхода цемента. При применении
цемента марок 500—600 это условие выполняется для
бетонов марок ниже М200.
При необходимости бетонирования изделий сложной
конфигурации с густой арматурой и в ряде других слу¬
чаев применение литых смесей оказывается целесообраз¬
ным вследствие значительного снижения трудоемкости и
сроков изготовления изделий и конструкций. При этом
возможно использование литых бетонов прочностью до
60 МПа. Однако во всех случаях применения литой бе¬
тонной смеси следует уделять особое внимание эконо¬
мии цемента, соответствующим образом выбирая исход¬
ные материалы и используя все известные приемы по со¬
кращению расхода цемента в бетоне.
Бетон на мелком песке. Ввиду широкого распростра¬
нения в природе мелких песков и отсутствия в некоторых
районах песков с удовлетворительным зерновым соста¬
вом в бетоне допускается применять мелкие и тонкие
пески (Мк<1,5) при условии соответствующего техни¬
ко-экономического обоснования.
Мелкие пески по сравнению со средними и крупными
характеризуются повышенными пустотностью и удельной
поверхностью. Вследствие этого они несколько понижа¬
ют прочность бетона и уменьшают подвижность бетон¬
ной смеси, что вызывает увеличение расхода цемента
— 223 —
для получения равнопрочных и равноподвижных бето¬
нов. Замена крупного песка мелким в большей степени
сказывается на осадке конуса и в меньшей на удобоукла-
дываемости бетонной смеси. -
Вместе с тем мелкий песок меньше раздвигает зерна
крупного заполнителя и обладает лучшей водоудержи¬
вающей способностью, в результате уменьшается опти¬
мальное содержание песка в бетоне и, следовательно, в
меньшей мере заметно его влияние на водопотребность
бетонной смеси. При определении состава бетона на мел¬
ком песке необходимо учитывать эти особенности, ввода
в рассмотренный ранее способ определения состава
обычного тяжелого бетона следующие поправки:
1) в формуле (8.10), по которой определяется В/Ц
в зависимости от прочности бетона, принимают коэффи¬
циент Л=0,55;
2) содержание мелкого песка в смеси заполнителей
уменьшают, назначая меньший коэффициент раздвижки
<х в соответствии с примечаниями к табл. 8.5;
3) водопотребность бетонной смеси назначают по
показателю жесткости либо для более подвижных сме¬
сей по осадке конуса, обеспечивающей одинаковую удо¬
боукладываемость и транспортабельность бетонной сме¬
си на мелком и обычном строительном песке. В послед¬
нем случае осадка конуса (см) при одинаковой
жесткости бетонной смеси составляет:
обычный песок 2—3 4—5 6—8 9—13
мелкий песок 1—2 2—3 4—6 7—10
Для снижения водопотребности бетонной смеси на
мелком песке желательно использовать пластификаторы
и суперпластификаторы.
Малощебеночный бетон. Малощебеночным называют
бетон с пониженным содержанием щебня или гравия.
При уменьшении содержания щебня в обычном бетоне
повышается водопотребность бетонной смеси (так как
возрастает удельная поверхность заполнителя), увеличи¬
вается воздухововлечение в бетонную смесь и вследст¬
вие этого несколько уменьшаются прочность бетона и
модуль деформации, возрастают усадка и ползучесть.
Зависимость свойств бетона от содержания щебня носит
линейный характер. Меняя содержание щебня в бетоне,
можно регулировать его свойства. Ориентировочно мож¬
но принять:
—224—
У = —-— =(1 + ах);
А б
(8.31)
ie у — относительное изменение свойств бетона, например отноше-
ие прочности или модуля деформации малощебеночного бетона к
нелогичным свойствам обычного бетона; а — эмпирический коэффи-
иент; х — отношение расхода щебня в малощебеночном бетоне к
птимальному расходу щебня в обычном бетоне.
Значения а изменяются при оценке прочности на сжа-
ие от —0,05 до —0,1; модуля деформации от —0,2 до
—0,3; усадки — от 0,3 до 0,6.
Малощебеночный бетон используют главным образом
огда, когда для железобетонных конструкций прихо-
1ится применять дорогостоящий привозной щебень и це-
[есообразно сократить расход щебня в бетоне. В этом
лучае состав бетона определяют с учетом допустимого
герерасхода цемента, который устанавливается на осно-
»е экономических расчетов. Другой случай — введение
цебня в мелкозернистый бетон с целью улучшения от-
щльиых его свойств, например для увеличения модуля
упругости или уменьшения ползучести и усадки.
В первом случае в зависимости от допустимого пере-
)асхода цемента и принятого способа уплотнения по
>ис. 8.15 определяют добавку воды, цемента и расход
цебня и уточняют расходы воды и цемента, необходи¬
мые для получения равноподвижных и равнопрочных
эетонов при данном расходе щебня.
АЦ,ЛВ,%
Рис. 8.15. График для расчета состава малощебеночного бетона
I — увеличение расхода цемента для получения бетонных смесей с одинако¬
вой осадкой конуса; 2 — то же, с одинаковой удобоукладываемостыо, 3 —
увеличение расхода воды для получения бетонных смесей с одинаковой
осадкой конуса; 4 — то же, с одинаковой удобоукладываемостыо
15—845
— 225 —
I
Во втором случае в зависимости от требуемого изме¬
нения свойств мелкозернистого бетона определяют не¬
обходимый расход щебня по формуле
(у —1)1200
Щ=— - , (8.32)
где у — требуемое изменение свойств бетона (у<-I +а); 1200 — сред¬
ний расход щебня в обычном бетоне, кг/м3.
Затем по рис. 8.15 в зависимости от величины Щ оп¬
ределяют необходимое изменение расхода воды и це¬
мента.
Расход песка определяют по формуле (8.2). Окон¬
чательный состав бетона уточняют по результатам проб¬
ных замесов.
ГЛАВА 9. ПРОЕКТИРОВАНИЕ СОСТАВА ЛЕГКОГО
И МЕЛКОЗЕРНИСТОГО БЕТОНОВ
§ 1. БЕТОН НА ПОРИСТЫХ ЗАПОЛНИТЕЛЯХ
Состав бетона на пористых заполнителях определя¬
ется расчетно-экспериментальным путем. Вначале нахо¬
дят предварительный состав бетона, который затем
уточняют на пробных замесах. При определении предва¬
рительного состава бетона используют зависимости и
учитывают особенности влияния на свойства бетона и
бетонной смеси различных видов пористого заполнителя.
В отличие от обычного бетона, при проектировании
состава легкого бетона необходимо наряду с прочностью
бетона и удобоукладываемостью бетонной смеси обес¬
печить заданную его плотность. Поскольку плотность
зависит от свойств и содержания пористого заполните¬
ля, расходы мелкого и крупного заполнителей определя¬
ют из условия заданной плотности бетона.
Для получения составов легкого бетона при мини¬
мальных расходах цемента необходимо правильно вы¬
брать материалы для бетона. Рекомендуется назначать
марку цемента в зависимости от проектной марки бето¬
на в соответствии с табл. 9.1. Прочность на сжатие
крупного заполнителя должна быть не менее значений,
указанных в табл. 9.2, а насыпная плотность крупного
заполнителя должна быть, как правило, не более значе¬
ний, указанных в табл. 9.3. Между фракциями крупного
— 226 —
Таблица 9.1. Марки цементов, принимаемые для легких бетонов
Проектная марка легкого бетона
Марка цемента
М 150
М 200
М 250 /
М 300
М 350
М 400
М 500
Рекомендуемая
400
400
400
500
500
500
600
Допускаемая
300
300
300
400
400
400
500
500
600
500,
600
600
600
600
Таблица 9.2. Минимальная прочность крупных пористых
заполнителей в зависимости от заданной марки бетона
Заданная марка
бетона по проч¬
ности на сжатие
Марка крупного
заполнителя по
прочности на
сж атие
Прочность на сжатие заполнителя
при сдавливании в цилиндре МПа
пористо¬
го гравия
пористого щеб¬
ня (за исключе¬
нием аглопо-
ритового щебня)
аглопо-
риТОВОГО
щебня
М 150
75
1,5
1
6
М 200
100
2,0
1,2
7
М 250
125
2,5
1.5
8
М 300
150
3,5
1,8
1.0
М 350
200
4,5
2,2
1.2
М 400
250
5,5
2,7
1,4
М 500
300
6,5
3,3
1,6
Таблица 9.3. Максимальная марка по насыпной плотности
крупных заполнителей в зависимости от заданной плотности бетона
Запол-
Плотность бетона
в высушенном состоянии, кг/м’
н нтель
1200
1300
1400
1500
1600
1700
1800
Пористый
гравий
Пористый
щебень
—/500
—/600
—/500
—/700
—/600
600/800
500/700
700/900
600/800
800/—
700/900
900/—
800/1000
Примечание. Над чертой — насыпная плотность крупного
пористого заполнителя при использовании плотного песка (кварце¬
вого и т. п.), под чертой — насыпная плотность при использовании
пористого песка, полученного в процессе дробления крупного запол¬
нителя или отсева от него мелкой фракции.
заполнителя принимают следующие соотношения: для
фракций (5—10) : (10—20) мм — 40:60 %, для фрак¬
ций (5—10) : (10—20) : (20—40) мм — 20:30 :50 %.
15* — 227 —■
Среднюю прочность крупного заполнителя, определя¬
емую сдавливанием порции заполнителя в стальном ци¬
линдре диаметром 120 мм, подсчитывают по формуле
Rk = 0,01 (RKi Х\ -j- RK2 х2 -}- /?кз хз)>
где RKi, RK2, Rиз — прочность каждой фракции заполнителя; Xi, лг2,
Хз — содержание каждой фракции в смеси, % по массе.
Мелкие пористые пески, применяемые в легких бе¬
тонах марок М 150 — М500, должны иметь модуль круп¬
ности 1,8—2,5 и насыпную плотность не менее 600 кг/м3.
Для бетона марки М 150 допускается применение вспу¬
ченного перлитового песка с насыпной плотностью более
200 кг/м3. Содержание в песке зерен размером менее
0,14 мм должно быть не более'10 % по объему. Для бе¬
тонов марок М 150 — М200, когда активность цемента
больше рекомендуемой, можно применять до 25 % песка
с содержанием зерен размером менее 0,14 мм.
Поскольку прочность легкого бетона зависит не
только от активности цемента и Ц/В, но также от
свойств и содержания заполнителя и подвижности бе¬
тонной смеси, то при определении расхода цемента ис¬
пользуют данные, полученные опытным путем (табл.
9.4, 9.5). Вначале по табл. 9.4 назначают расход цемен¬
та б л и ц а 9.4. Ориентировочный расход цемента (кг) для расчета
состава бетонов на пористых заполнителях с предельной
крупностью 20 мм и плотном песке с жесткостью бетонной смеси
20—30 с
Марка бетона
Рекомендуе¬
мая марка
цемента
Марка пористого заполнителя по
зерна
прочности
75
100
125
150
200
250
300
М 150
400
300
280
260
240
230
220
210
М 200
400
340
320
300
230
260
250
М 250
400
—
390
360
330
310
290
М 300
500
—
—
420
390
360
330
М 350
500
—
—
—
450
410
380
М 400
500
480
450
М 500
600
—
—
570
540
та в зависимости от заданной марки бетона, а затем по
табл. 9.5 его уточняют в зависимости от свойств исполь¬
зуемых материалов и подвижности бетонной смеси
(в табл. 9.4 и далее жесткость указана по техническому
вискозиметру).
— 228 —
Таблица 9.5. Коэффициенты изменения расходов цемента
при изменении его марки, вида песка, предельной крупности
заполнителя и подвижности бетонной смеси
Характеристика
материала и под¬
вижность бетонной
смеси
Марка бетона
М 150
М 200
М 250
М 300
М 350
М 400
М 500
Цемент марки:
300
1,15
1,2
400
1
1
1
1,5
1,2
1,25
—
500
0,9
0,88
0,85
1
1
1,1
1,1
600
—
—
0,88
0,9
0,88
0,85
1
Песок:
плотный
1
1
1
1
1
1
1
пористый
1,1
1,1
1,1
1,1
1,1
1,1
1,1
Наибольшая круп¬
ность заполните¬
ля, мм:
40
0,9
0,9
0,93
0,93
0,95
0,95
0,95
20
1
1
1
1
1
1
1
10
1,1
1,1
1,07
1,0
1,05
1,05
1,05
Жесткость, с:
20—30
1
1
1
1
1
1
1
30—50
0,9
0,9
0,9
0,9
0,9
0,9
0,9
50—80
0,85
0,85
0,85
0,85
0,85
0,85
0,85
Осадка конуса,
см:
1—2
1,07
1,07
1,07
1,07
1,07
0,07
1,07
2—5
1,1
1,1
1
1,1
1,1
1,1
1,1
8—12
1,25
1,25
1,25
1,25
1,25
1,25
1,25
Расход воды назначают с учетом требуемой жестко¬
сти бетонной смеси и вида крупного заполнителя (табл.
9.6). При этом предполагается, что в качестве мелкого
заполнителя используется плотный песок. Для повыше¬
ния точности определения расхода воды в значения,
взятые по табл. 9.6, вводят ряд поправок, которые учи¬
тывают влияние на расход воды других факторов.
В первую очередь следует учитывать водопотребность
мелкого заполнителя от свойств и расхода которого су¬
щественно изменяется водопотребность бетонной смеси.
Для того чтобы при изменении плотности песка полу¬
чить сопоставимые результаты, состав стандартного
раствора, в отличие от состава, используемого при опре¬
делении водопотребности плотных песков, назначают не
— 229 —
Таблица 0 6. Ориентировочный начальный расход воды (л/м8)
для приготовления бетонной смеси с использованием плотного песка
и природного крупного заполнителя
Осадка ко¬
нуса. см
Жесткость,
с
Предельная крупность, мм
гравия
щебня
10
20
40
10
20
40
8—12
235
220
205
265
250
235
3—7
—
220
205
190
245
230
215
1—2
10—20
205
190
175
225
210
195
—
20—30
195
180
165
215
200
185
—
30—50
185
170
160
200
185
175
—
50—80
175
160
150
190
175
165
по массе, а по абсолютному объему и принимают рав¬
ным 1 :2,28, что ориентировочно соответствует для квар¬
цевого песка соотношению по массе 1 :2. Водопотреб¬
ность (%) пористого песка определяют по формуле
{В/Ц)-НГ .00, (9.1)
В —
2,28
где НГ— нормальная густота цемента.
Водопотребность пористых песков в 2—3 раза боль¬
ше, чем плотных песков, например водопотребность дроб¬
леного керамзитового песка 13—16%, шлакопемзового
песка 16—18 %. При среднем расходе песка 250 л/м3 по
абсолютному объему изменению водопотребности песка
на 1 % будет соответствовать изменение расхода воды
0,02 л/л абсолютного объема песка.
Среднюю водопотребность плотного песка принима¬
ют равной 7%. При применении песков с другой водо¬
потребностью в расход воды следует вводить поправку
Bj = 0,02 —(В — 7). (9.2)
Тз.п
На водопотребность легкобетонной смеси влияют
также расход цемента и объемная концентрация круп¬
ного заполнителя. Как и в обычном тяжелом бетоне, в
конструктивном керамзитобетоне водопотребность бетон¬
ной смеси возрастает при высоких расходах цемента
(низких значениях В/Ц). Ориентировочно можно счи¬
тать, что при расходе цемента выше 450 кг/м3 водопотреб¬
ность возрастает приблизительно на 0,15 л/м3 на каждый
I кг/м3 расхода цемента сверх критического значения.
— 230 —
Отсюда поправка к расходу воды при высоких расходах
цемента может быть определена по формуле
В2 = 0,15 (Ц — 450). (9.3)
Для конструктивного керамзитобетона минимальная
водопотребность бетонной смеси достигается при объем¬
ной концентрации керамзита 0,35—0,4 При большей
или меньшей объемной концентрации крупного заполни¬
теля в расход воды вводят поправку, которую ориенти¬
ровочно можно рассчитать по формуле
В3 = 2000 (Ф — 0,37)2, (9.4)
где ф = К/уэк — объемная концентрация крупного заполнителя.
Для определения общей водопотребности бетонной
смеси указанные поправки следует прибавлять к на¬
чальному расходу воды (Во), принимаемому по табл.
9.6 в зависимости от подвижности бетонной смеси, пре¬
дельной крупности и вида заполнителя (гравия, щебня)':
В = В0 -f- Вг + В2 + В3. (9-5)
После определения расходов цемента и воды, соот¬
ветствующих требуемой прочности бетона и подвижно¬
сти бетонной смеси, расходы крупного К и мелкого П
заполнителей могут быть найдены из решения системы
уравнений:
уб = 1А5Ц + П + К-, (9.6)
— + ——+ + В= 1000, (9.7)
Рц Уз.п Vs.к
где ув— плотность бегона в сухом состоянии, кг/м3; у3.п. Уз.к — плот¬
ность зерен мелкого и крупного пористых заполни гелей в цементном
тесте, кг/л (для плотного песка у3.п = рп— плотности песка); Ц, П.
К и В — расходы цемента, песка, крупного заполнителя и воды на
1 м3 бетона.
После подстановки выражения (9.5) в (9.7) можно
решить систему уравнений (9.6), (9.7) и найти расходы
крупного и мелкого заполнителей. Поскольку подобные
расчеты довольно трудоемки, то на практике используют
таблицы объемной концентрации крупного заполнителя
в зависимости от заданной плотности бетона, плотности
зерен крупного заполнителя, начального расхода воды,
расхода цемента и водопотребности песка (табл. 9.7,
9.8), заранее рассчитанные на ЭВМ по уравнениям (9.6),
(9.7). Для получения одного и того же значения плотно¬
сти бетона даже при неизменной плотности зерен круп-
— 231 —
Таблица 9.7. Объемная концентрация ф крупного заполнителя
для легких бетонов на плотном песке
<£|
УО
• • <£> о
Водопотребность песка
. %
J3 22
л
&
5 5 ^ £ «
^ ® ГЛ S
s-g s<
6
1
н
10
я
я
ь*
“ S К Зг-.
Я Ч ? я
ш р р £
Расход воды, л
tr Я
С
Q, t, {-> Я *
о О я ш О)
nisSh
160
‘200
•240
160
200
240
160
200
240
1500
1
0,47
0,43
0,38
0,46
0,41
0,35
0,45
0,4
0,32
1,2
0,5
0,46
0,42
0,5
0,45
0,4
0,48
0,44
0,38
1,4
—
0,5
0,46
—
0,49
0,45
—
0,48
0,43
1600
1
0,43
0,38
0,32
0,42
0,35
0,25
0,39
0,32
1,2
0,47
0,42
0,35
0,46
0,4
0,3
0,44
0,38
0,27
1,4
0,5
0,46
0,41
0,5
0,45
0,39
0,48
0,43
0,36
1,6
0,54
0,5
0,45
0,53
0,49
0,44
0,53
0,48
0,43
1
0,39
0,31
_
0,36
0,26
.
0,32
1 /ии
1,2
0,43
0,38
0,27
0,41
0,33
0,38
0,28
1,4
0,47
0,41
0,33
0,45
0,39
0,3
0,43
0,36
0,29
1,6
0,5
0,46
0,4
0,49
0,44
0,37
0,48
0,42
0,31
1,8
0,54
0,5
0,45
0,53
0,49
0,43
0,53
0,8
0,41
1800
1,2
0,37
0,2
0,33
1,4
0,42
0,34
0,25
0,39
—
—
0,36
—
—
1,6
0,45
0,4
0,26
0,49
0,37
0,25
0,42
0,3
—
1,8
0,51
0,45
0,38
0,49
0,44
0,3
0,48
0,41
0,27
2
—
0,5
0,44
—
0,49
0,42
—
0,48
0,44
Примечание. Значения ф даны при расходе цемента
300 кг/м3, при большем расходе цемента значения ф возрастают при¬
близительно на 0,01 на каждые 100 кг/м3 цемента, при уменьшении
расхода цемента значения ф соответственно сокращаются.
ного заполнителя его концентрация <р может изменяться
в 1,5—2 раза в зависимости от расходов цемента, воды
и водопотребности песка.
Поскольку для обеспечения зг ’ а иной плотности бето¬
на приходится в ряде случаев использовать составы с
неоптимальной (с точки зрения удобоукладываемости
смеси) объемной концентрацией крупного заполнителя,
то для того, чтобы при том не получить смесь, склонную
к расслаиванию, значения ф должны отличаться не ме¬
нее чем на 0,25 и не более чем на 0,05 от оптимальных
значений, приведенных в табл. 9.8.
Расход крупного заполнителя определяют по формуле
К = ЮООфуз.к» (9-8/
— 232 —
Таблица 9.8. Оптимальная объемная концентрация крупного
заполнителя
Межэерновая пус-
тотность
Оптимальная объемная
концентрация при
Межэерновая пус-
тотность
Оптимальная объемная
концентрация при
жесткости
свыше 30 с
осадке кону¬
са 1—3 см или
жесткости
10—30 с
осадке ко¬
нуса свыше
3 см
жесткости
свыше 30 с
осадке ко¬
нуса 1—3 см
или жестко¬
сти 10—30 с
1
осадке ко- j
нуса свыше
3 см
0,36
0,52
0,49
0,47
0,46
0,42
0,39
0,37
0,38
0,50
0,47
0,45
0,48
0,4
0,37
0,35
0,4
0,48
0,45
0,43
0,5
0,38
0,35
0,38
0,42
0,46
0,43
0,41
0,52
0,36
0,33
0,31
0,44
0,44
0,41
0,39
0,54
0,34
0,31
0,29
где \’э ь — плотность зерен крупного заполнителя в цементном тесте,
кг/л.
Плотность зерен крупного заполнителя в цементном
тесте ориентировочно можно находить, умножая плот¬
ность зерен крупного заполнителя на коэффициент, рав¬
ный 1,05 для пористого гравия и 1,1 для пористого щебня.
Расход плотного песка устанавливают в зависимости
от плотности бетона и расходов цемента и крупного за¬
полнителя:
/7 = Y6-1.15Z/-/C. (9.9)
Плотность бетона можно регулировать, вводя в бе¬
тон пористые пески и изменяя соотношения между плот¬
ным и пористым песком, что позволяет обеспечить оп¬
тимальную объемную концентрацию крупного заполни¬
теля. Для определения расхода пористого /7пор и плотно¬
го /7ПЛ песков при выбранных значениях расхода цемента,
начального расхода воды, объемной концентрации круп¬
ного заполнителя необходимо решить систему уравнений:
_Дпл_ + ^7пор +в=1о00(1_ф) +JL. (9 10)
Рпл.п Тпор.п Рц
Япл + ^7 пор = Уб 1,15// — ШООфуз к. (9.11)
Если ввести условные обозначения:
Л = 1000 (1 -Ф)--^- -(В0 +В2 +В3); (9.12)
Рц
Q = V6 — 1,15//— 1000фуз.к; (9.13)
— 233 —
1+0,02 (б™ —7)
(9.14)
1+0,02 (В"ор —7)
(9.15)
ТО
А - QC™
>
(9.16)
Ппл — Q Пп0-р.
пор-
(9.17)
Состав легких бетонов на плотном песке для пробных
замесов устанавливают в следующем порядке:
1. Определяют расход цемента в зависимости от за¬
данных марок бетона и цемента, прочности крупного за¬
полнителя (табл. 9.4, 9.5).
2. Устанавливают начальный расход воды в зависимо¬
сти от заданной жесткости или подвижности бетонной
смеси, наибольшей крупности и вида крупного заполни¬
теля (табл. 9.6).
3. Определяют объемную концентрацию крупного за¬
полнителя в зависимости от расхода цемента и воды, за¬
данной плотности зерен крупного заполнителя и водо¬
потребности песка (табл. 9.7). Если исходные данные
находятся между значениями, указанными в табл. 9.7,
то объемную концентрацию выбирают по интерполяции.
Если объемная концентрация крупного заполнителя пре¬
вышает более чем на 0,05 оптимальное значение, ука¬
занное в табл. 9.8, то следует применить более легкие
заполнители, или поризацию бетона.
4. Определяют расход крупного заполнителя по фор¬
муле (9.8).
5. Определяют расход песка по формуле (9.9).
6. Определяют расход воды по формуле (9.5).
Первоначальный состав легких бетонов на пористом
или смешанном песке устанавливают в следующем по¬
рядке:
1. Определяют расход цемента по табл. 9.4 и 9.5.
2. Устанавливают начальный расход воды с учетом
водопотребности пористого песка по табл. 9.6.
3. Определяют объемную концентрацию крупного за¬
полнителя по табл. 9.8.
— 234 —
4. Устанавливают расход крупного заполнителя по
юрмуле (9.8).
5. Определяют расход пористого песка, обеспечиваю-
ций получение заданной плотности бетона в сухом со-
тоянии по формуле (9.16) с использованием значений
1, Q, С™’ СГ п0 формуле (9.12) —(9.15) с учетом, что
(=1000 фуз.к-
6. Определяют расход плотного песка по формуле
[9 17). Если окажется, что расход пористого или плотно-
■о песка менее 20 кг/см3, то бетон следует готовить толь-
ш на песке, расход которого наибольший.
7. Подсчитывают общий расход воды
в=в0 +
^П.ПЛ .пор + Вг + в3,
'Де Вп.пор — поправка на водопотребность пористого
песка:
Яп.пор = 0,02-^ (Вп — 7).
Тз.пор
Для опытных замесов помимо предварительного со-
:тава, рассчитывают еще два состава, в которых рас¬
ход цемента принимают на 10—20 % меньше и больше,
пем полученный в исходном составе. Если на принятых
материалах нельзя получить заданную плотность бетона
при допустимых значениях <р, то диапазон варьирования
расхода цемента следует уменьшить так, чтобы объем¬
ная концентрация крупного заполнителя оказалась в до¬
пустимых пределах, или принять другие заполнители.
По результатам опытной проверки строят график
f(Ru), по которому принимают действительное зна-
нение расхода цемента и затем уточняют расходы дру¬
гих материалов.
Пример 9.1. Подобрать состав керамзитобетона марки М 250
плотностью в сухом состоянии 1700 кг/м3 при подвижности бетон¬
ной смеси по осадке конуса 3—7 см. Материалы: цемент марки 500,
песок плотный с истинной плотностью 2,65 кг/л и водопотребностью
5,5 %, керамзитовый гравий с указанными в табл. 9.9 свойствами.
Соотношение фракций керамзита 5—10 и 10—20 мм принимаем
10:60% (по массе). Средняя плотность зерен керамзита в цемент¬
ном тесте составит
1,25 + 1,19
Средняя прочность керамзита в цилиндре составит
/?к = 0,01 (5,9-40+ 5,1 -60) = 5,5 МПа.
— 235 —
Таблица 9.9 Характеристика керамзитового гравия
Наименование
Фр
5—10
жция, мм
10—20
Смесь запол¬
нителя
Объемная насыпная плот¬
570
650
680
ность, кг/м3
Плотность зерен в цементном
1,25
1,19
1,22
тесте, кг/л
Пустотность
0,46
0,45
0,41
По своим свойствам керамзитовый гравий удовлетворяет тре¬
бованиям, предъявляемым к материалу для получения заданных
свойств бетона.
По табл. 9.4 расход цемента составляет 310 кг/м3. Поправочные
коэффициенты (табл. 9.5) на цемент марки 500 равны 0,85 и на
осадку конуса 3—7 см— 1,15.
Окончательный расход цемента: 310-0,85-1,15=305 кг/м3.
По табл. 9.6 начальный расход воды Во=190 л/м3.
Интерполируя, по табл. 9.7 находим объемную концентрацию
керамзита: ф=0,38. Это значение меньше указанного в табл. 9.8
(ф=0,4 при пустотности керамзита 0,43 и осадке конуса бетонной
смеси 3 см) и, следовательно, допустимо.
Определяем расход керамзита.
/<■= 1000-0,38-1,22 = 465 кг/м3.
Расход песка:
П= 1700-1,15-305 — 465 = 886 кг/м3.
Общий расход воды:
В= 190 + 2000(0,38 —0,37)2 +0,01-885(6,5— 7) = 186 л/м3.
Пример 9.2. Подобрать состав керамзитобетона марки М 150,
плотностью в сухом состоянии 1600 кг/м3 при жесткости бетонной
смеси 30—50 с. Материалы, цемент марки 400, песок плотный с ис¬
тинной плотностью 2,65 кг/л и водопотребностыо 6 %, песок керам¬
зитовый с плотностью зерен в цементном тесте 1,8 кг/л и водопо-
требностью 14 %, щебень керамзитовый фракции 5—10 мм, плотно¬
стью 880 кг/м3, плотностью зерен в цементном тесте 1,75 кг/л, пус-
тотностью 0,5, прочностью в цилиндре 1,5 МПа.
По табл. 9.4 расход цемента равен 260 кг/м3. По табл. 9.5 на¬
ходим поправочные коэффициенты- на пористый (смешанный) пе¬
сок— 1,1; на меньшую крупность щебня—1,1; на жесткость сме¬
си— 0,9. Окончательный расход цемента // = 260-1,1-1,1-0,9=
=283 кг/м3.
Начальный расход воды по табл 9 6 составит В = 200 л/м3.
Объемная концентрация щебня по табл. 9.8 ф = 0,38. Расход круп¬
ного заполнителя /<=100-0,38 1,75=665 кг/м3. Определяем расход
пористого песка:
Вг = 0; Вг = 0;
283
А = 1000 (1 — 0,38) — — 200 = 329 кг/м3;
3,1
— 236 —
Q= 1600— 1,15-283 — 665 = 611 кг/м3;
Расход плотного песка:
/7ПЛ = 611 — 390 = 221 кг/м3.
Определяем общий расход воды:
В3 пл = 0,01-221 (6 — 7)=— 2,2 л/м3;
бз пор = 0.02 —— (14 - 7) = 30,3 л/м3;
1 ,о
В = 200 — 2,2 + 30,3 = 228 л/м3.
Корректировка состава легкого бетона на пористых
заполнителях по результатам опытной проверки и опре¬
деление расхода материалов на замес бетоносмесителя
выполняются тем же порядком как для обычного тяже¬
лого бетона.
Состав легкого бетона, поризованного воздухововле¬
кающими добавками, подбирают в такой последователь¬
ности. Расход цемента, воды и крупного пористого за¬
полнителя определяют по табл. 9.4—9.8 и формуле (9.8).
Для трех расходов цемента (уточненного табличного зна¬
чения и отличающегося от него на ±20%) по формуле
(9.9) устанавливают расход песка для получения за¬
данной массы бетона.
Ориентировочно необходимый объем вовлеченного
воздуха для Получения поризованного бетона слитной
структуры подсчитывают по формуле
По полученным данным определяют ориентировочный
-расход микропенообразователя (табл. 9.10). Готовят
опытные замесы и корректируют расход воды по задан¬
ным значениям подвижности бетонной смеси. По резуль-
§ 2. ПОРИЗОВАННЫЙ ЛЕГКИЙ БЕТОН
10
(9.18)
237 —
Таблица 9.10 Ориентировочный расход воздухововлекающих
добавок для приготовления поризованных легких бетонов,
% от массы цемента
<“ й
Песок
Микропенообразова¬
тель
Требуемый
объем bobj
ценного во
духа, %
дробленый
керамзитовый
кварцевый
шлаковый
ЦНИИПС-1 или
4—8
0,02—0,1
0,04—0,15
0,05—0,15
абиетат натрия
(СНВ)
8—12
0,5—0,15
0,1—0,2
Гидролизованная
4—8
0,3—1
0,5—1,5
1—2
кровь (ПО-6)
8—12
0,5—1,5
1—2,5
—
тэтам испытания образцов строят графики зависимости
прочности и плотности легкого бетона при заданных рас¬
ходах цемента от расхода добавки и устанавливают оп¬
тимальный состав бетона. Этот состав проверяют в про¬
изводственных условиях, вводя поправки на расход
керамзита (с учетом его частичного раздробления в сме¬
сителе) .
Состав беспесчаного легкого бетона, поризованного
пено- или газообразующими добавками, подбирают в та¬
кой последовательности: а) устанавливают расход за¬
полнителя; б) определяют объем ячеистого бетона;
в) рассчитывают и уточняют в опытных замесах состав
ячеистого бетона, обеспечивающий заданные подвиж¬
ность бетонной смеси и прочность затвердевшего легко¬
го бетона. При этом бетон должен иметь плотную (слит¬
ную) структуру.
Зерновой состав пористого заполнителя устанавлива¬
ют из условия получения минимальной пустотности, его
плотность и прочность должны соответствовать задан¬
ным свойствам легкого бетона.
Расход (в л) пористого заполнителя определяют по
формуле
V щ = — , (9.19)
щ 1+Лщ(а-1)
где /7Щ — межзерновая пустотность заполнителя; а — коэффициент
раздвижки зерен заполнителя, составляющий 1,1—1,2.
Объем ячеистого бетона (л) подсчитывают из условия
заполнения межзерновых пустот заполнителя с некото¬
рым избытком по формуле
— 238 -
^яч.б — Ид (9.20)
Плотность ячеистого бетона в сухом состоянии уста¬
навливают из условия получения заданной плотности
легкого бетона по формуле
, ЮООуо- ИдУщ ,q 9П
1 ПЧ.б — ,. > '
Гпч.б
где уш — плотность (насыпная) пористого заполнителя, кг/л.
Определение состава ячеистого бетона изложено в
§ 4. При этом прочность должна быть не менее задан¬
ной прочности легкого бетона. Учитывая, что изделия из
поризованного бетона подвергаются, как правило, тепло¬
влажностной обработке при атмосферном давлении, для
уменьшения расхода цемента рекомендуется применять
активные кремнеземистые добавки.
Для опытных замесов рассчитывают три состава лег¬
кого бетона с расходом пористого заполнителя, опреде¬
ляемым по формуле и отличающимся на ±10 %• По дан¬
ным испытания опытных образцов, прошедших тепло¬
влажностную обработку по заданному режиму, выявля¬
ют зависимость между прочностью легкого бетона и
плотностью ячеистого бетона. Принимают оптимальный
состав, обеспечивающий получение легкого бетона за¬
данной прочности и плотности при наименьшем расходе
цемента.
§ 3. КРУПНОПОРИСТЫЙ ЛЕГКИЙ БЕТОН
Состав крупнопористого конструктивно-теплоизоляци¬
онного бетона на легких заполнителях определяют расчет¬
но-экспериментальным методом. При этом задаются
маркой и плотностью бетона. Крупнопористые бетоны
на легких заполнителях отличаются высокой жесткостью,
поэтому при определении их состава контролируют не-
расслаиваемость бетонной смеси.
Расход цемента для получения крупнопористого бе¬
тона устанавливают по табл. 9.11.
Расход крупного заполнителя Щ принимают в зави¬
симости от его пустотности Пщ: при /7Щ=40 % Щ —,
= 1,1 м3/м3; при Ящ=50 % Щ = 1,15 м3/м3; при /7Щ =
=60%, Щ= 1,25 м3/м3. Для производственного состава
расход заполнителя увеличивают на 5—15 % в зависи¬
мости от особенностей смесителя и прочности заполните-
— 239 —
Таблица 9.11 Ориентировочный расход цемента марки 300
для крупнопористого бетона на легких заполнителях
Плотность запол-
Марка бетона
Заполннтел ь
k кителя в уплот¬
ненном состоянии
кг/м3
М 35
М 50
Керамзитовый гравий
Аглопорит, шлаковая пемза,
природные крупнопористые за¬
полнители
Природные мелкопористые за¬
полнители
500—800
500—800
800—1200
255—190
215—155
285—180
300—235
250—180
275—210
ля (при перемешивании часть его зерен может разру¬
шиться) .
Расход воды (л) определяют по формуле
НГ-ц + Щщй
В =
100
(9.22)
где ЯГ—нормальная густота цементного теста, %; созо—водопогло-
щс-ние по массе сухого крупного заполнителя за 30 мин, %■
Плотность сухого бетона вычисляют по формуле
Тб = 1,5 Ц + Щ. (9.23)
Для уточнения расхода цемента и воды изготовляют
три опытных замеса: один с расчетным количеством це¬
мента и два, отличающихся от первого расходом цемен¬
та на +15—20%. Оптимальное количество воды прини¬
мают по составу смеси, имеющей наибольшую плотность
и показатель расслаиваемости менее 10 %. Если бетон¬
ная смесь имеет плотность больше заданной, в нее до¬
бавляют крупный заполнитель или заменяют его более
легким. Оптимальный состав бетона устанавливают по
результатам испытания образцов на прочность
§ Л. ЯЧЕИСТЫЙ БЕТОН
Подбор состава ячеистого бетона производят в сле¬
дующей последовательности:
1) устанавливают значение С — отношение кремне¬
земистого компонента к вяжущему в смеси (табл. 9.12);
2) определяют водотвердое отношение В/Т, обеспечи¬
вающее заданную текучесть растворной смеси, удовлет¬
воряющую требованиям табл. 9.13 с учетом температуры
смеси в момент выгрузки из форм (табл. 9.14);
— 240 —
-I
Таблица 9.12. Значения С
Вяжущее
Отношение кремнеземистого компонента
к вяжущему по массе в ячеистобетонной
смеси
для автоклавного
бетона
для безавтоклавиого
бетона на золе-уносе
Дементное и цементно-из¬
0,75; 1; 1,25; 1,5;
0,75; 1; 1,25
вестковое
1,75 и 2
Дзвестковое
3; 3,5; 4; 4.5; 5,5
—•
и 6
Дзвестково-белитовое
1; 1,25; 1,5; 2
—
Дзвестково-шлаковое
0,6; 0,8; 1
0,6; 0,8; 1
Зысокоосиовное зольное
0,75; 1; 1,25
—
Ллакощелочное
0,1; 0,15; 0,20
—
Таблица 9.13. Текучесть ячеистобетонной смеси
Диаметр расплыва смеси, см
Заданная плот¬
ность ячеистого
бетона, кг/м3
на цементном, из
вестково-цементном,
шлакощелочном
вяжущем
на известковом
известково - шл аковом
и известково-бели-
товом вяжущем
на высокоос-
новиом золь¬
ном вяжущем
При литьевой технологии
300
38
30
—
4Э0
34
25
25
500
30
23
23
600
26
21
21
700
22
19
20
800
18
17
18
При вибрационной технологии
500
15
—
_
600
13
700
11
800
9
—
—
3) определяют количество порообразователя на за¬
мес Рп,
4) устанавливают расход сухих материалов, добавок
и воды на пробный замес. При этом принимают во вни¬
мание не только свойства ячеистого бетона, но и усло¬
вия его формования — температуру вспучивания и время
схватывания.
Для расчета количества порообразователя, необходи¬
мого для получения ячеистого бетона заданной плотно-
16—845
— 241 —
Таблица 9 14. Температура ячеистобетонной смеси
Ячеьстыи бетон и вяжущее
Температура растворной смеси, °С,
в момент выгрузки в формы
при литьевой
технологии
при вибрационном
формовании
Газобетон:
на цементе
45
45
на известково-цементном вя¬
35
40
жущем
на известково-шлаковом вя¬
40
45
жущем или высокоосновном
зольном вяжущем
газосиликат на извести-ки-
30
40
пелке и известково-белито-
вом вяжущем
Пенобетон:
на цементе
25
на шлакощелочном вяжущем
15
сти, определяют предварительную пористость бетона
ЯР:
nv=l-(ycIKc){W + B/T), (9.24)
где ус — плотность ячеистого бетона в высушенном состоянии; К с —
коэффициент, учитывающий связанную воду в материале; IF —
удельный объем сухой смеси.
Расход порообразователя Р„ (алюминиевой пудры
или водного раствора пенообразователя) на замес опре¬
деляют по формуле
Рп = (Лр/о/С) F; (9.25)
где а — коэффициент использования порообразователя; F — задан¬
ный объем ячеистобетонной смеси; К — коэффициент выхода поро¬
образователя.
За исходные /Сс; /С; а для расчетов принимают следу¬
ющие: /Сс = 1,1; /(=1390 л/кг при использовании алю¬
миниевой пудры при температуре растворной смеси
40 °С и /(=20 л/кг в случае применения пенообразовате¬
ля; а=0,85.
Исходные значения а и Кс уточняют по фактическим
данным средней плотности растворной смеси у* ; ячеис¬
тобетонной смеси y*c и ячеистого бетона в сухом состо¬
янии у*.
— 242 —
Затем определяют фактическую пористость Пф по
юрмуле
/7Ф = 1 (vL^Vp); 0-26)
точняют коэффициент использования порообразователя
о формуле
а = Пф/РаКс\ (9 27)
[ уточняют по формуле Кс— коэффициент, учитываю¬
щий связанную воду в материале
Уф
Кс =—г(1 +В/Т). (9.28)
тф
•Я С
Расход материалов на замес определяют по форму-
1ам:
Pcjx = (Ус/Kc) V, (9 29)
Рвяж = Яс^/0+с); (9-30)
Рц — Рвяж (9.31)
= Явяж 0 - п); (9 32)
раф = (ЯиМф) 100; (9.33)
Рв = РсухВ/Т\ (9-34)
Рк = Р сух {Рц + Р иф) >' (9 ■ 35)
где Рсух — расход материалов на замес; V — заданный объем одно¬
временно формуемых изделий, увеличенный с учетом образования
кгорбушки» на 7—10 % для индивидуальных форм и на 3—5 % для
массивов; п — доля цемента в смешанном вяжущем; РвЯж — масса
вяжущего; Аф — фактическое содержание СаО в товарной извести
(активность); Ри — масса товарной извести, содержащей 100% СаО;
Рк — масса кремнеземистого компонента; Рв—масса воды; РИф —
масса товарной извести; Кс — коэффициент увеличения массы за
счет связанной воды (предварительно принимают Кс = 1,1); ус—
плотность ячеистого бетона, высушенного до постоянной массы.
При проведении опытов для получения расчетных за¬
висимостей на реальных материалах в условиях кон¬
фетного производства для пробных замесов можно
вринимать усредненные расходы материалов (табл.
).15).
При этом для расчетов материалов на замес бетоно¬
смесителя принимают следующие значения В/Т: для яче
icToro бетона при обычной технологии на песке —0,5;
ia золе — 0,6; для ячеистого бетона при вибротехнологии
и технологии с использованием высокоэффективных плас¬
тификаторов типа С-3: на песке — 0,3; на золе—0,4.
16*
— 243 —
I
Таблица 9.15. Усредненный расход материалов для ячеистого
бетона
Вид ячеистого бетона
Плотность бето¬
на, кг/м‘
Расход, кг
известь-кн-
пелка актив¬
ностью 70 %
цемент
песок моло¬
тый
зола-унос
доменный
шлак
гипс
Г азосиликат
350
72
-
247
3
500
110
—
345
—
—
5
600
130
—
415
—
—
6
700
142
—
494
—
6
800
162
564
7
Г азозолосиликат
350
72
247
3
500
110
—
345
—
5
600
130
—
415
—
6
700
142
—
494
—
6
800
162
564
7
На смешанном вя¬
жущем с примене¬
нием песка
350
500
600
700
800
36
90
110
130
140
36
90
110
120
140
247
275
325
386
446
—
—
3
4
5
6
7
То же, с примене¬
350
49
80
—
190
—
3
нием золы
500
70
115
—
275
—
4
600
80
130
—
325
—
Ь
700
100
150
—
386
—
6
800
120
170
—
436
—
7
Г азошлакобетои
350
25
145
140
1
500
35
—
240
—
180
1
600
45
—
256
—
244
2
700
50
—
300
—
286
2
800
60
326
340
2
Г азобетон
350
140
179
500
—
220
236
—
—
600
—
260
285
—
—
700
—
300
336
—
—
800
350
376
— 244 -
Таблица 9.16. Расход алюминиевой пудры в ячеистом бетоне
Плотность ячеи¬
стого бетона,
кг/ма
Усредненный
расход пудры, г
Плотность ячеи¬
стого бетона,
кг/mj
Усредненный
расход пудры, г
350
690
700
360
500
535
800
300
600
470
Примечание. При работе с повышенным В/Т расход пудры
на 10 % меньше.
Расход алюминиевой пудры на 1 м3 ячеистого бето¬
на можно ориентировочно принимать по табл. 9.16.
§ 5. МЕЛКОЗЕРНИСТЫЙ БЕТОН
Наиболее просто и точно состав цементно-песчаного
бетона определяют расчетно-экспериментальным путем.
Вначале на основе определенных зависимостей рассчи¬
тывают предварительный состав бетона, обеспечиваю¬
щий получение заданных подвижности цементно-песча¬
ной смеси и прочности бетона. Этот состав затем прове¬
ряют путем пробных затворений и если необходимо
уточняют.
Состав цементно-песчаного бетона рассчитывают в
следующем порядке:
1. Определяют водоцементное отношение, необходи¬
мое для получения заданной марки бетона:
в/ц=^Ша' (9'36)
где А — коэффициент, равный 0,8 для высококачественных материа¬
лов, 0,75 — для материалов среднего качества и 0,65 — для цемента
низких марок и мелкого песка; — активность цемента, МПа; Rc —
прочность образцов — половинок балочек размером 4x4X16 см из
цементно-песчаного бетона в возрасте 28 сут, выдержанных в нор¬
мальных условиях, МПа.
Формула действительна при коэффициенте уплотне¬
ния бетонной смеси более 0,97. Если такое уплотнение
не достигается, то необходимо учитывать возможное
снижение прочности бетона примерно на 5 % на каждый
процент недоуплотнения.
2. По графикам (рис. 9.1) определяют соотношение
между цементом и песком, обеспечивающее заданную
— 245 —
подвижность или удобоукладываемость цементно-песча¬
ной смеси при определенном ВЩ, установленном по фор¬
муле (9.36). На графиках показана подвижность и
удобоукладываемость цементно-песчаной смеси, приготов¬
ленной на песке с модулем крупности 2,5 и водопотреб-
ностыо 7%- При применении другого песка влияние его
крупности на подвижность цементно-песчаной смеси учи¬
тывают в соответствии с примечаниями к рис. 9.1 или,
если неизвестна водопотребность песка, по графику на
рис. 9.2.
3. Рассчитывают расход цемента:
1000
Ц = - р , (9.37)
I В п
Рц Ц Рп
где рц, рп — истинные плотности цемента и песка; п — соотношение
между цементом и песком, определяемое в соответствии с указания¬
ми п. 2.
Формула (9.37) выведена из уравнения
Ц/рц + В + П/рп= 1000,
полученного из условия, что сумма абсолютных объемов
составных частей плотного цементно-песчаного бето¬
на (л) равна 1 м3, или 1000 л готового плотного бетона,
если в нем нет вовлеченного воздуха или объем воздуш¬
ных пор очень мал — менее 1,5% (при уплотнении бето¬
на прокатом, прессованием, трамбованием, центрифуги¬
рованием) .
При уплотнении песчаного бетона вибрированием в
него обычно вовлекается воздух (2—8 % по объему).
В этом случае расход цемента определяют по формуле
1000 — вв
Ц = -, (9.38)
1/рц + В/Ц+ П/рв
где ВВ — объем вовлеченного воздуха, л; для ориентировочных рас¬
четов можно принять объем ВВ: для подвижной бетонной смеси на
среднем и крупном песке — 20 л, то же, на мелком песке — 30 л,
для жесткой смеси на среднем и крупном песке — 50 л, то же, на
мелком песке — 70 л.
Действительное количество вовлеченного воздуха
уточняют в опытных замесах.
4. Определяют расход воды:
В=Ц-ВЩ. (9.39)
5. Рассчитывают расход песка:
П = пЦ. (9.40)
— 246 —
Рис. 9 1 График для выбора соот¬
ношения между цементом и песком
средней крупности (водопотреб¬
ность 7%), которое обеспечивает
заданную подвижность — расплыв
конуса РК и жесткость Ж цеменг-
но-песчаной смеси при определен¬
ном водоцементном отношении ВЩ
Примечания' t Если при-
мен йог мелкии песок с водопотреб-
ностыо свыше 7 %, содержание его
уменьшается на 5 % на каждый
процент увеличения водопотребно¬
сти. при использовании крупного
песка с водопотребностыо ниже
7 % содержание его увеличивают
на 5 % на каокдый процент умень¬
шения водопотребности.
2 Если водопотребность песка
неизвестна, то соотношения между
цементом и песком корректируют
по модулю крупности песка на ос¬
новании рис 9 2
РК мм 11 1 7 13 19
Ц'/П'
Рнс. 9.3. График для определения
подвижности цементно-песчаной
смеси в зависимости от требуемой
формуемости Ф армоцемента в
конструкциях толщиной 2—3 см
(Л 3, 5, 8, 12 — число сеток)
Рис. 9.2. График для корректиров¬
ки соотношения ЩП, обеспечиваю¬
щего заданную подвижность це¬
ментно-песчаной смеси в зависимо¬
сти от крупности песка
1 М^р=2,5; 2 AfKp=/,5, 3 —
Al[(p =0,75 (ЩП — соотношение для
песка средней крупности, принима¬
емое по рис 9 1)
105 125 195 165 185 205РКрМ
— 247 —
6. На пробных замесах проверяют подвижность или
удобоукладываемость цементно-песчаной смеси и при не¬
обходимости вносят поправки в состав бетона. Опреде¬
ляют плотность свежеуложенного бетона и на контроль¬
ных образцах проверяют прочность цементно- песчаного
бетона. По плотности свежеуложенной цементно-песча¬
ной смеси устанавливают окончательный расход матери¬
алов на 1 м3 бетона. Такое определение имеет важное
значение при расчете состава цементно-песчаного бето¬
на, так как может случиться (в тощих смесях, при при¬
менении мелкого песка и т.д.), что цементного теста не
хватит для заполнения пустот между зернами песка, и
уложенный бетон будет иметь определенное дополни¬
тельное количество пор, которое необходимо учитывать
при подсчете материалов на 1 м3 бетона, или, наоборот,
окажется, что в расчете учтено большее количество вов¬
леченного воздуха, чем его будет в действительности.
Пример 9.3. Определить состав бетона марки М 300 для тонко¬
стенной железобетонной плиты с удобоукладываемостью цементно¬
песчаной смеси 30 с. Материалы: портландцемент марки 400, песок
обычный строительный с модулем крупности Л1,(р=1,5, истинной
плотностью 2,63 кг/л Условия твердения нормальные.
1. По формуле (9.36) -
0,75-400
В 11= : = 0,55.
4 300 + 0,8-0,75-400
2. По графику на рис. 9.1 устанавливаем отношение Ц:П (или
1 п), которое по интерполяции составляет 1 : 4,3. Вводим поправку,
учитывающую крупность песка, т. е. по графику на рис. 9 2 опре¬
деляем действительное отношение 1 : п (Ц : П) для нашего песка
(Мир = 1,5), которое равно 1 : 3,7.
3 Расход цемента:
1000
И = 440 кг.
М J о *7
3,1
+ 0,55 + -
4 Расход воды В=440 -0,55=240 л.
5 Расход песка. П=3,7-400 =1630 кг.
6. Расчетная плотность бетона
Тб = 400 + 240 + 1630 = 2310 кг/м3.
7 Проводим пробные затворения Допустим, окажется, что це¬
ментно-песчаная смесь показала заданную удобоукладываемость без
корректировки состава, а действительная плотность смеси оказалась
у о д=2210 кг/м3 Определяем действительный расход материалов на
1 м3 песчаного бетона
Ц = 0,96-400 = 420 кг (0,96 = 2210/2310);
В = 0,96-240 = 230 кг; П = 0,96-1630 = 1560 кг.
— 248 —
Другие коррективы вносим в состав после испытания контроль-
ых образцов
При определении состава бетона для армоцементных
нструкций необходимо учитывать формуемость армо-
емента. На формуемость армоцемента большое влияние
называет схема армирования (в частности, число сеток,
асстояние между ними и размер ячейки сетки). Чем гу-
ie армирование, тем более интенсивным и продолжи-
ельным должно быть вибрирование для уплотнения це-
ентно-песчаной смеси определенной подвижности.
Формуемость армоцемента (с) следует выбирать в
ависимости от принятого способа уплотнения:
Вручную 5—15
Вибрирование с частотой 50 Гц 15—40
То же, 100 Гц 40—60
Вибрирование с пригрузом 60—100
При расчете состава цементно-песчаной смеси для
рмоцементных конструкций подвижность смеси опреде-
яют в зависимости от требуемой формуемости и задан-
ой схемы армирования по графику рис. 9.3. График со-
тавлен для стальной тканой сетки с ячейкой 7X7 мм;
ели применяют сетку с ячейкой 5X5 мм, то подвиж-
ость смеси (определяемая по графику) увеличивается
а 40%, а при сетке с ячейкой 10X10 мм уменьшается
а 30%.
Наибольшую крупность песка Dm&x, допустимую по
словиям армирования, определяют по формуле
Дпах = Vr/i2 + (//2)2-0,3, (9.41)
пе h — расстояние между сетками; I — размер ячейки стальной
каной сетки, мм.
Для экономии цемента в мелкозернистый бетон ино¬
да Вводят микронаполнители — золу, известняковую
[уку, молотый песок и др. Состав в этом случае опреде-
яют обычным методом, рассматривая цемент и микро-
аполнитель как единое вяжущее. Активность вяжущего
, его влияние на водопотребность бетонной смеси зави-
ят от содержания и свойств микронаполнителя. Для
|риентировочных расчетов можно принять, что умень¬
шение активности цемента пропорционально увеличению
одержания микронаполнителя: при содержании микро-
[аполнителя 20 % активность вяжущего уменьшается на
’0 %.
— 249 —
Окончательный состав мелкозернистого бетона с мик¬
ронаполнителем уточняют по результатам пробных за¬
месов.
ГЛАВА 10. ОСОБЫЕ ВИДЫ БЕТОНА
§ 1. СИЛИКАТНЫЙ БЕТОН
Силикатный бетон представляет собой бесцементный
бетон автоклавного твердения. Вяжущим в нем является
смесь извести с тонкомолотым кремнеземистым мате¬
риалом. В процессе автоклавной обработки известь всту¬
пает с кремнеземистым компонентом в химическую ре¬
акцию, в результате которой образуются гидросилика¬
ты кальция, скрепляющие зерна заполнителя в прочный
монолит. В зависимости от вида кремнеземистого компо¬
нента различают следующие виды вяжущего вещества:
известково-кремнеземистые, состоящие из тонкомолотых
извести и песка; известково-шлаковые, получаемые со¬
вместным помолом металлургического или топливного
шлака и извести; известково-зольные, состоящие из тон¬
комолотых извести и топливных зол; известково-агло-
поритовые и др., получаемые из извести и отходов про¬
изводства искусственных пористых заполнителей, и
известково-белитовые, состоящие из тонкомолотых про¬
дуктов низкотемпературного обжига известково-кремнезе¬
мистой шихты и песка или белитового (нефелинового)
шлама и песка. Соотношение извести и кремнеземистого
компонента составляет от 30:70 до 50:50 %. В каче¬
стве мелкого заполнителя применяют природные и дроб¬
леные пески, удовлетворяющие стандартным требовани¬
ям. В крупнозернистых бетонах используют щебень из
плотных горных пород, щебень из гравия или доменного
шлака размером не более 20 мм, а также различные по¬
ристые заполнители.
Для регулирования свойств вяжущего, бетонной сме¬
си и бетона применяют специальные добавки: гипсовый
камень для замедления гидратации извести; триэтанола-
мин для повышения помолоспособности компонентов
вяжущего и пластификации бетонной смеси; кремнийорга-
нические жидкости ГКЖ-10 и ГКЖ-11 для гидрофоби-
зации и повышения долговечности бетона, суперпласти¬
фикаторы и др.
— 250 —
Наибольшее распространение получили мелкозернис-
>ie силикатные бетоны, заполнителем которых являет-
i обычный кварцевый песок. Песок обладает более вы-
жой удельной поверхностью и, следовательно, лучшей
эакционной способностью, а также меньшей стоимо-
гью, чем крупный заполнитель, поэтому мелкозернистые
зликатные бетоны наряду с хорошими техническими
зойствами имеют низкую стоимость.
Прочность силикатного бетона меняется в широких
ределах: от 5—10 МПа в легких силикатных бетонах до
О—50 МПа в тяжелых бетонах и 80—100 МПа в высо-
опрочных бетонах. Из силикатного бетона производят
литы перекрытий, колонны, ригели, балки, ограждаю¬
ще панели, стеновые блоки и другие детали.
Состав силикатного бетона рассчитывают двумя спо-
обами. Если известна активность известково-кремнезе-
истого вяжущего, определенная по стандартной мето-
ике, но с применением автоклавной обработки, то мож-
о использовать расчетно-экспериментальный метод для
.ементного тяжелого бетона (см. § 3—5 гл. 8), вводя в
его необходимые поправки, учитывающие особенности
войств и технологии силикатного бетона.
При определении водоцементного отношения по фор-
[улам (8.10) и (8.11) учитывают активность известково-
ремнеземистого вяжущего. Прочность силикатного бе-
она устанавливают по результатам испытания после
втоклавной обработки. Расход воды в силикатных бе-
онах устанавливают по результатам предварительных
спытаний бетонной смеси состава 1 : 1 : 2 и уточняют
ю результатам пробных замесов. Коэффициент раз-
,вижки а принимают на 0,1—0,2 больше значений, ре-
омендованных в табл. 8.5, чтобы повысить связанность
[ монолитность структуры бетона.
При определении состава мелкозернистого силикат-
юго бетона коэффициент А в формуле (8.10) принима¬
ет равным 0,5. Ориентировочный расход воды, требуе-
1ый для получения заданной подвижности, устанавли-
!ают предварительными испытаниями бетонной смеси
остава 1 : 3 и уточняют затем в пробных замесах. Рас-
юд песка определяют по формуле
де — расход известково-кремнеземистого вяжущего, кг; рШ1—
[стинная плотность вяжущего, кг/л; р„ — истинная плотность песка,
;г/л.
(10.1)
— 251 —
Окончательный расход материалов уточняют по ре¬
зультатам пробных замесов.
Если активность известково-кремнеземистого вяжу¬
щего неизвестна, то состав бетона можно рассчитать на
основе опытных зависимостей, предложенных ВНИИ-
стромом, связывающих прочность силикатного бетона с
его плотностью, качеством извести, водоцементным от¬
ношением, тонкостью помола песка, соотношением меж¬
ду известью и тонкомолотым песком и другими факто¬
рами.
При использовании негашеной извести ориентировоч¬
но прочность плотного силикатного бетона можно опре¬
делить по формуле
где SM п — удельная поверхность молотого песка, см2/г.
При использовании гашеной извести, обладающей
весьма развитой удельной поверхностью, изменение дис¬
персности молотого песка оказывает незначительное
влияние на прочность бетона и им можно пренебречь,
поэтому ориентировочно прочность силикатного бетона
в этом случае можно определить по формуле
Однако для получения качественного бетона необхо¬
димо песок, используемый в качестве тонкомолотой до¬
бавки, домалывать вместе с известью-пушонкой. Вслед¬
ствие повышенной плотности силикатный бетон на нега¬
шеной извести на 20—30 % прочнее бетона на гашеной
извести (при одинаковых ВЩ).
Минимальное количество известковопесчаного вяжу¬
щего, обеспечивающее получение плотного бетона,
равно
где ВВ — объем воздуха, защемленного в уплотненной силикатобе¬
тонной смеси; ку=уи п/уп — коэффициент уплотнения песка при раз¬
личных способах формования, у„ — плотность сухого немолотого
песка в уплотненном состоянии (при объемном вибрировании с при¬
грузом ВВ= 0,05 /?х = 1,15—1,25; при формовании скользящим виб¬
роштампом ВВ — 0,04 /ev = 1,3—1,4; при формовании на стенде сило¬
вого вибропроката ВВ — 0,035 ky= 1,35—1,45), т — коэффициент
раздвижки зерен немолотого песка тонкомолотой добавкой и из¬
вестью:
(10.3)
— 252 —
т
I Dcy — Ф)Р \3
\ Dcv )'
(10.5)
Dev ~
здесь Dc-p — средний поперечник зерен немолотого песка, мм;
3,1 щ 0,9п2 “I" 0,45а3 -f- 0,25&4 -f- 0,12дв 0,45flg
100 *
где fli, о2, а3, а4, а5 — частные остатки соответственно на ситах 1,2;
0,6; 0,3; 0,15; 0,09 мм; а6 — количество песка, прошедшее через сито
0,09 мм, dcp — средний поперечник зерен молотого песка, мм:
dcv = — . (10.6)
Р (5м. п - 850)
Для придания силикатобетонной смеси требуемой
подвижности расход вяжущего увеличивают. Действи¬
тельный расход вяжущего (в т/м3) можно определить по
формуле
Ц = пЦ0, (10.7)
где п — коэффициент избытка теста вяжущего.
Коэффициент п зависит от требуемой влажности сме¬
си, поскольку именно влажность смеси определяет ее
жесткость (табл. 10.1). Жесткость смеси, необходимая
для ее качественного уплотнения при различных спосо¬
бах формования изделий, приведена в табл. 10.2.
Таблица 10.1. Влажность силикатобетонной смеси, обеспечивающая
данную жесткость смеси на различных песках
Влажность смеси.
%
Жесткость, с, при применении песка
очень мелкого
(Vn=1.2-1,29)
мелкого
<Vn=1.3-l,39)
среднего
(Vd=1.4-1.56)
крупного
(Vn=1.56—
165)
10
300
190
11
—
400
200
100
12
400
300
120
60
14
220
120
50
25
16
80
40
20
10
17
50
25
15
5
Расход извести, т/м3, определяют по формуле
Я = #а/Л;
Яа = Ц/(-~+1>54),
(10.8)
(10 9)
где И а—содержание активной извести, т/м3, А—содержание ак¬
тивного оксида кальция в товарной извести, доли единицы; а — соот¬
ношение между активным оксидом кальция и молотым песком в вя¬
жущем по массе.
— 253 —
Таблица 10 2. Требуемая жесткость силикатобетонной смеси
Способ формования
Наибольшая
жесткость, с
Время вибро-
упл отнения,
мин
Вибропрокат плит с применением
вибросердечников
120
3,5
Вибропрокат
100
3
Виброштампование
80
2,5
На виброплощадках с пригрузом
0,5 МПа
50
2
В кассетных формах
15
1—1,5
На виброплощадках
15
1—1,5
Соотношение между активным оксидом кальция и мо¬
лотым песком в вяжущем назначают исходя из условия
получения в результате автоклавной обработки гидро¬
силикатов кальция оптимального состава при минималь¬
ном расходе извести. В зависимости от крупности песка—
заполнителя и марки силикатного бетона расход актив¬
ного оксида кальция можно определить по табл. 10.3.
Таблица 10.3. Содержание активного оксида кальция
силикатобетонной смеси, % от массы уплотненной
силикатобетонной смеси
Марка бетона
Песок
очень мелкий
мелкий
средний
крупный
М 200
6,5
6,2
6
5,8
М 300
7,5
7,2
7
6,5
М 400
9
8,5
8
7,5
М 500
10,5
9,5
8,5
8
Расход молотого песка, т/'м3:
ПМ = Ц-И.
Расход немолотого песка-заполнителя, т/м3:
Yn
/7Н = 2,5-
(10.10)
(10.11)
(10.12)
Количество воды в бетонной смеси, л/м3:
В = Ц-В/Ц.
Плотность уплотненного силикатного бетона, т/м3:
Уб = ц+Пи. (10.13)
При определении состава силикатного бетона следу¬
ет иметь в виду следующее:
— 254 —
•ис. 10.1. Состав силикатного бетона марки М 200 в зависимости от влажно¬
сти смеси и дисперсности молотого песка
— содержание активной извести; В — количество воды в смеси; Ц — содер¬
жание известково-песчаного вяжущего; П Х1—содержание немолотого песка;
— плотность уплотненного бетона; 5М<П—удельная поверхность молотого
песка
1) чем мельче песок, служащий заполнителем, тем
меньше должна быть размолота та часть песка, которая
зходит в состав вяжущего;
2) чем выше заданная марка бетона, тем больше рас-
код вяжущего;
3) расход вяжущего для получения силикатного бе¬
тона заданной марки уменьшается при увеличении дис¬
персности мелкого песка и растет при увеличении фор¬
мовочной влажности силикатобетонной смеси;
4) дисперсность молотой извести должна быть в 2—
2,5 раза выше дисперсности молотого песка.
Для быстрого определения ориентировочного соста¬
ва силикатного бетона марки М 200 можно пользовать¬
ся графиком (рис. 10.1), составленным на основе приве¬
денных формул.
В этом случае вначале по табл. 10.2 определяют не¬
обходимую жесткость смеси, затем по табл. 10.1 уста¬
навливают влажность смеси и по графику на рис. 10.1
определяют расходы вяжущего, активной извести, немо¬
лотого песка, воды затворения и плотности свежеулчжен-
ного бетона.
Подобранный по графикам или рассчитанный состав
силикатного бетона уточняют по результатам испыта¬
ний образцов, изготовленных из смесей с одинаковым
В/Ц при расходе вяжущего 0,9Ц; Ц\ 1,1 Ц и выбирают
оптимальный состав, отвечающий заданным условиям.
— 255 —
§ 2. ЖАРОСТОЙКИЙ БЕТОН
Жаростойкий бетон при длительном воздействии вы¬
соких температур должен сохранять в заданных преде¬
лах свои физико-механические свойства. Жаростойкий
бетон изготовляют из вяжущего (в которое в необходи¬
мых случаях вводится еще и минеральная тонкомолотая
добавка), воды (или другого затворителя) и жаростой¬
ких заполнителей.
В качестве вяжущих в жаростойком бетоне применя¬
ют портландцемент, шлакопортландцемент, глиноземис¬
тый цемент и жидкое стекло. Для улучшения структуры
цементного камня и сохранения прочности в вяжущее
вводят минеральные добавки (хромитовую руду, бой
шамотного, магнезитового или обычного кирпича, анде¬
зит, пемзу, лессовидный суглинок, гранулированный до¬
менный шлак, топливный шлак и золу-унос). Тонкость
помола добавок должна быть такой, чтобы через сито
№ 009 проходило не менее 70 % добавок для бетонов
на портландцементе и не менее 50 % для бетонов на
жидком стекле.
В качестве мелкого и крупного заполнителей в жаро¬
стойком бетоне применяют следующие дробленые мате¬
риалы: хромитовую руду, бой магнезитового, шамотного
и обыкновенного глиняного кирпича, кусковой шамот,
доменный отвальный шлак, базальт, диабаз, андезит,
артикский туф. Максимальная крупность щебня для мас¬
совых конструкций (фундаментов) не должна превышать
40 мм, а для всех остальных — 20 мм. Мелких частиц
размером менее 0,14 мм в заполнителях должно быть не
более 15 % по массе. Рекомендуемый зерновой состав
щебня и песка для жаростойких бетонов приведен в табл.
10.4. Материалы и состав жаростойкого бетона в зави¬
симости от условий и температуры его службы выбира¬
ют по табл. 10.5. При этом необходимо учитывать следу¬
ющее.
В процессе нагревания первоначальная прочность
жаростойкого бетона на цементных вяжущих значитель¬
но снижается, поэтому при выборе их состава следует
стремиться к получению бетона максимально возможной
марки Марку жаростойкого бетона определяют преде¬
лом прочности при сжатии кубов 10ХЮХЮ см. умно¬
женным на коэффициент 0,95 (для перехода к прочности
кубов 15X15X15 см). Образцы бетонов на портландце-
— 256 -
■нте испытывают после твердения в течение 7 сут и бе-
нов на глиноземистом цементе и жидком стекле 3 сут.
Образцы на портландцементе и глиноземистом це-
■нте выдерживают во влажных условиях, образцы на
1Дком стекле — в воздушно-сухих условиях при тем-
ратуре 18±3°С. Перед испытанием образцы высуши-
ют при температуре 100—110°С в течение 32 ч, а за-
м охлаждают.
Для жаростойкого бетона определяют остаточную
очность на сжатие после нагревания. Остаточная проч¬
ить (%) представляет собой отношение предела проч-
1сти при сжатии образцов бетона, испытанных после
шревания до 800 °С (для жаростойкого бетона с пре-
•льной температурой службы свыше 800°С), к пределу
ючности контрольных высушенных образцов. Для жа-
цтойких бетонов с предельной температурой службы
Ю и 700 °С образцы нагревают до этой же температуры
юле их высушивания в течение 32 ч. Скорость нагрева-
[Я 150—200°С/ч, время выдерживания при 800 °С —
ч. Затем образцы остывают в печи до комнатной тем-
ратуры. После остывания образцы выдерживают в те-
ние 7 сут над емкостью с водой и испытывают на сжа-
е.
Портландцемент в сочетании с тонкомолотой добав-
ш и специальными заполнителями позволяет получать
аростойкий бетон с температурой службы до 1700 °С.
Шлакопортлаидцемент можно применять в жаростой-
»м бетоне, предназначенном для службы при темпера-
ре ниже 700 °С. Если содержание шлака при этом ме-
>е 50 %, то в бетон вводят любую тонкомолотую добав-
г (кроме золы-уноса), составляющую 30% массы
лакопортландцемента.
Таблица 10.4. Рекомендуемый зерновой состав
заполнителей для жаростойкого бетона
аксималь-
1 крупность
рен запол-
ителя, мм
Полный остаток, % по массе, на сите
40
20
10
5
1.2
0.14
40
0
1
сл
30—60
90—100
20
—
0—5
30—60
90—100
—
—
10
—
—
0—5
90—100
—
—
5
—
0—15
20—55
85—100
—845
— 257 —
Таблица 10.5. Рекомендуемые составы жаростойкого бетона
«о?
15 =
S-2
коО
IPs
CPci
у ж
= £
9 «
*5 С.
| Ж
5 я
>> ж я
С Я ж
О Ж о
п т н
о о
оно
£СЯ .
,Д Н .0
с; eJ Н
О О
R §
ятя
S Зг
ж <2.5
н ж ^
Тонкомолотая
добавка
Мелкий и крупный
запол нители
Расход материалов на 1 м® бетонной смеси, кг
=Г
>»
S
Ж
О
4
О я
5 *
о ю
ч; я
КО
2 S
н ч
я rf
о g 2
н * я
я и и <у
в s
К О 5" я
с; О (U а*
s ЕС с с*
О.у й
я = СЬ- 0>
н 40 а
О S о н
Бетон на портландцементе
1700
М 250
3
Хромит
Хромит
300
600
30
900
1100
М 250
3
Шамот, лесс, лес¬
Шамот
350—450
350—450
—
550—450
совидный суглинок
350—340
350—450
750—§50
700
М 250
4
Пемза, цемянка,
Бой глиняного
—
доменный грану¬
обыкновенного
лированный шлак
кирпича, базальт,
диабаз, андезит
175—225
700
М 250
4
Зола-унос
То же
350—450
—
850—800
700
М 150
4
Пемза, цемянка,
гранулированный
доменный шлак
Отвальный до¬
менный шлак
350—450
350—450
800—700
Бетон на глиноземистом цементе
1400 | М2501 3 I— | Хромит I — 1350-4501
Бетон на жидком стекле плотностью 1,36—1,38 г/см3
1100
550—450
750—650
850—800
800—700
— |1200—115011200—1150
1400
М 150
7
Бой магнезитово¬
Бой магнезитово¬
300—350
600
18—20
600
1150
го кирпича
го кирпича
350—400
400
40—45
600
1150
1100
М 100
5
Тальк
Тальк
1000
М 150
9
Хромит
Хромит
250—300
700
30—35
800
1250
900
М 150
9
Шамот
Шамот
350—400
500
40—50
500
750
600
М 150
8
Шамот, андезит,
диабаз
Базальт, диабаз
андезит
300—350
500
35—40
700
900
Применение обычного бетона на портландцементе
[опускается в элементах конструкций, температура
лужбы которых не превышает 200 °С. При этом марку
•етона следует выбирать с учетом того, что при длитель-
юм воздействии температуры порядка 200 °С прочность
стона на сжатие снизится на 25%. Снижение прочно-
ти бетона на изгиб ж растяжение в этих условиях мо-
кет доходить до 50 °/о.
Жаростойкий бетон на портландцементе не применя-
эт при воздействии на конструкцию кислой агрессивной
реды. В этом случае может быть использован жаро-
■тойкий бетон на жидком стекле. Бетон на жидком стек-
ie в условиях постоянного воздействия паровой среды
1ли воды применять нельзя. При периодическом воздей-
твии пара или воды такие бетоны можно использовать
фи условии предварительного нагревания конструкций
1 сухих условиях до температуры 700—800 °С. Для твер-
[ения бетона на жидком стекле при нормальной темпе-
>атуре в него добавляют кремнефтористый натрий.
Бетон на глиноземистом цементе применяют при ус-
ювии, что температура в теле бетона в первые сутки
■вердения не должна превышать 40 °С. В противном слу-
iae возможно резкое снижение прочности бетона.
Плотность свежеуложенных жаростойких бетонов на
юртландцементе, глиноземистом цементе и жидком сте-
сле в зависимости от рода заполнителя составляет,
сг/м3:
бетон на хромите 2900—3200
» » магнезите 2500—2800
» » диабазе, базальте, андезите .... 2300—2500
» » кирпичном или туфовом щебне . . 1600—1900
При приготовлении жаростойких бетонов следует
■тремиться к тому, чтобы количество .воды или жидкого
текла по возможности было минимальным. Осадку
■тандартного конуса принимают не более 2 см. Для за¬
сорения жаростойких бетонов обычно требуется 170—
90 л воды на 1 м3 бетона. После выбора состава по дан-
1ым табл. 10.5 производят пробные замесы. Для первого
фобного замеса берут воды 170 л/м3. Испытания ведут
ю обычной методике с учетом особенностей определения
яарки жаростойких бетонов и их остаточной прочности.
Экончательный состав бетона уточняют по результатам
фобных замесов.
17*
— 259 —
Плотность бетона в высушенном состоянии меньше,
чем в свежеуложенном состоянии, примерно на 150—
200 кг/м3.
§ 3. ФИБРОБЕТОН
Качество бетона можно повысить, если применить ар¬
мирование его дисперсными волокнами. Небольшие об¬
резки волокон, применяемые для армирования, получили
название «фибр», а дисперсно-армированный этими во¬
локнами бетон — «фибробетон».
Фибробетон обладает повышенной трещиностойко-
стью, прочностью на растяжение, ударной вязкостью,
сопротивлением истираемости. Изделия из этого бетона
можно изготовлять без армирования специальными сет¬
ками или каркасами, что упрощает технологию приготов¬
ления изделий и снижает ее трудоемкость.
Для армирования бетона могут применяться различ¬
ные металлические и неметаллические волокна. В каче¬
стве фибр обычно применяют тонкую проволоку диамет¬
ром 0,1—0,5 мм, нарубленную на отрезки длиной 10—
50 мм. Лучшие результаты обеспечивают фибры диамет¬
ром порядка 0,3 мм и длиной 25 мм. При повышении диа¬
метра фибр свыше 0,6 мм резко уменьшается эффектив¬
ность влияния дисперсного армирования на прочность
бет она.
Из неметаллических волокон могут применяться стек¬
лянные волокна, базальтовые, асбестовые и др. Стеклян¬
ное волокно обычно имеет диаметр порядка нескольких
десятков микрон и длину 20 —50 мм. Оно обладает вы¬
сокой прочностью на растяжение (1500—3000 МПа), а
его модуль деформации выше, чем у цементного камня.
Температурный коэффициент линейного расширения
стекловолокна близок к такому коэффициенту цементно¬
го камня В результате армирования стекловолокном
свойства бетона могут быть существенно улучшены.
Однако стекло быстро разрушается под действием
щелочной среды цемента, поэтому необходимо либо при¬
менять волокна из щелочестойких стекол, либо предус¬
матривать применение вяжущих веществ или специаль¬
ных мероприятий, предохраняющих разрушение стеклян¬
ных волокон в бетоне от коррозии. К этим мероприятиям
можно отнести: использование в бетоне глиноземистого
цемента; добавки в бетон, связывающие щелочи; пропит¬
ку бетона полимером.
— 260 —
Для армирования цементного камня хорошо извест¬
ны и в течение долгого времени применяются асбестовые
волокна. Этими волокнами армируют изделия, изготов¬
ляемые в заводских условиях по специальной технологии.
Асбестовые волокна обладают рядом ценных свойств:
высокой прочностью и огнестойкостью, стойкостью к аг¬
рессивным воздействиям щелочей, долговечностью, по¬
этому материалы, армированные асбестовыми волокна¬
ми и получившие название асбестоцемента, широко при¬
меняются в строительстве.
Для армирования ячеистых бетонов, гипсобетонов и
других материалов с низким модулем упругости могут
применяться полимерные волокна. Эти волокна имеют
модуль упругости меньший, чем у цементного камня, а их
температурный коэффициент линейного расширения в
3—9 раз выше. Многие из этих волокон недостаточно
хорошо сцепляются с цементным камнем, что вынужда¬
ет применять специальные фибры периодического про¬
филя или наносить на волокна особые покрытия. В каче¬
стве полимерных материалов для волокон используют
полиэфиры, полиакрилаты, полипропилен и некоторые
другие полимеры. Прочность этих материалов состав¬
ляет 60—100 МПа. Полимерные волокна используют¬
ся также для тонкостенных изделий, подвергающих¬
ся ударам или эксплуатирующихся в условиях, в ко¬
торых стальные волокна быстро разрушаются от кор¬
розии.
Стальными или неметаллическими волокнами арми¬
руют, как правило, мелкозернистые бетоны, иногда це¬
ментный камень. Эффективность применения волокон в
бетоне зависит от их содержания и расстояния между
отдельными волокнами. Дисперсное армирование обыч¬
но достаточно эффективно приостанавливает развитие
волосяных трещин лишь при расстоянии между различ¬
ными волокнами не более 10 мм, поэтому применение в
бетоне крупного заполнителя, не позволяющего располо¬
жить дисперсные волокна достаточно близко друг к дру¬
гу, снижает эффективность подобного армирования.
Эффективность влияния различных видов волокон на
свойства бетона зависит от соотношения модулей упруго-
£
сти армирующих волокон и бетона. При отношении—— >
Еб
> 1 возможно получение фибробетонов с повышенной
прочностью на растяжение и трещиностойкостью. При
— 261 —
£
~—<1 повышаются ударная прочность и сопротивление
Еб
материала истираемости.
Стальные фибры вводят в бетонную смесь обычно в
количестве 1—2,5 % объема бетона (3—9 % по массе,
что составляет 70—200 кг фибры на 1 м3 смеси). В этом
случае прочность бетона на растяжение повышается на
10—30 % и резко повышаются сопротивляемость бетона
ударам и его предел усталости и износостойкость.
Стеклянные волокна вводят в бетонную смесь в коли¬
честве 1—4 % объема бетона. Как и стальные волокна,
стеклянные волокна, обладая высоким модулем упруго¬
сти, обеспечивают повышение прочности бетона на рас¬
тяжение и его трещиностойкость.
При армировании бетона дисперсными волокнами его
разрушение происходит не сразу, а постепенно. В нача¬
ле в бетоне образуются микротрещины, число которых
постепенно увеличивается. Образование сплошной тре¬
щины происходит при более значительной величине
деформаций, чем в обычном бетоне. Фибра как бы поддер¬
живает бетон, помогает ему сопротивляться растягива¬
ющим напряжением. При воздействии на бетон механиче¬
ских или тепловых ударов (пожар) бетон долгое время
обеспечивает защиту арматуры или более глубоких сло¬
ев и не выкрашивается с поверхности. Подобный харак¬
тер поведения бетона при нагружении способствует по¬
вышению надежности работы дисперсно-армированных
изделий в ряде особых случаев эксплуатации.
Введение волокон в бетонную смесь понижает ее
подвижность и вызывает определенные трудности в при¬
готовлении смеси цемента, воды, заполнителя и фибр.
Обычно приходится несколько увеличивать количество
воды в подобных смесях и содержание мельчайших час¬
тиц (цемента и мелкого заполнителя). Как правило, рас¬
ход цемента составляет 400—500 кг/м3.
Введение волокон в замес — важная тонкая опера¬
ция, так как бетонная смесь с фибрами склонна к комко¬
ванию, а фибры могут образовывать в бетонной смеси
«ежи», что будет резко ухудшать ее качество и не позво¬
лит добиться надлежащего уплотнения материала в из¬
делии, поэтому для лучшего приготовления смеси исполь¬
зуют различные приемы: вводят фибру в последнюю оче¬
редь в предварительно перемешанную смесь цемента,
воды и заполнителя, или смешивают сначала заполните¬
— 262 —
ли и волокна, а затем добавляют цемент и воду. Иногда
для приготовления смесей используют особые виды сме¬
сителей, например смесители с дополнительным пуль¬
сирующим воздействием на смесь, которое способствует
разрушению комков и «ежей». Для изготовления некото¬
рых конструкций используют одновременный набрызг
волокна и мелкозернистой бетонной смеси. Это оказы¬
вается полезным при применении более хрупких неметал¬
лических волокон.
Дисперсная арматура в бетоне достаточно хорошо
защищена от коррозии плотным цементным камнем, од¬
нако в некоторых случаях, особенно когда возможно
воздействие на фибробетон агрессивных сред, стальные
фибры защищают специальными покрытиями, которые
обычно не только повышают стойкость фибровой арма¬
туры к коррозии, но и способствуют улучшению сцепле¬
ния между фибрами и бетоном и тем самым на 20—40 %
улучшают прочность бетона на растяжение и его трещи-
ностойкость.
§ 4. ДЕКОРАТИВНЫЙ БЕТОН
Для повышения эстетической выразительности зда¬
ний и сооружений в последние годы все шире использу¬
ется декоративный бетон. Бетон является материалом,
которому могут быть приданы хорошие декоративные и
пластические свойства. Бетон можно готовить с примене¬
нием белого и цветных цементов и специальных заполни¬
телей, что позволяет получать не только цветные бетоны,
но и придавать бетону вид различных природных ка¬
менных материалов. При необходимости поверхность бе¬
тона может подвергаться специальной обработке, чтобы
получить ее выразительную декоративную фактуру.
Пластичность бетонной смеси позволяет придавать бе¬
тонным изделиям различную конфигурацию, формовать
изделия с рельефной поверхностью, изготовлять различ¬
ные декоративные элементы зданий и сооружений.
В зависимости от состава и назначения декоративные
бетоны можно подразделить на цветные бетоны и бетоны,
имитирующие природные камни или сами по себе обла¬
дающие особо выразительной структурой.
Для получения цветных бетонов применяют белые
цветные и различные минеральные или органические
— 263 —
пигменты. Для осветления белого цемента, при необхо¬
димости получить особо светлые бетоны, в него вводят
двуокись титана (1—2% массы цемента). Пигменты,
используемые в цветных бетонах, должны обладать вы¬
сокой светостойкостью, атмосферостойкостью и гцелоче-
стойкостью. Наиболее часто используют минеральные
пигменты, которые в большинстве своем являются ок¬
сидами или солями различных металлов. Эти пигменты
вводят в количестве 1—5 % массы цемента в зависимо¬
сти от их укрывистости, плотности и других свойств.
Пигменты позволяют получать широкую гамму цветов:
от красного (оксид железа) и зеленого (оксид хрома) до
фиолетового (оксид марганца) и черного (перекись мар¬
ганца). К белым пигментам относится мел или извест¬
няк, к черным — сажа, к желтым — охра, представляю¬
щая собой смесь белой глины (каолина) с оксидом же¬
леза Применяя смешанные пигменты можно получить
бетоны разной расцветки.
В последнее время появились различные органичес¬
кие пигменты и красители (анилиновые и др.), которые
дают интенсивное окрашивание бетона при введении их
в количестве всего 0,1—0,2 % массы цемента и отлича¬
ются высокой свето- и щелочестойкостью.
Для получения достаточной плотности и хорошей цве¬
товой выразительности поверхности бетона несколько
повышают по сравнению с обычным бетоном расход це¬
мента. При крупности заполнителя до 10 мм расход це¬
мента составляет 450—500 кг/м3. В качестве цветных бе¬
тонов широко используют мелкозернистые бетоны. Оп¬
тимальными с точки зрения получения хороших декора¬
тивных качеств являются составы 1 : 2—1 : 3 при ВЩВС7,
соответствующие нормальной густоте цементного теста.
Расход воды в цветных бетонах определяют предва¬
рительными испытаниями и затем постоянно контролиру¬
ют, так как даже небольшие отклонения в расходе воды
влекут за собой заметные изменения цвета бетона. Для
формования изделий из цветных бетонов используют
пластичные достаточно жирные бетонные смеси, которые
хорошо формуются и менее подвержены расслоению.
Для сокращения расхода воды и цемента и повыше¬
ния долговечности изделий используют пластификаторы
и суперпластификаторы, а также комплексные добавки
на их основе. Для повышения долговечности материала
и борьбы с высолами, которые могут появляться на по-
— 264 —
ерхности цветных бетонов в период их эксплуатации в
>езультате сложных физико-химических процессов и воз-
щйствия попеременного увлажнения и высыхания, при¬
меняют гидрофобизаторы, тонкомолотые добавки, спо¬
собствующие связыванию гидрата окиси кальция, выде-
шющегося при твердении цемента, или применяют
пропитку цветных бетонов полимерами. Для получения
завномерной окраски бетона используют специальные
добавки-выравниватели (ОП-7 и некоторые другие).
Хорошие результаты получают, применяя заранее
приготовленные цветные смеси, в которые входят пиг¬
менты, часть воды затворения и добавки. Эти смеси мо¬
гут приготовляться в специальных смесителях. В послед¬
нее время для приготовления подобных смесей исполь¬
зуют ротационно-пульсационные аппараты, в которых
:месь подвергается особому динамическому воздействию,
способствующему получению весьма деспергированных
пастиц, и высокой гомогенизации смеси. При необходи¬
мости бетонирования тонких конструкций значительных
эазмеров с целью предотвращения образования усадоч¬
ных трещин в бетоны могут вводиться специальные ком¬
плексы добавок, обеспечивающие получение малоусадоч¬
ных бетонов.
В цветных бетонах используют чистые кварцевые
пески желательно светлых оттенков без примеси частиц
из оксидов железа, которые окрашивают пески и бето-
1Ы в серый цвет. В качестве крупных заполнителей мо-
'ут применяться светлый известняк и доломит. Широко
используются в качестве заполнителей также отходы
намнедробления, дробленые пески и щебень из мрамора,
зысевки гранита, туфа и некоторые другие. Следует уни¬
зывать, что обычно крупный заполнитель не придает
эсобого цвета цветному бетону. На цвет бетона могут
злиять мелкие частицы заполнителя, размер которых не
превышает 0,3 мм. Чтобы уменьшить расслоение цветно-
ю бетона и добиться большей равномерности окраски,
используют воздухововлекающие добавки, а также вво¬
дят в небольших количествах тонкие фракции некоторых
материалов: жирной извести, тонкомолотого известняка
i др.
Цветные бетоны готовят в предварительно очищенных
'месителях и предохраняют бетонную смесь от загряз-
пения при ее транспортировке и укладке в формы. Про¬
должительность перемешивания цветных бетонов обычно
— 265 —
несколько больше, чем при приготовлении обычной бе¬
тонной смеси. Формы для изготовления изделий из цвет¬
ных бетонов должны быть химически нейтральными,
жесткими, чистыми и водонепроницаемыми. Чаще всего
применяют стальные формы или армированные пласти¬
ковые, позволяющие получать изделия с высокий слож¬
ностью рельефа.
При формовании изделий используют глубинное виб¬
рирование, обеспечивающее хорошее заполнение форм
даже сложной конфигурации бетонной смесью и способ¬
ствующее получению гладких лицевых поверхностей,
так как при глубинном вибрировании уменьшается воз-
духововлечение в бетонную смесь на границе бетона и
формы. Для изготовления изделий используют также
ударное формование и низкочастотную вибрацию. В ря¬
де случаев в формы устанавливают специальные вкла¬
дыши из нержавеющей стали, полимерных материалов,
обеспечивающих получение рельефа и высокого качест¬
ва лицевой поверхности изделия. При бетонировании из¬
делий из цветных бетонов необходимо применять специ¬
альные смазки, например на основе парафина или воска,
которые не загрязняют лицевую поверхность бетона.
При тепловой обработке может происходить некото¬
рое изменение цвета пигментов, что необходимо учиты¬
вать при подборе состава краски для получения цветных
бетонов различных расцветок. После изготовления изде¬
лий при хранении их на складе и при транспортировке
необходимо защищать поверхность изделий от загрязне¬
ния и ударов, которые могут привести к ее повреждению.
В некоторых случаях изделия из цветных бетонов покры¬
вают пленкой или используют при перевозке специаль¬
ные контейнеры и способы крепления, гарантирующие
сохранность лицевых поверхностей изделий. При арми¬
ровании изделий из цветных бетонов арматура должна
устанавливаться на глубине более 2 см от поверхности
бетона, чтобы в период эксплуатации избежать появле¬
ния ржавчины вследствие коррозии арматуры.
Для повышения художественной выразительности де¬
коративных бетонов применяют специальные приемы,
позволяющие обнажить заполнитель и выявить структу¬
ру бетона. В этом случае декоративный бетон может ими¬
тировать различные породы отделочных камней, или
можно создать оригинальную декоративную фактуру са¬
мого бетона. Для получения декоративного бетона в
ном случае помимо применения белого цемента и соот-
(етствующих пигментов и добавок используют мелкий и
фупный заполнители, обеспечивающие получение необ¬
ходимой структуры материала. В качестве заполнителя в
•том случае могут использоваться дробленый мрамор,
■ранит, базальт, слюды, дробленое цветное стекло и дру-
ие подобные материалы.
Для выявления структуры бетона его поверхность
юдвергают специальной обработке. При изготовлении бе-
гонных изделий широко используются их шлифовка и по-
шровка. Применяют также обработку поверхности буча-
)дой или пневматическим молотком, пескоструйную об¬
работку, обнажение заполнителей путем использования
шециальных замедлителей твердения. При шлифовке
рбычно используют легко полирующиеся заполнители
I л я бетона, например, мрамор. При обработке бучардой
•тановится видным цвет заполнителя, при этом с поверх-
юсти снимается слой бетона толщиной 0,5—1 см, что
[еобходимо предусматривать, увеличивая соответствен-
ю защитный слой бетона над арматурой.
В строительстве широко применяют изделия со вскры-
ой структурой заполнителя, например гранитного щеб-
[я, которую получают, нанося на поверхность бетона или
ia поверхность формы, в которой происходит бетониро-
•ание изделия, специальные составы (например, из дик
трина, буры и некоторых других добавок), проникаю-
цие в поверхностные слои бетона и замедляющие твер-
[ение цементного камня. В результате поверхностный
лой цементного камня является очень слабым и легко
даляется с помощью воздействия водяной струи под
ысоким давлением, обработки жесткими щетками или
[ескоструйной обработки.
Изделия из декоративного бетона должны сохранять
вой свойства в течение длительного времени. Для этого
югут применяться специальные способы консервации
оверхности, например, флюатирование, гидрофобизация,
ропитка полимером. Подобная обработка повышает
тойкость бетона и обеспечивает сохранение хорошего
нешнего вида его поверхности в течение длительного
ремени без специального ухода.
Декоративные бетоны могут применяться для самых
азличных строительных конструкций: ограждающих
онструкций общественных и жилых зданий, декоратив-
ых плит для наружных и внутренних стен зданий, для
лестничных маршей, элементов фасада, в деталях малых
архитектурных форм, для барельефов и скульптур, для
изделий специального назначения. Иногда детали из де¬
коративного бетона сочетают с другими материалами:
камнем, эмалированной сталью, пластиком.
При изготовлении изделий с использованием цветных
и декоративных бетонов часто применяют слоистые кон¬
струкции, в которых верхний лицевой слой выполняется
из цветного или декоративного бетона, а основные не¬
сущие слои конструкции выполняются из обычного бето¬
на. Это позволяет сократить расход цветных и декора¬
тивных бетонов при изготовлении ограждающих конст¬
рукций зданий, облицовочных и тротуарных плит и др.
Широкое применение декоративных бетонов предус¬
матривается в перспективных планах развития сборных
железобетонных изделий и конструкций.
§ 5. ОСОБО ТЯЖЕЛЫЙ и гидратныи бетоны
Особо тяжелые и гадратные бетоны применяют в спе¬
циальных сооружениях для защиты от радиоактивных
воздействий. К особо тяжелым относят бетоны с плот¬
ностью более 2500 кг/м3, к гидратным — бетоны, содер¬
жащие большое количество химически связанной и полу-
связанной воды.
Для особо тяжелых бетонов применяют портландце¬
мент, пуццолановый портландцемент, шлакопортландце-
мент, глиноземистый цемент, гипсоглиноземистый расши¬
ряющийся цемент. В гидратных бетонах для максималь¬
ного увеличения содержания в бетоне связанной воды
рекомендуется применять глиноземистый цемент. В ка¬
честве заполнителей в особо тяжелых бетонах использу¬
ют материалы с высокой плотностью: магнетит, гематит,
барит, металлический скрап и т. д.; в гидратных бето¬
нах— лимонит и серпентинит. В комбинированных бето¬
нах применяют тяжелые и обычные заполнители — ще¬
бень, гравий, песок.
К заполнителям особо тяжелых бетонов предъявля¬
ют следующие дополнительные требования:
1) минимальная прочность на сжатие чугунного скра¬
па — 200 МПа, магнетита — 200 МПа, лимонита или ге¬
матита — 35 МПа, барита — 40 МПа (испытание в ци¬
линдрических образцах диаметром 50 мм, высотой
50 мм);
— 268 —
2) содержание полуторных окислов (А1203 и Fe203) в
барите — не более 1 % массы заполнителей;
3) водопоглощение (% по массе) магнетита и бари¬
та 1—2, лимонита и гематита 9—10.
При производстве бетонных работ необходимо со¬
блюдать следующие условия:
1) время перемешивания бетонной смеси в бетоносме¬
сителе не менее 2 мин;
2) объем замеса бетоносмесителя уменьшается обратно
пропорционально плотности бетона: например при плот¬
ности особо тяжелого бетона 4000 кг/м3, а обычного
2300 кг/м3 объем замеса для бетоносмесителя на 500 л
не должен превышать 500-2300/4000=285 л;
3) для уплотнения бетонной смеси следует применять
только вибраторы.
Для улучшения защитных свойств особо тяжелых бе¬
тонов в них вводят добавки, содержащие легкие элемен¬
ты, — литий, кадмий и бор, например карбид бора, хло¬
ристый литий, сернокислый кадмий и др.
Исходными величинами при определении составов осо¬
бо тяжелых и гидратных бетонов являются: плотность
бетона, обеспечивающая заданные защитные свойства
от уизлучения; содержание химически связанной воды,
обеспечивающей защиту от нейтронного излучения; за¬
данные подвижность бетонной смеси и прочность бетона.
Состав бетона определяют по методике, применяемой для
обычного тяжелого бетона, и уточняют в пробных заме¬
сах. Требуемую плотность бетона получают соответству-
Таблица 10.6. Плотность особо тяжелых бетонов на различных
заполнителях, т/м3
Бетон
Значения
минимальные
максимальные
Лимонитовый
2,5
3
Магнетитовый
2,8
4
Баритовый
3,3
3,6
С чугунным скрапом
Ком бинированный:
3,7
5
с лимонитовым песком и обычным
щебнем (из тяжелых каменных ма¬
териалов)
2,4
2,5
с баритовым щебнем
3
3,2
с магнетитовым щебнем
2,9
3,8
с металлическим скрапом
3,6
5
— 269 —
ющим подбором заполнителей. Плотность особо тяжелых
и гидратных бетонов на различных заполнителях приве¬
дена в табл. 10.6.
§ 6. КРУПНОПОРИСТЫЙ БЕТОН
Крупнопористым называется бетон, приготовленный
без мелкого заполнителя (песка). Такой бетон имеет зер¬
нистую структуру, в которой отдельные зерна гравия или
щебня покрыты тонким слоем цементного теста, соеди¬
няющим их в местах контакта. Прочность крупнопори¬
стого бетона зависит от толщины обмазки зерен щебня
цементным тестом, т. е. при прочих равных условиях от
расхода цемента (рис. 10.2). Каждому расходу цемента
соответствует свое оптимальное значение водоцементно¬
го отношения (табл. 10.7): при меньшем В/Ц не удается
Таблица 10.7. Водоцементное отношение крупнопористых
бетонов с различным расходом цемента
Расход цемента, кг/м3
Бетон
с гранитным
щебнем
с гравием
с известняковым
щебнем
7)
0,5
0,66
0,83
90
0,46
0,6
0,74
110
0,42
0,55
0,65
130
0,4
0,51
0,59
150
0,3
0,46
0,52
получить равномерного и однородного слоя цементного
теста на поверхности зерен гравия; при большем В/Ц
цементное тесто стекает с зерен гравия, заметно пони¬
жается прочность цементного камня и соответственно
прочность крупнопористого бетона. Оптимальное В/Ц
увеличивается при повышении шероховатости поверхно¬
сти и при более плотной упаковке зерен заполнителя (с
большим числом контактов и зернами разных размеров).
В качестве вяжущего для крупнопористого бетона це¬
лесообразно использовать портландцемент марки 400,
шлакопортландцемент марок 300—400 и смешанные це¬
менты с активностью 20—40 МПа. Применение цементов
высоких марок в крупнопористом бетоне не позволяет
заметно снизить его расход и практически очень незна¬
чительно повышает прочность, так как большая часть
— 270 —
О)
Rcm> мпа
б)
RfrK, МПа
Рис. 10.2. Зависимость прочности крупнопористого бетона на гравии (а) и
на щебне (б) при сжатии в возрасте 28 сут от расхода цемента марок
1 — 400; 2 — 300; 3 — 250; 4 — 200
цемента расходуется на обмазку зерен заполнителя и не
участвует в омоноличивании структуры бетона.
Для приготовления крупнопористого бетона можно
применять природный гравий, щебень из известняка или
гранита, керамзит, шлаковую пемзу и другие легкие за¬
полнители. Минимальная прочность заполнителя /?“ин,
МПа, должна быть не менее
Я“ин= 1200 , (10.14)
где 1200 — эмпирический коэффициент пропорциональности; Re —
требуемая прочность на сжатие крупнопористого бетона, МПа.
Крупнопористый бетон на плотных заполнителях мо¬
жет иметь прочность на сжатие 1,5—10 МПа; керамзи¬
товый крупнопористый бетон — 0,5—5 МПа.
Крупнопористый бетон используют, как правило, в
неармированных изделиях. В зависимости от назначения
его подразделяют на теплоизоляционный, конструктив¬
но-теплоизоляционный (для блоков стен), фильтрацион¬
ный для трубопроводов и звукопоглощающий. Крупно¬
пористый бетон имеет сквозную непрерывную пористость
и при применении его в ограждающих элементах зданий
требует поверхностной изоляции изделий (чаще всего
штукатуркой).
Состав крупнопористого бетона на плотных заполни¬
телях определяют в следующем порядке:
— 271 —
1) по графикам на рис. 10.2 устанавливают расход
цемента на 1 м3 бетона на гравии (а) или на щебне (б)
в зависимости от требуемой марки бетона;
2) по табл. 10.7 ориентировочно определяют водоце¬
ментное отношение;
3) расход заполнителя Щ определяют в зависимости
от его плотности ущ:
Щ =1.1 Ущ • (10.15)
Плотность бетона б сухом состоянии определяют по
формуле
уб=\,15ц + Щ. (10.16)
Окончательный состав крупнопористого бетона уста¬
навливают после испытания трех серий контрольных об¬
разцов с В/Ц, найденным по табл. 10.7 и с поправками
±0,05. Расход материалов уточняют в соответствии с
действительной плотностью бетонной смеси, которая рав¬
на суммарному расходу цемента, воды и заполнителя.
Определение состава крупнопористого легкого бето¬
на приведено в § 3 гл. 9.
§ 7. ЦЕМЕНТНО-ПОЛИМЕРНЫЙ БЕТОН
Цементно-полимерный бетон относится к бетонам,
свойства которых улучшаются за счет введения в их со¬
став полимеров. В последнее время все шире начинают
применяться в строительстве бетоны с полимерами. Ис¬
пользование в бетоне полимеров позволяет изменять его
структуру и свойства в нужном направлении, улучшать
технико-экономические показатели материала.
Формы использования полимеров в бетоне многообраз¬
ны. Полимеры и материалы на их основе применяются в
виде добавок в бетонную смесь, в качестве вяжущего,
для пропитки готовых бетонных и железобетонных изде¬
лий, для дисперсного армирования полимерными волок¬
нами, в виде легких заполнителей или модификации
свойств минеральных заполнителей, в качестве микро¬
наполнителя. Каждое из этих направлений имеет свои
области применения и технологические особенности.
В настоящем параграфе и далее рассмотрены бетоны,
в которые вводится заметное количество полимеров, соз¬
дающих в структуре материала полимерную фазу и су¬
щественно влияющих на его строение и свойства. В ми¬
ровой практике для таких бетонов начали употреблять
— 272 —
-ермин «П-бетоны». Подобные материалы можно подраз-
пелять на четыре группы: цементно-полимерные бетоны,
юлимербетоны, бетонополимеры и бетоны, содержащие
юлимерные материалы (заполнители, дисперсную арма¬
туру или микронаполнители).
Цементно-полимерные бетоны — это цементные бето-
ш с добавками различных высокомолекулярных органи-
песких соединений в виде водных дисперсий полимеров —
1родуктов эмульсионной полимеризации различных по-
пимеров: винилацетата, винилхлорида, стирола, латек-
:ов и др. или водорастворимых коллоидов: поливинило-
зого и фурилового спиртов, эпоксидных водорастворимых
:мол, полиамидных и мочевиноформальдегидных смол.
Цобавки вводят в бетонную смесь при ее приготовлении.
Цементно-полимерные бетоны характеризуются нали¬
пнем двух активных составляющих — минерального вя¬
жущего и органического вещества. Вяжущее вещество с
зодой образует цементный камень, склеивающий части-
п,ы заполнителя в монолит. Полимер по мере удаления
зоды из бетона образует на поверхности пор, капилля¬
ров, зерен цемента и заполнителя тонкую пленку, кото¬
рая обладает хорошей адгезией и способствует повыше¬
нию сцепления между заполнителем и цементным камнем,
улучшает монолитность бетона и работу минераль¬
ного скелета под нагрузкой. В результате цементно-по-
пимерный бетон приобретает особые свойства: повышен¬
ную по сравнению с обычным бетоном прочность на
растяжение и изгиб, более высокую морозостойкость, хо¬
рошие адгезионные свойства, высокую износостойкость,
непроницаемость. В то же время особенности полимер¬
ной составляющей определяют и другие особенности це¬
ментно-полимерного бетона: в ряде случаев несколько
повышенную деформативность, снижение показателей
прочности при водном хранении.
Наиболее распространенными добавками полимеров
з цементные бетоны являются поливинил ацетат (ПВА),
патексы и водорастворимые смолы.
ПВА представляет собой смолу, свойства которой, как
н всех высокомолекулярных соединений, зависят от сте¬
пени полимеризации винилацетата, температуры и влаж¬
ности. Обычно применяется ПВА в виде эмульсии, содер¬
жащей около 50 % сухого вещества и некоторого коли-
пества поливинилового спирта как эмульгатора. После
зысыхания образуется твердая пленка, обладающая не¬
18—845
— 273 —
которым водопоглощением и набуханием. Влажное хра¬
нение ПВА сопровождается снижением прочности, а пос¬
ле высыхания прочность быстро нарастает. Подобным же
образом проявляет себя ПВА в бетоне.
Применяют латексы дивинилстирольные СКС-30,
СКС-50, СКС-65 и СКС-65ГП, в которых отношение
дивинила к стиролу составляет соответственно 70 : 30;
50 : 50; 35 :65. С увеличением содержания стирола по¬
вышаются прочность и твердость полимера и снижается
его эластичность. Применяют также латексы дивинилни-
трильный СКН-40 и карбосиликатный СКД-1.
Количество вводимой добавки полимерного материа¬
ла устанавливают предварительными опытами. Основ¬
ным фактором, определяющим влияние добавки на свой¬
ства цементно-полимерного бетона, является полимерце-
ментное отношение. Обычно оптимальная добавка ПВА
составляет 20 % массы цемента. При применении латек¬
са, чтобы не было коагуляции полимера, вводят стабили¬
затор (казеинат аммония, соду и др.).
Введение полимерных добавок увеличивает пластич¬
ность растворных смесей по сравнению с чисто цемент¬
ными. Прочность увеличивается, если бетон выдержива¬
ется в воздушно-сухих условиях (влажность воздуха
40—50 %), при выдерживании во влажных условиях
(влажность 90—100 %) прочность снижается. Сравнение
свойств обычного и цементно-полимерного раствора 1 : 3
приведено в табл. 10.8. В сухих условиях особенно воз¬
растает прочность на изгиб (в 1,5—3 раза), прочность на
сжатие увеличивается в меньшей степени.
Водорастворимые смолы вводятся в 6eTQH в неболь¬
ших количествах (приблизительно 2% массы цемента).
Хорошие результаты получены при введении в бетон во-
Таблица 10.8. Прочность цементно-полимерных бетонов
Полимерцемент-
ное отношение
Прочность на сжатие, МПа
Прочность на изгиб, МПа
сухне
образцы
■ 1
влажные
образцы
сухие
образцы
влажные
образцы
0
10,8
13,6
4,8
6,7
0,1
14,8
12,5
13,1
6
0,2
16,5
11,2
14,8
5,6
0,3
9,4
7,4
12,1
4,6
— 274 —
орастворимых эпоксидных смол ДЭГ-1, ТЭГ-1 и поли-
мидной смолы № 89. Эти смолы, имея гидроксильную
руппу ОН-, характеризуются высокой адгезией к раз-
ичным материалам, включая новообразования цемент-
ого камня, кварц, гранит и другие виды заполнителей.
1мола № 89 полимеризуется в щелочной среде без вве-
ения инициатора. Смолы ДЭГ-1 и ТЭГ-1 вводят в воду
атворения вместе с отвердителем. Отверждение их в
гелочной среде бетона происходит интенсивнее и цепи
олимера обладают большой эластичностью.
Цементно-полимерные бетоны приготовляют по той
<е технологии, что и обычный цементный бетон. Наибо-
ее целесообразно применять эти бетоны для тех конст-
укций и изделий, где можно использовать особенности
х свойств, например для полов, дорог, отделочных соста-
ов, коррозионно-стойких покрытий.
§ 8. ПОЛИМЕРБЕТОНЫ
Полимербетонами называют бетоны, в которых вяжу-
цими служат различные полимерные смолы, а заполни-
елями являются неорганические материалы — песок и
цебень. Для экономии смолы и улучшения свойств поли-
шрбетонов в них иногда вводят тонкомолотые наполни-
ели. Для ускорения твердения и улучшения свойств син-
етических смол применяют отвердители, пластификато-
)ы и другие специальные добавки.
Наиболее часто для полимербетонов используют тер-
«ореактивные смолы: фурановые, эпоксидные, полиэфир-
[ые. Отверждение полимерного вяжущего осуществляет-
я при обычной температуре, а в некоторых случаях —
■ подогревом.
Фурановые смолы относятся к группе соединений, в
лолекулярной структуре которых присутствует гетеро-
щклический радикал («фурановое кольцо»), Фурановые
:молы обычно получают конденсацией фурфурола и фур-
|>урилового спирта с фенолами и кетонами. Эти смолы
шляются наиболее дешевым полимерным вяжущим.
В строительстве наибольшее распространение полу-
шл мономер ФА, получаемый при взаимодействии фур¬
фурола и ацетона в щелочной среде. При нормальной
гемпературе это жидкость желтовато-коричневого цвета
тлотностью 1,082 г/см3 с температурой кипения 160—
240 °С, нерастворимая в воде, но растворимая в эфирах
18*
— 275 —
и ацетоне. Отверждение мономера ФА происходит в при-J
сутствии катализаторов (сульфокислот), в качестве ко-^
торых наиболее часто используют бензосульфокислоту
или контакт Петрова. Полимеризация может происхо¬
дить при нормальной температуре и с подогревом. Повы¬
шение дозы катализатора позволяет отверждать полимер
ФА при температуре окружающей среды около 0°С, од¬
нако прочность полимера при этом понижается. Опти¬
мальное количество бензосульфокислоты составляет 20—
30 % массы ФА.
Эпоксидные смолы —это полимерные вещества ли¬
нейного строения, содержащие эпоксигруппу. Для поли¬
мербетонов наиболее пригодны жидкие эпоксидные смо¬
лы — ЭД-5, ЭД-6 и др. Эпоксидные смолы отверждаются
с помощью катализатора ионного типа.
Для холодного отверждения эпоксидных смол приме¬
няют полиэтиленполиамин (10—12 % массы смолы), гек-
саметилендиамин (15—20 %), а в последнее время также
высокомолекулярные вещества, такие, как полиамиды,
тиоколы, полиэфиры. Скорость отверждения возрастает
при повышении температуры. Для улучшения деформа-
тивной способности эпоксидных полимеров вводят пла¬
стификаторы. Наиболее часто используют дибутилфта-
лат (15—20 % массы смолы). Пластификаторами, явля¬
ющимися одновременно отвердителями, служат низкомо¬
лекулярные полиамиды и тиоколы.
Полиэфирные смолы получают путем поликонденса¬
ции двух основных кислот (малеиновой, фталевой и др.)
и многоатомных спиртов. В качестве вяжущих для по¬
лимербетонов обычно используют ненасыщенные поли¬
эфирные смолы: полиэфирмалеинаты ПН-1 и ПН-3, поли-
эфирокрилаты МГФ-9 и ТМГФ-11, которые отверждают
при обычной температуре с помощью специальных ката¬
лизаторов (перекиси бензоила, циклогексапона, метил-
этил катон а и др.).
Для полимербетонов на фурановых и формальдегид-
ных смолах применяют заполнители, стойкие в кислой
среде, так как для полимеризации используют кислые
отвердители. Использование известняков, доломитов, це¬
ментов и других заполнителей, имеющих щелочную реак¬
цию, недопустимо, так как это приводит к резкому сни¬
жению прочности бетона.
Для полимербетонов на полиэфирных, и эпоксидных
смолах можно применять самые различные заполните-
— 276 —
Таблица 10 9. Усредненные характеристики полимербетонов
0)
Вяжущее (смола)
Наименование показателей
Портландц
мент
феноль¬
ная (Б)
фурано-
вая (ФА)
полиэ¬
фирная
ПН-1
эпоксид¬
ная ЭД-6
i
Прочность на сжатие,
ЧПа
30
20
50
80
100
Усадка линейная, %
0,001
—
0,5
1,5
0,2
Мера ползучести, см2/кг
0,2
—
0,5
0,4
0,3
Гемпературный коэффи¬
циент линейного расши-
эения а -10®
10
30
30
30
30
Пористость, %
20
2
2
1
1
Эбъемное омическое со-
тротивление, Ом-см
10
10
10
10
10
Стойкость к нагреву, °С
Стойкость, баллы (по де-
:ятибалльной шкале):
200
160
180
100
120
к старению
10
4
4
5
6
к воде
10
8
7
6
8
к щелочам
9
2
8
2
10
к кислотам
1
8
10
8
6
Цвет
Свет¬
ло-
серый
Черный
Черный
Разный
Раз¬
ный
Эриентировочная стои¬
мость, руб/м3
30
130
160
300
500
чи, в том числе карбонатные породы, асбест и другие
материалы.
Свойства полимербетонов зависят от вида смолы, сос-
гава бетона, технологии получения. В табл. 10.9 приве¬
дены усредненные характеристики полимербетонов и для
;равнения характеристики цементного бетона, получен-
ше для бетонов средних составов. Наибольшей проч-
яостью обладают бетоны на эпоксидной смоле, в том чис-
те прочностью на растяжение, которая достигает 12 МПа.
Цля этих бетонов характерны также хорошая химичес¬
кая стойкость, водостойкость, стойкость к истиранию, вы¬
сокая клеящая способность. Однако стоимость бетонов
ia эпоксидных смолах очень высока. На строительстве
яаибольшее распространение пока получили полимербе¬
тоны на фурановых смолах.
Расход смолы в полимербетоне зависит от свойств
шполнителя. Чем больше пустотность заполнителя, вы-
ие содержание в нем мелких фракций и больше их
- 277 —
удельная поверхность, тем
больше расход смолы и от-
вердителя, поэтому для по¬
лимербетонов большое зна¬
чение имеет правильный
подбор состава минеральной
части. В ряде случаев рас¬
ход смолы может быть
уменьшен, а свойства бето¬
на улучшены за счет при¬
менения тонкомолотых на¬
полнителей (графита, анде-
Рис 10.3. Влияние соотношения ме- ЗИТЗ И Др.). ВлИЯНИе COOT-
жду наполнителем и смолой Н!С на рптпрт-тысг ияпппиитрттк •
прочность (О, усадку (2) и пори- НОШеНИЯ ^НаПОДНИ IеЛЬ . СМО
стость (3) полимербетона ЛЭ H3 СВОЙСТВЭ беТОНЗ ПОКЭ-
зано на рис. 10.3. Очень важ¬
но, что введение наполни¬
теля позволяет снизить усадку, ползучесть и температур¬
ные деформации полимербетона, обеспечивает получе¬
ние качественных железополимербетонных изделий и
конструкций. Уменьшению этих показателей способст¬
вует также понижение расхода смолы в бетоне.
Подбор состава полимербетона проводят методом
абсолютных объемов. Вначале опытным путем подбира¬
ют наиболее плотную смесь заполнителей, затем рассчи¬
тывают количество микронаполнителя (различных мо¬
лотых горных пород), которое должно равняться объе¬
му пустот в заполнителе с избытком около 10 %. После
этого определяют расход смолы и отвердителя. Если
смола заполнит только пустоты микронаполнителя, то
смесь будет жесткой, недостаточно удобообрабатывае-
мой, поэтому расход смолы подбирают обычно опытным
путем, чтобы получить заданную подвижность бетонной
смеси. Обычно расход смолы равен объему пустот в мик¬
ронаполнителе плюс дополнительное количество (10—
20%) от этого объема. Слишком большое количество
смолы применять не рационально, так как это увеличи¬
вает усадку бетона, температурные деформации и сни¬
жает прочность бетона. Количество отвердителя уста¬
навливают опытным путем. Для разных смол и условий
твердения оно может колебаться в заметных пределах.
Полученный состав бетона проверяют опытным путем.
Наиболее целесообразно использовать полимербето¬
ны в тех конструкциях, где полнее проявятся их положи-
8 ю н/с у, %
— 278 —
ельные свойства, например в коррозионно-стойких кон-
•трукциях химических производств, конструкциях, испы-
ъшающих сильное истирающее воздействие (водосливы
■идротехнических сооружений, некоторые трубопрово¬
да), и других специальных конструкциях и изделиях.
§ 9. БЕТОНОПОЛИМЕРЫ
Существенным недостатком обычных бетонов явля¬
ется наличие разветвленной сети пор, капилляров, раз-
шчных микродефектов, образующихся при формова-
аии бетонных и железобетонных изделий, их твердении
1 в процессе эксплуатации. Дефекты и поры понижают
1рочность бетона, а также его долговечность и стойкость
с воздействию агрессивных сред, так как открывают по-
•ледним доступ внутрь бетона.
Свойства бетона можно изменить, если поры и капил-
шры заполнить другим веществом. Для этого готовые
аетонные или железобетонные изделия или конструкции
юдвергают специальной обработке. Эта обработка
аключает сушку изделий, вакуумирование, пропитку спе-
гиальным составом и полимеризацию, если для пропит¬
ии используются мономеры. Окончательные свойства ма-
ериала будут зависеть как от свойств обрабатываемого
аетона и используемого для заполнения пор вещества
щи состава, так и от технологии обработки.
Сушка бетона проводится с целью освободить от во-
Ш поры и капилляры материала и лучше подготовить
IX для заполнения специальным составом. Вакуумиро-
аание обеспечивает более глубокую очистку пор и ка-
аилляров, а также удаляет из бетона воздух, который
атрицательно влияет на полимеризацию некоторых мо-
аомеров. Вакуумирование является желательной, но не
асегда обязательной операцией. В некоторых случаях
аеобходимые результаты достигаются и без вакуумиро-
аания.
Для пропитки используются самые различные веще¬
ства и материалы. Если необходимо только закрыть до-
*туп внутрь бетона воде и агрессивным жидкостям и га-
!ам, то используются материалы типа петролатума, раз-
Завленных смол, битума и битумов, модифицированных
синтетическими смолами, сера. Многие из этих матери¬
алов не требуют последующей обработки, и изделие ока-
$ывается готовым к употреблению непосредственно или
аскоре после обработки. Для более значительного изме¬
— 279 —
нения структуры и свойств бетона используют жидкие
мономеры (метилметакрилат или стирол), полимеры
(эпоксидные и полиэфирные смолы) и различные компо¬
зиции на их основе.
Глубина пропитки зависит от свойств пропитывающе¬
го состава, в частности от его вязкости и угла смачива¬
ния им бетона. Вязкие вещества, как, например, битумы
или петролатум, пропитывают бетон на глубину всего
1—3 см. Жидкие мономеры, например стирол или метил¬
метакрилат, могут за сравнительно короткое время про¬
питывать бетон на глубину 10—20 см и более. Чем глуб¬
же пропитка, тем больше времени требуется на ее осу¬
ществление. Количество мономера, потребное для
пропитки бетона, зависит от его пористости Для полной
пропитки плотного бетона требуется 2—5 % мономера
по массе (4—10% по объему), для раствора требуется
на 30—70 % больше мономера, чем для бетона; легкие
пористые бетоны могут впитать до 30—60 % мономера.
Многие мономеры являются дефицитными и дорогими
материалами, и необходимо добиваться их экономичного
расходования соответствующей правильной подготовкой
бетона до пропитки. Возможно также применять не пол¬
ную пропитку, а наиболее важных участков, например
поверхностных слоев, мест расположения высокопрочной
арматуры, наиболее напряженных мест. В некоторых
особых случаях применяют обработку бетона газом, ко¬
торый вследствие сложных физико-химических процес¬
сов превращается в твердое вещество, заполняющее по¬
ры бетона. Разновидностью такого процесса является
ократирование.
При применении жидких мономеров требуется про¬
вести их полимеризацию непосредственно в теле бетона.
Полимеризация может осуществляться различными из¬
вестными способами в соответствии с природой мономе¬
ра. Наиболее употребителен термокаталитический спо¬
соб.
При термокаталитическом способе в мономер перед
использованием его для пропитки вводят специальные
вещества — инициаторы полимеризации. После пропит¬
ки бетона изделие или конструкцию нагревают до тем¬
ператур 70—120 °С (в зависимости от вида мономера) и
через несколько часов жидкий мономер превращается в
твердый полимер, плотно заполняя и как бы заклеивая
все поры и дефекты бетона.
— 280 —
При радиационной обрабо!ке полимеризация моно-
ера протекает при нормальных температурах. В очень
ассивных изделиях или бетонах, впитывающих большое
оличество мономера, возможно некоторое повышение
емпературы за счет тепла, выделяющегося при реакции
олимеризации.
Многие жидкие мономеры, в частности стирол и ме-
ялметакрилат, являются легко испаряющимися вегце-
гвами, поэтому процесс специальной обработки надо
роводить таким образом, чтобы предотвратить испаре-
ие мономера из изделия или по возможности уменьшить
этери мономера. Для этого обработку проводят в закрьь
ых контейнерах, заворачивают изделия или покрывают
х поверхность непроницаемыми пленками, погружают в
лециальные жидкости.
В результате обработки либо достигают увеличения
элговечности и непроницаемости бетона, если его про-
итывают вязкими составами без их последующей поли-
еризации и упрочнения, например битумами, либо по¬
учают новые материалы, по свойствам значительно пре-
осходящие бетон, если его пропитывают мономером с
□следующей его полимеризацией в теле бетона.
Подобные материалы получили название бетонополи-
еров. Свойства бетонополимеров зависят как от
зойств бетона и полимера, так и от технологии обработ-
и. Чем прочнее полимер, используемый для пропитки, и
олыпе его содержание в бетонополимере, и чем проч¬
ее бетонный каменный скелет, тем выше прочность бе-
энополимера, которая может достигать 200 МПа и бо-
ее. Прочность бетонополимера, вследствие особенностей
”о структуры, выше прочности использованного бетона
полимера.
В бетонополимере удается с помощью небольших ко-
ичеств полимера достигнуть резкого (в несколько раз)
еличения прочности и улучшения других свойств исход-
ого бетона, что делает бетонополимеры перспективным
атериалом для различных специальных строительных
онструкций. Для достижения наилучших результатов
ри производстве бетонополимерных изделий и конструк-
ий к бетону как полуфабрикату, подвергающемуся по-
ледующей обработке, предъявляются особые требова-
ия. Определяющие значения для получения наиболь-
iero эффекта при пропитке имеет характер пористости
етона.
- 281 —
При пропитке бетона конфигурация его пор и капил¬
ляров определяет скорость пропитки и возможное
предельное насыщение бетона мономером. Высота подъ¬
ема жидкости обратно пропорциональна радиусу капил¬
ляра, а скорость движения жидкости прямо пропорцио¬
нальна квадрату радиуса и обратно пропорциональна
вязкости жидкости. Для успешного протекания полиме¬
ризации необходимо, чтобы мономер прочно удерживал¬
ся в капилляре. Вместе с тем при полимеризации моно¬
мер прочно стремится уменьшиться в объеме до 10—
20 % и поэтому только в тонких капиллярах с шерохова¬
тыми стенками будет удерживаться достаточно прочно и
полимеризоваться в условиях предварительного напря¬
жения, что обеспечивает соответствующую ориентацию
молекул и некоторое улучшение свойств полимера.
При нагружении полимер работает как дисперсная
арматура: чем лучше его сцепление с бетоном, тоньше
нить полимера, больше таких нитей приходится на еди¬
ницу площади бетонополимера, тем сильнее влияние по¬
лимера на свойства материала. Таким образом, по усло¬
виям полимеризации и работы под нагрузкой желатель¬
но иметь более тонкие капилляры в бетоне. При этом
приходится проводить более длительную пропитку по¬
добных материалов.
Оптимальные размеры капилляров бетона зависят
также от свойств пропиточного состава. При его высокой
вязкости тонкие капилляры могут вообще не заполнять¬
ся мономером, что необходимо учитывать при проектиро¬
вании состава бетона При очень жидких мономерах, на¬
оборот, они будут плохо удерживаться в толстых капил¬
лярах, что вводит ограничения по верхнему пределу же¬
лательного радиуса капилляра. Следовательно, имеется
определенное оптимальное распределение капилляров и
каналов в бетоне, при котором достигается их наиболее
полное заполнение мономером и его удержание в про¬
цессе последующей обработки.
В бетоне могут встречаться капилляры различного
вида. Условно их можно свести к линейным капиллярам,
в том числе с различной геометрией сечения (в виде
круга, сектора, щели и т. д.), и к капиллярам с ушире-
ниями. Желательно, чтобы большинство капилляров бы¬
ли линейными. Уширение на капилляре ведет к пере¬
расходу мономера, так как в месте .уширения мономер
используется менее рационально. Чем больше в системе
— 282 —
* 2 3 t,4
1 2 3 h 5 6 7 S P„%
c. 10.4. Глубина пропитки pac-
jpa I : 2 при В/Ц-= 0,5 различны-
'И органическими веществами:
Рис. 10 5. Зависимость прочности
бстонополимера от содержания по¬
лимера
- метилметакрилатом; 2 — поли-
>иром; 3 — петролатумом; 4—жид¬
ким битумом
1C. 10.6. Зависимость прочности
тонополимера от влажности бето-
1 в момент начала пропитки мо¬
номером
-о
о
1 2 3 4 5 6IV, %
шилляров уширений и больше их размеры по сравне-
•по с размерами капилляров, тем выше расход нерапио-
зльно используемого мономера.
Глубина пропитки бетона мономером зависит от
'руктуры бетона, вязкости мономера, температуры про-
зтки и ряда других факторов. Скорость и глубина про-
зтки бетона различными органическими веществами по-
ззаны на рис. 10.4. Если максимальная глубина про-
зтки бетона /гтах установлена опытным путем, то
1убина пропитки h за время t может быть ориентиро-
)чно определена по формуле
,е а — коэффициент проницаемости; Рс — давление при пропитке;
— половина толшины пластины, куба или радиус цилиндра; п —
>эффициент, равный 2 для пластины и цилиндра и 3 для шара.
(10.17)
283 —
При пропитке бетона мономером с последующей по¬
лимеризацией его в теле бетона в материале возникает
особая структура, которая состоит из затвердевшего це¬
ментного камня, скрепляющего зерна заполнителя в
единый монолит, и разветвленной системы нитей и вклю¬
чений полимера.
Полимер заполняет поры и капилляры цементного
камня, заполнителя и контактной зоны между ними, де¬
лая их газо- и водонепроницаемыми. Полимер полностью
заполняет мелкие поры, в крупных порах вследствие
усадки мономера при полимеризации могут возникать
усадочные раковины и пустоты в центре поры, однако
эти пустоты являются замкнутыми, а поры — не прони¬
цаемыми для жидкости и газов. Полимер в отдельных
порах связан между собой тончайшими нитями, прохо¬
дящими через капилляры цементного камня. Образова¬
ние пустот в центре крупных пор объясняется также тем,
что капилляры, окружающие пору, при полимеризации
отсасывают мономер из крупных пор.
В большинстве случаев полимер не взаимодействует
с цементным камнем, однако отдельные полимеры могут
вступать в физико-химическое взаимодействие с компо¬
нентами бетона. Обычно полимер как бы заклеивает де¬
фекты структуры цементного камня, заполнителя и кон¬
тактной зоны и связывает тысячами нитей различные
участки бетона, повышая их сопротивление нагрузке и
трещиностойкость.
Образующуюся в бетоне сетку полимера можно рас¬
сматривать как особого рода дисперсное армирование.
При полимеризации мономер стремится сократиться в
объеме, что вызывает обжатие в минеральной части ма¬
териала. В результате создается разновидность предва¬
рительно напряженного состояния материала, что также
способствует повышению его прочности и трещиностой-
кости. Это явление подтверждают результаты измерения
деформаций бетона в процессе его специальной обра¬
ботки и в последующий период. Во время обработки на¬
блюдаются деформации усадки, а в последующем — де¬
формации расширения, обусловленные релаксацией
полимера.
Специальная обработка бетона полимером способ¬
ствует значительному повышению прочности сцепления
между заполнителем и цементным камнем. По¬
лимер склеивает все дефекты контакта и в ряде
■лучаев, проникая в раствор и заполнитель, например из-
»естняковый, как бы связывает их своими нитями вое-
1ино. В результате прочность сцепления цементного
)аствора с гранитом и известняком повышается с 1—
\ МПа в обычном бетоне до 8—9 МПа в бетонополимере.
Специальная обработка повышает также адгезию
щментного камня к стальной арматуре или волокнам
щсперсной арматуры и соответственно улучшает сов¬
местную работу арматуры и бетонополимера. Разруше¬
ние часто наступает не по зоне контакта арматуры с бе-
гонополимером, а на некотором расстоянии от нее. В ре-
вультате возрастают прочность и трещиностойкость
армированных бетонополимеров.
При поверхностной обработке материала структура
Зетонополимера и соответствующее изменение свойств
материала наблюдаются только в поверхностных сло-
нх. Внутри массива бетон сохраняет свои структуру и
шойства. Пропитка бетона мономером с его последую-
дей полимеризацией в теле бетона приводит к резкому
увеличению прочности и улучшению других свойств бе-
гона. Прочность бетонополимера на сжатие по сравне¬
нию с исходным контрольным бетоном повышается в 2—
10 раз, вместо бетона М 200—М 500 получают бетонопо-
пимер марки М 800 — М 2000. Прочность бетонополи¬
мера на сжатие зависит от прочности исходного матери¬
ала, свойств полимера, содержания полимера в бетоне.
С увеличением содержания полимера в бетоне прочность
Зетонополимера возрастает (рис. 10.5).
Степень насыщения бетона мономером зависит от
подготовки бетона к пропитке. Чем суше' бетон, тем
Зольше мономера заполнит его поры и капилляры и тем
Зольшей будет прочность бетонополимера (рис. 10.6).
Прочность бетонополимера на растяжение по сравнению
: исходным бетоном увеличивается в 3—10 раз, достигая
18 МПа. Соответственно возрастает прочность бетонопо-
чимера на изгиб.
На прочность бетонополимера, хотя и в меньшей ме¬
ре, чем на прочность обычного бетона, оказывают влия¬
ние технологические факторы. С понижением прочности
Зетона увеличивается его пористость и при пропитке та¬
кого бетона повышается содержание полимера. Это при¬
водит к тому, что прочность менее прочных бетонов при
эбработке возрастает в большей степени, чем более проч¬
ных, хотя разница в прочности получающихся бетонопо-
— 285 —
Таблица 10.10. Влияние начальной прочности бетона на прочное
бетонополимера
Прочность бетона до
обработки. МПа
Содержание по¬
лимера в бетоне.
0/
/о
Прочность бето
ногюлимера, МПа
Коэффициент
упрочнения
40
5
110
2,75
30
5,5
120
4
20
6
130
6,5
лимеров не очень велика (табл. 10.10)'. Степень повыше¬
ния прочности бетона оценивается коэффициентом уп¬
рочнения, который представляет собой отношение проч¬
ности бетонополимера к прочности исходного бетона.
Вид плотного щебня не оказывает существенного вли¬
яния на прочность бетонополимера. Однако в бетонопо-
лимере щебень является слабым элементом, поэтому вы¬
сокие прочности показывают мелкозернистые бетонопо-
лимеры, хотя и требующие вследствие повышенной
пористости несколько большего расхода полимера. Полу¬
чены мелкозернистые бетонополимеры с прочностью
150—210 МПа, что позволяет создавать эффективные
тонкостенные конструкции.
Полимеры являются материалами, прочность которых
при нагреве свыше 100—200°С начинает уменьшаться.
Естественно, это сказывается на прочности бетонополи¬
мера. В интервале 0—100 °С прочность бетонополимера
почти не изменяется, с повышением температуры выше
100°С его прочность начинает уменьшаться. Для полу¬
чения бетонополимера, сохраняющего свои свойства при
более высоких температурах (до 200—250 °С), для про¬
питки следует применять специальные термостойкие ком¬
позиции. При остывании бетонополимера ниже 0°С его
прочность увеличивается. Это обусловлено как повыше¬
нием прочности полимера при уменьшении температуры,
так и тем, что полимер имеет больший температурный
коэффициент линейного расширения, чем бетон, и при
остывании сжимаясь как бы обжимает минеральный
скелет, помогая ему работать под нагрузкой.
Последующая обработка бетона полимером позволя¬
ет регулировать деформативность бетона, существенно
улучшает долговечность, износостойкость и другие его
свойства. Значительно возрастает стойкость материала
в агрессивных средах. В табл. 10.11 приведены средние
— 286 —
Таблица 10.11. Свойства бетонов и бетонополимеров
Показатель
Бетонополнмер
Исходный бетон
Предел прочности, МПа:
100—200
30—50
при сжатии
» растяжении
6—19
2-3
» изгибе
14—28
5—6
Модуль упругости при сжатии,
3,5-104—5-104
2,5-104—3,5-104
МПа
Предельная деформация прн
0,002
0,001
:жатии
Прочность сцепления с арма¬
10—18
1—2
турой, МПа
50-1О-5
Деформация усадки
0—5-10—Б
Деформация ползучести
6-10—Б—8-10—5
40.Ю-Б— 60-10-5
Электрическое сопротивление,
1014
10Б
Ом
Водопоглощение, %
1
3—5
Морозостойкость, стандартных
5000
200
циклов
Коррозионная стойкость к суль¬
Высокая
Недостаточная
фатам и кислотам
результаты из многих опытов, наглядно показывающие
положительное влияние обработки бетона полимером на
его свойства.
Пропитка легких и ячеистых бетонов в несколько раз
повышает их прочность (табл. 10.12) и долговечность,
делает материал практически водо- и газонепроницае¬
мым. Однако вследствие более высокой пористости лег¬
ких бетонов возрастает расход полимера и уменьшается
эффективность его использования.
Таблица 10.12. Прочность легких бетонов и бетонополимеров
Плотность бетона, кг/м*
Прочность
бетона на
сжатие, МПа
Содержание
полимера, %
Прочность бето-
нополнмера на
сжатие, МПа
Кер амзитобетон:
1400
15
19
90
1000
5
43
63
750
3
68
33
Газобетон:
700
6
83
72
500
2,4
102
41
300
1,1
117
15,2
— 287 —
Таблица 10.13. Влияние содержания полимера на прочность
газобетонополимера
№ п/п
Содержание полиме¬
ра в газобетоиополи-
мере (исходный газо¬
бетон 7=500 кг/м0), %
Прочность газобето¬
нополимера на сжа¬
тие, МПа
Водопоглощение
газобетонополимера,
%
1
0
2,4
96
2
20
5,7
16
3
30
8,8
10
4
45
11,4
5
5
60
18,8
3
6
102
41
1
Изменяя содержание полимера в легком бетоне, мож¬
но регулировать его свойства. В табл. 10.13 приведены
результаты испытаний газобетона с различным содержа¬
нием полимера: повышение содержания с 20 до 100%
привело к увеличению прочности с 5,7 до 41 МПа и рез¬
кому снижению водопоглощения.
Полимер — дорогостоящая составляющая бетонопо¬
лимера, поэтому наиболее пригодны для пропитки те сос¬
тавы, в которых каждый процент введенного полимера
обеспечивает максимальное повышение прочности. Это
свойство материала можно ориентировочно оценить с
помощью коэффициента эффективности
Аэф = ДЯ/Л = (Ябп —/?б)/л, (10-18)
где ДR — прирост прочности, полученной вследствие пропитки бето¬
на мономером с его последующей полимеризацией, МПа; П — содер¬
жание полимера в бетонополимере, %-
В тяжелом бетонополимере &Эф = 10—20 МПа/%, т. е.
каждый процент полимера повышает прочность бетона
на 10—20 МПа (в обычном бетоне для этого потребует¬
ся около 100 кг цемента).
В легких бетонах большое количество средних и круп¬
ных пор. В этих условиях система полимерной сетки в
бетоне имеет на нитях большое количество утолщений, в
которых полимер (с точки зрения прочностных свойств)
используется менее рационально. В результате kb$ сни¬
жается до 0,4—4 МПа/%, поэтому обработка легких бе¬
тонов производится, как правило, с поверхности на не- ^
большую глубину и должна обосновываться техинко-
экономическим расчетом.
- 288 —
/
Специальная обработка бетона полимером приводит
стабилизации его структуры и тем самым открывает но-
Die возможности в совершенствовании технологии бето-
а. В бетон можно вводить повышенное количество хи-
ических добавок для более эффективного воздействия
а его свойства, например применять для ускорения твер-
гния до 5 % СаС12, так как плотная структура бетоно-
элимера надежно защищает арматуру от коррозии.
Для экономии цемента в этом случае эффективно ис-
альзование золы и тонкомолотых отходов камнедроб-
гния. Замена до 50 % цемента золой мало влияет на
точность бетонополимера. Зола имеет большое количе-
гво тонких капилляров и обеспечивает создание более
исперсной и вместе с тем более связанной, лучше прони-
ывающей все тело бетона сетки полимерных нитей, что
пособствует получению прочных и особо плотных бето-
ополимеров. Бетонополимеры с золой имеют прочность
40—160 МПа. Путем обработки полимером различных
идов бетона можно получить самые разнообразные бе-
энополимеры (табл. 10.14).
Таблица 10.14. Улучшение свойств различных бетонов
после обработки полимерами
Наименование
Прочность на сжатие, МПа
до обработки
после обработки
бычный бетон
10—40
80—150
ысокопрочный бетон
50—70
150—200
ерамзитобетон
3—15
30—90
азобетон
1—8
15—90
ипсобетон
15—22
80—92
рболит
9
48
иликатный бетон
30—50
100—20С
ипсоцементобетон
30
140
В первую очередь целесообразно производить специ-
льную обработку полимером для повышения долговеч-
ости изделий, работающих в суровых климатических или
грессивных условиях, а также для получения изделий
особыми свойствами (износостойких, электроизоля-
,ионных, электропроводных, декоративных, газонепро-
ицаемых и др.). Широко используют пропитку полимер-
[ыми составами для ремонта и восстановления бетонных
[ железобетонных изделий.
19—845
— 289 —
§ 10. БЕТОН С ИСПОЛЬЗОВАНИЕМ ВТОРИЧНОГО СЫРЬЯ
ПРОМЫШЛЕННОСТИ
Для приготовления бетонов, использование вторич¬
ного сырья промышленности, в частности шлаков н зол,
дает большой экономический эффект. По данным
ВНИИСтрома, использование только 40 % шлаков и зол
для производства строительных материалов и изделий
может дать годовой экономический эффект более
400 млн. руб.
Шлаки, получаемые в качестве вторичного продукта
при выплавке чугуна и в ряде других металлургических
процессов, в зависимости от своего состава подразделя¬
ют на основные и кислые. Шлаки, богатые глиноземом
(Мо>0,65), используют при производстве цементов. Кро¬
ме того, шлаки могут также применяться в виде тонко¬
молотой добавки в бетоны (для сокращения расхода це¬
мента) и в качестве мелкого и крупного заполнителя.
Из вспученных шлаков получают легкий заполнитель —
термозит, который используют для различных видов лег¬
кого бетона.
При измельчении доменного гранулированного шлака
и затворении его растворами соединений металлов (нат¬
рия и калия) получают шлакощелочное вяжущее, кото¬
рое можно применять для приготовления различных бе¬
тонов. Количество щелочного компонента составляет 5—
6 % массы шлака. Для затворения молотого шлака ис¬
пользуют водные растворы щелочных компонентов 15—
20%-ной концентрации по массе. В качестве щелочных
компонентов применяют соду кальцинированную, поташ,
растворимый силикат натрия (с силикатным модулем
<2), едкий натр и едкое кали, а также отходы произ¬
водств, содержащие соединения щелочных металлов или
их смеси. Шлакощелочное вяжущее имеет марки 400.
500, 600. Начало схватывания — не ранее 45 мин, конец—
не позднее чем через 12 ч от начала затворения.
Назначение состава бетона на основе шлакощелочно¬
го вяжущего производится в соответствии с рассмотрен¬
ной выше методикой, на основе предварительного подбо¬
ра состава бетона с последующим его уточнением проб¬
ными замесами. Минимальный расход шлакощелочного
вяжущего для бетонов на крупном заполнителе состав¬
ляет 300 кг/м3, для мелкозернистого бетона—400 кг/м3.
Приготовление и укладка бетона производятся обычными
— 290 —
юсобами, однако на бетоносмесительном узле должно
э1ть установлено специальное оборудование для приго-
>вления щелочного компонента (его дробления, дози-
эвки, смешивания с водой). Смесительный бак для при-
)товления щелочного раствора оборудуется устройством
пя механического и пневматического перемешивания
подогрева воды. Не допускается смешивание бетонной
неси на шлакощелочном вяжущем с бетонной смесью
а других видах вяжущего.
Твердение бетонов на шлакощелочном вяжущем про¬
водит при положительной температуре. Для ускоре-
ия твердения применяют прогрев при температуре до
3°С. Ориентировочный режим для изделий средней мас-
авности: предварительная выдержка 1—2 ч, подъем
гмпературы 2—3 ч, изотермический прогрев 4—7 ч, син¬
ение температуры 2—3 ч.
Золами обычно называют остатки от сжигания твер-
ого топлива (угля, сланца, торфа). Размер частиц золы
енее 0,14 мм. Более крупные зерна относят к шлаково-
у песку и щебню. Золы-уноса (дымоходные золы) более
днородны по составу и свойствам, чем золы отвала,
этому они предпочтительнее для приготовления бето-
а. Пригодность золы для изготовления вяжущих и бе-
онов устанавливают путем опытной проверки химичес-
ого состава и содержания вредных примесей, к которым
тносятся несгоревшие топливо, сера, негашеная известь,
кись магния. По виду сжигаемого топлива золы под-
азделяют на угольные, сланцевые и торфяные. В зави-
имости от модуля основности золы, как и шлаки, быва-
>т кислые и основные (последние имеют М0>1).
Химический состав зол сильно колеблется в зависимо-
ти от вида топлива. В золе может быть 15 - 60 % Si02,
—45 % А1203, 5—40 % Fe203, 3—50 % СаО. В угольных
олах больше содержится Si02, в сланцевых и торфяных
озрастает содержание СаО. Угольные и сланцевые зо-
[ы в большинстве своем являются кислыми, золы горю-
их сланцев — основными.
Активностью золы называют ее способность при сме-
иивании в тонкоизмельченном виде с воздушной из-
;естью и затворении водой твердеть в различных усло-
1иях. Активность повышается при наличии в золе крем-
юземистого компонента или обожженных глинистых
штериалов и при повышении ее удельной поверхности. Зо-
[а является активным компонентом смешанного вяжу¬
9*
— 291 —
щего и бетона, что обусловливает возможность ее эф¬
фективного использования для производства известково¬
зольных вяжущих, в качестве активной минеральной
добавки в цементы и бетоны, для производства ячеистых
бетонов. Химическая активность золы повышается при
тепловой обработке бетона. Большей активностью обла¬
дают основные золы. Некоторые золы, полученные при
сжигании сланцев и отдельных видов торфа и бурого
угля, после тонкого помола могут использоваться как
низкомарочные вяжущие вещества.
. Плотность золы составляет 1,75—2,4 г/см3, однако
плотность отдельных фракций может значительно отли¬
чаться от средних значений. Насыпная плотность золы
колеблется от 600 до 1300 кг/м3. Плотность зависит от
вида топлива и температуры сжигания, обычно увели¬
чиваясь с повышением последней.
Мелкие частицы топлива при пылеугольном сжига¬
нии сгорают на лету. При этом на их поверхности обра¬
зуется плотная оболочка, а внутри они имеют пористую
структуру. Пористостью частиц объясняется средняя
плотность золы. Размеры частиц золы зависят от сырья,
способа сжигания, места отбора пробы и обычно колеб¬
лются в пределах 5—100 Мкм.
Золы, используемые для изготовления железобетон¬
ных изделий, не должны содержать более 5 % несгорев¬
шего топлива (золы от сжигания антрацита и каменного
угля — более 10 %) и 1 % серы, а также включений нега¬
шеной извести. Зола должна выдерживать стандартные
испытания на равномерность изменения объема, при этом
образцы-лепешки изготовляют из раствора нормальной
густоты, сухая смесь которого состоит из одной части це¬
мента и трех частей золы. К зерновому составу золы
обычно особых требований не предъявляется, но реко¬
мендуется, чтобы для ячеистых бетонов использовалась
зола с удельной поверхностью более 2500 см2/г, а для
плотных бетонов — с удельной поверхностью не менее
1500 см2/г. С увеличением тонкости помола золы возра¬
стает не только прочность бетона, но также водопотреб¬
ность бетонной смеси и усадка бетона, поэтому опти¬
мальный зерновой состав золы, а также содержание
облагораживающих добавок (активизирующих золу,
пластифицирующих бетонную смесь и др.) целесообраз¬
но устанавливать предварительными опытами для кон¬
кретного вида золы и бетона.
Золы используют в качестве тонкомолотой добавки
ля снижения расхода цемента и тепловыделения в из-
елиях для гидротехнических сооружений, заменяя
асть цемента золой, а также в тех случаях, когда по
рочности бетона требуется меньший расход цемента,
2М минимально допустимый по условию получения плот-
ого бетона. Золы используют для приготовления искус-
гвенных пористых заполнителей: аглопоритового и золь-
ого гравия. Аглопоритовый гравий из зол ТЭС го-
овят методом спекания сырцовых гранул на решетках
гломерационных машин. Зольные пористые заполни-
ели приближаются по своим свойствам к керамзиту, но
ещевле его. На зольных пористых заполнителях мож-
о получать эффективные легкие бетоны.
Золы можно использовать также для приготовления
езобжцгового зольного гравия. Этот гравий получают
а тарельчатых грануляторах из смеси золы с 10—20 %
яжущего: цемента, извести, гипса, гипсоцементно-пуц-
оланового вяжущего и др. Сразу после глануляции
рочность гравия 0,6—1 МПа. После кратковременной
епловой обработки (2—3 ч) гравий преобретает проч-
ость 1—2 МПа и используется для приготовления бе-
она. Дальнейшее твердение гравия происходит непо-
редственно в массе бетона, что обеспечивает высокую
юнолитность материала.
Безобжиговый зольный гравий имеет плотность 600—
00 кг/м3 и прочность 4,5—6 МПа (после нормального
вердения в течение 28 сут). Из сырокатанных зольных
ранул можно получать бетоны с прочностью 5—40 МПа
плотностью 900—2000 кг/м3.
Для облегчения гравия в него вводят отходы ячеи-
того бетона и другие пористые материалы.
Безобжиговый зольный гравий получают при меньших
атратах топлива, чем обжиговые заполнители (25—
Ю кг ,усл. топлива и 40—60 кВт/ч электроэнергии на 1 м3
равия вместо 90—110 кг). Для изготовления безобжи-
ового гравия могут использоваться помимо золы раз-
[ичные тонкомолотые отходы промышленного производ-
тва. Поскольку для приготовления безобжигового гра-
1ия используются вяжущие вещества, его применение
[олжно в каждом конкретном случае обосновываться
ехнико-экономическим расчетом.
Ячеистые бетоны, приготовленные с использованием
Ю 60—80 % золы по массе, как правило, также эффек-
— 293 —
тивны как ячеистые бетоны на тонкомолотом кремнезе¬
мистом заполнителе. Плотность сухого пенозолобетона ус
можно определить по формуле
Уя.с
(10.19)
Тс к (1 + В/В) + вш'
где уя с — плотность сырой ячеистой смеси; К — коэффициент, учи¬
тывающий связанную воду, равный 0,9 для пенозолобетона и 0,85
для пенозолосиликата; В/В — отношение количества воды к весу
сухой смеси (цемент+зола или известь+зола); В пн '— количество
воды, вводимое с пенообразователем.
При расчете плотности газозолобетонной смеси ис¬
ключается член Впн.
Прочность автоклавного золобетона зависит от его
плотности и обычно составляет:
При плотности 600 кг/м3 3—6 МПа
В строительстве находят наибольшее применение
ячеистые золобетоны с плотностью 600—1000 кг/м3.
ГЛАВА 11. КОНТРОЛЬ И УПРАВЛЕНИЕ
КАЧЕСТВОМ БЕТОНА
§ 1. УПРАВЛЕНИЕ КАЧЕСТВОМ БЕТОНА
Для получения бетонов высокого качества и эконо¬
мичности необходимо проводить постоянный контроль
за их производством и на его основе управлять техноло¬
гическими процессами, внося в них необходимые изме¬
нения и коррективы, учитывающие колебания свойств
исходных материалов и условий производства и гаран¬
тирующие получение заданных свойств бетона при ми¬
нимальных материальных, энергетических и трудовых
затратах.
Контроль организуется на всех стадиях производства
бетона и изделий из него и включает: контроль свойств
исходных материалов, приготовления бетонной смеси и
ее уплотнения, структурообразования и твердения бето¬
на и свойств готового материала или изделия. Для конт¬
роля используются различные способы и приборы. По
полученным результатам вносятся коррективы в состав
то же, 800 »
» 1100 »
5—10 »
12—24 »
— 294 —
leTOiia, в параметры и режимы технологических опера¬
ций на основе закономерностей, ■ учитывающих влияние
а свойства готового бетона различных технологических
)акторов. Для большей точности и надежности управ-
ения качеством бетона используются зависимости, по¬
ученные для условий конкретного производства. Эти
ависимости должны постоянно корректироваться по ре-
ультатам статистического контроля свойств бетона.
Для управления производством и качеством бетона
[спользуют вычислительную технику и автоматизирован¬
ие системы управления. Для их работы требуется со¬
ответствующее математическое обеспечение, в частности
^пользование математических моделей, которые связы-
(ают свойства бетона с качеством используемых мате-
>иалов, составом бетона и условиями производства.
Управление качеством бетона осуществляется на ос-
юве пооперационного контроля производства. Для его
фоведения используются экспресс-методы, позволяющие
>ыстро оценить свойства материала или параметры про¬
веса, разрабатываются специальные полуавтоматиче-
•кие и автоматические средства, а также используется
шборочная проверка объектов контроля. Для оценки
:войств цемента предложены рентгенографические и
фугие методы экспресс-анализа его минералогического
юстава и способы быстрого определения удельной поверх-
юсти цемента. По их результатам прогнозируется воз¬
можное влияние качества цемента на свойства приго¬
товляемой бетонной смеси и бетона и при необходимости
производятся изменения состава бетона и режима тех-
-юлогических операций. Необходимое быстродействие
эбеспечивается обработкой результатов на ЭВМ по спе¬
циальной программе. На Харьковском домостроитель¬
ном комбинате создана одна из первых установок по
экспресс-оценке цемента и учету этого фактора в произ¬
водстве.
Качество заполнителя оценивают стандартными мето¬
дами. Влажность заполнителя может определяться элек¬
трофизическими и радиационными методами. Влияние
заполнителя на свойства бетонной смеси сравнительно
просто можно установить по результатам непосредствен¬
ного испытания смеси: по ее сопротивлению перемеши¬
ванию или по оценке ее подвижности.
Для автоматического контроля подвижности бетон¬
ной смеси предложены различные приборы. Автоматцче-
— 295 —
ский регулятор вязкости, разработанный в НИИЖБ, ос¬
нован на замере сопротивления движению в бетонной
смеси вибрирующих лопастей, в приборе А. Г. Бойко
подвижность бетонной смеси оценивают по электричес¬
кой мощности, затрачиваемой на преодоление вязкого
сопротивления смеси вращению погруженного в нее спе¬
циального цилиндра. Наиболее удобно судить о подвиж¬
ности бетонной смеси по изменению мощности электро¬
двигателя бетоносмесителя. Последний способ позволяет
контролировать качество перемешивания бетонной сме¬
си. С повышением ее однородности улучшается ее под¬
вижность и понижается расходуемая мощность электро¬
двигателя (рис. 11.1).
Большинство используемых для автоматического кон¬
троля способов являются косвенными, и на показания
приборов влияет не только подвижность бетонной смееи,
но и состав бетона и ряд других факторов, поэтому эти
способы должны основываться на достоверных тариро-
вочных зависимостях, устанавливаемых для каждого
конкретного случая предварительными испытаниями.
Для контроля уплотнения бетонной смеси часто ис¬
пользуют методы, основанные на применении гамма-ра¬
диационного способа или на измерении электрического
сопротивления смеси. С повышением плотности бетонной
смеси возрастает поглощение гамма-излучения и умень¬
шается электрическое сопротивление смеси (рис. 11.2)'.
Поскольку эти характеристики и их изменения будут за¬
висеть от состава бетона и других факторов, здесь так¬
же необходимо проведение предварительных эксперимен¬
тов.
За изменением прочности бетона в процессе тверде¬
ния можно следить по изменению показаний ультразву¬
ковых приборов. Повышение прочности бетона связано
с ростом количества новообразований цементного кам¬
ня и увеличением его плотности, что приводит к повы¬
шению скорости прохождения ультразвука через бетон
(рис. 11.3). Контроль прочности бетона производится
стандартными методами. В процессе производства проч¬
ность бетона оценивают неразрушающими методами
(§2).
Для получения высокого качества бетона важное зна¬
чение имеет точность технологических операций, кото¬
рая должна обеспечивать выполнение требований стан¬
дарта и технологических регламентов. Эти требования
— 296 —
[Вт
а) б)
Рис. 11.2. Контроль степени уплот-
нения бетонной смеси
а — изменением электропроводности
бетонной смеси в процессе ее уплот¬
нения: I — изменением электриче¬
ского сопротивления; 2 — изменени¬
ем плотности бетонной смеси: б —
радиоизотопным методом; 3, 4 —
ослаблением излучений соответст¬
венно в широком и узком пучках
|с. 11.1. Изменение мощности расходуемой электродвигателем смесителя в
процессе перемешивания
- при обычном перемешивании; 2 — при перевешивании равноподвижной
смеси с добавкой ПАВ
ис. 11.3. Изменение скорости
льтразвука в процессе твердения
бетона
— в период затвердения бетонной
меси; 2 — в период твердения бе¬
тона
1 7 Jfy 2128tg,cym
олжны соответствовать возможностям используемых в
гхнологии аппаратов и механизмов. Например, если до-
аторы цемента имеют точность 2 %, то расход цемента
педует назначать с точностью до 5 кг (при минималь-
ом расходе цемента 250 кг/м3 точность дозирования
эставит 0,02-250=5 кг).
2. НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ ПРОЧНОСТИ БЕТОНА
Для более полного контроля за качеством бетона не-
осредственно в изделиях недостаточно обычных стан-
артных методов испытаний. Контрольные образцы, как
V, км/с
5
4
3
2
1
О
--JS
3 6 9
— 297 —
бы точно не соответствовало их изготовление условиям
производства, имеют другие размеры, что сказывается
на условиях их формования и твердения, и поэтому они
оценивают свойства бетона в изделии лишь с определен'
ной степенью приближения.
В настоящее время широко используют неразрушаю¬
щие методы контроля прочности бетона, которые позво¬
ляют ориентировочно определить прочность в любой
конструкции или на отдельном участке конструкции или
изделия без их разрушения.
Неразрушающие методы контроля прочности бетона
условно можно разделить на две группы: механические,
или поверхностные, и физические. В механических мето¬
дах поверхность изделия или образца подвергается оп¬
ределенному виду, как правило, механического воздейст¬
вия, и о прочности бетона судят по сопротивлению, ко¬
торое он оказывает этому воздействию. Для проведения
подобных испытаний обычно применяют сравнительно
несложные приборы и приспособления.
Физические методы основываются на оценке прочно¬
сти бетона по скорости прохождения через него ультра¬
звука или по регистрации колебаний или других физиче¬
ских величин, которое производится с помощью сложных
физических приборов. Эти методы позволяют определять
прочность не только поверхностных, но и глубинных сло¬
ев бетона, выявлять внутренние дефекты в изделии, воз¬
никшие в процессе производства, при эксплуатации или
в ходе испытания. Используемые при испытании прибо¬
ры обладают быстродействием и легко могут быть сое¬
динены с электронно-вычислительными машинами в
единый испытательный комплекс.
С помощью неразрушающих методов может быть
организован сплошной контроль за качеством бетона
путем его испытания непосредственно во время и после
изготовления изделия и внесения необходимых коррек¬
тив в производственный процесс для обеспечения посто¬
янного высокого качества продукции. На основе этих
методов создаются автоматизированные системы контро¬
ля качества бетона, которые входят в общий комплекс
управления производством на заводах сборного желе¬
зобетона.
Построение тарировочных зависимостей. В неразру¬
шающих методах контроль прочности бетона произво¬
дится косвенным путем по определению степени его со-
отивления механическому воздействию на поверхность
хелия, по твердости, скорости прохождения звука, ве-
чине возбуждаемых при ударе колебаний и другим
рактеристикам, которые можно получить без разруше-
я изделия или образца. Для определения прочности
гона в этих случаях используют тарировочные зависи-
сти, связывающие прочность бетона с показателями,
лучаемыми при данном методе испытания. Эти зави-
мости получают путем предварительных испытаний по
бранному методу и по стандарту и обычно для удобст-
пользования выражают в виде графиков.
Для получения достоверных зависимостей и опреде-
ния точности испытания необходимо провести не ме-
е 50 предварительных опытов. По результатам испы-
ий устанавливают величину среднеквадратического
клонения 5 при определении прочности бетона по та-
ровочной кривой:
Г + тг
5 = ]/ 1 , (11.1)
: ARi=RTi—R,, Rn — предел прочности, полученный по тариро-
чной кривой; R, (Ri,..., Rn) —предел прочности, установленный для
’о же образца стандартными испытаниями.
Величина S не должна превышать 20 %- Следует за-
тить, что эта величина будет зависеть от метода и ус-
вий испытаний, состава и прочности бетона. Каждый
тод испытаний показывает лучшую точность в опре-
ленных условиях. Например, методы, связанные с
авливанием в поверхность специальных штампов,
лее высокую точность показывают при испытании бе-
нов средних и низких марок, а методы, основанные на
[ругом отскоке бойка от поверхности бетона, достаточ-
» точно контролируют прочности бетонов высоких
фОК.
При выборе метода следует учитывать его надежность
[я данных условий, а при изменении состава бетона,
хнологии изготовления изделия и условий испытаний
рировочные зависимости следует проверять и вносить
них при необходимости соответствующие коррективы.
Стандартные методы определения прочности бетона
>и сжатии были рассмотрены в § 1 гл. 5. В некоторых
(учаях представляет интерес определение прочности бе-
ша на растяжение. По этой прочности можно судить о
— 299 —
прочности бетона на сжатие, так как известно, что меж¬
ду ними существует ориентировочная зависимость:
где кр — коэффициент; для обычного бетона /ег«*0,5 и для мелко¬
зернистого бетона £р»0,55
Испытание на осевое растяжение очень трудоемко и
требует специальных образцов, поэтому на практике
часто пользуются упрощенным методом определения
прочности бетона путем его раскалывания. Прочность на
растяжение RPV в этом случае определяют по формуле
где Р — разрушающая нагрузка, кН; а — сторона куба, см.
При испытании образцов раскалыванием необходи¬
мо прикладывать нагрузку в узких полосах сверху и
снизу образца с помощью проволочек, стержней (рис.
11.4, а) или другого раскалывающего приспособления.
Результат испытания в некоторой степени зависит от
ширины полосы приложения нагрузки, например при
диаметре стержня d—14 мм Дрр=2,4 МПа, при d—
= 10 мм /?рр = 2,2 МПа, при d—2—5 мм Дрр=1,9 МПа.
Определение величины Дрр следует производить при ми¬
нимальных диаметрах проволочки 2—5 мм.
При испытаниях низкопрочного и легкого бетонов
применение проволоки очень малых диаметров может
оказаться невозможным, так как в этом случае наблю¬
дается местное смятие бетона, и проволока частично
утапливается в поверхность образца. Если диаметр про¬
волоки будет очень малым, то возможно почти полное
ее вдавливание в бетон и тогда к растягивающим усили¬
ям могут добавиться сжимающие усилия плит пресса,
особенно если образец имеет недостаточно точные раз¬
меры и форму, поэтому диаметр проволоки надо выби¬
рать таким образом, чтобы избежать подобного явления.
Обычно диаметр 5 мм — оптимальный, и он обеспечивает
достаточную точность результатов испытаний.
При испытании образцов раскалыванием большое
значение имеет правильность приложения нагрузки. Для
центрирования образцов и проволок могут применяться
специальные приспособления (рис. 11.4, а).
Ориентировочно оценить прочность бетона на сжатие
и растяжение можно путем испытания одного образца.
Для этого образец сначала раскалывают с помощью
(11.2)
/?рр = 2Р/паг = 0,636Р/й2,
(11.3)
— 300 —
V)
6)
A
'ис. 11.4. Испытание бетонных образцов раска¬
лыванием
— приспособление для центрирования образца;
— определение прочности при растяжении и
жатии на одном образце; 1 — направляющие
гержни; 2 — раскалывающие стержни; 3 — обра-
ец; 4 — положение образца при раскалывании;
5 — положение образца при сжатии
t t
Рис. 11.5. Испытание
прочности бетона ме¬
тодом двойных штам¬
пов
/ — плиты пресса; 2—
штампы; 3 — образец
7/77/,
Рис. 11.6. Испытание прочности бетоиа выдергиванием
— заранее заделанных в бетон стержней; б — стержня, приклеенного эпок-
идным клеем; в — специального устройства с клиновидной головкой, встав-
ленного в отверстие бетона
роволочек на специальном кондукторе для определения
рочности на растяжение, затем половинки куба тща-
ельно складывают, добиваясь их первоначального по-
ожения, и испытывают на сжатие (рис. 11.4, б). При
том плоскость раскола располагается перпендикулярно
ействующей нагрузке. Опыты показали, что при таком
спытании предел прочности при сжатии в среднем сос-
авляет 0,95 предела прочности, полученного стандарт-
ыми испытаниями.
Прочность бетона в образцах неправильной формы,
олученных непосредственно из изделия, определяют
[етодом двойных штампов (рис. 11.5). Если образец не
— 301 —
имеет параллельных поверхностей, предварительно с
помощью раствора выравнивают две противоположные
грани блока. Чтобы обеспечить большую точность ис¬
пытаний, необходимо добиваться правильной центровки
штампов на прессе.
Механические методы контроля качества бетона.
Известно большое количество методов определения
прочности бетона путем механического воздействия на
поверхность образца или изделия. Эти методы в зави¬
симости от особенностей воздействия можно подразде¬
лить на три группы.
К первой группе относят методы, основанные на оп¬
ределении прочности бетона по усилию, необходимому
для отрыва и скалывания куска бетона с поверхности
конструкции или изделия. Наиболее старый метод —
выдергивание заранее заделанного в бетон стержня
(рис. 11.6,'а). Стержень изготовляют из арматуры пери¬
одического профиля или устраивают на его конце спе¬
циальное уширение для хорошего сцепления с бетоном.
При выдергивании такого стержня вместе с ним выка¬
лывается кусок бетона. Испытание проводят с помощью
специального устройства на основе гидравлического дом¬
крата с измерителем усилий, необходимых для выдерги¬
вания стержня. По этому усилию судят о прочности бе¬
тона. Метод сравнительно прост, но требует постановки
стержней до бетонирования, что несколько усложняет
изготовление изделий и их ремонт после испытания. Ус¬
тановка стержней доступна в основном на открытых
поверхностях бетона.
Метод, основанный на отрыве от бетона специальной
шайбы с хвостиком (рис. 11.6, б) не требует каких-либо
дополнительных мероприятий при изготовлении изделий.
Шайбы приклеивают эпоксидным клеем к поверхности
готового изделия в любом месте. После затвердевания
клея шайбы отрывают от бетона с помощью специаль¬
ного устройства. Поскольку прочность на отрыв эпоксид¬
ного клея выше прочности бетона на растяжение, то
вместе с шайбой отрывается кусок бетона. По величине
отрывного усилия судят о прочности бетона.
Можно оторвать кусок бетона с помощью разжимно¬
го конуса, вставляемого в заранее приготовленное от¬
верстие (рис. 11.6, в). Отверстия получают, оставляя
пробки в изделии при бетонировании пли путем высвер¬
ливания. Расстояние от места установки вырывного
■ержня или разжимного конуса до края изделия долж-
> бьпь не менее 80 мм, а до ближайшего стержня ар-
атуры — не менее 60 мм. Если глубина заделки hi
чажется отличной от той глубины h2, которая применя-
ась в испытаниях для получения тарировочной кривой,
> полученные значения вырывного усилия следует ум-
ажить на коэффициент k=h\/h2 и определить проч¬
асть бетона по уточненному значению вырывного уси-
ая.
При испытании на выдергивание или отрыв зависи-
ость прочности при сжатии /?б, МПа, от усилия отрыва
отр, кН, для бетона марок М 100 — М500 часто имеет
эямолинейный характер:
R& = АРотр — В, (11.4)
е А а В — эмпирические коэффициенты.
Для стержней с уширением на конце при глубине за-
;лки 50 мм и диаметре стержня 10 мм коэффициент
=0,1; В =0.
При испытании на отрыв приклеиваемых шайб мож
а использовать зависимость
R6 = A^-+B = AR0TP+B, (11.5)
Г
е Rotp — прочность отрыва, МПа, F — площадь отрыва, см2.
Для обычного бетона при диаметре дисков 60 мм
ожно принять Л = 20, Б=30. С уменьшением диаметра
1СКОВ значение Д0тр для одного и того же бетона уве¬
шивается, поэтому при определении его прочности не-
зходимо вводить понижающие поправочные коэффици-
1ты, которые будут зависеть от диаметра шайбы и
юйств бетона.
Вторая группа механических испытаний основана на
шерении твердости бетона, осуществляемом путем
щвливания в его поверхность штампа определенной
рмы, чаще всего шарообразной. Вдавливание штампа
зоизводят ударом, с помощью пружины или другими
юсобами. В результате воздействия на поверхности бе-
>на образуется вмятина, размеры которой являются по-
ззателем твердости бетона. При применении щарооб-
ззного штампа получают сферический отпечаток,
рочность бетона устанавливают в зависимости от диа-
етра отпечатка по тарировочной кривой, построенной
з результатам предварительных испытаний.
— 303 —
Щ II I.-
Диаметр отпечатка в этом случае характеризует
твердость бетона. Для получения наиболее точных ре¬
зультатов измерения требуется, чтобы диаметр отпечат¬
ка был более 0,2 D и менее 0,6 Д, где D—диаметр ша¬
рика . Если диаметр отпечатка больше указанных пре¬
делов, следует уменьшить силу вдавливания; если
диаметр отпечатка меньше указанных пределов, следует
применять шарик меньшего диаметра.
Наиболее простой прибор — шариковый молоток кон¬
струкции И. А. Физделя, на одном конце которого уста¬
новлен шарик диаметром 17,46 мм. Испытания произво¬
дят ударом молотка по бетону и замером диаметра от¬
печатка. На показатель твердости бетона влияет сила
удара, а при применении шарикового молотка трудно
обеспечить одинаковую силу удара, поэтому этот метод
дает большой разброс результатов.
Сравнительно удобны пружинные молотки, которые
вдавливают шарик в бетон с помощью предварительно
сжатой пружины. При спуске пружины специальный бо¬
ек ударяет по бетону. По диаметру отпечатка судят о
прочности бетона. Специально оттарированная пружина
обеспечивает постоянство силы удара, что повышает точ¬
ность испытания. Однако в переносных небольших по
размерам приборах трудно с помощью пружины обеспе¬
чить значительную силу удара, что затрудняет испыта¬
ние высокопрочных бетонов.
Наиболее точными являются методы, когда при уда¬
ре получается два отпечатка — на бетоне и на эталоне,
в качестве которого чаще всего используют сталь с за¬
ранее установленным показателем твердости. Принцип
действия подобных приборов показан на примере полу¬
чившего широкое распространение эталонного молотка
конструкции К- П. Кашкарова (рис. 11.7, а). В этом мо¬
лотке стальной шарик диаметром 15 мм при ударе остав¬
ляет отпечатки одновременно на бетоне и эталоне, по¬
этому сила удара в малой мере влияет на результаты
испытания, если размер отпечатка на бетоне лежит в
указанных выше пределах. В стакане молотка между его
корпусом и шариком имеется отверстие, в которое встав¬
ляют эталонный стержень из круглой прутковой стали
марки СтЗ диаметром 10 мм. Размер отпечатка на эта¬
лоне имеет форму эллипса, поэтому его измеряют по
длинной оси вдоль образующей стержня. После каждого
удара эталонный стержень, прижимаемый для его удер-
— 304 —
I
30 to
R6, мпа
»ис. 11.7. Испытание бетона эта-
юнным мототком конструкции
К. П. Кашкарова
[ — общий вид: 1 — головка; 2 —
такан; 3 — корпус; 4 — пружина;
i — шарик; б — эталонный стер-
кень; б — тарировочная зависи¬
мость
г»ис. 11.8. Определение прочности
бетона молотком Шмидта
' — схема молотка: 1 — ударник;
' — возвратная пружина: 3 — кор¬
пус; 4 — указатели высоты отскока
юйка; 5 — измерительное устройст-
ю; 6 — пружина; 7 — защелка. 8 —
•пусковая кнопка; 9 — шток; 10 —
юек; 11 — образец бетона; б — та-
tu ровочные кривые; п — показания
прибора
б)
*
жания между ударами к шарику с помощью пружинно¬
го устройства, передвигают на 10 мм. Расстояние между
отпечатками на бетоне должно превышать 30 мм. Диа¬
метры лунок измеряют с точностью до 0,1 мм.
Прочность бетона определяют на тарировочной кри¬
вой в зависимости от отношения dtld3 (см. рис. 11 7,6).
Тарировочная кривая составлена для бетона в возрасте
28 сут с влажностью 2—6%. При других условиях ис¬
пытания необходимо вводить поправочные коэффициен¬
ты или применять свои тарировочные зависимости.
К третьей группе относят приборы, основанные на
принципе упругого отскока. В этих приборах измеряют
высоту упругого отскока бойка, падающего с постоянной
высоты. Ударная твердость бетона связана с его проч¬
ностью: с повышением прочности возрастают ударная
твердость и характеризующая ее высота упругого от¬
скока. —
Известно очень много приборов, пружинных молот¬
ков или стеклометров, основанных на этом принципе.
На рис. 11,8, а приведена схема молотка Шмидта. При¬
жимая боек молотка к бетону, взводят ударник, сме¬
щая его в крайнее положение. Затем нажатием на спус¬
ковую кнопку освобождают защелку, и ударник под
действием пружины ударяет по бойку, после чего отска¬
кивает вверх, перемещая одновременно указатель изме¬
рительного устройства, которое затормаживается в край¬
нем верхнем положении, регистрируя высоту отскока.
Последняя зависит от упругих свойств бетона. Возврат¬
ная пружина обеспечивает перемещение после отскока
ударника в первоначальное положение, что важно, если
проводят испытания бетона на вертикальных или пото¬
лочных поверхностях.
Молотки выпускают с разной энергией удара, что
позволяет использовать их для различных условий испы¬
тания. Молотки с энергией удара 0,736 Дж применяют
для контроля качества тонкостенных конструкций и бе¬
тона с прочностью менее 10 МПа; 2,207 Дж — для обыч¬
ных конструкций; 29,43 Дж—для массивных сооруже¬
ний.
Прочность бетона определяют по тарировочным кри¬
вым (рис. 11.8, б). Кривые учитывают положение мо¬
лотка при испытании, так как величина отскока будет в
известной мере зависеть от его направления, поскольку
на нее в определенной мере влияет сила тяжести. Сред*
— 306 —
даю величину отскока вычисляют по данным пяти из¬
мерений, выполненных на определенном участке поверх¬
ности бетона. При этом частные значения не должны
отличаться от среднего более чем на ±15 %.
При испытании методами, основанными на механиче-
•ком воздействии на поверхность бетона, необходимо
считывать тот факт, что при попадании на зерно щебня
13 плотной прочной породы диаметр отпечатка и высо¬
та отскока изменяются, поэтому проводят для каждого
участка 5—10 испытаний и результаты, отличающиеся
)т среднего более чем на 15 %, отбрасывают.
При вдавливании штампа глубина отпечатка обычно
зевелика и в известной мере отражает свойства поверх-
зостного слоя бетона, которые могут значительно отли-
заться от свойств его внутренних слоев. Влияет на ре¬
зультаты испытания и шероховатость поверхности бето¬
на. С увеличением прочности бетона глубина вмятин и
ге изменение в связи с ростом прочности уменьшаются и
соответственно понижается точность испытаний. С уве¬
личением диаметра шарика и усилия вдавливания вли¬
яние этих факторов несколько уменьшается.
Более полная оценка получается при измерении вы¬
соты упругого отскока, так как на его величину влияют
не только поверхность, но в определенной мере и внут¬
ренние слои бетона. При применении метода выдергива¬
ния результаты испытания определяются в основном
свойствами внутренних слоев бетона.
На практике наибольшее распространение получили
методы вдавливания шарика и упругого отскока, позво¬
ляющие измерять прочность бетона с точностью до 15—
20%. Точность может быть повышена при использова¬
нии тарировочных кривых, построенных для бетона дан¬
ного состава и при строго определенных условиях изго¬
товления и испытания изделий и конструкций.
Физические методы контроля качества бетона. К ним
относят электронно-акустические методы испытания,
которые в свою очередь можно разделить на импульсные
и вибрационные. Этими методами определяют скорость
и затухание звукового импульса, частоту собственных
колебаний и другие подобные характеристики. Посколь¬
ку эти характеристики, как и прочность бетона, зависят
от его структуры и свойств составляющих, то по ним
можно ориентировочно судить о прочности бетона или
изменениях его структуры под действием нагрузки, по-
20*
— 307 —
Рис. 11.9^ Испытание бетона ультразвуковым методом
а — схема испытания: 1 — электронный генератор высокочастотных импульсов;
2 — излучатель; 3 — образец; 4 — приемник; В — усилитель; 6 — измерительное
устройство, 7 — изображение принятого сигнала; 8 — то же, посланного им¬
пульса; 9 — блок питания; б — тарировочные зависимости для бетона: 1 — на
гранитном щебне; 2 — на известняковом щебне; 3 — на гравии
переменного замораживания и оттаивания и других
факторов. Физические методы позволяют определить
прочность бетона и изменение его структуры в разных
частях конструкции, в том числе и во внутреннем объе¬
ме, недоступном для испытания поверхностными меха¬
ническими методами.
Наибольшее распространение получил ультразвуко¬
вой импульсный метод (рис. 11.9, а). По этому методу
электронный генератор создает высокочастотные элект¬
рические импульсы, которые в специальном излучателе
преобразуются в ультразвуковые механические волны.
Излучатель плотно прижимается к образцу или изделию,
посылая в него ультразвуковые колебания, которые
вновь преобразуются в электрические. Через усилитель
эти колебания подаются на измерительное устройство,
где суммируются с сигналом, посылаемым генератором.
Измерительное устройство позволяет определять время
прохождения ультразвука через образец. Скорость рас¬
пространения ультразвука определяют по формуле
»=//(/-/ 0), (П.6)
где t0 — время прохождения ультразвука при сомкнутых щупах,
определяющее задержку сигнала в местах контакта щупов с бе¬
тоном
Затем по тарировочным зависимостям (см. рис.
11.9, б) определяют прочность бетона. Чем плотнее бе-
>н, тем выше его прочность и скорость распространения
штразвука. Поскольку на прочность бетона и скорость
штразвука изменение его состава, например содержания
вида щебня, технология изготовления, влажность бе-
>на и другие факторы оказывают различное влияние,
) следует стремиться к использованию тарировочных
тисимостей, полученных для данных конкретных ус-
эвий производства.
Разновидность импульсного метода — ударный метод,
эторый заключается в том, что по образцу наносят удар
ли серию ударов ручным или электрическим молотком,
эзбуждая звуковые волны. В двух звукоприемниках,
становленных на разном расстоянии от места удара,
реобразуют звуковой импульс в электрический. С помо¬
рю регистрирующего электронного устройства опреде-
яют время прохождения сигнала между звукоприем-
иками и затем вычисляют скорость распространения
вуковой волны в бетоне. Прочность бетона определяют
о соответствующей тарировочной кривой. Ударный ме-
од, в отличие от ультразвукового, позволяет проводить
спытания конструкций большой длины, в частности
[ОСТОВЫХ и дорожных.
Вибрационные методы основаны на измерении часто-
ы собственных колебаний бетонных образцов или из-
,елий и на определении характеристик их затухания.
1ри этом результаты испытания зависят от качества бе-
она во всем объеме и являются как бы интегральным
оказателем качества. На основе подобных испытаний
южно судить о появлении в бетоне микродефектов, из-
шнении его структуры и свойств.
В вибрационных методах обычно возбуждают и ре-
истрируют изгибные колебания. В зависимости от вида
юзбуждения колебаний различают резонансный метод
[ метод затухающих колебаний (рис. 11.10). При пер-
юм методе с помощью электродинамического возбуди-
■еля колебаний, чаще всего устанавливаемого в середш
ie пролета, в образце возбуждаются незатухающие ко-
шбания, частоту которых можно изменять при помощи
■енератора звуковой частоты. На некотором расстоянии
>т возбудителя устанавливают приемник, преобразующий
солебания изделий в электрический сигнал, который
юступает на индикатор резонанса.
При изменении частоты возбуждаемых колебаний на-
‘тупает момент, когда частота этих колебаний совпада-
— 309 —
ф ф 61 ф-фни
5^5 ^ ’7& 7
Рис. 11.10. Схемы вибрационных испытаний бетона
а — резонансным методом; б — методом затухающих колебаний: 1 — образец;
2 — возбудитель колебаний; 3 — приемник колебаний; 4 — измерительный ге¬
нератор; 5 — индикатор резонанса колебаний;, Б — устройство, формирующее
импульсы; 7 — генератор стандартной частоты; 8 — электронный измеритель
частоты; 9 — ударник
ет с частотой собственных колебаний образца или изде¬
лия и возникает резонанс, которому соответствует макси¬
мальная величина амплитуды колебаний. Этот момент
регистрирует индикатор резонанса, а по показаниям
измерительного генератора звуковой частоты определя¬
ют частоту колебаний, соответствующую максимальной
амплитуде Лщах. Регистрируемая частота соответствует
частоте собственных колебаний образца, которая зави¬
сит от состава и свойств бетона и условий испытания.
По частоте собственных колебаний вычисляют дина¬
мический модуль упругости £д, а по тарировочной зави¬
симости определяют прочность бетона Re=f(ER). Для
каждого прибора в зависимости от условий испытаний
применяют свою методику определения динамического
модуля упругости. Прочность бетона связана с этой ха¬
рактеристикой выражением
Яс = (£д/*)", О»-7)
для обычного бетона ориентировочно принимают п=3;
k=52 -103.
Бетон представляет собой упруговязкопластичный ма¬
териал, поэтому оценка его качества, в том числе проч¬
ности на сжатие по динамическому модулю упругости,
который характеризует лишь упругие свойства, не явля¬
ется достаточно полной. Неупругие свойства бетона и
его структурные дефекты можно оценивать по логариф¬
мическому декременту затухания колебаний б, который
определяют по ширине резонансного пика и рассчитыва¬
ют по формуле
-^=--—^=1,8138 , (11.8)
у 3 fv /о
— 310 —
де fo — собственная частота образца (частота резонанса); f(, [2—■
астота колебаний, соответствующих амплитуде, равной 0,5 Атах до
[ после резонанса (Лmax—амплитуда колебаний при частоте fo).
Для определения значений f( и Д после установления
>езонанса опытным путем подбирают частоты, при ко-
юрых амплитуда составляет половину максимальной.
Определение прочности бетона по двум характери-
•тнкам — динамическому модулю упругости и логариф¬
мическому декременту затухания — несколько повышает
точность испытания, особенно, если определяется измеие-
ше прочности бетона в процессе замораживания и от¬
таивания, при коррозии и других подобных случаях,
согда могут значительно изменяться неупругие характе-
зистики бетона и его микроструктура.
Испытания методом затухания колебаний проводят с
юмощью ударного приспособления, которым наносят
(Тдар по образцу, и специальной аппаратурой регистри-
зуют частоту колебаний. По тарировочным кривым оп¬
ределяют прочность бетона.
К физическим методам относят также радиометриче¬
ские методы, которые получили распространение глав¬
ным образом для контроля правильности расположения
арматуры в железобетонных конструкциях и определе¬
ния толщины защитного слоя.
§ 3. ПРИМЕНЕНИЕ МАТЕМАТИЧЕСКИХ МЕТОДОВ
В ТЕХНОЛОГИИ БЕТОНА
В современных условиях особенно остро стоит вопрос
э повышении качества бетона и об интенсификации его
производства. С каждым годом увеличивается разнооб¬
разие бетонов, расширяются области их применения,
предъявляемые к бетонам требования, сырьевая база
производства. В технологии бетона переходят к много-
омпонентным рецептурам с добавками-регуляторами]
используют новые физико-химические процессы, приме¬
няют сложное оборудование с элементами автоматиза¬
ции, объединяют в единые системы большие производст¬
венные комплексы. В этих условиях управление качест¬
вом и производством бетона и железобетонных изделий
усложняется. Выбор оптимальных решений требует ши¬
рокого применения математических методов, позволяю¬
щих оценивать варианты и сравнивать их между собой.
— 311 —
\
Номер этапа опвраиии
Рис. ll.lt. Блок-схема решения за¬
дач в техиологии бетона
Рис. 11.12. Критерии эффективности
и зоиа оптимальных решений
С помощью математических методов можно исследо¬
вать и анализировать определенные сложные системы,
включающие много элементов и связей, и на основе по¬
добного анализа отыскивать решения, наилучшим обра-
— 312 —
ш удовлетворяющие поставленным целям. В качестве
эимера такой системы можно рассмотреть блок-схему
гшения задач в технологии бетона (рис. 11.11). Полу¬
чше бетона с определенным комплексом свойств будет
шисеть от многих технологических факторов, которые
ожно разделить на пять основных групп. В каждую
>уппу входит несколько технологических факторов,
дело которых определяется условиями решаемой зада-
и. Например, факторы группы С, определяющие режим
еремешивания, могут включать в простейшем случае
ремя и скорость перемешивания или учитывать энергию
еремешивания на единицу массы, температуру смеси,
онструктивные особенности смесителя и др.
Общее число технологических факторов, оказываю¬
щих влияние на свойства бетона, может быть очень
ольшим. В этом случае успешное управление техноло-
ией, подразумевающее влияние наиболее существенных
>акторов и целенаправленное воздействие на них с це-
ью достижения заданных свойств бетона или решения
ругих задач, без анализа данной системы с помощью
[атематических методов практически невозможно, тем
олее, что при исследовании и анализе системы прихо-
.ится учитывать не только прямое влияние технологи-
еских факторов на свойства бетона (на рис. 11.11 по-
.азано сплошными линиями), но и обратное — влияние
фоектируемых свойств на назначение того или иного
ехнологического параметра (на рис. 11.11. показано
[унктиром), а также взаимодействие факторов внутри
руппы и между отдельными группами.
Для успешного применения математических методов
[ управления технологией бетона и железобетона боль¬
ное значение имеют правильная оценка технологических
факторов и выбор соответствующих критериев. В ряде
лучаев это требует совершенствования существующих
летодик определения свойств материалов и параметров
’ехнологических процессов, разработки таких методов
испытаний и выбора параметров и характеристик мате-
шалов, которые отвечают по точности и достоверности
фименяемым методам математических исследований и
шализу технологических систем.
Системы можно разделить на два класса: детерми-
шрованные и стохастические, хотя в практике производ¬
ства исследуемые системы часто не делятся столь четко.
К детерминированным, относят системы, в которых
— 313 —
составные части взаимодействуют точно предвидимым
образом. При исследовании детерминированной системы
не возникает никакой неопределенности. Изменение од¬
ного из элементов системы на некоторую величину всег¬
да вызывает изменение другого или других на строго
определенную величину. В терминах блок-схемы техно¬
логии бетона (см. рис. 11.11) это соответствует высказы¬
ванию: если величина какого-то технологического фак¬
тора Ki изменится на Дх, то свойство yt всегда изменит¬
ся на Ду. Отдельные подсистемы технологии бетона
можно отнести к детерминированным, например умень¬
шение диаметра шаровидных зерен приводит к увеличе¬
нию их удельной поверхности.
Для стохастической (вороятностной) системы нельзя
сделать точного детального предсказания. Такую систе¬
му можно тщательно исследовать и установить с боль¬
шой степенью вероятности, как она будет себя вести в
любых заданных условиях. Однако система все-таки ос¬
тается неопределенной, и любое предсказание относи¬
тельно ее поведения никогда не может выйти из логи¬
ческих рамок вероятностных категорий, при помощи
которых это поведение описывается. В стохастических
системах изменение одного из элементов не всегда вы¬
зывает изменение другого (связанного с ним), а только
в некоторых случаях: если х,- изменился на Дх, то RK
изменится на величину Д/?к+Ф, где ф — случайная ве¬
личина. Если под действием случайности ф = —ДRK, то
влияние хг на RK вообще в данном наблюдении обнару¬
жено не будет.
В технологии бетона и железобетона стохастические
системы имеют большое распространение. Например,
распределение составляющих и элементов структуры под¬
чиняется вероятностно-статистическим закономерностям,
роль случайного эффекта возрастает при увеличении
объемов (при переходе от лабораторных образцов к из¬
делиям), а также при переходе от единичной к массовой
продукции.
В технологической системе действует большое число
взаимосвязанных факторов х*. Из них только часть мож¬
но детерминированно учесть, а остальные факторы всег¬
да создадут случайный эффект, поэтому использование
стохастических систем в технологии сборного железобе¬
тона позволяет успешно решать многие задачи управ¬
ления качеством и производством.
— 314 —
Управление — процесс целенаправленный. Формули-
жа цели решается в каждом отдельном случае на ос-
ie технологических и экономических условий. Целью
жет быть, например, достижение железобетоном оп-
иального качества и поддержание его на этом уровне
даксимальной стабильностью. Средством к достиже-
ю цели является управление технологическими факто-
ми Xi, действующими в технологии как в сложной сто-
стической системе.
Сложность управления технологией бетона иллюст-
рует схема принятия решения при проектировании
шологии железобетонных конструкций (см. рис. 11.11).
t исходного состояния О необходимо прийти к цели —
лучению заданной прочности R, выбирая вид основных
мпонентов бетона, его рецептуры, тип оборудования
эежимы работы.
На рис. 11.11 условно показаны 14 этапов, причем
каждом есть лишь три альтернативы, например песок
ех карьеров, три типа бетоносмесителей и т. д. Соста-
i и режимы отображаются непрерывными шкалами,
' для простоты на них выбраны лишь три точки, напри-
;р прогрев бетона в течение 4, 6 и 8 ч. Даже при таких
естких ограничениях имеется З14 возможных вариан-
в, т. е. 4 782 969 решений, отличных хотя бы одним
[ементом технологии. Если предположить, что на ос-
>вании предыдущего опыта можно забраковать 99,99 °/о
фиантов, то остаются конкурирующими около 500 ре-
ений. Необходимо с помощью математических методов
(.енить, какое из этих решений в наибольшей степени
■вечает поставленной цели.
Степень достижения цели характеризует показатель,
аторый называют критерием эффективности или опти-
альности. В качестве критерия могут быть выбраны
азличные показатели: прочность или другие свойства
:тона, производительность завода или цеха, себестои-
эсть продукции и др. Выбор критерия определяется на-
шчением рассматриваемой системы. Каждому вариан-
г решения соответствуют определенное значение выб-
анного критерия, и задача оптимального управления
ютоит в том, чтобы выбрать и реализовать такой ва-
аант, при котором критерий имеет экстремальное (мак-
шальное или минимальное) значение при данных ус-
овиях производства.
Для определения критерия эффективности использу¬
ют функцию J=f(xi, х2,X;), где х — все факторы,
существенным образом влияющие на исследуемый про¬
цесс. Эту функцию обычно называют целевой, а в ма¬
тематической теории эксперимента — функцией отклика.
Задается лишь один критерий эффективности, ибо
при определенном варианте решения (управления) мож¬
но добиться экстремума лишь одного критерия и невоз¬
можно, чтобы два произвольно заданных критерия дос¬
тигали экстремума одновременно, если нет случайного
совпадения. Это положение иллюстрирует рис. 11.12. В
некоторых случаях могут приниматься компромиссные
решения, расположенные в зоне Дх,-, когда за счет неко¬
торого снижения критерия Д достигается рост /2.
Изложенное объясняет, почему неверны требования
такого типа: «достигнуть максимальной прочности бето¬
на при минимальном расходе цемента». Корректной яв¬
ляется постановка задачи в формулировке: «достигнуть
максимальной прочности бетона при условии, если расход
цемента Ц не привысит Цкр, а технологический пара¬
метр С не выйдет за проделы Скр». В такой формулиров¬
ке указан не только критерий эффективности, но и пре¬
делы, в которых могут изменяться управляемые факто¬
ры, т. е. даны их ограничения.
Во всех реальных ситуациях на технологические фак¬
торы наложены определенные ограничения, т. е.
(^<)min^->c<^ (*г)тах. Например, подвижность бетонной
смеси должна быть в пределах, обеспечивающих ее
плотную укладку без расслоения, температура тепло¬
влажностной обработки бетона при атмосферном давле¬
нии не должна быть более 100 °С и т. д. Кроме того,
обычно имеют место ограничения материальных ресурсов
(количество и качество сырья, типы оборудования, фи¬
нансовые и трудовые возможности и т. д.) и времени
для достижения цели.
Наличие ограничений позволяет сформулировать два
типа задач оптимизации: 1) достижение заданного уров¬
ня критерия эффективности при минимальном расходе
ресурсов; 2) достижение максимального уровня крите¬
рия эффективности при полном расходе выделенных для
достижения цели ресурсов.
Типичным примером задач первого типа является
подбор состава заданной марки бетона при минимадьном
расходе цемента. Типичная задача второго типа — дос-
— 316 —
жение заводом максимального выпуска бетона при
пределенных запасах цемента.
К критериям эффективности, предназначенным для
ехнологических решений, предъявляется ряд требова-
ий:
1) критерий должен характеризовать эффективность
ехнологии с учетом конечной цели производства, а не
тдельных его этапов, однако в сложных системах при
спользовании ступенчатой оптимизации допускается
рименение разных критериев на каждом этапе;
2) критерий должен быть количественным и одно-
начным, причем желательно, чтобы он имел физический
мысл и легко вычислялся (если у критерия нет число-
ой оценки, то, как исключение, допустимо применение
1ангов: 1, 2,..., п по некоторым формализованным шка-
[ам;
3) критерий должен обладать статистической эффек-
ивностью, которая характеризуется нечувствительностью
критерия к малым случайным воздействиям и минималь-
юй (в пределах метрологической точности) ошибкой вос-
[роизводимости для параллельных опытов в одной се¬
ти;
4) критерий по возможности должен обладать уни-
юрсальностью, т. е. учитывать и экономическую, и тех-
шческую стороны технологии (в этом смысле относи-
•ельная прочность бетона на единицу расхода цемента—
юлее универсальный критерий, чем абсолютная проч-
юсть бетона). Правильный выбор критерия эффективно-
:ти — необходимое условие успешного принятия опти¬
мального решения.
§ i. ОСНОВЫ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ
Управление системой предполагает принятие обос-
юванных решений о том или ином выборе или измене-
ши входных параметров (технологических факторов
фименительно к производству сборного железобетона).
Выбор правильного решения из большого числа вариан-
'ов значительно облегчается при формализации процес¬
са принятия решения и применении количественного опи¬
сания альтернатив. При этом быстрый анализ системы в
юобходимом случае обеспечивает использование ЭВМ,
i программу которой заложена математическая модель
юведения системы.
— 317 —
Модель —особая форма абстрагирования, т. е. от¬
влечения тех или иных элементов и связей от множест¬
ва реально существующих в системе. Вне зависимости от
привлекаемых к решению задачи методов анализа (фи¬
зики, химии, кибернетики и т. д.) возникает необходи¬
мость построения некоторых абстракций.
В зависимости от того, какие стороны объекта пред¬
ставлены в модели, различают модели: 1) субстанцион-
ные; 2) структурные; 3) функциональные.
Материал субстанционных моделей (вещество, суб¬
станция) по своим некоторым свойствам совпадает с ма¬
териалом оригинала. Например, контрольный образец-
куб бетона, изготовленный параллельно с конструкцией,
является субстанционной моделью ее материала, так как
бетон в образце по своим основным свойствам совпада¬
ет с бетоном конструкции.
Под структурной моделью понимается модель, имити¬
рующая внутреннюю структуру оригинала (способ ор¬
ганизации элементов объекта). При этом может модели¬
роваться как структура процесса, например, технологи¬
ческая система производства бетона, так и статистическая
структура, например, способы укладки зерен заполни¬
теля различных фракций в массе бетона.
Функциональные модели имитируют способ поведе¬
ния (функцию) оригинала. Функциональный подход,
роль которого в современной науке резко возросла, ха¬
рактеризуется как бы двойной абстракцией — абстраги¬
рованием сначала от вещественного субстрата системы
с вычислением ее внутренней структуры и последующим
абстрагированием от последней с выделением функцио¬
нальных связей системы со средой.
Обобщенным абстрактным образом функциональной
модели вообще является метод «черного ящика», полу¬
чивший в кибернетике широкое распространение и тео¬
ретическую разработку. Понятие «черный ящик» описы¬
вает такую систему, внутренняя структура которой неиз¬
вестна и не доступна для наблюдения, а известны лишь
параметры «входа* х,- (факторы) и «выхода» у (критерий
эффективности /, отклик и т. д.). В этом случае задача
управления сводится к подбору таких уровней х, кото¬
рые обеспечили бы определенные значения у, в частно¬
сти оптимальные. Исследуя значения х и соответствую¬
щие им значения у, можно найти статистическую зако¬
номерность, описывающую эту связь.
— 318 —
Такой подход к задачам технологии бетона и железо-
гона позволяет абстрагироваться от некоторых слож-
х и пока мало изученных физико-химических явлений,
□исходящих в бетонах в процессе их получения и экс-
уатации. Однако это не отрицает необходимости даль-
Гццих исследований причин и явлений в структуре си-
'мы, так как чем полнее наши представления о процессе
и явлении, тем точнее и достовернее математичес-
е модели, их отражающие. Метод «черного ящика», ос-
анный на использовании эмпирических способов при
стемном кибернетическом подходе, позволяет найти и
пользовать в управлении технологией статистические
кономерности.
В результате количественного исследования функци-
альной модели «черного ящика» удается получить со-
купность соотношений, которые выражают в виде ма-
матических зависимостей (графиков, уравнений, нера-
нств, логических условий, графов и т. д.) реальные
[зические характеристики систем. Эта совокупность
отношений вместе с условиями, ограничивающими пре-
лы изменения физических характеристик, позволяет
строить математическую модель. Другими словами,
(тематической моделью называется описание системы
формальном языке, позволяющее выводить суждение
некоторых чертах поведения этой системы при помощи
>рмальных процедур над ее описанием.
В зависимости от использованных систем получают
щели, обобщающие с известной точностью определен¬
ий процесс или явления, как, например, обобщенные
щели прочности бетона (типа формулы Боломея с ус-
дненными коэффициентами, полученными по результа-
м испытаний бетона на разных материалах), либо
стные модели, описывающие данный процесс или яв-
ние в конкретных условиях, например модель прочно-
и бетона (график или формула) для определенных ви-
>в материалов, используемых на данном объекте стро-
ельства.
Наибольшую сложность при построении любой ма-
матической модели представляет решение вопроса о
гборе формы связи между переменными. Однако ряд
удностей моделирования можно исключить, если при-
iTb ограничение: модель должна как можно точнее опи-
(вать поведение системы в конкретной ситуации. Тог-
i можно исходить из принципа максимальной началь¬
— 319 —
ной простоты модели поведения, а не искать в каждой
задаче специальных математических форм связи между
факторами х, (число факторов ft) и откликом у. Если са¬
мая простая модель окажется недостаточно точной, ее
можно усложнить. Воспользовавшись тем, что любую не¬
прерывную функцию можно разложить в ряд Тейлора,
который преобразуется в степенной ряд, начальную мо¬
дель поведения системы удобно представить в виде по¬
линома т-й степени (на практике достаточно т^З):
k k
Уп = 60 + 2 Рг хг + 2 Рг/ xi XJ + 2 Р« xi ‘ ‘ • (11 -9)
(=1 t + 1 i=l
При расчете по результатам исследования системы
необходимо как можно точнее найти оценки и т. п.
в такой локально-интегральной модели. Это позволяет
для истинного значения уп получить по модели , (11.9)'
расчетную величину у
Коэффициенты Ь0, Ьи Ьи, Ьц модели (11.10) опреде¬
ляют методом наименьших квадратов.
Для определения зависимости у необходимо иметь
хотя бы два различных значения xi. При ft — факторной
. (k -i- 2){k + I
полиноминальнои модели требуется не менее —:—
различных наблюдений. Использование локально-инте¬
грального (полиноминального) моделирования — это
один из частных, хотя и очень распространенных
методов построения модели технологической ситуа¬
ции.
В технологии сборного железобетона можно исполь¬
зовать различные математические методы, которые ус¬
ловно можно разделить на три группы: группа А — веро¬
ятностно-статистические методы, включающие использо¬
вание общей теории вероятности, описательной статисти¬
ки, выборочного метода и проверку статистических
гипотез, дисперсионного и регрессионного анализа, ма¬
тематической теории экспериментов и др.; группа Б—ме¬
тоды исследования операций, включающие линейное,
нелинейное и динамическое программирование: теорию
игр, теорию массового обслуживания; теорию графов и
сетей и т. д.; группа В — методы математического ана-
— 320 —
за, включающие дифференциальное, интегральное и
торное исчисления, дифференциальные уравнения, в
м числе уравнения математической физики, используе-
ie для составления и расчета математических моделей
основе определенных предпосылок о физико-химии
следуемых процессов.
Такое выделение групп условно, поскольку построен-
ie статистическими методами математические модели
)гут изучаться в дальнейшем с помощью, например, ли-
йного программирования.
Математическое моделирование должно проводиться
1Лько на основе информации о конкретной технологиче-
:ой ситуации. Для детерминированных моделей необ-
>димо, как правило, представление об их физико-хими-
■ской природе и зависимостях, управляющих наблюда-
1ым процессом. При построении статистических моделей
эжно ограничиться сведениями о том, как измене-
ш технологических факторов х влияет на конечное ка-
‘ство у. Эти сведения можно получить только наблю-
шием за выбранной системой, причем понятие «наблю-
шие» здесв следует трактовать широко: как собствен-
) наблюдение и как эксперимент.
При собственном наблюдении исследователь — лишь
ассивный свидетель происходящих явлений, а сам про¬
вес наблюдений никак не влияет на развитие этих яв-
гний. Модель, построенная на основе такого наблк!>де-
ия, будет справедлива только для наблюдавшегося ди-
пазона Изменения факторов, а условия оптимальности
огут иметь частный характер и могут не совпадать с
эложением главного оптимума.
Более высокую ступень познания системы обеспечи-
ает эксперимент, при котором исследуемые процессы
эссоздаются в необходимых условиях. Эксперимент поз-
эляет построить более совершенные модели, чем моде-
и, полученные в результате только наблюдения.
Рассмотрим модель, которую часто используют для
ешения технологических задач. Для простоты изложе-
ия примем лишь три параметра входа —xt, х2!, х3 и
дин параметр выхода у, хотя'все далее сказанное об
гой модели легко обобщается на 6-мерную модель. Си-
гема является стохастической, поскольку1 на нее кроме
онтролируемых и регулируемых факторов я,- Действуют
лучайные факторы, для которых заранее неизвестны
и количественные, ни качественные оценки.
1—845
— 321 —
Для изучения этой технологической системы могут
быть выбраны два пути сбора информации: наблюдение
и эксперимент. Информация о поведении системы пред¬
ставляется в виде табл. 11.1.
Таблица 11.1. Результаты измерений в трехфакторной ситуации
(выделенное поле — план эксперимента)
Номер
опыта
Значение факторов
Число парал¬
лельных
измерений
Выход
х,
*2
x.
1
*11
*21
*31
тг
г/i
2
*12
*22
*32
т2
г/г
и
*1 и
*2U
*3 и
ти
Уи
N
*1N
*2N
*3N
mN
Ун
Наблюдение обычно ведется в производственных
условиях, когда нельзя менять в любых пределах значе¬
ние х из-за риска расстроить нормальный технологичес¬
кий процесс и допустить брак в продукции. Через опре¬
деленные промежутки времени (реже непрерывно) фик¬
сируют значения входа хг и выхода у. При наблюдении
за системой уровни входных факторов х,- оказываются
расположенными бессистемно, хаотически, так как на¬
блюдатель не регулирует их по своему усмотрению.
При проведении предварительных экспериментов
варьируемые факторы изменяются сознательно по спе¬
циальному плану и фиксируются значения выхода, соот¬
ветствующие той или иной заранее намеченной комби¬
нации xt. В табл. 11.1 выделено поле, которое ограничи¬
вает число опытов N, уровни факторов х(, число парал¬
лельных измерений т. Это поле называют «планом экс¬
перимента»; действительно при проведении предвари¬
тельных опытов всегда намечают проведение того или
иного числа опытов с определенным количеством повто¬
рений, а также выбирают уровни изменений факторов;
Составление плана целесообразно проводить на основе
математической теории эксперимента, которая изучает
оптимальное управление экспериментом при неполном
знании механизма явления.
— 322 —
г
Спланировать эксперимент для изучения системы рас-
штриваемой модели — это, в частности, означает:
выбрать те факторы jci, х2, х3, уровни которых техно-
>г собирается изменять; б) наметить пределы их варь-
ювания [х,]тах и [x,]min; в) наметить комбинацию уров-
?й факторов хи при которой будет исследоваться систе-
а, или разместить координаты Х\, х2, х3 опытных точек
факторном пространстве. При этом различают два
зинципа постановки эксперимента: пассивный и актив-
ЛЙ.
При пассивном эксперименте расположение точек в
акторном пространстве ведется на интуитивном уровне
23 учета методов дальнейшей математической обработ-
и информации. Чаще всего пассивный эксперимент при-
еняют при варьировании одного-двух факторов и пос-
зянстве остальных.
Информация, собранная при активном эксперименте
о математически обоснованному плану, учитывающему
ели эксперимента и методы обработки его результатов,
меет большую ценность, чем информация от пассивно-
э эксперимента. При этом практически всегда меньше
атраты ресурсов (материальных и временных) на ак-
ивный эксперимент, так как сокращается количество
ыполняемых опытов. Выделив пространство, в пределах
оторого изменяются входные параметры, кодируют фак-
оры, т. е. переносят начало координат в центр простран-
тва и относят их величину к ширине интервала варьи-
ования. Такая операция обеспечивает безразмерность
>акторов и резко упрощает вычислительную работу.
Планирование эксперимента существенно облегчает
сследование стохастических технологических систем и
злучение точных и достоверных математических моделей.
/
§ 5. ПРОЕКТИРОВАНИЕ СОСТАВА БЕТОНА
ПО МАТЕМАТИЧЕСКИМ МОДЕЛЯМ
Способы определения состава бетона, рассмотрен¬
ие в гл. 8, основаны на средних зависимостях. На про-
гзводстве после проведения соответствующих опытов
1ти зависимости уточняют и тем самым повышают точ-
юсть расчета состава бетона. Однако в рассмотренных
пособах во избежание сложных математических расче-
'ов и вследствие недостаточной информации по взаимно-
лу влиянию многих факторов на свойства бетона число
>1*
— 323 —
учитываемых факторов ограничено, что в известной ме¬
ре препятствует дальнейшему повышению точности рас¬
чета.
Применение математических моделей, которые полу¬
чают в результате предварительных опытов и в которых
можно учитывать большое количество факторов, дейст¬
вующих в конкретных условиях производства, позволяет
не только уточнить технологические расчеты, но и ус¬
пешно управлять качеством бетона и производством же¬
лезобетонных изделий, внося необходимые коррективы
в процесс при любом изменении входных параметров.
Математические модели получают в результате пра¬
вильно спланированного эксперимента и применяют в
тех конкретных условиях, для которых они получены.
Для других условий требуется проверять применимость
той или иной модели и вносить соответствующие коррек¬
тивы.
Процесс получения многофакторных математических
моделей включает следующие этапы: расчет основного
исходного состава бетонной смеси; выбор факторов и
интервалов их варьирования; выбор плана и условий
проведения экспериментов; расчет всех составов бетон¬
ной смеси и проведение экспериментов по выбранному
плану; обработка результатов экспериментов с получе¬
нием математических зависимостей свойств бетона и бе¬
тонной смеси от выбранных факторов.
Основной исходный состав бетона назначается в со¬
ответствии с единой методикой определения состава бе¬
тона (см. § 3, гл. 8). В обязательном порядке основной
состав бетона должен быть проверен и откорректирован
опытами.
В качестве факторов (варьируемых в экспериментах
величин) в зависимости от условий задачи могут при¬
ниматься расходы цемента, крупного и мелкого заполни¬
теля, показатели качества крупного и мелкого заполни¬
телей, соотношения между объемами отдельных фрак¬
ций крупного и мелкого заполнителей, расходы раз¬
личного вида добавок и т. п.
При выборе составов бетонов одновременно несколь¬
ких марок за основной уровень факторов принимают их
значения Для средней марки бетона. Значение факторов
в основном исходном составе бетона называется основ¬
ным уровнем.
При проведении опытов все факторы варьируют толь-
■— 324 —
) на двух уровнях —верхнем и нижнем, отстоящих от
шовного уровня в большую и меньшую стороны на
щнаковую величину, называемую интервалом варьиро-
шия. Интервал варьирования устанавливают в зависи-
ости от пределов рационального колебания факторов.
Для упрощения записей и последующих расчетов
грхний уровень факторов обозначается символом (+1),
нижний уровень — символом (—1). Такая запись рав-
осильна переводу факторов в новый кодовый масштаб
о формуле
ie xi — значение «-го фактора в новом, кодовом масштабе; xi —
«ачение «'-го фактора в старом натуральном масштабе; xia— основ¬
ой уровень i-го фактора; Дх« — интервал варьирования «'-го фак-
эра.
Эксперименты в зависимости от количества факторов
ыполняют по специальному плану. Примеры плана для
рехфакторного и четырехфакторного эксперимента
риведены в табл. 11.2, 11.3. Аналогичным образом со-
тавляют таблицы и при другом числе факторов.
В гр. 1 табл. 11.2 задается порядок выполнения опы-
ов. В гр. 2—4 помещены значения соответственно пер-
ого (xi), второго (х2) и третьего (х3) факторов. Эти
рафы задают условия проведения опытов. Так, соглас-
;о плану, в первом опыте факторы xt=—1 и х2=—1
.рпжны устанавливаться на нижнем уровне, а фактор
•3= + 1 на верхнем.
Значения гр. 5—7 (Х]Х2, x«x3, х2х3) получены путем
юремножения элементов гр. 2—4. Если значения гр. 2—
применяются для определения состава бетона и усло-
шй опытов, то значения гр. 5—7 используются для об-
•аботки их результатов. В последующих графах табли¬
ца помещают результаты определений свойств бетона.
После проведения опытов в последовательности, ука-
днной планом (гр. 1 табл. 11.2, 11.3), их повторяют в
«братной последовательности, получая, таким образом,
ю два наблюдения (результата) в каждом опыте. Объ-
‘м замеса в каждом опыте устанавливают с учетом чис-
ia определяемых характеристик бетона (прочность на
жатие, растяжение, изгиб и т.д.). Приготовление бетон-
юй смеси, формование образцов, испытание бетонной
•меси и затвердевшего бетона, вычисление фактических
— 325 -
Таблица 11.2. План проведения экспериментов гри числе
факторов, равном 3
№ опыта
Матрица планирования
Свойства бетона
*i
х2
*а
*1*2
*1*8
*2*8
У1
1
2
3
4
5
6
7
8
1
—1
—1
+ 1
+i
— 1
—1
2
—1
+i
+1
—1
— 1
+ 1
3
+ 1
+1
— 1
+1
— 1
—1
4
+ 1
+i
+ 1
—1
+ 1
—1
5
—1
+i
— 1
—1
+ 1
— 1
6
+ 1
+1
+1
+1
+ 1
+ 1
7
— 1
—1
—1
+i
+ 1
+ 1
8
+ 1
—1
—1
—1
— 1
+1
Таблица 11.3. План проведения экспериментов при числе
факторов, равном 4
№ опыта !
Матрица планирования
Свойства
бетона
ч
ч
*
ч,
*
**
ч
н
н
9?
>Г
*
*
Н
1
2
3
4
5
6
7
8
9
10
11
12
1
+ 1
1
1
1
!
!
+1
+i
+1
2
— 1
+ 1
+i
+ 1
+1
+1
+1
—1
+1
3
+1
—1
+1
1
—1
+1
—1
— ]
+i
—1
4
— 1
+ 1
+i
+ 1
—1
—1
—1
+ 1
+1
+1
Б
+ 1
+ 1
—1
+ 1
+1
—1
+1
—1
+1
—1
6
+1
—1
+i
+ 1
—1
+1
+1
—1
—1
+1
7
— 1
+1
—1
1
—1
+ 1
+1
— 1
—1
+1
8
—1
+ 1
—1
+ 1
—1
+ 1
—1
— 1
+i
—1
9
—1
—1
—1
1
+1
+ 1
+ 1
+ 1
+1
+1
10
+1
+ 1
+i
+ 1
+1
+ 1
+1
+ 1
+i
+1
11
+1
+ 1
—1
1
+1
—1
—1
—1
—1
+1
12
+i
1
+1
—1
+ 1
—1
+1
—1
13
+1
+ 1
+i
1
+1
+1
—1
+1
—1
—1
14
— 1
+ 1
1
—1
—1
+1
+ 1
+1
—1
15
—1
+ 1
+1
+1
+1
+ 1
—1
—1
16
+ 1
— 1
1
+ 1
" I
+1
+1
—1 1
—1
расходов материала выполняют в обычном порядке в со¬
ответствии с указаниями §§ 3—5 гл. 8.
Результаты опытов обрабатывают методами матема¬
тической статистики, получая при этом в алгебраичес-
— 326 —
ой форме уравнения, выражающие зависимости иссле-
уемых свойств бетона от исходных факторов:
1) для трехфакторного эксперимента:
= b0 -f- bf Xf -f- b2 + 63 x3 -f- Ьц х4 х2 -f- bi3 х4 x3 -f- b2 3 x2 x3, (11.12)
2) для четырехфакторного эксперимента:
У = b0 + f>i Xi -J- хг h Х3 + 64 xt -f- 612 xt х2 + 1>хз *i *з +
+ 6ц Хх х4 -f- 623 х2 лг3 -f- b2i х2 х4 + 631 х3 х4, (11.13)
де i=l, 2,... — порядковые номера факторов; у — исследуемое
войство бетона; xt — исходные факторы; 6/ и Ьц — коэффициенты,
оторые вычисляются по следующим формулам:
N
2 у™
Ь0=^—-, (11.14)
N _
^2 xiu У и
6г=-^-^ ; (11.15)
N
xiu У и
biJ = J^}-^ (П-16)
'де yu — среднее значение исследуемого свойства бетона в к-м опы¬
те; Xiu — значение фактора xi в и-м опыте; х/и — значение фактора
к/ в и-м опыте (/=ИД; N — количество опытов по плану (для трех-
})акторного эксперимента Л/=8; для четырехфакторного эксперимен¬
та У=16).
После получения уравнений производят проверку от¬
личия коэффициентов Ь4 от нуля и пригодности уравне¬
ний для описания исследуемых зависимостей.
Данные проверки выполняют по критериям Стьюден-
га и Фишера. В каждом опыте вычисляют абсолютное
значение разности между двумя параллельными наблю¬
дениями по формуле
1м = \yiu У2и\» (11-17)
определяют среднее квадратичное отклонение, характе¬
ризующее ошибку опыта, по формуле
вычисляют доверительный интервал для коэффициентов
уравнений по формуле
(Н19)
V N
где t — значение критерия Стьюдента, принимаемое по табл. 11 4 в
зависимости от числа степеней свободы f\, с которым определялось
Si. При двукратном повторении каждого опыта число степеней сво¬
боды равно числу опытов N, т. е. fi = N.
Таблица 114. Значения критерия Стьюдеита t для 5 %-ного
уровня значимости
Число степеней
свободы ....
4
8
10
12
14
16
20
25
30
Критерий Стью¬
дента .....
2,78
2,31
2,23
2,18
2,15
2,12
2,09
2,06
2,04
Абсолютные значения коэффициентов уравнения срав¬
нивают с доверительным интервалом, вычисленным по
формуле (11.19). Если абсолютное значение коэффици¬
ента превышает доверительный интервал, его признают
значимым, в противном случае коэффициент и соответ¬
ствующий ему член уравнения отбрасывают. Получен¬
ное после этой процедуры уточненное уравнение содер¬
жит только члены со значимыми коэффициентами. Для
проверки пригодности полученного уточненного уравне¬
ния вычисляют дисперсию по формуле
i (*-«*
*5— * <"'20>
где уи — среднее значение исследуемого свойства бетона в и-и опы-
А
те; у и — значение исследуемого свойства бетона в и-м опыте, вычис¬
ленное по уточненному уравнению; k — количество коэффициентов,
включая Ь0, в уравнении после отбрасывания незначительных коэф¬
фициентов (приравненных нулю).
Эмпирическое значение Еэ-критерия определяют по
формуле
F3 = sl/s1 (11.21)
[ сравнивают с табличным значением /•'-критерия (табл.
i 1.5) для степеней свободы, с которыми определялись
>1 и S'^. Число степеней свободы, соответствующее Sg,
шчисляют по формуле
fz = N — k. (11.22)
Уравнение признается пригодным, если /г0</7. Преж-
хе чем использовать полученное уравнение для решения
юставленных задач, необходимо проверить его в произ-
юдственных условиях.
Таблица 11.5. Значения F-критерия для 5 %-ного уровня
значимости
/•"-критерии при
ft
/2
F-критернй при
h
/г
4
8
16
4
8
16
1
7,71
5,32
4,49
8
6,04
3,44
2,59
2
6,94
4,46
3,63
9
6,00
3,39
2,54
3
6,59
4,07
3,24
10
5,96
3,35
2,49
4
6,39
3,84
3,01
11
5,91
3,28
2,42
5
6,26
3,69
2,85
15
5,86
3,22
2,35
6
6,16
3,58
2,74
20
5,80
3,15
2,28
7
6,09
3,50
2,66
Планирование экспериментов может проводиться и
по другим планам, примеры которых приводятся в спе¬
циальной литературе.
§ 6. ЭКОНОМИЯ МАТЕРИАЛЬНЫХ, ЭНЕРГЕТИЧЕСКИХ
И ТРУДОВЫХ ЗАТРАТ В ТЕХНОЛОГИИ БЕТОНА
Постоянная и эффективная экономия материальных,
энергетических и трудовых затрат в производстве бето¬
на и железобетонных конструкций и изделий является
важнейшей народнохозяйственной задачей. На ее рейхе*
ние направлены правильный выбор материалов для бе¬
тона, определение оптимального состава бетона, рацио¬
нальная организация его производства. Заданные свой¬
ства бетона должны обеспечиваться при минимальном
расходе материальных, энергетических и трудовых ре¬
сурсов.
Наиболее дорогим и энергоемким компонентом бетона
является цемент. Расход условного топлива на производ¬
ство портландцемента марки 400 составляет около
— 329 —
280 кг/т, марки 600—345 кг/т, в то время как на произ¬
водство природных заполнителей расходуется 3—6 кг/
/м3 и искусственных легких заполнителей 90—130 кг/м3
уел. топлива, поэтому экономия цемента — важнейшая
задача технологии бетона. Применяя различные способы
экономии цемента, можно сократить расход цемента на
10—25 % по сравнению со средними статистическими
данными для рядовой технологии.
Многие способы экономии цемента были рассмотре¬
ны выше при изложении методов проектирования соста¬
вов бетона и других разделов технологии бетона. Наи¬
более употребительные способы экономии цемента следу¬
ющие: правильный выбор цемента в зависимости от
марки бетона и условий эксплуатации; введение в бетон
суперпластификаторов, пластифицирующих, воздухово¬
влекающих и комплексных добавок, уменьшающих водо¬
потребность бетонной смеси (особенно эффективно при¬
менение добавок в производстве высокопрочных и моро¬
зостойких бетонов); применение бетонных смесей с
минимально допустимой по условиям формования изде¬
лий и конструкций подвижностью (для производства
сборного железобетона, как правило, жестких и малопод¬
вижных смесей); применение чистых заполнителей опти¬
мального зернового состава и максимальной крупности,
допустимой из условий бетонирования конструкций; вы¬
бор оптимального соотношения между песком и щебнем
с учетом их свойств, расхода цемента, условий формова¬
ния и последующей эксплуатации изделий; использова¬
ние способов активации цемента и бетонной смеси; при¬
менение микронаполнителей, в том числе золы, молотого
шлака и другого вторичного сырья промышленности для
бетонов невысокой прочности; использование способов
удаления излишней воды из бетона в процессе формова¬
ния изделий, например гидропрессования, вакуумирова-
ния и др.; рациональный выбор режимов твердения бе¬
тонов с учетом свойств используемого сырья и условий
производства, в частности окончание тепловой обработ¬
ки при достижении бетоном 50—60 % марочной прочно¬
сти и использование последующего роста прочности, ко¬
торый в этом случае проходит более интенсивно, чем
после длительного прогрева; повышение однородности бе¬
тона и вследствие этого уменьшение требований к сред¬
ней прочности бетона; назначение требований к прочно¬
сти и другим свойствам бетона с учетом реальных сроков
— 330 —
роительства и роста прочности во времени, в частно-
’и установление марки бетона по прочности в возрасте
) и 180 сут; своевременная корректировка состава бето-
а и режимов технологических операций при изменении
:ловий производства с целью обеспечения минималь-
эго расхода цемента в любых условиях.
В табл. II.6 приведены данные по относительному
Таблица 11.6. Относительные показатели расхода цемента
в бетонах на различных цементах
Относ нтельный
показатель расхода цемента
Бетонная смесь
в бетонной смесн
без добавки
в бетонной смеси с супер-
пластифнкато ром
при марке Цемента
400
500
600
400
500
600
(есткая
0,77
0,66
0,59
0,6
0,52
0,46
одвижпая
1
0,85
0,76
0,77
0,66
0,59
[итая
1,27
1,09
0,97
1
0,85
0,85
зменению расхода цемента разных марок в бетоне без
обавок и при применении суперпластификаторов. За
диничный показатель принят расход цемента 315 кг/м3
бетоне М 300 на цементе марки 400, необходимый для
олучения подвижной бетонной смеси (осадка конуса
—3 см, предельная крупность щебня 20 мм). Повыше-
ие марки цемента, жесткости смеси или введение су-
ерпластификаторов позволяет значительно уменьшить
асход цемента. При этом необходимо учитывать, что
озможное снижение расхода цемента ограничивается
ребованием получения плотного бетона. Для условий
абл. 11.6 минимально допустимое снижение относитель-
ого расхода цемента составит 0,64, для достижения
ольшей экономии необходимо применение микрона-
юлнителей.
Важное значение имеет правильное назначение марки
ютона. Завышение его марки, что иногда имеет место
. связи с неблагоприятными условиями последующего
вердения или для передачи усилий преднапряжения на
орячий бетон, ведет к перерасходу цемента. Расход це-
«ента марки 400 в бетоне марки М 300 по сравнению с
жетоном М 200 возрастает на 31 %, М 400 — на 64%,
^ 500 — на 102%- Окончательное суждение о правиль¬
— 331 —
ности принятого решения требует, однако, учета различ¬
ных факторов, а не только расхода цемента на 1 м3 бе¬
тона. Применение бетона высоких марок позволяет
уменьшить размеры некоторых изделий, и тем самым
снизить расход бетона на их изготовление, шире исполь¬
зовать предварительное напряжение арматуры. В этом
случае необходимо учитывать расход цемента на едини¬
цу чистой продукции, а также принимать во внимание
другие положительные факторы, полученные за счет при¬
менения более легких и прогрессивных конструкций.
При выборе решений необходимо учитывать как ин¬
тересы конкретного производства, так и общий народно¬
хозяйственный эффект. Повышение марки цемента ве¬
дет к снижению его расхода в бетоне, однако цемент
высоких марок производит ограниченное количество за¬
водов. Применение этого цемента для бетонов низких и
в ряде случаев даже для средних марок не только мо¬
жет привести к его нерациональному использованию из-
за невозможности значительного снижения расхода це¬
мента ввиду необходимости обеспечения плотности бето¬
на, но вызывает резкое увеличение средней дальности
перевозок цемента и потребности в вагонах, излишнее
расширение складского хозяйства на заводах сборного
железобетона. В результате экономический эффект, по¬
лученный за счет снижения расхода цемента, не покры¬
вает возросших транспортных и других расходов. С точ¬
ки зрения обеспечения максимального народнохозяйст¬
венного эффекта целесообразно разумно использовать в
обычных бетонах рядовые марки цемента, одновременно
широко применяя суперпластификаторы и другие хими¬
ческие добавки, качественные местные заполнители и ра¬
циональную технологию бетона. Цемент высоких марок
применяют в высокопрочных и специальных бетонах при
соответствующем технико-экономическом обосновании.
На долю цемента приходится большая часть суммар¬
ных энергетических затрат в производстве бетона.
В среднем на производство 1 м3 тяжелого бетона расхо¬
дуется 110—210 кг уел. топлива: из них 65—75 % состав¬
ляет топливо, необходимое на производство цемента, 2—
3 % топлива расходуется на получение заполнителя,
10—15 % на различные технологические операции по из¬
готовлению бетона и железобетонных изделий, 13—18 %
на тепловую обработку изделий. Суммарный расход то¬
плива увеличивается в основном из-за повышения расхо-
— 332 —
Таблица 11.7. Зависимость энергозатрат на производство бетона
от его марки и вида цемента
Вид цемента
Средние затраты условного топлива, кг,
приходящиеся на долю цемента в бетонах
марки
М 200
М 300
М 400
М 500
Портландцемент
70
95
130
165
Портландцемент с ак¬
65
90
130
175
тивными минеральными
добавками
Шлакопортлаидцемент
45
60
80
105
да цемента, так как расход топлива на другие нужды
практически изменяется мало, составляя в среднем 40 —
50 кг/м3. Возможное изменение средних энергозатрат на
производство бетона показано в табл. 11.7 (при приме¬
нении подвижных бетонных смесей).
Энергозатраты на производство бетона сокращаются
с понижением его марки и особенно при применении шла-
копортландцемента. Портландцемент с минеральными
добавками эффективен в бетонах низких и средних ма¬
рок. Необходимо также учитывать, что при применении
этого цемента и шлакопортландцемента значительно
уменьшается расход клинкера, наиболее дорогостоящего
и энергоемкого компонента цемента, например расход
клинкера на производство 1 м3 бетона марки М 300 со¬
ставляет при применении портландцемента 290—350 кг
(при разной подвижности бетонной смеси), а при приме¬
нении шлакопортландцемента 165—235 кг. Соответствен¬
но 1 кг клинкера в первом случае обеспечивает производ¬
ство 2,85—3,45 м3, а во втором 4,25—6,05 м3 бетона.
В легких бетонах при применении искусственных по¬
ристых заполнителей, на производство которых расходу¬
ется значительное количество топлива, возрастают общие
энергетические затраты на производство бетона на 10—
15 % и относительная доля энергетических затрат, рас¬
ходуемых на производство заполнителей увеличивается
до 20—50 % при соответствующем уменьшении относи¬
тельных затрат на цемент и технологические операции.
В производстве легкого бетона для снижения суммарных
энергозатрат помимо рассмотренных выше способов эко¬
номии цемента особо важное значение приобретает при¬
менение менее энергоемких заполнителей, например тер¬
— 333 —
мозита (вспученного шлака), природных легких заполни¬
телей, поризация бетонной смеси.
Проведение мероприятий, направленных на экономию
цемента, способствует снижению суммарных энергетиче¬
ских затрат в производстве бетона, более рационально-
ному использованию материальных ресурсов. Снижение
энергозатрат достигается также при сокращении продол¬
жительности прогрева бетона, разумном снижении тре¬
бований к отпускной прочности бетона (с учетом роста
прочности в последующем), применением комплексных
добавок, содержащих ускоритель твердения и пластифи¬
катор, использованием пропарочных камер с минималь¬
ными теплопотерями.
Значительную экономию цемента и снижение матери¬
альных и энергетических затрат можно получить при ис¬
пользовании в производстве бетона вторичного сырья
промышленности: зол, шлаков и др. (см. § 10 гл. 10).
Необходимо всемерно бороться с потерями цемента
на производстве. Эти потери возникают из-за примене*
ния горячего цемента с признаками ложного схватыва¬
ния; неудовлетворительной организации транспорта и
складирования цемента, смешивания цемента разных ма¬
рок, низкого качества нерудных материалов, несовер¬
шенства формовочного оборудования и изготовления из¬
делий с завышенной толщиной. Четкая организация про¬
изводства позволит сократить непроизводительные по¬
тери и сэкономить до 10 % цемента в год.
Для сокращения трудовых затрат в производстве бе¬
тона и сборных железобетонных изделий решающее зна¬
чение имеет широкая механизация и автоматизация тех¬
нологических операций, использование роботов, манипу¬
ляторов и управляющих автоматических комплексов
Для более рационального производства необходимо при¬
менение бетонных смесей с хорошей удобоукладываемо¬
стыо, химических добавок, особенно суперпластификато¬
ров и комплексных добавок на их основе, применение
для производства ряда изделий литых бетонных смесей.
В современных условиях имеется широкий выбор
средств и мероприятий, обеспечивающих экономию мате¬
риальных, энергетических и трудовых ресурсов в техно¬
логии бетона и сборного железобетона. Всемерная эко¬
номия всех видов ресурсов — задача разносторонняя и
ее решение требует комплексного подхода, высокой ор¬
ганизованности действий всех участников производст¬
венного процесса.
Раздел II. Технология бетонных
и железобетонных изделий
ГЛАВА 12. ОСНОВЫ ОРГАНИЗАЦИИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
§ 1. ОБЩИЕ СЗЕДЕНИЯ
^Технологический процесс производства сборных бе-
онных и железобетонных изделий состоит из ряда само-
тоятельных операций, объединяемых в отдельные про¬
цессы.
Операции условно разделяют на основные, вспомога-
ельные и транспортные^К основным операциям отно-
ят приготовление бетонной смеси, включая подготовку
оставляющих материалов; изготовление арматурных
(лементов и готовых каркасов; формование изделий, ку¬
ца входит их армирование; тепловую обработку отфор-
«ованных изделий, освобождение готовых изделий из
|юрм и подготовка форм к очередному циклу; отделка и
)бработка лицевой поверхности некоторых видов изде-
шй и т. п.
Кроме основных технологических операций на каж-
цом этапе производят вспомогательные операции: полу-
[ение и подачу пара и воды, сжатого воздуха, электро-
>нергии, складирование сырьевых материалов, полуфаб-
шкатов и готовой продукции, пооперационный контроль
1 контроль качества готовой продукции и др., необходи-
лые для выполнения основных операций.
К транспортным относят операции по перемещению
материалов, полуфабрикатов и изделий без изменения
« состояния и формы.
Оборудование, используемое для выполнения соответ¬
ствующих операций, называют соответственно основным
(технологическим), вспомогательным и транспортным.
Основное и транспортное оборудование, предназна-
шнное для выполнения операций в определенной после¬
довательности, называют технологической линией.
Наиболее прогрессивный принцип организации тех-
зологического процесса в производстве сборного железо-
эетона — поточность и возможно большая специализация
— 335 —
технологических линий по виду изготовляемой продук¬
ции. Принцип поточности предусматривает более полное
использование установленного оборудования, применение
комплексной механизации и автоматизации процессов.
Этот принцип включает ритмичность процесса и синхро¬
низацию длительности циклов рабочих операций, выпол¬
няемых на каждом рабочем посту. Ритмичность требует
соблюдения постоянства установленных норм времени
на выполнение определенных операций и ритмической
повторяемости циклов через строгие интервалы времени.
Синхронизация заключается в расчленении операций
по отдельным постам технологической линии таким об¬
разом, чтобы длительность цикла на каждом посту была
равна длительности цикла на всех постах данного тех¬
нологического потока. На тех постах, где цикл вдвое или
втрое больше других, должно быть соответственно уве¬
личено число рабочих мест или установок, чтобы не сни¬
жалась пропускная способность остальных постов линии
и был обеспечен принятый ритм съема продукции.
Например, если длительность цикла на посту формо¬
вания изделий в 20 раз меньше длительности цикла
на посту его тепловой обработки, то необходимо обес¬
печить такой объем пропарочных камер, в котором в
каждый момент находится в 20 раз больше число фор¬
муемых изделий.
Непрерывность потока при передаче изделий от пос¬
та к посту позволяет лучше использовать производствен¬
ные площади. В состав завода железобетонных изделий
входят следующие цехи, здания и службы (см. рис. 12.1):
склады вяжущих, заполнителей и арматурной стали, бе¬
тоносмесительный цех; арматурный цех со складом гото¬
вых арматурных изделий; цех формования, ускорения
твердения бетона, отделки и комплектации изделий;
склад готовой продукции; здания вспомогательных
служб и административно-бытовые здания; межцеховой
и внутрицеховой транспорт; водопроводно-канализацион¬
ное, тепло- и энергосиловое хозяйство, диспетчеризация
и средства связи.
Генеральные планы заводов и комбинатов различного
назначения по структуре близки между собой, отлича¬
ются лишь компоновочными решениями и размерами, за¬
висящими в основном от мощности предприятия и в
меньшей мере от номенклатуры выпускаемых конструк¬
ций. Ниже приводятся как примеры решения генераль-
>ie планы предприятий и комбинатов разных назначе-
ш и мощности (рис. 12.1 —12.3).
Формовочные технологические линии с отделением
корения твердения бетона, а также линии заготовки
>матуры и арматурных каркасов обычно размещают в
■дельном здании — главном производственном корпусе.
Склады вяжущих веществ, заполнителей и бетонный
(ел, а также склады арматуры и готовых изделий раз-
ещают с учетом взаимосвязи выполняемых процессов,
спомогательные здания и сооружения размещают обыч-
э отдельно.
Эффективность выпускаемой продукции зависит глав
ым образом от принятой технологии выполнения наибо-
ее сложных и трудоемких основных операций — формо-
ания изделий и процессов ускорения твердения бетона,
ти операции, осуществляемые на обособленных техно-
огических линиях с использованием специальных ма-
(ин, механизмов и оборудования, определяют метод из-
этовления изделий.
На заводах сборного железобетона приняты поточ-
ые методы организации технологического процесса,
ущность которых состоит в том, что весь процесс рас-
леняется на отдельные операции, которые выполняются
строгой последовательности на определенных рабочих
естах, оснащенных специализированным оборудовани-
м. На каждом рабочем месте в соответствии с приняты-
[и методами обработки, оборудованием и организацион-
ым строением выполняется одна или несколько близких
[ежду собой технологических операций.
Полная синхронизация операций на всех рабочих ме¬
тах достигается более детальным разделением процес-
а на отдельные операции. В промышленности сборного
<елезобетона наиболее распространены два основных
[етода организации производства: в перемещаемых и не-
еремещаемых формах, они отличаются условиями пе-
юмещения форм, изделий, машин и рабочих.
| Технологический процесс при изготовлении изделий
; перемещаемых формах организуют по трем основным
пособам: агрегатно-поточному и полуконвейерному спо-
обам, а также по конвейерному способу периодического
[ непрерывного действия^!При этих способах посты ста-
щонарны и специализированны для выполнения одной
[ли нескольких взаимосвязаных операций, образующих
•2—845
— 387 —
ис. 12.1. Генеральный план головного завода крупнопанельного домостроения
— главный производственный корпус: 2 — административный корпус; 3 — ар-
атурный цех; 4 — бетоносмесительный цех; 5 — отделение приготовления до-
авок; 6 — галерея подачи заполнителей; 7 — склад цемента; в — склад эмуль-
ула; 9 — склад горючих и смазочных материалов; 10 — компрессорная: II—
1слад газовых баллонов: 12 — база комплектации: 13 — стоянка панелевозов:
14 — склад готовой продукции
'ис. 12.2. Генеральный план завода железобетонных изделий для промыш¬
ленного строительства производительностью 200 тыс. м3 в год
— административный корпус: 2 — бетоносмесительный цех с отделением при-
отовления смазки; 3 — главный производственный корпус; 4 — склад готовой
родукции; 5 — материально-технический склад; 6 — склад заполнителей, 7 —
тделение приготовления химических добавок; 8 — склад цемента; 9 — цемен-
опровод; 10 — склад эмульсола; 11 — галерея подачи заполнителей- 12—склад
орючих.и смазочных материалов; 13 — склад стали с заготовительным отде¬
лением; 14 — компрессорная; 15 — градирня
'лементный процесс; оборудование и рабочих закрепля-
эт за отдельными постами. Организация технологичес-
;ого процесса в неперемещаемых формах производится
ю стендовому и кассетному способам.
§ 2. ОСНОЗЫ ОРГАНИЗАЦИИ
АГРЕГАТНО-ПОТОЧНОГО СПОСОБА
При агрегатно-поточном способе производства изде-
шя формуют на виброплощадке или на специально обо-
>удованных установках — агрегатах, состоящих из фор¬
мовочной машины, бетоноукладчика и машины для ук-
1адки формы на формовочный постМТо__зхому способу
|юрмы с изделиями, перемещаясь по потоку, могут ос-
»ис. 12.3. Генеральный план
авода железобетонных на-
юрных труб производи-
•ельностью II тыс. м3 в год
— производственный кор-
ус; 2 — бетоносмесительный
,ех; 3 — приемное устройст-
ю; 4 — склад цемента; 5 —
•клад заполнителей; 6 —
склад готовой продукции
танавлив_аться не ка всех .рабочих постах, а только, на
тех, которые..иужны для изготовления изделий данного
типа. При этом время остановки на каждом посту м-е-
жет быть различным. Оно зависит от времени, необходи¬
мого для выполнения- данной технологической операции.
Это дает возможность создавать на одной и тсйГжёТ ,
линии посты с разным технологическим оборудованием,
изготавливать одновременно несколько видов изделий,
относительно легко переходить с одного типа изделии к
другому. Отсутствие принудительного ритма перемеще¬
ния форм позволяет на одном посту производить несколь^
ко операций, технологические посты принтом укрупня¬
ют, агрегируется оборудование, а число перемещений
форм, обычно осуществляемых с'помощью мостового кра¬
на или кран-балки, сокращается. На агрегатно-поточных
линиях с формовочными постами формы на вибропло¬
щадку подают с помощью формоукладчиков.
В состав технологической линии входят: формовоч¬
ный а гр е гаГит-бсте!гоукТГадчТГкожттстанов к а для-Зсгготов-
кп и электрического нагрева или механического натяже¬
ния арматуры, формоукладчик, камеры твердения, уча¬
стки распалубки, остывания изделий, их доводки или от*
делки, технического контроля; пост чистки и смазки
форм; площадки под текущий запас арматуры, заклад¬
ных деталей, утеплителя, складирования резервных
форм, их оснастки и текущего ремонта, а также стенд
для испытания готовых изделий.
Агрегатно-поточная технология отличается большой
гибкостью и маневренностью в использовании технологи¬
ческого и транспортного оборудования, в режиме тепло¬
вой обработки, что важно при выпуске изделий большой
номенклатуры. На рис. 12.4 приведены: общая схема аг¬
регатного производства, расположение рабочих постов
и оборудования на агрегатно-поточных технологических
линиях. При такой организации технологический про¬
цесс состоит в основном из отдельных операций, выпол¬
няемых на определенных рабочих постах: распалубка и
осмотр изделия, сборка формы; очистка и смазка формы,
укладка арматурного каркаса или напряженное арми¬
рование; укладка, распределение и уплотнение бетонной
смеси на формовочном посту; установка изделий в ка¬
меры, тепловая обработка и их выгрузка из камер. Часть
операций технологического процесса обычно выполня¬
ют одновременно с другими, например освобождение из-
— 340 —
I
Рис. 12.4. Схема организации агрегатного производства
- бетоноукладчик; 2 — виброплощадка секционная; 3 — тележка самоход-
•я — формоукладчик; 4 — камера твердения. 5 — пост распалубки, 6 — под¬
готовка форм; 7 — тележка самоходная
елий из форм, их осмотр и подготовка форм совмеща
1тся по времени с формованием изделия.
Производительность агрегатно-поточной технологиче-
кой линии определяется продолжительностью цикла
юрмования изделия, который в зависимости от вида и
азмеров формуемых изделий может колебаться в ши-
оких пределах (5—20 мин).
При выборе технологической схемы производства це-
а формования и пропаривания необходимо учитывать
оменклатуру выпускаемых изделий и объемы производ-
тва.
Для мелкосерийного производства железобетонных
зделий на заводах малой и средней мощности эконо-
[ически оправдан агрегатно-поточный способ производ-
тва. При несложном технологическом оборудовании, не-
юльших производственных площадях и небольших за-
ратах на строительство агрегатный способ дает воз-
южность получить высокий съем готовой продукции с
м2 производственной площади цеха. Этот способ поз¬
воляет также оперативно осуществлять переналадку обо-
•удования и переходить к формованию от одного вида
[зделий к другому без существенных затрат.
К агрегатному способу производства относят формо-
1ание плит перекрытий и покрытий плоских и ребри-
тых, на виброплощадке в одиночных и групповых фор¬
— 341 —
мах, изготовление колонн, свай и ригелей длиной до
7,2 м, фундаментных блоков, безнапорных труб и шпал.
По агрегатной технологии производят-” многопустотные
панели, однопустотные опоры и сваи, которые формуют
на виброплощадке в одиночных формах с пустотообра-
зователями без вибромеханизмов, многопустотные пане¬
ли формуют также на постах с использованием пустото-
образователей, оснащенных вибромеханизмами.
К агрегатной технологии относятся изготовление на
роликовых и ременных центрифугах в разъемных и не¬
разъемных формах напорных и безнапорных труб, пус¬
тотелых колонн, стоек, опор ЛЭП и освещения; на спе¬
циальном оборудовании для виброгидропрессования про¬
изводят напорные трубы. Наружные стеновые панели,
экраны лоджий и лестничные марши формуют на удар¬
ном столе в стальных и неметаллических формах; блок-
комнаты и санитарно-технические кабины формуют на
специальных агрегатах и при помощи вакуумной техно¬
логии.
При большем расчленении технологического процес¬
са на отдельные элементные процессы с соблюдением
единого ритма возможна поточная организация произ¬
водства, технологическая линия при этом оснащается
необходимыми транспортными средствами. Такую техно¬
логию относят к полуконвейерному способу. Этот спо¬
соб широко используют при формовании на вибропло¬
щадке с пригрузочным щитом в одиночных или группо¬
вых формах плит перекрытий и покрытий, а также
плоских и ребристых панелей, колонн и ригелей длиной
до 7,2 м.
§ 3. ОСНОВЫ ОРГАНИЗАЦИИ КОНВЕЙЕРНОГО СПОСОБА
Конвейерный способ — усовершенствованный поточ¬
но-агрегатный способ формования железобетонных изде¬
лий.
Технологические конвейерные линии характеризуют¬
ся наличием конвейера, состоящего, как правило, из
форм'-вагонеток, перемещающихся по кольцевому пути,
либо представляют собой движущуюся бесконечную лен¬
ту, на которой последовательно совершаются технологи¬
ческие операции. При данной организации производст¬
ва технологический процесс делится на ряд циклов, каж¬
дый из которых последовательно выполняется на одном
— 342 —
j постов конвейера при движении форм с заданной
соростью; последние составляют общую цепь.
Конвейер работает с принудительным ритмом движе-
ия, с одинаковой для всех циклов продолжительностью,
пределяемой временем пребывания на посту, необходи-
ым для выполнения наиболее трудоемкого цикла. Кон-
ейерная технология позволяет более компактно распо-
ожить оборудование и значительно лучше использовать
роизводственные площади. При это'Ы почти все процес-
ы механизированы, обеспечивается лучшая организация
руда, соблюдается определенный ритм работы.
Тепловые агрегаты, как правило, являются частью
онвейерного кольца и в его системе работают в прину-
ительном ритме. Это обусловливает одинаковые или
ратные расстояния между технологическими постами
шаг конвейера), одинаковые габариты форм и развер-
утую длину тепловых агрегатов.
Конвейерные линии делят по характеру работы на
инии периодического и непрерывного действия, по спо-
обу транспортирования — на линии с формами, пе£>едви-
ающимися по рельсам или роликовым конвейерам, с
юрмами, образуемыми непрерывной стальной лентой
ли составлены из ряда элементов и бортовой оснастки;
0 расположению тепловых агрегатов — параллельно
онвейеру в вертикальной или горизонтальной плоско-
тях, а также в створе формовочной части конвейера.
Конвейерная технология, применяемая на специали-
ированных линиях одного вида (плиты перекрытий и
юкрытий, панели внутренних и наружных стен и т.п.).
юобенно эффективна для заводов значительной мощно-
ти. Возможно применение конвейеров для производства
юлонн и ригелей как с обычной, так и с напрягаемой
фматурой, санитарно-технических кабин и т.д.
Изделия изготовляют на передвижных поддонах, об¬
язующих непрерывную конвейерную линию, число пос-
■ов на конвейерах зависит от вида выпускаемых изделий
1 степени их отделки (как правило, их бывает 6—15),
юсты оборудованы машинами для выполнения операций
■ехнологического процесса, ритм работы конвейеров
)бычно составляет 10—22 мин, а скорость перемеще
шя 0,9—1,3 м/с.
На постах конвейерной линии последовательно вы-
юлняют следующие операции: подготовку формы, ук-
шдку в нее арматуры и бетонной смеси, ее распределе¬
— 343 —
ние и уплотнение, подачу формы с изделием в камеру
тепловой обработки непрерывного действия, выход фор-
мы с изделием из камеры, распалубку и осмотр готового
изделия.
Конвейерный метод производства железобетонных
изделий позволяет добиться комплексной механизации
и автоматизации технологических процессов изготовле¬
ния изделий, значительного повышения производительно¬
сти труда и увеличения выпуска готовой продукции при
наиболее полном и эффективном использовании техноло¬
гического оборудования. Применение этого метода ра¬
ционально при массовом выпуске изделий по ограничен¬
ной номенклатуре с минимальным числом типоразмеров
§ 4. ОСНОВЫ ОРГАНИЗАЦИИ СТЕНДОВОЙ ТЕХНОЛОГИИ
Сущность стендовой технологии состоит в том, что
изделия формуют и они твердеют в стационарном поло¬
жении на стенде или специальной установке без переме¬
щений, а все материалы, формующее и другое технологи¬
ческое оборудование, а также обслуживающие его рабо¬
чие звенья перемещаются от одной формы на стенде к
другой. Этот способ требует больших производственных
площадей, усложнения механизации и автоматизации
производства, высоких трудозатрат.
Вместе с тем стендовая технология целесообразна при
изготовлении крупногабаритных большой массы конст¬
рукций— ферм, двускатных балок больших пролетов,
колонн длиной более 12 м и др. На стендах изготовляют
напрягаемые изделия, у которых упоры вынесены за пре¬
делы формы, или воспринимающие усилия от напряже¬
ния арматуры (силовые формы). Особенно эффективен
этот способ для предварительно напряженных изделий,
которые нецелесообразно изготовлять на поточно-агре¬
гатных или конвейерных линиях.
Стендовый способ позволяет производить широкую
номенклатуру изделий при сравнительно несложной пе¬
реналадке оборудования. На рис. 12.5 приведена прин¬
ципиальная схема стендовой технологии.
При изготовлении изделий применяют стенды двух
типов: длинные и короткие. Длинные стенды (пакетные
и протяжные) применяют при изготовлении нескольких
изделий по длине стенда одновременно. На пакетных
стендах арматурные пакеты с зажимами на концах со-
— 344 —
2
Г7| □°13По[ЭШ][П ГП [
ООО
ООО
10 9
/ ' 7
Рис. 12.5. Стендовая линия производства наружных стеновых панелей с не¬
сколькими видами фасадной отделки
/ — узел приготовления фактурных растворов; 2 — зона формовочных стендов;
3 — колонки подвода пара; 4 — пост выдержки изделий и их доводки; 5 — кан¬
тователь; 6 — посты окраски и грунтовки; 7 — пост переоснастки форм; 8 —
склад арматурных каркасов; 9 — склад вкладышей; 10 — готовая продукция
бирают на отдельной установке, а затем их переносят и
укладывают в захваты стендов или форм. На протяжных
стендах арматурную проволоку сматывают с бухт, раз¬
мещенных с одного конца стенда, и протягивают по всей
длине стенда непосредственно на линии формования до
упора, расположенного с другой стороны стенда.
Разные способы изготовления арматурного пакета
определяют степень механизации производства и особен¬
ности оборудования пакетных и протяжных стендов. На
пакетных стендах целесообразно производить шпалы,
сваи, опоры, балки и другие изделия, имеющие неболь¬
шое поперечное сечение и компактное расположение ар¬
матуры; зажимные устройства и захваты при этом полу¬
чаются малогабаритными и относительно легкими и ими
удэбно пользоваться.
Изделия большой ширины или высоты (балки, про¬
гоны, плиты и т. д.) с большим поперечным сечением,
требующие поштучного или группового натяжения стер*
жневой арматуры, более рационально выполнять на про¬
тяжных стендах.
На коротких стендах изготовляют одно изделие по
длине или одно-два изделия по ширине стенда чаще все¬
го в горизонтальном положении (фермы, двускатные
балки и т.п.). На коротких стендах арматуру (проволоч¬
ную, стержневую, прядевую) натягивают гидродомкра¬
тами на упоры стенда или электротермическим способом.
— 345 —
Длинные (линейные) стенды бывают протяженностью
от 70 до 120 м и их используют для изготовления массо¬
вых предварительно напряженных конструкций при ус¬
ловии их загрузки ограниченной и стабильной номенкла¬
турой изделий. Для широкой номенклатуры конструкций
целесообразнее применять короткие стенды или силовые
формы.
Стенды, соответствующие длине одного или двух наи¬
больших размеров элемента, называют короткими, а
длине 4—15 одинаковых элементов — длинными, или ли¬
нейными. На коротких стендах производят любую на¬
прягаемую арматуру, а на длинных — главным образом
изделия с прядевой и проволочной арматурой.
На стендовых технологических линиях имеются же¬
лезобетонные рабочие полосы с упорами для восприятия
усилий от натяжения арматуры, механизмы для ее про¬
таскивания вдоль стенда, бухтодержатели, а также при¬
способления для натяжения арматуры — гидродомкраты
или навивочные машины. Арматуру на стендах натяги¬
вают механическим или электрическим способом. В со¬
став технологической линии входит также бетонораздат-
чик и устройство для подачи в него бетонной смеси; виб¬
раторы, виброштампы или вибраторы бетоноукладчика
для уплотнения смеси и оборудование й приборы для те¬
пловой обработки изделий.
Кассетный способ широко применяется при изготов¬
лении железобетонных конструкций различного назна¬
чения.
Суть этого способа заключается в том, что формова¬
ние изделий происходит в вертикальном положении в
стационарных разъемных групповых металлических фор¬
мах-кассетах, в которых изделия находятся до приобре¬
тения бетоном заданной прочности. Рабочее звено, заня¬
тое в производстве изделия, перемещается от одной кас¬
сетной установки к другой, что при соответствующем
числе форм позволяет осуществлять непрерывный произ¬
водственный поток.
— 346 —
ГЛАВА 13. НОМЕНКЛАТУРА ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
§ 1. ОБЩИЕ СВЕДЕНИЯ
В промышленном и гражданском строительстве на¬
пей страны около 90 % сборного железобетона состав¬
ляют типовые унифицированные конструкции, при раз-
эаботке которых определяющим является требование за-
юдской технологичности изделий. Это требование обус-
ювливает предельную массу изделий, их форму и раз¬
меры, вид армирования и т. п.
Сборные железобетонные изделия и конструкции
производят в основном линейными, плоскостными, блоч-
яыми и объемными. К линейным относят колонны, фер-~
мы, ригели, балки, прогоны; к плоскостным — плиты по¬
крытий и перекрытий, панели стен и перегородок, стенки
бункеров и резервуаров и т. п.; к блочным — массивные
фундаменты, стены подвалов и пр.; к объемным — сани-
гарно-технические кабины, блок-комнаты, коробчатые
элементы силосов, кольца колодцев и др. Номенклатура
роизводящихся в нашей стране железобетонных изде¬
лий и объемы их использования в гражданском и про¬
мышленном строительстве приведены в табл. 13.1.
По условиям транспортного оборудования длина эле-
ентов, как правило, не превышает 25 м, ширина 3 м и
масса 25 т. Армируют изделия в основном сварными сет¬
ками, каркасами и укрупненными арматурными блока¬
ми. При использовании напрягаемой арматуры создают-
я условия для захвата, натяжения и закрепления ее в
напряженном состоянии.
Для сборных железобетонных конструкций применя¬
ют бетоны в широком диапазоне плотности, прочности,
морозостойкости и водонепроницаемости. Например, для
несущих железобетонных конструкций широко использу¬
ют тяжелый бетон марок М 150 — М 800, плотностью
2200—2500 кг/м3, конструкционные бетоны на пористых
заполнителях марок М 150—М 500, плотностью 1200—
2200 кг/м3; для ограждающих конструкций используют
легкие бетоны марок М 50—М 100 плотностью 700—
1000 кг/м3.
Высокие требования предъявляются к номинальным
размерам типовых сборных конструкций, а также толщи¬
не защитного слоя бетона до поверхности арматурного
— 347 —
Таблица 131. Номенклатура железобетонных изделий
Изделия
Объем произ¬
водства, %
общего вы¬
пуска сбор¬
ного железо¬
бетона
Изделия
Объем производ¬
ства, % общего
выпуска сборно¬
го железобетона
Фундаменты
4,2
Перемычки
1,7
Сваи, шпунты
4,2
Элементы тонне¬
4,1
Блоки фундамент¬
1
лей и каналов
ные
Резервуары, сило-
2,6
Колонны
3,9
сы, конструкции
Ригели
2,4
для сооружений
Балки и фермы
5,4
водопровода и ка¬
покрытий
Плиты покрытий
7,8
нализации
Трубы
1,4
Плиты перекрытий
26
Опоры ЛЭП, ли¬
1,8
Стеновые панели
16,5
нии связи
Вентиляционные
3,2
Элементы мостов,
1,2
блоки и санитарно¬
технические каби¬
ны
1,6
путепроводов,
эстакад
Прочие
10
Лестничные мар¬
ши, площадки,
балконные плиты
Итого
100
стержня, эти размеры устанавливаются стандартами,
рабочими чертежами и техническими условиями на от¬
дельные виды изделий. Предельные отклонения размеров
большинства изделий (плит, панелей, колонн, балок
и т.п.) не должны превышать 4—10 мм, а защитного
слоя —3—5 мм.
§ 2. КЛАССИФИКАЦИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
В основу классификации сборных железобетонных
изделий и конструкций положены следующие признаки:
вид бетона, его плотность, вид армирования, внутреннее
строение и назначение.
По виду бетонов и применяемых вяжущих различают
изделия из цементных бетонов — тяжелых на обычных
плотных заполнителях, особо тяжелых бетонов и легких
бетонов на пористых заполнителях, ячеистых бетонов и
специальных бетонов — жаростойких, химически стойких,
декоративных. По плотности применяемых бетонов изде¬
лия бывают из особо тяжелых бетонов плотностью более
— 348 —
2500 кг/м3, тяжелых бетонов плотностью 1800—2500 кг/
/м3, легких бетонов плотностью 500—1800 кг/м3, особо
легких (теплоизоляционных) бетонов плотностью менее
500 кг/м3.
По виду армирования железобетонные изделия делят
на предварительно напряженные и с обычным армиро¬
ванием.
По внутреннему строению изделия могут быть сплош¬
ными и пустотелыми, изготовленными из бетона одного
вида, — однослойные, двухслойные, многослойные, изго¬
товленными из разных видов бетона или с применением
различных материалов, например теплоизоляционных.
Железобетонные изделия одного вида могут отли¬
чаться также типоразмерами, например блок стеновой,
угловой, подоконный и т. п. Изделия одного типоразме¬
ра могут подразделяться по маркам. В основу деления
на марки положено различное армирование, наличие
монтажных отверстий или различие в закладных дета¬
лях.
В зависимости от назначения сборные железобетон¬
ные изделия могут быть: для жилых и общественных
зданий, промышленных зданий, сооружений сельскохо¬
зяйственного, транспортного, гидротехнического строи¬
тельства и изделий общего назначения. Изделия должны
иметь максимальную степень заводской готовности. Со¬
ставные или комплексные изделия поставляют потреби¬
телю, как правило, в законченном, собранном виде, не
требующем (если это не предусмотрено проектом) до¬
полнительной отделки.
§ 3. ИЗДЕЛИЯ И КОНСТРУКЦИИ ГРАЖДАНСКИХ ЗДАНИЙ
Изделия для фундаментов и подземных частей зданий
выполняют в виде массивных элементов с плоской ниж¬
ней поверхностью — подошвой (рис. 13.1,а), устанавли¬
ваемых на уплотненный грунт или бетонную подготовку.
В верхней части элемента устанавливают гнездо-стакан
для установки нижнего конца колонны. Глубина стака¬
на составляет 1—1,5 высоты сечения колонны. При боль¬
ших нагрузках на основания применяют сборные фунда¬
менты. Они состоят из плит и блоков, укладываемых при
монтаже в два-три яруса. Фундаменты под колонны вы¬
полняют из бетона марок М 2(30, М 250 и М 300; их ар¬
мируют сетками й каркасами из стали класса A-II и
—’ 349 —
w
Рис. 13.1. Фундаменты и стены подвалов
а — фундамент под колонны; б — блоки ленточного фундамента стен: в бло¬
ки стен подвалов
A-III. Такие фундаменты изготовляют в основном по
стендовой технологии.
Ленточные фундаменты под стены производят из от¬
дельных блоков трапециевидного или прямоугольного
сечения(рис. 13.1,6), массой 0,5—4 т, из тяжелого бето¬
на марок М 150 — М 300. Армируют блоки сетками из
стали класса A-II и A-III. Изготовляют фундаменты в
основном по стендовой технологии.
Стены подвалов производят из сплошных блоков или
из блоков с пустотами из тяжелого бетона марок 100—
150 массой до 2 т (рис. 13.1,в).
— 350 —
Панели наружных стен изготовляют сплошными или
оконными или дверными проемами (рис. 13.2, а, б),
днослойными из легкого бетона на пористом заполни-
еле плотностью 700—1000 кг/м3, марок М 50 — М 100,
также из ячеистого бетона плотностью 550—700 кг/м3,
[арок М 35 и М 50.
Панели наружных стен жилых зданий на комнату
роизводят размером 3,6X2,9X0,4 м, массой до 4 т, а
анели на две комнаты с двумя оконными проемами име-
>т длину 6—6,6 м, массу до 8 т. Стеновые панели арми-
уют сварными сетками, а при наличии проемов по их
ериметру устанавливаются каркасы. Для облегчения
аружных стен и повышения их термоизоляции применя-
>т трехслойные панели с наружным и внутренним слоя-
ш из ячеистого бетона, минерального войлока и других
[атериалов, толщина таких стен снижается до 300—
50 мм, а масса до 50 %.
Панели внутренних стен выполняют однослойными
рис. 13.2,6) сплошными и с дверными проемами длиной
,о 7 м, высотой до 2,9 м и толщиной до 200 мм из тяже-
ого или конструкционного легкого бетона марок
1 150—М'200 по конвейерному, агрегатно-поточному и
ассетному способам производства.
Колонны многоэтажных зданий производят сечением
00X300 и 400X400 мм и длиной на один — четыре эта-
ка. Наиболее распространены колонны длиной 8,4 м,
шссой до 3,5 т на два этажа (рис. 13.3). По концам ко-
юнны имеют выпуски арматуры, а также выступающие
онсоли для опирания ригелей. Колонны делают из тя-
келого бетона марок М 200—М 500 и из конструкцион-
юго легкого бетона марок М 200—М 400. Армируют ко-
юнны пространственными каркасами из стали класса
L-III, а изготовляют их по агрегатно-поточному и стендо-
юму способам.
Ригели каркасов многоэтажных зданий (рис. 13.4)
ыполняют из бетона марок М 400 и М 500 таврового
ечения для пролета 6 м. Их длина составляет 5,5 м, вы-
ота 450 мм, а для пролета 9 м —длина 8,5 м, высота
ечения 650 мм, масса до 5,5 т. Армируют ригели обыч-
ой или предварительно напряженной арматурой, а из-
отовляют преимущественно по агрегатно-поточной тех-
ологии.
Плиты перекрытия изготовляют сплошными, с пусто-
ами и ребристыми (рис. 13.5). Пустотелые плиты (рис.
— 351 —
а)
в)
ш
Рис. 13.3. Колонна каркаса много¬
этажных зданий
а — общий вид колонны длиной на
два этажа; б — стык элементов; в—
стык колонны с ригелем
Рис. 13.4. Ригель каркаса много¬
этажного здания
Рис. 13.5. Плиты перекрытий мно¬
гоэтажных зданий
а — сплошного сечения; б — много-
пустотная; в — ребристая; г—ти¬
па 2Т
- 35? -
fpi
7
7
1-1
□
O')
Раскосная сегментная
*}
13.6 1 13.8
13.10
13.7
13.11
13.9
13.12
— 354 —
а) 5)
Рис. 13.6. Лестничный марш
13.7. Фундаментные балки трапециевидного (о) и таврового (б) сечений
Рис. 13.8. Колонны прямоугольного сечения
Рис. 13.9. Стропильные (а) и подстропильные (б) фермы
Рис. 13.10. Стропильные (а) и подстропильные (б) балки
Рис. 13.11. Ребристые плиты покрытий длиной 6 (о) и 12 (б) м
13.12. Предварительно напряженные плиты «на пролет» размерами 3X18
и 3X24 м (для плит 3X24 м размеры даны в скобках)
а — типа КЖС; б — типа П
13.5,6) изготовляют длиной 6, 9 и 12 м, шириной 2, 4 и
1,5 и толщиной 220—300 мм. Ребристые П-образного се¬
чения плиты (рис. 13.5, в) выполняют размером 8,8Х
X 1,5X0,4 м, массой до 4 т. Для больших пролетов пред¬
назначены ребристые плиты типа 2Т (рис. 13.5,г), их
размер 15X3X0,6 м, масса до 11 т. Плиты перекрытий
армируют сетками и каркасами из стали класса A-1II и
проволоки Вр-1. При пролетах плит более 3 м их целе¬
сообразно армировать предварительно напряженной вы¬
сокопрочной арматурой.
Лестничные марши выполняют в виде плит со сту¬
пенчатой поверхностью в средней части, а концевые уча¬
стки образуют лестничные площадки (рис. 13.6). Размер
марша 3,9X1,5 м, масса до 2,5 т, для их изготовления
применяют тяжелый бетон марок М 200— М 300. Ле¬
стничные марши можно изготовлять по конвейерному,
агрегатно-поточному и стендов- му способам.
§ 4. КОНСТРУКЦИИ ПРОМЫШЛЕННЫХ ЗДАНИИ
В номенклатуру конструкций одноэтажных промыш¬
ленных зданий входят несущие и ограждающие элемен¬
ты одно- и многопролетных зданий различной высоты
(3,6—18 м), бескрановые и оборудованные мостовыми
кранами, подвесными кран-балками, бесфонарные и с
фонарями, а также зданий, имеющих скатную или плос¬
кую кровлю. Номенклатура сборных конструкций одно¬
этажных промышленных зданий включает также фунда¬
ментные балки, колонны, подкрановые балки, стропиль¬
ные и подстропильные балки, фермы, плиты покрытий и
стеновые панели.
Фундаментные балки (рис. 13.7) применяют под на¬
ружные и внутренние стены при отдельно стоящих фун¬
даментах; шаг колонн 6 и 12 м; длина балок соответст¬
венно 4,3—5,95 и 10,2—11,96 м. Балки первой группы из¬
готовляют таврового или трапециевидного сечения (рис.
13.7, а, б), высотой 300 и 450 мм, массой до 2,2 т, их про¬
изводят по агрегатно-поточному способу из бетона марок
М 200 и М 300 и армируют сварными каркасами из ста¬
ли класса А-I и A-III. Балки второй группы изготовля¬
ют трапециевидного сечения, высотой 400—600 мм, мас¬
сой до 5,5 т из бетона марки М 400, армируют напрягае¬
мой арматурной сталью класса A-IV и А-V на коротких
силовых стендах.
— 356 —
Колонны (рис. 13.8) —основные элементы сборных
[ркасов одноэтажных промышленных зданий. В здани-
. без кранового оборудования, с подвесным оборудо-
нием, а также с мостовыми кранами при высоте зда-
[я от пола до низа стропильных ферм до 10,8 м приме-
[ют колонны прямоугольного сечения массой до 12,4 т.
лина таких колонн 4,5—11,8 м, максимальные сечения
1Лонн при грузоподъемности кранов 10—20 т: 400Х
600, 400X800 и 500X800 мм; их изготовляют из бетона
арок М 200— М 500.
В промышленных зданиях высотой от 10,8 до 18 м с
ютовыми кранами грузоподъемностью до 50 т приме-
[ют двухветвевые колонны длиной 11,85—19,35 м с га-
[ритами сечений подкрановой части 400X1000—600Х
1900 мм. Такие колонны изготовляют из бетона марок
300—М 500 и армируют стержневой арматурой из
али класса А-I и A-III.
Кроме указанных типовых конструкций колонн про-
1водят более эффективные сечения — двутавровые, коль-
*вые (изготовляемые центробежным способом), а так-
е сечения другой формы с предварительным напряже-
аем арматуры.
Подкрановые балки изготовляют предварительно на¬
жженными из бетона марок М 400—М 500 и М 600.
ри шаге колонн 6 и 12 м балки изготовляют длиной
95 и 11,95 м. Для работы мостовых электрических кра-
>в грузоподъемностью 5, 10, 20 и 30 т, при пролете 6 м
тавровом сечении предусматривают балки высотой
Ю мм, шириной 600 мм и толщиной 120 мм. Толщина
:бра по низу 200 мм, по верху 250 мм, на опорах ребро
■олщается до 300 мм, марки бетона М 400—М 500, ар-
атура напрягаемая из стержневой или канатной стали.
Для пролетов 12 м изготовляют балки из бетона ма-
ж М 500—М 600 двутаврового сечения высотой 1200 мм
шириной и толщиной верхней полки 650 и 160 мм со-
:ветственно, толщина стенки 140 мм, ширина нижней
алки 340 мм. Для крепления подкрановых рельсов в
элках балок предусмотрены отверстия с шагом 750 мм.
нутри отверстий помещают металлические трубки. Кро-
е того, в ребрах балок имеются отверстия для подвес-
а троллеев.
Изготовляют подкрановые балки по агрегатно-поточ-
эму или стендовому способам.
— 357 —
Стропильные и подстропильные фермы (рис. 13.9)'
предназначены для покрытий зданий пролетом 18 и 24 м.
Стропильные фермы бывают двух видов — раскосные
сегментные с верхним поясом ломаного очертания и без-
раскосные с верхним поясом арочного очертания. Для
пролетов 18 м общая высота фермы 2,74—3 м, длина
17,94 м, ширина поясов 240—300 мм. Для пролетов 24 м
общая высота 3,3—3,4 м, длина 23,94 м и ширина поясов
240—350 мм. Подстропильные раскосные фермы приме*
няют при шаге колонн 12 м, они имеют трапециевидные
очертания и развитые по ширине пояса (550 мм) для
опирания стропильных ферм длиной 11,95 м — для зда¬
ний со скатной и плоской кровлей.
Для нижнего пояса всех ферм применяют предвари¬
тельно напряженную стержневую арматуру класса A-IV
и А-V или проволочную (канатную) арматуру. Осталь¬
ные элементы ферм армируют сварными каркасами из
стержневой стали класса А-I и A-III. Для изготовления
ферм применяют бетон марок М 400—М 600, их изго
товляют на стендах или в силовых формах.
Стропильные и подстропильные балки применяют
для покрытий производственных зданий (рис. 13.10) с
шагом колонн 6 м и пролетами 6, 9, 12 и 18 м. Для сет¬
ки колонн 18X12 м применяют подстропильные балки
длиной 12 м, при пролетах 6 и 9 м балки двускатных по¬
крытий имеют тавровое сечение высотой 400—800 мм и
ширину верхних поясов 30 см.
- Для производственных зданий с пролетами 12 и 18 м
применяют типовые предварительно напряженные ре¬
шетчатые балки прямоугольного сечения с отверстиями
в стенке (рис. 13.10, а) и двутаврового сечения со сплош¬
ной стенкой (нетиповые). На опоре высота балок 800 мм,
уклон верхнего пояса 1 : 12, его ширина 200—280 мм.
Балки изготовляют на стендах или в силовых фермах из
бетона марок М 400 и М 500 и армируют стержневой
или проволочной (канатной) арматурой.
Железобетонные ребристые плиты покрытия промыш¬
ленных зданий (рис. 13.11) применяют для скатных и
плоских кровель. Типовые плиты производят: 3X12 м,
массой до 7,1 т и 3X6 м, массой до 2,7 т. К этим плитам
производят в качестве доборных элементов плиты 1,5Х
Х12 и 1,5X6 м. Типовые плиты имеют П-образное се¬
чение и состоят из системы продольных и поперечных
ребер и монолитно связанной с ними плоской полкой
— 358 —
злщиной 30 мм. Продольные ребра имеют высоту 300
450 мм соответственно для плит длиной 6 и 12 м, попе-
ечные ребра имеют высоту 150 мм; их устраивают через
—1,5 м.
Иногда в полках плит предусматривают отверстия
ля размещения водосточных колонок, вентиляционных
ахт, зенитных фонарей. Плиты покрытий изготовляют
i бетона марок М 250—М 400 по агрегатно-поточному
конвейерному способам. Полку и поперечные ребра
рмируют сварными сетками и каркасами из стали клас-
)в A-III и Вр-I, а продольные ребра выполняют из
редварительно напряженной стержневой стали классов
-IV, A-V, At-VI.
Все большее распространение получают эффективные
литы «на пролет» размерами 3X18 и 3X24 м (рис.
3.12,а), причем они могут быть двух типов: сводчатые
литы-оболочки типа КЖС и плиты с малоуклонной
лоской полкой типа П (рис. 13.12,6). Плиты КЖС име-
>т гладкую полку толщиной 30 мм, а продольные реб-
а — кессоны. В плитах типа П полка имеет ту же тол-
щну 30 мм, но выполнена не гладкой, а разделена че-
ез 1—1,5 м поперечными ребрами. Продольные ребра
[-образной плиты выполнены с кессонами. Такие плиты
ормуют из бетона марок М 400 и М 500.
Панели стен отапливаемых зданий с шагом колонн
м представляют собой однослойные плиты из легкого
ли ячеистого бетона длиной б м, шириной 0,9—1,8 м и
элщиной 160—300 мм. В неотапливаемых зданиях пре-
усматривают плиты тех же размеров, толщиной 70 мм;
и шаге колонн 12 м применяют панели в виде ребри-
гых предварительно напряженных плит массой до 4,5 т,
азмерами 1,2X12, 1,8X12 и 2,4X12 м с высотой про-
ольных ребер до 300 мм, поперечных 130 мм и толщи-
ой полки до 300 мм. Армируют панели сетками или кар-
асами из стержневой арматуры класса А-I и A-III,
редварительно напряженные конструкции — сталью
пасса A-IV и A-V.
Для многоэтажных производственных зданий номен-
патура типовых железобетонных конструкций включает
пементы каркаса и перекрытий с балочными и безба-
очными перекрытиями.
В зданиях с балочными перекрытиями широко ис-
ользуют колонны прямоугольного сечения размерами
Э0Х400 и 500X500 мм; длина колонн зависит от высо¬
— 359 —
ты этажа и обычно бывает 3,6—7,2 м, высота верхних
этажей иногда достигает 10,8 м. Колонны нижних эта¬
жей обычно выполняют на два этажа, а для зданий с
высотой этажей до 3,6 м — на три этажа. Длина колонн
достигает 15 м. Колонны изготовляют из бетона марок
М 300—М 500; их армируют сварными каркасами из
стали класса А-Ш. Ригели поперечных рам имеют пря¬
моугольное или тавровое сечение. В зависимости от сет¬
ки колонн (6X6, 9X6 и 12X6 м) длина ригеля состав¬
ляет 4,98—11,48 м. Производят ригели из бетона марок
М 200—М 500, при сетке колонн 6X6 м ригели армиру¬
ют ненапрягаемой стержневой арматурой из стали клас¬
са A-III, а в других случаях — напрягаемой арматурой
из стали класса А-IV и A-V.
Плиты перекрытий изготовляют с продольными и по¬
перечными ребрами высотой 400 мм, шириной 3, 1,5 и
0,7 м из бетона марок М 200—М 400, в качестве арма¬
туры применяют стержни из стали классов A-II, A-III
и A-IV.
В номенклатуру элементов многоэтажных зданий с
балочными перекрытиями входят также лестничные мар¬
ши, балки лестничных клеток, а также балки для спе¬
циального назначения (установки технологического обо¬
рудования).
Безбалочные перекрытия применяют в многоэтажных
производственных зданиях, где необходимы гладкие по¬
толки. Каркасы таких зданий состоят из колонн, ка¬
пителей, надколонных и пролетных плит и пролетных
плит, опертых по контуру. Колонны имеют квадратное
сечение 400X400, 500X500 и 600X600 мм, для опирания
капителей на колоннах устраивают четырехсторонние
консоли. Длина колонн зависит от высоты этажа и бы¬
вает 3,8—7,63 м.
Капители изготовляют двух типов — средние и край¬
ние. Размер средних в плане 2,7X2,7 м, крайних —
1,95X1.95 м. Надпольные и пролетные плоские плиты
предусматривают толщиной 150—180 мм из бетона ма¬
рок М 300—М 500, а капители из бетона марок М 200—■
М 400. Для всех изделий используется стержневая ар¬
матура класса А-Ш.
Г Л А В А 14. ПРИГОТОВЛЕНИЕ БЕТОННЫХ СМЕСЕЙ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Бетонные смеси на предприятиях сборного железобе¬
тона получают в бетоносмесительных цехах. Для выпус¬
ка товарных бетонных смесей предназначены бетонные
заводы и инвентарные бетоносмесительные установки.
Производство бетонных смесей может быть организова¬
но как в стационарных, так и в перебазируемых или мо¬
бильных установках. Последние применяют в основном
в начальный период строительства объектов, при значи¬
тельном удалении их от стационарных заводов. Разно¬
видностью мобильных являются инвентарные бетонные
заводы, которые по окончании строительства демонтиру¬
ют и перевозят на новую площадку.
По принципу действия различают бетоносмеситель¬
ные установки цикличного и непрерывного действия. Для
первых характерны периодически повторяющиеся опера¬
ции загрузки, перемешивания и выгрузки, для вторых —
непрерывность указанных процессов. Наиболее широко
распространены установки цикличного, или периодичес¬
кого, действия. Применение установок непрерывного дей¬
ствия может быть эффективно при массовом потребле¬
нии одномарочной бетонной смеси, например в гидро¬
техническом и дорожном строительстве, при сооружении
объектов из мелкоштучных стеновых материалов.
Важным отличительным признаком бетоносмеситель¬
ных цехов и заводов является их технологическая компо¬
новка. По вертикальной компоновке различают установ¬
ки с одно- и двухступенчатой технологической схемой
(рис. 14.1). При одноступенчатой, или вертикальной, схе¬
ме (рис. 14.1, с) все компоненты смеси подают в разда¬
точные бункера за один прием (однократно). Затем их
перемещают гравитационным путем в дозирующие уст¬
ройства и бетоносмесители. При вертикальной компо¬
новке установка имеет сравнительно небольшие размеры
в плане и значительную высоту. Бетоносмесительные уз¬
лы, рассчитанные на долговременную эксплуатацию,
обычно выполняют по вертикальной схеме.
При двухступенчатой, или партерной, схеме (рис.
14.1,6) материалы поднимают в два приема — сначала в
расходные бункера, затем с помощью конвейеров или
скиповых подъемников в загрузочные устройства смеси-
— 361 —
л -no-tf5’
»
ff v>7
ш&чччшж-
л)
zj\ /д
v7 w
тел ей. При такой компоновке завод и пи цех расчленяет¬
ся на две части: дозировочное отделение с приемными
устройствами и смесительное отделение с раздаточными
бункерами бетонной смеси. При двухступенчатой схеме
требуется здание небольшое по высоте, но значительных
размеров в плане. Это облегчает монтаж оборудования,
однако требует большого числа подъемного оборудова¬
ния и увеличения продолжительности технологического
цикла. Установки по двухступенчатой схеме обычно мо¬
бильные.
— 362 —
I
ic. 14.1. Схемы вертикальной ком-
жовки бетоносмеситсльных уста¬
новок
— одноступенчатая: б — двухсти-
’нчатая (партерная); 1 — конвей-
) для подачи заполнителей со
глада: 2 — конвейер для подачи
гполнителей в расходные бункера
»тоносмесительной установки; 3 —
творотная воронка; 4 — расходные
ункера; 5 — элеватор для подачи
емента; в — дозаторы для сыпучих
атериалов; 7 — воронка дозирован-
ых сыпучих материалов; 8 — це-
ентовоз; 9 — дозатор воды: 10 —
'т оное месит ель; 11 — раздаточный
ункер готовой смеси; 12 — аетобе-
моеоз; 13 — конвейер для подачи
озированных материалов в бетоно¬
смесители
ис. 14.2. Схема расположения бе-
тонпсмесительных машин
— однорядное; б — двухрядное;
в — гнездовое
'ис. 14.3. Автоматизированный
склад цемента СБ-ЗЗБ
— фильтр; 2 — ограждение: 3—си-
ос; 4 — лестница: 5 — аэрирующее
стройство; в — камерный насос;
— масловлагоотделитель; 8 — воз-
ухопровод; 9 — электроаппаратура;
10 — цементопровод
‘ис. 14.4. Пневматический разгруз¬
чик цемента
— заборное устройство; 2 — це-
гентопроеод; 3 — осадительная ка-
iера; 4 — фильтр; 5 — винтовой кон-
ейер; Б — вакуум-насос: 7 — шкаф
с аппаратурой управления
14.1 II 14.3
14.2 14.4
— 363 —
Компоновка заводов и цехов в горизонтальной плос¬
кости характеризуется линейной или гнездовой расста¬
новкой бетоносмесителей (рис. 14.2). При линейной схе¬
ме каждый смеситель имеет индивидуальное разгрузоч¬
ное отверстие, при гнездовой разгрузка идет в один об¬
щий бункер бетонной смеси. Характер расположения бе¬
тоносмесителей зависит от вида дозировочной аппарату¬
ры. Бетоносмесители, размещенные по гнездовой схеме,
могут быть обеспечены дозаторами, имеющими автома¬
тизированное управление. При гнездовой компоновке
возможны загрузка транспортных средств большой гру¬
зоподъемности, снижение расходов на строительство и
эксплуатацию завода. Однако этот способ компоновки
смесителей нерационален при необходимости одновре¬
менного изготовления нескольких марок бетона, и на за¬
водах железобетонных изделий его обычно не приме¬
няют.
Бетоносмесительные установки могут иметь как ме¬
стное, так и дистанционное автоматическое управление.
При местном управлении вручную открывают и закрыва¬
ют затворы дозаторов, изменяют положение загрузочной
воронки. Все электродвигатели на различных видах обо¬
рудования имеют индивидуальную пусковую аппара¬
туру. Дистанционное автоматическое управление осуще¬
ствляют с пультов, с помощью которых производят за¬
пуск и остановку электродвигателей, а также программ¬
ное регулирование технологического процесса.
В состав бетоносмесительных цехов или бетонных за¬
водов входят склады цемента и заполнителей, установки
для приготовления добавок, расходные бункера для об¬
разования оперативного запаса материалов, транспорт¬
ное оборудование, аппаратура для дозирования компо¬
нентой, смесительное оборудование и устройства для вы¬
дачи бетонной смеси, устройства автоматического управ¬
ления и контроля, вспомогательные установки (энерге¬
тическое хозяйство, компрессорная, отопительная систе¬
ма и т п.).
Бетоносмесительные цехи заводов железобетонных
изделий малой мощности имеют годовую производитель¬
ность до 50 тыс. м3 бетона, средней и большой мощно¬
сти— соответственно до 100 и 250 тыс. м3. Заводы то¬
варного бетона могут иметь мощность и свыше
250 тыс м3.
§ 2. СКЛАДИРОВАНИЕ ЦЕМЕНТА И ЗАПОЛНИТЕЛЕЙ
Бетоносмесительные цехи и заводы для хранения це¬
мента оснащают обычно складами силосного типа. Они
юстоят из отдельных ячеек-силосов диаметром 5—10 м,
зместимостью 25—1500 т и более, изготовленных из ме¬
талла или железобетона (рис. 14.3). Для мелких уста¬
новок применяют инвентарные сил осы объемом 10—20 т.
Количество силосов увеличивают в зависимостиСЪт не-
эбходимой вместимости склада, которая в свою очередь
эпределяется мощностью завода и принятым расчетным
запасом. Нормируемый запас цемента принимают, как
правило, из условия 5—10-суточной потребности пред¬
приятия. Расчетное количество цемента для определения
вместимости склада можно определить по формуле
А цем — П [■ ЦЗц • 1,04/0,9 С,
где Пг — годовая производительность предприятия, м3; Ц — усред¬
ненный расход цемента на 1 м3 продукции; Зц — запас цемента на
складе, сут; 1,04 — коэффициент возможных потерь цемента при
разгрузочных и транспортных операциях; 0,9 — коэффициент запол¬
нения емкости для хранения цемента; С — количество рабочих дней
в году.
Силосные склады возводят прямоугольно-пирами¬
дальными с прямоугольным корпусом, вертикальными
стенками и днищем в виде усеченной пирамиды, а также
цилиндрическими с коническим днищем. Силосы разме¬
щают в один, два или несколько рядов. Получили широ¬
кое распространение сборные железобетонные силосы.
В табл. 14.1 приведены технико-экономические показа¬
тели некоторых типовых силосных складов цемента.
Цемент может поступать на склад с помощью раз¬
личных транспортных средств: специализированных ав¬
томобилей (автоцементовозов, опрокидных цементово¬
зов), вагонов-цементовозов, обычных крытых вагонов.
В нашей стране основная часть цемента отправляется по¬
требителям в железнодорожных вагонах-цементовозах
или в автоцементовозах. Потери цемента при транспор¬
тировании в цементовозах, включая потери при погрузоч¬
но-разгрузочных работах, в среднем примерно в 10- раз
меньше, чем при транспортировании в крытых вагонах,
и примерно в 40 раз меньше, чем в открытом подвижном
составе.
Железнодорожные цементовозы бывают бункерного
типа и в виде цистерн грузоподъемностью 60 т. Из цемен¬
товозов бункерного типа цемент самотеком через люки
— 365 —
Таблица 14.1. Примерные технико-экономические показатели
типовых прирельсовых складов цемента
Показатели
Вместимость склада, т
Количество силосных
банок
Материал, из которо-
го изготовлены сило-
сы
Грузооборот склада,
тыс. т/год
Число работающих в
смене
Удельный расход на
L т грузооборота:
электроэнергии,
кВт'Ч
сжатого воздуха, м3
капитальных вло¬
жений, руб.
6 (4)
6 (4)
6 (4)
6 (4)
>
<елезобето1
или метал
л
17 (И)
32 (23)
82 (54)
196 (131)
2
2
2
2
0,6 (0.91)
0,5 (1,0)
1,26 (0.86)
0 93 (0.65)
0,59 (0,93)
0,38 (0,73)
1 21 (0,88)
1,19 (0,89)
6 (20,8)
6 (20,8)
37,6 (10)
35 (0.17)
5,4 (20,3)
6 (20,8)
37,5 (10)
35 (0,17)
3,2
1,76
1,75 (1,77)
0,83 (0,81)
4
2,2
2,05 (2,02)
0,96 (0 97)
Железо¬
бетон
284
2
2,7
0,78
Примечания* 1. В скобках даны показатели при минималь¬
ном числе силосных банок.
2. Над чертой даны показатели при механическом способе тран¬
спортирования цемента, под чертой — при пневматическом.
3 Удельные капитальные вложения приведены для силосных ба¬
нок, выполненных из железобетона.
выгружается в приемные устройства складов. Разгрузку
цементовозов-цистерн производят с помощью сжатого
воздуха. Для разгрузки цемента из крытых железнодо¬
рожных вагонов применяют механические или пневмати¬
ческие разгрузчики (рис. 14.4). Использование механи¬
ческих разгрузчиков (механические лопаты) сопряжено
со значительными затратами ручного труда, потерями
цемента и не обеспечивает необходимых санитарных ус¬
ловий для работающих.
Пневматический способ разгрузки более совершенен.
Он основан на перемещении взвешенных частиц мате¬
риала движущимся потоком воздуха. Для него характер¬
ны герметизация и отсутствие потерь цемента, лучшие
условия труда, компактность, полная механизация.
— 366 —
Рис. 14.5. Технологическая схема прирельсового склада цемента
/ — пневматический подъемник; 2 — бункер; 3 — вагон цементовоз; 4 — крытый
вагон, 5 — вагон-цистерна; 6 — переключение цементопроводов; 7 — пневмати¬
ческий разгрузчик; 8 — цементопроводы; 9 — силосы: 10 — пневматический раз-
гружатель донной выгрузки; 11 — автоцементовоз; 12 — рукавный фильтр;
13 — вакуум-установка; 14 — пневматический винтовой насос
Рис. 14.6. Штабельно-траншейный склад нерудных строительных материалов
при заводе железобетонных изделий
1 — маневровое устройство; 2, 3 — перегрузочная станция; 4 — конвейерная
наклонная галерея; 5 — подштабельные люки; 6 — разделительные стенки
склада; 7 — натяжная станция конвейера; 8 — бетонная площадка; 9 —* обва¬
лование; 10 — навес; 11 — разгрузчик С-492
w
Рис. 14.7. Эстакадно-траншейный склад нерудных строительных материалов
1 — эстокада; 2 — конвейер на эстакаде; 3 — сбрасывающая тележка; 4 — кон¬
вейер подачи на склад; 5 — штабель заполнителей, 6 — траншейный ленточный
конвейер; 7 — затвор; 8 — одноковшовый погрузчик; 9 — разгрузочная уста¬
новка Т-182А
Рис 14.8. Автоматизированный силосно-кольцевой склад нерудных материалов
при бетонном заводе
1 — разгрузочная машина Т-182А; 2 — рыхлительное устройство; 3 — люко-
подъемник, 4 — ленточный конвейер; 5 — вертикальный ковшовый элеватор;
6 — вибролоток; 7 — вибратор на приемном бункере; 8 — указатель нижнего
уровня; 9 — ленточный конвейер; 10 — силосы; 11 — поворотная воронка
— 368 —
Силосные склады цемента подразделяют на механи-
фованные и автоматизированные. В последних — наи-
элее прогрессивных — управление всеми процессами
роизводится автоматически. В состав автоматического
слада входят приемный бункер, силосная банка, фильтр,
амерный насос или винтовой разгрузчик, распредели-
гльное пневматическое устройство, цементопроводы, ис-
олнительный механизм, системы влаго- и маслоочистки
жатого воздуха и автоматического управления. На рис.
4.5 для примера дана технологическая схема силосного
клада цемента. Каждый силос оборудован пневматиче-
ким разгрузчиком, благодаря которому цемент поступа-
т на нижний аэрожелоб и далее в бункер для перекач-
и либо для подачи в бетоносмесительное отделение.
\УКроме силосных складов цемента иногда на бетонных
аводах и заводах сборного железобетона применяют
ункерные склады цемента вместимостью 250—1000 т.
)ни состоят из ряда бункеров круглой или прямоуголь-
ой формы с коническим днищем. Подают цемент в бун-
ера механическими или пневматическими разгрузчика-
[и, выгружают с помощью шнеков и аэрожелобов. Для
ункерных складов характерен недостаточно высокий
ровень механизации и автоматизации, невысокий коэф-
шциент использбвания площади.
Заполнители бетона хранят в складах открытого, за-
.рытого и комбинированного типа. В зависимости от ви-
,а транспортных средств, доставки/заполнителей скла-
,ы разделяют на прирельсовые, безрельсовые и берего-
ые. По способу складирования и хранения различают
нтабельные, полубункерные .бункерные и силосные скла¬
ды заполнителей.
Наиболее распространены штабельные и полубункер-
:ые траншейные и эстакадно-траншейные склады (рис.
4.6—14.7). Эти виды складов применяют на заводах
1алой и средней мощности. Они предстазляют собой бе-
онную площадку с необходимыми разгрузочными и шта-
юлирующими механизмами — грейферным краном, по-
рузчиками, бульдозерами и др. Штабельно-траншейные
клады имеют подземную галерею, в верхней части ко-
орой размещены приемные бункера, в нижней — ленточ-
[ые конвейеры. Заполнители выгружают с помощью раз-
рузчиков с железнодорожных платформ или подают в
фиемные бункера непосредственно из саморазгружаю-
цихся вагонов и автосамосвалов. Из приемных бункеров
4—845
— 369 —
через течки с помощью ленточных конвейеров они посту¬
пают в расходные бункера бетоносмесителей.
На заводах железобетонных изделий широко приме¬
няют полубункерные эстакадно-траншейные склады. Их
загружают сверху при помощи ленточных конвейеров,
установленных на эстакаде. Материал, сбрасываемый с
помощью специально предназначенной для этого тележ¬
ки, образует штабеля трапецеидального сечения. В по-
лубункерном складе штабель частично или полностью
заглублен в землю.
/Склад для хранения заполнителей по видам и фрак¬
циям разделен железобетонными перегородками на отсе¬
ки. Заполнители выдаются из склада через течки, уст¬
роенные в перекрытии подштабельной галереи, и с по¬
мощью ленточных конвейеров поступают в бункера бето-
носмесителешуВ открытых складах штабельное хранение
заполнителей сопровождается их увлажнением, засоре¬
нием посторонними примесями, смерзанием в зимнее вре¬
мя. Этих недостатков лишены закрытые склады. Особен¬
но важно хранить в закрытых складах легкие пористые
заполнители.
Наряду со складами штабельного хранения применя¬
ют бункерные и силосные склады заполнителей закрыто¬
го типа. Они состоят из многоугольных или круглых
стальных или железобетонных банок диаметром до 5—
10 м. Такие склады загружают вертикальным многоков¬
шовым элеватором и распределительным конвейером,
выгрузка заполнителей идет на ленточный конвейер с по¬
мощью вибратора, расположенного под днищем силоса.
Разработан автоматизированный силосно-кольцевой
склад заполнителей. Он состоит из приемного бункера с
наклонной галереей, маневренного устройства для подтя¬
гивания железнодорожных вагонов, перегрузочных уст¬
ройств и силосных емкостей, системы ленточных конвей¬
еров для транспортировки заполнителей к бетоносмеси¬
телям, устройства для подогрева заполнителей и конт¬
роля их влагосодержания. Силосная емкость склада вы¬
полнена в виде расположенных по кольцу семи силосных
банок из сборных железобетонных колец, каждое диамет¬
ром 3,5 м (рис. 14.8).
На складах заполнителей в зимнее время подогрева¬
ют песок, а в некоторых случаях и крупный заполнитель.
Наиболее распространен подогрев заполнителей с по¬
мощью паровых регистров. Иногда применяют также
— 370 —
ращающиеся сушильные барабаны. Температура подо-
эева заполнителей колеблется в зависимости от вида и
арки цемента. Максимально допустимая температура
аполнителя при загрузке в смеситель и применении
бычного портландцемента, а также его разновидностей
е должна быть выше 50 °С. При использовании регист-
ов характерны большая продолжительность и неравно-
ерность нагрева, обусловленные сравнительно малой
оверхностью нагрева труб. Разработан более экономич-
ый способ конвективного обогрева заполнителей горя-
им воздухом или дымовыми газами с температурой до
50 °С.
При выборе типа склада необходимо учитывать кли-
[атические условия, характер внешнего транспорта и
ип подвижного состава, объем необходимого складско-
о запаса и технологические требования. В районах с
(ягкой зимой и небольшим количеством осадков эконо-
шчески более эффективен открытый тип склада, в хо-
одных и влажных районах необходим закрытый склад
'ехнико-экономические показатели унифицированных
кладов заполнителей бетона приведены в табл. 14.2.
Запас заполнителей применяют в зависимости от ха¬
рактера его доставки. Как и для цемента, он рассчитан
рбычно на 5—10 сут, однако может быть и на более про-
юлжительное время. Потребность в заполнителях, как
[ в цементе, при проектировании склада определяют на
рснове подбора состава бетонной смеси. Ориентировочно
ia 1 м3 тяжелого бетона требуется 0,45 м3 песка и 0,9 м3
цебня или гравия. Вместимость склада заполнителей
южно определить по формуле, аналогичной приведенной
1анее для расчета склада цемента. При использовании
^акционированных заполнителей вводят поправочный
.оэффициент (для двух фракций—1,05; трех —1,1; че-
ырех —1,15).
Максимальная высота штабелей заполнителей во вре-
1Я их отсыпки с эстакад составляет 12 м при угле есте-
твенного откоса 40°. При разгрузке заполнителя с же-
шзнодорожного состава передвижной разгрузочной ма-
пиной высоту штабеля принимают 4—6 м.
Общую площадь склада заполнителей определяют из
■оотношения
■^Скл = Кп,
■де Sп — полезная площадь склада, равная суммарной площади всех
итабелсй, м2; Кп — коэффициент увеличения площади склада для
гстройства проездов, проходов и т. п. (/Сп=1,4—1,5).
4* — 371 —
Таблица 14.2. Примерные технико-экономические показатели
унифицированных складов заполнителей бетона
Технике-
экономические показатели
Склад
Вмести¬
мость, м8
годовой гру¬
зооборот,
тыс. м3
капитальные
вложения,
тыс. руб.
себестоимость
складской
переработки,
руб/м3
Открытый штабельно¬
16(Ю
60
109
0,62
траншейный инвентар¬
3200
■120
124
0,42
ный
бзое'
2400
166
0,23
12 900'
480
238
0,23
Частично закрытый
3200
120
163
0,28
эстакадный штабельно¬
6400
240
249
0,22
траншейный стационар¬
ный
12 900
480
349
0,16
Закрытый эстакадно-по-
4300
120
223
0,34
лубункерный стационар¬
6400
240
304
0,23
ный
14 900
480
532
0,22
Силосный стационарный
1500
60
133
0,48
Силосный инвентарный
240
7,5
34
0,88
480
15
50
0,68
720
30
70
0,53
1500
60
133
0,48
Закрытый бункерно¬
кольцевой с приемным
устройством для авто¬
транспорта
200
8
15
1,89
§ 3. ДОЗИРОВАНИЕ КОМПОНЕНТОВ БЕТОННОЙ СМЕСИ
Дозирование — это процесс отмеривания количества
исходных материалов при загрузке их в смеситель. До¬
зирование компонентов бетонной смеси должно выпол¬
няться с точностью, обеспечивающей достижение необ¬
ходимых проектных свойств бетона. При приготовлении
бетонной смеси дозированным способом компоненты до¬
зируют по массе, воду и жидкие добавки можно дозиро¬
вать по массе и по объему.
Объемное дозирование заполнителей разрешается
лишь при изготовлении небольших количеств бетонной
смеси и бетонировании неответственных конструкций.
При обьемном дозировании существенные погрешности
объясняются колебаниями объемной насыпной массы сы¬
пучих материалов, в особенности при изменении их влаж-
— 372 —
с. 14.9. Автоматический весовой
эзатор заполнителей АВДИ-1200
- кожух: 2. 27 — тяги; 3 — крю-
; 4. 17 — грузоприемные рычаги;
- подвески; 6, 29, 30 — переда¬
нные рычаги; 7, 15, 21 — пнеема-
ческие цилиндры; 8, 14 — ворон-
; 9, 11, 13 — электропневматиче-
ие клапаны; 10, 12, 22 — конечные
кключатели; 16 — рама; 18, 19 —-
кторные впускные затворы; 20 —
совой бункер, 23 — выпускной за-
ор; 24 — циферблатный указа-
ль; 25 — демпфер (масляный ус-
коитель); 26 — площадка; 28 —
гулировочный винт; 31 — стяжка
(с. 14.10. Дистанционный задат¬
чик массы
— стрелка; 2 — флажок-экран; 3—■
юобразователи; 4 — зазоры; 5 —
дающие стрелки; 6 — валики;
— штурвальчики; 8 зубчатый
1C к; 9 — шестерни; 10 — осевое от¬
верстие
— 373 —
5ZE
В)
vZ7
Рис. 14.11. Схемы объемно-весовых
дозаторов
а — с постоянным объемом; б — с
шарнирной перегородкой; в — с ка¬
чающейся стенкой; г — телескопии
ческий; д — с секторным питате¬
лем; 1 — расходный бункер; 2—до¬
затор; 3 — перегородка; 4 — рычаг;
5 — питатель; 6 — качающаяся стен¬
ка (1 — начальное положение, 11-
конечное положение); 7 — концевой
выключатель; 8 — привод; 9 — сек¬
торный питатель; 10 — разгрузоч¬
ная воронка
Рис. 14.12. Принципиальная схема устройства для автоматической коррекции
дозирования воды с учетом влажности мелкого заполнителя
1 — нейтронный датчик; 2 —«■ электронный коррелятор; 3 — счетно-решающее
устройство; 4 — пульт управления; 5 — исполнительный блок; 6 — дозатор во¬
ды; 7 — дозатор мелкого заполнителя; 8 — дозатор крупного заполнителя; Р —•
дозатор цемента; 10 — сборный бункер; 11 — бетоносмеситель
сти. Объемное дозирование цемента не допускается во
ех случаях. Точность дозирования цемента, воды и до-
вок должна отклоняться от расчетной не более чем
2 %, заполнителей не более чем на 2,5 %. Этим уело
ям должно удовлетворять не менее 80 % замеров.
Дозаторы классифицируют по характеру работы на
кличные и непрерывного действия, по принципу дей-
вия — на объемные, весовые и смешанные, по способу
равления — с ручным, полуавтоматическим и автома-
ческим управлением. Выбор типа дозаторов определи-
ся компоновкой бетоносмесительной установки, видом
тоносмесителей, количеством марок смеси и другими
акторами.
Наиболее распространены полуавтоматические и ав-
матические цикличные весовые дозаторы. В полуавто-
этических дозаторах загрузку и взвешивание материа-
)в производят автоматически; оператор осуществляет
; подачу в бетоносмеситель. В автоматических дозато-
tx необходимые операции осуществляют без вмешатель-
ва оператора. Весовые дозаторы состоят из весового
азировочного бункера (мерника), загрузочного устрой-
•ва, весового механизма и механизмов управления. За
•узочное устройство выполнено в виде затвора, с
эмощыо которого впускают и регулируют поток мате-
-1алов, поступающий в мерный сосуд дозатора из рас-
эдного бункера бетоносмесительной установки. Загру-
ают материалы также с помощью питателей (лотка
пи винтового конвейера), устанавливаемых между вы-
ускным отверстием бункера и мерником дозатора. Пи-
этели обеспечивают более равномерную загрузку доза-
эра.
Автоматические дозаторы выпускают в основном двух
ппов: АВД и ДБ. Дозаторы типа АВД позволяют дози-
овать материалы в цикличные бетоносмесители (рис.
4.9). В зависимости от вида дозируемых материалов
озаторы имеют индексы: АВДЦ — для цемента,
ВДИ — для заполнителей, АВДЖ — для жидкости. Ве-
эвой прибор дозаторов представляет собой циферблат-
ый указатель, оборудованный задатчиками массы (рис,
4.10). Задатчики массы разделяют на контактные (ртут-
ые, магнитортутные, микропереключатели) и бескон-
актные (фотоэлектрические, индуктивные). Первые наи-
олее просты, однако менее надежны. По мере набора
[ассы дозируемого материала стрелка циферблатного
— 375 —
указателя проходит датчик, и сигнал подается на привод
питателя или затвора.
Груз в весовой емкости большинства дозаторов урав¬
новешивается рычажной системой. В последние годы
внедряют более точные и надежные безрычажные мас¬
соизмерительные устройства, представленные е основном
тензометрическими датчиками массы. Для учета расхо¬
да материалов дозаторы оснащают регистрирующими
приборами. Дозаторы для заполнителей могут быть од¬
но- и многофракционными. Последние позволяют пооче¬
редно дозировать несколько фракций заполнителя. Тех¬
нические характеристики дозаторов типа АВД приведе¬
ны в табл. 14.3.
Для дозирования пористых заполнителей применяют
объемно-весовые дозаторы (рис. 14.11). Конструкция
объемно-весового дозатора НИИКерамзита представля¬
ет собой два раздельных бункера, снабженных массоиз¬
мерительными устройствами. Дозируемый материал из
расходного бункера в зависимости от положения затво-
Таблица 14 3. Технические характеристики дозаторов типа АВД
Дозаторы
Показатели
1
АВДЦ-425Д
АВДЦ-120С1Д
АВДЦ-2400Д
АВДИ-425Д
АВДИ-1200Д
АВДИ-2400Д
АВДЖ-1200Д
АВДЖ-2400Д
Максимальная на¬
грузка, кН
15
30
70
60
120
130
20
50
Минимальная нагруз¬
ка, кН
3
10
30
8
20
25
1
5
Погрешность дозиро¬
вания, %
±2
±2
±2
±2
±2
±2
±2
±2
Максимальная про¬
должительность цик¬
ла взвешивания, с
45
45
45
45
45
45
45
45
Цена деления цифер¬
блатного указателя,
кН
0,025
0,05
0,1
0,1
0,2
0,2
0,02
0,05
Давление воздуха в
сети, кН)смг
Габариты, мм:
0,6
0,6
0,6
0,6
0,6
0,6
0,6
0,6
длина
1706
1706
—
2060
2060
1555
1290
1560
ширина
960
960
—
1175
1175
ИЗО
960
1100
высота
1680
2095
—
1910
2660
2660
1945
2600
Масса, кг
495
520
—
570
600
586
241
479
— 376 —
а поступает попеременно в первый и второй бункера.
)ба бункера опираются на два силоизмерительных эле-
1ента кольцевого типа с наклеенными на них теизорези-
торами. На каждом весовом бункере предусмотрены
жазатели уровня. Регулирующее устройство дозатора
Фиксирует отмеренные объем и массу заполнителя.
Важнейшим условием достижения требуемых свойств
>етона является постоянство водоцементного отношения.
Необходимое условие стабилизации В/Ц— учет влаж-
юсти заполнителей, которая даже при благоприятных
условиях может колебаться от 10 до 15 %, а при небла-
■оприятных — от 20 до 30%. Влажность заполнителей
ложно определять различными способами. Обычно на
эредприятиях измеряют влажность заполнителей высу-
циванием проб 1—2 раза в сутки. Однако такой метод
эпределения влажности не позволяет получать данные
з,ля оперативного корректирования составов.
Непрерывное и достаточно точное определение влаж¬
ности заполнителей решается в настоящее время на ос¬
нове электрометрических методов, из которых наиболее
перспективен нейтронный метод. Он позволяет контроли¬
ровать влажность заполнителей в интервале 1,5—10 %
непрерывно с точностью 0,2—0,3 %. Разработаны также
и другие сравнительно простые и достаточно точные не¬
прерывные методы контроля, основанные, например, на
зависимости электропроводности заполнителя от его
влагосодержания. Разработаны схемы устройств для ав¬
томатической коррекции дозирования воды, позволяю¬
щие в значительной мере обеспечивать постоянство В/Ц
(рис. 14.12). Более совершенна схема коррекции дозиро¬
вания воды с учетом влажности и- плотности заполните¬
лей при непосредственном определении указанных пара¬
метров в бетоносмесителе.
В отличие от циклических, дозаторы непрерывного
действия обеспечивают непрерывное автоматическое до¬
зирование материалов. Такие дозаторы применяют на
заводах с бетоносмесителями непрерывного действия.
Они делятся на дозаторы прямого и непрямого действия.
У первых в одном агрегате совмещаются устройства для
Езвешивания и изменения подачи дозируемого материа¬
ла, у вторых имеются два самостоятельных агрегата.
Наибольшее применение нашли маятниковые дозаторы
непрерывного действия (рис. 14.13), включающие ворон¬
ку-питатель, весовой конвейер с приводом и рычажную
— 377 —
I
Рис. 14.13. Дозатор заполнителей СБ-26А
— схема дозатора; б — дозатор в состоянии равновесия; в — дозатор в со-
оянии, при котором количество дозируемого материала меньше заданного;
— воронка-питатель; 2 — подвески; 3 — призменные опоры: 4 — неподвижная
слонка; 5 — подвиэ/сная заслонка; 6 — грузы; 7 — винты; 8 — натяжной ба-
бан; 9— лента: 10 — приводной барабан; 11 — звездочка; 12 — цепная пере¬
дача; 13 — щека рамы конвейера; 14 — вариатор, 15 — рычаг
Рис. 14.14. Схемы приготовления бетонной смеси в бетоносмесителях
— цикличного действия; 1 — загрузка материалов; 2 — перемешивание; 3 —
!грузка бетонной смеси; б — непрерывного действия; в — в гравитационном;
г — принудитейьного смешения ■ |
дстему. Весовой конвейер через систему рычагов свя¬
зи с заслонкой, изменяющей высоту слоя материала на
енте конвейера до тех пор, пока его масса не станет
авна заданной.
§ 4. ПЕРЕМЕШИВАНИЕ БЕТОННОЙ СМЕСИ
Чтобы бетонная смесь была однородной, ее переме-
швают. С однородностью бетонной смеси тесно связа-
ы основные физико-механические свойства бетона.
Для смешивания компонентов бетонной смеси наибо-
ее широко применяют цикличные бетоносмесители (рис.
4.14). В такие бетоносмесители каждый новый замес
южет быть загружен лишь после выгрузки из него пре-
.ыдущей готовой дозы смеси. По принципу смешивания
1етоносмесители делятся на гравитационные (со свобод¬
ам падением материалов; рис. 14.15) и принудительные
с принудительным смешиванием компонентов; рис.
4.16—14.17). В гравитационных бетоносмесителях на
тенках смесительного барабана укреплены лопасти, ко-
■орые при вращении барабана поднимают материал
;верх. Падая, исходные компоненты перемешиваются под
Рис. 14.15. Бетоносмеситель СБ-3
' — привод для наклона барабана;
1 — отверстия для загрузки и вы¬
грузки материалов; 3 — смеситель-
шй барабан; 4 — привод вращения
барабана; 5 — станина
— 379 —
Рис. 14.16. Схемы смешивающих аппаратов принудительных смесителей
а, б — с одним горизонтально расположенным валом; в — с двумя такими
же валами; г — прямоточный с вертикально расположенными валами и не¬
подвижной чашей; д, е — то же, с вращающейся чашей, ж — противоточные
с вертикально расположенными валами и неподвижной чашей; и—л — то же,
с вращающейся чашей; м — роторные; н — планетарно-роторные
•*" 380
Рис. 14.17. Бетоносмеситель СБ-93
7 — корпус-чаша; 2 — крышка; 3 — вытяжной патрубок; 4 — мотор-редуктор;
5 — пульт управления; 6 — центральный стакан; 7 — сливная труба; 8 — раз¬
грузочный затвор; 9 — загрузочный люк для заполнителей; 10 — наружный
очистной скребок; И —ротор; 12 — пневматический цилиндр; 13 — пружина:
j4 — загрузочный патрубок для цемента; 15 — верхняя лопасть; 16 — донная
лопасть; 77 — внутренний очистной скребок
— 381 —
действием собственной силы тяжести. В бетоносмесите¬
лях принудительного действия материалы перемешива¬
ются при вращении лопастей в неподвижной чаше. В сме¬
сителях непрерывного действия материалы смешивают¬
ся при одновременном встречном вращении валов с ло¬
пастями.
Гравитационные цикличные бетоносмесители могут
быть с опрокидным смесительным барабаном грушевид¬
ной формы и с опрокидным двухконусным барабаном.
У первых смесителей загрузка компонентов и выгрузка
готовой смеси осуществляются с одного открытого тор¬
ца, у вторых смесителей — с одного или двух торцов ба¬
рабана. Наряду с гравитационными смесителями с опро
кидными барабанами, наиболее широко распространен¬
ными в бетоносмесительных узлах, для комплектования
в основном автобетоносмесителей применяют неопрокид¬
ные реверсивные смесители. Реверсивные бетоносмесите¬
ли загружают и разгружают с противоположных торцов
горизонтального цилиндрического или двухконусного
барабана. В процессе перемешивания лопасти смесителя
препятствуют высыпанию компонентов из барабана. По¬
сле перемешивания барабан останавливается, а затем
начинает вращаться в противоположную сторону и с од¬
ного из торцов происходит разгрузка.
Достоинства гравитационных смесителей: низкая сто¬
имость, простота конструкции и эксплуатации, невысо¬
кая металло- и энергоемкость. Однако они не обеспечи¬
вают достаточную однородность жестких бетонных сме¬
сей. Процесс перемешивания идет более интенсивно при
наклонной оси смесительного барабана; при горизон¬
тальной оси вращения перемешиванию в определенной
мере препятствует образующийся поперечный поток сме¬
си. Угол наклона барабана принимают обычно не более
15°. Оптимальную частоту вращения гравитационного
барабана to можно ориентировочно определить из усло¬
вия
со = 15/г,
где г — наибольший радиус барабана, м.
Чрезмерно высокая скорость вращения барабана при¬
водит к увеличению влияния центробежной силы, сни¬
жению интенсивности перемешивания и сепарации мате¬
риалов. Важное влияние на процесс перемешивания ока¬
зывают угол наклона, форма и расположение лопастей
гравитационных бетоносмесителей.
— 382 —
Главный параметр цикличных бетоносмесителей —
>ъем готового замеса бетонной смеси. Он колеблется
1Я выпускаемых промышленностью гравитационных
шличных смесителей от 65 до 3000 л (табл. 14.4).
а блица 14.4. Основные параметры гравитационных циклических
бетоносмесителей ~~
Параметры
БГЦ-1
БГЦ-2
БГЦ-3
БГЦ-4
БГЦ-5
БГЦ-6
БГЦ-7
БГЦ-8
БГЦ-9
5ъем готового
меса, л
бъем по загрузке
шучими мате-
калами, л
65
165
330
500
800
“I
1000
1600
2000
3000
100
250
500
750
1200
1500
2400
3000
4500
:тановленная
мцность привода,
Зт
0,6
1
3
4,5
13
17
30
40
исло циклов за
ч при приготов-
*нии бетонной
леей
30
30
30
30
20
20
20
20
20
рупность запол-
1телей, мм, не
элее
40
70
70
70
120
120
120
120
120
1спомогательной характеристикой бетоносмесителей яв-
яется объем загружаемых сухих составляющих, изме-
яемый соответственно от 100 до 4500 л. При разработке
ипажного ряда бетоносмесителей учитывалось условие
ратности массы замесов грузоподъемности транспорт-
ых средств.
Гравитационные бетоносмесители применяют и при
епрерывном режиме работы. В этом случае их выпол-
яют в виде вращающихся горизонтальных цилиндров,
одного торца которых идет непрерывная загрузка ком¬
итентов, а с другого — выгрузка бетонной смеси.
Бетоносмесители принудительного действия применя-
эт в основном для перемешивания жестких и легкобе-
онных смесей. Распространены две основные конструк-
1ии этого вида смесителей: с горизонтальными смеси-
ельными валами и корытообразным корпусом и с вер-
икальными смесительными валами и цилиндрическим
!ашеобразным корпусом.
- 383 —
Большое влияние на качество перемешивания оказы¬
вает его продолжительность, которая в смесителях цик¬
личного действия определяется с момента загрузки всех
материалов до начала выгрузки. При недостаточной про¬
должительности перемешивания ухудшается однород¬
ность бетона и понижается его прочность. Увеличение
продолжительности перемешивания сверх оптимального,
соответствующего получению однородной бетонной сме*
си, мало сказывается на свойствах бетона.
Оптимальная продолжительность перемешивания за¬
висит от состава, характеристики бетонной смеси и ти¬
па применяемого смесителя. При перемешивании тяже¬
лых бетонных смесей в смесителях свободного падения
наименьшая продолжительность перемешивания в зави¬
симости от подвижности бетонной смеси и объема смеси¬
теля может назначаться в соответствии с табл. 14.5. Для
Таблица 14 5. Наименьшая продолжительность смешивания
бетонной смеси на плотных заполнителях
Объем готового за¬
меса бетонной
смеси, л
Продолжительность смешивания, с
в гравитационных смесителях при
подвижности бетонной смеси, см
в смесителях
прннудител ьного
действия
3—8
более 8
500 и менее
Более 500
75
120
60
90
50
50
приготовления малоподвижных и умеренно жестких сме¬
сей продолжительность перемешивания следует увели¬
чивать в 1,5—2 раза. В смесителях принудительного дей¬
ствия перемешивание крупнозернистых смесей обычно
продолжается 2—3 мин, мелкозернистых — 3—5 мин.
Наряду с традиционными способами перемешивания
внедряют и новые методы: вибропербмешивание, турбу¬
лентное и струйное перемешивание.
Виброперемешивание заключается в воздействии на
смесь вибрационных импульсов, нарушающих силы тре¬
ния и сцепления между частицами. При интенсивных ко¬
лебаниях корпуса в вибросмесителе происходит цирку¬
ляционное перемещение компонентов и значительно по¬
вышается однородность жестких смесей. Кроме того,
происходит определенная виброактивация компонентов
— 384 —
Рис. 14.18. Схема турбулентного
смесителя
1 — корпус-чаша, 2 — ротор, 3 —
разгрузочное отверстие; 4 — рама,
5 — клиновой ремень: 6 — электро¬
двигатель
Рис. 14.19. Схема струйного бетоно¬
смесителя непрерывного действия
1 — корпус; 2 — погыи вал, 3—труб¬
ка: 4 — сопло
1еси, что приводит к повышению прочности бетона,
иброактивация объясняется активизацией вяжущего,
жажением поверхности зерен заполнителя и другими
изико-химическими процессами. Виброперемешивание
шболее эффективно при создании вибрационных им-
лльсов в смесителях принудительного действия. Основ¬
ою недостатки вибробетоносмесителей, сдерживающие
с распространение: конструктивная сложность, недоста-
>чная надежность, повышенные затраты электроэнер-
ш, шум.
Турбулентное перемешивание основано на создании
этсоких градиентов скоростей при смешивании в резуль-
1те скоростного вращения ротора. Промышленность
спускает турбулентные смесители (рис. 14.18) для
эдвижных цементно-песчаных растворов и бетонных
иесей с крупностью заполнителей до 40 мм. При турбу-
гнтном перемешивании расщепляются флокулы цемент-
ого теста, имеет место активация, в результате которой
эвышается прочность бетона, особенно в ранние сроки
зердения. При турбулентной активации уменьшается
язкость смесей, улучшается их текучесть, резко снижа-
гся водоотделениё.
Струйное перемешивание заключается в смешивании
атериалов струями воздуха, выходящими из трубок с
оплами, вращающимися внутри корпуса смесителя
рис. 14.19).
р- 845
— 385 —
При перемешивании бетонных смесей первоначально
подают 15—20 % воды, требуемой на замес, а затем за¬
гружают сухие компоненты и одновременно заливают
оставшуюся воду. В зимних условиях цемент желатель¬
но подавать в смеситель после поступления горячей во¬
ды и заполнителей. Это предотвращает быстрое схваты¬
вание цемента при контакте его с горячей водой.
При форсированных режимах тепловой обработки бе¬
тона эффективно применение горячих бетонных смесей.
Их получают обычно разогревом смеси электрическим
током после приготовления и перед укладкой в формы
или разогревом смеси паром в бетоносмесителях в про¬
цессе ее приготовления. При первом способе смесь разо¬
гревают электрическим током в специальных установках,
оборудованных электродами в течение нескольких ми¬
нут до 80—95 °С. Этот способ достаточно прост, обеспе¬
чивает высокое качество изделий, но для его осуществле¬
ния необходима высокая установленная мощность элект¬
рооборудования. Нагревание бетонной смеси паром
происходит в процессе ее перемешивания. Максимальный
эффект достигается в смесителях, конструкция которых
позволяет получить горячую смесь за время, близкое к
необходимому для приготовления холодной смеси. Наи¬
более благоприятные условия для разогрева паром соз¬
даются в цикличных турбинных смесителях принудитель¬
ного действия, снабженых неподвижным цилиндрическим
корпусом и однороторным смешивающим механизмом.
§ 5. БЕТОНОСМЕСИТЕЛЬНЫЕ ЦЕХИ
Бетоносмесительные узлы заводов ЖБИ компонуют
в большинстве случаев по вертикальной схеме с одно¬
кратным подъемом материалов в расходные бункера.
Высота здания цеха достигает 25—30 м (рис. 14.20).
Материалы подают в надбункерный этаж с помощью
наклонных ленточных конвейеров. Для подачи заполни¬
телей используют также поворотные воронки, для цемен¬
та и других порошкообразных материалов — короткие
шнеки и пневматический транспорт. В последнем случае
для очистки воздуха от цементной пыли устанавливают
циклоны и матерчатые фильтры.
Расходные бункера делятся на отсеки. Для крупного
заполнителя предусматривают обычно три отсека, для
мелкого два, и для цемента также два. С целью свобод-
— 386 —
го перемещения сыпучих материалов углы наклона
ищ бункеров выполняют больше углов естественного
коса соответствующих материалов. Их, как правило,
инимают не менее 55—60°. Чтобы не было зависания
полнителей при повышенной влажности, на стенках
жней части бункера устанавливают вибрационные
одообрушители. В бункерах предусматривают также
тройства для аэрации цемента, паровые решетки и
азатели уровней заполнения отсеков бункера.
Запас материалов в расходных бункерах принимают
>ычно для заполнителей — на 1—2 ч, цемента — на 2—
ч. Дозаторы сухих компонентов бетонной смеси загру-
ают из соответствующих отсеков бункера. Вода иосту-
1ет в дозатор из установленного над ним бака, напол-
[емого из водопроводной магистрали. Водные растворы
>бавок подают в дозаторы с помощью циркуляционно-
трубопровода от установок по приготовлению доба-
»к.
Смесители загружают сухими компонентами по ру¬
чному желобу с перекидным клапаном. Число смеси-
лей цикличного действия, необходимых для выполне-
1я заданной программы предприятия, рассчитывают с
ютом производительности одного смесителя и коэффн-
юнта использования оборудования по формуле
Ю00/7Г"РД
п = ■
Кб тТп.ф Кв
е /7"РД —годовая программа предприятия, м3; Ко — объем смеси¬
льного барабана по выходу бетонной смеси, л; m — число замесов
■ 1 ч; ТПф — полезный (расчетный) фонд времени, ч; Кв — коэф-
•щиент использования смесителя во времени, принимаемый равным
3—0,9.
Годовую производительность цеха цикличного дейст-
1Я определяют по формуле
т
/7ЦИКЛ П-Ф 11 „к
11год — -т. КбИЛр!
' Ц
ie Тц — продолжительность цикла приготовления одного замеса,
.ладывающаяся из заданной продолжительности перемешивания,
>емени загрузки и продолжительности выгрузки готовой смеси из
фабана смесителя, ч.
Часовую производительность смесительной установки
икличного действия определяют по формуле
П]
17ЦИКЛ -~М г, V
“ч — " , Ан Ам»
— 387 —
— 888 —
Sioo stoo о/, oo stop
Рис. 14.20. Бетоносмесительиый цех
— планы; б — разрез; 1 — конвейер; 2 — поворотная воронка; 3 — циклон;
— шнек; 5 — бак для добавок: 6 — бак для воды; 7 — дозатор жидкости;
— дозатор крупного заполнителя; 9 — дозатор мелкого заполнителя; 10 — до-
зтор цемента; 11 — сборная воронка; 12 — трубопровод; 13 — бетоносмеси¬
тель свободного перемешивания; 14 — расходный бункер
десь Пк — наибольшая планируемая месячная потребность в сме-
и, м3, пд — количество рабочих дней в месяце; t4 — число рабочих
асов в сутки; Д'а — коэффициент часовой неравномерности, равный
,6; Км — месячный коэффициент использования оборудования во
ремени, равный 0,8.
— 389 —
Готовую смесь из бетоносмесителей выгружают в раз¬
даточные бункера, вместимость которых должна быт
не менее 2—3 замесов.
На заводах и полигонах сборного железобетона
бетонную смесь транспортируют к месту потребления раз¬
личными способами: мостовыми кранами или автокрана¬
ми в бадьях; самоходными бетоноразвозчиками, переме¬
щающимися по рельсовым путям, ленточными конвейе¬
рами, пневматическими устройствами. В цехах с высо¬
комеханизированным производством применяют бето-
нораздатчики, перемещающиеся по бетоновозной эстака¬
де для доставки смеси в бункера бетоноукладчиков.
Ленточные конвейеры применяют для перемещения жест¬
ких и малоподвижных бетонных смесей. Их оборудуют
самоходными сбрасывающими тележками. Для подвиж¬
ных бетонных смесей угол наклона конвейеров принима¬
ют не более 8°, жестких смесей — 15°. Максимальная
высота падения бетонной смеси при ее выдаче на транс¬
портные средства должна быть не более 2 м. Использо¬
вание пневматических установок может оказаться раци¬
ональным при подаче подвижной смеси на значительное
расстояние при формовании панелей в кассетных уста¬
новка^, в производстве опор для линий электропередач
и др. (
§ 6. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ПРИГОТОВЛЕНИЯ
БЕТОННОЙ СМЕСИ
Автоматическое управление производством бетонных
смесей предусматривает управление транспортированием
заполнителей и вяжущих со склада в расходные бунке¬
ра, дозированием составляющих, процессами смешива¬
ния и выдачи готовой смеси, а также систему заказа
смеси.
Для автоматического управления всеми технологиче¬
скими процессами современных бетонных заводов и
цехов в настоящее время разработан комплект аппарату¬
ры AKA-БЕТОН. Этот комплект предназначен для уста¬
новок, скомпонованных как по вертикальной, так и пар¬
терной схеме, включающей смесители с объемом готово¬
го замеса 165—2000 л (рис. 14.21). В состав аппаратуры
входят дозаторы серии ДБ, датчики контроля техноло¬
гического оборудования и пульты управления. Дозато¬
ры серии ДБ характеризуются широкими пределами
— 390 —
Рис. 14.21. Схема автоматизированной бетокосмесительной установки с агре-
гатированным комплектом аппаратуры АКА-БЕТОН
[ — датчик контроля положения поворотной воронки; 2 — датчик контроля
шжнего предельного значения скорости ленты конвейера; 3 — датчик контро-
чя предельных значений толщины слоя материала на ленте конвейера; 4,
20 — комплект оборудования управляемой подсистемы «У Н И БЛОК».
сКАКТУС» и «СУЗИ-П» соответственно; 5—6 — датчики контроля соответст<
зенно верхнего и нижнего предельных уровней материалов в расходных бун¬
керах: 8 — дозаторы цемента, мелкого и крупного заполнителей и воды; 9 —
датчик контроля положения затвора дозатора; 10 — сборная воронка для воды;,
II — смеситель; 12 — датчик контроля положения затвора раздаточного бун¬
кера; 13 — раздаточный бункер готовой смеси; 14—11 — пульты автоматиче-
:кого управления «УНИБЛОК», «КАКТУС», «СУЗИ-11» соответственно; 18 —
датчики задания массы порции; 19 — датчик контроля разгрузки дозатора;
21 — датчики контроля положения затворов расходных бункеров; 22 — шнеко¬
вый питатель
Таблица 14.6. Технические характеристики дозаторов типа ДБ
Показатели
Дозаторы для смесителей емкостью 1200 л
i
2ДБЩ-800
ДБЖ-200
ДБЦ-630
1
ДБП-800
ДБЩ-800
1
2ДБП-1600
2ДБЩ-1600
ДБЖ-400
Максимальная на¬
80
20
60
80
80
160
160
40
грузка, кН
Минимальная нагруз¬
20
4
20
20
20
40
40
8
ка, кН
Погрешность дози¬
±2
zt 1
±1
+2
±2
±2
+2
±1
рования, %
Максимальная про¬
45
30
45
30
30
45
45
30
должительность цик¬
ла взвешивания, с
Давление воздуха в
0
,4—0,6+10%
воздушной сети, МПа
Габариты, мм:
длина
2150
1650
3920
1700
1710
2150
2150
1650
ширина
1280
1160
1300
1040
1040
1280
1280
1220
высота
2515
2350
3270
2895
2895
2945
2945
2300
Масса, кг
670
475
1600
405
565
630
800
620
взвешивания и высокой точностью дозирования. В табл.
14.6 приведены технические характеристики дозаторов
этого типа для бетоносмесителей емкостью 1200 л. Доза¬
торы укомплектовывают указателями, позволяющими
регистрировать заданное и фактическое значения массы
и корректировать состав смеси.
Аппаратура AKA-БЕТОН включает набор элементов
для построения подсистем автоматического управления
процессами дозирования, смешивания и выдачи готовой
смеси, а также для управления процессом подачи мате¬
риалов в расходные бункера. Эти подсистемы монтиру¬
ют на общем пульте управления. Кроме того, в систему
автоматического управления входят дополнительные
подсистемы для управления заданием составов и введе¬
нием поправок.
Бетоносмесительные установки могут быть автомати¬
зированы в различной степени. При частичной автома¬
тизации обеспечивается местное и дистанционное управ¬
ление механизмами и сигнализация о состоянии их ра¬
боты, при полной — контроль и программное управление
— 392 —
всеми технологическими операциями. При полной авто¬
матизации управление механизмами осуществляется с
центрального диспетчерского пункта.
Систему автоматизации бетоносмесительных цехов и
заводов можно разделить на следующие автономные си¬
стемы: линия подачи заполнителей; линия подачи цемен¬
та; дозировочно-смесительный участок; линия раздачи
бетона. При работе линии подачи заполнителей и цемен¬
та автоматический контроль и управление осуществля¬
ют за разгрузкой исходных материалов, их транспорти-
ованием в расходные бункера. Для определения про¬
буксовки ленты конвейеров и их целостности на валах
устанавливают реле скорости. При смещении ленты сиг¬
нал о неисправности поступает с установленных конеч¬
ных выключателей. Специальные датчики, монтируемые
на течках, отключают систему, если течка оказывается
забитой. Широко используют датчики наличия материа¬
ла на ленте конвейера. Механизмы транспортирующих
устройств останавливают при наличии сигналов о раз¬
грузке приемных бункеров и освобождении конвейеров
от материалов.
Сбрасывающая тележка, входящая в состав оборудо¬
вания склада заполнителей, может работать в двух ре¬
жимах — точечном и челночном. При точечном режиме
разгрузка материалов идет в отсек склада, выбранный
оператором, при челночном — тележка непрерывно дви¬
жется от первого отсека к последнему, и наоборот. При
этом происходит равномерное распределение материала
между отсеками, что дает возможность полнее исполь¬
зовать вместимости склада.
Расходные бункера оборудуют датчиками нижнего
и верхнего уровня. По сигналу датчика нижнего уровня
начинается загрузка материалом данного расходного
бункера, она прекращается при поступлении сигнала с
датчика верхнего уровня.
Большим количеством механизмов и элементов авто¬
матики оснащается склад цемента. С помощью автома¬
тических устройств оператор выбирает силос для загруз¬
ки цемента, дистанционно с пульта управления вклю¬
чает вентили для подачи сжатого воздуха и воды в
вакуум-насос пневморазгрузчика, оборудование фильтро¬
вальной установки, вентиляторы, эрлифты. С помощью
датчика верхнего уровня поступает сигнал о заполнении
силоса и необходимости прекращения загрузки. По за¬
¥
просу из бетоносмесительного отделения выдается це¬
мент соответствующей марки.
Автоматизация склада цемента требует применения
целого ряда датчиков и контрольных приборов, среди
которых можно назвать такие, как уровнемеры в бунке¬
рах и цементных силосах, конечные выключатели для
управления работой шиберов и кранов, манометры, ам¬
перметры для определения нагрузки пневмовинтовых
насосов и др. В схемах управления складами цемента
предусматривают световую сигнализацию нижнего и
верхнего уровней в расходных бункерах цемента и сило¬
сах, наличие цемента в трубопроводах, работы вентиля¬
торов, аварийную, световую и звуковую сигнализацию
механизмов склада цемента и надбункерного отделения,
сигнализацию об отсутствии воздуха в главной магист¬
рали.
При дозировании материалов весовыми автоматиче¬
скими дозаторами основными измерительными прибора¬
ми и датчиками служат циферблатные указатели. Они
позволяют не только автоматически дозировать матери¬
алы, но и дистанционно наблюдать за работой дозирую¬
щей системы. С помощью циферблатных указателей
можно отвешивать материалы заранее заданными пор¬
циями с накоплением в весовом ковше до шести различ¬
ных материалов. Возможно также последовательное от¬
вешивание одним дозатором до шести различных мате¬
риалов с промежуточной разгрузкой весового ковша.
С лицевой стороны циферблатного указателя устанав¬
ливают задатчик массы порции. Циферблатный указа¬
тель снабжен также микропереключателем максималь¬
ной массы, который срабатывает при подходе весовой
стрелки к последним делениям шкалы.
При управлении работой бетоносмесителей осущест¬
вляют автоматический контроль продолжительности сме¬
шивания и заданной подвижности в процессе перемеши¬
вания. Производят также автоматический учет работы
смесителей. При автоматизации линии раздачи бетон¬
ной смеси обеспечивается раздача бетона на посты фор¬
мования по командам оператора. На пульт оператора
выводят сигнализацию запрашиваемой марки бетона и
числа замесов непосредственно с постов формования.
На ряде современных автоматизированных бетонных
установок применяют схемы заказа бетонной смеси с
помощью перфокарт, жетонов, полупроводниковых маг-
/
— 394 —
I
1
1
Бетонный завод р/°1
СЭ
&
ка
1
1
Dii
Т5
Марка бетона 200 Машина N°
Подвижность смеси 5 Замес N°
Выдан
-J
СЭ
>
Количес.тЬо. кг
*
а:
£
II
материал
1000
100
10
1
С
t
а
о-
«"5
3
ка
а:
ка
щ
Со
Оа
Цемент
I марка
а марка
8
6
2
1
8
О
О
6
9
О
2
О
О
;
•
о
8
9
О
6
о
о
2
о
о
1
9
о
8
о
о
6
о
о
2
9
о
1
О
О
Э
ка
§
■vxj
щебень
5-20
20-60
60-80
О
О
О
|0 О о1
ООО
9
о
•
|о О О
о
•
о
О
О
•
О
о
•
О
•
О
|* • О
ООО
о
•
о
[о о О
ООО
9
О
о
9
О
О
1
1
1
Песок
0,15-1,2
1,2 -2,5
О
о
о
о
о
о
о
•
о
о
о
о
О
•
о
о
о
о
о
•
о
о
о
•
о
•
о
о
о
9
о
о
1
1
Вода
о
о
•
•
•
о
о
•
о
9
9
о
Рис. 14.22. Элементы программного
управления заводом
а — перфокарта; б — жетон
ичных коммутаторов и задатчиков количества замесов.
I контрольных перфорированных картах пробивают от-
ерстия, расположение которых определяет состав смеси
число замесов. При введении перфокарты в про-
раммно-считывающее устройство срабатывают опреде-
енные фоторезисторы и соответствующие реле, подаю-
дие сигналы впускным затворам дозаторов (рис. 14.22).
При схеме управления с помощью жетонных аппара-
ов металлический жетон, соответствующий определен-
юй марке бетона, опускают в приемное отверстие спе-
щального аппарата — жетонника. При прохождении по
аналу жетонника жетон включает микропереключатель,
юторый подает импульсы, приводящие в действие доза-
оры. При управлении с помощью полупроводникового
яатричного коммутатора оператор, получая заказ, спе-
щальным ключом набирает требуемый состав смеси, а
: помощью щеточного переключателя — число замесов
§ 7. ПРИГОТОВЛЕНИЕ СИЛИКАТОБЕТОННЫХ СМЕСЕЙ
Особенность приготовления силикатобетонных смесей
заключается в получении известково-кремнеземистого
вяжущего. Распространены две технологические схемы
производства вяжущего — гидратная и кипелочная, от¬
личающиеся одна от другой условиями гидратации из¬
вести. В первом случае известково-кремнеземистое вя¬
жущее приготовляют на предварительно гашеной изве¬
сти, во втором — используется эффект гидратационного
твердения негашеной извести, обеспечивающий опреде¬
ленную прочность свежеотформованным изделиям и соз¬
дающий благоприятные условия для последующих про¬
цессов твердения.
Недостатки кипелочной схемы: повышенная водопот-
ребность вяжущего, невозможность его длительного хра¬
нения и транспортирования, ухудшение санитарно-гиги¬
енических уловий, а также возможность необратимого
разрушения структуры бетона из-за запоздалого гашения
пережога. Гидратная схема полностью исключает опас¬
ность пережога. Известково-кремнеземистое вяжущее,
полученное по этой схеме, может храниться длительное
время и транспортироваться на большие расстояния, не
теряя активности. Недостатки гидратной схемы: необхо¬
димость предварительной гидратации извести и сушки
песка, повышенный расход пара на гашение извести и
на нагревание изделий в автоклаве.
Для приготовления силикатных бетонов используют
кроме известково-кремнеземистого другие бесклинкер-
ные вяжущие: известково-шлаковые, известково-пуццо-
лановые и известково-зольные цементы.
На большинстве предприятий известь приготовляют
непосредственно на месте. Комовая известь может по¬
ступать на силикатные предприятия и в железнодорож¬
ных вагонах от специализированных известковых заво¬
дов. Известь загружают с помощью ленточных конвей¬
еров и элеваторов в силосный склад. Силосы для
хранения комовой извести изготовляют обычно из желе¬
зобетона вместимостью 100 т. Разгружают их через ко¬
нусное основание лотковыми питателями и с помощью
системы ленточных конвейеров направляют на дробил¬
ку, где происходит грубое измельчение материала, а за¬
тем на молотковые дробилки и трубные мельницы для
помола.
— 396 —
Рис. 14.23. Принципиальная схема
устройства автоматического управ'
леиия цикличным бетоносмеситель¬
ным узлом от перфокарты
Г — перфокарта; 2 — дешифратор;
3 — релейный блок; 4 — усилитель;
5 — пневмопривод; 6 — впускной
затвор дозатора; 7 — задающая
стрелка с фотореле; 8 — серводви¬
гатель; 9 — реохорд обратной связи
Кварцевый песок, необходимый для производства си¬
ликатных бетонов, поступает на склад, где загружается
приемные бункера и подсушивается. Бункера склада
оборудуют по периметру паровыми регистрами для ис¬
кусственной подсушки песка в летнее время и размора¬
живания комьев зимой. До подачи песка в производство
его очищают от крупных каменных включений и наибо¬
лее мелких фракций.
При получении известково-кремнеземистого вяжуще¬
го песок и известь тщательно дозируют, перемешивают в
смесителе непрерывного действия и системой ленточных
конвейеров подают в надмельничные бункера, а из них
питателями на помол в трубную мельницу. Применяют
также двухступенчатый способ, включающий две ста¬
дии. На первой стадии производят раздельное измельче¬
ние песка до определенной степени дисперсности. При
этом исключается амортизирующее действие извести в
процессе помола. На второй стадии происходит совмест¬
ное перемешивание до получения однородной смеси
(рис. 14.23).
При гидратной схеме, в отличие от кипелочной, из¬
весть предварительно гасят в гидраторах периодического
или непрерывного действия. Гидратор состоит из не¬
скольких расположенных один над другим барабанов,
внутри которых вращаются валы с лопастями. Измель¬
ченную известь подают в верхний барабан, где она сма¬
чивается водой и при энергичном перемешивании вра¬
щающимися лопастями поступает в нижние барабаны,
совершая длинный зигзагообразный путь. В гидраторах
вначале образуется пластичная масса, которая постепен¬
но превращается в порошок. Содержание воды, добавля¬
емой к извести для гашения ее в пушонку, составляет
65—100 % массы извести. Известь-пушонка после г'аше-
СВрзь
■ — механическая
— электрическая
нр
J-*(&
— 397
г
ния содержит до 5 % влаги. Для предотвращения нали¬
пания частиц извести на мелющие тела и накатывания
на стенки корпуса мельницы ее подсушивают до влажно¬
сти 2—3 %.
По кипелочной схеме производства известково-крем¬
неземистого вяжущего не требуется предварительная
сушка песка перед помолом, так как влага, содержащая¬
ся в песке, расходуется на частичную гидратацию извес¬
ти. При этом ослабляется экзотермический эффект из¬
вести и облегчается использование вяжущего в произ¬
водственных условиях. Для предотвращения быстрого
схватывания известково-кремнеземистого вяжущего, по¬
лученного по кипелочной схеме, вводят добавку — гип¬
совый камень. Замедлителем схватывания может быть
также раствор сульфитно-дрожжевой бражки, вводимый
в смеситель с водой затворения. При раздельном измель¬
чении известь-кипелка размалывается с добавкой гип¬
сового камня сухим способом, а песок — мокрым спосо¬
бом.
В ряде случаев и в особенности при изготовлении
малоподвижных силикатобетонных смесей с повышен¬
ным содержанием извести рационально до 50—70 °/о‘
кипелки загасить, чтобы снизить выделение теплоты и
предотвратить большие объемные деформации изделий,
приводящие к образованию трещин. Необходимая сте¬
пень гашения извести достигается двухступенчатым пе¬
ремешиванием силикатобетонной смеси с промежуточ¬
ным выдерживанием.
Для получения силикатобетонных смесей применяют
бетоносмесители принудительного действия. Особенно
эффективно применение виброперемешивания в смесите¬
лях турбулентного типа. При этих способах перемешива¬
ния резко улучшаются физико-механические свойства
силикатных бетонов, повышается их прочность и моро¬
зостойкость, уменьшается водонасыщение. Положитель¬
ный опыт имеется в приготовлении силикатной бетонной
смеси высокой однородности при перемешивании в бе¬
гунках с тяжелыми катками. Применение такого типа
смесителей позволяет сочетать перемешивание с расти¬
ранием, в результате предотвращается образование
флокул известково-кремнеземистого вяжущего и дости¬
гается более высокая гомогенность бетонной смеси.
Эффективен способ приготовления силикатобето'шой
смеси (силикальцитной) на специальных смесительных
— 398 —
яашинах — дезинтеграторах. При этом способе комовую
1звесть-кипелку не подвергают предварительному раз-
лолу, а после дробления сразу гасят в пушонку, а затем
5 заданной весовой пропорции вместе с песком подают в
(езинтегратор, где происходят одновременно механпче-
•кая обработка и перемешивание сухой смеси. Обрабо¬
танную в дезинтеграторе смесь дополнительно переме¬
шивают в бетоносмесителе, после чего подают в формо-
зочное отделение. Силикатный бетон, полученный таким
:пособом, обладает повышенной прочностью и однород¬
ной структурой.
§ 8. ИЗГОТОВЛЕНИЕ ЯЧЕИСТОБЕТОННЫХ СМЕСЕЙ
При изготовлении ячеистобетонных смесей основной
подготовительной операцией является помол песка. Раз¬
малывают песок в шаровых мельницах мокрым спосо¬
бом. При этом отпадает необходимость сушки песка в
сушильных барабанах. При помоле песка в мельницу
подают воду до получения шлама с плотностью 2000—
500 кг/м3 и влажностью 32—35 %. Удельная поверх¬
ность молотого песка (см2/г) устанавливается в зависи¬
мости от необходимой плотности ячеистого бетона,
кг/м3:
Плотность песчаного шлама из грубомолотого песка
должна быть не менее 1,6 кг/л; плотность песчаного шла¬
ма нормального помола —1,68 кг/л; плотность шлама
вторичных продуктов обогащения руд—1,75—1,8 кг/л.
Для ускорения процесса помола и получения шлама
с пластичными свойствами вводят ПАВ. С целью улуч¬
шения процесса газообразования и повышения однород¬
ности смеси в шлам при помоле добавляют также до 3 %
извести в виде известкового молока. Газообразователе1ч
служит водная суспензия или паста из алюминиевой
.пудры ПАП-1. Алюминиевую пудру необходимо предва¬
рительно обработать для удаления жировой пленки (па¬
рафина), которой она покрывается в процессе изготов¬
ления. Парафинированные частицы алюминиевой пудры
являются гидрофобными и не смачиваются водой. Такую
1500—2000 для плотности
2000—2300 » »
2300—2700 » »
2700—3000 » »
800
700
600
500 и ниже
— 399 —
Рис. 14.24. Виброформующая установка
1 — виброгазобетономешалка СМС-40; 2 — самодвижущийся портал; 3 — виб¬
роплощадка
пудру не удается при перемешивании равномерно рас¬
пределить по всей смеси, что ухудшает структуру газо¬
бетона. Кроме того, пленка парафина замедляет процесс
выделения водорода. Для удаления пленки алюминие¬
вую пудру прокаливают в электрических печах при
температуре 200—250 °С в течение 4 ч. Возможно ис¬
пользование непрокаленной пудры путем придания ей
гидрофильных свойств предварительной обработкой в
водном растворе ПАВ (СДБ, канифольного масла и др.).
Для приготовления ячеистых бетонных смесей вяжу¬
щее поступает в гомогенизаторы, откуда камерными на¬
сосами его подают в расходные бункера. Песчаный шлам
транспортируют в шлам-бассейны, расположенные над
дозаторами смесительного отделения. В шлам-бассейне
песчаный шлам в течение 4—5 ч выдерживают при не¬
прерывном перемешивании с помощью механических и
пневматических устройств, а затем насосами подают в
расходные баки бетоносмесительного отделения.
Газообразную смесь приготовляют в гидродинамиче-
;их или виброгазосмесителях (рис. 14.24). Гидродина-
ический смеситель оборудован горизонтальным валом
пятью лопастями наибольшего диаметра 1800 мм (час-
>та их вращения до 100 мин-1) и двумя гидровинтами
яаметром 380 мм (частота их вращения 1450 мин-1),
бъем смесительной камеры составляет 5 м3. Смеситель
:тановлен на портале, перемещающемся со скоростью
— 12 м/мин. Главная конструктивная особенность виб-
агазосмесителя заключается в том, что на его корпусе
среплены на пластинчатых подвесках два вибратора,
юбщаюгцие горизонтально направленные колебания с
лплитудой 0,3—0,5 мм. Смеситель имеет отбойные ло-
зсти и вращающийся лопастной вал. Виброгазосмесш
>ль также устанавливают на движущемся портале.
В гидродинамический смеситель сначала загружают
зсчаный шлам, затем воду, вяжущее и добавки. После
гухминутного перемешивания в смеситель подают за-
анное количество водной суспензии алюминиевой пуд-
э1 и смесь дополнительно перемешивают 1—2 мин. При
рименении вибросмесителя сначала загружают песча-
:>ш шлам и воду, перемешивают 30 с, а затем добавля-
т вяжущее и водную суспензию алюминиевой пудры.
Приготовление пенобетонной смеси включает получе-
яе технической пены, растворной смеси из вяжущего и
эемнеземистого компонента и их смешивание. Пену
элучают интенсивным смешиванием пенообразователя
водой. Применяют клееканифольный, смолосапонино-
иш и некоторые другие пенообразователи, которые
эзволяют получить пену с выходом пор (отношением
эъема пены к массе пенообразователя) не менее 15.
азмеры воздушных ячеек пены 1—2 мм; пена не долж-
а разрушаться при перемешивании с раствором. При-
>товление такой смеси производят в двухбарабанном
знобетоносмесителе. В одном барабане из водного
аствора пенообразователя в течение 5 мин приготовля-
т пену, в другом в течение такого же времени — раст-
>р из вяжущего, кремнеземистого компонента и воды,
ену выгружают в барабан с раствором и смесь пере-
ешивают не менее 2 мин. Пенобетонную смесь несколь-
ях замесов выгружают для усреднения в промежуточ-
ый бункер, затем в раздаточный кюбель для заполнения
орм. В промежуточном бункере пенобетонная смесь
олжна находиться не более 20 мин.
ГЛАВА 15. АРМАТУРА И АРМИРОВАНИЕ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИИ И КОНСТРУКЦИИ
Бетон, как и другие каменные материалы, слабо со¬
противляется изгибу и растяжению, однако в сочетании
с арматурой его механические свойства значительно
улучшаются. Улучшению механических свойств бетона
способствует хорошее сцепление его с арматурой, обес¬
печивающее рациональное распределение нагрузки меж¬
ду этими материалами. Важным для совместной работы
является и то, что температурное расширение стали и
бетона, близкое по значению, сводит к минимуму внут¬
ренние напряжения в зоне контакта при изменении тем¬
пературы, и кроме того, бетон надежно защищает арма¬
туру от коррозии. Поэтому конструкции из бетона арми¬
руют. Для повышения сцепления применяют арматуру
периодического профиля, а также сварные сетки и кар¬
касы.
§ 1. КЛАССИФИКАЦИЯ АРМАТУРНЫХ СТАЛЕЙ
Для армирования бетона используют в основном
стальную арматуру из углеродистых и низколегирован¬
ных сталей.
Стальную -арматуру классифицируют: по основной
технологии — на горячекатаную, термически упрочнен¬
ную и холоднотянутую; по условиям применения ее в
конструкциях — на ненапрягаемую и напрягаемую; по
профилю — на гладкую и периодического профиля; по
химическому составу — на марки, определяемые содер¬
жанием основных химических элементов; по свойствам —
на мягкие и твердые; по условиям поставки — на прут¬
ковую и бухтов>ю арматурную сталь. Прутковую сталь
доставляют в виде стержней длиной 6—12 м, а по осо¬
бому заказу — до 18 и даже до 25 м диаметром более
10 мм в пачках массой до 5 т. В бухтах доставляют ар¬
матурную сталь диаметром менее 1C мм и длиной до
200 м, а также витую проволочную арматуру.
Отечественная промышленность выпускает арматур¬
ные стали с различными физико-механическими свойст¬
вами (табл. 15.1) диаметром 3—90 мм. Арматурные ста¬
ли хорошо ведут себя в эксплуатации, например при мно¬
гократно изменяющихся нагрузках, изменениях темпе¬
ратуры и т. п.
— 402 —
Таблица 151. Основные виды арматурных сталей
Вид арматуры
Класс
арматуры
Марка стали
Диаме тр,
мм
ержневая горячекатаная
адкая
* a-i
СтЗспЗ
СтЗпсЗ
СтЗкпЗ
ВСтЗсп2
ВСтЗпс2
ВСтЗкп2
ВСтЗГпс2
6—40
6—40
6—40
6—40
6—40
6—40
6—18
ержневая горячекатаная пе-
одического профиля
A-II
ВСт5сп2
ВСт5пс2
ВСт5пс2
18Г2С
10ГТ
10—40
10—16
18—40
40—80
10—32
Ja-ii^
35ГС
25Г2С
6—40
6—40
A-IV
80С
20ХГ2Ц
10—18
10—22
A-V
23Х2Г2Т
10—22
гержневая термически упроч-
‘нная периодического про-
ил я
Ат-IV
At-V
At-VI
—
10—25
10—25
10—25
быкновенная арматурная
юволока гладкая
В-I
—
3—5
быкновенная арматурная
юволока периодического про-
ял я
Bp-I
—
1
3—5
ысокопрочная арматурная
юволока гладкая
B-II
—
3—8
ысокопрочная арматурная
юволока периодического про-
иля
Bp-II
--
3—8
аматурные канаты
K-7
—
4,5—15
It
Г
s
— 403 —
г
Основная характеристика арматурной стали — ее
прочность на растяжение, характеризуемая нормативным
сопротивлением.
Механические свойства проволочной арматурной ста¬
ли и изделий из нее в виде прядей и канатов характери¬
зуются условным пределом упругости o0,oi и условным
пределом текучести о0,2, при которых неупругие дефор¬
мации достигают соответственно 0,01 и 0,2 % базы изме¬
рения при испытании на растяжение.
В предварительно напряженных конструкциях для
полного использования прочности проволоки необходи¬
мо, чтобы условный предел текучести а0,2 приближался к
временному сопротивлению, что приведет к уменьшению
пластических деформаций при натяжении арматуры. Вы¬
пускаемые отечественной промышленностью высокопроч¬
ная проволока, пряди и канаты обладают повышенной
упругостью: ao,oi^0,6aB; a0.2^0,8aB.
Арматурные стали должны обладать достаточной
пластичностью, что важно по условиям работы конструк¬
ций под нагрузкой, а также при заготовке арматуры.
Пластичность арматурной стали характеризуется отно¬
сительным удлинением при ее испытании на разрыв. Ар¬
матурная сталь не должна снижать механических свой¬
ств при сварке. К хорошо свариваемым относятся горя¬
чекатаные стали с малым содержанием углерода — СтЗ,
Ст5 и 10ГТ. Низколегированные стали относятся к удов¬
летворительно свариваемым, 80С — к несвариваемым.
Термически упрочненные стали Ат-lV, Ат-V и At-VI
ограниченно свариваемы, так как высокая температура
и окисление при сварке приводят к разупрочнению, а
иногда и к повышению хрупкости. К ограниченно сва¬
риваемой относится проволока класса В-I, а высокопроч¬
ная проволока класса B-II—к несвариваемым сталям.
Важным показателем строительных конструкций, на¬
ходящихся продолжительное время под нагрузкой, яв¬
ляются реологические свойства арматурных сталей —
ползучесть и релаксация напряжений.
Ползучесть — это медленное нарастание пластиче¬
ской деформации во времени под постоянной нагрузкой.
Релаксация — это снижение напряжений при постоян¬
ной деформации. Релаксация напряжений — резуль¬
тат ползучести, она свойственна всем видам арматурной
стали; для прядей арматуры и канатов она более высо¬
кая, чем для исходной проволоки, а в стержневой арма-
— 404 —
ре она меньше; это объясняется ее более высокими
фугими свойствами.
Качество арматурной стали оценивается также кор-
зионной стойкостью. С увеличением содержания угле-
да коррозионная стойкость уменьшается, поэтому вы-
копрочная проволока более подвержена коррозии, чем
(матура из низкоуглеродистой стали.
При проектировании железобетонных конструкций
матуру необходимо выбирать в зависимости от ее наз-
чения, марки и вида бетона, свариваемости сталей,
ловий эксплуатации и характера нагружений, а также
1 специальных требований.
§ 2. ЗАГОТОВКА АРМАТУРНОЙ СТАЛИ
И ЗАКЛАДНЫХ ДЕТАЛЕЙ
Механическая обработка стали для арматурных из-
лий включает правку, отмеривание и резку сталей,
утье стержней и сеток и изготовление монтажных пе-
ль. Для выполнения этих работ используют современ-
яе различного вида станки и машины. Основные пере-
лы механической обработки стали автоматизированы,
ж, автоматические установки СМЖ-357 и станок
-6118 производят одновременно размотку бухт, правку,
истку и резку арматурной стали заданных размеров
•ис. 15.1 и 15.2). Заготовку арматурных стержней, по-
авляемых в мотках, производят из стали диаметром
— 12 мм классов В-I, Bp-I, A-II и A-III.
Принцип работы этих станков состоит в том, что ар-
ятура тянущими роликами сматывается с бухт, прохо-
[т через правильный барабан, где она выпрямляется и
ищается, затем отмеренная длина отрезается устрой-
вом гильотинного типа.
С помощью правильно-отрезного станка И-6118, по-
авляемого с соответствующим приемно-выдающим уст-
1Йством, можно заготавливать стержни длиной от 1 до
и даже до 9 м. На станке можно отрезать также
ержни длиной 100—1000 мм.
Правильно-отрезной станок И-6022А предназначен
[я правки бухтовой арматурной стали гладкого и пе-
юдического профиля диаметром 6—16 мм.В табл. 15.2
шведены технические характеристики правйльно-от-
зных машин, широко используемых на заводах сбор-
>го железобетона.
¥
' 2
/
/!1\ "
У11\
!
\
/п\
/114 г1
1
/!1\
I
\
1/!!\
/»I L
121000
,ц_ . _и и
, Ф№0
Рис. 15.1. Установка СМЖ-357 для правки и резки арматурной стали
/ — сборник арматуры! 2 — приемное устройство; 3 — электрооборудование;
4 — станок; 5 — ограждение с приспособлением для заправки проволоки; 6 —
размоточное устройство (бухтодержатель)
Рис. 15.2. Станок И-6118 для прав¬
ки и резки арматурной стали
Рис. 15.4 Схема гнутья арматурных
стержней
1 — упорный палец; 2 — рабочий
диск; 3 — стержень; 4 — изгибаю¬
щий палец; 5 — центральный палец
Г 1ШГ
7200
|ijiiyiiiii«гапииЩ—■
Рис. 15.3. Схема организации безотходной заготовки арматуры
I — откидной ролик; 2 — сварочная машина; 3 — станок для резки; 4 — сбра¬
сыватель; б — роликовый стол; 6 — боковой стеллаж; 7 — упор
Стержни из прутковой арматурной стали диаметром
более 16 мм, как правило, заготавливают без предвари-^
тельной правки. Отдельные искривления стержней пра¬
вят на верстаке, оборудованном правильными плитами,
а очищают арматуру на станке с планетарным движени¬
ем щеток. Арматуру диаметром 10—40 мм из стали клас¬
сов А-I, A-II, A-UI, A-IV, Ат-IV, At-V и At-VJ,
поставляемую в прутках длиной 6—12 м, режут на при¬
водных станках С-370, СМ-3002 и др. При небольшом
— 406 —
1блица 15.2. Техническая характеристика правильно-отрезных
машин
Показатель
СМЖ-357
И-6118
И 6022А
шметр перерабаты-
емой стали, мм:
2,5—6,3
гладкой
4—10
6—16
периодического про¬
6—8
—
6—12
филя
шна прутков, мм
2000—12 000
1000—9000
500—9000
чность резки прутков
+3—5
±2
±2
гклонения по длине
и длине 6000 мм), мм
орость подачи и прав-
31,5; 46;
25; 50
31,5; 42;
арматуры, м/мии
63; 90
63
бариты (длинаХшири-
12 100Х1500Х
7540 х810Х
12 170Х
Xвысота), мм
X1210
X1450
X 1565 X 2000
асса, кг
1900
1830
6450
>ъеме работ для резки стали диаметром до 20 мм ис-
шьзуют ручной станок СМЖ-214. В тех случаях, когда
ходы при раскрое прутковой арматуры превышают
-2 %, применяют полуавтоматические безотходные ли-
ш для сварки и мерной резки арматурной стали (рис.
1.3). Стыкование стержней диаметром 10—90 мм кон-
ктной сваркой производят на машинах автоматическо-
(МСГУ-500), полуавтоматического (МС-2008) и руч-
»го действия (МС-162, МС-1202 и др.). Для резки ар-
1туры применяют механические и гидравлические стан-
[. Для резки сортового и фасонного проката и листа
едует применять комбинированные пресс-ножницы.
Заготовку прутковой или проволочной арматуры с
[керными головками для их последующего натяжения
юизводят на машинах СМЖ-128, СМЖ-155, МО-4 и др.
1утую арматуру производят на приводных станках,
абженных устройством для вращения гибочного диска
•не. 15.4). Для гибки арматурных стержней применяют
[иверсальные станки СГА-40Б и СГА-90. Станок
ГА-90 имеет электромеханический привод вращения
[бочного диска.
Для гибки арматурных сеток по параболическому
юфилю из прутков диаметром до 6 мм можно исполь-
(вать станок СМЖ-34, а для гибки плоских сеток и
фкасов — станок СМЖ-353. Гибку монтажных петель,
1мутов и анкерных стержней производят на указанных
— 407 —
f
выше станках СГА-40Б и СГА-90. Арматурные стержни
диаметром 32—40 мм изгибают на станках С-146,
СМ-3007 и СМЖ-301. Для гнутья арматуры диаметром
менее 12 мм могут применяться ручные станки НЗ-4.
В целях использования полной мощности станка можно
изгибать одновременно несколько стержней; пакетное
гнутье требует специального держателя.
§ 3. ИЗГОТОВЛЕНИЕ АРМАТУРНЫХ СЕТОК, ПЛОСКИХ
И ПРОСТРАНСТВЕННЫХ КАРКАСОВ, ЗАКЛАДНЫХ ДЕТАЛЕЙ
Для производства сборных железобетонных конст-
рукций применяют сетки, плоские и пространственные
каркасы и закладные детали.
Сетки — элементы определенного размера, изготов¬
ленные из проволоки одинакового диаметра, они приме¬
няются как монтажная арматура. Сетки производят раз¬
личной длины и ширины с определенным диаметром ар¬
матуры и шагом прутков; они бывают с продольной
рабочей (расчетной) арматурой и поперечными распреде¬
лительными прутками или рабочей арматурой в двух
направлениях, а также сетки, вводимые в конструкцию
без расчета. Сетки применяют в плитных и панельных
конструкциях.
Плоские каркасы изготовляют из двух и более про¬
дольных рабочих стержней, располагаемых в нижней
зоне каркаса, и распределительных стержней; они обес¬
печивают полную систему армирования балочных и реб¬
ристых плитных конструкций в вертикальном положе¬
нии. К нижним и верхним стержням плоского каркаса
приварены на заданном расстоянии короткие прутки,
воспринимающие скалывающие напряжения в опорных
местах балок. Закладйые детали, предназначаемые для
скрепления между собой, например панелей стен, пере¬
крытий и др., выполняют из коротышей, стальных пла¬
стин или профильного проката и их приваривают к ос¬
новной арматуре в строго установленном проектом
месте.
Пространственные каркасы изготовляют из рабочей,
распределительной и монтажной арматуры, обеспечива¬
ющей полное армирование конструкции. Для большинст¬
ва конструкций их получают из предварительно заготов¬
ленных сеток и плоских каркасов путем их сварки с
гнутьем или без гнутья заранее заготовленных плоских
— 408 —
!
ис. 15.6. Схема крестообразных соединений двух (с) и трех (б) стержней,
выполненных контактной точечной сваркой
лементов. Пространственные каркасы могут быть пря-
оугольного, квадратного, таврового и круглого сечения
зависимости от вида изделия (колонны, балки, трубы,
поры, прогоны и т. п.). Арматурные каркасы и сетки
зготовляют по рабочим чертежам, где указаны длина
гержней, их диаметр и количество, шаг в продольном
поперечном направлениях, места приварки закладных
сталей и монтажных петель.
При производстве сеток и каркасов применяют в ос-
овном контактную (рис. 15.5) и точечную сварку, а для
гержней больших диаметров — электродуговую сварку.
1ри производстве сеток, плоских и пространственных
аркасов с расположениями пересекающихся стержней
углом между их осями 30—90° применяют контактную
очечную сварку. В зависимости от времени сварки, си-
ы и плотности сварочного тока различают мягкий и
сесткий режимы сварки. Мягкому режиму характерно
тносительно большое время пропускания тока (от 0,5
о нескольких секунд) силой тока (4—8) 103А и плот-
остью (8—12) 10-5 А/м2. Жесткий режим отличается
ороткой продолжительностью сварки 0,01—0,5 с при
иле тока (8—20) 103 А и плотности тока (12—
0)10"5 А/м2.
Изделия из малоуглеродистых сталей можно свари-
ать при мягких и жестких режимах; сварку арматуры
з низколегированных сталей рекомендуется вести в
(ягких режимах, а холоднотянутую арматуру — только
: жестком режиме во избежание отжига и потери на-
лепа. На качество сварки влияют усилие сжатия стерж-
— 409 —
410
Рис. 15.6. Автоматизированная линия изготовления
широких арматурных сеток
1 — установка для сматывания сетки в рулон; 2—кон¬
тейнер с пакетом сеток; 3 — пакетировщик сеток; 4—
роликовый конвейер для перемещения сетки; 5 —
ножницы для поперечной резки сетки; 6 — много¬
электродная сварочная машина АТМС-14X75-7; 7 —
правильное устройство; 8 — станина с направляющи¬
ми роликами; 9 — бухтодержатели; 10 — консольный
кран; И — электроточила; 12 — устройство для попе¬
речной подачи проволоки; 13 — машина для стыковой
сварки; 14 — ножницы для продольной резки сетки;
\15 — разделитель для укладки сетки
й электродами сварочной машины, а также диаметр и
[д арматуры.
Сетки и плоские каркасы можно изготовлять на од-
I-, двух- и многоэлектродных машинах.
Отечественная промышленность выпускает автома-
зированные линии (И-2АМ-1, И-2АК-1, И-19РС-1,
-IAM-4) для сварки двухстержневых каркасов шири-
1Й 70—900 мм; в них предусмотрена подача продоль-
.IX и поперечных стержней с бухт сначала в правильное
тройство, а затем под электроды машины. Произво-
ггельность таких линий 24—360 м/ч. Плоские сетки и
ркасы шириной 600—3800 мм изготовляют на механи-
:рованных и автоматизированных линиях (рис. 15.6).
Производство пространственных каркасов основано
i максимальном применении контактной точечной свар-
[ серийным оборудованием, гибочных машин для
утья элементов каркаса и специальных кондукторов-
шипуляторов. Для каркасов квадратного или круглого
чений созданы навивочные машины (СМЖ-31,
МЖ-165 и др.), в которых сталь в виде спирали или
>мутов поступает с бухт автоматически, а продольную
(бочую арматуру заготавливают на правйльно-отрез-
>ix автоматах и подают отдельно (рис. 15.7). Простран-
венные каркасы размером в плане 3X7,2 м собирают
I вертикальных кондукторах-манипуляторах СМЖ-56А
аналогичных спаренных установках СМЖ-55 и
ЧЖ-286. Пересечения сваривают подвесными свароч-
лми клещами (рис. 15.8).
Закладные детали производят в небольших объемах,
>этому их производство целесообразно на специализиро-
1нных предприятиях, обслуживающих сразу несколько
|ВОдов. Закладные детали предназначены для соедине-
\я конструкций при монтаже. На 1 м3 сборных кон-
рукций в среднем расходуется 8 кг закладных деталей,
акладные детали состоят из профильного проката и
шерных стержней, соединенных электросваркой. Для
тоских элементов применяют хорошо свариваемую лис-
>вую, полосовую, уголковую и фасонную сталь марки
гЗ группы Б или В; стальной лист и профили толщиной
; менее 6 мм, а для анкерных стержней — сталь диа-
етром не менее 8 мм.
Заготовка элементов закладных деталей состоит из
шстки, резки и изгиба анкерных стержней и листового
еталла, выполнения отверстий в заготовках, тавровых
— 411 —
Рис. 15.7. Машина для изготовле¬
ния каркасов колоии
I — планшайба со сварочной голов¬
кой; 2, 3 — вращающиеся планшай¬
бы, 4 — направляющие каретки;
5 — гидродомкрат; 6 — ножницы;
7 — тормозное устройство; 8 — пра¬
вильный барабан; 9 — бухтодержа-
тель-вертушка; 10 — механизм пово¬
рота планшайбы; 11 — поддержива¬
ющее устройство для продольной
арматуры
Рис. 15.8. Установка для
сварки пространственных кар¬
касов
1 — приямок; 2 — фунда¬
мент; 3 — передвижные ра¬
мы; 4 — опорная станина;
5 — привод; 6 — каркас; 7 —
сварочные клещи
412
; нахлесточных соединений, резьбы в фиксирующих уст-
ойствах, штамповки рельефов.
Профильный прокат и фасонную сталь разрезают
льотинными ножницами, а анкерные стержни — на
риводных станках для резки; торцы плоских деталей
трезают строго под прямым углом, а для соединения
варкой под флюсом — под углом 20°. Заготовленные де-
али очищают от ржавчины.
Для. тавровых соединений анкерных стержней из
тали классов А-I, A-II и A-III с плоскими элементами
рименяют сварку под флюсом, которая обеспечивает
олучение сварных соединений, равнопрочных стерж-
ям. Нахлесточные соединения пластин с анкерами ди¬
метром 8—20 мм выполняют контактной рельефной
варкой.
Завершающая операция изготовления закладных де-
алей — их антикоррозионная обработка. В заводских
словиях используют металлизацию — нанесение на за¬
щищаемую поверхность тонкого слоя цинка, алюминия
[ли другого металла.
§ 4. КОНТРОЛЬ КАЧЕСТВА АРМАТУРНЫХ ЭЛЕМЕНТОВ
Контроль качества арматурных изделий должен вы-
юлняться пооперационно с момента поступления арма-
уры на завод.
Контролем устанавливают качество арматурной ста-
:и (вид, класс и соответствие ГОСТу), наличие окалины
.ли ржавчины, покрытие краской или маслом. Арматур-
ая сталь должна храниться в штабелях на прокладках
ли стеллажах, рассортирована по маркам и диаметрам;
а бухтах и пачках следует сохранять заводские бирки.
Уступающая на склад арматурная сталь подлежит
риемке путем сопоставления результатов внешнего ос-
ютра и замеров, сведений, имеющихся в сертификатах,
[ результатов контрольных испытаний с требованиями
'ОСТа или технических условий.
При изготовлении арматурных элементов должно
ыть установлено соответствие используемой стали тре-
юваниям йроекта. Контролем устанавливают: качество
рматурной стали, качество сварки и антикоррозионного
окрытия, соответствие геометрических размеров отдель-
ых заготовок (стержней), сеток,,плоских каркасов, за¬
падных деталей и пространственных каркасов в целом,
— 413 —
w
а также правильность расположения арматуры и точ- 1
ность установки закладных деталей проекту.
Основной нормативный документ по арматурным из- ч
делиям — ГОСТ 10922—75, который регламентирует
технические требования и методы испытания сварной
арматуры для железобетонных конструкций. Контроль¬
ной проверке подвергается не менее трех изделий от I
партии в 100 однотипных изделий. В изделиях, подлежа¬
щих проверке, осуществляется контроль за качеством |
всех соединений, выполненных дуговой сваркой, и не ме- |
нее пяти соединений, выполненных другими видами свар- |
ки. При обнаружении дефекта производят повторную i
проверку удвоенного количества изделий и соединений.
Если при повторной проверке хотя бы одно изделие или
стык не соответствует требованиям ГОСТа, то изделия
этой партии проверяют поштучно. Качество сварки про¬
веряют переносными приборами, например ПА-7— руч¬
ным гидравлическим прессом с манометром. Качество
соединений определяют также новыми методами (рент¬
геноскопическим, ультразвуковым и др.).
От качества сварки при изготовлении арматурных
изделий и закладных деталей в значительной степени за¬
висит прочность всего сооружения.
Условия хранения арматурных изделий должны обес¬
печивать сохранность геометрических размеров и целост¬
ность деталей и соединений.
§ 5. СВАРОЧНОЕ ОБОРУДОВАНИЕ И ВСПОМОГАТЕЛЬНЫЕ
МАТЕРИАЛЫ
Сварку арматуры, арматурных изделий и закладных
деталей выполняют преимущественно на специализиро¬
ванном или общего назначения оборудовании электро¬
технической промышленности, а также на оборудовании,,
изготовляемом предприятиями строительной индустрии.
При серийном производстве сеток и каркасов при¬
меняют специализированные контактные многоточечные
машины автоматического или полуавтоматического дей¬
ствия — АТМС- 14X75-7-1 (7-2); МТМС-10Х35; МТМ-32;
МТМ-09; МТМ-33, МТМК-ЗХЮО и МТМ-35. На этих,
машинах можно сваривать плоские сетки и каркасы раз¬
личных размеров: от 80 мм по ширине и 440 мм по дли¬
не до 800 мм по ширине и 12 000 мм по длине.
— 414 —
W~"
При мелкосерийном производстве узкие и малогаба-
атные сетки, плоские каркасы широкой номенклатуры,
также закладные детали изготовляют на одноточечных
ашинах общего назначения. При изготовлении про-
'ранственных каркасов применяют контактные подвес-
ые машины — МТПП-75, МТГ1Г-75, МТП-806, МТП-807,
1ТПГ-150-2, МТП-1203, КТ-601, КТ-801.
Стыковую сварку арматуры производят на контакт¬
ах машинах общего назначения и автоматической спе-
иализированной машине К-724, которая работает веди-
эй автоматической линии безотходной сварки и раскроя
эматуры. Тавровые соединения закладных деталей из-
)товлют сваркой под факелом на автоматах АДФ-2001
пи устройствах полуавтоматического действия; при
аарке в среде С02 применяют сварочные автоматы об-
.его назначения. Сварку соединений закладных деталей
лполняют на специализированных или общего назна-
гния полуавтоматах.
Для контактной точечной и стыковой сварки стержне-
эй арматуры в качестве сварочных и вспомогательных
атериалов применяют цилиндрические или прямоуголь-
ые электроды и губки из специальных медных сплавов
пи меди марок Ml и М2. Электроды контактных точеч-
ых машин с диаметром контактной поверхности 25, 40
60 мм применяют соответственно при сварке стержней
иаметром 3—10, 12—22 и 25—50 мм.
Для сварки закладных деталей флюсы применяют
педующих марок: АН-348А, АН-8, АН-14, АН-22 и
'Н-7. Флюс перед употреблением прокаливают при тем-
ературе 250—300 °С в течение 2 ч. Для сварки соедине-
ий арматуры и закладных деталей применяют прово-
эку марок Св08ГС и Св08Г2/С и электроды по ГОСТ
466—75.
6. ТЕХНОЛОГИЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Армирование железобетонных кЬнструкций — важ-
ый элемент производства, в значительной мере опреде-
яющий долговечность зданий и сооружений. Положение
рматуры в теле конструкции строго регламентировано,
ообое внимание уделяют толщине защитного слоя бето-
а, покрывающего арматуру и создающего вокруг нее
.елочную среду, предотвращающую развитие коррозии
гали. Проектное положение арматуры в изделии обес-
— 415 —
печивается ее фиксацией в форме до бетонирования.
Фиксируют арматуру в форме инвентарными устройства¬
ми или устройствами разового использования.
При формовании изделий в горизонтальном положе¬
нии применяют в качестве фиксаторов инвентарные
групповые фиксаторы, которые пропускают через отвер¬
стия в бортах форм у самого поддона в двух местах по
длине панели. В кассетных установках фиксация сеток и
каркасов производится фиксаторами в виде шпильки
диаметром 16—18 мм, с внешней стороны к стержню при¬
варивают упорные пластинки, внизу их устанавливают
на опорные столики. На одно изделие используют до
восьми фиксаторов. Перед окончанием формования фик¬
саторы извлекают краном. Строповочные петли фикси¬
руют с помощью Г-образных стержней, вводимых в от¬
верстие на борту формы, или винтовыми фиксаторами.
Фиксаторы одноразового использования изготовляют из
металла, раствора, пластмасс и т. п. Металлические фик¬
саторы бывают штампованные и гнутые из проволоки.
Сетки можно фиксировать путем разреза в несколь¬
ких местах арматуры и изгиба ее концов так, чтобы они
упирались в форму. В изделиях типа труб применяют
сварные проволочные рамки, уложенные между витками
арматуры; выступающие концы рамок фиксируют поло¬
жение каркасов в форме. Применяют накидные U-образ-
ные проволочные фиксаторы.
Фиксаторы из цементно-песчаного раствора применя¬
ют в виде подкладок без прикрепления к арматуре.
Асбестоцементные фиксаторы изготовляют в виде брус¬
ков и пластинок, а также подкладок разной формы.
Фиксаторы из пластмассы выполняют в виде подкладок,,
подкладок-колец, подкладок с замками, имеющих форму
колеса.
Закладные детали приваривают к арматурному кар¬
касу или закрепляют в формах винтами, клеем и други¬
ми средствами.
Тяжелые арматурные каркасы устанавливают меха¬
низированным 'способом — кранами-укосинами, тельфе¬
рами, специальными самоходными укладчиками арма¬
туры.
§ 7. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВА
АРМАТУРНЫХ ИЗДЕЛИИ
Технологию изготовления арматурных изделий про-
пгируют при разработке новых линий, цехов и заводов,
также при освоении новой технологии, реконструкции
эедприятия.-Процесс изготовления арматурных изделий
>стоит из следующих последовательно выполняемых ра-
хг: разгрузки, складирования И) хранения арматурной
'али на складе; транспортирования арматурной стали в
гх; заготовки арматурной проволоки и стержней; изго-'
явления сеток, плоских и пространственных каркасов и
шладных деталей; транспортирования готовых арма-
урных элементов к постам армирования.-)
( На обработку стали и заготовительные операции
риходится 30—40 % общих затрат труда, из них сварка
вставляет до 55 % общих трудозатрат. ^Уменьшить тру-
эемкость — основная задача организации производства
рматурных изделийДПроектирование технологии арма-
^рных элементов можно свести к конструктивно-техно-
эгической классификации арматурных элементов, под-
ору комплекта оборудования, расчету часовой потребно-
ги в комплектах арматурных элементов в соответствии
мощностью формовочного цеха, расчету объема арма-
^рно-сварочных работ, основного оборудования техно-
огических линий, разработке компоновочной схемы тех-
ологического процесса и определению основных техни-
о-экономических показателей производства.
Данными для проектирования являются специфика-
ия арматурных элементов и программа выпуска желе-
эбетонных изделий. В зависимости от номенклатуры из-
елий могут образовываться несколько групп плоских
jtok и каркасов, пространственных каркасов и заклад-
ых деталей. Выбор расчетных арматурных элементов
роизводится от каждой группы по усредненной массе и
лине. Для всех расчетных арматурных элементов раз-
абатывают технологические схемы процесса, на кото*
ых отражают последовательность выполнения рабочих
транспортных операций.
-845
- 417 _
В соответствии с принятой схемой подбирают ком¬
плект оборудования для арматурно-сварочных работ.
Типы станков для правки и резки определяют в зависи¬
мости от диаметра и минимальной длины отрезаемых
прутков. Для сварки стержней выбирают машины по
диаметру стыкуемых стержней; для сварки изделий —
исходя из ширины изделия и диаметра стержней.
Часовую потребность в комплектах арматурных эле¬
ментов определяют в зависимости от объема выпуска
изделий формовочным цехом:
Пч = Пгод/ Вр У>
где Пгод — годовой объем выпуска изделий, м3/год; Вт,—расчетный
фонд рабочего времени, ч; V—объем базового изделия, м3.
При расчете основного технологического оборудова¬
ния необходимо знать организационную производитель¬
ность машин П0рг, которую устанавливают по общим зат¬
ратам времени:
Дорг — Дмаш Корг»
где /7маш — машинная производительность; Корт — коэффициент ор¬
ганизации процесса. Для правильно-отрезных станков он равен 0.7;
для стыкосварочных автоматизированных машин 0,85; для неавто¬
матизированных многоэлектродных 0,75; для одноэлектродных сва¬
рочных 0,25.
Компоновочная схема арматурного цеха (рис.
15.9, а, б) определяется видом изделий и объемом про¬
изводства. Арматурный цех может быть расположен в
конце формовочных пролетов, в одном из пролетов па¬
раллельно формовочным пролетам, в отдельном попе¬
речном пролете, примыкающем к торцам формовочных
— 418 —
Рис. 15.9. Арматурный цех
а — завода железобетонных изделий для промышленного строительства; б —
завода крупнопанельного домостроения; 1 — тележка для вывоза готовой про¬
дукции; 2, 3 — многоэлектродные сварочные машины; 4 — одноэлектродные
машины для точечной сварки; 5 — машина для стыковой сварки; 6 — станок
для резки арматурной стали; 7 — поточные автоматизированные линии; 8 —
устройство для резки сеток; 9 — машина для гибки сеток; 10 — горизонталь¬
ная установка для сварки каркасов; 11—рама для подвески машин МТПП-75;
12 — машина точечная подвесная; 13 — вертикальная установка для сварки
каркасов; 14 — кран мостовой; 15 — стеллаж; 16 — телеокка для готовой про¬
дукции: 17 — станки для правки и резки ар натуры; 18 — установка dm
электротермического упрочнения стали; 19 — станок для резки арматурной
стали; 20 — станок для гнутья; 21 — поточные автоматизированные линии для
сварки широких сеток; 22 — устройства для резки сеток; 23 — многозлектрод-
ная сварочная машина; 24 — машина для точечной сварки; 25 — станок д
гибки арматурных сеток; 26 — горизонтальная установка для сварки карка¬
сов; 29 — машина точечная подвесная; 30 — кран мостовой; 31 — машина для
стыковой сварки; 32 — станок для высадки анкерных головок
27*
— 419 —
пролетов, и в отдельном здании. Независимо от компо¬
новочной схемы цеха станки и машины в нем устанав¬
ливают в соответствии с последовательностью операций
технологического процесса. Для размещения промежу¬
точных запасов и полуфабрикатов по ходу процесса пре¬
дусматривают устройство площадок, стеллажей и т. п.
§ 8. СПОСОБЫ НАТЯЖЕНИЯ АРМАТУРЫ
В железобетонных конструкциях с обычной ненапря¬
женной арматурой в процессе эксплуатации в растяну¬
той зоне могут возникнуть трещины. Создание в растя¬
нутой зоне бетона сжимающих напряжений путем
предварительного натяжения арматуры позволило зна¬
чительно повысить трещиностойкость изделий и умень¬
шить их деформативность, появилась возможность ис¬
пользовать высокопрочные стали, при этом достигается
до 40 % экономии металла. Дополнительные затраты,
связанные с трудоемкостью операций по заготовке арма¬
туры и ее натяжению, окупаются экономией в расходе
стали и повышением долговечности зданий и сооруже¬
ний в целом.
^/Предварительное напряжение конструкций можно вы¬
полнять несколькими способами: путем предварительно¬
го напряжения арматуры с последующей передачей уси¬
лий бетону для его обжатия при непосредственном сцеп¬
лении бетона с арматурой; путем сцепления арматуры с
затвердевшим раствором, инъецированным в каналы, в
которые заводится арматура после того, как бетон набе¬
рет необходимую прочность; без сцепления, путем анке-
ровки концов арматурных элементов. На заводах желе¬
зобетонных изделий наибольшее применение получил
первый способ.
Для надежного сцепления арматуры с бетоном по
всей длине и самозаанкеривания ее в бетоне применяют
арматуру периодического профиля и витую, или на кон¬
цах арматуры устраивают анкеры (высаженные головки,
приваренные коротыши и т. п.).
Различают четыре способа натяжения арматуры: ме¬
ханический, электротермический, электротермомеханиче-
ский и способ самонапряжения с использованием энер¬
гии расширяющегося цемента при его твердении.
Различают также два основных способа образования
арматурного каркаса: линейный и непрерывный. Линей-
— 420 —
ным называют укладку одного или группы стержней (па¬
кеты, пучки, пряди) заданной длины на месго натяже¬
ния арматуры. Непрерывная заключается в навивке
напрягаемой арматуры на специальные упоры или на
конструкцию. Способ натяжения арматуры выбирают с
учетом номенклатуры изделий, объема производства и
его степени механизации.
В качестве напрягаемой арматуры применяют:
стержневую, горячекатаную классов A-IV и А-V, стерж¬
невую термически упрочненную классов Ат-V, At-VI и
Ат-УН; холоднотянутую проволоку из углеродистой
стали классов Вр-11 и B-II; арматурные канаты классов
К-7 и К-19; двух- и трехпрядевые арматурные канаты,
стержневую сталь периодического профиля, упрочнен¬
ную вытяжкой класса А-Шв, стержневую термически
упрочненную класса Ат-IV. Арматурные стали, применя¬
емые для предварительно напряженных железобетонных
конструкций, должны быть чистыми, без окалины, ржав¬
чины, механических повреждений и масляных пятен.
Натяжение стержневой арматуры классов А-Шв,
A-IV, A-V, Ат-IV и At-V диаметром 8—22 мм целесооб¬
разно осуществлять электротермическим способом, а
диаметром 25—40 мм — механическим, арматурной про¬
волоки из стали классов Вр-11 и B-II; канатов классов
К-7, К-19 и стержневой арматуры класса At-VI—меха¬
ническим способом. При изготовлении конструкции на
линейных и коротких стендах следует применять канаты
классов К-7, К-19, К-2, К-3 и проволоку класса Вр-11 с
натяжением механическим способом.
§ 9. АНКЕРНЫЕ УСТРОЙСТВА И ЗАЖИМЫ
Предварительно напряженные железобетонные кон¬
струкции армируют отдельными проволоками и стержня¬
ми, прядями и пучками проволоки, а также проволочны¬
ми пакетами с различным числом струн. Выбор типа на¬
прягаемой арматуры зависит от вида изделий и
применяемого для натяжения арматуры оборудования.
Для восприятия усилия натяжения и сохранения его
на всех стадиях технологического процесса, а в некото¬
рых видах конструкций и при эксплуатации, служат
анкерные устройства, являющиеся временной или посто¬
янной составной частью арматурного элемента, илиспе-
— 421 —
г
Рис. 15.10. Анкеры одноразового
пользования
а — спрессованная шайба; б — вы¬
саженная головка; в — приварен¬
ные коротыши: 1 — стержень; 2 —
опорная шайба; 3 — высаженная
головка; 4 — опрессованная шайба;
5 — коротыши
Рис. 15.11. Зажим НИИЖБ для за¬
крепления арматуры
1 — корпус; 2 — арматурный стер¬
жень
К)
*
—
'у/ #/' ///
1
?
is
Рис. 15.12. Зажим с клином для
двухпрядевых канатов
1 — втулка, 2 — клин; 3 — анкерная
плита
Рис. 15 13. Плоский клиновой за¬
жим
1 — анкерная плита; 2 — плоский
клин; 3 — проволока
— 422 —
циальные приспособления — зажимы для временного за¬
крепления арматуры на упорах.
Конструкция анкера или зажима зависит от принятой
технологии изготовления изделия и способа натяжения
арматурного элемента. Зажимы применяют для времен¬
ного закрепления арматуры при натяжении ее на упоры
форм и стендов; они являются составной частью техно¬
логического оборудования. Анкеры предназначены для
передачи усилия от напрягаемой арматуры на бетон и
для постоянного закрепления напряженной арматуры;
они являются составной частью конструкции.
По способу закрепления арматуры зажимы и анкеры
делят на следующие группы: плоские клиновые, кониче¬
ские клиновые, волновые, петлевые и резьбовые, а также
шпоночные устройства, в которых стержни закреп¬
ляют при высаживании головок (рис. 15.10) или расплю¬
щивании конца стержня; применяют также глухие ан¬
керы, в которых концы арматурных пучков закрепляют
с помощью опрессовки их в обойме из мягкой стали,
обетонирования концов проволоки в металлических
стаканах и т. п.
Зажим конструкции НИИЖБ (рис. 15.11)—универ¬
сальный и им можно закреплять стержневую, проволоч¬
ную и прядевую арматуру. Принцип действия зажима
основан на применении трехклинового устройства, обес¬
печивающего значительные силы трения от натяжения
арматуры.
По устройству клиновые зажимы просты. Двухпря-
девые канаты закрепляют клиновыми зажимами, кото¬
рые состоят из втулки с коническим отверстием и кони¬
ческого клина. Клин имеет два паза, в которые помещают
пряди каната (рис. 15.12). Для закрепления одной-
двух проволок или канатов используют плоские клино¬
вые зажимы (рис. 15.13).
На стендах для закрепления высокопрочной проволо¬
ки в виде пакетов (до 28 шт.) применяют групповые
зажимы с волнистыми пластинами (рис. 15.14). После
укладки проволок между пластинами пакет обжимается
под прессом и закрепляется клином или стопорными
болтами. Закрепление арматуры путем изменения фор¬
мы канатов стержней, опрессовкой шайб и втулок при¬
меняется для всех видов арматуры при электротермиче¬
ском и механическом способах натяжения.
— 423 —
(I
Рис. 15.14. Волновой зажим для ар¬
матурных пакетов
1 — стягивающий болт; 2 — стопор¬
ный болт; 3 — внутренняя обойма;
4 — наружная обойма; 5 — зажима¬
ющая волнистая планка; 6 — отвер¬
стие для пресса
Рис. 15.15. Клиновой анкер
а — разрез анкерного устройства;
б — разрез пучка; в — колодка; г —
коническая пробка; 1 — колодка;
2 — проволоки пучка; 3 — пробка;
4 — распределительная плита
б)
ш
w\
ММ
100
— 424 —
Рис. 15.16. Пучковые анкеры
а — гильзовый; б — гильзово-стержневой; 1 — гайка; 2 — гильза; 3 — проволо¬
ки арматурного пучка; 4 — разделительное кольцо; 5 — часть стержня с коль¬
цевой нарезкой; 6 — часть стержня с кольцевыми канавками
Рис. 15.17. Установка института Гипростройиидустрия для натяжения арма¬
туры
1 — насосная станция; 2 — гидросистема; 3 — гидродомкрат; 4 — шток гидро¬
домкрата; 5 — захваты на штоке; б — ролик опорной конструкции; 7 — опор¬
ная конструкция для установки форм
— 425 —
Изменение формы концов стержней производят на
стыкосварочных иди специальных машинах. Путем осад¬
ки разогретого конца стержня делается утолщение го¬
ловки. Диаметр головки должен быть равен 1,5—2 диа¬
метрам стержня; длина конца стержня, необходимая
для высадки стержня, принимается равной 2,5d-|-5 мм.
Для образования хорошей опорной поверхности на конец
стержня перед высадкой надевается шайба.
При закреплении арматурных стержней из несвари-
ваемых сталей диаметром до 22 мм на концах обжимают
шайбы из мягкой стали. Высадку проволоки производят
холодным и горячим способами. При натяжении армату¬
ры на затвердевший бетон применяют анкеры. Для за¬
крепления проволочной арматуры в виде пучков пред¬
назначены клиновые и гильзовые анкеры.
Клиновой анкер (рис. 15.15, а—г) состоит из колодки
с коническим отверстием для пропуска пучка проволок
и конусной полой пробки; боковая поверхность пробки
снабжена нарезкой для предотвращения проскальзыва¬
ния натянутых проволок; через отверстие пробки нагне¬
тают внутрь канала цементный раствор.
Гильзовый анкер получают путем обжатия стальной
гильзой пучка проволок вокруг профилированного
стального стержня. Стержень заканчивается винтовой
нарезкой для присоединения его к домкрату и закрепле¬
ния пучка после натяжения гайкой. Для сплошных пуч¬
ков применяют более простой в изготовлении гильзовый
обжимной анкер с нарезкой на конце обжатой гильзы
(рис. 15.16, а, б).
§ 10. МЕХАНИЧЕСКОЕ НАТЯЖЕНИЕ АРМАТУРЫ
Для натяжения стержневой, проволочной и канатной .
арматуры применяют гидравлические домкраты или гру¬
зовые устройства с системой блоков и рычагов, а также
специальные натяжные машины.
Натяжение арматуры на упоры форм и стендов мо-
Рис. 15.18. Пост для одновременного натяжения арматуры УНАЭ
1 — траверса; 2 — домкрат: 3 — захват; 4 — упорные стоики; 5 — поддон; 6 —
опорная ра «о; 7 — гайка; S — тяга захвата
Рис. 15.19. Схема натяжения арматурного пакета на стенде ►
I — упорная штанга натяжной машины; 2 — шток домкрата; 3 — соединитель¬
ная муфта; 4 — хвостовик, 5 — фиксирующая гайка; ь — упор стенда; 7 —
челюстной захват; 8 — волновой зажим, 9 — арматурный пакет; 10 — распре¬
делительная диафрагма; 11 — форма
— 426 —
I
жет быть одиночным и групповым (рис. 15.17)’. Арма¬
турные элементы типа УМАЗ натягивают на упоры си¬
ловых форм установкой, оборудованной подвижной тра¬
версой со съемными и накидными захватами и двумя
гидродомкратами СМЖ-82 (рис. 15.18). Натяжение на
стендах проволочной арматуры, собранной в пакеты, в
волновых или других групповых зажимах и их закрепле¬
ние в захватах стендовых тяг производят натяжными ма¬
шинами (рис. 15.19). На стендах натяжение арматуры
производят в два этапа, сначала арматуру натягивают
усилием, составляющим 40—50 % заданного, затем, про¬
верив правильность расположения арматуры, ставят
закладные детали, сетки и каркасы, закрывают борта
форм и натягивают арматуру усилием на 10 % выше за¬
данного, выдерживают 3—5 мин, после чего снижают на¬
тяжение до проектного.
При выборе гидродомкрата его тяговое усилие опре¬
деляют по формуле
Q = KnPr\,
где К — коэффициент, учитывающий возможную технологическую
перетяжку, равный 1,1; п — число одновременно натягиваемых ар¬
матурных элементов; Р — проектное усилие натяжения арматурного
элемента; т] — коэффициент полезного действия гидродомкрата, рав¬
ный 0,94—0,96.
Величину хода поршня определяем по формуле
S = (0,007 — 0,01) /3,
где 1з — длина натягиваемой арматуры между опорными поверхнос¬
тями временных концевых анкеров.
При изготовлении предварительно напряженных же¬
лезобетонных конструкций в силовых формах или на
стендах контроль усилия натяжения должен выполнять¬
ся по показаниям манометров гидравлических домкра¬
тов и по удлинению арматуры; их различие не должно
превышать 10 %. При изготовлении таких конструкций
применяют гидродомкраты СМЖ-82, СМЖ-84 и
СМЖ-86. Домкрат должен быть оттарирован с теми ма¬
нометром и насосной станцией, которые будут использо¬
ваться вместе в производстве.
§ 11, ЭЛЕКТРОТЕРМИЧЕСКОЕ НАТЯЖЕНИЕ АРМАТУРЫ
Сущность электротермического натяжения арматуры
состоит в том, что арматурные стержни с анкерами на
концах нагревают электрическим током до требуемого
— 428 —
удлинения и фиксируют в жестких упорах форм или под¬
гонов. При остывании в арматуре возникают напряже¬
ния, которые затем передаются на бетон. Напрягаемые
арматурные элементы (преимущественно стержневая и
прядевая арматура) по концам имеют зажимные устрой-
:тва в виде высаженных головок, напрессованных шайб,
клиновых зажимов и др.
Для большинства арматурных сталей рекомендуемая
температура нагрева составляет 400 °С с продолжитель¬
ностью нагрева 0,5—10 мин, максимальная температура
нагрева проволоки диаметром 4 мм может быть повыше¬
на до 400 °С, а диаметром 5—6 мм — до 500 °С, при этом
асчетное сопротивление арматуры снижается на 10 %.
Максимальная температура нагрева термически упроч¬
ненной стали класса Ат-VI может быть повышена до
500 °С.
При натяжении стержневой арматуры электротерми¬
ческим способом величину ао+Р следует принимать не
более нормативного сопротивления стали; р—допусти¬
мые предельные отклонения Оо■ Значения р для изделий
различной длины приведены ниже:
Длина изделия /и, м . .
5
6,5
9,5
13
16
19
25 и бо¬
лее
Предельные отклонения
р, МПа
100
80
70
60
55
20
45
Предварительное напряжение сг0 при электротерми¬
ческом способе должно соответствовать заданному удли¬
нению арматуры Д/0, которое определяют по формуле
А*о = [(*Оо + Р)/£а]*у.
•»w
где £а — модуль упругости арматуры; /у—расстояние между на¬
ружными гранями упоров на форме, поддоне или стенде; р — допус¬
тимое предельное отклонение предварительного напряжения арма¬
туры от заданного; К — коэффициент, учитывающий упругопласти-
ческие свойства стали (1—1,2).
Полное удлинение арматуры с учетом обжатия анке¬
ров или смещения губок инвентарных зажимов Д/0, де¬
формации форм Д/ф и дополнительного удлинения Ct,
обеспечивающего свободную укладку арматурного
стержня в упоры, определяют по формуле
— 429 —
г
Д 1а = Д10 -f- Д^а + Ыф + Q*
В зависимости от вида анкера, жесткости форм и
упоров, времени переноса стержня на упоры суммарные
дополнительные удлинения составляют 0,6—1,2 см.
Температуру нагрева, необходимую для полного уд¬
линения стержня, определяют по формуле
= к) Т~
где tр — заданная температура нагрева; Д/п — полное удлинение на¬
прягаемой арматуры; /к — длина нагреваемого участка арматуры;
t0—температура окружающей срефы; а-—температурный коэффи¬
циент линейного расширения стали (табл. 15.3).
Таблица 15.3. Значения температурного коэффициента линейного
расширения стержневой и проволочной арматуры
Температур¬
ный интервал,
°С
Температурный коэффициент линейного расширения
арматуры сх- 1(>/сС 1
горячекатаной
классов А-IV,
А-V, А-Шв
термически упроч¬
ненной классов
Ат-IV, Ат-V, Ат-VI
проволоки
класса Вр-11
20—300
13,2
12,5
13
20—350
13,5
13
13,4
20—400
13,8
13,5
13,8
20—450
14,2
14
14,1
20—500
14,5
—
14,5
Заготовки арматуры нагревают на специальной
установке ДМ-2, созданной при участии НИИЖБ на
Ивано-Франковском заводе железобетонных изделий.
Эта установка работает в автоматизированном режиме
и выполняет следующие операции: отбор стержней, вы¬
садку головок, электропрогрев и укладку стержней в
упоры поддона. Время выполнения этих операций не
превышает 1 мин. До серийного освоения этой установки
можно применять установки СМЖ-129Б (рис. 15.20), а
также установку для одновременного нагрева трех стер¬
жней (рис. 15.21).
Контроль за натяжением арматуры при электротер¬
мическом способе заключается в измерении расстояний
между упорами форм /у, длиной заготовляемых стерж¬
ней /з, фактическим удлинением арматуры Д/ и непосред¬
ственным предварительным напряжением с помощью
приборов. Предельные отклонения предварительного на¬
пряжения, замеренные с помощью приборов, не должны
превышать р.
— 430 —
Рис. 15.20. Установка для электро¬
нагрева арматурных стержней
СМЖ-129Б
1 — неподвижный контакт; 2 — под¬
держивающий ролик; 3 — рама: 4—
трансформатор; 5 — электрический
шкаф; € — контакт подвижный
Рис. 15.21. Установка для электро¬
нагрева стержней длиной до 6,5 м
1 — пневматические цилиндры; 2 —
неподвижная опора; 3 — токоподво¬
дящие губки; 4 — шкала; 5 — стрел¬
ка; 6 — арматурные стержни; 7 —
прижимные губки; 8 — подвижная
опора; 9 — промежуточная опора
— 431 —
f
§ 12. ЭЛЕКТРОТЕРМОМЕХАНИЧЕСКИЙ СПОСОБ НАТЯЖЕНИЯ
АРМАТУРЫ
Сущность электротермомеханического способа натя¬
жения арматуры состоит в том, что нагретую электриче¬
ским током и одновременно находящуюся под натяжением
канатную или проволочную арматуру с помощью ма¬
шины навивают на упоры форм или стендов с определен¬
ным усилием натяжения. Этот метод используется при
непрерывном армировании конструкций, которое позво¬
ляет создавать одно-, двух- и трехосное напряжение кон¬
струкций, применять комплексную механизацию и авто¬
матизацию процесса и более экономно использовать ар¬
матуру.
Навивочные машины подразделяют на стационарные
и передвижные. Кроме того, их различают по принципу
действия на машины с вращающимся рабочим органом
и совершающим возвратно-поступательное движение; по
способу натяжения арматуры — механический и электро-
термомеханический.
Стационарная арматурно-навивочная машина
6899/8А (рис. 15.22) предназначена для изготовления
плоских сплошных и пустотелых предварительно напря¬
женных панелей длиной до 6400 мм и шириной до
4200 мм. Операции по закреплению начала проволоки,
размотке и электромеханическому натяжению ее, закреп¬
лению второго конца и обрезке проволоки совершаются
автоматически. Машина снабжена комплектом приборов
для автоматической подачи тока от сварочного транс¬
форматора. Максимальная температура нагрева армату¬
ры током не должна превышать 350 °С.
Передвижная навивочная машина ДН-7 (рис. 15.23)
применяется для армирования крупноразмерных кон¬
струкций при стендовом производстве. Такая машина
навивает проволочную или прядевую арматуру электро-
термомеханическим способом по принципу возвратно-по¬
ступательного движения всей машины вдоль стенда, а
каретки — поперек. При электротермомеханическом спо¬
собе натяжения арматуры уделяется особое внимание
контролю температуры нагрева и общему усилию натя¬
жения проволоки. Скорость передвижения машины
вдоль стенда 24 м/мин, поперечного перемещения карет¬
ки—21 м/мин.
— 432 —
Рнс. 15.22. Арматурно-навивочная машина 6899/8А
/ — бухтодержатель; 2 — механизм подачи; 3 — натяжная станция; 4 — набор
грузов; 5 — передвижной мост; 6 — пиноль; 7 — выходной блок пиноли; 8 —
портальные рамы машины; 9 — поддон со штыревыми упорами; 10 — привод
механизма подачи; И — привод передвижения моста; 12 — привод передвиже¬
ния тележки; 13 — привод подъема и опускания пиноли; 14 — комплект ме¬
ханизмов закрепления начала и конца проволоки с отрезкой; 15 — пульт уп¬
равления; 16 — командно-счетный механизм: П — носитель конца пряди; 18 —
устройство для автоматического закрепления конца пряди; 19 — подтормажи¬
вающее устройство; 20 — погиспастная система
Рис. 15.23. Передвижная навивочная машина ДН-7
1 — проволока; 2 — механизм передвижения каретки; 3 — каретка; 4 — пиноль;
5 — электродвигатели; 6 — редукторы; 7 — скользящие контакты; 8 — груз; 9—
система блоков; 10 — механизм натяжения; И — электрошкафы; 12 — меха¬
низм подачи арматуры; 13 — трансформаторы; 14 — механизм тормохсения;
15 — бухтодержатели; 16 — привод продольного хода
28—845 — 433 -
В зависимости от принципа действия основного ра- <
бочего органа навивочных машин возможны различные
схемы натяжения арматуры на технологических линиях
(рис. 15.24,а—в). Схема с продольным перемещением по
отношению к поддону основной траверсы машины и по¬
перечным перемещением пиноли удобна в стендовом про¬
изводстве. Эта схема применена на машинах ДН-7,
6407 и т. п. Схему с поперечным перемещением траверсы
к следующей паре упоров применяют в агрегатном и
конвейерном производстве. Намотку проволок вдоль тра¬
версы намоточная каретка с пинолью совершает по прин¬
ципу возвратно-поступательного движения. По такой
схеме работает машина 6281. Схема с неподвижной тра¬
версой и поперечным перемещением поддона, применен¬
ная в машине ГУКС-МПС, может быть использована в
агрегатных и конвейерных линиях.
Широкое распространение получили намоточные
станки для навивки спиральной арматуры на металличе¬
ские сердечники при изготовлении напорных железобе¬
тонных труб (рис. 15.25).
§ 13. СПОСОБЫ ПЕРЕДАЧИ УСИЛИИ ОБЖАТИЯ НА БЕТОН
Отпуск напрягаемой арматуры следует производить
плавно. В зависимости от принятой технологии, вида из¬
делия и класса арматуры приняты следующие способы
передачи натяжения: поочередная отдельных элементов
или их групп и одновременная всех арматурных элемен¬
тов или их групп мощным домкратом. Для отпуска пря-
девой и канатной арматуры применяют клиновые гидро¬
домкраты, винтовые и песочные устройства, поворотные
упоры и др.
Клиновые устройства устанавливают с одной стороны
упоров стенда между упором и зажимом до начала на¬
тяжения арматуры. При отпуске натяжения перемещаю¬
щийся клин с помощью гайки вытягивается вверх, при
этом усилия плавно передаются с упоров на бетон.
Песочные усгройства применяют для одновременного
плавного отпуска пакетов проволок на стендах и отпус¬
ка стержневой арматуры в силовых формах. На стендах
их устанавливают между упорами и подвижными тра¬
версами, а в силовых формах их размещают в силовом
поддоне, отчего обеспечивается плавное перемещение
его торцовых частей с упорами к середине поддона.
— 434 —
Рис. 15.2-». Схемы организации про¬
цесса натяжения арматуры
а — неподвижный поддон (продоль¬
ное перемещение траверсы и по¬
перечное перемещение навивочной
машины); б — то же (поперечное
перемещение траверсы и продоль¬
ное перемещение навивочной маши¬
ны), в — неподвижная траверса
(продольное перемещение навивоч¬
ной тележки и поперечное переме¬
щение поддона); 1 —поддон; 2—на¬
правляющие; 3 — траверса; 4 — на-
вивочная пиноль
Рис. 15.25. Схема навивки спираль¬
ной арматуры
1 — передняя бабка с планшайбой.
2 — сердечник трубы; 3 — передвиж¬
ная каретка; 4 — задняя бабка; 5—
натяжное устройство; 6 — механизм
фиксации груза; 7 — тбрмозное
устройство; 8 — бухтодержатель
Песочное устройство представляет собой цилиндр с
крышкой, заполненный песком. Нагрузка от натяжения
передается на крышку-поршень цилиндра, песок сжи¬
мается и препятствует смещению крышки-поршня до мо¬
мента, пока закрыто отверстие в стенке цилиндра. При
отпуске натяжения открывают отверстие, песок вытека¬
ет из цилиндра, крышка-поршень углубляется внутрь ци¬
линдра и напряжение передается на бетон. Песочные
устройства заполняют сухим песком крупностью 0,2 мм
до натяжения арматуры.
Винтовые устройства целесообразны при небольших
усилиях натяжения арматуры на стендах и силовых фор-
28*
— 435 —
436
Рис. 15.27. Пакетный стенд Cfti-535
/ — катушка бухтодержателя; 2 — направляющий ролик; 3 — тормозное устройство; 4 — гидравлический пресс; 5 — конвейер про¬
тягивания; 6 — тележка для транспортирования пакетов; 7 — упорные конструкции стенда, 8 — натяжные устройства (захваты);
9 — распределительная диафрагма; 10 — натяжная машина; 11 — насосная станция; 12 — напрягаемая арматура; 13 — формы для
изделий
Рис. 15.26. Конвейер для протягивания пакетов
1 — натяжное устройство; 2 — рама; 3 — каретка; 4 — привод
11 12
Рис. 15.28. Схема стенда для изготовления конструкций с канатной арматурой
а — натяжение канатов домкратами из комплекта ДГЗ-ЗОО; б — схема вырав¬
нивания усилий в канатах грузовой станцией; 1 — бухта с арматурным кана¬
том; 2 — натяжные устройства; 3 — захваты; 4 — фиксирующие диафрагмы:
5 — распределительные диафрагмы; 6 — грузовая станция; 7 — одиночные тя¬
ги; S — оголовок тяги для захвата грузовой станции; 9 — груз; 10 — лебедка,
11 — домкраты ДГЗ-ЗОО; 12 — вкладыши; 13—подвилсная балка; 14 — тяга;
15 — упоры стенда
— 437 —
г
мах. При отпуске натяжения упорные винты откручива-
ют поочередно гаечным ключом или механическим при¬
водом.
Поворотные упоры (приставки) применяют на сило¬
вых формах при электротермическом методе натяжения
арматуры; их ставят в пределах габарита конструкции,
концевые анкеры арматуры упираются на бетон. Отпуск
натяжения арматуры осуществляют путем установки
поддона с изделием на поворачивающиеся приставки,
обеспечивающие сближение упоров.
Отпуск натяжения арматуры с помощью разогрева
свободных концов стержней или прядей кислородным
пламенем используется для уменьшения текучести ста-
ли: в этом случае уменьшается и усилие в арматуре.
После отпуска натяжения арматуру разрезают в местах
ее разогрева.
§ 14. ОСОБЕННОСТИ НАТЯЖЕНИЯ АРМАТУРЫ НА СТЕНДАХ
Предварительно напряженные, длинномерные, круп¬
ные и тяжелые конструкции производят по стендовой
технологии. В зависимости от способа заготовки армату¬
ры различают стенды пакетные и протяжные.
На пакетных стендах предусмотрены установки для
заготовки арматурных элементов, которые располагают
параллельно формовочным постам (рис. 15.26). На про¬
тяжных стендах арматуру протягивают последовательно
по всей длине стенда по линии формования.
На пакетном стенде заготовку и натяжение пакета
проволок (рис. 15.27) выполняют следующим образом.
Бухты высокопрочной проволоки укладывают в бухто-
держатели и каждый конец проволоки протаскивают че¬
рез тормозное устройство, установку для очистки прово¬
локи и дырчатую диафрагму. Затем концы проволоки
закрепляют в пластинки волнового зажима, опрессовы-
вают и фиксируют клином или болтами. Собранный па¬
кет присоединяют к захвату каретки цепного конвейера
и протаскивают до концевого выключателя, установлен¬
ного на заданном расстоянии от упора захвата. Под
прессом собирается второй волновой зажим, образую¬
щий второй конец пакета. После зажима проволок в
третьем волновом захвате их обрезают, готовый пакет
снимают со стенда и цикл повторяют. Пакеты переносят
к месту их установки мостовым краном и устанавлива-
— 438 —
от в захваты головных и хвостовых тяг для натяжения.
Линией заготовки арматуры предусматривается вы-
:адка анкерных головок на концах арматуры.
На протяжных стендах (рис. 15.28) производят пред¬
варительно напряженные конструкции промышленных
зданий с проволочной, стержневой и прядевой армату¬
рой. Концы проволок помещают в групповой концевой
захват, который на тележке с помощью лебедки переме¬
щается до концевых упоров и закрепляется на них.
После закрепления проволок в головном захвате их от¬
резают и тележка с бухтами перемещается на следую¬
щую линию формования. Арматуру натягивают гидро¬
домкратами. Отпускают натяжение арматуры с помощью
песочных устройств.
§ 15. КОНТРОЛЬ УСИЛИЯ НАТЯЖЕНИЯ АРМАТУРЫ
Контроль натяжения арматуры — важная технологи¬
ческая операция. Необходимо контролировать равномер¬
ность натяжения арматуры, степень натяжения армату¬
ры перед бетонированием и надежность заанкеривания
арматуры в бетоне перед отпуском натяжения.
При групповом натяжении арматурных элементов
(прядей, проволоки, стержней) могут быть неравномер¬
ности распределения усилий из-за неодинаковой началь¬
ной подтяжки элемента.
При электротермическом способе натяжения армату¬
ры неравномерность может быть из-за разной степени
износа упоров в форме, начального искривления арматур¬
ных элементов и др. Опыт применения разных способов
натяжения арматуры показал, что отклонения от проект¬
ных значений напряжения могут происходить при: ис¬
пользовании в гидродомкрате манометра невысокого
класса точности; отклонении длины арматурных загото¬
вок или расстояний между упорами при электротерми¬
ческом натяжении арматуры; недоучете деформации
упоров стенда или формы и проскальзывании концов ар¬
матуры в зажимах.
Для проверки соответствия проекту и допускам соз¬
данного в конструкции предварительного напряжения
арматуры необходимо измерить фактическое усилие в
арматуре. Применение для контроля усилия натяжения
арматуры специальных приборов повышает до 3 % точ¬
ность их фактических значений, что позволяет корректи¬
— 439 —
ровать и улучшать технологический процесс изготовле¬
ния предварительно напряженных изделий.
Приборы, применяемые для этой цели, классифици¬
руют по ряду признаков: по принципу действия — пру¬
жинные, с упругим элементом, снабженным проволочны¬
ми датчиками, и частотные; по размеру базы — с фикси¬
рованной базой и ограниченной лишь извне; по диаметру
контролируемой арматуры — малому (до 6 мм), средне¬
му (до 15 мм) и большому (до 40 мм).
Натяжение арматуры контролируют по усилию в на¬
тяжном механизме, деформации напрягаемого элемента
(удлинению или прогибу) и частоте колебаний натяну¬
той арматуры.
Контроль по усилию в натяжном механизме можно
производить механическими динамометрами сжатия и
растяжения, а также гидравлическими силоизмерителя-
ми. Втулочные механические динамометры сжатия уста¬
навливаются между упором и зажимом либо между кор¬
пусом домкрата и упорной гайкой инвентарной тяги. Ди¬
намометры растяжения включают в силовую цепь между
натяжным домкратом и напрягаемой арматурой.
Контроль натяжения по удлинению арматуры прово¬
дят в основном по перемещению зажима (или анкера) в
процессе натяжения или с помощью прибора, установ¬
ленного на одном из напрягаемых стержней. В связи с
тем, что достоверность определения усилия в арматуре
по удлинению изменчива, этот метод сочетают с измере¬
нием концевого усилия натяжения. Контроль натяжения
арматуры по удлинению возможен лишь при электротер¬
мическом способе натяжения. Удлинение равно разности
длины заготовки между опорами и поверхностями анке¬
ров и расстояния между наружными поверхностями упо¬
ров. Измерение усилия натяжения по удлинению арма¬
туры используют для контроля усилия натяжения парал¬
лельно с другими методами.
Контроль натяжения по прогибу арматуры осущест¬
вляют с помощью накладных динамометров: ПРД-6,
ДП-6, ДП-500, ПРД-У, ПИН, ДН и ЭМИН-3.
Пружинный динамометр ПРД без собственной базы
предназначен для измерения натяжения стержневой и
прядевой арматуры диаметром 7—28 мм и длиной до
24 м. Принцип работы этого динамометра основан на от¬
тягивании середины стержня между упорами тарирован¬
ной пружиной, деформации которой измеряются индика-
— 440 —
эром. По такому же принципу работает прибор ПРД-У,
сщако с помощью этого прибора измерения напряжения
роизводят на участке стержня (база прибора 600 мм).
Электронно-механический индикатор напряжений
ЭМИН-3) предназначен для измерения натяжения про-
элочной арматуры диаметром до 5 мм и прядевой диа-
етром до 15 мм. Он состоит из динамометра с упругим
цементом и счетного устройства. Прибор устанавлива-
'Т на арматуру и с помощью гайки упругого элемента
беспечивают контакт крючка прибора с арматурой. За¬
ем поворачивают рычаг эксцентрика и под действием
рогнувшего арматуру усилия упругий элемент растяги-
ается, и электронная система фиксирует изменение от-
еченного сопротивления датчиков. Используя тариро-
очные характеристики для каждого вида и диаметра
рматуры, определяют силу ее натяжения.
Измерение натяжения арматуры производят также
риборами частотного типа, например ИПН-7, ННА-3.
[астотными динамометрами определяют частоту собст-
енных колебаний натянутой арматуры, вызванных ка-
им-либо импульсом. При этом для арматуры опреде-
енных длины, диаметра и вида частоты собственных
олебаний будут тем больше, чем больше усилие натя-
сения арматуры.
Электронно-счетный измеритель напряжения армату-
ы ЭСИН-1Д позволяет вести контроль за напряженным
остоянием арматуры дистанционно. Однако следует
меть в виду, что при близко расположенных источниках
лектрических помех (сварке, работе крана и т. п.) воз-
южны искажения показаний.
ГЛАВА 16. ФОРМОВАНИЕ БЕТОННЫХ
И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Процесс формования изделий — важнейшая стадия
х изготовления на заводах сборного железобетона; он
пределяет в основном метод изготовления изделий
целом. Процесс формования изделий состоит из сле-
;ующих операций: сборки, очистки и смазки форм и
юртовой оснастки, установки и фиксации арматурного
— 441 —
каркаса в форме, натяжения арматуры на упоры формы
при изготовлении предварительно напряженных желе¬
зобетонных конструкций, укладки, распределения и уп¬
лотнения бетонной смеси в форме, а также отделки от¬
крытой поверхности изделия и, наконец, извлечения го¬
тового изделия из формы после тепловой обработки
(с передачей усилий натяжения арматуры на отвердев¬
ший бетон).
Готовое после формования изделие должно иметь за¬
данные геометрическую форму и^размеры с однородным
по сечению строением бетонаДс указанным в проекте
расположением арматуры и закладных деталей, а также
с хорошим качеством лицевой поверхности.
Качество формования и, следовательно, качество го¬
тового изделия определяется: точностью размеров форм,
качеством их рабочих поверхностей и качеством смазки,
а также полным соответствием реологических свойств
бетонных смесей принятому виду формовочного обору¬
дования и режиму его работы.
§ 2. ВИДЫ ФОРМ
Основное назначение форм —обеспечить получение
изделий заданных формы и размеров, с ровными граня¬
ми и гладкими рабочими поверхностями. Конструкция
формы должна обладать необходимой жесткостью. Фор¬
мы должны быть просты и удобны в сборке и разборке,
а их элементы — плотно примыкать друг к другу. Допус¬
ки в размерах форм устанавливаются ГОСТом, причем
они назначаются только минусовыми, так как в процес¬
се эксплуатации крепления форм ослабевают, плотность
сборки нарушается, и изделия получаются несколько
больше проектных размеров. Кроме допусков на линей¬
ные размеры (длину, ширину, глубину) устанавливают
допуски на общую и местную кривизну, плотность при¬
мыкания элементов формы при сборке, углы между гра¬
нями, а также на качество рабочей поверхности. Формы
можно подразделять на несколько типов по следующим
признакам.
В зависимости от условий работы формы подразде¬
ляют на перемещаемые в процессе изготовления изде¬
лий (при помощи крана или на вагонетках) и стацио¬
нарные, собираемые на формовочных стендах, а также
— 442 —
к
напрягаемые, в которых усилие от натяжения арма-
ры передается на упоры форм (силовые формы), и
напрягаемые. Формы делят также на индивидуаль-
,ie — на одно изделие, и групповые — для нескольких
щелий. Формы, главным образом стендовые, часто ис-
)льзуют и для тепловой обработки изделий. В ряде
[учаев сменной и перемещаемой деталью формы слу-
ит только ее поддон, бортовые же элементы являются
ютъемлемой частью формующей машины.
По положению изделий при формовании различают
ормы горизонтальные и вертикальные. Формы могут
ыть с плоским и профильным (в виде матрицы) днищем,
по виду материала — металлическими, железобетон-
ми, деревянными и комбинированными. По конструк-
ивным особенностям формы бывают разъемные, не-
азъемные с откидными, шарнирно открывающимися
ортами или стенками, а также частично неразъемными,
[рименяют также одну бортовую оснастку без днища,
станавливаемую на гладкий поддон или на площадку
генда.
К технологической формовочной оснастке относят
ортовую механизированную оснастку формовочных ав-
оматизированных постов с немедленной распалубкой;
юрмовочные ленты прокатных станов с разделитель-
ыми и бортовыми устройствами; формообразующие
стройства и приспособления (прижимные решетки,
[кладыши-пустотообразователи, закладные профилирую¬
щие устройства, разделительные стенки, фиксаторы за¬
падных деталей и т. п.).
Наиболее распространены металлические формы; де-
>евянные и железобетонные формы применяются реже.
1равильный выбор конструкции и материала форм и
збеспечение соответствующих условий их эксплуатации
гущественно влияет на эффективность производства же-
шзобетонных изделий. Продолжительность эксплуата-
гии форм определяют числом оборотов, выдерживаемых
ши при формовании изделий. Наибольшее количество
эборотов металлических форм —до 1000 с учетом тепло-
зой обработки изделий.
Обеспечения проектного срока службы форм можно
достигнуть правильной их эксплуатацией — своевремен¬
ной и тщательной очисткой, смазкой, покраской, а так¬
же удобной расформовкой изделий. Для этого боковым
поверхностям форм придают уклон 1 : 10 и 1 : 20 в сто¬
— 443 —
рону съема, в других случаях применяют откидные бор¬
та и съемные стенки, удаляемые с помощью вкладышей.
Металлоемкость форм на заводах сборного железо¬
бетона и их стоимость очень велики. Они составляют
обычно не менее 50 % металлоемкости и общей стои¬
мости всего технологического оборудования. В связи с
этим большое значение в эффективности производства
придается формоемкости. Средняя удельная формоем-
кость заводов (потребность в формах) составляет 12—
14 кг на 1 м3 проектной мощности. На ряде заводов фор-
моемкость выше указанного, что зависит не только от
массы форм, но и от степени их использования.
Формоемкость снижается при использовании форм,
пригодных для изготовления широкой номенклатуры из¬
делий. Инвентарный поддон формы принимается по наи¬
большим габаритам изделий; при изменении типоразме¬
ра изделия изменяется не вся форма, а только бортовая
оснастка, металлоемкость которой составляет 0,8 т/м3.
Следовательно, разнообразие изготовляемой продукции
может быть достигнуто изменением размеров формы в
пределах ее максимальных величин.
Стремление к универсальности форм приводит к их
систематической переналадке без нарушения ритма по¬
тока В этом случае в работе находится минимально не¬
обходимое число форм, а остальные формы переоснаща¬
ются и по мере надобности включаются в производство.
Занятость форм в производстве определяется коэф¬
фициентом использования формы, равным отношению
фактического использования к максимально возмож¬
ному.
Для выпуска комплекта изделий, заданного програм¬
мой, необходимое число форм может быть определено
по формуле
Hlmn^— = Q/TCQCM,
Vmax
' где Q — число оборотов формы для выпуска комплекта изделий, за¬
данного программой; Qmox — максимально возможное число оборо¬
тов формы за время выпуска комплекта изделий; Т — продолжитель¬
ность выпуска комплекта изделий, сут; С — число смен в сутки;
Qcm — число оборотов формы в смену.
Оборачиваемость форм. Продолжительность экс¬
плуатации форм определяется числом оборотов. Нор¬
мативная оборачиваемость металлических форм при
тепловой обработке изделий составляет 1000 оборотов.
— 444 —
родолжительность оборота форм обычно соответст-
тт длительности цикла изготовления изделий, в об-
ем виде она может быть вычислена по следующей
ормуле:
70.ф = Тф+ Th+ 2<Пф,
,е Гф — средняя продолжительность формовочных операций; Тк —
юдолжительиость тепловой обработки в камере; 2<п ф — время
щготовки формы к бетонированию.
Число форм для технологического процесса зависит
г принятого способа производства и типа теплового
грегата (цикличного, непрерывного). Удельный вес
гоимости форм в общей себестоимости железобетонных
зделий составляет 7—15 %.
§ 3. КОНСТРУКЦИИ ФОРМ
Металлические формы с поддонами и бортами полу-
или наибольшее распространение на заводах: в них
юрмуют плиты, балки, колонны и другие изделия глав-
ым образом при агрегатном производстве, что связано
переносом форм, поэтому формы должны обладать
ольшой жесткостью, быть относительно легкими, не
сформироваться при транспортировании. Формы с шар-
ирно открывающимися бортами применяют для изго-
овления многопустотных настилов, панелей наружных
тен, ребристых панелей и других изделий. Кроме того,
:спользуют унифицированные формы с откидными бор¬
ами (рис. 16.1), а также проемообразователи для двер-
[ых и оконных проемов.
Поддоны (днище) металлических форм конструиру¬
ет по балочной схеме из швеллеров № 14—18 и листо-
юй стали толщиной 8—10 мм. Перекрестная решетка в
юддонах значительно увеличивает жесткость конструк¬
ции. Бортовые элементы выполняют из швеллеров,
толков или делают составными из листовой стали и
толков. Борта к поддонам крепят обычно при помощи
■рубчатых или пластинчатых шарниров. Продольные .и
юперечные борта форм соединяют между собой заика¬
ли различных систем. Замки натяжного типа обеспечи-
1ают плотное соединение бортов, и они не раскрывают¬
ся при действии вибрации. Замки клинового типа просты
л надежны в эксплуатации, однако трудоемки в работе
i приводят к деформации форм. Наиболее просты на-
шдные замки.
— 445 —
f 1ш 1
Id ^
—«"“Г""'!
‘ 1
&
1 2
Рис. 16.1. Форма с откидными бортами
1 — шарнирное соединение борта с поддоном; 2 — поддон: 3 — угловой замок
Рис. 16.2. Силовые формы для изготовления предварительно напряженной под¬
крановой балки длиной 12 м (а) и ригеля (б)
1 — изделие; 2 — силовая часть фермы: 3 — съемный борт; 4 откидной борт
~ 446 —
Подъемные петли, привариваемые к поддону для
эдъема формы при транспортировании, располагают
а расстоянии */s длины ее от концов; скобы не должны
ыступать в стороны и увеличивать габариты формы.
На рис. 16.2 показаны силовые формы для изготовле-
ия предварительно напряженных балок. Конструкцию
юрм рассчитывают на восприятие усилий от напряже-
ия арматуры и закрепления ее на форме.
Сборно-разборные формы применяют преимуществен-
о для изготовления тонких конструкций, у которых вы-
ота значительно превышает ширину (подкрановые бал-
и таврового сечения, двускатные балки покрытий и
.д.). Разборная металлическая форма для изготовления
алок таврового сечения состоит из поддона, двух боко-
ых и двух торцовых щитов. Днище сварено из швелле-
ов, боковые щиты усилены ребрами жесткости. В швел-
ерах и боковых щитах сделаны круглые отверстия, че-
'ез которые пропускают болты, затягиваемые сталь-
[ыми клиньями; этим создается жесткость всей формы.
При формовании балок на стендах в вертикальном
юложении применяют иногда помимо сборно-разборных
Ьормы с шарнирно открывающимися бортами, которые
фи большой длине элемента состоят из отдельных сек-
1ип (рис. 16.3). Боковые стенки формы могут иметь двой-
1ую обшивку; в них пускают пар при пропаривании из¬
делий.
В связи с тем, что применение жестких бетонных сме-
■ей позволяет после формования немедленно удалять
5ортовую оснастку, более рациональны съемные и сдви-
аемые бортовые оснастки, имеющие практически не-
>граниченную оборачиваемость. Конструкции неразбор-
1ых форм, борта которых составляют одно целое с под-
щном, представлены на рис. 16.4.
Бортовые неразъемные формы, собранные в пакеты
)азличных размеров, применяют на стендах для произ-
юдства изделий со скошенными боковыми поверхностя¬
ми, допускающими выемку их из форм (например, тав-
эовых балок, прогонов, шпал и т.д.). Бортовые сборно-
эазборные формы используют для изготовления на
;тендах изделий сложной конфигурации, а также плос¬
ких и ребристых панелей. Формы с полубортами и съем-
шй рамой (рис. 16.5) применяют для производства плит
ПКЖ, многопустотных панелей и других изделий.
Для изготовления крупноразмерных тонкостенных
— 447 —
Рис. 16.3. Общий вид формы для двускатной балки
1 — поддон; 2 — продольный борт с паровой полостью; 3 — навесной вибратор;
4 — патрубок для отвода пара
Рис. 16.4. Форма для изго¬
товления трех предваритель¬
но напряженных свай
1 — борт формы; 2 — бетон¬
ная свая; 3 — предваритель¬
но напряженный стержень
Рис. 16.5. Сборная форма для плит перекрытия
а — поддон; б — съемная обечайка; в — разрез формы в сборе; 1 — бортики;
2 — выемки для захвата
— 448 —
Рис. 16.6. Железобетонная матрица для тонкостенной ребристой плиты
— матрица; 2 — металлический борт; 3 — плита; 4 — траверса; 5 — винтовой
домкрат
лит, панелей, криволинейных элементов сборных оболо-
ек и других подобных конструкций применяют нераз-
юрные железобетонные' формы-матрицы, производимые
'бычно этим же заводом из бетона марок М 200—М 300.
5 толщу бетона на расстоянии 25—40 мм от рабочей по-
ерхности матрицы обычно закладывают обогреватель¬
ной регистр из металлических труб диаметром 3Д—1".
>абочую поверхность отделывают цементно-песчаным
(аствором состава 1 : 2—1 : 3.
Для формования тонкостенной ребристой панели
[рименяют железобетонную матрицу, оборудованную
яеталлическими бортами и траверсой с винтовыми дом-
фатами для отрыва панели (рис. 16.6).
Усилие, необходимое для съема изделий с гладких
федварительно смазанных матриц, составляет 40—
>0 МПа. Суммарное усилие для съема элементов боль¬
ной площади довольно значительно и, крбме того, не-
>авномерно приложенное усилие в тонкостенных конст-
>укциях при извлечении из матрицы может привести к
юявлению трещин. В связи с этим применяют винтовые
гомкраты, а в более сложных случаях — пневматические
1ли гидравлические выталкиватели, размещенные рав-
юмерно по поверхности изделия.
Металлодеревянные формы используются при изго-
говлении небольших партий нестандартных изделий (до
100 шт.). Из древесины изготовляют основные элемен-
гы формы (поддоны, боковые стенки и т.д.), а из ме-
галла — все соединительные части (замки, шарниры,
эбрамления щитов и т. п.). Поддоны и бортовые элемен-
гы из древесины могут быть усилены ребрами жестко¬
сти или металлическим каркасом.
Для улучшения качества поверхности железобетон¬
ах изделий рабочая поверхность форм может быть по-
19—845 — 449 —
крыта шпатлевкой и покрашена за два раза этинолевым
лаком или нитроэмалью.
Требования к соединениям элементов, жесткости
форм, допускам к их размерам остаются такими же,
как и к металлическим формам.
Деревянные формы повышенного качества выполня¬
ют с полимерным покрытием рабочих поверхностей и
защитой остальных поверхностей от увлажнения. Изде¬
лия с рельефом и изделия сложного очертания изготов¬
ляют в стеклопластиковых формах и железобетонных
формах с полимерным рабочим слоем; при одинаковом
качестве изделий во втором случае в несколько раз со¬
кращается расход смолы, сокращается расход стекло¬
ткани. Железобетонные формы предпочтительны для
выпуска изделий различного очертания и назначения.
§ 4. ПОДГОТОВКА ФОРМ
Содержать формы и формовочное оборудование в
чистоте необходимо не только для продления срока их
эксплуатации, но и для обеспечения высокого качества
изготовляемых изделий. После каждого цикла формо¬
вания формы чистят и смазывают, применяя для этого
различные машины, приспособления и смазочные мате¬
риалы. Для очистки форм и поддонов применяют маши¬
ны, рабочими органами которых являются цилиндричес¬
кие щетки из стальной проволоки, абразивные круги и
инерционная фреза из металлических колец. Машины с
относительно мягкими металлическими щетками приме¬
няют после каждого цикла формования. Машины с аб¬
разивными кругами или жесткими щетками используют
не чаще одного раза в 2—3 мес, так как при такой чист¬
ке быстро изнашивается металл.
Часто очистку поддонов осуществляют машинами с
инерционной фрезой, состоящей из металлических колец,
свободно висящих на пяти кольцах (рис. 16.7). При вра¬
щении фрезы кольца ударяют по поверхности поддона и
дробят оставшуюся на нем пленку цементного раствора.
Механизм очистки состоит из двух параллельно распо¬
ложенных валов, на которых в шахматном порядке рас¬
положены блоки инерционных фрез. Частота вращения
фрезы составляет 300—350 мин-1. После обработки под¬
дона фрезой отделившиеся частицы сметают металли¬
ческими щетками.
Рис. 16.7. Машина для очистки поддона
[ — общий вид; б — блок инерционных фрез; 1 — стойка; 2 — механизм регу-
ирования высоты; 3 — ферма; 4 — блок инерционных фрез; 5 — поддон; 6 —
ривод конвейера; 7 — электродвигатель; 8 — фланец; 9 — шайба-фреза; 10 —
палец; 11 — вал
Поддоны можно очищать по двум схемам: первая —
югда машина передвигается над поддоном; вторая — ес-
1И поддон перемещается под машиной; вторая схема
гдобна при конвейерной технологии.
Для очистки разделительных стенок кассетных форм
[рименяют передвижную шлифовочную машину. Маши-
ia снабжена двумя шлифовальными головками, на кото-
>ых крепится по три абразивных камня, прижимаемых
фужинами к рабочим поверхностям кассеты. Головка
шремещается вертикально по направляющим, установ-
[енным на тележке, которая в свою очередь передвига¬
'9*
— 451 —
г
ется по верхней опорной раме вдоль отсека. Стенки кас¬
сеты шлифуют один раз в месяц.
Для очистки форм применяют также химический
способ, который основан на свойстве некоторых кислот,
например соляной, разрушать цементную пленку. Для
ускорения реакции применяют в качестве катализатора
0,2 %-ный раствор солей NaN02 и KN02. Химическую
очистку можно производить не чаще одного раза в год.
Формы следует чистить на специальном посту с соблю¬
дением требований техники безопасности.
На качество железобетонных изделий влияет сцепле¬
ние бетона с поверхностью форм. Один из способов
уменьшения сцепления — использование смазок. Пра¬
вильно выбранная и хорошо нанесенная смазка облегча¬
ет расформование изделия и способствует получению
его ровной и гладкой поверхности.
Смазка должна удовлетворять следующим требова¬
ниям: иметь консистенцию, позволяющую наносить ее
распылителем или кистью на холодные и горячие (до
40—50 °С) поверхности сплошным тонким слоем (0,1 —
0,3 мм); обладать достаточной адгезией с металлом
форм, быть достаточно водостойкой и не смешиваться с
бетоном, не оказывать вредного действия на твердею¬
щий бетон, не оставлять пятен на поверхности изделий,
не вызывать коррозии рабочей поверхности формы, не
создавать антисанитарных условий в цехах и быть безо¬
пасной в пожарном отношении.
На заводах применяют три вида смазок: водные и
водно-масляные суспензии, водно-масляные и водно¬
мыльные эмульсии, машинные масла, нефтепродукты и
их смеси.
Суспензии — простейшие смазки, их применяют на
заводах при отсутствии других смазок. К ним относятся
известковая, меловая, глиняная и шлаковая (из отхо¬
дов, получаемых при шлифовании мозаичных изделий).
Однако эти смазки легко размываются.
Эмульсионные смазки. Наиболее стойки и экономич¬
ны водно-масляные, эмульсионные смазки, например,
приготовленные на основе кислого синтетического эмуль-
сола ЭКС. Эмульсол представляет собой темно-коричне¬
вую жидкость, полученную из смеси веретенного масла
(35 %) и высокомолекулярных синтетических кислот
(5%). Из эмульсола ЭКС делают прямую эмульсию
(«масло в воде») и обратную эмульсию («вода в мас-
— 452 —
е»); последняя более водостойка. Состав эмульсионной
мазки с прямой эмульсией следующий: вода мягкая
энденсатная — 90 л, эмульсол ЭКС— 10 л, сода каль-
инированная — 700 г; состав смазки с обратной эмуль-
ией: водный раствор извести (1 г извести на 1 л во-
ы) — 53 л, вода — 27 л, эмульсол — 20 л.
На некоторых заводах используют водную эмульсию
рансмиссионного автотракторного масла (нигрола) и
ылонафта; вместо последнего иногда применяют в ка-
естве эмульгирующего и стабилизирующего компонен-
а также отходы соапстока или хозяйственного мыла,
вместо нигрола можно применять автол, при этом его
оличество увеличивается в смазке в 1,5—2 раза.
Водно-мыльно-масляные эмульсионные смазки целе-
ообразно применять для кассетных форм; их можно на-
осить на горячие металлические поверхности с темпе-
атурой до 100 °С. Эти смазки не оставляют на стенках
юрм пригара и легко очищаются. Внутренние углы и
ебра форм, на которые эмульсии наносить затрудни-
ельно, смазывают автолом или солидолом.
Машинные масла, нефтепродукты и их смеси состав-
яют отдельную группу смазок. Широко применяют ав-
ол, соляровое, веретенное и отработанные масла и их
меси с керосином в соотношении 1 : 1 по массе. Смазка
з солярового масла, солидола и золы (или извести-пу-
юнки) в соотношении 1 : 0,5 : 1,3 по массе обеспечивает
егкую распалубку. При пропаривании соляровое масло
очти полностью улетучивается, а между бетоном и фор-
юй остается слой порошка, который легко сметается,
[орошие результаты дают стеарино-керосиновая смазка
остава 1 :3, парафино-керосиновая смазка состава 1 :3
: др., но их применение ограничено из-за высокой стои-
юсти. Петролатумно-керосиновая смазка применяется
а многих заводах, она дает малое сцепление бетона с
юрмой, не оставляет пятен, недефицитна, не расслаи-
ается при хранении, ее можно использовать при низ-
их температурах. Недостаток петролатумной смазки и
мазки из нигрола, растворенного в соляровом масле
;ли керосине, в том, что они вызывают раздражение
лизистой оболочки рта и носа. Чтобы устранить этот
едостаток, устраивают вытяжные колпаки над маши-
ами для смазки.
Приготовление смазок производят при помощи раз-
[ичных смесителей, в том числе эмульсий, с использова-
— 453 —
Рис. 16.8. Схема поста нанесения смазки
1 — смазываемый поддон; 2 — камера установки для распыления смазки; 3 —
расходный трубопровод; 4 — сифон с форсункой; 5 — пневматический цилиндр;
6 — рабочий трубопровод
нием ультразвуковых или механических эмульгаторов,
которые дают возможность смешивать между собой
жидкости, не смешивающиеся в обычных условиях (бен¬
зин с водой, масло с водой и т. п.).
Нигрольно-мыльную эмульсию и прямую эмульсию
на основе эмульсола ЭКС приготовляют в акустическом
диспергаторе АД-6, основным элементом которого явля¬
ется гидродинамический преобразователь, или так на¬
зываемый жидкостный свисток.
Гидродинамический преобразователь состоит из
сопла и закрепленной перед ним металлической пластин¬
ки, которая вибрирует при прохождении жидкости через
сопло. Скорость движения жидкости и расстояние между
соплом и пластинкой берется таким, чтобы получить
наибольшую частоту колебаний (18—22 тыс. Гц). Акус¬
тический диспергатор работает по замкнутому циклу.
Компоненты загружают в бак, жидкость перекачивают
через гидродинамический преобразователь и снова пода¬
ют в бак. Перемешивание длится 10—15 мин, при этом
жидкость проходит через систему 4—5 раз. Готовую
эмульсию подают в расходный бак, а из него под давле-
— 454 —
ием 0,4—0,5 МПа к распылителям. Хранить ее можно
ри комнатной температуре около 3 сут.
Для приготовления смазок из однородных продуктов,
аких, как раствор машинного масла в керосине, приме-
яют лопастные мешалки. Исходные материалы в виде
устой мази или твердого вещества (например, петрола-
ум) предварительно расплавляют до капельно-жидкого
остояния, после чего в разогретый материал при пере-
[ешивании вливают керосин. Такая смазка не подвер¬
жена расслаиванию и довольно долго хранится. Извест-
.овые,. меловые и другие суспензии приготовляют в
Зычных лопастных мешалках (растворомешалках) или
[риводных краскотерках. Длительно хранить суспензии
ie следует, так как они относительно быстро оседают.
Смазку на поверхность форм наносят обычно раз-
[ичными распылителями (рис. 16.8), а в тех местах, где
[еудобно их использовать, применяют специальные ме-
:анизмы. Более тонкое распыление и большой факел мо-
ут получиться, если применить для нанесения смазки
жатый воздух. Расход смазки зависит от ее консистен-
1ии, конструкции и типа форм (горизонтальной или вер-
икальной), способа нанесения смазки (ручного, меха-
шческого), качества поверхности смазки.
§ 5. КЛАССИФИКАЦИЯ МЕТОДОВ ФОРМОВАНИЯ ИЗДЕЛИЙ
Трудоемкость формования сборных железобетонных
сонструкций составляет около 40 % общих трудовых за-
■рат. Производительность цикла формования определя-
“т производительность технологической линии, а приня-
'ый способ формования во многом предопределяет эф¬
фективность работы предприятия в целом.
Технологические задачи формования должны обеспе-
шть получение изделий заданных размеров и формы,
лаксимальной плотности и равномерной структуры бето-
ia. Эти задачи решаются с помощью различных спосо-
юв уплотнения при формовании изделий. Процесс фор-
лования включает следующие операции: установку форм
! формообразующих элементов, укладку, распределение,
шлотнение в форме и заглаживание открытой поверх-
юсти бетонной смеси и извлечение готовых изделий,
качественное выполнение процесса формования обеспе-
швается при соблюдении требований к бетонным сме-
:ям, формам и формующим установкам.
— 455 --
Формовочные свойства бетонной смеси регламентиро¬
ваны ГОСТ 10181—76 «Бетоны. Методы определения
подвижности и жесткости бетонной смеси». Подвижность
и жесткость бетонной смеси должна соответствовать
принятому способу формования с тем, чтобы уплотнен¬
ная смесь во всем объеме изделия была равномерной и
характеризовалась коэффициентом уплотнения не менее
/Су=0,96. При этом следует иметь в виду, что минималь¬
ное содержание воды в смесях обеспечивает сокращение
расхода цемента, увеличивает оборачиваемость форм и
сокращает продолжительность тепловой обработки.
В заводском производстве сборных бетонных и желе¬
зобетонных изделий применяются разные по показате¬
лям подвижности и жесткости бетонные смеси: от литых
(0/(>16 см) до сверхжестких (Ж>200 с). В связи с
этим разнообразны методы формования изделий и ис¬
пользуемые средства и режимы уплотнения бетонных
смесей. Существующие методы и средства уплотнения
бетонной смеси можно классифицировать по различным
признакам. По видам механического воздействия их
можно разделить на несколько групп.
1. Формование методом литья применяют при ус-
ловии7“ёсли заполнение формы происходит от действия
собственной массы без приложения внешних сил, причем
после заливки формы необходимо лишь выравнивать от¬
крытую поверхность изделия. Метод литья осуществля¬
ют из весьма подвижных смесей, главным образом яче¬
истых. Литые смеси не требуют больших энергозатрат и
трудоемкости на формование изделий.
2. Формование с применением прессования эффектив¬
но при использовании жестких и особо жестких бетонных
смесей, обладающих значительным внутренним трением
и требующих принудительного перемещения частиц для
наиболее компактного их размещения в форме и уплот¬
нения. Принцип прессования положен в основу формо¬
вания таких способов, как осевое и радиальное прессо¬
вание при производстве труб и трубчатых конструкций,
роликовое прессование, силовой прокат, прессование с
вакуумированием. Формование изделий прессованием
обеспечивает получение плотных и прочных бетонов, од¬
нако требует больших энергозатрат.
3. Вибрационные методы применяют для формования
изделии из подвижных, малоподвижных и умеренно
жестких смесей. Сущность этого метода заключается в
— 456 —
том, что путем сообщения механических колебаний от¬
дельным частичкам смеси нарушаются связи между ни¬
ми, а следовательно, силы трения и сцепления. При этом
даже относительно жесткие смеси превращаются как
бы в тяжелую жидкость, приобретающую при вибрации
свойства текучести. Смесь расплывается в форме, а час¬
тицы твердой фазы под влиянием силы тяжести, опуска¬
ясь вниз, стремятся занять наименьший объем и выжи¬
мают на поверхность воздушные пузырьки и избыточную
воду. Вибрационный метод формования можно осущест¬
влять при объемном, наружном, поверхностном и внут¬
реннем виброуплотнении.
Объемное уплотнение на виброплощадках и других
устройствах наиболее универсально, так как позволяет
формовать на одной и той же машине однослойные и
многослойные плоские изделия, панели с пустотами и
другие конструкции, изготовляемые в формах.
Формование изделий наружным вибрированием осу¬
ществляют через стенки форм, к которым жестко при¬
креплены вибраторы. Этот метод применяется в кассет¬
ной технологии и одиночных формах. Поверхностное
виброуплотнение характеризуется передачей колебаний
бетонной смеси непосредственно со стороны открытой
поверхности изделия при помощи вибрирующих плит,
щитов, вибропротяжных устройств. Внутреннее вибро¬
уплотнение смеси может происходить при помощи виб¬
ровкладышей, заранее установленных внутри формы для
образования пустот, а также под воздействием перестав¬
ных глубинных вибраторов.
4. Формование вибропрессованием представляет со¬
бой одновременное воздействие на оетонную смесь виб¬
рирования с давлением; такой вид формования изделий
пригоден для жестких бетонных смесей (Ж~200 с).
Формование тонкостенных плитных конструкций произ¬
водят виброштампованием, вибропрокатом, виброуплот¬
нением с пригрузом, вибровакуум-прессованием; для
формования трубчатых конструкций применяют вибро¬
гидропрессование.
5. Способ вакуумирования при одновременном вибри-
рованйи или прессовании применим для формования из¬
делий из подвижных бетонных смесей. Указанные ком¬
бинированные способы уплотнения бетонной смеси поз¬
воляют получать изделия повышенной плотности и
значительно снижают формоемкость производства, так
— 457 —
f
как свежеотформованные изделия могут быть распалуб¬
лены до тепловой обработки.
6. Центробежный способ формования изделий в виде
трубчатых конструкций производят из подвижных бе¬
тонных смесей на центрифугах. Распределение и уплот¬
нение бетонной смеси в процессе центрифугирования
происходит под действием центробежной силы, возни¬
кающей при быстром вращении барабана центрифуги.
При использовании жестких бетонных смесей для фор¬
мования трубчатых конструкций диаметром 1200—
2000 мм применяют центробежный прокат, при этом спо¬
собе бетонная смесь уплотняется как за счет центробеж¬
ных сил, так и за счет давления от приводного вала.
7. Изготовление изделий методом торкретирования.
При этом способе нанесение на^поВерхность арматурной
сетки, формы или специальной матрицы тонких слоев
цементно-песчаного раствора или мелкозернистого бето¬
на производится пневматическим или механическим пу¬
тем с применением роторной установки. Для изготовле¬
ния тонкостенных конструкций и нанесения гидроизоля¬
ционных слоев на поверхность конструкции применяют
пневмобетонирование.
§ 6. ФИЗИКО-МЕХАНИЧЕСКИЕ ОСНОВЫ ФОРМОВАНИЯ
И УПЛОТНЕНИЯ БЕТОННЫХ СМЕСЕЙ
Бетонная смесь обладает рыхлой нестабильной струк¬
турой с высокой пористостью и большим объемом вовле¬
ченного воздуха. Необходимое условие получения одно¬
родного по плотности и прочности бетона — уплотнение
бетонной смеси на стадии формования изделий.
В процессе формования и уплотнения частицы бетон¬
ной смеси находятся под воздействием силового поля,
слагаемого из сил тяжести частиц и внешнего силового
воздействия (давления, ударов, встряхивания, колеба¬
тельных движений), оказываемого на частицы. Вместе
с тем частицы находятся под воздействием внутренних
сил в системе (сил вязкого, сухого трения, межмолеку-
лярного сцепления, капиллярного давления и др.), кото¬
рые определяют физико-механические свойства бетонной
смеси, ее реологические характеристики.
Оптимальное соотношение между силами тяжести
частиц и внешним силовым воздействием — необходимое
условие качественного формования и уплотнения бетон-
— 458 —
ой смеси, которое зависит в основном от реологических
войств, а также от формы изделия и его насыщенности
рматурой.
Известно, что для укладки в формы и уплотнения те-
.учих смесей достаточно одних лишь сил тяжести. Ши-
юко распространенное в технологии бетона вибрирова-
ше смеси направлено в основном к тому, чтобы способ-
твовать проявлению в них действия сил тяжести в
юзультате разжижения малоподвижных и жестких
:месей.
Основными способами механического воздействия на
>етонную смесь с целью ее уплотнения являются вибри-
ювание, прессование и центрифугирование.
1. Виброуплотнение. Виброформование сводится к
эазрушению сложившейся первоначальной структуры бе¬
тонной смеси и переводу ее в состояние пластично-вяз-
<ого течения, при котором смесь подчиняется действию
:илы тяжести, свободно растекается, хорошо заполняет
}юрму, самоуплотняется и приобретает устойчивую, бо-
iee плотную структуру. При этом зерна заполнителя
эазмещаются более компактно, в результате достигается
плотное заполнение межзернового пространства цемент¬
ным тестом и раствором с одновременным вытеснением
пузырьков воздуха, отделением части воды на поверх¬
ность уплотненной смеси.
Эффективность виброуплотнения характеризуется
коэффициентом уплотнения или прочностью бетона, по¬
скольку прочность — функция плотности бетона при
прочих равных условиях. Критерием качества также сле¬
дует считать равномерность уплотнения бетонной смеси
по всему объему изделия. Основные параметры режима
виброобработки: амплитуда колебаний А, частота коле¬
баний /, время вибрирования t. Для каждой бетонной
смеси существуют свои оптимальные значения этих по¬
казателей.
Известно, что каждой крупности зерна соответству¬
ет своя собственная частота колебаний, поэтому наиболь¬
ший эффект вибрирования должен получаться при много¬
частотном вибрировании, когда в резонанс будут вовле¬
чены все зерна. Фактически в бетонной смеси происходит
самосинхронизация связанных между собой цементным
тестом отдельных зерен заполнителя, поэтому повыше¬
ние эффективности вибрирования может быть достигну¬
то путем выбора такого режима, который обеспечит сов¬
— 459 —
падение собственных колебаний всего объема смеси с
частотой вибратора. Для обычных бетонных смесей при
одночастотном вибрировании на практике используют
частоты 2800—3000 колебаний в 1 мин.
Оптимальные амплитуды колебаний зависят от жест¬
кости смеси и наибольшей крупности заполнителя. Чем
жестче смесь и крупнее заполнитель, тем большей долж¬
на быть амплитуда колебаний. При формовании изделий
из бетонной смеси на плотных заполнителях и частоте
колебаний 3000 в 1 мин амплитуда колебаний должна
быть 0,35—0,4 мм для смесей жесткостью 15—20 с. Уве¬
личение амплитуды колебаний приводит к ухудшению
уплотнения и даже к разрыхлению. Для надлежащего
уплотнения жестких легкобетонных смесей необходимо
не только повышать эффективность вибрирования по
сравнению с интенсивностью вибрирования смесей из тя¬
желого бетона, но и увеличивать его продолжительность.
Интенсивность вибрирования. Эффект виброуплотне¬
ния зависит от частоты колебаний f и амплитуды Л. Оди¬
наковая степень уплотнения бетонной смеси данного со¬
става и заданной подвижности (жесткости) в одно и то
же время t возможна при различных сочетаниях ампли¬
туд и частот вибрирования, если соблюдается условие
л2 t3 д2 гЗ — «2 гЗ
А1 П — ^2 12' ••• ~лп1п-
Выражение Л2/3 может быть записано:
А2Г = Af-Afs,
где Af представляет собой путь, совершаемый колеблю¬
щейся частицей в единицу времени, т. е. скорость коле¬
баний, а Л/2 — ускорение колебаний. Произведение ско¬
рости колебаний на их ускорение называется интенсив¬
ностью вибраций И с размерностью, см2/с3
И = А*р.
Для большинства бетонных смесей в производстве
сборного железобетона интенсивность вибрирования из¬
меняется от 80 до 300 см2/с3. Частота и амплитуда ко¬
лебаний должны быть согласованы так, чтобы обеспе¬
чить при вибрировании незатухающие колебания час¬
тиц.
Каждой смеси соответствует своя интенсивность виб¬
рации, причем с увеличением жесткости должен быть вы¬
ше этот показатель И. Показатель И, выбранный для
данной смеси, считается оптимальным. На рис. 16.9 по-
— 460 —
J500 3000 4500 6000 7500
Частота копеБаний, мин
Рис. 16.9. Кривые интенсивности вибрации
казан график для выбора амплитуды колебаний в зави¬
симости от частоты и заданной интенсивности вибрации.
Заштрихованная площадь графика соответствует наи-
эолее распространенным на практике амплитудам и час-
готам. Амплитуду колебаний принимают в зависимости
эт размера крупного заполнителя, и с его увеличением
увеличивают амплитуду. При крупности заполнителя
10, 30 и 40 мм оптимальная частота соответственно рав¬
на 100, 50 и 33 Гц.
Продолжительность вибрирования зависит от интен¬
сивности колебаний и жесткости бетонной смеси и мо¬
жет колебаться от нескольких секунд до 3—5 мин. С уве¬
личением интенсивности продолжительность уплотнения
уменьшается и, наоборот, при уменьшении — увеличива¬
ется. Достичь одинаковой степени уплотнения бетонных
смесей при различных значениях И и продолжительности
вибрирования t возможно, если соблюсти условие
Ихъ = и,г15= ... =И„%.
где к — величина, зависящая от консистенции смеси; при жесткости
100—300 с к=2.
Оптимальное время вибрирования при стандартной
мплитуде равно показателю жесткости смеси, увели¬
ченному на 30 с.
Распространение колебаний в бетонной смеси. Бетон¬
ная смесь является упругопластичновязкой средой с
— 461 —
большим коэффициентом внутреннего трения. Механичес¬
кие колебания в ней носят всегда затухающий характер.
Коэффициент затухания колебаний зависит от вязкости
среды и частоты колебаний. Чем выше вязкость смеси
(жесткость) и частота вибрирования, тем интенсивнее
затухание. Затухание колебаний — это уменьшение их
амплитуды по мере удаления от источника. Амплитуду
колебаний А на расстояние г, см, от источника внутрен¬
него вибрирования можно определить по формуле
где А0 — амплитуда колебаний в бетонной смеси у их источника;
г0 — расстояние от центра тяжести вибратора до места приложения
виброимпульсов к бетонной смеси, см; а — коэффициент затухания
колебаний в бетонной смеси, см-1.
Для кольцевых волн а составляет 0,02—0,08 см-1 при
f=150—200 Гц; для плоских волн
где h — толщина слоя уплотняемой бетонной смеси, см; для плос¬
ких волн а составляет 0,07—0,1 см-1 при f=50—100 Гц.
Задаваясь величиной А, минимально необходимой
для обработки бетонной смеси (при заданной интенсив¬
ности вибрирования) в зоне, наиболее удаленной от ис¬
точника колебаний, по вышеприведенным формулам
можно рассчитать необходимую амплитуду колебаний
Л0 и по ней подобрать тип и мощность вибратора приня¬
той частоты колебаний.
2. Прессование. При прессовании происходит прину¬
дительное перемешивание и взаимное сближение твердых
частичек бетонной смеси, характеризуемое большим или
меньшим объемным сжатием системы. Наилучший эф¬
фект достигается при прессовании очень жестких, почти
не связанных смесей с малым водосодержанием.
Каждой бетонной смеси присуще свое оптимальное
прессующее давление. Это давление расходуется на пре¬
одоление сил трения и сцепления частичек между собой,
преодоление сил трения материала о стенки форм, а так¬
же на давление защемленного воздуха. При формовании
давление передается не сразу на всю толщину, а посте¬
пенно, по мере уплотнения верхних слоев. С увеличением
прессующего давления возрастают силы сопротивления
— 462 —
сформированию системы, поэтому прессование жестких
“месей лучше проводить послойно.
Большим препятствием сближения частиц бетонной
■меси является наличие практически несжимаемой воды
j межзерновом пространстве, которую необходимо уда-
зять, кроме того, препятствием деформирования смеси
шляется заклинивание крупного и прочного заполните¬
ля. В результате создается равновесие внешних и внут-
эенних сил. При этом частицы смеси занимают весьма
устойчивое положение, хотя и не размещены наиболее
плотно и компактно в формуемом объеме бетона. В ре¬
зультате уплотнение не завершено. Таким образом, ме-
год прессования наиболее эффективен при уплотнении
жестких мелкозернистых смесей и для изделий неболь¬
шой толщины. При изготовлении более толстых изделий
необходимо применять послойное формование.
Прессующее давление зависит от жесткости и соста¬
ва смеси, объема и размеров уплотняемого участка и из¬
меняется от 0,2 до 15 МПа. Высокое давление можно со¬
здать при формовании небольших по площади изделий
либо при концентрированной передаче силового воздей¬
ствия на небольшом участке уплотняемого слоя. Напри¬
мер, при помощи катков, перемещающихся по уложен¬
ной в форму бетонной смеси, либо протяжкой формы с
бетонной смесью под стационарно установленными вал¬
ками (силовой прокат). Такой способ прессования наи¬
более эффективен и относительно легко технически осу¬
ществим. Однако прессование в чистом виде, без соче-
ания с вибрированием, нельзя считать эффективным.
Трамбование можно рассматривать как мгновенно
прикладываемое прессующее давление. В процессе трам¬
бования бетонной смеси многократно повторяющимися
ударами трамбовки частицам сообщается кинетическая
энергия, под действием которой зерна и куски крупного
заполнителя перемещаются в направлении действия сил,
внедряются в основную массу бетонной смеси и наибо¬
лее плотно укладываются в ней. При ударах трамбовки
отдельные частицы заполнителя внедряются в нижерас¬
положенные слои бетонной смеси и .уплотняют ее.
Трамбование, в отличие от прессования, можно при¬
менять для уплотнения бетонной смеси в изделиях зна¬
чительной толщины при ее послойной укладке. Трамбо¬
вать можно и крупнозернистые смеси. Степень уплотне¬
ния зависит от жесткости смеси и затраченной работы
— 463 —
трамбования (в кДж) на объем данного изделия. Трам¬
бование в чистом виде ограниченно используется в за¬
водской технологии, главным образом при изготовлении
вертикальным формованием труб и колец небольшой
длины (высоты).
3. Центробежное формование. Сущность центробеж¬
ного формования заключается в том, что форма вместе
с загруженной в нее бетонной смесью вращается вокруг
своей продольной оси с заданной скоростью. Под дейст¬
вием развивающихся центробежных сил частицы смеси
отбрасываются к стенкам формы, прижимаются к ним,
и смесь распределяется в форме слоем равномерной тол¬
щины. Возникающее при этом прессующее давление, ве¬
личина которого пропорциональна массе частиц бетон¬
ной смеси, их расстоянию от оси вращения и квадрату
угловой скорости, способствует отжатию части воды за-
творения, что ведет к уплотнению бетона. Центрифуги¬
рование эффективно используется при изготовлении на¬
порных и безнапорных труб, опор ЛЭП, колонн и дру¬
гих конструкций кольцевого сечения.
Процесс центробежного формования можно разде¬
лить на две стадии: распределение бетонной смеси по
стенкам формы и образование внутренней полости в из¬
делии, т. е. начальная стадия формования изделий, и
завершающая стадия — уплотнение бетонной смеси в
сформованном изделии.
На первой стадии пластичная бетонная смесь загру¬
жается во вращающуюся форму и вследствие возникаю¬
щего трения о ее стенки начинает вращаться вместе с
ней. Благодаря пластичности и необходимой подвижно¬
сти смесь распределяется равномерным слоем по стен¬
кам формы, сохраняя сплошность своего строения.
При вращении формы частицы бетонной смеси испы¬
тывают одновременно воздействие двух силовых полей:
сил тяжести и центробежных сил. Чтобы частицы смеси
при вращении формы не отрывались, необходимо равен¬
ство сил центробежного ускорения и ускорения сил тя¬
жести. Начальная рабочая скорость вращения на пер¬
вой стадии формования колеблется от 60 до 150 мин-1
в зависимости от диаметра труб. На стадии уплотнения
эта скорость значительно повышается и находится на
уровне 400—900 мин-1. Поскольку для центробежного
формования применяют пластичные бетонные смеси, на
бетон передается прессующее давление и оно равномер-
- 464 —
0 распределяется через прослойки цементного теста,
аполняющего межзерновые пространства в бетоне.
Уплотнение и распределение бетонной смеси происхо-
ит при вращении формы. При этом возникает центро-
ежное давление, в результате которого частицы твер-
ой фазы сепарируют по крупности и сближаются. Прес-
ующее давление от центробежной силы по толщине
аспределяется неравномерно — от минимума на внут-
енней до максимума на наружной поверхности изде-
ия, поэтому зерна большей массы располагаются бли-
се к наружной поверхности, а вода как более легкий
омпонент отжимается внутрь изделия. Количество от¬
нимаемой воды в зависимости от режима центрифуги-
ювания и состава смеси может доходить до 25—30 %
оличества воды затворения.
Плотность бетона выше в наружных слоях изделия.
1 целом структура бетона по сечению изделия оказыва-
тся неравномерной — очень плотная у наружного слоя
[ пористая во внутренних слоях. Для устранения этого
[ уменьшения расслоения обычно ограничивают круп-
юсть заполнителя до 10—20 мм, подбирают вязкоплас-
ичные смеси, а для получения в трубчатых изделиях
[лотного и водонепроницаемого бетона производят фор-
ювание в несколько слоев (2—4 слоя) с удалением шла-
ла с внутренней поверхности после каждого этапа фор-
лования. Однако послойное формование приводит к сни-
кению производительности установок. Для получения
шзкопластичной структуры бетонной смеси содержание
щмента принимают не более 350 кг/м3.
4. Комбинированные способы уплотнения. По мере пе-
>ехода к формованию изделий из более жестких бетон-
1ых смесей роль вибрационного воздействия уменьша¬
ется, однако сочетание виброобработки с одновременным
явлением значительно повышает эффективность уплот-
шния.
Для подвижных смесей в сочетании с основными спо-
юбами используют вакуумирование. Этот технологи-
1еский прием основан на создании разности между ат-
лосферным давлением и давлением в сообщающихся по-
>ах и капиллярах бетона; в результате образовавшегося
■радиента давления влага, водяной пар, воздух или па-
ювоздушная смесь удаляются из бетона, бетон уплотня¬
йся, а освободившееся пространство заполняется мелки-
ли частицами твердых компонентов. При этом следует
Ю—845
— 46,5 —
отметить, что удаление избыточной воды без уменьше¬
ния объема не дает должного эффекта, оно рационально
в сочетании с прессованием или вибрированием.
Уплотнение бетонной смеси и формообразование из¬
делий осуществляется также с применением ударных и
ударно-вибрационных средств. Ударные средства обес¬
печивают режим нелинейного нагружения смеси, когда
в системе возбуждается ударный импульс, создающий
собственные колебания, затухающие к началу следующе¬
го импульса. Частота ударов находится обычно в диапа¬
зоне 2,5—6,6 Гц. Ударно-вибрационные средства обеспе¬
чивают режим сложного нелинейного нагружения смеси,
когда на вынужденные линейные колебания накладыва¬
ются ударные импульсы. Частота таких периодических
колебаний находится в диапазоне 8—25 Гц. Частота ко¬
лебаний в 1 мин связана с угловой частотой колебаний
со, рад/с, зависимостью
п = ЗОсо/я.
Угловая частота колебаний со связана с частотой ко¬
лебаний v, с-1, зависимостью
v = со/2зт.
Частота колебаний связана с периодом колебаний Т,
с, зависимостью
v= 1/7.
Амплитуду смещения А, см, скорости V, см/с, и ус¬
корения W, см/см2, линейных колебаний определяют
выражениями:
А v — Лео; W = Дш*.
sincoT
§ 7. УКЛАДКА И РАСПРЕДЕЛЕНИЕ БЕТОННОЙ СМЕСИ
Укладка и равномерное распределение бетонной сме¬
си внутри форм — важная и трудоемкая технологическая
операция, поэтому в заводских условиях ее осуществля¬
ют бункерами, бетонораздатчиками и бетоноукладчика¬
ми. На специализированных технологических линиях
при укладке бетонной смеси используют дистанционное
автоматическое и полуавтоматическое управление.
Бункера и бетонораздатчики выдают смесь в форму,
как правило, без разравнивания. Бетоноукладчики име-
— 466 —
т
Рис. 16.10. Схема бетонораздатчика СМЖ-71А
— цепь: 2 — приводы питателя поворота; 3 — площадка обслуживания;
— бункер; 5 — пружинная подвеска бункера; 6 — система блоков регулиро-
шия подъема питателя; 7 — течка для выдачи смеси; 8 — питатель; 9 — по¬
воротная платформа; 10 — двигатель
ис. 16.11. Схема ленточного пита¬
теля СМЖ-354
0*
— 467 —
w
Рис. 16.12. Схема укладки бетонных смесей укладчиками с различными ра¬
бочими органами
/ — форма; 2 — бункер; 3 — ленточный питатель; 4 — вибронасадок; 5 — виб-
ролотковый питатель; б — плужковый разравниватель; 7 — поворотная ворон¬
ка; 8 — винтовой питатель; S — распределительный конус
Рис. 16.13. Схема бетоноукладчика СМЖ-166А
/ — воронка; 2 — канатно-рычажный механизм; 3 — привод передвижения; 4—
заглаживающий брус; 5 и 6 — большой и малый бункера; 7 — привод тележки
— 468 -
it бункера, стационарно установленные на раме и иног-
а перемещающиеся в ней в поперечном направлении, их
снащают дополнительными устройствами, распределя-
)щими смесь в форме. Непрерывную выдачу бетонной
меси из бункеров и бетонораздатчиков производят за-
ворами, и в некоторых случаях ленточными питателя-
и, оснащенными для лучшей выгрузки вибровозбуди-
елями.\
Консольный бетонораздатчик СМЖ-71А (рис. 16.10)
рименяют для укладки смеси на линейных стендах. Он
набжен бункером емкостью 1,8 м3, поворотным питате-
ем с углом вращения 340 перемещается бетонораз-
атчик параллельно формовочной полосе по рельсам.
Ленточный питатель СМЖ-354 (рис. 16.11) исполь-
уют при изготовлении центрифугированием труб диа-
[етром 500 и 900 мм. Вместимость бункера 2,6 м3, щи-
ина ленты питателя 250 мм. Для выдачи смеси из бун-
ера на ленту питателя предусмотрены шнеки.
Бетонораздатчик СМЖ-69 портального типа приме-
яют для объемного дозирования и распределения бе-
онной смеси по площади формы при изготовлении изде-
ий шириной до 2 м.
Бетонораздатчик СМЖ-306А предназначен для пода-
и и укладки смеси в отсеки кассетных установок на за-
одах крупнопанельного домостроения. Он имеет на-
лонный конвейер, принимающий смесь с эстакадного
ниточного конвейера и загружающий конвейерную лен-
у питателя, откуда через разгрузочную воронку и по-
оротную течку питателя смесь поступает в отсеки кас-
етной установки.
В зависимости от вида и назначения укладываемой
меси используют бетоно-, фактуро-, растворо-, бетоно-
1аствороукладчики; иногда их оснащают отделочными
[авесными устройствами. Бетоноукладчики оснащают
;ибронасадками (рис. 16.12, а), вибролотковыми и вин-
овыми питателями (рис. 16.12, б, д), плужковыми раз-
швнивателями (рис. 16.12, в), поворотными воронками
рис. 16.12,г), равномерно распределяющими бетонную
месь в формах. Укладку и распределение малоподвиж-
[ых и умеренно жестких бетонных смесей при изготов-
[ении сплошных однотипных изделий или изделий слож-
юй конфигурации, но одинаковой ширины, осуществ-
гяют с помощью насадки, вибронасадок, плужковых раз-
швнивателей и поворотных воронок.
— 469 —
Универсальный бетоноукладчик СМЖ-166А (рис.
16.13) предназначен для линий формования плитных из¬
делий по широкой номенклатуре. Совмещение продоль¬
ного движения портальной рамы бетоноукладчика с по¬
перечным движением двух бункеров по порталу и пово¬
ротной воронки на 180° позволяет распределять смесь
по поверхности изделия любого очертания, в том числе
и решетчатых конструкций.
Универсальный бетоноукладчик СМЖ-162 входит в
комплект оборудования поточно-агрегатных линий по
изготовлению конструкций промышленных зданий. Три
его бункера могут перемещаться в поперечном направ¬
лении. Бетоноукладчик имеет вибронасадки для уклад¬
ки, распределения и уплотнения смеси в воронке. Бетоно¬
укладчик СМЖ-3507 предназначен для специализирован¬
ных линий по производству плитных конструкций,
вместимость бункера 3 м3. Расход смеси регулируют
шарнирными заслонками с дистанционным пневмати¬
ческим управлением.
Бетоноукладчик СМЖ-69А используется на постах
формования многопустотных плит перекрытий и дру¬
гих плитных изделий шириной до 2 м, вместимость бун¬
кера 2 м3, объем смеси, поступающей на ленточный пи¬
татель, регулируют заслонкой, механизм распределе¬
ния — воронка.
Бетоноукладчик СМЖ-168 предназначен для подачи
смеси в узкие формы линейных конструкций: опор ЛЭП,
освещения и связи, стоек, свай, шпал и других изделий,
размеры которых по ширине позволяют использовать ши¬
рину формы.
Бетоноукладчик 10-36С, разработанный СКТБ Глав-
моспромстройматериалов, входит в комплект оборудова¬
ния линий формования пустотных панелей шириной 1 м.
Он оснащен форсунками для пластификации нижнего
слоя бетона водой.
Параметры устройств для укладки и распределения
бетонной смеси характеризуются следующими данными.
Полезный объем бункеров-укладчиков при периодиче¬
ском их заполнении принимают не менее 1,1—1,2 макси¬
мального объема формуемого изделия, а при непрерыв¬
ном формовании — не менее 1 м3. При этом отноше¬
ние полезного объема к геометрическому принимают
0,7—0,8.
Углы наклона стенок бункеров к вертикали прини-
— 470 —
ают при укладке литых и подвижных смесей 55—65°
сечением выходных отверстий не менее 200X400 мм,
алоподвижных и жестких смесей — 65—70° с выход¬
ами отверстиями 400X500 мм. Скорость холостого хо-
L всех укладчиков и бетонораздатчиков 20—40 м/мин;
.орость рабочего хода укладки смеси в форму в бето-
фаздатчиках и укладчиках с насадками, плужковыми
уравнивателями и вибролотками 10—12 м/мин; в ук-
щчиках с поворотной, неповоротной и подъемно-опу-
:ающейся воронкой при укладке бетона 15—18 м/мин,
фактурного слоя 10—12 м/мин. Во всех случаях уклад-
f производят при высоте падения смеси в горизонталь-
) расположенную форму не более 1 м.
§ 8. ВИБРОФОРМОВАНИЕ И ЕГО РАЗНОВИДНОСТИ
<Х~~"
Ч. Объемное виброуплотнение. При таком уплотне-
аи вибрационные импульсы сообщаются всей бетонной
леей формуемого изделия в объеме формы. Объемное
аброуплотнение осуществляют на виброплощадках раз-
лчного принцип? действия, на вибропоршневых уста-
эвках, а также на ударных и ударно-вибрационных
тощадках. Виброплощадки — универсальное формовоч-
эе оборудование для формования широкой номенклату-
ы изделий в переносных и передвижных формах грузо-
одъемностью 4—40 т. Уплотнение бетонной смеси до-
гигается различными вибрационными устройствами,
издающими колебания: гармонически ^круговые, верти-
ально и горизонтально направленные, пространствен-
ые (многокомпонентные) и негармонические ударно-
ибрационные.
Виброплощадки и ударно-вибрационные площадки
рименяют в конвейерных и поточно-агрегатных линиях,
броустановки и ударные площадки—только на пчточ-
о-агрегатных линиях.
Виброплощадки передают колебательные движения
т рамы с вибровозбудителем к закрепленной на нем
юрме со смесью. Рама бывает сплошная и секционная,
’амы имеют упругие опоры и устройства для крепления
юрм. Вибровозбудители используют одно- или двух-
альные, соединенные синхронизатором для обеспечения
инхронных колебаний. При частоте 50 Гц высота уплот-
яемого слоя смеси не должна превышать 35—40 см.
1ри формовании изделий сложной формы или густоар-
— 471 —
IT
Ш777777777777лУШ77777777777/
Рис. 16.14. Схема ударной (кулачко¬
вой) площадки
1 — форма; 2 и 3 — соответственно
продольные и поперечные балки
рамы; 4 — направляющие; 5 — ро¬
лики рамы; 6,1 — ударные балки;
8 — кулачки; 9 — поперечные валы;
10 — клиноременная передача; И —
электродвигатель; 12 — продольный
вал
Рис. 16.15. Схема ударно-вибраци¬
онной (резонансной) площадки
1 — рабочая площадка (рама); 2 —
уравновешивающая рама; 3 — упру¬
гие опоры; 4 — кривошипно-шатун¬
ный привод; 5 — упругий шатун;
6 — буфера; 7 — упругие элементы
Рис. 16.16. Виды пригрузов
а — инерционный; б — инерционный
с автономным вибровозбудителем;
в — безынерционный; г — безынер¬
ционный с автономным вибровозбу¬
дителем; д — безынерционный с
пневматической подушкой; е — без¬
ынерционный с гидро- и пневмоци¬
линдрами
6)
Г
О
/b/'Z/ify's
Ai/0/о/
о
о -
[ированных и при их толщине 6—8 см целесообразно
овышать частоту до 66—75 Гц.
Изделия толщиной до 40 см можно формовать из ма-
оподвижных и умеренно жестких смесей на вибропло-
щдках с круговыми и эллиптическими колебаниями.
)днако опыт показывает, что при уплотнении происхо-
,ит смещение бетонной смеси в форме, неравномерное
аспределение амплитуд по поверхности виброплощадки
I возможность подсоса воздуха в бетонную смесь. Кроме
ого, на выпускаемых серийно виброплощадках с круго-
ыми колебаниями 10-22С, 10-26СИ отсутствует крепле-
ше форм, что увеличивает уровень шума выше допусти-
догоЛ
Эффективны для формования плоских изделий виб-
юплощадки с вертикально направленными колебания-
№ из унифицированных двухвальных виброблоков, сое-
щненных синхронизаторами. Крепление форм к раме
шброплощадки обеспечивается электромагнитами
Средняя амплитуда колебаний нагруженной вибропло-
цадки составляет 0,35—0,6 мм. Виброплощадки и уста¬
новки с горизонтально направленными колебаниями
•ффективны при изготовлении длинномерных изделий с
зебольшим поперечным сечением.
Виброустановки передают колебательные движения
[юрме присоединением ее торцовой части к источнику
зибровозбуждения. Обычно эти установки являются ре-
юнансными. Вибровозбудитель устанавливают на так
зазываемой активной массе. Форма со смесью и элемен¬
ты ее крепления представляют пассивную массу. Обе
лассы соединены упругими связями, создающими резо-
зансное усиление колебаний. Опоры активной и пассив-
юй масс являются мягкими упругими элементами,
эбеспечивающими виброизоляцию фундамента. Вибро-
юзбудители создают направленные продольно-горизон¬
тальные либо эллиптические колебания формы. При
зродольно-горизонтальных колебаниях ширина сечения
зеармированного изделия не должна превышать 20 см.
На многих заводах страны эксплуатируются вибро-
ьлощадки различных видов, позволяющие увеличить
эффективность уплотнения жестких бетонных смесей
(рис. 16.14). Такие площадки имеют верхнюю подвиж-
1ую раму, на которой крепится форма, и нижнюю непо¬
движную раму, закрепленную на фундаменте и обеспе-
зающую передачу ударного импульса падающей верх¬
— 473 —
ней раме в момент контакта с ней. Подъем верхней ра¬
мы обеспечивается кулачковым механизмом. Частота
ударов и высота падения определяются угловой ско¬
ростью вращения кулачковых валов и профилем кулач¬
ков. На ударных площадках можно формовать изделия
высотой до 1 м с высоким качеством. При формований
на вибрбплощадках бетонная смесь получает вертикаль¬
но или горизонтально направленные импульсы.
На ударном столе смесь получает импульс силы, на¬
правленной только вниз, его величина определяется мас¬
сой бетонной смеси и полученным при ударе ускорением.
При высоте падения 5 мм ускорение равно 50 м/с2. Си¬
ла удара преодолевает трение между составляющими
бетона, частицы смещаются и занимают наиболее ста¬
бильное положение. Происходит спрессование скелета
с проталкиванием растворной части как более тонкой и
мобильной. В результате цементное тесто заполняет
пространство между уплотненной массой бетона и фор¬
мой.
Ударные виброплощадки требуют небольшого расхо¬
да энергии, а за счет лучших условий формования до¬
стигается экономия до 20 % цемента.
Ударно-вибрационный способ позволяет формовать
изделия высотой до 1 м при более высокой производи¬
тельности по сравнению с ударным при меньшем уров¬
не шума по сравнению с площадками других типов.
При этом способе используется совместное воздействие
вертикально направленных ударов и вибрации.
Ударно-вибрационные площадки (рис. 16.15) имеют
две колеблющиеся рамы: одна рабочая (с формой), вто¬
рая— уравновешивающая, опирающаяся через упругие
опоры на фундамент. Между рамами находятся упругие
элементы и буфера, соударяющиеся при встречном дви¬
жении рам. Колебания возбуждаются кривошипно-ша¬
тунным приводом с упругим шатуном. В этих площад¬
ках используется асимметричный режим колебаний.
Ускорение рабочей рамы площадки равно: при движе¬
нии вверх U7lB(l,4—l,7)g; при движении вниз —
W71 и(4—6)g\ Уровень шума при вибрационном способе
не превышает нормированного.
Для повышения качества верхней поверхности изде¬
лия, а также для улучшения однородности уплотнения
по высоте применяют пригрузы (рис. 16.16). Инерцион¬
ный пригруз (рис. 16.16,а), создающий давление на бе-
— 474 —
Рис. 16.17. Схема виброплощадки СМЖ-200Б
1 — правый привод; 2 — поперечный вал; 3 — левый привод; 4 — карданные
вал; 5 — виброблок; 6 — опорная рама; 7 — звукоизолирующий кожух
Рис. 16.18. Схема виброустановки СЛ1Ж-280
■ привод; 2 — рама с виброеруппой; 3 — опора рамы; 4 — опора формы;
5 — виброгруппа; 6 — промежуточная (неподвижная) опора
Рис. 16.19. Значения коэффициентов
зависимость коэффициента геометрии
от отношения ширины формы к высоте
; 7 — при свободном вибрировании,
г=0; 2 и 3 — при безынерционных при¬
зах соответственно 0,01 и 0,03 МПа;
- зависимость коэффициента динамично-
Кд от высоты бетонной смеси и ам-
1туды виброплощадки А; I — hg= 150 м.М;
2 — Hq=300 ММ
1,8
0,3 0,5 0,5 0,6 0,7
- 475 —
тонную смесь только собственной массой, рекомендуется
применять для всех видов оборудования; статическое
давление Рст=0,001—0,002 МПа. Вибрационный при-
груз (рис. 16.16,6) применяют при использовании не¬
вибрирующих пустотообразователей.
Безынерционный пригруз, в котором основное давле¬
ние обеспечивается дополнительной виброизоляционной
(подрессоренной) массой (рис. 16.16, в) либо автоном¬
ным возбудителем (рис. 16.16,г), либо силовыми (пнев¬
матическими) подушками (рис. 16.16,5), гидро- или
пневмоцилиндрами (рис. 16.16, е), применяют совместно
с виброплощадками с эллиптическими колебаниями при
толщине изделий 30—60 см. Во всех случаях Рс? долж¬
но быть не более 0,02 МПа. Все виды пригрузов вводят
в действие через 15—30 с после предварительного
уплотнения смеси.
В нашей стране широко используют виброплощадки
СМЖ-187А, СМЖ-200Б (рис. 16.17), СМЖ-199А и
СМЖ-164. Они состоят из унифицированных двухваль-
ных виброблоков с приводом от электродвигателей и
электромагнитов для крепления форм. На них можно
формовать изделия размером в плане 3X6, 3X12 и
3X18 м при частоте колебаний 47,5 Гц и амплитуде
0,4—0,6 мм.
Ударно-вибрационные площадки СМЖ-460, ВРА-8
работают в резонансном режиме. Их уравновешиваю¬
щая рама связана с линейными упругими элементами
и установлена на резиновые опоры. Рамы соударяются
через размещенные между ними буфера. Крепление
форм электромагнитное. На них можно формовать из¬
делия соответственно размером в плане: 3X6 и 1,5X6 м
при частоте колебаний 9—11 и 8—10 Гц и амплитуде
6—10 мм.
Виброустановка с продольно-горизонтальными коле¬
баниями СМЖ-280 (рис. 16.18) также работает в резо¬
нансном режиме и имеет две виброгруппы, создающие
направленные горизонтальные колебания. Форма, за¬
крепленная в пневматических траверсах, свободно опира¬
ется на два ряда упругих прокладок. На этих установ¬
ках формуют изделия размером в плане 3X12 м при
частоте колебаний 40—48 Гц и амплитуде 0,4—0,6 мм.
Основные технологические параметры процесса фор¬
мования при объемном виброуплотнении — амплитуда,
частота и продолжительность виброуплотнения. Ампли-
— 476 —
/ду и частоту выбирают исходя из формовочных
зойств бетонной смеси и характера вибрирования. Про-
олжительность формования изделий определяют с уче-
эм жесткости смеси, конфигурации и характера арми-
ования, вида вынужденных колебаний.
При изготовлении изделий на виброплощадках и виб-
оустановках с эллиптическими колебаниями время
юрмования -определяют по формуле
W
{ = К1.\5жуК' к — h6 (с),
цц
№ Ki — коэффициент учитывающий конфигурацию и характер ар-
ирования (для изделий с простыми очертаниями и нормальным ар-
ированием Ai=l; при наличии тонких стенок изделий, формуемых
замкнутых полостях глубиной 20—100 см и толщиной менее 10 см,
i=3; для густоармированных изделий /(i = 5); К' — коэффициент
ормы изделий, принимаемый по рис. 16.19, а в зависимости от ши-
ины Ь и толщины ho изделия, см; Ка — коэффициент динамичности,
ринимаемый по рис. 16.19,6 (при применении безынерционного
ригруза Ка=1).
Амплитуда смещения, см, при массах виброплоща-
ок Gun, кг, формы G<j>, кг, и статическом моменте вибро-
озбудителей kM, Н-см, составляет
" А ~ км/ (СВп + бф) 10.
При изготовлении изделий на виброустановках с
родольно-поперечными колебаниями
t = m,
не Ж — показатель жесткости смеси, с.
На ударных площадках с вертикальными колеба-
[ИЯМИ
/ = 8Ж (1 — 10-6ЖЛш2),
де А — амплитуда, см; <а — угловая скорость, рад/с.
2. Наружное вибрирование. Оно используется глав-
ым образом для уплотнения бетонной смеси в отдель-
ых стационарных формах с помощью прикрепленных
их стенкам вибраторов и в отсеках кассет. В некото-
ых случаях уплотнение происходит в подвижных фор-
iax, снабженных вибровозбудителями. В вертикальных
иброформах рационально формовать изделия с замкну-
ым в поперечном сечении контуром (трубы, вентиляци-
нные блоки, санитарно-технические кабины жилых до-
юв, объемные элементы зданий, лестничные марши,
арнизные блоки, балки двутаврового сечения, панели
— 477 —
Рис. 1G.20. Схема кассетной установки
1 — стойка; 2 — отсеки; 3 — тяги; 4 — гидропривод; 5 — упоры
Рис. 16.21. Схема установки вибровозбуди-
тел ей на торцах разделительных листов
кассетной формы
1 — вибровозбудитель; 2 — разделительный
лист; 3 — паровой отсек; 4 — изделие
внутренних стен, перегородки перекрытия). Этот способ
характеризуется высокой точностью размеров, чет¬
костью граней и гладкой боковой поверхностью изделий.
Вертикальные виброформы имеют более сложную
конструкцию по сравнению с горизонтальными, в них
вместо одной основной формующей плоскости имеются
по меньшей мере две. Эти плоскости образуются двумя
вертикальными плоскими или профильными стенками,
а для изделий с замкнутым контуром — внешней фор¬
мой и внутренним сердечником.
Формование изделий сложного профиля и густоарми-
рованных в вертикальных формах затрудняет получение
однородной плотной структуры бетона по всему сечению
и площади. В этих случаях смесь уплотняют наружны-
— 478 —
w
Рис. 16.22. Одиночные виброформы (а—в)
— вибратор; 2 — карданный вал; 3 — борт формы; 4 — изделие; 5 — поддон
?рмы; 6 — электродвигатель; 7 — балка; 8 — амортизатор; 9 — дюритовая
муфта; 10 — плита электродвигателя; 11 — кронштейн
XinhnrWty-j
11
Рис. 16.23. Объемно-формовочная установка типа «колпак»
— рама фундамента; 2 — направляющие сердечника; 3, 5 — сердечники; 4 —
пневмопригруз; 6,7 — соответственно поперечные и продольные щиты
— 479 —
1 Нть
i
——1
' ' '
Lq-RIP
i
N
—flW HSN & &
Рис. 16.24. Схема передвижной виброформы
1 — электродвигатель; 2 — синхронизатор; 3 — бункер; 4 — вибросекции; 5—виб¬
роблоки; 6 — стабилизаторы; 7 — пружинная подвеска
ми вибраторами, навешиваемыми на формы. Колебания
в выпускаемых серийно электромеханических вибрато¬
рах маятникового типа (ИВ-35, ИВ-36, ИВ-36А, ИВ-74,
ИВ-38А и ИВ-63) благодаря шарнирному креплению их
к стенкам формы направлены перпендикулярно к ним.
Кассетные установки (рис. 16.20) состоят из ряда
вертикальных отсеков и механизма сборки — разборки,
смонтированных на общей раме. Между двумя парно
расположенными отсеками установлен разделительный
лист, отделяющий одно изделие от другого. Отсеки име¬
ют полости для подачи пара при тепловой обработке.
В установках формуют до 10—12 изделий.
Вибровозбудители крепят к бортам разделительных
стенок, однако более эффективно их крепление на верх¬
ней кромке разделительных листов (рис. 16.21), позво¬
ляющее применять смеси меньшей подвижности.
Изготовление балок различного профиля производят
в одиночных формах, к которым прикрепляют наруж¬
ные вибраторы (рис. 16.22) или вибровалы, имеющие
один или несколько электромеханических возбудителей.
Разновидность одиночных виброформ — установки, в i
которых изготовляют блок-комнаты. Объемные блоки
с нижней плитой формуют на установках типа «стакан»,
а верхнюю часть — на установках типа «колпак» (рис. ,
16.23). I
— 480 —
Передвижные скользящие виброформы (рис. 16.24)
вставляют собой элементы формы, снабженной виб-
юзбудителем, непрерывно (или последовательно) пе-
яещающейся вдоль длины формующего изделия; в
щессе формования производится немедленная распа-
5ка. Для предотвращения оплывания смеси на бли-
йшем к виброформе участке изделия, находящемся в
ie действия вибрации, скользящие виброформы снаб-
ют невибрируемыми бортами-стабилизаторами.
При наружном вибрировании наиболее эффективно
вменение перпендикулярных к поверхности изделия
тонических колебаний с частотой 50 Гц для изделий
1щиной 4—60 см. В сложной форме густоармирован-
х конструкций с толщиной стенки 4—8 см целесооб-
вна частота более 66 Гц. Амплитуду смещения прини-
,ют с учетом толщины изделий.
С помощью одиночных виброформ СМЖ-93А,
50/1 А, 2750/2А, 2750/ЗА и 2750/4А изготовляют напор-
ie трубы длиной 5 м способом виброгидропрессования,
а технология предусматривает обжатие бетона во
мя твердения внутренним радиальным давлением до
ИПа под напором воды на резиновый чехол сердечни-
формы. Сердечник, расширяясь, растягивает спираль-
ю арматуру, уложенную в форму без натяжения. На-
жная форма состоит из двух или четырех частей,
единенных болтами с тарированными пружинами, ко-
рые допускают расширение наружной формы в про-
ссе гидропрессования. На формы устанавливают пнев-
ггические вибраторы ВП-5 для уплотнения смеси.
3. Поверхностное виброуплотнение получило широ-
е распространение в промышленности сборного желе-
бетона, поскольку позволяет полностью механизиро-
ть процесс формования изделий. Наиболее эффективно
'именение вибропротяжных устройств. Вибропро-
жка совмещает процессы укладки смеси в формы и
уплотнение под вибрационным воздействием. Процесс
эрмования происходит в результате воздействия по-
рхностной вибрации на участке поверхности изделия
процессе передвижения формы или формующего ра-
>чего органа.
Вибропротяжное устройство позволяет вести предва-
1тельное уплотнение смеси в вибрирующем бункере
регата и последующее заполнение смесью зазора меж-
т формой и вибрирующим формообразователем, к
-845
— 481 —
г
задней части которого в необходимых случаях устанав¬
ливают стабилизирующую опалубку, которая предохра¬
няет сползание смеси, выдавливаемой из-под формооб-
разователя. Форма и рабочий орган имеют при формо¬
вании относительное перемещение. Вибропротяжка
используется при горизонтальном и вертикальном или
наклонном формовании.
Вертикальная схема применяется при изготовлении
изделий в подвижных щитах. Бетонная смесь жесткостью
30—60 с непрерывно поступает из вибрирующего бунке¬
ра в опускающуюся бортоснастку, при этом конструк¬
ция может формоваться как с одной, так и с другой
стороны. Этот способ используют при формовании объ¬
емных элементов, где формой является сердечник. Сер¬
дечник может быть оснащен вибровозбудителем.
Для горизонтального формования профиль формую¬
щей поверхности вибропротяжных устройств имеет кри¬
волинейный участок длиной ai = 150—160 см и наклон¬
ный а2 = 50 см. Высота смеси в вибробункере над верх¬
ним уровнем формуемого изделия /гв составляет 50—
70 см.
При изготовлении пространственных конструкций
для равномерного и ускоренного поступления смеси под
формующую поверхность линия ее примыкания к вибро¬
бункеру должна быть наклонена под углом 45° к гори¬
зонту.
Размеры вибропротяжных устройств вертикального
формования назначают с учетом вместимости вибробун¬
кера Уб. При периодическом заполнении Уб должен
быть в 1,2—1,3 раза больше объема формуемого из¬
делия Уизд, а при непрерывном заполнении Уб =
=0,5УИзд(1,25—1,3).
Высота щели вибробункера равна, см
Ищ = 12 + Аб •
Вибропротяжные устройства типа 2387У и 3488, ос¬
нащенные стабилизатором, применяют при непрерывном
формовании изделий из смесей жесткостью 15—20 с.
Такие устройства могут комплектоваться стационарным
бункером с ленточным питателем, а также устанавли¬
ваться на бетоноукладчиках.
Вибропротяжное устройство СМЖ-475 оснащено за¬
творами, которыми регулируют ширину изделия и пере¬
крывают подачу смеси в конце формования, и комплек-
— 482 -
Рис. 16.25. Схема формовочной машины СМЖ-227
— каретка; 2 — вибровкладыши (пустотообразователи); 3— направляющие ки-
ретки
уется подъемным столом поста формования. Роль ста-
илизатора выполняет спаренный заглаживающий брус,
плотную примыкающий к виброоргану.
Вибропротяжное устройство типа 1385 вертикально'
0 формования входит в состав кассетно-конвейерной
[инии. В каждом цикле подготовленная форма на две
[анели поступает на пост формования, где по мере за-
юлнения опускается между двумя щитами тепловых
•тсеков.
Вибропротяжные устройства СМЖ-40 и КЖБ-82
федназначены для вертикального формования труб.
3 процессе укладки смеси вибросердечники перемеща¬
ется относительно формы по мере заполнения ее смесыо
1 уплотнения. Верхний торец труб дополнительно уп-
ютняется пригрузочным кольцом.
4. Внутреннее виброуплотнение. При внутреннем
шброуплотнении используются глубинные вибраторы
(в том числе с гибким валом), встроенные, пневматиче¬
ские, а также установки с вибровкладышами. Глубин-
ше вибраторы применяют в основном при немеханизи-
юванном производстве и как вспомогательное средство
цля уплотнения густоармированных изделий.
31*
— 483 — ,
Установки с вибровкладышами используют при изго¬
товлении изделий со сквозными отверстиями (настилов,
плит перекрытий с круглыми пустотами, вентиляци¬
онных блоков, труб, полых опор ЛЭП и т. п.). Вибровкла-
дыши представляют собой жесткие металлические коро¬
ба соответствующей конфигурации, внутри которых
укреплены вибраторы с частотой колебания до 96,5 Гц
либо дебалансные валы. Передача виброимпульсов не¬
посредственно уплотняемой смеси при внутреннем виб¬
роуплотнении позволяет снизить энергозатраты по срав¬
нению с объемным и наружным виброуплотнением.
Вибросердечники применяют во многих установках
для формования пустотных изделий (например, СМЖ-24,
СМЖ-227; рис. 16.25). Установки снабжены механизма¬
ми для ввода вибровкладышей-пустотообразователей в
форму и их извлечения из свежеуложенного бетона.
Внутреннее вибрирование ведется вибровкладышами
на частоте 30—45 Гц. Колебания вибровозбудителей
должны иметь составляющую, нормальную к контакт¬
ной поверхности бетонной смеси. Максимальная толщи¬
на слоя уплотнения не более 200 мм при цилиндричес¬
кой форме и не выше 300 мм при прямоугольной форме
пустотообразователя.
При формовании конструкций в горизонтальном по¬
ложении целесообразно применять вибропригруз со ста¬
тическим давлением не более 0,015 МПа. Продолжи¬
тельность вибрирования 20—40 с без пригруза и 1,5—
3 мин с пригрузом при частоте 3000 мин-1. При частоте
4000—4500 мин-1 время уплотнения сокращается в 1,5—
2 раза.
§ 9. ВИБРОПРЕССОВАНИЕ И ВИБРОШТАМПОВАНИЕ
Вибрирование с одновременным давлением позволя¬
ет применять жесткие смеси и получать поверхность из¬
делия с заданным профилем, используя для этого в ка¬
честве штампа вибрирующую плиту. Вибропрессование
осуществляется при вибрировании с пригрузом, вибро¬
штамповании и вибропрокате. При формовании изделий
из жестких смесей увеличивается продолжительность
вибрирования, растет и амплитуда колебаний, необхо¬
димая для уплотнения.
Использование пригруза при формовании изделий на
виброплощадках из жестких смесей примерно вдвое со-
_ 484 —
S)
TTxtzrxl
ВЯЯВт
сг
И
-A-1
I --
=>
° о ° о и в
шт\Ш'
Л. О о ■*
Рис. 16.26. Схемы виброштампования бетонной смеси
I — одномассным виброштампом; б — двухмассным виброштампом; 1 — вибро-
итамп; 2 — прижимная ограничительная рама; 3 — бортовая оснастка; 4 —
безынерционный пригруз; 5 — эластичная рессора
•сращает продолжительность уплотнения. Применяют
пригрузы двух видов: инерционные и безынерционные.
Инерционные пригрузы участвуют своей массой в коле¬
баниях системы «возбудитель — бетонная смесь»; в без¬
ынерционных давление создается дополнительной мас¬
сой, либо другим источником силового воздействия.
В первом случае происходит подрессоривание дополни¬
тельной массы пригруза в той части, где имеется кон¬
такт с формуемым изделием (рис. 16.16, в, г). Во втором
случае используются пневматические подушки (рис.
16.16, а) и гидропневмоцилиндры (рис. 16.16, е), стати¬
ческое давление при этом должно быть 0,001—
0,002 МПа.
При формовании изделий на виброплощадках с на¬
правленными колебаниями статическое давление может
быть увеличено до 0,002—0,004 МПа.
Виброштампование— разновидность вибрационного
формования с одновременной передачей виброимпульсов
и давления на смесь открытой верхней стороны формуе¬
мого изделия, при котором вибрация и давление переда¬
ются через один рабочий орган — профильную или пло¬
скую вибрирующую плиту. Виброштамп может быть не
только уплотняющим, но и формующим средством, при¬
давая поверхности ту или иную форму.
Виброштампование (рис. 16.26, а) заключается в
том, что в форму с предварительно уложенной бетонной
смесью опускают виброштамп. При вибрировании
штамп погружается, вытесняя смесь между собой и
— 485 —
формой, на глубину, заданную бортовыми ограничителя¬
ми. Бетонная смесь, уплотняясь, заполняет пространство
между штампом и формой и приобретает форму из¬
делия.
Большое распространение получили виброштампую¬
щие устройства с одномассной системой колебательных
движений, применяется также двухмассная колебатель¬
ная система, отличающаяся наличием механического
или подрессорного пригруза (см. рис. 16.26,6). В дан¬
ном случае происходит эффективное виброуплотнение
жесткой бетонной смеси, и выштамповывание заданного
профиля изделия достигается дополнительным давлени¬
ем на бетонную смесь, которое создается под действием
собственной массы штампа и активного дополнительно¬
го давления на него. Давление это полностью восприни¬
мается бетонной смесью, поскольку она находится в
замкнутом пространстве, ограниченном днищем, боко¬
выми стенками формы и скользящей виброплитой штам¬
па. Формование изделий из жестких бетонных смесей
эффективно, когда отношение статического пригруза Qcт
к возмущающей силе р составляет 0,4—0,5. Удельное
статическое давление в зависимости от жесткости смеси
принимают 0,01—0,02 МПа.
Умеренно жесткие бетонные смеси можно формовать
виброштампованием в широком диапазоне частот и ам¬
плитуд с глубиной проработки смеси 300—350 мм. Для
жестких смесей глубина проработки 150—200 мм.
Виброштампы по своей конструкции могут быть ста¬
ционарными, передвижными и переносными.
§ 10. СКОЛЬЗЯЩЕЕ ВИБРОШТАМПОВАНИЕ
Скользящее виброштампование применяют при фор¬
мовании длинномерных и армоцементных изделий, пло¬
ских и криволинейных оболочек из жестких бетонных
смесей. Особенность этого способа состоит в том, что
вибрирующая плита штампа, перекрывающая изделие
по ширине, скользит по верхнему краю бортовых стенок
формы, сохраняя при этом неизменное расстояние от
днища формы, равное проектной толщине изделия. По
этой схеме рабочий орган занимает только часть изде¬
лия и при передвижении виброштампа (его называют
передвижным) либо конструкции (виброштампом ста-
— 486 —
юнарным) уплотнение смеси происходит при одновре-
енном действии вибрации и давления.
По способу укладки смеси в формы виброштампы
этают с раскладкой бетонной смеси рыхлым слоем
юрвый тип) и с предварительным уплотнением вибро-
асадком (второй тип). Основные параметры работы
сользящего виброштампа: направленность колебаний,
х частота и амплитуда, удельное давление на бетон.
Lacca пригруза для гравитационных и пружинных виб-
оштампов первого типа находится в пределах 0,005—
,008 МПа. Для скользящих виброштампов второго ти-
а статическое давление бетонной смеси на штамп фб
пределяется суммой статического давления бетонной
меси в насадке QCt и гидродинамического давления
)Гд, возникающего при движении гидроштампа:
<?б = <?ст + <2гд: QCT = ps^ QrR = KvS^-l2/hl,
де Р — давление столба смеси в насадке, МПа; S — площадь штам-
а, м2; Ж — жесткость смеси, с; v — скорость движения виброштам-
а, м/с; I, Лд — длина и толщина штампа, м; ц, щ — безразмерные
оэффициенты, зависящие от угла наклона штампа.
Направленная вибрация с углом наклона 12—15° в
торону движения виброштампа обеспечивает качествен-
юе формование изделий. Предотвращение прилипания
>етона к штампу производят дополнительной высокока-
юственной вибрацией либо прокладкой тонкого сталь-
юго листа.
§ 11. ВИБРОПРОКАТ
Вибропрокат — способ непрерывного формования на
движущейся ленте стана или посредством передвижной
эетонирующей машины на стенде, на котором скользя¬
щее виброуплотнение смеси сочетается с прессующим
давлением валков, плит и др.
На вибропрокатном стане Н. Я- Козлова (рис. 16.27)
производят формование стеновых панелей и плит пе¬
рекрытий из мелкозернистого бетона, жесткостью не
менее 40 с на быстротвердеющих цементах марок 500
и 600. Бетонную смесь, которая поступает непрерывно из
смесителя и распределяется шнеком по всей ширине
ленты укладывают и уплотняют механизмами формую¬
щей секции стана. Разравнивают и уплотняют смесь
вибробрусом через формующую ленту. Далее при дви-
— 487 —
w
Рис. 16.27. Схема вибропроката бе¬
тонной смеси на стане Н. Я. Коз¬
лова
I — движущаяся металлическая лен¬
та; 2 — вибробалка; 3 — калибрую¬
щая секция
Рис. 16.29. Формование трубы внб-
рогидропрессоваиием
а — схема формования, б — деталь
соединения формы; 1 — бункер-бе¬
тоноукладчик; 2 — упорное кольцо:
J — наружная форма; 4 — резино¬
вый чехол; S — внутренняя фор¬
ма; 6 — продольная арматура, 7 —
спиральная арматура; 8 — трубопро¬
вод для подачи горячей воды; 9 —
нижнее упорное кольцо; 10 — сто¬
порная муфта, 11 —наружная фор¬
ма; 12 — соединительный шов;
13 — пружина
Рис. 16.28. Схема устройства рабоч-.. органов бетонирующего комбайна
1 — затвор; 2 — вибратор нижнего слоя; 3 — пустотообразователи; 4 — вибра¬
тор среднего слоя; 5 — вибратор верхнего слоя, 6 — бетонная смесь верхнего
слоя; 7 — то же, среднего; 8 — нижнего слоя; 9 — песок
— 488 —
ении формующей ленты изделие калибруют путем
юката валками калибрующей секции до проектной
шщины.
Бетонирующий комбайн применяют для непрерыв¬
но формования трехслойных пустотных настилов пе-
■крытий на полигонах. Такой комбайн (рис. 16.28) со-
оит из самоходного портала и бетонирующей машины,
юрудованной бункерами, уплотняющими устройства-
л и пустотообразователями. Портал перемещается по
‘льсовому пути вдоль стенда, машина может переме-
аться поперек и по вертикали внутри портала, что по-
юляет вести многоярусное формование (до 10 рядов),
.ашина, перемещаясь, одновременно укладывает и
1ЛОтняет три слоя смеси, пустотообразователи при
■ом совершают возвратно-поступательное движение,
эедотвращая их сцепление со свежеуложенным бето-
зм, а установленные на портале боковые профилирую-
,ие рейки обеспечивают формование изделия.
§ 12. ВИБРОГИДРОПРЕССОВАНИЕ
Виброгидропрессование применяют при изготовле-
ии напорных железобетонных труб (рис. 16.29, а),
[роцесс формования состоит из двух этапов. Вначале
етонную смесь винтовым бетоноукладчиком подают в
юрму, состоящую из наружного кожуха и внутреннего
грдечника. На сердечник с двумя стенками (сплошной
перфорированной) надевают резиновый чехол, приле-
ающий к перфорированной стенке. Наружный кожух со-
гоит из двух полуформ для труб малых диаметров и
етырех сегментов для больших диаметров, снабженных
шанцами для соединения между собой с помощью бол¬
ов и тарированных пружин (см. рис. 15.29,6).
Укладку и начальное уплотнение малоподвижных
етонных смесей для труб малого диаметра производят
помощью навесных пневматических вибраторов МВ-64,
для труб больших диаметров применяют вибропло-
дадки с многокомпонентными вибраторами грузоподъ-
мностью 20—28 т (внедряется использование вибриру-
зщего сердечника с круговыми колебаниями в горизон-
альной плоскости). Вибрация в этом случае распрост-
аняется через наружный кожух, внутренний сердечник
i продольную напряженную арматуру, и смесь хорошо
— 489 —
уплотняют: так создается возможность для применения
жестких бетонных смесей.
После бетонирования форма перемещается на пост
гидропрессования, где в полость между сплошной и пер¬
форированной стенками сердечника через трехходовой
кран низкого и высокого давления подается горячая во¬
да. Подъем давления до 3—3,5 МПа происходит в тече¬
ние 30 мин. Вода под давлением проходит через отвер¬
стия перфорированной стенки сердечника, давит на ре¬
зиновый чехол, растягивает его и прессует бетонную
смесь в форме. Под давлением изделие находится в те¬
чение 5—7 ч, пока бетон не достигнет проектной проч¬
ности
§ 13. ЭКСТРУЗИЯ
Экструзия — способ, основанный на одновременном
воздействии вибрирования и прессования выдавливаемой
бетонной смеси. Бетонная смесь с жесткостью, равной
30 с, под действием вибрации несколько разжижается
и одновременно нагнетается шнеком в камеру прессова¬
ния, где смесь сжимается в замкнутом пространстве
между торцовой частью свежеотформованного изделия,
боковыми стенками камеры и прессующей поверхностью
рабочего органа.
Формовочный агрегат (рис. 16.30) состоит из прием¬
ного бункера, площадочного вибратора, шнекового на¬
гнетателя с приводом и механизма передвижения. Бетон¬
ная смесь захватывается шнеком и подается в камеру
прессования экструдера. Новые порции смеси выпрес-
совываются в отформованную часть изделия, и реактив¬
ная сила отталкивает формовочный агрегат в направ¬
лении, противоположном движению шнека. Этим спосо¬
бом формуют изделия на поддонах или на стендах без
бортовых элементов, так как прочность свежеотформо-
ванных изделий 0,3—0,4 МПа. Толщина прорабатывае¬
мого слоя бетона по этому способу составляет 400 мм.
§ 14. РОЛИКОВОЕ ПРЕССОВАНИЕ
Сущность этого метода состоит в том, что под вра¬
щающимся роликом .при многократной подсыпке под
него бетонной смеси образуется предельно плотный объ¬
ем смеси — «уплотненное ядро». При поступлении под
— 490 —
ис. 16.30. Установка для формования многопустотных настилов вибронагне¬
танием
— самоходная рама; 2 — привод вибраторов в шнеках; 3 — привод шнеков;
— бункер для бетонной смеси; 5 — поверхностное вибрирующее устройство;
б — шнеки; 7 — плунжерный механизм подачи поперечной арматуры
,3 4
шец
^ 5 И---7
Рис. 16.31. Устройство горизонталь-
■Ц ного роликового прессования
3 — ходовая балка; 2 — раздаточ¬
ный бункер; 3 — формующий ролик;
4 — направляющие движения ходо¬
вой балки; 5 — форма; € — шатун¬
но-кривошипный механизм; 7 — ро¬
ликовый конвейер
s
Рис. 16.32. Формование трубы ра¬
диальным прессованием
1 — бетонная труба; 2 — наруэ/сная
форма; 3 — прессующий сердечник;
4 — прессующие лопасти; 5 — под¬
дон; б — питатель бетонной смеси
— 491 —
ролик новых порций бетонной смеси уплотненные слои
выдавливаются в стороны и вверх, размещаясь по кон¬
центрическим окружностям. По мере поступления новых
порций толщина их уменьшается, они растягиваются,
оставаясь неразрывными. Частицы смеси в пределах
слоя взаимно смещаются, и слои сдвигаются один к дру¬
гому, происходит как бы взаимное перетирание слоев,
при котором ориентация частиц смеси становится наибо¬
лее устойчивой с плотной упаковкой в объеме «уплот¬
ненного ядра».
Принципиальная схема устройства роликового фор¬
мования в горизонтальных формах дана на рис. 16.31.
Сначала ролики приводят во вращательное движение,
затем форму перемещают под роликами и под ролики
засыпают бетонную смесь, которая закатывается в фор¬
му по всей ширине и толщине изделия. Скорость движе¬
ния формы с изделием определяется скоростью выдав¬
ливания избытка смеси перед уплотненной частью из¬
делия.
Рабочий орган машины для формования плоских из¬
делий выполнен в виде стабилизирующей балки с рас¬
положенными на осях роликами (рис. 16.31). Совершая
возвратно-поступательные движения, он прессует смесь,
подаваемую под его ролики. Стабилизирующая балка
удерживает отформованную часть изделия от разруше¬
ния и одновременно заглаживает его открытую поверх¬
ность.
При формовании цилиндрических изделий (рис.
16.32) оси роликов располагают на вращающемся ста¬
билизирующем цилиндре агрегата. Скорость непрерыв¬
ного формования изделий составляет 0,5—1,2 м/мин.
Этим методом формуют бетонные и железобетонные из¬
делия из мелкозернистых смесей, имеющие цилиндриче¬
ское очертание (безнапорные трубы), или плоскую от¬
крытую поверхность (решетчатые или ребристые пли¬
ты). Толщина формуемого слоя 1,5—20 см.
Изделия роликового формования имеют хорошее ка¬
чество поверхностей, высокую морозостойкость, низкий
расход цемента при высоких марках бетона.
Оборудование долговечно, создает малый уровень
шума и обеспечивает высокий уровень механизации.
Станок СМЖ-194 вертикального роликового формо¬
вания труб (рис. 16.33) имеет поворотный стол с двумя
гнездами для установки форм, механизм формования
— 492 —
Рис. 16.33. Устройство для формования изделий кольцевого сечения
а — схема роликового формования изделий кольцевого сечения; 1 ролики;
2 — стабилизирующий цилиндр; 3 — формуемое изделие; б — электрооборудо¬
вание; 1 — гидропривод; 2 — электрооборудование; 3 — траверса с механизмом
вращения; 4 — бункер; 5 — питатель; 6 — поворотный стол с приводом враще¬
ния; 7 — механизм формования раструба
— 493 -
раструбной части, формующие головки с .приводами
подъема и вращения их в бункере с питателем.
Агрегаты 7858/1 и ЗБ19 роликового формования пло¬
ских изделий кроме! формующей части имеют питатель
смеси, устройства для подачи форм и систему конвей¬
еров для возврата избытка смеси в питатель.
§ 15. ЦЕНТРИФУГИРОВАНИЕ
Центрифугирование эффективно используют при из¬
готовлении напорных и безнапорных труб, опор линий
электропередач, освещения, связи, колонн и других кон¬
струкций кольцевого сечения. При центробежном спосо¬
бе формования применяют роликовые, ременные или
осевые центрифуги; формы могут быть неразъемными и
разъемными, состоящими из двух полуформ.
Формование изделий центрифугированием (рис. 16.34,
16.35) состоит из подачи бетонной смеси во вращаю¬
щуюся форму питателем, который распределяет ее вдоль
оси. При большой длине изделий смесь укладывают
предварительно в полуформы. Распределение по окруж¬
ности и уплотнение смеси осуществляется за счет цент¬
робежных и динамических сил. Для формования труб
применяют бетонную смесь подвижностью 4—6 см, при
этом наибольшая крупность заполнителя не должна
превышать 15—20 мм, расход цемента не менее
400 кг/м3. Продолжительность формования изделий
диаметром 500—1500 мм составляет 15—25 мин, а ук¬
ладка смеси питателем— 10—20 мин.
Частота вращения формы в 1 мин определяется на
стадии распределения смеси:
Ярасп = 600/2гв ;
на стадии уплотнения смеси:
= prj(rl-rl) ,
где г„ и гв — соответственно наружный и внутренний радиусы изде¬
лия; Р — радиальное давление на смесь (в роликовых центрифугах
Р=0,065 МПа, в клиноременных Р=0,14 МПа).
Роликовые центрифуги СМЖ-Ю6А и СМЖ-Ю4А
предназначены для формования безнапорных труб; они
имеют звукоизолирующие кожухи, перемещаемые по
рельсовому пути вдоль оси центрифуги. Смесь в форму
укладывают с помощью ленточных питателей.
— 494 —
Рис. 16.34. Принципиальные схемы центрифуг для формования труб
— роликовой; 6 — клиноременной, 1 — приводной ролик; 2 — форма трубы;
3 — ведомый ролик; 4 — привод
Роликовая центрифуга СМЖ-169А (см. рис. 16.35)
федназначена для формования железобетонных стоек
Зольшой длины — опор ЛЭП, линий освещения, свето¬
форов, линий связи и т. п. От раскачивания формы по
аертикали во время центрифугирования и в целях обес-
1ечения безопасности работы все опоры снабжены пре-
щхранительными роликами с механизмом их прижима,
а из-за большой длины (до 13,5 м) смесь в форму, име-
ощую продольный разъем, укладывают до установки ее
на центрифугу. Продолжительность распределения сме-
:и в формах не превышает 8 мин, уплотнения— 12 мин,
эбщий цикл формования, включая установку форм, за¬
грузку смеси, ее распределение и уплотнение, слив шла¬
ма и снятие форм, составляет 25—50 мин. Максималь¬
ная крупность зерен заполнителя 20 мм, содержание
цемента в смеси не менее 350—400 кг/м3.
— 496 —
w
Рнс. 16.36. Схема формования тру¬
бы центробежным прокатом
1 — вал прокатной машины: 2 —
съемное кольцо; 3 — форма: 4 —
ленточный питатель
J
й
Центробежный прокат — один из видов центрифуги¬
рования, применяемый для производства низконапорных
и напорных труб длиной до 5 м, диаметром 1200—
3000 мм.
Центробежная сила в основном предназначена для
распределения бетонной смеси. Стенка трубы формуется
прокатом бетонной смеси между вращающимся валом
прокатной машины и формой (рис. 16.36). Внутри фор¬
мы имеется вал, на который она упирается кольцами
катания. Вал сообщает вращательное движение форме,
и бетонная смесь жесткостью 150—300 с, подаваемая
ленточным питателем, центробежной силой распределя¬
ется по стенкам формы и уплотняется под давлением
1—5 МПа, создаваемым силой тяжести формы с бето¬
ном на приводной прокатный вал.
Формование труб происходит в несколько этапов.
Сначала идет центробежное формование с прокатом
втулочной части трубы, затем центробежное формование
с прокатом раструба и окончательное уплотнение цент¬
робежным прокатом. Заканчивается процесс опрыскива¬
нием вала водой и подачей внутрь мелкого песка. Ча¬
стота вращения формы при распределении смеси — 30—
260 мин-1, продолжительность формования—10—40 мин,
т. е. в 2 раза меньше, чем при виброгидропрессовании.
§ 16. ВАКУУМИРОВАНИЕ И ВИБРОВАКУУМИРОВАНИЕ
Вакуумирование — это технологический процесс до¬
полнительного уплотнения бетонной смеси, основанный
на создании разности между атмосферным и понижен-
— 496 —
1
I
ым давлением в сообщающихся порах и капиллярах
етона, которое создается разрежением в поровом прост-
анстве слоев бетона, примыкающем к вакуум-установ-
:е. В результате градиента давления влага, водяной
:ар, воздух или паровоздушная смесь устремляются из
он с атмосферным давлением к вакуум-источнику и
гдаляются из бетона. Под действием этого же градиен-
а давления и под действием возникающих сил капил-
шрного сжатия (по мере удаления воды из капилляров)
>етон уплотняется. При этом следует иметь в виду, что
удаление избыточного количества свободной воды без
Уменьшения объема не дает какого-либо технического
>ффекта, поэтому целесообразно сочетать вакуумирова-
ше с вибрированием, т. е. вибровакуумирование.
Вибрирование осуществляется для укладки и уплот-
шния бетонной смеси, а далее следует вакуумирование
:формованного изделия. Вибрация включается на весь¬
ма короткий срок, чтобы ликвидировать трение между
шстицами смеси и способствовать лучшему заполнению
пюрового пространства частицами твердых компонентов.
Вместе с тем, при вибрировании избыточная влага,
находящаяся вне зоны вакуумирования, поднимается в
зону действия вакуума и извлекается из бетона. Таким
образом, вибровакуумная установка обеспечивает не
только уплотнение бетонной смеси, но и увеличение ко¬
личества воды, отжимаемой из бетона. Прочность виб-
ровакуумированного бетона в возрасте двух-трех дней
на 40—60 % выше прочности вибрированного бетона.
§ 17. ТОРКРЕТИРОВАНИЕ БЕТОННОЙ СМЕСИ
Способ формования, при котором уплотнение бетон¬
ной смеси достигается внесением на ее поверхность фор¬
мы силой пневматического или механического воздей¬
ствия, называют торкретированием. Этот способ совме¬
щает перемешивание, транспортирование, укладку и
уплотнение смеси. Торкрет-бетон обладает высокой плот¬
ностью, прочностью, водонепроницаемостью и морозо¬
стойкостью, он применяется в качестве защитного слоя
в напорных железобетонных трубах и т. п.
Установка для торкрет-бетона состоит из цемент-
пушки, компрессора, бака для воды, воздухоочистителя,
шлангов с наконечником и соплом. Сухую бетонную
смесь загружают в цемент-пушку, откуда она сжатым
32—845
— 497 —
воздухом по шлангу передается в сопло, вода в сопло
поступает по другому шлангу. В наконечнике сухая
смесь смачивается водой и со скоростью 90—100 м/с
выбрасывается на формуемую поверхность, в результа¬
те образуется плотный слой толщиной до 20 мм. При
необходимости укладки бетона слоями 100—200 мм
применяют шприц-бетон, отличающийся от торкрет-бе¬
тона наличием заполнителя крупностью до 25 мм и
меньшим расходом цемента.
Г Л А В А 17. ТЕПЛОВАЯ ОБРАБОТКА БЕТОНА
§ 1. ОБЩИЕ СВЕДЕНИЯ
'^'Эффективность применения бетона в современном
строительстве в значительной мере определяется темпа¬
ми производства железобетонных изделий. Решающим
средством ускорения твердения бетона в условиях за¬
водской технологии сборного железобетона является
тепловая обработка.
Процесс тепловой обработки занимает 70—80 % вре¬
мени всего цикла изготовления изделий. На тепловую
обработку расходуется до 70 % всей тепловой энергии
на производство сборного железобетона. Затраты на
тепловую обработку обусловлены не только затратами
на пар и другие виды энергии, с ней связано количество
форм и расход цемента. Длительность тепловой обра¬
ботки определяет время оборачиваемости отдельных
форм, стоимость которых составляет весьма существен¬
ную долю стоимости всех производственных фондов
предприятия. На формы расходуется до 60—70 % массы
всей стали, расходуемой на оборудование заводов, а от¬
числения на амортизацию форм в 1,5—2 раза выше, чем
для всего основного оборудования.
До 85 % всей продукции заводского производства
подвергается пропариванию в камерах при нормальном
атмосферном давлении пара и температуре среды 60—
100°С. Кроме пропаривания применяют запаривание —
обработку бетона в автоклавах при температуре насы¬
щенного водяного пара 174—191 °С и давлении 0,9—
1,3 МПа, нагрев в закрытых формах с контактной пере¬
дачей теплоты бетону от различных источников через
ограждающие поверхности формы; электропрогрев бе-
— 498 —
эна, прогрев бетона индукционными токами в электро-
[агнитном поле.
На действующих предприятиях продолжительность
епловой обработки колеблется от 2,5 до 24 ч. В боль-
шнстве случаев длительность тепловой обработки со-
тавляет 12—13 ч^Ускорение пропаривания без эффек-
ивных технологических приемов приводит к повышению
асхода цемента. Например, ускорение пропаривания
13 до 6—7 ч приводит к повышению расхода цемен-
а в бетоне марки М 200 на 80—100 кг/м3. Интенси¬
фикацию тепловой обработки необходимо осуществлять
щновременно с проведением таких мероприятий, как
(ведение химических добавок — ускорителей твердения,
формование из горячих смесей, двухстадийная тепловая
>бработка, использование цементов повышенного каче¬
ства.
Тепловая обработка сборных железобетонных изде-
1ий производится до достижения ими требуемой отпуск-
юй (передаточной, распалубочной) прочности. При
>том должна обеспечиваться необходимая прочность в
возрасте 28 сут после пропаривания, т. е. заданная про¬
ектная марка бетона. Под отпускной прочностью бетпня
донимается такая прочность, при которой изделие раз¬
решается отгружать с заипля потребителю
Передаточная прочность устанавливается для пред¬
варительно напряженных изделий и характеризует проч¬
ность бетона, необходимую к моменту передачи на него
предварительного натяжения арматуры. Передаточная
отпускная прочность регламентируется техническими
условиями на определенный вид изделий. В ряде случа¬
ев отпускная прочность согласуется с потребителем и
проектной организацией. Распалубочная прочность ха¬
рактеризует минимальную'прочность бетона на сжатие,
при которой возможны распалубка и бечппягное внутри¬
заводское транспортирование изпелий Пня назначается
предприятием-изготовителем.
Для изделий из тяжелого и легкого бетонов марок
М 150 и выше отпускная прочность бетона должна быть
не менее 50 %; в изделиях из тяжелого и легкого бето¬
нов марки М 100 соответственно не менее 70 и 80%.
В тех случаях, когда изделия подвергаются нагрузке не
менее 90 % проектной до достижения 28-суточного воз¬
раста, а также если в процессе транспортирования и
монтажа на них воздействуют нагрузки, близкие к рас¬
32*
— 499 —
четным в холодный период года, отпускная прочность
бетона может назначаться равной его проектной марке.
Оправданное снижение отпускной прочности бетона —
один из существенных резервов экономии цемента.
В табл. 17.1 приведено для примера в соответствии с
Таблица 17.1. Расход цемента при различной отпускной
прочности бетона (по СН 386-74)
Отпускная проч¬
ность. % проек¬
тной
Проектная
марка бетона
Осадка
конуса, см
Расход цемента, кг,
при марке
400
500
70
М 200
4—6
295
260
1—3
280
245
М 300
4—6
385
340
1—3
360
320
М 400
4—6
420
380
1—3
395
360
100
М 200
4—6
360
325
1—3
340
305
М 300
4—6
495
430
1—3
465
405
М 400
4—6
600
480
1—3
560
450
типовыми нормами СН 386-74 изменение необходимого
расхода цемента по мере повышения отпускной прочно¬
сти бетона в условиях тепловой обработки.
.На продолжительность теплоипй обработки
влияние оказывает минералогический состав цемента
(см. § 2 гл. 7). Высокую начальную прочность обесдечи-
вает применение алитовых цементов. Низкоалюминат-
ные цементы характеризуются замедленным нарастанием
прочности при коротких режимах пропаривания с общим
циклом до 8 ч и достаточно интенсивным приростом
прочности при удлинении его продолжительности и по¬
следующем твердении. При применении этих цементов
продолжительность тепловлажностной обработки обычно
составляет
Среднеалюминатные цементы интенсивно набирают
прочность в начальный период пропаривания и замедля¬
ют темп твердения при последующем прогреве. При
применении среднеалюминатных цементов продолжи¬
тельность тепловлажностной обработки составляет 10—
— 500 —
3 ч. Применение высокоалюминатных цементов при про-
[аривании нежелательно, так как эти цементы после
ратковременного быстрого твердения резко замедляют
юст прочности при дальнейшем прогреве и последующем
вердении. При коротких режимах тепловой обработки
'ффективны быстротвердеющие цементы, для которых
характерен как высокий темп роста прочности бетона,
ак и ее высокое абсолютное значение после прогрева.
Широкое применение в производстве сборного желе-
юбетона получили шлакопортландцементы, интенсивно
■вердеющие при тепловлажностной обработке.
Поведение шлакопортландцементов в этих условиях
1ависит от химико-минералогического состава клинкера
i шлаков, тонкости их измельчения. Особенно эффектив-
1ы шлакопортландцементы на основе клинкера, содер-
кащего 7—9 % С3А и 50—60 % C3S. Шлакопортландце-
денты с добавкой 30—40 % шлака после пропаривания
-шеют более высокую, чем у портландцемента, 1- и 28-
;уточную прочность. Эффективность пропаривания бе¬
тона увеличивается с ростом доли шлака в цементе и
гго основности, уменьшением С3А в клинкере и водоце-
иентного отношения. Для достижения на рядовых шла-
еопортландцементах такой же отпускной прочности пос¬
ле пропаривания, как при применении портландцемента,
необходимо некоторое увеличение длительности тепло¬
вой обработки при повышенной до 90—95 °С температу¬
ре или увеличение расхода цемента на 5—10 %. Быстро*
твердеющий шлакопортландцемент по скорости нараста-
ия прочности равноценен портландцементу тех же
марок.
Специфическое преимущество шлакопортлянднемек-
а по сравнению с портландцементом — способность ин-
тенсивно наращивать при достаточной влажности проч-
ность~~в~Тгпслелукщ1 не Троки после.—пропаривания. При
содержании 80 % шлака в цементе прочность пропарен¬
ных бетонов превышает марочную на 20—30 % по срав¬
нению с бетоном нормального твердения. Тепловлаж¬
ностная обработка оказывает благоприятное влияние на
ряд свойств бетона, изготовленного на шлакопортланд-
цементе: морозо-, соле-, трещиностойкость и др. В по¬
следние годы на ряде цементных заводов для изготовления
шлакопортландцемента стали применять электро-
термофосфорные шлаки — побочный продукт электро¬
термического производства фосфора. Удельный расход
— 501 —
w
электроэнергии на помол электротермофосфорных шла¬
ков на 14 % ниже, чем доменных. Шлакопортландце-
мент на основе электротермофосфорных шлаков по
сравнению с аналогичными вяжущими из доменных
шлаков обладает более высоким коэффициентом исполь¬
зования прочности после пропаривания.
Одним из путей интенсификации процессов тверде¬
ния пропариваемого бетона, снижения расхода цемента
и энергетических затрат является введение в бетонную
смесь электролитов — ускорителей твердения. Наиболее
ощутимый эффект ускорителей твердения имеет место
при использовании низкоалюминатных или смешанных
портландцементов, форсированных и низкотемператур¬
ных режимов прогрева. В табл. 17.2 приведены сравни¬
те б л и ц а 17.2. Прочность пропаренного бетона
с добавками — ускорителями твердения
Цемент
Добавки и их соче¬
Прочность бетона после
пропаривания, % от Я2Ъ
тания (по табл.
17.1)
через 4 ч
в возрасте
28 сут
Быстротвердеющий или
Без добавки
50
100
высокоалюминатный
СН
60
105
портландцемент (С3А
ХК, С-89
60
110
более 10 %)
ХК+НН, XK+
+ннк, ннхк
55
110
Среднеалюминатный
Без добавки
50
100
портландцемент (С3А от
СН
65
110
6 до 10 %)
ХК, С-89
65
115
ХК+НН, ХК+
+ННК, ннхк
60
115
Низкоалюминатный порт¬
Без добавки
50
110
ландцемент (С3А менее
СН
70
110
6 %), шлакопуццолано-
ХК, С-89
70
125
вый портландцемент
ХК+НН, ХК+
+ННК, ннхк
65
120
тельные данные о влиянии на прочность пропаренного
бетона через 4 ч и в возрасте 28 сут основных доба¬
вок — ускорителей твердения.
Приведенные в табл. 17.2 данные получены при про¬
паривании бетона на плотных заполнителях для дости¬
жения отпускной прочности, равной 50 % проектной.
— 502 —
Интенсифицирующее действие, ряда солей-электроли-
ов ня_нгП||<>|,р тирр ^ния бетона объясняется ускорением _
ми процессов гидратации цементов. В последние годы
аиболее широкое применение из ускоритРпрй тнерлаидя
[ашли добавки нитрит-нитрата кальция (ННК) и нит-
ит-нитрат-хлорида кальция (ННХК)- Эти комплексные
юбавки содержат как ингибиторы коррозии арматуры,
ак и ускорители твердения и являются безопасными
хля ооычной арматуры. Применение добавки ННXК в
холичестве околоЗ % массы цемента позволяет эконо-
лить до 10 % ^цемента без снижения прочности бетона.
Зведение ускорителей твердения способствует также
•озданию более плотной структуры бетона,- и докрдще.-
шю периода изотермического выдерживания. Опыты
юказывают, что введение добавок ННК и ННХК поз-
юляет без снижения прочности после пропаривания
уменьшить длительность изотермического прогрева в
2 раза (<Г8~дсГ4 ч).
Электролиты-ускорители твердения эффективны и при
электротермообработке бетона, снижая необходимое на¬
пряжение и расход электроэнергии. Относительный при¬
рост прочности бетона с добавками электролитов увели¬
чивается при сокращении режима тепловой обработки.
Это позволяет применять для бетонов с добавками ко¬
роткие форсированные режимы тепловой обработки при
сокращенной предварительной выдержке. Исследования
показали, что совместное использование добавок
Na2S04 или ННХК и последующего роста прочности бе¬
тона в течение суток после окончания тепловой обработки
по особо форсированному режиму при вибропрокат-
ной технологии снижает расход цемента на 30 %. Су¬
щественное снижение энергетических затрат при введе¬
нии ускорителей твердения возможно при двухстадийной
тепловой обработке, включающей после кратковремен¬
ного твердения в естественных условиях прогрев при
температуре около 50 °С.
Электролиты-ускорители твердения эффективны в
композиции с пластифицирующими добавками. При этом
представляется возможным усилить пластифицирующий
эффект комплексной добавки, снизить расход дефицит¬
ного пластификатора, более существенно уменьшить
В/Ц или расход цемента. Совместное введение органи¬
ческих поверхностно-активных веществ и электролитов
позволяет в нужных пределах регулировать сроки схва¬
— 503 —
тывания и темпы нарастания прочности бетона, сущест¬
венно повысить морозо- и коррозиестойкость бетона.
Особенно перспективными являются комплексные добав¬
ки, включающие суперпластификатор и ускоритель
твердения. Прирост прочности этих бетонов сразу после
пропаривания увеличивается по сравнению с контроль¬
ным примерно на 90 %• При получении одинаковой проч¬
ности сокращается время изотермического прогрева на
2—2,5 ч, а при сниженном расходе воды затворения —
более чем в 3 раза. Коэффициент, равный отношению
28-суточной прочности к расходу цемента, при использо¬
вании таких комплексных добавок применительно к вы¬
сокопрочным бетонам составляет 2,2—2,6.
§ 2. РЕЖИМЫ ПРОПАРИВАНИЯ БЕТОНА
Режимы тепловлажностной обработки характеризуют¬
ся длительностью отдельных стадий процесса пропари¬
вания и температурой изотермического прогрева. С ре¬
жимом тепловлажностной обработки бетона тесно связа¬
ны его строительно-технические свойства, расход цемента
и тепловой энергии.
Общий цикл пропаривания разделяют на 4 периода:
предварительное выдерживание — время от момента
окончания формования изделия до начала повышения
температуры среды камеры; подъем температуры среды
в камере; изотермический прогрев — выдерживание при
наивысшей заданной температуре, охлаждение — пони¬
жение температуры среды камеры. Режим твердения
выражается суммой отдельных периодов в часах, на¬
пример (2)+3 + 6+2= 13 ч. Подбор режима пропарива¬
ния производят в зависимости от требуемого критерия
оптимальности при заданных ограничениях. Такими кри¬
териями могут быть минимально приведенные затраты
или себестоимость продукции, минимальный расход це¬
мента, максимально высокая относительная прочность
и т. д. Минимум приведенных затрат при пропаривании
достигается примерно через 6—8 ч. При этом, однако,
происходят довольно высокие расходы цемента (рис.
17.1). Например, при уменьшении времени пропаривания
в кассетах изделий из бетона марки М 200 с 10 до 6 ч
расход портландцемента марки 400 возрастает на 30 %,
а марки 500— на 26 %. Расход цемента, близкий к мини¬
мальному, достигается при длительности пропаривания
— 504 —
Прочность бетона, ъотк
Рис. 17.1. Изменение основных
показателей тепловой обработки
ребристых плит 3X6 м в зави¬
симости от продолжительности
пропаривания
7 — изменение расхода цемента,
кг/и3; 2— изменение металлоем¬
кости форм, кг/м3; 3 — изменя¬
ющиеся статьи себестоимости
продукции, руб/м3
Ц ке/н>
Рис. 17.2. Интенсивность нара¬
стания прочности бетона с
В/Ц=0,45 на различных цемен¬
тах в зависимости от длитель¬
ности изотермического выдер¬
живания по данным НИИЖБ
(режим: 2+3+5+2 ч при 80 °С)
1 — ОБТЦ; 2 — рядовой порт¬
ландцемент марки 400; 3—1ППЦ
марки 400; 4 — рядовой 111ПЦ
марки 300
о)
6)
Продолжительность изотермического
прогрева, и
Рис. 17.3. Нарастание прочности бетона на портландцементе
— t = 100°C; 6 — Ы80 °С; e — t—60°C; 1 — жесткость бетонной смеси 100 с;
2 — то же, 30—60 с; 3 — осадка конуса 3 см
— 505 —
примерно 13 ч. На практике часто оказывается приемле¬
мой общая длительность пропаривания, имеющая про¬
межуточное значение. При этом во всех случаях долж¬
ны обеспечиваться требуемые проектные свойства бето¬
на и необходимая отпускная или передаточная прочность.
Предварительное выдерживание изделий до начала
тепловой обработки способствует формированию началь¬
ной структуры бетона, необходимой для восприятия им
теплового воздействия. Длительность предварительного
выдерживания зависит от всех факторов, которые опре¬
деляют темп начального твердения бетона (В/Ц, актив¬
ность цемента, подвижность смеси и др.). Чем выше темп
начального твердения бетона, тем может быть короче
время предварительного выдерживания. Оно колеблется
от 1—2 до 4—8 ч. Снижать длительность предваритель¬
ной выдержки можно также при введении добавок —
ускорителей твердения. При пропаривании изделий с
большими открытыми поверхностями, а также распа¬
лубленных изделий необходимо увеличивать оптималь¬
ный срок предварительного выдерживания. Большее
предварительное выдерживание до пропаривания требу¬
ется при применении цементов и бетонных смесей, содер¬
жащих поверхностно-активные вещества.
Подъем температуры среды в камере может произ¬
водиться как с постоянной, так и с переменной ско¬
ростью. В первом случае скорость подъема температуры
должна быть не более 30 град/ч при жестких и 20 град/ч
при подвижных смесях. В некоторых случаях предвари¬
тельное выдерживание бетона нецелесообразно или
трудноосуществимо (например, при пропаривании изде¬
лий сложного профиля при большом количестве заклад¬
ных деталей), оно приводит к температурно-усадочным
трещинам. В этих условиях применяют режимы с про¬
грессивно возрастающей скоростью подъема темпера¬
туры.
Сущность таких режимов заключается в увеличении
скорости подъема температуры по мере повышения на¬
чальной прочности бетона: в первый час—10 град/ч, во
второй —15 град/ч, в последующие часы —20—30 град/ч.
При ручном регулировании подачи пара возможно один
раз изменять скорость подъема температуры. За 1—1,5 ч
температуру поднимают до 30—40 °С, изделия выдержи¬
вают при этой температуре 1—3 ч, а затем интенсивно
поднимают температуру до максимальной (ступенчатый
— 506 —
Таблица 17.3. Скорость подъема температуры в зависимости
от начальной прочности бетона
шальная прочность
бетона (гри сжа¬
тии), МПа
Скорость подъе¬
ма температуры
среды камеры,
град/ч
Начальная проч¬
ность бетона
(при сжатии),
МПа
Скорость подъе¬
ма температуры
среды камеры,
град/ч
0,1—0,2
10—15
0,4—0,5
25— +
0,2—0,4
15—25
0,5—0,6
35—45
0,6
45—60
одъем температуры). В табл. 17.3 приведены рекомен-
уемые значения скорости подъема температуры среды
амеры в зависимости от начальной прочности бетона
ри сжатии.
Во всех случаях не рекомендуется подъем температу-
ы со скоростью более 60 °С в час.
Режимы тепловой обработки с прогрессивно возрас-
ающей или ступенчатой скоростью подъема температу-
ы позволяют на 2—3 ч сократить общий цикл твердения
ри неизменном расходе цемента, что равноценно сни-
(ению себестоимости изделий на 0,5—1 руб/м3 при трех -
менной работе завода.
При неправильно выбранной скорости подъема тем-
ературы по сечению изделий возникает перепад, темпе-
атур и развиваются деструктивные процессы. Одним из
пособов ослабления деструктивных процессов и сокра¬
щения длительности тепловой обработки служит приме-
;ение предварительно разогретых смесей. В условиях
юзведения монолитных конструкций нашел широкое
[рименение предварительный электроразогрев бетонных
месейЛПри заводском производстве изделий применя-
тся'тЯкже пароразогрев. Предварительный разогрев
месей позволяет сократить цикл тепловой обработки на
I—3 ч.
В условиях крупнопанельного домостроения примене-
[ие горячих смесей приводит к сокращению металлоем¬
кости форм до 2—3 кг/м3 и снижению приведенных за-
рат от 0,5 до 1,6 руб/м3. В изделиях из горячих смесей
федотвращается образование на поверхности волосных
•рицин, ускоряется выделение экзотермического тепла,
1то позволяет сократить расход тепловой энергии. Бе-
•онную смесь разогревают до 85—95 °С. При температу-
)е смеси 60—65 °С скорость твердения бетона резко
- 507 — (
снижается. Однако повышение температуры разогрева
бетонной смеси требует увеличения мощности источника
энергии, усложняет конструкцию бетоносмесительного
оборудования. С повышением температуры смеси растут
также теплопотери при ее транспортировании и укладке
в формы. В связи с этим в ряде случаев может оказать¬
ся предпочтительным низкотемпературный разогрев.
Оптимальной температурой изотермического прогрева
при применении портландцемента и его разновидностей
является 80—85 °С. При использовании композиционных
цементов (шлако- и пуццолановые портландцементы)
желательно достигать температуры пропаривания 90—
95 °С.
Основной стадией процесса тепловлажностной обра¬
ботки, при которой идет интенсивный набор прочности
бетона, является изотермический прогрев (рис. 17.2,
17.3). Длительность изотермического прогрева назнача¬
ется с учетом требуемой прочности бетона после пропа
ривания и последующего роста прочности при выдержи¬
вании изделий на складе при положительных температу¬
рах в возрасте 1 сут. В табл. 17.4 приведены
ориентировочные данные по нарастанию прочности тя¬
желого бетона на портландцементах и шлакопортланд-
цементах марок 400—500 в зависимости от длительности
цикла тепловлажностной обработки, марки и сроков ис¬
пытания контрольных образцов.
В условиях достаточно хорошей теплоизоляции камер
после 2—4-часового выдерживания подачу пара можно
прекращать, при этом понижение температуры среды
камеры составляет не более 4—6°С в час. При выдержи¬
вании таким образом изделий в течение 1—3 ч они
остывают на 5—20°. Снижение температуры среды в ка¬
мерах должно производиться плавно. При выгрузке
изделий максимально возможный перепад между их по¬
верхностью и температурой наружного воздуха не дол¬
жен превышать 40 °С.
Для сокращения длительности тепловой обработки
или уменьшения расхода цемента эффективно наличие
избыточного давления среды в начале пропаривания и
возрастание относительной влажности паровоздушной
среды. Минимальное избыточное давление среды в каме¬
ре (0,01—0,03 МПа) способствует предотвращению дест¬
руктивных изменений бетона, дает возможность форси¬
ровать режим пропаривания и осуществлять немедлен-
— 508 —
Таблица 17.4. Нарастание прочности тяжелого бетона
при тепловлажностной обработке и последующем твердении
Проектная проч¬
ность в возрасте
28 сут
Ориентировочное
значение В/Ц
Общий Цикл
тепловлажност-
ной обработки
Прочность бетона, % проектной, после
окончания цикла тепловлажностной
обработки через
0,5 ч
4 ч
12 ч
24 ч
М 200
1,5—1,3
5
20—30
30—40
. -1
34—44
38—48
7
33—43
40—50
43—53
48—58
9
41—51
47—57
50—60
55—65
11
47—57
52—62
55—65
60—70
13
52—62
56—66
60—70
62—72
16
55—65
58—68
62—72
64—74
20
57—67
60—70
63—73
65—75
М 300
2—1,7
5
28—38
35—45
38—48
41—51
7
38—48
45—55
48—58
50—60
9
47—57
52—62
55—65
68—68
11
52—62
57—67
60—70
63—73
13
56—66
60—70
64—74
66—76
16
60—70
63—73
66—76
68—78
20
62—72
65—75
68—78
70—80
Примечание. Общая длительность тепловлажностиой обра¬
ботки соответствует режимам: 5 ч—(0,5) +2 + 2 + 0.5; 7 ч —
1) + 2+3,5+0,5; 9ч—(1) + 3 + 4+1; 11ч—(2) + 3+5 + 1;
Зч— (2) :+! 3 + 6 + 2; 16 ч — (2) + 3 + 9 + 2; 20 ч —
[2) +3 + 13 + 2.
Общую длительность изотермического прогрева целесообразно
означать в пределах 4—10 ч при 80 °С в зависимости от В/Ц, ви¬
га и марки цемента. При дальнейшем увеличении длительности изо-
гермического прогрева прирост прочности идет медленно, возможны
•бросы прочности.
1ую распалубку без предварительного выдерживания, а
'акже использовать более высокие температуры прогре¬
за (95—100°).
Избыточное давление среды создается при нагреве
шровоздушной среды в замкнутом объеме, например
фи тепловлажностной обработке изделий в пакетах с
•ерметично примыкающими друг к другу поддонами или
'ермоформами. Деструктивные процессы в бетоне сни-
каются при тепловой обработке в среде с регулируемой
злажностью. В период подъема температуры для пред¬
— 509 —
w
отвращения перемещения влаги по сечению изделий и
создания некоторого капиллярного сжатия в бетоне от¬
носительная влажность среды составляет 40—60 %, за¬
тем при изотермическом выдерживании она повышается
до 90—95 %. Такой способ тепловой обработки применя¬
ют, например, при изготовлении изделий на двухъярус¬
ных вертикально замкнутых станах. В верхней камере
стана изделия прогревают в среде с пониженной влаж¬
ностью, в нижней — с достаточно высокой влажностью
паровой среды.
Определенные особенности имеют режимы тепловла¬
жностной обработки при пропаривании морозостойких
бетонов, изделий из предварительно напряженного желе¬
зобетона, легких бетонов на пористых заполнителях.
При пропаривании изделий, к которым предъявляют¬
ся повышенные требования по морозостойкости, жела¬
тельны более мягкие режимы: предварительное выдер¬
живание 5—8 ч, подъем температуры среды в камерах
со скоростью не более 10—15 °С в час; изотермическое
выдерживание при температуре не выше 80 °С до дости¬
жения бетоном максимальной прочности; охлаждение с
увлажнением открытых поверхностей изделий водой при
регулируемой температуре.
При тепловлажностной обработке изделий из предва¬
рительно напряженного железобетона важно не только
обеспечить требуемые значения проектной и передаточ¬
ной прочности, но и предотвратить возникновение трещин
в результате неравномерного прогрева и охлажде¬
ния бетона, металлических форм и напрягаемой армату¬
ры. При стендовом способе производства за счет разно¬
сти между температурой напрягаемой арматуры в каме¬
ре и упоров стенда вне камеры возможно недопустимое
снижение предварительного напряжения в арматуре.
Для уменьшения фактических потерь предварительного
напряжения температурный перепад и максимальная
температура изотермического прогрева не должны пре¬
вышать соответственно 65 и 80 °С, изделия должны до
тепловой обработки выдерживаться до приобретения
бетоном начальной прочности 0,2—0,6 МПа. С целью
снижения влияния растягивающих напряжений на сво¬
бодных участках напрягаемой арматуры при охлажде¬
нии предварительно напряженных конструкций на стен¬
дах передача усилий обжатия на бетон производится
после окончания тепловлажностной обработки. Допуска-
— 510 —
Таблица 175. Предельно допускаемое охлаждение бетона
к моменту передачи усилия обжатия
Арматура
Допускаемое охлаждение
(в °С) при коэффициенте
Марка -у = н
Сетона /
У
2 4 6 8
-емипроволочные пряди, кана-
ы, высокопрочная проволоч-
ая арматура
'орячекатаная стержневая ар-
1атура
М300-
М 500
М 200-
М 400
10
15
15
19
20
21
25
25
* L„ — длина нагреваемого участка арматуры; Ly—общая дли-
ia арматуры между упорами стенда.
■мое охлаждение бетона к моменту передачи усилий об-
катия не должно превышать величин, приведенных в
:абл. 17.5.
Для предотвращения температурных трещин произ-
юдят предварительный подогрев форм, при достижении
хрочности бетона не менее 3 МПа удаляют фиксаторы,
г. е. частично распалубливают изделия, устраивают в
металлических формах съемные вкладыши и темпера-
:урные швы. Эффективен ступенчатый подъем темпера-
гуры.
При тепловой обработке изделий из конструкционно-
геплоизоляционных легких бетонов дополнительным
гребованием к режимам является достижение заданной
отпускной влажности изделий. С этой целью прогрев
может осуществляться в камерах, оборудованных раз¬
личными нагревателями (ТЭНами, калориферами, ин¬
фракрасными излучателями, газовыми горелками), при
ювышении температуры среды до 125—150 °С. Беспаро-
зые методы тепловой обработки таких бетонов позволя¬
ют почти в 2 раза снизить их влажность по сравнению с
влажностью при пропаривании. Распространена тепло-
злажностная обработка конструкционно-теплоизоляци-
энных легких бетонов в термоформах и кассетных уста¬
новках. Теплоносителем здесь могут быть насыщенный
пар, паровоздушная смесь и любой другой агент, обеспе¬
чивающий равномерность прогрева поверхностей формы.
Для изделий из высокопрочных легких бетонов, к ко¬
торым требования по отпускной влажности не предъяв¬
ляются, применять сухие режимы нецелесообразно. При
назначении режимов тепловой обработки конструкцион¬
но-теплоизоляционных легких бетонов необходимо учи¬
тывать соотношение между требуемой маркой бетона и
прочностью легкого заполнителя. Чем выше прочность
пористого заполнителя и меньше его содержание в бе¬
тоне, тем выше скорость нарастания прочности легкого
бетона при твердении. Необходимая продолжительность
тепловой обработки легкого бетона для получения тре¬
буемой отпускной или передаточной прочности меньше,
чем тяжелого. Например, длительность тепловой обра¬
ботки керамзитобетона марки М 300 для получения
отпускной прочности 70 % через 4 ч после пропаривания
по сравнению с тепловой обработкой тяжелых бетонов
сокращается на 6—9 ч, а керамзитобетона марки М 400
на 2—4 ч.
§ 3. КОНСТРУКЦИИ ПРОПАРОЧНЫХ КАМЕР
Для пропаривания железобетонных изделий применя¬
ют камеры периодического и непрерывного действия.
В наиболее распространенных в промышленности сбор¬
ного железобетона камерах периодического действия
тепловая обработка осуществляется циклически с пере¬
рывами для загрузки и выгрузки изделий. В камерах
непрерывного действия процесс тепловой обработки идет
непрерывно, с одновременным перемещением изделий.
Камеры периодического действия применяют обычно при
стендовой и агрегатно-поточной технологии, камеры не¬
прерывного действия — при конвейерной технологии.
Для тепловой обработки железобетонных изделий в
первую очередь стали применять ямные пропарочные
камеры (рис. 17.4). Эти установки периодического дей¬
ствия сохранили ведущую роль и в настоящее время.
Ямные камеры сооружают полностью или частично за¬
глубленными в пол или напольными. Чаще строят за¬
глубленные (на 2/3—4/б высоты) многосекционные блоч¬
ные камеры. Основными их элементами являются стен¬
ки, пол с гидравлическим затвором для стока конденса¬
та, съемные крышки и система паропроводов с запорной
и регулировочной арматурой для подачи пара в камеру.
До последнего времени стенки пропарочных камер
- 512 —
Рис. 17.4. Ямная пропарочная камера
- стены камеры; 2 — парораздающии коллектор с соплами; 3 — электромаг-
гный вентиль подачи пара; 4 — гидрозатвор; S — крышка камеры; 6 — гид-
's лический клапан; 7 — вентиляционные отверстия; 8 — коллектор для сброса
гденсата; 9 — электромагнитный вентиляционный клапан; 10 — вентиляцион-
й канал; И — вентиляционный шибер с гидрозатвором; 12 — датчики си¬
стемы автоматики
Рис. 17.5. Гидравлический затвор герметизации крышки
камеры
1 — стенка камеры; 2 — швеллер № 16-30; 3 — крышка ка¬
меры; 4 — двойное ребро по контуру
Рис. 17.6. Безнапорная пропарочная камера системы
J1. А. Семенова
1 — магистральный паропровод; 2 — регулятор прямого
действия РПД-С (или РПДС-П); 3, 4 — соответственно
нижние и верхние перфорированные трубы; 5 — нижняя
граница паровой зоны в конденсаторе; 6 — обратная тру¬
ба; 7 — гидравлический клапан; 8 — контрольный конден¬
сатор; 9 — холодная вода из водопровода; 10 — подогре¬
тая вода из контрольного конденсатора; 11 — толстая
медная труба РПД-С
& Ol 1° «« “о > „V «V ■*,?« »« £
3—845
- 513 -
w
при толщине 250—400 мм изготовляли обычно из тяже¬
лого бетона. Являясь достаточно прочными- и непрони¬
цаемыми для паровоздушной смеси, такие ограждения,
однако, характеризуются высокой теплопроводностью и
теплоемкостью и, как следствие, вызывают значительные
непроизводительные потери теплоты. В настоящее время
для ограждений пропарочных камер рекомендуется вы¬
сокопрочный керамзитобетон марки М 200, обладающий
в 3—4 раза меньшей теплопроводностью и в 1,5 раза
меньшей теплоемкостью, чем тяжелый бетон. Как при
реконструкции, так и при строительстве новых камер
можно использовать тяжелый бетон с внутренним тепло¬
изоляционным слоем, защищенным от увлажнения па¬
ром и конденсатом листовой сталью.
Пол камеры делают с уклоном для стока конденсата
в слив, оборудованный гидрозатвором и подключенный
к общей системе слива конденсата. Конструкция крышки
камеры должна иметь необходимую жесткость для избе¬
жания перекосов и выхода пара. Обычно крышки камер
представляют собой плоские металлические сварные
конструкции, обшитые с двух сторон досками, между ко¬
торыми проложена минеральная вата. Для снижения
паропроницаемости нижнюю сторону крышек защищают
стальными листами толщиной 1,5—2 мм.
Предотвращение утечки пара через неплотности, об¬
разуемые крышкой и стенкой камеры, достигается при¬
менением гидравлического (рис. 17.5) или песчаного за*
твора. Такой затвор образуется швеллерами, заполняе¬
мыми водой или песком и устанавливаемыми на верхнем
обрезе стен камеры. Герметизация осуществляется при
опускании крышки, по периметру которой приварены из
металлического уголка ребра.
Пар поступает в камеру через закольцованную тру¬
бу, расположенную у пола камеры по ее периметру. Под¬
нимающийся пар смешивается с воздухом и образует
паровоздушную смесь. В зависимости от концентрации
воздуха изменяется температура паровоздушной смеси.
Например, при содержании воздуха примерно 50 %
температура смеси составляет около 80°С. Наиболее
эффективны системы пароснабжения камер, обеспечива¬
ющие интенсивную циркуляцию греющей среды. При
этом устраняется расслоение паровоздушной смеси и
неравномерность обработки изделий. Для интенсивной
циркуляции среды в камере на отметке 0,700 от полной
— 514 —
ысоты устанавливают пароразводящий коллектор с не-
колькими крупноразмерными соплами диаметром 15—>
!5 мм; шаг установки сопел 0,5—1 м. Тип сопла (сужи-
;ающееся, цилиндрическое или расширяющееся) опреде-
шется в зависимости от давления пара и требуемой
щльнобойности струи. Оси сопел направляют так, чтобы
:труи не ударяли в поверхность бетона. Места установ-
ш коллектора и сопел для предохранения от поврежде-
1ий оборудуют в нишах стен. Ямная камера соединяется
; атмосферой через обратную трубу, которую устанав¬
ливают в нише стены. Наружный конец трубы оборуду¬
ют гидрозатвором и конденсатором для конденсации
тара, выходящего из камеры вместе с воздухом.
Разновидность ямных камер — безнапорная камера
П. А. Семенова (рис. 17.6). В отличие от обычной каме-
зы, пар поступает в нее через две перфорированные тру-
5ы, расположенные вверху и внизу; пар, выходящий из
эбратной трубы, для утилизации проходит через конден¬
сатор. Через нижнюю перфорированную трубу пар
тодается в период подъема температуры среды до 90—
Э5°С. Дальнейшее повышение температуры идет за счет
поступления пара через верхнюю перфорированную тру¬
бу. Эта камера позволяет обеспечить более высокую
прочность бетона сразу после пропаривания, однако ха¬
рактеризуется повышенным удельным расходом пара на
тепловую обработку.
Ямная камера ПДК-КИСИ, предложенная А. А. Воз¬
несенским, предусматривает интенсивную циркуляцию
теплоносителя с одновременным обеспечением полного
омывания поверхности изделия. Интенсификация дви¬
жения теплоносителя внутри рабочего объема камеры
достигается подачей пара через крупноразмерные (15—
25 мм) точечные сопла (типа сопла Лаваля). Струи па¬
ра путем эжекции вовлекают неподвижную греющую
среду в скоростную циркуляцию с многократным коэф¬
фициентом (4—6 м и выше). Это обеспечивает высокие
показатели теплообмена и равномерность нагрева изде¬
лий. В камере ПДК-КИСИ сопла расположены через
500—1000 мм. Они ввертываются в патрубки, приварен¬
ные к коллектору. Расположение коллекторов, направ¬
ление осей каждого сопла и их количество зависит от
типа укладки и вида изделий. Давление пара перед соп¬
лами должно быть не ниже 0,25—0,3 МПа. Камеры
ПДК-КИСИ позволяют сократить продолжительность
33*
— 515 —
Рис. 17.7. Схема пароснабжения
ямной камеры с внешним инжекти¬
рованием паровоздушной среды
1 — задвижка впуска пара; 2 — ди¬
афрагма измерения расхода пара;
3 — манометр определения давления
пара перед инжектором; 4 — вен¬
тиль перепускного патрубка; S —
вентиль воздушки; б — воздушна;
7 — трубопровод впуска пара в ка¬
меру; 8 — крупноразмерные сопла
впуска пара; 9 — Трубопроводы от¬
соса воздуха из нижней части ка¬
меры; 10 — вентиль подачи пара
после инжектора; 11 — манометр
измерения давления после инжек¬
тора; 12 — инжектор; 13 — вентиль
регулирования отсоса воздуха;
14 — потенциометр
6)
— — Перфорированная труба
Паропровод, Р- 0,08 МПа
Конденсатопровод
Паропровод, Р- 0,02 МПа
То же Р- 0,6 МПа
—0- Манометр
“О- Конденсатоотводиик
^ Переход с одного диаметра
на другой
Ре;
ESI Регистр из гладких труб
Электромагнитный клапон
Рис. 17.8. Щелевая камера
а — схема пароснабжения; б — разрез камеры; 1 — перфорированные трубы;
2 — стены камеры; 3 — изделие; 4 — поддон-вагонетка; 5 — регистры из глад¬
ких труб
тепловой обработки, уменьшить удельный расход пара.
Их недостатки: необходимо иметь относительно высокие
параметры пара перед камерой и обеспечить сочетание
условий внутреннего теплоснабжения камеры с опреде¬
ленным типом железобетонных изделий.
Более усовершенствованная схема теплоснабжения
ямных камер предполагает использование внешней
эжекции теплоносителя (рис. 17.7). Пар в камеру посту-
— 516 —
пает через крупноразмерные сопла, установленные в па¬
ропроводах, уложенных вдоль стен камеры на высоте
2/з ее глубины. На высоте 200—300 мм над полом камеры
вдоль стен уложены перфорированные трубы, через ко¬
торые с помощью инжектора можно осуществлять рецир¬
куляцию паровоздушной смеси, чтобы она хорошо пере¬
мешивалась. Пар можно подавать отдельно через сопла
и перфорированные трубы одновременно, а также с ре¬
циркуляцией паровоздушной смеси. В летний период,
когда пар к ямным камерам подходит более сухим,
изделия можно нагревать за счет рециркуляционной схе¬
мы подачи теплоносителя. В зимний период при увлаж¬
нении пара в .период нагрева изделий его можно пода¬
вать двояко — через сопла и через перфорированные
трубы. В период изотермической выдержки подачу теп¬
лоносителя следует переводить на рециркуляционный
режим. Для принудительного охлаждения изделий в ка¬
мере открывают вентиляционные окна и включают ин¬
жектор с отсосом паровоздушной смеси в атмосферу.
При конвейерной схеме производства тепловую обра¬
ботку железобетонных конструкций производят в уста¬
новках непрерывного действия. К ним относятся тун¬
нельные щелевые и вертикальные камеры.
Туннельная камера непрерывного действия представ¬
ляет собой горизонтальный туннель, в котором по рель¬
совому пути движутся вагонетки с изделиями. Длина
камеры зависит от производительности конвейеров, чис¬
ла ярусов, изделий, укладываемых на вагонетки, и про¬
должительности цикла тепловой обработки. Загружают
и выгружают изделия подъемниками, снижателями, пор¬
тальными кранами. Вагонетки передвигают от одного
поста к другому с помощью толкателей; при поступле¬
нии вагонетки с изделием на соответствующий ярус по¬
езд передвигается на один пост и с противоположного
конца яруса выходит вагонетка на платформу порталь¬
ного крана.
Туннельные камеры выполняют одно- и многоярусны¬
ми (трех-, пяти-, шестиярусными). Туннельные много¬
ярусные камеры позволяют значительно экономить про¬
изводственные площади, так как на каждом ярусе про¬
водят тепловлажностную обработку одного поезда
вагонеток с изделиями. Теплоносителем может быть пар,
а также паровоздушная смесь, подогреваемая в калори¬
ферах. Камеры разделены на три зоны: подъема темпе-
— 517 —
г
Рис. 17.9. Вертикальная камера
непрерывного действия
1 — ограждения камеры; 2 — изде¬
лия на поддонах; 3 — перфориро¬
ванные трубы подачи пара; 4 — пе¬
редаточная тележка; 5 — подъем¬
ный стол
Рис. 17.10. Схема конвейерной тех¬
нологической линии по изготовле¬
нию наружных стеновых панелей с
вертикальной камерой
1 — пост очистки и смазки форм;
2 — укладка керамической плитки:
3 — установка арматуры; 4—уклад¬
ка и уплотнение бетона; 5 — пост
заглаживания; 6 — самоходная те¬
лежка; 7 — вертикальная камера;
8 — формы с изделиями; 9 — гидро¬
подъемник; 10 — передаточная те¬
лежка; 11 — распалубка; 12 — роли¬
ковый конвейер
¥
ратуры, изотермического прогрева, охлаждения изделии.
Зоны отделены одна от другой тепловыми воздушными
завесами. Тепловое оборудование камер обеспечивает
подъем температуры в зоне изотермического выдержива¬
ния до 90 °С, а также регулирование температуры и
влажности по зонам в заданных пределах.
Теплоснабжение камеры осуществляется при помощи
регистров и перфорированных труб. Острый пар подает¬
ся в начале зоны подогрева и в конце изотермической
зоны. При использовании в качестве теплоносителя горя-
— 518 —
чего воздуха он засасывается из середины зоны подогре¬
ва вентилятором и подается по воздухопроводам в нача¬
ло и конец зоны подогрева. Воздух подогревается в
калориферах до 110—115°С.
Основной недостаток туннельных камер — большие
потери теплоты через торцы. Для предохранения от вы¬
бивания горячей паровоздушной среды в цех и подсоса
холодного воздуха в камере устанавливают воздушные
завесы. Удельный расход пара в туннельных камерах
непрерывного действия - меньше, чем в ямных камерах,
из-за отсутствия затрат на аккумуляцию теплоты ограж¬
дениями. Он составляет 150—200 кг на 1 м3 бетона.
Щелевые камеры (рис. 17.8) можно рассматривать
как разновидность туннельных. Их высота в 4—6 раз
меньше ширины. Эффективность применения этих камер
обусловлена меньшими потерями теплоты через торцы.
Щелевые камеры оборудуют системами пароснабжения
и электронагревателями. Последние используют в основ¬
ном для тепловой обработки керамзитобетонных изде¬
лий.
В вертикальных или башенных камерах (рис. 17.9,
17.10) изделия в формах-вагонетках специальными подъ¬
емниками перемещают сначала вверх, через различные
зоны тепловой обработки, затем опускают вниз и выгру¬
жают из камеры. В вертикальных камерах используют
естественное расслоение пара и воздуха по высоте.
В верхней части, где устойчиво удерживается пар, под¬
держивается температура около 100 °С. Нижняя часть
камеры заполняется паровоздушной смесью, температу¬
ра которой при опускании изделий снижается до 30—
35 °С. Вертикальные камеры, по сравнению с многоярус¬
ными туннельными, имеют в 5—6 раз меньший объем и
занимают значительно меньшую площадь. Их характер¬
ная особенность — наиболее низкий расход пара (100—
120 кг/м3 бетона) по сравнению с другими типами ка¬
мер.
§ 4, КОНТАКТНЫЙ ОБОГРЕВ
При тепловой обработке с контактной передачей
теплоты изделия нагреваются, соприкасаясь с горячей
средой через плотные непроницаемые перегородки. Та¬
кой способ тепловой обработки осуществляют в основ¬
ном в кассетных установках, с помощью которых изго-
— 519 —
г
2 3 4 5
\ ПП.^
Рис. 17.11. Механизированная кассетная установка
1 — станина; 2 — разделительная стенка; 3 — отсек для формования панелей;
4 — отсек для пара; 5 — фиксирующие упоры; 6 — крайняя утепленная стенка;
7 — механизм сжатия кассеты; 8 — привод; 9 — упорный дожимной винт
Рис. 17.12. Схема пароснабжения
кассеты с отсосом воздуха
1 — трубопровод подачи пара в
тепловые отсеки; 2 — запорный
вентиль; 3 — трубопровод подачи
пара к кассете; 4 — главный паро¬
вой вентиль; 5 — тепловой отсек
кассеты; 6 — трубопровод подачи
пара к инжектору: 7 — трубопро¬
вод рециркуляции; 8 — вентиль ре¬
циркуляционного трубопровода; 9—
вентиль выпуска воздуха; 10 — ин¬
жектор; 11 — вентиль обводного
трубопровода; 12 — обводной тру¬
бопровод; 13 — рециркуляционно¬
отсосная система; 14 — система
распределения пара по тепловым
отсекам; 15 — сопла (перфорирован-
ность труб)
товляют в настоящее время большую часть изделий для
жилищного строительства. Наиболее распространены
вертикальные кассетные установки (рис. 17.11), произ¬
водящие плоские и сложные по форме изделия. В кас¬
сетных установках в качестве теплоносителей можно
использовать пар, горячую воду, неконденсирующиеся
газы, петролатум и др.
— 520 —
В настоящее время широко практикуют в кассетной
технологии прогрев водяным паром низкого давления.
При паровом прогреве изделий бетон нагревается от
тепловых отсеков, заполняемых паром (рис. 17.12). Ме-
кду каждой парой тепловых отсеков могут располагать-
■я один или несколько формовочных отсеков. Например,
$ заводском производстве элементов крупнопанельных
зданий применяют в основном кассетные установки Гип-
зостроймаша, в которых тепловые отсеки расположены
зерез два формовочных отсека. Конструкция паровых
)тсеков позволяет вести прогрев изделий при темпера¬
туре бетона 95—100 °С, что значительно уменьшает
продолжительность процесса. Для сокращения времени
нагревания бетонной смеси в формовочных отсеках кас¬
тет применяют прогрев водяным паром высокого дав¬
ления. Конструкция тепловых отсеков при таком прогре¬
зе должна быть рассчитана на давление пара 0,8—
1,2 МПа.
Высокотемпературный прогрев бетона может осуще¬
ствляться с помощью газа, сжигаемого непосредствен¬
но в тепловых отсеках, а также жидким теплоносителем
или отходящими газами тепловых установок. Пр и газо-
зом обогреве необходимо поддерживать высокую темпе¬
ратуру в тепловом отсеке в период разогрева изделий,
ито обусловлено низким значением коэффициента тепло-
этдачи газа. Значительно более быстрое повышение
гемпературы бетона достигается при прогреве изделий
в кассетах с помощью жидкого высокотемпературного
геплоносителя путем его перекачки к гребенкам распре¬
делительного коллектора и кассет. Из тепловых отсеков
петролатум сливают в коллектор отвода, а затем в слив¬
ной бак. Петролатум по трубопроводам циркулирует не¬
прерывно. При приближении температуры бетона к 95—
100°С теплоноситель начинает циркулировать по трубо¬
проводам в обвод кассетной установки.
Кассетная технология производства железобетонных
изделий имеет ряд достоинств и недостатков. Изготовле¬
ние изделий в кассетах позволяет обеспечить высокую
гочность сборных деталей, хорошее качество поверхно¬
сти. Контактный прогрев бетона в замкнутом простран¬
стве создает более благоприятные условия формирова¬
ния структуры бетона и дает возможность повысить его
прочность примерно на 10—20 % по сравнению с пропа¬
риванием в открытых формах. В связи с незначительной
— 521 -
г
площадью открытой поверхности бетона в кассетах до¬
пускается высокая скорость подъема температуры
(60—70 °С в час). Изделия в кассетах можно прогревать
без предварительной выдержки, температура бетона в
кассетных установках достигает 100 °С вместо 85—90 °С
в обычных камерах ямного типа.
Вместе с тем изделиям, изготовленным по кассетной
технологии, свойственна неравнопрочность бетона в раз¬
личных местах по высоте. Она особенно проявляется при
коротких режимах прогрева. Перепад прочности обуслов¬
лен различной интенсивностью прогрева и связан с теп¬
лообменными процессами, протекающими в тепловых
отсеках при конденсации пара. Зоны, близкие к месту
ввода пара в отсек, нагреваются быстрее. К другим недо¬
статкам кассетного способа производства изделий отно¬
сятся значительная металлоемкость форм, неудобство
чистки и смазки кассет, необходимость применения высо¬
коподвижных бетонных смесей.
Для увеличения оборачиваемости кассет в ряде слу¬
чаев целесообразна двухстадийная тепловая обработка
изделий: первая стадия — в кассетах 5—7 ч до достиже¬
ния бетоном прочности 5—7,5 МПа и вторая стадия —
твердение в ямных камерах или утепленных стеллажах
до приобретения бетоном отпускной прочности. Для ин¬
тенсификации процесса теплоотдачи и равномерного
распределения температуры в тепловом отсеке применя¬
ют принудительную циркуляцию паровоздушной смеси
при помощи эжекторов или интенсивную циркуляцию за
счет подачи пара через сопла.
К установкам для контактного обогрева изделий от¬
носят также горизонтальные термоформы. В отличие от
вертикальных термоформ, при тепловой обработке в го¬
ризонтальных формах достигается большая равномер¬
ность прогрева изделий. В термоформах стеновых пане¬
лей из легких бетонов на пористых заполнителях темпе¬
ратуру рекомендуется поднимать в течение 2—3 ч,
изотермическую выдержку производить при 90—95 °С в
течение 3—5 ч. После отключения пара идет естественное
или принудительное охлаждение изделий в форме до ус¬
тановленной температуры в течение 2—4 ч. Из горизон¬
тальных перемещаемых термоформ собирают пакеты
для тепловой обработки крупнопанельных конструкций.
Термоформы, имеющие паровые рубашки, укладываются
по 6—7 шт., образуя пакет высотой 1,5—2 м. В верхней
— 522 —
Рис. 17.13. Пакетировщик термоформ
1 — отсекатели; 2 — термоформы; 3 — эстакада; 4 — передаточная вагонетка;
5 — автоматические клапаны подачи пара; 6 — передвижной подъемный стол;
7 — разводка пара; 8 — исполнительный механизм системы автоматики
форме пакета равномерный прогрев изделий достигается
применением термокрышки. Для создания пакета тер¬
моформ предназначено специальное устройство — паке¬
тировщик (рис. 17.13), состоящий из подъемного стола-
траверсы, поднимаемого и опускаемого на заданную ве¬
личину с помощью гидродомкратов.
При тепловой обработке в пакете создаются рацио¬
нальные параметры греющей среды для каждого изде¬
лия; имеется необходимое избыточное давление с нача¬
ла прогрева бетона, поддерживается возрастающая от¬
носительная влажность среды (50—60 % на стадии
разогрева и 90—95 % при изотермическом прогреве бе¬
тона). Образование избыточного давления является ре¬
зультатом расширения паровоздушной смеси в замкну¬
том объеме. Свободный объем камеры над изделием
рассчитывается с учетом максимального насыщения па¬
ровоздушной среды за счет испарения влаги из бетона
при его прогреве.
При тепловой обработке изделий в пакетах подвод
теплоты — двусторонний. При соприкосновении изделий
с лицевой поверхностью поддона идет кондуктивный под¬
вод теплоты, со стороны открытой поверхности бетона —
— 523 —
конвективный. В последнем случае теплоносителем явля¬
ется паровоздушная среда, окружающая изделие; она
нагревается от стенок паровой рубашки лежащего выше
поддона. Среда в пакете прогревается значительно бы¬
стрее, чем бетон в изделии, поэтому избыточное давле¬
ние среды создается раньше, чем оно возникает в бето¬
не. Избыточное давление среды создает всестороннее
обжатие бетона и предотвращает развитие деструктив¬
ных процессов в период повышения температуры. Выдер¬
живание изделий в насыщенной паровой среде в изотер¬
мический период позволяет предотвратить их обезвожи¬
вание при одновременном достижении заданной темпе¬
ратуры.
При тепловой обработке изделий в пакетах повыша¬
ется прочность бетона на 20—25 % по сравнению с теп¬
ловой обработкой при атмосферном давлении и улучша¬
ются другие свойства изделий. Такую обработку изде¬
лий применяют на конвейерных линиях в основном для
крупнопанельного строительства. В состав технологичес¬
кой линии входят пакетировщики с термоформами, пост
очистки и смазки, пост формования. Работа пакетиров¬
щиков и формовочного участка конвейерной линии долж¬
на быть синхронизирована: при поступлении на нижний
ярус пакетировщика очередной формы с изделием с верх¬
него яруса сходит форма с готовой панелью.
§ 5. АВТОКЛАВНАЯ ОБРАБОТКА БЕТОНА
Автоклавная обработка — разновидность тепловлаж¬
ностной обработки, применяемой для ускорения тверде¬
ния бетонов. В отличие от пропаривания, твердение бе¬
тона в автоклавах происходит в среде насыщенного во¬
дяного пара обычно под давлением 0,9—1,3 МПа при
175—191 °С. В последние годы доказана эффективность
повышения температуры водяного пара до 200—225 °С.
С целью повышения температуры вместо насыщенного
пара можно использовать перегретый пар и парогазовую
смесь.
В нашей стране кроме силикатного кирпича авто¬
клавной обработке наиболее широко подвергают изде¬
лия из ячеистых бетонов. Выпускают также изделия и
конструкции из тяжелых автоклавных бетонов. Главное
достоинство автоклавной технологии — возможность за¬
мены цемента более дешевыми местными вяжущими и
— 524 —
использования разнообразных сырьевых материалов, в
том числе побочных продуктов промышленности.
Результатом автоклавной обработки является не
только ускорение твердения бетонов за счет повышения
скорости гидратации вяжущих, но и, что особенно важ¬
но, образование новых соединений цементирующих ве--
ществ — гидросиликатов кальция и магния. Синтез этих
соединений при повышенных значениях температуры и
давления водяного пара идет в автоклавах из материа¬
лов, которые при обычных условиях не взаимодейству¬
ют друг с другом. Наиболее часто автоклавной обработ-^
ке подвергают бетоны на известково-кремнеземистых вя-'
жущих. Широко применяют также известково-шлаковые,
известково-зольные и другие химически активные при ав¬
токлавной технологии материалы.
В соответствии со схемой можно выделить пять эта¬
пов автоклавной обработки — запаривания. Первый этап
имеет место от начала впуска пара до установления в
автоклаве температуры 100 °С. На этом этапе пар интен¬
сивно отдает теплоту, и эффективность его как теплоно¬
сителя повышается по мере увеличения давления, что
обусловлено ростом его теплосодержания (энтальпии).
Так как температура поверхности изделий в этот период
ниже температуры водяного пара, теплообмен идет за
счет конденсации водяных паров на поверхности изде¬
лий. Развитие максимального температурного перепада
между средой и поверхностью изделий, достигающего
30—50 °С на этом этапе автоклавной обработки, может
вызвать нежелательные деструктивные явления.
Второй этап начинается с момента подъема давле¬
ния в автоклаве, т. е при f>100°C. При повышении дав¬
ления теплообмен ускоряется, и изделие прогревается по
всему сечению.
Третий этап — выдержка изделий при постоянных
давлении и температуре. Через 30—60 мин выдержки
выравнивается температура по сечению изделий. Дли¬
тельность выдержки сокращается по мере увеличения
давления. Для так называемых пиковых режимов тре¬
тий этап запаривания вообще может отсутствовать.
Четвертый этап автоклавной обработки начинается с
момента снижения давления. В этот момент изделие име¬
ет более высокую температуру, чем среда, что вызывает
парообразование в порах материала. На этой стадии в
материале могут появиться трещины, и для их предотвра-
— Б25 —
щения важно снижать давление в автоклаве как можно
медленнее.
Пятый этап — охлаждение изделий от 100 °С до нор¬
мальной температуры. Здесь также важно обеспечить
скорость охлаждения в таких пределах, которые не вы¬
звали бы микротрещинообразования.
Режимы автоклавной обработки зависят от вида ис¬
ходных материалов, конструктивных особенностей изде¬
лий и других факторов. Оптимальное давление при изо¬
термическом выдерживании составляет 1,2—1,6 МПа при
применении вяжущих на основе извести и портландце¬
мента и 1,6—2 МПа при применении таких побочных
продуктов промышленности, как нефелиновый шлам.
Длительность автоклавной обработки зависит от давле¬
ния пара: чем оно выше, тем короче продолжительность
процесса. Увеличение длительности изотермической вы¬
держки при низком давлении (^0,9 МПа) позволяет по¬
высить прочность изделий, при высоком давлении воз¬
можен обратный результат. Время предавтоклавной вы¬
держки зависит от жесткости смесей: чем она выше, тем
эта стадия процесса короче. Для резкого сокращения про¬
должительности охлаждения изделий применяют ступен¬
чатый режим снижения давления пара в автоклаве. Про¬
должительность сброса давления на одну ступень, рав¬
ную 0,1 МПа, устанавливают с учетом плотности и раз¬
мера изделий. Перед каждым последующим снижением
давления изделия выдерживают для уменьшения возни¬
кающих напряжений.
В табл. 17.6 приведены режимы автоклавной обра¬
ботки, рекомендуемые для изделий из ячеистых бетонов.
Для удаления из автоклавов воздуха, понижающего
температуру запаривания на 5—7°С, в начальный пе¬
риод автоклавной обработки применяют продувку авто¬
клава паром. В последнее время предложено температу¬
ру и давление в автоклаве повышать быстро, без пред¬
варительной продувки (за 0,5—2 ч) до заданного мак¬
симального уровня путем подачи насыщенного пара в
герметически закрытый автоклав. Уже через 3—4 ч изо¬
термической выдержки наступает полное соответствие
между температурой и давлением насыщенного пара.
Предлагаемый способ наиболее эффективен при запари¬
вании свежеизготовленных изделий без форм или в от¬
крытых формах. Быстрый подъем температуры и наличие
избыточного давления в автоклаве увеличивают темпе-
- 526 —
Таблица 17.6 Режимы автоклавной обработки изделий
из ячеистых бетонов
Продолжительность периодов, ч
Вид и назначение изделия
прогрев
и про¬
дувка
паром
подъем
давле¬
ния до
0,8 МПа
выдерж¬
ка при
0,8 МПа
с ниже
ние дав¬
ления
ваку¬
умиро¬
вание
Изделия для наружных
стен
0,7—1,5
1,5
6—10
1,5—2
0,5—1,5
Изделия, изготовленные
путем горизонтальной
разрезки
0,7—1,5
1,5
5—14
1,5—2
1—1,5
То же, путем вертикаль¬
ной разрезки
0,7—1,5
1,5
5—9
1,5—2
1—1,5
Изделия для внутренних
стен из ячеистого бетона
плотностью ^ 800—
1200 кг/м3
0,7—1,5
1,5
9—10
2—3
1—1,5
Теплоизоляционные из¬
делия плотностью 300—
400 кг/м3
0,7—1,5
1,5
5—9
1,5—2
1—1,5
ратурный напор, который способствует более быстрому
прогреву изделий по всему сечению и нарастанию проч¬
ности бетона. Этот способ позволяет сократить цикл за¬
паривания на 2—3 ч, повысить прочность и морозостой¬
кость бетона, уменьшить на 15—20 % водопоглощение.
Для сокращения сроков спуска давления и с целью
уменьшения влажности изделий после снижения давле¬
ния рекомендуется вакуумирование автоклавного прост¬
ранства в течение 1—2 ч до разрежения 50—60 МПа.
В результате вакуумирования давление водяного пара
внутри изделий становится выше автоклавного на 0,015—
0,025 МПа, что способствует снижению температуры и
сушке изделий.
Автоклав (рис. 17.14) представляет собой цилиндри¬
ческий горизонтальный сварной сосуд с открывающими¬
ся съемными крышками. Автоклавы выпускают диамет¬
рами 2,6 и 3,6 м и длиной 20—30 м. Корпус автоклава
состоит из сваренных между собой стальных обечаек.
Крышки герметично закрываются с помощью быстро¬
действующих затворов байонетного типа (рис. 17.15).
В зависимости от планировочного решения цеха при¬
меняют тупиковые или проходные автоклавы. Первые
отличаются односторонней загрузкой и выгрузкой ваго-
— 527 —
с — тупиковый; б — проходной; 1 — крышка; 2 — механизм для подъема а
опускания крышки; 3 — манометры; 4 — предохранительный клапан; 5 — кор-
пус; €, 7, 8 — паровыпускная, паровпускная и конденсационная магистрали
Рис. 17.15. Автоклав с байонетным
затвором
1 — фланец; 2 — выступ на фланце;
3 — крышка; 4 — рукоятка редукто¬
ра; 5 — редуктор; 6 — подвеска
крышки; 7 — зубчатый сектор
Рис. 17.16. Схема паропроводов ав¬
токлавов
1 — паровпускная магистраль; 2 —
пароперепускная магистраль; 3 —
паровыпускная магистраль: 4 —
конденсационная магистраль
528 —
еток с изделиями и оборудованы одной торцовой крыт¬
ой; вторые — двусторонней загрузкой и выгрузкой и
вумя открывающимися торцовыми крышками. Внутри
орпуса автоклава вдоль по длине расположены рельсы
ля запарочных вагонеток. Автоклавы оборудованы ма-
истралями для впуска насыщенного пара, перепуска от-
аботанного пара в другой автоклав, выпуска пара в ат-
юсферу или в утилизатор и для конденсатоотвода
рис. 17.16). Для снижения потерь теплоты поверхность
втоклавов и всех паропроводов покрывают теплоизоля-
,ией. Для компенсации температурных деформаций, воз-
икающих во время запаривания изделий в корпусе авто¬
лава, автоклав монтируют на фундаментных опорах, из
оторых передняя неподвижная, а остальные — подвиж-
ые (роликовые).
§ 6. ЭЛЕКТРОТЕРМООБРАБОТКА БЕТОНА
Электротермообработка бетона объединяет методы
епловой обработки, основанные на использовании теп-
юты, получаемой от превращения электрической энер-
ии в тепловую. При электротермообработке в значи-
ельной степени можно устранить недостатки, присущие
фопариванию: неравномерность прогрева изделий с
юльшой площадью поверхности, неблагоприятные сани-
гарно-гигиенические условия труда рабочих из-за боль-
них испарений при утечках пара, трудность автоматиза-
тии процесса и др. Методы прогрева изделий с исполь¬
зованием электроэнергии отличаются экономичностью,
удобством регулирования и управления. Применение их
позволяет сократить время выдерживания изделий в
формах, значительно повысить культуру производства.
В зависимости от принципа превращения электричес¬
кой энергии в тепловую можно выделить три метода
электротермообработки изделий: электродный прогрев
(электропрогрев), обогрев различными электронагрева¬
тельными устройствами (электрообогрев), нагрев в
электромагнитном поле (индукционный прогрев).
При, электропрогреве электрическая энергия превра¬
щается в тепловую непосредственно в самом бетоне,
включаемом в электрическую сеть в качестве сопротив¬
ления. При этом достигается наиболее высокий КПД
электрической энергии и создаются условия равномерно¬
го распределения температуры в бетоне. Сущность элек¬
34—{И 5
— 529 —
тропрогрева заключается в пропускании через бетон пе¬
ременного электрического тока с помощью металличес¬
ких электродов, помещаемых внутри или на поверхности
изделий.
Сопротивление бетона, от которого в значительной
мере зависит количество выделяемой теплоты, зависит
от состава и количества жидкой фазы в бетоне, содержа¬
ния в цементе щелочей, химических добавок и других
факторов.
Для электропрогрева применяют пластинчатые, поло¬
совые, стержневые и струнные электроды, помещаемые
внутри изделий или на их поверхности. Наиболее пред¬
почтительны пластинчатые электроды, располагаемые на
противоположных плоскостях конструкции и подключае¬
мые к разным фазам. Для экономии металла вместо
пластинчатых электродов применяют полосовые. Плас¬
тинчатые и полосовые электроды изготовляют из 1,5—
2-миллиметровой стали. При сложной конфигурации из¬
делий, высокой степени их армирования или большой
толщине предусматривают стержневые электроды. Их
целесообразно использовать не отдельными стержнями,
а в виде плоских электродных групп, позволяющих до¬
стичь более высокой степени равномерности температур¬
ного поля. Все стержни одной группы подключают к од¬
ной фазе сети, а соседние группы — к разным фазам.
Стержневыми электродами могут быть обрезки арматур¬
ной стали диаметром 6—10 мм. Струнные электроды ис¬
пользуют для прогрева конструкций и изделий, длина
которых во много раз больше размеров их поперечного
сечения (колонны, балки, прогоны, сваи и т. п.;
рис. 17.17).
Электродный прогрев наиболее эффективен для кон¬
струкций простой конфигурации, неармированных или
малоармированных. Панели наружных стен из легких
и ячеистых бетонов рекомендуется прогревать в горизон¬
тальных формах. В качестве одного электрода использу¬
ют поддон формы, а в качестве другого — арматурную
сетку, ближайшую к свободной поверхности изделия.
Панели перегородок и плиты перекрытий обычно прогре¬
вают в кассетных установках, где электродами являют¬
ся разделительные стенки и наружные щиты. При про¬
греве сборных железобетонных колонн с невысокой сте¬
пенью армирования роль пластинчатых электродов
могут выполнять борта формы. Изделия сложной конфи-
- 530 —
2 Г 2
не. 17.17. Схема последовательного размещения струнных электродов вдоль
продольной оси изделия
— три струны; 6 — две струны; / — арматура; 2 — струнные электроды;
3 — выводы для подведения напряжения к струнам
Рис. 17.18. Проволочный нагреватель
— плоский; 6 — круглый; в — стержневой, г — со свободно висящей прово-
окой, I — проволочный нагреватель; 2 — асбестоцементный лист [жесткий);
— листовой асбест на жидком стекле, 4 — газовая труба; 5 — листовой ас¬
бест (о/сесткий); 6 — листовой асбест из трубы (жесткий)
-0 0
Рис. 17.19. Уголково-стержневой нагреватель
— стержень; 2 — стальной лист (форма): 3 — уголок; 4 — электроизоляция
1* — 531 —
гурации прогревают, сочетая пластинчатые или полосо¬
вые электроды, расположенные по периферии со стерж¬
невыми электродами, устанавливаемыми в бетон.
Посты для электропрогрева изделий размещают на
специально отведенных площадках. Для снижения тепло-
потерь и расхода электроэнергии формы с изделиями
устанавливают в несколько ярусов на диэлектрических
подкладках. Если в качестве электродов используются
стальные борта или поддон, то на другие элементы фор¬
мы должно быть нанесено электроизоляционное покры¬
тие или они не должны соприкасаться с прогреваемым
бетоном. Арматуру изделий и закладные детали также
изолируют от элементов формы, используемых в качест¬
ве электродов. Для смазки форм применяют токопрово¬
дящие составы: водоцементные и водомасляные эмуль¬
сии, водные растворы соапстока и др.
При электродном прогреве в кассетных установках
внутренние паровые отсеки используют для формовки
дополнительных изделий. Разделительные стенки —
электроды изолируют от рамы кассетной установки и
одну от другой с помощью электроизоляционных прокла¬
док, втулок и т. п.
Для электропрогрева изделий предусматривают обыч¬
но достаточно мягкие режимы со скоростью разогрева и
охлаждения не более 20° в 1 ч и изотермической выдерж¬
кой при температуре 80—90°, при применении быстро-
твердеющего портландцемента 60—70°. Электропрогре¬
ву, как и пропариванию, предшествует 2—3-часовая пред¬
варительная выдержка сформованных изделий.
При прогреве сборных предварительно напряженных
конструкций эффективен ступенчатый режим, когда они
нагреваются сначала, например, до 50°С и эта темпера¬
тура поддерживается в течение 1—3 ч, а затем быстро
поднимают температуру до максимально допустимой ве¬
личины и выдерживают при ней до приобретения бетоном
требуемой прочности.
Электропрогрев изделий в кассетах идет при более
форсированном режиме: подъем температуры до 90 °С со
скоростью 30°С/ч с последующим термосным остывани¬
ем (при отключенном напряжении) в течение 3—5 ч. Для
обеспечения необходимых режимов электропрогрева бе¬
тона применяют силовое электрооборудование, позволя¬
ющее регулировать напряжение и мощность в необходи¬
мых пределах.
— 532 —
Рис. 17.20. Сетчатый нагреватель
Г — сетчатый нагреватель; 2 — лист
из металла или фанеры; 3 — разво¬
дящие шины; 4 — электротеплоизо¬
ляция из асбеста; 5 — болты креп¬
ления; 6 — наружный лист из фане¬
ры, 7 — утеплитель
В отличие от электропрогрева, электосойогоев <:cv-
цествляется путем подачи теплоты к поверхности бетона
эт источников превращения электрической энергии в теп¬
ловую — высокотемпературных нагревателей инфракрас-
ого излучения или низкотемпературных нагревателей.
Во внутренние слои изделия теплота передается за счет
теплопроводности. Основное преимущество электрообо¬
грева состоит в том, что его возможно применять неза¬
висимо от насыщенности изделий арматурой и от ее рас¬
положения. По расходу электроэнергии этот метод усту¬
пает электродному прогреву, так как электронагреватели
отдают бетону только часть выделившейся теплоты.
Большая часть теплоты расходуется на потери в окру¬
жающую среду, на нагрев теплоизоляции, элементов
формы и т. п.
К высокотемпературным нагревателям инфракрасно¬
го излучения относят нагреватели с температурой на из¬
учающей поверхности более 250 °С. Это ламповые тер¬
моизлучатели, спирали, ТЭНы, коаксиальные нагревате¬
ли и др. К низкотемпературным относят гибкие сетчатые,
роволочные, трубчато- и уголково-стержневые нагре¬
ватели, греющие шнуры и др. (рис. 17.18—17.20). При
выборе электронагревателей следует учитывать их осо¬
бенности. Так, электронагреватели из цветных металлов
и сплавов, несмотря на большой коэффициент теплопере¬
дачи, обладают низкой механической прочностью и виб¬
роустойчивостью, изготовляются из дефицитных матери¬
алов и имеют высокую стоимость.
Электронагреватели из черных металлов по сравне¬
нию с ними обладают преимуществами — высокой меха¬
нической прочностью, виброустойчивостью, простотой в
обращении, возможностью получения мощности больше¬
го диапазона и более низкой стоимостью. Наибольшее
— 533 —
Таблица 17 7. Характеристика основных электронагревателей
Электронагреватели
из
цветных металлов
из черных металлов
неметаллические
Показатели
тэн
нихромовый
сетчатый
кабельный
пластинчатый
Jo
4
се
5
о
* «р.
се *
О J3
£ =
стержневой
трубчато¬
стержневой
1 о
о Я
са £>
О *
i*
>» о
углеродная
ткань УУТ-2
!
углеродная
жила 80
модульный
МН
Расход электроэнергии, кВтХ
Хч/м3
130
145
80
105
165
175
195
85
75
65
75
70
КПД теплопередачи, %
40
35
40
45
30
25
25
40
45
55
55
55
Масса 1 м3 теплового отсека,
кг/м3
11
7
3
5
7
23
14
18
18
0,35
0,35
1,3
Стоимость электронагревате¬
лей на 1 м3 теплового отсека,
р/м3
25
27
29
71
41
19
11
14
11
18
17
73
Стоимость термообработки бе¬
тона, р/м3
2,5
2,7
2,3
2,1
3,3
3,5
3,9
1,9
1,7
1,3
1,4
1,8
федпочтение следует отдавать уголково- и трубчато-
ггержневым нагревателям, обладающим наименьшим
сдельным расходом электроэнергии (70—100 кВт-ч/м3)
I позволяющим прочно прикреплять их электросваркой
( стенкам теплового отсека (табл. 17.7).
Для термообработки бетона в кассетах и термофор-
лах перспективно применение неметаллических ткане-
шх нагревателей. Для них характерны малая масса и
жономичный расход электроэнергии. Широкое внедре-
ше таких нагревателей ограничивается из-за недостаточ-
гого выпуска их промышленностью.
Выбор вида нагревателя определяется типом и раз-
лером обогреваемых изделий, конструкцией опалубки,
шеющимися электрическими мощностями.
При применении нагревателей инфракрасного излу-
шния бетон обогревают по периферийным зонам изделия.
Инфракрасное излучение эффективно в производстве
фупногабаритных железобетонных конструкций для
)богрева промороженных бетонных поверхностей, тепло-
юй защиты укладываемого бетона и интенсификации его
гвердения, предварительного нагрева стыкуемых частей
железобетонных элементов, арматуры и закладных де-
галей зоны стыка, ускорения твердения бетона при за-
ионоличивании стыков сборных конструкций.
Для инфракрасного обогрева используют установки,
представляющие собой сферические или трапецеидаль¬
ные отражатели, во внутренней полости которых разме¬
щаются излучатели с поддерживающими устройствами.
Сферические отражатели применяют при необходимости
передачи энергии излучением на расстояние до 3 м, а
грапецеидальные — до 1 м. Инфракрасный обогрев осу¬
ществляется с обязательной защитой неопалубленных
поверхностей от потерь влаги. Температура на обогре¬
ваемой поверхности не должна превышать 80—90 °С. При
температуре бетона на греющей поверхности изделия
80°С толщина его слоя с относительно равномерной
температурой при установившемся режиме прогрева
обычно составляет не более 20 см, а в зимнее время при
низких температурах окружающего воздуха 10—15 см.
Конструкции и изделия толщиной более 20 см подверга¬
ются двустороннему электрообогреву.
Низкотемпературные нагреватели монтируют непо¬
средственно в опалубку или форму, а гибкие — в грею¬
щие маты и одеяла. Обогрев ведут п мягким режимам.
— 535 —
Опалубка или маты с вмонтированными электронагрева¬
телями имеют теплоизоляцию с наружной стороны для
предупреждения больших теплопотерь в окружающую
среду. При некоторых разновидностях обогрева электро¬
нагреватели (например, специальный греющий провод)'
устанавливают непосредственно в бетон, где они и оста¬
ются.
При изготовлении изделий в кассетных установках или
в термоформах применяют контактный электрообогрев.
Непосредственная теплопередача от греющих поверхно¬
стей к бетону происходит с помощью тепловых щитов.
Прщ;^.Гимш!л ч.и’ктрпмзгщтгпы ноли (чиЛигци»*/-
ный прогрев) осуществляется передачей теплоты от разо¬
гревающихся стальных элементов опалубки или формы,
арматуры и закладных частей. Этот метод не нашел ши¬
рокого применения из-за сравнительно низкого КПД ус¬
тановок и трудоемкости монтажа и демонтажа индук¬
тора.
При индукционном прогреве используется магнитная
составляющая переменного электромагнитного поля,
энергия которой образуется в арматуре или стальной
опалубке (форме) и передается За счет теплопроводно¬
сти бетону. Тепловую обработку изделий производят в
индукционных камерах. Отформованные изделия в сталь¬
ных формах помещают в переменное магнитное поле,
создаваемое индукционной обмоткой камеры. При этом
в ферромагнитном металле и в замкнутых контурах ар¬
матуры и формы индуцируются вихревые токи и идет
процесс выделения теплоты. В таких камерах целесооб¬
разна электротермообработка сильно армированных же¬
лезобетонных изделий, для которых применение других
способов нерационально.
Для тепловой обработки изделий из легких бетонов
могут быть применены электроиндукционные установки
с теплоизлучающими поверхностями. Такие установки
выполняют в виде металлических сварных камер перио¬
дического или непрерывного действия. По наружному пе¬
риметру камеры навивается индукционная обмотка из
токопроводящих шин в жаростойкой изоляции. Поверх
обмотки располагают металлический экран из листовой
стали. В таких камерах при пропускании через обмотку
электрического тока вихревые токи, возникающие в
стенках камеры, разогревают их до 200—300 °С.
— 536 -
\
§ 7. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ТЕПЛОВОЙ ОБРАБОТКИ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Автоматизация процессов тепловой обработки изде-
ий имеет целью обеспечить заданный тепловлажност-
ый режим твердения бетона для получения продукции
требуемым комплексом свойств. На заводах сборного
елезобетона используют дистанционный и местный ав-
жатический контроль основных параметров тепловой
эработки и автоматическое управление с программным
егулированием температурного режима.
Разработаны и применяются полуавтоматические и
соматические системы управления установками уско-
;нного твердения бетона. При полуавтоматическом регу-
дровании паровоздушная среда нагревается до задан-
>й температуры, однако характер изменения нагрева
>еды не задается и может изменяться в широких преде-
ах. Для осуществления полуавтоматического регулиро-
ания установок периодического действия в системе па-
эснабжения устанавливают диафрагмы и регуляторы
жпературы. При достижении изотермической выдерж-
а регуляторы автоматически поддерживают требуемую
жпературу. При этом методе пар в период нагрева по-
ается без учета начальной температуры камер.
Для автоматического регулирования режима тепло-
)й обработки изделий применяются системы, в которых
егулируется либо температура теплоносителя (в ямных
амерах), либо температура конденсата (в кассетных ус-
ановках, термоформах).
Автоматическое регулирование в ямных камерах осу-
1ествляется обычно с использованием программных ре-
^ляторов температуры ПРТЭ-2М (рис. 17.21) или
РП-61. Некоторые основные параметры регулятора
[РТЭ-2М: пределы изменения температуры 0—100°С;
эчность измерения температуры от верхнего предела
[калы ±2,5 %; чувствительность — не менее 0,5 °С; мак-
ямальная продолжительность регулирования 24 ч, по-
ребляемая мощность 30 Вт. Регулятор имеет свой за-
атчик — копир, вырезаемый в соответствии с желаемым
рафиком температурного режима. Изделия обрабаты-
ают паром при определенном давлении с целью поддер¬
жания пара в требуемых пределах. На общей паровой
агистрали устанавливают регулирующий клапан пря-
юго действия. Для введения поправки в продолжитель¬
— 537 —
Пар
i
Рис. 17.21. Принципиальная схема системы автоматики с программным регу¬
лятором температуры ПРТЭ-2М
/ — регулирующий орган; 2 — программный регулятор; 3 — автоматический
уравновешенный мост; 4 — датчики; 5 — регулятор давления
ность процесса тепловлажностной обработки на время
нарушения нормального парового режима устанавлива¬
ют сигнализатор. При падении давления сигнализатор
отключает электропитание регулятора, вместе с тем
включается датчик (счетчик) времени простоя камер.
Режим изменения температуры в каждой ямной пропа¬
рочной камере записывается на диаграмме электронно¬
го моста. Для учета общего потребления пара блоком
ямных камер предназначен специальный комплект при¬
боров.
При автоматизации ямных камер основным регули¬
рующим органом является вентиль с электромагнитным
приводом. Программный регулятор обеспечивает сраба¬
тывание вентиля при отклонении регулируемой темпера¬
туры более чем на 2—2,5°С от величины, предусмотрен¬
ной программой тепловой обработки изделий. Для ре¬
гулирования процесса охлаждения камеры оборудуют
принудительной вентиляцией. Через специальные отвер¬
стия, закрытые при подъеме температуры и изотермичес¬
ком прогреве и открытые при остывании, воздух проса¬
сывается вентилятором через камеру и удаляется в ат¬
мосферу. Для автоматизации процесса принудительной
вентиляции ямные камеры оснащают водяными эжектор¬
ными затворами. После окончания изотермической вы-
— 538 —
ержки программный регулятор посылает импульсы для
одачи пара к эжекторам затворов и на реле времени.
1ачинается проветривание камеры, одновременно ох-
аждаются находящиеся в ней изделия.
Автоматизация процесса тепловой обработки изде-
ий в ямных камерах позволяет существенно снизить
лительность пропарки и примерно на 40 % уменьшить
асход пара. При этом улучшаются условия труда и по-
ышается производительность.
При автоматизации режима работы кассетных уста-
овок важное значение имеет устранение температур-
ых перепадов, которые в различных точках по длине и
ысоте изделий в период подъема температуры достига¬
ет 35 °С. С этой целью кассетные установки оснащают
жекторами. Эжектор устанавливают перед коллектором
аспределения пара по тепловым отсекам. При подаче
ара в камере всасывания эжектора образуется разре¬
шение, в результате происходит отсос воздуха и паро-
оздушной смеси. Отсасываемая смесь поступает в ка¬
юру эжектора, где смешивается со свежим паром, пони¬
жая его температуру. Полученная паровоздушная смесь
одается через коллектор подачи пара в перфорирован-
ые трубы, проходящие внутри отсеков. Благодаря уси-
енной циркуляции температура паровоздушной смеси
о плоскости рубашек кассеты выравнивается. Разброс
емпературы по всей площади кассет, оборудованных
жекторами, не превышает 10 °С; сокращается цикл теп-
овой обработки и расход пара, повышается равно-
рочность в различных точках изделий.
Основой схемы автоматического регулирования тем-
ературы кассетных установок, как и ямных камер, яв-
яются электронные регуляторы температур. Для стаби-
изации давления пара общий трубопровод обычно за-
ольцовывают. При падении давления в паропроводе
рабатывает специальный сигнализатор. Окончание цик-
а работы кассетной установки оповещается световой
игнализацией.
Регулирование режима тепловой обработки изделий
вертикальных камерах достигается путем изменения
оличества пара, подаваемого в верхнюю часть камер,
емпература измеряется и автоматически записывается
нескольких точках по высоте камеры.
Регулирование режима тепловой обработки изделий
термоформах достигается с помощью термометров со¬
— 539 —
противления, устанавливаемых в клапан для отвода кон¬
денсата. При достижении заданной температуры импульс
от термометра сопротивления поступает на пневмати¬
ческую распределительную станцию, а затем на испол¬
нительный механизм — пневматический цилиндр, кото¬
рый в свою очередь воздействует на клапан подачи пара.
Система автоматического управления тепловым про¬
цессом в автоклавах обеспечивает программное регули¬
рование процесса по давлению или температуре, изме¬
рение и запись контролируемых параметров, блокировку
подачи теплоносителя в зависимости от состояния кры¬
шек автоклава, повторное использование отработанного
пара, светозвуковую технологическую и аварийную сиг¬
нализацию. Программное регулирование теплового про¬
цесса по давлению основано на преобразовании показа¬
ния манометра в электрический сигнал постоянного
тока, который подается на вход регулятора. После загруз¬
ки автоклава, закрытия крышек срабатывают блокиро¬
вочные устройства и начинается процесс запарки. Если
давление в линии перепускного пара больше, чем в ав¬
токлаве, то пар поступает из этой линии до тех пор, по¬
ка разница давлений не достигнет 0,18—0,2 МПа. При
такой разнице переключаются исполнительные механиз¬
мы, управляемые регулятором на подачу теплоносителя
из линии острого пара. Пар, выпущенный из автоклава,
поступает в перепускную линию до достижения указан¬
ной выше разницы давлений, после чего пар выпускает¬
ся в атмосферу. Светозвуковая технологическая и ава¬
рийная сигнализация отражает положение регулирую¬
щих и запорных органов, крышек автоклавов, недопусти¬
мое отклонение регулируемого параметра от заданного.
§ 8. ПУТИ СНИЖЕНИЯ РАСХОДА ТЕПЛОВОЙ ЭНЕРГИИ
В ПРОИЗВОДСТВЕ СБОРНОГО ЖЕЛЕЗОБЕТОНА
Производство сборного железобетона относится к
числу наиболее энергоемких отраслей промышленности
строительных материалов. На производство сборного
железобетона расходуется ежегодно 12 млн. т уел. топли¬
ва. Это составляет значительную долю топливно-энерге¬
тических ресурсов, расходуемых промышленностью стро¬
ительных материалов и строительством нашей страны.
В среднем на 1 м3 сборного железобетона расходуется
около 2000 кДж, или более 90 кг уел. топлива, что поч-
— 540 —
и в 2 раза превышает расчетные энергозатраты. На до¬
га тепловой энергии приходится около 90 %, а электри-
еской 10 % всех используемых энергоресурсов. По
анным НИИЖБ, относительные затраты энергоресур-
эв по переделам заводского производства сборных же-
зобетонных изделий распределяются следующим об-
азом, %: основное производство со складом готовой
родукции — 68,2—72,5; бетоносмесительный цех со скла-
ами заполнителей, цемента и добавок — 0,47,—0,62;
рматурный цех со складом металла—1,35—3,9; ре-
онтная служба со всеми подразделениями — 2,3—3,1;
бщезаводские службы (отопление и вентиляция, горя-
ее водоснабжение, компрессорная и др.) — 26,68—
9,88.
В теплоэнергетическом балансе заводов сборного же-
езобетона до 70 % теплоты идет на тепловую обработ-
у изделий, что составляет около 1,5 тыс. кДж/м3 желе-
эбетона. Теоретически на разогрев 1 м3 бетона вместе
металлом форм и неизбежными потерями, а также до-
олнительными затратами теплоты на подогрев заполни-
елей и т. д. должно расходоваться около 1 тыс. кДж/м3.
1о 85 % годового выпуска сборного железобетона в на-
iefi стране идет на пропарочные камеры, коэффициент
олезного использования тепловой энергии которых сос-
авляет примерно 28 %.
Основные причины значительного перерасхода теп-
оты — неудовлетворительное состояние пропарочных
амер, тепловых сетей, запорной арматуры и средств
онтроля расхода пара. В результате имеют место зна-
ительные утечки пара. Теплота теряется также из-за
тсутствия изоляции горячих поверхностей, необосно-
анного увеличения длительности тепловой обработки и
емпературы пропаривания.
Несовершенство пропарочных камер также является
ричиной перерасхода ежегодно 25—30 млн. т пара, или
коло 4 млн. т топлива. Наибольшая доля непроизводи-
ельных тепловых потерь в ямных камерах падает на
стывание бетонного корпуса при перерывах между цик-
!ами пропаривания, в щелевых камерах на теплопере-
,ачу ограждениями в процессе тепловой обработки.
} результате существенных колебаний теплопроводности
яжелого бетона в зависимости от свойств крупного за-
юлнителя непроизводительные потери теплоты часто в
,5 раза превышают расчетные.
— 541 —
Таблица 17.8. Технико-экономические показатели ограждений
пропарочных камер
Ограждения
Показатели
из керамзи-
тобетоиа
из тяжелого бе¬
тона с утепле¬
нием и гидро¬
изоляцией
Нормативный расход пара, т/м3
0,19
0,3
То же, с утеплением стенок камеры,
т/м3
0.114
Экономия пара, т/м3
0,11
0,186
Капитальные затраты на реконструк¬
цию, руб.
—
4210
Годовая экономия пара, т
540
900
Капитальные затраты на 1 м3 бетона
—
0,88
Расход материала на гидроизоля¬
цию, т
—
6,8
Удельный расход металла на 1 м3 бе¬
тона, кг
1,4
Экономическая эффективность, руб.
1820
2400
Снижение расхода энергии
1,55
2,6
КПД камеры
53
88
Снижение непроизводительных потерь теплоты до¬
стигается повышением теплового сопротивления пропа¬
рочных камер и снижением тепловой емкости огражде¬
ний с помощью различных теплоизоляционных материа¬
лов и применения легких бетонов.
В табл. 17.8 приведены технико-экономические пока¬
затели ограждений пропарочных камер (применительно
к типовой трехсекционной ямной камере с внутренним
объемом 183 м3 и годовой производительностью 4810 м).
Типовой проект пропарочных камер со стенами, име¬
ющими внутренний теплоизоляционный слой, предусмат¬
ривает расход тепловой энергии не более 0,3 тыс. кДж/м3.
Имеется положительный опыт эксплуатации пропароч¬
ных камер, ограждения и днище которых выполнены с
воздушной прослойкой. В табл. 17.9 приведены технико¬
экономические показатели новых типовых пропарочных
камер. Расход тепловой энергии новых эффективных про¬
парочных камер, разработанных ВНИИЖелезобетоном и
Гипростроймашем, составляют 0,17—0,41 тыс. кДж/м3.
При полной замене и реконструкции всех действую¬
щих в стране ямных пропарочных камер экономия топлн-
— 542 —
Таблица 17.9. Технико-экономические показатели типовых
пропарочных камер
Камера
Стомость строи¬
тельно-монтаж¬
ных работ,
руб/м3
Расход стали,
кг/м3
Расход бетона,
м3/м2
Расход цемента,
кг/м2
Эканомия на
камеру,
тыс. руб/год
1о типовому проекту
Ю9-10-38
28,9
26,4
0,33
108
—
2 ограждениями из мо-
юлитного керамзитобе-
гона
28,2
25,7
0,2
65
1,31
D ограждениями из сбор-
юго керамзитобетона
28,4
25,7
0,18
59
1,3
Z ограждениями из сбор-
юго железобетона с теп-
юизоляцией и металли-
юской гидроизоляцией
45,2
47,8
0,19
62
2,11
за может достичь около 3 млн. т, а экономия капитало-
зложений — 340 млн. руб.
Снижению тепловых потерь в пропарочных камерах
<роме реконструкции ограждений способствуют также
гакие мероприятия, как организация системы контроля
я учета расхода теплоты; повышение тепловой устойчиво¬
сти систем теплоснабжения камер, усиление паронепро-
вицаемости распределительных сетей и теплоиспользу¬
ющих установок, регулирование параметров теплоноси¬
теля с помощью средств автоматизации, повышение
коэффициента заполнения камер.
Более экономичны по сравнению с ямными вертикаль¬
ные, туннельные, щелевые, малонапорные камеры. В по¬
следних, например, расход пара на 30—40 % ниже, чем
в ямных.
Большое значение имеет совершенствование спосо¬
бов подачи пара в пропарочные камеры и кассетно-фор¬
мовочные установки. Пониженным расходом теплоты
характеризуются пропарочные камеры испарительно-кон-
ценсационного типа с инжекторным способом подачи
пара, насосами-кондиционерами и др. Налажено произ¬
водство кассет с паровыми рубашками, создающими при¬
нудительно-направленное движение пара по всему объ¬
ему, что резко повышает скорость его перемещения и
теплоотдачу.
- 5-13 —
Наряду с уменьшением теплопотерь важнейшее зна¬
чение для экономии топливно-энергетических ресурсов
приобретает на современном этапе производство сбор¬
ного железобетона, развитие энергосберегающих техно¬
логий: применение высокопрочных и быстротвердеющих
цементов, введение химических добавок, снижение тем¬
пературы и продолжительности нагрева, нагрев бетона
электричеством и в среде продуктов сгорания природно¬
го газа, применение безобогревных методов и т. д.
Ускорения пропаривания необходимо достигать мето¬
дами, не ведущими к перерасходу цемента, — введением
ускорителей твердения, формованием из горячих смесей,
двухстадийной тепловой обработкой, использованием эф¬
фекта последующего за пропариванием нарастания проч¬
ности и др.
Применение горячих смесей с температурой нагрева
65—70°С позволяет при изготовлении массивных изде¬
лий ускорить тепловую обработку на 2,5—3,5 ч. С по¬
мощью электроразогрева бетонная смесь в течение не¬
скольких минут нагревается до требуемой температуры и
укладывается в формы. Время между окончанием разо¬
грева смеси и укладкой для предотвращения потери ее
пластичности не должно быть более 10—15 мин. Возмож¬
ное сокращение длительности тепловой обработки в ка¬
мерах или кассетах за счет учета последующего дозре¬
вания изделий достигает 3 ч и более. Благоприятное
влияние при этом оказывает замедленное остывание из¬
делий в штабелях.
Возможность существенного сокращения продолжи¬
тельности тепловой обработки изделий и улучшения их з
качества доказана при совмещении интенсивных механи- in
ческих и тепловых воздействий на бетон (динамотерми-
ческая обработка). При такой обработке деструктивные
изменения, развиваемые при быстром разогреве бетон¬
ной смеси, в значительной мере устраняются механичес¬
ким уплотняющим воздействием, отпадает необходи¬
мость в предварительной выдержке смеси, а период подъ¬
ема ее температуры сводится к минимуму.
Приложение в определенный период механических
воздействий способствует направленному структурооб- ц
разованию бетона и улучшению его свойств. Механичес- з
кое давление на твердеющую бетонную смесь может соз- II
даваться использованием специального пригруза или g
жесткой крышки форм, пакетированием форм, избыточ- зд
— 544 —
,im давлением пара в пропарочной камере. Интенсив-
1сть пригруза рекомендуется принимать 10—70 г/см2,
о данным ВНИИЖелезобетона, при форсированном
■жиме тепловой обработки под пригрузом отпускную
ючность, достигающую 70 % проектной, можно полу-
[ть на 3—6 ч быстрее, т. е. до 1,5—2 раз сократить цикл
пловой обработки и во столько же раз увеличить обо-
шиваемость форм. Создание избыточного давления в
шерах до 0,06 МПа позволяет достичь требуемой тем-
фатуры за 1 ч, а общее время пропаривания уменьшить
> 5 ч.
Ускорению тепловой обработки способствуют спосо-
л формования, обеспечивающие применение более жест-
IX смесей, интенсивное твердение и повышение плотно-
и бетона. Так, формование вибропротяжкой вместо уп-
>тнения на виброплощадке в результате применения
яесей с жесткостью 50—80 с при неизменном расходе
;мента ускоряет тепловую обработку до 9 ч вместо 12—
5 ч. При безвибрационном роликовом формовании тро-
гарных плит из песчаного бетона длительность пропа¬
ивания составляет всего 4—5 ч.
Ускорение тепловой обработки без дополнительных
ер достигается при изготовлении конструкций из высо-
эпрочных бетонов. Длительность тепловой обработки
етонов марок М 600 — М 800 можно снизить с 13 до 9—
D ч без перерасхода цемента. При пропаривании в тече-
ие 9 ч оборачиваемость ямных камер увеличивается на
5—45 %. При изготовлении колонн из высокопрочных
етонов на стендах можно сократить время пропарива-
ия с 15 до 7 ч и довести оборачиваемость стендов до
,5 ч в сутки.
Наибольший эффект ускорения тепловой обработки
олучают при трехсменной работе формовочных линий,
ак правило, в условиях конвейерного производства.
Перспективным направлением снижения энергоемко-
ги сборного железобетона являются применение низко-
емпературных режимов тепловой обработки и учет теп-
оты гидратации цемента в процессе прогрева изделий,
еплота, выделяемая при твердении цемента, только за
ервые 3—4 ч тепловой обработки составляет около 20 %
сей теплоты, расходуемой на нагрев изделий.
При традиционных режимах тепловой обработки бе-
она роль тепловыделения незначительна, так как основ-
ая доля теплоты гидратации проявляется на стадии изо¬
5—845
— 545 —
термического выдерживания. Наибольшие возможности
для учета экзотермии бетона создают мягкие режимы
прогрева, когда создаются условия для интенсивной
гидратации цемента при возрастающем участии собст¬
венного энергетического потенциала твердеющего бето¬
на. При этом возможно на 40—60 % снизить расход под¬
водимой энергии в период наибольшей энергоемкой ста¬
дии тепловой обработки. Кроме того, при мягких режи¬
мах тепловой обработки снижаются мощности теплового
оборудования, отсутствуют пиковые нагрузки.
В ряде случаев можно ограничиться разогревом бе¬
тона в течение 5—6 ч до 60—70°С с последующим тер¬
мосным остыванием и получить необходимую отпускную
прочность после выдерживания в разогретой камере без
подачи пара. Такие режимы вполне возможны, учитывая
объективно сложившуюся на предприятиях практику за¬
грузки и разгрузки пропарочных камер при одном их обо¬
роте в сутки.
Эффективной технологией ускоренного твердения
плоских плит является бескамерный способ, основанный
на создании искусственного массива бетона пакетирова*
нием. Этот способ в сочетании с электрообогревом низ¬
котемпературными нагревателями позволяет увеличить
производительность линии и резко снизить непроизводи¬
тельные затраты теплоты.
УкрНИИГиМом разработана технология изготовле¬
ния тонкостенных плит в греющих пакетах, внедрение ко¬
торых позволяет снизить затраты энергии на тепловую
обработку в 2,6 раза. По этой технологии на одном под¬
доне изготовляют несколько плит, разделенных между
собой тонкими металлическими прокладками, и к ним
крепят плоские сетчатые нагреватели. Создание искусст¬
венного массива бетона предопределяет максимальное
использование теплоты гидратации цемента на нагрев
бетона и ускорение его твердения, применение метода
активного термоса. При контактной теплопередаче от
электронагревателей почти вся подводимая тепловая
энергия используется на нагрев бетона. Аналогичный
эффект получен при использовании электронагревателей
из углеграфитовой ткани при производстве панелей в
кассетных установках, где расход энергии сокращается
в 5 раз по сравнению с существующими нормами.
Основной вид теплоносителя при тепловой обработ¬
ке бетона — насыщенный водяной пар. Главный его не-
— 546 —
.остаток — низкий КПД (0,05—0,2 в тепловых усганов-
ах). Работы последних лет показывают эффективность
ряде случаев беспаровых методов тепловой обработки.
При тепловой обработке бетона в условиях кондук-
ивного прогрева (в кассетах и термоформах с закрыты-
in поверхностями) можно применять любые теплоноси-
ели, обеспечивающие получение требуемой температу-
ы, например, продукты сгорания природного газа,
ысокотемпературные органические теплоносители, элект-
ическая энергия. При использовании в качестве тепло-
юсителей продуктов сгорания природного газа на 1 м3
ютона расходуется 10—20 м3, а насыщенного пара 70—
02 м3. Тепловая обработка изделий в среде продуктов
горания может осуществляться в обычных камерах, обо-
|удованных теплогенераторами, с соблюдением специ¬
альных режимов, снижающих потери влаги бетоном.
В качестве высокотемпературных органических теп-
юносителей применяют минеральные масла и другие ор-
анические вещества, не вызывающие коррозию металла
[юрм и имеющие достаточно высокую температуру
1СПЫШКИ.
Применение высокотемпературных теплоносителей,
юточником которых является электрическая энергия, да-
■т возможность сократить продолжительность тепловой
«бработки, увеличить КПД тепловых установок, улуч-
иить санитарно-гигиенические условия труда рабочих,
ттоматизировать технологический процесс. По данным
-ШИЖБ, расход электроэнергии при обычном электро-
фогреве бетона не превышает 80—100 кВт-ч/м3, а при
форсированном — 40—50 кВт-ч/м3. Разработаны разно-
>бразные методы прогрева с использованием электро-
•нергии, отличающиеся экономичностью и удобством ре-
’улирования и управления процессом. Среди наиболее
гоступных электронагревателей из черных металлов
шиболее предпочтительны уголково- и трубчато-стерж-
щвые. Малая масса и низкий расход электроэнергии ха¬
рактерны для неметаллических тканевых нагревателей.
Гермообработка бетона с применением высокотемпера-
гурных теплоносителей позволяет экономить более
I руб. на 1 м3 готовых изделий.
В южных районах нашей страны, характеризующихся
штенсивной солнечной радиацией, удельные затраты
шергии на ускорение твердения бетона можно сущест-
5енно снизить, используя солнечную энергию. Возможны
35*
— 547 —
следующие методы применения солнечной энергии: пря¬
мой нагрев бетонной смеси солнечной радиацией под
покрытиями из полимерных пленок, преобразование сол¬
нечной энергии в тепловую в гелиотехнических устрой¬
ствах, аккумулирование энергии солнечной радиации в
различных энергоемких материалах, комбинированное
тепловое воздействие на бетон, например предваритель¬
ный паро- или электроразогрев бетонной смеси и после¬
дующее изотермическое выдерживание твердеющего
бетона под влиянием теплоты окружающего его прост¬
ранства. Практический интерес представляют низкопо¬
тенциальные энергетические установки — гелиокамеры, в
которых посредством преобразований солнечной энергии
в тепловую можно получить температуру до 1000 °С.
В масштабах народного хозяйства при производстве
сборного железобетона экономию топливно-энергетичес¬
ких ресурсов обеспечивают не только мероприятия, свя¬
занные непосредственно со снижением энергозатрат на
тепловую обработку и другие технологические пределы,
но и общезаводские службы.
Не меньшее значение имеют все меры, направленные
на экономию цемента — наиболее энергоемкого компо¬
нента бетона, на производство 1 т которого расходуется
более 200 кг уел. топлива.
ГЛАВА 18. ПРОИЗВОДСТВО ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИИ
Рост производства сборного железобетона вызывает¬
ся непрерывным расширением объемов капитального
строительства в СССР.
В связи с этим перед строителями и работниками
промышленности строительных материалов поставлена
задача совершенствования технологии производства же¬
лезобетонных изделий и конструкций.
Промышленность сборного железобетона в настоящее
время изготовляет почти целиком перекрытия для про¬
мышленных, гражданских и жилых зданий, более 30 %
стен зданий и сооружений, более 30 % фундаментов зда¬
ний, более 60 % каркасов промышленных зданий.
Расход сборного железобетона за последние годы в
жилищном, гражданском и промышленном строительст¬
— 548 —
ве быстро растет за счет увеличения удельного веса пол¬
носборных домов.
В нашей стране разработана система унификации
объемно-планировочных решений промышленных зда¬
ний, сооружений и объектов жилищно-гражданского
строительства. Изданы общесоюзные каталоги бетонных
и железобетонных изделий для промышленного и про¬
мышленно-гражданского строительства. Унифицирован¬
ные изделия составляют около 80 % общего объема же¬
лезобетона.
Основным направлением развития сборных железобе¬
тонных конструкций являются снижение материалоемко¬
сти и металлоемкости изделий и конструкций, повыше¬
ние степени заводской готовности, снижение энергетиче¬
ских затрат.
§ 1. ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА И ПРОДУКЦИИ
ПРЕДПРИЯТИИ СБОРНОГО ЖЕЛЕЗОБЕТОНА
Выбор метода изготовления различных изделий и
конструкций зависит от номенклатуры, технологических
особенностей каждого метода и объема производства.
При этом решающее значение имеют технико-экономи¬
ческие показатели производства конкретных изделий тем
или иным методом.
Номенклатура железобетонных изделий составляет
сотни наименований. Важнейшим условием экономич¬
ного производства является максимальное сокращение
их типов.
Железобетонные конструкции, как указано выше,
классифицируют: по области применения — для про¬
мышленного, жилищно-гражданского и других видов
строительства; по назначению в зданиях и сооружени¬
ях — на элементы фундаментов, перекрытий, стен и т. п.;
по геометрической форме — на линейные, плитные, блоч¬
ные, решетчатые и др., по форме и структуре поперечно¬
го сечения — на сплошные, пустотные, ребристые, слоис¬
тые, массивные и др.; по характеру армирования — на
бетонные (неармированные) и железобетонные (с обыч¬
ной или предварительно напряженной арматурой); по
виду бетона — из тяжелого, легкого, ячеистого.
Однотипные изделия различают по типоразмерам,
если конструкции и размеры различны, а также по мар¬
кам, если изделия одного типоразмера имеют различные
— 549 —
w
армирование, закладные детали или технологические от¬
верстия.
Выбор технологии изготовления определяется формой
изделий, их габаритами и массой, видом бетона и при¬
нятым армированием.
Оптимальная мощность, обеспечивающая лучшую
рентабельность предприятия, определяется капиталовло¬
жениями, себестоимостью продукции и транспортными
расходами. С увеличением мощности предприятия в
2 раза удельные капитальные вложения уменьшаются на
15—20 %, а себестоимость сборного железобетона сни¬
жается на 5—8 %.
Заводы железобетонных изделий, рассчитанные на
выпуск комплектной продукции для определенного вида
строительства (жилищное, промышленное), имеют не¬
сколько технологических линий, на которых готовят оп¬
ределенный вид изделий с применением наиболее эконо¬
мичного метода производства.
В промышленности сборного железобетона в зависи¬
мости от номенклатуры и вида изготовляемой продукции
различают следующие типы предприятий: специализиро¬
ванные— домостроительные комбинаты (ДСК); заводы
и цехи крупнопанельного домостроения (КПД); заводы
объемно-блочного домостроения (ОВД); завоцострои-
тельные комбинаты (ЗСК); сельские строительные ком¬
бинаты (ССК); узкоспециализированные заводы и цехи
по производству труб, шпал, опор ЛЭП и других изделий
специального назначения; универсальные заводы желе¬
зобетонных изделий; комбинаты промышленных пред¬
приятий; полигоны железобетонных изделий.
Специализированные предприятия (комбицаты и за¬
воды) выпускают серийные комплекты изделий и конст¬
рукций для монтажа типовых зданий и сооружений. От¬
дельные технологические линии таких предприятий име¬
ют подетальную специализацию.
Домостроительные комбинаты выпускают комплекты
изделий и конструкций для различных типов жилых до¬
мов — панели наружных и внутренних стен, плиты пе¬
рекрытий и покрытий, санитарно-технические кабины,
лестничные марши и доборные элементы, а также произ¬
водят их монтаж. Конечная продукция ДСК — готовый
дом.
В нашей стране накоплен опыт крупнопанельного до¬
мостроения и разработаны типовые проекты комбинатов
— 550 -
Рис. 18.1. Схема домостроительного комбината
1 — пролет с кассетными установками для изготовления плит перекрытий;
2 — то оке, панелей внутренних стен; 3 — пролет с установками для производ¬
ства санитарно-технических кабин, тюбингов лифтовых шахт, 4 — пролет с
горизонтально замкнутым конвейером изготовления наружных стеновых па¬
нелей, 5 — пролет с горизонтально замкнутым конвейером изготовления эле¬
ментов добора (лестницы, кровля, балконы и т.п ), 6 — арматурный цех;
7 — бетоносмесительный узел
мощностью на 100—140 тыс. м2 жилой площади в год,
которые рассчитаны на изготовление нескольких типов
9—16-этажных домов. На рис. 18.1 представлена схема
домостроительного комбината, который размещен в ше-
сти унифицированных пролетах длиной 144 м. Первый—
пятый пролеты предназначены для производства различ¬
ных изделий, в шестом расположен арматурный цех.
Заводы объемно-блочного домостроения изготовляют
объемные железобетонные элементы для строительства
жилых и общественных зданий. Заводостроительные
комбинаты производят сборные железобетонные конст¬
рукции унифицированной номенклатуры для промыш¬
ленных зданий: фермы, подкрановые балки, колонны,
стеновые и кровельные панели и др. Мощность таких
предприятий составляет до 200 тыс. м3 сборного железо¬
бетона в год.
Сельские строительные комбинаты (рис. 18.2) изго¬
товляют конструкции для строительства животноводче¬
ских комплексов, производственных помещений, зерно¬
хранилищ, силосохранилищ, культурно-бытовых и жи¬
лищных объектов в сельской местности.
Узкоспециализированные заводы железобетонных
конструкций рассчитаны на массовый выпуск стандарт¬
ных изделий ограниченной номенклатуры конструктивно
— 551 —
г
Рис. 18 2. План главного, корпуса сельского строительного комбината произ¬
водительностью 75 тыс. м3 в год
/ — бункер раздаточный СМЖ-2А, 2 — устройство для открывания бортов
СМЖ-3002А, 3 — кантователь СМЖ-3001; 4 — устройство для закрывания бор¬
тов СМЖ-3004А; 5 — бетоноукладчик СМЖ-166А; б — виброплощадка СМЖ-
280; 7 — рельсы подъемные СМЖ-255; 8 — бетоноукладчик СМЖ-3507; 9 — те¬
лежка передаточная 269312; 10 — ленточный конвейер; 11 — привод конвейер¬
ной линии, 12 - механизм закрывания камеры 2693/3; 13 — виброплощадка
СМ Ж-200А; 14 — самоходный портал; 15 — бетоноукладчик СМЖ-160; 16 —
установка для электронагрева стержней СМЖ-129; 17 — машина шпатлевоч-
ная СМЖ-3232; 18 — каретка с пустотообразователями; 19 — бетоноукладчик
СМЖ-166А: 20 — установка для формования элементов решетчатого пола; 21 —
пятипостовая линия для производства плит покрытий и добора изделий;
22 — формы для вентиляционных блоков; 23 — индивидуальные формы для
производства перегородок боксов; 24 — ремонтно-механические мастерские
и технологически однородных изделий. К таким заво¬
дам относятся заводы железобетонных шпал, ЛЭП, тю¬
бингов, метро и шахтной крепи, напорных железобетон¬
ных труб и т. п. На этих заводах изделия производят с
применением высокопроизводительного технологическо¬
го оборудования и высококачественных материалов. Бо¬
лее экономичны предприятия мощностью более 50 тыс.
м3 изделий в год.
Универсальные заводы и полигоны выпускают раз¬
личные изделия широкой номенклатуры. Такие заводы
оснащены малой механизацией, на них специализирован¬
ного оборудования меньше, чем на узкоспециализиро¬
ванных предприятиях. Необходимость переналадки обо¬
рудования на выпуск различных изделий уменьшает
производительность предприятия.
— 552 —
Для размещения всех видов производства сборного
селезобетона принят унифицированный пролет (УТП-1)
линой 144 м и шириной 18 м при высоте подкрановых
утей 7,85 и 8,15 м.
§ 2. ВЫБОР ТЕХНОЛОГИЧЕСКИХ ЛИНИИ
Типы линий и их число выбирают в зависимости от
аданной номенклатуры изделий и мощности предприя-
ия или цеха. Выбор технологических линий и оборудо-
ания начинается с анализа степени совместимости кон-
труктивных и технологических параметров изделий в
троцессе их формования и твердения.
Для большинства железобетонных изделий учитыва¬
ет следующие параметры: вид и марку бетона, форму
зделий и характер сечения, геометрические размеры и
юпустимые отклонения от них, вид армирования, насы¬
щенность арматурой и закладными деталями, массу из¬
делий, чистоту поверхности. По этим показателям про-
13водят объединение изделий в группы, равные по годо-
юй производительности технологических линий, номен
слатура которых обеспечивает максимальную совмести-
лость операций при формовании и тепловой обработке.
Процесс объединения в группы заключается в выборе
юновных технологически близких изделий со значи¬
тельным объемом, потребность в которых постоянна.
4исло групп должно быть, как правило, равно числу
технологических линий. Затем к основным изделиям в
'руппы подбирают близкие по характеристикам изделия
гак, чтобы сумма произведений их объемов, умноженная
на операционный коэффициент неравномерности (табл.
18.1) с основными изделиями был наибольший.
Таблица 18.1. Операционные коэффициенты неравномерности
Выполнение операций
Однослойные изде¬
лия несложной
конфигурации
Изделия сложной кон¬
фигурации, многослой¬
ные или офактуренные
Механизированное
1,15/1,1
1,25/1,15
С применением ручного
1,25/1,15
1,35/1,2
труда
Примечание. Перед чертой указаны коэффициенты для опе¬
раций, выполняемых при изготовлении одного вида изделий на спе¬
циализированных постах; после черты — на постах, в которых преду¬
сматриваются операции, необходимые для производства группируе¬
мых изделий разных видов.
— 553 —
f
На основании проведенного анализа получается при¬
вязка технологически однородных групп конструкций к
формовочным линиям предприятий. После этого опреде¬
ляют возможные способы производства и варианты
технологических линий, затем производят их предвари¬
тельную технико-экономическую оценку. На основании
полученных показателей окончательно выбирают линии,
определяют годовую производительность и корректиру¬
ют ранее полученные показатели.
§ 3. АГРЕГАТНЫЙ СПОСОБ ПРОИЗВОДСТВА
1. Организация производства. При агрегатном спосо¬
бе производства изделия формуют на виброплощадке
или на специально оборудованных установках — агрега¬
тах, состоящих из формовочной машины (обычно вибро¬
площадки), машины для распределения бетонной смеси
по форме (бетоноукладчика).
Отформованные изделия в формах мостовым краном
перемещают в камеры тепловой обработки бетона для
твердения.
Завершающая стадия — выдача изделий из камеры и
их распалубка на специальном посту. НпГгтр |-| ноши го¬
товых изделий ОТК их направляют нД" гк-пя л а освобо¬
дившиеся формьГпоДгбтавливают к очередному техноло¬
гическому циклу и возвращают на формовочный пост.
На рис. 18.3 показана общая схема организации агре¬
гатного производства; весь технологический процесс рас¬
членяется на шесть рабочих постов: распалубка и
осмотр изделий, сборка формы; подготовка формы к бе-^
тонированию; укладка арматурного каркаса (или пред¬
варительного напряжения арматуры); заполнение формы
бетонной смесью и уплотнение ее на формовочном посту;
заглаживание верхней формовочной поверхности изде¬
лия или декоративной обработки по сырому бетону;
укладка изделий в камеры тепловой обработки и извле¬
чения изделий из камер-.
Некоторые операции выполняют параллельно, так,
распалубку, осмотр изделий и подготовку форм совме¬
щают по времени с формованием. При расчленении тех¬
нологического процесса и соблюдении единого ритма
возможна поточная организация производства. Для осу¬
ществления непрерывного производства технологическую
линию оборудуют необходимыми транспортными средст¬
вами.
— 554 —
Рис. 18.3. Схема организации агрегатной линии
I —типовая; б —с операционным роликовым конвейером; в — двухветвевая с
1ередаточной телеэ/скои; 1 — распалубка и освобождение формы от изделия;
1 — очистка и смазка формы; 3 — укладка арматурного каркаса или напря-
кенное армирование; 4 — формование изделия; 5 — доводка изделия; 6 — те-
гловая обработка; А — подача арматурных каркасов; Б — подача бетонной
меси, 01 — перемещение формы; Ф-. — перемещение изделия в камеру; —
перемещение изделия из камеры; И — выдача изделия на склад
Для организации агрегатного производства характер¬
но различное развитие процесса, так на типовой схеме
(рис. 18.3, а) показано минимальное расчленение про¬
цесса; на другой схеме (рис. 18.3, б) для передачи форм
: поста на пост применяется пооперационный роликовый
конвейер; двухветвевая схема (рис. 18, в) при соблюде-
ии общего ритма приближается к схеме конвейерного
способа производства.
Продолжительность агрегатной технологической ли¬
нии определяется продолжительностью цикла формова¬
ния изделий (табл. 18.2).
Агрегатный способ получил широкое распространение
и при небольших капитальных затратах он допускает
выполнение широкой номенклатуры изделий. Гибкость
агрегатной технологии путем смены и переналадки обо¬
рудования позволяет производить другие типы изделий;
при относительно несложном технологическом оборудо¬
вании получать высокий съем продукции с 1 м3 пропа¬
рочных камер, значительно уменьшать трудоемк. сть
производства и снижать себестоимость продукции.
К агрегатному способу производства относится фор¬
мование изделий на различных формующих агрегатах,
например, на центрифугах, формующей установке с виб¬
ровкладышами и др.
— 555 —
Таблица 18.2. Максимально допустимая продолжительность
цикла формования, мин на одной виброплощадке
Наименование изделий
Размер виброплощадки, м
3X6 | 2X12
Объем бетона одной формовки, м3
до 1.5
■
ДО 2,5
до 3
до 5
Однослойные несложной кон¬
12
15
22
28
фигурации
Однослойные сложной конфигу¬
15
20
34
40
рации (с ВЫСОКИМИ ТОНКИМИ
ребрами и т. п.)
Многослойные или офактурен¬
30
35
45
52
ные панели
Примечания: 1. При формовании изделий на автоматизиро¬
ванных постах принимается коэффициент 0,8.
2. При формовках, характеристика которых значительно отлича¬
ется от приведенных, продолжительность формования определяется
циклограммой или принимается по времени наиболее загруженного
поста
2. Проектирование агрегатного производства. Техно¬
логические операции последовательно выполняют на
нескольких рабочих постах. Для соблюдения этой по¬
следовательности форму передают от одного поста к
другому с помощью мостового крана, грузоподъемность
которого определяется суммарной массой перемещаемо¬
го изделия, формы и траверсы или автоматического за¬
хвата. Часть операций обычно выполняют одновременно
с другими, например распалубку изделий, осмотр и,под¬
готовку форм осуществляют по времени с формованием
изделия.
На поточно-агрегатных линиях с формовочными пос¬
тами, принятыми в типовых проектах, формы на вибро¬
площадку подают с помощью формоукладчика (табл.
18.3).
В состав технологической линии входят: формовоч¬
ный агрегат с бетоноукладчиком; установки для заготов¬
ки и электрического нагрева или механического натяже¬
ния арматуры (при изготовлении предварительно напря¬
женных изделий); формоукладчик; камеры твердения;
участки распалубки, остывания изделий, их доводки или
отделки, технического контроля; пост чистки и смазки
форм; площадка под текущий запас арматуры, заклад¬
ных деталей, утеплителя, складирования резервных
- 556 —
Таблица 18 3. Технические характеристики формоукладчиков
СМЖ-35А
СМЖ-153
Показатель
для формования
лотков
для формования
изделий размером
до 3X6 м
Тип виброплощадки
СМЖ-181А
СМЖ-200А,
СМЖ-187А
Грузоподъемность, т
10
5
Скорость передвижения, м/мин
10
9
Длина пути, м
9,73
8,33
Высота подъема платформы,
мм
80
80
Мощность электродвигателя,
кВт
4,5
3
Габариты,м
18,ЗЗХ 1,01X
XI,25
15X1,21X1,19
Масса, т
3,38
2,8
форм, их оснастки и текущего ремонта; стенд для испы¬
тания готовых изделий.
Компоновка технологической линии не должна иметь
пересекающиеся или встречные производственные пото¬
ки, число перегрузок подаваемых материалов, особенно
бетонной смеси, изделий и форм; расстояния их транс¬
портирования должны быть минимальными. Если в про¬
лете размещены две технологические линии, то их долж¬
ны обслуживать одни и те же грузоподъемные устрой¬
ства.
Поточно-агрегатный способ соответствует больше
всего условиям мелкосерийного производства на заводах
средней и небольшой мощности. Этот способ предпочти¬
телен для изготовления изделий длиной до 12 м, шири¬
ной до 3 м и высотой до 1 м хотя в отдельных случаях
можно изготовлять изделия и больших размеров. Этот
способ допускает производство широкой номенклатуры
при относительно небольших капиталовложениях.
Годовая производительность линии определяется но¬
менклатурой, режимом формования изделий и продол¬
жительностью работы формовочного поста в сутки, кото¬
рая определяется по формуле
m
Р = 55.2СВ V] ,
i~l
где С — число рабочих дней в году; В — число часов работы фор¬
мовочного поста за 1 сут; tii — число формовок в 1 ч i-ro изделия;
— 557 —
Vi — объем бетона (в плотном теле) в i-той форме; ti — продолжи¬
тельность цикла формования изделий в I-той форме.
Продолжительность цикла формования изделий тех¬
нологической линии определяют по формуле
Т„ = ( + -^ + ^+/„
v„ V
где t — время установки и снятия формы с виброплощадки; h —
длина формуемого изделия; 10 — длина холостого хода бетоноуклад¬
чика после установки формы на виброплощадку; v — рабочая ско¬
рость бетоноукладчика; v0 — скорость холостого хода бетоноуклад¬
чика; п0 — число проходов бетоноукладчика для полного заполне¬
ния формы смесью; t0—продолжительность других несовмещенных
операций формования (разравнивание бетонной смеси, установка
верхней сетки, вибрирование без пригруза и с пригрузом и др.).
Пропускную способность камеры твердения опреде¬
ляют по формуле
П
/7 = 2 CxV.^Cj/ii,
t=i
где Ci'—число оборотов камеры за 1 сут; У г— объем группы одно¬
типных камер; Ki — коэффициент загрузки камер твердения данного
типа; С2 — годовой фонд рабочего времени за 1 сут; «1 — число
групп однотипных камер твердения.
Коэффициент заполнения камер бетоном вычисляют
по равенству или принимают по табл. 18.4:
Kq — пг <7/Уз>
где q — объем одного изделия; п2— число изделий, загружаемых в
камеру; Уз — объем одной камеры.
Средневзвешенный коэффициент заполнения камер
бетоном изделий при выпуске на одной линии разных
типов изделий определяют по формуле
100
ср ах/Koi + O.JК0 г + • • - + ап1 К0п
Таблица 8.4. Средние значения Ко по некоторым изделиям
Значения Ко
для камер
Изделия
специализированных
универсальных
Плиты сплошные, многопустот¬
0,36
0,24
ные, ребристые
Ригели
0,27
0,05
Марши
0,25
0,06
Колонны
0,34
0,12
— 558 —
[
где fli — удельный вес каждой группы изделий в общем выпуске;
Коп — коэффициент заполнения камер бетоном по каждой группе из¬
делий
Цикл оборота камеры вычисляют по равенству
То = /3 + "Т
где /3 — время загрузки изделий в камеру (определяется числом из¬
делий, загружаемых в одну камеру, и продолжительностью цикла
формования ta = Tnn2); tP — продолжительность разгрузки изделий
из камеры; U — продолжительность ускоренного твердения бетона
изделия; to — продолжительность выдерживания изделий до тепло¬
вой обработки, если оно производится в камере.
Съем продукции с 1 м3 объема камеры в 1 сут рас¬
считывают по формуле
R = К0 Кос,
где Кос — коэффициент оборачиваемости камер за 1 сут:
Коб = 24/Г0.
Съем продукции с 1 м3 камер твердения в год опреде¬
ляют по формуле
Ri = Ко КС(5 Bi,
где В1 — расчетный фонд времени работы оборудования за 1 год
при принятом режиме работы цеха. Для различных видов изделий
имеется свое значение Вь оно связано со съемом продукции с 1 м3
камер тепловой обработки в год (табл. 18.5).
Таблица 18 5. Съем продукции с 1 м3 камер за год
для различных изделий
Изделия
Съем про¬
дукции с 1 м3
камеры,
м3/год
Изделия
Съем про¬
дукции с 1 ч3
камеры,
м3/год
Плиты перекрытий и
130—180
Ригели
90—120
покрытий наружные
Колонны
80—100
Наружные однослой¬
90—140
Лестничные марши и
70—90
ные стеновые панели
площадки
из легкого бетона
Перемычки, перего¬
60—80
То же, трехслойные
120—160
родки и настилы
Число форм определяют по уравнению
тз — 6,3 (Кф/Тц) р,
где ТФ — время оборота формы, ч; р — число формовочных агре¬
гатов.
Технологические расчеты для полуконвейерных ли¬
ний производятся по тем же формулам, что и для по¬
точно-агрегатных линий.
— 559 —
г
3. Производство многопустотных настилов. В поточно¬
агрегатной технологии для изготовления многопустотных
панелей, безнапорных труб, колонн, опор линий энерго¬
передач широко применяют формовочные машины с вы¬
движными вкладып!ами различной конструкции. В этих
машинах обычно предусматривают удаление бортосна¬
стки и вкладышей после формования.
Отечественная промышленность выпускает формо¬
вочные машины для многопустотных панелей с размера¬
ми в плане 6260X1990 мм и высотой 220 мм, с напря¬
женной или обычной каркасной арматурой. Комплект
сменных вибровкладышей позволяет формовать панели
разной ширины с круглыми пустотами.
В установку для изготовления многопустотных пане¬
лей агрегатно-поточным методом входят: формовочная
машина с вибровкладышами, бетоноукладчик, вибропри-
грузочный щит и формоукладчик. Изделия формуют на
поддонах; бортовая оснастка удаляется сразу же после
формования. Продольные борта передвигаются вместе
с вибровкладышами, а поперечные откладываются на
шарнирах посредством рычагов, связанных с кареткой
формовочной машины.
Вибропригрузочный щит используют при формова¬
нии пустотных панелей с жесткостью смеси 30—60 с.
Крупность щебня во избежание заклинивания применя¬
ют не более 20 мм.
Технологический процесс осуществляется по следу¬
ющей схеме. Поддон с напряженной арматурой, уста¬
новленный автоматическим захватом на тележку с подъ¬
емной платформой, перемещается к формовочному посту
и устанавливается между упорами формовочной плат¬
формы. Каретка с вибровкладышами и продольными
бортами надвигается на поддон, одновременно на него
опускаются поперечные борта. В форму укладывают
верхнюю арматурную сетку с приваренными к ней вер¬
тикальными каркасами и петлями.
Бетоноукладчик перемещается вдоль поста и в фор¬
му подает примерно половину объема бетонной смеси с
одновременным уплотнением ее вибровкладышами; по¬
вторным проходом укладывается остальная часть бетон¬
ной смеси, одновременно опускают вибропригрузочный
щит и снова включают вибровкладыши. Затем извлека¬
ют вибровкладыши, удаляют продольные и поперечные
борта формы и поднимают виброщит. Краном с автома-
; — 560 —
Рис. 18.4. Установка для изготовления многопустотных панелей агре¬
гатно-поточным методом
I — формовочная машина; 2 — бетоноукладчик; 3 — поддон; 4 — авто¬
матический захват; 5 — самоходный портал с виброщитом и бортовой
оснасткой
Рис. 18.5. Десятиместная переносная силовая форма
тическим захватом снимают поддон с изделием и
направляют в камеру тепловой обработки. Продолжи¬
тельность выполнения операций на каждом посту при¬
мерно одинакова и она позволяет организовать поточное
производство с ритмом 15 мин.
На многих заводах формовочные установки выпол¬
няют все операции в автоматическом режиме, в том чис¬
ле немедленную распалубку отформованных изделий,
установку на виброплощадку подготовленный поддон с
натянутой стержневой арматурой; вручную устанавли-
36—845
— 561 —
V
вают лишь подъемные петли и вертикальные арматур¬
ные сетки.
Комплект оборудования линии типа СМЖ (рис. 18.4)
состоит из формовочной машины, бетоноукладчика, под¬
дона, автоматического захвата и самоходного портала с
виброщитом и бортовой оснасткой. На посту формова¬
ния происходит фактически основной процесс — подача
поддонов, установка бортовой оснастки, ввод пустото-
образователей, укладка бетонной смеси и ее уплотнение
с пригрузом, немедленная распалубка.
Формовочная машина СМЖ-227 снабжена механиче¬
ским приводом передвижения каретки с пустотообразова-
телями. Каретка — это сварная рама с ходовыми колеса¬
ми. Переналадка машины сводится к замене вибровкла¬
дышей на каретке.
Самоходный портал СМЖ-228 имеет общую колею с
бетоноукладчиком, он подает поддон и устанавливает
его на опоры поста формования. После опускания бор¬
тов и их фиксации на поддоне портал возвращается на
пост подготовки. Бетоноукладчик СМЖ-69 распределя¬
ет нижний слой бетонной смеси, вдвигаются пустообра-
зователи, которые уплотняют смесь, форму заполняют
бетонной смесью; затем портал перемещают на пост
формования, и на изделие опускают пригрузочный щит.
Использование дистанционного управления позволяет
сократить цикл формования до 10 мин.
После извлечения вкладышей поднимают пригрузоч¬
ный щит, который фиксируется в верхнем положении,
а затем бортовую оснастку. В бортах оснастки установ¬
лено четыре пневмоцилиндра, с помощью которых про¬
изводится распалубка. Поддоны с отформованными
изделиями краном транспортируют в камеры тепловой
обработки.
Технологическая линия предусматривает подготови¬
тельный пост, где на поддон укладывают прутковую ар¬
матуру с натяжением ее электротермическим способом.
Затем портал перемещают на пост для подъема поддона
и подачи его к формовочному посту, и цикл повторяется.
4. Производство железобетонных шпал. На большин¬
стве отечественных заводов применяют агрегатный спо¬
соб производства шпал в десятиместных формах (пять
шпал по длине в две нитки с общей длиной до 14,26 м).
Силовая форма (рис. 18.5) состоит из продольной
балки, боковых распорных стенок и ребер жесткости.
— 562 —
-J-
■a вЧ—7&
Ш1 g о 0 ® ^@0^0® НЕРЕЗОК
° ° 27 Q 26 ° D a
,;йО
,^H ййм
P— ll M Я--—ф H-
Phc. 18.6. Схема расположения оборудования на заводах шпал
1 — бункер раздаточный; 2 — бетоноукладчик; 3 — колея бетоноукладчика; 4—•
роликовый конвейер приводной; 5 — форма; 6 — шкаф для инструментов; 7 —
вибропригруз; 8 — пульт управления; 9 — виброплощадка; 10 — контейнер для
диафрагм; 11 — машина мойки пустотообразователей; 12 — бак для слива во¬
ды; 13 — бункер с лотком для шайб; 14 — тележка; 15 — контейнер для пусто¬
тообразователей; 16 — пропарочные камеры; 17 — стеллаж для шпал; 18 —
насосная станция; 19 — штабелирующая машина; 20 — дисковая распилочная
машина из алмазной крошки; 21 — то же, со стальными дисками; 22 — кон¬
вейер; 23 — кантователь: 24 — ленточный конвейер; 25 — установка для чистки
пластин; 26 — чистка форм; 27 — смазка форм; 28 — кран-балка; 29 — травер¬
са д /я струнопакетов; 30 — резка пакетов проволоки; 31 — гидропресс; 32 —
тормозное устройство; 33 — бухтодержатель; 34 — предохранительная сетка;
35 — гидродомкрат с челюстным захватом
Рис. 18.7. Установка для формования панелей размером 3X6 м
1 -г виброплощадка; 2 — бетоноукладчик; 3 — формоукладчик; 4 — форма
36*
— 563 —
г
Неподвижный захват арматурного пакета установлен на
упорах, а подвижный захват — на консолях формы.
Шпалы изготовляют в пролете цеха размером 18><144м,
мощность каждого пролета 225 тыс. шпал в год при
двухсменной работе.
Технологическая линия состоит из пяти обособлен¬
ных участков: арматурного, подготовки форм, формовоч¬
ного, тепловой обработки и заключительных операций
(рис. 18.6).
На арматурном участке расположены посты перемот¬
ки бухт, заготовки струнопакетов, катушкодержателя и
натяжной станции. Для армирования применяют высо¬
копрочную, холоднотянутую низкоуглеродистую прово¬
локу периодического профиля диаметром 3 мм. Пост
перемотки проволоки с бухт на катушки состоит из двух
бухтодержателей, тормозного устройства, устройства для
очистки проволоки и намоточного станка.
Арматурный пакет изготовляют от 44 катушек. Про¬
волоку пропускают через тормозные ролики и опорные
рамки на полную длину. Концы проволок зажимают в
обоймах волновыми плашками на специальных прессах
и фиксируют в обоймах стопорными болтами, затем
обойму перемещают на длину струнопакета и отрезают
дисковой пилой.
Готовый струнопакет траверсой устанавливают на
роликовый конвейер и подают к посту натяжения на
форму. Натягивают в два этапа. На первом этапе натя¬
жение производят на 30 % проектного, после чего в фор¬
му устанавливают разделительные диафрагмы и фикса¬
торы арматуры. На втором этапе под ограждением
струнопакет напрягают до усилия 380 кН и выдержива¬
ют 4 мин для релаксации внутренних напряжений, затем
усилие напряжений снимают до нормативного (360 кН)
и фиксируют специальными винтами.
Форму со струнопакетом краном переносят на пер¬
вый формовочный пост, где располагаются виброусгрой-
ство из восьми виброблоков, находящихся в общей раме,
роликовый конвейер для форм и самоходный бетоноук¬
ладчик с ленточным питателем и разравнивающим уст¬
ройством. Здесь форму заполняют смесью и уплотняют
в течение 3 мин.
Затем форма поступает на второй пост, где установ¬
лены виброустройство и виброштамп; формование идет
под небольшим давлением, в результате на подошве
— 504 —
шпалы создается необходимый рельеф. На третьем по¬
сту, куда форма также перемещается по роликовому
конвейеру, извлекают диафрагмы и пустотообразователи.
Затем форму краном подают в пропарочную камеру, где
бетон твердеет по режиму 3 + 4+2 ч при температуре
85 °С и влажности не менее 95 %.
В пролете размещено восемь пропарочных камер
вместимостью 8—10 форм. После пропаривания форма
краном подается на пост снятия анкерных обойм и пере¬
дачи напряжения на бетон. Прочность бетона при этом
должна быть не менее 35 МПа.
Форму переставляют краном на гидравлический ры¬
чажный кантователь, который переворачивает на 180°
две плети шпал на пластинчатый конвейер, а форму
направляют на пост очистки, смазки, установки диаф¬
рагмы и т. д. Плети шпал поступают на пост разрезки
и далее на штабелировку, их укладывают в пакеты из
20 шпал (5 рядов по 4 шпалы) для 8-часового выдержи¬
вания, далее отправляют на склад готовой продукции.
Технологический процесс идет по замкнутой кольце¬
вой схеме с ритмом 10—12 мин на одну форму. Процес¬
сы приготовления бетонных смесей, тепловой обработки,
контроля натяжения арматуры и перемещения форм, по
постам автоматизированы. Для бетонных смесей приме¬
няют песок фракций 0,14—5 мм, щебень — 5—20 мм и
низкоалюминатный портландцемент марки 500. Одну
технологическую линию обслуживают 32—34 рабочих.
5. Изготовление крупноразмерных панелей. Для фор¬
мования плоских и ребристых панелей размером 3X6 м
применяют автоматизированную установку, оборудован¬
ную виброформовочной машиной, поперечным формоук-
ладчиком и виброплощадкой (рис. 18.7). Подготовлен¬
ную форму формоукладчиком подают на виброплощад¬
ку, затем виброформовочная машина с помощью
вибронасадка и заглаживающего устройства за два
прохода формует изделие; при необходимости может
включаться виброплощадка.
Установка автоматизирована, при автоматическом
режиме работы с центрального пульта управления
включается привод формоукладчика для его перемеще¬
ния к виброплощадке, а затем процесс протекает авто¬
матически.
Установка для формования панелей шириной до 3 м
и длиной до 12 м состоит из виброплощадки грузоподъ-
— 565 —
S 6 7 6 3 10 11 12 13
/ f-J—4—--4- W-
\
r4ir-^‘
rfh
M—
]Wj
4
iZZZUI t=
W|
ffp
* 3
11 15
Рис. 18.8. Схема формования панелей размером 3X12 м
1 —спаренный вибростол; 2 — пятибункерный бетоноукладчик; 3 — эстакада
для подачи бетона; 4 — многоточечная сварочная машина; 5 — тельфер для
подачи арматурных каркасов; 6 — арматуроукладчик; 7—9 — посты операци¬
онного роликового конвейера; 10 — гидродомкрат; //, 12 — посты осмотра и
доводки изделий; 13 — камера тепловой обработки; 14 — мостовой кран;
15 — тележка
Рис 18.9. Схема агрегатной линии с операционным роликовым конвейером
1—6 — операционные посты роликового конвейера; 7—резервный пост; в —
формовочный пост; 9 — отделочный пост; 10 — гадро- и термоизоляционный
пост; 11 — камера тепловой обработки; 12 — складирование арматуры и из¬
делий
Рис. 18.10. Полуконвейерная линия по производству ригелей перекрытий
1 — место для готовой продукции; 2 — секционный роликовый конвейер; 3 —
бетоноукладчик; 4 — камеры твердения; 5 — склад арматуры; 6 — установка
для электронагрева стержней; 1 — открывание продольных бортов форм и
передача напряжений на бетон; II — чистка и смазка форм; III и IV — уклад¬
ка и натяжение арматуры; V — закрывание продольных бортов форм; VI —
резервный пост; VII — укладка и уплотнение бетонной смеси
емностью 24 т, виброформовочной машины и приводного
операционного роликового конвейера (рис. 18.8). На
конвейере расположено три поста. На первом посту от¬
пускают и обрезают напряженную арматуру, производят
— 566 —
распалубку, затем снимают изделие; на втором —
укладывают арматурные стержни и натягивают их гид¬
родомкратом или электротермическим способом, на тре¬
тьем посту укладывают арматурные сетки и закладные
детали.
Подготовленную форму передают на секцию конвей¬
ера, расположенную на домкратах вдоль виброплощад¬
ки; опуская его секцию, форму устанавливают на вибро¬
площадку. При первом проходе бетоноукладчика бетон¬
ную смесь укладывают в продольные ребра панели и
уплотняют на виброплощадке, при обратном проходе
бетоноукладчика смесь укладывают в поперечные ребра
и поле панели. Второй слой бетонной смеси уплотняют
вибронасадкой и заглаживают резиновым катком.
6. Агрегатная линия с операционным роликовым кон¬
вейером. Особенность такой линии заключается в соче¬
тании элементов конвейерной линии с отдельным формо¬
вочным постом и последующей теплообработкой в ямной
камере (рис. 18.9). Технологическая линия предназначе¬
на для изготовления дорожных плит размером 6X2 м,
ригелей длиной до 9 м, плит покрытия 6x3 м и др.
Линия рабочих постов максимально механизирована
и представляет собой многосекционный роликовый кон¬
вейер, перемещаемый форму с изделием от поста к по¬
сту. Секции поста имеют один привод, причем включают¬
ся одновремено, а выключается каждая отдельно. Всего
на линии девять постов и два пульта дистанционного
управления.
Технологический процесс состоит из следующих опе¬
раций: после тепловой обработки форму с изделием по¬
дают краном на первый пост — пост механизированного
открытия торцовых бортов, на втором посту открывают
продольные борта и абразивным диском отрезают анкер¬
ные головки продольных стержней арматуры, затем
готовую плиту краном снимают с конвейера и направля¬
ют на склад. Освободившаяся форма следует по конвей¬
еру на третий пост, где ее чистят и смазывают; на чет¬
вертом посту укладывают напряженную продольную ар¬
матуру, на пятом посту арматурную сетку и закладные
детали; на шестом посту закрывают все борта формы,
на восьмом посту укладывают и уплотняют смесь бето¬
ноукладчиком и отделквают поверхность валиком.
В случае необходимости плиты калибруют по толщи¬
не и обрабатывают дисковой машиной (девятый пост).
— 567 —
Весь цикл изготовления составляет 17 мин. Затем форму
устанавливают в ямную камеру на 6—8 ч, которую за¬
крывают посредством автоматического гидропривода.
Такие камеры удобны в производстве, они обеспечива¬
ют хорошую герметичность затворов.
В последние годы все большее развитие получает
полуконвейерная технология, по которой изготовляют
ригели, колонны, фундаментные балки и другие изделия.
Ритм работы таких линий составляет 18—25 мин в зави¬
симости от сложности производимого изделия.
Изготовление ригелей марок Р-90, Р-87, РСЭ, Р-78,
Р-72 и Р-517 с обычной и напрягаемой арматурой орга¬
низовано на полуконвейерной линии (рис. 18.10), рабо¬
тающей на заводе № 18 Главмоспромстройматериалов.
Линия состоит из семи постов. На посту I откры¬
вают продольные борта форм, отрезают стержневую
арматуру и передают напряжение на бетон. Освобож¬
денные изделия поступают на склад готовой продукции.
На посту II производят чистку и смазку форм; на постах
III и IV осуществляют укладку и натяжение арматуры;
на посту V закрывают продольные борта форм; пост
VII — укладка и уплотнение бетонной смеси бетоноук¬
ладчиком; VI — резервный пост. Свежеотформованное
изделие мостовым краном транспортируют в ямные ка¬
меры для твердения бетона и набора проектной прочно¬
сти.
§ 4. КОНВЕЙЕРНЫЙ СПОСОБ ПРОИЗВОДСТВА
1. Организация производства. Конвейерный способ—
усовершенствованный поточно-агрегатный способ формо¬
вания железобетонных изделий. При конвейерном спо¬
собе технологический процесс расчленяется на элемент¬
ные процессы, которые выполняются одновременно на
отдельных рабочих постах.
При конвейерном способе формы с изделиями пере¬
мещаются от одного поста к другому специальными
транспортными устройствами, каждое рабочее место об¬
служивается закрепленным за ним звеном. Для конвейе¬
ра характерен принудительный ритм работы, т. е. одно¬
временное перемещение всех форм по замкнутому техно¬
логическому кольцу с заданной скоростью. Весь процесс
изготовления изделий разделяется на технологические
операции, причем одна или несколько из них выполняют¬
ся на определенном посту.
Тепловые агрегаты являются частью конвейерного
.ольца и работают в его системе также в принудитель-
юм ритме. Это обусловливает одинаковые или кратные
асстояния между технологическими постами (шаг кон-
ieftepa), одинаковые габариты форм и развернутую дли-
[у тепловых агрегатов.
Конвейерные линии по характеру работы могут быть
[ериодического и непрерывного действия, по способу
ранспортирования — с формами, передвигающимися по
•ельсам или роликовым конвейерам, с формами, образу-
1мыми непрерывной стальной лентой или составленны-
т из ряда элементов и бортовой оснастки; по располо-
кению тепловых агрегатов — параллельно конвейеру, в
юртикальной или горизонтальной плоскости, а также в
■творе его формовочной части. Наибольшее применение
юлучили конвейеры периодического действия с форма¬
ми, передвигающимися по рельсам и образующими
юпрерывную конвейерную линию из 6—15 постов, обо¬
рудованных машинами для выполнения операций техно¬
логического процесса. Изделия изготовляют с ритмом
12—15 мин; скорость перемещения 0,9—1,3 м/с; после
выполнения одного элементного цикла вся цепь тележек-
поддонов перемещается на длину одного поста; для
формования изделий используют современные машины
и оборудование, при необходимости выделяют посты для
укладки отделочного слоя; ко всем постам подают мате¬
риалы и полуфабрикаты (бетонную смесь, раствор, ар¬
матурные каркасы, облицовочную плитку и др.).
Тележечные конвейерные линии различаются между
обой формовочным оборудованием и способами тепло¬
вой обработки и делятся на линии с щелевыми подзем¬
ными камерами, с камерой вертикального типа, с бес-
камерной тепловой обработкой.
Двухветвевая конвейерная линия, размещенная в
унифицированном пролете, включает посты распалубки
и сборки форм, подвесное формовочное оборудование на
эстакаде, подземные щелевые камеры, портальные
манипуляторы для вспомогательных операций. В едином
транспортном потоке с основной линией решен конвейер
отделки с минимальным числом крановых операций. Та¬
кая линия обеспечивает компактность технологического
процесса, рациональную организацию транспортных по¬
токов, что значительно повышает эффективность.
— 569 —
Рациональной областью применения конвейерной
технологии следует считать специализированное произ¬
водство изделий одного вида и типа—плит перекрытий и
покрытий, панелей внутренних стен, шпал и др. Возмож¬
но применение конвейеров для производства колонн и
ригелей с обычной и напрягаемой арматурой, санитарно¬
технических кабин, блок-комнат и др.
2. Проектирование конвейерного производства. Го¬
довая производительность конвейерных линий Р перио¬
дического действия определяется номенклатурой выпус¬
каемой продукции, режимом формования изделий, про¬
должительностью работы формовочного поста в течение
1 сут — расчетного фонда времени работы оборудова¬
ния при принятом режиме работы линии Bi и вычисляет¬
ся по формуле
где г, v, — соответственно ритм и скорость работы конвейера, мин.
Число постов конвейера
где Тп — продолжительность полного цикла работы конвейера, мин.
Число форм определяют по формуле
где То — продолжительность тепловой обработки, ч.
Рабочую длину туннельных камер определяют по
уравнению
где LСр — длина вагонетки, м; I — расстояние между двумя смеж¬
ными вагонетками, м; 10 — расстояние от крайней вагонетки до кон¬
ца камеры, м.
Число пакетов при твердении изделий в штабелях на¬
ходят по отношению
т
п
1р = 60 (Lcp + I) / + 2/0,
та - - 60Т0/гтср,
где тср — число термоформ в пакете.
— 570 —
Годовую производительность конвейера негрерывно-
э действия вычисляют по равенству
Р = Bi vbKjx.n Нср»
не о — скорость движения конвейера, м/ч; b — ширина Формовочной
гнты конвейера, Кпл=0,9—0,95—коэффициент, учитывающий по-
грю площади на ленте из-за установок бортовой оснастки, и др ;
гср — средневзвешенная высота формуемых изделий, м.
Данные о пропускной способности действующих кон-
ейерных линий (см. табл. 18.6).
Таблица 18.6. Пропускная способность линии
Ливия
Пропускная
способность ли¬
нии по числу
форм в 1 ч
Линия
Пропускная
способность ли¬
нии по числу
форм в 1 ч
шециализированная
4,2-5,1
Специализированная
1,5—2,5
ля выпуска одио-
для многослойных из¬
лойных плит
делий
’асширениой номен-
2,9—4,2
Двухъярусный стан
2,3—2,7
латуры для одио-
для выпуска одно-
лойных изделий
сл йных изделий
3. Производство панелей на двухъярусном стане.
Двухъярусный стан — это вертикально замкнутый кон-
»ейер для изготовления плоских железобетонных изде¬
лий (рис. 18.11). На его верхнем ярусе расположены тех-
юлогические посты распалубки, чистки и смазки форм-
загонеток; III, IV и V посты служат для укладки арма-
гуры и закладных деталей. На последующих постах в
рорму укладывают бетонную смесь, уплотняют ее и от¬
делывают верхнюю поверхность изделий. Затем форма
с изделием поступает в зону выдерживания, после чего
из изделия удаляют вкладыши, фиксаторы закладных
деталей и другие устройства, и форма перемещается в
амеру предварительной обработки, а, достигнув конца
яруса, форма поступает на снижатель, который опускает
ее на нижний ярус, представляющий собой щелевую
камеру проходного типа для тепловлажностной обработ¬
ки. При этом продвигается весь ряд форм, находящихся
в камере, и выталкивается на платформу подъемника
крайняя форма-вагонетка. Затем подъемник и снижа-
тель подымаются вверх и цикл повторяется.
— 571 —
\
1 2 3 4 5 6 7 8 9 т
Рис. 18.11. Схема двухъярусного стана
1 — подъемник; 2 — толкатель; 3 — привод подъемника; 4 — бетоноукладчик;
5 — вибронасадка; 6 — заглаживающее устройство; 7 — зона выдерживания;
8 — камера предварительной тепловой обработки; 9 — привод снижателя; 10—
снижатель; 11 — форма; 12 — камера предварительной тепловой обработки
Рис. 18.12. Схема наклонно-замкнутого конвейера
1 — шпатлевочная машина; 2 — кантователь; 3 — раствороукладчик нижнего
слоя, 4 — локальный бетонорастворный узел-автомат; 5 — двухбункерный бе¬
тоноукладчик; 6 — раствороукладчик с затирочным устройством; 7 — вибропло¬
щадка резонансная; 8 — поддон с изделием; 9 — щелевые камеры тепловой
обработки
Для изготовления керамзитобетонных панелей при¬
меняют поризованную смесь повышенной удобоуклады-
ваемости, которая хорошо укладывается с помощью
вибронасадка. В целях ускорения процесса твердения
на линии конвейера предусмотрена камера предвари¬
тельного нагрева, в которой изделие находится 60—
70 мин, это позволяет извлекать вкладыши, образующие
дверные и оконные откосы, выполнять их чистовую от-
— 572 —
к
целку, открыть борта формы и отделить грани изделия
цо его поступления в камеру тепловой обработки.
Щелевая камера разделена на зоны подъема темпе¬
ратуры и изотермического выдерживания и оснащена
паровыми регистрами и перфорированными трубами для
подачи острого пара (Р = 0,6 МПа; £=164°С). Опти¬
мальный режим термообработки следующий: подъем
температуры — 3 ч, изотермический прогрев — 8 ч, осты-
ание изделий — 2 ч. Управление теплотехническим про¬
цессом автоматическое. Зона охлаждения вместимостью
на две формы-вагонетки оборудована вентилятором, в
стенах камеры предусмотрены отверстия с регулирующи¬
ми заслонками. После охлаждения форму подают на
пост распалубки, где открывают замки бортов, снимают
вкладыши, а готовое изделие переносят на место проме¬
жуточного складирования. Форму очищают, смазывают,
устанавливают витражи, вкладыши, закладные детали.
Конвейерная технология позволяет расчленить про¬
цесс на ряд последовательно выполняемых операций с
четкой специализацией оборудования и рабочих, макси¬
мально использовать механизацию и автоматизацию про¬
изводства, а двухъярусное расположение линии — зна¬
чительно сократить производственные площади.
4. Производство изделий на наклонно-замкнутом кон¬
вейере. Линия наклонно-замкнутого конвейера преду¬
сматривает размещение камер тепловой обработки под
полом цеха рядом с формовочной ветвью, что освобож*
дает производственные площади и улучшает условия
труда на формовочных постах. В типовом 18-метровом
пролете размешены две, а в 24-метровом пролете три
подземные щелевые камеры (рис. 18.12). Расположение
камер сбоку формовочной линии позволяет устанавли¬
вать виброплощадки большей мощности.
Параметры оборудования позволяют выпускать из¬
делия размером 7200X3300X400 мм. Кроме конструкций
индустриального домостроения на линии могут произво¬
диться и другие железобетонные изделия. Формовочное
оборудование может вести работы в ритме 20—30 мин.
При двухсменной работе производительность линии
100—140 тыс. м2 изделий в год.
Формовочная часть конвейера имеет 10 постов. Кон¬
вейер оснащен новым серийным оборудованием: вибро¬
площадкой СМЖ-280, кантователем СМЖ.-300, механизм
мами открывания и закрывания бортов в комплект ли-
— 573 —
V
нии входит машина для отделки поверхности изделия.
Формы-вагонетки перемещаются с поста на пост двумя
толкателями.
Тепловую обработку изделий осуществляют в двух
щелевых камерах, оборудованных глухими регистрами.
Технология конвейера рассчитана на горячее формо¬
вание. В каждой камере находится 12 форм-вагонеток и
имеются толкатели, которые снимают форму-вагонетку с
изделием с передаточной тележки и проталкивают весь
состав. На перекрытии камер размещают посты мойки
панелей, ремонта форм, конвейеры отделки и т. д.
Трудоемкость на наклонном конвейере на 15—20 %
ниже, чем на двухъярусных станах.
5. Трехъярусный стан для производства панелей
внутренних стен и перекрытий. Конвейерные технологи¬
ческие линии, получившие название «двухъярусный
стан» широко распространены на предприятиях страны.
С течением времени появились разнообразные модифика¬
ции станов с виброплощадками, дополнительными каме¬
рами, расположенными на втором ярусе, сбоку от основ¬
ной, в третьем ярусе, так называемые наклонно-замкну¬
тые станы, станы с поперечным расположением форм-ва¬
гонеток. В нашей стране сейчас работает более 100 линий
такого типа, они стали одним из основных способов кон¬
вейерного производства.
В настоящее время на станах изготовляют 96 % па¬
нелей внутренних стен и 42 % плит перекрытий. На за¬
воде ЖБИ № 21 в Москве построен стан, состоящий из
трех ярусов, с рельсовыми путями в каждом, по которым
перемещаются формы-вагонетки. На верхнем ярусе, рас¬
положенном в уровне пола цеха, производят распалубку
и .подготовку форм, укладку арматуры, укладку, распре¬
деление и уплотнение бетона, отделку верхней поверхно¬
сти, а также предварительную выдержку свежеотформо-
в а иных изделий.
I Каждый из нижних ярусов, расположенных один под
другим, представляет собой камеру термообработки ще¬
левого типа. Формы-вагонетки с верхнего яруса переда¬
ются поочередно на один из нижних снижателем цепного
типа, толкатель которого выдает опущенную форму в
камеру, проталкивая при этом на шаг весь поезд из
форм-вагонеток, стоящих в камере яруса. Находящийся
на противоположном конце стана подъемник, опустив-
— 574 —
шись в соответствующий ярус, отбирает переднюю фор¬
му-вагонетку и поднимает ее на верхний ярус.
В отличие от двухъярусных станов, на отдельных ра¬
бочих постах усовершенствовано оборудование и упро¬
щены технологические операции.
Торцовые грани панелей имеют распалубочные укло¬
ны, поперечные борта форм жестко приварены к поддо¬
ну, благодаря чему формы-вагонетки по верхнему ярусу
перемещаются без разрывов. Поезд форм разделен на
две части; на постах подготовки формы передвигаются
толкателем подъемника, а на постах формования, отдел¬
ки и выдерживания введен дополнительно формовочный
толкатель. Таким образом, почти все операции цикла на
постах подготовки выполняют на неподвижной форме-
вагонетке, на которую не передается вибрация от фор¬
мовочного поста. Формовочный толкатель позволяет про¬
изводить раздвижку форм-вагонеток на посту формо¬
вания для чистки рельсового пути, а механизм толкателя
не подвержен загрязнению, поскольку вынесен из зо¬
ны формования.
В стане сохранен принцип формования при движении
форм-вагонеток и стационарного формовочного оборудо¬
вания с автоматическим дозированием бетонной смеси
за счет сдвига излишков смеси вибробалкой в следую¬
щую форму.
Бетоноукладчик с ленточным питателем перемещает¬
ся только поперек стана по низкому неподвижному пор¬
талу.
Распределение, укладку, дозирование и уплотнение
бетонной смеси производят вибробалки неразрезного
типа, опирающиеся на борта форм. Более интенсивная
вибрация позволила увеличить жесткость укладываемой
смеси до 1—2 см осадки стандартного конуса.
Окончательная планировка поверхности изделия осу¬
ществляется рейкой, совершающей возвратно-поступа¬
тельное движение.
Стационарный пост формования с шумящим оборудо¬
ванием закрыт камерой шумоглушения.
Пульт оператора вынесен за пределы камеры, наблю¬
дение за работой ведется через застекленные витражи.
Уровень шума в зоне работы оператора—в пределах
санитарных норм.
Бетоносмесительное отделение размещено непосред¬
ственно над постами формования, благодаря чему так¬
— 575 —
г
ты подачи сокращены до минимума. Особенно целесооб¬
разна эта схема при разогреве бетонной смеси в бетоно¬
мешалке. Для отделки свежеотформованных изделий
применены самоходные машины, рабочим органом одной
из них служит валок, другой — диск. Оператор вручную
прижимает диск к изделию. С помощью шарнирно-ры¬
чажного механизма рукоятка управления вынесена к
пульту оператора в торце поперечной балки портала. От¬
делку диском можно производить спустя 0,5—2 ч после
формования. Наличие дополнительной камеры термооб¬
работки позволило отказаться от предварительного по¬
догрева на верхнем ярусе.
Стан оборудован механизированным открыванием и
закрыванием продольных бортов форм и кантователем
панелей внутренних стен с их предварительным об-
I жатием.
После выдержки в течение 2 ч на верхнем ярусе фор¬
му опускают в один из нижних, где в течение 3 ч подни¬
мают температуру изделия до 95 °С. Затем в течение 4 ч
форма-вагонетка проходит зону изотермической выдерж¬
ки, подвергается интенсивному охлаждению в последней
зоне, где работают вентиляционные установки. В зоне
подъема температуры камера обогревается паровыми
регистрами (давление пара 500 кПа), в зоне изотерми¬
ческой выдержки пар подается через перфорированные
трубы (200 кПа). Теплотехнические параметры зон под¬
держивают с помощью автоматики.
Подъемно-транспортное оборудование стана работает в
автоматическом режиме. С центрального пульта на посту
формования оператор включает формовочный толкатель,
а затем по заданной программе происходит перемещение
форм-вагонеток по стану. Цикл заканчивается выходом
на верхний ярус очередного готового изделия. Пневмати¬
ческая схема на пульте позволяет оператору следить
за положением любого механизма. Контроль за положе¬
нием форм-вагонеток на стыках с подъемником и снижа-
телем осуществляют с помощью фотоэлементов.
6. Конвейеры с вертикальной камерой тепловой обра¬
ботки. Наружные стеновые керамзитобетонные панели
изготовляют на конвейерах с максимальной механизаци¬
ей и автоматизацией производства. Конвейер состоит из
двух линий: формования и тепловой обработки с довод¬
кой изделий (рис. 18.13).
— 576 —
37—845
I
Рис. 18.13. Конвейерная линия произ-
водства наружных стеновых панелей
1 — очистка форм; 2 — смазка форм;
3*—закрывание бортов; 4 ч? укладка ке¬
рамических плиток; 5 — установка ар-
митурных каркасов и закладных дета¬
лей, 6 — укладка и уплотнение керам¬
зитобетонной смеси; 7 — укладка и за¬
глаживание раствор ioeo слоя; 8 — вы¬
держивание изделий; 9 — снятие вкла¬
дышей проемов; 10—13 — тепловая об¬
работка изделий; 14 -к- остывание изде¬
лий; 15£- раскрытие бортов форм; 16-
кантование и навеска панелей на отде¬
лочный конвейер
сл
-~1
-~1
/
Z f
1 t it t i
7 1t If if
Рис. 18.14. Схема конвейерной линии
производства колонн и ригелей
1 — пост формования колонн, 2 — пост
формования ригелеи, 3 — бетоноуклад¬
чик для колонн; 4 — затирочная маши¬
на; 5 — бетоноукладчик для ригелеи;
6 — конвейер I; 7 — конвейер II; 8 —
возвратный конвейер; 9 — электромаг¬
нитная камера; 10—установка для рас¬
палубки колонн; 11 —мостовой кран;
форма для двухполочных ригелей,
13 — самоходная тележка с прицепом;
14 — бетоновоэная эстакада; 15 — Тре¬
верса с автозахватом, 16 — склад ар¬
матурных заготовок; 17 — склад гото¬
вой продукции
ш
Транспортная часть каждой линии состоит из непри¬
водного роликового конвейера, форм-тележек и цепного
привода. Формы передаются с одной линии на другую с
помощью самоходных передаточных тележек, на каждом
посту форму с изделием устанавливают в строго задан¬
ном положении гидравлическими фиксаторами.
Конвейер работает с ритмом 15—20 мин. Цикл рабо¬
ты начинается с очистки форм, затем форма поступает
на пост 2— пост укладки керамических ковров. В про¬
цессе перемещения формы ее боковые грани, вкладыши
и борта, откинутые на 90°, покрываются смазкой с по¬
мощью форсунок.
Пост 3 оборудован шарнирно-рычажными механизма¬
ми для закрывания бортов и замков, осуществляемых с
помощью гидроцилиндров. На постах 4, 5 на слой кера¬
мических плиток укладывают слой раствора и устанав¬
ливают арматурный каркас, закладные детали и окон¬
ные вкладыши.
На посту 6 укладывают керамзитобетонную смесь.
Пост 6 оборудован виброформующей машиной СМ-858
с вибронасадкой, на посту 7 раствороукладчик уклады¬
вает верхний слой раствора толщиной 5—10 мм, который
заглаживают приводным валком. Затем форму с по¬
мощью траверсной тележки перемещают на линию за¬
грузки камеры твердения. На посту 9 из отформованно¬
го изделия извлекают верхние оконные вкладыши, после
чего обрабатывают откосы оконных проемов. Очищенные
и смазанные вкладыши передают на пост формования.
Четырехстопная вертикальная камера тепловой обра¬
ботки (посты 10—13) работает в одном ритме с конвей¬
ером, продолжительность тепловой обработки 7—9»ч,
расход пара на 1 м3 изделия 90—130 кг. После тепловой
обработки на посту 14 устанавливают оконные и двер¬
ные блоки, а на посту 15 открывают борта форм. На
посту 16 форму с изделием устанавливают кантователем
в вертикальное положение, изделие навешивают на
траверсы конвейера отделки, затем форма возвращается
в исходное положение и цикл повторяется.
Затраты на содержание и эксплуатацию вертикаль¬
ных камер в 1,5 раза меньше, чем щелевых, расположен¬
ных ниже уровня пола.
7. Конвейерное производство колонн и ригелей кар¬
касных зданий. Колонны и ригели каркасных зданий це¬
лесообразно производить на конвейерных линиях с теп¬
— 578 —
ловой обработкой в щелевых камерах (рис. 18.14) На¬
земная часть вертикально-замкнутой конвейерной линии
расположена на 10 постах (из которых семь рабочих) с
шагом 770 мм. Колея рельсовых путей конвейера 1500 мм.
Подземные щелевые камеры (две) расположены рядом.
Подъемники-снижатели опускают, поднимают формы-
вагонетки и с помощью передаточной тележки подают их
в обе камеры.
Подъемное устройство снабжено толкателем для пе¬
ремещения на один шаг сразу всех форм-вагонеток, на¬
ходящихся в камере. Верхнее и нижнее положения кле¬
ти фиксируют специальными упорами, чтобы обеспечить
хорошее совмещение рельсовых путей передаточной те¬
лежки с рельсами конвейера. Напольная часть конвейе¬
ра, состоящая из трех форм-вагонеток, представляет со¬
бой камеру остывания изделий.
Процесс изготовления изделий осуществляется в сле¬
дующей последовательности. На посту 1 механическим
распалубщиком раскрывают продольные борта, извлека¬
ют разделительные перегородки, вкладыши и пр., снима¬
ют изделие, очищают и смазывают форму. На пост 2
форма поступает с открытыми бортами. Здесь укладыва¬
ют арматуру, устанавливают разделители и закладные
детали.
На посту 3 контролируют правильность армирования
и закрывают борта формы. Пост 4— формовочный. Бе¬
тоноукладчиком, установленным на эстакаде, укладыва¬
ют и распределяют бетонную смесь по форме, заглажи¬
вают поверхность бетона.роликом и уплотняют вибро¬
площадкой; для установки формы-вагонетки на электро¬
магниты виброплощадки гидроприводом опускаются от¬
резки рельсов. Пост 5— резервный. На посту 6 отделоч¬
ной машиной производят отделку. Отделочная машина
оборудована бункером с питателем и роликом с диском.
На посту 7 осматривают и производят доводку изделия.
Затем форма-вагонетка снижателем опускается в
нижний ярус; в двух ярусах размещается 20 форм-ваго¬
неток с продолжительностью тепловой обработки 11 —
12 ч. В зависимости от размеров в одной формс-вагонет-
ке формуют 2—4 изделия. Применение многоместных
групповых форм расширяет выпуск широкой номенкла¬
туры изделий.
Работа конвейера автоматизирована, управление все¬
ми механизмами дистанционное с центрального пульта.
37*
— 579 —
В последнее время разработаны линии с применени¬
ем групповых форм. Длина групповых форм 6,5—9 м,
форма рассчитана на 5—10 ригелей и 6—8 колонн.
Объем одной формы составляет 3—4 м3 и лимитиру¬
ется грузоподъемностью мостового крана (20 т).
8. Изготовление изделий на вибропрокатном стане.
Отличительная особенность вибропрокатного стана за¬
ключается в том, что все технологические операции — от
приготовления бетонной смеси до выдачи готового изде¬
лия — производятся на одной установке, представляю¬
щей собой пластинчатый конвейер, непрерывно движу¬
щийся со скоростью 30 м/ч (изделия из тяжелого бето¬
на) или 15 м/ч (изделия из легкого бетона).
На стане БПС-6М изготовляют элементы крупнопа¬
нельных жилых зданий высотой 16 и 22 этажа: наруж¬
ные керамзитобетонные стеновые панели (толщиной
■\ 35 см); внутренние стеновые панели и плиты перекры¬
тий (толщиной 14 см). Изделия, формуемые на стане
БПС-6М отличаются высокой точностью геометрических
1 размеров и хорошим качеством поверхностей, подготов¬
ленных под окраску или оклейку обоями (рис. 18.15).
Вибропрокатный стан БПС-6М — горизонтальный
конвейер с бесконечно гибким поддоном (формующей
лентой), укомплектованный последовательно располо¬
женными механизмами для приготовления и укладки бе¬
тонной смеси, ее уплотнении, тепловой обработки отфор¬
мованных изделий, их отделки и автоматической распа¬
лубки. Управляют процессом из централизованного
пульта.
Материалы из дозировочного отделения поступают в
двухвальный смеситель, а бетонная смесь подается на
1 непрерывно движущуюся формующую ленту. На поверх¬
ности формующей ленты укреплены участки формовоч¬
ной оснастки, бортовые бруски и другие элементы.
На участки ленты укладывают арматурный каркас,
закладные детали, электропроводку, затем на формую¬
щую ленту бетоноукладчиком укладывают бетонную
смесь поперек ленты (ширина изделия 3—3,6 м) и уплот¬
няют вибрационным устройством: верхняя часть изде¬
лия заглаживается виброустройством, состоящим из
двух балок; на балках установлены вибраторы.
На формующей ленте изделие поступает в камеру
тепловой обработки, где быстро прогревается при темпе¬
ратуре 98 °С (2—4 ч).
— 580 —
Рис. 18.15. Счема производства на вибропрокатном стане
1 — кантователь; 2 — обгонный рольганг; 3 — скребок; 4 — прорезиненная лента; 5 —
камера тепловой обработки; 6 — пригрузочные валки; 7 — виброзаглаживающее
устройство; 8 — бетоноукладчик; 9 — одновальный бетоносмеситель; 10 — отделение
дозирования; ]1 — двухзальный бетоносмеситель; 12 — вибрационное устройство; 13—
натяжное устройство; 14 — формующая лента; 15 — подача пара; 16 — привод фор¬
мующей ленты; П — шпатлевочная установка; 18 — пульт управления
и
ос
Щелевая камера оснащена бесконечной прорезинен¬
ной лентой и имеет несколько валов термопригруза.
Прочность бетона при выходе изделий из камеры дости¬
гает 70 % проектной,
В конце стана лента огибает приводной вал, автома¬
тически освобождаясь от изделий, которые идут на об¬
гонный роликовый конвейер, и далее на кантователь,
затем снимается мостовым краном.
Для повышения производительности и сокращения
расхода цемента применяют пароразогрев бетонной сме¬
си в смесителе до температуры 30—40 и даже 60—70°С;
иногда для сокращения расхода цемента применяют хи¬
мические добавки.
§ 5. СТЕНДОВЫЙ способ производства
1. Организация производства. При стендовом способе
производства изделия формуют в стационарных формах,
и они твердеют на месте формования, в то время как
технологическое оборудование и обслуживающие его ра¬
бочие звенья перемещаются от одной формы на стенде
к другой.
Длинномерные линейные конструкции с напряженным
армированием можно формовать на длинных стендах
(длиной 75—150 м и более), а также на коротких стен¬
дах, рассчитанных по длине на одно изделие, а по ши¬
рине на два и более. Длинные стенды применяют для
одновременного изготовления нескольких одинаковых
изделий в формах, располагаемых одна за другой и об¬
разующих единую формовочную полосу. На этой полосе
укладку и натяжение арматуры, бетонирование и твер¬
дение изделий осуществляют сразу по всей длине стенда.
Длинные стенды в зависимости от того, где собира¬
ется пакет напрягаемой проволочной или прядевой ар¬
матуры, делятся на пакетные или протяжные. На па¬
кетных стендах пакет напрягаемой арматуры готовится
предварительно вне стенда, на пакетозаготовительной
линии — параллельной стенду. На протяжных стендах
такой пакет образуется непосредственно на формовоч¬
ном стенде в процессе раскладки отдельных проволок
или прядей по длине формовочной полосы с последую¬
щей сборкой их перед натяжением в пакет при помощи
общей анкерной плиты.
Различают стенды для формования изделий и конст¬
— 582 —
рукций в горизонтальном либо вертикальном положе¬
нии. Различают также стенды универсальные, рассчитан¬
ные на изготовление различных видов изделий в зависи¬
мости от парка форм на заводе, и специализированные,
рассчитанные на выпуск определенного сортамента близ¬
ких по типу и размерам изделий. Разновидность корот¬
ких стендов — силовые формы, они отличаются повы¬
шенной жесткостью.
Наиболее типичные способы напряженного армирова¬
ния изделий и конструкций на стендах или в силовых
формах: линейное армирование высокопрочной проволо¬
кой с натяжением на упоры стендов механическим спо¬
собом; линейное армирование стержневой арматурой с
натяжением на упоры коротких стендов или силовых
форм электротермическим способом; непрерывное на¬
пряженное армирование высокопрочной проволокой
электротермомеханическим способом натяжения арма¬
туры. Плоские и крупноразмерные элементы формуют в
стандартных металлических формах и железобетонных
формах-матрицах. Их располагают в одну или несколь¬
ко линий, между которыми образуются проходы для об¬
служивания; применяют также бетонные стенды с глад¬
кой поверхностью без дна для формования крупнораз¬
мерных изделий. Предварительно напряженные балки,
сваи, шпалы, ребристые плиты и т. п. изготовляют в раз¬
борных или неразборных групповых формах-стендах.
По стендовому способу при относительно несложном
переоборудовании можно выпускать изделия широкой
номенклатуры. Стендовые линии целесообразно исполь¬
зовать для изготовления крупноразмерных, особенно
предварительно напряженных изделий, которые неэф¬
фективно изготовлять на поточно-агрегатных или кон¬
вейерных ЛИНИЯХ1
Линейные стёнды рекомендуются для производства
массовых предварительно напряженных конструкций при
условии их загрузки ограниченной стабильной номен¬
клатурой изделий. Линейные стенды (пакетные и про¬
тяжные) применяют при изготовлении нескольких изде¬
лий по длине стенда одновременно.
На пакетных стендах арматурные пакеты с зажима¬
ми на концах собирают на отдельной установке, а затем
переносят и укладывают в захваты стендов или
форм.
На протяжных стендах арматуру сматывают с бухт,
— 583 —
установленных в одном конце стенда, протягивают по
всей длине стенда до упора на противоположном конце
линии формования.
Способы армирования определяют степень механиза¬
ции оборудования. На пакетных стендах целесообразно
изготовлять изделия с небольшим поперечным сечением
и компактным расположением арматуры (сваи, балки,
опоры). Арматуру в пакете напрягают гидродомкратом
за один прием. Изделия, требующие поштучного или
группового натяжения стержневой арматуры, целесооб¬
разно изготовлять на протяжных стендах.
Короткие стенды предназначаются для изготовления
одного изделия по длине стенда и одного-двух изделий
по ширине (фермы, двускатные балки и др.)'. Разновид¬
ность коротких стендов — переносные металлические
силовые формы. Натяжение арматуры осуществляют
гидродомкратами на упоры стенда или электротермиче¬
ским способом.
Формование изделий на стендах зависит от вида
стенда и типа формуемого изделия.
2. Проектирование стендового производства. Стендо¬
вая технология целесообразна при изготовлении круп¬
норазмерных предварительно напряженных конструкций
длиной более 12 м для промышленных и гражданских
зданий.
Для широкой номенклатуры изготовляемых конструк¬
ций предпочтительнее использовать короткие стенды
или силовые формы.
При изготовлении изделий на линейных стендах сле¬
дует руководствоваться следующими данными: длина
линейных стендов 75—120 м; ширина стендовой полосы
до 3,6 м; число стендовых полос в пролете цеха опреде¬
ляется из расчета необходимости непрерывной загрузки
работающих, но не менее 2; оборачиваемость стендов
1—1,5 сут.
За последнее время освоено производство предвари¬
тельно напряженных плит на линейных стендах с агрега¬
том для непрерывного безопалубочного формования из¬
делий с последующим их разрезанием. На указанном
стенде можно изготовлять изделия постоянного сечения
шириной до 3,6 м, длиной — в пределах длины стенда.
Скорость формовочного агрегата 1—2,5 м/мин, оборачи¬
ваемость стенда — 1 сут. Один формовочный агрегат об¬
служивает пять стендовых полос.
— 584 —
Годовую производительность стендовой технологиче¬
ской линии определяют по формуле
1—П
FBi
р- Т0 Z*ini q1 Ki'
i= 1
где F — площадь стендовой полосы; Т0—время оборачиваемости
стендовой технологической линии; п, — число стендовых полос для
i-го изделия в составе технологической линии, — объем бетона
i-го изделия на 1 м2 стендовой полосы; Kt — коэффициент исполь¬
зования площади стендовой полосы, принимаемый равным 0,8—0,88.
Продолжительность оборота стендовой линии (в ч)
определяют по формуле
Т0 = Ти + ТИ+Тя + Т7 + Тв,
где Та — продолжительность распалубки, отпуска натяжения, раз¬
резки арматуры, съема изделий со стенда, чистки и смазки оснастки
и ее установки на стенде; ТИ — продолжительность раскладки арма¬
туры, ее распределение и натяжение до 50 % контролируемого натя¬
жения; Та — продолжительность установки напрягаемой арматуры и
закладных деталей, подготовки оснастки к бетонированию и натя¬
жению арматуры до контролируемого напряжения; Ту — продолжи¬
тельность укладки и уплотнения бетонной смеси; Тв — продолжи¬
тельность выдержки и тепловой обработки изделий
Коэффициент оборачиваемости в сутки равен
Коб = 24/Г,,.
Съем продукции с 1 м2 формовочной площади стен¬
да в год определяют по формуле
С = Кп Коб Вх ■
По длине стенда необходимо располагать наиболь¬
шее число форм (от этого зависит его производитель¬
ность), а напрягаемую арматуру в их передних травер¬
сах — в точном соответствии с ее размещением без пере¬
ходных диафрагм.
Экономичность расходования напрягаемой арматуры
зависит от рационального использования длины стенда.
Суммарные ее отходы могут быть определены по равен¬
ству
100 (L—nlx)
~ nil
где L — расстояние между концами напрягаемой арматуры на стен¬
де, п — число изделий в одной линии стенда; U — длина изделия.
В то же время
А = Лз -(- Ан,
— 585
где Аэ — отходы напрягаемой арматуры, тависящие от конструкции
стенда; Аи — отходы, не зависящие от конструкции стенда:
Ая — А ■
L — nli — 2 с — 1(п — I)
Ан —
2с
nli
l(n-l)
100;
nU
где с — расстояние от конца арматуры до конца первой формы на
стенде; I — расстояние между торцами смежных форм
Анализ эксплуатации многих действующих стендов
показал, что суммарные отходы арматуры составляют
12—16,9%, в том числе зависимые — 9,8—10,5%.
В табл. 18.7 приведена целесообразная длина линей-
Таблица 18.7. Линейные стенды
Число изделий
по длине полосы
Полезная длина стенда для изделий длиной, м
12
18
24
1
13
19
25
2
25,5
37,5
49,5
3
38
55
74
4
50,5
74,5
98,5
5
63
93
123
6
75,5
111,5
147,5
7
88
130
172
8
100,5
148,5
196,5
9
113
167
221
10
125,5
185,5
245,5
11
138
204
270
12
150,5
222,5
294,5
ных стендов для изготовления изделий длиной 12, 18 и
24 м.
Наиболее экономичны по расходу арматуры стенды
длиной 37,5—38 м — для изделий длиной 12 и 18 м;
74—75,5 и 147,5—150,5 м — для изделий длиной 12, 18
и 24 м; 221—222,5 м—для изделий длиной 18 и 24 м.
3. Изготовление изделий на длинных стендах. На
многих заводах сборного железобетона применяют па¬
кетные стенды для изготовления предварительно напря¬
женных железобетонных конструкций.
Пакетный стенд серии СМ-535 состоит из двух фор¬
мовочных линий, расположенных ниже уровня пола це¬
ха (мелкой и заглубленной). На мелкой линии формуют
изделия небольшой высоты, а на заглубленной — высо¬
той до 2 м. На торцах стенда установлены массивные
— 586 —
упоры. В состав пакетного стенда входят линия заготов¬
ки пакетов проволоки, оборудование для транспортиров¬
ки приготовленных пакетов к формовочным постам, фор¬
мовочное оборудование.
Пакеты готовят на специальной технологической ли¬
нии, оборудованной бухтодержателями, гидравлическим
прессом для запрессовки зажимов на концах пакетов в
цепи с приводом для протягивания пакетов на заданную
цлину. Бухтодержатели снабжены тормозным устройст¬
вом. Проволоку из бухт пропускают через правильно-
тормозные устройства, выравнивают и очищают от ржав¬
чины.
Подготовленный пакет с зажимами на концах ото¬
двигают на 300—400 мм и собирают третий зажим для
головной части следующего пакета, а проволоку между
вторым и третьим зажимами перерезают дисковой пи¬
лой. Пакет проволочной арматуры переносят на стенд
формования и, уложив в формы, закрепляют в захватах
головных и хвостовых тяг. Если для одного изделия не¬
обходимо два и более пакетов, применяют распредели¬
тельные диафрагмы, которые крепят к специальным упо¬
рам по концам стенда. Если конструкция изделия тре¬
бует криволинейного очертания (например, в двускат¬
ных балках), то применяют оттягивающие устройства.
Натяжение арматуры производят натяжной машиной
или гидродомкратом в два этапа, сначала до усилия, рав¬
ного 40—50 % проектного, проверяют зажимные устрой¬
ства, расположение арматуры, устанавливают заклад¬
ные детали, каркасы и сетки и окончательно собирают
формы; второе натяжение превышает на 10 % проект¬
ную величину, затем выдерживают 2—5 мин и снижа¬
ют до проектной.
Отпуск напряженной арматуры производят по дости¬
жении бетоном необходимой прочности и проверки за-
анкеривания концов проволоки в бетоне. Отпуск натя¬
жения проводят натяжной машиной в два-три этапа.
Групповой отпуск арматуры производят с помощью
песочных муфт, клиновых или винтовых устройств на
стендах.
Способ укладки прядевой арматуры несколько отли¬
чается от принятого на пакетных стендах. Стенд обору¬
дован тележкой-бухтодержателем, тяговой и хвостовой
обоймами с блоками и лебедкой для протягивания пря¬
дей, (рис. 18.16). Одну обойму полиспаста неподвижно
— 587 —
Рис. 18.16. Механизированная раскладка прядевой арматуры
/ — тележка с бухтодержателея; 2 — упоры стенда; 3 — лебедка для запасов-
ки пряди; 4 — неподвиохная часть-полиспаста; 5 — подвижная часть полиспа¬
ста; 6 — крюк крана; 7 — натяжной домкрат; 8 — устройство для группового
натяжения арматуры; 9 — лебедка
// \\ и //
г'^ЛГ/K'v-T
* W Ш
/А /А
Рис. 18.17. Короткий стенд для изготовления двух изделий
I — паз для вкладыша; 2 — натяжные штанги-захваты; 3 — гидродомкрат воз¬
врата; 4 — натяжная балка; 5 — гидродомкраты Г П. 200; 6 — неподвижная бал¬
ка; 7 — ферма; 8 — железобетонная распорная балка; 9 — напрягаемая арма¬
тура; 10 — неподвижные штанги-захваты
укрепляют на упорах стенда, а вторую присоединяют к
тяговой лебедке. На время запасовки арматуры обоймы
блоков соединяют между собой жесткими накладками.
Прядевую арматуру с бухты, установленной на тележ¬
ке, запасовывают в систему блоков полиспаста. Конец
пряди, вышедшей из последнего блока, закрепляют на
упоре стенда или на неподвижной обойме. Затем обоймы
разъединяют, и подвижную обойму протягивают лебед¬
кой вдоль стенда к противоположному упору. За один
— 588 —
Рис. 18.21. Гиперболическая паиель-оболочка размером 3X18 м
а — общий вид; 6 — план армирования; 1 — торцовое ребро; 2 — наклонная
диафрагма; 3 — продольное бортовое ребро; 4 — продольное ребро киль: 5 —
арматура продольного ребра; 6 — сварная сетка, оболочки; 7 — предварительно
напряо/сенная арматура киля; 8 — сварная сетка, перекрывающая киль: 9 —
дополнительная сетка под концами напрягаемой арматуры; 10 — арматурная
сетка наклонной диафрагмы; 11 — арматура торцового ребра
г
f
§ 6. кассетный способ производства
с.
1. Организация производства. Кассетное производст¬
во широко используется при изготовлении конструкций
разного назначения. Особенностью кассетного способа
является формование изделий в вертикальном положе¬
нии в стационарных разъемных металлических группо¬
вых формах-кассетах, где изделия остаются до приобре¬
тения бетоном необходимой прочности. Звено рабочих в
процессе производства перемещается от одной кассетши
формы к другой, организуя производственный пото;.
Серийно поставляемые кассетные установки гипро-
строммаша (рис. 18.23) состоят из станины, подвижной и
стационарной, наружных стенок и набора разделитель-
ных стенок, часть которых дополнительно являются VciC-
ловыми отсеками. Каждая кассетная установка укомп¬
лектована машиной для сборки и распалубки раздели¬
тельных стенок и тепловых отсеков. Разделительные
стенки изготовлены из стального листа толщиной 24 мм,
к которому прикреплены борта из уголков, образующих
торцовые стенки и днище.
Паровые отсеки — это замкнутые полости. Между
двумя паровыми отсеками должно быть не более двух
изделий. Комплект разделительных стенок и паровых
отсеков устанавливают внутри станины на опорные ро¬
лики, с помощью которых кассеты перемещаются по
балкам станины. Чтобы при распалубке первой стенки
не перемещалась вторая (соседняя), их соединяют меж¬
ду собой скобами. После извлечения панели из открытого
отсека откатывается вторая разделительная стенка, из¬
влекается следующая панель и т. д. Все операции по
передвижению стенок при сборке и разборке кассетной
формы осуществляют с помощью системы рычагов, сое¬
диненных со съемной стенкой. Окончательное сжатие и
устранение зазоров производят дожимными винтами с
электроприводом. Бетонную смесь уплотняют раздели¬
тельными стенками, на торцах которых закреплены виб¬
раторы.
Унифицированная кассетно-формовочная установка
(рис. 18.24) имеет ряд отличий. Толщина листа раздели¬
тельных стенок—10 мм, они же являются тепловыми
отсеками, при этом каждое изделие греется с двух сто¬
рон. Установка состоит из крайних стационарной и пе¬
редвижной стенок, промежуточных стенок, механизмов
— 594 —
Рис. 18.23. Кассетная установка Гипростроммаша
1 — рама; 2 — опорные ролики; 3 — упор; 4 — рычаги; 5 — пневмоцилиндр, в —
тяга; 7 — рычажные упоры; 8 — соединительная тяга; 9 — защелка; 10 — амор¬
тизатор; 11 — формовочные отсеки
Рис. 18.24. Унифицированная кассетная установка СМЖ-290
1 — гидроцилиндр: 2 — штанга; 3 — стационарная стенка; 4 — тепловой отсек;
6 — замок; 6 — передвижная стенка; 7 — рельсовый путь; 8 — ролики; 9 — на¬
сосная станция; 10 — привод виброустройства; 11 — виброустроиство
38 * — 595 —
сборки и распалубки, вибрационного устройства, стопор¬
ных механизмов, насосной установки, электрооборудовзС
ния, площадок обслуживания, пульта управления и рель¬
сового пути.
Все стенки кассетной установки представляют собой
конструкцию из швеллеров, к которым приварены сталь¬
ные листы и бортооснастка. Внизу приварены два крон¬
штейна с роликами для передвижения стенок. Бетонную
смесь уплотняют двумя виброблоками, установленными
на раме стационарной стенки. Механизм сборки и ра£
палубки состоит из четырех штанг, расположенных
две с каждой стороны. Они связаны шарнирно с ijfnpo-
вижной стенкой, штоками гидроцилиндра и HenqH0fj и
ной стенкой. .итель
2. Проектирование технологического процесс^ся тл-о-
товление плоских панелей в кассетных установках ши¬
роко распространено на домостроительных комбинатах,
главным критерием которых является комплектность
выпускаемой продукции. Комплектное изготовление из¬
делий обеспечивает ритмичность монтажа домов. Одно¬
временное изготовление нескольких изделий в кассетных
формах по оптимальной схеме позволяет не только мак¬
симально использовать оборудование, но и обеспечивает
ритмичность монтажа зданий.
Организация комплектного выпуска номенклатуры
изделий включает: расчет технически возможной обора¬
чиваемости кассетных форм; определение оптимальной
раскладки изделий в кассетах; расчет трудоемкости пе¬
реналадки отсеков при изменении номенклатуры изде¬
лий; распределение выбранных вариантов размещения
изделий по отсекам кассетных форм. В качестве крите¬
рия оптимальности принимают затраты, связанные с пе¬
реналадкой технологического оборудования заводов.
Годовую производительность кассетной установки
определяют по формуле
Р = Bi/T6'KF2 п,
где Го к1— продолжительность одного оборота кассеты,
Гол,= Гц + Тф + Ту -f-10,
Тп—продолжительность распалубки и съема изделий, чистки и смаз¬
ки щитов, установки арматуры и закладных деталей, сборки кассе¬
ты; t0 — резерв времени на неучтенные операции; F2—площадь од¬
ного изделия; п — число одновременно формуемых изделий.
Суточный съем продукции с одной кассеты опреде¬
ляют по уравнению
- 596 —
I
С — z'i tiKоб»
где Коб — коэффициент оборачиваемости кассеты в сутки
Коб — 24/7’о.к-
Основные технологические нормы, применяемые при
составлении графиков работы кассетных установок и
определении необходимых производственных площадей,
следующие:
Число отсеков в кассете при изготовлении пане¬
лей
Максимальная продолжительность операции
для 10-отсечной кассеты:
распалубка и извлечение изделия
подготовка кассеты (чистка, смазка, установка
арматуры и закладных деталей, сборка кассе¬
ты), укладка и уплотнение бетонной смеси виб¬
рированием
Для 8-кассетной установки вводят коэффици¬
ент 0,8; для 14-кассетной— 1,4.
В кассетном производстве мощность предприятия
зависит в основном от продолжительности оборота уста¬
новки и степени равномерности использования отсеков
форм.
3. Особенности изготовления изделий в вертикальных
кассетных формах. Технологический процесс изготовле¬
ния изделий в вертикальных кассетах состоит из следу¬
ющих основных операций: очистки и смазки форм, уста¬
новки арматуры и закладных деталей, укладки и уплот¬
нения бетонной смеси, тепловой обработки и
освобождения изделий из форм.
Кассетные формы чистят и смазывают в раскрытом
виде, чтобы был доступ к поверхностям формы. Формы
чистят металлическими щетками и сжатым воздухом.
Смазывают формы эмульсионными составами, хорошо
удерживающимися на вертикальных плоскостях, напри¬
мер эмульсионной смазкой ОЭ-2.
Арматуру и закладные детали предварительно соби¬
рают в виде пространственного каркаса, последователь¬
но укладывают в отсеки формы и фиксируют в проект¬
ном положении. Кассетную форму заполняют бетонной
смесью в 3—4 приема с вибрационной проработкой каж¬
дого слоя.
Тепловую обработку осуществляют с помощью пара
контактным обогревом через стенки тепловых отсеков.
Поскольку открытая поверхность составляет 2—4 % по¬
8—14 шт.
60 мин
120 »
60 »
— 597 —
верхности изделий, последние твердеют в условиях ин¬
тенсивного прогрева при 100°С. Для сокращения време^
ни прогрева применяют подогретые до 30—40 Х бетон¬
ные смеси или подают пар в отсеки одновременно с на¬
чалом формования. Можно также ускорить процесс
остывания изделий путем подачи в паровые отсеки хо¬
лодной воды после прекращения подачи пара. Общая
продолжительность тепловой обработки 5—6 ч. Изделия
освобождают из форм после их раскрытия при последо¬
вательном перемещении разделительных стенок кассет.
Транспортируют изделия на склад в вертикальном по¬
ложении.
Для удобства подачи бетонной смеси кассетные ус¬
тановки располагают по одной линии, они занимают
примерно половину 18-метрового пролета. Другая поло¬
вина пролета занимается под стеллажи для дозревания
изделий (в вертикальном положении), под посты доводки
изделий и операционный запас арматуры.
Кассетное производство требует относительно боль¬
ших объемов бетонной смеси (до 18 м3) в течение 30—
40 мин, такую потребность могут обеспечить конвейеры,
оборудованные сбрасывающей тележкой с хоботом, и
пневматический транспорт; подача смеси краном в бадь¬
ях неэффективна.
Применяют также комбинированные способы — до¬
ставку бетонной смеси осуществляют пневматическим
транспортом или конвейером, а затем вдоль линии кас¬
сет— одним или двумя бетоноукладчиками с бункерами
большой емкости.
Формование изделий в кассетах производят комп¬
лексная бригада рабочих или специализированные зве¬
нья. Съем продукции с 1 м2 площади участка, занятого
кассетными формами, при двукратном обороте в сутки
составляет до 80 м3/год.
Кассетный способ производства имеет ряд преиму¬
ществ перед формованием изделий в горизонтальном
положении. При кассетном способе изделия имеют глад¬
кую, хорошего качества поверхность, высокую точность
размеров. Этот способ позволяет сократить время тепло¬
вой обработки за счет применения более жестких режимов
тепловой обработки. Кроме того, поскольку панели изго¬
товляют и транспортируют в вертикальном положении,
то отпадает необходимость в дополнительном армирова¬
нии, связанном с монтажными работами; изделия мож¬
— 598 —
но транспортировать с распалубочной прочностью (около
50% проектной), при этом добор прочности до отпуск-'
ной может протекать в камерах дозревания и в теплых
складах. Этот способ обеспечивает более высокую про-'
изводительность труда на изготовление и отделку изде¬
лий, требует меньшего расхода пара. Однако кассетный
способ имеет ряд недостатков: он требует применения бо¬
лее подвижных бетонных смесей, дает некоторый пере¬
расход цемента, значительно выше, чем при агрегатно¬
поточном способе, металлоемкость форм, кроме того,
изделия имеют неодинаковую прочность по сечению.
4. Кассетно-конвейерные линии в крупнопанельном
домостроении. Изделия для жилищно-гражданского
строительств,а — панели наружных и внутренних стен,
перекрытий, лестничные марши и площадки, объемные
элементы и некоторые доборные — в основном изготов¬
ляют на поточно-агрегатных, конвейерных и кассетных
технологических линиях. Для изготовления сплошных
плитных конструкций наибольшее распространение по¬
лучили кассетные технологические линии.
Дальнейшее развитие кассетного производства идет
в направлении кассетно-конвейерных линий, на которых
формование осуществляется с помощью подвижных щи¬
тов (рис. 18.25, 18.26).
При формовании изделий с помощью подвижных щи- ^
тов бетонную смесь укладывают и уплотняют последо¬
вательно в одном отсеке на стационарном посту, к кото¬
рому подают подготовленную форму с арматурой, при¬
чем смесь укладывают сразу на всю ширину панели. При /
постепенном опускании формы (щита) бетон наращива- I
ется слоями по высоте изделия. Отформованная часть
изделия, опускаясь вместе с формой, плотно закрывает¬
ся стенкой формы предыдущего изделия. После опуска- /
ния очередного щита с панелью весь пакет форм пере¬
мещают на один шаг. При этом из него выдвигается/
крайний (передний) щит с прошедшим тепловую обра-‘
ботку изделием и передается на пост распалубки. Осво¬
бодившуюся форму после очистки, смазки и укладки ар¬
матуры подают на пост формования. |
Формование изделий с помощью подвижных щитов г
позволяет применять умеренно жесткие бетонные смеси.
В последние годы увеличивается число заводов с кас- ,
сетно-конвейерными линиями при формовании изделий
с помощью подвижных щитов. Организация процесса
— 599 —
EiH
П=КП crутишушпзл
H
Рис. 18.25. Схемы кассетно-конвей¬
ерных линий
а — кассетно-шаговый конвейер: б—
вертикально замкнутая линия; в,
д — линия с подвижными щитами;
г линия наклонного формования
Рис. 18.26. Схема изготовления из¬
делий способом подвижных щитов
а — подача щита на формовочный
пост; б — формование; в — соедине¬
ние щита с пакетом; I — формую¬
щий бункер; 2 — отформованные
изделия; 3 — передвижные разде¬
лительные щиты
— 600 —
[аксимально упрощает доставку материалов и бетонной
меси, удобна компоновка технологических постов, при
зменении номенклатуры изделий предусмотрены посты
[ереналадки.
На некоторых предприятиях применяют роторную
ассетно-конвейерную линию, представляющую собой
истему секторных щитов, смонтированных на кольцевой
шатформе, в промежутки между щитами вводят формы
бортовой оснасткой и арматурными каркасами. Форма
1Ыполнена в виде симметричного клина, это позволяет
1звлекать формы без раздвижки щитов.
Изделия прогревают в две стадии: первая — двусто-
юнний контактный прогрев в роторе при 90—95 °С в те-
гение 4,5 ч и вторая — такой же прогрев в туннельной
самере при 75—80 °С в течение 6 ч. Распалубку и под-
•отовку форм, в том числе установку арматуры, прово-
;ят рядом с ротором с помощью мостового крана. Фор¬
мование изделий производят с помощью передвижных
фанов, щитов или виброударным способом.
ГЛАВА 19. ПРОИЗВОДСТВО ОБЪЕМНЫХ БЛОКОВ
Возведение многоэтажных зданий из объемных бло¬
ков находит все большее распространение. Изготовляют
объемные блоки двух типов: «колпак» и «лежащий ста¬
кан». Объемный блок типа «колпак» изготовляют за
один цикл формования вместе с плитой потолка (рис.
19.1); комплектующие элементы блока — плита пола и
стеновая панель, образующие законченную конструкцию
дома. Пятистенный блок типа «лежащий стакан» фор¬
муют также за один цикл одновременно с конструкцией
пола и перекрытия; комплектующий элемент — наруж¬
ная стеновая панель.
Жилые здания монтируют из блок-комнаты, блок-
кухни и блок-лестницы (рис. 19.2). Объемные блоки
формуют тремя способами: кассетным (смесь укладыва¬
ют слоями на всю высоту блока и уплотняют вибрацией
щитов); кассетным с вакуумированием бетонной смеси;
непрерывным с механизированной укладкой бетонной
смеси в формы способом «подвижного сердечника», что
позволяет применять более жесткие бетонные смеси.
Бетонную смесь укладывают на всю длину по пери¬
метру блока. При постепенном опускании сердечника
бетон наращивается слоями по высоте изделия.
— 601 —
г
Рис. 19.1. Типы объемных блоков
7 четырехстенный блок; 2 — плита перекрытия; 3 — стеновая панель;
тистенньш блок
5500
Рис. 19.2. Схема трехма| шевой
блок-лестницы
1 — четырехстенный блок; 2 -V мар¬
шевая площадка; 3 — элемен-А мар¬
ша; 4 — площадка; 5 — опорная ра¬
ма '
Рис. 19.3. Схема формования объемного блока на установке ФМ-4
а — очистка и смазка формы, установка арматурного каркаса; б — ввод сер¬
дечника в форму, установка наруо/сных щитов в рабочее положение, в — бе¬
тонирование плит пола, стен и потолка; г — тепловая обработка, д — распа¬
лубка сердечника, продолжение тепловой обработки; е — раскрытие наруж¬
ных щитов, съем отформованного блока; 1 — подвижный поддон; 2 — съемный
поддон; 3 — продольный щит; 4 — гидросистема открывания; 5 — поперечный
щит; 6 — арматурный каркас: 7 — жесткий сердечник; S — устройство для
вывода сердечника; 9 — виброщит потолка; 10 — вибраторы; II — объемный
б ток
— 602 —
§ 1. СПОСОБЫ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ
Блочное домостроение в настоящее время развивает-
■я по четырем основным направлениям, под которыми
юнимается совокупность конструктивно-технологичес-
шх решений: краснодарскому — блоки типа «лежащий
;такан» с линейным опиранием по периметру, формова-
тие блоков кассетным способом; вологодское и придне¬
провское — блоки «колпак», изготовляемые на машинах
непрерывного формования с подвижным сердечником;
минское — блоки типа «колпак», изготовляемые кассет¬
ным способом; хабаровское и кременчугское — блоки ти¬
па «колпак» с угловым опиранием, изготовляемые с
использованием вакуумирования.
Установки для формования блоков зависят от спосо¬
ба укладки и уплотнения бетонной смеси. Принятый спо¬
соб формования определяет конструкцию блока, состав
бетона и продолжительность тепловой обработки. Объ¬
емные элементы — санитарно-технические кабины, шах¬
ты лифтов, объемные блок-комнаты и т.п. изготовляют
на различных технологических линиях.
§ 2. ФОРМОВАНИЕ ОБЪЕМНЫХ БЛОКОВ
НА СПЕЦИАЛЬНЫХ УСТАНОВКАХ
Формование объемных блоков на установке ФМ-4 про¬
изводят на краснодарском ОБД. На этой установке фор¬
муют пятистенные объемные блоки типа «лежащий ста¬
кан». Формование объемных, блоков включает следую¬
щие основные операции (рис. 19.3): подготовку формо¬
вочной установки, укладку и виброуплотнение бетонной
смеси, распалубку изделий. Завод оборудован восемью
формовочными установками ФМ-4 и выпускает до 20
объемных блоков в сутки.
Установка состоит из перемещаемого поддона, про¬
дольных боковых и торцового бортов, потолочного щита
с вибраторами и цельносварного сердечника, а также
системы управления гидроцилиндрами. Подготовка ус¬
тановки к формованию включает очистку и смазку бортов,
поддона и сердечника; с помощью роликового конвейе¬
ра в установку помещают поддон и сердечник, арматур¬
ный каркас, укрепляют короб и вкладыши, после чего
закрывают борта. Формуют блоки из литой бетонной
смеси подвижностью 22 с.
Рис. 19.4. Схема формования блока на установке УФБЦ-1
а — подача формы на пост бетонирования и ее фиксация, б — подъем сер¬
дечника; в — заполнение формующих бункеров бетонной, смесью, г — бетони¬
рование стен блока и опускание сердечника, д — подъем формующих бунке¬
ров, перемещение формы на пост бетонирования потолка, I — тележка, 2
сердечник; 3 — бункер; 4 — подвижная платформа, 5 — гидроподъемник,
6 — направляющие; 7 — арматурный каркас, 8 — форма для наружных щитов
Рис. 19.5. Технологические линии завода по производству блоков краснодар¬
ского направления
I — формовочная машина; 2 — вибропригрузный. щит, 3 — самоходный бункер
для пластичной смеси; 4 — то же, для жесткой смеси; 5 — самоходная^ плат¬
форма; 6 — передаточная тележка; 7 — камера второй стадии тепловой обра¬
ботки; 8 — установка для распалубки; 9 — поддон; 10 — сердечник; 11 — пост
установки арматуры; 1—Ш — пролеты
Рис. 19.6. Схема главного корпуса Кременчугского ДСК-3
1 — вакуумные машины; 2 — установка для формования блок-лестниц; 3 —
изготовление доборных элементов; 4 — линия подготовки сердечников; 5 —
туннельные пропарочные камеры; 6 — пост распалубки; 7 — передаточная те¬
лежка; 8 — конвейер сборки, отделки и комплектации; 9 — вертикальные ка¬
меры твердения; 10 — линии изготовления перекрытий; И — то же, наружных
стеновых и парапетных панелей
Тепловую обработку блоков производят теплоэлект-
ронагревателями в две стадии: сначала керамзитобетон¬
ную смесь прогревают в сердечнике формующей уста¬
новки в процессе формования и выдерживают 4,5 ч, за¬
тем в туннельной камере в течение 3—4 ч, которая
обеспечивает получение распалубочной прочности.
Широкую номенклатуру изделий формуют на уста¬
новке УФБЦ-1. Она представляет собой механи¬
зированный бетоноукладчик, укладывающий и уплотня¬
ющий бетонную смесь по периметру блока. Установка
УФБЦ-1 (рис. 19.4) включает бункерное устройство (че¬
тыре бункера), расположенное по периметру блока,
площадку с пультом управления и платформу с подъ¬
емником; а также формы на тележках, перемещаемые
по всем постам конвейерной линии.
Каждый формующий бункер имеет свой привод для
перемещения на необходимую позицию; на наружной
стороне бункера установлены вибраторы. Формуют объ¬
емные блоки в металлических формах, состоящих из на¬
ружных щитов и коробчатого сердечника, смонтирован¬
ных на транспортной тележке. Объемные блоки форму¬
ют размером до 3,6X6 м.
Собранную форму толкатель передает на платформу
установки. Бункер загружают бетонной смесью и вклю¬
чают вибраторы, одновременно опускают сердечник. Пос¬
ле формования стеновой части формы остаток бетонной
— 605 —
смеси выгружают на потолочную поверхность сердечни¬
ка, затем форму толкателем перемещают на другой пост,
где бетонируют потолочную плиту блока. Отформован¬
ный блок передаточной тележкой направляют в камеру
тепловой обработки.
Санитарно-технические кабины производят на установ¬
ках СМЖ-340 или СМЖ-341 в зависимости от их длины.
Указанные установки аналогичны по конструкции и со¬
стоят из унифицированной виброплощадки, выпрессовоч-
ной рамы, вибровкладышей, наружной опалубки и элек¬
трооборудования. Виброплощадка состоит из вибраци¬
онной и опорной рам, гидропривода и синхронизирующе¬
го вала. В нижней части вибрационной рамы установле¬
ны вибраторы. Для образования внутренней полости в
формуемом изделии используют вибровкладыши, кото¬
рые устанавливают на виброплощадке. Наружная опа¬
лубка установлена шарнирно на выпрессовочной раме и
предназначена для образования наружного контура
блока.
На комбинате ЖБИ-2 Главмоспромстройматериалов эксплуати¬
руется установка для производства лифтовых шахт длиной 2,02 м,
шириной 2,23 м и высотой 2,99 м. Она рассчитана на одновременное
изготовление двух объемных блоков из малоподвижных смесей.
НИИОСП Госстроя УССР разработал и внедрил универсальную
формовочную машину МТ-2 со сменной оснасткой для изготовления
прямоугольных блоков элеваторов, колодцев, шахт лифтов и других
объемных элементов Внутренний вибросердечник формовочной ма¬
шины перемещают с помощью винтового подъемника, для распалуб¬
ки сердечник складывают с помощью рычажного механизма. Отфор¬
мованную из жесткой бетонной смеси объемную секцию выдержива¬
ют в машине 40 мин с прогревом через паровые отсеки наружных
щитов, а после распалубки транспортируют в камеру тепловой об¬
работки.
На рис. 19.5 показан главный производственный кор¬
пус завода объемных блоков краснодарского направле¬
ния. В первом пролете производят панели наружных стен
и доборные изделия, во втором размещены арматурный
и ремонтно-механический цехи, в третьем и четвертом
изготовляют объемные блоки, в пятом производят их
отделку. На заводе имеется служба комплектации изде¬
лий с участками отделки блоков и добора, подготовки
обоев, раскроя и сварки ковров из линолеума и др.
Технологические особенности: широкое использование
электроэнергии для одностадийной тепловой обработки;
специализация линий отделки по назначению блоков
(блок-комнаты, блок-кухни и т. д.).
— 606 —
На заводах хабаровского направления основное про¬
изводство размещено в четырех пролетах 24X144 м: в
первом пролете —линия изготовления блоков, включая
три формовочные машины с вакуумными установками,
две камеры тепловой обработки и участок подготовки
сердечников; линия изготовления доборных изделий с
кассетными установками и часть линии сборки блоков.
Во втором пролете размещены две конвейерные линии:
одна для изготовления плит пола и перекрытий, вторая
для изготовления трехслойных наружных стеновых па¬
нелей.
В торцах первого и второго пролетов установлена ли¬
ния сборки объемных блоков. В третьем пролете —два
конвейера отделки санитарно-технических кабин. Блок
вспомогательных узлов размещен в трех пролетах раз¬
мером 18X144 м каждый. Он включает линии изготовле¬
ния арматурных каркасов и закладных деталей, а так¬
же комплектации столярных, электро- и санитарно-тех¬
нических изделий и колерную мастерскую. Блок-комна¬
ты изготовляют по технологии вибровакуумирования.
Заводом такого же направления является Вологод¬
ский завод объемно-блочного домостроения.
По кременчугскому направлению блоки изготовляют
в кассетных машинах с вакуумированием бетонной сме¬
си, включая наружные стеновые панели. На кременчуг¬
ском заводе (рис. 19.6) в трех пролетах расположены
линии трех переделов: изготовления монолитной части
объемных блоков, комплектации и отделки, изготовле¬
ния доборных элементов. Технологическая линия вклю¬
чает три формовочные вакуумные машины МОБ-УВ и
одну стендовую установку для формования блок-лест¬
ниц.
ГЛАВА 20. ПРОИЗВОДСТВО ЖЕЛЕЗОБЕТОННЫХ
ТРУБ
Трубчатые железобетонные изделия для инженерных
сетей (трубы, опоры, ЛЭП и др.) производят на специ¬
ализированных установках.
По внутреннему давлению жидкости напорные желе¬
зобетонные трубы делят на малонапорные (0,2—
0,4 МПА), напорные (0,4—1,5 МПа) и высоконапорные
— 607 —
(1,5 МПа и более). Трубы предварительно напряженные
производят длиной до 7—10 м, с толщиной стенок 1/10—
1/12 их внутреннего диаметра; их выпускают в основном
с раструбами.
Трубы формуют следующими способами: виброгидро¬
прессованием (напорные диаметром 500—1600 мм); цен¬
трифугированием (напорные диаметром 300—600 мм со
стальным сердечником); центробежным прокатом (на¬
порные диаметром 1200—2000 мм и низконапорные тру¬
бы диаметром 800—1600 мм); радиальным прессовани¬
ем (безнапорные диаметром 300—800 мм); виброформо¬
ванием (безнапорные диаметром 800—2000 мм).
§ 1. ПРОИЗВОДСТВО ЦЕНТРИФУГИРОВАННЫХ ТРУБ
Широкое распространение получил метод формова¬
ния труб центрифугированием.
Железобетонные трубы армируют в двух направле¬
ниях, в продольном направлении предварительно напря¬
женной стержневой арматурой, по окружности — спи¬
ральной. Стыкуют напорные трубы с помощью резино¬
вого кольца. С одной стороны труба имеет раструб, дру¬
гая сторона выполняется конической (рис. 20.1).
Способ послойного центрифугирования раструбных
напорных труб осуществляют по трехстадийной техно¬
логии. На первом этапе изготовляют железобетонный
сердечник с напряженной арматурой или со стальным
тонкостенным цилиндром с уплотнением смеси центрифу¬
гированием или вибрированием. На втором этапе после
пропаривания и водного дозревания сердечника на него
навивают предварительно напряженную арматуру. На
третьем этапе спираль покрывают защитным слоем.
Процесс изготовления труб (рис. 20.2) начинается со
сборки форм, при этом насаживается обечайка для об¬
разования фасонной части раструба и гладкого конца,
соединенных с упорными кольцами для натяжения про¬
дольной арматуры. Собранная форма поступает на пост
натяжения продольной арматуры, после чего ее уста¬
навливают на центрифугу. Формы загружают смесью
ленточным питателем. После распределения первого слоя
питатель отводят за ее пределы и увеличивают скорость
центрифуги, аналогично укладывают и уплотняют сле¬
дующие слои бетона. При центрифугировании вода час¬
тично отжимается и увеличивается плотность бетона.
— 608 —
Рис. 20.1. Конструкция раструбного стыка
1 — стенка трубы; 2 — продольная арматура: 3 — спиральная арматура; 4—ре¬
зиновое уплотнительное кольцо
тпгп-т
ф 1 £=
пгтмю,
J9 } 1
шжшш В
лишиш
hJ34nunr
и
—JoUsm
7
ю
Ш
а
аа
ЩШ
м
аа
а
ш
s
Et
Рис. 20.2. Технологическая схема производства напорных труб
1 — сборка формы; 2 — натяжение продольной арматуры; 3 — подача в форму
бетонной смеси; 4 — уплотнение на центрифуге; 5 — тепловая обработка в фор¬
ме; 6 — распалубка трубы; 7 — водная тепловая обработка: 8 — навивка на¬
пряженной спиральной арматуры; 9 — нанесение защитного слоя; 10 — тепло¬
вая обработка; II — испытание трубы
Затем форму с сердечником переносят краном на канто¬
ватель и в вертикальном положении устанавливают в
пропарочные гнезда.
По окончании пропаривания форму с сердечником по¬
дают на пост распалубки. Сначала производят плавный
отпуск продольной арматуры, перерезают; арматуру на
участке менаду калиброванными обечайками с обоих
39—845
— <509 —
торцов формы и производят распалубку сердечника. Пос¬
ле этого сердечник помещают в ванну с водой для даль¬
нейшего суточного твердения. Температура воды 45—
50 °С. После водного дозревания сердечник подают на
арматурно-навивочный станок для навивки спиральной
арматуры и далее на установку для нанесения защитного
слоя толщиной 20—25 мм из цементно-песчаной смеси.
Применяемое для этого устройство работает по принци¬
пу виброштампования с одновременным медленным вра¬
щением трубы. 4
Для ускоренного твердения защитного слоя трубу
помещают в камеру или на стеллаж с подогревом.
Центрифугированные трубы изготовляют также без
напряжения арматуры как безнапорными, так и малона¬
порными; в этом случае их армируют сварными арма¬
турными каркасами.
§ 2. ИЗГОТОВЛЕНИЕ ТРУБ МЕТОДОМ ВИБРОГИДРОПРЕССОВАНИЯ
Напорные железобетонные трубы высокого давления
производят методом виброгидропрессования. При изго¬
товлении этим методом труб диаметром 500—1600 мм
используют формы особой конструкции, позволяющие
после окончания бетонирования трубы с полной установ¬
кой арматуры опрессовать стенки изделия и тем самым
создать растягивающие напряжения в спиральных вит¬
ках каркаса. В отличие от трехступенчатой технологии,
предусматривающей напряжение спиральной арматуры
после твердения бетона, она получает предварительное
напряжение до твердения бетона. На рис. 20.3 показана
схема производства железобетонных труб методом виб¬
рогидропрессования.
Обжатие бетона по кольцу производят спиральной
арматурой диаметром 3—8 мм с шагом 14—20 мм. Фор¬
ма состоит из наружного кожуха и сердечника. Кожух
в зависимости от диаметра изготовляемой трубы выпол¬
нен из двух или четырех элементов, скрепленных пру¬
жинными болтами.
Форму собирают в два этапа. Вначале производят
сборку наружной формы, ее чистку, смазку и проклей¬
ку стыков, а затем установку арматуры (спиральной и
Рис. 20.4. Элементы арматурного каркаса
а — распределительная планка с выштампованными крючками; б — схема на¬
тяжения продольной арматуры; 1 — планка; 2 — крючок; 3—арматурный стер¬
жень; 4 — опорное кольцо формы; 5 — стопорная муфта; 6 — анкерная втулка
— 610 —
\
17
6) ^
и) 9 10 ев 3 7/4 15 3 ?
Рис. 20.3. Цех для производства напорных труб методом гидропрессоваиип
а — технологическая схема; б — план; I — машина для гидроиспытания труб:
2 — машина для шлифовки раструба; 3 — мостовые краны; 4 — посты сборки
наружных форм и армирования; 5 — площадка обслуживания; 6 — посты гид¬
ропрессования; 7 — консольный съемник; 8 — бункер подачи смеси; 9 — бетоно¬
раздатчик; 10 — шнековый бетоноукладчик; 11 — приямки формовочных по¬
стов; 12 — пост навески вибраторов; 13 — передвижная платформа приямки
Комплектации; 14 — пост распалубки; 15 — пост выдержки труб; 16 — станок
для шлифования раструба; 17 — тележка для вывоза готовой продукции
а)
t=
12
12
г
\
V
. , < и. П* I « j 1м I'.Hj *1! 1 ■ • . * р' • ' ’ 1 1 i • 1 ■ . f,
щродрльной),..досле 9Т0ГР: прдго;гавливают сердечник, и
комплектуют всю форму. Наружную форму собирают с
помощью болтов с пружинными компенсаторами,;это до¬
пускает некоторую раздвижку форм при. прессовании.
Внутренняя форма представляет собой металлический
сердечник с двумя стенками — внутренняя сплошная и
верхняя перфорированная. На сердечник надевают ре¬
зиновый чехол. При гидропрессовании кольцевая полость
сердечника заполняется водой под давлением , и, прохо¬
дя через отверстия перфорированной стенки, растяги¬
вает резиновый чехол, прессуя бетонную смесь ,в .форме.
Напорные трубы производят длиной до.5 м. диамет¬
ром 500, 700, 900, 1000, 1200, 1600 мм, толщиной стенок
55—85 мм. Для изготовления труб применяют бетон
марки М 500 с расходом цемента 550 кг/м3, .армируют
высокопрочной холоднотянутой проволокой; диаметр
продольной арматуры 5 мм, спиральной 3—5 мм, под¬
вижность смеси 2—3 см.
Изготовление напорных труб начинают с заготовки
арматуры. Изготовляют спиральный арматурный каркас
посредством навивки проволоки на специальном стан¬
ке без напряжения, шаг спирали 14—19 мм, а также на¬
резают продольные стержни с высадкой головок (рис.
20.4). Далее производят сборку наружной формы.
При сборке наружной формы производят ее очистку,
смазку и проклейку продольных швов изоляционной лен¬
той. В подготовленную форму устанавливают спираль¬
ный арматурный каркас. На торцах формы укрепляют
опорные кольца, через отверстия в которых пропускают
стержни продольной арматуры с высаженными головка¬
ми. Заданное напряжение стержней фиксируется заклад¬
ной муфтой. Собранную наружную форму с напряжен¬
ной продольной арматурой и спиральной арматурой без
напряжения устанавливают в вертикальное положение
на посту парафинирования для заделки отверстий в опор¬
ном кольце раструбной части формы.
Сборку двух частей формы (наружной и сердечника)
осуществляют на посту комплектации в вертикальном
положении путем опускания наружной формы на сердеч¬
ник. На верх формы устанавливают центрирующее коль¬
цо, которое фиксирует положение формы относительно
сердечника. Подготовленная форм,а переносится краном
на пост формования.. , .
После уплотнения бетонной смеси снимают вибрато-
; I
— 612 —
ры, загрузочный конус и центрирующее кольцо, вместо
которого устанавливают уплотняющее кольцо, которое
закрывает верхний торец формы. Форму подают на пост
гидропрессования и тепловой обработки. Давление в гид*
росистеме повышают до 2—3 МПа при температуре во¬
ды 60—70 °С. Под гидравлическим давлением резиновый
чехол на сердечнике расширяется и равномерно прессу¬
ет бетон, который перемещается при уплотнении, раздви¬
гает наружную форму и растягивает спиральную арма¬
туру. В последнее время начали применять способ спи¬
рально-перекрестного армирования, выполняющего функ¬
ции спиральной и продольной арматуры.
Тепловую обработку производят под брезентовым
колпаком двойным обогревом. Пар через парораспреде¬
лительное кольцо, устанавливаемое на раструбной час¬
ти формы, подают внутрь сердечника и под брезентовый
колпак. Тепловую обработку производят в течение
5—7 ч. По окончании тепловой обработки снимают бре¬
зентовый чехол, удаляют внутреннюю форму, для этого
установку подключают к вакуум-системе и удаляют всю
воду, далее удаляют фиксирующие скобы, обрезают кон¬
цы стержневой арматуры, передают напряжение на бе¬
тон и разбирают наружную часть формы. Готовые трубы
подают на гидравлическое испытание, затем на склад
готовой продукции.
§ 3. ПРОИЗВОДСТВО БЕЗНАПОРНЫХ ТРУБ И КОЛЕЦ СПОСОБОМ
РАДИАЛЬНОГО ПРЕССОВАНИЯ
Безнапорные бетонные и железобетонные трубы и
кольца широко применяют для трубопроводов ливневой,
хозяйственно-бытовой и промышленной канализации,
дренажных, ирригационных и других сетей водопрово¬
дов; изготовляют их по способу радиального прессова¬
ния. Технологический процесс состоит из следующих
операций: сборки форм с поддоном, формования трубы,
немедленной распалубки, тепловой обработки, дозрева¬
ния и складирования.
Трубы изготовляют в разъемных формах. Форму с
поддоном собирают мостовым краном на тележке, рас¬
положенной в конце линии возврата. Подготовленную
форму переносят к станку и устанавливают над окном
поворотного стола. Затем включают приводы роликовой
головки и питателя; роликовая головка вращается, в
— 613 —
форму подается бетон, который отбрасывается лопатка¬
ми роликовой головки и заполняет раструбную часть
формы, затем формуют цилиндрическую часть трубы.
По окончании форму освобождают от изделия, сни¬
мают с платформы и переносят на тележку, далее изде¬
лие направляют в туннельную камеру, где оно находит¬
ся около 9 ч. Камера разделена дверями шторного типа
на четыре зоны: выдержки, подъема температуры, изо¬
термического выдерживания и охлаждения. Готовое из¬
делие снимают с тележек и направляют на площадку вы¬
держивания, затем на склад готовой продукции, а .сво¬
бодную тележку передают на линию возврата, затем на
пост распалубки форм. Гидравлическое испытание труб
производят на специальных стендах.
Железобетонные кольца обычно изготовляют в одно-
или многоместных формах с уплотнением на вибропло¬
щадках.
§ 4. ПРОИЗВОДСТВО ОПОР ВОЗДУШНЫХ линии
Предварительно напряженные конические и цилинд¬
рические опоры длиной до 26 м изготовляют на специ¬
ализированных заводах способом центрифугирования.
Технологический процесс изготовления опор ЛЭП состо¬
ит из следующих основных операций: заготовки прово¬
лочных прядей, закрепления прядей на оголовках стен¬
да, установки нижней полуформы и заполнения ее бе¬
тонной смесью, установки верхней полуформы и сборки
формы, натяжения арматуры и передачи усилий на фор¬
му, уплотнения бетонной смеси центрифугированием,
тепловлажностной обработки опор в камерах, распалуб¬
ки изделий, осмотра и маркировки.
Семипроволочные пряди заготавливают на станке
челночного типа, проволоку наматывают с небольшим
натяжением.
Сборку и натяжение арматурного каркаса с навив¬
кой спиральной арматуры, сборку и заполнение бетонной
смесью выполняют на специальном стенде длиной
27,5 м (рис. 20.5).
На роликовые опоры стенда устанавливают нижнюю
полуформу, укладывают арматурный каркас, закрепля¬
ют пряди в оголовках стенда и производят натяжение.
После заполнения полуформы бетонной смесью уклады¬
вают верхнюю полуформу. Закончив монтаж, напрягают
арматуру и усилие от растяжения передают на форму.
— 614 —
Рис. 20.5. Организация технологического процесса на стенде
а крепление оголовков формы; б — сборка и натяжение арматурного кар¬
каса’ в г —установка нижней полуформы и заполнение ее бетонной смесью,
q остановка верхней полуформы и передача напряжения на форму, е
съем формы с оголовками, I - захватная тяга стенда; 2 — оголовок формы;
3 _ опорные ролики; 4 — арматурный каркас; 5 — домкрат; 6 — бандаж фор-
мы: 7 _ нижняя полуформа; 8 — верхняя полуформа
Подготовленную форму мостовым краном транспор¬
тируют на центрифугу МЦО-2, устанавливают на опор
ные ролики и приводят ее в движение.
Распределение бетонной смеси происходит при час
тоте вращения формы 80 —120 мин-1 в течение 4—5 мин,
затем частоту вращения увеличивают до 450 600 мин
уплотнение смеси производят 15—18 мин. Из отформо¬
ванной опоры сливают шлам и направляют в камеру
тепловой обработки на 14—16 ч, при этом изделие пред¬
варительно выдерживают 4 6 ч.
После тепловой обработки изделие перемещают на
пост распалубки, где ослабляют упорные винты, разре¬
— 615 —
зают проволоку продольной арматуры, и напряжение
передают на бетон. Затем снимают верхнюю полуформу,
поворачивают изделие на 180° и снимают нижнюю полу-
форму.’ Освобожденная от форм опора поступает на пост
осмотра и контроля, где заделывают отверстия в тор¬
цах цзделия, далеее изделие направляют на склад.
ГЛАВА 21. ПРОИЗВОДСТВО ИЗДЕЛИИ
ИЗ ЯЧЕИСТОГО БЕТОНА
§ 1. ПОДГОТОВКА СЫРЬЕВЫХ МАТЕРИАЛОВ
Технология производства изделий из ячеистых бето¬
нов состоит из следующих этапов: подготовка сырьевых
материалов, приготовление формовочной массы, изготов¬
ление арматурных каркасов, формование изделий, авто¬
клавная обработка, контроль качества и складирование.
Основными процессами подготовки сырьевых мате¬
риалов является помол кремнеземистого компонента, из¬
вестково-кремнеземистого вяжущего иногда с портланд¬
цементом, их дозировка и подача в смеситель, а также
подготовка в необходимом количестве алюминиевой су¬
спензии или водного раствора пенообразователя и пода¬
ча в мешалку.
Подготовка сырьевых материалов на предприятиях
ячеистых бетонов может осуществляться по нескольким
технологическим схемам: сухой совместный помол ком¬
понентов (схема 1); сухой раздельный помол компонен¬
тов; мокрый помол компонентов (схема 2); комбиниро¬
ванный способ подготовки сырьевых материалов.
Схема 1 успешно применяется на ряде заводов га¬
зосиликатных изделий.
Сухой совместный помол и гомогенизация обеспечи¬
вают хорошее смешение составляющих исходных мате¬
риалов, при этом достигается высокое качество получа¬
емого вяжущего. Достоинство этого способа — простота
дозировки исходных материалов, наиболее полное ис¬
пользование оборудования, надежный контроль за про¬
изводством. Недостаток этого способа — относительно
большой расход энергии на помол.
Для схемы с сухим раздельным помолом компонен¬
тов характерно то, что для каждого из основных ком-
— 616 —
Схема 1
Песок,
зола
Сортировка
песка
Известь
Минеральные
добавки
Г
*
Сушка
песка
Примеси
Б отрал
1 I
Дробление Шлак Гипс Цемент
J
Сушка
Промежуточное
складирование
I
Дозирование
I
Помол
Гомогенизация—
Химические
добавки
Измельчение,
растворение
^Промежуточное складирование
* ;
Приготовление формовочной масеы
понентов шихты установлены дробильные и помольные
агрегаты соответствующей производительности. Эта схе¬
ма наиболее целесообразна в тех случаях, когда необхо¬
димо получать сырьевые материалы с различной сте¬
пенью готовности, например при использовании извест¬
ково-зольного вяжущего известь требует дробления и
помола, а золу лишь частично домалывают или усред¬
няют.
Помол извести по этой схеме производят с добавкой
шлака, золы или песка, в противном случае ухудшают¬
ся условия помола, известь под действием мелющих тел
комкуется. Раздельный помол не обеспечивает хороше¬
го смешения составляющих компонентов. По этой схе¬
ме, как и по схеме 1, требуется достаточно разветвлен¬
ная сеть аспирационных коммуникаций.
Для схемы с мокрым помолом компонентов (схема
2) характерно наличие разветвленных транспортных
коммуникаций. Недостаток этой схемы — более низкое
качество перемешивания, чем в первом варианте, одна¬
ко при мокром помоле кремнеземистого компонента сни¬
жаются затраты на устройство обеспечивающих устано¬
вок, повышается производительность мельниц. Кроме то¬
го, отсутствие сушки для большей части материала сни¬
жает энергозатраты.
- 617 —
Комбинированный способ подготовки сырьевых ма¬
териалов предусматривает применение песка карьерной
влажности. Существует мнение [13], что этот способ эф¬
фективен для высокоэкзотермичной извести с быстрыми
сроками гашения, при помоле которой следует вводить
10—50% песка, при этом не только исключается сушка
песка, но и создаются условия для лучшего использова¬
ния свойств высокоэкзотермичной извести, снижаются
энергозатраты.
2
Песок,зола
Обогащение
Известь Минеральные Химические
| добавки добавки
Вода у [ ф )
Дробление Шлак Гипс Цемент
Г
г *
Сушка
Прижеси
в отвал
Про межу точное^с клад ирование
Дозирование
f
Мокрый
помол
I
Сухой
помол
♦
Выдержка в Гомогенизация
шламбассейне I
I »
1—Промежуточное складирование
Г
Измельчение,
растворение
Приготовление формовочной массы
К недостаткам этого способа следует отнести труд¬
ности получения вяжущего со стабильными свойствами.
В практике заводского производства изделий из яче¬
истого бетона широкое применение получили схемы с су¬
хим совместным и раздельным мокрым помолом компо¬
нентов, при этом решающее значение для выбора схемы
имеет вид сырья. Песок, золу и другие кремнеземистые
материалы измельчают обычно в шаровых мельницах,
иногда для интенсификации помола добавляют ПАВ и
известь. На заводах газосиликата размалывают смесь
извести с песком для получения вяжущего с высоким
содержанием в смеси активного СаО (30—40 % по
массе).
— 618 —
Помол влажного песка с негашеной известью вызы¬
вает гидратацию (гашение) последней в количестве, за¬
висящем от содержания песка и воды. Сухой совмест¬
ный помол всех компонентов или одного компонента про¬
изводят в шаровой мельнице СМ-14, мокрый помол пес¬
ка— в мельнице СМ-НА. Для совместного помола из¬
вести и песка применяют дезинтегратор, например
СМ-684 производительностью 10 т/ч.
Часовая производительность шаровой мельницы G4
при сухом помоле до тонкости с остатком на сите 0085
может быть определена по формуле
40Дм I f См
" ТосГ«'6>7 v D V
где Км—коэффициент размалываемости, равный для кварцевого пес¬
ка 0,65; для извести—1,7; известняка — 1,2—1,8; доменного шла¬
ка— 0,55—1,1; g — поправочный коэффициент иа тонкость помола,
который при остатке на сите 0085 составляет 0,59, при остатке 4, 6,
8, 10, 12, 14, 16, 18, 20 соответственно равен 0,71; 0,82; 0,91; 1; 1,2;
1,17; 1,26; 1,34; 1,42; V—внутренний объем мельницы; D — внут¬
ренний диаметр мельницы; GM — масса мелющих тел; т) — коэффи¬
циент эффективности помола, равный; для двухкамерной мельницы
0,9; многокамерной 1, многокамерной с центробежным сепаратором
или классификатором 1,2.
При совместном помоле материалов коэффициент
размалываемости определяют по формуле
Кма + КЫЬ
— юо ’
и
где К^и ам—коэффициент размалываемости соответствующих ма-
териалов; а и b — процентное содержание материалов в смеси.
Зависимость между удельной поверхностью и остат¬
ками на сите 0085 приведена в табл. 21.1.
Таблица 21.1. Требования к удельной поверхности
различных материалов
Удельная поверхность, см2/р
Материал
2000
2500
3000
3500
4000
5000
6000
Песок
20
15
10
7
_
_
Известково-песчаная
—
—
12
—
8
6
4,5
смесь
Известь
2
2
20
—
15
10
10
N
Помол вяжущих материалов — извести-кипелки, гра¬
нулированного доменного шлака и высокоосновного золь¬
ного вяжущего — производят отдельно или совместно с
добавкой 10—15 % по массе песка влажностью не бо¬
лее 6%. Основную часть песка размалывают отдельно.
Определенная на ПСХ удельная поверхность смеси дол¬
жна быть не менее 5000 см2/г, а песка — не менее
2000 см2/г.
При совместном помоле цемента, извести и песка
удельная поверхность должна быть не менее 3500 см2/г.
Комовую известь-кипелку до помола дробят на куски не
более 25 мм в диаметре. При использовании в составе
смеси гипса его размалывают совместно с известью. Кис¬
лую золу-унос размалывают по сухому, а песок — по су¬
хому или мокрому способам. При мокром способе по¬
мола песка добавляют 2—3 % по массе извести или ПАВ
из расчета 70 г/т песка.
Содержание песка и воды в шламе зависит от плот¬
ности шлама. С увеличением плотности шлама содержа¬
ние песка увеличивается, а воды соответственно умень¬
шается. По нормативным данным при плотности шлама
1500 г/л содержание песка составляет 0,804 кг, а воды
0,696 л; при плотности шлама 1600 г/л содержание песка
будет 0,964 кг, а воды 0,636 л; при плотности шлама
1700 г/л содержание песка равно 1,124 кг, а воды 0,576 л;
при плотности шлама 1790 г/л содержание песка будет
1,268 кг и воды 0,522 л.
Для получения газообразователя применяют водную
алюминиевую суспензию. Ее приготовляют из алюминие¬
вой пудры ПАК-1 в установке НИПИсиликатобетона или
пасты из алюминиевой пудры в специальной установ¬
ке. Пасту по способу НИЖБ приготовляют путем сме¬
шения алюминиевой пудры с водным раствором сульфо-
нола в соотношении 1:1 по массе. В 1 л водного раст¬
вора сульфонола содержатся 25 г сульфонола.
Водные растворы пенообразователя готовят на осно¬
ве клееканифольного мыла, сапонинового камня, пено¬
образователей ПО-6 или смолосапонинового и др., в том
числе и синтетических. Пенообразователь на основе кле-
еканифоли и щелочи готовят следующим образом. В во¬
ду помещают куски клея размером 2—3 см в соотноше¬
нии по массе 1 : 1 и замачивают в течение 24 ч, затем на¬
гревают до 40—50 °С до его полного растворения.
Для приготовления канифольного мыла готовят вод-
— 620 —
Js’f,! •»*!/••* ’ ‘ гГ , . - 1 I * '
НЦ1Й раствор щелочи, из расчета 1 л воды на 160 r.N^QH
путем кипячения, затем в кипящую массу добавляют
дробленую канифоль и непрерывно ее перемешивают.
Соотношение канифоли по массе раствора и щелочи по
объему берут в пропорции 1:1. Кипятят до полного ра¬
створения канифоли. Одновременно по мере испарения
добавляют воду с t—70 °С. Полученное таким образом
канифольное мыло смешивают с клеевым раствором,
вливая последний с ^=30°С небольшими порциями в
канифольное мыло с /=60°С. Соотношение клеевого
раствора и канифольного мыла 1 : 0,7 по массе.
Клееканифольный пенообразователь перед употреб¬
лением готовят путем смешения с водой в соотношении
1 : б по объему при 50 °С. На 1 м3 пенобетона расходу¬
ется 0,2 кг клея, 0,14 кг канифоли и 0,024 кг NaOH. Пе¬
нообразователь ПО-6 получают готовым, а на заводе его
разбавляют водой в пропорции 1 : 10 по объему; его
можно готовить также и на заводе. Пена, приготовлен¬
ная из любого пенообразователя, должна иметь крат¬
ность не менее 15 л и коэффициент использования пе¬
ны — не менее 0,85. Качество пены окончательно прове¬
ряют на опытных образцах пенобетона.
§ 2. ПРИГОТОВЛЕНИЕ ФОРМОВОЧНОЙ МАССЫ
На втором этапе производства из шихты, полученной
сухим совместным помолом (схема 3), приготовляют
формовочную массу. Первая группа компонентов: слой
известково-песчаного вяжущего автоклавного твердения
и минеральных добавок (цемент, шлак, гипс и др.), вто¬
рая группа и 'мпонентов: вода, алюминиевая пудра и
ПАВ.
Приготовление формовочной массы при этом вклю¬
чает не только дозирование исходных компонентов, но и
подогрев воды и приготовление шлама, полученного от
переработки горбушки, если предусмотрено ее использо¬
вание. В другом случае горбушку используют в качест¬
ве дробленого теплоизоляционного материала.
Смесь можно приготовлять с использованием вяжу¬
щего, полученного сухим совместным помолом компонен¬
тов и двухкомпонентной шихты, из которых кремнезе¬
мистую составляющую размалывают в мельнице мокрого
помола и используют в виде шлама. Эту смесь приго-
— 621 —
I
С к e м а з
Минеральные
добавки
Вода
t 1
Подогрев I
| Дозир'ование
Дозирование I
Промежуточное
складирование
i ’
♦-Приготовление формовочной массы -
*
Дозирование Транспорт формовочной
массы
Алюминиевый
порошок,
химические
добавки
. Вода
L,
Дозирование -
\
Приготовление
алюминиевом
суспензии1 1
Шлам от
горбушки
Формование изделий
товляют в специальных смесителях емкостью 2,4 и 8 м3.
Весовыми дозаторами дозируют исходные составляющие,
затем их направляют в промежуточный бункер, снабжен¬
ный шнековым питателем для равномерной загрузки
смесителя.
Алюминиевую пудру и химические добавки дозируют
на специальной установке, состоящей из весовых доза¬
торов пудры и химических добавок, объемного дозатора
воды, быстроходной мешалки, расходного бункера и ве¬
сового дозатора суспензии.
В быстроходный смеситель исходные материалы по¬
дают в такой последовательности: вода — химические до¬
бавки— алюминиевая пудра. Затем 2,5—3 мин их пе¬
ремешивают. Готовую суспензию выгружают в расходный
бункер.
Для приготовления формовочной смеси в газобетоно-
мешалку подают воду, дозируют переработанную в шлам
горбушку и из промежуточного бункера подают сухие
компоненты, указанные материалы перемешивают
3—4 мин, затем добавляют алюминиевую суспензию при
продолжающемся еще 1—2 мин перемешивании. При
работе газобетономешалки следует следить за измене¬
нием вязкости и температуры смеси.
При мокром помоле основных составляющих смесь го¬
товят в такой последовательности: вода — шлам — сухие
компоненты — суспензия алюминиевой пудры; при этом
622 —
перемешивают более интенсивно за счет увеличении
частоты вращения мешалки и времени перемешивания.
Формовочную массу с использованием сырьевых мате¬
риалов, полученных мокрым помолом, приготовляют по
схеме 4.
Схема 4■
Вода
Алюминиевый
порошок,
химические
добавки
уДозирование '
т
Приготовление
суспензии
Дозирование
1-й компонент
(шлам)
Дозирование
Приготовление
'формовочной
.массы
Транспортирование
формовом-
S-й компонент
(сухие состав¬
ляющие)
„ *
Дозирование
Промежуточное
складирование
I
Дозирование
I
Шлам от
горбушки
Формование изделий
Пенобетонную смесь получают в смесителях периоди¬
ческого или непрерывного действия. Последовательность
загрузки материалов в смеситель: в пеновзбиватель за¬
ливают эмульсию пенообразователя в воде и в течение
5 мин готовят пену; основные составляющие загружают
в смеситель, перемешивают в течение 2 мин, затем добав¬
ляют в смесь приготовленную пену, перемешивают еще
2 мин и выгружают в расходный бункер, где она может
находиться не более 20 мин.
При производстве формовочной смеси по вибротехно¬
логии применяют виброгазобетоносмеситель СМС-40
(рис. 21.1), который состоит из корпуса, вертикального
вала' с лопастями, вибрационной системы самоходного
портала. На внутренней поверхности корпуса смонтиро¬
ваны отбойные лопасти. По всей длине вала по винтовой
линии установлены попарно лопасти, образующие двух¬
лопастный пропеллер. В конструкции вибрационного уст¬
ройства предусмотрено регулирование частоты вибрации
и амплитуды колебаний. Амплитуда колебаний состав¬
ляет 0,4—0,6 мм и частота 3000 кол/мин. Частота вра¬
щения вертикального вала с лопастями составляет 200—
250 мин-1.
Рис. 21.1. Виброгазобетоносмеси-
тель СМС-40
Рис. 21.2. Гидродинамический сме¬
ситель ГДС-3 ■ i
1 — корпус; 2 — самоходный пор¬
тал; 3 — привод вертикального ва¬
ла; 4 — вертикальный вал; 5 — ло¬
ток
1 — пульт управления; 2 —niipueod
смесителя; 3 — загрузочное устрой¬
ство; 4 — горизонтальная ' смеси¬
тельная камера; 5 — лоток; (?L — са¬
моходный портал
Исходные материалы загружают через люки, имею¬
щиеся в крышке. Вначале заливают воду или шлам й
включают лопасти, после пуска вибратора подают ос¬
тальные компоненты равномерными дозами в течение
15—20 с. Суспензию пудры вливают сразу после загруз¬
ки основных компонентов, и смесь перемешивают 30—
60 с. Выгружают формовочную смесь при включенном
вибраторе через затвор, под которым расположен лоток,
предназначенный для заливки газобетонной смеси в
форму.
На заводах страны для приготовления различных ви¬
дов ячеистого бетона широко применяют также гидро¬
динамический смеситель ГДС-3 (рис. 21.2), который со¬
стоит из горизонтальной смесительной камеры с лопаст¬
ным валом, активаторами, загрузочным и разгрузочным
устройствами, самоходного портала, щита снабжения
электроэнергией и системы управления.
Указанные системы обеспечивают хорошее перемеши¬
вание; они позволяют получать высокогомогенные и ак¬
тивированные смеси с пониженным содержанием воды
затворения (до 35—40 %), при этом продолжительность
процесса приготовления смеси не превышает 3 мин.
— 624 —
§ 3. ЗАГОТОВКА. АРМАТУРЫ I \
, ' Ч ; / • . ' Ф *'
/II i ,u, i . ,
* I S: 11 * 51 - ]] i
Арматурные ,сегки и 'каркасы изготовляют по» техно¬
логии, изложенной в гл. 15. Армировать изделия из яче¬
истого deTOHa можно обынной арматурой и стальной про¬
волокой с обязательной защитой их антикоррозионными
покрытиями. Надежность армирования повышается п!ри
использовании предварительно напряженных железобе¬
тонных брусков, изготовленных на специальных стендах.
Наибольшее распространение получило обычное армиро¬
вание с помощью сеток или каркасов.
Для защиты арматуры от коррозии часто применяют
цементно-битумную, цементно-полистирольную и инги¬
бированную сланцебитумно-цементную мастики. Цемент¬
но-битумную мастику готовят из нефтяного битума мар¬
ки БН-1 и цемента в соотношении 1 :5 по массе, в ка¬
честве растворителя применяют, уайт-спирит, керосин,
бензин и др.
Производят ее следующим образом. В мешалку по¬
дают 1,5 ч. растворителя и 1 ч битума по массе, в ре¬
зультате перемешивания образуется сиропообразная
масса, которая при смешивании с цементом образует
мастику. Полученная мастика подается в щелевые ван¬
ны. Консистенция мастики подбирается так, чтобы тол¬
щина защитного слоя после сушки составляла 0,3—
0,4 мм. С помощью мостового крана арматурный каркас
погружают в щелевую ванну, где он покрывается слоем
мастики, затем подают в камеру и выдерживают в тече¬
ние 20—30 мин при 50—60 °С до полного затвердения.
Для приготовления цементно-полистирольных обма¬
зок используют портландцемент марки М 400 с удель¬
ной поверхностью 2500—3000 см2/г, растворители (ски¬
пидар, метаксилол и др.), полистирол или кубовые
остатки. Полистирольный клей готовят в мешалке, он со¬
стоит из 1 ч. полистирола и 4 ч. растворителя по массе.
Этот клей затем перемешивают с цементно-песчаным по¬
рошком в соотношении 1 : 6 или 1 : 10 по массе до полу¬
чения рабочего состава необходимой вязкости. Получен¬
ную мастику подают в щелевые ванны, где производят
все операции по изоляции арматуры, что и с применени¬
ем холодной битумной мастики.
Использование вместо полистирола кубовых остатков
позволяет упростить технологическую схему за счет ис-
40—845
— 626 —
ключения операций по приготовлению полистирольного
клея.
Работы по защите арматуры от коррозии требуют
тщательного соблюдения мероприятий по технике безо¬
пасности и промышленной санитарии.
§ 4. ФОРМОВАНИЕ ИЗДЕЛИЙ
Из ячеистого бетона изделия можно формовать мето¬
дом литья в горизонтальные или вертикальные кассет¬
ные формы, методом формования с применением вибра¬
ции, осуществляемой в течение всего процесса вспучива¬
ния ячеистой массы (вибрационная технология). Третий
метод основан на применении резательной технологии.
Процесс формования по первому и второму методам
можно условно разделить на следующие основные опе¬
рации: подготовку форм; укладку в формы арматурных
каркасов; заливку массы и формование пористой струк¬
туры; предварительное выдерживание. При резательной
технологии предусматривается установка станков для
разрезки массивов на отдельные плиты и блоки, а также
фрезерование изделий. Завершающий этап — автоклав¬
ная обработка, контроль качества и складирование из¬
делий.
Схема производства изделий из ячеистого бетона с
мокрым помолом основных компонентов и резательной
технологией формования представлена на рис. 21.3.
Технологическая схема с сухим совместным помолом ком¬
понентов и формованием изделий по обычной и вибраци¬
онной технологии приведена на рис. 21.4. Указанные тех¬
нологические схемы отличаются не только способами под¬
готовки сырья, но и формованием изделий. Первый ме¬
тод предусматривает конвейерное производство, второй—
стендовое.
Применение при формовании крупных блок-форм
позволяет применять резательную технологию для произ-.
водства унифицированных изделий, из которых на специ¬
альных конвейерах собирают крупноразмерные элементы
для монтажа зданий.
Механическая обработка изделий после автоклавной
обработки обеспечивает высокое качество изделий.
Подготовка форм состоит из тщательной очистки,
смазки и подогрева до 40 °С. Для смазки применяют пет-
ролатумно-керосиновую смесь, состоящую из 1 ч. петро-
— 626 —
Кремнеземистый.
Рис. 21.3. Технологическая схема производства изделий из силикатного яче¬
истого бетона с мокрым помолом основных составляющих и применением ре¬
зательной технологии при формовании
/ — склад песка (золы); 2 — склад шлака; 3 — питатели; 4 — промеокуточный
бункер песка; 5 — грохот для отделения глинистых включений; 6 — бункер
для глинистых включений; 7, 15, 26, 50 — конвейер; 8 — сушильный аппарат;
9 —бункер шлака; 10, 42 — бункер гипса; 11 — бункер добавок; 12, 22, 27—
бункер извести; 13 — питатели; 14, 34 — насос; 16 — бункер комовой извести;
17 — питатель; 18 — дробилка щековая; 19 — дробилка молотковая; 20, 36 —
питатель; 21 — элеватор; 23, 28 — дозирующий питатель; 24 — шаровая мель¬
ница сухого помола; 25 — классификатор; 29 — мельница мокрого помола;
30 — насос шлама; 31 — бункер песка; 32 — шламбассейн; 33, 37 — насосная
установка; 35 — гомогенизаторы; 38 — емкость для воды; 39 — бункер шлама;
40 — бункер известкового вяокущего; 41 — бункер минеральной добавки; 43 —
дозаторы; 44 — бункер шлама от горбушки; 45 — алюминиевая суспензия; 46—
установка для переработки горбушки; 47 — сборный бункер; 48 — шнековый
питатель; 49 — газомешалка; 51 — формы (заливка и вспучивание); 52 — уста¬
новка для автоматического раскрытия форм; 53 — машина для продольной
вертикальной разрезки; 54 — машина для поперечной разрезки; 55 — машина
для горизонтальной разрезки; 56 — машина для срезки горбушки; 57 — уста¬
новка для сборки форм; 58, 60 — вагонетки с формами; 59 — автоклавы; 61—
передаточный мост; 62 — вагонетка на распалубке; 63 — возврат вагонеток;
$4 — конвейер чистки и смазки форм; 65 — установка для автоматической раз¬
борки форм; 66 — установка для чистки форм; 67 — установка для смазки
форм; 68 — установка для сборки форм; 69 — возврат форм в производствен¬
ный процесс; 70 — стенды сортировки изделий и контроля качества; 71 —
транспортировка изделий на склад; 72 — конвейер отделки изделий; 73 —
стенд механической обработки изделий; 74 — стенд отделки поверхности из¬
делий; 75 — стенды промежуточного складирования; 76 — конвейер для скле¬
ивания панелей; 77 — склад продукции: 78 — обеспыливающая установка
40*
— 627 —
Песок
15 16 17
Л: ti '
■Л г ’у-ксг ^ ■' -
Известь Шавка
23 21 2049^
Горбушка
I Складирование изделии
Рис. 21.4. Технологическая схема производства изделий из силикатного ячеи¬
стого бетона с сухим совместным помолом компонентов и применением обыч¬
ной и вибрационной технологии их формования
1 — склад песка; 2 — склад шлака; 3, 3, 23 — конвейер; 4—бункер песка;
Б — грохот для отделения глинистых включений; 6 — бункер очищенного пес¬
ка; 7 — питатель; 9 — бункер с питателем; 10 — бункер для глинистых приме¬
сей; И — сушильный барабан; 12 — шнек; 13 — элеватор; 14 — бункера песка
и шлака; 15 — бункер шлака; 16 — питатель; 17 — сушичьный аппарат;
/3 — бункер гипса; 19 —бункер добавок; 20 — бункер комовой из¬
вести, 21, 34 — питатели; 22 — насосные установки; 24 — бункер; 25 — транс¬
портер-питатель; 26 — дробилка щековая; 27 — дробилка молотковая; 28 —
элеватор; 29 — бункер дробленой извести; 30 — дозаторы; 31 — шаровая мель¬
ница; 32 — насос; 33 — гомогенизаторы; 35 — насос; 36 — классификатор для
отделения и возврата крупных частиц; 37 — бункер смеси; 38 — бункер доба¬
вок; 39 — бункер гипса; 40 — емкость для подогрева воды; 41 — обеспылива¬
ющая установка; 42 — дозаторы; 43 — установка для подготовки и дозиро¬
вания алюминиевой пудры; 44 — сборный бункер с питателем; 45 — дозатор
воды; 46 — газобетономешалка; 47 — формы на стендах; 48 — машина для
подрезки горбушки; 49, 51 — вагонетки с изделиями, 50 — автоклав; 52 —
передаточная тележка; 53 — стенды распалубки изделий; 54 — возврат ваго¬
неток; 55 — контроль качества и промежуточное складирование изделий; 56—
складирование форм; 57 — стенды подготовки форм; 58 — стенды очистки и
смазки форм; 59 — смазочные материалы; 60 — стенды укладки облицовочного
слоя; 61 — склад облицовочных материалов; 62 — установка для подготовки
облицовочных материалов; 63 — возврат форм; 64 — склад продукции
латума и 2,5 ч. керосина, солидол или автол в смеси с
керосином в соотношении 1:1; смесь кулисного и ма¬
шинного масел в соотношении 1:1. Смазку наносят из
расчета 150 г на 1 м2 поверхности. Толщина защитного
слоя бетона 25 мм.
Высоту заполнения форм смесью h определяют по
формуле
—’ 628 —
h — Kf h0 (vc Vp)>
где Кг — коэффициент, учитывающий высоту горбушки; h0 — вы¬
сота формы; \’0 и ур — средняя плотность соответственно газобетон-
ноц и растворной смесей.
1
При литьевой технологии /Сг=1,1; при вибрационном
и литьевом формовании массивов высотой 600 мм Кг—
= 1,05.
Горбушку срезают при достижении поверхност¬
ным слоем пластической прочности 10—15 кПа, прика¬
тывают горбушку при пластической прочности 15—
20 кПа.. Срезают и прикатывают ее механизированным
йутем. 1
При формовании наружных стеновых панелей по лить¬
евой технологии на дно форм укладывают отделочный
материал в виде дробленого камня, керамической плитки
и др., поверх которого заливают обычный или поризо-
ванный раствор слоем 2—3 см за 30—40 мин до начала
задивки формовочной массы. При отделке каменным
дробленым материалом на дно формы ровным слоем на¬
стилают песок, после чего укладывают слой дробленого
камня, на него поризованный раствор, затем заливают
формовочную массу.
Формирование пористой структуры —один из наи¬
более ответственных этапов технологического процесса.
При постоянстве состава шихты, тонкости помола компо¬
нентов и других характеристик качество макроструктуры
зависит от вязкости смеси и температуры вспучива¬
ния. Несоблюдение требований вязкости смеси и темпе¬
ратуры вспучивания приводит к неоднородной структу¬
ре и появлению мелких трещин. Известно, что макро¬
структура в изделиях получается различной — верхние
слои отличаются повышенной пористостью, а плотность
средних и нижних слоев в 1,3—1,5 раза выше верхних.
Введение в состав шихты поверхностно-активных и воз¬
духововлекающих веществ улучшает процессы структу-
рообразования. Положительное влияние на структурооб-
разование ячеистого бетона оказывает также
наличие в шихте шлакопортландцемента или моло¬
того гранулированного шлака (50—70 кг на 1 м3
изделий).
Формование и щелий по вибрационной технологии про¬
текает в иных условиях; более высокая вязкость {В/Т=
=0,3—0,4) предопределяет необходимость вибрацион-
— 629 —
ных воздействий в процессе приготовления формовочной
смеси, ее разлива и вспучивания.
Основные характеристики вибрации — частота и ам¬
плитуда колебаний, величина которых зависит от свойств
формуемой смеси.
При определении состава шихты устанавливают оп¬
тимальные характеристики вибрации, которые обеспе¬
чиваются частотой и амплитудой колебаний виброплоща¬
док. Частота меняется от 3000 до 1000 колебаний в 1 мин,
а амплитуда от 0,25 до 0,4 мм при круговых колебаниях
и от 0,1 до 0,2 мм при вертикально направленных коле¬
баниях. Продолжительность вибрации определяют с мо¬
мента заливки смеси до окончания вспучивания, т. е.
сепарация формования продолжается не более 30 мин,
в то время как по обычной технологии требуется 1—1,5 ч
и более. Это достоинство наиболее полно используется
при конвейерном способе производства. К преимущест¬
вам этой технологии следует отнести увеличение струк¬
турной прочности, снижение конечной влажности, умень¬
шение объемных деформаций усадки и др.
Преимущества формования изделий в кассетных уста¬
новках: сокращается по времени весь технологический
цикл, увеличивается коэффициент загрузки автоклава с
0,25—0,32 до 0,34—0,44, и в связи с увеличением высоты
формуемой массы меняются условия формирования по¬
ристой структуры.
При резательной технологии формирование пористой
структуры осуществляют в формах вместимостью до
18 м3. В заранее подготовленную очищенную и смазан¬
ную блок-форму заполняют смесь, после вспучивания
которой блок-форму подают на пост подготовки к реза¬
нию, где снимают бортовую оснастку и режут массив спе¬
циальными машинами. Резательным инструментом явля¬
ется туго натянутая проволока из высокопрочной стали.
Наиболее качественная поверхность при резке получа¬
ется через 30—60 мин после заливки массы в формы при
диаметре струны 0,3 мм, однако такая тонкая струна
часто рвется. Удовлетворительные результаты можно
получить, применяя высокопрочную проволоку диамет¬
ром 0,8—1 мм.
Резательная технология широко применяется в зару¬
бежной практике (Швеция, ФРГ и др.).
Характерная особенность формования изделий по
резательной технологии — применение универсальных
630 —
форм, позволяющих изготовлять унифицированные из¬
делия простой конфигурации конвейерным способом с
максимальной механизацией и автоматизацией произ¬
водства.
Твердению изделий должно предшествовать их вы¬
держивание с целью срезки горбушки и приобретения
ими необходимой пластической прочности.
§ 5. АВТОКЛАВНАЯ ОБРАБОТКА, ОТДЕЛКА
И СКЛАДИРОВАНИЕ
Твердение строительных изделий в индивидуальных
формах или полученных в результате разрезки массива
производят в автоклавах, пропарочных камерах или с
помощью электронагрева.
Для изготовления изделий из ячеистого бетона ис¬
пользуют тонкодисперсные сырьевые материалы, затво¬
ренные большим количеством воды, и это существенно
отличает их от материалов аналогичного назначения и
предопределяет характерные особенности тепловлажно¬
стной обработки.
Установлено, что наиболее эффективным режимом
автоклавной обработки изделий из ячеистого силикатно¬
го бетона является быстрый подъем давления пара
(0,7 ч—1 ч 15 мин) на первой стадии. При быстром подъ¬
еме давления опасные деформации расширения протека¬
ют в первый час автоклавной обработки, когда упру¬
гость твердеющего силикатного бетона еще невелика,
и он способен к пластическим деформациям, кроме того,
сказывается положительно обжарка изделий быстро рас¬
тущим давлением в автоклаве. Такие условия способст¬
вуют менее интенсивной миграции влаги в начале запа¬
ривания, которая обычно вызывает направленную ка¬
пиллярную пористость, микроразрушение структуры
межпорового каркаса и равномерное увлажнение бето¬
на в слоях изделия.
Деформируемость материала происходит плавно и в
начале стадии изотермического прогрева стабилизиру¬
ется, при этом не возникают усадочные деформации,
характерные для этого периода запаривания при мед¬
ленном подъеме давления пара. Лишь к концу изотерми¬
ческой выдержки (через 5—10 ч) начинается равномер¬
ная по всему объему изделия усадка, но к этому времени
прочность ячеистого бетона достигает 60—80 % мак¬
симальной и бетон может выдержать значительные на¬
— 631 —
пряжения. Изделия в автоклаве выдерживают при дав¬
лении пара 0,8 МПа в течение 5—10 ч.
Пар следует выпускать медленно, так как в этот пе¬
риод напряжения в материале будут возрастать вместе
с перепадами температуры, влажности и давления. На
практике давление пара в автоклаве снижают в течение
1,5—3 ч. Общая продолжительность автоклавной обра¬
ботки изделий из ячеистого бетона составляет 9,7—
20,5 ч. Она меняется в зависимости от средней плотно¬
сти бетона, толщины изделия и других показателей. Об¬
щая продолжительность пропаривания изделий толщи¬
ной 200—300 мм составляет 11—14 ч по режиму 1,5+
+8+1,5 или 2,5+10+1,5, а при толщине изделия 400—
600 мм — 17 ч по режиму 3+12+2 ч.
После выгрузки изделий из автоклава или пропароч¬
ной камеры их распалубливают после остывания в фор¬
мах не ранее, чем через 4 ч. Укрупнительную сборку па¬
нелей из отдельных изделий ведут на заводе согласно
рабочим чертежам в вертикальном или горизонтальном
положении с помощью клея и стальных панелей или
крепежно-монтажного устройства; устанавливают окон¬
ные блоки и ведут отделку. Отделка ячеистобетонных
изделий необходима не только для получения декоратив¬
ной поверхности, но и для защиты бетона от увлажнения,
агрессивных действий С02 и других веществ.
Декоративное покрытие наносят в процессе формова¬
ния или после автоклавной обработки. Более эффекти¬
вен первый способ, но он применим лишь при формова¬
нии изделий в горизонтальных формах.
Офактуривание изделий после автоклавной обработки
возможно при всех методах формования; ее осуществля¬
ют на стендах или конвейере. Отделка состоит из сле¬
дующих операций: очистки поверхности, заделки выбоин
и раковин, увлажнения или грунтовки и нанесения по¬
красочного слоя. В качестве красочных покрытий на¬
ружной поверхности применяют цементные, цементно-
перхлорвиниловые, гипсополимерцементные и др.
На склад изделия поступают после их осмотра ОТК.
Хранят изделия в крытых складах на специальных про¬
кладках. Стеновые панели хранят в вертикальном по¬
ложении, изделия в виде блоков можно укладывать в
штабеля. Плиты покрытий и перекрытий также уклады¬
вают в штабеля на прокладке в соответствии с сущест¬
вующими нормативами.
— 632 —
§ 6. ПРЕДПРИЯТИЯ ПО ПРОИЗВОДСТВУ ИЗДЕЛИЯ
ИЗ ЯЧЕИСТЫХ БЕТОНОВ
Среди существующих предприятий большой мощности стабиль¬
ная технология при .высоком качестве изделий достигнута на ряде
заводов.
Луганский ДСК выпускает свыше 250 тыс. м3 в год ячеистобе¬
тонных изделий, из которых армированные изделия для промышлен¬
ного строительства — стеновые панели размером 6—6,25x1,2—1,8Х
Х0,2 м — составляют около 50 тыс. м3 в год и неармированные из¬
делия, главным образом для теплоизоляции, — более 200 тыс. м3
в год.
Основными сырьевыми материалами являются: кварцевый песок,
известь и шлак. Вяжущее автоклавного твердения готовят путем
сухого совместного помола извести (66—75 %), шлака (30 ®/о) и
гипсового камня (3—3,5 %). Состав шихты для производства 1 м3
ячеистого бетона плотностью 700 кг/мэ следующий: известково-шла¬
ковое вяжущее—169 кг; песок молотый в виде шлама — 459 кг, це¬
мент марки 300 или 400—72 кг; алюминиевый порошок — 300 г и
сульфанол 80 % -ной концентрации— 10 г.
Известь получают путем обжига мела во вращающихся печах,
активность 83—85 %, сроки гидратации 6—8 мин. В связи с тем, что
известь под действием атмосферных условий быстро теряет актив¬
ность, последнюю подвергают помолу совместно с гранулированным
шлаком и гипсовым камнем. Для подготовки сырьевых материалов
предусмотрены дробильно-сортировочная и сушильная установки,
весовые дозаторы, а транспортируют сухие компоненты для измель¬
чения и помола пластинчатым конвейером. Дробление и помол ших¬
ты производят по замкнутому циклу с сепарированием.
Песок размалывают в мельницах мокрого помола совместно с
добавкой боя газосиликата, запаренной горбушки и извести в ко¬
личестве 1—2 % по массе. Измельченный песок из мельницы подают
в шламбассейны, а затем в корректировочные емкости, из которых
его дозируют для приготовления смеси. Сухие компоненты, извест¬
ково-шлаковое вяжущее и цемент из силосов системой шнеков — эле¬
ваторов подают в расходные бункера дозировочного отделения.
Алюминиевую пудру, обработанную сульфанолом, используют в ви¬
де водной суспензии. "
Формовочную смесь готовят в газобетономешалке емкостью
4,5 м3; материалы подают в следующем порядке: песчаный шлам,
известковошлаковое вяжущее, водноалюминиевая суспензия. Время
перемешивания 3 мчн. Смесь разливают при работающих лопастях
смесителя.
Заполнение форм, смазанных подогретой петролатумно-соляро-
вой мастикой, производят в главном корпусе; там же готовят ар¬
матуру. Защищают арматуру от коррозии цементно-полистирольной
обмазкой. Вспучивание и схватывание смеси в формах, находящих¬
ся на стендах, происходит в течение 2—4 ч. Продолжительность вы¬
держки зависит от плотности ячеистого бетона, а точнее от содер¬
жания воды затворения. После окончания вспучивания и схватыва¬
ния отформованные изделия подают на резку (поперечную и про¬
дольную) п подрезку горбушки для крупноразмерных армированных
изделий.
633 -
Запаривают изделия в автоклавах диаметром 2,6 м при 0,9 МПа
по режиму 3 + 5+1,5 ч (неармированные изделия) и по режиму 4 +
+ 8+5 ч (армированные изделия).
Распалубку изделий производят в остывочном отделении, из ко¬
торого формы и вагонетки возвращают в производство, а изделия
идут на склад готовой продукции, где на саециальных стендах окра¬
шивают панели
На Воронежском заводе строительных материалов применяют
известково-песчаное вяжущее, полученное совместным сухим помо¬
лом компонентов в шаровой мельнице. Для усреднения состава ус¬
тановлены гомогенизаторы с механическим перемешиванием, осуще¬
ствляемым при аэрировании смеси сжатым воздухом.
Формовочную смесь готовят из известково-песчаного вяжущего
и шлакопортландцемента в количестве 50 кг на 1 м3 изделий в га-
зобетономешалках емкостью до 4 м3, из которых и заливают формы.
В момент заполнения форм температура смесн составляет 40—45 °С,
а в процессе вспучивания и схватывания 90—94 °С.
Арматурные сетки и каркасы готовят в арматурном цехе, для
защиты от коррозии применяют цементнобитумную мастику. Заклад¬
ные детали подвергают металлизации в гальваническом цехе завода.
Автоклавную обработку изделий производят при давлении 0,9 МПа
по режиму 1,5+8+4 ч.
Наружную поверхность стеновых панелей отделывают дробле¬
ным каменным материалом непосредственно по ячеистому бетону в
процессе формования изделий лицом вниз. Каменный материал укла¬
дывают на дно формы по слою песка, после чего заливают формо¬
вочную массу.
Важное достижение в производстве изделий из ячеистого бето¬
на — применение комплексной вибрационной технологии.
На Гродненском комбинате строительных материалов произво¬
дят изделия из ячеистого бетона широкой номенклатуры по вибра¬
ционной и резательной технологиям. Сырьем для производства яче¬
истого бетона являются известь, молотый песок и портландцемент.
Для регулирования сроков схватывания вводят добавку двуводного
гипса, газообразователем служит алюминиевая пудра ПАК-3. Из¬
весть получают обжигом мела во вращающихся печах.
Подготовка сырьевых материалов предусматривает совместный
помол в шаровой мельнице известково-цементно-песчаного вяжущего
в соотношении 1:1:1 с добавкой двуводного гипса в количестве
3—5 % содержания извести. Для усреднения вяжущего применяют
гомогенизаторы СМ-991, оборудованные механическими смесителями
и аэрирующими устройствами. Песок размалывают в шаровой мель¬
нице мокрого помола, из которой шлам плотностью 1,7 т/м3 посту¬
пает в шламбассейны для промежуточного складирования. При по¬
моле песка используют отходы производства — промывные воды от
вибромешалок. Приготовленный шлам, содержащий 3—5 % СаО, пос¬
ле корректировки перекачивают насосом в расходные емкости формо¬
вочного отделения. Смесь с В/Т = 0,36—0,4 приготовляют в вибро¬
смесителе СНС-40 емкостью 5 м3, который обеспечивает перемеши¬
вание и транспортирование приготовленной массы к месту формо¬
вания. Цикл приготовления составляет 5—6 мин.
Порядок загрузки материалов в смеситель следующий: вначале
подают шлам и воду, затем вяжущее и через 3—4 мин вводят алю-
минйевуЮ суспензию с концентрацией пудры 35—40 г/л, содержащую
поверхностиоактивные вещества. После этого смесь перемешивают
— 634 —
в течение 1—2 мин. Вибросмеситель работает в режиме: частота ко¬
лебаний 2890 в 1 мин, амплитуда 0,35 мм. Смеситель снабжен ло¬
пастным валом, имеющим скорость вращения 200 мин-1. Приго¬
товленную смесь с текучестью по Суттарду 12—14 см и темпера¬
турой 35—38 °С разливают в формы при работающем смесителе.
Для этого форму предварительно смазывают и оснащенную арма¬
турным каркасом устанавливают на виброплощадку.
Начало виброформования соответствует температуре 40—42 °С,
а конец 58 °С; максимальная температура вспучивающейся смеси
85 °С. Продолжительность вибрационного воздействия, при котором
заканчивается процесс вспучивания и стабилизации (схватывания)
ячеистой структуры, продолжается 15—20 мин
После снятия горбушки форму устанавливают на тележку и на¬
правляют в автоклав. Автоклавная обработка изделий ведется в
следующем режиме: продувка автоклава 0,5 ч, подъем давления 2,5 ч,
выдержка при давлении насыщенного пара 1,1 МПа 9 ч, снижение
давления 2 ч, остывание изделий в открытом автоклаве 2 ч. Влаж¬
ность изделий после твердения составляет 20—22 %.
Декоративно-защитная отделка изделий ведется на специальном
конвейере, оборудованном механизмами и приспособлениями для
чистки, увлажнения, покрытия латексом и посыпки декоративной
крошкой изделия с последующей сушкой при температуре 80 °С;
продолжительность цикла отделки—15 мин. После сушки панели
с помощью кантователя снимают с конвейера и направляют на склад
готовой продукции.
На комбинате панели изготовляют не только в индивидуальных
горизонтальных формах, но и в формах большой емкости, предна¬
значенных для формования нескольких изделий по резательной тех¬
нологии. Особенностью резательной технологии является то, что
ячеистый бетон формуют в крупных блок-массивах (7—9 м3) с по¬
следующей резкой их на изделия заданных размеров непосредствен¬
но после вспучивания и схватывания. Для этого на дно формы перед
заливкой укладывают тонкую стальную проволоку, являющуюся ре¬
зательным инструментом. Продолжительность цикла резки
10—12 мин.
В производстве стеновых изделий для разрезки в продольном и
поперечном направлениях в настоящее время используются реза¬
тельные машины. Характеризуя структуру ячеистого бетона в круп¬
ных массивах, следует отметить высокую однородность материала;
наличие мелких пор диаметром 0,5—0,7 мм составляют 82—88 %•
Применение резательной технологии позволяет значительно рас¬
ширить номенклатуру изделий. В настоящее время блок-массивы ем¬
костью более 10 м’ режут с помощью специальных машин на изде¬
лия заданного размера, затем после автоклавной обработки они
проходят калибровку, фрезерование н сборку в различного вида из¬
делия на специальных установках илн конвейерных линиях. При
такой технологии отделка наружных поверхностей осуществляется
только после автоклавной обработки.
Применение резательной технологии предопределяет универсаль¬
ность предприятий, обеспечивающих выпуск армированных и неар-
мнроваииых изделий различного назначения и высокой точности
размеров. Унификация составных элементов крупноразмерных изде¬
лий и последующая их укрупнительная сборка и отделка на кон¬
вейере повышает степень заводской готовности панелей при одно¬
временном снижении их стоимости.
ГЛАВА 22. ПРОИЗВОДСТВО ИЗДЕЛИИ
ИЗ СИЛИКАТНЫХ БЕТОНОВ ' ;
§ 1. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА
В современном производстве силикатобетонных из¬
делий используют в основном две технологические схе¬
мы, которые отличаются не только способом приготов¬
ления известково-кремнеземистого вяжущего, но и оче¬
редностью некоторых операций.
При «гидратном» способе производства (первая схе¬
ма) изделий применяют совместный помол предваритель¬
но загашенной в гидраторах извести с обязательным
удалением с помощью просева непогасившихся зерен.
При этом влажность гидратной извести не должна пре¬
вышать 3 %.
Для приготовления вяжущего применяют кварцевый
песок влажностью не более 1 %. Совместный помол из¬
вести-пушонки с песком производят в шаровых мельни¬
цах.
Все компоненты бетона — вяжущее, песок и щебень
или гравий — дозируют по массе с помощью дозаторов.
Компоненты бетона погружают в бетономешалку в сле¬
дующей последовательности: мелкий заполнитель — вя¬
жущее — вода — крупный заполнитель. При этом дол¬
жно быть раздельное перемешивание песка с вяжущим,
сухой растворной смеси с водой и раствора с крупным
заполнителем. Общая продолжительность перемешива¬
ния— 3—4 мин. СИ 529-80 предусматривают, как пра¬
вило, применение оборудования, предназначенного для
изготовления бетонных и железобетонных изделий на це¬
ментном вяжущем.
Бетонная смесь из бетоносмесителя поступает в бе¬
тоноукладчик, а далее в формовочный цех для формо¬
вания изделий. Автоклавную обработку осуществляют
при давлении 0,8—1,2 МПа и температуре 185 °С по ре¬
жиму, определяемому размерами и конфигурацией из¬
делий с общей продолжительностью 9—12 ч. По окон¬
чании автоклавной обработки изделия остывают до 30—
35 °С, далее после приемки их маркируют и направляют
на склад готовой продукции, а формы очищают, смазы¬
вают и направляют для очередного цикла производства
изделий. Этот способ исключает возможность гидратаци-
онного твердения извести.
— 636 —
Вторая схема — «кипелочная» предусматривает сов¬
местный помол дозированных по массе мелкодробленой
извести-кипелки и мелкозернистого кварцевого песка
карьерной влажности. При этом часть извести гасится в
процессе помола. Для регулирования сроков гашения
вводят до 5 % гипсового камня, а при приготовлении
бетонной смеси —до 0,5% СДБ от массы извести.
Особенностью этой технологии является то, что пос¬
ле формования перед автоклавной обработкой изделия
выдерживают в течение 2—3 ч для достижения более
полной гидратации извести, в остальном технологические
этапы такие же, как и по первой схеме.
В технологии силикатобетонных изделий внедряет¬
ся и третья схема, которая объединяет положительные
стороны первой и второй схем; ее называют видоизменен¬
ной кипелочной.
По этой схеме для получения вяжущего до помола
мелкодробленую известь-кипелку и мелкозернистый пе¬
сок карьерной влажности дозируют по массе. Далее при
перемешивании всех компонентов силикатобетонной мас¬
сы для замедленного гашения добавляют раствор СДБ,
количество добавки должно быть таким, чтобы активный
процесс гидратации извести начался не при перемеши¬
вании, а в процессе силосования силикатобетонной смеси.
Длительность выдерживания смеси в бункерах гаше¬
ния не должна превышать 3 ч. Бетонную смесь, претер¬
певшую объемные и температурные деформации, загус¬
тевшую и частично схватившуюся, подвергают вторично¬
му перемешиванию, а затем ее формуют.
Повторное перемешивание производят достаточно ин¬
тенсивно (до 5 мин), чтобы разрушилась схватившаяся
смесь и освободилась избыточная вода, адсорбированная
поверхностью частиц вяжущего.
Из приведенных выше схем наиболее эффективна
первая схема.
§ 2. ПРИГОТОВЛЕНИЕ СИЛИКАТОБЕТОННЫХ СМЕСЕЙ
И ФОРМОВАНИЕ ИЗДЕЛИЙ
Силикатный бетон — полидисперсная система, в ко¬
торой твердая фаза должна быть плотно уложена. ,Цля
высокопрочного бетона характерно применение жестких
смесей с высокой тонкостью помола известково-кремне¬
земистого вяжущего.
— 637 —
При тонком измельчении вяжущего наблюдается зна¬
чительная агрегация частиц при перемешивании, обра¬
зуются комочки, которые полностью не смочены водой, в
результате создаются местные ослабления — дефекты,
снижающие прочность и долговечность бетона. Предот¬
вращение агрегации частиц может быть достигнуто пу¬
тем тщательного перемешивания, для этого используют
вибросмесители или производят последовательное раз¬
дельное смешивание отдельных групп, составляющих бе¬
тонную смесь, в обычных бетономешалках принудитель¬
ного действия С-371, С-945, С-773 и др., при этом дости¬
гается хорошая химическая и структурная однородность
смеси.
Силикатобетонную смесь приготовляют также в сме¬
сителях бегунного типа, которые обеспечивают высокое
качество изделий. Для приготовления смеси на извест¬
ково-кремнеземистом вяжущем целесообразны противо-
точные смесители С-355, С-356, СМ-976 с цилиндричес¬
кими катками.
Бетоносмесительное отделение по своему назначению
и составу аналогично бетоносмесительному отделению
предприятий по производству железобетонных изделий
на основе цемента.
;На основе известково-кремнеземистых вяжущих гото¬
вят смеси двумя способами: с сохранением эффекта гид-
ратационного схватывания оксида кальция в бетонной
смеси и полной гидратацией оксида кальция в бетонной
смеси без эффекта гидратационного схватывания (гид-
ратный способ). По первому способу все компоненты бе¬
тонной смеси перемешивают в смесителе в один прием,
затем используют для формования изделий. Бетонные
смеси на основе шлакового вяжущего готовят по этому
способу. По второму способу вяжущее, заполнитель и
часть воды после предварительного перемешивания по¬
мещают в силосы до полной гидратации извести, затем
добавляют расчетную часть воды и вновь перемешивают.
При первом способе минимальное количество вяжу¬
щего в смеси должно составлять: при крупном песке —
200 кг/м3, при песке средней крупности —230 кг/м3, при
мелком и очень мелком песке — 280 кг/м3. Для приготов¬
ления смеси по второму способу минимальный расход
вяжущего увеличивается на 50—100 кг/м3.
Компоненты смеси дозируют по массе с точностью:
вяжущее и вода — до 2 %, заполнители — до 3 %. Ком¬
— 638 —
поненты загружают в смеситель в следующем порядке:
заполнитель, вяжущее, после кратковременного переме¬
шивания (30 с) вода. Общая продолжительность пере¬
мешивания 3—4 мин.
Процесс гидратации извести может быть ускорен
при использовании воды, подогретой до 40—80 °С.
Бетонная смесь, приготовленная по первому способу,
должна быть использована не позднее, чем через 30—
60 мин. Бетонная смесь, приготовленная на известково¬
шлаковом или шлаковом вяжущем, должна быть ис¬
пользована не позднее, чем через 60 мин.
Формование изделий относится к числу основных
технологических процессов; принятый способ формова¬
ния, параметры формовочного оборудования определя¬
ют метод заводского изготовления изделий и их качест¬
во. Процесс формования изделий включает комплекс
технологических и транспортных операций, состоящих из
подготовки форм (чистки, смазки, сборки), укладки ар¬
матуры, укладки и распределения силикатобетонной сме¬
си, ее уплотнения; извлечения пустотообразователей (для
пустотелых изделий), отделки открытой поверхности из¬
делий.
Процесс формования изделий определяет не только
внешний вид, форму и параметры изделия, но также и
физико-механические и упругопластические свойства
отвердевшего материала. Для получения высокопрочно¬
го и долговечного бетона необходимо изготовлять изде¬
лия с максимальной плотностью. Однако при одном и
том же методе формования не все смеси будут одинако¬
во удобоукладываемыми. Так, смеси мелкозернистого
силикатного бетона, компоненты которого имеют боль¬
шую суммарную поверхность составляющих с большими
силами трения и сцепления между ними, требуют не¬
сколько видоизмененных приемов формования, чем сили¬
катобетонные смеси с крупным заполнителем.
В настоящее время при формовании изделий исполь¬
зуют главным образом формовочное оборудование, при¬
меняемое на заводах железобетонных изделий.
К числу возможных методов формования силикато¬
бетонных смесей следует отнести: прессование, вибриро¬
вание, вибрирование с пригрузом, виброштампование,
силовой вибропрокат и др.
Подготовленные формы заполняют бетонной смесью
с помощью бетоноукладчиков СМЖ-3507, СМЖ-162 и
— 639 —
¥
_ др. При формовании пустотных изделий бетонную смесь
укладывают прслойно и уплотняют с помощью вибраци¬
онных) машин ,и площадок СМЖ-196, СМЖ-200 и др.
В свяйи с тем, что силикатобетонные смеси характери¬
зуются высокой жесткостью, изделия высотой более
16 см целесообразно дополнительно обрабатывать по¬
верхностной вибрацией. Скорость движения установки
для поверхностного уплотнения 0,6—1 м/мин, частота ко-
лебаний'3000 мин _1, амплитуда 0,5 мм.
Существенное влияние при формовании оказывает
пригруз. Применяют пригрузы гравитационные и дина¬
мические с удельным давлением до 10 кПа.
Силикатобетонные смеси за счет гидратации извести
разогреваются до 20—25 °С, и отформованный бетон
после окончания механических воздействий приобретает
прочность 0,1—1,5 МПа в зависимости от степени пред¬
варительной гидратации извести, жесткости смеси и* сте--*
пени ее уплотнения. Штабель с отформованными изде¬
лиями, установленный на вагонетке, следует в автоклав.
Заготовка стержневой и проволочной арматуры,; из¬
готовление арматурных сеток и каркасов аналогичны
принятым при подготовке арматуры для обычного же¬
лезобетона. . , ■
§ 3. АВТОКЛАВНАЯ ОБРАБОТКА ИЗДЕЛИЙ
I
Особенности автоклавной обработки изделий обус:
ловливаются применяемой известью. При применений
гашеной извести предварительная выдержка необяза¬
тельна, желателен быстрый подъем давления для созда¬
ния начального обжатия бетона. Некоторый спад проч¬
ности может происходить при увеличении изотермичес¬
кой выдержки в результате перекристаллизации
новообразований.
При Использовании извести-кипелки целесообразна
доавтоклавная выдержка, чтобы закончилась ее гидра¬
тация, а для крупноразмерных изделий, чтобы полностью
прогрелось изделие.
При охлаждении изделий следует учитывать, что
компоненты бетона стремятся сократиться в объеме, в
результате чего в зонах контакта новообразований с за¬
полнителями возникают растягивающие напряжения,
снижающие прочность бетона. Режим остывания крупно¬
размерных изделий должен быть мягким с выдержкой их
— 640 —
I автоклаве и в цехе при положительной температуре.
>азность температур поверхности изделий и цеха не дол-
кна превышать 40 °С.
Обычно автоклав загружают изделиями в короткое
|ремя, и пар подают сразу же после закрытия крышки
I соответствии с заданным режимом при помощи про-
■раммных устройств.
Продолжительность изотермического прогрева изме-
шется в зависимости от толщины изделия, температуры
i давления. Обычно для изделий толщиной 10 см продол-
кительность изотермического прогрева составляет соот-
штственно при температуре 175 °С и абсолютном давле-
ши 0,9 МПа 5 ч, при температуре 183—191 °С и абсо-
тютном давлении 1,1 —1,3 МПа—4 ч.
При толщине изделия 14 и 18 см продолжительность
изотермического периода увеличивают соответственно от
5 до 7 и от 4 до 6 ч. Поднимают и снижают температуру
равномерно в течение 2—3 ч. Резкие перепады или сни¬
жение давления пара в автоклаве вызывают в изделиях
необратимые деформации.
Выгружаемые из автоклава силикатобетонные изде¬
лия не должны подвергаться резкому охлаждению, ос¬
тывание должно происходить в неразобранных штабе¬
лях на вагонетках при естественном или принудительном
охлаждении.
§ Л. ПРЕДПРИЯТИЯ ПО ПРОИЗВОДСТВУ ИЗДЕЛИЙ
ИЗ ПЛОТНОГО СИЛИКАТНОГО БЕТОНА
Предприятия по производству изделий из плотного силикатного
бетона производят различного вида изделия и конструкции для жи¬
лых и общественных зданий. Основной массой выпускаемых изде¬
лий являются блоки толщиной до 390 мм, высотой 2490 мм. Объем
каждого блока не превышает 1,5 м3.
Общая технологическая схема по производству изделий из си¬
ликатного бетона приведена иа рис. 22.1. На таких предприятиях
известь обычно не доставляют в готовом виде, а производят из из¬
вестняка или мела непосредственно на месте, для чего на территории
завода устанавливают известеобжигательные печи Полученную пос¬
ле обжига известь-кипелку активностью 75—85 % транспортируют от
известково-обжигательных печей в щековую дробилку. Дробленую
известь с помощью элеватора или ленточного конвейера подают в
расходный буикер. Параллельно в расходные бункера со склада
транспортируют кварцевый песок.
Из расходных бункеров известь и песок с помощью ленточных
и тарельчатых питателей дозируют по объему в соотношении 1 : 1
и подают для совместного помола в шаровую мельницу СМ-14. Тон¬
кость помола известково-песчаиого вяжущего характеризуется остат-
41—845
— 641 —
f
*
з
7О
11
¥¥
I 13 I
0>с
Смес и тельное
отделение i—ч
t
п
19
еде
D 20 □
Т7
21
ХЗ-22
16
1
В Бункер
смесительного
- отделения
На склад
Рис. 22.1. Технологическая схема производства изделий из силикатного бетона
1 — крытый склад извести; 2 — питатель; 3 — ленточный конвейер; 4 — щеко-
вая дробилка; 5 — элеватор; 6 — склад песка; 7 — расходный бункер песка;
8 — виброгрохот; 9 — склад гипса; 10 — расходный бункер извести; 11 — то же,
песка; 12 — то же, гипса; 13 — бетономешалка; 14 — бункер смеси; 15 — шаро¬
вая мельница; 16 — шнековый питатель; 11 — бункер вяжущего; 18 — склад
песка, 19 — расходный бункер песка; 20 — дозировочный бачок для воды;
21 — бетономешалка; 22 — расходный бункер силикатобетонной смеси; 23 —
бетоноукладчик; 24 — пост формовки; 25 — пост выдержки; 26 — автоклав
камн на сите 031 до 0,5 % и на сите 014 до 2 %• Полученное совмест¬
ным помолом известково-песчаное вяжущее с помощью элеваторов
направляют в расходные бункера помольного отделения, а далее
пневматическим транспортом в приемные бункера бетоносмеситель¬
ного отделения.
Песок, поступающий в приемные бункера бетоносмесительного
отделения, просеивают, освобождают его от примесей гравия и за¬
гружают в расходные бункера Из расходных бункеров песок, из¬
вестково-песчаное вяжущее, а также воду дознруют весовыми авто¬
матическими дозаторами и подают в растворомешалку СМ-200. Для
увеличения скорости гашения извести применяют воду, подогретую
до 70 °С. Дозирование материалов на замес рассчитывается по ак¬
тивности вяжущего для получения силикатобетонной смеси с актив¬
ностью 6,5 % и влажностью 7 %■ Цикл работы растворомешалки со- i
ставляет 3 мин.
— 642 —
Приготовленную смесь с помощью элеваторов и раздаточного
конвейера с плужковыми сбрасывателями засыпают поочередно в
эдин из трех силосов емкостью каждый по 60 м3, где она загашает-
:я з течение 1—1,5 ч. При выходе из силосов смесь имеет влажность
3,5—4,5 % и температуру около 70 °С.
Загашенную смесь с помощью тарельчатых питателей и элева¬
торов подают в расходные бункера второго дозировочного отделе¬
ния. После весового дозирования и перемешивания с добавляемой
водой снликатобетонную смесь влажностью 8,5—10 % ленточными
конвейерами доставляют к формовочным постам и загружают бун¬
кера бетоноукладчиков.
В подготовленную и смазанную форму укладывают каркасы с
приваренными закладными деталями, закрепляют монтажные петли
и устанавливают иа виброплощадку. Перед подачей смеси иа поддон
наносят пластифицирующий слой известкового молока, который
обеспечивает получение плотной и гладкой поверхности изделий
При изготовлении пустотелых изделий вслед за укладкой части
силикатобетонной смеси в нижний слой блока в форму вводят пус-
тотообразователи, а затем загружают остальную смесь.
Разравнивание, уплотнение и заглаживание верхнего слоя про¬
изводятся с помощью иожа, вибропригруза и отделывающего ва¬
лика, смонтированных на самоходном бетоноукладчике. Все меха¬
низмы управляются дистанциоиио с пульта. Общий цикл формова¬
ния в зависимости от типа изделия продолжается б—12 мии.
После формования изделий пустотообразователи вынимают,
а изделия направляют для накопления на свободные площадки. Да¬
лее изделия краном устанавливают иа вагонетки и направляют в ав¬
токлав. После автоклавной обработки формы с изделиями снимают
с вагонеток и подают иа посты распалубки. На освободившиеся ва¬
гонетки сразу устанавливают свежеотформованные блоки. Все фор¬
мы, уложенные на вагонетки, закрывают асбестовой тканью в целях
предотвращения повреждений открытых поверхностей.
Для выгрузки и загрузки состава в автоклав требуется 1—1,5 ч.
Запаривание ведут по режиму 1,5 + 7 +1,5 ч, интенсивно напуская
пар без предварительного удаления воздуха. Контроль режима ав¬
токлавной обработки производят с помощью самопишущих маномет¬
ров и термометров. По окончании запаривания составь: немедленно
выкатывают из автоклавов без их выдержки при открытых крыш¬
ках. При трехсменной работе автоклавы производят два цикла в
сутки.
Отделку лицевых поверхностей блоков и мелкий ремонт произ¬
водят шпатлевкой из цементно-песчаиого раствора с поливинил-
ацетатной эмульсией состава: портландцемент марки 500 — 35 %,
песок мелкий — 59%, клей козеиновый — 2%, поливииилацетатная
эмульсия (50 %-ная)—4% и вода—14—16% по массе сухих ма¬
териалов. Указанный состав шпатлевки готовят в растворомешалке
емкостью 150 л.
Готовые изделия после приемки ОТК загружают иа тележки и
направляют на открытый склад готовой продукции.
Северодонецкий домостроительный комбинат выпускает для жи¬
лых домов изделия в виде блоков, панелей, перемычек из тяжелого
силикатного бетона, наружные стеновые панели из газосиликата иа
смешанном известково-цементно-песчаном вяжущем, фундаментные
блоки и вентиляционные паиели из цементно-песчан го бетона авто¬
клавного твердения.
41*
— 643 —
Два цеха комбината производят детали из тяжелого силикат-
нога .бетона по гидратной схеме с барабанным способом гашения из¬
вести. В третьем крупнопанельном цехе предварительное гашение из¬
вестково-песчаного вяжущего производят в силосах.
Комовая известь, поступающая в цех крупных блоков с помо¬
щью ленточных конвейеров, дозируется тарельчатым питателем в
шаровую мельницу СМ-436. Помол извести производят с добавкой
до 10—15 % песка массы извести; молотое вяжущее с помощью
шнековых питателей и элеваторов подают в расходный бункер, а за¬
тем после дозировки в гасильный барабан СМ-153. Гашение извес¬
ти производят паром в течение 40—50 мин и подают ее в расход¬
ные бункера смесительного отделения, туда же подают немолотый
песок
Исходные материалы — известково-песчаное вяжущее, немолотый
песок и воду дозируют по массе в соотношении, обеспечивающем
получение смеси с активностью 6,5 % и влажностью 12—14 % и пе¬
ремешивают в течение 3—4 мин в смесителе С-335.
Приготовленную смесь с помощью бункера-бетоноукладчика за¬
гружают в формы и уплотняют вибрацией. Отформованные изделия
мостовым краном устанавливают на вагонетки и загружают авто¬
клав. В цехе в отдельном помещении расположено пять автоклавов
диаметром 2,6 м и длиной 19,1 м, против каждого из них имеются
пути для формирования и разгрузки составов. Процесс загрузки и
разгрузки длится 3—4 ч. Блоки запаривают по режиму 3+6+5 ч
при избыточном давлении 12 МПа. Окончательная отделка блоков
производится на специализированных постах, затем изделия посту¬
пают на склад готовой продукции.
В цехе крупных панелей с двумя пролетами по 18 м и длиной
144 м изготовляют изделия из газосиликата в одном пролете, а в
другом — из тяжелого силикатного и цементно-песчаного бетона.
В обоих пролетах установлено по два проходных автоклава диа¬
метром 3,6 м и длиной 21 м. С обеих сторон автоклава имеются пе¬
редаточные мосты и за ними пути длиной по 13 м. Между автокла¬
вами имеется один обгонный путь для возврата вагонеток и форм
из распалубочного отделения в формовочное.
Газосиликатные панели наружных стен изготовляют из смешан¬
ного вяжущего" цемента 126 кг/м3, извести 130—150 кг/м3, молотого
песка с удельной поверхностью 1800—2000 см2/г, и извести с
тонкостью помола до 5000—6000 см/2, содержащей до 10—
15 % песка. Молотое вяжущее подают в расходные бункера пнев¬
матическим транспортом. Для подачи песчаного шлама в шламбас-
сейны используют камерные нагнетатели. Смесь готовят в газобе-
тономешалках емкостью 6 м3.
Технология изготовления — литьевая с запариванием в горизон¬
тальных формах. Режим автоклавной обработки — мягкий 5 + 7+5 ч.
Отделку изделий производят на специализированных постах. В дру¬
гом пролете цеха крупных панелей изготовляют армосиликатные из¬
делия, а также блоки и панели из цементно-песчаиого бетона.
Технология формования изделий аналогична применяемой в цехе
крупных блоков. Режим запаривания 5 + 7+5 ч, а цементно-песчаных
5 + 4+6 ч прн давлении 1,3 МПа. Готовые изделия после запарива¬
ния н приемки ОТК идут на склад готовой продукции.
— 644 —
■
ГЛАВА 23. ПРОИЗВОДСТВО ИЗДЕЛИЙ ,
ИЗ ПОЛИМЕРБЕТОНОВ И БЕТОНОПОЛИМЕРОВ
§ 1. ТЕХНОЛОГИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРБЕТОНОВ
Химически стойкие изделия и конструкции из поли¬
мербетонов, а также из армополимербетонов производят
в следующей последовательности: промывка, сушка и
фракционирование заполнителей, подготовка наполните¬
лей, приготовление полимербетонной смеси, формование
изделий и конструкций, тепловая обработка изделий,
контроль качества.
Полимербетонные смеси, состоящие из связующего и
заполнителей, приготовляют при нормальной температу¬
ре (не ниже 15 °С) в бетоносмесителях принудительного
действия, при этом связующее из синтетической смолы,
отвердителей и наполнителей готовят в специальных вы¬
сокоскоростных смесителях.
Для сокращения времени укладки полимербетона ме¬
таллические формы предварительно тщательно чистят,
смазывают и устанавливают вблизи смесителя бетонной
смеси, чтобы с помощью лотков или желоба полимербе-
тонную смесь можно было подавать непосредственно из
смесителя в формы.
При изготовлении конструкций необходимо следить
за правильной установкой арматуры в форме, как это
предусмотрено проектом; толщина защитного слоя дол¬
жна быть не менее 25—30 мм.
Уплотнение полимербетонной смеси производят на
виброплощадках или с помощью наружных вибраторов.
Продолжительность виброуплотнения назначают в зави¬
симости от подвижности (жесткости) смеси, но не менее
2 мин.
Высокая плотность отформованного изделия считает¬
ся тогда, когда на его поверхности появляется тонкий
слой жидкой полимерной фазы. Эффективно уплотнение
полимербетонных смесей на низкочастотных вибропло¬
щадках с частотой колебаний 250—300 мин-1 и ампли¬
тудой 2—4 мм.
Набор прочности изделий из полимербетонов проис¬
ходит в естественных условиях при температуре не ниже
15 °С и влажности 60—70% в течение 28—30 сут.
При этом следует иметь в виду, что через 20—30 мин
после вибрационного уплотнения полимербетонная смесь
- 645 —
V
начинает разогреваться до 35—40 °С, а в массивных кон¬
струкциях до 60—70 °С. Недостаточный разогрев поли¬
мербетона свидетельствует о неудовлетворительном ка¬
честве смолы, отвердителя или высокой влажности на¬
полнителя и заполнителей.
Ускорить процесс отвердения конструкций можно пу¬
тем прогрева изделий в течение 6—18 ч в аэродинамиче¬
ских печах или в камерах с паровыми регистрами при
80 °С. В целях предотвращения появления трещин ско¬
рость подъема и снижения температуры не должна пре¬
вышать 0,5—1 °С ь 1 мин.
Высокое качество изделий достигается при строгом
соблюдении правильности технологии на всех переделах,
начиная с подбора составляющих, правильности их до¬
зирования, режимов перемешивания, формования и твер¬
дения. Главные показатели качества изделия — режим
тепловой обработки, время разогрева полимербетона
после формования изделия, скорость нарастания твердо¬
сти бетона, его прочностные характеристики, включая
однородность материала.
Изделия должны быть изготовлены в строгом соот¬
ветствии с требованиями Инструкции по технологии при¬
готовления полимербетонов СН 525-80 и правил по тех¬
нике безопасности.
§ 2. ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕТОНОПОЛИМЕРОВ
Производство бетонополимерных изделий может
быть организовано по различным технологическим схе¬
мам. Наиболее высокая прочность достигается при про¬
изводстве изделий по схеме, включающей четыре основ¬
ные операции: сушку, вакуумирование, пропитку моно¬
мером и его полимеризацию непосредственно в теле бе¬
тона.
Улучшение свойств бетонных или железобетонных
изделий, в частности повышение их долговечности, при¬
дание свойствам стабильности во времени и ряд других
задач, могут успешно решаться при производстве бетоно¬
полимерных изделий по упрощенным схемам, включаю¬
щим, как правило, пропитку и полимеризацию. Упрощен¬
ные схемы производства применимы лучше всего для
поверхностной или зонной обработки бетонных и желе¬
зобетонных изделий.
Сушка, если она необходима, может производиться
— 646 —
различными способами и обеспечивать высушивание из¬
делий либо полностью, либо до определенной влажности,
либо только поверхностных слоев изделий. Режимы суш¬
ки должны назначаться таким образом, чтобы не выз¬
вать опасных деструктивных процессов в бетоне изделия
и одновременно обеспечить высушивание изделия в ми¬
нимальные сроки и при минимальной затрате энергии
В ряде случаев, например, при обработке изделий в по¬
лигонных условиях в летнее время, может использовать¬
ся естественная сушка, в том числе сушка под действи¬
ем солнечных лучей.
Вторая операция — вакуумирование, является жела¬
тельной, но не всегда обязательной операцией. Вакууми¬
рование обеспечивает более глубокую пропитку, ускоряет
процесс пропитки и позволяет получать изделия повышен¬
ного качества. Однако в некоторых случаях для упро¬
щения технологии вакуумирование не производят, осо¬
бенно если к изделию предъявляются ограниченные тре¬
бования по прочности и долговечности.
Основные операции производства бетонополимеров—
пропитка бетона мономером и полимеризация его непо¬
средственно в теле бетона. Эти операции могут выпол¬
няться как в разных аппаратах, так и совмещаться в од¬
ном аппарате, что в некоторых случаях более удобно,
так как способствует уменьшению потерь мономера.
При пропитке бетона мономером основной задачей
является достижение достаточной степени насыщения
бетона мономером в кратчайшие сроки. Для этого наря¬
ду с применением бетонов соответствующей структуры,
например, с направленной проницаемостью, большое зна¬
чение имеет выбор пропитывающей жидкости. Наилуч¬
шие результаты получаются при пропитке низковязкими
мономерами типа метилметакрилата или стирола. При
пропитке более вязкими мономерами и сополимерами, а
также другими пропитывающими жидкостями скорость и
глубина пропитки уменьшается, а продолжительность
пропитки увеличивается. Ускорению пропитки способст¬
вует проведение ее вначале под вакуумом, а затем с не¬
большим избыточным давлением. При использовании
маловязких пропитывающих составов, для уменьшения
потерь мономера, как правило, пропитку и полимериза¬
цию осуществляют в одной установке или применяют
двухстадийную обработку: вначале осуществляют про¬
питку и первоначальную полимеризацию в одной каме¬
— 647 —
ре, а последующую полимеризацию —в другой. При
применении более вязких составов, обладающих меньшей
летучестью, часто наиболее рациональным оказывается
раздельное производство пропитки и отверждения.
■Наиболее важной операцией в производстве бетонопо-
лимерных изделий является полимеризация мономера в
теле бетона. Эта операция должна проводиться таким
образом, чтобы предохранить мономер от испарения и
обеспечить получение полимера высоких свойств. Непра¬
вильный режим обработки может привести к значитель¬
ным потерям мономера или к получению изделия с де
фектами.
Полимеризация может проводиться в жидких или га¬
зовых средах, а также под пленками или другими изо¬
лирующими материалами. Полимеризация в жидких сре¬
дах обеспечивает высокий коэффициент теплопередачи
от горячей среды к изделию и тем самым ускоряет про¬
грев изделия и полимеризацию мономера. Однако в этом
случае возможно вымывание или частичное растворение
мономера из поверхностных слоев, если недостаточно
правильно подобрана жидкая среда. В качестве жидких
сред можно использовать горячую воду, глицерин, рас¬
плавленный парафин и ряд других подобных материалов.
Вода применяется при полимеризации мономеров с низ¬
кой температурой стеклования, например, метилметак-
рилата. Если для полимеризации нужны температуры бо¬
лее высокие, то используют глицерин и расплавленный
парафин.
При использовании газовой среды проще обеспечить
хороший внешний вид изделий, однако возрастает опас¬
ность испарения мономера из поверхностных слоев и
снижается коэффициент теплопередачи и тем самым
скорость прогрева изделий и скорость полимеризации мо¬
номера в теле бетона. Кроме того, при полимеризации в
газовых средах необходимо соблюдать особые меры пре¬
досторожности, чтобы избежать опасности взрыва, так
как смеси паров многих мономеров с воздухом в опреде¬
ленной пропорции являются взрывоопасными.
■ Поэтому обычно в качестве газовых сред использу¬
ют инертные газы, а в некоторых случаях водяной пар.
При применении водяного пара, особенно насыщенного
парами мономера, улучшаются условия теплообмена,
скорость полимеризации и уменьшается опасность испа¬
рения мономера из поверхностных слоев бетона.
— 648 —
Полимеризация под пленкой обычно проводится при
обработке одной из поверхностей изделия, часто при
проведении обработки по упрощенным технологическим
схемам.
Для пропитки и полимеризации применяют специаль¬
ные герметичные камеры, размеры которых позволяют
помещать одно или несколько изделий. Продолжитель¬
ность пропитки зависит от ее глубины и составляет от
10—20 мин до 3—5 ч. Продолжительность термокатали¬
тической полимеризации обычно 3—6 ч.
Для поверхностной пропитки могут применяться со¬
ставы, содержащие добавки, ускоряющие полимериза¬
цию и обеспечивающие ее протекание при нормальной
температуре. В этом случае значительно упрощается
технология, не требуется прогрев, возрастает производи¬
тельность труда. Подобные составы используют также
для ремонта железобетонных конструкций и изделии.
ГЛАВА 24. ПОВЫШЕНИЕ ЗАВОДСКОЙ
ГОТОВНОСТИ ИЗДЕЛИИ
В связи с увеличением объемов полносборного домо¬
строения большое значение приобретают вопросы пол¬
ной заводской готовности сборных элементов зданий.
Отделка элементов зданий в заводских условиях по про¬
изводительности в 2—3 раза выше, чем на строительной
площадке. С развитием индустриального домостроения
отделочные послемонтажные работы будут непрерывно
сокращаться и в конечном счете сведутся лишь к отдел¬
ке стыков сборных элементов.
Недостатками при заводском изготовлении панелей
внутренних и наружных стен, а также плит перекрытий
является наличие раковин, пор на поверхности изделий,
имеют место наплывы на ребрах панелей, отклонения
от геометрических размеров.
Для повышения степени заводской готовности сбор¬
ных изделий и уменьшения послемонтажных работ сле¬
дует осуществлять комплектацию и отделку элементов.
Комплектация сборного железобетона представляет со¬
бой максимальное приближение его к конструкции зда¬
ния путем объединения с другими элементами.
Отделка железобетонного изделия состоит в обра¬
ботке его лицевых поверхностей до окончательной готов¬
ности, либо готовности под оклейку обоями или окраску.
— 649 —
В производстве изделий повышенной заводской го¬
товности различают два основных направления. Первое
направление состоит в повышении качества изделий за¬
водской готовности в процессе формования изделия без
дополнительных работ при комплектации. Второе — за¬
ключается в последующей комплектации или отделке из¬
делий на специальных технологических постах. Р
Наиболее эффективно первое направление. Таким
примером может являться формование стеновых пане¬
лей с облицовкой наружного слоя керамической или
стеклянной плиткой, декоративным слоем штукатурки и
отделкой внутренней поверхности под обои. При изго¬
товлении панелей внутренних стен оставляют' каналы
для электропроводки, ниши и отверстия для установки
закладных деталей, для выпуска проводов светильников,
углубления для установки выключателей и штепсельных
розеток и т. д.
§ 1. ДЕКОРАТИВНАЯ ОТДЕЛКА ФАСАДОВ
Разнообразие в отделке зданий достигают примене¬
нием различных видов материалов по цвету и фактуре
отделываемой поверхности. Виды отделок классифици¬
руют: по условиям и времени получения декоративной^
фактуры (в процессе формования или после него); по
виду применяемых материалов; по виду получаемой по¬
верхности (гладкая, рифленая); по цвету лицевой по¬
верхности (одноцветные, многоцветные) по принятой тех¬
нологии изготовления изделий («лицом вверх», «лицом
вниз» и в вертикальных формах).
Каждый из^ видов индустриальной отделки панелей
имеет свои преимущества и может применяться как са¬
мостоятельно, так и в сочетании с другими.
Фактурная отделка наиболее проста и ее производят
формованием изделий в рельефных матрицах или накат¬
кой валиками на лицевую поверхность заданного рель¬
ефа; механической обработкой отвердевшего бетона
(звездчатой фрезой, абразивными дисками, пескоструй¬
ным аппаратом, пневматической бучардой и др.). Обра¬
ботку поверхности изделия можно производить из обыч¬
ного или цветного бетона.
При формовании изделий «лицом вверх» эффективна
отделка поверхности слоем дробленого камня и стекла.
Такая отделка выполняется следующим образом. На по-
— 650 —
верхность свежеотформованного изделия насыпают слой
дробленого материала в виде щебня, который с помо¬
щью валков и кратковременной вибрации вдавливают в
бетон, придавая изделию красивый вид. При изготовле¬
нии изделий «фактурой вниз» на слой влажного песка
толщиной 5—8 мм укладывают фактурный щебень, а за¬
тем бетонную смесь. После распалубки панели песок
очищают щетками.
Цокольные плиты, площадки лестничных клеток обыч¬
но отделывают мозаичными плитками или террацевым
слоем. После твердения террацевый слой шлифуют дис¬
ковыми шлифовальными машинами.
Один из наиболее распространенных способов инду¬
стриальной отделки — облицовка керамическими плитка¬
ми. Керамические плитки подбирают по рисунку, наклеи¬
вают на бумажные листы (карты) и укладывают на под¬
дон форм. Облицовка крепится слоем мелкозернистого
раствора толщиной 1,5—2 см.
Часто применяют облицовку поверхности панелей
крупными керамическими плитками, которые укладыва¬
ют в форму на специальный резиновый коврик-шаблон.
Мозаику в виде брекчии производят из различного по
цвету боя плиток или другого каменного материала.
^Наиболее экономична и долговечна фактура изделий
слоем цветного бетона. Окраска панелей красочными со¬
ставами неэффективна из-за относительно высокой стои¬
мости, поскольку такой вид отделки при эксплуатации
требует периодического обновления.
Долговечно и устойчиво покрытие поверхностей из¬
делий керамической глазурью различных цветов. Выпол¬
няют его следующим образом. На бетонную поверхность
наносят подглэзурный слой из смеси цемента и кварце¬
вого порошка, после твердения его покрывают глазурным
шликером и обжигают при температуре 850—950 °С.
Стоимость глазурования 1 м2 поверхности составляет
1,32 руб.
§ 2. ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Для повышения степени заводской готовности изде¬
лий, главным образом стеновых панелей, применяют кон¬
вейерные технологические линии, оборудованные специ¬
альными машинами и устройствами для выполнения от¬
дельных видов работ.
— 651 -
При тележечном конвейере панель перемещают в вер¬
тикальном положении вдоль конвейера удерживаемой
упорными роликами; при цепном конвейере панель под¬
вешивают к крюкам цепи. Наиболее совершенной линией
является монорельсовый конвейер с передвижными тра¬
версными тележками, к которым подвешивают панели, и
они перемещаются вдоль конвейера. Вдоль конвейерной
линии размещают посты с определенным технологичес¬
ким оборудованием: машины для чистки, моечные маши¬
ны для отмывки бумаги с облицовочных плиток панели,
ш'гукатурно-затирочные машины для отделки поверхнос¬
тей, краскопульты и удочки для окраски поверхности,
порты для сушки поверхностей изделий, оборудованные
обжигательными электропечами, механизированными
подъемными рабочими площадками и др.
На технологических линиях отделка поверхностей из¬
делий производится одновременно с двух сторон. Ритм
работы конвейера соответствует ритму работы формовоч¬
ной линии, что обеспечивает непрерывность работы всей
технологической линии.
Для отделки плит перекрытий на заводах применяют
отделочный конвейер с неподвижной шпатлюющей ма¬
шиной.
После распалубки плиту на ленточном конвейере сна¬
чала подают к устройству для смачивания поверхности,
затем перемещают над затирочной машиной, оборудо¬
ванной двумя валами с резиновыми лопатками, которые
набрасывают раствор или шпатлевку на лицевую поверх¬
ность настила и затирают ее. Затем плиту перемещают
над заглаживающим ножом, который снимает излишек
раствора и возвращает его в бункер машины. Далее об¬
работанная плита поступает на кантователь, а оттуда на
склад готовой продукции.
§ 3. КОМПЛЕКТАЦИЯ ИЗДЕЛИИ НА ЗАВОДЕ
Под комплектацией понимается завершающий этап
производственною процесса изготовления комплексных
сборных конструкций и узлов зданий. На этом этапе из¬
готовленный на заводе основной конструктивный эле¬
мент объединяется с другими функционально связанны¬
ми с ним элементами конструкции, и осуществляется
процесс дооборудования основного конструктивного эле¬
мента готовыми строительными деталями, изделиями,
санитарно-техническими устройствами, необходимыми
для нормальной эксплуатации данного конструктивного
элемента или узла здания. Комплектацию производят с
целью получения сборной конструкции в более завершен¬
ном виде и доведения ее до наибольшей в пределах тех¬
нической и экономической целесообразности степени за¬
водской готовности. Так, например, комплектация преду¬
сматривает: заполнение оконнных и дверных проемов в
наружных стеновых панелях полностью готовыми к
эксплуатации оконными и дверными блоками; оборудо¬
вание изготовленных на забоде объемных санитарно-тех¬
нических кабин для жилых домов всеми необходимыми
санитарно-техническими приборами, установками, вклю¬
чая разводку труб для подачи воды, канализации и труб
системы отопления; оборудование панелей внутренних
стен скрытой электропроводкой и отопительными прибо¬
рами, вентиляционными устройствами и пр.
Под комплектацией можно также понимать укруцни-
тельную сборку отдельно изготовленных на заводе эле¬
ментов сборной конструкции в один монтажный элемент
с целью уменьшения количества монтажных единиц при
сборке здания или сооружения.
Комплектацию наружных стеновых панелей осущест¬
вляют на специализированных постах конвейерной ли¬
нии для окончательной отделки, поскольку комплектацию
выполняют в одном производственном процессе с отдел¬
кой. Для того чтобы обработку панелей можно было ве¬
сти одновременно с двух строн — внешней фасадной и
внутренней, панели располагают на конвейере в верти¬
кальном положении.
Линия отделки и комплектации панелей наружных
стен состоит из семи постов с шагом 4 м каждый; ско¬
рость перемещения панели от поста к посту 0,15 м/с.
Ритм пульсирующего конвейера устанавливают по од¬
ной из наиболее длительных операций на посту конвей¬
ера.
Для отделки панели со стороны, обращенной внутрь
помещения, операции распределяют следующим образом
на семи постах линии: пост 1 — установка панели на те¬
лежку конвейера, осмотр, заделка крупных раковин,
сколов и пр.; пост 2—мокрая затирка поверхности с по¬
дачей раствора к затирочным устройствам; пост 3 — ус¬
тановка и крепление готовых оконных и дверных блоков
с остеклением; пост 4 — заделка и конопатка зазоров
— 653 —
\
между деревянной коробкой и оконным или дверным
проемом, установка подоконников и ручная затирка в
местах заделки; пост 5 — сушка панели в камере с при¬
точно-вытяжной вентиляцией; пост 6 — сухая затирка и
если требуется грунтовка под покраску; пост 7 — конт¬
роль и съем панели с конвейера.
Аналогично с операциями, выполняемыми на постах
с внутренней стороны наружных панелей, на первых че¬
тырех постах с фасадной стороны производят местный
ремонт и устранение поверхностных дефектов, очистку
поверхности, в случае облицовки фасада керамическими
или стеклянными плитками — мойку плиток, установку
и крепление дверных и оконных блоков с остеклением и
установкой металлических сливов под окнами, заделка
мест крепления блоков в стене. На посту 5 панели су¬
шат одновременно с обеих сторон. Посты 6 и 7 отведены
под наиболее чистую отделку — доводку фасадной по¬
верхности до полной готовности, сухую затирку, шлифов¬
ку или другую дополнительную фактурную обработку
поверхности.
§ 4. КОМПЛЕКТАЦИЯ И ОТДЕЛКА ОБЪЕМНЫХ БЛОКОВ
Монтаж и отделку объемных блоков производят на
конвейерных линиях, различных для блок-комнат и блок-
кухонь.
Технологический процесс монтажа и отделки объемных
блоков может идти по двум направлениям: выполнение
сборки объемного блока (присоединение плиты перекры¬
тия или наружной стеновой панели) производят на от¬
дельном стенде, а дальнейшую комплектацию и отдел¬
ку— на конвейерной линии; сборку объемного блока
осуществляют в соответствии с технологической последо¬
вательностью на одном из постов конвейера комплекта¬
ции и отделки.
В основу технологии работ на конвейерных линиях
положены следующие принципы: выполнение отдельных
процессов на специализированных постах, расчлененных
в соответствии с ритмом работы конвейера; на каждом
рабочем посту усгановлено оборудование, соответствую¬
щее характеру выполняемых работ; применение укруп¬
ненных санитарно-технических и других деталей, узлов
и заготовок, изготовленных на специализированных пред¬
приятиях.
— 654 —
На Кременчугском заводе ОБД комплектацию и отделку объем¬
ных блоков выполняют на четырех технологических линиях: на лер-
вой линии производится комплектация и отделка блок-кухонь, на
второй линии — блок-комна1ы с перегородками, на третьей линии —
отделка блок-комнат с балконами, на четвертой линии — отделка ря¬
довых блок-комнат. Кроме того, в состав завода входит блок вспо¬
могательных цехов для комплектации основного производства отде¬
лочными материалами, полуфабрикатами и деталями.
Блок вспомогательных цехов расположен в двух пролетах: в од¬
ном размещен склад столярных изделий — дверные и оконные блоки,
ксилолитовые подоконные доски, плинтусы; в другом пролете — ме¬
таллические изделия — радиаторы отопления, трубы, электроды, за¬
кладные детали и пр.
В производственных зонах производят работы по комплектации
и отделке объемных блоков. Зона комплектации представляет собой
участок цеха, охватывающий рабочие посты и прилегающие к ним
цеховые площадки. В каждой зоне размещают объемные блоки, ко¬
торые находятся в одинаковых технологических стадиях комплекта¬
ции и отделки.
В первой зоне производят установку объемных элементов на
пост сборки, ведут монтаж сантехнического оборудования и труб,
установку керамзнтобетонных перегородок, электросварку заклад¬
ных деталей перегородок, остекление оконных блоков, монтаж скры¬
той электропроводки в готовых каналах.
Во второй зоне — сушка.
В третьей зоне производят грунтовку, частичную шпатлевку и
сушку стеи и потолка.
В четвертой зоне ведут сплошную шпатлевку поверхности стен
и потолка оконных и дверных блоков под окраску, установку уни¬
таза и смывного бачка и пр.
В пятой зоне — сушка.
В шестой зоне—повторная грунтовка стен и потолка, первая
масляная окраска стен, шкафчика и т. п. Установка умывальника,
смесителя, мойки, электроприборов (выключателей, штепселей).
В седьмой зоне — сушка и далее сдача объемного блока в ОТК.
После технической приемки и установки инвентарных защит¬
ных укрытий блок поступает на склад готовой продукции.
§ 5. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
Заводы сборного железобетона относятся к числу
предприятий, на которых санитарно-гигиенические усло¬
вия труда и техника безопасности являются не только
важнейшими критериями для повышения производи¬
тельности труда, они обеспечивают сохранение здоровья
каждого работающего на предприятии.
Вопросы обеспечения нормальных санитарно-гигие¬
нических условий труда на предприятиях сборного же¬
лезобетона являются важнейшими, они закладываются
еще при проектировании завода и должны строго соб¬
людаться при его эксплуатации. Многие хи в резуль-
— 655
Л
тате выполнения технологических процессов „создают
значительное выделение пыли, конвекционного или лу¬
чистого тепла, паров и вредных газов; в формовочных
цехах используются вибрационные механизмы, которые
оказывают отрицательное влияние на состояние здоро¬
вья рабочего, они же являются источником шума и т. д.,
поэтому на предприятиях сборного железобетона в це¬
лях обеспечения безопасных и нормальных санитарно-
гигиенических условий труда необходимо строго руко¬
водствоваться правилами техники безопасности и произ¬
водственной санитарии, действующими на каждом
заводе.
В этих правилах изложены требования как к пред¬
приятию в целом, так и по отдельным его цехам, техно¬
логическим процессам, транспортным средствам, вибра¬
ционному оборудованию, регламентированы нормативы
по естественному и искусственному освещению цехов и
помещений, их отоплению и вентиляции.
В цехах, где по технологическим условиям ворота
открываются на продолжительное время (более чем на
40 мин), или в районах, где расчетная температура воз¬
духа ниже —20 °С, необходимо предусматривать воз¬
душные завесы. Во всех производственных и вспомога¬
тельных зданиях должна предусматриваться естествен¬
ная или принудительная вентиляция.
В целях предотвращения загрязнения воздуха поме¬
щений с вредными выделениями: оборудование, приборы,
трубопроводы и другие источники, выделяющие теплоту,
должны быть теплоизолированы; агрегаты и оборудова¬
ние, при эксплуатации которых происходит влаговыделе-
ние, должны быть укрыты и изолированы; технологиче¬
ские процессы, связанные с выделением пыли, следует
изолировать так, чтобы их работа осуществлялась без
участия людей, а выделяющиеся технологические вы¬
бросы в виде пыли, паров и вредных гадов перед выпу¬
ском в атмосферу должны быть подвергнуты очистке.
В цехах, где используются вибрационные механизмы,
должны быть приняты меры по устранению воздействия
вибрации и снижению уровня шума.
При работе вибрационных механизмов шум харак¬
теризуется уровнем звукового давления в децибелах, а
вибрация — виброскоростью.
Звуковое давление измеряют шумомером на расстоя¬
нии 1 м от источника шума и 1,5 м от пола, состав час¬
тот производственного шума определяют с помощью
анализатора спектра шума АШ-2М и др., а амплитуду
колебаний в пределах 0,05—1,5 мм в диапазоне частот
15—200 Гц — виброметром ВИП-4.
Виброскорость определяют по формуле
V = 2л Af,
где А — амплитуда; f — частота колебаний.
Допустимый уровень звукового давления в производ¬
ственных помещениях приведен в табл. 24.1, а допусти¬
мые виброскорости — в табл 24.2.
Таблица 24 1. Допустимый уровень звукового давления
Местонахождение рабочих мест
Уровень звукового давления (дБ) при
частотах октавных полос, Гц
125
250
500
1000
•2000
4000
В производственных помещени¬
96
91
88
85
83
81
ях и на открытых площадках
В помещениях пультов, кабин
74
68
63
60
68
55
наблюдения и дистанционного
управления
Таблица 242 Допустимые виброскорости
Частота, Гц
Виброскорость, см/с
при местной вибрации на
поверхности контакта
с работающими
при общей вибрации
рабочих мест
11—22
1
5
0,35
22—45
3,5
0,35
45—90
2,5
0,35
90—180
1,8
0,27
180—355
1,2
0,22
Уровень шума и вибрации на рабочих местах не дол¬
жен превышать допустимые пределы, в противном слу¬
чае необходимо устраивать звуковую и вибрационную
изоляцию помещений, рабочих мест и машин, например
установку виброплощадок на массивные фундаменты,
изолированные от пола упругими прокладками, уста¬
новку машин с вибраторами на пружинные или резино¬
вые виброизоляторы, обязательное крепление форм на
виброплощадках и ударных столах, укрытие вибропло¬
щадок акустическими кожухами, облицовку приямков
42—845
— 657 —
звукопоглощающими материалами, своевременный про¬
филактический осмотр, ремонт и наладку вибрационного
оборудования. Рабочие должны использовать обувь на
толстой подошве из губчатой резины, противошумные
наушники (антифоны), рукавицы с прокладкой пено¬
пласта.
Концентрация пыли в помещениях нормируется в за¬
висимости о г содержания свободного кремнезема в воз¬
духе рабочей зоны, особенно должно уделяться внима¬
ние помещениям, где во взвешенном состоянии находят¬
ся цемент, известь и др. На складах цемента и в бетоно¬
смесительных цехах для пылеосаждения используют
пылеосадители типа НИИОГАЗ и матерчатые фильтры
типа ФР-30, ФР-90, которые обеспечивают очистку воз¬
духа до 97—99 %.
В качестве индивидуальной защиты в помещениях с
большой концентрацией пыли необходимо пользоваться
респираторами Ф-45 или ПРБ-1, герметичными защит¬
ными очками и спецодеждой.
Строгое соблюдение правил техники безопасности
должно соблюдаться при работе на основных техноло¬
гических переделах.
В арматурном цехе при ведении сварочных работ не¬
обходимо: заземлять сварочные аппараты, применять
очки и щитки со светофильтрами, на рабочие места ук¬
ладывать резиновые коврики, ограждать сварочные пос¬
ты защитными экранами, а при работе правильно-отрез¬
ных станков их кожух подключать к местной системе ас¬
пирации.
При приготовлении бетонной смеси необходимо сле¬
дить за исправной работой вентиляции, герметизацией
кабин пультов управления дозаторами и смесителями,
системой сигнализации и автоматизации.
При натяжении арматуры гидродомкратами их необ¬
ходимо ограждать сетками, а по торцам стендов и форм
устанавливать щиты, на время натяжения арматуры
включать сигнальную лампу; закладные детали, сетки и
каркасы укладывать при натяжении арматуры не более
чем на 50 °/о проектной; тяги захватов и упоров периоди¬
чески испытывать нагрузкой, равной 110% усилий мак¬
симального натяжения. При электротермическом спосо¬
бе натяжения арматуры укладывать и снимать стержни
разрешается только при выключенном токе, на время на¬
грева стержней включается лампа.
— 658 —
Формование изделий осуществлять при включенной
звуковой сигнализации, управление формовочными ма¬
шинами должно быть дистанционным. При тепловой об¬
работке изделий следует не допускать утечки пара из ка¬
мер, загружать и выгружать камеры с помощью автома¬
тических траверс.
ГЛАВА 25. КОНТРОЛЬ КАЧЕСТВА ПРОИЗВОДСТВА
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
§ 1. ОРГАНИЗАЦИЯ И ВИДЫ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ
/
При производстве сборных железобетонных изделий
технический контроль осуществляют на различных ста¬
диях технологического процесса. В зависимости от этого
контроль различают входной, операционный и приемоч¬
ный.
Контроль производства осуществляет цеховой техни
ческий персонал, он отвечает за соблюдение технологи¬
ческих требований к изделиям. Отдел технического конт¬
роля предприятия (ОТК) контролирует качество и про¬
изводит прием готовой продукции, проверяет соответствие
технологии техническим условиям производства И1-
делий.
В задачи производственного контроля входят: конт¬
роль качества поступивших на предприятие материалов
и полуфабрикатов — входной контроль (табл. 25.1);
контроль выполнения технологических процессов, осу¬
ществляемый во время выполнения определенных опера¬
ций в соответствии с установленными режимами, инст¬
рукциями и технологическими картами — операционный
контроль (см. табл. 25.1); контроль качества и комплект¬
ности продукции, соответствие ее стандартам и техни¬
ческим условиям — приемочный контроль.
Приемочный контроль — это кон-щэоль готовой про¬
дукции, по результатам которого принимается решение
о ее пригодности к поставке потребителю. Его результа¬
ты используются для выявления недостатков технологи¬
ческого процесса и внесения необходимых изменений. Он
устанавливает соответствие качественных показателей
требованиям ГОСТа и проекта изделия. Он предусматри¬
вает испытания и измерения готовых железобетонных из¬
делий и обобщение данных входного и операционного
контроля.
42* — 659 —
Таблица 25.1. Виды производственного контроля
Контроль
Объект контроля
Содержание контроля
Входной
Операционный
Приемочный
(ОТК)
Цемент
Заполнители
Сталь арматур¬
ная и для заклад¬
ных деталей
Приготовление бе¬
тонной смеси
Изготовление ар¬
матурных изделий
Формование же¬
лезобетонных из¬
делий
Тепловая обработ¬
ка
Размеры, форма и
качество изделий
Правильность ук¬
ладки изделий
Прочность бетона
Вид, марка, наличие паспорта,
физико-механические свойства
(при необходимости)
Вид, наличие паспорта, физи¬
ко-механические свойства (при
необходимости), влажность
Вид, класс, марка стали, нали¬
чие сертификатов; физико-меха¬
нические сьсйства (при необхо¬
димости)
Дозирование, перемешивание и
удобоукладываемость
Применение стали заданного
класса и диаметра. Размеры и
конструкция изделий и деталей.
Режим сварки, прочность свар¬
ных соединений
Правильность сборки форм и
равномерность их смазки. По¬
ложение каркаса в форме изде¬
лий и деталей, их фиксация.
Степень напряжения арматуры,
заанкеривание концов армату¬
ры. Степень уплотнения бетон¬
ной смеси, качество открытых
поверхностей изделий
Контроль температуры, влаж¬
ности и продолжительности
процесса
Внешний осмотр изделий, про¬
верка размеров и качества по¬
верхности изделий
Проверка положения изделий и
прокладок в штабеле, марки¬
ровка изделий
Отпускная и марочная проч¬
ность бетона и другие физико¬
механические свойства.
Прочность, жесткость, трещи-
ностойкость
Приемка по совокупности по¬
казателей качества готовых из¬
делий
— 660
Контроль может быть сплошным, т. е. каждой едини¬
цы продукции, и выборочный, т. е. контроль части про¬
дукции, по результатам которого оценивают всю партию.
В производстве железобетонных изделий находит при¬
менение статический приемочный контроль качества —
выборочный контроль с использованием статистических
методов для обоснования плана контроля или корректи¬
ровка этого плана по накопленной информации.
При соответствующем качестве материалов и пра¬
вильно организованном операционном контроле создают¬
ся условия выполнения технологического процесса, га¬
рантирующие выход продукции высокого качества. При
мерный перечень основных видов производственного
процесса приведен в табл. 25.1.
Исходные материалы, поступающие на завод, подвер¬
гаются систематическому контролю. Действенность конт¬
роля обеспечивается правильным хранением материалов
по видам, маркам и партиям, паспортизацией материалов
и их использованием.
На многих предприятиях тепловая обработка контро¬
лируется автоматическими устройствами.
Автоматизация контроля и регулирования производ¬
ственного процесса находит наиболее широкое примене¬
ние на заводах бетона, где уже практически решена за¬
дача создания заводов-автоматов для приготовления бе¬
тонов различных марок.
При производстве железобетонных изделий, особенно
предварительно напряженных, по различным причинам
образуются трещины. Трещины по происхождению могуг
быть формовочные, температурно-усадочные и силовые,
которые возникают вследствие особенностей процесса
формования изделий, режимов тепловой обработки,
транспортирования изделий, обжатия предварительно на¬
пряженной арматурой, а также,из-за конструктивных не¬
достатков форм.
Предотвращение возникновения технологических тре¬
щин и недостатков достигается строгим соблюдением
требований технологического процесса; это одно из важ¬
нейших требований операционного контроля.
§ 2. КОНТРОЛЬ ПРОЧНОСТИ БЕТОНА
При изготовлении сборных железобетонных конст¬
рукций должны контролироваться проектная марка бе¬
тона на сжатие, отпускная прочность бетона и переда¬
точная прочность для предварительно напряженных кон¬
струкций.
Проектную марку бетона назначают при проектирова¬
нии в зависимости от вида и назначения конструкции и
вида бетона. Передаточную прочность — прочность бето¬
на при отпуске и предварительно напряженной арматуры
устанавливают при проектировании. Минимальные зна¬
чения передаточной прочности назначают в зависимости
от вида и класса арматуры:
Вид и класс напрягаемой арматуры Передаточ¬
ная проч¬
ность, МПа
Проволочная арматура:
класса B-II с анкерами 20
класса Вр-11 без анкеров при диаметре про¬
волоки до 5 мм вкл 20
то же, 6 мм и более 32
класса К-7 28
Стержневая арматура без анкеров диаметром:
от 10 до 18 мм (вкл.) классов
А-IV и At-IV 16
A-V и Ут-V 20
At-VI 28
20 мм и более, классов:
A-IV и At-IV 20
A-V и Ат-V 28
Ат-VI 32
Отпускная прочность — это прочность бетона при по
ставке изделий потребителю, иногда ее указывают в
проекте. Если отпускная прочность бетона ниже его про¬
ектной, то изготовитель должен гарантировать, когда
изделие достигнет проектной марки, с учетом конкретных
условий отпускная прочность может быть снижена не ме¬
нее чем на 50 % изготовителем по сравнению с указан¬
ной в проекте при наличии специального обоснования
и согласования с проектной организацией и основным
потребителем изделий.
Снижение прочности бетона не менее 50 % проектной
марки на сжатие допускается в изделиях из тяжелого
бетона и бетона на пористых заполнителях марки М150
и выше, 70% —бетона марки М 100 и ниже, 80% —
в изделиях на пористых заполнителях марки М 100 и ни¬
же, 100 % —в изделиях всех видов и марок автоклавной
обработки.
— 662 —
В предварительно напряженных конструкциях от-
ускная прочность бетона должна быть не меньше пере-
аточнон прочности.
Методы контроля прочности могут быть различны.
1роектную марку бетона определяют испытанием конт-
ольных образцов до разрушения, отпускную или переда-
очную — испытанием контрольных образцов или нераз-
ушающими методами.
В соответствии с требованиями ГОСТ 10180—78 ис-
;ытывают образцы, размеры которых могут быть 70, 100,
50, 200 и 300 мм и при заполнителях наибольшей круп-
юсти соответственно— 10 и менее, 20, 40, 70 и 100 и бо-
iee мм.
Образцы испытывают сериями из трех образцов, а при
коэффициенте вариации, не превышающем 5%, допус-
сается испытывать серии из двух образцов. Условия
'вердения образцов должны идти по одинаковому режи¬
му. Результаты испытаний заносят в журнал.
Неразрушающие испытания бетона проводят ультра-
туковым методом (ГОСТ 17624—78); методом упруго-
'0 отскока; методом пластических деформаций, методом
нрыва и методом скалывания ребра конструкции
(ГОСТ 212443—75) и др. Оценку прочности бетона по
эезультатам испытаний контрольных образцов и по ре¬
зультатам неразрушающих методов проводят статисти¬
ческим методом (ГОСТ 18105—1, ГОСТ 18105—2—80) i
учетом фактической однородности бетона, характеризуе¬
мой коэффициентом вариации.
При высокой однородности бетона принятое при про¬
ектировании нормативное значение бетона обеспечива¬
ется при средней прочности, меньше нормируемой, это
позволяет снизить расход цемента.
Сборные железобетонные конструкции принимают
партиями по прочности бетона, изготовленные из бетона
одного состава не более чем в течение одной недели на
одном технологическом комплексе. 1
При контроле прочности бетона неразрушающими ме¬
тодами контролируют не менее 10 % партии и не менее •-
трех образцов, при этом число контролируемых участков ^
в партии должно быть не менее 9.
Во всех случаях контроля передаточная прочность j
должна быть не менее 50 % принятой проектной марки. 3
Если при контроле по образцам средняя прочность ока¬
жется ниже требуемой, следует повторить контроль с ис- 3
— 663 —
т
f
пользованием неразрушающих методов. Если и при этом
прочность бетона окажется ниже требуемой, то следует
провести сплошной контроль с использованием неразру¬
шающих методов.
Для обеспечения оперативности статистического кон¬
троля целесообразны централизованная обработка ин¬
формации о прочности бетона и выдача требуемых зна¬
чений прочности с помощью ЭВМ.
Контроль предварительного натяжения арматуры оп¬
ределяют по усилию натяжения. Усилие натяжения ар¬
матуры измеряют манометром, по усилию поперечной от¬
тяжки арматуры, а также по частоте собственных коле¬
баний и по удлинению арматуры.
Определение и оценку усилия натяжения арматуры,
производят с помощью приборов, которые предваритель¬
но градуируют. Фактическое усилие натяжения опреде¬
ляют по градуировочной зависимости, оно не должно от¬
личаться от номинального проектного натяжения, уста¬
новленного стандартом.
При контроле качества закладных деталей и арматур¬
ных изделий проверяют геометрические размеры, внеш¬
ний вид, качество сварных соединений. К геометрическим
размерам относят: габариты, расстояние между крайни¬
ми стержнями по длине, высоте и ширине изделий, рас¬
стояние между стержнями, между элементами заклад¬
ных деталей и их взаимное положение, плоскостность за¬
кладных деталей, размеры сварных соединений, размеры
и число наружных пор и других дефектов сварки.
При осмотре внешнего вида фиксируют отсутствие
ржавчины, окалины, следов масла, битума и т. д. Каче¬
ство сварных соединений проверяют механическим испы¬
танием или ультразвуковым способом.
Приемку арматурных изделий производят партиями
одного типоразмера. Партию принимают по результатам
выборочного контроля не менее чем трех изделий. Нор¬
мы контроля установлены ГОСТ 10922—75.
§ 3. ПРИЕМОЧНЫЙ КОНТРОЛЬ
Приемочный контроль сборных железобетонных из¬
делий предусматривает проверку их прочности, жестко¬
сти и трещиностойкости и приемку по совокупности по¬
казателей качества, на основании которой принимают
— 664 —
решение о соответствии изделия или партии изделий
требованиям ГОСТа.
Прочность, жесткость и трещиностойкость проверяют
в соответствии с ГОСТ 8829—77, испытывая образцы
внешней нагрузкой до разрушения или с помощью нераз¬
рушающих методов. Испытание нагружением производят
перед началом массового изготовления конструкций, при
изменении технологии и при изготовлении наиболее от¬
ветственных конструкций (форм, балок, предварительно
напряженных плит пролетом более 9 м). При массовом
производстве панелей внутренних стен крупнопанельных
зданий, плоских, многопустотных, ребристых плит и т. п.,
а также конструкций, испытание которых’ нагружением
затруднено (например, колонны, сборно-монолитные кон¬
струкции), следует применять неразрушающие методы.
Испытание конструкций нагружением следует испы¬
тывать в соответствии со стандартами и рабочими черте¬
жами на специально оборудованных стендах при поло¬
жительной температуре воздуха. Конструкцию и нагру¬
жающие устройства устанавливают на стенде в соответ¬
ствии со схемой, приведенной в рабочих чертежах. Усло¬
вия опирания конструкции на опоры и распределитель¬
ных траверс на конструкцию должны соответствовать
требованиям ГОСТ 8829—77.
При испытании предварительно напряженных стро¬
пильных и подстропильных балок и ферм верхние пояса
должны быть раскреплены из плоскости для предотвра¬
щения потери их устойчивости. При испытании измеря¬
ют перемещение конструкции в пролете и осадку опор,
смещение предварительно напряженной арматуры отно¬
сительно торцов изделия и контроля надежности заанке-
ривания арматуры, ширину раскрытия трещин, фиксиро¬
вать нагрузку их появления. Для измерения перемещений
и осадки опор используют прогибомеры или индикаторы
часового типа. Появление трещин фиксируют визуально.
Жесткость оценивают по прогибу при контрольной по
жесткости нагрузке. Требования по жесткости считаются
выполненными, если прогиб не будет превышать конт¬
рольный более чем на 30 %.
Прочность конструкций оценивают по нагрузке, при
которой напряжения в растянутой арматуре достигают
предела текучести, когда происходит разрушение сжатой
зоны бетона из-за разрыва арматуры, выдергивания ар¬
матуры, раскола торцов и разрушения узлов, а также
— 665 —
F
нарушения анкеровки арматуры. Текучесть арматуры ха¬
рактеризуется прогибом, превышающим 1/50 пролета
конструкции интенсивным увеличением раскрытия тре¬
щин. Разрушаться конструкции должны при нагрузке не
ниже указанной в рабочих чертежах. Партия конструк¬
ций признается удовлетворяющей требованиям ГОСТ
8829—77, если испытание показало соответствие конст¬
рукций всем требованиям по прочности, жесткости и тре-
щиностойкости.
При испытании неразрушающими методами решение
о соответствии партии конструкций требованиям прочно¬
сти, жесткости и трещиностойкости принимают на осно¬
ве данных и единичных показателей качества конструк¬
ций, полученных в процессе входного, операционного и
приемочного контроля.
К числу контролируемых единичных показателей ка¬
чества относятся вид, класс, марка, механические свойст¬
ва арматурных сталей, качество выполнения арматурных
изделий, диаметр, количество и расположение арматуры,
толщина защитного слоя бетона, натяжение арматуры,
геометрические размеры сечений, передаточная и отпуск¬
ная прочность бетона.
Прочность бетона в конструкциях определяют нераз¬
рушающими методами. Положение арматуры и толщину
защитного слоя непосредственно в конструкциях конт¬
ролируют магнитным методом (приборами типа ИЗС).
Геометрические размеры измеряют с точностью до
±1 мм.
Результаты приемочного контроля, данные входного
и операционного контроля по показателям качества за¬
носятся в специальные журналы.
§ 4. ДОКУМЕНТАЦИЯ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ
И МАРКИРОВКА ИЗДЕЛИИ
Учет деятельности предприятия и оформления ре¬
зультатов контроля ведутся в журналах. Основные из
них:
журнал учета поступления материалов и контроля их
качества и результаты испытания цемента и заполните¬
лей, отметки о рекламациях;
журнал производства бетонной смеси с указаниями по
подбору состава, включая плотность заполнителей, пус-
тотность, подвижность смеси, время перемешивания;
— 666 —
журнал производства железобетонных изделий с ука¬
занием о контроле форм, арматурных каркасов, режима
уплотнения и т. д.;
журнал контроля тепловой обработки с оснасткой о
времени замера температуры и влажности в камерах;
журнал испытания контрольных кубов в лаборатории
предприятия;
журнал испытания готовых изделий на прочность,
жесткость и трещиностойкость.
Журнальные записи являются документальны^ осно¬
ванием для установления качества готовой продукции.
На каждую партию отпускаемых изделий предприя¬
тие составляет паспорт.
Маркировка железобетонных изделий способствует
улучшению контроля готовой продукции и организации
ее отпуска потребителю. Маркировка заключается в том,
что на изделие с помощью трафарета наносят три знака:
марку изделия, паспортный номер и заводской товарный
знак. Марка изделия представляет собой условное бук¬
венно-цифровое обозначение, рекомендуемое ГОСТом
(например, балка подкрановая — БК, ферма стропиль¬
ная — ФС и т. д.). В марку включают также тип изде¬
лия, его параметры, несущую способность конструкции,
класс напрягаемой арматуры, вид бетона. Марку нано¬
сят на готовое изделие. Например, марка 1БС12-3-Ат-У,
ГОСТ 20372—74 обозначает: балка стропильная железо¬
бетонная, пролетом 12 м, первого типоразмера, третьей
категории несущей способности, с напрягаемой стержне¬
вой арматурой класса Ат-V.
Паспортный номер состоит из двух чисел: первое —
номер партии, второе — номер изделия в партии (напри¬
мер, паспортный номер «2-15» обозначает 15-е изделие
2-й партии). На основании паспортного номера по жур¬
налу контроля можно установить дату выпуска изделия,
прочность контрольных образцов бетона и пр.
Маркировочные знаки наносят на местах, занятых
при хранении и монтаже. На изделиях, которые нельзя
кантовать, делают надпись «Верх».
Заводской знак предприятия ставят на изделиях, при¬
нятых ОТК в подтверждение соответствия изделия всем
требованиям на его изготовление и на возможности вы¬
дачи его потребителю.
СПИСОК ЛИТЕРАТУРЫ
1. Алексеев С. И. Коррозия и защита арматуры в бетоне. — М.:
Стройиздат, 1968.
2. Ахвердов И. И. Железобетонные напорные центрифугированные
трубы. — М.. Стройиздат, 1967,— 162 с.
3 Ахвердов И. Н. Основы физики бетона. — М.: Стройиздат,
1981, —464 с.
4 Баженов Ю. М. Бетонополимеры. — М.: Стройиздат, 1983.—
472 с.
5. Баженов Ю. М., Вознесенский В. А. Перспективы применения ма¬
тематических методов в технологии сборного железобетона. —
М.- Стройиздат, 1974. — 192 с.
6 Баженов Ю. М. Технология бетона. — М.: Стройиздат, 1978,—
455 с. ~~
7 Берг О. Я. Физические основы теории прочности бетона и желе¬
зобетона. — М.: Стройиздат, 1974. — 95 с.
8. Боженов П. И. Технология автоклавных материалов. — Л.:
Стройиздат, 1978. — 368 с.
9 Болдырев А. С., Добужинский В. И., Рекитар Я. А. Технический
прогресс в промышленности строительных материалов. — М.:
Стройиздат, 1980. — 399 с.
10. Бронников П. И. Объемно-блочное домостроение. М.: Стройиз¬
дат, 1979
11. Бужевич Г. А. Легкие бетоны на пористых заполнителях. — М.:
Стройиздат, 1970. — 272 с.
12. Волженский А. В., Буров Ю. С., Колокольников В. С. Минераль¬
ные вяжущие вещества. — М.: Стройиздат, 1979. — 476 с.
13. Горчаков Г. И. Строительные материалы. — М.: Стройиздат,
1981, —412 с.
14 Горяйнов К. Э„ Сорокер В. И., Коняев Б. В. Проектирование за¬
водов железобетонных изделий. — М.: Стройиздат, 1970 —400 с.
15 Зелепин В. И. Реконструкция ДСК- — М.: Стройиздат, 1981.—
141 с.
16 Иванов И. А. Технология легких бетонов на искусственных по¬
ристых заполнителях. — М.: Стройиздат, 1974. — 287 с.
17. Инструкция по изготовлению изделий из Ячеистого бетона
(СН 277—80). — М.: Стройиздат, 1981. — 44 с.
18 Инструкция по отделке фасадных поверхностей панелей для на¬
ружных стен (ВСН 66-89-76). — М., 1977. — 95 с.
19 Цукович С. М. Заполнители для бетона. — Минск: Вышэйшая
школа, 1983. — 214 с.
20. Комар А. Г. Строительные материалы и изделия. — М.: Высшая
школа, 1983.—560 с
21. Королев К. М. Производство бетонной смеси и раствора.—М:
Высшая школа, 1973. — 343 с.
22 Косогов А. М., Крюков Р. В. Пути развития н совершенствова¬
ния полносборного домостроения. — М.: Стройиздат, 1979.—
487 с.
23 Лещинский М. Ю. Испытание бетона. — М.: Стройиздат, 1980.—
360 с.
24. Малинина Л. А. Тепловлажностная обработка тяжелого бето¬
на. — М : Стройиздат, 1977. — 117 с.
25 Марьямов Н. Б. Тепловая обработка изделий на заводах сбор¬
ного железобетона. — М : Стройиздат, 1970. — 272 с,
— 668 —
26. Миронов С. А. Теория и методы зимнего бетонирования. — М.:
Стройиздат, 1975. — 700 с.
27. Москвин В. М., Ивйнов Ф. М., Алексеев С. Н,, Гузеев Е. А. Кор¬
розия бетона и железобетона, методы их защиты. — М.. Строй¬
издат, 1980. — 536 с.
28. Николаев С. В. Сборный железобетон. Выбор технологических
решений.—М.: Стройиздат, 1978. — 234 с.
29. Новгородский М. А. Пооперационный контроль при производ¬
стве железобетонных изделий и конструкций. — М : Высшая шко¬
ла, 1967. —227 с.
30. Носенко Н. Я. Механизация и автоматизация изготовления ар¬
матуры для железобетонных конструкций —М.: Стройиздат,
1970, —345 с.
31. Попов А. Н. Бетонные и железобетонные трубы. — М.- Стройиз¬
дат, 1973. — 265 с.
32. Ратинов В. Б., Розенберг Г. И. Добавки в бетон. — М,: Строй¬
издат, 1973. — 207 с.
33. Рудерман П. Г. Экономическая эффективность заводского
производства крупнопанельных изделий. — М.: Стройиздат,
1976, —230 с.
34. Руководство по подбору состава тяжелого бетона. — М: Строй¬
издат, 1979. — 103 с.
35. Руководство по применению химических добавок в бетоне. — М.
Стройиздат, 1981. — 55 с.
36. Руководство по тепловой обработке бетонных и железобетонных
изделий. — М.: Стройиздат, 1974. — 31 с.
37. Руководство по технологии формования железобетонных изде¬
лий. — М.: Стройиздат, 1977. — 92 с.
38. Рыбьев И. А. Строительные материалы на основе вяжущих ве¬
ществ.— М , Высшая школа, 1978. — 309 с.
39. Симонов М. 3. Основы технологии легких бетонов. — М.: Строй
издат, 1973. — 584 с.
40. Стефанов Б. В., Русанова Н. Г., Волянский А. А. Технология
бетонных и железобетонных изделий. — Киев. Вища школа,
1982.— 406 с.
41. Сизов В. Н„ Киров С. А., Попов J1. Н. Технология бетонных и
железобетонных изделий. — М.: Стройиздат, 1972. — 518 с.
42. Состав, структура и свойства цементных бетонов. Горчаков Г И,
Орентлихер Л. П., Савин В. И. н др. — М.: Стройиздат, 1976 —
43. Справочник по производству сборных железобетонных изделий
под ред. К- В. Михайлова, А. А. Фоломеева. — М.: Стройиздат,
1982. — 440 с.
44. Технология изделий из силикатных бетонов. Саталкин А. В, Ко-
мохов П. Г., Ломунов К. В. и др. — М.: Стройиздат, 1972.—
344 с.
45. Шейкин А. Е., Чеховский Ю. В., Бруссер М. И. Структура и свой¬
ства цементных бетонов.—М.: Стройиздат, 1979. — 344 с.
46. Шестоперов С. В. Технология бетона. — М.: Высшая школа,
1977. — 432 с.
ОГЛАВЛЕНИЕ
7
7
8
12
12
28
45
45
57
Введение . . 3
Раздел I Технология бетона 7
Глава I. Общие сведения и класси¬
фикация бетонов ....
§ 1. Основные понятия
§ 2. Классификация бетонов
Глава 2. Материалы для бетона
§ 1 Вяжущие вещества
§ 2. Заполнители для бетона
§ 3 Вода для приготовления
бетон а
§ 4. Добавки к бетонам . .
Глава 3. Бетонная смесь . '51
§ 1. Структура бетонной смеси 51
§ 2. Свойства бетонной смеси
§ 3. Зависимость подвижности
и жесткости бетонной смеси
от различных факторов
Глава 4. Структурообразование бе¬
тона
§ 1. Формирование структуры
бетона
§ 2 Структура бетона
Глава 5. Свойства бетона
§ 1. Прочность бетона
§ 2. Деформативные свойства
бетона
§ 3. Плотность, проницаемость
и морозостойкость бетона
§ 4 Коррозия бетона н меры
борьбы с ней
Д^пава 6. Свойства легких и мелко
зернистых бетонов
>^_§Д^,Легкие бетоны иа пори
стых заполнителях
§ 2. Ячеистые бетоны
§ 3 Мелкозернистые бетоны
Глава 7. Влияние температуры на
твердение бетона
§ 1 Твердение бетона при
нормальных температурах
§ 2. Твердение бетона при по¬
вышенных температурах, уско¬
рение твердения
§ 3 Твердение бетона при от¬
рицательных температурах
Глава 8. Проектирование состава
тяжелого бетона 174
§ 1 Основные положения еди¬
ной методики определения сос¬
тава бетона ...
§ 2 Выбор соотношения между
мелким и крупным заполните¬
лями ....
§ 3. Порядок расчета состава
бетона
§ 4. Экспериментальная про
верка состава бетона
§ 5 Определение производст¬
венного состава бетона . 192
§ 6 Определение состава бето¬
на по графикам и номограммам 195
§ 7 Определение состава бето¬
на с химическими добавками 193
§ 8 Особенности определения
состава особых разновидно¬
стей тяжелого бетона . . 210
67
71
71
75
82
82
101
110
117
133
133
139
144
150
. 150
. 153
167
174
178
■ 186
189
Глава 9. Проектирование состава
легкого и мелкозернистого бетонов
v/S 1. Веток на пористых запол-
нителях
§ 2. Поризоваккый легкий бе
тон
§ 3. Крупнопористый легкий
бетон . . . .
§ 4. Ячеистый бетон
§ 5 Мелкозернистый бетон
Глава 10. Особые виды бетона
§ 1. Силикатный бетой
§ 2. Жаростойкий бетон
§ 3. Фибробетои
§ 4. Декоративный бетон
§ 5. Особо тяжелый и гидрат-
ный бетоны
§ 6. Крупнопористый бетон
§ 7. Цементно-полимерный бе¬
тон [. . .
§ 8. Полимербетоны
§ 9. Бетонополимеры .
§ 10. Бетон с использованием
вторичного сырья промышлен¬
ности
Глава 11. Контроль и управление
качеством бетона
/§ 1. Управление качеством бе
'тона
§ 2. Неразрушающие методы
контроля прочности бетона
§ 3. Применение математичес
ких методов в технологии бе
тона
§ 4. Основы математического
моделирования
§ 5. Проектирование состава
бетона по математическим мо¬
делям
§ 6. Экономия материальных,
энергетических и трудовых за¬
трат в технологии бетона
Раздел II. Технология бетонных и
железобетонных изделий
Глава 12. Основы организации тех¬
нологического процесса
§ 1 Общие сведения
у.§ 2. Основы организации агре
VY гатно-поточного способа .
§ 3. Основы организации кон¬
вейерного способа
§ 4. Основы организации стен¬
довой технологии
Глава 13. Номенклатура железобе¬
тонных изделий
§ 1. Общие сведения
§ 2. Классификация железобе¬
тонных конструкций
§ 3 Изделия и конструкции
гражданских зданий
§ 4 Конструкции промышлен-
.jy ных зданий . . . .
у/Глава 14. Приготовление бетонных
смесей . . .
§ 1 Общие сведения
§ 2. Складирование цемента и
заполнителей . > о . .
226
226
'237
239
240
245
250
250
256
260
263
268
270
272
275
279
290
294
294
297
311
317
323
329
335
335
335
339
342
344
3-17
347
348
349
356
361
361
365
— 670 —
§ 3. Дозирование компонентов
бетонной смеси 372
§ 4. Перемешивание бетонной
смеси .... 379
5 5. Бстоносмесительные цехи 386
§ 6 Автоматизация процессов
приготовления бетонной смеси 390
§ 7. Приготовление силикато¬
бетонных смесей 396
§ 8 Изготовление ячеистобе-
тоиных смесей . . 399
Глава 15. Арматура и армирование
железобетонных изделий и конст¬
рукций 402
§ 1. Классификация арматур-—^
ных сталей . . (402J;
§ 2 Заготовка арматурной ста-
ли и закладных деталей 405
§ 3. Изготовление арматурных
сеток, плоских и пространст¬
венных каркасов, закладных
деталей . . . 408
§ 4. Контроль качества арма¬
турных элементов . 413
§ 5. Сварочное оборудование и
вспомогательные материалы . 414
§ 6 Технология армирования •
железобетонных изделий 415
§ 7. Проектирование производ¬
ства арматурных изделий . 417
§ 8 Способы натяжения арма¬
туры . . . . 420
§ 9 Анкерные устройства и за¬
жимы ... 421
§ 10 Механическое натяжение
арматуры 426
§ 11 Электротермическое на¬
тяжение арматуры . 428
§ 12. Электротермомеханичес-
кий способ натяжения арма¬
туры . . . 432
§ 13. Способы передачи усилий
обжатия на бетон . 434
§ 14 Особенности натяжения
арматуры на стендах 436
§ 15 Контроль усилия натяже¬
ния арматуры .... 439
Глава 16. Формование бетонных н
железобетонных изделий . . 441
§ 1 Общие сведения . . 441
§ 2 Виды форм . . 442
6 3 Конструкции форм . . 445
§ 4 Подготовка форм . . 450
§ 5 Классификация методов
формования изделий . . 455
§ 6. Физнко-мехаиические ос¬
новы формования и уплотнения е
бетонных смесей . . . 458 '
§ 7. Укладка и распределение
бетонной смеси . '.
§ 8. Внброформование и его
разновидности
§ 9 Вибропрессоваиие и вибро¬
штампование . . . .
§ 10 Скользящее виброштампо¬
вание ....
§ 11 Вибропрокат
§ 12. Виброгидропрессование .
§ 13. Экструзия
§ 14. Роликовое прессование
§ 15. Центрифугирование . .
466
471
484
486
487
489
490
490
494
. 529
537
§ 16. Вакуумирование н вибро-
вакуумирование 496
§ 17. Торкретирование бетонной
смеси . ... 497
Глава 17. Тепловая обработка бе¬
тона . . . . 498
§ 1 Общие сведения 498
§ 2 Режимы пропаривания бе
тона 504
§ 3 Конструкции пропарочных
камер . . . 512
§ 4 Контактный обогрев 519
§ 5 Автоклавная обработка бе¬
тона . ^52
§ 6 Электротермообработка бе.
тона
§ 7 Автоматизация процессов
тепловой обработки железобе¬
тонных изделий I.
§ 8 Пути снижения расхода
тепловой энергии в производ¬
стве сборного железобетона 540
Глава 18. Производство железобе¬
тонных изделий ... . 548
§ 1. Характеристика производ¬
ства и продукции предприятий
сборного железобетона 549
§ 2. Выбор технологических
линий . . - 553
§ 3 Агрегатный способ произ¬
водства . . 554
§ 4 Конвейерный способ произ¬
водства —." " . "" 568
§ 5 Стендовый способ произ¬
водства . . . 582
§ 6. Кассетный сиособ произ¬
водства . 594
Глава 19. Производство объемных
блоков ... 601
§ 1 Способы формования объЛ
емпых блоков 603
§ 2 Формование объемных
блоков на специальных уста¬
новках ... . 603
Глава 20. Производство железобе¬
тонных труб ... . 607
§ 1. Производство центрифуги¬
рованных труб . . . 608
§ 2. Изготовление труб мето¬
дом виброгидропрессоваиия 610
§ 3 Производство безнапорных
труб и колец способом ради¬
ального прессования 613
§ 4 Пооизводство опор воздуш¬
ных линий . 614
Глава 21. Производство изделий из
ячеистого бетона 616
§ 1. Подготовка сырьевых -ма¬
териалов . . 616
§ 2 Приготовление формовоч¬
ной массы ... 621
§ 3. Заготовка арматуры 625
§ 4 Формование изделий
§ 5 Автоклавная обработка
отделка и складирование 631
§ 6. Предприятия по производ¬
ству изделий из ячеистых бе¬
тонов .... . 633
Глава 22. Производство изделий из
силикатных бетонов .... 636
§ 1 Технологические схемы
производства , , , 636
г
§ 3. Дозирование
бетонной смеси
§ 4. Перемешивание
смеси ....
§ 5. Бстоносмесительиые
компонентов
. 372
бетонной
. 379
цехи 386
§ 6 Автоматизация процессов
приготовления бетонной смеси 390
§ 7. Приготовление сипнкато-
бетонных смесей . 396
§ 8 Изготовление ячеистобе¬
тонных смесей . . . 399
Глава 15. Арматура и армирование
железобетонных изделий и конст¬
рукций 402
§ 1. Классификация арматур-—-,,
ных сталей . (402!
§ 2 Заготовка арма1^рной ста-
ли и закладных деталей 405
§ 3 Изготовление арматурных
сеток, плоских н пространст¬
венных каркасов, закладных
деталей . . . . 408
§ 4. Контроль качества арма
туриых элементов
§ 5. Сварочное оборудование и
вспомогательные материалы
§ 6. Технология армирования
железобетонных изделий
§ 7. Проектирование производ
ства арматурных изделий
§ 8 Способы натяжения арма
туры
§ 9. Анкерные устройства и за
жимы
§ 10 Механическое натяжение
арматуры ....
§ II. Электротермическое на
тяжение арматуры
§ 12. Электротермомеханичес
кип способ натяжения арма
туры . . . .
§ 13 Способы передачи усилий
обжатия на бетон
§ 14 Особенности натяжения
арматуры на стендах
§ 15 Контроль усилия натяже¬
ния арматуры ....
Глава 16 Формование бетонных и
железобетонных изделий
§ 1 Общие сведения
§ 2. Виды форм
% 3 Конструкции форм
§ 4. Подготовка форм . . 450
§ 5 Классификация методов
формования изделий . . . 455
§ 6. Физико-механические ос¬
новы формования и уплотнения
бетонных смесей
§ 7. Укладка и распределение
бетонной смесн
§ 8. Виброформование и его
разновидности
§ 9 Вибропрессование и вибро¬
штампование
§ 10. Скользящее виброштампо-
ваиие
§ 11. Вибропрокат
§ 12. Виброгндропрессование
§ 13. Экструзия
§ 14. Роликовое прессование
§ 15. Центрифугирование
1
413
414
415
417
420
421
426
428
432
434
436
439
441
441
442
445
. 458'
466
. 471
484
486
487
489
490
490
494
§ 16 Вакуумирование и вибро-
вакуумироваиие - 496
§ 17. Торкретирование бетонной
смеси . . ... 497
Глава 17. Тепловая обработка бе¬
тона . ... . 498
§ 1 Общие сведения 498
§ 2 Режимы пропаривания бе¬
тона ... • 504
§ 3 Конструкции пропарочных
камер . . 512
§ 4. Контактный обогрев 519
4 5 Автоклавная обработка бе-—.
тона . )
§ 6 Электротермообработка беЛ'^'^
тона . |. ■ 529
§ 7 Автоматизация процессов
тепловом обработай железобе
тонных изделий I. . . ■ 537
§ 8 Пути снижения расхода
тепловой энергии в производ¬
стве сборного железобетона 540
Глава 18. Производство железобе¬
тонных изделий ... ■ 548
§ 1 Характеристика производ¬
ства н продукции предприятий
сборного железобетона 549
§ 2. Выбор технологических
линий ... - 553
§ 3. Агрегатный способ произ¬
водства • 554
§ 4 Кпнвейепный способ ппоиз-
водСттп! . • 568
§ 5 Стендовый способ произ¬
водства . . . 582
§ 6 Кассетный способ произ¬
водства ... . 594
Глава 19. Производство объемных
блоков .... 601
§ 1 Способы формования об
емпых блоков . . 603
§ 2 Формование объемных
блоков на специальных уста¬
новках . . .
Глава 20. Производство железобе¬
тонных труб ...
§ 1. Производство центрифуги
ровапиых труб ...
§ 2. Изготовление труб мето¬
дом виброгидропрессования
§ 3 Производство безнапорных
труб и колец способом ради¬
ального прессования 613
§ 4 Производство опор воздуш¬
ных линий 614
Глава 21. Производство изделий из
. ячеистого бетона 616
§ 1. Подготовка сырьевых ма¬
териалов ... 616
§ 2. Приготовление формовоч¬
ной массы . . 621
§ 3. Заготовка арматуры . б2§^
§ 4 Формование изделий .
§ 5 Автоклавная обработка
отделка и складирование 631
§ 6. Предприятия по производ¬
ству изделий из ячеистых бе
тонов . . . . ЬЗЗ
Глава 22. Производство изделий из
силикатных бетонов .... 636
§ 1 Технологические схемы
603
607
608
610
производства
636
§71 —
N.
. 637
640
§ 2 Приготовление силикато¬
бетонных смесей Ц формование
изделий ....
§ 3. Автоклавная обработка
изделий ....
§ 4. Предприятия по производ¬
ству изделий из плотного сили¬
катного бетона
Глава 23. Производство изделий из
полимербетонов и бетоиополимеров 643
§ 1 Технология изделий из
полимербетонов
§ 2 Производство изделий из
бетоиополимеров
Глава 24. Повышение заводской
готовности изделий
§ 1 Декоративная отделка
фасадов . , . . . . 650
641
645
646
649
§ 2. Организация технологичес¬
кого процесса . .. , i
§ 3 Комплектация изделий на
заводе . . . . .
§ 4 Комплектация и отделка
объемных блоков
§ 5 Охрада труда и техника
безопасности . . . .
Глава 25. Контроль качества про¬
изводства железобетонных изделий
§ 1 Организация и виды про¬
изводственного контроля <
§ 2 Контроль прочности бетона
§ 3 Приемочный контроль
§ 4 Документация производ¬
ственного контроля и марки¬
ровка изделий
Список литературы .
666
668
ЮРИЙ МИХАЙЛОВИЧ БАЖЕНОВ,
АЛЕКСЕЙ ГЕОРГИЕВИЧ КОМАР
ТЕХНОЛОГИЯ БЕТОННЫХ
И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Редакция литературы по строительным материалам и конструкциям
Зав редакцией П. И. Филимонов
Редактор 3. П. Злобина
Внешнее оформление художника Д. И. Вагхлииа
Технический редактор Ю. Л. Циханкова
Корректор О. В. Стигиеева
И Б № 2407
Сдано в набор 24 05 84 Подготовлено к печати 24 10 84. Формат
84Х108,/з2 Бумага кн -журн Гарнитура «Литературная» Печать высокая.
Уел. печ л 35,28 Уел кр-отт 35.28 Уч.-изд. 37,74 л Тираж 32 000 экз.
Изд. № А I 8527 Зак № 845. Цена 1 р 70 к.
Стройиздат, 104442, Москва, Каляевская, 23а
Владимирская типография Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
600000. г. Владимир, Октябрьский проспект, д 7