/






































































































































































































































































































































































































































































































































Текст
Г. С. ПЕТРОВ* Б. Н. РУТОВСКИЙ* И. П. ЛОСЕВ
ТЕХНОЛОГИЯ
СИНТЕТИЧЕСКИХ СМОЛ
И
ПЛАСТИЧЕСКИХ МАСС
ПОД ОБЩЕЙ РЕД А К ЦИЕЙ
проф. Б. Н. РУТОВСКОГО
Допущено ГУУЗ Народного комиссариата
химическсй промышленности СССР в качестве
учебного пособия для химических втузов
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЁХНИ*ЙШвЬ ИЗДАТЕЛЬСТВО
ХИМИЧЕСКОЙ ЛИТЕРАТУРЫ
МОСКВА 1 9 4 S ' JLEji JLHJLE-A*»
688.7
Л. 79
36-5-2
В книге изложены
химико-технологические процессы получения синтетических
смол и прессматериалоз, а также описано
производство изделий из пластмасс.
Книга предназначается в качестве
учебного поссбия для студентов
химико-технологических институтов.
Редактор Б. Н. Рутовский Техред П. В. Погудкан
Сдано в набор 25-VIII 1945 г. Подписано к печати 14-Х1Ы945 г.
& 26U11. Тираж 10СОО эк». Формат. 84Х1С8</33. Учетно-нэд. ластов 36,7.
Печатных листов 344*. Типогр. знаков в 1 печ. ласте 4(Ъ20. Цена 25 руб. Заказ J6 1Б32.
4-я Типография им. Евг. Соколовой треста «По.чпграфкнига* ,,:х^--
ОГИЗа три OffiS РСФСР, Ленинград, Измайловский пр., !29, ~"~
СОДЕРЖАНИЕ
Введение.^ Развитие и современное состояние производства пластмасс 5
ЧАСТЬ ПЕРВАЯ
КОНДЕНСАЦИОННЫЕ СМОЛЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
Глава 1. Основы получения конденсационных смол 14
Глава 2. Сырье для феноло-альдегидных смол 31
Фенолы 31
Альдегиды . ". 38
Глава 3, Развитие методов конденсации фенолов с альдегидами • 431
Глава 4. Термоплавкие феноло-альдегидные смолы (резолы) . • 53
Глава 5. Термореактивные феноло-альдегидные смолы .... 57
Глава 6. Производственные методы получения феноло-альдегидных
смол 74
Глава 7. Литые фенопласты ЮЗ
Глава 6. Производство прессовочных порошков 124
Глава 9. Получение прессовочных изделий 142
Глава 10. Производство слоистых пластмасс 165>
Глава 11. Лаковые смолы 175
Глава 12. Конденсация фенола с различными альдегидами . . . 191
Глава 13. Карба„мидные смолы 194
Глава 14. Получение карбамидных прессовочных композиций . .217
Глава 15. Литые аминопласты и лаковые карбамидные смолы . . 229
Глава 16. Меламиновые, дициандиамидные и тиомочевиниые смолы 236
Глава П. Анилпно-формальдегидные смолы 244
Глава 18. Сырье для алкидных смол 251
Глава 19. Конденсация многоатомных спиртов с многоосновными
кислотами и применение алкидных смол 260
Глава 20. Полиамидные, сульфонамидные и альдольные
конденсационные смолы 275
Глава 21. Производство линолеума и линкрусты 283
Исходные материалы 284
Производство линолеума 291
Производство лннкрусты . 298
ЧАСТЬ ВТОРАЯ
ПОЛИМЕРИЗАЦИОНЛЫЕ СМОЛЫ И ПЛАСТМАССЫ f
НА ИХ ОСНОВЕ
Глава 22. Процессы полимеризации и методы переработки полимеров 303
Глава 23. Винилхлорид и его полимеры . . . • 324
Глава 24 Винилнденхлорид, его полимеры и сополимеры .... 337
Глава 25. Виниловые эфиры органических кислот и их полимеры 343
1*
3
Глава 26. Поливиниловый спирт й его производные . -.- .- т -. 354
ГлЪва 27. Полимеры акриловой и метакрилов'ой кислот и их произ- -
водные 369
Глава 28. Полимеры винилкетонов 4QQ
Глава 29. Стирол и его полимеры 408
Глава 30. Кумароио-инденовые смолы 431
ЧАСТЬ ТРЕТЬЯ
БЕЛКОВЫЕ ПЛАСТМАССЫ
Глава 31. Характеристика белковых пластмасс ....... 443
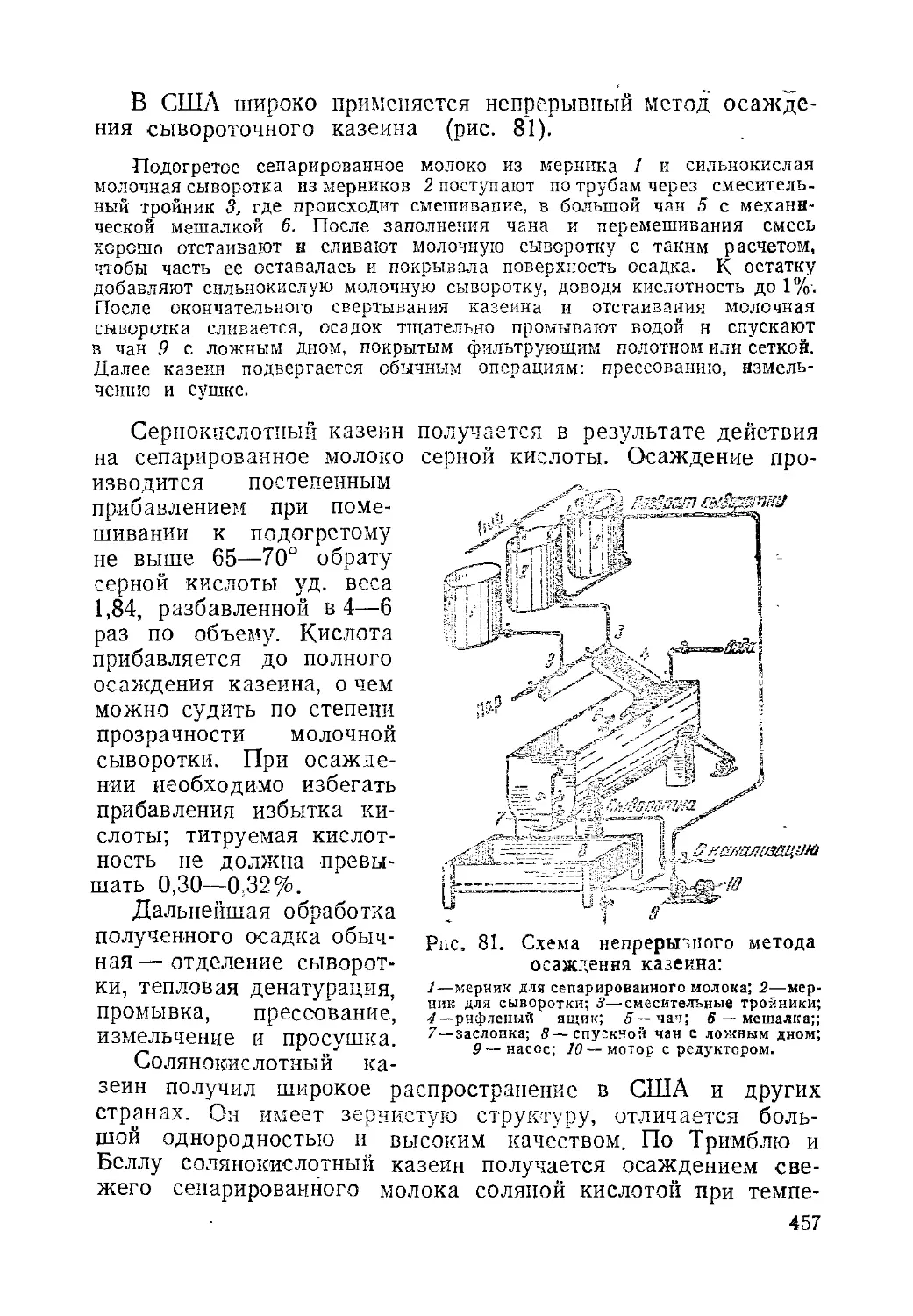
Глава 32. Производство казеина 449
Глава 33. Пластмассы на основе белковых веществ растительного
происхождения 462
Глава 34. Производство галалита ,_ 466
Глава 35. Модифицированные белковые пластмассы 497
ЧАСТЬ ЧЕТВЕРТАЯ *
АСФАЛЬТО-ПЕКОВЫЕ ПЛАСТМАССЫ
Глава 36. Сырье для асфальто-пековых пластмасс . . . . т -. 507
Происхождение и классификация исходных материалов 507
Характеристика исходных материалов 513
Глава 37. Производство асфальто-пековых изделии ...... 524
Глава 35.,Производство рулонных кровельных, гидроизоляционных
и других асбесто-пекоЕых материалов 531
Литература , 540
Предметный указатель "....... 543
ОТ РЕДАКЦИИ
Настоящий труд составлен коллективом авторон — раобтниками
кафедры «Технология пластмасс» Московского химико-технологического
института им. Менделеева.
Авторами книги являются: проф. Г. С. Петров — Введение, главы
Л, 3, 4, 5, 6, 7, 12, 13, 14, 15, 16, 21; проф. Г. С. Петров и канд.-техи.
наук С. Н. Устинов — глава 8; канд. техи. наук Д. А. Кардашев —
главы 2, 11; канд. техи. наук С. Н. Устинов — главы 9, 10; доц.
К. А. Андрианов — главы 17, 20; доц. К. А. Андрианов и инж. С. В Шиш-
кии — главы 18, 19; проф. Б. Н. Рутовский — главы 22, 24, 27, 28, 29;
проф. И. П. Лосев —главы 23, 25, 30; проф. И. П. Лосев и Б. Н.
Рутовский— глава 26; доц. А. Б. Даванков — главы 31, 32, 33, 34, 35;
проф. Н. В. Трубников — главы 36, 37, 38.
ВВЕДЕНИЕ
РАЗВИТИЕ И СОВРЕМЕННОЕ СОСТОЯНИЕ
ПРОИЗВОДСТВА ПЛАСТМАСС
До наших дней дошло не мало сведений о применении
.пластических материалов природного происхождения.
С древнейших времен известно, например, использование
в строительстве природных высокоплавких битумов
(асфальта) и естественных тропических смол. За 700 лет до нашей
эры в Вавилоне природный битум применяли как
цементирующий и водостойкий материал при строительстве канала
под р. Евфрат. ■'
Асфальт широко применялся также во времена Римской
империи. Римский писатель Плиний, живший в первом веке
нашей эры, дал описание внешних признаков хорошего
асфальта и указал ряд случаев его технического и
медицинского применения. Имеются сведения, что в XV в. в древнем
Перу (Ю. Америка) широко использовали асфальт в дорожном
строительстве. К концу XVI и в начале XVII вв. асфальты и
битумы настолько широко применялись, что были сделаны
первые попытки классифицировать их. ;
Началом промышленной эксплоатации природных битумов
в Европе надо считать организацию разработки асфальтовых
месторождений на р. Роне (Франция). Мастика,
изготовлявшаяся из асфальтового камня, находила применение для
покрытия полов, строительства мостов и дорог, изготовления
водонепроницаемых составов и для защиты различных
сооружений от действия воды.
С 1842 г. в США битумы начали применять при
изготовлении кровельных материалов, а в 1854—1870 гг.
прессовочная асфальтовая композиция вошла в практику почти
повсеместно для дорожного строительства.
Добыча естественного асфальта в настоящее время
достигает в США 800 тыс. т, а производство искусственного
5
нефтяного асфальта превышает 5 млн. г, выработка же
кровельного материала — рубероида — на основе нефтяного
асфальта составляет свыше 500 млн. м2^в год.
Природные смолы применяются с древнейших времен.
Греки, например, добывали бальзам (живицу) дерева Pista-
cia terebtenthus, причем после" отгонки легколетучего эфирного
масла оставалась смола, получившая название «колофония»
по имени города, где особенно распространен был этот
промысел. Добывающаяся у нас смола хвойных деревьев —
«канифоль» — соответствует «колофонию»: Сохранились
сведения о производстве в древней Греции и другой ценной
смолы — мастикса.
По японским источникам, относящимся к 392 г. нашей
эры, лаки из естественных смол широко применялись для
различных целей, но только в конце XV в. упоминаемые в этих
сведениях смолы и способы их применения для лакировки
стали известны в Европе.
В технической литературе, начиная с XVI в., довольно
часто можно встретить описания различных тропических смол
■и бальзамов как получаемых подсочкой деревьев, так и
добываемых из залежей исчезнувших лесов. До последнего
времени сохранили большое техническое значение даммаровая
смола, шеллак, акароид, различные сорта копалов и янтарь,
В особенно значительных количествах применяется в
промышленности различных стран и, главным образом, в США, ка?
нифоль. j
В -1900 г. Чирх предложил первую рациональную классик
фикацию природных смол, исходившую из наличия или
преобладания одной из характерных составных частей смолы:
1) смоляных кислот, 2) спиртов — резинолов, резинотаннолов,
3) сложных эфиров или 4) индифферентных к действию
щелочей веществ — резенов. Классификация Чирха оказалась
несовершенной, не дающей представления о смолах как о
сложных комплексах различных относительно
высокомолекулярных соединений. Дальнейшие предложения различных
систем классификаций природных смол также основывались
только на их внешних признаках.
Начало производства искусственных пластмасс можно
приурочить к впервые введенному в Англии в 1830 г,
производству прессованной асфальтовой композиции и
слоистого материала — камптуликона. Продукт этот представлял
собой слоистый пластический материал, для получения
которого на джутовую ткань наносилась каландрованием масса,
состоявшая из каучука, измельченной пробки и пигмента. Од-
6
яако последовавшая вскоре промышленная реализация вновь
открытого способа вулканизации каучука значительно
расширила его применение, вследствие чего каучук стал
недоступным для производства камптуликона.
Вальтон заменил каучук более дешевым линоксином,
получаемым окислением льняного масла, и таким образом
положил начало производству линолеума. Твердый, пластичный
линоксин на вальцах смешивали с наполнителями и на
каландрах наносили на джутовую ткань.
Мировое производство линолеуыа превышает в настоящее
время 200 млн. м2 в год, для чего расходуется "более90 тыс. г
льняного масла и около 20 тыс. т смолы — копала-каури,
i Начало производства пластмасс на основе эфиров
целлюлозы может быть отнесено к 1865 г., когда Паркер впервые
получил пластическую массу — целлулоид, пластифицируя
нитроцеллюлозу камфорой в присутствии спирта и
растительных масел. После усовершенствований, сделанных Хайаттом
в 1877 г., началось фабричное производство целлулоида.
Мировое производство его достигло максимума около 50 тыс. т,
но за последние годы целлулоид стал постепенно
вытесняться другими пластиками. Принципы его технологии были
использованы в дальнейшем для получения пластмасс на
основе ацетил-, бензил- и этилцеллюлозы.
Высокие качества целлулоида как термопластичного
материала обеспечивают до сих пор широкое применение этого
материала несмотря на пожарную опасность при его
производстве и хранении.
Значительное промышленное развитие получило
производство пластиков на основе ацетилцеллюлозы, которое в
США за последние годы увеличилось в 25—30 раз, а в
мировом масштабе достигло в 1944 г. 35—40 тыс. т. Ацетилцел-
люлоза нашла применение для выработки ацетатного шелка
и пленки. Развитие производства ацетилцеллюлозных
пластиков вызвало широкое применение их для изготовления
различных массовых изделий методом литья под давлением
(шприцгуса).
В 1877—1880 гг. появился фонограф Эдиссона, а затем
граммофон Берлинера. Для граммофонных пластинок
потребовалась термопластичная масса с небольшой усадкой при
прессовании, обладающая стойкостью к истирающему и
царапающему действию граммофонной иглы, не деформирующаяся
в условиях хранения и обладающая определенными
акустическими свойствами. Эта задача была разрешена выпуском
пластмассы на основе шеллака с, добавкой минеральных на-
7
полнителей. Для мирового производства граммофонных
пластинок расходуется в последнее время приблизительно
20 тыс. т шеллака в год. Однако относительная дефицитность
шеллака, единственным поставщиком которого является
Британская Индия, затрудняет использование этой смолы как для
указанной цели, так и для рйда других отраслей
промышленности (электротехника, лаки и т. п.). Синтетический способ
получения шеллака пока не найден, но заменителями его
являются некоторые синтетические смолы из группы алкид-
ных, а также некоторые полимерные продукты или эфиры
целлюлозы.
В 1900—1S04 гг. Шпиттелер и Крише получили новую
пластмассу на основе белковых соединений, названную ими
галалитом. Исходным материалом для галалита служил
казеин молока, который пластифицировали водой на шнековом
прессе, затем формовали в листы и для сообщения стойкости
к действию воды подвергали дублению водными растворами
формальдегида. Мировое годичное производство галалита
достигает 15 тыс. т; другие белковые пластмассы,
получаемые на основе дрожжей и крови, имеют сравнительно
небольшое значение.
Рост металлургической промышленности и в связи "с этим
коксования угля привел к получению значительных
количеств каменноугольной смолы, послужившей исходным
сырьем для выделения ряда ценных углеводородов; с другой
стороны, освоение промышленностью в крупном масштабе
ряда органических синтезов, как, например, получения фенола
из бензола, а также производство формальдегида из
метилового спирта создали благоприятные условия для
промышленного использования результатов исследовательских работ в
области феноло-альдегидных смол. Начало этим работам
было положено в 1872 г. А. Байером.
Приблизительно с 1900 г. в странах Европы начинается
производство в заводских условиях плавких и растворимых
в спирте феноло-формальдегидных смол. К этому же
времени относится получение первых литых феноло-альдегидных
смол по способу Люфта.
Удачные работы Бэкеланда и Лебаха в области химии и
технологии продуктов конденсации фенолов с альдегидами
при наличии сырьевой базы обеспечили успех развития
производства пластмасс на их основе (фенопластов).
Некоторые из этих пластмасс, как, например, бакелиты,
нашли широкое применение в различных областях
промышленности и техники (электротехнической, автомобильной, те-
лефонной, телеграфной, авиационной), а также в производстве
предметов бытового обихода и галантерейных изделий.
С 1922 г. в США началось производство алкидных смол.
Продукты конденсации фталевого ангидрида с глицерином
были предложены для замены шеллака в производстве*
электроизоляционного материала из слюды — миканита —
имеющего большое значение в электротехнике. Дальнейший
быстрый рост производства алкидных смол в США связан с
расширением сырьевой базы, т. е. с выпуском больших количеств
фталевого и малеинового ангидрида и многоатомных
спиртов — гликоля и глицерина. Модифицированные жирными
маслами или кислотами глифталевые смолы находят широкое
применение в автомобильной и авиационной промышленности.
В 1922—1925 гг. на основе работ Джона, Поллака и
Риппера началось промышленное производство карбамидных смол,
известных также под названием аминопластов. Мочевина,
тиомочевина, дицианамид, а за последние годы меламин стали
сырьем для этой новой группы пластмасс. Мочевино-альдегид-
ные смолы оказались весьма подходящими в качестве
пластмасс для изготовления ряда автомобильных деталей и
предметов бытового обихода.
Развитие органического синтеза и успехи химии и физики
высокомолекулярных соединений создали благоприятные
условия для внедрения в промышленность пластмасс на основе
продуктов полимеризации производных этилена. Большое
развитие получили поливиниловые смолы, полистирол, полиакрн-
латы, полиэтилен (органические стекла, каучукоподобные
массы для изоляции, заменители шеллака в производстве
граммофонных пластинок и т. д.), а из новых продуктов —
аллиловые эфиры дикарбоновых кислот (аллимеры). •'■'
Исключительную важность для усвоения химизма синтеза
-смол и их промышленного использования имеют работы Каро-
зерса. В 1931 г. была напечатана его первая работа по
получению суперполиамидов, т. е. продуктов конденсации
многоосновных кислот и диаминов, а в 1935 г. в США было
впервые организовано производство из этих суперполиамидов
синтетического волокна, которое по своим свойствам
превосходит вискозный шелк.
Технология переработки пластмасс за последние годы
также была заметно усовершенствована. Методы литья под
давлением, непрерывное вальцевание и прессование, новые
методы формования изделий больших габаритов из пластмасс
яе только создали предпосылки для широкой механизации и
автоматизации процессов переработки пластмасс, но и позво-
9
Таблица 1
Типы электроизоляционных пластических материалов
Состав
Свойства
механические
наименьшее
времен,
сопротивление
изгибу
кг/емг
I
Фено.тьная смола с негорючим
наполнителем (с шамотом)
То же, с асбестом
То же, с обрезками асбестового
шиура
Феиольиая смола с древесной мукой
То же
Фенольиая смола с текстильным
волокном (волокно невязаное) . .
То же, с обрезками ткани . . ■ . .
То же, с лентами из ткани . . . .
500
5UJ
наименьшая
прочность
на удар
кг/см3
термические
наименьшая
стойкость
по
Мартенсу
наименьшая
жаростойкость
(сравнительная
в баллах)
средине числа
поверхностного
сопротивления после
24 час.
пребывания в поде
(сравнительные в баллах)
700
600
700
Фенольная смола с неллголозой
То же, с бумажными обрезками
То же, с бумажными лентами .
№0
Р00
800
600
800
1200
3,5
3,5
15,0
5,0
6,0
150
150
150
100
125
6,0
12,0
25,0
125
125
125
5,0
8,0
15,0
125
125
125
Способ
переработка
Горячее
прессование
То же
То же
То же
То же*
к
6
7
8
А
2
3
4
V
Мочевинная кислота с органическим
Битумы с неорганическим наполни-
Битумы с органическими наполни-
Ацетилцеллюлоза с наполнителем
или без него
Искусственная смола е асбестом . .
Искусственная смола с неорганиче-
Битум с аебестом и другим неорга-
Цемеш или растворимое стекло
с асбестом и другими неоргани-
600
350
250
150
300
350
200
150
1000
150
5,0
3,5
1,5
1,0
25,0
1,7
1,7
1,2
5,0
1,5
100
65
65
45
40
150
150
150
400
250
3
2
1
3
1
4
4
4
5
5
4
3
3
4
3
3
3
3
4
То же
То же
То же
То же
То же
Холодное
прессование
То же
То же
Горячее
прессование
Холодное
прессование
лили значительно расширить область применения этих
материалов, например, в самолетостроении.
Разнообразие промышленного назначения и увеличившийся
ассортимент искусственных смол и пластмасс неизбежно
поставили на очередь вопрос об их классификации и типизации.
В качестве основы предлагавшихся разными авторами
классификаций принимались: 1) исходное сырье, 2),
химический состав, 3) химизм технологического процесса, 4)
технологический процесс получения пластмасс, 5) процесс
пластификации, применяемый при получении или обработке
пластмассы, 6) физические свойства синтетических смол и
высокомолекулярных соединений, связанные с их способностью
переходить из плавкого состояния в неплавкое под действием,
тепла или химических элементов (классификация Кинли).
В каждой из предложенных классификаций имеются свои
положительные и отрицательные стороны, однако
совершенной классификации до>сих пор не установлено.
Целесообразно, повидимому, относить пластмассы к различным
классам по признакам основных химических реакций, приводящих
к превращению «изкомолекулярных соединений в более
высокомолекулярные, одновременно учитывая физико-химический
характер органического связующего вещества, т. е. основной
части пластмасс. Исходя из этого принципа, следует
рассматривать пластмассы на основе органического связующего
вещества, как относящиеся'к одной из следующих основных
групп:
1) пластмассы на основе продуктов
конденсации; к ним относятся фенопласты, аминопласты и
полиамиды-; к этой же группе можно отнести пластмассы на
основе шеллаковой смолы;
2) пластмассы на основе продуктов
полимеризации^ ним относятся поливиниловые производные,
полистирол, полиакрилаты, лолитены, аллимеры (как чистые
смолы, так и пластифицированные или содержащие
наполнители);
ЗУ-пластмассы на основе сложных и
простых э ф и р о в целлюлозы, т. е. пластифицированные
эфиры целлюлозы (без наполнителей и с наполнителями);
4) пластмассы еа основе белковых
веществ;
5) пластмассы на основе естественных и
искусственных битумов;
6) пластмассы на основе продуктов
окисления глицеридов ненасыщенных жирных
12
кислот; к ним относится линолеум, получаемый
прессованием композиций из окисленных и полимеризованных глице-
ридов с добавкой специфичных наполнителей.
При отсутствии общепризнанной и достаточно
совершенной классификации пластмасс большое практическое
значение приобрела их типизация, которая лучше всего
разработана для продуктов, предназначаемых для электротехники.
Первая схема такой типизации была опубликована в
1922 г., вторая измененная схема типизации
электроизоляционных прессовочных материалов, не содержащих каучука,
опубликована в 1932 г., дальнейшие уточнения ее были
проведены в 1935 и в 1937 гг. з
Производство пластмасс развивалось весьма быстро.
Мировая продукция Bi 1929 г. достигала 80—85 тыс. т (не
включая асфальто-пековых композиций и линолеума). В 1935 г.
производство достигало уже 200—220 тыс. т. С 1929 по
1935 г. выработка возросла на 150% в весовом выражении,
стоимость же продукции увеличилась только на 40%, что
явилось результатом значительного снижения
себестоимости их.
Для иллюстрации дальнейшего роста производства смол и
отдельных типов пластмасс могут служить следующие
данные для промышленности США за 1944 г.:
Ацетилцеллюлозные пластмассы 29 400/;
Нитроцеллюлозные » 6 800 „
Феноло-формальдегидные смолы. . 158 400 „
Алкидные смолы 1320С0 ,
Карбамидные смолы 57 200 .
Полимеризацисииые смолы ........... 79000 „
ЧАСТЬ ПЕРВАЯ
КОНДЕНСАЦИОННЫЕ СМОЛЫ И ПЛАСТМАССЫ
НА ИХ ОСНОВЕ
тшшт—■у———■ ■ шинишишии ■■■■■■■■ .-'-■—ип ми ■ №« .ни... I ■ in НИМ
ГЛАВА t
ОСНОВЫ ПОЛУЧЕНИЯ КОНДЕНСАЦИОННЫХ СМОЛ
Важнейшими представителями технических
конденсационных смол являются феноло-альдегидные, мочевино-альдегид-
ные я весьма многочисленная группа смол, получаемая при
конденсации (этерификации) многоатомных спиртов с много-
основными кислотами ароматического и жирного ряда и
известная в промышленности под общим названием алкидных
смол. К классу конденсационных смол относятся также фе-
ноло-кетонные смолы, смолообразные продукты конденсации
ароматических аминов и пиридиновых оснований,
полиамидные смолы и т. д.
В основе процесса образования смол этого класса лежат
реакции конденсации, при которых смолы образуются с
одновременным выделением воды или других побочных
.продуктов. В некоторых случаях, как, например, при
конденсации фенола и мочевины с формальдегидом, можно при
соблюдении соответствующих условий получить начальные
кристаллические, растворимые в воде метилольные
производные. Последние в дальнейшем при подкислении или при
термической обработке превращаются в смолы.
Реакция конденсацици при образовании смол может
протекать, в зависимости от исходных продуктов, как в при-
сутствии соответствующих катализаторов без нагревания или
при нагревании, так и при пониженном, нормальном или
повышенном давлениях. Реакция может осуществляться в
растворах, эмульсиях или в сухом состоянии при достаточно
мелком измельчении исходных продуктов.
Некоторые конденсационные смолы в зависимости от
количественных соотношений, применяемых катализаторов и
рН среды могут получаться двух типов: термопластичными,
или термоплавкими, и термореактивными, или термоотвер-.
ждаемыми. Термоплавкими называются смолы, которые могут
14
неограниченное количество раз' повторно плавиться после
охлаждения и сохранять при этом характерную для них
растворимость в определенных растворителях.
Термореактивными называются смолы, которые при нагревании или иногда
без теплового воздействия с течением времени теряют
плавкость и растворимость и образуют'неплавкие и
нерастворимые продукты.
Образование термореактивных феноло-альдегидных смол
можно представить в виде ряда реакций конденсации, в
результате которых при участии метилольных групп
происходит образование трехмерных молекул. Последовательность
этих реакций можно связать с образованием следующих
соединений:
ОН
сксибгниловый
спирт
ОН
ш. он
/ч-сн3—/ч^сн2он
\/ \/оп
I
сн2
I
он
термоплавкая смола
-сн,
он
диоксй.'Дйфенилметан
IV.
он
он
—' N_CHS-' Х-СН2—
I I
сн2 сн2
—\/— СН2— l^— CHj—
он он
неплавкие, нерастворимый
продукт (трехмерная молекула)
При термической обработке термореактивных феноло-
альдегидных смол можно заметить три характерные стадии.
Начальная стадия дает плавкую и растворимую в некоторых
органических полярных растворителях* (спирт, ацетон) смолу
с молекулярным весом ниже 1000, названную (в классе
феноло-альдегидных смол) Бэкеландом бакелитом в стадии А,
а Лебахом — резолом. Смола в стадии А, или резол, может?
быть в двух состояниях — жидком и твердом, причем жид-
15
кая смола может содержать воду в виде дисперсии или
эмульсии.
Плавкая и растворимая смола при длительном хранении
и нагревании постепенно начинает образовывать неплавкие и
нерастворимые в спирте или ацетоне продукты. Характерным
признаком этой стадии является образование при нагревании
жидкой или расплавленной смолы твердого геля, который
при нагревании до 120—130° приобретает резиноподобные
свойства, т. е. способен растягиваться в длинные эластичные
нити. При охлаждении получается твердая и хрупкая,
хорошо измельчающаяся смола. Смола в этой стадии названа
Бзкеландом бакелитом в стадии В, а Лебахом — резитолом.
В зависимости от содержания в продукте растворимой
низкомолекулярной и нерастворимой смолы можно различать
значительное число типов резитолов. Соедини молекулярный
вес таких продуктов точно неизвестен. Если к отверждаемой
смоле было добавлено значительное количество полярных
пластификаторов или если в ней содержится большое
количество свободного фенола, то резитол может и на холоду
сохранять эластичные свойства. При термическом отверждении
термореактивной смолы или при действии сильных
конденсирующих средств содержание низкомолекулярных растворимых
соединений в ней постепенно уменьшается за счет реакции
дальнейшей конденсации, ведущей к образованию более
высокомолекулярных соединений и трехмерных • молекул.
Применяя постепенное медленное повышение температуры
или быстрое нагревание под давлением, можно получить1
неплавкий нерастворимый продукт, в котором
низкомолекулярные, растворимые продукты совершенно отсутствуют или
находятся в относительно небольших количествах, что имеет
место в технических продуктах.
Неплавкие и нерастворимые продукты, по предложению
Бэкеланда названные ^бакелитом в стадии С, Лебах
предложил называть резитами. Резиты могут получаться с весьма
разнообразными свойствами, но их можно разделить на два
основных типа: прозрачные и непрозрачные. Средний
молекулярный вес резитов пока точно не установлен. Без
нагревания и повышенного давления быстрое образование резита
происходит в присутствии отнимающих воду конденсирующих
средств кислого характера. Аналогично происходит-
превращение термореактивных карбамидных и алкидных смол
в нерастворимые продукты, но физико-химическая
характеристика этих смол в различных стадиях термической обработки
будет иная. Например, в карбамвдиых смолах начальная
16
стадия конденсации дает термореактивную смол)'-,
растворимую в воде. Смола в промежуточной стадии представляет
продукт, аналогичный стадии В феноло-альдегидной смолы,
но в противоположность последней растворителем для
относительно низкомолекулярных соединений здесь могут быть
спирт, вода или формамид. Конечная стадия — неплавкий и
нерастворимый продукт, по своим свойствам подобный
резиту (стадия С), может быть также двух типов —
прозрачный и непрозрачный.
Характерной особенностью процесса образования карба-
мидных смол является выделение в кислой среде (рН около 3)
несмолообразных аморфных, неплавких и нерастворимых
продуктов конденсации типа метиленмочевины. Аналогичных
продуктов при получении феноло-альдегидных и алкидных
смол не было выделено. Образование неплавких и
нерастворимых карбамидных смол без нагревания и давления, т. е.
на холоду, происходит под влиянием электролитов и
сопровождается синерезисом.
Продукты конденсации многоосновных кислот с
многоатомными спиртами независимо от того, применяются ли
SmoroocHOBHbie кислоты ароматического или жирного ряда,
фи соответствующих отношениях, представляют термореак-
»гивные смолы. При нагревании они постепенно из
растворимых и низко молекулярных соединений превращаются в более
высокомолекулярные с одновременным образованиехМ
трехмерных молекул. Продукты начальной стадии конденсации
Отличаются малой водостойкостью. Средний молекулярный
вес такой растворимой смолы не превышает 1000. Конечная
стадия — неплавкий и нерастворимый в ацетоне продукт —
напоминает вещества, образующиеся при отверждении
термореактивных феноло-альдегидных и карбамидных смол с тем,
однако, характерным отличием, что неплавкая и
нерастворимая алкидная смола легко омыляется щелочами. Таким путем
могут быть регенерированы исходные компоненты. НеплавКие
феноло-альдегидные и карбамидные смолы практически ни
водой, ни спиртовым раствором щелочи не гидролизуются.
Растворимость глицерино-фталевых смол, освобожденных
от избыточного свободного глицерина и фталевого ангидрида,
уменьшается при нагревании. Для продуктов, полученных из
эквимолекулярных количеств глицерина и фталевого'
ангидрида, это уменьшение происходит более резко по сравнению
со смолами, при сипт&^^Ш^^^жщедте^^ыл взят в
избытке. Средний mo^SS^^^j. flicДмойЧйГмеияется в таком
зке направлении.
2 8а*. 1532, 17
Характерными свойствами конденсационных смол,
достигших неплавкого и нерастворимого состояния, являются
следующие:
1) неплавкая алкидная смола, (глифталь) омыляется как
сложный эфир в кислой и щелочной среде;
2) резит деструктируется избытком жидкого брома, но
сравнительно стоек к действию щелочи;
3) резит при коксовании дает выход кокса, достигающий
50—53%, в то время как неплавкая карбамидная смола дает
выход кокса не более 15%', а глицерино-фталевая не
свыше 1%.
В табл. 2 приведены данные о действии химических
реагентов в аналогичных условиях на резиты трех типов.
Таблица 2
Действие химических реагентов на резиты трех типов
Резиты чистые
Неолейкорит ....
Увеличение
веса при
действии паров
брома
123,72
90,12
52,92
Потеря
в весе при
действии
25»|о-ното
раствора
аммиака
в спирте,
24,99
9,36
14,33
Потеря
в весе при
действии
избытка
HjSOj
УД. в. 1,84
"/•
5,85
48,25
15,41
Растворение
при действии
0,5 N спйрто-
ваго раствора
щелочи при
нагревании
•1.
53,49
21*69
30,67
Как видно из табл. 2, резиты, полученные конденсацией
при различных соотношениях фенола и формальдегида,
различных катализаторах и различных условиях отверждения,
отличаются по стойкости к деструктйрующим химическим
реагентам и нагреванию.
,Цля сравнительной характеристики резитов имеет значение
количество свободных гидроксильных групп, определяемых
метилированием диазометаном. Результаты определений сво*
бодных ОН-групп для ряда очищенных резитов получены при
этом следующие: бакелит 3,03%; карболит 2,78%; неолейко-
рит 1,74%. Ч ■-■ - ■_
Определение в этих же резитах свободных ОН-групп
спиртовым раствором едкой щелочи дает большее их содержание,
а именно: бакелит 6,62%; карболит 7,21%; неолейкорит 7,97%.
18
Метод определения свободных гидроксильных фенольных
групп при помощи диазометана основан на реакции:
С6Н5ОН + CH2N2 —► С6Н5ОСН3 + N2.
Возможно, чта в резитах вследствие физической их
структуры этот способ приводит к несколько пониженным
результатам. Однако при действии спиртового раствора
щелочи на резиты могут получаться повышенные результаты
вследствие адсорбции щелочи и взаимодействия ее с
продуктами деструктивного распада. Все же слабое действие щелочи
на резиты можно объяснить участием в процессе отверждения
большого количества гидроксильных групп.
При нагревании резитов с водным раствором щелочи под
давлением до 150—200° (резиты деструктируются с
образованием около 40% термореактивной смолы, которая была
Петровым выделена из щелочного раствора при подкислении;
количество свободного фенола было такое же, как и в
исходном техническом резите.
По данным других исследователей при нагревании
бакелита в стадии С с 10—15%-ным раствором щелочи под
давлением до 800 ат получено около 10% фенола и высшие его
гомологи.
Для практических целей имеет значение стойкость чистых
и технических резитов при их термической обработке. При
нагревании чистых резитов до 180° начинает выделяться вода;
из технических резитов, предварительно не высушенных,
выделение воды может начаться раньше, даже при 95°. Выше
175°, особенно в интервале 210—230°, начинается отгонка
жидких продуктов деструкции: фенолов, углеводородов и
воды. При 300—350° дестилляция заканчивается и в остатке
получается около 65—70% обуглившейся твердой массы.
Практическая теплостойкость резитов! лежит, таким образом,
в пределах 170—200°.
При получении термоплавких феноло-альдегидных смол
играет роль химическая природа применяемого фенола и
альдегида и род катализатора, а также рН среды.
Термоплавкая смола с кислым катализатором и
максимальным количеством формальдегида была описана Бэкелан-
дом, который считал, что процесс идет по схеме:
15С„Н5ОН + 14СН20 —>13Н20 + смола. ;
Новолачная смола с минимальным количеством
формальдегида описана Бэкеландом, Рашигом и рядом других иссле-
2* 19
дователей, причем ими принимаются следующие схемы ее
образования:
СбН4(ОН)СН3ОН + С6Н5ОН —* смола + Н20;
2С6НБОН + СН20—* смола + Н20.
Если вместо формальдегида применяется уксусный,
масляный или бензойный альдегид, то в кислой среде при любых
количественных соотношениях образуются термоплавкие
смолы.
Образование термоплавких смол возможно и в присутствии
катализаторов — оснований. При конденсации фенола с
формальдегидом при соотношении 2 молей фенола на 1 моль
формальдегида в водной среде, в присутствии аммиака,
едкого натра или окиси магния, а в безводной среде при
действии на 12 молей фенола 1 моля гексаметилентетрамина,
образуются термоплавкие смолы.
Начальными кристаллическими продуктами при получении
таких смол — новолаков — могут быть вещества,
образующиеся по схемам:
2СсН5ОН + СН20 —* СН2(С6Н5ОН)2;
С6НБОН + СН20 —> НОС6Н4СН2ОН;
HOCeH4CH2OH-j-C6H5OH-+CH2(CcH4OH)2 и т. д.
Нафтол в присутствии оснований конденсируется с
значительным количеством формальдегида, образуя термоплавкие
смолы. Такие же результаты получаются с о-крезолом, у
которого имеется только одна реактивная точка для
присоединения метиленовюй группы, тогзда как у феаола их две —
в о- и л-положениях к гидроксильной группе.
В технологии получения прессовочных композиций имеет
большое значение превращение термоплавких и растворимых
смол в термореактивные, а затем в неплавкие и
нерастворимые резиты.
Новолаки можно рассматривать как смесь линейных
полимеров, содержащих обычно не более шести фенольных ядер
и имеющих следующее строение:
но/\ /\ /\ /\ /\ /\он
-\/\/
сн2 он сн2 сн2 он сн3 сн2
Средний молекулярный вес новолака ниже 800.
Для превращения новолаков в резольные смолы
необходимо действовать формальдегидом или его производными
20
для образования в молекуле новолаков метилольных групп.
Необходимыми условиями осуществления реакции между
новолаком и формальдегидом являются проведение ее в
гомогенном растворе или в эмульсии, отсутствие растворителя
при плавлении смолы, высокая температура и — в
производственных условиях — давление.
Образование резольной смолы можно представить
реакциями:
1) СеНБОН + СН20 —* С6Н4(ОН) • СН2ОН
2)
3)
4)
о-оксибеизплозый
спирт
C,,Ht(OH) • СН2ОН + С6Н5ОН —* СН2(СеН4ОН)2 + Н20;
диок^идифекилметан
2СеН5ОН + СН20 —* СН„(СеН4ОН)2 -f Н20;
7с6н4он
сн.
\
с0н4он
4-сн,о-
хен4он
■ С Но
2ч-С6Н8(ОН)-СН2ОН
метилольног
производное диоксндифе-
нллметана
Как видно из реакции 4, образование термореактивных
феноло-альдегидных смол происходит благодаря вступлению
в реакции метилольных групп.
При конденсации, приводящей к образованию карбамидных
смол, полной аналогии с феноло-альдегидными смолами, т. е.
образования новолачных смол, не найдено.
Для алкидных смол установлено, что плавкие и
растворимые продукты получаются, если у участвующих в реакции
многоосновных кислот и многоатомных спиртов общее число
функциональных групп (гидроксильных и карбоксильных)
будет меньше пяти. Характерным примером в этом отношении
является конденсация фталевой кислоты с гликолем, которая
протекает по схемам:
/чСОч СНоОН i^^COOH
„сек сн,он
J.
\/
соосн2
I
СН2ОН
—О-
о
II
-с
/
\-
о
II
С-ОСН2-
-\
./
■СН20-
о
II
-с
/~
о
с-о—сн2-
"\
./
-сн2
21
По реакции I происходит образование кислого эфира, по
реакции II — образование цепи. При конденсации глицерина
с фталевой кислотой при значительном избытке любого из
этих веществ получаются термореактивные смолы.
При образовании феноло-альдегидных смол тип
катализатора, определяющий величину рН, в первой стадии
конденсации при определенных соотношениях предопределяет
образование начальных кристаллических продуктов реакции. В кислой
среде при недостатке формальдегида образуются
кристаллические продукты типа диоксидифенилметана, в щелочной же,
при эквимолекулярных соотношениях фенола и формальдегида,
получаются оксибензиловые спирты и другие метйлольные
производные.
Количество формальдегида, вступающего в конденсацию
с фенолом, зависит от активности катализатора (рН) и его
специфического влияния на образование водной феноло-
альдегидной смолы. Например, в присутствии такого сильного
основания, как едкий натр, обладающего в условиях,
типичных для реакции конденсации фенолов с альдегидами
пептизирующими свойствами, возможно получение резольных
смол, у которых каждый моль фенола соединяется с двумя
молями формальдегида (бакелит № 2 Рашига). В присутствии
кислых катализаторов в соответствующих условиях
можно также присоединить больше 1 моля формальдегида,
считая на 1 моль фенола, чем при кислотах, разлагающих
эмульсии.
Величина рН и природа кислого или основного
катализатора определяют некоторые свойства резитов, например цвет,
электропроводность и т. п.
При конденсации мочевины с формальдегидом рядам
исследователей установлено влияние рН на образован-ие
начальных кристаллических метилольных производных,
растворимых в воде и переходящих ^ смолу при нагревании.
Кислая среда (рН < 3) приводит к образованию неплавких и
нерастворимых аморфных продуктов, дающих в производстве
брак прессовочного или литого аминопласта.
Можно считать установленным, что так называемая
бескатализаторная конденсация в первой стадии реакции
фенолов или мочевины с водным раствором формальдегида
практически всегда протекает в присутствии муравьиной
кислоты, содержащейся в формальдегиде или образующейся
в процессе конденсации. Во второй стадии, в процессе
отверждения новолачных смол, бескатализаторное
превращение новолака в резит с параформальдегидом не наблюдается.
82
Конденсация уксусного, масляного и бензойного альдегидов
с фенолом без кислот и в присутствии едкого натра в
обычных условиях не приводит к образованию смолы.
В производстве алкидных смол реакция конденсации
в первой стадии, т. е. образования сложных эфиров,
осуществляется при высокой температуре без добавТки к'аталиЗато-
ров. В этой стадии образования смолы можно, однако,
в качестве ускорителей использовать кислоты, кислые соли
или сульфокислоты. Для ускорения отверждения алкиДных
смол предлагалось пользоваться окисями и гидратами окисей
металлов, нерастворимыми в воде. Несмотря на ряд работ,
посвященных изучению влияния катализаторов при
образовании алкидных смол, этот вопрос остается не вполне ясным.
Действие катализаторов при образовании конденсационных
смол некоторые авторы связывают только с величиной рН
смолы в той или иной фазе конденсации. Правильнее следует
считать, что катализатор, даже после того как пройдет первая
стадия конденсации, во время которой большая часть
реакционной воды будет удалена и образуются цепи относительно
высокомолекулярных соединений, может влиять на
коагуляцию жидкой фазы и на соединение линейных молекул в
трёхмерные. ~"
Для получения из конденсационных смол литых
пластмассовых изделий общим для всех описанных выше
термореактивных смол является метод отливки. Для этой цели жидкие
термореактивные смолы заливают в формы и подвергают
нагреванию с постепенным повышением температуры. Формы
могут изготовляться .из никеля, сплава свинца с оловом,
Дронзы, специальных сортов стали, стекла, бумаги, резины,
восковых композиций и т, д. Отливкой могут получаться
блоки, пластины, стержни и фасонные изделия. Условия
отверждения термореактивных феноло-альдегидных смол,
в зависимости от типа смолы, рода и количества катализатора,
могут колебаться в весьма широких пределах, при этом
отверждение может происходить в открытых и закрытых
формах при обыкновенном, повышенном или пониженном
давлении. Конечная температура отверждения смол с кислыми
катализаторами колеблется в пределах 65—140°. Для
некоторых резольных смол с основными катализаторами необходимо'
одновременно повышение давления для предотвращения
растрескивания. Отверждение Некоторых типов резольных
смол может осуществляться при комнатной температуре, щ
Термическое отверждение карбамидных смол можно про-
. Водить при нагревании до 4Q—80° в зависимости от типа
смолы. Однако при этом требуется более продолжительное
время, чем при отверждении резольных смол.
Отверждение карбамидных смол на холоду возможно
с использованием явлений сшереэиса, при котором из водного
раствора смолы под влиянием электролита она выпадает
в виде геля, чем достигается отделение жидкой фазы.
Технология получения литых карбамидных смол разработана
сравнительно слабо.
Получение литых алкидных смол известно лишь по
немногим патентным описаниям. В патентах отмечается, что для
получения прозрачных глифталей в виде пластин требуется
весьма длительное время отверждения. Так, например, для
листов толщиной 2,5 см при 125—140° продолжительность
отверждения определяется в несколько недель.
На начальной стадии развития производства
конденсационных смол методы литья под давлением применялись для
получения изделий из чистых ненаполненных смол, а методы
холодного или горячего прессования — для переработки
композиций смолы с органическими или минеральными
наполнителями. В последнее время метод горячего прессования
стали применять и к чистым конденсационным
термореактивным смолам, а методы литья под давлением начинают
применять для композиций с наполнителями.
На первых этапах организации производства фенопластов
применялся холодный метод прессования, который
заключался в том, что термореактивная резольная смола смешивалась
с мелкоизмельченным асбестом, каолином или другими
минеральными наполнителями, а затем изделия формовались
прессованием.
Для приготовления прессовочных композиций по холодному
методу применялась жидкая резольная смола, которая
смешивалась в смесителе с наполнителем до образования пластичной
массы, напоминающей замазку или пластелин. Пластичный
материал пропускался через шнековую машину, полученная
масса вызревала на воздухе, т. е. она становилась более
твердой и упругой под влиянием продолжающейся
конденсации резольной смолы и отчасти испарения воды -и летучих
продуктов. Созревшая масса превращалась на каландрах
в пластины заданной толщины или на шнековой машине—■
в стержни установленного диаметра.
Из стержней прессовались таблетки, которым, после
дальнейшего созревания при комнатной температуре, придавались
окончательные контуры изделия в холодной прессформе.
Прессованные изделия подвергались заключительному отвер-
24
ждению при постепенном повышении температуры прогрева"
до 130—140°.
При этом методе прессования необходимо было составлять
композиции, которые давали бы пластическую массу, отвер-
ждающуюся при сравнительно низкой температуре и не
деформирующуюся при созревании и сушке, что представляло
большие трудности.
Резольные смолы, полученные по этому методу с
основными катализаторами, плохо совмещались с органическими
волокнистыми материалами, в особенности с древесной мукой.
Изделия, полученные по холодному методу, не имели чистой
поверхности и часто требовали дополнительной отделки;
кроме этого, затруднено было получение изделий точных
размеров с металлической арматурой.
Для промышленного развития производства пластмасс
решающим моментом явилось обоснование Бэкеландом и
другими исследователями применения высокого давления и
нагревания при отверждении термореактивных смол. Такое же
значение имело доказательство положения, что хорошая
совместимость с целлюлозными волокнистыми и порошкообразными
наполнителями является характерной для феноло-альдегидных
смол.
Для получения прессовочных композиций в качестве
наполнителей нашли применение древесная мука, бумага, ткань,
тонкие листы фанеры, асбест, а за последнее время
стеклянные нити и ткань.
Приблизительно до 1923—1925 гг. при получении
прессовочных композиций применялись спиртовые растворы резоль-
ных смол или жидкие резольные смолы, содержащие
значительное количество воды (водно-эмульсионные смолы).
С 1925 г. для прессовочных масс о древесной мукой
начали применять композиции из древесной муки, новолачной
смолы и гексаметилентетрамина. Метод приготовления
таких композиций был обоснован работами Лебаха, Эльсворта,
Редмана; в СССР этот метод был впервые применен
А. К. Петровым. я
Первоначально новолачная смола растворялась вместе с
необходимым количеством гексаметилентетрамина в спирте,
этим раствором пропитывалась древесная мука. На 100 вес. ч.
твердой новолачной смолы брали 12—15 вес. ч.
гексаметилентетрамина и 100 вес. ч. древесной муки. Затем следовала
сушка композиции в вакуум-сушилке с улавливанием спирта.
Высушенная композиция представляла смесь древесной муки,
феноло-альдегидной смолы резольного и новолачного типа и
25
свободного гексаметилентетрамина. Высушенная композиция
измельчалась на мельнице и прессовалась при 160^й
давлении 200—250 кг/см2.
Применение композиций из новолачных смол и
гексаметилентетрамина дало возможность сократить длительность ripec-
сования и увеличить теплостойкость изделий по сравнению с
бакелитами на основе резольных смол. Различие химического
характера этих смол и значительное содержание в
технических резольных смолах свободного фенола (8—12%) говорит в
пользу применения новолачной смолы, свободный фенол
которой вступает в реакцию с гексаметилентетрамином и Также *
превращается в смолу.
Гексаметилентетрамин реагирует с фенолом и новолаком
следующим образом:
13С6Н5ОН + 2(CH2)6N4 —>■ резольная смола -j- аммиак;
12СеН5ОН+ (CH2)6N4—>-новолачная смола + аммиак.
Новолачная смола + (CH2)eN4 —>• резольная смола Ч- аммиак.
При всех указанных реакциях, проходящих при
нагревании, вода не выделяется.
В производстве прессовочных порошков, содержащих
древесную муку, оказалось возможным применить сухое
вальцевание с использованием новолачной смолы и
гексаметилентетрамина. Метод этот отличается тем, что хорошо высушенная
древесная мука, измельченная твердая новолачная смола и
сухой гексаметилентетрамин смешиваются в смесителях или в
шаровой мельнице. Смесь проходит через нагретые вальцы,
на которых при 80—115° расплавленная смола пропитывает
древесную муку. Одновременно частично проходит реакция
между новолачной смолой и гексаметилентетрамином.
Уплотненная на вальцах масса (в виде пластин толщиной 2,5—3 мм)
дробится, измельчается, таблетируется и прессуется.
При правильно составленной композиции и при нормальном
технологическом режиме вальцевания получаются быстро
прессующиеся композиции, для прессования которых при
170—180° и давлении 200—250 кг/см2 достаточно 25 сек. на
1 мм толщины стенок прессуемого изделия.
Для получения слоистых материалов из бумаги, ткани или
тонких листов древесины путем пропитки их термореактнв-
ными феноло-альдегидными смолами в технике сохранился
спиртовый метод с применением более медленно отверждаю-
щихся резольных смол. Содержание в технических резольных
смолах значительного количества свободного фенола в дандом
26
случае имеет меньшее значение. Из пропитанной бумаги или
♦кани при пропуске ее через сушильную камеру удаляется
спирт и вода. Одновременно, благодаря большой поверхности
соприкосновения и движению воздуха, удаляется ббльшая
часть свободного фенола. Медленность отверждения в этом
процессе является положительной стороной. __
Спиртовый метод вследствие значительного расхода спирта
и сравнительно высокой стоимости последнего требует
регенерации спирта. Кроме того, этот метод связан с пожарной
опасностью. По указанным выше и другим соображениям от?
спиртового метода перешли к сухому вальцеванию и в
некоторых случаях к использованию водных эмульсий, что исклю-.
чает расход спирта.
Методы прессования фенопластов вполне применимы к
карбидным смолам, только с той особенностью, что для
переработки последних с целью получения прессовочных
композиций не всегда применяется метод сухого вальцевания. Для
пропитии наполнителя карбамидные смолы вследствие
растворимости их в воде представляют большие удобства. ■«
Получение прессовочных композиций и слоистых
материалов на основе алкидных смол принципиально возможно, но
оно еще не осуществлено в широких производственных
масштабах.
Новый, технически весьма рентабельный метод получения
изделий литьем под высоким давлением, при котором
расплавленная термопластичная масса поступает через сопло в
холодную форму, оказался трудно реализуемым для феноло-
альдегидных смол при изготовлении изделий сложного
профиля. В американской литературе имеются сведения о
положительных результатах, полученных по этому методу с фено-
ло-фурфурольными смолами.
Феноло-альдегидные смолы в чистом виде применяются
как литые непрозрачные и прозрачные пластмассы, в виде
жидких резольных смол, лаков или эмульсий для
поверхностной защиты и пропитки различных материалов и, наконец, как
склеивающие составы, имеющие в специальных случаях ряд
преимуществ перед обычными клеями. В последнее ьремя за
границей развивается производство растворимых в
высыхающих маслах алкил-фенольных смол, известных под названием
«100%-ных растворимых фенольных смол». Одновременно
необходимо учитывать выпуск значительного количества
модифицированных смол на основе продуктов конденсации
фенола с формальдегидом с добавкой эфиров смоляных кислот?
(канифоли). Приобретают также некоторое значение алкидо-
27
феноло-альдегидные смолы и алкил-алкидо-фенольчые смолы,
модифицированные высыхающими и полувысыхающими
маслами.
Применение феноло-альдегидных смол в производстве
прессовочных композиций с наполнением древесной мукой и
слоистых материалов на основе ткани, бумаги, фанеры
непрерывно растет. Большое значение в последнее время
приобретает прессованная древесина, получаемая из фанеры,
пропитанной значительно меньшим количеством бакелита по
сравнению с бумагой и тканью, но обладающая большой
прочностью. Применение нашла также цельная древесина,
пропитанная в щелочной среде резольными смолами, и
прессованная.
Большое значение приобрело производство легких
пластмасс, получаемых при смешении в роллах древесной
целлюлозы с водной эмульсией феноло-альдегидной смолы.
Формование производится -методом отливки бумажной массы, за
которой следует прессование. Из новейших продуктов
необходимо указать на сверхлегкие п&номатериалы из феноло-
альдегидных смол.
Возрастает и применение резольных смол для защиты
металла и дерева от действия кислот и водных растворов
электролитов. Увеличивается производство кислотостойких
формованных и прессованных материалов типа фаолит
(заграничная торговая марка «Хавег»), представляющих композиции
резольной гмрлы с кислотостойким асбестом и другими
наполнителями? В последнее время большое значение приобретают
быстро отверждающиеся на холоду резольные смолы, которые
применяются для склеивания древесины и для ее пропитки.
Помимо этого, модифицированные феноло-альдегидные смолы
используются в США для производства специальных сортов
ткани, применяющейся для изготовления плащей и других
подобных изделий.
Применение чистых литых фенопластов, по виду
напоминающих слоновую кость, а также окрашенных прозрачных и
непрозрачных прессованных изделий в галантерейной
промышленности общеизвестно.
Большое значение фенопласты приобретают в пищевой
промышленности (изготовление тары и посуды), но для этого
требуются высокого качества смолы, не обладающие
токсичностью, поэтому продукты конденсации резорцина имели бы
в этой области наибольшее значение.
Сравнительно недавно установлено, что неплавкие
продукты конденсации многоатомных фенолов или аминов с альде-
28
гидами могут быть использованы для анионного и катионного
обмена при очистке жесткой воды или при удалении из
водных растворов некоторых солей металлов.
Для производства большинства применяемых в настоящее
время феноло-альдегидных смол, а также для улучшения
технологии получения и переработки смол в изделия
необходимо следующее сырье:
1) кристаллический синтетический фенол;
2) технический кристаллический фенол из каменноугольной
и других смол;
3) 60%-ный метакрезол (смесь м- и «-крезола, содержащая
не больше 5% о-крезола);
4) технический крезол, содержащий не менее 40% м-кре-
зола и не более 20% о-крезола;
5) резорцин;
6) 1,3,5-ксиленол и 1,3,4-ксиленоЛ;'
7) о- и п-оксидифенилы.
Кристаллический фенол высшей чистоты нужен для
получения окрашенных галантерейных пластиков и для получения
лаковых смол; фенол кристаллический из каменноугольной и
других смол — для получения быстро прессующихся
порошков; 60%-ный крезол — для получения фенопластов с
высокими электроизоляционными свойствами и для производства
быстро отверждающихся водостойких резольных смол,
которые можно использовать для изготовления бумажной пленки,
и резольных смол, отвердевающих на холоду. Технический
трикрезол, содержащий 40% лмсрезола, можно использовать
для получения смол, применяемых для приготовления
слоистых материалов, кислотостойких прессовочных композиций и
некоторых литых фенопластов.
Крезол может быть использован также для получения
растворимых в масле смол и как добавка к фенолу при
получении более эластичных резольных смол.
Особенность термореактивных резорциновых смол
заключается в быстроте отверждения, растворимости их в воде и
возможности вводить значительные количества разнообразных
пластификаторов. Резорцин не обладает токсичностью фенола,
что при быстроте отверждения резольных резорциновых смол
'дает возможность применять их в зубоврачебном деле и
пищевой промышленности, как это было указано выше. Введение
резорцина в комплексную конденсацию с одноатомными
фенолами для повышения быстроты отверждения резольных смол
также дает положительные результаты.
29
Если .м-крезольные термореактивные смолы отверждаются
при равных условиях быстрее, чем фенольные резольные
смолы, то резорциновые смолы отверждаются еще быстрее.
Смолы из 1,3,5-ксиленола по мнению некоторых
исследователей обладают большей скоростью отверждения, чем мета-
крезольные; 1,3,4-ксиленол можно о успехом использовать
в производстве растворимых в масле смол. Возможность
такого же применения относится и к оксидифенилу, как об этом
свидетельствуют результаты проведенных за последнее время
работ.
Для производства алкидных смол в качестве исходных
материалов требуется, главным образом, фталевый ангидрид
и глицерин. Термореактивные глицерино-фталевые смолы
применяются в США для изготовления модифицированных смол
типа теглака (окисляющихся и неокисляющихся резитов).
Производство смол на основе малеинового ангидрида все
время увеличивается, однако по количеству выработки смолы
этого типа составляют по американским Жданным не более
10% от глицерино-фталевых. Объем производства гликоль-
фталевых смол невелик.
Мало данных имеется об очень интересном и
многообещающем классе конденсационных смол на основе ди-
карбоновых жирных кислот, а равно и о фталевых смолах,
полученных с применением пентаэритрита, гексита, маннита
и сорбита, хотя исследовательские работы в этом
направлении продолжаются.
В США получили в последнее время промышленное
значение три типа алкидных смол: 1) смолы, модифицированные
высыхающими маслами —i для получения лаков и эмалей,
высыхающих при нагревании; 2) смолы, входящие как составные
компоненты в модифицированные нитроцеллюлозные лаки
воздушной сушки; 3) чистые глицерино-фталевые смолы как
склеивающие составы для слюды и других веществ.
В технической литературе имеются указания о полученных
положительных результатах изготовления из алкидных смол
органических стекол, водостойких, прессовочных материалов,
эластичных пластмасс, однако нет сведений о производстве
этих материалов в заводском масштабе.
Карбамидные смолы, применявшиеся вначале для
выработки галантерейных изделий, за последнее время начали
находить широкое применение в электротехнической
промышленности, строительстве, в изготовлении клеящих составов для
горячего и холодного склеивания. В последнее время на
заграничном рынке появились тепло- и звукоизолирующие пори-
30
стые массы с очень небольшим удельным весом (20 кг массы
в объеме 1 М3).
В современной американской технической литературе
уделяется значительное внимание модификации алкидных и кар-
бамидных смол для получения лаков и эмалей. Сырьевая
база для производства карбамидных смол за последнее время
расширилась, так как за границей, помимо мочевины и тиомо-
чевиньь стали применять в производственном масштабе мела-
мин, п|«щкт полимеризации дициандиамида. Мелгшиново-
альдехидше смолы отличаются большой водостойкостью и
механической прочностью.
ГЛАВА 2
СЫРЬЕ ДЛЯ ФЕНОЛО-АЛЬДЕГЙДНЫХ СМОЛ
Фенолы
Фенол СвНаОН (мол. вес 94,04) получается в
промышленности по двум способам: - -+-
1) синтезом из бензола;
2) извлечением из каменноугольного дегтя.' . .
При получении синтетического фенола из бензола
наибольшее распространение имел способ, основанный на
сульфировании бензола с последующим переводом
бензолсульфокислоты в натриевую соль и щелочным плавлением
последней, причем образуется фенолят натрия:
С6Н6 -f H2S04 —> C6H5S03H + Н20;
C6HBS03Na -j- 2NaOH —* C6HsONa -f Na2S03 -f HS0.
При разложении фенолята кислотой получают фенол. В
заводских условиях реакцию сульфирования осуществляют
в железных или чугунных автоклавах, обогреваемых паром при
112° в течение 20—30 час. Для загрузки берется на 1,5 т
бензола 3,5 т купоросного масла; выход бензолсульфокислоты
составляет 2,6—2,7 т. Нейтрализация бензолсульфокислоты
раствором' соды происходит В! железных или деревянных чанах.
Нейтрализованный продукт упаривается в котле для
выделения из раствора сульфата натрия, который
выкристаллизовывается и отделяется на центрифуге или нутч-фильтре.
Следующая фаза — сплавление с едким натром —
проводится в чугунных плавильных котлах при 350—360°.
Разложение фенолята серной кислотой проводят в специальных
31
железных освинцованных аппаратах. Полученный сырой
фенол очищается перегонкой в вакуум-аппаратах, обогреваемых
паром.
Большое значение приобрел метод производства фенола
из хлорбензола. Хлорирование бензола осуществляется
газообразным хлором в присутствии катализаторов из железа или
его солей. Гидролиз хлорбензола производится водным
раствором едкого натра при повышенном давлении.
Большой интерес представляет метод Рашига, основанный
на схеме:
С6Н6 + i/з 02 + НС1 —>С6Н3С1 +ШЭ -
ccH6ci + н2о —* с6н:он + на
СеНв + УгОа—*С„Н6ОН
Отличительной особенностью способа Рашига является
получение хлорбензола за счет хлора, регенерирующегося при
окислении хлористого водорода. По этому способу в США
работают крупные установки по непрерывному процессу.
Фенол представляет собой бесцветные кристаллы (призмы)
с темп. пл. 42.5—43,0°, темп. кип. 183,3°; уд. вес его при
60° равен 1,058. Примеси сильно влияют на температуру
плавления фенола; незначительные примеси воды и крезолов
понижают его темп. пл. до 35,5—40,5°. Расплавленный фенол
застывает при 40,5—40,9°. При хранении на воздухе
бесцветный фенол окрашивается сначала в розовый, а затем в
красный цвет.
Фенол горит на воздухе желтым, коптящим пламенем.
Токсичность фенола довольно значительна; при концентрациях
порядка сотых долей миллиграмма на литр могут наблюдаться
хронические общие отравления: он вызывает образование на
коже белых пятен в результате онемения кожных покровов.
При ожогах следует обожженный фенолом участок кожи не-
медленн<? обмыть спиртом.
Фенол растворяется в спирте, эфире, глицерине, в водном
растворе формальдегида, в уксусной кислоте, жирных маслах
и их кислотах, в бензоле и скипидаре. С водой фенол дает
соединения гидратного характера, из которых известны:
СбНвОН-НгО, содержащий 16,07% воды и плавящийся при
17,2°, а также соединение, содержащее 27,7% воды.
Растворимость фенола в воде при различных температурах
приведена в табл. 3.
32 '
Таблица 3
Растворимость фенола в воде
Темп.
•С
11
35
58
77
Количество
фенола,
растворяющееся
в 100 г воды
г
4,83
5,36
7,33
11,83
Примечание
При 84° фенол и вода
смешиваются в любых
^ соотношениях
Фенол хорошо растворяется в водных растворах едких
щелочей, например в 6%-ном растворе едкого натра, с
образованием, фенолятов. Последние разлагаются с выделением
свободного фенола при действии угольной кислоты. При
кипячении растворов углекислых солей щелочных металлов с
фенолом соли разлагаются с выделением двуокиси углерода,
причем образуются растворы фенолятов!. Фенол в водных
растворах может быть открыт при помощи качественных
реакций, приведенных в табл. 4.
Таблица 4
Качественные цветные реакции фенола
Название
реактива
NH, я СаС12
FcC's
HNOs
K2Cr20
Окрашвзание
Голубое
Фиолетовое
Желтее
Коричневое
Концентрация
феиольного
раствора
1
1
1
1
3000
2030
6000
3000
Количественное определение фенола обычно проводится по
методу Коппешаара. Принцип определения основан па
реакции брома с фенолом, в результате которой образуется
сначала трибромфенол, а затем трибромфенолбром; трйбромфе-
нолбром разлагается йодистым калием с образованием три-
бромфенола, а выделившийся иод титруется гипосульфитом.
В промышленности пластмасс фенол применяется для
производства различных фенольных смол.
3 Зак. 1532 33
Крезол CtHjOH (мол. вес 108,06) существует в виде
трех изомеров:
СН8 СН3 Crf8
/\0Н /\ /\
\/
о-крезол
Ч/он
л-;.ргзол
\/
ОН
л-кразол
Крезолы находятся в дегте, получаемом при сухой
перегонке каменного и бурого углей, торфа, битуминозных
сланцев и т. п. В промышленности крезолы получаются из
каменноугольного дегтя и торфяной смолы. С этой целью погоны,
кипящие в пределах 160—250° и содержащие фенолы,
нафталин и органические основания, путем отстаивания в охла-
жден-ном состоянии освобождаются от большей части
нафталина, а затем фракционируются. Фракция, кипящая в
пределах 160—250°, обрабатывается щелочью. Полученные (таким
способом крезоляты и феноляты отделяются от нерастворимых
в водном растноре едкого натра масел. Для этого сначала
применяется продувка водяным паром с целью отгонки
летучих углеводородов и органических оснований. Затем раствор
крезолятов и фенолятов отделяется от смолистых примесей
пропусканием через фильтр из4 песка или кокса и насыщается
углекислым газом для выделения свободных крезолов и
фенола. Полученные сырые фенолы фракционируются и
разделяются на фенольные, крезольные и ксиленольные фракции.
Технический крезол (трикрезол),
представляющий собой смесь трех изомеров, кипит в пределах 185—205°;
уд. вес его 1,044. Соотношение изомеров в трикрезоле и
некоторые константы отдельных изомеров приведены в табл. 5,
Таблица Ч
Содержание изомеров а трикрезоле и их свокстса
Название
изомера
о-Крезол ....
л(-Крез:л ....
л-Крезол ....
Содержание
в трикрезоле
35-40
35-40
Т5-28
Уд. вес
лрн 15°
1,051
1,139
1,039
Темп, кип.
"С
190,8
20i,8
201,8
Ге!:п.
застывания
•G
30,5
Не ниже
—10.6
Не ниже
—с5,0
Темп. пл.
"С
30—31
4
36,5
34
Трикрезол растворим в спирте, эфире и растворах едких
щелочей; 100 ч. воды растворяют 2,5 ч. трикрезола.
-_ Разделение изомеров крезола -представляет значительные
трудности. Чистый о-крезол можно получить путем
тщательной разгонки в колонных аппаратах с насадкой из колец
Рашига. Смесь м- и п-изомеров путем разгонки разделена
быть не может вследствие близости их точек кипения. Для
их разделения предложен ряд способов:
1) метод переведения в известковые соли с последующим
выделением лг-крезола с помощью перегретого острого пара;
2) метод Рашига, основанный на различии температур
гидролиза сульфокислот обоих изомеров;
3) метод с применением мочевины, в основе которого
лежит способность .м-крезола образовывать кристаллическое
соединение с мочевиной, и
4) метод алкилирования (бутилироваиия) смеси крезолов
с последующей ректификацией и деалкилированием фракций.
Количественный анализ трикрезола обычно производится
на содержание .«-изомера по методу Рашига, основанному на
свойстве л-крезола при действии азотной кислоты
образовывать тринитро-лмкрезол.
Для определения содержания м-к резола и n-к резола
применяется способ Дарзана, основанный на том, что лг-крезол
при нагревании с безводной уксуснонатриевой солью до 100°
дает двойное соединение, нерастворимое в органических
растворителях, но разлагающееся при действии воды. п-Крезол
образует аналогичное соединение с безводной щавелевой
кислотой. о-К резол в смеси крезолов можно определять
сплавлением с едким кали, при этом о-крезол окисляется
в салициловую кислоту.
Крезол применяется для производства крезоло-альдегидных
> смол и трикрезилфосфата.
По токсичности крезолы сходны с фенолом; они вызывают
сильные ожоги кожи. Пары крезола вызывают раздражение
слизистых оболочек дыхательных путей и глаз.
Ксиленол СвНэОН (мол. вес 122,08) существует в шести
изомерных формах (табл. 6).
Технический ксиленол, состоящий из смеси
изомерных ксиленолов, получается фракционированной
перегонкой сырого крезола, выделенного из каменноугольного дегтя;
при этом собирается фракция, кипящая в пределах 200—220°.
Технический ксиленол представляет собой вязкую
маслянистую жидкость коричневого цвета с, уд. весом при 15°
1,035—1,040; он растворяется в 10%-ном водном растворе
3» 35
Таблица 6
Техническая характеристика ксиленолов
Название
изомера
1, 2, 3-
ксиленод
1, 2, 4-
ксиленол
1. 3, 2-
ксиленол
1, 3, 4-
ксиленол
1, 3, 5-
ксиленол
1, 4, 2-
*силеноя
Формула
сн3
/\гн.
ПН
\/~"
СН3
/V»
^i-8
\/
он
сн3
/\он
\/
СН8
СН3
/\
ru.
\/~"3
он
•СНз
" /\
0H4/JCF3
С Н3
'
\/
CF
3
Физические
константы
г т
С.
Я .
« ч
Е- '-1
75,0
62,5
49,0
25,4—2С
65,0
1-1,5
н>
218
225
203
2П,5
2195
211,5
Способ
получения
Извлечением из
технического
ксилеиола
Синтетически
из 1,2-диметил-
бензол-4-суль-
фокнслоты
Синтетически
из 2-амидо-
1,3-диметил-
бензола
Извлечением из
технического
ксилеиола
То же
То же
Свойства
При
конденсации с
формальдегидом дает масло-
растворимые
смолы
При
конденсации с
формальдегидом в щелочной
среде дает смола-
образные
продукты
При
конденсации с
формальдегидом в
присутствии аммиака дает
маслорастворимые
смелы
При
конденсации с
формальдегидом дает масло-
растворимые
смолы
При
конденсации с
формальдегидом образует
маслорастворимые
СМОЛЬ!
36
едкого натра. Водный раствор технического ксиленола дает
с FeCta окрашивание от синего до фиолетового цвета.
Технический ксиленол анализируется на содержание 1,3,5-кси-
ленола по методу Брюкнера, причем определяются также
пределы кипения. Свойства ксиленолов приведены в табл. 6.
Ксиленол применяется для изготовления смол
самостоятельно или совместно с крезолами.
Резорцин (.и-диоксибензол) CsH4(OH)2 (мол. вес 110,08)
является двухатомным фенолом.
Резорцин в промышленности получается из бензола.
Бензол сульфируется до образования ж-дисульфокислоты и
продукт сульфирования нейтрализуется известью. Полученная
кальциевая соль бензолдисульфокислоты превращается в
натриевую, а последняя сплавляется с едким натром. Щелочной
плав растворяется в воде, раствор подкисляется,
отфильтровывается от смолистых примесей и фильтрат экстрагируется
амиловым спиртом. После отгонки растворителя сырой
резорцин очищается путем вакуум-разгонки, возгонки или
кристаллизации.
Резорцин представляет собой белое кристаллическое
вещество с темп. пл. 118—319° (продажный продукт плавится
обычно при 111—112°). Кипит со слабым разложением при
276,5°; при хранении буреет. Резорцин растворим в воде,
спирте, эфире и глицерине. Мало растворим в холодном
бензоле и почти нерастворим в хлороформе. Применяется для
изготовления термореактивиых феноло-альдегидных смол как
отдельно, так и в смеси с фенолом.
п-1 р е т и ч н ы й б у т и л ф е н о л GsHisOH, (мол. вес
150,11) получается при действии изобутилена или изобутил-
хлорида на фенол в присутствии катализаторов. Он
представляет собой белое кристаллическое вещество, плавящееся при
96—98° и кипящее при 235—240°. Применяется для
получения маслорастворимых 1007с-ных фенольных смол.
п-Т р е т и ч н ы й а м и л ф е н о л CnHisOH (мол. вес 164,13)
получается при действии на фенол изоамилена или изоамил-
хлорида в присутствии катализаторов. Он представляет собой
белое кристаллическое вещество, плавящееся при 93—94° и
кипящее при 245—255°. Применяется для получения 100%-ных
маслорастворимых смол.
Оксидифенил G?HsOH (мол. вес 170,08) существует
в виде о- и «-изомеров. Синтетически получается из дифенила
превращением его в хлордифетшл и гидролизом последнего
в жидкой или паровой фазе. Смесь изомеров оксидифенила
получается в качестве побочного продукта при производстве
37
фенола из бензола как через бён'збсулырокйслый натрий, так
и через хлорбензол.
о-Океидифенил представляет собой белое
кристаллическое вещество, плавящееся при 56°, кипящее при 275°;
«-изомер плавится при 165° и кипит при 305—308°.
Оксидифенилы растворимы в спирте, эфире, бензоле,
ацетоне, хлороформе и петролейном эфире и нерастворимы
в воде. Применяются для получения 100%-ных маслораство-
римых смол,
Альдегиды
Фдрм альдегид СНгО (мол. вес 30,02) является
простейшим альдегидом алифатического ряда. Промышленный
способ получения формальдегида основан на окислении
метилового спиота кислородом воздуха при 500—600° в
присутствии катализаторов:
СНзОН + 0-> НСНО + НгО.
В качестве катализаторов применяют платинированный
асбест, медь или серебро. Формальдегид может быть получен
также окислением метана ,и этилена. В чистом виде
представляет собой бесцветный газ с сильным резким запахом,
кипит при —21°, плавится при —92°.
В промышленности формальдегид получается и
применяется в виде водного раствора, называемого формалином.
Формалин — бесцветная жидкость с резким, раздражающим
запахом, хорошо смешивающаяся с водой и спиртом. При
стоянии формалин мутнеет вследствие выпадения белого
осадка полимера — параформальдегида. Обычно технический
формалин содержит 30—37% (весовых) формальдегида,
10—18% метилового спирта, который предохраняет его от
полимеризации, небольшие количества органических кислот
(муравьиной) и примеси минеральных солей.
Уд. вес формалина при 20° (чистые растворы) в
зависимости от содержания в нем формальдегида приведен в табл. 7.
При нагревании с едким натром происходит образование
муравьиной кислоты и метилового спирта.
Главнейшими качественными реакциями для открытия
формальдегида является реакция с фуксинсернистой кислотой
(фиолетовое окрашивание), а также с резорцином: в
присутствии формальдегида сильнощелочной раствор резорцина
окрашивается в красный цвет.
38
Таблица 7
Удельные веса растворов формальдегида
г СН,0
в 100 мл
раствора
2,24
4,еб
11,08 Л
14,15 '
19,89
г СН.,0
в 100 г
раствора
2,23
4,60
10,74
13,59
18,82
Уд. вес
при 18/4*
1,0054
1,0126
1,0311
1,0410
1,0568
г СНгО
в 100 мл
раствора
25,44
30,17
37,72
41,87
г СН20
в 1С0 г
раствора
23,73
27,80
34,11
37,53
Уд. вес
при 18/4°
1,0719
1,0853
1,1057
1,1158
Количественное определение содержания формальдегида
в формалине производится обычно по способу Лемме,
основанному на образовании сульфитного соединения
формальдегида с сульфитом натрия:
- .ОН
HCHO+Na2S03 + H20—*HCH( +NaOH.
\SOsNa
щ
Титрованием выделяющегося едкого натра определяется
количество формальдегида. Существуют также иодометриче-
ский, гидроксиламиновый и аммиачный способы анализа
формалина.
Формальдегид обладает раздражающим действием .и
является ядовитым веществом, действующим на центральную
нервную систему и зрительные центры. При попадании на
кожу растворы формальдегида могут быть причиной экземы
и других заболеваний кожи. Не исключена возможность
кожных заболеваний и при действии газообразного
формальдегида, в особенности при одновременном присутствии в
воздухе "Пров фенола.
Пг •. цельная допустимая концентрация формальдегида
в воздухе рабочих помещений 0,005 мг/я.
Параформ альдегид (СНзО)га является аморфным
полимером формальдегида с точно неустановленной
величиной молекулы.
В технике параформальдегид (параформ) получают
концентрированием под вакуумом формалина, отделением и
сушкой образующегося белого осадка,
39
Технический параформальдегид — белый аморфный
порошок с темп. пл. 164—172°. При нагревании до 100°
параформальдегид частично возгоняется. В холодной воде, спирте и
эфире параформальдегид практически нерастворим, но
растворим в теплых растворах щелочей и разбавленных кислотах.
Обработка горячей водой приводит к образованию раствора
формальдегида. При упаривании водо-аммиачного раствора
парафор'лальдегида образуется гексаметилентетрамин.
Качественно параформальдегид может быть открыт с
помощью' реакции образования «серебряного зеркала» при
добавлении раствора азотнокислого серебра к раствору пара-
формальдегида в аммиаке. Для количественного определения
можно пользоваться йодным способом, основанным на
реакции окисления параформальдегида в муравьиную кислоту
в присутствии едкого натра.
В техническом параформальдегиде могут присутствовать
хлориды и сульфаты, органические примеси; имеет также
значение определение нелетучего при 105° остатка.
Параформальдегид применяется для получения смол
взамен формальдегида.
Гексаметилентетрамин (уротропин) (CH2)sN4 (мол.
вес 140,13) получается в промышленности насыщением
формалина аммиаком и упариванием полученного раствора
в вакууме.
Гексаметилентетрамин — бесцветное кристаллическое
вещество, легко улетучивающееся при нагревании. Например,
при 10-часовом нагревании гексаметилентетрамина до 150°
улетучивается 70—100%.
Гексаметилентетрамин хорошо растворим в воде,
хлороформе, сероуглероде, трудно растворим в спирте и
нерастворим в зфире. В 100 мл метилового спирта при 15-^20°
растворяется 7,25 г гексаметилентетрамина. Он сравнительно
устойчив при нагревании с водными щелочами, при нагревании
же с кислотами распадается на формальдегид, метиламин и
аммиак. Последней реакцией можно пользоваться для
качественного определения гексаметилентетрамина.
Количественное определение гексаметилентетрамина по
способу Базе основано на реакции: *
; (СН-),^ + 6Н20 -4- 2H2S04 —у 6НСНО + 2(NHJ2S04.
t
Существует также йодный способ количественного
определения гексаметилентетрамина.
Гексаметилентетрамин применяется в производстве феноло-
альдегидкых смол и прессовочных композиций на их основе-
40
Ацетальдёгид СНзСНО (мол. вес 44,03) получается
путем каталитической гидратации ацетилена по схеме: (
СН =г СН -f Н20 —* СН8СНО.
Реакция, открытая Кучвровым, осуществляется
пропусканием ацетилена через 15—20%-ную серную кислоту при
65—50° Bi присутствии соли окисной <ртути, применяемой в
качестве катализатора.
Он получается также при ректификации сырого этилового
спирта, в котором он содержится в количестве до 1—1,5%,
или окислением этилового спирта контактным способом.
Кроме того, ацетальдёгид является побочным продуктом при
производстве бутадиена и присутствует в сульфитных
щелоках. ■ '
Ацетальдёгид1 представляет собой бесцветную, -неприятно
пахнущую жидкость с темп. кип. 20,8° и темп. пл. —123,3°;
уд. вес его при 10° 0,792. Смешивается с водой, спиртом и
эфиром; из водных растворов может быть выделен
добавлением хлористого кальция.
Ацетальдёгид обладает большой склонностью к
полимеризации: при действии небольших количеств серной кислоты
и некоторых других веществ он способен уплотняться
с образованием, в зависимости от условий, тримера — параль-
дегида или тетрамера — метальдегида; при этом выделяется
большое количество тепла.
Паральдегид — бесцветная жидкость с темп. кип. 124°,
а метальдегид — кристаллическое вещество, которое
возгоняется, не плавясь, при 112—115°, с частичной
деполимеризацией. При хранении метальдегид постепенно
превращается в паральдегид. Оба полимера могут быть легко депо-
лимеризованы в мономер при кипячении в водной среде в
присутствии следов серной кислоты.
Ацетальдёгид при действии некоторых катализаторов, как,
например, хлористого цинка, претерпевает альдольную
конденсацию, причем образуется ацетальдоль:
СН3СНО+СН3СНО—*СН3—СНОН—СН2 — СНО.
При перегонке ацетальдоля отщепляется вода и
образуется кротоновый альдегид:
СН3 — СНОН — СН2 — СНО —* СН3 — СН = СН — СНО + Н20.
При действии на ацетальдёгид алкоголята алюминия
образуется уксусноэтиловый эфир.
Ацетальдёгид качественно может быть определен с
помощью цветной реакции с иитропруссидом натрия: в присут-
41
ствйй 2—3 капель пиперидина рствор нитропруссида натрия
окрашивается при добавлении ацетальдегнда. в голубой цвет.
Количественное определение ацетальдегнда осуществляется
сульфитным способом или способом Гейля, основанным на
окислении ацетальдегнда в уксусную кислоту с помощью
перекиси водорода в щелочной среде. Этим способом может
быть также количественно определен паральдегид.
Токсичность ацетальдегнда очень незначительна, он
обладает только раздражающим действием. Предельная
допустимая концентрация паров ацетальдегнда в воздухе 0,1 тг/л.
Для производства искусственных смол применяется чаще
всего паральдегид вследствие своей высокой точки кипения
и возможности легкого его превращения в ацетальдегид.
Масляный альдегид (н. бутиральдегид) СзНтСНО
(мол. вес 72,06) получается в промышленности нз
нормального бутилового спирта путем дегидрирования или окисления.
Способ получения масляного альдегида из кротонового
альдегида гидрированием имеет ограниченное значение. Кроме
того, масляный альдегид получается как побочный продукт
при производстве дивинила из этилового спирта.
Масляный альдегид представляет собой бесцветную, остро
пахнущую жидкость с темп. кип. 75° и уд. весом при 20°
0,8048. Хорошо растворим в спирте, эфире и ряде других
органических растворителей. В воде растворим сравнительно
трудно, в соотношении 1 :27.
Масляный альдегид легко окисляется на воздухе, образуя
масляную кислоту, и весьма неустойчив по отношению
к кислотам и щелочам, при действии которых он полимери-
зуется и конденсируется со второй молекулой масляного
альдегида. При действии хлористого водорода образуется
пара- и метгбутиральдегид, сходный по своим свойствам с
паральдегидом и метальдегидом. С реактивом Шиффа
масляный альдегид дает красное окрашивание. Количественное
определение производится бисульфитным методом.
Масляный альдегид с добавками формальдегида или
уротропина может применяться для получения фенольных смол.
Акролеин -СНг = СН —СНО (мол. вес 56,03)
получается в технике путем нагревания глицерина в присутствии
различных дегидратирующих веществ по схеме:
сн2он—снон — сн2он —> сн2 = сн—сно.
Акролеин представляет собой сильно подвижную
жидкость с неприятным едким запахом. Темп. кип. его 52,4°,
уд. вес при 20° 0,8410. Растворим вводе (около 22%), спирте,
42
эфире и других органических веществах. Акролеин ядовит,
сильно действует на слизистые оболочки, вызывая
слезоточение.
Предельная допустимая концентрация паров акролеина
в воздухе 0,002 тг/л.
Акролеин легко окисляется и полимеризуется при
хранении, превращаясь в стеклообразную твердую массу; для его
стабилизации применяют многоатомные фенолы.
Качественно акролеин может быть обнаружен с помощью
реактива Шиффа (фуксинсернистая кислота). Количественное
определение акролеина осуществляется по бисульфитиому
методу.
Акролеин может применяться для приготовления
искусственных смол.
Фурфурол СШзОСНО (мол. вес 96,03) получается
в промышленности при гидролизе различных отходов
сельскохозяйственного производства, содержащих пентозаны, как,
например, жмыхов, отрубей, подсолнечной лузги, соломы,
кукурузных кочерыжек и т. д. Одним из источников
получения фурфурола является также древесина, из которой он
образуется при гидролизной переработке.
Фурфурол представляет собой бесцветную, приятно
пахнущую жидкость ^с уд. вес. 1,159; темп. кип. 162°; темп,
замерз. — 36,5°. Фурфурол летуч с водяным паром; хорошо
смешивается с этиловым и метиловым спиртами, эфиром и
ацетоном и растворим в воде в количестве до 18%.
При хранении фурфурол темнеет и осмоляется;
стабилизаторами его являются гидрохинон или параформальдегид.
Присутствие фурфурола может быть обнаружено
добавлением к испытуемому раствору анилина, растворенного
в уксусной кислоте (красное окрашивание). Количественно
фурфурол _ определяется по Толленсу взаимодействием
с фенилгидразином (образование фурфуролгидразииа).
Фурфорол применяется для получения феноло-фурфуроль-
ных смол.
ГЛАВА i
РАЗВИТИЕ МЕТОДОВ КОНДЕНСАЦИИ ФЕНОЛОВ
С АЛЬДЕГИДАМИ
В 1872 г. А. Байер при нагревании уксусного альдегида
с фенолом в! присутствии соляной кислоты получил смоло
образные продукты Hi установил!, что эта реакция является общей
для многих фенолов и альдегидов!, ; . _.'
43
Михаэль в 1883 г., изучая реакцию между бензойным
альдегидом и фенолами, пришел к выводу, что в спиртовых
растворах в присутствии небольшого количества соляной
кислоты образуются смолы.
Им же было установлено, что орсин [диокситолуол
СбНз(СНз)(ОН)2], резорцин [CeH^OHJ-a] и пирогаллол
[СеНз(ОН)з] реагируют с бензойным альдегидом в
присутствии минеральных кислот при обыкновенной температуре
с выделением -. тепла и образованием смол. Салициловый
альдегид С6Н4<^ по указанию этого автор'а также
\сон
реагирует с фенолом.
Михаэль расположил кислоты, способствующие реакции
между бензойным альдегидом и фенолами, по их активности
в следующем порядке:
минеральные кислоты: соляная, серная, фосфорная;
органические кислоты: уксусная, муравьиная," молочная,
щавелевая.
При описании конденсации бензойного альдегида с
фенолами Михаэль указывал также на возможность применения
в качестве катализатора щелочей. Он рекомендовал при
применении щелочных катализаторов избегать доступа воздуха,
так как в противном случае происходит сильное потемнение
и окисление смол. ;;
Работы Клееберга, проведенные в 1891 г., были"" связаны
с практической задачей использования формальдегида для
промышленных целей, так как к этому времени техника уже
овладела производственным методом окисления метилового
спирта в формальдегид.
Первое наблюдение над образованием неплавких и
нерастворимых продуктов конденсации было сделано Клеебергом
при нагревании 10 г фенола с 20 мл формалина в присутствии
соляной кислоты. Полученный Клеебергом продукт, был
пористого строения.
Помимо конденсации формальдегида с фенолом, Клееберг
проводил также конденсацию формальдегида с ароматической
триоксикарбоновой (галловой) кислотой. При этом он получил
продукт конденсации, которому он ■ приписывал
формулу (лвШгОю.
Такое соединение может получиться в результате
конденсации 2 молей галловой кислоты с 2 молями фоомальдегида
при выделении 2 молей воды:
2С1Па05 -j- 2СП30 —»• CieH12Oio + 2п20.
41
Смит в 1900 г. предложил получать феноло-альдегидные
смолы для изготовления электроизоляционных материалов. Он
проводил конденсацию паральдегида и фенола в присутствии
двух растворителей — метилового спирта и сивушного масла,
применяя в качестве катализатора хлористый водород. По
методу Смита две объемные части паральдегида и одна часть
метилового спирта смешивались с тремя объемными частями
фенола, содержавшего 5% воды. При этом катализатор —
хлористый водород — вводился в виде раствора в метиловом
спирте или к вышеуказанной смеси добавлялось некоторое
количество сивушного масла, насыщенного хлористым
водородом.
При смешении компонентов он рекомендовал точно
соблюдать температурный режим и применять _рхлаждение.
Образование смолообразного жидкого начального продукта
конденсации могло происходить при температуре около 30°.
После этой фазы начальные продукты конденсации
выливались в формы, в которых при постепенном нагревании
до 100° происходило образование твердого, неплавкого
продукта.
Смит указывал на возможность получения прессованных
изделий, но при этом он отмечал, что прессованные изделия
для получения определенных свойств необходимо подвергать
дополнительному прогреву в расплавленном воске, парафине
или озокерите при 100°.
Луфт в 1902 г. разработал методику получения
прозрачных литых фенопластов. Для изготовления таких продуктов
он предлагал сначала проводить конденсацию фенола с
формальдегидом в присутствии кислого катализатора, а затем
в полученную смолу после промывки ©одой или содой
добавлять глицерин или камфору, растворенные в ацетоне или
спирте. После отгонки растворителя и одновременно
происходившей при этом осушки смола разливалась в формы.
Нагревание форм приводило к превращению смолы в неплавкий
и нерастворимый продукт.
Неясным остается вопрос о том, какой катализатор
применял Луфт во второй стадии конденсации, после введения
пластификаторов.
Стори в 1906 г. предложил метод конденсации фенола с
формальдегидом без введения в реакционную смесь какого-
либо катализатора. Практически эта реакция проходила
в присутствии небольшого количества муравьиной кислоты,
которая имеется в формалине и образуется при окислении
его под влиянием кислзрода воздуха. Смесь фенола и фор-
45
малина нагревалась До температуры кипения с обратным
холодильником.
Образовавшуюся при этом смолу Стори разливал в формы
и продолжительным нагреванием до 100° превращал из
плавкого продукта конденсации в твердый, неплавкий и
нерастворимый продукт. Стори предлагал различные варианты
конденсации:
1) постепенное введение фенола в избыток кипящего
формалина; i
2) введение формалина в избыток фенола;
3) пропускание парообразного формальдегида в нагретый
'фенол.
На основании описания способов Стори в различных
патентах нужно считать, что он стремился получать литые фе-
нольные пластики как прозрачные, так и непрозрачные. При
этом прозрачные продукты получались при конденсации
фенола с 'недостаточным количеством формальдегида. Для
получения же непрозрачного продукта Стори добавлял к
начальному продукту конденсации жирные масла (касторовое,
миндальное, оливковое). Для получения светлых фенольных
пластиков Стори рекомендовал процесс конденсации и
отверждения производить без доступа воздуха в темноте.
На основании позднейших исследований Бэкеланда и
других авторов было установлено, что если в реакционной смеси
имеется избыток фенола, а в качестве катализаторов не
применяются кислоты, то при всех случаях получаются плавкие,
растворимые фенольные смолы. Бэкеланд провел
конденсацию по методу Стори чистого кристаллического фенола
с водным формальдегидом, причем нагревание реакционной
смеси продолжалось в течение многих дней, но неплавких и
нерастворимых продуктов конденсации получить не удалось.
Лебах на основании результатов своих опытов высказал
по поводу патентов Стори мнение, что бескатализаторная
конденсация фенола с формальдегидом может дать неплавкий и
нерастворимый продукт только при применении в качестве
исходного материала технического крезола, в особенности
английского происхождения, так как такие технические кре-
золы всегда содержат пиридиновые основания, которые
могут являться катализаторами.
При конденсации в стеклянной посуде возможно также
участие стекла как щелочного катализатора. Из абсолютно
чистых продуктов при отсутствии щелочного катализатора и
при избытке фенола всегда получаются плавкие и
растворимые смолы.
46
; Несомненно, Стори вел конденсацию в кислой среде, так
как формальдегид окислялся в процессе конденсации в
муравьиную кислоту.
Доступность фенолов в сеязи с развитием коксования
угля и формалина, получаемого окислением метилового
спирта, создали благоприятные условия для развития
промышленности искусственных смол.
Наряду с проблемой замены эбонита или целлулоида не
меньшее внимание уделялось получению искусственных смол
для замены тропических смол, как, например, шеллака или
копала.
Первые работы по получению искусственной смолы типа
шеллака для изготовления лаков были проведены Блюмером.'
Он проводил конденсацию фенола с формальдегидом в
присутствии винно'й кислоты и в результате этого получил смолу.
На основании элементарного анализа полученной и
очищенной смолы Блюмер нашел, что ей соответствует
формула С21Н20О4. '
Помимо конденсации фенола с формальдегидом, "для
получения смол, растворимых в спирте, Блюмер разработал
способ получения смол, растворимых в скипидаре. Для
получения таких смол в качестве исходных материалов Блюмер
применял а-нафтол, формалин, а в качестве катализатора —
винную кислоту.
Де-Лэр в 1905 г. предложил оригинальный метод
получения искусственных смол. Способ де-Лэра заключался в том,
что фенолоспирты "нагреваются под уменьшенным давлением
до температуры несколько выше 100°. При этом из феноло-
сшртов образуется смола.'В качестве, исходного материала
де-Лэр рекомендовал брать о- и я-оксибензиловые спирты.
Полученная смола, сначала плавкая и растворимая, при
дальнейшем нагревании превращается в неплавкий продукт.
Помимо этого способа, де-Лэр предложил фенолоспирты
конденсировать с рядом органических соединений, например
с анилином, нитрокрезолом, фталевым ангидридом, диокси-
дифенилметаном. Конденсация фенолоспиртов с
перечисленными веществами может происходить в присутствии
минеральных или органических кислот, щелочен, под влиянием
нагревания под уменьшенным или повышенным давлением
или при прогреве в струе инертного газа.
Веттер считал более рациональным при конденсации
фенолов с альдегидами в качестве катализаторов вместо
минеральных кислот применять их соли, как, например, хлорное
железо, хлористый аммоний, сульфаты, нитраты, карбонаты ка-
47
лия и натрия. Для получения смол, не содержащих
свободного фенола, им предложена была двухфазная конденсация.
Полученная в первой стадии смола растворялась в
органическом растворителе и промывалась водой, а затем
растворитель отгонялся. В промытую и высушенную смолу вводилось
дополнительное количество формальдегида, и в заключение
она отверждалась нагреванием.
В 1909 г. в связи с работами Бэкеланда и Лебаха
начинается промышленное освоение производства феноло-альде-
гидных смол и фенопластов, получивших в США и Европе
название бакелитов.
Основная работа Бэкеланда была направлена-на изучение
образования термоплавких и термореактивных феноло-альде-
гидных смол и их превращения в неплавкие и нерастворимые
продукты.
До Бэкеланда знали значение кислых и основных
катализаторов при конденсации фенола с недостатком
формальдегида, но окончательного вывода, что термоплавкий характер
фенолоальдегидных смол обусловливается количественными
соотношениями фенола и формальдегида, а также кислым
характером катализатора, сделано не было. Бэкеландом было
показано, что плавкость и растворимость смолы сохраняется
при максимальном соотношении формальдегида и фенола —
14 молей формальдегида на 15 молей фенола. Если при
указанных отношениях кислый катализатор, например соляную
кислоту, заменить основным, например едким натром, то смола
несмотря на значительное содержание фенола будет иметь
термореактивный характер, т. е. -при нагревании она будет
переходить в неплавкое и нерастворимое состояние.
Бэкеланд изучал превращение о-окоибензилового спирта —
салигенина — в термоплавкую и термореактивную смолу.
Такое превращение наблюдалось еще раньше де-Лэром при
нагревании салигенина в присутствии сильных кислот. -
Бэкеландом было доказано, что при нагревании 14 молей
салигенина с 1 молем фенола наблюдается выделение воды и
образование термоплавких смол такого же характера, как и
при конденсации 15 молей фенола с 14 молями формальдегида:
140НС6Н4СН2ОН-(-С6Н5ОН—> смола -fl3H20.
Превращением салигенина в неплавкий и нерастворимый
продукт Бэкеланд доказал, что хотя при нагревании один
салигенин переходит также в неплавкое и нерастворимое
состояние, но для технических целей, когда от неплавкого
продукта требуется высокая механическая прочность, необхо-
48
днмо салигёнин подвергать дополнительной конденсации
с формальдегидом в присутствии основного катализатора.
Бэкеланд установил также, что термореактивные смолы
одинакового элементарного состава и свойств получаются
как при конденсации б молей фенола с 7 молями
формальдегида, так и при взаимодействии б молей салигенина с 1,
молями формальдегида.
Термоплавкие феноло-альдегидные смолы были названы
Бэкеландом новолакамй; термореактивные же смолы, имеющие
при нагревании три характерные стадии, получили - название
бакелитовых смол. _
ЕГстадии А смола может быть жидкой или твердой,
безводной или содержащей воду, содержащей свободный фенол
или не содержащей его, но ее характерным свойством
является растворимость в спирте или ацетоне, в водных
растворах едких щелочей, а также способность при
нагревании переходить в твердый, неплавкий и нерастворимый
продукт.
В стадии В смола представляет собой в холодном
состоянии — твердый и хрупкий продукт, в горячем состоянии—
эластичный, способный вытягиваться в нити и
напоминающий по своим' свойствам резину. Этот продукт только
частично .растворим в спирте и ацетоне и водных растворах
едких щелочей.
В стадии С смола представляет собой конечный продукт
отверждения, неплавкий и нерастворимый в спирте, ацетоне
и в водных растворах щелочей.
Бэкеланд считал, что конденсация заканчивается с
образованием смолы в стадии Вив дальнейшем выделение воды
не происходит. Он показал, что свободные гидроксильные
группы содержатся в смоле в стадии А; в стадии В,
представляющей ангидридную форму, гидроксильные группы
отсутствуют. Смола в стадии С представляет собой
высокополимерный продукт, не поддающийся действию химических
реагентов!.
Бэкеланд для получения чистых смол в стадии С
подвергал неплавкие смолы очистке при помощи обработки 5%-ным
водным раствором едкого кали, раствором соляной кислоты,
промывке водой, экстракции ацетоном и сушке в вакууме до
постоянного веса. Очищенная таким образом смола,
полученная конденсацией 1 моля фенола и 1 моля формальдегида
с. аммиаком в качестве катализатора, имела элементарный
состав:
77,48 — 76,61 % С; 6,60 — 5,83 °/„ Н; 15,92 — 17,59 % О.
4 Зав. 1532. 49
Бэкеланд считал, что неплавкая и нерастворимая смола
или, как ее называют в технике, бакелит в стадии С, состоит
из полимеризованных гексаоксибензилметиленгликоль-ангид-
ридных комплексов следующего строения:
j О : СН4 О
СН2С6Н4ОСН2С6Н40СН2С6Н4ОСН2С6Н4ОС6К4
Теоретические воззрения Бэкеланда периода 1909 г. имеют
только историческое значение, но обоснования различия
термоплавких и термореактивных смол и основные методы их
получения сохранили свое значение и до настоящего времени.
Большое техническое значение получили методы
прессования или применения повышенного давления, предложенные
Бэкелавдом для технического превращения чистых и
наполненных термореактивных смол стадии А в смолы стадии С.
, Производство прессовочных композиций с Наполнителем —
древесной мукой, а также слоистых прессовочных материалов
на основе ткани и бумаги, пропитанных термореактивными
феноло-альдегидными смолами, было технически обосновано
в первых работах Бэкеланда. . *
Аппаратурное оформление производства феноло-альдегид-
ных смол Бэкеланд рекомендовал осуществлять в начальной
стадии конденсации под повышенным давлением; удаление
воды и летучих компонентов из смолы проводить под
уменьшенным давлением, и применять для пропитки наполнителя
спиртовые растворы или водные эмульсии.
По словам .-Лебажа (доклад в Бирмингеме в 1913 г.):
«В 1907 г. Бэкеланд и Лебах одновременно и независимо
друг от друга установили техническое значение оснований
в процессе получения феноло-альдегидных смол». Бэкеланд и
'Лебах, применяя незначительное количество оснований без
подкисления кислотой, в отличие от способов Манассе,
'Ледерера и де-Лэра, получали неплавкие и нерастворимые
продукты^ конденсации, обладающие ценными техническими
Ьвойствами. Лебах отметил, что производственная задача
могла быть благополучно разрешена лишь в результате работ
Бэкеланда, непосредственно связанных с технологией процесса.
На основании работ Бэкеланда и Лебаха установлено, что
в качестве оснований, способствующих реакции конденсации
между фенолом и формальдегидом, может применяться
большое число конденсирующих средств. Лебах для получения
литого фенопласта (резинита) проводил конденсацию в первой
стадии в присутствии сульфита натрия, ури этой конденсации
50
каталитически действует образующийся в результате
гидролиза едкий натр и бисульфитное соединение формальдегида,
выделяющееся при охлаждении из раствора в
кристаллическом виде.
При конденсации фенола с формальдегидом в присутствии
соды через короткий промежуток времени при сильном
вспенивании выделяется углекислый газ. Применение едкого натра
в качестве катализатора ускоряет процесс конденсации.
Лебах провел ряд исследований реакции конденсации
фенолов с альдегидами в присутствии аммиака, а также
конденсации фенола с гексаметилентетрамином.
По мнению Лебаха в первой стадии конденсации фенолов
с формальдегидом в присутствии аммиака образуется гекса-
метилентетрамин, затем — двойное соединение фенола с
гексаметилентетрамином, в результате эти продукты разлагаются
с выделением аммиака. Аммиак^ соединяясь с новым
количеством формальдегида, образует гексаметиленхетрамин, который
реагирует с фенолом до полного , использования его. Часть
аммиака улетучивается при отверждении смолы, а некоторое
количество его остается в конечных продуктах, причем не
решен еш£ вопрос, находится ли аммиак в бакелите в
адсорбированном состоянии или в виде химических соединений.
Лебах считал, что в бакелитах, приготовленных с аммиаком,
последний всегда можно открыть обычными аналитическими
способами.
Большой заслугой Лебаха является превращение^щцер—-
моплавких смол в термореактивные при действии гексамети-
лентетрамина. Эта реакция была в дальнейшем широко
использована в промышленности для получения прессовочных
композиций.
Для обозначения различных состояний термореактивной
феноло-альдегидной смолы, наблюдаемых при нагревании,
Лебах предложил называть эти смолы резолом, резитолом и
резитом. Причем при этом получается следующее
сопоставление:
- По Бэкеланду: По Ле^аху:
Смола в стадии А . . . Резол
„ В . . . Резитол
, „ ' С . . • Резит
Лебах придавал большое значение химической природе
основания, применяемого при конденсации. По его мнению
при одинаковых количественных соотношениях и условиях
опыта в зависимости от vрода основания получаются резиты
4* 51
с различными физико-химическими и механическими
свойствами.
Петровым, Тарасовым и Лосевым в 1912—1913 гг. были
предложены методы конденсации фенола с формальдегидом
в присутствии нефтяных сульфокислот и сульфоароматических
жирных кислот.
Первоначальный метод получения литых фенопластов,
названных карболитами, заключался в двухфазной
конденсации. *В начальной стадии конденсации на 2 моля фенола
добавлялся 1 моль формальдегида. Конденсация проходила
в присутствии значительного количества нефтяных
сульфокислот, известных под названием «контакт». Полученная при
этом новолачная смола, после обезвоживания нагреванием,
смешивалась на холоду с формальдегидом в дополнительном
количестве, необходимом для. образования термореактивной
смолы. В присутствии нефтяных сульфокислот, обладающих
высокими эмульгирующими свойствами, дополнительное
количество водного формалина хорошо совмещается с новолачной
смолой. Вторая стадия конденсации, заканчивающаяся
отверждением, проходила сначала при комнатной температуре,
а затем при постепенном нагревании на водяной бане.
Положительные'результаты давало литье .-под давлением ,в медных
формах. Описанный метод имел специфическое значение при
получении карболитов из технических крезолов.
Дальнейшим вариантом получения литых карболитов была
двухфазная конденсация фенола или крезола с
формальдегидом — в первой стадии с небольшим количеством нефтяных
сульфокислот (2—4%) или в присутствии уксуснокислых
солей цинка или свинца.
В полученную новолачную смолу, при применении в
качестве катализатора контакта, или в резольную смолу, если
катализатором являлись уксуснокислые соли, добавлялась
вторая порция формальдегида и вместе с ней нефтяные
сульфокислоты или сульфоароматические жирные кислоты.
Общее количество формальдегида, участвующее в реакции,
соответствует соотношению б молей фенола на 7 молей
формальдегида. В первой стадии конденсации при кислом
катализаторе соотношения фенола и формальдегида
определяются соотношениями новолачной смолы, а при применении
уксуснокислых солей эти соотношения могут быть
эквимолекулярными. Добавка нефтяных сульфокислот менялась в щи-
р'оких пределах в зависимости от назначения продукта.
В качестве добавок применялись жирные кислоты
высыхающих и полувысыхающих масел. Дальнейшим этапом раззи=
52
тия этой методики было получение прессовочных fомпозицяй
для холодного и горячего прессования. В качестве
наполнителей использовались отходы от обработки литого карболита
или гидроцеллюлоза.
ГЛАВА 4 «.
ТЕРМОПЛАВКИЕ ФЕНОЛО-АЛЬДЕГИДНЫЕ СМОЛЫ
Рядом исследователей было установлено, что при
конденсации фенола с формальдегидом в кислой среде в качестве
промежуточных низкомолекулярных кристаллических
соединений образуются о- и п-диоксидифенилметаны, а при
конденсации в щелочной среде в присутствии оснований о- и /г-окси-
бензиловые спирты.
Это дает основание считать, что при образовании ново-
лачных смол промежуточным продуктом является диоксиди-
фенилметан. ,-,-
Де-Лэр (1905—1906 гг.) сообщил об образовании
термоплавких феноло-альдегидных омол при нагревании 10 ч.
о-оксибензилового спирта с 1 ч. диокеидифенилметана
в присутствии воды и соляной кислоты. Бэкеланд, как было
указано выше, установил количественные соотношения
о-оксибензилового спирта и фенола, необходимые для получения
термоплавких новолачных смол, а именно, 14 молей салиге-
нина на 1 моль фенола, причем при реакции выделялось
13 молей воды.
Рашиг в своей теории образования термореактивных смол
принимал, что в промежуточной стадии образуется диоксиди-
фенилметан за счет взаимодействия о-оксибензилового спирта
с фенолом. Превращения о- и «чдиоксидифенилметана в
термореактивные смолы было осуществлено Бэкеландом (1925 г.),
при этом он установил, что требуется около 20%
.формальдегида, но точно условия этого превращения им не описаны.
Лосев, Андрианов и Федотова получили п-диоксидифенил-
метан и констатировали, что диоксидифенилметан термической
обработкой в смолу превратить нельзя.
При обработке же диокеидифенилметана формальдегидом
в присутствии соляной кислоты новолачные смолы были
получены при соотношении 1 моль диокеидифенилметана на
1 моль формальдегида, а резольные смолы — при молярном
соотношении 1 : 1,6.
Для выяснения условий образования оксибензиловых
53
спиртов и диоксидифенилметанов в условиях технического
получения новолаков имеют значение работы Шайбера и
Зеебаха. Они установили, что в начальных продуктах
конденсации из трех возможных изомеров — п, п-, о, п- и о, о-диокси-
дифейилметана — присутствуют первые два, о, одиоксиди-
фенилметан найден не был. Если выделять начальные
кристаллические продукты из различных смол, то п, п-диокси-
дифенилметан вюегда обнаруживается в смолах, полученных
конденсацией фенола о формальдегидом в присутствии кислот.
Наличие в смоле о, /г-диоксидифенилметана указывает на
конденсацию в присутствии оснований. Однако, если получать
новолачные смолы со значительным избытком фенола,
например при соотношении 2Уз моля фенола на 2/з моля
формальдегида в присутствии соляной кислоты, то всегда можно
установить присутствие п, п- и о, п-диоксидифенилметанов.
Из весьма большого количества экспериментальных работ,
посвященных образованию и строению новолачных смол, как,
например, работ Бэкеланда и Бендера, Поллака и Ризенфельда,
Мэгсона и Друмонда, Кебнера, Ваншейдта, Вальтера и ряда
других исследователей, наиболее исчерпывающий материал по
новолачным смолам можно найти у Кебнера, до известной
степени являющегося в своих воззрениях преемником Рашига
и принимающего некоторые положения Бэкеланда и Бендера
относительно строения смолы, полученной конденсацией
2 молей фенола и 1 моля формальдегида.
Еще ранее Кебнера и Мэгсона, Гранже, исходя из
положения Ауверса о взаимодействии формальдегида с фенолом
в о- и «-положении к гидроксилу, доказал практическую
возможность получить два моноалкоголя, два диалкоголя и
один параалкоголь. Базируясь на этих положениях, Кебнер
для превращения низкомолеку,::ярных соединений в более
высокомолекулярные при помощи связывания метиленовыми
группами избрал «-крезол, в котором соединение фенольных
ядер возможно только в о-положении, и поэтому полученные
при этой конденсации продукты в отличие от фенольных или
Л№резольных более просты по строению и удобны для
изучения.
Кебнер при конденсации 9 молей крезола с 5 молями
формальдегида в присутствии соляной кислоты, после удаления
из образовавшейся новолачной смолы воды и растворения
смолы в бензине, выделил кристаллизацией из бензинового
раствора двухядерное кристаллическое соединение (I). При
фракционировании перегонкой смолы после отделения первого
соединения (темп, пл, 126°) при 240° и 15 мм давления было
hi
выделено трехядерное кристаллическое соединение (II) темп.
пл. 215°:
ОН ОН
/\_сн,-/\
СНд СН3
ОН ОН
1/ч,-сн2—/\-сн,-
и и
снэ сн3
он
1 1
1 !
\/
СН3
Трехядерное соединение было получено Кебнербм
конденсацией 1 моля Г,2,3'-триокси-1,3,5-триметилбензола с 2
молями /г-крезола. Дальнейшее нарастание цепи идет
следующим образом:
о:^ он
HOHnC— S^i—СН2ОН />
\/ \/
сн, си3
ОН ОМ ОН
/\_сн2-/Усн3-Л
+ 2HsO;
сн3 сн3, сн3
он он . он
hohjC—/Ч-сн,—/\--снгон /ч
+ 2 | |
сн. сн. сн3
он он он он
3_/\-сн3
/\—СН,—f^-CH,— r/Ni—СН»— /\
-f 2Н20
Ч/ \/ \/ \/
СНз СН3 СНд СНз и т. д.
Относительно строения термоплавкой новолачной смолы,
полученной конденсацией фенола и /г-крезола & присутствии
кислот, можно считать установленным, что эти смолы
являются смесями различных полиядерных соединений (ди-,
три-, тетра- и т. д.). Смолоподобные свойства обусловлены
наличием смеси большого числа изомеров и разнообразием
величины их молекул. Гидроксильные группы остаются в этих
смолах свободными, но в водных растворах едкого натра
растворяются только соединения, содержащие в цепи менее
семи "фенольных ядер. При дальнейшей конденсации,
вследствие большой величины молекул растворимость в щелочах
пропадает.
С точки зрения технологических процессов решающее
значение имеет изучение реакции конденсации формальдегида
с фенолом, лг-крезолом, трикрезолами и ксиленолами.
и-Крезольные новолаки о о Кебнеру имеют только линейные
цепи. В фенольных новолаках вследствие большого
количества реактивных точек имеются разветвленные цепи.
Последние возникают вследствие соединения коротких цепей при
посредстве метиленовых мостиков, образовавшихся из
формальдегида или метилольных групп фенолоширтов. Фенольные
гидроксильные группы остаются при этом свободными.
Кебнер считает, что в зависимости от количественных
соотношений фенола и формальдегида можно получить ряд
новолаков различного молекулярного веса.
1) 2С6Н5ОН-j-СН20 —осмола + Н20;
2) ЗС6КБОН -f 2СН20—осмола + 2Н20;
3) A 4C6H5OH-j-3CH20—осмола +3H20; v
4) 5С6Н5ОН + 4СН20—осмола + 4Н30.
У этих четырех типов новолаков средний мол. вес
колеблется в пределах 200—518, т. е. в. основе их лежат
двухядерное соединение, трехядерное, четырехядерное, пяти-
ядерное и при увеличении количества формальдегида при
сохранении плавкости и растворимости можно дойти до
семиядерного соединения.
Кебнер утверждает, что для характеристики новолаков
более надежной константой является величина среднего
молекулярного веса, чем температура плавления. Из
приведенных . выше схем образования новолаков, данных Кебнером,
следует, что самый низкомолекулярный новолак сходен
с новолаком Бэкеланда и Бендера, образование которого они
выражали реакцией:
/С6Н4ОН
2С6Н6ОН -f СН20 —*- СН2< + Н„0.
хСвН4ОН
За новолачную смолу такого типа они принимали смесь
трех изомерных диоксидифенилметанов в присутствии
некоторого количества свободного фенола. Кебнер получил такой
новолак, конденсируя 10 Молей фенола с 1 молем
формальдегида с последующей очисткой смолы от фенола.
К разнообразным типам новолаков, характеризуемы»,
длиной цепей, т. е. крличеством"в!фенольных ядер, соединен
ных метиленовыми группами (однако не более 7 фенольнь
ядер в цепи), могут быть отнесены все типы исследованн*
новолаков, начиная от низкомолекулярного продукта Бэи
ланда и Бендера и кончая сравнительно более
высокомолекулярным— новолаком Бэкеланда (из 15 молей фенола и
14 молей формальдегида) и Поллака (из 7 молей фенола и
6 молей формальдегида).
ГЛАВА 5
ТЕРМОРЕАКТИВНЫЕ ФЕНОЛО-АЛЬДЕГИДНЫЕ СМОЛЫ
РЕЗОЛЫ
По вопросу о строении термореактивных (резольных) смол
и о реакции их превращения в неплавкие и нерастворимые
продукты существует несколько теорий. _
Относительно образования в начальной стадии оксибензи-
ловых спиртов! и диоксидифенилметана существенных
разногласий нет. Значительно больше разногласий в
толковании строения резолов, получаемых превращением новолачных
смол в термореактивные смолы, а также по поводу сущности
процессов их отверждения, т. е. превращения
термореактивных смол в резиты.
От первой своей гипотезы, в которой бакелит в стадии С
(резит) рассматривался как полимеризованный гексаоксибен-
зилметиленгликольангидрид, Бэкеланд отказался. Его вторая
конденсационно-полимеризационная теория, выдвинутая
совместно с Бендером в 1925 г. для объяснения превращения
новолачных смол в резолымле и поддержанная Шейбером,
имела вначале много сторонников, так как она давала
некоторые обоснования для понимания превращения термоплавких
смол в термореактивные при дополнительной обработке их
формальдегидом в кислой или основной среде.
По этой теории при конденсации фенола с
формальдегидом в качестве начальных продукт получается:
,С6Н4ОН ,С6Н40Н
СН2( СН2<
хс6н4он \<э • с6н5
двоксидифенил- оксифенилфен-
иетая. оксиметан
сн,.
/О • С6Н6
'чо ■ с6нб
Дифеиоксиметан
57
Бэкеланд считал, что при конденсации с присутствии
оснований получается, главным образом, оксифенилфенокси-
Ъетан, который по мнению Бэкеланда и Бендера при действии
эормальдегида образует ненасыщенное соединение, способное
полимеризации:
/О ■ С6Н5 О ■ с6Н6
СН;/ + СН20 —► СН2 = С< + Н,0.
xQH4OH xC6H4OH
R
Соединение СН2 = С<^ полимеризуется в
R R R
! I I ■
—СН2-С-СН,—-С—СНо— С
I I " I
Ri Ri Ri
где R = 0-C6HB а R^C^-OH.
_ Шейбер, поддерживавший эту теорию, допускал, что из
диоксидифенилметана могут получаться три ненасыщенных
соединения:
сн2=с<С
II. СН2 =
о ■ с6нБ
/
счо • с6нБ
,С6Н4ОН
- (У
чо • свн5
■С6Н4ОН
С6Н4ОН
III. СН,:
При этом Шейбер считал, что соединение (I) не способно
к полимеризации, а два других—способны. .
Теория Бзкеланда-Бендёра-Шейбера не подтверждена
достаточным экспериментальным материалом и в настоящее
время оставлена.
Для понимания процессов превращения термореактивных
смол из низкомолекулярных в более высокомолекулярные под
влиянием тепла или конденсирующих средств более
правильной является поликонденсационная теория Рашига, Мег-
сона, Кебнера нашедшая подтверждение в работах Ваншейдта
с внесением в нее некоторых поправок и дополнений.
58
Процессы смолообразования по Рашигу могут быть" прел
ставлены следующей схемой: ^
ОН ОН
. I I
/\- сн,он /"\
и
н
.+
I
СН2ОН
он
/\сн,он
он
I
сн2
I
I
+ сн3
он
л
НОН2С\/
он
он
I
/N-CHjOH
II + н2о
\/
I
сн3
I
/\
он
/\
I
он
он ■
/\-сн2
I
сн2
'\
он
\/
!
СН2 +"Н,0
I
-сн,-
п
он
он
/\-сна
\
сн2
U-ch-\/
он он
он
■У\
\/
сн2
I
/\
-2Н20
/°\
\/
I
снг
I
/\
I /
\/-сна-\>
No/
I
-» сн2
I
/\
При конденсации фенола с большим из&ытком
формальдегида (на 1 моль фенола 2—4 моля формаль'дёгида) происходит
59
образование многоатомных оксибензиловых спиртов (д'й- а
триалкоголей) и конденсация их:
носн2ч ,сн2он
НО—QHjCHsOH + С6Н3—ОН
НОСН,/ ^CMjOH
носн,. /ch2o:i
но-/ \-сн2—/ V-oh
hocHj/ \сн2он
При нагревании «тетраалкоголя» отщепляется
формальдегид и вода, причем молекулы «тетраалкоголя» соединяются
по схеме:
ОН ОН
HOCHi/NcHjOH HOCH2/\cH2Oh
\/ \/
I I
СК, + С Ня
I I
НОСНг1 <СН2ОН НОСНг'ч JCH^OH
ОН ОН
ОН ОН
,2j/'VCH2-
HOCHj/V- CH2—f >СН2ОН
1
СНа
1
1
1
сн2
1
1
+ 2H20 -f 2CH20
НОСНД \—СН2-> "СН3ОН
ОН ОН
60
' При отщеплении воды за счет метилольных и гидроксиль-
ных групп образуется резит:
-о-
-сн.
о
\/
I
сн2
I
-сн.
\
сн.
сн3
I
/\
О +4Н20
-СН^ J—СН2-
1
\
СН,—
Кебнер простейшим типом резола считает фенолалкоголь.
или фенолдиалкоголь, которые при нагревании или при
обработке кислотами могут переходить в неплавкую и
нерастворимую смолу:
ОН ■ С6Н4 ■ СН2ОН + ОН ■ С6Н4 • СН,ОН •
,ОН
.ОН.С6Н4.СН2-С6Н3:
./
СН2ОН
-рн2о.
Под резитолами, образующимися при нагревании резоль-
ных смол, Кебнер понимает смеси соединений с короткими
и длинными цепями, причем при нагревании они
переходят в резиты, состоящие Только из длинных цепей,
чем и объясняется их нерастворимость. Соединение цепей
происходит за счет метилольной группы (СНгОН) резола,
которая с водородным атомом ядра другой цепи отщепляет
воду. Он отвергает^ возможность выделения воды за счет
фенольных гидроксилов.
Отличием теории Кебнера от гипотезы Рашига является
отрицание участия в реакции образования резита фенольных
гидроксилъных групп. Молярное отношение формальдегида
к фенолу в резитах Кебнер принимает равным 1,5 : 1/
Особенным аргументом в пользу сохранения фенольных
гидроксилов Кебнер считает отсутствие выделения воды,
а выделение только аммиака при конденсации фенола с сухим
гексаметилентетрамином при нагревании до 180°.
Кебнер не считает возможным привести структурную
формулу фенол^нмо -резита, но в качестве приближенной,
61
могущей в той или иной степени отобразить строение резита,
он предлагает следующую формулу:
ОН ОН
-l/N~CH2-r/4,-CH2-
fri)
I I
х\ /\
J U„. J 1
он он
Фенольные резиты Кебнер определяет как смеси молекул
резольней структуры, не поддающиеся разделению.
Многие положения Рашига и Кебнера о строении ново-
tтачных и резольных смол нашли подтверждение в ряде более
Поздних работ.
Ваешейдт выражает строение новолачных смол общей
формулой:
H[C6H3(0H)CH2])S С6Н4ОН ■ т (СНаО).
Согласно этой формуле к молекуле новолака с п -+- 1
фенольными остатками присоединено т молекул
формальдегида.
Присутствие в резоле метилольных групп можно видеть из
следующей формулы:
Н ГС6Н,(ОН)СН31 -[С6Н3(ОН)СН2]„:„-С6Н4ОН.
!ГС6Н,(ОН)СН31 -[С6Н3
Lch2oh L
Ваншейдт считает установленным, что отверждение резола
в резит есть поликонденсация, ведущая к образованию
трехмерных полимеров.
Лосев и Акутин на основании исследования продуктов
конденсации фенола и бензальдёгида холодным
фракционированием при помощи растворителей установили в смоле наличие
п-оксибензогидрола, п-оксибензофенона, диокситрифенилме-
тана, бензаурина.
Критическое отношение встретила та часть теории Кебнера,
которая связана с превращением новолаков в резольные смолы
•■ I
62
Редфарн считает, что Кебнер не доказал, что в резитах
сохраняются гидроксильные группы. Экспериментальные
исследования ряда резитов, приведенные Петровым и
Устиновым с применением для определения фенольных гидроксилов
диазометана, также не подтвердили мнения Кебнера.
Редфарн не соглашается также с положением Кебнера, что
максимальное количество формальдегида, необходимое для
образования полностью отверждаемого резита, должно
соответствовать соотношению 2 моля фенола на 3 моля
формальдегида. Поллак 'Практически доказал возможность получить
резиты при соотношении 1 моль фенола на 2,5 моля
формальдегида.
Утверждение Кебнера, что при конденсации фенола с
формальдегидом происходит замещение только в о- и п-положе-
нии, оспаривается рядом фактов, доказывающих возможность
замещения и в .«-положении.
Редфарн считает, наконец, не выясненным, как связывается
азот при процессах смолообразования в присутствии аммиака
или при конденсации с гексамегилентетрамином.
По мнению Мегооиа Рашиг впервые указал на
образование при конденсации фенолметиленовых цепей различной
длины, хотя его взгляды и не базировались на
экспериментальных данных. Ангидридная формула Рашига для резита
основана на малой растворимости резита в щелочах. Мегсон
указывает на возможность присутствия в резите соединений,
имеющих ксантеновую и фенокси-структуру.
ксакт^новая
структура
Мейер^ также приводит доказательства наличия ксантено-
вых групп в новолаках и, в частности, группировок:
ОН'- ОН
II II II
/\/\сн/\/\сн1/\/\
63
Цинке, Гамес и Циглер пришли к следующим выводам:
1) механизм отверждения смол является совершенно
отличным от образования плавких и растворимых смол;
2) при отверждении резольных смол происходит
последовательное отщепление воды и формальдегида.
Гипотеза, что в резитах фенольные остатки связаны мети-
леновыми мостиками, кажется им недостаточно обоснованной,
они допускают связь фенольных остатков через кислородные
мостики. Имеются указания (Эйлер) на связь между феноль-
ными ядрами за счет метиленоэфирных мостиков, которые при
отщеплении воды приводят к хинонметидам, дающим далее
ди- и тримеры.
Как видно из приведенного выше материала, процесс
отверждения и строения резитов остается не вполне
выясненным и вызывает ряд дискуссионных моментов.
Исследованиями Петрова и Устинова при определении
гидроксильных групп в различных резитах обработкой диазо-
метаном установлено незначительное содержание
гидроксильных групп. *
Определение гидроксильных групп при помощи спиртового
раствора щелочи показало, что содержание в резитах
гидроксильных групп не превышает половины числа этих групп,
предполагаемого Кебнером. При нагревании со спиртовым
раствором щелочи только некоторые резиты растворялись.
В зависимости от типа резита количество растворимой части
колеблется от 27,69, до 53,49%, что указывает на
неоднородность резитов.
При действии 10%-ного водного раствора едкого натра
при 180—190° под давлением резит, отвержденный горячим
прессованием, де'структировался на 60%, а 40% его выделено
в виде термореактивной смолы. Это обстоятельство допускает
предположение о комплексном строении резита.
Реакция смолообразования с гексаметилентетрамином
недостаточно изучена Кебнером. На основании данных Лебаха
и других исследователей при конденсации в присутствии
аммиака в резитах всегда можно установить присутствие
азота, что противоречит положениям Кебнера..
По данным Петрова при конденсации фенола с
гексаметилентетрамином весь азот гексаметилентетрамина не выделяется
в виде аммиака и в смолах остается значительная часть его
в связанном состоянии.
На основании изложенного можно считать, что
образование новолачных и резольных смол в значительной степени
64
объясняется поликонденсационной теорией. Образование
резитов можно понимать как образование трехмерных молекул;
при этом катализаторы, ускоряющие процесс конденсации,
могут - способствовать коагуляции (выпадению гелей). Не
исключена тгкже возможность участия их в образовании
мостиков наряду с метиленовыми группами. В зависимости от
типа резолов и условий отверждения возможно образование
кислородноГ: связи за счет фенольных гидроксилов, но этот
вопрос требует дальнейшего изучения.
В производственных условиях отвержденные резолькые
смолы применяются для получения литых фенопластов,
прессовочных порошков, прессованных или склеенных
слоистых материалов из. ткани, бумаги или древесины.
Активность смолы при
отверждении, механическая
прочность резитов,
полученных из
термореактивной смолы, их
электроизоляционные свойства,
сопротивление действию I4,7
химических реагентов, рас-
творигелей и атмосфер
ных условий — имеют ^-0
большое техническое
значение.
**1№
I *
|л
w га зо as
B{,jmbнагрееа Siacaxr
R Рис. 1. Растворимость смолы в спирте
В зависимости от на- в зависшости от времени нагрева при
значения нужно выбрать ЮЭЭ.
соответствующий тип ре-
зольной смолы, а в зависимости от характера резольпой'
смолы — соответствующую производственную методику
отверждения.
В производственных условиях мы имеем в большинстве
случаев резольные смолы, содержащие некоторое
количество свободного фенола, причем отверждение, за
исключением случаев склеивания, литья или прессования чистых
смол, происходит в присутствии наполнителей.
Важным показателем процесса отверждения является
начало образования в смоле гнезд геля, а также
характеристика отдельных стадий (резол ->резитол-> резит) при
одинаковых температурных условиях. Эта характеристика
долита бить выражена в сравнимых единицах, например
по продолжительности отверждения и по содержанию
растворимых частей или по продолжительности отверждения
и по количеству бромирующихся низкомолекулярных частей.
S Зак. 1532. 65
На рис. 1, 2, 3 приведены кривые, характеризующие
растворимость смолы в спирте и едкой щелочи, и бромные
числа.
Как указывалось выше, Бэкеланд, нагревая 14 молей са-
лигенина с 1 молем формальдегида, получил новолачную
смолу.
Де-Лэр для получения плавких и растворимых смол
проводил^конденсацию 10 вес. ч. салигенина с 1 вес. ч. ди-
оксифеишшетана bi присутствии Д5 вес. ч. воды и 3 вес. ч.
у соляной кислоты.
Рашиг начальной стадией образования феноло-альдегидкых
смол считал получение оксибензиловых спиртов, которые дают
с фенолом диоксидифе-
нилметаны. Сплав
последних он принимал
за типичную часть но-
волачных смол.
Кебнер считает о-ок-
снбензилоюый спирт
простейшим типом ре-
зольной смолы.
- ^ у, -гд jff 4ff so S3 7о «о,Эф т Таким образом, име-
ВрещнагреВф ij/epd?1 ются все основания
Рис. 2. Растворимость смолы в ща,ючи в за- ожидать превращения
висимости от времени нагрева при 100°. резольных смол в HO-
волаки. Этот факт
имеет большое значение для разъяснения характера
процессов отверждения, в особенности технических резольных смол,
содержащих иногда значительное количество свободного
фенола.
Ваншейдт получил новолачную смолу, нагревая резоль-
ную смолу с 15-кратным количеством фенола в присутствии
соляной кислоты и с последующей отгонкой фенола с
водяным паром. Для полученной описанным выше методом ново-
лачной смолы молекулярный вес, определенный по Расту,
составлял 1223, содержание метилольных групп-, по Вер-
лею 16,32%.
Рядом исследователей было установлено, что резитолы
и резитоиды, стоящие между смолами в стадии В и С,
растворяются при длительном нагревании в спиртовом
растворе щелочи под давлением, а также в смеси фенолов и
едких щелочей. Установлена также растворимость резито-
лов при нагревании с фенолом, циклогексанолом, цикло
генсаноном.
%га
I
\
г
**-=
»
==.
—
Фент
Прел
F)--t---
пьигп
гпьт
—
сма,
Я СМ!,
а
та
-А
66
МО
130
120
НО
WO
so
so
70
SO
Резиты, полученные горячим .прессованием е тканью
В качестве наполнителя, при длительном нагревании до
температуры кипения растворяются в большом избытке
крезола, ^-нафтола.
Повидимому, надо считать, что при указанном
растворении в фенолах неплавких продуктов конденсации имеет
место деструкция молекулы с разрывом метиленовых
связей. При нагревании
эти продукты
растворяются в крезоле или других
фенолах с образованием
плавких смол. Процесс
деструкции резитов
теоретически неясен.
Деструкция при нагревании
с фенолами
экспериментально доказана, а это
дает возможность
превращать резиты в резолы,
а в кислой среде
резолы — в новолаки. Это
имеет большое
теоретическое и практическое
значение.
Учитывая обратимость
резитов, следует помнить,
что обозначение смол как
неплавких,
нерастворимых и теплостойких имеет
условное значение.
Скорость отверждения
чистой смолы, не
содержащей свободного
фенола, зависит от среднего молекулярного веса и соотношения
высокомолекулярных и кизкомолекулярных смоляных
комплексов, рН среды и действия катализаторов.
Если в начале конденсации большинство катализаторов
растворено в смеси фенола с водным или водно-спиртовым
раствором формальдегида, то по мере образования
нерастворимых в воде частичек смолы (если катализатор не
обладает эмульгирующими свойствами) дальнейший ход реакции
задерживается. В смоле, -несмотря на взятый избыток
формальдегида, остается значительное количество свободного
фенола, а в надсмольной воде содержатся, кроме того,
5* 67
',
\
\
' \"
\
\
,
V
.
1
V
\
|
1
i
! Ч- — J
->*_
Г^
! »
j i
при t~№°
\ 1 -
•it)
IS
го
гтравал/кителышеть noepeSa Suaeei
Рис. 3. Бромные числа кргзоло-бари-
товой смолы в зависимости от
температуры и продолжительности нагрева.
фенол, формальдегид, фенолоспирты, диог.сидифенилметан и
часть катализатора. Распределение катализатора между
смолой и надсыольной водой может колебаться. Если над-
смольная вода сливается до упарки смолы, необходимо
учитывать количество активного катализатора, остающегося
в смоле.
При использовании резольнэй смолы в спиртовом
растворе можно сравнительно легко увеличивать или ослаблять
ее активность, меняя рН добавкой соответствующих кислот
или оснований. В спиртовых растворах можно проводить
дополнительную конденсацию, вводя гексаметилентетрамин
или параформ. При получении прессовочных порошков
можно добавлять ускорители отверждения к прессовочным
композициям при размоле на мельнице или в смесительных
аппаратах (гомогенизаторах).
При отверждении безводных резольных смол выделение
воды происходит в различных количествах в зависимости
от типа смолы. По данным Бэкеланда при отверждении
резольной смолы вода выделяется до достижения стадии В;
яри переходе стадии В в стадию С выделения воды не
наблюдается. По данным Ваншейдта резол, ие содержащий
свободного фенола и формальдегида и высушенный до
постоянного веса, при нагревании в атмосфере азота до 135°
теряет 5—5,6% от своего веса. При этом резольная смола
превращается в резит.
Вальтер, учитывая выделяющуюся при нагревании сали-
генина- (ОН • СеШСНаОЫ) воду, определял количество
образующихся в нем открытых цепей по формуле:
1
1 —W
где п-—-число открытых цепей; w—число молей
выделившейся воды на 1 моль салигепина.
Количество выделившейся воды всегда получалось менее
I моля на 1- моль салигенина. При нагревании салигенина
при ПО? до постоянного веса получается плавкая смола
с л = 4, а при нагревании до 150° в течение 2 час. смола
превращается в неплавкий продукт с л = 53.
Процесс отверждения смол характеризуется извлечением
низкомолекулярных частей смолы водной щелочью,
определением бромного числа экстрагируемых
низкомолекулярных частей смолы, с пересчетом в процентах
присоединенного брома на вьс отверждаемой смолы.
63
* Рутовский и Стальнова дали уравнение общего вида:
у = А — b\gx,
где у—бромное число; Л и Ъ — константы, зависящие от
температуры и характеристики смолы; х — время
нагревания в часах.
Ряд физико-химических методов, характеризующих процесс
смолообразования, например определение косфициента
рефракции, вяакости, некоторых оптических свойсиз, физичесллл
свойств смол в различных стадиях, также могут
характеризовать ход процесса отверждения.
Новолачные смолы находят сравнительно "ограниченное
применение в лаках. Новолаки с последующим
отверждением их в резиты имеют большое техническое значение для
изготовления прессовочных композиций. В перспективе
возможно также развитие методов получения чистых
термореактивных смол из новолачных.
Для превращения новолаков в термореактивные смолы
можно применять формальдегид в виде растворов, его
полимеры, гексаметилентетрамин, ангидроформальдегиданилин,
диметилолмочевину и т. д.
При изучении превращения новолачных смол bi резольные
и в резиты при действии формальдегида или других отвер-
ждающих средств необходимо установить влияние
температуры, давления и катализаторов на новолаки в отсутствие
отверждающих средств.
Новолаки с различным средним молекулярным весом
относятся к нагреванию в присутствии кислот или основании
весьма различно. Можно считать установленным, что при
значительном избытке фенола (условие, необходимое для
образования низкомолекулярных новолаков) влияние кислых
и основных катализаторов на характер смолы одинаково,
причем образуется плавкая и растворимая смола, что можно
видеть из работы Петрова, Андрианова и Кромощь.
В табл. 8 приведены результаты исследования двух
новолаков: полученного конденсацией 2 молей фенола с 1 молем
формальдегида и конденсацией 7 молей фенола с 6 молями
формальдегида.
Из этих данных видна связь между типом новолака и его
отверждаемостью. Низкомолекулярные новолаки можно
получать конденсацией в присутствии оснований (аммиака),
но при этом нужно иметь в виду, что смола до упарки
содержит много фенола, и применение этих резолов для
получения твердых смол требовало бы отгонки фенола или удале-
С 69
Таблица 8
Физико-химические свойства новолаков
Катализатор
ni:b
НС1
(СООН),
NH,
НС1
Темп,
нагревания, "С
200
200
200
100—110
120-125
«5
в
в
S
72
73
72
С
78
Содержание
свобод,
фенола, °/а
15,21
Г,50
6,21
'мола
4,97
Бромное
число
161,8
151,8
107,0
яереып
86,0
Число групп
ОН
16,78
14,45
—
а в ст
14,87
Уд. вес 10>/о-
ного раствора
смолы
0,8588
0,8564
0,8533
адию I
0,8610
а сз
в^о.
£ Э °
иЧ о
° 2 к м
п ь -_ а
сао2 S
3.Q9
1,59
1,66
J
2,12
Примечания
Не во лак из
2 молей фенола
и 1 ыоля
формальдегида
То же
То же
Новолак из
7 молей фе-»
нола и 6 молей
формальдегида
То же
ния его промывкой. Отверждение низкомолекулярного ново-
лака с гексаметилентетрамином в прессовочных композициях
проходит хорошо.
Высокомолекулярные новолаки, для превращения
которых и .гель нужно незначительное количество формальдегида,
при нагревании их без катализаторов и под повышенным
давлением или до темпер'атуры выше 250° превращаются
в нерастворимый гель.
Для отверждения новолаков можно использовать
несколько способов:
1) жидкие низкомолекулярные новолаки со значительным
содержанием свободного фенола превращаются в резольные
смолы, а затем в резит обработкой водным или спиртовым
растворами формальдегида или газообразным
формальдегидом;
2) твердые новолаки различных молекулярных весов
с минимальным содержанием свободного фенола превращают
в твердые резольные смолы нагреванием в тонких слоях
с полимерами формальдегида или гексаметилентетрамином;
3) новолаки превращают в резольные смолы, а затем
в резит действием гексаметилентетрамина в сухом состоянии
При нагревании и под давлением в присутствии наполнителя.
70
В первом случае, когда применяются низкомолекуДярные
новолаки, содержащие значительное количество свободного
фенола, древращение их в резольную смолу легко
осуществляется в присутствии сильных оснований, так как в них
сравнительно легко растворяется формальдегид, его
полимеры и обыкновенный технический формалин. Хорошо
проходит превращение и в присутствии конденсирующих
средств, обладающих эмульгирующими свойствами (сульфо-
киелоты). В присутствии сильных оснований конденсация
проходит при умеренном нагревании (до 40—60°), в
присутствии сульфокислот, но в зависимости от их количества,
отверждение может происходить и на холоду.
Применяя методику двухфазной конденсации, можно
получать жидкие или твердые резольные смолы различной
степени' реактивности с малым содержанием свободного
фенола.
При отзерждении твердых новолачных смол газообразный
и водный раствор формальдегида не применим. В этом
случае реакцию нужно вести или в спиртовых растворах,
что допустимо, если цехом выпускается раствор смолы, или
нагреванием тонкоизмельченных смол с гексаметилентетр-
амином или с твердыми полимерами формальдегида.
При сплавлении новрлачной смолы с параформом
необходимо учитывать возможность некоторой возгонки параформа
и выделения свободного формальдегида. При добавлении
гексаметилентетрамина возможна (в зависимости от
температурных условий) некоторая его возгонка. По этому способу
при хорошем аппаратурном оформлении можно получать
твердые резольные смолы с малым содержанием свободного
фенола.
Так как в практике в настоящее время наибольшее
значение имеют методы превращения новолаков в резолы и
резиты обработкой гексаметилентетрамином, то на них
следует остановиться несколько подробнее.
Взаимодействие фенола и гексаметилентетрамина
представляется следующими реакциями'(по Кебнеру):
12С6Н3ОН + (CHS)6N4 —>■ смола + 4NH3;
новолак
I3C6H5OH + 2(CH2)6N4 —> смола + 8NH3
резол
Кебнер считает, что реакция может сопровождаться
выделением всего азота гексаметилентетрамина в виде аммиака.
71
Ряд исследователей, изучавших конденсацию фенола с гекса-
метилентетрамином, считает ход реакции более сложным.
Лебах обнаружил, что при конденсации, помимо аммиака,
выделяется метиламин. Редман выделил промежуточный iido-
дукт амино-салигено-салигенин, ЫЫаСЫзСзШОСЫзСбНЮН,
но допускает, что реакцию можно осуществить и с полным
выделением, всего азота в виде аммиака.
Количественные соотношения фенола и гексаметилен-
тетрамина при получении феноло-альдегидных смол,
установленные разными исследователями, приведены в табл. 9.
Таблица 9
Количественные соотношения фенола и гегсаметилентетрамина при
получении феноло-альдегидных смол
Автор
Лебах
Бэкеланд
Редман
„
Кебяер
• я
Петров
»
»
На 1 моль СйН5ОН
взято (СНо)аЫА
молей"
0,33
0,20
0,3
0,16—0,20
0,08
0,16
0,20
0,20
0,30
Характер
полученного
продукта*
Резит
„
»
»
Новолгк
Резях
»
»
»
^
Условия опыта
Нагревание
Нагревание до 8>-123°
, 170-
, 180°
„ 183°
„ 1W
135°
Водная н сп:;ртовгя
ср-да
То ;i:e
По данным Петрова' лучшие резиты получаются, если
брать на 1 моль фенола не менее 0,3 моля гексаметилен-
тетрамина.
При превращении новолачных смол в резольные дополни- -
тельной обработкой гексаметилентетрамином обоснованием
для расчета необходимого количества гексаметилентетр-
амина является число метиленовых групп, требующихся для
превращения новолачной смолы в резольную, и количество
гексаметилентетрамина, потребного для превращения
свободного фенола технического новолака в резолытую смолу.
Если исходить из экспериментальных данных, то для
получения быстро отверждающихся композиций из новолака
и гексаметилентетрамина суммарное количество
формальдегида, участвующее в образовании новолака и резольной
смолы при дополнительной обработке гексаметилентетр-
72
амином, должно Сыть не менее 1,5 моля формальдегида на
1 моль исходного фенола. Катализатором при отверждении
можно считать выделяющийся аммиак и аминные группы
промежуточных продуктов.
Отверждение новолачных сгол при помощи альдегид
аммиака яе происходит, фурфурамид также практически оказался
слабым отверждающим средством.
Для Отверждения новолаков можно применять различные
твердые полимеры формальдегида (параформ, триокси-
метилен или р-пслиокоиметилен) в присутствии
соответствующих катализаторов, но в заводской практике для
прессовочных порошков наибольшее применение нашел гексаметилен-
тетрамин.
Наиболее благоприятными условиями отверждения феноло-
альдегидных смол, полученных конденсацией фенола с гекса-
метилентетрамином, является отверждение под давлением
при сравнительно высокой температуре (порядка 380—-200°).
В производстве феноло-альдегидных смол сильно
экзотермический характер реакций конденсации обусловливает
ряд производственных особенностей, ограничивая емкость
аппаратуры и ее размеры. Помимо этого, в процессе
конденсации приходится прибегать к охлаждению реакционной
смеси для смягчения экзотермичности реакций. Количество
веодимого с компонентами катализатора — кислоты или
основания также должно находиться в определенной
зависимости от экзотермического эффекта конденсации.
Мищенко и Купфер определили калориметрическим
методом теплоту реакции образования феноло-формальдегидной
новолачной смолы, получаемой конденсацией 5 молей фенола
и 4 молей формальдегида в присутствии 0,2% (от веса
фенола) соляной кислоты (уд. веса 1,19). Тепловой эффект
составлял 159 кал, а при 0,3% соляной кислоты 169 кал на 1 г
взятого в конденсацию фенола. Если же рассчитать тепловой
эффект на количество вступившего в конденсацию фенола, то
количество выделившегося тепла достигало 186 + 2 кал/г.
Песин и Хазанов на опытной установке определили
тепловыделение при конденсации 119 г фенола и 95 г 34,49%-ного
формалина (6,3 моля фенола и 5 молей формальдегида), при
этом количество соляной кислоты (уд. веса 1,19) колебалось
от 0,3 до 0,2%. Выделение тепла на 1 г вступившего в
конденсацию фенола из ряда опытов в среднем было 150 кал/г<
Те же авторы для резольных смол, полученных
конденсацией 107 г фенола и 114 г 34,74%-ного формалина
(1,1 моля СбН5ОН и 1,3 моля СРЬО) в присутствии 4,55 г
73
25%-ного аммиака, установили теплоту экзотермической
реакции 82,7—84,8 кал/г вступившего в реакцию фенола.
ГЛАВА б
ПРОИЗВОДСТВЕННЫЕ МЕТОДЫ ПОЛУЧЕНИЯ
ФЕНОЛО-АЛЬДЕГИДНЫХ СМОЛ
В производстве новолачных смол, помимо формальдегида,
могут применяться уксусный, масляный альдегиды и
фурфурол. При применении уксусного и масляного альдегида
конденсация протекает так же, как и с формальдегидом, т. е.
компоненты берутся в соответствующих эквивалентных
соотношениях, но избыток альдегида не ведет к образованию
неплавких продуктов. Однако нужно отметить, что уксусный
альдегид вследствие летучести и горючести требует особых
предосторожностей при работе и хранении.
Паралыдегид более удобен при хранении и
транспортировании. При конденсации с фенолом в присутствии сильных
кислот он распадается на уксусный альдегид. При работе
с уксусным альдегидом и паральдегидом в обычных
аппаратах для (конденсации фенола с формальдегидом обратные
холодильники нужно соединять с уловителями альдегида,
содержащими водный аммиак или анилин.
Масляный альдегид летуч и плохо растворим в воде.
Поэтому возможны значительные потери его при
конденсации в обычных варочных аппаратах. При работе с этими
альдегидами лучше проводить конденсацию под повышенным
давлением в автоклавах или применять непрерывный метод
конденсации, пропуская фенол с альдегидом в присутствии
катализатора через нагретые трубы под некоторым давлением.
При получении термоплавких смол конденсацией фенола:
с фурфуролом имеется ряд характерных особенностей,
отличающих его от конденсации с формальдегидом. В
производственных условиях для получения твердых плавких и
растворимых смол при соотношении 7 молей фенола на 6 молей
фурфурола в качестве катализатора применяется едкий натр
или гидроокиси щелочноземельных металлов. Конденсацию
фенола с фурфуролом рациональнее проводить при высокой
температуре и повышенном давлении.
Для получения феноло-формальдегидных смол и
интенсификации производства, несомненно, представляет
практический интерес применение повышенных давлений и
непрерывный процесс.
74
К типу новолачных феноло-альдег йдных смол нужно также
отнести термоплавкие смолы, получаемые конденсацией
фенолов с глицерином, сахарами, целлюлозой, лигнином или
древесиной при нагревании до 130—150° в присутствии
концентрированной серной кислоты. Для получения таких смол нужно
применять освинцованную, чугунную, эмалированную или
изготовленную из кислотостойкой стали аппаратуру.
Помимо новолачных смол, получаемых конденсацией
фенола с альдегидами, в промышленности могут быть
использованы крезолы, ксиленолы, иногда с добавкой некоторого
количества фенола, а также различные смеси фенола и крезолов,
получаемые при разгонке торфяной и буроугольной смолы.
В указанных выше фенолах может содержаться значительное
количество сернистых соединений, действующих на металл.
В заводской практике получение смол обычно
осуществляется в одном аппарате, без разделения процессов
конденсации и сушки, но указанные процессы могут проводиться
в двух самостоятельных аппаратах.
В зависимости от многих конкретных производственных
обстоятельств в заводской обстановке целесообразнее может1
оказаться аппаратура первого или второго типа при
соответствующем оформлении технологического процесса.
В заграничной практике сушка смолы осуществляется при
сравнительно большом зеркале испарения как под вакуумом,
так и без вакуума. За последнее время ^-предложены методы
сушки и получения новолачных и резольных смол в тонких
слоях при высоких температурах на непрерывно движущихся
металлических лентах. Неоднократно выдвигалось
предложение применять распыление для сушки феноло-альдегидных и
некоторых других смол. Исчерпывающих сравнительных
данных о преимуществах разных методов технологического
процесса и аппаратурного оформления в отношении стоимости,
производительности и качества смол пока еще нет.
Для изготовления аппаратуры, учитывая назначение смол,
можно применять сталь, луженую медь, эмалированный чугун
и никель.
Наиболее распространен в производствах фёноло-альде-
гидных смол вакуум-аппарат (реактор, варочный котел)
емкостью 2—6 м3.
Вакуум-аппарат (рис. 4) представляет собой стальной
котел /, изолированный для уменьшения потерь тепла, со сферическим
днищем и выпуклой крышкой. В крышке имеется люк для загрузки,
в диище—патрубок для спуска смолы. Обогрев паром и охлаждение
водой производятся через рубашку. Аппарат снабжен мешалкой, дг-
лающей 40—50 об/мин. Вакуум-аппарат соединен с трубчатым холо-
75
дильником, работающим как • прямой и обратный; ои может быть
разделен на два самостоятельных (2 и 3). Холодильник соединен
с двумя сборниками 4 для- конденсата, а последние — с
вакуум-насосом. На трубопроводе, соединяющем вакуум-аппарат с
холодильником, ставитси ловушка для предотвращения переброса смолы. Для
наблюдения за работой аппарата имеются два смотровых стекла и
краны (на рисунке не показаны) для взятия проб смолы и надсмоль-
иой воды.
Основные размеры вакуум-аппарата: диаметр цилиндрической
части 1350 мм, радиус сферической части 1350 мм, высота крышки
810 мм, общая высота аппарата
1700 мм, поверхность обогрева
рубашки 6 м2, поверхность
охлаждения 300 м-, емкость
сборника для конденсата 1 м3,
толщина стенок аппарата 12 мм,
толщина стенок рубашки 10 мм,
толщина стенок крышки котла
5 мм, диаметр спускной трубы
120 мм.
Максимальное допускаемое
давление в котле 1 ати,
максимальное допускаекэе давление в
рубашке 3 ати. В аппарате при
нормальней работе разрежение
может достигать 700 мм рт. ст.
Аппарат обычно снабжается
следующими
контрольно-измерительными приборами:
термографом для измерения температуры
реакционной массы, термометром
в металлической гильзе,
установленной в крышке реактора,
_ , манометром для измерения
Рис. 4. Схема установки для произ- давления пара в рубашке реак-
водства феноло - альдегидных смол: тора) манометром для изме-
/—вакуум-аппарат; 2—обратный холодиль- рения давления ВОДЫ в рубашке
ник; 3—прямой холодильник; 4—сборник реактора.
конденсата. ддя 0беспечешм разреже-
s иия в реакторе применяется
поршиевый горизонтальный одноцилиндровый насос двойного действия,
имеющий следующие габаритные размеры: длину 1080 мм, ширину
927 мм, высоту 900 мм.
Насос имеет золотниковое распределение. Мощность двигателя
6—7 л. с. Мощность мотора 20 кв. Перед насосом имеются два рес-
сивера емкостью 0,15 м3.
Расплавленный фенол и формалин подаются в весовые
мерники центробежным насосом из сырьевых цистерн. Из
этих мерников фенол и формалин накачиваются или
засасываются при помощи вакуума в загрузочный бак дад
аппаратом, откуда самотеком поступают в аппарат. Не исключена
возможность предварительного приготовления смеси фенола
76
с формалином, но этот метод требует организации специаль-
ного аналитического контроля.
Получение новолачных смол с максимальным выходом и
с минимальным содержанием фенола сопряжено с рядом
специфичных трудностей. Для повышения выхода смолы нельзя
брать избыток одного из реагентов. При избытке формальдел
гида получаются резольные смолы; при недостатке
формальдегида и, следовательно, избытке фенола образуются ново-
лачные смолы с большим содержанием свободного фенола,
не обладающие требуемой температурой размягчения.
Проводя конденсацию при соотношениях фенола и
формальдегида, необходимых для получения
высокомолекулярных и высокоплавких новолачных смол, нужно правильно
учитывать влияние кислот, как в первой стадии, т. е. при
образовании из фенола и формальдегида смолы, так и во
второй стадии, когда смола после удаления воды отверждается
нагреванием до определенной температуры.
При быстром заводском методе конденсации, при котором
применяется нагревание до температуры кипения реакционной
смеси, смола, содержащая около 25—30% воды в
эмульгированном состоянии, отделяется от водной части, в состав
которой входит вся вода, содержавшаяся в формалине, а
также вода, выделившаяся при конденсации, за вычетом воды,
оставшейся в смоле. Помимо этого, в надсмольной воде
находится метиловый спирт, содержавшийся в формалине,
начальные кристаллические продукты и некоторое количество
свободного фенола и формальдегида, не вступивших в реакцию.
К'ислый катализатор распределяется между смолой и
надсмольной водой, а часть кислоты в отдельных случаях
вступает во взаимодействие с материалом аппаратуры.
Количественное распределение катализатора между смолой и
надсмольной водой обусловлено природой кислоты.
Нагревание смолы и надсмольной воды для завершения
реакции между свободным фенолом и формальдегидом,
находящимся в надсмольной воде, не достигает цели. ?
Если смола отделяется от надсмольной воды, то
превращение жидкой новолачной смолы в твердую достигается
нагреванием ее до 130—140° (и выше) после предварительной
осушки. При этом происходит'вторая стадия конденсации.
Процесс ускоряется присутствием свободной кислоты,
которая влияет на протекание реакции различно в зависимости
от ее химической природы. Если в водно-эмульсионной смоле
осталась в свободном состоянии серная кислота, то при
нагревании безводной смолы серная кислота вступает в реакцию
77
, со свободным фенолом, образуя сульфосоединения. Соляная
кислота при нагревании смолы, повидимому, полностью
испаряется, однако это обстоятельство точно пока не установлено.
Щавелевая кислота может разлагаться с образованием
муравьиной кислоты и двуокиси углерода.
* При выборе катализатора — кислоты — нужно учитывать
степень электролитической диссоциации кислоты. Это
особенно важно в первой стадии конденсации для обеспечения
необходимой величины рН среды при минимальном введении
в смолу электролитов. При отделении смолы от водного слоя
,*важно принимать во внимание распределение катализатора
между смолой и водной частью и влияние катализатора на
вторую стадию конденсации, а также при обезвоживании
смолы. Безусловно необходимо учитывать значение остатков
катализатора при последующей переработке смолы и
влияние его на окраску смолы. Наиболее светлые смолы можно
получить с щавелевой кислотой и рядом других органических
кислот.
Если в качестве катализаторов применяются кислоты с
различной степенью электролитической диссоциации, как,
например, серная, соляная, щавелевая или муравьиная, то при
одинаковых количественных соотношениях фенола и
формальдегида технологический процесс конденсации приходится
проводить по-разному. Нормы расхода кислоты для получения
термоплавких новолачных смол, установленные для соляной
кислоты, не будут пригодны для щавелевой кислоты. В
присутствии щавелевой кислоты можно пользоваться другими
соотношениями и получать более высокоплавкие смолы,
содержащие меньшее количество свободного фенола.
Степень электролитической диссоциации (в %) и ее
константы для кислот, применяемых в качестве катализаторов,
следующие:
Муравьиная кислота
для ОД N
Щавелевая кислота
для 0,1 JV
Соляная кислота для 0,1 N
Серная „ -} 0,1 iV
К =2,1.10-*
а -100 = 4,4
Кг =3.8 -Ю-2
Кг = 1,1 • Ю-*
а • 100 = 50%-
о • 1С0 = Р2%
а ■ 100=58%
Получение новолачных смол можно осуществить по
следующим вариантам:
1) конденсация с введением всего количества
формальдегида может проводиться при температуре кипения смеси,-
причем смолы отделяются от водной части;
78
2) конденсация проводится ниже температуры кипения
смеси, причем образующаяся смола не отделяется от водной
части;
3) конденсация может проводиться с постепенным доба*
влением альдегида.
В нашей заводской практике принят первый метод работы.
Для получения новолачных смол с минимальным содержанием
фенола его необходимо удалять нагреванием смолы под
глубоким вакуумом или же отгонкой с водяным паром под
вакуумом. Промывка смолы водой не дает вполне положительных
результатов. :..,
При обезвоживании смолы можно наблюдать следующие
характерные состояния новолачной смолы. Вначале горячая
смола, нанесенная на стекло, дает мутную каплю; смола
хорошо впитывается бумагой. При достижении температуры
102—105° проба смолы на холодном стекле ~ прозрачна,
консистенция ее полужидкая, в холодном состоянии она не
пропитывает бумаги. При дальнейшем нагревании до 105—107°
взятая горячая смола тянется в длинные хрупкие нити. При
температуре 130—140° образуется твердая хрупкая смола,
которая без потери плавкости и растворимости выдерживает
нагревание до 180—200°. При нагревании до 270—280°
отделяется вода и новолачные смолы теряют плавкость и
растворимость. При этом следует учитывать, сплавляется ли новолак
чистый или содержащий некоторое количество кислот или
солей.
Твердые новолачные смолы, получаемые при соотношении
7 молей формальдегида на 6 молей фенола, растворяются в
ацетоне и других кетонах, в низкокипящих одноатомных
спиртах, сплавляются с многоатомными спиртами, растворяются
в эфире, в смесях спиртов с ароматическими углеводородами,
но не растворяются в неполярных растворителях.
Термоплавкие смолы типа новолаков можно получать
конденсацией фенола с формальдегидом без добавления в
реакционную смесь кислот, в особенности, если конденсация
происходит при длительном нагревании' или при повышенном
давлении. Этот метод нельзя считать безкатализаторной
конденсацией, так как технический формалин имеет рН = 2,5—3,5.
Тип новолачной смолы определяется ее техническим
назначением, и поэтому, помимо обычных физико-химических
испытаний смолы, свойства ее проверяются рядом
специальных контрольных испытаний, связанных с ее дальнейшим
применением. К таким контрольным испытаниям относятся:
определение скорости отверждения смолы при нагревании
79
ее с гексаметияентетрамином, вязкости в растворах, текучести
смолы и т. д.
Иногда несмотря на соблюдение установленных
технологических условий получаются смолы, не отвечающие
техническим требованиям. В отдельных случаях причиной этого
можно считать отклонения в составе смолы, т. е. колебания
в содержании высокомолекулярных и низкомолекулярных
соединений. Две термоплавкие смолы могут иметь очень
близкие средние значения ряда констант и показателей при
различном фракционном составе.
Для прессовочных композиций, получаемых по сухому
вальцовому методу, нужна твердая новолачная смола.
При получении смолы в; заводских условиях для
определения количественных соотношений фенола и формальдегида
можно исходить из следующей реакции:
7С6Н6ОН + бСгШ —► смола + 6Н20.
В весовых соотношениях* обычно берется:
Фенол 100 вес. ч.
Формальдегид 2§,5 —27,5 „ „
Соляная кислота уд- веса 1,19 0,25— 0,35 . „
Фенол применяется синтетический или кристаллический,
полученный перегонкой каменноугольной смолы.
Формальдегид применяется в виде технического формалина.
Производственный процесс осуществляется в реакторе
емкостью 2—6 м3 при загрузке его на 0,60—0,70 емкости.
В смесь фенола с формалином, находящуюся в реакторе, приливают
через люк соляную кислоту в виде 10%-ного водного раствора в таком
количестве, чтобы рН раствора реакционной смеси был в пределах
1,8—2f2. Для этого требуется 0Д5—0,20% (от веса фенола) соляной
кислоты уд. веса 1,19.
После установления требуемой кислотности в рубашку через
редукционный вентиль пускают пар с давлением не выше 1 ати. При
достижении температуры реакционной смеси 70—75° (на что требуется
35—40 мин.) пар выключают, но температура продолжает повышаться за
счет тепла реакции. При достижении 90° мешалка останавливается,
после чего реактор через рубашку охлаждается водой. Когда
термометр в жидкости показывает 93° (в парах 91°), реакционная смесь за-
кипезт.
Через 15—20 мин. после нат:ала кипения снова включают мешалку
и приливают вторую порцию соляной кислоты. Через 15 мин.
охлаждение прекращается и реакционная смесь подогревается в течение 2 мин.
1 Методика получения иоволачных смол из смеси фенола с крезо-
ламн или только из изомеров крезолов существенно не отличается от
описываемой,
£0
В это время отбирают пробу для определения удельного веса. Реактор
снова охлаждают водой, а мешалку выключают. Уд. вес смолы
должен быть в этой стадионе ниже 1,2. Смолу отделяют от водяной части
и '.переводят в аппарат'для упарки, если сушка не производится в том
же реакторе; надсмольная вода при этом не отделяется. Сушку смолы
ведут при давлении пара в рубашке 4,5—6 ати и при вакууме в
аппарате 450—700 мм.
С момента достижения смолой температуры 110—115° отбирают
пробы для контрольного анализа. По достижении соответствующей
температуры каплепадения смолу сличают или вводят в случае надобности
добавки, например, олеиновую или стеариновую кислоту. Общая
продолжительность сушки смолы до достижения необходимой температуры
W
*м\ш
§40
Г/
■
;
I1. {
-
i L.
оЪ-:сацийк
ZV\
1
1
/
1
!
гл
;\
1
/ЧУ
У
,.—
г
/
Г
ушна —
i
i 2 3 U в S 7 Ъ 3 W U 12 13 /*
&PSM.4 £ часах
Рис. 5. Температурный режим получения новолачной
смолы.
каплепадения (95—105°) около 3 час, а до требуемой конечной
температуры каплепадения 106—Г10° 4 часа. Окончательный анализ смолы
производят после слива. Красители для окраски смолы вводят в начале
сушки, а олеиновую или стеариновую кислоту (смазку) — в
обезвоженную смолу. .. i
Температурный режим получения новолачной смолы
приведен на рис. 5.
Готовая смола из реактора через нижний штуцер спускается в
охлаждаемые луженые противни или на холодную металлическую ленту
конвейера. Не исключается возможность охлаждения смолы
распылением с превращением" ее одновременно в порошок. При этом нужно
иметь в виду, что новолачные смолы гигроскопичны и под влиянием
кислорода воздуха или солнечных лучей легко окисляются и краснеют.
При мелком измельчении и поглощении влаги смолы могут комковаться,
а кроме того, из них будет испаряться свободный фенол. Поэтому
измельченная скола должна быть сухой и храниться в герметически
закрытой водонепроницаемой таре. Крупные куски смолы 0,5—1 кг,
извлекаемые из противней, можно хранить и транспортировать в мешках.
Необходимо также предохранять смолы от загрязнения пылью и
механическими примесями. При хранении следует учитывать, что смолы,
в особенности крезольные, обладают холодной текучестью.
6 Зак. 1532. gj
Для смолы с красителем и олеиновой кислотой
рекомендуются следующие технические условия:
1) Темп, каплепадения по Уббелсде 95—105°
2) Содержание свободного фенола, не более . . . 8°/0
3) Стабильность смилы при иагреваиьи до ... 180—200°
Растекаемость смолы определяют пробой на наклонной
металлической плитке или по методу Мак-Лейна.
Смолы, выпускаемые для лакокрасочной промышленности,
должны содержать свободного фенола не больше 3,5—4,0%
и .иметь более высокую температуру плавления и светлую
окраску.
В готовой смоле определяются: температура каплепадения
по Уббелоде, скорость полимеризации на плитке при 140°,
растекаемость на наклонной металлической плитке при 150°,
вязкость раствора смолы по Оствальду, содержание
свободного фенола по Коппешаару.
Расход фенола, формальдегида и прочих реагентов на
Г т смолы, выражается в следующих цифрах:
Реагенты Сиола черного Смола
цвета цветная
Фенол . • . . 890,0 кг 913,0 кг
Формальдегид 245,0 „ 251,0 „■
Сол.шая кислота (уд. веса 1,19) . . 3,5 „ 3.5 „
Водно-эмульсионные ' новолачные смолы могут быть
использованы для получения прессовочных композиций и
слоистых материалов. В первом случае жидкая новолачная
смола смешивается & наполнителем и водным раствором гекса-
метилентетрамина; во втором случае жидкая новолачная
смола в присутствии основного катализатора, как, например,
гидрата окиси бария, едкого натра или смеси раствора едкого
натра с аммиаком, конденсируется при температуре не выше
70—75° с дополнительным количеством формальдегида. Для
получения прессовочных композиций молярное соотношение
фенола и формальдегида должно быть равным 7 :6. После
прохождения экзотермической реакции смола должна быть
жидкой с содержанием воды в 25—30%^ и свободного
фенола не более 10—12%.
Для производства резольных смол, в зависимости от
назначения их, применяют в качестве исходных материалов:
кристаллический фенол, крезол, смесь фенола с крезолом
или ксилейолом, а в качестве второго компонента —
формальдегид в виде водного раствора или твердого полимера или
гексаметилентетрамин. Возможна также комплексная конден-
82 --
сация фенола с уксусным или масляным альдегидами,
фурфуролом и формальдегидом.
В качестве катализаторов при изготовлении резолов могут
применяться: аммиак, едкие и углекислые щелочи,
органические основания (анилин, пиридин, пиперидин, диметиламин и
некоторые другие ароматические амины), фенилгидразин,
гексаметилентетрамин, фурфурамид, окиси магния, бария или
кальция, феноляты щелочных и щелочноземельных металлов.
Применяемые основные катализаторы различно ■влияют «а
скорость реакции и на физические свойства резолов:. От
применяемого катализатора зависит также окраска резола. Аммиак,
пиридин, пиперидин, диметиламин дают при конденсации три-
крезола продукты желтого цвета; едкое кали, едкий натр,
сода, поташ — красноватого цвета; едкий барит — устойчивого
светложелтого цвета и т. д.
При одних и тех же количественных соотношениях,
температурных условиях и давлениях скорость
смолообразования при реакции конденсации обусловливается активностью
основания, т. е. степенью его электролитической диссоциации.
Поэтому наиболее часто применяемые основания можно
расположить по сравнительной активности в следующий ряд:
Наименование щелочей
Степень
1Лектролити
ческой
диссоциации
Едкое кали 0,1 Ж раствор
Едкий натр 0,1 N ,
. барит 0,1 IV
Едкая известь 0,156 N раствор ьри 25° ... .
Гидрат окиси стронция 0,156 1\граавор при 2оэ
89
84
80
90
93
При конденсации нужно иметь в виду, что технический
формалин содержит 0,1—0,2% муравьиной кислоты
(активная кислотность 3—3,5 рН). Поэтому при добавлении
оснований происходит частичная их нейтрализация и образование
диссоциирующих солей. Под влиянием сильных оснований
формальдегид при нагревании реагирует по реакции Канни-
царо, образуя соль муравьиной кислоты и метиловый спирт,
на что/ также расходуется основание.
Коллоидные частицы смолы под влиянием поверхностных
сил агрегируются и выпадают в виде видимых частиц смолы
(геля).
6* 83
Катализаторы, применяемые при конденсации, могут
ускорять процесс коагуляции, но могут действовать и обратно,
т. е. пептизировать чсстицы смолы. К первого рода
катализаторам относятся минеральные кислоты, ко второго рода —
едкие щелочи, которые образуют феноляты, понижающие
поверхностное натяжение частиц смолы в присутствии
воды.
Первая стадия конденсации проходит энергично, так как
свободный фенол является водосвязывающим веществом, а
реакционная среда является гомогенной. Но как только,
реакция конденсации достигнет определенной степени и в
реакционной массе начнет выделяться смола, образуется
гетерогенная система. Концентрация раствора формальдегида
понижается, так как значительная часть его израсходована в
процессе конденсации и, кроме того, вся масса разбавлена
водой, выделяющейся при реакции. Свободный фенол, не
вступивший в реакцию, в большей своей части находится
в смоле и в меньшем количестве в воде. Вследствие низкой
концентрации формальдегида и неоднородности среды
реакция не проходит до конца. Поэтому, если подсчитать баланс
реакции конденсации, то окажется, что в реакционной массе
имеется сравнительно большое количество свободного
фенола, а также и некоторое количество свободного
формальдегида.
Технические резольные смолы всегда содержат
значительное количество свободного фенола. Для получения смол,
не содержащих фенола, возможны два пути: 1) конденсация
фенола со значительным избытком формальдегида при
одновременном удалении воды в гомогенной среде, т. е. без
разделения реакционной массы на два слоя — смолу и воду, и
2) многофазная конденсация, при которой формальдегид
в виде формалина или параформа прибавляется в несколько
приемов при условии сохранения гомогенности среды и
определенного рН.
Для полного завершения реакции конденсации необходимо
обеспечить менее резкий ее экзотермический эффект
(вскипание), который обусловливает возникновение двух фаз —
смолы и воды. Поэтому процесс конденсации стремятся
проводить при сравнительно низкой температуре -и в присутствии
веществ, пептизирующих смолу в водной фазе. Такими
веществами являются сильные основания и фёнолостшрты,
образованию -которых также способствует щелочная среда.
Резольные смолы в зависимости от их технического
назначения могут выпускаться в виде твердых, жидких, безвод-
84
ных или водно-эмульсионных смол, а также в виде
спиртовых и водных растворов.
В зависимости от целевого назначения применяются
различные молярные соотношения фенола и формальдегида
с использованием соответствующих катализаторов и
специальных технологических процессов. i
Можно считать, что для получения слоистых материалов
на основе ткани или бумаги применяются фенольные или кре-
зольные резольные смолы, получаемые конденсацией 6 молей
фенола с 7 молями формальдегида с использованием в
качестве катализатора аммиака.
Резольные смолы, превращающиеся в дальнейшем при
введении кислых катализаторов в резиты, если они
используются для переработки в литые фенопласты или для
склеивания древесины, обычно получаются при молярном
соотношении фенола и формальдегида, соответствующем 1 : 3,5—2.
Катализаторами при этом являются: едкий натр, едкое кали,
гидрах окиси бария и т. д., но не аммиак.
В настоящее время большое внимание уделяется
растворимости в воде резольных смол. Такие продукты легче всего
получить конденсацией с резорцином. Из одноатомных
фенолов воднорастворимые. смолы получаются при конденсации
1 моля фенола с 1,5—2 молями формальдегида в присутствии
значительного количества основания или же при низкой
температуре, так как при этом образуется много феноло-
спиртов. Возможно также получение такого типа смол кон-
• денсацией новолачных смол с формальдегидом в присутствии
оснований. •
Диже приводится примерное описание получения в
заводских условиях резольной смолы и спиртового лака для
слоистых материалов различного назначения. Конденсация
осуществляется в реакторе типа, применяемого для получения
новолачных смол, емкостью 2 м3 при загрузке на 60—70%
объема.
Количественные соотношения соответствуют реакционной
схеме!
6C6HuOH + 7CH20—осмола + 7Н.О.
Реагенты берутся в следующих количествах:
Фенол • 100 ваг. ч.
Формальдегид 37 , „
Ьодный (25°/о-ный) раствор аммиака . 5 , .
К смеси фенола и формалина, находящейся в реакторе, через
загрузочный люк приливают водный раствор аммиака. Одновременно
включается в работу мешалка и обогрев паром через рубашку, который про-
85
должается до достижения в реакционной смеси температуры 70—75°.
Затем пуск пара прекращается, температура смеси повышается за счет
тепла экзотермической реакции, а при достижении 90° в рубашку
реактора пускается холодная вода и мешалка останавливается.
Экзотермическая реакция сопровождается кипением массы, продолжающимся около
30 мин.
Смола, охлажденная до 80°, после спуска надсмольной воды
сифоном или же вместе с надсмольной водой, снова нагревается паром, по-
ступающим-в рубашку аппарата с давлением 2—2,5 ати и при вакууме
в реакторе не ниже 500 мм рт. ст. Подогрев заканчивается тогда, когда
температура смолы достигает 100—105°. Смолу извлекают из аппарата
или же из нее приготовляется спиртовый лак или спирто-бензольный
раствор. Для приготовления раствора смолы прекращают нагревание
аппарата и выключают вакуум, раствор соединяют с обратным
холодильником низ мерника в аппарат приливают растворитель.;5После
тщательного перемешивания раствор смолы, охлажденный до ;60—70°,
сливается в сборники.
Готовая смола для слоистых материалов должна
соответствовать следующим техническим условиям:
Темп, размягчения смелы 65—70°
Скорость отверждения в пробирке при
нагревании до 180° . 2'30"—3'
Содержание свободного фенола 10—12%
, летучих, определяема нагреванием
до 160° 8—10%
Содержание влаги, не более ■ 2°/0
Растворимость в спирте полная
Спиртовый 60%-ный раствор смолы должен иметь
вязкость 400—600 сантипуаз.
Резольные смолы для слоистых электроизоляционных
материалов, получаемых путем пропитки бумаги и
прессованием, готовятся по следующей рецептуре (заграничные
данные):
Крезол 100 вес. ч.
Формалин (40°/0-иый) 82,5—85 „ ,
Вода 17,5-20 , „
Аммиак (25°/0-ный) , 16 „ „
К смоле во время сушки добавляется 0,2—70,5% монтан-
воска или 2—3% стеариновой кислоты.
Температура каплепадения такой смолы 55—65°;
продолжительность отверждения на плитке при 160° 4—7 мин.'
Смола полностью растворяется в спирте.
Смола для намоточной бумажной изоляции может быть
получена по следующей рецептуре:
Крезол 100 вес. ч.
Формалин (400/о-ный) 100 „ ,
Анилин 16 , ,
Аммиак (25%-ный) 10 „ .
86
К смоле при сушке добавляется мойтан-воск или
стеариновая кислота. Температура каплепадения такой смолы 75—
85°; скорость отверждения на плитке при 160°' до стадии В
2—б мин. и до стадии С 10—20 мин.
Аналогичного назначения смола получается при
изготовлении по следующей рецептуре:
Фенол . . . ~.~Т.
Формалин (40°/0-ный)
Анилин
Аммнак (25°/0-ный).
К смоле при сушке добавляют 0,5—1% монтан-воска или
йт-3% стеариновой кислоты; в качестве пластификатора
применяют дибутилфталат в количестве 3—4% от веса смолы.
Температура каплепадения этой смолы 65—75°;
продолжительность отверждения на плитке при 160° 4—10 мин.
Смола для текстолитовых шестерен получается по
следующей рецептуре:
Крезол 10D вес, ч.
- Формалин (40°/0-ный) .' . 90 , . '
Аммиак (25%-ный) 8—10 . ,
Стеариновая кислота 3—3,5% (от смолы)
Температура каплепадения этой смолы 55—65°.
Крезольные смолы дают возможность получить слоистые
материалы с более высокими электроизоляционными
свойствами. Применение анилина в комплексной конденсации с
фенолом или крезолом повышает электроизоляционные свойства,
а также делает смолы при нагревании более текучими и
пластичными.
Резольные водно-эмульсионные смолы применяют для
получения прессовочных композиций с порошкообразными
органическими или минеральными наполнителями или же для
получения слоистых прессовочных материалов на основе
ткани, бумаги, древесного шпона, а также для различных
пропиток и поверхностных покрытий.
В зависимости от назначения изменяются молярные
соотношения фенола или крезола и формальдегида, а также
катализаторы и условия конденсации. Для получения резоль-
ных смол, которые могли бы обеспечить высокие
электроизоляционные свойства, применяют крезольную
водно-эмульсионную смолу, получаемую с катализатором — гидратом окиси
бария Ва(ОН)г • 8Н2О, который хорошо растворяется в
горячей воде, или гидратом окиси кальция Са(ОН)г • НгО, который
растворяется лучше в холодной воде.
87
100 вес. ч.
140-150 . .
48 . .
8-10 . .
В 100 ч. воды, в зависимости от температуры,
растворяются следующие количества гидрата окиси бария с
пересчетом на ВаО:
30' 5,0 вес. ч. ВаО
50° 11.75 , , ВаО
70° 31,9 „ . ВаО
Для получения прессовочных композиций с древесной
мукой или минеральным наполнителем конденсация крезола
с формальдегидом проводится при соотношении б молей
фенола на 7 молей формальдегида в присутствии 1— 2%
Ва(ОН)2 • 8НгО. Для получения смолы, содержащей меньшее
количество свободного крезола и обладающей низкой
вязкостью, нужно применять двухфазную конденсацию, т. е.
сначала крезол конденсировать в соотношении 2 моля фенола
на 1 моль формальдегида при температуре не выше 70—80°,
а затем вводить остальное количество формальдегида и
заканчивать реакцию при температуре не выше 50°,
Водно-эмульсионные смолы, содержащие минимальное
количество фенола, применяются в производстве так
называемых Голодных смоляных клеев. Для получения таких смол
на 1 моль фенола нужно брать 1,5—2 моля формальдегида
и конденсацию проводить в присутствии гидратов окисей
металлов.
В резольные смолы, приготовленные с основным
катализатором, для получения клея, отверждающегося на холоду,
добавляют спиртовый раствор соляной или серной кислоты,
паратолуолсульфохлорид и позерхносгно активные сульфо-
кислоты.
В заводской практике получение водно-эмульсионных смол
происходит по следующей рецептуре:
Исходные материалы
Феиол
Крезол
Фсрмалин (37%-нчй)
Аммиак (2о°/0-ный) .
Гидрат окиси бария
Фекочько-
аммиачн.я смола
Крезол э-батаго-
ы&и смола
100 вес. ч.
100 вес. ч.
25 . .
100 вес. ч.
100 . „
2 вес. ч.
Смесь фенола, формалина и основания, загруженная
в реактор, нагрезается сначала до 45—55°, затем пуск пара
в рубашку реактора прекращается, но температура
реакционной смеси повышается за счет тепла" экзотермической реак-
88
ции до 75—80°. Охлаждением реактора водой температура
поддерживается в указанных пределах.
Как только произойдет отдвйенйе смолы от водного слоя,
отбирают пробы для определения вязкости смолы. При
достижении вязкости в 180—200 сантипуаз в рубашку реактора
пускается холодная вода. По охлаждении смолы до 30—35°
она спускается в сборнлки.
Содержание свободного фенола в этой смоге довольно
значительное, оно колеблется в пределах 15—20%.
При хранении таких смол в теплом помещении вязкость
их быстро увеличивается, поэтому хранить их нужно в
сборниках с рубашкой или змеезиками для охлаждения или
добавлять к ним 10—15% спирта.
Баритовая крезольная смола совместно с феноло-аммиач-
ной в соотношении 1 : 1 используется для получения
прессовочных порошков, из которых вырабатывают изделия с
высокими электроизоляционными свойствами.
Водно-эмульсионная смола (получаемая с едким натром
в качестве катализатора) находит применение в производстве
древесных пластиков и для получения быстро отверждающе-
гося клея после добавления к готовой смоле кислот.
Для получения смолы на 1 моль фенола берется 2 моля
формальдегида; едкого натра добавляется 2% от веса фенола.
Эта смола получается по следующей рецептуре:
Фенол КО вес. ч.
Формалин 150 „
Едкий натр (в виде 40%-ного водного раствора) 5 „ ,.
Ацетон 18 „
Конденсация проводится обычным способом.
Частичная сушка смолы производится при температуре не
выше 70° и вакууме 550—600 мм рт. ст. По достижении
вязкости 400 сантипуаз (при 20°) смола охлаждается впуском
воды в рубашку реактора до 20°. Реактор соединяется
с обратным холодильником, после чего в смолу при
перемешивании приливается ацетон.
Технические условия на эту смолу установлены
следующие:
1. Смола при хранении не должна выделать воды
2. Содержание влаги, не более 30°/0
3. Содержание свободного формальдегида, не Солее 4%
4. Содержание свободного фенола, не более . . . . Е%
5. Содержание ацетона '. 7—10и/0
Совершенно прозрачные растворимые в воде резольные
смолы можно получить конденсацией фенола с избытком
89
формальдегида в присутствии растворимых в воде оснований
на холоду или при умеренном нагревании, при этом смола
содержит большое количество фенолоспиртов. Другой способ
основан на конденсации фенола с формальдегидом в
присутствии значительного количества едкого натра или едкого
кали. При третьем способе применяется введение в готовую
резольнуго смолу едких щелочей, как, например, едкого натра
или едкого кали. Растворимость смол в воде еще легче
достигается, если в смоляном комплексе имеются кислоты,
дающие с едкой щелочью растворимые в воде мыла. К таким
кислотам относятся смоляные кислоты, смолообразные окси-
кислоты и т. д.
Методика получения водно-эмульсионных и
водно-растворимых смол еще несовершенна. Смолы этого типа, имея ряд
преимуществ перед спиртовыми лаками; не обладают
достаточной стабильностью. Растворимые в воде смолы обычно
содержат-значительное количество электролитов (оснований),
а при дальнейшем использовании их нужно учитывать, что
они содержат также значительное количество
низкомолекулярных соединений. Поэтому при сушке наполнителей,
пропитанных ими, процесс этот заметно отличается от сушки
спиртовых или водно-эмульсионных смол.
Как уже указывалось раньше, новолачные и резольные
смолы могут получаться при различных соотношениях фенола
и формальдегида при соответствующих количествах
катализатора, рН среды и прочих условиях процесса конденсации.
Для правильного понимания процесса и контроля
производства лучше всего составлять баланс реакций конденсации
как в. первой стадии процесса образования водной смолы,
так и во второй стадии, когда при натревании под
обыкновенным или уменьшенным давлением из смолы удаляется
около 25—30% воды и, помимо этого, смола из вязкого жид-'
кого состояния превращается в твердый хрупкий продукт.
Температура размягчения в зависимости от типа новолачной
или резольной смолы может колебаться в широких пределах.
Для составления баланса требуется ряд аналитических
характеристик смолы; необходимо собирать все образующиеся
при конденсации воды и определять в них содержание
свободного фенола и формальдегида.
Если же требуется установить выход твердой
новолачной или резольной смолы или литого резита, то определений
потребуется больше, в особенности, если после удаления
эмульсионной воды выявить, какие количества воды и
формальдегида отщепляются при нагревании безводных смол.
90
В этом случае в специальном приборе придется определять
выделение воды и формальдегида, сумма которых иногда
объединяется под названием летучих продуктов или
конденсационных потерь.
Ниже приводятся три примера определения баланса
получения двух новолачных и одной резольной смолы.
Баланс реакции получения новолачных смол сделан для
первой стадии конденсации, т. е. определены количества
образовавшихся смол по сумме вступивших в реакцию фенола
и формальдегида, баланс же образования резольной смолы
сделан для конечного продукта — резита.
Пример 1. Принимаем, что конденсация фенола с
формальдегидом проводилась в молярных соотношениях
соответственно схеме:
2СсН6ОН + СН20 —> смола + Н,0.
Условно принимаем также, что новолачная техническая
смола представляет собой сплав новолака и свободного
фенола.
Баланс получения новолачной смолы представится в
следующем виде:
Взято для конденсации
(в вес. ч.)
Формалина (36%-ного) . .
(или СН20 32 вес. ч.)
Соляной кислоты
200,0
.89,0
1,0
Получено продуктов конденсации
(в вес. ч.)
В сколе содержится:
свободного C6HsOH . 20,40%
свободного СН20 . . 1,28%
надсмольной воды . . 18,35%
В воде содержится:
свобрдного С8Н6ОН . 4,8%
свободного СН20 . . 1,18%
Потери в виде летучих . 2,G5%
Всего 290,0
Вступило в реакцию: (в вес. ч.):
Фенола 144^2
Формальдегида 28,54
Всего
290,0
Свободные компоненты (в вес. ч.):
Фенол
в водной смоле CGH5OH 54,90
в надсмольной воде СН20 ..0,88
Формальдегид
в водной смоле С6Н5ОН . . 3,44
в надсмольной воде СН20 . 0,02
91
Фенол вступил в конденсацию с формальдегидом в
примерном соотношении 1,5 моля фенола на 0,9 молей
формальдегида, или приблизительно 3 моля фенола на 2 моля
формальдегида:
ЗС6Н5ОН + 2СН20 —> смола + 2Н20.
Пример 2. Принимаем, что конденсация фенола о
формальдегидом з соотношениях 7 молей фенола и 6 молей
формальдегида проводилась в присутствии 0,3 вес. ч. НС1 (уд.
веса 1,19).
Реакцию конденсации можно представить схемой:
7С6Н50Н + 6СН20—осмола + 6Н20.
Баланс получения новолачной смолы представится в
следующем виде:
Взято для конденсации
(в вес. ч.)
Формалина (36%-ного) . . . 143,0
(или СН20 54,34 вес. ч.)
Соляной кислоты
Вступило в реакцию (в вес. ч.):
Получено продуктов конденсации
(а вес. ч.)
Водной смолы 264,5
В смоле содержится:
свободного С6Н,ОН . . 9,10°/0
СН20 . . . 2,46'Vo
Надсмольной воды ....,, 75.5
В воде содержится: *
свободного С6Н6ОН , . 5,80
СН20 .... 3,28
Свободные компоненты (в вес. ч.):
Фенол
в водной смоле С0Н5ОН . . 24,07
в надсмольной воде СН20 . 4,37
Формальдегид
в водной смоле С6Н5ОН . . 6,51
в надсмольной воде СН20 .2,47
На основании приведенного выше подсчета можно
считать, что для образования новолачной смолы в первой ста-
92
дии конденсации (до сушки) фенол и формальдегид вступили
в реакцию в соотношении 6 :5.
Прошедшую реакцию можно, следовательно, представить
следующей схемой:
6С6Н5ОН + 5СН20—осмола + 5Н20.
Пример 3. Принимаем, что для получения резольной
смолы и резита фенол и формальдегид брались в
соотношении 7 : 6, а конденсация проводилась в присутствии аммиака.
Реакцию конденсации можно представить схемой:
7С6Н5ОН + 6СН20 —► резольная смела + 7Н20.
Условно принимаем, как и раньше, что техническая смола
представляет резол, сплавленный со свободным фенолом.
Баланс получения резольной смолы представится в
следующем* виде:
*
Взято для конденсации
(а вес. ч.)
Формалина (36°/0-ного) 207,0
Водного 25°/0-ного раствора
Всего . . . 415,0
Получено продуктов конденсация
(в вес. ч.)
Безводного резита из
ЕОДНОЙ СМОЛЫ ....
Резита из надсмольной
Воды, отделившейся во
время конденсации
в виде водного слоя .
Воды и других летучих
продуктов,
выделившихся при упаривании
резольной смолы . .
Потери при
отвердевании резольной смолы
211,84
15,64
105,56
59,70
22,26
ш
. 415,0
Применение в производстве феноло-альдегидных смол
твердых -полимеров (полиоксиметиленов) представляет
практический интерес вследствие удобства их транспортирования,
производительности аппаратуры, экономии метилового спирта
(который при использовании водного формалина теряется),
получения меньшего количества надсмольных и
конденсационных вод. Кроме того, для получения светлоокрашенных
литых фенопластов целесообразно применять твердые поли-
93
меры, в особенности ^-оксйполиметилен, предложенный Пол-
лаком. ,В ряде патентов применение параформа сочетается
с промыванием феноло-альдегидных смол водой, слабым
раствором спирта или органических кислот и органическими
растворителями, в которых растворяется свободный фенол и не
растворяется смола. Практическая цель всех этих промывок —
удаление свободного фенола и -начальных кристаллических
продуктов конденсации.
Петровым, Голышевой и Лукавенко* была проведена
работа по применению полимеров формальдегида в
производстве литых фенопластов и прессовочных композиций на
основе новолачных смол. При этом было установлено, что
непрозрачные литые фенопласты можно получать без
упаривания водно-эмульсионной смолы. По такому способу была
получена смола типа литого карболита и неолейкорита. Для
получения прессовочных композиций получались твердые
новолачные смолы при соотношении 7 молей фенола на
6 молей формальдегида. Твердая новолачная сиЛла
смешивалась на шаровой мельнице со смесью параформа и
наполнителя и . с ускорителями отверждения, т. е. солями,
полученными из новолачной смолы и гидроокисей тяжелых или
щелочноземельных металлов.
Полученная таким путем смесь подвергалась вальцеванию
при 70—100°. После вальцевания уплотненная масса
измельчалась, таблетировалась и прессовалась.
Если смесь указанных компонентов не подвергалась
предварительному вальцеванию или нагреванию, то при
прессовании выделялся формальдегид; в случае прессовочной
композиции из предварительно прогретой или вальцованной массы
этого не замечалось.
Для отверждения смол как методом литья, так и
прессования требуется добавление кислых или основных
катализаторов, так как без дополнительного введения катализаторов
резольные смолы, полученные с параформом, отвёрждаются
чрезвычайно медленно.
Отверждение смол с р-полиоксиметиленом без
дополнительного введения катализаторов объясняется, повидимому,
тем, что в составе р-полиоксиметилена находится сульфо-
1 Подробности опытов описаны в статьях Г. С. Петров и Е. Я- Го-
лышева, О конденсации фенола с параформом, ПОХ, т. VI, 3 (1939);
Г. С. Петров и Т. М. Лукавенко. Получение иоволаков и резолов
конденсацией фенола с твердым полимером формальдегида, ПОХ, 3, 702
(1937),
94
группа, на что указывал Штаудингер и против чего не
Возражал Поллак.
Если применять чистый параформ, то в присутствии ряда
оснований, как, например, аммиака, гидрата окиси бария, и
даже в присутствии едких щелочей можно получить
светлоокрашенные светостойкие продукты.
Текущий контроль производства смол и фенопластов
должен осуществляться наиболее быстрыми экспресс-методами.
Производственная аппаратура должна быть снабжена
автоматическими приборами, регистрирующими изменения
температуры, вязкости, электропроводности смол. Для глубокого
химического контроля производственных процессов,
определения правильного выхода смол, установления потерь за счет
образования побочных продуктов, оценки новых видов сырья,
рационализации производственных процессов необходимо
применять точные научно обоснованные химические и
физические методы анализа.
Лабораторный контроль должен иметь в виду следующие .
задачи:
,1) анализ исходного сырья и наполнителей;
2) контроль процесса конденсации и получения смол;
3) контроль получения литых фенопластов;
4) контроль отдельных стадий получения прессовочных -
композиций и слоистых материалов;
5) контроль прессования и испытание готовых
прессованных изделий;
6) испытание смол и фенопластов как товарной
продукции для различных отраслей промышленности и потребления.
Контроль производства смолы осуществляется в соответ- -
ствии со стадиями производства. После загрузки в реактор
фенола и формалина количество кислого катализатора,
необходимое для проведения реакции, устанавливается на
основании определения рН смеси компонентов. Особенное
значение имеет определение рН при конденсации трикрезола.
ксиленолов или смесей их с фенолом. Содержание
органических оснований и примесей железа в различных партиях
технического крезола может колебаться, поэтому без определе-
К- ния рН нельзя установить действительно необходимое
количество кислоты для проведения конденсации.
Для точного "контроля процесса конденсации в первой
стадии рекомендуется составлять баланс реакции, для чего
необходимо определять:
1) количество водного слоя;
2) количество водной смолы;
96
3) содержание свободного фенола и формальдегида
вводном слсе и смоле;
4) распределение катализатора в смоляном и водном слое;
5) удельный вес, рефракцию, бромные числа.
Вторая стадия приготовления смолы, заключающаяся
в " обезвоживании и более глубокой конденсации, является
весьма ответственной операцией. Если в первой стадии
конденсации имеются широкие возможности исправить качество
получаемого продукта, пользуясь данными контроля реакции,
то при упарке конечный продукт часто не поддается
исправлению.
При упарке новолачных смол необходимо следить за
изменением удельного веса смолы, вязкостью, текучестью на
плитке, изменением бромных чисел, температурой размягчения,
содержанием свободного фекала и скоростью отверждения
на нагретой до 150^ плитке при различных добавках гекса-
метилентетрамина.
Упарка резольных смол, как известно, сопряжена с
опасностью образования в котле резитола, а недостаточная сушка
понижает качество смолы, так как увеличивается
содержание летучих веществ.
При упарке определяются температура размягчения, еяз-
кость, текучесть, быстрота отверждения, растворимость в
ацетоне, бромные числа и содержание свободного фенола в смоле.
Подсобными определениями могут быть контроль по
удельному весу и коэфициенту рефракции.
При правильном проведении процесса конденсации и
упарки смол перед прессованием можно ограничиться лишь
определением для прессовочного порошка удельного объема,
тонины помола, текучести, влажности и содержания
свободного фенола. Пробным прессованием определяются выдержки
различных изделий в прессформе при заданной температуре
и давлении. -
Прессованные изделия проходят через тщательные
испытания по ОСТ или техническим условиям на
соответствующие типы изделий. Помимо механических и электрических
испытаний необходимо для общей оценки качества
прессовочного -материала проводить длительные испытания на
водостойкость, термостойкость и холодостойкость.
При лаковом методе производства.прессованных изделий
необходимо следить зл содержанием адсорбированного спирта
в сухой композиции.
Для пропитки бумаги или ткани в технике применяются
лаки различного удельного веса и разной концентрации,
96 --,
поэтому в зависимости от назначения они должны
удовлетворять соответствующим техническим требованиям.
Главнейшие ^ требования к лаку включают следующие
определения:
1) вязкости;
■2) удельного веса лака;
3) концентрации смолы з лаке.
В пропитанной бумаге или ткани определяется
содержание смолы и летучих продуктов, образующихся при
нагревании, причем отбор пробы должен производиться из
различных мест полотна пропитанной ткани или бумаги для того,
чтобы судить о равномерности пропитки. Кроме того,
необходимо вести наблюдения за изменениями свойства
нанесенной на бумагу смолы при сушке, не допуская перехода
резольной смолы в резнтол. Содержание нерастворимого
продукта в смоле, нанесенной на ткань, не должно превышать
15—20%.
При прессовании изделий обычно выявляются все дефекты
смолы.
Слоистые пластики испытываются на химическую
стойкость, действие минеральных и органических кислот, действие
щелочей, действие растворителей и воды при различных
температурах.
Механическая прочность характеризуется следующими
показателями: временным сопротивлением растяжению, изгибу и
сжатию, твердостью, прочностью на удар и прочностью на
скалывание.
Диэлектрические- свойства характеризуются следующими
показателями: пробивным напряжением, диэлектрической по-
стоянной при разных частотах, объемным и поверхностным
сопротивлением и тангенсом угла диэлектрических потерь при
разных частотах. Кроме того, обязательно определяются
теплостойкость и жаростойкость.
В литьевой смоле особенное внимание нужно уделять
определению рН смолы, содержанию свободного фенола,
формальдегида и влаги.
Необходимо контролировать равномерность распределения
* катализатора в смоле, а также определять температуру, при
которой качинается экзотермическая реакция с выделением
газов и паров, образующих в смоле пузырьки (температура
газообразования).
Скорость отверждения контролируется по уменьшению
содержания низко молекулярных соединений, что
характеризуется кривыми бромных чисел и растворимости в ацетоне.
7 Зак. 1532. S7
Наряду с химическими методами контроля отверждения
смолы рекомендуется также применять физические методы:
определение удельного веса, коэфициента рефракции,
вязкости растворимой смолы. При сушке в аппарате содержание
воды определяют по электропроводности.
Готовые литые фенопласты проходят обычные физико-
механические, электрические и химические испытания с тем
отличием, что для окрашенных прозрачных изделий
необходимо проводить также испытание на светостойкость при
облучении кварцевой лампой. В фенопластах для галантерейной
промышленности необходимо определять содержание
формальдегида и фенола, выделяющихся при действии воды (при
разных температурах), а также при- действии острого пара на
измельченные и цельные куски фенопластов.
Методы испытаний готовых смол и изделий в
большинстве случаев описаны в ОСТ или технических условиях,
методы же контроля устанавливаются технологическим
режимом, принятым на заводе (технологическим паспортом).
Описание большинства приведенных методов контроля
можно найти в специальных руководствах *.
В заключение следует указать, что дальнейший прогресс
технологии получения феноло-формальдегидных смол
связывается, главным образом, с непрерывным процессом
производства и применением повышенного давления.
Значение повышенного давления при получении феноло-
альдегидных смол может быть обосновано многими
соображениями, например возможностью- применения в процессе
конденсации альдегидов в парообразном состоянии,
альдегида^, имеющих низкую температуру кипения (уксусного
альдегида), очень летучих альдегидов, мало растворимых в воде
(масляного альдегида), или альдегидов, при :конденсации
которых выгодно применять высокую температуру
(фурфурол).
Помимо этого, повышенное давление благоприятствует
ускорению реакции конденсации и созданию непрерывных
методов. .
Автоклавная конденсация может иметь значение при
конденсации фенолов с твердыми, легко сублимирующимися
полимерами формальдегида, при этом повышенное давление
1 К. А. Андрианов и Д. А. Кардашев, Практические работы
по искусственным смолам и пластмассам, Госхимиздат, изд. 2, 1945.
Я. Б. Аш.кннази, Исходные материалы в производстве
искусственных смол. Ред. хим. лит., 1938.
98
можно применять как для сплавления фенола с твердыми
полимерами, так и для конденсации.
Элсворт предложил два метода конденсации под
давлением: ■,._._
1) Конденсацию фенола с газообразным формальдегидом
(рис. 6) проводить в автоклаве (из луженой меди или никеля
или кислотоупорной
бронзы или стали)
при перемешивании
и нагревании , до
138—149°, без
добавления к
реакционной смеси
катализаторов при
давлении в пределах 3,5—
7,5 кг/см2. Подачу
формальдегида
осуществлять
'небольшими
порциями;температуру
поддерживать в определенных
пределах.
2) Конденсацию
фенола с водным
раствором
формальдегида проводить под
давлением без
добавки катализатора.
Давление создается
при экзотермической
реакции фенола с
формальдегидом при
нагреве до 138—
166°. При этом на 100 вес
35%-ного формальдегида.
Элсворт указывал, что новолаки, полученные по этому
методу, должны быть для удаления избыточного фенола
нагреты в том же автоклаве до 201°, после чего получаются
смолы, имеющие темп. пл. около 100°.
В производственных условиях получение новолачных смол
автоклавным методом без добавки кислот приводило к
хорошим смолам. Однако в кислотостойком бронзовом автокл'аве
при получении новолачных смол при соотношении 7 молей
фенола на б молей формальдегида иногда образовывались
7* 99
Рис. 6. Схема установки дчя конденсации
фенола с газообразным" формальдегидом:
/ — генератор для получения газообразного
формальдегида; 2—конденсатор для отделения метилового спирта;
3—газометр с маиляньш затвором; 4 — насос для подачи
формальдегида; 5—трубки длд содвода газообразного
фора^альяегкяа в фенол; 6—фенол; 7—автоклав; 8 — па-
розан рубашка; 9—мешалка; 10—манометр; 11—выпуск
газов; 12—предохранительной клапан; 75—термометр.
ч. фенола надо брать 75 вес. ч.
массы, подобные резитолам. Поэтому конденсация
проводилась со значительным1 избытком фенола (на 100 вес. ч.
фенола 21,6-^22 вес. ч. СНгО) с последующей промывкой водой
для понижения содержания свободного фенола и начальных
кристаллических продуктов. Процесс был длительным, а
выход новолачных смол составлял не свыше 90% от взятого
'фенола. Только при точном соблюдении режима получаются
смолы с нормальным содержанием фенола, не
превращающиеся при конденсации■в резитолы. При давлении 5 ат,
температуре конденсации 148° и продолжительности
конденсации около б час. всегда получались положительные резуль-
Рис. 7. Схема непрерывной конденсационной установки Туркингтона:
/ — баллон с азотом; 2—мерник; S—реактивные ванны; 4—приемник для смолы;
5—сушильный прибор; б—манометр;7 — вакуумметре — термометр; 9 — вентили; 10—мешалки;
// — газовая горелка; 12 — контрольная трубка.
тэты при молярном соотношении фенола и формальдегида,
равном 7:6.
Положительные результаты были получены с добавкой
при конденсации в смесь компонентов щавелевой кислоты
в обычных количествах и при высокой температуре (до 183°).
Полученная смола при нагревании после сушки до 200° не
переходила в неплавкое состояние даже при соотношении на
100 вес. ч. фенола 26,5 вес. ч. формальдегида Выход
технической новолачной смолы достигал до 107% _ от веса
фенола.
Применение повышенного давления в автоклаве ,не дает
ускорения конденсации фенола с формальдегидом в водном
растворе; конденсация в обыкновенном реакторе при
употреблении кислых катализаторов является более продуктивной.
Конденсация фенола с водным раствором формальдегида
под повышенным давлением представляет перспективный
интерес при непрерывном процессе конденсации,
100
Процесс непрерывной конденсации под давлением был
впервые описан в патенте Туркингтона (ам. пат. 1660403).
В патенте предлагается смесь фенола с формальдегидом
в присутствии катализатора пропускать под некоторым
давлением через нагретую зону трубок, а образующуюся смолу
высушивать в вакуум-камере.
Схема непрерывной конденсационной установки
Туркингтона приведена на рис. 7.
В мерник 2 емкостью около 14 л помещалась фенолб-формальдегйд-
ная смесь, которая давлением азота из баллона / направлялась в
систему латунных змеевиков, помещенных в двух ваннах 3, наполненных
минеральным маслом, нагретым электрическими нагревательными
элементами нли газовыми горелками. Продукт конденсации поступал в
медный приемник для смолы 4, соединенный через холодильник н
осушитель 5 с вакуум-насосом. Мерник, реактивные змеевики и приемник
были снабжены манометром 6, вакуумметром 7 и термометром 8, а также
необходимыми запорными вентилями 9 для регулирования процесса.
Змеевики были выполнены из латунных трубок диаметром \7 мм и имели
длину 1978 и 1890 мм.
Для конденсации применялась феноло-формальдегидная
смесь состава, необходимого для получения новолачной
смолы, т. е. 7 молей фенола на 6 молей формальдегида.
В качестве катализатора применялась соляная кислота (уд.
веса 1,19). ,
Результаты опытных варок новолачной смолы на
установке Туркингтона приведены в табл. 10.
При нагревании масла в ваннах до температуры 160°
наблюдалась быстрая полимеризация получаемой смолы и
змеевики закупоривались. При более низких температурах масла
наблюдалось отложение слоя смолы на внутренней
поверхности змеевиков. Следует отменить, что нагрев змеевиков
маслом не является удачным, так как большая масса
нагретого масла в ванне не допускала быстрого регулирования
температуры.
Как видно из табл. 10, наилучшие результаты варки смолы
с катализатором получались при температуре масла в ваннах
130—140° и давлении 4 ати. Выход сухой смолы составлял
70—75% от веса сырой смолы.
В области сушки, или вернее — превращения жидких,
содержащих воду и фенол новолачных и резольных смол
в твердые смолы, заслуживает внимание предложение Шей-
бера и Куласа (фр. патент 594932), по которому для
термической обработки новолачных смол применяется
кратковременный нагрев! до сравнительно высокой температуры смолы,,
распределенной на большой поверхности. Процесс можно
101
Таблица 10
Результаты опытных варок иоволачной смолы на установке
Туркингтона (по Попандуполо)
Температура масЛа
в 1-й ванне
"С
Температура
змеевика после
1-й ванны
•с
Температура масла
во 2-й ван-
Темпера-
тура 31. ее
ьика после
2-й ванны
"С
Гавление
в мернике
ста
Скорость
прохождения
смеси
с.ч3/ман
Содержаяие
СЕОбОДНОГО
феяола в
сырой смоле
Новолачная смола, полученная с применением катализатора (НС1)
124
125
126
116
114
130
134
128
58
88
84
101
108
118
121
113
105
118
119,5
140
144
138
140
136
41
77
71
116
124
125
114
123
2,0
1,4
2,8
4,0
4,0
3,8
4,0
3,2
6,96
41,7
27,8
33,3
17,7
7,65
12,86
16,6
18,72
15,2
17,4
7,47
7,6
10,6
Новолачная смола, полученная без .применения катализатора
140
142
40
91
131
138
34
91
4,1
3,7
14,45
7,5
50,5
51,2
осуществлять на непрерывно движущемся бесконечном
полотне или на нагретых вращающихся барабанах. Упарка
смолы может быть скомбинирована с пропиткой бумаги,
ткани и т. д. I.
Шейбер считает преимуществом этого метода получение
высокоплавких, не имеющих запаха смол. В качестве
примеров в патенте приводится получение смолы конденсацией
фенола с формальдегидом в эквимолекулярных соотношениях
с добавкой 5%-ной щавелевой кислоты. После обычной
конденсации и отделения надсмольной воды жидкая водная
смола упаривается при 160° на бесконечном полотне.
Полученная прозрачная, не пахнущая фенолом смола имела темп,
пл. 80—90°.
Для получения по патенту Шейбера и Куласа резольной
смолы с темп. пл. около 70—80°, не пахнущей фенолом и
легко растворимой в спирте, смесь 1 моля фенола и 1,3 моля
формальдегида в присутствии 1% аммиака (от веса фенола)
пропускается через два змеевика: в первом при нагревании
приблизительно до 100° происходит конденсация и
отделение воды. Вода отстаивается от смолы в специальном сбор'
102
нике, а жидкая смола в пиде водной эмульсии поступает?
во второй змеевик, где она нагревается до температуры выше
100°, а затем сушится на бесконечном полотне.
Новак предлагал нагревать резольные или новолачные
смолы в тонком слое (1—2 мм) в течение 30—45 мин. до
200° для удаления свободного фенола и других летучих
компонентов. Образование резитолов или резитов при этом не
происходит.
В ам. пат. 1669831 описывается! процесс производства фе-
ноло-альдегидных смол, протекающий по следующей схеме:
Конденсация фенола с формальдегидом
4-
Огделение воды центрифугированием
4
Сушка водной смолы на поверхности нагретых вращаю»
щихся металлических цилиндров
Ф
Измельчение смолы на охлаждающих вачьцах
Такой метод производства смолы представляет
определенный практический интерес и дает возможность
обезвоживание смолы и получение твердой смолы с определенной
температурой размягчения сделать непрерывным процессом.
ГЛАВА 7
ЛИТЫЕ ФЕНОПЛАСТЫ
Литые фенопласты представляют собой отвержденные
смолы резольного типа, получаемые конденсацией фенола
с формальдегидом в присутствии основных или кислых
катализаторов.
В зависимости от количественных соотношений фенола и
формальдегида, метода работы и применяемых катализаторов
литые фенопласты имеют различные свойства. Они могут
быть получены в виде прозрачных материалов, подобных
янтарю, и непрозрачных белых, напоминающих слоновую
кость, а также в виде окрашенных в различные цвета
продуктов.
Вырабатываемые за границей продукты могут быть
отнесены к трем главнейшим типам литых фенопластов.
* К первому типу относятся прозрачные фенопласты
желтого цвета (искусственный янтарь), получаемые
конденсацией приблизительно эквимолекулярных количеств фенола и
103
формальдегида в присутствии основного катализатора
(главным образом аммиака). Механические свойства этих
фенопластов сравнительно низки. Примерами таких фенопластов
могут быть бакелит, декорит, тролон-В и некоторые другие,
известные под разными торговыми марками.
Второй тип представляет собой, непрозрачные, белые или
окрашенные в различные цвета фенопласты, получаемые
конденсацией 1 моля фенола с 2—2,5 молями формальдегида
в присутствии сильного щелочного катализатора в первой
стадии конденсации с последующей нейтрализацией
основания во второй стадии. Эти фенопласты отличаются высо~
кой механической прочностью. Из продуктов этого типа
можно в качестве примеров назвать: лейкорин, тролон-А,
каталия и некоторые другие. *s ^_ ч
Третий тип — это прозрачные, бесцветные фенопласты,
получаемые конденсацией 1 моля фенола с 3 молями фор*
мальдегида сначала со щелочным и затем с кислым
катализатором. Эти фенопласты обладают высокой механической
прочностью, но пониженной теплостойкостью. К ним можно
отнести: вигорит, тролон-С, каталин и некоторые другие.
Получение литых фенопластов методом литья требует
большого производственного опыта. Особенно много
затруднений встречается при изготовлении прозрачных фенопластов
светлых цветов, не темнеющих под действием света и
воздуха, не содержащих свободного фенола и формальдегида и
обладающих хорошей теплостойкостью. Изменение цвета и
потемнение смолы под действием света и воздуха вызывается
присутствием в смоле небольших количеств лейкооснований,
постепенно окисляющихся в красители.' Эти красители
вместе со свободным фенолом можно удалить
последовательными промывками сначала водой, затем водным метиловым
спиртом или ацетоном.
Основным условием.. получения бесцветных ' продуктов
является чистота фенола, формалина, катализаторов и
применение некорродирующейся аппаратуры. Отверждаемая
смола не должна содержать значительного количества
свободного фенола.
Процесс производства смол для литья включает первую и
вторую стадию конденсации фенола с формальдегидом,
обезвоживания смолы, разливку ее >в формы и термическое
отверждение.
В первой стадии конденсации из фенола и формальдегида
образуется сложный смоляной комплекс с средним мол.
весом не выше 1.000. Процесс превращедия смол в резиты
104
в основном есть процесс роста линейных молекул и
превращение их в трехмерные. Смеси начальных продуктов
конденсации, представляющие собой жидкую смолу, постепенно
при нагревании или длительном стоянии переходят в более
вязкую массу и затем превращаются в неплавкий и
нерастворимый гель, который можно рассматривать как коллоидный
раствор, состоящий из твердого и нерастворимого, резита и
растворимой в ацетоне смолы. Процесс отверждения
сопровождается постепенным изменением физических и
химических свойств смолы: повышением вязкости, температуры
размягчения, плотности, понижением растворимости,
увеличением твердости.
Полное удаление воды при обезвоживании смолы
является трудной операцией, что необходимо учитывать при
получении прозрачных литых фенопластов. Процесс
обезвоживания связан с дальнейшей конденсацией продуктов
реакции, сопровождающейся выделением воды и повышением
вязкости. В связи с этим необходимо, с одной стороны,
несколько задерживать скорость конденсации, а с другой —
понизить температуру испарения воды, остающуюся же воду
диспергировать в частицах смолы. Для этой цели
рекомендуется в конце процесса обезвоживания добавлять
органические растворители, дающие азеотропические смеси с водой.
Чаще всего для этой цели применяются этиловый спирт,
спирт в смеси с бензолом, дихлорэтан со спиртом и т. п.
Наличие воды и свободного формальдегида придает
отвержденной смоле мутный, непрозрачный вид. Для
связывания выделяющейся в процессе реакции воды предлагалось
применять ангидриды органических кислот, например
бензойной, фталевой. Применение солей ароматических кислот дает
в некоторых случаях возможность и при наличии воды в смоле
получить прозрачные продукты. Температурный режим
отверждения является наиболее ответственным и в большой
степени влияет на качество изделий из литых фенопластов.
Процесс этот следует проводить вначале при умеренной
температуре с дальнейшим постепенным и осторожным ее
повышением, не допуская при этом больших колебаний. Если
смола не слишком вязкая и не обладает большим
поверхностным натяжением, вода при нагревании диффундирует на
поверхность и испаряется; при этом случайный
кратковременный перегрев существенного вреда не оказывает. Но как
только смола станет вязкой, требуется большая
осторожность в нагревании. Низкая температура отверждения создает
условия получения литых фенопластов без пор, но этот про-
105
дукт будет мутным вследствие значительного содержания
воды и грубо дисперсного распределения ее. Слишком
быстрое нагревание до высокой температуры всегда приводит
к получению пористых продуктов с зернистой структурой;
такие продукты не могут быть хорошо отполированы, Одной
из важнейших задач при отливке и отверждении смол
является устранение образования пор. Это может быть
обеспечено проведением отверждения при повышенном давлении
порядка 8—10 ат в бакелизаторе.
Причиной образования пор при изготовлении литых
фенопластов является наличие воды, свободного и
отщепляющегося из метилольных групп формальдегида, которые с
большим трудом удаляются из смолы даже при нагревании под
вакуумом.
Для получения однообразного и прозрачного продукта
рекомендуется отверждение проводить при наивысшей-
допустимой температуре с тем, чтобы выделяющаяся вода могла
испаряться с поверхности смолы. Для определения этой
температуры можно пользоваться U-образной трубкой, которая
наполняется смолой и подвешивается в стеклянный стакан
с водой. Стакан медленно нагревается, при этом наблюдается
та температура, при которой появляются первые пузырьки
газов в трубке. Если температура «газообразования» смолы
около 95°, то температура начала отверждения должна быть
установлена не выше 80—85°.
От литых фенопластов, предназначаемых для токарной
обработки, требуется определенная твердость, что
достигается регулированием соотношения фенола и формальдегида,
температурой и продолжительностью нагревания смолы. Чем
продолжительнее процесс отверждения, тем более твердым
получается продукт. Фенопласты для токарной обработки
.характеризуются состоянием смолы между стадиями В и С.
Чем больше процесс отверждения приближается к полному
переводу смолы в стадию С, тем более твердым становится
фенопласт. Недостаточное отверждение вызывает хрупкость
продукта, и чем больше процесс отверждения соответствует
образованию смолы в стадии В, тем легче обрабатывается
фенопласт на токарном станке. Даже при очень тщательно
соблюдаемом режиме процесса отверждения наблюдается
неоднородность отливок из феноло-формальдегидных смол,
обнаруживающаяся при испытании механических свойств
образцов. Образцы, взятые из верхнего или нижнего
основания блока или стержня, имеют пониженные механические
показатели по сравнению с образцами, взятыми из середины.
106
Основным недостатком при получении прозрачных литых
фенопластов является растрескивание их при хранении.
Явление растрескивания объясняется внутренними напряжениями
в отвержденной массе, появляющимися при неправильно
проведенном технологическое процессе, в особенности, при
неравномерном отверждении, охлаждении после отливки.
Поверхностный слой отверждаемой массы вследствие малой
теплопроводности подвергается большему тепловому
воздействию, чем внутренняя часть м'ассы. Поэтому, если охлаждение
проводить быстро, поверхностный слой охлаждается и
начинает сжиматься, в то время как внутренняя часть еще
остается нагретой и не допускает сжатия; в это время и
возникают натяжения. При этом, если процесс отверждения
доведен до высокой степени отверждения, при которой
эластичность поверхностного слоя незначительна, то при быстром
охлаждении, как только будут превзойдены силы сцепления,
появляются трещины. В связи с этим рекомендуется
охлаждение проводить медленно и равномерно.
Для изготовления смол, предназначенных для литья,
существует ряд методов, но основными из них являются
однофазный и двухфазный, которые различаются тем, что при
первом формальдегид в процессе производства вводится в один
прием, а при втором — в два приема.
Прозрачные литые фенопласты могут получаться также
конденсацией фенола с полимерами формальдегида. Если
конденсацию фенола проводить ^-нолиоксиметиленом (20—
30%), то через несколько часов нагревания смеси до кипения
образуется смолообразная масса, к которой добавляется
формалин или параформ по расчету на оставшийся свободный
фенол. После обезвоживания смолу разливают по формам и
отверждают. В зависимости от степени обезвоживания
получается прозрачный или непрозрачный литой фенопласт. Для
получения прозрачного литого фенопласта к тщательно
обезвоженной смоле прибавляется гликоль или глицерин.
\ Литые фенопласты, напоминающие по внешнему виду ян«
тарь, могут быть подучены конденсацией фенола с гексаме-
тилентетрамином, который для этой цели добавляется как в
сухом виде, так и в водном растворе.
Смолы для литья светлых, прозрачных и непрозрачных
фенопластов изготовляются в никелевых вакуум-аппаратах
с рубашкой для обогрева паром и охлаждения водой. Эти
аппараты снабжаются мешалкой якорного типа. На крышке
аппарата устанавливается вакуумметр и термометр,
вставленный в специальную гильзу. Аппараты снабжаются обратным
107
холодильником и, кроме того, к ним подводится вакуумная
линия. Температура при различных стадиях процесса
регистрируется термографом.
Литой карболит является одним из видов технических
литых фенопластов, получивших широкое применение для
изготовления различных деталей в слаботочной
электропромышленности, а жидкая карболитовая смола — для склеивания
деревянных изделий. • » _
В качестве исходного сырья для производства карболита
применяются фенол или трикрезол. Хорошие сорта трикрезола,
содержащие не менее 40% ж-крезола, могут применяться без
добавок фенола. Формальдегид может применяться в
комбинации с ацетальдегидом и фурфуролом.
Из различных методов приготовления карболитовой смолы
ниже описывается способ, в котором первая стадия
конденсации проводится в присутствии слабого катализатора —
уксуснокислого цинка, гидролитически расщепляющегося в
процессе реакции на гидрат окиси цинка и уксусную кислоту.
В качестве конденсирующего средства при отверждений
этих смол применяются нефтяные сульфокислоты (контакт)
или сульфоароматические жирные кислоты.
Резольные смолы, после смешения их с нефтяными суль-
фокислотами, при значительном количестве последних
обладают способностью на холоду превращаться в неплавкое и
нерастворимое состояние. При нагревании же до 40—50° эти
смолы отверждаются сравнительно быстро.
Литые карболитовые смолы выпускаются в виде плит,
брусков, стержней и пр., из которых механической
обработкой получают готовые изделия.
К карболиту предъявляются следующие технические
требования. По внешнему виду он должен быть однородным,
без пустот; натуральный его цвет — светлосерый,
переходящий в краснобурый, чаще всего он окрашивается в черный
цвет. Карболит должен быть стоек к действию водных
растворов кислот, выдерживать без разрушения действие
20%-ного раствора соляной и 50%-ного раствора серной и
некоторых органических кислот. К действию щелочей и
некоторых растворителей (например, ацетона) карболит не стоек;
при этом он растрескивается. Уд. вес карболита 1,11—1,14.
Стандартный брусок за 24 часа не должен поглощать воды
больше 0,2%; теплостойкость по Мартенсу должна быть
не ниже 100°.' „.
Механические свойства карболита должны соответствовать
следующим требованиям: временное сопротивление изгибу не
108
ниже 500 кг/см?; прочность на удар — не ниже 4 кгсм/см*;
временное сопротивление растяжению 160—200 кг/см2;
временное сопротивление сжатию — не ниже 800 кг/см-;
твердость по Дринелю — не ниже 20 кг/см2.
На основании проведенных в последнее время работ
можно считать установленным, что при уточнении количества
добавляемых нефтяных сульфокислот и режима отверждения
как в присутствии пластификаторов, так и без них можно
получить литые карболиты с прочностью на удар 10—
12 кгсм\см2 и с сопротивлением изгибу 900—1000 кг /см2.
Производство карболита осуществляется следующим
образом.
В реактор загружается трикрезол, формалин и
катализатор в соотношениях, соответствующих реакции,
выражающейся схемой: ""
6СН3С6Н4ОН + 7СН20 —> смола + 6Н20.
Так, например, на 400 кг трикрезола требуется 129,6 ка
формальдегида, а в виде 37%-ного формалина—350,3 /ее.
Учитывая потери при конденсации, практически формалина
берется на 40—50 кг больше.
Формалин в реакцию вводится в три приема, причем две
части вводятся в процессе конденсации, а третья — вместе
о контактом* (нефтяными сульфокислогами) при отливке.
Формалин распределяется по загрузкам следующим
образом:
Для первой загрузки /' 72% ГТТ . 290 кг
„ второй . 22,5% .... 90 ,
В смеси с катализатором 5,5—6% .... 20 „
Катализатор — кристаллический уксуснокислый цинк
(CtbCOO^Zn • 2НгО берется в количестве 0,5% от веса три»
крезола.
После загрузки и размешивания компонентов в паровую рубашку
аппарата пускается пар давлением 2 ати, смесь нагревается до кипения
и выдерживается в этом состоянии около 2 час.-. После этого смола
охлаждается до 45° холодной водой, впускаемой в рубашку аппарата.
По охлаждении включается вакуум (600—700 мм) и смолу упаривают
при температуре 55—65° в течение 2,5 час. Конец упаривания контро.
лнруется по количеству отогнанного дестиллата (180—220 кг).
В подготовленную таким путем смолу добавляют вторую часть
формалина (90 кг), и, если смола подлежит окраске, — краситель,
растворенный в формалине. Смола тщательно перемешивается и снова
охлаждается до 45°. Затем включается вакуум (650—700 мм) и смолу
обезвоживают при температуре 55—60° в течение около 2 час. до получения
в отгоне 80 кг дестиллата. После этого смолу охлаждают до 30°.
109
Смола должна поело этого содержать свободного фенола не более 12%,
уд. вес ее должен быть 1,165: вязкость 50%-ного раствора смолы в спирте
6—9° Энглера. Выход смолы составляет около 120% от веса крезола.
Полученная смола сливается в резервуар для хранения.
Подготовка катализатора состоит в следующем. Нефтяные сульфо-
кислоты (контакт), содержащие 7—15% масел, помещаются в
железный выпарной аппарат в виде чаши, выложенный внутри свинцовой
обкладкой и снабженный паровой рубашкой и мешалкой. Пуская пар
в рубашку, нагревают кислоты и постепенно доводят их температуру
до 100—105°. При этом из нефтяных сульфокислот удаляется вода
в количестве 30—35%, а содержание сульфокислот достигает 60—65%.
К упаренным сульфокислотам добавляют равное по весу количество
формалина, размешивают, нагревают до 50—60° и дают отстояться.
Затем нижний слой контакта спускается в освинцованный бак, а
верхний слой масла сливают в отдельную тару.
Для окрашивания карболита в черный цвет применяется
черная смола, получаемая конденсацией крезола или фенола
с фурфуролом в присутствии кислот.
Для приготовления этой смолы смешивают 100 вес. ч.
трикрезола, 65 вес. ч. фурфурола и 2,5 вес. ч. упаренных
нефтяных сульфокислот. Конденсация и продувка смолы при
нагревании воздухом производятся в медном вылуженном
котелке и продолжаются 3 часа. Выход смолы составляет
приблизительно 150% от веса крезола.
При подготовке смолы для литья смешение смолы с
контактом и фурфурольным красителем производится
небольшими порциями в медных луженых чашах емкостью 15—80 л,
снабженных рубашкой для охлаждения, термометром,
мешалкой и спускным краном. При смешивании смолы с
контактом происходит разогревание массы, поэтому необходимо
применять охлаждение и перемешивание. Накопление
контакта в отдельных местах приводит к неравномерному
отверждению и к получению массы с мелкими порами.
Перед отверждением смоле следует дать выстояться около
6 час. во избежание образования пористого продукта.
Смола, контакт и фурфурольная смола смешиваются
в следующих соотношениях: на 100 вес. ч. смолы берется
10—12 вес. ч. контакта (в зависимости от активности) и
10 вес. ч. черной фурфурольной смолы. В рубашку котла
пускают при этом холодную воду и следят, чтобы
температура, массы не поднималась выше 25—30°. Перемешивание
продолжается около 2 час. _ Тщательно размешанная смола
подвергается вакуумированию, а затем разливается в
бронзовые или латунные формы. После установленного времени
выстаивания массы при комнатной температуре или при
НО
охлаждении формы помещаются в полимеризаторы,
заполненные водой. Нагрев воды в полимеризаторах
проводится с большой осторожностью, без резкого повышения
температуры. В зависимости от величины формы
устанавливается точный температурный режим отверждения литого
карболита (табл. 11).
з» Таблица 11
Температура отверждения литой карболитовой смолы в
цилиндрических формах в зависимости от загрузки
Загрузка
в форну
5—15
15—25
25—35
35-55
Время отверждения в часах
I
2
3
4
5
6
7
8
Температура °С
30—45
20-35
18—20
15
45-65
35—50
20—25
20
65—В5
50-80
25-35
25-27
Кипящая
вода
То же
35-50
27—35
53—70 70—95
35-6045—60
Кипящая
вода
60—90
Кипящая
вода
После .'. отверждения ' карболита формы выгружаются
из полимеризаторов и отлитые изделия извлекаются из форм.
Литой карболит содержит микроскопически
распределенную воду, которая понижает' диэлектрические свойства
резита. Удалить воду из литого карболита можно
нагреванием изделий в растительных или нефтяных маслах или под
давлением в бакелизаторе.
Для этого карболит помещается в рафинированное масло
и нагревается при 120—150° до прекращения выделения
воды и летучих продуктов. При таком нагревании литого
карболита в масле выделяется около 5—7% воды и летучих
соединений.
Карболит, не подвергнутый термической обработке, легче
обрабатывается да токарных станках. Поэтому целесообразно
изделия подвергать сначала механической, а затем уже
термической обработке с целью повышения электрических
свойств. - . ..
Баланс получения литого карболита приведен в табл. 12.
К группе литых фенопластов, получивших большое
распространение в СССР, относится светлый, непрозрачный
фенопласт, называемый н е о л е й к о р и т о м, по внешнему
Ш
Таблица 12
Баланс получения литого карболита
Взято для конденсации
Получено прэдуктов конденсации
Формальдегид в 36°/0-
ном формалине (для
первой фазы) . . .
Вода н метиловый
спирт в формалине
Уксуснокислый цинк
Формальдегид в
Эбеном формалине(для
второй фазы) . . .
Вода и метиловый
спирт в формалине
Нефтяные сульфоки-
Формальдегид,
прибавленный к
контакту (для третьей
Вода и метиловый
спирт в формалине
Всего . . .
300,00 вес. ч.
83,70 „ ,
143,90 . .
1,50 » „
■
23,97 , ,
42,67 . ,
13,72 , „
8,01 „ .
14,25 , ,
636,68 вес. ч.
Фенол, связанный с
формальдегидом в
виде сухого резита
Свободный фенол в
водном слое . . .
Свободный
формальдегид вводном слое
Уксуснокислый цннк
в водном слое . .
Вода, отделившаяся
от смолы в первой
фазе конденсация .
Вода и другие
летучие при
упаривании смолы ....
Вода и другие
летучие во второй фазе
конденсации н
упаривания смолы . .
Потерн при отзер-
жденни смолы и
высушивании ре-
347,68 вес
4,82 .
2.30 „
0,80 ,
85,98 .
100.69 „
64,83 ,
29,5'3 „
636,68 вес
.4.
»
я
а
к
в
Ч.
виду напоминающий слоновую кость. Он легко окрашивается
органическими красителями в различные цвета. Неолейкорит
находит применение для различных поделок типа
галантерейных изделий, которые изготовляются из блоков, стержней,
пластин и фасонных заготовок обработкой на токарных,
фрезерных и сверлильных станках. При изготовлении
неолейкорита для галантерейных изделий в неолейкоритовую
смолу иногда вводится до 10% пластификаторов.
По техническим условиям к неолейкориту предъявляются
следующие требования: однородность, отсутствие пор,
раковин, посторонних включений и загрязнений. По
механическим свойствам он должен иметь следующие показатели:
прочность на удар не ниже 10 кгсм/см-\ твердость по Бри-
нелю не ниже 12 кг/см2; теплостойкость по Мартенсу не
ниже 70°.
112
Неолейкорит нестоек к действию щелочей и окислителей,
но стоек к действию водных растворов кислот, причем
стойкость к химическим реагентам уменьшается с введением
большинства пластификаторов.
Н,.еолейкоритовая смола, предназначенная для литья,
представляет собой продукт конденсации фенола с
формальдегидом, взятых в соотношениях 1 моль фенола на 2—2,5
моля формальдегида в присутствии щелочного катализатора
(едкий натр) в первой стадии конденсации с последующей,
нейтрализацией основания. Нейтрализация и подкисление
производятся молочной кислотой; кислота берется с
избытком около 25%. Продолжительность процесса отверждения
зависит от температурных условий: чем выше температура,
тем быстрее совершается это превращение. Низкая
температура отверждения приводит к получению продукта с
высокими механическими свойствами.
К неолейкориту, предназначаемому для токарной
обработки, предъявляются требования механической прочности
и теплостойкости. Эти качественные показатели
обеспечиваются соблюдением температурного режима и
продолжительности отверждения смолы; чем продолжительнее процесс
отверждения и чем выше его температура, тем выше
твердость и теплостойкость неолейкорита. ^
Наиболее опасным в смысле образования пористого
продукта является период предварительного нагревания смолы
до момента «желатинизации», т. е. перехода смолы из
стадии А в стадию В. Этот период в особенности опасен, если
смола недостаточно обезвожена и выход смолы превышает
165% от веса исходного фенола. Изготовление неолейкорито-
вой смолы производится в никелевом реакторе.
В производстве неолейкорита следует обращать
особенное внимание на чистоту сырья; фенол применяется
синтетический, формалин, едкий натр и молочная кислота — без
примесей железа.
Количественные соотношения фенола и формальдегида
при получении неолейкорита можно обосновывать теорией
Рашига применительно к получению бакелита № 2.
Расчет сырья ведется по следующей рецептуре:
Фанол 100 вес. ч.
Формальдегид 74 „ .
Едкий натр (100°/0-ный) 3 , *
Молочная кислота (100°/0-изя) . . . 13,5 „ „
Если требуется получить неолейкорит более эластичный
со способностью хорошо обрабатываться режущими и
8 Зак. 1532. ИЗ
сверлильными инструментами, tf неолейкоритовую смолу
вводят соответствующие пластификаторы. Можно применять
для этой цели чистый глицерин в количестве не более
10—12%. Схема установки для получения неолейкорита
показана на рис. 8.
Рис. 8. Схема получения иеолейкорнта:
/—вакуум-аппарат; 2 — обратный холодильник; 3— прямой
аолодильник; 4, 6, 7 — меряики; 5— пр.-.емник для конденсата;
8 — формш; 9 — полимеризатор; 10 — вакуум-иасос.
Фенол, формалин н едкий натр загружают в вакуум-аппарат (рис. 8),
размешивают и пускают в рубашку-аппарата пар. Температура
реакционной массы поднимается в течение 45—50 мин. до 60—62°. Эта
температура поддерживается в продолжение 2,5 час, после чего включают
вакуум-насос и проводят обезьоживание смолы при 60—65°
(температура в рубашке котла около 90°) при вакууме 620—640 мм в течение
4 час. После отгонки определенного количества конденсата
(определяется по водомерному стеклу в сборнике конденсата) в
вакуум-аппарат загружают рассчитанное количество молочной кислоты и
продолжают обезвоживание при вакууме 640—660 мм.
Вторая стадия обезвоживания после нейтрализации продолжается
3—4 часа. При пластификации смолы глицерином последний
добавляется в смолу за 1 час до конца обезвоживания. Коиец обезвожн-
114
ваши определяется по пробе на стекле: капля смолы должна легко
отставать при охлаждении.
По окончании обезвоживания смола сливается через медную
луженую или хромированную сетку в формы и охлаждается в течение
4—5 час Весь процесс длится 12—13 час. При изготовлении
окрашенного неолейкорита теплую смолу перед фильтрацией окрашивают
органическими красителями, растворенными в спирте.
При окрашивании смолы под мрамор смолу разделяют
на несколько порций и окрашивают их разными
красителями, а затем их смешивают.
Отверждение смолы ведут в железных полимеризаторах
в водной или масляной среде. Формы со смолой
устанавливаются в полимеризатор, в последний заливается вода или
масло, которые медленно подогреваются. **
На некоторых заводах принят следующий режим
отверждения:
Подогрев до 85° 7 час.
Выдержка при 85° 10 .
Подъем температз'ры и выдержка при 90° 40 ,
Охлаждение до 35° 10 „
Продолжительность отверждения смолы,
пластифицированной глицерином, увеличивается на 8—10 час.
Баланс получения неолейкорита приведен в табл. 13.
По данным проектных организаций расход пара,
электроэнергии и воды на 1 т литого фенопласта типа неолейкорита
следующий:
Расход пара иа расплавление фенола YTT . . 0,450 m
„ „ , варку и сушку смолы .... 2,10 .
, „ „ отверждение смолы 1,25 .
я подсобные операции ..... 0,20 ,
„ воды 77—80 ж2
» электроэнергии 220 кеч
Для получения прозрачных фенопластов типа
неолейкорита компоненты берутся в следующих соотношениях:
Фенол 100 веч. ч.
Формалин (37,6%-ный) 180 . .
Едкий натр твердый 3 „ ,
Фталевая кислота 5,6 , .
Для получения прозрачных литых фенопластов в первой
стадии проводится конденсация при соотношениях 1 моль
фенола на 2,5 моля формальдегида. Для проведения
конденсации без отделения воды при получении прозрачного
фенопласта нужно брать едкое кали в количестве 2,5—5%.
Щелочь применяется в виде 4%-ного раствора.
115
Таблица 13
Баланс получения неолейкорита
Взято для конденсации i
Фенол
Формальдегид в 36,
92%-ном
формалине
Вода и метиловый
спнрт в формалине
Вода в 4°/в-ном
растворе едкого нат-
Молочиая кислота .
Вода в 40%-кой
молочной кислоте . .
Всего. . .
100,00 вес. ч.
73,77 . .
3,00 . ,
126,23 , „
75,00 . „
8,44 . .
12,66 „ .
399,10 вес. ч.
Получено продуктов конденсации
Фенол, связанный с
формальдегидом в
виде сухого резита
Вода и другие
летучие, выделившиеся
при упаривании
смолы до
нейтрализации
Вода и другие
летучие, выделившиеся
при упаривании
смолы после
нейтрализации
молочной кислотой . . .
Потерн при
отверждении смолы и
высушивании ре-
146,53 вес. ч.
216,30 . ,
18,50 . ,
17 77
399,10 вес, ч.
"• Первая стадия производственного процесса осуществляется
нагреванием до 60—65° в течение 2,5—3 чаа Полученная
смола фильтруется под дазлением через медную,
хромированную или луженую сетку.
Резольную смолу сушат в течение 3,5—4 час. при
разрежении 600—700 мм и температуре не выше 80° до
достижения относительной вязкости 10%-ного раствора смолы
1,32—1,34. i
Нейтрализация полученной резольной смолы, имеющей
тёмнокрасную окраску, проводится фталевым ангидридом.
При нейтрализации необходимо брать фталевый ангидрид
с избытком не менее 10% против теоретического количества.
Фталевый ангидрид добавляется в спиртовом или спирто-
бензольном растворе. Нейтрализация проводится при 70° при
тщательном перемешивании. Полнота нейтрализации и
однородность смолы должны контролироваться определением
рН смолы. После нейтрализации и подкисления смолы
производится быстрая сушка в течение 30 мин. при 70—75° при
вакууме 680—700 мм до достижения относительной вязкости
раствора смолы 1,35—1,37, после чего приливается чистый
116
глицерин в количестве не свыше 15% от веса исходного
фенола. После добавления глицерина сушка смолы
производится при 70—75° под вакуумом 700—720 mm до достижения
относительной вязкости раствора 1,45—1,47;
продолжительность упарки — около 2—3 час.
Охлажденная до 60° смола заливается в формы и отвер-
ждается в масляной ванне. В течение 24 час. температура
поддерживается на уровне 70—75°, остальное время в
пределах 80—85°. Полимеризация продолжается до твердости
по Бринелю 6—6,2 кг/см2. При указанной твердости материал'
хорошо обрабатывается на токарном станке.
Контроль производства состоит в определении
содержания свободного фенола, формальдегида, воды и вязкости.
В качестве примера ниже даны цифры контрольных
испытаний для одной партии смолы. - "
Смола после первой стадии процесса (щелочной конденсации)
содержала, свободного фенола 5,10%, свободного формальдегида 9,88%' и
имела относительную вязкость 10%-ного раствора 1,24—1,25. Щелочная
смола после упарки перед нейтрализацией содержала свободного
фенола 2,21%, свободного формальдегида 5,90% и воды 0,9%:
Литой фенопласт характеризовался следующими
показателями:
Остаток, нерастворимый в 10%-ной щелочи 85-*88°/р
Экстрагируемые ацетоном вещества 11,2&-^13,70в/4
Содержание воды 0,60-^0,72
„ свободного фенола • 1,17—3,12%
„ формальдегида, отгоняемого острым паром . 8,13»—9,20%
Бромное число по щелочному методу • .... 21,45—27,47
Твердость по Бринелю 6,7 кг[см/см"
Материал хорошо обрабатывался на токарном станке.
Прозрачные литые фенопласты с кислыми
катализаторами получаются следующим образом.
При получении прозрачных литых фенопластов необходимо,
чтобы во время начальной стадии конденсации до
отверждения смолы на 1 моль фенола вступило в конденсацию не
менее 2 молей формальдегида. Такого рода конденсации обычно
проходят, если применяется сильный катализатор и среда
является гомогенной. Поэтому наиболее распространенным
методом получения литых фенопластов является двухфазная
конденсация, в первой стадии с сильным основанием, а во
второй стадии — с органическими кислотами.
Из органических кислот наибольшее применение получили
молочная, фталевая и щавелевая и из слабых
неорганических — борная. Если требуется исключительно светлый цвет
117
отвержденного фенопласта, щавелевая кислота как
восстановитель имеет ряд преимуществ. Однако при нейтрализации
щелочных резольных смол щавелевой кислотой встречаются
затруднения при получении прозрачных продуктов, так как
в отвержденных смолах (резитах) наблюдается помутнение
вследствие выделения солей щавелевой кислоты.
Поэтому было разработано несколько методов получения
смол с применением в качестве катализатора щавелевой
кислоты без предварительной щелочной конденсации и
последующей нейтрализации.
Примером одного из таких методов может являться следующий.
Фенол конденсируется с формальдегидом в отношении 1 моль фенола
на 2,5 моля формальдегида. По окончании экзотермической фазы
реакции смола нагревается в течение часа при перемешивании.
Количество надсмольион воды составляет 50% от веса взятого для
конденсации формалина.
Смола, отстоявшаяся от надсмольной воды, имеет следующие
показатели: уд. вес 1,20—1,23; относительная вязкость 10%-иого спиртового
раствора 1,35—1,40; содержание свободного фенола 3—4%; содержание
свободного формальдегида 4—5%; содержание воды и летучих 20—25%.
Водная смола подвергается сначала первой сушке под вакуумом
при 80—85° для удаления 15—20% воды и летучих соединений. После
предварительной сушки смола растворяется в смеси азеотропов —
спирта и дихлорэтана, причем на 100 кг смолы берется 173 кг спирта
и 78 кг дихлорэтана. К смоле прибавляется сначала спирт, а затем —
дихлорэтан. Азеотропическая смесь, состоящая из 17% этилового
спирта, 78% дихлорэтана и 5% воды, кипит при 66,7°. После
растворения смолы для понижения содержания свободного фенола и
формальдегида раствор может подвергаться дополнительному нагреванию.
Пользуясь раствором смолы, можно также довести значение рН смолы
до желаемой величины, вводя те или иные компоненты. Помимо этого,
из смолы легко удалить отстаиванием или фильтрованием взвешенные
частицы, воздух и т. д. Растворитель отгоняется вместе с остатками
воды.
Готовая смола имеет относительную вязкость 10%-ного
раствора 1,58—1,6. В горячем состоянии смола хорошо
вытягивается в длинные "нити, не прилипает к рукам, легко
отстает от стекла. Шарик застывшей смолы, погруженный в
воду, не белеет с поверхности. Смола не имеет феыольного
запаха. Готовая смола отверждается в течение 20—24 час,
давая прозрачные фенопласты с твердостью по Бринелю
6—8 кг/мм2.
Быстрая отзерждаемость смолы, несомненно, является ее
преимуществом, но в то же время при работе со смолой
необходимо по окончании- сушки немедленно разлизать ее по
формам, чтобы не допустить образования резитолов во время
розлива в формы или в начальной стадии отверждения.
Устранить такое образование можно регулировкой рН, вве-
118
Йёнйём пластификаторов, замедляющих отверждение; а также
применением соответствующей аппаратуры и способа розлива
смолы.
При конденсации по этому методу необходимо
регенерировать растворитель и надсмольные воды, в которых
содержится значительное количество формальдегида.
Выше приведен пример конденсации с щавелевой
кислотой, но последняя может заменяться другими одноосновными
или многоосновными жирными и ароматическими кислотами;
формалин можно заменить его твердыми полимерами.
Для окраски смол при изготовлении окрашенных литых
фенопластов применяются растворимые в спирте органические
красители. При выборе красителей следует учитывать их.
стойкость по отношению к формальдегиду и другим
веществам, содержащимся в смоле, а также стойкость к действию
повышенной температуры, которая может вызвать в условиях
отверждения изменение цвета. Красители, кроме того, должны
обладать достаточной светостойкостью. Учитывая эти
требования, приходится отказываться от применения многих
органических красителей для окрашивания феноло-формальдегид-
ной смолы. Так, например, красители, содержащие
аминогруппы (NH2), при взаимодействии с формальдегидом резко
изменяют цвет или обесцвечиваются. У красителей с окси-
группой (ОН) этого не наблюдается. Для окраски феноло-
формальдегидных смол могут применяться как основные, так
и некоторые кислотные красители. Из них лучшими являются
основные красители, окрашивающие кислую смолу в яркие
интенсивные оттенки, но большинство основных красителей
недостаточно стойко к нагреванию. Кислотные красители
более стойки к нагреванию, но при окрашивании дают менее
яркие цвета. Для окрашивания непрозрачных смол иногда
применяют и нерастворимые красители, так называемые
пигментные и осажденные лаки. Некоторые из них обладают?
высокой светостойкостью и повышенной стойкостью к
нагреванию. Вследствие их нерастворимости в спирте применение
их при окраске литых фенопластов ограничено.
Из растворимых органических красителей для
окрашивания феноло-формальдегидных смол применяются: аурамин,
родамин 6-Г, литоль красный, литоль-Р, кислотный оранжевый,
яркоголубой, основной бирюзовый, ксиленовый голубой,
сафранин, кислотно-зеленый, виктория-голубой, ганза-желтый-Г
и др.
При комбинировании красителей следует иметь в виду,
что большинство феноло-формальдегидных смол имеет жел-
119
тый оттенок, поэтому при их окраске трудно получить цвета
светлых тонов.
Интенсивность цвета зависит от количества красителя,
взятого для окрашивания.
При окрашивании прозрачных литых фенопластов
применяются очень малые количества красителя. Так, например, в
одной из заводских рецептур приводятся следующие
количества красителя (табл. 14).
Таблица 14
Расход красителей для окраски литых
фенопластов
Цвет
Оранжевый
Розовый
Голубой
Синий
Желтый
Желтый янт8
Красный
рный
Название красителя
Литоль-красный
Рвяамия
Викторня-голубой
Виктория-голубой
Ганза-желтый-Г
Ганза-желтый
Литоль-красный
Аурамин
Родамин
Количество
красителя в ог'0
0,)042
0,0055
0,0055
0,0110
0,0094
0,0094
0,0011
0,0094
0,0055
■
При окрашивании непрозрачных литых фенопластов
расход красителя несколько выше. В зависимости от требования
к яркости и интенсивности окраски количество красителя
колеблется в этих случаях в пределах 0,01—0,3% от веса
смолы.
Краситель для окраски смолы предварительно растворяется
в спирте для удобства дозировки. Перед добавлением к смоле
раствор красителя должен хорошо отстояться, из него
необходимо удалить все нерастворимые примеси фильтрованием.
Окрашивание смолы производится следующим образом.
После обезвоживания горячую смолу сливают в формы и
специальные, предназначенные для окрашивания медные луженые
котелки емкостью около 30 л, которые снабжены
механической мешалкой и паровой рубашкой для обогрева. Спиртовый
раствор красителя приливается к смоле и тщательно
размешивается до получения равномерной окраски всей массы
смолы, на что требуется 15—25 мин. При окрашивании
температура смолы поддерживается 85°. Смола в формах
окрашивается в горячем состоянии немедленно после слива ее из
вакуум-аппарата.
120
Для получения окраски под мрамор определённое
количество смолы делится на части и каждая часть закрашивается
в определенный цвет. Затем окрашенные, а также, если
требуется, и неокрашенные части смолы сливаются вместе в
одну форму. Перед сливанием смол им дают охладиться до
50—60°.
После обезвоживания смола заливается в формы,
подвергается установленной термической обработке для
превращения ее в неплавкое и нерастворимое состояние. Отверждение
производится в
специальных ваннах емкостью
около 1 м3, называемых
полимеризаторами,
которые изготовляются из
железа (рис. 9).
В качестве
обогревающей среды при
отверждении прозрачных литых
фенопластов применяется
минеральное масло
(вазелиновое) или процесс
отверждения проводят в
воздушной среде. При
отверждении непрозрач- Рис. 9. Схема ваввы (полимеризатора):
НЫХ ЛИТЫХ фенОПЛаСТОВ /—ванна о маслом; 2 —паровая рубашка; 3 —
_ „ , „„ „_„ подвод пара; 4—отвод конденсата; 5—подставки
ОТВерЖДеНИе МОЖНО ПРО- для ферм; е- формы для получения блоков;
ВОДИТЬ В ВОДНОЙ среде. 7-мешалка; 8-термометр; 9-вытяжной кол-
""м«'" " м ' г « naKi установленный над ванной.
Обогрев полимеризаторов
осуществляется при помощи паровой рубашки или труб,
уложенных на дне.
Формы для отливок смолы в виде блоков применяются
медные, хорошо луженые с внутренней стороны. Величина
форм различна. Для отверждения непрозрачных литых
фенопластов типа неолейкорита, при получении блоков, формы
обычно имеют длину 600 мм, ширину 400 мм и высоту 150 мм.
При отливке блоков из прозрачных литых фенопластов
величина форм несколько меньше: длина 250—400 мм, ширина
120—200 мм и высота 80—100 мм.
Основным недостатком отливки смол в блоки является
получение большого количества отходов при механической
переработке литых фенопластов в изделия, составляющих
100% и даже более. Поэтому целесообразнее отливку
производить в виде фасонных заготовок в соответствии с
профилем готового изделия. Для этой цели могут быть использо-
121
ваны формы из стекла, легкоплавких сплавов (гарт и др.),
свинца и специального глянцевого картона. Это даст
возможность резко сократить количество отходов. Недостатком этого
способа является трудоемкость процесса разливки в мелкие
формы, он требует много времени как на подготовку
большого количества форм, так и на разливку. Удлинение времени
разливки и связанная с этим лишняя передержка горячей
смолы в аппарате может привести к сильному нарастанию
вязкости, затрудняющей сливание
смолы из аппарата.
Формы со смолой укладываются
на специальных стеллажах в
полимеризатор, после чего последний
наполняется маслом или водой. При
применении в качестве
обогревающей среды масла необходимо
иметь запасный бак, который
предназначается для перекачки в него
масла из полимеризаторов,
подлежащих разгрузке.
Отверждение смолы-в воздушной
среде производят в специальных
термостатах с электрообогревом,
в которые устанавливают формы,
наполненные смолой.
Процесс отверждения смол при
атмосферном давлении является
очень продолжительным. Для
сокращения времени отверждения смол
рекомендуется применять в
полимеризаторах повышенное давление. Для этой цели применяют,
специальные бакелизаторы типа автоклава (рис. 10).
Давление в бакелизаторе чаще всего поддерживается 7—8 ати.
Бакелизатор представляет собой толстостенный сосуд с рубашкой,
обогреваемой паром или подогретой водой; он может также
обогреваться при помощи внутренних обогревательных, труб. Давление в
бакелизаторе создается при помощи компрессора сжатым воздухом или
углекислым газом из баллона через редуктор. Это давление
необходимо для предупреждения образования газов во время отверждения
литых фенопластов; газы обусловливают пористость отливок. Давление
в автоклаве должно соответствовать температуре отверждения с таким
расчетом, чтобы преодолеть давление водяного пара и газа, выделяемого
во время реакции. Избыток давления применяется в две атмосферы.
Так, например, если температура в бакелизаторе 145° н давление пара
в автоклаве 3 ати, то давление в бакелизаторе должно быть 5 ати.
Продолжительность бакелизации при 175° около 2 час.
Рис. 10. Схема бакелизатора:
/ — бакелизатор (автоклав); 2 —
парован рубашка; 3 — подвод пара,
4—отвод конденсата: 5—крышка
автоклава; 6—труба, подводящая
воздух или ияертпый газ; 7 —
трубка, выводящая ras; 8— термо-
метг; 9 — манометр.
122
Необходимое давление в бакелизаторе, в зависимости от
температуры, приводится в табл. 15.
Таблица 15
Давление в бвкелизвторах в зависимости от темпервтуры
отверждения фенопластов
Темп., "С
100
120
135
145
Давление
в бакелязаторе
ста
2
3
4
5
Темп., °С
152
159
165
170
Давление
в бакелизаторе
ата
6
7
8
9
Темп., °С
175
180
184
Давление
в бакелизаторе
ста
10
11
12
_ Применение бакелизаторов дает возможность сократить
длительность процесса отверждения в 3—4 раза.
Сокращение общей продолжительности процесса
отверждения смол почти в два раза достигается также за счет
введения ступенчатого, постепенно повышающегося
температурного режима. При этом скорость повышения температуры
в процессе отверждения должна строго соответствовать
внутреннему процессу отверждения. Температура отверждения
практически устанавливается ниже температуры
газообразования на 10—15°.
При переработке блоков литых фенопластов на изделия
распиловкой и обработкой на токарных и сверлильных
станках получается значительное количество отходов — опилок-
стружек и мелких кусочков. Использование этих отходов еще
не осуществляется достаточно рационально вследствие их
неплавкости, нерастворимости в органических растворителях
и химической инертности. Попытка использовать отходы в
качестве наполнителя в литых фенопластах не дала
положительных результатов; отливки в большинстве случаев
получаются пористыми и с вкраплениями посторонних загрязнений.
Более приемлемый метод использования отходов
заключается в обработке стружек полярными органическими
растворителями и смешением их с 15% новолачной или резоль-
ной смолы. Опрессованные под давлением 300 кг/см2 при
температуре 150° образцы изделий имеют темную окраску и
удовлетворительные механические свойства. Для некоторых -
целей положительные результаты дала обработка аммиаком
и смешивание е новолачной смолой. При длительном
нагревании отходов неолейкорита с фенолом или крезолом
происходит деструкция неплавкого продукта и образование
растворимой смеси.
Q 123
Поверхностная окраска изделий, полученных путем литья,
была предложена Петровым. Окраска осуществляется
спиртовым раствором красителя. Обработка фенопластов спиртовым
раствором красителя, кроме того, снижает их твердость, что
имеет большое значение при токарной обработке и сверлении.
Наконец, при обработке фенопластов спиртом из них
извлекается фенол, не вступивший в реакцию.
Интенсивность поверхностной окраски зависит от степени
отверждения фенопласта: чем больше степень отверждения,
тем менее интенсивна поверхностная окраска и, наоборот, с
уменьшением степени отверждения краситель более глубоко
проникает внутрь фенопласта.
Окраска может осуществляться следующим способом.
После снятия поверхностного слоя и полировки изделие
поступает в раствор органического красителя, в котором и
происходит окраска при комнатной температуре или при
нагревании до 40—50°, а в отдельных случаях — при кипении.
При этом необходимо учитывать, что некоторые сорта литых
фенопластов в 95%-ном этиловом спирте разрушаются. Для
закрепления красителя в раствор вводят 5—10% смолы или
эфира целлюлозы. Расход красителя составляет 1—2% отвеса
растворителя. Раствор красителя используется несколько раз.
ГЛАВА 8
ПРОИЗВОДСТВО ПРЕССОВОЧНЫХ ПОРОШКОВ
Прессовочные композиции, состоящие из смолы и
наполнителя, изготовляются либо в виде сыпучих порошков
различной тонины помола, либо в виде материалов волокнистого
типа.
Смолы, применяемые в качестве связующего, могут быть
термоплавкими или термореактивными. В производстве
прессованных изделий особенное значение имеют такие
термоплавкие (новолачные) смолы, которые во время прессования
за счет действия формальдегида переходят в резольные
смолы, а затем в резиты. В производстве граммофонных
пластинок, например, применяются исключительно термоплавкие
смолы.
Из органических наполнителей наибольшее значение имеют
древесная мука, измельченная сульфитная и натронная
целлюлоза, льняное волокно, линтер, ткань, бумага, древесный
шпон. Из минеральных наполнителей часто применяются:
124
различные виды асбеста, кремнезем, шифер, слюда, стекля!*
ные ткань и нити.
При составлении порошкообразных прессовочных
композиций необходимо учитывать физические и химические свойства
наполнителей: химическую природу, размеры и форму частиц,
содержание воды, летучих веществ и кислот, оснований или
нейтральных солей, а также удельный объем,
теплопроводность, электрические свойства, гигроскопичность,
термостойкость и способность смачиваться смолой.
При пропитке смолой ткани, бумаги или древесного шпона
для получения прессованием или намоткой слоистых
материалов необходимо также знать механические,
физико-химические и электрические свойства наполнителя и его способность
•пропитываться смолой.
Применение волокнистых целлюлозных наполнителей, как,
например, древесной муки, бумаги, ткани, тонких листов
древесины, связано со специфичными физико-химическими
свойствами целлюлозы и феноло-формальдегидных смол.
Механические и физико-химические свойства
пластических материалов, получаемых прессованием композиций смолы
и наполнителя, обусловливаются свойствами смолы,
дисперсностью наполнителя и в особенности взаимной адгезией смолы
и наполнителя; основой адгезии между смолой и
наполнителем может быть химическая связь, но часто адгезия
проявляется к результате сорбционных свойств материала. *
Добавка в прессовочную композицию поверхностно
активных веществ может существенно влиять не только на
повышение адгезии между смолой и наполнителем, но и отражаться
на прочности склеивающих прослоек смел за счет
увеличения толщины и прочности пленок. Добавку в прессовочную
композицию жирных кислот или их солей можно объяснить
этими же соображениями.
Для получения водостойких прессовочных материалов
требуется, чтобы в материале не было пор, являющихся
причиной капиллярного всасывания влаги, и чтобы не
происходило поглощения влаги наполнителем, неравномерно
пропитанным смолой.
Получение при прессовании пористых материалов может
зависеть от содержания воды и других летучих^ веществ в
композиции, а также от выделения воды или летучих и
газообразных продуктов во время прессования.
Дисперсность наполнителей и, в частности, древесной
муки, а также измельченных прессовочных композиций можно
характеризовать определением удельной поверхности, устано-
125
вив величину частиц сёдймёйтацйднным способом или менее
точным, но часто применяемым в заводской практике,
ситовым методом.
Тоиину помола, или гранулометрический состав, выражают?
номером сита. Под номером сита понимают число отверстий,
приходящихся на единицу длины (в германской системе).
Номер сита N может быть подсчитан по следующей формуле:
где й — диаметр проволоки сита в мм; 1 —■ ширина просвета
между проволоками в мм.
В основу американского обозначения номера сита положен
линейный дюйм (25,4 мм). Поэтому вычисление американского
номера сита может быть сделано по формуле:
Английская характеристика 'сит выражается в мёшах.
Число меш обозначает число отверстий на один линейный
дюйм.
Для пересчета степени помола, охарактеризованного ситом
в мешах, на метрическую систему нужно число меш разделить
на 2,5 и частное возвести в квадрат.
Древесная мука, применяемая в качестве наиболее
распространенного наполнителя, помимо определения
гранулометрического состава и содержания влаги, должна подвергаться
химическому анализу на содержание целлюлозы и лигнина.
Необходимо также определять зольность, характер ее,
содержание в муке смол и органических кислот. При испытании
следует проверять допустимую предельную температуру
нагревания древесной муки.
Ввиду того что в производстве прессовочных порошков
требуется иногда высокий нагрев таблетированной массы
(160—180°) до прессования, которое проводится при 180°,
нужно знать состав продуктов термического распада
древесной муки.
Древесная мука легка, уменьшает усадку при прессовании
и сводит до минимума хрупкость прессованных изделий.
Допустимая" влажность древесной муки зависит от метода ее
производства. При сухом методе получения композиций для
изделий с высокими электроизоляционными свойствами
древесную муку рекомендуется предварительно высушивать под
вакуумом, причем влажность после этого не должна превы-
126
шать 3%. Хорошая пропитка древесной ufm и вбоВщё
древесных или целлюлозных наполнителей достигается, если
применяются смолы водно-эмульсионные или растворенные
в органических растворителях. При смешении с чистой, не
разбавленной смолой целлюлозный материал полностью не
пропитывается, а обволакивается ею, что создает условия для
получения изделий с повышенной механической прочностью.
Влажность муки препятствует пропитке наполнителя смолой.
Рис. 11. Смеситель. Рис. 12. Схема устройства
шаровой мельницы.
водстве порошков по сухому методу смешение часто
проводят в шаровых мельницах (рис. 12, 13).
Тонко измельченная и тщательно перемешанная прессовочная
композиция поступает на горячие вальцы. При вальцевании смола сначала
плавится и пропитывает волокно наполнителя; при этом вследствие
продолжающейся конденсации температура размягчения смолы повышается
и вальцуемая масса в дальнейшем не прилипает ин к холодным, ни
е горячим вальцам. При вальцевании требуется точное регулирование
температуры, соответствующей роду смолы и скорости вальцевания,
при определенной толщине листов. Если вальцы слишком горячи, то
вальцованная масса становится очень твердой и не держится на них;
при недостаточном же обогреве не происходит полного пропитывания,
так как смола! не размягчается в требуемой степени. После
вальцевания массу > измельчают на дробилках и в мельнипах для тонкого
Йомола. Степень рзмельчеиия прессовочных композиций (в определен-
127
ных пределах) влияет как йа процесс прессования, так н tfa качество
готовой продукции. Пылевидный прессовочный порошок дает более
гладкую поверхность, но применение его влечет за собой потерн при
дозировках и загрязнение воздуха в рабочих помещениях. Кроме того,
такие порошки при прессовании проявляют склонность к местным
затвердеваниям и прилипают к стенкам прессформы.
Смола в прессовочных композициях в большинстве
случаев составляет 40—50% от веса твердого прессовочного
материала; уменьшение ее количества ведет к получению
композиции с плохой текучестью, пониженной водостойкостью и
шероховатой, матовой поверхностью. Следствием повышения
Рис. 13. Шаровая мельница.
водопоглощения является снижение электроизоляционных
свойств прессовочного материала.
Изделия из прессовочных порошков изготовляются
прессованием в специальных прессформах; прессовочный порошок,
нагреваемый под давлением, заполняет все полости пресс-
формы. Одновременно под влиянием температуры смола
превращается в твердое, неплавкое и -нерастворимое состояние,
соответствующее стадии С.
Наряду с составом прессовочной композиции и ее
текучестью основными параметрами процесса являются удельное
давление, температура прессования и продолжительность
выдержки под прессом. Слишком низкое удельное давление
ведет к недопрессовкам, т. е. к неполному и неточному
оформлению прессуемого изделия. При слишком низкой
температуре или недостаточной продолжительности выдержкл под
123
прессом Может получиться удовлетворительное по внешнему
виду изделие, которое, однако, будет иметь низкие
показатели механической прочности и электрических свойств, а
также пониженную влагостойкость.
Первостепенную важность имеет текучесть прессовочной
композиции. Она находится в непосредственной зависимости,
во-первых, от внутреннего трения, которое обусловливается
вязкостью смолы, природой наполнителя, его состоянием и
количеством; во-вторых, от внешнего трения, зависящего от
качества полировки прессформы и прилипания к ней порошка,
и, в третьих, от скорости отверждения смолы, зависящей от
термореактивности последней, температуры и наличия в
прессовочной композиции различных добавок, ускоряющих или
замедляющих процесс отверждения.
На текучесть прессовочной композиции влияет, кроме
того, ряд условий прессования: свойства связующего вещества,
температура прессформы,
удельное давление,
природа наполнителя, соотно-
шениесвязующего и
наполнителя', наличие
пластификатора и влажность
наполнителя.
Текучесть можно
определять различными
методами. Все они дают
относительные показатели.
Наибольшим
распространением пользуется метод
определения текучести в
прессформе Рашига,
описание которого
приводится ниже.
т
T|F*
г
ау. Гнезда йля
термпары
°ис. 14. Ппессформа для определения
текучести по Раи игу.
В стальную обойму
(рис. 14) высотой 250мм
вставляют стальной конус,
состоящий из двух половин и
имеющий призматический канал
с постепенно уменьшающимся сечением. Таблетированный (уд. давление
350 кг/см2) прессовочный порошок закладывают в расширенную часть
стального конуса диаметром 30 мм. Конус предварительно нагревают
до 160—175°. Прессование производят при уд. давлении 200 кг/см* и
скорости хода поршня 8,5 см/сек. По достижении определенного
давления дается выдержка в течение 1—2 мин. Длина призматического
стержня, полученного при прессовании порошка, выраженная в
миллиметрах, является характеристикой текучести композиции.
9 Зак. 1532. 129
При прессовании изделий сложной конфигурации или с
высокими стенками термореактивиый прессовочный порошок
после размягчения должен заполнить все полости прессформы
прежде, чем произойдет отверждение смолы.
Другим важным свойством прессовочных композиций
является скорость отверждения, которая находится в прямой
зависимости от определенной степени текучести. При малой
текучести и большой скорости отверждения изделие
получится недопрессованным, так как композиция не успеет
-заполнить все полости формы до превращения смолы в
стадию С. Такие же результаты получаются при неравномерном
обогреве прессформы, так как в более холодных местах смола
будет менее подвижна, а в более горячих она может
отвердеть раньше, чем произойдет полное оформление изделия под
давлением.
■ Усадкой называется уменьшение объема прессованных
изделий после их выемки из горячей прессформы. Объясняется
она (различием коэфициентоа теплового расширения
стальной прессформы и прессовочного материала. Величина усадки
при прессовании изделий из порошков зависит от
продолжительности выдержки изделия в горячей прессформе, при
которой происходит отверждение смолы, от влажности
прессовочного порошка, неравномерности обогрева матрицы и
пуансона, количества наполнителя в прессовочной композиции и
от толщины стенок изделия. Деталь, недостаточно
выдержанная в прессформе, с течением времени не только дает
усадку, «о и коробится. Изделия, извлеченные из прессформы
в горячем состоянии, дают большую усадку, чем
охлажденные в прессформе. Чем больше содержание твердого
наполнителя в прессовочной композиции, тем меньше усадка, и
наоборот.
В тонкостенных изделиях усадка больше, чем в
толстостенных. Обычно усадка фенопластов бывает в пределах от
0,5 до 1%. Чтобы усадка не превышала допускаемой
величины, необходимо при изготовлении прессовочных композиций
подбирать смолу и наполнитель с определенными свойствами
а тщательно дозировать их.
Для изготовления быстро прессующейся композиции
широкого технического назначения применяют новолачные смолы
с добавкой отверждающего средства — гексаметилентетр-
амина. При применении резольных смол опасность получения
брака во время сушки композиции больше, а скорость их
прессования несколько меньше. Прессовочные композиции,
изготовленные на резольных смолах, по электроизоляционным
130
свойствам в ряде случаев не только не уступают новолачньш,
но и превосходят их.
В процессе изготовления прессовочной композиции в нее
можно добавлять красители и пластифицирующие вещества.
Основными методами производства прессовочных Kfijfio-
зндий являются лаковый, водн о-э мульсионн ы й и
сухой. При первом методе наполнитель, пропитьгаают
раствором новолачной или резольной смолы, т. е. смола в даи-
ФюыаВея
У оатропин ниспата ^Створат
налыш$
ЯргЗеснап t
мука
-@
i?4jvmm
Рис. 15. Схема прокззодства прессовочного порошка по ланевому методу
/ — мерник; 2 — смеситель; 3—мешалка типа Вернер-Пфлейдерера; 4—нак^ум-сушнлка
непрерывного действия; 5 —конденсатор для паров спирта; 6—ковшевой элеватор;
7—дробилка; 8 — смеситель; 9 — бункер.
ном случае применяется в виде лака. В качестве
растворителей могут быть использованы спирт, смесь, спирта с
ароматическими углеводородами или другими растворителями.
Второй метод основан на пропитке наполнителя водн®-
эмульсионными смолами, а при третьем—■_смолу смешивают
с наполнителем в сухом виде. ~~"
Производство прессовочного порошка по лаковому методу
осуществляется в следующем порядке (рис. 15).
В смеситель загружают раствор смолы в спирте и
прибавляют к нему олеиновую кислоту, мумию и гексаметилентетр-
амин. После перемешивания в течение 20 мии. в смеситель
всыпают древесную муку в четыре приема, приблизителийо
9* 131
с интервалами в 5 мин. каждый раз после размешивания.
Температура композиции во время перемешивания не должна
превышать 45°. После загрузки всех компонентов
перемешивание продолжают ,в течение еще 1 часа. Затем масса
поступает в вакуум-сушилку, соединенную с конденсатором для
улавдивания паров спирта. Сушку проводят при температуре
80—85° и при вакууме 580—600 мм рт. ст. Высушенную массу
после охлаждения измельчают сначала на дробилке, а затем
на мельнице типа Перплекс (на рисунке не показана) до
состояния тонкого 'порошка, помол которого должен
соответствовать ситу с 400 отверстиями на 1 см2. При просеивании
через такое сито остаток на нем не должен составлять более
8%. В отношении других показателей, характеризующих
свойства порошка, должны соблюдаться следующие нормы:
влажность не выше 2%, уд. объем не более 2,5 см?/г,
текучесть по Рашигу 70—120 мм. Удовлетворяющий этим
требованиям прессовочный порошок поступает на таблетированйе.
По в о д н о-э мульс ионному методу прессовочные
композиции изготовляют также на основе резольных или
новолачных смол, причем для получения определенных
специфичных свойств прессовочных композиций часто резольные
феноло-формальдегидные смолы смешивают с крезоло-фор-
маяьдегидными, изготовленными с различными
катализаторами. При составлении прессовочной композиции смолы
дозируют из расчета на безводную смолу, для чего
предварительно устанавливают содержание безводной смолы, в водной
эмульсии.
Примерами композиций этого, типа могут служить
прессовочные порошки, составленные из исходных и
вспомогательных материалов по следующей рецептуре:
Исходные !4атериалы
Из резольной
смолы
Из новолачной
смолы
Смола 8 пересчете на безводную.
Гексаметилеатетрамин
Олеиновая или стеариновая кислота
Мумия
Древесная мука
50
2,5
1,3
4,2
«,0
вес. ч.
50 вес. ч.
8,0 , .
2,0 . .
40,0 вес. ч.
Водно-эмульсионную смолу загружают в смеситель, а затем к ней
добавляют олеиновую или стеариновую кислоту и растворенный в воде
гексаметилептетрамин. После 10-мнн. размешивания в смеситель всы-
132
пают мумию и часть древесной муки и перемешивание продолжают
в течение 15 мин. Древесную муку добавляют по частям в четыре
приема приблизительно через каждые 5 мин. перемешивания. После
введения всей древесной муки перемешивание продолжают еще
некоторое время при температуре смеси 40—45°. Выгруженную из
смесителя на противни смесь направляют в вакуум-сушилку. Сушку
производят при 70—80° и вакууме 650—680 мм, также при тщательном
непрерывном перемешивании. Продолжительность сушки зависит от
требований, предъявляемых к прессовочному порошку. Если требуется
высокая текучесть, то сушка продолжается в течение более короткого
времени, если же нужно иметь высокие электроизоляционные свойства,
то продолжительность ее увеличивается.
В производстве прессовочных порошков из новолачных
смол можно прессовочные композиции сушить на вальцах,
увеличив соответственно продолжительность вальцевания.
Высушенную массу измельчают, просеивают через сито с
300 отверстиями на 1 сл£, после этого она поступает на
прессование изделий.
К готовому прессовочному порошку предъявляются обычно
следующие технические требования: влажность — не выше 2%,
уд. объем — не более 2,5 см?/г, текучесть по Рашигу — 70—
100 мм.
Примером композиции, вырабатываемой по сухому методу,
может служить смесь, составленная из следующих исходных
материалов по нижеприведенной рецептуре:
Новолзчиая смола (подкрашенная .,,•
нигрозином с добавкой
олеиновой кислоты) 45 вес. ч.
Гексаметилентетрамин 6,4 „ „
Мумия • .... 4,6 „ „
Древесная мука ■ 44,0 „ .
Технологический процесс производства прессовочного
порошка по сухому методу складывается из следующих
основных стадий:
1) крупного дробления смолы на зубчатой дробилке;
2) тонкого измельчения на мельнице Перплекс;
' 3) смешения в шаровой мельнице измельченной смолы с
гексаметилентетрамином, мумией и древесной мукой;
вальцевание;
4) дробления листов вальцованной массы;
5) тонкого измельчения дробленой массы;
6) смешения различных партий прессовочного порошка
тонкого помола.
Из ряда различных операций изготовления прессовочных
133
порошков здесь указаны некоторые, имеющие принципиальное
значение, вне зависимости от рецептуры, которая весьма
условна. Схема производства прессовочного порошка по
сухому методу показана на рис. 16.
Размол и смешение на шаровой мельнице смолы с гекса-
метйлентетрамином и древесной мукой требуют соблюдения
ряДа условий.
Шаровая мельница, применяемая в этом производстве, представляет
со#эй барабан из котельного экелеза с двумя чугунными днищами;
внутренняя часть мельницы футерована плитками нз диабаза. Для
измельчения применяются диабазовые или фарфоровые шары размером
Рис. 16. Схема производства пргссовочного порошка по сухому методу:
1—дробвлка Клеро; 2—шаровая мельница; 3—смесительный барабан; 4 — ковшевые
элеваторы (нории); 5—вальцы; 6 — ленточный транспортер; 7—сит».
40—70 мм. При длине барабана 1,2 м, диаметре 1 м и емкости около
1 м3 загрузка прессовочной композиции составляет около 200 кг. На
100 вес. ч. измельченного материала требуется 200 вес. ч.
измельчающих шаров. Мельница должна иметь около 25—30 об/мин.
На шаровой мельнице происходят измельчение и,
смешивание материала, которые должны дать равномерное и хорошее
распределение компонентов смеси в композиции. Материал
должен получаться хорошо текучий и некомкующийся.
При размоле на шаровой мельнице материал может само-
разбгреваться, но температура "смеси не должна превышать
40—45°; продолжительность размола при соответствующем
качестве смолы и древесной муки около 4—6 час.
В производстве фенопластов по преимуществу применяются
вальцы, диаметр валков которых равен 400 мм, а длина
1100 мм; валки обогреваются паром и охлаждаются водой.
В зависимости от типа прессовочной композиции температура
переднего и заднего валков, число их оборотов, а равно
толщина листа вальцованной массы, определяемой зазором между
вальцами, могут колебаться в различных пределах.
Число оборотов валков колеблется в пределах 14—16, 18—22, 16—24
(т. е. фрикция лежит в пределах 1,15—1,5). Температура переднего
н заднего валков колеблется в пределах 85—115° в зависимости от
состава композиции. Производительность одной пары вальцоа составляет
около 100 кг/час, но, конечно, зависит от толщины листа. В США
выпускают листы толщиной 2—2,5 jn.it. Иногда на первой паре вальцов
получают листы толщиной 5 им, а на второй — 2 мм.
Во время вальцевания прессовочной композиции новолач-
ная смола расплавляется и пропитывает древесную муку,
причем вступая одновременно в реакцию с гексаметилентетрами-
ном, постепенно превращается из термоплавкой смолы в
термореактивную. Во время вальцевания из прессовочной
композиции удаляются вода, воздух и аммиак; последний выделяется
в результате реакции с гексаметилентетрамином.
Реакция между новолачной смолой и
гексаметилентетрамином должна заканчиваться на определенной стадии, пока
смола находится еще в плавком и растворимом состоянии.
Прессовочная композиция после вальцевания должна
сохранять текучесть и пластичность при горячем прессовании, во
время которого она при высокой температуре и повышенном
давлении окончательно превращается из плавкой в
неплавкую. Чем меньше во время прессования будет выделяться
летучих и газообразных продуктов и чем пластичнее будет
материал, тем легче получить изделия высокого качества.
Охлажденная вальцованная масса поступает на
измельчение сначала на дробилку с рифлеными валками для крупного
помола, а затем на мельницу Перплекс.
Прессовочные порошки, проходящие через сито с 300
отверстиями на 1 см2 и с уд. объемом 1,8—2,0 см3/г, поступают
на изготовление прессованных изделий.
В производственной практике в прессовочные композиции
из феноло-альдегидных смол и древесной муки часто вводят
специальные добавки, как, например, искусственный воск,
окиси металлов и пластификаторы.
135
Быстро прессующиеся композиции (соответствующие
заграничным типам) получаются смешением исходных материалов
по следующей рецептуре:
Новолачная смола 50 вес. ч. <4,82 вес. ч.
Древесная кука • . . . 50 „ . 49,43 .
Гексаметилентетрамин ....... 6 , , 6,82 , »
Воск 0,6 „ , —
Жженая магнезия 2, , —
Трикрез'илфосфат 1, я —
Краситель (нигрозин) ....... 1 , . 1,12 1 ее ч.
Умбра- — • 0,448 , .
Известь — 0,91 „ »
Стеарин — 0,672 , ,
'Прибавление воска имеет целью предотвратить
прилипание прессовочного материала к прессформе во время
прессования, так как при высокой температуре воск выделяется из
смеси, образуя между изделием и рабочей частью прессформы
тонкий слой. Для той же цели наряду с горным воском могут
применяться стеарин или олеиновая кислота; однако
применение их в большом количестве приводит к потере глянца на
готовых изделиях. Стеариновая и олеиновая кислоты, а также
свободные кислоты воска могут влиять на реакцию гексаме-
тилентетрамина с новолаком и на совмещение смеси с
наполнителем.
Из окисей металлов рекомендуется применять окиси
щелочноземельных и тяжелых металлов. Роль окисей еще
окончательно не установлена; остается неясным, связываются ли
они с фенольными гидроксильными группами, образуя
соединения типа фенолятов, или связывают воду; во всяком
случае добавка их уменьшает коррозию прессформ,
увеличивает твердость прессованных изделий и ускоряет
отверждение. Прибавление трикрезилфосфата в качестве
пластифицирующего вещества увеличивает текучесть прессовочной
композиции.
Для сухого метода приготовления прессовочных порошков
за границей иногда пользуются вместо вальцевания
пропусканием через шнековые прессы.
Красивый внешний вид является одним из показателей
качества изделий из прессовочных порошков. Поэтому в
процессе изготовления порошки эти подвергаются окрашиванию
в соответствующие цвета. Прессовочные порошки,
предназначенные для изготовления изделий технического назначения,
вырабатываются преимущественно черного или коричневого
цветов. Цветные прессовочные порошки, окрашенный в раз-
136 _
личные цвета, находят большое применение при изготовлении
изделий бытового назначения.
При получении цветных порошков встречается ряд
затруднений вследствие окисляемости феноло-формальдёгидных'смол
в процессе производства от соприкосновения их с воздухом,
причем происходит изменение цвета от желтого до
тёмнокрасного. Древесная мука, входящая в прессовочную композицию,
также бывает причиной потемнения прессованных изделий.
Неокрашенные прессовочные порошки в большинстве случаев
дают изделия темножелтого цвета, что затрудняет
возможность получения прессовочных порошков чистых светлых
тонов: красного, розового, оранжевого, зеленого, синего и др.
Поэтому прессовочные порошки рекомендуется окрашивать в
более темные тона, в которых желтый цвет смолы и
тенденция к потемнению древесной муки оказывают меньшее
влияние на изменение оттенка. Получение темных тонов зависит
от количества красителя и его окрашивающей способности.
Прессовочные порошки окрашиваются в черный цвет
спиртовыми растворами нигрозина или фурфурольной смолой.
Для окраски в коричневый цвет пользуются преимущественно
мумией, охрой и киноварью или органическими красителями.
Другие цвета могут быть получены при помощи органических
красителей, но выбор их ограничен стойкостью красителей
к действию температуры, а также формальдегида и аммиака,
которые почти всегда присутствуют в феноло-формальдегид-
ных прессовочных композициях.
Для получения цветных прессовочных композиций можно
пользоваться, например, следующими минеральными
пигментами или органическими красителями:
Красители
Родамин-В ... ...
Сафранин ..,....,,.
Количество
красителя в
сухой смоле
В °Jo
3-5
2,5-3
2,5 -3
2,5-3
0,5-5
8-10
0.5 „
0,5
Цвет прессовочного материала
Темножелтый с коричневым
оттенком
Темножелтый с зеленоватым
оттенком
От темножелтого до
красновато-коричневого
Желто-коричневый
Красный
Вишневый
137
Красители
Количество
красителя в
сухой смоле
в »,'„
Цвет прессовочного материала
Ораяж-2В
Аурамин
Бисмарк коричневый
Хризоидии-110 ....
s
Метиленовый голубой
Виктория-гслубой . .
Бриллиант-зеленый .
0,5
0.5
1
0,5-2
0,3-0,5
0,3-0,5
0.4
Оранжевый
Желтый
Кирпячно-желтый
Коричневый
Зеленый
При изготовлении цветных прессовочных порошков с
помощью органических красителей применяют, главным
образом, предварительно окрашенные смолы; неорганические
красители добавляют при замеске в смесителе.
В прессовочные композиции обычно вводят, в количестве
от 1 до 12,5% от веса смолы, минеральные наполнители:
каолин, литопон, окись цинка, окись титана, значение
которых определяют их влиянием в одних случаях на окраску,
в других — на ход отверждения.
Для обеспечения стойкости к действию света и воздуха
необходимо применять чистое сырье, свободное от примесей,
что особенно относится к фенолу. Для получения
равномерной окраски следует употреблять древесную муку мелкого
помола или измельченную сульфитную целлулозу; для
получения же некоторых окрасок гексаметилентетрамин нужно
заменить параформом, так как аммиак обезвоживает ряд
красителей; в резольных смолах, подлежащих окраске,
фенол рекомендуется заменять крезолом.
Из сопоставления различных методов изготовления
прессовочных порошков видно, что лаковый метод хотя и дает
более однородную пропитку наполнителей, но его следует
признать экономически невыгодным, так как процесс сушки
композиции связан с неизбежными потерями растворителя.
Водно-эмульсионный метод в экономическом отношении
более приемлем, так как он не требует растворителей;
самый же процесс сушки является более длительным, кроме
того, при обоих методах нужны смесители и сушилки
больших емкостей. Стандартизация прессовочного порбшка по
текучести при этих методах затруднительна.
138
При изготовлении прессовочных порошков по сухому
методу эти недостатки устраняются, но требуется
тщательное измельчение и перемешивание компонентов, а также
горячее вальцевание.
Основным недостатком всех трех методов является
прерывность процесса, что приводит к получению неоднородней
продукции и к ухудшению санитарных условий
производства. Для устранения неоднородности в производственных
условиях несколько замесок прессовочных порошков
соединяют в одну при помощи вращающихся барабанов или
специальных смесителей, не допуская при этом, однако,
больших отклонений в текучести замесок.
В заграничной практике указанные недостатки
устраняются непрерывностью процесса производства, его
механизацией и автоматизацией.
Например, на некоторых американских заводах прессовочную
композицию из новолачной смолы изготовляют сухим методом по следуй-
щей схеме. Эту смолу вначале измельчают на дробилке Блэяа,
а зачтем на мельнице Раймонда до состояния порошка, который но
трубопроводу подают при помощи сжатого воздуха через воздушный
сепаратор на дозировку одновременно с древесной мукой, гексаметилеи-
тетрамниом и другими компонентами. Составленная композиция
поступает в смеситель Бенбери, из которого масса переходит на ленточный
транспортер, направляющий ее на зубчатую дробилку, а отсюда
винтовым шнеком на вторую мельницу для мелкого помола. Нак&нец,
пневматическим транспортером порошок передают в сборные бункеры,
откуда через сито-трясучку пересыпают его в тару.
Для предохранения прессовочной композиции от
попадания в нее металлических частиц прессовочный порошок после
измельчения в мельницах для тонкого помола пропускают
через жолоб с магнитом' или через магнитный сепаратор.
Большое влияние на свойства прессовочных композиций
оказывает, как уже упоминалось, характер наполнителей.
Применение волокнистых материалов вместо, древесной муки
приводит к получению прессовочных композиций с более
высокими показателями механических свойств. Указанные
материалы в качестве наполнителя применяются в виде
отдельных волокон (хлопчатобумажные и льняные очесы),
линтера, котонина или обрезков ткани (кроши); последние
придают прессовочному материалу особенно высокие
механические свойства.
Наряду с этим в качестве наполнителя применяются
также асбестовые волокна. Изделия из асбеста обладают
высокой стойкостью по отношению к химическим реагентам,
но они легко впитывают влагу, а потому для техники имеют
139
ценность изделия, полученные из смеси асбеста со
связующими веществами, устраняющими этот недостаток.
Длинноволокнистый асбест повышает механические свойства, но
затрудняет прессование изделий.
Прессовочный материал, изготовленный с асбестовым
наполнителем, дает возможность получать изделия с высокой
теплостойкостью, однако по механическим свойствам они
часто уступают изделиям с органическим волокнистым
материалом.
Приемы изготовления прессовочных композиций с
волокнистыми наполнителями сходны с описанными лаковым и
водноэмульсионным методами, за исключением операции
измельчения. В основном метод получения этих композиций
заключается в смешении феноло-формальдегидной смолы
с наполнителем в смесителях и высушивании композиции
в вакуум-сушилке полочного типа.
При хранении прессовочных композиций необходимо
тщательно предохранять их от воздействия влаги воздуха и
защищать от пыли; для этого требуется специальная
упаковка. Лучшей тарой является железная бочка с
герметически закрывающейся крышкой, легко открывающейся при
помощи специального подвижного кольца и рычага.
Прессовочный материал на основе новолачных смол
сохраняется при 20° около года. Хранение при повышенной
feiunepafype"ведёт к конденсации, сопровождающейся
потерей текучести.
В последнее время в заграничной технике уделяется
внимание получению прессованием прозрачных материалов из
чистых резольных смол.
Новак предложил прессовать резитолы с содержанием
15—25% растворимого резола. Альберт получал резитолы,
пригодные для прессования, подвергая предварительному
вальцеванию новолаки с гексаметилентетрамином.
Ряд работ, проведенных в СССР, привел также к
положительным результатам.
Были исследованы три типа смол:
1) резольная смола с катализатором — аммиаком;
2) новолачные смолы с последующей обработкой
гексаметилентетрамином;
3) пластифицированные смолы, полученные конденсацией
фенола с гексаметилентетрамином в присутствии гликоля
и бутилового спирта.
По сообщению Соколова и Зарубиной резольную смолу
после удаления воды отверждали в термостате при 100—
140
110°, измельчали и просеивали через сито с 200 отверстиями
на 1 см2.
В табл. 16 приведены механические показатели
прозрачных фенопластов.
Таблица 16
Механические показатели прозрачных фенопластов
Род исход ой смолы
Нозолачная с 10% гексаметилен-
То же с 15'Уо гексаметилентетр-
То же с 20% гексакетилентетр-
£
Текучесть
по Рашигу
мм
30
30
11
21
Прочность
на удар
хгсм/см'
19,4
18,6
13,2
8,7
Времен, сопро-
тивл. нзгнбу
кг/см*
1200 «
1182
1090
930
Петровым, Пичугиной и Цуненко предложен метод
получения прозрачных прессованных изделий, заключающийся
в конденсации фенола и гексаметилентетрамина в
присутствии бутилового спирта и гликоля.
Для получения прозрачных прессованных изделий по этому методу
берут на 100 вес. ч. фенола 40 вес. ч. гексаметилентетрамина, 25—30 вес. ч.
бутилового спирта и 10—15 вес. ч. этиленгликоля. Конденсация с гекса-
метилентетрамином проходит в две стадии, сначала с" 15 вес. ч. гекса- н
25 вес. ч. бутилового спирта в реакторе, а затем с 25 вес. ч. гекса-
и 109,5 вес. ч. гликоля в смесителе до образования смеси в виде геля.
Смолу вальцуют, измельчают и прессуют обычным способом.
Прозрачный прессовочный материал практически стоек
к действию водных растворов кислот и щелочей; показатели
его следующие:
Прочность на удар . Г ГГ. Г . 7' Г Г . 5—8 кгсм\см1
Времен, сопротивление изгибу 800—900 кг[смъ
Теплостойкость по Мартенсу 120°
Прочность на электрический пробой . . 20—23 кв/мм
Текучесть по Рашигу 50—100 мм
Чистые прессованные фенопласты, несомненно, в ряде
случаев будут обладать более высокой химической стойкостью и
лучшими электроизоляционными свойствами, а потому они
найдут ряд новых применений.
Выше было приведено только несколько возможных
случаев прессования прозрачных фенопластов. Несомненно,
141
Имеется возможность прессовать частично отвержденные ре-
зольные смолы, полученные как с основным, так и с кислым
катализатором. Предварительно смолы путем нагревания
должны быть доведены до стадии резитолов с определенным
соотношением растворимой и нерастворимой частей.
ГЛАВА 9
ПОЛУЧЕНИЕ ПРЕССОВАННЫХ ИЗДЕЛИЙ
, Прессформы. Прессформы для получения изделий йЪ
прессовочных порошков конструируют двух типов: 1)
открытого (рис. 17) и 2) закрытого (рис. 18) типа. В прессформах
открытого типа при прессовании избыточная масса
вытекает в местах соприкасания верхней и нижней части пресс-
формы, а в прессформах закры-
Рис. 17. Прессфэрма " Рис. 18. Прессформа
открытого тида. закрытого типа.
открытого типа происходит прессование по преимуществу
плоских изделий несложного профиля. Эти прессформы
меньше изнашиваются, чем прессформы закрытого типа,
имеют меньший вес и обходятся дешевле. В пресс-
формах закрытого типа можно прессовать изделия
значительной высоты и сложной конфигурации; при
конструировании прессформ этого типа следует иметь в виду, что
удельный объем прессовочного порошка почти в три раза, а для
текстолитовой крошки — в восемь раз больше объема
отпрессованного изделия, поэтому необходимо проектировать
соответствующую высоту обоймы и надпрессовочное
пространство. При прессовании изделий в прессформах
закрытого типа требуется точная дозировка прессовочного
порошка.
142
Прессформы закрытого типа часто имеют отжимную
кромку (кветчрант) и в этом случае они называются пресс-
формами с перетеканием (рис. 19). В этих прессформах
избыток материала во время прессования отжимается
бортиком кветчранта, вследствие чего изделие получается без
толстых заусенцев по краям. На верхней части прессформы
по краям нарезаются канавки, так называемые лыски, по
которым в процессе прессования выходят летучие продукты и
избыток прессовочной массы. При проектировании прессформ
необходимо принимать во внимание усадку прессуемых
изделий.
Верхняя часть прессформы называется пуансоном, а
нижняя — матрицей. В зависимости от мощности пресса и раз-
Рис. 19. Прессформа с nspere- Рис. 20. Многогиездная пресс-
канием. форма с надпрессовочным
пространством.
меров прессуемого изделия прессформы бывают одно-
гнезд н ы е, двухгнездные, четырехгнездные
и многогнездные. ^1ногогнездные прессформы
(рис. 20) дают лучшее использование пресса, повышение
производительности и снижение себестоимости изделий.
Количество гнезд определяется максимальным давлением
в прессе.
Прессформы могут быть съемными и стационарными;
съемные не имеют постоянного крепления на прессе, а
потому после каждой запрессовки их снимают с пресса и
производят разборку на специальных столах с
соответствующими разъемными механизмами или на специально
приспособленных прессах. Стационарные прессформы крепят
неподвижно к прессу болтами, причем к верхней плите крепят
пуансон, а к нижней — матрицу. Для прессования изделий
в стационарных прессформах в большинстве случаев
применяют прессы с верхним давлением, так как на прессах с
нижним давлением затруднительны разборка прессформы и вы-
143
талкйваггее. из нее запрессованных изделий. Для точной
центровки прессформы применяются направляющие шпильки,
которые по мере износа заменяют новыми. Для выталкивания
изделий из прессформы в матрице имеется выталкиватель,
который приводится si действие выталкивающим плунжером пресса.
Внутреннюю часть прессформы, представляющую собой
негативную форму изделия, в целях экономии можно делать
сменной, чтобы по мере износа ее поверхности можно было
заменять новыми, не затрачивая материала и труда на
изготовление всей остальной части прессформы.
Для изготовления прессформ служат специальные сорта
твердых и вязких сталей. Для оформляющих деталей пресс-
форм применяют цементирующиеся и закаливающиеся стали
ЭУ-8 и ЭУ-7, а для остальных деталей — сталь СТ-3. Вместо
углеродистых сталей рекомендуется применять также
легированные, из которых наиболее употребительна хромоникелевая
сталь; ввиду низкого содержания в ней углерода (0,35—
0,6%) ее подвергают цементации, т. е. поверхностному
науглероживанию. .
Для придания рабочей поверхности прессформ химической
стейкОсти й для уменьшения износа от истирания ее
хромируют, а для придания особой твердости ее можно
азотировать или цианироватъ. Процесс азотирования заключается
в Нагревании заготовок прессформ в атмосфере аммиака,
- -а—процеее-цианирования —-в высокотемперэтурншг "обработке"
стали цианистыми солями.
В заводской практике прессформы обогревают паром или
электричеством. Для парового обогрева в прессформах
имеются просверленные каналы, по которым циркулирует
пар, отдающий тепло металлу прессформы, а для охлаждения
ее по каналам пропускают воду. Каналы для обогрева и
охлаждения просверливаются по соответствующей схеме в.
зависимости от конструктивных особенностей прессформы и
ее теплового расчета.
Расход тепла на обогрев прессформы рассчитывают по
формуле:
> Q~G-c(tK-tB)+g.c'(tK-ta),
где G — вес прессформы в кг; с — теплоемкость металла;
tx — конечная температура; гн — начальная температура;
g" — вес прессуемого изделия; с' — теплоемкость изделия.
К полученному расходу тепла необходимо добавить
потери, которые зависят от габаритов прессформы и
конкретных условий работы цеха.
144
Паровой обогрев прессформ требует соответствующей
температуры насыщенного пара. В огромном большинстве
случаев для обеспечения требующейся температуры пресс-
формы (175—179°) необходимо иметь в паропроводе
сравнительно высокое давление.
Если на заводах отсутствует соответствующее паровое
хозяйство и нет необходимости охлаждения прессформ, то
широко применяют электрический обогрев, который в
большинстве случаев осуществляется нагревательными
элементами из материалов, обладающих высоким сопротивлением.
Выделяющееся при этом тепло подсчитывают согласно закону
Джоуля-Ленца:
'Q = 0,24 П ■ #2 • t,
где Q — количество тепла в малых калориях; / — сила тока
в амперах; R — сопротивление проводника в омах; t — время
в секундах; 0,24 — коэфициент, показывающий количество
тепла в малых калориях, которое выделяется в проводнике,
имеющем сопротивление 1 ом в 1 сек. при силе тока в 1 а.
Обычно прессформы обогревают током напряжением
40—120 в.
В качестве материала для обогревательных элементов
применяют главным образом нихром (сплав 62% никеля,
12% хрома, 26% железа, и других металлов). Уд.
сопротивление его 1,0—1,1; рабочая температура 900—1000°. Нихром
можно применять в виде проволоки или ленты шириной
I—3 мм и толщиной 0,2—0,4 мм.
Для изоляции нагревательную спираль покрывают
миканитом (слюдяной изоляцией), а для уменьшения потерь
тепла в окружающую среду применяют асбестовую изоляцию
(асбестовый картон).
Для нагрева прессформы до температуры 20—160°
требуется 20—40 вт на 1 кг веса прессформы. Потеря тепла
нагретой до 160° прессформы в окружающую среду составляет
б среднем 0,2—0,6 вт на каждый квадратный сантиметр
поверхности. Кроме того, на каждый грамм
перерабатываемого прессовочного порошка расходуется около 1,3 ат. , ■■
Прессы. В промышленности пластических масс
применяются механические и гидравлические
прессы; последние наиболее широко распространены.
За границей большое внимание уделяется механическим
прессам различных конструкций. Преимущество их перед
гидравлическими состоит в iom, что они не требуют
дорогостоящего добавочного оборудования: насосов, аккумуляторов,
Ю Вак. 1532, ' 145
Гидравлических сетей, ^однако при применении их
исключается возможность получения постоянного в любой точке
хода давления, необходимого по условиям прессования.
Существуют три
основные конструкции механических
прессов, различающиеся между
собой системой регулирования
давления: ;
1) прессы с двойным
коленчатым рычагом с механическим
(ручным) регулированием для
давлений до 60 т (рис. 21);
2) прессы с двумя
кривошипами с буферной жидкостью
(масло) для давлений
(кривошипа) 100—180 т (рис. 22);
3) прессы с коленчатым
рычагом и штангой с воздушной
подушкой (7 ати) для
давлений (коленчатого рычага) 60 т
(рис. 23).
Все эти механические
прессы пригодны для
автоматического управления. В этом
случае они- нрвводятс-я в^евст-вие
электромотором через систему
шестерен, коленчатых валов и
кривошипов. 'При достижении
определенного давления
передача ! автоматически i
выключается и прессформа остается
под давлением на время,
необходимое для оформления или
отверждения прессовочной
композиции. По истечении времени выдержки под давлением вся
система передачи возвращается в первоначальное положение,
при этом отпрессованное изделие выталкивается из матрицы.
В зависимости от направления движения плунжера
гидравлические прессы делятся на горизонтальные,
вертикальные и угловые; вертикальные в свою
очередь разделяются на прессы с верхним и. нижним
давление м. Прессы с верхним давлением удобны для
обслуживания.
146
Рис.21. Механический пресс
ныы регулированием.
с руч-
В вертикальных прессах с верхним давлением плунжер,
создающий давление при запрессовке, движется сверху вниз.
Такой пресс конструкции завода «Красный гидропресс»
изображен на рис. 24.
Рис. 22. Механический пресс Рис. 23. Механический пресс с воздуш-
с масляно-гидравлическим ным регулированием,
уравнивающим давлением.
Четырехколонный пресс смонтирован на раме /, к которой крепится
Нижняя неподвижная плита 2; верхняя подвижная плита 3 может
двигаться вниз и вверх по направляющим колонкам 4, будучи соединенной
с плунжером 5 гидравлического цилиндра 6. Этот цилиндр закреплен
неподвижно в верхней траверзе 7, укрепленной на колоннах пресса.
Чтобы привести в действие пресс, воду под давлением подают в цилиндр
пресса через штуцер 8, при этом плунжер под давлением воды в
цилиндре вместе с подвижной плитой пресса опускается. Для подъема
верхней плиты при разъеме ирессформы применяют два ретурных
цилиндра 9, плунжеры которых упираются о верхнюю подвижную плиту.
На колоннах 4 надеты ограничители 10 хода верхней подвижной плиты.
Изделия после отпрессовки выталкиваются из матрицы прессформы
выталкивателем 11. Выталкиватель // представляет собой плунжер
гидравлического цилиндра 12 двойного действия, который помещен
10* 147
в центре нижней плиты пресса. Прессформы на этих прессах крепятся
болтами, которые заводятся головками в пазы 13 плит, причем к
верхней плите крепится jiy-
ансон, а к нижней —
матрица.
Вертикальный
пресс с нижним
давлением приведен на
рис. 25.
В чугунном или
стальном цилиндре /
помещен плунжер 2, к
которому присоединена
нижняя плита 3.
Верхняя плита 4, укреплена
неподвижно на четырех
колоннах 5. Вода по
' трубопроводу высокого
давления через
дистрибутор 6, и специальный
штуцер в цилиндре
пресса поступает в цилиндр,
при этом плунжер с
нижней плитой движется
вверх. Кроме главного
плунжера у этих
прессов для удобства рас-
прессовки иногда
устанавливают ретурные ци-
ЖндрьГ'Г, "работающие
сверху вниз. Нижняя
плита во избежание пе-
вляющие 8, охватываю-
рекосоа имеет напра-
щие колонны 5.
К прессам с
нижним давлением
относятся также и
многоэтажные (рис. 26)
с- обогреваемыми
плитами,
расположенными
параллельно одна над другой.
Плиты обогреваются
паром, подаваемым в каналы через медные трубки или
резиновые шланги. Этот тип прессов применяется для
прессования слоистых пластических масс, выпускаемых в виде
пластин или плит. К прессам такого типа относятся
вертикальные многоэтажные, применяемые при приссоваш-ш
текстолитовых шестерен в съемных прессформах.
U8
Рис. 24, Гидравлический пресс за&ода
„Красный гидропресс":
1— рама; 2—нижняя неподвижная плита; 3—верхняя
подвижная плита; 4 — колокиы; 5—плунжер; 6 —
гидравлический цилиндр; 7— верхняя траверса; 3—штуцер
для подачи воды в цилиндр; 9— ретурные цилиндры;
10 — ограничитель хода верхней подвижной плиты; 11—
выталкиватель; 12—гидравл) чэ:кий цилиндр; 13— пгзы
в плитах.
Прессование изделий на прессах с нижним давлением
производят большей частью в съемных прессформах, так как
в этом случае усложняется устройство выталкивателей для
извлечения изделий после их
запрессовки. ■* __
Угловые прессы ' (рис. 1 27)
предназначаются для
прессования сложных изделий, когда
требуется применение
давления одновременно как по
вертикальной, так и по
горизонтальной ПЛОСКОСТИ. "
Термином тоннаж прессов
определяют максимальное
развиваемое ими усилие, равное
произведению - из площади по
перечного сечения плунжера
рабочего цилиндра на
давление гидравлической жидкости
(манометрическое давление).
Отсюда следует, что один и
тот же пресс с определенной
площадью плунжера может
иметь различный рабочий
тоннаж в зависимости от
давления гидравлической жидкости.
Полезный, или рабочий тоннаж
прессов обычно на 10—15%
меньше номинального
вследствие потерь давления в самом
прессе.
Усилие Р, передаваемое на прес'сформу, определяется по
следующей формуле:
Рис. 25. Гидравлический пресс
с нижним давлением:
/ — стальной цилиндр; 2— плунжер; 3 —
нижняя плита; 4 ~-"верхняя плита; 5 —
колонны; в — дистрибутор; 7 — ретурные
циливдры; 8 — направляющие; 9 —
нанометр.
Р =
кГР
- р ке,
где D — диаметр рабочего плунжера пресса в см; р —
манометрическое давление гидравлической жидкости в рабочем
цилиндре пресса в кг/см2.
Полезное, или рабочее давление, Pi за „вычетом потерь
на трение, составляет:
Р1 = -т-Р-Я*
149
где Ri— потери вследствие трения в манжетах,
сопротивления ретурных цилиндров, трения в манжетах ретурных
цилиндров и трения в направляющих.
Усилие,- получаемое на плунжере при помощи ручного
гидравлического насоса, подсчитывается по формуле:
где Р — давление на плунжере в кг; р — давление,
передаваемое на рукоятку насоса, в кг; L — длина рукоятки насос-
Рис. 26. Многоэтажный Рис. 27. Угловой пресс:
Р Т — верхний цилиндр; 2 — боковой цилиндр,
ного рычага в см; I — короткое плечо насосного рычага в см.;
D — диаметр плунжера пресса в см; d — диаметр плунжера
насоса в см.
Для определения давления жидкости в гидравлической
сети, необходимого для прессования материалу с
определенным удельным давлением, пользуются формулой:
F '
где Р — давление в гидравлической сети по манометру
в кг/см2; f — площадь проекции изделия (в направлении
150
прессования) в см2; D — удельное давление в кг/см2; F —
площадь поперечного .сечения плунжера рабочего цилиндра в см2.
Для уплотнения цилиндров гидравлических прессов
применяются кожаные манжеты U-образного сечения или
набивки, изготовленные из пеньковой или хлопчатобумажной
плетенки. Кожаные манжеты равномерно прилегают к стенке
цилиндра и к поверхности плунжера.
Дистрибуторы. В гидравлических прессах важное
значение имеют распределители давления, так называемые
дистрибуторы, осуществляющие управление всеми циклами
работы прессов.
Рнс. 28. Схема пятишпиндельного дистрибутора:
/, 2, S, 4, 5 — шпиндели; 1', 2', 5', 4f, S' — трубопроводы; 6, 7 —труба.
К дистрибуторам предъявляются следующие основные
требования: 1) легкость управления, 2) плотность пригонки
их деталей и 3) возможность быстрой смены деталей.
Дистрибуторы регулируют подачу воды в цилиндры
прессов под давлением; для прессов1 с нижним давлением
они применяются упрощенной системы. В этих прессах вода
подается в цилиндр только для подъема нижней плиты, а для
опускания в большинстве случаев используется собственный
вес плиты; в этом случае дистрибутор состоит из двух вентилей
или одного двухходового крана. Одновременно происходит
закрытие одного вентиля, прекращающего подачу воды из
соответствующей гидравлической сети в цилиндр пресса, и
открытие второго вентиля, в результате чего плунжер вместе
с плитой опускается, вытесняя воду в сборный резервуар.
Обычно на заводах пластических масс имеются две
гидравлические сети. Сеть низкого давления предназначается
151
в прессах с нижним давлением для подъема нижней плиты
(стола), а в прессах с верхним давлением—для опускания
верхней плкты до рабочего положения. Сеть высокого
давления (150—300 ат) служит для осуществления рабочего давле-
Рис. 29. Дистрибутор системы „Гидравлик".
Положение рукоятки:
/—полное давление; 2 —предварительное давление; 3— стоп;
4 — обратный ход.
ния,' при котором происходит процесс прессования.' В этом
случае применяются дистрибуторы более сложной
конструкции, представляющие собой металлическую коробку,
имеющую несколько шпинделей, регулирующих движение воды
(рис' 28). Шпиндели, имеющие винтовую нарезку, при
помощи торцевого ключа могут подниматься и опускаться,
152
, причем открывается или закрывается подача воды из
гидравлических сетей в цилиндр пресса, а также приводится
в действие выталкивающее приспособление.
Шпиндель 3 перекрывает доступ воды нз сети низкого давления 3'
в цилиндр пресса; шпиндель'";? регулирует подачу воды из
гидравлической сети высокого давления 2'; шпиндель / перекрывает
трубопровод /', который соединен со сборным резервуаром; шпиндель 4 служит
для подъема выталкивателя, а шпиндель 5 — для его опускания.
Такое устройство дистрибуторов! не может полностВю
предотвратить случайное открытие того или другого шпин-
Н наагсу(Ш1нумулят1!ру)
Hpaffai/eMy цилиндру-
Н ретурна/лу
'цилиндру
тт^
Рис. 30. Схема действия дистрибутора:
/ — клапан для впуска напорной воды а рабочий циливд&
2 — клапан для впуска напорной воды в ретурный цилиндр;
3 — клапан для соединеаия рабочего цилиндра с баком;
4 — клзп'ан для соединения ретуриого цилиндра с баком.
деля, что может привести к значительной утечке воды.
Поэтому в настоящее время применяют более совершенные
дистрибуторы (рис. 29) системы «Гидравлик». Они
сконструированы так, что пуск воды под давлением из той или
другой магистрали ■: производится путем переключения
рукояткой различных клапанов. Все клапаны поднимаются
и опускаются согласованно. Рукоятка имеет пружинную
защелку, при помощи которой она становится в вырезы
соответствующего положения клапанов. Одним поворотом
рукоятки можно пустить гидравлическую жидкость в
рабочий или ретурный цилиндры или выключить их из
гидравлической сети.
Схема действия дистрибутора показана на рис. 30.
л__ . Клапан / предназначен "для впуска напорной воды в рабочий
цилиндр, клапаи 2 — для впуска напорной воды в ретурный цилиндр;
153
через клапан 3 рабочий цилиндр соединен с баком, а через клапан '4
ретурный цилиндр соединен с баком.
Аккумуляторы. Установка аккумуляторов имеет
целью в процессе работы насосного агрегата запасать
гидравлическую жидкость под давлением, а затем при более или
менее резком увеличении ее расхода компенсировать
случайное падение давления в сети. Применение аккумуляторов
дает возможность устанавливать производительность насоса
по среднему, а не по максимальному
расходу жидкости, в результате чего
уменьшается общий расход энергии.
Аккумуляторы обеспечивают
поддержку постоянного давления в
гидравлической сети.
При отсутствии аккумуляторной
установки мощность насосного
агрегата необходимо рассчитывать на
одновременное включение всех прессов,
т. е. на максимумы потребления
гидравлической жидкости. Таким образом,
насос следовало бы рассчитывать на
максимальный расход жидкости.
Однако в производственной практике это
-елу-чаехся-. .редко;- __бш.ьшей. частью_
в сеть одновременно включают часть
Рис. 31. Гидравлический прессов и, следовательно, мощность
грузовой аккумулятор: насоса полностью не используется.
/-сталыю* ишшндр,- з- плуН- Аккумуляторная установка дает воз-
кер; 3- стальная плнта; 4— МОЖНОСТЬ ВЫбрЭТЬ НЭСОС МеНЬШИХ ОаЗ-
съ.-мныг грузы: о—дерезян- l . L
ные брусья. .меров в соответствии с коэфициентом
одновременности работы прессов.
Если в прессовом цехе применяются предварительное
низкое и высокое рабочие давления, то для каждой
гидравлической сети .устанавливают, отдельный аккумулятор.
В промышленности пластмасс применяют тидропрессовые
установки с аккумуляторами различных типов. Гидравлические
аккумуляторы бывают следующих типов: 1) грузовые, 2)
поршневые воздушно-гидравлические и 3) беспоршневые воздушно-
гидравлические.
Грузовой аккумулятор показан на рис. 31.
Он состоит из стального цилиндра /, имеющего в верхнем конце
сальник с уплотнением. В цилиндре, установленном на массивном
фундаменте, ходит плунжер 2, представляющий собой стальной шток. На
верхнем конце плунжера укреплена стальная плита 3 с подвешенной
154
к ней посредством четырех тяг нижней плитой, на которой укладывают
съемные грузы 4 в количестве, необходимом для получения требуемого
давления в сети. В нижнем положении плита опускается на
деревянные брусья 5, предназначенные для смягчения удара при быстром
опускании груза. Для большей устойчивости верхняя и нижняя плиты
ходят по направляющей раме, состоящей из двутавровых балок,
закрепленных нижним концом в фундаменте, а верхним связанных со
стеной здания. Предохранительный клапан устанавливается на
цилиндре аккумулятора; он действует при разрыве трубопровода линии
высокого давления, когда вода начинает вытекать с большой
скоростью, а груз падает. Клапан прижимается к седлу и уменьшает
сечение выпускной трубы для воды. Блокировочный аппарат
установлен у насоса на линии высокого давления и служит для переключения
насоса на холостой ход,' т. е. прекращает подачу воды в сеть.
Вес груза аккумулятора соответствует давлению в
гидравлической сети и подсчитывается по формуле:
где G — вес груза аккумулятора в кг; р — давление в сети
в кг/см2; d — диаметр плунжера аккумулятора в см; ?] —
к. п. д., обычно принимаемый равным 0,9.
Емкость грузового аккумулятора определяется расходом г
воды при одновременном включении определенного числа ""
прессов. В комплект прессов подбирают лишь однотипные,
на которых прессуют изделия, требующие равного срока
выдержки под давлением и одинакового обслуживания. От
продолжительности выдержки прессуемого изделия под
давлением зависит и коэфициент одновременности включения
прессов в гидравлическую сеть.
К достоинствам грузового аккумулятора следует, отнести
простоту конструкции и малые колебания в давлении, а к
недостаткам — возможность гидравлических ударов в сети и
ее разрывы; громоздкость установки, требующей большого
помещения; износ уплотнений (манжет, сальников, клапанов),
смена которых требует много времени, ф
За последнее время все большее применение находят
воздушно-гидравлические поршневые и беспоршневые
аккумуляторы, в которых роль груза выполняет сжатый воздух. Схема
работы поршневого воздушно-гидравлического аккумулятора
показана на рис. 32.
Он состоит из воздушного цилиндра / и поршня 2. Давление
сжатого воздуха передается в цилиндр из специальных баллонов. На одной
оси с, поршнем воздушного цилиндра закреплен плунжер
гидравлического цилиндра; давление воды в последнем будет во столько раз
больше давления в воздушном цилиндре, во сколько раз площадь
сечения воздушного поршня больше площади сечения гидравлического
155
плунжера. Эти аккумуляторы требуют установки специального
компрессора. В воздушно-гидравлическом поршневом аккумуляторе воздух
находится в баллоне 3, откуда он поступает в цилиндр /. Воздух
давит на поршень 2, при этом находящаяся в цилиндре вода под
давлением подается в рабочие цилиндры прессов через трубу 6. Подача
воды из резервуара 5 в водяное пространство цилиндра / -производится
под давлением насосом 4.
Наряду с поршневыми
воздушно-гидравлическими
аккумуляторами существуют, такие,
в которых отсутствует
воздушный поршень; они носят
название воздушно-гидравлических
Рис. 32. Схема действия
поршневого пнезматико-гидравлического
аккумулятора:
/ — воздушный цилиндр; 2 — поршень;
3 — баллон с воздухом; 4— насос; 5 —
резервуар для воды; 6 — труба, для
подачи воды; 7 — трубопровод,
беспоршневых аккумуляторов. В них воздух из запасных
Валлонов передается непосредственно в гидравлический цилиндр,
имеющий также форму баллона, и жидкость под тем же
давлением поступает в пресс. '• Воздушно-гидравлические
беспоршневые аккумуляторы наиболее совершенны;
преимущества их перед остальными состоят: в отсутствии
динамических ударов, в небольшом числе утотнений и в менее
громоздком фундаменте,
156
Рис. 33. Гидравлипеский
мультипликатор:
/ — цилиндр; 2*— цилиндр, слу«
жащнй одновременно плунжерам;
3 — ретурные цилиидры; 4~плуи-
жеры; 5 — поперечина.
В производственных условиях иногда бывает необходимо
повысить давление воды, подаваемой из аккумулятора; для
этой цели устанавливают гидравлические
мультипликатор ы, переводящие низкое давление в высокое. Такой
гидравлический мультипликатор показан на рис. 33.
Мультипликатор состоит из цилиндра / с определенным давлением
воды и цилиндра 2 с давлением воды в два раза большим; этот
цилиндр в свою очередь является плунжером цилиндра /. Действие
гидравлического мультипликатора заключается в том, что вода из
аккумулятора под давлением поступает в цилиндр / и давит на плунжер
(цилиндр) 2, внутри которого давление повышается в два раза. Через
имеющееся в этом плунжере отверстие вода вытесняется в пресс. При
обратном ходе воду под давлением подают в ретурные цилиндры 3,
снабженные плунжером 4, и этим заставляют поперечину 5 с плунжером
(цилиндром) 2 занять первоначальное положение. -
Прессование изделий. В процессе прессования
прессовочные материалы загружают в прессформу в виде
порошков или таблеток. При
загрузке порошков их предварительно
дозируют на весах или отмеривают
мерником, объем которого
соответствует установленному весу.
Применение таблеток дает ряд
преимуществ: в них содержится меньше
воздуха, чем в порошках; их
удобнее подогревать и загружать в
прессформу и, кроме того, при
использовании таблеток надпрессовоч-
иое пространство прессформы может
быть соответственно уменьшено.
Таблетирование, производят в
прессформах или при помощи
специальных таблеточных прессов.
Таблетирование в прессформах
применяют при прессовании больших
деталей из прессовочных
композиций с волокнистым наполнителем
или из текстолитовой крошки.
Прессовочные порошки таблетируют на
автоматических прессах (рис. 34)
с установленными на них специальными штампами. Порошок
подают из бункера в дозировочную коробку, из которой он
попадает под штамп. Емкость мерника и размеры штампа
могут меняться. Таблетки из-лод штампа выбрасываются
автоматически.
Рис. 34. Таблеточный
автоматический пресс.
157
При заготовке таблеток, бывает затруднено
впрессовывание арматуры; поэтому рекомендуется оставлять в таблетках
отверстия, в которые перед прессованием вставляют
арматуру. За последнее время сконструированы специальные
таблеточные машины, в которых арматура впрессовывается в
таблетки.
Перед прессованием прессовочный материал рекомендуется
предварительно подогревать в термостате. На некоторых
заграничных заводах для подогрева принята температура около
80—85°, а продолжительность нагрева не превышает в
среднем 15—20 мин. при толщине слоя 10—20 мм. На наших
заводах для подогрева применяют более высокую
температуру (до 140—180°) при сильном сокращении
продолжительности подогревания1. Предварительное подогревание связано
с опасностью перегрева частей прессовочного материала,
расположенных ближе к источнику тепла. Поэтому
целесообразнее подогревать предварительно уплотненный материал
в виде таблеток, так как они имеют большую
теплопроводность, чем. порошок, и, следовательно, равномернее
прогреваются.
Условия прессования, как указывалось выше, в
значительной степени влияют на качество готовых изделий;
например, при недостаточной выдержке под прессом может
получиться изделие с низкими механическими свойствами, неводо-
-атойжае^-С-шюхими-показателями „электрических, свойств.ЛЗо-_
этому необходимо учесть все факторы, влияющие на ход
прессования. _.
Кроме состава прессовочной композиции, ее текучести,
большое значение имеет также точное соблюдение удельного
давления, температуры и продолжительности прессования.
При прессовании сначала следует давать невысокое давление,
а затем, по достижении наибольшей текучести композиции,
переводить работу пресса на высокое- давление, при котором
смола отверждается. От недостаточного выдерживания
изделия под прессом на нем появляются вздутия, причиной
которых могут быть запрессованный вместе с__порошком воздух,
выделяющиеся газы и влага.
Изделия с высокими стенками следует прессовать при
более низкой температуре для того, чтобы отверждение не
произошло раньше, чем прессовочная композиция заполнит все
1 Для новолачных прессовочных композиций предварительный
подогрев при 180—185° в термостате продолжается от 3 до 6 мин., а для
прессовочных композиций с резольной смолой при 800—100° в
термостате— от 10 до 20 мин.
158-
'Детали прессформы; при этом требуется соответственно
повышенное давление. Слишком-быстрое отверждение может
также произойти от чрезмерно глубокой конденсации смолы
или от неправильно проведенного предварительного
подогревания.
Процесс прессования в стационарных прессформах
складывается из следующих операций:
1) закладывания прессовочного порошка или таблеток,
а также арматуры в формы;
2) включения сети низкого давления (порядка 50 кг/см2);
3) включения сети высокого давления (200—300 кг/см2)',
4) выдержки;
5) разъема прессформы;
6) выталкивания изделия;
7) очистки прессформы.
Режим прессования может меняться в зависимости от
качества смолы, наполнителя и типа изделий.
Из быстро прессующихся композиций можно прессовать
некоторые изделия при 180—185° и уд. давлении 300 кг/см-
с выдержкой в прессформе не больше 30 сек. на каждый
миллиметр толщины изделия. Прессовочные композиции на
основе феноло-альдегидных смол * выдерживаются в пресс-
форме не более 1 мин. из расчета на Л мм толщины
прессуемого изделия.
При прессовании изделий в съемных прессформах после
загрузки прессовочного порошка или таблеток вкладывают
сверху луансон, причем наблюдают за правильным его
положением, так как иначе в обойме могут произойти перекосы
и смятие или срезывание стеыок обоймы. Для избежания
этого в прессформах имеются специальные направляющие
штифты, которыми обязательно следует пользоваться. Пресс-
форму необходимо укладывать в середине плиты, так как
неправильное расположение ее .приводит к перекосу нижнего
стола пресса. При нагревании под давлением, по истечении
необходимого времени выдержки прессуемого изделия, пресс-
форму снимают с нижней плиты пресса и извлекают изделие
из прессформы на разъемном ручном винтовом прессе или на
специально приспособленном гидравлическом прессе. Каждая
запрессовка должна сопровождаться чисткой прессформы.
Для получения прессованных изделий с блестящей ровной
поверхностью и без вздутий необходимо прессформы сначала
нагревать, а затем охлаждать. Такие операции, однако,
неэкономичны, так как требуют затраты времени, оборудования
и расхода тепла. С целью максимального использования прес-
159
сового хозяйства изделия вынимают иногда из прессформы
не полностью отвержденными, но сохраняющими уже
приданную им форму. Эти изделия могут подвергаться
дополнительной термической обработке в бакелизаторе.
Изделия после прессования проходят дополнительную
механическую обработку: удаление заусенцев, сверление
отверстий, фрезеровку, нарезку резьбы и т. д.
Заусенцы удаляют на наждачных кругах или вручную при
помощи напильника. Для механической обработки _ изделий
применяют специальные станки. Сверление отверстий
происходит на обычных сверлильных станках, причем места
сверловки отмечают шпильками, установленными в прессформе;
иногда отверстия сверлят по кондуктору, дредставляющему
собой металлическую оправку с отверстиями, направляющими
сверло. Для зачистки применяют станки с вращающимися
наждачными кругами_или с оклеенными наждачной бумагой
шайбами. Для механической обработки пользуются сверлами
и резцами из инструментальной или легированной стали и из
твердых сплавов.
После механической обработки изделий места зачисток
полируют. Изделия, отпрессованные в хорошо полированных
и хромированных прессформах, общей дополнительной
полировки не требуют. Полировку в случае надобности
производят на хлопчатобумажных или суконных вращающихся шай-
ТШт^долающих: Г200 обДган.
Важнейшим потребителем прессованных изделий из феноло-
формальдегидных порошков является автотракторная
промышленность, для которой в большом количестве изготовляются
детали агрегата зажигания. Высший сорт прессовочных
порошков предназначается для изготовления деталей для
изоляции с высокой водостойкостью и точных по размерам,
применяемых в слаботочной промышленности. Эти прессовочные
порошки также пригодны для деталей автотракторной и
авиационной промышленности, для метеорологических приборов,
работающих в условиях повышенной влажности, для
телефонов и автоматических телефонных станций и для ряда
других точных приборов.
Автотракторные детали работают в специфичных
термических и механических условиях, поэтому к прессовочным
материалам предъявляются требования высокой теплостойкости
и механической прочности (главным образом на изгиб и удар).
Крупным потребителем изделий из прессовочных порошкоз
является слаботочная промышленность, а именно радиопрс~
мышленность и телефония, а также машиностроение.
160
Прессовочные порошки применяются также для
изготовления изделий широкого потребления. Для этой цели могут быть
использованы прессовочные композиции с ббльшим
содержанием наполнителя и с применением менее ценного сырья. Для
получения этих изделий, кроме того, могут быть использованы
отходы высококачественных прессовочных порошков. В табл. 17
и 18 приведены физико-механические свойства изделий из
феноло-альдегидных прессовочных порошков.
Таблица 17
Физико-механические свойства изделий из феиоло-формальдегидиых
прессовочных порошков (по заграничным даииым)
Физико-механические
-показатели
Единица
измерения
Наполнители
древесная
мука
древесная
мука
волокно (в
виде
отдельных
волокон)
или ткаиь
(крошка)
асбест
Уд. вес
Прочность на удар . .
Времен, сопротивление
изгибу
Уд. давление при
прессовании
Темп, прессования . . .
Твердость по Бринелю .
Водопоглощение за
24 часа .
Теплостойкость по Мар-
тенсу
Электрическая
прочность
Объемное
сопротивление
Тангенс угла
диэлектрических потерь при
50 герц
г/си3
кгсм/см^
кг/см2
°С
кг/см2
°/о
°С
. кв/мм
ОМ. ■ СМ
—
1,3—1,5
6
600—800
200—300
151-170
45—50
0,1—0,2
125
10—16
ЮЮ—1015
0,С6—0,1
1,3-1,4
5
500—700
200—300
150-170
40
Не более
0,12
100
Не менее
IS
Не менее
10"
0,02-0,07
1,4
12—15
600—900
170-2С0
150—170
38
0,3
125
12—16
10U—1012
0,22
1,8—1,9
7—12
500—700.
200
150—170
55
0,06
150—200
5—10
Ю»_ 10U
0,4-0,5
Примечание. В третьей графе указаны величины физико-мехаии-
ческих свойств изделий, полученных из прессовочных порошков на основе
новолачной смолы, а в четвертой —из композиций на основе крезоло-фор-
ыальдегидной резольиой смолы.
Холодное формование. Кроме изделий,
получаемых горячим прессованием, сравнительно большое число
деталей получается формованием, основанным на холодном
прессовании.
11 Вак. 1532.
161
Таблица 18
Физико-ыехаинческие свойства изделий из фоиоло-формальдегидных
прессовочных порошков отечественного производства
Физико-механические показателя
Уд. ударная вязкость (прочность
Времен, сопротивление изгибу,
Времен, сопротивление сжатию,
Водопоглощение за 24 часа, не
Маслостойкость — изменение в
весе за 24 часа, не более . . .
Бензиностой кость за 24 часа, не
Теплостойкость по Мартеису, не
Уд. поверхностное сопротивле-
Уд. объемное сопротивление, не
Среднее пробивное напряжение,
Тангенс угла диэлектрических
потерь при частоте 50 герц, не
Текучесть по Рашигу в пределах:
Единица
измерения
г/см3
кгсм/смг
кг/см3
%
°/о
°/о
°С
ом
он. ем
к el мм
смъ/г
мм
9
°7.
Прессовочные порошки
К-18-2
1,4
4,0
500
1400
0,3
0,03
0,05
НО
110»
1-10»
10
2,5
35—180
81—130
131—180
0,6—1,0
К-21-22
1,4
4,2
500
1400
0,25
0,03
0,05
100
8 • ЮМ
5 • 1012
13
0,09
2,8
30— 80
81—130
131—180
0,6—1,0
Примечание. Прессовочный порошок К-18-2 представляет собой
композицию на основе иоволачиой смолы и древесной муки, а
прессовочный порошок К-21-22 — композицию на основе резольиой смолы и
древесной муки. Прессовочный порошок „Волокнит" имеет прочность на
удар не менее 9 кгем/см*. на изгиб-не менее 500" кг\сФ н
теплостойкость— не инже 110°.
Формовочные материалы получаются путем смешения
жидких резольных смол с различными наполнителями.
Формовочные композиции должны быть пластичными при
комнатной температуре или при легком нагревании и должны
хорошо вальцеваться, каландроваться, шприцеваться и при
162
формовании в изделия принимать форму и сохранять ее при
постепенном отверждении, которое происходит при выдержке
формованного изделия сначала при комнатной температуре, а
затем в термостате или в бакелизаторе при постепенном
нагревании.
Переработка фенопластов формованием тесно связана
с методом холодного прессования, при котором
формовочная масса прессуется без нагревания в форме, а отверждение
происходит вне формы. Формование фенопластов широко
применяется для композиций, содержащих асбест и каолин;
однако не исключена возможность использования для этой
же цели ряда органических наполнителей.
Из резольных смол наиболее пригодны содержащие
небольшие количества свободного фенола, формальдегида и
воды и имеющие небольшую вязкость. Такие композиции
способны образовать пластмассы, удовлетворяющие
требованиям формования или холодного прессования.
В США приобрели значение прессование изделий крупных
габаритов прц давлении 17—18 кг/см2 и метод формования
в резиновых мешках (способ Видаля) в автоклавах при 7 кг/см2.
Для этих целей применяют специальные типы резольных смол.
Для получения пластической формовочной массы, идущей
на изготовление кислотостойкой аппаратуры, применяют
следующий метод работы. Жидкую обезвоженную резольную
смолу смешивают в смесителе с асбестом. Полученную массу
после некоторого созревания ее вальцуют и каландруют для
получения пластин определенных размеров. Пропусканием
через шнековую машину можно получать стержни или трубы
определенного диаметра.
Формованные изделия постепенно отверждаются путем
длительного нагревания при постепенном повышении
температуры.
Температура, до которой нагревается масса, не должна
вызывать деформации изделия; при этом следует иметь
в виду, что <не только нагревание массы, но даже лежание
ее при комнатной температуре вызывают реакцию
конденсации с выделением воды, в результате чего поверхность
массы отверждается быстрее, чем внутренняя часть изделия.
Окончательное отверждение, т. е. превращение смолы
в резит, требует сравнительно высокой температуры, порядка
150—170°. Поэтому лучше заканчивать процесс отверждения
в бакелизаторе под давлением, если только габариты
изделий допускают это.
11* 163
Из различных сортов кислотостойкого асбеста могут
иметь значение амозит и крокидолит следующего состава:
SiO,
47
51
А!аО,
>
40
28
MgO
6
2
CaO
1
0,15
1
2,5
Кислотостойкий материал на основе резольной смолы и
асбеста под названием «хавег» впервые был выпущен
в Европе, а затем в США; в СССР подобный материал носит
название фаолита; свойства этих материалов следующие:
Временное сопротивление
Временное сопротивление
Прочность на удар, кгсм/см*
Теплостойкость по Мар-
Огнестойкость по Шрамму
Хавег
440-500
800—8<Ю
1,5—2,0
150-230
4-5
Фаолит
500-700
700-900
1,4-2,0
120-170
4—5
Пластмассы на основе отвержденной резольной смолы и
асбеста противостоят действию соляной, уксусной,
фосфорной, серной (до 50%) и различных органических кислот,
а также действию аммиака, извести, поташа, соды и
мыльных растворов; они разрушаются от действия
концентрированных азотной, хромовой и фтористой кислот, едкой щелочи
и ряда органических продуктов, как, например, спирта,
ацетона, анилина.
Для получения пластмасс типа хавега и фаолита, стойких
к действию спирта и щелочей, предлагалось бензилировать
свободные гидроксильные группы резольных смол.
Заслуживают внимания пластмассы, сравнительно стойкие
к действию кислот, щелочей и спирта, получаемые на основе
комплексной конденсации фенола и анилина с
формальдегидом, а также гекса-феноло-фурфурольные смолы.
164
Техника изготовления аппаратуры из резольно-асбестовых
масс в последнее время достигла больших успехов. В
настоящее время за границей резервуары емкостью свыше 3 мл
изготовляются из однородной массы, без швов.
ГЛАВА 10
ПРОИЗВОДСТВО СЛОИСТЫХ ПЛАСТМАСС
Слоистые пластические материалы, как и прессовочные
композиции, состоят из связующей термореактивной смолы
и наполнителя. Наполнителями являются бумага,
хлопчатобумажная, асбестовая и стеклянная ткань, а также
фанерный шпон.
Пластмассы на бумажной основе получили название
бакелитовой фибры, гетинакса, бумолита; на тканевой —
текстолита; на асбестовой — асботекстолита или асбобакелита; на
фанерном шпоне — фанерита, лигнофоля, дельта-древесины и
бакелизированной фанеры.
Пропитка бумаги или ткани происходит путем
пропускания их через ванну пропиточной машины, наполненную
спиртовым раствором резольной или водно-эмульсионной смолы.
Концентрация раствора смолы и скорость прохождения
бумаги или ткани через пропиточную ванну должны
оставаться неизменными, так как от этого зависит равномерность
слоя смолы, наносимой на ткань или бумагу.
Пропитанное полотно поступает из ванны в шахту
сушилки, в которой происходит испарение растворителя и
частичное отверждение резольной смолы. Температура в
сушилке поддерживается в зависимости от скорости движения
полотна. Пары растворителя отводятся из верхней части
шахты сушилки; их можно рекуперировать в конденсаторах
или улавливать методом адсорбции. Процесс сушки имеет
решающее значение, так как от него зависят качества
слоистых материалов. Во время сушки происходит не только
t-испарение летучих (растворителя, влаги), но и дальнейший
процесс конденсации, поэтому необходимо строго соблюдать
как температурный режим, так и скорость прохождения ткани
или бумаги в шахте, не допуская глубокого превращения
растворимой смолы в нерастворимую.
Наряду с пропиткой бумаги растворами смол применяется
также односторонняя лакировка бумаги. Последний способ
заключается в том, что бумага, при прохождении через си-
165
етему валиков лакировочной машины, ойной своей стороной
соприкасается с валиком, наносящим лак; следующий валик
регулирует толщину слоя наносимого лака. Схема
односторонней лакировки бумаги на лакировочной машине
изображена на рис. 35.
Вращающийся валик, погруженный в ванну / с бакелитовым лаком,
передает захваченный нм лак на валик 2, который наносит его на
бумагу. Лакированная с одной стороны бумага через направляющие
валики 3 поступает в сушилку 4 для просушки, после чего наматывается
на навивающий валик 5. Применяя повторную одностороннюю
пропитку, можно покрыть смолой обе стороны бумаги.
Кроме вышеуказанных способов пропитки, применяют
также нанесение на бумагу расплавленной смолы или смолы
в виде сухого
порошка без растворителя.
Эта операция
производится «а герколи-
говых станках. При
такой сухой
пропитке бумага, проходя
через направляющие
(тормозные) валики,
попадает на горячую
плиту, нагретую до
175°. На полотно
бумаги, проходящее
над плитой,
непрерывно равномерным
слоем из сита
насыпается мелкоизмель-
ченная смола.
Расплавленная на бумаге
смола разравнивается при прохождении бумаги через систему
валиков, нагретых до 165°. Пройдя валики, лакированная
бумага наматывается в рулоны до 30 м в каждом.
Герколитовые станки в последнее время используются
также для пропитки ткани при получении текстолита.
Для изготовления гетинакса применяют иногда ролный
способ; в этом случае искусственная смола вводится
в состав 'самой бумажной массы в процессе изготовления
последней на ролах. Масса тщательно перемешивается и
отливается на бумажной машине. Из такой бумаги прессуются
изделия.
В производстве текстолита применяются различные сорта
166
Рис. 35. Схема лакировочной установки:
/ — ванна о лаком; 2 — лакироючный валик; 3—
направляющее валики; 4—сушилка; 5—навивающий валнк;
6—мотор; 7 — тормо»
тканей; миткаль, бязь, полотно, башмачная ткань, дук и др.
При этом не допускается неравномерность ткани по толщине,
наличие узлов, посторонних включений, загрязнений и клея.
Содержание смол, жиров и восков на ткани не должно
превышать 0,4% и влаги не выше 4%. Кроме того, ткань
должна обладать хорошей впитывающей способностью.
При изготовлении слоистых материалов для
декоративных целей применяется ткань или бумага с рисунком на
поверхности. Такие отделочные материалы находят применение
в качестве имитаций мрамора, гранита, ценных пород дерева
и т. 'д. Пропитка ткани или бумаги для этих целей
производится светлыми мочевино-формальдегидными смолами или
эфирами целлюлозы; феноло-формальдегидные смолы не
применяются, так как они придают желтый оттенок,
искажающий цвет рисунка, 'нанесенного на бумагу или ткань.
В производстве гетинакса в качестве наполнителя
применяют различные сорта бумаги, которые должны
соответствовать установленным техническим требованиям. Бумага для
изготовления 'пластин и плит должна обладать хорошей
впитывающей способностью, а для намоточных изделий —
большей плотностью. Толщина обычно применяемой бумаги 0,07—■
0,12 мм. Бумага, так же как и ткань, должна содержать
минимальное количество влаги, во всяком случае не выше
2—4%, поэтому ее необходимо предварительно подсушивать
при 40—45°.
Для изделий с высокими электроизоляционными
свойствами и влагостойкостью применяют особые сорта бумаги,
получаемые из сульфатной или из сульфитной целлюлозы.
Бумага из сульфатной целлюлозы, в противоположность
сульфитной, обладает большей термостойкостью, т. е.
Способностью противостоять длительным температурным
воздействиям. Поэтому бумага из сульфатной целлюлозы находит
более широкое применение в производстве гетинакса.
Для различных сортов бумаги, применяемых при
изготовлении пластмасс и изделий из них, имеют значение:
толщина листа, разрывная прочность вдоль и поперек волокна,
влагосодержание, зольность, ■ излом, содержание хлора,
сернистых соединений, способность к впитыванию,
электрическая ^прочность и удельный вес.
В зависимости от назначения слоистых материалов бумага
и ткань подвергаются также испытаниям на механическую
прочность, толщину и длину волокна (в случае асбестовой
бумаги). 'Кислотостойкие сорта асбеста, применяющиеся для
изготовления фавлита, контролируются на содержание рас-
167
творимых в кислоте примесей, на содержание железа и
магния.
Свойства слоистых материалов в большой степени
зависят от качества' наполнителей: бумаги, ткани и т. д. Из
ткани или бумаги, плотной и сильно аппретированной или
проклеенной, отпрессованный материал получиется с резко
выраженной слоистостью, так как слой смолы 'чередуется со
слоем ткани или бумаги. При применении непроклеенных
пористых бумаг и тканей, обладающих хорошей впитывающей
способностью, после запрессовки получается материал с
более монолитной структурой.
Непропитанная или недостаточно пропитанная бумага или
ткань сохраняет свои гидрофильные свойства, т. е.
способность к поглощению атмосферной влаги, что приводит к
снижению электроизоляционных свойств слоистых материалов.
Этот недостаток отсутствует у слоистых материалов с
наполнителями из пористой непроклеенной бумаги или ткани,
хорошо пропитанных смолой. Материал с резко выраженной
слоистостью более склонен к поглощению влаги, но по
механической прочности на удар и изгиб дает высокие
показатели. Из сказанного следует, что в каждом отдельном
случае требуется специальный подход к выбору наполнителя.
При одной и той же смоле прочность слоистого материала
на растяжение выше при применении в качестве наполнителя
бумаги и ниже в случае применения ткани; по прочности на
изгиб, наоборот, ткани дают лучшие результаты. Слоистый
материал на бумажной основе более хрупок, чем полученный
на ткани.
Одной из наиболее ответственных операций при
изготовлении слоистых материалов является процесс пропитки
наполнителя. Пропитка бумаги или ткани производится
спиртовым или водно-спиртовым раствором резольной смолы,
а также водно-эмульсионным резолом. При применении
резольной смолы с низкой вязкостью и с определенной
влажностью можно достигнуть равномерной пропитки
наполнителя. Безводная смола и ^безводные растворители не
гарантируют получение влагостойкого и монолитного слоистого
материала, так как хорошо обезвоженная смола имеет
соответственно повышенную вязкость и в процессе- пропитки не
проникает в материал ткани, а в первую очередь лакирует ее
по поверхности. Опыты показывают, что при пропитке
бумаги или ткани водно-эмульсионной смолой, содержащей
20—25% воды, можно получить более монолитный слоистый
материал, чем при применении безводной смолы.
168
Слоистые пластические материалы изготовляются в виде
пластин и пллт определенных размеров по площади и по
толщине, а также в виде заготовок (требующих дополнительной
механической обработки) или в виде готовых деталей:
шестерен, подшипников для прокатных станов, вкладышей, труб
различных диаметров и толщин и ряда других изделий. Баке-
лизированная фанера изготовляется
из древесного шпона, пропитанного
бакелитовой смолой. Опрессованные
из шпона пластины или доски имеют
плотную, монолитную структуру.
Пропитку шпона можно производить
водно-эмульсионной и воднораство-
римой резольной смолой.
Текстолитовые подшипники и
вкладыши чаще прессуются из
текстолитовой крошки. Основным
недостатком слоистых материалов на
основе феноло - формальдегидных
смол является низкая
теплопроводность, вследствие чего теплота,
вызванная трением, не удаляется
через массу подшипника или
вкладыша.
В последнее время заготовки для
шестерен, подшипников и вклады- „л „
шей начали готовить не только из Рис- 36' S™***?™04™*
текстолита, но и из слоистого мате- t_пропиточиые ,аины; 2_от.
риала На ОСНОВе фанерНОГО ШПОНа жимнке валики; Л—шахтная су-
1 g- L шиляа: 4—радиаторы; 5 — направ-
КаК ООЛее ЭКОНОМИЧеСКИ ВЫГОДНОГО ляюшие валики; 6 - натажные ва-
МатеШШЛа лики; 7 —намоточные валики.
Пропитка ткани или бумаги производится в пропиточной
установке, показанной на рис. 36.
Главными частями пропиточной установки являются две ванны I.
и две пары отжимных валиков 2. Над ваннами расположена
вертикальная шахтная сушилка 3 с тремя рядами вертикальных радиаторов 4
высотой по 8,5 м. В шахту подводится горячий воздух при помощи
вентилятора через калорифер. Движение полотна осуществляется
системой, состоящей из мотора, коробки передач, фрикционного привода
(на рис. 35 не показаны) и направляющих валиков 5, создающих
натяжение. Коробка переДач позволяет вести пропитку при различных
скоростях (от 1,5 до 4 м/мин.). Ванна установки заполняется спиртовым
раствором резольной смолы концентрации около 60% или
водно-эмульсионной смолой резольного типа. Полотно пропускается через
направляющие валики 5, проходит ванну и поступает на отжимные валики 2.
Затем направляется в шахту, где производится подсушка. На высоте
169
4,5 м от основания maXTW тк£йь яля бумага подвергаются обдувке
горячим воздухом для ускорения процесса сушки. В верхней части
шахты полотно с помощью валиков меняет направление движения,
выходит из шахты и продолжает движение вне шахты вниз. Пройдя
пару натяжных валиков 6, сухая ткань или бумага наматывается на
валики 7, приводимые в движение системой червячных шестерен.
Количество наносимой смолы находится в зависимости от сорта ткани
и бумаги и контролируется анализами. Регулировка толщины
нанесенного слоя смолы производится отжимными валиками 2., Количество
смолы согласно техническим условиям на ткани колеблется в
пределах 43—50%, а на бумаге в пределах 30—40%. Температура в шахте
распределяется по зонам примерно в следующем порядке: ннз шахты
80—90°, середина шахты 100—110°, верх шахты 120—130°.
При пропитке ткани или бумаги наряду с определением
процентного содержания смолы определяется также
содержание летучих, так как количество последних в большой
степени влияет на электрические свойства конечного продукта.
Поэтому необходимо стремиться к снижению количества
летучих до возможного минимума; при этом, однако, нельзя
допускать значительного превращения резольной смолы в
стадию В. Согласно техническим условиям количество летучих
веществ должно быть в пределах от 2 до 4%. -
По техническим условиям на пропитанную ткань требуется
также отсутствие масляных пятен, загрязнений, непропитан-
ных мест, потеков смолы и складок.
Количество листов пропитанной бумаги или ткани
определяется требующейся толщиной готовых пластин или плит.
полученных прессованием. Длина и ширина листов зависит
от размеров плит пресса. Листы пропитанной и просушенной
бумаги или ткани укладываются на металлические
полированные листы в стопы. Стопы сверху покрываются такими
же прокладочными листами и затем загружаются на плиту
пресса и запрессовываются. При прессовании слоистых
материалов применяемое давление повышается постепенно;
сначала используется гидравлическая жидкость сети низкого
давления, т. е. около 50 от, а затем давление постепенно
повышают до 180—220 ат. Прессование производится при
150—170° и уд. давлении 100—120 кг/см2. Выдержка
прессуемого материала под прессом продолжается 3—5 мин. на
1 мм толщины слоистого материала. По истечении времени
выдержки включается охлаждение, для чего в плиты пресса
пускается холодная вода. Охлаждение производится под
давлением до температуры 50—60°. После этого пресс
разгружается и отпрессованные плиты поступают на опиловку
краев. Плиты и пластины обычно выпускаются следующих
170
размеров: длина 750—1400 мм, ширина 400—900 мм,
толщина 1—80 мм.
Слоистые материалы должны иметь монолитное строение,
без расслоений, вздутий и посторонних включений.
Технологический процесс изготовления текстолитовых
шестерен складывается из следующих последовательных
операций:
1) высечки сегментов;
2) рубки крошки;
3) наборки обода;
4) предв^арительной прессовки обода;
5) профилирования шайб; >
6) предварительной прессовки заготовок;
7) прессования шестерен из заготовок. • __ ___
Обод шестерни набирается из сегментов, нарубленных из
пропитанной ткани или бумаги, а диск или средняя часть
заготовок прессуется из текстолитовой крошки, причем
с обеих сторон накладываются профилированные шайбы,
изготовленные также из пропитанной ткани или бумаги.
Сегменты, представляющие % окружности шестерни,
вырубаются просечным штампом, установленным на
эксцентриковом прессе. Отходы от раскроя ткани и вырубки
сегментов рубятся на мелкие кусочки (не более 2 см2). Рубка
производится штампом, состоящим из системы смежных
прямоугольных ножей и установленным также на
эксцентриковом прессе.
Вырубленные из ленты сегменты набираются вручную на
диске в специальном цилиндре, диаметр которого
соответствует диаметру заготовки шестерни. Сборка обода
заключается в накладывании сегментов встык, один на другой.
Диски с набранным ободом нагреваются в шкафу до 70°,
после чего закладываются в штамп и прессуются на
гидравлических прессах при уд. давлении 300 кг/см2.
Вырубка и профилировка шайб производятся при помощи
профилировочно-просечного штампа, установленного на
фрикционном прессе. Шайбы вырубаются одновременно из двух
и более лент, предварительно подогретых в нагревательном
шкафу до 100° в течение 5 мин. Штамп имеет профиль
шестерни и одновременно производит вырубку среднего
отверстия и обрезку по наружной окружности. ( *'
~- Из подпрессованного обода, текстолитовой крошки и
шайб составляется заготовка, которая таблетируется на
гидравлическом прессе при уд. давлении 140 кг/см2. Перед
таблвтированием текстолитовая крошка подогревается Д® 70°.
171
Полученные таблетки заготовок шестерни закладываются
в прессформы, которые ставятся на полки пресса и
прессуются при уд. давлении 220 кг/см2. Обычно прессование
производится на гидравлических 5—6-полочных прессах
мощностью около 38 г при температуре 160—170° и
продолжительности выдержки под прессом 25 мин. После
прессования прессформы снимаются с пресса и поступают на
охлаждение до температуры 60—65°; охлаждение осуществляется
на специальных прессах при уд. давлении 50 кг/см2.
Охлажденные прессформы подаются на разъемные прессы, на
которых производится разъем прессформ при помощи
выталкивающих приспособлений.
i Заготовки шестерен после зачистки заусенцев по краям
отверстий втулки и по ободу поступают на дополнительную
термическую обработку. Дополнительный прогрев
производится в железных баках, наполненных минеральным маслом,
которое нагревается паром или электричеством. Иногда
прогревание производится в воздушных термостатах. Во время
этой операции происходит более полное отверждение,
причем механические свойства заготовок шестерен
повышаются.
Прогрев заготовок шестерен в минеральном масле
начинается при 40—50°; температура повышается постепенно
(приблизительно на 20° в час) до 120° и держится на этом
уровне в течение 12 час.
По техническим условиям к заготовкам шестерен
предъявляются следующие требования: 1) при механической
обработке (нарезке зубьев) заготовка не должна расслаиваться,
2) твердость по Бринелю должна быть не ниже 35 кг/см2,
3) заготовка не должна иметь вздутий, трещин и наплывов
смолы по ободу.
Сборка заготовок шестерен из сегментов, шайб и крошки
является трудоемкой операцией; это, в особенности,
относится к сборке сегментов для обода. В заграничной
практике известен способ, по которому вместо сборки сегментов
обод составляется из свернутой в кольцо текстолитовой
ленты.
Процесс производства заготовок шестерен в основном
сводится к следующему. Текстолитовая ткань после
пропитки разрезается на ленты шириной 25 мм, причем эти ленты
с одной стороны надрезаются с целью облегчения их
свертывания по окружности и для устранения натяжения по
наружному краю. Нарезка леит производится при помощи
дисковых ножей. Целесообразно изготовлять ленты из полот-
172
нищ пропитанной ткани о зигзагообразной или иной формой
вырезки по одной кромке; вырезки при намотке обода
должны быть направлены внутрь кольца. Так можно изготовить
не только обод, но и сплошную шестерню. Для устранения
натяжения и складок при намотке обода из лент,
рекомендуется применять гофрированные ленты, причем для
получения одинаковой толщины обода по наружному краю
вкладывается прокладка из ткани по толщине обода. При этих
способах снижается количество отходов текстолитовой ткани,
получающихся при вырубке сегментов. '""
Нарезанные ленты наматываются на матрицу в плоском
положении, затем ставятся в обогреваемый карусельный
автомат, который
обжимает заготовку при
помощи кулачкового
рычажного механизма. Обжатые
кольца вместе с
текстолитовой крошкой,
заполняющей среднюю часть
заготовки, таблетируются
при повышенной
температуре. Полученные
таблетки прессуются в
специальных прессформах на
гидравлических прессах
при 150—160° и там же
под давлением
охлаждаются. Отпрессованные
заготовки дополнительно
прогреваются в
масляных ваннах для окончательного отверждения при
температуре выше 100°. (J
Преимуществом шестерен из слоистых материалов перед
металлическими является бесшумность хода, передача
вращения без толчков и стойкость к действию окисляющих
веществ, смазочных масел, растворителей и т. д. К слоистым
материалам, обладающим наибольшей механической
прочностью, принадлежат текстолит, гетинакс и фанерит.
Изготовление заготовок шестерен из фанерита
заключается в следующем. Вырубленные диски из шпона
пропитываются феноло-формальдегидной смолой или между ними
прокладывается пропитанная бакелитовой смолой бумага или
ткань, после чего они прессуются в специальных
прессформах. Диски необходимо укладывать таким образом, чтобы
173
Рис. 37. Схема намоточного станка:
1 — рулон лакированной с одной гторовы бумаги;
2 — тормоз; 3 — горячие валики; 4 — опр.ва;
5— мотор; 6—валик; 7 — цилиндр из бумаги.
2
3 1
Си »
«1
(-
о
<о
я
ю
я
о.
и
в
в
ю
о
S
(-
и
я
ч
в
я
U
>>
о.
ч
то ~
3 й
4 Я
я *-
■я
а в.
а.
«•
.*
•1-
5 S w
В1 ^ 3
о* <я ^
в. в м
С
II
И
5
ч
и
к
3
о.
о
н
о
в
<о
X
03
о
ю
и
<о
X
и
JT
S
Я
я
X
*>
■—<М ■—СЧ СО
о. тао. 1 сч
СО*^00~о"ст> 1 СО
^ **Н ^ Q
Ю Ю --- О
О О О О
оо о о
о о -*ю
<МСО .—оо О
I I I IS
83gg°>
о ооо
СЧ СЧ *— <М О
■ ' j ;й
> г
СО С--ЮС~)
о о о о
о о о о
ем о ю с^5
Iе4 I °?SOo
| | | | *ON
ОО О о ■* <M —
О О Ю О —|
тр OCN LO
о о ю
7777сс-"-"-
е? ti <d сЛ ^ "> «>
К н Я f.
ч 5 S я л
о 5 в Q.4
* ? * 5 Q 5
174
3 5 2 в g-5 g
направление волокон шпона
не совпадало по ободу во
избежание получения
различных механическихсвойств.
Слоистые пластические
массы отличаются
антифрикционными свойствами;
поэтому из этих пластмасс
изготавливают подшипники
и вкладыши, которые затем
прессуют в съемных или
стационарных преесформах
обычного типа.
Получение изделий
намоткой из пропитанной
ткани или бумаги основано на
цругих принципах
технологического процесса. Такие
слоистые изделия в виде
цилиндров и трубок из
пропитанной смолой бумаги
изготовляются на
намоточных ста.нках. Схема
намоточного станка показайа на
рис. 37.
Лакированная с одной еторо-
ны бумага раскатывается с
рулона 1. Вращение рулона с
бумагой регулируется тормозом 2.
Раскатанная с рулона бумага,
пройдя через систему
направляющих роликов касается своей
чистой стороной поверхности
горячих валиков 3, нагретых до
температуры 135—140°, и поступает
на вращающуюся оправу 4
определенного диаметра, нагретую до
60—70° н приводимую во
вращение мотором 5. При
соприкосновении с горячими валиками 3
смола на бумаге размягчается а
приобретает клейкость.
Наматываемые на оправу 4 под
нажимом валика 6 слои бумаги
склеиваются; одновременно про.
исходит удаление летучих
веществ. По достижении
определенной толщины стенки наматьр*
баемого цилиндра 7 бумага срезается и цилиндр вместе с оправой
поступает в цепь камерного типа для бакелизащш при температуре
120—130°. После бакелизации цилиндры сннмаютея е оправы и пэету-
пают на механическую обработку и лакировку.
Такие цилиндры и трубки должны иметь гладкую, без
складок и вздутий поверхность, покрытую бакелитовой
смолой, переведенной в стадию С. Слоистые изделия из бумаги
в виде цилиндров и трубок нашли широкое применение
в трансформаторах, масляных выключателях и т. п.
Из приведенных в табл. 19 данных видно, что
механические свойства слоистых материалов позволяют сравнивать их
с некоторыми металлами и сплавами.
» Слоистые пластмассы не обладают высокой стойкостью
к действию кислот и щелочей. Слоистые материалы
разрушаются щелочами, как и все феноло-формальдегидные
пластмассы. К действию кислот слоистые материалы проявляют
некоторую стойкость, но все же подвергаются разрушению.
Например, текстолит при действии концентрированной
соляной кислоты при комнатной температуре подвергается
разрушению, а при 80° он разрушается уже при действии
10%-ной серной кислоты. Под действием воды и ее паров
механические свойства текстолита несколько возрастают.
Механические свойства слоистых материалов зависят от
количества смолы на ткани или бумаге. Чем больше смолы
сверх установленных 45—50% содержат слоистые материалы,
тем ниже механические их свойства, а при слишком большом
количестве смолы свойства их приближаются! к чистой смоле
(табл. 16).
Текстолит и гетинакс хорошо противостоят действию
органических растворителей, жиров и минеральных масел.
В США вырабатываются сорта текстолита, из которого
после быстрого прогрева можно прессовать изделия сложного
профиля (способ Бича).
ГЛАВА И
ЛАКОВЫЕ СМОЛЫ
Начиная с 1920 г., лакокрасочная промышленность
европейских стран и США начала производить первые лаковые
синтетические смолы на феноло-формальдегидной основе
с введением канифоли — так называемые альбертоли
или амбертоли. Однако применение альбертолей еще не
обеспечивало высокого качества покрытий, н альбертолевые
175
лаки благодаря содержанию в них значительного количества
канифоли уступали копаловым лакам по прочности,
защитным свойствам и сроку службы. Кроме того, хорошие
результаты при применении альбертолевых лаков оказалось
возможным получать лишь при введении в композицию
значительных количеств древесного (тунгового) масла.
Открытие в конце 20-х годов нового типа смол,
получение которых основано на реакции конденсации многоатомных
спиртов и многоосновных кислот (так называемые глифтале-
вые, или алкидные смолы), позволило устранить некоторые
недостатки покрытий при посредстве альбертолей. Покрытия
на основе различных глифталевых смол обладали в отличие
от альбертолевых хорошей светостойкостью и
продолжительным сроком службы, однако большие трудности встретились
при получении качественных алкидных лаков воздушной
сушки.
Более удовлетворительные результаты дало применение
«100%-ных маслорастворимых смол», получающихся
конденсацией алкилированных фенолов с альдегидами.
Использование чистых смол этого типа и их комбинаций с алкидными
смолами позволило получать лаки, на которых можно
изготовлять светлые, быстро сохнущие на воздухе краски и
эмали, отличающиеся стойкостью к воде, щелочам и
атмосферным воздействиям. Они применяются в
самолетостроении, для окраски вагонов, полов и т. д.
Феноло-альдегидные смолы, получаемые из фенола, не
растворяются в высыхающих маслах и углеводородах.
Маслорастворимость феноло-альдегидных смол достигается
конденсацией альдегидов с замещенными фенолами.
Наибольшего эффекта удалось достигнуть, применяя алкилзамещен-
ные фенолы, например бутил-, амил- или гексилфенолы,
причем оказалось, что с возрастанием длины боковой цепи
фенола увеличивается растворимость смолы в маслах и
углеводородах. Изомерия в пределах одной и той же
алифатической группы, замещающей водород фенола, и ее положение
по отношению к ОН-группе фенола также отражается на
свойствах продукта альдегидной конденсации. Существует
мнение, что «-положение способствует образованию
светостойких смолообразных продуктов; возможно, что
третичный радикал, например в п-третичном амилфеноле,
увеличивает светостойкость смолы.
Арилзамещенные фенолы (оксидифенилы, бензилфенолы
в др.) также дают продукты конденсации с альдегидами,
растворимые в растительных маслах, однако совмещение нх
176
с маслами несколько труднее, чем для алкилированйых
фенолов. Замещенные в «-положении фенолы применяются чаще
других, так как получаемые из них смолы отличаются
легкой маслорастворимостью и высокой температурой
плавления.
Рассматривая зависимость между химическим составом
феноло-альдегидной смолы и ее растворимостью, нетрудно
заметить, что с увеличением углеводородной части в
молекуле смолы падает ее растворимость в спирте и возрастает
растворимость в углеводородах.
О растворимости той или иной феноло-формальдегидной
смолы можно судить приближенно, исходя из полярности
взятого в реакцию фенола.. Введение в реакцию с
формальдегидом обычного фенола, у которого отйошение между всей
молекулой и активным гидроксилом -j- =5,53, приводит
к образованию сильно полярного продукта, практически
нерастворимого в неполярных углеводородах и жирных
маслах.
Уже n-крезольиые смолы (-т- для крезола равно 6,35)
обнаруживают признаки растворимости в углеводородах.
В промышленных маслорастворимых смолах (амил- и бутил-
м
фенольных) отношение j достигает 10 и выше (табл. 20).
При сравнении растворимости смол из алкил- и арилза-
мещенных фенолов оказывается, что алифатическая боковая
цепь обусловливает^ более легкую растворимость в маслах;
так, например, амилфенольные смолы значительно более легко
растворяются в маслах, чем смолы, на основе оксидифенила.
Определенное влияние на растворимость
фенол-альдегидных смол имеет также и природа альдегида, участвующего
в конденсации. Высшие, менее полярные, чем формальдегид,
альдегиды дают растворимые в углеводородах смолы даже
при применении фенола или крезолов. с .
Конденсируя фенол или крезол с ацетальдегидом,
масляным альдегидом, т. е. увеличивая углеводородную группу
в молекуле смолы, . можно придать ей маслорастворимость.
Применение ароматического альдегида, например бензальде-
гида, не дает аналогичного эффекта; смола из фенола и
бензальдегида нерастворима в ксилоле и плохо растворима
в бензине.
Таким образом, для получения маслорастворимых смол
можно, применять различные замещенные фенолы, нафтолы,
12 Рак. Ива.
J77
Таблица 20
Растворимость смол в масле в зависимости от их строения
Название смолы
Феноло-фор^-альдегид-
ная (новолак) ....
п - Крезоло- формальде-
п - Трет. - бутилфе-ноло-
формальдегидная . .
л - Трет.-аиилфеноло-
фориальдегидная . .
в -'Оксидифенм - фор-
нальдегидная ....
Фор*
он/~~
©н/~
он/
он/
он/-
[ула фенола
—\
ЗсНз
сн3
-\ 1
j>-C-CH3
СН3
сн,
-/ 1
ел
~\_/—\
Мол.
вес
фенола
94
168
150
164
170
Ж
— для
А
исходного
фенола
5,53
6,35
8,82
9,66
10,00
Количество гндроксильных
групп в смоле в °/о
вычислено
16,3 -16,4
14,17-14,90
*"■'
9,7
9,6
найдено
16,5
14,4-14,9
9,4
9,3
Растворимость
в масле
Нерастворима
Слабо
растворима
Растворима
в
я
продукты конденсации фенолов с кетонами, а также феноло-
формальдегидные продукты конденсации, модифицированные
канифолью, которые могут рассматриваться как эфиры ново-
лака и абиетиновой кислоты. Маслорастворимость последних
объясняется длинной углеводородной цепочкой абиетиновой
кислоты:
,ОС6НБ /ОСвН5
СН2< + RCOOH —> СН,<
хС6Н4ОН xC8H4OOCR
Кроме того, для получения фенольных смол, растворимых
в ароматических углеводородах, в последнее время
предложено исходить из обычного фенола и формальдегида,
т. е. из тех же компонентов, что и для производства спирто-
растворимых продуктов, но прерывать реакцию как только
образуются фенолоспирты. Например:,
ОН
HOH^/^jCBjOH
CHjOH
1, 2', 4', 6'-тетраокси«
2, 4, 6-метилбе^зол
(три-мсти лол фенолу
Эти промежуточные продукты реакции этерифицируются
далее высшими 'спиртами, причем спиртовые радикалы
входят в смоляной комплекс; реакция сопровождается
отщеплением воды.
Далее, большой интерес представляет для лаковой
техники получение пластифицированных резолов, способных
отвердевать при нагревании. Для этого исходят также из
фенолоспиртов, которые обрабатывают высшими спиртами
в присутствии соответствующих катализаторов. В последней
стадии в реакцию вводятся жирные кислоты или подобные
им соединения с длинными нитевидными молекулами,
имеющими функциональные группы.
Амил- и бутилфенольные смолы. Применение
амил- и бутилфенолов для .получения маслорастворимых смол
впервые описано в_ 1931 г. Исходным сырьем являются
«-третичные амил- и бутилфенолы, получающиеся в промышлен-^
ности действием ненасыщенных углеводородов — изоамилена
или изобутилена на фенол в присутствии катализаторов. Для
этого в раствор 10 ч. фенола в 100 ч. четыреххлористого
углерода, охлажденный до !+10°, добавляется 1 я. безвод-
12* 179
ного хлористого алюминия или хлористого цинка и
пропускается ток изобутилена до тех пор, пока раствор не
поглотит 6,5 ч. изобутилена. Затем добавляется 0,7 ч. нормального
или третичного хлорида и смесь нагревается в течение
6—8 час. в автоклаве при 80°. В конце процесса давление
повышается до 1—-2 ати. Полученная реакционная смесь
разбавляется водой, растворитель отгоняется и *»продукт
фракционируется. Выход га-третичного бутилфенола,
кипящего в пределах 235.—240° и кристаллизующегося в виде
игл с темп, плавления 96—98°, достигает 50%.
«-Третичный амилфенол может быть получен аналогичным
способом из фенола^ и изоамилена; кипит он при 245—255°
и плавится при 93—94°.
Реакция для бутилфенола идет по схеме:
сн3
с = сн3 + он/" \ ^-+ он/-
1 \ / \—
сн. . .
сн3
~\_с-сн,
— 1
сн.
Кроме указанных, существуют также способы синтеза
амил- и бутилфенолов из соответствующих галоидных алки-
лов, которые в свою очередь получаются из третичного спирта
и хлористого водорода;
кч
(II) СН3—G-Cl + < )OH 22i+ СН3-С—( >ОН + НС1
Например, 100 ч. триметилкарбинола и 200 ч. соляной
кислоты (уд. веса 1,19) перемешивают при комнатной
температуре в течение 2,5—3 час. В процессе реакции образуются
два слоя; верхний слой (хлорид) отделяется, нейтрализуется
слабым раствором соды и промывается водой.
Выход.составляет около 60—70% от теоретического. -
Для получения алкилфенола 100 ч. алкилхлорида и 95 ч.
фенола конденсируются в присутствии хлористого алюминия
или хлорного железа в аппарате с обратным холодильником
в течение 6 час. при постепенно повышающейся до 70—90°
температуре. Реакция проходит с выделением хлористого
180
/-1Т Т
ъп3-
CHS
G — C1
|
СН8
снв
1
-С —
!
сна
+С
GH + HC.
^он
1
L 7
А1С1,
г1 иг
- ^113 —
■> СН;
с hs
1 v
■С —С1 +
СН3
СН3
-К
СНз
и г»
—\
/
водорода. Полученный сырой алкифенол перегоняется с
водяным паром, отделяется от воды и сушится. Темп, плавления
чистого продукта 97—99°. Выход составляет 80% от
теоретического (на хлорид).
Амил- и бутилфенолы образуются также при нагревании
изоамилового или изобутилового спирта с фенолами:
сн3
ЗЧ>СН — CHjOH + OH^ \ —*-► ОН/ "> — С - CHg-j-Н.,0
сна/ * \—/ \—-/ |
сн3
Получение смол ведется как в щелочной, так и в кислой
среде. В кислой среде образуются светлоокрашенные
продукты с темп, плавления 110—130°. Конденсация в
щелочной среде приводит к образованию более светлых смол.
При щелочной конденсации 100 ч. га-третичного бутилфе-
нола нагреваются в течение нескольких часов до 100° со
100 ч. 37,5%-ного формалина в присутствии едкого на,тра
в количестве 1% от веса фенола. Продукт реакции
нейтрализуется слабым раствором соляной кислоты, промывается
водой и сушится под вакуумом при 120—130°.
Выход смолы, считая на взятый фенол, составляет
106—107%.
Для получения смолы из «-третичного амилфенола
исходят из 82 ч. соответствующего фенола, 90 ч. 30 % -ного
формалина и 75 объем, ч. 3/V раствора едкого натра.
Конденсация ведется при 50—55° в течение 24 час, смолообразный
продукт осаждается кислотой и сушится в вакууме.
Конденсация бутилфенола в кислой среде проводится
следующим образом: 150 ч. га-третичного бутилфенола
нагреваются с обратным холодильником "с 95 ч. 30%-ного
формалина в присутствии 10 ч. концентрированной соляной кислоты
в качестве катализатора в течение 8—10 час. Получающийся
твердый продукт отделяется от водного слоя и
обезвоживается в вакууме. -1
Основным оборудованием для производства смол из
замещенных фенолов является варочный котел, схематически
изображенный на рис. 38. Обогрев котла осуществляется
нефтяной топкой; вакуум создается центральной
вакуум-установкой, а перемешивание производится с помощью инертного
газа, поступающего через барботер. Материал котла —
нержавеющая сталь; рабочее давление около 2 кг/см2; темп,
нагрева около 300°; емкость аппарата до 5 м3.
т
яалуцАл
Газ
ЖиднаеаЩе
"Схема получения лака на основе смол из замещенных
фенолов дана на рис. 39.
Алкилфенольные 100%-н ы е смолы представляют
собой твердые продукты от лимонного до желтого цвета,
очень легко растворимые в бензине, уайт-спирите,
ароматических углеводородах и высыхающих маслах. По способности
отверждаться эти смолы занимают промежуточное доложение
между резольными и новолачными — реакция конденсации не
доводится до конца. При
нагревании температура
плавления их" значительно
повышается, но полностью в
неплавкие резиты эти смолы
_ не переходят.
3^ П Т Еч^к'"" '■ Существует несколько
[N^jj fJ|^4W^ R$T точек зрения по вопросу
о том, вступает ли в
реакцию смола с маслом при
изготовлении лака.
По мнению Хенеля,
молекулы алкилфеноло-формаль-
дегидного продукта
конденсации реагируют не только
между собой, но и с гли-
церидами жирных кислот.
TSSt.^T Щсх^^хх^'^- ^Анако систематическое изу-
З^^я^Ш^^^^^^^от чение показало, что при
сплавлении алкил-фенольной смо- ^
лы с высыхающим маслом
имеет место реакция с
выделением воды.
Количественное определение воды, выделившейся в процессе сплавления
смолы с древесным или льняным маслом, а также с инертным
парафиновым маслом показало, что между смолой и маслом
не происходит какой-либо химической реакции. Определения
теплового эффекта и теплот горения подтвердили это
положение. Сильное возрастание вязкости при взаимодействии
масла со смолой обусловливается дальнейшей конденсацией
смолы.
Выпускаемые в США 100%-ные фенольные смолы
известны под следующими торговыми марками: «Парадур», «Т.137»,
«Супербекасит» и «Фенок». В Европе они известны под
названиями «альбертолей 237R», «142R» и «326R» и «Бакелита
B.R254». ' ""
182
Рис. 38. Варочный котел для
получения смол из замещенных фенолов.
Из указанных выше фенольных смол «Супербекасит 1001»
изготовляется из перегнанного в вакууме и-третичного бутил-
фенола; его цвет—лимонножелтый. Как «Супербекасит 1001»,
так и «Супербекасит 1003» (последний желтого цвета) дают"
лаки при соотношении смолы и масла, равном 1 : 0,6 —■ 0,8.
Эти смолы растворяются на холоду в любых соотношениях
в скипидаре, в высыхающих маслах, а также в эфирах
уксусной кислоты и ароматических углеводородах, но не растго-
ряются в спиртах.
Рис. 39. Схема получения лака на основе смол из замещенных
фенолов.
Для варки лаков применяются тунговое (древесное) и
льняное масла. Смолу и масло нагревают вместе сначала до
.175°, а затем температуру повышают до 220—265°.
Оксидифениловые смолы. К числу растворимых
в масле фенольных смол можно отнести и смолы на основе
оксидифекилов (фенилфенолов) и формальдегида.
.При производстве синтетического фенола из бензола через
бензосульфокислый натрий получается до 10% так
называемой «первичной смолы», содержащей до 25—30% смеси о-
и «-оксидифенила. После дальнейшей переработки этой смолы
для выделения фенола получается «вторичная смола»,
состоящая в основной массе из оксидифенилов.
Выделение оксидифенилов может быть произведено
отгонкой перегретым паром под вакуумом. Для получения масло-
183
ч
160
ISO
140
3
I
$
£
пера
i!
во
120
НО
100
30
80
ТО
to
растворимых смол оксидйфенилы должны быть4 очищены
путем перегонки при обычном давлении, или под вакуумом, или
с помощью щелочной очистки с последующей разгонкой. При
производстве фенола через хлорбензол получается около 8%
смеси о- и /г-оксидифенила.
. Синтетически оксидифенил можно получить из дифенила
переводом его в хлордифенил- с последующим гидролизом
#в жидкой или паровой фазе. Определенный интерес
представляет способ получения о-оксидифенила- восстановлением
окиси дифенилена, содержащейся в значительных
количествах в каменноугольной смоле. Смесь о- и n-изомеров может
быть получена также конденсацией фенола с циклогексил-
хлоридом с последующим
дегидрированием образовавшегося
цикло-гексилфенола.
о-Оксидифенил представляет?
собой белое кристаллическое ве-'
щество, плавящееся при 56°,
кипящее при 275°, летучее с
водяным паром. n-Изомер плавится
при 165° и кипит при 305—308°
при обычном давлении. Темпера-
-■ i ' i • • ' I i i тура плавления смесей обоих изо-
1 v aS&№V£S£gt% «еров пРедставл„ена на рис-„ 40-
Пользуясь кривой, показанной на
Рис. 40. Кривая температуры рисунке ,мо"жно по темпепатупе
ПЯЭ5Л6НИЯ СМсСси G- И /t-иКСЬдИ- 1 ~ L J l
фенилов. плавления определить
содержание изомеров в смеси.
Для получения маслорастворимых смол реакцию следует
вести в присутствии кислых катализаторов при значительном
избытке формальдегида. С щелочными конденсирующими
средствами образуются продукты, трудно растворимые в
высыхающих маслах. t„
В производстве обычно исходят из оксидифенила,
очищенного перегонкой, с содержанием о-изомера 85—95% и
га-изомера 5—15%; темп. пл. этой смеси 64—78°.
Продукт представляет собой белое или слабожелтоватое
кристаллическое вещество, кипящее при 270—305°,
растворимое на 98% в 10%-ной щелочи и не содержащее фенола.
Производство оксидифенило-формальдегидной смолы
может осуществляться описанным ниже образом.
В вакуум-варочный котел, предназначенный для изготовления
обычных новолачных смол, загружается оксидифенил. Котел подогревается
до 80° н к расплавленному оксидифенилу добавляется формалин и
184
/
1
J
/
/
S
Кислый катализатор. Обычно на 1 моль окснднфенила берется 2 моля
формальдегида и не более 1% катализатора (соляная кислота), считая
на взятый оксидифенил. Для получения светлоокрашенных смол можно
применять в качестве катализатора щавелевую кислоту.
Конденсация ведется при кипении смеси и постоянном
перемешивании до получения вязкого смолообразного продукта. После этого
включается разрежение, отгоняется надсмольная вода и продукт сушится
прн вакууме 650—700 мм до получения смолы с темп, размягчения по
Кремер-Сарнову 80—90°. Готовая смола сливается в противни н по
охлаждении расфасовывается в деревянные бочхч. Выход около 100%
по отношению к взятому оксндифенилу. Контроль конденсации
осуществляется путем определения свободного формальдегида в надсмоль-
ной воде. Сушка контролируется по температуре плавления и
растворимости смолы в сыром льняном масле.
Оксидифенило-формальдегидная смола представляет собой
светлоокрашенный, но несветостойкий хрупкий продукт с
кислотным числом до 60, хорошо растворимый в бензоле,
ацетоне, спиртобензольной смеси и эфирах улусной кислоты.
Смола мало растворима э спиртах, скипидаре и бензине.
Потери летучих не превышают 10% при нагревании гЬтовой
смолы до 200° в течение 1 часа.
Смола хорошо растворяется при нагревании в сырых и
полимеризованных высыхающих маслах. Растворы смолы
в льняном и древесном маслах смешиваются на холоду с
лаковыми растворителями: ксилолом, толуолом, скипидаром.
Масляные лаки на основе оксидифенильных смол
отличаются быстротой высыхания на воздухе (6—8 час).
Получающиеся покрытия обладают высокой стойкостью к воде и
щелочам, хорошей эластичностью и высокими
диэлектрическими показателями.
Масляные лаки и эмали на оксидифенильных смолах
применяются для окраски различных изделий больших
габаритов и в электропромышленности.
Г е к с и л ф е н о л ь н ы е смолы. Определенный интерес
представляют гексилфеноло-формальдегидные смолы
благодаря возможности использования хлорпроизводных
получаемых хлорированием фракций бензина. «
Для получения гексплфенольных смол фракция бензина с темп.
кипения 60—80° (соответствующая гексану) хлорируется в
стеклянном или железном хлораторе, снабженном обратным холодильником;
получающиеся с 85—90%-ным выходом монохлорпроизводные гексана
(темп. кип. 100—180°) конденсируются далее при 90—100° с фенолом
в присутствии хлористого алюминия. Выход гекснлфенолов, кипящих
при 140—190°, около 60%, считая на исходный фенол.
Получение смол ведется при соотношении гекснлфенолов к
формальдегиду, равном 1 : 1,2—1 : 1,5 в присутствии аммиака. Нагревание
смеси ведется до разделения слоев, ^алее следует упаривание до дости-
185
ження требуемой температуры размягчения. Выход смолы, плавящейся
при 122—145°, по отношению к взятым гексилфенолам составляет
104,5—105%, Кислотное число смолы — около 20.
Масляные лаки на гексилфенольных смолах быстро сохнут
на воздухе, образуя водостойкие покрытия с хорошими
диэлектрическими свойствами.
Кроме упомянутых выше продуктов известно большое
количество смол на основе замещенных фенолов.
Некоторый интерес представляет смола из а, а, •{, f-тет-
раметилбутилфенола и формальдегида. Этот замещенный
фенол с темп. пл. 84—85° получается с хорошим выходом при
взаимодействии фенола с диизобутиленом. Смола отличается
светлым цветом и хорошей щелочестойкостью.
Маслорастворимые смолообразные продукты получаются
также при конденсации этилфенолов, 1, 3, 5-изопропилкрезола,
л-октшфенола, л-циклогексилфенола, я-бензилфенола с
альдегидами в присутствии кислых и щелочных катализаторов.
Фракция ксиленолов, кипящая в интервале 210—218°,
конденсируется с формальдегидом с образованием маслорастворимой
смолы, плавящейся при 92°.
Крезоло-ацетальдегидные смолы растворимы при
нагревании в льняном масле и скипидаре. По Петрову для получения
маслорастворимого продукта можно исходить как из трикре-
зола, так и из отдельных изомеров крезола и фенола.
Феколо-ацетальдегидные смолы хорошо растворяются
в окисленных ненасыщенных жирных маслах. Такие смолы
могут сплавляться с полимеризованными или окисленными
высыхающими маслами.
Маслорастворимые продукты могут получаться также в
результате реакций между фенолами, кетонами и
альдегидами. Реакция идет в две фазы: получение кристаллического
продукта конденсации фенола с кетоном в сильнокислой
среде т конденсация полученного вещества с альдегидами.
Исходными продуктами могут быть: фенол, крезолы, ацетон,
метилэтилкетон, формальдегид и уксусный альдегид.
При конденсации фенола с ацетоном образуется 4,4-ди-
оксидифенилдиметилметан (дифенилолпропан) —
кристаллическое вещество с темп. пл. 152—154°. С формальдегидом 4,4'-
диоксидифенилдиметилметан „способен образовывать смолы,
растворимые или нерастворимые в маслах в зависимости от
соотношения исходных компонентов, ..., - -•'- ;
186
Реакция протекает по схеме:
CHS
20н/ *> + со —-
\—/ |
CHS
Образовавшееся метилольное производное способно к
дальнейшим превращениям в смолы.
При введении в реакцию на** 1 моль диоксидифенилдиме-
тилметана не более 0,6 моля формальдегида получаются
растворимые в маслах смолы, обладающие светлым цветом и
хорошей светостойкостью. Темп. пл.' их 83—90°; кислотное
число 62,5. Реакцию следует вести в присутствии
органических кислот в качестве катализаторов. Выход составляет
около 100% (на взятый диоксидифенилдиметилметан). Лаки
на этих смолах хорошо высыхают, давая покрытия хорошей
твердости и эластичности.
Конденсация дикрезилолпропана (из крезола и ацетона)
с формальдегидом дает хорошо растворимые в масле
продукты.
Наиболее старый способ превращения нерастворимых в
маслах феноло-альдегидных смол в маслорастворимые состоял
в сочетании их с природными смолами, преимущественно с
канифолью. В зависимости от способа совмещения
получались различного качества смолы. В настоящее время масло-
растворимые продукты этого типа, так называемые альбертоли,
в значительных количествах производятся за границей.
Применяются два' способа: 1) получение твердой новолач-
ной смолы и сплавление ее с канифолью или конденсация
феноло-канифольного сплава с формальдегидом, с
последующей сушкой и термической обработкой полученного продукта
и 2) конденсация фенола или крезола с формальдегидом и
канифолью с последующей этерификацией полученного
продукта глицерином. Наибольшее распространение получил
второй способ.
Процесс производства крезольного альбертоля по этому
способу состоит из следующих стадий: ■
1) подготовки сырья;
2) конденсации крезола, формалина и кислот канифоли;
3) сушки полученного продукта конденсации; !
4) этерификации обезвоженного продукта глицерином;
5) термической обработки.
Сырьем для производства альбертолей* являются: крезол
С темп. кип. 189—201°, формалин, канифоль и глицерин (уд.
187
он/ \ СП,
°Н\ /\ I
>с
°Н\ / СНз
веса 1,234), содержащий не менее 88% чистого глицерина.
Для изготовления светлых марок альбертолей применяется
абиетиновая кислота с темп. пл. 125—130°.
Для производства 1 т альбертоля расходуется: крезола
около 740 кг, канифоли 450 кг, формалина (40%-ного)-441 кг,
глицерина (92%-ного) 71 кг. Схема производства альбертоля
показана на рис. 41.
Рис. 41. Схема производства альбертоля;
1 — перегонный аппарат; 2 — холодильник; 3—сборник; 4 —
мерник; 5—бак; 6 — мерник; 7 — реакционный аппарат; 8 —
канифоль; 9 — обратный холодильник; 10—сборник; Л —
вфнризатор; /2 — мерник.
В первой стадии процесса производится очистка крезола вакуум-
разгонкой в перегонном аппарате /, обогреваемом паром и
снабженном холодильником 2. Загрузка крезола в аппарат производится путем
засасывания вакуумом. Продукт перегонки направляется в сборник 3
и поступает дальше в мерник 4. Формалин из бака 5 поступает в
мерник 6, из крторого засасывается вакуумом в реакционный аппарат 7,
в тот же аппарат загружается канифоль 5.
Конденсация крезола с формальдегидом происходит в медном
(луженом или никелированном) реакционном аппарате 7, соединенном
с обратным холодильником 9, который можно переключать на прямой,
на вакуумную линию. Реакционный аппарат снабжен мешалкой.
Размеры реактора: диаметр 1400 мм, высота 1550 мм, емкость 2 м3; коэфи-
циент заполнения 0,5. Обогревается паровой рубашкой.
Конденсация крезола, формалина и кислот каиифоли ведется при
темп. 105—1,10° до расслоения реакционной смеси. (5—7 час). Для
получения светлых продуктов реакцию проводят в атмосфере двуокиси
углерода. По окончании конденсации непрореагировавшие крезол и
формалин отгоняются (10—30 мин.) перегретым паром в сборник 10
через холодильник 3; после этого температуру внутри аппарата
повышают до 140° и отгоняют воду. Для окончательного обезвоживания
полученного кислого альбертоля продукт, после отгонки воды, высуши-
188
SfflBf I вакууме при Темп, около 55° в течение § час. Вакуум-сушку
производят в реакторе или же в аппарате ддя этерифнкацин (эфнриза-
тор), куда спускают нагретый до 140° кислый продукт. Глицерин
засасывается в эфиризатор // из мерника 12. В качегтзе аппарата для
этерификации применяются эфирнзаторы, используемые для получения
эфиров канифоли; эфнризаторы изготовлены из металла, не
поддающегося действию смоляных кислот и крезола при температуре до 300°.
Размеры эфнрнзатора: диаметр 750 мм, высота 1000 мм, емкость
1,3 м3; коэф'ициент заполнения около 0,6.
Эфиризация кислого альбертоля с темп. пл. 70—75°
ведется при 250° в атмосфере углекислого газа при
перемешивании без применения вакуума в течение приблизительно
12 час. Затем температура повышается до 280—300° для
отгонки не вошедшего в реакцию глицерина. Для повышения
температуры плавления и снижения кислотного числа
продукт может быть подвергнут продувке перегретым до 200—
250°, паром.
Готовый альбертоль разливается на металлические
луженые противни, дробится на куски и упаковывается в
Деревянные бочки* !
Крезольный искусственный копал имеет темп. пл. 120—140°,
кислотное число не менее 20. Полностью растворим при
нагревании в масле; хорошо растворим на холоду в бензоле.
Цвет его по стандартной шкале 16.
Для приготовления лаков применяется тунговое или
льняное масла, а также их смеси. Растворителями служат уайт-
спирит, скипидар и др. Для ускорения сушки в лаки вводятся
сикативы.
Пленки альбертодевых лаков обладают хорошей газо- и
водонепроницаемостью, хорошим блеском, но значительно
менее устойчивы к атмосферным воздействиям, чем пленки
лаков на замещенных фенолах.
Кроме канифолн и других естественных продуктов для
модификации фенольных смол применяются также жирные
кислоты различных растительных масел. Смолы этого типа
обладают различными свойствами в зависимости от
примененного фенола и жирной кислоты. Чаще всего для изготовления
этих смол применяют алкилфенолы, крезолы или их смеси.
Смола «Бекасит 1112», представляющая бутилфенольный
конденсат, модифицированный жирными кислотами льняного
масла, имеет темп. пл. ПО—125°, кислотное число 15—20. Она
применяется для светлых быстро сохнущих лаков и эмалей
для внутренних и внешних покрытий.
В лакокрасочной практике в данное время находят
применение феноло-алкидные смолы и лаковые основы благо-
189
даря ряду весьма интересных свойств: способности высыхать"
бЬз применения повышенных температур, способности
давать нестареющие в течение длительного времени покрытия
с хорошей атмосфероустойчивостью.
Исходными материалами для производства феноло-алкид-
ных смол являются алкилированные фенолы, формальдегид,
фталевый ангидрид и многоосновные кислоты, глицерин,
кислоты различных масел и растительные масла. __
При образовании феноло-алкидных смол происходит
реакция конденсации. Весьма вероятно, что свободные гидроксиль-
ные группы алкилфенольного новолака этерифицируются
кислыми глицеридами фталевой кислоты , (моно- и диглицери-
дами), причем свободные гидроксилы образовавшегося
комплекса в свою очередь взаимодействуют с жирными
кислотами масел.
Алкидо-фенольные смолы могут быть получены
различными методами: *
1) нагреванием алкилфенольного конденсата с глилталевюг
масляной основой;
2) совместной конденсацией исходных компонентов,
причем возможны самые разнообразные варианты порядка и
способа их введения в реакцию;
3) смешением растворов фенольной и глифталевой смол. ,'.
По последнему методу глифталево-масляная основа,
полученная обычным путем, например из фталевого ангидрида,:
глицерина и жирной кислоты льняного масла, смешивается
при температуре выше 100° с алкилфенольным продуктом,
выдерживается некоторое время при этой температуре, после
чего смесь нагревается по 240—250°. Процесс заканчивается,
когда проба, взятая на стекло, дает совершенно прозрачную
каплю. В качестве замещенного фенола с успехом может быть
применен оксидифенил.
К растворимым в маслах фенольНым продуктам относятся
феноло-терпеновые смолы. Существуют предложения,
например, конденсировать фенолы с продуктами присоединения
хлористого водорода к терпенам, а затем с альдегидами в
присутствии катализаторов. Растворимыми в маслах являются
смолы из га-третичного бутилфенола, монооксифенилкамфена
и формальдегида.
Можно также конденсировать замещенные фенолы с
формальдегидом и обрабатывать полученный продукт терпено-
вым углеводородом с темп. кип. выше 1.70° или же терпено-
вьщ, спиртом. Феноло-терпеновые смолы пока значительного
ппомышленного развития не получила.
190
ГЛАВА 12
КОНДЕНСАЦИЯ ФЕНОЛА С РАЗЛИЧНЫМИ АЛЬДЕГИДАМИ
В производстве феноло-альдегидных смол наибольшее
применение из всех известных альдегидов до сих пор, как
указано было выше, находил формальдегид. Однако за
последнее время, в связи с возможностями производства других
альдегидов и развитием процесса комплексной конденсации
получения термоплавких и тёрмореактивных смол, можно
рассчитывать на широкое использование других альдегидов, как,
например, уксусного, масляного и бензойного альдегидов,
фурфурола и т. п.
Все перечисленные альдегиды могут быть использованы
для получения термоплавких смол самостоятельно, без
формальдегида. Для получения же термореактивных смол,
дающих при отверждении с наполнителями или в чистом виде
механически прочные фенопласты, требуется участие в
конденсации формальдегида. Конденсация уксусного, масляного и
бензойного альдегидов ведется в присутствии кислот и
приводит к получению плавких и растворимых смол. Она может
быть представлена схемой:
Фенол'+ альдегид -*■ новолачиая смола -|- вода.
Второй стадией-конденсации является превращение ново-
лаков в резольные смолы при помощи формальдегида, пара-
форма или гексаметилентетрамина.
Для получения новолаков из уксусного, масляного и
бензойного альдегидов, даже в присутствии сильного
катализатора (соляной кислоты), количественные соотношения
альдегидов не ограничиваются пределами, пригодными для
получения феноло-формальдегидных новолаков. На 1 моль фенола
можно брать 1 моль альдегида, т. е. эквимолекулярные
количества.
Для производства термореактивных смол полученные но-
волачные смолы переводятся в резольные дополнительной
обработкой формальдегидом. В присутствии сильных оснований
жидкие новолачные смолы превращаются в резольные
обработкой водным раствором формальдегида. Твердые
новолачные смолы превращаются в .резольные обработкой гексаме-
силентетрамином или полимерами, формальдегида по сухому
вальцовочному методу или в спиртовых растворах.
1 Уксусный и масляный альдегиды не образуют резольных
смол как в присутствии сильных оснований, так и аммиака.
При обыкновенном давлении и обычной продолжительности,
191
)1ринйтой для конденсации феноло-формальДегидных смол,
смолообразование не происходит.
Бензойный альдегид с фенолом дает смолы новолачиого
типа в присутствии кислот и аммиака, но не сильных
оснований; в присутствии последних образуется смесь продуктов
с преобладанием кристаллических веществ.
За последнее время в производстве фенолог-альдегидных
смол в США стал приобретать значение фурфурол.
Фурфурол с фенолом может в зависимости от
количественных соотношений компонентов давать термоплавкие и
термореактивные смолы. При использовании фурфурола в
производстве феноло-альдегидных смол нужно иметь в виду
способность самого фурфурола, как соединения имеющего
три двойных связи, полимеризоваться под влиянием кислот
в неплавкие и нерастворимые резиноподобные гели, которые
препятствуют реакции конденсации и образованию резольных
смол, а также их дальнейшему отверждению в резиты.
При кислой конденсации можно избежать полимеризации
фурфурола в резиноподобный продукт, замедляя
конденсацию применением лишь незначительных количеств кислот (до
определенной величины рН). Температура конденсации
должна быть при этом не выше 100°. Количественные
соотношения фенола и фурфурола должны быть 1 моль фенола на
0,75 моля фурфурола при получении новолачных смол и 1 моль
феиола на 1,25 моля фурфурола для резольных.
При действии на фурфурол оснований, а также при
конденсации фурфурола с фенолом в присутствии аммиака или
сильных оснований реакция протекает успешно при
соотношении 1 моль фенола на 0,75 моля фурфурола. При этом
получаются смолы новолачного типа, •допускающие сушку их при
сравнительно высокой температуре до превращения в
пластичные твердые, легко измельчающиеся продукты, что
связано с взаимодействием фурфурола с едкой щелочью (реакция
Канниццаро).
Для получения изделий с высокими механическими
показателями целесообразно применять фурфурол совместно с
формальдегидом.
При комплексной конденсации с фурфуролом в
присутствии кислых катализаторов получаются смолы, окрашенные
в глубокий черный цвет, а при щелочной конденсации, в
особенности в присутствии гидратов окисей щелочноземельных
металлов, можно получать продукты коричневого цвета.
Черная окраска фурфурола в отличие от нигрозина светопрочна
и не изменяется от атмосферных условий и со временем, что
192
Иногда наблюдается у фенопластов, окрашенных в черный
цвет нигрозином.
В США феноло-фурфурольные смолы выпускаются на
рынок в виде чистых смол, клеев и порошков для прессования.
Прессование рекомендуется проводить при 172—182°.
Феноло-фурфурольные смолы применяются для
изготовления различных электроизоляционных деталей и т. д.
Новотни, работающий над изучением промышленного
применения феноло-фурфурольных смол с 1920 г., указывает на
следующие положительные свойства феноло-фурфурольных
смол: |
1) прессовочные композиции на основе
феноло-фурфурольных смол обладают хорошей текучестью и смолы не
отделяются от наполнителя;
2) термореактивные феноло-фурфурольные смолы
обладают хорошей текучестью, что объясняется длительной
стадией А и относительно короткой по сравнению с феноло-
альдегидными смолами стадией В. Это дает возможность
держать смолу длительное время в расплавленном состоянии
и применять метод литья под давлением. В то же время
феноло-фурфурольные смолы при 170—180° легко и скоро от-
верждаются в резиты. Из феноло-фурфурольных смол
прессуют изделия больших габаритов. Прессованные изделия на
основе феноло-фурфурольных смол обладают очень малой
усадкой.
Помимо комплексной конденсации фенола с различными
альдегидами для получения термореактивных (резольных)
смол они могут применяться самостоятельно.
Уксусный и масляный альдегиды, а также фурфурол
могут быть с успехом и'спользованы для получения
термоплавких смол, модифицируемых другими компонентами. Смолы,
полученные конденсацией трикрезола с уксусным или
масляным альдегидами, могут хорошо совмещаться с маслами, в
некоторых случаях заменяя более дорогие алкилфенольные
смолы. Фурфуроло-крезольные термоплавкие смолы хорошо
совмещаются с эфирами канифоли и кумароновыми смолами.
Комплексные или модифицированные смолы могут быть
широко использованы в производстве масляных лаков,
компаундов и пропитывающих средств.
Конденсацию фенола с уксусным альдегидом, паральде-
гидом и фурфуролом в производственных условиях лучше
всего осуществлять в автоклаве под давлением. #
Автоклавная конденсация фенолов с уксусным альдегидом
в присутствии соляной или серной кислот, а равно и сульфо-
13 Зак. 1532.
193
кислее имеет ряд преимуществ перед конденсацией в
обычной аппаратуре, применяемой для получения феноло-формаль-
дегидных смол. Эти преимущества заключаются в большей
полноте протекания реакции, в меньших потерях, в лучшем
обеспечении санитарно-технических условий. При
конденсации фенола с фурфуролом в присутствии оснований
автоклавный метод также является более совершенным.1
ГЛАВА 13
КАГ-БАМИДНЫЕ СМОЛЫ
Мочевина и ее производные приобрели большое значение
для различных отраслей народного хозяйства, в особенности
после того как был освоен в производственных условиях
синтез ее из цианамида кальция или углекислого газа и
аммиака.
Применение конденсации мочевины и ее производных с
альдегидами дает возможность создать большой
ассортимент пластмасс, синтетических смол, новых видов клеящих и
импрегнирующих средств для различных отраслей
промышленности, строительства и изделий домашнего обихода.
Производство карбамидных смол впервые было поставлено
в 1918—1928 гг., т. е. значительно позднее йеноло-формаль-
дегидных. Наибольшее развитие карбамидные смолы
получили в Европе после первой мировой войны, т. е. после
осуществления в промышленном масштабе синтеза мочевины
из углекислоты и аммиака и синтеза метанола из окиси
углерода и водорода. Производство феноло-альдегидных смол
имеет основной сырьевой базой для фенола, главным образом,
коксобензольную промышленность, поэтому масштаб
производства фенола ограничен развитием коксования углей.
Выход смолы и сырого бензола — сырья для получения фенола —
не Повышает в общей сложности 5% от коксуемого угля.
Получение фенолов при полукоксовании углей, термическом
разложении торфа и при крекинге нефти значения в оалансе
фенола пока не имеет.
Мочевина (карбамид) CO(NH2)2 представляет собой
крупные, бесцветные, тонкие, длинные призматические кри-.
сталлы, не изменяющиеся на воздухе; уд. вес 1,323—1,335;
темп. пл. 132—133°. Мочевина хорошо растворима в воде и
спиртах (метиловом, этиловом), в жидком аммиаке, жидком
сернистом ангидриде: мало растворима в зфире и
нерастворима в хлороформе. При нагревании в вакууме до 120—130°.
194
Мочевина возгоняется, не изменяясь. В водных растворах
мочевина нейтральна на лакмус, но с кислотами дает солеоб-
разные соединения с одним эквивалентом кислоты.
Впервые мочевина была получена изомеризацией цианата
аммония при нагревании в водном растворе (исторический
синтез Велера):
NCONH4—►CO(NH2)2.
Можно получать мочевину действием фосгена на аммиак:
C0C12 + 4NH3—у CO(NH2)2 + 2NH4CI.
Гидратация цианамида ч,
CNNH3 + Н20 — CO(NH2)2.
н дегидратация карбамината аммония
NH2 ■ COONH4 —> CO(NH2)2 + Н20
имеют промышленное значение.
Для получения мочевины гидратацией цианамида (способ
Лидгольма) тонкоизмельченный цианамид кальция сначала
смешивается с водой при одновременном пропускании в
образовавшуюся суспензию СОг, при этом получается свободный
цианамид:
CaCN2 + С02 + Н20 —>■ СаС03 + CNNH2.
После отделения от осадка углекислого кальция
цианамид гидратируется, превращаясь в мочевину при нагревании
с разбавленной серной кислотой. Кислый раствор
нейтрализуется мелом, фильтруется и упаривается в вакуум-аппарате
до такой консистенции, чтобы насыщенный раствор при
охлаждении отвердевал.
Исследование влияния нейтральных солей на гидролиз
цианамида показало, что при постоянной концентрации
кислоты увеличение содержания нейтральных солей с
одноименным анионом повышает скорость гидролиза, которая
опережает рост концентрации нейтральных солей. Влияние
отдельных солей специфично и колеблется в довольно больших
пределах. Применение нейтральных солей, например,
азотнокислого кальция при гидролизе цианамида в азотнокислой
среде описано в патентной литературе. Превращение
цианамида в мочевину в случае применения азотнокислого кальция
заканчивается в течение 15 мин. при 20°. В отсутствие
азотнокислого кальция это превращение требует 15 час.
В щелочной среде (рН = 7—10) цианамид превращается
преимущественно в дициандиамид, а мочевина образуется при
этом в незначительном количестве.
13*
195
Для получения мочевины дегидратацией карбамината
аммония смесь аммиака и двуокиси углерода в присутствии воды
превращается под давлением в карбаминат аммония. Затем
твердый или расплавленный карбаминат дегидратируется
,в мочевину нагреванием в автоклаве до 135—150° при
давлении 55—60 ати. Реакция протекает по схеме:
С02 + 2NH3 —>- NH2 • СО • ONH4 —> CO(NH2)2 -f- H20.
Синтез мочевины из аммиака и углекислого газа широко
используется как промышленный способ.
Симметричная диэтилдифенилмочевина, вследствие
хороших желатинирующих свойств, применяется наряду с тетра-
феиилмочевиной в целлулоидной промышленности для замены
камфоры.
Тиомочевина CS(NH2)2 представляет собой
ромбические кристаллы с уд. весом 1,505 и темп. пл. 182°.
Тиомочевина может быть представлена следующими
структурными формулами:
,Шг /NH2 /NH3
CS< S = C< HN = C< |
XNH3 \NH2 xS
норм, форма изоформа циклическая
форма
Изучением строения тиомочевины занимался ряд
исследователей. Исходя из совокупности всех физико-химических
свойств и строения тетразамещенных тиомочевины, Лехер
пришел к убеждению, что обычно тиомочевина существует
в двух таутомерных формах, находящихся в равновесии.
Циклическая формула, предложенная Вернером, объясняет
ряд реакций, но вряд ли может иметь большое значение.
Тиомочевина кристаллизуется из спирта в крупных
кристаллах ромбической системы; в качестве примеси она почти
всегда содержит роданистый аммоний. Холодный спирт почти
не растворяет тиомочевины. При нагревании при 150—170°
тиомочевина превращается в роданистый аммоний по схеме:
NH4SCN^ NH,CSNH2.
Технические способы получения тиомочевины основаны на
обработке цианамида сернистым аммонием или
сероводородом в кислом или щелочном растворе в присутствии
сульфидов сурьмы или олова:
CN • NH2 + H2S —у CS(NH2b,
196
Для избежания упаривания разбавленных водных
растворов тиомочевины предложено реакцию проводить в
органических растворителях. В некоторых патентах вместо сернистого
аммония и сероводорода рекомендуется применять сульф-
гидрат кальция или сернистый кальций.
Наибольшее практическое применение тиомочевина имеет
при изготовлении пластмасс, причем для конденсации с альде<
гидом она иногда применяется в смеси с мочевиной и
другими веществами.
,NH ■ CN
Дициандиамид С = NH кристаллизуется из вод<
ных растворов в широких пластинках с темп. пл. 207°.
Технический, очищенный продукт обычно плавится при 204—205°.
Малая растворимость дициандиамида в эфире на холоду
дает возможность отделять его от цианамида. В горячем
эфире, и особенно в воде, дициандиамид растворяется очень
хорошо.
Дициандиамид имеет очень слабо выраженные кислотные
свойства; обладает токсичностью по отношению к животным
и растительным организмам.
Единственным доступным исходным материалом для
получения дициандиамида является кальций-цианамид. Способы
превращения кальций-цианамида в дициандиамид
подвергались неоднократно детальному изучению. Прибавка щелочи
к водному раствору цианамида вызывает димеризацию его
в дициандиамид. fc.
Наиболее доступным и рентабельным способом
производства дициандиамида является обработка кальций-
цианамида кипящей водой, так как основное затруднение
в получении дициандиамида связано с трудностью
фильтрации щелочных растворов и отделения мельчайших час'тип
угля, содержащихся в кальций-цианамиде.
М е л а м и н (CN • МНф, сравнительно недавно
предложенный в качестве сырья для получения смол, является
амидом циануровой кислоты. »
При медленном нагревании мочевины до 150—160° она
отщепляет аммиак и образует биурет:
2[СО(Ш2)2] —>■ HoN • СО • NH • СО ■ NH2 + NH3.
Получающийся при этом продукт имеет темп. пл. 193°.
При быстром нагревании при высокой температуре из моче-
197
вины образуется циановая кислота, полимеризующаяся в циа-
нуровую кислоту
CO,NH2)3—>NH3 + NCOH
3NCOH'
ОН
n/ 4n
нос' Jcoh
циануровая кислота
Строение меламина может быть выражено следующими
формулами:
NHa Ш
I I
сч с
/^
г/\>
Nli IN T_ HNf >Ш
It
HjN — C\yC — NH3 HN = C1 'C ■= N.H
N NH
Меламин представляет собой сильное основание и может
быть получен в кристаллическом виде; его температуры
плавления и кипения, повидимому, колеблются в значительных
пределах. При гидролизе меламин расщепляется, образуя циа-
нуровую кислоту. Меламин за границей нашел применение в
производстве пластмасс.
Получение меламина возможно исходя из хлорида или
эфира циануровой кислоты, причем хлорид циануровой
кислоты получается полимеризацией хлорциана.
С1 • С = N
Хлсрциан
НЛО
>
СС1
NIMN
cic! Jcci
N
хлорид циару-
рооон кислого
ОСоН5
1
1
с
NA
N
N
С ■ OC2Hj
эфкр циануровой кислоты
158
Другой путь получения меламина— нагревание до
120—200° дициандиамида в автоклаве с аммиаком, при этом
выход меламина по литературным данным достигает 90%.
Меламин конденсируется с альдегидами, спиртами,
углеводами.
Гольдшмидт, исследуя реакцию конденсации между
мочевиной и формальдегидом, установил, что в присутствии кислот
2 моля мочевины вступают в реакцию с 3 молями
формальдегида, причем выделяется 2 моля воды и выпадает белый
зернистый осадок, не растворимый в воде и других
растворителях. Осадок разлагается при действии сильных кислот, но
устойчив к водным растворам щелочей. Химическая формула
продукта кислой конденсации по определению Гольдшмидта
была C5H10N4O3; при щелочной же конденсации получался
растворимый в воде продукт состава СзШ^Оз. При
конденсации без катализатора получалась смесь продуктов
конденсации, неполностью растворимых в воде и нерастворимых.
В присутствии едкой щелочи тот же автор получал
кристаллическое соединение, которое согласно исследованиям
имело формулу:
.NH ■ СН2ОН
СО<
NNH ■ СН2ОН
Это соединение (диметилолмочевина) при нагревании или
хранении разлагалось с отщеплением формальдегида.
Работами Эйнхорна, Гамбургера и Диксона было
установлено, что выводы Гольдшмидта относительно химического
состава продуктов конденсации мочевины и их строения
неправильны. Названные авторы установили, что состав
продуктов конденсации мочевины с формалином зависит от
соотношения мочевины и формальдегида, взятых для реакции.
Так, например, при соотношении 1 моль мочевины на 0,75
моля формальдегида в присутствии кислот получается ме-
тиленмочевина;
.N = СН2
со/
ЧШ2 *
При соотношении 1 моль мочевины на 1 моль формальдегида
получается продукт конденсации, близкий по составу к
продуктам Гольдшмидта, но не тождественный с ними, а при
соотношении 1 моль мочевины на 1,5—2 моля формальдегида
получается продукт, тождественный с тем, строение которого
0ылр установлено Гольдшмидтом. При 4 молях формальдегида
199
на Т моль мочевины получается соединение C5H12N4O4.
Монометилолмочевина и диметилолмочевина образуются
при конденсации мочевины с формальдегидом в присутствии
оснований при том условии, что в нужный момент основание
нейтрализуется, так как в присутствии основания реакция
конденсации протекает дальше с образованием нерастворимых
аморфных или смолообразных продуктов.
По Эйнхорну и Гамбургеру для получения диметилолмоче-
вины
,NH ■ СН2ОН
ССК
\\н ■ снаон
к 26,7 г 37,7%-ного формалина, содержащего в растворе 0,4 г
гидрата окиси бария, прибавляют 10 г мочевины; температура
поддерживается около 25—30° до тех пор, пока
формальдегид в большей части не прореагирует с мочевиной, что
определяется реактивом Толленса. Этот реактив представляет
собой раствор 1 ч. азотнокислого серебра и 1 ч.^едкого натра
в водном растворе аммиака. В присутствии альдегида окись
серебра восстанавливается до металлического серебра и
образует зеркало (СН2О + Ag20->- НСООН + 2Ag*).
Через 10—15 мин. в реакционную смесь для нейтрализации
гидрата окиси бария вводится углекислый газ. Жидкая
реакционная смесь сушится в эксикаторе (без удаления осадка
углекислого бария), а полученный сухой продукт конденсации
растворяется в 80% -ном горячем спирте и фильтруется. Из
охлажденного фидьтрата выделяется диметилолмочевина,
которая перекристаллизовывается из абсолютного спирта и
получается в виде мелких призм. Кристаллизация из водного
спирта дает продукт в виде блестящих пластинок.
Диметилолмочевина хорошо растворяется в воде при обыкновенной
температуре, в метиловом же и этиловом спирте — при на-.
гревании; в эфире и других обычных органических
растворителях она нерастворима; темп. пл. ее 121—126°. По Диксону
диметилолмочевина может быть получена из
нейтрализованного раствора 1 моля мочевины в растворе 2 молей
формальдегида (формалине). Реакционная смесь высушивается в
вакуум-эксикаторе. При нагревании расплавленная
диметилолмочевина начинает разлагаться с отщеплением воды и
формальдегида. При нагревании водного раствора диметилолмо-
чевины с. соляной кислотой получался продукт состава
CsHieNiOa. ' - *■ ■ -•■•--■
200
Образование этого продукта происходит по следующей
Схеме:
2CO(NHCH2OH)2 —у 2Н20 + СН20 + С5Н^403.
Для получения монометилолмочевины
/NHCH2OH
по способу Эйнхорна и Гамбургера 6,5 мл 37,4% -ного
формалина по каплям добавляют к охлажденной смеси 5 г
мочевины, 0,1 г гидрата окиси бария в 5 мл воды. После стояния
раствора-в течение 10—15 мин. пропускается углекислый газ,
раствор фильтруется и упаривается в вакуум-эксикаторе.
Монометилолмочевина кристаллизуется из спирта; темп. пл.
ее 111°; легко растворяется в -воде (даже в холодной), а
также в метиловом и этиловом спирте; нерастворима в эфире.
Диксон предложил более простой способ получения ме-
тилолмочевины, а именно, раствор 1 моля мочевины в 1 моле
раствора формальдегида (формалина), предварительно
нейтрализованный, помещается в вакуум-эксикатор на 12—24 часа;
получается водная кристаллическая паста, которая после двух
перекристаллизации из спирта дает метилолмочевину в виде
блестящих призм с темп. пл. 110°.
Эллис считает, что метиленмочевина может образоваться
при действии соляной кислоты на метилолмочевину; фазы ее
образования следующие:
NH2-CO-NH-CH2OH—>-NH2-CO-NH.CH2Cl. *
Последнее соединение, теряя хлористый водород, образует
остаток — NH • СО • NH • СНг —. Два таких остатка,
соединяясь, превращаются в соединение:
/NH ■ СН2 ■ Шх
СО( )СО
ХШ • СН2 • NHX
Вальтер предложил другой метод получения монометилол-
и диметилолмочевины. В 1000 мл метилового спирта раство-
рянот без нагревания 6,75 г едкого кали и 500 г мочевины„и
затем к раствору прибавляют 213 г параформа. Полученную
монометилолмочевину перекристаллизовывают из спирта,
подкисленного уксусной кислотой.
Для получения диметилолмочевины в 1670 мл метилового
спирта без нагревания растворяют 17,5 г едкого кали и
535 г параформа; в спиртовый раствор добавляют при переме-
20]
шивании 500 г мочевины; мутный раствор фильтруют через
специальный фильтр. После 12-часового стояния из фильтра
выпадает белый осадок, который отделяется от жидкой части
и промывается сначала серным эфиром, а затем серным
эфиром с добавкой небольшого количества уксусной кислоты
и снова серным эфиром до нейтральной реакции. Темп. пл.
диметилолмочевины, полученной по этому способу, 126—128°.
При проверке Петровым методов получения
диметилолмочевины было установлено, что метод Вальтера дает больший
выход диметилолмочевины, но качество ее ниже, чем
полученной по способу Гамбургера и Диксона.
Вальтер изучал условия конденсации, при которых
образуются наиболее важные кристаллические и аморфные
продукты. Начальными кристаллическими продуктами, которые
образуются по Вальтеру в слабощелочной или нейтральной
среде на холоду, являются монометилолмочевина (I), димети-
лолмочевина (II) и метилол-метиленмочевина (Ш);
.NH • СН2ОН .NH • СН2ОН Jffl • СН2ОН '
СО/ СО< СО(
ХШ3 NtfH • СН2ОН XN = CHe
(I) (") (Ш)
Аморфные непрозрачные (несмолообразные) продукты были
получены .Диксоном в кислой среде из начальных
кристаллических мет<илольных производных или непосредственной
конденсацией мочевины с формальдегидом в кислой среде.
Образование метиленмочевины из монометилолмочевины при
нагревании или подкислении было установлено давно; раньше
ее принимали за индивидуальное химическое соединение.
Вальтер различает два аморфных продукта: из них первый
образуется в кислой среде из монометилолмочевины, а
второй — из диметилолмочевины. Первый продукт он назвал ме-
тиленмочевиной А и второй метиленмочевиной В.
При исследовании метиленмочевины А и В Вальтер
определял состав, первичные аминогруппы, молекулярный вес и
подвергал метиленмочевины фракционированию.
Для количественного определения состава метиленмоче-
вина нагревалась с Mg'Ck • 6Н2О в присутствии
концентрированной соляной кислоты; при этом метиленовые и метиЛоль-
ные группы превращались в формальдегид, азот и аммиак, а
углерод группы СО в углекислый газ.
Амидные группы определялись >при помощи обработки
метиленмочевины концентрированной соляной кислотой и азоти-
202
стокисльш натрием, реакция осуществлялась без нагревания,
выделившийся азот определялся объемным путем.
Нагреванием с концентрированной соляной кислотой определялось
общее содержание азота в молекуле. _
Определение молекулярного веса производилось в
растворах метиленмочевины в муравьиной кислоте криоскопически
или методом изотермической перегонки по Берже-Расту.
Для разделения метиленмочевины Вальтером было
использовано последовательное выпадение из раствора различных
фракций при рН —3. Им были получены фракции а, Ь, с, d.
Первая фракция а, выпавшая из растворов метиленмочевин
А и В, имеет молекулярные веса, совпадающие с мономерами;
последующие, выделяющиеся в твердом виде фракции Ь, с и d
соответствуют димерам. На основании анализов установлено
содержание амидных групп в различных производных
мочевины и дается формула для различных, фракций
метиленмочевин:
H2N-CO.N = CH2
(I) мвтнленмочезина А — мономер (растворимая)
H^N • СО • NH • СН2Ш ■ СО • N = СН2
(II) метнленмочевина А — дииер
.сн,ч
NH4CON< >NCO • N = СН2
ХСН2— О-СН/
(III) метиленмочевнна В — мономер
• _
Мономерная метнленмочевина А известна в воднораство-
римой и воднонерастворимой модификациях.
При конденсации мочевины и формальдегида, взятых в
определенных соотношениях при рН-3, получается
метнленмочевина, которая действием горячей воды может быть
разделена на растворимую и нерастворимую части. Растворимая
часть состоит, главным образом, из мономера с небольшой
примесью димера. Нерастворимая метнленмочевина А, пови-
димому, имеет циклическое строение;
HaN • С = N
О —СН,
203
Сели конденсация мочевины и формальдегида проводится
при рН=1, то получается нерастворимая метиленмочевина..
Нерастворимые в воде метиленмочевина А и
метиленмочевина В по Вальтеру являются тримерами, они нерастворимы
в органических растворителях и неплавки.
При нагревании сухой метиленмочевины степень
полимеризации возрастает только у мономерной фракции,
приближаясь к дилеру; молекулярные веса фракций b и с изменяются
незначительно и то при условии, если их молекулярный вес
был ниже, чем у димера. Вальтер принимает, что фракции
b и с состоят из значительного количества нерастворимого
мономера с небольшим количеством высших полимеров, но
основной характер смеси остается низкомолекулярным.
Для получения смол из метиленмочевины В может
применяться нагревание при одновременном давлении.
Химические превращения выражаются в уменьшении количества ме-
тиленовых и амидных групп.
Превращение диметилолмочевины в метиленмочевину В
протекает значительно медленнее, чем реакция
взаимодействия мочевины с 2 молями формальдегида. Поэтому при
получении смол лучше применять двухступенчатый процесс, при
котором первая стадия конденсации осуществляется в слегка
щелочном растворе, а вторая—смолообразование — в
слабокислой среде. Высокая концентрация водородных ионов
способствует отщеплению формальдегида из метилольных групп и
образованию метиленмочевины В. Метиленмочевина В
образуется также из сухой диметилолмочевины при нагревании или
при плавлении.
Во время плавления отщепляются вода и формальдегид.
Вальтер считает, что при плавлении чистой диметилолмоче-
вины^ выделяется 1 моль воды и 0,5 моля формальдегида, при
плавлении же в присутствие оснований—1,4 моля воды и
0,2 моля формальдегида.
По вопросу о строении смол Вальтер высказывает
следующие соображения: смолы состоят не только из изомеров и
полимеров метиленмочевины А и В, но они представляют
собой смеси соединений, бедных кислородом,' и соединений,
содержащих относительно много кислорода, к последним
нужно отнести вещества, содержащие группы:
СНгОН, СН — О — СН2.
Продукты конденсации, богатые кислородом (содержащие
метилольные группы), действуют как стабилизаторы или
защитные коллоиды и удерживают в растворе фракции смолы,
бедные кислородом.
204
При конденсации из начальных кристаллических продуктов,,
содержащих метилольные группы, при образовании смолы
отщепляются метилольные остатки, выполнявшие свое защитное
действие, и происходит замыкание колец из нескольких
молекул.
Неплавкий нерастворимый продукт конденсации содержит
в числе прочих продуктов полимеры диметиленмочевины.
Смолы в стадии, близкой к неплавкому и нерастворимому
состоянию, способны связывать около 1 атома щелочного металла
на 2 остатка мочевины.
Придавая большое значение наличию в смоле полимера
диметиленмочевины, Вальтер до известной степени сходится
во мнениях с Редфарном, который в образовании карбамид-
ных смол решающую роль приписывает полимеризацки._диме-
тиленмочевины и образование смолы объясняет следующими
реакциями: г
.NH ■ СН2ОН ,N = СН3
СО( —> СО( + 2Н20
\NH • СН2ОН XN = СН2
...—СН2 СН3—СН2 СН2-СН2 CHU—...
I I I I I I
...—N-C-N N—С—N N—С—N-...
I! II II
О О О
Образование диметиленмочевины из диметилолмочевины
происходит при нагревании в кислой среде, после чего имеет
место полимеризация.
В последних выводах Вальтера относительно строения кар-
бамидных смол нет особенных расхождений с
характеристикой их, данной де-Шеном, который предполагал, что- моче-
вино-формадьдегидные смолы состоят из агрегатов линейных
ненасыщенных молекул различной степени полимеризации,
образующих сильно сольватированные 'гидрофильные
коллоиды, способные к необратимой желатинизации.
Схема образования начальных и конечных продуктов кон-,
денсации мочевины с формальдегидом по данным Вальтера
приведена нижеГ
Марвел с сотрудниками исследовали процесс конденсации
мочевины с формальдегидом (1943 г.) и пришли к выводу, что
мочевина реагирует как амино-амид. Поэтому они допускают
параллельное образование оснований Шифа и метилен-бис-
амида. На основании рассмотрения этих реакций и аналити-
205
яеского исследования Марвел приписывает мочёвино-формаль-
дегидной смоле следующее строение:
, сн3ч
...—CH2-NH-CO-N N-CO-NH —
СНа С На
\и/
со
I
NH
I
СН2
I
-CH2N
— СН2—NH-CO—N N—CO—NH-
I I
сн2 сн2
\n/
I
со
I
NH
I
сн,
Исходя из глицинамида H2NCH2CONH2, Марвел при
конденсации с формальдегидом также получил термореактивную
смолу, сходную с мочевино-формальдегидной, причем анализ
показал, что на 1 глицинамидный остаток приходится 1,5 ме-
тиленового остатка. При конденсации N-метиламидоглицина
получить полимерный смолообразный продукт не удалось и
выделен был только тример:
/СН2ч^
СН8—NH—COCH3-N N—CH2—CO-NHCHj
I I
Н2С СН2
N-CH2—CO—NHCH$
Дальнейшим подтверждением своей точки зрения Марвел
считает образование полимера из е-аминокапронамида
аое
Н2М(СНз)бСОМНа с тем же соотношением Т,5 метиленового
остатка на 1 моль амииоамида.
В 1918 г. Джон предложил промышленный способ
получения смол из мочевины и формальдегида, заключавшийся в
конденсации мочевины с формальдегидом без введения в
реакционную среду кислых или основных конденсирующих
средств. Джон нагревал 5—6 вес. ч. 40%-ного формальдегида
с 1 вес. ч. мочевины до тех пор, пока не отгонялось
значительное количество водь! и не получался вязкий раствор,
напоминающий клей. Превращение в твердый продукт
производилось нагреванием приблизительно до 80°.
Недостатками продуктов конденсации, получаемых по
способу Джона, считаются: сильный запах формальдегида у
жидкого продукта конденсации (клея), быстрый переход в
нерастворимое состояние и образование пузырей при
отверждении. Джон предложил также для конденсации тиомоче-
вину, ацетилмочевину и комбинации тиомочевины с
мочевиной. ^
Продолжателями работ Джона являются Гольдшмидт и
Нейсе, которые возвратились к первоначальным работам
Гольдшмидта и получили ряд патентов на конденсацию
мочевины в присутствии минеральных и органических кислот и
солей, не реагирующих как основания.
По методу этих авторов на 100 вес. ч. мочевины берут
120 вес. ч. формальдегида и добавляют 3% серной кислоты.
Происходит экзотермическая реакция конденсации, причем
образуется белая масса, удерживающая реакционную воду.
Масса эта по внешнему виду напоминает морскую пенку.
Для получения прозрачных, как стекло, продуктов
Гольдшмидт и Нейсе рекомендовали проводить конденсацию в
присутствии воды и небольших количеств кислот водных
растворов солей аммония: NH*C1; (NH^sSOr, (NH^NCb,
которые при обыкновенной температуре имеют нейтральную
реакцию, но при нагревании приобретают кислую реакцию.
На 1 моль мочевины Гольдшмидт и Нейсе брали 2 моля
'формальдегида и реакцию проводили в автоклаве.
Приготовленные по этому способу стеклообразные массы имели
пузырьки и вкрапления непрозрачной массы, содержали воду,
имели трещины, отличались малой механической прочностью.
Некоторые из них после хранения'через определенный срок
распадались на мелкие куски.
Эти явления обусловлены - применением кислых
катализаторов, при пользовании которыми наблюдается значительное
отщепление формальдегида и выделение воды.
207
Поллак предложил конденсацию мочевины, тиомочевины
или их производных осуществлять с формальдегидом или его
полимерами в основной среде в присутствии аммиака, гекса-
метилентетрамина или пиридина.
Начальный продукт конденсации представляет собой
бесцветную жидкость с признаками коллоидного раствора; он
растворяется в воде и при нагревании превращается в резино-
подобный неплавкий и нерастворимый в воде продукт. При
дальнейшем нагревании под давлением получается
пластический материал, который по своему отношению к действию
химических реактивов, по механическим и электрическим
свойствам подобен бакелиту в стадии С.
По другим 'данным на 1 моль мочевины берут 2—3 моля
формальдегида. При превращении начального продукта в
промежуточный не следует допускать наличия свободного
формальдегида. Для получения твердых и неплавких
продуктов или прозрачных органических стекол рекомендуется
соблюдать ряд условий, а именно: упаренный под вакуумом
начальный продукт конденсации (растворимый в воде)
разливать в формы и подвергать нагреванию без давления или
нагреванию до 60—80° под давлением. При этом начальные
продукты конденсации, слегка пахнущие формальдегидом,
можно получать в виде твердых изделий лишь небольшой
величины; при более крупных размерах наблюдается их
растрескивание.
Поллак и Риппер предложили применять в процессах
конденсации, для замедления нарастания вязкости и
отвердевания начальных продуктов, ряд солей. Желатинизацию
начальных водных коллоидных растворов задерживают соли слабых
органических кислот щелочных и щелочноземельных металлов.
Например, вводя уксуснонатриевую соль (молярный раствор
которого имеет рН = 9) в начальный продукт конденсации,
можно получать нежелатинизирующиеся растворы,
содержащие не более 10% воды/Ускорение процессов желатиниза-
ции с отделением воды можно получать введением сульфатов,
солей хлорноватой кислоты, хлоридов, нитратов, роданистого
аммония и других аммонийных солей.
Для получения прозрачного стеклообразного продукта
рекомендуется в начальный конденсат вводить роданистый
аммоний, сульфаты калия или натрия, нитраты, хлориды, соли
хлорноватой кислоты; процесс же обезвоживания
рекомендуется проводить всегда под уменьшенным давлением.
Введение нейтральных солей сильных кислот ускоряет
•процесс желатинизации и вызывает синерезис (отделение воды
203
от студня). Явление синерезиса при хранении желатинизиро-
ванных продуктов конденсации дает возможность получать
прочные литые продукты, но процесс этот очень медленный,
и весьма желательно ускорение его при помощи
электролитов.
Продукты конденсации мочевины представляют собой
Лиофильные коллоиды, и удаление воды из них связано с
чрезвычайными трудностями, поэтому Поллак и Риппер
предложили осуществлять произвольный синерезис при
отверждении конденсатов мочевины и формальдегида.
Поллак и Риппер, а также и другие исследователи
обратили внимание на контроль производства при помощи
определения рН. Отверждение продуктов Конденсации мочевины при
концентрации водородных ионов в пределах Ю-4 до 10"7 не
влечет за собой образования трещин, но при концентрации,
близкой к 10~7, может наступать помутнение продукта.
На основании изложенного можно считать, что главными
моментами процесса при получении смол являются:
1) правильное соотношение мочевины и формальдегида в
зависимости от назначения продукта, т. е. получения
начального продукта конденсации либо в виде клея, либо в виде
композиции для прессовочных порошков или слоистых
материалов, либо в виде органических стекол;
•2) удаление воды и свободного формальдегида;
3) регулирование активной кислотности (величины рН);
4) конечное отверждение и превращение продуктов в
определенные изделия при 'помощи прессования или литья с
введением различных добавок (пластификаторов, наполнителей,
красителей и т. д.).
Имеется ряд указаний ка вредное влияние свободного
формальдегида в смолах. Можно считать, что свободный
формальдегид является одной из главных причин образования
трещин. Поллак и Риппер рекомендуют для уничтожения
вредного влияния свободного или же легко отщепляющегося
формальдегида (при нагревании продукта начальной
конденсации) связывать формальдегид добавкой веществ, которые
могут вступать с ним в реакцию, например, мочевины, тио-
мочевины, фенолов, или, же разрушать формальдегид при
помощи окислителей, например перекиси водорода и т. д.
Поллак и Риппер считают, что продукты конденсации
мочевины, не содержащие свободного формальдегида, можно
нагревать для отверждения до 90°, но, конечно, при этом
должны быть соблюдены и все другие условия,
перечисленные выше и обеспечивающие возможность получения хоро-
14 Зав. 1532. 209
ших продуктов. Для удаления воды, присутствие которой
вредно отражается на литых и прессовочных продуктах, в
реакционную смесь вводят растворители; при отгонке этих
растворителей, при сильном разрежении или путем продувки
инертных газов или воздуха, легче удаляется вода.
Введение тиомочевины в продукты конденсации мочевины
с формальдегидом сообщает карбамидным пластикам
устойчивость против действия воды. Риппер описывает следующий
метод работы. Нейтральную или слабощелочную смесь
1500 вес. ч. мочевины с 4000 вес. ч. 37,6% -щого формалина
нагревают непродолжительное время на водяной бане с
обратным холодильником, затем вводят 2 вес. ч. муравьиной
кислоты и 300 вес. ч. тиомочевины; нагревание продолжают в
течение 1—\Уч час, после чего производят нейтрализацию
реакционной смеси введением 1—2% едкой щелочи. При
стоянии массы в покое начинается коагуляция, выделяется
объемистый белый осадок, который отжимается и
высушивается.
Риппер в англ. пат. 34405 описывает конденсацию
мочевины и тиомочевины в присутствии кислот, причем наиболее
благоприятным для конденсации считает рН < 5 (желательно
3). Количественные соотношения реагентов должны быть
следующие: 4 моля формальдегида на 2 моля мочевины и
тиомочевины. Полученный конденсат, отличающийся
гидрофобным свойством, смешивается с соответствующими
наполнителями и прессуется.
В швейц. пат. 141793 описывается конденсация мочевины,
тиомочевины и формальдегида при следующих
количественных соотношениях: 100 вес. ч. тиомочевины, 51,3 вес. ч.
мочевины и 142 вес. ч. формалина. Смесь нагревают до 100° до
образования продукта конденсации, который при охлаждении
имеет характер смолы, а при смешивании с водой переходит
в порошкообразное состояние. Порошкообразный продукт
конденсации после промывки водой и сушки смешивается
с наполнителями и поступает на прессование.
Поллак предлагает комбинированные продукты
конденсации из мочевины и тиомочевины, для чего рекомендует
поступать следующим образом. Конденсация мочевины с
формальдегидом проводится в нейтральной среде или в
присутствии оснований; к начальному продукту конденсации
добавляется тиомочевина. Нагревание смеси компонентов после
этого продолжается, при этом добавляется раствор едкого
натра и вода. При охлаждении реакционной смеси выпадает
смола, которая промывается водой. Полученная таким обра-
210
Зом и обезвоженная смола применяется для изготовления
водостойких лаков.
В последнее время рядом исследователей было обращено
внимание на так называемый холодный метод конденсаций
^очевины с формальдегидом для получения начальных
кристаллических продуктов в виде водного раствора, при этом
конденсация происходит при обыкновенной температуре в
основной среде. Заслуживает внимания способ Крауса,
характерной особенностью которого является конденсация в
присутствии гексаметилентетраыина и органических кислот,
например щавелевой или лимонной. Дальнейшим
видоизменением этих способов явилась конденсация в присутствии гекса-
метилентетрамина и хлоридов, в частности в присутствии
хлористого цинка (клей «лауксит»).
Вальтер предлагал получать карбамидные смолы
сплавлением при 130—140° мойометилол- w диметилолмочевины.
Эллис считал возможным для получения прессовочных
изделий прессовать при высокой температуре непосредственно
мойометилол- и диметилолмочевину в чистом виде или
в смеси с наполнителями.
Предложения Вальтера и Эллиса не нашли практического
применения.
При получении различных продуктов конденсации
мочевины с формальдегидом рецептара и методика
производственного процесса зависят от технического назначения карбамид-
ных смол, применяемых для изготовления различных
технических продуктов, например клея или лаков, прессовочных
изделий, слоистых материалов, электроизоляционных
изделий и т. д.
Характер начальных кристаллических и аморфных
продуктов конденсации, не обладающих свойствами смолы,
зависит, как было указано выше, от количественного
соотношения компонентов, активной кислотности, т. е.
концентрации водородных ионов, температуры, продолжительности
процесса конденсации.
В сияънскжлом растворе как три нагревании, так и на
холоду образуются аморфные, непрозрачные, нерастворимые
в воде продукты; в сильнощелочном растворе при
нагревании получаются продукты переменного состава; они
нерастворимы в воде при обыкновенной температуре, но
растворимы при нагревании и из водных растворов при прибавлении
спирта выделяются в виде студня.
Джон, впервые получивший в технических условиях кар5-
бамядную смолу без введения в реакционную среду конден-
14* 211
сирующих средств, не принимал, повидимому, ©о внимание
присутствие в формалине муравьиной кислоты и образование
ее в процессе конденсации, поэтому можно считать, что спо--
соб Джона характеризовался малыми концентрациями
водородных ионов, значительным избытком формальдегида и
сравнительно высокой температурой. ' .
Поллак и Риппер довели молярные соотношения мсйев1ины
и формальдегида до 1 :2; как первую стадию, так и
конденсацию они осуществляли при нагревании в присутствии
оснований или в нейтральной среде. В дальнейшем соотношение
мочевины к формальдегиду было доведено до 1 : 1,65—1,70.
В первой стадии конденсации в качестве промежуточного
продукта происходит образование! монометилолмочевины и
диметилолмочевины в зависимости от количественных
соотношений. Для образования смол из начальных продуктов
необходимо, чтобы смесь обладала активной кислотностью,
т. е. рН было не менее 4,5.
Продолжительность реакции во второй стадии в сильной
степени зависит от концентраций водородных ионов. При
концентрации водородных ионов ниже 10~3 очень быстро
наступает необратимая коагуляция всей массы. ,
Быстрая коагуляция реакционной массы является в
большинстве случаев нежелательной. Так как из продуктов!
конденсации необходимо удалить воду до начала их
отверждения, то возрастающую концентрацию водородных ионов
понижают введением в реакционную массу мочевины и ее
производных и специальных буферных1 солей типа №гНР04,
СНзССКЖа и щелочных солей органических кислот.
После удаления большей части воды концентрацию
водородных ионов в продукте конденсации устанавливают в
границах 10~4 до 10-7 при 100°. При отверждении продуктов
конденсации, если концентрация водородных ионов будет
приближаться к Ю-7, наступает помутнение раствора. Для
предупреждения помутнения Поллак и Риппер предложили
добавлять некоторые нейтральные соли. В данном случае
электролиты проявляют действие, аналогичное наблюдаемому
1 Раствор эквивалентных количеств уксусной кислоты и ацетата
натрия имеет рН = 4,75 независимо от количества воды, взятой для
раствора. Смесь уксусной кислоты и ацетата натрия (рН = 4,75)
действует как буфер в пределах рН = 4—6.
Смесь NaHsP04 + NaaHPOi (рН = 7,23) обладает буферным
действием в пределах рН = 6—8. Буферные смеси дают возможность
получать нейтральные, кислые или щелочные растворы с
определенным рН.
212 г
при набухании Других коллоидов", например белка.
Исследования Гофмейстера показали, что наибольшее влияние имеют,
анионы солей; влияние катионов незначительно.
По силе действия соли можно расположить в следующем
порядке:
роданиды -»• иодиды -»• бромиды -* нитраты -> хлораты -»•
-» хлориды -*■ ацетаты -»■ цитраты -»■ тартраты -*■ сульфаты»
Роданиды и хлориды способствуют набуханию, а остальу
ные задерживают его. *»
Введение щелочных солей слабых органических кислот
задерживает желатинизацию начальных продуктов кондей-
сации, что может иметь практическое значение при обезвом
живании нагреваемых начальных продуктов конденсации и;
при сохранении в жидком состоянии карбамидных клеев*.-
Обычно для таких целей применяется уксуснонатриевая соль^
Для получения хороших технических аминопластов! из началь-»
ных продуктов конденсации мочевины с формальдегидом при
нагревании до невысокой температуры и, в особенности^
имеющих внешний вид слоновой кости или фарфора, Поллак
и Риппер предлагали в содержащие воду начальные смолооб-
разные продукты конденсации вводить нейтральные соли типа
хлористого или роданистого аммония, которые вызывают
быстрое желатинирование начального1 продукта коагуляции
с грубо дисперсным распределением воды; этим
обусловливается белый (молочный) цвет продукта. При
применении оснований в качестве катализаторов нужчно иметь в виду;
их отношение к формальдегиду и принимать во внимание'
свойства мочевины в водных растворах. При нагревании, до
температуры выше 80° мочевина гидролизуется о
образованием цианата аммония, а с кислотами проявляет свойства-
основания.
Практически при конденсации с основными катализатор
рами, например, аммиаком, едким натром и гидратам окиси
бария, условия несколько отличаются от приведенных выше*
в особенности при применении технического формалина.
При изготовлении карбамидных смол для получения
литых или прессовочных изделий рекомендуется первую фазу;
конденсации проводить © строго нейтральной или слабоосновн
ной среде. Катализатор предлагается вводить после
растворения мочевины в водном растворе формалина. Кислый
катализатор следует добавлять при обезвоживании смоло-
образного начального продукта конденсации. Рекомендуется
также в нагретый до кипения водный раствор формальдегида
213
добавлять постепенно раствор мочевины в формалине.
В зависимости от степени полимеризации продукты кош
денсации мочевины с формальдегидом можно разделить на
три группы:
1) вязкие, растворимые в воде конденсаты;
2) желатинированные, малорастворимые в воде
продукты;
3), пластические неплавкие и нерастворимые в ;юде
продукты.
Вязкие продукты первой группы представляют
коллоидные растворы, которые в зависимости от условий конденсации
могут быть гидрофильными или гидрофобными. Они не
стабильны и превращаются, в особенности под влиянием
водородных ионов, в продукты второй и третьей групп. Скорость
отверждения продуктов первой группы возрастает с
увеличением концентрации водородных ионов, замедляясь при
концентрации, близкой к рН = 7— 8. В случае перехода
продуктов первюй фазы1 во вторую" при нагревании иногда
наблюдается помутнение, что обусловливается присутствием
свободного формальдегида или мочевины. Присутствие в
формалине метилового спирта считается нежелательным.
Повышение концентрации водородных ионов в процессе
конденсации мочевины с формальдегидом может происходить
от окисления формальдегида в муравьиную кислоту
кислородом, вюздуха, от взаимодействия формальдегида со
свободной щелочью (реакция Кайницаро), от превращения мочевины
в цианат- аммония.
Технологические методы получения карбамидных смол
можно разбить на несколько основных групп.
По методам, относимым к первой группе, мочевина или ее
производные конденсируются с формальдегидом при
нагревании в нейтральной или в слабощелочной среде. При этом
в результате конденсации, продолжительность которой может
колебаться bi широких пределах, получаются вязкие,
растворимые в воде продукты конденсации, которые лишь условно
можно называть «смолами». Для превращения растворимой
смолы в неплавкий ,й нерастворимый продукт рН среды
устанавливается в пределах 4,5—5. Вода и летучие' продукты
удаляются нагреванием, а отверждение чистой смолы
производится путем отливки или прессованием. Мочевина и
формальдегид берутся в соотношении 1 моль СО(ЫН2)г на
1,65—1,75 моля СШО.
Поллак и Риппер первую стадию конденсации вели с из-
. бытком формальдегида в количестве 7—10%, а для связыва-
214
кия свободного формальдегида, вредно действующего ъ
процессе отверждения, они предложили во второй стадии
конденсации «водить мочевину или тиомочевину, которая при
Вагревании реагирует со свободным формальдегидом, образуя
смолу.
, Ряд исследователей -считал, что комбинация мочевины и
тиомочевины дает лучшие по качеству изделия из карбамид-
ных смол. Так, например, имеются патенты на комбинацию
отдельно приготовленных смол из мочевины и тиомочевиньг.
Видоизменением описанного способа было предложение
получать более водостойкую смолу путем коагуляции ее в виде
геля из водного раствора при помощи обработки щелочью.
Осаждбнная смола промывается водой, высушивается и
смешивается о наполнителями и пластификаторами. Описанный
способ имеет ряд оригинальных моментов!, но все же не дает
возможности получать водостойкую карбамидную смолу. Эта
проблема остается неразрешенной и до настоящего времени.
Описанная выше методика подвергалась всевозможным
изменениям в производственных деталях и улучшена рядом
дополнений.
Ко второй группе относятся способы получения
прессовочных композиций из начальных кристаллических продуктов
конденсации.
Предложение попользовать кристаллические' продукты для
получения карбамйдных смол упоминалось в некоторых па-,
тентах Поллака, Эллиса, Вальтера, Крауса, Петрова и По-
гребецкого, Ваншейдта и Наумовой.
Эйнгорн и Диксон указали, что монометилолмочевина и
диметилолмочевина при нагревании, теряя воду, переходят
в белый аморфный, но не смолообразный порошок, который
при дальнейшем нагревании и даже прессовании в
прозрачную смолу не превращается.
Вальтер установил, что при определенных условиях
нагревания или, вернее, оплавления можно избежать образования
аморфных продуктов, а получать прозрачную смолу. Он
уточнил условия, при которых из кристаллических продуктов
образуется смола, и пришел к следующим выводам:
1. Кристаллические продукты должны сплавляться быстро,
при определенных температурных условиях. При этом
происходит выделение воды и формальдегида.
2. Для предупреждения образования аморфных несмоло-
образных продуктов должны применяться добавки (по
Вальтеру стабилизаторы), причем в случае сплавления моно-
метилолмочевины — добавляются соли, имеющие основной
215 ч
характер, а в случае сплавления диметилолмочёвины
добавляются кислоты, кислые соли или смесь основных и кислых
реагентов. .
3. При ■'оплавлении монометилолмочевины последняя
должна быстро нагреваться до 111° и затем к ней следует
добавлять уксуснокислый натрий. Диметилолмочевина может
нагреваться около 3 мин. до 130—140°, а затем в
расплавленный продукт вводится кислый стабилизатор, например хлор-
уксушая кислота1. Добавки могут вводиться до плавления
путем смешивания с кристаллическими продуктами.
4. Для понижения температуры' плава целесообразно
применять нейтральные соли, в особенности содержащие
кристаллизационную воду, а также фенолы, высоко-кипящие
спирты, мочевину, тиомочевину, кристаллические продукты*
конденсации мочевины и т. д.
5. Для сплавления можно применять смесь монометилол-
и диметилолмочёвины, причем при употреблении
монометилолмочевины хорошие результаты получаются при добавке па-
раформз.
Характеризуя1 предложенный метод получения карбамид-.
ных смол, Вальтер считает, что этот способ дает
возможность получать весьма (разнообразные продукты — жидкие,/
эластичные, твердые; из них можно готовить лаки. Особенно
пригодны эти продукты для получения прессовочных и
формовочных материалов, так как можно применять и твердые
продукты, получаемые после сплавления. Для очистки
получаемых продуктов Вальтер рекомендует промывку.
Начиная с 1932 г., за границей получил известность
метод Крауса. Этот метод характеризуется совместным
применением в конденсации гексаметилентетрамина (соединения
основного характера) и органических или минеральных
кислот, как, например, лимонной кислоты, щавелевой, ортофсс-
форной и т. п. По патентным данным Крауса конденсация
может проходить на холоду (при комнатной температуре) и
при нагревании. На 3 моля мочевины берется 4,8—5 молей
формальдегида и 0,1 моля гексаметилентетрамина, причем
органической кислоты берется около 2% от веса мочевины;
Краус указывает, что после растворения мочевины в) фор-*
малине вводится гексаметилентетрамин и при этом проходит
первая стадия конденсации, а затем во второй стадии
добавляется кислота. Конденсация в первой фазе может
происходить в присутствии кислоты, а затем
гексаметилентетрамин вводится во второй стадии. Наконец, можно с
самого начала конденсации совместно вводить гексаметилен-
216
тетр'амин и щавелевую, лимонную или другую органическую
кислоту. При работе по методу Крауса нужно учитывать
влияние гексаметилентетрамиш и кислых реагентов на рН
среды продуктов конденсации.
Если взять технический формалин о рН = 2,8 и добавить
0,44% едкого кали, то рН достигнет 8,4, но после нагревания
в течение 30 мин. рН с 8,4 упадет до 6,4, т. е. щелочная
реакция переходит в кислую. В присутствии гексаметилентетр-
амина кислая реакция формалина переходит в основную, так,
например, при нагревании с 1% гексаметилентетрамина в
течение 20 мин. рН достигает 6,6, а с 5% гексаметилентетрамияа
реакция становится основной, так как ,рН равно 7,4.
По данным исследовательской группы одного из
отечественных заводов изменения' рН были следующие:
технический формалин рН = 2,8, раствор мочевины в формалине
рН = 3,4; после введения гексаметилентетрамина в раствор
мочевины в формалине значение рН = 6,5, при добавлении
щавелевой кислоты рН = 6,41.
При 'Прохождении реакции при комнатной температуре рН
изменялся следующим образом:
Время в часах
Va
1
2
3
4
рн
6,68
6,68
7,30
7.90
7,50
Время в часах
5
6
7
8
рН
7,48
7,4 f>
7,72
7,58
На основании полученных данных можно считать, что
гексаметилентетрамкн и щавелевая кислота дают двойные
соединения, действующие как буферные соли.
ГЛАВА 14
ПОЛУЧЕНИЕ КАРБАМИДНЫХ ПРЕССОВОЧНЫХ
КОМПОЗИЦИЙ
Методы получения прессовочных порошков' и слоистых ма«
териалов из карбамидных смол осноезны на применении
растворимых в воде смол; эти методы имеют большую аналогию
с методами, применяемыми в производстве прессовочных по-
217
рошков на основе водно-эмульсионных феноло-альдегидных
смол. Сухой метод горячего вальцевания с использованием
твердой термореактивной карбамидной смолы пока еще не
получил практического применения.
Для получения карбамидных смол могут применяться раз-*
Яичные методы конденсации, как, например, конденсация при
нагревании не выше 40°, конденсация с нагреванием до
80—95°, конденсация под повышенным давлением и т. д.
«. Для получения прессовочных композиций водный раствор
кристаллических продуктов или водная карба'мидная смола
смешивается в смесителе Вернера с измельченной натронной,
сульфитной или а-целлюлозой; наполнителя берется обычно
40% от веса прессовочной композиции. Пропитка
наполнителя водным раствором начальных кристаллических продуктов'
конденсации производится при комнатной температуре или!
при нагревании до 50—60°. Пропитку же водной
карбамидной смолой горячей варки рекомендуется проводить,
применяя вакуум и давление. Из смесителя масса поступает в
сушилку периодического или непрерывного действия. Сушка
массы происходит при 60—90°, причем в композиции после
сушки остается 2,5—3% воды. Процесс сушки
контролируется по текучести композиции и содержанию в ней
растворимой в воде смолы. После сушки и измельчения на
шаровых мельницах порошок рекомендуется подвергать
уплотнению на горячих вальцах при 70°. Вальцованный продукт
поступает для грануляции на сетчатые грохоты, в которых
между ситами закладываются фарфоровые шары.
Гранулированная масса при помощи ленточного конвейера подается
в тару, которая представляет собой картонные бочки
емкостью около 50 кг. Готовая прессовочная композиция должна
храниться в герметически закрытой таре. Текучесть
пластмассы сильно изменяется при хранении порошка в теплом
помещении. Срок хранения обычно считается 1 месяц; при
более длительном хранении нужно снабжать склад
холодильным устройством. Прессование карбамидных смол
производится при температуре около 135—145° и давлении
200—300 кг/см2, но некоторые сорта прессуются при более
высокой температуре.
Получение смолы по горячему способу производится в
чугунном эмалированном реакторе емкостью 0,5 м3, по
конструкции не отличающемся от аппаратов для получения феноло-
альдегидных смол. Обычно сначала 275 кг 32,7%-ного
формалина нагреваются до 50°, затем к нему добавляется
мочевина в количестве 87,75 кг (75% от веса необходимого по
218
расчету количества) и 1,17 кг уксуснокислого натрия для
установления рН Bi пределах 5,2—5,5. Реакционная смесь
нагревается до 95°, эта температура поддерживается в
продолжение 1 часа. После этого к реакционной смеси добавляется*
17,55 кг мочевины и нагревание продолжается еще около
1 часа. Наконец, добавляется остальная мочевина (11,7. кг)
и смесь нейтрализуется 20%-ным раствором соды (0.158 кг
соды).
Смола из; варочных котлов направляется последовательно
в сборники, мерники и смесители Бартера. В смесителях1
смола смешивается с целлюлозой и красителем.
Операция продолжается около 1,7 часа. Из смесителя Вер-
нера смесь поступает bi вакуум-сушилку, где ота на алюми-'
ниевых противнях сушится при 60—70° в течение 6 час. до'
остаточного содержания 2—4%.влаги. Из сушилки смесь
поступает на шаровую мельницу; при' этом рекомендуется
добавлять ускорители: монохлорукеуеную или бензойную
кислоту в количестве около 1 % от веса массы, а также
пластификатор—голуолсульфамид bi количестве 0,5%. Размолотая
масса поступает на вибрационное сито с 800 отверстиями на"
1 см2. Крупные частицы, оставшиеся на сите, снова
поступают на мельницу. Продолжительность измельчения 4 часа;
Материальный баланс получения! прессовочного порошка
в этом случае складывается следующим образом:
Расходуется
Получается
Мочевина 202 кг
Формалин , 475 „
Уксуснокислый натрий . 2,02 „
Сода 0,273 „
Вода 0,088 „
Сулвфитная целлюлоза . 117 „
Краситель 0,406 „
Пластификатор 4,06 „
Ускоритель 8,35 ,
Всего 810,192 кг
Порошок
Вода . .
430 кг
380,192 .
Всего 810,192 кг
Выход порошка от веса смолы составляет 140%, а отвеса
мочевины 218?ь.
Условия прессования этих порошков: температура 135°;
Давление 300 кг/см2.
219
Требования, которым должен удовлетворять прессовочный
порошок перед прессованием, следующие:
1) содержание влаги в порошке должно быть 2—4%;
2) текучесть должна быть в пределах 100—120 мм (по
Рашигу),
Изделия, получаемые из этих порошков, обладают
следующими средними физико-химическими показателями:
Уд. вес 1,45
Времени, сопротивлен. изгибу, кг/см^ бОО-т-1040
» „ Сжатию кг/см2- 1612—1896
Прочность на удар, кгсм/ем^ .5—8
Твердость по Бриннелю, кг1ммг 34—47,5
Теплостойкость по Мартенсу, °С 80—100
Объемное удельное сопротивление, ох-см • . . 3,9 ■ 1012
Поверхностное уд. сопротивление, ом 3,5-10"
Электрическая прочность, кв/мм 11,3
Водостойкость, % • 0,2—0,8
Для пропитки наполнителя в этом случае применяется
водный раствор начальных продуктов конденсации в виде
смеси монометилол- и диме-
•^г — ^ тилмочевины. Процесс
получения карбамидных смол осу-
h ществляется в реакционном
аппарате, снабженном
эмалированной или никелевой
мешалкой и рубашкой (рис. 42).
Реакционный аппарат
непосредственно связан с нуч-
фильтром, который
предназначен для фильтрования водного
раствора начальных продуктов
конденсации. Для
смешивания с остальными
компонентами служит смеситель типа
Рис. 42. Реакционный аппарат для Вернер-Пфлейдерера, внутрен-
получения карбамидных смол: няя поверхность И лопасти ко-
/—корпус реакционного аппарата; 2— ТОрОГО ДОЛЖНЫ быть ПОКОЫТЫ
крышка: 3 — паровая рубашка; 4 — ме- „„ гт
шалка; 5- гильза для термометра; 6- НИКеЛвМ ИЛИ ЭЛЮМИНИеМ. ПОД-
к^ТнсатаТГ^к^ро^а^цС. готовленная в этих аппаратах
масса поступает на сушилку
ленточного или полочного типа (рис. 43) для сушки при
50—60°, Измельчение порошка производится в шаровой
мельнице с фарфоровой облицовкой и фарфоровыми шарами.
Возможен помол в две стадии: сначала на мельнице типа'
220
перплекс, а затем на шаровой. Для отсева применяется
механическое шелковое сито № 12.
Процесс производства состоят из следующих операций.
Сначала в техническом 30—357с-ном формалине с рН = 3,6,-
находящемся в реакторе, .растворяется гидрат окиси бария
при перемешивании, а затем в 3—4 приема равными частями
добавляется мочевина, причем температура реакционной смеси
должна быть 10—25°, а рН в пределах от 7,6—3,4.
I В атмосферу
Рис. 43. Схема сушилки для карбамндиых смол:
1 — вентилятор; 2—калорифер; 3— камеры; 4 — воздуховод;
S — подводка воздуха; 6—вывод воздуха; 7—вагонетки со
стеллажами.
После добавления всей мочевины и установления
предельной температуры (25°) приливается 5%-ный раствор серной
кислоты, в результате чего выпадает сульфат бария; кислота
приливается до слабокислой реакции по лакмусу. Избыток
серной кислоты «нейтрализуется 10%-ным раствором соды до
слабощелочной реакции по фенолфталеину.
Раствор отфильтровывается ют сульфата бария и
механических примесей на нутч-фильтре, после чего добавляется фта-
левый ангидрид, аммиак, литопон, предварительно
смешанные с красителями. Этой смесью в смесителе пропитывается
измельченная целлюлоза; рН раствора при пропитке должен
быть 6,8—7..
Пропитанный материал раскладывается на стеллажах
слоем 15—20 мм на 5—8 час. для вызревания.
221
Сушка, проводимая при 50—60° на стеллажных
вагонетках (рис. 43), продолжается 8—10 час, причем для контроля
ее применяется определение текучести в прессформе Рашига.
Высушенный продукт измельчается на шаровых мельницах и
просеивается на механическом бурате с шелковыми ситами
№ 12. Расход сырья на 1 т различен в; зависимости от типа
псрошкаГ как это видно из данных табл. 21.
Таблица 21
Расход сырья при получении карбамидных
прессовочных порошков через метилол и
днметилолмочевиву (в кг)
Сырье
Мочевшм . . .
Формалин {36%
ный) ....
Едкий барий .
Фталевый ангид
рид .....
Аммиак (25и/0-ный)
Стеарат цинка .
Литопон . . .
Сульфитная цел
люлоза . . -
Серная кислота
(50%-ная) .
Краситель . .
Сода ....
Карбамидный прессовочный
порошок
просвечивающий
I
1120
7,85
13,1
47,00
4,2
5,2
210,0
2,5
0,4
3,2
слабо
просвечивающий
II
непро-
свечиваю-
ший
III
474
1030
8,1
11,8
42,7
3,8
19,0
285,0
2,5
0,4
2,7
430
925
6,5
10,8
39,0
3,5
26,0
346,0
2,5
•m 0,4
2,6
В приведенной рецептуре едкий барий может быть
заменен содой в количестве 0,75% от мочевины, нейтрализация ее
кислотой не требуется.
При прессовании порошков соблюдается следующие
средние производственные условия:
Уд. давление, кг/си- 300—400
Температура, °С 135-150
Продолжительность выдержки, »лш. . . . 1,5—2
222
на 1 мм толщины
Технические условия яа прессовоч&ый порошок
соответствуют следующим показателям: текучесть прессовочного
порошка 80—150 мм в преосформе Рашига; влажность порошка
4—7%; помол порошка контролируется просевом через
шелковое сито № 12.
Прессованные изделия должны иметь следующие физико-
механические показатели:
Уд. вес '. . 1,5—1,52
Времени, сопротивление изгибу, кг /см2 400—600
Прочвость на удар, кгсм/см2 6,5—8
Твердость поБриннелю, кг\мм2 39,7
Теплостойкость по Мартенсу, °С 110—113
Водопоглощение через 24 часа, %• 0,2
Водопоглощение при 15-час. кипячении °,'п . . 0,3
Прочность на электрический пробой, кв/мм . . 19.8
Ул.'объемное сопротивление, ол-см 1012
Уд. поверхностное сопротивление, ом 1013
Тангенс угла диэлектрических потерь (tg о) . . 0,04
Холодная конденсация мочевины в присутствии гексаме-
тилентетрамина и щавелевой кислоты в заводских условиях
нроводится следующим образом. Формалин, находящийся
в реакторе, подогревают до 30-—35°, затем приливают
постепенно при перемешивании 20—30%-ный водный раствор гек-
саметилентетрамина. После этого добавляют постепенно
мочевину. При растворении мочевины температура в
реакторе начинает понижаться, для поддержания ее в
пределах 30—35° реакционную массу подогревают горячей
.водой, подаваемой в рубашку реактора.
После растворения мочевины приливается водный раствор
щавелевой кислоты и перемешивание продолжается около
20—30 мин. при 30—35°. Выше 35° температуру раствора
поднимать не рекомендуется, так как при этом можно
опасаться экзотермической реакции, приводящей к образованию
твердого продукта. Во время процесса конденсации рН
раствора должен контролироваться.
Технический формалин, имеющий рН = 2,8—3,5, после
растворения в нем 5—7% гексаметилентетрамина становится
почти нейтральным (рН = 7,4—8,2). После введения
щавелевой кислоты рН раствора меняется незначительно.
Конденсацию прерывают при содержании в реакционной среде
свободного формальдегида около 10—12%. При стоянии
раствора при комнатной температуре или дальнейшем нагревании
количество свободного формальдегида будет падать и рН
постепенно понижаться; при рН = 5,2—5,5 могут выпадать1
223
твердые продукты, которые о трудом переходят в раствор
и образования которых необходимо избегать. Полученный
раствор фильтруют через вакуум-фильтр.
Наполнитель в смесителе типа Вернера пропитывается
полученным раствором при температуре 50—60°; при этоЧи нужно
следить за рН раствора во избежание образования продуктов!
типа метиленмочевины. После смешения прессовочная
композиция, содержащая 45—50% воды, поступает в камерную
сушилку, где масса раскладывается слоем толщиной 15—20 мм
на противнях из луженого или оцинкованного, железа и
сушится в токе горячего увлажненного воздуха;,, Супжа
происходит при 90—70° до содержания влаги 2—5%.
Высушенная масса измельчается на шаровой мельнице и просеивается
через сита определенных номеров'.
В зависимости от типа изделий устанавливается
температура прессования и удельное давление, а также!
продолжительность выдержки и условия предварительного подогрева
порошка или таблеток.
По данным завода .для производства 1 т прессовочной
композиции требуются следующие материалы:
Мочевина 442 кг
Формальдегид 330 ,
Гексаметилентетрамин 30 .
Щавелевая кислота 2,2 »
Сульфитная целлюлоза 336 „
При получении смол и прессовочных композиций можно
исходить из аморфных продуктов конденсации мочевины и
формальдегида (Петров и Голубева).
Техническая метиленмочевина не растворяется в холодной
и горячей воде, темп. пл. ее 212—225°. Метиленмочевина
должна быть белого цвета и не содержать механических
загрязнений, а также примеси электролитов, в частности
хлористого аммония, а равно и железа. Из 1 кг
метиленмочевины должно . получаться 2 кг 40—50%мной водной карба-
мидной смолы.
Для варки смолы на 100 вес. ч. метиленмочевины берется
150 (вес. ч. 30—31%-ного формалина и 0,87—1 вес. ч.
щавелевой кислоты. Смесь этих веществ загружается в варочный
котел, снабженный обратным холодильником. Конденсация
проводится в течение 3—5 чао. при температуре 95—100°.
Метилен'МО'чевя-гаа постепенно прибавляется к нагретому
формалину при энергичном перемешивании. После окончания
конденсации и образования начальной смолы и, в случае на-
2£4
добности, фильтрования на каждый килограмм загруженной
метилшмочевкны добавляется 50 мл 10%-кого раствора соды
для нейтрализации реакционной смеси и доведения рН до
4,5—5. При рН ниже 4,0 смола желатинируется при
последующем добавлении т-иомоче-вины. После введения раствора
соды и тщательного перемешивания смола фильтруется от
загрязнений через фильтр и затем сливается в сборники для
хранения. Сборники должны быть эмалированные или
алюминиевые, но ни в коем случае не железные. Смола может
храниться длительный срок без изменения.
При некоторых сортах метиленмочевины при указанных
выше количествах формалина и щавелевой кислоты не
происходит полного превращения в растворимую в -воде карб-
амидную смолу, в таком случае нужно увеличить количество
формальдегида я в качестве катализаторов! вместо щавелевой
кислоты применять соляную или серную кислоты.
Смола, приготовленная по описанному выше способу,
загружается в реактор, нагревается до 95—100° и затем к ней
добавляется тиомочевина в количестве 10% от веса смолы.
В некоторых случаях тиомочевияу лучше вводить га виде
горячих водных или спиртовых растворов. Тиомочевина
добавляется в два приема. Конденсация с тиомочевиной
продолжается 20—30 мин. Если для композиции применяются
красители, растворимые в смоле, то наполнитель
(сульфитная целлюлоза) пропитывается горячей смолой. На 1 кг
водной смолы берется 0,3 кг сульфитной целлюлозы. После
тщательного перемешивания и пропитки в смесителе
полученная композиция поступает в сушильную камеру, в которой
поддерживается температура 45—50° (без вакуума); при
применении „вакуум-сушилки температура может быть 40—45°.
Сушка продолжается около 2 час. Высушенная композиция
должна хорошо измельчаться на шаровой мельнице.
Для измельчения применяются шаровые мельницы, и
полученный -порошок просеивается для отделения грубых
частиц через сита, имеющие 800—2000 отверстий на см2 в
зависимости от типа изделий. После того как порошок
просеян, к нему добавляется 0,8—1,0% (от веса порошка)
бензойной или фталевой кислоты, которая играет роль ускорителя
при прессовании. Для повышения текучести может
добавляться паратшуолсулъфамид в количестве 0,1—1,0% или
стеарат цинка в количестве 0,8% от веса порошка.
Прессовочный порошок со всеми добавками снова тщательно
перемешивается в шаровой мельнице в течение 1,5—2 час.
Готовая прессовочная композиция в виде таблеток или
15 Вак* Еза* 225
порошка загружается в нагретые до 130—]40° прессформы и
прессуется при уд. давлении 300 кг/см2 ири выдержке
1,5—2 мин. на 1 мм толщины прессуемого изделия. Для
улучшения внешнего вида — блеска — применяется охлаждение
прессформы. Таблетки или порошок в зависимости от
характера смолы могут предварительно прогреваться до
70—.100-°, при этом выдержка в преееформе сокращается.
При недостаточной выдержке и црессформах
рекомендуется еще прогревать изделия в сушильном шкафу при
температуре не выше 70° в течение 10—12 час
Из 1 кг метиленмочевины получается 2 кг смолы,
содержащей 40—50% воды; 1 at водной смолы дает 0,9 кг
сухого, готового прессовочного порошка, следовательно, 1 кг
метиленмочевины дает 1,8 кг сухого, готового
прессовочного порошка.
Для получения прозрачных прессованных изделий из кар-
бамидных смол можно применять нерастворимые в воде
продукты конденсации (гели), которые, после освобождения от
воды и летучих продуктов медленной сушкой при
обыкновенной температуре или при нагревании в струе воздуха или
под вакуумом, измельчаются до определенных размеров и
подвергаются горячему прессованию.
На основании проведенных экспериментов положительные
(результаты были получены при конденсации в присутствии
ZnCb, СаСЬ и MgCh и гексаметилентетрамина.
Для получения смол на 1 моль мочевины берется
1,7—1,8 моля формальдегида и около 2% от веса мочевины
одного из указанных выше хлоридов.
Количественные соотношения компонентов! применяются
следующие: •
Мочевина 100 вес. ч.
Формалин (35%-ный)' ........ 24S, „ ,
Гексакетилентетрамин 7,3 „ „
Хлористый цинк, кальций или магний 2,2 „ .
Гексаметилёнтетрамин и мочевина растворяются в
формалине прт нагревании не выше 30°; при этом мочевина до'
бавляется в раствор постепенно, отдельными порциями.
Полученный раствор отфильтровывается от загрязнений и нерас-
творившегося параформа, если он был в формалине, затем
в раствор вводятся указанные выше хлориды в виде 50%-
ного водного раствора.
В зависимости от применяемого хлорида рН реакционной
смеси может быть различным, например, по указанной выше
226
рецептуре, при разных хлоридах, рН растворов будет
следующим:
Катализатор
ZnC1,
СаСЦ
MgCl2
1
рН раствора
5-6,2
6,5-7,5
- 7-8,2
Различной величиной рН раствора можно, повидимому,
объяснить,- и несколько отличный ход конденсации в
присутствии различных хлоридов, хотя в конечном результате
получаются при всех указанных хлоридах хорошие смолы.
Конденсация при нагревании до 90—95° и хорошем
перемешивании провюдитея до момента образования геля, после
чего конденсация прерывается, а образовавшийся продукт
перегружается на противни, на которых он после охлаждения
получается в виде толстых или тонких плит. Образовавшийся
гель практически представляет собой неплавкую и
нерастворимую карбамидную смолу, содержащую 38—46 %ч воды и
4—6% свободного формальдегида. Уд. в-ео геля колеблется
в пределах 1,307—1,405.
Для получения прессовочной композиции гель карбамид-
ной смолы после охлаждения пропускается через колбасную
машину с последующим грубым измельчением колбасок.
Измельченный материал, содержащий воду и летучие
продукты, нужно подвергнуть сушке и более глубокой
конденсации. Если оставить материал лежать (созревать) при
сбычной комнатной температуре, то для этого
потребовалось бы около 12 суток, после чего материал можно было бы
перерабатывать горячим прессованием.
В производственных условиях сушка и созревание карба-
мидной смолы проводятся при 45—60° в вакууме (около
400 мм) .в продолжение 1,5—2 час. Сушка контролируется
текучестью смолы и способностью прессоваться. Содержание
воды и летучих строго ограничивается для каждого сорта
омолы в зависимости от условий прессования,
обусловливаемых типом прессующихся изделий.
При прессовании температура должна быть не выше 150°
и давление около 600 кг/см2, выдержка изделия в прессформе
обусловливается габаритом изделия.
На основании полученных опытных данных механические
свойства прозрачных непластифицированных карбамидных
15* 227
смол характеризуются следующими показателями; прочность
на удар 4—6 кг/см/см2, твердость по Бринелю 43—52 кг/мм2.
Изделия хорошо противостоят действию холодной и горячей
воды.
За последнее время появился ряд патентов!, описывающих
конденсащда мочевины с формальдегидом в присутствии
хлористого цинка. Получаемые смолы предназначаются для
склеивания и для различных пропиток. Один из таких
продуктов, описанный в американских патентах, названный
лаукситом, повидимому, получил в США применение как
холодный клей. Метод получения лауксита основан на
конденсации мочевины в присутствии значительного количества
хлористого цинка. Количественные соотношения
применяемых реагентов выражаются следующими цифрами. Сначала
растворяют 23 кг хлористого цинка в 125 tiz 37%-вого
формалина, а затем к раствору добавляют 45 кг мочевины.
По фидменньлм ..данным лауксйт представляет собой белый
порошок тонкого помола, требующий для растворения
0,5—0,6 вес. ч. воды. Лауксйт отверждается скорее феноло-
альдегидных смол; он применяется для оклеивания фанеры
при нагревании и на холоду.
По предложению Круглой для пропитки вискозного
шелка с целью сообщения-ему водостойкости и способности
не сминаться можно пользоваться конденсацией мочевины
с гексаметилентетр амином и хлористым цинком в одну или
в две стадии. Например, для однофазной конденсации
берется 60 г мочевины, 160 г 30%-ного формалина, 4,66 г
гексаметилентетрамина и 1,32 г хлористого цинка.
Конденсация протекает при 96—98° bi течение 10 мин.
Полученная смола дает прозрачный раствор в воде. Для
двухфазной конденсации можно исходить из следующих
соотношений: 31,8 г мочевины, 98,6 г 30%-ного формалина, 14,88 г
гексаметилентетрамина и 1,6 г хлористого цинка.
Конденсация в этом случае проводится при нагревании
до 96—98° в течение 1.% час. К охлажденному продукту
конденсации прибавляют еще 428 г 30%-ного формалина и
166,2 г мочевины. Выход водной смеси смолы достигает
364—367% от веса мочевины.
Полученная по этому способу, водная смола имеет
следующие показатели: ~ —.—■•--
Уд. вес~при 20° С .'.'.. - 1,157—1,163
Вязкость, сантипуаз 1,674—1,789
Содержание свободного формальдегида, }'е ■ • • 6,3—8,13
рН 6—0,25
228
Смола остается прозрачной в течение 5—6 суток.
Для полной характеристики различных стадий
производства карбамидных смол и прессовочных композиций требуется
значительное количество физико-химических определений.
Контроль в первой стадии конденсация мочевины с
формальдегидом заключается в определении содержания свободного
формальдегида но сульфитному методу. После смешения
смолы с наполнителем и вызревания содержание свободного
формальдегида доводится до 1 —1,5%. Сушка пропитанной
карбамидной смолой целлюлозы контролируется текучестью
в прессформе Рашига при 150°' и уд. давлении 300 кг/см2,
причем содержание влаги не должно быть больше 3,5—4%.
Гранулометрический состав (прессовочного порошка
определяется просевом через сита. Величина рН жидкой
карбамидной смолы колеблется в> пределах 7,2—8,4. ^
При экстракции 50 г порошка 200 см3 дестиллированной
воды в течение 48 час. было извлечено растворимой смолы,
бцределенной в виде сухого остатка, 37,5% от веса
прессовочной композиции.
После сушки водного экстракта при обыкновенной
температуре в эксикаторе над серной кислотой получается вязкая
смола, растворимая в воде.
ГЛАВА 15
ЛИТЫЕ АМИНОЩ1АСТЫ И ЛАКОВЫЕ КАРБАМИДНЫЕ
СМОЛЫ
Литые карбамидные смолы применяются для изготовления
органического стекла и галантерейных изделий.
В технологии получения литых карбамидных смол имеется
ряд трудностей. Литые смолы обладают жесткостью и
хрупкостью и часто растрескиваются при действии переменных
атмосферных условий.
При получении карбамидных литых смол нужно принять
во внимание, что тиомочевина дает более водостойкие смолы,
поэтому тиомочевину следует использовать для получения
белых непрозрачных карбамидных смол, а совместно с
мочевиной — в производстве прозрачных продуктов.
Для получения литых карбамидных смол, отличающихся
прозрачностью, водостойкостью и большой механической
прочностью, нужно, чтобы процесс конденсации в начальной
стадии проходил в щелочной среде, затем для отщепления
метилольных групп (выделение воды из формальдегида)
229
нужна кислая среда, наконец, для коагуляции
(отверждения) нужна нейтральная среда. Для удаления воды и
летучих продуктов требуется применение глубокого вакуума или
добавка органических растворителей для лучшей отгонки
воды из смолы.
Для получения литых карбамидных смол были
предложены два метода. По первому методу отверждение
тщательно обезвоженных смол осуществляется при помощи
нагревания, по второму отверждение водных растворов
карбамидных смол основано на применении синерезиса и нагрева.
Поллак применял при- получении литых смол на 1 моль
мочевины более 2 молей формальдегида и проводил
конденсацию в присутствии аммиака, пиридина, гексаметилентетр-
амина при нагревании до 75°.
Для предотвращения желатинирования смолы при упарке
под вакуумом в раствор смолы добавляют ацетон. Чтобы
избежать помутнения смолы надо добавлять хлориды (NaCl,
СаСЬ). Обезвоженная смола заливается в формы и отвер-
ждается при 60—100°.
Митташ и Рамштеттер считают, что для получения литых
прозрачных смол на 1 моль мочевины нужно брать не
менее 2,4 моля формальдегида. Конденсация проходит в
кислой среде в присутствии буферных солей, как, например,
кислого щавелевокислого калия, однонатриевой и двунатрие-
вой соли ортофосфорной кислоты, лимоннонатриевой соли и
лимонной кислоты, поддерживающих рН в пределах 4—7.
Удаление воды происходит при нагревании под вакуумом
при температуре ниже 50°, отверждение же смолы —при
60—80°.
Приведенная ниже рецептура может служить примером
получения литых прозрачных смол по указанному методу.
, Сначала приготовляется водный концентрированный раствор 6 вес. ч.
мочевины, 0,11 вес. ч. однонатриевой ортофосфорной соли (NaHaPO^)
и 0,44 вес. ч. двунатриевой соли той же кислоты (NasHPCh). Этот
раствор в горячем виде постепенно приливается к 25 вес. ч. кипящего
30%-ногб формалина. По окончании конденсации раствор упаривается
под вакуумом до достаточного содержания воды (около 10—15%).
Упаренная смола сохраняет стабильность в течение продолжительного
времени; для отверждения отливок в формах требуется нагревание
в течение двух суток до 65°.
Петров, Андрианов и Фабрикант для получения литых
карбамидных смол проводили сравнительные конденсации
в присутствии аммиака и щавелевокислого калия.
Прозрачные, неплавкие и нерастворимые карбамидные
смолы были получены в присутствии аммиака, количество
230
которого, считая на NH3, составляло 2,25% от мочевины,
причем рН раствора композиции перед началом конденсации
был равен 7,6—7,8. Для получения совершенно прозрачных
продуктов на 1 моль мочевины требовалось не меньше
2,7 моля формальдегида.
При отверждении в присутствии щавелевой кислоты
технический формалин предварительно нейтрализовался
раствором едкого кали до рН = 7. После проведения первой
стадии конденсации вводилась щавелевая кислота в количестве
0,25%. На 1 моль мочевины было достаточно 2 молей
формальдегида. После упарки рН смолы, независимо от рода
катализатора, был в пределах 4,5—4,7; в случае удаления
воды в присутствии этилового спирта рН падал до 3—3,5.
При отверждении смолы (отливке) было установлено,
что смола с щавелевой кислотой может при этом
нагреваться до 60—80° без образования пузырьков и трещин,
тогда как смола, полученная в присутствии аммиака, не
допускала при отверждении температуры выше 40°.
Трудности получения литых карбамидных смол при
помощи методов, аналогичных принятым в производстве литых
фенопластов, т. е. длительным отверждением при
определенной температуре, заставляют применять комбинированный
метод отверждения (образование геля смолы с отделением
жидкой части и последующую термическую обработку).
Этот комбинированный метод описан в ряде патентов,
так, например, по одному из них на 1 моль мочевины
берется 1,5—1,7 моля формальдегида с добавкой
соответствующих реагентов синерезиса.
Бартелеми проводил конденсацию 1 моля мочевины
с 2 молями формальдегида в присутствии свежеосажденного
углекислого кальция. Водный раствор продуктов
конденсации упаривался до вязкого состояния. При введении в
раствор кислот (рН<^4) выпадал прозрачный гель, который
после соответствующей сушки можно было обрабатывать
механическими инструментами и полировать.
Соболевский и Жилин разработали метод получения
литых карбамидных смол, применяя в первой стадии синерезис,
а во второй стадии — термическую обработку геля.
Для получения карбамидной смолы берут следующ_ие_и_с-
ходные продукты: V ~ "
Мочевина 100 вес. ч.
Формалин (370/о-ный) 227 . „
Гексаметилентетрамин 7,66 . .
Хлористый цинк 1,00 » »
231
Конденсация мочевины с формальдегидом протекает в
течение нескольких минут при нагревании, образовавшаяся
карбамидная смола быстро охлаждается и заливается в
герметически закрывающиеся формы. Раствор компонентов до
нагревания имеет рН = 6,5—7, после окончания конденсации
рН = 4,6—5,5 и в начальном периоде отверждения в формах
рН = 3,2—3,5.
Залитая а формы смола выдерживается при температуре
около 35° в течение 5 суток, при этом в формах отделяется
около 20—22% (от залитой массы) жидкой части и
образуется упругий гель неплавкой и нерастворимой смолы,
которая несмотря на усадку, уменьшившись в объеме, все лее
сохраняет габариты формы. Твердый гель извлекается из
формы и сушится при комнатной температуре при
принудительной циркуляции воздуха в течение 4—5 дней.
Одновременно происходит отверждение. Когда уд. вес смолы
достигнет 1,38—1,39, она нагревается до 35° и выдерживается при
этой -.температуре, пока уд. вес смолы не повысится до
1,42—1,43.
Для устранения внутренних напряжений в готовом
изделии из этой смолы оно подвергается нагреванию до 80° в
течение 6—12 час. в зависимости от размеров.
Готовая прозрачная смола имеет следующие показатели:
Уд. вес -1,42—1,43
Твердость по затуханию амплитуды колебания
маятника 60—90
Прочность на удар, кгсм/смъ 20—25
Времен, сопротивление изгибу, кг/см* 850—S00
Коэфициент преломления 1,6—1,7
Поглощение воды за 24 часа при комнатной
температуре, % • 0,2—0,4
Привес в кипящей воде в течение 30 мин., °/0 . 0,3—0,8
Карбамидные смолы в начальной стадии конденсации
растворимы в воде, содержащей некоторое количество
свободного формальдегида, и не требуют применения
растворителей. Поэтому они имеют ряд преимуществ в качестве
склеивающих и импрегнирующих средств. Для лаков,
наносимых на металл, необходимо, чтобы карбамидная смола
растворялась в органических растворителях.
Применение водных растворов карбамид-ных смол может
быть очень разнообразно. Такие продукты были, например,
предложены для окрашивания электрических лампочек. Мо-
чевино- или тиомочевино-альдегидные смолы в смеси с
пигментом предлагались для получения светостойких цветных
232
блестящих покрытий по цементу или черепице, причем в
качестве отверждающего средства применяется азотнокислый
аммоний.
Карбамидные смолы находят в последнее время в
заграничной текстильной промышленности применение для
придания хлопчатобумажным или льняным тканям и вискозному
шёлку несминаемости, типичной для шерстяного волокна.
С этой целью волокна хлопка предварительно
обрабатываются едким натром до набухания, затем после промывки
водой пропитываются водным раствором карбамидной смолы,
после чего ткань, высушенная при сравнительно низкой
температуре, пропускается через каландры, нагретые до 180°.
Растворимая карбамидная смола переходит в неплавкое и
нерастворимое состояние.
Практическое значение имеет снижение воспламеняемости
и горючести ряда органических материалов при помощи
поверхностного покрытия или пропитки воднорастворимыми
карбамидными смолами, содержащими одновременно в
растворе некоторые соли.
Для склеивания древесины широко применяются
карбамидные смолы, отверждающиеся при нагревании и на холоду.
Метод склеивания на холоду карбамидными смолами
заключается в том, что на одну поверхность древесины или
картона наносится карбамидная смола, а на другую —
ускоритель отверждения, растворенный в воде. '■
В США выпускаются порошкообразные карбамидные клеи,
растворяющиеся в воде. Порошок отвердителя добавляется
к раствору смолы.
Светопрочность и высокая адгезионная способность карба-
мидных смол привлекали к ним внимание как к
склеивающему средству в производстве безосколочного стекла. Для
склеивания стекла предлагалась карбамидная смола,
модифицированная нитроцеллюлозой, причем соотношения между
карбамидной смолой и нитроцеллюлозой колебались в
широких пределах. Раствор карбамидной смолы смешивался
с раствором низковязкой нитроцеллюлозы в органических
растворителях. ,,, ^
При получении безосколочного стекла лак из
модифицированной карбамидо-альдегидной смолы наносится на
поверхность двух стекол и после высыхания лака между
стеклами помещается в качестве промежуточного слоя лист
ацетилцеллюлозы. Стекла склеиваются под давлением
35 кг/см2 и температуре 50°.
233
Для получения водостойких карбамидных смол,
растворимых в органических растворителях, а также для
модификации карбамидных смол феноло-альдегидными, алкидными
смолами, эфирами целлюлозы, полимеризованными и
окисленными высыхающими и полувысыхающими маслами —
нужно иметь карбамидные смолы, растворимые в
органических растворителях,
За последнее время приобрели значение смолы,
растворимые в органических растворителях («Пластопалы»). Они
получаются на основе простых эфиров диметилолмочевины
и имеют значение для модификации другими смолами и
эфирами целлюлозы.
Композиции из мочевино-альдегидных и алкидных смол,
с введением в них каучука дают водостойкие эластичные
покрытия.
Бейрд и Бенбери для получения такой модифицированной
композиции приготовляли сначала алкидную смолу
нагреванием в токе инертного газа при 190—200° смеси 148 вес. ч.
фталевого ангидрида, 62 вес. ~ч. глицерина и 150 вес. ч.
касторового масла. Алкидно-карбамидо-формальдегидная
смола получается нагреванием 10 вес. ч. описанной выше
алкидной смолы, 10 вес. ч. диметилолмочевины и 20 вес. ч.
моноэтилового эфира гликоля. Лак для покрытия получается
в виде эмульсии, содержащей раствор алкидной и алкидно-
карбамидной смолы в органических растворителях и каучук.
Для поверхностных покрытий различных изделий
представляет практический интерес модифицированный лак из
карбамидной смолы, растворимой в бутиловом спирте,
нитроцеллюлозы и окисленного касторового масла.
В качестве примера получения модифицированного лака
можно привести следующий: 25 вес. ч. нитроцеллюлозы и
20 вес. ч. окисленного воздухом при 178—180° касторового
масла растворяют в смеси 125 вес. ч. нормального бутилового
спирта и 125 вес. ч. изобутилового спирта; этот раствор
смешивают с раствором, состоящим из 25 вес. ч. смолы
(полученной ,из диметилолмочевины) и 50 вес. ч.
изобутилового спирта. Полученный светлый лак при нанесении на
окрашиваемую поверхность разбрызгиванием разбавляется
растворителями, например смесью этилового и изобутилового
спиртов. Особенностью защитных пленок, полученных из
таких лаков, является их высокая стойкость к действию
бензина и бензола.
Для получения пластической массы рекомендуется 30 вес. ч.
нитроцеллюлозы и 40 вес. ч. трикрезилфосфата смешать
234
с 30 вес. ч. смолы из диметилолмочевипы, растворенной
в 20 вес. ч. этилового спирта. Обработку в смесителе ведут
при 60—70° до получения однородной композиции. Затем
в смеситель добавляют 20 вес. ч. окисленного касторового
масла и 30 вес. ч. этилового спирта. Обработку в смесителе
продолжают до получения однородной массы, а затем
отгоняют спирт и модифицированную пластическую
композицию на горячих вальцах превращают в пластины. Для
придания пластической массе механической прочности в эту
массу на вальцах вводят минеральные наполнители — тальк
или асбест.
Ходжинс, Хоуей и Риан в опубликованной работе о
модификации и пластификации карбамидных смол для лаковых
покрытий пришли к следующим выводам:
1) хорошие результаты дает модификация карбамидных
смол алкидными при содержании 20—50% карбамидных
смол; температура отверждения таких смол колеблется
в пределах 126—148°;
2) для модификации применимы карбамидные смолы,
растворимые в бутиловом спирте. Композиции из 80% алкид-
ной смолы и 20% карбамидной в лаковых покрытиях могут
быть отверждены в течение 30 мин. при 149°, в то время как
алкидная смола, применяемая для модификации и состоящая
из 60—70% полиглицеринфталата и 30—40% глицериновых
эфиров жирных кислот, требует для отверждения при 149°
60 мин.;
3) введение в алкидные смолы карбамидных повышает
их твердость, щелочестойкость и жиростойкость;
4) при введении в лаки из модифицированных
карбамидных смол пигментов нужно учитывать влияние пигмента
на рН растЕора смолы.' При рН ниже 7 отверждение
происходит легче и быстрее при более низкой температуре. Для
стабильности растворов смол необходимо, чтобы рН было
не меньше 5,5; ,
5) в качестве пластификаторов карбамидных смол лучшие
результаты дает применение алкидных смол и касторового
масла (неокисленкого).
Слоистые материалы из карбамидных смол на основе
ткани, бумаги и тонких листов древесины находят широкое
применение в производстве облицовочных декоративных
Материалов вследствие стабильности окраски карбамидных
смол, а также твердости, просвечиваемости, теплостойкости
и хорошего сопротивления действию органических
растворителей этих смол.
235
Для некоторых строительных целей имеет значение
устойчивость слоистых материалов против бактериальных
воздействий и возможность получить практически негорючие
материалы. ' ^,
Разработка производства водостойких меламиновых смол
дает еще большие перспективы для производства слоистых
материалов.
Метод производства слоистых материалов на основе
термореактивных карбамидных и феноло-альдегидных смол
в аппаратурной части отличается мало, но все же при
получении карбамидных слоистых материалов нужно учитывать,
что для пропитки бумаги и ткани должна применяться
нейтральная или слабощелочная карбамидная смола, но не
кислая, которая обычно применяется для получения
прессовочных порошков.
Если рН смолы ниже 7, то при прессовании плит из
бумаги или ткани при нагревании до 130—150° бумага и ткань,
вследствие образования гидроцёялюлезы, потеряют
механическую прочность.
В случае получения слоистых материалов из тонких
листов древесины кислотность смолы не имеет такого
отрицательного влияния на прочность материала.
При сушке пропитанных карбамидной смолой слоистых
материалов следует, как и при производстве прессовочных
порошков, не допускать в смоле образования аморфных
несмолообразных продуктов типа метиленмочевины.
Слоистые материалы при температуре 140—145° и давлении около
100 кг/см2 прессуются между плитами и листами хромо-
никелевой нержавеющей стали. Продукты конденсации
мочевины с формальдегидом нашли применение для
получения ряда негорючих пористых изоляционных и
звукопоглощающих масс. Эти микропористые водостойкие материалы
получаются отверждением на холоду пены смолы и имеют
уд. вес 0,01—0,03.
ГЛАВА 16
МЕЛАМИНОВЫЕ, ДИЦИАНДИАМИДНЫЕ ТИОМОЧЕ-
ВИННЫЕ СМОЛЫ
Как уже указывалось при описании способов ^получения
меламина (CN • ЫН2)з, являющегося амидом циануровой
кислоты, последний также может конденсироваться с
альдегидами, спиртами т углеводами. Промышленное >i техниче-
235
ское значение эти продукты конденсации приобрели
сравнительно недавно. Пластмассы, получаемые конденсацией
меламина с формальдегидом, выпущены, например, под
названием «Ультрапас». Данные об их механических
свойствах приведены в табл. 22.
Таблица 22
Механические свойства меламиновой смолы („Ультрапас")
Уд. вес . . . .
Насыпной вес
Усадка при прессовании, % , . . .
Прочность на удар, кгсм/см?
Прочность иа удар для бруска с выемкой,
уменьшающей поперечное сечение до 1 см"1, kzcmjcm2 . . . .
Времен, сопротивление изгибу, кг/еж2
Времен, сопротивление сжатию, «г/см2
Времен, сопротивление растяжению, kzjzm^
Модуль упругости, кг/см2
Твердость по Бринелю, кг/мм?
Теплостойкость по Мартенсу, °С
Поглощение воды после 7 дней жг/ЮЭ смг
Объемное сопротивление непосредственное, мегом ■ см
Объемное сопротивление посла выдержки в течение
4 дней при 80% относительной влажности, мегом • см
Поверхностное сопротивление непосредственное,
мегом
Поверхностное сопротивление после выдержки в воде
в течение 24 часов, мегом
Диэлектрическая постоянная при £00 циклах
Диэлектрическая постоянная при 10е циклоз
Угол потерь, tgo при 800 циклах
Угол потерь, tg 5 при 1С6 циклов
Пробивное напряжение (листы 'в 2 мм толщиной,
испытанные под маслом), кв/мм
Горючесть
1,5 —1,6
0,415-0,455
0,8 —1,0
8,0
1,7
ЭЭО
2 200
500
70 000
18,0
135
250
1000—10С0Э
1С00— 5000
10 000—50 000
5 000—10 000
6
6
10 000
700
10
Ничтожная
Для получения, литых масс по данным заграничной
литературы 1 моль меламина конденсируется, о 3 молями
формальдегида, взятого в виде 30%-ного формалина. К
полученному продукту добавляется глицерин, а затем под сильным
вакуумом отгоняется вода. Продукт конденсации можно
заливать в формы и отверждать в течение 20 час. при 110°.
Для получения прессовочных композиций в качестве
237
добавочного компонента рекомендуется прибавление
глицерина или сахара.
Например, 126 вес. ч. мел амина конденсируются с 200
вес. ч. 30%-ного формалина. Моментом окончания реакции
считается, когда из реакционной среды смола начнет
выделяться при разбавлении водой. Смола высушивается под
вакуумом и смешивается с 55 вес. ч. глицерина и 110 вес. ч.
древесной муки, а также соответствующими количествами
красящих веществ. Смесь вальцуется на горячих вальцах.
Вальцованная масса в виде листа, напоминающего кожу,
измельчается в порошок, который прессуется при 145°.
Для получения прозрачной прессовочной композиции без
наполнителя 1 моль меламина конденсируется с 3 молями
формальдегида, взятого в виде 30%-ного раствора.
Конденсация проводится быстро при 75°. Контрольной пробой
является выделение смолы при разбавлении водой. Раствор
смолы, имеющей рН = 7, упаривают для удаления воды и
твердую смолу на противнях подвергают вакуумной сушке
при 65°. Высушенная смола имеет вид губчатой массы
и легко измельчается в порошок. Прессованные изделия
получаются прозрачными, как стекло.
По литературным данным водостойкие прессовочные
композиции получаются при совместной конденсации
формальдегида с меламином и сахаром, а равно также с мелами-
ном и маннитом. При этом на 126 вес. ч. меламина берется
126 вес. ч. тростникового сахара и 600 вес. ч. 30%-ного
формалина, а в случае применения маннита на 126 вес. ч.
меламина берется1 126 вес. ч. MaHHHfa и 500 вес. ч. 36%-ного
'формалина.
По сообщению Ваншейдта, Наумовой и Сорокиной для
получения прессовочных композиций можно конденсировать
1 моль меламина с 3 молями формальдегида, которой
применялся в виде технического формалина, содержащего
34,22% формальдегида, и 0,063 молями муравьиной кислоты.
Смесь компонентов нагревалась до 76° в течение 35 мин.
Конденсация осуществлялась без введения в реакционную
среду катализатора.
^ Полученная смола смешивалась с 60% измельченной
сульфитной целлюлозы, сушилась в сушильном шкафу при
60—80°. После измельчения прессовочные композиции
прессовались при 145—160° и давлении 300 кг/см2. Текучесть
порошков в прессформе Рашига была 65—120 мм.
Поглощение воды диском диаметром 50 мм и толщиной 2,5 мм после
нагревания в кипящей воде в течение 15 мин. 0,17—0,41%.
238
Прочность на удар была 6,6—7 кгсм/см2; временное
сопротивление изгибу "900 кг/см2, теплостойкость по Мартенсу
156—160°.
Высокая текучесть порошка (150—180 мм по Ра-
шигу) была получена при формалине, имеющем рН = 6,
и при загрузке 2,4—3,0 молей формальдегида на J моль
меламина. J*
В США меламинные смолы используются как материал
стойкий к поверхностным электрическим разрядам.
Комплексная мочевино-меламиновая смола применяется как клей
и для прессовочных порошков!.
Дициандиамид, сравнительно легко получающийся из
цианамида, неоднократно предлагался в качестве сырья для
получения пластмасс.
Конденсация в присутствии минеральных кислот
приводит к получению вязкой смолы, пригодной в качестве
замены клея.
В одном из патентов описывается конденсация дицнан-
диамида с формальдегидом в присутствии сильных
неорганических кислот, приводящая к аморфным продуктам.
©писана также конденсация дициандиамида с
формальдегидом в присутствии органических кислот. С щавелевой
кислотой получались твердые, белые, хрупкие смолы.
Начальные продукты конденсации были получены также с
насыщенными и ненасыщенными жирными кислотами с длинной
углеводородной цепью, как, например, олеиновой, стеариновой,
а также жирными кислотами, содержащими оксигруппыу как,
например, с рициноловой кислотой.
В качестве примера конденсации дициандиамида с
формальдегидом в щелочной среде можно указать на патент
Риппера, рекомендующего проводить такую конденсацию
при рН = 8—10.
Конденсация без добавления кислых или основных
катализаторов известна из патентов Риппера и Росситера.
Риппер конденсировал дициандиамид с добавкой
мочевины с формальдегидом при нагревании в течение 2 час.
с обратным холодильником; продукт конденсации в виде
прозрачной жидкой смолы выливался в воду и выделялся
в виде порошка, который после соответствующей промывки
и сушки мог применяться для прессования.
Соотношения компонентов указываются при этом
следующие: 100 вес. ч. дициандиамида, 71 вес. ч. мочевины и 200
вес. ч. 40%-ного формалина.
Росситер, не применяя катализаторов, конденсировал ди-
239
циандиамид с формальдегидом в соотношении 1 : 2 при
нагревании В! течение 3 час. при 60—80°. Полученная жидкая
смола упаривалась и затем смешивалась с продуктами ко'й-
денсации мочевины и тиомочевины.
По данным заграничной технической литературы и на
основании исследований Петрова можно сказать, что получение
водостойких технических изделий из одного дициандиамида
ни в кислой, ни в щелочной среде пока не удается.
Положительные результаты получаются при модификации дициан-
диамидных смол феноло-альдегидными. Риппер предложил
на> 100 вес. ч. дициандиамида брать 112 вес. ч. фенола и
200 вес. ч. формальдегида в виде формалина. Реакция
проходит без катализатора при нагревании с обратным
холодильником в течение 2,5 час; продукт конденсации выливается
■в воду, смола измельчается в порошок, промывается и
-поступает для прессования.
Модификация дициандиамидных смол осуществлена
в СССР. Фенол (1 моль) конденсируется с формальдегидом
(1,5 моля) в присутствии сильного основного катализатора
(NaOH). Затем в получе'нную резольную смолу вводят ди-
циандиамид, при этом соотношение фенола и дициандиамида
принимается приблизительно равным 60 : 40. Для получения
прессовочной "композиции жидкая модифицированная смола
смешивается с наполнителем! в смесителе, для нейтрализации
щелочи вводится ортофосфорная кислота. Пропитанный
наполнитель высушивается' в сушилке при 65—70°,
измельчается, просеивается и поступает для прессования.
По этому методу получаются изделия высокого качества
по стойкости к действию горячей воды. При правильно
проводимом технологическом процессе изделия, погруженные
в горячую воду, не выделяют фенола или формальдегида.
Возможность комбинирования дициандиамида с
основными резольными смолами дает ему в некоторых случаях
преимущество перед мочевиной.
Превращение роданистого аммония в тиомочевину имеет
большое практическое значение, например, при использовании
роданистого аммония, получающегося при очистке коксового
и светильного газа. Для получения тиомочевины из
роданистого аммония нагревают кристаллический роданистый
аммоний в течение нескольких часов! до 140—160° под
обыкновенным 'или- уменьшенным давлением. Выход тиомочевины
достигает 26%. Имеются и другие методы, описанные в
технической литературе, как например, получение из цианамида
с аммиаком и сероводородом, из цианамида кальция и сер-
Ш
нистого кальция при пропускании углекислого газа, из
сероуглерода to анилина-,в паровой фаге и т. д.
Первое предложение относительно использования тиомо-
чевины для конденсации с формальдегидом было сделано*"
Джоном в 1920 г. Джон нагревал 1 вес. ч. мочевины или
тиомочевины с 5 вес. ч. формалина. Несколько лет назад
считалось, что лучшие сорта прессовочных карбамидо-форм-
альдегидных смол можно получать только при совместной
конденсации -мочевины и тиомочеЕины. Эллис считает, что
более медленное отверждение тиомочевикшлх смол по
сравнению с мочевино-формальдегидными и коррозия прессформ
тчюкарбамйдными смолами приводит к снижению значения
тиомочевины. Однако для ттшмочевины сохраняется все же
возможность применения, ери получении прессовочных
композиций, слоистых материалов!, лаков и различных
модифицированных композиций.
Из весьма большого количества патентов следует
остановиться на некоторых, предлагающих для использования
тиомочевины наиболее характерные методы. '"
Новотни и Вильсон для -получения лака, могущего быть
примененным в- производстве слоистых материалов,
конденсируют тиомочевину с формальдегидам в щелочной среде
при температуре, ье превышающей 40\ Количественные
соотношения компонентов применяются следующие: 120 вес. ч.
тиомочевины и 160 вес. ч. 36%-ного формалина, в котором
растворены 1 вес. ч. гидрата окиси бария и 2 вес. ч, водного
аммиака (уд. веса 0,90). При*" этом получается стабильный
раствор, который может сохраняться неопределенно долгое
время. Для получения сухих продуктов конденсации в этом
патенте предлагается вымораживание или распыление.
Для получеш-ьч лаков представляет интерес способ
Шмидта, который заключается в конденсации тиомочевины
(или смеси ее с мочевиной) и пара-ферма в присутствии этил-
лактата и мокозтилового эфира этиленгликоля.
Количественные соотношения компонентов ори этом указываются
следующие: 100 вес. ч. тиомочевины, 100 вес. ч. зтиллактага,
100 вес. ч. монозтилоеого эфира зтиленглкколя. В смесь
указанных выше компонентой вводится параформ и смесь
нагревают 2—3 часа с обратным холодильником.
Шмидт и Д&киелс предложили тпекарбамкд-формальде-
гидную смолу получать конденсацией тиомочевины
формальдегидом в водкой среде. При этом гидрофобная,
растворимая в органических растворителях смола выпадает -из водного
раствора начального продукта конденсации при разбавлении
16 Зав. 1332. 241
Схема образования начальных и конечных продуктов конденсации
мочевины с формальдегидом
Реакция при низкой температура
Реакция при высокой температуре
В нейтральной или слабощелочной среде:
АТН • CHjOH
CO(NH2), + CH,0 — > ОСС
кислая среда кислая среда
\
метнленлгочевина А
(аморфный порошок)
В нейтральной или слабощелочной среде:
Н • СН,ОН
CO(NHsb+2CHaO~>CO
\чн • сн,он
II
\ /
метилеимечевика В
(аморфный порошок)
\
/
\
ам:\р-;л1ы:'1 nopomoi;
и смола
•/
В кислой среде:
СО(ХН2)г+СН20 —>
аморфный порошок с примесью
прозрачной смолы
В сильнокислой среде:
СО(КН,)а + 2СН20 —* мети-
летючевина В и немного
В сильнокислой среде:
,NH • СН,ОН
СОГ " —> иети-
XNH • СН,2ОН
лолмочевина В и немного
смолы ■
В слабокислой среде:
CO(NHj), + 2CH.0 —->
непрозрачная смола
В кислой водной среде:
СС(Ш,)2 + ЗСН20 —> пр0.
зрачиая смола '
В слабокислой водной среде:
СО(
,NH ■ СН2ОН
\ЧН- СН,ОН
пая смола
/NH-CHjCH
прозрач-
СО<
Н-СНцОН
:;а
N
M'iTHflt! -
мочевина В
С* Л
V Я
№ О
242
* смола
его водой. Полученная термоплавкая и растворимая смола
должна растворяться в растворителе, пригодном для
растворения параформа, но в патенте растворители точнее не
указываются. Количественные соотношения компонентов
приводятся следующие: 300 вес. ч. тиомочевины, 650 вес. ч.
40%--ного формалина. Продолжительность конденсации при
95—100° указывается 1,5 часа.
Для получения термореактивной смолы в раствор смолы
в органическом растворителе добавляется 50—75 вес. ч.
параформа. Пленки, полученные отверждением смолы, стойки
к действию спирта, ацетона и бензола.
Представляет также интерес патент Эйзенмана и Кухен-
буха, в котором описано получение смолы из^'тиодиметилол-
мочевины и диметилолмочевины при нагревании суспензии
указанных выше кристаллических продуктов в присутствии
кислой датриевой соли щавелевой кислоты. В патенте
отмечаются высокие электроизоляционные свойства смолы.
В описанных выше условиях, повидимому, образуются
метиловые эф«ры диметилолмочевины и тиодиметилолмочевины.
Гуанидин HN = (CH2)2 представляет собой
гигроскопические кристаллы; онявляется сильным однокислотным
основанием. Получается гуанидин из роданистого аммония при
нагревании до 180°. Роданистый аммоний сначала
перегруппировывается в тиомочевину, а последняя распадается на
сероводород и цианамид. Образовавшийся цианамид
соединяется с г:е вступившим в реакцию роданистым аммонием:
/NH,
KCSNH4—*SC(
"4NH.
SC{NH2)2 —>■ H2S + N .: С ■ NHj
/NH,
N ; С • N. .'2 + HtNSCN —>■ HN = C(
\чн.
Более удобным синтезом является присоединение аммиака
к цианамиду:
NH2 /NH2
При нагревании с баритовой водой гуанидин гидроли-
зуется на мочевину и аммиак.
Гуанидин при конденсации с формальдегидом дает смолы
карбамкдного типа. Для конденсации применяют- соли гуани-
1G* 243
дина, чаще всего углекислый гуавидин:
/Ша-С-ШЛ-НгСОа
\ NH Л
Для получения смолы 15 вес. ч. углекислого гуанидина
нагревают с 40 в'ес. ч. 40%-ного формалина в течение 20 мин.
После сушки полученной желеобразной массы в
вакуум-сушилке образуется прозрачная смола.
Уретаны RO • СО • NH2 — сложные эфиры карбаминовой
кислоты НО • СО • NH2 получаются действием аммиака и
аминов на эфиры хлеругольной кислоты:
С1 • СО ■ О • CjHg + NH8 —> NHS • СО • О • С2Н5 -f HC1;
действием аммиака на средние эфиры угольной кислоты:
С2Н5ОНСО • ОС2НБ + NH3—> NH2 ■ СО • ОС2Н3 + С2Н6ОН;
при нагревании мочевины со спиртами:
СО(Шо), + С2Н5ОН —> RNH2 • СО . ОС2Нб + N2.
Уретань! — кристаллические соединения, перегоняющиеся
без разложения, растворяются в спирте,' эфире и воде.
Этиловый эфир карбаминовой кислоты МШ • СО ■ О • С2Н5, обычно
называемый просто уретаном, представляет собой листочки
с темп. пл. 48,5° и темп. кип. 184°. При конденсации уретана
с формальдегидом в присутствии соляной кислоты получается
метиленуретан СНг = N — СООС2Н5,. который при кипячении
с разбавленной уксусной кислотой образует тример .метилен-
уретана. На основании патентной литературы для получения
прессованных изделий при конденсации с формальдегидом
применяют смесь уретана и мочевины; конденсация
производится в кислой среде.
ГЛАВА 17
АНИЛИНО-ФОРМАЛЬДЕГИДНЫЕ СМОЛЫ
Амино-альдегиднЫ'Ми смолами называются продукты,
получаемые конденсацией первичных и вторичных аминов с
альдегидами в присутствии кислых или щелочных катализаторов.
Общая реакция между первичными и вторичными аминами
и формальдегидом состоит в образовании метилоламинов.
244
Последние представляют собой нестойкие соединения,
которые легко теряют воду и превращаются в более
высокомолекулярные соединения по следующим схемам реакций:
R-NHj + CHaO—>R-XH-CHsOH;
х (R—NH- CH2OH) —> (R—N = СН)Ж -j- x H20.
Анилино-формальдегидные смолы являются продуктами
конденсации анилина с формальдегидом. Эти смолы раньше
были известны только в виде плавких и растворимых пррдук-
тов, однако в последнее1 время были найдены условия, при
которых конденсацией анилина с избытком формальдегида в
присутствии значительного количества кислых веществ
удается получить термопластичные смолы с высокой температурой
размягчения. Такие смолы выпускаются в значительных
количества^ под названием «цибанит». Эти смолы обладают
текучестью при нагревании под давлением, что обусловливает
возможность широкого использования их для изготовления
пластмасс.
Анилино-формальдегидные смолы хрупки, окрашены в
светложелтый - или темнокоричневый1 цвет. Температура
плавления и растворимость их различны в зависимости от
соотношения исходных компонентов и количеств катализатора
(кислоты). При соотношениях между анилином и
формальдегидом 1 : 1 и .при конденсации в нейтральной или слабокислой
среде получаются смолы, растворимые в хлороформе,
дихлорэтане, хлоргидрине, этиленгликоле, эпихлоргидрине, пиридине,
фурфуроле и циклогексаноне; температура каплепадения их
по Уббелоде 60—200°.
При - увеличений количества формальдегида и в
присутствии сильных кислот получаются смолы, представляющие
собой порошки желтоватого цвета, нерастворимые в
большинстве органических растворителей, неплавкие, но
спекающиеся в полупрозрачную рогообразную массу при нагревании
под давлением (например, при 100 ат и нагревании в течение
1 часа до 150°); уд. вес их 1,2—1,3.
Порошкообразные, неплавкие продукты легко пептизи-
руются путем сплавления с плавкими анилино-фюрмальдегид-
ными смолами, фенольными резолами, алкидными и некоторыми
естественными смолами. Этим пользуются для изготовления
высокоплавких смол большой твердости для лаков. _
Химизм образования анилино-формальдегидных смол до
сих пор еще не вполне ясен. Вероятнее всего, реакция между
анилином и формальдегидом идет через следующие стадии
245
по схеме:
/ XNH2 + CH20
\/
Метилоланилин и метиленанилин (мономеры) в чистом
виде не выделены. Выделен только тример метиленанилина,
известный под названием ангидроформальдегиданилина,
которому приписывается строение:
СвНо
I
*^ЬУ XT
CeH5N< >CH2 •
I
свн5
Этот продукт представляет собой белое кристаллическое
вещество с темп. пл. 143°. Он легко получается при
смешивании эквимолекулярных количеств анилина и нейтрального
формалина. Одновременно, однако, образуется более сложный
полимер с той же эмпирической формулой C7H7N. Из высших
полимеров был выделен продукт с темп. пл. 200°,
молекулярный вес его не был определен. При продолжительном
нагревании до 50° (в отсутствие кислот) полимеры
метиленанилина претерпевают ряд изменений: они деполимеризуются,
окисляются и, наконец, расщепляются с выделением анилина,
метиленанилина и изонитрила и образованием большого
количества смолы. Смола эта темнобурого цвета, хрупка,
низкоплавка, мало пригодна для техники.
Если нагревать полимеры метиленанилина в присутствии
кислых катализаторов, то наблюдается экзотермическая
реакция, приводящая к быстрому плавлению всей массы и
образованию прозрачной, желтовато-красной смолы.
Предполагается, что при действии кислот на метиленаии-
лины происходит сначала деполимеризация, а затем миграция
метиленовой группы в кольцо, в «-положение с
одновременным гидрированием и построением цепей следующего типа:
—HN-/ S-CHj-HN-j^ ^-CHa-HN-C^ )-CH2-
Подтверждением возможности такой .реакции служит
образование в присутствии анилина 4-амкнобензиланилина (I) и
2 16
NHCH2OH
N = СН3
+ н2о.
диаминодифенилметана (II) из ангидроформальдегиданилина и
других полимеров:
/-
(C6H6N = СН2) + C6H6NHS ■
NH,
-СН3
I
NH
/\
(I)
ки,-
/-
Х-СН,-/'
./
.-/
-ХН,
(И)
Из ангидроформальдегиданилина в кислой среде обрг
з^£тся трнмер ангидро-4-аминобензилового спирта:
(С6НЬКСН2)3
NH-
СН,
Таким образом, плавкие смолы, получающиеся из
ангидроформальдегиданилина при действии кислот, молено
представить себе как смесь полимеров с упомянутыми
гидрированными цепеобразными молекулами. Нет сомнения, что
в смесь входят и соединения с меньшим числом водородных
атомов, чем в метиленанилине, образовавшиеся в результате
одновременного дегидрирования части метиленовых молекул.
•Присутствие в анилиноформальдегидных смолах таких
непредельных соединений проявляется в их чувствительности
к свету и кислороду воздуха.
Если в реакцию с анилином брать значительный избыток
формальдегида, т. е. две, три и более молекул
формальдегида на одну молекулу анилина, то в присутствии сильных
минеральных кислот формальдегид может реагировать с
водородом ароматического ядра, при этом метилольные группы
присоединяются к ароматическому ядру. Такие соединения
после отщепления воды образуют весьма сложные полимеры
с молекулами в виде разветвленных цепей, и каждое кольцо"
оказывается связанным несколькими метиленовыми
мостиками.
Вследствие нерастворимости этих смол пока не удалось
определить их молекулярный Еес, но так как при
восстановлении они дают производные n-толуидина, то молено
предполагать их строение в виде разветвленной цепи.
247
Эти смолы почти не содержат кислорода, поэтому в пресс-
формах при изготовлении из них пластмасс не происходит
дальнейшей конденсации с выделением воды, как это имеет
место у. других термореактивных смол: феноло-формальдегнд-
ных, мочевино-формальдегидных, глифталевых и др. Для
получения высококачественных электроизоляционных
пластмасс это свойство представляет значительные преимущества,
так как в хорошо просушенном прессовочном порошке
исключается возможность образования влаги за счет
химических реакций. Эта особенность анилино-формальдегидных
смол положительно сказывается на их электрических
свойствах. / • ""
Вместе с тем эти смолы имеют и особенности, огращщи-
вающие круг их применения, так как очи не способны
переходить при нагревании в совершенно неразмягчающуюся
форму. Следовательно, они занимают в этом отношении
промежуточное положение между термопластичными смолами типа
новолака и термореактивными смолами типа резита.
Амино-формальдегидные смолы получаются также при
конденсации толуидинов, а~ и р-нафтиламинов и бензиланилкна
с формальдегидом в присутствии' кислых катализаторов.
Герцог получил хрупкую прозрачную буровато-желтую смолу из
бензиланилина и формальдегида в присутствии соляной
кислоты. Эта смола образуется при конденсации 2 молей
бензиланилина с 1 молем формальдегида. Сначала получается
дибензилдиаминодифенилметан:
/CSH4 —NH—СН3С6Н5
H2C<f
хСеН4-ХН--СН2С6Н5
Последний может перегруппировываться в дифенилдиамино-
дибензилметан:
,CeHiCH2^-XH-C6H6
Н2С<
Смолы эти легко растворимы в бензоле, трихлорэтилене.
Для получения таких же смол рекомендуют конденсировать
различные амины с другими альдегидами. Так, например,
анилин, толуидин, нафтиламин можно конденсировать с ацет-
альдегидом или кротоновым альдегидом. Конденсацию
проводят при 80—100° в присутствии щавелевой кислоты и
растворителя. Получаемая при этом смола применяется для
производства быстро сохнущих лаков, имолы такого типа
хорошо растворимы в бензоле, сольвент-пафте и других арома-
2-18
тических растворителях. Резиту они уступают по
теплостойкости.
В противоположность новолачным смолам анилино-форм-
альдегидные смолы не плавятся, а только размягчаются.
Они не хрупки, а резинообразны и имеют ряд ценных
технических свойств, что обусловливается, очевидно, разветвлен-
ностью цепей молекул, входящих в состав смолы.
Рис. 44. Схема получения анллшю-формаяьдегиднсй
смолы:
1 — реактор; 2 — смеситель; 3 — нутч-фильтр; 4 — вакуум-гушплка.
Эти смолы -щелочеетойки и обладают малыми
электрическими потерями при технической и, особенно, при высокой
частоте, что обеспечивает им широкое применение в
радиотехнике.
Производство анилино-формальдегидных смол
осуществляется по следующей схеме (рис. 44).
В реактор помещают 46,5 вес. ч. анилина и туда же при
энергичном размешивании и внешнем охлаждении реактора
водой медленно добавляют 46,28 вес. ч. соляной кислоты
(уд. веса *1,28). Затем для уменьшения теплового эффекта
реакции в реактор приливают 250 вес. ч. холодной воды.
Наконец, при постоянном размешивании медленно вводят 60, Г
вес. ч. 37%-ного формалина. Смесь при постоянном
размешивания выдерживают в течение 1 часа, а затем
нейтрализуют (проба на лакмус) раствором 25%-ного едкого натра.
249
Температура в реакторе в течение всего процесса
поддерживается при помощи внешнего охлаждения около 30—40°. При
нейтрализации продукта реакции щелочью выпадает смола
в виде аморфного порошка, который постепенно принимает
бледнорозовую окраску. Полученный аморфный порошок
вместе с жидкой фазой переносится на вакуум-нутч-фильтр,
отделяется от жидкости и промывается водой до удаления
хлористого натрия. Для контроля применяется проба
промывных вод на хлор-ион с азотнокислым серебром. Промытый
аморфный порошок сушится в вакуум-сушилке при 70—80°
в течение 8—10 час, пока влажность порошка будет не
выше 4%. После этого порошок измельчается на шаровой
мельнице, просеивается через сито в 900 отверстий на 1 смг
и прессуется. Прессовочный порошок с наполнителем
приготовляется по описанному выше способу, но наполнитель
(древесная мука, маршалит и т. д.) смешивается с продуктом
реакции перед нейтрализацией последнего с щелочью. При
нейтрализации продукт конденсации высаживается на
наполнитель. Полученный прессовочный материал сушится и.
подвергается горячей прессовке. Прессование порошков из
чистых смол и композиций с наполнителями производят при
165—185°, уд. давлении 250—400 кг/см2; выдержка изделия
под давлением составляет 1 мин. на 1 мм толщины изделия.
Прессовочные порошки из анилино-формальдегидных смол,
особенно с наполнителями, обладают недостаточной
текучестью. Кинли для устранения этого недостатка рекомендует
нейтрализацию проводить не едким натром, а водными
окисями бария, кальция или магния. Повышение текучести
достигается также частичной заменой анилина толуидином,
дифениламином и бензидином.
В табл. 23 приведены главнейшие показатели чистых
прессованных смол и композиций их с наполнителем (древесной
мукой), полученных указанным выше способом.
Анилино-формальдегидные смолы находят широкое
применение для производства электротехнических пластмасс и
деталей для радио- и высокочастотной электротехники. Они
с успехом применяются как химически стойкие материалы
для изготовления деталей, работающих _ в растворах едкого
натра, соды и других щелочных веществ. Лаковые пленки
из этих смол'* обладают высокой водо- и щелочестойкостыо.
В технической литературе описаны также смолы,
получающиеся конденсацией различных, аминов с ацетиленом как
в присутствии серной кислоты, содержащей закись ртути,
так и путем пропускания ацетилена и анилина над глинозе-
250
мом при 360—420°. Эти смолы не имеют пока практического
применения.
Таблица 23
■ Свойства прессованных анилино-формальдегидных смол, чистых
и с наполнителями
Свойства
Уд. вес
Времен, сопротивление растяжению
кг/см2
Времен, сопротивление изгибу, кг!см? •
Прочность на удар, к-гсм/см^
Теплостойкость по Мартенсу, СС . . .
Диэлектрическая проницаемость . . . .
Тангенс угла потерь 8 поп 60 герц . .
Тангенс угла потерь S лри высокой
частоте
Электрическая прочность, kbjmm . . .
Водопоглещенне через 24 часа пси
2о^, «?0 t.:.
Водопоглощение через 1 час при 9o"J,
Чистая
прессованная
смола
Пр есссванный
продукт с 50° о
древесной муки
1,20-
600-
1000-
5-
95-
3-
0,005 -
0,0015-
12-
0,14
0,8
-1,25
-7С0
-1200
-15
-ПО
-4
-0,05
-0,003
-20
, 1,27-
1000-
5-
95-
3-
0,01-
10-
0,6
-
-1,30
-1300
-20
-ПО
-4,5
-0,02
-18
ГЛАВА 15
СЫРЬЕ ДЛЯ АЛКИДЯЫХ СМОЛ
Этерификацйя многоосиовных кислот многоатомными
спиртами «только в очень ограниченной числе случаев
(например, гликоль и щавелевая кислота) приводит к получению
мрномерных зфиров; обычно получаются смолообразные
продукты конденсации, известные под названием алкидных смол.
Промышленное развитие производства этих смол началось
с 1922 г. в США, а затем в Европе. Конденсацией глицерина
с фталевым ангидридом впервые были получены глифталевые
смолы, которые нашли применение как замгнители шеллака
при получении электроизоляционного материала — миканита.
В дальнейшем глифталевые смолы получили широкое
применение в производстве электроизоляционных лаков как
замгнители масляно-копаловых лаков и нитролаков при
покрытии автомобилей и аэропланов. Алкидные смолы хорошо
251
комбинируются с эфирами целлюлозы, феноло-альдегидными
смолами, продуктами полимеризации, например хлорвинила и
метилметакрилата. При изготовлении граммофонных
пластинок из ацетилцеллюлозы и хлорвинила комбинация этих смол
с алкидными смолами является необходимой для повышения
качеств пластинок.
Исходным сырьем для алкидных смол являются:
глицерин, гликоли, пентаэритрит, фталевый ангидрид и ряд
двухосновных кислот.
Глицерин — f рехатомный спирт с открытой цепью,
имеющий две первичных и- одну вторичную ОН-группы. Он
характеризуется способностью давать с одноосновными
кислотами три типа сложных эфиров (моно-, ди- и триглице-
риды). Глицерин встречается главным образом в виде
сложных эфиров — важнейшей составной части животных и
растительных жиров и масел. В природных жирах находятся
■по преимуществу полные эфиры, т. е. триглицериды
СаНб(0 • СО • Юз, как, например, трипальмитин, тристеарин,
триолеин и др., где R — остаток кислоты.
В животных организмах глицерин встречается также
в виде лецитинов — эфиров глицерофосфорной кислоты. Кроме
того, глицерин является нормальной составной частью вина,
так как образуется при брожении виноградного сахара.
Чистый глицерин представляет собой бесцветную
сиропообразную густую жидкость сладкого вкуса, без запаха,
нейтральной реакции. При продолжительном сильном
охлаждении он затвердевает в кристаллы ромбической системы,
плавящиеся при 17—20°. Глицерин очень гигроскопичен. С
водой и спиртом он смешивается во. всех отношениях;
растворяет многие неорганические соли; в эфире и хлороформе
нерастворим. При нормальном давлении глицерин кипит при
290° с небольшим разложением и образованием акролеина;
при уменьшенном давлении и с водяным паром он
перегоняется не разлагаясь.
В технике глицерин добывают расщеплением жиров
(омылением) и брожением, например сахарной мелассы.
Расщепление жира происходит по уравнению:
С3Н5(0 • СО • R)3 + ЗН20 = С3Н6(ОН)3 + 3R • СООН
глицерид глицерин жирная
кислота
Расщепление жиров, осуществляется: 1) по английскому
способу — концентрированной серной кислотой, 2) по методу
Твитчелла — в водно-эмульсионной среде любой кислотой,
252
3) при посредстве «контакта» Петрова, 4) по методу Ки-
битца — известью, 5) путем ферментативного или энзимного
расщепления.
Наибольшее значение имеет расщепление жиров
реактивом «контакт». Для получения светлых кислот высыхающих
масел лучшим является ферментативный способ.
При получении глицерина брожением сахара или
сахарной мелассы создаются специальные условия брожения,
например, прибавкой нейтрального сульфита натрия.
Синтетический глицерин получается из пропилена с
последующим присоединением НОС1 и гидролизом дихлорги-
дрина.
Глицерин очень устойчив к действию воздуха, но при
быстром нагревании наступает сильное выделение акролеина
с отделением угля. Он образует простые эфиры, которые
могут быть полными и неполными в зависимости от
количества выделившихся молекул воды.
Неполным эфиром является глицид, его производные и
полиглицерины. *
/СН2
0<|
хСН-СН2ОН
ГЛИЦИД
Глицид кипит при 161—163° и при действии воды и
назревании переходит в глицерин и полиглицериновые спирты.
Полиглицерины имеют значение для приготовления
незамерзающего нитроглицерина и искусственных смол. По
исследованиям Классена, Виля, Нирера и Нобеля полимеризация
(конденсация) глицерина с образованием полиглицеринов
происходит при нагревании да температуры, близкой к
температуре кипения, в присутствии соляной кислоты или небольших
количеств щелочей, а также при пропускании через нагретый
глицерин индиферентного газа. В зависимости от количества
освобожденных при полимеризации молекул воды
происходит образование ди-; три- и т. д. глицеринов.
В зависимости от того, за счет каких гидроксильных
групп происходит полимеризация, полиглицерины могут
существовать в изомерных формах.
Классен указывает, что при нагревании 'глицерина до 275° с
небольшими количествами щелочей около 80% его переходит
в полиглицерины. Кострин при нагревании глицерина до 275°
в течение 47 час. получил выход полиглицеринов выше 50%.
По советским стандартам глицерин разделяется на сырой
дестиллированный. Сырой глицерин в свою очередь делится
253
на сапонификационный, получаемый при расщеплении жиров,
и глицерин из подмыльных щелоков, получаемый при омы-
лгнии жиров едкими щелочами. Первый должен иметь цвет
от светложелтого до светлокоричневого, содержание чистого
глицерина не менее 86% и золы не более 2%; для второго —
допускается цвет от желтого до коричневого, содержание
чистого Глицерина должно быть не менее 78% и золы не
более 11%,
Глицерин дестиллированный разделяется на 4 сорта:
химически чистый, динамитный, дестиллированный 1 сорта и
дестиллированный 2 сорта. Требования, предъявляемые ОСТом
к различным сортам дестиллированного глицерина,
приведены в табл. 24.
Таблица 24
Технические показатели различных сортов глицерина
Технические
показатели
CopTi дестиллированного глицерина
химически
чистый
динамитный
дестиллированный
1-го соэта
дестиллированный
2-го сорта
(текстильный)
Содержание чистого глн-
цгрика не менее, и'0 . .
Содержание золы не бо-
94
0,01
Содержание нелетучего
органического остатка
не более, °/'0 , i 0,02
Цвет , i Бесцзет-
| ный
Уд. вес при 15°, не ниже . ! 1,250
98
0,15
0,10
Бесцветный
или
слабожелтый
1,262
94
0,02
0,04
Бесцвет-
* ный
\
1,250
88
0,25
0,25
Бесцветный
или желтый
1,234
Глицерин находит широкое применение во многих
отраслях промышленности и техники. Большие количества
глицерина расходуются для приготовления нитроглицерина и
динамита. В промышленности пластмасс глицерин применяется
для производства глифталевых смол и ряда пластификаторов.
Г л и к о л и представляют собой двухатомные спирты и
получаются теми же способами, что п одноатомные алкоголи,
причем или обе гидроксильные группы вводятся сразу, или
же глкколи получаются из соединений, в которых одна гидро-
ксильная группа уже имеется, например, из галоидзамещен-
ных спиртов, галоидгидглшов, обменом галоида на гидроксил.
254
а-Гликоли можно получать также непосредственно из
непредельных углеводородов осторожным их окислением.
Низшие гликоли — бесцветные, густые жидкости без запаха,
сладковатого вкуса; в воде и спирте они растворяются легко,
в эфире с трудом. Высшие гликоли трудно растворимы в воде,
легче в спирте и эфире. Уд. вес их около единицы. Дву-
вторичные и .двутретичные гликоли (пинаконы)—твердые
кристаллические тела, трудно растворяющиеся в воде.
Гликоли по свойствам сходны с одноатомными спиртами, но
дают два ряда производных, причем в реакции участвует
либо одна гидроксильная группа, либо обе. Гликоли со
щелочными металлами образуют гликоляты, в которых один или
оба Н гидроксила могут быть замещены металлом. Действием
галоидоалкилов на гликоляты можно получать два рода
простых эфиров. При действии соляной кислоты на гликоль
обыкновенно получаются хлоргидрины, например:
СН2ОН • CPLOH + КС1 —>■ СН2ОН • СН2С1 + Н20.
Этиленхлоргидрин получается непосредственно из этилена
действием хлора в водной среде.
Технически важнейшим гликолем является этиленгликоль
СНг(ОН) • СНг(ОН); он получается из хлоргидрина,
бромистого этилена. Гликоль можно получать из этилена или
этиленсодержащих газов окислением КМпСк, а также
обработкой смесью озонированного воздуха и водяных паров при
100° в присутствии пористых контактных масс.
Этиленгликоль — бесцветная малоподвижная сладковатая жидкость
с темп. кип. 197,5°, темп. пл. —17,4°, уд. весом 1,115; он
смешивается с водой и спиртом; 1 ч. его растворяется
в 100 ч. эфира. При окислении гликоль образует гликолевый
альдегид, глиоксаль, глиоксиловую и щавелевую кислоты.
Этиленгликоль применяется в технике как заменитель
глицерина. В промышленности пластмасс гликоль применяется для
изготовления алкидных смол и растворителей. Кроме
гликоля применяются также полигликоли и их производные,
например, диэтиленгликоль (темп. кип. 240°), триэтиленгликоль
(темп. кип. 278°), этиленпропилендигликоль.
Пентаэритрит С(СНгОН)4 — четырехатомный спирт;
он получается взаимодействием уксусного альдегида и
формальдегида в годной среде в присутствии щелочи по
уравнению: f
4СП20 + СН3СНО + Н20 = (НОСН2),С-СН2ОН + НСООН.
" 255
Чистый пентаэритрит кристаллизуется в виде бесцветных
призм с темп. пл. 260°. Технический продукт, содержащий
дипентаэритрит и другие примеси, плавится обычно при 250—
254°. Пентаэритрит растворим в воде, спирте и нерастворим
в углеводородах. При нагревании с фталевым ангидридом он
дает смолы, причем процесс смолообразования с пентаэритри-
том идет быстрее, чем с глицерином.
Фталевая кислота является о-дикарбоиовой
кислотой бензола. Она имеет в технике большее значение по
сравнению с другими фталевыми кислотами (м- и п- или изо-
фталевой и терефталевой).
Из всех фталевых кислот только о-изомер отличается
способностью при нагревании переходить в ангидрид с
образованием кристаллов с темп. пл. 130,8° и темп. кип. 284,5°.
Фталевый ангидрид возгоняется ниже своей точки плавления:
//СН\ /'CHn-
сн с—соон сн с-соч
I II —> Н,0+ | !1 >0
сн с-соон сн с—со/
о-фталевая фталевый ангидрид
кислота
До 1916 г. производство фталевого ангидрида велось
очень дорогим методом, основанным на окислении нафталина
серной кислотой в присутствии ртутного катализатора, а
потому применение фталевого ангидрида было ограничено. По
Гиббсу и Картнею окисление нафталина кислородом воздуха
во фталевый ангидрид происходит в присутствии
катализатора, содержащего окиси металлов 5 и 6-й группы
периодической системы, главным образом, окиси ванадия.
В дальнейшем Эгером был предложен и запатентован так
называемый комплексный ванадиевый катализатор и
усовершенствована аппаратура.
Процесс получения фталевого ангидрида сводится к
окислению нафталина по схеме:
^СН\/С1Ч ^СН\
сн с сн сн с-соон
| || | +90~->2С02Н-Н,0+ I II
СН С СН СН С-СООН
^сн/\сн^ ^сн/
нафталин о-фталевая кислота
Имеется два сорта технического фталевого ангидрида:
первый—-белого цвета с содержанием CsHi(CO)sO не менее
256
99,7% и температурой начала плавления не ниже 130° и
второй, для которого допускается цвет от сероватого до
желтого, с содержанием СвН*(СО)20 не менее 98,5% и
температурой начала плавления не ниже 129°. Кроме технического
продукта производится также реактивный фталевый
ангидрид «чистый» (темп. пл. 128—131°).
Фталевый ангидрид растворим в горячей воде, спирте,
эфире, бензоле, хлороформе, трудно растворим в холодной
воде, петролейном эфире.
В настоящее время фталевый ангидрид производится
в очень значительных количествах и применяется, главным
образом, для синтеза красителей, получения глифталевых
смол и многочисленных пластификаторов.
При действии на фталевый ангидрид аммиака или
углекислого аммония получается фталимид, являющийся
полупродуктом* при производстве индиго. Окислением фталевого
ангидрида кислородом воздуха можно получить малеиновую
кислоту. Свойства изомерных фталевых кислот и их
производных приведены в табл. 25.
Таблица 25
Свойства изомерных фталевых кислот н их производных
Фталевая кислота
(зрто)
Призмы; уд. вес 1,59,
темп. пл. 184—203°
При нагревании
образуется ангидрид
Этиловый эфир, темп,
пл. 130,8°
Ч
Изофталевая кислота
(мета)
Иглы; темп. пл. выше
300°
Не образует ангидрида
Этиловый эфир, темп,
пл. 0°, темп. кип. 285°
Метиловый эфир, темп,
пл. 64—65°
Терефталевая кислота
(пара)
Порошок,
сублимирующийся без плавленил
Не образует ангидрида
Этиловый эфир, темп,
пл. 44°
Метиловый эфир, темп.
пл. 140°
Натриевые и калиевые соли растворяются в воде и
выпадают из водных растворов при добавлении спирта.
Нейтральная бариевая соль ВаС8НЮ4 образуется при
нагревании раствора фталевой кислоты с избытком баритовой
воды, в спирте не растворяется.
17 Зак, 1532. 257
Наряду с фталевым ангидридом в производстве алкидных
смол за последние годы получил широкое применение также
малеиновый ангидрид, дающий смолы с большей скоростью
полимеризации.
Малеиновый ангидрид кристаллизуется из
хлороформа в виде игл. Он имеет темп. пл. 53°, темп. кип. 202°.
В технике малеиновЪй ангидрид получают окислением
бензола и ряда других углеводородов кислородом воздуха в
присутствии катализаторов, главным образом окиси ванадия.
При нагревании яблочной кислоты до 140—150°
образуется фумаровая кислота, а при более энергичном
нагревании — ангидрид малеиновой кислоты
сн-соч
!i >о
сн—со/
Свойства малеиновой и фумаровой кислот, а также,
других двухосновных кислот, находящих применение в
производстве алкидных смол, приведены в табл. 26.
Для модификации глифталевых смол, применяемых в
получении лаков, используются как высыхающие,
полувысыхающие и невысыхающие масла и рыбьи жиры, так и
выделяемые из них жирные кислоты.
Из растительных масел наибольшее применение находят
льняное масло и выделяемые из него кислоты.
Главными основными составными частями льняного масла
являются глицериды ненасыщенных кислот: линолевой СмНзЮа
и линолеиновой GsHsoOa.
Повидимому, каждая из них встречается в двух стерео-
изомерных формах. Оба глицерида, присоединяя кислород и
конденсируясь в более крупные молекулы, образуют
эластичную, чрезвычайно устойчивую и нерастворимую в
большинстве растворителей пленку. Согласно исследованиям Коффи
1 моль линоленовой кислоты поглощает при этом 9 атомов
кислорода. Этот процесс сопровождается выделением СОа
и уксусной кислоты, что не наблюдается при окислении
линолевой кислоты.
В состав льняного масла, как и в большинство других
эфиров, входит также ненасыщенная, но не высыхающая или
очень плохо* затвердевающая олеиновая кислота с общей
формулой СлвНзЮг.
Для производства смол жирные кислоты выделяются из
льняного масла расщеплением его по едкому из описанных
258
Двухосновные кислоты и их свойства
Таблица 26
Кислоты
Виннокаменная .
Лимонная ....
Малоговая . . .
Янтарная ....
Ангидрид
янтарной кислоты
Азелаиновая . .
Адипиновая . . .
Фумаровая . . .
Малеичовая . . .
Химический
состав
с4нвов
свн8о7+н2о
с;!н4о4
с4н6о4
с4и4о, ■
с9н16о,
с6н10о4
с4н4о4
С4Н404
Строение
СООН • ОН(ОН)СН(ОН СООН
соон-соон-соон
1 / /
СН, —С(ОН)СН2
СООН • СН8 • СООН
СООН- CH-s-CrV СООН
СО—СН2-СН2-СО
1 г, 1
1 .. . О . - '
СООК(СН2)7СООН
СООН(СН2)4СООН
СООН-СН=СН-СООН
СООН—СН=СН-СООН
Темп.
пл.
"С
170
153
133
183
108
151
288
130
Растворимость
в 100 г
в ды,
в г
Растворима
*
Растворяется 73,5
Растворяется 5,8
Растворяется 0,24
Растворяется 1,5
Растворяется 1 ч.
на 150 ч.
Растворима
в loo г
спирта,
в г
Растворима
*
—
Растворяется 7
Растворяется
Растворима
очень
хорошо
Растворяется 5
Растворила
очень
хорошо
Изменения
при нагревании
При
нагревании переходит в
ненасыщенную
аконитовую
кислоту
~—
При нагрева-
•нии переходит
в ангидрид
выше способов. Сырое льняное масло должно иметь
следующие константы:
Уд. вес при 20° 0,928 —0,936
Показатель преломления при 20° . ...... 1,4780—1,4850
Йодное число, ие менее 170
Кислотное число, не более 5,0
Коэфицаенг омыления 184—195
Содержание неомыляемых, не более ..... 1,0°/о
Из других растительных масел наибольшее применение
в производстве смол нашло касторовое масло, главной
составной частью которого являются глицериды рициноловой и
изорициноловой кислот.
ГЛАВА 19
КОНДЕНСАЦИЯ МНОГОАТОМНЫХ СПИРТОВ С
МНОГООСНОВНЫМИ КИСЛОТАМИ И ПРИМЕНЕНИЕ АЛКИДНЫХ СМОЛ
Первый смолообразный продукт конденсации
многоатомного спирта и многоосновной кислоты был получен Берцелиу-
сом при нагревании глицерина с винной кислотой. Ван-Бем-
мелен получал продукты конденсации глицерина с янтарной
или лимонной кислотой. Вначале получались сиропообразные
продукты этерификации, которые при дальнейшем
нагревании переходили в твердые продукты, нерастворимые в воде,
спирте и эфире. Полученные неплавкие смолы при
длительном нагревании с водой_или этиловым спиртом превращались
в сиропообразные растворимые продукты, которые омыля-
лись. водными растворами едких щелочей.
Для получения светлоокрашенных продуктов из янтарной
кислоты и глицерина Фунаро и Данези осветляли продукт
конденсации в водном растворе животным углем.
Лоуренс при нагревании лимонной кислоты до 160°
получал растворимую в воде вязкую клееобразную жидкость,
которая при дальнейшем нагревании до 215° переходила в
твердый нерастворимый в воде смолообразный продукт.
На применение продуктов конденсации многоатомных
спиртов и многоосновных кислот для практических целей
впервые обратил внимание Смит. Он проводил конденсацию
глицерина с фталевым ангидридом при молярном
соотношении 2:3. В результате длительного нагревания
реакционной смеси при температуре, близкой к ее кипению^ им
была получена твердая, прозрачная, светлая, нерастворимая
в воде смола. Для удаления из смолы избытка глицерина
260
применялась отгонка под вакуумом, причем происходило
вспенивание массы и образование пористого стеклообразного
продукта. Полученные смолы Смит рекомендовал в качестве
цемента для склеивания стекла и фарфора.
Каллахан проводил конденсацию глицерина как с
янтарной и лимонной кислотами, так и с фталевым ангидридом.
В последнем случае смола получалась медленным
нагреванием 1 вес. ч. глицерина с 2 вес. ч. фталевого ангидрида. Во
избежание образования пористых масс реакционная смесь
нагревалась длительное время (15—20 часов) -при
температуре до 135°. При этом получалась смола, которая при
нагревании размягчалась, но не плавилась без разложения. Эта
смола обладала хорошими электроизолирующими
свойствами, однако при длительном воздействии воды она белела.
Для повышения водостойкости рекомендовалось нагревать
смолу 5—10 час. до 180—250°. При этой температуре
заканчивается конденсация и удаляется свободный фталевый
ангидрид и глицерин. Смола нерастворима во всея: обычных
растворителях, но подобно промежуточному продукту растворима
в глицерине. Водные растворы щелочей на холоду на
конечный продукт не действуют.
При совместной конденсации глицерина с ароматическими
и алифатическими кислотами получаются смолы, обладающие
эластичностью.
Арсем получал смешанный эфир этерификацией при 200—
210° глицерина с таким количеством фталевого ангидрида,
которое было недостаточно для связывания всех спиртовых
его гидроксилов. Затем в реакционную смесь добавлялась,
янтарная кислота и нагреванием смеси до 210—235° продукт
доводился до желеобразной консистенции. По охлаждении
получалась хрупкая, твердая, прозрачная, не содержащая
пузырей смола. Этот продукт по мнению Арсема являлся
сложным глицериновым эфиром фталевой и янтарной кислот
и имел циклическую структуру. Он был неплавок, но
становился пластичным при нагревании и подавался формованию
с наполнителями. Вместо фталевого ангидрида и янтарной
кислоты для конденсации применялись также многие другие
кислоты.
Доусон для придания эластичности смоле, изготовленной
из глицерина и лимонной кислоты, рекомендовал вводить
различные добавки, например: .м-динитробензол, этилбензоат,
ацетанилид и ^-нафтол. Хоуэл и Даусон для повышения
твердости и эластичности различных алкидных смол
предлагали вводить касторовое масло, а Вейсберг — шеллак. Вве-
261
дение шеллака приводит к смолам, обладающим хорошими
связующими свойствами в прессовочных композициях, и
повышает водостойкость плавких алкидных смол.
Кинли для модификации глифталевых смол применял
жирные кислоты высыхающих масел (льняного, тунгового и
периллового). Введением кислот высыхающих масел, глице-
риды которых способны при окислении на воздухе давать
линоксинную пленку, создается возможность получать
комплексные алкидные смолы, пригодные для производства
защитных лаков, причем эти лаки не требуют "для
полимеризации применения высоких температур. Кинли предложил
также вводить в алкидные смолы, наряду с жирными
кислотами высыхающих масел, нерасшепленные масла.
Алкидные смолы, модифицированые высыхающими
жирными маслами или выделенными из них кислотами, нашли
чрезвычайно широкое распространение в качестве
пленкообразующих в лаках. Эти смолы растворимы в ацетоне, смеси
спирта с бензолом, в каменноугольных маслах,
ароматических растворителях, бутиловом спирте, этилацетате, гликоль-
диацетате, бензилацетате, эфирах фталевой кислоты, триаце-
тине. При большом содержании масел смолы могут
растворяться также в нефтяных растворителях (например, в
бензине).
При химической реакции взаимодействия органических
кислот со спиртами образуются сложные эфиры. Реакция
между многоосновными кислотами и многоатомными
спиртами не является исключением из этого правила. Известно,
что многоосновные кислоты, реагируя с одноатомными
спиртами, образуют эфиры (диэтилфталат и т. д.). Многоатомные
спирты, реагируя с- одноосновными кислотами, дают также
сложные эфиры, например: триацеткн, растительные масла
и т. д.
При конденсации же многоосновных кислот и
многоатомных спиртов образуются смолообразные продукты. Такая
особенность реакции конденсации многоатомных спиртов
с многоосновными кислотами может быть объяснена на
примере реакции этерификации гликоля фталевой кислотой.
При получении смолы из эквивалентных количеств
гликоля и фталевой кислоты в начале реакции образуется
моноэфир гликоля;
/^.соон сн2он /\coon
+ I —> +н2о.
I JCOOH СН2ОН ! 1СООСН; СШЭН
262
При дальнейшем нагревании моноэфиров образуется смоло-
образный продукт с кислотным числом до 15 и темп. пл.
55-60°.
Следует обратить внимание на то обстоятельство, что
дальнейшая реакция получения смолы из гликоля и фта-
левой кислоты идет не только с образованием нейтральных
эфиров, но имеется и отклонение от этого направления в
сторону образования кислых эфиров. По исследованиям Генеля,
когда половина свободных . гидроксильных групп уже этери-
фицирована, реакция направляется в сторону синтеза
преимущественно нейтральных продуктов. Таким образом, реакция
получения смолы протекает с образованием смеси кислых
и нейтральных эфиров гликоля различной степени сложности.
Схематически процесс образования смолы можно
представить следующим образом:
./^соон Hooq/N /Ncooh носс/^
- + —* + н,о
или
;соосн2он hoocI J i 'соосн2—сн2оос
/Ncooh
+ HOCH3"CHnOH
! !гплгн—г.н.пн
/'COOCHj—СН2ОН
[/%СООСН.>-СНгОН
—> " -fH.-O
jt 'соосн2—сн2он
Конечный же продукт может быть представлен
следующей схемой:
0 0 0 0
... -сн2—сн2—ос/ ")со—сн2—сн2-ос<^ ")сосн2—...
Смолы из гликоля и фталевого ангидрида неспособны
переходить в неплавкое и нерастворимое состояние. Это
объясняется тем, что гликоль и фталевый ангидрид, имея по
две реактивных точки, образуют молекулы только линейного
строения. .J1
При действии глицерина На фталевую кислоту и ее
производные получаются более сложные продукты. Первым про-
263
дуктом, образующимся при действии глицерина на фталёвыМ
ангидрид, является моноэфир фталевой кислоты и глицерина;
СН4ОН
I
снон
СН2ОСОС6Н4-СООН
Этот продукт одновременно обладает и спиртовой и кис-,
лотной функциями, поэтому он может подвергаться
дальнейшим реакциям этерификации. Легко видеть, что
полифункциональность моноглицерида фталевой кислоты обеспечивает
ему возможность реагировать не' только с молекулами
фталевой кислоты (гидроксильные группы) или с молекулами
глицерина (карбоксильная группа), но и друг с другом. Любая
из этих реакций приведет к получению продуктов более
сложных, чем моноглицерид фталевой кислоты, еще обладающих
функциональностью, а следовательно, и способностью к
дальнейшим реакциям конденсации. Все это приводит к
получению самых разнообразных по величине и строению молекул.
Многочисленные исследования химических процессов
образования алкидных смол показывают, что при получении
смол из фталевого ангидрида и глицерина в начальной
стадии реакции образуются сложные эфиры. Кинли, Генель и
другие исследователи при конденсации 2 молей глицерина
с 3 молями фталевого ангидрида установили, что в'
начальной стадии образуется смесь моноглицерида по схеме
реакции. (1):
i ico\
>о + носнг-снон—си.он
'со/
\/со
j/4jCOOCH3~CHOH—CH.2OH
I 'соон
\/
и диглицерида по схеме реакции (II):
■Асоч
(О
i \0 + 2Н0СН.2-СН0Н-СН20Н •
I 'го/
Ч/си
|/Ч|СООСН2—СНОН--СН2ОН
1 JcoocKj—снон—сн2он
264
(И)
При этом этерифицируются в первую очередь а-гидро-
ксильные группы.
Вначале реакция протекает очень быстро, и только после
достижения степени этерификации около 60—70% скорость
реакции падает. Однако медленно реакция продолжается не
только до наступления желатинизации, но и после нее.
Следовательно, процесс образования смолы связан с
продолжающейся этерификацией первоначально образовавшихся кислых
эфиров, приводящей к соединениям с высоким
молекулярным весом.
По Генелю кислые эфиры могут реагировать следующим
образом:
/^СООСНа-СНОН—СНоОН /^СООН НООС/\
+
!ГПОН ГПОГН„ГНПНГН„ПГО
>СООСН3СНОНСН2ОС(Д
;/\сООСН,-СНОН~СН,ООС СООСН,—СНОН-
I
\/
соон ' /—\
\ /
-ch,ooc/N
, | + нр (Ш)
ноос^ 1
Последующее течение реакции, сопровождающееся
постепенным падении кислотности и повышением температуры
плавления смолы, может быть объяснено дальнейшей
конденсацией начальных продуктов реакции (I), (II), (III) друг.
с другом.
При дальнейшей конденсации можно ожидать
образования смол, содержащих в своем составе молекулы с большим
молекулярным весом. Они могут состоять из цепей с
длинными разветвлениями или соединений с циклической
структурой. ^
Легко видеть, что длина цепей будет зависеть от
условий реакций конденсации, но ясно, что величина их не может?
достигать -тех значений, как это имеет место для продуктов
полимеризации (стирола, хлорвинила и т. д.), так как
известно, что постепенная конденсация эфиров, входящих в
состав глифталевых смол, сопровождается выделением воды,
уменьшением свободных реагирующих групп и резким ростом
вязкости смолы. Это обстоятельство отрицательно
сказывается на дальнейшем течении конденсации, а следовательно,
и на росте молекулярного веса. Во всяком случае, величина
265
среднего молекулярного веса глицеринофталевых смол редко
достигает нескольких тысяч.
Карозерсу удалось получить смолы с молекулярным весом
10 000—18 000 путем конденсации этиленгликоля с янтарной,
адкпиновой и себациновой кислотами с применением при
конденсации глубокого вакуума для удаления
низкомолекулярных продуктов.
Наряду с процессами этерификации карбоксильных групп
кислот гидроксильными группами спиртов имеет место также
побочная реакция, в которой 2 молекулы глицерина
конденсируются между собой с образованием диглицерина и т. д.,
которые в свою очередь могут вступать в конденсацию
с карбоксилом кислоты или кислого эфира.
В процессе образования термореактивных алкидных смол
различают три стадии: 1) стадию А, в которой продукт
конденсации растворим в ацетоне и плавок, но при нагревании
переходит в стадию В; 2) стадию В, в которой смола
нерастворима в ацетоне, но набухает в нем, не плавится, но
размягчается при действии температуры. В этой стадии она
нестойка к действию воды. При нагревании она
превращается в смолу в третьей стадии С, в которой смола
нерастворима в ацетоне, не плавится, но может прессоваться.
Смола в стадии С — конечный продукт — обладает большой
твердостью, механической прочностью и стойкостью к
действию воды.
Превращение смолы из стадии А в В и С происходит
медленно и требует высокой температуры. Перевод фталесо-
глицериновой смолы в стадию С при температуре 150°
требует нескольких десятков часов прогрева и сопровождается
обычно выделением летучих веществ.
Такая малая скорость превращения смолы объясняется
малой скоростью процесса конденсации (этерификации) из-за
большой вязкости смолы и уменьшения числа активных
центров конденсации. Добиться увеличения скорости
превращения алкидных смол в стадию С представляет собой
довольно трудную задачу. Некоторое ускорение
превращения глифталевой смолы достигается введением катализаторов,
способствующих дегидратации глицерина с образованием
непредельных соединений. При этом наряду с зтерификацией
значительное влияние на процесс «превращения смолы
начинает оказывать реакция полимеризации непредельных
соединений. Образование непредельных соединений в присутствии
катализаторов, например, бисульфата калия, подтверждается
наличием бромных чисел в смолах.
266
Рассмотренный выше механизм процессов образования
смол из фталевой кислоты и глицерина пригоден и для
объяснения хода конденсации глицерина с другими
двухосновными предельными кислотами (адипиновой, себациио-
вой, янтарной).
Однако при конденсации глицерина с непредельными
двухосновными кислотами — малеиновой, фумаровой и ацетилен-
дикарбоновой — наблюдается значительное влияние двойных
связей на механизм и скорость реакции. Скорость
конденсации превращения смол из -стадии А в В и С у смол,
полученных из глицерина и непредельных кислот, значительно
больше, чем у смол, полученных из глицерина и предельных
кислот. Замена глицерина другими многоатомными
спиртами — пентаэритритом, маннитом и сорбитом — также не
изменяет рассмотренного выше механизма процессов
образования смол на основе фталевой кислоты.
Скорость конденсации фталевого ангидрида с
пентаэритритом несколько выше, чем с глицерином. Большая скорость
наблюдается также и при конденсации пентаэритрита с
другими двухосновными кислотами — адипиновой, себациновой,
малеиновой и фумаровой. Это может быть объяснено
наличием в нем только первичных спиртовых гидроксильных
групп, которые, как известно, значительно легче этерифици-
руются по сравнению с вторичными. Кроме того, пентаэри-
трит при конденсации с многоосновными кислотами имеет
четыре реактивных точки, т. е. его реактивность равна
четырем. Это способствует получению большого числа изомеров
с разветвленными молекулами, что также благоприятствует
процессам смолообразования.
Технологию изготовления алкидных смол нельзя считать
разработанной окончательно. ^
При сплавлении глицерина или гликоля с фталевым
ангидридом или другими многоосновными кислотами нужно прежде
всего принимать во внимание температуру кипения исходных
материалов и способность фталевого ангидрида возгоняться.
Возгонка фталевого ангидрида сильно осложняет процесс
этерификации, так как, с одной стороны, не дает
возможности энергично вести процесс этерификации, а с другой
стороны, требует улавливания быстро застывающего фталевого
ангидрида и возвращения его в реакционный цикл.
Производственный процесс слагается из следующих
операций: f(- .
1) первая фаза — сплавление фталевого ангидрида с
глицерином;
2) сгорая фаза — этерификация при возможно низкой тем
пературе (150—160°) до образования моноНфира;
3) заключительная фаза — этерификация для получения
смолы с высокой температурой плавления и минимальным
кислотным числом, для чего требуется Нагрев до сравнительно
высокой температуры (210—220°).
Производственная аппаратура должна отвечать условиям
процесса этерификации при указанных температурных
условиях. Улавливание фталевого ангидрида должно быть'
полным, газообразные продукты разложения, должны уводиться
из помещения и аппаратура должна быть сделана из
материалов, хорошо сопротивляющихся действию фталевого
ангидрида (алюминий, никель, нержавеющая сталь).
Варка смолы производится, исходя из следующих
соотношений реагирующих веществ:
1 лицерина дестнлляциониого (94°/0-ного)
Фталевого ангидрида .
29,20/0
70,8%
В варочный аппарат (рис. 45) емкостью 0,75 м* загружают
глицерин в количестве 146 кг и нагревают его до ПО—120°.
Одновременно пу-
ЛзжшЯяФ екают в ход
мешалку и постепенно
добавляют фталевый
ангидрид. После
растворения фталевого
ангидрида
температуру смеси
поддерживают 150—160° и
контролируют ход
процесса
этерификации по кислотному
числу. Как только
образование
моноэфира закончится и
кислотное число
будет при 150—160°
падать
незначительно, температуру реакционной смеои повышают до 210—240°.
Контроль процесса осуществляется по текучести смолы,
температуре плавления, кислотному числу и растворимости смолы
в ацетоне или смеси спирта с бензолом. Температура капле-
68
Рис. 45. Схема аппаратуры для производства
глифталевой смолы:
/ — варочный аппарат; 2—уп»рочный котел.
падения смолы должна лежать в пределах 90—118°. Помимо
этого определяется быстрота полимеризации смолы при 150—
160°.
Значительным успехом в области производства лаков
следует признать переход от канифольно-масляных лаков к
синтетическим алкидно-масляным лакам. Алкидно-масляные
смолы при растворении в обычных растворителях (бензол,
толуол, ксилол, сольвент-нафта и т. д.) дают лаки,
образующие твердые эластичные лаковые пленки. Под алкидно-мас-
ляными смолами обычно понимаются продукты конденсации
многоосновных кислот с многоатомными спиртами и
кислотами жирных масел или с жирными маслами.
В алкидно-масляных смолах имеются одновременно
радикалы, характерные для растительных высыхающих масел и
для предельных многоосновных кислот, которые совместно
обеспечивают высокие электрические и механические
качества этих смол. Высыхание алкидно-масляных лаков
происходит различно. Лаки, полученные из смол, не содержащих
непредельных кислот, высыхают только при повышенной
температуре и высыхание их обусловлено процессами
дальнейшей конденсации смолы. При наличии непредельных кислот
высыхание пленки происходит за счет окисления и
полимеризации непредельных кислот и конденсации за счет
имеющихся в смоле свободных гидроксильных и карбоксильных
групп.
В работах Кинли по исследованию механизма реакции
конденсации глицерина с фталевой кислотой и
непредельными жирными кислотами было показано, что начальный
процесс образования смолы может быть представлен следующей
схемой:
,,. СН,ОН
i .СО. " I
>0+ CHOH-fRCOOH—►
Jcck i
\/v
CHsOH
CH,OOCR
I
снон соон
cHjOoc/N -f Hao
\/
где R—tнепредельный радикал кислоты льняного масла.
Дальнейшее течение реакции образования смолы еще не
выяснено. Начальный кислый эфир, имея активные гидро-
ксильную й карбоксильную группы, может вступать в
дальнейшую конденсацию с подобными ему продуктами или
с имеющимися в свободном состоянии глицерином и фтале-
вой кислотой. В результате указанных процессов
конденсации могут получиться очень сложные соединения.
Молекулярная структура смолы при обозначений
Глицерина через G, радикала фталила через Р и радикала кислоты
высыхающего масла через D может быть представлена так:
D D D
I I I
... —G-P-G-P-G—Р-...
Конечно, эта формула имеет в виду только реакцию
компонентов в эквимолекулярных соотношениях и отсутствие
полимеризации за счет двойных связей, имеющихся в радикале.
Наличие непредельного радикала в начальном продукте
реакции не исключает возможности процессов
полимеризации и окисления, которые значительно усложняют механизм
реакции образования смолы и строение конечного продукта.
При учете указанных процессов формула строения конечной
отвержденной смолы может принять такой вид:
D-O—D D D
I I I I
а) ... —G—P-G—Р—G—Р—G—Р— ..,
D—...
I
... —P-G—Р—G—р—Q-P-G-P-G-D- ...
I I Ь-...
D D
О I
I D
D I
p_G—P-G-P—G-P—Q.-P-G— ...
I I
D D
В результате получается трехмерная молекула. ..
Во всяком случае, алкидно-масляные смолы,
модифицированные непредельными жирными кислотами, применяемые
для изготовления лаков, в отличие от чистых
^модифицированных и модифицированных предельными жирными кис-
41\J
или
(б)
лотами алкидных смол представляют собой ненасыщенные
соединения с высоким йодным числом и обладают высоко!
способностью к термополимеризации.
На свойства алкидно-масляных смол влияет количестве
вводимых в конденсацию жирных кислот и масел (жирностЕ
смол). Увеличение жирности вызывает повышенную способ
ность смолы растворяться в углеводородах алифатическогс
ряда, но уменьшает при этом твердость лаковых пленок.
Алкидно-масляные смолы, изготовленные с высоким
содержанием непредельных жирных кислот, имеют большук
скорость сушки.
Лаки из этих смол наряду с высокими электрическими
свойствами обладают теплостойкостью, значительно, превьг
шающей теплостойкость масляно-асфальтовых и других
лаков.
Технологический процесс изготовления глифталевых смол,
модифицированных жирными кислотами или растительными
маслами, состоит из следующих операций. '.,,
L При работе с жирными кислотами льняного масла
в большинстве случаев применяются основные материалы
в следующих соотношениях:
Фталевый ангидрид ........... 35%
Глицерин 19,7%
Жирные кислоты льняного масла .... 30,3%
Канифоль 10%
, Касторовое масло 5%
Глицерин поступает через мерник в лаковарочный котел,
где нагревается до 110°. При непрерывном размешивании
в котел загружают небольшими порциями в три — пять
приемов фталевый ангидрид и доводят температуру постепенно
до 180°, после чего добавляют жирные кислоты, канифоль
и касторовое масло. Понизившуюся вследствие этого
температуру вновь доводят до 180°, а затем постепенно
повышают до 250°. Указанную температуру поддерживают до
тех пор, тюка кислотное число смолы будет не выше 20.
Полученную смолу сливают в противни. Если смола поступает
непосредственно на приготовление из нее лака, готовую смолу
охлаждают до 170° и при непрерывном размешивании
приливают тонкой струей уайт-спирит, а затем при 120° толуол.
Такая последовательность введения растворителей
обусловлена их температурами кипения. Приготовленный лак
пЪдвергают фильтрации через стальную сетку и разливают
в тару.
271
Полученный лак должен иметь уд. вес при 20° 0,950—0,965,
вязкость по Энглеру при 50° 3,5—6,5, содержание нелетучих
веществ 45—50%, кислотность не выше 20, считая на основу.
Пленка из этого лака при 20° после 24 час. сушки при
105° должна иметь пробивной градиент не ниже 60 кв/мм.
2. При работе с льняным маслом в реакторе сначала
нагревают сырое льняное масло до 220° и добавляют глицерин
с расчетом получения диглицеридов и глет (150 г на 300 кг
масла). Температуру повышают до 240°, выдерживают
30 мин., а затем берут пробу на прозрачность. Если проба
продукта переэтерификации имеет муть, нагревают до
получения полной прозрачности.
Реакция переэтерефикации продолжается 6—8 час, затем
при 230° и непрерывной работе мешалки вводят небольшими
порциями фталевый ангидрид. После окончания загрузки
фталевого ангидрида температуру повышают до 240—245°
и нагревают до тех пор, пока смола не будет иметь
кислотность ниже 20. Время, необходимое для достижения
указанной кислотности, в среднем 1—2 часа. Продукт конденсации
охлаждают до 170° и разбавляют его уайт-спиритом и при
140° сольвент-нафтой или ксилолом (при 120°).
Полученный лак фильтруют или центрифугируют и
разливают в бочки. Свойства лака одинаковы с алкидно-масля-
ным лаком на кислотах льняного масла. Необходимо
отметить, что получение -алкидно-масляных лаков с применением
вместо кислот непосредственно сырого масла требует очень
точного соблюдения режима реакции. Незначительные
отклонения обычно приводят к получению нестандартного
продукта.
Одним из главнейших недостатков, мешающих широкому
применению алкидных смол в производстве пластмасс,
является малая скорость отверждения этих смол.
Для устранения этого недостатка были предложены
различные способы. Так, Райт и Вартлет для получения быстро
полимеризующихся смол рекомендуют начальный продукт
конденсации фталевой кислоты и глицерина нагревать в высоко-
кипящих растворителях (например, в диэтилфталате или
бензилбензоате) до перехода его в нерастворимое состояние,
а затем употреблять для прессования. Рекомендуется
применять для ускорения конденсации фталевого ангидрида
с глицерином линолеат кобальта, силикагель и т. д.
Максоров испытал ряд катализаторов и разбил их по
действию, оказываемому на процесс, «а три группы: 1) вещества,
ускоряющие полимеризацию и этерификацию, не вызывая при
272
этом побочных реакций: НзРОл, окись тория, мочевина и др.;
2) вещества, действующие подобно первым, но вызывающие
дополнительные реакции: MgO, CaO и др. и 3) вещества,
при концентрации около 1% изменяющие течение реакции
и, кроме воды, выделяющие акролеин: ^-нафталинсульфокис-
лота и др.
Петров для ускорения процессов конденсации применял
соляную и сернистую кислоты. Вначале реакция проводилась
в автоклаве под^давлением в присутствии катализатора,
затем продукт продувался воздухом.
Значительный эффект можно получить с помощью
удаления из глифталевых смол свободных, не вступивших в
реакцию фталевой кислоты и глицерина. В этом случае
заметное увеличение скорости полимеризации достигается как у
смол, изготовленных с избытком глицерина, так и у смол,
изготовленных при избытке фталевой кислоты.
Это, вероятно, связано с тем, что смолы, содержащие в
своем составе меньшее количество свободного глицерина и
фталевого ангидрида, проявляют повышенную способность к
дальнейшей поликонденсации. ;J
Алкидные смолы из фталевого ангидрида и глицерина'
применяются как связующий материал для изготовления цемента
для цоколей электроламп и прессовочных изоляционных
материалов, формовочного и коллекторного миканита и т. д. От
этого сорта смолы требуется, чтобы она при нагревании до
200—210° сравнительно быстро переходила в неплавкое и
нерастворимое состояние. Чистые глифталевые смолы в виде
бензольно-спиртовых лаков применяются для получения
покрытий на металлах. По американским данным покрытие из
такого лака, нанесенное на металлический предмет и
закрепленное нагреванием до 150°втечение 3—6 час, хорошо
сопротивляется действию водных растворов кислот, щелочей,
морской воды и минерального масла. Однако высокая
хрупкость чистых ^модифицированных глифталевых смол
ограничивает применение их для лаков,-
За последнее время чистые глифталевые смолы нашли ши^
рокое применение в производстве бесшеллачных
граммофонных пластинок.
Алкидные смолы благодаря ряду своих ценных свойств
быстро получили очень широкое промышленное применение
за границей (например, в США) и по темпам роста их
производства обогнали другие типы синтетических смол.
Наибольшее распространение алкидные (в частности,
глифталевые) смолы нашли в производстве лаков. Отличитель-
18 Зак. 1532. 273
ными качествами алкидных лакав_-являются их высокая
адгезионная способность, хорошая атмосферостойкость, масло-
Стойкость, гибкость и эластичность лаковых пленок, а также
хорошие электроизолирующие свойства. Кроме
самостоятельного применения, модифицированные жирными и смоляными
кислотами алкидные смолы широко используются также в
комбинациях с эфирами целлюлозы (главным образом с
нитроцеллюлозой), с феноло-альдегидными и карбамидными
смолами. «**-
Для приготовления лаков из алкидных смол могут
применяться различные растворители и их смеси: ароматические
(бензол, толуол, ксилол, сольвент-нафта) и алифатические
(бензин, керосин, уайт-спирит) углеводороды, сложные эфиры
(этилацетат, амилацетат и др."), кетоны (ацетон, метилэтил-
кетон и др.), спирты, скипидар и т. д. С увеличением
жирности смолы повышается ее растворимость в алифатических
углеводородах, с уменьшением — повышается растворимость
в спиртах. ,
Модифицированные жирными маслами или выделенными
из них кислотами алкидные смолы нашли очень широкое
применение в электротехнике. Лаки из этих смол применяются
для целей подклейки, пропитки, а также для покрытия. В
последнем случае они употребляются преимущественно в
пигментированном виде, т. е. в виде эмалей, так как введение
пигментов обеспечивает повышение поверхностной твердости
и приводит к сокращению времени сушки лаковых пленок,
При изготовлении слюдяной изоляции глифталевые смолы
оказались весьма пригодными для склейки слюды в
производстве гибких и формовочных миканитов, причем
изготовленные с глифталевыми лаками миканиты не уступают по
своим свойствам миканитам, изготовленным с< применением
шеллака.
Для пропитки изоляции электрических машин и аппаратов
применяются алкидные лаки из смол, модифицированных
жирными и смоляными кислотами. Эти лаки дают пленки,
длительное время сохраняющие свою эластичность при
термических воздействиях.
Повышение рабочих температур электрических машин и
аппаратов, приводящее к увеличению их мощностей при су-
щеетвующих габаритах, предъявляет повышенные требования
к электроизоляционным лакам в отношении их
термостойкости. Эти требования особенно возрастают в связи с
внедрением в технику электроизоляции стеклянной пряжи и
ткани, так как стойкость к термическому воздействию этих
274
материалов ограничивается только стойкостью лаков. Для
получения лаков, дающих пленку, длительно сохраняющую
свою эластичность в процессе прогрева, применяются алкид-
ные смолы, содержащие значительный процент насыщенных
жирных кислот.
Применяемые для изготовления электр'о. \ляЦИ0ННЬ*х ла-
котканей на основе хлопчатобумажных и ни <ковых тканей
масляные и масляно-асфальтовые лаки непригодны для
изготовления стеклянной лакоткади, предназначенной для работы
при температурах порядка 150°, так как при такой
температуре эти лаки обнаруживают очень быстрое термическое
старение. Поэтому.для этой цели наиболее пригодными являются
лаки на алкидных смолах, модифицированных смесью.
предельных и ненасыщенных жирных кислот.
Стойкость к действию повышенных температур, а также
высокая масло- и бензиностойкость лаковых пленок из
алкидных смол привели к тому, что они успешно вытесняют
масляные лаки в производстве эмалированной проволоки.
Кроме электротехники модифицированные алкидные см-олы
нашли широкое применение для производства
антикоррозийных лаков для металла и в качестве лакокрасочных
покрытий, стойких к воздействию атмосферы. Они применяются в
композиции с нитроцеллюлозой для изготовления лаков
воздушной сушки и в композиции с мочевино-формальдегидными
смолами для получения светостойких лаковых покрытий.
Высокая атмосферостойкость и светостойкость лаков на
алкидных смолах позволили широко использовать их для
окраски автомобилей и других важных промышленных
изделий. В последнее время алкидные смолы в композиции с фе-
нольными маслорастворимыми смолами начинают широко
применяться для производства лаков воздушной сушки с
повышенной водостойкостью. Эти лаки вследствие высокой водо-
и атмосферостойкости и быстрой скорости сушки оказались
весьма пригодными для целого ряда производств, особенно
для самолетостроения.
ГЛАВА 20
ПОЛИАМИДНЫЕ, СУЛЬФОНАМИДНЫЕ И АЛЬДОЛЬНЫЕ
КОНДЕНСАЦИОННЫЕ СМОЛЫ
За последние годы в США в результате
научно-исследовательских работ, проведенных Карозерсом и его учениками,
получили промышленное применение полиамидные
смол ы.
I *
275
Смблообразныё полиамиды мог'у'т получаться из
двухосновных кислот, диамидов, аминокислот и аналогичных
соединений; в соответствий с различием в исходном сырье и
процессе получения они отличаются по температуре плавления,
растворимости и другим свойствам.
Первые полиамидные смолы, синтезированные в США,
представляли собой твердые высокоплавкие материалы,
практически нерастворимые в обычных растворителях.
Главнейшими компонентами дЛя получения этих смол являются ади-
пиновая или себацинбвая кислоты и гекса-, дека- или пента-
метилендиамин. Реакция образования этих смол может быть'
представлена схемой:
НООС—(СНа)»— СООН +- H2N—(CHj)„—NH, —>-
—>- HOOC-(GH2)„-CO-HN-(CH2)a-NH2+ H20.
Смола из гексаметилендиамина и адипиновой кислоты
имеет темп. пл. 248°, из декаметилендиамина и адипиновой
кислоты 230° и из пентаметилендиамина и себациновой
кислоты 195°. Эти продукты первоначально нашли
применение в производстве синтетического волокна, известного под
торговой маркой «найлон». Несколько позже был
разработан метод отливки тонких пленок, основанный на испарении
раствора смолы в муравьиной кислоте, содержащей следы
соляной. В настоящее время можно считать, что переработка
полиамидов методом литья под давлением, а также
прессованием освоена.
Для изготовления из полиамидных смол синтетического
волокна смола плавится и продавливается через фильеры.
Волокно проходит через натяжные приспособления, и
полученные нити наматываются на бобины. Далее следует
обработка нитей найлона на текстильных машинах. Для
сообщения прочности и эластичности нити найлона подвергаются
протяжке на специальных машинах между двух вращающихся
с различной скоростью особого рода валиков. При этом
происходит ориентировка молекул найлона по длине полученной
нити". После этогЪ производится кручение, шлихтование и
смазка нитей с целью подготовки пряжи для изготовления
тканей и трикотажных изделий. Кроме пряжи, из этих
полимеров можно изготовлять щетину для щеток, замену кэтгута
для хирургических швов и другие изделия.
Найлон имеет ряд ценных свойств: он может вытягиваться
на холоду до определенного предела (в 4—5 раз по отноше-
276
нию к первоначальной длине), цри дальнейшей же нагрузке
проявляются его эластические свойства, т. е. способность
после снятия нагрузки возвращаться к указанному выше
пределу. ^
Прочность на разрыв волокна найлона выше, чем у
растительных и животных волокон (хлопка, льна, шерсти, шелка).
Оно очень гибко и прочно к истиранию. При поднесении огня
найлон только плавится, но не загорается. По сравнению с
обычными текстильными волокнами найлон отличается
меньшей гигроскопичностью и прочность его в мокром состоянии
такая же, как и в сухом. Благодаря высокой прочности к
истиранию найлон применяется для изоляции проводов в
электрических машинах и аппаратах.
При изменении компонентов, входящих в состав
полиамидных смол, можно получать низкоплавкие, растворимые в
обычных органических растворителях (в. этиловом спирте,
моноэтиловом эфире этиленгликоля и др.) продукты.
Например, из фумаровой кислоты и декаметилендиамина получается
смола с тем. пл. 45—50°, из муконовой кислоты и этиленди-
амина—смола с темп. пл. 61°; из ацетилендикарбоновой
кислоты и декаметилендиамина был получен мягкий при обычной
температуре продукт. Эти смолы представляют интерес для
производства пластиков, так как они способны переходить в
неплавкое и нерастворимое состояние прн обычных методах
прессования.
Значительные изменения свойств полиамидных смол могут
быть получены путем применения кислоты или амина,
содержащих в углеводородной цепи другие атомы (кислород, серу).
Из тригликольдиамина и адипиновой кислоты получается
смола с темп. пл. 185°, растворимая в воде, спирте и диок-
сане; смола из гексаметилендиамина и дигликолевой кислоты,
имеющая темп. пл. 145°, растворима в бутиловом спирте,
горячем этиловом спирте и диэтиленгликоле. Из
декаметилендиамина и п, п'-дифенилолпропандиуксусной кислоты
образуется продукт с темп. пл. 65°, растворимый в диоксане,
этиловом спирте и моноэтиловом эфире этиленгликоля.
Последняя смола совмещается с нитроцеллюлозой и гли-
фталями модифицированными жирными кислотами. Из нее
могут быть получены прессованные изделия.
При хлорировании ароматических углеводородов — дифе-
нила, дифенилбензолов, нафталина и т. д. в зависимости от
степени хлорирования, получаются кристаллические продукты,^
жидкости или смолообразные вещества. Смолы получаются
в том случае, если содержание хлора в конечном продукте
277
более 50%. Реакция получения смолы из дифенила может
быть выражена схемой:
С1аН10 Н- 7С12 —► С12Н3С17 H-7HCI.
Продукты хлорирования дифенила и нафталина получили
широкое распространение как в производстве пластмасс, так и
в других областях техники. В США продукты хлорирования
ароматических углеводородов выпускаются под различными
торговыми марками «Арохлор» 1219, 1231, 1242, 1254 и 1262,
отличающимися по содержанию хлора и другим
физико-химическим константам — вязкости, температуре плавления и т. д.
Арохлоры с содержанием хлора 30—50% употребляются
обычно как пластификаторы для лаков и пластмасс или в
качестве электроизолирующих жидкостей. Вещества с
содержанием 56—65% хлог^а применяются для изготовления
пластмасс в смеси с другими смолами или эфирами целлюлозы.
Смолы получаются хлорированием дифенила в присутствии
катализаторов (железа и т. д.) до содержания хлора,
соответствующего гептахлордифенилу, причем температура
реакции поддерживается путем охлаждения лишь немного выше
точки плавления продукта. При содержании 45—58% хлора
продукт представляет собой весьма вязкую, прозрачную массу,
превращающуюся при дальнейшем хлорировании в твердую
смолу, которая после очистки щелочью, промывки водой и
последующего высушивания может применяться для
изготовления пластмасс.
Для получения более высокоплавких смол дифенил до
хлорирования смешивают с подходящим количеством высо-
кокипящих фракций углеводородов, образующихся в качестве
побочных продуктов при синтезе дифенила. Эти продукты
можно хлорировать отдельно, а затем смешивать с
продуктами хлорирования дифенила. Для этих целей обычно
применяются углеводороды с темп. кип. 270—410°. При
хлорировании 80% дифенила в смеси с 20% высококипящих
углеводородов в присутствии железа при температуре 170—200°
получаются смолы, которые при содержании 62% хлора имеют
точку размягчения 61°, а при 68% хлора — до 81°. Если
хлорированию подвергаются одни только высококипящие
фракции углеводородов, точка размягчения продукта повышается
от 99,5° при содержании хлора 52,5%> до 125,5° при 63,9%
хлора. Для изготовления пластмасс продукты хлорирования
дифенила, полученные указанным выше способом, смешивают
с другими смолами (канифолью, кумароновыми, глцфталевыми'
278
и хлорвиниловыми смолами, эфирами целлюлозы и т. д.) и
наполнителями (древесной мукой и т. д.). Порошки
прессуются обычным способом. Полученные пластмассы стойки
против действия хлора, кислот, щелочей и т. д.
Пластмассы, сходные по внешнему виду с фарфором,
получаются при смеишвании хлорированного нафталина с мел-
коизмельченными неорганическими веществами; количество
неорганического наполнителя может быть различным в
зависимости от рода и тонины помола наполнителя и содержания
хлора в хлорированном нафталине.
В качестве неорганических наполнителей применяются
тальк, каолин, криолит, магнезия, тяжелый шпат, окись
железа, сернистый кадмий, порошкообразный алюминий,
измельченный уголь, кварцевый песок и т. д.
Сульфонамидные смолы получаются
конденсацией формальдегида или веществ, содержащих метиленовую
группу, с толуол-, ксилол-, диэтилбензол- иЛй цимолсульфон-
амидами.
Вальтер и Хюг подробно исследовали реакцию их
образования. Они установили, что для получения смол, при
действии тепла переходящих в неплавкое и нерастворимое
состояние, необходимо наличие в молекуле арилсульфонамида
более одной реактивной группы, способной к конденсации.
Для получения неплавких смол пригодны, например, арилди-
сульфамиды. Исследования показали, что конденсация
протекает с образованием трехчленных метилен-метилол-арилсуль-
фонамидов. Таким образом, смолы построены из
трехчленных метилен-метилол-арилсульфонамидных группировок с ме-
тилольной группой на конце:
so2
HN — СН2 - N — СН2 — N — СН2ОН
Такое строение было доказано выделением указанного выше
кристаллического продукта — диметилен-метилол-три-о-толу-
олсульфонамида. В кислой среде они склонны к отщеплению
метилольной группы с образованием конечного продукта, ко-
279
торому приписывают такую схематическую формулу
строения:
...--N —СН, —N—СИ, —N —СН„—-...
I I I
so2 so2 so2
I' I I
Аснз мСНз ЫСНз
_ \/ \/ \/
Из дисульфамид о-ф ормальдегидных см ол
получаются ди- и моноэтиленарилсульфонамиды. А
Арилдисульфонамидо - формальдегидные
смолы имеют различную консистенцию, твердость, цвет,
температуру плавления в зависимости от рода взятого
катализатора и условий реакции и получения — температуры,
времени конденсации и т. д. Они обладают хорошей клеящей
способностью, достаточной стойкостью к действию воды и
хорошо совмещаются с простыми и сложными эфирами
целлюлозы. Они нашли применение для изготовления клеящих
веществ и пластмасс. Они смешиваются с наполнителем —
древесной мукой или волокнистыми наполнителями — и
прессуются в условиях, применяемых для
феноло-формальдегидных смол. Арилдисульфонамидо-формальдегидные смолы
совмещаются с эфирами целлюлозы или другими
искусственными и натуральными смолами (глифталями, канифолью и т. д.).
Получаемые таким путем композиции смешиваются с
наполнителями и прессуются. Эти смолы, кроме того, находят
применение для получения покровных лаков, обычно в смеси с
эфирами целлюлозы.
Альдольные смолы получаются из алифатических
альдегидов, главным образом из уксусного, в результате
конденсации и полимеризации под действием щелочных или
кислых катализаторов.
В СССР альдольные смолы в промышленном масштабе
еще не производятся, однако при расширении сырьевой базы
для их производства изготовление этих смол может пред- *
ставить несомненный интерес.
Процесс получения смолы из уксусного альдегида за счет /
интрамолекулярной конденсации протекает через образование
альдегидоспиртов (альдолей) и непредельных альдегидов. При
этом процессе можно указать следующие основные фазы *
реакции:
280 "
I. Конденсация альдоль-ного типа:
О
СН3СНО + СНдСНО—>СН3СНОНСН2С</
СН3СНОНСН2СНО + СНдСНО —s- СН3СНОНСН2СНОНСН,СНО и т. д.
II. Дегидратация альдолей:
/О /О
CH3CHOHCH2C(f —► СН3 —СН = СН-С^ +Н20 и т. д,
—»• СН3 —СН = СН-С(/ +Н,0 и т.
Н NH
\
III. Полимеризация полученных ненасыщенных альдегидов
и переход их в смолы:
п( СН3—СН = СН-С<^ J —>■ (С4Н60)„ (смола)
Р-Оксибутилальдегид, или ацетальдоль СНзСНОНСНгСНО,
Лредставляет собой густой сироп с тем. кип. 95—105° (при
20 мм); имеет уд. вес при '16° 1,1094; растворяется в воде,
спирте, эфире. При нагревании альдоль теряет воду и
переходит в кротоновый альдегид. Последний имеет характерный
запах; темп. кип. его 104—106°, уд. вес 1,033.
Реакции (I) и (II) сильно экзотермичны, поэтому, ,если они
проводятся в присутствии сильных щелочей или кислот, без
достаточного охлаждения, остановить процесс конденсации
альдегида на определенной фазе трудно. Поэтому в
результате всегда получается смола. Альдольная смола
представляет собой смесь продуктов различного молекулярного веса.
Цвет, растворимость и температура плавления альдольн'ых
смол зависят как от природы применяемого катализатора, так
и от условий реакции. Обычно, при конденсации альдегидов
"в присутствии гидратов окисей щелочноземельных металлов
смолы получаются более светлые, .чем в присутствии едких
щелочей. ~ . .^
У смол, полученных при конденсации уксусного альдегида
в присутствии щелочных катализаторов, цвет варьирует от
светлокоричневого до темнокоричневого, а температура кап-
лепадения по Уббелоде 60—80°. Они хорошо растворимы
в спиртах, кетонах, трудно или почти нерастворимы в
алифатических и ароматических углеводородах.
Смолы, полученные конденсацией алифатических
альдегидов (уксусного, альдоля и т. д.), недостаточно водостойки и
имеют низкую температуру плавления, что мешает их
широкому применению.
281
В связи с этим много внимания уделяется вопросам
облагораживания альдольных смол, чтобы можно было применять
их в качестве заменителей шеллака. Для этого
рекомендуются различные приемы, которые сводятся к следующим
основным процессам: многократной промывке распыленных или
тонкоизмельченных смол водой или водой с примесью
кислот, ацетона, спирта и т. д., продувке перегретым паром или
горячим нейтральным газом (до 200°) или долгому
нагреванию (термической обработке).
Таким образом можно увеличить твердость смол и
уменьшить гигроскопичность. Изменения эластичности, мягкости и
гибкости лаковых пленок достигаются введением оксикислот
или веществ, содержащих карбонильную группу (диоксистеа-
риновой или рициноловой кислот, форона). Осветление
достигается окислением озоном, хлором, хлорноватистыми
щелочами, а также восстановлением.
Облагороженные смолы рекомендуются для изготовления
пластмасс, для выработки радиодеталей, электроустановоч-
ных- изделий, для склейки миканита и т. д. Сплавы
альдольных смол с натуральными смолами (шеллаком и другими),
известные в технике под названием вакер-шеллака, кроме
указанных выше применений рекомендуются для приготовления
отделочных и пропиточных лаков, аппретур, политур, красок,
эмалей и прессовочных изделий.
Электрические свойства альдольных смол, полученных из
уксусного альдегида, кротонового альдегида или альдоля и
вакер-шеллака, лз сухом состоянии, достаточно высоки, но
они значительно снижаются при действии на них влаги
(табл. 27).
Таблица 27
Электрические свойства альдольных смол
Смолы
Из уксусного альде-
Из кротонового аль-
Вакер-шеллак . . .
Непосредственно после
суш к м
УД. DO-
верхч. со-
протизлен.
в ом
0,86 ■ 10"
0,45 • 1С"
3,7 • 1012
1,2-10"
уд.объемное
сопротивление
ои - см
0,47- 1011
0,64-10й
0,6-1012
1,8-ЮН
пробивное
напряжение к в/мм
30
22,5
32,6
23,5
После действия паров воды
24 часа
уд. по-
верхи. со-
противлеи.
в ом
1,6 ■ 10»
0,31 • 10»
1.5-109
0,8 • 109
уд.
объемное
сопротивление
ом . си
0,22-10"
1,66-103
1.51 -10"
1,64-10"
среднее
пробивное
напряжен.
23,3
22,3
25,3
24.1
282
фурфурол осмоляется при нагревании с водными
растворами едких щелочей. Для получения смолы 250—300 вес. ч.
10—15%-ного раствора едкой щелочи нагревают в аппарате
с обратным холодильником и к кипящему раствору
постепенно прибавляют 100 вес. ч. фурфурола. Раствор фурфурола
и щелочи постепенно темнеет. После нагревания в течение
нескольких часов щелочный раствор подкисляют соляной
кислотой; при этом выпадает осадок черной смолы. Смолу
промывают водой, высушивают и, если нужно, полимеризуют
нагреванием до определенной температуры плавления. Лучшие
результаты получаются при нагревании смолы со щелочью в
автоклаве при температуре до 140—150°. Полученная смола
может быть использована для приготовления опиртовых и
масляных лаков.
Взаимодействием фурфурола с полисульфидами щелочных
металлов можно получать гибкие эластичные массы, стойкие
к действию растворителей, кислорода и озона и обладающие
хорошими диэлектрическими свойствами.
Фурфурамид (СбН40)з№ при нагревании в автоклаве до
120—140° в течение 3 час. или до 80—100° в продолжение
48 час. образует легко растворимую в бензоле коричневую
смолу, которая может быть использована для получения
лаков. Эта смола может также растворяться при нагревании.
в высыхающих маслах. Смолу можно получать также
пропусканием сероводорода через нагретый концентрированный
раствор\ фурфурамида.
Фуриловый спирт, получаемый каталитическим
гидрированием фурфурола, подобно последнему также может осмо-
ляться под действием катализаторов (например, минеральных
кислот), образуя черную смолу, которая может применяться
для покровных лаков.
ГЛАВА 21
ПРОИЗВОДСТВО ЛИНОЛЕУМА И ЛИНКРУСТЫ
Линолеум и линкруста представляют собой листовые
слоистые материалы, получаемые нанесением на грубую ткань
или бумагу каландрованием пластической массы — линолеум-
ного цемента, состоящей из твердого окисленного льняного
масла (линоксина), сплавленного со смолами и механически
смешанного с наполнителями — пробковой или древесной
мукой и минеральным пигментом.
283
Поверхность линолеума может быть окрашенной в один
цвет или же покрыта разноцветным рисунком.
Линолеум применяется для покрытия полов и столов, для
звуковой и тепловой изоляции, так как он плохо проводит
тепло и противостоит сырости; линолеум можно мыть водой
и он служит продолжительное время, ие стираясь и не
трескаясь.
Линолеум является звукопоглощающим и водостойким
материалом с сравнительно высокой теплостойкостью; не
подвергается разрушающему воздействию бактерий и
грибков. Эти свойства обеспечивают линолеуму широкое
применение на железнодорожном и водном транспорте, в
больницах, заводских и жилых помещениях.
,J Линолеум хорошо выносит действие мыльных вод, слабых
кислот, но не переносит действия щелочей; он не
покрывается плесенью и не загнивает благодаря при^енедию
высыхающих масел. Понижение горючести достигается
добавкой углекислого магния.
За границей неоднократно выпускались слоистые
материалы типа линолеума без применения окисленного льняного
масла. Эти материалы изготовлялись путем пропитки
специального войлочного картона битумом с последующим
покрытием битумизированного картона светлыми пластичными
композициями на основе нитроцеллюлозы. После каландро-
вания лицевая сторона такого продукта при помощи печати
соответствующим образом расцвечивалась.
Разновидностью линолеума является линкруста,
получаемая нанесением цветного линолеумного цемента на бумагу
с выдавливанием на поверхности различных рисунков.
Линкруста применяется для отделки стен вагонов, пароходов и
имеет перед бумажными обоями ряд преимуществ
(длительность службы и возможность окраски ее на месте
применения масляной краской в любой цвет).
Исходные материалы
Исходными материалами для получения линолеума
являются джутовая ткань или бумага, высыхающие масла,
пробковая мука, наполнители и пигменты. Основным
материалом в производстве линолеума (а также линкрусты)
является окисленное до твердого состояния льняное масло,
называемое линоксином.
Джутовая ткань. Основой для линолеума является
джутовая ткань. Джут представляет собой лубяные волокна
растений, произрастающих в наиболее жарких областях Азии,
Г84
s особенности в Британской Индии. Растения после сбора
подвергаются биохимическому процессу мочки для отделения
волокон от древесины. Гибкие лубяные волокна отделяют
»ручной обработкой от частей древесины путем разрушедия
остатков стебля (трепка). " <
Длина волокон джута в среднем 1—2 лг, толщина волокон
в среднем 80 и. Уд. вес, установленный при 7%-ном
содержании воды, составляет 1,436. Содержание воды в волокнах
воздушной сушки может достигать 14%. Абсолютно сухое
джутовое волокно содержит 0,8—1,8% золы, которая по
Швальбе состоит из 35% кремневой кислоты, 15% извести,
10% ортофосфорной кислоты и около 0,75% марганца.
Джутовое волокно содержит 65% а-целлюлозы, 15% гемицеллю-
лоз и 20% лигнина. !
Джутовое волокно больше содержит лигнина, чем
волокно льна, крапивы или рами. Модуль прочности,
т. е. длина, при которой происходит разрыв от собственного
веса, для джутового волокна составляет 34,5 км, в то время
как для пенькового волокна эта величина почти вдвое
больше. Холст из джута у нас в СССР заменяется тканью
из кенафа, кендыря и т. п. j
Бумага. Бумага употребляется в производстве
линолеума как прокладочный материал. Обычно по техническим
условиям применяют бумагу весом 35 г/т2. Для
производства линкрусты, где бумага служит основой, требуются
более тяжелые сорта бумаги — весом до 600 г/м2.
Л и н о к с и н. Линоксин, идущий для производства
линолеума, получают из льняного масла. В сыром, нерафиниро-1
ванном льйяном масле содержится около 6,25—0,30%
слизистых и белковых веществ, присутствие которых в масле,
идущем для производства линолеума, нежелательно. Поэтому
для производства линолеума масло должно подвергаться
щелочной рафинации или обработке адсорбентами при
нагревании с последующей фильтрацией при обыкновенной
температуре. Льняное масло, применяемое в производстве
линолеума, должно иметь йодное число не менее 170.
Свежее льняное масло имеет цвет от золотистого до
темножелтог*о и характеризуется следующими показателями:'
Коэфнциент преломления 1,4807—1,485
Вязкость по ^нглеру Ем . . . • . 6,5—7,7°
Числа омыления 187—195
Число Генера 95,6—95,7
Йодное число 165—204
Гексабромное число 48—59
285
В состав его входят в виде триглицеридов ненасыщенные
кислоты: а-линоленовая, f-линоленовая, а-линолевая, ^-лино-
левая, олеиновая. Количество насыщенных кислот колеблется
около 4,5—10%. Состав льняного масла по данным разных
исследователей приведен в табл. 28. Для образования лино-
ксинной пленки решающее значение имеет содержание лино-
леновой кислоты, так как масла, не содержащие
достаточного количества триглицерина линоленовой кислоты, не дают
хорошей пленки.
Таблица 28
Состав льняного масла по данным разных исследователей
Составные части
льняного масла
а-Лииоденовая кислота .
(J-Линоленовая кислота .
а-Лниолевая кислота . .
Р-Линолевая кяслота .
Олеиновая кислота . .
Глицериновый остаток .
Насыщенные кислоты .
ЭЙЭнер и
Лингор
20Д0/0
2,7%
17,00/0
41,80/0
4,9%
0,5о/о
4,1%
8,Зо/о
l.Oo/o
Шмидт
) 22,80/о
[58,8%
Фрайид
32,1%
48,30/0
5,0%
4,6о/о
10,00/о
21,30/0
59,1%
5,00/о
4,м/о
ю,о%
Шестаков
КупчнискиЙ
45о/о
340/0
16%
4.5»/о
0,5%
Входящие в. состав льняного масла в виде триглицеридов
непредельные жирные кислоты С18Н34О2, С^НззОа и СлвНзоОг
определяют характер масла как комплексного органического
продукта, способного легко подвергаться химическим
изменениям и при нагревании подвергаться глубоким превращениям
под влиянием окисления, конденсации и полимеризации.
Твердый продукт окисления льняного масла (линоксин)
был предметом длительного химического и
физико-химического изучения.
Отвердевшие масла, представляющие продукты
окисления (линокснны), или твердые продукты полимеризации,
образовавшиеся без участия кислорода (псевдояиноксины),
должны рассматриваться как сложная коллоидная смесь.
Несомненно, что часть отвердевшего глицерида,
представляющая неплавкий и нерастворимый продукт, построена из
трехмерных молекул.
Для получения таких твердых продуктов окисления и
полимеризации должны применяться эфиры глицерина (три-
глицериды); эфиры же двухатомных или одноатомных
спиртов илн свободные жирные кислоты не образуют линоксинов.
286
Известен ряд попыток полной или частичной замены
льняного масла. Возможность получения подобных продуктов
не является исключенной.
Элементарный анализ технического лннокснна,
полученного на льняной ткани, показывает, что содержание углерода
колеблется в пределах 66,36—66,68%, водорода в пределах
9,18—9,41%, а кислорода в пределах 23,01—24,46%.
По Мульдеру формула линоксина СзаНгЮи, но в
последнее время Эллис на основании исследований Эйбнера и
Штаудингера приписывает линоксину формулу СвтНдвОго.
Линоксин, несоменно, представляет собой коллоидную
смесь высокомолекулярных и низкомолекулярных
соединений, образовавшихся в процессе окисления, конденсации
и полимеризации, а равно и химической деструкции.
Для характеристики линоксина имеет большое значение
содержание нерастворимых в неполярных растворителях
'смолообразных оксикислот Фариона, которые в виде
глицериновых эфиров и отчасти в свободном состоянии находятся
в линоксине. Количество присутствующих оксикислот
характеризует глубину окисления продукта.
Фарион из смеси кислот линоксина, полученных его
омылением, выделил нерастворимые в петролейном "эфире, но
растворимые в спирте оксйкислоты, способные при
нагревании в тонком слое быстро переходить в неплавкое и
нерастворимое в органических растворителях состояние. Для
выделенных оксикислот он указывает состав CisHeoOi.
Фарион считает, что оксйкислоты следует рассматривать
как продукт молекулярной перегруппировки первично
образовавшихся перекисей. Сильное колебание содержания в них
кислорода объясняется постепенным самоокислением и
отщеплением воды.
Эйбнер и Рид исследовали растворимость технического
линоксина (полученного с производства), который имел
кислотное число 70,4, число омыления 235,5, йодное число 59,0.
Растворимость этого линоксина в различных растворителях
следующая: в спирте 32%; эфире 10%; ацетоне 19%;
бензоле 20%; хлороформе 27%; петролейном эфире 8%;
уксусной кислоте 33%. **»
Нерастворимая часть линоксина сильно набухает во всех
растворителях, за исключением петролейного эфира.
Пробковая мука. Пробковая мука составляет
в среднем 47—48% от общей массы линолеума. Пробка —
мягкий, гибкий материал, получающийся из коры пробкового
дуба, растущего в Испании, Португалии, на северном по-
237
бережье Африки (Марокко, Алжир); в меньших количествах
пробковый дуб и его разновидности встречаются в Италии,
Греции и в СССР — в Закавказье.
Кора снимается с деревьев по достижении ими возраста
около 25 лет. Первая пробковая кора считается мало
пригодной для линолеумной промышленности вследствие
относительно большой твердости н малой эластичности. Второй
съем, дающий полноценную пробку, производится через
10—15 лет, а затем через каждые 10 лет до ''достижения
деревом возраста около 200 лет. С дерева обычно добывается
в среднем 50—100 кг пробки за каждый съем. Пробко&е
пластины обрабатываются горячей водой для удаления
наружной одеревеневшей коры. Пробка транспортируется
в виде пластин в тюках, обтянутых железкой лентой.
Пробка обладает большой эластичностью, гибкостью и
малой тепло- и звукопроводностью. Она стойка против
гниения. Пробковое вещество разрушается только от действия
концентрированных кислот и щелочей. Пробка непроницаема
для воздуха и индиферентных газов. Уд. вес ее около 0,12—
0,24.
По Клауберу в состав пробки входят суберин (58%),
целлюлоза (22%), лигнин (12%), вода (5%), церин (2%),
ванилин (1%) и кислоты — фелоновая, дубильная, декакриловая
и др. Зола пробки содержит , марганец и соли кремневой
кислоты.
Суберин, главная составная часть пробки, не растворяется
в воде, органических растворителях и кислотах, но гидроли-
зуется спиртовым раствором, щелочи.
По исследованиям Джильсона суберин представляет собой
смесь сложных эфиров и продуктов! полимеризации
различных кислот: субериновой СпНзюОз (аморфной), флоионовой
С11Н21О4 (кристаллической) и др.
При окислении пробки азотной кислотой получается
пробковая кислота СООН(СНг)бСООН.
Для производства линолеума большей частью применяют
отходы, получающиеся при изготовлении укупорочной пробки,
и старую пробку.
Для получения муки пробка обычно проходит
последовательно несколько стадий размельчения. Куски пробки подверг
гаются предварительной очистке от песка и грязи на ситах
и затем поступают на ударно-крестовую мельницу. Если для
размельчения применяются вальцовые дробилки, пробка
размельчается до величины бобовых зерен с одновременным
частичным более тонким помолом. Дальнейший помол пробки
288
на крутку производится на мельницах «Эксцельсиор», после
которых для измельчения до степени муки пробковая крупка
поступает на жернова. На специальных ситах происходит
отсев муки требуемой тонкости помола, а остаток
возвращается вновь для измельчения. Сита, применяемые для этого,'
имеют 32—34 отверстия на погонный дюйм, (25,4 мм) или для
более грубого линолеума 26—28 отверстий на погонный
дюйм.
Пробковая мука в смеси с воздухом обладает
взрывчатыми свойствами, поэтому размольной отделение должно
хорошо вентилироваться с улавливанием пыли
электрофильтрами. Кроме того, должно быть предусмотрено заземление
всех агрегатов для отведения зарядов статического
электричества, часто бывающего причиной взрывов пыли. Так как
пробковая мука часто содержит значительное количество
влаги, рекомендуется подсушивание ее или дозировка для
линолеумных смесей по объему.
Многочисленные попытки заменить пробковую муку
другими материалами не дали пока удовлетворительных
результатов. В качестве заменителей предлагались торф, мох,
стебель подсолнечника, мука из кукурузных початков, молотая
кожа, 'Мука из молотой льняной костры, из стеблей пеньки,
рисовой шелухи, березовой коры. .
В последние годы в СССР проведены значительные
работы по замене пробковой коры корой бархатного дерева,
произрастающего в бассейне р. Уссури. Изучение коры
бархатного дерева показало, что по химическому составу она
близка к коре пробкового дуба.
Древесная мука. Древесная мука большей частью
изготовляется из еловых опилок, предварительно
размельчаемых на крестовой мельнице о билами. Затем частички
древесины измельчаются на различных жерновых мельницах в муку,
аналогично изготовлению пробковой муки. Просеивание
производится через сито, имеющее 45—55 отверстий на погонный
дюйм. Древесная мука имеет уд. вес около 0,5. По Класону!
еловая древесина состоит из 55—60% целлюлозы, 10—14%'
гемицеллюлоз, 29—30% лигнина, 3,3—5% смолы, жиров и
золы, 0,3—0,7% протеинов. Древесную муку используют для
частичной замены более дорогой пробковой муки. Древесная
мука применяется в особенности для изготовления
специальных сортов линолеума (инлэд, гранит). Она дает механически
более слабые смеси и менее клейка, чем масса о пробковой
мукой. Недостатком применения древесной муки является
меньшая эластичность готового линолеума.
19 Зак. 1532. & 289
Пигменты» й а п о й н и т е л л. Для окраски линолеума
применяют, главным образом, земляные или минеральные
пигменты — различные марки охры, хромовые краски, окись
железа, литопон, ультрамарин, берлинскую лазурь, сажу
и т. п.
Органические красители в производстве линолеума
находят лишь незначительное применение, так как большая часть
из них недостаточно теплостойка и не выдерживает
температуры выше 125°. Кроме того, наблюдалась, что органические
красители выцветают и склонны выделяться из лииолеумной
массы.
Для защиты линолеума от сырости нижняя сторона
линолеума — джутовая поверхность — обычно окрашивается
красной масляной краской, содержащей железный сурик.
К пигментам, применяемым в линолеумной
промышленности, предъявляется ряд специфичных требований. Ввиду
длительности срока службы линолеумного покрытия
.находящийся в линолеуме пигмент в первую очередь должен иметь
высокую светостойкость. Этому требовании* в общем
удовлетворяют земляные краски. В процессах изготовления
линолеума, например при каландровании, может происходить
значительное повышение температуры, поэтому, применяемые
пигменты должяы быть достаточно теплостойки и <не давать
изменений оттенка до 130°. При подвеске линолеумных
полотен в больших количествах образуются органические кислоты,
как-то: уксусная, муравьиная и т. д., поэтому пигменты
должны быть стойки к 'действию органических кислот.
Пигменты, кроме того, не должны быть ускорителями • окисления.^
Линолеум во время хранения и применения -должен
сохранять свою эластичность, необходимо поэтому учитывать, что
некоторые пигменты вследствие содержащихся в них окисей
могут действовать ускоряющим образом на процесс
окисления и тем самым способствовать отверждению лииолеумной
массы. Следовательно, пигменты не должны содержать
окисей цинка, кальция, бария и магния, соединений марганца,
свинца. Коричневую умбру, содержащую окись марганца,
поэтому следует применять лишь с большой осторожностью.
Свинец, содержащийся в! желтых пигментах, химически
связан и не может действовать каталитически в (качестве
ускорителя окисления. Каталитически действуют лишь
растворимые в масле соединения свинца и окиси свинца, как,
например, свинцовый глет, свинцовый сурик. Наконец, пигменты
не должны содержать солей железа, способных давать че[>
яое окрашивание с дубящими веществами пробки.
290
Вместе с пигментами обычно добавляются и наполнители.
Для этой Цели применяют мел, легкий шпат (CaS04) и
тяжелый шпат (BaSOi).
Прочие материалы. Помимо указанных сырьевых
материалов в производстве линолеума применяется канифоль
с темп. пл. не ниже 80° и искусственный копал с темп. пл.
не ниже 130°.
Производство линолеума
Галловей (1844 г.) впервые получил-технический листовой
материал, подобный линолеуму, путем нанесения на ткань при
помощи вальцевания пластической композиции из каучука,
пробковой муки и минеральных красок («камптуликон»).
Вальтон (1861 г.) нашел, что окисленное до твердого
состояния льняное масло (ливоксин) может быть использовано
для замены каучука при изготовлении камлтуликона.
По первому способу Вальтона льняное масло в
присутствии сикативов, применяемых при получении олифы,
окисляется в железном скруббере в капельном состоянии
кислородом воздуха. Навстречу каплям падающего масла
пропускается воздух. Окисленное масло, представляющее собой
вязкую жидкость, для дальнейшего превращения в! твердое
состояние (линоксян) поступает в камеры на рамы с
натянутой хлопчатобумажной тканью, на поверхность которой
наливается окисленное масло. Слой масла на ткани окисляется
при 40—45° в твердую пленку, после образования которой
полотно снова обливается маслом. Полив повторяется два—
три раза в сутки. Для получения слоя линоксина толщиной
2 см требуется 2—4 месяца.
Помимо описанного выше способа, Вальтоном предложен
другой способ получения линоксина. Этот способ состоит из
следующих операций: окисления масла кислородом воздуха
в капельно распыленном состоянии и превращения жидкого
окисленного масла в твердое состояние дополнительным
окислением в горизонтальных аппаратах в присутствии мела и
окиси свинца при продувании воздуха и при перемешивании.
Масло нагревается до 50—70°. Из жидкого масла при
дополнительном окислении получается твердый неплавкий, ре-
зиноиодобный, обладающий определенной клейкостью лино-
ксин. Ликоксин затем вызревает в камерах при 40—^45° в
течение 7—10 дней и выдерживается при комнатной
температуре 40—60 дней.
Новейшие рационализаторские и изобретательские
предложения сводились к приемам окисления масла, bi котором
19* 291
предварительно растворялись канифоль и каури-копал, а
равно к окислению масел в смеси о налолштелем — пробковой
или древесной мукой.
Схематически процесс получения линоксина может быть
представлен следующим образом (рис. 46).
Масло из цистерны через промежуточное хранилище подается в котлы
для варки олифы с обычными сикативами. Затем по способу Вальтона
масло подается в
верхнюю часть камеры, где
по рельсам движется со
скоростью 5 м/ман
поливная вагонетка (на
рисунке не показана)-
Из вагонетки олифа
льется на поверхность
хлопчатобумажной
ткани, навешенной в окси-
дационном цехе на
перекладинах параллельными
рядами. Ширина полос
ткани обычно 0,85—1 м,
расстояние между
рядами 5 см. Олифа
распределяется по
поверхности ткани тонким
слоем, а избыток ее
стекает на дно камеры.
В нижнюю часть каме^-
ры вводится подогретый
воздух. Олифа ла
поверхности тканн
превращается в твердую
пленку линоксина. Облива-
Рис. 46. Схема получения линоксина:
/ — цистерна с льняным маслом; 2 —хранилище; 3—
котлы; 4 — оксадациониый цех; 5 — ткаиь; 6—цех
приготовления линолеумиого цемента; 7—копал; 8 — кани- - тк-яни повтООЯвТСЯ
фоль; 9-котел; 10- линолеумиый цемент; // - ц=* ние ТК<ШИ повторив!ui
смешивания; 12 — пробка и красители; 13— смеситеть; """—"■"" naa:> ° cvtkh.
Л — тройные вальцы; IS—измельчитель; 16 — кратц-
машииа; 17— каландровый цех; 18 — рулой джута; 19 —
каландры; 20 — аппарат для ианесення краски; 21 —
сушильный цех; 22 —приемные вальцы; 23—выпускные
вальцы.
два—три раза в сутки.
Стекающее масло
насосом передается наверх
в вагонетку, нз
которой оно снова льется
на тканы После
окончания процесса окисления ткань срезают. Куски линоксина посыпаются
с поверхности мелом и выдерживаются при комнатной температуре для
лучшего его вызревания.
Камеры для получения линоксина строятся на
производительность 90 000—100000 кг в год.
При работе по второму способу Вальтона льняное масло
должно подвергнуться рафинщювке или продолжительному
отстаиванию от взвешенных механических примесей.
Окисление в первой стадии происходит в вертикальных камерах, до.
стигающих высоты б м, освещаемых дневным светом через
стекла (рис. 47)
292
Масло по трубе /, снабженной рубашкой 2, в которую Зожно
пропускать пар для нагревания илн воду для охлаждения,
накачивается насосом 3 на верх башни, откуда оно через дырчатое дно
оросительного резервуара 4 в виде дождя падает вниз. Навстречу
падающему маслу при помощи вентилятора 5 нагнетается воздух,
который выходит из башни по трубе 6.
Процесс окисления масла происходит при 70—100° в
присутствии растворенной в•масле смеси сикативов (резинатов1
свинца и марганца) или
одного растворенного
сикатива (резинат
марганца) и окиси свинца
в виде порошка.
Количество
сикативов. составляет 0,1%
от веса масла, считая
на марганец (металл), и
0,16% —- на окись
свинца. Процесс окисления
экзотермичен;
необходимо соблюдать
определенные
температурные пределы,
регулируя приток воздуха и
охлаждение через
двойное дно нижнего
сборника. В аппарате
окисляется единовременно
2,5 г масла.
Для второй стадии
окисления применяется
горизонтальный
цилиндрический аппарат 1
(рис. 48), снабженный
рубашкой 2,
вентилятором 3, _ с воздушной
трубой 4 для подачи
воздуха и лопастной мешалкой 5 на горизонтальном валу.
Окисление происходит в присутствии 1—1,5% мела при 70—
100°. ,Л
При загрузке масла около 50 кг продолжительность
^окисления составляет 8—10 час. Окисление продолжается до
образования твердого, неплавкого линоксина. Переокисление
его влечет за со!бой отрицательные последствия в
дальнейшем технологическом процессе. При окислении масла возду-
293
Рис. 47. Смесительная камера:
/ — труба для подачи масла; 2—рубашка для пара
илн воды; 3 — иаоос; 4 — оросительны! резервуар;
5—вентилятор; 6—выпуск воздуха.
хом одной из причин потери масла является образование
муравьиного и уксусного альдегидов, а также акролеина.
Кроме того, масло может увлекаться уходящим воздухом.
Для уменьшения потерь обычно устанавливают
маслоуловители. Коагуляция окисленного льняного масла в твердый
линоксин происходит при йодном числе масла около 80 и
содержании оксикислот по Фариону 39—40%.
Качество линоксина устанавливается по внешним
признакам и липкости, определяемой видоизмененным методом
Гарднера, а также по твердости (игла Вика или ее
видоизменения), i
Рис. 48. Горизонтальный окислительный аппарат:
/—цилиндр; 2—рубашка; 3— вентилятор; 4 — труба для подачи
воздуха; 5 — лопастная мешалка; 6 — воронка для загрузки масла;
7—труба для выхода воздуха.
Готовый линоксин в горячем виде выливается в
четырехугольные формы', посыпанные мелом, вмещающие 16—20 кг
линоксина, и направляется в термокамеры для вызревания при
50° в .течение 5—10 дней. После созревания полученный
продукт вылеживается еще 10—30 дней при комнатной
температуре. н
Для сплавления линоксина с канифолью и копалами
применяется предварительно измельченный на вальцах линоксин.
Линоксин собирается на холодном валу, откуда затем
снимается специальным ножом.
Сплавление линоксина с канифолью и копалом
производится в вертикальном котле с паровой рубашкой и мешалкой
(рис, 49) при 40—145° в течение 50—60 мин. Расплавленный
294
цемент выпускается в железные формы, посыпанные
пробковой мукой. Вынутые из форм куски цемента весом 6—7 кг
складываются в хранилище — закром — слоями высотой 2—
2,5 м и вылеживаются 1—2 месяца.
Процесс производства линолеума складывается из
следующих операций:
1) изготовления линолеумного цемента (окисление
льняного масла, получение линоксина, сплавление линоксина со
смолами);
2) приготовления линолеумной массы (переработка
цемента, пробковой и древесной муки и пигментов в
однородную массу);
3) нанесения линолеумной
массы при помощи каландра на ткань;
4) покрытия краской (грундиро-
вание);
5) сушки линолеума;
6) печатания линолеума
(нанесение рисунка);
7) сушки отпечатанного
линолеума; ,
8) обрезки кромки и осмотра.
На рис. 50 приведена схема
получения и нанесения на ткань
линолеумной (амфольной) массы. На
5 этаже в смесителе производится
смешение пробковой или древесной п- ип т>
и . ^ Рис. 49. Вертикальный котел
муки с пигментом; на 4 этаже— для сплавления линоксина со
смешение линоксина с наполните- смолами,
лем и пигментом; на 3 и 2
этажах измельчение и смешивание, на 1 этаже—нанесение массы
на лицевую сторону ткани; на 6 этаже — последняя
операция — нанесение грунта на изнанку. Сушка линолеума
производится в' отдельном специальном помещении.
Для смещения линолеумного цемента с пробковой мукой
и краской применяются трехвалковые вальцы с различными
скоростями валков. Линолеумный цемент, нагретый до 60—
80°, пропускается сначала между передними — горячим
верхним и холодным нижним — валками, раздавливается и
попадает вместе с наполнителем в; (промежуток между нижними
валками, из которых задний нагрет.
Линолеумная масса не должна содержать растворимых
солей железа, так как их присутствие вызывает почернение
линолеума вследствие наличия в пробке дубильных веществ.
295
i4ii>n)iiiti!//>/i/h'n/wmi7t/?.
Рис. 50. Схема получения и нанесения на тканях линолеуиной
(ам4>вльяоЙ) массы:
/ —смешение пробковой или: арЖВеоиой муки с пигментом; 2 —смешение
линоксииа с наполнителем; J—измельчение; 4— смешивание амфолып и
массы; эг— тшевенве амфольйой нагеы на йяшвут стврояу полотна,
б— наиесенпе грунта на изнаику полотна; 7 —сушилка.
296
Рис. 51. Крафтвальцы.
После пропуска массы через смесительный барабан,
применяемый для лучшего перемешивания и пластикации, она
поступает в систему вурстмахеров. • ._„'.., {
Вурстмахер состоит из горизонтального цилиндра с
.рубашкой для обогрева и охлаждения. Линолеумная масса
поступает в загрузочное отверстие вурстшахера и выталкивается
при помощи ножей, расположенных по спирали на щризон-
тальном валу через решетчатый диск в виде колбасок
диаметром 2 см. Колбаски, выходя из решетки, разрезаются на
куски длиной 4—6 см. Вурстмахер работает при 85—90°.
Для дальнейшей обработки линолеумная масса поступает
на кратцвальцы (рис. 51), состоящие из двух или четырех
валков и барабана, поверхность которого покрыта острыми
шипами.
Линолеумная масса, поступающая между этими валками,
прилипает, к холодному валку, а барабан с шипами при
вращении раздирает массу на куски размером 2—5 мм.
Примерные количественные соотношения составных
частей линолеумного цемента для гладкого линолеума
следующие: 1 ,"•;■.
Мука пробкевая 46 2 кг
Цемент 35,4 ,
Охра 17,0 ,
Сурик свигцозый 0,7 „
Литопон 0,7 „
После измельчения на кратцвальцах линолеумная масса,
нагретая до 50—55°, подается на джутовое полотно,
проходящее по холодному валу каландра, и напрессовывается на
него верхним горячим валом.
Перед поступлением линолеума в сушилку его покрывают
с изнанки на специальной машине грундирной краской,
состоящей из льняного масла и окиси железа.
Полотнища линолеума навешиваются в сушильной KaiMepe
на железных перекладинах bi виде длиннык листов до 15 м.
Температура при сушке и созревании линолеума 40—45°.
Принудительной циркуляции воздуха в камере созревания
не применяется. Для удаления выделяющихся продуктов
окисления периодически открывают наружные люки; время
сушки зависит от толщины линолеума и требует в среднем
при толщине: 2,5 мм — от 5 до 6 педель, 3 мм — от 7 до 8
недель, 4 мм — от 10 до 11 недель, 5 мм-~-от 12 до 13
недель.
^Созревший линолеум содержит еще 20—22% неокислен-
ной ма*с*сы (продуктов, экстрагируемых серным эфиром).
297
По своим свойствам линолеум являетсй пластичным
материалом, стойким к испытанию. В одинаковых условиях
службы износ дуба составляет 8%, гранитной плиты 4,4% и
линолеума 1,6%. Временное сопротивление растяжению
хорошего линолеума при испытании полоски шириной bi 1 см по
утку 24,2 кг, по основе 18,4 кг.
Обычно для изготовления 1 м2 линолеума толщиной
2,5 мм требуется:
Линоксинового цемента 0,8 кг
Пробковой муки 0,646 ,
Древесной „ 0,3?6 „
Бархатной . (из коры бархатного дерева) . . . 0,168 „
Молотой амфольной массы 0,2 „
Охры 0,3 ,
Ткани 0,5 .
Всего 3,0 кг
Потери в виде брака обычно не превышают 4—5%,
причем половина потерь является возвратимой.
Производство линкрусты
Толщина слоя пластической композиции на основе
линоксина, наносимая на бумагу для изготовления линкрусты,
составляет 1 —1,5 мм. Линкруста выпускается в виде рулонов
шириной 50—100 см; длина рулона 10 м.
Цемент для линкрусты требует для своего приготовления:
линоксина 80%, канифоли 18,9%, касторового масла 1,1%.
По заграничным данным на 1000 кг линоксина берут
160 кг канифоли и 60 кг каури-копала.
Для приготовления амфольной массы для линкрусты в
смесителе типа Варнер-Пфлейдерера смешиваются следующие
составные части
Цемент 34 вес. ч.
Древесная мука 30 , .
Мел 22 , .
Олифа 2,5 , ,
Парафин 2.5 „ ,
Пигмент 9 , »
Из смесителя масса для пластикации поступает в
большой вурстмахер, затем в малый вурстмахер и на крафгвальцы.
Затем масса поступает на каландр, где она напрессовывается
на бумагу и где линкруста получает рельеф. После вальцов
линкруста попадает на барабан, который передвигает ее на
298
наклонно поставленный под определенным углом стол длиной
около 20 ж, в конце стола листы линкрусты обрезаются и
навиваются в рулоны. Рулоны линкрусты высушиваются при
35°.
Расход сырья на 1 000 м2 линкрусты по заводским данным
составляет:
Линолеумный цемент * . . 0,440 т
Олифа 0,0017 ,
Парафин °'0035«&»,
Молотый брак от линкрусты .... 0,03134^
Мел 0.300 .
Древесная мука 0,370 .
Бумага 0,603 „
Помимо основных видов сырья применяются в
незначительных количествах минеральные пигменты и органические
красители.
Контроль производства и рационализации
Контроль производства линолеума и линкрусты
охватывает испытание сырья, промежуточных продуктов и готового
линолеума или линкрусты.
Для оценки качества льняного масла, идущего для приго-
товшения линоксина, требуется, чтобы оно отвечало
следующим требованиям:
Уд. вес (2074е1, 760 мм) ...'.' '.' . от 0,927 до 0,932
Коэфициент преломления (Я;0) , 1,4785 , 1,4830
Кислотное число не выше 6
Число омыления от 188 до 196
Йодное число по Гюблю-Валлеру или Ганусу, ... не ниже 170
Неомыляемых веществ по Шпитц-Хенигу макс. 2,0%
Гексабромное число • не ниаф 48
Кроме того, определяется вязкость, температуростойкость
(до 300°), скорость высыхания, содержание влаги и скорость
высыхания олифы.
Степень окисления линоксина практически устанавливается
пробной варкой цемента, но для количественного
определения измельченный линоксин экстрагируют эфиром в аппарате
Сокслета. Окисленная часть, или собственно линоксин,
остается нерастворенной. В среднем, при нормальном лино-
ксине, степень окисления составляет около 55%.
Испытание пробковой и древесной муки производится на
тонину помола, на содержание влаги и объемный вес.
В процессе производства контрольные анализы смол сво-
299
дятся, главным образом, к определениям удельного веса,
вязкости, йодных чисел и кислотности, липкости, упругости
и т. д.
Физико-химические методы испытания готового линолеума
описаны в ОСТ «а линолеум.
Для производства линолеума требуются дефицитные
материалы — льняное масло и пробковая мука. Помимо этого,
производственные процессы приготовления линоксина очень
длительны и нуждаются в рационализации. Основным
вопросом рационализации этого производства является создание
специальных слоистых материалов типа линолеума на основе
синтетических продуктов, которые заменили бы льняное
масло и пробковую муку.
Способы получения высыхающих масел 'типа льняного и
китайского древесного масла из других масел или ^жиров
описаны во многих патентах.
Свойства китайского древесного масла можно придать
ряду высыхающих и полувысыхающих масел путем
термической обработки их в присутствии химических реагентов!, при
этом изолированные двойные связи превращаются в
сопряженные. 4.
В качестве исходного продукта указывается касторовое
масло, в состав которого входит рициноловая кислота,
подвергающаяся дегидратации под уменьшенным давлением в
присутствии катализаторов.
Полувысыхающие масла и касторовое масло, обогащенные
сопряженными ненасыщенными связями, могут быть
использованы для получения лшоксинолодобного продукта,
пригодного для получения слоистых материалов типа линолеума.
Из синтетических конденсационных смол при наличии
сырьевой ;;базы может (представлять интерес алкидная смола,
полученная из дикарбоновых жирных кислот и глицерина.
Представляют также интерес модифицированные маслами или
жирными кислотами глицерофталевые смолы.
В производстве материалов типа линолеума можно
использовать продукты полимеризации винилацетата и хлористого
винила с иолимеризованными, или оксидированными
высыхающими или полувысыхающими маслами.
Для слоистых материалов типа линолеума по Петрову и
Шмидту можно использовать пластифицированную
хлорвиниловую смолу с органическими и минеральными
наполнителями. В качестве органического наполнителя может
применяться гидро- или оксицеллюлоза, а в качестве минерального
наполнителя — маршалит и минеральные пигменты.
300
Бауман считает, что линоксин можно полностью заменить
хлорвиниловыми смолами. -Линолеум, изготовленный с
хлорвиниловыми смолами, имеет гибкость выше, чем обычный;
с трикрезилфосфатом он огнестоек, противостоит
искусственному старению, поверхность его более блестяща. Расцветки
хлорвиниловой линкрусты более нежны и поверхность ее
более блестяща, чем у обычной. е-
Помимо синтетических смол, слоистые материалы типа
линолеума можно изготовлять на пластифицированных эфирах
целлюлозы.
Частичная замена линоксина в линолеумном цементе
может быть достигнута введением некоторых коллоидных
металлических солей, как, например, нафтештов алюминия,
железа, хрома и т. д. " ф
Для расширения линолеумного производства, помимо
исходных органических материалов, необходимых для
образования органического связующего — линоксина и смол,
громадное значение имеет органический наполнитель — пробковая
мука. Применяя древесную муку или целлюлозные
наполнители, нельзя получить слоистый материал, по своим свойствам
отвечающий линолеуму с пробковой мукой, в особенности
в отношении веса, теплопроводности и т. д.
Для создания синтетического материала, имеющего
свойства пробки, В( настоящее время проведен ряд работ, .давших
положительные результаты. "%
В качестве синтетической, пробки предложен
высокомолекулярный полимер ацетилена — купрен, получаемый при
действии ацетилена на губчатую медь при 200—260°.
Купрен — влагостойкий, химически* стойкий материал и
представляет вообще большой интерес как легкий
наполнитель для пластмасс.
К такого же рода синтетическим пористым материалам
нужно отнести пористую массу из неплавкой и нерастворимой
карбамидо-альдегидной смолы, известной за границей под
названием «ипорка». Пористые массы, заменяющие пробку,
можно получить из полимеризирующихся смол. .■■*
Химико-технологические процессы производства линокои-
новюго цемента, амфольной массы и вызревания линолеума
в сушилках очень длительны. Имеется рад предложений по
ускорению отдельных стадий производства.
Большое значение могут иметь методы окисления
льняного масла в присутствии смол на наполнителе.
Окисление льняного масла на наполнителях предлагалось
неоднократно в ряде заграничных патентов.
301
Петровым и Ривиным было установлено, что на пробковой
куке без искусственной продувки воздухом процесс
окисления проходит медленно, в то время как «а древесной муке
при 60° и толщине слоя 10—30 см процесс окисления
приводит к самовозгоранию, которое удалось предотвратить,
окисляя брикетированную массу.
Петров, Устинов и Красовская провели ряд экспериментов
по окислению льняного масла в чистом виде и со смолами
на гидроцеллюлозе и оксицеллюлозе при 60° и различных
толщинах слоя окисляемого льйяного материала от 2 до
30 мм толщиной.
За последнее время на мировом рынке в продаже
появились заменители линолеума, которые существенно отличаются
по исходным материалам, и изготовлению от линолеума. Из
числа этих новых сортов линолеума можно указать на
выпущенные под торговыми названиями «Страгула» и «Балатум».
Под названием «Страгула» выпускается масса для настила
поЛов, состоящая из стойкого водонепроницаемого
шерстяного картона в 1,5 мм толщиной, пропитанного
расплавленным асфальтом, по которому рисунок напечатан масляными
красками.
Для придания линолеуму и линкрусте негорючести в
состав линблеумной массы- нужно вводить соответствующие
соли. Наиболее доступным методом по технологическому
процессу является введение углекислых солей, но не
исключена возможность введения солей о-фосфорной кислоты.
ЧАСТЬ ВТОРАЯ
ПОЛИМЕРИЗАЦИОННЫЕ СМОЛЫ И
ПЛАСТМАССЫ НА ИХ ОСНОВЕ
ГЛАВА 22
ПРОЦЕССЫ ПОЛИМЕРИЗАЦИИ И МЕТОДЫ
ПЕРЕРАБОТКИ ПОЛИМЕРОВ
Полимеризационными смолами обычно называют
синтетические высокомолекулярные продукты, получаемые
полимеризацией индивидуальных химических веществ! (главным
образом, производных этилена) и имеющие при этом достаточно
высокий молекулярный вес. Последний предопределяет,
в основном, физические и механические свойства полимеров,
или, иным» словами, возможность их технического
использования. Таким образом, в основе технологии получения смол
этой группы лежит реакция полимеризации, а весь
технологический процесс получения пластмасс на основе полимериза-
ционных смол включает: а) синтез исходного мономера,
б) полимеризацию этого мономера для получения смолы и
в) переработку смолы в изделия непосредственно или в виде
композиций с пластификаторами, наполнителями,
красителями и т. п.
Поскольку получение мономеров, представляющих
химически индивидуальные вещества более или менее сложного
строения, является специфичным для каждого из них, нет
необходимости в указании обобщающих моментов; описания
способов получения мономеров будут даны в
соответствующих местах .ниже. ' < $
Процесс полимеризации для всех смол этой группы имеет
очень много общего и поэтому следует вкратце напомнить
основные положения, характерные для этого процесса
вообще. При этом можно указать, что в дальнейшем будет
рассматриваться, главным образом, полимеризация, приводя-'
щая к продуктам с высоким молекулярным весом. Таким
образом, процессы образования ди-, три-, тетрамеров и т. д.,
имеющие; свои особенности и отличные от -рассматриваемых
ниже, не будут включены в дальнейшее изложение.
303
Как известно, в процессе полимеризации из нескольких
молекул исходного вещества (мономера) образуется новый
продукт (полимер), но при этом не происходит отщепления
или выделения каких-либо атомов или небольших молекул.
Если А обозначает мономер, an — число вступивших в
реакцию молекул мономера, то схематически реакция
полимеризации может быть представлена в следующем виде:
«А —> (А)„.
v
В образовавшемся полимере все атомы связаны силами
основных валентностей, а элементарный состав полимера
одинаков с элементарным составом исходного мономера.
Молекулярный вес полимера представляет л-кратное_от мономера,
причем п называется степенью полимеризации. <^ увеличением
степени полимеризации меняются физико-химические,
физические и механические свойства, химические же свойства
остаются неизменными, если не учитывать снижения
активности функциональных групп по мере увеличения
молекулярного веса полимера.
Реакция полимеризации имеет цепной характер и
складывается из трех основных стадий: активации молекулы
мономера, роста молекулы (цепи) и обрыва цепи.
Процесс активации представляет собой начальный —
индукционный период, во время которого происходит как бы
размыкание ненасыщенных связей, предшествующее
соединению отдельных молекул мономера между собой. Во время
индукционного периода образование полимера крайне
незначительно. Продолжительность индукционного периода
зависит от химической природы мономера, от количества
катализатора, от температуры и т. д.
Период роста цепи является главной фазой реакции, во
время которой происходит образование основного количества
полимера. Этот период протекает в виде экзотермической
реакции для огромного большинства практически
применяемых полимеров'. Длительность этой стадии зависит в
основном от тех же факторов, но сверх того большое значение
приобретают концентрация мономера, природа среды," в
которой происходит полимеризация, и некоторые другие факторы.
Обрывом цепи заканчивается процесс образования
полимера, и накопление его в реакционной массе фактически
прекращается. Механизм этой стадии еще окончательно не
выяснен, существующие предположения говорят либо о
насыщении концевых звеньев полимера продуктами,
присутствующими в реакционной массе (катализатор, посторонние примеси,
304
lг
- ■ -
растворитель и т. п.), либо о замыкании линейной молекулы
полимера в кольцо.
Марк, разбирая кинетику полимеризационных процессов;,
приводит типичные кривые, характеризующие различные
типы полимеризационных
процессов (рис. 52—57).
* При полимеризации
могут получаться
вещества с молекулярным
весом 500 000 н более, что,
повидимому,
неосуществимо при реакциях
конденсации. Штаудингер
указывает, что
практическое значение
полимеров с молекулярным
весом в несколько
миллионов не велико, так как
они чрезвычайно
чувствительны к деполимеризу-
ющим воздействиям.
При полимеризации (в
первую очередь
этиленовых производных) можно
было ожидать, что
мономеры будут соеди-
/ 2 3 4 5
&/?ел!Я S vaca±
Рис. 52. Кривая мономолекулярного
Течения реакции полимеризации.
»
1
/V -
-лг**"^ ь
/ г j 4 5
время Sfacaz
Рис. 53., Кривая быстрого
мономолекулярного течения реакции полимеризации.
няться в непрерывную цепечку, пока не произойдет обрыв
цепи. Однако на практике приходится встречаться с двумя
35
ч
§ N
4 7
IS
il
>
5/
-*;
Ч)
^
х7
%
О
5
i г з i
&/?&мя & vacax
Рис. 54. Кривая протекания
реакции полимеризации с
индукционным периодом.
f г з 4. 5
время В часах
Рис.55. Кривая реакции "полимеризации
с обрывом цепи.
особенностями этой реакции. Во-первых, обрыв цепи
происходит далеко не равномерно, так.что одновременно образуются
макромолекулы различной степени полимеризации, т. е.
образуется смесь полимергомологов. Во-вторых, в процессе роста
20 Зак. 1532. 305
молекул наблюдаются отступления от прямолинейного
построения и макромолекулы оказываются разветвленными.
Первое обстоятельство приводит к тому, что наряду с
полимерами высокой степени полимеризации в конечном продукте
1
S*
-ш
-в
s
t«
S
с>
*
s N
4'
■■
12 3 /23
s Время ff часах бремя в часах
Рис. 56. Кривые реакции полимеризации с обрывом
цепи стремя молекулами, с индукционным периодом'
быстрое протекание. /, //, ///—фракции.
присутствуют относительно низкомолекулярные продукты.
Это в свою очередь сказывается на физических и
механических свойствах готового продукта. Очень большое значение
для качества готового продукта имеет количественное
соотношение между про-
/ п иг
1*
дуктами различной
степени
полимеризации —
полидисперсность его.
Полидисперсность в
известной степени
поддается регулированию за
счет условий
проведения
полимеризации, однако, в
основном, она тесно
связана с
химической природой
исходного мономера.
Например, полихлорвинил, как правило, представляет собой
продукт более полидисперсный, чем поливинилацетат или по-
лиметилметакрилат. Фракционированным осаждением или
фракционированной экстракцией удается выделить смеси по-
лимергомологов в более узких пределах величины
молекулярного веса. В табл. 29 приведены средние молекулярные веса
(определенные по методу осмотического давления) фракций
полистирола, полученного в различных условиях полимеризации.
306
t 2 3 4 S
В/?емя SLtacax
Рис. 57. Кривая реакции полимеризации с
обрывом цепи с тремя молекулами, с индукционным
периодом; медленнее протекание. /, //, III—
фракции.
Таблица 29
Молекулярные веса фракций полистирола
Фракция
I
II
III
IV
V
Полимеризация при 20°
638000
402 000
193 000
—
—
Полимеризация при 83°
516000
420000
369000
232000
—
Полимеризация при 132°
335 000
195000
175 000
110000
Разветвленность линейных макромолекул также имеет
большое практическое значение. Растворы разветвленных
полимеров обладают более низкой вязкостью по сравнению
о растворами полимеров с линейными молекулами при
одинаковом молекулярном весе. Механические свойства также
являются функцией такого строения.
Одним из показателей, характеризующих форму цепей
полимеров!, являются расхождения, получающиеся при
определении (молекулярных весов по методу конечных групп, виско-
зиметрическому и осмометрическому методам. Примером
могут являться данные, приводимые Штауди-нгером и< Бартом
(табл. 30).
Таблица 30
Степень полимеризации, определенная по осмотическому и вискози-
ыетрическоыу методам f
Полимер и растворитель
Поливинилхлорид в диоксане . . .
Поливинилацетат в ацетоне . Y. .
Полнметилакрилат в ацетоне . Г .".
Полиметилметакрилат в ацетоне . .
Степень
полимеризации по
осмометрическому методу
2500
1000
450 "
100
7 400
2600
1450
870
3 700
2 300
1450
850
2 6С0
1150
540
250
Степень
полимеризации
по вискози-
метрическому
методу
295
275
225
60
920
520
310
220
570
370
270
190
250
200
120
70
Яосм
Увис
8,5
3,6
2,0
1,66
8,0
5.0
4,7
4,0
6,5
6,2
5,4
4,5
10,4
5,7
4,5
. 3,6
20* 307
Расхождения, получающиеся при определениях
молекулярного веса по виокозиметрическому и осмотическому
методам, могут зависеть от изогнутости цепей макромолекул. В
таких случаях для решения вопроса о разветвленносш цепей
большую пользу может принести определение молекулярного
веса по методу конечных групп и сопоставление получаемых
результатов с определениями по другим методам. К
сожалению, метод конечных групп не универсален, так как для его
применения необходимо: 1) точное знание химической
природы конечных групп в полимере, 2) безупречность
аналитического метода их определения, 3) отсутствие в исследуемом
продукте полимераналогов. При сопоставлении результатов
определения молекулярного веса по различным методам
можно принимать, что если все способы дают одинаковые
значения, то полимер имеет линейное строение, если метод
конечных групп и осмотический метод приводят к одинаковым
значениям, отличным, однако, от получаемых виокозиметри-
ческим методом, то макромолекула имеет изогнутую форму.
Если же по осмометрическому методу получаются значения
более высокие, чем по методу конечных групп, —
макромолекула имеет разветвления.
Используя в определенной степени и в известном
направлении эти основные закономерности, можно направлять
технологический процесс таким образом, чтобы получить
конечный продукт с заранее заданными физическими и
механическими свойствами, требуемыми для технического применения.
В первую очередь следует указать на значение
химической природы и строения мономера для физических и
механических свойств полимера. Как общее правило можно считать
доказанным, что в гомологическом ряду мономеров
удлинение молекулы приводит к снижению температуры
размягчения полимера с постепенным и одновременным переходом от
эластичного и твердого продукта к жидким вязким
веществам. Например, в группе акриловых эфиров это выражается
следующим образом (табл. 31).
Аналогичное явление наблюдается и для изомерных
мономеров одного ряда, как это видно из табл. 32.
В таком же направлении влияет переход от гексилового
эфира к циклогексиловому, так как в этом случае замечается
уменьшение длины молекулы за счет циклизации гексилового
остатка.
Из приведенных характеристик свойствполиыеров явствует
закономерность в отношении физических свойств, а также
связанных с ними механических.
308
Табыща 31
Влияние строения акриловых эфиров иа св'-Гсгвя полиле^ов
Эфиры акриловой кислоты
Длина моле- I Т$диктатура
кулы мономера] ра_м.лчения
°^ | полимера °0
Характеристика
свойств полимера
Метиловый .
Этиловый . .
н. Бутиловый
н. Октиловый
1,55
4,65
12,40
75
65
20
Жидк.
Твердый, эластичный
Довольно мягкий
К'лейкий, мягкий
Вязкая жидкость
Таблица 32
Влияние изомерии бутилакрилатов на свойства полимеров
Изомерные полибутилакрилаты
R=(OCCH = CHa)
Длина
молекулы мо-
о
номера А
Характеристика свойств
полимера
СН3—СНа—СН2—СН2—OR
CHj—CHj
\
СИ,
сиУ
CHOR
CHg-^COR
сн3/
4,65
3,10
1,55
Клейкий, мягкий
Вязкий, эластичный
Твердый
Вторым, весьма существенным фактором, связанным с
физическими и механическими свойствами, является степень
полимеризации, которая представляет собой в основном
функцию длины
полимера. Рост величины
макромолекулы
обусловливает
повышение температуры
размягчения, вязкости
растворов и
механической прочности.
Штаудингер дает
следующую
ориентировочную
характеристику свойств
полимеров в зависимости
от степени
полимеризации (табл. 33).
На рис. 58 приведены кривые зависимости модуля
упругости и вязкости растворов молекулярного веса,
сополимеров вянилхлорида и винилацетата (по Дуглас и Керли).
3:9
400% &■
4000 6000 8000 10000 (2000 (4000 ШОО
Мол. вес
Рис. 58. Кривые зависимости модуля упру-
гссти и вязкости растворов от молекулярного
веса сополимеров вииилхлорида и вниилаце-
тата.
25
5
£
я
S
а
ев
и
s
имер:
ч
о
Б
S
в
«о
степ
о
£
ОСТ
3
о
S
зав
имеров в
пол:
§
о
■S
О
а
и
виды
I
Главне
t
са
сание и р.
>,
<?
5
К
ого
к
кос
Вяз
кие
и
ниче
3
£
S
о.
в
1ма, в Ki
Фор
1
с
л
Степей
s
I
! при
1-
о
S
к
О,
О
ш
н
створа
г.
«а
ш
1
3
&
s -
I I
1 3
3
I
я
a
S
1
S
к
ч
°.
—
ры-
, ПОК
тия
Лаки
СО
QJ
орим б
ухания
в VO
н со
£ а
га
О.
■
со
ts
изкой в
кости
£
«
X
,упк
X
м
о
Порош
8
*—•
о
*
£
3
ЕС
5
о
е?
•S
О
Гемик
сы,
сгмас
Пла.
ь
<и
набухг
о
то
ГС
Ч
и
ней
вязч
Е[
в
ьлитье
ости
ке м
1>
о,
и
зла-
OJOI
«J-.
•
О
зсгично в
ьТ
о
С5
о
1
1
5
?—1
3
S
о
ч
ч
о
Мезок
«
2
Я
S
о
6
с
*
книсты
о
ч
as
рошо
нти,
ки, н
текла
К U
ч
Н
(
!>->
но наб
хает
£
ч
s
и
кой
О S
Очень вые
вязкост
а _,
ластич
гибк:
со
э£
3
ОЛОКНИ
проду
(11
000
^н
0>
а
а
га
,
2
ч
Е
о
ч
Эйкол
Молекулярный вес
полимера в свою очередь
зависит от условий
полимеризации; изменением
отдельных параметров
процесса "можно влиять в
сторону повышения или
понижения молекулярного
веса конечного продукта.
К числу .факторов,
влияющих на степень
полимеризации, относятся среда,
концентрация мономера,
температура, количество
катализатора и т. д. Как
общее правило, можно
указать, что факторы,
ускоряющие полимеризацию,
влекут за собой
понижение молекулярного веса.
Продукты с максимальной
степенью полимеризации
получаются, если процесс
проводится в отсутствие
растворителя или в среде
вещества, не
растворяющего мономер и полимер,
а также при низкой
температуре и без
катализатора. Добавление к
мономеру вещества,
являющегося растворителем для
полимера, приводит к
понижению молекулярного
веса и уменьшению
скорости полимеризации при
прочих равных условиях.
Однако действие
растворителей специфично, так
как различные
растворители влияют не
одинаково. Например, для метил-
метакрилата Стрейном
приводятся данные,
холю
торые показывают, что при полимеризации 20%-ных
растворов- 'При 65° без катализатора в диоксане получается
полимер с молекулярным весом около 37 000, в
ацетоне 75 000, в метиленхлориде — 78 000, в бензоле —
95 000. Если добавляемое вещество смешивается с
мономером, но не растворяет полимера, обычно получается продукт
с еще большей степенью полимеризации. Например, если
•полимеризацию метилметакрилата проводить в указанных
выше условиях, в среде смеси метанола и воды (1:1), в
которой полимер нерастворим, то молекулярный вес полимера
достигает 166 000.
Немаловажное значение в этом случае имеет
.концентрация мономера. С понижением концентрации степень
полимеризации понижается, а скорость реакции уменьшается.
Примером является полимеризация стирола, растворенного в
толуоле, которая привела к следующим результатам:
Концентрация стирола в мол\л 5,78 3,85 1,93 0,48
Средний мол. вес 177000 102 000 52 000 30 000
Шульц и Гуземан считают, что средний молекулярный вес
образующегося полимера приблизительно пропорционален
корню квадратному иэ концентрации стирола. Аналогичные
наблюдения о влиянии
концентрации имеются и яюя'
в отношении
метилметакрилата.
Третьим фактором, от
которого зависит степень
полимеризации, является
температура. Чем выше
температура
полимеризации, вне зависимости от Щ €
fforo, ведется ли процесс
полимеризации в
присутствии или в отсутствие
растворителей и
разбавителей, тем с меньшим
молекулярным весом
получаются полимеры. На рис. 59 показана кривая зависимости
молекулярного веса полистирола от температуры
полимеризации (по Шульцу и Гуземану).
Четвертый фактор первостепенного значения, влияющий
в том же направлении, — количество катализатора. С
увеличением его степень полимеризации понижается, что некото-
311
too iso zoo гэо
Температура полимеризации#°С
Рис. 59. Кривая зависимости
молекулярного веса полистирола от температуры
полимеризации.
рые исследователи склонны связывать с большей легкостью
обрыва цепи. Для стирола Шульц и Гуземан считают
установленным, что средний молекулярный вес полимера
обратно пропорционален корню квадратному из концентрации
(р=1 : У~СКв.т) катализатора. На рис. 60 показана кривая
зависимости Молекулярного веса метилметакрилата от
условий полимеризации (по Стрейну).
ОбЩая скорость реакции полимеризации увеличивается
прямо пропорционально корню квадратному из концентрации
^ катализатора, как это
было показано Шульцем и
Гуземан на примере
полистирола (1>общ ~ КСЕат).
Следовательно можно
считать, что катализатор в
одинаковой степени
снижает молекулярный вес
и увеличивает
скорость.
В числе прочих
факторов, влияющих на
скорость и степень
полимеризации, заслуживают
упоминания свет и давление,
оказывающие
положительное действие, кислород
воздуха, обычно
снижающий степень полимериза-
•| 150000
%{00000
1
50000
\\
\
■ч^. '■
I
"Ш
70
80 30
Температура В "С
/00 п
Рис. 60. Кривая зависимости
молекулярного веса метилметакрилата от условий
полимеризации (по Стрейиу):
/ — беэ катализатора; // — с 0,1°/о перекиси б»н-
зоила; /Я—с 0,5»/о пере киса беизоила; IV — с 1°/о
перекиси бензоила.
ции (при прочих одинаковых условиях), и некоторые другие,
о значении которых еще нет достаточно обобщенных и
общеприемлемых выводов (ультразвуковые колебания, тихий
электрический разряд).
При помощи определенных добавок можно регулировать
скорость реакции и в обратном направлении, т. е. в сторону
более или менее сильного замедления процесса
.полимеризации. По некоторым данным (Форд) можно различать
вещества, удлиняющие индукционный период (ингибиторы), и
вещества, снижающие скорость роста цепей (замедлители),
причем последние обычно, приводят к полимерам с более низким
молекулярным весом. Ингибиторы (дифенолы, амины, хиноны
и некоторые другие) имеют большое значение для
предотвращения самопроизвольной полимеризации мономеров при
хранении. Замедлители, удлиняя время роста цепей, приводят
312
к более плаййому протеканию экзотермической реакции и в
некоторых случаях предотвращают образование пузырей или
уменьшают полидиопероность полимера. В числе таких
замедлителей в патентной литературе указываются скипидар, тер-
пинеол и др. /v
Таким образом, один из основных факторов, от которого
зависят механические свойства полимеров — степень
полимеризации безусловно поддается регулированию.
Однако этот фактор нельзя рассматривать оторванно от
другого, также очень важного и обусловливающего
механические свойства полимеров!, а именно от пространственной
структуры макромолекул. Действительно, пока остается
действующим предположение, что полимер имеет линейно
вытянутую структуру, можно с полным основанием утверждать,
что чем длиннее молекула полимера, тем больше имеется
возможностей для развития вторичных сил, обусловливающих
взаимное притяжение и связь макромолекул между собою.
Чем длиннее молекулы, тем ббльшие поверхности находятся
во взаимодействии и тем сильнее их сцепление. Для того
чтобы силы, обусловливающие эту связь между
макромолекулами, могли обеспечить механическую прочность полимера,
необходимо, чтобы эти макромолекулы имели возможность
достаточно сблизиться при относительно параллельном
расположении. Для выполнения последнего условия необходимо,
во-первых, чтобы боковые цепи, имеющиеся в
макромолекулах, не препятствовали максимальному сближению цепей, во-
вторых, чтобы этому не препятствовала изогнутость цепей
полимера и, наконец, чтобы цепи были расположены
достаточно ориентированно с необходимой параллелизацией.
Что касается первого условия, то ясно, что с увеличением
длины боковых цепей механическая прочность будет
уменьшаться. Подобно тому как уменьшается механическая
прочность сложных эфиров целлюлозы по мере увеличения
молекулярного веса участвующей bi эфирообразовании кислоты,
будет уменьшаться и механическая прочность эфиров 1винило-
вого спирта (ряд: винилацетат, винилпропионат, винилбутират
и т. д.). Длинные боковые цепи не дают возможности
макромолекулам сблизиться, и силы сцепления их оказываются
слишком малыми. ,
Недостаточная ориентированность макромолекул
вследствие их беспорядочного расположения в отношении одна
к другой влияет в направлении снижения сил сцепления по
той же самой причине. Силы, действующие между
макромолекулами, используются в этом случае далеко не полностью
313
и только в местах брлее иди менее »лучайных, нерегулярных
сближений. Этот недостаток может быть частично устранен
специальными методами переработки, например литьем под
давлением, при котором может быть создана принудительная
ориентация, или специальным приемом вытяжки в процессе
переработки, т. е. пока полимер еще находится в текучем
состоянии при повышенной температуре.
Марк считает, что молекулярные силы и степень
ориентированности определяют главнейшие свойства полимеров и на
основе этого дает классификацию, приведенную в табл. 34.
Таблица 34
Основная классификация полимеров
Характеристика
полимеров
Межмолекулярные
Ориентированность
Особая характеря-
■
Эластики (каучу-
коьо^обные
материалы;
Не велики
Дезориентированы
Стремление
цепей после
снятия
растягивающих
напряжений
вернуться в
первоначальное
состояние
ориентированное)
Пластики
(пластичные материалы)
Средние
Частично
ориентированы
Большая зави-
симостьсоот-
ношенчя
кристаллитов и
аморфной
фазы or
внешних условий
(температуры,
внешних
воздействий и т.д.)
Неэластичные
(волокнистые
материалы)
Велики (выше
5000 кал/г-мол
мономера)
Ориентированы
Легкостьориен-
тацнн и
стремление
сохранить кристал-
литное
состояние
Влияние изогнутости цепей на механическую прочность
может быть положительным, если эта изогнутость приводит
к образованию «клубков». Образование клубков по мнению
некоторых исследователей (Блом) приводит к повышению
механических свойств) и в особенности упругости полимеров.
Клубкообразные системы макромолекул поддаются
дальнейшему упрочнению за счет частичной ориентации при
применении указанных выше приемов переработки с |Вытяжкой.
К числу важнейших факторов, определяющих физические
и механические свойства полимеров1, должна быть отнесена
возможность участия в построении молекулы полимера не-
314
скольких различных мономеров. По этому пути могут быть
получены сополимеры, а в частном случае, полимеры с
сетчатыми и трехмерными макромолекулами, в которых связь
между отдельными цепями осуществляется через мостики от
углеродных или иных атомов, т. е. при помощи валентных
сил. •
Марк, анализируя имеющиеся данные о связи между
структурными характеристиками полимеров и их свойствами,
считает возможным во многих случаях связать эти
характеристики с определенными физико-химическими и
механическими показателями (табл. 35).
Таблица 35
Зависимость свойств полимеров от структурных характеристик
(по Марку)
Свойство
п
н
ш
Eos
5 о,я
2 я v
Sc£
Е я 3
о eg о
U Я о
н Я
ч с;
о с
с >.
о о.
с>-
s v
и с
и ■
-а
о о
5 я s
и а я
Модуль упругости . . . .
Времен. сопротивление
растяжению
Прочность на удар . . . .
Разрывное удлинение . . .
Область упругого
растяжения
Поверхностная твердость .
Температуростойкость . .
Электрическое
сопротивление • .
Диэлектрическая
постоянная
Стойкость к набуханию
Водостойкость
Химическая стойкость . .
Адгезионные свойства • .
+
+
+
+
+
+
+
?
?
+
+
?
?
?
?
?
/
t
?
?
?
+
+
?
+
+
+
+
+
?
+
+
+
+
+
+
+
?
?
+
?
+
?
?
?
+
+
+
?
?
?
+
+
+
+
+
+
+
?
+
+
?
+
+
+
+
+
?
?
+
-г-
?
П ри мечанн е. Условные обозначения: + усиление; —ослабление;
?—данные отсутствуют
Все приведенные соображения о зависимости между
физическими и механическими свойствами и отроением полимеров,
с одной стороны, и между главнейшими факторами процесса
полимеризации и строением полимера, с другой, дают вюз-
можность осуществить технологический процесс
полимеризации с учетом требований, предъявляемых к полимеру.
315
В результате этого практическое осуществление привело
к трем основным технологическим способам полимеризации:
блочному, лаковому и эмульсионному.
При блочном методе полимеризация проводится без
участия растворителей, или разбавителей. Обычно к мономеру
добавляется необходимое количество катализатора, а затем
нагреванием (иногда под давлением) процесс доводится до
конца, т. е. до превращения мономера в сплошную массу
(блок) полимера. Одновременно с катализатором могут
вводиться пластификаторы, а также замедлители. В этом случае
полимеризация может вестись .с расчетом получения готового
изделия, например полимеризация в формах, получение
листового материала и т. п. В большинстве же случаев
получаемые блоки представляют собой полуфабрикат, подлежащий
дальнейшей переработке чисто механическими приемами
(распиливанием, обточкой и т. д.). Это приводит к значительному
количеству отходоа (стружки, опилок и т. п.), которые в
отдельных случаях могут бьггь использованы регенерацией
мономера (например, путем термической деполимеризации
отходов).
Недостатком блочного метода является неоднородность
полимеризации вследствие Трудности обеспечения
равномерного отвода тепла, выделяющегося при экзотермической
реакции. В результате получается продукт с повышенной
полидисперсностью и большей склонностью к старению. Этот
недостаток удается иногда устранить последующим прогревом
блока или предотвратить добавкой замедлителей.
Под лаковым методом подразумевается способ
полимеризации, при котором процесс ведется в среде, являющейся
растворителем как для мономера, так и для полимеру. В
результате конечным продуктом является «лак», т. е. раствор
полимера. Обычно процесс проводится таким образом, что к
раствору мономера добавляется катализатор, в случае
надобности пластификатор, краситель и т. д.; нагреванием
полимеризация доводится до максимального выхода полимера, а
затем выливанием лака в жидкость, >не растворяющую полимер,
производится осаждение полимера. Способ этот дает более
равномерный в отношении полидисперсности продукт, но, как
правило, более низкомолекулярный, чем блочный.
Достоинствами этого метода являются в основном возможность более
точного соблюдения температурного режима, получение
полимера в виде порошка или гранул. Недостатками же его
надо считать, кроме снижения молекулярного веса,
необходимость расходования и 'ретеиерации растворителей, большие
316
емкости аппаратуры и т. д. Наибольшее применение этот
метод находит в; том случае, если полимер предназначается для
применения в лакокрасочной промышленности и раствор его
может быть использован непосредственно для получения
покрытий.
Некоторым видоизменением лакового метода является
процесс полимеризации, при котором в качестве среды
применяется жидкость, смешивающаяся с мономером, по не
растворяющая полимер. В этом случае, по мере полимеризации,
образующийся полимер выпадает в твердом виде, а весь
процесс представляет собой по существу объединение
полимеризации Bi растворе с высаживанием'. Способ этот дает еще
более равномерный в смысле полидисперности продукт, а
молекулярный вес его несколько выше, чем у получающегося
по лаковому методу, так как в растворе (маточнике) остаются
низкомолекулярные продукты, выпадают же более
высокомолекулярные. Обычно раствор мономера, катализатора,
а в случае надобности и прочих добавок (пластификатора
и т. д.) нагревается при энергичном перемешивании, затем
выпадающий полимер отфильтровывается, а фильтрат
применяется для растворения новых количеств мономера и добавок.
Преимущества лакового метода при этом сохраняются, но
одновременно уменьшаются недостатки, связанные с затратой
и регенерацией растворителя и осадителя.
Эмульсионный метод характеризуется тем, что весь
процесс проводится в жидкой среде, не являющейся
растворителем ни для полимера, ни дли мономера. В большинстве
случаев такой средой является вода. Для получения
достаточно стойкой эмульсии почти всегда применяются
эмульгаторы, которыми являются некоторые мыла, эмульгаторы типа
некаля, неорганические гидрозоли и т. д. Для осуществления
этого способа смесь мономера о раствором эмульгатора и
катализатора в веде, или смесь раствора катализатора в
мономере с раствором эмульгатора в воде, нагревается при
энергичном перемешивании их. Дисперсия полимера разрушается
по окончании процесса добавкой кислот или электролитов,
полимер отфильтровывается, промывается для удаления
эмульгатора или продуктов1, образовавшихся из него при
разрушении дисперсии, и, наконец, сушится.
Достоинствами этого метода являются, во-первых,
возможность непосредственного использования дисперсии некоторых
винильных полимеров, которые напоминают каучуковый
латекс и имеют низкую вязкость по сравнению с растворами,
а во-вторых, возможность получения очень равномерного тон-
317
кого порошка. Основной недостаток метода связан с необхо-
димостью применять эмульгаторы, отмыть которые полностью
удается лишь с большим трудом. Присутствие же
эмульгаторов в готовом полимере приводит в первую очередь к
снижению диэлектрических свойств, водостойкости и химической
стойкости. Скорость эмульсионной полимеризации значительно
выше, чем по другим способам при тех же условиях. Степень
полимеризации благодаря применению сравнительно низкой
температуры может быть высокой, в особенности при
соответствующем подборе катализатора.
Преимущества эмульсионного метода особенно велики в
смысле легкости регулирования температуры процесса,
применения для процесса негорючих и дешевых жидкостей,
отсутствия продуктов побочных реакций, применения сравнительно
низкой температуры полимеризации, большой скорости
процесса и, наконец, возможности получить полимеры с
размером крупинок порядка 0,2—5 м без применения
механического измельчения.
Впрочем, размеры частичек полимеров, получаемых
эмульсионным методом, можно менять по желанию и притом
в очень широких пределах. Например, применяя
катализатор, растворимый в мономере, но нерастворимый в воде,
можно создать условия «капельной» полимеризации, при
которой полимер получается в виде гранул (перлов) или
шариков диаметром до нескольких миллиметров.
Наконец, сравнительно недавно описан метод
полимеризации в газовой фазе. При этом катализатор растворяется
в мономере. Последний подвергается предварительной,
частичной полимеризации. Затем полученный продукт
распыляется в горячей камере, так что полимеризация
заканчивается в 5—6 сек. Для распыления могут применяться
воздух или инертные газы, например, азот. Полимер получается
в виде порошка, размеры частичек которого регулируются
скоростью распыления и устройством распылительного
приспособления. Способ осуществим в виде непрерывного процесса.
Полимеризационные смолы могут перерабатываться в
изделия как непосредственно, так и в виде композиций в
зависимости от назначения. Непосредственное использование смол
для переработки в изделия применяется сравнительно редко
и осуществляется либо полимеризацией в формах, либо
механической обработкой заготовок в виде блоков. Например,
по этому методу изготовляются радио- и электродетали из
полистирола, в особенности в тех случаях, когда требуются
высокие диэлектрические показатели. Метод получения из-
318
делий таким способом иногда называют, хотя и не совсем
правильно, литьем.
Небольшим распространением пользуется также метод
обычного прессования, прн котором холодный порошок или
измельченный продукт формуется под давлением в горячей
прессформе и в ней же охлаждается до такой степени, чтобы
он мог быть вынут без опасения деформации. Способ этот
малоцелесообраэен в применении к термореактивным массам,
так как требует нерациональной затраты тепла и времени на
разогрев и охлаждение прессформ. Однако к этому способу
приходится прибегать при изготовлении крупных изделий
или при формовании изделий, включающих крупные
металлические детали (каркас и т. д.).
Метод прессования применительно к термопластичным
массам в настоящее время вытесняется способом литья под
давлением (шприцгусом). В основе этого метода лежит
предварительный подогрев массы до приобретения ею некоторой
текучести. Такая масса способна под действием внешнего
давления впрыскиваться в охлаждаемую прессформу, в
которой сразу закрепляется приданная таким образом форма.
Изделие может быть немедленно вынуто из формы, что
делается в большинстве случаев автоматическим
выталкиванием. Продолжительность цикла сводится к секундам. Таким
способом удается в настоящее время в американской
промышленности применять машины для формования изделий
весом до 500 г; весь цикл литья занимает при этом около 1 мин.
При изготовлении мелких деталей производительность такой
машины-автомата может достигать 1000 изделий и более в час.
Принципиально близок к только что описанному методу
процесс шприцевания, при котором прогретая до текучести
масса непрерывно подается при помощи давления или шнека
через сопло, имеющее выходное сечение любой
конфигурации. Таким путем могут получаться трубки, стержни (любого
поперечного сечения и значительной длины). Специальное
значение этот метод приобретает, если одновременно с
формованием осуществляется упрочнение материала за счет
повышения ориентации макромолекул. Например, на этом
методе основано производство особо прочной и эластичной
ленты из полистирола (стирофлекс). Выжимаемый через сопло
в виде ленты или тонкостенной трубки полистирол еще до
полного его охлаждения подвергается растягивающему
действию при помощи специального приспособления и в таком
растянутом состоянии охлаждается, чем достигается
закрепление ориентированного положения макромолекул. **
319
Для получения листового материала иногда целесообразно
применение вальцового метода. По этому методу полимер
(получаемый по преимуществу в виде порошка) подвергается
более или менее длительному вальцеванию при повышенной
температуре, причем в это же время вводятся в него
дополнительные ингредиенты — пластификаторы, наполнители,
красители и т. д. Получаемые листы могут либо каландроваться,
либо поступать на прессование. Этим способом получаются
все резиноподобные эластичные листовые изделия.
Некоторое значение может иметь метод горячего
штампования, при котором подогретый, но не до состояния
текучести, листовой материал получает окончательную форму при
посредстве холодного или теплого штампа. Для-специальных
целей можно пользоваться медленным процессом, при
котором подогреваемый в термостате листовой материал
принимает нужную форму под влиянием собственной силы
тяжести или дополнительного небольшого груза. При этом изделия
получаются абсолютно однородными и лишенными
внутренних напряжений.
Наконец, для полимеров, которые способны легко
спаиваться в размягченном горячем состоянии, применим метод
горячего выдувания, широко применяемый в переработке
целлулоида. По этому способу два листа формуемого материала
зажимаются между половинками прессформы и в промежуток
между листами вдувается горячий воздух или пар. Под
влиянием этого воздействия материал размягчается и
принимает форму углублений прессформы, в результате получается
полое тонкостенное изделие. По этому способу могут
перерабатываться полистирол, полиметакрилаты и некоторые другие
полимеры. _
" Большое значение за последнее время приобрела так
называемая сварка полимеров, которая очень сходна по
оформлению с обычной автогенной сваркой. По этому методу
кромки листов или концы трубок спаиваются за счет припла-
вления к ним полосы или проволоки из того же материала.
Разогрев места спайки производится при помощи прибора,
аналогичного ацетиленовой сварочной горелке, подающего
горячий воздух (температура до 230—270°); прибор
одновременно служит для разглаживания швов. Этот метод
применяется для производства объемных изделий из листового
материала или труб.
Как метод переработки, так и в особенности целевое
назначение полимеров предопределяют вопрос о возможности
применения их в чистом виде или в виде композиций. Преиму-
320
щественное значение в этом отношении имеют вопросы
пластификации с целью повышения эластичности. В этом
направлении имеются возможности получать продукты, близкие к
резине, т. е. с удлинением выше 200% (типа коросила).
Применение наполнителей для полимеров распространено
значительно менее — обычно оно имеет целью повысить
теплостойкость (например, для полистирола) или повысить
сопротивление истиранию (например, для полихлорвинила).
Имеются указания на применение в качестве наполнителей
тканей, асбеста и т. д. для получения материалов со
специфичными свойствами (водонепроницаемых тканей, защитных
материалов военного назначения и т. п.).
Число полимеров, находящих применение в
промышленности пластмасс, очень быстро увеличивается, но более или
менее широкое распространение находит пока лишь
ограниченное число их. Наиболее освоенными в производственном
отношении являются: полихлорвинил, поливинилацетат, эфиры
акриловой и а-метилакриловой (метакриловой) кислот,
полистирол, винилацетали (главным образом, бутираль) и кума-
роно-инденовые смолы. Имеются основания полагать, что
в ближайшем времени будут освоены в производстве
простые виниловые эфиры, винилкетоны, винилкарбазол,
некоторые продукты полимеризации этилена, олефинов и диолефи-
нов (представляющие продукты, переходные к
синтетическому каучуку) и аллиловые эфиры.
Каждый из этих полимеров обладает специфическими
свойствами. Большинству из них свойственны общие
достоинства полимеризационных смол: бесцветность, сравнительно
высокая водостойкость, химическая стойкость и т. д. Однако
в то же время большинство таких смол имеет недостатки
общего или специфического характера. Например,
полистирол при отличных диэлектрических свойствах обладает
недостаточной теплостойкостью, полихлорвинил — недостаточной
светостойкостью, невысокой теплостойкостью и малой
растворимостью, поливинилацетат — недостаточной механической
прочностью, недостаточной водостойкостью и т. д.
Дальнейшее развитие полимеризационных смол идет как
в направлении подыскания новых продуктов, более совершен-
йых по своим свойствам, так и в сторону улучшения свойств
'уже освоенных продуктов. Первый путь приводит к
расширению ассортимента, причем, главным образом, за счет
изучения новых производных этилена более или менее сложного
строения. Необходимо учитывать в этом случае легкость
синтеза мономера, доступность сырья для него и достаточную
21 Зак. 1532. 321
для практики скорость полимеризации при высоких
показателях готового продукта.
Второе направление может иметь в виду изменение
химического состава полимера, как, например, хлорирование
полихлорвинила, переведение поливинилацетата в
поливиниловый спирт и далее в поливинилацетали и т. д.
Однако не менее эффективным является путь
комбинирования полимеров с различными свойствами. Однако простое
смешение или сплавление готовых полимеров, полученных из
индивидуальных веществ, не дало значительного результата и
лишь при совместной полимеризации двух или нескольких
мономеров было получено улучшение свойств. Процесс
полимеризации идет таким образом, что макромолекула растет
за счет поочередного присоединения присутствующих в смеси
мономеров. Конечный продукт полимеризации построен из
структурных звеньев различного типа, представляющих собой
молекулы исходных мономеров. Например, при совместной
полимеризации винилхлорида и винилацетата цепи полимера
построены из чередующихся групп винилхлорида и
винилацетата.
Свойства полученных сополимеров не аддитивны по
сравнению со свойствами полимеров, полученных на основе
каждого из составляющих сополимера отдельно.
Подбором компонентов и их соотношений можно добиться
значительного улучшения свойств сополимера. Например, в
сополимере гшшлхлорида и винилацетата объединяются
положительные свойства полихлорвинила (механическая
прочность, водостойкость) и поливинилацетата (эластичность,
способность формоваться и т. д.). R зависимости от соотноше-
Т'аблица 36
Сополимеры винилхлорида и вииилацегата.
Мол.
8 500-
9 500-
15 000-
16 С00-
20 000-
*Д)00О-
пес
- 9 500
10 500
-16000
-19000
22 000
Со дер.,
винилхло
85-
85-
88-
88-
83^-
капие
эпда, °|'о
-87
-87
90
-90
-90
95
Покрытия
Лакировка
плитки дл.
ем
Листовой
1 гл
Примечание
бумаги.
I ПОЛОВ, Л
материал
Граммпластинкн,
итье
) Искусственное волокно
j
Изоляция
кабеля
под
давлеич-
.
322
йия компонент и степени полимеризации могут быть
получены продукты различного назначения. Например, Дуглас
приводит следующее сопоставление для сополимеров винил-
хлорида и винилацетата (табл. 36).
Другими примерами могут служить сополимеры стирола с
нитрилом акриловой кислоты, которые отличаются от
сравнительно хрупкого полистирола большой эластичностью (уже
при добавке 0,5—Ь'/о нитрила акриловой кислоты), или
сополимер метилметакрилата и метилизопропенилкетона,
отличающийся повышенной теплостойкостью и адгезией.
В отдельных случаях непосредственное получение
сополимеров не удается (например, из стирола и винилацетата).
В этих случаях введение третьего компонента (например,
акрилата или метилакрилата) приводит, по данным патентной
литературы, к легкому осуществлению трехкомпонентной со-
полимеризации,
Некоторая разница в образовании сополимеров может
в отдельных случаях наблюдаться и в зависимости от
способа полимеризации. Если скорость полимеризации
компонентов резко различна, блочный метод может приводить к
полимеризации только одного из полимеров. Второй мономер
в этом случае играет роль растворителя, например, такой
случай имеется при сополимернзашш стирола и
метилметакрилата.
К очень важным результатам приводит соподимеризация,
если в качестве одного из компонентов участвует дивиниль-
ное производное. Впервые подобную сополнмеризациго описал
Штаудингер, который наблюдал образование неплавкого,
нерастворимого и ненабухающего сополимера из стирола и
дивинилбензола. Объяснением этого явления служит
предположение, что образуется трехмерная молекула за счет того,
что при посредстве дивинилбензола образуются мостики,
связывающие цепи полистирола. При этом одна винильная
группа дивинилбензола вступает в одну цепь полистирола.
а другая во вторую.
Для образования трехмерной молекулы (сшивание цепей)
достаточно очень небольших количеств мостикообразующего
дивинильного производного (сотых долей процента).
Аналогичное сшивание цепей метилметакрилата может быть
осуществлено при помощи аллилового эфира метакриловой
кислоты, причем также образуется неплавкий продукт. Вообще
аллильные производные имеют большое значение-при
получении таких трехмерных молекул. Сравнительно недавно в
производстве освоено получение аллиловых эфиров двух-
21* 323
основных кислот, например фталевой, фумаровой и т. д.
Такие продукты при полимеризации дают сначала
термопластичный продукт, который при дальнейшем прогреве дает
неплавкий и нерастворимый продукт (смола CR 39).
Однако имеется много случаев, когда добавка соединений
типа СНг = СН — R —СН = СНг не приводит к образованию
трехмерной молекулы. Норриш и Брукмэн пытались найти
объяснение этому в природе радикала R и, в частности, в его
электростатических свойствах. Объяснение это может быть
принято только с оговоркой, что оно не единственное, так
как несомненно пространственное строение мостикообразую-
щего вещества играет не менее важную роль.
Другого типа полимеризация может также приводить
к трехмерным молекулам. Этот случай специфичен для эфи-
ров акриловой и метакриловой кислот с двухатомными и
многоатомными спиртами. Например, полные эфиры гликоля
и глицерина указанных кислот также дают неплавкие и
нерастворимые полимеры. Аналогичные результаты могут быть
получены при полимеризации виниловых, аллиловых и
некоторых других эфиров двухосновных кислот.
Получение трехмерных молекул в результате процессов
полимеризации является одним из существенно важных
направлений в развитии технологии пластмасс на основе полиме-
ризационных смол. На этом пути, представляющем частный
случай сополимеризации, можно ожидать не только
улучшения термических и химических свойств полимеров, но и
значительного повышения механических свойств.
Будущее развитие производства полимеризационных смол
теснейшим образом связано с развитием и изучением
процессов сополимеризации.
ГЛАВА 23
ВИНИЛХЛОРИД И ЕГО ПОЛИМЕРЫ
Ренье (1835 г.) описал получение винилхлооида из
дихлорэтана при действии спиртового раствора едкого кали, а также
образование его полимеров при действии на него света (в
запаянных стеклянных трубках). Однако только через сто лет
продукты полимеризации хлорвинила начали применяться для
практических целей.
Винилхлорид СНг = СНС1 (мол. вес 62,48) является моно-
галоидопроизводным этилена. При обыкновенной температуре
он представляет собой бесцветный газ, конденсирующийся в
324
жидкость при 12—14° и замерзающий при —159,7°; уд.
вес его при —13° 0,9692; критическое давление 52,2 ат,
критическая температура 142°.
В ацетоновом растворе (1 : 1) упругость паров винилхло-
рида уменьшается почти в два раза, как это видно из табл. 37.
Таблица 37
Давление паров винилхлорида
Таблица 38
Скрытая теплота
испарения вииилхлорйда
Тейп. 'С
30
40
50
60
Чистый виннл-
хлорид, атпа
Винилхлорид в
ацетон 1 :1
ami
Темп., °С
Теплота
испарения винил-
хлерида. кал/г
4,5
6,0
8.С
100
2,25
2,°5
3,75
4,70
—20
О
+20
+50
81,2
77,7
70,1
7500
7000
6500
Характеристика некоторых свойств винилхлорида
приведена на рис. 61, 62 и 63 и в табл. 38 и 39.
Растворимость
винилхлорида в
объемах газа
(приведенных к нормальным
условиям) на объем 6m
растворителя приве- §S500
дена в табл. 39. §.sm
Винилхлорид об- ^450°
ладает наркотичес- ^4Вт
ким действием. Од- ^гда
нако он менее ток- Щяооо
сичен, чем хлоро- %2Soo
фо.рм или четырех- **гооо
хлористый углерод, и ноо
сходен по фиэиоло- июо
гическому действию soo
с хлористым этилом. д
По взрывоопасности
винилхлорид не от-
-
1/->
I
1
{
•'
-10 -5 0 5 10 15 20 25 30 35 40 45 50 S5 60
Темпе/нхтура S 'С ч
личается от дихлор- Рис. 61. Кривая упругости паров виийлхлори.
этана. Да при различных температурах.
Исходным сырьем
для получения винилхлорида служат дихлорэтан или
ацетилен. Получение хлорвинила из дихлорэтана осуществляется
действием спиртового раствора щелочи на дихлорэтан или
пиролизом последнего,
325
Таблица 39
Растворимость вииилхлорида в объемах газа (приведенных к иор-
мельным условиям) на объем растворителя
Дяёлсшк\ мм
760
700
600
500
400
300
20Э
"•100
Дихлорэтан
0°
.
.
106
76
48
24
Этиловый
спирт
0'
47
33
22
10
Тяжелый
сольвент-
на-i-'Ta
О5
—
—
67
48
28
13
Соляровое масло
0°
—
—
33
24
16
8
Керосин
и3 i 0°
1 5
ПО
85
62
43
29
18
8
40
37
31
25
19
13,5
9
4,5
По первому способу в реактор, представляющий собой
железный или чугунный аппарат, снабженный рубашкой и
мешалкой, загружают едкий натр и спирт (этиловый или
метиловый) и постепенно добавляют дихлорэтан. Дихлорэтан,
едкий натр и спирт берутся в соотношениях 2:1:1.
Рис. 62. Кривая растворимости Рис, 63. Кривая зависимости
винилудоридл в спирте, удельных объемов насыщенных
паров вииилхлорида от
температуры.
При взаимодействии спиптового шетвора щелочи с
дихлорэтаном образуется винилхлорид по реакции:
СН2С1—CH..CI + ХаОН —> СН3 = СНС1 + NaCi + HsO.
Температура во время реакции поддерживается 50—60°,
а давление 0,2—0,4 ат. При повышении температуры винил-
хлорид увлекает с собой кипящую при 66,7J азеотропическую
смесь (78% дихлорэтана, 17% этилового спирта и 5% воды),
что ведет к потерям. Процесс продолжается при
непрерывной работе мешалки 4—5 час.
Для ускорения реакции" рекомендуется применять избыток
спирта, избыток же каустика вызывает образование побочного
продукта — ацетилена, хотя и в незначительном количестве.
При наличии в реакторе большого избытка воды образуется
этиленгликоль.
Кубовой остаток, состоящий из спиртового раствора
щелочи и дихлорэтана, после отделения выпавшей поваренной
соли может возвращаться в процесс. При этом методе выход
винилхлорида, считая на дихлорэтан, достигает 75—85%.
Повышенный расход едкого натра и спирта, а также
громоздкость аппаратуры при получении винилхлорида
описанным выше методом привели к разработке способа получения
его пиролизом дихлорэтана в присутствии катализаторов по
следующей реакционной схеме:
сн,с1—сн;с1 —>■ сна = сна + на. -"
В патентной литературе указываются различные
катализаторы и температурные условия: например, пемза при
температуре 800—1000°, активированный уголь при 240—350°,
глинозем при 350° и многие другие катализаторы с развитой
поверхностью.
Экономия в расходе сырья и возможность организации
процесса непрерывным методом делают этот метод более
эффективным по сравнению с ранее описанным.
Получение винилхлорида из ацетилена основано на
реакции присоединения к нему хлористого водорода в присутствии
катализатора. По существующим техническим методам
применяют пропускание сжатых (1—1.5 ат) ацетилена и хлористого
водорода через катализатор. Варианты этого метода
отличаются по температурным режимам, катализаторам и по
аппаратурному оформлению процесса.
Синтез хлорвинила по этому методу протекает по реакции:
СН = СН + НС! —s- СН, = СНС1 + 477 кал.
Температура при проведении реакции в жидкой фазе
в большинстве случаев устанавливается в пределах 60—80°.
В качестве катализаторов применяются при этом
солянокислые растворы хлористых металлов, например водный
раствор, содержащий 10%-ную соляную кислоту и сулему.
327
В качестве сухих катализаторов при проведении реакции
в газовой фазе указываются сулема, осажденная на силика-
геле, а также хлориды бария и висмута на том же носителе
катализатора. Процесс получения винилхлорида в этом
случае ведется при 20—30°. Не менее интересным является
применение в качестве катализатора активированного угля, при
котором процесс ведется при температуре около 200°.
Выхода винилхлорида, считая на ацетилен, указываются
в яределах 55—70%, причем для снижения расходных коэфи-
циентов отходящие газы должны быть повторно
использованы рециркуляцией.
Жидкий винилхлорид, в зависимости от его получения,
имеет следующие показатели:
Показатели
Винилхлорид, полученный
из ацетилена
ГИДРОЛИЗОМ ДИ'
хлорэтана
пиролизом
дихлорэтана
Содержание винилхлорида:
по объему, %
Пределы кипения, °С . . .
Нелетучий остаток, % . . .
Содержание ацетилена в газо-
еой фазе:
по объему, °/0
по весу, % '
Не менее 94
От—10до-17
До 100° не
более 1
Не более 4,5
Не менее 90
От—10до-15
До 100° ие
более 1,5
2,2
Не менее 92
От— Юдо-16
До+20° не
более 1
Не более 2
. 1
Пря всех способах получения винилхлорид не должен
содержать щелочи, так как в ее присутствии он вследствие
образования ацетилена становится взрывоопасным.
Винилхлорид транспортируется в стальных баллонах,
имеющих сифон (типа хлорных баллонов), в специальных бочках
и железнодорожных цистернах. При этом следует иметь в
виду, что железная тара, и в особенности легкие налеты
окислов железа, оказывают вредное влияние на винилхлорид.
Для получения полимеров винилхлорида, в основном,
имеются два пути — фотохимический и термический с
применением катализатора в какой-либо подходящей среде.
Первые работы, связанные с изучением полимеров
винилхлорида и условиями их образования, были посвящены фото-
полимеризации. Ренье, Бауман и позднее Остромысленский
применяли для полимеризации винилхлорида солнечный свет
или ультрафиолетовые лучи.
328
Особенно подробно условия фотополимеризации были
изучены Остромысленским, который, облучая хлористый винил
светом кварцевой ртутной лампы в течение 12 час, получал
полимер при 20°. Полимеризация при этом дает до 90%
твердых полимеров. Получаемые полимеры Остромысленский
разделил на а-, Щ у- и 8-полихлорвинилы по признаку
растворимости в ацетоне и хлорбензоле; а-полимер растворим в
ацетоне, ^-полимер — в хлорбензоле; у-, 8-полимеры не
растворимы в хлорбензоле.
Фотополимеризацию в различных растворителях изучали
Плотников и Флюмиани; по их данным скорость
полимеризации хлористого винила сильно зависит от природы
растворителя. »
При одинаковой концентрации винилхлорида
полимеризация в среде бензола протекает в два раза скорее, чем в
толуоле; полимеризация в эфире протекает в 15 раз, в
этиловом спирте в 5 раз, а в четыреххлористом углероде в 68
раз скорее, чем в толуоле.
Штаудингер, Бруннет и Фейст отмечают нерастворимость
полученных ими полимеров винилхлорида в мономере.
Остромысленский рекомендовал вести фотополимеризацию
в присутствии пластификаторов; особенно хорошие
результаты были им получены в присутствии парафина, камфоры,
а- и [3-хлорнафталина, дихлорбензолов и др. При облучении
светом ртутной кварцевой лампы жидкий винилхлорид
превращается в полимер настолько быстро, что процесс можно
наблюдать непосредственно.
Несмотря на большой интерес и перспективность этого
способа препятствием для его технической реализации
является трудность регулировки процесса.
Метод полимеризации под влиянием температурного
воздействия (термический) в настоящее время более доступен.
Полимеризация винилхлорида при нагревании может давать
различные типы полимеризационных смол.
Лауссон проводил полимеризацию в среде хлорбензола
в присутствии небольших количеств перекиси бензоила в
трубке, выложенной оловом. Процесс проводится при 118°
под давлением 15 ат. Получающийся по этому способу
полимер нерастворим в толуоле. По другим указаниям а-полимер
можно получить полимеризацией винилхлорида при 90—120°
в некоторых растворителях (дихлорэтане, метиловом спирте,
хлорбензоле, этилацетате, ацетоне и толуоле).
Катализаторами в этих случаях могут быть перекись бензоила,
перекись бария, озон. При более низкой температуре (около 40°)
329
можно проводить полимеризацию в прггутствии тех же
катализаторов, применяя в качестве среды: спирты (метанол,
этанол), углеводороды (пентан, гексан), кетоны (ацетон),
ароматические углеводороды (толуол, ксилол).
По некоторым данным вести полимеризацию рекомен
дуется, применяя одновременно окислитель (озон, перекись
водорода, перекись бария, перекись бензоила, азотнокислый
уран, соли свинца, ртути, меди) и. ненасыщенные соединения,
обладающие способностью полимеризоваться (бутадиен,
несимметричный дихлорэтилен, трихлорэтилен, формальдегид).
В этих случаях получается у-полимер, причем если
полимеризация ведется в среде спирта или бензина, получаются
полимеры^в тонкораздроблениой форме.
В качестве катализаторов при полимеризации
предлагались также соли урана, кобальта, ванадия и свинца, тетра-
этилсвинец, озонированный 90%-нып метиловый спирт и т. п.
Из ряда растворителей (ацетон, этиловый спирт, изобутило-
вый спирт, хлорбензол, бензин, бензол, толуол) ацетон
считается наилучшей средой.
Качество полимера в одинаковой степени зависит как от
растворителя, так и от температуры. Наилучшие результаты
получаются при проведении полимеризации при 20—30°. При
повышении температуры до 70—80° получаются хрупкие, мо-
лочнобелые смолы, а при 135° получаются темные, хрупкие
продукты. Прибавка пластификатора в количестве до 30%
от веса винилхлорида дала положительные результаты при
применении камфоры, трифеннлфосфата и диэтилфталата.
Изучение условий полимеризации в зависимости от
времени и температуры выявило, что эти факторы влияют на
полимеризацию неодинаково, как это видно из данных
табл. 40.
Таблица 40
Влияние времени и температуры
полимеризации иа свойства поливнинлхлорида
™ ... I Времи полимг-'
Теин., "С !ри<аа,-:и, ч-сы ' Характеристика смелы
20—25 480
Н0_ 35 60
•!0—45 24
70—75 5,5
Молочно'о цвета
Прозрачная светлая
, янтарная
Течно-ке.чтая, хрупкая
330
и
Очевидно, наиболее благоприятные результаты получаются
при температуре 30—40°. Увеличение количества
катализатора резко сокращает время полимеризации. Если при 1 %
перекиси бензоила процесс полимеризации протекает в
течение 48 час, то при 1,5% он сокращается вдвое, т. е.
заканчивается за 24 часа.
При изучения кинетики полимеризации в запаянных
ампулах при 38—45° в различных средах с содержанием 1,5%
перекиси бензоила
были получены
результаты, показанные на
рис. 64.
Удельные вязкости
растворов полимеров ч
меняются в зависимо- | £7
сти от времени поли- |
меризации незначитель- |_
но. Это дает основание | 4<?
утверждать, что в про- ч
иессе полимеризации <
образуются полимеры. "° z®
мало отличающиеся по
степени полимериза- р
ции.
На механические
свойства пленки из
полихлорвинила влияет
не только характер
полимера, но и
растворитель, из которого
получены пленки (табл. 41). Характеристика пленок,
полученных из продукта полимеризации, проведенной в
ацетоновой среде в течение 8 суток при 30—35°, показывает,
что колебания в показателях довольно значительны.
Полимеризация винклхлорида может быть осуществляема
блочным, лаковым и эмульсионным методами в различных
условиях в присутствии различных катализаторов. Меняя
условия полимеризации, можно получать ряд типичных смол
различного назначения.
Блочный метод полимеризации встречает ряд препятствий
вследствие больших трудностей, связанных с получением
однородного блока. Получение гомогенных блоков без
пузырей связано в основном с двумя затруднениями — отводом
тепла и значительной усадкой продукта полимеризации. Од-
331
20
40
Зретля /»' '-,'я.сах
Рис. 64. Кривая кинетики полимеризации
винндхлорида в разных средах:
I — .-.иетоновав среза при 45°; 2 — спиртовая среда
при 45е: 3—во.1Но-эмульсиогшзя сред» при 40е.,
4— водно-з.мульсионная среда при 38°.
Таблица 41
Изменение механических свойств пленок в зависимости от
растворителя и пластификатора
Получение пленок
Растворители
Амилацетат и
толуол 1:1
То же
Хлорбензол
То же
Пластификаторы
Трикрезилфосфат (30%')
Дизтилфталат (30%)
Трикрезилфосфат (30%)
Диэтилфталат (30%)
Характеристика пленок
Временное
сопротивление
растяжению
кг/см2
Удлинение
274 7Ь
167 115
29Э 20
217 105
нако полимеризация с образованием блока заслуживает
внимания, поскольку она должна дать возможность применить
технологический процесс получения листов, при котором
исключается вальцевание, каландрование, прессование.
Лаковый метод полимеризации, разработанный в
нескольких вариантах, может проводиться в ацетоне, дихлорэтане и
спирте. В случае спиртового раствора лаковый метод
полимеризации винилхлорида осуществляется в среде этанола
или метанола. Катализатор — перекись бензоила — в этом
случае вводится или в виде раствора, или в виде суспензии.
Автоклав для полимеризации должен быть внутри
освинцован или футерован алюминием. Как указывалось выше,
металлическое железо и его окислы являются стабилизаторами
винилхлорида, противодействующими его полимеризации и
вредно отражающимися на качестве полимеров в пленках.
Загрузка сырья в автоклав производится в следующем
порядке: спирт, винилхлорид и катализатор в виде 10—15%-
ного раствора, которые берутся в таких весовых
соотношениях: спирт 1—1,2 вес. ч., винилхлорид 1,0 вес. ч.,
катализатор 0,005—0,012 вес. ч.
Температура во время полимеризации поддерживается
40—41° при продолжительности процесса 70—80 час;
рабочее давление в автоклаве устанавливается 5 ат.
Принципиальное отличие ацетонового или дихлорэтано-
вого метода полимеризации винилхлорида от описанного
заключается в том, что образующийся полихлорвинил не выпа-
332 *
_ * _ " _
дает в виде осадка, как в случае спиртового растворителя,
а образует ацетоновый или дихлорэтановый лак. Поэтому для
получения полихлорвиниловой смолы необходимо произвести
высаживание полихлорвинила спиртом или водой. Условия
загрузки и режим процесса при этих методах приблизительно
те же, что и при спиртовом методе.
Полимеризация винилхлорида в эмульсиях с целью
получения латекса или полимеров с повышенными качественными
показателями привела к значительному расширению
применения полихлорвиниловых смол.
Получение полимеров винилхлорида водно-эмульсионным
методом вошло в настоящее время в промышленную практику
получения этих смол.
В качестве эмульгаторов имеют значение: некаль
(натриевая соль изобутилнафталинсульфокислоты) в количестве до
5%, триэтаноламиновое мыло олеиновой кислоты в
количестве 5%, ревертекс (каучуковый латекс, концентрированный
до 60%-ного содержания каучука) в щелочной среде при рН
около 8 и в кислой среде при рН около 3—3,5, абиетинат
натрия (канифольное мыло) 5% в смеси с 5% глюкозы, 7,5%
желатины.
Со всеми перечисленными эмульгаторами получаются
трудно растворимые полимеры. Из сопоставления данных о
растворимости эмульсионных и ацетоновых полимеров видно,
что эмульсионные полимеры значительно отличаются от
ацетоновых и спиртовых (табл. 42).
Таблица 42
Растворимость поливинилхлорида, полученного различными
способами (в °/0)
Растворители
Хлорбензол
•я
2
ш
S s
5 о
< с
0,37
7,94
51,02
40,57
«
о
а а.
D &
5 *
.4 °
U с
1,17
17,18
81,65
—
Эмульсионные полимеры
Эмульгаторы
А
Ч
X
1,9
5,03
18,45
74,62
ертекс
елоч-
среде
41 О
О, ВО К
1,10
2Д
3,5
17,8
=: i о о
о 2 з: ч
= Е S о
1- X Ч 2
н ч и н
8,25
18,2
21,48
58,07
етннат
авкой
козы
S НО id
О Ч О *5
f»
if
=1,
ы
U. Я, О
я « ч
сч а ч ь- т съх
1,02
2,«
13,76
82,32
0,13
3,49
26,54
69,74
Полимеризация винилхлорида эмульсионным методом
проводится в водной среде, как сказано было выше, в
присутствии катализатора и эмульгатора. Катализатором обычно
333
является перекись бензоила или перекись водорода. В
качестве эмульгаторов чаще других применяются натриевая соль
изобутилсульфонафталиновой кислоты (некаль), желатин или
триэтаноламиновое мыло.
Автоклав для полимеризации винилхлорзда по
эмульсионному методу должен быть рассчитан на рабочее давление до
7 ат и иметь мешалку, обеспечивающую энергичное
перемешивание жидкости. "Первоначально в автоклав наливается
вода с жесткостью не больше 10° и эмульгатор, затем винил-
хлорид, после чего сразу, или лучше по частям (для
предупреждения преждевременного раскисления), добавляется
катализатор в виде взвеси в воде или в ацетоновом растворе.
Полл7чнютттийся по эм^7льсионному мето11^7 поливинилхло-
рид представляет собой белый порошок, растворяющийся с
трудом в сложных эфирах, кетонах, хлорированных
углеводородах, набухающий в ароматических углеводородах и
нерастворимый в воде, спирте и бензине. В зависимости от
условий полимеризации можно получить полимеры с
различными удельной вязкостью 1 и температурой разложения.
Технические условия, которым должен удовлетворять по*
ливннилхлорид, содержат следующие показатели:
Вязкость при 26° в растпоре хлорбензола, с. п. . !,8--2,2
Темп, разложения смолы, не ниже, ~С 13и —160
Влажность, определенная по we году Дина и
Старка, не выше, °/0 1 —1,5
Содержание хлора (по Карнусу), не цгже,1^. . 52.5
Растворимость в ацетоне, не более, и0 ,.'.,. 35
3 льность, не выше, % , 0.5
Содержание летучих, не выше, °/0 ...... 0,3
Полимеры винилхлорида относятся к группе термопластов,
для переработки которых в изделия пригодны как методы
прессования с последующим охлаждением в прессформе, так
и штамповка с предварительным подогревом листового
материала, применяемая в производстве изделий из целлулоида,
а равно и методы формования, применяемые в резиновой
промышленности, за исключением операций вулканизации.
1 Обычная методика определения удельной вязкости полимеров
винчлулорица сводится к следующему. Пробу полнвннилхлорида перед
определением удельной вязкости тщательно отмывают от эмульгатора
и высушивают в вакууме при 60° до постоянного веса. Приготовляют
0,5%-ный раствор полимера в хлорбензоле при нагревании иа
водяной кипящей бане в течение 1 часа. Определение удельной вязкости
проводят в вискозиметре Оствальда, в котором время истечения
растворителя равно приблизительно 30—40 сек. Температура при
определении удельной вязкости устанавливается 20°,
334
Термопластичность продуктов полимеризаций зинилхло-
рида не допускает съема готовых изделий из преесформы
без предварительного охлаждения. При прессовании поли-
винилхлорида необходимое количество прессовочного порошка
засыпается в предварительно подогретом состоянии или в
нагретую до 150J прессформу. По окончании прессования
происходит постепенное охлаждение материала в прессформе
(под давлением) до 50°. При этой температуре прессованное
изделие уже может быть извлечено из преесформы. Для
устранения приставания изделия к прессформе последнюю
следует смазывать, например, мыльным раствором.
Описанный метод прессования связан с рядом больших недостатков.
Производительность, вследствие необходимости
предварительного нагрева и последующего охлаждения преесформ,
очень низка. Преесформы должны изготовляться из
высококачественного материала, чтобы выдержать повторные
резкие смены температур.
Поливинилхлоридная масса очень чувствительна к
перегреву и требует тщательного регулирования предварительного
нагрева и температуры прессования. Несмотря на указанные
затруднения ряд изделий изготовляется именно методом
прессования, причем в прессованных изделиях ценится высокая
прочность на удар. Однако сравнительно невысокая
теплостойкость этих материалов ограничивает круг их применения.
Свойства прессованных изделий на основе 'полимеров ви-
нилхлорида следующие:
Уд. вес 1,38
Времен, сопротивление растяжению, к?;гм° . £00
„ „ изгибу, k;>/c.«s . . . , 1100
Прочность на удар, кгем/см" 100—J 75
Твердость по Ьринелю, нг^см- 1000
Модуль упругости, кг,'см- .......... 45000—90000
Теплостойкость по Мартенсу, °С 67—70
Поверхностное сопротивление, ом ...... 3 • 1016
Диэлектрическая постоянная (800 герц) , . . 3,1—3,4
Тангенс угла потерь tg о (800 i ерц, 18°) . . , 0,02
Пробивное напряжение, кв1мм 50
Водопоглощение за 7 дней, иг на 100 см-
г.оверхности 20
Неокрашенные прессованные массы в тонких слоях
прозрачны и почти бесцветны, а в толстых слоях просвечивают
и имеют оттенок от желтоватого до коричневого. В
химическом отношении эти продукты характеризуются
устойчивостью против действия слабых и крепких щелочей,
разбавленных кислот, спирта, бензина и смазочного масла. Слож-
335
ные эфиры, кетоны, ароматические углеводороды и
большинство хлорированных углеводородов частично растворяют
массы из поливинилхлорида или вызывают «х набухание.
Массы из поливинилхлорида с добавкой пластификаторов
допускают изготовление изделий методом шприцгуса.
Особенно большое значение получили изделия из
поливинилхлорида в виде труб благодаря их механическим и химическим
свойствам. Эти трубы изготовляются из предварительно
нагретого и пластифицированного на вальцах материала
способом выдавливания (шприцевания). Так как материал не
горит и размягчается при нагревании, то фасонирование труб
и соединение их между собой может производиться при
помощи сплавления. Соединение труб осуществляется
расширением нагретого конца одной трубы. Расширяют конец
настолько, чтобы его можно было легко надвинуть на конец
второй трубы. После этого конец второй трубы несколько
насекают, смазывают клеящим веществом и соединяют,
образуя муфтовое соединение. Механическая обработка труб не
представляет затруднений. Трубы можно распиливать,
фрезеровать, сверлить и нарезать. Такие трубы могут быть
использованы, например, для кислотопроводов вместо керамиковых
или стеклянных. Возможность применения этих труб,
принимая во внимание точку размягчения материала, ограничена
температурой не выше 80°. Использование их для
трубопроводов, работающих под давлением, пока ограничено.
Поливинилхлоридные массы применяются также для
изготовления профильных материалов, прутков и плит, которые
затем могут обрабатываться путем прессования, протяжки,
штамповки и изгибания. Изготовленные из таких
материалов формованные изделия находят применение в
производстве аккумуляторов, а также в виде волнистых или
перфорированных плит для сит или опор для фильтров и диафрагм.
В виде плит и листов эти полимеризованные материалы
являются некоторым дополнением к целлулоиду, не заменяя его,
однако, полностью. В противоположность целлулоиду поли-
вянилхлорид негорюч и не имеет запаха. В электротехнике
листы из поливинилхлорида применяются в качестве
электроизоляционного материала.
Кроме перечисленных областей применения поливинилхло-
ридных смол, нужно указать на использование их в
производстве граммофонных пластинок.
Особое значение приобрели поливинилхлоридные смолы
в производстве изолированного кабеля как заменители свинца
и каучука. Для этой цели используется так называемый пла-
836
стикат, представляющий собой поливинилхлоридную смолу,
пластифицированную сложными эфирами фталевой (дибутил-
фталат) или фосфорной кислот (трикрезилфосфат) и
некоторыми другими. Количество мягчителей колеблется в
зависимости от требующейся мягкости массы и может достигать
65—70% от веса полимера.
Временное сопротивление растяжению для тонких листов
из таких материалов превышает 100 кг/см2 при удлинении
100—200%. ,
При помощи пластификаторов поливинилхлоридные смолы
можно перерабатывать на мягкие, резиноподобные материалы.
Для указанной цели поливинилхлоридные смолы смягчают
большим количеством пластификаторов, добавляя его не
менее 60% от веса смолы.
Обычно порошкообразные полимеры винилхлорида
набухают в пластификаторе, и в дальнейшем при обработке
материала на вальцах происходит желатинирование при
температуре около 140° в течение 20—30 мин.
Переработка таких смесей может происходить на
шланговых шприцмашинах, обкладочных машинах для кабеля, на
вальцах или каландрах.
Смеси поливинилхлорида и пластификатора применяются
также при выработке заменителей кожи, пропитанных тканей,
линолеума и линкрусты.
ГЛАВА 24
ВИНИЛИДЕИХЛОРИД И ЕГО ПОЛИМЕРЫ И
СОПОЛИМЕРЫ
Промышленное освоение производства поливинилиденхло-
рида относится к 1939 г., когда выпущен был продукт на его
основе под названием «саран».
Мономер винилиденхлорида СЬС = СН» был описан
впервые Реньо около 100 лет назад, т. е. почти одновременно с
винилхлоридом, но исследование продуктов его
полимеризации относится в основном к тридцатым годам текущего
столетия.
Винилиденхлорид (1,1-дихлорэтилен) представляет собой
бесцветную жидкость с слабым типичным запахом; темп. кип.
его 31,7° (760 мм), темп, замерз. — 122,1°; уд. вес df- 1,213,
Еоэфициент преломления Пд° 1,4249. Винилиденхлорид легко
полимеризуется в отличие от изомерных ему симметричных
цис- и транс-1,2-дихлорэтиленов.
22 Зав. 1532. 337
Промышленный метод получения винилиденхлорида
основан на давно известной реакции отщепления хлористого
водорода от 1,1,2-трихлорэтана. Например, для этой цели может
быть с успехом использована обработка трихлорэтана водной
гидроокисью кальция при температуре около 90°:
2СН2С1СНС!2 + Na(OH)2 —► СН2 = СС12 + СаС12 + 2Н20.
Получаемый при этом технический винилиденхлорид легко
полимеризуется, даже при низкой температуре, значительно
быстрее, чем продукт, тщательно очищенный перегонкой и
не содержащий растворенного кислорода. Обычные
катализаторы, применяемые для полимеризации производных этилена,
пригодны и для винилиденхлорида. Различные катализаторы
ускоряют полимеризацию винилиденхлорида в различной
степени. Нагрев вызывает сравнительно медленную
полимеризацию, -а освещение, наоборот, обусловливает ббльшую
скорость Опроцесса. Например, облучение светом с длиной волны
4500 А вызывает полимеризацию уже при 35°. Процесс
полимеризации винилиденхлорида сопровождается выделением
тепла — около 20 000 г-кал/г-мол мономера. Образующийся
полимер нерастворим в мономере и при полимеризации
выпадает в виде твердого продукта.
Полимер винилиденхлорида, содержащий продукты с
молекулярным весом в пределах 10 600—108 000, размягчается
при 185—200°, но при нагревании до 210—225° начинает
разлагаться с отщеплением хлористого водорода. Уд. вес
такого полимера около 1,87. Он негорюч, хорошо
противостоит действию химических реагентов и нерастворим в
большинстве органических растворителей.
Переработка чистого поливинилиденхлорида затруднена
вследствие его высокой температуры размягчения,
нерастворимости и легкости отщепления хлористого водорода,
вызывающего коррозию прессформ. Поэтому большое значение в
производстве пластмасс, волокна и пленок приобрели
сополимеры винилиденхлорида, и в особенности сополимер его с ви-
нилхлоридом, не обладающие указанными недостатками.
Чрезвычайно важной и практически ценной особенностью
винилиденхлорида, сохраняющейся и в его сополимерах,,
является способность легко переходить в кристаллическую
модификацию. Аморфная модификация, представляющая
собой мягкий пластичный продукт, может быть получена из
расплавленного продукта при быстром его охлаждении, на
при хранении она постепенно превращается в
кристаллическую модификацию. Последняя дает четкие электронограммы,
о38
результат изучения которых позволяет считать, что цепь по-
ливинилиденхлорида построена симметрично, не имеет раз-
ветвленности и кристаллиты его содержат четыре
структурных единицы — СНг — ССЬ —. Путем механического
воздействия (вытяжки) кристаллиты поливинилиденхлорида
поддаются ориентации.
Кристаллизация поливинилиденхлорида сильно отражается
на всех его свойствах. Аморфный продукт мягок, каучуко-
подобен, легко размягчается и поддается формованию, однако
интервал температур размягчения довольно велик. При
переходе этой температуры вязкость резко падает и поливинил-
иденхлорид, обнаруживая свойства расплавленного
кристаллического вещества, переходит в жидкое состояние, резко
снижая свою вязкость. При кристаллизации физические и
механические свойства поливинилиденхлорида также изменяются;
его твердость и механическая прочность повышаются,
плотность увеличивается, растворимость понижается. Если нить
или пленку из поливинилиденхлорида, нагретую несколько
выше температуры плавления кристаллита, подвергнуть
растяжению и охладить, не снимая нагрузки, то в нити
обнаруживается ориентация кристаллитов. Такая нить обладает
высоким удлинением (до 400%) и повышенной прочностью на
разрыв. Временное сопротивление растяжению такой нити при
оптимальных условиях обработки может достигать 7000 кг/слё.
Указанные выше трудности переработки чистого
поливинилиденхлорида привели к широкому применению на практике
его сополимеров с винилхлоридом, винилацетатом, винилциа-
нидом, эфирами акриловой и метакриловой кислот и 'другими
производными этилена, а также с диенами и многими другими
непредельными соединениями.
На сополимерах винилиденхлорида особенно наглядно
можно убедиться в сложности процесса сополимеризации и
зависимости состава образующихся сополимеров от
соотношения исходных мономеров. Обычно полимер содержит
больший процент винилиденхлорида, чем исходная
мономерная смесь. Поэтому в составе такого сополимера можно
установить как полимеры исходных продуктов, так и истинные
сополимеры. На рис. 65 представлена кривая,
характеризующая состав сополимера в зависимости от соотношения
мономеров. Как видно из этой кривой, сополимер содержит
в своем составе больше винилиденхлорида, чем это
соответствует исходной смеси. В результате этого по мере
протекания полимеризации концентрация винилхлорида в исходной
смеси повышается, что в свою очередь ведет к изменению
по* 339
состава образующегося сополимера. Таким образом, для
получаемого сополимера будет характерна неоднородность не
только по степени полимеризации (полидисперсность), но и
по химическому составу.
Большое влияние имеет состав смеси мономеров на
скорость сополимеризации. Винилиденхлорид и винилхлорид
имеют приблизительно одинаковую скорость полимеризации
(при 45° в присутствии 0,5% перекиси бензоила). Для смеси
этих двух веществ скорость полимеризации значительно
меньше, чем для каждого мономера в отдельности. При этом
наименьшей скоростью полимеризации обладают смеси,
содержащие от 40 до 80% винилхлорида (рис. 66).
II
SB*
ft 1°
5 fO 15 20 25 30 35 40
Содержание бинилхлорида
в мономера # °/с
Рис. 65. Кривая состава
сополимера в зависимости от
соотношения мономеров
(катализатор— О,5°/0 перекиси бензоила;
температура 450°;
полимеризация ш темноте).
^
-
/
f
\
\
I
tip
I"! -
^ "* 10 20 30 40 50 60 70 80 SO 100
i Состав мономера
в вес. % винилхлорида \
Рнс. 66. Кривая скорости
совместной полимеризации смеси
винилиденхлорнда с винилхло-
ридс.м (катализатор— 0,5%
перекиси бензоила;
температура 45°; пслнмерязация в
темноте).
Степень полимеризации, о которой можно судить по
удельной вязкости растворов сополимеров* снижается по мере
повышения температуры полимеризации, причем снижение
это достигает некоторой постоянной величины при 75—80°,
как это видно на примере сополимеризации винилиденхлорнда
с винилацетатом (рис. 67).
Свойства винилиденхлорнда, связанные с его
способностью кристаллизоваться, проявляются, хотя и в
ослабленной степени, в его сополимерах. Обычно свойства эти
сохраняются в уменьшающейся степени по мере понижения содер»
жания в сополимере винилиденхлорнда.
Наибольшее значение из сополимеров винилиденхлорнда
приобрели различные марки «сарана», получаемые из ви*
нилиденхлорида и хлорвинила, а также некоторых других
этиленовых производных.
340
Саран представляет собой термопластичную массу,
которая может обладать более или менее ясно выраженной
кристаллической структурой и поддаваться ориентации.
Большая химическая стойкость выделяет саран в группу хороших
защитных и химически стойких материалов. Растворимость
сарана очень ограничена, и в большинстве обычных
растворителей он не растворяется и не набухает. Водопоглощае-
мость и проницаемость для паров воды у сарана ничтожны,
поэтому изделия из сарана не деформируются и не
изменяются во влажной атмосфере.
В среднем саран обладает следующими
физико-механическими показателями:
Уд. вес 1,6—1,75
Времен, сопротовление растяжению, кг/см2 . . . ''00 (неориеитир.)
. . . 4000 (ориентир.)
Удлинение, % до 25
Времен, сопротивление изгибу, кг/см2 1000—1100
Твердость по Роквеллу до 95
Теплостойкость, СС 70—95
Темп, размягчения, °С 95—165
Объемное сопротивление, ом • см 6-Ю13—1 - 1016
Тангенс угла диэлектрических потерь (tgo) . . 0,03—0,08
Водопоглощение за 24 часа, °/0 0,0
Теплопроводность, кал/сек см °С 2,2-Ю-*
Теплоемкость, кал/г °С 0,316
Светостойкость Хорошая
Переработка сарана в изделия может осуществляться
шприцеванием, для чего применяются шнековые прессы со
специально приспособленной головкой, обеспечивающей
прямолинейность течения пластика, а следовательно, и его
ориентацию. Помимо этого, выходящий из шприцмашины
материал подвергается термической обработке для регулирования
процесса последующей кристаллизации. Непосредственно
после шприцевания материал при охлаждении получается
мягким и гибким (аморфное состояние), при хранении же он
медленно и частично переходит в кристаллическое состояние
и при этом твердеет. Термической обработкой можно
регулировать скорость и степень кристаллизации, как это видно из
кривой на рис. 68. Этим способом пользуются для получения
продуктов с различными механическими свойствами.
Применяя шприцевание, можно получать из сарана
трубки, стержни, ленты (например, для транспортеров и т. п.).
Литье под давлением в холодные прессформы также
может быть использовано для получения из сарана различных
деталей. При этом, как и в предыдущем случае, для прида-
341
• 3,5
30
<,#
§ 20
. Ф
У
%\
///,
ш
as
о
. 20 30 40 50 60 ТО 80 30 /00
Температиоа полимери-
^ зацци 8 "С
ния желаемых механических свойств применяется
термическая обработка. Большим удобством работы с сараном
является возможность съема
деталей из прессформы при 80—100° без
риска деформации изделий.
Этим путем получается большое
число изделий из сарана,
заменяющих детали из химически стойких
материалов, например клапаны,
сопла разбрызгивателей, детали
прядильных машин и т. д.
Помимо термической обработки
после формования саран может быть
Рис. 67. Кривая изменения подвергнут вытяжке для ориента-
удельнсй вязкости сополиме- Д™ кристаллов. Формуемое на шне-
ра винилиденхлорида и ви- ковом прессе (шприцмашине) изде-
нилацетата в зависимости от лие охлажденное до определенной
^ГГо^ГЯГ температуры, проходит специальное
нилиденхлорида, 15% винил- вытяжное приспособление, а затем
ацетата; катализатор — подвергается В растянутом состоя-
0,5% перекиси бензоила; по- Нии термической обработке для до-
оИп1ерйз»айия в темноте; стижения желаемой степени кри-
20%-ныи раствор в 2-дихлор- тт „, г
бензоле при !20°. сталлизации. Чем выше было
растяжение, тем больше конечная
прочность на разрыв (рис. 69). Особенно большое значение
переработка сарана с вытяжкой получила в производстве
грубых волокон для изготовления толстых фильтровальных
'.О О /О 20 40 ВО
Температура 8 "С
Рис. 68. Кривая зависимости
скорости Кристаллизации
сарана от температуры.
342
\ 3920
| £ 3360
г
to
2240
1680
1120
560
Скс
ipoc
ть растя
5 мин
I
гкения)
[ /
|/
О /00 200. 300
Общее удлинение S %
400
Рис.69. Кривая зависимости
временного сопротивления на разрыв нитей
из сарана от вытяжки.
химичёсии стойких тканей, материалов для обивки мебели,
тросов, канатов, рыболовных сетей и т. п.
Саран может также перерабатываться r изделия путем
штамповки, вальцевания, выдувания, а также сваривания и
склеивания.
ГЛАВА 25
ВИНИЛОВЫЕ ЭФИРЫ ОРГАНИЧЕСКИХ КИСЛОТ И ИХ
ПОЛИМЕРЫ
Среди сложных эфиров органических кислот и винилового -
спирта большое техническое значение для получения
искусственных смол имеет винилацетат. Виниловые сложные
эфиры высших жирных кислот хотя и известны, но
практическое их использование имеет пока второстепенное значение.
За последнее время некоторое развитие получило
производство винилхлорацетата и винилформиата, однако большого
самостоятельного значения продукты полимеризации этих
сложных эфиров не имеют.
Поливинилацетат принадлежит к полимеризационным
смолам, нашедшим применение в промышленности одними из
первых. Методы производства и полимеризации сложных
виниловых эфиров впервые опубликованы были в 1912 г. В
настоящее время поливинилацетат вырабатывается в
значительных количествах и выпускается под различными названиями:
Винапас, Мовилит, Гельва и т. д.
Поливинилацетат представляет собой прозрачную,
бесцветную, без запаха и вкуса массу, которая по своим физико-
механическим свойствам занимает промежуточное положение
между смолой и каучуком. Как и для всех высокополимерных
веществ, свойства поливинилацетата в значительной степени
зависят от степени полимеризации. Молекулярный вес поли-
jv$epa, применяемого в промышленности, находится в
пределах; 3(^000—100 000, температура размягчения такого
полимера лежит выше 40°. Низшие полимеры легко
расплавляются, а при температурах ниже 0° становятся хрупкими.
Высокополимерные продукты при 50—100° приобретают кау-
чукотюдобные свойства, а при низких температурах они
тверды и тягучи. Все полимеры светоустойчивы и не
желтеют даже при температуре 100°. _
_ При нагревании поливинилацетат ие деполимеризуется
до мономера, а распадается с отщеплением уксусной кислоты,
прячем в остатке образуется нерастворимая смола.
343
В зависимости от степени полимеризации поливинилацетат
более или менее легко растворим в сложных эфирах, кето-
нах, ароматических углеводородах, хлорированных
углеводородах, метиловом и этиловом спиртах, но совершенно
нерастворим в бензине и в углеводородах нефти, в воде он также
нерастворим, но слабо набухает.
Широкое применение поливинилацетат нашел в качестве
исходного сырья для лаков и клеящих материалов. Помимо
этого, большое значение имеет поливинилацетаТная пленка
для производства безосколочного стекла, так как она имеет
много преимуществ по сравнению с целлулоидной
прослойкой.
Винилацетат СН2 = СНОСОСНз (мол. вес 86,05)
представляет собой бесцветную, легкоподвижную жидкость с
эфирным запахом, напоминающим запах ацетальдегида. Пары ви-
нилацетата раздражают слизистые оболочки и вызывают
слезотечение. Он легко растворим в обычных растворителях;
при 20° насыщенный водный раствор содержит 2,5% винил-
ацетата; в свою очередь он растворяет 0,1% воды.
Винилацетат сравнительно стоек при термических воздействиях, но
разлагается при 400°. Главнейшие свойства винилацетата
следующие:
Коэфициент преломления 1,3958
Темп, кипения, °С 73 (760 мм)
О (30 мм)
„ вспышки, °С 5
Теплоемкость, кал/кг °С 0,5
Скрытая теплота испарения, кал/кг 90,6
Теплота сгорания, кал]кг 5719
» образования, кал/кг 28,3
Вязкость, сантипуаз . . . 0,432
Клотье (1912 г.) было установлено, что вещества,
содержащие карбоксильные или гидроксильные группы, легко
вступают в реакцию с ацетиленом в присутствии ртутных солей.
При этом, в частном случае, из ацетилена и уксусной
кислоты получается винилацетат и этилидендиацетат:
О
СН = СН + СН3СООН >• СН2 = СНОССН3;
о
т/
СН2 = СНОСОСНа + СН3СООН —>• СНа—СН<
X
б
ос— сна
чос—сн3
344
Реакция Клотье применялась в промышленности,
главным образом, для получения этилидендиацетата, который
служил исходным продуктом для получения ангидрида
уксусной кислоты и ацетальдегида; образование ангидрида
уксусной кислоты протекает по уравнению:
/°
СН3СН(ОСОСН3)2 —> (СН3СО)20 + CH3C<f
ХН
Ряд способов получения винилацетата, описанных в
патентах, сводится в основном к реакции между ацетиленом и
уксусной кислотой в жидкой фазе в присутствии сульфата
ртути; при температуре выше 70° винилацетат получается
лишь в незначительном количестве. Главным продуктом
реакции является винилидендиацетат.
Можно значительно повысить еыходя винилацетата, если
обеспечить быстрое удаление его из сферы реакции. Это
достигается быстрым пропуском избытка ацетилена через
реакционную жидкость. Увлеченный потоком ацетилена винил-
ацетат конденсируется, а не вступающий в реакцию ацетилен
снова пропускается через реакционную смесь.
Для указанной реакции был предложен ряд других
катализаторов, например уксуснокислые или бензойнокислые соли
цинка и кадмия, ортофосфорнокислая ртуть и т. д. Процесс
требует непрерывного добавления свежего катализатора.
Другой метод получения винилацетата — парофазный —
осуществляется в гомогенной газовой фазе. Смесь
ацетилена и уксусной кислоты в виде паров пропускают в,этом
случае при 210—250° над катализаторами из уксуснокислых
солей цинка и кадмия, нанесенных на активированный уголь.
К преимуществам этого метода относятся ббльшая
продолжительность службы катализатора, меньшее образование
побочных продуктов и отчасти ббльшая простота
технологического оформления.
Приводимые ниже варианты этого процесса
иллюстрируют этот метод.
По первому варианту очищенный ацетилен пропускаю*
со скоростью 4—5 л/час через аппарат, в котором
испаряется около 5 кг/час уксусной кислоты. Полученную
газопаровую смесь нагревают в теплообменнике до 200—250°,
а затем пропускают через реакционную трубку (например,
диаметром в 75 мм и длиною 170 мм), заполненную
активированным углем (7 г), на котором нанесен
уксуснокислый цинк (1 г). Реакционная зона вначале нагревается
до 210—220°, а затем постепенно в течение нескольких ча-
345
сов температура повышается до 250°. Смесь паров, в
которой содержится 13—16% винилацетата, по выходе из
реакционной трубки направляется в холодильник. Избыток
ацетилена после отделения винилацетата циркуляционным
насосом вновь подают в испаритель уксусной кислоты;
одновременно в циркуляционную сеть добавляют свежий
ацетилен. На данной установке удается получить 0,5—0,7 кг
винилацетата в час.
По второму варианту через реакционную трубку
(диаметром 36 см и высотой 1,1 м), в которой находится
катализатор (100 л), при температуре 200—240° пропускают
ацетилен (100 м3/час) и пары уксусной кислоты (75 кг/час).
На данной установке получается 9—11 кг винилацетата
в час при концентрации его в смеси, выходящей из
контактного аппарата, 12—15%.
Третий вариант отличается от предыдущего тем, что
температура поддерживается в пределах 250—300°.
Для улавливания винилацетата можно использовать
воду, уксусную кислоту, ксилол, вазелиновое масло и
активированный уголь. Лучшими поглотителями являются
ксилол и вазелиновое масло, но и они не извлекают всего
винилацетата из газо-паровой смеси и остатки его
приходится улавливать активированным углем.
Промышленное получение винилацетата в паровой фазе
может осуществляться следующим образом. Ацетилен
подается в сосуд с подогретой уксусной кислотой и в виде
паро-газовой смеси, нагретой до 200°, поступает в
контактный аппарат (трубку), заполненный катализатором.
Парогазовая смесь, выходящая из контактного аппарата, после
охлаждения поступает на извлечение полученного
винилацетата и непрореагировавшей уксусной кислоты.
Выхода, достигающие 95%, получаются при температуре
180—230° и скорости газа 10—19 л/час в трубке диаметром
15 мм и длиной 560 мм. Оптимальные соотношения
уксусной кислоты и ацетилена лежат в пределах 1:9 — 1:10.
Влияние продолжительности контакта на выход
винилацетата видно из приведенных ниже данных:
Длина трубки, мм . ". . . . . . .
Продолжительность контакта, сек,
Выход винилацетата в °/0 от
теоретического
.... 560 260 140
. . . .6,65 3,32 1,60
77,5—91,35 72,5-76, 64,3—66,3
По данным Научно-исследовательского института пласт-
346
масс при продолжительности работы катализатора в
течение 5—7 час. выход винилацетата колеблется в пределах
70—80%. Лучшим катализатором оказался уксуснокислый
цинк, нанесенный на активированный уголь, при котором
устойчивые выхода винилацетата достигали 80—87%.
Добавка 0,04% уксуснокислого кадмия снижала выход до
77,63%. Лучшим носителем катализатора оказался
активированный уголь; при нанесении катализатора на силика-
гель, шамот, кристаллический уксуснокислый цинк выход
винилацетата не улучшался.
Отравление катализатора вызывается примесями,
содержащимися в ацетилене. Закупоривание пор носителя
катализатора образующимися полимерами влияет на работу
катализатора. Экстрагирование, например, бензолом или
обработка щелочью и кислотой оживляет катализатор и
возвращает ему почти полную активность (97%
первоначальной), однако такое оживление катализатора возможно не
более трех раз. Срок службы катализатора может быть
увеличен, если вести реакцию при ступенчатом подъеме
температуры. Это дало возможность удлинить срок службы
катализатора до 19 суток. Сравнение концентраций
катализатора показало, что активность 5%-ного катализатора
меньше активности 8- и 10%-ного, активность 17%-ного,
однако, больше 22%-ного. Примером получения
катализатора является следующий способ. Активированный уголь
(3 г), прокаленный при 300°, помещается на 3 часа в
вакуум, после чего заливается горячим раствором окиси
цинка (4 г) или кадмия в 98%-ной уксусной кислоте
(8 мл) и воды (400 г). Уголь, залитый этим раствором,
оставляется на ночь, затем сушится до постоянного веса при
температуре 160°.
Сравнивая оба метода — жидко- и парофазный — можно
видеть, что жидкофазный метод имеет преимущества,
заключающиеся в меньшем количестве аппаратуры, в более
низкой температуре реакции (70—80°), а также в
возможности проведейия реакции и смешения реагентов в одном
аппарате.
Жидкофазный метод нашел широкое применение в США.
Однако он не лишен некоторых недостатков, в частности не
удалось полностью избежать образования побочных продуктов
(этилидендиацетата, ацетальдегида и пр.). Кроме того,
вследствие одновременной загрузки кислоты и катализатора
(сернокислой ртути) получается сильно корродирующая
смесь, что вызывает необходимость применения керамико-
347
вой аппаратуры, чем осложняется вопрос аппаратурного
оформления. Помимо всего сказанного необходимо
учитывать и высокую стоимость катализаторов.
Парофазный метод синтеза винилацетата свободен от
перечисленных недостатков. При соотношениях 1 моль
уксусной кислоты на 2,5 моля ацетилена, количество не
вошедшего в реакцию ацетилена уменьшается в 12 раз. За
счет некоторого уменьшения процента конверсии и выхода
винилацетата расход энергии и размеры аппаратуры могут
быть уменьшены.
Полимеризацию винилацетата в производстве можно
осуществлять блочным методом, в растворах или
эмульсионным способом. Каждый из этих способов полимериза*
ции связан с дальнейшим целевым назначением и
техническим использованием полимера. Для получения безоско^
лочного стекла (триплекса) целесообразно проводить поли*
меризацию блочным методом. Однако получение свободного
от пузырей гомогенного блока поливинилацетата составляет
одну из трудных задач полимеризационного процесса. Он
должен проводиться чрезвычайно осторожно и медленно
с точно определенной дозировкой катализатора (в пределах
0,5—1%). В начале процесса может допускаться
относительно более высокая температура, которая затем по мере
течения полимеризации должна быть снижена охлаждением
и может быть снова повышена только в том случае, если
концентрация мономера станет настолько низкой, что
саморазогревание не будет иметь места. Аппарат для
полимеризации должен по своей конструкции обеспечивать хороший
отвод тепла. Характерно для блочной полимеризации, что
молекулярные веса полученных таким образом полимеров
вследствие низкой концентрации катализаторов довольно
высоки. Полученные полимеры характеризуются чистотой и
прозрачностью.
Полимеризация винилацетата может быть проведена без
указанных мер предосторожности, если продукт
предназначается для производства лаков и масс для литья под
давлением. В этом случае в аппарат для полимеризации загружают
не всю массу мономера, а только небольшую его часть,
которую и полимеризуют, нагревая с обратным холодильником,
пока не пройдет бурная реакция. Затем постепенно
добавляют остальное количество мономера по ходу
полимеризации. Этот метод весьма несовершенен, так как
измельчение полученных таким образом вязких полимеров
представляет большие трудности. В последнее время этот про-
348
цесс получил промышленное применение только после того,
как была разработана методика непрерывной
полимеризации. Процесс в этом случае проводится в особой
реакционной колонке. Сначала при постепенном заполнении колонки
проводят полимеризацию до тех пор, пока колонка на две
трети своей высоты не будет заполнена полимером. С этого
момента начинают выпуск образовавшегося полимера из
нижней части колонки, установив температуру, при которой
полимеризат становится пластичным или вязко-текучим.
Однако по этому способу можно получать только
относительно низкомолекулярные продукты, так как загружать
вязкие и даже при высокой температуре недостаточно
текучие высокополимерные продукты крайне затруднительно.
Реакционная колонка, в которой проводится непрерывный
процесс полимеризации, снабжается большим числом
охлаждающих элементов, при помощи которых возможна весьма
точная регулировка процесса полимеризации.
Хорошего качества полимеры можно получить, проводя
полимеризацию в растворителях. Полимеризация винилаце-
тата в растворах проводится обычно в аппаратах,
снабженных мешалками и обратными холодильниками. При
полимеризации в растворе молекулярный вес получаемого
полимера зависит как от указанных выше факторов, так и
от концентрации мономера в растворителе. Применение
растворителей и разбавителей понижает степень
полимеризации.
Растворители различно влияют на скорость
полимеризации и на молекулярный вес. В качестве растворителей
можно применять: этилацетат, бутилацетат, бензол,
хлорбензол, дихлорэтан и метилэтилкетон. Полимеризация в
растворителях идет медленнее, контролировать полимеризацию
легче и реакцию можно остановить прежде, чем полимер
станет нерастворимым. Рекомендуется для полимеризации
брать спирт с добавкой 5% воды или скипидара.
Основным затруднением полимеризации винилацетата
в растворе является трудность, а в некоторых случаях даже
невозможность доведения полимеризации до полного
использования мономера. Полимеры, полученные в растворе, обычно
обладают характерным запахом мономера. Отделение
твердых полимеров от растворителя практически может
осуществляться отгонкой его в вакууме или с водяным паром.
Твердый поливинилацетат, пригодный для приготовления
лаков, удается выделить из полимера, полученного в
бензольном растворе. Для этого высоковязкий раствор поли-
349
винилацетата в бензоле подают в колонку, через которую
пропускается водяной пар; при этом отгоняются
растворитель и мономер. Когда основная масса их отогнана,
пропускают пар более высокого давления, который увлекает
остаток других летучих веществ, между тем как полимер
превращается в вязкую, расплавленную массу, которая при
помощи шнекового устройства выдавливается в виде
бруса из нижней части колонны. После охлаждения брус
может быть разрезан на мелкие куски или раздроблен и
в таком виде использован для приготовления лаков.
Этот метод применим только при получении низко- и
среднемолекулярных продуктов, так как высокополимерные
винилацетаты при повышении температуры не становятся
текучими, а только резиноподобными.
Разновидностью описанного метода является процесс
полимеризации в среде, растворяющей только мономер, но не
растворяющей полимер. В этом случае поливинилацетат
выпадает во время полимеризации из раствора и при
соответственном проведении процесса может быть получен в виде
однородного порошка. По этому методу полимеризация может
быть проведена в парафиновых углеводородах.
Для винилацетата применима также и
водно-эмульсионная полимеризация; получаемые при этом водные дисперсии
нашли ряд новых применений. Обычно применяемые
дисперсии содержат около 50% сухого вещества, причем для
особых целей приготовляются 60—70%-ные дисперсии.
После высыхания эмульсии оставляют несколько мутные,
твердые пленки, обладающие большим водопоглощением,
чем пленки, полученные из растворов. Пластификаторы, как,
например, трикрезилфосфат и дибутилфосфат и т. д., можно
вводить в эмульсии, n;\i*ic:,i они совмещаются с
диспергированными в воде частицами полимера. Такие дисперсии после
высушивания дают гибкие каучуколодобные пленки. Введе^
ние наполнителей и пигментов также не представляет
затруднений.
Твердые полимеры винилацетата представляют собой
прозрачную смолу, похожую на стекло, допускающую
многократную термическую обработку. В частности, винилиты
характеризуются следующими физико-механическими
показателями (табл. 43).
Поливинилацетат, нагретый до 100° в присутствии
кислых катализаторов (молочной, соляной или уксусной
кислоты, а также хлористого цинка и хлористого алюминия),
образует эластичные, нерастворимые и иногда неплавкие
350
Таблица 43
Физико-мехаиические показатели винилитов
Показатели
Времен, сопротивление растяжению, кг/см
Времен, сопротивление на изгиб, кг/см*
Водопоглощеиие через 48 час, % ...
Водопоглощение через 168 час, °/0 . . .
Уд. объемное сопротивление, ом • см . .
»
Масса с
наполнителем
1,3-2,5
450—520
500—775
60-70
0,2-0,7
0,3—1,1
0,7—1,8
юн
4,10
Масса без
наполнителя
1,35
560-Т-710
700—900
50—65
0,5—0,15
0,1-0,2
0,15—0,25
101*
4,10
продукты. В отсутствие катализаторов температуру
приходится повышать до 200°.
Виниловые смолы предложены для изготовления
пуговиц, ручек. Для их переработки в изделия применяется
также способ литья под давлением (шприцгусс).
Рекомендуется поливинил ацетат и для электрической изоляции;
имеются также указания, что виниловые смолы, смешанные
с дисперсиями каучука, дают композиции, сходные с
гуттаперчей. Смешанные с молотым шифером, пробковой или
древесной мукой, они могут применяться в производстве
линолеума или искусственной кожи. Девидсон и Мак-Клюр
приводят обзор большого числа процессов формования изделий
и разнообразных применений этих искусственных смол. Тем не
менее чистый поливинилацетат в качестве пластической
массы не получил широкого применения, так как его
низкая теплостойкость и хладотекучесть не дают возможности
вырабатывать достаточно устойчивые в отношении
сохранения формы изделия.
Поливинилацетат в смеси с другими веществами, как,
например, с ацетилцеллюлозой, применяется в качестве
прессовочных масс, например для изготовления граммофонных
пластинок. Большое значение приобрели сополимеры винил-
ацетата с хлорвинилом, метилметакрилатом и другими поли-
меризующимися производными этилена. Поливинилацетаты
могут, кроме того, служить исходным сырьем для получения
поливинилового спирта.
Большое промышленное значение пластифицированный
поливинилацетат получил в производстве безосколочного
стекла типа «триплекса». Для этих целей поливинилацетат,
351
заполимеризованный в виде блоков, режется на листы
соответствующей толщины 'на строгальных машинах,
применяемых в производстве целлулоида. Такие листы служат
склеивающей прослойкой для двух или более стеклянных
пластин. Технология изготовления триплекса с применением
поливинилацетатной прослойки не отличается от обычной.
Приготовленные листы поливинилацетата помещаются
между листами силикатного стекла, которые затем пакеш-
руготся в резиновые мешки. Эти мешки со стеклами
погружаются в автоклав, где под давлением заканчивается их
плотное склеивание.
При другом методе изготовления безосколочного стекла
применяются растворы поливинилацетата в органических
растворителях, к которым добавляются мягчители. Эти
растворы наносятся на стекла и затем для устранения
возможности образования пузырей подвергаются при сравнительно
низких температурах медленной сушке. Удаление
последних следов растворителя происходит при помощи вакуума.
Склеивание наложенного второго стекла происходит также
в вакууме.
В производстве лаков поливинилацетат ценится за его
хорошую светостойкость, бесцветность. Лаковые пленки на
основе поливинилацетата эластичны и обладают хорошей
адгезией, однако водостойкость их ограничена.
Поливинилацетат совмещается с нитроцеллюлозой в любых
соотношениях. Композиция поливинилацетата и нитроцеллюлозы
позволяет вводить в состав лаков и другие смолы,
растворимые в бензоле и спирте-ректификате. Эти композиции
служат для приготовления белых эмалей, которые обычно
подвергаются печной сушке при 110°. Поливинилацетат
совмещается с различными пигментами, в том числе и с
основными; из него могут быть приготовлены бронзовые лаки.
В числе различных применений поливинилацетата в
лаковой промышленности можно еще указать на грунтовые
покрытия по дереву и на лаковые покрытия по металлу.
Благодаря хорошей адгезии поливинилацетат
применяется для приготовления клеящих составов: для
склеивания кожи, тканей, для наклейки металлической фольги на
бумагу, войлока на металл и т. д. Низковязкие сорта
поливинилацетата используются в качестве средств для
цементации абразивных материалов на быстро вращающихся
шлифовальных кругах.
Эмульсии поливинилацетата применяются для
склеивания дерева, апретирования текстильных изделий, а также
352 * -о
в качестве связующих при изготовлении заменителей кож
и искусственной кожи из кожевенных, бумажных и
текстильных обрезков. Почти во всех случаях добавляются мягчи-
тели, так как пленки, не содержащие мягчителей,
оказываются твердыми и хрупкими.
За последнее время приобрели особое значение
сополимеры винилхлорида и винилацетата, известные под
различными марками: винилиты, миполам и т. п. Эти сополимеры
легче растворимы в органических растворителях по
сравнению с поливинилхлоридом и поливинилацетатом, легко
формуются и прессуются. Прессованные изделия обладают
несколько большей механической прочностью и твердостью.
Наиболее удачным количественным соотношением мономеров
является 87% винилхлорида и 13% винилацетата.
Совмещенный полимер по сравнению со свойствами полихлорвинила
и поливинилацетата обладает рядом преимуществ.
Сополимер имеет высокую термопластичность, не имеет вкуса
и запаха, не воспламеняем. Продукты эти чрезвычайно
упруги, имеют хорошие диэлектрические свойства,
влагостойкость и химическую стойкость.
Свойства сополимера находятся, конечно, в зависимости
от молекулярного веса, от соотношения мономеров в цепи
полимера и от их распределения. Последний факт зависит
от условий полимеризации. Сравнительные показатели
свойств поливинилацетата и его производных винилита и
игелита MP приведены в табл. 44.
Сополимер, приготовленный путем совместной
полимеризации винилхлорида и винилацетата в отношении 15:85,
содержит 45—49% хлора. Запрессовки из этого сополимера
получаются Следующим путем. Масса разогревается без
давления до 135—140° в течение 5—7 мин., после чего
давление доводится до 150 кг /см2 с постепенным охлаждением
до 70—80°. Физико-механические показатели продукта
следующие:
Темп, размягчения, °С 135 — 140
. разложения, °С 170
Теплостойкость по Мартен :у, °С 75
Твердость по Брннелю, кг/си2 15
Текучесть по Рашигу, мм 188
Уд. ударная вязкость, кгсм/см'1 8—25
Вязкость, сантилуаз 3—12
Для получения этого сополимера в автоклав сначала
загружают 1 кг ацетона и 0,25 кг винилацетата, затем при
охлаждении и размешивании насыщают 1 кг винилхлорида
23 Зак. 1532. 353
Таблица
Сравнительные свойства полнвииилацетдта и его производи
Показатели
Уд. вес
Времен, сопротивление
растяжению, кг/см?
Времен, сопротивление изгибу,
кс/см2
Прочность на удар, кгсм/см2 . .
Твердость по Брииелю, кг/мм2
Поверхностное сопротивление
ом •
Диэлектрическая постоянная . .
Тангенс угла потерь (tg о) . . .
Коэфициент мощности при 1000
периодах, °/0
Темп.размягчения, °С
Теплостойкость по Мартенсу, °С
Водопоглощение, °/0 ......
Показатель преломления ....
Воспламеняемость
Полиаииил-
ацетат
1,191
500
10«
2,7
2,5
38
(за 144 часа)
1,544
Винилит
Игели
1,34
1000
700 — 1000
101*
3,6
130 — 160
0,05
(за 24 часа)
1,4665
Не
воспламеняется
1,с
60i
ПС
35i
9,(
10
3,.
0,0:
1
130 —
6С
0,0
(за 24-
1,5:
Не вое
меняе
и прибавляют 5%-ный раствор перекиси бензоила (0,12
в ацетоне, постепенно в течение первых 36 час, поддерж:
температуру в автоклаве 40°. После окончания реакции,
канчивающейся в течение 72 час, сополимер высажива
этиловым спиртом и промывается 1%-ным раствором щел
ГЛАВА 26
ПОЛИВИНИЛОВЫЙ СПИРТ И ЕГО ПРОИЗВОДНЬ
Поливиниловый спирт получили впервые Герман и Ге:
при омылении поливинилацетата. Прямой полимеризацией
не может быть получен, ибо мономерный виниловый ci
изомеризуется в ацетальдегид и поэтому в свободном сое
нии вообще не известен. Способность к изомеризации в
дегид, т. е. переход из энольной в кетонную форму, со
няется, повидимому, и у поливинилового спирта, так
Марвел, Иискип и Эслер показали, что в поливинилс
спирте имеется альдегидная группа, которая может j6biTb
крыта как конечная группа.
354
Поливиниловый спирт может получаться при гидролизе
поливинилацетата как щелочью, так и кислотой. Омыление
щелочью происходит по следующей схеме:
... —СН2—СН—CHj—СН—СН2—СН— ...
| | | + *NaOH—►
ОСОСН3 ОСОСНц ОСОСН3
—> ... -СН„
■СН—СН2— СН-СН2—СН—
1 1 1
он он он
"+ArCH3COONa
Омыление кислотой может быть представлено следующим
уравнением:
... -сн2-сн—сн2-сн—сн2-сн—... + х н2о Щ^-*
II!
OCOCHg OCOCHg ОСОСНа
■—у ... -СН2—СН—СН2—СН-СН2-СН— \-х СНзСООН.
I I I
ОСОСН3С ОН ОН
Для омыления берут обычно спиртовый раствор
поливинилацетата, а в: качестве омыляющего средства спиртовый
раствор едкого натра, хлороводород или серную кислоту.
При применении кислых катализаторов также наблюдается
образование эфира, уксусной кислоты и спирта, примененного
в качестве растворителя.
Поэтому фактически в спиртовой среде идет реакция алко-
голиза:
—ОН2—СН—СН2-СН-СН2— СН— 1- R • ОН —>
I I !
ОСОСН3 ОСОСН3 ОСОСНз
—> ... —СН2-СН-СН2-СН-СН2-СН- 1- R • ОССН8
111 II
он он он о
Образующийся поливиниловый спирт выпадает из раствора,
в зависимости от условий реакции и от степени
полимеризации омыляемых полимерных сложных эфиров, либо в виде
желтого порошка, либо в виде хлопьев, волокон или пленок.
Часто омыление не проводится до конца и технический
поливиниловый спирт содержит некоторое количество
ацетатных групп. За границей принято обозначать, из какого
продукта получен поливиниловый спирт. Например, Сольвар 4015
обозначает, что продукт получен омылением винилацетата
с вязкостью бензольного нормального раствора 15 сантияуаз
и что 40% ацетатных групп не омылено.
2о» * - 355
Если омыление проводится в абсолютном спиртовом {
творе, то при незначительном количестве щелочи, напри
2% от требующегося по теории, происходит практически г
ное омыление поливинилацетата; в абсолютном метаноле
статочно для этого 0,2—0,4% едкого кали.
Преимущество этого способа заключается в том, чт<
течение одного цикла рабочего процесса, получается вес
чистый и свободный от загрязнений поливиниловый сш
Однако по указанному способу требуется большой рас
спирта.
Один из новых методов омыления проводится в см(
тельной машине bi присутствии небольших количеств мет*
вого спирта. В результате получается кашицеобразная ма
из которой после отгонки метилового спирта и образовав
гося метилового эфира уксусной кислоты можно полус
поливиниловый спирт в виде рыхлого порошка.
При кислотном омылении требуется очень незначител!
количество кислоты, например на 1 кг 20%-ного раствора
ливинилацетата в абсолютном этиловом спирте достатс
10 г серной кислоты. Поливиниловый спирт может б
снова ацетилирован, однако продукт, полученный кислот
гидролизом, не дает ацетата о прежним содержанием ацет:
«ьих групп. По-видимому, виною этому являются побоч
процессы изомеризации в альдегид, характерные для вин.
вого спирта. Одновременно приходится считаться с час
ной внутренней эфиризацией гидроксильных групп, т. е. о
зованием оксидных мостиков*.
Для получения очень чистого поливинилового спирта
изводят диализ его водного раствора.
Вязкость растворов поливинилового спирта зависит от
пени полимеризации исходного поливинилацетата, но bi б
шинстве случаев при омылении винилацетата проиюходит
которое уменьшение степени полимеризации.
Поливиниловый спирт растворим в воде и обычно bi
скается в виде порошкообразной массы. Он нераствс
© органических растворителях, за исключением гликол
глицерина. Растворимость в воде зависит от содерж;
остаточных ацетильных групп. При содержании 5% ацет
ных групп он не растворяется в холодной воде, но рас
ряется при 65—70 . Продукт, содержащий 20% ацетил!
групп, частично растворяется при комнатной температуре
для полного растворения требуется подогрев до 35—40°.
содержании около 40% ацетильных групп продукт рас
ряется при комнатной температуре, но выпадает из раств
356
подогревании до 35—40°. Поливиниловый спирт, содер-
ций более 50% ацетильных групп, в воде нерастворим,
сохраняет растворимость в разбавленном спирте, причем с
личением содержания ацетильных остатков возрастает и кон-
трация спирта, ш котором такой продукт растворяется.
Концентрированные /водные растворы поливинилового
рта (выше 5%) способны желатинироваться при стоянии,
жгролиты высаживают поливиниловый спирт из растворов.
Водные растворы поливинилового спирта обладают высо-
[ вязкостью, которая резко повышается при добавке буры,
жость водных растворой зависит от степени полимериза-
: исходного поливинилацетата.
Реакция чистых растворов! поливинилового спирта ней-
льная. В большинстве случаев у технических продуктов
i бывает слабокислой вследствие присутствия следов кис-
\ применявшихся при омылении, но эта кислотность ни-
>жна и обычно не препятствует различным применениям
швинилового спирта.
Поливиниловый спирт представляет собой превосходный
хитный коллоид и может применяться для получения ста-
1ьных эмульсий и дисперсий. Преимуществом его по
вненгаю с обычно применяемыми продуктами является
ойчивость в отношении разрушающего действия бактерий.
Большая ©язкость растворов поливинилового спирта при
.ысокой концентрации дает возможность использовать их
1 приготовления фармацевтических и косметических пре-
>атов, а также для производства красочных паст. В фар-
1,ев!Тической промышленности поливиниловый спирт, кроме
о, используется как заменитель агар-агара. В пищевой
жышленности поливиниловый спирт благодаря своей пол-
i безвредности применяется в качестве желатинирующего
здства для фруктовых желе и может добавляться к тесту
1 обеспечения равномерности поднятия. В текстильной
умышленности поливиниловый спирт служит для шлих-
жи пряжи, в особенности искусственного шелка. После
выкания раствора поливинилового спирта на волокне остается
ханически прочная пленка.
Поливиниловый спирт применяется также в типографском
не для приготовления светочувствительных слоев ори не-
горых фоторепродукционных процессах.
Благодаря свой нерастворимости в органических раствори-
:ях поливиниловый спирт представляет хороший материал
я изготовления устойчивых в отношении бензина шлангов
мембран. •
357
Под названием «Резйстофлекс ПВА» вырабатывается за
границей пластмасса на основе поливинилового спирта,
обладающая следующими показателями:
Продукт,
перерабатываемый
шприцеванием
Прессованмый
продукт
Времен, сопротивление растяжению, кг/см12 .
Разрывное удлинение, %
Остаточное удлинение' после 10 мин.
растяжения до удлинения 75%, определенное
чадез 10 мин. после снятия нагрузки, °/0 .
Объемное сопротивление, ом • см
Прочность иа пробой, кв/мм
350
^13
78
3,1 ■ 10'
24
140
445
80
3,8 • 107
43
В безводном состоянии поливиниловый спирт представляет
собой твердый продукт. Путем добавки глицерина, в
качестве пластификатора, поливиниловый спирт может быть
переведен в каучукоподобную эластичную массу с высокими
механическими показателями. Например, композиция из
высоковязкого поливинилового спирта о добавкой 50% глицерина
обладает временным сопротивлением растяжению 100 кг/слР
при разрывном удлинении 300—400%. Полученные из такой
смеси пленки и шланги под действием бензола и моторного
топлива изменяются очень медленно. Вместо чистого
поливинилового спирта для тех же целей применяются также
частично омыленные сложные поливиниловые эфиры, в
частности содержащие до 30% неомыленных эфирных групп.
Во многих случаях растворимость поливинилового спирта
в. воде ограничивает возможности его практического
использования, поэтому имеется ряд предложений, имеющих целью
переведение его в нерастворимое, а иногда и неплавкое
состояние. При нагревании до 140° поливиниловый спирт
практически не изменяется, но при 160° он начинает желтеть,
а при 170° такое изменение происходит очень быстро. Этот
процесс сопровождается отщеплением воды и, повидимому,
связан с внутренним эфирообразованием или эфиризацией за
счет гидроксилов двух разных цепей. Поэтому такое
нагревание приводит к повышению водостойкости и к потере
растворимости. Совершенно такой же результат получается при
действии водуотнимающих средств и некоторых кислот.
Сходные результаты дает обработка поливинилового
спирта некоторыми неорганическими веществами, например
борной кислотой, бурой, солями железа и соединениями
358
а. Пленки из поливинилового спирта, содержащие би-
ат калия, светочувствительны и теряют растворимость
действии света.
[оливиниловий спирт можно перевести ь нерастворимый
плавкий продукт, если получать его эфиры с двухоснов-
* кислотами. Для этого достаточно1 например, нагревать
виниловый спирт, к которому добавлено небольшое коли-
вю диэтилфталата. За счет реакции перезтерификации
сходит образование трехмерной молекулы с мостиками из
тков фталевой кислоты.
[оливиниловый спирт, получаемый омылением поливинил-
лта, энергично реагирует с соединениями, содержащими
онильную группу, и, в частности, с альдегидами. Этот
о известный факт был использован промышленностью
ко после того, как были найдены способы ацеталирова-
и получения из продуктов! этой реакции пластмасс, сход-
с каучуком, отверждающихся под действием тепла.
> результате взаимодействия поливинилового спирта
ьдегидами образуются ацетали винилового спирта.
> зависимости от применяемого альдегида (уксусного, му-
иного, масляного и др.) получаются соответственно про-
'ы, известные под фабричными названиями альваров,
Уваров, бутваров и т. п.
■ СН2—СН~-СН2—СН—СН2— СН-СН2-СН-
о
н н
о
о
СНВ
ОН Н;0
о
СН
1
сн3
—СН2-СН—СН3-СН-СНг-СН—СН2—СН-
6 — СН — О О —СН —О
I !
СН3 СН,
ацеталь цолиаинилового спирта
+ иН20
)днако практически для ацеталирования берется поли-
шовый спирт, содержащий некоторое количество ацетиль-
групп. Кроме того, при ацеталировании не все гидроксиль-
группы вступают в реакцию. Поэтому в конечном про-
359
дукте присутствуют все три вида функциональных групп
в различных соотношениях, например:
... —CH5-CH-CH2-CH-CHS-CH-CH2-CH— ...
I .1 I I
он ососн3 о —сн —о
I
сн8
При этом очень часто происходит образование мостиков,
но не в большом количестве, поэтому продукты эти довольно
хорошо растворимы.
... —СН2-СН-СН2-СН-СН2-СН-СН2-СН- ...
I I ! I
о.н но о
| 0= !CHCHS
но
CHCHg
но
он но oi:
I I Г
... — СН5— СН—СН2—СН-СН2—СН~СН2-СН- ...
—> ... —СН2-СН—СН2—СН—СН2—СН—СН2—СН—...
I I I I
о —сн —о о он
| ")снсн3
но сн3 он о он
' I ! I !
... — сн2—сн-сн2—сн—сн2-сн-сн2—сн—...
Свойства поливинилацеталей зависят как от степени
полимеризации исходного поливинилацетата и степени его
гидролиза, так и от природы альдегида и степени ацетализации
спирта.
В качестве конденсирующих веществ применяются,
главным образом, минеральные кислоты, а также хлорное олово
н хлористый алюминий.
Для получения поливинилацеталей к водному раствору
поливинилового спирта обычно добавляют альдегид и
катализатор; реакционную массу нагревают при размешивании.
Поливинилацеталь выпадает в виде хлопьев.
При недостаточном для проведения полного ацеталирова-
ния количестве альдегида получаются продукты, растворимые
в Еоде, причем раствор по мере протекания реакции
становится обычно более вязким.
Поливинилацетали могут получаться непосредственно из
сложных поливиниловых эфиров, для чего последние гидро-
лизуются кислотой в присутствии альдегида.
зео
Число получаемых поливинилацеталей очень велико
вследствие разнообразия альдегидов, которые можно применять
для этой реакции; циклические кетоны реагируют подобным,
же образом.
Кроме того, число типов ацеталей увеличивается
благодаря тому, что степень ацеталирования может быть
различной. Хорошие механические показатели имеют как раз те
поливинилацетали, которые не полностью ацеталированы и,
следовательно, в их молекуле имеются свободные гидроксиль-
ные группы.
Характерным свойством многих поливинилацеталей
являются незначительные изменения механических
показателей в широких интервалах температуры (до —40°). Очень
хорошими механическими показателями отличаются частично
ацеталированные продукты, в особенности
пластифицированные, хотя совместимость поливинилацеталей с
пластификаторами ограничена.
Поливинилацетали отличаются довольно высокой
теплостойкостью и водостойкостью, хорошей адгезией, а поэтому
используются для приготовления спиртовых лаков и лаков
для ламп накаливания. Особое значение они имеют как
промежуточный слой при изготовлении безосколочного стекла.
Сравнение продуктов, полученных с различными
альдегидами, показывает, что они одинаково совмещаются с
пластификаторами только при различной степени ацеталирования,
уменьшающейся с увеличением молекулярного веса альдегида"
(табл. 45).
Таблица 45
Поливинилацетали, совмещающиеся с
одинаковым количеством пластификаторов
Альдегид, примененный для ацеталирования
Степень
талир
ння,
85-
52-
52-
33-
31-
аце
ова-
°i'e
94
-92
-82
-62
-45
Ацеталыегид
Пропионовый альдегид ....
Масляный „ ....
Валериановый „ ....
Капроновый „ ....
Метод получения винилацеталей в принципе очень прост
и описан давно. Например, для получения формвара 20 ч.
поливинилового спирта невысокой вязкости растворяют в 80 ч.
воды в присутствии 2—3% серной кислоты, затем прибавляют?
25 ч. 3%-ного формальдегида. Раствор нагревают до 65°,
361
пока его вязкость не повысится по крайней мере вдвое.
Продукт реакции можно выделить путем осаждения спиртом.
Затем следует его фильтрация, промывка и сушка.
Катализатор может применяться и в других количествах, так как
для получения продуктов, полностью растворимых в
органических растворителях и дающих растворы значительной
вязкости, необходимо экспериментально определять количество
катализатора. _
При небольшой добавке катализатора получаются сначала
продукты нерастворимые, но сильно набухающие. При
дальнейшем же увеличении количества катализатора продукт
конденсации становится растворимым и приобретает
максимальную вязкость. Например, если вести процесс при нормальной
температуре и применять в качестве катализатора соляную
кислоту, то наблюдается следующая закономерность.
К раствору 100 г поливинилового спирта средней вязкости
в 1 л воды прибавляют 35 г формальдегида и соляную кислоту
в количестве, соответствующем содержанию в смеси 1% (по
весу) хлористого водорода. Смесь хорошо размешивают и
оставляют в покое, поддерживая температуру 20°. Через 1—
2 часа жидкость становится прозрачной. После нескольких
часов дальнейшего стояния жидкость мутнеет, причем в осадок
выделяется белая компактная масса — формвар. Промытый и
высушенный продукт растворим в хлористом метилене не
полностью; он образует при этом неоднородный гель.
Если количество применяемой соляной кислоты повысить,
например довести содержание хлористого водорода до 8%,
то промытый и высушенный продукт конденсации полностью
растворяется в хлористом метилене.
Дальнейшее добавление соляной кислоты и доведение
содержания хлористого водорода, например, до 10%
обеспечивает получение жидкого продукта.
В последнее время метод, основанный на предварительном
отделении поливинилового спирта, заменен более
совершенной конденсацией поливинилового эфира с альдегидом в
присутствии значительного количества концентрированной
соляной кислоты. Вся операция проводится на холоду, причем все
исходные материалы вводятся в реакцию одновременно. Таким
образом, весь процесс осуществляется в одной операции.
Если исходный виниловый эфир имел высокую степень
полимеризации, получаемый продукт обладает хорошей
водостойкостью; если же применялся эфир с низкой степенью
полимеризации, получаемые продукты заметно набухают
в воде.
332
Конденсация с формальдегидом дает полйацётали, трудно
растворимые или совсем не растворимые в большинстве
обычных органических растворителей, хотя они отлично
растворяются в хлорированных углеводородах (хлороформ, тетра-
хлорэтан, хлористый метилен и т. д.). Продукты конденсации
с ацетальдегидом растворимы во всех обычных
растворителях, но значительно сильнее набухают в воде.
Для получения бутирацеталя (бутвара) можно применить
поливинилацетат, 10%-ный раствор которого в метилацетате
имеет время истечения при 20° 170 сек. (для воды в тех же
условиях это время составляет 15 сек.).
Для получения бутвара смешивают 100 ч. поливинилаце-
тата, 150 ч. соляной кислоты (22° Вё) и 100 ч. воды. Как
только закончится гидролиз и винилацетат растворится,
прибавляют постепенно 45 ч. масляного альдегида. В результате
довольно бурной реакции выделяется комковатая масса.
Реакционную смесь оставляют некоторое время в покое, пока не
закончится полное выделение бутвара, на что требуется
24—48 часов, в зависимости от температуры.
_ Таким образом получается белая смола, не требующая
дальнейшей обработки или отбелки, хорошо растворяющаяся
в толуоле, ацетоне, этилацетате, бутилацетате, этаноле и
в смеси равных объемов этанола и толуола. В
денатурированном этиловом спирте смола только набухает. То же
происходит и в бутиловом спирте, однако в последнем случае
набухание более сильно.
Нет необходимости обязательно ожидать полного перехода
в раствор поливинилацетата; масляный альдегид можно
вводить одновременно со всеми другими компонентами, если
только обеспечено хорошее механическое перемешивание.
Опытами установлено, что, применяя кислый катализатор
даже при конденсации с формальдегидом, необходимо
предохранять образующиеся смолы от дальнейшего действия
катализатора, проводя реакцию в присутствии органического
растворителя, например спирта, и при наличии достаточного
количества воды. э
Добавка при реакции значительного количества воды
в основном имеет целью разбавление кислоты. Вообще говоря,
вода предпочтительнее спиртов, так как она предохраняет
образующиеся смолы и исходные альдегиды от действия
кислого катализатора. При использовании других альдегидов,
в частности ацетальдегида, необходимо принимать меры
предосторожности, чтобы получить достаточно высокое
содержание ацеталя и полное отсутствие окраски.
363
В качестве примера можно привести следующий способ
получения ацеталя из поливинилового спирта и ацетальдегида.
Растворяют 100 ч. поливинилацетата, имеющего вязкость
50 сантипуаз, в смеси 75 ч. бутилового спирта и 110 ч. бутил-
ацетата, затем добавляют 33 ч. паральдегида, 13,6 ч.
концентрированной серной кислоты и 11,6 ч. воды. Реакция
проводится в течение 10 час. при температуре 50°. После
нейтрализации катализатора аммиаком от образовавшейся смолы
отделяют отгонкой с паром летучие продукты. Смолу
промывают для удаления солей и сушат.
Количество воды и спирта, добавляемое в реакционную
смесь, должно строго соблюдаться, так как от этого зависит
качество получаемого продукта. Если спирт брать в
количестве меньшем, чем эквивалентное половинному содержанию
альдегида, то неизбежно получается окрашенная смола. При
количестве воды менее 8%, считая на исходный раствор
поливинилового эфира, смола выпадает вследствие изменений
условий растворимости, что затрудняет дальнейшее течение
реакции.
Температура реакции может меняться в широких
пределах — от комнатной до температуры кипения смеси
примененных растворителей; обычно работу ведут в пределах 40—70°.
Количество кислого катализатора зависит как от природы
кислоты, так и от температуры реакции, количества воды и
желаемого итога реакции. Практически рекомендуется брать
кислоту и воду в соотношении 1 : 2.
Особо заслуживает внимания вопрос стабилизации смол,
так как продукты, полученные по вышеуказанным методам,
отличаются очень малой устойчивостью к тепловым
воздействиям. Они сравнительно плохо переносят продолжительное
нагревание, даже до температуры, не превышающей 100°.
Стабилизация может быть осуществлена добавкой
антиокислителей; гидрохинон и пирогалол дают в этом отношении
хорошие результаты. Пленки, приготовленные из
стабилизованного таким образом ацеталя, выдерживали нагревание до
200° в течение 96 час.
В качестве антиокислителей могут также применяться
Первичные, вторичные, третичные амины и циклические
полиамины (лг-толуилендиамины, n-фенилендиамин, гексаметилен*
тетрамин) в количестве 0,1—1%.
Ацетали применяются в производстве лаков, пропиточных
материалов и клеев. Для изготовления формовочных изделий
большая часть их пригодна лишь при наличии жесткого
каркаса.
364
Поливинилацетали совмещаются с нитроцеллюлозой,
некоторыми алкидными смолами и бакелитами.
Для пластификации они требуют небольшого количества
мягчителен. Они растворяются в спирте, даже водном,
содержащем до 40% воды, в ацетоне, бензоле и толуоле, но не
растворяются в скипидаре и парафине.
' Альвары применяются как термопластичные формовочные
смолы для прессования и литья под давлением. В них вводят
наполнители для повышения сопротивления удару (стеараты
кальция, магния или цинка) и пластификаторы. Они
совмещаются с рядом природных смол и восков. Кроме того,
альвары применяются для кистевых или пульверизуемых
лаков. Они дают вязкие, твердые и хорошо
сопротивляющиеся истиранию пленки большой стойкости к атмосферным
воздействиям. Для лаков идут (преимущественно альвары из
низкополимерных ацетатов, например альвары 4—80 и 7—70 *.
Альвары 15—70 и 15—85 применяются как термопласты для
прессования и шприцгуса. Для американских продуктов
приводятся следующие показатели:
Уд. вес 1,14
Времен, сопротивление растяжению, кг/мм2 . . 5,4
Диэлектрическая постоянная при 30э 2,8
Для опытных образцов (типа 16—81), полученных в
лабораторных условиях, установлено большое влияние типа
пластификатора (20%) на механическую прочность:
Пл»стифккаторы
Вргиенное
сопротивление
растяжению
кг!ммг
Водопо-
тлощеиие
Еез пластификатора
Трикрезилфосфат .
Диэтилфталат . . .
7,3
5,4
7,0
1,3
1,33
2,25
Преимущество альваров перед нитроцеллюлозой заклго^
чается в дешевизне растворителей, которыми могут быть спирт,
1 Первая цифра — вязкость исходного винилацетата (в сантипуазах
для молярного раствора в бензоле), вторая — степень ацеталиро-
вавия (в о/0).
6Ь
бензол, толуол, хлорированные углеводороды и ацетон. Смолы,
полученные из поливинилового спирта и ацетальдегида,
обладают большой механической прочностью и более высокой
точкой размягчения.
Формвары, получаемые из поливинилового спирта и
формальдегида, характеризуются более высокой температурой
размягчения, хорошим сопротивлением растяжению и
пониженной растворимостью.
Наибольшее применение нашел поливинилацеталь,
получаемый конденсацией с масляным альдегидом, так как эта смола
сочетает хорошую адгезионную способность с абсолютной
прозрачностью и светостойкостью. Благодаря этому поливи-
нилбутирацеталь (бутвар) используется как одна из лучших
прослоек в производстве безосколочного стекла. Вязкая смола
для промежуточного слоя в безосколочных стеклах
производится в настоящее время введением в поливиниловый спирт
54—78% бутиральдегидных групп или 30—58% пропиональ-
дегидных.
Непластифицированные смолы употребляются для ряда
изделий, требующих высокой механической прочности. В
частности, поливинилформацеталь является лучшей изоляцией для-
проводов благодаря гибкости, хорошим диэлектрическим
свойствам и абсолютной стойкости против действия масла
и химических реагентов.
Простые виниловые эфиры получаются реакцией винили-
рования, при которой ацетилен присоединяется в присутствии
катализатора к спирту по следующей схеме:
ROH + НС = СН —► R— О — СН = СН3
Технический метод получения простых виниловых эфиров
основан на действии ацетилена на спирты в присутствии
едкой щелочи. Реакция проводится в автоклаве при
температуре 120—160°. Таким путем были получены метиловый,
этиловый, пропиловый, бутиловые, амиловые, октиловый,
фениловый, дивинилгликолевый, тривинилглицериновый и
некоторые другие эфиры.
При семидневном облучении мономеров кварцевой лампой
на расстоянии 75 мм от источника света количество
полученного полимера нормального винилбутилового эфира
составляло 61%, винилхлорэтилового 60%, а винилфенилового
получены лишь следы.
Скорость термополимеризации мономеров при нагревании
до 130° приведена в табл. 46.
366
Мономеры были также подвергнуты действию солнечных
лучей в течение года; ни в одном случае не было обнаружено
наличие полимера.
Чальмерсом была определена скорость ' полимеризаций
мономеров при действии 0,2%-ного раствора иода в
хлороформе. Полимеризация проводилась при комнатной
температуре (табл. 47).
Таблица 47
Таблица 46
Скорость полимеризации про-
Скорость термополимеризацни стых виниловых эфнров в прн-
простых виниловых эфиров сутствин иода
Эфиры
Винилэтиловый . . .
Винилбутиловый . .
Винилхлорэтиловый .
Винилфеяиловый . .
uk
Про
тель
пол
цни
24
24
144
144
й
Вых
ЛИИ
сов
100
100
27,7
2.4
Эфиры
Винилэтиловый . . .
Винилбутиловый . .
Винилхлорэтиловый.
Винилфениловый . .
Продолжительность
пэдииериза-
нии, дней
60
60
3
90
ч
о
и
3
«
46,5
26,0
100
1,6
Полученные полимеры имели вязкую консистенцию и
янтарножелтый цвет.
Некоторые константы полимеров виниловых эфиров
приведены в табл. 48.
Таблица 48
Свойства яоливняиловых простых эфнров
Эфиры
Поливинилметиловый ....
Поливннилизобутиловый . . .
Уд. вес
1,045
0,96
0,91
Коэфициеит
преломления
nD
1,467
1,454
1,452
Объемы, со-
противление ом • см
5-Ю12
6 • 10«
!•№
Диэлектрическая
постоянная
3,5
3.0
2.2
Мономерные виниловые эфиры должны быть очень
чистыми, тате как даже следы исходного спирта задерживают
полимеризацию. При температурах от —10 до—80°, при
добавлении катализатора фтористого бора, образуются каучуко-
подобные полимеры, которые можно применять как
изоляционные материалы или как клей. Полимеризация при более
высоких температурах приводит к образованию чрезвычайно клей-
-Ких; вязких веществ. ;.-■-- - ■—
367
Наряду с фтористым бором в качестве катализаторов
рекомендуется употребление сернистого ангидрида, хлористого
алюминия, урановых солей и перекиси бензоила.
Проводя полимеризацию при комнатной температуре
с очень небольшим количеством ZnCb, SnCk, АЮз, FeCls,
Лосев и Федотова получили совершенно прозрачные и
бесцветные полимеры вязкой и каучукоподобной консистенции.
Применение большого количества катализатора приводит
к чрезвычайно бурному течению реакции полимеризации и
осмолению полимера.
Вязкость полимеров мало изменяется в пределах от —80
до +150°. Более вязкие полимеры хорошо растворимы в
бензоле, эфире и ацетоне. Каучукоподобные вещества не
растворимы в обычных растворителях. Полимеры, вероятно, найдут
применение как добавки к машинным маслам и клеям и
в производстве безосколочного стекла.
Получены также полимеры тиовиниловых эфиров,
перерабатывающиеся при помощи вальцевания и прессования или
шприцгусса.
Полимеризация различных виниловых эфиров, и е( том
числе одно- или многовалентных, алифатических, алифатиче-
ски-ароматических, ароматических, гидроароматических и мер-
каптановых, проводилась как при нормальной температуре,
так и при нагревании до 50—120°, а также при облучении
светом. Заслуживают внимания свойства полимеров
метилового эфира, которые в противоположность полиэфирам
высших спиртов хорошо растворимы в воде, но нерастворимы
в бензине и минеральных маслах.
Винилкарбазол получается аналогично простым виниловым
эфирам из ацетилена и карбазола. Полимеризация винил-
карбазола может быть проведена как непосредственным
действием катализаторов, т. е. блочным методом, так и в водной
эмульсии. В последнем случае в качестве катализатора
рекомендуется применять двухромовокислый калий.
В литературе упоминаются также n-винилпиррол, винил-
пропилкарбазол, ванилизопропилкарбазол, винилиндол и
винилнафтокарбазол.
Поливинилкарбазол растворим в бензоле, толуоле, ксилоле
и хлорированных углеводородах, набухает в кетонах и
нерастворим в алифатических углеводородах, эфирах и
спиртах.
Полимер отличается очень высокой температурой
размягчения, достигающей 150°, и исключительной теплостойкостью.
Деструкция наступает только после длительного нагревания
368
Наряду с фтористым бором в качестве катализаторов
рекомендуется употребление сернистого ангидрида, хлористого
алюминия, урановых солей и перекиси бензоила.
Проводя полимеризацию при комнатной температуре
с очень небольшим количеством ZnCb, SnCk, AlCb, FeCls,
Лосев и Федотова получили совершенно прозрачные и
бесцветные полимеры вязкой и каучукоподобной консистенции.
Применение большого количества катализатора приводит
к чрезвычайно бурному течению реакции полимеризации и
осмолению полимера.
Вязкость полимеров мало изменяется в пределах от —80
до +150°. Более вязкие полимеры хорошо растворимы в
бензоле, эфире и ацетоне. Каучукоподобные вещества не
растворимы в обычных растворителях. Полимеры, вероятно, найдут
применение как добавки к машинным маслам и клеям и
в производстве безосколочного стекла.
Получены также полимеры тиовиниловых эфиров,
перерабатывающиеся при помощи вальцевания и прессования или
шприцгусса.
Полимеризация различных виниловых эфиров, и е( том
числе одно- или многовалентных, алифатических, алифатиче-
ски-ароматических, ароматических, гидроароматических и мер-
каптановых, проводилась как при нормальной температуре,
так и при нагревании до 50—120°, а также при облучении
светом. Заслуживают внимания свойства полимеров
метилового эфира, которые в противоположность полиэфирам
высших спиртов хорошо растворимы в воде, но нерастворимы
в бензине и минеральных маслах.
Винилкарбазол получается аналогично простым виниловым
эфирам из ацетилена и карбазола. Полимеризация винил-
карбазола может быть проведена как непосредственным
действием катализаторов, т. е. блочным методом, так и в водной
эмульсии. В последнем случае в качестве катализатора
рекомендуется применять двухромовокислый калий.
В литературе упоминаются также n-винилпиррол, винил-
пропилкарбазол, ванилизопропилкарбазол, винилиндол и
винилнафтокарбазол.
Поливинилкарбазол растворим в бензоле, толуоле, ксилоле
и хлорированных углеводородах, набухает в кетонах и
нерастворим в алифатических углеводородах, эфирах и
спиртах.
Полимер отличается очень высокой температурой
размягчения, достигающей 150°, и исключительной теплостойкостью.
Деструкция наступает только после длительного нагревания
368
Акриловая кислота СНг = СНСООН в чистом виде
представляет собой при комнатной температуре бесцветную
жидкость с темп. пл. + 13° и темп. кип. 141 .
Редтенбах впервые, около 100 лет назад, описал ее под
названием акролеиновой кислоты, так как она быда получена
//°
окислением акролеина СНг = СНС <^ . Твердый полимер
ЧН
акриловой кислоты, однако, получен был значительно позднее
(Линнеман, 1872 г.) и почти одновременно было начато
изучение ее эфиров (Каспари и Толленс, 1873 г.). Первое
исследование полимеров акриловой кислоты и ее эфиров относится
к более поздним годам и опубликовано в начале нынешнего
столетия (Рем, 1901 г.). Попытки промышленного применения
их относятся уже к периоду войны 1914—1918 гг.
Возможности производства этих полимеров были связаны с ростом
военной промышленности и, в частности, основаны были на
использовании хлоргидрина гликоля, промежуточного
продукта в производстве иприта. В широком производственном
масштабе полимеры эфиров акриловой кислоты стали
вырабатываться приблизительно с 1927—1928 г.
Для получения акриловой кислоты предложено довольно
много более или менее сложных методов, но промышленное
значение имеют только немногие из них.
Один из основных методов получения акриловой кислоты
состоит в использовании в качестве исходного продукта эти-
ленхлоргидрина, получающегося действием хлора и воды на
этилен. Действием солей цианистоводородной кислоты этилен-
хлоргидрин превращается в этиленциангидрид:
СН2ОН • СН2С1 + NaCN —> CH2(OH)CH2CN + NaCl.
Для этого хлоргидрин нагревается с тщательно
измельченным и просеянным цианистым натрием, причем температуру
реакционной смеси медленно повышают до 50°
при,одновременном энергичном перемешивании. После пятичасовой
выдержки при 50° выделившийся хлористый нцтрий
отфильтровывается, а фильтрат перегоняется. Выход циангидрина,
кипящего прн 116—118° (20 мм рт. ст.), составляет около'
79—80% от теоретического.
Для перевода циангидрина в акриловую1 кислоту или ее
эфиры применяется гидролиз в водной или алкоголиз в
спиртовой среде:
CH2(OH)CH2CN -+-Ha0+H'SO'-> СН2(ОН)СН,СООН + NH*HSO. —'Я
—> сн2 = снооон
370
и
CHs(OH)CH,CN + H2S04 + ROH —► CH2 » CHCOOR + NH4HS04.
В первом случае получается свободная кислота, а во
втором соответствующий эфир ее'. Для проведения этой реакции
смесь циангидрина (1 ч.), серной кислоты (2 ч.) и воды
нагревается с обратным холодильником в течение 1 часа. Для
предотвращения преждевременной полимеризации реакция
проводится в присутствии веществ, задерживающих
полимеризацию, — гидрохинона, пирогаллола, серы, меди и т. п.
Полученная акриловая кислота отгоняется в вакууме. Если
в качестве среды применяется не вода, а спирт, например
метанол, процесс ведется совершенно аналогично, причем
отгоняется соответствующий (в данном случае метиловый)
эфир акриловой кислоты.
При получении этиленциаигидрина можно также исходить
из окиси этилена. Окись этилена сравнительно легко
присоединяет синильную кислоту, образуя этиленциангидрин:
С\2 .?H2+HCN—>СН2ОН CH.CN. -
Дальнейшая переработка циангидрина ведется в этом
случае, как указано выше.
Второй, заслуживающий внимания метод получения
акриловой кислоты и ее эфиров основан на использовании в
качестве исходного сырья молочной кислоты. Сначала молочная
кислота превращается в сложный эфир нагреванием
смеси натриевой или кальциевой ее соли и соответствующего
спирта в присутствии концентрированной серной кислоты:
СН3СН(ОН)СООН + СН3ОН t+H'S0'1 > CHsCH(OH)COOCH3+HaO.
Полученный эфир ацетилируется уксусным ангидридом или
уксусной кислотой в присутствии серной кислоты:
СН8(ОН)СООСН3 + СН3СООН [+H'S0,1-> CH3(OOCCHe)COOCHs + Н20.
Выход ацетата метилового эфира молочной кислоты (метил-а-
ацетоксипропионата) достигает 72%. Нагревание до 450—500°
этого продукта приводит к отщеплению уксусной кислоты
и образованию эфира акриловой кислоты:
СН3СН(ООССН3)СООСН, —► СН2 = СНСООСНз + НООССН8.
24* 371
Реакция эта протекает с хорошими выходами для метилового
(90% от теоретического) и этилового (76%) эфиров. С
увеличением молекулярного веса спиртового радикала выход при
пиролизе резко уменьшается и для бутилового эфира
достигает в оптимальных условиях только 24%.
Для получения эфиров акриловой кислоты можно также
пользоваться в качестве исходного сырья пропионовой
кислотой, которая получается окислением н. пропилового спирта или
выделяется из продуктов брожения мелассы. Первой стадией
синтеза акрилатов является в этом случае получение хлоран-
гидрида пропионовой кислоты действием треххлористого
фосфора:
ЗСН3СН2СООН + РС13 —j> SCH3CH2COCi + Р(ОН)з.
Хлорирование этого хлорангидрида в'среде четыреххлористого
углерода приводит к образованию смеси хлорангидридоз
а- и ^-хлорпропионовых кислот:
2СН3СН3СОС1 + 2С12 —> СН3СНС1СОС1 + CH2CiCH2COCl + 2HC1.
Непосредственное нагревание этих продуктов с водными
растворами щелочей приводит к акриловой кислоте. Для
получения эфиров ее на хлорангидриды действуют
соответствующим спиртом и получают предварительно эфиры а- и $-
хлорпропионовых кислот:
CHSCHCIC0C1 CH3CHCICOOR
+ ROH —> + НС1
СН2С1СНСОС1 CH2C1CH2C00R
Для превращения эфиров хлорпропионовых кислот в. эфиры
акриловой кислоты нельзя пользоваться водными растворами
щелочей, однако отщепление хлористого водорода может
быть осуществлено перегонкой их с серной кислотой (выход
85—90%). Хорошие результаты получаются также, если пары
хлорпропионовых эфиров пропускать при температуре 180—
270° над нейтральными и инертными катализаторами с
большой поверхностью, например над активированным углем:
CH,CHClCOOR_2Ha CH2 = CHCOOR
CHgClCOOR CH2= CHCOOR
Способ этот имеет ряд вариантов, отличающихся
применением интересных разбавителей (например, азота и др.),
вакуума и т. д. '
372
Хлорангидрид р-хлорпропионовой кислоты можно, кроме
того, получать непосредственным взаимодействием этилена
и фосгена в присутствии хлористого алюминия:
CHg = СН2 + СОС!2 t+ А'С1'1—> СН2С1СН2СОС1.
Реакция проводится при температуре от —4 до —5°,
а получающееся в результате процесса комплексное
соединение хлорангидрида с А1С1з добавлением метилового спирта
превращается в метиловый эфир fJ-хлорпропионовой кислоты.
Получить по этому методу хорошие выхода до сих пор не
удалось, отчасти из-за ряда побочных реакций, протекающих
в этом процессе.
Многие методы получения акриловой кислоты, как,
например, окисление акролеина, окисление аллилового спирта,
непосредственный синтез из этилена и двуокиси углерода или
через нитрил акриловой кислоты, получаемый
непосредственным воздействием ацетилена и синильной кислоты, а также
ряд других не вышли за пределы лабораторной практики.
Схема синтезов акриловой кислоты и ее эфиров
Этилен
Прапипо ■
выйслирт
Меласса
Глюноза
ПрОПИЛ&н
Гпиидрин
Жиры
Анралшш
373
Таблица 49
Баланс получения метилового эфира акриловой кислоты через
этиленхлоргидрии
Стадия
1
II
III
Сырье
Этилен . • . .
Хлор . . • . .
Известь . . .
Этиленхлоргидрии . . .
Цианистый
натрий . . .
Этиленциан-
гидрин . . .
Метанол . . .
Серная
кислота • • • # •
Расход сырья
кг
28
71
30
72,5
45,0
64
28,2
83,5
молей
1
2
0,9
0,92
0,85
0,85
0,85
Продукты
Этиленхлоргидрии . . .
Этиленциан-
гидрин . . .
Метиловый
эфир
акриловой
кислоты
Выход продуктов
от тео-
ретиче
с кого
количества, °j0
91
95
75
кг
72,5
64
58
молей
0,9
0,85
0,64
Таблица 50
Баланс получения метилового эфира акриловой кислоты через
окись этилена
Стадия
I
11
II!
Сырье
Этилен ....
Воздух ....
Катализатор .
Окись этилена
Цианистый
натрий ....
Серная кислота
Этиленциангид-
рнн ....
Метаиол . . .
Серная кислота
Расход сырья
кг
28
22
25
48
38,8
15
46
молей
1
0,5
0,5
0,5
0,47
0,47
0,47
Продукты
\ Окнсь этилена
! Эгиленциач-
( ГИДрИН
1 Метиловый
} эфир акрило-
1 вой кислоты
Выход продукта
от
ретического
количества, о;0
50
95
75
кг
22
38,8
30,2
молей
0,5
0,47
0,"5
374
На приведенной схеме дано сопоставление синтезов
акриловой кислоты или ее эфиров.
Из всех этих видов синтеза для производства в заводском
масштабе имеет значение схема: этилен -> хлоргидрин -*■ циан-
гидрин -> эфир акриловой кислоты.
В американской технической литературе приводятся
сравнительные данные по расходу сырья и выходам продуктов
при получении эфира акриловой кислоты, полученного по
разным способам (табл. 49, 50 и 51).
Таблица 51
Баланс получения метилового эфира акриловой кислоты из
молочной кислоты
Стадия
I
11
Ш
Сырье
Молочная
кислота ....
Метанол . . .
Серная кислота
Метиловый
Эфир
молочной кислоты
Уксусный
ангидрид . . .
Метил-сс-ацет-
оксипрог.ио-
наг ....
Расход сырье
кг
90
32
4
94
92
125
молей
1,0
1,0
0,04
0,9
0,9
0,85
Продукты
Метиловый
эфир
молочной кислоты
Метил-а а це-
токсипропио-
Уксусная
кислота . ...
Метиловый
эфир
акриловой кислоты
Уксусная
кислота ....
Выход продуктов
от
ретического
количества,0,'d
90
95
83
кг
94
125
54
64,5
32
молей
0,9
0,85
0,9
0,75
0,5
•*
Полимеры свободной акриловой кислоты или ее солей
имеют лишь ограниченное применение и могут быть
использованы в тех случаях, когда их растворимость в воде не
препятствует этому. Промышленное значение имеют эфиры
акриловой кислоты и в первую очередь метиловый эфир, дающий
наиболее ценный по своим свойствам полимер.
Строение полимеров акриловой кислоты и ее производных
по исследованию Марвела и сотрудников несколько иное, чек
у большинства полимеров винильного ряда. Изучение реакций
полимеров акриловой группы показало, что они содержат
боковые цепи у соседних углеродов. В общем виде строение
375,
полимеров этого ряда может быть выражено следующей
схемой:
XX XX
II' ! !
... —СН2-С — С-СН4-СН2-С — С- СН2— ...
I
со со
I I
о о
I I
R R
со со
I
0 о
1 I
R R
где~ X и R — могут быть: водород, галоид, алкил, a R, кроме
того, и арил. Свойства мономерных эфиров акриловой кислоты
приведены в табл. 52.
Таблица 52
Свойства мономерных эфиров акриловой кислоты
Эфиры
Вторичный бутиловый .
Третичный бутиловый .
Вторичный амиловый .
Третичный амиловый .
Число атомов
С в
спиртовом ос-гатке
1
2
3
4
4
5
5
8
12
16
3
Температура кипения
•с
80—84
101-102
122—123
131-131,5
117-^120
71—72
65—68
107-109
170—185
205—210
119-124
с;
К щ
« . и
X X .
о, и ь
а я о.
760
760
760
765
759
37
49
22
21
13
7f0
Уд. вес
0,961
0,913 при 15°
0,919 при О1
0,907 при 20°
0,f85 пги 20°
0,<-92 при 20°
0,919 при 20°
0,879 при 20°
0,865 при 20°
0,859 при 20°
*$
Коэфициен
преломлен!
1,4725
1,413
1,409
1,417
1,419
1,429
1,441
1,450
С увеличением числа атомов углерода в спиртовом остатке
полимеры получаются все более мягкими, а начиная с окти-
лового представляют собой густые жидкости или
полужидкие массы. Полиметилакрилат — прозрачное вещество,
образующее при обычной температуре чрезвычайно эластичные
пленки; последние могут быть растянуты до 10-кратной
длины, выше +8° твердость метилакрилата невелика. Поли-
этилакрилат еще более мягок и эластичен, а твердым он
становится только при температуре ниже —20°. Полибутилакри-
лат (нормальный) при обычной температуре представляет
собой вязкую, слегка липкую массу, приобретающую
твердость при температуре ниже —40°. Полиизобутилакрилат
376
значительно тверже и приближается по свойствам к поЛи-
этилакрилату. Полимер акрилового эфира третичного
бутилового спирта представляет собой при обычной температуре
довольно твердую и малоупругую массу. Приблизительно
такое же изменение свойств наблюдается у полимеров
изомерных амиловых эфиров, причем все они по твердости
уступают бутиловым. Полиоктил- и полилаурилакрилаты при
обычной температуре представляют собой полужидкие массы.
Если в образовании эфира участвует циклический спирт или
спирт, содержащий ароматическое ядро, полимеры получаются
более твердыми по сравнению с эфирами изомерных спиртов
с открытой цепью. Например, полимер эфира н. гексилового
спирта — вещество мягкое и липкое, а полимер циклогекси-
лового эфира — твердый продукт. Полимеры эфиров,
содержащих в спиртовом радикале винильную группу (СНг — СН —),
а также эфиры двух- и многоатомных спиртов
превращаются также' в более твердые продукты полимеризации,
нерастворимые в органических растворителях. В этих
случаях имеет место образование сетчатых молекул. Например,
полимер этиленгликольдиакрилата, повидимому, имеет
следующее строение:
А: I 1
III'
СО СО СО
...—CH-CH2-CH2-CH-CH-CHS-CH2-CH-CH—СН2-СН2-СН—...
со
1
о
1
1
CHS
1
сн2
1
1
0
со
со
1
о
[
сн2
1
CHS
1
!
о
1
1
со
со
А
1
CHS
1
С Кя
А
1
со
...—СН—СН2- CH2 CH - СН—CHS—CHj—CH—СН—СН2—CHj-CH—..."
I I I
со со со
о о о
II I
377
в отличие от изомерных полимеров метилакрилата
СН3 СНз
A А
СО СО
-сн—сн2-сн2—сн-сн-сн2 -сн2 - сн-...
со со
А А
(СН3 СН3
CHg CHg
I I
о о
Ао
со
I !
... — сн—сн2—сн-г-сн-сн—сн2— сн2-сн—...
I 1
о со
I Ь
со о
сн3 сн3
у-которых цепи полимеров не связаны между собой. У гли-
кольдиакрилата они связаны мостиками при помощи сил
основных валентностей. Таким строением обусловлена
нерастворимость этих полимеров. Полимеризуя смесь
метилакрилата и гликольдиакрилата, можно получить сетчатые
молекулы с более редким расположением мостиков, что будет?
проявляться соответственно более или менее сильным, но
ограниченным набуханием.
Регулируя степень полимеризации, можно влиять на
свойства полимеров. Например, Штаудингер и Тромсдорф,
детально изучавшие полиакрилаты, описали свойства
полимеров этилакрилата с молекулярным весом 2200—175 000 и
выше (степень полимеризации 22—1750). Полимеры со
степенью полимеризации ниже 78 обладают текучестью па
холоду, при степени полимеризации 225 получается
эластичный продукт, при 1750 — полимер представляет собой кау-
чукообразную массу, сильно набухающую в бензоле и
дающую затем растворы высокой вязкости.
Полиакрилаты находят применение по преимуществу в тех
случаях, когда нужен эластичный материал и не требуется
большой механической прочности. Благодаря своей свето-
378
стойкости и бесцветности полиакрйлаты предложены в
качестве прослойки в многослойном безосколочном стекле (типа
«триплекс»), для изоляции кабелей, для" некоторых
фармацевтических препаратов и изделий (пластичных бинтов,
пластырей и т. п.), для пропитки тканей с целью придания им
газонепроницаемости, для склеивания древесного шпона (фанеры),
ткани и т. д. Недостатком, ограничивающим применение
полиакрилатов, является их проницаемость для воды и
меньшая химическая стойкость по сравнению с рядом других поли-
меризационных смол и, в частности, с полиметакрилатами.
Метакриловой кислотой называют обычно а-метилакрило-
вую кислоту СНг = С(СНз)СООН, а метакрилатами — ее
эфиры. Для получения метакриловой кислоты и ее эфиров
предложено довольно много способов, из которых
промышленное значение имеют лишь два или три. Однако многие из
способов, не реализуемых в настоящее время, являются
перспективными в более или менее близком будущем.
Повидимому, наибольшим распространением пользуется
способ, при котором исходным сырьем является ацетон.
Способ этот предложен был несколько лет тому назад (Крау-
форд, 1932 г.), « первой его стадией является превращение
ацетона в соответствующий циангидрии:
СН3ч СН3. ОН
)C = 0 + HCN —> >С<
СН/ СН/ XCN
Для проведения этой реакции на ацетон можно
действовать свободной синильной кислотой в присутствии едких
щелочей, углекислых щелочей, оснований и т. д., а также
солями синильной кислоты (цианистым натрием или калием)
в присутствии бисульфита натрия или серной кислоты. В
последнем случае выход циангидрина достигает 77—78% от
теоретического.
Ацетонциангидрин представляет собой бесцветную
жидкость, не имеющую запаха; при —19° он может
существовать в твердом виде; кипит при 82° (23 мм рт. ст.); уд. вес
его 0,932, коэфициент преломления riD 1,4000. Циангидрии
легко растворим в воде и большинстве органических
растворителей, за исключением парафиновых и нефтяных
углеводородов.
Ацетонциангидрин может легко превращаться в нитрил
метакриловой кислоты:
СН3ч /ОН п
\с/ .JUV^ СН„ = C(CH3)CN.
СН/ XCN
379
Отщепление воды может быть осуществлено, например,
действием фосфорного ангидрида.
Нитрил метакриловой кислоты представляет собой
бесцветную жидкость с резким запахом и горьким вкусом,
кипящую при 90—92° (ат давл.); уд. вес его 0,7991; нерастворим
в воде. Это производное метакриловой кислоты способно
полимеризоваться как при действии света, так и при участии
катализаторов (перекисей и ряда других). Полимеры нитрила
не имеют самостоятельного значения, но часто указываются
в качестве компонентов при совместных полимеризациях.
В особенности большое значение нитрилу метакриловой
кислоты приписывают из-за его способности увеличивать
механические показатели сополимеров.
Небольшое практическое значение имеет также
превращение ацетонциангидрина в метакриламид:
СНз\^/ОН (-н,о: +нао , с%_ />
,,4 СН/ \СЪ СН3/ XNHS
Процесс этот протекает, например, при действии на ацетон-
циангидрин концентрированной серной кислоты или метил-
серной кислоты в присутствии медного порошка.
Полимер метакриламида представляет собой роговидную
нерастворимую массу, причем одновременно с полимеризацией
происходит выделение аммиака, что является результатом
одновременной конденсации в пределах одной цепи с
образованием иминов:
...-СНг-СН СН-СН2—...
0=C-NH, H2N-C=0
...—СНа-СН СН-СН2—...
0=C-N-C=0
!
н
Отщепление аммиака может протекать и of различных
(соседних) цепей с образованием сетчатых молекул:
...—CHj-CH-CH-CHj- —СНг—СН-СН—СН,—...
СО СО —>- СО СО
II II
NH, NH2 NH NH
NHS NH»
CO CO CO
...—CHj-CH—CH--CH,—... ...—CHS-CH-CH-CHj— H. ,,
380
Основное производственное значение ацетонциангидрина
заключается в его способности превращаться при действии
кислот в водной или спиртовой среде в метакриловую
кислоту или соответственно в ее эфиры. При этом происходит
отщепление элементов воды и гидролиз или алкоголиз ни-
трильной группы:
СНз. /ОН_^^ CH4C_CN IROH + H^
CIV XCN CU/
сн2.
—> ^С— СО OR + N Н„
сн/
Обычно для предотвращения полимеризации в
реакционную массу добавляются вещества, задерживающие этот
процесс, т. е. антикатализаторы, как, например, серный цвет,
таннин и т. п.
Если ацетонциангидрин обрабатывать концентрированной
соляной кислотой, то процесс приводит к образованию
Е-оксиизомасляной кислоты, которая после перевода в
метиловый эфир может дать при действии дегидратирующих
реагентов (например, фосфорного ангидрида) метиловый эфир
метакриловой кислоты:
снзч .он сн3ч ,он
СН/ XCN СН3/ хСООН
о снзч /ОН j-rcHiso, СН3ч .ОН
2 \С/ +(CrisLSO^ 2 \c/ +H2S04
СНз/ хСНОН СН»/ ^СООСН3
сн3ч ,он н „ сн2ч
\с/ =±1£^ ^)С-СООСНз
СНд/ хСООСН8 СН3/
Технологическое осуществление процесса получения мет-'
акрилатов основано на следующей последовательности:
ацетон -» циангидрин -*■ метакрилат.
Совершенно другой путь получения метакриловой кислоты
и ее эфиров основан на использовании в качестве исходного
сырья изобутилового спирта. При этом способе не применяют
таких ядовитых видов сырья, как цианистые соли, и поэтому
он менее опасен для работающих в цехе. Исходный изобу-
тиловый спирт (темп. кип. 108°, уд. вес 0,800, коэф.
преломления 1,397) находится в сивушном масле, отгоняемом при
реактификации этилового спирта, получаемого при брожении,
составляя около 15—25% его.
381
Синтетический изобутиловый спирт впервые получен был
Бутлеровым из изобутилена действием хлорноватистой
кислоты с последующей обработкой амальгамой натрия в водной
среде в присутствии соляной кислоты. Этот метод
получения синтетического изобутилового спирта едва ли может
иметь в настоящее время промышленное значение. Гораздо
большую перспективу в этом смысле имеет каталитический
метод синтеза спиртов из СО и Нг. Фишер и Тропш,
применяя железный катализатор, давление 100—200 ат и
температуру около 500°, получали техническую смесь спиртов и
некоторых других соединений («синтол»). Спирты,
содержавшие в своей молекуле 4—7 углеродных атомов, обладали
изо-строением. Бочарова и Долгов, пользуясь другим
катализатором (цинкванадатным и цинкалюмованадатным),
разработали условия катализа, при которых одним из основных
продуктов синтеза является изобутиловый спирт. Первой
стадией получения метакриловой кислоты и ее эфиров из
изобутилового спирта является окисление последнего в изомас-
ляную кислоту; окисление может быть осуществлено при
помощи хромовой смеси или раствором перманганата.
Второй способ вследствие сравнительной дороговизны
перманганата имеет меньшие возможности промышленного
применения, хотя выхода изомасляной кислоты и достигают
82—84% от теоретического.
Окисление изобутанола раствором двухромокислого натрия
и серной кислоты в воде проводится при температуре не
выше 15° и приводит к смеси а-изомасляной кислоты, ее
изобутилового эфира и небольших количеств изомасляного
альдегида. Изомасляная кислота как связанная в виде эфира,
так и свободная переводится действием едкого натра в
натриевую соль. После отделения последней действием на нее
минеральной- кислоты (H2SO4 или НС1) выделяется
изомасляная кислота, которая для очистки подвергается перегонке.
Выход изомасляной кислоты по этому способу может
достигать 70—75% от теоретического.
Дальнейшей стадией описываемого процесса является
хлорирование или бромирование изс-масляной кислоты. Для
производственных целей бромирование оказывается слишком
дорогим и требует разработки специально процесса
регенерации брома и может быть заменено хлорированием.
Хлорирование изомасляной кислоты проводится элементарным хлором,
причем в зависимости от условий проведения реакции
получается преимущественно а- или р-хлорпроизводное. Если
хлорирование проводить в присутствии 4% серы при темпеаа-
382
туре 115—130°, главным продуктом реакции является а-хлор-
изомасляная кислота. При меньшем количестве серы и более
низкой температуре хлорирования (около 70°) образуется
больше ^-хлоризомасляной кислоты. Обычно продукт реакции
содержит обе хлорированные кислоты, а также ангидрид и
хлорангидрид п-хлоризомасляной кислоты. Необходимое для
перевода этих кислот в метакриловую отщепление НС1
протекает для обоих изомеров приблизительно одинаково легко,
поэтому их обычно не разделяют. Для получения метак'риловых
эфиров хлорзамещенные ангидриды и свободные кислоты
переводятся в эфиры обработкой спиртом в присутствии серной
кислоты, пользуясь обычным методом этерификации.
Отщепление хлористого водорода можно проводить при помощи
едких щелочей в случае получения метакриловой кислоты;
в других случаях, т. е. при получении метакриловых эфиров,
следует для этой цели пользоваться органическими
основаниями и каталитическим .методом. В последнем случае пары
хлоризомасляных эфиров пропускаются через силикагель или
активированный уголь при температуре около 300°. При более
низкой температуре (около 98—108°) в качестве катализатора
для отщепления НС1 можно пользоваться хлорным железом
или окисью железа, при этом достаточно нагревание
хлоризомасляных эфиров в жидкой фазе с хлорным железом.
Этот метод является наиболее перспективным из всех
остальных и технологически его оформление достаточно
просто. Выхода в этой стадии достигают 83% от теоретических.
Из других методов, предложенных для получения
метакриловых эфиров, некоторый интерес могут представлять
следующие.
Рейд предложил конденсировать изопропилен с фосгеном,
причем получался р-хлоризобутирилхлорид (хлорангидрид
р-хлоризомасляной кислоты):
СН2Ч СН2С1Ч
^СН + СОС13 —>• )С • СОС1
сн/ сн/
Последний подвергался этерификации соответствующим
спиртом, что осуществлялось непосредственным нагреванием
р-хлоризобутирилхлорида с 2—3-кратным избытком спирта.
Для отщепления хлористого водорода от полученного
таким путем эфира [3-хлоризомасляной кислоты можно
применить один из указанных выше способов. Основным
недостатком этого способа являются малые выхода, получаемые
в первой стадии, и большой расход хлористого алюминия.
383
Метод, предложенный Изардом и основанный на
конденсации метилового эфира хлормуравьиной кислоты с изопро-
пиленом, из-за малой доступности исходного сырья не может
иметь промышленного значения.
Довольно интересен по идее метод Баргеллини, в основу
которого положено образование из ацетона и хлороформа
третичного трихлорбутанола (1, 1, 1-трихлор-2-метил-пропа-
нола-2):
СН3х СН3ч /ОН
>СО + СНС!3 —► >С<
СН/ СНз/ ЧСС!3
Последний образуется при действии щелочи или натрий-
амида на смесь хлороформа и ацетона и легко превращается
под действием воды при повышенной температуре (около
180°) или водноспиртовой щелочи в я-оксиизомасляную
кислоту:
СНЗЧ .ОН СН3ч .ОН
>С< + 2Н20 —► >С< + ЗНС!.
сн/ xcci3 сн/ хсоон
а-Оксиизомасляная кислота легко отщепляет воду и
превращается в метакриловую.
Конденсация хлороформа с ацетоном, гидролиз и
дегидратация могут быть объединены в одну операцию, так как
Баргеллини получал этим путем непосредственно из хлороформа
и ацетона а-оксиизомасляную кислоту нагреванием в
течение 5 час. смеси хлороформа, ацетона и едкого натра.
Большинство методов синтеза метакриловых эфиров
имеют в виду получение метилового эфира, так как
во-первых, этот эфир легче других получается в производственных
условиях, а во-вторых, он находит наибольшее
непосредственное применение в изделиях.
Однако для обеспечения некоторых свойств, повышающих
качество полимеров мётилметакрилового эфира, интерес
могут представлять и другие эфиры метакриловой кислоты.
В частности, эфиры высших спиртов и метакриловой кислоты
очень ценны для получения сополимеров, а эфиры двух- и
многоосновных спиртов для получения нерастворимых и не-'
плавких полимеров, имеющих строение трехмерных молекул.
Для получения таких эфиров применялась с успехом
реакция переэтерификации:
СН2 = С (СНз) СООСНз + ROH—>СН5 = С (СН8) COOR + СН8ОН.
Обычно реакция проводится в присутствии катализаторов,
которыми могут быть серная кислота, б. толуолсульфокислота
384
и т. п. Для осуществления переэтерификаций смесь мётил-
метакрилата, соответствующего спирта, катализатора и
инертного растворителя (например, бензола)- нагревается на
водяной или масляной бане, причем через дефлегматор отгоняется
смесь метанола и бензола. Для предотвращения
преждевременной полимеризации в смесь добавляется ингибитор
(например, гидрохинон). Этим путем получаются эфиры одно- и
многоатомных спиртов, ненасыщенных и насыщенных, а
также фенолов. _
В заключение следует указать еще на имеющий большое
значение для утилизации отходов полиметилметакрилата
способ получения мономера деполимеризацией полимера.
Полимеры метакриловых эфиров выделяются в ряду полимериза-
ционных смол своей способностью легко и полностью депо-
лимеризоваться. Для превращения полимера в мономер
наиболее целесообразным является следующий способ. Полимер,
Таблица S3
Свойства главнейших эфиров метакрнловой кислоты
Эфиры
Тейп. кип.
•С
100,3
116,5-117
141—143
125
51—52
•46-47
53—57
67—68
72—75
105
142
83-84
98—103
71—74
т. пл.
67—68
£0—82
81—85
61—64
10—117
65—67
91-93
85—86
83
59—62
57—59
Давление
мм рт. ст.
760
760
765
760
14
13
18
20
9
5
4
4
5
—
5
4
11
5
10
35
5
2
43
15
Уд. вес при
20* С
0,955
—
0,921
0,888
0,894
0,884
0,890
0,887
0,886
—
_
1.С53
1,031
—
1,055
1,039
1,106
1,018
0,990
0,996
1,079
—
0,935
0,92!
Метиловый .......
Этиловый
н. Пропиловый
Изопропиловый ....
н. Бутиловый
Изобутиловый . • . . .
Вторичн. бутиловый . .
Третичн. бутиловый . .
Диизопропилыетиловый .
Октиловый
Лаурнловый
Фениловый
о-Крезиловый
Цнклогексиловый ....
л-Циклогекснлфениловый
Фуриловый
Тетрагидрофуриловый . .
Р-Хлорэтиловый
Р-Феиилэтиловый ....
р-Метоксиэтиловый . . .
р-Этоксиэтиловый ....
Моноэтиленгликолевый .
Днэтиленгликолевый . .
Аллиловый
а-Метилаллиловый . . .
25 Зак. 1532.
385
06 возможности измельченный, смешивается с инертными или
слабощелочными веществами (песком, сульфатом бария,
содой, мелом и т. п.) и нагревается до 280—350°. При этом
происходит медленная отгонка мономера, слегка окрашенного
в желтый цвет. Для уменьшения потерь вследствие
частичной полимеризации образующегося мономера необходимо
добавлять вещества, препятствующие полимеризации
(например, серу), или в качестве инертной примеси применять
алюминиевую стружку или крупку. После вторичной перегонки
метилметакрилат получается высокой чистоты. Выход
мономера приближается при этом к 93—96% от исходного
полимера.
Таким образом, основные методы получения метакриловых
эфиров могут быть представлены следующей сводной схемой.
Схема получения метакриловых эфнров
ИзспрШлен
Свойства главнейших эфиров метакриловой кислоты
приведены в табл. 53.
Полимеризация метилметакрилата, как и большинства
других метакриловых эфиров, может проводиться любым спо-
386
собом, но наибольшее значение имеет непосредственная
полимеризация мономера (в особенности для получения
органического стекла), затем полимеризация в присутствии
разбавителя, не растворяющего полимер, и наконец,
полимеризация в водной эмульсии.
• Хотя метилметакрилат способен полимеризоваться под
действием ультрафиолетового света, а равно и тепла (рис.70),
однако технологическое применение находит почти
исключительно полимеризация в присутствии катализаторов.
Из катализаторов, которые могут быть почти все пере-
кисные соединения, наибольшее применение имеет перекись
бензоила и перекиси алкилов, а при полимеризации в водных
эмульсиях — также
перекись водорода и за
последнее время
персульфаты. Поскольку,
как уже было сказано
выше, количество ка-
юо
I so
I
§ 40
тализатора влияет на ^
степень полимеризации
конечного продукта,
полимеризацию ведут
обычно в присутствии
Г
SO"
70°
ВО"
5 (0 '5 20 25 30 35 40 45 5Q^
Время S часах
не более 1% катализа- рис- ш кРивая к™е™ки термической
полимеризации метнлметакрнлата в темноте
тора, считая от веса г без катализатора,
мономера.
Полимеризация чистых мономеров применяется в тех
случаях, когда сразу требуется получить готовое изделие,
например листовой материал определенной толщины. Основным
технологическим затруднением при проведении этого способа
полимеризации является трудность получения сплошной массы
полимера без пузырей. Причина образования их заключается
в том, что выделяющееся при полимеризации тепло ускоряет
процесс полимеризации, а это в свою очередь вызывает
дальнейшее нарастание выделения тепла. Температура быстро
достигает 100°, и мономер начинает переходить в
парообразное состояние. Пузырьки пара мономера вследствие высокой
вязкости полимеризующейся массы не имеют возможности
всплыть на поверхность и остаются внутри массы. В
результате при слишком бурном протекании процесса полимер может
получиться в виде пористой губчатой массы. Регулирование
температуры крайне затруднено низкой теплопроводностью
цолиметилметакрилата, которая равна 0,15 кал/м2 час°С.
25* 387
По этой же причине полимеризация метилметакрилата
для получения больших блоков приводит к невозможности
получить блоки равномерного состава по всей толщине.
Повышение температуры внутри блока приводит к тому, что
поверхностные слои имеют более высокую степень
полимеризации, чем внутренние части блока.
Как сильно влияет температура полимеризации на
молекулярный вес полиметилметакрилата, видно из следующих
данных Инуэ:
Темп, полимеризации, °С . 100° 90° 80° 70° 60°
Средний мол. вес 52 500 69000 85000 97 600 120 000
Для устранения основной трудности блочного метода
полимеризации прежде всего необходимо точнейшее
соблюдение температурного режима. Обычно полимеризация
метилметакрилата проводится при температуре не выше 70°.
Однако и это не всегда гарантирует получение массы без
пузырей, в особенности при больших размерах блока или
большой толщине листов. Поэтому предложен ряд способов
для устранения этого недостатка блочного метода. Основным
приемом полимеризации чистых мономеров является
проведение процесса в достаточно тонких слоях, исключающих
возможность внутреннего перегрева. Дальнейшим развитием
этого способа является проведение полимеризации (например,
между стеклянными пластинами) под некоторым избыточным
давлением, которое устанавливается в зависимости от
принятой температуры полимеризации. Давление должно быть
выбрано таким, чтобы при максимальной температуре, которая
может быть достигнута внутри блока за счет теплового
эффекта полимеризации, мономер еще не переходил в
парообразное состояние.
Третьим способом, устраняющим местные перегревы,
является общее замедление процесса и, следовательно,
замедление выделения тепла, что облегчает его отведение. Такое
замедление может быть достигнуто, как указывалось выше,
без одновременного изменения степени полимеризации. Для
этого могут служить добавки терпенов, скипидара, канифоли,
таннина и некоторых других веществ, в частности нитрила
метакриловой кислоты в количестве, не превышающем 10%
от веса метилметакрилата.
Для получения листового материала рекомендуется
проводить полимеризацию в две стадии: сначала проводить
полимеризацию в присутствии перекиси бензоила при
температуре 70° до получения сиропообразного раствора полимера
388
в мономере, а затем выливать этот продукт в форму или на
полированную пластину и, покрыв другой такой же
пластиной, дополимеризовать при температуре не выше 50°. Первую
стадию для. равномерности протекания реакции можно
проводить в аппарате с перемешивающим приспособлением. Для
получения более толстых блоков или изделий более сложной
конфигурации применяется постепенное доливание и
деполимеризация слоями частично заполимеризованного продукта.
Формы для отливки могут быть, как указывалось выше,
стеклянные или металлические, например, из сплава,
содержащего 93—99,5% свинца и 7—0,5% олова.
Имеются предложения осуществлять полимеризацию
чистого мономера в непрерывном процессе.
Для этого может служить длинная металлическая форма,
закрываемая с одного конца; второй конец формы служит?
для подвода мономера или частично заполимеризованного
продукта. Форма нагревается сначала у закрытого конца,
затем зона нагрева увеличивается до тех пор, пока в форме
не образуется достаточной длины пробка из полимера.
Давлением подаваемого для полимеризации продукта пробка
полимера начинает постепенно вытесняться из формы после
снятия крышки. Давление и скорость подачи регулируются
таким образом, чтобы за время прохождения нагретой зоны
процесс полимеризации доходил до конца. Так как
получение полимера ведется под давлением, то образование
пузырей исключается даже при более повышенной температуре
полимеризации, которая обусловливает достаточную быстроту
полимеризации.
Для придания необходимой пластичности и уменьшения
хрупкости полимеров полимеризация может проводиться с
добавкой пластификаторов. Добавка пластификаторов может
осуществляться как перед полимеризацией, так и во время
процесса. В качестве пластификаторов могут применяться
как наиболее распространенные — трикрезилфосфат, диэтил-
и дибутилфталат, триацетин, так и многие другие,
упоминаемые по преимуществу в патентных заявках. Особенно
рекомендуются простые эфиры одно- и многоатомных
спиртов или фенолов одноатомные спирты с открытой цепью,
содержащие в своей молекуле 9—22 углеродных атомов,
и т д.
Метод тлко-ой полимеризации, при которой в качестве
среды применяется жидкость, растворяющая как мономер, так
и полимер, в применении к метакрилатам имеет лишь
ограниченное значение. Метод этот применяется исключительно
33 Q
в тех случаях, когда конечный продукт полимеризации
находит применение в виде лака. В качестве растворителей
в этом случае могли бы быть использованы ароматические
углеводороды (бензол, толуол), сложные эфиры (этил-, бутил-
ацетат), кетоны (ацетон), дноксан, безводные органические
кислоты (ледяная уксусная кислота), хлорированные
углеводороды и др. Растворы полиметилметакрилата отличаются
большой вязкостью. Стрейн, например, указывает, что 15%-ные
растворы в толуоле имеют вязкость 3,8 пуаза, в ацетоне
20 пуаз, в бутилацетате выше 150 пуаз. Таким образом, этот
способ может давать лишь относительно
низкоконцентрированные растворы, практическая применимость которых крайне
ограничена. Поэтому развития этот метод применительно
к метакрилатам не получил.
Можно, конечно, полученный раствор полимера
концентрировать испарением растворителя в вакууме, но этот
процесс вследствие высокой вязкости растворов полимера и
образования геля протекает крайне медленно и полного
удаления растворителя достигнуть можно лишь с большим
трудом. Выделение образовавшегося полимера осаждением при
помощи разбавления жидкостью, не растворяющей полимер,
требует, во-первых, дополнительного расхода осадителя, а
во-вторых, не устраняет трудности удаления остатков
растворителя.
Значительно бблыиим распространением пользуется метод,
при котором в качестве среды применяется жидкость,
смешивающаяся с мономером, но не растворяющая полимер.
В этом случае полимер по мере его образования выпадает
в виде порошка. _,
Обычно для полимеризации метилового эфира метакрило-
вой кислоты по этому способу применяется смесь воды с
каким-либо воднорастворимым органическим растворителем.
При этом количество воды берется такое, чтобы мономер
оставался в растворе. Например, метилметакрилат
растворяется в смеси воды и метанола, причем последние берутся
приблизительно в соотношении 70 : 30. К полученному
раствору добавляется 0,5—1% перекиси бензоила в качестве
катализатора. Полимеризация проводится в аппарате,
снабженном мешалкой и паровой рубашкой для обогрева.
Оптимальной температурой для проведения процесса считается
65°. По мере хода реакции полимер выпадает в твердом виде
и отфильтровывается, а в аппарат добавляется новое
количество мономера и перекиси бензоила. Соотношение между
мономером и растворяющей водно-метанольной смесью реко-
390
мендуется поддерживать в пределах 22 : 78. Если желательно
получить продукт с меньшей степенью полимеризации и
ускорить процесс, температура может быть повышена, например,
до 85°. Стрейн указывает, что при этом скорость
полимеризации увеличивается приблизительно в восемь раз, а
индукционный период сокращается приблизительно в пять раз.
При 1 % катализатора полимеризация заканчивается в 2,5 часа,
а выход полимера составляет около 98%. Уменьшение
количества катализатора, которое, как известно, дает повышение
молекулярного веса, уменьшает скорость полимеризации.
Например, по Стрейну уменьшение количества катализатора
вдвое (до 0,5%) удлиняет время полимеризации при 65°
с 2,5 часа до 4 час, одновременно индукционный период
возрастает до 1 часа. Молекулярный вес по определению
Стрейна меняется в зависимости от этих факторов довольно
заметно, как это видно из табл. 54.
Таблица 54
Зависимость молекулярного веса полимет-
акрнлата от температуры полимеризации и
количества катализатора
Темп,
полимеризации
°С
65
80
100
Количества катализатора (перекиси бензоила}
0»j0 | 0,1»|о | 0,5°,'о | 1°;0
Молекулярный вес в тысячах ,
166
112
ПО
140
106
94
130
78
74
102
72
54
Хотя приводимые Стрейном цифры не могут
рассматриваться как абсолютные значения вследствие ряда
методических погрешностей, допущенных в его работе, но для
относительного сопоставления они могут считаться
показательными. Основная ошибка Стрейна состояла в том, что он
пользовался для определения молеклуярного веса вискозиме-
трическим методом при высоких концентрациях полимера,
непригодность которого для таких условий доказана Штау-
дингером. Для определения молекулярных весов метакрилата
Шульц и Динлингер рекомендуют пользоваться 0,5%-ными
растворами в хлороформе и предлагают формулу:
• 0,009
Р = -
0.59 • IQ-*
Clim-
391
где Р — средняя степень полимеризации; ^—удельная
вязкость; с — концентрация полимера в г/л.
Полученный твердый полимер отделяется от водно-мета-
нольной жидкости, например центрифугированием, и
промывается смесью воды и метанола, а затем водой. Отцентри-
фугированная водно-метанольная смесь используется для
растворения новых количеств мономера. Промытый полимер
сушится при температуре 65—75°, после чего имеет вид
белого порошка равномерной
структуры. Смывание водой
остатков водно-метанольной
смеси обязательно, так как
в противном случае при
сушке получается спекание
полимера в комки.
Схема установки для
полимеризации метилметакри-
лата в водно-спиртовой
среде приведена на рис. 71.
Третий метод
полимеризации —
эмульсионный — является наиболее
интересным в смысле
простоты оформления и
надежности работы. Некоторые
мономеры, как, например, ме-
тилакрилат, удается
эмульгировать в воде при помощи
энергичного перемешивания
механической мешалкой. Для
других соединений
необходимо применение
эмульгаторов, в качестве которых могут применяться мыла (олеиновое,
кокосовое), сульфированные масла (ализариновое масло), нзо-
пропилнафталинсульфокислота, желантин, трагант, крахмал и
т. д. Среди эмульгаторов упоминаются также коллоидные
растворы некоторых гидратов окисей, как, например, Fe(OH)3,
А1(ОН)3, Sn(OH)4. В последнем случае полимер иногда
получается как бы с наполнителем, которым являются указанные
гидраты окисей.
В качестве катализаторов при эмульсионном методе
применяются как перекись бензоила, так и перекись водорода.
Применение последней имеет некоторое преимущество, так
как она, во-первых, растворима в воде, а во-вторых, един-
.392
Рис. 71. Схсиа установки для
полимеризации метилметакрилата в
водно-спиртовой среде:
1—полимеризатор; 2—центрифуга; 3— насос.
ственным продуктом ее распада является вода. Последнее
обстоятельство устраняет загрязнения и примеси, которые
неизбежны при применении перекиси бензоила. Кроме того,
растворимые в воде катализаторы приводят к более
высокодисперсной эмульсии.
В последнее время предложено применять вещества,
которые объединяют в себе свойства катализатора и
эмульгатора одновременно. Одним из наиболее доступных веществ
этого типа является персульфат аммония, хотя и другие
щелочные и щелочноземельные персульфаты вполне пригодны
для этой цели.
Обычно полимеризацию проводят при соотношении воды
к полимеру 5:1—3:1; дальнейшее уменьшение количества
воды приводит к комкообразованию. Количество эмульгатора
обычно колеблется около 3% от веса мономера. Катализатор
добавляется в тех же количествах, что и при блочном и
лаковом методе, т. е. 0,5—1% от веса мономера. Мономер
смешивается с водой и эмульгатором при помощи энергично
работающей мешалки, например пропеллерной, делающей
150—300 об/мин. К смеси добавляется катализатор и вся
смесь нагревается до 80—100° при энергичном
перемешивании. Полимеризация заканчивается в 4—6 час. По
окончании полимеризации для разрушения эмульсии реакционная
масса подкисляется минеральной кислотой, осадок
отфильтровывается или центрифугируется. Полимер тщательно и
многократно промывается спиртом до полного удаления
образовавшихся при разложении эмульсии жирных кислот.
Основным преимуществом этого метода является
равномерность получаемого порошка полимера как в смысле
величины частиц порошка, так и в смысле однородности по
величине молекулярного веса (меньшая полидисперсность). _
Весьма существенным недостатком эмульсионного метода
до сих пор являлась необходимость применения органических
эмульгаторов и трудность отмывки их после разрушения
эмульсии. Полимеры обладают большой адсорбционной
способностью, поэтому даже многократная промывка не
приводит к абсолютному удалению остатков эмульгатора, а это
в свою очередь приводит к ухудшению качества полимера
и, в особенности, к снижению электрических свойств. Помимо
этого, промывка органическими растворителями, в частности
спиртом, приводит к значительным потерям полимера и
растворителя, а также к необходимости регенерации
растворителя, частично сильно разбавленного при заключительных
водных промывках.
393
В значительной степени этот недостаток устраняется при
эмульсионной полимеризации в присутствии персульфатов.
При этом методе совершенно исключается введение
органических веществ, которые могут загрязнять конечный продукт.
Для осуществления полимеризации по этому методу можно,
например, смешать 30 ч. метилметакрилата и 100 ч. воды,
в которой растворено 0,3 ч. персульфата аммония. Смесь
нагревается при энергичном перемешивании до 60—80°.
Начавшаяся полимеризация вызывает выделение тепла, и
температура реакционной массы 'постепенно повышается до 90—
95°. В течение 2—3 час. полимеризация заканчивается.
Полученная этим путем эмульсия чрезвычайно стабильна, и
полимер не выделяется даже при многосуточном стоянии. Под-
кислением или добавкой электролитов полимер осаждается
в виде тончайшего порошка (около 0,1 }*). Промыванием
водой легко удаляют остатки катализатора и продукты его
раскисления (сернокислые соли), в результате чего получают
продукт более чистый и стабильный, чем продукт,
получаемый по другим методам. 1
Изменяя степень разбавления и количество персульфата,
можно регулировать как скорость реакции и степень
полимеризации, так и размер частиц эмульсии.
Еще более перспективным представляется метод
эмульсионной полимеризации с применением ультразвуковых
колебаний. Частота этих колебаний выше границы слухового
восприятия, т. е. от 20 000 колебаний в секунду (20 килогерц
и выше). Обычно же пользуются частотами порядка 200—
300 килогерц. При помощи ультразвука может быть
получена эмульсия и даже коллоидный раствор. При этом
совершенно отпадает необходимость в эмульгаторе, а в качестве
катализатора может быть применена перекись водорода.
Аппаратурное оформление почти: не отличается от
приведенного при описании лакового метода полимеризации.
Необходимо только учитывать, что при разрушении эмульсии
приходится прибегать к подкислению и что материал
аппаратуры должен быть достаточно кислотостойким.
Свойства полимеров эфиров метакриловой кислоты в
первую очередь определяются природой спиртового радикала,
как это видно из табл. 55. Физико-механиче^-кие показатели
полиметилметакрилата указаны в табл. 56.
Полиметилметакрилат растворим в сложных эфирах, кето-
нах, ароматических и хлорированных углеводородах и
безводных органических кислотах, нерастворим в алифатических
спиртах, низких алифатических сложных эфирах, алифатиче-
394 .
Таблица 55
Свойства полимеров эфиров метакриловой кислоты
Полимеры эфира метакриловой
кислоты
Темп,
размягчения, °С
Свойства полимера при комнатной
температуре
Метиловый
Этиловый
н. Пропилов ый
Изопропиловый
н. Бутиловый
Изобутнловый
Вторичн. бутиловый . . .
Третичн. бутиловый . . . .
Диизопропилкарбнноловый
Октиловый
Лауриловый
Фениловый
о-Крезиловый
Циклогексиловый
л-Циклогексилфеннловый .
Фуриловый
Тетрагидрофурнловый . .
6-Хлорэтиловый
З-Фенилэтиловый . . . ; .
З-Метоксиэтиловый . . . .
f );оксиэтнловый
Моноэтиленгликолевый . .
Диэтилеигликолевый , . .
Аллиловый
Р-Метнлаллиловый . . . .
125
65
38
95
33
70
62
76
60
Ниже
комнатной
температуры
То же
120
105
105
145
78
60
68
40
30
Ниже
комнатной
температуры
70
прозрачный, твердый, прочный
твердый
эластичный
твердый
эластичный
хрупкий
«
очень хрупкий
гелеобразный
прозрачная, вязкая жидкость
прозрачный, очень хрупкий
» » »
. слегка хрупкий
мутный, хрупкий, очень
твердый
коричневый, твердый, хрупкий
прозрачный, хрупкий
, бесцветный,
твердый
прозрачный, немного хрупкий
„ , твердый
„ , резиноподобный
белый, слегка хрупкий
неплавкий, нерастворимый,
твердый
неплавкий, прозрачный,
нерастворимый
неплавкий, нерастворимый,
твердый
ских углеводородах, жирных маслах, гликолях, четырех-
хлористом углероде, формамиде и бензине. -
Большое значение приобрели за последнее время продукты
совместной полимеризации акриловых и метакриловых
производных. В основном их можно разделить на две группы:
сополимеры различных производных акриловой и
метакриловой кислот и сополимеры этих производных с другими ви-
нильными соединениями.
395
Таблица 5в
Физико-механические показатели полиметилметакрилата
Показателя
Непластяфипиро-
ванный продукт
Техническое
органическое
стекло
Уд. вес (25° С)
Твердость по Брииелю, кг/мм2 . .
Твердость по Шору (иа царапанье)
Темп, размягчения, °С
Теплостойкость по Мартенсу, °С .
Времен, сопротивление изгибу, кг/смг
Времен, сопротивление растяжению, кг\см%
Модуль упругости при 20°, кг[см? , . . .
Прочность и а удар, кгсм/см2
Коэфидиеит линейного расширения . . . .
Теплопроводность, кал/м час °С
Теплоемкость, ««л/г °С
Прозрачность для ультрафиол. света, % .
Коэфициент преломления nD
Диэлектрическая постоянная (60 пер. 25° С).
Пробзвное напряжение, кв/мм
Диэлектрические угловые потери, tg 5 . .
Объемное сопротивление, ом-см . . . .
Водопоглощение за 24 часа, 2<Р С, % . .
1,19-
25-
-1,20
-28
80—125
1,18
30
2-3
56^
910—1260 до 1 100
560—777 при —40° 680
прн +20э 750
при 4-703 640
28000
20 (Динстат) 30
9,2—9,5-10-5 13- Ю-*
0,15 0,16
0,343
95 (X = 767-3S6)
1,482—1,521
3^—4,5
24-29
2,0-3,0 • 101»
до 0,5
90—99
1,49
3,5—3,6
40
0,02—0,06
101»
0,17
Ценность сополимеров первой группы определяется тем,
что введением в макромолекулу полиметакрилатов звеньев,
представляющих производные акриловой кислоты или эфиры
метакриловой кислоты со спиртами более высокого
молекулярного веса (этиловый, бутиловый и т. д. до олеинового),
удается повысить эластичность конечных продуктов. При
определенных соотношениях метилметакрилата с другими
метакрилатами можно получить эластичные резиноподобные
продукты, обладающие удлинением 100% и выще.
Одновременно в этих случаях обычно повышается адгезия, что делает
эти сополимеры пригодными для производства
безосколочного стекла типа «триплекс». Совместная полимеризация
метилметакрилата с нитрилом акриловой кислоты дает про
зрачный полимер повышенной механической прочности.
Таким же образом можно получить нерастворимые и
неплавкие полимеры, если метилметакрилат- полимеризовать
совместно с эфирами метакриловой кислоты и спиртов,
содержащих винильную группу, Например, достаточно уже 10%
добавки аллилметакрилата к метилметакрилату, чтобы полу-
396
чить прозрачный полимер, не растворяющийся в обычных
растворителях и не размягчающийся при температурах
порядка 220—250°. Одновременно повышаются и некоторые
механические свойства таких сополимеров по сравнению
с чистыми полимерами. Близкие к этим результаты
получаются при совместной полимеризации метилметакрилата
с эфирами двух- и многоосновных спиртов и метакриловой
кислоты.
Вторая группа сополимеров очень обширна, если исходить
из патентной литературы. Совместная полимеризация
метилметакрилата с другими винильными производными
упоминается очень часто, однако подробных описаний свойств
таких сополимеров приводится крайне мало. Изучались
сополимеры метакрилата со стиролом и с метилизопропенилкето-
ном, которые показали повышенные механические показатели
по сравнению с механическими показателями полимеров
каждой составной части в отдельности. Помимо этого путем
сополимеризации может быть достигнуто изменение
растворимости, химической стойкости, адгезии, оптических свойств
и т. п. В отдельных случаях сополимеризация производных
акриловой и метакриловой кислоты с винильными или
диеновыми соединениями приводит к получению продуктов большого
народно-хозяйственного значения. Таким продуктом является,
например, синтетический каучук типа «Буна N» или типа
«пербунан», представляющие4собою совместный полимер
бутадиена с нитрилом акриловой кислоты. Известны также
сополимеры хлор-2-бутадиена-1,3 (хлоропрена) с
производными акриловой и метакриловой кислот, представляющие
собой тип вулканизующегося хлорсодержащего синтетического
каучука. ,. .
В заключение следует упомянуть еще сополимеры более
сложного состава, в которых производные метакриловой
кислоты являются необходимым компонентом. Например,
получение сополимера стирола с винилацетатом удается только
тогда, если в качестве третьего компонента участвует метил-
метакрилат. Другой пример того же порядка имеется в
патенте, в котором подчеркивается, что для получения целлу-
лоидоподобных масс необходимо применять более или менее
сложную смесь сополимеров хлорвинила, стирола, хлорбута-
диена, акриловой кислоты и ее нитрила или эфиров, с одной
стороны, и сополимеров акрилатдв, виниловых эфиров и
алкилвинилкетонов, — с другой.
Совместная полимеризация метакрилатов может
осуществляться как блочным, так и эмульсионным путем. В первых
397
двух методах решающую роль в смысле получения
сополимера играет, во-первых, различие в скорости полимеризации
отдельных компонентов, а во-вторых, их взаимная
растворимость и растворимость сополимера в мономерах. Слишком
большое различие скорости полимеризации может приводить
к выпадению одного из полимеров без образования
сополимера. Наблюдалось это при сополимеризации стирола с мета-
крилатом. То же может случиться, если сополимер
нерастворим в каждом из мономеров. Эмульсионная сополимери-
зация протекает обычно более плавно. Однако не ясным
остается еще вопрос, можно ли получить сополимер при
любых заданных соотношениях мономеров. Некоторые
наблюдения дают основание предполагать, что в этом смысле
существуют ограничения и что образующийся полимер может
иметь при данных условиях только определенный состав.
Зависит ли это также от соотношения скоростей
полимеризации или от других причин — подлежит дальнейшему
изучению.
Полиакрилаты имеют преимущественно значение для
получения пленок, служащих прослойкой в безосколочном стекле
и для покрытий, поэтому они получаются по преимуществу
в виде порошков или эмульсий. Для получения пленок
порошки могут перерабатываться после добавления
пластификаторов вальцеванием и каландрованием, которое ведется
обычно при 60—100°. При этом получаются тонкие пленки
толщиной до ОД мм. Пленки очень небольшой толщины
(0,005—0,03 мм) могут получаться вальцеванием из смеси
полихлорвинила (80%) и бутилакрилата (20%).
Полиметакрилаты и, в частности, полиметилметакрилат,
известный за границей под различными фирменными
названиями («плексиглас», «люсаит», «дикон» и т. д.),
преимущественно применяются в виде листового материала —
органического стекла. Последнее, как это видно из сказанного
выше, получается полимеризацией чистого метилметакрилата,
иногда с добавками пластификаторов. Такое органическое
стекло можно легко обрабатывать любым механическим
способом: резаньем, пилкой, шлифовкой, обточкой, сверлением
и т. д. 1
При температ}\эе 70—80° полиметилметакрилат
размягчается настолько, тто ему может быть придана любая форме»
путем изгибания, штамповки, прессования и т. д. Для
производства мелких изделий штампованием из листа полиметил-
метакрилата, разогретого, например, на горячей плитке (90°),
высекаются заготовки (таблетки), которые в подогретом же
398
виде запрессовываются в законченное изделие (например,
часовые стекла, оптические линзы и т. п.). В разогретом виде
полиметилметакрилат может быть подвергнут растяжению,
причем из плоского подогретого листа путем выдувания
горячим воздухом получаются, например, изделия
полушаровидной формы. Выдувание может производиться и в полые
формы.
Очень важным свойством полиметилметакрилата является
способность свариваться. Для сварки полиметилметакрилата
места свариваемых стыков подготовляются таким же
образом, как это делается при обычной сварке. Затем к месту
сварки прикладывается тонкий пруток того же полимера,
место сварки прогревается горячим воздухом (200—225°) и
одновременно приглаживается горячим концом горелки,
напоминающей по своей конструкции обычную горелку,
применяемую при автогенной сварке. • *.-
Менее широко распространено получение изделий из
полиметилметакрилата прессованием, хотя многие технические
детали могут быть получены таким путем. Для этого
пригодны полимеры, получаемые в виде порошка (эмульсионный
метод). Температура прессования должна быть 175—190°,
а давление не ниже 250—300 кг/см2. В прессованных
изделиях получается очень точная передача всех тонких рисунков
прессформы.
Переработка полиметилметакрилата литьем под давлением
еще менее распространена как вследствие относительно
трудной текучести1 его, так и вследствие относительно высокой
температуры, .необходимой для осуществления этого процесса
(230—240°). Применение такой высокой температуры для литья
создает опасность неравномерной деполимеризации и
возникновения трещин при старении.
Пока незначительной областью применения полиакрилатов
и полиметакрилатов является получение изделий при помощи
пропитки, хотя мономеры, отличающиеся хорошей
способностью пропитывать ткань, бумагу, дерево и т. д., могут быть
легко превращены в полимеры после пропитки. Однако
длительность этого процесса и связанные с летучестью
мономеров потери препятствуют этому применению акриловых и мет-
акриловых смол.
Применение указанных смол в качестве лаковых покрытий
ограничено вследствие сравнительно плохой адгезионной спо-
1 Вязкость иддщлетилмета^рилата при 97° равна 1012 пуаз, а при 183°
10е пуаз. " " ' "*""
399
Собности наиболее распространенной из этих смол — тюлиме-
тилметакрилата. Повышение адгезионной способности
достигается либо добавками других эфиров акриловой и метакри-
ловой кислот, либо добавками малеиновых алкидных смол,
нитроцеллюлозы и т. д.
Во всяком случае в настоящее время основное значение
метакриловых смол определяется их применением в качестве
органического стекла, имеющего первостепенное значение в
самолетостроении. Отходы, получающиеся при этом
использовании, поступают на производство предметов широкого
потребления.
Большое, значение начинает приобретать за последнее
время производство из метакриловых смол небьющихся
часовых стекол и оптических линз. За границей полиметилмет-
акрилаты находят большое применение для изготовления
художественных витрин и изделий бытового потребления.
Большое значение полиметилметакрилат имеет как материал
для ■ изготовления различных типов протезов, в особенности
зубных.
ГЛАВА 28
ПОЛИМЕРЫ ВИНИЛКЕТОНОВ
Изучение этой группы полимеризационных смол началось
лишь в самое последнее время, когда было установлено,
/R
что соединения общей формулы R • СОС<( могут давать
практически ценные полимеры.
В 1909 г. был запатентован метод получения кетобутанола
и метилкетобутанола из ацетона или, соответственно, из
метилэтилкетона конденсацией их с формальдегидом. Тогда же
было указано на возможность получения винилкетоног
дегидратацией соответствующих кетоспиртов, но осталась
незамеченной возможность применения этих соединений как
исходных продуктов для производства искусственных смол.
Гольмс и Морган (1929 г.) занялись изучением этих
кетобутанолов с точки зрения образования смолы и, в
особенности, продуктов их дегидратации. В результате
полимеризации винилкетонов получается обычно стеклообразная,
прозрачная смола.
Основной реакцией, применяемой для получения
ненасыщенных кетонов, является конденсация соответствую-
400
щего насыщенного кетона с формальдегидом в присутствии
щелочного катализатора с последующим отщеплением кето-
спирта.
При конденсации ацетона с формальдегидом в щелочной
среде реакция протекает по довольно сложной схеме и
характер конечных продуктов зависит от соотношения взятых
для реакции компонентов.
Схема конденсации ацетона с формальдегидом
CHjCOCHjOHjOH ?- СН3СОСН = СН2
у--негпобуташт \ Метилвинилнетон
,СИ,0Н
J
СН3СОСН3 '(*
?i\ ^4? -С.н»9Н сн?—си' ^ chjOh
«^ HQHjCv _ уСН20Н /СИ,—СН — СН20Н
нан2с^ сн.он нон,: СНг°н
Простейшим продуктом реакции является ч-кет°бутанол,
который получается из эквивалентных количеств ацетона и
формальдегида. Это бесцветное масло с темп. кип. 108—110°
(при 30 мм), которое при стоянии превращается в
стекловидный или сиропообразный продукт.
Дегидратация этого соединения приводит к
ненасыщенному метилвинилкетону, который представляет подвижную
растворимую в воде жидкость; он способен полимеризоваться
как под влиянием света или тепла, так и при действии
катализаторов. Полимер может применяться в производстве
лаков, безосколочного стекла и для некоторых формовочных
композиций. Коэфициент преломления этого полимера
л0 1,5; его основным недостатком является низкая
температура размягчения — около 60—70°. ""' _
Изучение промежуточного продукта конденсации — кето-
бутанола (Рутовский, Берлин и Забырина) — показало, что
этот кетоспирт, повидимому, способен к полимеризации.
Он чрезвычайно быстро при действии щелочей и перекисей
щелочных металлов превращается в нерастворимую желтую
смолу. В обычных условиях полимеризации — в присутствии
26 За*. 153». 401
Перекиси бензоила или перекиси водорода — получается
бесцветная, прозрачная смола, растворимая в обычных
органических растворителях (например, спирто-бензольной смеси
и т. п.). Ценным свойством этой смолы является высокая
температура размягчения' ее, лежащая около 240—243°.
Объяснить возможность полимеризации у^етобутанола
можно, допуская, что он предварительно энолизуется по
схеме:
СН3СОСН2СН2ОН—► СН2 = С(ОН)СН2СН2СН2(ОН).
Возможность широкого практического использования
этого продукта требует дальнейшего усовершенствования
способов его получения, в частности гидратации винил-
ацетилена:
СН = С—СН = СН2 + 2Н20 —> СН3 • СО ■ СН2СН2ОН.
За последнее время гораздо больший практический
интерес, чем метилвинилкетон, приобрел метилизопропенилкетон,
который при полимеризации дает смолы, имеющие
значительно меньшую гигроскопичность, лучшую устойчивость
при хранении и, более высокие механические показатели.
Метилизопропенилкетон может быть получен при
взаимодействии метилэтилкетона с формальдегидом. Схема
процесса конденсации метилэтилкетона значительно проще, чем
для ацетона, и процесс его конденсации значительно легче
поддается регулированию.
Схема конденсации метилэтилкетона с формальдегидом:
сн3сосн2снэ
Метилзтилмтии
Iе-
CHjCDC^-CH,
СН20И
CH3C0jjCHs
/Летилизйпрппенилхегппя
Эта схема не полная, так как некоторые высококйпящие
продукты реакции требуют дальнейшего исследования. По
402
Данным Моргана обычно конденсации проводятся при
следующих соотношениях метилэтилкетона и формальдегида:
ЛЦтилэтилкетона (СН3СОС2Н5) 11 молей иа 1 л
Формалина 40%-ного (СН20) 10 молей иа 750 мл
2,0 и.-раствора едкого натра (NaOH) 0,02 моля на 10 мл
Реакция начинается при нагревании, но так как она
экзотермична, то в дальнейшем требует охлаждения. В
результате одновременного протекания реакции Канницаро
образуется муравьиная кислота (из формалина), поэтому
для поддержания щелочности среды периодически
добавляется щелочь. По окончании реакции и нейтрализации
избытка щелочи смесь подвергают фракционированию.
Морган приводит следующую таблицу, характеризующую
состав и выход отдельных фракций (табл. 57).
Таблица 57
Состав и выход фракций при получении метнлкетобутанола
Состав фракций
Темп, кипения, " С
и давление, мм рт. ст.
Выход, г
1
2 .
3 '
4
5
Метияэтилкетои .....
р-Метил-у-кетобутанол . .
Диметилол-этилметилкетои
Масло ... •
Остаток .
105 (760)
90 —120 (20)
135 —150 (20)
160 —200 (25)
900
400
100
50
50
Около 66% первой фракции составляет непрореагировав-
ший кетон.
Вторая фракция (^-метил-у-кетобутанол) подвергается
дополнительной очистке, в результате которой получается
продукт со следующими физическими константами: темп,
замерз, ниже —80°; темп. кип. .84—85° (при 12 мм), уд. вес
£>20 0,99, коэфициент преломления л D 1,432. **
При стоянии Р-метил-у-кетобутанол не полимеризуется.
Проверка данных Моргана (Рутовский, Гончаров,
Дмитриева и Якобсон) показала, что при конденсации
метилэтилкетона с формальдегидом необходимо точно
поддерживать рН реакционной смеси. Если рН во время реакции
поддерживается точно равным 8,4, а перед разгонкой
устанавливается 5,8, выход р-метил-у-кетобутанола может быть
26* 403
доведен до 87% от теоретического. Вторым существенным
фактором, влияющим на выход, является концентрация
формальдегида. Чем ниже последняя, тем меньше получается
выход £-метил-"[-кетобутанола.
Дегидратация кетобутанола для превращения его в метил-
изопропенилкетон обычно осуществляется нагреванием
с водоотнймающими средствами, хотя и непосредственное
нагдевание его приводит к частичному отщеплению воды.
Применение KHSO4, H2SO4, PzOs, ZnCb приводит к слегка
окрашенному продукту. Наиболее эффективным дегидратато-
ром является безводная щавелевая кислота. Обычно берется
1 % кислоты от веса кетобутанола, выход кетона при этом
в среднем равен 80%,
Ускорение процесса дегидратации и увеличение выхода
кетона было замечено при ведении процесса в присутствии
гидрохинона, так как этим предупреждается частичная
полимеризация кетона. Хорошие результаты получаются также,
если дегидратацию вести с добавкой алюминиевой стружки
(Рутовский и Гончаров).
Полученный кетон подвергается сушке, которую можно
провести или с помощью химических реагентов (NaaSO^i,
NaHS40, металлического кальция), или вторичной перегонкой
при нормальном давлении. При 82° отгоняется азеотропиче-
ская смесь метилизопропенилкетона и воды, а затем
перегоняется фракция в пределах 96,5—98°, представляющая
собой чистый кетон.
Наконец, очистку можно вести дробной кристаллизацией
кетона из гептана или*дробным вымораживанием без
растворителя при —65°; получающиеся кристаллы имеют темп,
пл. —54°. Хорошие результаты дает очистка кетона водным
раствором щелочи, которая приводит к продукту, не
желтеющему при хранении (по Рутовскому и Гончарову) и дающему
полимер, также не изменяющий цвета со временем.
Мономерный метилизопропенилкетон характеризуется
следующим образом: подвижная, вызывающая слезоточение
жидкость с темп. кип. 98° (760 мм) и темп, замерз. —54°;
коэфициент преломления его nD 1,4220; уд. вес pf0 0,8550.
Из других методов получения ^-ненасьГщенных кетонов
технический интерес может представлять гидратация винил-
ацетиленов. Исходный продукт — винилацетилен —
получается пропусканием ацетилена через водный раствор одно-
хлористой меди и хлористого аммония:
2СН = СН —> СН = С — СН = СНа.
404
Продукт этот представляет собой газ, обладающий
характерным запахом; он конденсируется при 5° в бесцветную
Жидкость с уд. весом 0,709. Винилацетилен легко
присоединяет хлористый водород и превращается при этом в хлоро-
лрен, полимеризация которого приводит к синтетическому
каучуку (совпрену).
Для превращения винилацетилена в метилвинилкетон
можно использовать известную реакцию Кучерова (Картер,
1933 г.):
2СН = СН —> СН2 =» СН-С == СН + Н20 ^-+ СН2 = СНСОСН3.
Для ее осуществления медленный ток винилацетилена
пропускают через водную серную кислоту (10—50%-ную) в
присутствии катализатора — ртутной соли и окислителя (воздух,
окисные соли железа или меди и т. п.). Из реакционной
массы, к которой добавляется небольшое количество
гидрохинона, метилвинилкетон отгоняется при атмосферном
давлении. Выход кетона достигает 85%. Несмотря на наличие
ряда работ эта реакция и ее практическое осуществление
еще недостаточно разработаны.
Нельзя считать вполне выясненной возможность
технического использования реакции присоединения к винилацети-
лену органических кислот, протекающей по схеме:
CH2=CH-C=CH +RC00H-> СН2=СН — C<f 2
NOOCR
Омыление получающегося этим" путем эфира приводит
к метилвинилкетону:
•СН2 /СН2
СН2 = СН • Cf —► СН2 = СН • C<f пн —► СН2 = СН • СОСНз
\00CR \им
Следует еще в заключение упомянуть получение а, р-не-
насыщенных кетонов конденсацией галоидоангидридов
жирных и ароматических кислот с олефиновыми углеводородами.
Кондакову (1842 г.), а затем Крапивину удалось, проводя
конденсацию в присутствии ZnCU, получить соответствующие
ненасыщенные кетоны. Например, из изобутилена и
хлористого ацетилена образуется а, ^-ненасыщенный кетон:
СНзч СНЗЧ
>С = СН, + СН3СОС1 -г> >СС1СН,СОСН3 —>
СП/ СН/
сн„ч
—». >с = снсосн».
сн,,/
405
Метод этот дает очень небольшие выхода и требует
дальнейшей разработки.
Метилизопропенилкетон под действием солнечного света
и воздуха при комнатных условиях медленно полимеризуется
в твердую, стеклоподобную смолу. Полимеризации
способствуют и ускоряют ее такие факторы, как повышенные
температуры, повышенные давления, применение катализа.
Для хранения мономера или для замедления
полимеризации можно пользоваться такими антиоксидантами, как
порошкообразная медь, сера, сернистые соединения,
гидрохинон, пирогаллол и другие многоатомные фенолы.
Как ускорители, так и замедлители оказывают очень
большое влияние на течение реакции полимеризации. Так,
например, 0,01% гидрохинона достаточно для того, чтобы
задержать полимеризацию метилизопропенилкетона на 4 мес,
а выдерживание мономе,рного кетона в течение четырех
месяцев при 0° также не изменяет его свойств.
Течение и механизм полимеризации
метилизопропенилкетона описаны Штаудингером и Ритценталером.
Полимеризация протекает с образованием полимера
следующего строения, что было также подтверждено Марвелом:
-СОСНд
С =СН2
.СН.
СОСН3
I
-С —СН2—
сн3
сосн3
I
-С -QB*-...
I
сн3
сосн, -
!
-С—СН2—
I
СН3
~х-2
При полимеризации метилизопропенилкетона без
катализатора на холоду в течение 8—10 недель Штаудингер
получал полимер со степенью полимеризации 1400 и мол. весом
около 118 000.
При облучении мономера ультрафиолетовыми лучами
получается продукт со степенью полимеризации 480 и мол.
весом около 40 400. _ _
При нагревании мономера до 100° происходит
конденсационная полимеризация с образованием димера — 2,6-диметил-
октен- 1-диона-3,7 СНзСОСН (СНз) СНСНгСОС (СНз) СН2.
Полиметилизопропенилкетон представляет собой
бесцветную, прозрачную, сильно блестящую стеклоподобную смолу.
406 .
Некоторые свойства этого полимера по данным иностранной
литературы следующие:
Уд. вес при 20° С 1,11—1,15
Твердость по Бринелю, кг/сж2 20
Темп, размягчения, °С 60-80
Водопоглощение за 24 часа при 20' С, % . . . . 0,3
Водопоглсщение за 7 дней, °/0- 0,67
Коэфицнеит преломления 1,5212
• Для полиметилизопропенилкетона наблюдалось при
стоянии некоторое изменение окраски (легкое пожелтение).
Причины, вызывающие окраску, еще точно не установлены,
но, повидимому, это явление связано с недостаточной
очисткой кетона. В настоящее время для предупреждения этого
рекомендуется добавка некоторых стабилизующих веществ
(например, аминов, тиосоединений).
Введение при полимеризации некоторых добавок резко
изменяет как скорость полимеризации, так и улучшает
некоторые свойства полимеров. Морг&н указывает на такое
влияние бутилстеарата и лаурината. Механизм действия
этих добавок еще не ясен.
Полимеризация метилизопропенилкетона в присутствии
перекиси бензоила (0,5%) при 65° протекает приблизительно
в 4—5 раз медленнее, чем образование полиметилмет-
акрилата при блочном методе (Рутовский и Якобсон).
Полимер, имел темп, размягчения 75—87°. При полимеризации
в смеси метанола и воды, являющейся оптимальной средой,
разница в скорости полимеризации еще больше (Рутовский,
Дмитриева, Якобсон). Изучение полимеризации показало,
что оптимальной температурой является 50° и
продолжительность около 160 час. (Рутовский и Дмитриева). При
полимеризации блочным методом в указанных условиях
получаются прЪдукты с мол. весом около 25 000 (с 1% перекиси
бензоила), а в среде метанол — вода около 3,4 000.
Значительный интерес представляют сополимеры
метилизопропенилкетона, изучение которых начато только в самое
последнее время. Сополимеры, полученные с метилмет-
акрилатом (Рутовский и Якобсон) блочным и лаковым
методами, содержащие около 25% метилизопропенилкетона,
имеют повышенную температуру размягчения (145°),
повышенную твердость по Бринелю, лучшую водостойкость и
адгезию к стеклу. Сополимеры со стиролом (Рутовский
и Гончаров) также имеют лучшие показатели, чем чистые
полимеры.
407
Получение метилвинилкетона и метилизопропенилкетона
еще не освоено в большом масштабе, однако дальнейшее
развитие полимеризационных смол, в особенности
сополимеров, вероятно, потребует организации производства этих
кетонов.
Полимеризация винилкетонов жирноароматического ряда
изучена пока мало. Между тем полифенилвинилкетон,
например, имеет свойства, близкие к полистиролу, и, вероятно,
будет ценной составной частью в сополимерах.
ГЛАВА 29
СТИРОЛ И ЕГО ПОЛИМЕРЫ
Полистирол является одной из наиболее ценных
полимеризационных смол благодаря своим 'выдающимся
электроизоляционным свойствам, химической инертности,
водостойкости, низкому удельному весу и хорошим оптическим
свойствам. К числу положительных свойств полистирола
относится также легкость лереработки его в изделия почти
любым из способов, применяемых в промышленности
пластмасс. Недостатком полистирола необходимо считать
невысокую теплостойкость, относительно небольшую
механическую прочность, некоторую хрупкость и, в особенности,
способность к старению, которая, повидимому, находится
в зависимости от присутствия в обычных производственных
смолах низкомолекулярных реакций, т. е. от
полидисперсности продукта.
В США и Jan. Европе производство стирола освоено
в крупных масштабах, в особенности в связи с потреблением
его промышленностью синтетического каучука и другими
отраслями народного хозяйства.
Стирол представляет собой ненасыщенный жирноарома-
тический углеводород — винилбензол, или фенилэтилен
CeHsCH = СНа. При обычной температуре это — бесцветная,
прозрачная жидкость, сильно преломляющая свет и
обладающая слабым ароматическим, довольно приятным запахом.
Чистый стирол характеризуется следующими физическими
и физико-химическими константами: темп. пл. 33°, уд. вес
D2h 0,9090, показатель преломления tin 1,5463, темп. кил. 145°
(при 760 мм). Парциальное давление стирола при различных
температурах может быть подсчитано по формуле:
1^ = -1649'67Т230+7'2786,
где р — давление в мм рт. ст., a t — температура в °С.
■408
Скрытая теплота испарения стирола 88,5 кал/г, теплота
сгорания мономера 1045,4 кал/моль (для полистирола с т]8р
0,03963 эта величина составляет 1034,8 кал/моль).
Стирол практически нерастворим в воде, но смешив'ается
в любых соотношениях с бензолом и этиловым эфиром,
растворяется он также в четыреххлористом углероде, метаноле,
ацетоне и ряде других органических веществ. При низких
температурах (от —30 до —60°) растворимость стирола
в этих веществах резко понижается и он может быть
перекристаллизован из них, что и предлагалось для очистки
стирола в ряде патентов.
Стирол в незначительных количествах образуется наряду
с многочисленными другими веществами при реакциях
пиролиза природных продуктов. Например, присутствие его в
легких фракциях каменноугольной смолы в количестве 0,76%
указывается Карпухиным и Слонимским; в нефтегазовой
смоле около 0,4% стирола нашел Мустафин. По
американским данным при проведении парофазного крекинга нефти
(в атмосфере инертного газа) удается выделить до 6,25%
стирола. Впервые стирол был получен Бонастром (1831 г.)
путем пиролиза стиракса.
Однако все эти способы получения стирола пока не имеют
промышленного значения. В настоящее время стирол
получается исключительно синтетическим путем.
Из довольно значительного числа синтезов,
предложенных для получения стирола, большинство имеет лишь
лабораторное и теоретическое значение; промышленный интерес пока
имеют лишь немногие из них.
Исходя из толуола, стирол может быть получен через
коричную кислоту, через продукт присоединения к ней
бромистого водорода — Р-бромгидрокоричную кислоту, через фе-
нилуксусную кислоту и получаемый из ее эфиров р-фенил-
этиловый спирт, через бензальдегид, который можно
превратить в а-фенилэтиловый спирт. Первый путь ведет через ряд
стадий, которые в совокупности дают небольшой выход
стирола при сложном технологическом процессе. Выход в
последней стадии — при сухой перегонке кальциевой соли
коричной кислоты— не превышает 50% от теории.
Также малоприемлем в качестве исходного продукта аце-
тофенон, так как для его получения затрачивается в
значительном количестве хлористый ацетил. Метод мог бы иметь'
реальное значение только при значительном удешевлении
получения ацетофенона, так как восстановление его в спирт
и дальнейшая дегидратация а-фенилэтилового спирта (метил-
409
фенилкарбинола) не представляет больших затруднений. Эта
дегидратация используется при другом способе получения
стирола.
Не вышел еще за пределы лабораторной практики
чрезвычайно заманчивый в перспективе метод непосредственного
получения стирола из бензола и ацетилена. В качестве
катализатора указывается хромово-железный сплав. Реакция
протекает при 800—1000° и остаточном давлении 11—40 мм.
Сведения о применимости этого метода противоречивы и,
повидимому, хороших результатов пока получить не удалось.
Также почти нет данных о практической ценности методов,
использующих в качестве исходных продуктов винилацетилен
или бутадиен.
В настоящее время стирол в промышленных масштабах
может быть получен по следующим трем меюдам:
1) бензол -> этилбензол -> хлорэтилбензол -»■ фенилэтило-
вый спирт (фенилметилкарбинол) -> стирол;
2) бензол -> этилбензол ->• хлорэтилбензол-* стирол;
3) бензол -> этилбензол -> стирол.
Во всех трех методах первой стадией является получение
этилбензола. Для синтеза этого продукта можно применять
конденсацию бензола с этиленом или бензола с хлористым
этилом.
Первый метод, несомненно, является более перспективным.
Для осуществления его этилен пропускается через бензол в
присутствии хлористого алюминия при темнёр*атуре около 75°
(Бальсон, Нейтельсон). Выход этилбензола указывается при
этом 50%, но' наряду с этилбензолом образуется до 25%
более высокоэтилированных гомологов бензола и заметные
количества продуктов осмоления. При регенерации бензола
и повторном его использовании суммарный выход
достигает 70%.
Более разработан синтез этилбензола из бензола и
хлористого этидй. Залкинд, Амусин и Беркович при проведе-
иии реакции в присутствии алюминиевых стружек,
активированных добавкой сулемы, и при пропускании хлористого.
водорода через смесь бензола с хлористым этилом или прш'
кипячении этих продуктов в присутствии хлористого
алюминия получается этилбензол наряду с ди- и триэтилбензолом.
Если хлористый этил вводить в нагретый до 70° бензол,
выход этилбензола составляет приблизительно 75%, а гомологов
его образуется 22% от теории (считая на этилхлорид).
Бензола берется в реакцию тройное против теоретического коли-
410
чество, а алюминия (превращаемого в AlCfo пропусканием
НС1) 1% от хлористого этила.
Таким образом, в процессе этилирования из 1 г бензола
и 0,368 г хлористого этила получается 0,453 г этилбензола,
0,087 г полиэтилбензолов и 0,590 г непрореагировавшего
бензола.
Гомологи этилбензола могут быть превращены в этилбен-
зол при двухчасовом кипячении их с 10% хлористого
алюминия и двойным по весу количеством бензола. Таким образом,
общий выход этилбензола может достигать 90%.
После промывки и ректификации этилбензол поступает на
хлорирование, которое проводится действием элементарного
хлора при 70° в присутствии РСЬ. При этом образуется,
главным образом, а-хлорэтилбензол и частично {$-хлорэтиЛ|
бензол. На 1 г этилбензола расходуется 0,77 г хлора и 6 кг
пятихлористого фосфора. При реакции кроме а- и f-хлорэтил-
бензолов образуются полихлорэтилбензолы (10%) и
хлорбензол (из бензола, присутствующего в техническом этилбензоле).
Выход а- и §-хлорэтилбензола достигает 90—92%.
Для осуществления следующей стадии — превращения
а-хлорэтиТгоенз&ла в метилфенилкарбинол — применяется
обработка при 70—100° 10%-ным раствором поташа или соды,
взятых с избытком 25% против теоретически необходимого,
и в присутствии 1 % контакта Петрова как эмульгатора. В
течение первых 2 час. гидролиз протекает на 87,5%, а за
6 час. достигает 90%. Поэтому практически процесс может
проводиться в течение 2 час. Длительное кипячение при
медленном нарастании выхода экономически нецелесообразно.
Выход перегнанного в вакууме метилфенилкарбинола
достигает 90%.
Последней операцией по этому методу является
дегидратация, которая может осуществляться нагреванием с кислыми,
воду отнимающими веществами, например с кислым
сернокислым калием или серной кислотой.
В первом случае метилфенилкарбинол нагревается, до
150—200° с 3—5% бисульфата калия. Стирол по мере его
образования отгоняется с водяным паром (за счет
реакционной воды). Полученный стирол еще раз разгоняется в
вакууме (при остаточном давлении 30 мм), предпочтительно в токе
инертного газа (например азота). Выход стирола при этом не
превышает обычно 75—78%, большею же частью бывает
около 60—65%, так как трудно избежать осмоления
карбинола и частичной полимеризации стирола. Некоторое
увеличение выхода дает применение в этой стадии серной кислоты,
411
с которой дегидратация проходит при более низкой
температуре.
| Таким образом, общий выход стирола по этому методу,
составляет 60—63%; если же очистка промежуточных
продуктов проводилась недостаточно тщательно, выход падает
до 55% (опытный завод Института пластмасс). По некоторым
данным выход стирола 70—78% может быть повышен, если
дегидратацию проводить в газовой фазе (при 350—400°),
применяя в качестве катализатора окись алюминия.
Основным недостатком этого метода является сложность
и громоздкость процесса, низкий выход стирола и
значительный расход вспомогательных реагентов. На 1 г стирола
расходуется бензола 1,2—1,3 г, а прочих химических продуктов
около 2,3—2,4 г.
Как показали дальнейшие работы, стирол можно
получать непосредственно из хлорэтилбензолов. Для отщепления
хлористого водорода можно применить нагревание их с
органическими основаниями, например хинолином или пиридином.
Для этого достаточно нагревать хлорэтилбензол в течение
20—30 мин. с избытком хинолина. Выход при этом (Научно-
исследовательский институт пластмасс) достигает 88% от
теоретического, однако только при условии, что
хлорэтилбензол применяется хорошо очищенный от примесей. Этот
вариант представляет сравнительно мало интереса, так как
незначительно увеличивает выход стирола, но в то же время
требует довольно большого расхода органического основания
и специальной установки для его регенерации. Таким
образом, в конечном счете не получается упрощения процесса, а
расход вспомогательных реагентов почти не снижается.
Повидимому, значительно эффективнее должно быть
применение каталитического процесса для отщепления
хлористого водорода. В качестве катализаторов при этом
предлагаются активированный уголь и другие катали заторы "с
большой поверхностью (боксит, окиси цинка, кальция, меди,
никеля, железа и т. д.).
Наиболее интересным из рассматриваемых трех методов
является получение стирола каталитическим дегидрированием
этилбензола. Первые патенты в этом направлении были взяты
в 20-х годах настоящего столетия, хотя образование стирола
при пиролизе углеводородов различного строения
наблюдалось много раньше (Вертело,, 1866 г.). В основном довольно
многочисленная патентная литература охватывает два типа
процессов: 1) пропускание этилбензола, разбавленного
инертным газом, над катализатором при температуре 600—700° и
412
2) пропускание этилбензола над катализатором приблизительно
при тех же температурах, но при уменьшенном давлении.
В качестве катализаторов в первом случае указывается сили-
кагель, активированный уголь, известь с магнезией, флоридин
с окисью -меди и т. д. Для второго случая указываются также
окиси тория, меди, железа, цинка, хрома и т. д.
Имеются также патенты, предлагающие проводить'
сопряженное дегидрирование, т. е. добавлять к этилбензолу
вещества, способные присоединять отщепляющийся при
дегидрировании водород или восстанавливаться им (например,
этилен).
Проверка дегидрирования в вакууме
(Научно-исследовательский институт пластмасс) показала, что одним из
наиболее, пригодных катализаторов является смешанный магний-
хромовый катализатор (MgO + СггОз). Близкие по выходам
результаты получаются с катализаторами, содержащими окись
магния и окись хрома или окись цинка и окись алюминия.
При этом последний катализатор может работать при более
низких температурах по сравнению с первым. Решающим
моментом в данном случае является продолжительность
работы катализатора без регенерации его (продолжительность
службы катализатора) и легкость его оживления
(регенерации) . В особенности при этом приходится учитывать
неприятный побочный процесс, который обычно сопровождает
процесс дегидрирования стирола, а именно, отложение на
катализаторе кокса, трудно удаляемого при оживлении
катализатора окислением, т. е. продувкой воздухом. При всем этом
далеко не безразлично, каким способом приготовляется
катализатор и какие соединения берутся в качестве исходных
продуктов. Например, для приготовления катализатора
рекомендуется (Научно-исследовательский институт пластмасс)
раствор 19,2 ч. двухромовокислого аммония в 200 г воды
смешать с 100 ч. окиси магния (жженой магнезии),
полученную кашеобразную массу протереть через сито с
определенным размером отверстий (около 3 мм) для получения гранулей
равномерного размера. В таком виде катадизатор поступает
на сушку, которая 'Проводится при 65° и остаточном
давлении около 50 мм, а затем на прокаливание при 600° в
течение 3 час, после чего он содержит около 90% MgO и 10%
СггОз. Такой катализатор работает без смены около 33 час,
регенерация его считается неэкономичной. Поступающий на
дегидрирование этилбензол, во всяком случае
предварительно ректифицированный, испаряется (температура около
170°) и» через перегреватель (до 630°) поступает в контакт-
413
ный аппарат, в котором поддерживается температура 630°;
скорость подачи устанавливается около 0,72 кг этилбензола
на 1 л катализатора. Реакция дегидрирования эндотермична
и на 1 г/моль этилбензола расходуется около 30 кг-кал.
В результате дегидрирования получается выход около
90—92% стирола-сырца, содержащего 43—45% стирола;
остальное составляет не вошедший в реакцию этилбензол
и небольшое количество высоквкипящих продуктов. В
качестве прочих продуктов реакции образуется водород в
количестве 8,5 кг и неконденсирующиеся газы, содержащие
насыщенные углеводороды в количестве 67,5 кг на 1 г стирол-
сырца.
Разгонка сырца производится при остаточном давлении
50 мм, причем для уменьшения потерь от полимеризации
добавляется 0,1% гидрохинона. Отгоняющийся этилбензол снова
поступает на дегидрирование. Учитывая повторные пропуски
этилбензола, выход стирола достигает 80%, т. е. на 1 г
стирола требуется около 1,25 г этилбензола.
Полученный стирол для дальнейшей полимеризации
должен обладать достаточно высокой' чистотой. К нему
предъявляются следующие требования:
Показатели
Технические
условия
опытного
завода
Заграничные
данные
(Доу Кемнкел
К")
Уд. вес
Коэфициент преломления . . . .
Содержание стирола, не ниже, °/0
Темп, кнп., °С
застывания, СС
Внешний вид
0,906-0,916 (15°) 0,906-0,912 (20')
1,5470 1,5425—1,5438
95 99,9%
140 81— 82 (100 мм)
— —31,5—33
Прозрачная бесцветная жидкость
' По другому варианту (Институт им. Карпова)
дегидрирование этилбензола проводится приблизительно при той же
температуре, но в присутствии водяного пара. Благодаря этому
отпадает необходимость применения вакуума. Состав
катализатора по этому варианту также близок к предыдущему.
Значительный интерес может представлять при
определенных условиях метод получения, основанный на
дегидратации р-фенилэтилового спирта. Конечно, обычный метод
производства f-фенилэтилового спирта восстановлением эфиров
фенилуксусной кислоты для этой цели непригоден вследствие
сложности и дороговизны. Шорыгин с сотрудниками разрабо-
414
тали метод, основанный на превращении хлорбензола в
магний-органическое соединение, позволяющий проводить эту
реакцию в отсутствие этилового эфира, считавшегося ранее
безусловно необходимым:
СвН5С1 + Mg —> CeHjMgCI:
CeH5MgCl + CHs-CH2 —► CeH5CH2CH2OMgCl +Ы+
—► C6H6CH2CH2OH + MgCl(OH).
Однако значительные технологические трудности, стоящие
на пути и в следующей стадии — взаимодействии с окисью
этилена (проведение реакции с твердыми веществами,
большая чувствительность промежуточных соединений и т. д.),
еще не вполне преодолены.
По литературным данным за границей реализован еще
более простой метод получения {3-фенилэтанола — прямым
взаимодействием бензола и окиси этилена в присутствии
хлористого алюминия:
свн6+сн2-сн4 '-iilSiU с6н5сн2сн2он.
Дегидратация ^-фенилэтилового спирта, в отличие от а-фе-
нилэтилового спирта, протекает почти количественно в
присутствии едкой щелочи (Сабатье) и очень легко.
По этому методу синтез стирола протекает в две стадии:
получение ^-фенилэтилового спирта и дегидратация его.
Точных данных о выходах, которые можно получить по этому
способу, не имеется, однако можно предполагать, что. они не
будут ниже 70%.
Основной целью получения стирола является его
полимеризация или сополимеризация, другие области применения его
невелики (главным образом для душистых веществ).
Полимеризация стирола может происходить' даже при
комнатной температуре^ хотя и медленно, под действием
солнечного света и особенно кислорода воздуха. Воздух
вызывает по некоторым данным образование перекисных
соединений, которые обладают сильным каталитическим действием
при полимеризации. Поэтому'процесс этот является
автокаталитическим, т. е. самоускоряющимся. Во избежание потерь
при хранении стирола вследствие преждевременной
самопроизвольной полимеризации необходимо добавлять к нему
вещества, предотвращающие образование перекисей, так
называемые ингибиторы. К числу таких веществ отно-
415
еятся гидрохинон, пирогаллбл, гваякол, сера и Некоторые
сернистые соединения и нитропродукты (например, тринитро-
бензол), а также мелкораздробленный алюминий. Для
длительного хранения рекомендуется кроме добавок гидрохинона
применять разбавление стирола легкокипящим растворителем,
например бензином, а также применять хранилища,
заполняемые инертным газом,
например азотом.
Полимеризация
чистого стирола может быть
ускорена повышением
температуры. Например, по*
данным Шульца
повышение температуры с 100 до
200° ускоряет
полимеризацию . с 2,5 суток до 1,5
часа, т. е. почти в 50 раз.
w
20 JO 40 50 60 10 S3
&рел?я £ часах
Рнс. 72. Криз* скорости полимеризации 0днако полимеры,
полустирола на воздухе. ченные при температуре
175° и выше, отличаются
хрупкостью и
сравнительно легкой растворимостью.
Шульц и Гуземан
приводят зависимость'скорости
полимеризации стирола в
виде следующих кривых
(рис. 72, 73).
Одновременно повышение темпе-
8Д ратуры полимеризации
приводит к соответству-
э S0
^ 60
I 40
20
'#
1
V
132°
(00.5
2
W
20 30 40 50 60 ТО
&ргмя Svacax
о .,, ^- „ ющему снижению по-
Рис. 73. Кривая скорости полимеризации ^ J „
стирола в атмосфере азота. казателеи механических
свойств (табл. 55).
Другим фактором, ускоряющим бескатализаторную
полимеризацию стирола, может являться ультрафиолетовый свет,
однако необходимо учесть, что по литературным данным
длительное облучение может вызывать деполимеризацию.
Поэтому при применении такого метода полимеризации
рекомендуется пользоваться кратковременным облучением большой
интенсивности. Наконец, поскольку полимеризация
сопровождается уменьшением объема, ускорение процесса
наблюдается и при применении повышенного давления. Однако для
получения достаточно заметного эффекта необходимо
пользоваться сверхвысокими давлениями (порядка 12 000 ат).
416
Все эти причины привели к тому, что на практике
осуществляются исключительно способы, связанные с применением
катализаторов. Для стирола очень многие вещества являются
катализаторами полимеризации.
Таблица 58
Зависимость механических свойств
полистирола от температуры полимеризации
Темп. СС
120
98—100
90-92
85
Прочность
на удар
кгсм/сл1*
12
14
18
22,5
Времен,
сопротивление
изгибу, кг/см'
600
650
700
750
Теплостойкость по
Мартене/, ° С
68
70
70
80
В числе кислых катализаторов указывается серная и
другие минеральные кислоты, которые дают большею частью
окрашенные в бурый цвет полимеры с невысокой степенью
полимеризации. Энергичными катализаторами являются
некоторые галоидные соединения, в частности четыреххлористое
олово, которое отличается столь большой активностью, что
вызывает полимеризацию уже при 3° и процесс при этом
протекает настолько бурно, что масса разогревается до 80°.
Недостатком применения этих катализаторов является крайне
трудное удаление остатков этих галоидных солей из
полимера и низкий молекулярный вес полимеров. Например, с
четыреххлористым оловом получается насыщенный димер или
продукты с мол. весом 3000—7000, с пятихлористой сурьмой
получаются продукты с мол. весом 1000—5000.
Металлический натрий и щелочи также вызывают частичную
полимеризацию стирола, но не дают хороших продуктов, пригодных
для пластмасс.
В числе катализаторов для стирола указаны также иод,
активные глины (флоридин) и некоторые другие.
Наибольшее значение в технологии имеют в качестве
катализаторов для стирола перекисные соединения, в том
числе в первую очередь перекись водорода, перекис"ь бен-
зоила, перекись ацетила и некоторые другие. О влиянии
количества катализатора на скорость процесса и степень
полимеризации говорилось уже выше.
Строение полимера установлено с достаточной точностью
по продуктам термической деструкции (Штаудингер) и изу-
27 Зак. 1532. 417
чением реакций некоторых замещенных полистирола (Марвел),
например, поли-о-бромстирола. Полимер имеет расположение
фенильных ядер, • не у соседних углеродов (1,3-располо-
жение):
...—СН-СН2-СН—СН2-СН—СН2—СН-СН2-. ■ •
С6Н5 С6Н5 С6Н5 С6Н5
Для полистирола характерна разветвленность цепи, что
доказывается сравнительно большим расхождением между
молекулярным весом, определенным вискозиметрическим
методом и установленным при помощи ультрацентрифуги, или'
по осмотическому давлению растворов. При этом чем выше
температура полимеризации, тем больше расхождение (Шульц
и Гуземан), т. е. тем больше разветвленность цепи
полистирола.
Полистирол деполимеризуется приблизительно при 300°,
причем наряду с мономером образуются другие продукты
(например, дифенилэтан, трифенилбензол и др.). Вообще, чем
выше молекулярный вес полистирола, тем легче и при более
низких тмпературах проходит деполимеризация. Например,
полимеры с молекулярным весом выше 100 000 в присутствии
воздуха уже начинают расщепляться при температуре около
180°. Даже механические воздействия (перетирание,
вальцевание и т. п.) приводят к уменьшению молекулярного веса
(Штаудингер).
В химическом отношении полистирол является одним из
наиболее устойчивых полимеров, так как он остается
неизменным при действии концентрированных растворов щелочей
и кислот (за исключением азотной); даже
фтористоводородная кислота не действует на полистирол. Полистирол можно
нитровать, сульфировать, галоидировать и даже подвергать
исчерпывающему гидрированию до образования полигексаги-
дростирола -(Штаудингер) без 'заметного расщепления
макромолекулы.
Длительное облучение солнечным светом, в особенности
при температуре около 80°, вызывает поверхностное
пожелтение полистирола.
Полистирол растворяется в ароматических углеводородах,
хлорированных углеводородах, алифатических эфирах и
многих кетонах; не растворяется он в спиртах, парафиновых и
нафтеновых углеводородах, растительных маслах и воске.
Как уже указывалось в вводной главе, меняя условия
полимеризации, можно в значительной степени менять конеч-
418
ный молекулярный вес полистирола. Штаудингеру удавалось
получать полистиролы с мол. весом 600 000 и выше. Однако
для технического использования мало пригодными являются
продукты с низкой степенью полимеризации, так как они
дают хрупкие, недостаточно прочные полимеры, хотя и
хорошо растворимые. Полимеры при мол. весе около 200 000
перерабатываются в изделия с большим трудом.
Практическое применение находят полистиролы с мол. весом в
пределах 30 000—70 000, по английским же данным для пластмасс
применяются продукты с мол. весом около 40 000. При этом
особенно важно получение полимера, не содержащего
мономера и низкомолекулярных продуктов. Примесь этих
соединений, повидимому, является основной причиной старения
полистирола и растрескивания его (Каржавин).
Не следует упускать из виду, что изменения условий
полимеризации с целью достижения заранее заданного
молекулярного веса оказывают влияние и на
полидисперсность полистирола и на форму (разветвленность) его
макромолекулы. Поэтому очень часто можно наблюдать различие
физико-механических свойств при одинаковом среднем
молекулярном весе и обратно. Зависит это от наличия в
препарате значительного количества полимеров с разной степенью
полимеризации или от преобладания в том или другом
случае макромолекул с различной степенью разветвленности.
Из этого можно сделать очень важный вывод, который
всегда следует иметь в виду, что процесс полимеризации,
при всей своей кажущейся простоте, является решающим в
смысле получения полистирола с заранее заданными
свойствами. Поэтому переработка продукта максимальной чистоты
и строгое соблюдение технологического режима
полимеризации приведут всегда к стандартному и высококачественному
полистиролу.
Готовый полистирол выпускается за границей под
разными названиями и марками в зависимости от назначения:
«тролитул», «виктрон», «резоглас», «дистрен», «родолен»
и т. д.
В табл. 59 приведены свойства различных типов
полистирола.
Технологически полимеризация может осуществляться как
блочным методом, так и в растворах и эмульсиях.
Полимеризация блочным методом заключается в том, что
для начала реакции стирол, к которому прибавлено около
0,5—1% перекиси бензоила, подогревается лучше всего до
80°. В дальнейшем нужно следить, чтобы температура не
27* 419
Показатель
Времени, сопротивление
изгибу, кг/см2 ....
Прочность на удар,
Времени, сопротивление
растяжению, кг/см2 .
Твердость по Бринелю,
Теплостойкость по
Теплопроводность,
кал/см-сек ■ °С . . . .
Коэфициент расширения
Поверхностное
сопротивление, ом ....
Объемное сопротивле-
Таигенсуглапотерь^ о)
при I06 герц ....
Диэлектрическая
постоянная при 1С6 герц .
Свойства различных типов полистирола
Эмульсионный (НИИ
пластмасс)
.—
375- 675
6—9
—
18—21
85-93
—
—
1С13-101и
5,8 ■ 101-3—1,2-1016
0,002—0,004
2,7-2,9
Блочный (НИИ
пластмасс)
.
375—550
3,5—5
—
18-20
70—90
.—
—
—
5,6-10^—3-Ю10
0,002—0,004
2,8-3,0
Виктрон по
Матесону и
Гоггинсу
1,05
—
—
4С0—490
90—97
(поРоквеллу)
—
3,2-10-*
7,0-Ю-5
Выше 10"
Выше 10'17
0,0004
2,6—2,8
Тролитул
по Бран-
денбургеру
1,05
до 1100
20
400
11
65 •
3,8-10-*
10,2-Ю-5
Выше
3-Ю12
Выше
3 • 1012
0,0002
2,3
Та
блица 59
Тролитул с наполнителем
Si 4
1,2
950
9,8
—
—
74
—
—
Выше
3 • 1012
—
0,00083
3,25
Si 5
1,4
850
7,2
—
—
80
—
— /
Выше
3-1012
—
0,001
3,25
Si 6
1,65
700
5,2
—
—
85
—
—
Выше
3 ■ 101г
—
0,0014
3,4
поднялась выше за счет тепла экзотермической реакции.
Теплота полимеризации для полистирола, как известно,
составляет около 20 000 кал/'мол, а энергия активации 23 200—
22 100 кал/моль. Такой значительный тепловой эффект очень
затрудняет проведение полимеризации при точных условиях.
Наилучшим способом в этом случае является проведение
полимеризации в закрытом аппарате, снабженном обратным
холодильником. Применение вакуума, выбранного с таким
расчетом, чтобы температура кипения стирола
соответствовала заданной температуре полимеризации, позволяет
поддерживать до известной степени постоянную температуру. Кроме
того, при этом удаляется незаполимеризованный мономер,
присутствие которого резко снижает показатели готового
продукта. Обычным недостатком этого метода является
получение неравномерного по составу продукта и образование
пузырей.
Способ этот может иметь значение только тогда, если
полимеризация проводится в небольших формах для
получения заготовок, перерабатываемых в дальнейшем в детали
механической обработкой, или если полистирол в дальнейшем
растворяется для лаков. Переработка блочного полистирола
прессованием или литьем под давлением требует
предварительного измельчения; это в свою очередь требует большой
затраты энергии, так как полистирол измельчается с большим
трудом и только в специальной аппаратуре. Некоторое
значение этот способ может иметь также для получения пластин,
заполимеризовываемых в плоских сосудах.
Одной из существенных причин, препятствующих
применению этого способа, является медленность процесса
полимеризации стирола. По этому способу для получения хороших
выходов продукта с желаемой степенью полимеризации
необходимо вести полимеризацию во всяком случае при
температурах ниже 100°, а это требует десятки часов.
Неравномерность состава полимера в значительной степени
уменьшается, если вести процесс в растворителях. В качестве
растворителей в данном случае имеют значение, главным
образом, ароматические углеводороды. Замедляющее
действие растворителей возрастает в гомологическом ряду бензола,
а в жирном ряду оно еще более заметно (например, в
дихлорэтане, четыреххлористом углероде). Учитывая
целесообразность применения для синтеза стирола дегидрирования этил-
бензола, было весьма соблазнительным проводить
полимеризацию в растворе этилбензола. При этом можно было бы
направлять на полимеризацию непосредственно стирол-сырец,
421
в случае надобности после предварительной отгонки части
•невошедшего в реакцию этилбензола. Однако этилбензол не
только замедляет реакцию полимеризации в 4—5 раз, но,
кроме того, полимер получается более низкомолекулярный по
сравнению, например, с полимером, полученным в бензольном
растворе. Одним из осложнений технологического процесса
полимеризации в растворе является необходимость
выделения полистирола из растворов. Это может быть осуществлено
либо высаживанием, либо отгонкой растворителя. В первом
случае можно пользоваться нерастворимостью полистирола в
петролейном эфире, бензине и т. п. Однако это требует
расхода большого количества относительно легколетучих
растворителей. Во втором случае требуется применение
сравнительно высоких температур и глубокого вакуума, так как
последние остатки растворителей удаляются из полистирола
только с большим трудом даже при 160—170° и остаточном
давлении около 10 мм. Довольно перспективным методом,
предложенным для выделения полистирола из раствора,
представляется распыление раствора в специальных камерах при
помощи перегретого пара или пара высокого давления. В
этом случае наряду с сушкой достигается и отгонка незапо-
лимеризованного стирола.
Полимеризация стирола в растворах находит только
ограниченное применение. Полимеризация в присутствии веществ,
растворяющих мономер, но не растворяющих полистирола,
также имеет очень малое распространение, так как почти не
дает преимуществ по сравнению с полимеризацией в
растворителях.
Наиболее целесообразным и надежным методом
полимеризации стирола является эмульсионный. Основными
преимуществами его применительно к стиролу являются: 1)
увеличение скорости реакции по сравнению с другими методами,
2) хороший отвод тепла полимеризации, в частности, при
полимеризации в водной среде, 3) легкость удаления неза-
полимеризованного мономера, например, отгонкой паром,
4) высокая степень полимеризации, 5) удобная для
дальнейшей переработки форма полимера — мелкий лорошок или
гранулы. К недостаткам метода следует отнести
необходимость применения эмульгатора, удаление которого требует
очень тщательной и иногда довольно кропотливой обработки
полимера. Обычно в качестве эмульсионной среды применяется
вода, а в качестве эмульгатора — мыла. Меньшее значение
для стирола могут иметь соли сульфокислот нафталина или
сульфированные высшие спирты жирного ряда. В качестве
422
катализаторов обычно применяются перекиси, причем
растворимые в воде перекиси считаются более активными. Поэтому
очень хорошим катализатором является перекись водорода.
Применение нерастворимых в воде катализаторов может
увеличить осаждение полимеров в виде гранул, иногда довольно
крупных размеров.
Полимеризация по этому методу проводится следующим
образом (Научно-исследовательский институт пластмасс).
В эмалированном котле, снабженном быстродействующей
мешалкой, растворяется кокосовое мыло, содержащее 50%
жирных кислот. Количество воды берется из расчета 300%
от подлежащего полимеризации стирола, а количество мыла
3%, считая на жирные кислоты. К раствору мыла, имеющему
температуру 75—80°, добавляется перекись водорода в виде
30%-ного раствора .(пергидрол) в количестве 0,5 % Н2О2 от
веса мономера и, наконец, подлежащий полимеризации
стирол. Полимеризация проводится при температуре около 80°
в течение 6 час. За это время успевает заполимеризоваться
96% мономера. Для отгонки мономера применяется продувка
водяным паром, с которым отгоняется около 3%
первоначально загруженного стирола.
Для разрушения эмульсии могут быть применены
различные электролиты, но при этом следует учитывать в первую
очередь дальнейшую очистку .полистирола промывкой.
Неполнота отмывки эмульгатора или продуктов, образующихся из
него, приводит при разрушении эмульсии к резкому снижению
диэлектрических свойств полимера.
В описываемом методе разрушение эмульсии производится
серной кислотой. К охлажденной до 15—20° эмульсии
приливается 3%-ная серная кислота б количестве около 17—18%
от веса эмульсии. Одновременно эмульсия разбавляется
равным количеством воды. Осажденный и отфильтрованный
полистирол тщательно промывается водой для удаления избытка
серной кислоты и образовавшегося из эмульгатора
сернокислого натрия. Число промывок водой доходит до 8.
Образовавшиеся в результате разложения эмульгатора жирные
кислоты отмываются этиловым спиртом при 75°. Промывают
спиртом обычно четыре раза, причем на каждую промывку
расходуется приблизительно двойное от веса сухого
полистирола количество спирта. Так как после водных промывок
отжатый на центрифуге или друк-нутче полистирол содержит
довольно значительное количество воды (около 300% от веса
сухого), то спирт после первых промывок получается сильно
разбавленный. Поэтому он должен быть направлен на реге-
нерацию и концентрацию; потери при этом составляют около
5%.
Промытый спиртом полистирол поступает на вакуум-сушку
при 55—60° и остаточном давлении около 200 мм. Из сушки
выходит продукт с влажностью не более 0,1%.
По этому методу на 1 г полистирола расходуется 1,07 т
стирола, 64 кг мыла, 18 кг 30% -ной перекиси водорода (пер-
гидрола), 22 кг серной кислоты (считая на 100%-ную),
409 кг спирта-ректификата и около 34 г дестиллированной
воды.
Попытка заменить мыло другими органическими
эмульгаторами, например желатиной или поливиниловым спиртом,
пока не дала удовлетворительных результатов, так как
отмыть остатки этих эмульгаторов полностью не удается и в
результате готовый продукт не имеет достаточной
прозрачности. '
Повидимому, значительный интерес может представить
проведение эмульсионной полимеризации стирола в
присутствии надсернокислых солей, которые одновременно заменяют
катализаторы и эмульгаторы. Проверка этого метода дала
достаточно хорошие показатели. Несомненным и важным
преимуществом этого метода является быстрота полимеризации
и возможность исключить промывки спиртом, что значительно
упростит и удешевит установку в целом.
Полученный эмульсионным путем полистирол представляет
собой белый, очень мелкий порошок. Технические условия
для эмульсионного полистирола предусматривают кроме
внешнего вида определение жирных кислот, которых не
должно быть более 0,1%; вязкость 10%-ного раствора
полистирола в бензоле должна быть не менее 3,5 сантипуаз,
теплостойкость по Мартенсу 90—95°, водопоглощение не более
0,005% после 24 час пребывания в воде при комнатной
температуре; диэлектрическая постоянная 2,5—2,9; уд. объемное
сопротивление не менее 1016 ом • см, поверхностное
сопротивление не менее 1013 ом, tg8 0,0002—0,0003.
С целью повышения эластичности полистирола иногда
применяют добавку к нему пластификатора. Обычно последний
предварительно растворяют в мономере в количестве до 20%,
а затем проводят полимеризацию одним из описанных выше
методов. В качестве пластификаторов указываются трикрезял-
фосфат, дибутилфталат, эфиры высших спиртов и жирных
кислот (олеиновой, стеариновой, пальмитиновой).
Пластификаторы этой группы снижают диэлектрические свойства
полистирола; для избежания этого рекомендуется пластифициро-
424
вать его, например, диамилнафталином, полихлордифенилом
и т. п.
Порошок полистирола может смешиваться с пигментами,
в том числе и светящимися. Для получения прозрачных
цветных масс красители могут прибавляться в процессе
полимеризации. При этом также приходится считаться с возможностью
снижения диэлектрических свойств стирола.
Введение наполнителей чаще всего преследует цель
повысить теплостойкость полистирола без снижения
электрических показателей. В качестве таких наполнителей особенно
часто предлагается кварц, силикагель, менее ценными
наполнителями являются тальк, мраморная мука и т. д. Добавку
наполнителей можно производить как путем смешивания
готового полимера с наполнителем в сухом виде, так и в виде
лака. Хорошие результаты дает проведение эмульсионной
полимеризации вместе с наполнителем.
Переработка полистирола в изделия может производиться
любыми методами. В этом отношении полистирол — один из
наиболее легко применимых пластиков.
Наиболее старый метод получения изделий из
полистирола заключается в механической обработке заготовок,
полученных блочным методом. Метод этот в настоящее время
сохранился только при изготовлении каких-либо специальных
деталей особо сложной конфигурации (например, для точных
приборов). Частично механическая обработка сохранилась в
настоящее время при производстве специального назначения
ликз и деталей оптических приборов.
Сравнительно небольшое распространение имеет
получение деталей прессованием в обычных гидравлических
прессах. Способ этот неэкономичен и требует большого расхода
времени, так как при нем необходимо охлаждение прессформ
до 40—50° перед выемкой из них изделий. Благодаря низкой
температуре размягчения и хорошей текучести полистирола
для прессования достаточна температура 116—175° и
давление 59—180 кг/см2, усадка при этом составляет 0,002—
0.0025. Имеются указания, что прессование применяется для
получения листового материала и блоков, которые затем
разрезаются на листы на строгальных машинах типа
применяемых в целлулоидном процессе. Прессование может быть
также целесообразным в том случае, если необходимо
получить большую точность в передаче тонкого рисунка.
Самым же широко распространенным способом
переработки полистирола является литье под давлением (шприцгусс).
Принципиальные основы этого метода указаны были выше.
425
На рис. 74 изображена схема устройства шприщусс-
машины для переработки полистирола литьем под давлением.
Порошок или гранулированный стирол из бункера 1 попадает в
цилиндр 2 подачи и при помощи поршня 3 подается в камеру разогрева 4,
обогреваемую электриче-
/ ством, пропускаемым по
3 В е %ЙЗ* е. обмотке 5. В середине
камеры находится
специальной формы направляющая
деталь 6, назначение
которой — обеспечить
равномерность плавления и
перемешивания. В камере
длавления полистирол
размягчается и в таком уже
Рис. 74. Схема устройства шприцгуссма достаточно текучем виде
шины: поступает по литниковому
i-бункер; 2-цилиндр; 5-поршень; 4-камера каналу 7 в неподвижно
разогрева; 5 —обмотка; 6— направляющая деталь; укрепляемую ПОЛОВИНУ
7— литниковый канал; 8 и 9 — половины формы. преесформЫ 8. К ЭТОЙ
Части прижата вторая
половина прессформы 9. Размягченный полистирол постепенно под
действием давления заполняет литниковый канал и углубления между
обеими половинками прессформы, имеющие в своей толще каналы, по
которым циркулирует охлаждающая вода. Расплавленный полистирол,
заполнив углубления холодной прессформы, отвердевает, и изделие
может быть снято немедленно. Для снятия с прессформы изделий
имеется автоматическое приспособление, выталкивающее отлитое
изделие одновременно с отводом подвижной половины прессформы.
Рис. 75. Быстроходный автомат для литья под давлением.
Тип американского быстроходного автомата изображен на
рис. 75. В настоящее время в США имеются автоматы для
426
формования шприцгуссом, в которых за один ход поршня
подается 75—500 г пластика; часовая производительность
американских автоматов достигает 10—12 кг литьевой массы.
-Особенно эффективно работают автоматы при многогнезд-
ных прессформах (до 10 изделий), выпуская в смену до
30 000 мелких деталей.
Полистирол, отличающийся высокой текучестью, особенно
пригоден для переработки шприцгуссом. Температура • литья
по заграничным данным около 150—170°. В США применяют
литье при 215°, что ускоряет процесс литья. Соответственно
этому и удельное давление, необходимое в шприцгусс-авто-
матах, колеблется в пределах от 200 до 2000 кг/см2.
Большое сходство с предыдущим способом шприцгусса
имеет процесс переработки полистирола шприцеванием; при
этом полимер при помощи шнекового пресса непрерывно
подается через камеру разогрева в мундштук. Из последнего
через сопло он выходит в виде прутка или трубки любой
формы поперечного сечения и охлаждается на воздухе. Этот
способ особенно применим для получения эластичных и
прочных лент из полистирола, известных под названием стиро-
флекс. Для увеличения прочности выходящая из мундштука
(фильеры) лента или тонкостенная трубка подвергается
растяжению на 100% при 130—140° для повышения ориентации
макромолекул. Остывшая в растянутом состоянии лента или
трубка сохраняет ориентированное состояние и обладает
повышенными механическими свойствами. Таким путем можно
получать пленки толщиной 0,01—0,15 мм, а также нити
диаметром 0,01 мм. Давление и температура зависят от свойств
полистирола. Для получаемого по этому способу продукта
(стирофлекс) приводятся следующие физико-механические
показатели: временное сопротивление растяжению 700 кг/см2,
удлинение 3—4%, теплостойкость по Мартенсу 60—70°,
временное сопротивление на раздавливание 950 кг/см2.
Сравнение свойств пленки стирофлекса, полученного с
вытяжкой и без вытяжки, показывают, что при вытяжке
улучшается ряд свойств, как это видно из следующего
сопоставления:
Пленка стирофлекса
толщиной 0,1 мм
Полученная вытяжкой ....
„ без вытяжки . .
Временное
сопротивление
растяжению.
9,2-10
2,5-2,8
Удлинение
°,'о
5
1
Число
изгибаний
1000—2000
1
427
Наиболее универсальным методом переработки
полистирола является литье под давлением. Прессование в горячих
формах с последующим охлаждением дает изделия более
тонкого рисунка, но этот метод дорогой и медленный.
В последнее время все большее применение находят
продукты совместной полимеризации стирола с другими
ненасыщенными соединениями. При этом сополимеры стирола могут
быть разбиты на две группы; к первой надо отнести
сополимеры термопластичные и растворимые в органических
растворителях, ко второй — не обладающие уже этими
свойствами.
Несколько особое положение занимает в этом отношении
саполимер стирола и бутадиена, известный под фабричной
маркой «Буна S». Совместная полимеризация бутадиена со
стиролом дает синтетический каучук с повышенными
механическими свойствами, в особенности в отношении
сопротивления истиранию.
В числе термопластичных сополимеров стирола
указываются, например, сополимеры с 0,4—5% нитрила акриловой
кислоты, имеющие повышенные механические свойства.
Сополимеры стирола с 4% акриловых эфироз обладают
повышенной упругостью при обычных температурах и
пониженной вязкостью при высоких температурах, что делает их
особенно пригодными для переработки литьем под давлением.
Сополимеры стирола и эфира метакриловой кислоты (Рутов-
ский и Парини) обладают повышенной теплостойкостью.
Использование в качестве сополимера винилацетата
значительно повышает эластичность и адгезию стирола, хотя в
этом случае получение сополимера наталкивается на
некоторые трудности и для проведения процесса сополимеризации
рекомендуется добавлять еще метакрилозые эфиры.
Получение сополимеров возможно любым из описанных
выше методов, но при этом следует учитывать, что стирол
полимеризуется довольно медленно. Поэтому для получения
совместных полимеров с соединениями, обладающими
большей скоростью полимеризации, более удобным оказывается
полимеризация в эмульсиях.
Из полимеров этого типа, предложенных за последнее
время, заслуживает внимания сополимер стирола с эфиром
малеиновой кислоты и этиленгликоля. Сополимер может
прессоваться при 130—140° и при этом переходить довольно
быстро (15—20 сек.) в нерастворимый продукт. _
Таким образом, этот сополимер является переходным ко
второй группе — нерастворимых и неплавких сополимеров.
428
Штаудингер показал, что если в стироле присутствует хотя
бы в небольших количествах n-дивинилбензол СНг = СН •
• СбН4 • СН = СНг, то при полимеризации образуется
нерастворимый и неплавкий полимер. Причиной этого Штаудингер
считает образование трехмерной (сетчатой) молекулы:
с6н4 с6н4
..—СН-СН2 - СН—СН2—СН-СН?- СН—СН,- ...
I !
с6н4 с6н4
I I
СН—СН2—СН-СН,—СН—СН2—СН-СН2— ...
I I
с6н4 с6н4
...—сн2—сн—сн2—...
Такого же типа нерастворимые и неплавкие сополимеры
могут быть получены с очень многими соединениями общей
форм^'лы СНг = CHRCH = СНг (Норриш и Брукмен),
например дивинилсульфид, диаллиловый эфир и т. д.
Высокие тепловые свойства, а в большинстве случаев и
повышенная механическая прочность привлекают внимание
к этим сополимерам. Однако их широкое освоение связано
с необходимостью пользоваться для их получения блочным
методом полимеризации и изготовления изделий методами
мер дивинилсульфид, диаллиловый эфир и т. д.
Большинство перечисленных сополимеров может образо-
вываться'при различном соотношении компонентов. Однако
имеются случаи, когда сополимер образуется только при
эквимолекулярных соотношениях. Такой случай наблюдается
при сополимеризации стирола с малеиновым ангидридом.
При этом образуется сополимер следующего строения:
..._СН?-СН СН СН-СНо-СН СН СН—...
I I I " I I I
С6Н5 СО СО С6Н5 СО СО
Такой сополимер со стиролом еще не нашел широкого
практического применения, как это имеет место для
сополимера малеиноцого ангидрида и некоторых виниловых эфнров.
429
Полистирол применяется в очень многих отраслях
промышленности и народного хозяйства. Одной из наиболее
крупных областей применения стирола является его
использование для получения синтетического каучука типа
«Буна S» путем его сополимеризации с бутадиеном.
Наибольшее значение полистирол имеет в
электротехнике, в особенности для высокочастотных приборов, где он
благодаря своим высоким диэлектрическим свойствам
конкурирует со слюдой. Недостатком полистирола,
ограничивающим его области применения в электротехнике, является
его недостаточная теплостойкость. В настоящее время
полистирол применяется как з виде изделий, получаемых
'прессованием или литьем под давлением (катушки, коробки
конденсатора и т. д.), так и в виде изоляционной бумаги;
специальное значение имеют в особенности ленты и пленки из
ориентированного полистирола (стирофлекс). Не малое
значение имеют также лаки на основе полистирола,
существенным недостатком которых является, однако,
недостаточно хорошая адгезионная способность. Громадным
преимуществом, полистирола является его высокая химическая
стойкость.
Благодаря последнему свойству полистирол находит
применение для кислотоупорной тары, кислотоупорных труб,
кранов и т. д. Например, полистирол является одним из
лучших материалов, противостоящим фтористоводородной
кислоте.
Наконец, широкое применение находит полистирол для
художественных поделок и изделий широкого потребления
(пуговиц, гребешков и т. д.). В США полистирол находит
применение в производстве граммофонных пластинок.
В ближайшие годы, с развертыванием в крупном
масштабе производства .этилбензола, применение полистирола в
промышленности пластмасс будет расширяться.
Производство стирола и его полимеризация требуют
особых мероприятий по технике безопасности.
По токсичности паров этилбензол приближается к
толуолу (Лазарев и Астраханцев); допустимая концентрация его
в воздухе лежит около 0,2 мг/л. При 4,3 мг/л ощущается
чувство жжения и боли в глазах, слезотечение, при 8,5 мг/л
появляется раздражение слизистых оболочек и
головокружение. Индивидуальные защитные приспособления и первая
помощь такие же, как и при работе с бензолом. По взрыва-
опасности этилбензол лежит между толуолом и ксилолом;
его пары в 3,7 раза тяжелее воздуха.
430
Стирол менее физиологически активен и Концентрация
2 мг/л вызывает лишь легкое раздражение в горле и слабое
наркотическое действие. О взрывоопасное™ его данных
не имеется.
Полистирол как высокомолекулярное соединение не
токсичен, но его пыль может быть причиной взрывов, как
большинство продуктов этого типа.
За последние годы в США освоено производство
полимерных дихлорстиролов. Продукты этого типа («стапремик»)
имеют следующие показатели: уд. вес 1,38; твердость (по
Роквеллу) М-103; временное сопротивление изгибу 360—
370 кг/см2; временное сопротивление растяжению 600 кг/см2;
теплостойкость 113—115°.
ГЛАВА 30 :
КУМАРОНО ИНДЕНОВЫЕ СМОЛЫ
Кумароно-инденовые'смолы играли одно время большую
роль в качестве заменителей естественных и искусственных
смол. Применение кумароновых смол в пластмассах горячего
прессования не дает положительных результатов, но они
могут быть использованы как добавки к смолам типа ново-
лака, в производстве альбертолей и при изготовлении
линолеума.
Кремер и Шпилькер в своих исследованиях указали на
присутствие кумарона и индена во фракции сырого бензола,
кипящей в пределах 160—185°. Они установили, что при
действии крепкой серной кислоты ненасыщенные
соединения — кумарон, инден и циклопентадиен — полимеризуются
в смолы. Эти исследователи выяснили также, что в отличие
от других ненасыщенных углеводородов и соединений
кумарон и инден, полимеризуясь при действии серной кислоты,
образуют смолы, растворимые в маслах.
Вместе с кумароном в тяжелых фракциях сырого бензола
и легких погонов каменноугольной смолы встречаются
различные производные кумарона, главным образом метил-
кумароны.
Кумароно-инденовые смолы получаются полимеризацией
смеси ряда ненасыщенных соединений — кумарона, индена
и их производных, находящихся в сыром бензоле или в
специально отобранной фракции, кипящей в пределах 150—180°.
Наилучшим сырьем для получения кумароновых и инденовых
431
смол могли бы быть чистые кумарон и инден, если бы
имелись дешевые технические способы их получения.
Кумарон перегоняется при температуре 170—171 ° (758 и);
уд. вес его 1,09—1,088 при 15°; он не изменяется при
нагревании с водным и спиртовым растворами едкого кали,
едкого натра и аммиака; белильная известь и перманганат
калия окисляют его с образованием смолы и углекислого
газа. Кумарон дает с пикриновой кислотой пикрат. При
долгом хранении на свету он полимеризуется, образуя смолу.
С водными растворами серной кислоты полимеризация
кумарона' начинается при действии H2SO4 концентрацией
не ниже 81%; при-этом получаются растворимые в бензоле
смолы. При добавлении значительных количеств
концентрированной серной кислоты можно получать неплавкие и
нерастворимые смолы; при избытке концентрированной серной
кислоты кумарон сульфируется.
Полимеризация кумарона в отличие от полимеризации
индена сопровождается выделением небольшого количества
тепла.
При полимеризации кумарона могут получаться димеры
и тетрамеры, а при большом количестве серной кислоты —
более высокомолекулярные вещества, неплавкие и
нерастворимые продукты. Полимеры кумарона обладают свойствами
насыщенных соединений, они не реагируют с бромом.
Для полимеризации по Кремеру раствор- кумарона (350 г)
в бензоле (3500 г) сначала обрабатывается 30 г
концентрированной серной кислоты, затем отстаивается от кислоты и
после отделения ее обрабатывается новой порцией кислоты
в количестве 75 г. После промывки раствора полимера
в бензоле щелочью, водой и после отгонки бензола
получается 150 г кумароновой смолы. Темп. пл. смолы 107—108°,
уд. вес ее 1,25 при 19°; мол. вес 473.
Полимеры, образующиеся при 18—20°, Штермер
предложил обозначить как а- и ^-паракумараны. а-Паракумарон
получается при полимеризации кумарона при 18°, а р-кума-
рон при более высокой температуре.
Паракумароны, плавящиеся при температуре выше 200°,
нерастворимы в спирте, но легко растворимы в эфире,
хлороформе и бензоле. При перегонке полимерных кумаро-
нов расщепление наблюдается при 300—350°; в результате
этого образуются кумарон, вода, фенол и пек.
а-Паракумарон и р-паракумарон, полученные
полимеризацией кумарона при соответствующих температурных
условиях, отделенные от кислоты тщательной промывкой водой,
432
выделенные осаждением из бензольного раствора спиртом и
промытые затем водой, представляют собой белоснежные
порошки. _ __
Паракумароновые смолы, выделенные Кремером и Штер-
мером, имеют один и тот же элементарный состав:
81,26°/0C; 5,09% Н; 13,55% О.
Кремер и Шпилькер получили нерастворимый и
неплавкий кумарон, действуя _на 15—20%-ный раствор кумарона
в .бензоле 25% моногидрата серной кислоты. После
промывки водой продукт полимеризации представлял собой
порошок коричневого цвета, нерастворимый в хлороформе,
эфире и бензоле. При сухой перегонке" этого продукта
выделяется сернистый газ.
Инден был открыт и изучен Кремером и Шпилькером
при исследовании кумароновых фракций сольвент-нафты.
Для выделения индена в освобожденной от нафталина и
кумарона фракции сырого бензола, кипящей в пределах
176—182°, растворялась при нагревании пикриновая кислота
в количестве, необходимом для образования пикрата. При
охлаждении раствора выпадал пикрат индена,
представляющий собой золотистые иглы с темп. пл. 98°. Пикрат индена
может содержать в качестве примесей пикраты кумарона
и нафталина. Для очистки пикрат разлагают, перегоняя его
с водяным паром; при этом пикрат индена легко разлагается,
так как пикрат нафталина более прочен. Перегнанный инден
растворяют в толуоле и снова осаждают. Перегрев пикрата
индена недопустим, так как он обладает взрывчатыми
свойствами. Инден представляет собой прозрачную жидкость,
кипящую при 177—188° (75 мм); уд. вес его 1,04 при 15°;
темп, застывания —2°. На воздухе инден окисляется.
Полимеризация индена в смолу происходит уже при комнатной
температуре. При действии серной кислоты (водных
растворов) происходит быстрая полимеризация с образованием
параиндена, причем образуются два продукта: 1) с темп. пл.
165°, растворимый в эфире, но нерастворимый в смеси спирта
с эфиром, и 2) с темп. пл. 100°, растворимый в смеси спирта
и эфира. При действии разбавленной серной кислоты инден
полимеризуется, образуя димер. При действии
концентрированной серной кислоты на раствор индена в бензоле
получается параинден, плавящийся при 200°, который
представляет собой тетрамер. При обработке чистого индена
концентрированной серной кислотой (95%-ной) и при после-
28 Зак. 1532. 433
дующей очистке нейтральной Смолы путем многократного
растворения в бензоле и осаждения- спиртом получается
белый аморфный порошок, не реагирующий с бромом и пер-
манганатом. Темп. пл. его колеблется в пределах 220—280°;
мол. вес этого продукта соответствовал соединениям (CgHsJie
и (СэН8)22. По предложению Штоббе эти полимеры названы
метаинденом. При нагревании метаиндена в течение 70 час.
до 200° не происходит резкого изменения его свойств, при
нагревании же в ^течение 66 час. до 200—220° получается
смола с вкраплениями кристаллов труксена.
Если перегонять метаинден при атмосферном давлении
и температуре масляной бани около 350°, то в дестиллате
получаются инден, диинден и труксен.
Полимеризация индена происходит не только в
присутствии серной кислоты, но и ряда других химических
реагентов.
Фосфорная кислота даже при нагревании не полимери-
зует индена. Однако инден полимеризуется с образованием
кристаллического вещества, плавящегося при 50—51°, если
нагревание индена с фосфорной кислотой происходит в
присутствии пемзы.
Концентрированная соляная кислота в присутствии пемзы
при нагревании переводит инден в полимеры.
Разбавленная же соляная кислота, даже при продолжительном
нагревании, не оказывает полимеризующего действия.
Водные растворы хлористого алюминия при длительном
нагревании не полимеризуют_, индена, безводный же
хлористый алюминий, даже в небольших количествах, оказывает
полимеризующее действие. Хлорное железо и хлористый
цинк действуют примерно так же, как и хлористый
алюминий, но полимеризация протекает медленнее.
Смешанные кумароно-инденовые смолы в коксобензоль-
ной промышленности могут получаться: 1) из легкой
фракции каменноугольной смолы; 2) из специальной фракции
сырого бензола после отгонки бензола, толуола и ксилола;
3) из тяжелой фракции сырого бензола, предварительно
очищенного кислотой до отгонки из него толуола, бензола
и ксилола. Наибольшее промышленное значение имеет полу^
чение кумароно-инденовых смол из специальной фракции
тяжелого бензола (сольвент-нафты).
Схема технологического процесса слагается из
следующих операций.
1. Разгонка или ректификация с 7ьвент-нафты для
получения фракции, кипящей в пределах 160—180° или 165—185°$,,
-134
богатой кумароном и инденом. В этой фракции содержание
ненасыщенных соединений достигает 30—40%. Полное
отделение кумарона от индена ректификацией трудно
осуществимо.
2. Последовательная обработка ' кумароно-инденовой
фракции водным раствором щелочи, кислоты и водой для
удаления фенолов и органических оснований.
3. Обработка промытой сольвент-нафты химическими
реагентами, полямеризующими кумарон и инден.
4. Повторная промывка полученного продукта водой или
очистка сороентаг.ш.
5. Дестилляция полимеризованной сольвент-нафты и
получение кумароно-инденовых смол.
Для получения кумароно-инденовых смол высокого
качества, обладающих высокой температурой плавления и
имеющих светлую окраску, требуется выделение узкой фракции
сольвент-нафты, содержащей максимальное количество
кумарона и индена. Низкокипящая фракция сольвент-нафты
(130—150°) содержит соединения (стирол, пентадиен),
которые при полимеризации дают не смолы, а вязкие высоко-
кипящие продукты. Последние, растворяясь в смоле, делают
ее низкоплавкой. Удаление же этих продуктов
полимеризации из смолы при помощи отгонки не представляется
возможным. Высококипящие части сольвент-нафты (185—260°)
при полимеризадии также не даю- высокоплавких смол.
В составе сольвент-нафты главнейшими полимеризую-
щимися продуктами являются:
Франции
Ниже 160° '
168—17о°
176—182°
200-210°
215-225°
Продукты
Стирол и ц; к.чопентадиен
Кунарон
Инден
Метилкума оны
Метилиндены
Днметилку марону
Циклопентадиен при обработке кислотами образует
нерастворимые черные смолы, стирол же — густые масла с
высокой точкой кипения. Наличие гомологов кумарона и индена
приводит к образованию низкоплавких упругих смол, если
они полимеризуются совместно с кумароном и инденом.
28* 435
По данным Глезера различные фракции сольвент-нафты,
освобожденные от фенолов и оснований, после
полимеризации серной кислотой при дестилляции дают смолы
различного качества (табл. 60).
Таблица 60
Смолы, получаемые из различных фракций сольвент-нафты
Фракции
До 160°
160—180°
180—200°
Смола
°[о от
фракции
4,9
20,3
35,0
свойства
Вязкая
Твердая
Упругая
Фракции
200-220°
220—240^
240-260°
Смола
°i'o ОТ
фракции
12,7
4,2
6,4
свойства
Мягкая
Вязкая
Жидкая
При полимеризации кумарона и индена, растворенных
в сольвент-нафте, нужно учитывать чрезвычайно сложный
состав этих продуктов.
При действии серной кислоты на ненасыщенные
углеводороды этиленового ряда происходит присоединение серной
"кислоты по месту двойной связи с образованием кислого
и нейтрального эфиров. Некоторые ненасыщенные и
ароматические углеводороды, например стирол и ксилол, также
претерпевают изменения, вступая в реакцию конденсации.
Под влиянием серной кислоты, как это уже указывалось
раньше, происходит полимеризация кумарона, индена и их
производных.
При действии концентрированной серной кислоты
полимеры кумарона и индена и их производные, а также
некоторые продукты конденсации остаются расхворенцыми
в сольвент-нафте, продукты же сульфирования
углеводородов этиленового ряда и некоторые смолообразные продукты
конденсации отделяются в виде кислотного гудрона. В
отстоявшейся сольвент-нафте могут остаться кислые эфиры
серной кислоты, образовавшиеся из этиленовых
углеводородов и нейтральных эфиров серной кислоты (сульфоны).
Присутствие этих соединений в сольвент-нафте является
нежелательным для качества получаемых смол (темный цвет),
и, кроме того, во время процесса дестилляции может
происходить выделение сернистого газа, что ведет к разрушению
аппаратуры. Поэтому после полимеризации
концентрированной серной кислотой необходима самая тщательная очистка
обработанной сольвент-нафты.
13"
Для получения ку«ароно-инденовой смелы по способу
Вендринера применяется тяжелая фракция "бензола,
кипящая в пределах 160—180°. Исходная фракция сольвент-
нафты промывается водной щелочью для удаления фенолов.
Далее для удаления из сольвент-нафты органических
оснований и воды применяется обработка ее 77%-ной серной
кислотой.
Для полимеризации Вендринер применял 3—5%
(объемных) серной кислоты 66° Вё. Сольвент-нафта должна хорошо
перемешиваться с концентрированной серной, кислотой. При
введении серной кислоты температура поднимается до 110—
120°. После понижения температуры до 100°
перемешивание прекращают, реакционной массе дают стоять некоторое
время в покое, спускают отработанную серную кислоту и
снова прибавляют при перемешивании 0,25—0,4%
(объемных) концентрированной серной кислоты. После обработки
Еторой порцией кислоты и продолжительного отстаивания
серная кислота отделяется, а кислая сольвент-нафта
нейтрализуется водным раствором едкого натра (уд. веса 1,2),
который берется в количестве 1—2% (объемных). После
отделения щелочи масло, промытое водой, освобождается от
воды декантацией и подвергается обработке перегретым
паром. Лучшие результаты получаются при применении
острого пара и вакуума, при совместном использовании
которых сравнительно легко удаляется нафталин, кипящий при
240°, и получаются в результате сравнительно светлые смолы.
Вендринер для получения высокоплавких смол более
светлой окраски осуществлял полимеризацию сольвент-нафты
при 40—50°, охлаждая ее во время введения серной
кислоты.
Миллер для полимеризации на 1000 объемных частей
кумароноинденовой фракции, содержащей 30—40%
соединений, способных полимеризоваться, применял 30—50
объемных частей концентрированной серной кислоты.
Продолжительность перемешивания с серной кислотой определялась
изменением удельного веса. После обработки фракции
сольвент-нафты кислотой отстоявшееся масло нейтрализовалось
20%-ным раствором, щелочи до слабощелочной реакции.
Щелочное масло затем промывалось раствором поваренной соли
для избежания отмывки щелочи и образования эмульсии.
Концентрированная серная кислота вызывает
образование жидких высококипящих продуктов конденсации и
полимеризации, понижающих температуру плавления смолы,
удаление которых возможно только при высокой температуре
437
Обычно одновременно происходит образование кислых эфи-
ров и сульфонов.
Удаление из масла высокомолекулярных сульфокислот,
чкислых эфиров серной кислоты и нейтральных эфиров,
способствующих образованию эмульсии при промывке полиме-
ризованной фракции сольвент-нафты водой, представляет
большие трудности. Присутствие же этих продуктов в соль-
вент-пафте является вредным при процессе перегонки, так
как кумароновые смолы получаются низкого качества.
Замена концентрированной серной кислоты при
полимеризации кумарона li индена другими реагентами представляет
большой технический интерес.
Полимеризация с применением хлористого алюминия
осуществляется следующим образом. К фракции сырого
бензола, кипящей при 160—180°, освобожденной от фенола и
органических оснований, прибавляется 1,5% безводного
хлористого алюминия. При введении хлористого алюминия
выделяется значительное количество тепла. Экзотермическая
реакция продолжается 30—45 мин. Конец полимеризации
характеризуется прекращением выделения тепла и
постоянством удельного веса при дальнейших добавках хлористого
алюминия. Полимеризованное масло промывается водой или
слабой щелочью.
Применение кристаллического хлорного железа более
выгодно, чем применение безводных хлоридов других
металлов, так как кристаллическое хлорное железо значительно
дешевле безводного. К кумароно-инденовой фракции,
нагретой до 50°, прибавляется 2% кристаллического хлорного
железа. Экзотермическую реакцию задерживают
охлаждением. После полимеризации смола промывается водой и
раствором соды. Применение водного хлорного железа для
полимеризации возможно только в специальной
кислотостойкой аппаратуре, в то время как безводные хлориды можно
применять в железной аппаратуре.
По данным Карпухина полимеризация
кумароно-инденовой фракции хлоридами металлов дает хорошие результаты.
При применении хлористого алюминия необходимое
количество его он определяет в среднем в 1,5% от фракции;
максимальная температура полимеризации не должна
превышать 100—120°, а время, необходимое для проведения
полимеризации, не превышает 20 мин. Температура размягчения
полученной смолы колебалась в пределах 136—161° (по
Кремер-Сарнову). Значительные трудности представляло
удаление неорганических солей из фракции после полимери-
438
зации. Для разрушения комплексных соединений хлористого
алюминия с углеводородами 'применялась 20%-ная серная
кислота, но при Аоследующей промывке получались очень
прочные эмульсии масла с водой. При действии хлористого
алюминия на фракцию сольвент-нафты выделяется
небольшое количество хлористого водорода.
При применении водного хлорного железа
полимеризация идет по данным Карпухина активнее в присутствии
некоторого количества фенола; количество кристаллического
хлорного железа он считает достаточным 3%, а
продолжительность полимеризации 2—2Уг часа. Темп. пл. полученной
смолы достигает 171° (по Кремер-Сарнову).
При полимеризации хлористым алюминием выход кума-
роновых смол меньше, чем при полимеризации серной
кислотой, примерно на 40—50%.
Дестилляция полимеризованной фракции может
производиться перегретым острым паром при обычном давлении или
с одновременным применением сильного вакуума. При де-
стилляции одним острым паром приходится применять пар,
перегретый до 220—250°, при-применении вакуума
температура пара может быть понижена до 160°. Для получения
светлых кумароновых смол в полимеризованной кумароно-
инденовой фракции не должно быть сульфокислот и кислых
эфиров серной кислоты или нейтральных сульфонов. Для
получения высокоплавких смол нужно, чтобы из смолы были
удалены высококипящие жидкие продукты конденсации и
полимеризации ненасыщенных и ароматических углеводородов,
что не всегда является возможным. Поэтому однородный
состав кумароно-инденовой фракции и правильный процесс
полимеризации при соблюдении всех прочих условий являются-
необходимыми.
Для получения светлых кумароно-инденовых смол в
качестве катализаторов предложены фтористый водород или
фтористый бор. -
Основные требования к сырью и технологическому
процессу для получения нормальной кумароковой смолы могут
быть сформулированы следующим образом.
Считается, что лучшей фракцией сырого бензола
Донбасса для получения смол является фракция, кипящая в
пределах 150—180°. Фенолы должны быть удалены перед
полимеризацией, так как среднее содержание фенолов в
«тяжелом бензоле» обычно 3—6%.
Темный цвет кумароновых смол по мнению Маркуссона
Зависит от- содержания кислых смол, нерастворимых в аце-
тоне. Образование этих смол происходит при действии
серной кислоты. Фокин и Рущинский не соглашаются с мнением
Маркуссона относительно причины потемнения кумароновых
смол; они считают, что ни крепкая серная кислота, ни
труднолетучие фракции сольвент-нафты не являются
причиной темного цвета кумароновых смол. Главной же причиной
они считают присутствие некоторых соединений,
перегоняющихся с паром. В доказательство своего мнения они
приводят полимеризацию фракции, кипевшей в пределах 75—120°,
из которой было получено около 1,35% черной вязкой смолы,
т. е. около 0,67% от сырого бензола.
Кумароно-инденовые смолы, в зависимости от метода их
получения, окрашены от лимонно-желтого до темнокоричне-
вого цвета и имеют различные температуры размягчения.
В США различают следующие пять групп кумароно-инде-
новых смол на основании температуры плавления и цели
применения:'
Каучукоподобиый сорт .
Средней мягкости ....
Каудукоподебиый сорт Н
Средней твердости . . .
Лаковый сорт . . • • . .
пл. 50—65°
, 65-85°
„ 85-100°
, 100—135°
. 135-150°
Температура плавления связана с содержанием
растворимых в спиртово-эфирной смеси составных частей смолы.
В спирто-эфирной смеси по мнению Маркуссона
растворяются низкоплавкие полимеры индена, продукты конденсации
стирола с гомологами бензола.
Высокоплавкость смол обусловливается присутствием
нерастворимых в спирто-бензольной смеси паракумарона и
параиндена (табл. 61).
На применение кумароновых смол в бакелитовых
композициях получил патент Бэкеланд.
Делались предложения использовать кумароновые смолы
для изготовления пластмасс в композиции с асбестами,
древесной мукой, льняным, полимеризованным или китайским
древесным маслом.
Кумароновая смола предлагалась для введения в лино-
леумную массу .взамен канифоли и копалов.
В США кумароновая смола находит применение в
производстве каучука, к которому в качестве смягчителя можно
прибавлять до 5% кумароновых смол.
Экспериментальные работы Петрова с кумароиовой
смолой из Донбасса (с темп. пл. 65°) показали, что введение
440
кумарбйовой смолы в прессовочные композиции (смёсЁ рё-
зольной смолы с древесной мукой), в обычных условиях
приготовления, особых результатов не дает.
Положительные результаты можно получить,
комбинируя кумароновые смолы с плавкими феноло-альдегидными
смолами; при этом лучшие результаты ^получаются, если но-
волачные смолы получены комплексной конденсацией
крезола с формальдегидом и фурфуролом, а также фенола
с одним ацетальдегидом.
Комплексная смола из кумароновой смолы, эфиров rhp-
пиуса и новолачной смолы получалась следующим образом.
Исходным сырьем служили трикрезол (100 вес. ч.),
глицериновый эфир гарпиуса (95 вес. ч.), фурфурол (70 вес. ч.),
касторовое масло (75 вес. ч.) и едкий натр (3 вес. ч.).
Таблица 61
Характеристика кумароновых смол
Map
1
2
5
6
7
II
15
16
20
23
24
30
Внешние виды смолы
Растворимость
в спирто-эфи-
раство- неРаст-
рима oi0 воримо
Веществ
нерастворимых в
ацетоне
органи- неорга-
че&ких 1 ничес-
°!о ких °;о
Эластично-
упругая
Твердая
Средней твер-
доетн
Мягкая
Вязно-жидкая
Жидкая
светлая
светлокорп'шсвая
черная
светлая ... . .
светлокоричневая
светлая
черная
светлая
черная
коричневая . . .
коричневая . . .
черная
47
48
64
Е6
58
67
65
Ю
09
84
73
76
53
52
17
44
42
Э8
34
30
15,5
1,0
7,3
4,7
0
0
8,3
0
0
0
11
0
12,5
2,5
2
4,4
Из приведенной выше смеси реагентов получалась смола,
размягчающаяся при 95° (по Кремер-Сарнову); 50 вес. ч.
полученной смолы сплавлялись с 50 вес. ч. кумароновой
смолы, имеющей темп. пл. £5°;'после сплавления была
получена смола, плавящаяся при 75°; нагреванием до 240° Кре-
мср-Сарнов довел темп. пл. до 107°.
441
Полученная смола имела уд. вес 1,133 при 20° и
растворялась в спирто-бензольной смеси, бензоле, ксилоле,
окисленном льняном масле; в полимеризованном льняном масле
она растворялась с выделением небольшого осадка, а в
этиловом спирте была нерастворима. Химические константы
смолы были: кислотное число 8,1; число омыления 39;
йодное Число 12,8; ацетильное число 23,7.
Свободного фенола обычным аналитическим методом не
обнаружено.
Часть третья
БЕЛКОВЫЕ ПЛАСТМАССЫ
ГЛАВА 31
ХАРАКТЕРИСТИКА БЕЛКОВЫХ ПЛАСТМАСС
Белковые пластмассы занимают ' среди Прочих видов
пластмасс особое место. Это обусловлено как характером
сырья и свойствами готовой продукции, так и
своеобразными методами технологического процесса их получения.
Исходным сырьем для получения белковых пластмасс
служат природные азотсодержащие высокомолекулярные
соединения, известные под названием белков. Белки
являются лиофильными коллоидами, они устойчивы только
в сухом виде, во влажном состоянии они быстро поддаютсп
воздействию микроорганизмов или загнивают. В воде белки
набухают, становятся пластичными -и в таком виде
поддаются формованию (например, прессованию). После
обработки раствором формальдегида, а также таннином,
хромовыми и алюминиевыми квасцами и т. д. белки приобретают
устойчивость в отношении действия микроорганизмов,
меньше набухают в воде и теряют способность растворяться
в слабых растворах кислот и щелочей. Этот процесс
называется в технике дублением. Процесс дубления для многих
белковых Ееществ одновременно является процессом
отверждения. Такие белки после дубления и сушки становятся
рогоподобными и приобретают ценные в техническом
отношении свойства (твердость, упругость и т. д.).
Одним из типичных и наиболее распространенных
белковых пластиков является галалит. Он получается из молочного
казеина. Это — твердый рогоподобный продукт, который
слегка размягчается при нагревании, но почти не
поддается штампованию. Поэтому изделия из галалита
изготовляются не путем прессования, как это принято, например,
для фенопластов или аминопластов, а механической
обработкой.
До последнего времени производство белковых пластмасс
ограничивалось, главным образом, получением галалита
443,
из молочного казеина, а также переработкой небольших
количеств черного альбумина крови. Несмотря, однако, на
целый ряд ценных в техническом отношении свойств
галалита, он обладает двумя существенными недостатками:
хрупкостью и гигроскопичностью. Недостатки галалита и
большой спрос на казеин со стороны ряда других отраслей
промышленности, с одной стороны, а также наличие больших
запасов неиспользуемого белкового сырья растительного
происхождения (соевая мука, шрот клещевины и других
масличных растений), с другой стороны, послужили
причиной того, что в настоящее время начинает развиваться
производство новых модифицированных белковых пластиков.
Свойства последних позволяют использовать их не только
для производства предметов широкого потребления, но и для
изготовления изделий технического назначения. В настоящее
время пластмассы, получаемые на основе смешанной
конденсации фенола, формальдегида и белковых веществ соевой
муки, применяются, например, для изготовления
автомобильных деталей.
Производство модифицированных белковых пластиков
позволяет получать термореактивные пластмассы,
изготовленные, например, на основе феноло-альдегидных или
мочевино-альдегидных Смол. Следует, однако, иметь в виду,
что вырабатываемые в настоящее время модифицированные
белковые пластмассы уступают по своим
физико-механическим и электрическим показателям пластмассам типа
карболита, а потому нуждаются в дальнейшем улучшении.
В 1939 г. производство казеиновых пластиков (галалита)
в США составляло около 5,3% от общего количества
пластмасс. Мировое производство галалита за последнее время
стабилизовалось. По имеющимся данным оно составляет
в настоящее время приблизительно 20 000 т в год.
Дальнейший рост этого производства возможен при
рационализации методов дубления, а также нахождения
новых пластификаторов, позволяющих исключить или резко
сократить употребление воды для набухания казеина,
а также улучшить водостойкость и электрические свойства
получаемого галалита. т
Первые сведения о пластмассах из казеина относятся
к 1885 г. Возможность их получения и развития была
связана с изучением реакции между казеином и
формальдегидом. Эта реакция стала одной из важнейших операций
современного производства белковых пластиков из казеина.
Казеиновые пластики выпускаются различными в различ-
444
ных странах под следующими .названиями: галалит, неолит,
протеолит, зоолит, изогалит, лактолит, казолит, эриноид,
алладинит, каролит, килоид и т. д. (
После ряда затруднений промышленного освоения так
называемого мокрого способа производства галалита в
Англии был разработан более рациональный способ получения
галалита из сухого казеина.
Начало производства галалита в СССР относится к 1928 г.
Название галалит означает «молочный камень»,
однако по своим свойствам галалит скорее напоминает
натуральный рог и превосходит его по твердости, блеску и
разнообразию окраски, уступая ему по эластичности.
Галалит относится к числу красивых и дешевых
пластиков, широко применяемых в качестве имитации ценных
природных материалов. Он является хорошим поделочным
материалом и легко обрабатывается на станках.
Хрупкость, а также гигроскопичность галалита
ограничивают область его применения изготовлением предметов
широкого потребления (пуговиц, гребней, вечных ручек,
автоматических карандашей и т. д.).
Для получения галалита высокого качества необходимо
пользоваться сычужным казеином, который отличается
высокими пластическими свойствами, светлой окраской и
повышенным содержанием золы по сравнению с кислотным
казеином. Однако внешний вид, а также механические
свойства галалита зависят не только от качества исходного
сырья, но и от методов его обработки. Большое влияние на
Прочность галалита оказывает степень ориентации
казеиновых частиц (мицелл) в процессе пластикации (обработки).
Лучшие условия для оптимальной ориентации казеиновых
частиц достигаются при пластикации набухшего казеина
на шнековых прессах.
Качество галалита зависит также и от дубления, сушки
и т. д. Равномерно продубленный и правильно высушенный
галалит свободен от внутренних напряжений и показывает
наиболее высокие механические свойства. 4-
Принцип получения галалита сводится к пластикации
и формованию набухшего казеина с последующим
отверждением его путем дубления и сушки. X
Белки или протеины, одним из представителей которых
является казеин, относятся к группе природных
высокомолекулярных соединений, в состав которых наряду с
углеродом, водородом и кислородом входит азот. Некоторые
белки содержат, кроме того, фосфор и серу. В природе белки
445
имеют огромное распространение: они являются самой
главной составной частью протоплазмы растительных и
животных клеток, с ними связаны все биохимические процессы.
Белки содержатся в молоке, крови, клеточном соке, семенах
растений; животные ткани почти на 50% состоят из белковых
• веществ.
К белковым веществам относятся также коллоидные
образования, придающие животным тканям прочность или
играющие в животных организмах защитную роль: рог,
копыта, коллаген хрящей, кожа, волосы, шерсть и т. д.
Натуральный шелк также относится к белковым веществам.
Несмотря на большое разнообразие природных белков
элементарный состав их колеблется в узких пределах. В
составе белков найдены: 50—55% С; 6,6—7,3% Н; 15—19% N;
19—24% О; 0—2,4% S; 0—4% Р. Последние два элемента
содержатся не во всех белках.
Рациональной классификации белковых веществ в
настоящее время не существует. Создание такой классификации
возможно только на основе химических свойств
индивидуализированных веществ. Однако поскольку в настоящее время
нет бесспорного объяснения структуры отдельных белков,
такая классификация пока невозможна. Все предложенные
в настоящее время классификации основаны, главным
образом, на растворимости белков при различных условиях.
Белки относятся к группе лиофильных коллоидов. Они
жадно поглощают (адсорбируют) воду, набухают в ней и
в отдельных случаях (в зависимости от характера белка)
переходят в раствор. Растворы (золи) гидрофильных
коллоидов имеют значительную вязкость, что обусловлено
повышением внутреннего трения за счет связывания растворителя
частицами коллоида.
В чистой воде большинство белков нерастворимо.
Некоторые из них растворимы в слабых солевых растворах,
другие вообще не могут быть растворимы в нормальных
условиях и переходят в раствор только после некоторой
деструкции их (коллаген, фиброин шелка,' шерсть).
В нейтральных органических растворителях белки не
растворяются, но в присутствии кислот и оснований белкя
растворяются.
Вступая в химическую реакцию с основаниями, белки
образуют соли типа:
ХООН ,COONa
R< +NaOH—»R/ Л-Н,0
XNH3 ч Ш,
■8
446
Реагируя с сильными кислотами, белки образуют соЛй
типа:
э/
.СООН
ЧШ,
+ НС1
■R
У
•СООН
'\
*NH2HC1
От числа кислотных и основных групп и степени
ионизации зависит заряд всей белковой молекулы. Если число
карбоксильных групп превышает число основных (NKb), а
степень ионизации достаточно велика, то белковая молекула
имеет отрицательный заряд и в ней преобладают кислотные
Рис. 76. Кривая изменения относительной вязкости
10°/0-Horo раствора казеина в присутствии- НО,
КОН, NaOH, Ва (ОН)2, Са (ОН)3 в зависимости от рН.
свойства. При избытке аминогрупп наблюдается* обратная
картина. При одинаковом же числе и равной силе кислотных
и основных групп (одинаковой концентрации катионов и
анионов) в электрическом поле не наблюдается видимого
перемещения белковых частиц ни к катоду, ни к аноду. Такое со
стояние электронейтральности называется изоэлектрическим
состоянием или изоэлектрической точкой. В- изоэлектриче-
ской точке степень ионизации белка как кислоты и как
основания одинакова.
В изоэлектрической точке белки отличаются наименьшей
растворимостью и набуханием и имеют минимальное
осмотическое давление, вязкость, адсорбцию и т. д.
Многие свойства белков находятся в прямой зависимости
от концентрации "водородных ионов. На рис. 76 и 77 изобг
х^ены кривые изменения вязкости и растворимости казеина
в зависимости от рН среды.
С изменением условий (понижение температуры,
введение электролитов и т. п.) частицы белка теряют подвижность
и золь переходит в гель. Дальнейшее отвердевание жидкости
приводит к образованию эластичной массы, способной
сохранять приданную форму. Такой процесс превращения золя
100
I
| 50
I 40
Ъ 30
% 20
1
&
а?
I
5
4
3
2
1
0/5
0,4
| 0,3
■ Щ
о;
,-
-'
s^
1
/
/
/
/
*
/
7~
/
/
'
. ) ''■
4,6 5,0
TY
•,'и
б:о
6.5
20'
ОН
Рис. 77. Кривая растворимости казеина в
зависимости от рН и содержания электролшов (CI'HNaCl).
в одну внешне однородную гомогенную твердую массу
называется желатинизацией.
В отличие от желатинизации при коагуляции наряду
с укрупнением частиц имеет место разделение фаз.
Коагуляция белковых веществ может быть вызвана путем
насыщения их растворов нейтральными солями. ^
Высоленный белок после -удаления солей диализом или
разбавлением снова переходит в раствор. Такой процесс
носит название обратимой коагуляции (осаждения).
Примером обратимой коагуляции до некоторой степени может
служить осаждение белков кислотами и щелочами,
448
Коагуляция белковых веществ может быть вызвана из
водных растворов прибавлением спирта, ацетона или другого
смешивающегося с водой растворителя. Осаждение в этом
случае не связано с уничтожением электрического заряда,
а с дегидратирующей способностью спирта по отношению
к белковым молекулам.
При кратковременном воздействии спирта на белки
многие из них после промывки водой восстанавливают свою
способность растворяться в воде. Такое явление носит название
обратимой денатурации, т. е. обратимого изменения
природных свойств. Между тем такие белки, как яичный и
сывороточный альбумины, после осаждения спиртом претерпевают
столь глубокие изменения, что становятся нерастворимыми
в воде. Денатурация в данном случае называется
необратимой.
К необратимой денатурации относят также изменения
(свертывание), вызываемые в белках нагреванием (тепловая
денатурация). В отношении тепловой денатурации
растительные белки отличаются большей устойчивостью по сравнению
с белками животного происхождения. Кислоты и щелочи
ускоряют денатурацию.
Денатурация белковых веществ может быть вызвана
солями тяжелых металлов.
ГЛАВА 32
ПРОИЗВОДСТВО КАЗЕИНА
Из белковых соединений, применяемых в производстве
пластмасс, до настоящего времени наибольшее значение
имеет технический казеин, принадлежащий к группе нуклео-
альбуминов и получаемый коагуляцией снятого
(сепарированного) молока с помощью кислот или сычужного
фермента.
Казеин как техническое сырье имеет широкое и
разнообразное применение в производстве пластмасс, малярных и
художественных красок; для склеивания фанеры, проклейки
бумаги, для придания тканям большей упругости и
эластичности, для изготовления искусственного волокна (шерсти)—■
ланиталя.
До недавнего времени производство казеина в
большинстве стран носило полукустарный характер. Казеин
производился на мелких заводах, располагавших примитивным обо-
29 Зак. 1532. 44U
рудованием и несосс ленной техникой. За последние
десятилетия в производстве казеина произошли существенные
изменения. Во многих странах созданы крупные заводы,
располагающие аппаратурой и совершенными методами
технологического процесса, построенного на строго научной основе.
Освоение новых непрерывных методов производства казеина
и точного химического контроля позволило отказаться от
применения громоздкого оборудования, увеличить выход
казеина, улучшить его качество и уменьшить себестоимость.
Большое распространение непрерывные методы получили
в США. Судя по патентным данным за последнее время
наряду с молочным казеином начинает широко применяться
казеин из маиса и белки из бобов сои.
Казеин является гидрофильным коллоидом. В сухом виде
чистый" казеин представляет собой белый аморфный порошок
уд. вес 1,259, сильно набухающий з воде и практически
в ней нерастворимый (в I л воды растворяется при 25°
около 0,11 г вещества).
Казеин не растворяется в спирте и эфире, но
растворяется в водных растворах солей слабых кислот (борной,
щавелевой, уксусной, салициловой), углекислых и едких
щелочей (рис. 7S) с образованием соединений солеобразного
характера, а также в некоторых сильно разбавленных
солевых растворах (КС1,. NaCl 1:1000). Сильные минеральные
кислоты растворяют казеин, причем растворяющая
способность их завнеит от природы кислот. Из растворов казеин
высаливается хлористым натрием, осаждается спиртом и
солями тяжелых металлов.
Отношение числа карбоксильных групп к числу
аминогрупп в казеине приблизительно равно 3 : 2, поэтому казеин
отличается резко выраженным кислотным характером: он
вытесняет угольную кислоту из ее солей, окрашивает синюю
лакмусовую бумагу в красный цвет.
Лакер и Сакурада считают казеин 4—6-основной
кислотой, так как при нейтрализации 1 г казеина в присутствии
фенолфталеина расходуется около 3,2 мл 0,1 N раствора
щелочи. При титровании необходимо, однако, учитывать
гидролиз солей казеина.
В присутствии лакмуса нейтрализация 1 г казеина по
Робертсону требует лишь 5 мл 0,1 N раствора щелочи.
Повиднмому. в присутствии лакмуса образуется однометал-
лическая, а в присутствии фенолфталеина двуметалличе-
ская соль казеина.
Данные титрования позволяют вычислить приближенный
450
эквивалентный вес казеина (по Лакеру и Сакурада 1135,0,
по Матиопулосу 1131,5 и т. д.), на основании которого
в свою очередь может быть вычислен молекулярный вес
казеина. Он должен быть не ниже 4540, по Робертсону 8772,
по Кону и Бергрену 12 300 и по Банковскому не ниже 20 000.
Рис. 78. Кривая раствэриг.-.ости казеина в растворе
NaOH при 23° (г:о уразпенню Koh-i).
Сведберг выделил из казеина, приготовленного по методу
Гаммарстена, около 33% вещества с мол. весом 375 000.
Казеин ван-Слайка и Беккера состоит из смеси белков
с мол. весом между 75 000 и 100 000.
Есе эти величины являются весьма спорными, так как
определялись разными исследователями по различным
методам. Новейшие рентгеноскопические исследования
показывают, что период идентичности решетки казеина
значительно меньше, чем предполагаемые размеры молекул,
основанные на старых методах испытания.
Молекулярный вес казеина зависит от многих условий:
происхождения казеина, методов получения, рН среды и т. д.
При соответствующем фракционировании могут быть
получены фракции с более или менее постоянным молекулярным
весом.
29* 451
При гидролизе казеина образуются аминокислоты,
большинство из которых в настоящее время хорошо изучено.
Основным условием для получения казеина высокого
качества является чистота н свежесть сепарированного молока
(обрата) и, в особенности, весьма малое содержание в нем
жира. Сепарированное молоко не должно содержать более
0,02—0,05% жира, так как большая часть жира
адсорбируется казеином при осаждении. Присутствие жира в
казеине (более 1,5%) уменьшает пластические свойства
казеина и сообщает получаемому из него галалиту
грязноватый оттенок. Для производства сычужного казеина не
следует пользоваться обратом с повышенной кислотностью.
Качество казеина зависит также от тщательности
промывки осажденного продукта, от наличия примесей от
температуры и длительности сушки и т. д.
В целях ограничения или сведения к минимуму
изменений, вызываемых в казеине присутствием микроорганизмов,
необходимо все производственные операции, связанные с
получением казеина, проводить по возможности быстро и
стерильно.
В основном производство казеина складывается из
следующих операций: обезжиривания молока, осаждения, про-
'мывки, фильтрования, прессования, измельчения, сушки,
помола и упаковки казеина.
Для производства казеина применяется свежее
обезжиренное молоко — обрат. Обезжиривание производится с
помощью сепаратора, в работе которого используется
центробежная сила, развивающаяся при вращении барабана
сепаратора, при этом жир отделяется от прочих составных
частей молока. При хорошей работе сепаратора содержание
остаточного жира в обрате не превышает 0,02—0,05%.
Для более быстрого и полного отделения жира молоко
подогревается до 35—40°, так как этим уменьшается его
вязкость и облегчаются условия для соединения жировых
шариков в более крупные агрегаты.
Современные сепараторы делают 4000—10 000 об/мин.;
производительность сепараторов 300—5000 л/час.
Большая часть технического казеина получается
коагуляцией сепарированного молока (обрата) кислотами:
серной, соляной, уксусной, молочной (получающейся в
результате брожения молочного сахара). Таким путем
изготовляется так называемый кислотный казеин, применяемый
в производстве клея, бумаги, красок и т. д.
Сравнительно небольшая часть казеина осаждается из
452
обрата с помощью сычужного фермента. Получаемый при
этом сычужный казеин является более пригодным для
получения пластмасс.
При медленном осаждении и в отсутствие
перемешивания казеин выпадает в виде плотного сгустка. Наоборот,
при быстром осаждении и энергичном перемешивании
казеин выпадает в виде мелких хлопьев, которые легко и
более полно освобождаются от прочих составных частей
молока (солей и лактозы) при промывке водой. Наиболее
полное осаждение казеина происходит в изоэлектрической
точке или вблизи нее. Изоэлектрическая точка казеина
лежит при рН = 4,6. Казеин в этом случае свободен от
соединений с фосфатом кальция, имеет зернистую структуру и легче
освобождается от примесей при промывке водой.
При рН = 4,1 получается пористый казеин в виде упругих
зерен, что обеспечивает получение казеина наибольшей
чистоты и высокого качества. Физико-химические свойства
казеина зависят от многих условий: первоначальной
кислотности обрата, температуры осаждения, концентрации
кислоты, скорости ее добавления, характера перемешивания,
а также условий дальнейшей обработки осажденного
казеина. При осаждении казеина избыток кислоты так же
вреден, как и ее недостаток.
Промывка осажденного казеина преследует цель
освобождения его от примесей (остальных составных частей
молока), уменьшающих стабильность казеина при хранении,
ухудшающих его цвет и прочие качества казеина. При
промывке удаляются остатки, кислоты, молочный сахар,
растворимые белки, остатки молочной сыворотки и т. д.
При длительном соприкосновении казеина с молочной
сывороткой казеин труднее освобождается от примесей и
становится менее растворимым.
Промывку казеина теплой и холодной водой необходимо
производить несколько раз при хорошем размешивании.
Для промывки необходимо применять чистую воду, не
содержащую солей железа и других примесей. Соли железа
сообщают казеину желтовато-красноватый оттенок.
Для отделения казеина от воды осадок фильтруют через
полотно. В качестве фильтрующего аппарата часто применяют
деревянный ящик с дырчатым дном, покрытым полотном.
Отфильтрованный осадок содержит большой избыток
воды, значительная часть которой удаляется прессованием.
Прессование производится с помощью деревянных ручных
ирессов американского типа.
453
В США на крупных предприятиях применяются отжимные
приспособления непрерывного действия (отжимные роллы
или вальцы). Производительность таких машин составляет
450—900 кг сырого материала в час, что .соответствует
225—450 кг сухого казеина.
Правильно осажденный, хороню промытый и
отпрессованный казеин после надлежащего измельчения быстро и
Рис. 79. Кривая поглощения вллгн казенном из
воздуха после сушки.
равномерно высыхает, не образует комков и твердой корки
на поверхности зерен, затрудняющей дальнейшую сушку
казеина.
Измельчение осуществляется с помощью специальной
валковой дробилки, которая состоит из двух горизонтальных
зубчатых валков. Куски казеина попадают затем в нижний
барабан с большим числом отверстий. Внутри этого
барабана расположены быстро вращающиеся лопасти, которые
выбивают казеин в виде равномерных зерен сквозь
отверстия в стенках барабана.
Отпрессованный и измельченный казеин содержит около
50—60% воды. Сушить казеин до полного удаления влаги
нет необходимости, так как совершенно сухой казеин
гигроскопичен (рис. 79) и при хранении на воздухе снова
набирает влагу. Поэтому достаточно высушить казеин до
содержания влаги 10—12%. Воздушно-сухой казеин может
храниться длительное время без существенного изменения
своих свойств.
Температура и длительность сушки зависят от перзона-
454
чальной влажности, степени измельчения казеина, толщины
слоя, объема и температуры циркулирующего воздуха и т. д.
На заводах СССР температура сушки казеина редко
превышает 45°. В США применяется более высокая температура
сушки, а именно 69,5—75° и даже 81—96°. Однако это,
очевидно, допустимо только для сушки высококачественного
(стабильного) казеина с использованием быстрых методов
сушки, при которых возможность денатурации казеина
исключается. Сугака казеина при псзытлгивей темпеоатуре
в сушилках непрерывного действия заканчивается за 40 мин.
и приводит к получению светлого казеина высокого качества.
Продолжительная сушка казеина при высокой температуре
ухудшает растворимость казеина в буре.
Рис. 80. Схеь:а подготовки и сушки казе- ••::
1— отжпмнае :-.2-гц;и; 2— дрсбклка; 3— игтек; 4 — 1-ог;у> Д) - _
Выход казеина зависит от состава сепарированного
молока, а также способов осаждения к дальнейшей обработки
получаемого осадка.
Для сушки казеина применяются сушилки туннельного
типа, в которых сушка казенка производится ка деревянных
рамах, обтянутых снизу полотном или сеткой из
оцинкованного железа. Рамы укладываются в несколько ярусов на
вагонетки, которые передвигаются внутри камеры. Сушка
осуществляется подачей подогретого и сухого воздуха. На
небольших предприятиях часто применяются стационарные
сушилки с паровым или огневым обогревом.
Несмотря на простоту устройства и эксплоатадии
сушилок стационарного типа, на крупных производствах
предпочитают пользоваться сушилками непрерывного действия
(рис. 80).
Температура в секциях сушилки различна: например
в первой и третьей секциях поддерживается температура
около 72°, а во второй около 111°. Время нахождения
казеина в сушилке 18—40 мин. Tlo выходе из камеры сухой
казеин сбрасывается с ленты в бункер и элеватором пере-
455
те гея на упаковку. Кроме ленточных сушилок в США
применяются сушилки барабанного типа, в которых казеин при
медленном вращении наклонно расположенного барабана
с одного конца сушилки передвигается к другому навстречу
потоку сухого и подогретого воздуха. В начале сушилки
поддерживается температура 66,5—72,5°, в конце 88,5—90°.
Длительность сушки в барабанных сушилках составляет
около 3 час.
К сушилкам непрерывного действия относятся также
пневматические сушилки, в которых сушка и транспортирование
клзеина осуществляются в трубах. Продолжительность сушки
45—60 сек. Имеется ряд патентов на проведение сушки
казеина распылением.
Сушка казеина является одним из ответственных этапов
производственного процесса.
На некоторых заводах СССР'наряду с сушкой з
специальных сушилках часто пользуются просушкой казеина на
воздухе. При воздушной сушке трудно избежать засорения
казеина пылью и песком; недосушенный до конца казеин при
хранении загнивает. Такой метод сушки едва ли можно
считать рациональным.
Сывороточный казеин является весьма распространенным
видом казеина как в СССР, так и за границей. Он получается
осаждением казеина кислой молочной сывороткой, получаемой
в свою очередь из обрата после осаждения казеина. При
хранении сыворотки, в результате брожения молочного са-
хара, в ней накапливается значительное количество молочной
кислоты, вследствие чего сыворотка приобретает кислую
реакцию и становится способной осаждать казеин. Для
осаждения казеина применяется сильнокислая сыворотка.
Несмотря на сравнительно быструю коагуляцию казеина
при смешении обрата с молочной сывороткой микрофлора и
ферменты, вводимые в обрат с молочной сыворотки,
заражают казеин и тем самым ограничивают область его
применения. Указанный недостаток может быть устранен
применением прокипяченной сыворотки.
Осаждение казеина производится в чанах емкостью около
5000—10 000 л, куда наряду с обратом вводится избыток
сильнокислой молочной сыворотки (около 10—30% от
количества обрата). Осаждение производится при 35—40° и
непрерывном механическом перемешивании. Дальнейшее
повышение температуры до 60—70° вследствие небольшой
тепловой денатурации казеина приводит к более полному
отделению молочной сыворотки.
В США широко применяется непрерывный метод
осаждения сывороточного казеина (рис. 81).
Подогретое сепарированное молоко из мерника / и сильнокислая
молочная сыворотка из мерников 2 поступают по трубам через смеситель,
ный тройник 3, где происходит смешивание, з большой чан 5 с
механической мешалкой б. После заполнения чана и перемешивания смесь
хорошо отстаивают и сливают молочную сыворотку с таким расчетом,
чтобы часть ее оставалась и покрывала поверхность осадка. К остатку
добавляют снльнокислую молочную сыворотку, доводя кислотность до 1%;,
После окончательного свертывания казеина и отстаивания молочная
сыворотка сливается, осадок тщательно промывают водой н спускают
в чан 9 с ложным дном, покрытым фильтрующим полотном или сеткой.
Далее казеин подвергается обычным операциям: прессованию,
измельчению и сушке.
Сернокислотный казеин получается в результате действия
на сепарированное молоко серной кислоты. Осаждение
производится постепенным ^ _,
прибавлением при поме- ' " SbZnc&ggsspmt
шивании к подогретому
не выше 65—70° обрату
серной кислоты уд. веса
1,84, разбавленной в 4—6
раз по объему. Кислота
прибавляется до полного
осаждения казеина, о чем
можно судить по степени
прозрачности молочной
сыворотки. При
осаждении необходимо избегать
прибавления избытка
кислоты; титруемая
кислотность не должна
превышать 0,30—0,32%.
Дальнейшая обработка
полученного осадка
обычная — отделение
сыворотки, тепловая денатурация,
промывка, прессование,
измельчение и просушка.
Солянокислотный
казеин получил широкое распространение в США и других
странах. Он имеет зернистую структуру, отличается
большой однородностью и высоким качеством. По Тримблю и
Беллу солянокислотный казеин получается осаждением
свежего сепарированного молока соляной кислотой при темпе-
457
rfwameuUUHi
Рис. 81. Схема непрерызпого метода
осаждениа казеина:
/—мерник для сепарированного молока;
2—мерник для сыворотки; 3—смесительные тройники;
4—рифленый ящик; 5— чач; 5 — мешалка;;
7—заслонка; S—спускной чан с ложным дном;
9—насос; 10 — мотор с редуктором.
ратуре 51—53°. Кроме температуры осаждения на качество
казеина большое влияние оказывают концентрация и
скорость прибавления соляной кислоты, а также скорость и
равномерность перемешивания.
Непрерывный процесс производства казеина по методу
Шеффильда является одним из наиболее совершенных и
заключается в следующем (рис. S2).
Рис. 82. Схема непрггывного процесса производства казеина но метсду
Шеффильда:
/ — стальной гуммированный бак; 2— керамиковый сосуд; 3— керамиковый цнлнндр •
перегородками; 4—штуцер; 5 — глиняный сосуд дли осаждения казеина; 6 — наклонное
сито; 7— труба для спуска сыворотки; 8 — шнек; 9— барабан с вращающимися
лопастями; 10—передача; // — шнек; 12—сток промывной воды; 13—труба второго
конвейера; 14—выгружающий шнег;; 15— отжимкой аппарат; 16—отжимнсй барабан; 17 —
дробилка; 18— стол для загрузки протияней; 19 — противни длв сушки; 20—подача протиЕ-
ией; 21 — теле;ь:ка с противн&ми; 22—сушилка непрерывного действия; 23—вентилят'-р;
24 — выпуск вгздуха; 25—коашевэй элеватор; 25, 27, 23, 29— просеивающий агрегат;
30 — упаковка.
Снятое молоко подогревается до 35° в теплообменнике и подается
в смеситель через штуцер 4. Соляная кислота крепостью в 20% Вё.
разбавленная в четыре раза водой, из стального гуммированного бака /
самотеком или насосом подается в регулирующий уровень керамиковый
сосуд 2, а оттуда в керамиковый цилиндр 3 с перегородками, где
смешивается с обратом. Смесь направляется далее в большой глиняный
сосуд 5, где происходит окончательное осаждение казеина- Масса
поступает на наклонно расположенное сито 6 для отделения большей части
сыворотки, стекающей через трубу 7.
Осадок направляется в среднюю часть конвейера, состоящую из
двух секций. Каждая из них представляет собой длинную трубу,
расположенную под углом в 9° по отношению к горизонтали. Внутри каждой
трубы вращается стальной шнек 8. В первой из этих секций казеин
отжимается от остатков молочной сыворотки, а во второй промывается
458
водой. При переходе казеина из первой трубы во вторую казеин
попадает в барабан 9 с быстро вращающимися лопастями, которые
измельчают казеин и проталкивают его сквозь отверстия в кожухе барабана.
Отсюда казеин попадает во вторую тр\7бу, забирается шнеком // и
подается кверху навстречу потоку холодной воды. В нижней части трубы
имеется приспособление для стока отжатой сыворотки и промывной
воды 12. Во время прохождения казеина через промыватель казеин почти
полностью освобождается от примесей.
Промытый казеин в аппарате 15 отжимается от воды с помощью
двух барабанов 16. Отжатый казеин, содержащий около 54% влаги,
снимается с вала деревянной рейкой и направляется в дробилку 17, а
затем в сушилку непрерывного действия 22. Сушка производится на
противнях 19, загружаемых на тележку 21. Тщательно промытый казеин
позволяет повысить температуру сушки до 57—65°, что сокращает
длительность процесса сушки почти в два раза и не вызывает
изменения окраски казеина.
Подобного типа агрегаты строятся с производительностью
до 275 кг казеина в час, что соответствует переработке
11 200 кг/час обрата.
Для получения растительных белков и растительного
казеина метод Шеффильда пока еще не применяется.
Сычужный казеин является лучшим видом белкового
сырья для производства галалита. Золи сычужного казеина
отличаются наибольшей вязкостью, а гель — наибольшей
пластичностью. Цвет сычужного казеина — белый. Указанные
свойства сычужного казеина позволяют получать из него
прочный и красивый галалит, способный окрашиваться в
самые разнообразные и нежные тона. Он получается
коагуляцией казеина сычужным ферментом — химозином. В
заводских условиях сычужный фермент получается путем
экстракции высушенных и измельченных телячьих желудков,
четвертое отделение которых называтся сычугом.
Извлечение сычужного Сегмента пооизводится
подкисленным раствором поваренной соли с последующим упариванием
полученной вытяжки под вакуумом. Сухой порошок
смешивается с поваренной солью. Следовательно, торговые
препараты сычужного фермента не являются чистым химозином.
В более или менее чистом виде химозин может быть
получен осаждением экстрактов спиртом. В сухом виде
сычужный фермент хорошо сохраняется в течение длительного
времени и не теояет сзоей активности даже при нагревании до
130—140°. В растворах сычужный фермент быстро теряет
свою активность. При температуре 35—40° оптимум действия
фермента лежит пои рН = 6,0—6,4.
Скорость свертывания сычужным ферментом зависит от
количественного соотношения молока и фермента,
температуры, рН среды, концентрации сОоЧей кальция и т. д.
459
Активность сычужного фермента характеризуется
количеством молока, которое свертывается одной весовой частью
сычужного фермента в течение 40 мин. при температуре 35°.
В заводских условиях 1 г сычужного фермента свертывает
обычно около 100 л сепарированного молока. _
Повышение рН и увеличение солей кальция приводят
к резкому сокращению времени свертывания молока. Пови-
димому, химозин расщепляет молекулу казеиногена на две
неравные части. Одна из них, отличающаяся большим
молекулярным весом, образует молекулу казеина, которая, теряя
свой электрозаряд при взаимодействии с многозарядными
ионами Са, выпадает в осадок, другая с меньшим
молекулярным весом остается в растворе в виде сывоооточного
протеина. Расщепление казеиногена связано с освобождением
новых карбоксильных и аминогрупп. Этим объясняется
способность казеина связывать большее количество щелочи по
сравнению с казеиногеном.
Со стороны промышленности пластмасс к сычужному
казеину предъявляются высокие требования. В соответствии
с последними сычужный казеин должен быть изготовлен из
абсолютно свежего (кислотность по Тернеру1 не выше
21—22°) тщательно обезжиренного молока с точным
соблюдением технологического режима и чистоты как в отношении
исходного сырья, так и в отношении применяемой аппаратуры.
Использование слегка кислого молока приводит к получению
нестандартного продукта с пониженным содержанием золы
(менее 7,5%).
Осаждение казеина производится обычным способом. При
достаточном количестве фермента коагуляция казеина пои
температуре около 35° наступает в течение 15—20 мин. На
осаждение казеина из 450 кг свежего обрата в среднем
расходуется около 100 мл водного раствора cычvжнoгo
фермента, а на слегка кислое молоко 40—60 мл. Сычужная
закваска готовится растворением 1 г сычужного порошка,
смешанного с равным количеством поваренной соли, в воде.
Осаждение казеина осуществляется двояким путем: при
энергичном перемешивании и без него. В первом случае казеин
осаждается в виде мелких хлопьев, которые легко и быстро
промываются водой от прочих составных частей молока и
дают казеин высокого качества. Таким путем, наппимер,
получается так называемый французский сычужный казеин.
1 Число мл 0,01 N раствора NaOH, израсходованное на
нейтрализацию водной вытяжки из 5 г казеина.
460
Цо второму способу осаждение производится более
длительно и без перемешивания, причем казеин выпадает в виде
сплошного сгустка или так называемого к а л ь е. После того
как сгусток станет достаточно плотным (не вытягивается
в нити), его разрезают проволочными ножами (лирами) на
кубики высотой 2—2,5 см, а затем перемешиванием граблями
измельчают в более мелкие зерна (7—8 мм). Измельчение
казеинового сгустка ускоряет отделение жидкой фазы и
облегчает промывку казеина. С целью дальнейшего обезвоживания
(синерезиса) масса подвергается медленному нагреванию
1—1,5° в мни.) острым паром или добавлением горячей воды.
Температуру в осадительных чанах постепенно доводят до
60—83°. При этих условиях происходит дальнейшее
уплотнение (осушка) казеиновых зерен и отделение молочной
сыворотки. Через 10 мин. после отстаивания молочную
сыворотку сливают, осадок немедленно подвергают 3—4-кратной
промывке водою, фильтруют, отжимают с помощью пресса от
воды, измельчают и сушат.
Получаемый таким способом казеин по цвету и качеству
уступает казеину, получаемому по первому методу.
Кроме указанных видов казеина иногда применяются само-
квасйый и заквасочный казеин. Первый получается в
результате самоскисания молока. Самоквасный казеин является
низкокачественным продуктом, так как ферменты случайно
попадающих в молоко микроорганизмов наряду с коагуляцией
казеина вызывают протеолитический распад последнего.
Заквасочный казеин в отличие от самоквасочного
получается в результате воздействия на обрат специальной
закваски из .чистых культур бактерий, вызывающих
молочнокислое брожение. Вследствие невысокого качества заквасочный
казеин, так же как и самоквасочный, не находят широкого
применения в технике.
В отличие от вышеуказанных, «изоэлектрический» казеин
отличается высоким качеством и широко применяется в США
и европейских странах. От кислотного казеина он отличается
тем, что получается осаждением казеина только в изоэлектри-
ческой точке (рН = 4,6). Изоэлектрический казеин
отличается малым содержанием золы.
Кроме технического применения специальные сорта
казеина употребляются для фармацевтических и пищевых целей.
В зависимости от методов получения физико-химические
свойства казеина неодинаковы. Например, сычужный казеин
отличается от кислотного относительно высоким содержанием
золы (7—8,5%), высокой вязкостью и пластичностью.
461
Для качественной оценки казенка пользуются
лабораторным определением степени чистоты казеина, цвета, запаха,
влажности, степени измельчения, растворимости в
стандартных растворах щелочей, вязкости и т. д.
К химическим методам испытаний относятся:
количественное определение золы, жира, азота, кислотности, а в
отдельных случаях сахара, фосфора, кальция и т. п. К
специальным методам исследования относятся: определение
степени зараженности казеина микроорганизмами, пенообразую-
щая способность, склеивающая способность и некоторые
другие.
Характеристика казенна разных сортов (по Броуну)
приведена в табл, 62,
Таблица 62
Характеристика казенна равных сортоо
Сорта к^зеяьа
Зола
Кислотность
свободная в мл
щелочи
рН
Молочнокислотный
Сывороточный . ,
Сернокислотный .
Солянокислотный ,
Шеффильда . . . .
Аргентинский . . ,
2,57
2,78
3,23
2,76
1,34
2,02
13,7
8,9
9,3
0,9
8,2
4,08
4,50
4,24
4,74
4,26
ГЛАВА S3
ПЛАСТМАССЫ НА ОСНОВЕ БЕЛКОВЫХ ВЕЩЕСТВ
РАСТИТЕЛЬНОГО ПРОИСХОЖДЕНИЯ
Вопрос об использовании белковых веществ растительного
происхожедния начинает приобретать все большее
практическое значение для ряда отраслей промышленности пластмасс,
фанерной, клееваренной, лакокрасочной, искусственного
волокна и др.
Между белками растительного и животного
происхождения нет принципиальной разницы.
Растительные белки дают возможность расширить
сырьевую базу галалитового производства и заменить ими
животные белки. Они могут служить также в качестве добавки
при получении модифицированных белково-феноло-альдегид-
ных и других пластмасс.
462
Значение для техники могут иметь белковые вещества
таких растений, в семенах которых наряду с углеводами,
жирами и белками содержатся ядовитые вещества, не
позволяющие использовать жмых или шрот этих семян для кормовых
целей. К ним относятся семена клещевины, лупина и
некоторые другие. Семена этих растений отличаются высоким
содержанием белков, например в семенах некоторых видов
лупина содержание белков может достигать 40%, а в семенах
клещевины содержится около 15—19% белковых веществ.
Высоким содержанием белковых веществ отличаются также
семена чины. Семена кукурузы содержат до 10% белков
(клейковины). Из 1 г кукурузы можно получить около
1,4 центнера белковых веществ.
Техническое значение могут иметь также растительные
белки многих бобовых растений — гороха (содержание
белков около 23%), чечевицы (содержание белков около
28'.%) и т. д. Для тех же целей могут быть, использованы
жмыхи и шрот некоторых масличных семян, указанных
в табл. 63.
Таблица 63
Состав жмыха и шрота масличных семян
Шименоза^ие жмь!~а и.га шрота
Жмых клещевины, 1 сорт
Шрот клещевины, 1 сорт
Жмых из хлопковых семян
Шрот из хлопковых семян
Мука из шрота сои
Шрот соевый
мых соевый
„ льняной
конопляный
, подсолнечный
„ сурепный
„ сафроловый
рапсовый
„ анисовый
. кориандровый
арахиссвый яз орехов,
освобожденных от шелухи
Состав
о
bi Cl> 'J
и Е~> Я
44
40
44
45
56,9
4 8
42,5
34
35
44
ЗЭ
36
33,1
18,1
12,3
40-50
в пересчете на абсолютно сухое
вещество в °,'о
sporo жира
более
Л Ч>
и Я
7,5'
1,0
Р,4
1
1,4
1
—
8,5
8,0
9
7
8
10,2
—
—
5-3
зазотистого
етрактив-
го вещества
в; и о
О .1) S
25,8
35,8
—
35
—
33
Н7
22
—
—
27,2
—
—
20-30
зги ие бо-
е
>> а
ч ч
50
50
13,5
15
—
8
—
—
—
15,5
—
—.
—
—
—
2-6
О
я
3
ч а
о о>
(0 Ч
7
7
7
6
5,2
7
—
6,5
8,5
6
7
16
—
—■
—
5-6
463
Как видно из табл. 63, содержание белковых веществ в
растительных остатках (жмых и шрот) после извлечения
большей части жировых веществ в отдельных случаях доходит до
50%>. Семена, освобожденные от оболочки и обезжиренные,
так называемый клейрот, содержат 30—80% белковых
веществ. Например, клейрот клещевины (из шрота) содержит
около 68—82% белковых веществ, около 4,5% жировых
веществ, 9,—197с безазотистых экстрактивных веществ, около
4% клетчатки и лузги и не более 10% золы. Шротовый
клейрот сои содержит около 48—55% белковых веществ, около
2,5% жиров, 30—38% безазотистых экстрактивных веществ,
около 2% клетчатки и лузги и не более 10% золы.
В заграничной технике растительные белки начинают
широко внедряться в производство пластмасс. Например,
белковые вещества из соевого шрота используются в
производстве пластмасс для автомобильных деталей. В СССР над
проблемой извлечения растительных белков из семян и шрота
с целью использования их для технических целей работает
ряд научно-исследовательских учреждений.
Современные методы получения растительных белков
сводятся к обработке измельченных и обезжиренных семян
слабыми растворами гидроокисей щелочных или
щелочноземельных металлов или растворами минеральных солей (КС1, NaCl,
CaCk, MgCk и др.). Полученные растворы белковых веществ,
освобожденные от крахмала и других примесей
фильтрованием, коагулируются кислотами или ферментами. Несмотря
на качественное отличие различных белков из растительных
семян, все они носят техническое название растительного
казеина. Хотя это и не явялется абсолютно точным, тем не
менее указанный термин прочно укоренился в русской и
иностранной технической литературе. В дальнейшем изложении
под растительным казеином подразумевается технический
белок, состоящий в большинстве случаев из смеси белков с
примесью веществ небелкового характера и выделяемый тем или
другим способом из семян или шрота. Ниже в качестве
примера приводится описание предложенной Гавриленко схемы
получения растительного казеина из шрота клещевины (рис. 83).
Очищенные от сора семена клещевины поступают для шелушения
на шелушильную машину / для обрушивания клещевины н отвеивания
лузги. Тяжелые частицы лузги с ядром (перенос) подвергаются
провеиванию на аспираторе «колонка». Ядра с содержанием лузги не более
2—3% размалываются на вальцовом стане. Полуобезжиренная при 60°
и подсушенная в жаровне Скипина при 70—75° до влажности 5—6%
мезга поступает в экстракторы 5, где окончательно обезжиривается
бензином при 60°.
464
Обезжиренный шрот поступает в диффузоры 10 для выщелачивания
казеина, а мицелла обрабатывается в дестилляторах б и т. п.
Выщелачивание казеина в диффузорах производится 0,2%-ным раствором
каустической соды н' известковой водой при 50° с применением острого
пара и непрерывного перемешивания. Щелочной раствор белков
(концентрации 2—3%) поступает в чан //, откуда насосом 12 накачивается
в напорный чан 13. Из последнего белковый раствор подается па фильтр-
пресс 14. Далее раствор направляется в чан 16 для нейтрализации
разведенной соляной, серной или уксусной кислотой, подаваемой из
:- $3.] Схема "получения растительного казеина из и рота клещевины:
' шелушильная машина; 2—бункеры; 3 — дробильные вальцы; 4 — аспиратор; 5—экст.
ракторы; 6 — вентилятор; 7 — сборник для масла; 8 — бак для воды; 9 — насос для раство_
рителя; /о_диффузоры; // — сборный чан; 12 — насос; 13 — напорный бак; 14— фильтр
пресс; /5—Чаи дли кислоты; 16—чан для нейтрализации; 17—инжектор; 18—напорный
чан; 19^— подача пара^.20— чан для промывки; 21 — нассс; 22— фильтрпресс; 23 —
компрессор; 24 — калорифер; 25—терка; 26 — рамная сушилка.
чана 15. После отстаивания н слива' верхнего слоя воды сифоном
осадок белка промывается несколько раз водой для удаления свободной
кислоты. После промывки и отделения водного слоя белок с
содержанием до 90—95% влаги инжектором 17 перекачивается в напорный
чан 18, одновременно подогреваясь до 80—85°. Отваренный таким
образом казеин промывается водой и насосом 21 под давлением до 3 ал
закачивается в рамный фильтрпресс. После заполнения всех рам
компрессором 23 через калорифер 24 в фильтрпресс нагнетается .сухой
теплый воздух (40—45°), который доводит казеин до влажности 55—
65%. Казеин протирается на терках 25, откуда подается в рамную
сушилку, имеющую температуру 35—40°.
Производство казеина из соевого шрота ведется в таком
же порядке с той только разницей, что вместо шелушильной
машины устанавливаются наждачные бойки, в остальном
схема остается та же. На заводах Форда применяется не-
30 Зак. 1532. 465
35
30
прерывный метод экстракции измельченных бобов сой.
Казеин из соевого шрота после сушки имеет вид крупки
желтоватого оттенка. Выход казеина зависит от степени
денатурации белковых веществ,
, наступающей как в процессе
экстрации веществ, так и, в
особенности, при отгонке
остатков растворителя от шрота;
чем выше температура
пропарки шрота, тем меньше
выход казеина (рис. 84). Для \
клещевинного шрота он
составляет около 40% и для
соевого — около 25—30%.
Растительный казеин
находит применение, главным об-
разом, в фанерном производ-
W во то so so ш но /?о стве для приготовления влаго-
TemnepnmgpafG ~ упорных клееВ) в лрои3в0дстВе
Рис. 84. Кривая зависимости вы- пластмасс и для приготовле-
хода растительного казеина от ния казеиновых Красок; В тек-
температуры пропарки соевого стильном производстве ОН
употребляется для приготовления
/—водная вытяжка; 2 — щелочная г •
вытяжка. водонепроницаемых тканей.
ГЛАВА 34
1
1
Is*
Ц
& s
X
***
*-)
:
►'<
^
«■—
■
2
--■
'v ■
N
ПРОИЗВОДСТВО ГАЛАЛИТА
Галалит в СССР производится в основном из кислотного
казеина, в западно-европейских странах и США — почти
исключительно из сычужного казеина.
Кроме казеина, в производстве галалита применяются и
другие виды сырья — формалин, красители, пластификаторы,
наполнители, осветлители. Формалин применяется для
дубления казеина. Красители сообщают галалиту желаемую
окраску и улучшают внешний вид. Пластификаторы, или
смягчители, делают казеин более пластичным и тем самым
облегчают его переработку. Кроме того, они сообщают
готовому галалиту большую гибкость и эластичность.
Осветлители дают возможность получать прозрачные сорта
галалита, в то время как наполнители служат для замутнения
полупрозрачного галалита или для его удешевления.
Поступающий на галалитовый завод казеин распреде-
466
ляется по сортам на основании сопроводительных спесифи-
каций по внешним признакам и по результатам
лабораторного испытания. Результаты лабораторного анализа
определяют назначение казеина —сорт галалита.
Надлежащим образом приготовленный казеин в сухом
виде может храниться длительное время (около 2,5 лет).
Наоборот, плохо промытый или сырой казеин (влажность
более 12%) весьма быстро подвергается изменению. Такой
казеин может быть использован только для изготовления
низших сортов
галалита темной окраски. ^
Склад для хране- ^
ния казеина должен |
быть светлым, сухим и Р '»
чистым; пол склада <§ ^
должен быть доста- § |!
точно поднят от земли, | °j 61
чтобы избежать про- ^ * й
никновения сырости из i|
почвы. Складское по- ^ г
мещение должно иметь
вентиляцию и
соответствующие устройства
для устранения
попадания пыли при
проветривании.
Помещение склада можно не отапливать, так как сухой казеин мало
чувствителен к низким температурам.
Оптимальная относительная влажность воздуха для
хранения казеина составляет около 65% или несколько ниже.
На рис. 85 приведена кривая зависимости влажности
казеина от относительной влажности воздуха (по Делорму).
Наиболее удобно хранить казеин в бункерах, которые
могут быть железобетонными или деревянными с
внутренней обшивкой из листового железа. Менее удобно и
целесообразно хранить казеин в мешках емкостью около 50 кг,
укладываемых в штабеля на деревянные брусья.
Для упаковки казеина в США применяются также
плотные бумажные мешки. Повторное использование мешков
для упаковки казеина не допускается (в целях
предохранения заражения казеина микроорганизмами и насекомыми).
При заражении склада насекомыми (молью, жучками)
необходимо произвести окуривание с помощью SO2 или HCN.
Окуривание HCN является особенно эффективным. Опры-
30* 467
10 gD 30 40 50 60 70 80 90 /СО
Рис. £5. Кривая зависимости влажности
казеина от относительной влажности воздуха
(по Делорму).
скивание мешков ССЦ или крезолятом натрия уничтожает
жучков.
Поступающий на галалитовый завод казеин обычно
недостаточно чист и всегда содержит некоторое количество
примесей.
Наличие примесей в казеине ухудшает качество
получаемого галалита, затрудняет технологический процесс,
а в отдельных случаях (при попадании частиц металла)
Рис. 86. Бурат для просеивания казеина.
может вызвать повреждение машин и аппаратов. Для
устранения указанных недостатков казеин подвергается
предварительной очистке. Крупные и тяжелые мелкие примеси
удаляются с помощью сит при просеивании; легкие частицы
(пыль, солома) удаляются аспирацией, (провеиванием).
Удаление железных частиц осуществляется с помощью
электромагнита (или просто магнита). Прочие примеси — кусочки
угля и т. п., прошедшие сквозь сито, выбираются вручную на
ленточном транспортере.
Для отделения механических примесей применяется
система наклонных сит, имеющих поступательно-возвратное
движение, или призматический бурат (рис. 86).
Отдельные партии казеина, близкие между собой пс
свойствам, после освобождения от примесей смешиваются
в более крупные партии. Этот процесс удобно осуществляй
468
обладает твердостью и хрупкостью, а поэтому не поддается
формованию. При смешивании с водой казеин набухает и
становится пластичным и после этого, под влиянием
температуры и давления, он способен принимать нужную
придаваемую ему форму. Поэтому смешивание казеина с водой
имеет целью облегчение целого ряда производственных
процессов, и в первую очередь — формование изделий и
полуфабрикатов из набухшего казеина.
В процессе набухания казеина с водой наблюдается
выделение тепла. По Гатчеку казеин может присоединять
одиннаддатикратное по
объему количество воды.
Исследование набухшего
казеина методом
ультрафильтрации указывает,
что часть воды (около 6%)
находится в казеине- в
связанном виде.
В отдельных случаях, ,
когда одной обработки
водой недостаточно для
получения высоко
пластичного и легко
формующегося материала,
прибегают к предварительной
обработке казеина
специальными
пластификаторами. В качестве пласти
Рис. 87. Схема подготовки казеина:
7 — бункре; Р —распределители; 3— первый элева»
фиКаТОрОВ Предлагались- тор; 4 —шестигранный бурпт; 5— второй элева-
тор: 6 — шнек; 7—вентилятор; S — пыльная ка-
ГЛИцерИН, аНИЛИН, ацета- мера; 9- плоские снта; 10 — тонкий помол;
НИЛИД, СуЛЬфирОВаННОе //-грубый помол.
касторовое масло,
высшие спирты, триэтаноламин, этилендиамины, амины жирного
и ароматического ряда, метилэтилуретан, циклогексилэтанол-
амин и др. Из большого нисла названных пластификаторов
практическое применение нашли весьма немногие.
Наибольший эффект в отношении пластических свойств
сообщают казеину - аминосоединения, например, смесь
дифениламина с диметиланилином, которые одновременно являются
и осветлителями для казеина.
Так как большая часть галалита выпускается в
окрашенном виде, то при замешивании казеина с водой вводятся
красители. Из последних наиболее употребительны в'одно-
растворимые кислотные органические красители. Окраска
471
казеина может быть произведена и с помощью различных
минеральных пигментов.
Для получения имитации перламутра в казеин при
смешивании с водой добавляется рыбий пат (препарат из
рыбьей чешуи). Для придания галалиту металлического
блеска в казеин добавляют металлические порошки
(алюминий, бронзу и т. д.). При получении белых непрозрачных
сортов галалита в казеин вводят литопон.
Окраска под мрамор достигается смешиванием
набухшего и окрашенного в тот или другой цвет казеина с сухой
и специально приготовленной окрашенной в различные цвета
казеиновой крошкой или одновременной пластикацией двух
или нескольких масс, окрашенных в различные цвета.
При получении дешевых сортов галалита казеин иногда
смешивается с различными наполнителями (мрамором,
роговой мукой и т. п.).
При замешивании казеина с водой, красителями,
пластификаторами, осветлителями и наполнителями
количественные соотношения и выбор компонентов должны быть
обусловлены свойствами казеина и других материалов, а также
сортом и техническим назначением получаемого галалита.
Свойства исходных продуктов и условия замешивания
и дальнейшей обработки полученной смеси в значительной
мере определяют не только механические свойства
получаемого галалита, но и его внешний вид, цвет, характер
рисунка (при многоцветной окраске под мрамор) и т. д.
Равномерность смешивания твердых и жидких продуктов
зависит от характера и формы твердых веществ, их удель*
ного веса, смачиваемости водой или растворов красителей,
от конструкции мешалки и других условий.
Процесс замешивания казеина состоит из следующих
операций:
1) подбора необходимого сорта казеина;
2) подготовки красителей, пластификаторов и прочих
составных частей;
3) замешивания;
4) выстаивания.
Кислотный казеин (в особенности низшие сорта)
отличается меньшей пластичностью по сравнению с сычужным
казеином и с водой набухает медленнее, поэтому добавка
пластификаторов к такого сорта казеину облегчает
дальнейший _технологический процесс и улучшает механические
свойства получаемого галалита. В большинстве случаев
пластификатор вводится в казеин до замешивания послед-
472
него с водой. В зависимости от качества исходного казеина
вводится 0,5—4% пластификатора. Набухание казеина,
вызываемое за счет введения пластификатора, невелико.
Основное набухание казеина достигается обработкой водой,
которая добавляется в количестве 25—'30% от веса воздушно-
сухого казеина. При набухании пластификатор медленно
диффундирует внутрь казеиновых зерен. Через 2—4 часа
после смешивания
пластификатор проникает только
в поверхностные слои
казеиновых зерен. Для более
глубокого проникновения
пластификатора необходимо
выстаивание в течение 1 —
3 суток. Пластификаторы в
большинстве случаев
являются антисептиками, т. е.
предохраняют казеин от
загнивания, поэтому
позволяют проводить более
длительное выстаивание
казеина для набухания.
Красители вводятся в
водных (в отношении 1 : 25),
реже спиртовых, растворах
или в виде порошков.
Растворы красителей
заготовляются незадолго до
употребления и притом в
количестве, достаточном для
окраски всей партии казеина в целом. Перед употреблением
растворы фильтруются, а пигменты просеиваются через сито.
Для получения прозрачного галалита употребляются
специальные осветлители. К таковым относятся: «пандойль»,
«клярмиттель» и некоторые другие, импортировавшиеся
прежде из-за границы. По своему составу они являются,
повидимому, аминопроизводными ароматического ряда.
Как уже упоминалось выше, в СССР в качестве
осветлителей применяется раствор дифениламина в диметиланилине
(1:1).
Процесс замешивания казеина с водой и прочими
ингредиентами производится в смесителях типа тестомесилок
(рис. 88). Последние представляют собой железный
чашеобразный сосуд, вращающийся вокруг вертикальной оси.
473
Рис. 88. Аппарат для замешивания
казеина с водой и прочими
ингредиентами.
Перемешивание осуществляется специальным пестом,
который приводится в движение с помощью кривошипа. При
хорошем перемешивании не наблюдается образования
комков.
Сферическое дно и гладкая внутренняя поверхность
чаши обеспечивают полноту выгрузки материала, что
устраняет возможность загрязнения последующих партий
за счет остатков казеина от предыдущих партий.
Для иллюстрации проведения операции замешивания
может служить следующий пример.
В смеситель загружают 50 кг молотого казеииа, затем
постепенно приливают раствор красителя и 10—12,5 л холодной воды.
Перемешивание продолжается 20—40 мин. Красители, наполнители, цветная
крошка и прочие ингредиенты вводятся в казеин до прибавления воды.
Полученную массу выгружают в специальные бачки и для лучшего и
равномерного набухания казеина оставляют стоять при комнатной
температуре в течение 2—4 час. (в зависимости от сорта казеина). Более
длительное набухание казеина с водой, тем более в отсутствие
"пластификаторов, является недопустимым, так как ири наличии в казеийе
ферментов могут возникнуть процессы, приводящие к изменению цвета
красителя, а также к ухудшению пластических свойств казеина,
а вместе с тем и ухудшение качества получаемого галалита.
Казеин, замешанный с 20—35% воды, сохраняет
зернистую структуру и на-ощупь кажется слегка влажным.
К недостаткам смесителей типа тестомесилок,
применяемых на галалитовых заводах, относятся: сравнительно малая
емкость, возможность испарения воды при замешивании
казеина, а также необходимость загрузки и выгрузки
материалов вручную. Для замешивания казеина с водой и
остальными компонентами можно пользоваться смесителем
закрытого типа, например системы Вернер-Пфлейдерера,
отличающимся достаточной емкостью (250—500 кг казеина)
и обеспечивающим хорошее и быстрое перемешивание
ингредиентов.
Однако смесители Вернер-Пфлейдерера также не лишены
недостатков, которые заключаются в образовании комков,
а также в загрязнении .казеина смазкой из сальников. Кроме
того, тщательная очистка такого смесителя от остатков
массы затруднительна.
Как уЖе упоминалось, при смешивании казеина с
остальными ингредиентами краситель адсорбируется большей
частью на поверхности казеиновых зерен; известная
неравномерность наблюдается также d отношении распределения
воды и пластификаторов. Масса сохраняет зернистую
структуру, рассыпается и не является однородной. Для получения
474
более однородной и пластической массы, способной к
формованию, ее подвергают специальной обработке на горячих
вальцах илн в . шнековых прессах. Под влиянием
температуры и давления казеиновые зерна хорошо перемешиваются
и превращаются в сплошную гомогенную пластичную и
текучую массу. Процесс гомогенизации казеина называется
также пластикацией. В настоящее время пластикация
осуществляется почти исключительно на шнековых прессах.
Рис. 89. Шнековый пресс:
/ — шнек; 2— -цилиндрический корпус; 3 — загрузочная воронка-
«-^Рубашка; 5—стальная головка; б—рубашка для подачи пара
или горячей воды; 7—конус; 8— съемный мундштук; 9, 10—
стальные решетки.
Шнековый пресс не только обеспечивает хорошую
гомогенизацию пластицируемой массы, но и создает условия для
ориентации казеиновых частиц, что позволяет получать
галалит с повышенной механической прочностью.
Пластикация производится при температуре около
50—100 и давлении 100—200 кг/см2.
Шнековый пресс, показанный на рис. 89, является
машиной непрерывного действия, весьма простой и удобной для
обслуживания.
Основной частью шнекового пресса является стальной винт или
шнек /, который вращается в цилиндрической части корпуса машины 2
(. помощью этого винта казеиновая масса, поступающая из загрузочной
воронки 3, сдавливается, перемешивается и- передвигается от одного
конца машины к другому. Корпус машины, окружающий шнек имеет
475
рубашку 4, предназначенную для регулирования температуры о
помощью воды. К корпусу машины плотно привинчивается стальная
головка 5 с рубашкой 6 для подачи пара или горячей воды. Головка
в свою очередь соединяется с конусом 7, переходящим в съемный
мундштук 8, форма и диаметр которого подбираются по желанию.
Между корпусом и головкой, а также конусом .и мундштуком
вставляются стальные решетки 9, 10.
Казеин, замешанный с водой и другими компонентами, засыпается
вручную или автоматически в загрузочную воронку, откуда попадает
в цилиндрическую часть машины, захватывается винтом, сдавливается
и передвигается по направлению к головке пресса, обогреваемой паром
"или горячей водой (с температурой около 80°). Здесь под влиянием
температуры и давления казеиновая масса становится текучей
неоднородной. Далее она проходит сквозь решетку, разбивается на большое
число шнуров, снова уплотняется в конической части машины, проходит
через вторую более плотную решетку и выходит из мундштука в виде
бесконечного шнура или цилиндра, который режется на куски. Мунд.
штук обогревается электричеством.
Для того чтобы обеспечить беспрерывное поступательное движение
массы вперед по направлению к выходному отверстию- пресса, на
внутренней поверхности цилиндрической части наносятся продольные
бороздки глубиной 5—8 мм.
Охлаждение корпуса машины подачей холодной воды в рубашку
устраняет возможность заклеивания шнека, что могло бы иметь место
при отсутствии охлаждения. В производстве иногда применяются прессы
с полым шнеком, во внутреннюю часть которого подается холодная
вода. Производительность пресса зависит от шага и диаметра винта,
скорости его вращения, числа и величины отверстий стальных решеток,
диаметра мундштука и т. д. Диаметр шнека цилиндрического пресса
составляет обычно около 100—200 мм. Производительность пресса
составляет 18—40 кг пластичной массы в час при толщине выпускаемого
прута 18—24 мм. Потребная мощность машины 10—15 л. с. при. 12—
14 об/мин. шнека,
Наряду с цилиндрическими за последнее время стали
применяться конические шнековые прессы, у которых,
например, диаметр узкой части шнека составляет около 50—
100 мм, а широкой 100—120 мм. Конические прессы
отличаются от цилиндрических большей производительностью (на
10—20%), а также лучшей пластикацией казеина и более
равномерным распределением красителя. Они более
долговечны по сравнению с цилиндрическими прессами. По мере
срабатывания поверхности шнека и увеличения зазора
между нею и стенками цилиндрического корпуса нет нужды
в замене старого шнека новым. Для этого достаточно
обрезать узкий конец и продвинуть шнек (за счет имеющегося
запаса длины) внутрь корпуса машины. При этом
восстанавливается первоначальный зазор между ребрами шнека и
стенками цилиндрической части машины (и,25—1 мм) и
производительность пресса приближается к первоначальной.
Для предохранения внутренней части пресса в нее
476
вставляется чугунная втулка, которая, по. мере надобности,
может быть заменена новой. Шнеки применяются как
с постоянным, так и с переменным шагом.
Правильная и равномерная подача сырья в загрузочную
воронку является необходимым условием работы. При
неравномерной подаче сырья давление внутри пресса меняется
и выходящие из мундштука стержни имеют различную
плотность, а поверхность приобретает узловатый вид.
Во время работы пресса температура в передней части
его поддерживается обычно в пределах 40—60°.
Прессование при пониженной температуре не обеспечивает хорошей
гомогенизации пластицируемого материала и приводит к
получению стержней с шероховатой поверхностью. При
излишнем повышении температуры возможно образование
вздутий или получение пористого материала.
Кроме шнековых прессов пластикация казеина может
осуществляться с помощью горячих вальцов. Последние
обеспечивают хорошее уплотнение, перемешивание и
перетирание массы. Учитывая частичное испарение воды при
вальцевании, в процессе замешивания казеина берут на
5—10% воды больше, чем при обработке массы на
шнековых прессах. В зависимости от размеров вальцов, загрузка
пластицируемой массы составляет 65—150 кг. Во время
вальцевания температура горячего валка поддерживается
при 60—80°, а охлаждаемого 16—25°. Продолжительность
вальцевания, в зависимости от свойств исходного материала
и температуры, колеблется в пределах 40—60 мин. С вальцов
масса снимается в виде листов толщиною 10—20 мм. К
недостаткам вальцов относится периодичность действия и
несколько большая трудность обслуживания по сравнению со
шнековым прессом.
Пластикация казеина может осуществляться также с
помощью смесителей или мастикаторов закрытого типа,
например, смесителей системы Вернер-Пфлейдерера или
Бридж-Бенбери. Применение такого рода машин
обеспечивает хорошую гомогенизацию и позволяет пластицировать
большие партии казеина. К недостаткам указанного типа
машин относится большая затрата электроэнэергии на
вращение месильных лопастей, выгрузка пластицируемого
казеина в виде крупных кусков или глыб, требующих
дальнейшей раскатки их с помощью каландров, трудность
очистки машины от остатков массы.
Как уже указывалось выше, для пластикации казеина
необходимо давление и нагрев. В процессе пластикации
477
имеет место не только простое Перемешивание и гем#геий-
зация массы, но и определенное пространственное
расположение казеиновых частиц, т. е. ориентация. Ориентация
казеиновых частиц в процессе пластикации оказывает
большое влияние на механическую прочность получаемого
галалита. Она зависит от условий обработки и устройства тех
машин, с помощью которых осуществляется процесс
пластикации. Давление, температура и движение массы в
определенном (параллельно-плоскостном) направлении способствую'»
ориентации частиц, тогда как всякого рода вихревые
движения противодействуют ориентации.
Наиболее благоприятные условия для ориентации
казеиновых частиц имеются при пластикации казеина в шнеко-
вых прессах. Процессу ориентации здесь способствует
растягивающее усилие, оказываемое винтом на казеиновую
массу, а также большее сопротивление, испытываемое
массой при движении по каналам втулки шнекового пресса и,
особенно, при прохождении сквозь узкие отверстия стальных
решеток, расположенных в головке пресса.
Пластикация казеина в шнековом прессе представляет
собой целый ряд последовательных физических и
коллоидных процессов, а именно в начале процесса — при
попадании набухшего казеина из загрузочной воронки в заднюю
часть шнекового пресса, происходит интенсивное
перемешивание, измельчение и диспергирование казеиновых частиц,
чему способствует предшествующий пластикации процесс
набухания казеина при замешивании с водой. По мере
дальнейшего продвижения массы по каналам втулки, а также
в пространстве между внутренними стенками пресса и
лопастями винта начинают осуществляться процессы
ориентации и агрегации казеиновых частиц. Процесс ориентации
частиц достигает своего максимума при прохождении
казеиновой массы сквозь узкие отверстия стальных решеток,
расположенных в головке пресса. Этому способствуют
высокое давление, которое испытывает масса при своем
движении в шнековой машине, а также нагревание ее в
головной части шнекового пресса.
Таким образом, структура казеиновой массы в процессе
пластикации существенно изменяется по сравнению с
первоначальной и в таком виде фиксируется после дальнейшего
дубления (отверждения) и сушки. Многочисленные
наблюдения при получении галалита указывают на существование
параллельной ориентации частиц в пластицированном
казеине. Доказательством служит, например, двойное луче-
478
преломление, наблюдаемое для пластицированного казеина
в поляризационном микроскопе.
Параллельная ориентация частиц используется в
производстве галалита не только для улучшения механической
прочности, но и для получения светоэффектов и блеска, что
достигается введением в казеин различных мельчайших
чешуек и пластинок бронзы, латуни, алюминия и других
металлов. Благодаря своей плоской форме металлические
частицы ориентируются в процессе пластикации параллельно
плоскостям скольжения.
Вследствие сильного отражения света от бронзовых
чешуек галалитовая пластина будет отличаться высоким
металлическим блеском, между тем как поперечный срез той
же пластины образует тусклую поверхность, что
обусловлено слабым отражением света от узких граней
металлических чешуек.
Явление гомеотропии резко выявляется также при вы-
прессовывании казеиновой массы, смешанной с
металлическими палочками, через мундштук шпиндельного пресса.
Блестящая поверхность этих палочек придает своеобразный
блеск галалиту только в одном направлении, совпадающем
с направлением скольжения массы через мундштук.
Поперечные срезы и шлифы в различных направлениях
позволяют судить о характерных особенностях течения массы
в процессах пластикации и формования.
Качество работы пластицирующего аппарата должно
оцениваться с учетом того, в какой мере он обусловливает
принудительное параллельно-пласкостное течение массы и
-предупреждает образование завихрений.
Помимо прочих факторов, на степень ориентации
казеиновых частиц влияет длина пути, по которому совершается
течение массы. С удлинением пути степень ориентации
увеличивается. В этом отношении наличие каналов во
внутренней части цилиндрического или конического шнековых
прессов играет положительную роль. Ориентирующая роль
стальных решеток в шнековом прессе отчасти нивелируется
мертвым пространством, находящимся по обе стороны
пластинок, и неравномерным давлением на отдельных участках
пресса, что приводит как бы к образованию пустот в массе.
Однако это имеет место главным образом только при
прерывной работе пресса или когда процесс загрузки
ведется неравномерно. В соответствии с этим в настоящее
время сконструированы новые машины, в которых процеср
пластикации протекает в наиболее благоприятных условиях.
479
Пластикация казеина на вальцах имеет меньшее
распространение. Тем не менее и в этом случае, как-показал
Обрист, имеет место ориентация частиц. После вальцевания
казеина прочность пластин в одном направлении,
совпадающем с направлением движения вальцов, была на 25%
больше, чем в других направлениях.
При изготовлении большой пластины путем прессования
казеинового порошка в местах, где не наблюдалось
течение массы, максимальная прочность составляла 170 кг/см2,
тогда как на участках наиболее интенсивного течения она
достигла 970 кг/см2.
Что касается .«химической» пластикации, подразумевая
под этим введение различных добавок (пластификаторов),
способствующих дезагрегации казеиновых частиц и
облегчающих текучесть массы, то она до сих пор имела
сравнительно малое значение.
На пластические свойства казеина влияет не только
количество вводимой воды при набухании, но и способ
обработки казеина водой.
Ввиду большого значения пластичности, которая в
данном случае эквивалентна текучести, определение этого
важного свойства совершенно необходимо для качественной
оценки казеина.
Долгое время считалось, /что вода является главным
агентом пластификации для белков, а гигроскопичность
белковых пластмасс — их главным недостатком. За последнее
время установлено, что белковые материалы могут обладать
текучестью даже в том случае, когда содержание воды
в них настолько мало, что вряд ли можно считать воду
пластификатором. Это дает новые возможности получения не-
гигроскопических белковых пластиков, при подыскании
таких полярных не смешивающихся с водой соединений,
которые пластифицируют казеин.
Большая часть галалита выпускается на галалитовых
заводах не в виде готовых изделий, а в виде полуфабрикатов,
имеющих форму пластин, сплошных или полых цилиндров,
лент и граненых прутков. Изделия же из галалита
изготовляются путем механической обработки указанных
полуфабрикатов распиливанием, фрезерованием,
обточкой, сверловкой, полировкой и т. д. И только очень
немногие (мелкие изделия) прессуются иногда в законченном
виде из пластифицированного казеина в специальных пресс-
формах, например пуговицы, сердечники и кольца для
детских сосок и т. д.
480
c^fo объясняется тем, что изделия, отпрессованные из
пластицированного казеина, деформируются после дубления
и сушки. Деформация обусловлена двумя причинами:
набуханием при погружении в слабый (5%-ный) раствор
формальдегида и большой и неравномерной усадкой при
просушке. Исправление этих деформаций в целях сохранения
формы и размеров готовых изделий, а тем более
изготовление изделий точного размера путем формования из
пластицированного казеина, представляет в техническом
отношении значительные трудности. Пластины формуются в
специальных прессформах (рамах) на многоэтажных прессах
или нарезаются строгальным станком из отпрессованного
блока. Стержни, трубки и прочие профилированные
материалы формуются в шнековых или гидравлических прессах
с помощью специального мундштука.
Применение шнековых прессов в этом отношении имеет
то преимущество, что они позволяют совмещать
одновременно два процесса — пластикацию и формование. Хорошие
результаты в этом отношении дают гидравлические
поршневые прессы, однако недостатком этих прессов является
периодичность их действия.
В тех случаях, когда необходимо получать стержни
строго определенного диаметра, их подвергают калибровке
путем прессования в специальных прессформах. Диаметр
цилиндров до прессования должен быть несколько больше
калиброванных цилиндроз.
Отформованные стержни, разрезанные на куски длиной
около 75—100 см, для предупреждения образования
внутренних пор и пузырей охлаждаются путем погружения в воду.
При формовании стержней, трубок, многогранников и
других полуфабрикатов определенного размера необходимо
учитывать усадку материала (7—10%) после дубления и
сушки. В соответствии с этим прессуемые изделия и
полуфабрикаты должны иметь несколько большую толщину, чем
это требуется для готового изделия.
Основная масса галалита в СССР и за границей
выпускается в форме листов или пластин, из которых затем
изготовляются пуговицы, гребни и другие галантерейные
изделия. Для производства листового материала долгое время
применялся способ прессования пластицированного казеина
в специальных рамах или прессформах на многоэтажных
прессах. За последнее время на многих иностранных
заводах введен более совершенный способ- прессования, который
носит название блокового и давно применяется в производ-
31 Зак. 1532, 481
Стве целлулоида. Пластицированный казеин
запрессовывается с помощью специального блокового пресса в
массивный параллелепипед, который затем строгальной машиной
разрезается на отдельные листы.
По рамному способу прессование осуществляется в
специальных рамах на многоэтажных прессах. Наиболее
типичный размер прессуемых пластин, установленный одним из
крупнейших талалитовых заводов и ставший впоследствии
международным, — 500 мм длины и 400 мм ширины.
Толщина пластин колеблется в широких пределах (2 — 8 мм).
Для прессования пластин применяются стальные
формовочные рамы, изготовляемые фрезерованием.
Учитывая усадку продубленных пластин после просушки,
а также необходимость обрезки кромок, размеры рам
делаются обычно на 10% более по сравнению со стандартными
размерами готовых галалитовых пластин.
Формовочные рамы состоят из двух пластин: рамы или
матрицы, в углубление которой Закладывается казеиновая
масса, и верхней крышки или пуансона. Ввиду того что
казеин сильно прилипает к поверхности стальной рамы,
матрица и пуансон выкладываются листовым цинком, от
которого сравнительно хорошо отделяется масса после
прессования.
Прессование заключается в следующем:
Пластицированный казеин, выходящий из шнекового пресса в виде
прута, режется на отдельные куски, которые передаются в прессовое
отделение. Материал укладывается в прессформу с избытком в 4—5%
против необходимого количества. Заполненные прессформы закрываются
и переносятся на горячие плиты многоэтажного пресса. После
включения давления плиты многоэтажного пресса смыкаются и сдавливают
казеин, избыток его вытекает из прессформы и собирается в качестве
отхода. Прессование производится при Температуре 80—-90° и давлении
около 140—150 кг/см'2. Плиты многоэтажного пресса (15—20 этажей)
снабжены внутри каналами для подогрева и охлаждения. По истечении
6—10 мин. нагревания материала под прессом подачу пара заменяют
холодной водой и после охлаждения массы под давлением выгружают
готовые пластины прессформы.
Способ прессования листов в прессформах связан с
неизбежным получением значительного количества отходов
(4—6%), получающихся в виде загрязненных и трудно
утилизируемых выжимков пластицированного казеина при
нрессивании. Загрузка б пресс и выгрузка стальных пресс-
форм, весящих до 10 кг, требует большой затраты ручного
труда. Достаточно велики также затраты, связанные с из-
482
носом прессформ и листового цинка, которым
выкладывается прессформа.
Прессование тонких пластин (менее 3 мм) в рамных
прессформах затруднительно.
На одном прессе можно сделать за одну смену до 46
запрессовок. Производительность многоэтажных прессов
может быть увеличена охлаждением прессовочных рам не под
прессом, а в специальных охладительных рамах холодным
воздухом или
охлаждением запрессованных
листов в холодных прессах.
Охлаждение прессформ
погружением в воду
нецелесообразно.
Блоковый способ не
имеет указанных
недостатков. Он позволяет
получать галалит высокого
качества как в
отношении технических свойств,
так и в отношении
равномерной окраски. По
блоковому способу листы
галалита могут быть
изготовлены любой толщины
(от 0,025 до 30 мм).
Количество
получаемых отходов (в виде ере- Рис- 90- Блокпресс.
зов верхнего и нижнего
слоев блока) незначительно. Они легко утилизируются, так
как свободны от загрязнений.
Для прессования блоков хорошо провальцованный
казеин снимается с вальцов в виде листа толщиной 8—12 мм,
разрезается на куски определенных размеров и закладывается
в блокпресс (рис. 90). При пластикации казеина с помощью
шнекового пресса в блок-пресс загружается материал в виде
колбасок.
Блокпресс представляет собой стальной ящик, стенки, дно н крышка
которого снабжены специальными обогревательными плитами. Пресс
обогревается подачей горячей^ воды. Основные части блокпресса
соединены вертикальными колоннами, закрепленными в основании пресса.
Стол блокпресса, соединенный с нижним поршнем, служит дном ящика.
После заполнения ящика пласт'ицируемым материалом включается
гидравлическое давление. Прессование блока производится под давлением
около 200 кг/см* и при температуре около 80—90°. Размеры стандарт-
31* 483
Ного блока: длина 550 мм, ширина 440 мм, высота 200 мм, вес блока
около 60 кг. При больших габаритах блока вес его составляет около
200 кг.
Через 3—5 час. процесс «варки» блока заканчивается.
Перед выгрузкой блок необходимо охладить под давлением,
для чего включают охлаждение пресса водой. Остывший
блок вынимают и для окончательного и равномерного
охлаждения погружают на несколько часов в холодную воду.
Затем он с помощью строгальной машины с большой
точностью режется на отдельные листы.
Ценные в техническом отношении свойства пластициро-
ванный казеин приобретает только после обработки
раствором формальдегида, т. е. после дубления. Казеин при этом
резко изменяет свои первоначальные свойства, он
становится рогоподобным, слабо набухает в воде, не
растворяется в разбавленных растворах кислот и щелочей, не
расщепляется ферментами и не поддается гниению.
В настоящее время процесс дубления казеина
осуществляется исключительно с помощью водного раствора
формальдегида (формалина); другие альдегиды не нашли
широкого применения для указанной цели, хотя
принципиальная возможность их применения считается установленной
(ацетальдегид, акролеин и др.).
Процесс дубления является весьма ответственной,
наиболее трудной и самой продолжительной операцией во всем
производственном процессе. В зависимости от толщины и
плотности казеиновых пластин, трубок или стержней,
концентрации и температуры формальдегидного раствора
продолжительность дубления составляет от одной недели до
6 мес.
В соответствии с большой продолжительностью процесса
дубления толщина выпускаемых галалитовых стержней
редко превышает 25 мм, а толщина пластин 15 мм. Все
попытки ускорить процесс дубления путем введения
соответствующих катализаторов (тиоцианаты, соли щелочных и
щелочноземельных металлов) или изменением технологического
процесса (дубление в парах формальдегида) не дали
сколько-нибудь значительных результатов, поэтому
дубление и в настоящее время осуществляется только путем
погружения продубливаемого материала в раствор
формальдегида. На скорость процесса дубления в обычных
условиях влияют концентрация фирмальдегидного расгвира,
температура и рН дубильной ванны.
В отношении оптимальной концентрации формальдегида
48 '
существуют разнообразные мнения; различными авторами
предложены концентрации формальдегида от 3 до 42%.
Производственный опыт показывает, что наиболее
подходящей концентрацией формальдегида является раствор в 4—5%.
Применение концентрированного раствора формальдегида
ускоряет дубление казеина в начале процесса, однако
в дальнейшем, вследствие образования уплотненного слоя
(корки) на поверхности казеинового пластика, затрудняется
диффузия формальдегида к внутренним слоям и тем самым
резко замедляется общая продолжительность дубления.
Наоборот, применение сильно разбавленных растворов
формальдегида связано, с одной стороны, с быстрым обеднением
формалиновой ванны (вследствие адсорбции формальдегида
поверхностными слоями казеинового пластика), а с другой —
с сильным набуханием материала. Особенно значительно
набухают внутренние слои казеинового пластика, так как
диффузия формальдегида отстает от диффузии воды.
Неравномерность процесса дубления и набухания приводит
к образованию внутренних напряжений, в результате
которых галалит дает трещины.
Размеры и число этих трещин увеличиваются в процессе
дальнейшей обработки — сушки, выпрямления и т. п.
Оптимальное равновесное состояние между набуханием и усадкой
казеина при дублении было найдено эмпирическим путем.
Оно соответствует концентрации формальдегида около 5%.
Небольшое отклонение от этой концентрации в ту или другую
сторону не оказывает существенного влияния на ход
процесса, если концентрация формальдегидного раствора
поддерживается во всех частях дубильной ванны более или
менее постоянной. Отсюда становится понятным, какое
важное значение имеют хорошее перемешивание раствора и
необходимость циркуляции жидкости в местах
соприкосновения казеинового пластика с формалином.
Не менее важное влияние на процесс дубления
оказывает температура. С повышением температуры скорость
процесса дубления повышается. Однако подъем температуры
выше известного предела приводит к усиленной
жизнедеятельности микроорганизмов во внутренних слоях непро-
дубленного материала, причем в результате газообразования
получается пористый и недостаточно прочный галалит.
Поэтому не рекомендуется повышать температуру дубильной
ванны выше 18°. Однако в литературе имеются указания на
дубление и при более высокой температуре (около 41—42°).
Это возможно, очевидно, только в том случае, если при-
485
меняется высококачественный казеин, не содержащий
ферментов и бактерий.
На процесс дубления существенно влияет и рН дубильной
ванны. При проведении процесса дубления необходимо
следить за тем, чтобы рН формальдегидного раствора
поддерживалась при 4,0—7,0.
Из всего изложенного выше следует, что ускорение
процесса дубления в обычных условиях возможно лишь в узких
пределах.
Рационализация существующих методов дубления казеина
с целью ускорения и упрощения этого процесса является
весьма важной проблемой, над разрешением которой
работает много исследователей.
В технике процесс дубления осуществляется в
специальных железобетонных или деревянных ваннах. Для удобства
обслуживания и предохранения от резкого колебания
температуры дубильного раствора дубильные ванны углубляют
в землю.
С целью ограничения проникновения паров формалина
в рабочее помещение дубильные ванны плотно прикрываются
деревянными крышками, края которых обиваются войлоком.
Иногда делаются специальные гидравлические затворы.
Дубильное отделение во всяком случае должно иметь
хорошую вентиляцию. _
Пластины из казеина погружаются з дубильную ванну
в специальных железных покрытых слоем бакелита стойках,
называемых клетями. Чтобы листы отформованного казеина
не соприкасались друг с другом и постоянно
омывались раствором формальдегида, между ними вставляют
рейки. Трубки и стержни казеина укладываются и
погружаются в ванну в железных ящиках.
Для предотвращения- колебаний концентрации
формальдегидного раствора в ваннах, особенно в местах
соприкосновения с казеином, ванны снабжаются циркуляционным
насосом, который не менее двух-трех раз в сутки
перекачивает раствор.
В процессе дубления контролируется температура,
концентрация формальдегида и рН раствора. Расход формалина
(считая на 40%-ный) составляет около 110—100 кг на тонну
галалита.
Контроль продубленностн материала осуществляется
путей исследования среза испытуемого образна ня
однородность окраски всех частей среза. Иногда пользуются
погружением образца на несколько минут в кипящую воду или
485
слабый раствор щелочи. Непродубленная часть галалита
показывает большее набухание, чем продубленная. Указанные
методы анализа являются недостаточно объективными.
Более точное определение может быть сделано
наблюдением среза под микроскопом в поляризованном свете.
Процесс дубления является сложным физико-химическим
процессом, сущность которого до настоящего времени не
может считаться окончательно установленной. Из большого
числа гипотез, предложенных для объяснения этого процесса,
могут быть приняты только весьма немногие.
Блюм (1896 г.) считал, что реакция взаимодействия
формальдегида с белковыми веществами является
химической реакцией, в которой участвуют свободные аминогруппы
1. R —NH2-f-HCOH—► R — N = СН2-j-H20
ИЛИ
R —NH2
2. + НСНО
R —NH2
В противоположность Блюму Бенидисенти считает, что
конденсация формальдегида с аминогруппами белка
протекает без выделения воды по уравнению:
.ОН
R — NHj + HCHO—>R —NH — С Н
ЧН
Ни одна из указанных схем не находила долгое время
прямого и бесспорного экспериментального подтверждения.
Тем не ценее реакция взаимодействия аминогрупп белковых
веществ с формальдегидом нашла широкое применение и
была положена Зеренсеном в основу количественного
определения свободных аминогрупп как в протеинах, так и в
продуктах их распада. Метод Зеренсона заключается в
непосредственном титровании освобождающихся при реакции
карбоксильных групп:
Н,Х — R — .СООН + НСНО —> СН? = N — R — СООН.
Позднее другими авторами было установлено, что эта
реакция протекает полиостью только в сильнощелочной среде.
Образование метилеиказенна при взаимодействии
формальдегида с казеином было подтверждено Дьяченко и
Шеллаковой, а также рядом других исследователей,
пользовавшихся большей частью методом электрометрического титро-
4Я7
■ R — NH — СН3 — NH — R + Н20
вания. Вследствие связывания основных групп
формальдегидом наблюдается смещение кривой титрования, причем
это смещение зависит от избытка формальдегида.
Изучая реакцию диссоциации первичных NKb-rpynn и
пользуясь методом электрометрического титрования, Леви
нашел, что константы диссоциации аминогрупп для
различных концентраций формальдегида разнятся между собой,
в то время как для иминогрупп они прямо пропорциональны
концентрации формальдегида.
Несмотря на очевидность и бесспорность большинства
описанных выше результатов исследования они все же не
объясняют изменений, которые являются следствием
обработки казеина формальдегидом. Дальнейшее углубление и
развитие этих исследований позволило в настоящее время
создать рабочие гипотезы, которые более или менее
удовлетворительно объясняют сущность процесса дубления.
Резкое изменение свойств белковых веществ в процессе
дубления (уменьшение набухания в воде, потеря
растворимости в слабых кислотах и щелочах, устойчивость к
воздействию ферментов) во многом напоминает ряд других
химических реакций высокомолекулярных соединений, при которых
ничтожные количества определенного реагента коренным
образом меняют свойства вещества. Примером таких
реакций могут служить вулканизация каучука, полимеризация
стирола в присутствии небольших количеств дивинилбензола
и т. д. Штаудингер высказал предположение об образовании
«мостиков», возникающих между отдельными линейными
молекулами за счет функциональных групп реагента.
Из природных соединений белкового типа такие «мо- •
стики» имеются, например, в кератине, который, как
известно, отличается большой устойчивостью. В данном
случае с известной вероятностью можно допустить, что
мостиком является группа —S—S—
R
I
-NH •СН■СО■
I
NH • СН—СО—""полипептидиая цепь
NH•СН• СО
I
СН,
!
S
S
СИ.
-NH • СН ■ '\П ■ СН ■ СО ■ NH ■ СН ■ СО - полипептидная цепь
остаток цистина
IS Я
В соответствии с такого рода представлениями Элисс
рассматривает процесс дубления казеина формальдегидом
как образование трехмерной молекулы, т. е. образование ме-
тиленовых мостиков между цепями главных валентностей
белковых молекул. Аналогичным образом Кюнцель
объясняет процесс дубления белковых веществ альдегидами,
допуская, что метиленовая связь — СНа — осуществляется
через иминогруппы пептидной связи, однако
экспериментально это не доказано и мало вероятно.
Клерк и Шенк (1937 г.), исследуя реакцию
взаимодействия формальдегида с различными белками, установили,
что рентгенограммы продуктов реакции заметно отличались
от рентгенограмм исходных белков (появление на
рентгенограммах новых характерных кольцевых полос). На
основании полученных данных они пришли к выводу о наличии ме-
тиленовой связи между соседними полипептидными цепями
метиленпроизводных протеинов.
Позднее было установлено, что параформальдегид,
который может образоваться за счет полимеризации
формальдегида в щелочных растворах, дает такие же диффракционные
кольца, которые приписывались раньше казеин-формальде-
гидному комплексу.
Астбюри и Ломаке нашли, что денатурация белков
приводит, повидимому, к исчезновению полос, характерных для
боковых цепей, и к усилению полос основной цепи.
Белковые макромолекулы построены, повидимому, из
цепей главных валентностей, несущих в свою очередь боковые
и весьма реакционные цепи. При взаимодействии друг с
другом боковые цепи образуют клубки, -благодаря чему в
значительной мере утрачивается линейный характер основной
полипептидной связи.
Дьяченко и Шелпакова (1938 г.), пользуясь методом Зе-
ренсена для количественного учета азота МНа-групп,
вступающих в реакцию с формальдегидом, нашли, что-
количество (аминного) азота в казеине для большого числа
испытанных ими образцов в среднем составляло 10,93 мг на 1 г
казеина. Если допустить, что реакция взаимодействия между
формальдегидом и МНг-группами белка протекает по схеме' 1,
указанной Блюмом, то каждый грамм казеина может
связать в среднем 23,4—25,7 мг СНгО. По схеме же 2 это
количество связанного формальдегида на каждый грамм казеина
должно составлять в два раза меньше, т~. е. 11,7—12,8 мг
СНгО. Проводя реакцию взаимодействия казеина с 30%-ным
раствором формальдегида в щелочной среде (рН = 11,88), к
4В,с
выделяя метиленказеин осаждением ацетоном, авторы
нашли в осадке 24,56 мг СНгО (в пересчете на 1 г сухого и
беззольного вещества), что хорошо совпадает с указанными
выше расчетами и вполне оправдывает формулу Зеренсена
для метиленказеина: СН2 — N — R — СООН. .^етиленказеин,
полученный в (нейтральной или слабокислой среде,
содержал такое количество связанного формальдегида, которое
хорошо совпадало с вычисленным по уравнению (2),
Разность между кислотностью метиленказеина и исходного
казеина соответствует по Зеренсену эквивалентному
количеству ЫНг-групп, вступивших в реакцию с СНгО, количество
которого может быть вычислено по уравнениям (1) и (2).
На основании проведенных экспериментов авторы
пришли к заключению, что в процессе дубления казеина
формалином в слабокислой или нейтральной среде (что имеет
место и в производственных условиях) 1 моль
формальдегида связывает две МНг-группы белка, причем аминогруппы
полипептидных цепей казеина образуют метиленовую связь.
Аналогичное действие на казеин оказывает ацетальдегид
и акролеин, с которыми казеин образует ацетальдегидказеин:
R-NH-CH—NH—R'
I
сн3
и акролеинказеин:
R—NH—CH—NH—R-'
il
сн2
Таким образом, в результате образования сложных
трехмерных молекул казеин изменяется и приобретает новые
ценные в техническом отношении свойства, которые
характерны для галалита. Образование связей между цепями
главных валентностей в процессе дубления является
процессом обратимым, так как при длительном кипячении альде-
гидказеина метиленовая связь нарушается:
освобождающийся при этом формальдегид выделяется почти
количественно.
Из всего вышеизложенного становится ясным, что теория
образования «мостиков» является в настоящее время
наиболее вероятной по сравнению с другими теориями.
Несмотря, однако, на всю важность в техническом отношении
490
процесса дубления его сущность во многом еще остается
неясной и является одной из весьма сложных проблем
современной химии высокомолекулярных соединений.
Как уже указывалось выше, пластицированный казеин
приобретает механическую прочность, упругость и прочие
ценные свойства только после дубления и сушки. Во время
дубления казеина формалином, наряду с химическим
процессом образования формальдегидказеина, имеет место
набухание. Сырой галалит, извлеченный из дубильной ванны,
вследствие значительного содержания воды (около 30—40%)
не отличается достаточной твердостью и упругостью.
При сушке из сырого галалита удаляются излишняя влага и
остатки формальдегида, а также происходит дальнейшее
взаимодействие казеина с формальдегидом.
Высушенный галалит содержит в среднем около 10—12%
остаточной влаги. Более глубокая сушка галалита является
нецелесообразной, так как в этом случае галалит становится
чрезмерно твердым и излишне хрупким. Эти свойства
затрудняют дальнейшую обработку галалита на станках при
переработке его в изделия. Кроме того, влажность
галалита около 10—12% является в известной мере его
равновесной влажностью в обычных условиях (при 75—80%
относительной влажности воздуха). При хранении на воздухе
сухого галалита, влажность которого ниже 10—12%,
происходит постепенное увеличение его-влажности за счет
адсорбции паров воды из воздуха. Наоборот, влажный галалит
подсыхает на воздухе.
Сушка галалита является весьма длительным процессом.
Для галалитовых листов и стержней средней толщины
продолжительность сушки составляет около 48 час. Сушка
галалита производится при температуре не выше 45° и только
в отдельных случаях температура сушки может быть доведена
до 50—55°. Процесс целесообразно проводить ступенчато,
т. е. с постепенным подъемом температуры от 18 до 45°. При
неаккуратной сушке (быстрое повышение температуры,
применение сухого воздуха) наблюдается поверхностное
растрескивание материала. Это обусловлено тем, что в процессе
сушки галалит дает усадку приблизительно на 10%.
При быстрой сушке происходит уплотнение
поверхностного слоя (образование корки), который препятствует
дальнейшей диффузии воды из внутренних слоев галалита к
поверхностным. Этим объясняется, с одной стороны, резкое
увеличение общей' продолжительности сушки, — а с другой —■
образование трещин вследствие неравномерной усадки по-
491
верхностных и внутренних слоев галалита. Поэтому при
правильном режиме сушки надо следить за тем, чтобы в
начале процесса поверхностные слои галалита не уплотнялись
и сохранялись в разрыхленном (размягченном) состоянии,
так как в этом случае не нарушается процесс диффузии
воды из внутренних слоев на поверхность галалита, где
происходит испарение. Для более полного и равномерного
удаления воды из галалита процесс сушки регулируют таким
образом, чтобы за определенный промежуток времени
количество испаряемой воды с поверхности непрерывно
компенсировалось равным количеством воды, диффундирующей из
внутренних слоев.
Увлажнение свежего воздуха, подаваемого в сушилку,
осуществляется путем рециркуляции, т. е. возвращения в
сушилку части
отработанного влажного воздуха,
выходящего из сушилки.
Основная масса воды
удаляется из галалита
сравнительно легко и
испаряется в первый период
сушки галалита, что
видно из кривой, изобра-
"~~Г]~~Ж~7-::~^Г~^~'&'~:о~ьов:]~~!£з женной на рис. 91. Оста-
,'' -,>-г, S ^с:-:а:~ ТОК Же (ОКОЛО 2%) ИЗбы-
точной влаги удаляется
Рис. 91. Кривая сушки галалита. ш галалита с большим
трудом. Поэтому для
ускорения процесса сушки в последующий период, когда
опасность коробления и растрескивания галалита миновала,
температура сушки может быть доведена до максимума
(40—45°), причем относительная влажность воздуха,
подаваемого в сушилку, в этом случае должна быть уменьшена.
В конце сушки в целях равномерного охлаждения
галалита температуру сушки следует понизить до комнатной
температуры (18—20°). В этом случае устраняется опасность
коробления галатита за счет быстрого и неравномерного
охлаждения нагретого галалита после выгрузки из сушилки.
Для сушки галалита могут применяться сушилки:
камерные, туннельные, вращайщиеся и стационарные. Для
хорошей работы сушилки необходимо точное регулирование
температуры, скорости подачи воздуха и его относительной
влажности.
В обычных клмо-пных или туннельных сушилках пластины
409
t
^
i)U
25
20
',5
10
t
1
/
V
1
i^
1
галалита сушатся в вертикальном положении. Для этого они
устанавливаются в 2—3 этажа на специальные железные
вагонетки с деревянными или железными решетками. В
целях свободного обтекания воздуха над поверхностью пластин
последние размещаются на расстоянии 10—20 мм друг от
друга. Вагонетки вдвигаются в камеру. Воздух,
поступающий в сушилку, засасывается вентилятором из рабочего по- .
мещения, проходит через калорифер для нагревания и далее
направляется в сушильные камеры. Влажный воздух
выбрасывается наружу, причем часть его снова засасывается и
смешивается со свежим воздухом.
Влажность галалита определяется по методу Дина и
Старка — отгонкой воды при кипячении измельченного
продукта с толуолом или ксилолом. Более грубым методом для
суждения о сухости галалита является определение
прочности галалита на изгиб (500—1000 кг/см2 для сухого
галалита) , а также по изменению звука галалитовых пластин и
стержней при постукивании пальцем.
Галалитовые стержни сушатся в специальных тележках
с тесными гнездами или во вращающихся барабанах. Сушка
галалита в медленно вращающихся (2—3 об/мин.)
барабанных сушилках предупреждает искривление стержней, что
бывает при просушке в стационарных сушилках.
В результате дубления и сушки листы галалита, а также
в известной мере и галалитовые стержни (если они сушатся
в стационарных сушилках) коробятся. Коробление галалита
затрудняет его дальнейшую переработку в изделия. Чтобы
сделать листы прямыми и гладкими, их выпрямляют.
Выпрямление галалитовых листов и стержней необходимо
производить в нагретом состоянии, так как при нагревании
галалит приобретает некоторую пластичность. Чтобы галалит
мог сохранить приданную ему форму, он должен быть
охлажден под прессом до 20—25°.
Выпрямление галалита производится на многоэтажных
прессах при давлении 30—45 кг/см2, плиты которых
обогреваются горячей водой до температуры 80—85°. Смыкание
плит пресса необходимо производить постепенно после того,
как уложенные листы галалита достаточно прогреются.
Охлаждение галалита осуществляется подачей холодной
воды в каналы плит многоэтажного пресса. у
Для повышения производительности пресса нагретые и
выпрямленные пластины галалита переносят с горячего
пресса на холодный, где охлаждение заканчивается.
Разогревание галалитовых листов можно производить
493
в специальных шкафах или камерах, а затем переносить
в холодный пресс.
Разогревание галалита погружением в горячую воду
едва ли можно считать целесообразным, так как при этом
происходит увеличение влажности галалита за счет
набухания в воде, а также загрязнение пресса и рабочего места.
При правильной сушке стержни галалита не требуют
дополнительного прямления. В случае необходимости стержни
галалита могут быть выпрямлены прессованием в
специальных прессформах.
Готовые пластины и стержни галалита измеряются по
толщине и далее сортируются по качеству и по окраске.
Галалит завертывается в пергаментную бумагу и упаковывается
в ящики весом около 100 кг. В случае необходимости
транспортировки водным (морским) путем для упаковки галалита
применяют водонепроницаемы^ материалы — толевую
бумагу, рубероид и т. д.
По своим свойствам галалит напоминает природный рог.
Уступая последнему по эластичности, он выгодно отличается
от него высоким блеском и весьма красивой окраской. По
красоте и разнообразию окраски галалит успешно
конкурирует с целлулоидом. В отличие от целлулоида он не
воспламеняется и горит только, если его поместить в пламя
горелки. Галалит не имеет ни запаха, ни вкуса, он хорошо
режется, точится, сверлится, шлифуется и полируется. Для
галалита характерны следующие физические и
физико-механические константы:
^Уд. вес галалита 1,1—1,4
Ударная вязкость, кгсм/см2 20—40
Времен, сопротивление изгибу, кг/см2 500—1015
„ растяжению, кг/см- . . ■ 850—1050
Модуль упругости, кг/см* 20 000—40 000
Твердость по Бринелю, кг/мм2 15
Теплостойкость по Мартенсу, °С ....... . 50—60
Жаростойкость 2
Теплопроводность, кал/см-час °С 0,14
При нагревании до 80—100° галалит размягчается, но не
в такой степени, как целлулоид. В нагретом состоянии
галалит можно сгибать, однако он не поддается штампованию
в горячих прессформах.
Галалит отличается большой устойчивостью к действию
органических растворителей, минеральных масел и жиров.
Слабые кислоты на него не действуют, слабые растворы ще-,
494
*
V
Ъ 33
$*
V
-j/j
28
~~
j
/
/
T~
J
p
1
1
\Z^
LF^
-ЧР*""-
!
1
I . I
1 !
1 i
_
I
^.L»
1
1
ы
—
0 2 <■ 6 8 id 12 14 1S IS 20 22
Дни
лочей вызывают набухание. В отличие от многих других 6и-
дов пластмасс галалит гигроскопичен. При погружении
в воду на продолжительное время галалит набухает и в
зависимости от способа производства поглощает 18—307" воды
от первоначального веса. На рис. 92 изображена кривая
изменения веса галалита при погружении в дестиллированную
воду при комнатной температуре. При набухании галалит
слегка размягчается и увеличивается в объеме, а при
высыхании снова уплотняется с уменьшением объема.
Неравномерность высыхания и усадки галалита часто служит
причиной коробления. Гигроскопичность и склонность галалита
к набуханию при
соприкосновении с водой ограничивает
возможность применения
галалита для технических целей.не-
смотря на его достаточную
механическую прочность.
При нагревании до 160°
галалит изменяет окраску, а при
200° разрушается.
В сухом виде галалит
отличается высокими
электроизоляционными свойствами; так,
например, по Вернике пластины рис. 92. Кривая изменения веса
черного галалита толщиной галалита при погружении в дестнд-
5 мм пробивались только пои лированную ноду при комнатной
напряжении 32 000 в, а белые температуре,
пластины такой же толщины —
при 40 000 в. По мере поглощения воды
электроизоляционные свойства галалита резко падают, поэтому
применение галалита в электротехнике возможно только для
слабых токов.
Галалит хорошо обрабатывается на станках: пилится,
режется, точится, сверлится, полируется и т. д. Возможность
получения прозрачного галалита и окраска его в
разнообразные цвета позволяют чрезвычайно эффективно
использовать его в качестве имитаций дорогих природных
материалов: слоновой кости, янтаря, коралла, рога, черепахи,
черного дерева, мрамора и драгоценных камней (сапфира,
аметиста и т. д.).
Галалит хорошо гравируется и поддается металлизации.
Гигроскопичность и способность галалита к изменению под
влиянием атмосферных условий (коробление) исключают
возможность его применения для точных измерительных и счет-
495
ных приборов (например, логарифмических линеек), а равно
и для изготовления изделий технического назначения.
За последнее время сделаны большие успехи в области
получения модифицированных белково-феноло-формальдегид-
ных пластических масс, которые нашли применение в
технике. В отличие от галалита они более водостойки; при
нагревании отверждаются, а потому перерабатываются в
изделия путем прессования.
Галалит выпускается в виде пластин, листов, стержней и
трубок. Изделия из галалита изготовляются почти
исключительно путем механической обработки на станках
(сверлением, обточкой, фрезерованием и т. д.).
Вследствие малой текучести галалит с трудом поддается
штампованию. Из галалита можно штамповать только
мелкие изделия, например пуговицы. В этом случае готовые
кружки (рондели), нарезанные из круглых стержней,
закладываются в прессформы, нагреваются и подвергаются
прессованию; после охлаждения извлекаются из прессформ.
Большая продолжительность прессования, высокий
процент брака (неровные края, образование трещин) и
склонность готовых изделий к деформации под влиянием
нагревания или влажной атмосферы делают этот способ
неэкономичным. Гораздо лучшие результаты дает прессование
пуговиц или других мелких изделий (сердечники и кольца для
детских сосок) из пластицированного (недубленого)
казеина, которые затем подвергаются обычным процессам
дубления и сушки. При таком методе изготовления мелких
изделий количество- отходов сводится к минимуму.
Высокие пластические свойства казеина позволяют
подвергать его формованию не только обычно принятыми
методами, но и с помощью литья под давлением (шпрй'цгусса).
Методом шприцгусса можно формовать пуговицы, гребни и
другие мелкие вещи. Изготовление других более крупных
деталей затрудняется их деформацией при дальнейших
процессах — дубления и сушки.
В целях устранения указанных недостатков большой
интерес представляет изыскание таких веществ, которые
позволяли бы осуществлять процесс пластикации и дубления
белковых веществ в момент формования и при том при полном
отсутствии или крайне малом содержании воды.
Разрешение такого рода задачи с одновременным
улучшением водостойкости белковых пластиков могло внести
коренные изменения в существующую технологию галалита и
вместе с тем расширить область его применения,
496
Производство галалита и переработка его в изделия
связаны с получением двух видов отходов, из которых первый
получается в виде выжимков при прессовании пластин
(4—8%) из пластицированного казеина или в виде срезов
и кромок при обрезке пластин и резке блоков на листы.
Второй вид отходов — галалитовая решетка, получаемая при
раскройке галалитовых листов на пуговицы, и галалитовые
стружки, получаемые при обточке галалита на станках.
Использование первого вида отходов не представляет больших
затруднений, так как в этом случае приходится иметь дело
хотя и с загрязненным, но все же недубленным материалом.
Утилизация такого рода отходов сводится к дополнительной
пластикации измельченного материала с добавкой (или без
добавки) воды, пластификаторов и свежего казеина. Лучшие
результаты получаются, если материал подвергнуть
предварительной просушке, измельчению и просеиванию. В это!
случае часть примесей удаляется при просеивании.
Получаемые при этом кусочки, окрашенные в различные цвета,
используют для получения галалита с мраморным рисунком.
Гораздо большее значение имеет использование отходов,
получаемых при переработке галалита в изделия. В этом
случае количество отходов весьма велико. Например, при
вырезке кружков для пуговиц из листового галалита остается
более 40% неиспользованной галалитовой решетки.
Рациональное использование галалитовой решетки, обрезков и
стружки является весьма сложной задачей, которая не
решена до настоящего времени. Имеется ряд патентов на
частичное восстановление первоначальных свойств казеина
путем обработки отходов аммиаком, щелочами, перекисью
водорода, тиосульфатом натрия и т. д. С целью получения
искусственных смол предлагались также методы обработки
измельченных отходов галалита щелочью и' бензилхлоридом;
галалитовые отходы испытывались и в качестве наполнителя,
при изготовлении бакелитовых пресспорошков или в
качестве удобрения для сельскогр хозяйства (в галалите
содержится около 12% азота).
ГЛАВА 35
МОДИФИЦИРОВАННЫЕ БЕЛКОВЫЕ ПЛАСТМАССЫ
Долгое время производство пластмасс из белковых веществ
ограничивалось получением галалита кз казеина, а также
использованием сравнительно небольших количеств черного
32 Зак. Д532. 497
альбумина крови. Как уже указывалось выше, хрупкость
этих белковых пластиков, гигроскопичность и склонность
к деформации под влиянием влажного воздуха исключали
возможность их широкого использования для технических
целей. Для устранения указанных недостатков делались
многочисленные попытки введения в белковые пластики таких
веществ, которые бы понижали их гйдрофильность.
Давно был известен факт, что фенол является хорошим
растворителем для белковых веществ (казеина, клея и т. д.)
и этот факт впоследствии был использован для практических
целей. При получении термопластичных материалов путем •
растворения белков в феноле (или в крезолах) с
последующей обработкой формальдегидом предполагалось, что
одновременное воздействие последнего на фенол и белки даст
возможность получить новый более эластичный и
водостойкий продукт по сравнению с чисто белковыми пластиками.
Исходя из этого положения, Пабст, например, рекомендовал
вводить при получении галалита феноло-альдегидные смолы.
Гольдсмит получал термопластичную массу путем смешения
казеина или желатины с формальдегидом, р-нафтолом и
другими веществами. Фруд разработал рецептуру для получения
масс, пригодных для облицовки полов, причем в качестве
исходных материалов рекомендовал волокнистые материалы,
феноло-альдегидные смолы, белки и другие вещества. Сато
получил . термопластичные материалы из растительных
белков в комбинации с фенолом и формальдегидом. Композиция,
полученная на основе искусственных смол и богатых
фосфором белков — сои и яичного желтка, была предложена
Франком для производства граммофонных пластинок. Смолы,
изготовленные с добавкой желатины, находят применение
в качестве цементирующего вещества для слоистого
(безосколочного) стекла. С целью уменьшения хрупкости и
увеличения эластичности фенольной смолы Штокгаузен вводил
в нее желатину.
Таким образом, постепенно подошли к разрешению
вопроса о получении так называемых модифицированных
белково-феноло-альдегидных, белково-мочевино-альдегидных
и других смол.
Производство модифицированных белково-феноло-форм-
альдегидных смол в заводских условиях впервые было
осуществлено в 1936 г. на заводах Форда. Для указанной цели
был псполт.30sr.li соевый шт)от получаемый в кот-то^'гпл лтуптта
при извлечении масла из бобов сои.
В состав соевого штрота входит 45—56% белковых
j eg
веществ, 30% углеводов (включая около 4,5% целлюлозы),
около 10% воды и не более 6% минеральных веществ. Самой
ценной составной частью этих отходов для получения
пластмасс является казеин.
Несомненно, что очистка соевого казеина могла бы дать
сырье для пластмасс более высокого качества, однако
дополнительные расходы, связанные с этими операциями,
едва ли могут быть оправданы в экономическом отношения,
тем более что непосредственное использование соевого
шрота без выделения казеина в чистом виде обеспечивает
получение пластмасс удовлетворительного качества.
На предприятиях Форда для пластмасс соевый шрот
используется целиком без дополнительной обработки. Для
извлечения масла из соевых бобов на заводах Форда
применяется гексан СвНн, это устраняет денатурацию белковых
веществ при удалении остатков растворителя из соевого
шрота.
Методы получения пластмасс с использованием
растительных белков вообще и соевого штрота в частности
основаны на смешанной конденсации фенола, белковых веществ
и формальдегида. Фенол хорошо совмещается с соевой
мукой. Полученная смесь после обработки избытком
формалина в присутствии катализатора образует термореахтнвиуга
массу, способную при нагревании переходить в неплавкое и
нерастворимое состояние.
Полученная по указанному методу пластическая масса
отличается от чисто белковых пластиков типа галалита гораздо
большей водостойкостью. Привес при погружении в воду
составляет не более 1% за 24 часа против 10—12% для
галалита. Механическая прочность и способность
прессоваться в горячих прессформах обычным способом вполне
удовлетворительны.
В типичную рецептуру заводов Форда для прессовочных порошков
с соевой мукой входит: соевой муки 150 вес. ч., фенола 113 вес. ч.,
формальдегида 113 вес. ч., древесной муки 135 вес. ч., аммиака 13 вес. ч.,
извести 11 вес. ч. В конце процесса добавляют в качестве
пластификатора небольшое количество (1%) стеариновой кислоты и стеарата цинка.
Процесс производства прессовочных порошков из соевого шрота на
заводах Форда состоит из описанных ниже операций.
Формалин, фенол и аммиак поступают из хранилища в
соответствующих количествах в приемник-смеситель с механической мешалкой
из нержавеющей стали. В мешатель из хранилища подается тонко
измельченная мука, известь, древесная мука и прочие составные части.
Подача фенола, формальдегида и аммиака регулируется автоматически
при помощи прибора с селеновым фотоэлементом. В мешателе масса
нагревается в течение 2 час, до 93е и 2—3 часа при более низкой
32* 499
температуре. Формалин и аммиак вводятся в два приема. После того
как масса станет достаточно гомогенной, ее передают с помощью
транспортера в смеситель Бенбери для дополнительного более тщательного
перемешивания. Затем охлажденная масса поступает в комбинированную
сушилку—мельницу Раймонда, которая обогревается газами,
поступающими из печи.
Для предотвращения дальнейшей конденсации в сушилке
поддерживается температура не вцше 65°. Горячие воздух и газы, выходящие
из печи, уносят по железному трубопроводу сухой измельченный
материал в циклон-сепараторы, откуда он поступает на снта. Крупный
отход снова идет на помол, а тонкий порошок, проходящий сквозь сито,
собирается в сборнике. Для гомогенизации прессовочный порошок
пропускается через специальный агрегат, откуда подается на прессование.
Прессование производится на гидравлических прессах под давлением
370 кг/см1 и прн температуре 185°.
Использование соевого шрота для получения
модифицированных пластмасс позволяет сократить расход фенола
до 50%.
Пластмассы, полученные на основе конденсации соевой
муки, фенола и формалина, не отличались достаточной
водостойкостью. Гораздо лучшие результаты получаются, если
вместо соевой муки применять соевый казеин, в особенности
свеже приготовленный и отжатый от лишней воды.
Волков и Григорьев установили, что соевый шрот
должен быть освобожден от продуктов белкового распада
промывкой слабощелочной водой.
Прессовочный порошок, полученный Волковым и Григорьевым по
суховальцовому методу, состоял из смеси: соевого казеина 60 вес. ч.,
извести (30%-ной) 23 вес. ч., охры 34 вес. ч., стеариновой кислоты
1,5 вес. ч., стеарата цинка 1,5 вес. ч. и древесной муки 225 вес. ч.
Этот прессовочный порошок комбинировался с равным количеством
новолачной смолы и гексаметилентетрамина. Прессование производилось
при температуре 150° и давлении 270 кг/см1.
Таблица 64
Физико-мехаиические показатели прессовочной композиции с
различным содержанием шрота при 25,8% резольиой смолы
Количество
соевого шрота с
содержанием 699|о
белка
о/о
12
24
36
48
Ударная
вязкость
кгсм/с.и*
4,61
4,54
3,35
2,37
Времен, сопро-
1ивление изгибу
кг, си*
730
685
532
309
Водопоглощение
та 24 часа (°/0
привеса от
первоначального веса
бруска)
0.63
Убыль в весе
после высушивание
в °,'о к
первоначальному весу
бруска
0,08
1,22 0,03
3,62 0,25
6,47
1,03
о'ОО
Как видно из табл. 64, с увеличением количества соевого
шрота в прессовочной композиции водопоглощение резко
увеличивается, а механическая прочность понижается.
Опыты, поставленные авторами (Даванков и Краславская)
показали, что шрот клещевины по сравнению с соевым
шротом обеспечивает лучшие механические показатели изделиям
из пластмасс.
При смешанной конденсации белковых веществ фенола
и формальдегида по методу Форда были получены
результаты хуже, чем при приготовлении прессовочных порошков
по сухому вальцовому методу.
Результаты физико-механических испытаний брусков,
отпрессованных при температуре 160° и удельном давлении
270 кг/см1, приведены в табл. 65.
Таблица 65
Физико-механическне показатели пластмасс с применением
клещевинного шрота
tt
мпозиц
а
1
2
3
, °ч
й>
И =2
Л £
О. Л
>> о
?,2
6,0
4,3
Л* ft
ш
»оЗи
3" н "
Яс5<
759
701
517
К
lis
й S-i
,ш S-t°
ню а
13.86
12,63
15,15
а.
■ S
о оО
S3 Со
2 л >,
Е- К н
110
1С9
106
iSS.*.
.35-55-
oпoгл^
за 24
привес
вонача
о веса
" v а'-к
о s ° S) о к
со ibc s S
0,95
1,185
4,2
S
Я
sis
<U O^.
Ч О.*
tn с a
19
—
—
<u
Ж i Л
S £ 4
о£_о
>э и Я
1,55 ■ ЮН
—
—
• • **
«„. s
И *> ч
5 о «
к я я
• о 5
ЛИ НО
3,53 • lOis
—
—-
Состав прессовочных композиций со шротом (клейротом)
клещевины был следующий (в вес. частях):
Ингредиенты
Шрот клещевины . .
Новолачная скола . .
Древесная мука . . .
Гексаметилентетрамин
Мумия
Стеариновая кислота
Стеарат алюминия . .
27
48,8
101,0
4,6
8,4
0,7
0,7
37
37,9
101,0
4,6
8,4
0,7
0,7
57
18,8
101,0
4,6
8,4
0,7
0,7
Из приведенных данных следует, что несмотря на
значительную экономию фенола и возможность получения цвет-
£01
ных прессовочных материалов с применением растительных
белковых веществ, получаемые при этом пластмассы
нуждаются в улучшении их водостойкости, теплостойкости
и диэлектрических свойств.
Для производства пластмасс было также предложено
использовать белковые вещества бактериального
происхождения, так называемого «активного ила», который
накапливается в значительных количествах на станциях очистки
сточных вод.
Активный ил в основном состоит из микроорганизмов,
развивающихся в бытовых сточных водах и производящих
в результате своей жизнедеятельности сложную очиститель-
. ную работу. Эти процессы сводятся к окислению органических
веществ, растворенных в воде, и нитрификации аммонийного
азота.
В сухом виде активный ил представляет собой темно-
бурый порошок, содержащий около 7% общего азота и
около 4—6%' фосфора (считая на РгОз). В активном иле
найдено около 15—30% минеральных и 70—85%
органических веществ, из которых около 45—50%, очевидно,
приходится на долю белковых веществ. О природе этих белковых
веществ в настоящее время имеется очень мало данных.
Опыты Даванкова и Антроповой по получению
пластмасс" с использованием активного ила дали положительные
результаты и были проверены на ряде заводов. Для
указанной цели смесь из 21% активного ила, 21% новолачной
смолы, 3% уротропина, 4% гашеной извести, 1%
стеариновой кислоты, 1,1% спирторастворимого нигрозина и 50%
древесной муки после смешения в шаровой мельнице
подвергалась вальцеванию при температуре около 80—90°, а затем
дроблению и помолу на мельнице Перплекс. Полученный
порошок характеризовался следующими показателями:
Скорость полимеризации при 160° .-. . . 2 мин.
То же с предварительным подогревом . . 1 мин. 45 сек.
Текучесть по Рашигу 105 мм
Пластичность 100 „
Уд. объем 1,9 „
Прессование производилось при температуре 165° и уд.
давлении 350 кг/см? и протекало совершенно нормально;
изделия имели хороший внешний вид. Физико-механические
свойства пластмасс, полученных с применением активного
ила, характеризуются следующими показателями:
OV4
Уд. вес 1.34
Прочность на удар, kzcmjcm1 4,4—5,5
Времен, сопротивление изгибу, кг/сж2 460—550
Твердость по Бринелю, кг/мм2 24
Времен, сопротивление растяжению, кг/см- . ■ 200—300
Теплостойкость по Мартеису, °С 99—Ю5
Водопоглощение за 24 часа на дисках, % . . . 1,4-1,5
Электрическая прочность, kbjmm 6—7,3
Водостойкость удалось -повысить (на дисках) до 0,5%,
теплостойкость до 105° и электрическую прочность до
10—12 кв/мм.
Наряду с прессовочными материалами черного цвета
были получены также цветные: красные, коричневые и
бежевые. Использование активного ила для пластмасс дает
возможность экономить до 50% фенола по сравнению с
обычными фенольными пластиками. Однако изготовление
технических деталей из такого рода пластмасс будет целесообразно
лишь в том случае, если показатели водостойкости,
теплостойкости и электрической прочности будут соответствовать
нормам, предъявляемым к фенопластам.
Гольдсмит (1910 г.) предложил композиции из казеина
или глютина с мочевиной и формальдегидом. Введение
белковых веществ в мочевино-альдегидные смолы улучшает их
прессовочные свойства. Редман, например, получал хорошо
прессующуюся массу вальцеванием смеси, состоящей из
равных весовых частей казеина, мочевины и параформа с
добавкой 50% воды, 40% этиленгликоля и 13% водного аммиака.
Процесс смолообразования в данном случае протекает
во время вальцевания. Введение в композицию сложных
эфиров целлюлозы и пластификаторов улучшает внешний
вид, водостойкость и способность пластмасс обрабатываться
на станках.
Отт, Шуслер, Лютер и Генка указывают, что смесь
равных частей казеина и диметилолмочевины после нагревания
в течение 3 час. до 100° и давлении 200 ат переходит в
желтую смолистую массу.
По данным Григорьева суточное набухание пластмассы,
изготовленной на основе казеина и мочевины при
соотношении 2,5 : 1, составляет около 4%, а при соотношении 1:1 —
десятые доли процента.
Молочный казеин в комбинации с мочевиной и
формальдегидом образует светлые смолы, которые могут быть
окрашены в светлые тона, тогда как растительные белковые
вещества (белки, сои, гороха и т. п.) дают в тех же
условиях пластмассы, окрашиваемые в более темные цвета.
503
Из других белковых веществ наибольшее значение для
пластмасс имеет альбумин крови. Кровяной альбумин
находит применение в производстве авиационной фанеры в
качестве клеящего вещества, в текстильной промышленности
для закрепления пигментов и т. д. Технический альбумин
представляет собой продукт переработки крови крупного
рогатого скота.
Альбумин крови получается высушиванием кровяной
сыворотки после освобождения ее от фибриногена и других
элементов крови. В зависимости от степени и чистоты
отделения красных кровяных телец, а также продуктов их
разрушения (красящего вещества гематина) различают
несколько сортов альбумина (вернее, смеси альбумина с
глобулином) : светлый, темный и черный.
Из 1 кг крови получается ПО—120 г черного и около
15—25 г светлого альбумина. Более ценным является
светлый альбумин, который кроме технических целей
применяется также и для пищевых продуктов. Черный альбумин
используется, главным образом, для пластмасс.
Для производства пуговиц черный альбумин крови
размалывается в шаровых мельницах и просеивается через сито
№ 120—200 и, после увлажнения до 14% общего содержа-
вия влаги, подвергается прессованию в многогнездных пресс-
формах.
Прессование производится при температуре около 120°
с выдержкой под прессом 1,5—4,5 мин. в зависимости от
размеров пуговиц. Для удаления заусенцев и предварительного
шлифования пуговицы после прессования помещаются во
вращающийся барабан вместе с каким-либо шлифующим
порошком. Такой процесс обработки называется галтовкой.
Обработанные таким образом пуговицы подвергаются
поверхностному дублению, для чего они погружаются в
корзинах в 3—4%-ный раствор формальдегида (формалина),
где выдерживаются в течение суток при температуре около
45—50°.
Для придания пуговицам более глубокого черного цвета
их подвергают поверхностной окраске водным раствором
нигрозина. После высверливания отверстий и просушки при
температуре около 50—60° пуговицы шлифуются, полируются
и упаковываются. В отличие от галалитовых альбуминовые
пуговицы более хрупки, менее водостойки и окрашены только
в черный цвет.
За последнее время для получения пластмасс были
предложены продукты обработки альбумина сульфонафтеновыми
504
кислотами сунальбины, которые в комбинации с
фенолом дают пластмассы удовлетворительного качества.
Дрожжи наряду с углеводами и жирами содержат
значительное количество белковых веществ, а потому также
могут быть использованы в качестве сырья для пластмасс.
Одно время пластмассы из дрожжей выпускались под
названием эрнолит. По своим свойствам эрнолит напоминает
галалит или натуральный рог.
Наряду с дрожжами, выращиваемыми на сульфитных
щелоках или других субстратах, для получения пластмасс
могут быть использованы также дрожжевые отходы
пивоваренных заводов или отходы, получаемые при извлечении
из дрожжей витаминов. Вследствие загрязненности этого
вида сырья ферментами, жирами и другими примесями, а
также вследствие наличия в СССР больших запасов
белковых веществ растительного и животного происхождения
дрожжи, а равно и дрожжевые отходы не получили
промышленного применения для пластмасс.
К белковым пластическим материалам животного
происхождения относятся — рог, копыта, шерсть, перья, панцырь
черепахи и т. д. Белковые вещества, входящие в состав
указанных материалов, характеризуются высокой устойчивостью
к действию микроорганизмов, воды, слабых кислот и других
веществ. Это объясняется наличием в них кератина,
содержащего значительный процент серы. При переработке рога
стремятся удалить нестойкие белковые вещества,
сопутствующие кератину, путем длительного вымачивания в
теплой воде.
Поперечный срез рога имеет разную структуру;
внутренняя более рыхлая часть состоит, главным образом, из
коллагена, тогда как внешняя более плотная — из кератина. Для
разделения этих слоев рог подвергают длительному
кипячению с водой, причем отделяемая при этом внутренняя часть
рога (стержень) используется для изготовления пластин.
Превращение этой части рога в пластину осуществляется
путем распиливания и прессования. Для того чтобы сообщить
рогу необходимую пластичность при прессовании, его кипятят
с водой, затем нагревают несколько минут в печи при
температуре около 300°. Полученные пластины после длительного
вымачивания в воде (8—10 дней) обрабатываются
специальным ножом с целью удаления верхнего наиболее твердого
слой, а затем снова подвергаются прессованию при
температуре около 110—120°. Повторное прессование в
гидравлических прессах имеет целью окончательное выпрямление и вы-'
505
равнивание пластин по толщине. Дальнейшая переработка
роговых пластин на гребни и расчески сводится к
механической обработке на станках. Для уменьшения хрупкости
и облегчения механической переработки пластин в изделия
их подвергают предварительному вымачиванию в воде.
Набухая в воде, рог становится более мягким и гибким и легко
подвергается действию пилы или резца.
При переработке рога в изделия получается большое
количество отходов. Рациональных методов использования
этих отходов в настоящее время не имеется. В литературе
встречаются указания на возможность суррогатированля
галалита роговой мукой или стружками, а также на
получение пластмасс из роговых отходов в комбинации с
искусственными смолами.
ЧАСТЬ ЧЕТВЕРТАЯ
АСФАЛЬТО-ПЕКОВЫЕ ПЛАСТМАССЫ
ГЛАВА 36
СЫРЬЕ ДЛЯ АСФАЛЬТО ПЕКОВЫХ ПЛАСТМАСС
Происхождение и классификация исходных материалов
Асфальто-пековые пластики занимают среди других
пластмасс особое место в соответствии с их техническими и
экономическими показателями. Они имеют сравнительно
ограниченную область применения, что обусловлено узкими
температурными пределами, в которых могут применяться изделия
из них. При 70—80° изделия из большинства асфальто-
пековых масс деформируются, так как эти пластики
размягчаются в указанном температурном интервале.
Переработка асфальто-пековых пластиков в изделия
основана на методах, применяемых для термопластичных
материалов, т. е. на формовании их в размягченном состоянии
прессованием с последующим охлаждением в форме.
Сравнительно невысокая механическая прочность асфальто-
пековых пластиков (на растяжение, удар и изгиб) вынуждает
придавать изделию сравнительно большие размеры и
увеличивать поперечные сечения стенок, что, естественно,
обусловливает относительно большой вес изделия и крупные
габариты.
В связи с этим потребление асфальто-пековых пластиков,
выраженное в весовых единицах (тоннах), сравнительно
велико по сравнению с другими пластиками, достигая
приблизительно одной трети общего мирового потребления
пластмасс. Однако большие размеры и вес изделий не
удорожают их, так как применяемое в этом производстве сырье,
по сравнению с используемым для других пластмасс, имеет
относительно невысокую цену. Ц
Асфальто-пековые пластики применяются для
изготовления аккумуляторных баков, радиобачков, дешевых изделий
бытового потребления, электроизоляционных деталей,
термоизоляционных масс, кислотоупорных труб и сосудов.
507
В группу изделий, изготовляемых из асфальто-пековых
масс, следует также отнести битуминозные и дегтевые
кровельные материалы, производство которых мало отличается
по технологии от переработки пластмасс, а также асбо-
пеколитовые изделия.
К такого же рода изделиям можно отнести получившие
в последнее время широкое распространение в США
прессованные асфальто-пековые плитки, применяемые для
декоративных целей и для замены метлахских плиток при настиле
полов, а также специальные гидроизоляционные массы.
По механическим свойствам и теплостойкости асфальто-
пековые пластики ' уступают феноло-формальдегидным, поли-
меризационным и другим пластикам, как это видно из
сравнительных данных, помещенных в табл. 66.
Таблица 66
Физико-механические свойства главнейших типов пластмасс
Пластма:сы
Прочность
на удар
кгсм/см1
Времен,
сопротивление
изгибу, кг/смг
Боейен.
сопротивление
растяжению
кг!слг
Фенол о-фермальде-
гндные
Полнмернзацион-
ные . 7 . ...
Асфальто-пековые
Асбо-пековые . . .
25
3,5-17
1,5-2.5
2,0-3,0
1200-2500
до 1100
100—200
600—900
900
600—700
45-65
60D-900
Теплостойкость по*
Мартеису, "С
155—2С0
50-65
45-65
90—110
К достоинствам асфальто-пековых пластиков относится
довольно высокая кислотостойкость, что позволяет применять
их для изготовления кислотоупорных сосудов и других
изделий.
Асфальт как строительный и консервирующий материал
был известен еще в глубокой древности (за 3000 лет до
нашей эры). В Зап. Европе асфальт стал применяться в
широком масштабе, главным образом, для дорожного
строительства, приблизительно в 1830—1840 гг.; в России
асфальтовое производство зародилось в 1871 г.
Для дорожного строительства — асфальтирования дорог —
в качестве связующего материала сначала применялся
приходный асфальт и лишь Развитие нефтеперерабатывающей
промышленности и получение высококачественных нефтяных
битумов привело в последнее время к сокращению примене-
508
ния природных асфальтов. Однако это не снижает значения
природных битумов, в частности, высокоплавких и
низкоплавких асфальтов, так как они обладают высокой
связывающей способностью и имеют поэтому преимущество в дорож>
ном строительстве и в производстве пластиков.
Получение пеков, входящих в состав большинства масс
рассматриваемой группы, связано, главным образом, с
переработкой каменноугольного дегтя, т. е. находится в прямой
зависимости от развития и масштаба переработки
каменноугольного дегтя в коксо-химической промышленности.
Несмотря на сравнительно небольшие различия по
внешнему виду, асфальто-пековые материалы очень сильно
различаются по многим другим свойствам, что являлось долгое
время причиной отсутствия рациональной их классификации
и номенклатуры.
Маллисон, Маркуссон, Ричардсон, Гольде, Абрагам и ряд
других исследователей пытались классифицировать асфальто-
пековые материалы и дать для них единую номенклатуру.
Однако до настоящего времени вопрос этот нельзя считать
полностью решенным.
В СССР был разработан проект схемы следующей
номенклатуры асфальтов и битумов.
Группа А. Битумные, битуминозные материалы, состоящие
из битумов и содержащие их. В состав этой группы входят:
1. Битумы — твердо-плавкая или вязко-жидкая смесь
углеводородов и их производных, полностью растворимых
в сероуглероде.
2. Асфальтовые битумы, обладающие
высоковяжущими свойствами при значительном содержании
летучих веществ. По происхождению различаются:
а) природные асф.альтовые битумы,
встречающиеся в чистом виде в природе или извлекаемые из
асфальтовых горных пород (известняков, доломитов,
песчаников и песков);
б) нефтяные асфальтовые битумы,
получаемые из нефтей как остаток при перегонке их паром,
обработке нагретым воздухом или при ином способе их сгущения
и полимеризации.
3. Асф альты — природная или искусственная смесь
асфальтового битума с тонко измельченным минеральным
веществом.
4. Асфальтиты — природные высокоплавкие битумы,
иногда содержащие некоторое количество нерастворимого
в сероуглероде органического остатка.
509
5. Асфальтовые породы — известняки, доломиты,
песчаники, пески и другие горные породы; содержащие
асфальтовые битумы или асфальтиты.
6. Нефть — природное жидкое, различной густоты
вещество, состоящее, главным образом, из углеводородов.
• 7. Остатки от перегонки нефти:
а) мазут (нефтяные остатки) — продукт, получаемый
после отгонки из нефти всех летучих фракций, включая
осветительные дестиллаты;
б) нефтяной гудрон — остатки, получаемые после
отгонки из мазута масляных фракций;
в) кислотный' гудрон (кислый гудрон) — остатки,
получаемые при очистке смазочных масел серной кислотой.
Группа Б. Дегтевые материалы (продукты сухой
перегонки) , получаемые при деструктивной перегонке
органических веществ или как продукты из глубоких химических
превращений. В состав этой группы входят:
1. Деготь — вязкий, жидкий продукт деструктивной
перегонки различных видов ископаемого топлива: угля,
горючих сланцев, торфа, нефтяных продуктов, а также древесины
различных пород.
2. Пеки-*- остатки, получаемые из дегтей после отгонки
масляных фракций дегтей.
В классификации Маркуссона понятия битумов, дегтей и
пеков объединяются под общим названием асфальтов. По
Маркуссону эти продукты располагаются по следующей
схеме:
I. Естественные асфальты:
1. Собственно асфальты, или горные пеки.
2. Асфальтиты.
3. Асфальтовые горные породы:
а) асфальтовые известняки;
б) асфальтовые песчаники.
II. Искусственные асфальты (дегти и пеки):
1. Остаточные нефтяные асфальты.
2. Каменноугольные дегти и пеки.
3. Нефте-водяной газовый деготь.
4. Буроугольный и сланцевый деготь и пек.
5. Стеариновый и жировой пек.
6. Древесный деготь и пек.
В состав битума входят: углерод, водород, кислород, азот
и сера, однако элементарный анализ не дает еще указаний
510
на химический состав битума, который отличается большой
сложностью.
Ряд исследователей, в том числе Маркуссон, предложили
характеризовать битумы по группам соединений, входящих
в их состав. Определенные группы соединений могут быть
выделены при помощи растворителей.
Маркуссон предлагает определять в битумах масла,
смолы, асфальтены, асфальтогеновые кислоты и ангидриды.
Масла представляют собой углеводороды, типичные для
нефти, и аналогичны тяжелым нефтяным маслам. В этих
маслах, кроме углеводородов, могут находиться соединения,
содержащие серу, азот и кислород. Смолы битумов, как и
смолы нефтей, представляют переходную стадию от масел
к асфальтенам.
В смолах могут находиться, кроме углеводородов,
соединения, содержащие азот, серу и кислород. В какие
функциональные группы входят эти элементы, точно не установлено,
однако изаестно, что кислород образует кислотные группы,
наличие которых обусловливает кислотные числа и числа
омыления смол.
Асфальтены, повидимому, представляют собой
полициклические конденсированные системы, в состав которых входят
кислород, сера и азот. По Маркуссону асфальтены
представляют собой, следующую за смолами степень окисления и
полимеризации.
Постепенный переход от одной группы соединения к
другой характеризует битум как сложную коллоидную систему,
и ее устойчивость определяется взаимной- растворимостью
компонентов этой системы в такой последовательности:
масла — смолы — асфальтены.
Нелленштейн в отличие от приведенных соображений
определяет битум как устойчивый олео-золь элементарного
углерода. Этот олео-золь состоит из мельчайших частиц
углерода, окруженных защитным коллоидом и находящихся
в среде масел минерального происхождения. Защитные
коллоиды, адсорбированные элементарным углеродом, имеют
смолистый характер и их адсорбция очень прочна. Отмыть
углерод от защитного коллоида не удалось.
Ричардсон различает следующие составные части асфаль-
топ и битумов:
1) петролены — масла, улетучивающиеся в течение
семичасового нагревания битума до 180°;
2) м а л ь т е н ы — вещества, извлекаемые бензином
после удаления летучих компонентов нагреванием;
511
3) асфальтены — вещества, растворимые на холоду
в четыреххлористом углероде;
4) карбены — вещества, нерастворимые в
четыреххлористом углероде, но растворимые в сероуглероде;
5) небитумы (карбоиды) — вещества, нерастворимые
в перечисленных растворителях.
Как видно, эта схема достроена исключительно на
отношении компонентов к определенным растворителям, а не на
химическом характере составных частей асфальта.
При анализе по Маркуссону первоначально производится
осаждение свободных асфальтогеновых кислот, находящихся
в битумах.
Раствор 5 г битума в 25 мл бензола обрабатывается
200 мл нейтрального спирта для осаждения нейтральных
веществ. Кислоты, находящиеся в спиртовом растворе, после
отделения осадка титруют 0,1 N раствором спиртовой
щелочи с фенолфталеином.
К раствору, оттитрованному щелочью, прибавляют
равный объем воды и экстрагируют из него бензолом (по
способу Шпица и Генига) нейтральные и неомыляемые
вещества. Остаток, содержащий натриевые соли кислот,
выпаривают и выделяют асфальтогеновые кислоты минеральной
кислотой. Асфальтогеновые кислоты представляют собой
бурую смолистую массу, мало растворимую в бензине, но
хорошо растворимую в бензоле и хлороформе.
Отделенный ранее осадок и бензольный экстракт
соединяют вместе и в присутствии бензола связывают 1,0 N
раствором спиртовой калийной щелочи ангидриды кислот.
Полученные соли отделяют по описанному выше способу, как и соли
асфальтогеновых кислот.
Все соединенные остатки отгонкой бензола доводят до
объема 10 мл и добавляют петролейного эфира
(выкипающего до, 50°) в количестве 200 мл для осаждения асфальте-
нов. у
Дли полного осаждения асфальтенов рекомендуется колбу
с указанным раствором оставить стоять в течение 10—12 час,
в темном месте. Асфальтены осаждаются в виде
черного порошка, который промывается бензином. Бензиновый
раствор, отделенный от асфальтенов вместе с промывным
бензином, содержит смолы и масла. Этот бензиновый раствор
выпаривают до объема 25 мл и обрабатывают 25 г силика-
геля, выдерживая, в течение 4 час. при 40°. Содержимое
колбы экстрагируют в аппарате Сокслета петролейным
эфиром (темп. кип. до 50°) для отделения масел от адсорбирован-
512
ных силикагелем смол. Раствор масел в петролейном эфире
выпаривается и масла взвешиваются, смолы же,
адсорбированные силикагелем, экстрагируются бензолом или
хлороформом.
Повторные определения указанных компонентов битума
должны быть произведены с точным соблюдением хода
операций, проведенных при первом определении.
Содержание парафина характеризует нефтяные битумы,
полученные из парафинистых иефтей. Точного способа
определения парафина не имеется, но его содержание с
точностью до 0,5% можно установить, обрабатывая масла,
выделенные описанным выше способом (по Маркуссону), спирто-
эфирной смесью (1:1) и охлаждая раствор до температуры
—20° для выделения нерастворимых при этой температуре
парафинов.
Определение серы может быть произведено способам
Гемпеля-Грефе '(уточненным Маркуссоном для асфальтов,
смол и масел), основанном на сжигании веществ в кислороде
и поглощении образующейся двуокиси серы натриевой
щелочью.
Характеристика исходных матери?лов
Асфальтовые битумы без минеральных примесей или
с незначительным количеством их в СССР встречаются
сравнительно редко; только геологическими разведками
последних- лет было обнаружено кесколько месторождений
высокосортных битумов. Благодаря незначительной зольности
они представляют собой высококачественное сырье;
месторождения их обладают мощными запасами. В настоящее
время эти месторождения частично эксплоатируются.
В Грузинской ССР найден пласт почти чистого асфальта,
содержащего 9,66% минеральных примесей и твердого
битума с содержанием 4,98% минеральных примесей. В
Казахской ССР также имеются залежи чистого битума разной
консистенции, а на Аральском озере асфальт иногда всплывает
на поверхность. На о. Сахалине найдено асфальтовое озеро.
В Средне-Волжском крае и Приуралье имеются Белихов-
ское и Каировское месторождения асфальтитов,, битум
которых содержит веществ растворимых в бензоле 24,52%,
нерастворимых 72%.
Первенствующее же значение в отношении добывания
природных битумов имеют месторождения, находящиеся
в бассейне Средней Волги,
33 Зав. 1532. ' 513
К битуминозным песчаникам относятся: пески, пропитан-1
ные низкоплавким битумом (темп, размягчения 18—35°),
в количестве 18—20%, и песчаник, называемый гарью,
содержащий не более 10% высокоплавкого (темп,
размягчения 120—140°) битума асфальтитового характера. Битум
этого типа стал выделяться из песчаника лишь в последнее
время методом водной флотации и известен под названием
б ахи ли та. Бахилит содержит 50% и выше битума. По
своему характеру битум бахилита приближается к
американскому гильсониту.
Битум из песчаников Шутуровского месторождения (Та- i
тарская АССР) имеет очень низкую температуру
размягчения (5—25°). Содержание битума в песчанике колеблется
в пределах 6—14%. Близ Шугуровского месторождения
находятся Сугушлинские асфальтовые песчаники; содержание
битума в них 6—14%.
Из заграничных месторождений асфальтов большое
значение имеют следующие.
Тринидатское озеро (о. Тринидат); ежегодная добыча
асфальта около 100 000 т. Сырой асфальт из этого озера
после отделения от него воды и минеральных веществ дает
материал, содержащий 50—60% битума и 40—50%
минеральных примесей. Темп, размягчения готового продукта
55—Ю6°, уд. вес 1,4. Бурением из озера добывается густой
вязкий битум, называемый г р и н а с к о л о м, с уд. весом
0,960 и с содержанием 3% серы и до 30% бензина и
керосина.
В Венецуэлле (провинция Бермудец) также имеется
асфальтовое озеро, дающее асфальт с содержанием до 95%
битума, имеющего темп, размягчения 75°.
Известен также ряд других месторождений асфальтитов:
г р а э м и т а — в Индии, в Зап. Виргинии и Колорадо; а л ь-
бертита — в штате Юта, на о. Кубе и в Мексике;
маньяка — на о. Барбадос.
Из заграничных асфальтитов наиболее известны сирийский
асфальт и гильсонит.
Сирийский асфальт наиболее чистый из всех
известных асфальтитов. Он тверд, хрупок и почти не содержит
минеральных примесей, в силу чего применяется в
лакокрасочном производстве без очистки. Гильсонит добывается
в США (Юта) горными разработками жил и гнезд.
Удельный вес и температура размягчения главнейших
типов асфальтитов и оптумов приведены в табл. 67.
Битумы в зависимости от их вида и предъявляемых
014
7ao.i<:'ifa 67
Уд. вес и т-ра размягчения глквзгГ ui:ix з--доз асфачьта'п бягу:.юв
Тип и происхожленне асфальта и ш
битука
АсфЯЛЬТЫ;
Т^.И'идат очпщ;нный
Бермудец
'Асфальтитьв
Гильсснит
Си:.ийс ; и асфальт
Асфальтовые песчаники
Шугурсвсгие
Бахиловские
Бахг.ловская гарь
Асфальтовые извесгнеки:
Сызран^киз
Ул. вес блтчма
1,10
1,03
1,(4 -1,05
1,10
0,°')—1,10
1,0/' — 1,03
—
1,00—1,1
-
Т-ра размягчения,
55 — 106
75 — 78
90 — 217 ~
140
10 — 20
30 — 40
100—140
—f-
°с
к ним требованиям делят на *"Э г - i строительный
асфальт и техничен i a ; со альт. К первой
группе относятся битумы, г^ _тэ для строительства
дорог и изготовления стр_,нт^ l. » птгркалов. Ко второй
группе относятся битумы, нсп^юз^мые в производстве
пластмасс и электроизоляционных материалов, а также
в лакокрасочной промышленности.
Однако следует иметь в виду, что резкого разграничения
между этими назначениями битума провести нельзя, так как
технические условия для различных изделий строительного
и технического назначения бывают очень сходны.
Добывание природных битумов производится различными
способами: непосредственным извлечением битума с
поверхности (озера, поверхностного карьера и т. д.) или горными
разработками, проходкой штольнями и тому подобными
способами.
Из добытой породы, в соответствии с характером
содержащегося в ней битума и его физическими свойствами,
главным образом, в зависимости от температуры размягчения, —
битум извлекается вываркой в котлах с водой (для
низкоплавких битумов) или водой и минеральными маслами.
Иногда битумы' извлекают различными растворителями
(бензолом, сользс-нт-нафтой, бензином, трихлорэтиленом). Для
битума бзхиловской гари был предложен способ мокрого
обогащения.
33* 515
Для получения асфальтовой мастики применяются,
главным образом, асфальтовые известняки, а само производство
складывается из двух стадий:
1) из механической обработки, состоящей из дробления
и измельчения асфальтовых пород, и,
2) из термической обработки, заключающейся в
высушивании, нагревании и сплавлении асфальтовых пород с
добавляемыми к ней битумами.-'
Термическая обработка может быть произведена на одном
агрегате, одновременно совмещающем подсушивание (до
140°), нагревание (до 165°) и сплавление с битумом.
Такого типа мастика применяется для изготовления
асфальтовых покрытий для дорог как добавка, повышающая
качество асфальтовой дорожной одежды.
Способ получения природных битумов из асфальтовых
пород зависит от характера этих пород, в частности от их
сцементированности и т-ры размягчения битума. Для
легкоплавкого битума и при отсутствии цементации минеральной
части извлечение битума производится из измельченной
породы водой, доводимой постепенно до кипения. Битум при
этом расплавляется и выплывает на поверхность, откуда он
счерпывается и поступает в котлы для отстаивания. В
результате получается продукт, содержащий 50—96% битума.
Если минеральная часть сырья сцементирована, она
измельчается в 5-этажной вальцевой мельнице с тремя
ступенями измельчения, а затем поступает в варочные котлы,
куда, кроме воды, добавляется некоторое количество
минеральных масел. Вода доводится до кипения при помощи
глухого пара, битум при этом отделяется и счерпывается
ложками с поверхности воды в промывной котел для отстаивания
от минеральных частиц. Затем следует сушка и вторичное
отстаивание. Основная часть отстоявшегося битума
передается в перегонный г_отел для отгонки части минеральных
масел и для повышения т-ры размягчения битума.
Отгонка масел из битума производится перегретым паром
(240—250°). Масел отбирается около 10—12% от веса
загруженного битума, чистота которого достигает 98%.
Высокоплавкий битум, который не может быть
отделен от минеральной части нагреванием с кипящей водой,
можно извлечь из породы экстракцией различными
растворителями. Из полученной мицеллы растворитель в
дальнейшем отгоняется, и битум получается в чистом виде, в
особенности если экстракт предварительно и ил подвергнут
фильтрации для освобождения от минеральной части.
516
В целях уменьшения пожарной опасности рекомендуется
применять негорючие растворители, например трихлорэтилен.
Нефтяные битумы с успехом конкурируют в
настоящее время с природными. Они применяются в дорожном
строительстве, изготовлении кровельных, гидроизоляционных
и термоизоляционных материалов, для битумизации грунтов,
а также в электротехнической промышленности.
'Нефти, различаясь по ряду химических признаков,
делятся на парафиновые, смолистые,
нафтеновые и смешанные. Для изготовления битумов наиболее
пригодны смолистые нефти и нефти, содержащие.легко поли-
меризующиеся углеводороды. Присутствие в них сернистых
соединений не обязательно для получения хороших битумных
материалов.
При получении битумов сырая нефть подвергается
разгонке для выделения из нее сначала легких фракций, а
затем соляровых масел. Получающийся после отбора этих
фракций мазут представляет собой сырье для выделения из
него смазочных материалов; в остатке получается гудрон.
Гудрон в зависимости от' типа нефти содержит
различные количества асфальтовых веществ. Чем больше в нем
асфальтовых веществ, тем легче дальнейшее получение
нефтяных битумов. _
В зависимости от способа обработки гудрона получаются
остаточные или продутые битумы, называемые иногда
окисленными. Остаточными битумами называются остатки после
извлечения из гудрона тяжелых минеральных масел в
трубчатых вакуум-установках. В этих установках остаточный
битум получается непосредственно после обработка нефтяных
продуктов.
Раньше получение продутых битумов велось обработкой
гудрона, имеющего при обычной температуре (20°) жидкую
консистенцию. Этот процесс давал возможность получать
битумы различных марок; в настоящее время имеется пять
марок таких битумов.
При переработке гудрона на трубчатых
вакуум-установках с глубоким отбором масел получается остаточный битум
первой или второй марки. Дальнейшая продувка этого
остатка ведет к получению битума остальных марок.
Продутый битум получается в асфальтовых цехах
нефтеперерабатывающих заводов следующим образом.
Остаток, после переработки гудрона на трубчатых
вакуум-установках, перекачивается непосредственно в продувочный куб
или в промежуточные резервуары, из которых в дальнейшем
517
поступает на продувку по мере надобности. Продувка
производится воз пухом при те:гагратурэ около 250°.
В зависимости от интенсивности продувки и
продолжительности ее получаются различные сорта битума.
Куйы для продувки нефтяных битумов представляют
собой вертикальные резервуары полезной емкостью 50—150 лг3
(рис. 93).
На дне этих кубов располагаются трубы с рядом
отверстий, обращенных книзу. В эти трубы подается воздух для
продувки. Снаружи куб имеет
кирпичную сбмурезку, в крышке куба имеется
труба для отвода образующихся в
процессе продувки газов и отработанного
воздуха. Кроме того, куб снабжен
прибором для измерения температуры
жидкости внутри куба, кранами для отбора
проб. Отдельно, в контрольной будке,
помещаем л измерительная арматура для
определения количества подаваемого на
продувку воздуха и регистрирующая
температуру в кубе.
Выделяющиеся из куба в процессе
продувки пары и газы направляются на
конденсацию, для чего применяется оро-
Рис. 93. Куб периодн- шение газов водой в соответствующей
ческого действия для колонне. Конденсат, представляющий со-
продувкЛ.....н.!ф1'яного бой смесь водяного и масляного
продукта, иногда разделяется, причем масля-
на; 2-в;.ус: воздуха; 3- НЗЯ ЧЗСТЬ уТИЛИЗИрувТСЯ НЭ ТОПЛИВО,
4—Тшаеаов1яП\уо°-'Л'5- а В0Дная часть спускается в канализа-
труиа для спуска Оитума; ЦШО.
5—предохранительны:: -l;l- т^ * * «
пан; 7 -лаз; в - вэздуш- I ОрИЗОНГЭЛЬНЫе КуОЫ НеООЛЬШОИ вМ-
«е теп.тоизоляш1о,1во« про- костя (рис_ 94) ДЛЯ ПрОДуВКИ би-ТуМЭ
снабжаются огневым обогревом, дающим
возможность нагревать битум до температуры 230°, при
которой начинается более интенсивный процесс образования
битума. Процесс получения продутых битумов в зависимости
от желаемой температуры размягчения продолжается до
40—50 час. i
Как только контрольная проба укажет, что битум имеет
желаемую температуру размягчения, процесс продувки
останавливается и битум направляется в резервуары, кз которых
он разливается в тару.
Битум третьей и четвертой марки разливается в деревян-
518
битума
!— труба для вяуска гудро
ную й металлическую тару. Битум пятой марки,, имеющий
темп, размягчения около 100°, разливается в разъемную
тару, из которой он освобождается после остывания, и
транспортируется без тары.
Остаточные и окисленные битумы при одинаковых
температурах размягчения обладают различными физическими
свойствами, характеризуемыми дуктильностыо и пенетра-
цией. Дуктильность (растяжимость) у продутого битума
Fkc.94. Горизонтальный куб для пгодувхи биука:
/ — топка; 2 — поддувало; 3 — дымоход; 4 — маточиях (расгты-
лятель воздуха); 5—впуск воздух'; 6 — труба для загрузки
битума; 7 —трубопоовед для перекачки битума из куба;
S—шлемовые трубы длч выпуска воздуха; 9 —- штуцер 'для
спуска пара; 10 — обратный битуиспр шод;
И—предохранительный клапан; 12 — термометр.
меньше, чем у остаточного, но зато последний быстро теряет
се с понижением температуры и скорее становится хрупким,
в то время как продутый битум приобретает хрупкость при
более низкой температуре. Пенетрация у продутых битумов
значительно выше для одинаковых температур по сравнению
с остаточными битумами.
Эти свойства выдвигают продутый битум для ряда
технических целей (гидроизоляция, кровельные покрытия) на
первое место по сравнению с остаточными битумами. Кроме
того, продутый битум, подвергнутый жестким
температурным воздействиям при участии кислорода воздуха, лучше
сопротивляется действию атмосферных влияний, солнечного
света, воды и т. д.
519
Кислород воздуха при температуре продувки битума
(230—270°) вызывает в гудроне ряд физико-химических
процессов, из которых особенно важны процессы окисления,
дегидрогенизации и полимеризации при одновременной
частичной отгонке тяжелых масел. Эти процессы
сопровождаются выделением незначительного количества
маслообразных веществ (1—2%) и воды (4—6%). Вода появляется
в результате окисления углеводородов, находящихся в
гудроне. Выход конечного продукта колеблется в пределах
94—96% от первоначального веса.
На основании изучения технологического процесса
получения нефтяных битумов основным признаком рационального
технологического процесса по данным автора следует
считать постоянство температуры продуваемого гудрона во все
время"процесса. Процесс продувки при этом проходит с
одинаковой интенсивностью в смысле повышения температуры
размягчения битума за определенный промежуток времени.
Кислые гудрон ы в больших количествах получаются
при очистке продуктов перегонки нефти путем обработки
серной кислотой, промывкой водой, обработкой щелочью и
окончательной промывкой водой. Кислые гудроны содержат
продукты частичного сульфирования, окисления и
полимеризации непредельных соединений, а также минеральные масла.
Переработка кислых гудронов может производиться
путем отмывки серной кислоты водой или «белыми водами»,
т. е. щелочными отбросами масляного производства, с
последующей промывкой водой и обработкой паром для удаления
части масел до желаемой консистенции гудрона.
Нейтрализацию кислых соединений гудрона (после отмывки кислоты)
можно также производить гашеной известью (пушонкой)
при нагревании в печах. Отмывку серной кислоты можно
также производить и острым паром, который, конденсируясь,
дает воду и одновременно нагревает всю массу.
- Отделение органической части кислого гудрона по
способу Шмитца и Зайденшнура производится обработкой
гудрона растворителем (сольвент-нафтой), который
экстрагирует асфальтовые вещества, отделяемые таким образом от
водного раствора серной кислоты. __
После отгонки из экстракта растворителя получается
гудрон, консистенция которого может быть в дальнейшем
доведена до желаемой степени отгонкой масел или продувкой.
CnpjivPT отметить, что кислый гудрон, даже после полного
освобождения от серной кислоты, все же содержит вещества,
растворимые в воде, что ограничивает область его примене-
5-:о
ния как гидроизоляционного материала. Кислые нефтяные
остатки могут быть переработаны по методу Петрова и
Шмидта с нефтяные асфальты для получения кислотостойких
пластмасс.
Каменноугольный деготь получается при
коксовании каменного угля, при производстве светильного и
генераторного газа; он может быть выделен из колошникового
газа и при некоторых других процессах, связанных с
термической Обработкой каменных углей.
Рис. 95. Вертикальный куб для разгонки дегтя:
/ — куб; 2—^шлемозая труба; 3—змеевик; 4—штуцер для спуска пека;
5 — приемники для дегтя.
Большею частью применяется каменноугольный деготь,
получаемый при коксовании каменных углей.
Каменноугольный деготь представляет собою довольно
густую жидкость с характерным креозотовым запахом; уд. вес
его 1,1—1,28, обычно же 1,12—1,15. В состав
каменноугольного дегтя входят: свободный углерод, легкие и тяжелые
углеводороды, тяжелые масла и асфальтообразные вещества.
Кроме того, в нем найдены кислородные, азотистые и
сернистые соединения. В зависимости от характера процесса
пиролиза получаются дегти, различные по содержанию
свободного углерода. Дегти горизонтальных реторт содержат
свободного углерода до 307", в то время как дегти
вертикальных реторт — до 6%. Выход дегтя при коксовании каменных
углей колеблется в пределах 2—6%. '
521
Переработка каменноугольного дегтя начинается с
Обезвоживания отстаиванием дегтя с подогревом до 30—40° с по-,
следующей отгонкой воды при отгонке легких фракций.
Разгонка дегтя 'производится преимущественно в вертикальных
кубах небольшой емкости (2—5 мъ), в которых производится
в дальнейшем процесс облагораживания пека.
Вертикальный куб / (рис. 95)- представляет собой котел
с вогнутым днищем, снабженный приспособлением для
впуска воздуха или водяного пара, шлемовой трубой 2 для
отиода отгоняемых паров, -змеевкком 3, нижним штуцером 4
для Спуска остатка (пека) и необходимой арматудой.
Подогрев куба осуществляется преимущественно топочными
газами. Разгонку дегтя рекомендуется проводить под вакуумом
в целях понижения температуры перегонки, что необходимо
для предупреждения возможности разложения дегтя.
■ Обычно при разгонке каменноугольного дегтя получают
следующие его фракции (табл. 68).
Таблица "63
Разгонка каменноугольного дегтя
Наименование фракций
Легкое масло . . .
Среднеэ „ . . .
Тяжелое „ . . .
Антраценовое масло
Пек
Темп., °С
до 170
170—230
230—270
270 до ко;ща
разгонки
Остаток
Выход, о.'а
3- 5
8-10
8—10
1G—20
55—60
Пеки, в зависимости от характера перегонки и
количества отбираемого антраценового масла имеют разные точки
размягчения и плавления (табл. 69).
Таблица 69
Хярантеристнка пеков
Пеки
Темп, размяг-
чешю, °С
Мягкие . . . .
Средне-твердые
Твердые . . . .
40
60
80—90
Темп, nil., "С
50
70
90-100
Обычно выпускают, главным образом, средне-твердый пек,
так как его удобнее выгружать из куба и транспортировать
без тары. Твердый пек, наиболее удобный для транспортире»*
вания, не производится потому, что его труднее выгружать
из куба.
Ввиду того что пек не представляет химически чистого
вещества, а смесь различных углеводородов и их
неметаллических производных, имеющих различные физико-химические
константы, процесс перехода из одного агрегатного
состояния в другое не выражен ясно. По мере повышения
температуры твердый пек начинает постепенно размягчаться и,
наконец, переходит в состояние текучести. Точка перехода
в это текучее состояние обозначается условно, как
температура плавления. Температура размягчения является понятием
тоже условным, характеризуемым некоторой температурой,
определяемой по способу кольца и шара или по способу
Кремер-Сарнова.
Так называемый «свободный углерод» каменноугольного
дегтя не является элементарным углеродом, а представляет
собой углеводороды, бедные водородом, с приблизительной
формулой С3„НП. Для его определения небольшое количество
пека (5 г), превращенное в порошок, обрабатывается 50 мл
чистого бензола до полного извлечения всей растворимой
части пека, после чего содержимое профильтровывается через
заранее высушенный и взвешенный фильтр, причем остаток
на фильтре тщательно промывается бензолом. Промытый
на фильтре- остаток вместе с фильтром высушивается и
взвешивается. Содержание свободного углерода определяется
по разности в весе. Другими определениями, которые
необходимы для характеристики пека, являются удельный вес и
температура размягчения.
Наряду с каменноугольным пеком при изготовлении
пластмасс можно использовать другие пеки, в частности,
древесный, буроугольный, сланцевый и др. Схема получения этих
веков в основном сходна с производством каменноугольного
пека, т. е. соответствующий деготь разгоняется с выделением
из него лёгкого, среднего и тяжелого масел, а остаток
называется соответствующим пеком.
Древесный пек может быть двух типов: лиственно-
древесный и хвойный. Лиственно-древесный пек добывается,
главным образом, из продуктов сухой перегонки бука и
березы. Уд. вес его 1,2—1,3; в состав его входит до 77%
оксикислот, что обусловливает его гигроскопичность,
растворимость в воде и щелочах. Растворимо'сть его в бензоле и
сероуглероде небольшая. Древесно-лиственный пек легко
окисляется на воздухе и изменяет при этом хнмико-физиче-
523
скйе свойства; такая особенность лйствённо-дрёвёспбго пека
исключает применение его для пластмасс. __
Хвойный пек получается в количестве 70% от дегтя,
получаемого при сухой перегонке хвойной древесины; он
имеет уд. вес 1,1 —1,15, хорошо растворим в абсолютном
спирте и несколько хуже в сероуглероде и бензоле. По
химическому составу он состоит из оксикислот (до 32%) и
смоляных кислот (до 35%). На воздухе легко окисляется и при
окислении превращается в порошок, что свидетельствует
о его нестабильности. Качество его может быть повышено
нагреванием с серой и продуванием. Содержание
значительного количества смоляных кислот характеризуется большим
кислотным числом и легкостью омыления. _
J Буроугольный пек- почти совершенно не содержит
не растворяющихся в бензоле .веществ. Его продукты
сульфирования нерастворимы в воде, что доказывает
значительное содержание в нем парафина (12%). Буроугольный пек
применяется для пластмасс и изготовления электроизоляциен-
ных материалов. , , ...
Сланцевый пек по своим свойствам близок к буро-
угольному пеху. Он получается путем разгонки сланцевого
дегтя, в количестве 25% от последнего. Его качество в
значительной мере зависит от характера сланцев и от техноло-"
гического процесса выделения дегтя. Сланцевый пек
полностью растворяется в бензоле, сероуглероде и хлороформе.
Полного растворения пеков никогда не удается достигнуть
вследствие наличия в них свободного углерода и некоторых
органических веществ, не растворимых в обычных
растворителях и называемых небитумами. .
Битумы, как^не содержащие свободного углерода,
растворяются полностью в минеральных маслах, бензоле,
сероуглероде и некоторых других веществах и лишь при
применении в качестве растворителей легких сортов бензина
выделяют нерастворимый органический осадок (асфальтены и
карбены),
ГЛАВА 37
ПРОИЗВОДСТВО АСФАЛЬТО-ПЕКОВЫХ ИЗДЕЛИЙ
Смеси битумов и пеков для изготовления прессовочных
композиций можно готовить одновременным растворением
компонентов в растворителях, сплавлением и получением
эмульсий и суспензий.
524
Для получения устойчивых смесей необходимо так
Подбирать битумы и пеки, чтобы они имели величину
поверхностного натяжения, близкую друг к другу. При смешении
битумов различных марок, а также асфальтов важно, чтобы
- их химическая природа была одинакова, понимая под этим
как однородность компонентов, составляющих сложную
коллоидную систему битумов, так и их количественное
соотношение. Только при таких условиях смесь будет стойкой
и не приведет к расслаиванию, свертыванию, «выпотеванию»
и вообще к разрушению как всей смеси, так и отдельных
компонентов, входящих в состав композиции.
Растворение с целью смешения не представляет
совершенного способа объединения двух или нескольких компонентов,
так как растворитель нарушает сложную систему битумов,
кроме того, последующее удаление растворителя связано
с необходимостью его регенерации, что не всегда удается
полностью осуществить. Полная отгонка растворителей очень
затруднительна и часто нарушает запроектированные
константы смеси. Кроме того, применение растворителей связано
с пожарной опасностью. Поэтому экстрагирование
растворителями не получило широкого применения. Этим способом
иногда лишь извлекают высокоплавкие битумы асфальтито-
вого характера, необходимые для приготовления лаков. **
Сплавление представляет наиболее распространенный
способ смешения двух или нескольких битумных компонентов.
При этом особенно необходимо учитывать величину их по-
верхностного натяжения. Вначале необходимо расплавить
более легкоплавкий компонент, а затем вводить в него более
высокоплавкие продукты. Расплавленный легкоплавкий
компонент является растворителем для другой, более
высокоплавкой составной части смеси.
Сплавление может производиться в открытых котлах, но
при этом следует иметь в виду, что часть летучих соединений
удаляется, вследствие чего меняется характер исходных
продуктов и всей смеси в целом.
Длительное нагревание при сплавлении, как правило,
вызывает повышение температуры размягчения смеси.
Сплавление в открытых котлах возможно лишь вне цеха, так как
выделяющиеся летучие продукты вызывают раздражение
покровов кожи и слизистых оболочек. Обычно сплавление
производится в герметически закрытых котлах со шлемовой
трубой, отводящей летучие продукты, которые необходимо
конденсировать для дальнейшей утилизации.
При производстве пластмасс сплавление иногда соеди-
525
няется с процессом продувки сплавляемой смеси для так
называемого «облагораживания» смесей, т. е. для повышения
температуры размягчения за счет отгона летучих веществ
и полимеризации.
Получение битумных эмульсий производится
расплавлением битума и приведением его в тесное соприкосновение
с нагретой водой с применением мешалок, гомогенизаторов
или коллоидных мельниц.
В результате добавлении при размешивании эмульгаторов
и стабилизаторов получающиеся мельчайшие капельки
битума окружаются защитной пленкой, препятствующей
соединению этих капелек в крупные агрегаты.
В качестве 'эмульгаторов и стабилизаторов применяются
неорганические и органические вещества. К неорганическим
веществам относятся коллоидные глины, окислы и гидраты
окисей кальция, бария, алюминия, железа, растворимые
силикаты натрия, щелочи, тринатрийфосфат и т. д. К
органическим веществам, добавляемым при получении эмульсий,
относятся мыла, жирные кислоты, омыляемые масла,
некоторые смолы в присутствии щелочи, щелочные отбросы
производства алкалицеллюлозы, крахмал, нафтеновые
кислоты и т. д.
Для получения эмульсий в настоящее время применяют
гомогенизаторы (Гуреля, Лаваля, Хатунцева и др.) вместо
примитивных мешалок.
По данным Крейцера устойчивые эмульсии получаются
при следующих соотношениях компонентов:
1) 50—60% битума и 50% воды, содержащей 0,5%
олеиновой кислоты и 0,12% щелочи;
2) 50—60% битума и 50—40% воды, содержащей 0,75%
олеиновой кислоты и 0,14% щелочи;
3) 60% битума и 40% воды, содержащей 0,75% контакта
Петрова и 0,37% щелочи.
Эти эмульсии вполне устойчивы и сохраняются месяцами.
С повышением количества эмульгаторов стойкость эмульсий
повышается.
Эмульсии из низкоплавких битумов получаются легче, но
в настоящее время получены эмульсин и из битумов с темп,
пл. до 80° без добавки растворителей, понижающих
температуру размягчения высокоплавких битумов.
Для превращения в высокодисперсное состояние битумов
и пеков с высокой температурой плавления и для
дальнейшего их смешения целесообразно предварительное получение
суспензий из этих компонентов смеси.
526
Чтобы получить прочные суспензии, необходимо вводить
так же как' и для получения эмульсий, некоторые
стабилизаторы, предотвращающие образование более крупных
агрегатов из мельчайших частиц суспензий. Твердый битум, пек
или смесь их измельчается на дезинтеграторах или бегунах.
Дальнейшее же их измельчение производится в шаровых
мельницах, при этом к ним добавляется кизельгур, каолин,
пемза и т. д., а также вода.
Образовавшаяся кашица может в дальнейшем
применяться для получения композиций, идущих для изготовления
пластмасс.
Процесс изготовления асфальто-пековых пластмасс
состоит из:
1) подготовки материалов, входящих в состав асфальто-
пековых композиций;
2) перемешивания составляющих асфальто-пековых частей
композиций;
3) перемешивания асфальто-пековой части с
наполнителями;
4) прессования полученной композиции в изделия.
Такая схема относится, главным образом, к изготовлению
наиболее распространенных асфальто-пековых изделий —
аккумуляторных баков. Для асфальто-пековой части
композиции первые две стадии процесса обычно объединяются
в одну.
Каменноугольный пек имеет обычно темп, размягчения
65—80°. Такая температура размягчения пека для
изготовления пластмасс низка, так как готовые изделия не
удовлетворяли бы требованиям теплостойкости. Поэтому пек
подвергается «облагораживанию» — процессу, при котором
повышается температура размягчения асфальто-пекового
материала.
Процесс «облагораживания», как указывалось выше,
заключается в отгоне летучих частей асфальто-пекового сырья,
а продувка воздухом, сопровождающая процесс
«облагораживания», вызывает в. применяемой композиции процессы
полимеризации, окисления и т. д.
Для проведения этой стадии производства пеки и битумы
дробятся на куски весом 1—2 кг и загружаются в
специальный котел. Котел представляет собой железный клепаный
или сварной цилиндрический резервуар с выгнутым днищем,
шлемовой трубой, барботером, штуцером для выпуска
готового материала и прочей арматурой. Емкость котла обычно
бывает 6—7 м3, коэфициент заполнения 0,5—0,6. Котел обо-
527
i ревается газами от выносной топки. Температура
«облагораживания»: не превышает обычно 250'.
В процессе «облагораживания», при продувке воздухом,
температура продуваемого материала в силу экзотермичности
протекающих реакций может повышаться или поддерживаться
на одной высоте, вследствие чего подогрев котла извне может
быть прекращен.
Путем периодического отбора проб определяется
температура размягчения и при достижении ПО—120° процесс
«облагораживания» заканчивается, а продукт выпускается
из котла в герметически закрывающиеся ящики, что
предупреждает воспламенение от непосредственного
соприкосновения горячего продукта с воздухом.
По остывании материал-дробится на куски и направляется
з цех для изготовления композиции для пластмасс.
' При процессе «облагораживания» выделяющиеся из котла
легкие погоны, масла, продукты распада и другие
кислородные соединения конденсируются или в холодильнике, или
в колонне, орошаемой зодой, и могут быть использованы для
различных целей (например, для консервирования древесины
л пр.). ^'
При производстве композиций для аккумуляторных баков
применяются волокнистые и сыпучие наполнители. В качестве
волокнистых наполнителей наилучшими являются хлопковые
очесы, получаемые как отходы на прядильных фабриках. Она
делятся на три сорта: 1) пух подвальный и трубная пыль
пропущенная; 2) пух подвальный и трубная пыль непро-
пущенная; 3) =*ыль из пылесоса и чесальных машин.
Применяются также «угары» — отходы при производстве льняной
пряжи, которые бывают чистые и костричные. Для
ответственных композиций костричные угары не пригодны.
В технические требования на очесы входят: длина волокон,
которая должна быть не менее 1 мм и не более 12 мм,
влажность— не более 10%, зольность — не более 3%.
Сыпучим наполнителем является в основном кизельгур
(трепел, диатомит, инфузорная земля). По химическому
составу он содержит не менее 80—90% кремнекислоты.
Кизельгур по техническим условиям должек иметь следующие
показатели: содержание веществ, растворимых в 20%-ной
соляной кислоте, не более 10%; железа не более 1,5%; влаги
не более 10%; через сито № 60 кизельгур должен проходить
без остатка.
Применение волокнистых наполнителей значительно
повышает механическую прочность асфальто-пекового изделия.
528
Предварительная подготовка наполнителей состоит в
просушивании их и измельчений.
Процесс изготовления композиций для аккумуляторных
баков или иных асфальто-пековых изделий может
происходить горячим смешением (при расплавлении) асфальто-
пековой массы с наполнителями или холодным смешением
(суспензионный метод). В первом случае смешение асфаль-
то-пековой массы с наполнителями — хлопковыми очесами —
производится перемешиванием очесов с расплавленной
асфальто-пековой массой. _
Процесс смешивания не должен производиться при
температуре выше 150—160°, так как при более высокой
температуре имеется опасность пересушивания волокон. хлопковых
очесов и разрушения их, что отражается в дальнейшем на
механической прочности готовой продукции, в «оторой
хлопковые очесы играют роль арматуры.
Для расплавления асфальто-пековой массы последняя
загружается в аппарат-смеситель системы Вернер-Пфлейдерера
(емкость около 0,4 мя). Этот аппарат снабжен Z-образной
мешалкой и паровой рубашкой для обогрева. Загруженная
в смеситель асфальто-пековая масса расплавляется и при
достижении температуры 150° в нее загружают небольшими
порциями хлопковые очесы. Процесс перемешивания
продолжается около часа до полного пропитывания волокон
асфальто-пековой массой. Затем в смеситель загружается
необходимое количество кизельгура и процесс перемешивания
продолжается еще 1,5 часа.
Перемешанная композиция поступает на холодные вальцы
"для получения из нее листов толщиной 10—15 мм, которые
затем направляются на контроль и на промежуточный склад,
откуда они расходуются по мере надобности для переработки
в изделия.
Контроль качества композиции заключается в
определении теплостойкости по Мартенсу, которая должна быть не
ниже 42°; прочности на удар, которая должна быть не ниже
1,5 кгсм/см2, и кислотостойкости, которая признается
нормальной, если привес не превышает 2%, содержание железа
не более 0,005 г и расход 0,1 N раствора перманганата
на окисление органического вещества не превышает
7§ см3.
Поступающая на прессование композиция, дозированная
по весу изделия, предварительно нагревается до пластичного
состояния. Сначала она помещается в шкаф, обогреваемый
паром до 135°, а затем в шкаф с электрическим обогревом
34 Зав. 1532. £29
До температуры 175°, после чего поступает на
гидравлический пресс. Сначала изделие запрессовы'вается при низком
удельном давлении (около 50 кг/см2), а затем при высоком
(250—300 кг/см2).
Прессформы обогреваются горячей водой. Когда
запрессовка изделия заканчивается, горячая вода заменяется
холодной и по остывании прессформы производится ее разъем.
В настоящее время применяются одно- или двухгнездные
прессформы.
Трудоемкая, операция дозировки асфальто-пековой
композиции по весу предполагаемого к изготовлению изделия
может быть заменена применением шнекового пресса, который
одновременно заменяет вальцы, завершая процесс
перемешивания массы. Из шнекового пресса масса поступает в виде
бесконечной ленты квадратного поперечного сечения, причем
автоматически, путем разрезания этой ленты, отмеривается
необходимое количество композиции для запрессовки.
I После запрессовавия аккумуляторные баки осматриваются,
очищаются от заусенцев и покрываются асфальтовым лаком
для заделки мельчайших трещин в перегородках. Крышки
для аккумуляторных баков изготовляются из бакелита
отдельно. Готовые аккумуляторные баки перед отправлением
их к месту потребления проверяются. Контроль качества
аккумуляторных баков заключается:
* 1) в проверке их размеров;
2) в испытании на растяжение;'
3) в испытании прочности перегородок;'
4) в испытании диэлектрических свойств и
5) в испытании их кислотоупорности.
Суспензионный, или холодный, способ смешения асфальто-
пековой массы с наполнителями заключается в следующем.
Каменноугольный пек или иная высокоплавкая масса
предварительно поступает на помол на ударно-крестовых
мельницах. После измельчения на мельницах порошок передается
в шаровые мельнгды, куда одновременно загружаются
кизельгур и вода.
Соотношение годы и асфальто-пековой массы равно 60 : 40
по весу. Помол в шаровых мельницах длится 4—5 час, после
чего масса в виде кашицы поступает на смеситель типа Вер-
нер-Пфлейдерера, куда загружаются и очесы. После
двухчасового перемешивания в смесителе масса поступает на сушку
в полочные сушилки. В сушильных камерах температура
поддерживается 90—120° и сушка массы производится да
остаточного содержания влаги 1,5%. Высушенная масса по-
530
дается на горячие вальцы, где провальцовывается в листы,
после чего поступает в подогревательные шкафы и затем на
прессование. _
Примерами масс для аккумуляторных баков могут
служить следующие композиции:
1) беспековая композиция: 60% шугуровского битума и
садкинского асфальтита в соотношении 37 : 63; очесов 10% и
кизельгура 30%;
2) пековая композиция: 50% каменноугольного пека,
10% сплава шугуровского битума и садкинского асфальтита
в равных частях; очесов 10% и кизельгура 25%.
К преимуществам холодного способа можно отнести
-следующие особенности этого процесса.
Смешивание асфальто-пековой массы с хлопковыми
очесами без подогрева не изменяет качества хлопковых очесов,
которые под влиянием высокой температуры, как
указывалось ранее, могут сильно высыхать, ломаться и измельчаться.
При холодном способе смешивания происходит хорошее
обволакивание волокон асфальто-пековой массой.
Отрицательным моментом является сложность процесса
вследствие необходимости дополнительной установки
измельчающих агрегатов и сушильных камер. Кроме того, процесс
сушки, связанный с удалением большого количества воды,
мало экономичен. _
*В последнее время предлагается производить сушку в
сушильных камерах до 10% остаточной влаги, что сокращает
время сушки с 12—18 до 3—4 час, но зато вызывает
необходимость производить досушивание массы на вальцах, чем
удлиняется время вальцевания на 10—15 мин.
ГЛАВА 38
ПРОИЗВОДСТВО РУЛОННЫХ КРОВЕЛЬНЫХ И
ГИДРОИЗОЛЯЦИОННЫХ И ДРУГИХ АСФАЛЬТО ПЕКОВЫХ
МАТЕРИАЛОВ
Основными рулонными кровельными материалами,
выпускаемыми в настоящее время отечественными заводами,
являются рубероид, пергамин, толь и толь-кожа.
Гидроизоляционным материалом, нашедшим в последнее
время широкое применение, является гидроизол марок М
и ДС. - .. .
34» 531
Материалами, Служащими для приклеивания и
приклеивания кровельных и гидроизоляционных материалов являются
клебемассы, толь и руберин. Слоистые асфальто-пековые
материалы применяются как строительный материал, а также
для изготовления труб._
Ниже приводим подробное описание производства
каждого из указанных выше кровельных и гидроизоляционных
материалов.
Рубероид представляет собой кровельный или
изоляционный материал, состоящий из картона, пропитанного
мягкой битумной смесью и покрытого с обеих сторон
высокоплавкой битумной смесью. На поверхности рубероида может
быть нанесен тонкий слой песка или другого минерального
порошка для предотвращения слипания при хранении и
перевозке.
Производство рубероида состоит из:
1) приготовления пропиточных и покровных масс,
2) пропитки картона;
3) охлаждения пропитанного картона;
4) нанесеняя покровного слоя;
5) покрытия поверхности посыпочным материалом;
6) охлаждения ленты рубероида;
7) свертывания рубероида в рулоны и упаковки.
В качестве пропитывающей и покровной массы для
рубероида применяются нефтебитумы или смеси их с темп,
размягчения (по методу кольца и шара) 42—47° и темп,
вспышки (по Бренкену) не ниже 230°. Таким условиям
удовлетворяет битум марки № 2, обычно и применяемый для
пропитки картона.
В качестве покровной массы для рубероида применяется
нефтебитум с темп, размягчения 90—115°, т. е. битум
марки № 5. Общесоюзный стандарт допускает применение в
качестве пропитывающей и покровной массы не только
нефтебитумов, но и смесей их с природными битумами и
жировыми пеками. Покровную массу иногда получают
введением в нее минерального наполнителя, повышающего
стойкость материала против действия атмосферных влияний.
Приготовление пропиточной и покровной массы из
нефтебитумов указанных выше марок заключается в
расплавлении битума и доведении его до определенной температуры,
необходимой для пропитки и для нанесения покровного слоя
на картон. _
В случае применения смесей нефтебитумов с природными
битумами или жировыми пеками приготовление массы заклю-
§32
чается в расплавлении указанных компонентов смеси и
получении однородной массы. Процесс приготовления
пропиточной покровной массы проводится в так называемом
варочном цехе.
Для расплавления и разогрева битумных масс
применяются клепаные котлы с мешалками (рис. 96) общей
емкостью до 15 м3 (рабочая емкость 12 м3).
Рис. 98. Цилиндрические вертикальные котлы
с огневым обогревом.
Котлы закрываются крышкой из листового железа с
большим отверстием прямоугольной формы для загрузки битума.
После загрузки котла отверстие закрывается. Выделяющиеся
при расплавлении и разогреве битумных масс газы и летучие
вещества выводятся в атмосферу через вытяжное отверстие
в крышке котла.
Загрузка нефтебитумов и других компонентов
производится вручную. В случае приготовления покровной массы
с порошкообразным наполнителем применяется специальный
котел с мощной мешалкой турбинного типа,
обеспечивающей тщательное перемешивание компонентов и поддержание
Наполнителя во взвешенном состоянии.
533
Котел обогревается горячими газами от выносной топки.
Подогрев пропитывающей массы в варочных котлах
производится до 215—230°, а покровной массы до 205—220°.
Температура массы в варочных котлах во всяком случае не
должна подниматься выше 230°, так как эта температура
согласно ОСТ на пропитывающую и покровную массу отвечает
температуре вспышки, характерной для этих материалов.
Рис. 97. Схема изготовления рубероида:
/ — пропиточная ванна; 2—отжимные валки; 3—охладительная камера; 4—покрывная
ванна; 5—валки; в—бункеры; 7—холодильные барабаны; 8— руловы.
На современных рубероидных заводах приготовление
пропитывающих покровных масс может производиться
непосредственной продувкой нефтебитумов и гудронов в так
называемых конверторных цехах. Схема производства
рубероида показана на рис. 97.
~~~ Пропитка картона производится в пропиточной ваине /
пропусканием картона при многократном погружении его в пропиточную массу,
что осуществляется при помощи направляющих валиков, установленных
в пропиточной ваине. По выходе из ваины пропитанный битумом
картон отжимается на отжимных валках 2, обогреваемых паром, для
устранения возможности налипания на валки пропиточной массы. Затем
картон проходит через охладительную камеру 3 для обеспечения лучшего
приставания покровной массы к ^картону.
Охлаждающая камера представляет собой железную коробку,
закрытую со всех сторон и имеющую горизонтальные прорезы для входа
и выхода полотна картона. Внутри камеры имеетси два ряда
горизонтальных направляющих валиков, установленных для направления
движения полотна картона. Камера оборудована вентилятором,
прогоняющим наружный воздух через камеру.
Покровный слой наносится на пропитанное полотно картона
пропусканием последнего через покрывную ванну 4, в которой имеется
направляющий валик, позволяющий прописанной ленте находиться
короткое время в битумной смеси. По выходе из покрывной ваины полотно
картона с нанесенным на его обе поверхности высокоплавким битумом
проходит через валки 5, снимающие с полотна картона излишнее коли-
534
Чество покровного "слоя. В соответствии с требованиями стандарта вес
покрывной массы рубероида должен быть не менее 450 г/м2. Это
требование выполняется регулированием как температуры покровной массы,
так и степенью прижима валков. После покрывной ванны полотно
картона, пропитанное и покрытое массой, проходит под двумя бункерами 6,
наполненными посыпочным материалом. В качестве посыпочного
материала применяется порошок талька, шифера, сланца, слюды и т. д.
Иногда поверхность рубероида покрывается не только измельченным
порошком, но и крупными частицами разнообразных цветных минералов
для улучшения внешнего вида рубероида и для увеличения
огнестойкости и атмосфероустойчивости его.
Покрытый посыпочным материалом рубероид огибает несколько
холодильных барабанов 7, охлаждаемых проточной водой, после чего
готовый рубероид, в достаточной мере охлажденный, свертывается
в рулоны 8 (по 20 м в каждом) и упаковывается.
Пергамином называется изоляционный и кровельно-
подкладочный рулонный материал, получаемый путем про*
питки картона нефтебитумами или смесью их.
Пергамин изготовляется в рубероидных цехах на
рубероидных машинах, причем изготовление его складывается из
тех же операций, как и рубероида, исключая лишь нанесение
слоя покровной массы и посыпки обеих сторон полотна
картона посыпочным материалом. »
Кровельный толь (толь и толь-кожа) производится
так же, как и пергамин, только в качестве пропитывающей
массы применяется не битумное, а дегтевое сырье.
Приготовление пропиточной массы для пропитки картона при
изготовлении кровельного толя заключается в смешении
отогнанного каменноугольного дегтя с каменноугольным пеком
в котлах-смесителях, снабженных паровыми змеевиками и
мешалками. Общая емкость котла-смесителя зависит от
производительности цеха; в среднем она составляет около 12 т.
Температура размягчения пропитывающей дегтевой массы
(согласно ОСТ) должна быть по Кремер-Сарнову 35—40° при
содержании свободного углерода не более 207с Допускается
добавление в пропитывающую массу и нефтегазовых
дегтевых продуктов или их смесей. При пропитывании
температура массы в ванне поддерживается 90°. По выходе
пропитанного картона из пропиточной ванны, в случае
изготовления кровельного толя, зазор отжимных вальцов должен
быть отрегулирован, таким образом, чтобы на поверхности
толя остался лишь небольшой неотжатый слой дегтевой
массы для удержания посыпочного материала (песка). При
изготовлении беспесочного толя (толь-кожа) отжимные
вальцы должны отжимать весь излишний слой пропиточной
массы.
535
Пропитка толевого картона дегтевой массой иногда
производится по так называемому периодическому методу в
револьверных ваннах.
Револьверная ванна (рис. 98) представляет собой железный
клепаный открытый резервуар, в котором помешается вращающийся на
горизонтальной оси барабан с пятью горизонтальными валиками,
расположенными по окружности этого барабана. На каждый нз этих валиков
поочередно наматывается лента картона. При погружении в ванну
валики с намотанным картоном находятся в пропиточной масса некоторое
время, достаточное для полного пропитывания картона, после чего
поочередно с каждого валика сматывается картон, пропускаемый затем
в отжимные вальцы.
Этот периодический метод пропитки толевого картона
в последнее время вытесняется методом пропитки на
непрерывно действующей пропиточной машине.
Гидроизол марки М
представляет собой асбестовый
картон (содержащий 15—20%
целлюлозы), пропитанный неф-
тебитумом марки № 3, а
гидроизол марки ДС — 100%-ный
асбестовый картон,
пропитанный нефтебитумом марки № 3.
Гидроизол марки ДС
ввиду того что он представляет
собой 1.100%-ный асбестовый
картон, пропитанный
нефтебитумом, в условиях постоянной
влажности в подземных
сооружениях не подвергается
процессам гниения, какие могут
иметь место в случае примем
нения для гидроизоляционных
целей обычного тряпичного
Рис. 98. Револьверная ванна. картона.
При изготовлении гидро-
изола марок М и ДС асбестовый картон пропитывается так
же, как и толевый картон, в револьверных ваннах
периодического действия.
Клебемассы представляют собой дегтевые или
битумные композиции, применяемые для приклеивания и
прокаливания кровельных и гидроизоляционных материалов. В
зависимости от того, какой материал подлежит приклеиванию,
битумный или дегтевой, применяется и соответствующая бу.
тумная или дегтевая клебемасса.;
536 ■
Битумные клебемассы представляют собой смесь нефтеби-
тумов различных марок, подбираемых в зависимости от
необходимой' температуры размягчения изготовляемой
клебемассы.
Дегтевые клебемассы представляют собой смеси
каменноугольных дегтей и пеков. Иногда для приготовления
дегтевых масс применяется пек, растворенный при нагревании'
в определенном количестве антраценового масла для
получения необходимой температуры размягчения изготовляемой
клебемассы.
Приготовление тех и других клебемасс заключается в
нагревании составляющих массу материалов до температур,
при которых происходит полное их взаимное растворение,
причем, как правило, при получении клебемасс в варочный
котел вводится прежде всего компонент с наименьшей
температурой размягчения, а затем после нагревания и
расплавления в него вводится более высокоплавкий компонент.
Р у б о л ь является кровельным и гидроизоляционным
лаком для поверхностной окраски покрытий из битумных
рулонных материалов. По своему составу руболь представляет
раствор нефтебитума. При нанесении руболя на поверхность
битумного материала растворитель (бензин, бензол, лигроин,
сольвент-нафта и др.) постепенно улетучивается и
на-поверхности остается тонкая пленка битума. _ <
Руболь с наполнителями содержит до 45—55%
растворителя; без наполнителей — 50—60% растворителя.
Р у б е р и н представляет собой клей или замазку,
применяемую при производстве кровельных и гидроизоляционных
работ; это — вязкая, тягучая смесь битумов, содержащая
летучие органические растворители. Руберин, как и руболь,
изготовляется двух сортов — без наполнителей и с
наполнителями.
В качестве минерального наполнителя как в руболе, так
й в руберине применяются асбестовые волокна, сланцевая
пыль и другие легкие минеральные наполнители.
Введение в асфальто-пековую композицию волокнистого
наполнителя в качестве армирующего материала значительно
повышает механическую прочность композиции.
При помощи руберина можно склеивать швы рубероида,
пергамина и гидроизоля в местах стыков.
Слоистые асфальто-пековые материалы
изготовляются из бумаги или ткани с асфальто-пековой
массой.
Почти до последнего времени эти материалы изготовля-
537
лись путем пропитывания листов бумаги или ткани
битумными или иными массами, после чего пропитанные листы
или укладывались слоями в прессформу и прессовались, или
же наматывались на соответствующий сердечник и
запрессовывались путем послойного прижима горячими вальцами,
В настоящее время изготовление этих материалов
производится по эмульсионно-суспензионному-методу. Он состоит
в том, что битумным или иным материалом пропитывается
не бумага, а волокна, из которых бумага изготовляется,
причем это пропитывание производится непосредственно в ролле
при подготовке бумажной массы с последующим
изготовлением бумажной ленты, содержащей эмульсию или суспензию
битумного или пекового материала.
По эмульсионно-суспензионному методу получается бумага,
содержащая до 75% битумного или дегтевого материала.
Для производства асбо-пеколита применяют
нижеследующее сырье:
1) каменноугольный пек с темп.«размягчения 75° (по
Кремер-Сарнову) или «облагороженный» пек с темп,
размягчения 100—110°;
2) асбест № 4, 5 и 6 с длиной волокон 0,5—1,5 мм; ~"
3) кизельгур в качестве добавки для получения эмульсии
или суспензии.
Технологический процесс производства асбо-пеколита
аналогичен процессу изготовления суспензии при холодном
способе получения аккумуляторных баков и состоит в
следующем.
Пек размалывается в шаровых мельницах в присутствии
воды и кизельгура. Асбест с водой измельчается в ролле
до получения асбестовой массы необходимого помола. В ролл
вводится суспензия; после перемешивания масса разбавляется
водой до 0,1% концентрации и пропускается через бумажную
машину любой системы.
В производстве асбо-пеколита применяют картон 1,2 мм
толщиной, а для намоточных изделий (для труб) — бумагу
толщиной не более 0,5 мм. При получении асбо-пеколитовых
изделий листы картона высушиваются при температуре 120°
в течение 2—3 час, после чего они могут направляться на
запрессовку в гидравлических прессах под. давлением 150—
200 кг/см2 при температуре 120—130°.
При изготовлении намоточных изделий, например труб,
листы асбо-пеколитовой бумаги или бумаги, пропитанной
битумом, наматываются намоточной машиной на
соответствующий сердечник.
538
Намотка листов бумаги на сердечник производится под
Давлением валика с определенной степенью прижима.
Диаметр сердечника определяет внутренний диаметр
трубы. Толщина стейок трубы доходит до 10 мм. Эти трубы
могут выдерживать давление до 25—30 ат. Намоточные
трубы применяются для изоляции подземных кабелей, а
также в химической промышленности для устройства
трубопроводов, предназначенных для кислот и щелочей невысокой
концентрации. -
ЛИТЕРАТУРА
К части первой
Ь К. А. Андрианов н Д. А. К а р д a m е 9, Практические
работы по искусственным смолам н пластмассам, ГосХимиздаТ', 2-е ИЗДП
,1946.
2. Б. А. Архангельский, Пластические массы как
заменители металлов, Госпланиздат, 1940.
3. Б. А. Архангельский, Прессование изделий из
пластических масс, Химтеорет, Л., 1936.
4. Б. А. Архангельский и И. Н. Шустлер, Древесная
мука и ее производство, Гостехиздат, 1933.
5. Я. Б. А ш к и и а з и, Исходные материалы в производстве
искусственных смол, Ред. хим. лит., 1938.
6. К. Б р аи деи бу^гер, Техника прессования пластмасс, т. I
(пер. с ием.), Гл. ред. хим. лит., 1935.
7. А. Я. Д р и н б е р г, Технология пленкообразующих веществ,
Химтеорет, М.^гЛ., 1938.
8. А. Зоммерфельд, Пластические массы (пер. с ием.), Гл.
ред. хим. лит., 1935.
9. А. Л. Козловский, Производство литых фенолальдегидиых
смол, КОИЗ, М., 1940.
10. В. И. Л и с е в, Методы прессования пластических масс, Гос-
химтехиздат, 1934.
11. В. Медорн. Прессовочные материалы из искусственных смол
(пер. с нем.), Гл. ред. хим. лит., 1935.
12. А. М. Н а с т ю к о в, Введение в курс технической химии
пластмасс, Госхимтехиздат, 1934.
13. Г. С. Петров, Искусственные смолы и пластмассы, Гл. ред.
хим. лит., 1937.
14. Г. С. П е т р о в, Карбамидные смолы н прессовочные
композиции, МХТИ, М., 1940.
15. Г. С. Петров и А. Ю. Рабинович, Расщепление жиров
И получение глицерина, Гизлегпром, М., 1934.
16. Сб. «Пластмассы», т. I, ОНТИ, 1935; т. II, ОНТИ, 1937; т. III,
ГОНТИ, 1939.
17. Техника зарубежной лакокрасочной промышленности, ГОНТИ,
1938.
18. И. Шайбер и К. Зендиг, Искусственные смолы (пер.
С ием.), Госхимтехиздат, 1933.
19. В. Г. Шальнев, Гидравлические прессы, ГОНТИ, Харьков,
1939.
20. К. Э л л и с, Химия синтетических смол (пер. с нем.), Гл. ред.
хим. лит., т. I, вып. I, М., 19381
540
21. R. H о u w i n k, Chemie und Technologie der Ktmststoffe, Lpz., 1939.
22. W. К г u m b h a a r, Chemistry of Synthetic Surface Coatings, N. Y., 1937.
23. R. Marvell, Synthetic Resins and Allied Plastics, 2 Ed. Oxford.
University Press, 1943.
24. P. Powers, Synthetic Resins and Rubbers, N.Y., 1941.
25. J. Saseo, Plastics for Industrial Use, NY, 1943.
26. Специальные журналы:
Modern Plastics, N.Y., с 1922 г.
British Plastics, London, с 192Э г.
Plastics, London, с 1936 г.
Kunststoffe, Berlin, с 1920 r.
Kunststoff-Techik und Kunststoff-Anwendimg, Lpz., с 1930 г.
Revue generate des matieres plastiques, Paris, с 1925 г.
Transactions Institute of fhe Plastics Industry, London, с 1931 r.
Resins - Rubbers - Plastics. A Looselaef Monthly Abstract Service
(редакц. H. Mark и S. Proskauer).
К части второй
27. И. П. Л о с е в н Г. С. Петров, Введение в химию
искусственных смол и пластических масс, Гл. ред. хим. лит., 1938.
28. Г. Марк, Современные методы исследования высокополимери-
зованных соединений, Химтеорет., Л., 1936.
29. К- М е н е р и Г. Марк, Строение высокополимерных
органических естественных соединений, изд. 2, Госхимтехиздат, Л., 1934.
30. Б. Н. Рутовский н Н. Я- Парлашкевич, Акриловые
смолы, их получение, свойства и применение, изд. МХТИ, М., 1940.
31. Сб. Высокомолекулярные соединения, Госхимиздат, 1944 (вып. 1,
2, 3, 4).
32. Л. Ф. Фокин н А. Л. Р у щи некий, Кумарон, ннден н
другие резиногены в составе каменноугольного сырого бензола, Госнауч-
химтехнздат, Л., 1931.
33. Г. Штаудннгер, Высокомолекулярные органические
соединения, каучук и целлюлоза, ОНТИ, Л., 1935.
34. Т. Alfrey, Mechanical Behavior of High Polymers, N.Y., 1944.
35. R. В u r k a. O. G r u m m i 11, The Chemisty of Large Molecules,
N.Y4 1943.
36. R. Burk, A.Weith, H.Tomson a. S.Wi 111 ams,Polimerization
and its Application, N.Y., 1939.
37. H.M a r k, Allgemeine Grundlagen der hochpolymeren Chemie,В., 1940.
38. H. Mark a. R. Raff, High Polymeric Reactions, their Theory and.
Practice, N.Y., 1941.
39. К. М е у е r, Natural and Synthetic High Polymers, N.Y., 1940.
40. H. Staudinger, Organishe Kolloidchemie, Braunschweig, 1940.
К части третьей
41. Э. Вальдшмидт — Лейц, Химия белковых веществ,
Госхимтехиздат, М., 1934.
42. Г. Васильев, Чина посевная, изд. Всес. С.-Х. АН
ям. В. И. Ленина, М., 1937.
43. П. Г. Григорьев, Технология белковых пластических масс,
Гл. ред. хим. лит., 1935.
44. А. Г уляев, Технология галалита, Гизместпром, М., 1938.
541
45. Я. 3 а й к о в с к и й, Химия я физика молока, Пищепромиздат,
М., 1938.
46. Г. Р. К р о й т, Коллоиды, Химтеорет, М., 1936.
47. Ж. Л ё б, Белки и теории коллоидных явлений, Гизлегпром,
М., 1933.
48. А. Морозов, Казеии, Пищепромиздат, М., 1936.
49. В. Паули и В. В а л ь к о, Коллоидная химия белковых
веществ, Гл. ред. хим. лит., 1936.
50. Д. Л. Талмуд, Строение белка, изд. АН СССР, 1941.
51. J. Del огше, Toute l'industrie des Matieres plasliques, Paris, 1936.
52. A. Matagrin, Le soya et les industries de Soya, Paris, 1939.
53. E. Sutermeister a. F.Brown, Casein, N.Y, 1939,
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Адипйиовая кислота 259
Аккумуляторы 154
Акриловая кислота 370
Акриловые смолы 369 ел,
Акрилоиды 369
Акролеин 42 ел.
«Активный ил» 502
Алкидиые смолы 21, 23, 30, 251,
266, 272 ел.
Алкил-фенольные смолы 182
Алладинит 445
Альбертит 514
Альбертолевые лаки 176
Альбертоли 175 ел., 182, 187 ел.
Альбумин крови 444, 504
Альвары 359
применение 365
Альдегиды 38
масляный 42
Альдольные смолы 275, 280, 282
Амбертоли 175
Амилфенольные смолы 179 ел.
Амино-альдегидные смолы 244
Аминопласты литые 229
Анилиио-формальдегидные смолы
244, 249 ел.
Арилдисульфона мидо- фор м
альдегидные смолы 280
«Арохлор» 278
Асбест кислотостойкий 164
для фаолита 167 ел.
Асбо-бакелит 165
Асбо-пековые пластмассы 508
Асбо-пеколит 538 ел
Асбо-текетолит 165
Асфальт 508
анализ 512
номенклатура 509
сирийский 514 ел.
Асфальтены 511 ел.
Асфальтиты 509, 514"
Асфальтовая мастика 516
Асфальтовые битумы 509, 513
Асфальтовые породы 510
Асфальто-пековые изделия 524
пластмассы 507 ел.
слоистые материалы 537 СЛ.
Ацетальдегид 41 ел.
Ацетон 379, 400
Бакелизатор 122 ел.
Бакелизированная фанера 165,
169
Бакелитовые
смолы 49
фибра 165
Бахилит 514
Белковые пластмассы 443
модифицированные 497
Битумы 509
асфальтовые 509, 513
нефтяные 517
природные 515 ел. •
продутый 517
Блок-пресс. 483
«Буна N» 397
«Буиа S» 428
Буроугольный пек 524
Бутвары 359, 363
Бутилфенольные смолы 179 СЛ.
Бутирацеталь 363
Вакуум-аппарат 75 ел.
Варочный
аппарат 268
котел 75, 18 Г
«Виктрон» 419
Вииилацетат 343 ел.
Винилиденхлорид 337
Винилиты 351, 353 ел.
Винилкарбазол 368
Винилкетоиы 400,
Виниловые
смолы 351
эфиры 343
543
Виннлхлорид 324
жидкий 328 . ,
Виннокаменная кислота 259
Галалнт 443, 445, 466
прозрачный 473
отходы 497
Хранение 467
Галловая кислота 44
Гексаметнлентетрамни 40, 51
Гексилфенольные смолы 185 ел.
Герколитовые станки 166
Гетинакс 165 ел., 175
Гидравлические прессы 145 ел.
Гидроизол марки М и ДС 531,
536
Гидроизоляционные материалы
531
Гильсонит 514 <
Гликоли 254 ел.
Глифталевые смолы 176, 251,
271 ел.
Глицерин 252 ел.
синтетический 253
технические показатели 254
Граэмнт 514
Гуанидйн 243 ел.
Гудрон 510, 517
кислый 510, 520
Деготь каменноугольный 521 ел-
Дельта-древесина 165
Джутовая ткань 284
«Дикой» 393
Диметилолмочевина 200 ел..
Диокситолуол 44
«Дистрен» 419
Дистрибуторы 151
Дипдандиамид 197, 239 ел. "'
Дициандиамидные смолы 240
Древесная мука 126 ел., 289
Древесный пек 523
Жмыхи 463
Заусеицы 160
Зеин 450
Зоолит 445
Игелнт MP 353 ел.
Изделия прессованные 130, 142,
ел., 160, 226 ел., 335
— усадка 130
Изобутиловый спирт 381 ел.
Изогалит 445
544
Ингибиторы 415 ел.
Инден 431, 433
Казеин ■>
дубление 484 ел.
литье под давлением 496
молочный 443, 503
пластикация 475 ел.
прессование 482 ел.
применение 449
производство 449
растительный 464
сернокислотный 457
солянокислый 457
сушка 454 ел.
сывороточный 456 ел.
сычужный 445, 459, 466
характеристика 462
Казолит 445
Каменноугольный деготь 521 ел.
Карбамидные смолы 194
аппарат реакционный 220
контроль производства 209,
229
лаковые 229
литые 229 ел.
получение 209, 214 ел., 218 ел.
процесс образования 17
термическое отверждение 23
ел.
Карбены 512
Карболит литой 108. ел.
Каролит 445
Килоид 445
Кислоты
аднпиновая 259
акриловая 370
виннокаменная 259
галловая 44
лимонная 259
малеиновая 258 ел-
малоновая 259
метакриловая 379
триоксикарбоновая 44
фталевая 256 ел.
фумаровая 259
янтарная 259
Кислый гудрон 510, 520
Клебемассы 532, 536 ел.
Клей холодный 228
«Клярмиттель» 473
Композиции
прессовочные, см.
Прессовочные композиции
формовочные 162 ел.
Для аккумуляторных баков
531
Конденсация
ацетона с формальдегидом 401
метилэтилкетона с
формальдегидом 402
многоатомных спиртов с мно-
гоосновиыми кислотоми 260
фенолов с альдегидами 43, 57,
99, 101, 191
Конденсационные смолы 14
«Контакт» Петрова 52, 108 ел.,
253
Кратцвальцы 296
Крезол 29, 34
Крезольная смола 89
Кровельные рулонные материалы
531
Ксиленол 35 ел.
Кумарон 432
Кумароно-инденовые смолы 431
Кумароновые смолы 441
Лаки альбертолевые 176
Лаковые смолы 175, 178
Лакировка бумаги 165
Лактолит 445
Ланиталь 449
Лаукснт 228
Лигнофоль 165
Лимонная кислота 259
Линкруста 283, 298 ел.
Лииоксин 285, 287, 292 ел.
Линолеум 283, 291, 299
Льняное масло 260, 285 ел.
«Лувикаи» 369
«Люсаит» 398
Малеиновая кислота 258 ел.
Малоновая кислота 259
Мальтены 511
Масляный альдегид 42
Мастика асфальтовая 516
Материалы пластические
слоистые 165 ел., 235 ел.
— кровельные рулонные
531
Меламии 31, 197 ел., 236
.Меламино-альдегидные смолы 31
Меламиновые смолы 236
Метакрилаты 379, 397 ел.
Метакриловая кислота 379
Метакрнловые смолы 400
Метальдегид 41
Металенмочевина 202 ел., 224 Сл.
Метилизопропеиилкетои 402, 404,
406 сл,
Метилкетобутанол 403
Метилэтнлкетон 402
Механические прессы 145 сл.-
Меш 126
Мнкаиит 251
Миполам 353
Молочный казеин 443, 503
«Молочный камень» 445
Монометилолмочевина 200 сл.
Мочевина 194 сл.
Мочевнно-меламиновая смола 239
Мука
древесная 126 сл., 289
пробковая 287 сл.
«Найлон» 276 сл.
Наполнители 124 сл.
Неолейкорит 111 сл., 116
Неолейкоритовая смола 113, ПБ
Неолит 445
Нефтяные битумы 517
Нефтяные сульфокислоты 52, 108
сл.
Новолаки 20, 70, 56, 191 сл.
Новолачиые смолы 25, 54, 69, 82,
91
Номер сита 126
Обрат 452, 456
Оксиднфеннл 37 сл.
Оксидифеннловые смолы 183
Оксидифеноло- фор ма льдегидн ая
смола 185
Органическое стекло 369, 400
Орсин 44
«Пандойль» 473
«Парадур» 182 ,
Паральдегид 41 :
Параформальдегид 39 сл.
Пеки 510, 522
буроугольный 524
древесный 523
сланцевый 524
хвойный 524
Пеитаэр'нтрнт 255
«Пербунан» 397
Пергамин 531, 535
Петролеиы 511
Пластмассы 3, 165, 303, 462, 50?
•сл.
545
асбо-пековые 508
асфалъто-пековые 507 ел.
белковые 443
«Пластопалы» 234
«Плексиглас» 398
Полиакрилаты 378 ел., 398 ел.
Полиамидные смолы 275
Поливинилацетали 360 ел.
Поливииилацетат 343 ел., 350 ел.
354'
Полившшлиденхлорид 339
Поливиниловый спирт 354
Поливинилхлорид 334
Поливинилхлоридные смолы 336
Полимеризатор 121
Полимеризация
винилхлорида 329 ел.
кумароиа 432
метилизопропенилкетона 406
Полимеризационные смолы 303
ел., 316 ел.
Полимеры
акриловой кислоты 369
винилацетата 350
вииилдихлорида 337
винилкетонов 400
винилхлорида 324
виниловые 343
метакриловой кислоты 369
стирола 408
Полиметилакрилат 376 ел.
Полиметилизопропенилкетон 406
ел.
Полиметилмётакрилаты 398 ел.,
399 ел.
Полистирол 408, 418, 420, 425,430
Породы асфальтовые 510
Порошки прессовочные 124, 135
ел., 160 ел., 217 ел., 220 ел.,
225 ел.
Прессование изделий 157, -170,
219 ел., 227 ел.
Прессованные изделия 130, 142
ел., 160, 226 ел., 335
Прессовочные композиции
из карбамидиых смол 217 ел.,
229
из меламиновых смол 237 ел.
методы производства 131 ел.
наполнители 139 ел.
пигменты 137 ел.
рецептура 135 ел.
скорость отверждения 130
текучесть 129
Прессовочные порошки 124, 135
546
ел„ 160 ел, 21? ел., 220 сЛ.,
225 ел.
Прессформы
материалы для изготовления
144
обогрев 144 ел.
типы 142 ел.
Прессы 145
гидравлические 145 ел.
механические 145 ел.
таблеточные 157
угловые 149
шнековые 475
Природные битумы 515 ел.
Пробковая мука 287 ел.
Продутый битум 517
Пропитка
бумаги и ткани 165 ел.
наполнителя 168, 220
Протеолит 445
Растительный казеин 464
Реактор 75
Реакционный аппарат 220
Револьверная ваина 536
«Резистофлекс ПВА» 358
Резитол 16, 51
Резиты 16, 18, 20, 51
«Резоглас» 419
Резолы 15, 51, 57 ел., 83
Резольные смолы 21, 82 ел., 87,
93
Резорцин 29, 37
Резорциновые смолы 29
«Родолеи» 419
Руберин 532, 537
Рубероид 531, 532, 534 ел.
Руболь 537
Рулонные кровельные материалы
531
«Саран» 337, 340 ел.
Сернокислотный казеин 457
Синтетический глицерин 253
Синтетический изобутиловын спирт
382
«Синтол» 382
Сирийский асфальт 514 ел.
Сита номер 126
Сланцевый пек 524
Слоистые пластические
материалы 165 ел., 235 ел.
Смеситель 127
Смолы
акриловые 369 ел.
йлкидные, см. Алкидные смолы
алкил-феиольные 182
альдольные 275, 280, 282
айнлфеиольные 179 ел.
амино-альдегидные 244
анилино-формальдегидиые 244,
249 ел.,
арилдисульфонамидо-формаль-
дегндные 280
бакелитовые 49
бутилфеиольные 179 ел.
, виниловые 351
гексилфенольиые 185 ел.
глифталевые 176, 251, 271 ел.
дицианднамндные 240
карбамндные, см. Карбамид-
■ ные смолы
конденсационные 14
крезольная 89
кумароно-инденовые 431
кумароиовые 441
лаковые 175, 178
меламиновые 236
меламнно-альдегидные 31
метакриловые 400
мочевино-меламиновая 239
неолейкоритовая 113, 115
новолачиые 25, 54, 69, 82, 91
оксидифеииловые 193
оксидифеиило-формальдегид-
ные 185
полиамидные 275
поливинилхлоридные 336
полимеризацноиные 303 ел.,
316 ел.
резольиые 21, 82 ел., 87, 93
резорциновые 29
сульфонамидные 275, 279 ел.
термоплавкне, см
Термоплавкие смолы
термореактнвные, см. Термо-
реактнвные смолы
феиоло-алкидиые 189 ел.
феноло-альдегидные см. Фе-
ноло-альдегидиые смолы
феиоло-ацетальдегидные 186
ел.
феноло-терпеиовые 190
феноло-фурфурольные 193
Соевый шрот 498 ел.
Сольвар 355, 415
Сольвеит-нафта 435 ел-
Солянокислый казеин 457
Сополимеры 337 ел., 353, 407,428
Сяирт
изобутиловый 381
поливиниловый 354
фуриловый 283
«Стайремик» 431
Станки герколитовые 166
Стекло органическое 369, 400
Стирол 408
ингибиторы 415 ел.
катализаторы 417
методы получения 410 ел.
полимеризация 415 ел., 421 ал.
полимеры 408
сополимеры 428
технические условия 414
Стирофлекс 319, 427, 430
Сульфокислоты нефтяные 52, 108
ел.
Сульфонамидные смолы 275, 279
ел.
Сунальбииы 505
«Супербекаснт» 182 ел.
Сывороточный казеии 456 ел.
Сычужный
казеив 445, 459, 466
фермент 459 ел.
Таблеточные прессы 157
Текстолит 165 ел., 169, 171 ел.,
175
Термоплавкие смолы 20
феиоло-альдегидные 48 ел., 53
Термопластичные
массы 319
материалы 498
Термореактивиые смолы 17, 22
алкидиые 266
резорциновые 29
феноло-альдегидные смолы 43
ел., 57 ел.
Тиомочевнна 196 ел., 240 ел.
Ткаиь джутовая 284 ел.
Толь 531 ел., 535
Толь-кожа 531, 535
Трикрезол 34 ел.
Триоксикарбоновая кислота 4t
«Триплекс» 351 ел.
«Тролитул» 419
Угловые прессы 14',)
«Ультрапас» 237
Уретаиы 244
Уротропин 40
Усадка прессованных изделий 130
'Фанера бакелнэиро»аиная 165, 169
347
Фанерит 165, 173
Фаолит 164
Фенок 182
Фенолы 31 ел. __
конденсация с альдегидами 191
определение 33
применение 29
Ф&ноло-алкидные смолы 189 ел.
Феноло-альдегидные смолы
лабораторный контроль 95 ел.
методы получения 74 ел.
применение 27
растворимость в масле 177 ел.
свойства 176
схема производства 103
сырье 29, 31
термоплавкне 48 ел., 53
термореактивные 48 ел., 57
Феноло-ацетальдегидные смолы
186 ел.
Феноло-терпеновые смолы 190
Феноло-фурфурольные смолы 193
Фенопласты
литые 45, 98, 108, 111 ел., 117,
119, 124
прозрачные 106 ел., 140 ел.
типы 103 ел.
Фибра бакелитовая 165
Формалин 38
Формальдегид 38 ел.
Формвар 359, 361 ел., 366
Формование 161 ел-
Формовочные композиции 152 ел.
Фталёвая кислота 256 ел, -
Фумароьая кислота 259
Фуриловый спирт 283
Фурфурамнд 283
Фурфурол 43, 192, 283
Хавег 164
Хвойный пек 524
Химозин 459
Холодный клей 228
«Цибанит» 245
Цианамид 195 ел., 239
Шаровая мельница 127
Шнековын пресс 475
Шприцгус 319, 336
машина 426
Шприцевание 319, 336, 341
Шрот 463 ел.
соевый 498 .ел.
Электроизоляционные
пластические материалы 10 ел.
Эриноид 445
Эфиры
акриловой кислоты 372 ел.,
375, 369
виниловые 343
метакриловой кислоты 379,
385, 395
Янтарная кислота 259
К ЧИТАТЕЛЮ
Прежде, чем пользоваться книгой, исправьте следующие опечатки:
Страница
11
табл. 1,
2 графа
43
52
64
91
91
91
91
92
92
92
92
243
293
296
372
Строка
1 сверху
10 снизу
3 сверху
1 сверху
2 снизу
4 снизу
9 снизу
13 снизу
4 -снизу
6 снизу
12 снизу
13 снизу
20 сверху
Подпись
под рис. 47
1 снизу
2 снизу
Напечатано
Мочевиииая кислота
фурфуролгидразииа
Лосевым
Гамес
С6Н5ОН
сн2о
2,65%
18,35%
С6Н5ОН
сн2о
3,28
5.80
HN = (СН2)2
Смесительная
Крафтвальцы
интересных
Должно выть
Мочевниная смола
фурфуроагидразо на
Лисевык
Гавус
сн2о
С6НБОН
2,65
18,35
сн2о
с6н5он
3,28 %
5.80%
HN = С (NHj)2
Окислительная
Кратцвальцы
инертных
Заказ 1532. Петров, Лосев и Рутовский.