/






























































































































































































































































































































































































































































































































































































































































































































































Автор: Николаев А.Ф.
Теги: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс химия
Год: 1964




Текст
А. Ф. НИКОЛАЕВ
Си НТЕТИЧ Е СКИ Е
ПОЛИМЕРЫ
И ПЛАСТИЧЕСКИЕ МАССЫ
НА ИХ ОСНОВЕ
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебного пособия для студентов
химико-технологических вузов и факультетов.
I
Н**очеркасг«цГв
•••■тонически» ■HCiJiiyW '
тп
ИЗДАТЕЛЬСТВО «ХИМИЯ»
МОСКВА • 1964 - ЛЕНИНГРАД
В книге излагается химия и технология син¬
тетических пластических масс. Дается характе¬
ристика сырья и методов его получения, описы¬
ваются технологические процессы производства,
свойства пластических масс и изделий из них, а
также области применения. В каждой главе осо¬
бо выделен раздел о закономерностях образо¬
вания полимеров.
Книга предназначается в качестве руковод¬
ства для инженерно-технических работников про¬
мышленности пластических масс, работников на¬
учно-исследовательских институтов, проектных
организации, а также может быть использована
как учебное пособие для студентов химико-тех¬
нологических вузов.
Издательство просит присылать замечания
и отзывы об этой книге по атресу:
Ленинградское отделение Издательства «Химия», Ленинград, Невский пр., 28
Ленинградское отделение Издательства «Химия»
Невский пр., 28
Редакторы: Е. И. Шур, В. Д. Пиастре
Техннч. редакторы: С. С. Левин. 3. Е. Маркова
Корректор К. А. Мухина
К ЧИТАТЕЛЮ
Анатолий Федорович НИКОЛАЕВ
СИНТЕТИЧЕСКИЕ ПОЛИМЕРЫ
И
ПЛАСТИЧЕСКИЕ МАССЫ НА ИХ ОСНОВЕ
с. 784
УДК 678
Подписано к печати 12/VI 1964 г.
Бумага 70 х 1081/16.
Уч.-изд. л. 70,6.
Леч. л. 49-
М-12297-
Тираж 12 000.
Цена 2 р. 62 коп.
Заказ № 135*
Ленинградская типография № 2 имени Евгении Соколовой «Главполиграфпрома»
Государственного комитета Совета Министров СССР по печати.
Измайловский проспект, 29.
СОДЕРЖАНИЕ
1 т'едисловие Ю
: ление 11
I. ПЛАСТИЧЕСКИЕ МАССЫ НА ОСНОВЕ ПОЛИМЕРОВ
НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ
Глава 1
Палвэтшев
Сырье для производства полиэтилена 14
номерности полимеризации этилена 16
П:оизводство полиэтилена 25
Структура н свойства полиэтилена 35
Хлорированный полиэтилен 46
Сульфохлорнрованный полиэтилен 47
Применение полиэтилена 48
Глава 2
Палмропнлев 58
- е производства полипропилена 59
С ностн полимеризации пропилена 60
; -~во полипропилена 63
-ъ.~:~it 1 лнлропнлена 65
- -. -волшроаялеиа и способы его переработки в изделия 68
Глава 3
П . 72
• _ —м - птезоб^тилеиа 73
Si- - г шме изаинн изоб>тнлена 73
Г: се ;сгв - иизтбч тилена . . 77
С:- ства поли изобутилена 78
П‘ ie _FHe полиизобутилена и способы его переработки в изделия ... 79
Сополимеры изобутилена 82
Глава 4
Л^*тве полнолефины 83
Глава 5
и «стирол 83
Сырье для производства полистирола 84
Закономерности полимеризации стирола 86
П тоизводство полистирола 98
Свойства полистирола ПО
Г именение полистирола и способы его переработки в изделия 118
Пенополистирол 124
крытня 129
'г знфнцирова.чиыи полистирол ...
'• :»ггаллическии полистирол 130
■I чвловаполненный полистирол 131
“гоостойкий полистирол 131
.строчный полистирол 135
Литература 138-
Содержание
5
Свойства и применение поливииилиденхлорида 281
Сополимеры влнилиденхлорида 282
Глава 12
Политетрафторэтилен 284
Сырье для производства политетрафторэтилена 284
Закономерности полимеризации тетрафторэтилена 285
Производство политетрафторэтилена 286
Свойства политетрафторэтилена 287
Применение политетрафторэтилена 297
Сополимеры тетрафторэтилена 301
Глава 13
Политрифторхлорэтилен 302
Сырье для производства политрифторэтилена 302
Закономерности полимеризации трнфторхлорэтилена 303
Производство политрифторхлорэтилена 305
Свойства политрифторхлорэтилена 306
Применение политрифторхлорэтилена 313
Сополимеры трнфторхлорэтилена 315
Глава 14
Другие полимеры на основе галогеипроизводиых этилена 317
Полимеры и сополимеры на основе винилфторида 317
Полимеры и сополимеры на основе винилиденфторида 318
Литература 319
IV. ПЛАСТИЧЕСКИЕ МАССЫ НА ОСНОВЕ ПРОИЗВОДНЫХ
АКРИЛОВОЙ И МЕТАКРИЛОВОЙ КИСЛОТ (АКРИЛАТЫ)
Глава 15
Полимеры эфиров акриловой и метакриловой кислот 326
Сырье для производства полимеров на основе производных акриловой
и метакриловой кислот 327
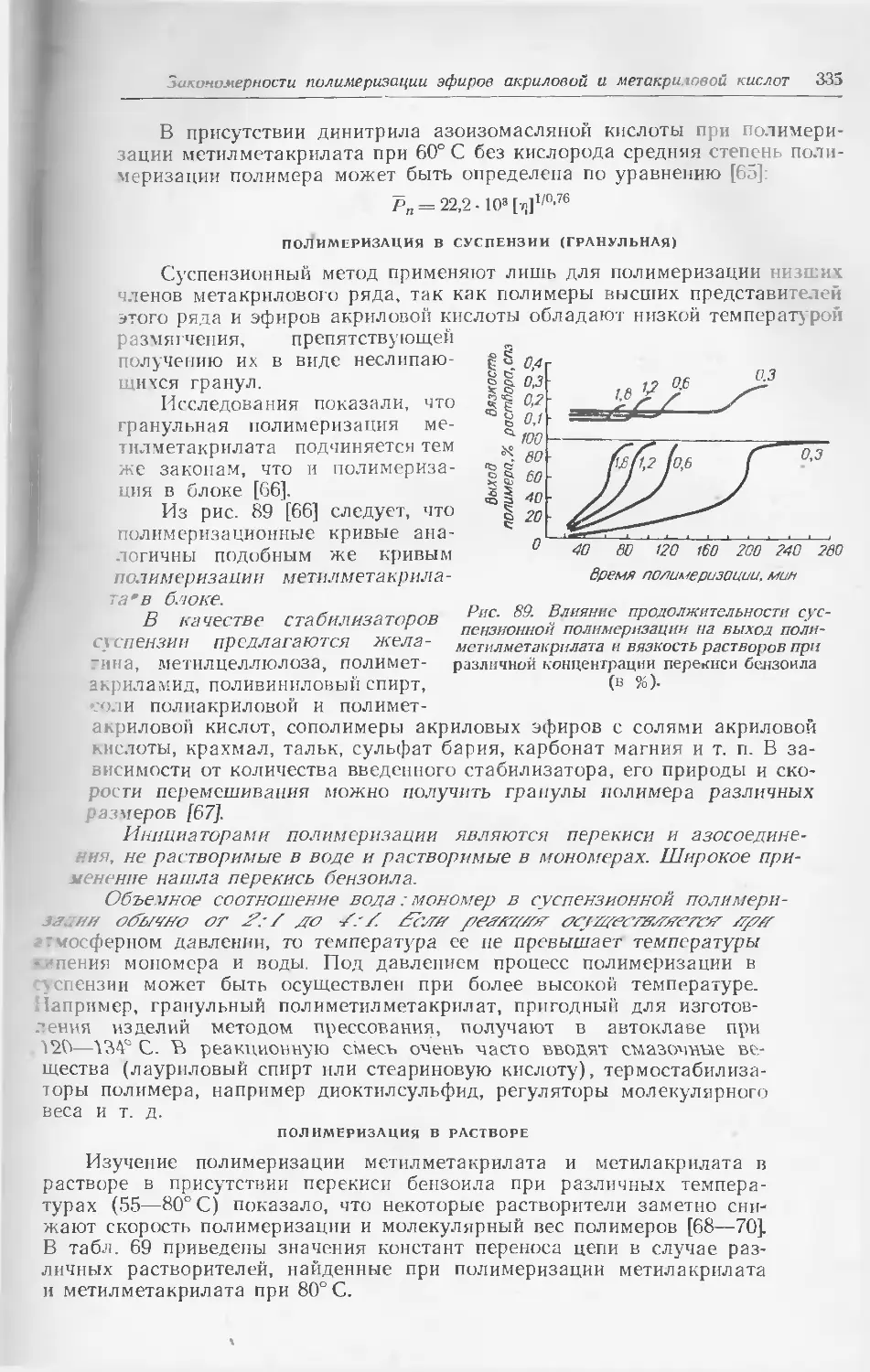
Закономерности полимеризации эфиров акриловой и метакриловой кислот 331
Свойства полимеров эфиров акриловой и метакриловой кислот 337
, Получение и применение акриловых смол 344
Сополимеры метилметакрилата 353
Глава 16
Полиакрилонитрил 355
Закономерности полимеризации акрилонитрила 355
Производство полиакрилонитрила 357
Свойства полиакрилонитрила 358
Применение полиакрилонитрила 361
Сополимеры акрилонитрила 362
Смеси с другими смолами 362
Глава 17
Полиакриламид 363
Закономерности полимеризации акриламида 363
Свойства и применение полиакриламида 365
Литература 366
V. ПЛАСТИЧЕСКИЕ МАССЫ НА ОСНОВЕ
АМИНО-АЛЬДЕГИДНЫХ СМОЛ
Глава 18
Сырье для производства амино-альдегидных смол 373
Глава 19
Мочевино-формальдегидные смолы 377
6
Содержание
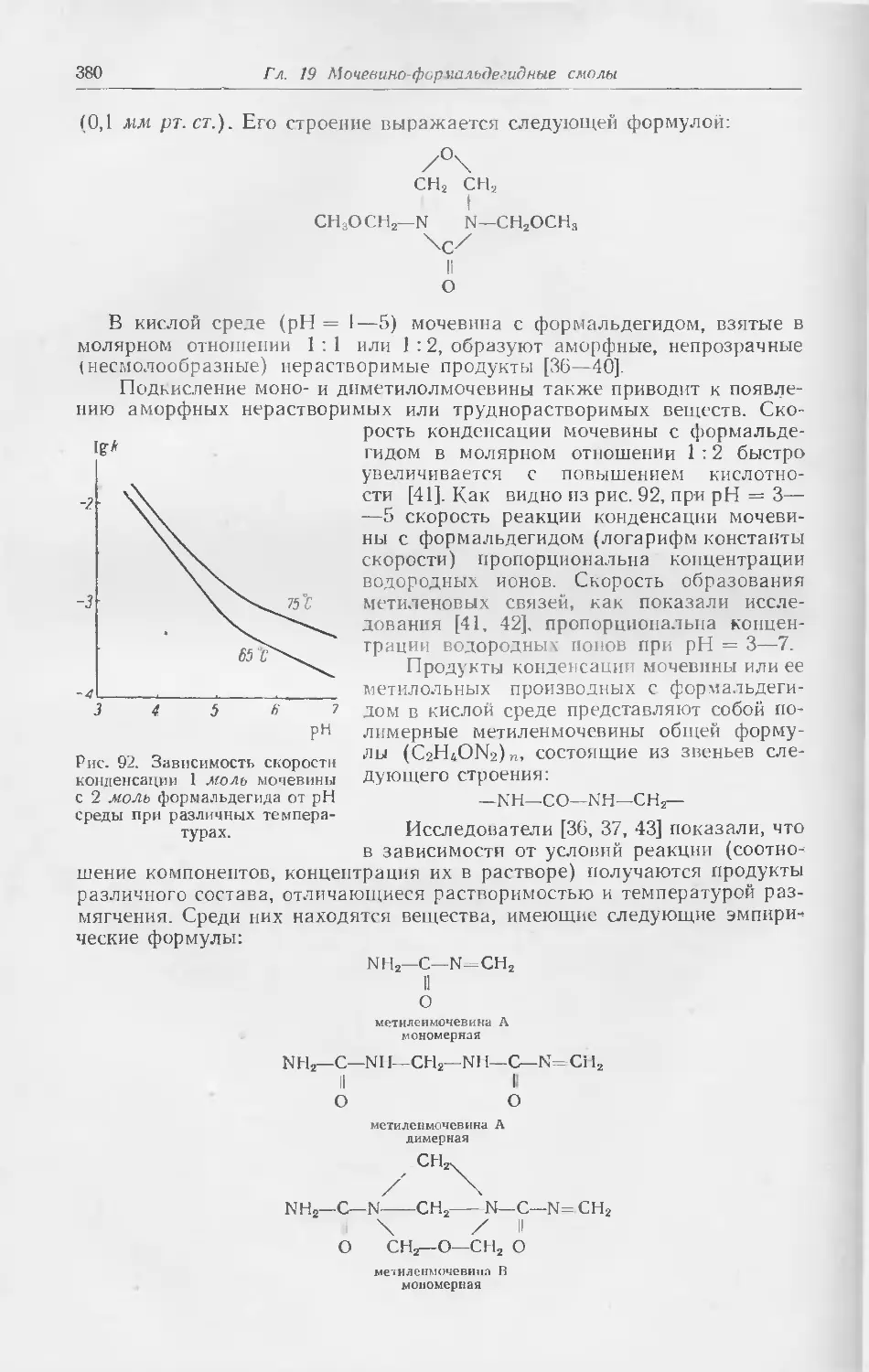
Закономерности поликонденсации мочевины с формальдегидом и строение
смол 377
Производство мочевино-формальдегидных смол 387
Свойства и применение мочевино-формальдегидных смол 389
Глава 20
Меламино-формальдегидные смолы 406
Закономерности поликондеисации меламина с формальдегидом 406
Свойства и применение меламино формальдегидных смол 408
Глава 21
Аиилиио-формальдегидные смолы 412
Закономерности поликонденсации анилина с формальдегидом и строение
смол 412
Получение и применение анилино-формальдегидных смол , 414
Литература 415
VI. ПЛАСТИЧЕСКИЕ МАССЫ НА ОСНОВЕ
ФЕНОЛО-ФОРМАЛЬДЕГИДНЫХ СМОЛ
Глава 22
Новолачные и резольиые смолы . .... 418
Сырье для производства смол 419
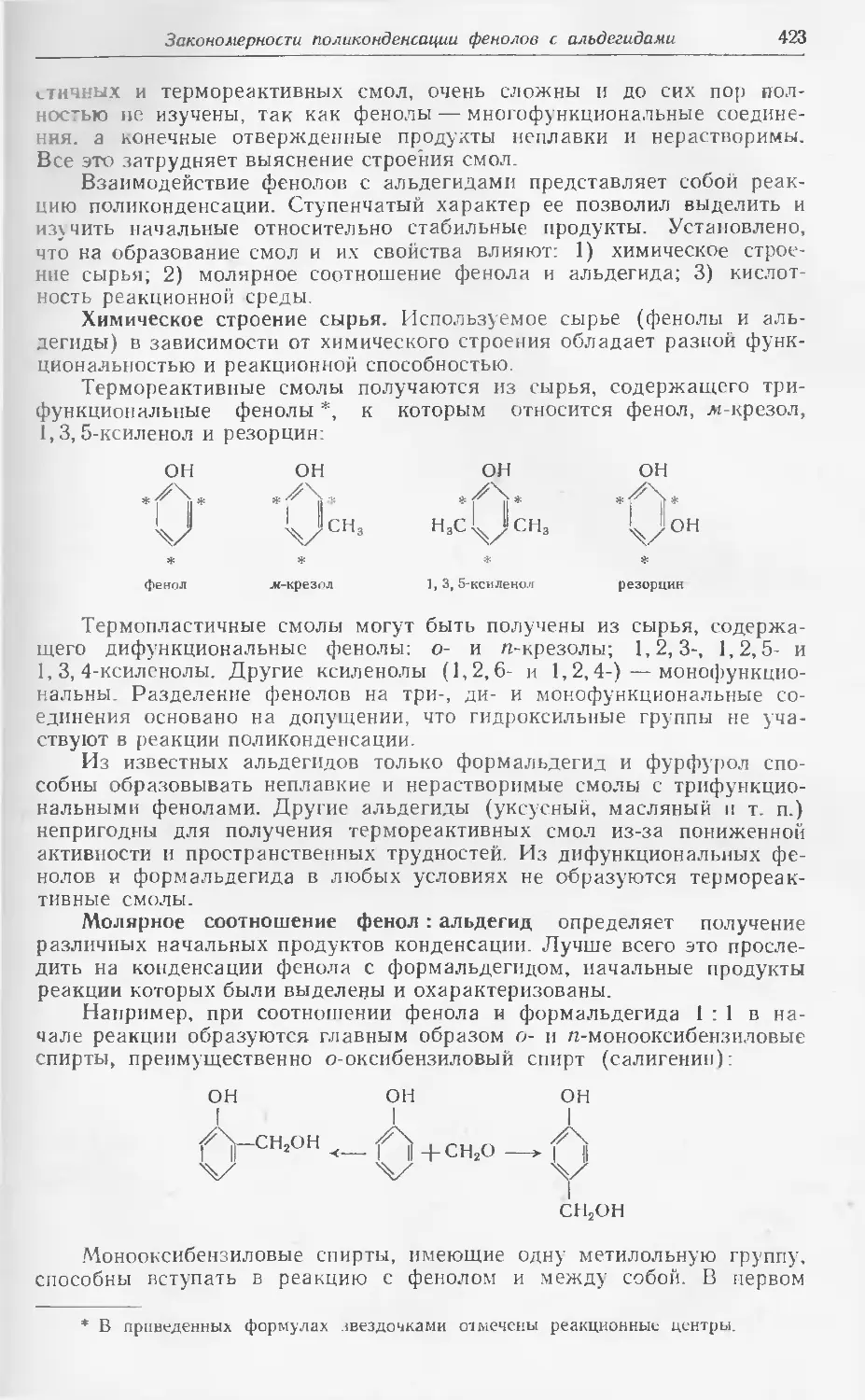
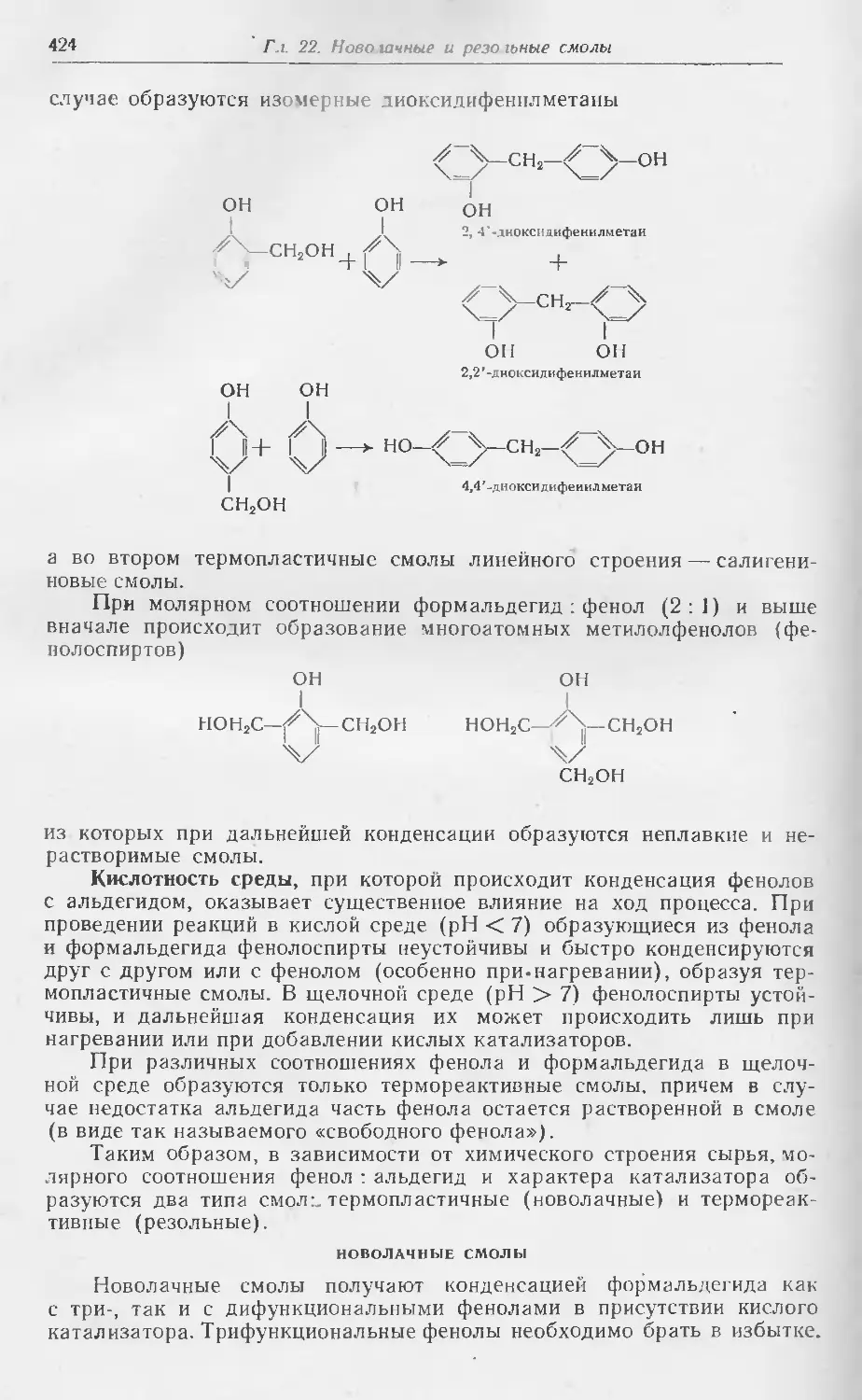
Закономерности поликонденсации фенолов с альдегидами 422
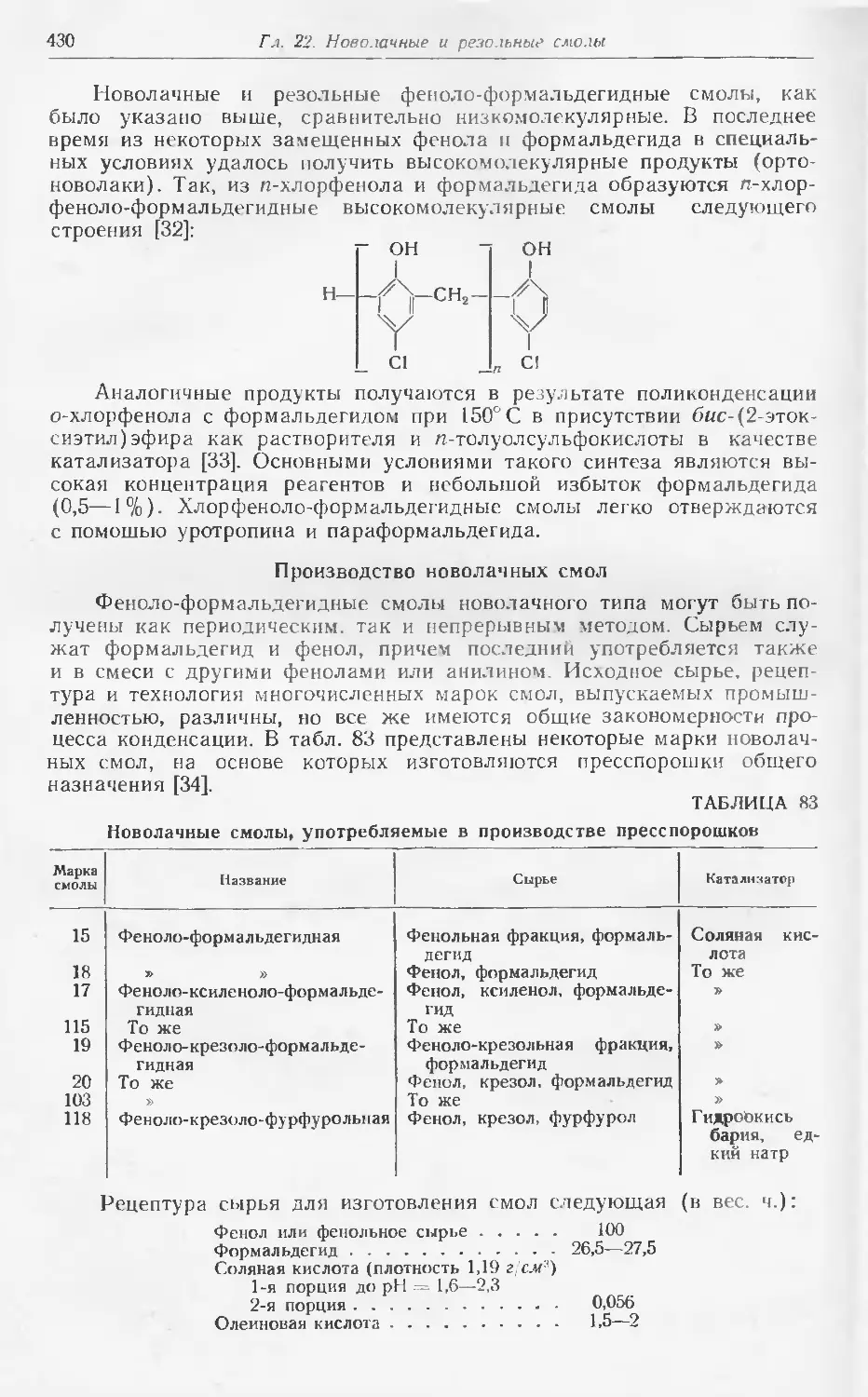
Производство новолачных смол ... .... 430
Свойства новолачных смол . . . ■ ■ 436
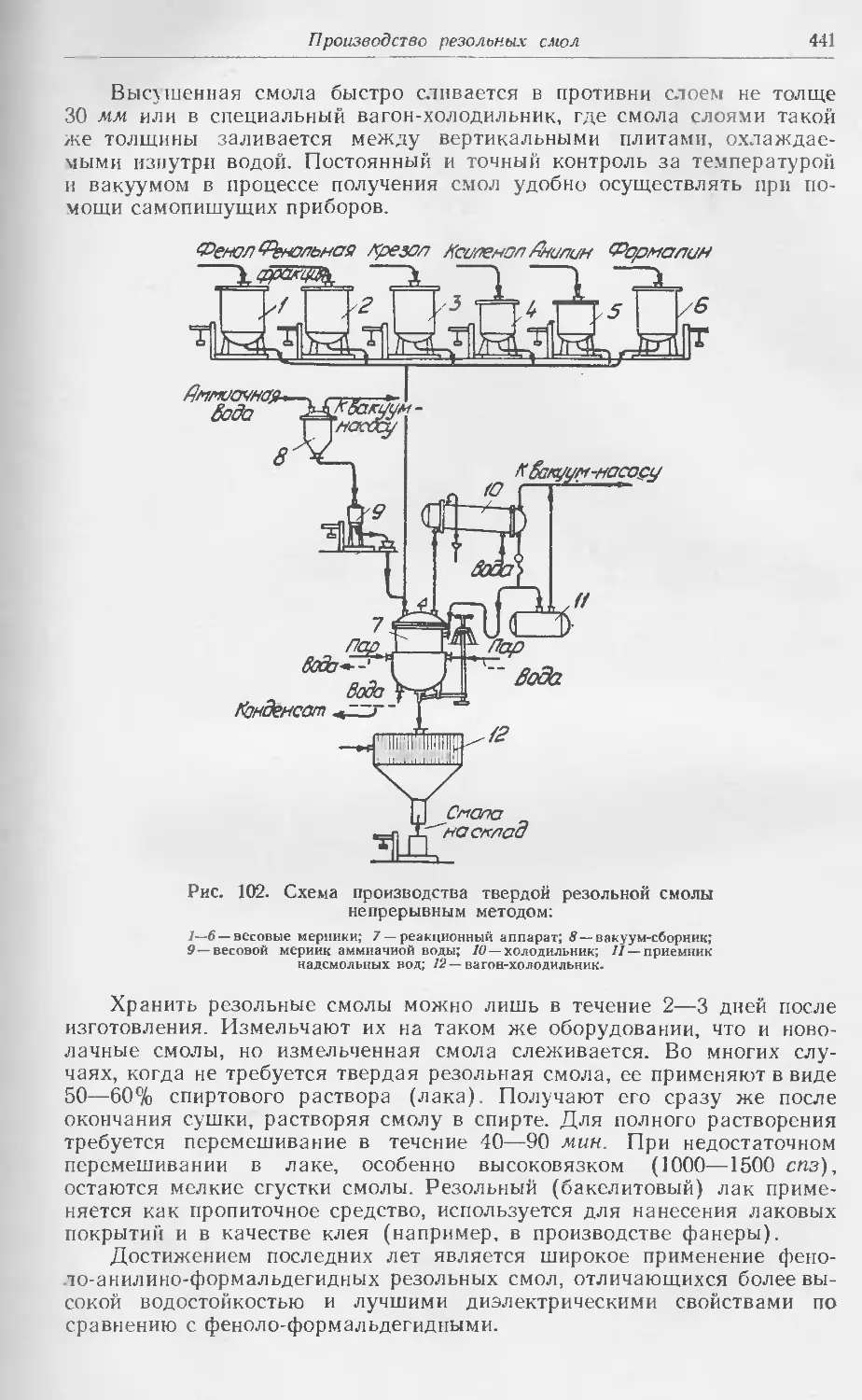
Производство резольных смол . . . ... 439
Свойства резольных смол 443
Глава 23
Фенопласты * 444
Типы прессматериалов на основе феноло альдегидных смол 444
Пресспорошки 445
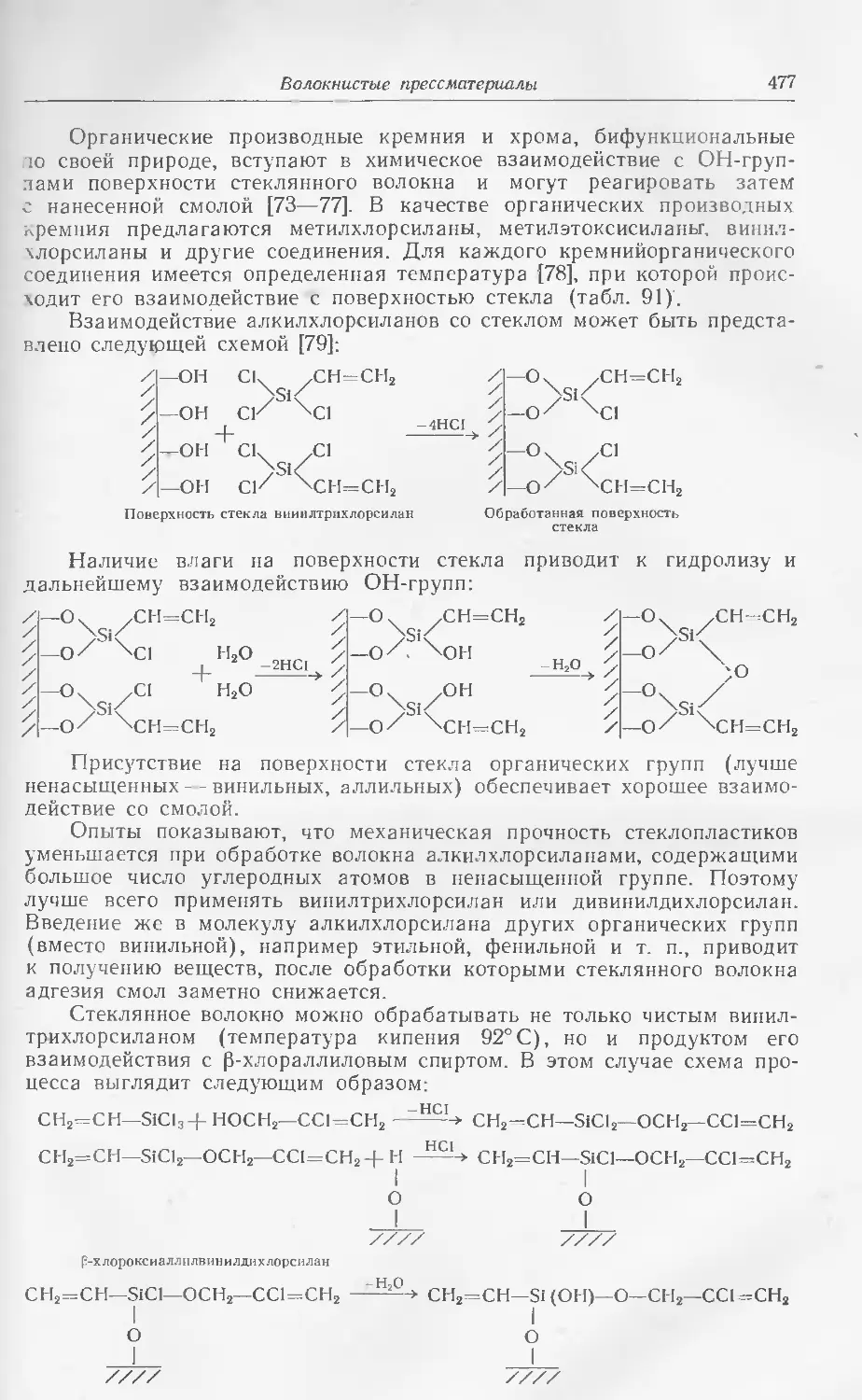
Волокнистые прессматериалы 466
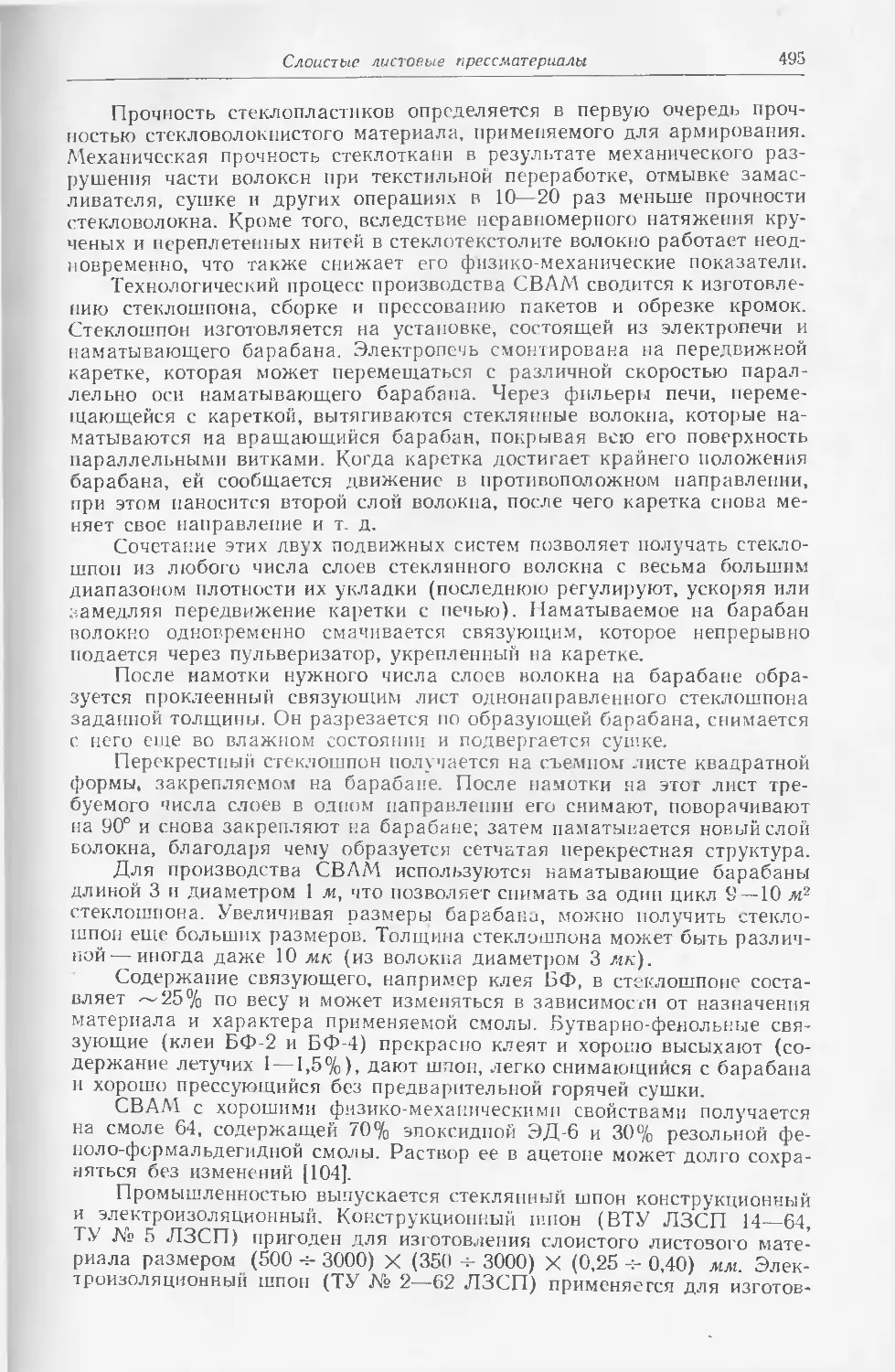
Слоистые листовые прессматериалы 479
Крошкообразные прессматериалы 506
Глава 24
Другие материалы иа основе феноло-формальдегидиых смол 509
Формовочные материалы 509
Угле-графитовые материалы .... .... 520
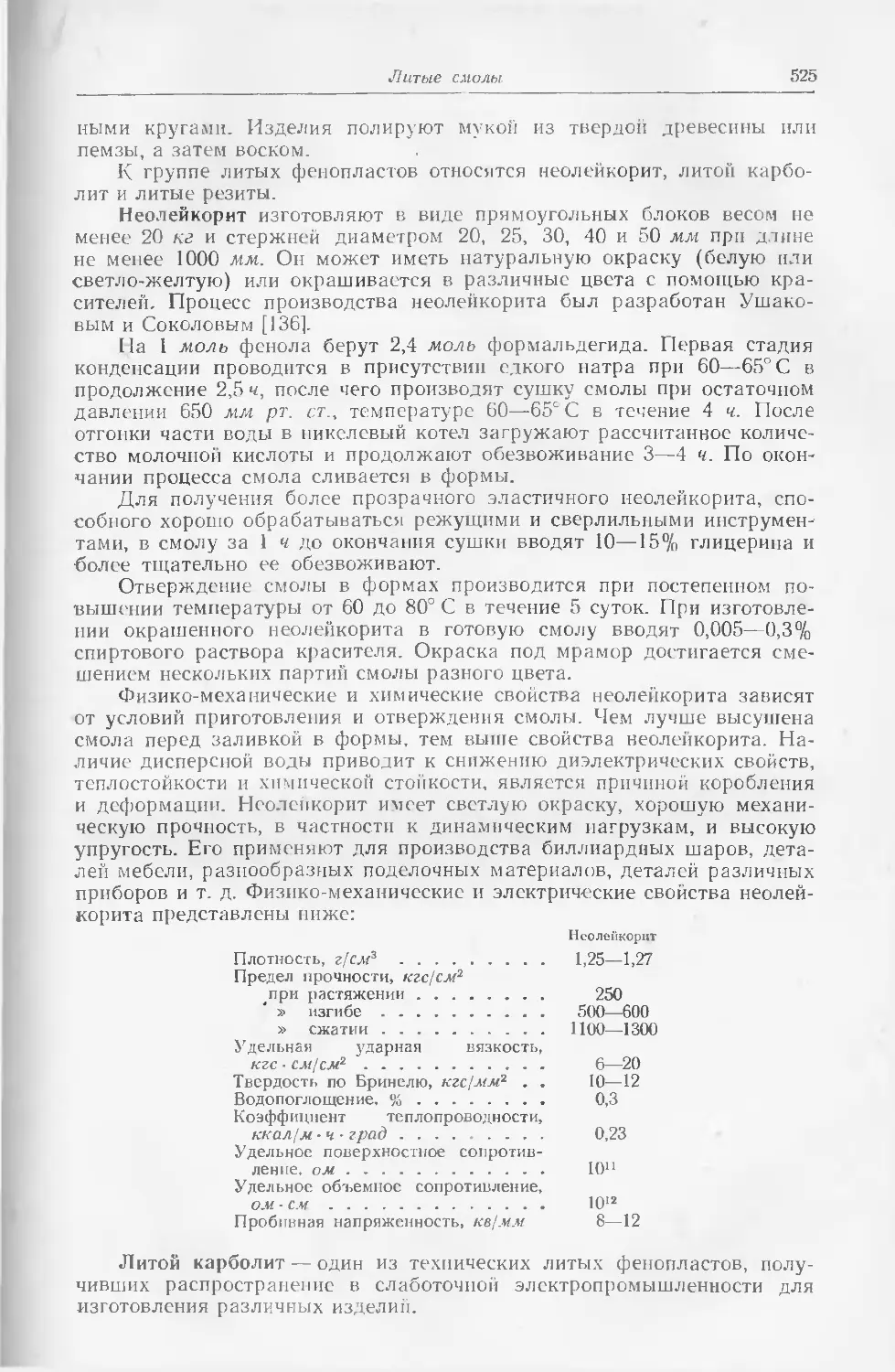
Литые смолы 523
Газонаполненные пластмассы 527
Клеи 533
Лаки на основе новолачных смол . . - . • • 538
Литература 543
VII. ЭЛЕМЕНТОРГАНИЧЕСКИЕ ВЫСОКОМОЛЕКУЛЯРНЫЕ
СОЕДИНЕНИЯ
Глава 25
Кремиийорганические соединения и пластические массы на их основе 548
Особенности химии кремния 548
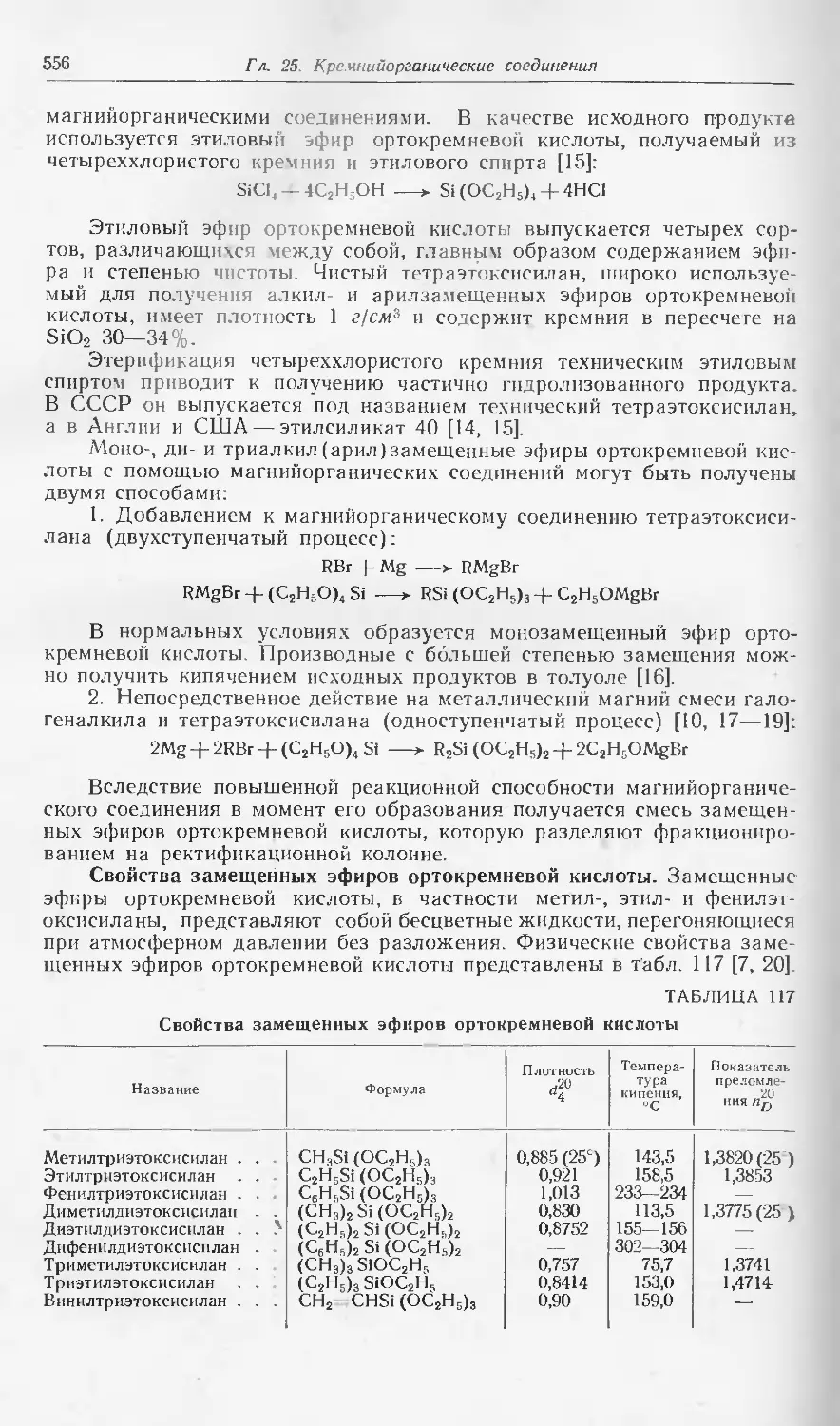
Сырье для производства кремнийорганнческих соединений 552
Закономерности поликонденсации кремнийорганнческих соединений и обра¬
зование полимеров 557
Производство полиорганосилоксанов 563
Свойства и применение полиорганосилоксанов 568
Глава 26
Титаноргаиические смолы 586
Сырье для производства титанорганических смол 586
Закономерности гидролиза и конденсации бутилортотитаната 588
Получение и свойства термостойких покрытий 589
Содержание
7
Глава 27
Алюминийорганические высокомолекулярные соединения 591
Глава 28
Полиэлементоргаиосилоксаны 592
Полиалюмоорганосилоксаны 593
Полититанорганосилоксаны 594
Литература 595
VIII. ФУРАНОВЫЕ СМОЛЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
Глава 29
Смолы на основе фурфурилового спирта и мономера ФА 598
Закономерности поликондеисации и строение смол 599
Производство фурфуроло-ацетонового мономера (мономера ФА) 602
Применение смол и свойства материалов 603
Литература 608
IX. ПОЛИАМИДЫ И ПЛАСТМАССЫ НА ИХ* ОСНОВЕ
Глава 30
Капрон, найлои, эиаит н другие полиамиды 610
Сырье для производства полиамидов 610
Закономерности образования полиамидов 613
Промышленные способы получения полиамидов 621
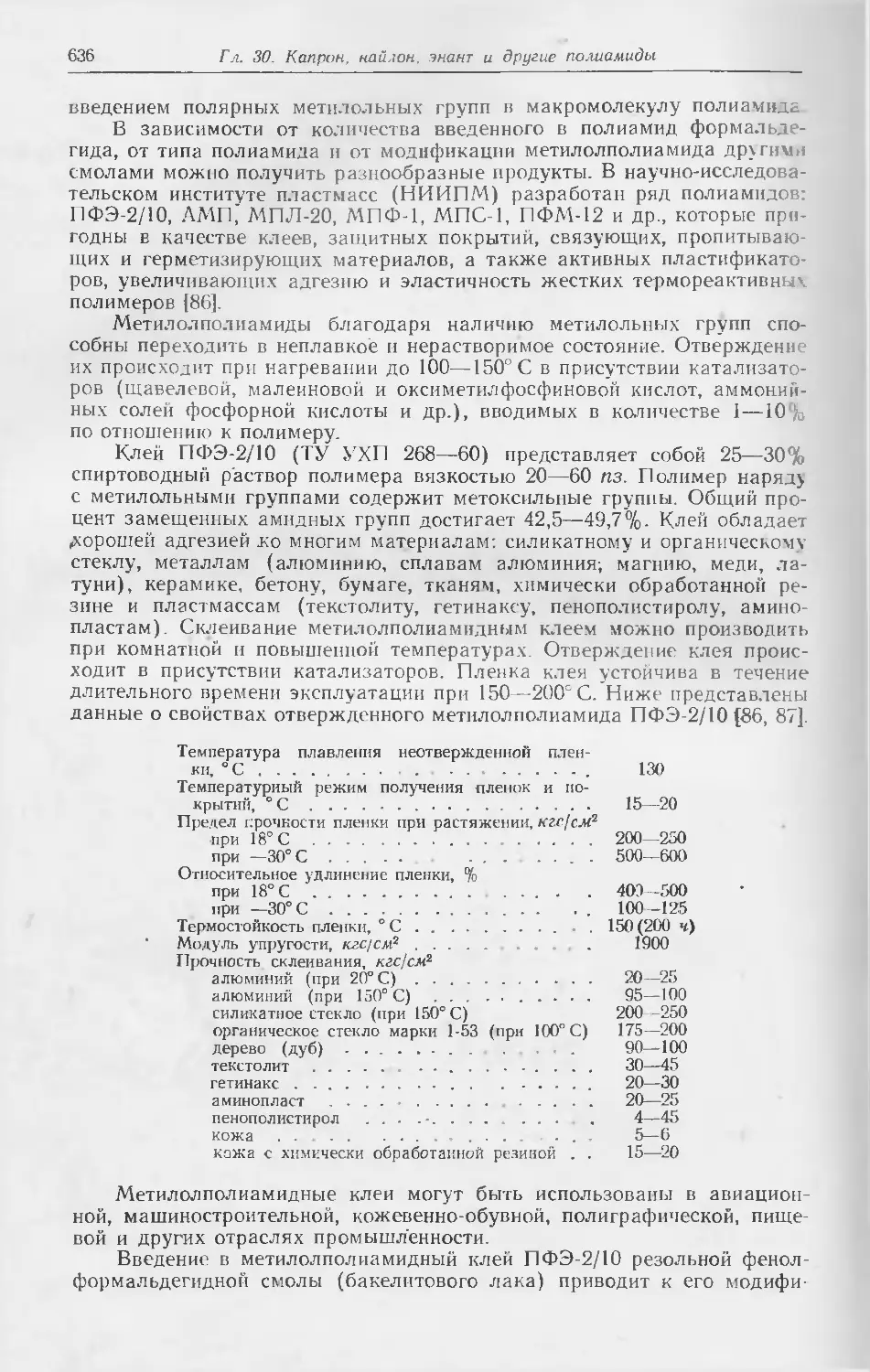
Свойства и применение полиамидов 626
Литература . . 638
X. ПОЛИУРЕТАНЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ.
ПОЛИМОЧЕВИНЫ
Глава 31
Полиуретаны 640
Сырье для производства полиуретанов 640
Закономерности образования полиуретанов .. 643
Производство полиуретанов 646
Свойства и применение полиуретанов 646
Глава 32
Полимочевины 656
Закономерности образования полимочевин 656
Свойства полимочевин 657
Литература 658
XI. ЭПОКСИДНЫЕ СМОЛЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
Глава 33
Эпоксидные смолы 660
Сырье для производства смол 661
Закономерности образования эпоксидных смол 662
Отверждение смол . • • • ®65
Производство эпоксидных смол 676
Свойства и применение эпоксидных смол 678
Глава 34
Полиэпоксидные смолы 696
Полиглицидилциануратные смолы 697
Полиглицидилфеноло-фталеиновые смолы 697
Полиглицидилфеноло-формальдегидные смолы 698
Эпоксидироваиные полиолефины 699
Литература 699
8
Содержание
XII. ПОЛИЭФИРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
Глава 35
Сырье и закономерности образования полиэфиров 703
Сырье для производства полиэфиров 703
Закономерности образования полиэфиров . . 706
Глава 36
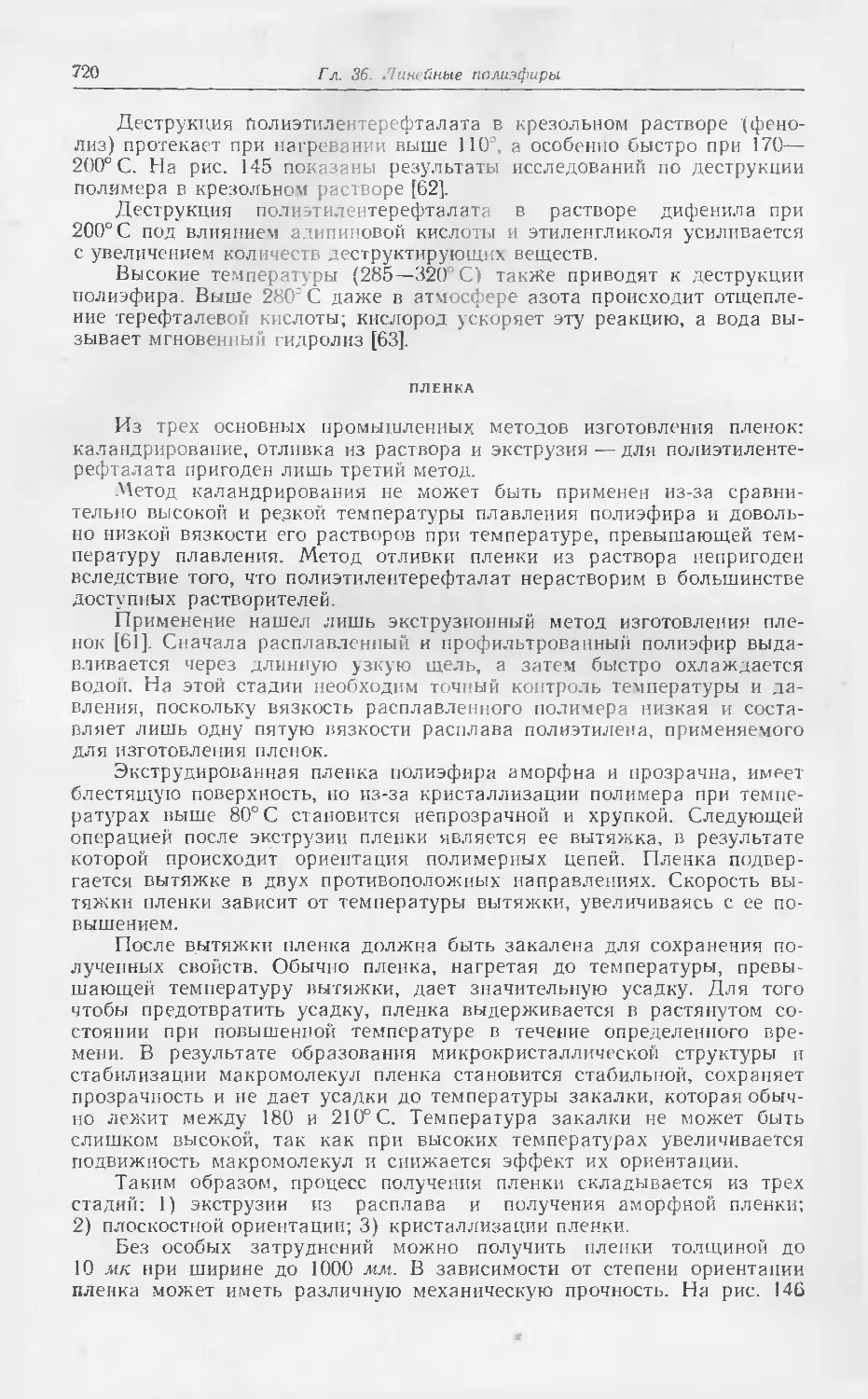
Лниейиые полиэфиры 711
Полиэтиленфталат 711
Полиэтиленадипат и полиэтиленсебацинат . 714
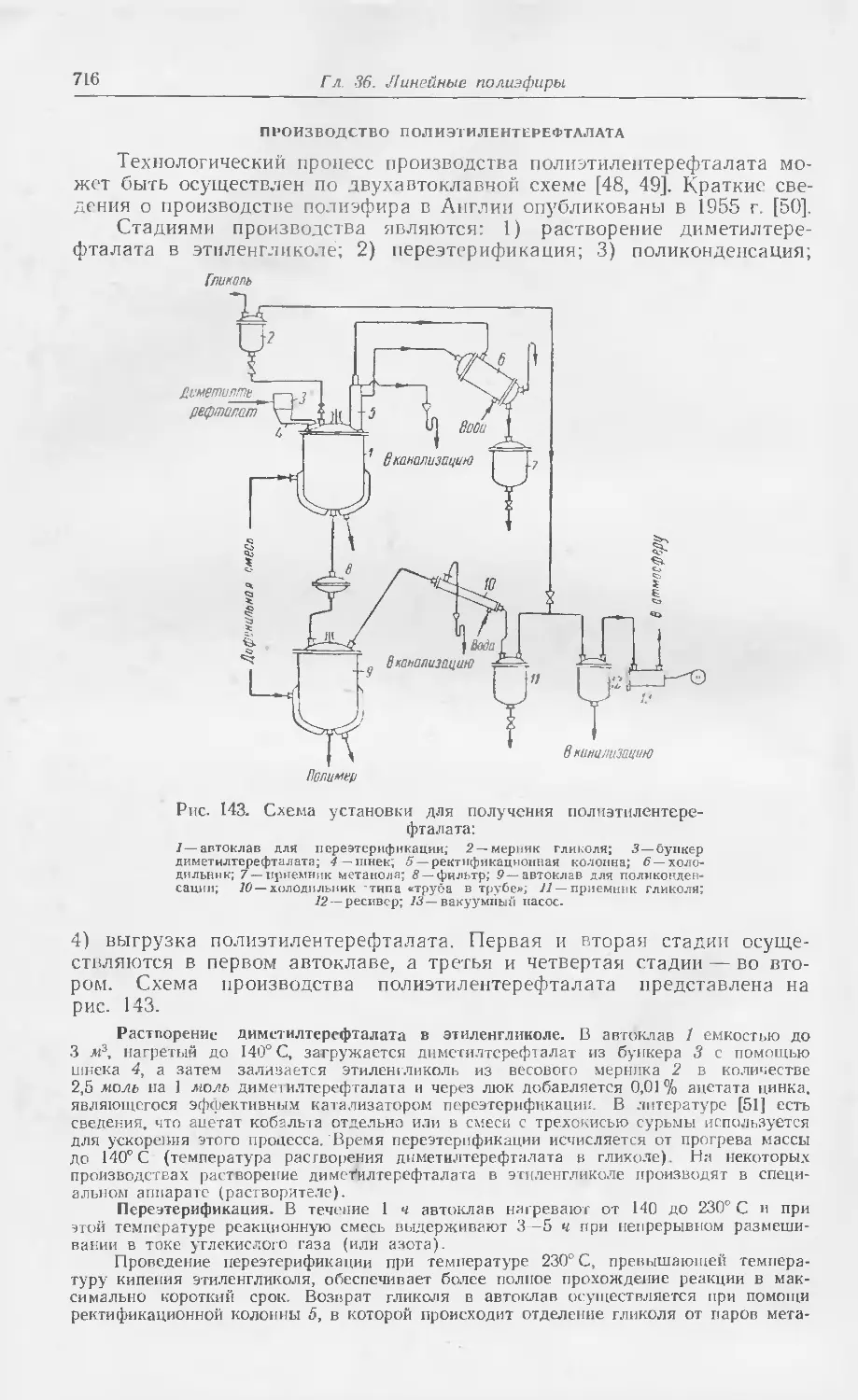
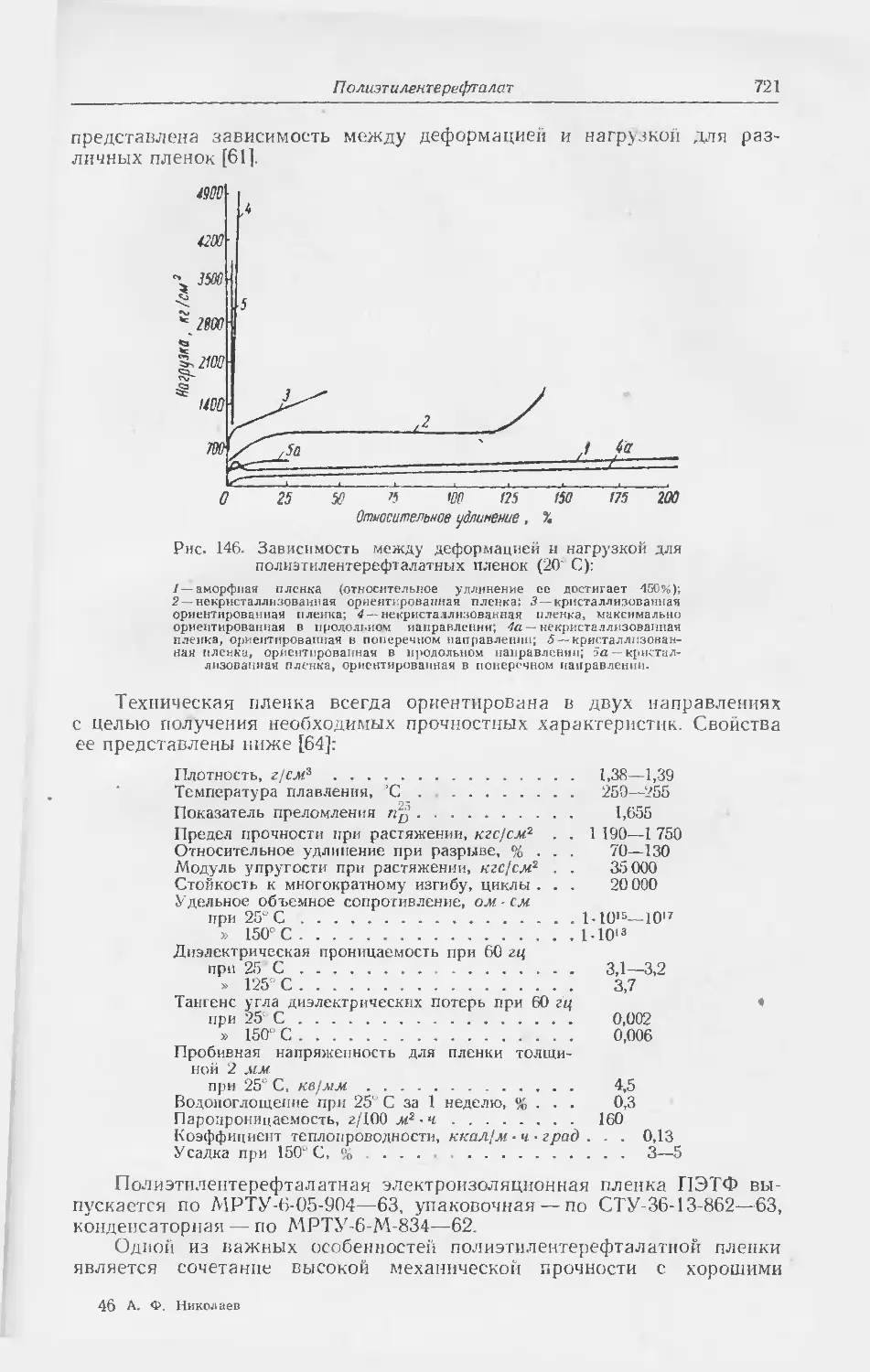
Полиэтилентерефталат 715
Глава 37
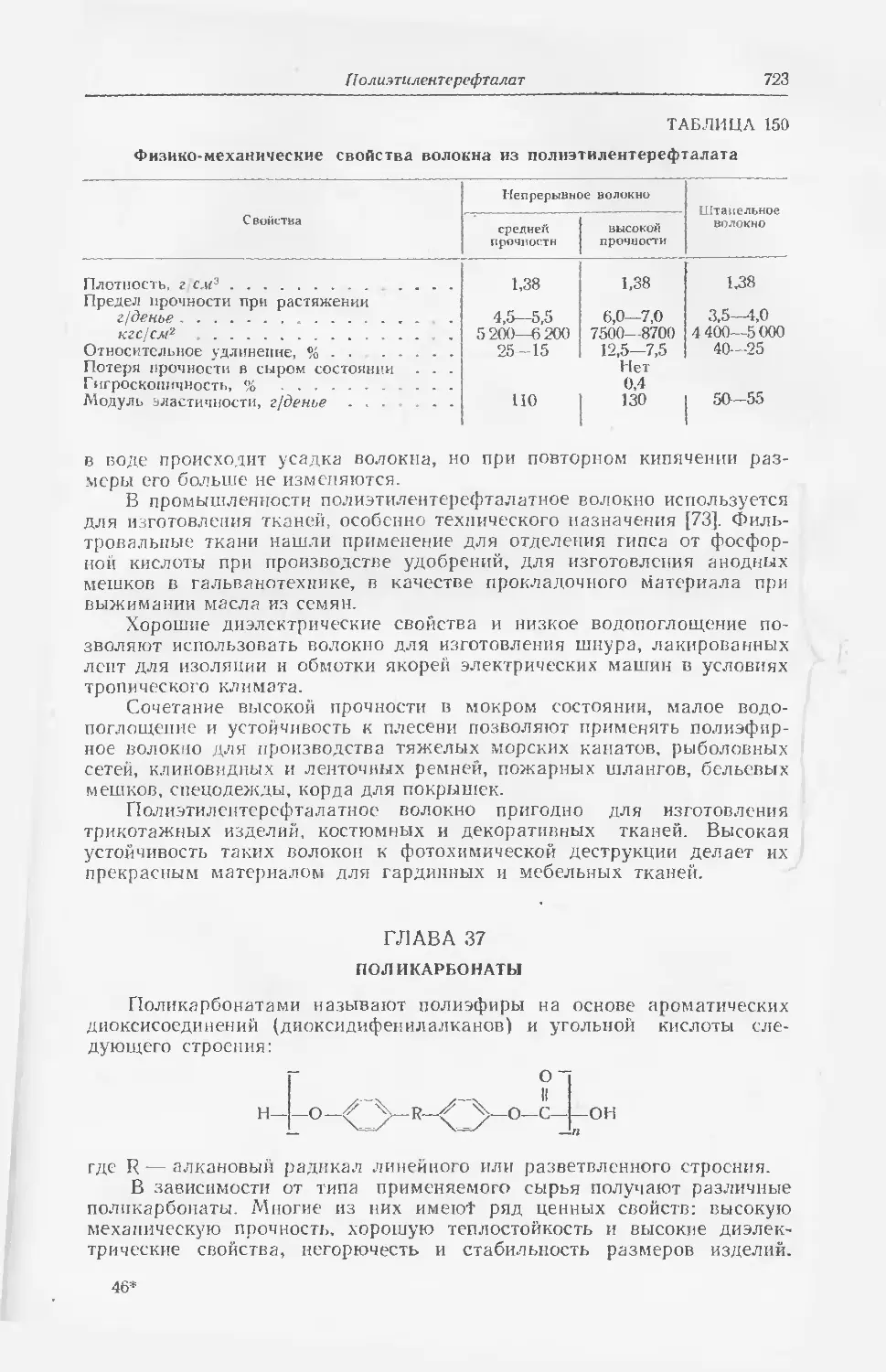
Поликарбонаты 723
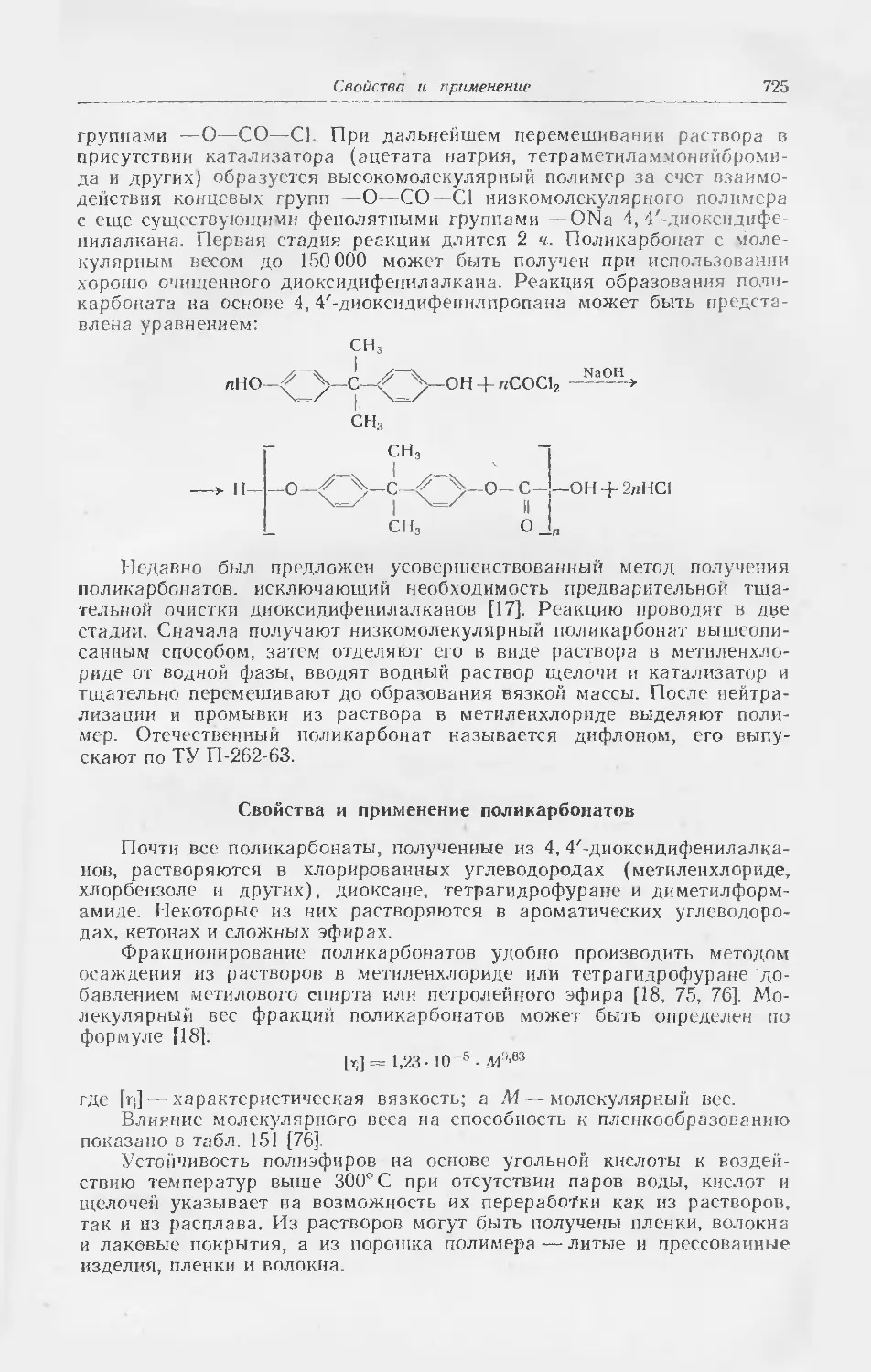
Получение поликарбонатов 724
Свойства и применение поликарбонатов 725
Глава 38
Алкидиые смолы 729
Немодифицированные глифталевые смолы 729
Модифицированные глифталевые смолы 731
Модифицированные пентафталевые смолы 735
Глава 39
Ненасыщенные полиэфиры 736
Состав ненасыщенных полиэфиров 736
Производство ненасыщенных полиэфиров 747
Свойства и применение ненасыщенных полиэфиров 751
Глава 40
Простые полиэфиры 771
Полиформальдегид 771
Полиэфир хлорированный (пентон, пентапласт) . . 774
Литература . . 776
Указатель 780
СООТНОШЕНИЯ ЕДИНИЦ МЕЖДУНАРОДНОЙ СИСТЕМЫ СИ С ЕДИНИЦАМИ
ДРУГИХ СИСТЕМ, ИСПОЛЬЗОВАННЫМИ В КНИГЕ
Наименование величины
Единицы измерения
Переводные коэффициенты
другие системы
си
в единицы СИ
Водопоглощение ....
г/дм2
кг/м2
1 г/дм2 = 0,1 кг/м2
Вязкости коэффициент
динамический ....
пз
н ■ сек/м2
1 пз = 0,1 н-сек/м2
Вязкости коэффициент
кинематический . . .
cm
м2/сек
1 спз --- 0,001 н • сек/м2
1 cm = 10-4 м2/сек
Вязкость удельная удар¬
ная
кгс ■ см/см2
дж/м2
1 сст = 10 6 м2/сек
1 кг ■ с.1г/сл«2?;ь 0,981 кдж/м2
Давление, напряжение
механическое (предел
прочности при растя¬
жении, изгибе, сжа¬
тии, срезе)
кгс/см2
н/м2
1 кг /см2 = 1 ат =
Плотность
г/см3
кг/м3
= 0,0981 Мн/м2
1 атм = 0,1013 Мн/м2
1 мм вод. ст. 9,81 н/м2
1 мм pm. cm.яй 133,322 н/м2
1 г/см3 = 103 кг/м3
Пробивная напряжен¬
ность
кв/мм
в/м
1 кв/мм = 106 в/м
Температуропроводно¬
сти коэффициент . .
м2/ч
мг/сек
1 м2/ч рь 0,278 • 10-3 м2/сек
Теплоемкость удельная
кал/г ■ град
дж/кг ■ г рад
1 кал/г • град =
Теплопроводности ко¬
эффициент
ккал/м ■ч • градус
вт/м ■ град
= 1 ккал/кг ■ град
ж 4,19 кдж/кг ■ град
1 ккал/м ■ ч ■ град =
Твердость по Бринелю .
кгс/мм2
н/м2
= 1,163 вт/м ■ град
1 кг/мм2 = 9,81 Мн/м2
Упругости модуль . . .
кгс/см2
н/м2
1 кг/см2 = 0,0981 Мн/мг
Электрическое сопро¬
тивление удельное
объемное
ом ■ см
ом ■ м
1 ом ■ см = 0,01 ом ■ м
ПРЕДИСЛОВИЕ
Программой партии, принятой XXII съездом КПСС, и решениями
декабрьского (1963 г.) Пленума ЦК КПСС определен грандиозный
план ускоренного развития химической промышленности — химизации
народного хозяйства как одной из основ создания материально-техни¬
ческой базы коммунизма. Начало ускоренному развитию химической
промышленности было положено майским (1958 г.) и ноябрьским
(1962 г.) Пленумами ЦК КПСС.
Развитие химической промышленности позволит максимально за¬
менять синтетическими материалами цветные металлы, особенно в
электро- и радиотехнической промышленности, химическом и нефтяном
машиностроении; использовать пластические массы вместо легирован¬
ных металлов при изготовлении узлов и деталей машин, в производстве
труб и других изделий; широко внедрять полимеры в строительстве,
сельском хозяйстве, медицине и других областях народного хозяйства.
В 1965 г. намечается произвести 950 тыс. т, а в 1970 г. 3,5—4 млн. т
синтетических полимеров и пластмасс, являющихся важнейшими вида¬
ми химической продукции.
Быстрое развитие химии и физики высокомолекулярных соединений
способствовало синтезу сотен новых полимеров. В последние годы
в результате многочисленных исследований получены полиэтилен, поли¬
пропилен, полиэфирмалеинаты и полиэфиракрилаты, полиформальде¬
гид, поликарбонаты, эпоксидные и фурановые смолы. Кроме того, раз¬
работаны методы изменения свойств полимеров в результате окисли¬
тельных, радиационных, химико-механических и других процессов и
получены модифицированные пластики — незаменимые материалы в
ряде отраслей техники.
В настоящее время выпускается большое число синтетических по¬
лимеров, пригодных как для изготовления пластмасс, так и для полу¬
чения волокон, каучуков, клеев, покрытий и других материалов.
Отсутствие обобщенных сведений о современных полимерах побу¬
дило автора написать книгу, посвященную тем полимеризационным и
конденсационным полимерам и пластмассам на их основе, которые на¬
шли промышленное применение.
Книга состоит из двенадцати разделов и в каждом из них приво¬
дятся сведения об основном сырье, закономерностях образования поли¬
меров, их производстве, свойствах и применении.
Более подробные сведения по полимерам даны в обзорной и ориги¬
нальной периодической литературе, приведенной в конце каждого раз¬
дела. Ввиду большого объема литературы, противоречивости некоторых
данных, различной терминологии в книге могут быть некоторые неточ¬
ности, а поэтому все замечания и пожелания читателей будут приняты
автором с благодарностью.
ВВЕДЕНИЕ
Все синтетические полимеры делятся на полимеризационные и по-
ликонденсационные. Первые образуются в результате взаимодействия
низкомолекулярных веществ (мономеров) без выделения каких-либо
побочных продуктов. В качестве примера таких продуктов можно
назвать полиэтилен, полипропилен, поливинилхлорид, полистирол, поли¬
тетрафторэтилен. Полимеры второго типа получаются также из низко¬
молекулярных органических веществ, но процесс их образования сопро¬
вождается выделением побочных продуктов, в частности воды. Типич¬
ными примерами таких синтетических материалов могут служить
феноло-формальдегидные, мочевино- и меламино-формальдегидные
смолы, сложные полиэфиры.
В зависимости от поведения при повышенных температурах все
синтетические полимеры могут быть разделены на термопластичные и
термореактивные.
Термопластичные полимеры обладают свойством размягчаться при
нагревании и становиться вязко-жидкими, а при охлаждении переходить
в твердое состояние без изменения первоначальных свойств. Термореак¬
тивные полимеры (смолы) на холоду или при нагревании (сначала раз¬
мягчаются, если они были твердыми) превращаются в твердые неплав¬
кие и нерастворимые материалы
Пластическими массами (пластмассами) называют такие материа¬
лы, которые содержат в качестве основного компонента синтетический
полимер. В одних случаях пластмассы состоят в основном из полимера
с добавкой небольшого количества вспомогательных веществ (краси¬
теля, смазки, стабилизатора), а в других случаях они, кроме полимера
(связующего) и вспомогательных веществ, содержат еще наполнители
и пластификаторы.
В настоящее время насчитывается несколько сот наименований пла¬
стических масс. Объем мирового промышленного производства синте¬
тических полимеров и пластмасс на их основе показан ниже:
Годы
Тыс. m
1900
20
19?9
80
19-38
300
1948
980
Годы
Тыс. m
1956
3760
1958
4600
1960
5500
1962
8500
Из приведенных выше данных следует, что производство пластмасс
за послевоенные годы (1948—1962 гг.) увеличилось более чем в 8.5 раза.
Уже в 1956 г. пластмасс выпускалось больше, чем алюминия, меди, цин¬
ка, свинца, керамики, кожи, натурального волокна и каучука.
Объем производства пластмасс в наиболее развитых капиталисти¬
ческих странах приведен ниже.
12
Введение
Прозводство пластмасс в капиталистических странах (в тыс. т)
Страны
1954 г.
1958 г.
1959 г.
I960 г.
1961 г.
1962 г.
США
1360
2060
2380
2727
3045
3540
ФРГ
336
645
796
996
1055
1248
Япония
107
370
545
622
675
780
Англия
274
415
500
562
652
745
Франция
75
198
230
305
370
410
В СССР в 1960 г. было произведено 332 тыс. т, в 1962 г. — 470 тыс. т
и в 1963 г. — 580 тыс. т пластмасс.
Области применения синтетических полимеров и пластических масс
с каждым годом расширяются. Если до недавнего времени пластические
массы использовались главным образом в электро- и радиотехнической
промышленности, то теперь одним из основных потребителей пластмасс
становится машиностроение, где наметились два важных направления:
изготовление деталей различных машин и создание покрытий на
металле; изготовление технологической оснастки и инструмента.
В настоящее время пластические массы широко применяются в
автомобильной и авиационной промышленности, судостроении, железно¬
дорожном транспорте, строительстве, медицине, легкой промышленности
и других отраслях народного хозяйства. Из пластических масс можно
производить разнообразные конструкционные, декоративно-облицовоч¬
ные, тепло- и звукоизоляционные, кровельные материалы, стеклопла¬
стики, полиэтиленовые и винипластовые трубы, поливинилхлоридный
линолеум и линкруст, облицовочные полистироловые плитки, древесно¬
стружечные и древесноволокнистые плиты, содержащие в качестве свя¬
зующего феноло- и мочевино-формальдегидные смолы, разнообразные
поро- и пенопласты и т. д.
Сельскому хозяйству требуется значительное количество пластмасс
в виде пленочных материалов для отепления парников и теплиц, укры¬
тия плодово ягодных и бобовых культур, а также овощей в поле, обли¬
цовки силосных ям, водоемов и ирригационных каналов; труб и шлангов
для подачи воды, полива и опрыскивания ядохимикатами деревьев, ку-
старников и овощных культур; для изготовления тары, деталей инвен¬
таря и т. д.
Совокупность разнообразных свойств пластмасс обеспечивает их
широкое применение в производстве мебели, радиоприемников, теле¬
визоров, телефонов, магнитофонов, пылесосов, фотоаппаратов, аккордео¬
нов и баянов, игрушек, обуви, одежды и других предметов народного
потребления.
Бурный рост производства пластических масс и их широкое внедре¬
ние в технику и быт свидетельствуют о высокой эффективности новых
материалов для замены металлов (в первую очередь цветных металлов,
нержавеющих сталей и специальных сплавов); при конструировании ма-
шин и аппаратов, обладающих меньшим весом и повышенными эксплуа¬
тационными показателями; при создании новых процессов в атомной,
реактивной и радиолокационной технике.
Большая заслуга в развитии отечественной промышленности пла¬
стических масс и в исследованиях физики и химии полимеров принад¬
лежит К. А. Андрианову, А. А. Берлину, А. А. Ваншейдту, В. А. Каргину,
В. В. Коршаку, И. П. Лосеву, С. С. Медведеву, Г. С. Петрову, 3. А. Ро¬
говину, Б. Н. Рутовскому, С. Н. Ушакову и др.
I. ПЛАСТИЧЕСКИЕ МАССЫ
НА ОСНОВЕ ПОЛИМЕРОВ НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ
ГЛАВА 1
ПОЛИЭТИЛЕН
Впервые полимеризацию этилена изучал Бутлеров [1]. Им было по¬
казано, что под влиянием металлов и их солей из этилена образуются
в основном низкомолекулярные продукты: бутилен, гексен и некоторые
диеновые углеводороды. Позже Густавсон [2] из этилена в присутствии
бромистого алюминия получил низкомолекулярные парафины.
В результате исследований [3—5] было установлено, что при атмо¬
сферном давлении реакция полимеризации этилена протекает при на¬
гревании (до 600° С), которое может быть уменьшено, если процесс про¬
водится под высоким давлением [6—11] и в присутствии катализаторов.
Ускорение процесса полимеризации этилена при повышении давления
обусловлено увеличением не только скорости роста полимерных цепей,
но и скорости инициирования. Повышение температуры приводит, как
и для большинства других процессов полимеризации, к увеличению об¬
щей скорости реакции полимеризации и уменьшению длины молекул
полимера.
К веществам, ускоряющим процесс полимеризации этилена, в пер¬
вую очередь относятся молекулярный кислород и перекиси [12, 13]. Из
переписных соединений пригодны перекиси бензоила, ди-трет-бутила
и др., используемые как в водных суспензиях, так и в органических
растворителях [14] или в сжатом этилене [15]. Другим важным классом
возбудителей реакции полимеризации является группа азосоединений
[16, 17] и металлалкилов [16, 18]. Фосфорная кислота [8], амилнатрий
[19, 20], тетраметилсвинец [21, 22] также способны вызывать полимериза¬
цию этилена, но в условиях высокой температуры и низкого давления
образуются низкомолекулярные продукты.
Впервые производство полиэтилена было налажено в Англии
(1938 г.) и в Германии (1939 г.). Проводя полимеризацию этилена при
200° С под давлением 1500—2000 ат в присутствии небольшого количе¬
ства (до 0,07%) кислорода, можно получить полимеры с молекулярным
весом 10 000—45 000 и выходом до 20 %.
В 1952 г. Циглер {23] показал, что, используя триалкилалюминий,
можно проводить полимеризацию этилена а-олефинов при низком дав¬
лении н получать полимеры с молекулярным весом 2500—3000. Приме¬
нив в качестве активаторов небольшие количества солей металлов IV,
V и VI групп, он получил полимер с молекулярным весом до 3 000 000. Ак¬
тивным катализатором является смесь триэтилалюминия с четыреххло¬
ристым титаном [24—26], но могут быть использованы и другие системы.
14
Гл. 1. Полиэтилен
Эффективными комплексообразователями оказались галогепиды
многих металлов и некоторые металлалкилы (Be, Mg, Zn, In, Те). Вме¬
сто галогенидов можно взять такие легковосстанавливающие органиче¬
ские соединения металлов, как ацетилацетонаты, а триалкилалюминий
можно заменить соединениями Гриньяра, металлалкилгалогенидами и
смешанными алкилгидридами металлов [27, 28].
Работы Циглера получили дальнейшее развитие в исследованиях
Натта [28] и других ученых. В 1959 г. [29] было установлено, что поли¬
меризацию этилена можно проводить в присутствии галогенидов метал¬
лов (TiCl4, TiCl3, TiCl3 с TiCl4) и металлов (Al, Zn, Mg). Для осуще¬
ствления реакции требуются повышенные температуры (95—215° С) и
давления от 60 до 290 ат. Молекулярный вес полимера в зависимости
от условий полимеризации может достигать 3 ООО ООО.
Применяя в качестве катализатора окись хрома на двуокиси крем¬
ния, исследователи [30, 31] получили полиэтилен, свойства которого
близки к свойствам полиэтилена, полученного на катализаторе Циглера.
Реакция полимеризации этилена проводилась в растворителе (пентане
или октане) при 155° С и 7—35 ат.
Свойства полиэтилена определяются структурой его макромолекул,
которая может быть линейной и разветвленной. Разделение полиэтилена
на продукты низкого и высокого давления является в настоящее время
неточным, так как было показано [32], что и при высоком давлении (по¬
рядка 7000 ат) можно получить полиэтилен линейной структуры, свой¬
ства которого подобны свойствам полиэтилена низкого давления.
Таким образом, полиэтилены следует различать по плотности, а не
по методу получения. В настоящее время рассматривают три группы
полиэтиленов: 1) низкой плотности (0,918—0,930 г/см3); 2) средней
плотности (0,931—0,945 г/см5) и 3) высокой плотности (0,946—-
0,970 г/см3).
Благодаря разнообразию свойств полиэтилен находит широкое при¬
менение в технике. Из него могут быть изготовлены пленки, кабельная
изоляция, трубы, литьевые и прессованные изделия, покрытия и т. п.
Производство полиэтилена в некоторых (наиболее развитых) капитали¬
стических странах приведено в табл. 1.
ТАБЛИЦАа
Производство полиэтилена в некоторых капиталистических странах
(в тыс. тп)
Страны
1956 г.
1958 г.
1959 г.
I960 г.
1961 г.
1962 г.
США
253,7
417,7
490
637
728
883
Англия
45,0
65,0
90
106
130
167
ФРГ
20,2
31,7
60
70
85
116
Япония
—
14,5
25
41
58
162
Франция
7,8
19
35
43
63
Сырье для производства полиэтилена
Полиэтилен производится из этилена, который, в свою очередь,
может быть получен различными методами, в частности термическим
разложением углеводородов и пиролизом жидкого нефтяного сырья. Эти
два метода — важнейшие.
Термическое разложение углеводородов, чаще всего смеси этана и
пропана, проводят при ~800°С в трубчатых печах или в аппаратах с
движущимся зерненым теплоносителем [33]. При указанной темпера¬
Сырье
15
туре этан дегидрируется, а пропан подвергается расщеплению и дегид¬
рированию:
. СНз—СН3 v
СН3-СН2-СН3
СНз—СН,—СН3 ;z
СН2=СН2 + Н2
СН2=СН2 + СН4
: СН3—СН=СН2 + Н2
Кроме этилена образуются также пропилен, бутилен, бутадиен, аце¬
тилен и другие газы. В промышленности для разделения газовых смесей
применяются абсорбционный, адсорбционный методы, ректификация при
низких температурах (глубокое охлаждение) и комбинированные ме¬
тоды. Но для получения индивидуальных соединений высокой чистоты,
необходимой для химической переработки, требуется ректификация
СИНТЕЗЫ НА ОСНОВЕ ЭТИЛЕНА
СН,=СН.
этилен
гидратация
>
окисление
+ нао
>
хлорирование
*
гидрохлорнрование __
нитрование
+ С6Н(5
+ СО + Н2
+ со + н2о
+ NH3
Полиэтилен
СН3—СН2ОН
этиловый спирт
СН2С1—СН2ОН
этиленхлоргидрин
СН2С1—СН2С1
днхлооэтан
СНС1=СН2
хлористый винил
СНз—СН2С1
хлористый этил
CH2(N02)—ch2no2
днннтроэтан
с6н6—с2н5
этилбензол
СНз—сн2—сно
пропноновый альдегид
СНз—СН2—СООН
пропионовая кислота
сн3—ch2nh2
этиламин
16
Гл. I. Полиэтилен
углеводородов. Поэтому этилен выделяют в чистом виде методом глубо¬
кого охлаждения на установке со специальным аппаратом для гидриро¬
вания ацетилена и диолефинов [34, 35].
Этилен — газ при обычной температуре, сжижающийся при
—103,8° С. До 350° С устойчив, но при более высоких температурах раз¬
лагается на метан, водород и углерод.
Этилен пригоден для синтеза различных химических веществ, мно¬
гие из которых применяются в производстве пластических масс. Схема
синтезов на основе этилена представлена на стр. 15.
Закономерности полимеризации этилена
Реакция полимеризации этилена в высокомолекулярный продукт
может быть осуществлена как по радикальному, так и по ионному меха¬
низмам. В первом случае она происходит в присутствии инициаторов,
способных распадаться на радикалы, или при добавлении веществ, ко¬
торые вызывают образование радикалов в результате взаимодействия с
этиленом. Во втором — в качестве катализаторов употребляются окислы
металлов, металлалкилы, а также соединения металлов IV—VIII групп
Периодической системы, которые в состоянии низшей валентности могут
образовывать комплексы с гидридами или алкилами различи х ме¬
таллов.
Радикальная полимеризация. Перекиси, персульфаты, азосоедине¬
ния и алкильные производные металлов (например, тетраэтилсвинец)
при нагревании распадаются на радикалы, а кислород, по-видимому,
действует непосредственно на молекулу этилена с образованием свобод¬
ного радикала, и уже этот радикал инициирует полимеризацию. При¬
нято считать, что инициатор образует свободный радикал, который
легко реагирует с этиленом:
R.-fCH2=CH2 —» R—СН2—СН2
Получающийся при этом более крупный радикал присоединяется к
другой мономерной молекуле, и процесс продолжается до тех пор, пока
реакция роста цепи не прекратится:
R—СН2—СН2 + п СН2=СН2 -—> R—(СН2—СН2)„—СН2—СН2
Особенностью реакции полимеризации этилена является высокая
экзотермичность [36]. Теплота, выделяющаяся при полимеризации эти¬
лена, в несколько раз превышает теплоту полимеризации других моно¬
меров Ниже приведены значения теплоты полимеризации некоторых
мономеров (в кал/г).
Метилметакрилат (эмульсия) 129
Стирол (жидкость) 164
Изобутилен (раствор) 228
Этилен (газ) 800
Теплоту, выделяющуюся при полимеризации этилена, следует отво¬
дить из зоны реакции, так как в противном случае из-за повышения
температуры непрореагировавший этилен разлагается, часто со взрьп ом.
Реакция роста цепи прекращается в результате дезактивации полимер¬
ных радикалов.
Особенностью полимеризации этилена является легкость, с которой
происходит передача кинетической цепи от полимерного радикала к
мономеру:
R_(CH2—СН2)„—СНг— СН2+СН2 = СН2 —>
Закономерности полимеризации этилена
17
При реакциях передачи цепи одна молекула инициатора вызывает
образование многих молекул полимера, так что полимер может содер¬
жать значительно меньшее количество, например, химически связанного
кислорода (если в качестве инициатора применяется кислород), чем это
соответствует одному осколку инициатора на молекулу полимера. Кроме
того, примеси в этилене оказывают значительное влияние на длину це¬
пей полимера, действуя как передатчики цепи, поэтому необходимо уде¬
лять большое внимание очистке этилена от примесей.
Как при реакциях передачи цепи, так и при полимеризации самого
мономера возникают разветвления в макромолекулах полиэтилена
вследствие их активации и присоединения этилена.
Передача цепи полимеру полимерным радикалом или первичным
радикалом может быть представлена следующим образом:
R—(СН2—СН2)„—СН2—СН2 + R—(СН2—СН2)Ш—СН2—СН2—СН2—СН3 —>
—> R—(СН2—СН2)„—СН2—СН3 + R—(СН2—СН2)т—СН—СН2—СН2—СН3
R. + СН3—СН2—СН2—СН2—(СН2—Cf I2)m—R —>
* RH + СН3—СН2—СН2—СН—(СН2—СН2)т—R
Активированные макромолекулы полимера присоединяют этилен,
что приводит к образованию длинных боковых цепей, обрыв которых
может происходить обычным путем:
R—(СН2—СН2)т -СН—СН2—СН2—СН3 + п СН2 СН2 —
—> R—(СН2—СН2)т—СН—£Н2—СН2—СН3
(СН2—СН2)„_ 1—сн2—сн2
Образование коротких боковых цепей происходит при полимериза¬
ции этилена по следующей схеме:
п СН2=СН2 + СН2 -f m СН2=СН2 —>
II
сн2
—-> (—СН2—СН2)„—СН—(СН2—СН2—)т
СНз
Таким образом, полиэтилен, получаемый при давлении 1500—-
2000 ат и 200° С в присутствии кислорода, всегда содержит разветвления
в виде коротких и длинных цепей, количество которых в линейной це¬
почке зависит от условий полимеризации и в значительной мере влияет
на свойства полимера. Скорость реакции и длину цепи можно регули¬
ровать, изменяя не только температуру и концентрацию инициатора, но
н давление в широких пределах [37, 38].
Ионная полимеризация. Большой интерес представляет ионная по¬
лимеризация этилена в присутствии катализаторов Циглера, получае¬
мых в результате реакции между соединениями переходных элементов
IV—VIII групп (катализаторов) и соединений типа гидридов или ме-
таллалкилов, способных образовывать гидрид-ионы или карбанионы
(сокатализаторов). В общем виде катализаторы выражаются формулой
AlXnYm (где М — металл IV—VIII групп; X — галоген; Y — ОН, OR
и др.), а сокатализаторы—MX„Rm (где М — металл; X — галоген;
R — алкил, арил и др. группы). Типичным катализатором Циглера
является смесь четыреххлористого титана и триэтилалюминия.
Циглером было установлено, что сами алкилы алюминия без до¬
бавления катализатора в зависимости от температуры реагируют с эти-
2 А. Ф. Николаев
18
Гл. 1. Пошэтилен
леном либо с образованием высших олефинов (реакции замещения),
либо с образованием полимеров (реакции роста). Процесс роста проис¬
ходит при 100—120, а реакции замещения при 120—250° С Образование
полиэтилена может быть представлено следующими реакциями:
начало роста цепи:
R Р
NaI—R + СН2=СН2 —* \А1—СН2—СН2—R
RX R
рост цепи:
R R
\А1—СН2—СН2—R + nCH2^CH2 —>- Nai—СН2—СН2—[—СН2—СН2—In—R
W W
обрыв цепи:
Ч
>А1—СН2—СН2—[—СН2—СН2—]„—R —*
W
Ч
—>А1Н + СН2 СН—[—сн2—СН2—]„—R
W
Обрыв цепи происходит в результате отщепления металлгидрида и
выделения полимера, содержащего на конце винильную группу. Металл-
гидрид взаимодействует с этиленом с образованием алкилалюминия:
ч R\
>А1Н+ СН2=СН2 —> >А1—СН2—СН3
R/ W
Регенерированный алкилалюминий может дальше реагировать с
этиленом цо приведенной схеме.
При использовании металлорганических соединений получаются
полимеры невысокого молекулярного веса (2500—3000) вследствие
реакции обрыва цепи, константа скорости которой довольно высока.
Следы свободных металлов (например, никеля, кобальта, платины)
преимущественно в коллоидно-диспергированном состоянии значитель¬
но ускоряют реакцию обрыва цепи, что приводит к получению низко¬
молекулярных продуктов — олефинов.
Позднее было обнаружено, что в комбинации с алкилами алюминия
соединения переходных металлов IV—VIII групп являются активными
катализаторами полимеризации этилена, способствующими получению
высокомолекулярного полимера. Механизм этой реакции является очень
сложным. Не все соединения металлов переменной валентности можно
использовать в качестве катализаторов. Установлено, что лучшие ката¬
лизаторы можно получить при применении таких металлов, которые ха¬
рактеризуются наибольшей способностью к потере электронов [39, 40].
К ним относятся цирконий, ванадий, хром и титан. Соединения этих
элементов в высшем валентном состоянии (например, VOCl3, TiCl4) при
взаимодействии с алкилами металлов восстанавливаются до соединений
низших валентностей (VC12, TiCl3, TiCl2), легко реагирующих с гидри¬
дами или алкилами металлов с образованием активных катализаторов.
Такие катализаторы содержат гидрид-ионы и карбанионы, вызывающие
полимеризацию этилена, как полагают некоторые исследователи, по
анионному механизму.
Катализаторы Циглера являются гетерогенными. В некоторых слу¬
чаях твердая фаза имеет микрокристаллическую структуру и присут¬
ствует в реакционной среде в виде коллоидного раствора Наиболее про-
Закономерности полимеризации этилена
19
етыми и эффективными катализаторами являются смеси триэтилалюми-
ния или диэтилалюминийхлорида и четыреххлористого титана.
При добавлении четыреххлористого титана к раствору триэтилалю
миния в гексане, бензине или в другом углеводороде выпадает черный
трудно растворимый осадок, часть которого является коллоидно-диспер¬
гированной в растворителе. Более активной и удобной для работы
является коллоидная дисперсия, хотя твердый осадок также вызывает
полимеризацию этилена.
Взаимодействие алюминийалкилов с четыреххлористым титаном
протекает по очень сложному механизму, причем имеется большое коли¬
чество противоречащих друг другу объяснений [41]. Некоторые исследо¬
ватели [42] предполагают, что поскольку валентность алюминия равна
трем, а координационное число —• четыре, то алюминийалкилы имеют
склонность к димеризации даже в газовой фазе. В виде мономерного
соединения они существуют только в полярных растворителях, обла¬
дающих электронодонорными свойствами, но такие растворители не
применяются для проведения реакции полимеризации. В неполярных
растворителях триэтилалюминий существует в виде димера.
Наибольшая склонность к димеризации наблюдается у триметил-
алюминня, наименьшая — у триамилалюминия. По мере увеличения раз¬
меров заместителей при атоме алюминия снижается возможность обра¬
зования четверной (координационной) связи. Считают, что димеризации
происходит путем образования электрононенасыщенных связей [42]:
Ж
R2AI'' ,A!R2
\R'''
Если в системе, содержащей триэтилалюминий (в виде димера),
присутствует четыреххлористый титан, то, как предполагают, в резуль¬
тате взаимодействия образуются бутан и треххлористый титан [42]:
А12 (С2Н6)6 -|- TiCl4 —> А1гС12 (С2Н5)4 + TiCl2 (С2Н6)2
TiCl2 (С2Н5)2 —(— TiCl4 > 2TiCl3C2H6
2TiCl3C2H5 —> 2TiCl3 -f- C2H5—C2H5
Первая реакция показывает, что димер триэтилалюминия взаимо¬
действует с четыреххлористым титаном, в результате чего образуются
этилалюминийхлориды и этилтитанхлориды. Но так как последние —
довольно неустойчивые соединения, они претерпевают превращения с
одновременным выделением нерастворимых хлоридов титана (обра¬
зующих суспензию темного цвета) и газообразных продуктов (этан, бу
тан и др.). Титан в этом случае из четырехвалентного переходит в трех¬
валентный.
Треххлористый титан, выпавший из раствора, имеет гексагональную
кристаллическую решетку. Ионы титана располагаются в плоскостях
решетки, и каждый из них окружен шестью атомами хлора, три из кото¬
рых располагаются над плоскостью, а остальные три — под ней. Таким
образом, каждый слой ионов титана прикрыт двумя наружными слоями
ионов хлора, и на поверхности кристаллов треххлористого титана (ана
логично и двуххлористого титана) обычно нет ионов титана, за исклю
чением мест, где структура имеет дефекты. Ионы хлора наружных слоев
способны образовывать ковалентные связи с адсорбированными хлор¬
содержащими соединениями и могут отдавать электроны, поскольку вос¬
становленные ионы титана являются источником электронов
Можно сказать, что в инертном растворителе твердая поверхность
диспергированного треххлористого титана будет вести себя как много-
2*
I
20
Гл. 1. Полиэтилен
валентное основание, способное к адсорбции алкилалюминийхлоридов,
алкилтитанхлоридов и других соединений. Активными центрами на по¬
верхности катализатора, способными к комплексообразованию с этиле¬
ном, по-видимому, являются адсорбированные молекулы алкилалюми¬
нийхлоридов. Активный катализатор можно получить непосредственно
при диспергировании треххлористого титана в среде, содержащей ди¬
этил алюминийхлорид.
Некоторые исследователи [43] считают, что активными каталитиче¬
скими центрами являются либо продукты адсорбции металлалкилов
TiCl3-f/iMR —► TiCls (MR)„
либо алкилзамещенные двух- и трехвалентного титана
TiCl3+MR —* RTiCl2 -f- MCI
TiCl3-f 2MR —* R2TiCl + 2MCl
TiCI2-|-2MR —>- R2Ti + 2MCl
Предполагают [44], что активный центр возникает в результате
реакции образования электронного октета у алюминия. При этом один
атом хлора четыреххлористого титана оказывается донором электрона
TiCl4 -j- A1R3 —» (TiCl3)+ (A!R3C1)-
затем образуется ион (T1CI2)+
TiCI3 4-AlRs —> (TiCl2)+(A1R3C1)-
и ион (TiCl) +
TiCl2-f AIRs —>- (TiCl)+(A1R3CI)~
Считают [45, 46], что каталитическая активность катализаторов Циг¬
лера объясняется присутствием примесных кристаллов, которые содер¬
жат поверхностные электронные дефекты типа «центров окраски»,
характеризующиеся электронодонорными свойствами. Например, физи¬
чески процесс аддитивного окрашивания сводится к внедрению в ре¬
шетку кристалла сверхстехиометрического атома металла, ионизующе¬
гося в поле решетки. При этом в силу электронейтральности кристалла
как целого «образуются» анионные вакансии, около которых и локали¬
зуются появившиеся в решетке свободные электроны. Указанные де¬
фекты с электронами около них носят название «центров окраски».
В настоящее время в литературе упоминается более 250 различных
катализаторов Циглера, пригодных для возбуждения полимеризации
этилена [41]. Большое количество разнообразных катализаторов, ряд
гипотез о природе их каталитической активности, сложность изучения
реакций взаимодействия катализаторов и сокатализаторов привели к
возникновению различных механизмов инициирования полимеризации
этилена и а-олефинов: анионно-координационного [47—49], катионного
{44, 50], радикального [51, 52] и ионно-радикального [43, 53]. Интересно
рассмотреть некоторые из предложенных механизмов инициирования и
роста цепи.
В соответствии с анионным механизмом полимеризации [41] моле¬
кула этилена, приблизившись на поверхности катализатора к полярной
связи А1 С, поляризуется до карбаниона с высокой электронной
плотностью и внедряется в координационную сферу димерного алкила
алюминия, обладающего недостаточной электронной плотностью. При
этом происходит одновременно диссоциация связи А1 С и заме-
Закономерности полимеризации этилена
21
щение отрицательно поляризованного углеродного атома алкильной
группы на карбанион поляризованной молекулы этилена по схеме:
R
RCHjr. /ЯНг XH2R е ©
\ Ale >А1< + СН2—СН2 —>•
rch2/ \ch2r
I
R
CH2R
I
R CH2
I Ф |
RCH2v rCH2—CH^ RCH2x /CH2.. XH2R
X Ф/ p) \ © \ / \ /
—> Al ! e ,CH2 —> /Al\ /А1ч
RCH2/ 4CH2—-A1'~CH2R RCIl/ '-CH2/ xch2r
1 I 1
R CH2R R
Реакция роста цепи заключается в присоединении молекулы этиле¬
на по связи между катализатором и концом растущей цепи путем повто¬
рения указанной схемы инициирования.
В соответствии с ионно-радикальным механизмом [54] предпола¬
гается, что первая стадия реакции полимеризации этилена заключается
в образовании комплекса путем передачи электрона от алкильного про¬
изводного трехвалентного титана к молекуле этилена:
R—Ti-(-CH2=CH2 :?=±. [R—У+] [сн2—СН2]
Комплекс может быть либо ковалентным и приближаться по струк¬
туре к алкилам металлов, либо отрицательный заряд и свободная ва¬
лентность могут быть равномерно распределены между обоими углерод¬
ными атомами молекулы. При передаче комплексом второго электрона
молекуле этилена одна из групп, связанных с атомом четырехвалент¬
ного титана, отрывается от него:
^R—Ti+j [СН2—СН2] + СН2=СН2 R+ [А+] [сН2—СН2]2 —»
—> j^R—СН2—СН2—Ti+j [СН2—СН2]
Активные центры катализаторов, полученных из хлоридов титана
и алкилов алюминия, как упомянуто выше [44], являются ионами. Во
всех трех случаях они различаются по реакционной способности. Наи¬
более реакционноспособным является ион (Т1С1з)+, так как ему не хва¬
тает двух электронов для образования октета. Ионы (TiCl2)+ и (TiCl) +
менее реакционноспособны, так как им недостает до октета соответ¬
ственно трех или четырех электронов.
Первым этапом полимеризации этилена является поляризация мо¬
номера катионом титана, ориентация поляризованного мономера поло¬
жительным концом к отрицательно заряженному комплексному иону и
ртягивание в отрицательный комплексный ион. При этом происходит
22
Г л. 1. Полиэтилен
регенерация катионной части катализатора и стабилизация растущей
полимерной цепи в комплексном ионе:
(TiCl2)+ (A1R3CI)~ + СН2-СН2 —> (TiCI2) (AIR3CI) —>
! ©
сн2—сн2
—> (TiCI2)+ (A!R2CI)~ . сн:, снг^ (Т1С1г) (AIR2CI) >
I I ф I
CH2—ch2r ch2—ch2 ch2—ch2r
—> (TiCI2) (AIR2CI)~ и т. д.
I
С H2—С H2 —с H2—с h2r
Таким образом, согласно этому механизму, инициирование этилена
производится катионом переходного металла, а рост цепи происходит
в отрицательно заряженном комплексном ионе.
Активность катализатора Циглера зависит от молярного соотноше¬
ния триэтилалюминия и четыреххлористого титана Удовлетворительные
скорости полимеризации этилена достигаются уже при относительно
низком соотношении компонентов, но рекомендуется брать 8—12 моль
алкилалюминия на ! моль соли металла. Предложено мнемоннческое
правило: на 1 моль соли металла МХ„ следует брать (2п—3п) моль
алкилалюминня [55]. Избыток алкилалюминия способствует поглощению
следов кислорода и влаги, которые могут содержаться в этилене и
растворителе.
Молекулярный вес образующегося полиэтилена также зависит от
соотношения сокатализатора и катализатора и от их общей концентра¬
ции в растворе. С увеличением этого соотношения молекулярный вес
полимера возрастает. При использовании триэтилалюминия и четырех¬
хлористого титана для получения полиэтилена с молекулярным весом
100000—850 000 рекомендуется изменять соотношение компонентов от
5 ; 1 до 10:1 [56]. В случае применения эквимолярной смеси диэтилалю-
минийхлорида и четыреххлористого титана можно получить полимер с
молекулярным весом от 10 000 до 100 000 [57].
Выбор молярного соотношения компонентов катализатора Циглера
определяется требованиями, предъявляемыми к физико-механическим
свойствам полимера. Для получения полиэтилена с молекулярным ве¬
сом 70 000—350 000, который может перерабатываться методами экстру¬
зии и литья под давлением при 200—260° С, соотношение триэтилалюми¬
ния и четыреххлористого титана должно находиться в пределах от 1 : 1
до 1:2 [58]. При отношении выше 1 : 1 получается полиэтилен, с трудом
подвергающийся экструзии, а при отношениях ниже 1 : 2 он становится
низкомолекулярным. Оптимальное соотношение компонентов опреде¬
ляется также температурой полимеризации, поскольку от нее зависит
скорость реакции обрыва цепи, т. е. молекулярный вес полимера. Иссле¬
дования показывают, что это соотношение возрастает с повышением
температуры. Например, непрерывный процесс полимеризации этилена
таул —-ТЗКР ^ \\\w wiwommrav, 1Ч\ ^ \\
от \ № \
Молекулярный вес полиэтилена можно регулировать, добавляя не¬
большие количества воды, кислорода, водорода, органических и неорга¬
нических перекисей. Количество и природа алкилалюминия также
влияют на молекулярный вес и молекулярновесовое распределение.
Полиэтилен высокого молекулярного веса получается, если в качестве
Закономерности полимеризации этилена
23
компонента катализатора Циглера используется триэтилалюминий;
среднего молекулярного веса — если берется диэтилалюминийхлорид и
низкого молекулярного веса — если применяется этилалюминийдихло-
рид. Форма кривой молекулярновесового распределения во всех случаях
остается примерно одинаковой, но максимум на ней зависит от природы
алкила. Широкое молекулярновесовое распределение получается при
полимеризации этилена в присутствии катализатора, состоящего из че-
тыреххлористого или треххлористого титана и диэтилалюминийхлорида.
Полиэтилен в форме крупных частиц, пригодных для переработки,
предлагается получать в присутствии катализатора, состоящего из
!—1,5 моль этилалюминийдихлорида или диэтилалюминийхлорида и
1 моль четыреххлористого титана.
Процесс полимеризации этилена в присутствии катализатора Циг¬
лера может быть осуществлен периодическим (цикличным) или непре¬
рывным методом [58, 60]. Новый метод полимеризации этилена, не¬
смотря на ряд положительных сторон, все же обладает существенными
недостатками, огнеопасностью, невозможностью регенерации применяе¬
мого катализатора и необходимостью тщательного удаления следов ка¬
тализатора, снижающих свето-, термостойкость и диэлектрические свой¬
ства полиэтилена.
Начиная с 1957 г. стали появляться сообщения о возможности по->
лимеризации этилена в присутствии растворимых комплексных катали¬
заторов [61—72]. К ним относятся смеси бис-(циклопентадиенил)-титаи-
дихлорида и триэтилалюминия, растворимые в толуоле или н-гептане;
четыреххлористого ванадия, бромистого алюминия и тетрафенилолова,
растворимые в циклогексане и др. Подобные смеси образуют комплекс¬
ные соединения, которые могут быть выделены из раствора при его
охлаждении.
Так например, при охлаждении раствора бис-(циклопента-
диенил)-титандихлорида и триэтилалюминия выделяются синие
кристаллы, плавящиеся при 126—130° С и отвечающие формуле [61, 63]
(СгН5)2 TiCl2.Al(C2H5)2.
В этом соединении оба циклопентадиенильных кольца связаны с
атомом титана, а последний соединен с атомом алюминия через два ато¬
ма хлора [68, 69, 73]:
С6Н5Ч /С1Ч С2Н5
>т< >А!<
С.Нр/ ХСК \с,н5
Последовательность протекающих реакций при образовании ком¬
плекса подробно исследовалась [68, 73—75]. Скорее всего образование
активной формы катализатора протекает по ионному механизму [75],
причем активным местом в катализаторе, по представлениям Натта [62,
76], является связь А1—С; образование полимера происходит путем внед¬
рения молекул этилена между атомом алюминия и растущей цепью [62],
но Бреслоу предполагает, что рост полимерной цепи происходит по свя¬
зи Ti—С. Между атомом титана и этиленом сначала образуется и-ком-
плекс, а затем этильная группа, соединенная с титаном, передается этиле¬
ну с образованием новой связи Ti—С. По Бреслоу, активной формой ката¬
лизатора является комплексное соединение следующего строения [69,73]:
24
Гл. 1. Полиэтилен
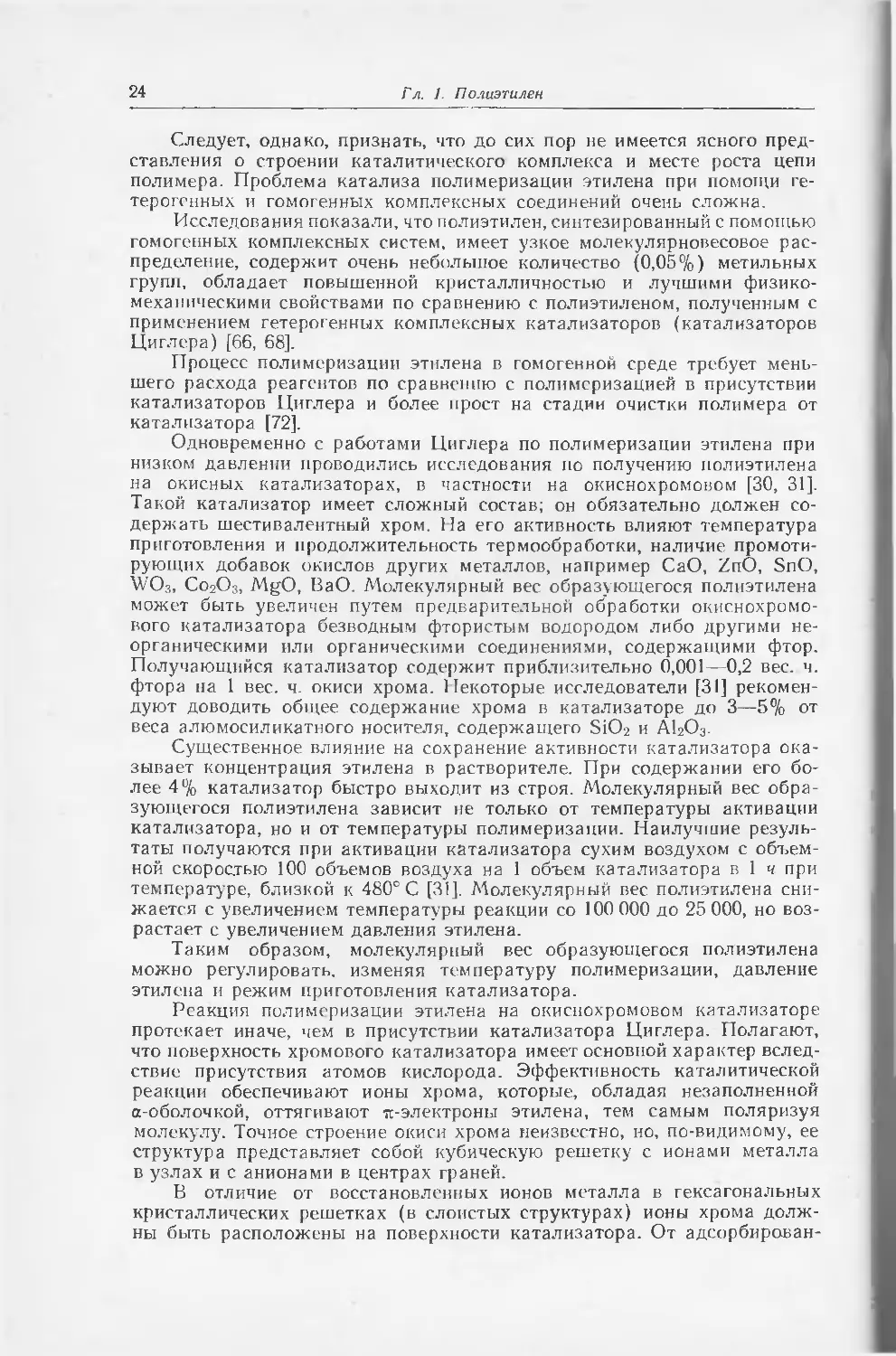
Следует, однако, признать, что до сих пор не имеется ясного пред¬
ставления о строении каталитического комплекса и месте роста цепи
полимера. Проблема катализа полимеризации этилена при помощи ге¬
терогенных и гомогенных комплексных соединений очень сложна.
Исследования показали, что полиэтилен, синтезированный с помощью
гомогенных комплексных систем, имеет узкое молекулярновесовое рас¬
пределение, содержит очень небольшое количество (0,05%) метальных
групп, обладает повышенной кристалличностью и лучшими физико¬
механическими свойствами по сравнению с полиэтиленом, полученным с
применением гетерогенных комплексных катализаторов (катализаторов
Циглера) [66, 68].
Процесс полимеризации этилена в гомогенной среде требует мень¬
шего расхода реагентов по сравнению с полимеризацией в присутствии
катализаторов Циглера и более прост на стадии очистки полимера от
катализатора [72].
Одновременно с работами Циглера по полимеризации этилена при
низком давлении проводились исследования по получению полиэтилена
на окисных катализаторах, в частности на окиснохромовом [30, 31].
Такой катализатор имеет сложный состав; он обязательно должен со¬
держать шестивалентный хром. На его активность влияют температура
приготовления и продолжительность термообработки, наличие промоти¬
рующих добавок окислов других металлов, например CaO, ZnO, SnO,
W03, Со203, MgO, ВаО. Молекулярный вес образующегося полиэтилена
может быть увеличен путем предварительной обработки окиснохромо-
вого катализатора безводным фтористым водородом либо другими не¬
органическими или органическими соединениями, содержащими фтор.
Получающийся катализатор содержит приблизительно 0,001—0,2 вес. ч.
фтора на 1 вес. ч. окиси хрома. Некоторые исследователи [31] рекомен¬
дуют доводить общее содержание хрома в катализаторе до 3—5% от
веса алюмосиликатного носителя, содержащего Si02 и А1203.
Существенное влияние на сохранение активности катализатора ока¬
зывает концентрация этилена в растворителе. При содержании его бо¬
лее 4% катализатор быстро выходит из строя. Молекулярный вес обра¬
зующегося полиэтилена зависит не только от температуры активации
катализатора, но и от температуры полимеризации. Наилучшие резуль¬
таты получаются при активации катализатора сухим воздухом с объем¬
ной скоростью 100 объемов воздуха на 1 объем катализатора в 1 ч при
температуре, близкой к 480° С [31]. Молекулярный вес полиэтилена сни¬
жается с увеличением температуры реакции со 100 000 до 25 000, но воз¬
растает с увеличением давления этилена.
Таким образом, молекулярный вес образующегося полиэтилена
можно регулировать, изменяя температуру полимеризации, давление
этилена и режим приготовления катализатора.
Реакция полимеризации этилена на окиснохромовом катализаторе
протекает иначе, чем в присутствии катализатора Циглера. Полагают,
что поверхность хромового катализатора имеет основной характер вслед¬
ствие присутствия атомов кислорода. Эффективность каталитической
реакции обеспечивают ионы хрома, которые, обладая незаполненной
а-оболочкой, оттягивают тг-электроны этилена, тем самым поляризуя
молекулу. Точное строение окиси хрома неизвестно, но, по-видимому, ее
структура представляет собой кубическую решетку с ионами металла
в узлах и с анионами в центрах граней.
В отличие от восстановленных ионов металла в гексагональных
кристаллических решетках (в слоистых структурах) ионы хрома долж¬
ны быть расположены на поверхности катализатора. От адсорбирован-
Производство
25
ных молекул этилена возможен переход тг-электронов к катализатору и
освобождение их после окончания процесса полимеризации:
СН2—СН2 СН2—СН2 —СН2—СН2 СН2-СН2—
—Сг—О—Сг—О— — Сг—О—С'г—О—
(—) СН2—СН2—СН2—СН2(+)
—Сг—О—Сг—О—
Кроме окиснохромового катализатора для полимеризации этилена
можно применять окисноникелевые, окиснокобальтовые [77] и окисномо-
либденовые катализаторы [78]. Обзор литературы по получению поли¬
этилена, полипропилена и других полиолефинов на гетерогенных ката¬
лизаторах сделан Кренцелем [79].
Молибденовый катализатор, пригодный для получения полиэтилена
высокой плотности (0,96 г/см3) со степенью кристалличности 87%, со¬
держит 8% Мо03 на А1203. Активация катализатора проводится нагре¬
ванием при 430—480° С в токе водорода. Полимеризация этилена в кси¬
лоле осуществляется при 200° С и выше и давлении 70 ат [78].
Наибольшую плотность и, следовательно, лучшие механические
свойства имеют полимеры, полученные при полимеризации этилена на
окиснохромовых катализаторах. Полиэтилен, изготовленный на окисно-
никелевых катализаторах, обладает более разветвленной цепью, и по¬
этому он мягче, эластичнее и лучше растворим. На окисномолибденовом
катализаторе получается полиэтилен с большей плотностью, чем на
окисноникелевом катализаторе
Производство полиэтилена
Полиэтилен получают полимеризацией этилена в газовой фазе,
в эмульсии или в растворителе.
ПОЛИМЕРИЗАЦИЯ ЭТИЛЕНА в газовой фазе
Метод полимеризации этилена в газовой фазе под высоким давле¬
нием (1000—2000 ат) и повышенной температуре (180—200° С) в при¬
сутствии инициатора (кислорода) является основным методом произ-
15
й
!
с
о
*
10
0,01 0,02 0,03 0,04
Содержание кислорода,%
0,01 0,02 0,03 0,04 0,05
Содержание кис/юрода, °Л
Рис. 1. Влияние содержания кислорода в газе на выход полимера
при давлении 1150 am и различных температурах реакции (а)
и при 160° С и различных давлениях (б).
водства полиэтилена низкой плотности с молекулярным весом 10 000—
45 000. В ряде опубликованных работ [80—82] можно найти сведения о
влиянии на процесс полимеризации этилена кислорода, давления, темпе¬
ратуры и степени чистоты газа.
26
Гл. 1. Полиэтилен
Кислород служит инициатором полимеризации. Скорость реакции
зависит от количества кислорода в газе, но поскольку значительное
влияние на нее оказывает также температура и давление, эта зависи¬
мость сложная. Из рис. 1 видно, что каждому значению температуры
полимеризации и давления в системе соответствует определенное содер¬
жание кислорода в газе, при котором наблюдается максимальный вы¬
ход полимера (см. следующие данные):
Т, "С
р, am
со,’
160
1000
0,023
160
1150
0,026
160
1350
0,021
170
1150
0,022
В случае слишком высокой концентрации кислорода этилен разла¬
гается со взрывом на углерод, водород и метан. Так, при 2000 ат и
165° С разложение происходит уже при 0,075% кислорода [83]. При
промышленном производстве полиэтилена
необходимо очень тщательно контролиро¬
вать содержание кислорода в этилене.
В общем, чем больше кислорода в га¬
зе, тем энергичнее протекает процесс, тем
выше выход полимера (до определенного
момента) и тем ниже его молекулярный вес.
С повышением в системе давления уве¬
личиваются скорость реакции и выход по¬
лимера (рис. 2). При этом полимер имеет
больший молекулярный вес и лучшие фи¬
зико-механические свойства. При давлении
в 3000 ат молекулярный вес полимера до¬
стигает 65 000.
Повышение температуры реакции до
определенного значения способствует уско¬
рению процесса полимеризации и увеличе¬
нию выхода полимера, но оно во избежание взрыва может быть произ¬
ведено лишь при снижении концентрации кислорода в газе.
Высокая температура реакции способствует не только основной
реакции — образованию полимера, но и побочной реакции — взаимо¬
действию растущего полимерного радикала с ранее образованным поли¬
мером. Так например, при 170° С скорость побочной реакции в три раза
ниже скорости аналогичной реакции при 240° С. Некоторые металлы
(алюминий, никель и особенно медь) ускоряют побочную реакцию, а
при использовании восстановленной меди образуется полиэтилен, не¬
растворимый в органических растворителях [83].
Плохо очищенный этилен полимеризуется медленно, и молекуляр¬
ный вес полимера тем ниже, чем больше примесей в газе. Особенно не¬
желательными примесями являются окись углерода и ацетилен. При
разбавлении этилена азотом реакция полимеризации протекает гладко,
но снижается выход полимера и ухудшаются его свойства.
Технологический процесс производства полиэтилена непрерывным методом. Про¬
изводство полиэтилена непрерывным методом включает следующие стадии- смешение
этилена с кислородом, сжатие этилена до 350 ат, а затем и до 1500 ат, полимериза¬
цию, выгрузку полиэтилена и очистку непрореагировавшего этилена. Реактор для не¬
прерывной полимеризации представляет собой трубчатый аппарат змеевикового типа
с наклонно расположенными друг над другом трубами, соединенными между собой
[84, 85]. Все трубы и соединительные коробки имеют рубашки для обогрева и охла¬
ждения. Схема установки для получения полиэтилена непрерывным методом предста-
п-еиа на рис. 3
500 Ю00 1500 20002500
Р,ат
Рис. 2. Влияние давления на
скорость полимеризации эти-
Производство
27
Этилен, поступающий на полимеризацию, представляет собой смесь свежего и
возвратного газа. Для очистки от механических примесей (окалина, песок и др.) его
пропускают через фильтр 1, содержащий тканевый фильтрующий слой, уложенный на
решетку. Инициатор (кислород) вводится в этилен из баллона; можно также пода¬
вать воздух с помощью специального компрессора. Перемешивание этилена с кисло
родом происходит в процессе транспортировки газа, его фильтрации и сжатия.
Первое сжатие этилена до 350 ат производится вертикальным 4-ступенчатым
компрессором 2. После каждой ступени сжатия этилен подвергается охлаждению в
водяном холодильнике 3. Сжатый этилен отделяется от капель смазочной жидкости
компрессора в смазкоотделителе 4 н дополнительно в буферной емкости 5. Сжатый до
350 ат этилен проходит через фильтр 6 и поступает в одноступенчатый компрессор 7
с гидроприводом двухстороннего действия, где сжимается до 1500 ат. Сжатый эти¬
лен снова отделяется от смазки в смазкоотделителе 8, фильтруется в фильтре 9 и
подается в реактор 10. Трубы реактора соединены друг с другом последовательно,
причем по ходу газа их диаметр постепенно увеличивается от 10 до 16 и 24 мм [86].
Рис. 3. Схема установки для получения полиэтилена непрерывным мето¬
дом при высоком давлении:
1, 6, 9, 16, 18— фильтры; 2— компрессор на 350 am; 3—водяной холодильник; 4, 8—смазко-
отделители; 5 —буферная емость; 7— компрессор на 1500 т; 10 — реактор; И — газоотдели-
тель 12—шнековый приемник; 13 — ванна для полиэтилена; 14 — фильтр-ловушка;
15 — циклон; 17 — скруббер.
В трубах диаметром 10 мм производится нагревание газа и возбуждение поли¬
меризации, в трубах диаметром 16 мм образуется основное количество полимера,
а в 24 миллиметровых — процесс полимеризации заканчивается. В первых двух типах
труб поддерживается температура 160—185°'С, а в трубах диаметром 24 мм 185—
200° С Обогрев реактора производится по зонам перегретой водой через рубашки
труб
Реакция полимеризации этилена, содержащего до 0,008% кислорода, осуще¬
ствляется при непрерывной подаче газа под давлением 1500 ат. Полимер вместе
с непрореагировавшим этиленом через редукционный вентиль перепускается в газо-
отделитель 11, а из последнего — в шнековый приемник 12, где давление снижается
до 5 ат. Из шнекового приемника полиэтилен выдавливается в виде жгута и посту¬
пает на охлаждение и грануляцию в ванну 13. Непрореагировавший этилен из газо-
отделителя и шнекового приемника отводится через фильтр-ловушку 14, циклон 15 и
фильтр 16 на очистку в скруббер 17. За один проход этилена через реактор превра¬
щение составляет 12—15%, а суммарное использование этилена достигает 95—98%.
В последнее время все в большей степени получает распространение рециркуля¬
ция этилена под давлением 350 ат. Непрореагировавший газ из газоотделителя под ука¬
занным, давлением, пройдя очистку, смешивается со свежим этиленом и поступает на
вторую ступень компрессии. Такой процесс является более экономичным с точки зре¬
ния затрат энергии [85].
Полиэтилен низкой плотности выпускают как стабилизированный, гак и неста-
билизированиый (по ВТУ МХП 4138—55 и МРТУ 6-05-889—62).
Введение в полиэтилен полиизобутилена (с молекулярным весом 100 000—
120 000) позволяет изготовлять кабельный полиэтилен определенных свойств. Кабель¬
ная промышленность применяет полиэтилен и без добавок полиизобутилена. Основ¬
ные свойства и назначение различных марок полиэтилена низкой плотности даны в
табл. 2.
В ряде случаев в полиэтилен требуется вводить стабилизатор, полиизобутнлен
и другие добавки. Смешение всех компонентов обычно осуществляется в резиносме-
сителе. В качестве стабилизатора чаще всего употребляется смесь фенил а-нафтил-
Основные свойства и назначение различных марок полиэтилена низкой плотности
ТАБЛИЦА 2
( nnflc гиа и назначение
П2003-И
П2006-В
П2010-В
ГШБ-Н
Г] 12020-Т
П2030-Т
П 2035-Т
П2050-И
П2070-И
П2100-П
0 2-0,6
0,4—0,8
0,8—1,2
1,0—2,0
1,0—3,0
2,0—4,0
1,5—5,0
4-7
5—9
8-15
Предел прочности при растяжении, кгс/см2,
150
140
130
120
115
110
100
100
85
не менее
140
Относительное удлинение, %, не менее .
650
650
600
600
600
550
500
500
400
250
Предел текучести, кгс/см2, не менее . . .
90
90
85
85
85
85
85
—
—
—
Морозостойкость, °С, не более
-70
—70
—70
—65
-65
-65
-60
—60
—50
—40
Объем гранул, мм3
Тангенс угла диэлектрических потерь при
25-35
25-35
25-35
25-35
25—35
25-35
25—35
25-35
л ч л — 4
25-35
25—35
1 Мгц, не более
3- 10'4
—
—
з. 10-4
—
—
—
3-10
—
—
Диэлектрическая проницаемость при
2,3
2,3
2,3
4 Мгц, не более
—
—
—
—
—
—
—
Пробивная напряженность, кв/мм,
40
40
40
не менее
Удельное объемное электрическое сопро¬
тивление, ом ■ см, не менее
1017
—
—
1017
—
—
1017
—
—
Назначение
Изоляция
Трубы,
Высоко¬
Изоля¬
Литье
Изоляция
Литье
Заполне¬
Покрытия по бу¬
силовых
кабелей
блоки,
листы
прочные
пленки
ция
кабелей
общего
назначе¬
ния
под
давле¬
нием
проводов
н кабе¬
лей
общего
назначе¬
ния
под
давле¬
нием
ние
много¬
жильных
кабелей
маге и
ткани
I
Производство
29
амина и дифенил-я-фенилендиамина в соотношении 65:35 [87]. При производстве
кабельного полиэтилена после загрузки стабилизатора в резиносмеситель добавляется
полиизобутилен, смесь перемешивается 30—40 мин.
В начале процесса смешения компонентов температура в резиносмесителе под¬
держивается в пределах 90—95, а в конце процесса 140—150° С. После окончания
смешения масса выгружается из резиносмесителя и поступает на вальцевание (ка¬
бельный полиэтилен и реже обычный полиэтилен). Вальцевание смеси производится
при 100—120° С на вальцах, обогреваемых горячей водой или паром.
Провальцованная масса подается в загрузочный бункер экструзионной машины.
Часть цилиндра и шнека машины, прилегающая к бункеру, охлаждается водой,
а остальная часть цилиндра обогревается паром до 115—130° С. В головке машины
поддерживается температура до 135° С. Из машины масса выходит в виде жгутов,
которые подвергаются интенсивному охлаждению обдувкой воздухом или пропуска¬
нием через ванну с холодной водой. При помощи режущих ножей жгуты дробятся
на гранулы цилиндрической формы диаметром 3—4 и высотой 3—4 мм. Интересным
методом грануляции является получение гранул сферической формы.
ПОЛИМЕРИЗАЦИЯ ЭТИЛЕНА В ЭМУЛЬСИИ
•
Этилен может полимеризоваться в водной среде, если она обладает
сильной щелочностью. Так например, процесс может быть проведен под
давлением 200—300 ат в водном растворе, содержащем на 100 кг воды
0,25—2 кг едкого натра или едкого кали, 1,5 кг эмульгатора типа насы¬
щенных жирных кислот, 0,6—2 кг инициатора—персульфата калия [88,89].
Полимеризация этилена в эмульсии описана во многих патентах
[90]. В 1948 г. был предложен непрерывный метод эмульсионной полиме¬
ризации этилена [91], состоящей из двух стадий. На первой стадии полу¬
чают полимер при повышенной температуре и высоком давлении в при¬
сутствии инициаторов, а на второй — вводят эмульгатор в реакционную
смесь.
При высокой температуре и давлении при полимеризации этилена
в водной среде, содержащей персульфаты, образуется устойчивая дис¬
персия полимера. Объясняется это тем, что полимерные гликоли, обра¬
зующиеся при полимеризации этилена, являются поверхностно-актив¬
ными веществами [92].
В ряде патентов [93] было показано, что полиэтилен может быть по¬
лучен путем полимеризации этилена в эмульсии при 150—250° С и
давлении 800—2000 ат в присутствии как ионного, так и неионного
эмульгатора. После выделения из эмульсии и сушки в вакууме при 60° С
полиэтилен (в виде порошка) хорошо растворяется при нагревании в
ароматических углеводородах. Молекулярный вес его достигает 17 000,
а температура размягчения 107—117° С.
ПОЛИМЕРИЗАЦИЯ ЭТИЛЕНА В РАСТВОРИТЕЛЕ
Полимеризация этилена в растворителе может быть осуществлена
в присутствии различных инициаторов и катализаторов. В зависимости
от инициирующей системы изменяются условия полимеризации и свой¬
ства полученных полимеров. Если в присутствии перекисных инициато¬
ров высокомолекулярный полимер образуется лишь при высоком
давлении, то в присутствии катализаторов Циглера и Филлипса давле¬
ние может быть значительно снижено или процесс может быть осуще¬
ствлен при нормальном давлении.
Полимеризация этилена в растворителе в присутствии перекисных инициаторов
Полимеризация этилена в воде впервые описана в 1941 г. [94] Про¬
цесс осуществляется при температуре выше 100° С и давлении более
1000 ат в воде, освобожденной от растворенного кислорода, в присут¬
ствии перекиси бензоила [95].
30
Гл. 1. Полиэтилен
Процесс полимеризации этилена в водной среде может быть про¬
веден следующим образом [96]: в реактор из нержавеющей стали за¬
гружают 150 вес. ч. воды и 0,32 вес. ч. перекиси бензоила, а затем, до¬
бавляя муравьиную кислоту, pH среды доводят до 3,4. После нагре¬
вания реактора до 75° С в него вводят этилен под давлением 600 ат.
Во время реакции давление постепенно повышают до 985 ат, а темпе¬
ратуру в нем в течение 11 ч поддерживают в пределах 74—78° С. Затем
содержимое реактора охлаждают до 20° С, этилен, не вошедший в ре¬
акцию, выводят и затем выгружают полимер. После фильтрации, про¬
мывки и сушки полиэтилен имеет температуру размягчения 119°С.
Рядом исследователей было показано, что полимеризация этилена
проходит более быстро при рН = 7—11 [97] и при весовом отношении
этилена к воде 2 : 1 [98]. Были также предложены другие растворители
для полимеризации этилена: метанол, бензол, трет-бутиловый спирт,
метилциклогексан, циклогексан, хлорбензол, пентан и др.
Метанол является хорошей средой для полимеризации этилена,
так как в нем легко растворяется этилен и не растворяется полиэтилен.
Низкомолекулярный полиэтилен (с молекулярным весом 2000—3000)
получается путем полимеризации этилена в метаноле в присутствии
перекиси бензоила при 100—120° С и давлении 200—300 ат [89, 99, 100].
Полимер представляет собой твердое вещество желтого цвета, похожее
на воск.
При полимеризации этилена в бензоле при 70° С и давлении
100—500 ат под влиянием азодиизобутиронитрила образуется полимер,
близкий по свойствам к полиэтилену низкого давления [101, 102].
Полимеризация этилеиа в присутствии катализатора Циглера
Как уже указывалось, для полимеризации этилена наиболее ши¬
роко применяются катализаторы Циглера, составленные из четыреххло¬
ристого титана и одного из сокатализаторов: диэтилалюминийхлорида,
этилалюминийдихлорида, триэтилалюминия или триизобутилалюминия.
Этилалюминийхлориды (сесквиэтилалюминийхлорид) в виде экви¬
молекулярной смеси диэтилалюминийхлорида и этилалюминийдихло¬
рида получаются при взаимодействии этнлхлорида с алюминием [103]:
ЗС2Н5С1 + 2AI —(С2Н5)2 А1С1 + С2Н5А1С12
Процесс может быть периодическим или непрерывным.
Периодический метод [103, 104]. К алюминиевой стружке, помещен¬
ной в автоклав, добавляется этилхлорид и катализатор А1С13 (или про¬
дукт реакции от предыдущего синтеза). После индукционного периода
развивается автокаталитический процесс, сопровождающийся большим
выделением тепла. Наряду с образованием сесквиэтилалюминийхлорида
в результате побочных реакций возникает большое количество газооб¬
разных продуктов, резко повышающих давление в автоклаве.
Непрерывный метод [105, 106] — более безопасный. В реактор за¬
гружается стружка алюминия и сесквиэтилалюминийхлорид, получен¬
ный в предыдущем синтезе и являющийся катализатором, затем после
нагревания до 70—75° С вводится газообразный этилхлорид, содержа¬
щий до 5% этил бромида в качестве активатора процесса. Сесквиэтил¬
алюминийхлорид, отгоняемый из реактора, собирается в приемник. По¬
лученный продукт перегоняется в интервале 83—88°С (8 мм рт. ст.).
Этилалюминийдихлорид (температура кипения 77—80° С при
8 мм рт. ст.) получается при нагревании в течение 1 ч сесквиэтИлалю-
Производство
31
минийхлорида с хлористым алюминием при 130—140° С [103]:
(С2Н5)з Al2CI3-f А1С13 —> ЗС2Н5А1С12
Диэтилалюминийхлорид (температура кипения 83—87° С при
8 мм рт. ст.) выделяется из сесквиэтилалюминийхлорида после связы¬
вания этилалюминийдихлорида в комплексе с NaCl путем нагревания
при 110—120° С в течение 2 ч [107]:
(С2Н5)3 Al2Cl3 + NaCI —>- (С2Н5)2 AICI + NaAlC2H5Cl3
Триэтилалюминий может быть получен методом симметризации
сесквиэтилалюминийхлорида металлическим натрием путем нагревания
в среде бензина при 100—110° С [103. 104]:
(С2Н5)3 А!2С13 + 3Na —> (C2H5);i A! -f A! -f 3NaC!
После окончания реакции продукт перегоняется при 80—85° С
(5 мм рт. ст.).
Существует метод прямого синтеза алкилов алюминия из алюми¬
ния, водорода и олефина по схеме [108]:
А1 -f- 3/2Н2 "Ь ЗС„Н2л >■ А1(СпН2пН1)з
В шаровой мельнице в течение 10 ч измельчают 250 г алюминия
в атмосфере азота и в среде триэтилалюминия (при соотношении алю¬
миния и триэтилалюминия, равном 1 : 10), затем смесь переводят в
8-литровый автоклав, суспензии дают осесть, вводят 1,8 кг олефина
и водород под давлением 200 ат. При нагревании в течение 4—5 ч при
110—120° С давление снижается до 60 ат. Затем автоклав охлаждают,
непрореагировавший водород и образовавшийся предельный углеводо¬
род выпускают, а триэтилалюминий отделяют фильтрованием от не
вступившего в реакцию алюминия и подвергают перегонке под ва¬
куумом.
Взаимодействие алюминия, водорода и олефина происходит полнее
в присутствии катализаторов алкилалюминийгалогенидов. Хлорсодер¬
жащий катализатор вводится в количестве 5—10, бромсодержащий —
10—20, а иодсодержащий — до 20—30% от веса реакционной смеси [109].
Реакцию следует проводить при 70—200° С (лучше 90—120° С) и дав¬
лении 100—300 ат в течение 10—12 ч. Триалкилалюминий выделяется
перегонкой под вакуумом из смеси, содержащей триалкилалюминий,
диалкилалюминийгалогенид и непрореагировавший олефин.
Триизобутилалюминий получается из алюминия, водорода и изобу-
гилена в среде бензина при 110—150° С и давлении водорода
40—60 ат [110].
Алюминийалкилы так же, как и алкилалюминийгалогениды, легко
воспламеняются при соприкосновении с воздухом и разлагаются водой,
спиртами и другими соединениями. Хранить их следует либо в растворе,
либо в атмосфере азота или аргона, сухих и очищенных от кислорода.
Ожоги, вызываемые алюминийалкилами, чрезвычайно болезненны и
долго не заживают. Защиту от капель дает спецодежда из кожи или
ткани, покрытой резиновой пленкой, а от вдыхания паров — противо¬
газы. Все аппараты и трубопроводы для алюминийалкилов изготов¬
ляются из нержавеющей стали или меди.
Технологический процесс производства полиэтилена в присутствии триэтилалю¬
миния или диэтилалюминийхлорид а и четыреххлористого титана может быть как
цикличным, так и непрерывным [60]. В настоящее время полиэтилен получается в аг¬
регатах производительностью 2,5—4 тыс. т/год в одной технологической нитке. Прин¬
цип работы такого агрегата показан на рис. 4 [111]. В полимеризатор 1 емкостью
около 10 л»3 непрерывно подается свежий очищенный и высушенный этилен и пред¬
варительно приготовленный катализатор в низкокипящем бензине. Этилен подается
32
Гл. 1. Полиэтилен
через систему эрлифта, расположенную в нижней части реактора, и обеспечивает
перемешивание реакционной массы. Полимеризация протекает под давлением 3—4 ат
при 80° С. Теплота реакции отводится за счет осуществляемой газодувкой 4 циркуля¬
ции паро-газовой смеси через систему сепараторов 2, 3, 5, 7 и холодильник 6. Непро-
реагировавшии этилен через холодильник 12 и сепаратор 13 направляется на очистку.
Рис. 4. Схема непрерывной полимеризации этилена:
1— полимеризатор; 2, 3, 5, 7, 13 — сепараторы; 4 — газодувка; 6, И, 12— холодильники;
8, 9, 10 — жидкостные насосы.
Растворитель из сепараторов насосами 8, 9, 10 подается в реактор 1, а полученный
полимер направляется на дальнейшую обработку.
В настоящее время создаются агрегаты производительностью 20—25 тыс. т/г од
в одной технологической нитке. Расчеты показывают, что для этого необходимо по¬
высить съем полимера с 1 ж3 емко¬
сти полимеризатора до 60 кг/м3 • ч
(в настоящее время полимеризатор
рассчитан на скорость полимериза¬
ции этилена 35 кг/м3 • ч), увеличить
давление при полимеризации до
10 ат и емкость основного аппарата
до 50 м3 [111]
Суспензия полиэтилена в бен¬
зине обрабатывается в настоящее
время в аппаратах периодического
действия. Вначале на герметичной
центрифуге отжимается бензин, а
сырая паста полимера, содержащая
до 50% бензина, перегружается для
промывки в аппарат емкостью до
40 м3, снабженный мешалкой. Поли¬
мер промывается метиловым или
к-пропиловым спиртом. Прн этом
сначала катализатор разлагается, а
затем отмываются его остатки. Сус
пензия полиэтилена отжимается на
центрифуге. Операции промывки и отжима производятся несколько раз до получения
полимера с низкой зольностью.
На агрегате производительностью 4 гыс. т/год применяются горизонтальные
центрифуги с диаметром ротора до 2500 мм. Центрифуги непрерывного действия не
применяются вследствие значительного проскока порошка полимера. Для создания
высокопроизводительного агрегата непрерывного действия на операциях промывок
и отжима полиэтилена предлагается замена центрифуг непрерывно действующими
гидроциклонами, соединенными последовательно с малогабаритными промывателями.
Схема такого узла непрерывной промывки полиэтилена показана на рис. 5 [111].
Ла регенерацию
Свежая
YJsYJ
Рис. 5. Схема узла непрерывной промывки
полиэтилена на гидроциклонах:
1— емкость; 2, 5, 8, 12 — насосы; 3, 6, 9У 13— гидро¬
циклоны; 4 — разлагатель; 7 — промыватель первой сту¬
пени промывки; 10— подогреватель; ч // — промыватель
последней ступени промывки.
/
Производство
33
Суспензия полиэтилена из промежуточной емкости 1 насосом 2 подается в си¬
стему гидроциклонов 3, откуда отделившийся растворитель направляется на регене¬
рацию, а сгущенная пульпа поступает в разлагатель 4, куда также направляется
нагретый промывной раствор. Из разлагателя пульпа с помощью насоса 5 подается
в систему гидроциклонов 6, где отделяется основная масса промывного раствора, на
правляемого на регенерацию; сгущенная пульпа полимера поступает последователь¬
но в систему промывателей 7, II, гидроциклонов 9, 13, где подвергается противоточ-
ной промывке. При этом свежая промывная жидкость поступает в промыватель
11 — последний по ходу промывок. Промытый продукт отжимается дополнительно на
отжимных шнеках и направляется на сушку. Также предлагается способ извлечения
катализатора метиловым спиртом в ротационных высокочастотных аппаратах [112].
Порошок полиэтилена может быть высушен в вакуумных барабанных сушилках
или в агрегате непрерывного действия по принципу сущки в «кипящем» слое до со¬
держания остаточной влаги не более 0,15%. Затем порошок подвергается грануляции.
Бензин, содержащий низкомолекулярные продукты полимеризации, а также бен-
зино-спиртовые смеси подвергаются регенерации и очистке с целью выделения бен¬
зина, возвращаемого в производство.
Надо полагать, что производство полиэтилена высокой плотности в агрегатах
большой производительности по непрерывному методу на всех стадиях процесса
(полимеризация, промывка, сушка, регенерация растворителей) будет более эконо¬
мичным по сравнению с производством полиэтилена низкой плотности.
В табл. 3 представлены свойства различных марок полиэтилена
высокой плотности, выпускаемого по МРТУ № 6-05-890—63.
ТАБЛИЦА 3
Свойства полиэтилена высокой плотности
Марки
Индекс
расплава,
г/10 мин
Предел
прочности,
при растяже¬
нии кгс/смэ,
не меиее
Относитель¬
ное удлинение,
%, не менее
Морозостой¬
кость, °с,
ие менее
П-4004-П
0,2—0,8
220
250
—60
П-4010-Л
0,7—1,4
220
250
—60
П-4020-В
1,0—3,5
220
250
—60
П-4020-Э
1,0—3,5
220
350
—60
П-4040-Л
3,0—5,0
220
200
—60
П-4070-Л
4,0—10,0
200
100
—40
П-4090-И
6,0—12,0
200
180
—40
Полимеризация этилена в растворителе в присутствии окислов металлов
Применение неорганических катализаторов, преимущественно ше¬
стивалентной окиси хрома на носителе глинозем — кремнезем (10% гли¬
нозема и 90% кремнезема) для полимеризации этилена описано в одном
из патентов [30]. В реактор с растворителем (октаном) и 0,2—0,6%
катализатора вводится этилен под давлением 28—35 ат. При 150—180° С
реакция протекает с достаточной скоростью. Образующийся полимер
растворяется в растворителе. После окончания полимеризации раствор
подвергается фильтрации для отделения катализатора, а после охла¬
ждения полимер выделяется из раствора, фильтруется и высушивается.
Полученный полиэтилен имеет линейное строение; его молекулярный вес
находится в пределах 10 000—140 000.
В 1956 г. был описан лабораторный процесс получения полиэти¬
лена в присутствии окиси хрома [31], а в работах [113, 114] приводятся
3 А. Ф, Николаев
34
Гл. 1. Полиэтилен
данные по полимеризации этилена на лабораторной установке полу¬
непрерывного действия (рис. 6).
Процесс проводится при 185° С в среде уайт-спирита. Этилен, полу¬
ченный дегидратацией этилового спирта, после очистки от примесей в
двух последовательно соединенных очистительных системах 1 поступает
в автоклав 2, где под давлением 30—40 ат растворяется в уайт-спирите.
3—4% раствор этилена по-
Этилен
Рис. 6. Схема лабораторной установки для
полимеризации этилена в присутствии катали¬
затора Филлипса:
/ — очистительная система; 2—автоклав длярастворения
этилена; 3 — реактор с неподвижным слоем катализатора;
4—испаритель для растворителя, содержащего полимер;
5 — сборник для растворителя; 6 —манометр; 7— холо¬
дильник; 8 — термоэлементы.
применяемого растворителя. На
чают сополимеры этилена с пропиленом и другими олефинами.
дается в реактор 3, представ¬
ляющий собой стальную трубу
с размещенным внутри ее сло¬
ем окиснохромового катализа¬
тора. Раствор полиэтилена со¬
бирается в испаритель 4, из ко¬
торого после отгонки раство¬
рителя выпадает полимер. Рас¬
творитель, охлажденный в хо¬
лодильнике 7, собирается в
сборник 5.
Полиэтилен с молекуляр¬
ным весом 30 ООО—70 ООО мо¬
жет быть получен в присутст¬
вии окиснохромового катализа¬
тора, содержащего промоти¬
рующие добавки окислов неко¬
торых других металлов, а так¬
же алюмогидрид лития. Выход
полимера возрастает с повы¬
шением молекулярного веса
окисных катализаторах также полу-
ПОЛИМЕРИЗАЦИЯ ЭТИЛЕНА ПОД ВЛИЯНИЕМ х-ИЗЛУЧЕНИЯ
В литературе [115—120] имеются сообщения о полимеризации эти¬
лена в газовой фазе под влиянием ^-лучей, например излучения изотопа
кобальта Со60. В зависимости от условий реакции (температуры, дав¬
ления) образуются полимеры этилена жидкой, воскообразной или твер¬
дой консистенции.
С повышением температуры реакции увеличивается скорость обра¬
зования полиэтилена и снижается его молекулярный вес. Повышение
давления способствует получению твердого полимера. Зависимость
скорости реакции v от давления р и мощности источника излучения С
при 25—125° С может быть представлена уравнением [118]:
t, = «>-330(№Vc0-9
а при 125—200° С
V =-- ае ~13 600/R7' ^3,1 £.0,8
По-видимому, технически ценный полиэтилен под влиянием 7-излу¬
чения может быть получен из этилена при невысоких температурах
(ниже 80° С) и сравнительно небольших давлениях (менее 100 ат).
Основной особенностью такого полиэтилена является исключительная
чистота (отсутствуют остатки катализатора, продукты окисления ки¬
слородом), что делает его особенно ценным для электро- и радиотех¬
ники и в производстве тары для химических реактивов.
Структура и свойства
35
Структура и свойства полиэтилена
Полиэтилен-—термопластичный полимер с относительно невысокой
твердостью, не имеющий запаха и вкуса. Различные методы исследова¬
ния (микроскопический, рентгено- и электронографический и др.) пока'
зывают, что полиэтилен обладает кристаллической структурой, анало¬
гичной структуре нормальных парафинов (например, С60Н122 и др.).
Степень кристалличности полимера, получаемого полимеризацией эти¬
лена, не достигает 100%: наряду с кристаллической фазой всегда содер¬
жится аморфная. Соотношение этих фаз зависит от способа получения
полимера и температуры. Подобно высокоплавким воскам и парафинам
он медленно загорается и горит слабым пламенем без копоти. В отсут¬
ствие кислорода полиэтилен устойчив до 290° С. В пределах 290—350° С
он разлагается на низкомолекулярные полимеры типа восков, а выше
350° С продуктами разложения являются низкомолекулярные жидкие
вещества и газообразные соединения — бутилен, водород, окись угле¬
рода, двуокись углерода, этилен, этан и др. [121].
МОЛЕКУЛЯРНАЯ СТРУКТУРА ПОЛИЭТИЛЕНА
Молекула полиэтилена представляет собой длинную цепь метиле¬
новых групп, содержащую некоторое количество боковых групп. Чем
больше боковых групп в цепочке полимера и чем они длиннее (полимер
имеет разветвленную структуру), тем ниже степень кристалличности.
Обычно в полиэтилене низкой плотности одна метильная группа при¬
ходится на 30 атомов углерода, однако можно получить полимеры,
содержащие одну метальную группу как на 10 атомов углерода, так
и на 1000 и более атомов углерода. Исследования показывают, что ме¬
тальные группы чаще всего находятся на концах боковых цепей, состоя¬
щих по крайней мере из четырех атомов углерода:
... —СН2—СН2—СН—(СН2—СН2),г—СН2—СН2— .. -
I
(СН2)т
I
СНз
Недостаточно упорядоченные участки полимерных молекул состав¬
ляют аморфные области. Тот факт, что величина аморфных областей
возрастает пропорционально степени разветвленностн молекулы, позво¬
ляет сделать вывод, что в аморфные области входят части разветвлен¬
ных молекул.
В расплавленном состоянии полиэтилен находится в аморфном со¬
стоянии. Независимо от скорости охлаждения расплава полиэтилен не
получен полностью в аморфном состоянии даже при моментальном
охлаждении тонких пленок жидким воздухом. Быструю кристаллизацию
полиэтилена можно объяснить небольшой длиной элементарных звеньев
(2,53А), соответствующей одному зигзагу углеродной цепи, высокой
симметрией молекул и их расположением в виде пачки. Пачки намного
длиннее макромолекул и состоят из многих рядов цепей. Кристаллиза¬
ция начинается в пачках и проходит последовательно либо через обра¬
зование «лент», «лепестков» и правильных кристаллов, либо через воз-
ккновение «лент», «лепестков» и сферолитных структур [122]. Структу¬
ра молекулы полиэтилена показана на рис. 7
Скорость охлаждения расплава полиэтилена определяет размеры
-ристаллических участков и степень кристалличности. Быстрое охла¬
ждение (закалка) приводит к снижению процента кристаллической
г зы и увеличению размеров кристаллических участков.
3*
36
Гл. 1. Полиэтилен
Между кристалличностью и содержанием метальных групп наблю¬
дается ясно выраженная связь. Ниже показана зависимость содержания
аморфной фазы от концентрации метальных групп в полиэтилене.
Число СН3-групп
на 100 атомов С
0
1
2
3
4
Содержание
аморфной фазы,
10
~ 20
~33
~40
~46
Различие в степени кристалличности обусловливает плотность по¬
лимера. Так, полиэтилен низкой плотности содержит 55—65% кристал¬
лической фазы, средней 66—73%, а высокой 74—95%.
Рис. 7. Структура молекулы полиэтилена.
В образцах полиэтилена с высокой степенью разветвленности весо¬
вая доля кристаллической фазы может достигать 40%.
С повышением температуры снижается степень кристалличности
полимера [123]: снижение становится все более резким по мере прибли¬
жения к температуре размягчения (рис. 8).
Кристаллические участки в полиэтилене имеют длину до несколь¬
ких сот ангстрем и соответствуют не целой молекуле, а небольшой части
ее, так что одна полимерная молекула (длина ее достигает 1000 А)
может проходить через несколько кристал¬
лических областей.
Конфигурация и упаковка линейных
молекул полиэтилена в кристаллитах та¬
кие же, как у молекул нормальных пара¬
финов. Об этом свидетельствуют размеры
прямоугольной элементарной кристалли¬
ческой ячейки: а = 7,40 А, b — 4,93 А,
с = 2,534 А.
Период идентичности в 2,534 А соот¬
ветствует повторяющемуся расстоянию в
зигзагообразной углеродной цепи между
атомами углерода С—С 1,54 А и углу ме¬
жду углеродными связями ЮЭ^в' (рис. 7).
Соседние молекулы находятся на рас¬
стоянии 4,3 А друг от друга; атомы же во¬
дорода соседних молекул так расположены по отношению друг к другу,
что расстояние между их центрами становится почти постоянной вели¬
чиной 2,5 А, т. е. равно удвоенной величине эффективного ван-дер-
ваальсового радиуса 1,25 А.
Кристалличность полимера при обычных температурах влияет не¬
посредственно на многие его свойства: плотность, поверхностную твер¬
дость, модуль упругости при изгибе, пределы прочности и текучести,
растворимость и набухание в органических растворителях, паро- и газо¬
проницаемость. В табл. 4 представлены некоторые данные, характери¬
зующие структуру различных полиэтиленов [124].
Рис. 8. Изменение доли кри¬
сталлической фазы в полиэти¬
лене с повышением темпера¬
туры.
Структура и свойства
37
ТАБЛИЦА 4
Некоторые данные, характеризующие структуру различных полиэтиленов
Свойства
А
Б
В
Число СН3-групп на 1000 углеродных ато¬
мов
21,5
3
<1,5
Число двойных связей на 1000 углеродных ато-
0,6
0,7
1,5
Степень кристалличности, %
64
87
93
Размер кристаллитов, А
190
360
390
Примечание. А — полиэтилен низкой плотности, полученный полимеризацией этилена в газо¬
вой фазе; Б и В — полиэтилены высокой плотности, полученные полимеризацией этилена в присутствии
катализаторов Циглера и Филлипса.
В присутствии катализаторов Циглера и Филлипса можно провести
сополимеризацию этилена и а-олефинов и тем самым контролировать
число ответвлений. Так например, сополимер этилена и пропилена
(6,25% по весу пропилена) содержит 21 метальную группу на 1000 угле¬
родных атомов и имеет кристалличность на 20% меньше кристаллич¬
ности полиэтилена. Сополимер этилена и 1-бутена (5,6% по весу 1-бу-
тена) при наличии 14 этильных ответвлений на 1000 углеродных атомов
снижает кристалличность на 20%, т. е. 1 этильная группа эквивалентна
1,5 метальным группам по влиянию на снижение степени кристаллич¬
ности сополимеров [124].
РАСТВОРИМОСТЬ И МОЛЕКУЛЯРНЫЙ вес
При комнатной температуре полиэтилен нерастворим ни в одном
из известных растворителей, но при длительном контакте с алифатиче¬
скими, ароматическими и хлорированными углеводородами он набухает.
При температурах выше 70 С полиэтилен слабо растворяется в то¬
луоле, ксилоле, амилацетате, трихлорэтилене, скипидаре, хлорирован¬
ных углеводородах, тетралине, декалине, петролейном эфире, минераль¬
ных маслах и парафине. При повышенных температурах полиэтилен
остается нерастворимым в воде, алифатических спиртах, уксусной кис¬
лоте, ацетоне, этиловом эфире, глицерине, льняном и некоторых других
растительных маслах.
Ниже приведены данные о растворимости полиэтилена низкой плот¬
ности в ксилоле при различных температурах [125]:
т, °с
Растворимость, %
20
0,008
58,5
0,25
69
0,98
78
10,2
При охлаждении разбавленного раствора полиэтилена в ксилоле
вначале образуются маленькие капельки полимера, набухшие в раство¬
рителе; при дальнейшем охлаждении они выделяют растворитель и мо¬
гут быть отфильтрованы [126].
Растворимость полиэтилена в сильной степени зависит не только
от степени кристалличности полимера (растворимость уменьшается с
увеличением кристаллической фазы в полимере), но и от величины мо-
ек\лярного веса. Ниже представлены данные о растворимости поли-
-■>*лена различного молекулярного веса в ксилоле при 70° С [126]. /
38
Гл I. Полиэтилен
Молекулярный Растворимость,
вес вес. %
9 400 12,0
11000 10,0
13 ООО 2,0
16 000 0,3
31000 0,05
40000 0,01
Лучшими растворителями полиэтилена низкой плотности являются
ксилол, тетралин. декалин и 1,1,2-трихлорэтан [127].
Важнейшей характеристикой полиэтилена является его средний мо¬
лекулярный вес. Определение молекулярного веса затруднено из-за
необходимости исследований при температурах выше 70° С (темпера¬
турах растворения полимера). По характеристической вязкости раство¬
ра можно определить средневесовой молекулярный вес полиэтилена
низкой плотности [128]:
[у,] = 1,35 • 10-3m'V’3
(где [rj] раствора в ксилоле определяется при 75° С) и
Ь] = 1,10.10-3ЛЙ/4
(где [т]] раствора в тетралине определяется при 75° С) [129].
В случае полиэтилена высокой плотности пользуются значениями
средневесового молекулярного веса, определяемыми по уравнению [130]:
!g hi = 0,63 lg Mw — 3,07
(где [г]] раствора в декалине определяется при 135°С).
ХИМИЧЕСКАЯ СТОЙКОСТЬ
При комнатной температуре полиэтилен устойчив к разбавленным
серной и азотной кислотам и к концентрированным соляной, фосфорной,
муравьиной и уксусной кислотам, аммиаку и аминам, перекиси водо¬
рода, едким натру и кали и растворам различных солей, но дымящая
серная и концентрированная азотная кислоты, нитрующие смеси и хро¬
мовая кислота заметно действуют на него. До 60° С он устойчив к дей¬
ствию разбавленных и концентрированных растворов солей и щелочей,
ТАБЛИЦА 5
Химическая стойкость полиэтилена низкой (А) и высокой (Б) плотности
после 30-суточного испытания при 27° С
Реагенты
Изменение
веса, %
Предел прочности при
растяжении, кгс/см2
А
Б
А
Б
Контрольный образец
122
348
Уксусная кислота (ледяная) ....
0,86
0,73
116
332
Ацетон
1,26
0,66
113
309
Четыреххлористый углерод ....
35,90
14,20
97
295
Этиловый спирт
0,20
0,14
104
291
Этилацетат
3,07
2,30
114
327
Минеральное масло
3,40
0,60
118
340
Олеиновая кислота
1,57
0,70
116
334
Азотная кислота (70%-ная) ....
0,33
0,26
118
342
Едкий натр (40%-ный)
—
—
117
331
Серная кислота (конц.)
0,01
0,01
116
293
Структура и свойства
39
50%-ной серной и 40%-ной азотной и концентрированной соляной кис¬
лот, но при 90—100° С серная и азотная кислоты быстро разрушают
полимер. Уже через 10 суток воздействия 98%-ной азотной кислоты
наблюдается значительное увеличение веса образца, причем снижается
предел прочности при растяжении и относительное удлинение. Поли¬
этилен неустойчив к 98%-ной азотной кислоте так же, как и к бен¬
зину [131]. В табл. 5 указаны некоторые данные по химической стой¬
кости образцов полиэтилена низкой и высокой плотности [132].
АТМОСФЕРОСТОИКОСТЬ
При воздействии кислорода воздуха, ультрафиолетовых лучей и
гепла физико-механические и диэлектрические свойства полиэтилена
ухудшаются. Такой процесс носит название старения. Он проявляется
в том, что снижаются относительное уд¬
линение и морозостойкость, появляется
хрупкость и возникают трещины. Неста-
билизованный полиэтилен на воздухе
при 120°С начинает изменяться спустя
8 ч.
Влияние кислорода. Кислород воз¬
духа очень медленно на холоду и сравни¬
тельно быстро при повышенных темпера¬
турах окисляет полиэтилен. Вначале об¬
разуются перекиси, гидроперекиси и кис¬
лоты, а затем в результате дальнейшей
реакции с кислородом возникают низшие
гомологи полиэтилена (воски и масла).
Процесс окисления является автокатали-
тическим, причем скорость окисления
возрастает с увеличением количества ад¬
сорбированного кислорода, с ростом раз¬
ветвлений и зависит от начального со¬
держания кислорода в полимере (в виде
карбонильных групп).
Влияние температуры на скорость
окисления листов полиэтилена толщиной
1 мм, положенных на стеклянную пластинку и выдерживаемых на воз¬
духе, видно из следующих данных [83]:
Время достижения
0,2°'в-ного содержания
02 в полимере, ч
25 000
3 000
300
60
1,5
Более глубокое и продолжительное окисление, особенно при высо¬
ких температурах, приводит к деструкции цепей, выделению летучих
веществ, таких как СО, С02, Н2, Н20, образованию жирных кислот и
хрупких воскоподобных продуктов.
Очень важно предотвратить или замедлить окисление полиэтилена
в условиях переработки его в изделия. В качестве (антиоксидантов)
применяют фенил-а-нафтиламин, N.N'-дифенил-п-фенилендиамин, их
смеси, ди-о-крезилолпропан и другие вещества, добавляемые в количе-
с~ве 0,05—0,2%. На рис. 9 и 10 показан стабилизирующий эффект
Т, "С
35
50
75
100
150
Рис. 9. Влияние антиоксиданта на
поглощение полиэтиленом кисло¬
рода при 150° С:
1 — полиэтилен без антиоксиданта; 2 — по¬
лиэтилен с 0,05% антиоксиданта; 3 — то же,
с 0,2%.
40
Гл. 1. Полиэтилен
антиоксиданта на поглощение полиэтиленом кислорода [133] и на изме¬
нение тангенса угла диэлектрических потерь [134]. Введение в полиэти¬
лен антиоксиданта приводит к резкому замедлению поглощения кисло
рода даже при повышенных температурах и, кроме того, снижает в за¬
метной степени окисление, сопровождающееся
ухудшением диэлектрических свойств мате¬
риала, в частности, тангенса угла диэлектри¬
ческих потерь.
Влияние солнечного света. Кроме терми¬
ческого окисления полиэтилен подвергается
фотоокислению, имеющему место при воздей¬
ствии солнечного света (ультрафиолетовое об¬
лучение). Защита полиэтилена от фотоокисле¬
ния под влиянием солнечного света — трудная
задача, поскольку этот процесс проходит очень
быстро, гораздо быстрее, чем фотоокисление
насыщенных низкомолекулярных алифатиче¬
ских углеводородов [133].
В качестве ингибиторов, препятствующих
поглощению кислорода при фотоокислении,
могут быть применены некоторые непрозрач¬
ные пигменты, такие как сажа и окись цинка
(рис. 11). Как видно из рисунка, добавка
2% сажи на длительное время задерживает
фотоокисление полиэтилена [135].
Фотоокисление приводит к появлению в
полимере гидроксильных, карбонильных и кар¬
боксильных групп. Окислительный процесс сопровождается увеличе¬
нием хрупкости, появлением трещин на поверхности и значительным по¬
вышением тангенса угла диэлектрических потерь.
Испытания различных образцов полиэтилена в тропических усло¬
виях [136, 137] показали, что при добавлении сажи полимер становится
более стойким к окислению и деструкции под влиянием солнечного
света. Ниже показана зависимость
времени ускоренного старения поли¬
этилена до появления хрупкости при
—40° С от количества сажи [138]:
Количество сажи, Время ускоренного
% старения, ч
О 67
0,1 83
0,2 400
0,5 667
1.0 1 334
2.0 ' 2 400
5.0 2 400
При фотостабилизации полиэти¬
лена сажей эффективнее всего сажа,
имеющая небольшие размеры частиц
(до 50 ммк). Низкомолекулярные полимеры, стабилизированные сажей,
стареют быстрее, чем высокомолекулярные [138]. Более эффективными
антиоксидантами являются некоторые тиоэфиры, получаемые конден¬
сацией ароматических аминов и фенолов с двуххлористой серой [139].
Противоокислительпая активность ряда тиоэфиров резко возрастает в
присутствии сажи. Добавление 0,1% тиосоединения и 3% сажи обеспе¬
чивает эффективную защиту полиэтилена в течение 2000 ч при 140° С.
бремя облучения,
Рис. 11. Стабилизация полиэтилена
пигментами при фотоокислении (облу¬
чении ртутной лампой):
1 — непигментированный полиэтилен;
2—с 2% окиси цинка; 3 — 2% сажи.
Рис. 10. Влияние антиокси¬
данта на тангенс угла ди¬
электрических потерь(опре¬
деляемый при 25° С и частоте
5 • 106 гц) образцов полиэти¬
лена, выдержанных разное
время при 150° С:
/—без антиоксиданта; 2—0,01% ан¬
тиоксиданта; 3—0,02%; 4 — 0,05%.
Структура и свойства
41
Очень хорошими фотостабилизаторами являются замещенные бен-
зофеноны, например 2-окси-4-метоксибензофен и 2,2'-диокси-4-ме-
токсибензофенон. Они почти не поглощают видимого света, но пол¬
ностью поглощают ультрафиолетовые лучи.
Окислительные реакции, протекающие в полиэтилене и приводящие
к возникновению запаха при высоких температурах переработки и ис¬
пользовании, могут быть предупреждены введением веществ, применяе¬
мых для стабилизации пищевых эфиров (бутилоксибензол, бутилоксито-
луол, пропилгаллат, лаурилтиодипропионат и др.). Бутилокситолуол
прекращает цепные реакции, а лаурилтиодипропионат разрушает гид¬
роперекиси, превращая их в неактивные соединения [140].
водостойкость
Полиэтилен отличается высокой стойкостью к действию воды.
Приведенные ниже данные [83] показывают очень низкое водопо¬
глощение, определенное по привесу полиэтиленовых листов (в мг/см2 по¬
верхности), погруженных в воду при различной температуре:
Время пребывания 20° С 70° С
в воде, месяцы
1 0,0046 0,031
3 0,0093 0,124
12 0,031 0,186
24 0,046 0,248
При длительном хранении полиэтилена в дистиллированной воде
(более двух лет) диэлектрические характеристики материала сохра¬
няются.
ПАРО- И ГАЗОПРОНИЦАЕМОСТЬ
Паро- и газопроницаемость пленочных материалов обусловлены
двумя процессами: растворением и диффузией. Пары или газы сначала
растворяются в полимере, а затем диффундируют к другой стороне ма¬
териала с более низкой концентрацией веществ и испаряются.
Проницаемость полиэтилена, являющегося неполярным полимером,
для паров полярных жидкостей очень невелика, но пары неполярных
веществ проходят через него гораздо быстрее. Отличительной особен¬
ностью полиэтилена является его низкая проницаемость для паров
воды [141].
Сочетание последнего свойства и высокой проницаемости для кисло¬
рода и двуокиси углерода делает полиэтилен очень ценным материалом
для изготовления упаковочных пленок. Но высокая проницаемость для
паров многих органических соединений ограничивает применение поли¬
этиленовых бутылей для хранения ряда органических и душистых ве¬
ществ [83].
Проницаемость пленок из полиэтилена высокой плотности для па¬
ров органических жидкостей в 5—10 раз ниже, чем из полиэтилена
низкой плотности.
Ниже приводятся данные [132] о газопроницаемости полиэтилена
низкой (А) и высокой (Б) плотности для различных газов,
(в 109 • мл- см/см2 ■ сек -см рт. ст.):
Двуокись углерода
Водород
Кислород
Гелий
Этан
Природный газ
Фреон-12
А
Б
1,22
0,214
0,797
0,199
0,276
0,069
0,540
0,153
1,23
0,146
0,343
0,070
0,866
0,059
42
Гл. 1. Полиэтилен
МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства полиэтилена зависят от его молекулярного
веса и степени кристалличности. С повышением молекулярного веса
они улучшаются. Кристалличность также способствует повышению ме¬
ханической прочности. В табл. 6 представлены свойства полиэтилена
различной плотности, отличающегося степенью кристалличности и мо¬
лекулярным весом [32, 83, 142].
ТАБЛИЦА 6
Физико-механические свойства полиэтилена различной плотности
Свойства
А
Б
в
Г
Плотность, г/см3
0,92—0,93
0,935—0,95
0,96
0,94—0,955
Предел прочности, кгс/см2
при растяжении
84—175
195—385
280—350
180—285
» сжатии
125—210
—
—
—
» изгибе . •
120—170
—
Относительное удлинение, % ...
150—600
100—800
200—400
200—380
Модуль упругости при растяже¬
нии, кгс/см2
980—2450
3 500—7 000
—
—
Твердость по Шору
45—55
63—74
68—70
—
Степень кристалличности, % ...
40—65
f5-85
93
75
Молекулярный вес
15 000—
25 000—
30 000—
35 000
100 000
140000
—
Пр имечание. А — полиэтилен, полученный полимеризацией этилена в газовой фазе; Б—то же,
в присутствии катализатора Циглера; В—то же, в присутствии катализатора Филлипса, Г —то же, под
давлением 7000 am.
В тонких пленках полиэтилен (особенно полиэтилен низкой плот¬
ности) обладает большой гибкостью и эластичностью, а в толстых ли¬
стах приобретает жесткость. Диаграмма напряжение — относительное
удлинение имеет характерную форму (рис. 12) [143]. Как видно, кривая
зависимости состоит из трех участков,
причем один из них является горизон¬
тальным [144]. Участок I определяет кри¬
сталлическое состояние полимера; уча¬
сток II показывает ориентацию хаотиче¬
ски расположенных кристаллитов и
участок III свидетельствует о дополни¬
тельном растяжении уже ориентирован¬
ного кристаллического полимера.
Диаграмма напряжение ■— относи¬
тельное удлинение для полиэтилена вы¬
сокой плотности имеет вид, аналогичный
показанному на рис. 12. Но полиэтилен
высокой плотности превосходит полиэти¬
лен низкой плотности не только пределом текучести, достигающим 185—
290 кгс/см2, но и пределом прочности при растяжении, достигающим
400 кгс/см2 [145]. С повышением пределов текучести и прочности при
растяжении образцов полиэтилена возрастает и их твердость.
Механические свойства полиэтилена в большой степени зависят
от температуры, в частности, пределы прочности при растяжении, срезе
и изгибе заметно возрастают при снижении температуры и падают при
ее повышении. На рис. 13 показана температурная зависимость предела
прочности при растяжении для полиэтилена [84, 146]. При темпера¬
турах ниже 10° С участок III диаграммы напряжение — относительное
180
150
*120
-С
ЯП
*
я
60
§
30
-с
0
11
jy
100 200 300 400 500
Относительное удлинение. %
Рис. 12. Диаграмма напряжение —•
относительное удлинение для поли¬
этилена низкой плотности.
Структура и свойства
43
удлинение (см. рис. 12) исчезает, а при температурах ниже —60° С на¬
блюдается только участок I, что свидетельствует о снижении гибкости и
появлении жесткости, характерной для хрупких материалов Темпера¬
турный интервал эксплуатации изделий, несущих нагрузку, находится
в пределах от 60 до —80° С.
Важной характеристикой материала является его ползучесть
(крип), определенная при длительных испытаниях в широком интервале
температур и при различных условиях. Испытания полиэтилена высокой
плотности — марлекса-50 [147] показы¬
вают, что, несмотря на большую жест- *. э §*
кость, он уже при комнатной темпера- с с | s^
туре начинает течь при продолжительном 11 g
действии нагрузки даже в том случае, | *
когда величина этой нагрузки составляет бо-*о-7о о го <w во во
25% от предела прочности при растяже- т.°с
пии, полученного при кратковременном Рис. 13. Температурная зависи-
испытании. мость предела прочности при рас-
Нередко для определения возможно- тяжении для полиэтилена,
сти применения пластика необходимо
знать прочность на удар Данные испытаний удельной ударной вяз¬
кости для образцов без надреза полиэтилена различной плотности
почти совпадают в пределах от 4 до —60° С и несколько различаются
при других режимах.
Механические свойства полиэтилена можно значительно улучшить,
добавляя в него волокнистые наполнители (синтетическое, стеклянное
или асбестовое волокна).
ТЕРМИЧЕСКИЕ СВОЙСТВА
Изменение температуры приводит к изменению ряда физических
свойств полиэтилена, в частности изменяются размеры изделий, появ¬
ляются хрупкость (в зоне низких темпера¬
тур) и размягчение (в зоне высоких темпе¬
ратур). Некоторые термические характери¬
стики полиэтилена различной плотности
представлены в табл. 7.
Коэффициент линейнего расширения
полиэтилена является высоким (1,8- 10 4)
в пределах температур 20—120° С. На
рис. 14 показано изменение коэффициента
линейного расширения полиэтилена в зави¬
симости от температуры [146].
Как и все кристаллические полимеры,
полиэтилен размягчается в узком интер¬
вале температур (3—5°С). Ниже этой тем¬
пературы на 15—20° его можно подвергать
вытяжке и формовке. При температуре же, превышающей температуру
размягчения, полиэтилен переходит в пластическое состояние, в котором
он может перерабатываться экструзией, литьем под давлением и дру¬
гими методами.
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ СВОЙСТВА
Структура полиэтилеиа, представляющая длинную цепь из метиле¬
новых групп, обусловливает его неполярность (табл. 8).
Диэлектрические свойства полиэтилена, такие как тангенс угла ди¬
электрических потерь tgS, удельное объемное электрическое сопротив-
а ю 5
50
40
30
20
10
-40 -20 0 20 40 60 ВО 100 120
т.°с
Рис. 14. Влияние температуры
на изменение коэффициента
линейного термического рас¬
ширения полиэтилена.
44
Гл. 1. Полиэтилен
ТАБЛИЦА 7
Термические характеристики полиэтилена различной плотности
Свойства
А *
•
Б*
в *
Температура размягчения, °С
Коэффициент теплопроводности, ккал/м-ч-град
Удельная теплоемкость, кал/г ■ град
Коэффициент линейного расширения
105—120
0,22—0,28
0,50—0,55
0,00018
126—135
0,26
0,55
0,0001
126—135
* О полиэтиленах А, Б и В см. в примечании к табл. 6.
ТАБЛИЦА 8
Диэлектрические свойства полиэтилена
Свойства
А *
Б *
в *
Диэлектрическая проницаемость
при 60—108 гц
2,20—2,33
2,2—2,3
2,20—2,36
Тангенс угла диэлектрических по¬
терь
при 60—103 гц
0,0002
—
0,0002
» 106 гц
0,0003
0,0001—0,0003
—0,0003
» 10® гц
0,0005
—
—
Удельное объемное сопротивление,
10‘7
1017
ом -см
1017
Пробивная напряженность, кв/мм .
45—60
45—60
45—60
* О полиэтиленах А, Б и В см. в примечании к табл. 6.
ление и диэлектрическая проницаемость е почти не зависят от темпе-
ратуры (в пределах от —80 до 100° С) и влажности.
Тангенс угла диэлектрических потерь полиэтилена высокой плот¬
ности, полученного с применением катализаторов Циглера или Натта,
т.°с
Рис. 15. Влияние температуры
на диэлектрическую проницае¬
мость £ (а) и тангенс угла
диэлектрических потерь tg 8(б)
полиэтилена низкой плотности.
&
о
Сз
«ё
'о
голихино пленки, мм
Рис. 16. Зависимость пробив¬
ного напряжения постоянного
тока от толщины полиэтилено¬
вой пленки при 20° С.
зависит от остатка последних. Они вызывают существенное увеличение
tgS. На рис. 15 показано изменение tgS и е в зависимости от темпера¬
туры [146].
Пробивная напряженность полиэтилена является важнейшей харак¬
теристикой, учитываемой при конструировании силовых кабелей. Зна-
Структура и свойства
45
чения ее зависят от многих факторов, в частности от толщины мате¬
риала, температуры, времени и метода испытания. На рис. 16 пред¬
ставлена зависимость пробивного напряжения постоянного тока от
толщины полиэтиленовой пленки [148]. Линейная зависимость между про¬
бивным напряжением и толщиной образца сохраняется в диапазоне от
— 150 до 80" С. Абсолютная величина пробивной напряженности при
повышении температуры свыше 25° С постепенно снижается. При пере¬
менном токе пробивная напряженность пленок меньше, чем при по¬
стоянном, причем разница между соответствующими значениями воз¬
растает с увеличением толщины образца.
ОКРАШИВАЕМОСТЬ
Полиэтилен может быть окрашен различными красителями и пиг¬
ментами в расплаве в смесителе тяжелого типа (Бенбери) [149], в шнек-
машине при смешении цветных и неокрашенных гранул, в литьевой
машине, имеющей специальное сопло [150, 151], и сухим способом путем
перемешивания порошка полимера и пигмента в смесителе при обычной
температуре [145, 152]. Окрашенный материал можно получить на валь¬
цах, нагретых до 120—150° С, путем тщательного вальцевания полимера
с красителем или пигментом до получения гомогенной массы [152].
Окрашенный полиэтилен, снятый с вальцов в виде листов толщиной
1—2 мм, после нарезки на узкие полосы обычно гранулируется на гра¬
нуляционной машине. Гранулы окрашенного полимера применяются для
изготовления изделий; предварительно они могут быть смешаны с гра¬
нулами неокрашенного полиэтилена.
Органические красители и пигменты для получения насыщенных
тонов употребляются в количестве 0,1—0,2%, а для получения пастель¬
ных тонов — от 0,005 до 0,1% по отношению к весу окрашиваемого ма¬
териала [149, 152, 153]. Из лаков и пигментов, применяемых для окраши-
Еания пластмасс, пригодны пигменты: желтый 5К, оранжевый 2Ж,
ярко-красный 4Ж, синий антрахиноновый, голубой фталоцианиновый,
зеленый фталоцианиновый, глубоко-черный и лаки: красный ЖБ, ярко¬
розовый, красный 2СМ, рубиновый СК. Неорганические пигменты: дву¬
окись титана, окись хрома, кадмий лимонный, оранжевый и красный
(темный, «Э», пурпурный) берутся в количестве 0,2—1%. Сажа газовая
(канальная) вводится в полимер от 0,2 до 3%.
СОВМЕСТИМОСТЬ С ПОЛИМЕРАМИ
Полиэтилен отличается плохой совместимостью с большинством
полимеров. Хорошая стабильность смесей в широком интервале темпе¬
ратур наблюдается при добавлении к полиэтилену следующих ве¬
ществ: высокомолекулярных парафинов, полиизобутилена, бутилкаучу-
ка, бутадиен-стирольного каучука, полистирола (высокомолекулярного),
этил цел л юл озы.
Введение в композицию парафинов с температурой плавления свы¬
ше 52° С позволяет повысить механическую прочность, твердость и сни¬
зить проницаемость для паров воды, спирта и газов, однако при этом
значительно снижается относительное удлинение. Очень удобны для
этой цели высокоплавкие парафины (продукты синтеза Фишера — Троп-
ша) [154]. Такие совмещенные продукты применяются для изготовления
бутылей.
Смеси полиэтилена с полиизобутиленом (молекулярный вес
100 000—200 000) имеют отличные диэлектрические свойства и обладают
46
Гл. 1. Полиэтилен
высокой химической стойкостью ко многим веществам. В зависимости
от типа применяемого полиизобутилена и его количества можно приго¬
товить материалы, пригодные для изоляции проводов, для изготовления
покрытий по бумаге и листов. Добавление полиизобутилена (до 50%
к весу полиэтилена) увеличивает эластичность и морозостойкость пле¬
нок. Лучший эффект дает полиизобутилен с молекулярным весом
120 000 [155]. При содержании в композиции свыше 50% полиизобути¬
лена получаются материалы с пониженным пределом прочности при
растяжении и большим относительным удлинением, более низкими
твердостью и температурой размягчения.
Полиэтилен низкой плотности и гидрированный синтетический кау¬
чук могут быть совмещены с полиэтиленом высокой плотности во всех
отношениях. В полиэтилен может быть введено минеральное масло до
30% [132].
Хлорированный полиэтилен
Полиэтилен может быть модифицирован хлором, бромом или фтором [156, 157].
Лучше всего изучено хлорирование полиэтилена низкой плотности в суспензии или
в растворе. В качестве реакционной среды пригодны вода, четыреххлористый углерод
или ледяная уксусная кислота. Процесс осуществляется обработкой суспензии поли¬
этилена (или латекса) газообразным хлором при 50—75° С. При использовании воды
в качестве реакционной среды вначале поддерживают температуру 50—65° С, а после
того как содержание хлора в полимере составит 42%, температуру поднимают до 75°С
с целью более полного завершения реакции [158].
В растворе четыреххлористого углерода хлорирование обычно производится при
45—55° С [159]. Ускорение реакции происходит при освещении солнечным светом и
светом, длина волны которого менее 4785 А [160].
В зависимости от содержания хлора свойства полиэтилена значительно изме¬
няются. По мере хлорирования уменьшается способность молекул полимера к кри¬
сталлизации, исчезает кристалличность и приобретаются каучукоподобные свойства.
Уже при содержании 25—40% хлора получаются мягкие, каучукоподобные продукты,
по свойствам напоминающие пластифицированный поливинилхлорид. Минимальная
прочность на растяжение наблюдается при содержании 35—38% хлора. С увеличе¬
нием содержания хлора в полимере выше 40% постепенно исчезает эластичность и
появляется твердость; при этом возрастает предел прочности при растяжении и по¬
вышается температура размягчения. Это объясняется возрастанием полярности моле¬
кул и увеличением физического взаимодействия между ними.
Инфракрасный анализ хлорированного полиэтилена показал, что при содержа¬
нии хлора менее 35% в полимере содержатся группы —СН2— и —СНС1—, в преде¬
лах 35—65% — группы —СН2—, —СНС1— и —ССЬ—, а при большем содержании хлора
метиленовых групп —СНг— в молекулах уже не наблюдается [161].
Свойства хлорированного полиэтилена зависят не только от содержания хлора,
но и от метода хлорирования. Полиэтилен, хлорированный в суспензии, имеет более
высокую температуру размягчения, большую твердость и меньшую растворимость
по сравнению с полиэтиленом, хлорированным в растворе. Теплостойкость по Вика
(в °С) при нагрузке 1 кг хлорированного полиэтилена, полученного в растворе и
суспензии, представлена ниже [162]:
СС1
В растворе
В суспензии
0
90
90
8
69
79
28
< 20
65
40
< 20
69
50
40
77
Нагревание хлорированного полиэтилена выше 190—200° С сопровождается от¬
щеплением хлористого водорода и образованием в макромолекулах ненасыщенных
звеньев. При длительном воздействии температуры происходит химическое соедине¬
ние отдельных макромолекул друг с другом в результате раскрытия двойных свя¬
зей, при этом теряются эластичность и растворимость полимера.
Частично хлорированный полиэтилен заменяет сильно пластифицированный по¬
ливинилхлорид в производстве электроизоляции, искусственной кожи, пленочных и
листовых материалов.
Сульфохлорированный полиэтилен
47
Сульфохлорированный полиэтилен
Сульфохлорированный полиэтилен получают обработкой полиэтилена либо газо¬
образными сернистым ангидридом и хлором, либо хлористым сульфурилом в присут¬
ствии катализатора [157]. В зависимости от типа полиэтилена и глубины сульфохло-
рирования можно получать разнообразные продукты.
Промышленное применение в США нашел сульфохлорированный полиэтилен ги-
палон (или хайпалон), содержащий до 1,7% серы и до 29% хлора, следующего
строения:
Г(—СН2—СН2—СН2—СНС1—СН2—СН2—СН2—)12 СН—I
L S02ClJ„
Процесс сульфохлорирования полиэтилена [163] подобен аналогичному процес¬
су, применяемому для сульфохлорирования низкомолекулярных веществ [164]. Полу¬
ченный полимер имеет плотность 1,1 г/сж3 и является мягким каучукоподобным ма¬
териалом, обладающим низкой прочностью, растворимостью в ароматических и хло¬
рированных углеводородах и способностью вулканизоваться аминами, солями, окис¬
лами ди- и поливалентных металлов и перекисями. В качестве вулканизующих аген¬
тов практическое применение нашли окислы свинца и магния.
Процесс вулканизации гипалона окисью свинца может быть представлен сле¬
дующими уравнениями [165]:
RS02C1+Н20 —>- rso2oh + hci
2RS020H PbO —>- (RS020)2 Pb + H20
PbO -f-2HCl —> PbCl2-f H20
где R — полимерная молекула.
При вулканизации происходит связывание цепочек полимера свинцовыми мо¬
стиками по месту сульфоновых групп. Присутствие воды является обязательным, и
скорость вулканизации возрастает, если этот процесс проводится при нагревании па¬
ром или горячим воздухом.
Обычно на 100 вес. ч. сульфохлорированного полиэтилена добавляется 10—
50 вес. ч. окиси металла, 2—10 вес. ч. органической кислоты (например, стеариновой
или абиетиновой) и 0,25—3 вес. ч. ускорителя реакции вулканизации. Хотя роль ор¬
ганической кислоты до настоящего времени точно не установлена полагают, что при
взаимодействии ее с окисью металла образуется соль и выделяется вода, необходи¬
мая для гидролиза хлорсульфоновых групп.
2RCOOH + MgO —v (RC00)2Mg + H20
Ускорителями реакции являются серусодержащие вещества: меркаптобензтиа-
зол. бензтиазолдисульфид, дипентаметилентиурамтетрасульфид и др. Вулканизация
производится при 125—160° С.
Отличительной чертой вулканизованного сульфохлорированного полиэтилена яв¬
ляется высокая химическая стойкость. Так, он противостоит действию аммиака, бро¬
ма, хлора, иода, 88%-ной перекиси водорода, 70%-ной азотной, 95%-ной серной, кон¬
центрированной соляной, хлорацетоуксусной и хромовой кислот, гипохлорита кальция
и двухромовокислого калия, хлористой меди и 40%-ного формалина [165]. Для хими¬
чески стойких покрытий применяют обычные смеси с неактивными наполнителями,
такими как сажа и барит.
Теплостойкость гипалона при длительном нагревании не превышает 120° С, но
несколько часов он может работать при 180—200° С. Гипалон является кислородо- и
озоностойким эластомером, выдерживающим без разрушения воздействие воздуха,
содержащего до 2% озона
Смесь 50% гипалона с другими эластомерами показывает хорошую озоностой-
кость при обычных концентрациях озона в воздухе. Покрытие натурального каучука
-онкич слоем гипалонового лака защищает каучук от действия озона [165]. Вулка-
газаты тверже и прочнее обычных резин Их предел прочности при растяжении до¬
тает 246 кгс/см2, а относительное удлинение 200 600%. Они хорошо сопроти-
аляются многократной деформации и истиранию. Морозостойкость их находится
в пределах от —54 до —63° С.
Сульфохлорированный полиэтилен применяется для изготовления некоторых
альных резиновых композиций, ремней, шлангов, листов, используемых для фу-
->и аппаратов, изготовления половых плиток, химически стойких лаков и красок.
48
Гл. 1. Полиэтилен
Применение полиэтилена
Комплекс физико-механических, химических и диэлектрических
свойств полиэтилена позволяет широко применять этот материал во
многих отраслях промышленности (кабельной, радиотехнической, хими¬
ческой, легкой, медицине и др.)- Из полиэтилена готовят изоляцию
электрических проводов, трубы, пленки, нити, защитные покрытия, фор¬
мованные изделия различных типов, пенопласты.
ИЗОЛЯЦИЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ
Высокие диэлектрические свойства полиэтилена и его смесей с по¬
лиизобутиленом, малая проницаемость для паров воды позволяют ши¬
роко использовать его для изоляции электропроводов и кабелей, при¬
меняемых в различных средствах связи (телефонной, телеграфной),
сигнальных устройствах, системах диспетчерского телеуправления, вы¬
сокочастотных установках, в технике высокого напряжения, для об¬
мотки проводов двигателей, работающих в воде, а также для изоляции
подводных и коаксиальных кабелей [148]. Свойства кабельного полиэти¬
лена [131], представляющего собой смесь 65% полиэтилена низкой плот¬
ности и 35% полиизобутилена, следующие:
Плотность, г/см3 ....
0,921
Предел прочности, кгс/см2
при растяжении .
65—75
» изгибе
75
Относительное удлинение, %
350—450
Твердость по Джонсу
35
Температура размягчения, °С
110—130
Температура стеклования, °С
—Ь0 и ниже
Водопоглощение за 30 суток при комнатной
температуре, %
0,093
Диэлектрическая проницаемость при 1 Мгц .
2,3—2,4
Тангенс угла диэлектрических потерь при
1 Мгц
0,0003—0,0005
Пробивная напряженность, кв/мм
45—55
Коэффициент объемного расширения в интер¬
вале от 0 до 50° С
0,00060
Коэффициент линейного расширения в интер¬
вале от 0 до 50° С
0,00020
Усадка, %
1,0—2,5
Пластичность при 130° С на пластомере
ПСМ-2
высота образца под нагрузкой hx, мм
1,5—2,0
восстановление, мм
до 0,3
Нанесение полиэтиленовой изоляции производится на шнек-маши¬
нах со специальными головками. Для питания машины и равномерной
подачи полиэтиленовой крошки под загрузочным бункером устанавли¬
вается еще один бункер с вибрационным лотком или шнеком. Режим
нанесения полиэтилена на проволоку устанавливается в зависимости
от типа изготовляемого кабеля. Прием кабеля осуществляется с по¬
мощью фрикционных устройств, непрерывно с равным усилием протя¬
гивающих кабель через ряд ванн и наматывающих его на барабан
Для предотвращения образования внутренних напряжений в изоляции
кабеля охлаждение производится медленно и постепенно путем протя
гивания кабеля (перед намоткой на барабан) через длинные охлаждаю¬
щие ванны с постепенно снижающейся температурой.
Применение
49
Кабель с изоляцией из полиэтилена имеет преимущества по срав¬
нению с каучуковой изоляцией. Он легче, более гибок и обладает боль¬
шей пробивной напряженностью. Провод, покрытый тонким слоем поли¬
этилена, может иметь верхний слой из пластифицированного поливинил¬
хлорида, образующего хорошую механическую защиту от повреждений.
Полевой кабель, представляющий собой тонкую медную проволоку,
покрытую пленкой черного полиэтилена (наполненного сажей) толщи¬
ной 0,4 мм, снаружи защищается слоем найлона. Скорость изготовления
такого кабеля может достигать 20 000 м/ч [166].
Для кабеля с полиэтиленовой изоляцией допускается напряжение
до 8 кв при длительной работе при 75° С и до 15 кв— при 70° С. Кабель
может прокладываться на воздухе, в подземных каналах, непосред¬
ственно в почве, внутри помещений и в воде.
В кабельном производстве может найти широкое применение поли¬
этилен, облученный быстрыми электронами. По сравнению с обычным
полиэтиленом он обладает повышенной прочностью на растяжение, вы¬
сокой пробивной напряженностью, большей устойчивостью к действию
ароматических и алифатических углеводородов, повышенной теплостой¬
костью (может длительное время работать при 150° и выдерживать
кратковременное нагревание до 300°С).
Кабельному полиэтилену можно придать огнестойкость, вводя в
него до 30% смеси трехокиси сурьмы и хлорпарафина. Добавление в
композицию небольшого количества (до 5%) бутилкаучука способствует
сохранению хороших прочностных показателей при тепловом старении
и приводит к снижению температуры хрупкости.
ТРУБЫ
Из всех типов пластмасс полиэтилен нашел наибольшее применение
для изготовления труб. Превосходство его над другими материалами,
используемыми для этой же цели, видно
из рис. 17 [167]. Полиэтиленовые трубы
характеризуются легкостью, коррозион¬
ной устойчивостью, незначительным со¬
противлением движению жидкости, про¬
стотой монтажа, гибкостью, морозостой¬
костью, легкостью сварки. Полиэтилен
высокой плотности имеет в 1,5 раза
большую прочность по сравнению с по¬
лиэтиленом низкой плотности. Примене¬
ние его позволяет уменьшить толщину
стенок труб.
Трубы из полиэтилена могут быть
приготовлены как экструзией, так и цен¬
тробежным литьем. Первый метод имеет
более широкое распространение.
Процесс изготовления труб методом
экструзии состоит из непрерывного вы¬
давливания полиэтилена через кольце¬
вой зазор головки, образуемый мундштуком и дорном, калибрования
и охлаждения горячей трубы [168]. Оптимальные режимы производства
труб определяются маркой полиэтилена (низкой или высокой плот¬
ности, молекулярным весом полимера), диаметром и толщиной труб
и типом шнек-машины. В загрузочной части машины поддерживается
температура 45—70° С, в цилиндре 110—180° С и в головке машины
20—195° С. Верхние пределы температур устанавливаются при пере-
Рис. 17. Зависимость деформации
различных материалов от длитель¬
ности действия нагрузки 36 кгс/см2:
1 — поливинилхлорид, содержащий 30%
пластификатора; 2—свинец; 3—полиэти¬
лен низкой плотности.
4 А. Ф. Николаев
50
Гл. I. Полиэтилен
работке полиэтилена высокой плотности. Особенности экструзии труб
из ненаполненного и наполненного полиэтилена высокой плотности рас¬
смотрены в литературе [169, 170].
Скорость экструзии зависит от марки применяемого полиэтилена,
скорости его подачи, температуры экструзии, числа оборотов шнека и др.
По выходе из головки машины трубы подвергаются охлаждению воз¬
духом или горячей водой в ряде ванн с постепенно понижающейся тем¬
пературой.
Непрерывным методом выпускаются трубы любой длины с внут¬
ренним диаметром 6—300 мм при толщине стенок 1,5—10 мм. Полиэти¬
леновые трубы небольшого диаметра наматываются на барабаны.
Литьем под давлением изготовляют арматуру к трубам, которая вклю¬
чает коленчатые трубы, согнутые под углом 45 и 90°, тройники, муфты,
колпаки, патрубки. Отдельные отрезки труб соединяются друг с другом
с помощью муфт, патрубков и тройников из латуни или нержавеющей
стали и другими способами.
Трубы большого диаметра (до 600 мм) могут быть получены мето¬
дом центробежного литья; сварка их производится с помощью струи
нагретого инертного газа [171].
Свойства труб диаметром до 150 мм из полиэтилена низкой плот¬
ности представлены ниже [172]:
Плотность, г/см3 0,92
Предел прочности при растяжения, кгс см2 . 98—140
Рабочая температура, СС .от —60 до 60
Рабочее давление, am от 1,7 до 7
Коэффициент линейного расширения .... 0,00018
Коэффициент теплопроводности,
ккал/м • ч ■ град 0,24
Полиэтиленовые трубы вследствие их химической стойкости и эла¬
стичности применяются для транспортировки воды, растворов солей
и щелочей, кислот, различных жидкостей и газов. Их широко приме¬
няют в химической промышленности, для сооружения внутренней и
внешней водопроводной сети, для подачи молока, соков, вина и пива,
в ирригационных системах и дождевальных установках.
Трубы из полиэтилена низкой плотности могут работать при темпе¬
ратурах до 60° С, а из полиэтилена высокой плотности — до 100° С. Та¬
кие трубы не разрушаются при низких температурах (до —60° С) и при
замерзании воды; они не подвержены почвенной коррозии от блуждаю¬
щих токов. В настоящее время при изготовлении искусственных ледяных
полей применяют полиэтиленовые трубы [173].
В ряде стран созданы специальные агрегаты, включающие канаво¬
копатель и машину для изготовления труб. По ходу канавокопателя
происходит выдавливание готовой трубы из шнек-машины и укладка
ее в канаву. При использовании такого агрегата, обслуживаемого всего
лишь двумя рабочими, за час можно изготовить и уложить до 40 по¬
гонных метров труб.
ПЛЕНКИ и листы
Пленки и листы могут быть изготовлены из полиэтилена любой
плотности. При получении тонких и эластичных пленок более широко
применяется полиэтилен низкой плотности, так как полиэтилен высокой
плотности обладает повышенной жесткостью.
Пленки могут быть изготовлены экструзией расплавленного поли¬
мера через кольцевую или плоскую щель [168]. При получении пленок
Применение
51
методом экструзии через кольцевую щель наиболее широко применяется
метод выдавливания расплавленного полиэтилена через угловую голов¬
ку шнек-машины. Труба пластика направляется вертикально вниз и
при этом раздувается сжатым воздухом в рукав. Затем рукав, продви¬
гаясь от головки к тянущим валкам, охлаждается, сжимается в плоскую
двойную ленту, вытягивается и наматывается на приемную гильзу
(рис. 18).
Полиэтилен, из которого готовят пленки, должен быть гранулиро¬
ванным (цилиндры или параллелепипеды размером 2—3 мм) с посто¬
янным насыпным весом (510—550 г/л) и опре¬
деленной вязкостью расплава. Шнек-машина —
обычная, с длиной шнека не менее 12—15 диа¬
метров [153]. Ее особенностями должны быть вы¬
сокое давление, развиваемое шнеком, хорошая
гомогенизация массы и высокая степень регу¬
лировки температуры цилиндра и головки (с
точностью ±1°). Обычно температурный режим
экструзии подбирается соответственно типу по¬
лиэтилена и должен соответствовать пределам
температур от 110—120 до 130—150° С. Наибо¬
лее пригодны машины с диаметром шнеков 45,
60, 90 и 150 мм.
Раздувание полиэтиленовой трубы произво¬
дится воздухом под давлением 1,2—1,3 ат, пода¬
ваемым по шлангу через дорн, а регулирование
ширины — подачей или выпуском воздуха из ру¬
кава. Охлаждение обычно осуществляется об¬
дувкой воздухом на очень коротком пути, в про¬
тивном случае (без обдувки) требуются боль¬
шие расстояния от головки до намотки.
Сдавливание рукава и вытягивание пленки
производятся при помощи направляющих щек и
вытяжных валков. Степень продольной вытяжки
достигает 500—600%, при этом происходит
ориентация пленки, обусловливающая повыше¬
ние ее прочности при растяжении в продольном
направлении на 20—40% и снижение относительного удлинения на
10—30%. Рукав перед намоткой обрезается с двух сторон. Пленку выпу¬
скают в виде рукава или полотна, смотанного в рулоны или сложенного
в пакеты.
При получении пленок методом экструзии расплавленного поли¬
этилена через плоскую щель используется агрегат, состоящий из шнек-
машины со щелевой головкой, охлаждающей ванны и приемного
устройства (рис. 19).
Пленка по выходе из горизонтальной щели шнек-машины поступает
лля охлаждения в ванну, заполненную водой с температурой 70° С, а
затем вытягивается с помощью двух пар оттягивающих валиков и по¬
лается на намотку. Между первой и второй парой этих валиков специ¬
альные ножи обрезают утолщенные кромки.
Пленка, выходящая из щели, может быть охлаждена на металли¬
ческих полированных валках [174]. При этом она получается более про¬
зрачной и блестящей, а также более эластичной и прочной; калибр
(толщина) пленки выдерживается значительно точнее, чем при охлаж¬
дении в ванне. Готовая пленка не имеет остаточных напряжений и не
гсдвержена короблению и морщинистости;
Рис. 18. Схема установки
для производства поли¬
этиленовой пленки экс¬
трузией через кольце¬
вую щель:
1 — шнек-машина; 2 — угловая
головка; 3—полиэтиленовый
рукав; 4—кран для подачи
воздуха; 5— направляющие ва¬
лики; 6 — обжимные валики;
7 — намоточный валик.
52
Гл. I. Полиэтилен
В соответствии с техническими условиями полиэтиленовая пленка
выпускается толщиной 0,03—0,30 мм, шириной до 1400 мм (в некото¬
рых случаях до 3000 мм) и длиной до 300 м. Ниже даны характеристи-
Рис. 19. Схема установки для получения полиэтиленовой пленки
экструзией через плоскую щель:
/—шнек-машина; 2—щелевая головка; 3— направляющий валик; 4—охлаждающая
ваниа; 5 —оттягивающие валики; 6 — ножи для обрезкн краев; 7 —намоточное
• устройство.
ки полиэтиленовой пленки общего назначения (марки А и Б), выпускае¬
мой по ГОСТ 10354—63.
А Б
Толщина пленки, мм 0,03 0,08
0,08 0,12
0,12 0,15
0.15 0,20
Ширина, мм, не менее
рукав (в сложенном виде) 230 230
полотно 600 600
Длина, м, не менее 25 25
Предел прочности при растяжении, кгс/см2,
не менее 120 100
Относительное удлинение, %, не менее . . 300 200
Морозостойкость, °С. не выше —60 —60
Ниже сравниваются свойства пленок, полученных из полиэтилена
низкой и средней плотности [175]:
Плотность, г/см3 0,920 0.938
Предел прочности при растяжении, кгс/см2
в продольном направлении 196 214
» поперечном направлении 217 226
Относительное удлинение, 96
в продольном направлении 630 455
» поперечном направлении 660 600
Коэффициент трения (без смазки) .... 1,0 0,6
Кроме тонких пленок из полиэтилена, изготовляют листы толщиной
0,5—4,0 мм. Их получают на агрегатах, состоящих из шнек-машины
со щелевой головкой, трехвалкового гладильного каландра и прием¬
ного устройства. Гладильный каландр охлаждает лист полиэтилена,
распрямляет и разглаживает его, а также калибрует до определенной
толщины. Давление между валками достигает 2—9 кгс на 1 пог. см. Вал¬
ки охлаждаются водой.
Область применения полиэтиленовых пленок продолжает расши¬
ряться. Большая часть продукции служит упаковочным материалом
Применение
53
и для изготовления сумок, мешков, для облицовки ящиков, коробок
и других видов тары. Мешки из пленки применяются при транспорти¬
ровке металлических деталей различных машин для защиты от кор¬
розии.
Полиэтиленовая пленка применяется при изготовлении аэростатов
и баллонов для проведения метеорологических и других исследований
верхних слоев атмосферы, поднимающихся на высоту до 30 км [176].
Большой экономический эффект дает защита от коррозии магистраль¬
ных нефте- и газопроводов [177].
В сельском хозяйстве для остекления парников и теплиц, для укры¬
тия плодово-ягодных и бобовых культур, овощей непосредственно на по¬
лях, для облицовки силосных ям и водоемов также широко применяется
полиэтиленовая пленка [178]. Облученная полиэтиленовая пленка в за¬
висимости от дозы радиации может быть изготовлена трех типов [179]:
тип А не содержит веществ, способных экстрагироваться, и поэтому
пригоден для упаковки пищевых и фармацевтических продуктов, для
изготовления оболочек, способных стерилизоваться, в качестве футеро-
вочного материала и основы для липких лент; тип В отличается стой¬
костью к окислению и применяется для изоляции проводов и изготов¬
ления оболочек кабеля, в сухих конденсаторах и низкотемпературных
нагревателях; тип С имеет еще большую стойкость к окислению, сохра¬
няет форму и выдерживает механические нагрузки до 300° С, хорошо
воспринимает печатные изображения, не растрескивается при контакте
с агрессивными жидкостями и допускает стерилизацию паром.
Из полиэтиленовой пленки изготовляют предметы домашнего оби¬
хода: плащи, скатерти, гардины, салфетки, передники, косынки и т. п.
Пленка может быть нанесена с одной стороны на различные материа¬
лы: бумагу, ткань, целлофан, металлическую фольгу. Уже давно себя
зарекомендовала в качестве упаковочного материала бумага с нанесен¬
ной на нее полиэтиленовой пленкой. Главными достоинствами ее яв¬
ляются низкая проницаемость для воды и ее паров, нетоксичность, не¬
значительное водопоглощение, химическая инертность, механическая
прочность и гибкость в широком интервале температур. Производство
полиэтиленовой пленки и покрытие ею бумаги осуществляются на экс-
трузионно-покрывающем оборудовании [180]. Свойства небеленой
крафт-бумаги, покрытой полиэтиленом, видны из табл. 9 [181].
ТАБЛИЦА 9
Свойства бумаги, покрытой полиэтиленом
Толщина полиэтиле¬
новой пленки, мм
Скорость прохождения
паров воды при 38° С и
90% оти. влажн.,
гУ24 ч-м2
Прорывная прочность, кгс (см2
давление со стороны
бумаги
давление со стороны
пленкн
0,025
16
3,85
3,78
0,038
12
4,41
4,13
0,051
8,5
—
—
0.063
6,8
—
—
Целлофан, покрытый полиэтиленовой пленкой, сочетает непрони¬
цаемость полиэтилена для воды и ее паров с отличной непроницае¬
мостью для газов, создаваемой целлюлозной пленкой.
На рис. 20 показана проницаемость паров воды через целлюлозную
пленку, покрытую полиэтиленом различной толщины в обычных и тро¬
пических условиях [181].
54
Гл. 1. Полиэтилен
Алюминиевая фольга непроницаема для воды и ее паров, газов,
обладает механической прочностью и хорошим внешним видом. Эти
свойства позволили применить ее для
упаковки различных материалов. Нанесе¬
ние на фольгу полиэтиленового покрытия
усиливает эти свойства. Полиэтиленом
можно пропитывать ткань и получать
покрытие на ткани. По одному из спо¬
собов [182] пропитку ткани производят
на 3-валковом каландре. В зазор между
первым и вторым валками вводят поли¬
этилен, а между вторым и третьим —
ткань. Первый и третий валки нагревают
до температуры ниже температуры раз¬
мягчения полиэтилена, а второй ва¬
лок— выше 120° С.
Армированная пленка. Армирован¬
ная полиэтиленовая пленка отличается
большей прочностью, чем обычная плен¬
ка такой же толщины. Материал состоит
из двух пленок, между которыми нахо¬
дятся армирующие нити из синтетиче¬
ских или природных волокон [183] или
редкая стеклянная ткань. На рис. 21 показана схема процесса получе¬
ния армированной пленки.
Перед парой расположенных один над другим нагретых прижимных
валов установлены два ролика с намотанной на каждый из них тонкой
полиэтиленовой пленкой и две
бобины с намотанными на них
нитями. Пленка с каждого ро¬
лика непрерывно подается к
валам. Нити проходят через
гребенки, которым сообщается
возвратно-поступательное дви¬
жение. В результате нити, по¬
падая к валам одновременно
с полиэтиленовыми пленками,
располагаются между ними
зигзагообразно и, пересекаясь,
образуют рисунок.
Температура прижимных
валов должна обеспечить раз¬
мягчение полиэтилена и сое¬
динение пленок. По внешнему
виду армированная пленка на¬
поминает ткань с двусторон¬
ним покрытием. Ее можно раскраивать и шить на швейной машине,
а также соединять путем нагревания.
Из очень тонких армированных пленок изготовляют скатерти, а
также пленки для теплиц, из более толстых пленок — мешки и упако¬
вочный материал.
Армированная пленка, упроченная редкой стеклянной тканью, мо¬
жет быть применена для изготовления защитной одежды и использована
в качестве обкладочного материала для различных емкостей. При общей
толщине полиэтиленовой пленки 0,045 мм такой материал имеет предел
Рис. 21. Схема процесса получения армиро¬
ванной полиэтиленовой пленки:
1 — обогреваемые прижимные валы; 2—ролики с поли¬
этиленовой пленкой; 3— бобины с армирующими нитями;
4— распределительные гребенки, обеспечивающие зиг¬
загообразную укладку нитей и их пересечение между
собой; 5 — армированная пленка.
покрытия, мм
Рис. 20. Влияние толщины поли¬
этиленовой пленки, нанесенной
на целлофан, на ее проницаемость
для паров воды:
/ — температура 25° С и относительная
влажность 75%; 2 — температура 38° С и
относительная влажность 90%.
Применение
55
прочности при растяжении до 300 кгс/см2, а прорывную прочность до
10,5 кгс/см2 [181].
На основе полиэтиленовых пленок могут быть изготовлены липкие
(клеящие) пленки или ленты, пригодные для ремонта кабельных линий
высокочастотной связи и для защиты стальных подземных трубопрово¬
дов от коррозии.
Липкие ленты и пленки представляют собой полиэтиленовую пленку
с нанесенным на одну сторону клеем из низкомолекулярного полиизобу¬
тилена, иногда в смеси с бутилкаучуком [153]. Липкая полиэтиленовая
лента толщиной 80 мк при толщине клея в 45 мк обладает пределом
прочности при растяжении 125 кгс/см2, удельным объемным электриче¬
ским сопротивлением более 1015 ом ■ см и водопоглощением 0,01%- Сила
прилипания ленты составляет 300—400 г на 1 сл ширины ленты.
ЗАЩИТНЫЕ ПОКРЫТИЯ
Полиэтилен применяется для защиты металлических поверхностей
от коррозии, проникновения влаги и водяных паров, а также от действия
электрического тока. Особенно хорошие результаты получаются при
толщине пленки 0,3—3 мм [184]. Для нанесения защитного слоя на ме¬
талл наиболее целесообразен метод газопламенного напыления. Про¬
ходя через воздушно-ацетиленовое пламя, полиэтилен размягчается и
образует защитную пленку на нагретой до 175—200° С металлической
поверхности. Расплавленный полимер прочно прилипает к металлу;
адгезия его к стали составляет в среднем 30 кгс/см2 [168].
Новым методом получения защитных покрытий является вихревое
напыление порошка полиэтилена, взвихренного потоком воздуха или
ннертного газа, на предварительно нагретую поверхность металличе¬
ского изделия, помещенного в аппарат для напыления [185]. Изделие
должно быть нагрето до температуры, которая обеспечивала бы оплав¬
ление порошка полимера. Толщина наносимого покрытия зависит от
многих факторов, из которых основными являются температура изде¬
лия, время выдержки его в вихревом аппарате, скорость прохождения
оздуха через аппарат. Качественное покрытие может быть получено
госле его дополнительного оплавления на изделии в термошкафу при
150° С. Химическая стойкость покрытий, получаемых при вихревом ме¬
тоде нанесения выше стойкости покрытий, нанесенных газопламенным
-гпылением.
ФОРМОВАННЫЕ ИЗДЕЛИЯ
Из полиэтиленовых листов, полученных экструзией или прессова-
« ч, можно изготовить различные изделия штамповкой, изгибанием
шаблону или вакуум-формованием. Наиболее благоприятна для
т рмования по шаблону температура, на 10—15° превышающая тем¬
пературу размягчения полиэтилена. Время прогрева листовой заготовки
■рред формованием 3 мин на 1 мм толщины изделия. Нагретая заготов-
--2 должна быть зафиксирована и охлаждена в форме до 40—50°С,
- :<ле чего изделие снимается с формы. Крупногабаритные изделия
--- _ки. ванны, баки и т. п.) также могут быть изготовлены из порошка
'нэтнлена путем его спекания на нагретой форме.
Отдельные части изделий могут быть сварены при помощи струи
п гвчего воздуха, нагретого до 250° С. Применение инертных газов для
пели резко уменьшает возможность окисления полиэтилена в ме-
^ва. Прочность сварных швов достигает 80—100% от прочности ИС-
S’ : о.т) материала, но, как правило, при повышенных температурах
:~i> ljbob меньше прочности исходного материала.
56
Гл. 1. Полиэтилен
Формованием и сваркой можно изготовить вентили, колпаки, кон¬
тейнеры, части вентиляторов и насосов для кислот, мешалки, фильтры,
различные емкости, ведра и т. п.
Полиэтилен удается склеивать обычными клеями (эпоксидными,
полиуретановыми или полибутилметакриловыми) в случае предвари¬
тельной обработки его поверхности хромовой кислотой при 120° С в те¬
чение 1—2 сек [186].
ЛИТЬЕВЫЕ ИЗДЕЛИЯ
Одним из основных методов переработки полиэтилена в изделия
является метод литья под давлением. Температура литья составляет
150—180° С для полиэтилена низкой плотности, а выдержка под дав¬
лением колеблется от 10 до 30 сек. Изделия, вынутые из формы, реко¬
мендуется охлаждать не на воздухе, а опускать сразу в горячую воду
(70—80°С), чтобы происходило постепенное снижение температуры, со¬
провождающееся исчезновением внутренних напряжений.
Большое распространение в фармацевтической и химической про¬
мышленности получили бутылки из полиэтилена емкостью от 25 до
5000 мл [166]. Литьем под давлением получают посуду, игрушки, элек¬
тротехнические изделия и т. п.
волокно
Полиэтилен может быть переработан в волокно, пригодное для
изготовления фильтровальных тканей, мебельных чехлов, канатов, бре¬
зентов, накидок, рыболовных сетей.
Моноволокно диаметром 0,06—0,1 мм получают на обычной экс¬
трузивной машине для производства волокна. Для повышения проч¬
ности волокно подвергают вытяжке при 100° С в случае полиэтилена
высокой плотности и при более низкой температуре для полиэтилена
низкой плотности. В результате вытяжки возрастает степень кристал¬
личности полимера, что сопровождается увеличением жесткости волокон
и уменьшением относительного удлинения. Свойства волокна из поли¬
этилена различной плотности представлены в табл. 10 [187].
ТАБЛИЦА 1
Свойства волокна из полнэтилена различной плотности
А
Б
в
I
0,92
0,92
9.93
0,945
85—95
1,0—1,5
105—110
2,0—2,3
116—120
3,0—3,3
125—130
5,5—7,0
45—50
25—30
17—25
10—20
1 400—1 750
1 750—2 100
2 800—3 500
4 900—7 200
50—60
40—50
25—35
5—10
Свойства
Плотность, г/см3 . .
Температура размяг-
ченйя без нагрузки,
°С
Прочность, г/денье .
Относительное удли¬
нение, %
Модуль упругости,
кгс/см2
У садка за 20 мин
при 100° С, % . .
0,945
120—125
5,0—5,5
14—20
5 250 -5 9*1
10—15
Примечание. А —полиэтилен низкой плотности (молекулярный вес 19 000—20 000); Б — п-
этилеи низкой плотности (молекулярный вес 23 000—25 000); В —модифицированный полиэтилен ии-
плотности; Г —полиэтилен высокой плотности; Д—модифицированный полиэтилен высокой плотност
Волокно на основе полиэтилена не поглощает воду, и следовате.
но, прочность его при увлажнении не изменяется. Волокно устойчи
Применение
57
к действию щелочей и кислот, за исключением концентрированной азот¬
ной кислоты. Ароматические углеводороды вызывают некоторое набу¬
хание при комнатной температуре и снижают прочность волокна. Мине-
ральные и растительные масла слабо сорбируются волокном при ком¬
натной температуре и сильнее — с повышением температуры.
Ниже показано изменение предела прочности при растяжении И'от¬
носительного удлинения волокна из полиэтилена низкой (А) и высо¬
кой (Б) плотности с повышением температуры [132]:
А Б
Плотность, г/см3 0,92 0,96
Предел прочности при растяжении, кгс/см2
при 27° С 2240 4077
» 60° С 1330 —
» 70° С — 3346
» 100° С .... — 1843
Относительное удлинение, %
при 27° С 20 10,5
» 70° С . — 35
» 100° С — 190
В настоящее время полиолефиновые волокна изготовляют, главным
образом, из полиэтилена высокой плотности и полипропилена.
Полиэтиленовое волокно непригодно для изготовления обычных
тканей вследствие низкой температуры размягчения, тенденции к усад¬
ке, склонности к фотоокислению. Но низкая плотность, химическая стой¬
кость, хорошие электроизоляционные свойства, водостойкость и сопро¬
тивление поражению молью, микроорганизмами и насекомыми привле¬
кают интерес производственников к изготовлению технических тканей,
ПЕНОПЛАСТЫ
Одной из интересных областей применения полиэтилена является
приготовление пенопластов для электроизоляционных целей, а также
листовых пенопластов. Электроизоляция кабеля из пенополиэтилена
имеет более низкую диэлектрическую проницаемость, чем монолитная.
Из полиэтилена высокой плотности удалось получить пенопласты,
характеризующиеся малой плотностью и высокой механической проч¬
ностью. Это влагонепроницаемые, стойкие к химическим реагентам ма¬
териалы. Звукоизоляционные плиты из них не подвергаются воздей¬
ствию плесени и бактерий.
Диаметр ячеек пенополиэтилена может достигать 0,1—10 мм. Вели¬
чина ячеек зависит от пенообразователя, а также от метода и условий
получения. Ниже сравниваются основные свойства сплошного (А) и по¬
ристого (Б) полиэтилена [148]:
А Б
Плотность, г/см3 0,92 0,47
Предел прочности при растяжении, кгс/см2 100—150 25—50
Относительное удлинение, % 500—600 300
Диэлектрическая проницаемость при 1 Мгц 2,3 1,48
Тангенс угла диэлектрических потерь
при 1 Мгц 0,0003 0,0005
Пробивная напряженность для пластин
толщиной 3,2 мм, кв/мм 25 8,7
Пенополиэтилен, содержащий до 50% газа (по объему), пригоден
;ля изоляции кабелей связи.
58
Гл. 2. Полипропилен
ГЛАВА 2
ПОЛИПРОПИЛЕН
Систематические исследования по полимеризации непредельных уг¬
леводородов, начатые в России А. М. Бутлеровым, в дальнейшем были
продолжены и развиты его многочисленными учениками и последова¬
телями.
Пропилен является одним из непредельных соединений, подверг¬
шихся всестороннему исследованию. В первую очередь изучалась его
полимеризация в присутствии галогенидов металлов [188, 189]. Исследо¬
вание реакции полимеризации в присутствии бромистого алюминия при
низких температурах показало, что на первых этапах полимеризации
образуются низкомолекулярные продукты, рост которых продолжается
в дальнейшем ходе реакции [190].
Другими катализаторами полимеризации пропилена являются сер¬
ная и фосфорная кислоты, фтористый бор с добавками трикрезилфосфа-
та или этилового спирта и комплекс фтористого бора с фосфорной кис¬
лотой [191, 192].
Под влиянием 90—92%-ной серной кислоты пропилен димеризует-
ся в 4-метилпентен-1; 98%-ная серная кислота способствует получению
более высокомолекулярных продуктов. В присутствии олеума и особенно
при повышенных температурах пропилен полимеризуется почти пол¬
ностью. Но во всех случаях не удавалось получить из пропилена высо¬
комолекулярных полимеров, пригодных для изготовления пластмасс.
Продукты полимеризации представляли собой либо подвижные жид¬
кости (димеры, тримеры, тетрамеры), либо более или менее вязкие
продукты консистенции смазочных масел. Полимеризации и другим
превращениям пропилена посвящены обзорные статьи Эйдуса и Пузиц-
кого [193, 194].
Некоторые низкомолекулярные полимеры пропилена, в частности
тетрамер (н-додецен), нашли применение в промышленности основного
органического синтеза для получения алкиларилсульфокислот, являю¬
щихся одними из наиболее дешевых и доступных моющих средств.
Активными веществами, вызывающими полимеризацию пропилена
до низкомолекулярных продуктов, являются тетраэтилсвинец, относя¬
щийся к группе металлалкилов, азо- и диазосоединения, нитросоедине-
ння, оксимы и производные гидразина [16, 22]. Изучение полимеризации
пропилена в газовой фазе показало, что при высоких температурах об¬
разуются низкомолекулярные полимеры (от димеров до пентаме¬
ров) [195].
В 1954 г. Циглер получил высокомолекулярный полимер в присут¬
ствии смеси триэтилалюминия и четыреххлористого титана [196]. Иссле¬
дования показали, что продукт полимеризации представляет собой смесь
полимеров различной стерической структуры и разного молекулярного
веса. При помощи растворителей смесь может быть разделена на кри¬
сталлическую и аморфную части. В отсутствие четыреххлористого ти¬
тана происходит лишь димеризация пропилена.
Катализаторы Циглера, разработанные для получения полиэтилена
высокой плотности, были первыми катализаторами и при получении
полипропилена. Но в настоящее время для промышленного производ¬
ства полипропилена применяют усовершенствованные катализаторы
Циглера.
В 1954 г. Натта [197] приготовил изотактический полипропилен —
новый термопластичный полимер, обладающий ценными техническими
Сырье
59
свойствами. Работы Натта [198, 199] вызвали целый ряд исследований,
приведших к созданию производства полипропилена во многих странах.
Высокомолекулярный кристаллический полипропилен также может
быть получен полимеризацией пропилена над катализатором, содержа¬
щим окись хрома [30].
Сырье для производства полипропилена
Сырьем для производства полипропилена является пропилен, кото¬
рый выделяют из газов крекинга нефти или из нефтепродуктов. Уста¬
навливая определенные условия крекинга (температуру, давление, про¬
должительность, катализатор и др.), можно направить реакцию расщеп¬
ления углеводородов, входящих в состав нефти в сторону, преимуще¬
ственного образования пропилена и этилена. Выделение и очистка про¬
пилена производятся методом глубокого охлаждения.
СИНТЕЗЫ НА ОСНОВЕ ПРОПИЛЕНА
полимеризация
Полипропилен
окисление
сн2—СН—сн3
\/
о
окись пропилена
сн2=сн—сно
акролеин
+НСЮ
НОСН2—СНС1—СНз
пропнленхлоргидрин
сн2=сн-сн3
пропилен
хлорирование
СН2=СН—СН2С1
хлористый аллил
СН2С1—СНС1—СНз
дихлорпропан
С6Н6-СН (СН3)2
изопропилбензол
-fCO+H2
СН3—сн2—сн2—сно
масляный альдегид
+ NHa+02
СН2—СН—CN
акрилонитрил
гидратация
снзч
>сн—он
сн/
изопропиловый спирт
60
Гл. 2. Полипропилен
Пропилен представляет собой газ, конденсирующийся в жидкость
при —47,7°С и замерзающий при —185,2° С. При температуре кипения
его плотность 0,610 г/см3. Молекула пропилена под влиянием метильной
группы обладает электрической асимметрией по двойной связи и имеет
дипольный момент 0,35 дебая.
На основе пропилена можно получить большое число разнообраз¬
ных химических продуктов, широко применяющихся в промышленности
пластмасс. Выше представлена схема синтезов на основе пропилена.
Закономерности полимеризации пропилена
Синтез высокомолекулярного полипропилена осуществляется на ге¬
терогенных катализаторах. Во многих работах [28, 47, 198, 200] была
показана важная роль строения кристаллической поверхности катализа¬
тора для получения стереорегулярных полимеров. Полагают, что при¬
соединяющиеся молекулы мономера сначала адсорбируются на поверх¬
ности катализатора и соответственно ориентируются, а затем последо¬
вательно присоединяются к цепи полимера в результате раскрытия
двойной связи. В итоге реакции полимеризации образуется кристалличе¬
ский полимер, макромолекулы которого имеют линейное строение и от¬
личаются регулярной структурой [39, 47].
Структура полипропилена явилась предметом систематических ис¬
следований [28, 39, 196], в результате которых было установлено суще¬
ствование конфигурационных изомеров, различающихся механическими
свойствами. Структура, при которой все заместители находятся по одну
и ту же сторону сегментов основной цепи в ее плоской конформации,
называется изотактической (стереорегулярной). Боковые метильные
группы, которые из-за пространственных затруднений не могут нахо¬
диться в одной плоскости с третичными углеродными атомами, распо¬
лагаются по спирали вокруг основной цепи. Катализаторы, приводящие
к образованию полимера со стереорегулярной структурой, называются
стереоспецифическими.
Указанная регулярность в структуре цепи отсутствует у обычных
виниловых полимеров, у которых заместители третичных углеродных
атомов занимают различное пространственное положение. Такая неупо¬
рядоченная структура цепи была названа атактической. Изменяя ката¬
литическую систему, можно устранить стереоспецифическое действие
катализатора и получить из того же мономера линейный аморфный по¬
лимер.
Путем модификации применяемого катализатора, а также измене¬
нием условий полимеризации получают продукты, содержащие поли¬
меры стереорегулярной и нестереорегулярной структуры, которые могут
быть разделены при помощи растворителей.
Высокомолекулярные полимеры атактической (нерегулярной) струк¬
туры могут быть получены при использовании катализаторов, приготов¬
ленных в виде дисперсий, в результате реакции между растворимыми
соединениями переходных металлов и металлорганическими веществами
(например, катализатора Циглера). Применяя каталитические системы,
получаемые из некоторых кристаллических соединений, нерастворимых
в углеводородах, как, например, двух- и треххлористого титана, треххло¬
ристого ванадия, соответствующих низшей валентности переходных ме¬
таллов, можно получить полимеры пропилена, обладающие в основном
изотактической структурой.
Стереоспецифическая полимеризация характеризуется присоедине¬
нием мономерных звеньев по типу «голова к хвосту», причем мономер¬
Закономерности полимеризации пропилена
61
ные звенья в получаемом полимере приобретают определенное про¬
странственное расположение. Изотактические полимеры получаются в
присутствии твердого катализатора, химически связанного с растущей
полимерной цепью. Такой катализатор должен иметь специальную
структуру поверхности и достаточно крупную дисперсность, обеспечи¬
вающую наличие активных центров.
Стереоспецифическая полимеризация относится к типу ионной поли¬
меризации, которая протекает при использовании каталитической си¬
стемы, состоящей из катализатора и сокатализатора. Катализатором яв¬
ляются соединения металлов IV—VIII групп в низшем окисленном со¬
стоянии. Сокатализаторы представляют собой вещества, приводящие
к образованию гидрид-ионов или карбанионов (гидриды металлов, ме-
таллалкилы: LiH, LiCH3, А1(С2Н5)з и др.) Ингибиторами процесса поли¬
меризации служат кислоты, вода, алифатические галоидные соединения.
Полимеризация может быть осуществлена в углеводородах и аро¬
матических галогенсодержащих соединениях. Энергия активации про¬
цесса незначительна. При снижении температуры реакции обычно полу¬
чаются полимеры более стереорегулярной структуры. Очень часто более
высокая стереоспецифичность достигается при меньшей скорости поли¬
меризации.
При любом стереоспецифическом синтезе необходимо, чтобы проис¬
ходила ориентация молекул мономера (в активированной форме) по
отношению к концевой группе растущей полимерной цепи. Эта ориен¬
тация, как уже отмечалось выше, происходит путем адсорбции моно¬
мера на кристаллической поверхности, имеющей определенную струк¬
туру. Размер этой поверхности, по-видимому, очень мал и в предельном
случае должен быть не меньше размеров молекулы [40].
В зависимости от типа катализатора (обладающего незначительной
или значительной стереоспецифичностью) образуются продукты, кото¬
рые либо содержат помимо изотактических полимеров атактические
макромолекулы, либо преимущественно состоят из изотактических мак¬
ромолекул
Частично стереоспецифическая полимеризация пропилена может
быть осуществлена в присутствии каталитической системы, полученной
сливанием растворов четыреххлористого титана (0,02 моль в 50 мл
н-гептана) и триэтилалюминия (0,05 моль в 250 мл н-гептана) при 35—
80° С и давлении пропилена 3—5 ат.
Высокая степень стереоспецифической полимеризации пропилена
наблюдается в присутствии каталитической системы, полученной смеше¬
нием тонкоизмельченного треххлористого титана (0,08 моль) и раствора
диэтилалюминийхлорида (0,024 моль в 300 мл н-гептана) при 70—80° С
и давлении пропилена 5 ат [200].
В одной из работ Натта [201] приведены сравнительные данные о
выходе изотактического полипропилена, полученного полимеризацией
мономера в присутствии различных катализаторов при 80—90° С:
Катализатор Выход полимера, %
TiCI, — Al (С2Н5)3 35—45
TiCI3 —А1(С2Н5)з 85—95
СгО на Si02 — А1203 1—2
Цепь макромолекулы изотактического полипропилена представляет
с й спираль, характеризующуюся интервалом 6,8 А, соответствующим
~т-м мономерным звеньям. Тщательные исследования показали, что
еется два типа цепи — спирали с право- и левосторонним вращением.
У - «.лый из указанных типов цепи может существовать в двух формах, ко-
~зге различаются пространственным расположением метальных групп.
62
Г л. 2. Полипропилен
На рис. 22 показана пространственная структура цепи линейного
полипропилена [200]. Цепь I имеет левостороннее вращение спирали.
Цепь II имеет два участка цепи, различающиеся по пространственному
расположению метильных групп: нижний участок имеет левое вращение,
а верхний — правое. Цепь III представляет собой одну из возможных
форм цепи, имеющей атактическую структуру.
II
III
Рис. 22. Пространственная структура участков цепи линейного полипро¬
пилена:
— спираль, по которой располагается цепь полимера.
Полимеры пропилена, обладающие высокой степенью кристаллич¬
ности, могут быть отделены от аморфных или частично кристаллизо¬
ванных полимеров экстрагированием смеси полимеров кипящим н-гепта-
ном или другими углеводородами, имеющими температуру кипения на
40—80° ниже температуры плавления кристаллических полимеров; экс¬
трагируются лишь аморфные или частично кристаллические полимеры.
Неспособность отдельных участков цепи полипропилена кристаллизо¬
ваться связана с тем, что они имеют атактическую структуру, а также
с тем, что короткие изотактические цепи обладают различным простраи
ственным расположением. Такого рода стереоизомеры (цепь II) могу
рассматриваться как стереоблокгомополимеры или блоксополимер
Эти продукты отличаются от известных блоксополимеров тем, что от
дельные блоки образуются не сополимеризацией мономеров, различны
по своему химическому составу, а из одного и того же мономера в р
зультате стереоизомерии.
С помощью различных растворителей полипропилен можно разд
лить на аморфные, кристаллические и стереоблокгомополимеры [200
различающиеся своими свойствами.
Производство
63
Производство полипропилена
Получение полипропилена описано во многих патентах [30, 197] и
кратко в ряде статей [198, 202—205]. В зависимости от типа каталитиче¬
ской системы его можно получить различной степени кристалличности.
Топчиев с сотрудниками [202] описывает получение полипропилена в
реакторе, представляющем собой снабженный быстроходной мешалкой
стеклянный сосуд, при работе без давления или в автоклаве из нержа¬
веющей стали под давлением 4—6 ат. В реактор предварительно загру¬
жается растворитель (бензин) и необходимое количество катализатора
(смеси триэтилалюминия и четыреххлористого титана), а затем вво¬
дится очищенный от кислорода пропилен. Полимеризация происходит
при 50° С. Непрореагировавший газ непрерывно отводится из реактора.
После окончания процесса содержимое реактора охлаждается до 10° С
и обрабатывается метиловым спиртом с целью разрушения катализа¬
тора. Осадок полипропилена отфильтровывается и после многократной
промывки сначала метиловым спиртом, а затем водой подвергается
сушке при 60—70° С.
Полипропилен с высокой степенью кристалличности может быть
получен при 80° С и давлении 6 от в качающемся автоклаве емкостью
1 л, содержащем 0,008 моль треххлористого титана и раствор 0,02 моль
триэтилалюминия в 250 мл н-гептана. Скорость полимеризации, как
указывалось, резко возрастает с увеличением содержания треххлори¬
стого титана в реакционной смеси, но при этом затрудняется очистка
полимера. Перспективным способом увеличения скорости процесса яв¬
ляется диспергирование треххлористого титана в растворе триэтилалю¬
миния в насыщенных углеводородах с помощью ультразвука [206].
Диспергирование в шаровых и вибрационных мельницах приводит к за¬
грязнению и перегреву катализатора.
Новая технология производства полипропилена основана на исполь¬
зовании пропан-пропиленовой фракции (30% пропилена и 70% про¬
пана), являюшейся побочным продуктом при переработке нефти, и ка¬
талитической системы треххлористого титана и триэтилалюминия.
В качестве растворителя служит сама фракция, а к концу реакции —
пропан [70]. Этот способ получения полипропилена значительно эконо¬
мичнее способа, предложенного Натта.
Производство полипропилена — сложный процесс с многочислен¬
ными стадиями. Раньше полипропилен получался периодическим мето¬
дом, но в настоящее время большая часть продукции выпускается по
непрерывному методу (в основном аналогично производству полиэти¬
лена высокой плотности в присутствии катализаторов Циглера). Подроб-
аого описания производства полипропилена в литературе нет. Имею¬
щиеся сведения позволяют выделить три главные стадии (не считая
елучения и очистки пропилена или пропан-пропиленовой фракции):
!( полимеризация пропилена; 2) отделение катализатора и раствори-
*1.1я от полимера и 3) грануляция порошка полимера [207].
Полимеризацию пропилена проводят главным образом в таких ус-
:виях, которые обеспечили бы выпадение полимера из реакционной
• меси в виде суспензии. В отличие от производства полиэтилена на по-
-'у*сние полипропилена большое влияние оказывает температура реак-
гяя При высокой температуре образуется в основном мягкий каучуко-
лобньгй атактический полимер, а не изотактический. Большое влия-
± на свойства полипропилена оказывает катализатор, его физическая
* :v* и степень измельчения. Значит, катализатор должен готовиться
€4
Гл. 2. Полипропилен
непосредственно на заводе, чтобы условия и срок его хранения были
всегда одинаковы к моменту употребления.
По одному из методов [207] подаваемый пропилен полимеризует
в реакторе при давлениях до 100 ат и тщательном перемешивании. Ка¬
тализатор диспергируют в жидком углеводороде и поддерживают тем¬
пературу реакции значительно ниже температуры размягчения поли¬
мера. После того как образуется 40% полимера в реакционной смеси,
•суспензию, содержащую растворитель, полимер и катализатор, пере¬
водят в испаритель для удаления (при пониженном давлении) непрореа¬
гировавшего пропилена и возвращения его в производство. Затем сус¬
пензию с помощью центрифуги или фильтра разделяют на порошкооб¬
разный полимер и растворитель.
Полимер обрабатывают слабым раствором хлористого водорода в
метиловом спирте с целью разложения катализатора, а полученную
смесь снова центрифугируют. Полипропилен должен быть хорошо очи¬
щен от катализатора (допустимая зольность —до 0,1%). Операции про¬
мывки полимера сложны (длительное время перемешивания, после каж¬
дой промывки центрифугирование) и требуют большого количества
спирта и затрат на регенерацию растворителя. Хорошие результаты по
интенсификации процесса были получены при отмывке полимера с по¬
мощью ультраакустических колебаний с последующим глубоким отжи¬
мом порошка до 15% влажности [206]. Указанный способ применяется,
если полимер получен в присутствии катализаторов Циглера. При -ис¬
пользовании других катализаторов очистка заключается в растворении
полимера при повышенной температуре, например в ксилоле при 130° С,
и удалении из раствора центрифугированием или фильтрацией остатка
катализатора.
На стадии очистки полимер можно обесцвечивать, обрабатывая его
отбельными глинами, силикагелем или другими веществами, стабилизи¬
ровать, добавляя антиоксиданты и отделяя атактическую фракцию от
изотактической путем охлаждения до комнатной температуры. Изотак-
тическая фракция выпадает из раствора, а атактическая остается в нем.
Затем полипропилен отделяется от ксилола центрифугированием, а ос¬
таток ксилола отгоняется с паром или отсасывается в экструзионных
машинах в процессе грануляции.
Если катализатор может быть экстрагирован сразу же после отде¬
ления порошка полимера от растворителя, то последующие стадии рас¬
творения и фильтрования не нужны.
Удаление остатка растворителя и грануляция полимера произво
дятся с помощью шнековых экструдеров, применяемых для произвол
ства пленок, труб и прутков. Пары растворителя удаляются через от
верстия и отводы, расположенные вдоль цилиндра машины. Испарени
растворителя способствует подведение вакуумных линий к отверстия
цилиндра. Из головки экструдера выходит полипропилен в виде пр\
ков небольшого диаметра, которые после охлаждения разрезаются вр
щающимися ножами на цилиндрические гранулы. Чечевицеобразн
или сферические гранулы обычно получают грануляцией расплавленно
полимера в воде.
Растворители перегоняются и вновь используются, а остающш
после отгонки растворителя атактический полипропилен является по'
ным продуктом производства.
Как уже указывалось, с помощью усовершенствованных катали
торов Циглера получают полипропилен с высоким молекулярным вес
Синтез низкомолекулярного кристаллического полимера может б
осуществлен только в результате термической деструкции высоком
Свойства
65
кулярного продукта при температурах выше 300° С в атмосфере азота.
Таким путем можно приготовить полипропилен любого молекулярного
веса с характеристической вязкостью в тетралине при 145° С 0,1 и более
и температурой плавления 140—165° С [208].
Свойства полипропилена
Полипропилен, содержащий значительное количество стереорегу-
лярного полимера, представляет собой жесткий нетоксичный продукт
без запаха [209]. Он отличается хорошей прозрачностью и блеском.
Многие механические свойства зависят от молекулярного веса поли¬
мера.
ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА
Высокая температура плавления полипропилена (160—170° С) яв¬
ляется его наиболее важной характеристикой. При отсутствии внешнего
механического воздействия изделия из пропилена сохраняют форму
вплоть до 150° С. На рис. 23 показаны результаты сравнительных испы¬
таний на растяжение полипропилена и других материалов при скорости
повышения температуры 50 град/ч под нагрузкой 15 кг/см2 [210].
Рис. 23. Данные испытаний термопластов на растяже- •
ние при повышенной температуре:
1 — полиэтилен низкой плотности; 2 — полиметилметакрилат; 3— по¬
лиэтилен высокой плотности; 4 —поливинилхлорид; 5— полипро¬
пилен.
Под нагрузкой и при 140° С полипропилен может выдерживать 60 —
S0 дней без термического разрушения, а при 120° С до полутора лет.
На термостойкость материала оказывают большое влияние наличие при¬
месей и контакт с такими металлами, как медь, марганец, или со спла-
■ами, содержащими эти металлы. Поэтому следует избегать соприкосно-
* ения полипропилена с ними при повышенных температурах и необхо¬
димо добиваться минимального содержания примесей в полимере [211].
Изделия из полипропилена устойчивы к кипячению и могут неодно¬
кратно стерилизоваться при температурах свыше 120° С без деформа-
кии. Термические свойства полипропилена следующие:
Удельная теплоемкость при 20° С,
ккал/кг • град 0,4—0,46
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,12—0,18
Коэффициент линейного расширения
(30—120° С) (1,1-н2,1) ■ 10~4
Коэффициент объемного расширения . . . (4,8-=-6,0) • 10 4
5 А. Ф. Николаев
66
Гл. 2. Полипропилен
При 155° С полипропилен — твердое вещество, а при температуре,
близкой к точке плавления, он превращается в каучукоподобный элас¬
тичный продукт. Вязкость расплава полимера уменьшается по мере сни¬
жения молекулярного веса и возрастания температуры. При снижении
температуры от точки плавления до 120°С наступает кристаллизация.
До 300° С полипропилен, содержащий стабилизатор, устойчив к окисле¬
нию и деструкции даже после нагревания в течение нескольких часов
в воздушной среде. t
Под действием рассеянного света (в помещении или на улице, но
не под действием прямых солнечных лучей) нестабилизированный поли¬
мер пропилена не изменяется в течение двух лет, но на прямом солнеч¬
ном свету он через несколько месяцев становится хрупким. Ультрафио
летовые лучи при этом оказывают сильное окислительное действие, при¬
чем введение антиоксидантов обеспечивает ингибирующий эффект в те¬
чение ограниченного времени. Стойкость к действию ультрафиолетовых
лучей увеличивается при введении в полипропилен 2% сажи. Изделия
из полипропилена с добавкой сажи в течение двух лет могут находиться
под прямыми солнечными лучами без значительных изменений физи¬
ческих свойств материала. Предполагается, что стойкость такого по¬
липропилена к действию ультрафиолетовых лучей более 20 лет [212].
Дл.я ингибирования окислительной деструкции полипропилена
также можно применять ди-(4 оксифенил)-сульфид и другие антиокси¬
данты [213], вводимые в количестве 1—2%.
ХИМИЧЕСКАЯ СТОЙКОСТЬ
При нормальной температуре полипропилен нерастворим в органи¬
ческих растворителях даже при длительном пребывании в них, но
ТАБЛИЦА 11
Химическая стойкость полипропилена
Условия испытаний
Увеличение
веса, %
Предел
Относительное
удлинение, %
продолжитель¬
ность, сутки
температура,
прочности
при растяже¬
нии, KZCfCM2
Контрольный образец .
20
300
440
Бензин автомобильный ■
30
20
13,2
260
700
Бензол
30
20
12,5
265
690
Четыреххлористьш угле¬
род
30
20
41,3
270
720
Ацетон
30
20
2,0
260
600
Серная кислота
98%-ная
30
20
290
230
7
70
—
330
270
7
90
0,3
335
30
80%-ная
30
20
—
293
480
7
90
—
329
410
Азотная кислота
94%-ная
30
20
0,2
288
60
7
70
6,0
100
—
50%-ная
30
20
—
280
335
Соляная кислота (36%)
30
20
0,2
280
350
7
90
0,5
320
280
7
110
0,8
330
270
Едкий натр (40%) . . .
30
20
—
330
380
7
70
—
329
360
7
90
—
330
350
7
110
—
336
300
Свойства
67
набухает в ароматических и хлорированных углеводородах. При темпе¬
ратурах выше 80° С полимер растворяется в' ароматических и хлориро¬
ванных углеводородах. Стойкость к действию растворителей возрастает
по мере увеличения степени кристалличности. При длительном контакте
с полярными растворителями полипропилен не становится хрупким и не
изменяется.
Минеральные и растительные масла, даже после 30-суточного воз¬
действия, адсорбируются полипропиленом в ничтожных количествах.
В табл. 11 представлены данные по химической стойкости полипропи¬
лена к ряду растворителей, кислот и растворов щелочей [210].
Из данных табл. 11 видно, что физико-механические свойства поли¬
пропилена мало изменяются при воздействии 80%-ной серной кислоты
в течение 30 суток при 20° С и 7 суток при 90° С. После действия
98%-ной серной кислоты в течение 7 суток при 90° С полимер приобре¬
тает темно-коричневую окраску, становится хрупким и разрушается.
При 20° С полипропилен относительно устойчив к действию 50%-ной и
малоустойчив к действию 94%-ной азотной кислоты и разрушается ими
при 70°С. К действию 40%-ного раствора едкого натра полипропилен
устойчив до 110° С. Все типы полипропилена практически не поглощают
воду [211]. Наблюдаемое водопоглощеиие (0,2%) можно объяснить по¬
верхностной адсорбцией. Механические свойства полимера не зависят
от влажности среды.
МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства полипропилена зависят от среднего молеку¬
лярного веса полимера, полидисперсности и содержания атактической
фазы; последняя легко определяется взвешиванием остатка полимера
после экстракции кипящим к-гептаном, в котором растворяется атакти¬
ческий полимер. С уменьшением изотактической фазы и, следовательно,
с увеличением атактической ме-
ханические свойства ухудшаются,
с увеличением молекулярного
ieca — улучшаются. Молекуляр-
ын вес обычно определяется по
характеристической вязкости в
растворах о-ксилола при 120° С
200] или декалина при 135° С по
формуле [207]:
К| = 1,04 - 1<Г4м58
Под влиянием нагрузки по-
нпропилен деформируется. Сна-
члла при растяжении удлинение
'разцов полимера является не-
ачительным. Диаграмма «напряжение—относительное удлинение»
(рис. 24) имеет вид подобный такой же диаграмме для полиэтилена.
1осле достижения определенной величины напряжения образец поли-
— опилена начинает вытягиваться, причем нагрузка остается постоянной
■ечение всей стадии вытягивания. Ориентация приводит к увеличению
* езанической прочности. При повышении температуры предел прочно-
при растяжении снижается от 550—600 кгс/см2 при —20° С до 80—
ЭС кгс! с у.2 при 120° С.
Так как отклонения от закона Гука для пластиков наблюдаются
в начале деформации и возрастают по мере увеличения степени
| 600
£ 500
§ 400
% 300
I 200
ч.
i: W0
/ "
>L
/
и 200 400 600 800 1000 и 25 50 75
Относительное удлинение^ Деформация
при сжатии, У,
Рис. 24. Диаграммы напряжение — дефор¬
мация для полипропилена при растяже¬
нии (а) и сжатии (б).
€8
Гл. 2. Полипропилен
растяжения, то в расчетах могут быть использованы значения модуля
упругости только для области деформаций ~1% [212].
Удельная ударная вязкость изотактического полипропилена не
может быть определена при 20° С, так как он не разрушается при испы¬
тании в обычных условиях. Но при более низких температурах она
имеет следующие значения: при —20° С 20—30 и при —80° С
13—17 кгс • см/см2. Удельная ударная вязкость образцов с надрезом при
20° С 5—8 кгс ■ см/см2. Минимальное значение прочности на удар для
бруска с надрезом достигается приблизительно при —20° С и оно же
сохраняется до —100° С и ниже. Сравнение этих данных с аналогичными
свойствами сополимеров стирола показывает, что полипропиленовый
брусок с надрезом при —20° С обладает почти такой же прочностью на
удар, как сополимер стирола с акрилонитрилом при 20° С. При 100° С
полипропилен обладает такой же твердостью и жесткостью, как поли¬
этилен низкой плотности при комнатной температуре.
Ниже даны свойства полипропилена [214] с молекулярным весом
80 000—150 000:
Плотность, г/смъ
0,90—0,91
Предел прочности, кгс/см2
при растяжении
300—350
» сжатии
600—700
» изгибе
900—1200
Относительное удлинение, % ...
500—700
Твердость по Роквеллу
90—95
Температура плавления, СС ....
164—170
Теплостойкость по Вика, °С . . . .
105—110
Коэффициент линейного расширения
11 • КГ5
Коэффициент теплопроводности,
ккал/м ■ ч ■ град
0,12
Удельная теплоемкость (20—60 С),
ка,л/г ■ град
0,46
Диэлектрическая проницаемость
при 10е гц
2,0—2,1
Тангенс угла диэлектрических по¬
терь при Ю6 гц
0,0002—0,0003
Удельное об ьемное сопротивление,
ом ■ см, более
8-1015
Пробивная напряженность, кв/мм .
30—32
Полипропилен имеет наименьшую плотность из всех жестких термо¬
пластичных полимеров. По пределу прочности при растяжении и термо¬
стойкости он превосходит полиэтилен, полистирол и некоторые сорта
поливинилхлорида. По другим механическим свойствам этот пластик
близок к полистиролу и поливинилхлориду.
Диэлектрические свойства и водостойкость полипропилена близки
к аналогичным свойствам полиэтилена. Тангенс угла диэлектрических
потерь несколько увеличивается при повышении температуры до 60—
70° С. Значение диэлектрической проницаемости практически не зави¬
сит от температуры вплоть до 120° С при частотах 102—106 гц.
К недостаткам полипропилена следует отнести недостаточную моро¬
зостойкость (от —20 до —15° С) и легкую окисляемость.
Применение полипропилена и способы его переработки в изделия
Полипропилен перерабатывается в изделия непрерывным выдавли¬
ванием, литьем под давлением, выдуванием, прессованием, вакуум-фор-
мованием и другими методами [207, 214]. Чаще всего употребляются
скрашенные цилиндрические гранулы полимера.
Применение и способы переработки в изделия
m
Полипропилен плохо склеивается. Удовлетворительная прочность
склеивания достигается при применении полихлоропреновых клеев.
Прочность клеевого шва значительно уступает прочности самого ма¬
териала.
Соединять детали можно также сваркой, клепкой, винтами или
гвоздями [215]. Сварка производится при помощи нагревательного эле¬
мента (сварка в стык) и прутка, разогретого струей горячего (до 220° С)
воздуха или азота [211, 216]. Для механической обработки полипропи¬
лена разработан инструмент [211].
Для стабилизации и окраски в полимер вводят амины, сажу, пиг¬
менты и красители. Полипропилен можно совмещать с синтетическими
и натуральными каучуками и другими материалами Смешение компо¬
нентов производят в шнек-машинах и в двухцилиндровых или других
смесителях с обогревом, используемых при переработке каучука, поли¬
винилхлорида и полиэтилена.
Высокомолекулярный полипропилен пригоден для изготовления
труб, пленки, электроизоляции, различных формованных и литьевых
изделий, волокна. Низкомолекулярный полипропилен может быть со¬
вмещен (в системе Бенбери при экструзии или на вальцах) с полисти¬
ролом, полиэтиленом и поливинилхлоридом для уменьшения их теку¬
чести в размягченном состоянии и улучшения некоторых свойств (тепло¬
стойкости полистирола, жесткости полиэтилена и др.) или нанесен на
бумагу в виде тонкого пленочного слоя (на оборудовании для нанесения
покрытий на тонкие материалы). Быстро охлажденные полипропилено¬
вые покрытия толщиной 0,025 мм при обычной температуре эластичны
подобно покрытиям из полиэтилена, но приобретают жесткость при тем¬
пературах ниже —20 и выше 50° С (вследствие кристаллизации). Бу¬
мага с покрытием из полипропилена защищает от влаги и пригодна для
упаковки замороженных продуктов [208].
ТРУБЫ
Технология изготовления труб из полипропилена, полиэтилена и
поливинилхлорида аналогична. Наиболее пригодны полимеры с высо¬
кой и средней степенью кристалличности, индекс расплава которых
лежит в интервале 0,5—3,0 [217]. Продолжительность пребывания по¬
лимера в экструзионной машине не оказывает заметного влияния на
свойства полимера при условии, что температура не будет превы¬
шать 300° С.
Полипропиленовые трубы методом экструзии выпускаются диамет¬
ром 25—150 мм. Они выдерживают более высокое давление и более
высокие температуры, чем трубы из полиэтилена низкой и высокой плот-
пости. По теплостойкости трубы из полипропилена также лучше труб
1»з жесткого поливинилхлорида и ацетобугиратцеллюлозы, но по морозо¬
стойкости полипропиленовые трубы значительно уступают полиэтиле-
- овым.
Для изготовления труб может быть применен метод центробежного
тья. Нагретый до 200—220° С порошок полимера вводят во вращаю-
- юся нагретую металлическую трубу. После того как он расплавится
* равномерным слоем распределится по стенкам трубы, ее охлаждают
“0—100° С и прекращают вращение. Труба из полипропилена легко
мается из металлической трубы.
Полипропиленовые трубопроводы применяются для подачи горячей
5 1ь транспортировки агрессивных жидкостей, органических раствори-
' - . минеральных масел и т. д.
70
Гл. 2. Полипропилен
ПЛЕНКИ И ЛИСТЫ
Пленки и листы из полипропилена можно изготовлять экструзией
с раздуванием и экструзией с вытяжкой. По первому методу темпера¬
туры цилиндра и мундштука составляют 170 и 200° С, по второму соот¬
ветственно 180 и 220° С.
Пленка из полипропилена по прозрачности не уступает целлофано¬
вой пленке, но имеет лучшие механические свойства:
Полипропилен Целлофан
Предел прочности при растяжении,
кгс/см2
в продольном направлении . .
» поперечном направлении . .
Относительное удлинение, %
в продольном направлении . .
» поперечном направлении . .
Прочность на надрыв, кгс/см
в продольном направлении . .
» поперечном направлении . .
350—400
280—325
250—500
300—600
178
153
300—1300
15—45
20—91
Повышенная прочность позволяет изготовлять более тонкие пленки,
а высокая термостойкость способствует расширению областей их при¬
менения. Полипропиленовую пленку можно сваривать, а также наносить
на подложку.
Проницаемость полипропиленовой пленки для газов, водяных и дру¬
гих паров меньше, чем полиэтиленовой (низкой плотности). Ниже пред¬
ставлены данные по проницаемости полипропиленовой пленки [210]:
Газопроницаемость, см3/сек ■ см рт. cm - 10-9
азота . . 0,04
метана . 0,08
кислорода 0,18
двуокиси углерода 0,60
водорода 0,70
Паропроницаемость, г/мм • м2, 24 ч
этилового спирта
воды . . .
ацетона . .
этилацетата
толуола . .
н-гептана .
четыреххлористого углерода
Проницаемость жидкостей, г/мм
этилового спирта
воды . . .
ацетона . .
этилацетата
толуола . .
к-гептана .
четыреххлористого углерода
0,05
0,20
0,30
3,13
93,6
131.0
221.0
м
24 к
0,05
0,20
0/29
2,9
165.0
245.0
370.0
Полипропиленовая пленка может быть применена во многих облг
стях, где используется пленка из полиэтилена.
ИЗОЛЯЦИЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ
Хорошие диэлектрические-свойства полипропилена и независимо
их от влажности, а также легкость нанесения на электрический пров
обеспечат ему широкое использование в качестве электроизоляционн
Применение и способы переработки в изделия
71
материала, особенно в тех случаях, когда требуется повышенная термо¬
стойкость изоляции.
Показано [218], что можно изготовить кабель с полипропиленовой
изоляцией: с круговой оплеткой — для обычного применения, с пере¬
крестной оплеткой — для применения в радарных установках и плос¬
кий кабель — для телевидения.
ФОРМОВОЧНЫЕ И ЛИТЬЕВЫЕ ИЗДЕЛИЯ
Листы из полипропилена толщиной 0,2—0,3 мм, полученные экстру¬
зией или прессованием, обладают достаточной жесткостью для перера¬
ботки их методом вытяжки. При изготовлении крупногабаритных,
а также сложных по конфигурации изделий удобнее вакуум-формова¬
ние. Таким методом могут быть изготовлены посуда и емкости для хи¬
мической, красильной и текстильной промышленности и для гальвано¬
пластики. Высокая прочность и значительная удельная ударная вяз¬
кость позволяют применять эти изделия без каркасов.
Полипропиленовые листы и части изделий можно сваривать при
помощи азота или другого инертного газа, нагретого до 200—220° С и
подаваемого через специальную горелку. В связи с тем, что полипро¬
пилен обладает малым коэффициентом электрических потерь, его нельзя
сваривать при помощи токов высокой частоты. Для проведения высоко¬
частотной сварки необходимо добавлять некоторое количество поливи¬
нилхлорида.
Хорошая текучесть полипропилена в расплавленном состоянии по¬
зволяет легко перерабатывать его методом литья при относительно
умеренных давлениях (700—1200 ат) в зависимости от формы и разме¬
ров изделий. Температура цилиндра при этом 220—280°, а температура
прессформы 70—100° С.
Все изделия из полипропилена отличаются светлой и блестящей
поверхностью. Полипропилен пригоден для изготовления деталей авто¬
мобилей и мотоциклов, текстильных и стиральных машин, а также де¬
талей холодильников, телефонов, пишущих и счетных машин, карнизов,
ящиков, футляров, аккумуляторных баков, баков и аппаратов для кра¬
шения и беления, роторов центрифуг, корпусов центробежных насосов,
турбинок турбобуров, бутылок и флаконов, игрушек, предметов домаш¬
него обихода и т. п. [219].
Бутылки и флаконы получают выдавливанием трубки (температура
цилиндра 175—185°, мундштука 210—230°С), которую в горячем состоя¬
нии помещают в форму, а затем уже выдувают соответствующие из-
лелия.
ЗАЩИТНЫЕ ПОКРЫТИЯ
Из полипропилена можно изготовлять антикоррозионные покрытия
на металлических поверхностях. Для нанесения покрытия металлическое
изделие нагревают до 250—300° С, а затем погружают в порошок и пе-
зеносят в печь, нагретую до 250° С, для того чтобы полимер полностью
расплавился. Кроме того, порошок полипропилена можно нанести на
зерхность разогретого металлического изделия путем распыления.
~олщина получающейся пленки зависит от температуры поверхности
металла и,времени погружения в порошкообразный полипропилен.
волокно
Полипропиленовое моноволокно, полученное методом экструзии, —
■кое, прочное и морозостойкое. Применяется для изготовления мор-
tx канатов, ковровых изделий, обивочного материала, рыболовных
~гй. хозяйственных сумок.
72
Гл. 3. Полиизобутилен
Моноволокно выпускается диаметром 4—20 мк\ нити содержат во¬
локна диаметром 0,3—8 мк. Окраска волокна может быть осуществлена
различными красителями, но она зависит от стабилизирующих веществ,
вводимых в полипропилен для защиты от светового старения.
Полипропиленовое волокно эластично и в то же время имеет мень¬
ший крип при постоянной нагрузке, чем полиэтиленовое. Волокно не те¬
ряет прочности в мокром состоянии, так как не адсорбирует влагу.
Оно обладает следующими свойствами [220]:
Плотность г/см3 0,90
Температура плавления, °С .... 163—166
Температура размягчения (без на¬
грузки), °С 123—124
Температура разложения, С . . . . 268
Прочность, г/денье . 5—7
Относительное удлинение, % . . . 15—25
Модуль упругости, кгс/см2 ... 10 500—12 600
Усадка, %
при 90° С 4—8
» 120° С 10—15
Полипропиленовое волокно на 20—25% дешевле волокна из поли¬
амидов 66 и 6 и на 70—80% — из поливкнилиденхлорида [221].
Существенный недостаток этого волокна заключается в сравнитель¬
но низкой температуре размягчения и, следовательно, в значительном
снижении прочности при повышении температуры. Так, при повышении
температуры от 20 до 80° С прочность волокна снижается на 40% [222].
Кроме чисто полипропиленовых тканей, можно изготовлять ткани из
смеси полипропиленового волокна с шерстью, хлопком, полиамидными
и поливинилхлоридными волокнами. Трикотажные изделия из полипро¬
пилена (дамские чулки, мужские носки), веревки, сети всевозможных
видов, гамаки и т. п. не уступают по прочности найлоновым.
ГЛАВА 3
ПОЛИИЗОБУТИЛЕН
Изобутилен с давних пор являлся предметом изучения русских хи¬
миков. Еще Бутлеров показал, что изобутилен под влиянием серной кис¬
лоты превращается в димеры и тримеры. Позже Лебедев [231] для по¬
лимеризации изобутилена применил флоридин, указав, что этот процесс
носит обратимый характер; более высокомолекулярные продукты обра¬
зуются при низких температурах через промежуточные устойчивые
формы димера, тримера и т. д., но уже при 200° С создаются условия,
благоприятные для деполимеризации образовавшегося полимера. При
—125° С Лебедеву [232] удалось получить полиизобутилен с молекуляр¬
ным весом, достигающим по криоскопическим данным 8700.
В качестве катализаторов полимеризации изобутилена были пред¬
ложены серная [233] и фосфорная [234—236] кислоты, металлический
натрий [237], различные алюмосиликаты (234, 238], флоридин [232, 239].
хлорное олово [240], бромистый алюминий [240], бромистый бор [240].
фтористый бор [232, 240], эфират фтористого бора [239, 241], хлористый
алюминий [242] и другие.
В результате применения галогенидов металлов было установлено,
что при —80° С можно получить каучукоподобные полимеры изобути¬
лена. Лучшими катализаторами полимеризации и соцолимеризации изо¬
бутилена в растворителях при низких температурах являются хлори¬
Закономерности полимеризации изобутилена
73
стый алюминий, фтористый бор. В промышленности первый катализа¬
тор используется при проведении реакции сополимеризации, а второй —
для получения полимеров изобутилена.
В присутствии инициаторов, вызывающих полимеризацию по сво¬
боднорадикальному механизму, изобутилен не образует высокомолеку¬
лярных полимеров. По видимому, в этом случае наблюдаются большие
скорости обрыва цепей и некоторые пространственные препятствия, вы¬
зываемые заместителями. В случае радикальной полимеризации влия¬
ние пространственных факторов сказывается сильнее, чем в ионной
полимеризации. Если силы взаимодействия между ионами в ионной по¬
лимеризации изменяются с расстоянием обратно пропорционально г3,
то силы взаимодействия между радикалом и молекулой олефина изме¬
няются обратно пропорционально г10, т. е. в значительно большей
степени [243].
В настоящее время полиизобутилен производится во многих стра¬
нах. На его основе готовят синтетические каучуки (полиизобутиленовый
и бутилкаучук, представляющий собой сополимер изобутилена с изо¬
преном или дивинилом), обкладочные материалы для антикоррозионной
защиты оборудования в химической промышленности, изоляцию элек¬
трических проводов, загустители смазочных масел в нефтяной и элек¬
тротехнической промышленности и т. п.
Г
Сырье для производства полиизобутилена
Основным сырьем для производства полиизобутилена является изо¬
бутилен, который получают из газов крекинга нефти и нефтепродуктов,
а также из некоторых природных газов. Из газов переработки нефти
выделяют фракцию С4, содержащую изобутилен, н-бутилеи, предельные
углеводороды и другие вещества. Из фракции С4 сначала выделяют изо¬
бутилен [244], а затем изомерпзуют я-б\тан в изобутан. Последний под-
ьергается дегидрогенизации в сложную смесь газов, содержащих изобу¬
тилен.
При обычных давлении и температуре изобутилен — бесцветный газ.
Его физико-химические константы следующие [245]:
Молекулярный вес 56,108
Плотность, г/см3 0,5942
Показатель преломления прн —25° С . . 1,3814
Температура плавления, °С —140,35
» кипения, °С —6,9
С воздухом изобутилен образует взрывчатые смеси, нижний предел
взрываемости которых составляет 1,7, а верхний — 9 объемн. % [246].
Закономерности полимеризации изобутилена
Изобутилен относится к числу тех мономеров, которые способны
г 'ень быстро полимеризоваться в присутствии галогенидов металлов.
Легкость ионной полимеризации объясняется тем, что это соединение
остроено несимметрично.
СНз—С=СН2
I
СНз
•9
Метальные заместители, находящиеся у одного углеродного атома,
занмпо усиливают свое влияние на полярность двойной связи, повышая
— общую электронную плотность.
74
Г л. 3. Полиизобутилен
Активность галогенидов металлов при реакции полимеризации изо¬
бутилена падает в ряду [240]:
фтористый бор, бромистый алюминий, хлористый алюминий, четыреххлористый титан,
четырехбромистый титан, хлористый бор, бромистый бор, хлорное олово
В присутствии фтористого бора полимеризация изобутилена проте¬
кает со скоростью, близкой к взрыву, даже при очень низких темпера¬
турах. Скорость реакции регулируют введением разбавителя и соката-
лизатора. При добавлении 1 % фтористого бора при —80° С почти коли¬
чественно образуется твердый полимер, который имеет молекулярный
вес больше 200 000 [242].
Исследования [247] показали, что катализаторы Фриделя — Крафтса
(галогениды металлов) с некоторыми веществами образуют соединения,
являющиеся донорами протонов, по следующей реакции:
МХ„ +Н20 —МХ„ОН2^±.(МХ„ОН)_+ Н+
где МХ„ — галогенид металла;
НгО — случайная или специально введенная в систему примесь.
Образующийся протон присоединяется к непредельному углеводо¬
роду с образованием карбониевого иона, вызывающего полимеризацию.
Эта стадия инициирования зависит от кислотности катализатора и от
сродства непредельного соединения к протону. Активность таких ката¬
лизаторов прямо пропорциональна степени кислотности возникших ком¬
плексов.
Сродство непредельного соединения к протону определяется энер¬
гией раскрытия двойной связи и потенциалом ионизации радикала 1с.
образующегося при присоединении водорода к виниловому соединению
Н +
СН
сн/
\г-
С=СН2
-СН2 + НЧ
сн,
СН-/
,V>C—СН2 + е + н1
сн,
СН;
СН3ч j- .
>С—СН2 + Н-
сн/
1с
сн
сн
V
С—СНз
Присоединение водорода к первому или второму углеродному ато
мам двойной связи непредельного соединения зависит от прочности воз¬
никающей связи С—Н. Эванс и Поляни оценили энергетические измен
ния, происходящие при присоединении протона к первому и второму у
леродным атомам винилового соединения (табл. 12). Оказалось, чт
протон должен присоединяться к первому углеродному атому изобут
лена, обладающему большим сродством к протону, меньшим потенци
лом ионизации и способному образовывать более прочную связь С—h
ТАБЛИЦА
Сродство олефинов к протону (в ккал)
Олефин
Энергия
разрыва
Потенциал ионизации
Прочность связи С—Н
двойной
связи
Р
;с,
'с2
о.
d2
СН2=СН2
1 2
57,5
200
200
97,5
97,5
СН2=СН—сн3
1 2
52,5
179
180
95
89
СН2=С (СНз)2
1 2
52,0
165
178
94
86
Сродство к протош
152
175,5
*
189
152
168'
168
Закономерности полимеризации изобутилена
75
Стадии процесса полимеризации изобутилена в присутствии фтори¬
стого бора, содержащего следы воды, можно представить следующими
реакциями:
BF3 + Н20 —> HBFjOH
HBF3OH Н -f(BF3OH)“
.СН3
/СН3
Н' + СИ2=С<
хсн3
сн,—с/
+ \сн3
сн3
сн3
I
-с+ + сн2
I
сн3
сн3
I
С -
I
СН,
СН3
I
СН3— С—сн2
I
сн3
сн3
I
-С+
I
СН3
и т. д.
На конце растущей молекулы всегда имеется положительный за¬
ряд. Рост молекулы прекращается после отщепления от нее протона
вследствие взаимодействия положительно заряженной молекулы с анио¬
ном кислоты, сопровождающегося выделением воды и исходного гало-
генида металла:
СН3
СН3
I
СН3—с—
I
сн3 _
сн3
I
- > СНз—С—
I
сн3 _
сн3
сн2—с—
I
СН3_„
СН3-
I
СН2— с —
I
сн3
СН2—С+-f (BF3OH)~ —V
I
СН3
СНз
I
—сн=с +bf3+h2o
I
СН3
Так как реакция обрыва цепи, вызванная взаимодействием расту¬
щей молекулы с анионом кислоты, имеет меньшую энергию активации,
чем такая же реакция обрыва, протекающая в отсутствие примесей
(воды, кислоты), то в первом случае скорость реакции выше, и поэтому
образуется полимер с меньшим молекулярным весом.
В общем эффективность катализатора как соединения, обрываю¬
щего цепь, должна быть связана с силой аниона (МХ„ОН)~ как осно¬
вания. Эта величина обратно пропорциональна кислотной силе комп¬
лекса Н[МХ„ОН], поэтому чем активнее катализатор как возбудитель
роста цепи, тем он менее активен при обрыве цепи. Следовательно, мо¬
лекулярный вес полимера должен быть тем больше, чем эффективнее
катализатор [248].
Предложенным механизмом полимеризации можно было бы объяс-
ить ее замедление основаниями, но, по-видимому, добавка оснований
"эосто нейтрализует катализатор и понижает его эффективную концен-
~>ацию; вероятно это и происходит при добавлении аммиака и серни-
с* го ангидрида. Замедление полимеризации наблюдается также при
едении ацетона, спиртов, эфира.
Чистота исходного изобутилена существенно влияет на его поли-
vrpH3amiio. Низшие олефины (этилен, пропилен) заметного влия-
на процесс не оказывают, но высшие этиленовые углеводороды, на¬
учая с н-бутилена, замедляют скорость реакции и приводят к получе-
в - полимера с более низким молекулярным весом (рис. 25); такое
действие наблюдается при добавлении димера и тримера изобу-
ткдена.
76
Гл. 3. Полиизобутилен
Сернистые соединения (сероводород, меркаптаны), сера и безвод¬
ные галогенводороды (хлориды и фториды) даже в ничтожных количе¬
ствах заметно уменьшают выход полимера [242]. Примеси диолефинов
не оказывают влияния на процесс полимеризации изобутилена.
Чистота изобутилена может быть определена по инфракрасным
спектрам, а также химическими методами-: взаимодействием с серной
кислотой или с безводным хлористым водородом [245].
Обычно полимеризацию изобутилена проводят в среде раствори¬
теля, испарение которого способствует отводу теплоты реакции, дости¬
гающей 228 кал/г или 12,8 ккал!моль [249]. В качестве растворителей
применяют жидкие этилен, этан, пропан, бутан. Растворитель помогает
М-Ю3
5 Ю 15 20
Содержание н-бутилена, %
Рис. 25. Влияние примеси «-бути¬
лена на полимеризацию изобути¬
лена фтористым бором при—95е С.
Рис. 26. Влияние температуры на
молекулярный вес образующегося
полиизобутилена.
сравнительно легко регулировать температуру реакции, но количество
его оказывает влияние на молекулярный вес полимера. Наибольший
молекулярный вес полиизобутилена достигается при содержании изо¬
бутилена в растворе 15—30%.
Как уже указывалось, промоторами полимеризации изобутилена в
присутствии галогенидов металлов являются вода, уксусная кислота,
грет-бутиловый спирт и другие вещества. Обычно в катализаторе всегда
присутствует некоторое количество влаги, поэтому при введении про¬
моторов полимеризация проходит быстрее.
При применении же усовершенствованной аппаратуры для полиме¬
ризации изобутилена при —80° С было установлено, что добавление ка¬
тализатора к раствору мономера не вызывает полимеризации. Пропу¬
скание тока воздуха через реакционную смесь приводит к быстрой
полимеризации, сопровождающейся повышением температуры реакцион¬
ной смеси. Активирующее действие и здесь оказывает влага, содержа
щаяся в воздухе.
Большое влияние на процесс полимеризации оказывает темпера
тура [232, 242]. В первую очередь она сказывается на величине среднег
молекулярного веса полимера. Из рис. 26, отражающего влияние тем¬
пературы на полимеризацию изобутилена с хлористым алюминие
видно, что чем ниже температура реакции, тем выше молекулярный в
полимера.
В связи с большими скоростями катионной полимеризации изобу
тилена очень трудно получать воспроизводимые результаты при измг*
Производство
77
нении концентрации катализатора. При применении менее активного
катализатора (хлорного олова) удалось заметить, что скорость реакции
прямо пропорциональна концентрации катализатора. Такая зависимость
указывает на отсутствие обрыва цепей в результате рекомбинации.
Производство полиизобутилена
В промышленности для полимеризации изобутилена чаще всего
применяют фтористый бор в качестве катализатора и жидкий этилен
в качестве растворителя. Теплота реакции отводится благодаря затрате
Рис. 27. Схема установки для полимеризации изобутилена:
/ — теплообменник; 2 — испаритель; 3 —мерннк; 4 — приемник; 5 —мерннк для стаби¬
лизатора; 6—полимеризатор; 7 — смеситель; 8 — стол для охлаждения полимера;
0 — упаковочный пресс; 10 — скруббер для очистки этилена от фтористого бора.
тепла на испарение последнего. Схема установки для полимеризации
изобутилена приведена на рис. 27 [244, 250].
Жидкий этилен, охлажденный до —40° С, поступает в теплообменник 1, где до¬
полнительно охлаждается газообразным этиленом, поступающим из испарителя 2.
По выходе из теплообменника давление этилена снижают до атмосферного и напра¬
вляют его в испаритель 2, в котором происходит охлаждение до —104° С, т. е. до
температуры конденсаций. Охлаждение происходит за счет частичного испарения эти-
- а, который поступает в теплообменник.
Жидкий этилен из испарителя 2 подается в мерник 3, где он охлаждает изо-
гвлен, проходящий через змеевик. По выходе из мерника 3 этилен смешивается
: взобутиленом (соотношение 2,5:1) и смесь, охлажденная до —95° С, направляется
я 'олимеризатор 6. Одновременно по другому трубопроводу в полимеризатор вводят
КЗ приемника 4 катализатор — фтористый бор, растворенный в жидком этилене
BF3 от веса изобутилена).
Полимеризатор 6 представляет собой металлический короб, в котором движется
конечная стальная лента, натянутая на барабаны. Лента в поперечном сечении
*ута, образуя как бы желоб. На движущуюся ленту непрерывно поступает рас-
изобутилена и катализатор.
Реакция полимеризации изобутилена практически завершается мгновенно при
нии с катализатором. Теплота реакции поглощается этиленом, который нспа-
в вместе с небольшим количеством пезаполимеризовавшегося изобутилена и
разного фтористого бора поступает в скруббер 10. После нейтрализации фто-
бора известью этилен и изобутилен подаются на ректификационную уста-
гг хтя разделения. Этилен, очищенный от изобутилена, вновь возвращают в цикл.
Для разрушения оставшегося в полимере катализатора и для предохранения
«»: а от деполимеризации при повышении температуры на ленту полимериза-
ывно загружают стабилизатор (раствор трет-бутилфенилсульфида) из
78
Гл. 3. Полиизобутилен
Полиизобутилен с ленты полимеризатора захватывается валками смесителя 7,
обогреваемого через рубашку глухим паром под давлением 12 ат. Из смесителя поли¬
мер выходит нагретым до 100° С. Специальным ножом он режется на куски, которые
падают на транспортер, ведущий в отделение упаковки. На транспортере и на столе 8
куски полиизобутилена обдуваются воздухом для охлаждения.
Высокомолекулярный полиизобутилен выпускается в соответствии с
ВТУ МХП 1655—54. В зависимости от молекулярного веса различают че¬
тыре марки: П-200, П-155, П-118 и П-85. Низкомолекулярный полиизо¬
бутилен выпускается нескольких марок: П-50, П-30, П-20, П-5(ТУ МХП
1761—54). Во всех случаях индекс указывает на величину среднего мо¬
лекулярного веса. Например, для марки П-200 молекулярный вес нахо¬
дится в пределах 175 000—225 000, а для марки П-20 — в пределах
15 000—25 000.
Свойства полиизобутилена
Полиизобутилен представляет собой каучукоподобный эластичный
мягкий материал. Отдельные звенья изобутилена сочетаются в цепи по¬
лимера в положении «голова к хвосту» [251]. Эта же структура подтвер¬
ждается при изучении спектров комбинационного рассеяния полимеров
изобутилена, начиная от тримера и кончая продуктом, содержащим
15—16 звеньев [252]:
СН3 СН3 СНз
I I I
... —СН2—С—СН2—С—СН2—С— ...
1 I I
СНз сн3 СНз
В нерастянутом состоянии полиизобутилен имеет аморфную струк¬
туру; при растяжении он легко кристаллизуется, но кристаллическая
фаза, плавящаяся при 50—70° С, сохраняется лишь в растянутом поли¬
мере, исчезая при сокращении растянутого образца. Период идентич¬
ности кристаллического полимера составляет 18,6 А, что соответствует
трем изобутиленовым группам.
Важнейшей характеристикой полиизобутилена является его средний
молекулярный вес. Механические свойства улучшаются с увеличением
молекулярного веса, полимеры же с молекулярным весом ниже 50 000
представляют собой вязкие жидкости. Фракционирование полимеров
может быть проведено осаждением ацетоном из разбавленных раство¬
ров в гексане или циклогексане. Молекулярный вес и характеристи¬
ческая вязкость растворов полиизобутилена связаны следующей зави¬
симостью [253]:
h] = 3,60 • 104Ж„0'64
Образцы полиизобутилена содержат фракции с различным молеку¬
лярным весом. Ниже представлены данные по зависимости механи¬
ческих свойств полиизобутилена от молекулярного веса [84]:
Молекулярный вес 100000 200 000
Предел прочности при растяжении, кгс/см2 . 20 60
Относительное удлинение, % >1 000
Остаточное удлинение после 24 ч, % ... . 20—50 4
Твердость по Шору 27 35
С увеличением молекулярного веса повышается не только прочное
при растяжении, обратимая деформация и твердость, но и температу
текучести. Вследствие этого значительно увеличивается интервал выс
коэластического состояния, определяемый как разность между темп
ратурами текучести и стеклования. Температура стеклования полии
Применение и способы переработки в изделия
79
бутилена —74° С. Ниже показана зависимость температурного интер¬
вала высокоэластичности от степенп полимеризации полиизобутилена [84]:
Молекулярный
Степень
^тек Л
вес
полимеризации
6 000
107
30
71000
1 270
80
580 000
10 400
175
1 600 000
28 600
230
3 500 000
62 500
280
По комплексу физических и механических свойств полиизобутилен
следует отнести к каучукам, но в отличие от них он не способен к реак¬
циям вулканизации, так как является насыщенным полимером.
Полиизобутилен сравнительно легко растворяется в нефтяных, аро¬
матических и хлорированных углеводородах, минеральных маслах, но
не растворяется в спиртах, кетонах, сложных эфирах и других полярных
жидкостях [254]. При 20° С устойчив к воздействию всех кислот (в том
числе серной, азотной и даже царской водки) и растворов щелочей, но
при повышенной температуре легко окисляется азотной кислотой [255]
и другими окислителями.
При 110—130° С под влиянием кислорода воздуха происходит окис¬
ление полимера, сопровождающееся падением молекулярного веса [256].
При нагревании до 100° С и выше полиизобутилен становится пластич¬
ным, при 180—200° легко формуется, а при 350—400° С разлагается с об¬
разованием маслянистых и газообразных продуктов [257]. Ниже приве¬
дены некоторые свойства полиизобутилена с молекулярным весом
200 000 [245]:
Плотность, г/см3 0,91—0,93
Предел прочности при растяжении, кгс/см2 . 60
Относительное удлинение, °6 1000—2 000
Водопоглощение, 96 • . . . . 0,05
Температура, 'С
стеклования . —74
\р> пкости . , . . от —50 до —60
Удельное объемное сопротивление, о и-см . 1015—1016
Диэлектрическая проницаемость при 106 гц . 2,2—2,3
Тангенс угла диэлектрических потеоь при
Ю6 гц . . . . 0,0004 -0,0005
Пробивная напряженность, кв/мм 23—25
Применение полиизобутилена и способы его переработки в изделия
Основным потребителем полиизобутилена является химическая про-
нность. Он применяется в виде обкладочных листов, прокладоч-
ai уплотнительных материалов, частично в виде антикоррозионных
_ ны\ пленок, наносимых распылением или из раствора.
ОБКЛАДОЧНЫЕ ЛИСТЫ
Наибольшее распространение для футеровки химической аппара-
Щ : - бетонных и строительных конструкций, для гидроизоляции раз-
£»х гидротехнических сооружений, для устройства кислотостойких
‘ - и т. п. получил листовой материал марки ПСГ. Его получают сме-
полиизобутилена П-200 с сажей и графитом [258, 259].
Смесь компонентов, состоящую из полиизобутилена, сажи и гра-
_ ергают горячему смешению в резиносмесителе при 130-—150° С
= 20 мин, после чего горячую массу переносят на нагретые
80
Гл. 3. Полшмобутилен
фрикционные вальцы для гомогенизации при 60—90° С в течение 5 мин.
На вторых вальцах, не имеющих фрикции, при 50—60° С производят
прокатку и получают толстые листы. Тонкие'(до 3,5 мм) листы длиной
до 3000 и шириной до 800 мм получают на каландрах при 20—25° С путем
многократного пропускания (отжима) при постепенном уменьшении
зазора. Вальцевание полиизобутилена на холоду обычно не производят,
так как снижается его молекулярный вес [254].
Шланги, трубки и оболочки из наполненного полиизобутилена по¬
лучают экструзией массы, выгруженной из смесителя.
Прокладочные уплотнительные материалы обычно готовят из поли¬
изобутилена и волокнистого наполнителя: асбеста или смеси асбеста
с тальком, каолином и др.
Полнизобутнлен П-200, асбест и графит смешивают в смесителе при
130—150° С в течение 30 мин, после чего смесь подвергают гомогениза¬
ции на фрикционных вальцах при 70—90° С в течение 5 мин. Затем од¬
нородную массу загружают в прессформы и прессуют пластины при
150—190° С в течение 20 мин. Охлаждение пластин производят в прессе
под давлением.
Пластикация при повышенной температуре и немедленное формова¬
ние под прессом приводит, по-видимому, к механохимической вулкниза-
ции, сопровождающейся увеличением механической прочности мате
риала.
По аналогичной схеме получают прокладочные пластины марки ПГ
из полиизобутилена П-200 и графита (соотношение 1:1). В табл. 1
представлены физико-механические свойства прокладочных и обкладоч-
ных материалов [258].
ТАБЛИЦА‘1
Свойства прокладочных пластин и обкладочных листов различных марон
Свойства
ПГ
Плотность, г/см3
Предел прочности при растяжении, кгс/см2
Относительное удлинение, %
Твердость по Шору
1,32
51
485
52
ПТА
2,43
92
18
93
пег
1,32
45—65
475—550
67
Существенным недостатком полиизобутиленовых наполненных »
териалов является так называемая «хладотекучесть». Материалы
воздействием механической нагрузки деформируются, и этот процесс
обратим. Кроме того, обкладочный материал марки ПСГ плохо соп
тивляется истиранию. В тех случаях, когда предполагается возможн
механического воздействия на обкладку или если последняя работ
при температуре выше 60° С, рекомендуется дополнительная заш
кирпичом или плитками на кислотостойкой замазке — цементе.
Листовой материал при медленно действующих нагрузках или
них может применяться в режиме от —40 до 100° С. Но при рез
ударных нагрузках полиизобутилен ПСГ разрушается уже при —25
Допустимая нагрузка при сжатии составляет 3 кгс/см2.
К металлу, дереву и бетону обкладочный материал крепится
личными клеями [258, 260]. Стирольные клеи представляют собой г
творы термопрена и перекиси бензоила в стироле, а битумно-полии*
тиленовые — сплавы низкомолекулярного полиизобутилена с биту
В табл. 14 представлены данные по прочности сцепления листов м
ПСГ с металлом, бетоном и деревом [258].
Применение и способы переработки в изделия
81
ТАБЛИЦА 14
Прочность сцепления листов марки ПСГ с металлом,
бетоном и деревом при применении различных клеев
(в кгс/см2)
Марка клея
Продолжительность выдержки, сутки
1
10
20
30
40
С металлом
61 -сг
I 12
15
8
1 13
15
20
25
—
С бетоном
61-СГ
—
11
14
17
18
8
-
9
12
12
16
С деревом
61-СГ
2
4
7
8
—
8
5
9
15
15
Наполненный полиизобутилен ПСГ при 100° С устойчив к действию
воды, 36%-ной соляной, 70%-ной серной, 1%-ной азотной, 25%-ной фто¬
ристоводородной и 100%-ной уксусной кислот, 17%-ного раствора соды
н 25%-ного раствора аммиака. При 80°С на ПСГ не действуют 80%-ная
серная и 15%-ная азотная кислоты, при 60°С — 25%-ная азотная и при
40°С — 40С)-ная азотная кислота. При комнатной температуре агрес¬
сивность tислот уменьшается и ПСГ устойчив к действию 50%-ной
----- в 4/? -ной фт т нстозодаролной кислот.
' - - it - - -. ч тадывают резервуары, реак-
_ с:-ы - ллнческне трубопроводы, ма-
■ш ■ с' ?yZC-F3н;:о. С большим успехом обкладку
• «.5»- rttiir : - с-ве аслннов, каналов, шахт, траншей,
фМШЮ*. желоба* и стоков для отработанной воды и во всех случаях,
• - а веобтодимо создать защиту от атмосферных воздействий и блуж-
: - K<cinx токов.
Листовой полиизобутилен ПСГ широко применяется в производстве
■ рфосфата [261], серной кислоты [262], полупродуктов и красите-
г263] и др.
Полиизобутиленовые пластины используются в строительном деле
■ »ачестве прокладочного материала для фундаментов, при изготовле-
■ полов, сооружении тоннелей и для создания прочных видов водо-
- •’эоницаемой изоляции.
Хладотекучесть полиизобутилена можно также устранить, вводя в
^ысокополимер (например, на вальцах) высокодисперсные (полученные
•юлизом из газовой фазы) окислы ряда элементов, лучше всего крем¬
незем и двуокись титана, а также окислы железа [264].
изоляция ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ
В электротехнике полиизобутилен применяется для изоляции про¬
водов и кабелей (обычно в смеси с полиэтиленом низкой плотности).
Кроме того, для заливки электрических аппаратов используются смеси
О А- Ф. Николаев
82
Г л. 3 Полиизобутилен
полиизобутилена (с молекулярным весом 3000), полиэтилена (с моле¬
кулярным весом 12 000) и триметилгидрохинолина (в соотношении
92 : 7,5 : 0,5). Компоненты смешивают в резиносмесителе при 130—135° С;
полиэтилен может быть добавлен до 35% [265].
Наряду с полиэтиленом в состав композиций можно вводить пара¬
фины, например, по следующей рецептуре [266] (в вес. ч.):
Полиизобутилен 25—80
Полиэтилен . 20—75
Парафин 1—25
Эти составы термопластичны при 75—130° С, способны образовы¬
вать прозрачные пленки и пригодны для нанесения изоляции на элек¬
трические провода.
покрытия по МЕТАЛЛУ
Полиизобутилен высокого молекулярного веса ввиду слабой рас¬
творимости в обычных растворителях не употребляется для получения
защитных покрытий. Для приготовления растворов лучше всего упо¬
треблять полиизобутилен с молекулярным весом 120 000 и ниже (П-20,
П-50), поскольку удается получить растворы в уайт-спирите и ксилоле
с концентрацией 7—10%- В лакокрасочной промышленности из-за низ¬
кой температуры размягчения полиизобутилен широкого применения не
получил.
Кислотостойкая замазка [267] для защиты аппаратуры от коррозии
в местах повреждения эмалевых покрытий готовится смешением то-
луольного раствора полиизобутилена с жидким стеклом в соотноше¬
нии 2 : 1. В смесь добавляют диабазовую муку и кремнефтористый нат¬
рий до получения нужной консистенции.
Аппараты, защищенные такой замазкой, работают до 1,5 лет в ус¬
ловиях расплавленного фенола, фталевого ангидрида и хлористого
цинка при 120—130° С и 5—6 месяцев в условиях воздействия диметил-
сульфата, 92%-ной серной кислоты и 40%-ного раствора щелочи
при 80° С.
СОСТАВНАЯ ЧАСТЬ РЕЗИНОВЫХ СМЕСЕЙ
Полиизобутилен вхоДит в состав резиновых смесей на основе натурального и
синтетических каучуков, с которыми он совмещается во всех соотношениях. Из
смесей полиизобутилена с каучуками можно изготовлять рукава, ремни, транспортер¬
ные ленты, обклацки для баков и цистерн, водонепроницаелше прокладки, искусствен¬
ную кожу, прорезиненные технические ткани и т. п.
ЗАГУЩЕНИЕ МАСЕЛ
Низкомолекулярный полиизобутилен полностью растворяется в нефтяных рас
творителях и маслах. Полиизобутилен П-20, добавляемый к смазочным маслам, уве¬
личивает их вязкость. В некоторые масла достаточно ввести 2—5% полимера, чтобы
получить смазку определенной консистенции [268].
Сополимеры изобутилена
Из сополимеров изобутилена важнейшее техническое значение получили про¬
дукты совместной полимеризации изобутилена с изопреном и дивинилом [269]. Со¬
полимеры содержат ненасыщенные связи и вследствие этого способны вулканизо
ваться. Для получения мягких резин достаточно ввести в цепочку полиизобутилена
всего 2—5% диенового мономера. Такие каучукоподобные продукты носят названи
бутилкаучуков.
Гл. 4 Другие полиолефины 83
ГЛАВА 4
ДРУГИЕ ПОЛИОЛЕФИНЫ
После опубликования работ Циглера и Натта по полимеризации этилена и про¬
пилена в присутствии органических производных алюминия и хлористых соединений
титана были проведены многочисленные исследования по получению различных изо-
тактических полнолефинов. Большие успехи достигнуты советскими учеными Топ
чиевым, Кренцелем и другими [223—225] в разработке способов полимеризации эти¬
лена и различных олефинов. В ряде обзорных статей [226—229] описаны свойства
этих полимеров. В табл. 15 даны температуры плавлення некоторых полиолефи
нов [223, 230].
ТАБЛИЦА 15
Свойства некоторых изотактических полнолефинов
Название
Формула звена
Температура
плавления, °С
Полнбутен-1 . ...
СН2—сн—
1
128
с2н5
Полн-З-метилбутеи-1 . .
—сн2-сн—
1
300
с3нг
—снг- сн—
1
235
с4н9
Поли-3,3-диметилбутен-1 . . .
—сн2—сн—
1
300
с,н9
Поли-4-метилгексен-1 . . .
—сн2—сн—
1
188
Сг,Н„
','ли-4,4-диметнлпентек-1
—сн2—сн—
1
320
Сг,н„
Полимер винилциклогексана, полученный еГереоспецифической полимеризацией,
тч..г.с является теплостойким высокомолекулярным веществом, с температурой пла-
- асяия выше 300° С [230].
Изотактические полимеры ’представляют большой интерес для промышленности
'«асе благодаря высокой температуре плавления, низкой плотности (как пра-
в пределах 0,85—0,91 г/см2) и хорошим механическим свойствам. Сырьем для
п*х>товления является нефть. Надо полагать, что в скором времени некоторые из-
‘ИИ полимеров будут производиться в больших количествах.
ГЛАВА 5
ПОЛИСТИРОЛ
Полимер стирола — полистирол — один из наиболее известных и де-
‘ . изученных высокомолекулярных соединений. Его промышленное
’Со* : аство относится к 1930 г., когда в крупном масштабе был нала-
■ - г>тез мономера — стирола.
3~;~вые стирол был получен еще в 1831 г., а его полимер — не-
г*ал - лет спустя в результате самопроизвольной полимеризации мо-
_ ри хранении. Исследованиями было установлено, что стирол на,
Г
84
Г л. 5. Полистирол
холоду при действии солнечного света способен превращаться в твердое
вещество; при нагревании в автоклаве до 200° С образование полимера
заканчивается в течение получаса. Было также показано, что, нагревая
полистирол до высоких температур, в результате деполимеризации
можно получить исходный мономер.
Большое значение для развития производства стирола имели ра¬
боты Бертло [270], в которых описывалось получение стирола из бензола
и этилена при пропускании обоих компонентов через раскаленную
трубку. Впоследствии были разработаны разнообразные методы синтеза
стирола (термическое декарбоксилирование коричной кислоты, дегидра¬
тация а- или |3-фенилэтиловых спиртов, восстановление ацетофенона,
пиролитическое разложение |3-хлорэтилбензола, дегидрирование этил-
бензола и др.).
В Советском Союзе большое внимание уделялось разработке ме¬
тода синтеза стирола и его полимеризации. Особо следует отметить ра¬
боты Ваншейдта [271], Залькинда [272], Зелинского [273], Любар¬
ского [274], относящиеся к синтезу стирола дегидрированием этил-
бензола и дегидратацией метилфенилкарбинола, а также работы по по¬
лимеризации стирола [275—277].
Исследования в области полимеризации и сополимеризации стирола
не прекращаются до сих пор, так как с ростом техники выдвигаются
повышенные требования к качеству полимера. Сейчас наметились две
тенденции в улучшении свойств полистирола: повышение термостойкости
и ударной прочности. Первая достигается сополимеризацией стирола
с акрилонитрилом или фумаронитрилом, а также применением метил-
стиролов (винилтолуолов). Вторая же задача — повышение ударной
прочности — решается путем совмещения полистирола и сополимера
стирола с акрилонитрилом с бутадиен-стирольными или с бутадиен-ак-
рилонитрильными каучуками.
За последние годы появился ряд сообщений [278—280] о получении
изотактического полистирола, который благодаря регулярности строе¬
ния полимерной цепи является кристаллическим. От обычного полисти¬
рола он отличается повышенной температурой плавления и высокими
механическими свойствами.
Полистирол — один из наиболее распространенных полимеров, при¬
годный для изготовления разнообразных изделий (литьем под давле¬
нием н вакуум-формованием): пленок, нитей и труб (экструзией), пено¬
пластов и т. д. Рост производства полистирола в капиталистических
странах за последние годы виден из данных табл. 16.
ТАБЛИЦА 16
Производство полистирола в капиталистических странах (в тыс. т)
Страны
1956 г.
1958 г.
1959 г.
I960 г.
1961 г.
1962 г.
США
273,0
322,3
403,0
465,0
519
569
ФРГ
25,0
65,0
70,0
157
170
180
Англ !Я . .
30,0
33,0
40,0
43,0
52,0
68,0
Франция
17,0
28,0
30,0
40,0
42,0
48,0
Япония ...
—
11,0
20,0
22,0
29,0
35
Сырье для производства полистирола
Стирол, служащий сырьем для производства полистирола, нахо¬
дится в легких и оросительных маслах, а также в других фракциях, по¬
лучаемых при пиролизе нефти и сухой перегонке угля. Однако основным
Сырье
85
методом его получения является каталитическое дегидрирование этил-
бензола, включающее синтез этилбензола и дегидрирование этилбензола
в стирол.
Синтез этилбензола осуществляется алкилированием бензола этиле¬
ном в присутствии хлористого алюминия или фосфорной кислоты. Реак¬
ция протекает но уравнению:
С6Н6 + СН2=СН2 до-950"с""*1 С6Н5СН2СН3
Имеются описания установок для получения этилбензола [281] и его
ректификации [244].
Реакция дегидрирования этилбензола в стирол проводится при
570—635° С в присутствии водяного пара на окисных катализаторах
[282, 283]:
СН2—СН3 СН СН2
)\ 570—635° с к
I II «- I О
Стирол выпускается по ГОСТ 10003—62. Наиболее важные физиче¬
ские свойства чистого стирола следующие [246]:
Плотность йЦ 0,9945
Показатель преломления л® . . . . . 1,54389
Вязкость при 25° С, спз 0,730
Температура кипения, °С 145,2
st. плавления, °С . . —30,63
» вспышки, °С 31,0
» воспламенения, С . 34,0
Теплота испарения, кал/г 86,9
плавления, кал/г . - . 25,4
горения, кал/г 10,04
полимеризации, кал/г 168
Теплоемкость при 25° С, кал/г ■ грао 0,407
Пределы взрываемости в воздухе, объемн. "6 - 1,1—6,1
Усадка после полимеризации, объемн. % ..... 17,0
Стирол смешивается во всех соотношениях со спиртами, кето¬
нами, сложными и простыми эфирами, сероуглеродом, алифатиче¬
скими, алициклическими, ароматическими и хлорированными углево¬
дородами, нитропарафинами. Растворимость стирола в воде и различ¬
ных гликолях ограничена. Так, при 25° С в воде растворяется 0,027%
стирола, а вода растворяется в нем при той же температуре в количе¬
стве 0, 066%.
В качестве компонента в реакциях сополимеризации со стиролом,
четнлметакрилатом, изобутиленом, изопреном, винилпиридином и дру¬
гими непредельными соединениями в ряде случаев применяется диви¬
нил бензол. С его помощью получают неплавкие и нерастворимые про-
ду кты, но, в зависимости от количества возникающих сшивок, можно
изготовить как эластичные, так и хрупкие сополимеры.
Промышленным методом синтеза дивинилбензола является дегидро¬
генизация изомерной смеси диэтилбензолов по схеме, аналогичной полу¬
чению стирола. Технический продукт обычно состоит из смеси 40% ди¬
винилбензола и 60% винилэтилбензола. Разделить ее на отдельные ком-
тгз-тггы очень трудно из-за близких температур кипения обоих веществ.
86
Г л. 5. Полистирол
Ниже приведены свойства технического дивинилбензола, содержа¬
щего до 60% винилэтилбензола [283].
Плотность при 25° С, г/слг3 . . ... 0,918
Показатель преломления пд ... 1,5605
Температура кипения, С . . . 195
» плавления, °С . . . —87
» вспышки, °С . . . . 74
» воспламенения, °С 79
Вязкость при 25°, спз 1,002
Растворимость в воде при 25° С, 96 0,027
Растворимость воды в дивинилбензоле при 25" С, % 0,040
Чистый дивиннлбензол, не содержащий примеси винилэтилбензола,
может быть получен специальными методами. Так например, о-,м- или
«-дивиннлбензол получаются путем обработки соответствующих фтал-
диальдегидов метилмагнийбромидом и последующей дегидратацией вы¬
деленных карбинолов [284]. /г-Дивинилбензол изготовляется ацетилиро
ванием этилбензола хлористым ацетилом в присутствии хлористого алю¬
миния с последующими стадиями окисления этильной группы до
ацетильной, восстановления ацетильных групп я-диацетилбензола до
карбинольных и дегидратации их до винильных [285]. Можно алкильные
группы диэтилбензола хлорировать и затем их дегидрохлорировать до
винильных [286]. Существуют и другие способы получения дивинилбен¬
зола [287, 288].
Закономерности полимеризации стирола
Стирол легко полимеризуется в блоке, в растворе, в эмульсин и сус¬
пензии. Каждый из этих методов имеет определенные преимущества и
недостатки.
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В БЛОКЕ
Полимеризация стирола в блоке может быть проведена при нагре¬
вании как без инициаторов, так и в их присутствии. Широко распро¬
страненная перекись бензоила является неудовлетворительным инициа¬
тором из-за пожелтения полистирола. Желтизна появляется также в
присутствии перекисей, образовавшихся в результате окисления сти¬
рола [289]. При изучении влияния 74 диацильных перекисей на поли¬
меризацию стирола при 70° С [290] удалось найти инициаторы, не вызы¬
вающие окраски полимера.
Стирол, не содержащий инициатора, при нагревании начинает по-
лимеризоваться после некоторого индукционного периода, продолжи¬
тельность которого уменьшается с повышением температуры и чистоты
мономера. Скорость полимеризации увеличивается с повышением тем¬
пературы, но затем реакция замедляется и завершается примерно на
90%; после 98—99% превращения полимеризации почти не происхо¬
дит [291].
Свойства полимера, в основном, характеризуются средней степенью
полимеризации (величиной молекулярного веса).
Исследование механизма блочной полимеризации стирола показа¬
ло, что полимеры обычно имеют мало разветвлений [292], и обрыв цепи
чаще всего происходит в результате соединения двух растущих поли¬
мерных радикалов [293]. Лишь при температурах выше 100° С проис¬
ходит образование разветвленных полимеров.
В табл. 17 представлены данные по скорости термической поли¬
меризации стирола и величине молекулярного веса полимера, получен¬
ного при различных температурах полимеризации [283].
Закономерности полимеризации стирола
87
ТАБЛИЦА 17
Влияние температуры на скорость термической полимеризации стирола
и молекулярный вес полимера
Температура
полимеризации,
°С
Начальная скорость
полимеризации,
% в 1ч
Вязкость 10%-ного
раствора полимера
в толуоле, спз
Средневесовой
молекулярный вес
Давление паров
стирола,
мм рп. СИ.
60
0,089
3 000
2 250000
40
70
0,205
1 400
1 400 000
6i
80
0,462
650
880 000
92
90
1,02
360
610 000
134
100
2,15
200
420000
192
110
4,25
120
310 000
270
120
8,50
75
230 000
380
130
16,20
48
175 000
490
140
28,40
30
130 000
650
1С0
—
14
83 000
1 100
&
При температурах ниже 50° С скорость полимеризации измеряется
сотыми или тысячными долями процента в час и для полной полимери¬
зации требуются месяцы или даже годы. При 100° С скорость несколько
превышает 2% в 1 ч, а при 150°С реакция заканчивается в течение не¬
скольких часов, и образующийся полимер имеет молекулярный вес
—-100 000. Зависимость степени превраще¬
ния от температуры при полимеризации 50'
стирола в блоке в атмосфере воздуха по- ^.
казана на рис. 28 [294]. ^
Как сказано выше, скорость полиме- 170
ризации становится чрезвычайно малой 160
лослетого как реакция завершится прибли- ^
зительно на 90%- Это значит, что полимер ^ $0
высокого молекулярного веса не может быть
получен с количественным выходом даже в
течение длительного промежутка времени.
При наличии же значительных количеств J
остаточного мономера снижается темпера¬
тура размягчения полистирола; изделия ста¬
новятся мутными и растрескиваются из-за
миграции мономера к поверхности и его по¬
степенного Улетучивания; кроме того, на¬
блюдается пожелтение, особенно на солнеч¬
ном свету или при повышенных темпера¬
турах.
По периодическому методу полимер от¬
носительно высокого молекулярного веса
с минимальным количеством остаточного мономера в лабораториях и на
заводах получают, применяя ступенчатый режим: сначала реакцию ве¬
дут при 80—110°, а затем температуру постепенно повышают до
140—150° С и поддерживают в этих пределах в течение определенного
зремени.
Последняя стадия проводится для практически возможного пони¬
жения содержания мономера. Но и таким путем нельзя полностью изба-
иться от мономера, очевидно, вследствие равновесия между мономером
• полимером, существующего при любой температуре.
В равновесной системе содержание мономера с повышением темпе-
р атуры сначала уменьшается, но затем увеличивается снова вследствие
т- мической деполимеризации полистирола. Хотя деполимеризация
и 10 20 30 40 50 60 70
Время полимеризации, ч
Рис. 28. Температурная зависи¬
мость степени превращения
стирола при блочной полиме¬
ризации в атмосфере воздуха.
88
Г л. 5. Полистирол
полистирола при температурах ниже 250° С протекает медленно, но мо¬
лекулярный вес полимера снижается заметным образом. Содержание
стирола в полимере при ступенчатом повышении температуры до 150° С
составляет ~ 1 %.
Режимы термической полимеризации стирола в блоке приведены
в табл. 18.
ТАБЛИЦА 18
Условия полимеризации стирола в блоке
Температура,
°С
Продолжительность, сутки
Режим
1
ш
IV
V
80
2
2
2
90
2
2,5
—
—
—
95
—
3,5
4
—
100
4
—
8
—
110
—
2
—
—
125
—
—
—
7
140
2
2
2
2
—.
150
■—
—
—
—
2
Молекулярный вес полимеров, полученных полимеризацией стирола
в указанных условиях, постепенно понижается от 1 к V.
При термической полимеризации стирола по непрерывному методу
температуру процесса также постепенно повышают до 180—230° С. При
таких температурах остается менее 1% непрореагировавшего мономера
и удается непрерывно выгружать полимер в расплавленном состоянии.
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В РАСТВОРЕ
По сравнению с полимеризацией в блоке реакция полимеризации
в растворе протекает с меньшей скоростью (при условии отсутствия
инициаторов) и образующийся полимер имеет более низкий молекуляр¬
ный вес. Средний молекулярный вес полистирола зависит от условий
полимеризации и типа растворителя. Величины молекулярного веса
можно регулировать, подбирая тип и количество растворителя и тем¬
пературу реакции [295, 296].
Основные положения переноса цепи растворителем были сформули¬
рованы Флори [297], но Майо [298] их расширил и ввел понятие «кон¬
станты переноса», которую он рассматривал как частное от деления
констант скорости переноса цепи растворителем и скорости роста цепи.
Константы скорости роста близки друг другу в различных раствори¬
телях, но константы переноса цепи, а поэтому и степень полимеризации,
различаются заметным образом (табл. 19) [299].
Из данных табл. 19 видно, что при полимеризации стирола в среде
бензола, циклогексана, трег-бутил бензол а и толуола можно получить
полимеры с большим молекулярным весом, чем при полимеризации
в других растворителях, так как константы переноса цепи имеют наи¬
меньшее значение.
Получение полимеров в растворе удобно для изготовления лаков.
Для других же целей полимер осаждают из раствора, прибавляя осади-
тель, в котором растворяется мономер, но не растворяется полистирол.
В качестве таких растворителей-осадителей используются нефтяные
углеводороды, метиловый и этиловый спирты.
Закономерности полимеризации стирола
89
ТАБЛИЦА 19
Константы переноса цепи для стирола (увеличение в 105 раз)
Растворитель
Температура, СС
Растворитель
Температура, С
60
100
60
100
Бензол ...
0,18
1,84
Изопропилбензол .
8,2
20,0
Циклогексан ...
0,24
1,6
Дифенилметан .
23,0
42
трет-Бутилбензол
0,6
5,5
Трифенилметан .
35
80
Толуол ...
1,25
6,45
Флуорен
750
1240
н-Гептан . .
4,2
9,5
Четыреххлористый
Этилбензол .....
6,7
16,2
углерод
900
1810
Другие методы выделения полистирола из раствора заключаются
в отгонке растворителя под уменьшенным давлением или перегонке его
с водяным паром. При любом из указанных методов полное удаление
растворителя требует продолжительной сушки полимера в вакууме.
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В ЭМУЛЬСИИ
Водно-эмульсионный метод полимеризации стирола широко рас¬
пространен, поскольку он позволяет вести процесс при умеренных тем¬
пературах с большой скоростью и приготовить полимер высокого моле¬
кулярного веса. Диаметр частиц полимера, получаемого таким методом,
колеблется от 500 до 5000 А. Эмульсию приготовляют, перемешивая си¬
стемы, содержащие стирол или смеси стирола с другими мономерами,
воду, эмульгатор, инициатор и регуляторы поверхностного натяжения.
Стирол весьма слабо растворяется в воде, поэтому независимо от
природы применяемого инициатора полимеризация осуществляется в
мицеллах мыл и затем — в образующихся из них полимерно-мономер¬
ных частицах. Сначала полимеризуется мономер, растворенный в ми¬
целлах мыла. В образовавшемся полимере растворяется мономер, по¬
ступающий из капель эмульсии. В результате возникают полимерно¬
мономерные частицы, з которые переходят мицеллы мыла и в которых
все в большей степени протекает дальнейшая реакция. После 10—20%
превращения (в зависимости от концентрации эмульгатора и соотно¬
шения фаз мономер : вода) мицеллярное мыло полностью расходуется
на образование адсорбированных слоев, и процесс целиком протекает
в полимерных частицах [300]. При обычно применяемых в эмульсионной
полимеризации соотношениях фаз (от 1:1 до 1:4) в мицеллах мыл
образуется небольшое количество полимера, а остальная его часть воз¬
никает в полимерно-мономерных частицах малого размера [301].
Скорость полимеризации. При полимеризации стирола [302, 303]
в эмульсиях, стабилизированных мылами, процесс протекает с посто¬
янной скоростью до тех пор, пока в системе содержатся капли эмуль¬
сии. По мере перехода мономера в полимерные частицы общая скорость
уменьшается вследствие понижения концентрации мономера. Скорость
реакции в каплях, близкая к скорости процесса в массе мономера, на
2—3 порядка меньше скорости реакции в мицеллах и полимерных ча¬
стицах [304].
Эмульсионный метод полимеризации очень экономичен, когда
эмульсия коагулируется простым испарением воды. Конечно, при этом
1,е происходит удаления эмульгатора и других добавленных веществ,
. поэтому пленки такого полимера менее устойчивы к действию воды
90
Гл. 5 Полистирол
и химических веществ, чем пленки, полученные из раствора полимера
в органическом растворителе.
В тех случаях, когда эмульсия не может быть применена, полимер
из нее выделяется при добавлении электролитов, затем отфильтровы¬
вается и после промывки высушивается.
Стабильность эмульсин определяется рядом факторов: типом и ко¬
личеством эмульгатора, pH среды и степенью дисперсности по¬
лимера.
Эмульгаторы. В качестве эмульгирующих агентов при полимери¬
зации стирола могут быть применены различные мыла (натриевые или
аммонийные). К ним относятся касторовое мыло, олеаты, стеараты и
абиетаты, соли сульфокислот высококипящих парафиновых углеводо¬
родов (С|3—С]8), сульфокислоты высших спиртов жирного ряда и др.
Природа и количество эмульгатора оказывают существенное влия¬
ние не только на процесс полимеризации, но и на свойства полимера.
С уменьшением концентрации эмульгатора скорость реакции снижается,
а продолжительность полимеризации и молекулярный вес полимера
возрастают. Это находится в согласии с теорией и механизмом водно¬
эмульсионной полимеризации, разработанной рядом ученых [305—310].
При уменьшенном содержании мыла количество полимерно-моно¬
мерных частиц понижается, причем их суммарная поверхность, стаби¬
лизированная молекулами мыла, меньше, но размеры каждой частицы
увеличены. Скорость процесса полимеризации ограничена скоростью
диффузии мономера через суммарную поверхность этих частиц. При
достаточно малых количествах мыла процесс полимеризации может
протекать с постоянной скоростью (по-вндимому, соответствующей ско¬
рости диффузии) почти на всем протяжении реакции
То обстоятельство, что при уменьшении концентрации эмульгатора
возрастает молекулярный вес полимера, объясняется содержанием в
полимерно-мономерных частицах меньшего количества активных ради¬
калов, дающих начало росту молекул полимера. По некоторым дан¬
ным [311], при уменьшении концентрации эмульгатора в 10 раз (от 1%
до 0,1%-ного раствора мыла) продолжительность процесса полимери¬
зации стирола увеличивается в 3 раза, а молекулярный вес полимера
возрастает в 1,7 раза. Поэтому величину молекулярного веса полимера
лучше всего регулировать путем изменения концентрации инициатора,
а не изменением количества эмульгатора, которое лишь в небольшой
степени изменяет молекулярный вес полистирола, но заметно увеличи¬
вает продолжительность процесса полимеризации.
Юрженко [305], изучив процесс полимеризации бутадиена в присут¬
ствии различных эмульгаторов, расположил их по активности в следую¬
щий снижающийся ряд: олеаты калия и натрия, олеат аммония, кани¬
фольное мыло, некаль (натриевая соль дибутилнафталинсульфоки-
слоты), казеинат натрия.
Было найдено, что мыла из насыщенных и ненасыщенных кислот
с одной двойной связью оказывают одинаковое влияние на скорость
полимеризации. А мыла на основе ненасыщенных кислот с двумя двой¬
ными связями и больше, например линолевой и линоленовой, замедляют
полимеризацию. С повышением концентрации эмульгатора уменьшаются
размеры частиц полимера. Нецелесообразно применять большое коли¬
чество эмульгатора, так как при этом затрудняются разрушение эмуль¬
сии, отмывка полимера и снижаются диэлектрические свойства полу¬
чаемого продукта.
На изготовление эмульсий оказывают влияние температура и про¬
должительность перемешивания. Обычно повышение температуры бла¬
Закономерности полимеризации стирола
91
гоприятно влияет на эмульгирование, так как при этом снижается вяз¬
кость среды. Перемешивание необходимо для равномерного распреде¬
ления мономера в водной фазе и для поддержания одинаковой темпе¬
ратуры во всех частях реакционной смеси. Устойчивость эмульсии тем
выше, чем мельче образовавшиеся капли, но при слабом или очень
сильном перемешивании возможно ее разрушение. Поэтому для каждой
системы следует найти оптимальный режим перемешивания.
На качество эмульсии и особенно на размеры капелек (при водно¬
суспензионной полимеризации) сильное влияние оказывают размеры
и форма аппаратов, в которых производится эмульгирование, и тип
мешалки. При правильном перемешивании во всем объеме должна
устанавливаться одна и та же дисперсность независимо от объема
смеси. Это состояние может наступить, если потоки распределяются
в аппарате таким образом, что по всему объему аппарата происходят
местные изменения направлений и скоростей течения Вдоль границ
этих потоков происходит такое же истинное перемешивание, как и непо¬
средственно вблизи мешалки. В случае вихрей смешение идет плохо.
Лучшие аппараты для создания эмульсий — реакторы с эллиптическим
дном, хуже аппараты с полукруглым дном и плохие — с плоским. Луч¬
шими типами мешалок являются двух- или трехлопастные мешалки
с наклоном лопастей от 35 до 60°.
Качество эмульсии зависит от продолжительности смешения. Как
известно, процесс смешения жидкостей состоит из: I) механического
раздробления жидкости на тонкие струйки или пленки; 2) собственно
распада струек или пленок на капельки, причем этот процесс происхо¬
дит в течение определенного времени и зависит от физико-механических
факторов. Для более быстрого перемешивания и получения высококаче¬
ственной эмульсии следует рекомендовать при перемешивании медлен¬
ное вливание дисперсной фазы (мономера) в дисперсионную среду
(воду). Дисперсионная среда должна быть сразу вся залита в реактор.
Инициаторы. В качестве инициаторов эмульсионной полимеризации
стирола употребляют водорастворимые перекиси и гидроперекиси (пере¬
кись водорода, персульфаты аммония и калия, гидроперекись кумола
и другие в количестве 0,1—1% от веса мономера).
Добавление в реакционную смесь веществ, ускоряющих разложе¬
ние инициаторов, сокращает время полимеризации. Например, ионы се-
гебра (азотнокислое серебро) ускоряют разложение персульфатов. Ана¬
логичным образом действуют кислоты. Персульфаты активнее перекиси
водорода.
Можно значительно ускорить процесс полимеризации и снизить
'г’мпературу реакции, используя окислительно-восстановительные си-
■ эчы, состоящие из инициатора (окислителя) и восстановителя (солей
Гсталлов переменной валентности, сернистых соединений, сахара и др.).
Восстановитель, действуя на перекись, приводит к распаду ее на ради-
к при более низких температурах, чем обычно. Например, реакция
ж * перекисью водорода и ионом двухвалентного железа (серно-
s железо, пирофосфат железа и др.) протекает при меньшей за-
энергни (10,1 ккал/моль) [312], чем термический распад перекис-
ны ■ единений на свободные радикалы
Fe2++H202—»Fe3+ + OH_-fOH. (1)
ОН. + М —> ОНМ. и т. д. (2)
но ••сжет проходить реакция
ОН* -f- Fe2+ > Fe3+4-OH_ (3)
где ОН- — ион; ОН—радикал; М — мономер.
92
Гл. 5. Полистирол
Реакция 3 нежелательна. Следует создавать такие условия, чтобы
она не происходила или протекала с незначительной скоростью. Обычно
создаются системы, в которых содержатся (по сравнению с концентра¬
цией мономера и инициатора) небольшое количество ионов железа
к эффективный восстановитель, например бисульфит натрия NaHS03,
сахар и др. Эффективный восстановитель необходим для превращения
ионов трехвалентного железа в ионы двухвалентного по реакции:
Fe3+ -\-е > Fe2+
В различных работах сообщалось, что скорость эмульсионной поли¬
меризации стирола под влиянием персульфата калия пропорциональна
квадратному корню из значения концентрации инициатора. Было
также показано, что этот инициатор в незначительной .степени расхо¬
дуется в процессе реакции. В дальнейших исследованиях были установ¬
лены более сложные соотношения, определяемые как природой инициа¬
торов, так и условиями реакции.
Некоторые исследователи [313] нашли, что при полимеризации сти¬
рола в эмульсиях, стабилизированных некалем, под влиянием персуль¬
фата калия, перекиси водорода и гидроперекиси кумола скорость поли¬
меризации с увеличением концентрации инициатора проходит через
максимум При уменьшении pH водной фазы максимум смещается
в сторону больших концентраций инициатора и становится более раз¬
мытым. На положение максимума влияет также концентрация эмуль¬
гатора: максимум скорости наблюдается при более высоких значениях
последней.
Такая зависимость скорости от концентрации инициатора обуслов¬
лена, по-видимому, ингибирующим действием продуктов распада ини¬
циаторов. В области снижения скорости полимеризации наблюдается
также значительное уменьшение средней длины молекулярных цепей
полимеров. Было установлено [314], что скорость эмульсионной поли¬
меризации стирола под влиянием персульфата калия в области средних
концентраций этого инициатора (до 0,5%) пропорциональна его концен¬
трации в степени 0,4—0,5.
Регуляторы. При эмульсионной полимеризации в качестве регуля¬
торов чаще всего применяются спирты и другие вещества, снижающие
поверхностное натяжение системы, т. е. способствующие повышению
дисперсности эмульсии.
Кроме того, используются меркаптаны, устраняющие разветвления
у растущей макромолекулы и снижающие молекулярный вес полимера,
а также вещества, поддерживающие постоянное значение pH среды,
ТАБЛИЦА 20
Константы скорости полимеризации стирола
Инициатор
Свободный
радикал
Темпера¬
тура,
С
Константа
скорости
реакции,
л/моль-сек
H202 + Fe2+
он.
0
12,6
25
53,0
S20^ + Fe2+
so4-.
0
19,3
'cHsC (CH3)2-f-Fe2+
СеН5С (СНз)2
1
25
17,0
ООН
о.
Закономерности полимеризации стирола
93
которое изменяется во время полимеризации. Чем выше кислотность
смеси, тем энергичнее разлагаются инициаторы, тем больше скорость
полимеризации и ниже молекулярный вес полимера Если такое явление
наблюдается во время полимеризации, то полимер приобретает значи¬
тельную полидисперсность и пониженные физико-механические свойства.
Сравнение скорости реакции полимеризации стирола различными
методами показывает, что при эмульсионной полимеризации молеку¬
лярный вес полимера, полученного в течение 2—6 суток, выше чем
у полимера, полученного блочной полимеризацией, для которой потре¬
бовалось 30 суток [315].
В табл. 20 представлены сравнительные данные по константам ско¬
ростей реакции при различных температурах для ряда систем эмульси¬
онной полимеризации стирола [314].
Растворимость стирола в воде и растворах эмульгаторов видна
из табл. 21.
ТАБЛИЦА 21
Растворимость стирола в воде и растворах эмульгаторов
Растворитель
Темпера-
Растворимость
ГЩ.
моль-л
вес. %
Вода
25
0,00261
0,0271
40
0,00308
0,0320
50
0.00368
0,0382
Раствор додециламингидро-
0,062
хлорида (0,093 М)
40
0,65
50
0,091
0,95
Раствор пальмитата калия
(0,093 М)
40
0,093
1,0
50
0,139
1,45
Так как молекулярный вес стирола 104,15, то насыщенный водный
раствор при 50° С содержит только 0,89 г стирола в 1 л воды, а раствор
пальмитата калия при 50° С ~ 14,7 г стирола в 1 л раствора [314].
ТАБЛИЦА 22
Влияние условий эмульсионной полимеризации стирола
на молекулярный вес полистирола
Температура,
Концентрация
инициатора,
ммоль/моль стирола
Продолжительность
полимеризации,
мин
Молекулярный
вес полистирола
10
3,42
400
211000
40
3,42
120
163000
60
3,42
45
130000
60
1,37
65
247000
60
0,685
90
404000
60
0,342
120
700000
60
0,137
240
1 130000
Табл. 22 иллюстрирует влияние изменения температуры и концен¬
трации инициатора при постоянной концентрации эмульгатора (касто-
: вое мыло 0,0187 моль/л) на молекулярный вес полистирола и продол-
тельность процесса полимеризации [311]. Молекулярный вес полисти-
7 »да (табл. 22) определялся по следующему уравнению [316]:
lg М = 6,46 + 1,247 [nj
94
Гл. 5. Полистирол
а характеристическая вязкость [г|] высчитывалась по уравнению Хаг¬
гинса [317] при К' = 0,644:
^-=М+*' № с
Эмульсионный полистирол, в отличие от блочного полистирола и
полимера, полученного в растворе, обладает более высокой теплостой¬
костью и рядом повышенных физико-механических свойств.
Одним из недостатков эмульсионной полимеризации является необ¬
ходимость осаждения полимера из латекса (коагуляции латекса). Агре-
гативная устойчивость латексов может быть нарушена различными спо¬
собами: замораживанием, электрофоретическим осаждением [318],
выпариванием, введением метанола и ацетона, нагреванием под дав¬
лением [319], механическим перемешиванием [320. 321], добавлением
электролитов, например квасцов, сульфата алюминия, поваренной соли,
муравьиной и уксусной кислот и др.
Синтетические латексы, стабилизированные мылами, выдерживают
длительное нагревание вплоть до кипения, без коагуляции. С повыше¬
нием температуры электрокинетнческий потенциал частиц латексов воз¬
растает. Для электролитной коагуляции нагретого латекса требуется
большее количество электролита, чем для ненагретого [322].
На практике очень часто необходимо определить конверсию моно¬
мера в полимер. Обычно для этого полимер выделяют из латекса, сушат
его до постоянного веса и взвешивают. Выделить полимер можно путем
коагуляции латекса По одному из методов, на каждые 100 г латекса
добавляется 600 мл раствора, составляемого по следующей рецептуре
(в мл):
Метанола 300
Хлористого кальция (конц. раствор) . 50
Воды ... ... . 50
Уксусной кислоты (конц.) 3
Коагулят промывается, высушивается и взвешивается. По другому
методу [323] в 100 мл метанола вводится 25 мл латекса полистирола
при непрерывном перемешивании. Метанол коагулирует эмульсию и
растворяет непрореагировавший мономер. Полимер отфильтровывается
количественно, промывается метанолом на фильтре и высушивается
на нем до постоянного веса.
Концентрация полимера в латексе определяется по уравнению:
С -- Р" -
п~ 0,025-104
где Сп—концентрация полимера, г-мол/л;
Рп— вес полимера, г\
I 0,025 — объем пробы латекса, л;
104 — молекулярный вес стирола.
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В СУСПЕНЗИИ
Суспензионная полимеризация, в отличие от эмульсионной, проте¬
кает в каплях мономера, суспендированного в воде.
Диаметр капель, а следовательно и гранул получаемого полимера,
достигает 0,5—5 мм. Полимеризацию в суспензии проводят простым
диспергированием стирола в воде, к которой добавлен стабилизатор,
например крахмал, желатин, поливиниловый спирт, тальк, фосфорно¬
кислый кальций, бентонит и др. в количестве 0,1—10% от веса вод¬
ной фазы.
Закономерности полимеризации стирола
95
В качестве возбудителей полимеризации применяют инициаторы,
растворимые в мономере. Скорость перемешивания и другие условия
процесса (особенно тип стабилизатора и его количество) подбирают
таким образом, чтобы капли имели диаметр 0,5—5 мм и оседали после
прекращения перемешивания.
Главное назначение стабилизаторов — предотвращение слипания
гранул полимера. Плохой стабилизатор, используемый даже в большом
количестве, способствует образованию крупных гранул и кусков, хоро¬
ший — содействует получению небольших гранул одинакового размера.
Размер гранул задают, подбирая количество стабилизатора, с учетом
его эффективности и специфических условий реакции. При надлежащем
контролировании этих условий (интенсивности перемешивания, темпе¬
ратуры, соотношения фаз мономер: вода и др.) количество хорошего
стабилизатора можно снизить до 0,1%.
Количество воды в суспензии почти не влияет на ход полимериза¬
ции, но все же отводить теплоту реакции легче при большем содержа¬
нии воды. Однако, в отличие от лабораторных условий, на производстве
по экономическим соображениям приходится применять системы с мень¬
шим содержанием воды. Температура полимеризации должна быть не
менее чем на 10° С ниже температуры размягчения полимера. Суспензи¬
онную полимеризацию можно рассматривать как полимеризацию в бло¬
ке, проводимую с мономером, разделенным на небольшие порции. Ее
скорость значительно меньше скорости эмульсионной полимериза¬
ции [325].
Такие растворимые в мономере инициаторы, как перекись бензоила
и перекись лаурила, эффективнее водорастворимых инициаторов, на¬
пример персульфатов калия и натрия
Хохенштейн [324] в реакции суспензионной полимеризации выде¬
лил три -периода. В течение первого периода наблюдается тенденция
отдельных частиц жидкого мономера к соединению.
Во втором периоде образуется полимер, который растворяется в
мономере; гранулы приобретают при этом повышенную вязкость и про¬
являют тенденцию к слипанию в комок. Предотвратить это явление
без применения стабилизатора невозможно. По мере углубления поли¬
меризации (третий период) гранулы полимера превращаются в твердые
частицы шарообразной формы.
По одному из методов [328] предлагается проводить полимериза-
ию стирола в суспензии в присутствии инициатора (перекиси бензои¬
на) и стабилизатора (поливинилового спирта, содержащего неомылен-
ые ацетатные группы). Применение поливинилацетата различной сте-
осни омыления показало, что в присутствии поливинилацетата, гидро-
нзованного на 80%, образуются более мелкие гранулы полимера, чем
присутствии поливинилового спирта, не содержащего ацетатных
уупп [327]. Такой же эффект наблюдается при увеличении содержания
.табилизатора (поливинилового спирта) в водной фазе. Наиболее устой-
- рая суспензия и мелкие гранулы получаются при применении
_—0,5% поливинилового спирта, содержащего 8—20% ацетатных
"рлпп [328].
Образцы этого стабилизатора, имеющие менее 3% и более 20%
-- '-тных групп, не обладают достаточным защитным действием. Моле-
«уажрный вес поливинилового спирта мало влияет на стойкость суспен-
>»• и степень полимеризации стирола.
В процессе полимеризации pH среды уменьшается в среднем на
—2 с лницы, причем если удерживать pH = 7—8, то получаются до-
= -глпные гранулы (d1,5:2 мм). Это указывает, что поливини¬
66
Гл. 5. Полистирол
ловый спирт, содержащий 8—20% ацетатных групп, лучше стабилизи¬
рует суспензию в слабокислой (pH = 4—6), чем в слабощелочной среде.
Уменьшение pH в процессе полимеризации связано с частичным омы¬
лением сложноэфирных групп стабилизатора и образованием кислых
продуктов распада перекиси бензоила.
При применении большинства стабилизаторов суспензионной поли¬
меризации более или менее быстрому образованию гранул полимера
способствуют значения pH = 4—8,5.
Изучение влияния газовой среды на процесс суспензионной поли¬
меризации стирола показало, что замена воздуха инертной средой при¬
водит к некоторому увеличению скорости процесса и повышению моле¬
кулярного веса полимера. На рис. 29
показана зависимость степени поли¬
меризации стирола от продолжитель¬
ности реакции при 80°С в атмосфере
воздуха и в инертной среде.
По другим данным [328], присут¬
ствие кислорода не оказывает суще¬
ственного влияния на скорость про¬
цесса. Но в среде углекислого газа
молекулярный вес полимера снижает¬
ся и выход несколько уменьшается, что,
по-видимому, обусловлено обрывом
растущих цепей под воздействием
угольной кислоты.
Основная трудность при суспен¬
зионной полимеризации стирола за¬
ключается в предотвращении слипания
отдельных гранул полимера. Слипание
обычно наблюдается при степени пре¬
вращения мономера в полимер 30—70% и может заканчиваться в те¬
чение нескольких секунд. Даже твердые частицы полимера могут ино¬
гда слипаться, сохраняя все же форму шариков. Слипание часто вызы¬
вается нарушением режима полимеризации, наличием небольшого ко¬
личества примесей, присутствующих в реакционной смеси. В некоторых
случаях его можно предотвратить, добавляя небольшое количество по-
верхностио-активного вещества (мыла).
Иногда, в случае снижения давления в реакторе, а также кипения
смеси в условиях работы при атмосферном давлении и сильном переме¬
шивании, приводящем к деформации капель, гранулы полимера приобре¬
тают неправильную форму.
ТАБЛИЦА 23
Влияние различных инициаторов на процесс суспензионной
полимеризации стирола при 90° С
Инициатор
Количество
%
инициатора
моль
Выход
полимера
за 6 ч, %
Относительная
вязкость 1%-
ного раствора
полимера
Молеку¬
лярный вес
полимера
М
Перекись бензоила .......
0,5
0,002
95
1,70
405 000
Гидроперекись кумола ....
2
0,013
72,5
1,34
19 700
Г идроперекись mpem-бутпла . .
1
0,011
47,2
1,83
48000
Перекись ацетилциклогексила
0,3
0,0017
60
1,90
52 000
Азодиизобутиронитрил
0,5
0,003
78
1,54
93500
Время полимеризаций ,ч
Рис. 29. Зависимость степени пре¬
вращения стирола от времени суспен¬
зионной полимеризации (соотношение
вода : стирол 6:1; 0,5% перекиси бен¬
зоила к весу стирола; 1°б талька
к общему весу):
1~без воздуха, [ij| полимера 1,25; 2— в атмо¬
сфере воздуха, [т,] полимера 0,96.
Закономерности полимеризации стирола
97
Наиболее доступным и достаточно эффективным инициатором поли¬
меризации стирола является перекись бензоила. В табл. 23 приведены
данные, показывающие влияние различных инициаторов на процесс
суспензионной полимеризации стирола [328].
Проведение суспензионной полимеризации в присутствии окисли-
тельно-восстановительных систем также не разрешает задачи получения
полистирола с достаточно высокой степенью полимеризации без суще¬
ственного замедления процесса.
Некоторым исследователям [328] удалось получить суспензионный
полистирол, молекулярный вес которого превышает молекулярный вес
блочного полистирола. Разработанный метод авторы назвали блочно-
суспензионным. Он заключается в суспендировании и полимеризации
сиропа, полученного термической полимеризацией стирола (содержание
полистирола в сиропе ~30%). Такой метод позволяет сократить время
полимеризации и в 1,5—4 раза повысить средний молекулярный вес
полимера.
Молекулярный вес полистирола, растворенного в мономере, при
30% конверсии мономера при 80° С достигал 170 000. Добавление к си¬
ропу 0,1—0,5%-ной перекиси бензоила увеличивало скорость процесса,
и молекулярный вес полученного полимера превышал молекулярный вес
блочного полистирола. Данные опытов по суспензионной полимеризации
стирола с добавкой сиропа представлены в табл. 24 [328]. Во всех слу¬
чаях суспензионной полимеризации подвергался 25% раствор полимера
в мономере.
ТАБЛИЦА 24
Суспензионная полимеризация стирола с добавкой сиропа
Содержание
полимера в сиропе,
%
Количество
инициатора,
м
Продолжи¬
тельность
процесса, ч
Выход
полимера,
%
Относительная
вязкость
1%-ного рас¬
твора в бензоле
Средний
молекулярный
вес
30,2
0,5
4,0
97,4
2,18
68 200
29,5
0,3
5,0
95,6
2,63
94 200
30,9
0,2
6,5
91,0
2,72
99500
29,7
0,1
7,5
87,0
3,06
111900
29,3
0,0
6,0
51,8
3,35
164500
Без добавки
0,5
6,0
95,0
1,70
40500
Полученный раствор суспендировался в воде, содержащей стабили¬
затор (поливиниловый спирт, имеющий 8—20% ацетатных групп), и
после добавки растворенной в стироле перекиси бензоила полимери¬
зация проводилась обычным путем при 90°С.
В сиропе, взятом для блочно-суспензионной полимеризации, имеют¬
ся радикалы, способные активизировать процесс. Даже в отсутствие ини-
пяатора молекулярный вес полученного полимера может более чем в
4 раза превышать молекулярный вес суспензионного полимера. Про¬
сты блочно-суспензионной полимеризации по степени полимеризации
"тчпают эмульсионному полистиролу. Однако процесс в отсутствие
_иатора или при небольшой его добавке длится 12—15 ч, или же
* эбчодимо отгонять мономер из реактора. В связи с этим блочно-су-
ионную полимеризацию практически целесообразно проводить,
з :-ляя 0,3% инициатора. В этом случае сокращается время полиме-
■ . - а степень полимеризации образующегося полистирола несколь-
ъс тгчгзышает степень полимеризации технического блочного поли-
гг - ла.
Николаев
98
Гл. 5. Полистирол
Производство полистирола
В промышленных масштабах полистирол получают в зависимости
от назначения полимера путем полимеризации стирола в блоке, в рас¬
творе, в эмульсии или в суспензии.
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В БЛОКЕ
Полимеризация стирола в блоке осуществляется периодическим
или непрерывным методом. Аппаратурное оформление процесса опре¬
деляется необходимостью своевременного отвода теплоты реакции.
Периодические методы. По одному из методов процесс полимери¬
зации проводят в две стадии: 1) предварительная полимеризация сти¬
рола и 2) окончательная полимеризация сиропа в формах.
Предварительная полимеризация стирола осуществляется при ат¬
мосферном давлении в реакторах из нержавеющей стали емкостью
2000 л, снабженных рубашками, обратными холодильниками и соеди¬
ненных с вакуум-насосами. После загрузки стирола в реакторе создают
разрежение до 200—270 мм рт. ст. и нагревают подачей пара в рубашку.
В таких условиях стирол закипает при 100—110° С; с этого момента
в рубашку реактора вместо пара подают воду для охлаждения, но в
таком количестве, чтобы кипение продолжалось за счет теплоты реак¬
ции полимеризации стирола.
Часть тепла отводится водой через рубашку реактора, а часть тра¬
тится на испарение стирола. Процесс полимеризации продолжается 4 ч.
Затем вязкий сироп (40—50% раствор полимера в мономере) охлаж¬
дают до 70—80° С и переливают в формы емкостью до 20 л.
Окончательная полимеризация сиропа в формах осуществляется
нагреванием сначала при 100°, потом при 115°, а в конце при
125—140° С. Первые 14 ч нагревания сиропа при 100° С реакция поли¬
меризации стирола проходит энергично и сопровождается большим вы¬
делением тепла. По окончании полимеризации формы охлаждают и
вскрывают.
Для изготовления форм могут быть применены луженая жесть,
олово, если оно не содержит меди, и другие материалы.
Верхняя часть бруска полистирола, вынутого из разрезанной фор¬
мы, обычно окрашена в желтый цвет вследствие соприкосновения с
воздухом. Пожелтевший полимер состругивают и применяют в тех слу¬
чаях, когда окраска не имеет значения. Оставшийся брусок дробят на
крупные куски и затем превращают в крошку. Гранулы промывают
спиртом и сушат в 'вакуум-сушнльном шкафу.
По другому методу полимеризация стирола проводится в следую¬
щие две стадии [329]: 1) при 125° С в течение 32 ч до получения вязкого
сиропа, содержащего 80% полимера; 2) в колонне с постепенным по¬
вышением температуры сиропа (со 125 до 215° С) до получения поли¬
мера, содержащего до 5% непрореагировавшего мономера. Затем по¬
лимер вальцуется при 225° С под уменьшенным давлением для удале¬
ния остаточного мономера, подвергается экструзии и гранулируется.
В случае применения инициаторов процесс блочной полимеризации
стирола может быть проведен следующим образом: стирол, содержащий
алкилпербензоатный инициатор и 0,1—0,6% насыщенной алифатической
кислоты (12—20 углеродных атомов), сначала нагревается при 85—95°С
до 25—30% конверсии [330], а затем температура постепенно повы¬
шается до 175—190° С в течение 4—5 ч и поддерживается на указанном
уровне в течение 3—5 ч для завершения полимеризации.
Производство
99
Непрерывные методы. Непрерывная полимеризация стирола в блоке
имеет значительные преимущества перед периодической. В литературе
описывается ряд успешно применявшихся процессов [331, 332]. По од¬
ному из вариантов, сироп, приготовленный полимеризацией стирола при
90° С, в винтовом кон¬
вейере нагревался по¬
степенно от 120 до
180° С в четырех зонах.
Полученная высоковяз¬
кая масса тонкими
струями падала в ка¬
меру, в которой под¬
держивалось разреже¬
ние. При этом из поли¬
мера удалялся непро¬
реагировавший стирол,
количество которого
достигало 5%.
Сироп можно либо
подавать на ленточный
конвейер, проходящий
в вакуумной камере
[333] (остаточный мо¬
номер из полистирола
удаляется при вальце¬
вании и в различного
типа смесителях при
пониженном давле-
ени). .’ибо разбрызги¬
вать в рагоегой каме¬
ре. 34Е . 7; .й инерт-
а .. м гион. Полимери-
: i _ ? :г ется в
1:::с.1 ь » зх. н гта'имер
соб*: астся на вращаю¬
щийся барабан [334].
Схема установки [33.
2J1. 335] для непрерывной
блочной полимеризации сти-
■ ~г следующая (рис. 30).
• ■ :юл из алюминиевых
• -:;.!ков 1 непрерывно са¬
мотеком сливается в алю-
ч езые же реакторы 3,
ждаясь по пути от
механических примесей в
?шльтра.\ 2. Реакторы ем-
истью 2 м3 снабжены
>меевнками для нагрева и охлаждения и лопастными мешалками, вращающимися со
■ “ростью 50—60 об/мин. Температуру реакции обычно поддерживают 75—85° С.
Процесс предварительной полимеризации стирола в реакторе проводят до тех
■ор, пока содержание полимера не достигнет 18—20%. С этого момента сироп из
реактора 3 начинает сливаться в полимеризационную колонну сначала со скоростью
3—10 кг ч, а по достижении 28—32% конверсии стирола скорость подачи доводится
35—45 кг/ч и пропорционально увеличивается ввод стирола в реактор. Оконча-
тсльная полимеризация происходит в полимеризашюнной колонне 4 из хромо-ни-
■елевой стали высотой 7000 мм, состоящей из шести секций (царг) диаметром
650 .чм и снабженной коническим днищем и шнеком для выгрузки расплавленного
с лимера. Верхняя секция I снабжена только рубашкой для обогрева, а остальные
Рис. 30. Схема установки для непрерывной блочной
полимеризации стирола:
1 — мерники стирола; 2 — фильтры; 3—реакторы; 4 — полимериза-
ционная колонна; 5 — обратный холодильник; 6~ ваниа; 7 — дро¬
билка.
7*
100
Гл. 5. Полистирол
0
II—VI имеют, кроме того, еще и змеевики Температурный режим для каждой сек¬
ции устанавливается с таким расчетом, чтобы процесс полимеризации закончился
к моменту выхода массы из колонны. Характеристика температурного режима по
секциям дана в табл. 25.
ТАБЛИЦА 25
Температурные режимы полимеризации стирола
в колонне
Номер
секции
Температура, СС
1 режим
2 режим
3 режим
I
100—110
100—110
100—110
п
100—110
120
145
ш
150
145
165
IV
150
190
220
V
180
200
230
VI
180
215
235
Для обогрева колонны применяют высококипящий органический теплоноси¬
тель— эвтектическую смесь дифенила (26,5%) и дифенилоксида (73,5%), так назы¬
ваемый динил (днфенильная смесь, ВОТ). В колонну непрерывно подают азот, чтобы
предотвратить окисление полистирола кислородом воздуха. Пары стирола, выходящие
из колонны, улавливаются в холодильнике 5. При непрерывной работе установки в ко¬
лонне должен поддерживаться постоянный уровень полимернзующейся массы, напри¬
мер с помощью радиоактивного регулятора и сигнализатора уровня [336]. Время пре¬
бывания реакционной массы в колонне 30 ч.
Чем быстрее нарастает температура в секциях колонны, тем быстрее происхо¬
дит процесс полимеризации тем выше производите тьность ко тонны, но тем ниже
молекулярный вес и качество получаемого полистирота Если при работе по первому
режиму сироп подается со скоростью 22—45 кг/ч, то при третьем режиме скорость
может достигать 60—90 кг/ч.
Расплавленный полистирол из секции VI поступает в коническую часть колонны,
где поддерживается температура 235° С, а затем с помощью шнека непрерывно вы¬
давливается в виде лент или прутков в ванну с водой. При выходе из ванны ленты
или прутки поступают в дробилку, там они режутся на куски 35 X 60 X 5 мм. Поли¬
мер окончательно измельчается в мельницах ударного действия.
Блочный полистрол выпускается в виде порошка или гранул (мар¬
ка Т), или крупнозернистым, но не более 8 X 15 мм (марка Д). Поли¬
стирол марки Д (неокрашенный) используется для высококачественных
электроизоляционных изделий, а марки Т (окрашенный) — для деталей
технического назначения. Ниже приводятся основные свойства обеих
марок (ГОСТ 9440—60).
д т
Предел прочности при изгибе, кгс/см2, не менее 800 850
Удельная ударная вязкость, кгс ■ см/см2, не менее 12—15 12—18
Теплостойкость по Мартенсу, °С, не менее . . 80 80
Диэлектрическая проницаемость при 106 гц, не
более 2,6 •—
Тангенс угла диэлектрических потерь при 106 гц,
не более 4,5-10 ■—
Относительная вязкость 1%-ного раствора в бен¬
золе, не менее 2,0 2,0
Потери веса при сушке, %, не более 0,8 0,8
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В РАСТВОРЕ
Процесс полимеризации стирола в растворе может быть осуще¬
ствлен как периодическими, так и непрерывными методами. Первые
включают три стадии производства: 1) полимеризацию в реакторе;
2) выделение полимера из раствора; 3) дробление и окрашивание по-
Производство
101
лимера; вторые состоят из тех же стадий, но процесс, начиная подачей
стирола и растворителя и кончая выгрузкой из сборника порошкообраз¬
ного полимера, протекает непрерывно.
Рис. 31. Общая схема установки непрерывной полимеризации стирола
в растворе:
/ — мерник стирола; 2— мерник растворителя; 3—насос; 4, 5 и 6— полимеризациониые
колонны; 7—испаритель; 8 — экструзионная машина; 9—водяная ванна; 10— дробилка;
11— смазыватель; 12 — мерник смазки; 13 — сборник порошкообразного полимера; 14— тара
для полистирола.
На рис. 31 [337] представлена схема непрерывной полимеризации
стирола в растворе.
Стирол из мерника 1 и растворитель из мерника 2 в определенном соотноше¬
нии подаются к насосу 3, смешиваются в нем и поступают в полимеризациониые
колонны 4, 5 и 6, работающие последовательно. Все колонны снабжены рубашками
для обогрева и охлаждения и мешалками. В процессе полимеризации выделяется
большое количество тепла и значительно возрастает вязкость раствора. В каждой
■колонне контролируется температура в трех зонах и автоматически регулируется
в соответствии с заданным режимом Обогреваются ко тонны паром или жидкой ди-
"| . ю.
В а колонны 4) кс ' ди о п „огревать смесь стирола
1 г* .ih-че: it лини, а в остальных дв>\ зонах колонный
— ил — ть ге. ."и, реакции. В колонне 6 полимеризация про-
- V3ы» • сг^ подвид тепла нзрне.
mi раствор ааяктмрола в растворителе из колонны поступает в испари-
-е. Г в\ i v в этот аппарат поток раствора распределяется на отдельные
-Т>ун (zo 20). При 2253С в испарителе происходит удаление растворителя и непро-
’еагнровавшего мономера, которые после конденсации и соответствующей очистки
~ -ь возвращаются з производство. На рисунке показан возврат растворителя в
еэнкк 2.
После удаления жидких компонентов раствора полистирол в виде размягченной
■ас ы направляется в экструзионную машину 8. Для каждой струи предусматри¬
вается как отдельная экструзионная машина, так и все последующее оборудование,
•ты полистирола на выходе из экструзионной машины охлаждаются водой в ван-
п затем измельчаются с помощью дробилки 10. Измельченный полимер с по-
_ш>ю пневмотранспорта поступает в смазыватель 11, а из него ссыпается в сбор
«я 13. Затем порошкообразный полимер насыпается в мешки и взвешивается.
Готовый продукт контролируется по вязкости 10%-ного раствора в толуоле,
“емзеэатуре размягчения и содержанию летучих.
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В ЭМУЛЬСИИ
Полимеризация стирола в эмульсии может быть проведена как пе¬
риодическим, так и непрерывным методом. В большинстве стран полу-
или распространение периодические методы, но в последнее время в
.вязи с развитием производства пластических масс все большее зна¬
чение приобретает непрерывная полимеризация стирола в каскаде реак¬
торов, снабженных рубашками и змеевиками для нагревания и охлаж¬
дения реакционной смеси и мешалками, или в трубчатых реакторах,
102
Гл. 5. Полистирол
обладающих значительными преимуществами по сравнению с реакто¬
рами обычного типа.
Кроме полистирола, промышленность в значительных количествах
производит сополимеры стирола с бутадиеном, акрилонитрилом и дру¬
гими мономерами. Эти сополимеры получают в основном эмульсионной
полимеризацией по непрерывному методу. Очень часто эмульсионная
полимеризация стирола и стирола с другими мономерами инициируется
окислительно-восстановительной системой.
При проведении процесса полимеризации в эмульсиях необходимо
отводить теплоту реакции. Поэтому аппараты для полимеризации, осо¬
бенно при скоростных процессах, должны обладать весьма развитой по¬
верхностью теплообмена.
Непрерывный процесс полимеризации при получении сополимеров
стирола и бутадиена осуществляется в батарее из 12 последовательно
соединенных реакторов емкостью 12 м3 каждый, с рубашками (поверх¬
ностью 20 ж2) для охлаждения. В некоторых случаях для увеличения
поверхности охлаждения в аппараты дополнительно вставляются змее¬
вики (20 м2 каждый). Но в таких установках при низкотемпературной
полимеризации (5—8° С) процесс иногда длится 8—10 ч.
Можно сократить время полимеризации при 5—8° С до 30—60 мин
(что очень важно для производства), проводя процесс в трубчатых
реакторах, представляющих собой систему труб, соединенных в секции.
Все трубы снабжены рубашками для охлаждения и, следовательно, яв¬
ляются теплообменниками типа «труба в трубе».
В зависимости от принятой производительности трубчатого агрегата
полимеризацию можно проводить по двум следующим основным схе¬
мам [338]:
1. При достаточной производительности агрегата полимеризацион¬
ные секции соединяются последовательно в прямоточную систему. Пере¬
мешивание эмульсии и достаточный коэффициент теплопередачи в этом
случае обеспечиваются большой скоростью реакционного потока, созда¬
ваемой питающими насосами. Отсутствие перемешивающих устройств
и приближение такого аппарата по технологическому оформлению к ап¬
паратам идеального вытеснения — основные преимущества этого ва¬
рианта.
Аппараты идеального вытеснения представляют собой длинные
трубчатки, в которых сохраняется устойчивый турбулентный режим про¬
текания реакционной смеси и продолжительность процесса превращения
такая же, как в аппаратах периодического действия.
2. При недостаточной производительности агрегата (скорости по¬
тока) каждая секция снабжается циркуляционным насосом, позволяю¬
щим создавать необходимую скорость потока за счет дополнительной
циркуляции эмульсии в пределах секции. Такой вариант оказывается
неизбежным в модельных опытно-производственных установках малой
производительности.
Преимущество второго варианта заключается в том, что он может
быть запроектирован на любую производительность независимо от ско¬
рости реакции, а следовательно, может быть использован для полимери¬
зации по любому рецепту. Кроме того, изменение скорости циркуляции
эмульсии в отдельных секциях дает дополнительные возможности для
увеличения отвода тепла. Необходимым условием удовлетворительной
работы является правильный выбор нужного числа секций, которое
обеспечило бы достаточно высокий к. п. д.
Трубчатые реакторы должны отвечать двум основным требо¬
ваниям:
Производство
103
1. Соотношение между поверхностью теплообъема и реакционным
объемом должно обеспечивать проведение процесса с необходимой ско¬
ростью.
2. Аппарат должен работать при гидродинамическом режиме по¬
тока, обеспечивающем стабильность эмульсии и достаточный коэффи¬
циент теплопередачи.
Периодические методы. Для получения полистирола эмульсионным
методом требуются стирол, вода, эмульгатор и инициатор. Стирол дол¬
жен быть очищен от ингибитора. Если в качестве такового применяется
Рис. 32. Схема установки для производства полистирола эмульсионным
периодическим методом:
i —мерник стирола; 2, # — мерники воды; 3— мериик раствора мыла; 4 — реактор-полиме¬
ризатор; 5 —обратный холодильник; 6 — промежуточная емкость; 7 —осадитель; 9—-промы-
ватель; 10 — центрифуга; 11 — вакуум-гребковая сушилка барабанного типа; 12 — сито
„Ротекс"; 13бумажный мешок.
гидрохинон, то очистка стирола заключается в обработке 10% раствором
щелочи с последующей промывкой дистиллированной водой.
Промытый мономер передается в мерник 1 (рис. 32). Вода, подвергнутая дистил¬
ляции или очистке ионообменными смолами, подается в мерник 2. Касторовое мыло
получают в результате обработки касторового масла 20—25% раствором щелочи
при 80—90РС. После разбавления водой при содержании мыла в растворе не ме¬
нее 25% готовый эмульгатор переводится в мерник 3.
Процесс осуществляется в эмалированном реакторе 4 емкостью 3—5 м3, снаб¬
женном рубашкой для обогрева и охлаждения, лопастной или рамной мешалкой и
обратным холодильником 5.
Для проведения полимеризации в реактор заливаются вода и касторовое мыло,
а после 50—60 мин перемешивания добавляется стирол и инициатор (персульфат ка-
ня, растворенный в воде), затем содержимое реактора в течение 2—2'Д ч нагре¬
вается до 65—70° С [341]. Дальнейший подъем температуры до 85—90° С происходит
' ’авным образом за счет тепла реакции полимеризации. Конец полимеризации опре-
ляется по содержанию свободного стирола, которого должно быть менее 0,5%.
л\ченная эмульсия передается в промежуточную емкость 6.
Осаждение полимера производят в специальном аппарате-осадителе 7 из эма-
эваяного чугуна или из нержавеющей стали, снабженном рамной мешалкой,
эющей 50 об/мин, рубашкой для охлаждения и барботером для пара. Сначала в оса-
-1-ть подают дистиллированную воду из мерника 8 и через люк загружают 3 кг
«гл:.: в на каждые 250 л воды. После 10—15 мин перемешивания квасцы переходят
» : • э а в осадитель медленной струей сливается латекс из промежуточной ем-
104
Гл. 5. Полистирол
кости 6. По окончании загрузки латекса перемешивание продолжают еще 15—20 мин,
а затем через барботер в течение 45—80 мин подают острый пар.
Коагуляция латекса считается законченной, если проба реакционной смеси раз¬
деляется на два слоя: нижний содержит осажденный полимер, а верхний состоит
из прозрачного водного раствора. После окончания осаждения полимера все содер¬
жимое осадителя 7 переводится в промыватель 9.
Эмульсию полистирола, полученную в присутствии касторового мыла, коагули¬
руют 15% раствором поваренной соли [304]. Предложен также метод безэлектролитной
коагуляции путем механического перемешивания [320]. Коагуляция наступает как след¬
ствие столкновений частиц при большой скорости (3000—6000 об/мин) перемешивания
при 20° С.
Отделение маточного раствора и промывка полимера производятся в промыва-
теле 9 (лавере), представляющем цилиндрический аппарат из нержавеющей стали
или алюминия с коническим ложным днищем и рамной мешалкой, делающей
50 об/мин. В крышке его имеются штуцера для подачи полимера, взмученного в воде,
и воды, а в конической части — боковой штуцер для спуска маточника и промывной
воды.
В промыватель подается полимер, взмученный в воде (из осадителя), и дистил¬
лированная вода с температурой 70—80° С. После оседания полимера маточник сли¬
вается через ловушку в канализацию. Полимер 5 раз промывается горячей дистил¬
лированной водой. При каждой промывке на 400 л смеси затрачивается 250 л воды.
После пятой промывки промывные воды не сливаются, а вся суспензия небольшой
струей в несколько приемов подается на центрифугу 10, где полистирол отделяется от
воды. Центрифуга изготовляется из нержавеющей стали. Заполнение центрифуги су¬
спензией и отжим полимера продолжаются 20—30 мин. Полимер, выгруженный из цен¬
трифуги, подвергается сушке в вакуумных или других сушилках до остаточной влаж¬
ности не более 0,5%.
Полимеризация стирола может быть проведена по одной из рецеп¬
тур, приведенных в табл. 26.
ТАБЛИЦА 26
Рецептуры полимеризации стирола в эмульсии (вес. ч.)
Компоненты
I
II
(320)
Ill
(339)
IV
(340)
V
(283)
Стирол ....
100
100
100
100
100
Вода ...
250
175
200
200
100
Касторовое масло
3
0,4—1,2
—
—
Олеиновокислыи аммоний
—
—
—
—
Поливиниловый спирт
Натриевые соли синтетических кис¬
—
—
—
0,2
—
лот (С,0—С15)
—
—
—
—
2
Персульфат калия
0,25
0,30
—
—
0,2
Перекись водорода (30?о)
—
—
2,5
олз
—
Перекись бензоила
—
0,83
—
—
При получении полистирола по рецептуре V (см. табл. 26) в реактор из не¬
ржавеющей стали или облицованный никелевым листом сначала загружаются вода
и эмульгатор, а затем добавляются стирол и инициатор. Реакционная смесь нагре¬
вается до 75° С в течение 2 ч и выдерживается при указанной температуре 5 ч.
В течение всего процесса полимеризации содержимое реактора перемешивается ме¬
шалкой, а температура смеси регулируется путем подачи в рубашку реактора холод¬
ной или горячей воды.
После окончания процесса полимеризации в реактор потают острый пар для
отгонки непрореагировавшего мономера, а затем эмульсию сливают во второй реак¬
тор, куда добавляют муравьиную кислоту для коагуляции латекса. Выделившийся
полимер вместе с водой переводят в фильтрующий барабан. .После отделения маточ¬
ника полимер промывают водой, и он поступает во второй фильтр для обезвожива¬
ния. Частично обезвоженный полимер переводится на сушку горячим воздухом в
специальную сушилку. После сушки полистирол имеет желтоватый цвет и более вы¬
сокую температуру размягчения, чем блочный полимер; его молекулярный вес 100 000.
Полистирол, полученный в присутствии персульфата калия, содержит продукты
его распада. Он имеет пониженные диэлектрические свойства и поэтому применяется
для изготовления изделий общего назначения Механические свойства его превышают
Производство
105
свойства блочного полистирола. В частности, предел прочности при изгибе 1000 кгс/сж2,
удельная ударная вязкость до 30 кгс ■ см/см2, теплостойкость по Вика 105° С.
Основные свойства эмульсионного полистирола представлены в
табл. 27.
Из полистирола марки А изготовляются изделия широкого потреб¬
ления; марки Б — технические изделия, а марки В — пенопласты.
ТАБЛИЦА 27
Основные свойства эмульсионного полистирола
(ГОСТ 9440—60)
Свойства
Марки
Относительная вязкость 1 % -ного раствора в бензоле,
не менее
Предел прочности при изгибе, кгс/см2, не менее
Удельная ударная вязкость, кгс/см2, не менее .
Теплостойкость по Мартенсу, °С, не менее
Водопоглощение г/дм2, не более
Диэлектрическая проницаемость при 65% относитель¬
ной влажности и частоте 60 гц, не более
Тангенс угла диэлектрических потерь при 65% отно¬
сительной влажности и частоте 60 гц, не .более . .
3,0
3,0
3,0—6,0
900
900
15
15
3,5
80
80
80
0,03
0,03
0,03
—
2,7
2,6
—
0,002
0,002
Непрерывные методы. Непрерывная водноэмульсионная полимери¬
зация стирола может быть осуществлена в агрегате, представляющем
собой блок аппаратов «идеального смешения». Арбитманом и Леви¬
ным [323] предложена схема опытной установки непрерывной полимери¬
зации и сополимеризации стирола, инициированной окислительно-вос¬
становительной системой (рис. 33).
Растворы инициатора в мономере и эмульгатора и восстановителя в воде по¬
даются дозировочными насосами в смеситель 1, где образуется эмульсия. Смеси¬
тель 1 и полимеризаторы 3 заполнены эмульсией и не имеют воздушного простран¬
ства (воздух удаляется из всех аппаратов через воздушники, расположенные на
крышках). Таким образом весь блок полимеризации превращается в единую систему
аппаратов 1,2,3 и трубопровода Движение эмульсии осуществляется при помощи
дозировочных насосов.
По выходе из смесителя 1 эмульсия проходит через подогреватель 2 и поли¬
меризаторы 3, число которых определяется расчетом. Температурный режим в поли¬
меризаторах поддерживается циркуляцией воды (или другого теплоносителя) через
рубашки полимеризаторов при постоянной температуре. Избыток тепла экзотерми¬
ческой реакции уносится латексом, циркулирующим через выносной теплообменник 5
три помощи поршневых насосов 4 (центробежные и шестеренчатые насосы разру¬
шают эмульсию).
Из последнего полимеризатора латекс непрерывно вытекает в коагулятор 6,
- • ла одновременно также непрерывно подается определенное количество раствора
• оагулянта и вода, необходимая для разбавления коагулянта, который должен иметь
аид подвижной' суспензии. Суспензия из коагулятора 6 поступает в отпарной аппа-
, ат 7, где обрабатывается острым паром, в результате чего отгоняется непрореаги-
' 'вавший мономер и укрупняются частицы суспензии.
На схеме рис. 33 представлен вариант выдачи латекса непосредственно на
: аспылительную сушилку для получения неотмытых сортов полистирола.
Из аппарата 7 суспензия полимера поступает на отмывку, которая предусмо-
*чна в двух вариантах: на каскаде непрерывно действующих вакуум-фильтров 11
с промежуточной репульпацией в аппаратах 12 и на автоматической центрифуге 14
-яма АГ, для чего суспензия направляется в первом случае в гидрозатвор 10, а во
ЙЩ г ом — в мутильник 13, являющийся одновременно гидрозатвором. В обоих ва
■ нта\ предусматривается применение противоточной ступенчатой промывки.
106
Гл. 5 Полистирол
Сушка полимера предусмотрена во взвешенном состоянии в аэрофонтанной
сушилке, состоящей из огневого калорифера 15, действующего на топливном газе,
питательного бункера 16 с питателем 21, сушильного агрегата 17, циклона 18, рукавного
фильтра 19 и вентилятора 20.
Непрерывная водноэмульсионная сополимеризация стирола и бутадиена широко
применяется при производстве синтетических каучуков. Сополимеризацию обычно про¬
водят по схеме, представленной на рис. 34 [33].
Рис. 33. Принципиальная схема агрегата для непрерывного производства полимеров
и сополимеров стирола по методу водноэмульсионной полимеризации:
1 — смеситель; 2 —подогреватель; 3 —полимеризаторы; 4— насосы; 5 — теплообменники; 6 — коагулятор;
7— отпарной аппарат; 8— конденсатор; 9—флорентийский сосуд; 10— гидрозатвор; 11— вакуум-фильтры;
12 — репульпаторы; /3—мутильник; 14—центрифуга; 15 — калорифер; 16 — бункер; 17 — сушильный агрегат;
18—циклон; 19—рукавный фильтр; 20—вентилятор; 21 — питатели; 22 — делительные сосуды.
Из сборников стирола 1 и бутатиена 2 в смеситель 3 потают исходные моно¬
меры и после смешения перекачивают их в напорный бак 4. Водную эмульсию го¬
товят в смесителе 5. Углеводородную и водную фазы непрерывно подают в первый
аппарат 6 полимеризационной батареи, состоящей из двенадцати полимеризаторов,
включенных последовательно и соединенных между собой переточными трубами.
В первый аппарат вводят также инициатор (4% водный раствор персульфата калия).
Во второй, пятый и восьмой аппараты подают 5% раствор диизопропнлксантогеннд-
сульфида, служащий регулятором роста цепи полимера.
По мере перетока водной эмульсии из одного аппарата в другой степень пре¬
вращения мономера возрастает и в последнем полимеризаторе достигает 60%. Полу¬
ченный латекс, содержащий до 35% полимера, стабилизируют 17% раствором фе-
пил-р-нафтиламина (неозона Д) в стироле.
Затем латекс направляют в сборник 7, где давление снижается с 7,5—9 до
1,2 ат, а затем в сборник 8, где давление уменьшается до 220 мм рт. ст. Благодаря
этому из латекса выделяется основное количество незаполимеризовавшегося бута¬
диена, пары которого сжижаются под давлением 5 ат в конденсаторе 11. Жидкий
бутадиен снова поступает на полимеризацию.
Из сборника 8 латекс направляют в отпарную тарельчатую колонну 12, в ниж¬
нюю часть которой подают острый пар. Колонна работает при остаточном давле¬
нии 60—100 мм рт. ст. В этих условиях из латекса отгоняются пары оставшегося
Производство
107
бутадиена, стирола и воды. Пары стирола и воды сжижаются в конденсаторе 13,
стирол отделяют от воды и направляют на полимеризацию. Несконденсировавшийся
газ (главным образом бутадиен) под давлением поступает в конденсатор 11.
Рис. 34. Схема непрерывной эмульсионной сополимеризации стирола
с бутадиеном:
7 —сборник стирола; 2 — сборник бутадиена; 3 —смеситель для мономеров; 4 —напорный
бак; 5 —смеситель для водной эмульсии; 6 —полимеризатор; 7, 8 — сборники латекса;
9 — вакуум-насос; 10 — компрессор; //, 13 — конденсаторы; 12 — отпарная колонна; 14 — раз¬
делитель.
Сополимеризации стирола и бутадиена может быть проведена по
одной из следующих рецептур [244]:
Компоненты S-3 GR-S
Стирол 69 71
Бутадиен 31 29
Парафиновые кислоты . ...... 0,5 —
Стеарат натрня — 4,3
Некаль 2,85
Едкий натр 0,08 —
Персульфат калия 0,45 0,23
Дипроксид 0,08
Додецилмеркаптан — 0,45
Вода 105 180
Условия сополимеризации
Отношение мономеры: вода 1:1,05 1:1,8
pH водной фазы 12 —-
Температура полимеризации, °С 48 50
Степень полимеризации, % 58 72
Продолжительность полимеризации, ч 30 13—15
Из приведенных данных следует, что степень полимеризации
з»: ггнгает 58—72%. Реакцию приходится прерывать задолго до ее завер-
якяня, потому что качество сополимера ухудшается при увеличении
О*"-ни превращения. Возникают поперечные связи между цепями, н
с<с азуются менее эластичные полимеры; разрыв же этих поперечных
с! ей при обработке на вальцах происходит с трудом.
Состав сополимеров стирола с бутадиеном определяется соотноше¬
нием мономеров в исходной смеси и степенью полимеризации. С повы¬
шением последней количество стирола в сополимере возрастает при
108
Гл. 5. Полистирол
любом составе исходной смеси. Так, например, при 25% стирола в смеси
мономеров первоначально образовавшийся полимер содержит — 17,2%
стирола, при 10%-ном превращении в полимере содержится 25% сти¬
рола, при 78%-ном превращении — 21%, но в отдельных фракциях сопо¬
лимера содержание стирола изменяется от 17,2 до 28,6%, при степени
же превращения 90% среднее содержание стирола в полимере соста¬
вляет 22,5%, достигая в отдельных фракциях 36,5%-
При увеличении соотношения стирол : бутадиен сополимер по своим
свойствам приближается к смоле и все меньше похож на свойства кау¬
чука. Многие подобные сополимеры производятся в промышленном мас¬
штабе. Из сополимеров, содержащих более 50% стирола, изготовляют
линолеум, оболочку кабеля, чемоданы и др. [342].
Одной из важных областей применения полистирола является его
совмещение с натуральным и синтетическими каучуками. Смолы, полу¬
ченные при высоком содержании стирола в смеси мономеров, пласти¬
фицируются относительно небольшими количествами каучука и дают
продукты, применяемые для производства пластиков, прочных к удар¬
ным нагрузкам, и для изготовления искусственной кожи [338].
Свойства сополимеров стирола с бутадиеном, содержащих 50 (А)
и 85% (Б) стирола, представлены в табл. 28 [343].
ТАБЛИЦА 28
Некоторые свойства сополимеров стирола с бутадиеном
Свойства
А
Б
Содержание стирола, %
Плотность, г/см3 . . .
Температура размягче¬
ния, “С
Растворимость ....
Внешний вид
Стабильность
50
1,00
Растворяется в бензоле, толуо¬
ле, четыреххлористом угле¬
роде, хлороформе
Светло-желтые кусочки
Отличная до 45° С. Выше 45°
кусочки слипаются в твер¬
дую массу
85
1,04
54
Набухает в бензоле, толуо¬
ле, четыреххлористом
углероде, хлороформе
Белый порошок
Отличная
В технике для изготовления покрытий широко применяются латексы,
полученные полимеризацией стирола с бутадиеном. В смеси мономеров
должно содержаться 55—60 вес. ч. стирола. В работе [338] описан лабо¬
раторный метод получения ряда сополимеров при соотношении сти¬
рол : бутадиен 100 : 50 и приведены данные о свойствах сополимеров.
ПОЛИМЕРИЗАЦИЯ СТИРОЛА В СУСПЕНЗИИ
Метод полимеризации стирола в суспензии позволяет получать
взвешенные в воде гранулы полимера, легко отделяемые от дисперсион¬
ной среды без применения электролитов. Получаемый материал по ряду
свойств приближается к блочному полистиролу.
Суспензионная полимеризация стирола осуществляется периоди¬
ческим методом в реакторах, снабженных рубашкой для нагревания и
охлаждения, мешалкой и обратным холодильником. Температура в реак¬
торе должна тщательно контролироваться, так как она оказывает непо¬
средственное влияние на свойства получаемого полимера. Быстрое на¬
гревание, высокая температура и непродолжительность реакции приво¬
Производство
109
дят к образованию полистирола с низким молекулярным весом. Конеч¬
ная температура реакции очень часто превышает 100° С.
По окончании полимеризации содержимое реактора фильтруется
через сито и гранулы полимера промываются водой, а затем поступают
на центрифуту, где удаляется основное количество влаги. Сушка поли¬
мера может быть произведена либо в сушилках на вибрационных кон¬
вейерах со встречным потоком воздуха, либо во вращающихся барабан¬
ных сушилках [344]. Высушенный продукт смешивается с красителями
в аппаратах из нержавеющей стали, а затем упаковывается в бумаж¬
ные многослойные мешки.
По одному из патентов [345] полимеризация стирола в суспензии проводится
следующим образом: в реактор загружают 200 вес. ч. воды и 0,4 вес. ч. натриевой
соли сополимера 1-метоксибутадиена и малеиновой кислоты, после растворения ко¬
торой pH раствора равна 6,0, затем вводят 100 вес. ч. стирола, содержащего 0,5 вес. ч.
растворенной о-толилперекиси. Процесс проводят в течение 6 ч при 85—90° С до по¬
лучения гранул полимера. После охлаждения содержимого реактора гранулы поли¬
мера отделяют от водной фазы, промывают и сушат. Из каждых 100 вес. ч. взятого
стирола образуются 97 вес. ч. полимера в виде шариков, пригодного для переработки
экструзией и литьем под давлением. Часть непрореагировавшего мономера в конце про¬
цесса полимеризации удаляют, нагревая смесь до 100° С.
Блочно-суспензионная полимеризация стирола осуществляется сле¬
дующим образом [328]. Готовится 0,08—0,1% водный раствор стабилиза¬
тора, после чего в реактор при интенсивном перемешивании загру¬
жается 1 вес. ч. сиропа (30% раствор полистирола в стироле, получен¬
ный термической полимеризацией мономера при 80° С). Затем добав¬
ляется 0,03 вес. ч. инициатора, растворенного в небольшом количестве
мономера. Все компоненты загружаются при 40°, после чего темпера¬
тура медленно поднимается до 90° С. Процесс экзотермичен; после того
как выделение тепла прекратилось, полимер выдерживается еще 2 ч при
88—90° С. Общая продолжительность полимеризации 4—5 ч. Выход по¬
лимера достигает 95—97%.
Основные физико-механические и диэлектрические свойства суспен¬
зионного, блочно-суспензионного, блочного и эмульсионного полисти-
ролов приведены в табл. 29.
ТАБЛИЦА 29
Свойства суспензионного, блочно-суспензионного и эмульсионного
полистирола
Свойства
Суспен¬
зионный
Блочно-
суспен¬
зионный
Блочный
Эмульсион¬
ный
Предел прочности при изгибе, кгс/см2 . . .
816
875
800
900
Удельная ударная вязкость, кгс ■ см/см2 . . .
14,7
15
15
18
Теплостойкость по Мартенсу, °С
80
80
80
80
Диэлектрическая проницаемость
2,6
2,6
2.6
2,6
Тангенс угла диэлектрических потерь
при 106 гц
0,0004
0,0006
0,0004
0,0008
Из данных таблицы следует, что суспензионный и блочно-суспен-
ный полистиролы по физико-механическим свойствам не уступают
яому полимеру, а по диэлектрическим превышают эмульсионный.
Процесс полимеризации можно проводить в присутствии красите¬
лей (моностраль, тиоиндиго, красный С, жировой желтый Ж), которые
110
Гл. 5. Полистирол
предварительно растворяются в стироле (0,03—0,05% от веса моно¬
мера). В результате получаются равномерно окрашенные гранулы, при¬
годные для литья и прессования. Присутствие указанных красителей
в мономере не влияет на выход и средний молекулярный вес полимера.
Полистирол — твердый жесткий прозрачный пластик, не имеет за¬
паха и вкуса, горит коптящим пламенем Дешевизна, легкость перера¬
ботки прессованием и литьем под давлением, высокая водо- и химическая
стойкость, прекрасные диэлектрические свойства способствуют широкому
применению полистирола в различных отраслях народного хозяйства.
С химической точки зрения полистирол представляет собой пре¬
дельный углеводород высокого молекулярного веса, степень полимери¬
зации которого для промышленных образцов изменяется от 500 до 2000.
Структуру полистирола изучали различными методами, в част¬
ности методом термической деструкции [346]. Оказалось, что полистирол
имеет строение 1,3 («голова к хвосту»):
Но макромолекулы полистирола, как показывают исследования [347],
имеют разветвления, число и размер которых зависят от условий и сте¬
пени полимеризации. Разветвления возникают в результате реакций пе¬
редачи цепи между растущими радикалами и образовавшимися моле¬
кулами полимера [348].
Полистирол растворяется в ароматических и хлорированных
углеводородах, сложных эфирах, кетонах, сероуглероде и пиридине. Не¬
растворим он в алифатических углеводородах, низших спиртах, эфире,
феноле, уксусной кислоте и воде.
Растворяющую способность можно оценить по вязкости растворов,
набуханию, растворимости и др. Некоторые из растворителей (по убы¬
вающей растворяющей способности) можно расположить в следую¬
щий убывающий ряд:
сим м - тет р а х л о р эт а н, стирол, изопропилбензол, хлороформ, ксилол,
толуол, четыреххлористый углерод, диоксан, пиридин, сероуглерод,
метилэтилкетон.
По характеристической вязкости растворов можно определить
молекулярный вес полистирола:
Значения К и а даны в табл. 30. Такие важные свойства полисти¬
рола, как термостойкость, механические показатели, текучесть в пласти¬
ческой области и в расплаве, зависят не только от молекулярной струк¬
туры и среднего молекулярного веса, но и от полидисперсности.
Полидисперсность можно определить несколькими методами, например
путем седиментации, фракционного растворения, фракционного осажде¬
ния, оптическим и др Для производственного контроля выпускаемой
продукции многие методы почти не применимы, так как разделение ис¬
следуемого полимера на возможно большее число фракций требует зна-
Свойства полистирола
—СН2—СН—СН2—СН—СН2—СН—
растворимость и молекулярный вес
[y)] = K-A1
Свойства
111
ТАБЛИЦА 30
Значения К и я для некоторых растворов полистирола при 25° С
Растворитель
Способ определения,
М
Образец
*мо<
а
М-105
Литера¬
тура
Бензол
Осмотическое
давление
Нефракциони-
рованный
1,79
0,72
1,1—5,3
[349]
Бензол ...
То же
Фракциониро¬
ванный
1,13
0,73
1,0—10
[350]
Толуол* ....
»
То же
3,7
0,62
2,0—18
[351]
Толуол
Светорассеяние
»
1,7
0,69
0,025—17
[352]
Метилэтилкетон .
То же
»
3,9
0,58
0,025—17
[352]
Метилэтилкетон .
Осмотическое
давление
»
3,05
0,60
1,0—10
[350]
Дихлорэтан . .
С веторассеяние
»
2,1
0,66
0,025—17
[352]
Хлороформ . . .
Осмотическое
давление.
»
1,12
0,73
1,0—10
[350]
* Измерения проводились при 30° С.
чительной затраты времени. Очень трудоемкими являются такие опера¬
ции* как разделение, сушка и определение молекулярного веса отдельных
фракций.
Оптический метод определения полидисперсности [353] вполне при¬
годен для испытания технических образцов полимеров и проведения
научно-исследовательских работ.
Полидисперсность обычно выражают кривой распределения, кото¬
рая не только свидетельствует о размерах макромолекул полимера, но
и позволяет наметить определенные пути совёршенствования метода по¬
лимеризации и обработки полимера. Кроме того, исследование формы
кривой распределения может дать представление о механизме процесса
полимеризации и наличии побочных процессов, протекающих в системе
как при полимеризации, так и в готовом полимере.
Физические и механические свойства лишь в отдельных случаях не¬
посредственно связаны со средними значениями молекулярного веса,
так как при одном и том же среднем молекулярном весе полимеры мо¬
гут различаться по характеру функции молекулярновесового распреде¬
ления и, значит, по физико-механическим и эксплуатационным показа¬
телям.
Присутствие в значительном числе фракций полистирола с низким
молекулярным весом приводит к снижению температуры размягчения
и падению прочности на разрыв, изгиб и удар. Желательно иметь поли¬
мер, содержащий как можно меньше фракций с низким или с очень
высоким молекулярным весом: последние ухудшают условия перера¬
ботки полистирола.
ХИМИЧЕСКАЯ стойкость
Полистирол, благодаря насыщенности углерод — углеродной цепи
• присутствию фенильных групп, обладает хорошей химической стой-
* стью ко многим агрессивным веществам. Фенильная группа активи-
F: "Т третичный асимметричный углеродный атом (обозначен звез-
Шопон):
112
Г л. 5. Полистирол
Химическая стойкость полистирола
ТАБЛИЦА 31
Реагенты
25= С
50° С
Время испытания
О
X
1 год
X
—
1,5 года
п
ОП
1 год
X
—
6 месяцев
о
X
1 год
о
У
1 год
X
1 месяц
о
X
1 год
о
X
1 »
X
2 года
У
2 »
о
X
I год
о
X
То же
о
X
»
о
X
»
X
X
»
X
—
*
X
У
»
X
У
»
У
ОП
»
п
ОП
1 неделя
о
О
1 год
X
—
8 месяцев
о
о
1 год
ОП
ОП
2 дня
ОП
Растворяется
ОП
ОП
1 день
ОП
ОП
1 неделя
ОП
ОП
1 »
Кислоты:
Уксусная
5%-ная •
25%-ная
ледяная
Муравьиная (90%-ная)
Борная (насыщенный раствор)
Соляная
10%-ная
36%-ная
Фосфорная
10%-ная
50%-ная
Серная
10?6-ная . . .
98 %-ная
Щелочи:
Аммиак (98%-ный)
Гидроокись калия
10%-ная
30%-ная
Гидроокись натрия
10%-ная
35%-ная
40%-ная
Спирты:
Этиловый (95%-ный)
Бутиловый
Амиловый
Альдегиды, гликоли, сложные эфиры
Формальдегид
Диэтиленгликоль
Глицерин • . . . .
Пропиленгликоль
Диметилфталат
Этилацетат
Этилбензоат
н-Дибутилфталат
н-Диамилфталат
Значение терминов, характеризующих химическую стойкость: О отлично) — полистирол не
изменился во время воздействия химического реагента; химическая стойкость определяется годами.
X (хорошо) — полистирол слегка помутнел, появились трещины или слегка окрасился; стойкость опреде¬
ляется месяцами; У (удовлетворительно) — при длительном испытании образцы полистирола изменялись
в размере или весе; стойкость определяется неделями; П (плохо) — полистирол претерпевает значитель¬
ные изменения под влиянием химических реагентов; стойкость определяется днями; ОП (очень плохо'
полистирол становится мягким уже через несколько часов испытаний и практически не обладает
химической стойкостью.
Свойства
113
Водород третичного углеродного атома может вступать в некото¬
рые химические реакции (например, окисление и др.)- Фенильная
группа может вступать в реакцию хлорирования, нитрования, сульфиро¬
вания, гидрогенизации и др. Экспериментальные условия, необходимые
для протекания этих реакций, всегда приводят к частичной деструкции
макромолекул и увеличению хрупкости полистирола. Окисление всегда
сопровождается окрашиванием полимера.
Полистирол, будучи неполярным полимером, растворим во многих
неполярных растворителях. Растворители, даже если они не растворяют
полимер, ухудшают его поверхность. Керосин и высшие спирты способ¬
ствуют появлению трещин.
Химическая стойкость полистирола к кислотам, щелочам и некото¬
рым другим веществам видна из данных табл. 31, полученных при ла¬
бораторных испытаниях.
Полистирол стоек к водным растворам щелочей, серной, фосфорной
и борной кислотам любой концентрации, 10—36%-ной соляной,
1—29%)-ной уксусной, 1—90%)-ной муравьиной и другим органическим
кислотам, воде, спирту, бензину, растительным маслам и растворам
разнообразных солен. Концентрированная азотная кислота и другие
окислители разрушают его.
МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства полистирола зависят в некоторых пределах
от степени его полимеризации. Низкомолекулярные полимеры чрезвы¬
чайно хрупки и имеют малую прочность при растяжении. По мере уве¬
личения молекулярного веса возрастает
прочность, уменьшается хрупкость и повы¬
шается температура размягчения. Однако
выше определенной степени полимеризации
(соответствующей средневесовому молеку¬
лярному весу -—-100 ООО) механические
свойства уже мало изменяются. На рис. 35
показана зависимость предела прочности
при растяжении от молекулярного веса по¬
листирола [283].
Смешение образцов полимеров разно¬
го молекулярного веса должно способство¬
вать увеличению механической прочности
(по сравнению с механической прочностью
полимера меньшего молекулярного веса)
.оответственно количеству добавленного
•бразца с более высоким молекулярным
весом. Это правило, выведенное на фрак¬
ционированных образцах ацетата целлюло-
ы [354], справедливо и по отношению к об-
разцам полистирола, но, как это было отме¬
чено [283], большое влияние на механиче-
к\ю прочность оказывает метод смешения порошков полимера. Гомоге-
•зация на вальцах значительно лучше простого смешения. В табл. 32
о] вставлены данные по пределу прочности при растяжении смесей
- а ^личного молекулярного веса [283].
Механические свойства полистирола, особенно предел прочности при
растяжении, зависят также от скорости приложения нагрузки: при
<с*ъшей скорости образцы полимера показывают меньшие значения
5 А. Ф Николаев
700 560 № 260 140 0
Предел прочности при
растя/нении.кгс/см 2
Рис. 35. Зависимость предела
прочности при растяжении от
молекулярного веса полисти¬
рола:
1 — вязкость; 2 — молекулярный вес.
114
Гл. 5 Полистирол
ТАБЛИЦА 32
Предел прочности при растяжении различных смесей полистирола
Полимер
Вязкость 10%-НОГО
раствора полимера
в толуоле при
23 С, спз
Средневесовой
молекулярный
вес Mw
Предел прочности при
растяжении, кгс! см1
эксперимент
расчет
А
70
89 400
637
Б
17,8
51 800
259
—
1 вес. ч. А —}— 1 вес. ч. Б (меха¬
ническое смешение)
30,3
65 ‘^00
378
448
1 вес. ч. А +1 вес ч. Б (валь¬
цевание) .
25,9
61000
490
448
прочности, чем при более быстром приложении нагрузки. Для полисти¬
рола, как жесткого пластика, характерно очень небольшое удлинение
под действием разрывной силы. На рис. 36 для полистирола показана
диаграмма «напряжение — деформация» при растяжении и сжатии.
Влияние температуры на предел прочности при растяжении и удли¬
нение образцов полистирола видно из данных рис. 37 [283]. При повыше¬
нии температуры снижается предел
прочности при растяжении. Отно¬
сительное удлинение начинает рез¬
ко возрастать после 80° С. Выше
Деформация, %
P:ic. 36. Диаграмма напряжение — Рис. 37. Зависимость предела проч-
деформацня для полистирола при ности при растяжении полистирола
растяжении (а) и сжатии (б) (25° С). от температуры.
этой температуры полистирол становится мягким, каучукоподобным и
липким, следовательно его можно использовать лишь при температу¬
рах ниже 80° С Модуль упругости, характеризующий жесткость мате¬
риала, довольно высок и составляет при растяжении в среднем
3,3 • 104 кгс/см2. С возрастанием температуры он падает и выше 80° С
снижается почти до нуля.
Предел прочности при сжатии довольно вы,сок. Обычно при испы¬
тании не наблюдается излома, но после определенной величины дефор¬
мации полимер начинает течь (см. рис. 36). Влияние температуры на
предел прочности при сжатии полистирола иллюстрируют данные
рис. 38 [283].
Величина предела прочности полистирола при изгибе указывает на
способность материала выдерживать изгибающие напряжения. Для
высокомолекулярных полистиролов она достигает 1000 кг/см2 и более.
I
Свойства 115
Влияние тепла на предел прочности при изгибе аналогично его дей¬
ствию при растяжении.
Прочность полистирола на удар относительно низка, что свидетель¬
ствует о хрупкости материала. Повышение температуры до 80° С (тем¬
пературы стеклования) почти не изменяет значения удельной ударной
вязкости. Надрез образца резко снижает прочность на удар.
Общие физико-механические свойства полистирола следующие:
Плотность, г/см3 1,05—1,06
Предел прочности, кгс/см2
при растяжении 350—595
» изгибе 560—1330
» сжатии . ■ 800—1120
Модуль упругости, кгс/см2
при растяжении (2,8—3,5) ■ 104
» изгибе (2,8—3,5) 101
» сжатии (2,1—3,9) ■ Ю4
Удельная ударная вязкость, кгс -см/см2 . 12—20
Твердость по Бринелю, кгс/мм2 14—16
Температура деформации при нагрузке
18,5 кгс/см2, °С 80- 88
Коэффициент теплопроводности, ккал/м ■ ч ■ град 0,08- 0,12
Удельная теплоемкость, кал/г ■ град .... 0,32
Коэффициент линейного расширения . . . (6—8) ■ 10 5
Горючесть, см/мин 1,27—2,54
Рабочая температура при длительной рабо¬
те, с С 70—75
Показатель преломления п1^ 1,59—1,60
Изделия, получаемые из полистирола, часто из-за внутренних на¬
пряжений обладают невысокими физико-механическими свойствами.
Основным методом переработки полистирола в изделия является
метод литья под давлением. При этом изделия обычно обладают зна¬
чительными внутренними напряжения¬
ми. Получение же изделий, обладаю-
щих небольшими внутренними напря¬
жениями, представляет большие труд¬
ности.
Обычно внутренние напряжения
являются причиной растрескивания
изделий в условиях эксплуатации, осо¬
бенно при воздействии тепла, органи¬
ческих растворителей или агрессив
гых веществ.
Исследования показывают, что
-утренние напряжения в изделии рас
гделены неравномерно как по длине,
к и по сечению. Их можно уравнять,
4-меняя конструкцию прессформы, параметры литья и применяя терми-
5 ^к\ю обработку изделий [355].
Изделие, полученное литьем под давлением, имеет внешнюю обо-
-:у, в которой сосредоточены основные ориентационные напряжения,
треннюю значительно менее напряженную часть. Как известно,
ташюнные напряжения являются результатом изменения формы
аул и фиксирования определенных конфигураций молекул полимера
явлению течения. Они возникают в основном при заполнении
•чггъ ы формы вследствие процессов деформации молекул полимера
'= нет зале между температурами стеклования и текучести (Тс—7тец)
5 г . формы [355].
Рис. 38. Зависимость предела проч¬
ности при сжатии полистирола от
температуры.
116
Гл. 5. Полистирол
С повышением температуры цилиндра литьевой машины ориента¬
ционные напряжения снижаются. Тот же результат получается и при по¬
вышении температуры формы. О величине ориентационных напряжений
в изделии можно судить по термической усадке- чем они больше, тем
усадка значительнее. Кроме условий изготовления изделия и конструк¬
ции прессформы, на величину усадки влияет также и средний молеку¬
лярный вес полимера: чем он выше, тем больше усадка изделий при на¬
гревании выше температуры стеклования. Это явление легко объяснимо:
по мере увеличения молекулярного веса полимера его способность к раз¬
витию обратимых высокоэластичных деформаций возрастает [356]
О 10 20 30 40 50 60 70
Усадка, %
Рис. 39. Зависимость усадки
образца от температуры нагре¬
вания при различном давлении
в форме:
1 — Р=41-г-47 кгс/см*; 2 — 178—
194 кгс/см2; 3— Р = 430 кгс/см2-
Усадка, %
Рис. 40. Зависимость удельной
ударной вязкости от усадки
образцов при нагревании до
100" С для полистирола различ¬
ного молекулярного веса:
1 — М—69500; 2 — М = 49 300; 3 — Af =
= 88 500.
Усадка при 130° С может достигать больших значений (50—67%).
При более низких температурах она уменьшается. На рис. 39 показано
влияние нагревания на усадку образца, а из рис. 40 видна зависимость
удельной ударной вязкости от усадки образцов при нагревании до
100° С [355]
В литьевых изделиях наблюдается более высокая прочность на удар
при приложении силы перпендикулярно к направлению течения поли¬
мера и меньшая при параллельном приложении силы. Это различие за¬
метнее всего проявляется в тонкостенных изделиях [357].
Термическая обработка изделий (отжиг) при температуре ниже Тг
не влияет на теплостойкость и усадку образцов. Значит, ориентационные
напряжения, связанные с деформацией цепей и ориентацией молекул
полимера, не могут быть изменены отжигом при температуре стеклова¬
ния. Но путем отжига частично снимаются тепловые напряжения, воз¬
никающие в процессе охлаждения полимера при формовании. Кроме
того, их можно более равномерно распределить по объему и, следова¬
тельно, значительно снизить их местные градиенты. Тепловые напря¬
жения обнаруживаются при испытании изделий в растворителе и
проявляются в появлении трещин [358].
Чтобы иметь возможность максимально снизить внутренние напря¬
жения и таким образом повысить физико-механические свойства изде¬
лий, отжиг следует проводить при температуре, при которой не наблю¬
дается деформации изделия. Эта температура зависит от величины
внутренних напряжений и для каждого вида изделий должна быть
предварительно определена [355].
Свойства
117
Обычно отжиг изделий производится при 80—85° С в течение 1—3 ч
с последующим медленным ступенчатым охлаждением. Для контроля
качества отжига изделий может быть использован следующий способ:
изделия выдерживают в керосине, затем их извлекают и осматривают.
Правильно отожженные изделия не должны растрескиваться и по ис¬
течении 30 мин после извлечения нх из керосина.
Для предотвращения растрескивания в полистирольные пресспо¬
рошки иногда вводят пластификаторы (полихлордифенил, трикрезил-
фосфат и др.) или же применяют полистирол вместе с минеральным
наполнителем (мраморная, кварцевая или слюдяная мука, тальк, су¬
рик и др.). Однако все вводимые компоненты обычно снижают диэлек¬
трические свойства полимера.
Изучение влияния на физико-механические свойства полистирола,
полученного в блоке и эмульсии, воздействия атмосферных условий,
солнечного света, повышенных и пониженных температур и воды пока¬
зало, что резкое изменение свойств наблюдается при выдержке образ¬
цов в атмосферных условиях, т. е. при совместном действии солнечного
света, тепла и влаги [359]. Длительное нагревание при 60°, выдержка
образцов полистирола при —50° С в воде почти не влияют на его
свойства.
ТЕРМИЧЕСКИЕ СВОЙСТВА
Теплостойкость полистирола по Мартенсу 80°, а по Вика 105—110° С.
Температура стеклования 80—82е С. Выше температуры стеклования
полистирол переходит в высокоэластнчное (каучукоподобное) состояние,
которое сохраняется в широком температурном интервале (80—150° С
и выше). По данным практики,
максимальная рабочая темпера¬
тура полистирола 70—75° С.
Термические константы по¬
листирола (теплопроводность,
теплоемкость, коэффициент тер¬
мического расширения и др ) ти¬
пичны для углеводородов. На
рис. 41 показано изменение теп
лопроводности полистирола с
температурой [283].
Применение полистирола иногда затрудняется его недостаточной
т омостойкостью. Нагревание до 180° С приводит к резкому снижению
текулярного веса, а длительное воздействие повышенной темпера
т>ры (например, 190° С) в течение 5 ч вызывает значительную деструк-
_ ю полимера, которая происходит в результате деполимеризации поли-
г~ирола до мономера и окисления кислородом воздуха. Термоста-
'ьность полистирола может быть повышена путем сополимеризации
с "юла с мономерами, содержащими конденсированные ароматические
• тъца (|3-винилнафталином, винилкарбазолом и др.) [360—362].
ДИЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Чисто углеводородная структура полистирола придает ему высо-
этектрические свойства. По комплексу таких свойств полистирол
ж 'ся к наиболее совершенным изоляционным материалам. Исклю-
-•~т.’-аая водостойкость и хорошая химическая стойкость к ряду ре¬
сочетании с высокой величиной поверхностного и объемного
_ • ’тиз.тения, низким значением тангенса угла диэлектрических потерь
S'S O'
^ О >
=Г<С> *
t! §
III
I *
0,065
0,100
е,щ
20 30 40 50 60 70 во
Т,°с
Рис. 41. Зависимость коэффициента тепло¬
проводности полистирола от температуры.
118
Гл. 5. Полистирол
привели к тому, что полистирол применяется для изготовления покров¬
ных и пропиточных компаундов, высокочастотных кабелей, радиотехни¬
ческих изделий и др.
Пленки из полистирола используются в производстве точных ста¬
бильных высокочастотных конденсаторов с высоким сопротивлением
изоляции, малым тангенсом угла диэлектрических потерь в широком
интервале частот и относительно небольшим температурным коэффи¬
циентом емкости (ТКЕ ^ 150-10_6 на 1 градус) [363].
Полистирол применяется для изготовления ламповых панелей, кар¬
касов катушек, оснований для конденсаторов постоянной и переменной
емкости, изоляционных деталей для переключателей диапазонов, линзо¬
вых антенн в волноводной технике, печатных схем — важного элемента
электронных счетных машин, и в производстве низковольтной выклю¬
чающей аппаратуры [364].
Наилучшие диэлектрические свойства имеет блочный полистирол, так
как он не содержит эмульгатора. Эти свойства мало изменяются при изме¬
нении температуры от —80 до +110° С и частоты от 102 до 109 гц [342].
Диэлектрические свойства блочного полистирола следующие:
Диэлектрическая проницаемость
при 60 гц 2,45—2,65
» 1000 гц 2,45—2,65
» 106 гц 2,45—2,65
Тангенс угла диэлектрических
потерь
при 60 гц . 0,0001—0,0006
» 1000 гц ... 0,0001—0,0006
» 106 гц 0,0001—0,0008
Удельное поверхностное сопро¬
тивление, ом 1015—10'6
Удельное объемное сопротивле¬
ние, ом-см 1016—1018
Пробивная напряженность, кв/мм 25—40
Полистирол относительно стоек к воздействию ^-лучей и нейтронов.
Мощное облучение вызывает в полистироле образование поперечных
связей, что приводит к возрастанию хрупкости и повышению темпера¬
туры размягчения.
Применение полистирола и способы его переработки в изделия
ЛИТЬЕВЫЕ ИЗДЕЛИЯ
Как уже указывалось, полистирол легко поддается переработке в из¬
делия методом литья под давлением. Рекомендуется следующий режим:
Температура нагревания, °С 185—230
Удельное давление, кгс/см2 800—1500
Температура охлаждения, °С 40—45
Цикл литья для небольших изделий 30—60 сек, а выдержка в фор¬
ме— несколько секунд. Формы охлаждают водой до 40—45° С. При бо¬
лее высокой температуре изделия остывают медленнее; такой режим
уменьшает производительность машин. Вместо медленного остывания
изделий в форме, приводящего к уменьшению внутренних напряжений,
их подвергают термической обработке (отжигу).
Термообработка может осуществляться в камере, снабженной лам¬
пами инфракрасных лучей, в сушилке с циркулирующим горячим в'оз-
духом или в ванне с горячей водой. Оптимальные условия термообра¬
ботки устанавливаются экспериментально, применительно к весу, форме
и габаритам изделий.
Применение и способы переработки в изделия
119
Для получения прозрачных и чистых изделий необходимо тщатель¬
но предохранять полистирол от загрязнений. Частицы полистирола
легко приобретают статический электрический заряд в результате
взаимного трения отдельных зерен при транспортировке, пересыпке
и т. п. Заряженные же частицы материала притягивают к себе нося¬
щиеся в воздухе пылинки.
Измельченный блочный полистирол поступает в литьевую машину
в виде крупнозернистого материала без предварительной подготовки.
Эмульсионный полистирол чаще всего применяется в виде таблеток
диаметром 5 мм и весом 0,5 г, получаемых холодным таблетироваиием.
В состав порошка можно вводить смазку, краситель, пластификатор и
наполнитель
В качестве смазки чаще всего применяют стеараты кальция, маг¬
ния и цинка, различные воска и др. Основное назначение ее — умень¬
шать трение между частицами полимера во время движения их в зад¬
ней части литьевой машины, когда материал еще не расплавлен. В сред¬
ней части цилиндра литьевой машины, где материал частично расплав¬
лен, смазка смешивается с полимером, и текучесть массы повышается.
Введение смазки позволяет изготовлять более крупные и сложные
изделия и расширить ассортимент применяемых красителей, т. е. поль¬
зоваться теми из них, температура разложения которых ниже темпе¬
ратуры литья полистирола без смазки. Кроме того, смазка способ¬
ствует лучшему отделению изделия от формы.
Краситель может быть введен в полистирол несколькими путями.
При получении больших партий окрашенного материала краситель вво¬
дится в полимеризационную колонну (блочный способ) или в реактор
(суспензионный способ). При изготовлении мелких партий окрашенного
материала краситель вводится в шаровую мельницу, в смесительный ба¬
рабан пои вальцевании или в шнек-машину.
Лучший метод окраски полистирола шнековый [366]. Процесс осу¬
ществляется непрерывно, и краситель равномернее распределяется
в массе полимера. В загрузочную камеру шнек-машины поступают по¬
рошок полистирола и краситель, а из головки машины непрерывно вы¬
давливается окрашенная масса в виде прутков, которые охлаждаются
водой и рубятся ножом на кусочки. При такой работе не возникает пыли
и удельный объем материала значительно меньше по сравнению с объе¬
мом порошка, полученного измельчением вальцованной массы. Кусочки
окрашенного полистирола благодаря своему одинаковому размеру рав¬
номерно прогреваются при дальнейшей переработке.
Изделия из прозрачного И бесцветного полистирола можно окра¬
сить, окуная их в спиртовые растворы красителей [367]. Время вы¬
держки изделий в растворе, подогретом до 50—60° С, составляет
3—5 мин, после чего их промывают теплой водой и сушат. Полистирол
хорошо окрашивается и воспринимает разнообразные оттенки (до 5000).
Полистирол хорошо совмещается со многими пластификаторами.
Небольшие количества последних (до 1 %), введенные в полимеры, не
изменяют свойств материала (прочности на удар, теплостойкости, отно¬
сительного удлинения). Лишь предел прочности при растяжении не¬
сколько уменьшается и заметно увеличивается текучесть полимера при
повышенных температурах.
Введение же большего количества пластификатора (2% и более)
приводит к заметному снижению теплостойкости и прочности при растя¬
жении. Кроме того, при определенной концентрации, характерной для
каждого пластификатора, резко увеличивается относительное удлинение.
Такая концентрация пластификатора называется критической (табл. 33).
120
Гл. 5. Полистирол
ТАБЛИЦА 33
Критические концентрации пластификаторов в полистироле
Пластификатор
Концентрация, %
Предел проч¬
ности при
растяжении,
кгс/см2
Относительное
удлинение,
%
критическая
используемая
Трикрезилфосфат
29
28
1-53
2
30
140
29
32
71
95
Трифенилфосфат
30
29
120
2
31
94
19
33
48
70
Ди-п-трет-бутилфеннлфосфат . . .
36
36
100
4
38
93
24
40
■58
55
На основе эмульсионного полистирола, наполнителя, пластифика¬
тора (или без него) и красителя приготовляется материал для литья
под давлением. Из него готовят детали технического и бытового назна¬
чения Основные свойства полистирольной массы следующие:
Плотность, г/см3, не более 1,1
Предел прочности при изгибе, кгс/см2, не менее . . . 600
Удельная ударная вязкость, кгс ■ см см?, не менее . 10
Твердость по Бринелю, кгс/мм2, не менее . 15
Теплостойкость по Мартенсу, ■’С,-не менее 75
Водопоглощение, 96, не более 0,07
Удельное объемное сопротивление, ом ■ см, не менее 1015
Кроме изготовления деталей и изделий электроизоляционного на¬
значения полистирол широко применяется в производстве мебельной
фурнитуры; конторского оборудования (чернильницы, авторучки, ка¬
тушки для пишущих машин, футляры); изделий для упаковки (футляры
для пудры, губной помады, спичек, мыла, мазей, бритвенных лезвий,
колпачки для бутылей и т п.); галантерейных товаров (пуговицы,
пряжки, гребни, расчески); бытовых предметов (ложки, салатники, под¬
носы, графины, стаканы, солонки, ручки зубных щеток и зонтов, кольца
для грудных детей и т. п.); деталей машин и счетчиков (корпуса и чер¬
вячные колеса водомеров, ручки, диски и др.); фотооборудования (ка¬
тушки для пленки, бачки для проявления, рамки для увеличения,
оправы, футляры, видоискатели).
ПРЕССОВАННЫЕ ИЗДЕЛИЯ
Изделия из полистирола редко изготовляются методом прессова¬
ния, во-первых, из-за малой производительности оборудования, связан¬
ной с необходимостью нагревания и охлаждения прессформы при каж¬
дом цикле прессования, и, во вторых, из-за невозможности производить
изделия сложной формы. В случае необходимости прессование изделий
из полистирола может быть осуществлено по следующему режиму:
Температура нагревания, °С 145—150
Удельное давление, кгс/см2 200
Температура охлаждения в прессфор- ,
ме, °С 40—50
Для прессования применяется полистрол в виде порошка. Прессо¬
ванием получают плиты, фасонные изделия, аккумуляторные баки,
вставки для аккумуляторных баков из асфальтопековой массы, водо¬
стойкие и химически стойкие сосуды, изоляционные радио- и электро¬
детали и т. п.
,Применение и способы переработки в изделия
121
Прессованием блочного полимера получают плиты разной тол¬
щины, пригодные для изготовления (методом механической обра¬
ботки) различных деталей высокочастотной аппаратуры. Основные
свойства подобных плит следующие:
Предел прочности при изгибе, кгс/см2 . 375—500
Удельная ударная вязкость, кгс ■ см/см2,
не менее 5
Теплостойкость по Мартенсу, °С, не
менее 70
Тангенс угла диэлектрических потерь
при 106 гц, не более . . ... 0,002
Изделия с улучшенными физико-механическими свойствами можно
получить прессованием специальных масс [368], составленных из поли¬
стирола, сополимеров стирола, пластификаторов и других компонентов.
ЭКСТРУДИРОВАННЫЕ ИЗДЕЛИЯ
Блочный полистирол применяется также и для переработки в изде¬
лия методом экструзии. Из него готовят трубки, стержни и другие про¬
филированные изделия, ленты, нити и пленки.
Трубки и профилированные изделия. Полистироловые трубки при¬
меняются для изоляции проводов (марка ГЭ-104). Приводим следую¬
щие основные свойства трубок:
Разрушающее усилие при сжатии трубок, кгс, не менее 50
Работа-разрушения, кгс-см, не менее ........ 5,5
Диэлектрическая проницаемость при 106 гц и после
пребывания в воде в течение 24 ч, не более .... 2,5
Тангенс угла диэлектрических потерь в тех же усло¬
виях, не более 0,001
Экструзия полистирола производится при 180—190° С. Материал
должен быть равномерно нагрет и состоять из частиц одинакового раз¬
мера, иначе поверхность изделий из-за неравномерной усадки полу¬
чается неровной и шероховатой. Толстостенные изделия могут растрес¬
киваться; в толще стенок возможно образование внутренних пустот или
пузырей. Наружные слои могут затвердеть, тогда как внутренние ос¬
таются мягкими и теплыми. Это приводит к неравномерной усадке, а сле¬
довательно, к возникновению внутренних напряжений, вызывающих
трещины.
В обогреваемом цилиндре машины порошок полистирола постепен¬
но нагревается, размягчается и подается вращающимся шнеком в мунд¬
штук. Последний придает материалу необходимый профиль. Из мунд¬
штука материал выходит горячим, и его охлаждают воздухом, водой
■ми другим способом. При получении непрерывного профилированного
материала его отводят от машины специальными устройствами. Пленки
и нити наматывают на катушки, а стержни и листы разрезают на от¬
ельные куски.
Пленки * и нити. Во время изготовления пленки и нити вытягивают ■
» несколько раз. Этот процесс можно производить при температуре
ЧУ С, т. е. выше температуры стеклования полистирола, когда полимер
ММетно размягчается. Прочность ориентированного таким образом ма¬
териала возрастает с увеличением степени вытяжки (ориентации).
Молуль упругости при этом повышается в направлении ориентации, а
сто&кость к растрескиванию и эластичность — в направлении вы-
тжжш [369].
* В технике полистирольную пленку часто называют стиропленкой или старо-
122
Гл. 5. Полистирол
Имеются два метода ориентации полистирола. Один заключается
в односторонней вытяжке (нити), а другой— в двухсторонней ориента¬
ции во взаимно-противоположных направлениях (пленка). В последнем
случае свойства материала улучшаются в обоих направлениях. Двухсто¬
ронняя ориентация может быть осуществлена двумя методами. Первый
заключается в вытяжке экструдированной трубки как в поперечном, так
и продольном направлениях, а второй — в натягивании на раму. Схема
такой натяжной установки показана на рис. 42. Наибольшее распро¬
странение в производстве пленки нашел первый метод [283]. Полисти-
рольный порошок, не содержащий
смазки, стабилизатора и других до¬
бавок, без специальной подсушки за
гружается в бункер, а из последнего
с помощью шнека подается в экстру¬
зионную машину. Количество подавае¬
мого порошка должно соответствовать
количеству -выдавливаемой массы. По¬
листирол по мере движения в цилинд¬
ре машины нагревается до 150—160°,
а в головке — до 180—190° С и в виде
размягченной массы попадает в мунд¬
штук, где оформляется в виде трубки
диаметром 60 мм при толщине стенок
1—2 мм.
По выходе из мундштука трубка
немедленно натягивается на распор¬
ную раму параболической формы раз¬
мером 350 X 350 мм. С каждой сторо¬
ны рамы находится по 15 направляю¬
щих роликов и по одному отверстию
(у первых роликов), через которые
под давлением 50—100 мм вод. ст. подается воздух для охлаждения
краев растягиваемой трубки. Края делаются более жесткими и проч¬
ными. С помощью распорной рамы трубка растягивается в попереч
ном направлении и одновременно с помощью вытягивающего меха¬
низма— в продольном. Таким образом трубка превращается в рукав
из пленки, который с двух сторон разрезается тонкими лезвиями. Обе
пленки наматываются на катушки в виде мотков (300—600 м). Тол¬
щина пленок регулируется скоростью вытяжки, а ширина — величиной
распорной рамы. Коэффициент вытяжки в продольном направлении
может достигать 5. Нити из полистирола изготовляются выдавливанием
расплавленной массы через мундштук с большим количеством круглых
отверстий (до 40). Процесс осуществляется при температуре в голов¬
ке машины 165° С (температура массы в цилиндре 145°С). Каждая
нить, выходящая из мундштука экструзионной машины, с помощью
специального механизма вытягивается в несколько раз и наматы¬
вается на катушки. Для нитей диаметром 0,65 мм коэффициент вы¬
тяжки достигает 7,8—9,4, а для нитей диаметром 0,8 мм он составляет
7,5—9,0.
Пленка разрезается на ленты требуемой ширины на специальной
резательной машине, снабженной двумя валками с ножами. Разрезан¬
ная пленка наматывается на прессованные бумажные катушки и после
проверки ширины, толщины и внешнего вида поступает в склад готовой
продукции. Пленка, не удовлетворяющая техническим условиям, и об¬
резки вновь поступают на переработку.
Рис. 42. Схема натяжной установки:
/—мундштук экструзионной машины; 2 —ро¬
лики; 3 —плеика полистирола; 4 — штыри
бесконечного транспортера; о —намоточный
барабан.
Применение и способы переработки в изделия
123
Пленка применяется для изготовления конденсаторов, изоляции ка¬
беля и выпускается восьми размеров по ширине (от 20 до 100 мм) и
семи размеров по толщине (от 0,02 до 0,10 мм). Нити выпускаются че¬
тырех цветов (красного, желтого, зеленого и фиолетового) и приме¬
няются для изоляции специальных кабелей и в качестве декоративного
материала; они не должны ломаться при намотке на стержень, диаметр
которого равен полутора диаметрам нити. Основные свойства пленки
и нитей даны в табл. 34.
ТАБЛИЦА 34
Свойства полистирольной пленки и нитей
Нити
Свойства
Пленка
общего назначения
специального
назначения
Диаметр, мм
Предел прочности при растяжении, кгс/см2,
не менее
—
0,8 ±0,04
0,65 ±0,03
0,8 ±0,02
для пленки .
для нитей диаметром 0,8 мм
для нитей диаметром 0,65 мм
Относительное удлиненне, %
Зольность, 96, не более
Диэлектрическая проницаемость
Тангенс угла диэлектрических потерь при
106 гц, не более
Удельное объемное сопротивление, ом ■ см,
не менее
Пробивная напряженность, кв/мм ....
500
0,01
2,3—2,75
4 ■ Ю'~4
1 • Ю17
100—110
750
700
3,1
<2,75
4,5- 10~4
750
3,1
<2,75
4,5 • КГ4
Полистирольная пленка полифлекс [370], выпускаемая одной из
фирм США, обладает отличной морозостойкостью, устойчива к дей¬
ствию солнечного света, а также щелочей, кислот и спиртов. Она рас¬
творяется в эфирах, ароматических и хлорированных углеводородах и
чувствительна к действию некоторых алифатических углеводородов. Ее
физико-механические свойства даны ниже:
Плотность, г/см3 1,05—1,07
Предел прочности при растяжении, кгс/см2 .... 490—840
Относительное удлиненне, % 3—10
Теплостойкость, °С 80
Водопоглощение, % 0,04—0,06
Коэффициент линейного расширения (6—8)-10~5
Широкая пленка применяется для упаковки различных промышлен¬
ных и пищевых товаров. Одним из основных недостатков пленок и ни-*
тей из полистирола является низкая теплостойкость (не выше 80° С),
что значительно ограничивает применение.
Лента полистирола, обладающая в ориентированном состоянии вы¬
сокой прочностью, применяется как основа магнитофонных лент. Маг¬
нитофонные ленты такого типа особенно удобны в тропических условиях
вследствие малой гигроскопичности полистирола [371]. В последнее вре¬
мя на основе полистирольных пленок начали готовить фототехнические
124
Гл. 5. Полистирол
пленки. Приводим некоторые свойства полистирольных фотографиче¬
ских пленок [372]:
Толщина, мк ....... 140
Сопротивление раздиру, г . • 21
Предел прочности при растяжении, кгс'см2 . 710
Число перегибов при относительной влажности
20% 80
50% 90
70% 100
Полнстирольная фотографическая пленка лучше пленок из триаце-
татцеллюлозы и поливинилхлорида, но значительно хуже пленки из
полиэтнлентерефталата.
Облицовочные плитки. Высокая светопрочность и бесцветность
полистирола позволяют изготовлять изделия разнообразных и нежных
оттенков. Высокая водостойкость и механическая прочность, возмож¬
ность переработки методами литья под давлением и экструзией позво¬
ляют использовать декоративные полистироловые плитки для облицовки
стен различных помещений (душевых, кухонь, ванных и жилых комнат).
Полистирол смешивается с красителем, смазкой и наполнителем в
шнековых машинах [373], а затем подвергается литью под давлением.
Плитки облицовочные полнстирольные выпускаются, по ГОСТ 9589—61,
двух типов: квадратные (100 X 100 и 150 X 150 мм, толщиной 1,25—
1,35 мм) и прямоугольные (длиной 100 и 150 мм, шириной 20, 50и75лш
и толщиной 1,25—1,35 мм).
Заслуживает внимания также метод непрерывного выдавливания
расплавленного полистирола с помощью экструзионной машины в виде
тонкой ленты, разрезаемой затем на плитки размером 250 X 250 лгж £374].
Достоинства полистирольных плиток заключаются в их прочности,
светопрочности, легкости (плитка 100 X 100 мм весит всего 20 г) и де¬
шевизне (примерно в 2 раза дешевле керамической).
Однако трудно подобрать клей для надежного крепления полисти¬
рольных плиток к поверхности; а их легкая электризуемость способ¬
ствует осаждению пыли на облицовке.
Если раньше для приклеивания плитки пользовались клеями на
льняном масле и основном карбонате свинца, то в последнее время чаще
применяются клеи на основе латексов каучука и синтетических смол;
с их помощью плитку можно наклеить на бетон, кирпич, штукатурку и
дерево.
Электризуемость полистирола можно снизить, вводя в композицию
для изготовления плиток специальные составы [373].
Пенополистирол
Полистирол пригоден для изготовления легковесных пластиков-
пенопластов, состоящих из замкнутых ячеек, наполненных воздухом или
каким-нибудь газом, например азотом. Существует ряд периодических
н непрерывных методов изготовления пенополистирола, отличающихся
друг от друга типом газообразователя и технологическим процессом.
В настоящее время прессовым методом изготовляется пенополисти¬
рол двух марок: ПС-1 с применением органического газообразователя
и ПС-4 с применением смеси органического и минерального газообра-
зователей [374]. Однако в последнее время более широкое применение
находят беспрессовые методы изготовления пенополистирола [375, 376].
Пенополистирол
125
ПОЛУЧЕНИЕ ПЕНОПОЛИСТИРОЛА ПРЕССОВЫМ МЕТОДОМ
Технологический процесс производства пенополистирола осуще¬
ствляется с применением внешнего давления по так называемому прес¬
совому методу и состоит из трех стадий [374]: 1) смешение полистирола
с газообразователем; 2) прессование композиции; 3) вспенивание заго¬
товки.
Порошкообразный эмульсионный полистирол (марка В), органн
ческий и минеральный газообразователи и другие добавки смешиваются
в определенном соотношении в шаровой мельнице, снабженной рубаш¬
кой для охлаждения, в течение 12—24 ч до получения однородной мел¬
кодисперсной смеси. Ниже приведены рецептуры композиций:
ПС-1 ПС-4
Полистирол эмульсионный 100 100
Азодиизобутиронитрил 2—5 0,75—1,0
Аммоний углекислый — 3—4
Спирт этиловый — 2—3
Качество пенополистирола зависит от однородности композиции.
Готовая композиция закладывается в прессформы и подвергается прес¬
сованию при 120—145° С в гидравлических прессах. В процессе прес¬
сования под влиянием повышенной температуры и давления отдель¬
ные частицы полистирола сплавляются в монолитную массу. Одновре¬
менно газообразователь разлагается и газ равномерно распределяется
во всей массе полимера.
Азодиизобутиронитрил разлагается при 80—100° С с выделением
азота по реакции:
СН3 СН3 СН3 СН3
I I II
СНз—С—N=N—С—СНз —> СНз—С С—CH3 + N2
II II
К=С C=N N=C C=N
Углекислый аммоний >же при 50—60° С выделяет аммиак и дву
окись углерода
Прессформа должна быть герметичной, чтобы предотвратить выте¬
кание материала и улетучивание газа. Давление прессования должно
на 10—15% превышать давление газов в прессформе и обычно поддер¬
живается в пределах 80—120 кг/см2. Введение этилового спирта в ком¬
позицию для пенополистирола марки ПС-4 повышает текучесть поли
стирола.
Равномерная мелкопорпстая структура возникает, когда компози¬
ция переходит в вязкотекучее состояние при температуре ниже темпе¬
ратуры разложения газообразователя. В процессе прессования обра¬
зуются мельчайшие ячейки, которые при вспенивании заготовки увели¬
чиваются в несколько раз, образуя структуру готового пенопласта.
Отпрессованная и охлажденная заготовка вторично нагревается в
специальных камерах при 95—100° С. Наиболее благоприятной средой
является насыщенный водяной пар, который служит хорошим передат¬
чиком тепла и не препятствует вспениванию. Сухой горячий воздух
плохо передает тепло; в нем заготовка не прогревается равномерно и
приобретает неправильную форму. Кипящая вода — хороший передат
чик тепла, но она препятствует увеличению размеров заготовки.
Под влиянием давления газа в элементарных ячейках заготовка
увеличивается в размерах, в основном сохраняя первоначальную форму.
Вследствие ряда обстоятельств, связанных с прессованием (неравномер¬
126
T.i. 5. Полистирол
ный нагрев заготовки, утечка газа и т. п.), вспененная заготовка не¬
сколько изгибается. Обычно горячие пенопластовые плиты выпрямляются
с помощью гидравлических приспособлений в специальных охлаждае¬
мых камерах. Ниже приведен типовой режим вспенивания:
Время вспенивания, мин 90—120
Температура камеры, °С 96—99J
Удельное давление при выпрямлении плит,
кгс/см2 0,3—1
Время охлаждения камеры водой, мин 15—20
ПОЛУЧЕНИЕ ПЕНОПОЛИСТИРОЛА БЕСПРЕССОВЫМ МЕТОДОМ
Периодический метод. Технологический процесс заключается в на¬
сыщении эмульсионного полистирола бутаном или изопентаном с после¬
дующим вспениванием насыщенного полистирола в алюминиевых,
стальных, пластмассовых и деревянных формах
Насыщение полистирола бутаном (или бутановой фракцией) осу¬
ществляется в автоклаве в течение 4—5 ч при температуре 110° С под
давлением 9—10 ат. После снижения температуры до 35—40° С из авто¬
клава выгружается насыщенный полистирол в виде монолитной массы
светло-желтого цвета, плотностью 1 г/см3 (при выгрузке достигнутое
давление поддерживается сжатым азотом). Вспенивание пластин и за¬
готовок заданной формы производится в перфорированных стальных
формах, помещенных в камеры с кипящей водой или с насыщенным во¬
дяным паром. Вспенивание продолжается 20 мин Объемный вес пено-
полистирола регулируется степенью заполнения формы и содержанием
бутана в исходном полимере. При свободном (неограниченном) вспени¬
вании объемный вес полученного пенопласта достигает 0,02 г/см3. Фи¬
зико-механические показатели пенополистирола, вспененного бутаном,
удовлетворяют требованиям технических условий на пенополистирол,
изготовляемый прессовым методом.
Ленинградским научно-исследовательским институтом полимериза-
ционных пластмасс разработана технология пенополистирола ПС Б,
выпускаемого в виде гранул размером 0,3—2,5 мм (бисера). Из пеио-
полистирола марки А изготовляются изделия с объемным весом
0,05 г/см3, а из марки Б — с большим объемным весом [377].
Изделия можно изготовлять непосредственно на месте их примене¬
ния. Бисер частично вспенивают при интенсивном перемешивании в го¬
рячей воде, затем отжимают на центрифуге (влажность снижается с
50—60% до 15—25%) и сушат. Высушенный частично вспененный
бисер загружают в металлические формы и производят окончательное
вспенивание, уплотнение и сплавление гранул в монолитную массу.
В деревянных и пластмассовых формах процесс вспенивания может
быть проведен в высокочастотном поле с применением ВЧ-генератора
на 10—20 кет с частотой 5—20 мгц и напряжением 1000 в на 1 см тол¬
щины пенопласта [378].
Непрерывный метод [379]. Стирол, содержащий 3—7 вес.% азоди-
изобутироннтрила (от веса мономера), нагревают в подогревателе до
60—70® С и под давлением 10 ат непрерывно передавливают в полиме¬
ризатор змеевикового или башенного типа, где при 80—100° С в течение
10—12 ч образуется полимер Полученный полистирол вместе с газом,
образовавшимся от частичного разложения азодиизобутиронитрила
(порофора), поступает в шприц-машину, где при 120—140° С заканчи¬
вается разложение порофора. Шприц-машина подает материал в кони¬
ческую головку, формующую листы, полосы трубы и другие изделия из
пенополистирола. Изменяя количество порофора и конусность головок,
Пенополистирол
127
можно регулировать объемный вес пенопласта, начиная от 0,05 г/см3
и выше. Если в головке создать вакуум 200—600 мм рт. ст., то можно
снизить его даже до 0,01—0,02 г!см3.
Недостатком пенополистирола является его горючесть. Ее можно
значительно уменьшить, вводя в состав композиции такие антипирены,
как трехокись сурьмы, аммонийные соли фосфорной и серной кислоты
п др. Можно получать и негорючие пенопласты, применяя хлорпроиз-
водные полистирола (полимонохлорстирол, полидихлорстирол). В поли-
дихлорстироле вполне достаточно хлора, чтобы пенопласт стал него¬
рючим. В смесь, содержащую полимонохлорстирол, для устранения
горючести вводят небольшое количество антипиренов [380]. Хорошие ре¬
зультаты получены также при введении в композиции дибромэтилбен-
зола, фосфороорганических соединений, представляющих собой продукты
взаимодействия хлоридов и бромидов фосфора с некоторыми карбонил-
содержащнми веществами и триалкнлфосфитами [381].
свойства пенополистирола
Физико-механические свойства пенополистирола в основном опре-
деляются плотностью материала и в меньшей степени природой газо-
образователя. На рис. 43 и 44 представлены зависимости предела проч¬
ности при сжатии и удельной ударной вязкости пенополистирола марки
ПС-1 от объемного веса.
Из данных рис. 43 следует, что с увеличением плотности предел
прочности при сжатии возрастает почти прямолинейно. Зависимость
Рис. 43. Зависимость предела
прочности при сжатии пено¬
пласта ПС-1 от объемного веса.
Объемный бес, г/см3
Рис. 44. Зависимость удель¬
ной ударной вязкости пено¬
пласта ПС-1 от объемного
веса.
удельной ударной вязкости пенопласта от объемного веса имеет более
ложный характер (рис. 44). Максимальное значение прочности на удар
для пенополистирола марки ПС-1 наблюдается при объемном весе и
0,07 г/см3.
При повышении температуры снижается предел прочности при сжа-
пш и растяжении. Так, при 60° С эти величины на 40% ниже значений,
тученных при 20° С, но удельная ударная вязкость почти не изме-
< ется в пределах указанных температур.
Линейные размеры листовых пенополистиролов не изменяются
70° для ПС-1 и до 80° для ПС-4, но при более высоких температурах
з'.тедствие утечки газа они заметно снижаются.
128
Гл. 5. Полистирол
Следовательно, для пенопласта ПС-1 рабочая температура 70° и
для пенопласта ПС-4 80е С
Теплопроводность пенополистпролов имеет наименьшее зна¬
чение для материалов с минимальным объемным весом, достигая
0,030 ккал/м ■ ч •град. С повышением объемного веса теплопроводность
пенопласта постепенно возрастает, но все же остается довольно низкой
для всех марок применяемых материалов.
Так например, для пенопласта марки ПС 1 наблюдается следующее
изменение теплопроводности с изменением объемного веса:
Объемный вес, г}см*
0,06
0,102
0 117
0,198
Теплопроводность,
к кал м-чград
0,030
0 033
0,035
0,044
Большая часть тепла передается через газовую фазу и путем излу¬
чения. Распределение потока тепла, проходящего через пенополистирол,
видно из табл. 35 [382].
ТАБЛИЦА 35
Распределение потока тепла, проходящего через
пенополистирол
Путь передачи тепла
Коэффициент
теплопроводности,
нкал и-ч-град
Доля суммарной
теплопровод¬
ности, %
Проводимость через газ . . .
Проводимость через полисти¬
0,0210
63,0
рол . . . ....
0,0025
7,4
Конвекционные токи (в газе)
0,0012
3,6
Излучение
0,0087
26,0
Теплоизоляционные свойства пенополистирола можно еще более по¬
высить путем уменьшения передачи тепла излучением. Для этого вводят
некоторые наполнители, например 1% порошкообразного алюминия или
газовой сажи.
Диэлектрические свойства пенополистирола ПС-1 с объемным весом
0,1 г/см3 видны из следующих данных:
Диэлектрическая проницаемость при 10б гц . . . . 1,1
Тангенс угла диэлектрических потерь при 106 гц . 1,2 10~3
Удельное объемное сопротивление, ом ■ см, более . 1013
Удельное поверхностное сопротивление, ом, более 1012
Пробивная напряженность, кв/мм 3,0—4,0
Пенопласт марки ПС-4 имеет более низкие диэлектрические свой¬
ства, чем ПС-1.
С помощью некоторых клеев (ВИАМ Б-3, БФ-2, ПУ-2 и др.) пено-
полистиролы можно склеивать с металлом, деревом, пластмассами и
между собой.
Пенопласт ПС-1, представляющий собой легкую газонаполненную
пластическую массу в виде твердой пены с равномерной замкнуто пори¬
стой структурой, применяется в качестве легкого заполнителя в арми
рованных конструкциях, а также в качестве теплоизоляционного и пла¬
вучего материала.
В зависимости от назначения пенопласт марки ПС-1 выпускается
двух типов: тип А (конструкционный) и тип Б (общего назначения)
Основные свойства пенопласта ПС-1 даны в табл. 36.
Покрытия
129
Пенополистирол применяется для термо- то
изоляции водопроводных труб, холодильников, <
рефрижераторов, вагонов; в строительстве пла- s
вучих средств (заполнение трехслойных кон- g
струкций лодок и судов); в радиосвязи и радио- <
локации. Пенополистирол с добавкой угольного
и металлического порошка используется в каче¬
стве поглотителя сверхвысоких звуковых частот
[357].
Покрытия
Некоторые свойства полистирола (сохране¬
ние окраски в течение длительного времени, ис¬
ключительная водостойкость, стойкость к дей¬
ствию щелочей и высокие диэлектрические пока¬
затели) способствовали интенсивному изыска¬
нию методов применения его в качестве пленко¬
образующего. К сожалению, полистирол обла¬
дает также рядом существенных недостатков:
плохо удерживает растворители (при необходи¬
мой вязкости содержание твердого полимера в
растворе слишком мало); пленки обладают пло¬
хой адгезией и дают паутинообразный рисунок
при нанесении пульверизацией; без добавки пла¬
стификаторов пленки слишком хрупки и малора¬
стяжимы; полистирол плохо совмещается с дру¬
гими веществами, что затрудняет пластификацию.
Из-за отмеченных недостатков полистирол
в чистом виде почти не употребляется для по
лучения покрытий. Однако целесообразно соче¬
тать положительные свойства полистирола со
свойствами веществ, которые сами по себе яв¬
ляются пленкообразующими. В результате сти-
ролизации высыхающих масел и алкидных смол
получены важные синтетические продукты для
декоративных и защитных покрытий в дополне¬
ние к фенольным и алкидным смолам и нитро¬
целлюлозе.
Стиролизованные высыхающие масла. Высыхающие
масла стиролизуются путем совместной полимеризации со
стиролом (или стиролом и а-метилстиролом). а-Метил-
.'тнрол способствует получению сополимеров, снижает ин¬
тенсивность реакции полимеризации и замедляет вступле-
е стирола в сополимер.
Соотношение стирол : а-метилстирол обычно составля-
. г 7:3. Общее содержание стиролов в смеси лежит в
ределах 30—50%, хотя в некоторых случаях оно может
- 'Стирать 20 и 60%. Реакционная смесь по характеру по¬
добна олифе. Из высыхающих масел в реакцию сополиме-
:нзации со стиролом способны вступать следующие: тун-
вое в смеси с льняным и соевым, дегидратированное ка-
говое, окисленное льняное и окисленное соевое.
Реакцию сополимеризации проводят до тех пор, пока
г ве закончится на 95—97%. Для улучшения запаха и
яе-остойкости небольшие количества оставшегося мономер-
стирола отгоняют путем продувки двуокисью углерода.
Стиролизованные алкидные смолы. Такого типа смолы
• т ыть получены либо стиролизацией модифицирован-
ал.-.идных смол, либо обработкой стиролизованных ма-
“липерином и фталевым ангидридом.
см
CN
О t'- СО
юоо
30 ^
Г - 00
ТМ ОО
t ~ СО
CD ОО
о
о
о
о
I
ш
о
о
Ю t-~ со
old о
О)
см
o'
*3- со
ООО
со
со
О
I
04
о
Г^СО
юо’о
см
т—н
о _
СО
СО сооо
о
о
оо
о
о
со
сооо
. сч
•
. be
. X
X
**
о
со К
^ &
о С
. QJ •
. ЕЗ .
о о
* 'О (U
о
\о
si
И
tP QJ
VO CL,
ОС
О Q>
'o S
.о я
CD <L>
*s|
X G g
<L) ~
g га О
* ы с
^ го
О о
>*ca
О, Николаев
130
Гл. 5. Полистирол
По второму варианту, стиролнзованное масло обрабатывается глицерином и
окисью кальция при 200—230° С в течение 1 ч. Полученный моноглицерид этерифи-
цируют фталевым ангидридом в присутствии ксилола при 230° С в течение 32 ч. По
аналогичному методу, в настоящее время получают быстро сохнущие лаки.
Стирол-бутадиеновые латексы. Другим путем получения покрытий па основе
полистирола является использование стирол-бутадиеновых латексов. Некоторые из
сополимеров применялись ранее в качестве изоляционных материалов для проводов,
проклеивающих веществ для бумаги и пропиточных составов. Но за последнее время
эти вещества все больше используются для окраски, например, вагонов и штукатурки
в зданиях и сооружениях.
Латексы получают при содержании в смеси мономеров 55—60% стирола. Со¬
держание сополимера в латексе может достигать 25—55% Необходимо вводить в ла¬
текс пигменты.
Модифицированный полистирол
Некоторые недостатки полистирола, а именно его высокая хруп¬
кость, низкая температура размягчения, плохая стойкость к углеводо¬
родам и растрескивание в условиях эксплуатации (появление волося¬
ных трещин) весьма ограничивают его применение в технике. Для улуч¬
шения свойств полимера разработаны различные методы его модифи¬
кации: 1) изменение условий полимеризации; 2) введение волокнистого
наполнителя; 3) сополимеризация с другими мономерами; 4) совме¬
щение с другими полимерами и сополимерами.
Кристаллический полистирол
В 1955 г. появилось сообщение о получении кристаллического поли¬
стирола путем полимеризации стирола в присутствии стереоспецифн-
ческих катализаторов. Метод стереоспецифической полимеризации осно¬
ван на использовании катализаторов, способных придавать мономерным
звеньям в полимерной цепи строго определенное пространственное рас¬
положение по отношению к цепи и третичным атомам углерода. Стерео-
изомерные полимеры, полученные из одного и того же мономера, обла¬
дают различными физическими свойствами (температура плавления,
степень кристалличности, механические свойства и др.). В зависимости
от условий полимеризации можно получить полистирол с различной сте¬
пенью кристалличности.
Натта [40] описал некоторые свойства изотактического (стереоре-
гулярного) полистирола:
Плотность, г/см3 1,08
Температура плавлення, °С . . . . . 230
Период идентичности по оси С, А . . . . 6,65
Число мономерных звеньев в периоде
идентичности 3
Другой полистирол, содержащий 40% кристаллической фазы, имеет
температуру плавлення 210° С, молекулярный вес 8,93- 106 (данные све¬
торассеяния) и частично растворяется в толуоле при 100° С [384].
Кристаллический полистирол получают полимеризацией стирола на
катализаторе, приготовленном из треххлористого титана и триэтил-
алюминия. Кристаллический полимер можно отделить от аморфного
экстракцией растворителем, поскольку аморфный полистирол раство¬
ряется значительно лучше кристаллического. Изучение растворов та¬
ких полистиролов показало, что особых различий в соотношениях ме-
жду (т]) и Ж в бензоле и толуоле не наблюдается [385].
Результаты вискозиметрических измерений растворов фракций
аморфного и кристаллического полистиролов и соответствующие им
Теплостойкий полистирол
131
осмометрические измерения показывают, что молекулярный вес может
быть определен по уравнениям.
(■/;)= 1,10- 1O"4jW0,72° (в толуоле)
(yj) = 1,06 ■ 10 /,A'f )’73j (в бензоле)
Некоторые фракции кристаллического полистирола имели темпера¬
туру плавления 238—239° С и среднечисловон молекулярный вес 370 000.
Стеклонаполненный полистирол
Введение стекловолокна приводит к повышению механической
прочности и теплостойкости полистирола. Стеклянное волокно (длина
волокон до 10 мм) пропитывается водной дисперсией полистирола
(размер частиц 1 мк). При нагревании пропитанного волокна вода уда¬
ляется, а полимер, плавясь, обволакивает волокно. Высушенный мате¬
риал прессуется в таблетки диаметром 3,2 мм и высотой 12,7 мм. Со¬
держание стекловолокна может достигать 40% [386].
Стеклонаполненный полистирол применяется для изготовления
прочных и жестких изделий с повышенной теплостойкостью и сопротив¬
лением хладотекучести. Он отличается хорошей прочностью на разрыв
и изгиб, небольшим относительным удлинением, высоким значением
прочности на удар и отсутствием деструкции при повышенных темпе¬
ратурах (табл. 37).
ТАБЛИЦА 37
Свойства стеклонаполнениого полистирола
Свойства
Содержание стекловолокна. %
10
20
40
Плотность, г/см3
Предел прочности, кгс’см2
при растяжении ...
» сжатии
.Модель упругости, кгс’см*
Относительное удлинение, °0
Теплостойкость, СС
1,12
595
1 120
49 000
1,3
103
1,19
630
1015
57 000
1,3
103
1,33
770
1 050
82 500
1,1
105
Стеклонаполненный полистирол перерабатывается методом литья
под давлением при 230—285° С. Цикл литья 30—120 сек.
Рекомендуется нагревать прессформу до 66—82е С, так как наличие
; же небольшого количества стекловолокна способствует быстрому
•-тверждению композиции в прессформе. Стеклонаполненнын полисти-
может быть получен любой окраски, но изделия из него имеют
меньший глянец, чем из чистого полистирола.
Теплостойкий полистирол
Теплостойкость полистирола—около 80° С. Объясняется это тем, что
? ' молекулы не проявляют значительных сил межмолекулнрного вза-
■мсдействия. Кроме того, молекулы полистирола легко скользят одна
то вругой при воздействии тепла вследствие теплового движения. Ис-
ij : из этих двух обстоятельств, определяющих температуру размяг-
*тгк , можно наметить два пути повышения температуры размягчения
• 1) увеличение взаимного притяжения между цепями макро-
н 2) придание жесткости отдельным молекулам [387].
132
Гл. 5. Полистирол
Межмолекулярное взаимодействие увеличивается, если ввести по¬
лярные группы или группы, обладающие высокой способностью к поля¬
ризации. Но если нужен материал гидрофобный и электрически непо¬
лярный, то нельзя вводить карбоксильные, карбонильные и гидроксиль¬
ные группы. Хорошие результаты были достигнуты при получении
полимеров из таких производных стирола, как п-хлор-, n-циан-, 2,5-ди¬
хлор-, 2,5-дициано-, 2,4,6-трихлорстиролы. Эти полимеры имеют доста¬
точно высокую температуру размягчения и отличаются хорошими ди¬
электрическими свойствами.
Введение полярных групп с высоким потенциалом притяжения мож¬
но осуществлять путем сополимеризации стирола с полярными моно¬
мерами. В этом случае можно применять дорогой и малодоступный
мономер, так как модификатора требуется совсем немного; для сохра¬
нения же водостойкости и диэлектрических свойств необходимо приме¬
нять мономеры, содержащие нитрильную группу или атомы хлора.
Сополимеры стирола с акрилонитрилом, фумаронитрилом, винили-
денцианидом и пентахлорстиролом имеют температуру размягчения
между 100 и 200° С и обладают довольно хорошими механическими,
оптическими и диэлектрическими свойствами.
Можно получить сополимеры стирола с неполярными мономерами,
обладающими большими группами, препятствующими свободному вра¬
щению вокруг простой связи С—С в основной цепи. В качестве такич
мономеров можно применить р-винилнафталин, N-винилкарбазол, ви-
нилиденбензофуран, аценафтилен. Полимеры на основе этих мономеров
имеют температуру размягчения между 150 и 250° С. Наибольшее при¬
менение в технике нашли сополимеры стирола с акрилонитрилом.
Сополимеры стирола с акрилонитрилом. Сополимеризация стирола
с акрилонитрилом может быть проведена в растворе суспензии и эмуль¬
сии. Обычно сополимеры содержат 10—30% акрилонитрила; их выпу¬
скают в виде порошка или гранул, пригодных для прессования, литья
под давлением и экструзии. По внешнему виду сополимеры Представ¬
ляют собой бесцветные материалы с желтоватым оттенком. Они раство¬
ряются в ацетоне, метилэтилкетоне, циклогексаноне, этил- и бутилаце-
гате, хлороформе и других растворителях. Сополимеры стирола с ак¬
рилонитрилом более устойчивы к нефтяным углеводородам, бензину,
керосину и четыреххлористому углероду, чем полистирол. Введение ак¬
рилонитрила в цепь полистирола приводит к повышению теплостой¬
кости, прочности на удар, поверхностной твердости и стойкости к ста¬
рению. С увеличением содержания акрилонитрила повышается также
термостабильность полимера, что проявляется в более высокой по
сравнению с полистиролом [388] устойчивостью к деструкции при 180° С.
Молекулярный вес сополимеров, содержащих от 20 до 28% акрило¬
нитрила, может быть определен по формуле [388]:
h] = 8,6 • Ю-5^0'86
Суспензионный сополимер стирола с акрилонитрилом выпускается
в виде гранул и может быть как пластифицированным, так и непласти-
фицированным (ВТУ JICHX 33060—60). Сополимер СН-28П, содержа¬
щий 28% акрилонитрила, полученный в суспензии, может быть пласти¬
фицирован дибутилфталатом и окрашен индулином в черный цвет
(ВТУ НИИПП П-55—60). Сополимеры стирола с акрилонитрилом пере¬
рабатываются в изделия (хирургические инструменты, детали автору¬
чек, коробки, корпуса приборов и т. п.) в основном методом литья под
давлением при 180—275° С. Кроме того, путем совмещения с акрилони-
трильнымн каучуками из них изготовляется материал СНП. Большое
Теплостойкий полистирол 133
применение находит также трехкомпонентный сополимер стирола, ак¬
рилонитрила н метилметакрилата (сополимер МСН, выпускаемый по
ВТУ МХП М-767—57). Ниже приводятся свойства сополимеров стиро¬
ла 1389] с акрилонитрилом (А), с акрилонитрилом и метилметакрила-
том (Б):
А Б
Плотность, г/см3 1,1 1.1
Предел прочности при изгибе, кгс/см2 . - 1200—1300 900—1000
Удельная ударная вязкость, кгс - см/см2 . . 20—24 11,5—18
Твердость по Бринелю, кгс/ мм.2 16—17 16—17
Теплостойкость, °С
по Мартенсу 90 70—72
» Вика ... 113 —
Водопоглощение, ’/о — 0,01—0,05
Удельное объемное сопротивление, ом ■ см 2,6 • 1016 4 -1016
Удельное поверхностное сопротивление, ом — 2-1014
Тангенс угла диэлектрических потерь
при 106 гц 0,009 0,018
Диэлектрическая проницаемость при 106 гц 2,8 2,9
Пробивная напряженность, кв/мм .... — 24
Эффективным стабилизатором, предотвращающим пожелтение гра¬
нул сополимера МСН при его получении в присутствии азодиизобутиро-
нитрила в токе азота, является тринонилфенилфосфит, добавляемый
в количестве 0,5% [390]. Пожелтения не наблюдаются даже при пере-
работке сополимеров в изделия. Стабилизированный сополимер МСН
по бесцветности подобен сополимеру метилметакрилата со стиролом
(сополимер МС), полученному в виде гранул.
Сополимеры стирола с дивинилбензолом. Сополимеризация стирола
с дивинилбензолом впервые изучена Штаудингером [391]. В одном из
патентов [392] описаны 16 рецептов производства таких сополимеров.
Все они являются сшитыми продуктами, повышенная теплостойкость
которых зависит от количества вступившего в реакцию дивинил-
бензола.
Дивинилбензол в чистом виде выделить довольно трудно, поэтому
для проведения реакции сополимеризации употребляется смесь изомер¬
ных дивинилбензолов в виде 40%-ного раствора в этилвинилбензоле.
Путем полимеризации стирола с дивинилбензолом (6,5% раствор в
стироле) можно получить сополимер с теплостойкостью ~107°С и
удовлетворительными механическими свойствами [393]. Такой материал
мало изменяется даже при погружении в расплавленный свинец, но,
будучи нерастворимым и неплавким, он может перерабатываться лишь
механическим путем. Заготовки сополимера изготовляются сополимери-
зацией в блоке. Порошок сополимера часто используется в качестве
наполнителя при получении электроизоляционных литых изделий [393].
Другим методом получения сополпмеров стирола с дивинилбензо-
.“ м является суспензионная полимеризация. По одному из рецеп¬
тов [394], в реактор к 200 вес. ч. 0,7%-ного водного раствора натриевой
соли карбоксиметилцеллюлозы прибавляют 58,5 вес. ч. смеси мономеров
Ю\ днвинилбензола, 26% этилвинилбензола, 64% стирола) и
i вес. ч. перекиси бензоила. Содержимое реактора при непрерывном
;>->;ыешивании постепенно нагревается в течение 9 ч от 60 до 90° С. По-
завершения реакции гранулы сополимера отделяются от дисперси-
авой среды, промываются теплой водой и сушатся. Основное приме-
■ВК такого сополимера — изготовление катионообменных смол. Для
t _ели гранулы сополимера заливаются тетрахлорэтаном и после
:ия подвергаются сульфированию путем обработки серной кис-
ML
134
Гл. 5. Полистирол
Ниже приводятся свойства сополимеров стирола с дивинилбензо-
лом, полученных сополимеризацией в блоке и содержащих до 10%
дивинилбензола [283]:
Предел прочности при растяжении, кгс/см2 .... 280—520
Теплостойкость по Мартенсу, °С 85—120
Диэлектрическая проницаемость
при 102 гц 2,55
» 106 гц 2,55
Тангенс угла диэлектрических потерь
при 102 гц 0,0004
» 106 гц 0,0002
Предел прочности сополимеров при растяжении увеличивается с
повышением содержания дивинилбензола до 5%, а затем начинает бы¬
стро уменьшаться.
Прочность на удар также сначала возрастает, затем падает. Сопо¬
лимеры, содержащие большое количество дивинилбензола, являются
очень хрупкими материалами.
Полимеры и сополимеры метилстиролов. Полимеры и сополимеры
стирола, содержащего одну или две метильные группы в фенильном
ядре, имеют более высокую теплостойкость, чем полистирол. Так на¬
пример, поли-о-метилстирол обладает теплостойкостью по Мартен¬
су 115°, а поли-п-метилстирол 88° С.
Получение метилстиролов (винилтолуолов) осуществляется пиро¬
лизом при 525° С дитолилэтанов, получаемых взаимодействием толуола
с ацетиленом или ацетальдегидом [395, 396]. Положение метальных
групп в дитолилэтане зависит от условий реакции. Если исходить из
ацетилена и в качестве катализатора реакции применять смесь серной
кислоты и сернокислой ртути, то образуются главным образом о- и п-ди-
толилэтан, а из ацетальдегида и толуола в присутствии серной или
фтористоводородной кислот получается преимущественно п,п-Дитолил-
этан. Аналогичным образом из технического ксилола или лучше всего
из смеси, содержащей главным образом м- и n-ксилолы, может быть
получен диметилстирол с преимущественным содержанием метальных
групп в орто- и пара-положениях.
Обычно технический метил стирол содержит 65% пара, 33% орто-
и 2% мета-изомера. Полимеризация его производится в блоке, эмульсии
и суспензии аналогично полимеризации стирола и почти с такой же
скоростью. Ниже представлены свойства полиметилстирола:
Плотность, г/см3 1,02
Предел прочности при изгибе, кгс/см2 900
Теплостойкость по Мартенсу, °С 99
Деформация под действием нагрузки 18,5 кгс/см2 после
15 мин пребывания в воде при 100 С, мм 1,5
Тангенс угла диэлектрических потерь при 106 гц . . . 0,0006
Поли-о-метилстирол, как показывают исследования [397], обладает
равными с полистиролом диэлектрическими свойствами, но имеет по¬
вышенную теплостойкость. Свойства его следующие:
Предел прочности при изгибе, кгс/см2 . . . 750
Удельная ударная вязкость, кгг ■ см/см2 . . . 5,5—6,5
Твердость по Бринелю, кгс/мм2 18—19
Теплостойкость, °С
по Мартенсу 120
» Вика ■ ... 140
Поли-2,5-диметилстирол, получаемый полимеризацией в блоке и
эмульсии 2,5-диметил стирол а, в отличие от полистирола имеет более
Высокопрочный полистирол
135
высокие теплостойкость и электрическую прочность. Физико-механиче¬
ские и диэлектрические свойства эмульсионного полимера следую¬
щие [397]:
Предел прочности при изгибе, кгс/см2 . . . 550—850
Удельная ударная вязкость, кгс • см/см2 . . . 6,0—8,0
Модуль упругости, кгс/см2 • 29600
Твердость по Бринелю, кгс/мм2 17—18
Теплостойкость, °С
по Мартенсу 112—125
» Вика 142—149
Удельное объемное электрическое сопроти¬
вление, ом - см 1,2 • 1017
Диэлектрическая проницаемость
при 103 — 106 гц и 20° С . . 2,3—2,5
» 106 гц и 100° С 2,4
Тангенс угла диэлектрических потерь
при 103 — 106 гц и 20—100° С 0,0003
Пробивная напряженность, кв/мм 34—35
Преимуществом полиметилстирольных материалов перед полисти-
рольным является также значительно меньшая усадка отлитых изде¬
лий [397]. Они изготовляются на обычных литьевых машинах, но при
более высоких температурах, чем изделия из полистирольных мате¬
риалов.
Сополимер метилстирола с акрилонитрилом (70 : 30) обладает более
высокой термической, химической и механической стойкостью, чем со¬
полимер стирола с акрилонитрилом. Ниже представлены некоторые
свойства такого сополимера:
Плотность, г/см3 1,05
Предел прочности при изгибе, кгс/см2 1100
Тангенс угла диэлектрических потерь при 10° гц 0,007
Высокопрочный полистирол
Вследствие повышенной хрупкости полистирол не пригоден для
изготовления многих изделий. Однако, совмещая его с синтетическими
каучуками (стиролбутадиеновым и акрилонитрилбутадиеновым), можно
значительно повысить его прочность.
Полистирол — синтетические кау-
чуки. Синтетические каучуки, вводи¬
мые в полистирол, можно назвать не¬
летучими пластификаторами. Добав¬
ление 10—15% СК увеличивает отно¬
сительное удлинение материала по
крайней мере в 10 раз и прочность
на удар в 3—5 раз. Но вместе с тем
снижается предел прочности при рас¬
тяжении почти на 10% и уменьшает¬
ся модуль упругости до 30% по срав¬
нению с чистым полистиролом.
На рис. 45 показана зависимость
прочности на удар от температуры
полистирола, модифицированного синтетическим каучуком и не моди¬
фицированного, а на рис. 46 — диаграмма напряжение — деформа¬
ция [283].
Полистирол-каучуковые смеси называются высокопрочными поли¬
стролами и употребляются там, где не может быть использован поли-
Рис. 45. Зависимость удельной удар¬
ной вязкости от температуры для
полистирола немодифицированного и
модифицированного синтетическим
каучуком:
1 — немодифицированный полистирол; 2 — мо¬
дифицированный полистирол.
Гл. 5. Полистирол
стирол. Кроме уже указанных недостатков, высокопрочные полистиролы
обладают увеличенным в 2—3 раза водопоглощеннем, несколько снп
женной стабильностью размеров изделий, уменьшенными теплостой¬
костью и диэлектрическими свойствами. К тому же их труднее пере¬
рабатывать в изделия.
Высокопрочные полистиролы могут быть получены как простым
смешением полистирола с каучуками, так и прививкой стирола к кау-
чукам. Смешение обычно осуществляет¬
ся в смесителях Бенбери, на вальцах
или в экструзионной машине. К смеси
добавляются пигмент и смазка. После
смешения масса дробится на гранулы
одинакового размера или экструдирует¬
ся и каландрируется в листы, пригод¬
ные для вакуум-формования. С каучука¬
ми можно смешивать не только поли¬
стирол, но и сополимеры стирола, на¬
пример с акрилонитрилом.
Высокопрочные полистиролы пере¬
рабатываются методами экструзии,
литья под давлением и вакуум-формо¬
вания Из этих материалов готовят де¬
тали холодильников, аккумуляторные
баки, тарелки ректификационных колони,
граммпластинки, футляры, экраны, ящики, облицовочные материалы
(панели для стен, потолков), трубы и т. п.
Высокопрочный полистирол, но с улучшенной стойкостью к маслам
и растворителям, получают из смесей полистирол — акрилонитрилбута-
диеновый каучук. Этот материал выпускается "под маркой ПКНД-10
и применяется для пресслитья сложных изделий с металлической арма¬
турой, он не имеет склонности к растрескиванию, но уступает поли¬
стиролу по величине тангенса угла диэлектрических потерь. ПКНД-10
обладает следующими основными свойствами:
Предел прочности при изгибе, кгс/см2 . 700
Удельная ударная вязкость кгс ■см/см'2 18
Твердость по Бринелю, кгс)мм2 . 10
Теплостойкость по Вика, °С . 95
Водопоглощение, % . . . 0,02
Тангенс угла диэлектрических г
при 105 гц . 0,012
» 10'° гц . 0,005
Азотсодержащий каучук имеет ограниченную совместимость
с полистиролом, и поэтому чаще всего приготовляют смеси сополиме¬
ров стирола и акрилонитрила с акрилонитрилбутадиеновым кау¬
чуком (нитрильным каучуком). Сополимеры, содержащие 10—15%
акрилонитрила, хорошо совмещаются с 10—25% азотсодержащего
каучука.
Исследования [399] показали, что на основе сополимера
стирола с нитрилом акриловой кислоты и нитрильного каучука мож¬
но получить высокопрочные материалы (удельная ударная вязкость до
100 кгс ■ см/см2).
Высокопрочный материал на основе сополимера стирола с акрило¬
нитрилом СН-20 и нитрильного каучука под маркой СНП
(ВТУ ЛСНХ 33078—60), где индекс П обозначает прочный, обладает^
«N
5 Ю 15 20 ' 25
Деформация, %
Рис. 46. Диаграмма напряжение —
деформация для полистирола немо-
дифицированного и модифициро¬
ванного синтетическим каучуком:
I — немоднфицированный полистирол;
2— модифицированный полистирол.
Высокопрочный полистирол
137
стойкостью к бензин-у, маслам, морской и соленой воде. Свойства его
следующие:
Плотность, г/см3 - 1.03
Предел прочности, кгс/см2
при растяжении, не менее 400
» изгибе, не менее . . 850
Относительное удлинение, %, не менее .... 12
Удельная ударная вязкость, кгс - см/см2, не менее 75
Материал СНП выпускается в виде листов (ТУ JICHX 33068—60)
и гранул. Листы перерабатываются в изделия методами пневматиче¬
ского и вакуумного формования (детали холодильников, раковины, ван¬
ны, кожухи и т. п.). Гранулированный СНП применяется для литья под
давлением особо прочных деталей технического и бытового назначе¬
ния и может быть пригоден для переработки экструзией и прессо¬
ванием.
Высокопрочный полистирол может быть также приготовлен привив¬
кой стирола к синтетическим каучукам. Процесс прививки может быть
осуществлен двумя методами: 1) блочной полимеризацией стирола, в
котором растворен стиролбутадиеновый каучук, 2) эмульсионной поли¬
меризацией, при которой стирол прививается к латексам бутадиен-сти-
рольного или бутадиен-акрилонитрильного каучуков.
В результате прививки стирол присоединяется по месту двойных
связей каучука и образуется значительное количество полистирола.
Полученная смесь содержит полистирол и сополимер стирола и каучука.
Привитые сополимеры могут быть получены на основе каучуков марок
СКН-18, СКН-26 и СКС-30. Сополимеры получаются при содержании
в исходной смеси не менее 25% каучука [399].
Механические показатели полистиролкаучуков изменяются в зави¬
симости от содержания каучука в смеси. При содержании каучука до
20% удельная ударная вязкость не превышает 5—7 кгс ■ см/см2. При
содержании же 25—30% удельная ударная вязкость достигает
70—80 кгс ■ см/см2.
Привитые сополимеры обладают довольно хорошими литьевыми
свойствами, легко подвергаются экструзии, обладают гибкостью при
низких температурах, прочностью, растворимостью и совместимостью
с другими полимерами. Один из привитых сополимеров, полученных
по первому методу, имеет прочность на удар, в 3—5 раз большую, чем
полистирол, непрозрачен, легко перерабатывается в изделия и может
быть окрашен различными пигментами. Пигментация увеличивает стой
кость изделий к солнечному свету. Выпускается он в виде листов непре¬
рывным методом путем экструзии гранул [400]. Гранулы пневматически
загружаются в бункер, где подвергаются сушке и нагреванию, а затем
ссыпаются в загрузочную воронку экструзионной машины, имеющей
шнек диаметром 115 мм и длиной 2300 м. Цилиндр машины имеет пять
зон обогрева, не зависящих одна от другой. По выходе из мундштука
лист высокопрочного полистирола проходит каландр, состоящий из трех
отполированных и обогреваемых валков, а затем охлаждается и наре¬
зается на отдельные куски, которые складываются в пакеты. Стандарт¬
ные цвета — белый, зеленый и синий. Размеры листов: длина до 2500 мм,
ширина до 1200 мм, толщина 0,5—3,5 мм.
Свойства высокопрочных полистиролов на основе смесей полисти¬
рола с каучуками (А), а также на основе привитого сополимера (Б)
представлены ниже [401]:
138
Литература
А Б
Плотность, г/см3
1,03
—
Предел прочности, кгс/см2
315—350
при растяжении
280—420
» изгибе
420—630
—.
Относительное удлинение, % ...
10—40
—
Модуль упругости при растяжении,
21 000—25 000
кгс/см2
21000—23000
Температура тепловой деформа-
О/"'1
ции, L.
65—80
65—80
Твердость по Роквеллу (шкала М) .
20—35
35
Водопоглощение, 96
0,15
—
Диэлектрическая проницаемость
при 102 гц
2,55—2,70
2,55—2,60
» 106 гц
2,55—2,70
2,55—2,60
Тангенс угла диэлектрических потерь
при 102 гц
0,0004—0,0007
0,0004
» 106 гц
0,0007—0,0010
0,0007
Полистирол — поливинилхлорид. Путем совмещения полимеров, по¬
лученных на основе стирола и винилхлорида, получают негорючие ли¬
стовые материалы [402]. В состав композиции не вводятся наполнители
или горючие агенты. Физико-механические свойства материала сле¬
дующие:
Плотность, г!см3 1,2
Предел прочности при растяжении, кгс/см2 335
Теплостойкость по Мартенсу, СС 80
Относительное удлинение, °0 ... 95
Переработка его производится методом вакуум-формования.
ЛИТЕРАТУРА
1. А. М. Б у т л е р о в, Д. В. Г о р я и н о в, ЖРХО, 5, 302 (1873).
2. Г. Г у с т а в с о и, ЖРХО, 16, 95 (1884).
3. А. Д. Петров, JI. И. Анцус, Е. А. Пожильцева, ЖПХ, 5, 790 (1932).
4. А. Е. D u n s t а п, Е. V. Hague, R. V. Wheeler, J. Soc. Chem. Ind., 51, 131
(1932); Ind. Eng. Chem., 26, 307 (1934).
5. М. С. Немцев, E. А. Соскина, ДАН СССР, 2, 301 (1934).
6. F. С. Hahn, M. L. Macht, D. A. Fletcher, Ind. Eng. Chem., 37, 526 (1945).
7. А. И. J] а з a p e в, М. Ф. Сорокин, Хим. пром., № 4, 20 (1946).
8. H. Пи нес, ЖОХ, 5, 1407 (1935); 6, 321 (1936).
9. Я. Т. Эйд у с, Н. Д. Зелинский, К. В. Пузицкий, Изв. АН СССР, ОХН,
98 (1950).
10. R. N. Pease, J. Am. Chem. Soc., 53, 613 (1931).
11. О И. Л ей пу некий, Н. М. Рейнов, ДАН СССР, 30, 613 (1941).
12. Англ. пат. 471590, 1937; пат. США 2153553, 1939.
13. Пат. США 2188465, 1940.
14. Англ. пат. 578992, 1946; 578584, 1946.
15. Англ. пат. 579882, 1946.
16. P. L. Kooijman, W. L. Chi j sen, Rec. trav. chim., 66, 673 (1947).
17. Англ. пат. 634757, 1950.
18. Англ. пат. 569527, 1945.
19. В. W. Hunter, R. V. J о h е, J. Am. Chem. Soc., 55, 1248 (1933).
20 A. A. Morton, W. L. Brown, E. E. M a g a t, J. Am. Chem. Soc., 69, 161 (1947).
21. Ф. С. Ромм, ЖОХ, 10, 1784 (1940).
22. P. L. К о о i j m a n, W. L. С h i j s e n , Rec. trav. chim , 66, 247 (1947).
23. K- Ziegler, H. G. G e 11 e r t, Arigew. Chem., 64, 323 (1952).
24. K. Z i e g 1 e r, Angew. Chem., 67, 426 (1955).
25. K- Ziegler, E. Holzkamp, H. Breil, H. Martin, Angew. Chem., 67. 541
(1955).
26. Белы. пат. 543259, 1956.
27. S. W. Horne, I. P. Kiehl, Ind. Eng. Chem., 48, 784 (1956).
28. G. L. N a tt a, J. Polymer Sci., 16, 143 (1955).
29. K. F u k u i, T К a g i у a, J Polymer Sci., 37, 341, 353 (1959).
30. Бельг. пат. 530617, 1954; 535082, 1955.
Литература
139
31. A. Clark, I. P. blog a 11, R. L. Banks, W. C. banning, Ind. Eng. Chem., 48,
1152 (1956); Химия и технология полимеров, № 4, 75 (1957).
32. R. A. Hines, \V. M. D. Bryant, A. W. L a г с h a r, D. C. Pease, Ind. Eng.
Chem., 49, 1071 (1957).
33 И. И. Юкельсон, Технология основного органического синтеза, Госхимиздат,
1958.
34. М. А. Да лин, Нефтехимические синтезы, Госхимиздат, 1961.
35. Информ. бюлл. о заруб, хим. пром., № 5, 25 (1961).
36. R. S. I е s s u р, J. Chem. Phys., 16, 661 (1948).
37. А. И. Д и н ц е с, Н. И. П о с т н о в, К. А. Зуева, Бюлл. ВХО им. Менделеева,
№ 6—7, 45 (1940).
38. R. N. S а р i г о, P. P. L i n s t е a d, D. М. N е w i 11, J. Chem. Soc., 1937, 1784.
39. Q. N a 11 a, Angew. Chem., 68, 393 (1956).
40. G. N att a, Mod. Plast., 34, № 4, 169 (1956).
41. H. Гейлорд, Г. Марк, Линейные стереорегулярные полимеры, ИЛ, 1962.
42. F. Е i г i с h, Н. М а г k, J. Coll. Sci., It, 748 (1956).
43. Н. N. F г i е d 1 a n d е г, К. Oita, Ind. Eng. Chem., 49, 1885 (1957).
44. H. U e 1 z m a n, J. Polymer Sci., 32, 457 (1958).
45. I. G. McGowan, В. M. Ford, J. Am. Chem. Soc.. 80, 1149 (1958); В. К. Б ы-
ховский, К. С. Минскер, Высокомол. соед., 2, 529 (1960).
46. К. С. Минскер, В. К. Быховский, Высокомол. соед., 2, 545 (1960).
47. G. N a 11 a, Makrom. Chem., 16, 213 (1955).
48. G. N a 11 a, J. lnorg. a. Nucl. Chem., 8, 589 (1958).
49. G. Natta, Химия и технология полимеров, № 7—8, 112 (1960).
50. А. А. Коротков, Л. Б. Т р у х м а н о в а, ДАН СССР, 117, 635 (1957).
51. С. D. Nenitescu, С. Н и с h, A. Huch, Rev chim. (Roumania), 10, 573 (1956).
52. А. В. Топчиев, Б. А. Кренцель, Л. Г. Сидорова, Изв. АН СССР, ОХН,
1137 (1958).
53. Н. N. F г i е d 1 а п d е г, J. Polymer Sci., 38, 91 (1959).
54. J. М с G о w а п, В. М. F о г d, J. Chem. Soc., 1958, 1149.
55. Бельг. пат. 533362, 1954; пат. ФРГ 1004810, 1957.
56. Пат. ФРГ 1000602, 1957.
57. Пат. ФРГ 1021168, 1957.
58. Полиэтилен низкого давления, под ред. Н. М. Егорова, Госхимиздат, 1958.
59. Англ. пат. 783487, 1957.
60. Н. М. Егоров, 3. Н. Архипова и др., Хим. наука и пром., 2, 398 (1957).
61. G. Natta, P. Pino, G. М a z z a n t i, (J. Q i а п n i n i, J. Am. Chem. Soc., 79,
2975 (1957).
62. G. Natta, P. Pino, G. M a z z a n t i, U. Q i a n n i n i, E. M a n t i с a, М. P e-
raldo, J. Polymer Sci., 26, 120 (1957).
63. G. Natta, U. Q i a n n i n i, G. M a z z a n t i, P. Pino, Angew. Chem., 69, 686
(1957).
64. W. С a r r i с k, J. Am. Chem. Soc., 80, 6455 (1958).
65. W. Car rick, A. Chasar, J. Smith, J. Am Chem. Soc., 82, 5319 (1960).
66. W. С a r r i с k, R. К 1 u i b e r, E. Bo nner, R. W a r t m a n, F. R u g g, J. Smith,
J. Am. Chem. Soc., 82, 3883 (1960).
67. W. С a r r i с k, W. R e i с h 1 e, F. Pennella, J. Smith, J. Am. Chem. Soc., 82,
3887 (1960).
68. D. S. В res low, N. R. Newburg, J. Am. Chem. Soc., 81, 81 (1959).
69. J. C. Chien, J. Am. Chem. Soc., 81, 86 (1959)
70. А. В. Топчиев, Б. А. Кренцель, Л. Л Стоцкая, Усп. хим., 30, 462 (1961).
71. Л. Л. Стоцкая, А. В. Топчиев, Б. А. Кренцель, ДАН СССР, 146, № 2
(1962).
72. А. В. Топчиев, Л. Л. Стоцкая, Б. А. Кренцель, Пластмассы, № 12, 3
(1962).
73. D. S. В res low, W. Long, N. R. Newburg, Rubb. Plast. Age, 41, № 2, 155,
159 (1960).
74. D. S. В res low, N. Newburg, J. Am. Chem. Soc., 79, 5072 (1957).
75. А. К. 3 e ф и p о в a, A. E. Ill и л о e, ДАН СССР, 136, 599 (1961)
76. G; N a 11 a, J. Polymer Sci.. 34, 21 (1959).
77. Пат. США 2727023, 1955; Chem. Zbl„ 1956, 13869.
7fc E. F. P e t e r s, А. В. E v e r i n g, Ind. Eng. Chem., 49, 1879 (1957).
“9 Б. А. Кренцель, Получение полиэтилена, полипропилена и других полиолефи-
нов на гетерогенных катализаторах, ВИНТИ, 1960.
SO. Н. Toni, S. Mori, S. Horie, Chem. High Polymers (Japan), 4, 126, 151 (1947).
H. T о n i, C. S a t o, Chem. High Polymers (Japan), 5, 57 (1948)
•I S. Ко dam a, I. Taniguchi, S. Y n a z a, T. Ota, Y. T e r a d a. J. Chem. Soc.
Japan, Ind. Chem. Sect., 57, 439 (1954).
' R. A. V. R a f f, I. В. A 11 i s о n, Polyethylene, N. Y„ 1956.
140
Литература
84. Э. И. Барг, Технология синтетических пластически-, масс, Госхимиздат. 1954
85. В. С. Ш и ф р и н а, Н. Н. Сачосатский, Полиэтилен. Госхимиздат, 1961, стр. 17*
86. Авт свид. СССР 125381 1960 РЖХим, 21П89 (1962)
87. Англ. пат. 594891, 1947.
88. Н Hop if, S. Goebel, Mori. Plast., 23, ЛЬ 10. 153 (1946).
89. H. Hopff, S. Goebel, R. Kern, Makrom Chem 4,240 (1950).
80. Фр. пат. 865102, 1941; пат. CUR 2342400, 1944; герм. пат. 737960, 1943
91. Пат. США 2449489 1948
S2. Пат. СШ4 2462390, 1949.
93. Пат. США 2542783 1951.
94. Авт. свид. СССР о9036, 1941.
$5. Пат. CIIR 2396920, 1946.
96. Пат. США 2396677, 1946; рнгл. пат. 579883. 1446.
97. Пат. США 2388225, 1945.
98. Англ. пат. 612056, 1948.
99. Герм пат. 745425, 1943.
100 Mod. Plast., 23, № 9, 141 (1946), 23, № 10, 153 (1946).
101. С. Г. Любецкий, В. В. Мазурек, Высокомол. соед.. 4, 1027 (1962).
102. С. Г Любецкий, Б. А. Долго плоек, Б. Л. Е р у с а л и м с к и й, Высокомол.
соед., 3, 734, 1000 (1961); 4, 533 (1962).
103. А. V. G г о s s е, J. М. М о v i t у, J. Org. Chem., 5, 106 (1940).
104. С. И. К P ю к о в, А. М. К уть и н, Г. С. Л е в с к а я, Е. П. Т епеницина,
3 Ф. Уставщикова М. И. Ф а р б е р о в, Изв. вузов. Химия и хим. технол,
1, 86 (1958).
105. А. Ф. Жигач, И. С. Антонов, Е. Б. Казакова, Р. С. Фрайман, Хим.
пром., № 2 123 (1959).
106. А. Г П о з а м а н т и р, М. Л Г е н v с о в, ЖПХ. 33, 2612 (1960).
107. F. С. Н а 11. А. V. N a s h, J Inst. Petr. Technol, 23, 679 (1937).
108. Бельг. пат. 535235. 1955.
109. Пат ФРГ 961537, 1957.
110 А. Ф Жигач А. Ф П оп о в, Л. Д. В и ш н е в с к н й, Л. М. Антипин, Хим.
пром., № 1, 24 (1962).
111. М. Г. В о л о х о в с к и й, Журн. ВХО, 6, 88 (1961).
112. А. А. Барам, О. А. Кокушкин, К. П. Мищенко, И. Е. Флис, Пластмассы,
№ 8, 7 (1963); А. А. Барам, О. А. Кокушкин, К. П. Мищенко,
И. Е. Флис, 3. В. Архипова, И. И. Вавилова, Е. В. Монахова,
С. В. Щуцкий, Пластмассы, № 11, 58 (1963).
113. 1. Chicos, R. Michayl, Р. С о г 1 a t е a m i, Rev. chim. (Romin), 8, 406 (1957).
1)4. R. Michayl etc., Rev. chim. (Romin), 9, 430 (1958).
115. J. G. Lewis, J. J. Martin, L. C. Anderson, Chem. Eng. Progr., 50, 249
(1954).
116. J. C. Hay word, R. H. В r e 11 о n, Chem. Eng. Progr., 50, 73 (1954).
117. D. S. В a 1 1 a n t i п e, B. Manowitz, Nucl. Sci. Abs., 7, 3730 (1953).
118. R. K. Laid, A. L. Morrell, L. Seed, Discuss. Faraday Soc., № 22, 126 (1956).
119. Л. Т. Бугаенко, Т. С. Никитина, A. H. Праведников, Ю. М. Малин-
c к и й, Химическое действие ионизирующих излучений, ВИНТИ, 1958.
120. А. В. Топчиев, Б. А. Кренцель, Полиолефины — новые синтетические мате-i
риалы, Изд. АН СССР, 1958.
121. W. G. Oakes, R. В. R i с h а г d s, J. Chem Soc., 1949, 2929.
122. В. А. Каргин, Г. Л. Слонимский, Краткие очерки по физико-химнн полиме¬
ров, Изд. МГУ, 1960.
123. Волокна из синтетических полимеров, ИЛ, 1957, стр. 258. «
124. D. С. Smith. Ind. Eng. Chem., 48, 1161 (1956).
125. И. П. Лосев, Г. С Петров Химия искусственных смол, Госхимиздат, 1951,
стр. 224—242.
126. R. В. Richards, Trans Faraday Soc., 42, 10 (1946).
127. С. S. Myers, J. Polymer Sci., 13, 549 (1954).
128. J. H a r r i s, J. Polymer Sci., 8, 353 (1952).
129. C. Muss a, J. Polymer Sci., 23, 877 (1957).
130. H. Wesslau, Makrom. Chem., 20, 111 (1956).
131. М. И. Г a p б a p. Полиэтилен, Госхимиздат, 1955.
132. R. V. J о n e s, P. 1. В о e k e, Ind. Eng. Chem., 48, 1155 (1956).
133. B. S. Biggs, W. L. Hawkins, Mod. Plast., 31, № 1, 121 (1953).
134. C. S. Myers, Ind. Eng. Chem., 44, 1095 (1952).
135. A. W. Pross, R. M. Black, J. Soc. Chem. Ind. (London), 69, 113 (1950).
136. Plast. Technol., 1, 175 (1955).
137. Brit Plast., 26, 473 (1953).
138. V. T. Wall der, W. J. Clarke, J В Decc.ste J. B. Howard, Ind. Eng.
Chem., 42, 2320 (1950).
Литература
141
139. Bell Laboratories Record, 36, № 2, 78 (1958).
140. Poliplasti, 57, S (1962); Хнм. пром. за рубежом, № 4, 67 (1963).
141 P. E. Rouse J. Am Chem. Soc., 69, 1068 (1947).
142. H. М. Егоров, Хим. наука и пром.. 1, 312 (1956).
143. В. А. Каргин, Т. И. С о г о л о в а, ЖФХ, 27, 1208 (1953).
144. D. W. Brubaker, К. Kammermeyer, Ind. Eng. Chem., 45, 1148 (1953).
145. E. G r a m s, E. G a u b e, Angew. Chem., 67, № 19—20, 548 (1955).
146. E. C. Hahn, M. L. Macht, D. A Fletcher, Ind. Eng. Chem., 37, 526 (1945)
147. R. V. Jones, F. I. В о eke, M. W. D a vv i d s о n. Plast. Technol., 3, 19 (1957).
148. P. М. Лакерник, Д. Л. Шарле, Полиэтилен и его применение в кабельной
технике, Госэнергоиздат, 1958.
149. 3. И. Сергеева, Е. М. Кержковская, Пластмассы, № 6, 31 (1962).
150 J. N S с о 11, С. J. S i 1 a s, J V. S m i t h, Plast. Technol., 4, 552 (1958).
151. J. E. Simpson, Canad. Plast., № 3, 52 (1958).
152 С. X. Пли не p, Пластмассы, № 6, 44 (1961).
153. H. H. Сэмосатский, Технология производства полиэтиленовой пленки, ЦБТИ,
Рига, 1959.
154. G. Be nth in, Kunststoffe, 46, 135 (1956)
155. Mod. Plast., 26, № 4, 119 (1948).
156. A. Renfrew, P. Morgan Polythene, London, 1957.
157 Б. А. Кренцель, Д. E. Ильина, С А Ады лов, Пластмассы, № 6, 3 (1963).
158. Пат. США 2592763, 1952.
159 Пат. США 2389803, 1946.
160. Пат. США 2422919, 1947; 2481188, 1949.
161. М. A. S m о о k, Е. Т. Piesni, С. F. Hammer, Ind. Eng. Chem., 45, 2731
(1953).
162. W. G. Oakes, R. B. Richards, Trans. Faraday Soc., 42A, 197 (1946).
163. Пат. США 2212786 1940'; 2586363, 1952.
164. Пат. США 2046090, 1936.
165. М. A. Smook, J. D. Roche, W. В. Clark, О. G. Y о u n g q u i s t, India Rubb.,
128, 54 (1953); Trans. Proc., 33, № 2, 76 (1957).
166. H. C. R a i n e, Kunst., 43, 503 (1953).
167. T. Reis, Chim. et ind., 73, 63 (1955); C. Bragaw, Plast. Technol, 2, 594 (1956).
168. С. С. Мин длин, H. H. Самоса тский, Производство изделий из полиэтилена
методом экструзии, Госхимиздат, 1959.
169. Т. А. К а р а н д а ш е в а, Н. Н. С а м о с а т с к и й, Пластмассы, № 8, 23 (1962)
170. Н. Н. М и р о л ю б о в, М. Г. Сухарев, Пластмассы, № 3, 62 (1963).
171 V. Evans, Brit. Plast., 22, 162 (1950).
172. VV. H. S h e a г о n, Chem. Eng. News, 30, 316 (1952).
173. D. T а у 1 о r, Canad. Plast., № 11—12. 51 (1953).
174. F. J. Meyer, Mod Plast. 36, № 12, 97 (1959)
175. Brit. Plast., 30, 25 (1957).
176. Brit. Plast., 24, 5 (1950).
177. D. М. T г а у 1 о r, Petrol. Eng., 28, № 12, 33 (1956).
178. Brit. Plast., 31, 104 (1958).
179. Т. В a i n, Chem. Prod ,21, № 5, 183 (1958).
180. Brit. Plast., 27, 345 (1954).
181. Brit. Plast., 30, 17 (1957)
182. Пат. США 2824034, 1958; РЖХим., 80401 (1959).
183. J. V. E г 1 i с h, Plastics, 23, № 245, 51 (1958).
184. Metall Reining, Vorhandle, 7, № 11, 198 (1958).
185. E. Г. Прокопенко, В. В. Лапшин, Пластмассы, № 8, 26 (1961).
186. Авт. свид. СССР 114726, 1958.
187. V. L. Erlich, Mod Text. Mag., 39. № И, 59 (1958).
188. В. Г. Моор, Н. В. Стригале в а, А. Ф. Фрост, ЖОХ, 7, 860 (1937).
189. Н. Tropsch, G. 1. Parrish, G Е g 1 о f f, Ind. Eng Chein., 28, 581 (1936).
190. С. M. Fontana, G. A. Kidder, J. Am. Chem. Soc., 70, 3745 (1948).
191. А. В. Топ ч и e в, Я- М. Паушкин, ЖОХ, 18, 1537 (1948).
192. А. В. T о п ч и е в, Я. М. П а у ш к и н, ДАН СССР, 62, 641 (1948).
193. Я. Т. Эйдус, К. В. Пузицкий, Усп. хим., 22, 838 (1953).
194. Я Т. Э й д у с, К. В. П у з и ц к и й, Усп. хим., 23, 986 (1954).
195. Л. И. Анцус, А. Д. Петров, Изв. АН СССР, ОХН, 599 (1950).
196. Бельг. пат. 538782, 1955.
197. Итал. пат. 526101, 1954; 535712, 1954; 537425, 1954; 545332, 1954; 545342, 1955.
198. G. N a 11 а, P. Pino, P. Moraglio, J. Am. Chem. Soc., 77, 1708 (1955).
199. G. Natta, Опт. et ind., 37, 888 (1955); 38, 571 (1956).
200. G. Natta, G. Mazzanti, G. С r e s p i, G. M о r a g 1 i o, Chim. et ind., 39,
275 (1957); Химия и технология полимеров, № 6, 94 (1957).
201. G. Natta, Chim. et ind., 38, 124 (1956)
142
Литература
202. А. В. Топчиев, Б. А. Креицель, И. М. Т о л ч и и с к и й, Г. 3. Г арнишев-
ская, ДАН СССР, 114, ИЗ (1957).
203. N. Goldenberg, R. Istratoiu, Международный симпозиум по макромолеку-
лярнон химии, секц. ], Изд. АН СССР, I960, стр. 9.
204. G. Bier, Kunst., 48, 345 (1958).
205. А. В. Топчиев, Б. А. К р е н ц е ль, Л. Г. Сидорова, Пластмассы, № 2. 3
(1961).
206. М. А. Марту л и с, В. Я. Г а л ь ц о в, Хим. пром.. Л» 12, 837 (1961).
207. Т. Крессер, Полипропилен, ИЛ, 1963.
208. J. G u i 11 е t, Н. W. С о о w е г, SPE J., 16, 311 (1960).
209. Bundesgesundheitsblatt, № 16, 264 (1959).
210. A. Boson i, G. Gusetta, J. Ronzoni, F. Sabbioni, Mat. Plast., 22, 1010
(1956); Химия и технология полимеров, № 3, 131 (1957).
211. D. Schleede, F. Schiilde, Plastverarb., 11, 130, 161 (1960); Химия и техноло¬
гия полимеров, № 12, 41 (1960).
212. R. F. J о п es, Rubb. Plast. Age, 44, 451, 496 (1963).
213. С. E. Б p e с л e p, А. Т. Осьмин ска я, А. Г. Попов, Высокомол. соея 2, 131
(1960).
214. В. П. Перепелки н, Полипропилен, его свойства и методы переработки, ЛДНТП,
1963.
215. F. S с h й 1 d е, Plastverarb., № 7, 265 (1959).
216. Е. Rottner, Kunststoffe, 47, 227 (1957).
217. F. R а п а 1 1 i. Mat. Plast., 24, 1109 (1958); Химия и технология полимеров, № 5,
109 (1959).
218. Mat. Plast.’, 23, 425 (1957).
219. Д. С. Стилл, Усп. хим., 27, 1437 (1958).
220. Plast. World, 16. № 18, 14 (1958)
221. V. L. Erlich. Mod. Text. Mag., 39, .Vs 11. 59 (1958).
222. С. А. Нечаева, 3. A. P о г о в и и. Хим. волокна, I, № 6 (1959).
223. А. В. Топчиев, Б. А. Креицель, Полиолефииы — новый вид полимеров яа
основе нефтехимического сырья, Изд. АН СССР. 1959.
224. А. В. Топчиев, И. М. Т о л ч и и с к и й, Б. А. Креицель. Изв. АН СССР, ОХН,
375 (1958).
225. А. В. Топчиев, Б. А. Креицель, А. И. Перельман, Усп. хим., 26, 1355
(1957).
226. А. В. Топчиев, Б. А. К р е н ц е л ь, Усп. хим., 25, 921 (1956).
227. М. И. М о с е в и ц к и й, Усп. хим., 28, 465 (1959).
228. Е. С. К р о н г а уз, А. П. С у п р у и, Усп. хим., 27, 1056 (1958).
229. Д. С. Стилл, Усп. хим., 27, 1437 (1958).
230. В. В. К о р ш а к, сб. «Итоги науки». Химические науки, т. 5, Химия и технология
синтетических высокомолекулярных соединений. Изд. АН СССР, 1961, стр. 78—81.
231. С. В. Лебедев, Г. Г. Коб л янский, ЖРФХО, 61, 2175 (1929).
232. С. В. Л е б е д е в, Ю. А. Б о р г м а н, ЖОХ, 5, 1595 (1935).
233 С С. Наметкин, Л. Н. А б а к у м о в с к а я, ЖОХ, 6, 1166 (1936); В. Г у т ы р я,
ЖОХ, 9, 221 (1939).
234. Б. А. Казанский, М. И. Розенгарт, ЖОХ, 13, 304 (1943).
235. A. F а г k a s, L. F а г к a s, Ind. Eng. Chem., 34, 716 (1942).
236. P. P. Галле, Б. H. Парфанович, ЖПХ, 19, 1107 (1946).
237. В. Н. Л ь в о в, Кауч, и рез., № 7, 16 (1940).
238 Б. А. Казанский, М. И. Розенгарт, ЖОХ, 12, 246 (1942); Изв. АН СССР,
ОХН, 115 (1941).
239. С. В. Л е б е д е в, И. А. Лившиц, ЖОХ, 4, 13 (1934).
240. A. G. Evans.G. W. Meadows, J. Polymer Sci., 4, 359 (1949).
241. А. В. Топчиев, Б. М. Тумерман, Нефт. хоз., 24, № 11, 45 (1946).
242. R. M. Thomas, W. J. Sparks, P. K. F г о 1 i с h, M. Otto, М. M u 11 e r-C u n-
radi, J. Am. Chem. Soc., 62, 276 (1940); Ind. Eng. Chem., 32, 299 (1940).
243 В ВДоршак, H. Г. Матвеева, ДАН СССР, 78, 1145 (1951); ЖОХ, 22, 1173
(1952).
244. Н. И. Смирнов, Синтетические каучуки, Госхимиздат, 1954.
245. Г. Гютербок, Полиизобутнлен и сополимеры изобутилена, Гостоптехиздат, 1963.
246. Мономеры, сб. 1, ИЛ, 1951.
247 A G. Evans, М. Polanyi, J. Chem. Soc., 252 (1947); Nature, 157, 102
(1946).
248. P. H. P 1 e s с h, M. Polanyi, H. A. Skinner, J. Chem. Soc., 1947, 257.
249. A. G. Evans, E. T у г r a 11, J. Polymer Sci., 2, 387 (1947).
250. H. H. Ел шин, К. П- С е л я и и и, Хим. наука и пром., 2, 348 (1957).
251 Я. М. С л о б о д и н, Н. И. Матусевич, ЖОХ, 16. 2077 (1946).
Литература
143
254. М. А. Лурье, Хим. пром., № 2, 17 (1950).
255. Н. Д. Захаров, С. А. Павлов, Научн. тр. Моск. технологнч. ни-та легкой
пром., сб. 5, Гизлегпром, 1955, стр. 81.
256. А С Кузьминский, Н. Г. Хитрова, ЖОХ, 22, 1506 (1950).
257. L. A. Wall, J. Res. Nat. Bur. Stand., 41, 316 (1948).
258. A. H. Решето в, Хим. пром., № 10, 18 (1951).
259. A. H. Решетов, E. И. Макарова, Полиизобутилены и применение их в тех¬
нике, Госхимиздат, 1952.
260. К. А. Поляков, Неметаллические химически стойкие материалы, Госхимиздат,
1952, стр. 300.
261. В. В. Андреев, Хим. пром., № 5, 43 (1956).
262. М. А. Г у р ф и н к е л ь, Хим. пром., № 4, 8 (195f).
263. П. Г. Удым а, Борьба с коррозией оборудования в производстве полупродуктов
и красителей, Госхимиздат, 1957.
264. Пат. ФРГ 917695, 1954; РЖХим, 12995 (1958).
265. Пат. США 2615857, 1952.
266. Пат. США 2339958, 1944.
267. Г. А. Б а р о я н ц, Хим. пром., № 5, 54 (1958).
268. Н. В. Щеголев, Е. Г. Семен и до, Химия и технология топлива и масел, № 3,
62 (1957).
269. R. М. Thomas, India Rubb., 130, 203 (1954).
270. М. Berthelot, Compt. rend., 63, 518 (1866); 788 (1866); Ann. chim. phys., (4),
16, 153 (1869).
271. А. А. Ваншейдт, О. Л. Кацтов, А. М. Итенберг, ЖОХ, 7, 593 (1940);
А. А. Ваншейдт, В. М. Зельцер, ЖПХ, 14, 521 (1941); 21, 512 (1948).
272. Ю. С. 3 алькинд, И. П. Беркович, М. К. Амусин, Пластмассы, № 1,
14 (1934); Ю. С. 3 алькинд, Г. Л. Булавский, Пластмассы, № 3, 9
(1935).
273. Н. Д. Зелинский, Г. М. Марукян, О. К. Богданова, ЖПХ, 14, 161
(1941); авт. свид. СССР 59055, 1941.
274. Г. Д. Л ю б а р с к и й, М. Я. К а г а и, ДАН СССР, 29, 575 (1940).
275. Н. П. Богородицкий, Г. Ф. Далецкий, В. Н. Малышев, ЖТФ. 3, 831
(1933).
276. А. П. Александров, А. М. Золотарева, Ж. эксп. и теор. физ., 4, 599
(1934); 4, 602 (1934).
277. Н. П. Коржавии, ЖПХ, 10, 676 (1937); 11, 853 (1938).
278. G. Natta, P. Corradini, Ricerca Sci., 25, Suppl. A, 685 (1955).
279. А. С. Ш ев л яков, В. С. Этлис, К. С. Минскер, Л. М. Дегтярева,
Г. Т. Федосеева, М. М. Кучеренко, ДАН СССР, 122, 1076 (1958).
280. В. А. Каргин, В. А. Кабанов, И. Ю. Марченко, Высокомол. соед., 1, 94
(1959).
281. Б. Д. Кружа лов, Хим. пром., № 2, 6 (1957).
282. Wenner, D у b d а 1, Chem. Eng. Progr., 44, 275 (1948).
283. R. H. В о u n d у, R. F. Boyer, S. M. Stoesser, Styrene, Its Polymers, Sopoly-
mers and Derivatives, N. Y., 1952.
284. R. Deluchat, Compt. rend., 190, 438 (1930); Ann. chifn. (11) 1, 181 (1934).
285. Пат. США 2390368, 1945.
236. Пат. США 2295077, 1942; 2265312, 1941.
И. М. Е з р и е л е в, Н. А. Ларин, О. М. Н е й м а р к, 3 Д. Т о л с т и к о в а,
ЖОХ, 26, 589 (1956).
-•>S S. S a b s t а у, Cornet, rend., 192, 1109 (1931).
-' . F. А. В о v е у, J. М. К о 11 h о f f, Chem. Rev., 42, 491 (1948).
W. С о о p e r, J. Chem. Soc., 1951, 3106.
U. F. Vaughan, Trans. Faraday Soc., 48, 576 (1952).
- - H. W. Melville et al., Proc. Roy. Soc. (London), A221, 453 (1954).
J C. Bevingtonet al., J. Polymer Sci., 12, 449 (1954).
--i G. Schulz, E. Husemann, Z. phys. Chem., B36, 184 (1937);B39, 246 (1938)
- S R. A. Gregg, F. R. Mayo.J. Am. Chem. Soc., 75, 3530 (1953).
Э6 S. L. К a p u r, J. Polymer Sci., 11, 99 (1953).
- P. J. Flory, J. Am. Chem. Soc., 59, 241 (1937).
- R. Mayo, J. Am. Chem. Soc., 65, 2324 (1943).
—* R A. Gregg, F. R. Mayo, Discuss. Faraday Soc., 2, 328 (1947); H. W. Mel-
11 e et al., J. Polymer Sci., 13, 423 (1954).
' М. Хомиковский, Усп. хим., 27, 1025 (1958).
F А. В о v e у, I. М. К о 11 h о f f, J. Polymer Sci., 5, 487 (1950).
- С. .Медведев, П. М. Хомиковский, А. П. Шейнкер, Г. Д. Береж-
Е В. 3 а б о л о т с к а я, сб. «Проблемы физической химии» (работы Инсти-
им. Карпова), Госхимиздат, 1958.
* Е У е с h а п, I. К о 11 h о f f, Е. G а г г, J. Polymer Sci., 13, 113 (1954).
144
Литература
304. П. М. X о м и к о в с к и й, С. С. Медведев, Тезисы докладов IX конференции
по высокомолекулярным соединениям. Изд. АН СССР, 1956.
305. А. И. Юржеи-ко, ЖОХ. 16. 1171 (1946).
306. W. Harkins, J. Am. Chem. Soc., 69, 1428 (1947): W. Harkins, R. Stearns,
J. Chem. Phys., 14, 214 (1946); W. Harkins, R. M a 11 о о n, M. Corrin, J. Am.
Chem. Soc., 68, 220 (1946).
307. А. И. Юрженко, С. М. Минц, ДАН СССР, 47, 106 (1945); 50, 339 (1947);
А. И. Ю р ж е н к о, И М. К о л е ч к о в а, ДАН СССР, 47, 354 (1945).
308. С. С. В о ю ц к и й, М. А. Зайцева, Усп. хим., 16, 69 (1947).
309. С. С. Медведев, О. М. Кориц к а я, Е. Н. Алексеева, ЖФХ, 17, 391
(1943).
310. П. С. Ш а н т а р о в и ч, С. С. М е д в е д е в, ЖФХ, 21, 1163 (1947).
31L С. М. А р б и т м а н, А. Н. Левин, Хим. проч., № 4. 193 (1957).
312. J. Baxendale, М. Evans, G. Park, Trans. Fa.^day Soc., 42, 155 (1946).
313. А. И. Юрженко, H. С. Цветков, Колл, ж., 15, 136 (1953). .
314. F. А. В о v e у, 1. М. Ко 1th off, A. I. М е d а 1 i а, Е. J. Meehan, Emulsion
Polimerization, N. Y. — London, 1955.
315. H_ Staudinger. E. Husemann, Ber., 68, B-2, 1695 (1935).
316. J. Breitenbach, Renner, H. Frank, Monatsh. Chem., 81, 455 (1950).
317. M. Huggins, J. Phys. Chem., 42, 911 (1938); 43, 439 (1939); J. Am. Chem. Soc.,
66, 1991 (1944).
318. Англ. пат. 4I806I, 1934; пат. США 2052812, 1936; фр. пат. 811244, 1937.
319. А. Б. Даванков, В. П. Меньшутив. В. М. Н е п ы ш н е в с к и й, Труды
МХТЙ нм. Менделеева, 20, 166 (1955).
320. В. Н. Цветков, Е. М. Александрова, Хим. пром., № 5, 280 (1958).
321. N. F. Jordan, Р. О. Brass, С. P. R h о е, Ind. Eng. Chem., Anal. Ed., 9, 182
(1937); С. H. Novotny, N. F. Jordan, Ind. Eng. Chem., Anal. Ed., 13, 189
(1941); J. W. Van Dalfsen, Rubb. Chem. Techn., 14, 315 (1941).
322. S. H. Maron, W. W. Bowler, J. Am. Chem. Soc., 70, 3893 (1948).
323. С. М. Арбитма и, A. H. Леви н, Хим. пром., № 2, 91 (1958).
324. W. P. Hohenstein, Polymer Bull., I, Л» 1, 13 (1945).
325. W. P. Hohenstein, F. V i n g i e 1 1 о, H. Mark, India Rubb., 110, 291, 300
(1944).
326. W. S. К a g h a n, R. N. S h r e v e, Ind. Eng. Chem., 45, 292 (1953).
327. F. H. Winslow, W. M a t г e у e k, Ind. Eng. Chem., 43, 1108 (1951).
328. А. А. Берлин, И. М. Г ильма н, Хим. пром., № 8, 449 (1957).
329. Пат. США 2496653, 1950; 2644910, 1952; англ. пат. 596377, 1948.
330. Пат. США 2675362, 1954.
331. Mod. Plast., 25, № 3, 131 (1947).
332. Пат. США 2530409, 19о0; англ. пат. 683329, 1952.
333. Пат. США 2283539, 1942; 2270182, 1942; 2255729, 1942.
334. Герм. пат. 693889 1938
335. Новаторы промышленности пластмасс, Госхимиздат, 1953, стр. 24.
336. В. В. Аронович, Б. Д. Сумм, Хим. пром., № 4, 224 (1957).
337. Brit. Plast., 30, 26 (1957).
338. D ’ J a n п i, Н е a s, М a s t, Ind. Eng. Chem., 43, 319 (1951).
339. Англ. пат. 355473, 1931; 365217, 1932.
340. Англ. пат. 475162, 1937; С. А., 32, 3523 (1938).
341. Новаторы промышленности пластмасс, Госхимиздат, 1953, стр. 32.
342. Mod. Plast., 25, № 10, 93 (1948); 26, № 2, 99 (1948).
343. Brit. Plast., 29, 387 (1956).
344. Plastics, 21, 261 (1956).
345. Пат. ФРГ 838750, 1952.
346. H. Staudinger, A. Steinhofer, Ann., 517, 35 (1935).
347. H. S t a u d i n g e r, G. V. S с h u 1 z, Ber., 68, 2320 (1935).
348. J. С Berington, G. Guzman, H. W. Melville, Nature (London), 179,
1026 (1952). '
349. R. A. Gregg, F. R. Mayo, M. S. M a t h e s о n, J. Am. Chem. Soc., 73, 1651
(1951).
350. С. E. H. В a w n, R. F. J. Freeman, A. R. К a m i 1 i d d i n, Trans. Faraday Soc.,
46, 1107 (1950).
351. A. I. Goldberg, W. P. Hohenstein, H. Mark, J. Polymer Sci., 2, 503
(1947).
352- P. О n t e r, C. Carr, B. Z i m m, J. Chem. Phys., 18, 830 (1950).
353. J. Hengstenberg, Z. Elektrochem., 60, 236 (1956); Химия и технология поли¬
меров, № 3, 3 (1957).
354. А. М. Sookne^ Н. Harris, Ind. Eng. Chem., 37, 478 (1945).
355. В. В. Лапшик, П. М. Козлов, Хим пром., № 4, 18 (1958).
356. В. А. Каргин, Т. И, С о г о л о в а, ЖФХ, 23, 530, 551 (1949).
Литература
145
357. P. Н. Horsley, D. 1. Lee, Brit. Plast., 29, № 4, 134 (1956).
358. В. P. Регель, Ю. H. Нелошвии, ЖТФ, 23, 1333 (1953).
359. Б. H. Рутовскнй, А. В. Шелион, Хим. пром., № 7, 411 (19o6).
360. H. R. J a k о b i, Kunststoffe, 43, 381 (1953).
361. H. Грасси, Химия процессов деструкции полимеров, ИЛ, 1959.
362. Э. И. Кириллова, Е. Н. Матвеева, Ю. А. Глаголева. Г. П Ф р а т-
к и н а, Н. Ф. Усманова Пластмассы, № 11,3 (1963).
363 В Т Ренне Электрические конденсаторы, Госэнергоиздат, 192л. стр. 507.
364. ETZ, 78, № 10| 345 (1957).
365. К. А. Андрианов, С. М. Я м а н о в, Органические диэлектрики и их приме¬
нение в промышленности средств связи, Госэнергоиздат, 1949, стр. 137.
366. Mod. Plast 28, № 3, 78 (1950).
367. Ф. Т Дворецкий, Пластмассы в машиностроении, Машгиз, 1956, стр. 34.
368. Англ. пат. 734251, 1955; РЖХим. 3091 (1958).
369. L. Е. Nielsen, R. Buchdahl, J. Appl. Phys., 21, 488 (1950).
370. Rubb. Plast. Age, 39, 775 (1958).
371. P.C. Fagan, Plastics, 18, № 194, 323 (1953).
372. J. M. Cent a, Photogram.uetr. Eng., 21, 539 (1955).
373. Mod. Plast., 28, № 3, 78, 174 (1950).
374. W. C. G о g g i n, I. N. McDonald, Ind. plast. mod., 4, № 7, 37 (1952)
375. В. М. Непишневский, Г М. Синайский, Хим. пром., № 8, 26 (1959).
376. Plastics, 28, № 306, 119 (1963).
377. Вестн. техн. и экон. информ., № 11, 60 (1960).
378. F. S n a s t п у, Kunst., 51, 638 (1961).
379. В. А. Воробьев, Р. А. Андрианов, Пластмассы, № 9, 6 (1962).
380. А. А. Моисеев, Т. Ф. Д у р а с о в а, сб. «Пенопластмассы», Оборонгиз, 1960,
стр. 19.
381. Chem. Week, 87, № 12, 88 (I960).
382. А. А. Берлин, Основы производства газонаполненных пластмасс и эластомеров.
Госхимиздат, 1954, стр. 178.
383. Electronics, 29, № 10, 186 (1956).
384. F. W. Peaker, J. Polymer Sci., 22, № 100, 25 (1956).
385. F. Danusso, G. M о г a g 1 i o, J. Polymer Sci., 24, № 106, 161 (1957).
386. Ind. plast. mod., 6, № 4, 16 (1954).
387. E. Ceruia, Mat. Plast., 21, 210 (1955).
388. Э. И. Кириллова, E. H. Матвеева, Л. Д. 3 а в и т a e в а, Г. П. Фрат-
кина, Н. А. Обольянннова, Пластмассы № 8. 3 (1962).
389. Вестн техн. и экон. информ., № 6, 69 (1958).
390. Е А М н л и ц к о в а. Пластмассы, № 5, 63 (1963).
391. Н. Staudinger, Е. Husemann, Вег., 688, 1618 (1935).
392. Пат. С11П 2089444 1957.
393. W. С. Goggin. R. F. Boyer, Ind. Eng Chem., 38, 1090 (1946).
394. Англ. пат. 670145. 1952; пат. США 670334, 670335, 1952.
395. D и х о п, Saunders, Ind. Eng. Chem., 46, 652 (1954).
396. J. Melchore, Mod. Plast., 33, № 7, 163 (1956).
397. А. В. Голубева, 3. Д. T о л с т и к о в а, К. А. С и в о г р а к о в а, Г. Л. Без¬
бородко, Пластмассы, № 7, 8 (1963)
398. J. Melchore, Rubb. Plast. Age, 38, 1038 (1957).
399. A. H. Левин, Хим. наука и пром., 3, 673 (1958).
400. Brit. Plast., 29, № 3, 97 (1956).
401. Mod. Plast., 30, № 3, 91 (1952)
-К Plast. Technol., 3, 321 (1957).
10 А. Ф. Никол a eu
II. ПЛАСТИЧЕСКИЕ МАССЫ НА ОСНОВЕ ПОЛИМЕРОВ
ВИНИЛОВОГО СПИРТА И ЕГО ПРОИЗВОДНЫХ
Из полимеров винилового спирта и его производных большое про¬
мышленное значение имеют поливиниловый спирт; его сложные и про¬
стые эфиры и поливинилацетали [1].
До сих пор свободный виниловый спирт получить не удалось, но
выделен в чистом виде его полимер, имеющий разнообразное техниче¬
ское применение. Получают поливиниловый спирт омылением полиме¬
ров сложных виниловых эфиров, обычно поливинилацетата. Поэтому
целесообразнее вначале рассмотреть сложные эфиры поливинилового
спирта, а затем уже поливиниловый спирт и поливинилацетали.
Сложные эфиры поливинилового спирта
ГЛАВА 6
ПОЛИВИНИЛАЦЕТАТ
Сырье для производства поливинилацетата
Впервые о получении винилацетата упоминается в патенте Клат-
те [2], в котором предлагается получать этилиденацетат из ацетилена
и уксусной кислоты в присутствии окиси фосфатов или сульфатов
ртути.
При этой реакции образуется также и небольшое количество винил¬
ацетата:
СН=СН + СН3СООН —* СН2=СН—ОСОСНз + 28,3 ккал
СН2=СН—ОСОСН3+СН3СООН —>■ СН3СН (ОСОСН3)2-)-6,2 ккал
Образование этилидендиацетата протекает через стадию образова¬
ния винилацетата, но на первой стадии процесс обычно не заканчи¬
вается. Этилидендиацетат служил исходным продуктом для изготов
ления уксусного ангидрида и ацетальдегида Образование уксусного ан
гидрида протекает по уравнению:
СН3СН (ОСОСН3)2 —> (СН3С0)20 + СН3СН0
Позже было установлено, что избыток ацетилена способствует
образованию винилацетата. Ряд способов получения винилацетата, опи¬
санных в патентах, сводится к пропусканию ацетилена через ледяную
уксусную кислоту, содержащую небольшие количества солей рту¬
ти [3, 4]. Наряду с обширной патентной литературой процессу получения
винилацетата в жидкой фазе посвящен ряд опубликованных научных
исследований [5—9]. Кроме методов работы в жидкой фазе, применяются
также методы ведения реакции в газовой фазе путем пропускания смеси
паров кислоты с ацетиленом над соответствующими катализаторами.
Согласно исследованиям Ушакова и Файнштейн [10], винилацетат мо-
Сырье
147
жет быть получен при пропускании смеси сухого очищенного ацетилена
и паров уксусной кислоты, введенных при избытке ацетилена в аппарат,
содержащий катализатор (цинкацетат на активированном угле). Наи¬
более благоприятная температура синтеза 170—280° С, а наилучшее
весовое соотношение ацетилена к уксусной кислоте 9:1. При этих усло¬
виях удалось достигнуть выхода винилацетата до 85% от теоретиче¬
ского. По мере падения активности катализатора [11] необходимо не¬
большими ступенями постепенно повышать температуру.
Синтез винилацетата может быть осуществлен путем пропускания
смеси ацетилена и паров уксусной кислоты через катализатор, суспен¬
дированный в высококипящем инертном веществе, нагретом до
200—300°С. В качестве инертного вещества может быть использован
парафин; катализатором служит ацетат цинка, нанесенный на активи¬
рованный уголь. Новым методом получения винилацетата является
разложение этилидендиацетата [12], приготовляемого из ацетальдегида
и уксусного ангидрида:
СНзСНО + СНзСООСОСНз —^ СНзСН (ОСОСН3)2 —V СН2=СН—ОСОСНз
По аналогичной схеме можно получить любые сложные виниловые
эфиры. Но процесс можно проводить даже без выделения и пиролиза
этилиденовых эфиров, если ацилирование ацетальдегида осуществлять
хлорангидридами кислот в присутствии енолизирующих веществ, к ко¬
торым относятся органические третичные основания — пиридин, хино-
лин, диметиланилин и др. [13].
Промышленные методы получения винилацетата основаны на при¬
соединении ацетилена к уксусной кислоте в жидкой или газовой фазе.
Винилацетат в жидкой фазе получают периодическими и непрерывными
методами. В основе производства лежат данные различных патен¬
тов [И]. Ацетилен пропускают через смесь ледяной уксусной кислоты и
уксусного ангидрида, содержащую сернокислую (или фосфор¬
нокислую) ртуть, осажденную в тонкодисперсном состоянии [15—18].
Температура реакции поддерживается в пределах 75—80° С. Избыток
ацетилена уносит винилацетат из реактора по мере его образования.
При периодическом способе производства после замедления скорости
поглощения ацетилена и уменьшения выхода винилацетата производят
перегрузку катализатора.
При непрерывном способе производства винилацетата в жидкой
азе уксусная кислота и свежий катализатор непрерывно подаются в
башенный реактор и одновременно из реактора удаляется отработан-
ый катализатор.
Винилацетат в газовой фазе получают непрерывным методом.
• СССР производство винилацетата основано на работах Ушакова
с сотрудниками. В контактных аппаратах трубчатого типа производство
шлацетата достигает нескольких сот тонн в год с одного агрегата.
Л ©изводительность же в 10—15 тыс. т в одном агрегате достигается
использовании мощных контактных аппаратов, представляющих
с ' й камеры размером 6,0x1,8x3,0 м, наполненные либо рядом гори-
альных охлаждаемых водой труб, либо рядами стальных вертикаль¬
на пластин. В один такой аппарат загружается до 14 м3 катализато-
М [22—24].
Важным условием хорошего течения синтеза винилацетата яв-
' ~ся качество и состав катализатора. Реакция катализируется уксус-
■ luv кадмием, уксуснокислым цинком или фосфатом любого из
■ «сталлов, нанесенным на пористый носитель — силикагель, древес-
-_ 1знрованный уголь [19, 20] или активированный глинозем [21].
148
Гл 6. Поливинилацетат
Видимо, лучшими катализаторами являются уксуснокислый цинк и ук¬
суснокислый кадмий, нанесенные на активированный уголь определен¬
ной марки (не все активные угли являются пригодными носителями).
Синтез винилацетата осуществляется при 170—240° С. Процесс начи¬
нают при 170° и по мере падения активности катализатора температуру
в контактном аппарате постепенно повышают до 240° С.
Паро-газовая смесь, состоящая из ацетилена и уксусной кислоты
в весовом соотношении 3: 1—9 1, нагретая до 160°С, поступает в кон¬
тактный аппарат. Время контакта, при котором достигается максималь¬
ный выход винилацетата, 0,1 — I сек.
При нормальном течении процесса синтеза винилацетата отме¬
чается длительная работа катализатора в пределах 170—210° С. Чем
меньше количество испаряемой уксусной кислоты, приходящейся на
1 кг цинкацетата, тем медленнее протекает синтез. При загрузке зна¬
чительного количества катализатора (10—15 т) наблюдается больший
срок его службы и высокая производительность установок [22]. Для
конденсации уксусной кислоты, винилацетата и побочных продуктов
(ацетальдегида и др.) смесь ацетилена, паров винилацетата, непро¬
реагировавшей уксусной кислоты, ацетальдегида и других побочных
продуктов охлаждается в конденсаторах. Возвратный ацетилен после
смешения со свежей порцией ацетилена вновь используется для синтеза
винилацетата. Винилацетат-сырец подвергается фракционированной пе¬
регонке на установках непрерывного действия. Для того чтобы избежать
полимеризации во время перегонки, в сырец вводится ингибитор.
Винилацетат, предназначенный в качестве сырья для получения
полимера, должен удовлетворять техническим условиям ТУ МХП 4'0—55.
Физические свойства винилацетата, чистотой 99,95%, следующие
[23]:
Молекулярный вес 86,05
Температура замерзания, °С, менее —84
» кипения, °С 73
Плотность rfjo 0,9342
Показатель преломления rip 1,3958
Температура вспышки, °С от —5 до —8
Коэффициент линейного расширения (5—25° С) 0,00155
Вязкость при 20°, спз 0,432
Теплота горения, ккал/моль 495
» образования, ккал/моль 28,3
Скрытая теплота испарения, ккал'моль . . . 7,8
Растворимость в воде при 20е С, % .... 2,5
Растворимость воды в винилацетате при
20° С, 96 0,1
Химические свойства винилацетата определяются его строением.
Подобно обычным виниловым соединениям он присоединяет бром в
темноте при низких температурах и легко реагирует при обычных тем¬
пературах с минеральными кислотами и окислителями. Эти реакции
являются реакциями присоединения.
В присутствии воды под влиянием минеральных кислот, солей и
щелочей винилацетат гидролизуется до уксусной кислоты и ацетальде¬
гида. При нагревании винилацетат устойчив до 400° С.
Чистый винилацетат при обычных температурах полимеризуется
медленно, но под действием ультрафиолетового света или перекисей
скорость полимеризации резко повышается, и благодаря тому, что реак¬
ция экзотермична, она протекает с возрастающей скоростью.
В присутствии перекисей винилацетат реагирует с четыреххлори¬
стым углеродом [24], образуя жидкие продукты. Последние являются
Закономерности полимеризации винилацетата
149
полимерами винилацетата, к концам цепи которых присоединены остат¬
ки четыреххлористого углерода:
СС13(СН2—СН)„С1
I
ОСОСНз
(где п = 2 -г 8). Такие соединения называются теломерами, а реакция
их образования — реакцией теломеризации.
Закономерности полимеризации винилацетата
Винилацетат легко полнмеризуется под влиянием света, тепла, ини¬
циаторов и катализаторов [25—36]. В зависимости от условий реакции
и типа возбудителя полимеризации образуются полимеры от жидких
и вязких до твердых [37], причем прн полимеризации происходит значи¬
тельное выделение тепла, что затрудняет контролирование этого про¬
цесса. Ниже приводятся данные [38] о теплоте полимеризации и сопо-
лимеризации мономеров (в ккал/моль):
Акриловая кислота . . . 15,0—18,5 Вннилиденхлорнд . . . 14,4
Акрилонитрил 17,3 2,5-Дихлорстирол . . . 16,5 — 18,0
н-Бутилметакрилат . . . 13,5 Изобутилен 10,0—12,8
Винилацетат 21 £ Метилакрилат 18,7—20,2
Внинлацетат-малеиновын Метакриловая кислота . . 15,8
ангидрид (1 : 1М) . . . 20,2 Метилметакрилат .... 13—13,6
Винилацетат-диэтилфума- Метилстирол 8,8—10,1
рат(1:1М) 18,6 Стирол 16—17,5
Винилацетат-диэтилмалеат о-Хлорстирол 16,4—17,6
(1 : 1М) 20,0 п-Хлорстирол 16,0—17,6
Винилбутиловыи эфир . . 14,4 Этллен 25,4—25,9
Мономеры, содержащие третичный атом углерода, например винил¬
ацетат. имеют тенденцию к образованию разветвленных полимеров и
сшитых продуктов при повышенных температурах и высокой конверсии,
вследствие передачи цепи от растущего полимерного радикала к моно¬
меру или неактивному полимеру.
Передача цепи мономеру
R.+СН2=СН
I
ососн
или
R.-f СН2=СН
I
ОСОСН
где R — растущий полимерный
зации возникают разветвления:
A. R.-fCH2--C-
I
ОСОСНз OCOCh
Б. R-+CH2=CH —>- R—СН2—СН— • ■
i I
ОСОСН2- ОСОСН2-
—У RH + CH2=C*
ОСОСНз
—у rh + ch2=ch
I .
ососн2
радикал. При дальнейшей полимери-
—>■ R—СН2—С— • • -
I
150
Гл. 6 Поливинилацетат
Передача цепи неактивному полимеру приводит к тем же струк¬
турам А ч Б :
A. R- -f- RH (полимер) —>- RH -(-••• —СН2—С— - • •
I
ОСОСНз
Б. R-+RH (полимер) —* RH + • — СН2—СН
ОСОСН2
Исследования показали, что передача цепи всегда наблюдается при
полимеризации винилацетата и что скорость обрыва растущих цепей
путем передачи цепи выше скорости обрыва, происходящего в резуль¬
тате других процессов. Вследствие легкости передачи цепи очень труд¬
но получить поливинилацетат линейного строения с высоким молеку¬
лярным весом.
Процесс образования разветвленных и сшитых полимеров можно
обнаружить по вязкости растворов [39] и растворимости. Сравнение сте¬
пени полимеризации поливиннлацетата до и после гидролиза наглядно
показывает снижение степени полимериза¬
ции в результате гидролиза. Из рассмотре¬
ния структур А и Б видно, что при гидро¬
лизе поливиннлацетата (структура Б) все
разветвления должны отщепляться и что мо¬
лекулярный вес полимера должен быть ниже.
На рис 47 показана зависимость дли¬
ны цепи полимеров винилацетата от сте¬
пени конверсии мономера до и после гид¬
ролиза (полимеры были получены в бло¬
ке при 70°С) [40]. Из рисунка видно, что
с увеличением степени конверсии образу¬
ющиеся полимеры имеют большее число
разветвлений. Лишь при неглубокой степени превращения можно по¬
лучить мало разветвленный поливинилацетат
Уменьшение числа разветвлений в полимере достигается прекра¬
щением реакции полимеризации при низких конверсиях, проведением
процесса в растворителе и добавлением регуляторов (меркаптанов,
альдегидов и др.), имеющих подвижные атомы водорода. Передача цепи
от растущего полимера к растворителю происходит по схеме:
R. + HA > RH + A-
где НА — растворитель; А*—радикал из растворителя.
При передаче цепи скорость полимеризации мономера не должна
изменяться, но обычно она ниже, так как из растворителей и модифи¬
каторов образуются радикалы, которые отличаются меньшей реакцион¬
ной способностью и часто способствуют обрыву цепей. Поэтому чем
чаще происходит передача цепи при полимеризации в растворителе,
тем ниже молекулярный вес образующегося полимера. Но при низкой
концентрации растворителя может происходить разветвление и даже
сшивка полимеров вследствие передачи цепи к неактивным радикалам.
Указанные процессы, связанные с передачей цепи, зависят от при¬
роды растворителя и мономера. Винилаиетат является мономером, ради¬
калы которого отличаются высокой активностью и легко присоединяют
атомы водорода, отрывая их от растворителей и полимера. Константы
передачи цепи для винилацетата почти в 10 раз превышают аналогич¬
Рис. 47. Зависимость степени
полимеризации поливинилаце-
тата от степени конверсии:
7 —до гидролиза; к-— после гидролиза.
Производство
151
ные значения для стирола, например в хлороформе и четыреххлористом
углероде [41].
На примере многих мономеров (стирола, метилметакрилата и др.)
было показано, что такие растворители, как бензол, толуол, циклогек-
сан, 2,2,4-триметилпентан, оказывают меньшее влияние на скорость
процесса и на снижение молекулярного веса полимера, чем раствори¬
тели, содержащие подвижные атомы водорода. Совсем иная картина
наблюдается при полимеризации винилацетата. В бензоле и особенно
в толуоле винилацетат полимеризуется гораздо медленнее, чем это мож¬
но было ожидать. Даже небольшая концентрация бензола (1%) уже
значительно замедляет процесс. Поливннилацетатные радикалы, види¬
мо, реагируют с ароматическими растворителями и образуют фенильные
или другие радикалы, обладающие меньшей активностью в присоеди¬
нении мономера [42]. В последнее время было показано, что винилацетат
образует сополимеры с бензолом [43}. Хлорбензол и этилбензоат также
замедляют реакцию полимеризации винилацетата, но в этилацетате об¬
разование полимера происходит с достаточной скоростью, видимо, из-за
того, что радикалы СН2СООС2Нз по своей реакционной способности
и полярности подобны поливинилацетатным радикалам.
Из приведенных исследований видно, что полимерные радикалы
обладают высокой реакционной способностью, что приводит к получе¬
нию поливинилацетата разветвленного строения даже при полимери¬
зации при средних температурах [44].
Полимеризации винилацетата в различных растворителях посвяще¬
ны работы Ушакова [25—27], Каменской и Медведева [28] и других
исследователей [35,45,46]. Было установлено, что молекулярные веса по-
ливинилацетатов в значительной степени зависят от природы растворите¬
ля. При применении бензола образуются особенно высокомолекулярные
продукты, а толуола — наиболее низкомолекулярные,несмотря на бли¬
зость свойств этих растворителей [46]. Полимеры со средним молекуляр¬
ным весом были получены при применении таких растворителей, как аце¬
тон, спирт, уксусная кислота и этилацетат. Степень полимеризации по¬
ливинилацетата очень часто выражают числом вязкости (в спз) бен¬
зольных растворов с концентрацией 86 г/л.
Винилацетат способен вступать в реакцию сополимеризации с раз¬
личными мономерами, но в большинстве случаев этот процесс протекает
с меньшей скоростью, чем процесс полимеризации одного винилацетата.
Из сополимеров, представляющих интерес для промышленности, можно
указать на сополимеры с винилхлоридом, кротоновой кислотой [47] и др.
На основе поливинилацетата можно получить графт-сополимеры.
Так например, если раствор поливинилацетата в бензоле обрабатывать
этиленом под давлением в течение 8 ч при 130° С в присутствии пере¬
киси диэтила, то к полимеру «прививается» полиэтилен [48]. Если же
раствор поливинилацетата обрабатывать стиролом при нагревании в
присутствии перекиси, то образуется графт-сополимер, который раство¬
ряется в смеси метилэтилкетона и метанола; привить же поливинил-
ацетат к полистиролу, находящемуся в растворе, не удается [49].
Производство поливинилацетата
ПОЛИМЕРИЗАЦИЯ ВИНИЛАЦЕТАТА В БЛОКЕ
Полимеризация винилацетата в блоке может быть проведена как
-сриоднческими, так и непрерывными методами. Периодические методы
приводят к получению более низкомолекулярных полимеров, чем не-
: 'ывные
152
Гл. 6. Полив амилацетат
Периодические методы. По одном\ из методов поливинилацетат
может быть получен при порционном введении мономера [50] по следую¬
щей рецептуре (в вес. ч.):
Винилацетат 130
Перекись бензоила 0,3
Пропионовый альдегид . . . 0,32
Смесь компонентов готовится в алюминиевом смесителе емкостью
500 л, затем часть ее сливается в реактор, выложенный внутри карто¬
ном. После загрузки смеси в реактор вставляется алюминиевый стер¬
жень и крышка тщательно закрывается. При нагревании начинается
процесс полимеризации; температуру воды в рубашке постепенно под¬
нимают с 65 до 98° С. Чем быстрее поднимают температуру и чем она
выше, тем ниже молекулярный вес образующегося полимера. После
того как масса становится вязкой*в реактор постепенно в течение 24 ч
вводят винилацетат. Затем содержимое
реактора нагревают еще 3 ч и создают
вакуум с целью отгонки незаполимери-
зовавшегося мономера. После охлажде¬
ния в течение 2 ч блок при помощи стер¬
жня вынимают из реактора, охлаждают
на воздухе в течение 24 ч и, погружая в
горячую воду, освобождают от прилип¬
шего картона. После полного охлажде¬
ния блок разрезают на мелкие куски, за¬
гружают в барабан для смешивания и
получения однородного продукта. По¬
лимер упаковывают в ящики, выложен¬
ные полихлорвиниловой пленкой.
Периодические методы полимериза¬
ции винилацетата в блоке для получе¬
ния блоков, стержней и листов не на¬
шли широкого применения, так как про¬
цесс требует продолжительного времени
и полученные полимеры отличаются низ¬
кой температурой размягчения.
Непрерывные методы. Полимериза¬
ция винилацетата непрерывным методом
позволяет получить более высокомолеку¬
лярные полимеры. Она может быть осу¬
ществлена в колонне, подобной той, в которой проводится полимери¬
зация стирола [51, 52]. Схема установки для непрерывной полимери¬
зации винилацетата в блоке представлена на рис. 48.
В растворитель 1 загружается инициатор (перекись бензоила) и добавляется
некоторое количество винилацетата. При перемешивании перекись бензоила раство¬
ряется и после фильтрации (фильтр на схеме не показан) самотеком сливается
в смеситель 2, куда, в соответствии с рецептурой, добавляется весь винилацетат и
пропионовый альдегид. Растворитель 1 и смеситель 2 представляют собой алюминие¬
вые сосуды цилиндрической формы, снабженные лопастными мешалками и рубаш¬
ками для охлаждения смеси водой до 20—25° С. Реакционная смесь из смесителя 2
дозировочным насосом подается в полимеризационную колонну 3, состоящую из двух
секций. Нижняя секция представляет собой цилиндр высотой 3500 мм и диаметром
600 мм. Нижняя часть колонны обогревается горячей водой (до 75—82° С) через
рубашку и торпедовидный подогреватель высотой 2400 мм и диаметром 330 мм, рас¬
положенный внутри колонны. Верхняя секция колонны имеет высоту 790 мм и диа¬
метр 990 мм, она снабжена мешалкой и служит для перемешивания реакционной
смеси с потоком мономера, поступающего из обратного холодильника 4.
Рис. 48. Схема установки для
непрерывной полимеризации ви¬
нилацетата в блоке.
1 — растворитель инициатора в винилаце-
тате; 2~ смеситель; 3—полимеризацион-
ная колонна; 4 — обратный холодильник;
5 — дозировочный насос; 6 — ленточный
транспортер; 7 — обдувочное приспособле¬
ние.
Производство
153
Нижний конец колонии снабжен мундштуком, через который на ленточный
стальной транспортер 6 ь виде тонкой ленты поступает поливинилацетат. Охлажде¬
ние его осуществляется холодным воздухом, поступающим из соответствующего об-
дувочного приспособления 7. Охлажденный полимер срезается ножом, установлен¬
ным в конце конвейера.
Смесь компонентов для полимеризации находится в колонне 8 ч. Производи¬
тельность установки 80—100 кг/ч. Молекулярный вес полимера 30 000—60 000.
Для получения поливннилацетата с молекулярным весом 40 000 может быть
применена следующая рецептура (в вес. ч.):
Винилацетат 140
Перекись бензоила 1,22
Пропионовый альдегид . . . 0,12
Волее низкомолекулярные полимеры могут быть получены при порционном
введении мономера, что обеспечивает лучшее регулирование температуры полимери
зации [50]. При этом используется рецептура, включающая следующие компоненты
(в вес. ч ) ■
Винилацетат . 130
Перекись бензоила 0,3
Пропионовый альдегид . . . 0,32
Непрерывный метод полимеризации винилацетата в колонне имеет
ряд недостатков, а именно: 1) необходимость частой остановки для
чистки стенок колонны от полимера (путем промывки кипящим этилаце-
татом); 2) невозможность получения полимеров, значительно разли¬
чающихся между собой по молекулярному весу.
ПОЛИМЕРИЗАЦИЯ ВИНИЛАЦЕТАТА В РАСТВОРЕ
Полимеризация винилацетата в растворе—наиболее распростра¬
ненный метод, так как в этом случае получается раствор полимера,
пригодный для применения в виде клея и лака, а также для перера¬
ботки в поливиниловый спирт. Как уже указывалось, скорость реакции
полимеризации винилацетата, молекулярный вес полимера и его развет-
вленность зависят от природы и концентрации растворителя, темпера¬
туры реакции и продолжительности процесса. Зависимость выхода поли-
винилапетата и вязкости его растворов от растворителя представлена
в табл. 38 [53]. Полимеризация осуществлялась при соотношении мо¬
номер • растворитель 1. 1
ТАБЛИЦА 38
Зависимость выхода поливннилацетата и вязкости его растворов
от растворителя
Толуол
Ацетон
Абсолютный
спирт
Этилацетат
Бензол
Выход полимера, %
28
68,5
22,6
89,3
55,0
Вязкость, спз ....
2,9
3,0
5,6
8,2
18,2
Из таблицы следует, что абсолютный спирт, толуол и отчасти бен¬
зол замедляют процесс полимеризации винилацетата. Наибольшая ско¬
рость реакции наблюдается при проведении процесса в этилацетате
и ацетоне, а наибольший молекулярный вес имеют полимеры, получен¬
ные в бензоле. Но молекулярный вес их все же ниже, чем молекуляр¬
ный вес полимеров, получаемых в блоке. Так например, поливинилаце¬
тат, полученный полимеризацией 50%-ного раствора винилацетата в
бензоле, имеет молекулярный вес наполовину меньший, чем полимер,
приготовленный из неразбавленного винилацетата [54].
В технике в качестве растворителей при полимеризации винилаце-
~ата чаще всего употребляются этилацетат, ацетон и бензол. Метиловый
154
Гл. 6. Поливинилацетат
и этиловый спирты используются при производстве полимера, посту¬
пающего на дальнейшую переработку в поливиниловый спирт и поли-
винилацетали.
Полимеризация винилацетата в растворе может быть осуществлена
как непрерывными, так и периодическими методами.
Непрерывные методы заключаются в полимеризации винилацетата,
смешанного с растворителем, инициатором и регулятором, в специаль¬
ных полимеризацнонных колоннах. Одна из схем непрерывных процес¬
сов представлена на рис. 49 [52, 56].
Рис. 49. Схема установки для непрерывной полимеризации
винилацетата в растворе:
i — смеситель винилацетата и альдегида; 2, 5 — мерники; 3—смеситель
этилацетата и инициатора; 4— фильтр; 6— насос для подачи винилацетата;
7—насос для подачи этилацетата; 8, 9 — полимеризациониые колонны;
10— обратные холодильники; 11 — мерник этилацетата; 12— полимеризацион-
ные реакторы.
Смеси компонентов приготовляются в смесителях 1 и 3 и хранятся в мерниках
2 и 5. Смесь этилацетата и инициатора предварительно проходит через фильтр 4.
С помошью дозировочных насосов 6 и 7 смеси компонентов примерно в весовом от¬
ношении 7: 3 направляются в полимеризационную колонну 8, снабженную мешалкой
по всей высоте колонны, делающей 40 об/мин; 70% раствор винилацетата в этил-
ацетате последовательно проходит полимеризациониые колонны 8 и 9, снабженные
рубашками для обогрева. Температура полимеризации по мере образования поли
мера повышается от 75 до 85э С. Каждая колонна снабжена обратным холодилыш
ком 10 для во врата испаряющегося мономера и растворителя При прохождении
через колош ы S и 9 винилацетат полимеризуется на 92—95%. Окончательная поли
меризация при 80—85°С протекает в реакторах периодического действия 12 до тех
пор, пока содержание мономера в растворе не снизится до 1—2%. Обычно раствор
полимера ь эгила етате доводится до 60% добавлением этилацетата из мерника 11.
Смеет ечи и мерники изготовляют из алюминия. Полимеризациониые колонны
могут быть как алюминиевыми, так и стальными, облицованными стеклом или
эмалью. Первая колонна представляет собой цилиндрический аппарат диаметром
600 мм и высотой 6400 мм с расширенной верхней секцией диаметром 900 мм и вы¬
сотой 1300 л(и. Мешалка состоит из серии лопастей, чередующихся с каждой сто¬
роны вала В орая колонна имеет аналогичные размеры, по без верхней секции и
мешалки К каждой колонне установлены обратные холодильники. Поверхность
охла + дения tie вого составляет 18 «2, а второго 1,5 м2. Окончательная полимериза
ция проводится в алюминиевых реакторах емкостью по 2800 л каждый, снабженных
мешалками г t" башками для нагревания. Дозировочные насосы изготовляются из
нержавеющей стали.
Производство
155
Производительность установки (1,5—3 т/сутки) определяется составом реак¬
ционной смеси [52]. Свойства поливинилацетата различного молекулярного веса при¬
ведены в соответствующей литературе [1, 52, 57, 58].
Периодические методы. Полимеризация проводится в алюминие¬
вых, никелевых или эмалированных реакторах при непрерывном раз¬
мешивании и температуре кипения растворителя или мономера. Реак-‘
ционная смесь состоит из винилацетата, растворителя, инициатора (пе¬
рекиси бензоила, перекиси ацетила, азодиизобутиронитрила) и иногда
регулятора (пропионового альдегида). Реакция продолжается 12—18 ч.
Полученный раствор поливинилацетата (лак) находит самостоятельное
применение, но из него можно получать также и чистый полимер.
Выделение поливинилацетата из раствора осуществляется путем
отгонки с паром растворителя и остаточного мономера и последующего
выдавливания вязкого полимера в виде тонкой ленты на вращающийся
барабан или на стальной ленточный транспортер.
Сравнительно высокомолекулярный поливинилацетат может быть
получен полимеризацией винилацетата в метилацетате [55]. Для полу¬
чения поливинилового спирта лучше всего готовить поливинилацетат
полимеризацией винилацетата в метиловом спирте. В реактор загру¬
жают винилацетат, метанол и инициатор. В некоторых случаях в реак¬
тор сначала вводят компоненты не полностью, а частично, например
70% винилацетата и 25—35% метанола, а через некоторое время остав¬
шееся количество винилацетата и по мере загустевания смеси добав¬
ляют порциями метанол. Полимеризацию проводят при температуре
кипения реакционней смеси до тех пор, пока количество непрореагиро¬
вавшего мономера не снизится до 2—5%.
ПОЛИМЕРИЗАЦИЯ ВИНИЛАЦЕТАТА В ЭМУЛЬСИИ И СУСПЕНЗИИ
Процесс полимеризации винилацетата в эмульсии и суспензии ши¬
роко применяется в технике. В качестве эмульгирующих и суспенди¬
рующих агентов используются различные мыла и водорастворимые по¬
лимеры: поливиниловый спирт без ацетатных групп [59]. поливиниловый
спирт, содержащий 10—25% ацетатных групп, метилцеллюлоза, гидро-
ксиэтилцеллюлоза, крахмал с буферными солями [60], желатин [61], соли
полиакриловой и полиметакриловой кислот [62], бромистый триметил-
аммоний [63, 64] и др.
Требуемое значение pH среды поддерживается добавлением бу¬
ферных солей, например бикарбоната натрия. Для предотвращения сли¬
пания гранул суспензионного полимера при сушке и хранении можно
вводить канифоль, абиетиновую кислоту и др. [65].
В качестве инициатора при эмульсионной полимеризации винил¬
ацетата применяется перекись водорода [66—71], а при суспензионной
полимеризации — перекись бензоила, перекись ацетила, азодиизобути-
ронитрил. Полимер с большим молекулярным весом можно получить,
применяя смешанный инициатор, состоящий из перекиси бензоила и
перекиси водорода [72], добавляя 1-октадекан [73] или вводя инициатор
небольшими порциями [74—76]. Описаны различные метоцы эмульсион¬
ной полимеризации, в том числе полунепрерывный [77, 78].
Непрерывный процесс полимеризации винилацетата в эмульсии мо¬
жет быть осуществлен на установке, составленной из ряда реакторов,
соединенных последовательно [79].
Производство эмульсий поливинилацетата. Качество эмульсий за¬
висит как от входящих в них компонентов, так и от метода изготовления
(порядка введения компонентов и технологии смешения с другими
156
Гл. 6. Поливинилацетат
ингредиентами). Различают два типа эмульсий: мелко- и крупнодис¬
персные. Первый тип — мелкодисперсные (или латексные) — имеют ча¬
стицы размером 0,05—0,5 мк, а второй тип — крупнодисперсные (дис¬
персные) — с размером частицы 0,5—10 мк. В технике больше приме¬
няются дисперсные эмульсии. Их стабилизируют большим количеством
водорастворимого полимера, и, вследствие этого, они отличаются боль¬
шей устойчивостью к действию коагулирующих агентов и к охлажде¬
нию, чем латексы.
Латексы поливиннлацетата готовят в присутствии мыл. Так, соглас¬
но одной из рецептур, в реактор вводят (в вес. ч.):
Винилацетат 100
Вода 100—120
Олеат калия 0,1—0,5
Перекись водорода .... 0,5—1,5
Полимеризацию проводят при 65—75° С и энергичном перемеши¬
вании в течение 90—120 мин [53].
Дисперсии поливиннлацетата получают при использовании в каче¬
стве суспендирующего агента поливинилового спирта. При добавлении
его в водную фазу в количестве менее 0,2% и использовании инициато¬
ров, растворимых в мономере (например, перекиси бензоила), обра¬
зуются гранулы, которые после прекращения перемешивания падают
на дно реактора. При повышении же концентрации поливинилового
спирта и применении в качестве инициатора перекиси водорода обра¬
зуются дисперсии полимера, частицы которого малы и вследствие этого
способны лишь очень медленно осаждаться после разбавления водой.
В литературе [56, 80] указывается следующая рецептура, пригодная
для изготовления водных дисперсий поливиннлацетата (в вес ч ):
Винилацетат 200
Водный раствор (5%-ный) по¬
ливинилового спирта .... 300
Перекись водорода (30?о-ная) 0,2
Муравьиная кислота 0,6
Характерной особенностью приведенной рецептуры является высо¬
кая концентрация поливинилового спирта, обладающего большим моле¬
кулярным весом. После полимеризации при 70—72° С образуется вязкая,
молочного вида водная дисперсия поливиннлацетата. Введение в поли-
меризационную смесь до 10% пластификаторов позволяет улучшить
свойства пленок, образующихся при высыхании слоя дисперсии.
В литературе [81] описан процесс изготовления дисперсий по сле¬
дующей рецептуре (в вес. ч.):
Винилацетат:
начальное количество . . 14,3
общее количество .... 100
Раствор поливинилового
спирта (5%-ный) 100
Перекись водорода 0,32
Муравьиная кислота .... 0,1
Полимеризацию проводят в эмалированном котле емкостью 3 м3
при непрерывном перемешивании. Реакция начинается при 65—70° С,
и по достижении 72° С в течение 2 ч постепенно добавляется винил¬
ацетат. Затем температуру за 1,5 ч постепенно повышают до 90° С и
через 0,5 ч полимеризацию заканчивают.
В дисперсии остается 1 —1,5% мономера, который удаляется при
вакуумировании. После этого дисперсию охлаждают до 40° С и пере¬
водят в другой аппарат, где производится смешение с различными ком¬
Производство
157
понентами (смолами, пластификаторами и т. п.). Аппарат для смешения
снабжен мешалкой и змеевиком для нагревания и охлаждения смеси.
Пластификаторы (дибутилфталат, трикрезилфосфат) впрыскиваются в
перемешиваемую дисперсию с помощью форсунок в течение 3—4 ч.
После перемешивания дисперсия пропускается через фильтр (сетка со
100—400 отв/см2) и сливается в 150—200-литровые бочки, покрытые
внутри парафином.
В соответствии с требованиями к водной дисперсии поливинилаце-
тата ее плотность должна быть 1,02—1,03, кислотное число — не более 2,
содержание мономера — не больше 0,5%, а количество твердой фазы —
в пределах 48—52%. Вязкость дисперсии при 20°С 50—500 спз. Партии
с более высокой вязкостью применяются для изготовления красок, а
партии с меньшей вязкостью используются для пропитки бумаги и
изготовления искусственной кожи.
По ГОСТ 10002—62, поливинилацетатная эмульсия в пластифициро¬
ванном виде выпускается трех марок: НВ — низковязкая, СВ — средне¬
вязкая и ВВ — высоковязкая. Пластификатора дибутилфталата должно
быть 5—15% в низко- и средневязких эмульсиях и 5—35% в высоковяз¬
кой. Сухого вещества эмульсия содержит не менее 50%, мономера—•
не более 0,8%, pH = 4—5,5.
Преимуществом латексов и дисперсий является низкая вязкость
при большом содержании полимера. Одним из недостатков покрытий
на основе поливинилацетатных латексов и дисперсий является чувстви¬
тельность пленок к воде, выражающаяся в набухании и образовании
пятен. Этому способствуют также присутствующие в них стабилиза¬
торы, защитные коллоиды и некоторые электролиты.
Существует ряд методов, позволяющих увеличить водостойкость пле¬
ночных покрытий. Один из них заключается в получении латексов и
дисперсий из сополимеров винилацетата с другими мономерами (винил-
хлоридом, эфирами акриловой, метакриловой и малеиновой кислот,
высшими сложными виниловыми эфирами), другой — в добавлении в
реакционную смесь 10—20% пластификатора, обладающего повышен¬
ной водостойкостью, или высших спиртов. В практике часто в диспер¬
сию вводят другие смолы, например полиэфирные, кумаронинденовые
и терпеновые [82]. Добавление в дисперсию продуктов конденсации оки¬
си этилена и олеиновой кислоты позволяет стабилизировать ее при сме¬
шении с красящими пигментами [83], но эти добавки несколько снижают
водостойкость пленок.
Производство поливинилацетата в суспензии. Полимеризация ви¬
нилацетата в суспензии может быть проведена по следующей рецеп¬
туре (в вес. ч.):
Винилацетат 100
Вода 100
Перекись бензоила .... 0,5—1,0
Эмульгатор ОД—0,2
Схема установки для получения поливинилацетата в суспензии представлена на
рис. 50. При работе обратный холодильник может быть отключен, и тогда процесс
проводится под некоторым давлением.
Полимеризация осуществляется в эмалированном реакторе емкостью 3 м3, снаб¬
женном якорной мешалкой и рубашкой для нагревания и охлаждения. Содержимое
герметически закрытого реактора нагревают до 70° С, затем температуру поднимают
до 80°, доводят до 90—95° С и полимеризацию продолжают 30 мин. Весь процесс
длится около 2 ч. После окончания полимеризации содержимое реактора постепенно
охлаждают до 5° С. Затем суспензию сливают отдельными частями в центрифугу, где
производят фильтрацию и промывку холодной водой. Сушка гранул полимера осуще¬
ствляется при 60—70° С в сушилке с циркуляцией воздуха.
158
Г л. 6. Поливинилацетат
По другой методике получение поливинилацетата в суспензии проводится сле¬
дующим образом [84]: в реактор загружают 100 вес. ч. винилацетата и нагревают его
до 50° С, добавляют 0,13 вес. ч. бикарбоната натрия и 0,35 вес. ч. сухого крахмала.
При перемешивании заливают 130 вес. ч. воды и нагревают содержимое закрытого
реактора до 80°С, затем вводят 0,23 вес. ч. перекиси водорода (28%) и смесь нагре¬
вают с обратным холодильником при интенсивном размешивании (например,
300 об/мин). Температуру постепенно поднимают до 90—95° С, и через 50—60 мин
процесс заканчивается. В результате реакции полимеризации образуются гранулы оди¬
накового размера. Сушка их может быть проведена азеотропной перегонкой или дру¬
гими способами [85—86].
Диспергирование мономера в водной среде можно улучшить внесением неболь¬
ших количеств нерастворимых солей — сульфатов или карбонатов. Так, по одной из
Перекись
Рис. 50. Схема установки для получения поливинилацетата в суспензии:
1 — растворитель; 2 — фильтр; 3 — смеситель; 4 — полимеризатор; 5 — холодильник; 6—фильтр
для азота; 7 — охладитель суспензии; 5 —центрифуга; 9— ваниа-отстойиик; 10 — вагонетки;
// — сушилка; 12— дробилка; 13—бункер; 14 — смеситель; 15 — подъемник.
рецептур [53] в реактор загружают 100 вес. ч. винилацетата, в котором растворено
0,5 вес. ч. перекиси бензоила; 0,1 вес. ч. углекислого магния, взмученного в 10 вес. ч.
воды; при энергичном перемешивании и 70—90° С реакция продолжается 2—6 ч. По¬
лученный в результате полимеризации винилацетата «бисер» легко осаждается после
прекращения перемешивания, фильтруется и промывается водой. Гранулы могут быть
получены из раствора поливинилацетата в метаноле путем его диспергирования в воде
в присутствии поливинилового спирта и при отгонке части метан-ола [87].
Бисерный поливинилацетат (МРТУ 6 № М-880—62) выпускают
пяти марок (№ 15, № 25, № 50, № 75 и № 100), различающихся по вяз¬
кости растворов. Вязкость одномолярного раствора в бензоле (в спз)
следующая;
№ 15 10—15
№ 25 16—25
№ 50 26—50
№ 75 51—75
№ 100 76—100
Бисерный поливинилацетат применяют для изготовления лаков и
клеев, пригодных для склейки различных материалов.
Структура и свойства
159
Структура и свойства поливинилацетата
Поливинилацетат бесцветен и прозрачен, не обладает запахом, не
токсичен и устойчив к старению даже при воздействии солнечного
света. Под действием водных растворов и щелочей, особенно при на¬
гревании, поливинилацетат легко гидролизуется в поливиниловый
спирт:
-СН2—СН 1 > Г—СН2—СН-
11
ococh3_L L он
-f пСН3СООН
СТРУКТУРА ПОЛИВИНИЛАЦЕТАТА
Строение поливинилацетата изучали по реакциям образующегося
при его омылении поливинилового спирта. Структура полимера обу¬
словлена присоединением мономера в полимерную цепь по принципу
«голова к хвосту». Подтверждением такой структуры служит образова¬
ние щавелевой кислоты при окислении поливинилового спирта азотной
кислотой [29]:
_..Дсн2—сн4-сн2—СНЦ -t°4 но—с—с—он
М I 1 н II
он он о о
Близкое сходство спектров поглощения поливинилового спирта и
2,4-пентадиола СН3—СНОН—СН2—СНОН—СН3, а также данные
рентгеновского анализа подтверждают, что поливиниловый спирт, а сле¬
довательно, и поливинилацетат имеют |3-гликолевую структуру. Если бы
поливиниловый спирт содержал группы а-гликоля (т. е. был бы построен
по принципу «голова к голове»), то он легко окислялся бы таким спе¬
цифическим реагентом на а-гликоли, как йодная кислота HJ04. Дли¬
тельное же нагревание поливинилового спирта с йодной кислотой при¬
водит лишь к снижению вязкости в начале реакции, затем последняя
стабилизируется и от дальнейшего воздействия йодной кислоты не
падает:
СН2—СН—СН2--СН—СН—СН2—СН2—СН—СН2—СН
ill I г
ОН ОН ОН ОН он
! HJO,
ф
СН2— СН—СН2—СНО + ОНС—сн2—сн2—сн—сн2—сн
I I I
он он он
Падение вязкости объясняется деструкцией цепей под действием
йодной кислоты. Это свидетельствует о том, что в поливиниловом
спирте, построенном главным образом по принципу «голова к хвосту»,
имеется небольшое количество связей, построенных по принципу «го¬
лова к голове», т. е. в нем имеется структура а-гликоля [88]. Количе¬
ство связей а-гликоля в поливиниловом спирте мало зависит от темпе¬
ратуры полимеризации винилацетата. В пределах температур 25—
110° С, при которых получался поливинилацетат, поливиниловый спирт,
-’риготовленный гидролизом полимера, содержал до 1—2% связей «го-
>ва к голове». Во всех случаях молекулярный вес с 50 ООО и более
после обработки йодной кислотой падал до 4000—6000 [89].
Снижение молекулярного веса приводит к увеличению числа мак-
молеку т. Зная среднечисловой молекулярный вес поливинилового
160
Г л. 6. Поливинилацетат
спирта до и после обработки йодной кислотой, можно определить число
связей «голова к голове». Увеличение числа молекул на 1 моль (44 г)
выражается уравнением [90]-
S = 44(-=U—
I ма К)
где М\ и Мп — среднечисловые молекулярные веса поливинилового
спирта до и после обработки йодной кислотой;
8 — число связей «голова к голове».
Вопрос о концевых группах в поливинлацетате до сих пор окон¬
чательно не выяснен. Одни исследователи считают, что на одном конце
цепей имеются альдегидные группы, а другие отрицают их присутствие
и предполагают наличие на концах цепей остатков инициатора.
Поливинилацетат имеет аморфную структуру, рентгенограмма даже
высокоориентированных полимеров не позволяет обнаружить наличия
кристаллитов.
РАСТВОРИМОСТЬ
Поливинилацетат — полярный полимер (его дипольный момент
2,3 • 10~18, поэтому он хорошо растворяется во многих растворителях
(кетонах, сложных эфирах, хлорированных и ароматических углеводо¬
родах) и не растворяется в алифатических углеводородах и безводных
спиртах (кроме метилового). ОднакГо добавление к спиртам небольших
количеств воды делает их растворителями поливинилацетата.
Растворимость поливинилацетата уменьшается в ряду хлороформ,
дихлорэтан, ацетон, метиловый спирт.
Вязкость растворов зависит от характера растворителя и снижается
с уменьшением его растворяющей способности.
Поливинилацетат не растворяется в бензине, керосине, масле, ски¬
пидаре, гликоле, глицерине, циклогексаноле, метилциклогексаноле.
В воде полимер нескопько набухает.
ТЕРМИЧЕСКИЕ СВОЙСТВА
Температура стеклования Тс поливинилацетата 28° С [91, 92]; для
низкомолекулярных полимеров она ниже. Так, для поливинилацетата
с молекулярным весом 15 000 Тс = 17° С [93], а для полимера с молеку¬
лярным весом 104 000 Тс = 26° С.
Поливинилацетат обладает текучестью на холоду. Развивающаяся
высокоэластическая деформация быстро исчезает при нагревании об¬
разца до 40—60°С. Температура размягчения зависит от величины его
молекулярного веса.
Поливинилацетат очень чувствителен к нагреванию и поэтому не
может применяться при высокой температуре. При 120° С и выше даже
у высокомолекулярных образцов развивается необратимое пластиче¬
ское течение, а при нагревании до 170° С и выше происходит деструк¬
ция, сопровождающаяся выделением уксусной кислоты и образованием
двойные связей [94] в основной цепи:
СН2—С.Н—СН2—СН -снзсоон^ СН = СН—СН2—СН
I I I
ОСОСНз ОСОСНз ОСОСНз
В результате воздействия температуры и кислорода воздуха про¬
исходит образование нерастворимого полимера вследствие раскрытия
двойных связей и сшивки макромолекул.
Структура и свойства
161
На рис. 51 представлены кривые скорости разложения поливинил-
ацетата при повышенных температурах [40].
В присутствии катализаторов (молочной, соляной или уксусной
кислот, а также хлористого цинка и хлористого алюминия) поливи-
нилаиетат уже при 100° С образует нерас¬
творимые и иногда неплавкие продукты.
СОВМЕСТИМОСТЬ С ПЛАСТИФИКАТОРАМИ
И СМОЛАМИ
Поливннилацетат хорошо совмещается
с пластификаторами типа сложных эфиров
(за исключением диоктилфталата), и до¬
статочно их ввести в количестве не более
20 вес. ч. на 100 вес. ч. смолы, чтобы полу¬
чить нужный эффект. Наиболее часто упо¬
требляются дибутилфталат и трикрезил¬
фосфат. Касторовое масло и лаковые мас¬
ла (типа льняного) не совмещаются с по¬
ливинил ацетатом.
Из синтетических и искусственных смол
с поливинилацетатом совместимы нитро¬
целлюлоза [95], аиетобутиратцеллюлоза и
бензилцеллюлоза низкой вязкости, хлори¬
рованный каучук, терпеновые и некоторые полиэфирные и феноло-
формальдегидные смолы. Алкидные, мочевино- и меламино-формаль-
дегидные смолы не совмещаются с поливинилацетатом. Введение нит¬
роцеллюлозы приводит к увеличению поверхностной твердости и водо¬
стойкости Такие композиции можно вводить в состав лаков и на осно¬
ве их изготовлять белые эмали горячей сушки.
МОЛЕКУЛЯРНЫЙ ВЕС И МЕХАНИЧЕСКИЕ СВОЙСТВА
Поливннилацетат с низким молекулярным весом представляет
собой совершенно мягкую и липкую смолу, приобретающую повышен¬
ную хрупкость при низких температурах. Полимеры же с большим мо¬
лекулярным весом являются более твердыми.
Молекулярный вес поливинилацетата может быть определен по ха¬
рактеристической вязкости. Существует ряд формул, связывающих
вязкость с величиной молекул. Характеристическую вязкость полимеров
чаще всего определяют в бензоле и ацетоне. Ниже представлен ряд
формул для определения молекулярного веса
в ацетоне [96]:
[yj] = 2,8- 1(Г4МР-67 (в пределах 77000—850000)
в ацетоне [97], 25°С:
__ i 7g . lO^M0,68 (в пределах 65 000—1500000)
з бензоле [98]:
Р =2,91 - Ю3^]1'45
Физико-механические свойства поливинилацетата в большой сте-
висят от молекулярного веса и улучшаются с его увеличением
Тек например, предел прочности при растяжении поливинилацетата.
»т» _его температуру размягчения 66°, составляет 105 кгс/см2, а с
‘rvrrr-турой размягчения 86° С — уже 290 кгс/см2. Удельная удар-
I вязкость также возрастает с повышением молекулярного веса
Рис. 51. Зависимость скорости
разложения поливинилацетата
от времени воздействия различ¬
ных температур.
4- Николаев
162
Гл. 6. Поливинилацетат
полимера. Полимер, имеющий вязкость 8,5 спз (10% раствор в то¬
луоле), обладает удельной ударной вязкостью 2,8 кгс• см/см2, а полимер
с вязкостью 57,7 спз— 10,3 кгс ■ см/см2. С ростом молекулярного веса
поливинилацетата улучшается его водостойкость.
Поливинилацетатные пленки можно подвергнуть растяжению. При
5—6-кратной вытяжке прочность их значительно увеличивается и до¬
стигает 1500—2000 кгс/см2. С увеличением молекулярного веса поли¬
мера еще в большей степени возрастает прочность ориентированных
пленок. Поливинилацетат с молекулярным весом более 500 000 можно
вытянуть в несколько десятков (и даже более чем в 100) раз, при
этом происходит значительная ориентация, сопровождающаяся боль¬
шим увеличением предела прочности при растяжении, достигающего
10 000 кгс/см2 [53]. Ниже приведены свойства поливинилацетата:
Плотность, г/см3 . 1,18—1,191
Показатель преломления п2р . . . . 1.4665
Предел прочности при растяжении, ксг/см2'.
при —10° С до 600
» + 10е С до 400
» +20° С до 350
» +30° С 150—200
Теплостойкость по Вика, СС 37
Водопоглощение, %■.
24 ч при 20° С . . 3
16 ч у, 25 С 1,5—2
144 ч » 25' С 3,5—7,3
Удельная теплоемкость, кал/г ■ град 0,39
Диэлектрическая проницаемость при 60 гц . . . 6,1
Тангенс угла диэлектрических потерь при 60 гц 0,025
Удельное поверхностное сопротивление, ом . . 1012
ДИЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Поливинилацетат имеет полярную корбонильную группу, которая
связана с полимерной цепью посредством кислородного (эфирного)
мостика. Полярность молекулы полимера приводит к тому, что его ди¬
электрические свойства являются средними. Диэлектрическая прони¬
цаемость и тангенс угла диэлектрических потерь значительно изме¬
няются с температурой и частотой тока. Диэлектрическая проницае¬
мость с повышением частоты тока снижается от 6,1 до 2,7, а тангенс
угла диэлектрических потерь (tg§) имеет максимальное значение при
частоте 107—108 гц. С понижением температуры максимальное значе¬
ние tg S поливинилацетата смещается в область более низких частот;
пластификация и сшивка практически не влияют на положение макси¬
мума tg 8 по частоте [100].
Применение поливинилацетата
Самостоятельное применение поливинилацетат получил в произ¬
водстве лаков и красок, где он ценен благодаря своим адгезионным
свойствам, эластичности, светостойкости и бесцветности, в производстве
клеев, в качестве добавки к цементу, для поверхностной обработки
кожи, бумаги, ткани, в производстве искусственной кожи и т. д. Но
главное его назначение — производство поливинилового спирта и по-
ливинилацеталей. Вследствие малой теплостойкости, низкой морозо¬
стойкости и невысокой водо- и химической стойкости для изготовления
изделий поливинилацетат не применяется. Большое промышленное зна¬
чение приобрели различные сополимеры, в которых винилацетат яв¬
ляется одним из компонентов и используется в сравнительно неболь¬
ших количествах.
Применение
163
КЛЕИ
Поливинилацетат широко применяют в качестве клея вследствие
его высокой адгезии к большинству материалов. Обычно для склеива¬
ния употребляют растворы полимера в летучих растворителях, но
склеивание бумаги, ткани, кожи и других веществ может быть осуще¬
ствлено водными эмульсиями и даже чистым полимером.
Растворы, применяемые в качестве клея, содержат 12—20% поли¬
мера. Из растворителей пригодны ацетон, этилацетат, метилэтилкетон
и спирт. Для придания большей эластичности клеевой прослойке в рас¬
твор поливикилацетата вводят пластификаторы (в частности, дибутил-
фталат и триацетин) в количестве до 10—60% к весу полимера.
Водные эмульсии поливинилацетата, содержащие до 50—60% су¬
хого остатка, пригодны для пропиток и клеев. Пленка образуется в
результате испарения воды и слипания частиц полимера. Качество ее
значительно улучшается при добавлении в эмульсию пластификатора
Одновременно можно вводить наполнители и пигменты.
Сравнение прочности склейки материалов поливинилацетатом
различного молекулярного веса показало, что она растет с повышением
степени полимеризации полимера до критического значения, соответ¬
ствующего характеристической вязкости 0,5 (например, в случаях
склеивания стали [101]). Считают, что для склеивания металлов можно
применять поливинилацетат с молекулярным весом не более 100 000.
В литературе приведены данные по прочности на сдвиг и на отрыв
различных материалов, склеенных поливнилацетатным клеем, представ¬
ляющим собой 20% раствор полимера в ацетоне [102].
При склеивании непористых материалов большое влияние на проч¬
ность склейки оказывает полнота испарения растворителя из пленки
или клеевой прослойки. Остатки растворителя или летучих заметно
снижают прочность склеивания.
Обычно промазанные раствором клея поверхности сушат до сборки
Для каждого клея существует оптимальная длительность воздушной
сушки. Превышение этой длительности приводит к потере начальной
клейкости, а недостаточная длительность воздушной сушки — к низкой
прочности склеивания [102].
Прочность склеивания металлов возрастает с уменьшением тол¬
щины пленки, и предельное значение прочности достигается при тол¬
щине, стремящейся к нулю. В тонких пленках происходит когезионный
разрыв, причем максимальное значение прочности склеивания прибли¬
жается к пределу прочности при растяжении поливинилацетата. С по¬
вышением температуры испытания, увеличением в полимере примеси
низкомолекулярной фракции и при добавлении пластификаторов проч¬
ность склеивания уменьшается [101].
Поливинилацетат дает более высокую прочность склеивания, чем
нитроцеллюлоза, казеин, каучук, неопрен, гуммиарабик и резорцино-
т ‘ рмальдегидная смола, но при длительно действующих нагрузках
тгрмореактивные смолы, в частности резорцино-формальдегидная, по¬
дзывают лучшие результаты. Поэтому поливинилацетатные клеи не-
тйгодны в качестве конструкционных клеев.
В случае склеивания стали водной эмульсией полимера может
'-•ть достигнут предел прочности при сдвиге порядка 175 кгс/см2. Ла-
~яъ с латунью или со слюдой склеивают бумагой, покрытой поливи-
«ллцетатом, при нагревании до 95—150° С и давлении от 22 до
сгс/см2. Хорошие результаты поливинилацетатные клеи показывают
гмеивании металла со стеклом.
164
Г л. 6. Поливинилацетат
При склеивании кожи, древесины, бумаги, ткани и для приклеива¬
ния кожи к дереву, бумаги к фаянсу или кирпичной кладке и т. п. при¬
годны поливинилацетатные клеи на основе полимеров с молекулярным
весом 10 000—20 000. Кроме растворов полимера для склеивания можно
применять частично полимеризованный винилацетат, полная полимери¬
зация которого заканчивается после склеивания [103].
Для переплетных работ особенно пригодны поливинилацетатные
эмульсии, пластифицированные дибутилфталатом. Оптимальная вяз¬
кость пластифицированной эмульсии 5—7 пз. Желаемое изменение вяз¬
кости достигается разбавлением водой.
Водостойкие быстро отверждающиеся клеи могут быть получены
при смешивании водной эмульсии поливинилацетата, содержащей 40—
50% твердого вещества, с 5—12% водорастворимых алкилзамещенных
мочевины [104]. Повышение водостойкости достигается также совмеще¬
нием поливинилацетата с нитратом целлюлозы.
Ниже приводятся два состава клеев на основе нитрата целлюлозы
и поливинилацетата [105], пригодных для применения в обувной про¬
мышленности (в вес. ч.):
Поливинилацетат
низковязкий . . .... 6 —
высоковязкий — 6
Этилацетат ... 82 81—87
Нитрат целлюлозы (целлулоид) . . 12 9—13
Во многих случаях в состав ктея вводят такие сшивающие агенты,
как глиоксаль, таннин (6% по весу) или металлические соли (хлори¬
стый цинк и хлористое олово). Отверждение клея производится при
нагревании до 120° С под небольшим давлением. В качестве клеев мо¬
гут применяться смеси поливинилацетата с даммаровой смолой или
с пентаэритритабиетатом [106, 107]. Для этой же цели пригодна смесь
60% поливинилацетата с 40% соснового пека [108]. Высокими клеящими
свойствами обладают также сополимеры винилацетата с аллилацета-
том [109], трифторхлорэтиленом [110], винилпирролидоном (III) и др.
Для изготовления клейких лент пригодны смеси сополимера винилаце¬
тата и этилена с гидрогенизированными сложными эфирами камеди и
кумарон-инденовой смолой [112].
Поливинилацетат может быть добавлен к эпоксидным клеям и ли¬
тым смолам с целью повышения прочности и стойкости к удару [113].
покрытия
Лаки и краски, пригодные для получения покрытий, можно изго¬
товлять на основе растворов и эмульсий поливинилацетата. Такие
пленки обладают Хорошей эластичностью, высоким глянцем и
значительной адгезией к различным поверхностям. Прозрачные
лаки до 150° С не желтеют; нагревание же до более высоких темпера¬
тур (180—200° С) приводит к получению твердой трехмерной пленки
вследствие процессов деструкции (отщепление части уксусной кис¬
лоты) и структурирования (сшивка полимерных цепей по образовав¬
шимся двойным связям).
Поливинилацетатные пленки вследствие недостаточной водостой¬
кости поглощают воду, но при сушке снова ее выделяют без отлипа от
поверхности и без потери глянца и твердости.
Совместимость лаков со многими пигментами позволяет изготов¬
лять бронзовые и другие краски, грунтовки для покрытий по металлу.
Очень часто поливинилацетат совмещают с нитратом целлюлозы и по¬
лучают более высококачественные лаки и краски.
Применение
165
Поливинилацетатный лак представляет собой раствор поливинил¬
ацетата в этилацетате или этиловом спирте. Промышленностью вы¬
пускается ряд поливинил ацетатных лаков, различающихся вязкостью
и характером растворителя. /
Ниже приводятся рецептуры краски и шпаклевки [114] на основе
эмульсии поливинилацетата (в вес. ч.):
Краска
Эмульсия 50%-ная 50
Пигменты (литопон, титановые белила и др.) 37
Вода 13
Шпаклевка
Эмульсия 50%-ная ... .21,3
Вода ... 18,2
Мел 48,1
Микроасбест или асбест № 7 10,7
Натрийкарбоксиметилцеллюлоза ... 0,27
Гексаметафосфат натрия 0,04
Пентахлорфенолят натрия . . 0,08
Столярный клей сухой .... 1,31
В последнее время водноэмульсионные краски хорошо себя заре¬
комендовали для внутренней отделки помещений и фасадов здании
[114]. Ими окрашивают по штукатурке, кирпичу, бетону и дереву (кроме
полов). В соответствии с ТУ 33003-58 Ленсовнархоза вязкость красок
по вискозиметру ВЗ-4 при 20° С должна быть для нанесения валиком
35—40 сек, краскораспылителем 35—45 сек. Продолжительность их вы¬
сыхания при 20°С 2—3 ч. Высыхают они в результате испарения воды
Этот процесс продолжается 1—2 ч. При высыхании частицы смолы сли¬
паются в прочную, водоустойчивую -пленку.
Глянец красок определяется главным образом величиной объемной
концентрации пигментов и улучшается с уменьшением их содержания
в краске. Для получения глянцевых покрытий пигменты обычно вво¬
дятся в количестве 12—15 объемн. %.
Устранение термопластичности покрытий достигается введением
крахмала, который играет роль защитного коллоида и, кроме того, пре¬
пятствует размягчению пленки. Для предотвращения вымывания крах¬
мала из пленки к краске примешивают вещества, сшивающие его мо-
текулы (глиоксаль). Для защиты крахмала от действия микроорганиз¬
мов в эмульсию вводят небольшие количества уксусно- и азотнокислых
солей ртути.
В соответствующей литературе приведены типичные рецептуры
"асок на основе эмульсий поливинилацетата [115—117] и шпаклевоч-
материалов [114, 118], а также указываются свойства и области
:р менения эмульсий для покрытия дерева, стали, стекла, керамики,
zesc-ративных обоев, алюминия, для пропитки тканей и изготовления
е; '-пни [119].
ИЗГОТОВЛЕНИЕ ПОЛОВ
г.;, обавлении к цементу 50%-ной водной эмульсии поливинилацетата (24 г
*« J • г цемента) получают специальный цемент с повышенной прочностью на рас-
iua н нрание, стойкий по отношению к атмосферным воздействиям и с улуч-
_ •- - - ':■« - - хюбностыо схватываться [120].
Сме^и лоливинилацстатных эмульсий с песком, цементом и наполнителями неор-
i в органического происхождения пригодны для изготовления полов [120
—122 цементные и бетонные полы обладают повышенной стойкостью к ударам
растяже! кроме того они не пылят Полы изготовляют трехслойными, причем
ве хннн слон должен содержать до 35% поливинилацетной эмульсии. Но такие полы
166
Гл. 7. Поливиниловый спирт
могут впитывать влагу, и для предотвращения этого в бетон добавляют гидрофобиза-
торы или лицевой слой, обладающий большей водостойкостью, делают возможно тон¬
ким [1231- Монолитный пол готовят по выравненной цементной подложке путем нане¬
сения слоя толщиной 2,5—3 мм, состоящего из дисперсии поливинилацетата, песка и
сурика в соотношении 1:4: 0,3. Поверх этого слоя распылением наносят тонкий ли¬
цевой слой, состоящий из той же смеси, но в соотношении 1 : 0,9 : 0,1 [124].
ОБРАБОТКА ВОЛОКНИСТЫХ МАТЕРИАЛОВ
Растворы поливинилацетата нашли применение для придания жесткости войлоку,
фетру и другим материалам. Степень жесткости зависит от концентрации раствора и
сорта полимера. Большая жесткость получается при применении высокомолекулярных
полимеров, меньшая — при использовании более низкомолекулярного поливинилаце¬
тата. Введение в раствор пластификаторов позволяет придавать пропитанному мате¬
риалу любую степень жесткости. Поливинилацетатные растворы применяются при
изготовлении фетровых шляп.
Сополимеры винилацетата
Сополимеры винилацетата с различными непредельными соедине¬
ниями служили предметом широкого изучения. Было установлено, что
реакция сополимеризации с большинством мономеров протекает с не¬
большой скоростью, а в некоторых случаях ингибируется длительное
время.
Промышленное применение нашли сополимеры винилацетата с ви¬
нилхлоридом (стр. 276) и эфирами малеиновой кислоты.
Сополимеры с эфирами малеиновой кислоты. Для сополимеризации
с винилацетатом пригодны метиловый, этиловый, пропиловый, бутило¬
вый и другие эфиры малеиновой кислоты Все они легко образуют со¬
полимеры с винилацетатом; в результате реакции получаются продукты,
хорошо растворяющиеся в ароматических углеводородах и совмещаю¬
щиеся с хлорированным каучуком, парафином и дифенилом. На основе
таких совмещенных материалов изготовляют лаковые покрытия, краски
и эмали {125].
Сополимеры с ненасыщенными кислотами (кротоновой, акриловой,
метакриловой, хлоракриловой, малеиновой и фумаровой), полученные
в виде эмульсии, пригодны для смешения с водной суспензией, содер¬
жащей 0,5—5% древесного порошка размером 5—20 меш [126]. Виеде
ние 3—20% (от веса волокнистого материала) нейтрализованного сопо¬
лимера и подкисление до pH < 6,5 приводит к его осаждению на дре¬
весных частицах. Последние после отжима на сетке и сушки при
повышенной температуре (80° С) могут быть отпрессованы при давле¬
нии 70 кг/см2 в листы и плиты.
ГЛАВА 7
ПОЛИВИНИЛОВЫЙ СПИРТ
Поливиниловый спирт (ПВС) является единственным синтетиче¬
ским полимером, который получают не полимеризацией мономера, а
омылением его сложных эфиров, в частности поливинилацетата.
Производство поливинилового спирта
Основным методом производства поливинилового спирта является
гидролиз (омыление) поливинилацетата при помощи щелочей и кислот
Омыление происходит быстро и гладко в присутствии избытка щелочи
в растворе метилового спирта или в диоксане. Осажденный поливини*
ловый спирт промывается метанолом и ацетоном и растворяется в воде.
Производство
167
Очищать его можно диализом водных растворов, а выделять — оса¬
ждая метанолом или ацетоном. Степень гидролиза регулируется выбо¬
ром условий реакции.
Значительно более простым методом получения прливинилового
спирта является гидролиз поливинилацетата в присутствии соляной
кислоты или едкого натра, взятых в качестве катализатора. В этом
случае поливинилацетат растворяется в безводном метаноле и обраба¬
тывается небольшим количеством (0,2—0,4%) раствора едкого натра
в безводном метаноле [127].
После выдерживания смеси при комнатной температуре выделяется
поливиниловый спирт в виде геля. Жидкость, состоящая из избытка
метанола, метилацетата и ацетата натрия, удаляется декантацией, а по¬
ливиниловый спирт растворяется в воде. При выливании этого раствора
в избыток ацетона осаждается поливиниловый спирт в виде чистого бе¬
лого волокнистого материала. Регулируя количество воды, концентра¬
цию поливинилацетата и количество катализатора, можно добиться лю¬
бой степени гидролиза.
При гидролизе поливинилацетата в присутствии кислот понижается
вязкость поливинилового спирта, а иногда он получается нераствори¬
мым в воде и в разбавленных кислотах. Видимо, поливиниловый спирт,
полученный в результате кислотного гидролиза, может частично терять
гидроксильные группы в процессе самого гидролиза или во время сле¬
дующей за ним сушки материала. Очень трудно удалить из поливини¬
лового спирта следы кислоты, особенно серной, и поэтому остающаяся
кислота может ускорить процесс дегидратации.
На производстве поливиниловый спирт получают, главным образом,
гидролизом поливинилацетата в спиртовом растворе. Реакция проте¬
кает по схеме:
... —СН2— СН—СН2—СН— ... сн„он
| NaOH
ОСОСНз ОСОСНз
—> ... —СН2—СН—ОН2—СН—... 4- CH,COONa + CH3COOCH3
I I
ОН он
... — СН,—СН—СН,—СН— . с2н5он .
| | HCI
ОСОСНз ОСОСНз
.—... СН2—СН—СН2—СН— ... 4- СНзСООН + СН3СООС2Н5
ОН ОН
Процесс омыления производится при нагревании и интенсивном
перемешивании раствора. Выпадение полимера из раствора начинается
при образовании около 60% гидроксильных групп. При дальнейшем на¬
гревании процесс омыления протекает уже гетерогенно. Так как кис
лоты и щелочи затрудняют промывку и стабилизацию поливинилового
спирта, то на практике чаще всего ведут каталитический алкоголиз
в среде абсолютных спиртов (чаще метилового) при незначительном
количестве щелочи. Схема установки для получения поливинилового
лирта представлена на рис. 52 [53].
Раствор поливинилацетата в метиловом спирте из мерника 2 и серную кислоту
■з мерника 1 сливают в омылитель 3, представляющий собой эмалированный реактор
-лабженный паровой рубашкой, пропеллерной мешалкой и обратным холодильником 4.
При щелочном гидролизе из мерника / в омылитель вводится спиртовой раствор щелочи.
Обычно этот раствор подается определенными порциями (3 -4 раза) в течение 3--4 ч.
168
Гл. 7 Поливиниловый спирт
Процесс кислотного омыления проводится при температуре кипения спиртовой
смеси или несколько более низкой в течение 8—24 ч (в зависимости от температуры и
количества серной кислоты).
При щелочном гидролизе сна чата образуется гель, который после добавления но
вых порций катализатора (спиртового раствора щелочи) распадается, что сопрово
ждается -образованием дисперсии поливинилового спирта Процесс проводится при
30—35° С, а в конце омыления на нороткое время смесь доводится до кипения. Реак¬
ция омыления завершается при остаточном содержании ацетильных групп в полимере
ПолиОинилацетат-
ный лап
Рис. 52. Схема установки для получения поливинилового спирта:
1 — мерник серной кислоты; 2 — мерник полнвиннлацетатного лака; 3—реактор для
омылення; 4 — обратный холодильник; 5 —лаверы; 6 — насос для суспензии поливи¬
нилового спирта; 7— центрифуга; 8 — мерник метилового спирта; 9, 11 — сборники
загрязненного метилового спирта; 10—насос для спирта; 12 — иасос для загрязнен¬
ного спирта; 13— куб для перегонки метилового спирта; 14— мерник для раствора
щелочи; 15 — ректификационная колонна; 16 — дефлегматор; /7 —холодильник;
/tf—приемник метилового спирта; 19 — сборник спирта; 20 — сборник маточного
раствора; 21— вакуум-сушилка; 22 — тара для поливинилового спирта.
не более 2—3% в случае применения поливинилового спирта для изготовления поли-
винилацеталей. Поливиниловый спирт отделяют от метилового спирта и метилацетата
в центрифуге 7, куда с помощью насоса 6 реакционная смесь отдельными порциями
подается из лавера 5. После фильтрации поливиниловый спирт в центрифуге 7 и во
втором лавере 5 многократно промывается метиловым спиртом, подаваемым из мер¬
ника 8, от серной кислоты (при кислотном гидролизе) и от уксуснонатриевой соли
(при щелочном гидролизе). Поливиниловый спирт, полученный омылением полимера
в присутствии серной кислоты, стабилизируют, промывая его раствором соды. Маточ
ный раствор собирается в сборник 20, из которого подается на переработку.
Загрязненный метиловый спирт, который употребляется для промывки поливини¬
лового спирта, собирается в сборники 9 nil, причем спирт от первых промывок сли¬
вается в сборник 11, а от последующих — в сборник 9. Загрязненный спирт из сбор¬
ника 11 поступает на ректификацию, а промытый порошок — в вакуум-сушилку 21, где
подвергается сушке при 45—60° С.
Из растворителей, употребляемых для гидролиза и промывки поливинилового
спирта, наиболее важным является метиловый спирт. Метилацетат, получившийся
в результате реакции, можно добавлять в качестве второго компонента при растворе¬
нии поливинилацетата или подвергать омылению щелочью с целью регенерации мети¬
Структура и свойства
169
лового спирта и выделения ацетата натрия. Удобным способом разложения ацетатов
является обработка нх ионитом КУ-2.
Операции омыления и ректификации производят на установке, состоящей из пере¬
гонного куба 13, ректификационной колонны 15, дефлегматора 16, холодильника 17,
и приемника 18. Раствор щелочи поступает в куб через мерник 14. Чистый метиловый
спирт сливается из приемника 18 в сборник 19, откуда передается в мерник 8 при
помощи центробежного насоса 12.
В случае дальнейшей переработки поливинилового спирта в поливинилацетали
выделения поливинилового спирта в чистом виде не требуется. Процесс проводится
таким образом, что реакционная смесь, содержащая поливиниловый спирт, полученный
щелочным гидролизом, в омылителе или в другом аппарате разбавляется водой. Вода
может заливаться сразу или порциями, но в таком количестве, чтобы после отгонки
растворителей получался 8—10% раствор поливинилового спирта в воде. Растворители
отгоняют из реакционной смеси. Перед ацеталированием раствор поливинилового
спирта подвергают фильтрации для удаления всех посторонних примесей.
Растворители, отогнанные из омылителя, представляют собой смесь воды, мета¬
нола и метилацетата. Их подвергают ректификации с целью выделения метанола и
метилацетата. Дистиллат, содержащий 90% метанола и 10% метилацетата обрабаты¬
вают твердой щелочью, в результате образуется раствор безводного ацетата натрия
и метаноле. После отгонки метанола сухой уксуснокислый натрий выгружают
в тару [129].
Производство поливинилового спирта непрерывным методом может быть осуще¬
ствлено путем щелочного алкоголиза поливинилацетата, растворенного в метаноле,
в смесителях непрерывного действия [130], в аппаратах без перемешивания [131], или
в двух реакторах, соединенных последовательно [132- 133]. Во всех случаях алкоголиз
поливинилацетата доводят до гелеобразования и синерезиса, после чего порошок
поливинилового спирта нейтрализуют и промывают.
Щелочной и кислотный гидролиз поливинилацетата может быть
проведен при использовании одной из рецептур, приведенных в табл.39.
ТАБЛИЦА 39
Рецептуры для гидролиза поливинилацетата (в вес. ч.)
Щелочной гидролиз
Кислотный
гидролиз
I [128]
II |128)
III [1281
IV1531
Поливинилацетат
60
40
15
20
Этиловый спирт .
100
Метиловый спирт .
90—60
36
52
.—
Метилацетат
—
24
33
—
Едкий натр . ...
0,15—0,20
1—2 моль
на 100 моль
поливинил¬
ацетата
Серная кислота .
0,5 моль
на 100 моль
поливинил¬
ацетата
0
1
о
В настоящее время поливиниловый спирт выпускается по
Г> Л» П-91—62 и ТУ № П-107—63. Содержание ацетатных групп не
алжно превышать 3%.
Структура и свойства поливинилового спирта
структура поливинилового спирта
Поливиниловый спирт, полученный омылением любого сложного
мзинилового эфира аморфной или кристаллической структуры или
; -боткой поливинилбензилового эфира [134], является кристалличе¬
ски полимером с периодом идентичности вдоль оси молекулы 5,52 А
' ’ 36]. Его нельзя получить в аморфном состоянии [137]. Но стерео¬
170
Гл. 7. Поливиниловый спирт
регулярность его, в основном, зависит от природы и температуры поли¬
меризации мономера Так например, ПВС, приготовленный из поливи-
нилформиата, полученного полимеризацией винилформвата при —60° С
в среде метилформиата, имеет преимущественно синдиотактическую
структуру, а приготовленный из поливинилбензилового эфира, синтез
которого проводится полимеризацией винилбензилового эфира в смеси
«-гептана и толуола при —78° С в присутствии эфирата трехфтористого
бора, имеет изотактическую структуру:
ОН
I
—СН2—СН—СН2—СН— —СН2—СН -СН2—СН—
I I I
ОН ОН он
син дио-структур а изо-структура
Поливиниловый спирт, получаемый омылением поливинилацетата.
содержит участки как синдиотактической, так и изо- и атактической
структур. Отличия в стереорегулярности ПВС проявляются в свойствах:
плотности, степени кристалличности, температуре плавления, степени
набухания и растворимости в воде и других показателях. Поливинило¬
вый спирт синдиотактической структуры с высокой степенью кристал¬
личности почти не набухает в воде при нагревании до 85° С [134].
РАСТВОРИМОСТЬ
Поливиниловый спирт, содержащий менее 5% ацетатных групп, не
растворяется в холодной воде, но легко растворяется при 65—70° С.
При содержании свыше 5% таких групп он хорошо растворяется в воде.
При 20% содержании ацетатных групп поливиниловый спирт полностью
растворяется в воде при нагревании до 35—40е С, при охлаждении же
полимер остается в растворе. При 50% содержании ацетатных групп
поливиниловый спирт теряет способность растворяться в холодной и го¬
рячей воде, но растворяется в водном метиловом спирте. При стоянии
1—5% растворов поливинилового спирта, а также при нагревании из¬
менения вязкости не наблюдается; более концентрированные растворы
полимера при стоянии желатинизируются, но при нагревании до 75° С
снова растворяются.
Кроме воды растворителями поливинилового спирта при нагревании
являются алифатические гликоли, глицерин, диметилформамид, моно-
этаноламин, фенол, мочевина, диметвлсульфоксид.
Растворы поливинилового спирта отличаются высокими пленкооб-
разующими свойствами. Пленки, полученные после испарения воды,
прозрачны и бесцветны, характеризуются прочностью, гибкостью, стой¬
костью к истиранию и высокой газонепроницаемостью по отношению
к водороду, кислороду, азоту, воздуху и другим газам.
Из водных растворов поливиниловый спирт может быть выделен
добавлением насыщенных водных растворов солей (сульфатов натрия,
калия и аммония).
Особым преимуществом поливинилового спирта является его ис¬
ключительная стойкость к действию масел, жиров, смазочных материа¬
лов, углеводородов и большинства органических растворителей.
Водные растворы поливинилового спирта не подвергаются действию
бактерий и очень слабо разрушаются плесенью, поэтому они могут со¬
храняться без изменения в течение длительного времени.
Структура и свойства
171
Поливиниловый спирт, растворенный в воде, по своим свойствам
близок альбумину и гуммиарабику; аналогично крахмалу он дает синее
окрашивание с иодом.
термостойкость
При нагревании поливиниловый спирт размягчается, но не пла¬
вится при обычных условиях. До 140° С не наблюдается каких-либо за¬
метных изменений или разложения, но при продолжительном нагрева¬
нии до 160° появляется слабое потемнение, которое при 170°С ста¬
новится более заметным. Это изменение сопровождается потерей
растворимости в воде. Очевидно, происходят реакции, сопровождаю¬
щиеся отщеплением воды:
внутримолекулярная этерификация
—сн2—сн—СН2—СН—СН2—СН— —На° > —сн2—сн—сн2—сн—сн2—сн—
он он он
он
о —
межмолекулярная этерификация (сшивка цепей)
СН—СН2—СН—СН2 _М_>. СН—СН2—СН—сн2
II II
он он он о
I
СН—СН2—СН—сн2
I
он
Процесс дегидратации поливинилового спирта ускоряется в присут¬
ствии следов кислот и щелочей. С увеличением степени дегидратации
полимера повышается жесткость и появляется хрупкость.
СПОСОБНОСТЬ К ПЛАСТИФИКАЦИИ
В качестве пластика, как правило, применяют пластифицированный
поливиниловый спирт. В технике нашли применение две группы пласти¬
фикаторов: истинные и косвенные [138]. К первой группе относятся ве¬
щества, в которых поливиниловый спирт растворяется (вода, фосфор¬
ная кислота), а во вторую группу входят вещества, в которых он набу¬
хает при низких температурах и способен растворяться при нагревании
(гликоль, диэтиленгликоль, глицерин и др.).
Лучшим растворителем поливинилового спирта является вода;
ii3-30 высокой летучести она, однако, мало пригодна в качестве пласти¬
фикатора. Поливиниловый спирт в виду своей высокой гигроскопич¬
ности всегда содержит значительное количество воды (до 5%), которая
астично пластифицирует полимер и снижает его температуру стекло¬
вания. Присутствие воды в полимере улучшает совместимость многих
пластификаторов и облегчает переработку в изделия.
Наибольшее распространение в технике в качестве пластификато-
'в нашли фосфорная кислота, этиленгликоль, бутиленгликоль и гли-
_;рин. Бутиленгликоль придает поливиниловому спирту большую мо-
: _зостойкость, чем этиленгликоль, глицерин и фосфорная кислота.
172
Гл. л Поливиниловый спирт
ХИМИЧЕСКИЕ СВОЙСТВА
Для поливинилового спирта характерны все реакции полистомных
спиртов. Гидроксильные группы могут быть этерифицированы с образо¬
ванием простых и сложных эфиров, они реагируют с металлическим
натрием, вступают в реакцию конденсации с альдегидами, кетонами
и т. п.
Простые поливиниловые эфиры могут быть получены из поливини¬
лового спирта и обычных этерифицирующих реагентов (диметилсуль-
фата, галогеналкилов и галогенарилов) в воднощелочном растворе.
Взаимодействие с окисью этилена или окисью пропилена легко проте¬
кает при нагревании под давлением, особенно в присутствии катализа¬
тора (третичного органического основания) [139].
При нагревании поливинилового спирта с ангидридами кислот
в присутствии безводного уксуснокислого натрия образуются сложные
эфиры, включая ацетаты, пропионаты, бутираты, бензоаты, гликоляты
и др. [29, 140]. Поливинилформиат может быть получен непосредственно
из поливинилового спирта и муравьиной кислоты без катализатора и
без применения высоких температур [141].
Под действием металлического натрия в жидком аммиаке поливи¬
ниловый спирт образует натриевое производное, которое может быть
использованию для дальнейшей реакции с галогеналкилами или с гало¬
гена лкил а мина ми.
Наиболее интересной и широко применяемой в технике реакцией
поливинилового спирта является реакция конденсации с альдегидами.
В результате такой реакции образуются поливинилацетали. Подходя¬
щее расположение гидроксильных групп в поливиниловом спирте облег¬
чает возникновение циклических ацеталей. Реакция протекает по схеме:
СН2—СН—СН2—СН— + яСН20
I I
L он он
-СН2—СН—СН2—СН—— +лН20
I I.
о о
^CHj/
В зависимости от условий реакции ацеталирования и свойств при¬
мененного поливинилового спирта (полностью или частично гидролизо¬
ванного поливинилацетата) можно получить полимеры, содержащие
в цепи три типа групп — ацетильную, гидроксильную и ацетальную
(в данном случае формальную):
... —СН2—СН—СН2—СН—СН2—СН—СН2—СН—СН2— ...
I I I I
ОСОСНз ОН о о
\сн2/
Кетоны также конденсируются с поливиниловым спиртом, образуя
поливинилкетали. Реакция прямой конденсации с кетонами проходит
довольно трудно, и вследствие этого получение поливинилкетал^й
лучше всего производить путем конденсации с мономерными кеталями,
Структура и свойства
173
образующимися из кетонов и спиртов. Образование кеталевых смол
протекает по схеме:
Г_СН2—СН—СН2—СН¬
ОН ОН
-_сн,—сн—сн,—сн
R\ /OR
+ /С\
R"/ \OR"
О
R'
/ь\
О
R"
+ rcROH 4- nR"'OH
где R, R', R", R'" — алифатические или ароматические радикалы.
Растворимость поливинилового спирта в воде для многих целей
является необходимой, но в ряде случаев требуется поливиниловый\
спирт в водонерастворимом состоянии. Как уже указывалось, на¬
гревание поливинилового спирта выше 160°С значительно увеличивает
его устойчивость к воде. Следы кислот (соляной и молочной), щелочей,
хлористого цинка и хлористого алюминия каталитически ускоряют
переход поливинилового спирта в нерастворимое или неплавкое состоя¬
ние и'позволяют вести реакцию при более низкой температуре. Осо¬
бенно пригодной для этой цели оказалась фосфорная кислота. Пленки,
полученные из водных растворов поливинилового спирта, содержащих
5% фосфорной кислоты (от веса полимера), после нагревания до 110°С
приобретают красноватую окраску и становятся совершенно нераство¬
римыми в воде [142].
Для перехода поливинилового спирта в нерастворимое состояние
были предложены следующие методы: 1) термообработка при
200—220° С; 2) обработка формальдегидом и другими альдегидами;
3) получение нерастворимых комплексных соединений с некоторыми
неорганическими веществами, например с борной кислотой или бурой,
с некоторыми соединениями хрома (соли хромовой кислоты и бихро¬
мата), с медноаммиачным основанием; 4) сшивка с помощью соответ¬
ствующих органических веществ.
Соединения бора, особенно бура, борная кислота и пербораты, до¬
бавленные даже в небольшом количестве, повышают вязкость раство¬
ров поливинилового спирта, а при введении в достаточном количестве
образуют нерастворимые комплексные соединения [143]. При обработке
соединениями железа или хрома (включая хлорное железо, хроматы,
бихроматы и хромовую кислоту) поливиниловый спирт приобретает
зодоустойчивость, повышенную механическую прочность и теплостой-
v сть [144].
Поливиниловый спирт, обработанный водно-аммиачным раствором
гилгоокиси меди, становится нерастворимым в холодной и горячей воде,
но он может быть вновь превращен в водорастворимое соединение
после воздействия минеральных кислот или аммиака.
Под действием указанных неорганических реагентов поливинило¬
вый спирт частично теряет жесткость и, хотя становится действительно
нерастворимым в воде, но полученные продукты все же остаются
* в большей или меньшей степени чувствительными к воде.
Из органических веществ двухосновные кислоты легко образуют
растворимые и нерастворимые эфиры с поливиниловым спиртом. Если
в реакцию вст\пает одна карбоксильная группа кислоты, то получается
174
Гл. 7. Поливиниловый спирт
растворимый кислый эфир. Но обе карбоксильные группы, реагируя
с гидроксильными группами двух различных молекул, соединяют и\
поперечной связью. Для того, чтобы получился водонерастворимый
полимер, достаточно образования небольшого числа поперечных связей.
Марвел [88] получил совершенно нёрастворимый продукт, используя
обменную реакцию этерификации между поливиниловым спиртом и ди-
этилоксалатом, при нагревании смеси спирта и эфира при 140—160°С
в течение 2,5 ч. Аналогичные обменные реакции происходят с диэтил-
фталатом, диэтилсукцинатом, диэтилмалеинатом и т. п. Структура про¬
дуктов с поперечными связями,, возникающих в результате выше описан¬
ных реакций, иллюстрируется следующей схемой:
СН2—СН—СН2—СН—СНз—СН
I I I
ОН О он
I
С=Ю
I
(СН2)Я
I
с о
I
ОН о ОН
I I I
СН,—СН—СН,—СН—СН,—СН— •
Дикарбоновые кислоты, в которых между двумя карбоксильными
группами находится не менее двух углеродных атомов, оказались осо¬
бенно пригодными для образования в поливиниловом спирте попереч¬
ных связей [145]. Кислоты можно ввести в раствор поливинилового
спирта непосредственно перед изготовлением изделий. Нерастворимость
возникает только в результате последующего нагревания готового из¬
делия выше 100° С.
Для придания поливиниловому спирту водонерастворимости при¬
годны также эпихлоргидрин, формальдегид, диметилмочевина, триме-
тилолмеламин и фенолспирты. Покрытия из соединений диметилмоче-
вины с поливиниловым спиртом сушатся, а затем нагреваются до 145°С
для получения водонерастворимого продукта. Если изделия нельзя на¬
гревать до 140—150РС, то можно получить водонерастворимое соедине¬
ние при более низких температурах, но применяя катализаторы, пони¬
жающие pH, например хлорид аммония, сульфат или нитрат аммония,
кислый диаммонийфосфат в количестве 1,5—3 вес. ч. на 1 вес. ч. диме¬
тилолмочевины.
Поливиниловые спирты высокой водостойкости получаются при
использовании диизоцианатов [146, 147], но так как изоцианаты легко
взаимодействуют с водой, необходимо тщательное удаление из реак¬
ционной смеси воды. Гидрофобизация поливинилового спирта может
быть осуществлена нагреванием его при 220°С в течение 30 сек с не¬
большим количеством (3-нафталинсульфокислоты [148].
Частично гидроливованные поливинилацетаты, а также продукты
конденсации поливинилового спирта с альдегидами и кетонами рас¬
творимы во многих органических растворителях. В этом случае диизо¬
цианаты и дитиоизоцианаты особенно пригодны для создания попереч¬
ных связей. Известно, что поливинилбутирали, в которых созданы по¬
перечные связи с помощью диизоцианатов, обладают особыми пленке-
образующими и адгезионными свойствами.
Применение
175
Приводим некоторые свойства поливинилового спирта (непласти-
фицированного) [149]:
Плотность, г/см3 1,2—1,3
Показатель преломления п2^ . . . . 1,49—1,53
Предел прочности при растяжении,
кгс/см2 630—1200
Относительное удлинение, % ... 0—3
Температура стеклования, °С . . . 85
Теплостойкость по Вика, °С . . 120
Коэффициент линейного расшире¬
ния (0—45° С) (7—12) ■ 10-5
Сопротивление истиранию в 10 раз больше,
чем у резины
Г азопроницаемость . в 20 раз меньше,
чем у резины
Температура прессования, °С . . . 130—150
Применение поливинилового спирта
Омылением поливинилацетата можно получить большое число про¬
дуктов, различающихся степенью гидролиза и содержащих различное
количество гидроксильных групп.
В промышленности нашли применение частично гидролизованные
поливинилацетаты, содержащие 9—18% гидроксильных групп и рас¬
творяющиеся в сложных эфирах, спиртах, смесях спиртов и> сложных
эфиров, а также в смеси вода — эта¬
нол (влияние степени гидролиза на
растворимость в водно-спиртовой
смеси ясно из рис 53 [150]). Высо¬
кая полярность гидроксильных
групп сообщает этим смолам адге¬
зионные свойства, превышающие ад¬
гезию поливинилацетата. Кроме то¬
го, частично гидролизованные по-
линивилацетаты способны совме¬
щаться с феноло-мочевино- и мел-
амино-формальдегидными смолами.
Совмещенные смолы обладают тер-
мореактивиостью и способны при
нагревании переходить в неплавкое
и нерастворимое состояние. Повышенная масло- и жиростойкость таких
смол позволяет применять их для изготовления покрытий.
Поливиниловый спирт в основном используется для производства
I тнвинилацеталей, но из него готовят также коже- и каучукоподобные
**делия, бензостойкие шланги и прокладки, приводные ремни, клеи,
- ~~кна, пленки и т. д.
ПЛЕНКИ
Свободные пленки поливинилового спирта могут быть получены
отливкой водных растворов на гладкую металлическую поверхность
или методом экструзии [151].
В Германии [128] производство пленки производилось отливкой
33\-« го водного раствора поливинилового спирта. В качестве пласти-
: кат ра употреблялся глицерин (25 вес. ч. на 100 вес. ч. поливинило-
~ го спирта) или этиленгликоль, добавляемый в количестве 35 вес. ч.
на 100 вес. ч. полимера.
Рис. 53. Соотношение между степенью
гидролиза и растворимостью поливи-
пилацетатных смол в водно-этанольных
смесях.
176
I л. 7, Поливиниловый спирт
Водный раствор поливинилового спирта, содержащий пластифика¬
тор, подвергается фильтрации на фильтрпрессе при 100° С через
20 слоев ткани. Далее профильтрованный раствор для удаления пу¬
зырьков воздуха хранится в сборниках двое суток при 90°С. Затем
раствор под давлением сжатого воздуха или азота подается в бункер
пленкообразующей машины, из которого равномерно сливается на бес¬
конечную ленту, являющеюся подложкой под пленку. Бесконечная
лента изготовляется из медной или железной сетки, покрытой эмуль¬
сией поливинилацетата толщиной 3 мм. Лента со скоростью 50—
70 м/час проходит сушилку, имеющую четыре зоны обогрева: 1 (50—
60°С), II (90—110°С), III (90—95°С), IV (30—40°С), создаваемые го¬
рячим воздухом, подаваемым навстречу движению ленты. За один на
лив толщина пленки поливинилового спирта достигает 0,1 мм. Получе¬
ние пленки толщиной в 1 мм возможно при последовательном нанесе¬
нии десяти слоев. Высушенная пленка по выходе из сушилки снимается
с ленты и помещается в печь с температурой 80° С и относительной
влажностью 10%. В печи происходит окончательное высыхание пленки
Длительность пребывания в печи составляет сутки на каждый милли¬
метр толщины. Пленка, снимаемая с ленты пленкообразующей машины,
имеет длину 18 000 мм и ширину 1000 мм.
Высушенная пленка, если она применяется для изготовления при¬
водных ремней или лент, пропускается через растягивающие вальцы,
нагретые до 80—90°С. Материал для приводных ремней подвергается
вытяжке в 2,5—4 раза, а для лент в 4—6 раз.
При изготовлении некоторых типов приводных ремней пленка по¬
гружается в ванну, содержащую 60%-ную фосфорную кислоту, нагре¬
тую до 25—30°С и перемешиваемую механическим путем. Время погру¬
жения в ванну достигает 20 мин на 1 мм толщины пленки. Затем она
хранится при 60% относительной влажности в течение 1 2 месяцев
с целью равномерного проникновения (диффузии) фосфорной кис¬
лоты внутрь пленки. Поливиниловый спирт, применяемый для изго¬
товления таких пленок, не должен содержать более 1 % ацетата
натрия, так как в противном случае на поверхности пленки будет об¬
разовываться фосфат натрия. Для уменьшения чувствительности пле¬
нок к воде, к раствору фосфорной кислоты добавляется 1% двухромо¬
вокислого калия.
Приводные ремни из поливинилового спирта отличаются проч¬
ностью, превышающей прочность ремней из кожи и полиамидов, а так¬
же малой истираемостью. В табл. 40 даны некоторые характеристики
ремней из различных материалов.
ТАБЛИЦА 40
Свойства приводных ремней
Материал ремней
Предел прочности
при растяжении,
кгс (см2
Относительное
удлинение, %
Поливиниловый спирт (пласти¬
фицированный)
2130
37,5
Полиамиды
1 330
11
Кожа
480
15
Обычные приводные ремни из поливинилового спирта имеют тол¬
щину 2 мм, но для моторов в 150 л. с. они выпускаются толщиной
8—9 мм.
Применение
177
Непластифицированные и неориентированные пленки обладают вы¬
сокой прочностью при растяжении, достигающей 630—1190 кг/см2, но
высушенные над серной кислотой, т. е. не содержащие адсорбированной
влаги, имеют небольшое удлинение при разрыве (до 3%)- Пленки же,
выдержанные в атмосфере 50% относительной влажности, имеют удли¬
нение более 300%. Причиной этого является поглощение поливини¬
ловым спиртом до 3—5% воды в условиях 50% относительной влаж¬
ности.
Пластифицированные пленки обладают меньшей прочностью, но
отличаются гибкостью и большим относительным удлинением. Так на¬
пример, если непластифицированная пленка имеет предел прочности
при растяжении 805 кг/см2, то пленка, содержащая 25% глицерина, при
50% относительной влажности разрывается при нагрузке 560 кгс/см2,
но удлинение ее составляет 500%.
Пластификацию поливинилового спирта можно производить
на горячих смесительных вальцах, на которые подается поливинило¬
вый спирт, предварительно набухший в смеси глицерина с во¬
дой. Вальцованную массу перерабатывают каландрированием в лис¬
ты и пленки, а экструзией — в трубки, шланги и пленки. Пленки по¬
лучают, разрезая трубку, выходящую из мундштука экструзионной
машины, и вытягивая образующийся лист в одном или в двух напра¬
влениях.
Свободные пленки находят применение в качестве упаковочных
материалов для пищевых продуктов, для покрытия ящиков, коробок и
других контейнеров; последние могут быть применены также и для хра¬
нения минеральных масел и различных углеводородов.
Пленки из поливинилового спирта можно нанести на бумагу
с целью получения упаковочной бумаги и покрыть ткани для предвари¬
тельной защиты волокна от разрушения в условиях его обработки. Та¬
кая пленка легко растворяется при окраске ткани или других опера¬
циях, проводимых в водной среде. В последнее время появились
патенты [152, 153] по получению пленочных покрытий из пластифициро¬
ванного поливинилового спирта на изделиях из металла, дерева,
пластиков и ткани. Особенно хорошие покрытия образуются на изде¬
лиях из текстильных волокон, например при изготовлении перчаток,
устойчивых к действию органических растворителей.
Толстые пленки и листы пластифицированного поливинилового
спирта применяются в качестве прокладочных и уплотнительных ма¬
териалов, диафрагм для насосов, устойчивых к действию хлорирован¬
ных и ароматических углеводородов.
Основным недостатком таких пленок является растворимость в
воде. Но им можно придать нерастворимость, добавив до 10% диме-
тилолмочевины и подвергнув их термообработке в течение 5—10 мин
при 100—110° С. Для этой цели можно также использовать триметилол-
меламин, цианурхлорид и фенолоспирты. В 1956 г. появилось сооб¬
щение о способе получения водостойких пленок из поливинилового
спирта после облучения рентгеновыми лучами [154]. При такой обра¬
ботке пленка теряет растворимость в кипящей воде и выдерживает на¬
гревание до 150°С. Гидрофобные свойства также появляются при час¬
тичной дегидратации поливинилового спирта. Если же провести полную
дегидратацию, приводящую к получению полиэтина, имеющего сопря¬
женные двойные связи, то у такого материала возникают специфиче¬
ские свойства. В частности, при температуре выше 150° полиэтин яв¬
ляется полупроводником, а при нагревании до 600° С не окисляется и
не горит [155].
12 А. Ф. Николаев
178
Гл. 1. Поливиниловый спирт
КЛЕИ
Водные растворы поливинилового спирта, особенно содержащего
15—20% ацетатных групп, пригодны для склеивания металлов и кау-
чуков.
Трубы и листы из поливинилового спирта могут быть склеены
друг с другом при помощи воды или 10—20%-ных растворов глице¬
рина или этиленгликоля в воде. Для этой цели склеиваемые поверх¬
ности смачиваются водой, а затем прижимаются друг к другу.
Ргстворы поливинилового спирта с небольшим количеством форм¬
альдегида пригодны в качестве клея для бумаги, для приклеивания
ткани к коже и других назначений.
ВОЛОКНО
Волокно из поливинилового спирта, отличающееся большой проч¬
ностью и высокой плотностью, готовят продавливанием через фильеры
водного, раствора полимера в осадительную ванну, заполненную вод¬
ным раствором сульфатов калия, аммония или смеси сульфатов натрия
и аммония. Например, хорошие результаты были получены при коагу¬
ляции водного 15%-ного раствора поливинилового спирта в насыщен¬
ном растворе сульфата аммония при 50° С в течение 20 сек [156]
При коагуляции волокон на их поверхности образуется гель,
а внутри них находится жидкая сердцевина. Последующая диффузия
воды из сердцевины к поверхности вызывает большее сокращение объ¬
ема сердцевины, чем наружного слоя. В результате слой геля сморщи¬
вается Но поскольку одновременно с коагуляцией волокно вытягивается
в направлении оси, то образовавшиеся складки вытягиваются в том же
направлении и принимают вид продольных борозд [157]. Вытяжка во¬
локон может производиться на 400% и более. Полученное волокно по
прочности и гибкости превосходит многие синтетические и искусствен¬
ные волокна (табл. 41 [138]), но отличается гигроскопичностью и рас¬
творимостью в воде.
ТАБЛИЦА 41
Сравнительные свойства различных волокон
Волокно
Предел прочности при
растяжении, г!денье
Водопоглоще-
ние при 60%
относительной
влажности, %
в сухом
СОСТОЯНИИ
во влажном
состоянии
Поливиниловый спирт ....
5,5—6,0
2—3,3
25,0
Полиамид 6
5,0
4,6
4,0
Полиамид (Ж . . .
5,0
4,5
4,0
Поливинилхлорид . .
4,2
4,0
2,0
Шелк натуральный .
4,7
3,9
11,0
3,4
2.1
6,5
Волокно можно готовить не только из поливинилового спирта, но и
из поливинилацетата, если процесс омыления поливинилацетата и фор¬
мование волокна проводить одновременно. Например, 40% раствор
поливинилацетата в метиловом или этиловом спирте (степень полиме¬
ризации 2300) выдавливают в виде нитей в раствор, содержащий едкий
натр и 6% метанола (диаметр отверстия фильеры 0,1 мм). В свеже-
сформованной нити поливннилацетат омыляется щелочью до поливи¬
нилового спирта [158].
Применение
179
Прочность волокна в мокром состоянии и стойкость к кипящей воде
могут быть достигнуты двумя операциями: термообработкой и ацетали-
рованием.
Термообработка может быть проведена при 210—220°С в вакууме
или на воздухе, в атмосфере азота или паров метанола, этанола, уксус¬
ной кислоты, аминов и других веществ [159]. Волокно, смоченное рас¬
твором сульфата натрия и высушенное при 215°С, приобретает устой¬
чивость к воде, нагретой до 85°, при 85° дает усадку, а при 90° рас¬
творяется [160].
Ацеталирование, проведенное после термообработки, позволяет
повысить термостойкость волокна до 115° С. Волокно, обработанное
формальдегидом, не растворяется в кипящей воде и дает усадку лишь
на 5%. Применяя различные альдегиды для ацеталирования, можно
изменять свойства волокна. Например, ацеталирование бензальдегидом
повышает прочность и улучшает упругие свойства волокна. В случае
применения диальдегидов получается волокно, термостойкое до
150° С [160].
Свойства волокна из поливинилового спирта, носящего название
в СССР вннол, а в Японии—винилон [161, 162], следующие:
Плотность, г/см3 1,26
Температура размягчения, °С 200
Предел прочности при растяжении, г/денье . . 2,0—6,0
Предел прочности при растяжении во влаж¬
ном состоянии, % от прочности в сухом
состоянии 65—85
Предел прочности при 100°
в % от прочности при 20° С 70
» » » » » —50° С 140
Относительное удлинение (в сухом состоя¬
нии), % 15—30
Гигроскопичность при 65% относительной
влажности воздуха, % 5—8
Волокно из поливинилового спирта устойчиво к действию кислот,
шелочей, микроорганизмов, плесени. Хотя оно теряет прочность в воде,
но его абсотютная прочность в мокром виде выше прочности хлопка.
Оно широко применяется в Японии для изготовления рыболовных се¬
тей, главным образом, из-за высокой стойкости к микроорганизмам:
волокно не разрушается даже после 95 месяцев пребывания в морской
воде [161].
ДРУГИЕ ОБЛАСТИ ПРИМЕНЕНИЯ
Защитные коллоиды. Поливиниловый спирт характеризуется- большой величиной
поверхностного натяжения и поэтому является хорошим защитным коллоидом. Он
обладает удовлетворительной эмульгирующей способностью, не вызывая обильного
генообразования. В отличие от альгинатов и карбоксиметилцеллюлозы поливиниловый
ст'.рт не осаждается в присутствии ионов тяжелых и щелочных металлов (Zn, Hg,
Са. Mg), ие коагулирует в присутствии кислот, но подвергается деструкции в кислой
среде
Обработка текстильных материалов. Поливиниловый спирт является одним из
-\-чиих агентов для шлихтования тканей [163]. Он придает эластичность и не вызы-
обоазования трещин на самых эластичных тканях. Вследствие высокой цены
- -“виниловый спирт применяется для шлихтования дорогих волокон, например най-
лоча. Одна из наиболее известных композиций шлихтующего раствора имеет следую-
_ н состав (в %) [164]:
Вода 90,4
Поливиниловый спирт 8,0
Борная кислота 1,6
Шлихтование воло'кна понижает его электризуемость и способствует скреплению
отдельных элементарных волоконец.
12*
180
Гл. 8. Поливинилацетали
Поливиниловый спирт пригоден для изготовления ряда медицинских приборов и
аппаратов (слуховые трубки, рупоры, громкоговорители), хирургических ниток, обо¬
лочек лекарств. В кондитерской промышленности его добавляют в тесто для улучше¬
ния всхожести, а в производстве фруктовых желе и мороженого — для стабилизации
пены. В типографском деле поливиниловый спирт добавляют к типографским краскам,
а также используют для изготовления светочувствительных слоев при фоторепрздук-
ционных процессах.
ГЛАВА 8
ПОЛИВИНИЛАЦЕТАЛИ
Среди производных поливинилового спирта поливинилацетали
являются важнейшими техническими продуктами. При определенных
условиях они образуются почти со всеми альдегидами—алифатиче¬
скими и ароматическими, предельными и непредельными. Однако про¬
мышленное применение получили немногие из них, а именно:
поливинилформаль
, ——■ СН2—СН— СН2—СН-
О
-СН,
поливинилэтилаль
поливинилбутираль
•—СН2—СН—СН2—СН—-
I I
о о
\ /
\снх
I
СНз
■—СН,—СН—СН,—СН—■
о о
\сн/
I
C3H7
а также смешанные ацетали, образовавшиеся при одновременном дей¬
ствии на поливиниловый спирт двух альдегидов, например формальде¬
гида и ацетальдегида. В результате совместной конденсации образуется
поливинил формальэтилаль:
сн2—сн—сн2—сн—сн2—сн—сн2—сн—-
I I I I
О О О О
\сн2/ \сн/
I
сн3
Производство поливинилацеталей
Для получения поливинилацеталей можно вести реакцию в одну
или в две стадии. При ведении реакции в одну стадию последовательно
проводят гидролиз и образование ацеталя, причем катализатор гидро¬
Производство
181
лиза является также и катализатором присоединения альдегида к обра¬
зовавшемуся поливиниловому спирту. При ведении реакции в две ста¬
дии поливинилацетат сперва подвергают гидролизу до поливинило¬
вого спирта, который затем конденсируют с альдегидом до образова¬
ния поливинилацеталя. В первом случае реакции гидролиза и ацетали-
рования протекают в одном аппарате в гомогенной среде (спирт). Во
втором случае процесс ацеталирования поливинилового спирта проте¬
кает в гетерогенной среде (в воде); образующийся полив'инилацеталь
выпадает из раствора, и в дальнейшем альдегид присоединяется к на¬
бухшему полимеру.
Одностадийный процесс гидролиза и ацеталирования [165, 166] мо¬
жет быть проведен в эмалированном реакторе или в реакторе из не¬
ржавеющей стали, снабженном мешалкой, рубашкой для нагревания и
охлаждения и обратным холодильником. В реактор загружают поли-
винилацетатный лак и спиртовой раствор кислоты (обычно серной) и
соответствующий альдегид. Последний берут в количестве до
1 моль/моль звена поливинилового спирта (130—200% от теоретиче¬
ского количества). Процесс проводят при 65—75°С и постоянном энер¬
гичном перемешивании в течение 10—16 ч. Образующийся в результате
гидролиза поливиниловый спирт, не осаждаясь из раствора, немедленно
превращается в соответствующий ацеталь, растворимый в том же рас¬
творителе, в котором был растворен поливинилацетат.
Выделение поливинилацеталя из реакционной смеси, содержащей
непрореагировавший альдегид, уксусную и серную кислоты, этилацетат
и спирт (если в качестве растворителя поливинилацетата был взят
спирт), может быть осуществлено осаждением раствора в воду. По¬
рошкообразный полимер получается в том случае, если исходный рас¬
твор, подаваемый тонкой струей в большой избыток воды, будет раз¬
бавлен растворителем до 10—15% концентрации. Осажденный в виде
хлопьев ил» зерен полимер фильтруют, промывают, отжимают на цент¬
рифуге и сушат. Недостатком этого варианта получения поливинилаце-
талей является значительный расход растворителей и трудность их ре¬
генерации. Выделение чистого полимера можно осуществить «солевым
методом» [53], заключающимся в том, что после окончания реакции
ацеталирования реакционная смесь сперва смешивается с избытком
поваренной соли, а затем производится отгон в вакууме при нагре¬
вании всех растворителей. В аппарате после такой операции остается
смесь поливинилацеталя и соли. При добавлении воды соль раство¬
ряется, а полимер остается в воде в виде дисперсии, которую от¬
фильтровывают, промывают водой, отжимают на центрифуге и подвер¬
гают сушке.
Другим вариантом одностадийного процесса производства поли-
винилацеталей является проведение гидролиза и ацеталирования в рас¬
творителе, не смешивающемся с водой (бутилацетате). В этом случае
можно применить другой метод выделения поливинилацеталя. Сперва
раствор поливинилацеталя (например, поливинилбутираля) несколько
раз при перемешивании обрабатывают водой с целью отмывки рас¬
твора от серной кислоты, а также других водорастворимых примесей,
а затем раствор нагревают и в вакууме отгоняют бутилацетат. Расплав¬
ленный полимер продавливают шнеком через мундштук в виде лент,
резают на куски и суш£т в сушилках.
Процесс производства поливинилацеталей по гетерогенному двух-
i зному методу, представленный схемой на рис. 54 [53], в общих чер-
тг\ состоит из следующих операций: 1) растворения поливинилового
эта в воде при нагревании до 60—80° С и загрузке всех компоиен-
182
Гл. 8 Поливинилацетали
тов (свежеперегнанньш альдегид, катализатор); 2) ацеталированин по¬
ливинилового спирта при определенной температуре в течение времени,
характерного для каждого вида пошвинилацеталя; 3) фильтрации,
■промывки и сушки полимера; 4) перегонки маточного раствора и воз¬
вращения его в реактор.
Рис. 54. Схема производства ацеталей поливинилового спирта:
1—мерник альдегида; 2— мерник кислоты; 3— бункер для поливинилового спирта; 4 — мерник
„оживленного* маточного раствора; 5 — реактор для ацеталнрования поливинилового спирта;
6—обратный холодильник; 7 —лаверы для промывки ацеталей; 5—насос для суспензии аце¬
талей; 9 — центрифуга; 10—сборник маточного раствора; насос для маточного раствора;
12 — куб для перегонки маточного раствора; 13—холодильник; 14 — приемник к кубу; 15 — сбор¬
ник перегнанного маточного раствора; 16 — мерник альдегида; 17 — мерник кислоты; 18 — мер¬
ник воды; 19— насос для „оживленного* маточного раствора; 20—куб для перегонки маслянего
альдегида; 21 — холодильник; 22 — приемник масляного альдегида; 23— сборник масляного
альдегида; 24—иасос для масляного альдегида; 25 — вакуум-сушилка для ацеталей; 26 — тара
для ацеталей.
Скорость ацеталнрования поливинилового спирта возрастает с по¬
вышением температуры реакции в с увеличением количества катализа¬
тора. Степень же ацеталнрования определяется продолжительностью
реакции, концентрацией реагирующих веществ и активностью альде¬
гида. Активность альдегидов снижается с увеличением длины углерод¬
ной цепочки, т. е. от формальдегида к масляному альдегиду.
Свойства поливинилацеталей
Поливинилацетали, так же как поливинилацетат и поливиниловый
спирт, имеют структуру 1, 3. Степень полимеризации практически так¬
же определяется степенью полимеризации поливинилового спирта. Все
поливинилацетали. по-видимому, являются аморфными полимерами-
Свойства
183
Физические и химические свойства зависят от: 1) молекулярного
веса поливинилового спирта (или исходного поливинилацетата) и сте¬
пени дисперсности полимера; 2) соотношения гидроксильных и ацетат¬
ных групп в поливиниловом спирте; 3) степени ацеталирования, т. е.
соотношения гидроксильных и ацетальных групп в полнвинилацетале',
4) химического состава альдегида.
В отличие от многих других полимеров поливинилацетали можно
получить с весьма разнообразными свойствами (температурой размяг¬
чения, пределом прочности при растяжении, удельной ударной „лз-
костью, твердостью, растворимостью и вязкостью растворов).
Технические поливинилацетали никогда не содержа+ только аце-
тальные группы: наряду с последними в молекулах всегда имеются не¬
замещенные гидроксильные и ацетатные группы (2—3%), содержа¬
щиеся в техническом поливиниловом спирте. Однако в принципе воз¬
можно получение поливинилацеталей, свободных от ацетатных групп.
Количество гидроксильных групп в техническом продукте обычно не
менее 15—20 мол. %; с большим трудом можно добиться более вы¬
сокой степени ацеталирования, достигнуть же 100% ацеталирования
не удается.
Молекулярный вес существенным образом влияет на основлые
свойства поливинилацеталей. Чем выше степень полимеризации (до не¬
которого предела), тем выше температура размягчения, предел проч¬
ности при растяжении, относительное удлинение, морозостойкость.
В табл. 42 приведены данные зависимости прочности и относительного
удлинения поливинилбутираля от степени полимеризации (вязкости)
исходного поливинилацетата [53].
ТАБЛИЦА 42
Зависимость прочности и удлинения
поливинилбутираля от вязкости исходного
поливинилацетата
Вязкость поливинил¬
ацетата, спз
Предел прочности
при растяжении,
к:с с w-
Относительное
удлинение. %
2.44
307
2,5
11,00
478
4,2
16,00
550
6,1
Поливинилбутираль, ацеталированный на 70%, при константе Фи-
кентчера К-30 имеет температуру размягчения по методу «кольца и
шара» 150°, а при К-60 180°С [167]
По характеру и величине сил взаимодействия между цепями поли¬
мера ацетальные группы занимают среднее положение между чрезвы¬
чайно сильными гидроксильными группами и значительно более сла¬
быми ацетатными группами. Молекулярная когезия гидроксильной
группы 7250 кал/моль, а ацетатной — только 5600 кал/моль. Вследствие
этого, чем выше степень ацеталирования, тем ниже температура раз¬
мягчения и прочность полимера и тем больше относительное удлине¬
ние и растворимость в ароматических и других слабополярных рас¬
творителях. Гидрофобность полимера (водостойкость) и электроизоля¬
ционные свойства также улучшаются с увеличением количества при¬
соединенного альдегида. На рис. 55 показана зависимость теплостой¬
кости по Вика поливинилбутираля от содержания бутиральных групп
(53, 168].
Низкоацеталированный поливинилбутираль полностью раство¬
ряется в метиловом спирте, в то время как у высокоацеталированного
Гл. 8. Поливинилацетали
полимера при равных прочих условиях (одна и та же степень полиме¬
ризации и одинаковое содержание ацетатных групп) наблюдается
склонность к образованию мутного раствора. Это свойство можно изме¬
нить введением в цепь большего количества ацетатных групп, так как
при одинаковой степени полимеризации
и ацеталирования растворимость в орга¬
нических растворителях улучшается при
повышении содержания ацетатных групп.
Болыпее влияние на свойства поли-
винилацеталей оказывает химическое
строение альдегида. Чем дальше в гомо¬
логическом ряду расположен алифати¬
ческий альдегид, тем длиннее боковая
цепь полимера и, следовательно, ниже
его температура стеклования и тепло¬
стойкость, выше гибкость и эластич¬
ность. Растворимость полимеров в орга
Рис. 55. Зависимость теплостой- нических растворителях повышается с
кости по Вика поливинилбутираля увеличением длины цепи альдегида. Цик
от содержания бутиральных групп, лические и разветвленные альдегиды
одним и тем же числом углеродных ато¬
мов. как и алифатические, дают поливинилацетали с более высоко*
температурой стеклования. Ароматические альдегиды обусловливают
усиление гидрофобных свойств поливинилацеталей.
• 130
0
1
0 110
-С
Е
5 90
§
1 70
20
40 60 ВО 100
Содержание бутиральных групп, %
Поливинил форм ал ь
Получение и свойства. Поливинилформаль получают как ацеталв-
рованием формальдегидом поливинилового спирта, растворенног
в воде (гетерофазный метод), так и обработкой формальдегидом поли¬
винилацетата, растворенного в уксусной кислоте (одностадийный гомо-i
генный процесс). Ацеталирование происходит под действием сернс
соляной кислот или нефтяных сульфокислот.
При гетерофазном методе сперва готовят водный раствор полива
нилового спирта (4—10%), добавляют катализатор (соляную кисло
в количестве 0,05—0,25%, нефтяные сульфокислоты 1,5—2,5% и ввод
формальдегид 35—70% от содержания поливинилового спирта). Зате
реакционную смесь нагревают до 65—70° (при применении в качест
катализатора соляной кислоты) и 90—95°С (при использовании к
такта Петрова) и поддерживают такую температуру в течение 7—20
(в зависимости от количества катализатора и степени ацеталирования
После окончания процесса содержимое реактора охлаждают до 2G
25°С и отсасывают маточный раствор от поливинилформаля. Полим
многократно промывают водой, сперва холодной, а затем теплой,
нейтральной реакции промывных вод.
С целью предотвращения преждевременного старения и пожел
ния все поливинилацетали обычно подвергаются стабилизации пут
введения некоторых аминов. К ним относятся мочевина и ее произвс
ные, этаноламины и другие вещества, добавляемые в количестве 0,'
10%. Стабилизация может заключаться в обработке в течение неско
ких часов при 50—60° С водной суспензии порошкообразного полим
водным раствором стабилизатора. После стабилизации водный раст
должен сохранять щелочную реакцию.
Стабилизированный поливинилформаль отжимают на центрифуге
сушат до содержания летучих не более 3%.
Лоливинилформаль
185
При гомогенном процессе сначала поливинилацетат растворяют в
уксусной кислоте до получения 15—20%-ного раствора, добавляют 2—
3% серной кислоты и немного воды и вводят формальдегид в виде
формалина из расчета 1 моль формальдегида на 1 моль поливинилового
спирта [165]. Реакцию проводят при 60—75° С до тех пор, пока анализ
на свободный формальдегид в реакционной среде не покажет прекра¬
щения присоединения формальдегида (окончание формализации). Вме¬
сто формалина может быть взят параформ и процесс приготовления
полиформаля легко объединен с получением на первой стадии суспен¬
зионного поливинилацетата [169]. Так, например, полимер винилацетата
получают по методике, согласно которой на 100 вес. ч. мономера бе¬
рется 0,8 вес. ч. перекиси бензоила, 300 вес. ч. воды, 0,04% водного рас¬
твора поливинилового спирта, содержащего 12 мол. % ацетатных
групп. В течение 5 ч при постепенном повышении температуры от 60
до 100° С и размешивании (300 об/мин) образуются гранулы полимера
в виде шариков диаметром 0,5—1,0 мм. Для приготовления поливинил-
формаля к однородному раствору поливинилацетата в 176,5 вес. ч. ле¬
дяной уксусной кислоты добавляют 1,9 вес. ч. концентрированной сер¬
ной кислоты и 19,3 вес. ч. параформа. При 75° С реакция заканчивается
через 24 ч. Стабилизация поливинилформаля производится добавлением
7 вес. ч. аммиачной воды (плотностью 0,88 г/см3). Через 30 мин
перемешивания при 45° С лоливинилформаль в виде гранул оса¬
ждают добавлением 500 вес. ч. воды. После промывки водой и сушки
полимер содержит (в мол. %): 9 гидроксильных, 9 ацетатных и 82 фор¬
мальных групп.
К преимуществам процесса ацеталирования в уксусной кислоте от¬
носятся одинаковый размер частиц поливинилформаля, полученных при
осаждении раствора, и отсутствие склонности к комкованию [168]. Не¬
достатком этого процесса является необходимость выделения уксусной
кислоты из разбавленных водных растворов. Концентрирование ее мо¬
жет быть проведено экстрагированием смесью растворителей, состоя¬
щей из этилацетата и бензола (85 15).
После ацеталирования в реакционную смесь постепенно добавляют
воду, доводя концентрацию уксусной кислоты до 50%. Полимер оса¬
ждается при этом в виде мелкого порошка. Затем весь раствор при
перемешивании постепенно выливают в воду (взятую с большим избыт¬
ком). Поливинилформаль (ГОСТ 10758—64) полностью выделяется в
виде порошка, и его дальнейшая обработка производится аналогично
принятой в производстве по гетерогенному процессу.
Степень ацеталирования технического поливинилформаля (75—
ч5 мол. %) определяется по ацетальному числу (количеству КОН, экви¬
валентному альдегиду, выделенному 1 г полимера [170]).
Поливинилформаль, по сравнению с другими ацеталями, имеет
тее высокую температуру размягчения и наибольшую прочность; он
язляется наиболее жестким и твердым из поливинилацеталей. Ниже
"еречислены свойства поливинилформаля [53]:
Плотность, г/см3 1,23
Показатель преломлени я «о 1,5
Предел прочности при растяжении,
кгс/см2 600—700
Теплостойкость по Вика. °С 110—115
Водопоглощеиие, % - ^ 1.3
Диэлектрическая проницаемость при
800 гц 3,2—3,7
Тангенс угла диэлектрических потерь
при 800 гц 0,0046—0,007
186
Гл. 8. Поливинилацетали
Поливинилформаль растворяется в ограниченном числе раствори¬
телей. В зависимости от степени ацеталирования он растворяется в
муравьиной и уксусной кислотах, фенолах, фурфуроле, пиридине, диок-
сане, в хлорированных углеводородах (метиленхлориде, хлороформе,
дихлорэтане, тетрахлорэтане и др.), в смесях спирт—бензол (30:70)
и спирт — толуол (40:60), в 60% водном спирте.
Применение. Двумя наиболее важными областями применения по-
лпвинилформаля являются изготовление электроизоляционных ла¬
ков [171] и клеев [172].
Лаки пригодны для эмалировки и покрытия магнитных проводов в динамомаши¬
нах. По сравнению с обычными составами, применяемыми для этой цели, поливинил¬
формаль обладает большей стойкостью к горячим растворителям, более высокой гиб¬
костью и прочностью к истиранию. Это обеспечивает лучшую сохранность изоляции
при намотке, хранении н применении проводов. Изоляция имеет высокие диэлектриче¬
ские свойства, которые сравнительно мало изменяются в широком температурном
интервале.
Лак, приготовленный растворением поливинилформаля в фурфуроле, имеет то
достоинство, что, будучи нанесен на проволоку, при сушке дает покрытие трехмерной
структуры за счет реакции фурфурола со смолой и осмоления самого фурфурола.
Кроме чистого поливинилформаля, идущего для изготовления лаков, применяют
смеси его с феноло- и крезоло-формальдегидными смолами. Введение резольных смол
(до 20%) позволяет получать нерастворимые и неплавкие покрытия, обладающие по¬
вышенной теплостойкостью, водостойкостью и большой прочностью к истиранию.
Лак на основе поливинилформаля и резольной смолы носит название металь-
вина (ГОСТ 10760—64). Он представляет собой раствор смеси смол в ж-крезоле. В ка
честве разбавителя лака используется сольвент каменноугольный, представляющий со¬
бой бесцветную или бледно-желтую
жидкость и состоящий в основном из
смеси ксилола и трнметилбензола.
Клеи. В ряде стран известен
клей ридакс Е, представляющий собой
смесь феноло-формальдегидной смолы
резольного типа и поливинилформаля
[172].
Клей ридакс пригоден для склеи¬
вания с алюминиевыми сплавами
различных материалов: стали, латуни
меди, алюминиевых сплавов, слоистых
пластиков, стеклотекстолитов. пригото¬
вленных на полиэфирных смолах, дере¬
ва, резины.
Склеивание обычно производится при 150° С под давлением 0,7—14 кгс/см? в тече¬
ние 30 мин. Максимальная рабочая температура 100° С. Другое применение клея —
соединение металла с деревом в ответственных местах конструкции самолета. Хорошие
результаты были получены при изготовлении трехслойных конструкций, в которые
к торцовой поверхности древесины приклеены два листа из легкого сплава. На рис. 56
показан пример крепления трехслойных конструкций [172].
При соединении металлических листов вначале на склеиваемые поверхности на¬
носят из раствора феноло-формальдегидную смолу, затем напыляют слой порошка по
ливинилформаля, а затем нх складывают и выдерживают под давлением при нагре¬
вании. Прочность при сдвиге склеенного дюралюминия при 20° С 187 кгс/см2 и пр
100° С — 170 кгс/см2.
Пенопласты. Из поливинилформаля изготовляют пенопласты с хорошими ме¬
ханическими свойствами, особенно с высоким сопротивлением удару и высоким моду¬
лем упругости при сжатии [173]. Однн из методов включает смешение раствора пол
винилового спирта с формалином, взбивание пены при смешении, вызревание пень,
промывку пеноматериала и сушку его.
Свойства пенополивинилформаля следующие:
Объемный вес, г/см3 0,06—0,20
Предел прочности, кгс/см2:
при растяжении ... 5—24
» сжатии ... 3—12
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,036—0,115
Максимальная рабочая температура, °С . 70—80
ш
т
||
i
/
■■■■ V ■ -
Рис. 56. Крепление трехслойных кон¬
струкций:
1 — металлический лист; 2— мягкий заполнитель;
3— клей- 4~стыковая накладка.
П оливинилформальэтилаль
187
Пенополивиннлформаль применяется в качестве промежуточного
слоя при изготовлении сложных изделий, которые легко прессуются
и принимают изогнутую форму.
Поливинилэтилаль
Поливинилэтилаль в промышленных условиях получают как гомо¬
генным спиртовым, так и гетерогенным водным методами, но реакцию
проводят не с ацетальдегидом, имеющим низкую температуру кипения,
а с паральдегидом. Например, растворяют 100 вес. ч. поливинилацетата,
имеющего вязкость 50 спз, в смеси 75 вес. ч. бутилового спирта и
110 вес. ч. бутилацетата, затем добавляют 33 вес. ч. паральдегида,
13,6 вес. ч. концентрированной серной кислоты и 11,6 вес. ч. воды [174].
Реакция проводится в течение 10 ч при 50° С. После нейтрализации ка¬
тализатора аммиаком из реакционной смеси отгоняют с паром летучие
продукты. Смолу промывают водой для удаления солей и сушат. Коли¬
чество воды и спирта, добавляемое в реакционную смесь, определяет
качество получаемого продукта.
Ниже приводим свойства поливинилэтилаля [53]:
Плотность, г/сж3 1,14—1,18
Предел прочности при растяжении, кгс/см2 550—600
Температура размягчения по «методу кольца
и шара», °С 140—180
Теплостойкость по Вика, °С 85—90
Водопоглощение, % не более 2,0
Диэлектрическая проницаемость 2,8
Поливинилэтилаль по сравнению с поливинилформалем имеет
меньшую плотность, пониженную прочность при растяжении и тепло¬
стойкость, но обладает большой эластичностью. Он хорошо растворяет¬
ся в большинстве растворителей (в спиртах, кетонах, сложных эфирах,
ароматических и хлорированных углеводородах), совмещается с нитро¬
целлюлозой и некоторыми алкидными и феноло-формальдегидными
смолами.
Основное применение поливинилэтилаля — производство лаков и
материалов для прессования и литья под давлением. Пленки хорошо
сопротивляются истиранию и обладают большой стойкостью к атмо¬
сферным воздействиям. При изготовлении пресскомпозиций в поливи¬
нилэтилаль вводят смаз-ку и пластификаторы (трикрезилфосфат, дибу¬
тил фталат и др.).
Поливинилформальэтилаль
Поливинилформальэтилаль — смешанный поливинилацеталевый по¬
лимер, представляющий собой продукт ацеталирования поливинилового
спирта смесью формальдегида и ацетальдегида. Для его получения при¬
годен поливинилацетат, имеющий вязкость молярного раствора в бен¬
золе 7—9 спз и содержащий не более 1% мономера. Омыление поли¬
винилацетата производится в спиртоводной среде в присутствии серной
кислоты при 65—67° С в течение 10—16 ч до приобретения растворимо¬
сти в воде. На 100 вес. ч. поливинилацетата требуется 7,5 вес. ч. серной
кислоты, 153 вес. ч. спирта и 47,5 вес. ч. воды. Ацеталирование поли¬
винилового спирта осуществляется в том же аппарате, где проводилось
омыление. На 100 вес. ч. поливинилацетата, взятого для омыления,
загружают 43,5 вес. ч. 37%-ного формалина и 13,7 вес. ч. ацетальдегида;
при 71—73° С; реакция проводится в течение 11 —13 ч По окончании
лцеталирования содержимое аппарата охлаждают до 35—40° С и ней¬
трализуют раствором соды до кислотного числа 25—35.
188
Гл. 8. Полиеинилацетали
Выделение поливинилформальэтилаля из реакционной смеси произ
водится путем разбрызгивания лака в воду. Полимер выделяется в виде
хлопьев, которые промываются сначала холодной, а затем теплой во¬
дой (нагретой до 30°С). Полная очистка от этилового спирта, серной
кислоты и непрореагировавших альдегидов требует 10—15 промывок
(в зависимости от степени дисперсности осажденного полимера). Сушка
полимера производится в сушилке при 50—55° С до остаточной вла¬
ги 3%.
В соответствии с ТУ МХП 1586—47, поливинилформальэтилаль (ви-
нифлекс) выпускается в виде кусочков крупчатого или волокнистого
строения от белого до желтого цвета. Вязкость 10%-ного раствора при
20° С по вискозиметру ФЭ-36 (сопло № 2) должна находиться в пре¬
делах 18—50 сек. В качестве растворителя употребляется следующая
смесь (в вес. ч.):
Амилацетат .1 Хлорбензол 0,5
Изоамиловый спирт 1 Трихлорбеизол 0,5
Увеличение количества ацетальдегида в реакционной среде при
ацеталировании поливинилового спирта с 0,25 до 0,75 моль значительно
повышает относительную вязкость^ полимера. Введение этилальных
групп в поливинилформаль повышает растворимость при сохранении
достаточной прочности, теплостойкости и других свойств.
Поливинилформальэтилаль хорошо растворяется в дихлорэтане в
смеси трихлорбензола с изобутиловым спиртом в соотношении 2:1 и
частично в смеси спирт — вода в соотношении 1:1. Раствор его в смеси
органических растворителей — лак ВЛ-1 (ВТУ МХП КУ-399—54) при¬
годен для лакировки латунных изделий с целью предохранения их от
коррозии.
Основное применение винифлекса — эмалировка медной проволоки
с целью ее электроизоляции [175]. Для этой цели наиболее пригоден
лак ВЛ-931 (ГОСТ 10402—63), представляющий собой раствор поливи¬
нилформальэтилаля и резольной смолы в смеси хлорбензола и этил-
целлозольва (1:1). Вязкость лака по вискозиметру ВЗ-1 при 20°С не
менее 180 сек. Электросопротивление изоляции должно быть не менее
1013 ом-см, а после пребывания в течение 24 ч в атмосфере со 100%
влажностью — не менее 2-109 ом-см. Пробивная напряженность изо¬
ляции, полученной после сушки при 105° С в течение 3 ч, составляет
не менее 25 кв/мм.
Поливинилбутираль
Получение и свойства. Поливинилбутираль может быть получен
при действии масляного альдегида на поливиниловый спирт в водной
среде или обработкой альдегидом поливинилацетата, растворенного в
метилацетате или других растворителях. В качестве катализатора ре¬
акции обычно применяется соляная кислота.
По одному из методов, поливинилбутираль получают ацеталирова-
нием свежеперегнанным масляным альдегидом 8%-ного раствора поли¬
винилового спирта в воде. Количество масляного альдегида, которое
вводится в реакцию, определяется требуемой степенью замещения, а
количество концентрированной соляной кислоты добавляется из рас
чета 0,3—0,8% к реакционной смеси. Ацеталирование проводят при по¬
степенном повышении температуры от 10 до 55° С. Сначала выделяется
полимер, содержащий 15—20% бутиральных групп; дальнейшая реак¬
ция присоединения альдегида протекает гетерогенно в течение несколь¬
ких часов.
Поливинилбутираль
189
После окончания реакции ацеталирования поливинилбутираль про¬
мывают дистиллированной водой, чтобы удалить непрореагировавший
альдегид и кислоту. Для удаления остатка кислоты полимер нейтрали¬
зуется разбавленным раствором едкого натра до появления слабой
щелочности. Затем отделяют полимер от воды, отжимают на центри¬
фуге и сушат при 40—60° С в воздушной циркуляционной сушилке до
остаточной влажности 2—3%. Показана возможность сушки полимера
при 115° С в трубе-сушилке во взвешенном состоянии в течение корот¬
кого времени [176].
Для получения поливинилбутираля можно применять поливинил¬
ацетат и провести сперва гидролиз, а затем ацеталирование. Поливинил¬
ацетат (100 вес. ч.) смешивают со 100 вес. ч. воды и 150 вес. ч. соляной
кислоты (22° Вё). Как только закончится гидролиз и поливиниловый
спирт растворится, прибавляют 45 вес. ч масляного альдегида В ре¬
зультате довольно бурной реакции выделяется комковатая масса. Реак¬
ционную смесь оставляют некоторое время в покое, пока не закончится
полное выделение поливинилбутираля, на что требуется 24—48 ч, в за¬
висимости от температуры. Нет необходимости обязательно ожидать
полного перехода в раствор поливинилацетата; масляный альдегид
можно вводить одновременно со всеми другими компонентами, если
только обеспечено хорошее перемешивание реакционной смеси.
Другой метод получения поливинилбутираля заключается в ацета-
лировании масляным альдегидом поливинилового спирта, растворен¬
ного в 62%-ной уксусной кислоте [168]. К 10% раствору, содержащему
100 вес. ч. поливинилового спирта и охлажденному до 15° С, добавляют
16,5 вес. ч. серной кислоты и 82 вес. ч. масляного альдегида в 425 вес. ч.
ледяной уксусной кислоты. При непрерывном размешивании темпера¬
тура в реакторе доводится до 32° С. Через некоторое время поливинил¬
бутираль выпадает из раствора в виде мелкого порошка. Для завер¬
шения осаждения полимера реакционная масса разбавляется водой,
полимер отфильтровывается, промывается дистиллированной водой для
удаления кислоты. При последней промывке к воде добавляется 1%
пиридина для нейтрализации следов кислоты. Промытый продукт цен¬
трифугируется и высушивается при 40° С. Имеются и другие методы
получения поливинилбутираля [168].
Для стабилизации поливинилбутираля суспензия полимера в воде
нейтрализуется раствором щелочи, пиридина, триэтаноламина или дру¬
гими аминами и обрабатывается малолетучими аминами и производ¬
ными мочевины при нагревании до 85° С в течение одного или несколь¬
ких часов.
В табл. 43 представлены свойства поливинилбутираля различного
'^значения (ГОСТ 9439—60), а в табл. 44 —свойства твердого и гиб-
: 'о (пластифицированного) поливинилбутираля [177]. Для приготовле-
пленок используется бутираль марок ПП (пленочный поливочный)
я ПШ ( пленочный шлицевой). Лаки и грунты могут быть изготовлены
6\тираля марок ЛА и ЛБ, а для получения клеев и порошка горя¬
чее напыления пригоден бутираль марок КА и КБ.
Химический анализ поливинилбутираля (содержание ацетатных,
бутнральных и гидроксильных групп) проводится доступными метода¬
ми [178].
Гибкий (пластифицированный) поливинилбутираль имеет более
низкие модуль упругости и температуру стеклования, чем непластифи¬
цированный. При содержании 15% дибутилсебацината модуль упру¬
гости и температура стеклования соответственно 12 900 кгс/см2 и 48°, а
при 30% пластификатора соответственно 4500 кгс/см2 и 26° С [179].
190
Гл. 8. Поливинилацетали
ТАБЛИЦА 43
Свойства поливинилбутираля различных марок
пп
пш
ЛА
ЛБ
КА
КБ
Содержание, %, не более:
ацетатных групп .
3
3
3
3
3
3
бутиральных групп
44—48
44—48
40—45
46—48
43—48
43—48
влаги
3—10
2
3
3
3
3
золы
0,08
0,05
0,1
ОД
0,1
0,1
Кислотное число, мг КОН на 1 г
сухого продукта, не более ....
0,12
0,12
0.12
0,12
0,12
0,12
Вязкость 1096-ного раствора в спирте,
сек
8—17
20—35
8—18
19—30
31—48
49—105
Предел прочности при растяжении,
кгс j см2, не менее
240
240
_
Относительное удлинение, %, не
менее
155
150
Коэффициент светопоглощения на
1 мм толщины клеящего слоя
в триплексе, °6, не более ....
1,4
1,4
—
—
—
—
ТАБЛИЦА 44
Физико-механнческие и электрические свойства полнвинилбутиралей
Свойства
Твердый
Гибкий
ненаполнен-
ный
Г ибкий
наполненный
Плотность, г/см3
1,07—1,1
1,05
1,41
Предел прочности при растяжении, кгс/см2
280—500
140
105—205
Относительное удлинение, %
5—15
150—400
200
0,20—0,24
—
—
Теплостойкость, °С
60—65
» Мартенсу
48—54
—
—
Температура стеклования, °С
57
—
—
Коэффициент линейного расширения ....
8-10 5
—
—
Водопоглощение, %
1,0—3,0
с
Jc
с
0,9
Диэлектрическая проницаемость
при 50 гц
3,6
6—7
6,5
» 106 гц
3,33
3,92
5,0
Тангенс угла диэлектрических потерь
0,007
0,115
0,057
» 106 гц
0,0065
0,06
0,045
Удельное объемное сопротивление, ом • см
> 1014
10Ю—10"
2- Ю11
Пробивная напряженность, кв/мм
16
7—15
Физические, механические и электрические свойства поливинилбутнра-
ля и других ацеталей поливинилового спирта хорошо изучены [180—183].
Содержание в поливинилбутиралях некоторого количества гидро¬
ксильных групп приводит к повышению растворимости их в спиртах,
а также сродства к воде. До 5% воды может быть добавлено к спиртам,
кетонам и сложным эфирам с целью повышения их растворяющей спо¬
собности. Хорошими растворителями поливинилбутираля являются ме¬
тиловый, этиловый, пропиловый и бутиловый спирты, диоксан, метилаце-
тат, этилацетат и бутилацетат, метилэтилкетон и циклогексанон, целло-
зольв, метиленхлорид, дихлорэтан и хлороформ. Ароматические угле¬
водороды лучше всего употреблять в смесях со спиртами, составленных
Поливинилбутираль
191
по объему в пределах 1:1—1:3 (например, бензол — метанол и др.)-
В качестве растворителей могут быть применены уксусная кислота,
пиридин и смеси: дихлорэтан — этанол, бутилацетат — этанол, метилен-
хлорид—метанол. Разбавителями растворов поливинилбутираля яв¬
ляются обычно бензол, толуол и метилацетат.
Во многих случаях применяется и непластифицированный поливи¬
нилбутираль, но большее распространение в технике получили пласти¬
фицированные материалы (гибкие ненаполненные и наполненные поли-
винилбутирали), содержащие 16—40% пластификатора. Пластифика¬
торами являются дибутнлфталат, диоктилфталат, трикрезнлфосфат,
дибутилсебацинат, диоктилсебацинат, окисленное касторовое масло,
хлорированный дифенил и др. Введением некоторых пластификаторов
можно значительно снизить температуру стеклования поливинилбути¬
раля (7^ — 57° С) и обеспечить пленкам высокую гибкость и морозо¬
стойкость (до —60° С и ниже) с сохранением при этом значительной
прочности. Если поливинилбутираль растворить в смеси дихлорэтана и
этанола (1 : 1) и добавить 3,6% окисленного льняного масла (из рас¬
чета на полимер), то можно получить из раствора прозрачные и гибкие
пленки, обладающие хорошей адгезией и высокой водостойкостью [184].
Предел прочности при растяжении пластифицированных ненапол-
ненных и наполненных поливинилбутиралей не очень высокий. Он
составляет 70—245 кгс/см2, а относительное удлинение достигает
150—400%. При температуре выше 65° С механическая прочность сни¬
жается, но если в состав композиций ввести сажу, то материалы спо¬
собны выдерживать более высокую температуру (до 90° С).
Поливинилбутирали хорошо совмещаются с феноло-, мочевино-
н меламино-формальдегидными смолами. Небольшое добавление их к
спирто-растворимой феноло-формальдегидной смоле увеличивает адге¬
зию смолы и почти не снижает ее химической стойкости, и наоборот, не¬
большая добавка конденсационных смол к поливннилбутнралю придает
последнему термореактивность. Примером композиции, составленной из
резольной феноло-формальдегидной смолы и поливинилбутираля в
соотношении й5 : 15 (на тзердые смолы), может служить спиртовой лак
Р-5--' [150]. Сперва l спирте растворяют поливинилбутираль, а затем
в него вэол~~ р золь \ю смолу и перемешивают смесь до получения
однородного раствора
отличается высокой атмосферостойкостью,
сто" -~ъю к _ : 1Ю солнечного света, кислорода и озона, хорошей
- • г-г в к гг— ранию, но сравнительно низким сопротивлением мно-
” 'у. Разлагается он- лишь при нагревании до высоких
-^р < 160° С и выше). Кислород воздуха способствует образова¬
нию гидроперекисей, выделению масляного альдегида и структурирова¬
нию полимера. Термический распад поливинилбутираля может быть за¬
медлен некоторыми азометннами, бензилалоксианилинами и салицилал-
н-оксианилином [185, 186]. Поливинилбутираль обладает превосходной
адгезией к углеродистой стали, алюминию, цинку, кадмию, хрому, ни¬
келю, меди, нержавеющей стали, оцинкованному железу, оксидирован¬
ному алюминию и магнию, стеклу, дереву, бумаге, тканям и пласт¬
массам.
Применение. Поливинилбутираль широко применяется в промыш¬
ленности. Из него изготовляют прозрачные бесцветные пленки, пригод¬
ные для склейки силикатных и органических стекол при производстве
многослойного безосколочного стекла, покрытия по ткани для изготов¬
ления плащей, одежды, мешков и т. п., клеи, грунтовочные покрытия
по металлу, лаки, шланги и трубки, различные прессованные изделия.
192
Гл. 8. Поливинилацетали
Пленки. Изготовление пленок из иоливинилбутираля может быть осуществле¬
но двумя методами. Один из них заключается в отливке пленок из раствора на спе¬
циальной пленкообразующей машине, снабженной разливочным устройством, непре¬
рывной металлической лентой и сушилкой.
Другой метод включает получение композиции из поливинилбутираля и пласти¬
фикатора и ее каландрирование с последующей вытяжкой в пленку толщиной 0,35—
0,5 мм (пленка бутафоль).
Пленка поливинилбутиральная (ГОСТ 9438—60; марка А — поливочная, марка Б —
шлицевая) в основном применяется для изготовления безосколочных стекол. Вслед¬
ствие этого она пластифицируется некоторыми сложными эфирами, чаще всего дибу-
тиладипинатом, дибутилсебацинатом или диоктилсебацинатом, добавляемыми в коли¬
честве 16—40 вес. ч. на 100 вес. ч. смолы.
В безосколочных стеклах (триплексах) в качестве промежуточного слоя упот¬
ребляется листовой поливинилбутираль, получаемый прессованием пакетов, собранных
из тонких пленок Прессование пакетов производится при 140—160°С и удельном
давлении 70—140 кгс/см2.
Для изготовления безосколочных стекол применяют поливинилбутирали, содер¬
жащие 20—35% свободных гидроксильных и 3—5'Уо ацетатных групп. Повышение
адгезии к силикатным стеклам достигается пропусканием листов поливинилбутираля
через смесь 70 вес. ч. бензилового спирта, 30 вес ч триацетина и 2 вес. ч. этилсиликата
Трехслойный пакет, состоящий из наружных силикатных листов и промежуточного
листа поливинилбутираля, прессуется под давлением в течение 20 мин при 180° С.
Стальной шар диаметром 50 мм при падении с 3 м пробивает безосколочное стекло
(триплекс) лишь при —70’С. В случае прессования пакета при более низкой темпе¬
ратуре разрушение триплекса может произойти при —40° С.
Безосколочные стекла также изготовляют на основе органического стекла (по¬
лиметилметакрилата). Трехслойный пластик составляется из двух слоев органического
стекла и внутреннего слоя из поливинилбутираля [187]. В последнее время они находят
применение в качестве светозашитных экранов [188].
Клеи. Поливинилбутираль благодаря хорошей адгезии ко многнм поверхно¬
стям применяется для изготовления клеев. Использч ются они в виде 15—20%-ного
раствора. Термореактивность клею придается добавлением в раствор резольной фе
ноло-формальдегидной смолы. Такие клеи носят названия клеев БФ, а в США и
Англии они известны под маркой сайклвелл [172]. Свойства и применение клеев БФ
рассмотрены на стр. 536 и сл.
Для получения эластичных клеев, которыми склеивают ткани и кожу, в полн-
винилбутиральфеноло-формальдегидные смолы вводят пластифицирующие добавки, об¬
ладающие адгезионными свойствами к склеиваемым материалам [189]. В некоторых
отраслях широко применяют обладающую лучшей адгезией к материалам сухую
клеевую композицию, полученную из поливинилбутираля и новолачной смолы. Оба типа
смол сплавляют вместе, превращают сплав в порошок, смешивают его с гексаметилён-
тетрамином и наполнителями и напылением наносят на склеиваемую поверхность.
Поливинилбутираль может быть добавлен в каучуко-фенольные клеи для улуч¬
шения их адгезии [190—192].
Покрытия. Поливинилбутираль применяется для получения различных по¬
крытий по ткани и металлам Этому способствует его совместимость с высыхающими
маслами.
Покрытия по ткани. Получение покрытий по тканям является сравнительно но¬
вой областью применения поливинилбутираля. Ткань, покрытая поливинилбутиральной
композицией, обладает прочностью, мягкостью, малой сминаемостью, медленно стареет
даже при действии солнечного света. Композиции составляются из поливннилбути-
ральной смолы, пластификаторов (эфиров фталевон или рицинолевой кислот), добав¬
ляемых в количестве 30—120%, наполнителей, красителя, стабилизатора, смазываю¬
щего вещества и вулканизирующего агента [193]. Нев\ лканизованное покрытие имеет
низкую температуру размягчения и приобретает липкость при 70J С. Вулканизация
осуществляется при нагревании до 130—140° С В качестве вулканизирующих агентов
добавляются вещества, которые реагируют с поливинилбутиралем (с его гидроксиль¬
ными группами), например феноло-формальдегидные смолы резольного типа [194—195].
Реакция конденсации приводит к образованию небольшого числа ноперечных связей,
вследствие чего возрастает теплостойкость покрытия без снижения каких-либо
свойств. Наполнители удешевляют и усиливают композиции. Мел, глина и сажа при¬
дают покрытию большую прочность, но снижают морозостойкость (с —60 до —40°С).
Ткань с поверхностным покрытием из поливинилбутираля пригодна для изготов¬
ления дождевых плащей, накидок и других видов одежды.
Грунтовочные покрытия. Поливинилбутирали хорошо прилипают к различным ме¬
таллам, но адгезия может быть увеличена добавлением к смоле хроматов свинца или
цинка и фосфорной кислоты. Возникает прочная связь пленки с металлом. Обычно
это покрытие является грунтом под покрытия из других типов смол (алкидных, фе¬
нольных и др.).
Поливинилбутираль
193
Пленки поливинилбутираля толщиной 0,08—0,15 мм наносятся на металл из рас¬
твора различными методами и после сушки от растворителя пригодны для обработки
другими пленкообразуюшими материалами. Отличительной особенностью поливинил-
бутиральных грунтов является адгезия к металлам и антикоррозионные свойства.
Корпуса морских судов, поплавки гидросамолетов, буровые вышки, погруженные в
воду, и другие установки, работающие в коррозийной среде, грунтуются поливинил-
бутиралем. В этом случае отпадает даже необходимость предварительной обработки
поверхности покрываемого металла [167, 196].
Лаковые покрытия. Поливинилбутираль пригоден для изготовления отделочных
лаков, находящих применение для покрытия изделий из дерева, алюминия и магния.
Отделочные лаки представляют собой 15% спиртовый раствор полимера. С целью по¬
вышения стойкости к удару и химическим воздействиям рекомендуется добавлять в
лаки феноло-формальдегидную смолу. Отверждение покрытий производится при на¬
гревании в течение 15 мин при 130—140° и 10—15 мин при 180—200° С.
Если в лаки ввести добавки, снижающие адгезию поливинилбутираля к метал¬
лам, то ими можно покрывать различное оборудование (реакторы, станки, мешатели,
и т. п.), которое должно храниться или перевозиться на большие расстояния.
Эти покрытия называют обдирочными пленками. Их назначение — предохранять изде¬
лия от коррозии. Перед использованием оборудования пленка отдирается.
Напыленные покрытия. Наилучшее покрытие методом газопламенного напыления
получается при применении шлицевого поливинилбутираля, но в менее ответственных
случаях можно применять клеевой поливинилбутираль.
Порошок полимера напыляется на поверхность изделий, нагретых до 200—220° С
[197]. Адгезия покрытия к стали достигает 110 кгс/см2.
Покрытие из поливинилбутираля устойчиво к воздействию органических кислот,
углеводородов, масел. При длительном пребывании в воде поглощает до 3% влаги.
На основе поливинилбутираля изготовляется специальная композиция ПФН-12
(ВТУ МХП 4159—54), которая применяется в автомобильной промышленности для
выравнивания поверхностей кузовов и кабин автомобилей [198]. В состав композиции
входят порошкообразный поливинилбутираль, модифицированный феноло-формальде-
гидной смолой, и минеральный наполнитель.
Прочность сцепления покрытия с металлом не менее 100 кгс/см2, сопротивление
прямому удару — не менее 50 кгс/см2, сопротивление изгибу не менее 400 кгс/см2 и
сопротивление сдвигу не менее 190 кгс/см2.
Из поли ни ни лбу типа л я методом выдавливания (экструзии) изготовляют также
шланги, трубки, прутки, а методом литья под давлением — различные изделия.
Простые эфиры поливинилового спирта
ГЛАВА 9
ПОЛИВИНИЛАЛКИЛОВЫЕ ЭФИРЫ
Простые эфиры поливинилового спирта получают полимеризацией
простых виниловых эфиров общей формулы СН2=СН—OR, где R —
'лкильная или арильная группа.
Выдающийся вклад в разработку химии простых виниловых эфиров
был внесен русскими и советскими химиками. Первый представитель
'ого класса соединений был получен в 1870 г. Бутлеровым [199], а вскоре
ie него Эльтеков [200] синтезировал еще два простых виниловых
Но наиболее важным открытием, решившим проблему синтеза
ос~ых виниловых эфиров, явилось исследование Фаворского [201]
п? исоедннении к ацетиленовым углеводородам спиртов в присутствии
е *х) кали. Эта реакция была впоследствии использована Фаворским
и Шостаковским [202] для разработки общего способа получения прос-
' ниловых эфиров по следующей схеме:
CH=CH-f-ROH СН2=СН—OR
Способ получения простых виниловых эфиров из ацетилена и спир¬
тов широко применяется во многих странах. Весьма подробное изло-
13 А. <+>. Николаев
194
Гл. 9 Поливинилалкиловыс эфиры
жение вопросов химии простых виниловых эфиров с описанием спосо¬
бов их получения, физических и химических свойств, а также методов
полимеризации, сополимеризацпи и анализа содержится в монографии
Шостаковского [203].
Получение простых виниловых эфиров
Получение простых виниловых (или винилалкиловых) эфиров про¬
текает при взаимодействии ацетилена со спиртами в присутствии едкого
кали прн давлениях выше атмосферного и температуре 140—180° С.
Отличительная черта метода Фаворского—Шостаковского — отсут¬
ствие разбавителей ацетилена (водорода, метана, азота), которые реко¬
мендуются иностранными патентами. Разбавителями являются пары
спиртов и образующихся виниловых эфиров.
Процесс осуществляют в автоклавах периодическим или непре¬
рывным методами.
По одному из вариантов периодического метода [203] в стальной
вращающийся автоклав, снабженный рубашкой для обогрева и охлаж¬
дения, загружают очищенный спирт и едкое кали (5—10% от веса
спирта). Воздух из него вытесняют ацетиленом^и создают давление аце¬
тилена 12—16 ат. Затем автоклав приводят во вращение и одновременно
начинают его нагревание до 140—160°С
По мере течения реакции давление в автоклаве падает. При полном
вннилнрованин ацетилена поглощается несколько более теоретического
количества, что связано, главным образом, с растворением части аце¬
тилена в виниловом эфире, а также с протеканием незначительных по¬
бочных реакций. Операцию ввода ацетилена повторяют до тех пор, пока
не прекратится его поглощение.
После окончания реакции автоклав охлаждают до комнатной тем¬
пературы и реакционную смесь подвергают многократной промывке во¬
дой и ректификации.
При синтезе виниловых эфиров встречаются случаи применения
ацетилена при температуре до 200° С и давлении до 35 ат. Известно,
что ацетилен взрывоопасен. Существуют многочисленные инструкции
о порядке хранения ацетилена, о его перевозках и использовании
[204—206].
Необходимыми мерами предосторожности для предотвращения
взрывов являются достаточное разбавление ацетилена парами спирта
[207], азотом или другими инертными газами и отсутствие кислорода.
Примером проведения синтеза простых виниловых эфиров’ непре¬
рывным методом может быть синтез винил-н-бутилового эфира [208].
В стальной реактор, заполненный кольцами Рашига и соединенный с хо¬
лодильником и приемником, загружают перегнанный н-бутиловый спирт
и катализатор (КОН). Смесь нагревают до 138—142° С, при этом соз¬
дается давление 3,8—4,2 ат. Затем в реактор непрерывно подают аце¬
тилен в таком количестве, чтобы поддерживать указанное выше давле¬
ние. Пары образующегося эфира-сырца совместно с парами спирта и
непрореагировавшего ацетилена поступают в холодильник. В приемнике
собирается эфир-сырец, содержащий до 45% винил-к-бутилового эфира.
При 12—16% растворе КОН содержание эфира в сырце за 3—4 ч дости¬
гает 45%.
Одновременно с отбором эфира-сырца осуществляется непрерывное
питание реактора 0,3—2% раствором КОН в н-бутиловом спирте В про¬
цессе винилирования в реакторе постепенно увеличивается количество
катализатора и снижается его активность После 50 ч непрерывной ра¬
боты (иногда процесс длится дольше) винилирование прекращают, со-
Свойства простых виниловых эфиров
195
держимое реактора сливают, а насадку (кольца Рашига) промывают
головной фракцией, полученной при перегонке н-бутилового спирта.
Эфир-сырец подвергают ректификации до получения внннл-к-бути-
лового эфира чистотой не менее 92%. Основной примесью к эфиру яв¬
ляется н-бутиловый спирт. Получение 98%-ного (не менее) мономера
достигается отмывкой водой н-бутилового спирта. Экстракция водой
производится в экстракторе, представляющем собой стальной
цилиндрический сосуд с коническим днищем, снабженный турбинной
мешалкой, вращающейся со скоростью 1450 об/мин. Перемешивание
эфира и воды продолжается 40 мин. Затем мешалку останавливают, и
смесь отстаивается в течение 3 ч. Промывные воды сливают в ловушку,
а эфир промывают еще 1—2 раза. Экстракция проводится до тех пор,
пока содержание мономера не достигнет 98%. Отмытый винил-н-бути-
ловый эфир сливается в отстойник для окончательного удаления воды
и осветления. Осветленный эфир фильтруется и поступает в сборники.
В литературе описан производственный процесс получения других ал-
кнлвиниловых эфиров [209, 210].
Свойства простых виниловых эфиров
Винилалкиловые эфиры представляют собой бесцветные нейтраль¬
ные жидкости с эфирным запахом. Технические продукты всегда содер¬
жат небольшие количества спиртов, из которых они были получены, а
также ацетальдегид и ацетали. Перед полимеризацией мономеры под¬
вергаются очистке [203, 211].
Свойства простых виниловых эфиров представлены в табл. 45 [203].
ТАБЛИЦА 45
Свойства простых виниловых эфиров
?
Температура
кипения при
760 м и рт. ст.,
С
Показатель
преломления
nD
Плотность,
г; см3
Вязкость
при 20°,
С >13
Винил метиловый
5,5
1,3730(0°)
0,7725
Винилэтиловыи
36,0—36,1
1,3779
0,7531
0,312
Винил-н-пропиловый
65,0—65,1
1,3922
0,7678
0,341
Винилизопропиловый
55,1—55,7
1,3862
0,7520
0,307
Винил-н-бутиловый
93,7—93,8
1,4026
0,7792
0,439
Виншшзобутиловый
83,0—83,1
1,3990
0,7682
0,408
Винил-е/яо/>-бутиловый
81,0
—
0,7731
Винилизоамиловый
112,5—112,8
1,4098
0,7824
0,515
Вунил-е/яо/>-октиловый
177,3—177,8
1,4250
0,7989
—
Впнил-н-октиловый
65,3 (6,2 мм)
1,4258
0,8051
—
Низшие винилалкиловые эфиры легко воспламеняются и с возду¬
хом образуют взрывчатые смеси [212].
В воде простые виниловые эфиры малорастворимы, и растворимость
их в значительной степени зависит от температуры [212]. Они смеши¬
ваются со многими органическими растворителями, в том числе со спир¬
тами, простыми и сложными эфирами, кетонами, углеводородами.
По химическим свойствам простые виниловые эфиры сильно отли¬
чаются от многих однозамещенных соединений этиленового ряда
CH2=CHR. Наличие двух взаимно влияющих реакционных центров
(двойной связи и эфирного кислорода) приводит к появлению способ¬
ности эфирного кислорода к образованию оксониевых соединений. Нали¬
чие свободной пары электронов у кислорода облегчает присоединение
13*
196
Гл. 9. Поливинилажиловые эфиры
водорода в форме протона. Возникновение координационной связи со¬
провождается появлением положительного заряда; возникший ион оксо-
ния соединяется с противоположным по заряду ионом хлора:
СН2 СН—б—R ' НС1-> ГСН2=СН—б—R]+ СГ
Н
Двойная связь винилалкиловых эфиров чрезвычайно легко вступает
в реакции присоединения в присутствии кислых веществ (галогениды
металлов, кислоты, галогены, галогенводороды) с реагентами, содер¬
жащими подвижный атом водорода. Это присоединение всегда проте¬
кает таким образом, что атом водорода направляется к (5-углеродному
атому, а остальная часть молекулы присоединяющегося вещества — к
а-углеродному атому винилового эфира:
СН2—СН—OR -±^-> СН3—СН—OR
Р о |
R'
Алкилвиниловые эфиры легко гидролизуются разбавленными вод¬
ными растворами кислот, образуя ацетальдегид и соответствующий
спирт.
Скорость гидролиза зависит от величины алкильной группы R и
уменьшается от низших виниловых эфиров к высшим.
Еще одним и очень важным свойством их является способность
к полимеризации, сопровождающаяся образованием высокомолекуляр¬
ных продуктов различной консистенции (от маслянистых до твердых).
Закономерности полимеризации виниловых эфиров
Реакции полимеризации и присоединения, как уже отмечалось,
легко протекают под влиянием минеральных кислот и хлоридов метал¬
лов. Первичным актом взаимодействия простых виниловых эфиров и
кислоты является образование промежуточного неустойчивого комп¬
лекса
СН2=СН—OR-f НС1 —у ГСН2=СН—OR 1 Cl
ГСН2=СН—OR 1
I. A I
который в дальнейшем распадается с образованием нона
ch2=ch-or- +сг —[ch3chorJ СГ
I
н
ГСН2=СН—0R1 С1 —> Г(
I А I
дающего начало катионному механизму реакции полимеризации. Поло¬
жительный ион присоединяет мономер по следующей схеме:
CH3CHOR + CH2=CHOR —СНз—СН—СН2—СН И т. д.
I 1
OR OR
Известно, что катионная полимеризация протекает тем легче, чем
выше электронная плотность двойной связи. Переход от этилена к его
несимметричным производным — пропилену и изобутилену — усиливает
яуклеофильность двойной связи и, следовательно, повышает склонность
пропилена и изобутилена к полимеризации под влиянием кислот.
Производство
197
Простые виниловые эфиры, в которых имеется сопряжение двойной
связи с алкоксильной группой, обладают чрезвычайно высокой склон¬
ностью к полимеризации под влиянием электрофильных агентов:
Сн7=СН—OR
— 6 +6
Замена алкильной группы арильной, благодаря наличию в послед¬
ней электронного смещения, подобного наблюдаемому у простых вини¬
ловых эфиров и в то же время противоположного ему, приводит к
ослаблению положительного влияния эфирной группы и способствует
уменьшению склонности к катионной полимеризации.
Молекулярный вес полимеров простых виниловых эфиров опреде¬
ляется характером катализатора, его концентрацией и температурой
реакции. Если реакция проходит при обычных или повышенных темпе¬
ратурах, получаются сравнительно низкомолекулярные бальзамоподоб¬
ные и вязкие полимеры. Винилэтиловый, винилизобутиловый и винил-
изопропиловый эфиры при 0—25° С в присутствии катализаторов сред¬
ней активности образуют твердые полимеры [213, 214]; винилизобути¬
ловый эфир, разбавленный жидким пропаном, дает высокомолекулярные
каучукоподобные полимеры при обработке трехфтористым бором [215].
В отличие от полимеризации изобутилена винилизобутиловый и ви-
нилизопропиловый эфиры, разбавленные четырьмя частями пропана при
—80° С, в присутствии эфирата трехфтористого бора полимеризуются
медленно с образованием высокомолекулярных полимеров [216]. Актив¬
ность простых виниловых эфиров при полимеризации с добавкой эфи¬
рата трехфтористого бора при температурах от —80° до —40° С умень¬
шается в следующем ряду: изопропил, изобутил, н-бутил, этил, метил.
Ионную полимеризацию, протекающую под влиянием безводных
кислот, кислотных или основных катализаторов, труднее контролиро¬
вать, чем полимеризацию, инициированную перекисями. Особенно труд¬
но поддерживать низкую температуру, что необходимо для получения
полимеров большого молекулярного веса. Приходится вводить специаль¬
ные разбавители, а это часто приводит к получению полимеров невысо¬
кого молекулярного веса. Но если требуется получение полимеров в
виде вязких жидкостей, то процесс полимеризации проводится без раз¬
бавителей. Этим пользуются в случае полимеризации простых винило-
сых эфиров и изобутилена.
Производство поливиниловых эфиров
В промышленности процесс приготовления полимеров винилалкило-
?ых эфиров проводится периодическим путем в аппаратах, снабженных
•-шалками, рубашками для обогрева и охлаждения и обратными холо-
i'-’ьниками [203, 217].
При получении бальзамоподобных полимеров для ведения процесса
-_.т.|ыеризации в присутствии хлорного железа оптимальной будет тем-
гтлра кипения винил алкилового эфира или превышающая ее на
-ИГС [203]. В этих условиях реакция идет быстро и получается про-
достаточной степенью полимеризации. Чтобы ослабить бурно про-
• :\ю реакцию, следует прибавлять по частям такое количество ка-
ра, которое необходимо для полной полимеризации. Охлажде-
- ционной смеси через рубашку аппарата является эффективным
гг* : - : ч регулирования температуры полимеризации, но при сильном
: температуры (ниже температуры кипения винилового эфира)
198
Гл. 9. Полиоини шлки.ювыс эфиры
при ведении процесса в присутствии хлорного железа скорость реакции
резко замедляется и образуется полимер с гораздо меньшей степенью
полимеризации.
В ряде работ [218—220] рассмотрена роль катализатора (хлорного
железа) в периодическом процессе полимеризации винилбутилового
эфира и показана возможность проведения непрерывной полимериза¬
ции с применением ультразвука.
При полимеризации винил-н-бутилового эфира в больших масшта¬
бах подходящим катализатором является хлорное железо, растворен¬
ное в этиловом или н-бутиловом спиртах. Количество добавляемого
катализатора 0.03—0.15% от веса эфира. В табл. 46 даны условия поли¬
меризации винил алкиловых эфиров [221].
ТАБЛИЦА 46
Условия полимеризации винилалкиловых эфиров
Эфир
Количество
катализатора,
%
Температура
полимери¬
зации, °С
Удельная
вязкость
1 % -ного
раствора
Вннилметиловый
0,03—0,04
20
0,097
Винил-к-пропиловый
0,05
20
0,481
Винилизобутиловый
0,05
12—20
0,483
Винилизоамиловый .
0,15
12—20
0,126
Винилоктиловый
0,25
12—20
0,082
Винилфениловый
1,15
—10
Твердый
Примечание. Во всех с-^чаях катализатором служил SnCI2, и только для ви-
нилфенилового эфира —AlCi3.
В зарубежной литературе полимеры простых виниловых эфиров,
полученные в блоке при 0° С и более высоких температурах, известны
под названием игевинов.
Высокомолекулярные полимеры, твердые и хрупкие или каучуко¬
подобные, получают полимеризацией простых виниловых эфиров при
низких температурах (—40° С и ниже).
Реакцию осуществляют в среде разбавителей (например, жидкого
пропана) в присутствии фтористого бора или эфирата фтористого бора.
Из виниловых эфиров чаще всего употребляют винилизопропиловый
и винилизобутиловый. Чем ниже скорость реакции при низких темпера¬
турах, тем выше молекулярный вес полимера.
Из винил-н-бутилового эфира, а также из метил-, этил-, н-пропилви-
ниловых эфиров при медленной полимеризации в присутствии эфирата
фтористого бора также были получены твердые высокомолекулярные
соединения [216, 222]. Разработаны методы удаления остатков катали¬
затора и получения полимера в гранулированном виде [223], отделения
низкомолекулярных фракций в ходе полимеризации [224], стабилизации
[225—227] и обработки [228, 229].
Полимеры простых виниловых эфиров выпускают как в виде стаби¬
лизированных твердых продуктов, так и в виде концентрированных рас¬
творов, например в толуоле или в растворителе, состоящем из аромати¬
ческих (10%), парафиновых (40%) и нафтеновых (50%) углеводородов.
Промышленный интерес представляет сополимеризация винилхлорида, виннлаце-
тата, виннлиденхлорида, акрилонитрила и эфиров акриловой кислоты с небольшими
добавками винилалкиловых эфиров. Сополимеризация протекает по свободнорадикаль¬
ному механизму в присутствии перекисей или других инициаторов, образующих сво¬
бодные радикалы. Целью введения в полимеры звеньев простых виниловых эфиров
является достижение «внутренней пластификации», лучшей гибкости при низких тем¬
пературах и в некоторых случаях лучшей растворимости.
Свойства и применение
199
Винилхлорид легко сополимеризуется с винилизобутиловым эфиром в растворе
и в эмульсии в присутствии перекиси бензоила или персульфата калия. Добавление
простого винилового эфира замедляет процесс полимеризации, и сополимер до 80%
конверсии обогащен винил.хлоридом по сравнению с исходной смесью. При полном
превращении смеси мономеров в полимер состав сополимера отвечает составу реакцион¬
ной смеси, если для реакции было взято не более 50 мол. % винилалкнлового эфира.
Две или более структурные единицы простого винилового эфира не могут непосред¬
ственно одна за другой присоединиться к растущей цепи полимера. Получаемые пэти-
меры пригодны для изготовления лаков по металлу.
Сополимеризация акрилонитрила (70 вес. ч.) с винилизобутиловым эфиром
(30 вес. ч.) может быть проведена при 70—75° С в течение 1—3 ч в воде (400 вес. ч.)
■прн добавке перекиси бензола (1 вес. ч.) [230]. Сополимер осаждается в виде тонкой
суспензии, отделяется от раствора и многократно промывается водой.
Сополимеры этилакрилата и винилизобутилового эфира (75 25), полученные в
эмульсии, пригодны в качестве клеев [231].
В технике нашли применение каучукоподобные вещества, являющиеся продук¬
тами сополимеризации этилакрилата и винил-а-хлорэтилового эфира. На основе таких
материалов готовятся акриловые каучуки, способные к вулканизации. Их получают по¬
лимеризацией в эмульсии при 82—95° С в течение ] ч [232, 233]. Непрореагировавшие
мономеры отгоняют с водяным паром я осаждают выливанием латекса в горячий 5%
раствор хлорида натрия.
В литературе и патентах описаны вулканизация, пластификация и обработка
акриловых каучуков [233—236], обладающих исключительной устойчивостью к много¬
кратному изгибу и стойкостью к старению при повышенных температурах.
Сополимеры простых виниловых эфиров с метцлметакрилатом и другими произ¬
водными метакриловой кислоты предложены в качестве прослоек при изготовлении
безосколочного стекла [237].
Свойства и применение поливиниловых эфиров
Поливинилалкиловые эфиры в зависимости от типа полимера и мо¬
лекулярного веса представляют собой продукты разнообразной конси¬
стенции — от жидких до твердых и каучукоподобных. Все они хорошо
растворяются во всех обычных растворителях за исключением этилового
спирта. Поливинилметиловый эфир легко растворяется в холодной
воде, но при нагревании водного раствора выше 35° С выпадает в
осадок.
Полимеры винилалкиловых эфиров стойки к действию водных рас¬
творов кислот и щелочей даже при длительном нагревании. Они отли¬
чаются чрезвычайной клейкостью и высокой адгезией к стеклу, дереву,
металлу, коже, ткани и т. д. Клейкость полимера повышается от поливи-
нилметилового эфира к поливинилизобутиловому.
Вязкость полимеров в интервале температур от —50 до +200° С из¬
меняется мало, а повышение температуры до 200—250° С вызывает
лишь потемнение продукта.
Температура стеклования полимеров находится в пределах от —20
до +70° С. Выше Тс поливинилалкиловые эфиры обычно размягчаются,
ТАБЛИЦА 47
Свойства простых поливиниловых эфиров
Свойства
Полимеры виниловых эфиров
метиловый
ЭТИЛОВЫЙ
изобутнловыи
w-бутнловый
Плотность, г/смг
Показатель преломления пд1 ....
Диэлектрическая проницаемость . .
Удельное объемное сопротивление,
ом см
1,045
1,467
3,5
5-1012
0,96
1,454
3,0
6-1013
0,91
1,452
3,2
1 • 10м
0„93
1,455
200
Литература
превращаясь в вязкие жидкости или каучукоподобные вещества, что оп¬
ределяется степенью полимеризации. Свойства некоторых полимеров
простых виниловых эфиров приведены в табл. 47 [53, 203].
Полимеры простых виниловых эфиров в зависимости от их состава
и свойств применяют для изготовления лаков [238], для обработки
кожи [239] и пропитки ткани [240], при производстве искусственной кожи,
в качестве клеев [241], пластифицирующих добавок, для понижения тем¬
пературы стеклования полимеров, загустителей смазочных масел и т. д.
Поливинилметиловый эфир добавляется в латексы, используемые
для обработки ткани. Применение его основано на свойстве выпадать
из водного раствора при нагревании. Вследствие этого такой полимер
является чувствительным неионным температурным индикатором для
латексов каучука.
В литературе и патентах описаны свойства и применение в качестве
клеящих веществ каучукоподобпых высокомолекулярных полимеров
винилнзобутилового эфира (оппанол С) и других твердых полимеров
винилалкиловых эфиров [215, 242—244].
Смеси высоко- и низкомолекулярных полимеров винилэтилового
эфира вместе с пигментом и наполнителем могут быть нанесены на
хлопчатобумажную ткань при 100° С. Для изготовления лаков могут
быть применены полимеры вннилметилового, винилэтилового, винилизо-
б^тплового эфиров н др. [245].
Добавление небольших количеств полнвшшлалкиловых эфиров к
маслам сильно повышает их вязкость. Так, например, примесь 5% поли-
вииил-н-бутилового эфира к машинному минеральному маслу переводит
это масло по вязкости в класс зимнего авиационного масла, обладаю¬
щего хорошим соотношением вязкостей при 50 и 100° С [203].
Поливинпл-н-бутиловый эфир, производимый в промышленности
под маркой винипол ВБ-2, имеет небольшой молекулярный вес
4000—12 000, хорошо растворяется в спирте, бутаноле, бензоле и других
органических растворителях. Вязкость 10%-ного раствора в бензоле со¬
ставляет не менее 6 сст По внешнему виду полимер представляет собой
прозрачную вязкую жидкость от желтого до светло-коричневого цвета.
Он находит применение в качестве загущающей присадки для масел и
жидкостей для гидравлических систем. Загущающая способность
1%-ного раствора в масле МВП — не менее 22%-
г
ЛИТЕРАТУРА
1C Н Ушаков, Поливиниловый спирт и его производные. Изд. АН СССР, 1960.
2. Е К1 a 11 е, герм, пат 271381, 1912; пат. США 1084581, 1913: Chem. Zbl., 1914,
1316.
3. Герм. пат. 483780, 1929; 582544, 1930; пат. США 1907560. 1928 1912608, 1932;
2021873. 1934; швед. пат. 83414, 1934; 86490, 193Э; англ. пат. 459882, 1935; 463545,
1935.
4. И. Шайбер, Химия и технология искусственных смол, Госхимиздат, 1949.
5 G. Morrison, Т. Shaw, Chem. Met. Eng., 40, 293 (1933); 42, 596 (1935).
6. F. Skirrow, Brit. Plast., 10, 416 (1939).
7. G. M о r r i s о n, Chem. Ind., 387 (1941).
8. M. J e a n n y, Rev. gen. mat plast. № 6, 203 (1937).
9. T. Perrotet, Rev. gen mat. plast., № 1 (1937).
10 С. H Ушаков, Ю. M Файнште й н, Пластмассы, 1, I (1933).
11. С H Ушаков, E. H Ростовский, И А Арбузова, ЖПХ, 13, 1629
(1940)
12. Пат. США 2425389, 1947, С А., 41, 7410 (1947).
13. А. М. С л а д к о в, Г. С. Петров, ЖОХ, 24, 450 (1954).
14. Пат. США 1636713, 1927; 1710197 (1929).
15. Англ. пат. 15915, 1914; С. А., 10, 93 (1916).
16. A. Cadenhead, Chem. Met. Eng., 40, 185 (1933).
Литература
201
17 Пат. США 2631994, 1944; С. А., 39, 2294 (1945).
18 Van Peski, Rec. trav. chim., 50, 103 (1921); С. A., 15, 3455 (1921).
19 Пат США 1666482, 1928; С. А., 22, 1983 (1928).
20 Пат США 1822525, 1931; С. А., 25, 5900 (1931).
21. Пат. США 2398820, 1946; С. А., 40, 4392 (1946).
22. Сб. «Химия ацетилена», ИЛ, 1954, стр. 166.
23. Мономеры, сб. I, ИЛ, 1951, стр. 72.
24. Пат. США 2396261. 1946; С. А., 40, 3466 (1946).
25. С. Н. Ушаков, Ю. М. Ф а й н ш т е й н, Пластмассы, сб. II, Хнмтеорет, 1937,
стр. 210.
26 С Н Ушаков М М. Б инки на, А. В. Егорова, И. А Бройтман ЖПХ,
13, 1208 (1940).
27. С Н Ушаков, И. Ф. Марков, Д. И. Маневич, И. А. Бройтман, ПОХ,
7, 444 (1940).
28. С. К а м е н с к а я, С. М е д в е д е в, ЖФХ, 14, 922 (1040).
29. Н. S t а и d i n g e г, К. Frey, W. Starch, Ber., 60, 1782 (1927).
30. W. H. McDowell, W. О К e п у о n, J. Am. Chem. Soc., 62, 415 (1940).
31 C. S. Mawel, E. H. R i d d I e, J. Am. Chem. Soc , 62, 2666 (1940).
32. Б. H. Рутов ский, А. Б. Даванков, Хим. пром., № 2/3, 36 (1944).
33. 3. A. P о г о в и н, А. А. Ц а п л и н а, ЖПХ, 20, 875 (1947).
34. А. Я. Павлушина, М. В. Поляков, ДАН, 63, 297 (1948).
35. М. В. Поляков, А. Я. Павлушина, Т. П. Корниенко, ДАН, 62, 101
(1948).
36 П. С. Ш а н т о р о в и ч, С. С. Медведев, ЖФХ, 23. 1426 (1949).
37 G. Kline, Mod Plast., 23, № 2, 152А (1945).
38 L. К. J. Tong, W. O. Kenyon, J. Am. Chem. Soc., 71, 1929 (1949); D. E Ro¬
berts, J. Res Nat. Bur. Stand., 44, 221 (1950).
39. L. H. Cra gg et al„ J. Polymer Sci., 9, 265 (1952); 10, 185 (1953).
40. N. Grassie, Chemistry of High Polymer. Degradation Processes. London, 1956
41. G. M. Burnett et al., Discuss. Faraday Soc., 2, 322 (1947); Proc. Roy. Soc.
(London), A226, 82 (1954).
42 С. Каменский и др., Acta physicochi.m. (СССР), 13, 565 (1940); L. Knecli-
ler, Makrom. Chem., 2, 176 (1948).
43 W. Stockmayer, L. Peebles, J. Am. Chem. Soc., 75, 2278 (1953).
44. J. C. Bevington et al., J. Polymer Sci., 12, 449 (1954); Proc. Roy. Soc. (Lon¬
don), A221, 437 (1954); O. Z. Wheeler et al., J. Polymer Sci., 9, 157 (1952).
45. С. С. Медведев, О. К о p и ц к а я, Е. Алексеева, ЖФХ, 17, 351 (1943).
46. К. G. В 1 a i k i е, R. N. С г о z i е г, Ind. Eng. Chem., 28, 1155 (1936).
47. Пат. США 2657189, 1953; С. А, 48, 1071 (1954); пат. США 2676938 1954- С А,
48, 11082 (1954)
48 J. R. Roland et al., J. Polymer Sci., 9, 61 (1952).
49. A. E. W о о d w a r d, G. S m e t s, J. Polymer Sci., 17, 51 (1955).
50. Герм. пат. 490041, 1930; Chem. Zbl., 1930, 2321.
51. R. D. D u п 1 о p, E. F. R u s e, Ind. Eng. Chem.„ 40, 654 (1948).
52. Высокомол. соед., № 11, 13 (1951).
53. Э. И. Барг, Технология синтетических пластических масс, Госхим гдаг, 1954,
стр. 270—316.
54 Н Staudinger, A. Schwalbach, Ann , 488, 8 (1931).
55. Пат. США 2183642, 1940; С. А , 34, 2500 (1940).
56. Polymer Processes, N. Y., 1956.
57. Б. Голдинг, Химия и технология полимерных материалов, ИЛ, 1963.
58. А. К. D о о I i 111 е, The Technology of Solvents and Plasticizers, 1954.
59. Пат. США 2555286, 1951; С. A., 45, 8299 (1951).
60. Пат. США 2485796, 1949; С. А., 44, 2285 (1950).
61 Пат. США 2194354, 1940; С А 34, 4834 (1940).
62 Пат. США 2671065, 1954; С. А. 48, 8558 (1954)
63 S Okamura, Т. Jamasita, Т. Motoyama, Chem. High Polymers (Japan),
15, 165 (1958).
64. T. Motoyama, S. Okamura, Chem. High Polymers (Japan), 10, 103, 198
(1953).
65. Пат. США 2550503, 1951; С. A„ 45, 5970 (1951).
66 Пат. США 2485141, 1944; С. А 44, 1751 (1950)
67. Пат. США 2535189, 1950; С. t 45, 3195 (1951).
68 Пат. США 2555286, 1951; С. А, 45, 8299 (1951)
69. Пат. США 2485796, 1949; С. А, 44, 2285 (1950).
70. Пат. США 2486855, 1949; С. А., 44, 3300 (1950).
71 Англ. пат. 683156, 1952; С. А., 47, 4130 (1953).
72. Англ. пат. 615429, 1949; С. А. 43, 4895 (1949).
73 Пат. США 2668809, 1954; С. А., 48, 6163 (1954).
202
Литература
74. Герм. пат. 490041, 1930; 663469, 1938.
75 W. Starch, Kunststoffe, 38, 199 (1948).
76. Пат. США 2508341, 1950; С. А., 44, 7583' (1950).
77. J. С. Luckman, D. D. Howell, Paint, Oil a. Chem. Rev., 118, № 25, 12 (1956);
West. Paint Rev., 42, № 1, A15 (1956).
78. J. C. Luckman, Am. Paint J., 40, № 10, 44 (1955).
79. Пат. США 2587562, 1952; С. A., 46, 4277 (1952).
80. Герм. пат. 727955, 1942; пат. США 2227163, 1941; англ. пат. 511036, 1939;
пат. США 2422646, 1947.
81. J. De Bell et al., German Plastics Practice, Springfield, 1946.
82. Паг. США 2567678, 1954; С. A., 48, 4857 (1954).
83. Пат. США 2601315. 1952; С. А., 46, 8875 (1952).
84. Англ. пат. 580020, 1947; С. А., 41, 2608 (1947).
85. Англ. пат. 731871; РЖХим, 24793 (1958).
86. Н. Zoebelein, Kunststoffe, 47, 287 (1957).
87. Пат. США 2782173, 1957; РЖХим, 55496 (1959).
88. С. S. Marwel, С. Е. Denoon, J. Am. Chem. Soc., 60, 1045 (1938).
89. P. J. Flory, F. S. Lentner, J. Polymer Sci., 3, 880 (1948); 5, 267 (1950).
90. P. J. Flory, Principles of Polymer Chemistry, N. Y., 1953.
91. E. Jenckel, Koll. Z., 100, 163 (1942).
92. С. H. Ушаков, Т. А. Кононова, Изб. АН СССР, ОХН, № 2, 335 (1955)
93. R. W i 1 е у, G. В г а п е г, J. Polymer Sci., 11, 221 (1953).
94. N. Grass ie, Trans. Faraday Soc., 48, 379 (1952); 49, 835 (1953).
95. R. Elliot, Can. Chem. Met., 18, 173 (1934).
96. I. Goldberg, W. P. Hohenstein, H. Mark, J. Polymer Sci., 2, 503
(1947).
97. R. H. Wagner, J. Polymer Sci., 2, 21 (1947).
98. Trans. Farada} Soc., As 7, 756 (1954)
99. Г. Шампетье. Г. Рабата, Химия лаков, красок и пнгментов, т 1. Госхи:.:-
издат, 1960, стр. 161.
1-00. П. Ф. Веселовский, А. И. С л у ц к е р, ЖТФ, 25, 939 (1955).
101. S. L a s о s k i, G. К г a u s, J. Polymer Sci., 18, 359 (1955).
102. Адгезия, клей, цементы, припои, ИЛ, 1954.
Т03. Англ. пат. 308659, 1929.
104. Пат. США 2595796, 1952; С. А., 46, 7369 (1952).
105. А. Б. Коган, Клеи и склеивание при производство и ремонте обуви, КОИЗ,
1954.
106. Пат. США 2239490, 1941; С. А., 35, 5298 (1941).
107. Пат. США 233367676, 1944; С. А., 38, 2422 (1944).
108. Пат. США 2316418, 1943; С. А, 37, 5808 (1943).
Ю9. Пат. США 2611754, 1947; С. А, 47, 2542 (1953).
110. Пат. США 2599640, 1952; С. А, 46, 8416 (1952).
111. Пат. США 2667473, 1954; С. А., 48, 6164 (1954).
112. Пат. США 2485248, 1949; С. А., 44, 3302 (1950).
113. Пат. США 2602785, 1952; С. А., 46, 9891 (1952).
114. Ш. Н. Г о л а н т, А. В. Д у б н ц к и й, Синтетические краски в жилищном строи-
тельстье, Госстройиздат, 1961.
115. Am. Paint J., 42, № 8, 84 (1957).
116. А. Я. Дрннберг, Технология пленкообраз>ющих веществ, Госхимиздат, 1955.
117. А. И. Лазарев, М. Ф. Сорокин, Синтетические смолы для лаков, Госхим¬
издат, 1953.
118. К. Н i п z, Seifen—Ole—Fette—Wachse, 82, № 24, 727 (1956).
119. R. W i m m e r, Plaste und Kautschuk., 5, 445 (1958).
120. R. Fre i t a g, Seifen—Ole—Fette—Wachse, 82, № 4, 90 (1956).
121. Б. 3. Горский, Л. П. Беженуца, Пластмассы в строительстве, Госстрой¬
издат УССР, Киев, 1961.
122. А. И. Кор су некий, Л. Г. Левинский, Б. А. Тибилов, Строительные пла¬
стики, Госстройиздат, 1962.
123. В г i 1 d, Ind. Scot. Archit., 67, № 790, 40 (1956).
124. В. H. Горбунов, Н. К. Манков, Хим. наука и пром., 3, 299 (1958).
125. P. Gordon, G. D о 1 g i n, Surface Coatings and Finishes, N. Y., 1954.
126. Пат. США 2789903, 1957; РЖХим, 55498 (1959).
127. В 1 a i k i e, Crozier, Ind. Eng. Chem., 28, 155 (1936).
128. G. К 1 i n e, Mod. Plast., 23, № 5, 165 (1946).
129. К. Д. Тер-Аконов, Вестн. техн. и экон. информ., № 3, 61 (1959).
130. Пат. США 2642419, 1953; РЖХим, 45647 (1954).
131. Пат США 2643994, 1953; РЖХим, 6594 (1955); канад. пат. 505220, 1954; РЖХим,
17564 (1956).
132. Пат. США 2734048, 1956; РЖХим, 9817 (1958).
Литература
203
133. В. Н. С т е п ч е н к о, А. Н. JI с в и н. Пластмассы, № 8, 52 (1961).
134. Мур ах а сн Тосисукэ и др., Химия и технология полимеров, № 1, 32, 78
(1963).
135 R. С. L. Mooney, J. Am. Chem. Soc., 63, 2828 (1941).
136. C.W. Bunn, Nature, 161, 929 (1948).
137 W О В a k e г, С. S. F u 11 e r, Ind. Eng. Chem 38, 272 (1946).
138 Пат США 22772, 59, 1942; 2594498. 1952; англ. пат. 444278, 1936.
139. Англ. пат. 361691, 1930; 364323, 1931.
140. Н. Staudinger, Вег. 59, 3019 (1926).
141. Пат. США 2278783, 1942; С. А„ 36, 4830 (1942).
142. I. Jones, Brit. Plast., 15, 380 (1943); 16, 77 (1944).
143. Англ. пат. 382785, 1932.
144. Англ. пат. 476426, 1937; С. А., 32, 3673 (1938).
145. Пат. США 2169250, 1939; С. А., 33, 9490 (1939).
146. Пат. США 2277083, 1942; С. А., 36, 4630 (1942).
147. Пат. США 2284896, 1942; С. А., 36, 6706 (1942).
148. Г. Н. Фрей длин, Н. Н. Литовченко, Г Д. Ошовская, Хим. волокна,
№ 4, 24 (1963).
149. Н. Spezzaferri, Mat. Plast., 19, 263 (1953).
150. Г. Ф. П э II н, Технология органических покрытий, т. I, Госхимиздат. 1959
151. Mod. Packaging, 28, 82 (1955).
152. Фр. пат. 1260782, 1961; РЖХнм, 20П199 (1962).
153. Фр. пат. 1269318, 1961; РЖХим, 20П200 (1962).
154. Chem. Eng. News, 34, № 36, 42, 77 (1956)
155. В. В. К о р ш а к, Сб. «Итоги науки». Химические науки, т. 6, Химия и технология
высокомолекулярных соединений, Изд. АН СССР, 1961, стр. 82.
156. Пат США 2236061, 1941; С. А., 35, 4128 (1941).
157. Н. W. Rose, Rayon Industry of Japan, Text. Res. Inst. U. S A., 1946, стр. 89
158. Яп. пат. 5565, 1955; РЖХим, 3256 (1958).
159. Яп. пат. 5564, 1955; РЖХим, 3260 (1958).
160. Sakurada, Chem Ind. (Tokyo), 6, 682 (1955).
161. G. Klast, Melliand Textilber., 38, 134 (1957).
162. А. И. M e о с, Из чего и как получают искусственные и синтетические волокна,
Лениздат, 1959.
163. Mod. Plast., 28, № 7, 95 (1951).
164. Г. К л а р е, Химия и технология полиамидных волокон, Гнзлегпром, 1956 стр 187.
165. С. Н. Ушаков, ЖПХ, 19, 853 (1946).
166. С. Н. Ушаков, Д И Маневич, В. Г Крутько, Сборник трудов по синте¬
тическим смолам, Госхимиздат, 1947.
167. G. Schulz, G. Muller, Kunst., 42, 298 (1952).
168. N. Platzer, Mod. Plast., 28, A% 10, 142 (1951).
169. Англ. пат. 745686, 1956; РЖХим, 45497 (1959).
170. Л. С. Соловейчик, Е. М. Новикова, Зав. лаб., 15, 418 (1949).
171. Gen. Electr. Rev., 45, 269 (1942).
172. Г. Эпштейн, Склеивание металлов, Оборонгнз, 1956.
173. Brit. Plast., 16, № 177, 63 (1944).
174. Г. С. Петров, Б. Н. Рутов с кий, И. П. Лосев, Технология синтетических
смол и пластических масс, Госхимиздат, 1946.
175. К. А. Андрианов, С. Б. Минц, П. А Мул яр, К. И. 3 а б ы р и н а,
В. А. П р и в е д е п ц е в, Л. Н. Ю к и и а, Винифлекс, Госэнергоиздат, 1946.
176. Н. И. Г ельперин, О. И. Подгаецкая, М. К. Дубинин, Пластмассы, № 4,
31 (1963).
177. А. К, Варденбург, Пластические массы в электротехнической промышлен¬
ности, Госэнергоиздат, 1957.
178. Аналитическая химия полимеров, т. 1. ИЛ, 1963.
179. И. А. М а й г е л ь д и н о в, К. И. Ц ю р. Пластмассы, № 5, 7 (1961).
180. И. А. Майгельдинов, Химия и физико-хнмия высокомолекулярных соедине¬
ний. Доклады к седьмой конференции по высокомолекулярным соединениям.
Изд. АН СССР, 1952, стр. 196.
181. A. F. F i t z h u g h, R. N. С г о z i e r, J. Polymer Sci., 8, 225 (1952).
182. И. М. Эрлих, П. H. Щербак, ЖТФ, 25, 1575 (1955).
183. F. H. Sutherland, B. L. F u n t, J. Polymer Sci., 11, 177 (1953)
184. Англ. пат. 604364, 1948.
185. Э. И. Кириллова, Е. Н. Матвеева А А Ваншейдт Пластмассы, № 2,
4 (1959),
186. Э. И. Кириллова, Е. Н. Матвеева, Т. Г. Потапенко, Ф. Ю. Рачнн*
с к и й, Н М. С л о в а ч е в с к а я, Пластмассы, № 5, 15 (1961).
187. F. J о h п s о п, Mod. Plast., 30, № 4, 111 (1952).
188. Англ. пат. 729755, 1955; РЖХим, 13036 (1958).
204
Литература
189. Г С. Петров, А. Л. П е ш е х о н о в, М. Б. Выгодская, ав. свид. СССР 71405,
1947.
190. F. Mosier, Mod. Plast., 31, № 6, 107 (1954).
191 Пат. США 2684350-2, 1954; С. А., 48, 11832. 11844 (1954).
192. Пат. США 2499134, 1950; С. А., 44, 7586 (1950).
193. D. Plumb, lnd. Eng Chem, 36, 1035 (1944).
194 E. G Ham way, India Rubb., 112, 744 (1945).
195. D. Plumb, India Rubb., 112, 744 (1945).
196. H. W. Rud d, Paint Mfr., 20, № 3, 81 (1950).
197 М. E. Морозов, Информационно-технический сборник, № 11, 30 (1959).
198. Г. А. Малышев, А. Н. Езерский, Применение пластмасс при ремонте кузо¬
вов автомобилей, Автотрансиздат, 1960.
199. А. М. Бутлеров, ЖРХО, 2, 192 (1870).
200. А. П Эльтеков ЖРХО, 9, 163 (1877).
201. А. Е. Фаворский, ЖРХО, 19, 414 (1887); 20, 418 (1888).
202. А. Е. Фаворский, М. Ф. Ш о с т а к о в с к и й, ЖРХ, 13, 1 (1943).
203. М. Ф Ш о с т а к о в с к и й, Простые виниловые эфиры Изд. АН СССР, 1952.
204. Общая инструкция по производству ацетилена, Госхимиздат, 1952.
205. Правила устройства, обслуживания и установки ацетиленовых аппаратов и хра¬
нения карбида кальция, Машгиз, 1942.
206. Hanford, Fuller, Ind. Eng. Chem., 40, 1171 (1948).
207. Пат. США 2472084, 1949; С. А., 43, 7036 (1949).
208. Новаторы промышленности пластических масс, вып. 6, 1956, стр. 5.
209. G. К1 i ne, Mod. Plast., 25, № 5, 159 (1947).
210. Пат. США 2191053, 1950; С. А., 34, 4391 (1940).
211. М. Ф. Ш о с т а к о в с к и й. Е. Н. Прилежаева. ЖОХ. 17, 1129 (1947).
212. Сб. «Мономеры», № 2. ИЛ. 1953. стр. 126—164
213. Пат. США 2457661, 1948; С. А., 43, 2469 (1949).
214. F. Gr osier., Ind. Eng. Chem., 41, 2891 (1949).
215. Пат. США 2311567, 1943; С. А. 37. 4502 (1943).
216. С. Е. Schildknecht et al., Ind. Eng. Chem., 40, 2104 (1948).
217. П. Вацулик, Химия мономеров, т. 1, ИЛ. 1960.
218. В. В. Сальников, 3. К. Паньшина, Е. А. Д р у я н. Ф. Н. Макарова,
ЖПХ, 35, 218 (1962).
219. В. В. Сальников, Е. А. Друян, Ф Н. Макарова Высокомол соедин. 3,
1730 (1961).
220. В. В. Сальников. С. И. Р е м п е л ь, Ф. Н. Макарова, Е А. Друян,
Пластмассы, № 8, 3 (1963).
221. И. П. Лосев, Г. С. Петров, Химия искусственных смол. Госхимиздат, 1951.
222. С. Е. Schildknecht, А. О. Zoss, С. McKinley, Ind. Eng. Chem., 39, 180
(1947)
223. Англ. пат. 611113, 1948.
224. Пат. США 2513820, 1950; С. А., 44, 9728 (1950).
225. Пат. США 2395684, 1946; С. А., 40, 4915 (1946).
226. Англ. пат. 482512. 1938; С. А. 32, 6769 (1938).
227. Пат. США 2477225, 1949; С. А., 43, 8210 (1949).
228. Англ. пат. 622134, 1949.
229. Пат. США 245374 1949; С. А., 44, 373 (1950).
230. Пат. США 2436204, 1948; С. А., 42, 3217 (1948).
231. G. К 1 i п е. Mod. Plast.. 23, № 2, 152Н (1945).
232. W. С. М a s t С. Н Fisher, Improved Preparation of Acrylic Rubber, Bull.
AIC-206 (1948).
233. W. C. Mast, С. H. Fisher, Ind. Eng. Chem, 41. 703, 790 (1949)
234. T. J. Dietz, W. C. Mast, R. L. Dean, С. H. F i s h e r, Ind. Eng. Chem., 38, 960
(1946).
235. H. P. Owen, Rubb. Age, 66, 544 (1950).
236. Пат. США 2412475 и 2412476, 1946; С. А., 41, 1488 (1947).
237. Авт. свид. 66406, 1946
238. Н. Berger, Dtsch. Farben-Z„ 10. № 7, 243 (1956).
239. Пат. США 2746837, 1956; РЖХим, 45471 (1958)- пат. США 2768056, 1956; РЖХим,
66347 (1958).
240. G. М. Gantz, Am. Dyestuff Rep, 44, № 17, 550 (1955).
241. Англ. пат. 738678, 1956; РЖХим, 17311 (1957)- пат. ФРГ 948805, 1956; РЖХим,
38149 (1958).
242. Пат. США 24Г5901, 1947; С. А, 41, 4008 (1947).
243. Kunststoffe, 39, 283 (1949).
244. Пат. США 2697084. 1955; С. А., 49, 4332 (1955).
245. А. И. Лазарев, М. Ф. Сорокин, Хим. пром., № 4, 20 (1946).
III. ПЛАСТИЧЕСКИЕ МАССЫ НА ОСНОВЕ ПОЛИМЕРОВ
ГАЛОГЕНПРОИЗВОДНЫХ ЭТИЛЕНА
ГЛАВА 10
ПОЛИВИНИЛХЛОРИД
За последние 20—25 лет поливинилхлорид получил разнообразное
вменение в различных отраслях техники как в пластифицированном,
"■ак и непластифицированном виде. Сырьем для производства поливи-
чулпрнпя служит винилхлорид, который впервые был получен
Реньо [1] в 1835 г. нагреванием дихлорэтана со спиртовым раствором
«елочи. Образование полимера в виде белого порошка, нерастворимого
г-я мономере, было отмечено спустя три года [2]. Это открытие в течение-
100 лет не находило промышленного применения.
В 1872 г. Бауман [3] получил полимер при действии солнечного
света на винилхлорид. Реакция полимеризации СН2=СНС1 обычно про¬
текает медленно, но под действием ультрафиолетовых лучей она закан¬
чивается сравнительно быстро. Полимеризация винилхлорида в присут-
;ствии перекиси бензоила была проведена в 1914 г. [4].
Большое исследование по фотополимеризации винилхлорида было
лроведено Остромысленским в 1916 г. [5]. Он получил полимер при облу¬
чении винилхлорида светом кварцевой лампы и разделил его на отдель¬
ные фракции, различающиеся по растворимости. Более низкомолекуляр-
шый полимер растворяется в ацетоне, более высокомолекулярный — в
хлорбензоле, а самые высокомолекулярные продукты нерастворимы
в хлорбензоле. В 1930 г. было установлено, что полимер после смешения
с некоторыми высококипящими эфирами может быть превращен при
150° С в каучукоподобную массу, сохраняющую гомогенную структуру
восле охлаждения материала до комнатной температуры [6].
В 30-х годах было запатентовано производство винилхлорида [7, 8],
в примерно в то же время были разработаны методы его полимериза¬
ции в блоке [9] и эмульсии [10]. С 1937 г. началось промышленное произ¬
водство поливинилхлорида. Сополимеры винилхлорида и винилацетата
были впервые описаны в 1931 г. [11].
В СССР большое значение для налаживания производства винил¬
хлорида [12—16] и его полимеризации [17—23] имели работы Павловича,
г Шмидта, Рутовского, Арутюняна, Козлова и др.
применение поливинилхлорида очень разнообразно. Из него полу¬
чают пленочные материалы различной расцветки с рисунками и тисне¬
нием (занавески, скатерти, накидки, фартуки, плащи, галантерейные
товары и т. п.); изоляцию проводов и кабелей; покрытия по ткани
(обивка мебели, галантерейные товары), по бумаге (упаковочные ма¬
териалы) , защитные (краски, лаки, обдирочные пленки); трубы и шланги;
аппараты для химической промышленности (ванны, мерники, сборники,
206
Гл. 10. Поливинилхлорид
колонны и т. п.); пенопласта (блоки и листы) для тепло- и звукоизо¬
ляции, прокладки и набивки; детали различных приборов; игрушки:
граммофонные пластинки; линолеум и половые плитки. Наибольшее ко¬
личество поливинилхлорида расходуется на изготовление пленочных и
обивочных материалов (покрытий по ткани), но с каждым годом увели¬
чивается производство труб, линолеума и пенопласта.
В табл. 48 показано производство поливинилхлорида в некоторых
(наиболее развитых) капиталистических странах.
ТАБЛИЦА 48
Производство поливинилхлорида в некоторых
капиталистических странах (в тыс. т)
Страны
1956 г.
1958 г.
I960 г.
1961 г.
1962 г.
США
255
394
546
571
632
ФРГ
78
107
172
195
215
Англия
60
80
105
110
135
Япония
67
106
258
308
310
Франция
41
68
110
120
122
Сырье для производства поливинилхлорида
Основным сырьем для производства поливинихлорида (ПВХ) слу¬
жит винилхлорнд, который можно получить различными методами [24]:
1) дегидрохлорированием дихлорэтана спиртовым раствором щелочи;
2) гидрохлорированием ацетилена; 3) пиролизом дихлорэтана и 4) хло¬
рированием этилена при высокой температуре. Первый метод неэконо¬
мичен. Наибольшее распространение получают второй и третий методы,
причем в последние годы появляется тенденция к переходу на метод
пиролиза дихлорэтана из-за наличия дешевого нефтехимического этн-
лена [25].
Образование винилхлорида дегидрохлорированием дихлорэтана
спиртовым раствором щелочи происходит по реакции:
C1CH2—CH2Cl + NaOH —СН2=СНС1 + NaCl-f- Н20 •
Процесс осуществляется в автоклаве при 90° С под давлением
2,5—3 ат в течение 5—6 ч [24]. В автоклав загружают половину необхо¬
димого количества дихлорэтана (остальная часть непрерывно вводится
в аппарат в ходе реакции), метиловый спирт и 42% раствор натриевой
щелочи, взятый в небольшом избытке от теоретически рассчитанного
количества. Всего на 1 л дихлорэтана берут 1,1л раствора щелочи (42е
NaOH) и ~0,26 л метанола [26]. В холодильнике пары винилхлорида
охлаждаются до —10° с целью отделения влаги и затем поступают в'
конденсаторы, охлаждаемые рассолом до —25° С. Сжиженный винил-
хлорид (т. кип. —13,9° С) подвергается очистке на ректификационных
установках от примесей: ацетилена, метанола, дихлорэтана и побочных
продуктов реакции.
Синтез винилхлорида гидрохлорированием ацетилена происходит
по реакции:
СН=СН + НС1 —> СН2=СНС1
Процесс осуществляется непрерывно в контактном аппарате тру'
чатого типа при 160—220° С. Катализатором реакции служит хлорнаг
ртуть, нанесенная на активированный уголь в количестве 10—15%.
Очищенные и высушенные ацетилен и хлористый водород, взятые
в молярном отношении 1 : 1,1, подаются в контактный аппарат-реакторг
Сырье
207
со скоростью 100 л/ч на каждый литр катализатора [27]. В трубки реак¬
тора засыпается катализатор, а в межтрубном пространстве циркули¬
рует масло, нагретое до 70—130° С. В начале работы катализатора уже
при температуре масла 70° температура реакции достигает 160° С за
счет теплоты реакции. По мере снижения активности катализатора тем¬
пературу циркулирующего масла постепенно повышают [28].
Реакционные газы после выхода из контактного аппарата подвер¬
гаются промывке водой и 10% раствором щелочи в скрубберах с целью
поглощения хлористого водорода, затем осушаются в колонне твердым
едким кали и охлаждаются с целью конденсации винилхлорида. Послед¬
ний поступает сначала на очистку в ректификационную колонну непре¬
рывного действия для отделения от ацетальдегида, дихлорэтана и дру¬
гих побочных продуктов, а затем отделяется от растворенного ацетилена
на другой ректификационной установке.
Получить винилхлорид гидрохлоркрованием ацетилена можно не
только в газовой, но и в жидкой фазе, для чего ацетилен пропускается
в реактор, содержащий раствор концентрированной соляной кислоты и
катализатора при 20—25° С. Жидкий катализатор представляет собой
хлористый аммоний и полухлористую медь, растворенные в соляной
кислоте. Повысить активность катализатора и увеличить срок его
службы можно, добавляя хлористую медь, медный порошок и хлори¬
стый кальций. Смесь винилхлорида, ацетилена, хлористого водорода и
паров воды удаляется'из реактора и подвергается переработке с целью
выделения винилхлорида.
Винилхлорид с хорошим выходом получается при пропускании экви¬
молекулярной смеси ацетилена и дихлорэтана над катализатором
(смесью хлористых солей ртути и бария, нанесенной на активирован¬
ный уголь) при 250—290° С [29].
Другим промышленным методом получения винилхлорида является
каталитический пиролиз дихлорэтана [13, 29, 30], протекающий по
реакции:
С1СН2—СН2С1 —> СН2 CHC1+HCI
Уже в 1902 г. стало известно [30], что хороший выход винилхлорида
получается при пропускании паров дихлорэтана над кусочками пемзы
при 500—550° С. Позже были предложены различные катализаторы:
окись алюминия, активированный уголь [8], силикагель и др. В одном
из патентов [31] описан метод дегидрохлорирования дихлорэтана при
480—490° С под давлением 25 ат в трубе из нержавеющей стали длиной
3000 мм и диаметром 6 мм. Скорость подачи дихлорэтана 20 кг/ч и вы¬
ход винилхлорида 95% - Технологическая схема процесса пиролиза ди¬
хлорэтана представлена в работе [24].
Процесс пиролиза дихлорэтана может быть соединен вместе с про¬
цессом гидрохлорирования, если хлористый водород, образующийся при
пиролизе, направлять в другой реактор для соединения с ацетиленом [32].
Высокотемпературное хлорирование этилена приводит к образова¬
нию винилхлорида, количество которого растет по мере увеличения тем¬
пературы процесса от 350 до 600° С. Если при низких температурах ос¬
новными реакциями являются реакции замещения и присоединения
хлора, то при высоких температурах в основном наблюдаются реакции
замещения, причем двойная связь почти не затрагивается, и весь реаги¬
рующий хлор расходуется на замещение водородных атомов.
Хлорированием этилена при пяти-, шестикратном избытке этилена
н 450 —600° С удается получить винилхлорид с выходом до 70% [33, 34]:
СН2=СН2 + С12 —> СН2 СНС1 + НС1
Гл. 10. Поливинилхлорид
5ремя контакта газов составляет 0,2—0,5 сек. При длительном вре-
контакта и температуре выше 450° С развивается реакция деструк-
>го хлорирования, сопровождающаяся образованием сажи,
(лорирование этилена при высокой температуре проводится в среде
тавленных солей [35]. Теплоту реакции, осуществляемой при 400° С,
ю легко отвести из зоны реакции и снизить объемное соотношение
;на к хлору до 2,5 : 1.
Винилхлорид при комнатной температуре и атмосферном давлении
ггавляет собой бесцветный газ с приятным эфирным запахом. Фи-
:кие свойства следующие [36, 37]:
Молекулярный вес 62,5
Температура кипения, °С —13,9
» плавления, °С —159,7
> критическая, °С 142
Критическое давление, am 52,2
Плотность при —12,96° С, г/см3 .... 0,9692
Скрытая теплота испарения, ккал/кг . . 85,7
Вязкость при —20° С, спз 2,81
Винилхлорид растворяется в обычных органических растворите-
— ацетоне, этиловом спирте, ароматических и алифатических угле-
родах, но в воде практически нерастворим. С воздухом он образует
шчатые смеси в пределах 4,0—21.7 объемн. %. Винилхлорид обла-
■ наркотическим действием; доп\стимая концентрация его в воздухе
ещений 1 мг/л.
Винилхлорид транспортируют и хранят в баллонах в присутствии
1битора (гидрохинон, трет-бутнлпирокатехнн и др.), но в некото-
случаях допускается его хранение без ингибитора при низких тем-
турах (—40° С и ниже). В отсутствие кислорода мономер вполне
йчив.
Баллоны, сборннки, вентили и предохранительные устройства, со-
сасающиеся с винилхлоридом, должны быть изготовлены из стали
материалов, предотвращающих образование ацетиленидов меди,
рники не следует заполнять мономером более чем на 85% их полной
ости.
Технически чистый (промышленный) винилхлорид содержит до
)% мономера. В качестве примеси в нем могут быть ацетилен и его
:шие гомологи.
Характерные реакции винилхлорида определяются наличием в его
екуле двух функциональных групп (двойной связи и хлора). Атом
ра, находящийся у углерода двойной связи, обладает значительно
ьшей реакционной способностью по сравнению с галогеном соответ-
^ющего насыщению галогеналкила, но тем не менее он может всту-
ь в некоторые реакции, сопровождающиеся отщеплением хлора.
Наиболее интересной и важной реакцией винилхлорида является
кция полимеризации, протекающая под влиянием света, тепла, дав-
шя и инициаторов. Изменяя условия полимеризации, можно получить
|ые разнообразные по качеству продукты, в том числе свето- и термо-
йкке материалы, а также химически инертные вещества.
Закономерности полимеризации винилхлорида
Фотополимеризация винилхлорида на солнечном свету в отсутствие
дциаторов протекает очень медленно, но под влиянием ультрафиоле-
юго света — быстрее. Скорость полимеризации может быть значи-
1ьно увеличена повышением температуры реакции и добавлением пе-
кисей.
Закономерности полимеризации винилхлорида
209
3 отсутствие кислорода и инициаторов термическая полимеризация
лхлорида не происходит [38], но в присутствии кислорода полимер
зуется довольно быстро после некоторого индукционного периода,
'читают, что в течение индукционного периода кислород присоединяется
к зиннлхлориду с образованием перекисей, которые затем распадаются
1 радикалы и вызывают процесс полимеризации [39]. Опытами было
кжазано, что при нагревании в пределах 20—110° С в продолжение
"О—100 ч полимер не образуется, если обеспечено отсутствие кислорода.
Полимеризация винилхлорида в присутствии перекисей, проводимая
'локе или в водной эмульсии, протекает гораздо быстрее в атмосфере
«тюта, чем в воздухе [40]. Реакция полимеризации очень чувствительна
к различным примесям. Ацетилен [41], метиловый и этиловый спирты,
соляная кислота сильно замедляют скорость процесса, а стирол, гидро¬
тон, резорцин, анилин, дифениламин, фенол, бром, иод и перманганат
с.лня прекращают его. Тормозящее действие стирола было изучено по-
_*:юбно [42]. Оказалось, что незначительная примесь стирола резко за¬
селяет скорость реакции полимеризации и заметно снижает молеку-
i эный вес полимера, а введение более 1% стирола приводит к тому,
*т > реакция совсем не начинается.
При полимеризации винилхлорида в растворе обычно уменьшается
оюрость реакции и снижается молекулярный вес полимера. В ряде слу-
чзев растворитель оказывает влияние на регулярность расположения
I :ньев вдоль цепей полимера. Например, при полимеризации винилхло-
щда в н-масляном альдегиде или ацетальдегнде в присутствии иницна-
-оров радикального типа получается кристаллический полимер [43].
5 большинстве растворителей (метиловый и этиловый спирты, бензол,
г луол, ацетон, метилэтилкетон, уксусная кислота и др.) поливинилхло-
по мере образования из мономера выпадает из раствора. Выпавший
S чимер сравнительно чист, почти не содержит инициатора и низкомо-
^улярных фракций. В ряде случаев он может быть использован сразу
-осле фильтрации и сушки.
Полимеризация в растворе более широко применяется при изготов¬
лении сополимеров винилхлорида с винилацетатом и другими мономе-
-_\ш. Процесс может быть осуществлен непрерывным методом.
При полимеризации винилхлорида могут' происходить вторичные
процессы, приводящие к изменению первоначально образовавшегося
олимера. Если процесс полимеризации протекает при повышенной тем-
аературе (75° С и выше) и образовавшийся вначале полимер долгое
зречя остается нагретым, то от молекул полимера хлористый водород
чтщепляется. Особенно легко этот процесс протекает в присутствии рас¬
творителей (табл. 49).
ТАБЛИЦА 49
Влияние растворителей на степень полимеризации
и состав поливинилхлорида [44|
Температура
Степень
Содержание
Растворитель
полимериза¬
полимериза¬
хлора в поли¬
ции, °С
ции
мере, %
Метиловый спирт
80
310
55,98
Толуол
85
87
53,30
Гексан ....
80
295
55,75
Диоксан
80
100
52,52-.
Примечание. Вычислено содержание хлора в полимере 56,7%.
14 А. Ф. Николаев
210
Гл. W. Поливинилхлорид
Если полимеризацию винилхлорида проводить в мягких условиях
(при 70°С и ниже), содержание хлора в полученных продуктах соответ¬
ствует теоретическому.
Механизм полимеризации винилхлорида в блоке, т. е. в жидкой
фазе, в присутствии инициаторов довольно широко исследован [38, 41,
42, 44]. Результаты этих исследований показывают, что полимеризация
протекает по обычному радикально-цепному механизму, но имеет две
специфические особенности: 1) возрастание скорости полимеризации от
начала реакции до ~50% превращения мономера; получившее назва¬
ние гель-эффекта и 2) гораздо большее значение скорости реакции пе¬
редачи цепи, чем при полимеризации других виниловых соединений.
Обе эти особенности реакции полимеризации винилхлорида имеют
практическое значение. Первая является причиной непостоянства ско¬
рости эмульсионной [23] и суспензионной [45] полимеризации (именно
эти способы главным образом и применяются для производства поливи¬
нилхлорида в заводском масштабе). Вторая особенность оказывает
большое влияние на молекулярный вес получаемого полимера.
Гель-эффект. В присутствии перекисей и азосоединений винилхло¬
рид легко полимеризуется при температурах порядка 30—80° С. Началь¬
ная и максимальная скорости полимеризации пропорциональны квадрат¬
ному корню из значения концентрации инициатора. Поскольку полимер
совершенно не растворим в мономере, то немедленно после начала поли¬
меризации происходит его выпадание. Та¬
кой процесс носит название гетерогенного
При превращении ~50% мономера ско¬
рость полимеризации при 50° С в присут¬
ствии различных количеств перекиси бен¬
зоила является максимальной, причем на
ранних стадиях реакции скорость непре¬
рывно возрастает, а после 50% превраще¬
ния медленно падает. Поэтому кривые за¬
висимости степени превращения мономера
от времени, показанные на рис. 57 [42],
имеют S-образную форму.
Аналогичные результаты получены при
эмульсионной полимеризации винилхлори¬
да, инициируемой перекисью водорода [23].
Многими исследователями было показано,-
что увеличение скорости полимеризации
не является следствием присутствия ингибиторов или замедлителей
оно не зависит от наличия примесей. Имеется три различных объясне¬
ния гель-эффекта, но ни одно из них строго не обосновано.
Некоторые исследователи считают, что увеличение скорости поли-1
меризации винилхлорида является следствием двухступенчатого харак-'
тера процесса инициирования, состоящего из двух последовательных
реакций: 1) реакции между мономером М и инициатором I:
М -(- I —> комплекс [М -(-1]
2) реакции распада комплекса с образованием начальных актива
«ых центров.
Другие предполагают, что происходит разветвление кинетически!,
цепей в результате образования дополнительных радикалов из-за ра
рыва растущей цепи на две новые, способные к нормальному рост
Этот вариант маловероятен в свете современных представлений о ре¬
акции полимеризации виниловых соединений.
Рис. 57. Зависимость степени
превращения винилхлорида от
времени полимеризации при
50- С и различной концентрации
перекиси бензоила (в 96).
Закономерности полимеризации винилхлорида
211
Третье объяснение [41] заключается в предположении передачи
цепи к «мертвому» полимеру, что приводит к образованию малопо¬
движной растущей цепи, закрепленной на поверхности выпавшего в
осадок полимера. Обрыв цепи такого полимера очень затруднителен,
поэтому скорость полимеризации увеличивается. В подтверждение это¬
го механизма было показано, что 1) скорость полимеризации повышает¬
ся при добавлении к полимеризующемуся мономеру «мертвого» поли¬
мера, 2) при проведении полимеризации в гомогенной среде, например
в таком хорошем растворителе поливинилхлорида, как тетрагидрофу¬
ран, повышения скорости полимеризации не наблюдается и 3) увели¬
чение скорости полимеризации винилхлорида пропорционально вели¬
чине поверхности образующегося полимера. В результате передачи
цепи должна образовываться разветвленная структура полимерных
молекул.
Возрастание скорости полимеризации от начала реакции (гель-
эффект) также можно объяснить, исходя из двухфазной системы, со¬
стоящей из свободного мономера и набухшего полимера, но без при¬
влечения реакции передачи цепи к «мертвому» полимеру. Было пока¬
зано [46], что скорость полимеризации в набухшем полимере выше,
чем в свободном мономере, вследствие
уменьшения скорости обрыва цепи. Поэтому с
увеличением количества набухшего полимера
должна увеличиваться общая скорость поли¬
меризации. Но по мере расходования моно¬
мера концентрация его в набухшем полиме¬
ре начинает падать, а следовательно, долж¬
на снижаться скорость процесса. В итоге ско¬
рость процесса полимеризации проходит че¬
рез максимум.
Передача цепи и молекулярный вес поли- с»
мера. Многочисленные исследования полиме- рис. 58. Зависимость моле-
ризации винилхлорида в присутствии переки- кулярного веса (откосн¬
ей бензоила показывают, что молекулярный тельной вязкости при 10%
вес полимера: 1) практически не зависит от превращении) поливинилхло-
г ' г рида от концентрации иере-
концентрации инициатора в пределах до 2%, 'киси бензоила при темпера-
но резко падает при более высоких концен- туре полимеризации 47°С
трациях, 2) не зависит от степени пре¬
вращения мономера и 3) уменьшается с повышением температуры по¬
лимеризации.
На рис. 58 показана зависимость молекулярного веса поливинил¬
хлорида от концентрации инициатора [41]. Приведенная кривая свиде¬
тельствует о передаче цепи от растущего полимерного радикала к моно¬
меру; в противном случае наблюдалось бы заметное снижение молеку¬
лярного веса полимера с любым увеличением концентрации перекиси
бензоила.
В свете указанных исследований молекулярный вес поливинил¬
хлорида, получаемого в промышленности, чаще всего регулируют, из¬
меняя температуру полимеризации, а не концентрацию инициатора.
Среднюю степень полимеризации Рп можно выразить уравне¬
нием [47]:
212
Гл. 10. Поливинилхлорид
где kM, kp, kn и kQ — соответственно константы скоростей реакций рас¬
пада инициатора, роста, передачи и обрыва цепи;
см и с„—концентрации мономера и инициатора.
Первый член знаменателя выражает число цепей полимера, возник¬
ших в результате передачи цепи, второй член — число цепей, иницииро¬
ванных радикалами инициатора. В случае полимеризации винилхлорида
второй член очень мал по сравнению с первым, если только концентра¬
ция инициатора не очень высока. Большие концентрации инициатора
в производстве поливинилхлорида обычно не применяются вследствие
отрицательного влияния их на стабильность и диэлектрические свойства
полимера. Поэтому в первом приближении степень полимеризации мож¬
но выразить простой зависимостью:
Степень полимеризации Рп поливинилхлорида зависит только от тем¬
пературы, и с повышением температуры получается полимер с меньшим
молекулярным весом. Определение сред¬
нечислового молекулярного веса поливи¬
нилхлорида осмотическим методом пока¬
зывает, что при повышении температуры
от 30 до 130° С Мп изменяется от 85 000
до 14 000.
Кроме изменения температуры для
регулирования молекулярного веса по¬
лимера можно добавлять соединения,
способствующие передаче цепи, или ис¬
пользовать метод уменьшения эффектив¬
ной концентрации мономера в реакцион¬
ной системе. В последнем случае можно
применить метод полимеризации винил¬
хлорида в эмульсии при пониженном да¬
влении, т. е. меньшем, чем давление насыщенного пара винилхлорида
при данной температуре [48]. Это ведет к уменьшению концентрации
мономера в водной фазе, пониженню молекулярного веса полимера
и скорости полимеризации.
Тепловой эффект реакции полимеризации винилхлорида при 42°С
составляет 21,8 ккал/моль [53]. Изучение кинетики полимеризации в
водных эмульсиях в присутствии как водорастворимых, так и раствори¬
мых в мономере инициаторов показало, что во время реакции обнару¬
живаются зоны различной интенсивности тепловыделения. Наряду с
зонами, в которых тепло выделяется с постоянной скоростью, имеются
зоны, характеризующиеся увеличением экзотермичности процесса.
В конце процесса наблюдается период максимального выделения тепла,
после которого интенсивность тепловыделения резко падает. На рис. 59
показана интенсивность тепловыделения реакции полимеризации винил¬
хлорида при различных температурах. Чем выше температура реакции,
тем быстрее протекает процесс и тем интенсивнее выделяется тепло [53].
Производство поливинилхлорида
ПОЛИМЕРИЗАЦИЯ ВИНИЛХЛОРИДА В БЛОКЕ
Полимеризация жидкого винилхлорида в блоке происходит с обра¬
зованием порошка полимера, вследствие непрерывного перемешивания
реакционной смеси.
5 W is 20
Время, ч
Рис. 59. Интенсивность тепловы¬
деления при полимеризации винил¬
хлорида в водной эмульсии.
Производство
213
Производство поливинилхлорида методом блочной полимеризации
эследнего времени было нецелесообразным, так как полимер полу-
я в виде большого блока (если процесс осуществлялся периодиче-
* способом), который трудно было измельчать и обрабатывать. Кро-
гсго, выделяющаяся теплота реакции затрудняла регулирование
ературы, что приводило к термическому разложению полимера.
' свождающемуся выделением хлористого водорода и появлением
.кн. Но не так давно [49—52] были предложены периодические
| ! прерывные методы блочной полимеризации винилхлорида в авто-
е в присутствии инициаторов радикального типа при 40—60 С.
винилхлорид, полученный в виде порошка, отличается большой
—отой и высокими электроизоляционными свойствами; может быть
льзован для изготовления прозрачных изделий.
Периодический метод. В автоклав емкостью 500 л из мерника под
лением азота подают 210 кг винилхлорида и вводят 0,06 кг азоди-
"утиронитрила (динитрила азоизомасляной кислоты) в качестве ини-
ора. После удаления из автоклава воздуха устанавливают скорость
щения ленточной двухходовой мешалки 70 об/мин и подают в ру-
_аку воду, нагретую до 60°С. Давление в автоклаве поднимается
9.5 ат. При температуре полимеризации 54,5° С через 16 ч дав-
- ие снижается до 8,5 ат. При этом замедляют вращение мешалки
30 об/мин и начинают удаление мономера, направляемого через
льтр в конденсатор. После установления нормального давления авто-
iB продувают азотом и с помощью мешалки выдавливают полимер
иемник. Выход тонкого порошка 73%. Полимер имеет константу
кенчера К = 63; содержание низкомолекулярных продуктов 4,8% [49].
Непрерывный метод. Во вращающийся автоклав емкостью 34 л,
ржащий 10 шаров диаметром 80 мм и 10 — диаметром 60 мм, непре-
5но подают 1,5 кг/ч винилхлорида и 0,045% динитрила азоизомасля-
кислоты и каждые 20 мин четыре раза (серией) открывают вы¬
шиной клапан (каждый раз 0,5 сек) для выгрузки полимера. По-
: дний представляет собой порошок, который в зоне пониженного
вления теряет вследствие испарения адсорбированный винилхлорид.
ход поливинилхлорида достигает 65%- Продукт имеет К= 65 и со¬
держит до 10% низкомолекулярного полимера [50].
ПОЛИМЕРИЗАЦИЯ ВИНИЛХЛОРИДА В СУСПЕНЗИИ
Для суспензионной полимеризации жидкий винилхлорид (под дав-
нием) диспергируют в воде в присутствии гидрофильного коллоида
латина или поливинилового спирта) и инициатора, растворимого
мономере. В качестве последнего чаще всего применяются перекись
нзоила и динитрил азоизомасляной кислоты, но также рекомендуются
екиси ацетилбензоила, о-хлорбензоила, алкоксибензоила, лаурила,
рилила и различные алифатические азосоединения.
Подбором инициатора или смесей инициаторов можно регулировать
рость полимеризации винилхлорида и добиваться в ряде случаев
И вышения термо- и светостойкости получаемого полимера. Иницииро¬
вание при суспензионной полимеризации происходит в каплях мономера.
Скорость процесса непостоянна и изменяется так же, как при блочной
олимеризации, т. е. достигает максимума вследствие гель-эффекта
я затем падает. Изменением температуры в ходе полимеризации удает-
достигнуть приемлемых скоростей на всем протяжении реакции.
Размеры частиц полимера, получаемого при суспензионной поли-
еризации, зависят от типа применяемого стабилизатора, его количе-
214
Гл. tO. Поливинилхлорид
ства и интенсивности перемешивания. В результате полимеризации
образуется суспензия полимера в воде, которую можно легко отделить
от водной фазы центрифугированием или фильтрованием.
Полимер, получаемый при суспензионной полимеризации, гораздо
чище эмульсионного. Он содержит меньше примесей, способных к иони¬
зации.
Для производства типичного суспензионного поливинилхлорида
может быть принята следующая рецептура (в вес. ч ):
Вннилхорид .30
Вода СО
Поливиниловый спирт (5% рас¬
твор) 1
Перекись бензоила . . . 0,04
Полимеризацию проводят периодическим методом в автоклаве,
футерованном нержавеющей сталью, емкостью 10 мъ. Стабилизатором
является поливиниловый спирт, содержащий 15% ацетатных групп, а
инициатором — перекись бензоила.
В автоклав загружается 6000 кг воды, 3000 кг винилхлорида, 4 кг
перекиси бензоила и 100 кг 5% раствора поливинилового спирта. Поли¬
меризация протекает при 40—60° С, в зависимости от требуемого моле¬
кулярного веса. Содержимое автоклава через рубашку нагревается го¬
рячей водой. Давление при самой низкой температуре полимеризации
составляет —6 ат. По мере течения полимеризации теплоту реакции
отводят при помощи холодной воды, Циркулирующей в рубашке авто
клава. Процесс продолжают до тех пор, пока давление не снизится
до 1,2 ат. Это соответствует 90—95% превращению мономера в полимер.
Длительность полимеризации 60 ч.
Суспензия полимера отжимается на автоматической центрифуге
до содержания влаги 30—35%, затем выдувается в сборник, откуда
производится загрузка порошка поливинилхлорида в полочную сушилку
непрерывного действия. Сушка осуществляется горячим воздухом при
80—100° С. Высушенный полимер подвергается измельчению и переме¬
шиванию с другими партиями полимера с тем, чтобы получить однород¬
ный продукт.
При использовании желатина в качестве диспергатора процесс
производства поливинилхлорида, осуществленный в некоторых странах,
включает ряд стадий: полимеризацию винилхлорида, щелочную обра¬
ботку суспензии полимера, его промывку, сушку и просеивание [54].
Полимеризация винилхлорида. Схема производства поливинилхло¬
рида суспензионным методом представлена на рис. 60. В реактор 1
из мерников заливают воду (pH = 6,5 -г- 7,5), раствор желатина, приго¬
товленный в растворителе 6, и засыпают инициатор — перекись бензоила
или азодиизобутиронитрил. После окончания загрузки указанных ком¬
понентов реактор для вытеснения воздуха продувают азотом и в него
загружают необходимое количество жидкого винилхлорида из сбор¬
ника 4. Рецептура загрузки может быть следующей:
Винилхлорид 100 вес. ч.
Вода . - 100 » »
Желатин ... . . . 0,50—2,0 °6
к воде
Инициатор . . 0,04—0,60%
к мономеру
Полимеризация проводится при 33—88° С, а выделяющееся тепло
отводится холодной водой. Длительность процесса 24—70 ч Для каж-
Производство
215
:ой марки полимера определены оптимальные условия проведения про¬
цесса: концентрация инициатора, температура полимеризации в начале
в конце процесса и длительность процесса.
Процесс полимеризации проводят при непрерывном перемешивании,
^акцию начинают при более низкой температуре и продолжают ее
•э снижения давления в реакторе с 5,0—14 до 3,0—3,5 ат, а затем по¬
степенно повышают температуру до верхнего предела и после резкого
ачедления скорости реакции процесс прекращают. Содержимое реак-
•ора переводят в осадитель 9 для щелочной обработки.
Рис. 60. Схема производства поливинилхлорида суспензионным методом:
/ — реактор; 2, 5, // — мерники воды; 3—мерник раствора желатина; 4 — сборник винил¬
хлорида; о —растворитель; 7 —фильтр; 8, 14 — насосы; 9 — осадитель; 10 — мерник раствора
щелочи; 12 — центрифуга; 13— отстойники-ловушки; /5 — сборник раствора щелочи.
В качестве реакторов применяют вертикальные аппараты цилиндри¬
ческой формы, снабженные сферическими днищем и крышкой, рубашкой
тя обогрева и охлаждения, пропеллерной мешалкой и рассчитанные
на давление до 15—20 ат. Внутри реакторы обычно футеруются нержа¬
веющей сталью; объем их 10—20 м3.
Щелочная обработка суспензии полимера. Суспензия полимера об¬
рабатывается раствором щелочи с целью нейтрализации ее до pH ^ 7
и разложения остатка инициатора — перекиси бензоила. Любое повы¬
шение температуры до нейтрализации суспензии приводит к частичному
отщеплению хлористого водорода от поливинилхлорида и пожелтению
тоследнего. В нейтральной или слабощелочной среде хлористый водород
че выделяется при нагревании полимера до 170° С.
Низкое значение pH суспензии к концу реакции полимеризации
создается в результате отщепления некоторого количества хлористого
водорода от полимера под влиянием температуры и инициатора и за
счет продуктов распада инициатора.
Перекись бензоила распадается на бензоатные радикалы, часть
оторых стабилизуется в виде бензойной кислоты:
(с6н6соо)2 —>- 2срнйсоо« —>- с6нпсоо. + с6н5. + со2
С6НьСОО. + Н. —>- cocoon
Гл. 10. Поливинилхлорид
Одним из продуктов распада и превращения азодиизобутиронитри-
шляется динитрилтетраметилянтарной кислоты:
СН3 СН3 СН3
I I I
СНз—С—N=N—С—СНз —► 2СН3—C. + N2
I I I
CN CN CN
CH3 СНз сн3
I I I
2СН3—С- —^ СН3—С С—СН3
I I I
CN CN CN
Разложение перекиси бензоила щелочью происходит по реакции:
2 (С6Н5СОО)2 + 4NaOH —* 4C6H5COONa + 2НгО + 02
Щелочная обработка суспензии может быть произведена 0,3% рас-
юм щелочи или 5% раствором соды при обычной температуре и
шсивном перемешивании. После нейтрализации содержимое осади-
[ 9 (рис. 60) медленно нагревается острым паром до 94—96° С, вы-
кивается при указанной температуре 2—4 ч и затем продувается
■ом или сжатым воздухом в течение 2—3 ч с целью удаления лету-
продуктов (непрореагировавшего винилхлорида, адсорбированных
-шером низкомолекулярных продуктов полимеризации и т. п.).
После окончания щелочной обработки и отгонки летучих продуктов
[ензия охлаждается до 40—50° С и поступает в центрифугу 12 на
мывку.
Промывка полимера. Полимер промывается дистиллированной во-
нагретой до 60° С, в центрифугах с полуавтоматической или авто-
ической выгрузкой. Маточник и промывные воды собирают в ловуш-
13, где осаждаются частицы полимера, прошедшие через фильтро-
ьную ткань центрифуги.
Порошок полимера, промытый и отжатый до влажности 30%, вы¬
кают из центрифуги на ленточный транспортер для подачи в бункер
илки. Сырой продукт кроме влаги содержит от 0,2 до 2,68 г адсор-
ованного винилхлорида на 1 кг полимера.
Сушка и просеивание порошка. Сушку порошка поливинилхлорида
не всего производить горячим воздухом (90—140° С) в сушилках
рерывного действия. Время пребывания его в сушилке 1,5—2 ч. Вы-
енный полимер с остаточной влажностью 0,3—0,6% пневмотранс-
гом подается на просеивание. Воздух, запыленный порошком поли-
а, проходит циклон, рукавный фильтр и выбрасывается в атмосферу,
(сеивание производится на вибрационных ситах, имеющих диаметр
;рстий 0,15—0,3 мм. Затем порошок насыпается в бумажные мешки
20 кг), укладываемые в деревянные ящики или бочки.
В последние годы созданы промышленные установки для сушки
ошкообразного полимера в воздушной трубе и в псевдоожиженноч
е. В одном из производств сушка полимера производится на меха-
ированной сушилке, которая состоит из бункера-питателя, сушиль-
печи, рассеивающего приспособления для сухого порошка, бунке-
-сборников готового полимера и батареи циклонов и рукавных филь-
в для освобождения отработанного воздуха от пыли [55]. Сырой по-1
юк из бункера-питателя поступает на верхнюю полку сушильной печи^
дставляющей собой высокую прямоугольную камеру. Внутри камеры!
Производство
217
аходятся 30 полок-пластин, циклично поворачивающихся с помощью
лециального механизма. Через каждые 2 мин порошок пересыпается
с полки на полку, а навстречу ему двигается воздух, нагретый кало-
оиферами до 120—140° С. Высушенная смола поступает на рассев, со¬
бирается в бункеры, а затем ссыпается в мешки. Производительность
такой сушилки достигает 350—450 кг/ч.
Поливинилхлорид — порошок белого или светло-желтого цвета с
насыпным весом 0,4—0,6 кг/л и степенью полимеризации 200—2000 (в
зависимости от марки полимера).
В СССР суспензионный поливинилхлорид выпускается по
МРТУ-6-01 9—63 различных марок от ПВХ-С1 до ПВХ-С8.
В табл. 50 представлены основные показатели, которым должны
удовлетворять различные марки полимера.
ТАБЛИЦА 50
Основные показатели некоторых марок суспензионного поливинилхлорида
Показатели
ПВХ-С1
ПВХ-С2
ПВХ-СЗ
ПВХ-С4
ПВХ-С5
Величина «Кэ
74—7G
71—74
65—71
62—65
57—65
Вязкость 1% раствора в дихлор¬
этане, СПЗ
2,15—2,20
2,00—2,15
1,8—2,0
1,67—1,80
ь
1
ОО
О
Содержание, 96, не более
0,05
0,1
золы
0,05
0 05
0,07
летучих
0,3
0,3
0,5
05
0,5
железа . . . ■
0,0025
0,0025
0,005
0,005
0,005
Дисперсность — остаток на сите,
%, не более
из ткани № 23
—
—
0,4
—.
0,4
из ткани № 33
0,5
0,5
—
0,5
—
ПОЛИМЕРИЗАЦИЯ ВИНИЛХЛОРИДА В ЭМУЛЬСИИ
При эмульсионной полимеризации винилхлорида мономер добав¬
ляют к воде, содержащей небольшое количество эмульгатора, напри¬
мер мыла, и водорастворимый инициатор, способный образовывать сво¬
бодные радикалы, например персульфат щелочного металла, перекись
водорода и др. Иногда прибавляют также буфер для поддержания
определенного pH среды.
В качестве эмульгаторов применяют различные мыла, например
ализариновое, триэтаноламиновое, натриевую соль изобутилнафталин-
сульфокислоты, натриевые соли кислот, получаемых окислением синте¬
тических парафинов С]2—С]8. Эмульгатор обычно вводят в количестве
0,1—0,5% от веса воды. С увеличением его количества повышается
дисперсность частиц полимера, существенно изменяется скорость ре¬
акции и средний молекулярный вес полимера.
Для эмульсионной полимеризации винилхлорида применяются как
простые перекисные соединения, так и окислительно-восстановительные
системы, обеспечивающие более высокую скорость полимеризации. Ти¬
пичными примерами таких систем являются персульфат аммония с гид¬
росульфитом или бисульфитом натрия [56, 57] и хорошо известные си¬
стемы перекись водорода — ионы железа [58]. Полимеризация винил¬
хлорида эмульсионным методом в присутствии перекиси водорода и
218
f;s 10. Поливинилхлорид
желатина изучалась Левиным [59]. Промышленные методы эмульсион¬
ной полимеризации винилхлорида подробно описаны в литерату¬
ре [60—63].
По одному из вариантов периодического метода для получения поливинилхло¬
рида применялись горизонтальные вращающиеся автоклавы емкостью до 10 мъ. В них
загружалось 3785 л дистиллированной воды, 4165 л винилхлорида. 18,15 кг 40% пе¬
рекиси водорода и 181,5 кг эмульгатора—мерзолята (калиевой соли сульфированных
углеводородов). Полимеризация проводилась при 40—50°С и через 20 ч завершалась
на 90%. В зависимости от характера эмульгатора могут быть получены эмульсии с
различным размером частиц — от 0,01 до 10 мк. Весовая концентрация полимера в
эмульсии любого типа составляет 30—50%. Твердый полимер выделяется из эмульсии
сушкой на непрерывно вращающихся барабанах, сушкой распылением [60], коагули¬
рованием с последующим центрифугированием и сушкой в различного типа су¬
шилках.'
В Румынии [61] на опытной установке производительностью 6 т в месяц отра
ботана техника сушки эмульсионного поливинилхлорида с влажностью 50—60% до
остаточной влажности 0,15—0,20%. Цикл сушки 30 кг влажного полимера в сушилке
диаметром 270 мм и высотой ~300 мм составляет 8 ч (в том числе 7,5 ч при темпе¬
ратуре в слое поливинилхлорида 33—34°С). Расход воздуха (температура на входе
100° С) 96 кг/ч
При непрерывном процессе соединяют последовательно два автоклава, первый
из которых емкостью 16,0 м3 (высота — 7000 мм и диаметр 1650 мм), а второй — 4 м3
(та же высота, но диаметр 840 мм) [62]. Автоклавы снабжены вводами для подачи
мономера, воды, эмульгатора и инициатора, имеют рубашки для нагревания и охла¬
ждения В верхней части автоклавов расположены мешалки. Схема производства по¬
ливинилхлорида непрерывным эмульсионным методом представлена на рис. 61.
Рис. 61. Схема производства поливинилхлорида непрерывным эмульсион¬
ным методом:
/, 2 — автоклавы; 3, 4 — приемники; 5 — смеситель; 6— вращающиеся барабаны; 7 — распы¬
литель-сушилка; 8 — коагулятор; 9—центрифуга; 10 — полочная вакуум-сушилка.
В большой автоклав 1 загружали 6800 л воды, 1700 л 10% раствора эмульга¬
тора (эмульгатор МК — калиевая соль сульфированных углеводородов) и 115 л 1%
раствора персульфата калия. Затем в аппарате создавали разрежение и вводили
~6М0 л винилхлорида. Для начала полимеризации через рубашку автоклава 1 про¬
пускали воду, нагретую до 38° С. После того как полимеризация начиналась, теплот>
реакции из автоклава 1 отводили рассолам с температурой —20° С, циркулирующим
в рубашке аппарата и мешалке. Автоклав 2 охлаждался водой через рубашку.
Через несколько часов после начала полимеризации определяли плотность
эмульсии. При плотности 1,024 г 1см3 в автоклав вводили ~428 л винилхлорида, и
когда плотность эмульсии достигала 1,032 г/см3, снова добавляли ~428 л винилхло¬
рида. Такие операции производили несколько раз до достижения плотности эмульсии
последовательно 1,040; 1,048, 1,056; 1,064; 1,072 г;см3. После достижения плотности
Производство
219
см3 начинали непрерывный ввод винилхлорида и смеси других компонентов
в следующих количествах (в л/ч):
После заполнения автоклава 1 эмульсию передавали в автоклав 2, а из послед-
•- — в один из двух приемников 3 или 4.
Давление в автоклаве 1 составляло ~5 ат, а в автоклаве 2 немного ниже. Пре-
sr еине винилхлорида в полимер на выходе из автоклава 1 достигало 88%, а после
*- - лава 2 92—95%.
Эмульсия непрерывно собиралась в один из приемников, а после его заполнения
выдавалась во второй приемник. Первый приемник для снижения давления соеди-
с атмосферой и в эмульсию добавляли стабилизатор — обычно соду или динатрин-
о:-. "^ат Распределение стабилизатора в эмульсии осуществлялось при перемешивании.
Контроль процесса полимеризации производился по плотности эмульсии и тем-
• >ре реакционной смеси в автоклавах. При недостаточной скорости полимериза-
-1 плотность эмульсии и температура в автоклавах снижались. При нормальной ра-
I ' плотность должна быть 1,086 г/см3 на выходе из автоклава 1 и 1,120 г/см3 — на
«моде из автоклава 2. Температура полимеризации поддерживалась в пределах 38 —
к'С в зависимости от требуемого молекулярного веса полимера.
Полимер выделяли из эмульсии прямой сушкой (на вращающихся барабанах,
распылении) или коагуляцией. В последнем случае эмульсию обрабатывали суль-
7.'ом аммония и раствором щелочи, промывали водой, отжимали на центрифуге и
(или в сушилке, а затем сухой полимер измельчали вращающимися щетками на
« тых ситах.
По другому методу производство поливинилхлорида непрерывным эмульсионным
с ^обом было поставлено в одном автоклаве [63]. Технологический процесс включал
• дчеризацию мономера, удаление из эмульсии непрореагировавшего винилхлорида,
\ляцию эмульсии, отделение полимера, его сушку и просеивание.
Полимеризация винилхлорида. В автоклав вводили растворы эмульгатора, ини-
тора и жидкий винилхлорид. Эмульгатором служили калиевые соли сульфирован-
jx углеводородов, содержащих в молекуле не менее 12 атомов углерода и осво-
вгждеиных от оксисоедннений (в ГДР такие эмульгаторы носят название МК и
рзолят-30).
Концентрация эмульгатора в воде достигала 1,7%, pH среды поддерживалось в
делах 8—8,5 добавлением соды. В качестве инициатора употреблялся персульфат
■алия, вводимый в автоклав в виде 1%-иого раствора в воде.
Вначале процесс полимеризации осуществлялся периодически при 50° С до дости-
>ения плотности эмульсии 1,07 г/см3 и лишь после этого его переводили на непре-
J явный. В автоклав добавляли столько компонентов эмульсии (растворов эмульгато-
;а. инициатора и жидкого винилхлорида), сколько собиралось эмульсии плотностью
!Д9 г/см3. Но после достижения плотности отбираемой эмульсии значения 1,10 г/см3
сгрузку компонентов в автоклав емкостью 12,5 м3 доводили до максимального зна¬
чения: 240 л/ч винилхлорида, 400 л/ч раствора эмульгатора и 24 л/ч раствора ини-
L-'атора. Превращение винилхлорида в полимер заканчивалось на 87—88%, поэтому
j.io необходимо удалять из эмульсии непрореагировавший мономер.
Удаление из эмульсии непрореагировавшего винилхлорида. Непрореагировавший
=янилхлорид, адсорбированный эмульсией, удаляется из нее в специальном цилиндри¬
ческом аппарате с полками в верхней части. Эмульсия из автоклава непрерывно по-
мвалась в верхнюю часть аппарата и стекала по полкам вниз. При нагревании ви-
нилхлорид сравнительно легко удалялся из эмульсии и отводился через верхнюю
часть аппарата.
Коагуляции эмульсии и отделение полимера. Коагуляция эмульсии производилась
s специальных аппаратах, снабженных мешалками. В качестве коагуляционного ве¬
щества употреблялся 1 % раствор сульфата алюминия. При снижении pH с 8,5 до
4.0 выделялась мелкая плохо фильтрующаяся суспензия полимера. Увеличение частиц
счспензии производилось обработкой острым паром раствора, предварительно нейтра¬
лизованного 5% раствором соды до pH = 7,5.
В нагретую суспензию вводили 10% раствор натриевой щелочи до pH = 9,0
целью превращения сульфата алюминия в растворимый алюминат натрия, легко
\датяемый при фильтрации.
Охлажденный раствор фильтровался и промывался на барабанном вакуум-филь¬
тре, в виде пасты выступал на поверхность фильтра, откуда непрерывно срезался
ножом.
Сушка и просеиванне полимера. Полимер высушивался горячим воздухом в лен¬
точных сушилках непрерывного действия. Перед сушкой паста полимера формовалась
Вода
Раствор эмульгатора (10°/о-иый) . . . .
Раствор персульфата калия (1%-ный)
Винилхлорид . . .
184
63
22,9
194
220
Гл. 10. Поливинилхлорид
на специальном станке в трехгранные палочки, которые поступали на сетчатую ленту
сушилки. Воздух проходил через толщу материала, находящегося на ленте сушилки.
Высушенный продукт поступал в бурат. представляющий собой вращающийся гори¬
зонтальный барабан, снабженный металлической сеткой. Палочки полимера легко
рассыпались при вращении барабана и смола просыпалась сквозь сетку.
Готовый поливинилхлорид (высушенный и измельченный) собирался в бункер,
из которого расфасовывался в многослойные бумажные мешки.
В зависимости от условий реакции (температуры, концентрации инициатора) об¬
разуются полимеры разной степени полимеризации; различают их главным образом
по вязкости растворов (очень часто вязкость выражается константой Фикенчера).
В СССР латексный поливинилхлорид марок ПХВ от Л-1 до Л-9 выпускается по
МРТУ-6-01-1—62.
В литературе описаны некоторые видоизмененные методы эмульси¬
онной полимеризации, которым приписывают специфические преимуще¬
ства. Эти методы включают контроль размера и однородности частиц
эмульсии, получение низкомолекулярного полимера полимеризацией
при пониженном давлении, приготовление полимера в форме, особо
пригодной для изготовления пасты полимера с пластификатором и т. п.
Эмульсию с очень однородными по размерам частицами можно по¬
лучить, если прибавлять эмульгатор во время полимеризации по частям
или непрерывно. Добавление в полимеризационную смесь некоторого
количества эмульсии от предшествующей полимеризации способствует
протеканию полимеризации преимущественно на введенных частицах
полимера, которые могут расти до требуемой величины [63—65].
Эмульсионная полимеризация винилхлорида при пониженном дав¬
лении, т. е. меньшем, чем давление насыщенного пара мономера при
температуре полимеризации, протекает при постепенном поглощении
винилхлорида из газовой фазы (из пространства над реакционной
смесью) с образованием более низкомолекулярного полимера [48]. В не¬
которых случаях приготовление и использование более низкомолеку¬
лярного поливинилхлорида вполне оправдано. Он требует для пласти¬
фикации меньшего количества пластификатора, может перерабатывать¬
ся при более низких температурах, чем обычный поливинилхлорид,
пригоден для изготовления прессованных и экструдированных изделий,
может быть применен в качестве добавки к высокомолекулярному поли¬
винилхлориду для облегчения его обработки и совмещен с акрилони-
трильным каучуком [66].
Структура и свойства поливинилхлорида
Поливинилхлорид—-термопластичный материал аморфной структу¬
ры, выпускаемый промышленностью в виде порошка. Его плотность
1,4 г!см3, а показатель преломления при 20° С 1,544.
СТРУКТУРА ПОЛИВИНИЛХЛОРИДА
Структура поливинилхлорида. Свободнорадикальный механизм по¬
лимеризации винилхлорида приводит к соединению молекул в растущей
цепи вследствие их полярности по типу «голова к хвосту». В образую¬
щихся макромолекулах атомы хлора занимают положение 1,3 [67].
... —СН2—СН—СН2—СН—СН2—СН— ...
I I I
С1 С1 С1
Химические, рентгенографические и оптические методы подтвер¬
ждают такую структуру. Обработка цинком поливинилхлорида в раство-
Структура и свойства
221
: диоксана приводит к отщеплению атомов хлора и образованию про¬
ста, содержащего, по-видимому, циклопропановые группировки [68]:
... — СН2—СН—СН2—СН—СН2—СН— ...
С1
В результате воздействия цинка можно удалить из полимера лишь
87% хлора, что, вероятно, связано с изоляцией атома хлора вслед¬
ствие отщепления двух соседних пар атомов галоида:
... — СН2—СН—СН2—СН— СН2—СН—СН2—СН—СН2—СН— ...
С1
Изолированный атом хлора не может быть отщеплен цинком. Рас-
етные данные Флори [69] подтверждают экспериментальные данные,
■то свидетельствует о положении 1,3 атомов хлора в поливинилхлориде.
То, что поливинилхлорид не является 1,2-дигалогензамещенным,
оказывает отсутствие выделения полимером иода из йодистого калия,
: а створенного в диоксане, не содержащем перекисей. 1,2-Дигалоген-
мещенные углеводороды в таких условиях выделяют ион из йодистого
алия.
Ультрафиолетовый спектр поглощения поливинилхлорида скорее па-
оминает спектр поглощения 2,4-дихлорпентана, чем 2,3-дихлорпента-
а [68]. Величина периода идентичности 5,1 А также свидетельствует
строении поливинилхлорида при положении хлора 1,3. Макромоле¬
кулы имеют плоский зигзагообразный углеродный скелет, и атомы хло¬
ра расположены так, что повторяющиеся единицы молекулы поливинил-
лорида состоят не из одного, а из двух зигзагов. Период идентичности
олимера можно определить лишь из рентгенограммы растянутого поли¬
мера, так как в нерастянутом состоянии он является полностью
- морфным.
Вопрос о степени разветвленностн поливинилхлорида еше оконча¬
тельно не решен, так как не имеется прямых данных о разветвленностн
макромолекул. Однако тот факт, что растворы полимеров, имеющих
динаковый молекулярный вес, но полученных при различных условиях,
■<чеют одинаковую характеристическую вязкость, указывает на малую
тепень разветвленностн или на ее отсутствие [70]; в противном случае
менение условий полимеризации приводило бы к образованию поли¬
меров с различной вязкостью.
РАСТВОРИМОСТЬ ПОЛИВИНИЛХЛОРИДА
Низкомолекулярные полимеры со степенью полимеризации
00—500 довольно легко растворимы в ацетоне и других кетонах, слож-
ы\ эфирах, хлорированных углеводородах и некоторых других веще¬
ствах, но высокомолекулярные полимеры обладают ограниченной рас¬
творимостью. Как правило, удается получать лишь 1—10% растворы
полимера в кетонах: метилэтилкетоне, диизопропилкетоне, циклогекса¬
зоне и циклопентаноне. Из других растворителей можно назвать ди-
лорэтан, хлорбензол, диоксан, тетрагидрофуран, 3-хлортетрагидрофу-
'ан, смесь ацетона и бензола или трихлорэтилена, ацетона и сероугле-
‘юда определенного состава.
В пластификаторах на холоду поливинилхлорид почти нерастворим,
во при повышенных температурах значительно увеличивается набухание
з некоторых из них полимер даже растворяется.
222
Я
Гл. 10. Поливинилхлорид
Растворимость поливинилхлорида уменьшается по мере увеличения
молекулярного веса и зависит от метода получения полимера. Как
правило, эмульсионный полимер обладает меньшей растворимостью,
чем полимеры, полученные в суспензии или в растворе.
МОЛЕКУЛЯРНЫЙ ВЕС И ПОЛИДИСПЕРСНОСТЬ
Поливинилхлорид отличается значительной полидисперсностью.
Степень полимеризации для различных фракций одного и того же поли¬
мера может находиться в пределах 100—2500. Полидисперсность повы¬
шается по мере увеличения степени превращения мономера в полимер.
Кривые распределения для образцов полимера, полученных при 5 и 50%
конверсиях, смещаются в сторону больших молекулярных весов. На
кривой распределения для поливинилхлорида, полученного при 96%
конверсии, наблюдается один резкий максимум вблизи молекулярного
веса 100 000 и появляется дополнительный размытый максимум между
30 000 и 60 000. Этот вторичный максимум, возникающий на заключи¬
тельной стадии полимеризации, обусловлен, вероятно, передачей
цепи [71].
Промышленные марки поливинилхлорида обычно характеризуются
показателем вязкости 1%-ного раствора полимера в дихлорэтане, выра¬
женным в сантипуазах, но абсолютное значение молекулярного веса
может быть найдено по следующей формуле [71]:
[т|] = 0,83 - 10-2Afn'84
где [т]]—характеристическая вязкость, определенная при 20° С в тетра-
гадрофуране. Формула справедлива в интервале молекулярных весов
Мп = 20 000 н- 120 000.
На производстве важно знать содержание низкомолекулярной
фракции в поливинилхлориде, так как наличие более 30% ее (например,
в полимере со средней степенью полимеризации 1000) не позволяет
изготовлять прочные, эластичные и морозостойкие материалы. Кроме
того, низкомолекулярные полимеры снижают физико-механические
свойства пластика и его термостабильность.
Косвенным показателем молекулярного веса поливинилхлорида яв¬
ляется вязкость его растворов. Чем выше вякость, тем больше содер¬
жание фракции со степенью полимеризации более 1000. Недавно был
предложен метод определения содержания низкомолекулярной фракции
по коэффициенту набухания в ацетоне [72]. Для определения коэффи¬
циента набухания 3 г смолы засыпают в мерный цилиндр, отмечают
объем и наливают 10 мл ацетона. Смесь размешивают в течение 1 мин
и через 5 мин отмечают объем набухшей смолы. При коэффициентах
набухания (отношение объема набухшей смолы к объему ее в сухом
виде) 1,20; 1,40; 1,60; 1,80; 2,00 содержание низкомолекулярной фрак¬
ции соответственно составляет (в %) 14,15; 17,30; 21,70; 30,85; 46,00.
Эти результаты находятся в хорошем согласии с результатами,
получаемыми другими методами.
ТЕРМОСТАБИЛЬНОСТЬ И СТАБИЛИЗАЦИЯ
Температура размягчения поливинилхлорида несколько превышает
температуру его разложения. Уже при 140° медленно и при 170° С
быстрее начинается разложение полимера, сопровождающееся выделе¬
нием хлористого водорода, появлением окраски, последовательно углуб¬
ляющейся от светлой через желтую, оранжевую, красную и коричневую
до черной, и потерей растворимости. Отщепление хлористого водорода
Структура и свойства
223
г "'отекает с постоянной скоростью для каждой исследованной темпера-
-\ры 140, 150, 160 и 170° С [73]. За 4 ч при 170° С из поливинилхлорида
иеляется такое количество хлористого водорода, кЬторое соответ¬
ствует отщеплению 56 атомов хлора ка 1000 звеньев молекулярной цепи.
одобные же изменения в поливинилхлориде наблюдаются и под влия¬
нием света.
Причиной окрашивания поливинилхлорида следует считать образо¬
вание конъюгированных двойных связей:
... —СН2—СНС1—СН2—СНС1—СН2—СНС1—СН2—СНС1— ...
I - но
ф
... —СН—СН—сн=сн—СН=СН—СН СН— ...
Такие связи встречаются в дифенилполиенах:
C6HG(CH СН)„СеН5
где п = 5 -f- 6.
Уже при отщеплении 0,2% НС1 проявляется хромофорный эффект,
результате которого полимер приобретает желтую окраску.
Наличие конъюгированных связей в дегидрохлорированном поли¬
мере доказывается образованием щавелевой кислоты при озонолизе.
Разложение поливинилхлорида при нагревании трактуют как цепную
^еакцию. Центрами, где оно начинается, являются те участки цепи,
~де связи С—Н и С—С1 ослаблены. Такими участками могут быть ко¬
ечные группы макромолекул. Известно, что при полимеризации винил-
лорида по свободнорадикальному механизму обрыв цепи может про¬
исходить через передачу цепи молекуле мономера, макромолекуле поли¬
мера или диспропорционированием. В первом и третьем случаях полу-
аются полимерные молекулы с двойной связью на концах, а во втором
тучае возникают разветвленные молекулы, имеющие третичные угле¬
родные атомы.
Результаты озонолиза и последующее определение карбонильных
групп (по инфракрасным спектрам) показывают, что 60% полимерных
молекул содержат двойные связи, причем большинство их находится
на концах молекул (определено по количеству муравьиной кислоты).
Лвойные связи и третичные углеродные атомы, влияя на прочность
связей соседних атомов углерода, могут способствовать инициированию
процессов отщепления хлористого водорода [74]. Кислородсодержащие
группы в полимерных молекулах (остатки перекисного инициатора и
перекисные группы), образовавшиеся в результате окисления полиме¬
ра, также могут инициировать отщепление хлористого водорода.
Термическое разложение поливинилхлорида проходит быстрее на
Еоздухе, чем в азоте. Наряду с отщеплением хлористого водорода в при¬
сутствии кислорода происходит также окисление, сопровождающееся
выделением углекислого газа. Теплота активации термического разло¬
жения составляет 36,5 ккал/моль [73].
Разложение поливинилхлорида начинается при более низких тем¬
пературах и усиливается при добавлении веществ, распадающихся на
радикалы (например, перекисей), а также при действии некоторых
металлов, таких как цинк и железо, даже присутствующих в виде сле¬
дов (^-10 вес. ч. металла на 1 000 000 вес. ч. полимера). В отсутствие
примесей металлов каталитического влияния хлористого водорода на
разложение полимера не наблюдается. Технические же сорта полимера
всегда содержат следы 'железа, и поэтому на практике наблюдается
каталитическое действие хлористого водорода. Неблагоприятное
224
Гл. 10. По.швини.гхлорид
влияние на стабильность оказывают также эмульгаторы, присутствую¬
щие в полимере.
В результате отщеплення хлористого.водорода изменяется величина
среднего молекулярного веса и растворимость полимера. Длительное
нагревание приводит к сшивке цепей макромолекул. Некоторые иссле¬
дователи [75] рассматривают этот процесс как вторичную реакцию про¬
дуктов разложения полимера, ускоряемую кислородом, который при¬
соединяется к двойным связям с обра¬
зованием перекисей. Перекиси разлага¬
ются при повышенной температуре и спо¬
собствуют как сшивке молекулярных це¬
пей, так и повышению хромофорности
вследствие возникновения карбонильных
групп На рис. 62 показана зависимость
вязкости поливинилхлорида от времени
воздействия температуры 180° С [75].
При высоких температурах происхо¬
дит деструкция поливинилхлорида, со¬
провождающаяся кроме отщепления хло¬
ристого водорода образованием смеси
различных низкомолекулярных продук¬
тов, среди которых мономера не обнару¬
живается. Температура разложения поли¬
винилхлорида и его термостабильность
являются важными техническими показателями. Существует ряд ме¬
тодов определения этих характеристик [76].
Поливинилхлорид перерабатывается при 140—175° С в зависимости
от состава и назначения пластика. В этих условиях происходят отщеп¬
ление хлористого водорода, частичная деструкция полимера и, при из¬
вестных условиях, образуются сшитые между собой макромолекулы.
Количество выделяющегося хлористого водорода тем больше, чем выше
температура нагревания и чем меньше степень полимеризации поли¬
винилхлорида (табл. 51).
ТАБЛИЦА 51
Влияние температуры на количество отщепляющегося
хлористого водорода от поливинилхлорида разной
степени полимеризации
Степень полимеризации
полимера
Количество
отщепляющегося НО
за 1 ч, %
156° С
174° С
300
2 000
1,048
0,187
2,140
0,444
Технологический режим переработки поливинилхлорида в различ¬
ные материалы (листы, пленки, трубы и т. п.) протекает нормально в
том случае, если температура разложения полимера не ниже 170° С
термостабильность не менее 70 мин при изготовлении листов и пленк.
и не менее 90 мин при изготовлении труб и профилей. Термостабиль¬
ность полимеров удается повысить, вводя специальные вещества —
стабилизаторы, способные на определенный срок замедлить или предот¬
вратить разложение полимера.
Все стабилизаторы по их действию можно разделить на четыр»
группы акцепторы хлористого водорода, нейтрализующие веществе
7 сз
Время, ч
Рис. 62. Зависимость вязкости по¬
ливинилхлорида от времени воз¬
действия температуры 180° С в раз¬
личных газах:
/ — в азоте; 2 — на воздухе; 3—в кисло¬
роде; Щ — отщепление 0,25% НО; X—от¬
щепление 0,75% HCI; О—отщепление
1,25% НО; полимер нераство¬
рим.
Структура и свойства
225
антиоксиданты и поглотители ультрафиолетового света. К первой груп¬
пе относятся такие стабилизаторы, которые способны адсорбировать
выделяющийся хлористый водород и, таким образом, предотвращают
его каталитическое действие. Вторая группа включает вещества, всту¬
пающие в химическое взаимодействие с выделяющимся хлористым во¬
дородом, а третья и четвертая группы состоят из веществ, предотвра¬
щающих действие кислорода и ультрафиолетового света на поливинил¬
хлорид.
По своему строению стабилизаторы делятся на неорганические,
металлорганические и органические. Наиболее важны неорганические
и металлорганические вещества, которые, являясь тепловыми стабили¬
заторами, предохраняют поливинилхлорид от разложения в условиях
переработки при повышенных температурах. Они также способствуют
более длительному сохранению свойств материала при эксплуатации
изделий.
Из неорганических стабилизаторов наиболее известны двухосновной
фосфит свинца РЬ2НР03, карбонат свинца РЬ(СОа)2, основной карбонат
свинца 2 РЬСОз • РЬ(ОН)2, свинцовый глет РЬО, свинцовый сурик РЬз04,
сода Na2C03, силикаты натрия Na2Si03 и свинца PbSi03, фосфаты нат¬
рия Na3P04, Na2HP04, NaH2P04.
К металлорганическим соединениям, применяемым в качестве ста¬
билизаторов — акцепторов хлористого водорода [77], относятся метал¬
лические мыла (соли жирных кислот). Для образования солей приме¬
няются следующие металлы: магний, кальций, стронций, барий, цинк,
кадмий, олово и свинец, а из жирных кислот используются стеариновая,
рицинолевая, лауриновая. Кальциевые, стронциевые, магниевые и цин¬
ковые мыла считают нетоксичными, а свинцовые, кадмиевые и барие¬
вые — токсичными [78]. В табл. 52 представлены некоторые свойства
металлических мыл, нашедших применение в качестве стабилизаторов
поливинилхлорида [78].
ТАБЛИЦА 52
Свойства металлических мыл
Мыла
Плотность,
г/см3
Температура
плавления, °С
Стеараты
магния
1,028
145
кальция
1,035
150—175
бария
1,11—1,14
160—200
цинка
1,095
115
кадмия
1,21
104
свинца
1,323
100
Рицинолеагы
кальция
1,04
90
бария
1,21
110
кадмия
1,11
104
Органические стабилизаторы включают меламин, производные мо¬
чевины и тиомочевины, эпоксисоединения, сложные эфиры и т. п.
Эффективность стабилизаторов зависит от их дисперсности (чем
'ольше активная поверхность, тем сильнее стабилизирующее действие),
т тщательности распределения в массе полимера и от присутствия
- композиции других компонентов, кроме полимера. Так например, свин-
Шг. ibie мыла дают плохие результаты с фосфатными пластификаторами,
: стеаратные стабилизаторы являются малоэффективными с рицино-
?тнычи пластификаторами вследствие взаимной несовместимости.
7 А. Ф. Николаев
226
Гл. 10. Поливинилхлорид
Рицинолеатные пластификаторы увеличивают светостойкость поли*
винилхлоридных композиций почти в такой же степени, как фосфатные
пластификаторы снижают ее. Эпоксидные смолы улучшают стабилизи¬
рующее действие почти всех мыл в композициях, пластифицированных
фосфатами.
При выборе стабилизатора надо ориентироваться на условия при¬
менения продукта. Например, композиции, стабилизированные свинцо¬
выми мылами, быстро темнеют в атмосфере городов, содержащей со¬
единения серы (ввиду образования сернистого свинца черного цвета).
Кадмиевые стабилизаторы приводят к пожелтению композиций из-за
образования сернистого кадмия желтого цвета.
К числу основных недостатков применяемых стабилизаторов отно¬
сится образование ими хлористых солей металлов. Только органические
соединения олова при реакции с хлористым водородом, выделяющимся
из полимера, образуют органические металлхлориды Хлористые соли
металлов оказывают большое влияние на свойства поливинилхлорида,
в первую очередь на прозрачность полимера, что обусловлено разницей
в показателях преломления хлористой соли и полимера. Кроме того,
хлористые соли снижают диэлектрические свойства материала. Они в
той или иной степени растворимы в воде и при экстрагировании могут
быть причиной ядовитости. Очень часто неорганические стабилизаторы
и продукты их распада недостаточно совместимы с поливинилхлоридом,
и это в определенной степени ограничивает их применение.
При стабилизации одинаковым весовым количеством стабилизирую¬
щее действие (по термостабильности) различных стабилизаторов мож¬
но расположить в убывающий ряд:
двухосновной фосфат свинца > основной карбонат свинца > углекислый свинец >
> стеарат свинца > свинцовый глет > свинцовый сурик > сода >
> фосфорнонатриевые соли > стеарат бария > стеарат кальция > меламин
В случае применения эмульсионного поливинилхлорида для изго¬
товления паст сода является довольно хорошим стабилизатором. Если
же смолы не содержат соды, то можно использовать в качестве стаби¬
лизаторов стеараты свинца, бария или кальция. Введение стабилиза¬
торов в виде мыл предпочтительнее, чем в виде неорганических солей,
так как мыла одновременно обладают смазывающими свойствами, что
облегчает переработку композиций.
Максимально допустимая дозировка стеаратов в пасты 0,5—0,6%'
в расчете на вес поливинилхлорида, содержащегося в пасте. Низкая
концентрация таких стабилизаторов объясняется тем, что они склонны
к выцветанию на поверхности пленки, что снижает качество изделий.
Ниже представлены данные по активности тепловых стабилизаторов
в пастах (термостабильность при 180°С, в мин):
Двухосновной фосфит свинца 101
Основной карбонат свинца . . 83
Основной карбонат свинца -j-1 %
фенилсалицилата 85
Стеарат кальция 39
Рицинолеаг бария 27
Стеарат свинца 19
Стеарат кадмия 14
Контрольный нестабилизирован-
ный образец 4
Пасты готовились по следующей рецептуре (в вес. ч.) [79]:
Поливинилхлорид 60
Тритолилфосфат 20
Диокгилфталат 20
Стабилизатор I
Структура и свойства
227
Опыт применения различных стабилизаторов показал, что один
какой-то стабилизатор не может быть экономически и технически удов¬
летворительным для всех условий обработки полимера и эксплуатации
изготовленных изделий. Поэтому часто применяется смесь различных
:~абилизаторов. Тепловые стабилизаторы в большинстве случаев не яв¬
ляются эффективными при действии света, поэтому в композиции при-
■ злится вводить световые стабилизаторы.
Производные мочевины в тиомочевины (N ,N'-дикар бэт океиизопро-
пенилмочевина, фенилтиомочевина, дифенил- и дитолилтиомочевина
лр.) эффективны в присутствии соды. Для стабилизации поливинил¬
хлорида [78] предложено брать смесь 0,1 — 1% соды и 0,01—5% дифе-
илмочевины.
Эпоксистабилизаторы (низкомолекулярные эпоксисоединения и
эпоксидные смолы различной консистенции) обычно применяются в
снеси с мылами, так как они улучшают действие последних, особенно
■’■еарата кадмия и нафтената стронция. Для пластифицированных ком¬
позиций прекрасным стабилизатором оказалась смесь эпоксидных смол
стеаратов кадмия или свинца.
Испытания эпоксисоединений типа смол (Э-40, ЭД-6), а также
диглицидиловых эфиров 2,2-бис-(4-окси-З-метилфенил) пропана, 1, 1-бис-
4-окси-З-метилфенил) циклогексана, 1,1 -бис- (4-оксифенил) циклогексана
в качестве стабилизаторов поливинилхлорида показали, что при введе¬
нии их значительно повышается температура начала дегидрохло-
тирования, увеличивается время, предшествующее началу выделения
хлористого водорода, и уменьшается скорость его выделения. Если все
названные соединения обладают приблизительно одинаковым стабили¬
зирующим действием, то более значительный эффект наблюдается при
применении 9,10-эпоксистеарата свинца. Этот продукт совмещает поло¬
жительные свойства эпоксисоединений и свинцовых солей [80].
Введение в поливинилхлорид смеси эпоксидной смолы Э-40 и сили¬
ката свинца (по 1% от веса полимера) приводит к большему стабили¬
зирующему эффекту по сравнению с тем, когда каждый из ингредиентов
'■меси вводится отдельно.
Некоторые низкомолекулярные эпоксисоединения наряду со стаби¬
лизацией поливинилхлорида оказывают пластифицирующее действие.
Низкой летучестью, тепло- и светостойкостью обладают эфиры 3,4-эпо-
ксициклогексанкарбоновой и 4,5-эпоксициклогексан-1,2-дикарбоновой
кислот.
Большой интерес для термостабилизицаи хлорсодержащих поли¬
меров имеют глицидилуретаны, получаемые путем взаимодействия эпи¬
хлоргидрина с изоцианатами по реакции:
R(NCO)2-f 2НОСН2—СН—СН2 —>■ R /NHCOOCH2—СН—СН2\
\о/ 1 )2
Введение 3% толуилен- или гексаметилендиглицидилуретана почти
в 20 раз замедляет дегидрохлорирование поливинилхлорида, перхлор¬
винила, а также сополимеров винил- и винилиденхлорида при нагре¬
вании до 150—160° С [81]. Активными ингибиторами термического дегид¬
рохлорирования как при индивидуальном введении, так и в смеси с ак¬
цептором хлористого водорода (силикатом свинца) также являются
продукты автоконденсации циклогексанона [82].
Сложные эфиры (например, монооктиловые эфиры фумаровой и ма-
леиновой кислот и другие) применяют только вместе с другими стаби¬
лизаторами. Функция таких стабилизаторов обусловлена взаимодей¬
ствием их с двойной связью, имеющейся в цепи полимера; стабилиза¬
15*
228
Г л. 10. Поливинилхлорид
торы предотвращают изменение цвета и препятствуют образованию
конъюгированных полиеновых структур в полимере.
В качестве световых стабилизаторов могут быть применены сали-
цилаты, особенно метил-, фенил- и |3-бутоксиэтилсалицилаты, которые
поглощают ультрафиолетовые лучи. Повышению светостойкости поли¬
винилхлорида способствуют также оловоорганические соединения.
Оловоорганические стабилизаторы представляют собой жидкости
от бесцветных до окрашенных в бледно-желтый цвет Их действие осно¬
вано на химических процессах, но они оказывают специфическое влия¬
ние на разные сорта поливинилхлорида Поэтому перед их употребле¬
нием следует устанавливать пригодность и эффективность действия
на конкретные марки полимера.
При стабилизации поливинилхлорида дибутилдилауратом олова по¬
сле нагревания не обнаружено присутствия СО-групп, а у нестабили-
зированных полимеров при спектрографическом исследовании находят
максимумы поглощения, типичные для СО групп. Еще более эффектив¬
ным является дибутилмалеинат олова. По предварительным данным,
оловоорганические соединения с длинной алкильной группой не токсич¬
ны и практически не вымываются из полимера. Например, ди-к-октил-
дилаурат-олово из-за низкой токсичности может применяться в пласти-
катах, употребляемых для упаковки пищевых продуктов [83].
Механизм стабилизирующего действия оловоорганических соедине¬
ний, вероятно, имеет радикальный характер. При стабилизации поли¬
мера дибутилдиацетатом олова, содержащим С14 в бутильной группе,
после термообработки и удаления пла¬
стификатора С14 был найден в полимере.
Если же С14 находился в ацетильной
группе, то после аналогичных операций
полимер не содержал С14 [84].
Порошкообразные стабилизаторы
являются для поливинилхлорида также
и наполнителями, поэтому они не долж¬
ны вводиться в смолу в больших количе¬
ствах (более 4—5%), так как могут по¬
низиться пластические и механические
свойства некоторых материалов, напри¬
мер винипласта — жесткого листового
материала.
Как указывалось раньше, термоста¬
бильность стабилизированной смолы
должна быть 70—90 мин (при 170° С) в зависимости от назначения пла¬
стика, с тем чтобы обеспечить возможность как обработки композиций
при высоких температурах, так и переработки отходов. Введение ста¬
билизаторов повышает не только термостабильность полимера, но и
температуру его разложения. На рис. 63 показана зависимость термо¬
стабильности от температуры разложения полимера [76].
СОВМЕСТИМОСТЬ СО СМОЛАМИ И ПЛАСТИФИКАТОРАМИ
Поливинилхлорид совмещается лишь с рядом полиэфирных смол
типа линейных и алкидных: п-толуолсульфамид-формальдегидиыми,
акрилонитрильными каучуками, эпоксидными и феноло-формальдегид-
ными смолами.
К линейным полиэфирным смолам относятся продукты конденсации
этиленгликоля или пропиленгликоля с адипиновой или себациновой
кислотами, представляющие собой вязкие жидкости различного моле-
Т.'с
Рис. 63. Зависимость термоста-
бильносги поливинилхлорида от
его температуры разложения.
Структура и свойства
229
к\: [рного веса (до 8000). Такие смолы применяются для пластифи¬
кации поливинилхлорида и входят в группу полимерных пластифика¬
торов.
Из алкидных полиэфирных смол совмещаются с поливинилхлоридом
•' которые получены из 39% фталевого ангидрида, 27% глицерина,
канифоли и 9% касторового масла [85]. Совмещенные продукты
"ригодны для изготовления граммофонных пластинок.
Продукты совмещения поливинилхлорида с п-толуолсульфамид-
t рмальдегидной смолой обладают повышенной текучестью и пла-
:-ичностью, улучшенной адгезией и поверхностным блеском [85].
*-Толуолсульфамид-формальдегидная смола может быть получена
агреванием в течение 16-20 ч до 100—150° С п-толуолсульфамида
.Ьормальдегида, взятых в эквимолекулярных количествах, при добавке
30% мочевины с последующим прибавлением 15—20% п-толуолсульф-
мнда и дополнительным нагреванием в течение 4 ч при 130—150° С.
О продуктах совмещения поливинилхлорида с акрилонитрильными
• учуками (акрилонитрилбутадиеновыми) сообщалось давно [86],
*о лишь в последнее время они получили распространение в технике.
Акрилонитрильные каучуки являются пластификаторами поливинил-
х. 'орида.
Продукты совмещения поливинилхлорида с феноло-формальдегид-
i JiMR новолачными смолами носят название фенолитов. Выпускаются
и в виде пресспорошков (см. стр. 462).
Особо важное значение для переработки и применения поливинил¬
хлорида имеет совместимость его с пластификаторами. Пластифика¬
торами называют такие вещества, которые совмещаются со смолой и
-?идают материалу гибкость, снижают хрупкость при низких темпера-
■урах, облегчают условия переработки и увеличивают срок службы
■эделий. Поливинилхлорид — жесткий материал, приобретающий эла-
“ичность лишь при повышенных температурах (выше температуры
-_еклования, т. е. 70—78°С). Пластификатор придает ему гибкость при
•бычных температурах и тем самым значительно расширяет область
"о применения.
Совместимость пластификатора с поливинилхлоридом, т. е. способ¬
ность полимера образовывать раствор в пластификаторе, определяется
Омическим составом и строением пластификатора. Согласно исследо¬
ваниям Соколова и Фельдмана [87], действие пластификаторов анало¬
гично понижению температуры замерзания растворов; оно зависит от
молярной концентрации пластификатора. При 6 мол. % пластифика¬
тора, что соответствует 1 моль пластификатора на 16—17 мономерных
'?еньев поливинилхлорида, при комнатной температуре приобретается
достаточная подвижность отдельных макромолекул, и материал приоб-
етает высокоэластичные свойства. При введении 1 моль пластифика-
-ора на 6—7 мономерных звеньев поливинилхлорида при комнатной
"ечпературе развивается пластическое состояние вследствие заметного
ослабления межмолекулярных сил и появления большой подвижности
макромолекул.
Пластификаторы, используемые для получения эластичных поли¬
винилхлоридных материалов, по своей химической природе могут быть
~азделены на пять групп: 1) эфиры органических кислот (фталаты,
;дипаты и себацинаты); 2) эфиры неорганических кислот (арилфос-
с аты, алкилфосфаты и арилалкилфосфаты); 3) эфиры полиэтиленгли-
тя и производных ненасыщенных масел; 4) полимерные пластифика-
->ры (нитрильные каучуки и полиэфиры); 5) прочие пластификаторы
tнитрилы, амиды, углеводороды и др.).
230
Гл. 10. Поливинилхлорид
По совместимости с поливинилхлоридом пластификаторы делятся
на три группы: первую, вторую и группу «модификаторов», обладаю¬
щих лишь некоторым пластифицирующим действием
Пластификаторы первой группы («истинные пластификаторы»)
включают вещества, практически неограниченно совмещающиеся с по¬
ливинилхлоридом К ним относятся диоктилфталат, ди-2-этилгексил-
фталат, дибутилфталат, диизооктилфталат, дикаприлфталат, динонил-
фталат, тритолилфосфат, триксилилфосфат. Значительное внимание
уделяется пластификаторам на основе эфиров фосфорной кислоты, осо¬
бенно на основе смешанных эфиров — алкиларилфосфатов, придающим
пленкам поливинилхлорида хорошую морозостойкость и огнестойкость.
Наиболее перспективным пластификатором этого класса является ди-2-
этитгексилфенилфосфат [88].
Пластификаторы второй группы хуже совмещаются с поливинил¬
хлоридом, но они придают ему некоторые специальные свойства, в
частности стойкость к воздействию низких температур, и обычно при¬
меняются в сочетании с пластификаторами первой группы. Ко второй
группе относятся полимерные пластификаторы (полипропиленадипат,
полипропиленсебацинат и др.), характеризующиеся высокой вязкостью
(20 000—100 000 спз), бутилацетилрицинолеат, дибутиладипат, дибутил-
себацинат, диизобутилсебацикат, диизооктилсебацинат, триоктилфосфат.
«Модификаторы» (хлорированные воски и высококипящие аро¬
матические фракции нефти) не совмещаются с поливинилхлоридом.
Оки вводятся в полимер лишь в присутствии «истинных» пластифи¬
каторов.
Надежность пластификатора в значительной степени определяется
его способностью длительное время удерживаться в полимере. Он мо¬
жет выделяться в результате испарения, миграции, экстрагирования
растворителями и так называемого Еыпотевания, когда количество вве¬
денного пластификатора превышает предел совместимости.
Использование дибутилфталата ограничено из-за его высокой ле¬
тучести. Высшие фталаты и фосфаты в сочетании с большинством
пластификаторов второй группы достаточно устойчивы. Наименее ле¬
тучи полимерные пластификаторы, которые одновременно и менее под¬
вержены миграции (т. е. выделению из пластиката при контакте с дру¬
гими полимерными материалами) и весьма устойчивы к воздействию
многих экстрагирующих веществ. Лишь некоторые растворители, жиры
и масла могут действовать на композиции, содержащие полиэфирные
пластификаторы. Поэтому пленки, пластифицированные такими пласти¬
фикаторами, не рекомендуется употреблять для упаковки пищевых жи¬
ров и масел.
Отличной устойчивостью к растворителям, жирам и маслам обла¬
дают акрилонитрильные каучуки, получившие широкое распространение
в качестве пластификаторов поливинилхлорида и сополимеров винил¬
хлорида с винилацетатом. Акрилонитрилбутадиеновые каучуки, содер¬
жащие от 35 до 40% акрилонитрила, имеют оптимум совместимости.
Большая гибкость при низких температурах достигается при примене¬
нии каучуков, содержащих меньшее количество акрилонитрила. Из¬
вестны рецептуры, содержащие до 45 вес. ч. акрилонитрильного каучука
на 55 вес. ч. поливинилхлорида.
Акрилонитрильные каучуки, кроме хорошей устойчивости к экстра¬
гированию и набуханию, обладают еще и физиологической инерт¬
ностью. Чтобы предотвратить их преждевременное старение, в состав
композиций, содержащих акрилонитрильные каучуки, часто вводят ан¬
тиоксиданты (0,5—1,0%)- Лучше всего употреблять антиоксиданты фе¬
Структура и свойства
231
нольного типа, так как многие' амины, применяемые для этой цели,
вызывают изменение цвета поливинилхлоридных композиций.
Изделия из поливинилхлорида, пластифицированного акрилони-
тршзьным каучуком, используются тогда, когда миграция пластификато¬
ра недопустима (упаковка пищевых продуктов, изоляция проводов, при¬
легающих к окрашенным или лакированным поверхностям и т п.).
УСТОЙЧИВОСТЬ К ОБЛУЧЕНИЮ
При радиационном облучении поливинилхлорида происходит глав¬
ным образом дегидрохлорирование цепей с образованием сопряженных
двойных связей [89, 90]. Подобный процесс наблюдается при термиче¬
ской и фотохимической деструкции. Любое образование одной двойной
связи или присутствие двойной связи на конце цепи повышает подвиж¬
ность атома клора в ct-положении и приводит к следующему этапу
дегидрохлорирования:
СН2 CCI—СН2—СНС1—СН2—СНС1—... СН2=СС1—СН СН—сн=сн—...
При относительно высоких дозах облучения (более 107 р) обра¬
зуются поперечные связи между соседними макромолекулами и воз¬
никает трехмерная сетчатая структура. Сшивание поливинилхлорида —
процесс, подобный вулканизации, но протекающий на холоду и без вве¬
дения ка-кого-либо постороннего вещества, — может осуществляться
двумя различными путями:
межмолекулярным дегидрохлорированием
... —СН2—СН—... ... —СН2—сн—...
-НС1
>
... —сн—сн—... ... —СН—СН— ...
I » I
CI С1
взаимодействием радикала с двойной связью
...—СН | ... — сн—сн—...
i 1
+ .CH —►
. . . —СН : ... — сн-
Сшивка полимерных молекул происходит реже, чем дегидрохлори¬
рование, сопровождающееся образованием сопряженных двойных свя¬
зей. Облученный полимер приобретает интенсивный коричневый, зеле¬
ный, фиолетовый или черный цвет — в зависимости от длительности об¬
лучения. Если облучение производится на воздухе, то окрашивание
менее интенсивно, и полимер подвергается значительной окислительной
деструкции. Некоторые механические свойства облученного поливинил¬
хлорида приведены в работе Бирна и др. [91].
Исследования радиационной стойкости пластифицированного поли¬
винилхлорида показывают, что пластификатор влияет на степень хими¬
ческого изменения полимера. С увеличением дозы облучения сни¬
жается предел прочности при растяжении и уменьшается относительное
удлинение. Как показывает сравнение нескольких пластификаторов
(тритолилфосфата, ди-2-этилгексилфталата, ди-2-этилгексилсебацината,
полипропиленсебацината), наименьшие изменения наблюдаются при
232
Гл. 10. Поливинилхлорид
применении тритолилфосфата [92]. Поливинилхлорид, пластифициро¬
ванный тритолилфосфатом или полипропиленсебацинатом, при облуче¬
нии становится темно-коричневым, а тарифицированный ди-2-этилгек-
силфталатом или ди-2-этилгексилсебацинатом лишь слегка темнеет.
Пластифицированный поливинилхлорид при облучении ^-лучами
выделяет двуокись углерода, метан и углеводороды Сг — Сб, что свя¬
зано с разложением пластификаторов.
Пластические массы
на основе непластифицированного поливинилхлорида
Непластифицированный поливинилхлорид — твердый термопластич¬
ный материал, пригодный для изготовления пленки, листов, труб, прес¬
сованных изделий и др. [76, 93]. В СССР непластифицированный поли¬
винилхлорид называется винипластом.
ПЛЕНОЧНЫЙ ВИНИПЛАСТ
Технологический процесс производства пленочного винипласта
включает смешение компонентов, вальцевание смеси и каландрирование
массы.
Смешение компонентов. Компонентами смеси для производства пле¬
ночного и листового винипласта являются поливинилхлорид (эмуль¬
сионный или суспензионный) и стабилизатор. На 100 вес. ч. смолы
обычно употребляется 3—4 вес. ч стабилизатора или смеси стабили¬
заторов. В случае использования эмульсионного полимера, стабилизи¬
рованного содой, дополнительно добавляется лишь 1—2 вес. ч. стабили¬
затора. В качестве стабилизаторов применяют стеараты и лаураты каль¬
ция или бария, свинцовый глет, основной карбонат свинца и др.
Компоненты смешиваются в лопастном мешателе любого типа или
в шаровой мельнице в течение 30—60 мин в зависимости от конструк¬
ции смесителя, загрузки компонентов и скорости вращения лопастей.
На равномерное распределение стабилизатора в полимере кроме дли¬
тельности перемешивания влияет также дисперсность полимера и ста¬
билизатора.
Поливинилхлорид перед загрузкой в смеситель просеивается во
вращающемся барабане, обтянутом сеткой, или в другом оборудовании.
Для производства винипласта его достаточно просеять через сито 25
(25 отверстий на 1 линейный сантиметр сетки).
Вальцевание смеси. Назначение вальцевания (термической пласти¬
кации) — придать массе определенную гомогенность и пластичность
При вальцевании происходит ряд механо-химических превращений
полимера: ориентирование клубкообразных макромолекул, частичная
деструкция очень длинных цепей, окисление полимера кислородом воз¬
духа и взаимодействие макрорадикалов с образованием боковых цепей.
Ориентирование макромолекул усиливается и ускоряется при на¬
личии разности окружных скоростей (фрикции) валков, причем опти¬
мальным соотношением этих скоростей будет 1 : 1,2, так как в этом слу¬
чае получается наиболее плотная масса без включения пузырьков воз¬
духа. При большей разности окружных скоростей происходит увлечение
воздуха вальцуемой массой, и она получается менее плотной, с боль¬
шим количеством пузырей. Обычно применяемые окружные скорости
15—30 м/мин при диаметрах валков 400—550 мм соответствуют 12—-
18 об/мин [76].
' Степень деструкции поливинилхлорида в основном определяется
температурой вальцевания. При низких температурах создаются значи-
Пластмассы на основе непластифицированного поливинилхлорида
233
т 1ьные напряжения, приводящие к разрыву макромолекул и образо-
пию макрорадикалов, способных к различным химическим превраще-
ням Аналогичный процесс также наблюдается при вальцевании кау-
уков. Повышение температуры приводит к уменьшению механической
трукции полимерных молекул. На рис. 64
оказано влияние температуры на скорость
я предел механической деструкции поливи-
нлхлорида марки ПБ-4 при пластикации на
вальцах (0=150 мм, / = 413 мм, фрикция
.4:1) [94].
Из рис. 64 видно, что низкие температу-
вальцевания приводят к значительному
яижению вязкости растворов поливинилхло-
ида. По мере деструкции полимера снижа-
тся температура текучести и уменьшается
ханическая прочность материала.
Обычно на производстве вальцевание про-
зодят при 160—170° С, т. е. выше температу-
текучести, которая для поливинилхлорида
■;жит в пределах 150—160° С. Чем выше
мпература вальцевания, тем быстрее про¬
ходит процесс гомогенизации и пластика-
■ и массы, однако тем быстрее протекает
термическая деструкция полимера. Возника¬
ющие при термодеструкции макрорадика-
реагируют с кислородом воздуха, в ре-
льтате чего образуются перекисные соеди¬
нения, распадающиеся в условиях вальцева-
ня на перекисные радикалы. Взаимодействие
перекисных радикалов является причиной образования боковых цепей
[м5]. При хранении и прессовании пластифицированного поливинилхло¬
рида наблюдаются процессы взаи¬
модействия радикалов, приводящие
к повышению молекулярного веса
смолы (растет удельная вязкость
растворов).
Для вальцевания поливинил¬
хлорида применяются вальцы, вал¬
ки которых диаметром 400—550 мм
и длиной 1100—1500 мм изготовле¬
ны из отбеленного чугуна и имеют
внутреннюю полость для обогрева
паром или перегретой водой. Вал¬
ки устанавливают в станине на под¬
шипниках. Изменение зазора ме¬
жду валками и устранение переко¬
са (неодинакового зазора по длине
валков) производится с помощью
специального механизма. Вальцы снабжены аварийным выключением
и зонтом вытяжной вентиляции для отсоса паров, газов и пыли.
Каландрирование массы. Каландрирование имеет целью удаление
воздуха из массы, уплотнение полотна и получение непрерывной ленты
определенной толщины (калибровка пленки). Этот процесс осуще¬
ствляют на трех- или четырехвалковом каландре На рис. 65 показан
путь движения пленки в трехвалковом каландре [76].
г \
/.
Г~Х2 1
14-1 1
\
[ + 1 1
,7 8
Гч VT »f J
V Jr V 1 Й
Г 1
6
/ Г 1
Рис. 65. Схема движения пленки в трех¬
валковом каландре:
I —* загрузочная плита; 2 — верхний валок;
3 —средний валок; 4— нижний валок; 5 — охла¬
ждающий валок; б—направляющий ролик;
7 —дисковые ножи; £ —пленка.
Пуд
Рис. 64. Зависимость ско¬
рости и предела деструкции
поливинилхлорида марки
ПБ-4 от времени вальцева¬
ния при различных темпера¬
турах.
Гл. 10. Поливинилхлорид
Ролики свальцованной массы подаются на загрузочную плиту 1 ка¬
ландра. Масса проходит в зазор; между верхним валком 2 и средним 3,
огибает средний валок, проходит в зазор между средним и нижним вал¬
ком 4, огибает нижний валок, направляется на охлаждающий валок 5,
направляющий ролик 6 и поступает на приемный стол, по которому
пленка протягивается двумя парами тянущих роликов. На столе пленка
в зависимости от назначения либо режется на полосы дисковыми но¬
жами 7, либо нарезается на листы необходимой длины при помощи
гильотинного ножа.
Температура валков каландра различная и увеличивается от верх¬
него к нижнему: верхний 155—160°, средний 160—165° и нижний
165—170° С. Указанный перепад температур вполне обеспечивает пере¬
ход пленки от валка с более низкой температурой на валок с более вы¬
сокой температурой. Зазор между валками неодинаковый: между верх¬
ним и средним он на 0,05 мм больше, чем между средним и нижним,
этим создается некоторый избыток массы между средним и нижним
валками, обеспечивающий равномерное питание зазора и более точную
калибровку толщины пленки. На трехвалковом каландре с диаметром
валков 600 мм можно получить пленку с удовлетворительной поверх¬
ностью толщиной от 0,2 до 1 мм. Если увеличить количество горячих
валков до четырех и их диаметр, то можно получать пленку большей
толщины.
На толщину пленки также оказывает большое влияние температура
валков. Чем она ниже, тем при одном и том же зазоре между валками
толще пленка. Поэтому одним из необходимых условий получения
пленки равномерной толщины является соблюдение постоянства тем¬
пературы.
Каландрированная пленка имеет преимущественную ориентацию
макромолекул вдоль полотна. Это сказывается на разнице относитель¬
ного удлинения вдоль и поперек полотна. В среднем относительное удли¬
нение тонких пленок вдоль полотна (вдоль направления каландриро¬
вания) достигает 140—153%, а поперек — только 37—73%. Появление
в каландрированной пленке анизотропности носит название каландро¬
вого эффекта. Он проявляется не только в различии некоторых физико¬
механических свойств вдоль и поперек полотна, но и в усадке (сокра¬
щении линейных размеров) пленки при нагревании. Тепловое движение
преодолевает вызванную внешними силами ориентировку макромолекул
и способствует приобретению менее напряженного клубкообразного по¬
ложения.
Усадка пленки при нагревании заключается в сокращении плен¬
ки вдоль полотна и ее расширении поперек полотна, а также в
утолщении пленки. С увеличением температуры нагревания возрастает
величина усадки пленки. При температуре 180°С предельное зна¬
чение усадки пленки достигает 28—35%, а увеличение ширины
11—13%.
Валки каландра изготовляются из отбеленного чугуна. Внутри они
имеют полости для обогрева паром или перегретой водой. Верхний п
нижний валки имеют механизм исправления перекоса и изменения за¬
зора между валками. Загрузочная плита каландра обогревается пере¬
гретой водой через высверленные в ней каналы. На выходе пленки из
калибрующего зазора между средним и нижним валками каландра
установлены два ножа для обрезки кромок. Спереди у калибрующего
зазора расположен противень со щеками для удерживания избытка
массы Специальным лотком этот избыток периодически удаляется и пе¬
редается вновь на вальцевание.
П ласт массы на основе непластифицированного поливинилхлорида
235
Приемный стол каландра представляет собой плиту, на которой
смонтированы два валика с дисковыми ножами для разрезания полотна
пленки на полосы вдоль полотна, два тянущих ролика и гильотинный
нож полуавтоматического действия. При нажиме на педаль верхний нож
опускается и разрезает пленку поперек полотна, а при отпущенной пе¬
дали поднимается, пропуская в зазор между ножами каландрированную
пленку.
Каландрированная пленка выпускается различной длины, шириной
600—800 мм и толщиной 0,5—1,0 мм (СТУ 30-12281—62). Цвет ее из¬
меняется от светло- до темно-коричневого. Предел прочности при рас¬
тяжении должен быть не менее 400 кгс/см2, а относительное удлинение —
не менее 10%. Она допускает однократный изгиб на 180° и может при¬
меняться в пределах температур от —20 до +60° С
Винипластовая пленка пригодна для использования в качестве анти¬
коррозионного и электроизоляционного материала, применяется для из¬
готовления листового винипласта и сепараторов (СТУ 30-12273—62).
Термостабильность пленки для сепараторов должна быть не ниже
30 мин (при 165° С), а для листового винипласта — не ниже 50 мин.
Из непластифицированного поливинилхлорида (винипласта) мож¬
но изготовить очень тонкие пленки (толщиной 0,01—0,05 мм), пригодные
для электроизоляции проводов и упаковки продуктов и различных мате¬
риалов. Жесткость винипластовой пленки зависит от ее толщины;
уменьшение толщины в 3 раза приводит к уменьшению жесткости в
27 раз.
Упаковочная и электроизоляционная пленки готовятся вытяжкой
каландрированной пленки. Эта пленка после каландрирования посту¬
пает на специальные вальцы, где нагревается до 260—270° С, а затем
растягивается на подвижных валках, нагретых до 120° С, до толщины
в несколько десятков микрон. Охлажденная пленка отличается зн«чи-
тельной гибкостью. Такую пленку можно нанести на ткань, бумагу или
другой материал путем сварки или склеивания на двухвалковом ка¬
ландре или специальном обогреваемом барабане, к которому сваривае¬
мый двух- или многослойный материал прижимается с помощью беско*
печной ленты [96].
ЛИСТОВОЙ ВИНИПЛАСТ
Листовой винипласт изготовляется двумя методами: 1) путем горя-*
чего прессования пакетов, собранных из каландрированной пленки и
2) методом экструзии размягченной смолы через щелевую головку. Пер¬
вый метод заключается в том, что разогретые листы пленочного вини¬
пласта спрессовываются под давлением в монолитную массу — лист
толщиной от 2 до 20 мм. Второй метод позволяет получать винипласто-
кую пленку и листы толщиной до 10—15 мм непрерывным выдавливав
нием непластифицированного материала.
При производстве листового винипласта методом прессования со¬
бираются пакеты каландрированной пленки толщиной на 10—15%1
больше толщины получаемого листа. На каждый этаж многоэтажного
гидравлического пресса помещается пакет, уложенный между прокла¬
дочными пластинами, амортизирующими прокладки и подкладочны¬
ми листами. В зависимости от толщины на каждом этаже пресса прес¬
суются от 1 до 6 листов одновременно.
В качестве подкладочных листов употребляют стальные листы тол¬
щиной 1 —1,5 мм. Их назначение — предотвратить прилипание аморти¬
зирующих прокладок к плитам пресса. Амортизирующие прокладки
представляют собой листы прессшпана толщиной 3—5 мм или набор
235
Гл. 10. Поливинилхлорид
асбестовой бумаги общей толщиной 3—4 мм. С их помощью аморти¬
зируют неровности на поверхности каландрированной пленки и доби¬
ваются плотного прилегания к ней прокладочных пластин по всей по¬
верхности.
Прокладочные пластины представляют собой двухсторонние поли¬
рованные пластины толщиной 1—1,5 мм из покрытой никелем латуни,
нержавеющей стали или дюралюминия. Лучшими прокладочными пла¬
стинами являются пластины из нержавеющей стали.
Подъем пакетов на плиты пресса при загрузке и опускание отпрес¬
сованных листов винипласта при выгрузке осуществляется с помощью
этажной вагонетки, подъемного стола с гидравлическим приводом или
подобного им механизма.
Этажная вагонетка имеет полки, соответствующие по высоте и
размерам полкам этажного пресса. На полки вагонетки укладывают
подкладочные листы с ушками и с помощью подъемного стола загру¬
жают пресспакеты, а затем вагонетку устанавливают перед разомкну¬
тым прессом. При помощи подвижной рамки все пресспакеты одновре¬
менно вдвигаются на плиты пресса. После отвода подвижной рамки от
пресса производится смыкание плит при давлении 10—20 ат. Одновре¬
менно в каналы плит пресса подается перегретая вода, температура
которой на выходе из плит должна быть 80—120° С. В течение 8—
10 мин пленка разогревается, и после этого давление увеличивается до
достижрния нужного удельного давления на прессуемый материал.
Прессование пакетов длится 30—35 мин, считая от момента дости¬
жения аддпй, выходящей из плит пресса, 80—120°, но затем темпера¬
туру воды доводят до 170—190° С [76, 97]. После прессования в плиты
подается охлаждающая вода из циркуляционной системы охлаждения.
Когда вода, выходящая из плит, охлаждается до 70—75° С, что соот¬
ветствует температуре внутри листов 110—120°, удельное давление по¬
вышают до 43—87 кг/см2 и поддерживают его, пока выходящая из плит
вода не охладится до 50° С. После этого прекращают охлаждение и
плиты пресса размыкают.
В многоэтажных гидравлических прессах с нижним давлением
смонтировано по 16—21 плит с внутренними каналами для обогрева
и охлаждения. Плиты стальные, толщиной 35—50 мм, перемещаются
в вертикальной плоскости; зазор между ними может быть изменен от
0 до 55 мм. Расположение внутренних каналов должно обеспечить
быстрый и равномерный обогрев всей поверхности плиты.
После размыкания плит все пресс-пакеты выгружают из пресса на
подъемный стол и производят их разборку. Затем листы винипласта
обрезают на специальном станке, представляющем собой две дисковые
пилы и подвижной стол. Дисковая пила диаметром 200—250 мм с мел¬
кими слегка разведенными зубьями вращается со скоростью
3000 об/мин. Скорость подачи стола 3 м/мин. Отрезанные кромки лис¬
тового винипласта дробят в молотковых дробилках и в виде порошка
возвращают в производство.
Листовой винипласт выпускается трех марок: ВН, ВП, ВНТ
(ГОСТ 9639—61). ВН — непрозрачный, ВП — прозрачный натурального
цвета или окрашенный; ВНТ — нетоксичный. Длина листов должна
быть 1300—1500 мм, ширина 500—650 мм и толщина 2—20 мм.
Кроме того, листовой материал производится с помощью экстру¬
зионных машин путем продавливания полимера через плоскощелевые
головки. Конструкция их должна обеспечить одинаковую скорость экс¬
трузии по всей ширине щели и создать одинаковое давление массы пе¬
ред формующим зазором. Агрегат для выпуска листов состоит из экс¬
Пластмассы на основе непластифицированного поливинилхлорида 237
тр\дера, щелевой головки, гладильного устройства, рольганга, тяну¬
щего устройства и механизма для резки листов [98]. Обычно экструзион¬
ные машины снабжаются грануляторами, так как важнейшим условием
получения листов и пленок хорошего качества является применение
композиции из равномерных по форме и величине гранул.
Экструзия винипласта осложнена близостью температур размягче¬
ния и разложения полимера. При изготовлении пленок шириной до
1400 мм и толщиной 0,12—0,36 мм пользуются круглыми мундштуками,
обеспечивающими лучшую обтекаемость и большую однородность вы¬
давливаемого материала. При выходе из мундштука трубка сразу же
разрезается ножом и поступает к охлаждаемому водой и воздухом рас¬
ширителю, диаметр которого увеличивается по мере продвижения
ленты [99].
ТРУБЫ, ПРОФИЛИРОВАННЫЕ ИЗДЕЛИЯ И СВАРОЧНЫЙ ПРУТОК
Из поливинилхлоридной массы на горизонтальных гидравлических
прессах или шнек-машинах можно изготовить трубы, профилированные
изделия и сварочный пруток. Оформление изделий производится с по¬
мощью прессинструмента и специальных мундштуков. В отличие от ив-
готовления пленки и листов, масса для изготовления труб, профилиро¬
ванных изделий и сварочного прутка должна обладать большей теку¬
честью и термостабильностью. Текучесть массы увелчивают, вводя не¬
большое количество пластификаторов и мягчителей, а также специально
подбирая марку поливинилхлорида.
Стабилизаторами обычно служат свинцовый глет и стеарат каль¬
ция. Для производства толстостенных труб применяют смолы марок
ПБ с более низким значением вязкости, обеспечивающие повышенную
текучесть массы, а трубы большого диаметра изготовляют на смолах
с повышенной вязкостью. Это вызвано необходимостью увеличения
жесткости массы. Процесс получения труб, профилей и прутка состоит
из стадий смешения компонентов, вальцевания и выдавливания компо¬
зиции при применении поршневых гидравлических прессов или грану¬
лирования композиции и экструзии гранул при использовании шнек-
машин. Для изготовления труб, профилированных изделий и стержней
может быть применена следующая композиция (в вес. ч.) [100]:
Поливинилхлорид 100
Свинцовый глет 2,5
Стеарин 2,0
Трансформаторное масло ... 1,0
Для труб с внутренним диаметром менее 10 мм и стержней диа¬
метром менее 7 мм в композицию вводится 10 вес. ч. дибутилфталата.
Смешение компонентов производится последовательно: приготовляется
паста ив стабилизатора в трансформаторном масле, из пасты и смолы
в шаровой мельнице получается концентрат, который смешивается со
стеарином и смолой в смесителе. Аналогично изготовляется масса для
получения каландрированной пленки (см. стр. 232).
Вальцевание обычно производят на двух или трех вальцах. Степень
пластикации вальцованной массы должна быть выше, чем в производ¬
стве пленки, поэтому время вальцевания увеличивается в 2—3 раза по
сравнению с временем вальцевания массы для пленочного винипласта.
На одних вальцах пластицируется композиция из смесителя, на других
провальцовываются отходы, а на третьих — свальцовываются полотна,
снятые с первых двух.
По окончании вальцевания полотно скатывается в плотный, глад¬
кий ролик, который подается к поршневому гидравлическому прессу
238
Гл. 10. Поливинилхлорид
периодического действия, состоящему из гидравлического и материаль¬
ного цилиндров. В них перемещаются поршни, жестко связанные друг
с другом. Ролик материала укладывают в материальный цилиндр, обо¬
греваемый до 170—180°С через рубашку перегретой водой и сначала
поджимают его поршнем под давлением 25 ат к прессинструменту, а за¬
тем выдавливают через него при высоком давлении (50—400 ат в зави-
Рис. 66. Прессинструмент с обогреваемой (а) и необогре-
ваемои (б) головкой:
1 — электронагреватель матрицы; 2 —электронагреватель дорна.
симости от диаметра и толщины стенки трубы). Прессинструмент со¬
стоит из крестовины, в которой укреплены дорн, матрица и головка. Ыа
рис. 66 представлены два типа прессинструмента с обогреваемой и не-
обогреваемой переходной головкой.
Прессинструмент с обогреваемой головкой используется при изго¬
товлении труб с наружным диаметром от 65 до 165 мм, а с необогре-
ваемой головкой может быть применен лишь для труб с наружным
диаметром до 90 мм. При температуре матрицы 180—210° С скорость
выдавливания композиции составляет 0,7—2,0 м/мин.
Трубы длиной от 2000 до 3000 мм охлаждаются при обкатке для
предотвращения появления эллиптичности на обкаточном станке, пред¬
ставляющим собой ряд стальных труб диаметром 100 мм, расположен¬
ных горизонтально и вращающихся в одном направлении со скоростью
Пластмассы на основе непластифицированного поливинилхлорида
239
до 140 об/мин. На станке, состоящем из трех стальных труб, могут об¬
катываться две винипластовые трубы.
По техническим условиям выпускаются трубы с внутренним диа¬
метром от 6 до 150 мм и стержни диаметром от 5 до 45 мм. Сварочный
пруток (СТУ 30-12307—62) изготовляется в виде стержней диамет¬
ром 2,3 и 4 мм. При изгибе на 180° он не должен ломаться, допус¬
кается лишь побеление материала в месте изгиба. Сварочный пруток
употребляется в виде присадочного материала при сварке листового
гинипласта и труб.
Процесс производства труб из стабилизованной поливинилхлорид-
эн композиции непрерывным экструзионным способом осуществляется
; а мощных шнековых машинах, в которых одновременно происходят
гомогенизация, пластикация и выдавливание массы. Питание их про-
азводится цилиндрическими гранулами диаметром 2,5—3 и длиной до
3 мм, полученными на шнековом грануляторе. Режим экструзии труб
диаметром 50 и длиной до 4000—5000 мм на машине ИР-150 может
б ть следующим [98]:
Температура, °С
цилиндра
головки .....
Скорость вращения шнека, об/мин . .
Производительность, кг/ч
Скорость отвода трубы, м/мин ....
Давление воздуха, am
внутреннего
наружного
Вакуум (при применении вакуум-на¬
садки), мм pm. cm
ПРЕССОВАННЫЕ ИЗДЕЛИЯ
Многие виды мелких изделий, входящих в состав вентилей, насо-
р-'З, кранов и т. п., могут быть изготовлены методом прессования табле-
тгрованной массы в прессах.
Процесс производства прессованных изделий состоит из приготов¬
ления массы, ее таблетирования, нагревания таблеток и прессования
иделий. Прессовочная масса изготовляется смешением поливинилхло-
'-да со стабилизатором. На таблеточных машинах получают таблетки
диаметром 20—60 и толщиной 6—12 мм при удельном давлении 400—
000 кгс/см2.
Все таблетки перед прессованием подвергаются высокочастотному
-.^реванию, позволяющему за короткое время прогреть их равномерно
•о всему объему до 190—200° С без заметного разложения смолы.
Изделия прессуются на гидравлических прессах при давлении 400—
1000 ат и выдержке 0,5 мин на 1 мм толщины изделия. Перед заклады-
ззннем таблеток в прессформу следует предварительно ее прогревать
ю 110—120° С. Необходимость нагревания объясняется тем, что мате-
р нал очень быстро остывает у стенок холодной прессформы, и офор¬
мление изделия возможно лишь при высоких удельных давлениях.
- роме того, на поверхности изделий возникают напряжения, часто при-
^ ^ящие к образованию трещин.
Внешним признаком хорошего качества изделий, изготовляемых
~гессованием, является равномерность цвета по всей поверхности и от¬
сутствие видимых границ соединения отдельных таблеток. Прессова¬
нием получают детали винипластовых вентилей (клапаны, сальники»
гайки, маховички, седла), соединительные муфты и другие изделия.
160—185
190—200
21
90
1,5
1,2—1,3
до 1,1
150
240
Гл. 10. Поливинилхлорид
Новыми способами изготовления различных изделий из поливинил¬
хлорида являются пневматическое (вакуумное) формование листов
[101] и литье под давлением размягченной массы [102].
Метод пневматического формования [55, 101] применяется для из¬
готовления крупных изделий (ванн, раковин, барельефов, дверей холо¬
дильников, ящиков, чемоданов и т. д.) из листов винипласта. Сначала
на экструзионных машинах изготовляется лист необходимых размеров,
затем он закладывается в вакуум-формовочную машину, где нагре¬
вается до пластического состояния с помощью инфракрасных излуча¬
телей.
Разогретый лист надвигается на форму из алюминия, дерева, гипса
или пластмасс и подвергается формованию с помощью вакуума или
давления до 1,5—3 ат. Для изделий сложной формы сочетают вакуум
и давление. Лист, прилегая по поверхности формы, приобретает ее кон¬
фигурацию. После охлаждения производится разъем формы, снятие
изделия и обрезка его полей. Таким методом изделия формуются за
2—5 мин.
СВОЙСТВА ВИНИПЛАСТА
Винипласт — твердый материал, обладающий малой плотностью,
сравнительно высокой прочностью, хорошими диэлектрическими свой¬
ствами и химической стойкостью. По внешнему виду этот материал не¬
прозрачный от светлого до темно-коричневого цвета с глянцевой по¬
верхностью. Он не горюч и не имеет запаха.
Механические свойства. Основные физико-механические -свойства
непластифицированного поливинилхлорида следующие: *
Плотность, г/см3 1,38—1,40
Предел прочности, кгс см2
при растяжении 400—600
» изгибе 900—1200
» сжатии 800—1600
Относительное удлинение, % 10—25
Удельная ударная вязкость, кгс ■ см см2 . . 70—160
Твердость по Бринелю, кгс/мм2 13—16
Теплостойкость по Мартенсу, % 65—70
По некоторым механическим свойствам (пределы прочности при
растяжении, изгибе и сжатии) винипласт превосходит такие пластиче¬
ские массы, как полиэтилен, полистирол, фенопласты, аминопласты,
фаолит, асбовинил и может быть рекомендован в качестве конструк¬
ционного материала.
В зависимости от температуры винипласт может находиться в трех
физических состояниях: стеклообразном, высокоэластическом и пласти¬
ческом. В стеклообразном состоянии (до температуры стеклования
Тс = 70 н- 78° С) он обладает упругой деформацией при нагрузках, дей¬
ствующих короткое время. Высокоэластическое состояние характери¬
зуется развитием большой деформации, которая устанавливается не
мгновенно (как упругая), а в течение определенного времени, завися¬
щего как от температуры, так и от способности макромолекул пере¬
группировываться под влиянием приложенного напряжения. Область
высокоэластического состояния винипласта проявляется в пределах
температур Тс — Тр, где Гр — температура размягчения, равная 160—
170° С. Пластическое состояние винипласта характеризуется неограни¬
ченной необратимой деформацией даже при небольших напряжениях
при температурах, превышающих 160—170° С. На рис. 67 показана за¬
висимость деформации винипласта от температуры [76].
Пластмассы на основе непластифицированного поливинилхлорида 241
Опытные и эксплуатационные данные свидетельствуют о том, что
«уялласт даже в стеклообразном состоянии при длительно действую-
нагрузке показывает значительные деформации, величины которых
в г -сят как от величины нагрузки, так и от времени ее воздействия.
Г этому при расчетах винипластовьгх конструкций следует исходить не
-з значений пределов прочностей, определенных при кратковременном
приложении нагрузки, а из тех предельных напряжений, которые даже
_?и длительном действии не вызывают увеличения деформации. Такие
предельные напряжения носят название пределов ползучести. Как вид-
о из рис. 68, предел ползучести при растяжении для винипласта со¬
ставляет 200 кгс/см2 при 20°, 120 при 40° и 50 кгс/см2 при 60° С.
I
%
«5-
ьо во
too 120 М ГВО W 200
Т‘С
If
4
* ^
&
Рис. 67. Зависимость деформации
винипласта от температуры:
/— стеклообразное состояние; 2 — высокоэла-
стнческое состояние; 5 —пластическое состоя-
* ние.
Рис. 68. Зависимость механиче¬
ских свойств винипласта от тем¬
пературы:
/—предел прочности при растяжении;
2—предел ползучести; 3— относительно?
удлинение.
Обычно при расчетах конструкций из винипласта выбирают запас
прочности в пределах 1,5—2 по отношению к пределу ползучести при
данной температуре. Для запаса прочности 2 допускаемые напряжения
при растяжении будут иметь следующие значения: 100 кгс/см2 при 20°,
60 при 40° и 25 кгс/см2 при’ 60° С. Все другие виды допускаемых напря¬
жений могут быть вычислены путем умножения величин допускаемого
напряжения при растяжении для данной температуры на следующие
коэффициенты [105]: при сжатии 1,2, при изгибе 1,9, при кручении
1,85, при срезе 0,75.
Исследование ползучести винипласта показало, что допустимые ра¬
бочие напряжения в трубах при длительной работе не должны превы¬
шать 200 кгс/см2 в случае, если внутреннее давление создается водой.
Этому напряжению соответствует величина деформации 1,5%, которая
достигла бы этого значения через 12 лет. При работе труб в условиях
внутреннего гидравлического давления существенное влияние на срок
службы оказывают сопротивляемость труб гидравлическому удару и их
способность противостоять растрескиванию. Проведенные опыты сви¬
детельствуют, что винипластовые трубы могут выдерживать ударные
нагрузки в пределах разрывных напряжений. Если трубы подвергаются
действию напряжений до 130 кгс/см2, то при контакте с жидкостями
трещины не возникают. С учетом ползучести винипласта и способности
труб к растрескиванию, увеличивающейся при повышенных температу¬
рах, рабочие напряжения при эксплуатации труб не должны превышать
80 кгс/см2 [103].
Модуль упругости, являющийся мерой жесткости материала, для
винипласта находится в пределах 30 000—40 000 кгс/см2 при кратковре¬
менном действии напряжения.
4 «г
5 |
II
О» й
16 А. Ф. Николаев
242
Гл. 10. Поливинилхлорид
Зная модуль упругости, можно рассчитать деформацию при задан¬
ном напряжении или, наоборот, напряжение при заданной деформа¬
ции. Поскольку винипласт значительно деформируется при длительно
действующих нагрузках, для расчетов рекомендуется значение модуля
упругости 10 000 кгс/см2.
С повышением температуры сопротивление винипласта действую¬
щим нагрузкам уменьшается, а деформация увеличивается [104] и, на¬
оборот, при снижении температуры ряд механических свойств улуч¬
шается (табл. 53).
ТАБЛИЦА 53
Зависимость свойств винипласта от температуры
Температура,
°С
Предел прочности при
растяжении, кгс [см2
О тносительное
удлинение, %
Модуль упру¬
гости, кгс/см2
20
540
25
36600
—75
1 220
0
58600
—196
1380
0
78 800
Удельная ударная вязкость винипласта (прочность на удар) резко
изменяется с температурой (рис. 69): при 20° она составляет 150, а при
—20° С падает до 30 кгс • см/см2. Кроме зна¬
чительного падения прочности на удар с
понижением температуры также следует
учитывать неоднородность сопротивления
удару винипластовых листов в продольном
и поперечном направлениях: в продольном
направлении (в направлении каландриро¬
вания) прочность на удар всегда боль¬
ше.
Сопротивление винипласта удару резко
падает при надрезе. Поэтому при изгото¬
влении деталей из винипласта следует
избегать резких переходов в сечениях, ост¬
рых выточек, наложения резьбы и т. п.
Если же резьба необходима, то ее делают со
скругленным профилем. Удельная ударная
вязкость сварного шва (винипласт легко сваривается горячим возду¬
хом) в 10—15 раз меньше удельной ударной вязкости основного ма¬
териала.
Теплостойкость винипласта невысока (65—70° С), рабочая темпе¬
ратура изделий из винипласта, работающих под нагрузкой, 60° С. Лишь
в случае отсутствия каких-либо напряжений можно допустить кратко¬
временное повышение температуры до 80—90° С.
Термические свойства. Винипласт имеет низкую теплостойкость
(65—70°С) и высокую температуру хрупкости (—10°С). При нагрева¬
нии выше 70° он становится эластичным, что определяет возникно¬
вение деформации под влиянием напряжения. После охлаждения пер¬
воначальные физико-механические свойства восстанавливаются.
Нагревание винипласта выше 160—170° С вызывает появление пла¬
стической деформации. При температурах близких к 160° С винипласт
можно подвергнуть формованию (гнутью, выдавливанию и выдува¬
нию), что позволяет изготовлять из него различные части аппаратов и
коммуникаций (обечайки, крышки, днища, изогнутые участки трубо¬
проводов и т. п.).
150 г
120
90
5,2 & 60
30
-SO -60 -40 -20 О 20
Т°С
Рис. 69. Зависимость удельной
ударной вязкости винипласта
от температуры.
Пластмассы на основе непластифицированного поливинилхлорида 243
Оптимальная температура нагревания листового винипласта 150°С.
При нагревании до 160—170° С, как правило, на поверхности листов
образуются пузыри, а спрессованные пленки расслаиваются по плоско¬
стям. Расслоение объясняется тем, что напряжения, остающиеся в прес¬
сованных листах, уменьшаются, и пленки, стремясь восстановить свои
первоначальные размеры, сдвигаются относительно друг друга
Ниже даны термические свойства винипласта:
Коэффициент линейного расширения . . 6,5 • 10~5—8,0 ■ 105
Коэффициент объемного расширения
(25—50° С) 3,0 • 10_ч—3,6 • 10
Коэффициент теплопроводности
(при 20° С), ккал)м ■ ч ■ град 0,13—0,14
Удельная теплоемкость (при 18—20° С)
кал! г • град 0,24
Диэлектрические свойства. Винипласт — хороший диэлектрик. Его
диэлектрические свойства зависят от рецептуры и технологии изгото¬
вления и изменяются с изменением температуры и частоты тока. Ди¬
электрические свойства винипласта при 20°С [76] следующие:
Диэлектрическая проницаемость . . . 3,2—4
Тангенс угла диэлектрических потерь 0,01—0,05
Удельное объемное сопротивление,
ом -см Ю15
Удельное поверхностное сопротивле¬
ние, ом 10м
Пробивная напряженность, кв/мм . . 15—35
В пределах температур 20—80°С диэлектрические свойства практи-
-=ски остаются постоянными; резкое падение диэлектрических харак¬
теристик наступает при нагревании выше 80° (табл. 54).
ТАБЛИЦА 54
Зависимость диэлектрических свойств винипласта
от температуры
Свойства
Температура
°С
20
80
120
Диэлектрическая проницаемость
Удельное объемное сопротивле¬
4,1
6,7
14,1
ние, ом -см
1,8- 10м
1 ■ Ю'«
2,1 • 1012
Пробивная напряженность, кв/мм
15,7
14,0
5,2
Химические свойства. Одним из ценных свойств непластифициро¬
ванного поливинилхлорида (винипласта) является высокая стойкость
к воздействию агрессивных жидкостей и газов. По своей химической
стойкости поливинилхлорид превосходит многие неметаллические анти¬
коррозионные материалы, большинство которых (фаолит, текстолит и
лр.) не обладает высокой устойчивостью к щелочным средам.
Химическая стойкость винипласта зависит от температуры и кон-
_ентрации агрессивной среды. Повышение температуры приводит к сни¬
жению химической стойкости, что связано с увеличением диффузии
-идкости и газа в винипласт. Винипласт наиболее устойчив к веще-
~гзам средней концентрации и менее стоек к веществам высокой и низ-
£ой концентраций. Некоторое влияние на химическую стойкость вини-
аста оказывает тип поливинилхлорида: суспензионные полимеры, в
244
Гл. tO. Поливинилхлорид
отличие от эмульсионных, содержат меньшее количество неотмываемых
примесей (эмульгаторов и т. п.) и поэтому более устойчивы к агрессив¬
ным средам.
При воздействии воды и водных растворов солей происходит не¬
большое набухание винипласта, достигающее максимума через 40 су¬
ток; при этом поглощается до 400 г воды на 1 м2 поверхности. Одно¬
временно с увеличением набухания уменьшаются предел прочности при
растяжении, удельная ударная вязкость и относительное удлинение.
Условно можно считать, что винипласт устойчив к реагенту в том слу¬
чае, если максимальное набухание в нем не превышает 1%.
Винипласт выдерживает длительное воздействие воды до 60°С;
растворов солей алюминия, натрия, калия, железа, меди, магния, ни¬
келя, цинка, олова и других металлов до 60°; соляной, уксусной, фос¬
форной и муравьиной кислот любой концентрации до 60°; 50%-ных рас¬
творов азотной — до 50°, 80%-ной серной — до 60° и концентрирован¬
ной серной кислоты — при 20°, но 40%-ная плавиковая кислота — при
20° С; промышленные газы (окислы азота, хлор, сернистый газ, фтори¬
стый водород и др.) —до 60°; водный аммиак, бензин, спирты, гликоли,
жирные кислоты, жиры и масла не действуют на винипласт до 60°. Аро¬
матические и хлорированные углеводороды (бензол, толуол, ксилол, ди¬
хлорэтан, метиленхлорид, хлорбензол и др.), кетоны (ацетон, метил¬
этилкетон), сложные эфиры (этилацетат и бутилацетат) и простые
эфиры вызывают набухание или растворение винипласта.
В литературе [76, 105] приводятся сведения, показывающие хими¬
ческую стойкость винипласта к различным агрессивным средам. Опыт
эксплуатации изделий свидетельствует, что в условиях химического
производства срок службы винипласта в 2—3 раза превышает сроки
службы фаолита, текстолита, кислотостойкой резины, диабазовых покры¬
тий [104]. В целом ряде случаев винипласт можно применять для заме¬
ны цветных металлов при изготовлении аппаратов, труб и арматуры.
Способность к переработке. Винипласт легко поддается формованию
при нагревании до 150° С, может быть сварен и склеен. Сварка основана
на способности винипласта переходить в вязкотекучее состояние при
200—220° С Под действием струи горячего воздуха он размягчается на¬
столько, что приобретает способность свариваться при небольшом дав¬
лении. Различают два вида сварки: прутковую и беспрутковую.
При п рутковой сварке в качестве присадочного материала
применяют сварочные прутки, а при беспрутковой соединение деталей
производится без присадочного материала. Второй метод более произ¬
водителен и, кроме того, позволяет получать сварной шов с более вы¬
сокой механической прочностью.
Для сварки винипласта с помощью прутка применяют специальные
электрические и газовые горелки [105]. Воздух в сварочную горелку по¬
ступает под давлением 2—2,5 ат и, проходя по ней, нагревается до 230—
270° С. Струя горячего воздуха направляется на материал в месте
сварки. В месте нагрева через 2—3 сек появляется матовое пятно, сви¬
детельствующее о размягчении материала. Одновременно в место со¬
единения деталей подается сварочный пруток, который быстро размяг¬
чается и прочно схватывается с основной массой материала. Прочность
сварного шва составляет 30—80% от прочности основного материала,
скорость сварки невелика и достигает при применении обычного сва¬
рочного прутка для изготовления U-образного профиля сварного шва
при соединении листов винипласта 0,5 пог. м/час.
Производительность сварки повышается вдвое при применении сва¬
рочного прутка нового профиля, представляющего собой как бы два
Пластмассы на основе непластифицированного поливинилхлорида
245
обычных прутка, соединенных между собой; поперечное сечение его на¬
поминает цифру 8.
Б е с п р утков а я сварка листов толщиной 3—12 мм основана
на свойстве винипласта прессоваться в разогретом состоянии при опре¬
деленном давлении. Кромки свариваемых листов разогреваются до
480—200° С с помощью электрической горелки, а соединение листов
вместе осуществляется на специальном станке [105]. Коэффициент проч¬
ности в месте сварки достигает 80—90% от прочности основного мате¬
риала. Более тонкие листы (менее 3 мм) и пленки можно соединять по
методу беспрутковой сварки на специальном агрегате при действии то¬
ков высокой частоты. При включении агрегата шов мгновенно нагре¬
вается, и размягченный материал сваривается; после окончания сварки
изделие охлаждают.
В последнее время осваивается метод сварки винипластовых изде¬
лий методом трения. Если одну деталь закрепить неподвижно, а
другую привести в соприкосновение с первой и быстро вращать,' то в
месте соединения деталей выделяется теплота трения и винипласт раз¬
мягчается. После остановки вращения деталей их соединяют под не¬
большим давлением и охлаждают [105].
Склеивание винипласта — широко распространенный метод
соединения различных изделий; применяют его в том случае, если сварка
казывается нежелательной. При склеивании соединения не менее
рочны, чем при сварке, но склеивание требует больших затрат труда.
Основным компонентом клеев для соединения винипласта с вини-
■ астом служит перхлорвинил. При применении 20%-ного раствора
-рхлорвипила в дихлорэтане и толщине клеевого слоя 0,25 мм через
_4—30 ч выдержки соединенных изделий можно получить прочность на
^виг 60—80 кгс/см2 [105]. Прочность склейки в значительной степени
■ эеделяется качеством подготовки склеиваемых поверхностей. Очистка
■ загрязнений и шероховатость поверхности обеспечивает повышенную
прочность склейки. На подготовленную поверхность ровным слоем
-гистыо или распылителем наносят два-три слоя клея. Сушка каждого
слоя клея продолжается 5—10 мин После нанесения последнего слоя
я досушки в течение 15—20 мин склеиваемые детали прижимают одну
другой винтовыми зажимами (удельное давление должно быть
1,5 кгс/см2) и выдерживают 24—30 ч.
Склеивать приходится изделия, размеры которых превышают раз¬
меры винипластовых полуфабрикатов, выпускаемых заводами. Склеен¬
ные изделия можно обрабатывать на станках.
Винипласт может быть приклеен к различным поверхностям (ме¬
таллическим, бетонным, деревянным).
Для этой цели применяют пленочный винипласт толщиной 0,5—
,0 им. Прочность склеивания зависит от подготовки склеиваемых ло¬
жностей. К металлу винипласт приклеивается прочнее, чем к дереву
s бетону. В качестве клеев пригодны растворы перхлорвинила в дихлор-
-ане (13%), в ацетоне (20%) и смеси циклогексанона с метиленхлори-
_ i (13%). Методика приклеивания винипласта к металлу, бетону и
_.реву хорошо разработана и описана в литературе [76, 105].
Механическая обработка винипласта производится на
гг 1нках, применяемых для обработки металла и дерева, но по специаль-
<у режиму с некоторым изменением величины и формы режущего
-стрлмента. Оптимальная температура обработки находится в преде¬
лах 15—20° С. При температуре ниже 5° материал раскалывается, а
выше 60° С вследствие разогревания отрываются отдельные куски. При
~;спиливании и резке в зависимости от толщины винипласта, длины и
246
Гл. 10. Поливинилхлорид
формы линии реза употребляются ножницы (портновские, кровельные,
гильотинные), ножовки, ручные, циркульные, ленточные и маятниковые
пилы. Обтачивание, нарезка, сверление и строгание производятся на
соответствующих станках (токарных, фрезерных, сверлильных и др.)-
Шлифование поверхности изделий может быть осуществлено руч¬
ным или механизированным способом при помощи мелкозубых напиль¬
ников, наждачной бумаги, бархатной шкурки (№ 325 и 400) и наждач¬
ных кругов. Полирование винипласта производится с помощью замши
или фланели, обработанных специальными пастами из окиси хрома,
ВИАМ-2 и др. '
Механическую обработку винипласта следует производить по режи¬
мам, опубликованным в литературе [76, 100, 105].
ПРИМЕНЕНИЕ ВИНИПЛАСТА
Винипласт, благодаря высоким химическим, механическим и ди¬
электрическим свойствам, широко применяется в химической промыш¬
ленности и в других отраслях техники для изготовления разнообразных
аппаратов, коммуникаций, установок, изделий и деталей. Недостатками
винипласта являются невысокая теплостойкость (до 60° С) и коробление
при работе в условиях переменной температуры, большой коэффициент
линейного расширения, хрупкость при низких температурах и снижение
механических свойств при длительной эксплуатации.
Трубопроводы. Виннпластовые трубы соединяют между собой свар¬
кой в стык, на фланцах, с помощью раструбов, муфт и накидных гаек.
По трубопроводам можно транспортировать жидкости и газы с темпе¬
ратурой до 60° С. В некоторых случаях вннипластовые трубы можно
бронировать, т. е. заключать их в оболочку из стальных труб. Брониро¬
вание позволяет повысить температуру эксплуатации до 90° С [105, 106].
Фасонные части к трубам (отводы, утки, калачи, скобы и др.),
имеющие криволинейные оси, изготовляют из обрезков труб путем их
изгиба в нагретом состоянии. Из запорной арматуры изготовляют лишь
гшнипластовые вентили с условным проходом до 75 мм. Краны, вслед¬
ствие трудности взаимной притирки винипластовых поверхностей, а
также ввиду того, что коэффициент трения при их соприкосновении ока¬
зывается большим, не получили распространения.
Винипластовые трубопроводы применяются во многих химических
производствах для замены стальных, чугунных, алюминиевых, свинцовых
и медных труб. Они пригодны для транспортировки агрессивных газов
и жидкостей, отличаются небольшим весом, стойкостью к коррозии и
длительным сроком службы. Винипластовые трубы могут быть приме¬
нены для подачи питьевой и минеральной воды, бытового газа и изгото¬
вления канализационных коммуникаций. Трубы из поливинилхлорида
с успехом применяются для защиты электропроводов, например в мет¬
рополитене [107], для вентиляционных каналов в шахтах [108] и т. п.
Легкость обработки винипласта позволяет изготовлять корпуса
смотровых фонарей различных типов, устанавливаемых на вертикаль¬
ных трубопроводах.
Вентиляционные установки. Винипласт является наиболее пригод¬
ным конструкционным материалом для вентиляционных установок. Из
него сооружают воздуховоды, местные отсосы, воздухораспределители,
циклоны, шахты, вентиляторы, поглотительные колонки, дефлекторы
и пр. Вентиляционные установки из винипласта особенно пригодны для
цехов тех производств, в которых выделяются агрессивные газы и пары.
Они служат неограниченно долго, не нуждаясь в замене и ремонте, и
сохраняют опрятный вид.
г7 тстмассы на основе непластифицированного поливинилхлорида 247
•Тестовой винипласт толщиной 2—5 лш применяется для изготовле-
I воздуховодов прямоугольного или круглого сечения, а пленочный —
1ен для оклейки стальных воздуховодов и других частей венти-
ш *иы\ установок. Ограничивающим фактором при применении ви-
-,гта, как уже указывалось ранее, является температура. При тем-
■Ц атуре выше 60° С может наступить деформация изделий вследствие
ра иягчения.
Вентиляторы для отсоса кислых и влажных сред состоят из сталь-
Пвг. корпуса, оклеенного винииластовой пленкой, винипластовой тур-
Ш1.; и стального вала, защищенного винипластовой втулкой.
Теплообменная аппаратура. Теплопроводность винипласта в 200 раз
I теплопроводности меди и в 6 раз ниже, чем у таких малотепло-
> дных материалов, как фарфор и стекло, но в некоторых случаях
» *©жет быть использован для изготовления теплообменной аппара-
*0* в качестве заменителя керамики, фарфора, стекла и фаолита. Вн-
■■■ластовые поверхности теплообмена оправдывают себя в тех случаях,
•уда требуется интенсивный обмен тепла (например, поддержание
достоянной температуры жидкости, т. е. предупреждение остывания или
гревания жидкости), когда термические сопротивления пленок вы-
*>кн [105].
Винипласт находит применение для изготовления змеевиковых хо¬
лодильников, теплообменников типа «труба в трубе» и в качестве футе-
1ювочного материала для металлических аппаратов с рубашками.
Ь последнем случае наиболее пригодна винипластовая пленка толщи¬
ной 0,6—0,8 мм.
Аппараты и емкости. Винипласт применяется как для футеровки
'тальных, деревянных и бетонных аппаратов, так и для изготовления
-ельной аппаратуры. Основное назначение винипласта как футеровоч-
мэго материала — защита аппаратов от коррозии. Футеровка заклю¬
чается в оклейке аппаратов винипластовой пленкой толщиной 0,5—
.0 мм.
Листовой винипласт толщиной от 3 мм и более пригоден для изго¬
товления вкладышей, вставленных в обрешетку. Обрешетка защищает
зкладыш от случайных ударов и воспринимает давление среды, находя¬
щейся внутри вкладыша. Она изготовляется чаще всего из стали и де¬
рева, но может быть создана из бетона. Виннпластоцый вкладыш де¬
лают цельносварным прямоугольной формы (например, при примене¬
нии в качестве ванн для травления, электролиза и других целей).
Поскольку вкладыш все же претерпевает некоторую деформацию
под влиянием нагрузок, то в ряде случаев при изготовлении аппаратов
применяется конструкция, состоящая из винипластового вкладыша и
стального кожуха с кольцевым пространством между ними, залитым це¬
ментным раствором. Такие аппараты могут работать при температуре
среды до 60°С как под наливом, так и под избыточным давлением, на
которое рассчитывается стальной кожух. Для работы под вакуумом та¬
кие аппараты мало пригодны.
Цельные винипластовые аппараты изготовляются сравнительно
небольших размеров (емкостью не более 400—500 л). Давление в них
не должно превышать 2 ат, а температура 60° С. Мерники, реакторы,
дозаторы, смесители и другие аппараты могут быть изготовлены из лис¬
тового винипласта путем соединения отдельных частей (корпуса, днища,
крышки) сваркой. В наиболее слабых местах аппараты могут усили¬
ваться накладками (например, в местах сварных швов).
Для расчета сварных аппаратов на прочность применимы формулы,
служащие для расчета стальных сосудов.
248
Гл. 10. По швинилх.юрид
Формулы, служащие для определения основных элементов аппара¬
туры, и рекомендуемые значения величин, входящих в эти формулы,
приведены в литературе [105].
Детали химической аппаратуры. Винипласт расходуется в значи¬
тельных количествах для изготовления различных деталей химической
аппаратуры и лабораторных приборов. Почти каждая отрасль промыш¬
ленности использует виннпласт для замены стекла, керамики, дерева,
стали, цветных металлов в условиях воздействия на материал кислых
и щелочных вешеств. В литературе имеется много описаний конструк¬
ций винипластовых деталей, аппаратов и изделий [105, 109—114].
Пластические массы на основе пластифицированного поливинилхлорида
Введение пластификатора в поливинилхлорид приводит к значи¬
тельному изменению ряда физико-механических свойств. Из пластифи¬
цированного поливинилхлорида изготовляют мягкие материалы, обла¬
дающие эластичными свойствами при обычных и пониженных темпе¬
ратурах. Он пригоден для производства пленочных и прокладочных
листов (пластиката), паст (органозолей и пластизолей), находящих
применение в изготовлении различного рода покрытий, а также пено¬
пластов, искусственной кожи и других видов материалов
ПЛАСТИКАТ
Пластикат — это пластифицированный поливинилхлорид, получае¬
мый как методом вальцевания и последующего каландрирования смеси
полимера с пластификатором и стабилизатором, так и более совершен¬
ным методом экструзии на шнек-машине через кольцевую или щелевую
головки. Обычно на 100 вес. ч. поливинилхлорида берут 40—80 вес. ч.
пластификатора, 2—4 вес. ч. стабилизатора и в некоторых случаях
10—20 вес. ч. наполнителя. В табл. 55 представлены рецептуры некото¬
рых типов пластиката. Увеличение количества пластификатора в смоле
повышает эластичность и морозостойкость пластиката.
ТАБЛИЦА 55
Рецептуры пластикатов (в вес. ч.)
Компоненты
Морозо¬
стойкий
Кабельный
Огне¬
стойкий
Тепло¬
стойкий
Прозрач¬
ный
Общего
назначения
Поливинилхлорид
эмульсионный ....
100
100
100
100
суспензионный ....
—
100
—
—
100
—-
Диоктилфталат .....
36
50
33
20
24
56
Дибутил себацинат ....
18
—
—
—
—
—
Дибутилфталат
—
—
—
—
24
—
Трикрезилфосфат
—
—
22
—
—
—
Полипропиленсебацинат
—
—
—
40
—
—
Парафин
—
1
—
—
—
—
Стеарат свинца
4
—
4
4
—
—
Основной карбонат свинца
—
8
—
—
—
8
Стеарат кальция
—
—
—
—
—
1
Карбонат кальция . . . .
—
—
—
—
—
1
Стеарат кадмия
—
—
—
—
1
—
Дибутилдилаурат олова . .
—
—
—
—
1
Трехокись сурьмы ....
—
—
4
—
—
—
Каолин
—
10
—
—
—
—
Сажа
—
—
—
—
—
2
Двуокись титана
—
2
—
—
Пластмассы на основе пластифицированного поливинилхлорида 249
Технологический процесс производства пластиката вальцово-ка-
вдровым способом состоит из смешения компонентов, вальцевания
смеси и каландрирования массы.
Смешение компонентов. Все твердые компоненты просеивают через
то от № 025 до № 015 — в зависимости от назначения материала,
з затем смешение производят в смесителе, применяемом в резиновой
-ромышленности, или другом подобном аппарате при 75—85° С в тече-
лие 90—120 мин.
Стабилизаторы, пигменты и смазочные вещества обычно затирают
части пластификатора на краскотерочной машине и в виде суспензии
“одают в смеситель, куда загружается смола и оставшееся количество
-ластнфикатора. По окончании замешивания смесь выдерживается оп¬
ределенное время для дальнейшего цабухания смолы в пластификаторе,
а затем подается на вальцы.
Вальцевание смеси. Смесь, представляющая собой достаточно жела-
инизированный (набухший) полимер, размягчается на нагретой поверх-
ости валков (125—165° С) и образует пленку. Количество смеси, загру¬
жаемое на вальцы, зависит от размера валков и может достигать 45 кг при
диаметре валков 600 и длине 1800 мм. После образования пленки масса
непрерывно подрезается ножом и переворачивается. Степень готовности
пленки в процессе пластикации может быть определена фотометрически
[115]. В процессе вальцевания зазор между валками постепенно умень-
_ается от 3—5 до 1—3 мм. Общее время вальцевания 24—28 мин.
Каландрирование массы. Вальцованная масса поступает на калиб¬
ровочный каландр для получения пленочного материала. Каландр мо-
сет иметь три или четыре валка, нагретых до 125—165° С в зависимости
типа выпускаемого материала. Полотно пленки с каландра непре-
"ывно поступает на охлаждающие барабаны и после охлаждения до
25° С наматывается на приемную гильзу в рулон. В некоторых слу¬
чаях пленку после охлаждения на барабанах направляют в специаль¬
ную термокамеру для придания ей фиксированных размеров, а затем
атывают в рулон или предварительно нарезают на ленты. Схема про-
•иводства пленочного пластиката представлена на рис. 70 [116].
Кроме периодической пластикации на вальцах можно производить
■^прерывную пластикацию в специальном аппарате—пластикаторе.
3 его корпусе работает конический ротор, установленный в коническом
тверстии. Пластикация полимера осуществляется в кольцеобразном от¬
делении между корпусом и ротором. Размеры зазора между ними регу¬
лируются в пределах 0,3—4 мм. Когда полимер проходит между корпу-
ч и ротором, трение вызывает значительное разогревание, приводящее
пластикации в течение короткого времени (5—15 сек). Полное время
-вхождения полимера в пластикаторе 45 сек.
Сырье в виде пудры или пасты подается сначала в воронку с вибра-
* ром, а затем двумя шнеками в пластикатор. Скорость подачи смеси
епрерывно регулируется вариатором скорости. Пластикатор снабжен
электрообогревателем, но во время работы нагревание прекращают, так
ак при трении выделяется теплота. Температуру в пластикаторе и по-
ачу в него смеси регулируют, изменяя скорость вращения шнеков. При
ыходе материала из пластикатора 12 вращающихся ножей разре¬
зают его на гранулы. Часовая производительность такого пластикатора
_остнгает 100—150 кг пластифицированного поливинилхлорида.
На шнек-машине изготавливают пленку экструзией пластифициро¬
ванного полимера через кольцевую или щелевую головки. В первом
.тучае полимер выдавливается в виде трубки, которая раздувается
- здухом до желаемого диаметра и толщины стенки. Раздутая трубка
250
Гл. 10. Поливинилхлорид
сдавливается прижимными валиками в плотную ленту и направляется
на ряд стальных хромированных валиков для окончательного охлажде¬
ния и небольшого растягивания перед намоткой на оправку. Во втором
случае экструзия пластифицированного поливинилхлорида производится
через щелевой зазор головки шнек-машины, например машины ИР-200,
спаренной с двухшнековым гранулятором LSP-120 [98].
Процесс экструзии проводится при температуре цилиндра 110—140°
и температуре головки 145—155° С с обязательным охлаждением загру¬
зочной зоны и без охлаждения шнека при числе оборотов последнего
Рис. 70. Схема производства пленочного пластиката:
1 — линия подачи пластификатора; 2— линия подачи стабилизатора; 3 — сборник поли¬
мера; 4 — автоматические весы; 5 — смеситель предварительного смешения; 6, 9, И — транс¬
портеры; 7 —смеситель Бенбери; 8—первые вальцы; 10— вторые вальцы; 12— четырех¬
валковый калаидр; 13 — охлаждающие барабаны; 14 — термокамера; 15 — ножи; 16 — прием¬
ная гильза для пленки-
Г2—20 об/мин. Производительность шнек-машины при указанном ре¬
жиме работы до 120 кг/ч. Повышение числа оборотов шнека до 60—
78 об/мин позволяет увеличить выпуск пленки в 3—4 раза. Через щеле¬
вой зазор в 1,5 мм можно получить полотно пленки толщиной 3,0 и ши¬
риной до 1400 мм.
В настоящее время выпускается ряд пленочных материалов: упако^
вочная пленка В-118 (ТУ МХП 786—57), применяемая для изготовления
чехлов при консервации автомобильных и авиационных двигателей, и
пленки для галантерейных изделий (ГОСТ 9998—62), материал обрам¬
ляющий марок Б-79 и Б-66-8 в виде жгутов (ТУ J1CHX № 33062—60),
пластикаты: 1) пленочный для бытового и технического назначения
(СТУ 30-14115—63) толщиной 0,19—0,27 мм, 2) для заводов МСХМ
(ВТУ № 4040—53), 3) упаковочный для тары (ВТУ № М-550—54) тол¬
щиной 0,22—0,32 мм, 4) кабельный типа Р-38 и 1101 в гранулах (СТУ
30-14087—63), 5) марки «Э» гранулированный (СТУ 30-12422—62),
предназначенный для изготовления трубок и других деталей, работаю¬
щих в агрессивных средах, 6) листовой прокладочный (ТУ МХП
2024—49) марки «Э» (№ П-91—62) толщиной 3 мм, 7) для газовой ап¬
паратуры (ТУ 3702—53, ТУ 3703—53), 8) различных рецептур (СТУ
30-12016—60, СТУ 30-i2467—62, СТУ 30-12306—62).
Из полихлорвинилового пластиката методом экструзии изготовляют
трубы, как для изоляции кабеля (ТУ МХП 1375—47), так и для подачи
воды, воздуха, газов и масла (ТУ М 599—55), с внутренним диаметром
от 1 до 50 мм, толщиной стенки от 0,3 до 6 мм и длиной не менее 5 м.
Пластмассы ни основе пластифицированного поливинилхлорида
251
Поливинилхлоридный пластикат
лает рядом ценных качеств: высо¬
ту и электроизоляционными свойст-
• 2ми. атмосферостойкостью, влагоне-
шцаемостыо, бензино- и масло-
--ойкостыо, негорючестью, высокой
астичностыо. В табл. 56 даны неко-
•х>ые свойства пластикатов. Механи-
:кие свойства пленок в значительной
.тепени зависят от температуры: с ее
. нижением пленки становятся жест¬
ами и даже хрупкими, а при повы-
_ении приобретают эластичность.
Пластикат, получаемый на основе
г :аивинилхлорида, диоктилфталата,
^'абнлизатора и пигмента, отличает¬
ся повышенной прочностью (в 2 раза
'"«льшей, чем у изделий, приготовлен¬
ных из полимера, пластифицирован-
ого дибутилфталатом), низкой лету¬
честью, он безвреден и доступен [117].
Поливинилхлорид, пластифицирован¬
ий трикрезилфосфатом, обладает
Упругостью и поэтому пригоден для
изготовления печатных валиков
[118].
Кроме трикрезилфосфата для пла¬
стификации поливинилхлорида можно
•рименить хлорированный трикрезил-
фосфат (трихлортрикрезилфосфат),
представляющий собой прозрачную
маслянистую жидкость слегка желто¬
ватого цвета с очень слабым специфи¬
ческим запахом [119].
Пластикатные пленки обладают
небольшой паро- и водопроницаемо¬
стью. С повышением температуры па-
ропроницаемость резко увеличивается
(рис. 71).
Водо- и газопроницаемость поли¬
винилхлоридной пленки следующие:
Водопроницаемость (при 38° С
в течение 24 ч), мг/см2 . . .
Г азопроницаемость (при 25° С
в течение 24 ■*), см*/см2
со2
N2
о2
6,2
0,52
0,02
0,18
<
3
ш
С
t-
Воздух 0,04
С введением пластификатора в
пленку и увеличением его количества
проницаемость увеличивается.
Поливинилхлоридную пленку мо¬
жно сваривать с помощью токов вы¬
сокой частоты. Для этой цели
>>
н
о
п
ш
о
ь*
ЙЙ
S
(-
о
св
п
с
а
сс
*
о
сс
U
ч Я
ы я
о в*
£чО
п *
о л
СТ)
ОО , О
^ ОО -ф
— СМ 1 [
о
ОО 05
—' о
8 -
о
ОО о
оо , о~Т °
CjDOO LO
-СМ 1 | Д, .
1 fs, г—
00,0
228 1*9
05
о
2 о о
О I СО
со
о
о
ю
о о
О со см
1—(г—< О ‘
с*
> <D
s *
<D
К S
£
<D
§ -
к
h
O) -
C3
°-£
К CD
cx s
о .
CM
s. .
c
<u
к
a:
(D
CD
<D , ,
ПГ ^
d) °
S - h
к о
m s a
a: a: с
. о
С E g? u
с; К <D
К prf -so
55 g| &g J
£<4 о о "
С <u ч «
f4.“eO“
4EOg
V О с Й
I /s w
«SSllla
SJ: о .2 a>
к cu
*3 с
«=3
oS
= s
£>XO
= °
r-C
252 Г л. 10. ПоливинилхлориО
используются сварочные агрегаты, состоящие из генератора мощностью
до 10 кет и пресса [120, 121]. Это — высокопроизводительный метод, поз¬
воляющий, кроме того, получать разнообраз¬
ные декоративные швы. Высокочастотная свар¬
ка применяется не только для чистых поливи¬
нилхлоридных пленок, но и для комбинации
поливинилхлорида с тканью, бумагой или кар¬
тоном, а также в переплетном деле, при гер¬
метизации упаковочной тары и т. п. В автомо¬
бильной промышленности сварной поливинил¬
хлорид употребляется для обивки сидений, об¬
лицовки внутренних дверных панелей. Очень
широкое применение сварка находит в произ¬
водстве надуваемых предметов, например кру¬
гов для плавания, мячей, подушек, матрацев
и лодок.
Высокопластифицированный поливинил¬
хлорид широко применяется для изоляции про¬
водов и кабеля [122]. Обкладка кабеля пластикатом осуществляется в
шнек-машинах со специальной головкой, поставленной под углом 90°
к цилиндру машины. На рис. 72 представлен разрез головки шнек-ма¬
шины для обкладки кабеля [123].
Пластикат в виде лент или гранул, предварительно нагретый до
120—130° С, загружают в камеру шнек-машины. Обкладка металличе¬
ского провода, пропущенного через
канал дорна, производится при тем¬
пературе в мундштуке 170—190° (тем¬
пература головки 140—160°, а цилинд¬
ра машины 125—150° С). По выходе
из мундштука кабель проходит через
охлаждаемый барабан и наматывает¬
ся на валик.
Морозостойкие пластикаты могут
быть использованы для защиты от
коррозии различного инструмента и
оборудования. Герметические чехлы
для изделий изготовляют путем сварки.
Пластифицированный поливинил¬
хлорид в виде пленки применяется для
изготовления средств индивидуальной
защиты, используемых при работе с
радиоактивными веществами. Этот ма¬
териал обладает хорошими сорбцион-
но-десорбционными свойствами (плохо
поглощает радиоактивные загрязне¬
ния и хорошо очищается от них) и стой¬
костью к применяемым средствам
очистки [124].
В зависимости от состава пласти¬
каты имеют различную сорбционно-
десорбционную характеристику. Оста¬
точная загрязненность пластикатов увеличивается при замене дибутил-
фталата диоктилфталатом, стеаратов кальция и бария — силикатами ба¬
рия и свинца, а также при введении в композицию наполнителей и пиг¬
ментов. Наибольшую стойкость к облучению показывают композиции,
Рис. 72. Головка шнек-машины для
обкладки кабеля:
1 — шнек; 2~ камера; 3—решетка; 4 — спуск¬
ной кран; 5 — обогревательный элемент;
6 — установочные болты; 7 —дорн; £ —мунд¬
штук; 9 —канал для проволоки.
20 30 40 50 60 ВО
т;с
Рис. 71. Влияние темпера¬
туры на паропроницаемость
поливинилхлоридной пленки.
Пластмассы на основе пластифицированного поливинилхлорида 253
содержащие в качестве пластификаторов тритолил- или трикрезилфос-
фаты [125].
На основе поливинилхлоридного пластиката могут вырабатываться
различного вида манжеты-прокладки, применяемые для замены нату¬
ральной кожи в гидравлических установках: прессах, насосах, аккуму¬
ляторах и т. п. [123, 126]. Их несложно изготовлять; они эластичны, не
поддаются действию кислот, щелочей, воды и масел, удобны в мон¬
таже; допускают работу при давлении 150—200 ат.
Листовой пластикат может быть применен для гидроизоляции
строительных сооружений, если он содержит пластификаторы, очень
слабо вымываемые водой (127]; для защиты металлических и бетонных
емкостей от коррозии и для изготовления металлополивинилхлоридного
пластика. Большое значение в этом случае имеет проблема приклеива¬
ния пластика к металлу. Растворы перхлорвинила в качестве1 клеев
мало пригодны. Хорошие результаты по приклеиванию пластиката и
пленочного винипласта к металлу, а также к дереву и бетону получа¬
ются при применении клеев холодного отверждения, представляющих
собой растворы смеси перхлорвиниловой и эпоксидных смол с отверди-
телем полиэтиленполиамином [128, 129].
винилит
Винилит представляет собой тонкую хлопчатобумажную ткань (си¬
тец, молескин и сатин), покрытую с одной стороны пластифицирован¬
ной поливинилхлоридной пленкой. Для этой цели составляется смесь
поливинилхлорида с необходимыми компонентами по соответствующим
Рис. 73. Схема агрегата для нанесения винилитовой пленки
на тонкие ткани:
/ — рулон ткани; 2 —обогревательная плнта; 3 — ширитедьный валик;
4—направляющие валикн; 5—средний валок каландра; 6— верхний
валок каландра; 7— нижний валок каландра; 8 — плнта для охлаждения;
9—охлаждающий барабан; 10 —рулон.
рецептурам [130], изготовляемая аналогично смеси, используемой для
получения пластиката. Пленку наносят на ткань на специальном агре¬
гате (рис. 73) [131]. Ткань, подаваемая к каландру в рулонах /, после
подсушки на плите 2 расправляется по ширине валика 3 и, огибая
направляющий валик 4, вводится в нижний зазор каландра. Равно¬
мерно разогретый полимер с вальцов небольшими порциями загру¬
жается в верхний зазор каландра. Ткань, соприкасаясь с нижней
поверхностью среднего валка каландра, покрывается поливинилхлорид¬
ной пленкой После охлаждения на плите 8 и охлаждающем бара¬
бане 9 ткань сматывается в рулон 10.
Режим для нанесения пленки на ткань следующий: температура
загружаемого пластиката 120—130°, температура верхнего валка ка«
254
Гл. 10. Поливинилхлорид
ландра 110—130°, среднего 130—150°, нижнего 110—140° С; скорость
движения ткани 6—15 м/мин-, производительность каландра 450—-
500 м!ч. Блеск пленки достигается обработкой винилита на зеркаль¬
ном каландре, а тиснение производится с помощью дополнительного
валика.
Винилит применяют для приготовления галантерейных изделий,
дождевых плащей и накидок, дорожек, скатертей и других изделий.
Винилит плащевой выпускается в виде рулонов длиной не менее 30 м,
шириной до 1000 мм и толщиной 0,5—0,7 мм.
Значительное применение в ряде стран находят конвейерные ленты,
изготовленные из ткани шириной до 1200 мм, покрытой пленкой поли¬
винилхлорида. Пленка устойчива к действию масел, смазок и большин¬
ства кислот. Она предохраняет ленту от истирания, порезов и надрывов.
ЛИНОЛЕУМ
Поливинилхлоридный линолеум в последние годы получил широкое
применение вследствие высокого качества, долговечности и простоты
изготовления. Он может быть изготовлен двумя способами: вальцово¬
каландровым и грунтовочно-намазочным. Первый способ является наи¬
более простым, позволяющим получать материал однослойным и двух¬
слойным. Второй способ более сложный, пригодный для выпуска лино¬
леума на тканевой или картонной основе.
Рис. 74. Схема производства поливинилхлоридного линолеума валь-
цово-каландровым способом:
1 — смеситель; 2—вальцы; 3—каландры; 4 — охлаждающие барабаны; 5—приемная
гильза для линолеума.
Схема процесса производства линолеума по вальцово-каландровому
методу представлена на рис. 74 [132]. Обычно сперва приготовляется
композиция следующего состава (в вес. ч.):
Поливинилхлорид 100
Пластификатор 80
Наполнитель (тяжелый шпат) 500
Стабилизатор (стеарат кальция) 6
Краситель ‘ 4
Смешение всех компонентов производится в смесителе / до пелу-
чения однородной массы, которая затем подвергается пластикации при
150—160° С последовательно на двух парах вальцов 2. Вальцованная
масса поступает на трех- или четырехвалковый каландр 3 и при
140—160° С калибруется в полотно заданной толщины (2—-2,5 мм) и
шириной до 1,6 м. Затем полотно линолеума непрерывно поступает на,
охлаждающие барабаны 4 и наматывается на приемную гильзу 5. По
указанной схеме вырабатывается однослойный линолеум (ГОСТ
7251—54).
Двухслойный линолеум состоит из верхнего слоя толщиной 0,5 и
нижнего толщиной 1,5 мм. Каждый слой изготов тяется в отдельности
Пластмассы на основе пластифицированного поливинилхлорида 255
на вальцах, а затем оба слоя прессуются вместе на вулканизаторе ба¬
рабанного типа непрерывного действия. Нижний слой содержит боль*
шое количество наполнителя при небольшом содержании смолы и
пластификатора.
На основе поливинилхлорида также изготовляют плитки для по¬
лов. В композицию кроме полимера входят пластификатор, краситель
и наполнитель (асбест, мел или мраморная мука). Сначала получают
вальцово-каландровым способом полотно, а затем из него штампуют
плитки необходимого размера.
Высококачественные плитки могут быть изготовлены из поливи¬
нилхлорида, совмещенного с феноло-формальдегидной или кумарон-
инденовой смолой и минеральным наполнителем. Одним из таких ма¬
териалов является фенолит [133]. Из него выпускают плитки различной
расцветки размером 100 X 100 и 150 X 150 мм при толщине 4—5 мм.
Плитки отличаются высокой твердостью, механической прочностью,
тепло-, кислото- и водостойкостью и поэтому могут применяться для по¬
лов ванных комнат и цехов химических производств.
слоистый поливинилхлорид
Недостатки жесткого поливинилхлорида (винипласта) заключаются
в чувствительности к надрезам, низкой теплостойкости и невысокой проч¬
ности на удар. Последний показатель можно улучшить, комбинируя
листы жесткого пластика и пластифицированного, или листы малопла-
стифицированного полимера и металла. Такие материалы носят назва¬
ние слоистого поливинилхлорида.
Один из типов слоистого поливинилхлорида составляется из листа
винипласта толщиной 1 мм и листа пластифицированного поливинил¬
хлорида толщиной 2 мм [134]. При прессовании на гидравлическом
прессе происходит соединение нагретых листов поливинилхлорида в
прочный монолитный лист. Такие листы особенно пригодны для футе¬
ровки металлических емкостей, причем на металлическую поверхность
листы укладываются той стороной, которая содержит пластифицирован¬
ный поливинилхлорид.
Емкости, футерованные слоистым поливинилхлоридом, выдержи¬
вают температуру 70—80° в течение длительного времени и 95—100° С
при кратковременном нагревании. Колебания температуры не приводят
к возникновению таких напряжений, которые бы приводили к разру¬
шению клеевой связи между пластиком и металлом.
Недостатком слоистого материала является постепенная миграция
пластификатора из пластифицированного слоя поливинилхлорида в не-
пластифицированный, что приводит к увеличению чувствительности фу-
теровочного слоя к возникающим при колебаниях температуры напря¬
жениям.
Другой тип слоистого поливинилхлорида, представляет собой прес¬
сованную композицию из двух листов пластифицированного или непла¬
стифицированного поливинилхлорида с заложенным между ними пер¬
форированным металлическим листом. Такой слоистый поливинилхло¬
рид в Италии носит название «металл-кор» [135].
Стойкость материала «металл-кор» к агрессивным средам равна
стойкости винипласта. При температуре 95° материал сохраняет свою
форму, а при —40° С не дает трещин и отколов поливинилхлорида.
Жесткость и прочность слоистого поливинилхлорида типа «металл-
•\эр» значительно вьгше, чем винипластовых листов такой же толщины.
Из слоистого поливинилхлорида изготовляют воздуховоды круглого
учения для вытяжной вентиляции, циклоны для улавливания твердых
256
Гл. 10. Поливинилхлорид
частиц в отходящих газах, корыта осадительных ванн, вытяжные вен¬
тиляторы, приемные и напорные баки, трубы и др.
В последнее время в технике находит применение металлополи-
хлорвиниловый пластик (металлопластик), состоящий из тонкого ме¬
таллического листа (обычно стального) и нанесенной на него поли-
хлорвиниловой пленки толщиной до 0,35 мм [136]. Из него изготовляют
футляры для пишущих и счетных машин, каркасы для телевизоров,
крышки столов, чемоданы, стенные панели, крыши промышленных зда¬
ний, трубы и т. п. [137]. Подобный пластик в СССР носит название
ставинил.
Поливинилхлоридная пленка придает поверхности металла абра-
зивоустойчивость, атмосферостойкость, химическую стойкость и хоро¬
ший внешний вид. Полученный материал можно подвергать многим
видам механической обработки (гнутью, вытягиванию и т. п.).
Технологический процесс изготовления металлопластика включает
стадии подготовки металла, нанесения клея, тепловой активации по¬
верхности, нанесения пленки и охлаждения материала [138]. Важное
значение при получении металлопластика имеет выбор химического
агента для обработки поверхности металла. Лучшим признан фосфат
железа (для обработки стальных листов); алюминиевые листы подвер¬
гаются воздействию хромовой кислоты. Клей на металлическую поверх¬
ность наносят пульверизатором или валками; толщина клеевого слоя
0,2—0,5 мм. После воздушной горячей сушки (для удаления раствори¬
телей лист с нанесенным клеем нагревается определенное время для
активации клеевого слоя, что способствует созданию необходимой ад¬
гезии пленки к металлу. Затем по размягченному клею на поверхность
металла на неопреновых вальцах под давлением наносится пленка.
Твердость валков оказывает значительное влияние на сцепление пленки
с металлом. Нужный контакт достигается при давлении 2,5—4,5 кг/см2.
После операции нанесения пленки металлопластик быстро охлаж¬
дается до 65° С. Лучший метод охлаждения — обливание листов изго¬
товленного материала водой с двух сторон. Охлажденные листы под¬
вергаются сушке воздухом, после чего могут быть использованы для
изготовления изделий. Указанным методом можно приготовить листы
длиной до 3,7 и шириной до 1,3 м при толщине стального листа 0,5—
1,6 мм. Покрытие легко окрашивается, и на него можно нанести желае¬
мый рисунок.
ПАСТЫ
Более 20 лет тому назад в Германии была открыта возможность
получения устойчивых дисперсий высокомолекулярных соединений в
воде и органических веществах. Среди многих типов высокополимеров
значительное распространение получили дисперсии поливинилхлорида в
органических веществах — пластификаторах. Дисперсионная среда (пла¬
стификаторы) должна оказывать некоторое сольватирующее действие
на частицы полимера, но не растворять их. Это открытие позволило уже
в 1939 г. получить покрытия по ткани, получившие название искусствен¬
ной кожи. Кроме поливинилхлорида для изготовления дисперсий нахо¬
дят применение сополимеры винилхлорида с винилацетатом.
Очень тонкие дисперсии полимеров в неводных жидкостях носят
название паст. Жидкости не растворяют смолу при комнатной темпера¬
туре, но вызывают значительное набухание частиц полимера при на¬
гревании, в результате которого полужидкая масса, распределенная по
поверхности, превращается в сплошную тонкую пленку.
п. .тмассы на основе пластифицированного поливинилхлорида
257
Пасты делятся на две группы: пластизоли и органозоли. Пласти-
оли представляют собой дисперсии полимера и других твердых ве¬
ществ в пластификаторах; смола из них не осаждается даже при дли¬
тельном хранении. Органозолн представляют собой дисперсии полимер?.
других твердых компонентов в смеси пластификатора и лет\чего
грганического вещества (разбавителя). Пластизоли и органозоля
можно наносить тонким слоем на различные поверхности, в том числе
■J б\магу и хлопчатобумажные ткани, и на них получать покрытия,
;.тличаюшиеся прочностью, водостойкостью и хорошим сопротивлением
действию химических веществ.
Пластизоли обладают довольно большой вязкостью (1000—■
И)ООО спз),-, органозоли имеют более низкую вязкость (100—1000 спз).
Мгнее вязкие пасты пригодны для изготовления изделий методами
л.тивки форм, пульверизации и окунания.
Наибольшее распространение для получения защитных покрытий
эшли пластизоли, так как применение органозолей связано с созт.а-
ием безопасных условий работы вследствие пожаро- и взрывоопас-
эстн разбавителей и требует создания рекуперационных установок.
На свойства паст большое влияние оказывают тип и размеры ча¬
стиц полимера, природа и количество вводимых компонентов.
Состав паст
Пасты обычно изготовляются из следующих компоненте: поли¬
мера, пластификаторов, разбавителей, стабилизаторов, наполнителей
пигментов.
Полимеры. Для приготовления паст применяются поливинил-
лорид и сополимеры винилхлорида с винилацетатом, полученные
эмульсии. Частицы полимера должны быть, по возможности, равно¬
мерно дисперсны, а поэтому пастообразующие сорта полимеров спе-
^лальио просеиваются. Использование полимеров с частицами разме¬
ром 1—2 мк позволяет получить пасты с наименьшей вязкостью и дли¬
тельным сроком хранения
Кроме равномерной дисперсности на свойства паст оказывает
'ольшое влияние молекулярный вес полимера. В промышленности
пластмасс определение молекулярного веса чаще всего сводится к иа-
ождению вязкости, по которой рассчитывается абсолютная вязкость
ли константа К. Вязкость растворов показывает лишь относительное
чачение средних размеров макромолекул, но не позволяет судить об
абсолютных величинах молекулярного веса полимера и его отдельных
фракций. На производстве часто для полимеров из различных партий,
несмотря на одинаковые значения удельной вязкости, требуются раз¬
ные температуры обработки [139]. Такие смолы различаются механиче¬
скими показателями, температурой размягчения, режимом пластифика¬
ции, стабильностью паст, степенью прилипания к валкам каландра
т. п.
Для изготовления паст требуются полимеры с малым разбросом
Г.ззмеров макромолекул. При значительном количестве ннзкомолеку-
лярных примесей часть полимера заметно набухает и даже раство¬
ряется в пластификаторе при комнатной температуре, причем обра¬
зуются вязкие смеси, в которых суспензированы более высокомолеку¬
лярные фракции, не растворяющиеся при данной температуре.
Вязкость паст, полученных на основе таких полимеров, быстро
вменяется при хранении,_ поэтому их нельзя применять для промазки
и нанесения покрытий на 'ткани. При высоких же температурах па ско-
"■ эсть сольватации влияет только площадь соприкосновения между
17 А. Ф. Николаев
258
Г л. 10. Поливинилхлорид
полимером и пластификатором, определяющаяся в свою очередь физи¬
ческой структурой частиц смолы; степень полимеризации имеет подчи¬
ненное значение [140].
Поливинилхлорид, употребляемый для изготовления паст, должен
иметь К = 68 -ь 70, но для нанесения заключительных штрихов на по¬
крытии, можно применять полимеры с К = 80 ч- 86. Полимеры с высо¬
ким значением К, как правило, менее склонны к слипанию частиц, чем
с более низкими К или чем такие полимеры, которые при высоких
значениях К отличаются сильным разбросом молекулярных весов от¬
дельных фракций.
Полимеры с более высоким значением К при хорошем распределе¬
нии молекулярных весов фракций позволяют получать пленки с более
твердой поверхностью, высокими показателями сопротивления разрыву
и малым относительным удлинением. Температура размягчения их
выше, но морозостойкость, несколько ниже вследствие некоторого ухуд¬
шения совместимости с пластификатором. С повышением степени поли¬
меризации применяемых типов поливинилхлорида снижается хладоте-
кучесть материалов.
Пластификаторы. Тип пластификатора определяет основные свой¬
ства, а также поведение паст в процессе изготовления и переработки.
Пластификатор является дисперсионной средой и от него зависят теку¬
честь пасты, гибкость полимера, поведение при низких температурах,
а также способность к миграции из конечного продукта.
В процессе пластификации происходит взаимодействие пластифи¬
катора с полимером, приводящее к растворению пластификатора в по¬
лимере и набуханию последнего. Значительное влияние на вязкость и
стабильность пасты оказывает совместимость пластификат.ора с поли¬
мером. Чем больше совместимость, тем выше начальная вязкость па¬
сты. Кроме того, начальная вязкость пасты прямо пропорциональна
вязкости пластификатора. Поэтому для получения паст с низкой вяз¬
костью следует применять пластификаторы, обладающие низкой вяз¬
костью и небольшой совместимостью с полимером при обычной темпе¬
ратуре. В случае малой совместимости пластификатора с полимером
при повышенных температурах получаются пасты, отличающиеся вы¬
сокой температурой гелеобразования, низким пределом прочности и
тенденцией к расслоению. Пластизоли обычно содержат от 30 до 80%
пластификатора.
Для изготовления паст наибольшее распространение получили ди-
бутил- и диоктилфталаты, а также сложные эфиры фосфорной, адипи¬
новой и себациновой кислот.
Стабилизаторы. Из стабилизаторов чаще всего применяют свин¬
цовые, бариево-кадмиевые и олово-органические (1—3% от веса пасты).
Из тепловых стабилизаторов в пастах применяют двухосновной
фосфит свинца и основной карбонат свинца (1% от веса пасты). При
изготовлении прозрачных материалов в качестве стабилизатора берут
стеарат кальция (1% от веса пасты). Другие мыла используются
лишь в определенных целях.
Из световых стабилизаторов наиболее эффективными являются
стеараты кадмия и свинца. Двухосновной фосфит свинца и стеарат
кальция мало эффективны.
Наполнители вводятся в пасту для удешевления готовых изделий.
При изготовлении прозрачных пленок они не применяются. В качестве
наполнителей чаще всего используют тонкоизмельченные мел, као¬
лин и тальк; реже применяют слюду, силикаты, тяжелый шпат и слан¬
цевую муку. Очень тонкий помол наполнителей приводит к получению
Пластмассы на основе пластифицированного поливини гхлорида 259
слишком вязких паст, а грубодисперсные наполнители, даже в малых
количествах, ухудшают внешний вид пленки и значительно снижают
ее сопротивление разднру. Так например, хорошая фарфоровая глина
(каолин) состоит из частиц, 5% которых имеют размеры меньше 1 мк
и 50% остается на сите в 200 меш; глина с 80% частиц меньше 1 мк
дает очень вязкие пасты.
Количество вводимых наполнителей определяется назначением го¬
товых изделий. Обычно оно не превышает 20%. Большое наполнение
приводит при многократном изгибе к так
называемому меленню; кроме того, на¬
полнители адсорбируют значительное ко¬
личество пластификатора и снижают те¬
кучесть паст. О способности наполните¬
лей адсорбировать пластификатор мож¬
но судить по их маслоемкости, опреде¬
ляемой как вес масла, адсорбированного
100 вес. ч. наполнителя. Чем выше мас-
лоемкость наполнителя, тем больше вяз¬
кость паст.
В табл. 57 представлены данные по
влиянию наполнителей на вязкость паст,
предел прочности при растяжении и от¬
носительное удлинение пленок, содержа¬
щих в качестве пластификатора диоктил-
фталат. Объем каждого наполнителя,
введенного в пасту, равен объему каль¬
цинированной глины в количестве 20%
от веса пасты [79]. Влияние кон¬
центрации наполнителя на вязкость пластизолей, приготовленных
из 80 вес. ч. пластификатора и 100 вес. ч. полимера, видно из
рис. 75 [141].
ТАБЛИЦА 57
Влияние наполнителей на свойства паст
Г], СПЗ
Рис. 75. Влияние концентрации
наполнителя на вязкость пластизо¬
лей, приготовленных из 80 вес.
ч. пластификатора и 100 вес. ч.
полимера:
1 — диоктнлфталат; 2 — диизодецилфталат.
Наполнители
Масло-
емкость
Наполни-
тель,
вес. ч.
Вязкость
пасты,
СПЗ
Предел
прочности
при растя¬
жении,
кгс/см2
Относи
тельное
удлинение,
%
Контрольный образец
_
10 000
168
350
-альцинированная глина
66
20,0
17007
143
340
Карбонат кальция
36
20,9
18 000
147
350
45
20,4
40 000
157
3:0
арит
16
34,4
7 000
154
420
атомит
148
17,7
40 000
133
270
ЛгТОПОН
37
33,1
40 000
122
320
К наполнителям также относятся матирующие агенты (стеараты
Кальция, магния и цинка) и коллоидная гидроокись кремния. Их вво-
_=т главным образом в состав поверхностных покрытий, так как они
!-х:обствуют получению теплых и сухих на ощупь готовых изделий с
' з товон поверхностью.
Пигменты, вводимые в пасты, должны быть специально подобраны.
- *чэме светостойкости от пигментов требуется абсолютная нераствори-
* :ть в пластификаторах, термостойкость, устойчивость к действию
• вслот и щелочей, высокая кроющая способность и инертность к
260
Гл. 10. По швинилхлорид
полимеру. Лучше всего, если пигмент будет стабилизатором поливинил¬
хлорида. Не рекомендуется употреблять пигменты, содержащие соеди¬
нения железа, цинка, меди, кобальта, магния и марганца, поскольку они
снижают светостабильность полимера. Наличие в пигментах соедине¬
ний олова, кальция, бария, кадмия и свинца не приводит к разложению
полимера, а в некоторых случаях даже повышает ее стабильность.
Из пигментов находят примененне литопон и титановые белила (бе¬
лый цвет), ультрамарин (голубой цвет), ламповая и газовая сажа
(черный цвет) и др. Смеси пигментов с красителями позволяют полу¬
чить большое разнообразие цветов и оттенков материала. Из красите¬
лей используются фуксин, родамин, лак-рубнн, суданы, нигрозин и др.
Пигменты обычно вводятся в количестве до 3% от веса пасты, а кра¬
сители 0,1—0,9% [123].
Приготовление паст
Пасты изготовляют различных цветов и оттенков, в зависимости
от того, для какого заменителя кожи или вида изделий они предназна¬
чаются. При составлении рецепта пасты в одних случаях достаточно
одного пигмента, а в других случаях не¬
обходимо смешивать два пигмента и
более или вводить красители. Обычно
при изготовлении пасты пластификатор
смешивают с полимером в смесителе ло¬
пастного типа или в шаровой мельнице,
одновременно добавляют пигменты,
наполнители и красители. Температура
при смешении не должна превышать
35° С.
Пасты приготовляют различными
способами в зависимости от их назначе¬
ния. Для изготовления низковязких паст
лучше всего добавлять полимер к одной
или двум третям пластификатора, а
оставшееся его количество вводить пос¬
ле получения смеси. Высоковязкие пасты
~35 40 45 5С получают при добавлении полимера
с^л,У. в пластификатор небольшими nop-
г. 0 циями.
Рис. 76. Влияние концентрации „
пластификатора на вязкость пасты. Пигменты и наполнители перед до¬
бавлением к смеси полимера с пластифи¬
катором смешивают с небольшим количеством пластификатора до по¬
лучения однородной массы (пигментной пасты) на краскотерочных ма¬
шинах, имеющих три, четыре, пять или шесть валков. Продолжитель¬
ность смешения (перетира) зависит от состава массы. При наличии не¬
скольких пигментов масса перетирается медленнее. Полученная пиг¬
ментная паста должна быть однородной по составу и цвету.
Краскотерки, используемые для перетирания пигментных паст, дол¬
жны охлаждаться, так как сильное разогревание валков при трении
может вызвать значительное набухание частиц полимера в пластифи¬
каторе и прилипание их к поверхности валков.
В случае применения паст для изготовления пористых покрытии
в смеситель добавляются вещества, легко растворимые в воде (глице¬
рин, просушенный хлористый кальций и другие водорастворимые соли).
После многократной обработки покрытия горячей проточной водой они
вымываются и оставляют в нем поры.
Г), па
Пластмассы на основе пластифицированного поливинилхлорида 261
П, "з
Качество и свойства поливинилхлоридных паст зависят от соблю¬
дения последовательности загрузки компонентов, а также от режима
перемешивания и созревания. Обычно
перемешивание продолжается 20—
75 мин при 25—30° С. Газовую пасту вы¬
гружают из смесителя в тару, где в
дальнейшем она созревает.
Для получения паст более тонкой
консистенции смесь в течение 40—70 мин
после созревания пропускают один раз
через четырех- или шестивалковую
краскотерочную машину, а затем
снова через смеситель. Готовая па¬
ста может храниться без изменения
вязкости в течение нескольких часов,
затем ее вязкость начинает посте¬
пенно повышаться. На рис. 76 и 77 по¬
казано влияние концентрации пласти¬
фикатора и времени храпения на вяз¬
кость паст [79].
В случае загустевания паст можно
ходить разбавитель, например спирт, из
расчета 10 л на 100 кг пасты [130]. Вяз¬
кость паст увеличивается особенно быст¬
ра при повышении температуры хране-
шия. На рис. 78 показано влияние тем-
а^ратуры на вязкость пасты, содержа-
_>:й 66 вес. ч. диоктил фталата на
100 вес. ч. смолы [79].
При изготовлении паст, особенно
в них проникает воздух, который
It бходимо удалить перед применением
— сты. Для деаэрации некоторых паст достаточна выдержка от несколь¬
ко часов до нескольких дней, а для других требуется разрежение.
Вакуумирование паст — надежный способ уда¬
ления воздуха.
Пластизоли, изготовляемые на основе по¬
ливинилхлорида, обычно имеют начальную
вязкость до 5000 спз. Для понижения вязко¬
сти паст и облегчения условий их переработки
в них вводят растворители и разбавители.
В качестве растворителей употребляются ке-
тоны и сложные эфиры (диизобутилкетон, ме-
тилизобутилкетон и др.), а из разбавителей
наиболее пригодны алифатические и аромати¬
ческие углеводороды (уайт-спирит и др.). Рас¬
творители и разбавители вводятся для сниже¬
ния стоимости органозоля и придания пасте
3 определенной вязкости.
Влияние состава органозоля на его вяз¬
кость видно из рис. 79. Введение значитель¬
ного количества растворителя приводит к по¬
вышению вязкости органозоля вследствие рас-
шя части смолы, а добавление большого количества разбавителя
Рис. 77. Влияние времени хганг-
ния на изменение вязкости паст,
приготовленных на основе различ¬
ных пластификаторов:
1 — дибутилфталат; 2 — диоктилфталат;
3 — трикрезилфосфат; 4 — диамид фталат.
Время, недели
Влияние темпера-
✓ы на вязкость паст.
Гств\ет выпадению смолы из пасты.
262
Гл. 10. Поливинилхлорид
Наибольшее применение находят органозоли, в которых содержится
несколько больше растворителя, чем это соответствует точке А
(рис. 79). В качестве растворителя широко употребляется диизобутил-
кетон, плохо растворяющий смолу при комнатной температуре.
К пастам предъявляются два основные требования: во-первых, они
должны обладать нужной текучестью, а во-вторых, пленка полимера,
получаемая из пасты после сплавления частиц полимера, должна иметь
высокие механические свойства.
•
Выпадение снопы Органозаль PacmSop снопы
РазбаВитель —•— —*- Растёоритель
Рис. 79. Зависимость вязкости органозоля от состава.
Пластпзоли, применяемые для нанесения на ткани и изготовления
изделий путем окунания, должны иметь умеренную вязкость и низкую
температуру гелеобразования. Пластизоли, используемые для изготов¬
ления изделий путем литья, должны отличаться низкой и средней вяз¬
костью и медленным затвердеванием Для получения изделий путем
механического вспенивания выбирают пластизоли со средней вязкостью,
большой скоростью отверждения и гелеобразования. Нанесение паст
на поверхности может быть произведено накаткой, окунанием и раз¬
брызгиванием
В зависимости от назначения паст, их состав может быть очень
разнообразным. В табл. 58 представлены примерные рецептуры паст,
ТАБЛИЦА 58
Рецептуры паст на основе сополимера виннлхлорнда
с винилацетатом (в %)
Компоненты
Раствор
Пластизолъ
Органозоль
Сополимер винилхлорида и винил-
ацетата
12
50
60
Пластификатор
2
49
24
Кетон
43
—
9
Углеводород
43
—
6
Стабилизатор
1
1
Пластчассы на основе пластифицированного поливинилхлорида 263
ТАБЛИЦА 59
Рецептуры паст на основе поливинилхлорида (в вес. ч.)
Компоненты
Рецептуры
[
п
in
IV
V
Поливинилхлорид
45,4
100
100
100
100
Лиоктилфталат
27,2
—
—
—
—
Дибутилфталат
—
60
60
60
70,62
Двухосновной фосфит свинца . .
0,9
—
—
—
.—.
Двухосновной фталат свинца ....
1,3
—
—
—
—
Крой свинцовый
—
—
—
—
0,50
Литопон
—
14
16,01
Двуокись титана
—
14
—
—
Газовая сажа . . . -
—
—
0,12
0,04
Пигмент черный
1,3
—
—
—
—
Пигмент зеленый
—
—
1,8
—
-Марс (редоксайд)
—
—
—
3,45
0,79
Каолин ....
—
—
26,2
24,45
Слюда
9,0
—
—
—
содержащих сополимер винилхлорида и винилацетата [142], а в табл.
^9 — поливинилхлорид эмульсионного типа [130, 143].
Получение покрытий
При нагревании паст сначала снижается их вязкость, особенно у
"мастизолей, обладающих высокой начальной вязкостью, затем, в уз-
ом интервале температур, вязкость резко увеличивается до 1000 пз,
и пластизоль перестает течь. Этот процесс часто называют отвержде¬
нием пластизоля [144]. Выше температуры отверждения начинается
процесс гелеобразовання, и пластизоль превращается в твердое тело,
Влажная пленка Сухая пленка СплабленнаЯ
пленка
Рис. 80. Схема образования покрытия из органозоля.
vexaHH4ecKHe свойства которого по мере повышения температуры улуч¬
шаются. Температура, при которой прочность пленки на растяжение
_остигает 140 кгс/см2, условно названа температурой гелеобразовання.
Лоедел прочности при растяжении достигает максимального значения
ри «полном плавлении» полимера, а при более высокой температуре
снижается.
Исследования пл-астизолей, приготовленных на различных пласти-
'хркаторах, показывают, что температура гелеобразовання меняется в
- роких пределах в зависимости от типа пластификатора и обычно
эевышает 100° С, а температура, при которой достигается предельная
■рочность пленок, составляет 160—170°. Температура отверждения
большинства паст, содержащих фосфаты и фталаты в качестве пласти-
г -каторов, ниже 80° С.
264
Г i. 10. Поливинилхлорид
Сравнение прочности на растяжение пленок, приготовленных из
пластизолей, показывает, что чем меньше совместим пластификатор с
полимером, тем прочность ниже. Наименьшие удлинения получаются
при использовании в качестве пластификаторов полимерных материа¬
лов (полиэфиров). Наибольшая гибкость пленок при низких темпера¬
турах достигается в случаях использования пластификаторов с низкой
вязкостью.
На рис. 80 представлена схема образования покрытия из органо¬
золя. Пленочные покрытия, полученные из паст, должны иметь такие
же свойства, как и пленки, приготовленные из растворов.
Увеличение количества пластификатора в пластизоле приводит к
уменьшению прочности пленок при растяжении, увеличению удлинения
и снижению хрупкости; бензиио- и водостойкость несколько увеличи¬
ваются или же изменяются, а потери пластификатора при нагревании
остаются почти постоянными [144].
Применение паст
Поливинилхлоридные пасты (пластизоли и оргапозоли) применя¬
ются для изготовления искусственной кожи (одежной, обивочной, га¬
лантерейной, обувной, лаковой, замши), литьевых и полых изделий,
пепопластов, для покрытия металлических поверхностей и других ма¬
териалов. Наибольшее распространение получили материалы на ткане¬
вой основе (искусственные кожи). Заменители кожи с применением
поливинилхлорида бывают самые разнообразные и изготовляются ме¬
тодом прессования, каландрирования, нанесения паст и т. п.
Рис. 81. Схема текстовинитового агрегата непрерывного действия
«Тандем-92»:
/ — рулон ткани; 2 —щетки; 3—барабаны натяжения; 4— накладочный стол; 5 — отсе-
катель; 6 — паста; 7 — первая термокамера; 8 — уплотнительные валы; 9 — вторая термо¬
камера; 10— тиснильный вал; // — охлаждаемые валы; 12 — приемная катушка;
13 — прижимной валик; 14 — направляющий валик; /-5 —подвижной вал; 16 — обогревае¬
мые плиты.
Текстовинит — тип искусственной кожи на основе хлопчатобумаж¬
ной ткани, на которую машины непрерывного действия наносят поли¬
винилхлоридную пасту; процесс включает наложение пасты, термообра¬
ботку и тиснение. Рецептуры некоторых типов паст, применяемых в
СССР, даны в табл. 59.
Технологический процесс производства текстовнннтов состоит из
нескольких операций. Хлопчатобумажная ткань (молескнн, бязь, мит¬
каль, палатка башмачная и др.). предварительно сшитая на швейной
машнне «зиг-заг» и подсушенная до остаточной влажности не более
5%, проходит все операции на текстовинитовом агрегате непрерыв¬
ного действия «Тандем».
Агрегат «Тандем» включает следующие устройства: натяжной ба¬
рабан, поворотом которого регулируется степень натяжения ткани;
накладочный стол (с отсекателем), на котором на движущуюся ткань
накладывается слой пасты заданной толщины; две термокамеры с элек¬
Пластмассы на основе пластифицированного поливинилхлорида 265
трообогревом, в которых происходит оплавление и отвержденне поли¬
винилхлоридной пасты; два уплотнительных вала с электрообогревом,
служащие для уплотнения и калибрования покрытия; тиснильно-зака¬
точный станок, выполняющий заключительные операции—нанесение
мереи на пленку, охлаждение текстовинита и закатку его в рулон. На
рис. 81 представлена схема текстовинитового агрегата «Тандем-92» [130].
Хлопчатобумажная ткань сматывается с рулона I, очищается с помощью щеток
2 как с лицевой, так и с изнаночной стороны от волокон и других загрязнений, прохо¬
дит по барабанам натяження 3 и поступает на накладочный стол 4, снабженный от-
секателем 5. Зазор между отсекателеы и столом, устанавливаемый по нониусу, опре¬
деляет толщину и равномерность наложения пасты 6 по всей поверхности ткани.
Агрегат работает со скоростью прохождения ткани 4—17 и/умин в зависимости
от типа ткани и толщины покрытия. В случае применении тонких и малопрочных
тканей работают без узла уплотнения, причем скорость прохождения через агрегат
увеличивают, и наоборот, при тканях высокой прочности и работе с узлом уплот¬
нения, скорость прохождения ткани уменьшают. Количество пасты, накладываемое на
1 .ч2 ткани, зависит от типа применяемой ткани и толщины покрытия и колеблется от
320 до 585 г.
Ткань, покрытая пастой, проходит между обогреваемыми плитами 16 первой
термокамеры 7, в которой производится термообработка покрытия при 100—120° С.
При этих температурах частички полимера в пластификаторе набухают и слипаются.
По выходе из термокамеры материал поступает на уплотнительные валы 8, нагретые
до 120—135° С. Вследствие уплотнения композиция более легко проникает между во¬
локнами ткани и, следовательно, более плотно с нею сцепляется; кроме того, поверх¬
ность покрытия выравнивается.
Полученный материал с гладкой выровненной поверхностью проходит между пли¬
тами второй термокамеры 9, в которой частички смолы при 160—180“'С сплавляются
в сплошную прочную пленку. По выходе из термокамеры материал (текстовинит) по¬
ступает на тиснильный вал 10, охлаждаемый проточной водой. Вал 15, к которому
материал прижимается валом !0, имеет температуру 50—70е С. Тиснильный вал плотно
и эластично прижимается к размягченному покрытию и оставляет на нем рисунок,
который закрепляется вследствие резкого снижения температуры пленки.
Для получения текстовшштов, имитирующих поверхность натуральной кожи
(хром, шевро и др), применяется новый способ тиснения металлическим валом с пласт¬
массовым покрытием, на котором сделан негативный профильный рисунок нату¬
ральной кожи. Достигается это путем прижимания эталона натуральной кожи к ровно
"внесенному на вал слою композиции из термореактивней смолы: после этого покры¬
тие с зеркальным оттиском мереи кожи прогревается и отверждается. Для придания
текстовиниту блестящей поверхности вместо тиснильного вала устанавливается вал
с гладкой полированной поверхностью. Тисненый текстовинит поступает на валы 11,
охлаждаемые водой, и затем наматывается на приемную катушку 12. Плотность на¬
мотки в рулоне регулируется прижимным валиком 13.
Пористые текстовиниты н искусственная замша перед намоткой в рулон направ¬
ляются на промывку и сушку. При изготовлении искусственной замши на поверх¬
ность размягченного поливинилхлоридного слоя насыпают слон сульфата натрия. Осев¬
шие в покрытии мелкие кристаллы соли после промывки горячей водой вымываются,
образуя замшевидпую пористую поверхность.
Промывка текстовинита, полученного путем нанесения пасты, содержащей гли¬
церин или хлористый кальций, а также имеющего на поверхности сульфат натрия,
производится в ванне.
Основные показатели текстовинитов, изготовляемых в соответствии
с ГОСТ 6603—53, следующие:
Вес 1 м2 текстовинита, г 400—1000
Сопротивление разрызу полоски
20 X W0 мм, кге
по основе 10—36
» утку 10—32
Истираемость после 10 00.) оборотов, г/лг2 50—130
Паропроннцаемость (для пористых),
мг/см2 ■ ч 1,0—3,5
Формопласт — эластичная масса желтовато-коричневого цвета,
обладающая временным сопротивлением разрыву около 2 кгс/см2 и
266
Г л. 10. Поливинилхлорид
относительным удлинением не менее 150%, используется для изго¬
товления форм (145]. Он изготовляется по ТУ МХП 2742—53; сырьем
для него служат (в %):
Технологический процесс изготовления формопласта включает сме¬
шение всех компонентов, набухание смолы в пластификаторе и тепло¬
вую обработку смеси в смесителе при 140—150° С.
Твердость остывшей пасты зависит от типа пластификатора. На¬
пример, при использовании в качестве пластификатора дибутилфталата
твердость пасты по Шору находится в пределах 6—8.
При нагревании паст до 135—140°С происходит сильное размяг¬
чение, сопровождающееся появлением текучести. Температура выше
150° вызывает сравнительно быстрое разложение пасты. При сниже¬
нии температуры до 100—110° С формопласт застывает, а ниже —5°
он становится твердым и хрупким. Рабочие температуры формопласта
находятся в пределах 0—80° С. Более мягкие пасты пригодны для
отливки плоских гипсовых деталей, барельефов, а также деталей со
сложным рельефом. Твердые пласты применяются для отливки бетон¬
ных изделий, особенно при уплотнении бетона вибрацией или набивкой,
формовки объемных скульптур н т. д.
Формопластовые формы обладают большой эластичностью и устой¬
чивостью к воздействию температуры и влаги. Они не набухают от
влажных отливок и не деформируются, находясь долгое время без
употребления.
Формопласт также находит применение в художественном литье
стекла, чугуна и бронзы, для изготовления рельефных керамических
плит, в производстве игрушек из папье-маше и других изделий. В ху¬
дожественном литье стекла, чугуна и бронзы формопласт применяется
для отливки пустотелых восковых или парафиновых моделей, которые
заполняются внутри или покрываются снаружи огнеупорной массой.
После выпл-авления воска или парафина в огнеупорную модель зали¬
вается расплавленное стекло, чугун пли бронза [145].
Гидропласт. В последнее время широкое применение в зажимных
приспособлениях станков (сверлильных, токарных, фрезерных и др.)
находит гидропласт [146]. Основное его назначение — передавать зажи¬
мающее усилие от плунжера к приспособлениям [147]. Применение для
этой цели минеральных масел, восковых составов и других сплавов
требует установки различных уплотняющих устройств (сальников, ман¬
жет и т. п.), которые занимают много места и не предотвращают утечку
гидравлической жидкости. Применение гидропласта упрощает кон¬
струкцию зажимных приспособлений, снижает стоимость их изготовле¬
ния, способствует более точному центрированию обрабатываемых изде¬
лий и надежному их закреплению. По ТУ МХП 2742—53 выпускается
гидропласт марок СМ и ДМ [146]. Состав (в %) приводится ниже:
Поливинилхлорид латексный
Дибутилфталат
Стеарат кальция
23—27
71—75
2
см дм
Поливинилхлорид марки М . .
Дибутилфталат (пластификатор)
Стеарат кальция (стабилизатор)
20 10
78 88
2 2
Гидропласт получается в котле с механической мешалкой. Все ком¬
поненты непрерывно размешиваются при 140—150° С до тех пор, пока
полимер не растворится в пластификаторе.
Пено- и порополивинилхлорид
267
Гидропласт марки СМ предназначен для самоцентрнрчющих опра-
•'ч н других приспособлений, в которых не происходит значительных
эемещений массы и давление передается на небольшие расстояния,
применение ее допускается при темпратурах 5—60° С. Гидропласт
марки ДМ применяется для передачи давления на большие расстоя-
ля при температурах от —20 до +40° С в различных многоместных
риспособлениях, имеющих большое количество плунжеров, и при ди-
ганционной передаче давления
При нагревании гидропласт плавится (марка СМ при 140—150°,
а марка ДМ при 120—130° С) и становится жидким. В расплавленном
состоянии масса может быть залита в приспособления, нагретые до
100° С. Холодные приспособления способствуют быстрому охлаждению
массы и потере ее текучести.
Тонкостенные изделия сложной формы. Из поливинилхлоридной
пасты можно изготовить тонкостенные изделия сложной формы (пер¬
чатки, галоши, обувь и др). Технологический процесс включает при¬
готовление пасты, нанесение ее на форму (модель) методом окунания
и термообработку до получения тонкой прочной пленки на соответ¬
ствующей модели [148]. Паста изготовляется по следующей рецептуре
{в вес. ч.) [149]:
Поливинилхлорид латексный 52
Дибутилфталат 41—43
Касторовое масло 5—7
В мешатель горизонтального типа загружают дибутилфталат и
касторовое масло, а затем добавляют смолу. После 10—15 мин пере¬
мешивания при комнатной температуре паста перегружается в мер¬
ники, которые устанавливаются в барокамере. В ней постепенно создает¬
ся разрежение, достигающее 752—755 мм рт. ст. Процесс вакуумиро-
вания продолжается до полного исчезновения пены с поверхности пасты.
Для окунания пригодна паста с вязкостью 3—15 сек. Оценка вяз¬
кости может быть произведена с помощью вискозиметра с падающим
шариком [150]. Термообработка форм с нанесенной пастой осуществ¬
ляется при 165—175° С. После охлаждения изделие снимается.
Указанным путем можно изготовлять перчатки, сапоги и др. Пер¬
чатки толщиной 0,35—0,75 мм обладают пределом прочности при рас¬
тяжении 60—70 кгс/см2 и относительным удлинением 400—450%. Срок
\х службы при различных производственных операциях выше, чем у
резиновых перчаток. Такие перчатки удобны в работе, защищают руки
от пыли, кислот и щелочей и могут быть применены при работе с орга¬
ническими растворителями (бензином, бензолом) и маслами (трансфор¬
маторным, соляровым и др.) [150].
Пено- и порополивинилхлорид
Поливинилхлорид является основой для получения поро- и пено-
пластов жесткой, эластичной и полуэластичной структур. По строе¬
нию ячеек их можно разделить на две группы: с изолированными (пено¬
пласта) и с сообщающимися ячейками (поропласты). Эластичные и
полуэластичные пенопласты изготавливают на основе пластифицирован¬
ного полимера, в частности пластизолей [142, 151, 152].
Пенополивинилхлорид может быть получен прессовым методом,
включающим три операции: смешение полимера с газообразователями
и другими компонентами, входящими в композицию, прессование ком¬
позиции и вспенивание заготовок.' Из многих марок поливинилхлорида
268
Гл. 10. Поливинилхлорид
для получения пенопластов применяют латексные марки М, обладаю¬
щие хорошей стабильностью и дисперсностью. Суспензионный полимер
марок ПБ и ПФ из-за большого размера частиц и более низкой ста¬
бильности в производстве пенопластов не используется.
ТАБЛИЦА 60
Рецептуры пенопластов на основе поливинилхлорида (вес. ч.)
Компоненты
ПХВ-1
ПХВЭ
ПХВЭ-35
0,07 г/с к"
0,13 г/см3
Поливинилхлорид
100
100
100
100
Метилметакрилат
25
25
Азодиизобутиронитрил
0,8—
1,1 %
10—15
9—12
Углекислый аммоний
16
10
Бикарбонат натрия
—
8
Дибутилфталат
—
—
25—50
17,5
Трикрезилфосфат
—
_
25—50
17,5
Алюминиевая пудра
—
—
1
В качестве газообразователей, используемых для получения пено¬
пластов с замкнутыми ячейками, применяют динитрозопентаметилен-
тетрамин, п, и'-окси-бис-бензосульфогидразид, N, М'-диметил-N, N7-
динитрозотерефталамид, азодиизобутиронитрил и др. Введением в пла-
стизоль бикарбоната натрия, карбоната аммония и др., а также раство¬
рением в нем под давлением С02
или N2 с последующим снижением
давления, получают губчатые лег¬
кие материалы с открытыми порами.
В табл. 60 приведен ряд рецеп¬
тур, используемых для приготовле¬
ния пенопластов [152].
При получении жесткого пено¬
пласта ПХВ-1 поливинилхлорид
латексный смешивается с другими
компонентами в шаровой мельни¬
це в течение 20—24 ч. Если в ком¬
позицию вводятся пластификаторы,
то смешение компонентов осущест¬
вляется в течение 6—8 ч. Прессова¬
ние композиций производится при
160—168° С, давлении ISO-
185 кгс/см2 н выдержке 40 мин
(пенопласт ПХВ-1) или при 180—-
185° (полуэластичнын пенопласт
ПХВЭ-35 и эластичный пенопласт ПХВЭ). Сразу же после прессования
заготовки охлаждаются до 35—40° С.
Вспенивание заготовок жестких пенопластов проводится в каме¬
рах в атмосфере насыщенного пара при 98—100° С, а заготовки эла¬
стичного материала вспениваются в горячей воде при 85—95° С. Полу-
эластичный пенопласт вспенивается в воздушном термостате при 110—
115° С. Время вспенивания для всех марок пенопластов колеблется в
пределах 1—2 ч [152]. После достижения заданных размеров плиты
пенопласта охлаждаются, а затем подвергаются обрезке по краям.
Эластичный порополивинилхлорид может быть получен непрерыв¬
ным методом, схема которого представлена на рис. 82.
Рис. 82. Схема непрерывного процесса
производства гюрополивинилхлорида:
1 — питающий бак; 2 — насос; 3— бак возврата;
4 — газ; 5 — регулирующий клапан; 6 — ротаметр;
7 — смеситель; 8~ регулятор температуры; 9—ма¬
нометр (давление газа 14—28 ат)\ 10— механизм
сброса давления; 11 — термометр (температура от
6,5 до 23° С); 12 — манометр (давление жидкости
14—28 ат); 13— манометр (давление газа 20—
35 ат).
Модифицированный поливинилхлорид
269
Пластизоль из питающего бака 1 подается в специальный сместитель 7. В него
под давлением 20—35 ат нагнетают углекислый газ; для лучшего растворения газа
смеситель охлаждают. С помощью ггза пластизоль подают в формы или на кон¬
вейер через тр>бу или сопло определенного сечения. Так как давление на выходе сра¬
зу понижается, то газ вспенивает массу. Нагреванием форм до 175° С обеспечивается
размягчение смолы и окончательное вспенивание материала, который вынимается из
форм после охлаждения до 65°. Блоки и листы можно готовить вспениванием компо¬
зиции токами высокой частоты [153].
Плиточный пенопласт ПХВ-1, выпускаемый по СТУ 9 90—61, пред¬
ставляет собой легкую газонаполненную пластическую массу с равно¬
мерно» замкнутопористой структурой. Длина и ширина плит не менее
500, а толщина — не менее 45 мм.
Плиты пенопласта ПХВ-I могут быть использованы от —60 до
+ 60° С. Они устойчивы к действию кислот, щелочей, масел, воды и к
плесени. Основные свойства плиточного пенопласта ПХВ-l с объемным
весом 0,07—0,13 г!см3 даны ниже:
Объемный вес, г/см3 0,07—0,10 0,10—0,13
Предел прочности при сжатии пер¬
пендикулярно плоскости плиты,
кгс/см2, не менее 4,0 7,0
Водопоглощение, кг/м2, не более . . . 0,25 0,2
Линейная усадка при 60° С, 96, не
более 1,0 1,0
Пенопласт ПХВ-1 с объемным весом 0,10 г/см3 имеет коэффициент
теплопроводности 0,036, а пенопласт ПХВЭ — 0,057 ккал/м • ч • град.
Пеиополивинилхлорид применяется для термоизоляции холодиль¬
ников, рефрижераторов, вагонов, прн изготовлении плавучих средств,
в радиосвязи и радиолокации, в амортизационных устройствах и для
звукоизоляции. В последнее время начали изготовление сидений в авто¬
машинах, пассажирских вагонах, мебели.
Лаки
Поливинилхлорид мало пригоден для изготовления лаков вследствие отсутствия
дешевого растворителя, допускающего получение растворов высокой концентрации.
Некоторое применение в технике нашли 10—12% растворы поливинилхлорида в хлор¬
бензоле. В последнее время разработаны условия полимеризации винилхлорида в
хлорбензоле, растворяющем не только полимер, но и мономер [154]. Пленки поливи¬
нилхлорида, полученные из раствора, обладают небольшой адгезией к различным по¬
верхностям и поэтому редко применяются для покрытий.
Лаки применяются для пропитки тканей и получения различных грунтов, содер¬
жащих в качестве наполнителя диабазовую муку, графит и другие порошки [134].
Одним из типов лаков на основе поливинилхлорида является королак, пред¬
ставляющий собой 10% раствор полимера в хлорбензоле с добавкой пластификаторов,
стабилизаторов и других веществ [100]. Королак применяется в основном для покры¬
тия подвесок гальванических ванн. По одной из рецептур тготовляюг лак из поли¬
винилхлорида в смеси дихлорэтана с дибутнлфталатом [155]. На 100 вес. ч. полимера
требуется 50 вес. ч. дибутилфталата и 800 вес. ч. дихлорэтана. Пленку наносят на
изделия, погружая их в раствор, подогретый до 80° С. Вынутые изделия сушат при
обычной температуре в течение 3—4 ч.
Наибольшее применение в технике нашли лаки на основе перхлорвинила и со¬
полимеров винилхлорида с винилацетатом. Покрытия из этих лаков обнаруживают
зее ценные качества поливинилхлорида и лишены большей части его недостатков.
Модифицированный поливинилхлорид
Смеси с хлорированным полиэтиленом. Поливинилхлорид совме¬
щается с хлорированным полиэтиленом, содержащим до 56% хлора.
В зависимости от соотношения компонентов и степени хлорирования
тпэтилена можно получить большое число разнообразных продуктов
270
Гл. tO. Поливинилхлорид
Хлорированный полиэтилен одновременно служит пластификатором,
который почти не снижает теплостойкость поливинилхлорида, но значи¬
тельно увеличивает прочность на удар и облегчает условия переработки.
Все другие свойства, характерные для поливинилхлорида, в основном
сохраняются для продуктов совмещения его с хлорированным полиэти¬
леном. Новый продукт выпускается под названием госталит [156].
Для изготовления госталита пригодны как эмульсионный, так и сус¬
пензионный поливинилхлорид. В табл. 61 приведены свойства трех ма
рок госталита Z, полученного из поливинилхлорида с К — 70. Госталит
Z-720 изготовляется на основе эмульсионного полимера, а госталит
Z-840 и Z-870 — на основе суспензионного полимера.
ТАБЛИЦА 61
Свойства госталита Z 1156]
Свойства
Госталнт
720
840
870
Плотность, г/см3
1,38
1,38
1,37
Предел прочности, кгс/см2
при растяжении
450
350
230
» изгибе ...
750
550
200
» сжатии ...
1 100
870
570
Относительное удлинен те, °0
30
50
100
Модуль упругости, кгс/см2
при растяжении
9 700
8 400
4 700
» изгибе
13 800
11300
5100
5 500
4 100
1900
Теплостойкость, °С
по Мартенсу
60
58
40
» Вика
80
75
55
Коэффициент теплопроводности, ккал/м ■ ч ■ град
0,18
0,18
0,19
Удельная теплоемкость при 20е С, ккал/кг ■ град
0,25
0,25
0,28
Диэлектрическая проницаемость при 106 гц . .
3,1
3,1
3,2
Тангенс угла диэлектрических потерь при 106
гц
0,04
0,03
0,04
Удельное поверхностное сопротивление, ом . .
5-10"
5- 10'1
5-10"
Удельное объемное сопротивление, ом - см . . .
10"
1016
1016
Госталит пригоден для применения в температурном режиме от
—40 до 40—60 С. Поскольку этот материал выпускается в виде по¬
рошка, то он может быть легко смешан с другими полимерами, пласти¬
фикаторами, стабилизаторами, наполнителями, пигментами и красите¬
лями, применяемыми в производстве изделий из поливинилхлорида.
Переработка госталита осуществляется при 160—190е С на вальцах и
каландрах, экструзией и литьем под давлением. Госталит пригоден для
изготовления труб, бутылей, пленок и других видов изделий.
Смеси с нитрильным каучуком. Бутадиен-акрилонитрильный каучук
совмещается в любой пропорции с поливинилхлоридом. На свойства сов
мещенных продуктов большое влияние оказывает химический состав
каучука (содержание акрилонитрила), его молекулярный вес и вид (ла¬
текс, порошок, вязкая жидкость) Наиболее пригоден каучук, содержа¬
щий 30—40% акрилонитрила.
Совмещение поливинилхлорида с каучуком производится сначала
б смесителе Бенбери, а затем на вальцах. Одновременно в смесь вво¬
Волокно
271
дят стабилизатор, краситель и смазочные вещества. Операция в сме¬
сителе проводится при 150° С в течение 10 мин. Полученная композиция
перерабатывается экструзией и каландрированием.
Пластифицирующий эффект при введении нитрильного каучука в
поливинилхлорид несколько ниже, чем, например, при добавлении днок-
~илфталата, но с каучуком композиция приобретает большую прочность
лрн высоких и низких температурах, незначительно набухает при дли
тельном контакте с бензином и изделия из нее при эксплуатации не те¬
ряют в весе.
При введении нитрильного каучука (40% от веса поливинилхло¬
рида) получаются композиции, имеющие предел прочности при растя¬
жении 200—280 кгс/см2, относительное удлинение 200—360%, твердость
по Шору 85—95 и температуру стеклования от —15 до —25° С.
Смеси поливинилхлорида с нитрильным каучуком имеют повышен¬
ную прочность на удар, лучше обрабатываются методами экструзии и
аландрирования, отличаются высокой стойкостью к кислотам и основа-
иям средней концентрации, но разрушаются концентрированными кис¬
лотами и ароматическими углеводородами. При вулканизации компози-
_нй повышаются предел прочности при растяжении и стойкость к исти¬
ранию.
Поливинилхлорид, совмещенный с нитрильным каучуком, приме¬
няется для электроизоляции проводов и нанесения на ткань, для изго¬
товления шлангов, для транспортировки бензина, масел, растворов кис¬
лот и оснований, растворителей и т. п. Тонкие пленки применяются для
упаковки пищевых продуктов, например сыра, жиров и др.
Волокно
Поливинилхлоридное волокно изготовляется из растворов полимера.
1рн сухом методе прядения пригодны растворы поливинилхлорида со
пенью полимеризации 500—3000 в смеси ацетона с бензолом, а при
мокром методе применяют растворы полимера в тетрагидрофуране.
По одному из патентов [157], в аппарат загружают полимер и растворители
118,5 вес. ч. полимера, 48,9 вес. ч. ацетона и 32,6 вес. ч. бензола); при нагревании до
С образуется вязкий раствор, который после фильтрации нагревают до 90° и фор-
х .ют в шахте (температура 110° С) со скоростью 100 м/мин. Сформованное волокно
-ачача вытягивают в 7 раз, а затем подвергают термообработке для повышения проч¬
ности.
Коагуляция концентрированных растворов поливинилхлорида в тетрагидрофуране
» -ет быть проведена водой, этиловым спиртом, формалином, кислотами, щелочами
• водными растворами солей. Лучшими коагулянтами являются этиловый спирт, ки¬
слоты и формалин. Коагулирующее действие растворов щелочей и солей уменьшается
в мере снижения концентрации. Исследование коагуляции растворов водой при 25° С
I азало, что эффективность процесса определяется главным образом растворимостью
■ диффузией тетрагидрофурана в воде [158].
Для снижения усадки поливинилхлоридное волокно обрабатывают водными ра-
ipaun борной кислоты (3—30% концентрации) при температуре кипения в течение
—3 ч [159]. Необработанное волокно при 60°С дает усадку 3,75%, при 80° — 35,97%
■ юи 100° — 61,29%. Обработанное волокно соответственно имеет усадку 0,25; 2.45
• 3X85%.
Волокно из поливинилхлорида имеет плотность 1,38 г/см3 и обла¬
гает прочностью в 3,0—4,2 г/денье (непрерывное) и 2,5—3,0 г/денье
<1_гапельное). Отличаясь высокой свето- и химической стойкостью, а
-•оке значительной прочностью, волокно пригодно для изготовления
гнлров, канатов, рыболовных сетей, тканей для фильтров, парашютов
» _ежды [160]. Основным недостатком такого волокна является низкая
теплостойкость.
272
Гл. tO. Поливинилхлорид
Перхлорвинил
Перхлорвинил — продукт хлорирования поливинилхлорида. Содер¬
жание хлора в перхлорвиниле достигает 65—68 вместо 56.8% для поли¬
винилхлорида. Реакция хлорирования протекает с замещением атома
водорода на хлор при незамещенных атомах углерода цепи, причем в
среднем каждый третий незамещенный атом углерода обменивает во¬
дород на хлор, что можно представить следующей схемой [161]:
... —СН2—СН—ГСН2—СН—СН2—СН—СН2—СН 1—СН2—СН— ... 4-и/ЗС12 *
11 1 1 1
Cl L Cl Cl Cl J п з С1
—СН2—СН— ... 4- И/ЗНС1
I
л/3 CI
Исследования структуры высокохлорированного поливинилхлорида
показывают, что присоединение хлора происходит не только в положе¬
ние 1 углерод-углеродной цепи, как показано на вышеприведенной
схеме, но и в положение 2 [162]. Даже при высоком содержании хлора
(72,6%) сохраняется до 25% групп СН2, в которых не произошло заме¬
щения атома водорода на атом хлора.
Хлорирование поливинилхлорида осуществляют пропусканием хло¬
ра в раствор полимера в тетрахлорэтане или хлорбензоле [163]. Хоро¬
шие результаты получаются при хлорировании в дихлорэтане в при¬
сутствии катализатора, например 5% четыреххлористого титана.
Вследствие большой чувствительности реакции получения хлорирован¬
ного поливинилхлорида с постоянными свойствами, температура, кон¬
центрация и время хлорирования должны строго выдерживаться.
Технологический процесс производства перхлорвинила включает
следующие стадии: растворение поливинилхлорида в хлорбензоле, хло¬
рирование полимера, выделение перхлорвинила, его измельчение и
сушка, рекуперация растворителя.
Для получения перхлорвинила применяется поливинилхлорид с молекулярным
весом более 60 000. Сначала получают 10—12% раствор полимера в хлорбензоле при
30—35° С, а затем начинают подавать хлор. Постепенно повышают температуру хлори¬
руемой смеси до 112—115° С и одновременно увеличивают подачу хлора. После того,
как перхлорвинил, выделенный из хлорбензола, начинает растворяться в ацетоне, хло¬
рирование прекращают, температуру в реакционной смеси снижают до 90—95° С и
начинают подавать азог для удаления адсорбированного хлора и хлористого водо¬
рода, являющегося побочным продуктом реакции.
Раствор перхлорвинила в хлорбензоле после отстаивания п фильтрации в центри¬
фуге подается в осадитель. Осаждение полимера осуществляется смешением теплого
раствора с водой, нагретой до 90° С .
Полимер вместе с горячей водой и хлорбензолом переводится в отделитель, осво¬
бождается от жидкой фазы, промывается холодной водой, отжимается на центрифуге,
если необходимо, измельчается и поступает на сушку в сушилки периодического или
непрерывного действия.
В соответствии с ГОСТ 10004—62, поливинилхлоридная хлориро¬
ванная смола выпускается двух марок ПСХ-Н (низковязкая) и ПСХ-С
(средневязкая). Она представляет собой мелкий порошок белого или
бледно-желтого цвета, хорошо растворимый в бутилацетате, кетонах и
хлорированных алифатических и ароматических углеводородах. Пер¬
хлорвинил совмещается со многими пластификаторами (дибутилфтала-
юм, трикрезилфосфатом, хлорированным скипидаром, хлорированным
парафином, соволом и цр.). Он обладает высокой химической стой¬
костью к хромовой смеси, царской водке, фосфорной кислоте, раство-
Сополимеры винилхлорида
273
оам гипохлорита, перманганата, аммиака, едких щелочей до 50° С,
серной и соляной кислот до 50° С и другим агрессивным средам [164].
Термостойкость перхлорвинила невысока Уже при 100—105° С он
пазмягчается, поэтому эксплуатационным пределом считают темпера¬
туру 85°. Предел прочности при растяжении достигает 650—750 кгс/см2,
а относительное удлинение 4—5%. Перхлорвинил применяется для изго¬
товления химически стойких покрытий [100], клеев [100, 165] и волокна
хлорин [166—169].
Хлориновое волокно отличается высокой химической стойкостью,
гидрофобностью и негорючестью. Оно находит применение для изготов¬
ления фильтровальных тканей, спецодежды, лечебного белья, канатов,
щеток, сетей, лент для транспортеров и др. Перхлорвинил может быть
чспользован для получения по способу «кокон» защитных пленок на
крупногабаритных изделиях сложной формы [155]. Получаемая герме¬
тичная упаковка предохраняет от коррозии моторы, станки, самолеты,
тяжелое вооружение и другие машины.
Сополимеры винилхлорида
С целью модификации некоторых свойств поливинилхлорида (рас¬
творимости, термостабильности, адгезии, текучести и др.) проводится
| го сополимеризация с различными непредельными соединениями. Из¬
вестны сополимеры винилхлорида с винилиденхлоридом [170—175], ви¬
нилацетатом [176—179], стиролом [180—182], эфирами акриловой и мет-
криловой кислот [183, 184], акрилонитрилом [185—187] и другими моно¬
мерами.
Наиболее важны и широко применяются сополимеры винилхлорща
с винилиденхлоридом и винилацетатом.
СОПОЛИМЕРЫ ВИНИЛХЛОРИДА С ВИНИЛИДЕНХЛОРИДОМ
В технике эти сополимеры получают эмульсионным методом. Вслед-
твне разной активности мономеров возникает сополимер, обогащенный
более активным винилиденхлоридом по сравнению с исходной смесью.
Скорость сополимеризации зависит от состава исходной смеси и. прохо-
*ит через минимум при содержании 25—30% винилиденхлорида [188,
'89]. Но при любом составе смеси она значительно ниже скорости раз¬
дельной полимеризации (в 7—8 раз), что объясняется взаимным ингиби-
рчющим действием мономеров [190].
Однородность состава сополимера можно увеличить, если более
реакционноспособный мономер — винилиденхлорид добавлять к смеси
постепенно. Но так как постепенная дозировка затруднительна, то ино¬
гда процесс проводят в две или несколько стадий. К винилхлориду сна¬
чала добавляется часть винилиденхлорида и проводится сополимериза-
пня, а затем в конце процесса добавляется оставшееся количество ви-
лиденхлорида [191].
Несмотря на преимущества более однородных сополимеров (повы¬
шенные физико-механические свойства), на практике очень часто приме¬
няют одновременную загрузку мономеров и получают продукты, содер¬
жащие фракции неодинакового состава.
Примером может служить процесс, описанный Гордоном [171, 192].
В автоклав после вытеснения воздуха азотом заливают 2 л дистилли¬
рованной воды, растворяют 0,5—0,6% персугльфата аммония и 0,25%
эмульгатора (некаль); после подщелачивания среды водным раствором
аммиака (содержание его в смеси должно составлять 0,2%) вводят
4 S0 г винилхлорида и 320 г винилиденхлорида. Мешалку автоклава
lS А Ф. Николаев
274
Гл. 10. Поливинилхлорид
приводят во вращение и начинают подогревать реакционную смесь до
50° С. Реакцию при этой температуре продолжают 25—45 ч до понижения
давления в автоклаве. Непрореагировавшие мономеры при атмосферном
давлении удаляют из аппарата путем
нагревания; образовавшаяся диспер¬
сия содержит сополимер в количестве
250—280 г/л.
Если дисперсия не имеет само¬
стоятельного применения, то сополи¬
мер из нее может быть выделен при
добавлении кислот или водных раство¬
ров солей (хлористого натрия, серно¬
кислого алюминия или хлористого
кальция). После промывки сополимер
сушат при 50—80° С в сушилках перио¬
дического или непрерывного действия.
По другим данным [193], сополи¬
мер может быть получен из 207 вес. ч.
винилхлорида и 80 вес. ч. винилиден-
хлорида в 400 вес. ч. воды при 45° С в
присутствии 0,5 вес. ч. персульфата ам¬
мония и 2 вес. ч. додецилсульфата. Образовавшаяся эмульсия разру¬
шается хлористым кальцием, и выделившийся сополимер фильтруется,
промывается и высушивается. Температура размягчения, растворимость,
предел прочности при растяжении, относительное удлинение и другие
свойства сополимеров зависят от состава. На рис. 83 представлена
зависимость некоторых свойств сополимера
винилхлорида с вииилиденхлоридом от со¬
става [194].
Как видно из рис. 83, сополимеры, со¬
держащие 40—60% винилиденхлорида, име¬
ют наименьшую прочность при растяже¬
нии, наибольшее относительное удлинение,
более низкую температуру текучести и по¬
вышенную растворимость. Как правило, со¬
полимеры обладают более низкой темпера¬
турой текучести, меньшей прочностью и
лучшей растворимостью, чем гомополиме¬
ры. Теплостойкость по Вика сополимеров
винилхлорида с вииилиденхлоридом (рис.
84) свидетельствует о том, что при содер¬
жании в сополимере 60% винилиденхло¬
рида наблюдается минимум теплостойкости
[195].
Термо-механические исследования про- Рис 84 3ависимость тепло.
веденные Каргиным и (^оголовои [196], по- стойкости сополимеров винил-
казывают, что температура стеклования хлорида с винилиденхлоридом
сополимеров почти линейно уменьшается от состава,
с увеличением содержания винилиденхло¬
рида в сополимере. Понижение температуры текучести сополимеров свя¬
зано как с уменьшением среднего молекулярного веса, так и с явлением
«внутренней пластификации», вызванным уменьшением межмолекуляр-
ного взаимодействия в связи с нарушением регулярности строения. Эти
особенности сополимеров позволяют получать эластичные изделия при
небольшой дозировке пластификатора.
cCH2=CClj>%
Рис. 83. Зависимость свойств сополи¬
мера винилхлорида и винилиденхло¬
рида от состава:
/ — температура текучести; 2 —растворимость
в ацетоне; 3 — цветостабильность; 4 — предел
прочности при растяжении; 3 — относительное
удлинение.
Сополимеры винилхлориди
275
Пластификаторами сополимеров винилхлорида с виннлидснхлори-
дом являются сложные эфиры фталевой и фосфорной кислот, хлориро-
занные дифенил и нафталин, бутадиеннитрильные каучуки, содержащие
5—40% акрилонитрила.
Совместимость некоторых пластификаторов с сополимерами винил¬
хлорида с винилиденхлоридом видна из рис. 85 [192]. Наилучшей совмес¬
тимостью обладает а-хлорнафталин, который имеет ряд преимуществ по
-равнению с дибутилфталатом.
Прн нагревании сополимеров винилхлорида с винилиденхлоридом,
*ак же, как и при нагревании поливинилхлорида, выделяется хлористый
зодород, причем этот процесс протекает тем интенсивнее, чем больше
■лора в сополимере. Для уменьшения интен¬
сивности разложения при температуре перера-
'отки (120—180° С) в сополимеры вводят ста-
билизаторы (мочевина, феноксипропеноксид,
•”оксисмолы, дибутилдилауратолово и др.),
♦ оторые значительно повышают температуру
;чала разложения. Действие ультрафиолето¬
вых лучей на сополимеры ослабляется введе¬
нием оксипроизводиых бензофенона (5-хлор-
--окснбензофенон и 2,5-диоксибензофенон).
Элоксисмолы не только повышают устойчи¬
вость сополимеров к действию высокой тем-
вературы, но одновременно являются свето-
:табилизаторами.
Большое влияние на механические свой¬
ства сополимеров оказывает температура. Бы-
' » показано [197], что предел прочности при
растяжении пленок из сополимеров винплхло-
' да с винилиденхлоридом изменяется от 2000 до 10 кгс!см2 прч изме-
а?нии температуры от 25 до 120° С с одновременным увеличением от¬
опительного удлинения от 0 до 1600%- При 155—160°С сополимер на-
D элько размягчается, что испытываемые волокна полностью теряют
«: очность [198].
Сополимеры винилхлорида с винилиденхлоридом имеют хорошую
чическую стойкость к кислотам и щелочам, за исключением концен¬
трированной серной кислоты и едкого натра. Водостойкость их высока,
I этому изделия из сополимеров не изменяют размеров и не коробятся
1 - влажной атмосфере.
Сополимеры винилхлорида с винилиденхлоридом применяются в
де порошков и латексов. Сополимеры с небольшим содержанием ви-
*»лиденхлорида обладают повышенной растворимостью и лучшей со¬
вместимостью с пластификаторами и с бутадиенннтрильным каучуком
■ сравнению с поливинилхлоридом. Порошки применяются для изго¬
товления лаков, эластичных и жестких листов, половых плиток, граммо-
т 'иных пластинок. Латексы могут быть применены в качестве клеев,
покрытий по бумаге и тканям, а также в производстве красок.
Сополимеры, содержащие до 80% винилиденхлорида, пригодны для
ютотовления волокна, отличающегося высокой атмосферостойкостью и
|*ыпческой стойкостью, упаковочных пленок, прессовочных и литьевых
Делий.
Физико-механические свойства сополимера, содержащего 20% вини-
д;.н\лорида, следующие [192]:
Плотность, г/см3 1 40
Предел прочности при растяжении, кгс/см2 . 400—500
Рис. 85. Совместимость пла¬
стификаторов с сополиме¬
рами винилхлорида:
1 — а-хлорнафталин; 2 — дибутил-
фталат; 3 — бути лете арат.
'276
Гл. 10. Поливинилхлорид
Относительное удлинение, °о
Модуль упругости, кгс/см2 .
Водопоглощение, %
4
2100
за 24 ч
0,04
0,1
76
3,34
» 10 дней
Теплостойкость по Вика, =С
Диэлектрическая проницаемость при 800 гц
Тангенс угла диэлектрических потерь при
800 гц
Пробивная напряженность, кв/мм
0,016
14—24
Сополимер ВХВД-40 (ГОСТ 10005—62) получается при полимери¬
зации 60% винилхлорида с 40% винилиденхлорида- Выпускается в виде
нестабилизироваиного ВХВД-40 и стабилизированного ВХВД-40 (с). Ла¬
ковые пленки этого сополимера имеют хорошую эластичность, более
высокую прочность при растяжении и повышенное удлинение по срав¬
нению с пленками перхлорвинила [199].
Сополимер ВХВД-40 применяется для изготовления химически стой¬
ких грунтов, эмалей и лаков, пригодных для внутренней окраски кают
морских судов, покрытия аккумуляторов, шахтерских ламп, оборудо¬
вания и наружных металлических конструкций на химических заво¬
дах [200].
Водные латексы сополимера, полученные из 60% винилхлорида и
40% винилиденхлорида, выпускаются под названием латекса СВХ-1
(ВТУ МХП 3478—52), он пригоден для пропитки тканей, ковровых из¬
делий и синтетических волокон, изготовления клеев и красок.
Водные латексы сополимеров винилхлорида с винилиденхлоридом,
полученные в присутствии небольших количеств карбоксилсодержащих
мономеров, например метакриловой кислоты, более морозоустойчивы.
Морозоустойчивость определяется как способность замороженного ла¬
текса при оттаивании сохранять свои свойства и не коагулировать. Мо¬
розоустойчивый латекс, содержащий 40—60% сополимера, выпускается
под маркой СВХ-М (ВТУ МХП 3478—52).
В сополимерах с винилхлоридом обычно содержится 5—15% винил-
ацетата и лишь в некоторых случаях — до 40%. Сополимеризацпю ви¬
нилхлорида с винилацетатом проводят в растворителе или в эмульсин.
Винилхлорид проявляет несколько большую активность, поэтому в на¬
чале процесса сополимеры обогащены винилхлоридом по сравнению с
его содержанием в исходной смеси. К концу процесса составы исходной
смеси и сополимера почти одинаковы.
Состав и средний молекулярный вес сополимеров в значительной
степени влияют на их физико-механические свойства и способность к пе¬
реработке в изделия [201]. В табл. 62 представлен состав сополимеров
винилхлорида с винилацетатом в зависимости от их назначения
С увеличением содержания винилацетата в сополимере повышаются
его растворимость и совместимость с пластификаторами и полимерами,
уменьшаются водостойкость, температура размягчения, жесткость и
твердость. При изготовлении покрытий следует вводить в растворы пла¬
стификаторы.
Сополимеры, содержащие 38—40% винилацетата, хорошо совме¬
щаются с нитроцеллюлозой и поэтому применяются для изготовления
высококачественных мебельных лаков. При содержании в сополимерах
13% и меньше винилацетата наблюдается недостатовдая адгезия к
гладким поверхностям. Ее можно повысить путем горячей сушки нане-
СОПОЛИМЕРЫ ВИНИЛХЛОРИДА с ВИНИЛАЦЕТАТОМ
[194, 202].
Сополимеры винилхлорида
277
ТАБЛИЦА 62
Назначение и состав сополимеров винилхлорида с виннлацетатом
Назначение
Содержание
винилхлорида
в сополимере,
%
Характеристи¬
ческая
вязкость р-ра
в циклогек¬
саионе,
дл!ч
Плотность,
ZjCMs
Средний
молекулярный
вес
(осмотич.)
Лаки и покрытия
60—62
0,28
1,30
Граммофонные пластинки
86—87
0,24
1,34
10000
Покрытия, пленки, волокно ....
86—87
0,53
1,36
30000
стовой материал, пленки ....
90
0,79
1,36
40000
Органозоли, листовые материалы .
91
1,38
Г,37
—
Золокно
95
1,25
1,38
69 000
Органозоли и пластизоли
96—97
1,53
1,39
:енных покрытий (при 160—190° С) и модификацией сополимеров. Вве-
:ение в сополимер до 2% малеиновой кислоты приводит к получению
■ройного сополимера, обладающего хорошей адгезией к металлам и дру-
'им материалам. Возможна также модификация сополимеров методом
йдролиза некоторой части ацетатных групп (до 6%). В литературе
i43] приведен ряд рецептов лаков на основе сополимеров винилхлорида
I виннлацетатом.
Сополимеры винилхлорида и винилацетата пригодны для изготовле¬
ния грунтовочных и окрасочных составов. Покрытия быстро высыхают.
'НИ устойчивы к атмосферным условиям, действию нефтепродуктов и
орской воды. Краски хорошо ложатся на чистый металл, фосфатирую-
хие грунты, а также на остатки старых красок, в том числе масляных.
Испытания показали, что они могут применяться в любой отрасли про¬
мышленности, нуждающейся в антикоррозионных и атмосферостойких
крытиях.
Другим применением сополимеров винилхлорида и винилацетата
~ляется изготовление покрытий по бумаге, картону, тканям (искус -
'венному шелку, найлону и др.). Покрытия на тканях имеют незначи-
» тьную толщину. Для покрытий значительной толщины применяют не
Я ш, а латексы или же наносят сополимер на каландрах.
Дисперсии сополимеров винилхлорида с винилацетатом широко
потребляются для изготовления паст (органозолей и пластизолей),
{менение которых очень разнообразно. Методы изготовления паст и
«рлменение их для получения изделий аналогичны для поливинилхло-
лла н его сополимеров с винилацетатом.
Сополимеры с высоким молекулярным весом применяют для изго-
' 1ления волокна. Наибольшее применение нашли сополимеры, содер-
- шие 13—14% винилацетата; реже используются сополимеры, в со-
~iBe которых находится 5% винилацетата. Изготовляемое за границей
юкно называется виньон (виньон НН, виньон ST и т. п.). Оно имеет
“'очность на растяжение 0,7—4 г/денье, относительное удлинение
?—120%, предел стабильности 52—65° С, область начала размягчения
а:—75° С и температуру усадки 60—83° С [47].
Сополимеры винилхлорида с виннлацетатом в виде порошка пере-
' ' атываются при помощи тех же методов, что и поливинилхлорид. Опти-
■« : 'ьной температурой для них является 140—160° С [203]. Кроме пле-
•яы\ и листовых материалов из сополимеров изготовляют трубы,
^предел ительные щиты, пропитывающие составы, граммофонные
. ники, линолеум, изоляцию проволоки и кабелей и т. п.
278
Гл. 10. Поливинилхлорид
Ниж« даны свойства сополимеров внннлхлорнда с винилацетаточ
[204, 205]:
Плотность, г!см3 . . 1,34
Предел прочности при растяжении, кгс/см2 1000
Температура размягчения, °С 130—160
Водопоглощеиие, % 0,05
Диэлектрическая проницаемость
при 60 гг; 3,2
» 1000 гц 3,1
Тангенс угла диэлектрических потерь
при 60 гц 0,013
» 1000 гц 0,015
Удельное объемное сопротивление
при 50° С, ом -см 5,2 ■ 1014
Пробивная напряженность, кв/мм 25
СОПОЛИМЕРЫ ВИНИЛХЛОРИДА С АКРИЛОНИТРИЛОМ
Сополимеры винилхлорида с акрилонитрилом, содержащие 60 |
винилхлорида, отличаются высокой температурой размягчения и хоро-1
шей растворимостью в ацетоне. Получают их в эмульсии. Вследствие I
высокой активности в реакции сополимеризации при одновременной за-1
грузке мономеров акрилонитрил расходуется быстрее, чем винилхлорнд; I
сополимер образуется с высоким содержанием акрилонитрила, очень не-|
однородный по составу и мало пригодный для изготовления изделив..
Однородный по составу сополимер получается при сополимеризации
смеси винилхлорида и акрилонитрила, взятой в весовом соотношен*Л
98 : 8. Реакцию проводят при 40—50° С в присутствии воды, персульфат
калия (инициатора) и натриевой соли ди-(2-этилгексил)-сульфоянтари
ной кислоты (эмульгатора). Акрилонитрил добавляют в реакционную!
смесь по частям или непрерывно, сохраняя в автоклаве постоянное д*Л
вление. Анализ проб, отбираемых во время полимеризации, показывает. I
что продукт содержит приблизительно 60% винилхлорида [47].
Сополимеры винилхлорида с акрилонитрилом применяются для ни
готовления волокна (виньон N), разрывная прочность которого может]
достигать 4,2 г/денье, относительное удлинение 10%, температура рам
мягчения 120—135° и температура усадки 140—145° С. Сополимеры ■> |
гут быть использованы в качестве электроизоляционных материалов I
Диэлектрические свойства их, хотя и уступают свойствам таких диэле^.- I
триков, как'полиэтилен, но все же довольно высоки. Дмэлектрическ» 1
проницаемость при 25° С и 50% относительной влажности достигает I
при 60 гц, тангенс угла диэлектрических потерь при 60 гц составляй
0,027, удельное объемное сопротивление при 50° С 4,1 • 10й ом • см.
СОПОЛИМЕРЫ ВИНИЛХЛОРИДА С МЕТИЛАКРИЛАТОМ
Сополимеры винилхлорида с метилакрилатом могут быть испольаЛ
ваны для производства непластифицированных прозрачных листов**
материалов и различных изделий. Технические преимущества таких а
полимеров заключаются в прозрачности, эластичности и легкости пере
работки. Из сополимера, содержащего 14% метилакрилата, изгоТШ
ляются шланги, которые могут быть использованы для электроизо.':
ции кабеля.
В СССР сополимеры винилхлорида с метилакрилатом вырабапШ
ваются двух марок: хловииит МА-20 и хловинит МА-50. Хлови
МА-20 с добавкой стабилизатора применяется для изготовления г:>-1
Сырье
279
зрачного листового материала — виннпроза (ВТУ МХП 3019—55), ис¬
пользуемого в картографии, геодезии и конструкторских работах Вы¬
пускается также винипроз-С путем термической обработки непластифи-
цированного сополимера в виде листов длиной не менее 1300, шириной
не менее 550 и толщиной 0,25—0,45 мм (ТУ МХП 3399—52). Он должен
обладать следующими свойствами:
Плотность, г/см3 1,35—1,4
Предел прочности при растяжении, кгс/см2,
не менее 500
Относительное удлинение, %, не более ... 12
Водопоглощение, %, не более 1
Прозрачность (по методике ВИАМ), %, не
менее 75
Морозостойкость, °С до —30
ГЛАВА 11
ПОЛИВИНИЛИДЕНХЛОРИД
Винилиденхлорид, являющийся исходным сырьем для производства
полимера, подобно винилхлориду, известен со времен Реньо [206]. При
хранении мономера на свету образуется белый осадок [207]. В 1930 г.
была проведена фотополимерпзация винилиденхлорида и установлено,
что в результате такой реакции образуется высокомолекулярный поли¬
мер [208]. В 1939 г было получено волокно из поливинилидепхлорида,
названное сараном [190].
Вследствие плохой растворимости полимера были предприняты
попытки получения различных сополимеров винилиденхлорида. Сначала
синтезировали сополимеры винилиденхлорида с 7,5% этилакрилата я
тройные сополимеры с 13% винилхлорида и 2% акрилонитрила, пред¬
назначаемые для изготовления волокон, а позднее в технике нашли
применение сополимеры с винилхлоридом, акрилонитрилом, бутилакри-
латом и другими мономерами.
В настоящее время на основе сополимеров винилиденхлорида по¬
лучают пленочные и листовые материалы, антикоррозионные покрытия,
трубы, волокна, фотографические материалы и другие изделия.
Сырье для производства поливинилиденхлорида
Наиболее удобным методом производства винилиденхлорида яв-
тяется дегидрохлорирование 1, 1, 2-трихлорэтана. Процесс может быть
осуществлен как в жидкой {209, 210], так и газовой фазе [211] и проте¬
кает по схеме:
С12СН—СН2С1 -> СН2=СС1г
В жидкой фазе трихлорэтан дегидрохлорируется путем обработки
раствором едкого натра или известковым молоком. По первому способу
реакцию проводили в стальном аппарате, куда постепенно загружали
из мерников трихлорэтан и 10% раствор едкого натра. При 50—70° С
образовывался винилиденхлорид. Газообразный мономер подвергали
конденсации и фракционированию. Очищенный продукт для предотвра¬
щения полимеризации стабилизировали триметиламином. Выход винили-
денхлорпда составлял ~90%.
Дегидрохлорирование трихлорэтана с помощью водного раствора
едкого натра может быть осуществлено непрерывным методом. Работа
с едким натром позволяет проводить процесс при относительно не¬
высокой температуре (50—70° С), по вместе с тем способствует
280
Гл. 11. Поливинилиденхлорид
возникновению побочных реакций, которые ведут к образованию фрак¬
ций, кипящих при температуре ниже 30° С (винилхлорид, хлорацетилен
н др.).
Второй способ, заключающийся в обработке трихлорэтана извест¬
ковым молоком, содержащим 170—200 г/л гидроокиси кальция и не бо¬
лее 20 г/л карбоната кальция, и взятым в избытке примерно на 50%
от стехиометрического количества, требует температуры 100° С, ири ко¬
торой реакция протекает с достаточно высокой скоростью.
Винилиденхлорид выпускается по ТУ МХП 1651—48. Он представ¬
ляет собой бесцветную легкокипящую жидкость со слабым запахом, на¬
поминающим запах хлороформа. Его свойства представлены ниже [192]:
Плотность при 20° С, г/см3 1,2122
Температура кипения, ' С . . . . . . 31,7
» плавления, ' С . —122,5
» вспышки, °С ......... —11,0
Показатель преломления 1,4249
Удельная теплоемкость, кал/г ■ град 0,277
Теплота испарения, ккал/моль 6,603
» полимеризации, ккал/моль 14,0
Диэлектрическая проницаемость при 60 гц . 4,77
Дипольный момент, дебай 1,403
При содержании в воздухе паров винилиденхлорида1 в пределах
7—16 объемн. % образуются взрывчатые смеси.
Винилнденхлорид обладает слабым физиологическим действием.
При концентрации 0,1 мг/л раздражаются слизистые оболочки, а запах
начинает ощущаться при 0,2 мг/л\ вдыхание паров (при открытом испа¬
рении мономера) может вызвать острое отравление [212].
Наличие двух атомов хлора при атоме углерода с двойной связью
приводит к появлению высокой реакционной способности. Винилиден¬
хлорид в кислой среде реагирует с формальдегидом с образованием
акриловой кислоты [213]:
СН2=СС12+Н20 +СН20 —>- СН2= СНСООН + 2НС1
с алкоголятом натрия в среде абсолютного спирта при 70—80° С обра¬
зуется а-хлорвинилэтиловый эфир [192]:
СН2=СС12 +NaOC2H5 —► СН2—СС1—ОС2Н5 +NaCl
Винилиденхлорид способен в определенных условиях присоединять
галогены, галогенводороды, взаимодействовать с хлорангидридами
кислот и алкилхлоридами. Наиболее важным свойством его является
способность к реакциям полимеризации и сополимеризации. Чистый
винилиденхлорид в присутствии кислорода воздуха легко полимери-
зуется. Кислород способствует образованию некоторого количества пе-
рекисных соединений, которые в сухом состоянии способны разла¬
гаться со взрывом.
Перекисные соединения из винилиденхлорида можно удалять путем
промывки 5% раствором сульфита натрия или 10% раствором едкого
натра [214].
Закономерности полимеризации винилиденхлорида
Винилиденхлорид легко полимеризуется по радикальному меха¬
низму в кристаллический полимер с высокой температурой размягче¬
ния, нерастворимый в большинстве органических растворителей. Поли¬
винилиденхлорид может быть получен в растворе, блоке, эмульсии и
суспензии, но наибольшее распространение получил эмульсионный
метод.
Свойства и применение
281
Механизм реакции, протекающей в эмульсии, изучал Винер [215].
Он нашел, что скорость полимеризации винилиденхлорида пропорцио¬
нальна квадратному корню из величин концентраций инициатора
(персульфата калия) и мономера [М] в растворе [1]. Скорость реакции
повышается с увеличением концентрации эмульгатора (лаурата калия).
Для полимеризации в блоке найдена зависимость выхода полиме¬
ра (при небольшой глубине полимеризации) от времени [216]:
G — ktn
Здесь G — выход полимера, %;
k — коэффициент, зависящий от температуры реакции и кон¬
центрации (инициатора (перекиси бензоила);
t — время, мин\
ti ~ 1,28.
Рядом исследователей [216, 217] было показано, что блочная поли¬
меризация винилиденхлорида в присутствии перекиси бензоила проте¬
кает с возрастающей скоростью до глубины превращения 30%. Это
объясняется реакцией -передачи цепи в «мертвом» полимере (гель-эф¬
фект) и подтверждается увеличением скорости реакции при добав¬
лении в реакционную среду полимера, хранившегося на воздухе. Сус¬
пензионная полимеризация винилиденхлорида проводится при 25—60° С
в присутствии перекисных инициаторов [216, 218].
Производство поливинилиденхлорида
Технологический процесс получения полимера и сополимеров
винилиденхлорида в эмульсии оформляется так же, как производство
поливинилхлорида.
Важнейшее техническое значение имеют сополимеры винилиден¬
хлорида с винилхлоридом и акрилонитрилом. Поливинилидеихлорид,
получаемый полимеризацией чистого винилиденхлорида, из-за трудно¬
стей в переработке не нашел широкого применения.
Кроме двойных сополимеров на основе винилиденхлорида могут
быть приготовлены тройные сополимеры, например, сополимеры, полу¬
чаемые из исходной смеси мономеров, содержащей 85% винилиденхло¬
рида, 13% винилхлорида и 2% акрилонитрила [219]. Акрилонитрил спо¬
собствует получению сополимера повышенной текучести и более ста¬
бильного при повышенных температурах [210].
Свойства и применение поливинилиденхлорида
Поливинилидеихлорид представляет собой высокомолекулярное со¬
единение структуры 1,3 («голова к хвосту»):
... — СН2—СС12—СН2—СС12—СН2—СС12—...
Незначительная разветвленность поливинилхлорида способствует
кристаллизации его макромолекул. Рентгено- и электронографические
исследования свидетельствуют о высокой степени кристалличности [220]
и позволяют определить период идентичности в 4,67 А [190]. Полимер
втнилнденхлорида может существовать как в аморфном, так и в кри¬
сталлическом состоянии. Аморфный полимер имеет температуру стек¬
лования — 17° С. На холоду происходит медленная кристаллизация,
протекающая сравнительно быстро при нагревании. В кристаллическом
состоянии поливинилидеихлорид плавится при 185—200° С. Теплостой¬
кость его по Вика достигает 210—220° С [195]. При нагревании чо 150° С
н выше начинается отщепление хлористого водорода, значительно уси¬
ливающееся при 200°.
282
Гл. 11. По.швинилиденхлорид
Увеличение термической устойчивости полимера достигается введе¬
нием стабилизаторов: олово- и кадмийорганических соединений, хлор-
производных фенилбензоата, производных оксибензофенона, а-ненасы-
щенных кетонов н др. Выделение хлористого водорода, происходящее
до температуры размягчения, затрудняет переработку полимера в изде¬
лия. Поэтому изготовляют полимеры с более низкой температурой раз¬
мягчения. В зависимости от величины молекулярного веса поливинил¬
хлорид размягчается при 93—160° С [221].
Поливинилхлорид не растворяется в обычных органических раство¬
рителях, но хорошо растворяется в диэтилсульфоие [222]. Значи¬
тельно лучшей растворимостью обладают сополимеры винилиденхло¬
рида. Химическая стойкость поливинилиденхлорида хорошая. Хлори¬
стый водород отщепляется при обработке горячей концентрированной
серной и азотной кислотами, спиртовыми растворами щелочей, при дли¬
тельном кипячении в таких растворителях, как цнклогексанон, тетра-
гидрофурфуриловый спирт, анилин.
Сополимеры винилиденхлорида
СОПОЛИМЕРЫ ВИНИЛИДЕНХЛОРИДА с винилхлоридом
Эти сополимеры обладают кристалличностью при содержании ви
нилнденхлорида более 70%. С появлением кристаллической фазы по¬
вышается температура размягчения и снижается растворимость. Полу¬
чаемые на практике сополимеры содержат 10—20% винилхлорида и
применяются для изготовления прессованных и литьевых изделий, труб,
пленок, лаков и моноволокна.
Для прессования и литья под давлением пригодны сополимеры
винилиденхлорида и винилхлорида, содержащие 70—95% винилиден¬
хлорида. В сополимер вводят стабилизаторы (например, 2—3% свето-
стабилизатора 5-хлор-2-оксибензофенона), пластификаторы (например,
6—7% ди-а-фенилэтилового эфира) и красители различного цвета.
Сополимеры обладают хорошей текучестью при определенной тем¬
пературе и относительно небольшой вязкостью расплавов. Эти особен¬
ности позволяют за короткое время изготовить изделия сложной конфи¬
гурации. Прессование можно проводить при 104—177°, а литье под дав¬
лением— при 135—200°С. Давление прессования достигает 35—350,
а давление при литье 500—2100 кгс/см2. Вследствие быстрой кристал¬
лизации сополимеров при 80—100° С нет необходимости в быстром
охлаждении прессформ, приводящем к получению аморфных мягких
материалов.
Ниже приведены свойства сополимера винилиденхлорида с винил¬
хлоридом, содержащего 90% винилиденхлорида [192]:
Плотность, г/см3 1,70—1,75
Предел прочности, кгс/см2
при растяжении 250—500
» сжатии 525—600
Относительное удлинение, % 15—25
Модуль упругости, кгс/см2 4 900—14 000
Твердость по Роквеллу (шкала М) 50—65
Максимально допустимая рабочая температу¬
ра, X 71-76
Водопоглощение, 96, не более 0,1
Коэффициент теплопроводности, ккал/м ■ ч ■ град 0,08
Удельная теплоемкость, ккал/кг ■ град .... 0,316
Диэлектрическая проницаемость при 60—106 гц 3—5
Удельное объемное сопротивление, ом ■ см . . 1014—1016
Тангенс угла диэлектрических потерь при 60 гц 0,03—0,045
Показатель преломления 1>60—1,63
Сополимеры винилиденхлорида
283
Сополимеры винилиденхлорида с виннлхлоридом, обладая проч-
зстью, малой горючестью, химической стойкостью к кислотам и мно-
■ 1м растворителям (спиртам, бензину, четыреххлористому углероду,
скипидару, маслам и эфирам), а также к действию озона и солнечных
лучей, применяются для изготовления патрубков, тройников, отводов
-эестовин, фланцев, соединительных муфт, вентилей, седел клапанов,
корпусов электрических батарей, аккумуляторов и пистолетов-распыли-
телей, в производстве медицинских инструментов и деталей текстиль¬
ных машин. Экструзия сополимеров винилиденхлорида позволяет полу-
ать жесткие трубы и гибкие трубки различного диаметра (до 100 мм).
Трубы по выходе из головки шприц-машины необходимо пропу¬
скать через ванну с горячей водой (80—95°С), с целью кристаллиза¬
ции материала. Трубы хорошо свариваются и легко поддаются
механической обработке. Они допускают давление 6—18 ат в зависимо¬
сти от диаметра и толщины стенок. Основное их применение—в хими¬
чески стойких трубопроводах.
Пленки из сополимеров винилиденхлорида с виннлхлоридом изго¬
товляются методом раздувки или механической растяжки трубок и вы-
ускаются толщиной 0,013—0,05, шириной до 1000 мм, их предел проч¬
ности при растяжении 500—1050 кгс/см'2, относительное удлинение 30—
40%. Они обладают малой паропроницаемостью, морозостойкостью до
— 17° С, стабильностью к действию света и способностью выдерживать
длительное нагревание при 60°.
Основное применение пленок — упаковка химических товаров и
пищевых продуктов. Чехлы и мешки пригодны в качестве оболочек для
лоанеиия металлических изделий и различного оборудования в усло-
: иях повышенной влажности.
Моноволокно, изготовляемое экструзией сополимеров винилиден¬
хлорида с виннлхлоридом, имеет диаметр 0,13—5 мм. Волокно обла¬
гает высокой устойчивостью к истиранию, действию плесени, воды,
пзличных химических реагентов, солнечного света и температуры до
75° С. Свойства моноволокна из сополимера винилиденхлорида с винил-
моридом следующие [192, 223]:
Плотность, г/смъ 1,72
Разрывная прочность, Ркм * 16,2—22,5
Относительное удлинение, % . . . 20—30
Предел прочности при растяжении,
кгс/см2 2800—4000
Прочность в мокром состоянии, % от
прочности сухого материала 100
Водопоглощение, %, менее 0,1
Температура размягчения, °С . . . 115
» усадки, °С 144—155
* Разрывные километры.
Волокно применяется для изготовления фильтровальных тканей,
канатов, рыболовных сетей, щетины, декоративных драпировочных и
обивочных тканей.
СОПОЛИМЕРЫ ВИНИЛИДЕНХЛОРИДА С АКРИЛОНИТРИЛОМ
Сополимеры винилиденхлорида с акрилонитрилом получают эмуль¬
сионной полимеризацией в присутствии персульфата калия. Могут быть
приготовлены сополимеры с разным содержанием акрилонитрила, но
■ лще всего применяются сополимеры с. небольшим количеством акри-
лэннтрнла (5—15%). они отличаются лучшей растворимостью и совме¬
стимостью с пластификаторами и другими полимерами по сравнению
284
Гл. 12. По гитетрафторэтилрн
с поливинилиденхлоридом. Ниже сравниваются свойства двух типов
сополимеров винилиденхлорида с акрилонитрилом, различающихся
молекулярным весом [194]:
Марка сополимера . . .
200
1000
Плотность, г/см3 ....
1,60
1,60
Показатель преломления г
,25
D ' -
1,580
1,580
Предел прочности при
растяжении.
кгс/см2
560
700
Относительное удлинение,
%
8
8
Хорошим растворителем сополимеров является метилэтилкетон,
но могут быть использованы циклогексанон, изофорон и окись мези-
тила. Растворы сополимеров винилиденхлорида с акрилонитрилом при¬
годны для изготовления лаков, которые можно наносить на металлы и
бумагу. Получаемые покрытия имеют высокую химическую стойкость
и прочность. Снижение хрупкости пленок достигается введением 10—
30% пластификаторов.
ГЛАВА 12
ПОЛИТЕТРАФТОРЭТИЛЕН
Политетрафторэтилен — полимер этилена, в котором все атомы
водорода замещены фтором. Фтор связывается с атомами углерода
очень прочно и вызывает появление у полимеров важных технических
свойств (теплостойкости, химической стойкости, высоких диэлектриче¬
ских и антифрикционных свойств).
Сырьем для получения политетрафторэтилена является тетрафтор-
этилен. Осуществить полимеризацию тетрафторэтилена при комнатной
температуре и повышенном давлении удалось Планкетту в 1941 г. [232].
Продукт представлял собой порошок белого цвета. Позже были разра¬
ботаны методы полимеризации тетрафторэтилена в присутствии ини¬
циаторов перекисного типа.
В Советском Союзе производство политетрафторэтилена началось
с 1949 г. Одновременно разрабатывались методы переработки его в
изделия и нанесения .на металлы.
Сырье для производства политетрафторэтилена
Из многих методов синтеза фторсодержащих органических соеди¬
нений (прямое фторирование элементарным фтором насыщенных и
ненасыщенных соединений, присоединение фтористого водорода к оле-
финам и ацетилену, этерификация спирта фтористоводородной кисло¬
той, взаимодействие галогенсодержащих органических соединений с
неорганическими фтористыми соединениями) ни один не позволяет по¬
лучить высокофторированные алифатические соединения, к которым
относятся тетрафторэтилен, трифторхлорэтилен и другие мономеры.
Попытки получения тетрафторэтилена были сделаны еще в 1890 г.,
но в опубликованных работах [224, 225] не было достаточных данных,
дающих уверенность, что полученный продукт был чистым тетрафтор-
этиленом. Лишь в 1933 г. [226] тетрафторэтилен был получен разложе¬
нием тетрафторметана в вольтовой дуге. Позже были разработаны ме¬
тоды получения тетрафторэтилена отщеплением хлора цинковой пылью
от тетрафтордихлорэтаиа {227, 228] и пиролизом монохлордифторметаиа
[229—231].
Существует ряд способов получения тетрафторэтилена — основного
сырья для получения политетрафторэтилена. Один из них заключается
Закономерности полимеризации тетрафторэтилена
285
в пиролизе монохлордифторметана (или монобромдифторметапа) в се¬
ребряной или платиновой трубе при 600—800° С и давлении, близком к
атмосферному [229—231]:
2CHF2C1 —CF2=CF2 + 2HC1
В результате реакции образуются тетрафторэтилен (выход 90—
95%) и хлористый водород. Последний в скрубберах, орошаемых рас¬
твором щелочи, отделяется от мономера и непрореагировавшего моно¬
хлордифторметана. Непоглощенные газы сушат в колоннах прокален¬
ным сульфатом .кальция и собирают в приемники, охлаждаемые смесью
твердой углекислоты и ацетона или жидким азотом. За один проход
грубы претерпевает превращение до 50% монохлордифторметана. Вы¬
ход тетрафторэтилена достигает 76—87% от количества превращенного
монохлордифторметана. Очистка мономера от примесей произвоаится
фракционированием.
Другой метод синтеза тетрафторэтилена заключается в обработке
цинковой пылью тетрафтордихлорэтана в среде растворителя (мети¬
лового или этилового спирта, ацетона, диоксана) при 110— 130° С и
лавлении до 40 ат [227, 228]:
CF2C1—CF2C1 -J- Zn CF2=CF2+ZnCl2
В технике тетрафторэтилен производится по первому способу Мо-
нохлордифторметан получают взаимодействием хлороформа с безвод¬
ным жидким фтористым водородом при 100° С и давлении до 30 ат
в присутствии окиси азота [233].
Тетрафторэтилен представляет собой бесцветный газ с температу¬
рой кипения —76,3° С и температурой плавления —142,5° С [234, 235].
Он полимеризуется значительно легче, чем этилен, легко присоединяет
хлор, бром и вступает в другие реакции, характерные для олефинов
В качестве ингибиторов самопроизвольной полимеризации могут
быть использованы меркаптаны. Бутилмеркаптан в количестве 0,5%
сможет задержать полимеризацию тетрафторэтилена, находящегося под
давлением 200 ат в течение нескольких месяцев.
Закономерности полимеризации тетрафторэтилена
Тетрафторэтилен легко полимеризуется При нагревании происхо¬
дит образование как высокомолекулярного полимера, так и низкомоле¬
кулярных веществ, представляющих собой циклические соединения [236].
Политетрафторэтилен имеет следующее строение:
[—CF 2—CF 2—]„
Наиболее легко политетрафторэтилен образуется при активации
мономера радикалами, получающимися при распаде перекисей (пере¬
киси бензоила, перекиси водорода, перекиси ацетила, перекиси трет-
бутила, персульфатов) и азосоединений (азодиизобутиронитрила и др.).
Реакция полимеризации тетрафторэтилена значительно ускоряется при
использовании окислительно-восстановительных систем. Кислород воз¬
духа замедляет реакцию и снижает молекулярный вес полимера [237J.
Обычно полимеризацию тетрафторэтилена проводят в суспензии,
но ее можно также осуществить в блоке и в растворе. При суспензион¬
ном методе удобнее отводить теплоту реакции; полимер получается в
виде белого порошка. Блочный метод опасен вследствие трудностей в
отводе тепла: теплота полимеризации тетрафторэтилена составляет
47 ккал/моль [238], и при местных перегревах может произойти разло¬
жение мономера, сопровождающееся взрывом [239]. При полимеризации
286
Гл. 12. Политетрафторэтилен
в растворе вследствие снижения концентрации мономера образуется
полимер с пониженным молекулярным весом, особенно, если процесс
проводится в галогенуглеводородах [240].
Низкомолекулярные полимеры разлагаются при нагревании до
200—250°С. Их стабильность повышается фторированием, этерифика-
циеп конечных групп [241] и другими методами. Низкомолекулярные
полимеры применяются в качестве пластификаторов для высокомолеку¬
лярных продуктов н смазочных масел для насосов и кранов.
Полимеризация тетрафторэтилена в метиловом спирте в присут¬
ствии перекисных инициаторов приводит к получению полифторирован-
ных спиртов H(CF2—CF2)kCH2OH (где п= 1+6).
Смеси эфиров фторалкоголей (п = 2, 3, 4) и камфорной кислоты
применяют как высокотемпературные смазывающие масла.
Эфиры, полученные на основе циануровой кислоты и фторалкого¬
лей, служат эффективными добавками к смазкам и являются пласти¬
фикаторами. Они перегоняются без разложения при 400° С. Эфиры
акриловой и метакриловой кислот и фторалкоголей способны к поли¬
меризации и сополимеризации с другими мономерами. Они образуют
пластики и эластомеры, обладающие высокой химической и термиче¬
ской стабильностью.
Полимеризация тетрафторэтилена производится в автоклаве из не¬
ржавеющей стали (например, стали ЭЯ1Т), выдерживающем давление
не менее 100 -ат. Автоклав должен быть снабжен мешалкой якорного
типа, рубашкой для нагревания и охлаждения, вентилем для ввода
газа, пробкой, закрывающей сливное отверстие в нижней части аппа¬
рата и гильзами для термометров в рубашке и крышке.
В автоклав, предварительно продутый очищенным от кислорода
азотом, заливают воду, лишенную растворенного кислорода (160 вес. ч.),
и персульфат калия (0,1 вес. ч.). Затем автоклав охлаждают охла¬
дительной смесью, вакуумируют, вводит 10—15 вес. ч. тетрафторэти-
лена и при перемешивании постепенно поднимают температуру до 70—
80° С. Реакция протекает под давлением 40—100 ат. После окончания
реакции содержимое автоклава охлаждают, газообразный мономер
отгоняют азотом и смесь переводят в центрифугу. Полимер в виде зер¬
нистого порошка или белых волокон фильтруется, промывается горя¬
чей водой и поступает на сушку [239, 242—244].
Особенностью полимеризации тетрафторэтилена является значи-
тельное выделение тепла, которое при недостаточно быстром отводе
может привести к разложению мономера на углерод и тетрафторметан,
сопровождающемуся взрывом. Скорость полимеризации резко возра¬
стает с повышением давления.
При полимеризации тетрафторэтилена можно применять смесь
следующего состава (вес. ч.):
За 1 ч реакции при 80° С образуется до 86% полимера [245].
В ряде работ, опубликованных в последние годы, сообщается о це¬
лесообразности применения в качестве инициаторов полимеризации
тетрафторэтилена перекисей двухосновных кислот (глутаровой и янтар¬
ной), а также окислительно-восстановительных систем, составленных из
Производство политетрафторэтилена
Вода
Т етрафторэтилен
Персульфат калия
Бура
100
30
0,2
0,5
Свойства
287
:ет-бутнлпербензоата, фосфата железа и бисульфита натрия при pH
: еакшюнной среды 2,3—4 [246—248].
Политетрафторэтилен выпускается в виде рыхлого волокнистого
торошка (фторопласт-4, марки А, Б и В; ГОСТ 10007—62), тонкодис-^
-ерсного порошка с частичками размером 0,1—0,3 мк (фторопласт-4Д,
Т\ П-38—59) и волной суспензии фторопласта-4Д (ВТУ П-27—59) в
»иде белой или желтоватой непрозрачной (молочной) жидкости, содер¬
жащей 50—60% полимера [249].
.\\етоды получения фторопласта-4Д и фторопласта-4 различаются,
::обенно на стадии коагулирования при получении порошка или на
стадии концентрирования при получении суспензий. Частички полимера
вместо волокнистой структуры приобретают форму шарика диаметром
0.1—0,3 мк. Коагуляция водной дисперсии с концентрацией полимера
; j 20% и 'больше вызывается добавлением электролитов и органических
-«зстворителей или механическим перемешиванием. При изготовлении
суспензий, содержащих 50—60% полимера, требуется вводить в дис-
г?рсню 9—12% поверхностно-активных веществ для предотвращения
лзагуляции частичек полимера. Концентрирование обычно производится
иа специальной центрифуге. После осаждения полимера с осадка сли¬
вается осветленная жидкость и в центрифугу заливается такое коли¬
чество воды, чтобы образовалась суспензия нужной концентрации.
Свойства политетрафторэтилена
Политетрафторэтилен — один из лучших высокополимеров, создан¬
ных на основе химического синтеза. Он обладает прекрасным сочета¬
нием физических и химических свойств, которое невозможно найти ни
в одном другом материале, обнаруженном в природе или полученном
человеком.
Уникальные свойства политетрафторэтилена объясняются тем фак-
том, что к углеродному скелету присоединены только атомы фтора.
Фтор, являясь самым активным из известных химических элементов,
ври взаимодействии с другими веществами образует соединения, обла¬
гающие необычайной стойкостью. Связь углерод—фтор во фторуглеро-
лах фактически является одной из самых прочных связей, известных
для органических соединений.
Связь углерод—углерод, которая составляет основу полимерной
лепи, также является одной из прочных одинарных связей. Таким обра-
мм, многие замечательные свойства фторуглрродов объясняются
прочностью первичных химических связей. Другой особенностью поли¬
тетрафторэтилена является небольшой размер атомов фтора, которые
-бразуют плотную оболочку вокруг углерод — углеродной цепи. Такая
болочка является непроницаемым щитом, защищающим цепь от воз¬
действия большинства химических реагентов.
По своей химической природе политетрафторэтилен представляет
собой насыщенный полимер, молекулы которого построены в виде пра¬
вильной зигзагообразной спиральной цепи с периодом идентичности
16.8 А [250].
РАСТВОРИМОСТЬ
Политетрафторэтилен не растворяется ни в одном из известных рас¬
творителей. Как известно, растворение происходит в том случае, если
имеется сильное взаимодействие между макромолекулами полимера и
молекулами растворителя. В случае слабого взаимодействия раствори¬
мость является низкой. Нерастворимость политетрафторэтилена объ¬
ясняется очень слабой способностью фторированных соединений
288
Гл. 12. Политетрафторэтилен
взаимодействовать с другими веществами. Атомы фтора настолько
плотно прикрывают >глеродн}Ю цепь, что молекулы растворителей не
могут приблизиться к ней на такое расстояние, при котором началось
бы взаимодействие.
Растворимость полимеров уменьшается с увеличением молекуляр¬
ного веса, поэтому неудивительно, что политетрафторэтилен, имеющий
большой молекулярный вес, не растворим.
Нарушение симметрии полимерных цепей, например в результате
реакции сополимеризацни или при введении в основную цепь других
атомов (вместо фтора), приводит к улучшению растворимости. Так, на¬
пример, политрифторхлорэтилен растворяется в мезитилене, /г-ксилоле и
некоторых других растворителях при повышенной температуре.
Поскольку неизвестен растворитель, в котором политетрафторэтилен
хотя бы набухал даже при повышенных температурах, то для него не
существует и пластификаторов.
Молекулярный вес политетрафторэтилена в связи с его нераство¬
римостью нельзя определить обычными методами. Для некоторых об¬
разцов молекулярные веса были определены по конечным группам с
применением радиоактивных индикаторов [251,] и оказались равными
142 000—534 000.
ХИМИЧЕСКАЯ СТОЙКОСТЬ
Политетрафторэтилен — наиболее химически стойкий материал из
всех известных пластмасс н многих других материалов (золота, пла¬
тины, стекла, фарфора, эмали, специальных сталей и сплавов). Он
практически стоек ко всем минеральным и органическим кислотам, ще¬
лочам, органическим растворителям, окислителям, газам и другим аг-
. рессивиым средам. Разрушение политетрафторэтилена наблюдается
лишь при действии расплавленных щелочных металлов (или растворов
их в аммиаке), элементарного фтора и трехфтористого хлора при повы¬
шенных температурах. Вода не смачивает фторопласт и не оказывает
никакого воздействия на него при самом длительном испытании.
КРИСТАЛЛИЧНОСТЬ
Политетрафторэтилен — кристаллический полимер, содержащий
до 80—85% кристаллической фазы. Регулируя время и температуру
спекания порошка полимера в монолитный материал и особенно ско¬
рость охлаждения, можно изменить степень кристалличности в интер¬
вале от 85 до 45%. При обычных температурах полимер содержит твер¬
дую кристаллическую фазу и аморфные участки, обладающие высоко¬
эластическим состоянием. Поэтому он относительно мягок (твердость
по Бринелю 3 — 4 кг/мм2) и твердость его зависит от степени кристал¬
личности. Высокоэластическое состояние аморфных участков совершен¬
но устраняет хрупкость полимера (при испытании на удельную удар¬
ную вязкость образцы не ломаются, а только изгибаются).
Сразу же при охлаждении ниже 327° С политетрафторэтилен начи¬
нает кристаллизоваться, причем наибольшая скорость кристаллизации
наблюдается при 310°. Медленное охлаждение полимера и длительная
выдержка при 310° приводят к появлению наибольшего содержания
кристаллической фазы. Быстрое охлаждение размягченного полимера до
температуры ниже 250° способствует уменьшению кристаллической фазы
в полимере. При температуре ниже 250° скорость кристаллизации невелика.
Аморфная часть, присутствующая в полимере одновременно с кри¬
сталлической, имеет температуру стеклования —120° С, но даже при бо-
Свойства
289
- ■ низкой температуре политетрафторэтилен вследствие гибкости Ma¬
xi >лекул н небольшой величины межмолекулярных сил не теряет
tii эластичности. Даже при температуре жидкого гелия (—269,3° С)
л не становится хрупким [252].
Кристаллическая фаза плавится при 327° С. Этой температурой чет¬
ье определен верхний предел существования кристаллитов.
Степень кристалличности оказывает влияние на физико-механиче-
КВе свойства политетрафторэтилена. Ее можно достаточно точно опре¬
делить по плотности полимера, поскольку степень кристалличности
•рямо пропорциональна плотности. Плотность чистой кристаллической
r-i’bi полимера равна 2,3, а плотность аморфной фазы 2,05 г/см3. Плот-
*>сть полимера, содержащего как кристаллическую, так и аморфную
с^зы изменяется в пределах 2,14—2,25 г/см3 в зависимости от степени
■'исталличности.
Малая скорость кристаллизации политетрафторэтилена в иитер-
1 те 20—250° С позволяет применять полимер до указанной темпера¬
туры, не опасаясь заметного изменения механических свойств, и исполь-
’овать метод закалки. Закалка представляет собой резкое охлаждение
- тимера, нагретого выше температуры плавления кристаллитов, при-
ъ дящее к появлению значительного содержания аморфной фазы. До
_'30ЭС аморфная фаза полимера сохраняется длительное время. Зака-
^нные образцы имеют меньшую твердость, более высокое относитель¬
нее удлинение, повышенную пластичность и меньшую жесткость по
- авнению с сильно закристаллизованными образцами.
Закаливать изделия можно с толщиной 5—6, в редких случаях —
лее 10 мм. Крупные изделия вследствие невозможности быстрого ох-
'аждения по всей толщине следует охлаждать медленно. В этом слу-
-ае удается уменьшить внутренние напряжения.
ТЕРМИЧЕСКИЕ СВОЙСТВА
Политетрафторэтилен выдерживает высокие температуры. Он мо¬
ет подвергаться непрерывной эксплуатации до 250° С, а в некоторых
случаях — до температуры, немного ниже 327°, т. е. температуры пла¬
вления кристаллитов. При температурах выше 200° из полимера выде-
. зется минимальное количество токсичных газов. Даже при 300° потеря
з весе полимера невелика и лишь при 400° начинается его разложение.
При нагревании политетрафторэтилена в вакууме заметный распад
его начинается только при 490° С. В результате деструкции образуется
'етрафторэтилен [253]. Пиролиз при 500—700° дает смесь продуктов, в
-.оторых основным является гексафторпропилен [254].
В отличие от большинства термопластичных пластиков политетра¬
фторэтилен не течет при температуре плавления. При 327°С исчезает
• ристаллическая структура и полимер превращается в амбрфный про-
3 эачный материал. Отсутствие текучести является следствием очень вы¬
сокого молекулярного веса политетрафторэтилена.
Ввиду высокой вязкости расплава полимера необходимо применять
■ собую технику переработки, подобную той, которая используется в су¬
хом способе получения фарфора и в порошковой металлургии. Изго¬
товление изделий все же не является сложным процессом, если имеется
достаточный опыт в этой области.
Политетрафторэтилен вследствие высокого молекулярного веса не
обладает хрупкостью в условиях динамической нагрузки и низкой тем-
гературы (до —269°С). Хрупкость также не появляется даже после
ттродолжительной эксплуатации при высоких температурах.
19 А. Ф. Николаев
290
Гл. 12. Политетрафторэтилен
Одним из интересных свойств политетрафторэтилена является по¬
вышение температуры разложения с увеличением давления [255]. В ка¬
честве прокладочного материала полимер выдерживает температуру
500° С при давлении 1050 ат
стойкость К ОБЛУЧЕНИЮ
Политетрафторэтилен мало устойчив к облучению. Его механиче¬
ские свойства быстро ухудшаются при действии f- и ]3-излучения. Уже
при 5-106р'ч полимер становится хрупким и ломается при изгибе [25.6].
Предполагается, что при действии излучения происходит деструкция по¬
лимера по связи С—С, не приводящая к какому-либо сшиванию [257].
При облучении кроме низкомолекулярного порошка полимера и четы¬
рехфтористого углерода образуются и другие продукты (фтор и веще¬
ства, имеющие кислый характер).
Разрыв цепей политетрафторэтилена может также являться резуль¬
татом действия на полимерную молекулу атомов или молекул фто¬
ра [258,]:
F+ ... — cf2—cf2— cf2—cf2— ... ... — cf2—cf3 + .cf2—cf2— ...
Указанная реакция протекает одновременно с разрывом цепей,
происходящим при действии излучений, и увеличивает степень деструк¬
ции полимера. Механизм образования молекулярного фтора точно не
известен Возможно, что он возникает в результате прямого отщепле¬
ния от полимера с образованием двойных связей. Отсутствие процесса
сшивания макромолекул, по-видимому, объясняется тем, что взаимо¬
действие между радикалами в соседних цепях сильно затруднено из-за
кристаллической структуры
МЕХАНИЧЕСКИЕ СВОЙСТВА
Политетрафторэтилен, являясь кристаллическим полимером, наряду
с кристаллической фазой имеет аморфную, находящуюся в высокоэла¬
стическом состоянии. При комнатной температуре он относительно мя¬
гок; твердость зависит от степени кристалличности. Из-за наличия
аморфной фазы политетрафторэтилен не обладает хрупкостью даже
при низких температурах. Свойства политетрафторэтилена следую¬
щие [249, 259]:
Плотность, г/см3 2,14—2,25
Предел прочности, кгс/см2
при растяжении незакаленного материала . 140--250
при растяжении закаленного материала . . 160—315
при статическом изгибе 110—140
при сжатии, не менее 200
Удельная ударная вязкость, кгс ■ см/см2, не ме¬
нее 100
Относительное удлинение, % 250—500
Твердость по Бринелю, кгс/мм1 3—4
Коэффициент трення
по нержавеющей стали марки IXI8H9T . . . 0,04—0,080
по фторопласту-4 0,04—0,086
Коэффициент теплопроводности, ккал/м-ч-град 0,21
Удельная теплоемкость, кал/г ■ град 0,25
Теплостойкость по Вика, °С 100—110
Температура разложения, °С, не менее .... 400
Коэффициент линейного расширения
от —60 до —10° С 8 - КГ6
» —10 до 20° С 8-10 5—25 • 10 5
» 20 до 50° С. . 25-КГ5—П • Ю 5
Свойства
291
11-10'5
11. КГ5—15 - КГ5
15 -КГ5
15 ■ 10~5—21 • Ю-5
21 • 1(Г5
1017
10'1
25—27
1,9—2,2
0,0002—0,0003
Дугостойкость, сек 250 (сплошной проводя¬
щий слой не образует¬
ся)
Как видно, механические свойства политетрафторэтилена при ком-
шатной температуре достаточно высокие. Многие пластмассы прочнее,
во нет пластика, который сохранял бы полезные механические свойства
• таком широком интервале температур,
ри котором сохраняет эти свойства по¬
литетрафторэтилен. Почти до 300° С со¬
храняется механическая прочность. От¬
носительное удлинение быстро увели¬
чивается с повышением температуры до
5 С, после чего оно не зависит от тем-
ратуры вплоть до температуры пла¬
вления.
Механические свойства полимера со¬
храняются после длительного испытания
* и высоких температурах: через месяц
выдержки при 300° С предел прочности
_ри растяжении понижается только на
-20%.
При действии сравнительно небольших нагрузок политетрафтор¬
этилен подвергается вытяжке на холоду.
Зависимость механических свойств политетрафторэтилена от темпе¬
ратуры видна из табл. 63.
ТАБЛИЦА 63
Зависимость механических свойств политетрафторэтилена от температуры
■-ыпература.
Предел прочности
Относительное
Модуль упругости, 'кгс/см2
'С
при растяжении,
удлинение,
кгс/см1
%
при сжатии
- при изгибе
—60
18 000
27 800
—40.
350
70
17000
23 900
—20
325
100
15000
23 300
0
300
150
11000
18100
20
200
475
7000
8 500
40
180
650
4 500
5 100
60
—
3300
4 800
80
135
600
2400
3 800
100
115
540
1700
—
120
—
—
—
*
Рис. 86. Зависимость деформации
политетрафторэтилена от времени
действия давления 70 кгс/см2.
от 50 до 110° С
» 110 до 120°С
» 120 до 200" С
» 200 до 210е С
» 210 до 280° С
Удельное объемное электрическое сопротивле¬
ние, ом ■ см, не менее
Удельное поверхностное электрическое сопро¬
тивление, ом, не менее
Пробивная напряженность образца толщиной
4 мм, ке/мм
Диэлектрическая проницаемость при частоте
до 1010 гц
Тангенс угла диэлектрических потерь при ча¬
стоте до Ю10 гц
292
Гл. 12. Политетрафторэтилен
Поведение политетрафторэтилена при длительном воздействии на¬
пряжения сжатия характеризуется развитием деформации лишь в тече¬
ние первых нескольких часов приложения нагрузки, после которых до¬
стигается состояние равновесия и формованные изделия сохраняют
постоянную форму. На рис. 86 показана зависимость деформации поли¬
тетрафторэтилена от времени воздействия нагрузки при различных
температурах.
При давлениях 100—200 кгс/см2 (в зависимости от температуры)
полимер может быть раскатай в пленку. В направлении раскатки проч¬
ность пленок при растяжении значительно возрастает, достигая
1000 кгс/см2, причем относительное удлинение при разрыве снижается
до 20—30%. Деформация полностью исчезает при нагревании пленки до
температуры плавления кристаллитов. Явление деформации политетра¬
фторэтилена под нагрузкой на холоду определяет возможность приме¬
нения его при одностороннем давлении не выше 30 кгс/см2 [2491.
АНТИФРИКЦИОННЫЕ СВОЙСТВА
Политетрафторэтилен обладает исключительно низким коэффици¬
ентом трения, величина которого не зависит от температуры вплоть
до температуры плавления кристаллической фазы (327° С). При опре¬
деленных условиях испытаний получены коэффициенты трения до
0,02 [260] Низкий коэффициент трения политетрафторэтилена опреде¬
ляется небольшой величиной межмолекутярных сил, не приводящих к
сколько-нибудь значительному притяжению других веществ [261]. На¬
рушение симметрии политетрафторэтилена вследствие замещения ато¬
мов фтора другими атомами приводит к повышению коэффициента
трения. Исследования, проведенные на различных полимерах, показы¬
вают, что замещение атомов водорода, например в полиэтилене, ато¬
мами фтора вызывает уменьшение коэффициента трения, а при заме¬
щении атомов водорода атомами хлора коэффициент трения увеличи¬
вается.
Введение различных неорганических материалов (стеклянного
волокна, графита, меди, алюминия) позволяет изменить некоторые свой¬
ства политетрафторэтилена и расширить его применение для изготовле¬
ния антифрикционных изделий. Можно повысить устойчивость к дефор¬
мации под нагрузкой и к износу, твердость и жесткость, теплопровод¬
ность, предел прочности при сжатии.
Использование ненаполненного полимера в виде блока нецелесооб¬
разно из-за его низкой прочности и плохой теплопроводности. Лучше
всего политетрафторэтилен применять в виде пленок на металле, кото¬
рые можно наносить из суспензий, содержащих 60% полимера. При бо¬
лее высокой концентрации образуются сморщенные пленки, легко от¬
стающие от поверхности металла.
Политетрафторэтиленовые пленки на металлических трущихся по¬
верхностях применяются в условиях, когда обычные смазки непригодны:
при невозможности в течение длительного времени возобновлять смаз¬
ку, при очень высокой или очень низкой температуре, при пониженном
давлении, когда жидкие смазки легко испаряются, в присутствии кис¬
лот или других корродирующих веш.еств.
ДИЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Политетрафторэтилен является одним из лучших диэлектриков,
применяемых в электротехнике; он имеет низкие значения тангенса
угла диэлектрических потерь и диэлектрической проницаемости, прак-
Свойства
293
гнчески не зависящие от частоты в диапазоне 50—1010 гц и мало изме¬
няющиеся при повышении температуры.
В диапазоне 102—105 гц тангенс угла диэлектрических потерь прак¬
тически не изменяется при температурах вплоть до 314° С, а диэлектри¬
ческая проницаемость немного понижается от 2,00 при 23° до 1,81 при
14° С.
Удельное объемное электрическое сопротивление образцов поли¬
мера даже после длительного пребывания в воде имеет значение до
I013 ом ■ см, а удельное поверхностное электрическое сопротивление при
100% относительной влажности не падает ниже 3,6 • 1012 ом.
Стойкость политетрафторэтилена к вольтовой дуге исключительно
высока. Независимо от продолжительности испытания на материале
не остается проводящего обугленного следа, так как продукты, возни¬
кающие в результате воздействия дуги, представляют собой непрово¬
дящий газ.
Пробивная напряженность политетрафторэтилена высока, особенно
при кратковременном испытании, и зависит от толщины материала. Она
•ееколько снижается при 50°, но затем сохраняет относительно посто¬
янное значение до 250° С (см. стр. 291). Закаленный политетрафтор¬
этилен имеет более высокое значение тангенса угла диэлектрических
~отерь, чем кристаллический полймер [262].
СПОСОБНОСТЬ К ПЕРЕРАБОТКЕ В ИЗДЕЛИЯ
Фторопласт-4, представляющий собой рыхлый, легко комкующийся
“орошок с частицами волокнистой структуры, при нагревании не пере¬
водит в вязкотекучее состояние, а поэтому не может быть переработан
обычными методами. Технологический режим изготовления из него из¬
делий состоит в таблетировании и спекании заготовок и в охлаждении
изделий [249, 263].
Порошок фторопласта-4 (насыпной вес 0,4—0,45 г/см3), свободно
засыпанный в прессформу и равномерно распределенный по всему ее
объему, подвергается уплотнению на холоду при удельном давлении
■е ниже 300 и не выше 400 кгс/см2. Оптимальным давлением для табле-
'ирования является 300—350 кгс/см2, поскольку при более высоких дав¬
лениях изделия иногда растрескиваются, а при более низких давлениях
а готовки обладают рыхлой структурой, дают повышенную усадку при
пекании и изделия имеют пониженные механические свойства. Выдерж¬
ка заготовки под давлением влияет на усадку, плотность и механические
Свойства материала. Продолжительность выдержки зависит от высоты
■ диаметра заготовки. После прессования плотность заготовки не ниже
1.63 г/см3. Чем выше давление при прессовании, тем меньше усадка
тгя спекании, но при давлении выше 400 кгс/см2 таблетка практически
у*е не уплотняется.
С целью равномерного уплотнения порошка в прессформе и предот-
зращения появления трещин в заготовке давление при прессовании сле¬
дует поднимать медленно и равномерно и лучше всего с двух сторон
; специальных прессформах.
Спекание заготовок проводится при температуре, близкой к темпе-
*-~УРе текучести или выше точки плавления [264]. Обычно рекомен¬
дуется осуществлять этот процесс при 370+10° С в течение 2—50 ч,
г зависимости от размеров заготовки. Слишком длительное нагревание
ери этой температуре или перегрев выше 390° С вызывает частичную
.деструкцию полимера, выражающуюся в выделении газообразных про¬
дуктов, появлении пористости, и приводит к ухудшению механических
-- - ств изделий.
294
Гл. 12. Политетрафторэтилен
Заготовки нагревают в специальной печи, снабженной электроо' -
гревом и точной регулировкой температуры, на вращающемся сто.
Нагревание продолжают до полного спекания, т. е. до достижения пол¬
ной прозрачности заготовки. Ориентировочно требуется 1 ч нагрева
на каждые 3 мм толщины заготовки [249]. Иногда спекание заготово*
проводят не на воздухе, а в теплоносителе, составленном из смеси ни¬
тратов калия и натрия [265].
Охлаждать изделие от 360—380 до 250° С нужно медленно, лучше
всего вместе с печью. Затем их извлекают из печи и охлаждают на ,
воздухе или погружают в воду. Быстрое охлаждение изделий, имеюшк-
температуру 360—380° С, вызывает их «закалку», уменьшающую содер¬
жание кристаллитов и увеличивающую число внутренних трещин Bcnez-
ствие возникновения неравномерных усадок внутри и снаружи изделия.
Обычно при закалке изделия получаются более гибкими и прочным
а при медленном охлаждении — более жесткими и менее газопроницае¬
мыми [249]. В закаленном виде фторопласт-4 (независимо от молеку¬
лярного веса) имеет степень кристалличности около 50%, но при мед¬
ленном охлаждении от 380 до 300° С степень кристалличности возраста¬
ет с уменьшением скорости охлаждения и достигает 62%. Закаливать
можно изделия толщиной до 5—6 мм (редко до 10 мм). Более толсты
изделия следует после спекания медленно охлаждать.
Скорость охлаждения влияет на усадку изделий. Максимально
значение усадки по линейным размерам может достигать 9%, но пр
строгом соблюдении режимов таблетирования, спекания и охлаждения
она составляет 4—7%. Величины усадок линейных размеров закаленных
и незакаленных изделий, а также методы изготовления изделий слож¬
ной формы, особенно толстостенных и крупных изделий, рассмотрены
в литературе [249].
Из изделий-заготовок можно получать готовые изделия точных раз¬
меров и сложной конфигурации путем механической обработки на лю¬
бых станках, используемых для холодной обработки металла. Для обра¬
ботки фторопласта-4 применяют высокие скорости резания и малые,
подачи режущего инструмента. Придавать изделиям более точные
размеры, а также несколько изменять их форму можно горячим штам¬
пованием заготовок, извлекаемых из печи в горячем состоянии, в пресс-
формах при 260—320° С под давлением 100—350 кгс/см2, поддерживае¬
мом до полного остывания изделия. Такие изделия во избежание изме¬
нения линейных размеров можно применять при температуре до
150—175° С (или до 200° С при небольшом изменении формы заготовки
в прессформе).
Из спеченных заготовок, нагретых до 380° С, в холодной форме
при давлении 350—700 кгс/см2 и охлаждения в форме до 35—40° С пу¬
тем штампования ударом можно изготовлять изделия, пригодные для
работы при температурах ниже 150—175° С. В тех случаях, когда ста¬
бильность размеров является основным требованием, изделие следует
готовить механической обработкой заготовок после отжига. Для этого
заготовки, спеченные в форме, нагревают при 350—360° С в течение
нескольких часов (до полного просветления) и медленно охлаждаюг
сначала в печи (за 5 ч до 250° С), а затем в асбестовом одеяле до ком¬
натной температуры. Как отожженные, так и спекшиеся без формы за¬
готовки (медленно охлажденные) пускают в механическую обработку
через 3—4 суток после изготовления. Это связано с тем, что при
~20°С одна кристаллическая модификация фторопласта-4 переходит
в другую. Переход сопровождается изменением объема на — 1,5%. Ус¬
ловия механической обработки также описаны в литературе [249].
Свойства
295
Пленки. Из фторопласта-4 изготовляют пленки: неориентирован¬
ные. частично ориентированные (со степенью ориентации 1,3) и ориен¬
тированные (со степенью ориентации 2,5—2,7). Основным методом их
изготовления является обработка на токарном станке цилиндрических
заготовок, получеипых путем холодного прессования порошка высоко¬
молекулярного фторопласта-4 (пленочного) и последующего спекания
заготовок в свободном состоянии. Ширина получающейся пленки опре¬
деляется высотой цилиндра, а ее длина зависит от диаметра цилиндра
и толщины снимаемой пленки.
Пленка толщиной 8—1000 мк, снятая с заготовки на токарном
станке, носит название «неориентированной». Основным ее достоинством
вляется неизменность размеров при нагревании. Механические свой¬
ства пленки соответствуют свойствам прессованных изделий из фторо¬
пласта-4. Недостатком ее является наличие многочисленных мелких
отверстий, образующихся при выгорании пылинок во время спекания
заготовки. Поэтому пробивная напряженность такой пленки при двух
слоях толщиной до 50 мк всего 30 кв/мм.
При раскатке строганой пленки на точном прокатном стане и подо¬
греве валков стана для облегчения раскатки получается односторонняя
ориентированная пленка той же ширины, что и неориентированная,
длиннее и тоньше. При очень небольшом зазоре между валками
~ри раскатке значительно увеличивается длина пленки, а толщина
ченьшается в 2,7—3 раза. В этом случае получается ориентированная
ленка с повышенной механической прочностью в направлении ориен¬
тации (предел прочности при растяжении до 1000 кгс/см2 и относитель-
удлинение 20—30%) и высокой пробивной напряженностью
_)0 кв/мм при двух слоях пленки по 20 мк).
Частично ориентированная или ориентированная пленка при нагре¬
вании дает тем большую усадку, чем выше температура. Эта способ¬
ность используется при обмотке пленкой кабелей и намотке конденса¬
торов. Нагревание до температур не выше 320° С для ориентированной
снки или до более высоких для частично ориентированной пленки
зывает усадку и уплотнение обмотки. Пленка толщиной 5—40 мк,
-.нрнной 100—120 мм и длиной (в одном куске) 50—100 м и более
•ьлускается полностью ориентированной для конденсаторов (с повы¬
шенными диэлектрическими свойствами—ГОСТ 10536—63) и кабелей
I олностью ориентированной для кабелей, работающих до 250° С, и ча-
•т 1чно ориентированной для кабелей, работающих при более высокой
"счпературе).
Трубы. Изготовление труб из фторопласта-4 связано с большими
~ ьдностями из-за способности порошка легко уплотняться в массу,
оторую не удается протолкнуть в оформляющую головку пресса, и
■ за отсутствия фактического состояния расплава при 370—390° С.
Чтобы понизить чувствительность порошка фторопласта-4 к сдав¬
ливанию, его, свободно насыпав на противни через сито рыхлым слоем
толщиной 8—12 мм, прогревают в течение 2 ч до температуры спека-
(340° С). При этом волокнистая форма частиц порошка становится
*:*лее грубой и напоминает крупу [249]. Такой порошок используется
: ч изготовления труб и стержней на специальном шнековом или порш-
! юч прессе. Трубы из порошка фторопласта-4 со стенками толщиной
? мм и выше также можно изготовлять путем формования спениаль-
*ами приспособлениями внутри отрезка металлической трубы и после¬
дующего спекания, после которого они вынимаются из такой формы.
Более экономичным способом, позволяющим изготовить тонкостен-
■ _ тр\бы с толщиной стенок 0,2—0,4 мм, является намотка на оправку
296
Гл. 12. Политетрафторэтилен
частично ориентированной пленки с последующим спеканием трубы.
Можно также применять любую другую пленку или ее обрезки. В каче¬
стве оправок пригодны стальные или алюминиевые трубы и стержни.
Длина оправки ограничивается только длиной печи для спекания или
длиной станка для намотки. Пленка наматывается на оправку, установ¬
ленную на станок для намотки труб, с нахлесткой в 50% ширины в
несколько слоев (не менее 5—6) до достижения заданной толщины
стенки трубы. При наматывании каждого последующего слоя нужно
менять направление обмотки.
Для закрепления пленки на оправке поверх нее наматывают ленту
из^ стеклоткани в один слой с нахлесткой до 50% [249] или металличе¬
скую проволоку [266]. Спекание трубы производится при 370±5°С от
нескольких минут до нескольких часов — в зависимости от толщины
трубы. Снятые с оправки трубы имеют диаметр от 10 до 200 мм и длину
до 2500 мм, но при наличии соответствующего оборудования можно из¬
готовлять наружную оболочку на металлических трубах, гибких брони¬
рованных шлангах, стержнях, валах, мешалках и т. п.
Трубы малых диаметров, а также стержни, ленты и оболочку про¬
вода целесообразнее изготовлять из фторолласта-4Д путем продавли-
вания при комнатной температуре смеси порошка полимера со смазы¬
вающим веществом (пастами) через профилирующие мундштуки на
поршневом прессе с последующей сушкой для удаления смазки и спека¬
нием при 370° С. В качестве смазки применяются различные вещества
[267, 268], но наиболее пригодны бензин, ксилол, 6% раствор в бензине
полиизобутилена с молекулярным весом 30 000—40 000 [249]. Их вводят
от 16 до 20% от веса готовой пасты.
Изделия изготовляются на специальном поршневом прессе с посто¬
янной скоростью движения поршня в течение всего цикла продавлива-
ния при степени сжатия пасты в пределах 100—625. Степень сжатия
определяет степень уплотнения материала в изделии. Слишком большая
степень сжатия требует применения большого давления при выдавли¬
вании пасты.
В пресс лучше всего загружать пасту, таблетированную при дав¬
лении 20—30 кгс/см2 и выдержке в таблеточной прессформе из нержа¬
веющей или хромированной простой стали в течение 1—2 мин. Объем
пасты при таблетировании уменьшается в 2,25—2,5 раза. Выдавлива¬
ние изделий можно производить со скоростью от долей метра до
15 м/мин [249].
На привод толщиной 0,3—0,4 мм также удобно наносить изоляци¬
онные оболочки из пасты фторопласта-4Д; для этой цели применяется
дорн в виде трубки с коническим концом, в котором имеется канал
по диаметру провода. Провод протягивается через дорн и мундштук
с меньшей скоростью, чем паста вытекает из мундштука, чтобы компен¬
сировать усадку оболочки при спекании.
Спекание изделий при 370° С производится либо непрерывно в печи,
вмонтированной в агрегат, либо отдельно от пресса в обычной печи.
Время определяется толщиной труб или диаметром стержней (обычно
1—3 ч). Затем изделия охлаждаются. Поскольку фторопласт-4Д имеет
меньший молекулярный вес, чем фторопласт-4, то скорость охлаждения
оказывает на него большее влияние. Для сохранения высокого относи¬
тельного удлинения материала (уменьшения хрупкости) требуется
охлаждение водой или обдувание воздухом (чтобы понизить степень
кристалличности).
Склеивание политетрафторэтилена представляет большие трудно¬
сти. Некоторые клеи, например 50% раствор полиизобутилена с моле-
Применение
297
кулярннм весом 30 ООО—40 ООО в толуоле или бензине, прилипают к
поверхности полимера, но сила сцепления их очень мала (сопротивле¬
ние отдирашио до 400 г/пог. см). Такое склеивание может быть только
временным для облегчения монтажа и других назначений.
Более прочное склеивание изделий из фторопласта-4 друг с другом
или с другими материалами достигается после специальной обработки
поверхности полимера. Для этого изделие погружается в 1 % раствор
натрия в жидком аммиаке на 1,5 сек (с последующей промывкой холод¬
ной проточной водой) [249, 269] или в натриево-нафталиновый ком¬
плекс [163]. После сушки поверхность полимера приобретает темно-
коричневый цвет. Такая обработка затрагивает очень тонкий поверх¬
ностный слой изделия и не изменяет свойств материала. В зависимости
от применяемого клея (БФ-2, БФ-4, эпоксидный и др.) прочность склей¬
ки изделия из фторопласта-4 достигает 25—100 кгс/см2. При работе
с аммиачным раствором натрия или натрий-нафталиновым комплек¬
сом должны соблюдаться особые правила техники безопасности [249].
Другой клей, пригодный для склеивания фторопласта-4, содержит
в смеси ацетона со спиртом сополимер тетрафторэтилена с винилиден-
фторидом, резорцино-формальдегидную смолу и поливинилбутираль.
Прочность склейки на сдвиг достигает 30 кгс/см2 [272].
Изделия из фторопласта-4 можно соединить (сварить) по опреде¬
ленной технологии с помощью флюса, заполняющего все неровности
поверхности и облегчающего сварку, или контактным нагреванием с
помощью машины МСП-1 и МСП-2 [259]. Флюс представляет собой
смесь порошка фторопласта-4Д (35 вес. ч.) во фторуглеводородном
масле (65 вес. ч.). В качестве последнего можно применять смазку
марки УПИ [270]. Флюс наносится на склеиваемые поверхности при
температуре 65—70° С. Изделия прижимаются друг к другу с помощью
зажимов под давлением 2,5—3,5 кгс/см2, и затем соединяемые места
нагреваются с помощью электрических нагревателей до 370±10°С.
В течение 5—10 мин выдержки улетучивается фторуглеводородное
масло и изделия соединяются. После отключения электрообогревателей
соединенные изделия под давлением медленно охлаждаются до
90° С [264. 271], а затем, после полного охлаждения, снимается давление
и зачищается шов.
Окрашивание политетрафторэтилена производится пигментами
(окислами железа, хрома, титана, цинка, меди и кадмия). Пигменты,
прокаленные прн 540—1260° С (в зависимости от свойств окислов), сме¬
шивают с порошкообразным полимером в количестве 0,2—1,0% в бара¬
банах, шаровых мельницах или шприц-машине [273].
Применение политетрафторэтилена
Фторопласт-4 применяется в авиации, химической, радиотехниче¬
ской, холодильной, пищевой и фармацевтической промышленности для
изготовления уплотнительных деталей (прокладок, сальниковых наби-
вок, манжет, сильфонов), электро- и радиотехнических изделий (пла¬
стин, дисков, колец, цилиндров, изоляции в виде пленки), химически
стойких изделий (труб, стаканов, вентилей, кранов, мембран, насосов),
антифрикционных и пористых изделий.
Фторопласт-4Д предназначается для переработки в профилирован*
ные изделия — трубки, стержни, оболочки провода, т. е. в такие изделия,
которые невозможно или очень трудно изготовлять из фторопласта-4.
Суспензия фторопласта-4Д применяется для получения электроизо¬
ляционных, антиадгезионных и антифрикционных покрытий по метал¬
298
Га. 12. Политетрафторэтилен
лам (кроме меди и медных сплавов, взаимодействующих с полимером
при высокой температуре), пленок и для пропитки пористых материалов.
УПЛОТНИТЕЛЬНЫЕ ДЕТАЛИ
Прокладки из политетрафторэтилена заменяют асбестовые, брон¬
зовые, резиновые, из графитированной бронзы, свинцовые. Даже если
стоимость фторопласта в несколько раз превышает стоимость других
материалов, такие детали выгоднее, так как служат дольше и могут
употребляться в самых сильных коррозионных средах. Плоские про¬
кладки на открытых фланцах применяются при обычных температурах
и давлении не выше 30 ат, а уложенные в паз (на П-образных фланцах)
можно использовать при температурах от 195 до 250° С и любых дав¬
лениях. В некоторых случаях удается применять в качестве прокладок
менее химически стойкие материалы (резину, паронит, асбест, картон),
защищенные фторопластовой лентой (бинтованные прокладочные
кольца).
Сальниковые фторопластовые набивкн, выполненные в виде жгутов
из прокатанной ленты, сплошных или разрезных колец или в виде
стружки, получающейся при механической обработке полимера, служат
в несколько десятков раз дольше, чем асбо-графитовые. Смазка набивок
осуществляется минеральным» маслами, парафином, восками, глицери¬
ном. смесями из графита и масел и специальными теплостойкими или
химически стойкими смазками. При наличии теплостойкой смазки и при
правильной конструкции сальника политетрафторэтилен пригоден для
употребления в пределах от -—195 до 250° С и при давлениях до
100 ат [249]. Можно также изготовлять набивочные плетеные шнуры,
пропитанные суспензией фторопласта-4Д и содержащие до 40% поли¬
мера, работающие без смазки. Набивочный шиур на основе фторлоно-
вого волокна предназначается для уплотнения валов насосов, перека¬
чивающих агрессивные жидкости при температуре не выше 100° С. На¬
бивочный шнур на основе стеклянного волокна или асбеста работает
в тех же условиях, а также в минеральных маслах при температуре
до 280° С. Манжеты из политетрафторэтилена при условии отсутствия
деформации применяются до 250° С и 300—400 ат. Сильфоны из фторо¬
пласта-4 используются во многих узлах и механизмах.
ЭЛЕКТРО- И РАДИОИЗДЕЛИЯ
Политетрафторэтилен применяется для изготовления электро- и
радиотехнических деталей. Из него получают пластины, кольца, диски,
пленки и др.
Пленка используется для изоляции катушек, конденсаторов, пазов
электрических машин, проводов. Для изготовления высокочастотного
кабеля проволока обматывается фторопластовой лентой толщиной 15 мк
и более. Усадка пленки при прогреве обеспечивает плотную обмотку
проволоки. Кроме того, изоляция проволоки может быть осуществлена
электроосаждением полимера на поверхности [274] и напылением по¬
рошка с размером частиц 0,13—0,38 мм [275].
В последнее время показано, что пленка из фторопласта-4 пригодна
для замены микалентьг, используемой для витковой изоляции секций
электрических машин; в некоторых случаях она может быть применена
для замены слюды [276].
Путем многократной пропитки стеклянной ткани типа ЭСТБ толщи¬
ной 80 или 100 мк и спекания при 340—360° С изготовляют пропитан¬
ную ткань, прессованием пакетов при 360—370° с последующим охлаж¬
Применение
299
дением под давлением до температур ниже 250° С — многослойные ма¬
териалы типа текстолита и путем напрессовки медной фольги — платы
для печатных схем.. Все указанные материалы отличаются высокими
диэлектрическими свойствами, близкими к свойствам фторопласта-4,
повышенными механическими свойствами (в несколько раз более проч¬
ные, чем фторопласт-4) и лишены хладотекучести, присущей фторо¬
пласту-4 [249].
ХИМИЧЕСКИ СТОЙКИЕ ИЗДЕЛИЯ
Высокая химическая стойкость политетрафторэтилена открывает
широкие перспективы его использования для защиты аппаратов от
действия агрессивных веществ. Недостаток фторопласта, заключаю¬
щийся в отсутствии адгезии к металлам и другим материалам, ограни¬
чивает использование его для обкладки аппаратов и получения покры¬
тий, но тем не менее тонкостенные стаканы, вставляемые в аппарат,
защищают металл в условиях работы с азотной, плавиковой и другими
кислотами.
Толстостенные трубы из фторопласта-4 обладают значительной
прочностью (например, труба диаметром 30/33 мм выдерживает вну¬
треннее давление до 15 ат [249]). Их можно соединять друг с другом
при помощи фланцев и разбортовкой, бронировать металлом, стеклом
и другими материалами. Тонкостенные трубы целесообразно применять
в качестве футеровки труб из стали.
Все фасонные детали, краны, части кранов, клапаны, насосы и дру¬
гие виды изделий также могут быть изготовлены из фторопласта-4 [277].
антифрикционные изделия
Низкий коэффициент трения политетрафторэтилена и высокая теп¬
лостойкость определяют возможность широкого его применения для
антифрикционных изделий (подшипников, втулок и др.). Чаще всего
для изготовления подшипников пригоден полимер, содержащий ди-
сульфидмолибден, графит и другие наполнители. Наполнение дает воз¬
можность применять их при больших нагрузках и скоростях, увеличи¬
вает долговечность и уменьшает стоимость. Наполнитель вводится в
количестве 5—100% от веса политетрафторэтилена.
В последнее время получили распространение методы облицовки
политетрафторэтиленом металлических подшипников и пропитки суспен¬
зией фторопласта металлокерамических подшипников. Последний метод
требует небольшого количества (до 10%) полимера и позволяет изго¬
товлять подшипники, работающие без смазки [278]. Преимущество ме-
галлокерамических подшипников, пропитанных политетрафторэтиленом,
по сравнению с другими типами подшипников, заключается в длитель¬
ном сроке службы при невысоком износе.
Металлические подшипники, облицованные политетрафторэтиленом,
состоят из металлической муфты, к внутренней поверхности которой
прикреплен тонкий слой фторопласта (0,01—0,13 мм) [279].
ПОРОПЛАСТЫ
Пористые материалы с максимальным содержанием открытых пор
до 75% и объемным весом около 0,6 г/слг3 можно получить путем прес¬
сования на холоду заготовок из смеси порошка фторопласта 4 и мине¬
ральных солей с последующим их спеканием, охлаждением и. если
необходимо, промывкой [249]. При удалении солей в процессе спекания
(углекислый аммоний) или после спекания путем промывки водой
(хлористый натрий) в изделии остаются открытые поры. Процентное
300
Гл. 12. Политетрафторэтилен
содержание пор в готовом поропласте зависит от содержания соли в
смеси. Гибкие кожеподобные, воздухо- и паропроницаемые материалы
получаются при малом содержании пор. Благодаря высокой химической
стойкости такие поропласты могут быть использованы для фильтрации
агрессивных жидкостей.
волокно
Волокно из политетрафторэтилена имеет высокие химические свой¬
ства, не разрушается при кипячении в растворах разбавленных и кон¬
центрированных кислот и щелочей, не обладает горючестью и отли¬
чается высокой устойчивостью к истиранию.
Волокно может быть получено путем продавливания через фильеру
водной дисперсии политетрафторэтилена вместе с некоторыми связую¬
щими [280]. Затем нити подвергают обработке, в результате которой
удаляется связующее, а оставшийся полимер в форме еще слабого «сы¬
рого» волокна проходит термическую обработку (спекание) с обра¬
зованием нити. При нагревании волокна не наблюдается его усадки
даже при длительной выдержке в интервале 200—260° С. Свойства
политетрафторэтиленового волокна приведены ниже [263]:
Плотность, г/см3 2,3
Разрывная прочность в сухом со¬
стоянии, Ркм 13
Относительное удлинение, % . 21,0
Потеря прочности в мокром состоя¬
нии 0
Температура разложения, С . . . . 400
Интервал температур. при котором
может быть использовано волокно,
°С от — 150 до -)- 260
Гигроскопичность, % О
Политетрафторэтиленовое волокно плохо окрашивается. Оно при-»
меняется для изготовления фильтровальных тканей, мембран, диаф¬
рагм, обкладок электролитических ванн, прокладок сальников, оболочек
высокочастотных кабелей и т. п. [281].
ПОКРЫТИЯ
Суспензия фторопласта-4Д, содержащая поверхностно-активные
вещества, смачивает любые поверхности, но перед нанесением ее по¬
верхность металла или другого материала должна быть очищена от за¬
грязнений с помощью дробеструйной обработки, обезжирена раствори¬
телями и просушена при 360—370° С. Суспензия наносится на изделие
методами полива или окунания. После слива избытка суспензии покрытие
сушится на воздухе при обычной температуре или нагревается до 100° С.
Высушенное покрытие спекается в печи при 360° С в течение 5 мин
и затем медленно охлаждается. Однослойное покрытие из 50%-ной
суспензии достигает толщины 10 мк. При необходимости можно полу¬
чать многослойные покрытия. Обычно антиадгезионные и антифрикци¬
онные покрытия одно- и двухслойные, а электроизоляционные — десяти¬
слойные [249].
Покрытия из фторопласта-4Д имеют лучшую адгезию к металлу,
чем из фторопласта-3, но из-за наличия тончайших отверстий они не
пригодны для защиты металла от агрессивных веществ. Их рекомен¬
дуют для защиты от атмосферной коррозии и от действия воды.
Если после нанесения последнего слоя суспензии и спекания покры¬
тие быстро охладить, погрузив изделие в воду или оросив его водой,
то оно отделяется от металла в виде пленки. На этом основано приго¬
товление свободных пленок из суспензии фторопласта-4Д.
Сополимеры тетрафторэтилена
301
Сополимеры тетрафторэтилена
Ряд свойств политетрафторэтилена (растворимость, теплостойкость)
удается изменить, введя в цепочку полимера другие непредельные веще¬
ства путем реакции сополимеризации. В качестве вторых компонентов
особенно пригодны различные фторсодержащие олефины, температуры
кипения которых приведены в табл. 64.
ТАБЛИЦА 64
Температуры кипения фторсодержащих мономеров
Темпера¬
Мономер
Формула
тура
кипения,
°C
Винилфторид
ch2=chf
—72
Винилиденфторид
ch2=cf2
—84
Трифторэтилен
1-Фтор-1-хлорэтилен
fch=cf2
—51
ch2=cfci
—24
1-Фтор-2-хлорэтилен (цис) . .
C1CH=CHF
16
1-Фтор-2-хлорэтилен (транс)
C1CH=CHF
—4
1-Фтор-1,2-дихлорэтилен . . .
C1CH=CFC1
35,1
1-Фтор-2,2-дихлорэтнлен . . .
C12C=CHF
37,3
1,1-Дифтор-2-хлорэтилен . . .
cich=cf2
—17,7
силш-Дифтордихлорэтилен
(Цис)
C1CF=CFC1
21,1
несимм- Днфтордихлорэтилен
(Цис)
CF2=CC12
19,0
Трис
[)торхлорэтилен
cf2=cfci
—26,8
Перс
(зторпропилен
CF2=CF—CF3
—28,4
Пер(
[>торбутадиен
cf2=cf—cf=cf2
6,6
При сополимеризации тетрафторэтилена с гексафторпропиленом
при температуре ниже 0°С в присутствии перекиси трихлорацетила
образуется сополимер с температурой размягчения выше 125° С [282].
В аналогичных условиях с трифторхлорэтиленом получается сополимер,
содержащий 25—85% тетрафторэтилена [283]. Сополимер тетрафторэти¬
лена и гексафторпропилена имеет более низкую температуру размяг¬
чения (285—295° С) и меньшую вязкость расплава, чем политетрафтор¬
этилен. Свойства этого сополимера следующие [284]:
Плотность, г/см3 2,1—2,2
Предел прочности при растяжении, кгс/см2 . . 190—220
Модуль упругости при изгибе, кгс/см2 5 500—5 800
Относительное удлинение, % 250—370
Температура термической деформации, °С
при нагрузке 4,64 кгс/см2 72
» » 18,5 кгс/см2 54
Температура хрупкости, °С -—90
Водопоглощение, % 0
Диэлектрическая проницаемость при 102—104 гц
в интервале температур от —40 до 240° С . . 2,2
Тангенс угла диэлектрических потерь при
102—103 гц в интервале температур от —40
до 240° С 0,0002
Удельное объемное сопротивление, ом -см .. . 2 • 1015
Удельное поверхностное сопротивление, ом . . 2 • 1013
Пробивная напряженность пленки толщиной
0,38 мм, кв/мм 39,4
Сополимер тетрафторэтилена и гексафторпропилена не обнаружи¬
вает признаков деструкции при 205° С, обладает высокой химической
стойкостью к растворителям, растворам едких щелочей и кислотам,
302
Гл. 13. По штрифторхлорэтилен
не подвергается разрушению при длительном воздействии ультрафиоле¬
товых лучей, пленки его имеют низкую проницаемость к большинству
реагентов. Переработка сополимера может быть осуществлена литьем
под давлением и экструзией при 390—395° С [284]. Изделия применяют¬
ся в химическом машиностроении и авиационной промышленности для
изготовления деталей электронного оборудования [284, 285]. Возможна
неоднократная повторная обработка без ухудшения свойств, если прп
этом не вносится каких-либо загрязнений [284].
В СССР из сополимера тетрафторэтилена изготовляется волокно
фторлон [285], обладающее высокой прочностью, химической стойкостью,
стойкостью к старению и водостойкостью, и антикоррозионные покры¬
тия по металлам [286]. Свойства его представлены ниже:
Плотность, г/см3 2,16
Предел прочности при растяжении,
кгс/см2
после вытяжки на 300—35096 . . . 4 000—5000
после дополнительной вытяжки на
300—50096 при 135—140° С • - • 10 000—13 000
Относительное удлинение, 96
после вытяжки на 300—35096 . . . 18—22
после дополнительной вытяжки на
300—50096 при 135—140J С . . . 8—10
ГЛАВА 13
ПОЛИТРИФТОРХЛОРЭТИЛЕН
Политрифторхлорэтилен, так же как и политетрафторэтилен, обла¬
дает рядом ценных физико-механических, химических и диэлектриче¬
ских свойств [287]. Сырьем для его производства служит трифторхлор-
этилен, получаемый термическим дегидрогалогенированием некоторых
хлорфторэтанов или обработкой их цинковой пылью. Впервые трифтор-
хлорэтилен был получен в 1933 г. [288]. Являясь одним из самых реак¬
ционноспособных мономеров среди фторхлоролефинов, он легко полиме-
ризуется даже самопроизвольно [289]. Сообщения о получении твердых
полимеров трифторхлорэтилена в присутствии различных катализато¬
ров относятся к 1939 г. [290].
Инициаторами полимеризации трифторхлорэтилена являются орга¬
нические и неорганические перекиси, тетраэтилсвинец, ультрафиолето¬
вые лучи. Полимеризация может протекать в растворе, например в
бензоле, спирте, бензине, воде [290]. В качестве регуляторов полимери¬
зации используются альдегиды, меркаптаны и другие соединения, со¬
держащие подвижные атомы водорода или другие группы.
В Советском Союзе производство политрифторхлорэтилена (фторо¬
пласта-3) началось в 1951 г. [249] в результате работ, проведенных в ла¬
боратории фторопластов Научно-исследовательского института полиме¬
ризационных пластмасс (НИИПП). В этой же лаборатории были раз¬
работаны методы переработки политрифторхлорэтилена в изделия и
методы нанесения защитных покрытий.
Сырье для производства политрифторхлорэтилена
Трифторхлорэтилен (основное сырье для производства политри-
фторхлорэтилена) может быть получен из некоторых хлорфторэтанов
двумя методами: термическим дегидрогалогенированием или дехлориро¬
Закономерности полимеризации трифторхлорэтилена
303
ванием цинком в спиртовой среде. Второй метод осуществлен в про¬
мышленном масштабе.
Термическое дегидрогалогенирование производят в трубах из
нержавеющей стали при 500—600° С. В качестве исходного сырья ис¬
пользуются 1,1-дихлор-1,2,2-трифторэтан [291] и 1,1,2-трихлор-1.2,2-три-
фторэтан [292] Катализаторами реакции являются никелевые и кобаль¬
товые соединения.
Реакции дегидрогалогенирования протекают по уравнениям:
cfci2—CF2H > CFC1=CF2 + HC1
CFC12—CF2C1 500°+Нг-> CFC1 CF2 + 2HC1
Дехлорирование 1,1,2-трихлор-1,2,2-7рифторэтана, осуществляемое
при помощи суспензии цинка в этиловом спирте, приводит к образо¬
ванию трифторхлорэтилена по схеме [288, 293]:
CC12F—CF2C1+Zn —► CFC1 CF2 + ZnCI2
Реакция образования трифторхлорэтилена протекает при 70° С с
выходом 79—92% от теоретического в пересчете на весовое количество
взятого трихлортрифторэтана.
Дехлорирование трихлортрифторэтана проводится в реакторе, снаб¬
женном колонкой с насадкой для разгонки продуктов реакции на
фракции.
Трихлортрифторэтан может быть получен путем обработки гекса-
хлорэтана фтористым водородом в присутствии галогенида сурьмы [294].
Трифторхлорэтилен представляет собой при обычной темпе¬
ратуре газообразное вещество с температурой кипения —26,8° С (при
760 мм рт. ст.) и температурой плавления —157,5°С. Давление пара при
различных температурах может быть подсчитано по уравнению [288]:
1044
■gp = ^—f- 1Д91 lg Г+ 4.292
где р — давление, мм рт. ст.;
Т — температура, ° К
Теплота испарения трифторхлорэтилена равна 5400 кал/моль при
-45,2е К. Различные термодинамические свойства мономера приведены
в литературе [295].
Газообразный трифторхлорэтилен взаимодействует с кислородом
при комнатной температуре и обычном давлении в отсутствие света,
образуя соединения, которые после гидролиза дают щавелевую кислоту,
фтористый и хлористый водород и небольшое количество перекиси.
С жидким мономером реакция присоединения кислорода протекает бы¬
стрее. Соприкосновение трифторхлорэтилена с водой приводит к обра¬
зованию продуктов гидролиза, содержащих ионы фтора и хлора.
Трифторхлорэтилен легко полимеризуется в присутствии инициато¬
ров радикального типа и склонен вступать в реакции сополимеризации
с различными непредельными соединениями.
Закономерности полимеризации трифторхлорэтилена
Трифторхлорэтилен может быть превращен в полимер путем поли¬
меризации в блоке, растворе и водной среде. Во всех случаях образую¬
щиеся высокомолекулярные продукты выпадают из раствора, так как
не растворяются в жидком мономере и во всех растворителях.
304
Гл. 13. Политрифторх.юрэтилен
Преимуществом блочной полимеризации является незначительное
количество примесей, добавляемых к мономеру в процессе реакции
(практически — только инициатора) Реакция проводится до тех пор,
пока образовавшийся полимер может еще перемешиваться в мономере.
Недостатками этого процесса являются необходимость регенерации не-
прореагировавшего мономера и трудности в отводе теплоты реакции.
Метод непрерывной полимеризации трифторхлорэтилена в блоке опи¬
сан в патенте [296]. В присутствии инициатора (перекиси трихлораце-
тила) реакцию полимеризации трифторхлорэтилена проводят при тем¬
пературе 0° С.
По другим данным [297], реакцию полимеризации трифторхлор¬
этилена можно проводить при температуре от —20 до 25° С и давлении,
необходимом для поддержания системы в жидкой фазе. В зависимости
от условий реакции можно получить полимеры масло-, вазелино- или
воскоподобной консистенции [298, 299].
Полимеризация трифторхлорэтилена в растворе используется чаще
всего для получения сравнительно низкомолекулярных полимеров. Ско¬
рость полимеризации зависит от природы и количества растворителя.
Если растворители могут давать реакционноспособные радикалы, ини¬
циирование осуществляется главным образом за счет радикалов из
растворителя.
Растворитеть оказывает влияние на скорость распада инициаторов
и реакцию обрыва цепи [300]. Обрыв цепи также происходит в резуль¬
тате рекомбинации полимерных радикалов. Следы первичных и вторич¬
ных спиртов замедляют скорость полимеризации трифторхлорэтилена.
Присутствие кислорода также приводит к уменьшению конверсии моно¬
мера в полимер.
Низкомолекулярные полимеры рекомендуется получать в среде
хлороформа при высокой концентрации инициатора. В некоторых слу¬
чаях в качестве ^растворителя может быть использован четыреххлори-
стый углерод.
Хлороформ является наилучшим растворителем, так как, заметно
снижая молекулярный вес, он обеспечивает высокую конверсию моно¬
мера в полимер. Четыреххлористый углерод, хотя и вызывает превра¬
щение мономера в более высокомолекулярные продукты, но выход низ¬
комолекулярного полимера незначителен. Обычно полимеры содержат
хлора больше, чем его находится в мономере.
Процесс полимеризации трифторхлорэтилена в среде хлороформа
может быть представлен схемой [289]:
перекись —> 2R.
R. + «CF2=CFC1 —> R(CF2—CFC1)’
R(CF2—CFC1)'+СНС13 —>- R(CF2—CFC1);!H+ CCl'
CCt' + raCF2= CFC1 -—> CCI3 (CF2—CFC1)'
При реакции взаимодействия полимерного радикала с хлорофор¬
мом, по-видимому, образуются также СНСЪ и R (CF2—CFCl)r,Cl.
Кинетика полимеризации трифторхлорэтилена в растворе пента-
хлорэгана при нормальном давлении была изучена Лазаром и Радо
[301]. Они показали, что реакция происходит приблизительно по пер¬
вому порядку (~0,8) относительно концентрации инициатора. Полная
энергия активации 26 ккал/моль.
Хорошо изучена реакция полимеризации трифторхлорэтилена в вод¬
ной среде при инициировании перекисями или при помощи окислитель¬
но-восстановительных систем [302]. Этот метод полимеризации позво-
Производство
305
яет сравнительно легко отводить теплоту реакции и удобно регулиро¬
вать скорость процесса. Однако при полимеризации в водной среде
эмульсии или суспензии) для ускорения процесса приходится вводить
ь реакционную смесь кроме инициаторов различные добавки
В качестве добавок применяют буферные соли для поддержания
пределенного pH среды и восстановители — соли двухвалентных ме¬
таллов (железа,- кобальта, никеля и марганца), а также соли серебра.
Наиболее эффективными оказались растворимый фосфат железа и би¬
сульфит натрия [302]. Молекулярный вес политрифторхлорэтилена
уменьшается при увеличении концентрации перекиси.
На скорость полимеризации трифторхлорэтилена оказывает боль¬
шое влияние кислотность среды Наибольшая скорость процесса на-
б подается при pH = 2,5—3. Повышение температуры реакции приводит
К увеличению, скорости реакции, но одновременно снижает молекуляр-
ый вес полимера.
Примеси, присутствующие в небольшом количестве в трифторхлор-
этилене (трифтордихлорэтан, трифторхлорэтан, дифторхлорэтилен и
др.), заметного влияния на реакцию полимеризации не оказывают [303].
Производство политрифторхлорэтилена
Наиболее удобным способом получения высокомолекулярного
политрифторхлорэтилена является суспензионный. Реакцию полимериза¬
ции рекомендуется проводить в автоклаве из нержавеющей стали, снаб¬
женном мешалкой и рубашкой для обогрева и охлаждения. Реакцион¬
ная смесь может быть составлена по следующей рецептуре [304, 305]:
Соотношение мономер : вода . . от 1 : 1 до 1 : 2
Содержание, % от веса мономера
инициатора .... . 0,01—0,5
фосфата двухвалентного же¬
леза .... 0,01—0,5
бисульфита натрия 0,01—0,5
Примером другой окислительно-восстановительной системы может
служить система, активированная смесью фторида натрия и соли же¬
леза (молярное соотношение F:Fe = 6:l) при весовой концентрации
их 100—300 вес. ч. на 106 вес. ч. воды [306]. Концентрация органической
перекиси (грет-бутилпербензоата, перекиси дихлорбензоила) состав¬
ляет 0,05—0,2% по отношению к мономеру, а минеральной перекиси
(персульфатов, перборатов) 0,01—0,1% по отношению к воде. Концент¬
рация восстановителя (сульфита, гидросульфита, тиосульфата, глюкозы
и др.) достигает 0,01—0,1% по отношению к воде.
Реакция проводится под давлением в автоклаве, предварительно
продутом очищенным от кислорода азотом, при pH = 2,5—4,0 и темпе¬
ратуре ниже 35° С до конверсии в 75—90%.
После удаления непрореагировавшего трифторхлорэтилена авто¬
клав разгружается Политрифторхлорэтилен представляет собой белый
порошок. Его отделяют от водной среды, промывают несколько раз го¬
рячей водой и сушат. Полимер может быть также приготовлен в виде
дисперсии в органических растворителях.
Низкомолекуляриые полимеры трифторхлорэтилена могут быть по¬
лучены при его полимеризации в среде хлороформа в присутствии пере¬
киси бензоила при 150° С в течение 15 мин. По одной из рецептур пред¬
лагается загружать в автоклав 407 кг хлороформа, не содержащего
спирта, 45 кг трифторхлорэтилена и 3,6 кг перекиси бензоила [293].
20 А. Ф. Николаев
306
Гл. 13. Политрифторхлорэтилен
Низкомолекулярные политрнфторхлорэгилены представляют собой
коричневые масла, становящиеся липкими при комнатной температуре.
Обработкой в вакууме при 200° С трехфтористым кобальтом с целью
насыщения двойных связей фтором и замещения непрочно присоеди¬
ненных атомов хлора на фтор удается получить масла, обладающие
рядом ценных свойств (химической стойкостью, стабильностью при вы¬
соких температурах, невысоким давлением паров).
В СССР выпускается высокомолекулярный политрифторхлорэти¬
лен— фторопласт-3 (ВТУ МХП М-518—54) в виде белого рыхлого по¬
рошка и фторопласт-ЗМ (МРТУ 6-05 № 905—63), полученный из трн-
фторхлорэтилена с небольшой примесью других мономеров. Размолом
порошка фторопласта-3 в органических жидкостях получают суспен¬
зии. . Промышленность выпускает три марки суспензий. Марка СК —
нестабилизированная суспензия, в которой полимер диспергирован
в смеси этилового спирта и ксилола, взятых в соотношении от 70:30 до
90:10 (ТУ МХП М-323—57). Марка СВ — стабилизированная суспен¬
зия, в которой полимер диспергирован в смесн спирта с водой с добав¬
кой поверхностно-активного вещества (ВТУ МХП П-15—56). Марка
С — суспензия, приготовленная на чистом этиловом спирте. Марки СК
и СВ пригодны для получения покрытий на металлах и других тепло¬
стойких материалах (фарфоре, керамике, графите и т. п.), а марка С —
для изготовления свободных пленок.
В качестве дисперсионной среды суспензии могут быть применены
смеси спиртов, кетоны [307], лактоны, ацетали [308]. насыщенные одно¬
атомные и двухатомные спирты [309], ксилол [310], вода [311]. Стойкая
водная дисперсия политрифторхлорэтилена может быть получена поли¬
меризацией трифторхлорэтилена в водной среде в присутствии ионизи¬
рующих диспергирующих агентов [312]. Низкомолекулярные полимеры
трифторхлорэтилена (масла) выпускаются по ВТУ МХП ЕУ-159—57,
ВТУ МХП ЕУ-160—57, ВТУ МХП' ЕУ-158—57 и др.
Свойства политрифторхлорэтилена
Политрифторхлорэтилен (фторопласт-3) и модифицированный
политрифторхлорэтилен (фторопласт-ЗМ) —кристаллические полимеры.
Кристалличность оказывает существенное влияние на многие их свой¬
ства. Фторопласт-ЗМ очень близок к фторопласту-3 по основным фи¬
зико-механическим и диэлектрическим свойствам (см. стр. 310), но от¬
личается меньшей скоростью кристаллизации и, вследствие способности
сохранять малую степень кристалличности в условиях эксплуатации
изделий, более высоким пределом рабочей температуры (150—170°
вместо 125°С для фторопласта-3).
РАСТВОРИМОСТЬ
Политрифторхлорэтилен на холоду не растворяется во всех органи¬
ческих растворителях, но при нагревании он набухает в некоторых из
них и даже растворяется. Набухание начинается с аморфной фазы по¬
лимера. В кристаллических участках (кристаллитах) молекулы уло¬
жены очень плотно. Плотная упаковка и небольшой радиус атомов
фтора, прикрывающих углерод — углеродную цепь, затрудняют диффу¬
зию растворителей. Но наличие атомов хлора в политрифторхлорэти-
лене определяет те места в цепях полимера, на которые в первую оче¬
редь направлено действие растворителей.
В присутствии растворителей, активно воздействующих на полимер,
снижается температура плавления кристаллитов. Эго можно заметить,
Свойства
307
если нагревать смесь измельченного полимера с растворителем. При
определенной температуре, характерной для каждого растворителя,
частички полимера слипаются в комок {313]. При этой температуре на¬
чинается растворение полимера, но полный переход его в раствор чаще
всего наблюдается при более высокой температуре В табл. 65 пред¬
ставлены температуры растворения политрифторхлорэтилена в различ¬
ных растворителях.
ТАБЛИЦА 65
Температуры растворения политрифторхлорэтилена
Растворитель
Температура
плавления
кристаллитов,
Температура
растворения,
Без растворителя
208—210
Четыреххлористый углерод .
114
114
Бензол
118
200
Толуол . . ...
128
142
л-Ксилол
133
140
Мезитилен
127
140
Циклогексен
138
150
Циклогсксан
145
235
Кроме веществ, указанных в табл. 65, растворителями политри¬
фторхлорэтилена также являются 1,1,3-трифторпентахлорпропан; 3,4-
дихлорбензотрифторид [302]; 1, 1,2,2-тетрафтор-З, 3,4,4-тетрахлорцик-
юбутан [314]; алициклические или ароматические третичные амины
L315], производные циклогексана, циклопентана, ментана, пинана или
.чамфена [316], смеси алкилбензолов и алкилнафталинов [317, 318].
Благодаря растворимости политрифторхлорэтилена в некоторых
растворителях при высокой температуре (150° С) удалось определить
его молекулярный вес методом измерения вязкости. Фракционирование
полимера из 1 % -ного раствора в смеси дихлорбензотрифторида и ди-
этилфталата показало, что молекулярные веса фракций лежат в пре¬
делах 20 000—200 000 [319].
Молекулярный вес политрифторхлорэтилена может быть определен
также методом светорассеяния в растворе мезитилена Пр и этом для
одного из образцов было найдено значение 360 000. Более высоко¬
молекулярные образцы в мезитилене растворяются лишь частично и
поэтому не могут быть исследованы.
На практике для характеристики политрифторхлорэтилена опреде¬
ляют не молекулярный вес, так как этот метод весьма сложен и мало
удобен, а температуру, при которой полимер течет под действием очень
чалых нагрузок или теряет прочность [249]. Фторопласт-3 имеет темпе¬
ратуру потери прочности (ТПП) 240—315°, а фторопласт-ЗМ 230—
300й С.
ХИМИЧЕСКАЯ СТОЙКОСТЬ
Политрифторхлорэтилен по химической стойкости уступает поли¬
тетрафторэтилену, но все же обладает исключительной стойкостью
к действию разбавленных и концентрированных минеральных и орга¬
нических кислот, в том числе дымящей азотной и плавиковой кислот,
окислителей, перекисей, растворов щелочей и органических раствори¬
те тей. Он разлагается при действии расплавленных щелочных метал¬
лов [320, 321] и элементарного фтора при высоких температурах. Амины
20*
308
Гл. 13. Политрифторхлорэтилен
при длительном воздействии и особенно при повышенных температурах
взаимодействуют с политрифторхлорэтиленом. Медь, никель и алюми¬
ний при высоких температурах способствуют отщеплению хлора от по¬
лимера.
По стойкости к агрессивным средам фторопласт-ЗМ не отличается
существенно от фторопласта-3, но по стойкости к растворителям отли-
'чается большей величиной набухания в ароматических и хлорирован¬
ных углеводородах, кетонах и сложных эфирах. Данные о химической
стойкости фторопласта-3 к неорганическим и органическим веществам
приведены в литературе [249]. Фторопласт-3 и фторопласт-ЗМ не сма¬
чиваются водой и не набухают в ней.
КРИСТАЛЛИЧНОСТЬ
Политрифторхлорэтилен — кристаллический полимер, содержащий
до 80—85% кристаллической фазы. Рентгенографические исследования
[322] и исследования по рассеянию света [323] показали, что степень
кристалличности полимера уменьшается с увеличением скорости охла¬
ждения расплава и увеличивается со снижением молекулярного веса.
При размягчении полимера кристаллическая фаза разрушается, что
приводит к резкому изменению инфракрасных спектров [324, 325].
Быстрое охлаждение расплавленного политрифторхлорэтилена
(закалка) способствует уменьшению кристаллической фазы до 30—
40%. Закаленные пленки полимера обладают эластичностью и про¬
зрачностью, но они способны медленно кристаллизоваться
Изучение скорости кристаллизации политрифторхлорэтилена, про¬
веденное на пленках, показало, что максимум скорости находится в об¬
ласти 170° С [326]. С увеличением степени кристалличности политри¬
фторхлорэтилена увеличивается его плотность. Плотность кристалличе¬
ской фазы достигает 2,25, а плотность аморфной фазы равна 2,05 г/сж3
[327, 328]. Плотность же технического полимера в зависимости от усло¬
вий изготовления образцов колеблется в пределах 2,09—2,16 г/см3.
Температура стеклования политрифторхлорэтилена 50° С. Ниже
этой температуры скорость кристаллизации настолько мала, что замет¬
ного увеличения кристаллической фазы не наблюдается в течение мно¬
гих месяцев, но выше нее начинается кристаллизация, скорость кото¬
рой возрастает вплоть до температуры 170° С. Температура плавления
кристаллитов политрифторхлорэтилена 208—210° С При более высокой
температуре полимер переходит в вязкотекучее состояние.
ТЕРМИЧЕСКИЕ СВОЙСТВА
В зависимости от молекулярного веса политрифторхлорэтилен раз¬
мягчается в пределах 110—280° С [329, 330]. Для изготовления пласт¬
масс применяется полимер с высоким молекулярным весом, следова¬
тельно, размягчающийся при повышенных температурах. Существует
ряд марок фторопласта-3, различающихся по температуре потери
прочности (ТПП). Марка с ТПП 245—250°С наиболее пригодна для
пресслитья, литья под давлением и экструзии. Марка с ТПП 260—275° С
применяется для изготовления суспензий, а наиболее высокоплавкая
марка с ТПП 285—300° С используется для изготовления тонкостенных
изделий с последующей закалкой [249].
Нагревание фторопласта-3 до 300—315° С приводит к его раз¬
ложению, сопровождающемуся потемнением до темно-коричневого и
Свойства
309
даже черного цвета. Изменение цвета ускоряется при контакте с ме¬
таллами.
Коэффициент линейного термического расширения политрифтор¬
хлорэтилена в пределах от -—60 до +50° С составляет 6-10~5, посте¬
пенно возрастая в интервале 50—80° С с 6- 10 5 до 10- Ю~5 и достигая
значений 12- 10~5 при 130—160° С.
СТОЙКОСТЬ К ОБЛУЧЕНИЮ
Политрыфторхлорэтилен подвергается деструкции при действии
у-излучения в растворе щелочи [331], причем образуются как хлор, так
и фтор. При дозе в 1000 Мфэр выделяется до 5—6 ммоль галогена (в
пересчете на хлорид) на 1 г облучаемого вещества. Скорость отщепле¬
ния галогенов в ~10 раз больше, чем в случае политетрафторэтилена.
При малых дозах облучения снижаются механические свойства поли¬
мера, особенно предел прочности при растяжении и удельная ударная
вязкость. Политрифторхлорэтилен при облучении не сшивается, а пре¬
терпевает деструкцию [89].
Введение в цепь политрифторэтилена, винилиденфторида при¬
водит к образованию сшивки, что, по-видимому, связано с наличием
атомов водорода в винилиденфторидных звеньях [332].
МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства политрифторхлорэтилена зависят от сте¬
пени кристалличности. Материалы с высоким содержанием кристалли¬
ческой фазы являются более твердыми (твердость по Бринелю 12—•
13 кгс/мм2) и хрупкими (удельная ударная вязкость может достигать
значений 4—6 кгс -см/см2). При низком содержании кристаллитов
(~40%) изделия получаются нехрупкие, с удельной ударной вязкостью
в пределах 60—120 кгс • см/см2 и твердостью по Бринелю до 10—
13 кгс/мм2. Эти данные свидетельствуют о необходимости получения из¬
делий из полимера с низкой степенью кристалличности.
Основным методом снижения содержания кристаллической фазы
з полимере является закалка. Проводить ее гораздо труднее, чем за¬
калку политетрафторэтилена, вследствие того, что при 170° С наблю¬
дается высокая скорость кристаллизации. Изделия из фторопласта-S
■ребуется очень быстро охлаждать до температуры ниже 150° С.
Проще всего производить этот процесс, погружая прессформу с изде¬
лием в холодную воду.
Вследствие малого коэффициента теплопроводности фторопласта-3
не удается получить хорошо закаленных изделий при толщине стенок
более 3—4 мм. В толстостенных изделиях возникают внутренние напря¬
жения вследствие разной скорости охлаждения наружных и внутренних
слоев, приводящие к появлению внутренних трещин.
Фторопласт-ЗМ отличается от фторопласта-3 большей эластич¬
ностью (образцы полимера не ломаются при ударе). Длительное на-
тевание при 150—170° С не вызывает заметного ухудшения механиче¬
ских свойств высокомолекулярного фторопласта-ЗМ (ТПП>260°С).
Оторопласт-3 в аналогичных условиях обработки приобретает хруп-
сть. Фторопласт-ЗМ с ТПП равной 300° С независимо от условий за-
‘алки имеет практически одинаковые свойства, а с ТПП <250°С имеет
зные предел прочности при растяжении и относительное удлинение
е зависимости от скорости охлаждения. Ниже представлены свойства
~ . .итрифгорхлорэтилена [249]:
310
Гл. 13. Политрифторхлорэтилен
Плотность, г/см3
Предел прочности, кгс/см2
при растяжении . . .
» изгибе ,
» сжатии
Относительное удлинение, 1
Удельная ударная
кгс • см/см2 ....
Модуль упругости
кгс/см2
вязкость,
Фторопласт-3
2,09—2,16
300—350
(закаленный)
600—800
500—570
70—200
(закаленный)
20—160
Фторопласт-ЗМ
2,02
250—300
350
200—250
Не ломается
при изгибе,
при 20° С
11600—14 500
9 600—11
» —60° С
26 000
21 000—23
Твердость по Бринелю, кгс/мм2 . .
10—13
7,8—8,С
Теплостойкость, °С
по Мартенсу
70
—
» Вика
130
Удельная теплоемкость,
ккал/кг- град
0,22
—
Коэффициент теплопроводности,
ккал/м ■ ч ■ град
0,05
—
Водопоглощеиие, %
0,0
—
Удельное объемное сопротивление,
ом -см
1,2-1018
2-1017
Удельное поверхностное сопротивле¬
ние, ом
1017
1017
Диэлектрическая проницаемость
при 60 гц
3,0
3,0
» 106 гц
2,5—2,7
2,5
Тангенс угла диэлектрических потерь
при 60 гц
0,015
0,012
» 106 гц
0,010
0,010
Пробивная напряженность (при тол¬
щине 2 мм), кв/мм
13—15
23—25
Температура оказывает сильное влияние на механические свойства
фторопласта-3. Понижение ее приводит к возрастанию предела проч¬
ности при растяжении, увеличению модуля упругости и снижению от¬
носительного удлинения. При повышении температуры (особенно выше
ТАБЛИЦА 66
Зависимость механических свойств фторопласта-3 от температуры
Темпера-
т?£а-
Модуль
упругости
при сжатии
(незакаленный
образец),
кгс/см2
Модуль уп
изгибе,
закаленный
образец
>угости прн
кгс/см2
незакаленный
образец
Предел
прочности При
растяжении
(закаленный
образец),
кгс/см2
Относительное
удлинение
(закаленный
образец),
%
—60
18100
25100
26 600
950
21
—40
17 800
21200
22 700
835
28
—20
17 100
17 300
19 700
730
28
0
16 300
15 500
17 000
550
21
20
15 000
11600
14 500
390
70
40
12 700
8 200
10 800
290
65
60
8 800
4 800
8100
200
430
80
5500
1350
2 780
140
830
100
2 800
710
1750
80
840
120
2 000
—
—
—
—
140
1 700
—
—
—
—
160
1300
—
—
—
—
Свойства
311
температуры стеклования) наблюдается значительное падение проч-
оети материала. Теплостойкость по Мартенсу политрифторхлорэтилена
~0°С, поэтому изделия, работающие под нагрузкой, можно применять
до 70°.
Зависимость механических свойств фторопласта-3 от температуры
видна из табл. 66 [249]. Как видно, фторопласт-3 даже при -—60° С не
■ бладает хрупкостью (относительное удлинение закаленных образцов
составляет 21%). Лишь при температуре —269,3°С полимер разру¬
шается при напряжении 3000 кгс/см2 [333].
ДИЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Политрифторхлорэтилеп по сравнению с политетрафторэтиленом
обладает большей полярностью, что приводит к снижению некоторых
диэлектрических свойств и увеличению диэлектрических потерь. Из за¬
висимости тангенса угла диэлектрических потерь фторопласта-3 от тем¬
пературы и частоты тока следует, что при 110—120° С наблюдается
максимум диэлектрических потерь при частоте 106 гц и минимум потерь
гг ри частоте 103 гц [249].
Диэлектрическая проницаемость фгоропласта-3 при повышении
“емпературы плавно повышается, достигая значения 3,2 при 160° С и
различных частотах. Диэлектрические свойства полимера сохраняются
даже при длительном нагревании при 160°.
Благодаря высоким значениям удельного объемного и поверхност-
. ого сопротивления политрифторхлорэтилена этот пластик является
ценным диэлектриком при низких частотах.
СПОСОБНОСТЬ К ПЕРЕРАБОТКЕ В ИЗДЕЛИЯ
Полигрифторхлорэтилен может перерабатываться в изделия мето¬
дами прессования, лигья под давлением и экструзии на оборудовании,
дочти аналогичном оборудованию обычного типа [249]. Встречающиеся
трудности связаны с необходимостью применения высоких температур
переработки, малой текучестью полимера, близостью его температуры
азмягчения к температуре разложения, необходимости закалки для по¬
лучения прочных изделий из-за склонности к кристаллизации при на¬
зревании. В зависимости от молекулярного веса переработка политри-
йторхлорэтилена осуществляется при 150—300° С [320]. Увеличение тем¬
пературы и времени переработки может привести к разложению поли-
ера [334].
Прессование фторопласта-3 в виде порошка или таблеток, приго¬
товленных из порошка на холоду при давлении 300 кгс/см2, произво¬
дится при 220—260° С в тонкостенных прессформах (из-за необходи¬
мости закалки изделий), предварительно подогретых вместе с загру¬
женным порошком в термостате до температуры прессования. В горя¬
чем прессе прессование осуществляют при давлении 300—500 кгс/см2.
Чем выше давление прессования, тем больше механическая прочность
изделий. После прессования прессформу вместе с изделием погружают
чолодную воду (закаливают).
В случае применения высокого давления при прессовании (порядка
i500—2000 кгс/см2) можно охлаждать изделия до 100—120° С в пресс-
форме, перенесенной на необогреваемый пресс, при указанном давле-
яии. При значительном внешнем давлении скорость кристаллизации
р^зко снижается и не требуется замедлять ее резким охлаждением.
312
Гл. 13. Политрифторхлорэтилен
Этим способом можно получать изделия с толщиной стенок более 5 мм
без опасения образования трещин.
Прессованием по определенной технологии фторопласта-3 в откры¬
той прессформе, например в ограничительной рамке между тонкими
стальными листами, можно получать листы толщиной до 3 мм [249].
Таблетки фторопласта-3 могут быть подвергнуты ударному прессова¬
нию на стационарных прессформах, подогретых перегретым паром до
150—160° С, при давлении 2000 кгс/см2 и пресслитью в нагретых до
150° С формах, в которые заливается из тигля расплавленный полимер
при давлении 1500 кгс/см2.
При ударном прессовании таблетки перед загрузкой в прессформу
предварительно нагреваются до 230—250°, и охлаждение изделий до
100° С производится при давлении не ниже 1500 кгс/см2. При пресслптье
таблетки перед загрузкой в тигель предварительно нагреваются до
200°С, а после заливки полимера в формы изделия следует быстро ох¬
лаждать до температуры ниже 100е (249].
Литье под давлением фторопласта-3 может быть осуществлено
с помощью литьевых машин, у которых детали, соприкасающиеся
с фторопластом, изготовлены из нержавеющей стали, при давлении
литья 1500—3000 кгс/см2 и температуре нагревания материала на 20°
превышающей температуру потери прочности (ТПП), зависящую от
молекулярного веса полимера. Температура прессформы поддержи¬
вается в пределах 130—160° С. Время заливки составляет 10—15, вы¬
держки 10—30 и продолжительность цикла 30—90 сек [249].
Экструзия фторопласта-3 производится на шнековых прессах
с длиной шнека в 20 раз и больше превышающей диаметр. Шнеки
должны иметь переменный шаг или переменную глубину витка, созда¬
вать степень уплотнения 1,5: 1 и вращаться со скоростью 10—2Ъоб/мин.
Температурные условия экструзии могут быть следующими: темпера¬
тура загрузочной зоны 120—150°, заднего нагревателя — на 40° меньше
ТПП, переднего нагревателя — равна ТПП, оформляющего канала го¬
ловки— на 60° выше ТПП и шнека 175—200° С [249]. При экструзии,
как и при других методах переработки фторопласта-3, значительное
влияние на качество изделий оказывает скорость их охлаждения. Она
должна быть возможно большей.
Пленки обычно изготовляют экструзией полимера через щелевид¬
ные головки. При вытяжке их толщина уменьшается в 10—20 раз.
Охлаждение (закалка) производится погружением в воду или при по-
моши охлаждаемого водой металлического валика.
Из трубки полимера, вытягиваемой в размягченном состоянии из
головки экструдера, изготовляется изоляция. Введение до 5% дибутил-
фталата в порошок фторопласта 3 способствует облегчению экструзии
и не вызывает практически изменения свойств изделий [249].
Стабильность политрифторхлорэтилена повышается при введении
в порошок полимера перед переработкой солей галогенсодержащих
кислот [335]. С помощью низкомолекулярных полимеров трифторхлор¬
этилена удается пластифицировать высокомолекулярный полимер. Ко¬
личество пластификатора не превышает 15%, так как при большем
содержании происходит его выпотевание. Введение пластификатора
приводит к снижению прочностных характеристик полимера, твердости,
теплостойкости, увеличению удельной ударной вязкости и относитель¬
ного удлинения.
На основе политрифторхлорэтилена можно готовить наполненные
композиции. Из наполнителей применяют стеклянное волокно и стек¬
лянную ткань, асбест, графит, кокс, кварцевую муку, каолин и др.
Применение
313
Применение политрифторхлорэтилена
покрытия
Вследствие высокой химической стойкости и повышенных диэлект-
Р лческих показателен политрифторхлорэтилен находит широкое при-
енение для получения покрытий по металлам (сталь, алюминий,
икель, цинк), стеклу, фарфору, керамике и углю. Покрытия защищают
различные изделия и отдельные детали от коррозии, а хранимые аг-
р гссивные вещества или реакционные смеси от загрязнения или раз¬
ложения.
Для получения покрытий суспензию фторопласта-3 наносят на по¬
крываемый предмет обычными методами (кистью, окунанием, поливом,
тульверизацией). Нанесенный слой суспензии сначала высушивают при
пшатной температуре, а затем при 90° (для стабилизированных сус¬
пензий) или 125еС (для спиртоксилольных суспензий). После испаре-
1я растворителей на поверхности изделия остается слой порошкооб-
?азного полимера.
Порошок полимера при нагревании до 260—275°С сплавляется
пленку. Для получения пленок изделие с нанесенным слоем порошка
полимера помещается в термостат или печь с регулируемой температу-
эой и рециркуляцией горячего воздуха. Сплавление порошка в пленку
длится 20—40 мин в зависимости от размеров изделия.
За один полив суспензией на поверхности изделия удается получить
“гокрытие толщиной 8—12 мк, но поскольку сплошное антикоррозион¬
ное покрытие образуется при толщине пленки 180—200 мк, то операции
полива суспензии и оплавления порошка полимера производят 12—
16 раз.
После нанесения последнего слоя суспензии и оплавления порошка
«внесенное покрытие закаливают путем быстрого охлаждения изделия
в холодной проточной воде. Закалка уменьшает степень кристаллич¬
ности полимера и придает покрытию эластичность.
Как уже указывалось, из суспензий политрифторхлорэтилена
s спирто-ксилольной смеси не удается получить толстых однослойных
токрытий. Сообщалось [336] о применении суспензий полимера с части¬
цами 1—20 мк в хлорированном дифениле (содержащем 10—40%
\ гора), температура кипения которого (225—250°С) близка к темпера-
туре плавления полимера. Хорошо перемешанная паста наносится на
тодготовленную поверхность шпателем или, после разбавления арома¬
тическими углеводородами, с помощью пульверизации, полива, оку¬
нания.
Полученное покрытие нагревается до 250°С и после выдержки при
этой температуре 3—5 мин представляет собой монолитную пленку без
трещин, обладающую хорошей адгезией к металлу. Толщина однослой¬
ного покрытия может достигать 0,13 мм.
Другим способом получения однослойных толстых покрытий яв¬
ляется нанесение суспензии, содержащей политрифторхлорэтилен, плас¬
тифицированный фторированными маслами в количестве 2—2,5% [337].
Пластификатор предотвращает растрескивание покрытия и позволяет
получать пленки толщиной 40—50 мк за один слой. Покрытия из поли-
трифторхлорзтилена можно получать также методом пламенного напы¬
ления с помощью аппарата УПН-4 [338].
Покрытия очень хорошо защищают материалы от коррозии [339,
340], обеспечивая надежную работу изделий в тяжелых условиях (воз¬
действие кислот, щелочей, окислителей и т. п.). Их получают на
314
Гл. 13. Полцтрифторхлорэтилен
поверхности мерников, бочек, приемников, труб, кранов, насосов, реак¬
торов, деталей счетных и дозирующих устройств и т. п. Нанесение по¬
крытия на провода, фарфор и керамику позволяет получать высокока¬
чественные электроизоляционные материалы. Электроизоляция из поли¬
трифторхлорэтилена не изменяет своих свойств в течение длительного
времени цои температурах от —40 до 135° и ухудшает свои свойства
при нагревании до 190°С [341].
Недостатком покрытий из фторопласта-3 является невысокая пре¬
дельная температура эксплуатации (80—90°С), выше которой полимер
из-за кристаллизации становится хрупким и отстает от металла. По¬
крытия же фторопласта-ЗМ могут быть использованы до 150°С без за¬
метного ухудшения антикоррозионных и адгезионных свойств. Нанесе¬
ние покрытия на металлические поверхности производится на 30%-ной
суспензии фторопласта-ЗМ так же, как и из суспензии фторопласта-3.
Но для получения покрытия с максимальной адгезией к металлам тре¬
буется дополнительная выдержка при 260° С, чтобы общее время плав¬
ления и выдержки составляло 10 ч, а для понижения внутренних на¬
пряжений и создания стабильной структуры полимера готовое покры¬
тие подвергается дополнительному прогреву при 170° С в течение
24 ч [342].
ПЛЕНКИ и листы
Пленочные материаты получают как шприцеванием политрифтор¬
хлорэтилена в виде тоских пленок и трубок, так и из суспензий. Высо¬
кокачественные материалы можно изготовить тотько после закалива¬
ния пленки охлаждением водой или на валках [339]. Прозрачная, гиб¬
кая пленка толщиной 0,038 мм при 25°С имеет предел прочности при
растяжении 316—422 кг/см2 и относительное удлинение 100—125%.
Изготовление тонких пленок из суспензий осуществляется пу¬
тем нанесения покрытия нужной толщины на алюминиевую фольгу, ко¬
торую затем растворяют в щелочи. Листы из политрифторхлорэтилена
толщиной 1—8 мм изготовляют путем прессования порошка. Из него
может быть получен полупрозрачный роговидный материал от бесцвет¬
ного до темно-коричневого.
Повышения эластичности пленок и листов из политрифторхлорэти¬
лена, особенно при длительной выдержке при повышенных температу¬
рах, удается достигнуть путем введения в полимер небольших коли¬
честв окиси хрома [343] В порошок полимера вводится 0,001—4% тон¬
кодисперсной окиси хрома; после смешения в шаровой мельнице из
однородной смеси прессуются листы при 250° С под давлением
700 кг/см2; время прессования от 30 сек до нескольких минут — в за¬
висимости от толщины изделия.
Пленочные материалы используются для антикоррозионных обкла¬
док емкостей и аппаратуры [344—346], прокладок и уплотнений. При¬
клеивание политрифторхлорэтилена к металлам, например алюминию,
может быть осуществлено с помощью клея, составленного из тонкоиз-
мельченного порошка политрифторхлорэтилена, невулканизованного
полиалкиленполисульфидного каучука и наполнителя, диспергирован¬
ных в ксилоле [347].
Политрифторхлорэтилен в отличие от политетрафторэтилена не об¬
ладает текучестью на холоду, и поэтому плоские прокладки можно
применять на открытых фланцах при высоких давлениях на прокладку.
Методами прессования и литья под давлением изготовляют детали
электрооборудования, кранов, клапанов и приборов со строго выдер¬
жанными допусками [345].
Сополимеры трифторхлорэтилена
315
МАСЛА
Низкомолекулярные полимеры трифторхлорэтилена (масла) тер¬
мически стабильны до 260° С, устойчивы к действию дымящей азотной
я хромовой кислот, 90% перекиси водорода, кислороду, газообразному
г~ору, хлору и водным растворам щелочей, но разлагаются под дей¬
ствием жидких фтора и трехфтористого хлора и расплавленных щелоч¬
ных металлов [348—350]. Они не вызывают коррозии металлов (за
исключением меди) до 180° С [348, 349].
Низкомолекулярные полимеры трифторхлорэтилена растворяются
ъ ароматических углеводородах и некоторых кетонах, четыреххлористом
углероде, дихлорэтане, трихлорэтане и могут служить пластификато¬
рами политрифторхлорэтилена. Они находят применение в качестве
сротивоизносных присадок к минеральным и синтетическим маслам, в
частности к силиконовым жидкостям [351—354]; для смазки кислород¬
ных компрессоров, кранов, вентилей; для пропитки сальниковых наби¬
вок; используются в ракетной технике как смазочные вещества [355].
Типы фторуглеродных смазок и разделительных жидкостей описаны в
.'нтературе [270, 356].
Сополимеры трифторхлорэтилена
СОПОЛИМЕРЫ ТРИФТОРХЛОРЭТИЛЕНА С ВИНИЛИДЕНФТОРИДОМ
Широкое применение нашли сополимеры, содержащие более
50 вес. % фтора [357, 358]. Введение в обычную высокофторированную
полимерную цепь метиленовых групп —СН2— придает ей повышенную
эластичность. Нарушение регулярности строения макромолекулярной
цепи приводит к потере кристалличности. Сополимер является аморф¬
ным даже при —40° С, однако при растяжении на 300% рентгенограмма
свидетельствует о том, что сополимер способен к ориентации и образо¬
ванию кристаллитов.
Основные физико-механические свойства сополимера трифторхлор¬
этилена с винилиденфторидом, называемого сополимером кель-F, сле¬
дующие [359]:
Плотность, г/см3 1,85
Содержание фтора, % больше 50
Предел прочности при растяжении,
кгс/см2 21—42
Относительное удлинение, % . . • 600—800
Твердость по Шору 40—45
Характеристическая вязкость в ме-
тилэтилкетоне при 30° С 2—3
Сополимер кель-F может быть вулканизован перекисями, аминами
и изоцианатами. При вулканизации смесей, содержащих перекись бен¬
зоила (1,5—3% от веса сополимера), рекомендуется сначала прессовать
их в течение 30 мин при 110°, а затем довулканизовывать в термостате
при 150° С. Продолжительность довулканизации определяется главным
образом толщиной изделия [359]. Полученные изделия обладают хоро¬
шими физико-механическими свойствами и высоким сопротивлением
действию кислорода и других химических агентов.
Из аминов для вулканизации сополимера применяют триэтилен-
тетрамии, тетраэтиленпентамин, гексаметилендиамин, добавляемые в
количестве 1,5—6% в расчете на вес сополимера. Аминосодержащие
смеси вулканизируются быстрее других. Рекомендуется их прессовать
316
Гл. 13. Политрифторхлорэтилен
в течение 1 ч при 127°, а довулканизовывать в продолжение 1 ч в тер*
мостате при 150° С.
Стойкость вулканизатов к тепловому старению в значительной сте¬
пени определяется прочностью поперечных связей, образовавшихся при
вулканизации. Более прочные связи можно получить при замене обыч¬
ных диаминов соединениями, содержащими кроме углеводородной це¬
почки кремний, свинец, олово и фенильные группы [360].
Вулканизация, с помощью изоцианатов, например, 4-толуилендиизо-
цианата, ди-(4-фениленизоцианат)метана и три-(4-фениленизоцианат)-
метана, протекает с достаточной скоростью лишь при добавке окислов
металлов. Целесообразно брать от 5 до 10% изоцианата и такое же ко¬
личество окисла металла по отношению к весу сополимера. Смеси ре¬
комендуется прессовать в течение 1 ч при 127°, а затем довулканизовы¬
вать в продолжение 32—72 ч при 100° С. Как правило, изоцианатные
вулканизаторы более жестки и менее стойки к действию кислот, чем
перекисные, но они имеют лучшую адгезию к ткани и металлу.
Свойства вулканизатов сополимера кель-F характеризуются высо¬
ким пределом прочности при растяжении (140—250 кгс/см2), большим
относительным удлинением (300—600%) и высоким сопротивлением
раздиру (27—72 кгс/см2). Измерения остаточного сжатия вулканизатов
показали, что оно составляет всего 5% при 25° и 30% при 100° С [361].
Сополимер кель-F обладает исключительной стойкостью к действию
сильных минеральных кислот, перекисей, щелочей, спиртов, алифатиче¬
ских и некоторых хлорированных растворителей, гидравлических
жидкостен, силиконовых масел и смазок.
Имеются сведения, что вулканизованный сополимер периодически
выдерживает действие температур до 250° С, уступая в этом отношении
лишь силикоиовым каучукам, и сохраняет высокие физико-механические
показатели даже после длительного старения при температурах до
Смеси сополимера кель-F с вулканизующими агентами, например,
перекисью бензоила и солями свинца, можно перерабатывать в изде¬
лия формованием под давлением, шприцеванием, каландрированием.
После изготовления изделий всегда необходима их довулканизация.
Поскольку сополимер кель-F растворим в некоторых кетонах, а так¬
же в простых и сложных эфирах, то может быть использован для при¬
готовления клеев. Рецептура клея, содержащего сополимер кель-F, при¬
ведена ниже (в вес. ч.):
Клей, содержащий 25% сухого вещества, пригоден для прорезини¬
вания различных тканей, в том числе хлопчатобумажной, найлоновой,
из полиэфирного, полиакрилонитрильного и стеклянного волокна. Из
раствора можно получать прочные пленки путем отливки, а путем оку¬
нания форм в клей можно изготовлять перчатки.
До настоящего времени из сополимера кель-F изготавливаются ру¬
кава, трубки, диафрагмы, уплотнения, прокладочные кольца, обкладки
для баков (в частности, для бензиновых баков), кислотоустойчивая
обувь, спецодежда и перчатки, а также антикоррозионные краски.
205° С.
Сополимер к ель-/7
Окись цинка . .
Двухосновной фосфит свинца
Перекись бензоила
Метилизобутилкетон
Амилацетат
Толуол
и-Бутиловый спирт
100
10
10
3
30
30
10
30
Полимеры и сополимеры на основе винилфторида
317
Каучукоподобные сополимеры кель-F обычно содержат от 31 до
80% винилиденфторида, но если получить сополимеры, содержащие
менее 30% винилиденфторида, то можно применить их для изготовле¬
ния лаков, из которых получаются химически стойкие покрытия на ме¬
таллах и других материалах.
Сополимеры трифторхлорэтилена с винилиденфторидом могут быть
получены в водной суспензии с применением окислительно-восстанови¬
тельных систем. Температура полимеризации находится в пределах
0—35° С, например в случае использования в качестве инициатора три-
хлорацетилперекиси. Если реакция полимеризации смеси мономеров
проводится в среде растворителя, то величина молекулярного веса ре¬
гулируется добавлением хлороформа или четыреххлористого углерода.
СОПОЛИМЕРЫ ТРИФТОРХЛОРЭТИЛЕНА С ВИННЛХЛОРИДОМ
Указанные сополимеры получают сополимеризацией смеси, состоя¬
щей из 75—95% трифторхлорэтилена и 5—25% винилхлорида, в водной
эмульсии в присутствии перекисных инициаторов, ионов многовалент¬
ных металлов и восстановителя [362]. Винилхлорид присутствует с на¬
чала полимеризации и может вводиться по частям в ходе процесса.
Эмульгаторами являются олеинат натрия, стеарат калия, алкилсуль-
фаты и алкилсульфонаты натрия, содержащие 8—22 атомов углерода.
Сополимеры растворяются в толуоле, циклогексаноне, бутилаце-
тате, хлороформе, дихлорэтане и пластифицируются соволом, метилри-
цинолеатом или ди-(3,5,5-триметилгексил)дигликолятом.
Сополимеры находят самое разнообразное применение для изго¬
товления пленок, покрытий, труб, прокладок, плиток и т. п.
ГЛАВА 14
ДРУГИЕ ПОЛИМЕРЫ НА ОСНОВЕ ГАЛОГЕНПРОИЗВОДНЫХ ЭТИЛЕНА
Полимеры и сополимеры на основе винилфторида
Винилфторид получают из ацетилена и фтористого водорода по реакции
CH=CH + HF —>• CH2=CHF
протекающей при 300° С. Катализатором служит окись цинка, нанесенная на активиро¬
ванный уголь и обработанная фтористым водородом при 150° С [363].
Винилфторид (температура кипения —72° С) самопроизвольно полимеризуется с
"■рудом, но при нагревании, облучении ультрафиолетовым светом с длиной волны не
менее 2500 Айв присутствии перекисных инициаторов полимеризация происходит
довольно легко. Значительный ингибирующий эффект на реакцию полимеризации ока¬
зывают примеси углеводородов, присутствующие в винилфториде. Из - растворителей,
з которых удобно проводить полимеризацию, применяют ацетон, этиловый и изопро¬
пиловый спирты [289].
Поливинилфторид отличается низкой растворимостью в растворителях и недо¬
статочной термостабильностью. Размягчение полимера происходит при 170°, но в при¬
сутствии примесей солей железа потемнение его наступает около 100° С. Плотность
поливинилфторида 1,38 г/см3 при 20° С, а молекулярный вес, определенный методом
измерения осмотического давления, достигает 18 000—28 000 [364].
Пленки из полимера имеют высокий предел прочности при растяжении, обла¬
дают эластичностью при температурах до —180° С, хорошо противостоят действию
агрессивных веществ и отличаются значительной атмосферостойкостью. Тонкие поли-
зинилфторидные пленки (например, 0,05 мм) применяются для покрытия алюминие¬
вых и оцинкованных стальных листов с целью их защиты от коррозии. Лаборатор¬
ии исследованиями установлено, что пленка в 1,5—2 раза более стойка к воздей¬
318 Гл. 14. Другие полимеры на основе галогенпроизводных этилена
ствию окружающей среды, чем обычные лаковые покрытия. Свойства ориентирован¬
ной пленки толщиной 0,05 мм видны из следующих данных [365]:
Сваривание поливинилфторидной пленкн производится методами, применяемыми
для сварки пленок из поливинилхлорида.
Винилфторид легко сополимеризуется с различными непредельными соединения¬
ми. Известны сополимеры с винил ацетатом [366], винилхлоридом [367], метилметакри-
Латом и эфирами акриловой кислоты [368] и т. п.
Сополимеры винилфторида с винилацетатом — прозрачные и бесцветные, хорошо
растворимые в ацетоне. Если молярное отношение винилфторида к винилацетату
меньше 1:3, то сополимеры приобретают повышенную чувствительность к воде, а при
соотношении . больше 4 : 1 образуются труднорастворимые сополимеры. Сополимеры
пригодны для изготовления волокна, а продукты их гидролиза могут быть замените¬
лями желатина при получении фотоматериалов [369].
Сополимеры винилфторида с винилхлоридом представляют собой молочно-белый
порошок, а сополимеры его с метилметакрилатом — пористое бесцветное вещество, ко¬
торое при прессовании превращается в прозрачные гибкие листы.
Впервые винилиденфторид был описан Шварцем в 1901 г. [370] и получен дегид-
робромированием 1, 1-дифтор-1,2-днбромэтана [371] и дегалогенированием 1,1, 1-три-
фтор-2-иодэтана [372].
Винилиденфторид, полученный дехлорированием цинком 1,1-дифтор-1,2-дихлор¬
этана в растворе ацетамида [373], представляет собой бесцветный газ с температурой
кипения—84е С, не имеющий запаха. Еще Шварцем было указано, что винилиденфто¬
рид не окисляется на воздухе и не полимеризуется под действием солнечного света.
Полимеризация винилиденфторида может быть осуществлена в автоклаве под
давлением при 100° С в присутствии перекиси ацетила [373] в среде растворителя, на¬
пример четыреххлористого углерода. Реакция, очевидно, может протекать и в газовой
фазе, поскольку полимер образуется на стенках автоклава выше уровня растворителя.
Поливинилиденфторид имеет температуру размягчения 132° С (по Деннису). Во¬
скообразный полимер может быть получен при 400—500° С и давлении 140 ат в при¬
сутствии следов кислорода [374].
В последнее время значительный интерес привлек сополимер винилиденфторида
с гексафторпропиленом, получивший торговое название витон А [375]. Гексафторпро-
пилен сам не полимеризуется [376], но вступает в реакцию сополимеризации. Обра¬
зующийся сополимер имеет следующее строение:
Наличие атомов водорода в сополимере позволяет производить его химическую
обработку, приводящую к сшивке макромолекул.
Получение сополимеров винилиденфторида и гексафторпропилена осуществляется
сополимеризацией мономеров при 100° С в водной эмульсии аммонийперфтороктаноата,
инициированной смесью персульфата калия и бисульфита. Процесс проводится в ав¬
токлаве из нержавеющей стали. В результате сополимеризации образуется латекс,
из которого сополимер может быть выделен при добавлении соляной кислоты или
хлористого натрия. Сополимер после промывки водой и сушки представляет собой бе¬
лый аморфный порошок [361, 375].
Поливинилиденфторид — малоэластичный материал, но введение гексафторпро¬
пилена в полимерные цепи приводит к появлению эластичности. Предел прочности
при растяжении сополимеров уменьшается с увеличением содержания в них гекса¬
фторпропилена, а относительное удлинение повышается [361, 375].
Сшивка сополимеров (вулканизация) • может быть проведена при добавлении
перекисей, аминов, азоцианатов и при облучении т-лучами. Вулканизованный витон
А отличается высокой термостойкостью и стойкостью к старению. Пленка материала
при 205° С сохраняет свои свойства более 100 суток (потеря прочности при растяже¬
нии составляет 10—20%), при 230° — 50 суток, а при 260°—10 суток.
Плотность, г!см3
Предел прочности при растяжении, кгс/см2
Модуль упругости при растяжении, кгс/см2
Относительное удлинение, %
Температура хрупкости, °С
1,38
1 120
18 200
135
ниже —180
Полимеры и сополимеры на основе винилиденфторида
320
Литература
58 J. Н. Baxendale, М. G. Evans, G. S. Park, Trans. Faraday Soc., 42, 155
(1946).
59 A H Левин, T Л Фабрикант, Хич пром.. X° 2, 48 (1947).
60. Пат. США 2721859 1955 РЖХим, 6422 (1958).
61. L. Е s а у а п, Rev. chim (Roumania) 7, 590 (1956).
62. R D Dunlop, F. E Reese, Ind Eng Chem., 40, 654 (1948)
63. Англ. пат. 630611, 1949.
64. Англ. пат. 627265, 1949.
65. Англ. пат. 634647. ]950.
66. Mod Plast., 34, № Ю, 298 (1957).
67. P. L. Flory, J. Am Chem. Soc., 59, 241 (1937).
68. С. S Mawel, J. H Sample, M F. Roy, J. -\m. Chem. Soc., 61, 3241 (1939).
69. P J F+ory, J. Am Chem. Soc., 61, 1548 (1939).
70. H St a u d i n g e r. J Schneiders, Ann., 541, 151 (1939)
71. F. Krasoves. Repts «J. Stefan» Inst., 3. 203 (1956); РЖХим, 3426 (1958)
72. E. С. Хорошая. Г. И. Ковригина, Р. Д. Гордонова, А. П. Петрова,
Е. Н. Митрофанова, Легкая пром., № 11, 39 (1956).
73. Н. В. Михайлов, Л. Г. Токарева, В. С. Клименко, Колл, ж., 18, 578
(1956).
74. В Влит, L. Н. W а г t т а п, J. Polymer Sci., 28, № 118, 537 (1958)
75. Е. J А г 1 т a n, J. Polymer Sci., 12, № 67, 547 (1954).
76. С В. Щуцкий, В С. П у р к и н, Винипласт, Госхимиздат, 1953.
77. 3. В. П о п о в а, Д М Яновский, Международнв1й симпозиум по макромоле-
кулярной химии, СССР. Москва, 14—18 нюня 1960 г Доклады и авторефераты,
секция 111, Изд. АН СССР. I960, стр. 372.
78. Н. V. Smith. Brit. Plast., 27, 176 (1954).
79. .М. С. Welling. Plastics (Londor\), 21, 121 (1956).
80 А Л Берлин. Е Н Зильберман, Н А. Рыбакова, А. 'I Шаряцкий,
Д. М Яновский. Хи.ч наука н проы . 2. 809 (1957).
81. А А Берлин. А К Лобанова Хим. на\ка и пром. 2.808 (1957)
82 3 d Попова. Д М Яновский, Г О. Т а т е в о с ь я н, О. А. Ш т е к к е р.
Пластмассы, № 5. 3 (1962)
83. Chem. Rundschau, 11, № 21. 557 (1958).
84. F. Parker, Japan Plast., 6, As 8, 35 (1955); РЖХим, 20973 (1957).
85 H. И. Трегубое, Хим. пром., № 3, 84 (1947).
86. P Nowak, H H о f m e i e r, Kunst 27, 184 (1937)
87. С И Соколов. P. И Фельдман, Исследования в области высокомолекуляр¬
ных соединений, Изд АН СССР, 1949
88. Г. Г. Зарубин, И К. Рубцова, М. И. Смирнов, А. Д П е р ц о в,
Ф. Ф. Долгов, В В. Кокорев, Р. Д Жилина, Пластмассы, № 5, 7 (1963).
89. А. Ч а р л з б и, Ядерные излучения и полимеры, ИЛ, 1962.
90. A. S’hapi го, J chim. phys., 53, 895 (1956)
91 J. Byrne, T. W. Cost iky an, С. H H a n d f о r d, D. L. Johnson,
W. L. Mann, Ind. Fng Chem., 45. 2549 (1953).
92. H. Welts, Brit. Pl-ast., 31, 310 (1958)
93. X Юнгникель, X Виппеихон Поливинилхлорид в промышленности, Гос-
стройиздат, 1961.
S4. А. А. Б е р л »н, Г С Петров, В Ф Просвирки на. Хим. наука и пром.,
3, 552 (1957).
95. Но to, О по, Furus-ava, High Polym., II, 437, 443 (1954); РЖХим, 67450
(1957).
96. Kunst., 45, 434 (1955).
97. Опыт новаторов производства, вып 1, Госхимиздат, 1952
98. Н Н Самось тскии, К И. Антонов, сб. «Переработка пластических масс»,
ч II ЛДНТП, 1960.
99. D С. N ( с h о 1 a s, Plast Inst. Trans , 20, № 42, 61 (1952)
100 К. А Поляков, Неметаллические химически стойкие материалы, Госхимиздат,
1952.
Ю1. К. Н. Стрельцов, Пневматическая переработка термопластов, Госхимиздат,
1963.
102. G. Wick, Kunst № 10. 425 (1955).
ЮЗ. A W а 1, Rubb. Plast Age, 40, 156 (1959)
Ю4. J D у m е n t, Н. L I е b 1 a n d, J. Appl Chem.. 8, 203 (1958).
105. H А Бакланов Г 3. Ваш и и Химическое оборудование из винипласта,
Госхимиздат, ГЗбб.
106. W. К 1 е i n, Kunst., 44, 498 (1954).
107. М. Drapier, Ind. plast. mod., 8, 11 (1956).
108. У. X. Бакиров, Горн. ж„ № 3t 61 (1956).
109. А. П. С о с н о в к и н, Б. В. Чудов, Текст, пром., № 2, 41 (1953).
Литература
321
110. Г. 3. В а ш и и, Хим. пром., № 6, 7 (1950).
111. Ю. В. Д е р е ш к е в и ч, Хим. пром., № 2, 11 (1952).
112. С. С. Бондаренко, Бум. пром., № 11, 23 (1955).
113. В. В. Андреев, Хим. пром., № 5, 43 (1956).
114. С. Н. Устинов, Вестн. электропром., № 4, 66 (1957).
115. Е. С Хорошая, Г. И. Ковригина, И. Д. JI и ф ш и ц. А. Д. Зайончков-
ский, Пластмассы, №'5, 59 (1962).
116. Polvmer Processes, № 4, .1956.
117. М. Б. Выгодская, Е. А. Годзевич, 5-я научная сессия Центр, н.-и. ии-та
протезирования и протезостроения, М., Медгиз, 482 (1956).
118. Канад, пат. 491779, 1953; РЖХим, 41683 (1955).
119. В. А. Воскресенский, Хну. наука и пром., 3, 285 (1958).
120. Kunststoffe-Rundschau, 8, № 4, 147 (1957).
121. Е. С. Stanley, Н. R. S i 11 о n, Plastics (London), 19, № 200, 72 (1954).
122. С. А. П а р х о м о в и ч, Вести, электропром., № 4, 1 (1957).
123. А. С. Гуляев, Изделия из полихлорвиниловой смолы, Гизместпром, 1947.
124. М. Н. Штединг, J1. М. Носова, Л. И. Кузьмина, В. Л. Карпов,
Л. Г Данилова С М Городинский, Хим. пром., № 7, 408 (1956).
125. Chem. Age, 81, № 2066, 279 (1959).
126. К. О с м и н к и н, За экономию материалов, № 4, 89 (1953).
127. К- L u f s к у, М. Z о р f е 1, Plast. u. Kaut., 4, 283 (1957).
128. Т. А. Игнатова. Р. С. Барштейн, Пластмассы, № 10, 61 (1962).
129. А С. Трахер, J1 И. Треп ел ко в а, М. И. Палей, Пластмассы, № 8. 64
(1962).
130. И. И. Жуков, Технология заменителей кожи, Росгизместпром, 1955. —
131. И. И. Ту го в, Технология заменителей кожи и технических тканей, Гизлегпром,
1956.
132. В. Н. Горбунов, Н. К. Майков, Хим. наука и пром., 3, 299 (1958).
133. Л. В. Певзнер, Строительные материалы, № 5, 33 (1956).
134. F. J а г а у, Plastics (London), 19, № 201, 130 (1954).
135. Д. Г. Бачурин, Производство и применение материала «металлкор» в Италии,
ВИНТИ, 1958.
136. Rubb. Plast. Age, 40, № 2, 152 (1959).
137. W. De Camp Grater, Rubb. Plast. Age, 37, 309 (1956).
138. G. E. Wintermute, Brit. Plast., 30, 289 (1957).
139. F. Bohme, К Muller, Plast. u. Kaut., 7, № 3, 24 (1960).
140. D. Rysavy, Kunststoffe, 47, 683 (1957).
141. J. R. Darby, P. R. Graham, Mod. Plast., 32, № 10, 148 (1955).
142. A. Riese, Dtsch. Farben-Z., 12, 355 (1958).
143. H. M. Deutsch, Am. Paint J., 42, As 46, 66 (1958).
144. D. S. Newton, J. A. Cronin, Brit. Plast., 31, 426 (1958).
145. Г. H. Ряби нии а, Формопласт, Госстройиздат, 1953.
146. Д. Д. Чего да ев. Гидропласт. Свойства, изготовление и использование, ЛДНТП,
1955.
147. М. М Абакумов, Станочные приспособления с гидропластмассой, МДНТП,
1957.
148. 3. А. Пальцевич, М. И. П р ж е б ы л ь с к и й, А. Д. Чу гай. Пластмассы.
№ 10, 36 (1961).
149. В. Г. Телегин, В. Г. К а р а м ы ш е в а, Хим. пром., № 7, 434 (1956).
150. В. А. Л спето в, Производство резиновых технических изделий, Госхимиздат,
1947, стр. 56.
151. С. S. J о г а п, R. J. S t о с k m а п, Rubb. World, 139, 542 (1959).
152. А. А. Моисеев, Т. Ф. Д у р а с о в а, сб. «Пенопластмассы», Оборонгиз, 1960,
стр. 19.
153. Brit. Plast., 29, № 23, 86 (1956).
154. F. D a n u s s о, F. Sabbioni, L. S a 1 i p r a n d i, Chim. e ind. (Milan), 38, 99
(1956).
155. Сб. «Новые технологические процессы металлопокрытий, окраски и консервации
деталей», НИИавтопром, 1958.
156. Н. Frey, Kunststoffe, 49, № 2, 50 (1959).
157. Яп. пат. 7026, 1955; РЖХим, 67642 (1957).
158. Josika, Chem. High. Polym., 13, № 130, 77, 81 (1956).
159. Яп. пат. 5569, 1955; РЖХим, 3259 (1958).
160. Kasen Geppo, Japan Chem. Fibres Monthly, 9, № 9, 39 (1956); РЖХим,
64945 (1957).
161. Э. И. Барг, Технология синтетических пластических масс. Госхимиздат, 1954,
стр. 253.
162. W. Fuchs, D. L о п i s, Makrom. Chem., 22, № 1—2, 1 (1967).
163 \. Я. Д p и н б e p г, Технология пленкообразующих веществ, Госхимиздат, 1955.
21 А. Ф. Николаев
322
Литература
164. Б. Э. Геллер, Хим. пром.. .\в 5, 51 (1957).
165. Изобр. и рац, № 11, 41 (191 ~
166. Англ. пат. 709872, 1954, РЖХим 36233 (1955).
167. Г. В. Т а л а е в а, Л. А Г еллер, Текст, пром.. .V» 8, 7 (1953).
168. Б. Э. Геллер, Текст, пром., .4? 3. 29 (1956).
169. Р. У. Мо пк рифф. Химические волокна. Гостехиздат, 1961.
170. Е. К. Stilbert, Н L Clack, Tappi. 34. Ni> 8 (1951).
171. Г. Я- Г ордон Чим пром.. 7, 24 (1954).
172. A. F. Lever. Plastics. 18. 395 (1953).
173. С. A. Brighton. Brit. Plast., 28, 62 (1955).
174. П. И Павлович Труды третьей конференции по высокомолекулярным соеди¬
нениям, Изд АН СССР, 1948, стр. 39
175. S. Мог tram. Brit. Plast., 28, 66 (1955).
176. С О Curme. S D Douglas Ind. Eng. Chem 28, 1123 (1936).
177. E. Roberts L. Martin, F. M a g n e, R Mod Rubb. World, 130, № 6, 80f
(1954).
178. G. Powell J S u t e r. Paint Varn. Prod., 42. № 7, 14 (1952)
179. Brit. Plast., 28, 378 (1955).
180. Пат. США 2628957, 1953; РЖХим, 5693(1953).
181. Англ. пат. 690076, 1953 РЖХим, 5257 (1956).
182. Аигл пат. 698385, 1953 РЖХим, 52448 (1956).
183. Е. С. Рос кин, Тр. Ленингр. текстнльн. ин-та, № 5, 1954, стр. 100.
184. L. Е. N i el sen, J. Am. Chem. Soc., 75, 1435 (1953).
185. E. W. R u g el ey, T A Fe i 1 d, Ind. Eng. Chem., 40, 1724 (1948).
186. G. Cent ola, G. Prati, Ricerca Sci., 23, 1975 (1953).
187. G. Prati. Gazz. chim. ital., 85. 757 (1955).
188. А. Д А б к и н, С С Медведев. П. М X о м и к о в с к и й, Е. В. Заболот¬
ская. ЖФХ. 27, 1516 (1953).
189. W 1. Behgough. R G. YV N' о г г i s h, Prcc. Rov. Soc., A218, № 1133. 155
(1953).
190. R C. Reinhardt, Ind. Eng. Chem., 35, 422 (1943)
191. Англ. пат. 692378, 1953; РЖХим. 8183 (1956).
192. Г. Я. Гордон, Хлористый винилиден и его сополимеры, Госхимиздат, 1957.
193. Яп. пат. 4636, 1953; РЖХим, 8182 (1956).
194. Г. Ф. П э й и, Технология органических покрытий, т. I, Госхимиздат, 1959.
195. Н. Hopf, С Rautenschtrauch, Makrom. Chem., 6, Н. 3, 39 (1951).
196. В. А. Каргин, Т. И. С ого лова, ЖФХ, 23, 530 (1949).
197. В. А. Карг и н, Т. И. С о г о л о в а, ЖФХ, 27, 1213 (1953).
198. Cahyku. J. Soc. Text. a. Cellulose Ind. Japan, 9, № 2, 48 (1953).
199. H. П. А г p а и e н к о, Ю. М. Г уревич, Бюлл. по обмену опытом в лакокрасоч¬
ной пром., № 3, 44 (1952).
200. П. Ю. Колесникова, И. В. Кози и. Хим. пром., № 6, 345 (1955).
201. Е. J. Ешшег, S. G. B'ankoff, Ind. Eng. Chem., 46, 673 (1954).
202. G. Powell, I. S u t e r, Paint Varn. Prod., 42, № 7, 14 (1952).
203. N. Platzer, Mod. Plast., 32, 144 (1954).
204. W. A. Newell, Text. World, 101, № 9, 105 (1951).
205. T. A. Field, Rayon Text. Monthly, 29, A? 9, 107 (1948).
206. V. R e g п a u 11, J. Prakt. Eng. Chem., 18, 80 (1939)
207. E. Baumann, Ann., 163, 308 (1872).
208. H. Staudinger, M. Brunner, W. F e i s s t, Helv. chim. acta, 13, 805, 832
(1930).
209. Англ. пат. 577876, 1946; С. A., 41, 2428 (1947)
210. Англ. пат. 638117, 1950; С. А., 45, 174 (1951).
211. Англ. пат. 460143, 1937; С. А., 31, 4679 (1937).
212. М. Л. Р ы л о в а, Фармакология и токсикология, 16, № 1, 47 (1953).
213. Пат. США 2408889, 1946; С. А., 41, 773 (1947).
214. R. С. Reinhardt, Chem. Eng. News, 25, 2136 (1947).
215. H. Wiener, J. Polymer Sci., 7, 1 (1951).
216. L. Machacek, Chem. Listy, 49, 1448 (1955).
217. W. I. Bengough, R. G. W. Norrish, Proc. Roy. Soc., A218, № 1133, 149
(1953).
218. Англ. пат. 688317, 1953; РЖХим, 38791 (1954).
219. С. Е. Lowry, G. W. Stanton, Ind. Eng. Chem., 41, 146 (1949).
220. В. А. К a p г и н, Г. С. Маркова, ЖФХ, 27, 1525 (1953).
221. В. Funt, Т. Sutherland, Canad. J. Chem., 33, 1669 (1955).
222. К u n i t i k a, Oka, Ekon, Nakasima, J. Chem. Soc. Japan, Ind. Chem. Sec.,
56, 931 (1953) РЖХим, 43164 (1956).
223. P. A. Koch, J. Ges. Text. Ind., 56, 803 (1954).
224. Chabrie, Compt. rend., 110, 279 (189®).
Литература
323
225. Moissan, Compt. rend., 110, 276, 951 (1890).
226. О. Ruff, О. Bretschneider, Z. anorg. Chem., 210, 173 (1933).
227. E. G. Locke, W. R. В г о d e, A. L. Henne, J. Am. Chem. Soc., 56, 1726 (1934).
228. A. L. Неппе, M i d 1 y, J. Am. Chem. Soc., 58, 882 (1936).
229. М. M. Tor king ton, H. W. Thompson, Trans. Faraday Soc., 41, 236 (1945).
230. Пат. CLL14 2384821, 1945; C. A., 40, 1877 (1946).
231. J. D. Park, A. F. В e n n i n g, F. B. Downing, J. F. Laucius, R. C. McHar-
ness. Ind. Eng. Chem., 39, 354 (1947).
232. Пат. США 2230654. 1941; С. A., 35, 3365 (1941).
233. И. И. Юкельсон, Технология основного органического синтеза, Госхимиздат.
1958, стр. 234.
234. М. М. Renfrew, Е. Е. Lewis, Ind. Eng. Chem., 38, 870 (1946).
235. И. Кнунянц, А. Фокин, Усп. хим., 20, 410 (1951).
236. W. Т. Miller, J. Am. Chem. Soc., 62, 341 (1940).
237. R. G. Meyer, Ind. Eng. Chem., 45, 1783 (1953).
238. C. R. Patrick. Nature (London), 181, 698 (1958).
239. W H a n f о r d, R. J о v с e. J. Am. Chem. Soc., 68, 2082 (1946).
240. Канад, пат. 504618, 1953; РЖХим, 36039 (1955).
241. W T. Miller, A. L. Dittmann. R. L. Eh re nf eld. M. Prober, Ind. Eng.
Chem., 39, 333 (1947).
242. Chem. a. Ind., 34, 586 (1949).
243. Пат. СШ4 2393967. 1946; С. A., 40, 3648 (19461.
244. Пат. США 2394243, 1946; С. А., 40, 3648 (1946).
245. Успехи химии н технологии полимеров, сб. 1, Госхимиздат. 1955, стр. 132.
246. Канад, пат. 490422, 1953; РЖХим, '27705 П955).
947. Фр. пат. 1019304, 1953; РЖХим, 38853 (1955).
248. Канад, пат. 496131, 1953; РЖХим, 24986 (1955).
249. Д. Д. Ч е г о д а е в, 3. К- Наумова, Ц. С. Дунаевская, Фторопласты, Гос-
химиздат, 1960.
250. С W. Bunn, Е. R. Howells, Nature (London), 174. 549 (1954).
251. К. L. Barry, J. H. Peterson, J. Am. Chem. Soc., 73, 5195 (1951).
252. C. A. Swenson, Rev. Sci. Instr., 25, 834 (1954).
253. Techn. News Bull. Nat. Bur. Stand., 38, № 3, 43 (1954).
254. Канад, пат. 492607, 1953; РЖХим, 24385 (1955).
255. P. L. McGeer, H. G. D u u s, J. Chem. Phys., 20, 1813 (1952).
256. R. Harrington, R. Giberson, Mod. Plast., 36, № 3, 199 (1958).
257. J. W. Ryan, Mod. Plast., 31, № 2, 152 (1953).
258. Ф. Бовен, Действие ионизирующих излучений на природные и синтетические
полимеры, ИЛ, 1959.
259. А. И. Майю к, Ю. М. Колобков, О. А. К о т о в щ н к о в а, В. А. Г р н ш е-
л е в и ч. Пластмассы, № 5, 23 (1962).
260. J. В. Thomson, G. С. Turrell, В. W. S a n d t. SPE J., II, № 4, 4 (1956).
261. H. W. Fox, W. A. Z ism an, J. Coll. Sci., 5, 514 (1950).
262. Г. П. Михайлов, С. П. Кабин, А. П. С мол янский, ЖТФ, 25, 2179 (1955).
263. Успехи химии и технологии полимеров, сб. 2, Госхимиздат, 1957, стр. 293.
264. SPE J., 11, № 10, 28 (1955).
265. Авт. свид. СССР 116324, 1969.
266. Фр. пат. 1140.376, 1957; РЖХим, 66388 (1959).
267. Пат. США 2685707, 1954.
268. Пат. США 2685707, 1954.
269. Plast. Techno!., 2, 458 (1956).
270. Т. Н. Николаева, Е. П. К р ы ж к о. Хим. пром., № 5, 18 (1959).
271. Ind. Chemist, 33, № 385, 133 (19571.
272. Г. С. Петров, М. А. Стальнова и др., авт. свнд. СССР 114754, 1958.
273. J. R. Jones, Mod. Plast., 32, № 2, 111 (1954).
274. Пат. США 2820752, 1958; РЖХим, 66386 (1959).
_75. Пат. США 2789926, 1957; РЖХим, 66387 (1959)'.
2“-5. М. М. Нейштадт, Радиотехническое производство, № 6, 63 (1956).
277. Chem. Age, 79, № 2014, 326 (1958)'.
2j8. Л. В. Черешкевнч, Д. Д. Чего да ев, Н. Е. Я вэнна, С. В. Беленькая,
Фторопластовые подшипники, работающие без смазки, ЛДНТП, 1959.
Англ. пат. 731348, 1955; РЖХим, 18, 62085 (1957).
280. R. F a t h, Textil-Praxis, 10, 785 (1955).
_31 J. G a с h о t, Ind. chim., 42, 461, 404 (1955).
Канад, пат. 502765, 1954; РЖХнм, 27172 (1956).
_<3. Пат. США 2662072, 1953; РЖХнм, 36039 (1955).
24. R. S. Mallouk, W. В. Thompson, Soc. Plast. Eng. J., 14, № 10, 42 (1958).
_'5. 3. Л. Заз улина, P. H. M a p щ и н к о в с к а я, 3. А. Роговин, Текст, пром.,
5, 6 (1957).
т *
324
Л^-ература
286. Т. Н. Н и к о л а е в а, 3'. М. Л ецкая, Пластмассы, № 4, 67 (1962).
287. О. Horn, W. Starek, Argeu С‘ em., 64, 533 (1952).
288. Н. Booth, P. Burchfield E В i x b y, J. Am. Chem. Soc., 55, 2231 (1933).
289. И. Jl. Кнунянц A. В J> * в н, Усп. хим., 20, 4 Ю (1951).
290. Герм. пат. 677071, 1939 cf. «Химия фтора», № 2, 1950, стр. 378.
291. С. W. Н us kins, Р. Т г rant, Ind. Eng. Chem., 43, 1253 (1951).
292. Пат. США 270477’ 1955.
293. E. A. Belm-ore. U Al. E » a 11, В. H. Wojcib, Ind. Eng. Chem., 39, 338 (1947);
сб. «Химия фтора», .'ё 1. 1948, стр. 181.
294. Chem. Techr S. 200 (1956).
295. G. D. Olive* J \V. G r i s a r d, J. Am. Chem. Soc., 73, 5719 (1951).
296. Пат. США 2“ *137. 1951; С. A., 46, 3327 (1962).
297. Пат США 2700662, 1955; РЖХнм, 53633 (1955).
298. Англ па- в.4164, 1954; РЖХим, 8177 (1956).
299. Пат. СШ\ 2684959, 1954; РЖХим, 47538 (1955).
300 W. Thomas, М. Т. O’S h a u g h п е s s у, J. Polymer Sci., 11, 455 (1953).
301. М. L a z а г, R R a d о, Chem. Zvesti, 10, № 2, 120 (1956).
302 J. R. Elliot, R. L. Meyers, G. F. Roedel, Ind. Eng. Chem., 45, 1786 (1953).
303. J. M. Hamilton, ind. Eng. Chem., 45, 1347 (1953)'.
304. Австрал. пат. 156071, 1954; РЖХим, 27171 (1956).
300. Канад, пат. 9 308 1953; РЖХим, 38850 (1955);.
306. Фр. пат. 1141163, 1957; РЖХим, 66384 (1959).
307. Англ. пат. 691550, 1953; РЖХим, 26299 (1954).
308. Австрал. пат. 151141. 1953: РЖХим, 26300 (1954).
309. Пат. ФРГ 935092, 1955; РЖХнм, 66611 (1956).
310. Пат. ФРГ 935330, 1955: РЖХим, 52540 (1956).
311. Канад, пат. 489610. 1953; РЖХнм, 4761 (19о5).
312. Пат. США 2686767, 1954, РЖХнм. 50513 (1955)
313. Н. Т. Hall. J. Am. Chem Soc.. 74. 68 (1952).
314. Фр. пат. 1085916. 1955; РЖХнм, 66660 (1956):
315. Пат. ФРГ 933657, 1955; РЖХим, 52599 (1966).
316. Фр. пат. 1078074, 1954: РЖХнм, 52603 (1956).
317. Австрал. пат. 153113, 1953; РЖХим, 38852 (1955).
318. Пат. ФРГ 894161, 1954; РЖХим, 56106 (1956)',
319. Н. Kaufman, Е. Solomon, Ind. Eng. Chem., 45, 1779 (1953).
320. H. Kaufman, Tappi, 37, № 7, 140A (Ю54).
321. J. A. Jupa, Chem. Eng., 61, 272, 274, 276, 278 (1954).
322. H. S. Kaufman, J. Am. Chem. Soc., 75, 1477 (1953,).
323. F. R. Price, J. Phys. Chem., 59, 191 (1955).
324. Г. С. Маркова, Г. К. Садовская, В. А. К а р г н н, ЖФХ, 30, 37 (1956).
325. В. В. Burnett, W. F. McDevit, J. Polymer Sci., 20, 211 (1956).
326. Л. А. Сысина, В. А. Каргин, Хим. пром., № 5, 8 (1959).
327. J. Nickols, J. Appl. Phys., 25, 840 (1954).
328. F. R. Price, J. Chem. Phys., 19, 973 (1951).
329. G. Schulz, Plastica, 6, № 4, 148 (1953).
330. G. Schutz, Ind. plast. mod., 5, № 13 (1963).
331. J. Byrne, T. W. С о s t i k у a n, С. B. Hanford, D. L. Johnson, W. L. Mann,
Ind. Eng. Chem., 45, 2549 (1953).
332. W. W. Jackson, D. Hale, Rubb. Age, 77, 865 (1955).
333. C. A. Swenson, Rev. Sci. lnstr., 25, 834 (1954).
334. C. R. Gionnotta, Soc. Plast. Eng. J., 9, № 2, 38 (1953).
335. Пат. США 2643988, 1954; РЖХим, 6598 (1955).
336. Англ. пат. 743464, 1956.
337. Т. Н. Николаева, В. Г. Курят ни ко в а, Пластмассы, ЛЬ. 1, 44 (1960).
338. Т. Н. Н и к о л а е в а, В. Г. Курятников а, Тр. ГИПХа, № 44, 1960.
339. В. Н. Maddock, Mod. Plast., 30, № 3, 116 (1953).
' 340. Т. Н. Н и к о л а е в а, В. Г. К у р я т н и к о в а, Н. С. К у Д р я в ц е в а, 3. М. J1 о-
б е ц к а я, Тр. ГИПХ^. № 44, 1960.
341. М. Tenzer, J. S р е г g е 1, Elektr. Manufact., 52, № 2, 110 (1953).
342. Т. Н. Николаева, Н. С. Кудрявцева, Пластмассы, № 7, 41 (1962).
343. Пат. США 2737505, 1956; РЖХим, 28584 (1957).
344. J. Н u s h е г, Chem. Eng. News, 31, № 9, 860 (1953).
345. Ind. plast. mod., 5, № 4, 5 (1953).
346. Пат. США 2710821, 1955; РЖХим, 66678 (1956).
347. Пат. США 2736680, 1956; РЖХим, 28551 (1957).
• 348. A. Rurige, Chem. a. Ind., № 17, 452 (1955).
349. Chem. Eng., 65, № 3, 154 (1958).
350. Schmiertechnik, 5, 139 (1958).
351. Пат. США 2681940 1954 С. А., 49, 7587 (1955).
Литература
325
352 Пат. США 2681942, 1954; С. А., 49, 7587 (1955).
353. Пат. США 2742428, 1956.
354. Пат. США 2838457, 1958; С. А., 52, 16737 (1958) '
353. Chem. Eng., 65, № 16, 76 (1958).
356. Е. Е. Б р а у д о, А. И. Д и н ц е с, Химия и технология топлив и масел. Л» 2, 58
(1960).
357. М. W. Kelloga, Rubb. Age, 75, 84 (1954).
358. М. Е. Conroy, Rubb. Age, 75, 697 (1954).
359. М. E Conroy, F. J Hohn, L. E. Robb, D. R. Wolf, Rubb. Age, 76, 543
(1955).
360. E. J F u j i w a r a, W. G. Lajun^ss, L. C. Smith, R. G. So a in, Rubb Age,
82, 1016 (1958).
361. Gummi u. Asbest, 10, 498 (1957).
362. Англ. пат. 728557, 1955; РЖХим, I, 6421 (1S58).
363. Пат. США 2716142, 1955; РЖХим, 5692 (1957).
364. Н. Meed, G. F u s s е, J Phvs. Chem., 47, 59 (Г943).
365 Plast. и Kaut., № 8, 405 (1962).
366. F. Newkirk, J. Am. Chem. Soc, 68, 2467 (1946)
367. Англ. пат. 705942, 1954; РЖХим, 14382 (1956).
368. Пат. ФРГ 912865, 1954; РЖХим, 2245 (1956).
369. Пат. США 2476606, 1948; С. А., 43, 8740 (1949).
370. F. S warts. Bull. Acad. Roy. Belg., 383 (1901).
371. F. S warts. Bull Soc. chim., 25, 145 (1919).
372. H. Gilman, R. G. Jones, J. Am Chem. Soc, 65, 2037 (1943).
373. E. T McBee, H. M H i H, G. В Bachman, Ind. Eng. Chem , 41, 70 (1949).
374. Пат. США 2635093, 1953; РЖХим, 20924 (1954).
375. S. Dixon, D. R. R e x f о г d, J. S. R u g g, Ind. Eng. Chem., 49, 1687 (1957).
376. R. M. A d a m s, F. А. В о v e y, J. Polymer Sci., 9, 481 (1952}.
IV. ПЛАСТИЧЕСКИЕ МАССЫ НА ОСНОВЕ ПРОИЗВОДНЫХ
АКРИЛОВОЙ И МЕТАКРИЛОВОИ КИСЛОТ(АКРИЛАТЫ)
ГЛАВА 15
ПОЛИМЕРЫ ЭФИРОВ АКРИЛОВОЙ И МЕТАКРИЛОВОИ КИСЛОТ
Акрилаты представляют собой полимеры и сополимеры эфиров,
амидов и нитрилов акриловой и метакриловой кислот. Полимерные про¬
дукты на основе производных акриловой кислоты известны под назва¬
нием полиакрилатов, а на основе производных метакриловой кисло¬
ты — полиметакрилатов.
Акрилаты — обширный и разнообразный класс полимеров [1].
Наибольшее техническое значение из них имеют полиметилакрилат, по¬
лиакриламид, полиакрилонитрил, полиметичметакрилат, полиб>тилмета-
крилат; причем и полиметнлметакрилат и сополимеры метилметакри-
лата используются для производства органического стекла, прессован¬
ных, литьевых и формованных изделий, самоотверждающихся масс.
Этот класс полимеров включает продукты с различными физическими
свойствами — от эластомеров до твердых пластиков, но все они обла¬
дают прозрачностью, свето- и атмосферостойкостью.
Хотя полимеры акриловой кислоты впервые были описаны еще
в 1872 г., а полиметнлметакрилат был получен в 1880 г., к широкому
изучению условий получения и свойств полимеров приступили всего
лишь в 1931 г., а промышленное производство этих смол начато
в 1934 г.
Обычно полиакрилаты получаются путем полимеризации мономера
в блоке, в эмульсии или суспензии в присутствии инициаторов ради¬
кального типа при комнатной, но чаще всего при повышенной темпе¬
ратуре. Полиметнлметакрилат и сополимеры метилметакрилата яв¬
ляются аморфными полимерами с атактической конфигурацией цепи,
т. е. с беспорядочным расположением боковых групп вдоль оси макро¬
молекулы. В последние годы было показано, что в случае радикальной
и анионной полимеризации метилметакрилата при низких температурах
в гомогенной среде образуются кристаллические полиметилметакрила-
ты изотактической и синдиотактической структуры [2—5]. Кроме того,
метилметакрилат используется для получения разнообразных приви¬
тых (графт-) и блоксополимеров [6].
Полиметил- и полиэтилакрилат в виде латексов находят примене¬
ние для получения покрытий по коже, дереву, бумаге и ткани [7]. Поли-
бутилметакрилат и сополимеры бутилметакрилата используются для
изготовления лаков, грунтов и эмалей для легких металлов. Широкое
применение находят также продукты модификации сополимеров бутил¬
метакрилата с метакриловой кислотой, этилцеллюлозой, нитроцеллюло¬
зой, меламино-формальдегидной смолой или путем прививки к ним
поливинилхлорида.
Сырье
327
Полиакрилонитрил из-за отсутствия доступных растворителей и
пластификаторов, а также из-за близости температуры размягчения и
температуры разложения, длительное время не находил самостоятель¬
ного применения и использовался лишь в производстве каучукоподоб¬
ных сополимеров, например сополимера с бутадиеном (нитрильного
каучука). Промышленное производство такого сополимера под торго¬
вым названием пербунан впервые было налажено в Германии в 1937 г.
В настоящее же время нитрильный каучук, содержащий от 18 до 40%
связанного акрилонитрила, производится во многих странах. С 1943 г.,
когда был найден растворитель (диметилформамид), полиакрилонит¬
рил стали широко применять для изготовления искусственного волокна,
известного в СССР под названием нитрон. Для этого пригодны и сопо¬
лимеры акрилонитрила с виннлхлоридом, винилацетатом, винилпириди-
ном и другими ненасыщенными соединениями.
Сырье для производства полимеров на основе производных
акриловой и метакриловой кислот
Акриловая кислота является простейшей ненасыщенной карбоновой
кислотой, способной к реакциям полимеризации и сополимеризации.
Очень удобно ее получать из этиленциангидрина [8]:
НОСН2—СН2—CN + Н20 + H2S04 —>■ СН2=СН—C00H + (NH4)HS04
Реакция проводится при нагревании до 95° С в течение 15—20 ч
в присутствии ингибитора полимеризации. На 1 вес. ч. этиленциангид¬
рина требуется 1,5 вес. ч. концентрированной кислоты (плотностью
1,84 г/см3) и 0,25 вес. ч. воды.
Акриловую кислоту можно получить непосредственно из ацетилена,
окиси углерода и воды (синтез Реппе). Окись углерода получается из
тетракарбонила никеля, растворенного в соляной кислоте [9]:
СН=СН + Н20+72НС1 (водн.) 4-•/, № (СО)4 —>-
—v СН2=СН—СООН + i/4 NiCl2 (водн.) + 74Н2
Реппе [10] предложил катализатор, состоящий из смеси галогени-
лов никеля и небольших количеств ускорителей — органических соеди¬
нений, содержащих незамещенные и N-замещенные амиды тиокарбоно-
вых кислот, замещенные тиомочевины и другие соединения. Введение
ускорителей в 2—3 раза повышает выход акриловой кислоты.
Классическим синтезом акриловой кислоты является окисление в
среде ледяной уксусной кислоты акролеина воздухом при 20—40°С
в присутствии окиси серебра [11] или окиси ванадия [12].
Акриловая кислота представляет собой бесцветную жидкость с рез¬
ким запахом, смешивающуюся во всех соотношениях с водой и органи¬
ческими растворителями; ее физические свойства приведены в табл. 67
(стр. 329).
При отсутствии перекисей в атмосфере азота и при температуре
zo 180° С акриловая кислота не полимеризуется; в присутствии же не¬
больших количеств кислорода или при добавке перекисных соединений
она легко образует полимер. Лучшэ всего полимеризацию проводить
в воде в присутствии перекиси водорода [13] или в ксилольном растворе
яри 80° С при добавлении перекиси бензоила [14]. Теплота полимериза¬
ции акриловой кислоты при 25° С составляет 18,5 ккал/моль [15].
Полиакриловая кислота представляет собой белый порошок, не рас¬
творимый в мономере, но растворимый в воде и формамиде, мало рас-
уворимый в ароматических и хлорированных углеводородах, кетонах и
уксусной кислоте.
328
Гл. 15. Полиакрилаты и поличетакрилаты
Эфиры акриловой кислоты. Наибольшее применение из эфиров ак¬
риловой кислоты получили метил-, этил- и бутилакрилаты. Все эфиры
могут быть получены этерификацией акриловой кислоты спиртами, взя¬
тыми в избытке, в присутствии серной кислоты, но основными промыш¬
ленными методами являются алкоголиз и дегидратация этиленциангид-
рина и синтез из ацетилена, окиси углерода и спирта.
Синтез эфиров акриловой кислоты из этиленциангидрина протекает
следующим образом:
НОСН2—СН2—CN + ROH + H2S04 СН2=СН—COOR + (NH4) HS04
Эта реакция может быть осуществлена как периодическим [16, 17],
так и непрерывным методами [18, 19].
Из ацетилена, окиси углерода и спирта эфиры акриловой кислоты
изготовляются по методу Реппе. Процесс протекает аналогично синтезу
акриловой кислоты, но вместо воды берется соответствующий спирт.
Свойства эфиров акриловой кислоты приведены в табл. 67. Чистые
эфиры, не содержащие ингибиторов, склонны быстро полимермзоваться
не только при нагревании, но даже при комнатной температуре. Пере¬
киси значительно ускоряют процесс образования полимеров.
Метиловый эфир акриловой кислоты представляет собой бесцвет¬
ную, прозрачную жидкость с характерным раздражающим запахом.
Акрилонитрил СН2 = СН—CN в промышленности получают в основ¬
ном из окиси этилена и цианистого водорода и из ацетилена и циани¬
стого водорода. В последнее время были разработаны более эффектив¬
ные методы, основанные на взаимодействии ацетальдегида с синильной
кислотой [19] и пропилена с аммиаком [20].
При синтезе из окиси этилена и цианистого водорода сперва полу¬
чают этиленциангидрин [21], а затем его подвергают дегидратации при
200—220° С в акрилонитрил:
СН2—СН2-f HCN —v НОСН2—СН2—CN ? '~Ч'I « ^
\о/ •
НОСН2—СН2—CN -~Н2°н> СН2=СН—CN
Прямое присоединение цианистого водорода к ацетилену с образо¬
ванием акрилонитрила протекает как в жидкой, так и в газовой фазе:
СН=СН HCN —» СН2=СН—CN
При жидкофазном процессе реагенты пропускают в водный раствор
однохлористой меди и хлористого аммония при 80° С в соотношении
10 моль ацетилена на 1 моль цианистого водорода. Требуемая кислот¬
ность среды (pH = 1,0—1,5) поддерживается добавлением соляной кис¬
лоты [22]
Газофазный процесс образования акрилонитрила, предложенный
в 1930 г. [23], состоит в пропускании ацетилена и цианистого водорода
при 400—500° С над активированным углем, пропитанным цианистым
барием. Разбавление ацетилена водородом позволяет повысить выход
акрилонитрила до 85—88% [24, 25].
При взаимодействии ацетальдегида с синильной кислотой обра¬
зуется p-оксипропионитрил, легко дегидратирующийся в акрилонитрил
при быстром нагревании с 80% фосфорной кислотой до 600°С. Реакция
протекает по следующей схеме:
сн3с/° НОСН2—СН2—CN -~Нг°> СН2=СН—CN
N1
Сырье
329
Получение акрилонитрила из пропилена и аммиака в присутствии
воздуха происходит при 480° С и давлении около 3 ат над специальным
катализатором:
СН2=СН—CH3 + NH3 + 72 02 —> СН2=СН—CN+3H20
Для облегчения очистки* акрилонитрила от примесей можно при¬
менять обработку его хлорной водой при 20—50°С [26] или раствором
гипохлорита натрия [27].
Акрилонитрил — бесцветная жидкость, смешивающаяся с большин¬
ством полярных и неполярных растворителей (табл. 67).
ТАБЛИЦА 67
Свойства производных акриловой и метакриловой кислот
(давление 760 мм рт. ст.)
Продукты
Температура
кипения,
СС
Плотность,
zj см?
Показатель
преломления
4°
Литера
тура
Кислоты
Акриловая
141
1,0487
1,4210
[30]
(20°)
Метакриловая . .
i6i
1,015
1,433
[19]
(20°)
(24°)
Эфиры
Метилакрилат
80
0,952
1,401
[33]
(25°)
(25°)
Этилакрилат
99,5—100
0,919
1,4022
[31]
(25°)
(19°)
Пропилакрилат
119
0,9078
1,413
[31]
(19°)
Бутилакрилат
147
0,894
1,416
[33]
(25°)
(25°)
Мети лметакри лат
100,3
0,937
1,4161
[32]
Этилметакрилат
117
0,911
1,412
[33]
(25°)
(25°)
Пропилметакрилат
141
0,921
1,412
[33]
(15,6°)
Бутилметакрилат
163
0,894
1,421
[33]
(25°)
Амиды
Акриламид
84,5°
1,127
—
[28]
(т. плавл.)
(25°)
Нитрилы
Алрнлонитрил
77,3
0,806
1,3911
[34]
(20°)
Акриламид. Впервые акриламид СН2=СН—CONH2 был синтези¬
рован в 1893 г. из акрилилхлорида и сухого аммиака при 100° С. В даль¬
нем были предложены различные методы его получения [28], но
более удобным является гидролиз акрилонитрила моногидратом
серной кислоты [29]:
СН2=СН—CN +Н2°-» СН2=СН—CONH2
К моногидрату, нагретому до 100° С, медленно прибавляется акри-
.вднитрил, содержащий ингибитор. Реакция заканчивается в течение
Э—45 мин. Выделение акриламида из раствора может быть произве¬
дено различными способами.
330
Гл. 15. Полиакрилаты и полиметакрилаты
Белый хлопьевидный акриламид высокой степени чистоты полу¬
чается перекристаллизацией из раствора в бензоле.
Акриламид хорошо растворяется в воде, метиловом и этиловом
спиртах, ацетоне и хуже — в этилацетате, хлороформе и дихлорэтане.
В щелочной среде он реагирует с формальдегидом, образуя метилолак-
риламид, а с гипохлоритом натрия дает N-хлоракриламид.
Метакриловая (а-метилакриловая) кислота СН2=С(СН3)—СООН
чаще всего синтезируется в две стадии. Первой стадией является полу¬
чение ацетонциангидрина из ацетона и синильной кислоты:
СН3—СО—CHs+HCN СН3—С (СН3)—CN
I
ОН
Эта реакция проводится при 42—45° С в течение 2 ч. Разработан
синтез ацетонциангидрина, обеспечивающий выход, близкий к теорети¬
ческому, в присутствии катализатора — анионообменных смол [35].
Вторая стадия реакции состоит в дегидратации и омылении аце¬
тонциангидрина серной кислотой:
СН3
I
СН3—С (СН3)—CN —СН,=С—СООН
I
он
Метакриловая кислота — бесцветная жидкость, кипящая при 161°С
(табл. 67). В литературе [36] описано получение из нее полимера в вод¬
ном растворе.
Эфиры метакриловой кислоты. В литературе приведены методы по¬
лучения и свойства большого количества эфиров метакриловой кисло¬
ты [33, 37, 38]. Широкое применение получили метилметакрилат и бу-
тилметакрилат. Общим методом синтеза эфиров метакриловой кислоты
в промышленных масштабах является дегидратация, омыление и эфи-
ризация соответствующим спиртом ацетонциангидрина:
СН3—С (СН3)—CN + ROH + H2S04 —СН,=С (СН3)—COOR + (NH4) HS04
ОН
Другой метод синтеза эфиров метакриловой кислоты — переэтери-
фикация метилметакрилата. При нагревании метилметакрилата с соот¬
ветствующим спиртом в присутствии катализаторов (серная кислота,
п-толуолсульфокислота, метилат натрия) образуется эфир метакрило¬
вой кислоты:
СН2=С(СН3)—СООСН3+С4Н9ОН —>■ сн,=с(£н3)— СООС4Н9 + СН3ОН
Для синтеза эфиров метакриловой кислоты может быть использо¬
ван и метод прямой этерификации метакриловой кислоты спиртом. При¬
меняется этот метод редко, так как этерификация протекает медленно
и для предотвращения полимеризации требуется присутствие ингиби¬
тора. Лишь при определенных условиях для некоторых эфиров удается
получить высокие выходы [39].
Метилметакрилат не может долгое время храниться в обычных
условиях вследствие самопроизвольной полимеризации. Для предотвра¬
щения ее добавляется ингибитор, например гидрохинон, в количестве
0,005—0,01%.
Закономерности полимеризации эфиров акриловой и метакриловой кислот 331
Метилметакрилат представляет собой прозрачную бесцветную жид¬
кость со специфическим запахом; свойства его, ках и других эфиров мет¬
акриловой кислоты, даны в табл. 67.
Закономерности полимеризации эфиров
акриловой и метакриловой кислот
Эфиры акриловой и метакриловой кислот можно полимеризовать
по одному из четырех методов: в блоке, в растворе, в эмульсии и сус¬
пензии. Выбор метода полимеризации определяется требованиями,
предъявляемыми к полимеру. В качестве инициаторов полимеризации
пригодны различные гидроперекиси и перекиси, азосоединения, произ¬
водные сульфиновых кислот, атомарный водород, N-нитрозоацетанилид,
(5- и улучи и др.
Термическая полимеризация протекает медленно и часто лишь при
высоких температурах. Тщательно очищенные мономеры в отсутствие
воздуха, света и инициаторов в заметной степени не полимеризуются
даже при высоких температурах. Техническое значение приобрели реак¬
ции полимеризации и сополимеризации эфиров акриловой и метакри¬
ловой кислот при добавлении инициаторов радикального типа. Наибо¬
лее распространенными среди них являются перекись бензоила, дини¬
трил азоизомасляной кислоты, персульфаты натрия и калия.
В результате реакции полимеризации эфиров акриловой и мета¬
криловой кислот образуются полимеры по следующей схеме:
Полиалкилакрилаты
п СН,=СН
СО
OR
Полиалкилметакрилаты
СН3
I
п СН,= С
I
с=о
I
OR
-сн2—сн—-
I
с=о
I
OR
СН3 ‘
I
—СН2—С
I
с=о
I
OR
Дезактивация полимерных радикалов происходит диспропорциони-
роЕанием (реакция I) или рекомбинацией (реакция II) [40].
—СН—СН2—
I
COOR
-СН—СН, -СН,—СН
I
+
„ COOR
СН—СН2-~
COOR
-СН—СН3 СН2=^С
I + I
COOR COOR COOR
-СН,—СН 1
1
COOR_!,„
~-СН2— СН—-
I
COOR_m
I —СН—сн2
—1—СН—сн2
•СН2—СН
СН2—СН
1
1 +
1
1
1_ COOR
COOR
COOR
COOR _
г—сн—сн2
—сн—сн2-
-СН2—СН
ген,—СН •
L COOR -
„ COOR
COOR
L COOR -
m
332
Гл. 15 Полиакрилаты и полиметакрилаты
Преимущественное протекание реакции I или II зависит от усло¬
вий полимеризации и типа мономера.
ПОЛИМЕРИЗАЦИЯ В БЛОКЕ
Эфиры акриловой и метакриловой кислот легко полимеризуются
при нагревании в присутствии перекиси бензоила или других инициа¬
торов радикального типа. Техническое значение нашла полимеризация
метилметакрилата в формах. В формы можно заливать как мономер,
смешанный с инициатором (а иногда и с пластификатором, красителем
или пигментом), так и сироп, представляющий собой раствор полиме¬
тилметакрилата в метилметакрилате. Количество инициатора берется
в пределах 0,02—1,0% от веса мономера. Температура полимеризации
поднимается постепенно от 60 до 120° С. Продолжительность нагрева¬
ния зависит от толщины и формы изделия (лист, труба, стержень и др.),
типа инициатора и чистоты мономера. Различные процессы полимери¬
зации метилметакрилата описаны Шильдкнехтом [41].
При полимеризации метилметакрилата скорость полимеризации за¬
висит не только от температуры реакции, но и от типа применяемого
инициатора. Сравнение относительного влияния перекиси бензоила и
динитрила азоизомасляной кислоты на процесс блочной полимеризации
показывает, что скорость реакции при 50 и 65° С выше в присутствии
азосоединения. Установлено, что при 40—50° С полимеризацию легко
инициирует перекись ацетилена, при 65—70° С — перекись лаурила, при
70—90° С — перекись бензоила.
Значительное повышение давления, например до 5000 кг/см2, спо¬
собствует ускорению процесса полимеризации в 10—15 раз и увели¬
чению молекулярного веса полимера в 4—5 раз. При одинаковом моле¬
кулярном весе полимеров скорость реакции при высоком давлении в
9 раз больше скорости полимеризации при обычном давлении.
Большой интерес представляет реакция полимеризации метилмет¬
акрилата в присутствии перекиси бензола и некоторых третичных
аминов при 20—30° С. Было установлено, что третичные амины типа
C6HsNR2 (где R—СН3, С2Н5, С2Н4ОН) ускоряют процесс полимериза¬
ции, а первичные и вторичные амины, трибензиламин и диметил бензил-
амин ингибируют этот процесс. Многие исследователи [42—44] считают,
что первичной стадией является образование комплекса амина с пере¬
кисью, в котором затем происходит переход электрона от амина к пере¬
киси. Этот переход сопровождается образованием свободных радикалов,
способных инициировать полимеризацию виниловых соединений. Было
установлено, что третичные ароматические амины по своей активности
могут быть расположены в следующий возрастающий ряд:
диметиламино-п-толуидин, диметиламино-о-толуидин, N, N-диметил¬
анилин
Алифатические третичные амины действуют слабее ароматических.
При 20—45° С происходит полимеризация метилметакрилата в при¬
сутствии перекиси бензоила и производных сульфиновых кислот [45],
несшиж-сульфоорганических и ацильных перекисей [46].
При блочной полимеризации, вследствие большой ее скорости, низ¬
кой теплопроводности мономера и полимера и высокой вязкости сиропа
(раствора образующегося полимера в мономере), трудно контролиро¬
вать молекулярный вес полимера и отводить теплоту полимеризации,
которая выделяется в количестве 13,6 ккал/моль. При недостаточном
отводе тепла в реакционной смеси резко повышается температура, что
приводит к ускорению реакции и образованию полимера с низким моле¬
Закономерности полимеризации эфиров акриловой и метакриловой кислот 333
кулярным весом (и худшими механическими свойствами) и возникно¬
вению пузырей в изделиях. Кроме того, при полимеризации происходит
усадка, достигающая 20,1—20,2% (табл 68) [47]. Если применять
ТАБЛИЦА 68
Величина усадки при полимеризации акриловых и метакриловых
мономеров
Мономер
Усадка,
%
Мономер
Усадка,
%
Акрилонитрил
н-Амилметакрилат
н-Бутилметакрилат
Изобутилметакрилат ....
Метакрилонитрил
31.0
13,9
14,3—15,5
12.0
24,3
Метилметакрилат ....
н-Пропилметакрилат . . .
Этилметакрилат
Октилметакрилат
20,1—21,2
17,1
17,8—18,4
11,8
10—30% растворы полиметилметакрилата в мономере, то усадка может
быть снижена. Полимеризация таких растворов сопровождается мень¬
шим выделением тепла Значительного уменьшения усадки можно до¬
стигнуть полимеризацией смеси мономера (40—50%) с порошкообраз¬
ным полимером (50—60%). Такая смесь, приготовленная при комнатной
температуре, постепенно загустевает
вследствие растворения части полиме¬
ра и набухания порошка. Через 5—
30 мин после приготовления смесь за¬
гружается в форму; полимеризация
полностью завершается без осажде¬
ния порошка даже при комнатной
температуре. Прозрачность такого
полимера гораздо меньше прозрачно¬
сти листового стекла, но часто она
и не нужна, например в зубопротезной
технике.
О скорости блочной полимериза¬
ции метилметакрилата при 60° С в
присутствии 0,1% перекиси бензоила
можно судить на основании данных
рис. 87 [48]. Начальный небольшой индукционный период определяется
присутствием следов кислорода в системе. При большой глубине пре¬
вращения наблюдается замедление скорости полимеризации (кривые 1
и 2). Обычни для окончания процесса образования полимера повышают
температуру полимеризации.
В зависимости от содержания кислорода в мономере продолжи¬
тельность индукционного периода может быть выражена следующим
уравнением [49]:
г=[1]-°-5 [М]_1[02]
где [I] и [М] — концентрации инициатора и мономера.
Некоторые авторы [50, 51] считают, что реакция мономера с кисло¬
родом сопровождается получением малоактивных перекисных соедине¬
ний. В индукционный период возможно образование некоторого коли¬
чества полимера с молекулярным весом в 60—70 раз меньшим, чем при
полимеризации без кислорода [49].
В случае полимеризации метилметакрилата в растворе или в эмуль¬
сии (но без эмульгатора) очень интенсивное перемешивание резко сни-
^ ВО
1 60
40
20
0 100 200 300 400 500
Время полимеризации, мин
Рис. 87. Влияние продолжительности
блочной полимеризации мономеров
(60° С, 0,1 % перекиси бензоила) на
выход полимеров:
1 — акрилонитрил; 2 — метилметакрилат;
3 — бутил метакрилат»
334
Гл. 15. Полиакрилаты и полиметйкрилаты
жает скорость образования полимера вследствие ингибирующего влия-
ния кислорода, попадающего в систему из воздуха [52].
Ингибиторами полимеризации метилметакрилата могут быть также
многие органические вещества, металлы и их соли. Изучелие кинетики
полимеризации в присутствии ингибиторов [53—56] показало, что обрыв
цепей полимера происходит вследствие взаимодействия полимерного
радикала с ингибитором. Медь действует как сильный ингибитор, а алю¬
миний даже ускоряет процесс полимеризации [57].
На участке кривой полимеризации метилметакрилата (рис. 87)
после 10—20% конверсии наблюдается ускорение процесса. В этот
период происходит также и увеличение молекулярного веса образую¬
щегося полимера. Некоторые исследователи [58, 59] объясняют этот
эффект уменьшением скорости обрыва цепи в результате диспропорцио-
нирования и значительной потери подвижности полимерных радикалов
в среде, обладающей большой вязко¬
стью. Дезактивация полимерных ради¬
калов в этом случае чаще всего проис¬
ходит путем рекомбинации.
Опыты показали, что полиметил-
метакрилат, растворенный в метил-
метакрилате, вызывает его полимери¬
зацию. Даже трижды переосажденный
полиметилметакрилат способен вызы¬
вать полимеризацию метилметакрила¬
та. Скорость полимеризации опреде¬
ляется концентрацией полимера (до
5%) в растворе метилметакрилата и
не зависит от молекулярного веса
введенного полимера. Энергия акти¬
вации этой реакции 12 ± 3 ккал/моль
[59, 60]. Добавка значительного коли¬
чества низкомолекулярного полиметилметакрилата к метилметакрилату
приводит к снижению молекулярного веса образующегося полимера
[61]. На рис. 88 представлены данные о влиянии добавки полимера на
ускорение реакции полимеризации метилметакрилата [58].
Исследования показывают, что некоторые эфиры акриловой кисло¬
ты при полимеризации в блоке способны частично сшиваться. Так, ме-
тилакрилат в присутствии перекисй бензоила, взятой в количестве ме¬
нее 0,0005 моль, образует полимер с высоким молекулярным весом,
содержащий 0,01—0,1% сшивок [62]. Причина этого заключается, види¬
мо, в наличии подвижных третичных атомов водорода в мономере и
полимере, которые легко отщепляются под влиянием радикалов и обра¬
зуют новые радикалы, способные к реакциям разветвления и сшивки.
Тобольский [63, 64] предлагает уравнение для определения средней
степени полимеризации (Рп) полиметилметакрилата в присутствии ини¬
циатора, образующего монорадикалы
Ju=c +^-+--Сн*,‘ ■
Рп " ^ [Щ2 к2 [М]3
где см и си — константы скоростей переноса цепи через мономер и ини¬
циатор;
v — скорость полимеризации;
[М] — концентрация мономера;
К и А — константы, зависящие от условий данного опыта.
Время полимеризации, мин
Рис. 88. Влияние добавки полиметил¬
метакрилата на скорость блочной
полимеризации метилметакрилата
(60° С, 0,196 перекиси бензоила):
1 — метилметакрилат + 10,4% полимера;
2— то же, но расчет произведен на началь¬
ное содержание мономера; 3~ метилметакри¬
лат.
Закономерности полимеризации эфиров акриловой и метакри.ювой кислот 335
В присутствии динитрила азоизомасляной кислоты при полимери¬
зации метил метакрилата при 60° С без кислорода средняя степень поли¬
меризации полимера может быть определена по уравнению [65]:
Рп = 22,2 • 103 [г;|1/(|'76
ПОЛИМЕРИЗАЦИЯ В СУСПЕНЗИИ (ГРАНУЛЬНАЯ)
Суспензионный метод применяют лишь для полимеризации низших
членов метакрилового ряда, так как полимеры высших представителен
этого ряда и эфиров акриловой кислоты обладают низкой температурой
размягчения, препятствующей
получению их в виде неслипаю-
щихся гранул.
Исследования показали, что
гранульная полимеризация ме-
тилметакрилата подчиняется тем
же законам, что и полимериза¬
ция в блоке [66].
Из рис. 89 [66] следует, что
полимеризационные кривые ана¬
логичны подобным же кривым
полимеризации метилметакрила-
тагв блоке. „ „
с к^иргтнр гтябипмчятппон Рис- 89- Вл,,я,шс продолжительности сус-
ь качестве стаоилизаторов пеизи0ин0Й полимеризацш на выход поли.
суспензии предлагаются жела- метплметакрилата и вязкость растворов при
гнна, метилцеллюлоза, полимет- различной концентрации перекиси бензоила
акриламид, поливиниловый спирт, (в %)■
соли полиакриловой и полимет-
акриловой кислот, сополимеры акриловых эфиров с солями акриловой
кислоты, крахмал, тальк, сульфат бария, карбонат магния и т. п. В за¬
висимости от количества введенного стабилизатора, его природы и ско¬
рости перемешивания можно получить гранулы полимера различных
размеров [67].
Инициаторами полимеризации являются перекиси и азосоедине¬
ния, не растворимые в воде и растворимые в мономерах. Широкое при¬
менение нашла перекись бензоила.
Объемное соотношение вода: мономер в суспензионной полимери-
зга/w otfL/vf/o or J?.-/ ло ■/.'/. £Ът/г /гея/щ/г/г 0сг2%ес7яяяегс/г /z/7/г
' мосферном давлении, то температура ее не превышает температуры
* .'пения мономера и воды. Под давлением процесс полимеризации в
суспензии может быть осуществлен при более высокой температуре.
Например, гранульный полиметилметакрилат, пригодный для изготов¬
ления изделий методом прессования, получают в автоклаве при
120—С. В реакционную смесъ очень часто вводят смазочнъле ве¬
щества (лауриловый спирт или стеариновую кислоту), термостабилиза¬
торы полимера, например диоктилсульфид, регуляторы молекулярного
веса и т. д.
ПОЛИМЕРИЗАЦИЯ В РАСТВОРЕ
Изучение полимеризации метплметакрилата и метилакрилата в
растворе в присутствии перекиси бензоила при различных темпера¬
турах (55—80° С) показало, что некоторые растворители заметно сни¬
жают скорость полимеризации и молекулярный вес полимеров [68—70].
В табл. 69 приведены значения констант переноса цепи в случае раз¬
личных растворителей, найденные при полимеризации метилакрилата
и метилметакрилата при 80° С.
336
Гл. 15. Полиакрилаты и полиметакрилаты
ТАБЛИЦА 69
Константы переноса цепи в различных растворителях (ср)
при 80° С
-105
Растворитель
при полимеризации
метилакрилата
метилметакрил ата
Ацетон
11
Е5ензол
4,5
0,75
о-Дихлорбензол . . . .
7,1
—
Изопропилбензол
102
19,0
Метилэтилкетон .......
36,1
—
Толуол
27
5,25
Тетрахлорэтан
■—
20
Хлорбензол
5,2
2,0
Хлороформ ...
25
1,75
12
—
Циклогексанон
55
1,0
Четыреххлористый углерод . .
12,5
23,93
Этилбензол
13,5
С понижением концентрации мономера в растворителе уменьшает¬
ся скорость процесса и молекулярный вес образующегося полимера
падает. Наибольшее влияние оказывают растворители, имеющие боль¬
шее значение констант переноса цепи.
В случае полимеризации метилметакрилата в бензоле в присут¬
ствии перекиси бензоила и динитрила азоизомасляной кислоты реак¬
ция имеет первый порядок, а скорость и степень полимеризации прямо
пропорциональны концентрации мономера и корню квадратному из
концентрации инициатора [71, 72]:
!> = — — = /<:[ 1'Ь] [М]
где v — скорость полимеризации;
[I] и [М] — концентрация инициатора и мономера
Во многих других системах эта зависимость имеет более сложный
характер. Например, в присутствии трег-бутилбензола указанное урав¬
нение имеет другую зависимость [73]. В противоположность метилмет-
акрилату, полимеризация метилакрилата в бензоле имеет более высо¬
кий порядок [74].
Низкомолекулярные полимеры эфиров акриловой кислоты, при¬
годные в качестве пластификаторов, получают полимеризацией в три-
изопропилбензоле [75].
Полимеризацию эфиров акриловой и метакриловой кислот в рас¬
творителях проводят редко и лишь в тех случаях, когда конечный про¬
дукт (полимер) используется для приготовления лаков.
Метилметакрилат полимеризуется в полимеры кристаллической
структуры при низких температурах (—30 ч 70°С), в присутствии
растворителей и катализаторов (соединений Гриньяра и органических
соединений щелочных металлов) [76].
В неполярных растворителях образуются преимущественно поли¬
меры изотактического строения, причем содержание последних возраста¬
ет в зависимости от характера катиона в ряду К, Na, Li. В полярных
растворителях возникают полимеры синдиотактического строения.
Свойства полимеров эфиров акриловой и метакриловой кислот
337
В смесях же полярного и неполярного растворителей получают стерео-
блокполимеры, состоящие из изотактической и синдиотактической
структуры.
ПОЛИМЕРИЗАЦИЯ в ЭМУЛЬСИИ
Метод эмульсионной полимеризации очень эффективен для произ¬
водства ряда полимеров эфиров акриловой и метакриловой кислот.
Особенно он выгоден, если полимер можно применять в виде латекса.
Наиболее широко используются латексы на основе полиметил- и поли-
этилакрилата. Их наносят на различные поверхности (например, на
кожу и др.). В результате испарения воды полимер коагулирует и обра¬
зует покрытие. Конечно, такие пленки менее водо- и химически стойки,
чем пленки, полученные из раствора в органических растворителях,
но они дешевле.
В качестве эмульгаторов применяют различные поверхностно-актив¬
ные вещества неионного типа, а также мыла. Тип эмульгатора, pH сре¬
ды и условия процесса определяют стабильность эмульсий. Натриевые
и аммониевые мыла являются хорошими эмульгаторами, но при их
применении создается щелочная среда. Так как мономеры (акриловые
и метакриловые эфиры) в большей или меньшей степени омыляются
в щелочной среде, то рекомендуется проводить процесс в нейтральной
или слегка кислой среде [77, 78].
Инициаторами эмульсионной полимеризации являются водораство-
римые перекиси, например перекись водорода и персульфат аммония.
Эмульсионную полимеризацию акриловых и метакриловых эфиров про¬
водят так же, как и других виниловых мономеров (стирола, винил-
ацетата).
Важнейшим свойством эмульсии является ее стабильность при хра¬
нении и применении, особенно высокая, если применяется эмульгатор
чеионного типа. Средний размер частиц в эмульсиях не превышает
1 '.2 мк, крупных же частиц очень мало; pH среды не меняется со вре¬
менем.
Сравнение скоростей полимеризации метилметакрилата в блоке,
растворе, эмульсии и суспензии показывает, что наиболее быстрое об¬
разование полимера наблюдается при эмульсионной полимеризации.
Это, видимо, обусловлено большой дисперсностью мономера и наличием
-.мульгатора, который снижает вероятность обрыва цепной реакции.
Свойства полимеров эфиров
акриловой и метакриловой кислот
Все полимеры эфиров акриловой и метакриловой кислот представ¬
ляют собой прозрачные бесцветные продукты, твердые, эластичные,
мягкие или липкие при обычной температуре в зависимости от строения.
Будучи термопластичными материалами, они легко подвергаются пере¬
работке различными методами. Полиалкилметакрилаты по сравнению
с полиалкилакрилатами отличаются большей твердостью
При изучении производных полиакриловой кислоты было установ¬
лено [79], что их структура может быть «голова к хвосту» и «голова
к голове», т. е. соединение мономерных звеньевых происходит в поло¬
жениях 1,2 и 1,3.
Полиалкилакрилаты и полиалкилметакрилаты являются аморфны¬
ми полимерами, не кристаллизующимися даже при растяжении.
21 А. Ф. Николаев
338
Гл. 15. Полиакри гаты и полиметакрилаты
Однако в присутствии специальных катализаторов, как уже указы¬
валось, можно получать кристаллические полиметнлметакрилат и дру¬
гие акриловые полимеры.
РАСТВОРИМОСТЬ И МОЛЕКУЛЯРНЫЙ ВЕС
Растворимость полимеров эфиров акриловой и метакриловой кис¬
лот в значительной степени определяется природой боковой группы.
Хорошими растворителями являются сложные эфиры, кетоны, хлориро¬
ванные и ароматические углеводороды. Алифатические углеводороды
и низшие спирты не растворяют полимеры; однако в небольших коли¬
чествах они могут быть использованы в качестве разбавителей. С увели¬
чением длины алифатической цепи в сложноэфирной группе полимеров
улучшается растворимость в веществах, имеющих низкую полярность;
появляется возможность использовать более широкий ряд раствори¬
телей. С увеличением молекулярного веса полимера растворимость
ухудшается.
Акриловые и метакриловые полимеры совместимы с различными
пластификаторами (днбутилфталатом, дибутилсебацинатом, трикрезил-
фосфатом, хлорированными дифенилами), с нитроцеллюлозой, этилцел-
люлозой и сополимерами винилхлорида с винилацетатом. С ацетилцел¬
люлозой они ограниченно совместимы. Полиметнлметакрилат, кроме
того, совмещается с поливнннлацетатом, хлорированным каучуком,
феноло-формальдегидными и толуолсульфамид-формальдегидными смо¬
лами. Со многими другими полимерами полиметнлметакрилат и акри¬
латы не совмещаются.
В ряде работ [80, 81] приведены методы определения вязкости рас¬
творов полиалкилакрилатов. Значения характеристической вязкости
растворов полиметил метакрилата, найденные графическим путем и по
уравнению Сакурады, хорошо совпадают [82]:
Ы = (’Ioth — О
где [т]] — характеристическая вязкость, вычисляемая по относительной
вязкости tjoth, определенной только для одной концентрации раствора с.
Молекулярный вес полимеров чаще всего определяется из вискози-
метрических данных, для которых найдены зависимости со средним
молекулярным весом: [tj] = КМа.
ТАБЛИЦА 70
Значения К и а для определения молекулярного веса
(температура 20° С)
Метод
Растворитель
К-20<
а
Литература
Полиметпилакрилат
Светорассеяние
■—
1,28
0,714
[69]
Светорассеяние
Метилэтилкетон
350
0,81
[83]
Осмотический
—
0,95
0,89
[84]
Полиметилметакрилат
Светорассеяние
Метилэтилкетон
0,68
0,72
85]
Светорассеяние
Хлороформ
0,48
0,80
85
Светорассеяние
Толуол
0,71
0,73
86
Осмотический
Бензол *
0,75
0,76
87
Седиментационный
Бензол
0,84
0,73
88
Осмотический
Хлороформ
0,63
0,80
89
* При 25° С.
Свойства полимеров эфиров икриловой и метакриловой кислот
339
В табл. 70 даны значения К и а, пригодные для определения моле-
кулярного веса некоторых полимеров акрилового и метакрилового ряда-
ХИМИЧЕСКИЕ СВОЙСТВА
Полиалкилакрилаты и полиалкилметакрилаты являются карбоцеп-
ными полимерами, содержащими сложноэфирные группы в боковой
цепи. При обычных температурах они устойчивы ко многим веществам,
том числе к разбавленным кислотам и щелочам, причем устойчивость
к омылению выше у полиалкилметакрилатов. Полимеры не подвергают¬
ся действию воды, спиртов, жиров, растительных и минеральных масел.
Водопоглощение полиметилметакрилата хорошо изучено. Исследо¬
вания .показывают, что прессованные образцы после 30-суточной вы-
лержки в воде при температуре 0—60° С имеют одно и то же водопогло¬
щение (1,5%). При повышении температуры поглощение воды поли¬
мером резко возрастает, достигая 3% после 3 суток выдержки в воде
при 100° С и 9% после 100 суток пребывания в воде (молекулярный вес
полимера 64 000). С понижением молекулярного веса водостойкость
полимеров понижается.
ТЕРМИЧЕСКИЕ СВОЙСТВА
При одной и той же длине алкильной группы температура стекло¬
вания и температура хрупкости у полиалкилметакрилатов всегда выше,
чем у полиалкилакрилатов. Увеличение
длины алкильной группы приводит к
снижению температуры стеклования
вследствие ослабления межмолекуляр-
ных сил. О температуре хрупкости по¬
лимеров, близкой к температуре стекло¬
вания, можно судить на основании дан¬
ных рис. 90 [90]. По мере дальнейшего
увеличения числа углеродных атомов в
алкильной группе полимеров наблю¬
дается повышение температуры стекло¬
вания в связи с тем, что боковые цепи
кристаллизуются в структуры, наблю¬
даемые у простых углеводородов (пара¬
финов) . Этот эффект начинает проявлять- Рис. 90. Зависимость температуры
ся у полиалкилакрилатов при наличии в стеклования полимеров от числа
алкильной группе 8, а у полиалкилмет- углеродных атомов алкильных
1 г. групп:
акрилатов 12 углеродных атомов. С уве-
_ 1 — поли-к-алкилметакрилаты; 2 — поли-
личением кристалличности возрастает к-влюиикркмты.
также прочность и жесткость полимеров.
Разветвленные и циклические боковые группы повышают твердость
полимеров и увеличивают их температуру размягчения.
Полиметилметакрилат, полученный при низкой температуре и об¬
ладающий определенной конфигурацией цепи, в случае изотактической
структуры имеет Тс = 45° С и Гпл = 160° С, в случае же синдиотактиче-
ской структуры соответственно 115 и 200° С [3].
При нагревании акриловых полимеров до 160° С обычно происходит
их размягчение, не сопровождающееся окислительной деструкцией. Но
гри более высокой температуре в атмосфере воздуха развивается де-*
струкция, приводящая (например, в случае полибутилметакрилата) к
частичному образованию трехмерного продукта [91]. На деструкцию
полимеров влияет наличие остаточного мономера, влаги, пластифика-
Сз
22*
340
Гл. 15 По хиакрилаты и полиметакрилаты
торов и других примесей [92]. Добавление антиоксидантов (дифенил¬
амина, фенил-а-нафтиламина, салицилата резорцина и др.) задержи¬
вает деструкцию [93]. В атмосфере инертного газа заметного снижения
молекулярного веса не происходит.
Нагревание полиалкилакрилатов и полиалкилметакрилатов до
250° С и выше вызывает их быструю деструкцию: 1) до низкомолекуляр¬
ных полимеров, двуокиси углерода и метилового спирта — в случае по-
лнметилакрилата [94], 2) до изобутилена и смеси различных продук¬
тов — для поли-трег-бутилметакрилата [95] и 3) до исходного моно¬
мера— метилметакрилата— для полиметилметакрилата [96, 97]. При
деполимеризации полиметилметакрилата можно достигнуть 98%-ного
выхода мономера-сырца, добавив 5% фенола [98]. Деструкция про¬
исходит также при механическом воздействии на полимер, например
при вальцевании, экструзии и других процессах [99].
Утилизация отходов полиметилметакрилата, получаемых при изго¬
товлении изделий, производится деполимеризацией до мономера. С од¬
ного конца в стальную трубу длиной до 2500 мм и диаметром 300 мм,
снабженную электрическим обогревом, загружают отходы полимера в
виде мелких кусочков (1—3 мм). С помощью шнека кусочки переме¬
щаются ко второму концу трубы, к которому присоединен прямой холо¬
дильник и бункер. Бункер сообщается с ванной, заполненной водой.
По мере движения в трубе происходит деполимеризация полиметил-
метакрилата при 380—400° С. Пары метилметакрилата охлаждаются
водой в холодильнике, и конденсат собирается в приемнике. В бункер
ссыпается остаток (уголь и неразложившийся полимер) [100].
Конденсат обрабатывается концентрированной серной кислотой до
получения гомогенного раствора, а затем раствор разбавляется водой до
разделения на два слоя. Верхний слой отделяют, промывают водой и по¬
дают на ректификационную колонну. Выход чистого метилметакрилата
достигает 80% отвеса отходов. Нижний слой продувают паром для отгон¬
ки растворенного мономера; дистиллат также подвергают ректификации.
Деполимеризация отходов может быть проведена и в токе перегре¬
того водяного пара в аппарате колонного типа с дополнительным обо->
гревом стенки [101]. Отходы дробятся до размеров 2 X 20 X 60 мм. Тем¬
пература водяного пара поддерживается в пределах 350—400° С," а ско¬
рость его подачи устанавливается 150 кг/ч на 1 м2 поперечного сечения
колонны. Указанный способ позволяет увеличить выход метилметакри-
лата-сырца на 15% по сравнению с деполимеризацией отходов поли-
метилметакрилата обычным путем и упростить последующую его об¬
работку.
Полиметилметакрилат при 125° С и выше хорошо поддается формо¬
ванию, вытяжке, а при 190—280° С — экструзии и литью под давлением.
Изделия из него можно применять при температуре до 60—80° С; при
более высокой температуре начинается их деформация, особенно под
действием нагрузок (табл. 71). Обладая малой теплопроводностью
и одновременно значительным коэффициентом линейного расширения,
полиметилметакрилат при быстром нагревании и охлаждении, а также
при действии растворителей и механическом напряжении склонен к
растрескиванию :[ 102, 103].
ОПТИЧЕСКИЕ СВОЙСТВА
Очень ценными свойствами полиалкилметакрилатов, и особенно по¬
лиметилметакрилата, являются их прозрачность и отсутствие окраски.
Хорошие оптические свойства сочетаются с высокой атмосферостой-
Сгойства полимеров эфиров акриловой и метакриловой кислот
341
.-остью. В случае окрашивания полимеров яркость их цвета сохраняется
длительное время.
Полиметилметакрилат (органическое стекло) имеет показатель пре-
. омления 1,49; он пропускает до 91---92% лучей видимой области
шектра, 75% ультрафиолетовых лучей (250—295 ммк) и большой про-
_ент инфракрасных лучей. С этим полимером может конкурировать
только кварцевое стекло, пропускающее до 100% ультрафиолетовых лу-
-ен (зеркальное силикатное стекло пропускает 3% ультрафиолетовых
лучей, обычное силикатное 0,6%). Даже через толстые пластины орга¬
нического стекла видимость очень хорошая. Лишь при толщине 6,3 м
прозрачность ухудшается на 50% [104].
Применение полиметилметакрилата для изготовления оптических
изделий ограничивается его низкой по сравнению со стеклом стойкостью
к царапанию (низкой поверхностной твердостью). Попытки повысить
стойкость полимера к царапанию не дали еще положительных резуль¬
татов.
Для получения материалов, обладающих показателями преломле¬
ния в пределах 1,49—1,59 и пригодных для оптических линз, проводят
сополимеризацию метилметакрилата со стиролом.
МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства полиалкилметакрилатов определяются вели¬
чиной спиртового радикала в сложноэфирной группе. С увеличением
длины радикала снижаются механические показатели, уменьшаются
плотность и температура размягчения полимера, падает твердость.
Сравнение ряда свойств полиалкилметакрилатов дано в табл. 71 [106].
ТАБЛИЦА 71
Свойства полиалкилметакрилатов
Свойства
Полиалкнлметакрйлаты
метил-
этил-
н-пропия-
н-бутил-
нзобутил -
Плотность, г/см3
1,19
1Д1
1,06
1,05
1,02
Предел прочности при растя¬
жении, кгс/см2
630
350
280
70
240
Удельная ударная вязкость,
кгс ■ см/см2
10.5
7,1
6,5
11,5
1,6
Температура размягчения, СС
125
65
38
30
70
Показатель преломления .
1,49
1,485
1,484
1,483
1,477
На механические свойства полимеров значительное влияние оказы¬
вают примеси мономера, растворителя, а также количество введенного
пластификатора. Свойства тем хуже, чем больше введено пластифика¬
тора и чем значительнее содержание остаточного мономера иди раство¬
рителя.
Физико-механические и электрические свойства непластифициро-
ванного полиметилметакрилата следующие:
Плотность, г/см3 1.18 1,19
Предел прочности, кгс/см2
при растяжении 600 8^0
: сжат™ ::::::::::::::::::: 1888= Ж
Относительное удлинение, % ..... ^ ^
Удельная ударная вязкость, кгс - cmJcm 1-
342
Гл. 15 Пошакрилаты и по ш метакрилаты
Модуль упругости при растяженин, кгс см2 27 000—29000
Твердость по Бринелю. кгс мм2 . 17—24
Водопоглощеиие, % ... . 0,2
Теплостойкость, 'С
по Вика ... 105—115
» Мартенсу .... . . . 60—80
Удельная теплоемкость, кал г ■ град 0,34—0,36
Коэффициент теплопроводности, ккалм-ч-граа 0,12—0,16
Коэффициент линейного расширения ... . 0,00008
Удельное объемное сопротивление, ом ■ см 1012—10'3
Удельное поверхностное сопротивление, ом . . 1012—1013
Диэлектрическая проницаемость
при 60 гц . 3,6
» 106 гц . 2,6
Тангенс угла диэлектрических потерь
при 60 гц . 0,06
» Ю6 гц 0,01—0,02
Пробивная напряженность, кв/мм .... . 15—25
Свойства полиметилметакрилата хорошо изучены как при обычной
[107—109] и низких температурах [110], так и при температурах выше
температуры стеклования [111]. Изменение механических свойств (пре¬
дела прочности при растяжении ор, при сжатии осж и удельной ударной
вязкости Суд) листового полиметилметакрилата толщиной 10 мм видно
из следующих данных [Не¬
1, сс
°р
'сж
Jyn
+40
405
615
16
+ю
600
1310
17
—75
1060
3005
20
длительно действующие постоянные нагрузки вызывают деформа¬
цию полимера на холоду. Величина напряжения, которую материал
может выдержать до наступления пластической деформации, в значи¬
тельной степени зависит от величины приложенной нагрузки и длитель¬
ности ее действия.
В термопластах, особенно под действием внешних сил, часто появ¬
ляются трещины не только снаружи, но и внутри материала. При боль¬
шом количестве мелких трещин образуются полости с полным внутрен¬
ним отражением — так называемое «серебро». Изучение растрескива¬
ния полиметилметакрилата [103, 113, 114] под влиянием различных фак¬
торов (температуры, растягивающего усилия, наличия растворителя и
пластификатора и др.) показало, что основное влияние на этот процесс
оказывает растягивающее усилие. Пластификация, а также ориентация
в двух взаимноперпендикулярных направлениях придают большую
устойчивость к растрескиванию под воздействием растворителей и атмо¬
сферных условий [115].
Старение полиметилметакрилата в естественных условиях под влия¬
нием кислорода воздуха, озона, влаги и ультрафиолетового облучения
протекает медленно. Найдено, что физико-механические свойства поли¬
мера в течение 26 месяцев в условиях субтропического климата незна¬
чительно ухудшаются (прочность на разрыв уменьшается на 5%, проч¬
ность на удар — на 3%) [105].
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ СВОЙСТВА
Полиалкилакрилаты и полиалкилметакрилаты являются электро¬
изоляционными материалами, но полярность и слабая стойкость к на¬
греву не позволяет широко применять их в электро- и радиотехнике.
Свойства полимеров эфиров акриловой и метакриловой кислот
343
Интерес для электротехники представляет полиметилметакрилат, кото-
;ьн под действием электрического разряда выделяет большое коли¬
чество газов (окиси и двуокиси углерода, водорода и паров воды) и
■{ м самым способствует гашению дуги. Поэтому органическое стекло
:аходит применение в конструкциях сухих высоковольтных разряд¬
ников.
Выше были приведены электрические свойства полиметилметакри-
лата. Значение диэлектрической проницаемости при 106 гц повышается
с ростом температуры, но величина тангенса угла диэлектрических по¬
терь в пределах — 40-н +80° С изменяется мало. Удельное объемное
сопротивление с ростом температуры падает. С увеличением частоты
тока тангенс угла диэлектрических потерь, мало изменяясь в пределах
частот 105—-107 гц. увеличивается как при более низкой, так и при бо¬
лее высокой частоте [116].
УСТОЙЧИВОСТЬ к ОБЛУЧЕНИЮ
Воздействие ядерных излучений и быстрых электронов на полиак¬
риловую кислоту и ее эфиры приводит к образованию поперечных свя¬
зей. Количество гель-фракции зависит от дозы облучения. В первую
"чередь изменения происходят за счет эфирных связей [117].
Полиалкилметакрилаты, и в частности полиметилметакрилат, под
влиянием излучения подвергается деструкции за счет разрыва главной
цепи и отрыва боковых групп.
Если на блоки полимера воздействовать большими дозами у-лучей
при температуре выше 70° С, то под влиянием образующихся газооб¬
разных продуктов (водорода, метана, окиси и двуокиси углерода) поли¬
мер вспенивается и приобретает пористую структуру [118].
Добавление в пленки полиметилметакрилата ароматических и по-
лициклических ароматических веществ уменьшает действие облучения.
Это, видимо, связано с тем, что добавленное вещество либо поглощает
свободные радикалы, возникшие при облучении, либо соединяет разо¬
рванные цепи, входя в состав полимерной молекулы. В литературе при¬
водятся данные по защите полиметилметакрилата некоторыми веще¬
ствами от у-лучей в отсутствие воздуха. Прн содержании 2,5% а-наф-
тиламина защитное действие достигает 78% [118].
ОКРАШИВАЕМОСТЬ
Акриловые смолы могут быть окрашены различными способами.
Первый способ — окрашивание в массе — осуществляется только в про¬
цессе получения смол. Второй способ — окрашивание с поверхности
применяется для изделий из прозрачного листового стекла или порош¬
ка полимера (перед его прессованием или литьем под давлением).
Наиболее хорошо изучено окрашивание полиметилметакрилата, широко
используемого в виде листового стекла для изготовления галантерей¬
ных изделий и других предметов народного потребления.
Красители, применяемые для окраски смол в массе, должны рас¬
творяться в мономере, выдерживать действие перекисей, солнечного
света и высокой температуры. Пигменты, вводимые в полимер для по¬
лучения полупрозрачных или непрозрачных материалов, должны быть
нерастворимыми и иметь частицы размером 0,8—4 мк.
Поверхностное окрашивание производится различными методами:
окунанием, пульверизацией, нанесением кистью, печатанием или метал¬
лизацией. Окраску окунанием ведут в спиртовом растворе анилино¬
вого красителя, нагретого до 50—55° С, при погружении на 5—10 мин.
344
Гл. 15. Полиакрилаты и полиметакрилаты
Окрашенные изделия после промывки спиртом подвергаются сушке на
воздухе. Указанным путем полхчают прозрачную окраску.
Для односторонней окраски пользуются масляными красками и
эмалями, нитрокраской и спиртовыми лакам». В литературе [119] опи¬
сываются также методы кубового окрашивания эмульсионного поли¬
метилметакрилата.
Из спирторастворимых красителем пригодны: нигрозин (черный
цвет), смесь хризоидина и родамина (ярко-красный цвет), виктория
голубой (синий цвет), метиловый фиолетовый (фиолетовый цвет), род¬
амин (малиновый цвет) и др. Из пигментов применяют цинковые и ти¬
тановые белила (белый цвет), сажу (черный цвет), кадмий зеленый и
желтый, окись железа (красный, оранжевый и желтый цвета), кобаль¬
товые и хромовые, ультрамарин (зеленый и синий цвета) и т. п.
Получение и применение акриловых смол
Во многих работах указывается на применение полиакрилатов и
полиметакрилатов в качестве листовых материалов, композиций для
прессования и литья под давлением, самоотверждающихся пластмасс,
заливочных компаундов, покрытий и пропиточных составов для ткани
и бумаги, каучуков и резин, клеев и других целей. В зависимости от
назначения материала используются соответствующие методы пригото¬
вления полимера (блочный, суспензионный, в растворе и эмульсион¬
ный). В некоторых случаях оказывается целесообразным полную поли¬
меризацию мономера или смеси мономеров производить при изготовле¬
нии изделий. Ниже описаны основные области применения акриловых
смол и способы их получения.
СТЕРЖНИ, ТРУБЫ И ЛИСТЫ
Стержни, трубы и листы, отличающиеся прозрачностью, получают
полимеризацией метилметакрилата или раствора полнметилметакрила-
та в метилметакрилате (сиропа) в блоке.
Стержни из полиметилметакрилата лучше всего изготовлять по¬
лимеризацией сиропа под давлением в цилиндрических стеклянных или
металлических формах. Во избежание вредных последствий от усадки и
образования пузырей формы, находящиеся в вертикальном положении,
медленно нагревают в водяных ваннах до полной полимеризации мо¬
номера.
Сироп, пригодный для заливки в формы (вязкостью 5—25 пз), из¬
готовляется полимеризацией мономера в отсутствие инициатора или
при добавке последнего в количестве 0,05—0,1% в течение 2 ч или бо¬
лее при 80° С и слабом перемешивании. В сироп, содержащий 5—10%
полимера, перед заливкой вводится инициатор. Сироп можно готовить,
растворяя полиметилметакрилат в метилметакрилате.
Трубы получают нагреванием сиропа при 110—160°С в быстро-
вращающихся горизонтальных металлических трубах длиной до 4000 мм
и диаметром до 500 мм. Толщина труб из органического стекла опреде¬
ляется количеством введенного сиропа [120]. Процесс полимеризации
проводится в атмосфере инертного газа.
Органическое стекло, из которого изготовляют листы, предста¬
вляет собой пластифицированный или непластифицированный полимер,
получаемый полимеризацией мономера в листовых формах из полиро¬
ванного или неполированного силикатного стекла [120—124]. Пластифи¬
кацию чаще всего производят, добавляя к мономеру 3—10% дибутил-
фталата. Процесс получения листового стекла включает приготовление
Получение и применение акриловых смол
345
стеклянных форм, наполнение, полимеризацию в них мономера, охла¬
ждение и разъем форм.
Для приготовления стеклянных форм применяется силикатное стек¬
ло толщиной 2—8 мм и размерами 1200 X 1800 мм. Стекло промы¬
вается и сушится в специальном агрегате. Формы представляют собой
два стекла, разделенные полосками из пластифицированного поливи¬
нилхлорида и оклеенные с четырех сторон плотной бумагой и калькой.
Иногда между стеклянными листами укладывают резиновый шланг,
Зернутый целлофаном и прикрепленный к стеклу водным раствором
поливинилового спирта. Толщина полосок или шланга выбирается та¬
кой, чтобы она определяла толщину изготовляемого органического
стекла
Наполнение форм, слегка отклоненных от вертикального положе-
ия, производится мономером или сиропом, содержащим 0,1 —1,0%
инициатора. Устройства для наполнения форм могут быть разнообраз¬
ными [100].
Полимеризация мономера в формах происходит в термокамерах
с циркулирующим горячим воздухом или, лучше всего, в ваннах с цир¬
кулирующей горячей водой. В некоторых патентах предлагается при¬
менение масляных ванн, в которых возможно повышение температуры
до 120° С [125].
При любом способе нагревания форм, уложенных горизонтально
на специальных тележках, требуется постепенное повышение темпера¬
туры с 50 до 120° С в течение 24—48 ч в зависимости от условий нагре¬
вания, концентрации инициатора и толщины получаемого стекла. На¬
гревание форм в воздушных термокамерах может быть осуществлено
по следующему режиму: 8 ч при 45—55° С, 8—10 ч при 55—85° С и 8 ч
при -85—120° С [100, 126]. По окончании полимеризации метилметакри-
лата формы погружают в ванны, заполненные горячей водой. В резуль¬
тате постепенного снижения температуры удается уменьшить внутрен¬
нее напряжение в листах.
Ручной труд, длительность процесса полимеризации, значительный
бой силикатного стекла, наличие пузырей в толстых органических стек¬
лах сильно удорожают производство. Были предприняты попытки изго¬
товления листового стекла на полуавтоматической поточной линии [120],
полимеризации метилметакрилата в стальных формах при давлении
С02 2—6 ат для равномерной усадки без образования пузырей [127] и
непрерывным методом путем экструзии [128].
Листы, полученные экструзией, не обладают той прозрачностью, ко¬
торая требуется для авиационного стекла, но они пригодны для произ¬
водства светотехнических изделий и ряда технических деталей. Авиа¬
ционное органическое стекло выпускается толщиной от 0,8 до 24 мм и
размерами до 1400 X 1600 мм, как пластифицированное (ТУ МХП
1783—53), так и непластифицированное. В зависимости от состояния
поверхности и величины оптических искажений их разделяют на сорта.
Предел прочности и модуль упругости непластифицированного органи¬
ческого стекла выше, чем пластифицированного. Коэффициент длитель¬
ного сопротивления при растяжении и изгибе равен 0,3—0,33 от предела
прочности при кратковременном испытании. В табл. 72 приведены свой¬
ства авиационных органических стекол.
В авиа- и приборостроении широкое применение находит бесцвет¬
ное прозрачное органическое стекло для изготовления куполов, шлемов,
оптических стекол и т. п. Повышение прочности изделий достигается
вытяжкой нагретого до 140—150° С листа в продольном и поперечном
направлениях [129]. По некоторым данным [130], это приводит к увели-
346
Гл. 15. Полиакрилаты и полиметакрилаты
ТАБЛИЦА 72
Физико-механические свойства авиационных
органических стекол
Свойства
Пластифи¬
цированный
полимер
Непласти¬
фицирован¬
ный
полимер
Предел прочности при растяжении,
кгс/см2, не менее
650
780
Относительное удлинение, %, не
менее
2,5
3,0
Модуль упругости, кгс/смг, не ме¬
нее
27 000
29 000
Удельная ударная вязкость,
кгс ■ см/см2, не менее
12
12
Твердость по Бринелю, кгс/мм2, не
менее
18
21
Серебростойкость, ч, не менее . . .
24
—
ченню прочности на удар в 7—10 раз и стойкости к растрескиванию.
При изготовлении куполов иногда применяется слоистое органическое
стекло, состоящее из двух листов, склеенных пленочным поливинилбу-
тиралем [131]. Для применения в военной .авиации некоторые исследо¬
ватели [132] рекомендуют прозрачные термореактивные пластики, полу¬
чаемые сополимеризацией многокомпонентных систем. В ряде случаев
могут быть приготовлены листы пластика, стабильные при комнатной
температуре, способные к вытягиванию пли формованию при нагрева¬
нии до 150° С, а затем к отверждению при нагревании до 260° С.
Органическое стекло мало пригодно для остекления автомобилей,
так как легко повреждается содержащимися в воздухе частицами пыли,
но оно может быть использовано для изготовления крыш автобусов.
Ослепляющее действие солнца предотвращается окрашиванием стек¬
ла [133].
Листовое замутненное органическое стекло, предназначенное для про¬
изводства рассеивателей — светильников с люминесцентными лампами
и лампами накаливания, выпускается по ГОСТ 9784-—61. Стандарт пре¬
дусматривает следующие марки светотехнического органического стек¬
ла: неокрашенное (СН), окрашенное (СО), армированное стеклотканью
неокрашенное (САН), армированное стеклотканью окрашенное (САО),
неокрашенное с включением стекловолокна (СВН) и окрашенное с
включением стекловолокна (СВО). Стекло каждой марки может быть
различной теплостойкости: стекло теплостойкое (СНТ, СОТ, САНТ,
САОТ, СВНТ, СВОТ) и стекло с повышенной теплостойкостью (СНПТ,
СОПТ, САНПТ, САОПТ, СВНПТ, СВОПТ). В табл. 73 представлены
физико-механические свойства светотехнического органического стекла.
Цветное органическое стекло находит применение для отделочных
работ, изготовления светотехнических и галантерейных изделий, пред¬
метов бытового назначения. Обработка его осуществляется различными
методами [134]. Полупрозрачное молочно-белое органическое стекло по¬
лучают путем введения небольшого количества пигмента (титановые бе¬
лила, литопон) или других прозрачных полимеров, например полисти¬
рола, с коэффициентом преломления, значительно отличающимся от
коэффициента преломления полиметилметакрилата. Для этой цели упо¬
требляется низкомолекулярный полимер (молекулярный вес 10 ООО—
Получение и применение акриловых смол
347
ТАБЛИЦА 73
Физико-механические свойства светотехнического органического стекла
по ГОСТ 9784—61
Свойства
Показатели
Марки
Удельная ударная вязкость.
кгс ■ см/см2, не менее ......
8,5
СН, со, свн, снпт. сопт,
свипт, свопт, сво, снт,
сот, свнт, свот
12,0
САН, САО, САНТ, САОТ,
САНПТ, САОПТ
Твердость по Бринелю, кгс/мм2, не
13,0
Для всех 18 марок
менее
Теплостойкость по Вика, СС, не ме¬
нее . .
90
СН, СО, САН, САО, СВН, СВО,
115
СИПТ, СОПТ, САНПТ, САОПТ,
СВИПТ, СВОПТ
150
СИТ, СОТ, САНТ, САОТ, СВНТ,
СВОТ
Толщина стекла, мм
1—4
Номинальный коэффициент свето-
пропускання в зависимости от тол¬
0,2—0,8
щины стекла
18 000). Его растворяют в метнлметакрилате и производят полимери¬
зацию последнего в формах. По мере течения реакции полимеризации
метилметакрилата полистирол выпадает, создавая эффект равномерной
матовости.
Органическое стекло толщиной 3 мм с коэффициентом светопропу-
скания 0,4—0,7 может быть получено при добавлении 2,5—5,0 вес. ч.
полистирола на 100 вес. ч. метилметакрилата [135].
Формование изделий из стекла производится при 160—180° С в
стальных формах облегченного типа с помощью сжатого воздуха или
вакуума.
Органическое стекло поддается распиловке, сверлению, строганию,
полировке обычным инструментом и пригодно для штамповки изделий
при 150° С и давлении около 80 кгс/см2. Кроме того, это стекло легко
сваривается и склеивается. Прочность сварного шва близка к прочности
самого полиметилметакрилата.
Сваривание органического стекла осуществляется как струей азота,
нагретого до 200—300° С (пруток изготовляется из того же материала),
так и трением. Предложен также метод сварки, по которому соединяе¬
мые поверхности первоначально нагревают до частичного местного раз-
южения материала. Затем детали соединяют под давлением так, чтобы
избыток расплавленного материала выжимался к краям и после охла¬
ждения и затвердения мог быть удален механической обработкой.
Склеивание полиметилметакрилата производится с помощью рас¬
творителей (хлороформ, дихлорэтан, уксусная кислота, метилметакри-
лат и др.) или 3—5% раствором порошка или стружки полимера в рас¬
творителе.
ПРЕССОВАННЫЕ И ЛИТЬЕВЫЕ ИЗДЕЛИЯ
На основе метилметакрилата получены как термопластичные поли¬
меры, пригодные для прессования и литья под давлением изделий тех¬
нического и широкого потребления, так и термореактивные массы.
Блочный полиметилметакрилат может быть получен полимериза¬
цией метилметакрилата, содержащего до 5% инициатора, непрерывным
348
Гл. 15. Полиакрилаты и полиметакрилаты
способом в двухшнековом экструдере при 150° С. Шнеки диаметром
90 мм и длиной 1200 мм вращаются со скоростью 3 об/мин. При произ¬
водительности 5,2 кг/ч содержание мономера в полимере достигает 3,4%.
Полиметилметакрилат по выходе из экструдера дробится в гранулы
или формуется в листы или профильные изделия [136].
Полиметилметакрилат. перерабатываемый прессованием в виде
гранул, может быть получен при 100—130° С по следующей рецептуре
(в вес. ч.):
Вода 4 700 Полпакрилат натрия . . . 12,5
Метилметакрилат . 1400 Сульфат натрия 38,0
Перекись бензоила 7,5 Стеариновая кислота . . 15,0
По другим данным [100], подобный материал изготовляют полиме¬
ризацией метилметакрилата в воде в присутствии перекиси бензоила и
карбоната магния в автоклаве под давлением при 80—120° С. Молеку¬
лярный вес полимера регулируется количеством перекиси бензоила и
скоростью повышения температуры. Порошок, пригодный для литья
под давлением, получают после вальцевания гранул при 170—-190° С в
течение 3—5 мин и измельчения листов полимера. Физико-механиче¬
ские свойства полимеров, пригодных для изготовления изделий прессо¬
ванием и литьем под давлением ТУ-35-ХП-299—61, представлены
в табл. 74 [137]
ТАБЛИЦА 74
Физико-механические свойства полиметилметакрилата марки ЛП
Свойства
Марки полимера
ЛП-1
ЛП-2
ЛП-З
ЛП-4
Предел прочности при изгибе,
1100
832
кгс/см2
895
1000
Удельная ударная вязкость.
14,5
кгс • см/см2
15,5
12,5
8,4
Твердость по Бринелю, кгс/мм2 .
12,7—19,9
14,1—17,2
15,8
9,2
Теплостойкость по Вика, °С .
68—76
92—95
82—95
62—63
Водопоглощение, %
0,3
0,26
—
—
Температура литья под давле¬
нием, ^С
270—280
230—250
230—250
190—230
Полиметилметакрилат марки ЛП также применяют для изготовле¬
ния изделий методом прессования. Для этой цели пригодны порошки
с размером частиц не более 0,2 мм. Прессование их осуществляется
при 140—180° С и давлении 100—150 кгс!см2.
В Научно-исследовательском институте полимеризационных пласт¬
масс (НИИПП) разработан процесс получения литьевого полиметил¬
метакрилата марки ЛПТ методом суспензионной полимеризации [138].
Молекулярный вес полимера в пределах 90 000—120 000 обеспечивает
большую подвижность его макромолекул и создает возможность пере¬
работки литьем под давлением при удельном давлении 1200 кгс/см2
и выше и температуре в тигле машины 190—230° С, а также перера¬
ботки экструзией в листы, трубы и другие изделия при температуре на
выходе из экструдера 200—210° С. Некоторые физико-механические
свойства материала марки ЛПТ превышают аналогичные свойства ма¬
териала марки ЛП и блочного органического стекла [139].
Из сополимеров для изготовления изделий методами прессования
и литья под давлением пригодны продукты, получаемые сополимериза-
Получение и применение акриловых смол
349
яией метилметакрилата со стиролом (сополимер МС-3, выпускаемый по
ЗТУ МХП 2376—50), тройные сополимеры метилметакрилата со стиро-
. ом и акрилонитрилом: сополимеры МСН-О (ВТУ МХП М-767—57) и
МСН (ВТУ МХП М-435—57) и термореактивные прессовочные массы,
содержащие в качестве активного сшивающего компонента тетрафунк-
^иональные соединения (см. «Сополимеры метилметакрилата», стр. 353).
САМООТВЕРЖДАЮЩИЕСЯ ПЛАСТМАССЫ н заливочные компаунды
Самоотверждающиеся полиметилметакрилатные пластмассы изго¬
товляют как на эмульсионном полимере, так и на сополимерах метил¬
метакрилата со стиролом или метилакрилатом В обоих случаях полу¬
чают смеси порошка полимера (или сополимера) с метилметакрилатом,
пигментом, красителем и инициатором. Обычно они состоят из 55—60%
тонкодисперсного полимера, диспергированного в 35—40% мономера,
содержащего инициатор. Красители или пигменты придают массе же¬
лаемый цвет, а жизнеспособность ее до отверждения часто регули¬
руется добавлением некоторого количества ингибитора, например гидро¬
хинона (0,005%) или три-н гексиламина (1%).
Отверждение массы ка холоду чаще всего происходит при введе¬
нии инициатора, составленного из перекиси бензоила и диметиланилина.
Самоотверждающиеся пластмассы, кроме использования в произ¬
водстве зубных протезов [140—143], находят широкое применение в тех¬
нике для изготовления штампов, литейных моделей, абразивного инстру¬
мента [144—149]. Они выпускаются в СССР под названием ACT (акри¬
лат самоотверждающийся термостойкий), стиракрила, АКР-7.
Пластмассы ACT делятся на четыре группы: АСТ-1А — для коро¬
нок, протезов и др.; АСТ-2А — для зубных пломб; АКР-ЮОСТ — для
объемных протезов; АСТ-Т — для технических целей.
Пластмассу АСТ-Т готовят из порошка (эмульсионного полиметил¬
метакрилата с добавкой пигмента и перекиси бензоила в количестве 1 %)
и жидкости (раствора диметиланилина в метилметакрилате). Перед
употреблением массы порошок (2 вес. ч.) смешивают с жидкостью
(1 вес. ч.). Сперва смесь превращается в сметанообразную массу, за¬
тем в тестообразную, а потом становится твердой. Массу следует при¬
менять до того, как она становится твердой. Поэтому смесь уже через
10—15 мин закладывают в формы, выдерживают под давлением (для
лучшего заполнения формы) еще в течение 10—15 мин лучше всего
при 25—30° С. Усадка при отверждении достигает 0,4—0,6%. Физико¬
механические свойства пластмассы АСТ-Т следующие;
Плотность, г/см3 1,16—1,18
Предел прочности, кгс/смг
при растяжении 450—500
» сжатии 1 200—1 600
» изгибе 800—1200
Удельная ударная вязкость,
кгс - см/см2 8—12
Твердость по Бринелю, кгс/мм2 . . 13—19
Теплостойкость по Вика, °С . . . . 90
Водопоглощеиие, % 0,14
Пластмасса стиракрил готовится аналогично пластмассе АСТ-Т,
с той лишь разницей, что в качестве порошка берется сополимер метил¬
метакрилата (95 вес. ч.) со стиролом (5 вес. ч.) [149].
Пластмассу АКР-7 получают, смешивая порошок блочного полиме¬
тилметакрилата (1 вес. ч.) с метилметакрилатом (3 вес. ч.), содержа¬
щим 0,1—0,3% перекиси бензоила. Пластмасса АКР-7 на эмульсионном
з;о
Гл. 15. Полиакри.гаты и полиметакрилаты
полиметилметакрилате известна под маркой АКР-Ю. Полимеризация
предварительно набухшей смеси производится при 70—80° С. Основное
применение пластмасса АКР-7 нашла в зубопротезной технике [143].
На основе сополимеров бутилметакрилата готовят в промышленном
масштабе компаунды МБК-1, МБК-2, Л1БК-3 и др. [150]. Они представ¬
ляют собой вязкие жидкости, полимеризующиеся до твердого состояния
при 80—120° С, но при введении соответствующих инициаторов могут
быть отверждены при 20° С.
Высокая водостойкость и неплохие диэлектрические свойства ком¬
паундов МБК позволили применить их, например, для защиты обмоток
водопогружных электродвигателей. Основные свойства компаундов
МБК, полученных полимеризацией при 70—75° С в течение 8 ч с после¬
дующим прогревом при 100—105° С в течение 8 ч, представлены в
табл. 75.
ТАБЛИЦА 75
Основные свойства компаундов МБК
Свойства
Компаунды
МБК-1
МБК-2
МБК-З
Плотность, г/см3
1,06
1,09
1,04
Предел прочности при рас¬
тяжении, кгс/см2
аз—130
Относительное удлинение, %
200—250
А
Водопоглощение, %
за 24 ч.
0,07—0,08
0,07—0,08
0,06—0,08
» 20 суток
0,16—0,17
0,15—0,19
0,10—0,11
Удельное объемное сопроти¬
вление, ом ■ см
при 20° С
1014
1012—1013
1012—1013
» 100° С
О
Г
о
ш
1010
10'°—10"
после пребывания в воде
в течение 10 суток . .
1012—Ю13
1011—1012
1012—Ю13
Тангенс угла диэлектрических
потерь при 50 гц
при 20° С .
0,06—0,062
0,036—0,042
0,002—0,009
» 100° С
0,005
0,01—0,03
0,010—0,017
после пребывания в воде
в течение 10 суток . .
0,07—0,08
0,04—0,06
0,007—0,010
при частоте 106—107 гц
и 20° С
0,01
Диэлектрическая проницае¬
мость при 50 гц
при 20° С
2,9—3,1
4,0—5,6
4,0—4,7
» 100° С
4,1—4,3
4,5—5,4
3,6—4,2
после пребывания в воде
в течение 10 суток . .
3,6—3,7
4,2—5,8
4,1—4,9
Пробивная напряженность
(толщина образца 1 мм),
кв/мм
20—28
18—21
18—21
Компаунд МБК-1 позволил создать новые конструкции измеритель¬
ных трансформаторов напряжением 6, 10 и 15 кв. Трансформаторы с
литой изоляцией типа НОК-6, НОК-Ю и НОК-15 не нуждаются в приме¬
нении масла, не требуют защитных кожухов, влагонепроницаемы и мо¬
гут быть использованы в-странах с тропическим климатом [151].
ПРОПИТАННЫЙ ГРАФИТ (ПОЛИМЕТАКРИТ)
В последние годы в химической и других отраслях промышленности
находят применение материалы на основе электродного графита, про¬
Получение и применение акриловых смол
351
в •‘тайного различными смолами, лаками и мономерами (феноло-форм-
*.*ьдегидными, эпоксидными, кремнийорганическими, метилметакрила-
1- ‘ и т. п.). При заполнении пор графита смолой и ее отверждении
олучаются материалы, называемые пропитанным графитом, непрони¬
цаемым графитом и др. Они обладают непроницаемостью к воде, рас-
гворителям, растворам кислот и щелочей, газам и в то же время по
равнению с обычными пластмассами имеют повышенную теплопровод-
-ость.
Пропитка графитовых плит метилметакрилатом осуществляется
следующим образом [152]. В автоклав загружают плиты для подсушки
н пропитки. Сперва в нем создается разрежение 600 мм рт. ст., поддер¬
живаемое в течение 2—-3 ч для возможно более полного удаления воз¬
духа из пор, а затем вводят метилметакрилат, содержащий 0,5% пере¬
писи бензоила. Пропитка производится в течение 0,5 ч в вакууме и
5—2 ч при нормальном давлении. Избыточный метилметакрилат сли¬
вается из автоклава, и после этого в течение 50 ч температура постепен¬
но поднимается до 110—120° С для полимеризации мономера в порах
'рафита. После охлаждения автоклава пропитка графита полимером и
его полимеризация повторяются несколько раз.
Приводим некоторые физико-механические свойства полиметакри¬
лата [152]:
Кажущаяся плотность, г/см3 . . 1,9—2,0
Пористость, % 3—7
Предел прочности, кгс/см2
при растяжении 255—325
» сжатии . . 543—666
» изгибе 121—174
Полиметакрилат может быть использован для изготовления хими¬
ческой теплообменной аппаратуры, электродов хлорных ванн и т. д.
ПОКРЫТИЯ
Полимеры метил- и этилакрилата, бутилметакрилата и некоторые
их сополимеры нашли применение для получения покрытий по коже,
ткани, дереву, бумаге и металлам. Для этой цели используют как ла-
тексы, так и растворы полимеров в органических растворителях (лаки).
На бумагу и картон наносят латексы для придания им жиронепро¬
ницаемости. В зависимости от пористости покрываемого материала до¬
статочно 7,5—12 г эмульсии на 1 м2. При нанесении латекса на ткань
шпредированием получается грунтовочное покрытие, на которое можно
наносить поливинилхлоридный лицевой слой. Таким образом получают
искусственную кожу. Акриловые эмульсии пригодны для изготовления
строительных водных красок для наружных и внутренних работ.
Лаки на основе полимеров эфиров акриловой и, особенно, метак-
риловой кислот применяются самостоятельно или в смеси с другими
пленкообразующими смолами (нитратом целлюлозы, этилцеллюлозой
и др.). Получаемые покрытия бесцветны, поэтому их наносят на неко¬
торые виды светлой мебели и изделия из цветных металлов. Введение
пигментов в покрытия позволяет получать светлые цветные эмали для
отделки приборов, медицинского оборудования и для нанесения грунто¬
вочных слоев.
Эмульсия, полученная полимеризацией метилакрилата в воде в при¬
сутствии эмульгатора, инициатора и пластификатора (латекс МА-1),
выпускается по ТУ ГПХ 80—48. Она содержит не менее 20% сухого ос¬
татка (полиметилакрилата) и применяется для производства гибкого
352
Гл. 15. Полиакрилаты и полиметакрилаты
текстолита. Другой эмульсией на основе метилакрилата является
продукт марки № 1, пластифицированный дибутилфталатом, и марки
А, содержащий нефтяные сульфокислоты. Основное различие между
этими эмульсиями состоит в степени полимеризации метилакрилата:
для марки № 1 не менее 300, а для марки А 100—250. Эмульсия № 1
применяется для лакирования кожи. Эмульсии М-1 и М-2, являющиеся
водными1 системами сополимеров метилакрилата с бутилметакрилатом,
обладают повышенной эластичностью по сравнению с эмульсией № 1
и также применяются в кожевенной промышленности. Изучены кол¬
лоидные свойства полиметилакрилатного латекса [153].
Полибутил метакрилат получают как в растворителе, так и в сус¬
пензии. Лаковый полимер, получаемый по ТУ МХП М-316—53, приме¬
няется в реставрационной технике. Суспензионный полимер (МРТУ
№ 6-05-911—63) находит применение для приготовления полимеризую-
щейся мастики.
Составы красок для металла (на основе полибутилметакрилата) и
для кожи (на основе полиэтилметакрилата), бесцветные лаки и эмали
(на основе акриловых смол, совмещенных с ацетилцеллюлозой), приве¬
дены в литературе [154, 155].
Сополимер бутилметакрилата и метакриловой кислоты БМК-5 (ТУ
МХП 2473—51), обладающий высокой адгезией к металлам и хорошей
светостойкостью, применяется для изготовления лаков холодной сушки
[137] Этот сополимер неустойчив к бензину и маслам, но прививкой к
нему поливинилхлорида удалось получить сополимер БМК.-5-ПВХ, сво¬
бодный от указанного недостатка. При добавлении в раствор смолы
БМК-5 других смол и пластификаторов получают лаки 9-32ф и 9-32н
(ВТУ МХП К-473—56), пригодные для покрытия анодированного дюр¬
алюминия. На основе полибутилметакрилата известны грунты АГ-10с
(ВТУ МХП 4366—55), АГ-ЗА (ВТУ УХП 13—58) и другие, применяе¬
мые для покрытия алюминиевых и магниевых сплавов [156].
КАУЧУКИ И РЕЗИНЫ
Метил- и этилакрилаты, сополнмеризованные с 5% хлорсодержащего мономера,
например 2-хлорэтилакрилата или 2-хлорэтилвинилового эфира, образуют каучукопо¬
добные полимеры, вулканизирующиеся серой, аминами, перекисью бензоила, окисями
и гидроокисями некоторых двухвалентных металлов, гликолями, окисью свинца и
другими соединениями [157]. Первые сообщения о таких каучуках сделаны в 1944 г.
[158]. Акриловые каучуки вызывали интерес своей устойчивостью к действию кислорода
воздуха при нагревании до 200° С, совместимостью с пластификаторами [159] и другими
каучуками [160].
Но наибольшее внимание все же привлекли фторакрилатные полимеры [161].
Было установлено, что наиболее перспективными из них являются поли-1, 1-дигидро-
перфторбутилакрилат (I); и полиперфторметокси-1, 1-дигидроперфторпропилакри-
лат (II):
..._СН2—СН—... ...—СН2—СН—...
I I
С О с^о
I I
0 о
1 I
СН2— CFj— cf2—cf3 сн2—cf2—cf2—о—cf3
1 II
Названные каучуки обладают высокой стойкостью к действию различных масел,
топлива и растворителей на основе как углеводородов, так и сложных эфиров дикар¬
боновых кислот, превышающей стойкость бутадиен-нитрильных каучуков [162] Доро¬
говизна фторакрилатных полимеров пока ограничивает их применение в технике.
Сополимеры метилметакрилата
353
КЛЕИ
Полиакриловые и полиметакриловые полимеры и сополимеры пригодны для
обивания ткани, бумаги, картона, некоторых металлов и термопластичных смол.
- i-езионные свойства их возрастают при введении в цепь макромолекул небольшого
• j7.i4ecTBa звеньев метакриловой кислоты или ее амида. Термореактивность клеев до-
гг гается добавлением в них тетрафункциональных соединений или других веществ,
'^лзхющих трехмерную сетку. В промышленности хорошо себя зарекомендовали
-леи ПК-5 и ВК-32-70 [163].
Склеивание клеем ПК-5 дюралюминия, стали и приклеивание к ним стеклотек-
:* лита, фанеры, силикатного стекла, дельтадревесины производится при небольшом
давлении (0,5—5 кг/смпри 80—100° С в течение 3—6 ч. Клей ВК-32-70 применяется
1Ля склеивания органического стекла и других материалов как при давлении, так и
£ез него в условиях нормальной и повышенной температуры (65° С).
Сополимеры метилметакрилата
Полиметил метакрилат обладает недостаточной поверхностной твер¬
достью, низкой теплостойкостью и малой текучестью в размягченном со¬
стоянии. Указанные недостатки в определенной степени могут быть уст¬
ранены сополимеризацией метилметакрилата с акрилонитрилом и сти¬
ролом [164]. Введение акрилонитрила в цепь сополимера также повышает
теплостойкость и механическую прочность. В табл. 76 приведены свой¬
ства сополимера МС-3, пластифицированного дибутилфталатом, и сопо¬
лимера МСН.
ТАБЛИЦА 76
Физико-механические свойства сополимеров метилметакрилата
Свойства
Сополимер
МС-3
Сополимер МСН
марка А
марка Б
Плотность, г/см3
1,14
1,12
1,12
Предел прочности при изгибе,
кгс/см2, не менее
950
1000
900
Удельная ударная вязкость,
кгс • см/см2, не менее . . .
13
13
13
Твердость по Бринелю, кгс/мм2
16—17
16—18
16—18
Теплостойкость по Мартенсу,
СС, не менее
75
72
67
Теплостойкость по Вика, °С .
105
106
102
Водопоглощение, %
0,26
0,28
0,28
Сополимер метилметакрилата со стиролом (МС) обладает высокой
прозрачностью, способностью окрашиваться в различные цвета. Нз него
изготовляют детали к спидометрам, стрелки, шкалы, фирменные знаки,
подфарники, козырьки, многие виды галантерейных товаров и канцеляр¬
ских принадлежностей.
Сополимер метилметакрилата со стиролом и акрилонитрилом
(МСН) стоек к бензину к смазочным маслам, обладает хорошей свето¬
стойкостью и удовлетворительными диэлектрическими свойствами:
Диэлектрическая проницаемость при 106 гц . . . 2,9
Тангенс угла диэлектрических потерь
при 106 гц 0,018
Удельное объемное сопротивление, ом ■ см . . . 4 • 1016
Пробивная напряженность, кв/мм 24
Он находит применение в авто- и авиапромышленности, в производ¬
стве электро- и радиодеталей, корпусов приборов, частей телефонных
23 А. Ф. Николаев
354
Гл. 15. Полиакри гаты и поли метакрилаты
аппаратов. Основной метод переработки сополимеров метилметакри¬
лата — литье под давлением при 200—220° С и удельном давлении
1200—1500 кгс/см2
Сополимеры метит метакрилата с акрилонитрилом имеют повышен¬
ную механическую прочность и улучшенные эксплуатационные качества.
Молекулярный вес их может быть определен по формуле [165]:
[г,] = 1,54 - 10-4М0'675
Повышения поверхностной твердости и теплостойкости полиметил¬
метакрилата удается достигнуть сополимеризацией метилметакрилата
с четырехфункциональными соединениями — эфирами метакриловой
кислоты и гликолей [166], аллил- и винилметакрилатом [167, 168], мет-
акркловым ангидридом и другими мономерами, добавляемыми в коли¬
честве 5—10% от веса метилметакрилата. В результате реакции сопо-
лимеризации образуются сшитые продукты, строение которых может
быть представлено следующим образом:
—СН2—С (СН3)—СН2—С (СН3)—СН2—С (СН3)—
I II
СООСНз СООСН2 СООСНз
I
СООСН2
I
—СН2—С (СН3)—СН2—С (СН,)—СН2—С (СН,)—
I I
СООСНз СООСНз
Берлин с сотрудниками [169, 170] показали, что при полимериза¬
ции диметакриловых эфиров гликолей (этиленгликоля, диэтиленгликоля,
триэтиленгликоля) скорость полимеризации с увеличением расстояния
между функциональными группами возрастает. Образование трехмер¬
ного продукта происходит через стадию полимера, обладающего раство¬
римостью и содержащего двойные связи.
В реакции сополимеризации метилметакрилата с гликольдиметакри-
латами доля молекул четырехфункциональных соединений, прореагиро¬
вавших обеими метакриловыми группами, зависит от строения гликоль-
диметакрилата и его концентрации в системе [171, 172].
Сшитый полиметилметакрилат в виде органического стекла, как
уже было сказано, находит применение для остекления самолетов, так
как обладает более высокой теплостойкостью и устойчивостью к ста¬
рению [173, 174]. Сперва следует приготовить термореактивные массы,
ТАБЛИЦА 77
Физико-механические свойства термореактивных акрилатных масс
Свойства
Термореактивные массы
ТС.-2П
ТС-ЗП
ТС-4П
тем
ТС-02
тс-оз
Число сшивок, %
5
5
4
4
5
15
Предел прочности при из¬
1266
967
550
гибе, кгс/см2
740
627
1100
Удельная ударная вязкость,
20,1
9,6
кгс ■ см/см2
12,9
19,8
29,2
9,6
Твердость по Бринелю,
21
17
кгс/мм2
20
19
20
20
Теплостойкость по Вика, °С
124
128
125
128
125
170
Закономерности полимеризации акрилонитрила
355
. затем произвести их отверждение путем прессования в обычных пресс-
| эмах, нагретых до 100—110° С. Изделия из них обладают б честящей
зерхностью и выдерживают без изменения формы длительное нагре¬
вание до 120—150° С. В табл. 77 приведены свойства отвержденных тер-
чореактивных акрилатных масс [135].
ГЛАВА 16
ПОЛИАКРИЛОНИТРИЛ
Закономерности полимеризации акрилонитрила
Акрилонитрил легко полимеризуется под влиянием перекисей, азо-
■ диазосоединений и элементорганических веществ. Однако в присут-
твии катализаторов катионного типа образования полимера не проис-
v дит [175], а концентрированные соляная и серная кислоты затрудняют
полимеризацию [176, 177]. Схема получения полиакрилонитрила сле¬
дующая:
ггСН2 = СН—CN * Г—СНг—СН— 1
L CN J«
Инициированная полимеризация в блоке протекает очень энергично
“осле небольшого индукционного периода, определяемого температурой
реакции. С повышением температуры индукционный период умень¬
шается и происходит быстрая полимеризация, иногда сопровождаю¬
щаяся взрывом при концентрациях перекиси бензоила, превышающих
0.1%. Перекисные инициаторы очень быстро распадаются на радикалы
5 среде акрилонитрила, что часто не позволяет доводить процесс поли¬
меризации до глубокой конверсии мономера. Диазоаминобензол дей¬
ствует менее интенсивно, чем перекись бензоила [178].
Образовавшиеся полимеры являются твердыми порошками, не рас¬
творимыми в мономере, но растворимыми в ряде органических веществ
растворов солей.
Полимеризация акрилонитрила в среде растворителей при добавке
инициаторов протекает аналогично блочной полимеризации, но замед¬
ляется в присутствии воды, уксусной кислоты, ацетальдегида, дини¬
трила йнтарной кислоты, 1,3-бутадиенацетилена, октатриен 1,3,7-ина 5-
винилацетилена, моноалкильных эфиров гидрохинона и полностью инги¬
бируется транс-дибензоилэтиленом.
Кислород является ингибитором полимеризации акрилонитрила. Его
присутствие сказывается на возникновении индукционного периода [179].
Увеличение концентрации инициатора сокращает индукционный период
и оказывает небольшое влияние на скорость инициирования.
Если в реакционной среде (мономер или его смеси с растворите¬
лем) длительное время находится растворенный кислород, то протекает
реакция образования высокомолекулярных перекисей, легко раствори¬
мых в мономере и во многих растворителях [180] Высокомолекулярные
перекиси представляют собой сополимеры, в которых мономерные звенья
чередуются с кислородными. Молекулярный вес их может достигать не¬
скольких тысяч. Основное звено перекиси может быть представлено
формулой:
[—СН2—СН—О—О—П
CN J„
23*
356
Гл. 16. Полиакрилонитрил
Наиболее целесообразно проводить полимеризацию акрилонитрила
в водной эмульсии в присутствии водорастворимых инициаторов. Раз¬
бавление акрилонитрила водой облегчает регулирование процесса и поз¬
воляет получать полимер, выпадающий из раствора по мере полимери¬
зации в виде мелких легко фильтрующихся частичек. В качестве инициа¬
торов пригодны перекись водорода, персульфат аммония или перборат
натрия.
При применении персульфата аммония число свободных радикалов,
возникающих при разложении персульфата и инициирующих реакцию
полимеризации, примерно постоянно в течение всего процесса [181]. Ско¬
рость полимеризации может быть описана выражением:
dM
где — скорость исчезновения мономера в единицу времени;
К — константа;
[М] — концентрация мономера.
Повышения скорости полимеризации можно достигнуть добавкой
в систему небольших количеств азотнокислого серебра или использова¬
нием окислительно-восстановительных инициирующих систем. В каче¬
стве восстановителей персульфата пригодны бисульфит и тиосульфат
натрия.
Основные особенности окислительно-восстановительного иницииро¬
вания видны на примере системы персульфат — тиосульфат [182]:
s2Og- +s2oj- —► soj- +so4-* + ls4o|-
so4-. + s2c>5- —>SO^ + y S4°6~
S04. + H20 —► SO“- +H+ + HO.
Свободный радикал БОГ-или гидроксильный радикал НО' иниции¬
руют реакцию полимеризации. Исследования показывают, что скорость
полимеризации акрилонитрила не зависит от концентрации тиосульфата,
а определяется интенсивностью возникновения радикалов. Чем выше
скорость взаимодействия персульфата с восстановителем, тем больше
будет возникать радикалов в единицу времени и тем больше скорость
образования полиакрилонитрила.
Было установлено, что скорость реакции персульфата с некоторыми
восстановителями (тиосульфатом натрия и Др-) возрастает в присут¬
ствии ионов металлов, например Си2+ или Fe3+. Достаточно даже присут¬
ствия десяти тысячных долей процента этих ионов в системе, чтобы зна¬
чительно ускорился процесс полимеризации акрилонитрила.
Кинетические условия полимеризации акрилонитрила при исполь¬
зовании интенсифицированной окислительно-восстановительной системы
следует подбирать таким образом, чтобы содержание ионов металлов
было постоянным (во избежание колебания скорости полимеризации и
молекулярного веса получаемого полимера) и чтобы соотношение кон¬
центраций персульфата и тиосульфата было близко к стехиометрическому
(иа 1 моль персульфата 2 моль тиосульфата). При большом содержании
ионов металлов в окислительно-восстановительной системе будет проис¬
ходить быстрое расходование тиосульфата (скорость реакции полимери¬
зации акрилонитрила большая), а затем из-за отсутствия в системе тио¬
сульфата скорость полимеризации снизится до величины, соответствую¬
щей скорости в присутствии только одного персульфата.
Производство
357
Взаимодействие персульфата и тиосульфата в присутствии ионов
металлов протекает через ряд стадий:
S2032- +Cu2h —> >/*S4og- + Cu‘
Си н-)-nS2C)|- —комплексный анион
S2Og“ -f- комплексный анион —у SO2 -[ S04 • + Cu2+ -[-остаток
Скорость образования свободных радикалов определяется реакцией
взаимодействия персульфата с комплексным ионом, и поэтому скорость
полимеризации акрилонитрила будет пропорциональна произведению
концентраций персульфата и комплексного иона. Большая часть ионов
меди ассоциируется с тиосульфатом и присутствует в виде комплекс¬
ного аниона, концентрация которого будет приближаться к концентра¬
ции прибавленного иона Сп2+. Вопросам полимеризации акрилонитрила
посвящен ряд других работ [183—187].
В последнее время [188] было показано, что к-бутиллитий вызывает
полимеризацию акрилонитрила в толуоле при —78° С. Образующийся
полимер белого цвета имеет большой молекулярный вес— 720 000 (при
концентрации мономера 13% и концентрации катализатора 1,0 моль/л).
При повышении температуры полимеризации до —40° и 0° С молеку¬
лярный вес соответственно снижается до 480 000 и 250 000. Увеличение
концентрации катализатора также приводит к снижению молекуляр¬
ного веса полиакрилонитрила. Аналогичные результаты были получены
при полимеризации акрилонитрила в петролейном эфире при низких
температурах в присутствии того же катализатора [189].
Производство полиакрилонитрила
Производство полиакрилонитрила может быть осуществлено как
периодическим, так и непрерывным методами По одному из периоди¬
ческих методов [190] в реактор загружается дистиллированная вода,
а после ее нагревании до требуемой начальной температуры (20—25° С)
вводится свежеперегнанный акрилонитрил. Затем в реакционную смесь
при размешивании добавляется серная кислота плотностью 1,84 г/см3 и
водные растворы персульфата калия и гидросульфита натрия. Через
1—2 мин начинается реакция полимеризации, протекающая в дальней¬
шем без перемешивания (в статических условиях). Она сопровождается
выделением тепла, что приводит к повышению температуры реакцион¬
ной смеси до 37—40° С. Через 10—20 мин после того, как температура
смеси перестанет повышаться, реакция практически заканчивается Вы¬
ход полиакрилонитрила достигает 95—98%-
Полимер, выпавший из реакционной смеси, подвергается много¬
кратной промывке дистиллированной водой с температурой 20—30° С,
а затем сушке при 40° С в течение 20—36 ч до содержания летучих не
выше 0,8%. Высушенный полимер, если надо, измельчается и просеи¬
вается через сито с отверстиями в 1 мм. В табл. 78 приводятся данные,
характеризующие процесс статической полимеризации акрилонитрила
[190].
По другому периодическому методу [191], полимеризацию осуще¬
ствляют в реакторе, в который помещают 220 л воды и при перемеши¬
вании добавляют 14,4 кг перегнанного акрилонитрила, затем прибав¬
ляют катализатор, состоящий из 144 мл концентрированной H2S04, 17г
FeNH4(S04)2, растворенных в 2 л воды, 36 кг K2S-O3, также растворен¬
ных в 2 л воды, и 108 г K2S2O8, растворенных в 3 л воды. После пере¬
мешивания в течение нескольких минут мешалку останавливают и
353
Гл. 16. Полиакрилонитрил
ТАБЛИЦА 78
Условия полимеризации акрилонитрила
Компоненты и условия полимеризации
1
Рецептура
П
III
Вода, л
125
125
125
Акрилонитрил (АН), % к воде ....
7,4
7,4
7,4
Персульфат калия, 96 к АН
0,94
0,94
0,94
Гидросульфит натрия, % к АН
0,31
0,31
0,31
Серная кислота (пл. 1,84 г/см3), % к АН
1,67
0,41
0,46
Начальная температура, °С
18
20
20
Максимальная температура, °С
38
41
39
Продолжительность реакции, мин ....
110
70
160
Выход, 96
98
98
97,2
Удельная вязкость 0,596 раствора ....
5,2
1,58
3,4
полимеризацию продолжают 2 ч. Начальная температура полимериза¬
ции 25—40° С. Суспензия полимера подвергается промывке и отжиму в
центрифуге для отмывки кислоты и катализатора, а затем сушке при
60—80° С до влажности 0,5—0,8%. Выход полимера достигает 85%. Не¬
прореагировавший акрилонитрил регенерируют отгонкой с водяным
паром.
Процесс полимеризации акрилонитрила непрерывным методом осу¬
ществляется в реакторе с мешалкой, в который непрерывно вводят ак¬
рилонитрил, водные растворы персульфата аммония, восстановителя-
активатора, например бисульфита или тиосульфата натрия, и из кото¬
рого непрерывно выводят суспензию полимера.
Свойства полиакрилонитрила
растворимость
Полиакрилонитрил в отличие от других акриловых смол не раство¬
ряется в обычных растворителях. Эта особенность объясняется значи¬
тельными межмолекулярными силами, возникающими вследствие по¬
лярной природы —CsN-групп. Представления [192, 193] о влиянии
водородных связей в полимерах на их растворимость в полярных рас¬
творителях и установление растворимости полиакрилонитрила в гидро-
тропных растворителях (например, в концентрированном водном рас¬
творе роданистого кальция), послужили толчком к поискам высокопо¬
лярных растворителей. Было найдено, что в качестве растворителей,
способных к разрушению межмолекулярпых связей в полимере, при¬
годны диметилформампд и тетраметиленсульфон, динитрил малоновой
и янтарной кислот, смеси, содержащие более 60% этиленкарбоната и
воды, диметилцианамид, концентрированные водные растворы некото¬
рых солей, например бромистого лития, роданистого натрия и кальция,
хлористого цинка, диметилацетамид, этиленциангидрин, ацетонитрил,
хлорацетонитрил, N-цианпирролидон, N-цианпиперидин, у- и 6-валеро-
лактоны, диметилфосфит. Для снижения растворимости полиакрило¬
нитрил обрабатывают водным раствором формальдегида [194].
В случае применения растворителей, содержащих небольшое коли¬
чество воды, наблюдается застудневание растворов. Предполагается,
что механизм застудневания растворов полиакрилонитрила заключается
в образовании трехмерной сетки за счет возникновения вторичных меж-
Свойства
359
молекулярных связей. Скорость застудневания повышается при увели¬
чении концентрации растворов, молекулярного веса полимера и количе¬
ства введенной воды [195].
молекулярный вес
В зависимости от условий полимеризации акрилонитрила могут
быть получены полимеры различного молекулярного веса (20 ООО—
350 000). Ниже даны уравнения для определения молекулярного веса
полиакрилонитрила:
[YJ] = 1,75 -1(Г3Мг66 [196]
[yj] = 2,50 • 10_3М°'66 [197]
[yj] = 1,66- 10~4Af°'81[198]
[yj] =2,33- 10~4М’’75 [199]
Расхождение между значениями К в формулах Хоутца [196] и
Фрипда [197], связывающих результаты вискозиметрических и осмоме-
трических определений, как было показано Котиной и Клименко [200],
объясняются разными методами приготовления полиакрилонитрила. По
вискозиметрическим данным, Роскин [201] установил, что при увеличе¬
нии молекулярного веса от 1,76 * 104 до 13.5- 104 средний размер моле¬
кулы увеличивается пропорционально М 'г.
ХИМИЧЕСКИЕ СВОЙСТВА
Полиакрилонитрил при нагревании изменяет свой цвет, причем этот
процесс всегда сопровождается потерей растворимости. Предполагают
[202], что изменение окраски связано с образованием азометиновых мо¬
стиков между соседними макромолекулами, чему благоприятствует
сильное притяжение, существующее между атомом азота и подвижным
атомом водорода, находящимся в а-положении:
—СН2—СН— —СН2—СН—
I I
C=N C=NH
—СН2—СН— > —СН2—С—
I I
C=N C=N
Стабилизация полиакрилонитрила и его сополимеров может быть
произведена добавлением N-алкилоксиацетамидов (N, N-диметил-,
N-этил-, N-метил-, N, N-диэтилоксиацетамидов). При стабилизации вво¬
дят 1—20% одного из указанных соединений [203]. Например, при ста¬
билизации сополимера акрилонитрила' с изобутиленом стабилизатор
вводят в ацетоновый раствор, после чего отливают пленки. Тепло- и
светоустойчивые композиции можно приготовить при использовании
стабилизаторов общей формулы R2NCH2CH2CN, например £-диметил-
аминонропионитрила, (5-н-бутиламииопропионитрила и др. [204].
Слабые растворы щелочей при нормальной температуре не дей¬
ствуют на полиакрилонитрил, но по мере повышения значения pH и
температуры щелочного раствора нитрильные группы начинают посте¬
пенно омыляться. В первой стадии омыления образуется амид кислоты
по уравнению:
...— СН2—СН—... ...—СН2—СН—...
I I
CN CONHj
360
Гл. 16. Полиакрилонитрил
При дальнейшем действии щелочи часть амидных групп переходит
в карбоксильные:
СН2—С—... нп ..._сн2—СН—...
I —-> I
conh2 соон
При обработке полиакриламида раствором соды степень омыления
достигает 30—40% [205].
При действии на полиакрилонитрил концентрированной серной кис¬
лоты (75—95%) на холоду образуется продукт, содержащий 10—12
имидных остатков в 100 остатках мономера. С повышением темпера¬
туры омыления степень имидизации полимера увеличивается и при
90—95° С образуется продукт, почти целиком построенный из остатков
глутароимида. Максимальная степень омыления серной кислотой
(5—40%-ной) не превышает 20—30% даже при кипячении, причем омыле¬
ние идет в основном до амидных групп. При добавке 1 % нитрита на¬
трия степень омыления 40%-ной серной кислотой увеличивается до 38%
и нитрильные группы омыляются до карбоксильных [205]. По деструк¬
тивному действию омыляющие агенты можно расположить в следую¬
щий возрастающий ряд: NaOH (1%-ный), НС1, НСООН, Na2C03,
H2S04, Н3РО4.
При взаимодействии полиакрилонитрила с гидроксиламином при
50—100° С протекает реакция образования амидоксимных групп с по¬
следующим выделением аммиака и образованием групп гидроксамовой
кислоты [206]:
сн2-сн ..._сн,_сн_... но ...-сн2-сн-.-
I —-» I ,„N— ОН -> I ,.NOH 4- NHS
CN cf С f
\nh2 xOH
Для реакции применяется раствор сернокислого гидроксиламина
и едкого натра в количестве, достаточном для выделения -~99,2% гидр¬
оксиламина. Полимер после реакции содержит как группы гидрокса¬
мовой кислоты, так и непрореагировавшие нитрильные группы. Нали¬
чие в полимере групп гидроксамовой кислоты способствует лучшему
окрашиванию полиакрилонитрилыюго волокна.
стойкость к ОБЛУЧЕНИЮ
Воздействие на полиакрилонитрил а- и -у-лучами и быстрыми элек¬
тронами приводит к выделению газообразных продуктов в результате
отрыва атомов водорода, а также разрушения боковых и концевых
групп [207].
ТЕРМИЧЕСКИЕ СВОЙСТВА
Полиакрилонитрил при нагревании в атмосфере азота не претер¬
певает никаких изменений до 200° С, но при более высокой температуре
происходит его размягчение и появление газообразных продуктов, глав¬
ным образом аммиака. При 270° С наблюдается также выделение циа¬
нистого водорода. Из жидких продуктов распада полимера можно вы¬
делить вещества, содержащие группы —NH2 и —С _N. Полимер окра¬
шивается и становится нерастворимым [208].
При температурах выше 700° С полиакрилонитрил подвергается хи¬
мическому превращению в полимер циклической структуры, содержа¬
щий сопряженные двойные связи [209, 210]. В зависимости от условий
пиролиза (вакуум или воздух, водород, азот и аммиак под давлением)
Применение
361
'разуются продукты с различными свойствами. В ряде случаев может
'ыть получен продукт графитовой структуры, обладающий свойствами
~ол\проводников (удельная электропроводность 10-10—10'13 Мом/см).
При длительной термической обработке полиакрилонитрильного во¬
локна или ткани в азоте и на воздухе получен термостойкий материал,
выдерживающий кратковременное воздействие пламени горелки и со-
лраняющий достаточную прочность [211].
Температуру стеклования полиакрилонитрила определить трудно,
так как она выше температуры, при которой начинаются термиче-
гкие превращения полимера. Экстраполяцией температуры стеклова¬
ния образцов полимера, пластифицированных диметилформамидом,
была найдена величина, равная 130° С [212].
Применение полиакрилонитрила
Волокно. Для изготовления волокна применяются растворы поли¬
акрилонитрила. Формование волокон осуществляется по мокрому или
сухому способу [213]. При мокром способе прядения пригодны 15—20%
растворы полимера в диметилформамиде. При 20° С они обладают
высокой вязкостью, поэтому подача их в фильеры производится под да¬
влением. Из фильер прядильный раствор поступает в ванны, в которых
осаждающий раствор вместе с вспомогательными добавками нагре¬
вается до 60—90° С. В качестве осадителей употребляется вода с добав¬
кой диметилформ амида, смесь гексантриола с диметилформамидом
(75:25) и др.
Сформованная нить вытягивается в 8—12 раз при 100—130° С
(в зависимости от типа осадителя), затем проходит отжимные валы, горя¬
чие прядильные диски и подвергается термофиксации. При сухом спо¬
собе формования волокна раствор полиакрилонитрила продавливается
через фильеры в шахту навстречу току горячего воздуха. После выхода
из прядильной шахты волокно содержит 12—40% диметилформамида;
его физико-механические свойства невысоки Для улучшения свойств
волокно подвергают вытяжке, но предварительно отмывают избыток
растворителя горячей водой (90—100° С).
Полиакрилонитрильное волокно по своим свойствам напоминает
шерсть и может быть окрашено различными красителями. Если ему
сообщить основные свойства, то окрашиваемость улучшается. Для этого
изготовляют сополимеры акрилонитрила, содержащие небольшие
количества винилпиридина, N-бензилакриламида и других азотсодержа¬
щих непредельных соединений. Можно также приготовить сополимеры
акрилонитрила с ненасыщенными сложными эфирами хлоруксусной
кислоты, содержащими подвижный атом галогена. Обработка их аммиа¬
ком или аминами (лучше всего гексаметилендиамином) дает возмож¬
ность получить материалы с небольшим содержанием основных групп.
Полиакрилонитрильное волокно обладает следующими свойствами [214]-
Плотность, г/см3 1,17
Предел прочности при растяжении, г/денье ... . . 3—4
Относительное удлинение, % 8—35
Относительная прочность во влажном состоянии, % . . . 90—98
Гигроскопичность (при 20е С и 60% относительной влаж¬
ности), 96 1,0
Водопоглощение, 96 1—2
Температура плавления, С 250
Устойчивость
к кислотам . Очень хорошая
» щелочам . Умеренная
» органическим растворителям Очень хорошая
332
Гл. 16. Полиакрилонитрил
Полиакрилонитрильное волокно используется для изготовления из¬
делий широкого потребления, технических тканей (фильтры, войлок,
специальные сукна), брезентов, транспортных лент, рыболовных сетей
в качестве наполнителя слоистых пластиков и для других целей.
Сополимеры акрилонитрила
Акрилонитрил сополимеризуется с различными непредельными со¬
единениями (винилхлоридом, винилиденхлоридом, винилацетатом, сти¬
ролом, эфирами акриловой и метакриловой кислот, изобутиленом, бута¬
диеном и др.). Как уже указывалось, полиакрилонитрил не плавится
без разложения, не растворяется в обычных органических растворите¬
лях и довольно трудно обрабатывается. При получении сополимеров,
как правило, отпадает ряд недостатков, присущих полиакрилонитрилу,
и приводит к улучшению ряда свойств других полимеров. Так, акрило¬
нитрил в качестве компонента сополимеров повышает, температуру раз¬
мягчения и поверхностную твердость, увеличивает предел прочности при
изгибе и в некоторых случаях улучшает химическую стойкость.
Сополимеры бутадиена с акрилонитрилом применяются для изго¬
товления резин, отличающихся повышенной маслостойкостью. Сополи¬
меры стирола с 15—30% акрилонитрила, в отличие от чистого поли¬
стирола, обладают повышенной теплостойкостью (стойкостью к кипя¬
щей воде), более высокой устойчивостью к царапанию и старению.
Такие сополимеры находят применение для изготовления изделий, выдер¬
живающих стерилизацию, и защитных покрытий. Сополимеры винилхло-
рида с акрилонитрилом растворяются в ацетоне и используются для
защиты оборудования от коррозии [215], для изготовления диффузион¬
ных перегородок топливных отсеков [216] и различных пресскомпозиций
[217]. Но основным назначением сополимеров, содержащих 40% акрило¬
нитрила, является производство волокна, известного под названиями
дайнел и виньон.
Сополимеры метилметакрилата с акрилонитрилом стойки к органи¬
ческим кислотам, имеют высокую поверхностную твердость и низкое во¬
допоглощение. Они применяются для изготовления зубопротезных ма¬
териалов [218], органического стекла [219, 220] и других изделий.
Известны в технике тройные сополимеры, полученные из метилметакри¬
лата, стирола и акрилонитрила, находящие применение для изготовле¬
ния изделий методом литья под давлением и листового стекла [221].
Сополимеризацию акрилонитрила с винилацетатом проводят либо
в среде растворителя, либо в воде в присутствии персульфата щелоч¬
ного металла. Сополимеры применяют для получения пленок и покры¬
тий [222], используемых в электротехнике, и для производства волокна,
известного под названием акрилан. Непрерывный способ производства
волокнообразующего сополимера акрилонитрила с винилпиридином со¬
стоит в непрерывном растворении мономеров в водном растворе, содер¬
жащем инициатор, и полимеризации при pH не выше 6 [223].
Смеси с другими смолами
Полиакрилонитрил и сополимеры акрилонитрила пригодны для совмещения с
другими полимерами, особенно для образования композиций с поливинилхлоридом и
феноло-формальдегидными смолами.
Смеси с поливинилхлоридом. Добавление от 33 ,до 50 вес. ч. поливинилхлорида,
пластифицированного трикрезилфосфатом, к 100 вес.ч. нитрильного каучука повышает
свето- и озоностойкость резин [224]. Приготовление таких смесей на обычных вальцах
затруднительно, поэтому поливинилхлорид и каучук смешивают в виде латексов пе¬
ред коагуляцией. Такой процесс приводит к получению смеси полимеров, легко обра¬
батываемой на производственном оборудовании [225].
Закономерности полимеризации акриламида
363
г деление поливинилхлорида в нитрильный каучук приводит к модификации послед-
зелнчивается свето-, озоно- и огнестойкость, стойкость к истираиню и раздиру.
Z 5 ение пластицированных нитрильных каучуков к поливинилхлориду способ-
ет пластификации последнего [226, 227]. Такие смеси очень удобны для получения
шгглых пленок и клеев. Смеси поливинилхлорида и нитрильного каучука имеют шн-
. • : применение для изоляции проводэв и в переплетном деле, а также для изготов-
I заменителей кожи.
Смеси с фенольными смолами. Феполо-формальдегидные смолы добавляются к
- : ильному каучуку для улучшения пластичности резин при обработке и повышения
■ ( лесткости после вулканизации. Так, введение 30 вес. ч. резольной феноло-формаль-
-:si ной смолы в 100 вес. ч. нитрильного каучука, содержашего 35% акрилонитрила,
|кле нагревания в течение 15 мин прн 163° С приводит к получению продукта с пре-
иу прочности при растяжении 112 кгс/см2, относительным удлинением 3057о и пре
■е .том прочности на раздир 48 кгс/см2.
При применении больших количеств термореактивных фенольных смол полу-
-ется термореактивное склеивающее вещество, которое можно использовать в каче-
клея для скрепления металла с металлом, пластмассы со стеклом или асбестовой
■ эмезной колодки со стальной тормозной колодкой-
Введение небольшого количества нитрильного каучука в фенольный пресспоро-
оок приводит к значительному улучшению его ударной прочности. Можно пригото-
-ть смеси, обладающие маслостойкостью и пригодные для изготовления деталей
ашин [228]. Смеси латекса нитрильного каучука с фенольными смолами также при¬
даны для склеивания волокнистых материалов, дающих после укладки в несколько
слоев и нагревания под давлением пластик, из которого механической обработкой мо-
ано изготовлять тепло-, масло- и износостойкие изделия, например шестерни.
Смеси полиакрилонитрила (и его сополимеров) с феноло формальдегндными смо¬
лами пригодны для изготовления пленки. Можно употреблять смеси, содержащие до
}% полиакрилонитрила к весу плавких и растворимых фенольных смол [229], а также
и к весу эпоксидированных фенольных смол [230].
Смеси готовят как при конденсации фенола с альдегидом в водной эмульсии
полимера, так и при растворении компонентов в обшем растворителе (диметилформ-
амид, ацетамид, этиленкарбонат, у-бутиролактон, диметилцианамид, этиленциангидрин,
малононитрил, тетраметиленсульфон и др.).
ГЛАВА 17
ПОЛИАКРИЛАМИД
Закономерности полимеризации акриламида
Акриламид при хранении в обычных условиях на воздухе не поли-
меризуется, но очень быстро превращается в полимер при добавлении
перекисных инициаторов в атмосфере инертного газа. В таких условиях
он способен полимеризоваться даже в твердом состоянии.
При нагревании жидкого мономера в атмосфере азота образование
полимера не происходит, но в присутствии воздуха полимеризация за¬
канчивается в течение нескольких часов. Введение инициаторов сильно
ускоряет реакцию полимеризации; образовавшийся полимер отличается
нерастворимостью в воде и других растворителях, но обладает способ¬
ностью набухать в них. Как показали исследования, полиакриламид
имеет разветвленную и частично сшитую структуру. Появление раз¬
ветвлений и сшивок связано со склонностью полиакриламида под влия¬
нием тепла и кислорода претерпевать химические превращения, приво¬
дящие к частичному отщеплению амидных групп. Деструктивные
процессы в боковых группах приводят к соединению отдельных макро¬
молекул между собой.
Уменьшение разветвлений и предотвращение сшивки цепей дости¬
гается проведением полимеризации акриламида не в блоке, а в раство¬
рителях. В качестве последних пригодны вода, смесь спирта с водой,
метанол и др. Растворители повышают скорость реакции передачи цепи
полимерным радикалам так же, как и мономерам.
364
Гл. 17 Полиакриламид
Шульцем с сотрудниками [231] описаны различные методы полиме¬
ризации акриламида в массе и в растворителе (термическая, иницииро¬
ванная перекисями и азосоединениями, при воздействии у-лучей и уль*
тразвука). Ими же было установлено, что любым методом можно по¬
лучить полимеры разного молекулярного веса:
СН2—СН— 1
I
conh2J„
Полимеризация в водной среде при 90° С сопровождается гидроли¬
зом части амидных групп полиакриламида до аммониевой соли поли¬
акриловой кислоты. Снижение температуры до 50—60° С полностью
предотвращает реакцию гидролиза и способствует образованию поли¬
мера линейной структуры большого молекулярного веса. Очень удобно
регулировать степень полимеризации добавлением к воде спиртов, в
частности изопропилового спирта.
Для полимеризации акриламида используется следующая водно¬
спиртовая среда (в вес. ч.):
Акриламид 51,8 Изопропанол 7,76
Дистиллированная вода . . 414,7 Персульфат калия 0,^96
Мономер растворяется в воде, нагретой до 65° С. После вытеснения
воздуха из реакционного аппарата током углекислого газа вводят спирт
и инициатор, поднимают температуру до 75—80° С и выдерживают при
этой температуре 2 ч Вязкость образовавшегося прозрачного бесцвет¬
ного раствора полиакриламида 35 пз (при 25° С).
При полимеризации акриламида в водном растворе в присутствии
перекиси водорода образуются полимеры низкого молекулярного веса
[231].Добавление небольших количеств спирта к акриламиду при его по¬
лимеризации не предотвращает сшивку полимера. Растворимые про¬
дукты можно получить при введении небольших количеств этиленгли¬
коля или мочевины. Даже при 100°С возможно образование раствори¬
мого полиакриламида. Из водных растворов полимер выделяют осаж¬
дением метиловым или этиловым спиртом, ацетоном.
В водных растворах полимеризация акриламида также происходит
под влиянием окислительно-восстановительных систем [232, 233]. При
добавлении 0,5% персульфата калия 0,14% гидросульфита натрия и
0,25% триэтаноламина (по отношению к мономеру) реакция заканчи¬
вается при 50—60° С в течение 12 ч [234].
Под действием ультразвука акриламид в водном растворе легко
полимеризуется и образует полимеры высокого молекулярного веса
[231, 235]. Первичным процессом является разложение воды с образова¬
нием радикалов, которые вызывают полимеризацию мономера. Кисло¬
род служит ингибитором процесса.
В определенных условиях акриламид полимеризуется по амидной
группе, образуя поли-р-аланин. В качестве катализаторов применяются
соединения Гриньяра [236]. В растворителях, имеющих низкую диэлек¬
трическую постоянную (например, в толуоле и тетралине), образуется
водорастворимый полимер, а в растворителях с высокой диэлектриче¬
ской постоянной (хлорбензол) —водонерастворимый полимер. Поли-
р-аланин не образуется в растворителях, содержащих подвижные атомы
водорода. В водном растворе полимеризация акриламида может быть
также вызвана рентгеновыми и у-лучамн.
Хорошо изучена полимеризация акриламида в твердом состоянии
при действии у-лучей [237, 238]. Скорость образования полимера зависит
Свойства и применение
365
температуры и присутствия незначительного количества воды Общая
- -ргия активации 4,7 ккал/моль.
Сополимеризация акриламида с непредельными соединениями про¬
лит легко. Некоторые сополимеры, например с акриловой, метакри-
' вой и кротоновой кислотами, рекомендуются для отделки текстиль-
г^\ изделий, другие, например с акрилонитрилом, пригодны для
: «"отовления волокна.
Свойства и применение полиакриламида
Полиакриламид представляет собой белый порошок, легко раство¬
римый в воде. В глицерине, этилен гликоле, формамиде, ледяной уксус-
■он и молочной кислотах растворяется в количестве 1%- Набухает в
''орфолине, пропионовой кислоте, пропиленгликоле и совершенно не
растворяется в метиловом и этиловом спиртах, ацетоне, гексаие.
Полимер совмещается со многими природными и синтетическими
смолами, растворимыми в воде, и особенно хорошо смешивается с по-
зерхностно-активными веществами
Пленки, полученные из водных растворов полиакриламида, обла¬
дают хрупкостью и чувствительностью к действию воды. Пластифика¬
ция полимера может быть достигнута добавлением глицерина, а нерас¬
творимость в воде — обработкой формальдегидом и глиоксалем.
Молекулярный вес полиакриламида можно вычислить по формуле
[239]:
[yj] = 6,31 ■ 10 '5м°'8
Здесь характеристическая вязкость [г]] определялась по удельной
вязкости водных растворов, а молекулярный вес М — седиментацион-
ный, вычисленный по формуле Сведберга.
В растворителях молекулы полиакриламида имеют обычную для
тинейных полимеров форму статического клубка [240].
Нагревание полиакриламида при температурах выше 100° С при¬
водит к постепенному уменьшению в нем содержания азота. При 150° С
через 48 ч количество азота снижается на 18,8%.
В щелочной среде происходит превращение большего числа амид¬
ных групп полимера в карбоксильные по реакции:
-СН,—СН—СН,—СН—СН,—СН—
1
Na0H + H20
- NH, “>
conh2 conh2 conh2
Г—CH2—СН—CH2—CH^CH2—СН— 1
I I
L COONa CONH2 COONa
J.
Скорость и энергия активации гидролиза полиакриламида близки
к скоростям гидролиза пропиоиамида. Замещение водорода в амидной
группе на органический радикал увеличивает прочность амидной связи.
Добавление в раствор щелочи хлора или брома позволяет при об¬
работке полиакриламида получать аминные группы в количестве 60%
от общего числа амидных групп [241]. Реакция протекает по схеме:
г сн2 сн сн2 сн Т NaOC|J,NaOH ; г-сн2-сн-сн2-сн-
CONH, CONH2
CONH, NH;
1
Полного превращения амидных групп в первичные аминогруппы не
происходит вследствие реакций гидролиза и дезаминирования.
366
Гл. !Т. Полиакриламид
При взаимодействии в течение 2 ч полиакриламида и формалина
в водном растворе при 45—50" С и pH = 10—10.5 образуются метилоль-
ные производные:
Г—СНг—СН— 1 Г—СН2—СН-
I | j +пСН20 —->
CONH
CONH—СН,ОН
L
Реакция полиметилолакриламида с бисульфитом натрия заканчи¬
вается присоединением его к части метилольных групп. Такая реакция
(сульфометилирование) может быть проведена при добавлении к вод¬
ному раствору полиакриламида формалина и бисульфита натрия [241]:
-СН2—СН С Н2—СН
CONH—СН2ОН CONHCH2OH
NaHS03
-H20
—СН2—СН-
-СН2—СН-
CONHCH2OH
CONHCH,
S03Na
Полиакриламид в водном растворе легко реагирует с формалином
и низкомолекулярными аминами. Реакцию проводят последовательно —
сначала получают метилольное производное полимера, а затем добав¬
ляют амин [241]:
-СН,—СН-
CONH2
1
+ nCH20 + nRNH2
СН
I
CONH— СН,
NHR
Полиакриламид применяется в бумажном производстве. Добавле¬
ние раствора этого полимера к бумажной массе повышает прочность
бумаги. Раствор полимера (5—10%-ный) вводится в бумажную массу
в процессе ее размола в роле (0,1—2% к весу абсолютно сухого во¬
локна). При введении 0,25%-ного раствора разрывная длина бумаги повы¬
шается на 18%, при добавлении 0,5%-ного — на 32%, а 1 %-ного — на 47%.
Различные производные полиакриламида, например содержащие
аминогруппы, также применяются в бумажной промышленности. Они
сообщают бумаге прочность во влажном состоянии; при добавлении
к канифоли облегчают проклеивание бумаги и позволяют избежать при¬
менения квасцов. С ионами меди, кобальта, хрома эти производные об¬
разуют устойчивые комплексы, которые вводятся в бумагу в виде раз¬
бавленных растворов.
Полиакриламид является лучшим, чем поливиниловый спирт, ста¬
билизатором натурального латекса и латекса поливинилацетата. Он
стабилизирует также эмульсии инсектицидов. Клеи на основе крахмала
и декстрина, содержащие некоторое количество полиакриламида, имеют
лучшую клеящую способность. Добавление небольших количеств вод¬
ного раствора полиакриламида в суспензию фосфоритов приводит к ин¬
тенсивной коагуляции твердых частиц. Этот полимер является также
высокоэффективным структурообразователем почвы [242, 243].
ЛИТЕРАТУРА
1 Б Н. Рутовский, Н, Я. Парлашкевич, Акриловые смолы, их получение,
свойства и применение, ГУУЗ НКХП СССР, 1940.
2. R. G. 1. Miller, В. Mills, P. A. Small, A. Turner-Jones, D. G. Wood,
Chem. Ind. (London), 1958, 1323.
Литература
369
116. А. К Варденбург, Пластические массы в электрической промышленности, Гос-
энергоиздат, 1957, стр. 208—214.
117 Ф. Б о вей, Действие ионизирующих излучений на природные и синтетические
полимеры, ИЛ, 1959, стр. 142—159.
118. А. Чарлзби, Ядерные излучения и полимеры, ИЛ, 1962.
119. Б. М. К р а с о 'В и ц к и й, Р. М. М а ц к е в и ч, Е. А. Рудницкая, Уч. зап. Харьк.
ун-та, 71, 255 (1956).
120. А. Н. Трусов, Техн.-экон. бюлл. совнархоз. Челяб. эконом, адм. р-на, Л® 6. 50
(1958).
121. М. G. Church, Brit. Plast., 28, 495 (1955).
122. J. G. Stansbury, West. Aviat., 35, № 11, 13 (1955).
123. S. J. Barker A W. В i r 1 e y, Plastics, 19, № 207, 344 (1954).
124. Фр. пат. 1060624 1954; РЖХим, 52869 (1957).
125. Фр. пат. 1107898, 1956; РЖХим, 13041 (1958).
126. С. T. Kautter, Kunst., 37, 141 (1941); Brit. Plast., 21, 332 (1949).
127. Авт. свид. СССР 139826, 1961.
128 Mod. Plast., 33. № 26, 92 (1956).
129. Б. В. Петров, М. М. Гудимов, Ориентированное органическое стекло, Обо¬
ронгиз, 1961.
130 J G. Stansbury, West. Aviat 35, № 11, 13 (1955).
131 F Johnson Mod. Plast., 30, № 4, 11141952).
132 E Parker. T S Pierre, Mod. Plast., 38. № 10, 133 (1961).
133. Б В. Шишкин, Автомоб. и тракт, пром., № 9, 25 (1955).
134. Е. В. Попова, Х\ дожественные изделия из органического стекла. КОИЗ, 1954.
135. В. С. Еж ко в а, Е. А. Милиц ков а, А. Д. Соколов, Пластмассы, № 4, 42
(1960).
136. Англ. пат. 875853, 1961; РЖХим, 14II176 (1962).
137 О А. К о л м а к о в, Сборник материалов технического совещания по применению
пластических масс в машиностроении и приборостроении, ЦБТИ, Горький, 1959.
138. Г. Я. Ляндзберг, Т. П. Баз лова и др., Новый акрилопласт Л-ПТ для литья
под давлением и экструзии, ЛДНТП, 1961.
139. Г. О. Татевосьян, Пластмассы, № 5, 75 (1962).
140. G. Paffenbarger, J. Am.' Dental Assoc., 47, 516 (1953).
141. W. S. Pryor, J. Am. Dental Assoc., 29, 1400 (1942).
142. A. H. Grunwald, J. Am. Dental Assoc., 44, 269 (1952).
143. И. И. P e в з и н, Применение пластмассы в зубном и челюстно-лицевом протези¬
ровании, Медгиз, 1951.
144. A. J. Spilner Mod. Plast., 31, № 3, 129 (1953).
145 А. А. Штурман, Е. Г. Аронов В. Д. Безуглый, Л. Н. Мац, Кузнечно¬
штамповочное производство, № 6 (1959).
146. А. А. Штурман, Стати и инструменты, № 8 (1958); Пластмассы, № 9, 38
(1961).
147. А. А. Штурман, В. Д. Безуглый, Л. Н. Мац, Мед. пром. СССР, № 4
(1958).
148. А. М. Липницкий, В. Г. Кадников, Литейные модели из пластмасс, ЛДНТП,
1959.
149 В. Д. Корсаков, Н. В. Писк о витин, Применение стиракрила в производ¬
стве штампов, ЛДНТП, 1958.
150. К А. Андрианов, Электричество, № 4, 1 (1958).
151. А. Л. Поляков, Ю. А. Козлов, Информационно-технический сборник ЦБТИ
НИИ электропромышленности, № 11, 23 (1959).
152. Бюлл. Горьковского совнархоза, № 5, 8 (1958); Пластмассы и их применение а ма¬
шиностроении, вып. II, ЦБТИ, 1959.
153. К. П. Заботин, Уч. зап. Горьковск. ун-та, вып. 17, 23 (1951).
154 А. И. Лазарев, М. Ф. Сорокин, Синтетические смолы для лаков, Госхимиз¬
дат, 1953, стр. 294.
155. Р L. Gordon, G. J. Dolgin, Surface Coatings & Finishes, N. Y., 1954, p. 178.
156. М. М. Гольдберг и др.. Неметаллические материалы и их применение в авиа¬
строении, Оборонгиз, 1958, стр. 374.
157. «Синтетический каучук», сб. под ред. Г. С. Уитби, К. К. Дэвиса и Р. Ф. Данбрука,
Госхимиздат, 1957, стр. 878.
158. W. С. Mast, С. Е. Rehberg, Т. I Dietz, С. Н. Fisher, Ind. Eng. Chem., 36,
1022 (1944).
159 W. С. Mast, С H Fisher, Ind Eng. Chem., 41, 703 (1949).
160. W. С. M a s t, T. 1 D i e t z, С. H. F is h e r, India Rubb , 113, 223 (1945)
161. J. Montermoso, Rubb. Chem. Technol., № 5, 1521 (1961).
162. W. R. Griffin, Rubb. World, 136, 678 (1957).
163. Д. А. К a p д а ш о в, Хим. наука и пром., 2, 602 (1957).
164. Хонда Кэйёси, Коге дзайрё, Eng. Mater., 9, № 9, 56 (1961).
24 А. Ф. Николаев
370
Литература
165. W. Н. S t о к к m а у е г, L D М о о г е. М. F i * m а п, В. N Epstein, J. Polymer
Sci., 16, 517 (1955).
166. А. А. Берлин, И. Ф. Богданов. ЖОХ. 17, 1699 (1947).
167. Б. Н. Р у т о в с к и й А. М. Ш \ р. ЖПХ, 24, 851 (1951).
168. Б. Н. Рутовский. Л М. Ш > р, ЖПХ. 24. 1173 (1951).
169. А. А. Б е р л и н Е Ф. Р о д и о н о в а, А К- Д а б а г о в а. Сборник статей по об
щей химии, т. 2. Изд АН СССР 1953. стр. 1554
170. А. А. Б е р л и н, Л. К. Д а б а г о в а. Е. Ф. Р о д и о а о в а. Сборник статей по об¬
щей химии, т 2 Изт АН СССР, 1953 стр. 1560.
171. S. L о s h а е к, Т. G F ~ х. J. Am. Chem. Soc., 75, 3544 (1953).
172. S. N. Chin «I, J. D M a 11 а с к. A. E. R e s n i ck, J. Polymer Sci., 17, 391 (1955).
173. Пат. ФРГ 5 2: 1933; РЖХим, 20834 (1956).
174. А. Б. Даванк в. Ю. С. Черкинский, Труды МХТИ, вып. 18. 1954, стр. 185.
175. И. П. Л oct. в. Е В. Тростя некая. Химия синтетических полимеров, Гос¬
химиздат, ЮбГ1 стр. 333.
176. К. а р в е Введение в органическую химию полимеров, ИЛ, 1961, стр. 76.
177. А. П. Терентьев, А. Н. Кост, в кн. «Реакции и методы исследования органи¬
ческих соединений», т. 2, Госхимиздат, 1952, стр. 57.
178. С. К о е п i g s b e r g e r, G. Salomon, J. Polymer Sci., 1, 200 (1946).
1/9 R. G. R. Bacon, Trans. Faraday Soc., 42, 140 (1946).
!80. R. К e r b e r. Z. Eleklrochem., 61, 1256 (1957).
181. L. B. Morgan Trans. Faradav Soc., 42. 169 (1946).
182. R. C. Houtz, Text. Res. J., 1950, 786.
183 П. .4. X о м и к о в с к и й, ДАЬ, 60, 615 (1948)
184. П. М. X о м и ко в с к и й. С. С Медведе в, ЖФХ, 22, 1027 (1948).
185. П. М. X о м и к о в с к и й, Е. В. Заболотская, С. С. Медведев, Исследова¬
ния в области высокомолекулярных соединений, Изд. АН СССР, 1949, стр. 45.
186. 3. Н. .Маркина, П. М. Хомиковский, С. С. Медведев, ДАН, 75, 243
(1950).
187. Е. С. Р о скин, ЖПХ, 30. 1030 (1957).
188. Л1. L. Miller, Химия и технология полимеров. .V» 11. 12 (1961).
189 М. F г a n k е 1. О. О 11 о 1 е n g h i. .'V. А 1 b i с h, A. Z i 1 к a. J. Chem. Soc., 1959,3858.
190. E. С. P о с к и н. Текст, пром., № 11, 16 (1956).
191. Э. Ф р и т ч е, Стенограмма совещания по научно-техническому сотрудничеству
СССР и стран народной демократии в области производства химических волокон.
Гизлегпром, 1956, стр. 46.
192. М. J Copley, G F Zellhoefer. С S. Marvel, J. Am. Chem. Soc., 60, 2666
(1938) ; 62, 227 (1940).
193. C. S. Magvel, M. J. Copley, E. Grinsberg, J. Am. Chem. Soc., 62, 3109
(1940).
194. Фр. пат. 1032839, 1954; РЖХим, 30699 (1956).
195. J. Bisschops, J Polymer Sci., 12, 583 (1954), 17, 89 (1955)
196. R. C. Houtz, Text. Res. J., № 11, 786 (1950).
197. H. F r i n d, Faserforschung u. Textiltechnik, 5, 540 (1954).
198. J. Bisschops, J Polymer Sci., 17, 81 (1955).
199. R. Cleland, W Stockmayer. J. Polymer Sci., 17, 433 (1955).
200. В. E. Котина, В. С. Клименко. Колл. ж.. 18, 703 (1956).
201. Е. С. Р о скин, ЖФХ, 29, 244 (1955).
202. J. Schurz, J. Polymer Sci., 28, 438 (1958).
203. Англ. пат. 739644, 1955; РЖХим, 6425 (1958)
204. Пат. США 2735834, 1956; РЖХим, 6456 (1958).
205. Г. И. Кудрявцев, М. А. Жаркова, Научно-исследовательские труды, вып. II,
Гизлегпром, 1955, стр. 103.
206. F. Schouteden, Chim. et ind., 79, 749 (1958).
207. В. Л. Карпов, Сессия АН СССР по мирному использованию атомной энергии,
1955, заседания ОХН, Изд. АН СССР, 1955, стр. 3.
208. W. J. В u г 1 a n t, J L. Р а г s о n s, J. Polymer Sci., 22, 249 (1956).
209. А. Топчиев, ДАН СССР, 128, 312 (1959).
210. М. Barker, F. Mark, Angew. Chem., 641, (1961).
211. R С. Houtz, Text. Res J. 20, 786 (1950).
212. R. H. G e r k e, J. Polymer Sci., 13, 295 (1954).
213. В. С. M. Dorset, Text. Mfr., 80, № 950. 87 (1954).
214. Chem. Techn., 9, 693 (1957).
215. R. B. Seymour, R. H. Steiner, Chem. Eng. Progr., 49, 330 (1953).
216 Пат. США 2713549, 2713650, 1955; РЖХим, 79650 (1956).
217. Пат. США 2672456, 1954; РЖХим. 23950 (1956).
218. К. Т е s s m а г, Kunststoffe, 43, 496 (1953)
219 К Stoeckhert, Gummi u. Asbest, 7, № 5, 230, 233 (1954).
220. Пат. ФРГ 919140, 1954; РЖХим, 59712 (1956).
Литература
371
221. Пат. ФРГ 1031517, 1958; РЖХим, 80377 (1959).
222. Пат. ФРГ 931732, 1955; РЖХим, 63200 (1956).
223. Пат. США 2640049. 1953; РЖХим, 38795 (1954).
224. R A Emmett, Ind. Eng. Chem., 36, 730 (1944).
225. Л1. S AY о u 11 о n, India Rubb., 116, 371 (1947).
226. R. P. Kenev, Mod. Plast., 24, № 1, 106'(1946).
227. M. S. Moulton, Mod. Plast., 24, Ks 2, 117 (1946).
228. R. S. В a scorn, Mod Plast, 27, 84 (1949).
229. Англ пат. 731056, 1955; РЖХим, 6427 (1958).
230. Англ пат. 731545, 1955; РЖХим, 6426 (1958).
231. R Schulz, G. Renner, А. Н eng lei п, W. Kern, Makrom. Qiem., 12, 20
(1954).
232. G. S. Whitby, M. D. Gross, J. R. Miller, A. J. Con stanza, J. Polymer
Sci. 16, 549 (1955).
233. A. Michaels, Ind. Eng. Chem., 46, 1485 (1954).
234. М. H. Савицкая, ЖПХ, 32, 1797 (1959)
235. A. H e n g 1 e i n, Makrom. Chem., 14, 15 (1954).
236. Naoya Ogata, J. Polymer Sci., 46, 271 (1960).
237. A. Henglein R. Schulz, Z. N aturforsch , 9b, V 9, 617 (1954).
238. R. B. Mesrobian, P. Ander, D. S Ballantine, G. J. Dienes, J. Chem.
Phys., 22, 565 (1954).
239. W. Scholtan. Alakrom. Chem., 14, 169 (1954).
240 В. Г Алдошин, М. H. Савицкая, С. Я. Ф р е н к е л ь, Высокомол. соед.,
2, 347 (1960).
241. А. М. Schiller, Т. I. Suen, Ing. Eng. Chem., 48, 2132 (1956).
242. Англ. пат. 738047, 1955; РЖХим, 39334 (1957).
243. М. Muller, G. Smets, J. Polymer Sci., 23, 915 (1957).
24*
V. ПЛАСТИЧЕСКИЕ МАССЫ
НА ОСНОВЕ АМИНО-АЛЬДЕГИДНЫХ СМОЛ
К амино-альдегидным смолам относятся мочевино- и меламино-
формальдегидпые смолы, продукты их совместной конденсации, а также
анилино-формальдегидные смолы.
Первые продукты конденсации мочевины с формальдегидом (карб-
амидные смолы) были получены еще в 1896 г., но производство мочевино¬
альдегидных смол налажено лишь в 1920—1921 гг. сначала в Австрии
и Германии, а затем и в других странах. Это стало возможным после
разработки синтеза аммиака (способ Габера) и мочевины из аммиака
и двуокиси углерода.
„ Мочевино-формальдегидные смолы выпускались в виде литых про¬
зрачных органических стекол (например, поллопаса) или прессованных
изделий различной формы, но оказалось, что они недолговечны из-за
недостаточной водостойкости и растрескивания. Поэтому эти смолы до
введения в них наполнителя (а-целлюлозы, древесной муки, хлопкового
волокна) в технике не использовались. Применение наполнителей умень¬
шило чувствительность изделий к изменению климатических условий
Хотя при этом прозрачность отчасти и терялась, но сохранялась свето¬
стойкость и возможность окрашивать изделия в светлые тона, а в ряде
случаев получали также и просвечивающие изделия. Эти свойства поз¬
волили применять мочевино-формальдегидные смолы в декоративной
технике, в которой феноло-формальдегидные смолы непригодны из-за
темного цвета. Более водостойкие смолы получаются на основе тиомо-
чевины и формальдегида, но попытки их использования не увенчались
успехом: хотя водостойкость и становится удовлетворительной, но от¬
верждение происходит медленнее и не достигается необходимая твер¬
дость изделий. Смолы совместной конденсации мочевины, тиомочевины
и формальдегида отверждаются быстрее и водостойкость их лучше, чем
мочевино-формальдегидных смол. Но они постепенно окрашиваются, что
также ограничивает их применение [1].
В 1929 г. было впервые налажено производство пресспорошков на
основе мочевино-формальдегидных смол и целлюлозного волокна, а не¬
сколько позже (в 1934—1936 гг.)—слоистых пластиков на основе
смолы и бумаги. Одновременно изучались возможности применения
смол для изготовления лаков. С 1925 г. в ряде стран велись работы по
этерификации смол спиртами для придания им большей гибкости и во¬
достойкости и совмещению полученных продуктов с алкидными смолами
и маслами. В настоящее время производство лаков и эмалей основано
на использовании этерифицированных мочевино-формальдегидных смол
и совмещенных продуктов.
Меламино-формальдегидные смолы получили промышленное приме¬
нение с 1939 г., после того как был освоен способ производства
меламина.
Сырье для производства амино-альдегидных смол
373
В СССР изучением конденсации мочевины с формальдегидом стали
заниматься с 1935 г.; производство мочевино- и меламино-формальде¬
гидных смол осуществлено на основе работ Г. С. Петрова [2] и А. А. Ван-
шейдта с сотрудниками [3—5].
В настоящее время из амино-альдегидных смол производят пресс-
порошки, слоистые материалы, пенопласты, лаки и клеи. Смолы приме¬
няют для обработки тканей, бумаги, в производстве древесноволокнис¬
тых плит, в качестве связующего для изготовления формовочных сме¬
сей при литье ме?алла и т. п.
ГЛАВА 18
СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА АМИНО-АЛЬДЕГИДНЫХ СМОЛ
Мочевина. В чистом виде мочевина представляет собой бесцветные
длинные иглы или белые призматические кристаллы. Она является ди¬
амидом угольной кислоты (карбамидом)
/NH2
о=с<
\nh2
и обладает следующими свойствами:
Молекулярный вес 60,06
Содержание азота, % 46,65
Плотность, г/см3 1,335
Температура плавления, °С . . . . 132,7
Функциональность мочевины до настоящего времени является спор¬
ной. Хотя в некоторых реакциях все атомы водорода при атомах азота
могут быть замещены, но, как указывает Марвел с сотрудниками [6], при
образовании мочевино-формальдегидных смол она является трифунк-
циональным соединением. Поэтому мочевину правильнее рассматривать
как амид аминомуравьиной кислоты [6, 7].
Проявление свойств амина можно объяснить, исходя из предполо¬
жения, что мочевина вступает в химические реакции в таутомерной
форме изомочевины, в которой имеются две различные азотсодержащие
группы: H2N—С (ОН) = NH.
Свойства мочевины как амина обусловлены наличием ЫН2-группы,
группа же NH является имидной, способной образовать с формальдеги¬
дом только монометилольные производные или метилен-быс-производ-
ные при условиях, в которых обычно протекают реакции амидов.
Водные растворы мочевины имеют нейтральную реакцию на лакмус,
но наличие NH2-rpynn обусловливает слабый основной характер. Кон¬
станта ионизации мочевины в воде К при 25° С, равная 1,5- 10-14, ука¬
зывает на ее слабое сродство к протону воды. '
Несмотря на недостаточно выраженные свойства мочевины как ос¬
нования, органические и неорганические кислоты образуют с ней соли.
Сильные кислоты (азотная, серная и соляная) дают продукты присоеди¬
нения в молярном соотношении 1 : 1, а более слабые органические кис¬
лоты (муравьиная, уксусная, пропионовая) — 1:2 [8]. Устойчивость та¬
ких соединений уменьшается с увеличением молекулярного веса кис¬
лоты. Например, с масляной кислотой в водных растворах устойчивой
соли не образуется.
Мочевина достаточно устойчива при температуре плавления (133°С),
но при более высокой температуре разлагается, выделяя аммиак и обра¬
зуя биурет с температурой плавления 193° С:
2СО (NH2)2 —NH3 + H2NCONHCONH2
374
Гл. 18. Сырье б ля производства амино-альдегидных смол
Нагревание в вакууме до 120—130° С приводит к возгонке мочевины.
В разбавленных водных растворах кислот и щелочей, а также в
воде мочевина менее устойчива и начинает разлагаться при нагревании
выше 50° С на аммиак и двуокись углерода.
Мочевина хорошо растворяется в воде [9], хуже в спирте:
в 100 г воды
при 20° С 105 г
» 100° С 745 г
в 100 г спирта
при 15° С 20 г
» 100 С 100 г
Мочевина растворяется также в жидком аммиаке и жидком сернис¬
том ангидриде и слабо растворяется в эфире. Как видно, для мочевины
существует мало растворителей, но сама она в расплавленном состоя¬
нии является хорошим растворителем.
Все современные методы производства мочевины основаны на хи¬
мическом взаимодействии аммиака с двуокисью углерода и разложе¬
нии полученных карбаматов аммония на мочевину и воду [10, 11]:
1. C02 + 2NH3 —> H2N—coonh4
2. H2N—COONH4 h2o + h2nconh2
Обе реакции протекают в автоклаве при 160—200° С и давлении
120—200 ат, с большим выделением тепла. Продукты реакции (вода,
мочевина, иепрореагпровавшнй карбамат аммония и аммиак, который
в ряде процессов берется с большим избытком для повышения вы¬
хода мочевины с 40—50 до 75%) под уменьшенным давлением вводятся
в другой аппарат. В нем происходит отделение водного раствора моче¬
вины, разложение карбамата аммония на исходные продукты и вывод
аммиака и двуокиси углерода для дальнейшего их разделения и реку¬
перации с целью возврата в производство.
Мочевина применяется в производстве пластмасс, в медицине, ис¬
пользуется для разделения органических соединений [14], стабилизации
поливинилхлорида и сополимеров винилхлорида с винилацетатом [15],
как удобрение [12] и в качестве растворителя [13].
Меламин (2,4,6-триамино-1,3,5-триазин). В чистом виде меламин
представляет собой белый кристаллический порошок. Строение его вы¬
ражается формулой:
NHS
I
/Ч
N N
II I
H2N—С С—nh2
\n^
Производство меламина основано на использовании цианамида [16]
и включает следующие стадии:
1. Получают цианамид, пропуская двуокись углерода в суспензию
кальцийцианамида в воде
CaCN2-f С02 + Н20 > СаСОз + CNNH2
2. Получают дициандиамид, прибавляя щелочь к раствору циан¬
амида в воде
2CNNH2 —> H2N—С—NH—CN
NH
Сырье для производства амино-альдегидных смол
375
Дициандиамид может быть получен при обработке кипящей водой
кальцийцианамида:
2CaCN2 + 4H20 —> 2Са (ОН)2-f H2N—С—NH—CN
II
NH
3. Синтезируют меламин, нагревая дициандиамид с аммиаком при
120—200° С и давлении 20—40 ат в среде растворителя (например, изо-
бутанола) или без него, с выходом 90% [17]. В некоторых процессах вто¬
рая и третья стадии объединены [18].
Проведенные исследования [21, 22] показали, что процесс получения
меламина протекает через последовательное образование циануровой
кислоты, аммелида и аммелина. В последние годы появились сообще¬
ния о синтезе меламина из мочевины и аммиака периодическим [19]
и непрерывным способами [20]. При непрерывном процессе меламин
получают в трубчатом реакторе. Мочевина вместе с безводным аммиа¬
ком, взятые в молярном соотношении от 1 :70 до 1 : 100, нагреваются
в первой зоне до 130—150° С (выделяется вода), а затем во второй зоне
до 270—300°С (образуется меламин). В первой зоне аммиак под давле¬
нием 1 ат движется навстречу мочевине, а во второй зоне — движение
прямоточное под давлением до 175 ат; скорость подачи аммиака должна
превышать скорость подачи мочевины.
Меламин — слабое основание, но более сильное, чем мочевина; вод¬
ные растворы его имеют слабощелочную реакцию; с кислотами
он образует соли (в большинстве случаев с одним эквивалентом
кислоты).
Меламин хорошо растворяется в жидком аммиаке и растворе ед¬
кого натра и едкого кали, хуже — в воде (растворяется только 5% при
100°С), глицерине, пиридине и гликоле, очень плохо в эфире и других
органических растворителях.
Анилин — слегка маслянистая жидкость; температура кипения
184° С; плотность при 20°—1,023; застывает при —8° С; слабо раство¬
ряется в воде (3,42 г в 100 г воды), но легко смешивается с органиче¬
скими растворителями и сам является растворителем многих органиче¬
ских веществ. По своим свойствам анилин — слабое основание. Извест¬
ны многочисленные соли анилина как с минеральными, так и с органи¬
ческими кислотами; большая часть этих солей хорошо кристаллизуется.
При обработке анилина эквимолекулярным количеством соляной кис¬
лоты образуется солянокислый анилин. Получают анилин восстановле¬
нием нитробензола.
Технический анилин выпускается от светло-желтого до красновато-
коричневого цвета. Сильно ядовит, действует отравляюще при попадании
в организм не только через рот, но и через кожу.
Формальдегид (муравьиный альдегид)—-газообразное вещество со
своеобразным острым запахом; температура кипения — 21° С; темпера¬
тура плавления — 92е С; плотность при —20° С равна 0,815 г/см3.
Газообразный формальдегид самопроизвольно полимеризуется при
комнатной температуре и очень быстро — в присутствии небольших ко¬
личеств хлористого водорода, фтористого бора и хлористого олова и
температуре 90° С; при этом образуется белый высокоплавкий поро¬
шок— параформальдегид — с температурой плавления 164—172° С [23].
Параформ, или параформальдегид (СН20)„, является аморфным
полимером формальдегида.
Формальдегид легко растворяется в воде или в водном метаноле.
Вода поглощает до 50% СНгО. Большинство исследователей считает,
376
Гл. 18. Сырье для производства амино-альдегидных смол
что в водных растворах формальдегид находится почти исключительно
в гидратированной форме — в виде метиленгликоля [23]
сн2о + н2о НОСН2ОН
Этот вывод основан на том, что водные растворы формальдегида
кипят при 100° С и что дистиллат при перегонке содержит формальде¬
гида меньше, чем кубовый остаток. Если бы растворенный формальде¬
гид не был в виде гидрата, он должен был бы отгоняться даже при
слабом нагревании.
Формальдегид в водных растворах любой концентрации склонен
к уплотнению с образованием полиоксиметиленгликолей [24]. При этом
происходят следующие реакции:
1) образование димера
НОСН2ОН + НОСН2ОН носн2осн2он + н2о
2) удлинение цепи
НОСН2ОСН2ОН + лНОСН2ОН НО (СН20)„+1СН20Н + геН20
где п — 3—4.
Между мономерной и полимерными формами существует равнове¬
сие, зависящее от концентрации формальдегида в растворе и темпера¬
туры. Таким образом, водные растворы формальдегида, называемые
формалином, всегда содержат растворимые полиоксиметиленгликоли.
В определенных условиях (длительное хранение, низкая темпера¬
тура, высокая концентрация СН20) из формалина выпадает высоко¬
молекулярный порошок полимера — параформ, представляющий собой
смесь полиоксиметиленгликолей с п = 8—100 и способный при нагре¬
вании растворяться в формалине и расщепляться до метиленгликоля.
Выпадение полимера замедляется при добавлении в раствор мети¬
лового спирта, который образует монометиловые эфиры полиоксимети¬
ленгликолей и препятствует росту молекул полимера.
Формалин всегда содержит немного муравьиной кислоты, количе¬
ство которой увеличивается при длительном хранении вследствие окис¬
ления формальдегида:
2СН20 + 02 —^ 2НСООН
Из других свойств этого простейшего альдегида отмечаются те, ко¬
торые необходимы для понимания закономерностей образования смол:
1) одновременное самоокисление и самовосстановление альдегид¬
ной группы в присутствии водного раствора щелочи, сопровождающееся
образованием метилового спирта и муравьиной кислоты;
2) образование ацеталей при нагревании формальдегида со спир¬
тами (например, бутиловым)
СН20 4-2С4Н90Н —► С4Н90СН20С4Н9 + Н20
3) образование гексаметилентетрамина (уротропина) при действии
аммиака на формальдегид
35° С
fiCH20 + 4NH3 > (CH2)6N4 + 6H20
Уротропин — белый кристаллический порошок, легко растворяю¬
щийся в воде, труднее в спирте и очень мало в эфире По своим свой¬
ствам это слабое органическое основание, но более сильное, чем моче¬
вина. Уротропин с кислотами образует соли, а с неорганическими со¬
лями — комплексные соединения.
При нагревании водных растворов уротропина выше 35° С происхо¬
дит его гидролиз с выделением СН20 и NH3.
Закономерности поликонденсации мочевины с формальдегидом 377
Соли уротропина при нагревании разлагаются с выделением кис¬
лоты. Устойчивость солей к нагреванию зависит от природы кислоты.
Соли органических кислот менее устойчивы, чем соли неорганических
кислот.
Формальдегид раздражает слизистые оболочки глаз и дыхательных
путей. Предельно допустимая концентрация его паров в воздухе
0,001 мг/л. Но запах формальдегида чувствуется уже при концентрации
паров в 25 раз меньшей.
Основным промышленным способом получения формальдегида яв¬
ляется окисление метилового спирта кислородом воздуха при 400—600е С
б присутствии катализатора. Одновременно протекают две реакции —
окисление и дегидрирование [25]:
СН3ОН + '/202 —* СН20+ Н20 + 36,8 ккал/моль
СН3ОН —> СН20-|-Н2—28,8 ккал/моль
Благодаря тщательному подбору катализатора и более точному
контролю условий синтеза удалось повысить степень дегидрирования и
увеличить выход формальдегида в расчете на пропущенный метиловый
спирт [26].
Катализаторами процесса служат серебро, медь, окись молибдена
(промотированная железом), фосфат марганца (промотированный мо¬
либденом) и др.
В последние годы формальдегид получают также окислением ме¬
тана кислород-ом воздуха в присутствии окислов азота при 400—600° С
[27]. Окисление протекает по схеме:
CH4-f-02 —> СН20 —J- Н20 (основная реакция)
2СН4 + 02 ——> 2СН3ОН (побочная реакция)
Разработаны способы получения формальдегида в смеси с другими
продуктами реакции окислением кислородом воздуха некоторых углево¬
дородов (пропана, н-бутана, изобутана при 400—500°С).
В соответствии с ГОСТ 1625—54 формалин выпускают двух сортов
со следующим содержанием компонентов (в г на 100 мл продукта):
I сорт II сорт
Формальдегид 40 40
Метиловый спирт 7—12 7—12
Кислоты (в пересчете на муравьи¬
ную кислоту), не более 0,05 0,15
Железо, не более . ‘ 0,0005 Не нормируется
Формалин широко применяется в различных областях народного
хозяйства. Большую часть его потребляет промышленность пластиче¬
ских масс, кроме того, он используется в производстве красителей, фар¬
мацевтических препаратов, в кожевенной промышленности для дубления
кожи, в сельском хозяйстве для борьбы с головней и протравливания
семян, в текстильной промышленности и т. п.
ГЛАВА 19
МОЧЕВИНО-ФОРМАЛЬДЕГИДНЫЕ СМОЛЫ
Закономерности поликонденсации мочевины с формальдегидом
и строение смол
Образование начальных продуктов. Мочевино-формальдегидные
смолы получаются в результате взаимодействия мочевины с формальдеги¬
дом в определенных, строго контролируемых условиях. При обосновании
378
Гл. 19. Мочевино-фориальдегидные смолы
теории образования смол исследователи исходят из свойств началь¬
ных метилольных и метиленовых соединений, из которых можно полу¬
чать линейные, циклические и трехмерные продукты реакциями поли-
конденсации и полимеризации.
До настоящего времени строение промежуточных растворимых про¬
дуктов конденсации и конечных отвержденных смол полностью не
установлено. Поэтому существуют противоположные точки зрения на их
образование, но в многочисленных работах было показано, что первич¬
ными продуктами реакции взаимодействия мочевины с формальдегидом
являются моно- и диметилолмочевина. Для выделения их в чистом виде
необходимы следующие условия: 1) определенное соотношение моче¬
вины и формальдегида; 2) нейтральная или слабощелочная среда,
3) низкая температура реакции.
Если реакция проводится в щелочной среде (pH = 11 —13), то из
мочевины и формальдегида даже в разбавленных водных растворах об¬
разуется монометилолмочевина:
NH2 NH—СН2ОН
I I
C=0 + CH20 о
I I
nh2 nh2
Процесс образования монометилолмочевины не доходит до конца,
так как реакция имеет обратимый характер. Избыток формальдегида
сдвигает равновесие в сторону увеличения
вЫхода монометнлоломочевины.
Наряду с основным процессом в щелочной
среде протекает побочная реакция образова¬
ния из формальдегида метилового спирта и
муравьиной кислоты. Эта реакция, носящая
название реакции Канниццаро, заключается в
восстановлении одной молекулы формальдеги¬
да с одновременным окислением другой:
2CHjO + NaOH —> CH3OH + HCOONa
В случае проведения реакции в нейтраль¬
ной или слабощелочной среде (рН = 7—8) мо¬
чевина с формальдегидом в зависимости от
исходного соотношения компонентов образует
моно- и диметилолмочевины. При 20—75е С
и молярном отношении мочевины к форм¬
альдегиду 1 : 1 выделяется монометилолмо-
чевина. Реакция ее получения протекает
очень быстро и требует энергии активации
1,16 ккал/моль [28].
Некоторые исследователи [29] пришли к выводу, что в реакции при¬
нимают участие анион мочевины и негидратированный формальдегид.
Скорость реакции зависит от скорости образования этих компонентов
в водном растворе, а концентрация анионов мочевины — от pH среды;
температура оказывает влияние главным образом на дегидратацию
метиленгликоля до формальдегида. Из рис. 91 видно, что скорость об¬
разования монометилолмочевины (логарифм константы скорости)
быстро возрастает с увеличением pH среды [29].
При температурах выше 50° С в слабощелочной среде происходит
конденсация метилолмочевины с образованием смол линейного строения.
18*
pH
Рис. 91. Зависимость ско¬
рости образования мономе¬
тилолмочевины из мочевины
и формальдегида в сильно
разбавленных растворах при
25° С от pH среды-
Закономерности поликонденсации мочевины с формальдегидом 379
При 20—35° С и молярном отношении мочевины к формальдегиду
1 :2 образуется диметилолмочевина:
NH2 NH—СН2ОН
I I
С O-f 2CH20 —> C=0
I I
NH2 NH—CH2OH
Общая скорость реакции образования диметилолмочевины меньше
скорости реакции образования монометилолмочевины. Процесс проте¬
кает в две стадии; сначала из мочевины и формальдегида получается
чонометилолмочевина, а затем более медленно к ней присоединяется
еще молекула формальдегида. Энергия активации при образовании ди¬
метилолмочевины составляет 1,45 ккал/моль. Монометилолмочевина
представляет собой белое кристаллическое вещество, плавящееся после
перекристаллизации из этанола при 111° С. Она растворяется в холод¬
ной веде и метаноле, но не растворяется в эфире. Диметилолмочевина
после перекристаллизации из 80%-ного спирта плавится при 126°С,
при этом образуется прозрачная жидкость. При 137—138° С рас¬
плавленный продукт отщепляет воду и формальдегид и снова затверде¬
вает, превращаясь в аморфное вещество, разлагающееся без плавления
при температуре ~260°С. Диметилолмочевина хорошо растворяется
в воде (400 г/л по сравнению с 150 г\л монометилолмочевины), теплом
метаноле и этаноле.
Синтез моно- и диметилолмочевины может быть произведен по ме¬
тодике, описанной Эйнгорном и Гамбургером [30]. При сливании
50%-ного водного раствора мочевины и 37%-ного раствора формальде¬
гида, взятых в молярном отношении 1:1, образуется монометилолмоче¬
вина. Раствор охлаждается льдом и подщелачивается гидроокисью ба¬
рия. После полного смешения растворов реакционную смесь насыщают
двуокисью углерода, фильтруют для удаления углекислого бария и под¬
вергают испарению в вакуум-эксикаторе. Диметилолмочевина полу¬
чается тем же путем, что и монометилолмочевина, но при удвоенном
количестве формальдегида.
По другому методу [31, 32] диметилолмочевина может быть приго¬
товлена при добавлении к 37% раствору формальдегида при 15—25°С
вычисленного количества мочевины. pH среды поддерживается в пре¬
делах 7—8 с помощью буферного раствора едкого натра и однозаме-
щенного фосфорнокислого натрия. Через 15—24 ч реакция закапчи¬
вается, при этом выпадают кристаллы диметилолмочевины. После филь¬
трации кристаллы промывают спиртом и сушат в вакууме при темпера¬
туре не выше 50° С. Диметилолмочевина образуется также при дей¬
ствии мочевины на щелочной раствор параформальдегида в спирте [33].
Обработка моно- и диметилолмочевины спиртами в присутствии
кислых катализаторов приводит к получению простых эфиров [34]. На¬
пример, дпметиловый эфир диметилолмочевины, имеющий температуру
плавления 101° С, образуется по реакции:
HOCH2NHCONHCH2OH-f2CH3OH —* CH30CH2NHC0NHCH20CH3 + 2H20
При нагревании мочевины с четырехкратным количеством техниче¬
ского концентрированного раствора формальдегида в присутствии гид¬
роокиси бария образуется липкий осадок после выпаривания воды. Под-
кисление его в среде метанола приводит к образованию диметилового
эфира 1\,М'-диметилурона [35], перегоняющегося при 82—83° С
380
Гл. 19 Мочевино-формальдегидные смолы
(0,1 мм рт.ст.). Его строение выражается следующей формулой:
/°\
сн2 сн2
t
СНчОСН2—N N—СН2ОСН3
\с/
II
о
Ig-A
В кислой среде (pH = 1—5) мочевина с формальдегидом, взятые в
молярном отношении 1 : 1 или 1 :2, образуют аморфные, непрозрачные
(несмолообразные) нерастворимые продукты [36—40].
Подкисление моно- и диметилолмочевины также приводит к появле¬
нию аморфных нерастворимых или труднорастворимых веществ. Ско¬
рость конденсации мочевины с формальде¬
гидом в молярном отношении 1 :2 быстро
увеличивается с повышением кислотно¬
сти [41]. Как видно из рис. 92, при pH = 3—
—5 скорость реакции конденсации мочеви¬
ны с формальдегидом (логарифм константы
скорости) пропорциональна концентрации
водородных ионов. Скорость образования
метиленовых связей, как показали иссле¬
дования [41, 42], пропорциональна концен¬
трации водородных нонов при pH = 3—7.
Продукты конденсации мочевины или ее
метилольных производных с формальдеги¬
дом в кислой среде представляют собой по¬
лимерные метиленмочевины общей форму¬
лы (C2H4ON2)n, состоящие из звеньев сле¬
дующего строения:
—NH—СО—NH—СН2—
Исследователи [36, 37, 43] показали, что
в зависимости от условий реакции (соотно*
шение компонентов, концентрация их в растворе) получаются продукты
различного состава, отличающиеся растворимостью и температурой раз¬
мягчения. Среди них находятся вещества, имеющие следующие эмпири*
ческие формулы:
NH2—С—N=CH2
-2
-3
-4
pH
Рис. 92. Зависимость скорости
конденсации 1 моль мочевины
с 2 моль формальдегида от pH
среды при различных темпера¬
турах.
О
метиленмочевина А
мономерная
NH2—С—NH—СН2—NH—С—N—СН2
О о
метиленмочевина А
димерная
СН2Ч
/ \
NH2— С—N СН2 N—С—N=CH2
\ / I'
О СН2—О—СН2 о
метиленмочевина В
мономерная
Строение
381
Первый и второй продукты могут быть получены в кислой среде из
монометилолмочевины, а третье вещество — из диметилолмочевипы. Ме-
тиленмочевина А мономерная известна в двух формах: водорастворимой
и не растворимой в воде. Нерастворимая метиленмочевина А, по Валь¬
теру [43], имеет циклическое строение:
NH2—C=N
I I
О—сн2
Нагревание сухих метиленмочевин приводит к образованию неболь¬
шого количества смолы.
При взаимодействии мочевины с формальдегидом в сильнокислой
среде (pH = 1) также образуются нерастворимые формы метиленмоче-
вины общей формулы (C2H4N20)„ и небольшое количество смолы.
В слабокислой среде из мочевины и формальдегида при избытке
мочевины можно получить метилендимочевину CH2(NHCONH2)2 с тем¬
пературой плавления 218° С, триметилентетрамочевину и пентаметилен-
гексамочевину [35]:
yNH—СО—NH2 /NH—СО—NH2 ^NH—СО—NH2
СН2 СН2 СН2
\nh—со—nh2 \nH—со—nh \nh—СО—\н
метилендимочевина \ \
сн2 сн
/ /
^NH—СО—NH ^NH—СО—NH
сн2 сн2
\nh—со—nh2 ^NH—СО—NH
тр имети л ентетра мочевина \
сн,
/
^NH—CO—NH
СН2
^NH—СО—NH2
пентаметиленгексамоче-'
вина
Ваншейдт [44] предлагает рассматривать такие полимочевины, как
смеси полимергомологов. Их получение можно представить следующей
схемой:
(n + l)C0(NH2)2+nCH20 —> H[NHC0NHCH2]„NHC0NH2 + rcH20
Полиметиленмочевины при нагревании с кислым раствором форм¬
альдегида расщепляются на более простые соединения, содержащие ме-
тилольные группы. Этому процессу способствует понижение pH среды
и повышение концентрации формальдегида в растворе {45].
Образование и строение мочевино-формальдегидных смол. При на¬
гревании безводные моно- и диметилолмочевины смол не образуют, а
превращаются в метиленмочевины. Безводная монометилолмочевина
уже при 50° частично, а при 100е С полностью переходит в нераствори¬
мую метиленмочевину [46]. Диметилолмочевина является более устойчи¬
вой к нагреванию, чем монометилолмочевина, но при повышенных тем¬
пературах также претерпевает аналогичные превращения {47].
382
Гл. 19. Мочевино-формальдегидные смолы
При нагревании водных растворов моно- и диметилолмочевины в
нейтральной, слабокислой или слабощелочной средах происходит обра¬
зование смол, которые растворяются в воде. Выпаривание водных рас¬
творов монометилолмочевины сопровождается выпадением осадка
метиленмочевины, в то время как диметилолмочевина переходит в рас¬
творимую в воде смолу без выделения осадка [48].
Опубликовано большое количество патентов, в которых описы¬
ваются специальные методы получения диметилолмочевины как в чис¬
том состоянии, так и в виде жидких и пастообразных материалов. Моче¬
вино-формальдегидные смолы обычно получают непосредственно из мо-
ТАБЛИЦА 79
Образование и превращение продуктов конденсации мочевины
с формальдегидом
Начальные вещества
Температура
реакции
Среда
Продукты конденсации
nh2
1
Низкая
Нейтральная или
слабощелочная
Монометилолмоче-
вина
с=о + сн2о
1
Кислая
Метиленмочевина А
nh2
Высокая
Кислая
Аморфный порошок
и немного смолы
Нейтральная или
слабощелочная
Диметилолмочевина
nh2
Низкая
Слабокислая
Аморфный порошок
и смола
1
С=0 + 2СНгО
Сильнокислая
Аморфный порошок
1
nh2
Слабокислая
Непрозрачная смола
Высокая
Кислая
Прозрачная смола
Сильнокислая
Метиленмочевина В
и немного смолы
NH—СН2ОН
1
с=о
Низкая
Кислая
Метиленмочевина А
nh2
Низкая
Слабокислая
Аморфный порошок
и смола
NH—СН2ОН
Сильнокислая
Метиленмочевина В
■о —
II
о
Слабокислая
Прозрачная смола
1
NH—СН2ОН
Высокая
Сильнокислая
Метиленмочевина В и
немного смолы
Без катализатора
Метиленмочевина ->
-> смола
Строение
383
-евины и формалина. Реакция проводится в нейтральной, слабокислой
гли слабощелочной средах. Нейтральная и слабощелочная среды более
'лагопрнятны для образования метилольных производных, тогда как
смоление и окончательное отверждение смолы осуществляются в кис¬
лой среде. Энергия активации реакции конденсации в нейтральной или
щелочной среде достигает 14,5—15,9 ккал/моль [29, 41], а в кислой сни¬
жается до 10,7 ккал/моль при уменьшении pH до 3,65.
Осаждение аморфных продуктов конденсации (метиленмочевнны)
на ранней стадии процесса нежелательно, и для предотвращения этого
следует избегать высокой кислотности среды. Вязкость раствора смолы
увеличивается по мере удлинения времени конденсации. Отгон при ат¬
мосферном или пониженном давлении части воды, выделяющейся в ходе
реакции, также приводит к увеличению вязкости раствора. Кроме воды,
с которой растворимы продукты конденсации, при получении смол на¬
ходят применение и другие растворители. Иногда для получения лако-
зых смол со специфической растворимостью конденсацию проводят в
присутствии спирта. Общая схема образования и превращения продуктов
конденсации мочевины с формальдегидом [28] представлена в табл. 79.
Механизм образования мочевино-формальдегидных смол сложен и
еще недостаточно изучен, однако имеющиеся данные позволяют создать
представление об основных схемах процесса. В зависимости от исход¬
ного соотношения компонентов могут быть получены смолы линейного
или трехмерного строения.
Образование смол из монометилолмочевины, согласно Штаудин-
геру [49], аналогично образованию полиоксиметиленгликолей из форм¬
альдегида. Процесс протекает ступенчато и может быть выражен сле¬
дующими уравнениями:
NH—СН2ОН NH—СН2ОН
I I
С=0 4- С^о
nh2
NH—СН2—N—СН2ОН
I I
c=o c=o
nh2
NH—CH2OH
NH,
NH»
-f c=o
I
nh2
NH—CH2—N—CH2OH
I I
c=o c-=o
I I
NH2 NH2
NH—CH2—N—CH2—N—CH2OH
I I I
c=o c=o c=o
I I I
nh2 nh2 nh2
или в общем виде:
NH—СН2ОН
I
п С=0
I
NH,
NH—СН2—
I
c=o
I
NH2
N—CH2
I
c=o
N—CH2OH
C=0 + (n— 1)H20
I
_NH2 _„-2nh2
Образование смолы может протекать и по реакции
н,о
NH2CONHCH2OH + NH2CONHCH2OH
—NH2CONH—СН2—NHCONH—СН2ОН и т. д.
до получения продукта линейного строения общей формулы:
NH2CONHCH2—[NHCONHCH2]„—NHCONHCIl2OH
384
Гл. 19. Мочевино-формальдегидные смолы
Из диметилолмочевины может происходить образование как линей¬
ных смол, так и смол с циклическими звеньями:
nHOCH2NHCONTH2CH2OH —Ми — 2) Н20-f
+ НОСН2—NHCO\HCH2— Г N—CON НСН2—1 N—СОМНСН2ОН
nhch2oh
I
п С^О
I
nhch2oh
СН2ОН
I
-СН2 NH
I
с=о
[ I
NH—СН2—N—СН2—
СН2ОН
- СН2ОН
1:
N-
I
с=о
2 СН2ОН
СН2ОН
N—СН2
I
с=о
I
—N—СН2—N—СН2 —
-NH
I
с-о
N-
■СН2—NH
I
О с=о
с
I I
-N—СН2—N
СН2ОН
Простые эфирные связи при конденсации метилольных производ¬
ных мочевины не возникают, они образуются лишь при повышенных
температурах или в присутствии водоотнимающих средств (сильных
кислот или некоторых их солей):
NH—СН2ОН НОСН2—NH
I I
с-о
+
NH— СН,ОН
с=о
I
NHCHoOH
NH—СН2—О—СН2—NH
I I
СО с о
I I
NHCH2OH \нсн2он
Образование смол из метиленмочевины в сильнокислой среде идет
с большим трудом, чем смол из моно- и диметилотмочевины в нейтраль¬
ной или слабокислой среде Это указывает на малую вероятность обра¬
зования мочевино-формальдегидных смол по реакциям полимеризации:
NH2
I
с=о + сн2о ■
I
nh2
nh2
I
c=0-f 2CHaO
I
nh2
nhch2oh
I
c=o
I
nh2
nhch2oh
I
- c^ o
I
n=ch2
-H20
c=o
I
nh2
n=ch2
—2H20 i
-+ c=o
N=CH,
■—N
I
c=o
I
nh2
•— N-
CH2
c=o
nhch2oh
В 1946 г. Марвел и его сотрудники [6] предложили новую схему об¬
разования мочевино-формальдегидных смол. Они допускали, что моче¬
вина реагирует подобно амиду карбаминовой (аминомуравьиной) кис¬
лоты. Аминогруппа молекулы мочевины взаимодействует с формальде¬
гидом, образуя метиленмочевину, которая, подобно метилениминам, на¬
пример метиленанилину, тримеризуется в циклические триметилентри-
аминовые кольца:
NH2
n=ch2
I
3C=-0
I
nh2
c=o
I
■> N
/\
ch2 ch2
I I
H2N—CO—N N—CO—NH2
\ /
CH2
Строение
В дальнейшем амидные группы —CONH2, оставшиеся свободными
к ^том соединении, реагируют с формальдегидом с образованием мети-
лольных производных, конденсирующихся в смолы с высокоразвитой
поперечносвязанной структурой; теоретически на каждую мочевинную
гр\ппу приходится 1,5 метиленовых групп. Трехмерный полимер дот-
жен иметь следующее строение:
NH-
СН,
с=о
N
NH
!
С о
I
N
—СН2—NH—СО—N
-СН,
/ \
/ \
сн2 сн2
I 1
сн2 сн2
1 1
1 1
1—N N—CO—NH
NH—CO-N N—СО—
\ / 1
сн2 сн2
СН2 2
СН2 ]
1 сн2
/ \ 1
1 /\
—N N—СО—NH
1 I
NH—СО—N N СО i
| |
1 1
сн2 сн2
сн2 СН2
\ /
\ /
N
1
N
1
1
с=о
1
С о
1
NH—СН2—
NH—СН2—
Марвел в своей аминоамидной гипотезе исходил из предположения,
что из алкилмочевины и формальдегида получаются низкомолекуляр¬
ные смолы линейного строения, а не продукты с поперечными связями
R—NH—CONH2 + СН20
п RNHCONHCHjOH -
RNHCONHCH2OH
NH—СН2‘
1
“_N—СН2~
1
—N—СН2ОН
1
1
с=о
1
с-о
1
с-о
1
1
NH
1
1
NH
1
1
NH—R
1
R
1
R
П-2
образования которых следовало бы ожидать в соответствии с механиз¬
мом линейной конденсации.
Это было подтверждено опытами, показавшими возможность
образования трехмерных смол при взаимодействии глицинамида
NH2CH2CONH2 или е-аминокапроамида ЫНо(СНч)г>СОЫН2 с формаль¬
дегидом и получения лишь линейных продуктов конденсации из сарко-
зинамида CH3NHCH2CONH9 [6] Однако теория Марвела находится в
противоречии с некоторыми известными фактами, согласно которым
в нейтральной и слабощелочной среде из мочевины и формальдегида об¬
разуются не метилениминные соединения, а метилольные производные
мочевины. Отвержденная мочевиио-формальдегидная смола имеет не¬
большое число поперечных связей [50] и преимущественно линейиое
строение [51]; экспериментально не доказано наличие в смоле тримети-
лентриаминньтх колец; не учитывается влияние карбонильной группы на
аминогруппу мочевины при рассмотрении ее как амида аминокислоты.
25 А. Ф. Николаев
386
Гл. 19. '*очеви- форгальдсгидныг смолы
В ряде работ [42. 521 высказывались сомнения в правильности тео¬
рии Марвела об образовании продуктов конденсации мочевины с форм¬
альдегидом через циклические полимеры.
Отверждение мочевино-формальдегидных смол происходит лишь в
том случае, если они содержат свободные метилольные группы. Количе¬
ство метилольных групп в смоле тем больше, чем больше было взято
формальдегида для реакции. Неотвержденные смолы представляют со¬
бой смеси молекул различной длины, по-видимому, небольшого моле¬
кулярного веса. Например, при конденсации диметилолмочевины были
получены продукты, состоящие из четырех остатков диметилолмочевины
и содержащие две концевые метилольные группы [53].
В результате отверждения смол между молекулами образуются по¬
перечные связи [54, 55]. Чем больше метилольных групп в смоле, тем
лучше качество отвержденного продукта. На скорость отверждения ока¬
зывают влияние температура и катализатор кислого характера. При
низких температурах даже в присутствии значительных количеств ката¬
лизатора не удается получить водостойкие отвержденные продукты.
Лучшая водостойкость достигается при нагревании до 130° С.
Катализаторами отверждения мочевино-формальдегидных смол яв¬
ляются органические кислоты (щавелевая и др.), минеральные кислоть:
(соляная, фосфорная), некоторые соли (хлористый аммоний, хлористый
цинк) и эфиры кислот (дибутилсульфат и др.).
Превращение смол в неплавкое и нерастворимое состояние сопрово¬
ждается выделением воды и формальдегида в результате образования
между молекулами смолы метиленовых и эфирных связей. Химические
реакции, протекающие при отверждении смол, можно выразить следую¬
щим образом:
. . .—NH—СО—NH—СН2—N—СО—NH—СН2—N—...
| |
сн2 он ; СН2ОН
...—NH—СН2—N—СО—N Н:—СН2—N—СО—NH—... —►
I V - - ' : I :
СН2;ОН СН2: ОН j
; сн£он; сн2о н.
п I ■■ :
...—NH—СН2—N—СО—NH—СН2—N—СО—NH—...
... NH—СО—NH—СН2—N—СО—NH—СН2—N— .
I I
сн2 СН2ОН
I
■—* ..NH—СН2—N —СО—N—СН2—N—СО—NH—...
I
СН2
I
сн2 о
I
сн2
I
...—NH—СН2—К—CO—NH—СН2—N—СО—NH—...
Число сшивок (поперечных связей) между молекулами в отверж¬
денных мочевино-формальдегидных смолах невелико [50]. Изучение про¬
цесса отверждения с помощью динамометрических весов показало, что
для смол характерны три стадии. В стадии А смола представляет собой
вязкую жидкость, легко растворимую в воде. Температура стеклования
Производство
387
ее не ниже —5° С. В стадии Б смола представляет собой рыхлое элас
тачное, как бы студнеобразное тело, переходящее при дальнейшем на¬
гревании в более плотное состояние. Нерастворимая и неплавкая струк¬
тура смолы характерна для стадии В
Переход смолы из стадии А в стадию В сопровождается ухудше¬
нием растворимости в воде, низших спиртах, глицерине и уменьшением
степени набухания в 40% водном растворе мочевины. В этом состоянии
смола скорее всего представляет собой линейный полимер, составленный
из более длинных (по сравнению с исходной смолой) пепей При пере¬
ходе смолы в стадию В происходит выделение 20—25% воды и потеря
растворимости. Отвержденная смола набухает в воде, спирте, форма
лине и глицерине. Набухание таких смол показывает, что число попе¬
речных связей в них невелико. Этот вывод подтверждается [51] малой
стойкостью отвержденной смолы к горячей воде и водным растворам
кислот, а также легкостью деструкции при нагревании без доступа воз
духа (с небольшим выходом кокса). Ниже приводятся данные по кок¬
совому числу различных смол:
Отвержденная феноло-формальдегидная резоль-
ная смола . . 43,98—53,07
Полистирол 0,32
Отвержденная мочевино-формальдегидная смола 14,16—21,56
Отвержденная мел амино-форм альдегидная смола 55,9
Производство мочевипо-формальдегидных смол
Условия производства мочевино-формальдегидных смол очень раз¬
нообразны. Процесс может быть проведен в слабощелочной, нейтраль¬
ной и слабокислой средах при различных температурах (20—100° С),
в присутствии разнообразных конденсирующих веществ, при частичном
или полном удалении воды во время реакции, добавлении некоторых
растворителей и т. п. Из-за чувствительности реакции конденсации к
кислотности среды необходим контроль pH в течение всей реакции.
В промышленности из мочевины и формалина готовя, конденса¬
ционные растворы, растворы смолы и сухие смолы. Их получение мо¬
жет быть осуществлено на установках периодического или непрерывного
действия. Котлы для варки смол изготовляются из нержавеющей стали,
никелевых сплавов и биметалла сталь — никель. При проведении реакции
конденсации в условиях повышенной температуры, вплоть до темпера
туры кипения реакционной смеси (100° С), к котлу должен быть под¬
ключен холодильник для конденсации всех паров и возврата их в котел.
Обезвоживание реакционной смеси чаще всего осуществляется при раз¬
режении, поэтому установка для приготовления смеси снабжается ва¬
куум-насосом и приемником для сбора конденсата.
Загрузка мочевины в котел производится с помощью шнека. Фор¬
малин и растворители подаются из соответствующих весовых мерников.
Контроль конденсации осуществляется по концентрации водородных
нонов, температуре и содержанию свободного формальдегида в реак¬
ционной смеси. Процесс конденсации мочевины с формальдегидом про¬
должают до получения продукта нужных свойств.
Конденсационные растворы являются растворами в воде смесей
моно и диметилолмочевины. Приготовление их осуществляется в слабо¬
щелочной среде (pH = 7—8) из мочевины и формальдегида (формали¬
на) при невысокой температуре (15—40°С). Соотношение вводимых в
реакцию компонентов 1,5—2 моль формальдегида на 1 моль мочевины.
Вследствие способности мочевины образовывать соли с кислотами,
добавление ее в раствор формалина приводит к повышению pH реак¬
25*
388
Гл. 19. Мочевино-формальдегидные смолы
ционной смеси, но при конденсации по мере расходования мочевины кис¬
лотность среды повышается, что необходимо учитывать при получении
смолы [56]. Это явление связано с образованием нестойких солей моче¬
вины с муравьиной кислотой, присутствующей в формалине.
Конденсационные растворы устойчивы при pH = 7. В этих условиях
они могут выдерживать сравнительно длительное хранение. При стоя¬
нии раствора из него постепенно выделяются кристаллические метилоль-
ные производные мочевины. Предотвратить их выпадение можно, храня
раствор при 35—40° С или добавляя 1—5% веществ, образующих с во¬
дой высоковязкие растворы и не вступающих в реакцию с компонен¬
тами раствора. К таким веществам относятся водорастворимые сложные
и простые эфиры целлюлозы, поливинилметиловый эфир, натриевые
соли полиакриловой кислоты и водорастворимые соединения частично
деструктированной целлюлозы, например целлюлозогликолевая кислота.
Конденсационные растворы пригодны для пропитки целлюлозного
волокна и древесной муки, для изготовления клеев и пропитки тканей.
Перевод метилольных производных мочевины в смолу осуществляется
при нагревании или при понижении pH до 5—6, а отверждение заканчи¬
вается в более кислой среде.
Растворы мочевино-формальдегидных смол. Немодифицированные
и неотвержденные мочевино-формальдегидные смолы растворяются в
воде и в ряде других гидрофильных растворителей (низших спиртах),
а после модификации они становятся растворимыми в неполярных орга¬
нических растворителях.
Смолы, растворимые в воде, получают как из мочевины и форма¬
лина по реакции поликонденсации, так и при нагревании или обезво¬
живании метилольных производных мочевины в присутствии конденси¬
рующих веществ: кислот и оснований, солей кислого или щелочного
характера (например, MgC03, ZnCl2, CuS04, NH4HSO4), аминов и ди¬
аминов, амидов кислот.
Для получения смол из мочевины и формалина можно смешивать
все компоненты одновременно или в процессе конденсации постепенно
добавлять водный раствор мочевины к реакционной смеси. Прежде при¬
меняли конденсацию в слабокислой среде, при этом существенную роль
играли водородные ионы. Теперь чаще всего процесс проводят при на¬
гревании до 60—100° С в нейтральной или слабощелочной среде с тем,
чтобы получить из метилольных производных мочевины линейные моле¬
кулы. При таких условиях реакции низкомолекулярные смолообразные
продукты содержат свободные метилольные группы, способные к даль¬
нейшим реакциям.
При конденсации мочевины с предварительно нейтрализованным
формалином наблюдается постепенное увеличение концентрации водо¬
родных ионов в слабощелочной среде. Причины этого, явления заклю¬
чаются в постепенном расходе мочевины, окислении формальдегида до
муравьиной кислоты и протекании реакции Канниццаро [57]. В резуль¬
тате среда, щелочная в начале реакции, может в конце оказаться кис¬
лой. Водородные ионы ускоряют реакцию конденсации первоначальных
смолообразных продуктов и могут довести до отверждения смолы.
Переход начальных смолообразиых продуктов в более высокомоле¬
кулярные смолы происходит не только при нагревании, но и при добав¬
лении кислых веществ, которые способны вызывать реакцию конденса¬
ции даже на холоду. Преждевременное отверждение мочевино-формаль¬
дегидных смол при их изготовлении предотвращается добавлением
стабилизаторов (буферных веществ), действие которых прекращается при
выделении катализаторов отверждения. В качестве буферных веществ
Свойства и применение
384
: ягодны уксуснокислый натрий, смесь лимонной кислоты и уксуснокис-
о'о натрня, щавелевокислый калий, одно- и двузамещенные натриевые
_ хти фосфорной кислоты, углекислый аммоний и др.
При получении прозрачных изделий методом отливки обезвоженной
молы избежать помутнения удается добавлением ряда солей (хлори¬
стого натрия, хлористого кальция, солей салициловой кислоты) [57] и
ведением уксусной кислоты или ацетона [58].
Необезвоженная смола может быть получена по следующему ре¬
цепту: 60 вес. ч. мочевины (1 моль) смешиваются с 200 вес. ч
•50%-ного формалина (2 моль), предварительно нейтрализованного ед
ким натром до pH — 7 или несколько выше. Смесь нагревается до кипе-
чия и выдерживается в этих условиях 5—10 мин. Затем реакционная
смесь подкисляется 0,26 вес. ч. уксусной кислоты и реакцию конденса¬
ции при температуре кипения продолжают еще 2—3 ч, после чего срав¬
нительно вязкий сироп для стабилизации нейтрализуют до слабощелоч¬
ной реакции.
Мочевино-формальдегидные смолы после значительного обезвожи
вания пригодны для изготовления прозрачных литых изделий. Их
получение может быть проведено в следующих условиях [59]: щелочной
раствор мочевины в формалине (молярное соотношение 1 :2) кипятят
5 мин, а затем в течение 30 мин поддерживают температуру 50—80° С
и упаривают, не повышая температуры, при pH = 7 до тех пор, пока вес
раствора не составит 2,075-—2,175-кратного количества от взятой в ре¬
акцию мочевины. Через 1,5 ч после нагревания раствор подкисляют до
pH = 5 и заливают в формы. Отверждение проводят при 74—76° С; че¬
рез 18—22 ч образуется гель, который 6—7 дней сушится при темпера¬
туре не выше 35° С.
В случае необходимости длительного хранения водного раствора
чочевино-формальдегидной смолы можно Добавить 10—20% этилового
спирта [60]. При такой стабилизации смола не выпадает из раствора при
хранении в течение 5 месяцев при 40° С.
Сухие смолы. Выделение неотвержденных мочевино-формальдегид
ных смол встречает большие трудности, которые определяются тем, что
смола является гидрофильным веществом, легко абсорбирующим влагу
и смешивающимся с водой в любых соотношениях. На первой стадии
конденсации смолы представляют собой эмульсионные коллоиды элек¬
троотрицательного характера. Растворы их в воде обладают высокой
вязкостью и ничтожной устойчивостью. Частично самопроизвольно, а ча¬
стично под влиянием водородных ионов происходит желатинизация
смолы, сопровождающаяся снижением растворимости в воде (ослабле¬
нием гидрофильных свойств). На последней стадии отвержденные смолы
становятся гидрофобными и теряют способность растворяться в воде.
Добавлением электролитов не удается выделить из раствора водорас¬
творимые смолы, однако в результате постепенного удаления воды по¬
лучаются как вязкие сиропообразные продукты, так и твердые массы.
Обезвоживание проводят до получения менее гидрофильных смол; по¬
следние отделяют от большей части воды отстаиванием, отжимом или
иным способом. Сухие порошкообразные смолы целесообразно получать
сушкой в распыленном состоянии.
Свойства и применение мочевино-формальдегидных смол
Мочевино-формальдегидные смолы получили широкое применение
для изготовления прессматериалов, слоистых пластиков, пенопластов,
ьлеев, покрытий и т. п.
390
Гл. 19. .Мочевино-форма.гьдегидные смолы
ПРЕССМАТЕРИАЛЫ ( ЛМ И НО ПЛАСТЫ)
Пресспорошки из мочевино-формальдегидных смол применяются
для изготовления разнообразных изделий светлых и ярких тонов. Пиг¬
менты придают изделиям непрозрачность; при отсутствии пигментов
получаются просвечивающие изделия, пропускающие через тонкие плас¬
тинки 65% и больше видимого света.
В большинстве стран производство пресспорошков ведется по
мокрому способу, заключающемуся в пропитке целлюлозы начальными
продуктами конденсации (конденсационным раствором), сушке пропи¬
танного материала и его измельчении [1]. Пропитка целлюлозы раство¬
рами мочевино-формальдегидных смол в производстве пресспорошков не
применяется. Сухой метод [1], заключающийся в обезвоживании моче-
вино-формальдегидкой смолы, ее смешивании с наполнителем и после¬
дующем измельчении, менее распространен. Процесс производства
пресспорошков мокрым способом включает следующие стадии: приго¬
товление водного раствора монометилол- и диметилолмочевин (конден¬
сационного раствора), пропитку наполнителя, сушку и измельчение
массы, укрупнение партий и просеивание порошка. Схема производ¬
ства представлена на рис. 93.
Формалин
Рис. 93. Схема производства мочевино-формальдегидных пресс-
порошков:
/ — реактор; 2 — весовой мерник; 3 —фильтр; 4 — центробежный насос; 5 — мер¬
ник; 6 —смеситель-измельчитель; 7 — вакуум-гребковая сушилка; 8, И — бун¬
керы; -9 — общий бункер; 10 — шаровая мельница; 12, 14 — бункеры для порошка;
13 — смеситель; 15 — сито; 16— мешки с порошком.
В состав пресспорошка входит мочевино-формальдегидная смола,
сульфитная целлюлоза, пигменты и красители, смазочные вещества и
катализаторы отверждения. Смола образуется из первоначальных про¬
дуктов в результате их дальнейшей конденсации на наполнителе на всех
стадиях изготовления пресспорошка. Сульфитная целлюлоза отбелен¬
ная, выпускаемая в листах, должна содержать не более 0,3% золы и
иметь pH водной вытяжки 5,8—6,3. В качестве пигментов-красителей ис¬
пользуются литопон, желтый светопрочный, оранжевый прочный, алый,
голубой, кубовый, ярко-фиолетовый и др. Смазывающие вещества (стеа¬
рин, стеарат цинка или кальция) добавляются в пресспорошок, чтобы
предупредить его прилипание при таблетировании и прессовании.
Катализаторами, способствующими отверждению пресспорошка при
нагревании, являются кислоты (щавелевая, фталевая), некоторые соли
(четыреххлористый аммоний, сернистокислый цинк), органические ве¬
щества (дихлоргидринглицерин, л-толуолсульфамид, уреид фталевой
кислоты) и др.
Водный раствор метилолмочевин готовится в реакторе, снабженном
якорной мешалкой облегченного типа и рубашкой для обогрева. Моче-
Свойства и применение
391
вина н формальдегид берутся в молярном соотношении 1 : 1.5. Реакцион¬
ная-смесь может содержать (вес. ч.):
В реактор / (рис. 93) из весового мерника 2 самотеком сливается формалин. Его
подогревают до 30—35° С через рубашку реактора паром или лучше всего горячей
водой. Затем приливают в мерник водный раствор уротропина и через 10 мин пере¬
мешивания отбирают пробу для определения pH среды, которое должно быть 7—8.
После этого загрузку мочевины следует производить небольшими порциями в течение
30—50 мин при непрерывном перемешивании и подогревании раствора до 30—35° С
|растворение мочевины сопровождается охлаждением раствора). Когда мочевина пол¬
ностью растворится, загружают щавелевую кислоту в виде 10—15% водного раствора.
Проба раствора, взятая через 10 мин после загрузки катализатора, должна быть про¬
зрачной, иметь pH среды 6,8—7,4 и содержать свободного (не вошедшего в реакцию)
формальдегида не более 4—6%.
Качество формалина оказывает большое влияние на качество пресспорошков;
известно, что формалин всегда содержит полимерные продукты, которые реагируют
с мочевиной медленнее, чем метиленгликоль (гидратированный формальдегид).
Избыточное содержание железа в формалине заметно снижает скорость отвер¬
ждения пресспорошка и приводит к появлению кремового оттенка в изделиях белого
цвета. Железо в формалине находится в виде гидрата закиси, хорошо растворимого
в воде и особенно в кислой среде. Ухудшение отверждения наступает вследствие реа¬
гирования гидрата закиси железа с кислотой, которая добавляется в качестве ката¬
лизатора отверждения; в результате количество кислоты становится меньше нормы.
Повышенная кислотность формалина приводит к более резкому снижению pH
конденсационного раствора при его нагревании (например, при сушке) и более глу¬
бокому. вследствие этого, отверждению смолы. Порошок обладает пониженной теку¬
честью и плохо спрессовывается в монолитную массу.
Уротропин, используемый при приготовлении конденсационного раствора, яв¬
ляется нейтрализующим агентом для муравьиной кислоты, содержащейся в форма¬
лине. Образующаяся соль уротропина и муравьиной кислоты неустойчива при нагре¬
вании и постепенно разлагается с выделением муравьиной кислоты, которая также яв¬
ляется катализатором конденсации метилолмочевины. При сушке муравьиная кисло га
постепенно улетучивается и в готовом пресспорошке не содержится. Уротропин, та¬
ким образом, является регулятором кислотности, причем освобождение муравьиной
кислоты с повышением температуры происходит постепенно. Щавелевая кислота, до¬
бавляемая при приготовлении конденсационного раствора, играет роль катализатора
отверждения пресспорошков при температуре прессования, т. е. выше 120° С.
Приготовленный конденсационный раствор пропускается через фильтр 3 и с по¬
мощью центробежного насоса 4 передается в мерник 5.
Пропитка наполнителя (сульфитной целлюлозы) производится в двухлопастном
мешателе типа Вернер—Пфлейдерера или мешателе измельчителе, широко применяемом
в промышленности искусственного волокна. Листовая сульфитная целлюлоза предвари¬
тельно измельчается на специальном агрегате, состоящем из резательной машины и
ножевой мельницы. Хорошая пропитка наполнителя может быть достигнута также и
при мокром помоле целлюлозы, совмещенном с процессом пропитки, в специальном
двухлопастном мешателе-измельчителе 6, снабженном ножевыми лопастями. На каждые
100 вес. ч. мочевины, находящейся в растворе в виде метилольных производных, вво¬
дится 70—72 вес. ч. целлюлозы, 0,8 вес. ч. стеарата цинка, 0,5—10 вес. ч. литопона и
краситель по специальной рецептуре для каждой расцветки.
Сначала в мешатель из мерника S поступает 50—60 л раствора, затем добавляют
пасту красителя и после 3—4 мин перемешивания вливают весь раствор. Целлюлозу
загружают по одному листу в минуту, а затем вводят пасту литопона и стеарат цин¬
ка. В течение 2 ч перемешивания' направление вращения лопастей через каждые 10—
15 мин автоматически меняется. Процесс проводится при 35—40° С и длится 3 ч, вклю¬
чая время загрузки.
Мешатель (емкостью 1000 л) представляет собой чашу из чугуна, нержавеющей
стали или футерованную никелем или алюминием и снабженную рубашкой для обо¬
грева паром или горячей водой. В чаше вращаются две Z-образные лопасти с раз¬
личной скоростью (передняя лопасть делает 25, а задняя 17 об/мин) в направлении
друг к другу или обратном. Крышка к чаше легко поднимается и опускается с по¬
мощью рычага с грузом, а сама чаша посредством опрокидывающего устройства может
быть повернута на 90° вокруг вала. Пропитанный наполнитель с помощью вращающихся
лопастей при опрокинутом положении мешателя выгружается непосредственно на транс-
портео, если сушка массы производится в сушилках непрерывного действия, или же
Мочевина
Формалин
Уротропин ....
Щавелевая кислота
100
203
7—9
0,45—0,8
392
Гл. 19. Мочевино-формальдегидные смолы
из чаши по трубопроводу при помощи вакуума передается в барабанную вакуум-
гребковую сушилку периодического действия. Сушка производится в вакууме (600—
700 мм) при постепенном повышении температуры греющей воды в рубашке с 75° С
б начале процесса до 118° С в конце. Продолжительность сушки, включая операции
загрузки и выгрузки. 8 ч. Выгрузка высушенного материала производится через люк
в центре сушилки в бункер 8, а из него в общий бункер 9 (рис. 93).
Вакуум-гребковая сушилка представляет собой хромоникелевый барабан объемом
5 м3. снабженный рубашкой для обогрева горячей водой или паром. Внутри барабана
со скоростью 5 об/мин врашается горизонтальная мешалка с 38 лопастями, устроен¬
ными таким образом, что при вращении в одном направлении материал перемещается
от концов сушилки к центру, а при вращении в другом направлении — от середины
сушилки к ее концам. Производительность такой сушилки 500—570 кг массы за
операцию.
Как показали опыты и расчеты, .:-чше всего сушку производить в турбинных
сушилках непрерывного действия.
Турбинная сушилка представляет собой цилиндрическую камеру, изолированную
теплоизоляционным материалом. Внутри у стенок смонтированы обогревательные ба¬
тареи и вращающиеся полки с радиальными прорезями. Масса равномерно загру¬
жается сверху через загрузочный люк на верхнюю полку и вместе с ней совершает
движение вокруг оси сушилки. Совершив почти полный оборот, масса сдвигается
неподвижным горизонтальным скребком через радиальные прорези на полку, находя¬
щуюся ниже, и оттуда, после полного оборота, сбрасывается скребком на сле¬
дующую полку. Внизу, на последней полке, высушенный материал охлаждается по¬
ступающим свежим воздухом и затем сбрасывается в приемный бункер. Воздух, ко¬
торый подается в нижнюю часть сушилки, нагревается паровыми змеевиками, проходит
над полками и, насыщенный влагой, удаляется через верхнюю трубу сушилки; при
скорости вращения полок 1 о б мин и температуре вверху 110° и внизу 130° С длитель
ность сушки не превышает 2,5—3 ч.
Измельчать высушенную массу в порошок определенной степени помола можно
непосредственно на ударномолотковых [61] или шаровых мельницах. Лучше всего из¬
мельчать в условиях, предотвращающих разогревание материала, так как любой пе¬
регрев ведет к снижению текучести пресспорошка.
На заводах часто применяют шаровые мельницы емкостью 1,5—2 м3, вращаю¬
щиеся со скоростью 28—36 об/мин. Измельчение производится стальными, фарфоровы¬
ми или диабазовыми шарами диаметром 35—70 мм. Соотношение веса измельчаемого
материала и шаров 1:3,5—1:4,5. При загрузке 600 кг фарфоровых шаров за один
цикл можно получить 140—180 кг порошка.
Загрузка высушенного материала в шаровую мельницу производится из общего
бункера 9 или из бункеров 8 с помощью вакуума или пневмотранспорта, а выгрузка
порошка в бункер 11 — через люк с сеткой для задержки шаров. Окончание измель¬
чения контролируется по степени помола.
В последнее время распространен метод непрерывного измельчения пропитанной
и высушенной целлюлозной массы в агрегатах с основным размольным узлом — мель¬
ницей типа «Альпине» [62]. Этот агрегат гораздо производительнее шаровых мельниц
(200—220 кг!ч продукта по сравнению с 40—50 кг 1ч); занимает небольшую площадь
и может быть включен в непрерывный технологический процесс производства амино-
пласта.
Обычно при выпуске порошка одной расцветки для получения на производстве
крупной партии смешиваются мелкие партии. Смеситель 13 представляет собой сталь¬
ной барабан объемом 5—10 м3, вращающийся со скоростью 6—10 о0{мин. На внутрен¬
них стенках барабана укреплены перегородки, способствующие лучшему перемешива¬
нию порошка Порошок укрупненной партии просеивается в вибрационных ситах 15.
Так, например, сито «Ротекс» представляет собой деревянную раму с металлической
и шелковой сетками, смонтированную в деревянном кожухе. Рама делает 36 качаний
в минуту, порошок разделяется на две части, собираемые в мешки 16. Одна часть
является товарной продукцией, другая направляется на повторный помол.
Длительное хранение пресспорошка приводит к снижению его текучести. Увла¬
жнение увеличивает текучесть, но при этом снижается качество прессованных изделий.
Пресспорошок на основе мочевино-формальдегидной смолы выпус¬
кается двух марок А и Б (ГОСТ 9359—60) Из пресспорошка марки А
изготовляются полупрозрачные изделия (тип I) и непрозрачные (тип II).
Пресспорошок марки Б пригоден для изготовления непрозрачных из¬
делий.
Пресспорошок должен содержать не более 3,5—4% влаги, обладать
текучестью по Рашигу 50—160 мм. иметь удельный объем 3,5 см3/г и
усадку при прессовании не более 0,8%. Хорошие результаты по удале-
Свойства и применение 393
пию части поглощенной влаги и снижению цикла прессования (особенно
при изготовлении больших изделий) дает предварительный высокочас¬
тотный подогрев пресспорошка при 70—80° С или очень быстрое нагре¬
вание до 140° С [63].
Улучшение свойств изделий из аминопластов достигается последую¬
щей термообработкой в течение 10—12 ч при 70° С. Внешний вид (блеск)
значительно улучшается при охлаждении их в прессформе до 60—70° С.
Аминопласты изготовляются из доступного сырья, могут быть окра¬
шены в различные цвета, в том числе в светлые тона, обладают высокой
поверхностной твердостью, дугостойкостью и способностью гасить раз¬
ряды благодаря выделению газов (главным образом азота и водорода).
Изделия из аминопластов устойчивы к действию слабых кислот и
щелочей, смазочных масел, спирта, ацетона, бензола, бензина, керосина
и других растворителей, но сильные кислоты и щелочи их разрушают.
К действию плесени они относительно устойчивы, что объясняется выде¬
лением формальдегида, обладающего фунгицидными свойствами.
Физико-механические и электрические свойства аминопласта сле¬
дующие:
Плотность, г/см? 1,35—1,45
Предел прочности, кгс/см2
при растяжении 350—500
» сжатии 1200—1500
» изгибе 600—900
Удельная ударная вязкость,
кгс ■ см/см2 5—8
Твердость по Бринелю, кгс/мм2 . . 30—35
Теплостойкость по Мартенсу, ’С . . 100—120
Водопоглощение, % 1.0—1,5
Диэлектрическая проницаемость
при 50 гц 5—7
Тангенс угла диэлектрических по¬
терь при 50 гц 0,03—0,1
Удельное объемное сопротивление,
ом-см 1-1011—10>*
Удельное поверхностное сопроти¬
вление, ом Ю‘°—10м
Пробивная напряженность, кв/мм . . . 10—15
При кратковременном нагревании прессованные изделия на основе
мочевино-формальдегидных смол выдерживают температуру 100—118° С;
при 90° С снижение предела прочности на изгиб и удар достигает 10%.
В условиях длительного воздействия тепла эти изделия могут приме¬
няться при температурах не выше 75° С. Высокие температуры вызы¬
вают постепенное изменение цвета и приводят к снижению прочности
изделий. В случае прозрачных изделий наблюдается потеря прозрач¬
ности.
На основе мочевино-меламино-формальдегидных пресспорошков
изготовляются изделия, обладающие более высокой водо- и тепло¬
стойкостью, повышенной механической прочностью по сравнению с
изделиями из мочевино-формальдегидных пресспорошков. Мочевино-
формальдегидные пресспорошки отверждаются медленнее феноло-
формальдегидных.
Длительная выдержка аминопласта (450 дней) при —20° С увели¬
чивает прочность на удар на — 40%, а прочность при изгибе — на 25%
[64]. В результате прогревания при 80е С в течение 215 ч твердость увели¬
чивается, а прочность на удар и изгиб снижается соответственно на
33 и 27%. Нагревание при 100°С в течение 200 ч или пребывание вводе
в течение 1 года вызывает более резкое падение этих характеристик.
394
Гл. 19. Мочевино-формальдегидные смолы
Образцы аминопластов, выдержанные в воде в течение 30 суток, обла¬
дают следующими электроизоляционными свойствами:
Удельное поверхностное сопротивление, ом Ю9
Тангенс угла диэлектрических потерь при 50 гц, не менее 1
Водопоглощенне, % ........ ...... 4,75
Прессматериалы на основе мочевино-формальдегидных смол (на¬
полнитель— целлюлоза или древесная мука) находят разнообразное
применение. По своим свойствам (твердости, химической и светостой¬
кости, прочности, скорости 'отверждения, дугостойкости, электроизоля¬
ционным свойствам) прессматериалы с древесным наполнителем не от¬
личаются от прессматериалов с целлюлозным наполнителем, уступая им
лишь по яркости окрасок и способности к пропусканию света. Во многих
случаях мочевино-формальдегидные прессматериалы могут заменять
фенопласты.
Из них готовят детали электроосветительного оборудования (кол¬
паки и абажуры для ламп, зажимы, изоляторы, ролики, кнопки, штеп-
сели, выключатели и т. п.), детали телефонов (корпуса и трубки). Кор¬
пуса радиоприемников, телевизоров и других аппаратов, детали машин,
ручки микрометрических винтов для микроскопов, украшения на радиа¬
торах автомобилей, изделия широкого потребления (коробки, вазы,
пресс-папье, пуговицы, оправы и т. п.).
СЛОИСТЫЕ ПЛАСТИКИ
Слоистые пластики на основе мочевино-формальдегидныч смол
можно приготовить в виде листов и плит из бумаги, ткани (хлопчатобу¬
мажной, асбестовой и стеклянной) или стеклянного волокна путем их
пропитки, сушки и склеивания при повышенной температуре и давлении.
Для материалов, обладающих большой поверхностью, очень важна
водостойкость. Как известно, мочевино-формальдегидные смолы таким
качеством не обладают, поэтому для изготовления слоистых пластиков
35—50% мочевины в этих смолах заменяют меламином.
Широкое распространение получили слоистые пластики с бумагой
в качестве наполнителя [65]. Слоистые материалы можно получить и на
основе мочевино-меламино-формальдегидной смолы, модифицированной
лигносульфоновыми кислотами сульфитных щелоков, стеклоткани или
стекловолокна. Такой материал, отпрессованный при 120—130° С и дав¬
лении 100—110 кг/см2, может найти применение при изготовлении строи¬
тельных деталей: панелей, дверей, оконных переплетов, перекрытий, по¬
толков, сборных домиков и сельскохозяйственных построек. Другой тип
слоистых материалов на основе этерифицированной бутиловым спиртом
мочевино-формальдегидной смолы и стеклянного наполнителя полу¬
чается как в жесткой, так и в гибкой форме, пригодной для изготовле¬
ния кровли, труб для нефтяной промышленности и различных крупно¬
габаритных изделий.
Технологический процесс производства декоративного слоистого ма¬
териала включает стадии приготовления раствора смолы, пропитку и
сушку бумаги, сборку пакетов и их прессование в листы.
Большинство способов приготовления смол, пригодных для про¬
питки бумаги, основаны на взаимодействии формалина, нейтрализован¬
ного уротропином или углекислым магнием, с мочевиной и меламином
при контролируемых температуре и pH среды. Обычно применяется от
1,5 до 2 моль формальдегида на 1 моль смеси мочевины с меламином,
причем меламина достаточно брать в количестве 35—50% к мочевине.
Свойства и применение
395
В табл. 80 приведены рецептуры, по которым можно изготовлять
мочевино-формальдегидные и мочевино-мелампно-форм альдегидные
смо ты.
ТАБЛИЦА 80
Рецептуры для приготовления смол (вес. ч.)
Компоненты
I
II
ш [661
Мочевина . .
100
63
75
Меламин
38
27
—
Формалин (37°0-ный)
264
200
165
Аммиак (25°о-ный)
—
15
—
Уротропин
14
10
—
Углекислый магний ....
—
—
0,3
Урейд фталевой кислоты
—
2,0
—
Дихлоргидрин глицерина .
—
—
2,0
Этиловый спирт . .
6,0
Процесс приготовления смолы в водном растворе следующий. Фор¬
малин, уротропин, мочевина и меламин после загрузки в реактор и
перемешивания нагревают до 70° С, выдерживают при этой темпера¬
туре в течение 50—60 мин, а затем полученный раствор смолы охлаж¬
дают. Через 30 мин от начала конденсации (за которое принимают
Рис. 94. Схема горизонтальной пропиточно-сушильной машины:
1— рулой бумаги; 2, 4, 9— направляющие валики; 3~ подсушивающий валик;
5 —валик пропиточной ванны; 6, 7 —отжимные валики; 8 — пропиточная ванна;
10, 13—поддерживающие валики; 11— сушильная камера пропиточной машины;
12— ведущие валики; 14, 15 — регулировочные валики; 16 — приемная гильза
для пропитанной бумаги; 17 — вентилятор; 18— вентиляторы с калориферами;
19 — паровые змеевики.
время достижения 70° С) вводят катализатор, отверждающий смолу
лишь на стадии прессования, например моноуреид фталевой кислоты,
получаемый при сплавлении фталевого ангидрида с мочевиной. По
охлаждении раствора смолы в реактор вливают аммиачную воду для
придания стабильности раствору при хранении и связывания непрореа¬
гировавшего формальдегида.
Раствор карбамидной смолы должен быть прозрачным, смешивать¬
ся с водой, иметь вязкость 10—20 спз, рН = 7,0—7,8 и содержать
50—55% смолы. Он применяется для пропитки бумаги, идущей на по¬
верхностные (лицевые) слои пластика. С целью получения более проч¬
ного материала бумага для внутренних слоев пропитывается бакелито¬
вым лаком марки А, представляющим собой 50—60% раствор резольной
феноло-формальдегидной смолы в спирте.
При изготовлении декоративного слоистого материала используют¬
ся для внутренних слоев пропиточная бумага из небеленой или полу-
беленой сульфатной целлюлозы, для лицевых слоев — кроющая бумага
393
Гм. 19. Мочевино-фор чальдегидные смолы
пз сульфитной беленой целлюлозы и в качестве верхнего декоративного
слоя — текстурная бумага (белая, цветная и др.).
Пропитка и сушка бумаги производятся в горизонтальных пропн-
точно-сушильных машинах, состоящих из размоточного приспособле¬
ния, пропиточной ванны, сушильной камеры и намоточного приспособ¬
ления (рис. 94). Скорость прохождения бумаги через машину должна
обеспечить содержание влаги после сушки 5—7%.
Бумага с рулона 1 через направляющий валик 2, подсушивающий валик 3 (обо¬
греваемый паром) и валик 4 поступает в алюминиевую ванну 8, наполненную раствором
смолы. В пропиточной занне бумага, огибая валик 5, пропитывается раствором. Коли¬
чество его на бумаге можно регулировать с помощью отжимных валиков 6 и 7. В слу¬
чае применения низковязких растворов отжимные валики не используются, а количество
раствора на бумаге зависит от скорости ее прохождения
через ванну.
Односторонняя пропитка бумаги может быть произ¬
ведена в пропиточной ванне (рис. 95).
Бумага, пропитанная раствором смолы, через напра¬
вляющий валик 9 (рис. 94) и поддерживающие валики 10
поступает в сушильную камеру И. Сушильная камера
представляет собой канал длиной 20 м, шириной 2,2 м и
высотой 0,5 м. Внутри камеры сверху и снизу располо¬
жены паровые змеевики 19. Кроме того, вентилятором 18
в камеру подается горячий воздух. Из передней части
камеры воздух, насыщенный парами воды, выбрасывается
в атмосферу с помощью вентилятора 17. Температура
в сушильной камере распределяется таким образом: в на¬
чале камеры 100—110° С, в середине 90—95е С и в кон¬
це 80' С.
Наряду с чдатением влаги из бумаги происходит так¬
же дальнейшая конденсация смолы, но этот процесс не
должен заканчиваться потерей текучести. Количество смо¬
лы на бумаге должно составлять 50—53%. Высушенная
бумага поступает на ведущие валики 12, проходит поддер¬
живающий валик 13, регулировочные валики 14 и 15 и наматывается на приемную
гильзу 16. Для лучшей пропитки бумаги предусматривается не более 7% содержания
в ней влаги и предварительная ее подсушка на валике 3. Время пропитки 30—60 сек.
Более глубокая пропитка бумаги смолой обычно происходит в процессе прессова¬
ния. Бумага каждого сорта требует определенных условий пропитки. Чем больше
впитывающая способность бумаги и чем более шероховата ее поверхность, тем мень¬
ше должна быть вязкость пропиточного раствора для получения на бумаге 50—53%
смолы.
Степень сушки бумаги определяют по количеству летучих веществ, оставшихся
в ней после прохождения через сушильную камеру. Обычно это количество выражают
в процентах по отношению к весу бумаги. Значительное содержание летучих веществ
в пропитанной и высушенной бумаге приводит к вытеканию значительной части смолы
при прессовании и получению слоистого материала с пониженными физико-механиче¬
скими качествами. Очень низкое содержание летучих веществ в бумаге приводит к
снижению текучести, ухудшению качества пропитки листов при прессовании и полу¬
чению слоистого материала с меньшей прочностью при расслаивании.
Пропитанная и высушенная бумага сматывается с рулона и режется на листы
определенного размера, соответствующие габаритам выпускаемой продукции. Нарезан¬
ные листы укладываются в пакеты. Толщина материала регулируется числом внутрен¬
них листов бумаги, а цвет и рисунок определяются видом кроющей бумаги (обычно
из 3—4 листов). Нелицевая сторона пластика составляется из бумаги, обработанной
мочевино-меламино-формальдегиднзй смолой. Количество слоев на лицевой и нелицевой
сторонах пакета должно быть одинаковым. Пакеты обкладываются с обеих сторон
полированными стальными листами, затем бумагой (по 25—30 листов) с целью равно¬
мерного распределения давления по площади прессуемого листа и стальными неполи¬
рованными листами. Такие прессовочные пакеты загружаются на плиты многоэтаж¬
ного пресса. Прессование ведут при давлении 100—120 кгс/см- и 135—140° С. Выдерж¬
ка зависит от типа применяемой смолы и толшины пакета и составляет 3—5 мин иа
1 мм толщины. По окончании прессования подают воду в плиты пресса, не снижая
давления, и охлаждают листы до 25—30е С. Этот процесс длится 40—45 мин. Затем
разгружают пресс.
Прессование листов сопровождается плавлением смолы, а затем ее отвержде¬
нием. Недостаточное время прессования приводит к неполному отверждению смолы,
в сушильную
камеру
Рис. 95. Схема пропиточ¬
ной ванны дтя односто¬
ронней пропитки бумаги:
J — валик; 2 — прижимной ва¬
лик; 3—ванна.
Свойства и применение 397
более легкому расслаиванию и короблению листов. Листы слоистого пластика после
прессования обрезаются по краям.
По ГОСТ 9590—61 декоративный слоистый пластик выпускается в
виде листов различных размеров по длине от 1000 до 3000 мм, по ши¬
рине от 600 до 1600 мм, толщиной от 1 до 5 мм. В зависимости от на¬
значения и окраски он подразделяется на ряд марок [65]:
ОД — с однотонной декоративной поверхностью различных цветов
(белый, голубой, красный, зеленый, желтый и др.);
Т — с текстурной декоративной поверхностью, имитирующей цен¬
ные породы дерева или камня (дуб, орех, карельская береза, малахит
н др.);
Г — многослойный, для гравировки надписей.
Декоративный трудно сгораемый слоистый пластик выпускается по
ВТУ ЛСНХ 33119—60.
Физико-механические свойства слоистого пластика следующие:
Плотность, г/см3, не менее . . . . 1,4
Водопоглощение, %, не более . . . . ... 4,0
Предел прочности при изгибе, кгс/см2, не менее . . 1000
Удельная ударная вязкость, кгс ■ см/см2, не менее . . 8,0
Твердость по Бринелю, кгс/мм2, не менее 25
На указанные материалы не действуют слабые кислоты и щелочи,
масла, жиры и растворители, но они плохо горят, адсорбируют влагу и
в условиях повышенной влажности склонны к короблению
Тонкие листы применяются для изготовления досок столов, для
отделки магазинов, врачебных кабинетов, кают пароходов, купе желез¬
нодорожных вагонов, кабин самолетов, мебели, изготовления корпусов
радиоприемников и телевизоров, частей музыкальных инструментов,
а также для запрессовки чертежей, планов, схем, географических карт,
таблиц, картин, портретов и т. д.
За последние годы в качестве облицовочного материала приме¬
няется декоративная фанера. Она представляет собой слоистый мате¬
риал из листов березового шпона, покрытый с одной стороны декора¬
тивной бумагой, которая пропитана мочевино-меламино формальдегид-
ной смолой [67] Декоративная фанера готовится одновременным прес¬
сованием пакета, собранного из листов бумаги, пропитанной мочевино-
меламино-формальдегидной смолой, и листов шпона, пропитанных во¬
дорастворимой феноло-формальдегидной смолой. Прессование осуще¬
ствляется при 140° С и давлении 50—60 кгс/см2. Охлаждение на плитах
пресса до 30—35° С перед снятием давления обеспечивает лучшее каче¬
ство поверхности материала и предотвращает появление поверхност¬
ных трещин. В качестве текстурного слоя можно употреблять обои или
бумагу со специальным рисунком
Декоративная фанера применяется для отделки стен помещений
и в производстве мебели.
ПЕНОПЛАСТ МИ ПОРА
На основе мочевино-формальдегидной смолы изготовляют пено¬
пласт мипору, представляющий собой легкий тепло- и звукоизоляционный
материал. Было показано [68], что высококачественный микроячеи-
стый пластик получают путем отверждения вспененной мочевино-фоо-
мальдегидной смолы при рН=1,8—1,9 и 20—40°С. Понижения хруп¬
кости достигают введением глицерина или гликолей в смесь мочевины
и формальдегида [68] Модификация ненопластов на основе мочевино-
формальдегидных смол может быть произведена добавлением поливи-
иилацеталей, феноло-формальдегидных смол и других полимеров [69].
398
Гл. 19. Мочевино-форма гьдегидные смолы
Технологический процесс производства мипоры [70—72] состоит из
при-готовления раствора мочевино-формальдегидной смолы, получения
пенообразующего раствора, образования пены, ее отверждения и сушки
(рис. 96).
Из мочевины и формальдегида при добавлении глицерина получают
мочевино-формальдегидную смолу, частично этерифицированную глице¬
рином. Водный раствор смолы приготовляют в алюминиевом реакторе.
Рис. 96. Схема производства пенопласта мипора:
/ — реактор; 2 — хоюдильник; •? —мерник формалина; 4 — элеватор; 5 — б\нкер; 6 — мерник
воды; 7—приемник; £ —мерник сульфонафтенового контакта; 9—аппарат для приготовле¬
ния пенообразователя; 10— аппарат для разбавления пенообразователя; 11 — мерник пено¬
образующего раствора; 12 — мерник раствора смолы; 13— пеновзбнватель; 14 — формы;
15 — камера; 16 — штабелер; 17 — сушильные камеры; 18— насосы; 19 — шнек.
снабженном якорной мешалкой (скорость вращения 50—60 об/мин)
и обратным холодильником. Мочевина и формальдегид берутся в мо¬
лярном соотношении 1 : 1,7—1 : 1,8, а глицерин добавляется в количе¬
стве 20% от веса мочевины. Для снижения хрупкости получаемой пены
увеличивают содержание глицерина в смеси. В некоторых случаях мож¬
но ввести и другие многоатомные спирты (до 50% по отношению к весу
мочевины).
Процесс осуществляется следующим образом. В реактор 1 (рис. 96) из мерника
3 заливается 30% формалин, который 10% водным раствором едкого натра дово¬
дится до нейтральной реакции. Затем при непрерывном перемешивании загружаются
глицерин и мочевина. Последняя предварительно измельчается в дробилке и с помо¬
щью ленточного элеватора 4 подается в бункер 5. Шнек 19 передает мочевину
в реактор 1.
После растворения мочеёины содержимое реактора нагревается паром и дово¬
дится до кипения, а затем в реакционную смесь вводится 10% раствор муравьиной
кислоты до получения pH = 4,5—5,5 Конденсацию продолжают до образования рас¬
твора смолы, обладающего вязкостью 25—30 спз, а затем его нейтрализуют 10% вод¬
ным раствором щелочи до pH = 6,8—7,0, охлаждают до 25—30° С, разбавляют водой
до содержания в растворе 27-—32% смолы и сливают в приемник 7.
Пенообразующий раствор составляется из воды, пенообразователя (натриевые
соли алкил- или арилсульфокнслот), стабилизатора пены (резорцина) и фосфорной
кислоты Во избежание преждевременного вспенивания сначала готовится концентри
рованный пенообразующий раствор (с малым содержанием воды) в аппарате 9 из
нержавеющей стали (при размешивании всех компонентов до получения гомогенного
раствора плотностью 1,203 г/слг3). Концентрированный раствор [72] готовится по сле¬
дующей рецептуре (в %):
Натриевая соль нефтяных сульфо¬
кислот 34,2
Вода 46,3
Фосфорная кислота (100%-ная) . . . 16,5
Резорцин 3,0
Свойства и применение
399
Для получения разбавленного пенообразующего раствора из концентриро¬
ванного на- 10 вес. ч. последнего берут 33 вес. ч. 5%-ного раствора щавелевой
! ислоты и 125 вес. ч. дистиллированной воды. Плотность разбавленного пенообразую¬
щего раствора должна быть 1,016—1,022 г/с.и3. Вспенивание пенообразующего раствора
н распределение в нем раствора смолы производится в вертикальном аппарате-пено
взбивателе 13, изготовленном из нержавеющей стали (марки ЭЯ1 -Т) и снабженном
вертикальной многолопастной мешалкой (с лопастями вдоль оси мешалки), делающей
л)0 об/мин. Пеновзбиватель может работать периодически и непрерывно. Аппарат
периодического действия может иметь диаметр 600 мм и высоту 2000 мм. В верхнюю
1 асть аппарата 13 (рис. 96) при работающей мешалке подается из мерника 11 пено¬
образующий раствор, в течение 2—3 мин взбиваемый в пену при поступлении воздуха
з нижнюю часть аппарата. Затем за 1—2 чин в аппарат из мерника 12 заливается
водный раствор мочевино-формальдегидной смолы (15 кг). Перемешивание продол¬
жается еще 15 -20 сек, ч через выдвижное дно аппарата сливают пену в металличе
ские формы 14. После промывки пеновзбивателя водой цикл приготовления и слива
пены вновь повторяется. Для придания блокам мнпоры негорючести к раствору смолы
добавляется 1 кг фосфорнокислого однозамещенного аммония в виде 20%-ного вод¬
ного раствора на 15 кг раствора смолы. Формы, заполненные пеной, на 4—5 ч ста¬
вятся в камеру 15 для предварительного отверждения, а затем частично отвержден¬
ная .пена в форме блоков выталкивается из форм, укладывается на решетки штабе:
лера 16 и передается в сушильные камеры 17.
Сушка производится в условиях циркуляции теплого воздуха в течение 3 суток
при постепенном повышении температуры: первые сутки 30—40е, вторые сутки 40—50°
и третьи сутки 50е С. В настоящее время сушку блоков мипоры проводят непрерывно
на конвейере, проходящем через сушильную камеру 17. Во время сушки происходит
не только удаление воды (с 80% влажности до 12%), но и полное отверждение смолы
в присутствии кислого катализатора (фосфорной и щавелевой кислот).
Из описания процесса производства мипоры .видно, что сушка одна из наиболее
длительных операций, но она может быть значительно ускорена при помощи высоко¬
частотного нагрева [73]. Особенно пригоден комбинированный способ сушки, по кото¬
рому иа нагревание мипоры, испарение влаги с поверхности и на теплопотери в окру¬
жающую среду расходуется более дешевая внешняя тепловая энергия и лишь неболь¬
шая часть тепла поступает от высокочастотного нагрева. Тепло, генерируемое ТВЧ,
расходуется лишь для создания в мипоре положительного температурного градиента,
способствующего продвижению влаги из внутренних слоев к поверхности.
Свойства и применение мипоры. Пенопласты на основе мочевино формальдегид
ной смолы выпускаются во многих странах под разными названиями (например,
ипорка в ФРГ, пиатерм в ГДР). Готовят их в виде блоков, плит и т п. В последнее
время было показано, что пеноматериал можно готовить на месте потребления с по¬
мощью небольшой шприц-машины [74] Принцип работы шприц-машины состоит
в том, что раствор мочевино формальдегидной смолы нагнетается насосом в камеру
куда подается также сжатый воздух под давлением 3—7 ат Образующаяся пена,
проходя через специальную насадку, становится мелкоячеистой (0,05—0,2 мм).
В смесительном канале спиральной формы осуществляется смешение пены с отверди-
телем (фосфорной кислотой), желатинизация смеси происходит в течение 0,5 мин,
а отверждение заканчивается через несколько часов Свойства мипоры, выпускаемой
по ТУ МХП 3258—52, следующие:
Объемный вес, г/см3 . ... 0,010—0,020
Влажность, %, не более .... . 12
Коэффициент теплопроводности,
ккал/м - ч ■ град
блочная (от —12 до -f-21° С) . . . 0,0256—0,0278
измельченная (от —12 до +37° С) . 0,0214—0,0258
Проницаемость для водяных паров,
г/м2 ■ сутки 460
Водопоглощение. г (образец 7x7X5 см)
за 1 сутки 7,5
» 10 суток 13,0
» 30 суток 25,0
Предел прочности при сжатии, кгс/см2 . 0,25—0,50
Мипора устойчива к коррозии, но недостаточно стойка к воздействию влаги и
паров воды, а поэтому должна защищаться водонепроницаемой оболочкой. В условиях
тропического климата мипора разрушается уже через 6 месяцев.
Несмотря на добавление к реакционной смеси многоатомных спиртов при изго¬
товлении мочевино-формальдегидной смолы, мипора все же очень хрупкий материал;
она выдерживает без разрушения уменьшение толщины при сжатии на 20%. Проч¬
ность пенопласта может быть несколько увеличена при введении в смолу стеклянного
волокна длиной 5—10 мм.
400
Гл. 19. Мочевино-формальдегидные смолы
Главные достоинства мипоры: легкость (она более чем в 10 раз
легче пробки), небольшая теплопроводность (в 2 раза меньше, чем
теплопроводность пробки) и стойкость к горению при добавлении одно-
чамещенного фосфата аммония (при 200° С обугливается, но не заго¬
рается). Указанные достоинства определяют широкое применение ми¬
поры в качестве тепло- и звукоизоляционного материала.
Вследствие замкнутого строения ячеек, заполненных воздухом, и
незначительного их размера передача тепла конвекцией внутри ячеек
чрезвычайно затруднена. Она происходит главным образом за счет
теплопроводности через стенки и лучеиспускания стенками. Поэтому
мипора является очень ценным материалом для изоляции холодильных
установок, хранилищ и сосудов для жидкого кислорода, пассажирских
вагонов, холодильников, автобусов, судов, для заполнения пустотелых
стен, металлоконструкций и т. д.
Благодаря сильному поглощению звука, особенно в области от сред¬
них до высоких частот, мипора применяется для создания наилучшей
акустики при строительстве театров, кинотеатров, домов культуры, радио¬
студий, аудиторий и т. д. В некоторых странах большое количество ми¬
поры используется при строительстве жилых зданий в качестве звуко¬
изоляционных прокладок в межэтажных перекрытиях.
Водопоглощение мипоры, применяемой в виде плит, может быть
значительно уменьшено нанесением на ее поверхность замазки, состоя¬
щей из расплавленного каменноугольного пека со стекловолокном [75].
Суточное водопоглощение мипоры с покрытием — 8 г/м2, без этого покры¬
тия— 460 г/м2.
КЛЕИ
Мочевино-формальдегидные и мочевино-меламино-формальдегид-
ные смолы широко используются для изготовления клеев [76]. По внеш¬
нему виду они могут быть либо пастообразными, либо вязкими (сиропо¬
образными), а в отдельных случаях — твердыми порошками. Разрабо¬
таны различные марки смол, пригодных для изготовления клеев, в том
числе для склеивания древесного шпона в производстве фанеры; одни
из них на основе мочевино-формальдегидных смол (М-1, М-2, М-3, М-4.
М-45 и т. п.), а другие — мочевино-меламино-формальдегидных смол
(МС-2 и т. д.). В табл. 81 приведены рецептуры некоторых марок смол,
применяемых для изготовления клеев.
ТАБЛИЦА 81
Рецептура смол (вес. ч.)
Компоненты
М-1
М-2
М-3
М-4
М-5
МС-1
МС-2
Мочевина
100
100
100
100
100
100
100
Меламин
—
—
—
—
—
—
15,4
Формалин (40%-ный) . . .
200
200
200
217
250
200
225
Хлористый цинк (5096 -ный)
—
—
—
1,62
100
—
—
Окись цинка
—
—
—
—
3
—-
—
Едкий натр (40%-ный) . .
2
2
1—2
—
—
—-
6,04
Уротропин . •
—
—
—
7,5
—
7
7
Щавелевая кислота ....
0,5
0,5
Изготовление каждой смолы производится по определенному ре¬
жиму. Например, смолы марки М-1 получаются следующим образом.
В реактор загружают формалин, нейтрализуют его раствором едкого
Свойства и применение
401
лжгра и прибавляют мочевину. Затем раствор нагревают до 85—90° С
* г "илерживают указанную температуру в течение 1 ч. К этому вре-
I проба раствора при добавлении фенолфталеина перестает окра-
■►Еваться (pH ниже 8). После прекращения окрашивания нагревание
продолжают еще I ч, после чего жидкую смолу охлаждают и применяют
• качестве клея. Для изготовления смолы марки М-2 в реактор залн-
**ют формалин, а после его нейтрализации едким натром засыпают
мочевину. Сначала раствор охлаждается, а затем после нагревания до
20—25 е С начинается реакция конденсации, причем температура по¬
степенно повышается до 45° С. В конце процесса получается пастооб¬
разная масса — клей.
Добавлением соответствующих катализаторов можно значительно
снизить температуру отверждения смолы или получить клеи холодного
Утверждения. Катализаторами служат аммонийные соли сильных кис¬
лот (например, хлористый аммоний) и некоторые кислоты (муравьиная
к хлоруксусная, нефтяные сульфокислоты). В растворах смол соли этих
кислот реагируют со свободным формальдегидом, освобождая соот¬
ветствующую сильную кислоту. Это приводит к снижению pH клея,
>б\словливающему ускорение конденсации и отверждения. Особенно
быстро смола отверждается при pH <3,1:
4NH4C1 + 6CH20 * (СН2)6 N4 -f- 6Н20 -f- 4НС1
Вводимое количество катализатора рассчитывается таким обра¬
зом, чтобы получить клей с достаточной жизнеспособностью. Жизне¬
способностью клея называется время от момента введения в него ката¬
лизатора до момента, когда он становится непригодным вследствие
перехода в отвержденное состояние; она не является синонимом термина
стабильность, под которым понимают стойкость клея к хранению без
катализатора. Стойкость клея зависит от pH среды и уменьшается при
значениях pH ниже 7,0. Жизнеспособность клея зависит от количества
н природы введенного в него катализатора и уменьшается с увеличе¬
нием количества последнего.
При изготовлении клеев часто применяются наполнители: древесная
мука, пищевая мука, стеклянная вата, крахмал и др. Они не только
удешевляют стоимость клея, но и снижают усадку, уменьшают хруп¬
кость и растрескивание. Водостойкость клея может быть повышена
путем добавления резорцина, таннина [77], фурановой смолы [78] и т. п.
Мочевино- и мочевино-меламино-формальдегидные смолы приме¬
няются для изготовления фанеры методом горячего прессования и
склеивания деревянных конструкций на холоду. В меньшей степени
мочевинные смолы используются для склеивания фарфора и металла.
Для склеивания древесины применяется клей К-17, приготовленный
на мочевино-формальдегидной модифицированной смоле МФ-17 (ТУ
МХП 2538 —55,'. Смола модифицируется добавлением диэтиленгликоля
во время процесса конденсации. Ниже приводится [72] рецептура смолы
МФ-17 и крепителя М (вес. ч.):
, Смола МФ-17 Крепитель М
Мочевина 100 90
Формалин (37°о-ный) . . . 270 243
Аммиачная вода (2596-ная) 11,1 —
Диэтиленгликоль 50 —
Уротропин — 9
Режим конденсации мочевины с формальдегидом следующий. Фор¬
малин, слитый в реактор, нейтрализуют до pH = 4,6—5,2, а затем загруз-
26 А. Ф. Николаев
402
Гл. 19. Мочевино-фор на гьдегидные смолы
жают мочевину. После ее растворения поднимают температуру в реак¬
торе до 92—98° С и проводят конденсацию в течение 1 ч. Содержимое
реактора охлаждают до 25—30=С и нейтрализуют аммиачной водой
до pH = 7—8.
Сушку смолы производят в вакууме (100—180 мм рт. ст.) до дости¬
жения показателя преломления смолы 1,476—1,515. Затем в реактор
загружают диэтиленгликоль н смесь нагревают до 92—98° С в течение
30 мин, после чего готовую смолу охлаждают до 25—30° С, фильтруют
и сливают в бочки.
Моиевина
Рис. 97. Схема производства мочевино-формальдегидных смол
непрерывным методом:
1—мерник для растворения уротропина в формалине; 2 —дозировочный
насос; 3 — колонна непрерывного действия; 4 — бункер; 5—шлюзовый зат¬
вор; 6—питатель; 7— шнек; инжектор; 9 —сборник щавелевой кислоты;
10—дозатор щавелевой кислоты.
Мочевино-формальдегидные смолы, пригодные для изготовления
клеев, могут быть получены по непрерывной схеме, что дает возмож¬
ность более чем вдвое повысить производительность оборудования и
автоматизировать процесс. На рис. 97 представлена схема производства
мочевино-формальдегидных смол непрерывным методом [72].
Из мерника 1 с помощью дозировочного насоса 2 формалин подается в колонну-
реактор непрерывного действия 3, состоящую из трех царг, снабженных рубашками
для нагревания. В верхнюю часть колонны одновременно с формалином из бункера
4 через шлюзовой затвор 5 и питатель 6 непрерывно поступает мочевина. В случае
приготовления конденсационного раствора мочевины и формалина водный раствор
щавелевой кислоты из сборника 9 при помощи дозатора 10 подается в третью царгу
колонны. Колонна обогревается водой, нагретой острым паром с помощью инжектора
8. Горячая вода поступает самостоятельно в каждую царгу колонны. При производ¬
стве смолы, например марки МФ-17, процесс конденсации в колонне 3 проводят при
98—100° С. Конденсационный раствор переводят в выпарной аппарат, включающий
кипятильник с сепаратором и циркуляционный насос, и смолу сушат при 90—95° С
(300—360 мм рт. ст) до получения раствора, содержащего 70% сухого остатка.
Сухие мочевино-формальдегидные смолы получают различными ме¬
тодами: 1) охлаждением раствора до осаждения смолы, при этом твер¬
дое вещество после фильтрации подвергается сушке в тонком слое;
Свойства и применение
403
2) отгонкой воды при уменьшенном давлении до получения вязкого
сиропа, твердеющего при охлаждении; порошкообразный продукт полу¬
чают измельчением смолы, 3) сушкой раствора смолы с целью полу-
чения порошка, например в распылительной сушилке непрерывного
действия. Последний метод получил наиболее широкое применение
Сушку в распылительной камере производят воздухом, нагреваемым
топочными газами в рекуператоре до 250° С. Раствор смолы подается
на диск сушилки и распыляется в камере навстречу току воздуха. Вода
испаряется, а сухая смола оседает на дно камеры и выводится из нее
с помощью шнека или пневмотранспортом.
Мочевино-формальдегидные смолы получили распространение в ли¬
тейном производстве для изготовления чугунного, стального и цветного
литья в качестве крепителей формовочной земли [79]. Промышленность
выпускает ряд крепителей марок М, М-1, МСБ. Крепитель марки М
(ТУ МХП 2414-53) представляет собой однородную сиропообразную
жидкость (раствор мочевино-формальдегидной смолы, стабилизирован¬
ный аммиаком), получаемую конденсацией мочевины с формальдегидом
в присутствии уротропина при 95—100° С [80]. Крепитель марки М-1
(ТУ УХП 4460—55) — раствор мочевино-формальдегидной смолы, ста¬
билизованный эфиро-альдегидной фракцией. Крепитель марки МСБ
(С7У 49-80—60) получают конденсацией мочевины с формальдегидом
при совмещении с солями лигносульфоновых кислот, содержащихся
в сульфитно-спиртовой барде. По внешнему виду этот крепитель — мут¬
ная, сиропообразная жидкость от светло-коричневого до черного цвета.
ЛАКИ И ЭМАЛИ
Мочевино-формальдегидные смолы, полученные при конденсации
мочевины и формальдегида в водной среде, не могут быть использо¬
ваны для изготовления лаков. Такие смолы не растворяются в спиртах
и маслах, малостабильны в растворах и недостаточно водостойки после
отверждения. Пленки, вследствие гидрофильности смолы, быстро туск¬
неют и растрескиваются; кроме того, они не обладают нужной пла¬
стичностью
Применение мочевино-формальдегидных смол для лаков становится
возможным после их модификации, которая осуществляется двумя пу¬
тями: 1) этерификацией метилольных производных спиртами (бутило¬
вым, гексиловым, октиловым и др.) и 2) совмещением этерифицирован-
ных смол с другими смолами (полиэфирными, эпоксидными) и маслами
(касторовым и др.).
Растворимые в спирте, этерифицированные мочевино-формальде¬
гидные смолы могут быть получены в различных модификациях, однако
они редко применяются самостоятельно в производстве лаков. Чаще
всего их совмещают с полиэфирными (алкидными) смолами.
Из многих спиртов наибольшее применение нашел бутиловый, но
в последнее время стал использоваться также и октиловый спирт. В ка¬
честве разбавителей этерифицированных смол применяются ароматиче¬
ские углеводороды, в частности ксилол.
Процесс производства этерифицированных мочевино-формальдегид¬
ных смол может быть осуществлен двумя методами [81]: 1) одноступен¬
чатым — конденсацией мочевины с большим избытком формальдегида
в кислой среде в присутствии спирта (чаще всего бутилового), и 2) двух¬
ступенчатым — конденсацией мочевины с формал егидом в соотноше¬
нии, близком к молярному (1:2,2), в присутствии спирта (например,
26*
404
Гл. 19. Мочевино-формальдегидные смолы
бутилового), взятого в количество 1 моль на 1 моль диметилолмочевины,
сначала в слабощелочной среде, а затем в кислой.
По одноступенчатому методу мочевино-формальдегидная смола,
например смола марки К-411 02 (ТУ КУ-158- 54), готовится следующим
образом. В формалин добавляют бутиловый спирт и смесь кипятят
30—40 мин при 90—92" С для образования бутилформаля; затем добав¬
ляется водный раствор мочевины, 50% (от веса мочевины) фталевого
ангидрида, и реакционная смесь нагревается еще 60 мин. По охлаж¬
дении раствора смолы до 58° С дистиллат, состоящий из воды и бути¬
лового спирта, отгоняют в вакууме до получения прозрачной пробы ди-
стиллата, смешанного с двойным объемом ксилола. Затем отгонку
бутилового спирта продолжают до тех пор, пока вязкость раствора
смолы не повысится до 65—85 сек при 20° С (определение вязкости
пробы производится в вискозиметре ВЗ-4 из смеси 100 г смолы и 40 г
бутилового спирта).
Полученная смола идет на приготовление лака. Обычно сначала
готовят 50% -ный раствор (путем растворения смолы в бутиловом спирте)
и смешивают его с полиэфирной смолой. Лак должен давать на стекле
при прогреве прозрачную гладкую пленку. Отверждение ее происходит
в течение 20—40 мин при 160° С.
Бутилформаль реагирует с мочевиной с образованием дибути-
лового эфира диметилолмочевины:
NH2 ОС4Н9 NH—СН2ОС4Нэ
I I I
С—О -f-2 СН2 —* С-=0 J-2C4HsOH
I I I
nh2 ОС4Н9 NH—СН2ОС4Н9
В дальнейшем молекулы дибутилового эфира диметилолмочевины
реагируют друг с другом с образованием линейных смол, при этом от¬
щепляется по одной молекуле бутанола на каждую молекулу ди¬
метилолмочевины [28, 82]:
NH—СН2ОС4Н9 NH—СН2ОС4Н9 NH—СН2ОС4Н9
I I I
с=о с-о с=о
I I I
. . —N СН2 N СН2 N СН2— - •
Отверждение таких смол связано с отщеплением части молекул
спирта и образованием трехмерных продуктов через метиленовые связи.
В последнее время большинство исследователей склонно считать
двухступенчатый метод изготовления этерифицированной мочевино-фор-
мальдегидной смолы более пригодным, позволяющим получать стан¬
дартные и стабильные продукты. Первая стадия конденсации осуще¬
ствляется в слабощелочной среде (pH = 7,0—7,5), вторая — в кислой
(pH = 4,5—5,5). Образование таких смол можно себе представить в
виде следующей схемы:
NH2 NH—СН2ОН
I I
С=0 + 2СН20 —>- С—О
I I
NHZ NH—CHjOH
Свойства и применение
405
NH—СН2ОН
NH—СНоОС4Н„
с=о + С4НеОН —С=0
+ н2о
NH—СН2ОН
NH- СН.ОН
NH—СН2ОС4Н9 - NH—CH2OC4Hs
I
п С=0
NH—СН2ОН
с=о
I
-N—СН2—
-f- яН20
Возможно, что бутиловый спирт реагирует с метилольными груп¬
пами уже образовавшейся смолы; этому будет способствовать кислая
среда на второй стадии конденсацин.
Модифицированные мочевино-формальдегидные смолы пригодны
для изготовления лаков горячей и холодной (воздушной) сушки, эма¬
лей и пропиточных растворов для получения слоистых пластиков с по¬
вышенной водостойкостью и эластичностью Покрытия из таких смол
обладают большой твердостью, хорошим глянцем, эластичностью, бен-
зо- и маслостойкостью, красивым внешним видом. На поверхность изде¬
лий лаки и краски наносят распылением, окунанием или обливанием.
Для отверждения лаков горячей сушки требуется температу¬
ра 160° С и выдержка в течение 40—60 мин.
Лаки воздушной сушки (отверждение происходит без нагревания)
должны содержать катализаторы, например спиртовые растворы соля¬
ной и фосфорной кислот, сложные эфиры неорганических кислот и спир¬
тов, имеющих в цепи не менее четырех атомов углерода.
Модифицированные мочевино-формальдегидные смолы применяются
для изготовления изоляционных лаков и цветных эмалей [83] Черные
эмали используются для окраски различных приборов, пишущих и счет¬
ных машин, белые — для окраски бытовых холодильников, медицинского
и торгового оборудования, а все другие (бежевые, синие, зеленые, голу¬
бые, вишневые и т. п ) —для окраски велосипедов и других машин.
Один из электроизоляционных лаков готовится на смоле БДМ
(ВТУ МХП М-94—48), получаемой из мочевины, формальдегида и бути¬
лового спирта. На основе модифицированной мочевино-формальдегид-
ной смолы получают лак МЧ-26 (ТУ МХП 44—58), пригодный для
покрытия паркетных полов.
ОБРАБОТКА БУМАГИ И ТКАНИ
Бумага, обработанная мочевино- или мочевино-меламнно-формальдегидными
смолами, приобретает повышенную прочность в мокром состоянии. Обработка ее осу¬
ществляется в процессе производства при добавлении 12%-ного водного раствора
смолы [1].
Для придания несмннаемости тканям из искусственного шелка, льна, шерсти,
хлопка и смешанных тканей из хлопка и вискозного шелка их пропитывают 8—10%
водным раствором диметилолмочевины с последующей конденсацией ее на волокне
при пропускании через горячие каландры Количество смолы, которое следует вводить,
зависит от рода ткани. Тонкая пленка смолы покрывает волокна, при этом происходит
некоторое их скрепление и ухудшение подвижности относительно друг друга. При
сгибании такой ткани возникает натяжение и упругое сопротивление волокон, вслед¬
ствие чего ткань меньше сминается.
Для обработки тканей пригодны препараты карбамол (ГОСТ 9912—61)
и карбамол ЦЭМ (СТУ 30-12 183—61)—продукты конденсации мочевины с фор¬
мальдегидом [84]. С целью сохранения механической прочности хлопчатобумажных
тканей при такой обработке применяют препараты, содержащие, кроме водного рас
твора продуктов конденсации мочевины с формальдегидом, латексы термопластичных
смол (акриловые и поливинилхлоридные). В СССР применяется также н метод грун¬
тования ткани смесью из мочевино-формальдегндной смолы, каолина и небольшого
406
Гл. 20. Ме.ючино-форчальдегидные снопы
количества каучука в виде латекса [85]. Ткань бумазея — корд, покрытая грунтом
с обеих сторон на специальной грунтовальной машине, используется в обувной про¬
мышленности. Такая ткань — мофорин, — смоченная 30% раствором NH4C1 и подсу¬
шенная при 50° С, затвердевает в течение 1,5—2 ч
ДРУГИЕ ОБЛАСТИ ПРИМЕНЕНИЯ
Связующее. Из древесных отходов, обработанных различными смолами, в том
числе мочевино-формальдегидными, могут быть изготовлены плиты для полов, спинки
и сиденья для стульев, дверные и оконные переплеты и другие изделия. Для изделий,
внешний вид которых имеет первостепенное значение, применяются тонкоизмельчен-
ные древесные отходы. Температура прессования пропитанной массы 135—138° С при
давлении 35—80 кг/см2.
Мочевино-формальдегидные водорастворимые смолы можно добавлять в гипсо¬
вые формы, применяемые в керамической промышленности. Гипсовые формы отли¬
чаются низкой прочностью и шероховатой поверхностью. Изготовление же форм из
гипса, водного раствора смолы и кислого катализатора приводит к получению форм с
повышенной прочностью и более высокой водостойкостью [86].
Твердый бензин. В последнее время большое внимание уделяется разработке
методов сгущения или отверждения жидких углеводородов с целью получения из них
твердых топлив. Твердый бензин представляет собой брикеты, содержащие до
95 вес. % жидкого горючего и 5 вес. % веществ, имеющих ячеистую структуру [87].
В качестве такого вещества пригодна смесь мочевино-формальдегидиой смолы с казеи¬
ном и поливиниловым спиртом. Все компоненты после растворения образуют раствор,
который смешивают с жидким топливом и получают эмульсию на установках перио¬
дического или непрерывного действия. Эмульсии при добавлении отвердителей (на¬
пример, смеси формальдегида и щавелевой кислоты) способны отверждаться и прини¬
мать форму сосуда, в который они слиты. После сушки от воды брикеты представляют
собой твердое топливо, находящее применение в технике и быт\.
ГЛАВА 20
МЕЛАМИНО-ФОРМАЛЬДЕГИДНЫЕ СМОЛЫ
Закономерности поликонденсации меламина с формальдегидом
Меламино-формальдегидкые смолы получаются при взаимодействии
меламина с формальдегидом. Реакция поликонденсации в этом случае
менее изучена, чем поликонденсация мочевины с формальдегидом. Ра¬
ботами ряда исследователей было показано, что на первой стадии ре¬
акции образуются метилольные производные, меламина, причем могут
быть получены соединения, содержащие от 1 до 6 моль формальдегида
на 1 моль меламина.
Присоединение формальдегида к меламину идет с заметной ско¬
ростью уже при 40° С, дальнейшее повышение температуры не только
увеличивает общую скорость взаимодействия компонентов, но и коли¬
чество формальдегида, присоединенного к меламину. Обычно легко
присоединяются лишь 3 моль формальдегида на 1 моль меламина. При¬
соединение же других 3 моль требует более жестких условий. Так, обра¬
зование гексаметилолмеламина происходит при избытке формальдегида
(в 12 моль) и температуре 80° С:
NH—СН2ОН
I
N N
I' I
НОСН2—HN—С С—NH—СН2ОН
NH,
/Ч
*2 N +зсн2о
H2N—С С—nh2
тр иметилол мел амин
Закономерности поликонденсации меламина с формальдегидом 407
NH2 . НОСН2—N—СН2ОН
I I
/С\ /С\\
N N + 6СН20 —N N
II I НОСН2х II I .СН2ОН
С С—КН2 >N— С С—N(
\N^ НОСН/ \N/' \сн2он
г екса м е ти ло л ме л а ми н
Как в случае образования метилолмочевины, так н в случае образо¬
вания метилолмеламина, среда должна быть нейтральной или слабо¬
щелочной (pH = 7—8,0). Метилольные производные меламина хорошо
растворяются в горячей воде, но быстро осаждаются в виде кристалли¬
ческих продуктов при охлаждении раствора, поэтому для пропитки
наполнителя на холоду водные растворы не употребляются. Приходится
пользоваться водными растворами меламино-формальдегидной смолы,
которые, имеют большую стабильность и не выделяют кристаллических
продуктов.
Образование смолы происходит при нагревании в результате взаи¬
модействия метилолмеламинов (обычно триметилолмеламина), так как
большей частью смолы готовят при соотношении меламина и формаль¬
дегида (1:3). Реакция может протекать следующим образом [88]:
I. R— NHCH2OH-f HOCH2NH—R —>- R—NHCH2—N—R + H20
I
CH2OH
II. R—khch2oh + rnh2 —* rnhch2nhr-i~h2o
III. R—NHCH2OH + HOCH2NHR —> R—NHCH2OCH2NH—R-J- H20
C—
^ \
N N
I II
где R HOCH2—NH—С С—NHCH2OH
В указанных реакциях метиленовые и простые эфирные связи воз¬
никают за счет метилольных групп и процесс образования смолы сопро¬
вождается выделением воды. Вследствие наличия трех реакционных
центров в каждой молекуле получаемые смолы имеют разветвленное
строение. Число простых эфирных связей начинает возрастать при тем¬
пературе выше 130° С, однако при 150—180° С вследствие выделения
формальдегида образующиеся диметиленэфирные группы превра¬
щаются в метиленовые:
—СН2—О—СН2 >- —сн2—+ сн2о
В кислой среде метилолмеламин, как и метилолмочевина, реагирует
со спиртами, образуя эфиры — кристаллические вещества, превращаю¬
щиеся при нагревании в присутствии воды в неплавкие и нерастворимые
смолы. Процесс сопровождается отщеплением спирта и формальдегида;
ускорителями служат кислоты и соли сильных кислот (хлористый ам¬
моний, хлористый цинк и др.).
При хранении водных растворов меламино-формальдегидных смол
наблюдается медленное возрастание вязкости, что указывает на даль¬
нейшее протекание реакции конденсации. Этот процесс, может проходить
N N
V/
I
NH—СН
С—NH—CH2— N—CH2—N
I
HOH2C
N N
%с/
НОН2С—N—СН2—...
ОН
юм, длительное хранение растворов смолы, повышение
:нижение pH среды приводят к гелеобразованию.
ание можно предотвратить повышением pH растворов
,5 [89]. При такой щелочности раствора не происходит
хенсации смолы. На практике указанное значение pH
[ достигается добавлением небольших количеств буры
>тношенню к смоле).
ft температуре (130—150° С) и в присутствии кислого
ерждение меламино-формальдегидных смол происходит
: образованием метиленовых связей возникают простые
результате взаимодействия метилольных групп,
функциональность меламина по сравнению с мочеви-
возникновение в смоле большего числа поперечных
ю-формальдегидные смолы обладают лучшими водо-
ю, твердостью, блеском и другими свойствами по срав-
ю-формальдегидными смолами.
и применение меламино-формальдегидных смол
)рмальдегидные, как и мочевино-формальдегидные, смо-
енение для изготовления пресспорошков, слоистых пла¬
нов и т. д.
ПРЕССМАТЕРИАЛЫ
гве прессматериалов применяют как чистые меламино-
так и меламино-мочевино-формальдегндные смолы,
то мочевины можно брать /г-толуольсульфамид [72]для
с повышенной эластичностью или добавлять другие
инилбутираль [90], полиамиды [91], фенолоформальде-
эрганические соединения и т п.
лении меламино-формальдегидных смол обычно упо-
;одержащие на 1 моль меламина 2,2—3 моль формаль-
ть меламина заменяется мочевиной, то молярное соот-
иеламином, мочевиной и формальдегидом может быть
:твенно, 1:1: 3,5.
кий процесс получения пресспорошков сходен с про¬
рва мочевино-формальдегидных пресспорошков. Ста-
звляются: приготовление водного раствора смолы, про-
Свойства и применение
40»
пнтка наполнителя, сушка пропитанной массы, ее измельчение в поро¬
шок, укрупнение партий и просев порошка. В ряде случаев может быть
применено вальцевание высушенной массы с целью ее уплотнения и
лучшей пропитки [61, 92].
Производство водорастворимых смол из меламина и формальде¬
гида, взятых в молярном отношении 1 : 3, может быть осуществлено
двумя путями: I) конденсацией при pH = 8—8,5 и 90—95° С в течение
40—60 мин— до получения первичных смолообразных продуктов, и
2) конденсацией при pH = 5,5—6,5 и 70—75е С в течение 35—45 мин —
до получения раствора, остающегося прозрачным при охлаждении. Тре¬
буемая величина pH среды достигается соответствующей нейтрализа¬
цией формалина и добавлением 0,3—0,5% щавелевой кислоты.
Поскольку для использования первичных продуктов конденсации
необходимо при пропитке целлюлозы подогревать раствор, то в произ¬
водстве пресспорошков чаще всего применяют водорастворимые мела-
мино-формальдегидные смолы.
Смолу готовят в реакторе, раствор перемешивают мешалкой и на¬
гревают паром через рубашку реактора. Пары летучих продуктов кон¬
денсируются в подключенном конденсаторе, и конденсат снова сли¬
вается в реактор. Готовый водный раствор смолы перед употреблением
для пропитки наполнителя фильтруется с целью освобождения его от
нерастворившихся твердых частиц.
По одному из патентов [93], меламино-формальдегидная смола может быть при¬
готовлена нагреванием в течение 40 мин при температуре кипения смеси 126 вес. ч.
меламина и 225 вес. ч. 30%-ного раствора формальдегида, нейтрализованного до
pH = 7. Смола считается готовой, когда при разбавлении пробы раствора смолы рав¬
ным объемом воды выделяется порошкообразный продукт.
Наполнитель пропитывается раствором смолы в мешателе — так же как в про¬
изводстве мочевино-формальдегидных пресспорошков На каждые 100 вес ч. меламина
в растворе смолы берут 60—75 вес. ч. сульфитной целлюлозы или 120—150 вес. ч. ми¬
нерального наполнителя, 0,8—1,2 вес. ч. стеарата цинка и пасту красителя по спе¬
циальной рецептуре для каждой расцветки. В качестве минеральных наполнителей
используются слюдяная или кварцевая мука и коротковолокнистый асбест.
Пропитанную массу сушат до остаточной влажности не более 5—7% в сушилках
периодического или непрерывного действия. Затем массу измельчают. Если же до
сушки производят вальцевание (что возможно из-за медленной конденсации мела-
мино-формальдегидных смол при температуре ниже 100°С), то длительность сушки
при 80—90° С не превышает 2—4 мин. Вальцованные листы после охлаждения возду¬
хом до 20—25° С поступают на дробильно-размольную установку. После грубого по¬
мола порошок поступает в шаровую мельницу для тонкого измельчения. Процессы
тонкого измельчения, укрупнения партий и просева порошка подобны аналогичным
операциям в производстве мочевнно-формальдегидных пресспорошков.
Пресспорошки на основе меламиио-формальдегидной смолы вы¬
пускают различных марок в зависимости от применяемого наполнителя.
Например, прессовочный материал мелалит К-79-79 (ВТУ МХП
М-733—56) в качестве наполнителя содержит измельченную сульфитную
целлюлозу Материал К-77—51 (ВТУ МХП 3883—53) наполнен асбестом
с примесью целлюлозы. Смола для него готовится из меламина и форм¬
альдегида с добавлением триэтаноламина (ТУ МХП М-185—53). На ос¬
нове меламино-мочевино-формальдегидной смолы с минеральными на¬
полнителями (асбестом и тальком) получают прессовочные материалы
ВЭИ-11 (ТУ МХП М-692—56) и ВЭИ-12 (ТУ МХП 3701—53), применяе¬
мые для изготовления технических изделий (ВЭИ-11) и технических
изделий с повышенными механическими и диэлектрическими свойствами
(ВЭИ-12).
Физико-механические и диэлектрические свойства прессматериалов
на основе меламино-формальдегидных смол, определяемые требования¬
ми ТУ, представлены в табл. 82.
410
Гл. 20. Мгшмино-формальдегидные смолы
ТАБЛИЦА 82
Свойства меламино-формальдегидных прессматериалов
Свойства
Прессматерналы
К-79-79
К-77-51
ВЭИ-11
ВЭИ-12
Плотность, г'см5
1,45—1,55
1,6—1,8
Предел прочности при изгибе, кгс/см2,
не менее . ...
600
500
200
450
Удельная ударная вязкость,
кгс ■ см см2, не менее
5
4
1,7
10
Водопоглощение, г/см2, не более . .
—
0,1
—.
—
Теплостойкость по Мартенсу, С,
не менее .
120
150
150
Удельное объемное сопротивление,
ом ■ см, не менее
1 ■ 10"
1 - lO10
Удельное поверхностное сопроти¬
вление, ом, не менее
1 - 101С
1 • 108
Пробивная напряженность, кв/мм,
не менее
2
2
Дугостойкость при 10 ма, сек, не
менее
—
—
60
40
Прессматерналы на основе меламино-формальдегидных смол прес¬
суют при 150—160° С и давлении 250—350 кг/см2. Выдержка при прессо¬
вании 45—60 сек на 1 Зил толщины изделия (для прессматериалов на
основе мочевино-формальдегидных смол выдержка при прессовании
60—90 сек). Более низкая температура прессования (140°С) возможна
лишь при предварительном нагревании таблетированного материала
при 100—110° С.
Изделия из меламино-формальдегидных прессматериалов могут
быть окрашены в различные цвета. Свойства их мало изменяются при
температурах от —20 до 100° С. Введение минерального наполнителя
позволяет использовать изделия до температур 150—210° С.
Меламиновые пресспорошки применяются для изготовления посуды,
выдерживающей действие кипящей воды, и электротехнических деталей
с высокой дугостойкостью (приборы зажигания, выключатели, детали
магнето и телефонов).
Теплостойкий и устойчивый в тропических условиях материал
МФК-20 изготовляется на основе меламино-формальдегидной и крем-
иийорганической смол и минерального наполнителя. Пресспорошок со¬
держит 4—5% летучих веществ; текучесть по Рашигу для навески 12 г
при температуре 150° С не менее 80 мм-, прессуется он в изделия (в
частности, дугогасительные камеры) при 150—170° С и удельном дав¬
лении 300—500 кгс/см2. Время выдержки изделий в прессформе не бо¬
лее 1 мин на 1 мм толщины и длительность термообработки 3—6 ч при
145—160° С в зависимости от размера. Свойства прессматериала МФК-20
следующие [94]:
Предел прочности при изгибе, кгс/см2, не менее 400
Удельная ударная вязкость, кгс ■ см/см2, не менее 7
Теплостойкость по Мартенсу, °С, не менее 190
Удельное поверхностное сопротивление, ом, не менее . . . 1 ■ 1010
Удельное объемное сопротивление, ом-см, не менее . . . 1 - 1010
Пробивная напряженность, кв/мм, не менее 3,5
Дугостойкость при 10 ма и расстоянии между электро¬
дами 8 мм, сек, не менее 180
Свойства и применение
411
СЛОИСТЫЕ ПЛАСТИКИ
Слоистые пластики на основе меламино-формальдегидных смол
можно изготовить в виде листов и плит из бумаги и тканей (хлопчато¬
бумажной, асбестовой, стеклоткани). Метод их изготовления подобен
методу изготовления слоистого материала на основе бумаги и мочевнно-
формальдегидной смолы (стр. 394). Но наиболее распространенным
наполнителем является стеклоткань.
Процесс получения смолы заключается в приготовлении при
pH = 8,0—8,5 водного раствора метилольных производных из меламина
и формальдегида, взятых в молярном соотношении 1 : 3. На некоторых
производствах конденсацию проводят в присутствии триэтаноламина
(20% к весу меламина), который заменяет водный раствор едкого нат¬
ра и позволяет получать стеклотекстолит с высокими диэлектрическими
свойствами.
Водный раствор, содержащий 50% твердого продукта и стабилизи¬
рованный добавлением 0,05—2% (к весу смолы) буры, используется
для пропитки стеклоткани в пропиточно-сушильной машине горизон¬
тального или вертикального типа. Прессование пакетов из высушенной
ткани производится при давлении 18—70 кгс/см2 и 100° С в течение
€0—90 мин и затем 10—15 мин при 140° С.
Стеклотекстолит, состоящий из 15 слоев ткани, имеет предел проч¬
ности при растяжении 2000—2100 кгс/см2. Он не растрескивается даже
при напряжении 10 000 в и не деформируется при нагревании до 150—
200° С. Но механические и диэлектрические свойства стеклотекстолита
изменяются после 24 ч пребывания в воде. Механические свойства сни¬
жаются на 25—30%, а диэлектрические — на 50%. Стеклопластики
в виде листов или изделий сложной формы могут быть приготовлены
прессованием при давлении 10—15 кгс/см2 [95].
Повышение механических свойств стеклопластиков на основе мела-
миновой смолы достигается применением стеклоткани, обработанной
специальным кремнийорганическим соединением. Лабораторные испы¬
тания показали, что можно получить стеклотекстолиты с пределом проч¬
ности при статическом изгибе в сухом и мокром состояниях
4920—5625 кгс/см2 [96]. Водопоглощеиие материала при этом снижается
до 0,4%. Стеклотекстолиты на основе меламиновой смолы являются
тепло- и дугостойкими материалами. Электрические разряды не остав¬
ляют на их поверхности следов разрушения. В то же время они обла¬
дают огнестойкостью, так как затухают по удалении огня.
ЛАКИ И ЭМАЛИ
Немодифицированные меламино-формальдегидные смолы несовме¬
стимы с обычными лаковыми компонентами. Чтобы они могли раство¬
ряться в органических растворителях и совмещаться с другими смола¬
ми и маслами, меламиновые смолы так же, как и мочевино-формаль-
легидные, модифицируют.
Модифицированные меламиновые смолы применяют в качестве по¬
крытий. В отличие от модифицированных мочевино-формальдегидных
смол, они обладают лучшей совместимостью с полиэфирными смолами,
большей водо- и атмосферостойкостью. Покрытия на основе таких смол
обладают удовлетворительной стойкостью к действию агрессивных ве¬
ществ, выдерживают повышенную температуру и хорошо сохраняют
цвет [83].
Модифицированные смолы готовят в две стадии. Сначала получают
метилолмеламины взаимодействием меламина и формальдегида, взягых
412
Гл. 21. Хнилино-форчальдегидныг смолы
б молярном соотношения 1:5. при 80—85РС в слабощелочной среде
(pH = 7,0) в течение 1 ч; затем готовят смолу, этерифицированную
бутиловым спиртом при 90—95° С в слабокислой среде (pH = 6,5), соз¬
даваемой добавлением фталевого ангидрида. Реакция заканчивается
отгонкой воды с бутиловым спиртом до полной осушки смолы.
Лак представляет собой продукт совмещения раствора этерифици-
рованной смолы с раствором полиэфирной смолы в касторовом масле
Лаковые пленки после горячей сушки при 120° С отличаются высокой
прочностью и блеском.
Модифицированные меламино-формальдегидные смолы применяют¬
ся в эмалях для велосипедов, разных приборов и холодильников, в
качестве автомобильных и электроизоляционных лаков. При изготов¬
лении автомобильных лаков использовано свойство меламиновых смол
совмещаться с нитратом целлюлозы [97]. Для покрытия электроизоля¬
ционных деталей и пропитки обмоток электрических машин, аппаратов
и трансформаторов применяют лак МЛ-92 (ВТУ УХП-13—57), предста¬
вляющий собой смесь глифталевого лака и раствора меламино-форм-
альдегидной смолы в бутиловом спирте.
ДРУГИЕ ОБЛАСТИ ПРИМЕНЕНИЯ
Клеевые меламино-формальдегидные смолы, полученные при молярном соотно¬
шении меламина и формальдегида 1 : 3, в чистом виде или с добавками крахмала и
древесной муки используются для склеивания лопастей, пропеллеров, лыж, железно¬
дорожных шпал и т. п. Они дороже клеев на основе мочевины, но \юг\т содержать
большее количество наполнителя, что удешевляет композицию.
Обработка бумаги. Для придания большей прочности бумаге и картону во влаж¬
ном состоянии в бумажную массу добавляется раствор меламино-формальдегидной
смолы [1]. Такая смола выпускается в виде белых или желтых полупрозрачных кус¬
ков (смола 76-ТУ МХП 4059—53) плотностью 1,4—1,5 г/см3. Она получается на
меламина и формальдегида (молярное соотношение 1 : 3) при 85—90° С в слабощелоч
ной среде (pH = 8,5). Затем она сушится при 85—95° С в вакууме. Проба смолы
должна быть хрупкой при 25—30° С, а время отверждения при 160° С не должно
превышать 250 сек. Высушенная смола сжатым воздухом выдавливается из котла
в противни, охлаждается и дробится на куски. Влажность смолы не превышает 10%,
а растворимость в 1,3% растворе НС1 не менее 90% (для сорта Б). Для сорта 4
влажность и растворимость соответственно 7 и 95%.
Меламиновая смола в виде водного раствора 12%-ной концентрации, содержа¬
щего 0,7 моль НС1 на 1 моль смелы, добавляется в состав бумажной массы, которая
в дальнейшем перерабатывается обычными методами,
К целлюлозе, например, добавляется 4—8% меламиновой смолы. Чем больше до¬
бавлено смолы в бумажную массу, тем больше прочность бумаги во влажном состояния.
ГЛАВА 21
АНИЛИНО-ФОРМАЛЬДЕГИДНЫЕ СМОЛЫ
Закономерности поликонденсации анилина с формальдегидом
и строение смол
Анилин легко реагирует с формальдегидом, образуя не только
низкомолекулярные вещества, но и смолы На характер получаемых
продуктов влияние оказывает среда и соотношение компонентов [98].
В слабощелочной, нейтральной и слабокислой средах при обра¬
ботке анилина формальдегидом в соотношении меньше, чем 1 : 1 моль
образуется метилендифениламин (I), перегруппировывающийся в ди-
аминодифенилметан (II), но при молярном соотношении компонентов
Закономерности поликонденсации анилина с формальдегидом
413
1 : 1 происходит образование тримера метиленанилина — ангидроформ-
альдегиданилина (V) с температурой плавления 143° С:
_но C6H6NH4
2C6H5NH2 + сн2о —>СН2 —> H2NC6H4—СН2—c6h4nh2
c6ii5nik
I II
c6h5nh2 + ch2o —> c6h5nh—ch2oh —> c6h5n=ch2 —>
III IV
c6H5
I
CH2—N
—> c6h6-n/ \ch2
CH2—N
I
C6H5
V
Метилоланилин (III) и метиленанилин (IV) в чистом виде не вы¬
делены.
В сильнокислой среде (рН = 4) при молярном соотношении ани¬
лина и формальдегида 1 : 1 или при небольшом избытке формальде¬
гида образуется /г-аминобензиловый спирт (VI) с температурой плав¬
ления 65° С, переходящий в ангидроаминобензиловый спирт (VII)
(с температурой плавления 214—216°С):
NH2 NH2 NH-
I I I
/-и ^ — H~0 //\
-J- CH20 —> || -> | |
V' ч/ X/
I I
CH2OH CH2 —
VI VII
При избытке формальдегида в сильнокислой среде образуется ди-
метилольное производное анилина — о, м-диметилоланилин (VIII):
nh2 nh2
1 1 X
+2СН20 —{ Г~сн2°н
ч/
I
сн2о
VIII
Нагревание продуктов (V, VII, VIII) в сильнокислой среде приво¬
дит к образованию смол.
Ангидроформанилин (V) переходит в хрупкую смолу желто¬
красного цвета, являющуюся, по-видимому, полимером метилен¬
анилина:
...—N—СН2—N—СН2—N—СН2—...
I I I
п (С6Н61Ч=СН2)з —> С6Н5 С6Н5 С6Н6
Смола имеет температуру каплепадения 75—80° С и хорошо рае*
творяется в смеси спирта с бензолом.
414
Гл. 21. Анилино-форма гьдегидные смолы
Из ангидроаминобензиювого спирта (VII) при нагревании обра¬
зуется термопластичная смола линейного строения:
СН,
NH
.. NH——СН2—NH—\—СН2— NH—^
"\=/
\=/
Ч=/
СН,
Линейная цепочка состоит из бензольных ядер, связанных в пара¬
положениях группами —СН2—NH—.
Наличие двух метилольных групп в диметилоланилине (VIII) при¬
водит к получению неплавких и нерастворимых продуктов следующего
строения:,
I
СН2
... NH——СН2—NH——СНг—NH СН2_...
Г _ Г
сн2 сн2
L __ L
... NH-——СН2—NH—^ Ч—СН2 NH—/ V-'СН2— -
СН2
... NH——СН2—NH—СН2—NH——СН2—...
СН2 СН2
I I
Получение и применение анилино-формальдегидных смол
Технологический процесс получения отвержденных анилино-фор-
мальдегидных смол основан на проведении реакции поликоиденсации
в две стадии
1. Получение линейных растворимых и плавких смол, содержащих
некоторое количество свободных метилольных групп.
2. Отверждение полученных смол при длительном нагревании и
повышенной температуре, превращение их в неплавкое и нерастворимое
состояние. Этот процесс идет медленно, и отвержденные смолы спо¬
собны несколько размягчаться, что свидетельствует, видимо, о неболь¬
шом числе сшивок между цепями.
Для получения анилино-формальдегидных смол, в реактор из не¬
ржавеющей стали, снабженный якорной мешалкой, загружают анилин;
перемешивая и охлаждая содержимое реактора, постепенно вводят
концентрированную соляную кислоту для получения хлористоводород¬
ной соли анилина. Снижение теплового эффекта реакции и растворение
соли достигается добавлением воды (5 вес. ч. на 1 вес. ч. анилина).
Затем, при непрерывном перемешивании и температуре 30—40° С, по¬
степенно вводится формалин в количестве 1,5 моль на 1 моль анилина
и нагревание смеси продолжают в течение 1 —1,5 ч. По окончании реак¬
ции содержимое реактора сливают в нейтрализатор и обрабатывают
25% раствором едкого натра. Нейтрализованная смола выделяется
Литература
415
в виде мелкого порошка После фильтрации и промывки водой от соли
смолу сушат при 60—70°С (60—160 мм рт. ст.), а затем измельчают
з шаровых мельницах. Степень помола должна соответствовать прохо¬
ждению через сито № 018 (990 отв/см2).
Из полученной смолы изготовляют электротехнические детали.
Перерабатывается она без наполнителя при 150—160° С и давлении 300—
400 кгс/см2. Высокое давление необходимо для повышения текучести по¬
рошка и лучшего заполнения прессформы. Съем, изделий производится
после охлаждения прессформы до 80—85°С.
Анилино-формальдегидные смолы обладают хорошей водостой¬
костью, масло- и щелочестойкостью и высокими диэлектрическими свой¬
ствами, превосходящими электроизоляционные свойства мочевино-,
меламино- и феноло-формальдегидных смол [99].
Недостатками смол, ограничивающими их применение в промыш¬
ленности, являются низкая теплостойкость (90°С) и малая эффектив¬
ность переработки в изделия.
На основе анилино-формальдегидной смолы и бумаги изготовляют
слоистый пластик, обладающий низким водопоглощением и превосход¬
ными механическими и диэлектрическими свойствами [100]. Бумагу про¬
питывают кислым водным конденсационным раствором анилина и фор¬
мальдегида, затем осаждают продукты конденсации на бумаге, про¬
пуская ее в нейтрализующий раствор, промывают и сушат. Листы
прессуют при температуре 160° С и давлении 200 кгс/см2. Наилучшими
свойствами обладает слоистый пластик, содержащий 45—50% смолы.
Ниже приводятся свойства прессматериала на основе чистой ани¬
лино-формальдегидной смолы (I) и слоистого пластика на основе
смолы и бумаги (II):
I н
Плотность, г/см3 1,22 1,4
Предел прочности, кгс/см2, не бо¬
лее
при изгибе
1200
1800
-» растяжении
700
—
Удельная ударная вязкость,
кгс ■ см/см2
15—20
25
Теплостойкость по Мартенсу, °С
90
115
Водопоглощение, %
0,1
—
Удельное объемное сопротивле¬
ние, ом см
1013—5 • Ю'<
5-1012—
Тангенс угла диэлектрических
0,002—0,01
потерь при 60 гц
—
Диэлектрическая проницаемость
при 60 гц
3—5
_
Пробивная напряженность, кв/мм
15—30
15
(при 90° С)
Широкое распространение в промышленности получили также ком¬
бинированные феноло-анилино-формальдегидные смолы.
ЛИТЕРАТУРА
1. J. Dudley, Chem. Ind., 64, № 2, 224 (1949).
2. Г. С. Г1 е т р о в, Карбамндные смолы и прессовочные композиции, ГУУЗ НКХП,
1940.
3. А. А. В а н ш е й д т 3. К- Н а у м о в а, Н. И. Сорокина, ЖПХ, 20, 3 (1947).
4. А. А. Ваншейдт, 3. К. Наумова, ЖПХ, 21, 6 (1948).
5. А. А. Ваншейдт, 3. К. Н а у м о в а. сб. «Пластические массы», ГОНТИ, вып. III,
1939, стр. 216.
6. С. S. Marwel, J R. Elliot, F. Е. В о е 11 п е г, Н J u s k a, J. Am Chem. Soc.,
68, 1681 (1946).
7. С. S. Marwel, J. R. Elliot, H. Juska, Mod. Plast., 21, № 2. 112 (1943).
416
Ли'гратура
8. А. Г. Б с р г м а н. М Н К зн ц о в а. ЖОХ 9. 531. 637 (1939); Chem. Met. Eng
53, № 3, 204 (1946).
9. I. О. Hardesty. Ag1- C^rrr . 10, № 8. 50. 91 1Q,'5).
!0. I.. Cook, Chem. Епс P" 50, Л» 7, 327 (1954).
11. Я. Б. А ш к и н а з li :ные материалы з ' г>изеодствс искусственных смол.
ГОНТИ НК'ГП I93i
12. Т. П. Унаиянц. X я рс . Л» 3, 188 (19Г/).
13. R. Clark, Nature (L : п). 168, № 4281 876 (1951).
14. D. Swern. Ind. Erj Clem 47, № 2, 216 (1955).
15. H. V. Smith, Br Piast. 27, № 8. 307 (1954)
16. Г. С П e т p о в. Б H. P у т о в с к н й, И. П Лосев Технология синтетических
смол и птастиче; 1 масс. Госхимиздат, 1946, стр. 194 250.
17. Chem. .Met. Егл 51. .Vs 3, 204 (1946).
18. Пат. ФРГ 943 54 1956; РЖХим, № 12, 42400 (1957).
19. Канад пат. 4 ЮЗ. 19л4; РЖХим 40883, 1956; ангч. пат. 719662, 1954; РЖХим,
14019 (19оо).
20. Пат. ФРГ 44490, 1956; РЖХим, 2235 (1958).
21. Н. К iп : t a, Rc\. Phys. Chem., Japan, 24, № 1, 15 (1954); РЖХим, 39592
(1956).
22 С H К а з а р н о в е к и й, Н. И. Малкина, ЖПХ, 30, 490 (1957).
23 Д. Ф. Уокер, Формальдегид, Госхимиздат, 1957.
24. Химия н хим. технол., № 7, 139 (1952).
25. R. \. Hander, Ind. Eng. Chem., 44, 1508 (1952).
26. В- К Г у з е н к о в, Гидролизн. и лесохим. пром., № 3 21 (1955)
27 Chemical 6, № 8, 285 (1951).
28. А. И. Лазарев, М. Ф. Сорокин. Синтетические смолы для лаков, Госхими¬
здат, 1953.
29. G. A. Crowe. С. С. Lynch. J. 4m. Chem Soc.. 70, 3795 (1948); 71, 3731 (1949)'.
30 A Einhorn, A Hamburger, Ber.. 41. 24 (1908); Ann.. 343, 113 (1908)
31. Пат. CI1I\ 146060o. 1923. 19^2?. 1935.
32. Англ. пат. 2^214^ 1927.
33. Англ. пат. ^4272. 192».
34. Пат США 2201927, 1940.
35. Н. К. a d о \\ a k i. Bull. Chem. Soc. Japan. 11, 248 (1936); С. A. 30, 5944 (1936)
36. A. E. Dixon, J. Chem. Soc., 113, 238 (1918).
37. C. G о I d s с h-m i d t. Chem. Ztg., 46, 460 (1897).
38. B. Tollens, Ber., 17, 659 (1884).
39. F. M. Litter schei d, Ann., 316, 180 (1901)
40. E. Ltidy, J. Chem. Soc., 56, 1059 (1889).
41. G. S m e t s, А. В о r z e e, J. Polymer Sci., 8, 371 (1952).
42. J. I. de Jong. Rec. trav. chim., 72, 139, 1027 (1953).
43. G. Walter, Trans. Faraday Soc., 32, 377, 396 (1936).
44. А. А. Ваншейдт, ЖОХ, 10, 1963 (1940).
45. Д. H. Васкевич, В. Я. Рейнгах, Изв. АН СССР, ОХН, 71 (1946).
46. Г. С. Петров, Е. А. П о г р е б е ц к и й, ПОХ, 3, № 11, 626 (1937).
47. Г. С. П е т р о в, А. П. Белый, ПОХ, 4, № 8—9, 516 (1938).
48. И. П. Лосев Г. С. Петров, Химия искусственных смол, Госхимиздат, 1951,
стр. 390.
49. Н. S t a u d i n g e r, Ber., 59, 3019 (1926).
50. Б. М. К о в a p с к а я, Г. Л. Слонимский, В. А. Каргин, Колл, ж., 17, № 6,
428 (1955).
51. Г. С. Петров, Труды МХГИ нм. Менделеева, вып. 23, 1956. стр. 113.
52. G. Z i g е u п е г, Н. Berger, Monatsh., 83, 1326 (1952)
53. Д. Н. Васкевич, Л. А. Сабун, ЖОХ, 14,292 (1944).
54. К. Эллис, Химия синтетических смол, т. 1, вып. 2, ГОНТИ, 1938, стр. 856.
55. Т. S Н о d k i п s, A. G Hove у, Ind. Eng. Chem., 31, 673 (1939).
56. G. Walter, H. Lutwak. Kolloid Beihefte, 40, 158 (1934).
57. И. Шайбер, Химия и технология искусственных смол, Госхимиздат, 1949, стр. 283.
58. Герм. пат. 551422, 1929.
59. Англ. пат. 497922, 1939.
60. Пат. США 2242484, 1941
61. А. Н. Л е в и н, Е. А. Погребецкин, Хим. пром., № 2, 4 (1949).
62. Г. И. Гм не вич, В. Н. Преображенский, В. В. Спирин, Пластмассы,
№ 11, 58 (1961).
63. Н. Е. Murray, Mod. Plast., 34, № Ю. 137 (1957); Brit Plast., 32, 270 (1959).
64. А. К. Варден бург, Пластические массы в электрической промышленности, Гос-
энергоиздат, 1957.
65. Н. Ф Козлов, Г. Б. Шалун, Декоративный слоистый пластик, Госхимиздат,
1961.
Литература
417
ьб. G. К 1 i п е, I. С а 11 о ш о n, Mod. Plast., 24, № 2, 147 (1946).
67. Р. А. Мир ко вич, Г. П. Плотникова, Деревоперераб. и лесохим. пром., № 1,
19 (1953)
68. Авт. свид. СССР, 66130, 1944; А. А. Берлин, М. В. Соболевский, Хим. пром.,
№ 10, 13 (1946).
69. Герм. пат. 733530, 1943; С. А., 38, 1050 (1944); 43, 436, 8739 (1949).
70. Brit. Plast., 19, 528 (1947).
71. Е. Van Buskirk, С. Surland, Chem. Eng. Progr., 44, № Ю, 808 (1948).
72. Г. С. Петров, A. H. Левин, Термореактивные смолы и пластические массы.
Госхимиздат, 1959.
73. JI. М. К о в а л ь ч у к, Пластмассы, № 5, 65 (1961).
74. Е. Weber, Techn. Forsch., II, № 38, 590 (1958).
75. R. Hem pel, Kalte, 11, 297 (1958).
76. А. Г. 3 а б p о д к и н, Химия н технология клеевых веществ, Гослесбумиздат, 1954.
77. Аигл. пат. 711150, 1954; РЖХим, 45014 (1956).
78. Е. A Reineck, Ind. plast. mod., 6, № 9, 17 (1954).
79. Bursztuyn, I. Buciewicz, T. R z e r a, Przegl. odlewn., 4, № 9, 241 (1954).
80. Новаторы промышленности пластмасс, вып. 4, Госхимиздат, 1954.
81. А. А. Благонравова, 3. М. Мещерякова, Г. A. J1 е в к о в и ч, М. В. Ка¬
занцева, Хим. пром., № 5, 24 (1956).
82. Бюлл. по обмену опытом в лакокрасочной пром., № 5 (1953).
83. А. Я. Дринберг, Технология пленкообразующих веществ, Госхимиздат, 1955.
84. И. А. П р е д т е ч е н с к а я, Применение синтетических смол для отделки тканей.
Лениздат, 1959.
85. И. И. Ту го в, Технология заменителей кожи и технических тканей, Гизлегпром,
1956, стр. 355.
86. Химия и хим. техиол., № 2, 50 (1955)'.
87. Б. И. Лосев, М. С. К о м с к и й, М. А. Троянская, Твердый бензин. Гостоп-
твхиздят 1959.
88. Н. P. Wohnsiedler, Ind. Eng. Chem., 45, 2307 (1953).
89. F.Grimshaw, Brit. Plast., 26, № 291, 306 (1953).
90. Датск. пат. 78515, 1954; РЖХим, 21027 (1957).
91. Датск. пат. 78554, 1954; РЖХим, 21026 (1957).
92. Э. И. Барг, Технология синтетических пластических масс. Госхимиздат, 1S54,
стр. 514—550.
93. Пат. США 2197357, 1940; 2328592, 1943.
94. Пластмассы, № 3, 76 (1963).
95. Mater, a. Methods, 41. 94 (1955).
96. Ф. Морган. Стеклопластики. ИЛ. 1961. стр. 152.
97 W. L. Hensl>, Ind. Eng. Chem.. 48, .V» 8. 1322 (1956).
98. Г. С. Петров, Сб. трудов по синтетическим смолам и пластическим массам, Гос-
хнмиздат. 1947. стр. 43.
99. Plastics (London), 15, .Vs 2. 34 (1950).
100. К. Frey, Ind. plast. mod., 1, № !. 36 (1949;.
27 Д. v. Николаев
VI. ПЛАСТИЧЕСКИЕ МАССЫ
НА ОСНОВЕ ФЕНОЛО-АЛЬДЕГИДНЫХ СМОЛ (ФЕНОПЛАСТЫ)
ГЛАВА 22
НОВОЛАЧНЫЕ И РЕЗОЛЬНЫЕ СМОЛЫ
Первые продукты конденсации фенолов с альдегидами были полу¬
чены еще в 1872 г. Байером, который установил факт образования
смол из фенола и формальдегида в присутствии соляной кислоты. Дру¬
гие исследователи выявили влияние различных кислот на скорость об¬
разования смол. Наиболее активными оказались минеральные (соля¬
ная, серная, фосфорная) и менее активными — органические кислоты
(укс\сная, муравьиная, молочная, щавелевая). Полученные смолы
имели небольшой молекулярный вес, были плавкими и растворимыми.
Лишь при избытке формальдегида Клеебергу в 1891 г. удалось полу¬
чить неплавкий и нерастворимый продукт пористого строения.
В 1900 г. Смит предложил применять феноло-формальдегидные
смолы для изготовления электроизоляционных материалов, указывая
на получение литых и прессовочных ненаполненных смол, отверждаю¬
щихся в формах при постепенном повышении температуры до 100° С.
Последующие работы ряда исследователей были посвящены разработке
технологии изготовления литых и непрозрачных смол для замены эбо¬
нита и целлулоида, а также получения смолы для замены шеллака и
копала.
Кроме кислых катализаторов, для получения феноло-формальде-
гидных смол использовались и щелочи. Но лишь в 1909 г. Бакеланд [1]
после систематических и широких исследований показал, что термопла¬
стичность зависит от соотношения фенола и формальдегида, а также от
применяемого катализатора. В присутствии щелочного катализатора
даже при избытке фенола образуются термореактивные смолы, перехо¬
дящие при нагревании в неплавкое и нерастворимое состояние. Хоро¬
шие термореактивные смолы могут быть получены в присутствии ще¬
лочи лишь .при молярных соотношениях фенола и формальдегида 1 : 1
или 6 : 7. Их переход в неплавкое состояние протекает через три стадии.
Стадия А— смола жидкая (содержит воду) или твердая (не со¬
держит воды), растворяется в спирте, ацетоне и водных растворах ще¬
лочей; имеет средний молекулярный вес до 1000; при нагревании спо¬
собна переходить в твердое неплавкое и нерастворимое состояние.
Стадия В — смола твердая и хрупкая на холоду, но эластичная,
способная растягиваться в длинные нити при 120—130°С; лишь час¬
тично растворяется в спирте и ацетоне; при длительном нагревании
переходит в неплавкое и нерастворимое состояние.
Стадия С — смола представляет собой твердый и хрупкий, неплав¬
кий и нерастворимый продукт. Низкомолекулярные, растворимые фрак-
Сырье
419
_ни б ней совершенно отсутствуют или имеются в относительно неболь-
ли\ количествах.
Аналогичные исследования феноло-формальдегидных смол прово¬
дил Лебах, который стадиям А, В и С дал свои названия: резол, рези-
тол, резит [2]. В настоящее время плавкие и растворимые смолы, не¬
способные переходить при нагревании в неплавкое и нерастворимое
состояние, называются новолачными (название дано Бакеландом), а смо¬
лы, которые переходят в неплавкое и нерастворимое состояние, назы¬
ваются резольными.
Производство прессовочных композиций, содержащих в качестве
наполнителя древесную муку, бумагу или ткань, технически обосновано
в работах Бакеланда [1].
Лебах показал, что новолачные смолы с помощью гексаметилен-
тетрамина (уротропина) можно превратить в неплавкие и нераствори¬
мые продукты. Этот метод в дальнейшем получил широкое распростра¬
нение в промышленности.
В 1912—13 гг. Петров, Тарасов и Лосев разработали методы полу¬
чения феноло-формальдегидных смол, названных карболитами, в при¬
сутствии кислых катализаторов (сульфоароматических и нефтяных
сульфокислот).
Феноло-формальдегидные смолы не растворяются в маслах и али¬
фатических углеводородах, но Алберту [3] удалось получить маслорас¬
творимые смолы, применяемые в лакокрасочной промышленности.
До 1925 г. прессовочные композиции изготовлялись на основе спир¬
товых растворов или водноэмульсионных жидких резольных смол.
После 1925 г. промышленностью был освоен метод изготовления пресс-
композиций из древесной муки, новолачной смолы и уротропина. Перво¬
начально наполнитель пропитывался раствором смолы и уротропина,
но затем был разработан метод смешения компонентов в шаровой
мельнице. На последующей стадии (вальцевание) смола плавится и
древесная мука пропитывается ею. Такие композиции очень быстро от¬
верждаются при нагревании, благодаря чему удалось сократить дли¬
тельность прессования и увеличить теплостойкость изделий по сравне¬
нию с изделиями на основе резольных смол. Слоистые пластики до на¬
стоящего времени изготовляются на основе спиртовых растворов ре¬
зольных смол.
Использование феноло-альдегидных смол в производстве пресспо¬
рошков, слоистых пластиков, лаков и клеев, пенопластов из года в год
увеличивается. Возрастает применение модифицированных феноло-
формальдегидных смол. Для модификации используются нитрильные
каучуки, полиамиды, поливинилхлорид, поливинилацетали, эпоксидные,
кремнийорганические и другие смолы. Совмещение смол дает мате¬
риалы с улучшенными физико-механическими свойствами.
Сырье для производства смол
Основным сырьем для получения феноло-альдегидных смол явля¬
ются фенол и формальдегид. Кроме того, применяют другие фенолы:
крезол, ксиленол, резорцин; из альдегидов все большее применение на¬
ходит фурфурол. Для совместной конденсации с фенолом и формальде¬
гидом также используется анилин. Свойства формальдегида и анилина
рассмотрены в гл. 18.
Фенол СвН5ОН. В чистом виде фенол представляет собой бесцвет¬
ные игольчатые кристаллы, обладающие характерным запахом. Плот¬
ность df= 1,0545 г!см3, температура плавления 40,9° С, температура
кипения 182,2° С. На воздухе под действием света постепенно окрашм-
97*
420
Г л. 22. Ново тчные и резольные смолы
вается в красноватый цвет; покраснение ускоряется в присутствии не¬
больших количеств аммиака, меди, железа.
По своим химическим свойствам фенол — очень слабая кислота
(константа ионизации при 25°С 1,3- 10-10). Иногда его называют кар¬
боловой кислотой. Гидроксильная группа электронодонорная, напра¬
вляющая реакции замещения в ядре в о- и /г-положения.
Фенол легко перегоняется с водяным паром, гигроскопичен. При¬
месь воды резко снижает его температуру плавления, так, например,
фенол, содержащий 1% воды, плавится при 37° С, а содержащий 5% —
при 24°С. При обычной температуре фенол растворяет до 27% воды,
образуя однородную жидкость. При дальнейшем добавлении воды
жидкость разделяется на два слоя: нижний — раствор воды в феноле
и верхний — раствор фенола в воде. При 11° в 100 г воды растворяется
4,83 г фенола, а при 84° С фенол и вода смешиваются в любых соот¬
ношениях. Легкая растворимость фенола в растворах едких щелочей
объясняется его кислотными свойствами и связана с образованием фе¬
нолятов:
С6Н5ОН -f- NaOH —> C6HsONa + Н20
Феноляты разлагаются при действии кислот, даже такой слабой,
как угольная:
C6H5ONa -f- С02 -j- Н20 —С6Н6ОН+NaHC03
Фенол образует простые и сложные эфиры. Первые получаются
при действии галогеналкилов, а вторые—при взаимодействии с хлор-
ангидридами или ангидридами кислот.
Фенол токсичен, обладает прижигающим и раздражающим дей¬
ствием. При длительном воздействии на кожу опасны даже 2—3%
растворы. Предельно допустимая концентрация паров в воздухе
0,005 мг/л.
Различают фенол каменноугольный и синтетический. Первый из¬
влекают из каменноугольной смолы, получающейся при коксовании
угля. Эта смола путем перегонки может быть разделена на фракции:
легкое масло, состоящее в основном из ароматических углеводородов;
среднее масло, содержащее фенол, крезол, ксиленол, нафталин и, нако¬
нец, тяжелое масло (антраценовая фракция). Сначала из среднего
масла выделяют нафталин путем кристаллизации при отстаивании
в охлажденном состоянии, а затем оставшуюся часть промывают 10—■
14% раствором едкого натра. Образовавшиеся феноляты, находящиеся
в растворе, отделяют от масел, а затем обрабатывают углекислотой.
Выделившиеся фенолы подвергают фракционной перегонке с выделе¬
нием фракций чистого фенола, крезола и ксиленола [4].
Потребность промышленности пластмасс в феноле не может быть
удовлетворена коксохимической промышленностью, несмотря на ее бур¬
ное развитие, поэтому все большую роль в производстве фенола
играют синтетические методы. В настоящее время имеется четыре про¬
мышленных метода получения фенола [5]:
1. Бензолсульфонатный метод состоит в сульфировании бензола,
нейтрализации и упаривании бензолсульфокислоты, сплавлении ее со
щелочью, разложении фенолята и отгонке фенола.
2. Хлорбензольный метод заключается в хлорировании бензола^
омылении хлорбензола 10% раствором едкого натра, отгонке фенола
с водяным паром и его ректификации.
3. Метод Рашига основан на окислительном хлорировании бен¬
зола хлористым водородом и воздухом при 200—300° С в присутствии
Сырье
421
катализатора; гидролизе хлорбензола водой при 750°С в присутствии
двуокиси кремния и выделении фенола перегонкой.
4. Кумольный метод состоит в получении изопропилбензола, окис¬
лении его кислородом воздуха в водноэмульсионной среде при 85° С,
разложении полученной гидроперекиси кумола 10%-ной серной кисло¬
той на фенол и ацетон, перегонки фенола.
Крезол СН3С6Н4ОН. Технический крезол (трикрезол) представляет
собой смесь трех изомеров (37—49% л-крезола, до 35% о-крезола и
25% п-крезола):
ОН
ОН
1
он
I
1
А-сн°
1
1 II
1
1 11
1 II
V'
3
1 II
V
j
СНз
о крезол
.м-крезол
я-крезол
Трикрезол — темная маслянистая жидкость, перегоняющаяся при
185—210° С. Плотность 1,03—1,05 г/см3. Крезолы значительно слабее,
чем фенол, растворяются в воде, даже в горячей, но в водных рас¬
творах щелочей, спирте и эфире растворяются хорошо. По токсичности
они сходны с фенолом. Получается трикрезол из среднего масла ка¬
менноугольной смолы.
Разделить трикрезол на изомеры трудно вследствие их близкой
температуры кипения. Ценность трикрезола определяется содержа¬
нием At-крезола, который способен образовывать термореактивные
смолы; о- и я-крезолы дают только термопластичные продукты.
Ксиленол (СНз)2С6Н3ОН. Из наиболее высококипящей фракции
среднего масла после выделения фенола и крезола отгоняется ксил^-
нол, представляющий собой темную маслянистую жидкость с неприят¬
ным запахом, кипящую в пределах 210—225° С. Ксиленол содержит
шесть изомеров. Ценность его определяется присутствием 1, 3, 5-ксиле-
нола, способного к образованию термореактивных смол при взаимодей¬
ствии с формальдегидом. Ниже приведены формулы изомерных ксиле-
нолов:
ОН
он
он
А/сн-
1 11
А/Сн-
11
А/™-
1 11
^/АСНз
1 1
А/
1
сн/^/
СНз
1, 2, 3-ксиленол
1, 2, 4-ксиленол
1* 2, 5-ксиленол
он
он
1
он
1
СН,—СНз
1
1 II
I
1
1 II
ч/
1 II г но
а/
СНз—
СН3
1, 2, б-ксиленол
1, 3, 4-ксилеиол
1, 3, 5 ксиленол
Резорцин, или .м-диоксибензол С6Н4(ОН)2, — кристаллическое ве¬
щество со слабым специфическим запахом и сладким жгучим вкусом,
плавящееся при 110° С и кипящее при 276,5° С, плотность 1,285 г/см3.
При действии света и влажного воздуха резорцин краснеет. Он
хорошо растворяется в воде, в метиловом и этиловом спирте, эфире,
422
Гл. 22. Ново гачные и резольные смолы
глицерине, но почти не растворяется в бензоле, хлороформе и сероуг¬
лероде. Водные растворы резорцина на воздухе темнеют Резорцин яв¬
ляется очень слабой кислотой (константа ионизации при 18°С
3,6- 10-10).
В промышленности его получают из бензола методом сульфирова¬
ния до образования .и-дисульфокислоты, которую после нейтрализации
сплавляют с едким натром. Резорцин выделяют из раствора подкисле-
нием и очищают путем вакуумной разгонки или кристаллизации.
фурфурол — бесцветная жидкость с характерным запахом, тем¬
неющая на воздухе. Плотность при 20° С 1,1594 г/см3, температура пла¬
вления— 36,5° С, температура кипения 162° С.
СН—СН
II II
СН С—сно
Фурфурол хорошо растворяется в спирте, ацетоне, эфире, перего¬
няется с водяным паром. В воде растворяется хуже, но при 20° С в рас¬
твор переходит 8,2% фурфурола, при 50° С—10,4% и при 90° С —
16,6%. Сам он является очень хорошим растворителем многих органи¬
ческих веществ, в том числе и синтетических смол.
По своей химической природе фурфурол относится к группе гете¬
роциклических альдегидов и благодаря высокой реакционной способ¬
ности является очень ценным сырьем для получения многих химиче¬
ских продуктов. В настоящее время его применяют в производстве
пластических масс, сырья для получения адипиновой н малеиновой кис¬
лот, ядохимикатов и лекарственных препаратов, очистки нефтепродук¬
тов и т. д.
Фурфурол можно получать из любого растительного сырья: дре¬
весины, отходов сельского хозяйства (шелуха различных семян, скор¬
лупа орехов, солома, кукурузные кочерыжки и др.), тростника и т. п.
Кроме того, он получается в качестве побочного продукта на гидролиз¬
ных заводах, вырабатывающих спирт из древесных отходов.
Основным сырьем для производства фурфурола является кукуруз¬
ные кочерыжки, подсолнечная лузга и хлопковая шелуха, содержащие
до 35, 30 и 26% пентозанов соответственно. Пентозаны — полисахари¬
ды, из которых гидролитическим расщеплением могут быть получены
пентозы. При дегидратации последних образуется фурфурол.
Растительное сырье загружают в реакторы (гидролизные аппара¬
ты), заливают 1—2% раствором серной кислоты и перемешивают при
100—120° С для лучшего использования кислоты и повышения концен¬
трации пентоз в растворе. Гидролизат упаривают в трехкорпусной вы¬
парной батарее и пентозный раствор нагревают в дегидраторе паром
под давлением 7—8 ат. При этом происходит дегидратация пентоз
с образованием фурфурола; затем фурфурол отгоняют с паром, кон¬
денсируют и очищают в ректификационных колоннах. Из 1 т абсо¬
лютно сухого сырья получают 65—80 кг фурфурола.
Закономерности поликонденсации фенолов с альдегидами
Феноло-альдегидные смолы получаются при взаимодействии фено¬
лов (фенола, крезола, ксиленола, резорцина) с альдегидами (формаль¬
дегидом, ацетальдегидом, фурфуролом и др.) в присутствии кислых и
щелочных катализаторов. Реакции, ведущие к образованию термопла¬
Закономерности поликонденсации фенолов с альдегидами
423
стичных и термореактивных смол, очень сложны и до сих пор пол¬
ностью не изучены, так как фенолы — многофункциональные соедине¬
ния. а конечные отвержденные продукты неплавки и нерастворимы.
Все это затрудняет выяснение строения смол.
Взаимодействие фенолов с альдегидами представляет собой реак¬
цию поликонденсации Ступенчатый характер ее позволил выделить и
изччить начальные относительно стабильные продукты Установлено,
что на образование смол и их свойства влияют: 1) химическое строе¬
ние сырья; 2) молярное соотношение фенола и альдегида; 3) кислот¬
ность реакционной среды.
Химическое строение сырья. Используемое сырье (фенолы и аль¬
дегиды) в зависимости от химического строения обладает разной функ¬
циональностью и реакционной способностью.
Термореактивные смолы получаются из сырья, содержащего три-
функциональные фенолы *, к которым относится фенол, ж-крезол,
1, 3,5-ксиленол и резорцин:
ОН
он
он
ОН
1 II
1 1
* *
* *
и
VCH3
H»cl^jcHs
Мон
*
*
*
*
фенол
jf-крезол
1, 3, 5-ксиленол
резорцин
Термопластичные смолы могут быть получены из сырья, содержа¬
щего дифункциональные фенолы: о- и я-крезолы; 1,2,3-, 1,2,5- и
1, 3, 4-ксиленолы. Другие ксиленолы (1,2,6- и 1,2,4-) — монофункцио¬
нальны. Разделение фенолов на три-, ди- и монофункциональные со¬
единения основано на допущении, что гидроксильные группы не уча¬
ствуют в реакции поликонденсации.
Из известных альдегидов только формальдегид и фурфурол спо¬
собны образовывать неплавкие и нерастворимые смолы с трифункцио-
нальными фенолами. Другие альдегиды (уксусный, масляный и т. п.)
непригодны для получения термореактивных смол из-за пониженной
активности и пространственных трудностей. Из дифункциональиых фе¬
нолов и формальдегида в любых условиях не образуются термореак¬
тивные смолы.
Молярное соотношение фенол : альдегид определяет получение
различных начальных продуктов конденсации. Лучше всего это просле¬
дить на конденсации фенола с формальдегидом, начальные продукты
реакции которых были выделены и охарактеризованы
Например, при соотношении фенола и формальдегида 1 : 1 в на¬
чале реакции образуются главным образом о- и п-монооксибензиловые
спирты, преимущественно о-оксибензиловый спирт (салигенин):
ОН ОН ОН
I I I
fycH,OH f) f)
V' 'Ч/ \/
сн2он
Монооксибензиловые спирты, имеющие одну метилольную группу,
способны вступать в реакцию с фенолом и между собой. В первом
* В приведенных формулах звездочками отмечены реакционные центры.
424
Гл. 22. Ново шчные и резо гьные смолы
случае образуются изомерные лиоксидифенилметаны
<( V-CH2—<f ОН
ОН
ОН
'<?(:х^сн2он
V
он
он
он он
НО—^ V_CH2—он
СН2ОН
а во втором термопластичные смолы линейного строения — салигени-
новые смолы.
При молярном соотношении формальдегид : фенол (2:1) и выше
вначале происходит образование многоатомных метилолфенолов (фе¬
нол оспиртов)
из которых при дальнейшей конденсации образуются неплавкие и не¬
растворимые смолы.
Кислотность среды, при которой происходит конденсация фенолов
с альдегидом, оказывает существенное влияние на ход процесса. При
проведении реакций в кислой среде (pH < 7) образующиеся из фенола
и формальдегида фенолоспирты неустойчивы и быстро конденсируются
друг с другом или с фенолом (особенно при-нагревании), образуя тер¬
мопластичные смолы. В щелочной среде (pH > 7) фенолоспирты устой¬
чивы, и дальнейшая конденсация их может происходить лишь при
нагревании или при добавлении кислых катализаторов.
При различных соотношениях фенола и формальдегида в щелоч¬
ной среде образуются только термореактивные смолы, причем в слу¬
чае недостатка альдегида часть фенола остается растворенной в смоле
(в виде так называемого «свободного фенола»).
Таким образом, в зависимости от химического строения сырья, мо¬
лярного соотношения фенол : альдегид и характера катализатора об¬
разуются два типа смол:, термопластичные (новолачные) и термореак¬
тивные (резольные).
ОН
ОН
НО Н2С—с н2о Н
Н О Н2С—^jj—с н2о н
'Ч/
СН2ОН
НОВОЛАЧНЫЕ СМОЛЫ
Новолачные смолы получают конденсацией формальдегида как
с три-, так и с дифункциональными фенолами в присутствии кислого
катализатора. Трифункциональные фенолы необходимо брать в избытке.
Закономерности поликондеисации фенолов с альдегидами 425
Обычно молярное соотношение фенол : формальдегид составляет
6 : 5 или 7 : 6. Уменьшение избытка фенола приводит к образованию
резольной смолы даже в кислой среде, а увеличение его снижает моле¬
кулярный вес смолы. Лишь при значительном избытке формальдегида
(2—2,5 моль альдегида на 1 моль фенола) в присутствии сильных кис¬
лот образуются смолы, которые после удаления избытка формальде¬
гида и кислоты подобны новолачным, так как они не отверждаются
при нагревании [6] Добавление небольшого количества основного ка¬
тализатора способствует быстрому переходу смол в неплавкое и нерас¬
творимое состояние.
На основании многочисленных исследований был сделан вывод
о том, что образованию новолачных смол предшествует образование
диоксидифенилметанов В результате реакции формальдегида с фено¬
лом получается смола:
2С6Н60Н + СН20 —> НОС6Н4СН2С6Н4ОН
нос6н4сн2с6н4он + сн2о + с6н5он —>■
—* НОС6Н4СН2С6Н3(ОН)СН2С6Н4ОН и т. д.
Новолачные смолы состоят из разветвленных молекул различной
длины. Разветвления возникают вследствие соединения коротких це¬
пей посредством метиленовых мостиков в о- и и-положении к гидрок¬
силу фенольного ядра. Средний молекуляр¬
ный вес новолака может быть определен
по формуле:
М = 94 А/(А — 106)
где М — средний молекулярный вес смолы;
А — выход безводной смолы (в г на
1 моль прореагировавшего альде¬
гида).
Молекулярный вес новолачной смолы
увеличивается с повышением отношения
формальдегид : фенол [7], но даже при зна¬
чительном избытке фенола (например,
10:1) не удается получить только диокси-
дифенилметан, а образуются более высоко¬
молекулярные продукты [8—11]. Зависи¬
мость молекулярного веса смолы от моляр¬
ного отношения фенол : формальдегид пред¬
ставлена на рис. 98.
При фракционировании смолы экстракцией водной щелочью или
осаждением водой из спиртовых растворов обнаруживается большой
разброс молекулярных весов отдельных фракций. Например, из смолы
со средним молекулярным весом 642 можно получить ряд фракций с
молекулярным весом 210—1270, что соответствует 2—12 фенольным
остаткам. Многими исследователями было показано, что в новолаках
фенольные ядра связаны только метиленовыми мостиками [2, 9,
12—15]. Гидроксильные группы не участвуют в реакции образования
смолы, а эфирные группы почти отсутствуют.
Итак, образование новолачной смолы может быть представлено'
в следующем виде [16—18]:
(п+ 1)С6Н60Н + пСН20 —► H[C6H3(0H)CH2J„C6H40H + wH20
где п — степень поликондеисации (обычно п = 4 — 8).
С4Н5ОН: СН20
Рис. 98. Зависимость молек} -
лярного веса новолачной смолы
от молярного отношения фе¬
нол : формальдегид.
426
Гл. 22. Новолачные и резо.гьные смолы
На основе некоторых алкилированных фенолов, например n-кре¬
зола, получаются новолачные смолы линейного строения (ортоново-
лаки). Это объясняется тем. что п-крезол может уплотняться лишь
в о-положении к гидроксилу. Состав новолака выражается следующей
общей формулой:
ОН
-ОН
он
1
1
СН2—
j
ЛпСН2~
)\
1 II
V
1
< н
1
У
£
-и
_ СН3
п СН
В зависимости от условий получения новолачные смолы разли¬
чаются по фракционному составу, величине молекул и их разветвлен¬
ное™, а следовательно по температуре плавления, содержанию свобод¬
ного фенола, растворимости и вязкости растворов. Цвет смолы зави¬
сит от чистоты сырья и от применяемого катализатора. Минеральные
киелрты (соляная и серная) вызывают потемнение смол, а органиче¬
ские (например, щавелевая) применяются для получения светлоокра¬
шенных продуктов.
Для получения новолачмых смол, кроме формальдегида и других
альдегидов, можно применять гексаметилентетрамин [4, 19—22]. При
нагревании в спиртовой среде фенола с уротропином в соотношении
12-1 получаются новолачные смолы, содержащие азот, по-видимому,
в виде диметилениминных групп —СН2—-\ТН—СН2—. Эта реакция
также сопровождается выделением аммиака.
Опыт показывает, что если новолачные смолы и смолы, получен¬
ные на основе о- и гс-алкилзамещенных фенолов, нагревать при 200—
280° С, они способны, хотя и очень медленно, переходить в неплавкое
и нерастворимое состояние. Это явление можно объяснить, предпола¬
гая возможную активацию водорода фенольного ядра в ^-положении
и участие гидроксильных групп фенолов в образовании эфирных
связей.
Наличие свободных реактивных центров в новолачной смоле (в о-
и «-положении к гидроксилу фенольного ядра) определяет способность
этих смол переходить в неплавкое и нерастворимое состояние при об¬
работке формальдегидом или уротропином [23—25]. Отверждение ново-
лачных смол сопровождается образованием метиленовых и диметилен¬
иминных групп.
РЕЗОЛЬНЫЕ СМОЛЫ
Резольные смолы обычно получают при конденсации фенола с из¬
бытком формальдегида в присутствии оснований и кислот. В присут¬
ствии оснований смолы получают при молярном отношении фенол :
: формальдегид 6 : 7, причем с 1 моль прореагировавшего фенола
связывается до 1,5 моль формальдегида. Образуются моно-, ди- и триме-
тилолфенолы (фенолоспирты), а часть фенола остается непрореагиро¬
вавшей. На количество присоединенного формальдегида большое влия¬
ние оказывает природа катализатора: в присутствии сильных основа¬
ний (NaOH, КОН) в реакцию вступает больше формальдегида, чем
в присутствии аммиака, т. е. образуется больше ди- и триметилолфе-
нолов.
При низких температурах (20—60° С) в щелочной среде образо¬
вавшиеся фенолоспирты не вступают в дальнейшую реакцию конден¬
сации [18, 26]. Более высокие температуры (выше 70° С) способствуют
взаимодействию фенолоспиртов друг с другом по схеме:
Закономерности поликонденсации фенолов с альдегидами 427
он ОН он он
II II
/\гсн2он , |^\-СН2ОН -НгО, j/\_CH2-j^|-CH2OH
V у ч/ у
СН2ОН СН2ОН
он он ОН СН2ОН
I III
A-СН2ОН НОСН2—<^\-СН2°Н ~Н2° f^\r'СИ2~<\_/ 1°н
ч/ + ч/ ~4" ч/ “I
ОН ОН ОН СН2ОН Сн2°н
II I J
^\-сн2-^Ч|ГСН2°Н + Л_СН2_\=/_ОН —>
ч/ Vх Г
I СН2ОН
СН2ОН
ОН ОН ОН СН2ОН
I I I J
, /\-CH2-^\-CH=WCH2_\_/_OH и т- д-
V 'ч/ I
I СН2ОН
СН2ОН
Резольная смола — смесь сравнительно низкомолекулярных линей¬
ных и разветвленных продуктов. Молекулярный вес их изменяется от
400 до 800—1000. Общая формула резольных смол следующая [9, 16, 18]:
Н ГС6Н2 (ОН)—СН2-| — ГС6Н3 (ОН) СН2П ОН
Lch2oh \m L
где n + m = 4 -и 10, a n = 2 + 5.
Содержание кислорода в резольной смоле в ~1,4 раза больше,
чем в новолаке. Значит, кроме ОН-групп, в смоле имеются метилоль-
ные и другие кислородсодержащие группы. Петров [27] считает, что
в резольной смоле, полученной в присутствии едкого натра или едкого
кали, имеется некоторое количество простых эфирных связей —СН2—
—О—СН2—, так как при нагревании ее выделяется формальдегид.
В случае применения менее активного катализатора, например аммиа¬
ка, простые эфирные связи не возникают и при нагревании смолы до
200° С формальдегид не выделяется.
Нагревание способствует постепенному переходу смолы сначала
в резитол, а затем в резит [28], содержащие поперечные связи. Коли¬
чество таких связей в резитоле невелико и зависит от интенсивности и
длительности нагревания.
Некоторые исследователи [28], рассмотрев изменение физико-меха¬
нических свойств резольных смол в процессе отверждения, склонны
рассматривать отверждение как суммарный процесс возникновения
полимерных цепей вследствие образования метиленовых и эфирных
мостиков между молекулами смолы, их термического распада по месту
лабильных эфирных мостиков при более высоких температурах отвер¬
ждения, сопровождающегося отщеплением формальдегида, и рекомби¬
нацией возникших активных центров. Скорость отверждения и молеку¬
лярная структура полученных смол определяется не только особенно¬
стями исходной резольной смолы, но в значительной мере зависит и от
характера низкомолскулярных примесей (особенно воды), присутствую¬
щих в смолах.
428
Гл. 22. Новолачные и резольные смолы
Резитол может быть полностью растворен во многих растворите¬
лях, например циклогесаноне, феноле, лиоксане, крезоле, нормальном
бутиловом спирте и др. [29—31], но только в таких, температура кипе¬
ния которых выше 100° С при этом разрушаются поперечные связи.
Растворимость зависит от размеров образцов: мелко измельченный ре¬
зитол (кусочки до 1 мм) растворяется полностью. Этот процесс вклю¬
чает диффузию молекул растворителя в образец, приводящую к его
быстрому набуханию и замедлению отверждения.
Большое влияние на растворимость резитолов оказывает скорость
повышения температуры Быстрое повышение температуры, например
до 150—160° С, в условиях, когда смола еще не набухла в раствори¬
теле, приводит к увеличению числа поперечных связей и прекращению
растворения смолы. Длительное нагревание приводит к полному рас¬
творению резитола.
Отвержденная резольная смола (резит) отличается от резитола
наличием большего числа поперечных связей, но количество их все же
не может быть очень большим, так как модуль упругости резитов
в 10—20 раз меньше модуля упругости низкомолекулярного силикат¬
ного стекла. При большом количестве поперечных связей модули упру¬
гости резитов и обычных низкомолекулярных стекол должны быть
близки по величине.
В стадии резита пространственная сетка образуется не только хи¬
мическими (метиленовыми), но и физическими (водородными) свя¬
зями. Последние разрушаются при высоких температурах, что приво¬
дит к появлению некоторой эластичности, исчезающей при охлажде¬
нии.
В определенных условиях (при высокой температуре и длительном
нагревании) тонко измельченный резит можно превратить в новолач-
ную смолу, обработав избытком фенола. В этом случае происходит
разрыв химических связей между молекулами и образуются новые
связи с фенолом.
Строение резита можно представить следующим образом:
СН2
ОН
СН2
I
сн2
он
он
сн2
| он
сн2
| он
А
OH I
_^\/СН2ОН
I 'Ч/
ОН I
сн2
см
Закономерности поликонденсации фенолов с альдегидами 429
В отвержденной смоле остается определенная часть свободных
метилольных групп, которые при дополнительном длительном нагрева¬
нии при высокой температуре реагируют друг с другом и смолой; в ре¬
зультате образуются новые химические связи.
Не все метилольные группы отличаются стабильностью. По теории
Хулче, наиболее стабильны группы, находящиеся в орто-положенин
к фенольному гидроксилу, что связано с образованием шестичленных
колец за счет водородной связи. Схематически это может быть пред¬
ставлено следующим образом:
Водородная связь образуется благодаря протоновому мостику ме¬
жду атомами кислорода гидроксильной и метилольных групп. При вы¬
соких температурах эта физическая связь разрушается. МетиЛольная
группа, находящаяся в n-положении к фенольному гидроксилу, в обра¬
зовании водородной связи не может участвовать, она малоустойчива
к повышению температуры и в первую очередь вступает в реакцию
конденсации. Как уже было показано, соотношение о- и п-метилольных
групп в начальных продуктах конденсации фенола с формальдегидом
определяется соотношением исходных продуктов реакции и концентра¬
цией водородных ионов (pH среды).
Приведенная теория строения и образования резола и резита в до¬
статочной степени соответствует основным экспериментальным данным
и находится в согласии с физическими и химическими свойствами про¬
дуктов. Но имеется еще ряд неясных, экспериментально не подтвер¬
жденных положений, которые приводят к возникновению различных
точек зрения на отверждение резольных и новолачных смол.
Многочисленные споры вызывают следующие вопросы: 1. Уча¬
ствуют ли гидроксильные группы фенолов в образовании химических
связей? 2. Образуются только о- и n-метилольные производные фенола,
и не образуются ли ж-метилолфенолы? 3. Только ли метиленовые свя¬
зи возникают между фенолами в смоле? 4. Связывается ли азот и как
он связывается при отверждении новолачной смолы уротропином? и т. п.
Несмотря на многочисленные исследования в области отверждения
резольных и новолачных смол (работы Рашига, Ваншейдта, Петрова
и др.), единого ответа на перечисленные вопросы пока не существует
и правильность многих предположений не доказана.
Все приведенные условия получения новолачных и резольных смол,
а также цх превращений можно представить следующей схемой.
Новолачная смола может быть получена при pH < 7 при взаимо¬
действии трифункциональных фенолов с высшими насыщенными аль¬
дегидами, бифункциональных фенолов с формальдегидом или три¬
функциональных фенолов с формальдегидом в условиях недостатка
последнего.
Резольная смола может быть получена при pH > 7 путем взаимо¬
действия трифункциональных фенолов с формальдегидом или с нена¬
сыщенными альдегидами, а также при pH <7 из трифункциональных
фенолов и формальдегида в условиях избытка последнего.
Новолачная смола превращается в резольную при обработке форм¬
альдегидом (в случае получения новолака на основе трифункциональ¬
ных фенолов), а резольная смола — в новолачную пои обработке фе¬
нолом в кислой среде.
ОН
О—Н
430
Г л. 22. Ново.тчные и резольные смолы
Новолачные и резольные феноло-формальдегидные смолы, как
было указано выше, сравнительно низкомолекулярные. В последнее
время из некоторых замещенных фенола и формальдегида в специаль¬
ных условиях удалось получить высокомолекулярные продукты (орто-
новолаки). Так, из n-хлорфенола и формальдегида образуются я-хлор-
феноло-формальдегидные высокомолекулярные смолы следующего
строения [32]:
- ОН - ОН
I I
н /^\ PH
I II I II
Y Y
С1 CI
Аналогичные продукты получаются в результате поликонденсации
о-хлорфенола с формальдегидом при 150° С в присутствии бис-(2-эток-
сиэтил) эфира как растворителя и п-толуолсульфокислоты в качестве
катализатора [33]. Основными условиями такого синтеза являются вы¬
сокая концентрация реагентов и небольшой избыток формальдегида
(0,5—1%). Хлорфеноло-формальдегидные смолы легко отверждаются
с помошью уротропина и параформальдегида.
Производство новолачных смол
Феноло-формальдегидные смолы новолачного типа могут быть по¬
лучены как периодическим, так и непрерывным методом. Сырьем слу¬
жат формальдегид и фенол, причем последний употребляется также
и в смеси с другими фенолами или анилином. Исходное сырье, рецеп¬
тура и технология многочисленных марок смол, выпускаемых промыш¬
ленностью, различны, но все же имеются общие закономерности про¬
цесса конденсации. В табл. 83 представлены некоторые марки новолач¬
ных смол, на основе которых изготовляются пресспорошки общего
назначения [34].
ТАБЛИЦА 83
Новолачные смолы, употребляемые в производстве пресспорошков
Марка
смолы
Название
Сырье
Катализатор
15
Феноло-формальдегидная
Фенольная фракция, формаль¬
Соляная кис¬
дегид
лота
18
» »
Фенол, формальдегид
То же
17
Феноло-ксиленоло-формальде-
Фенол, ксиленол, формальде¬
гидная
гид
115
То же
То же
»
19
Феноло-крезоло-формальде-
Феноло-крезольная фракция,
гидная
формальдегид
20
То же
Фенол, крезол, формальдегид
103
»
То же
»
118
Феноло-крезоло-фурфурольная
Фенол, крезол, фурфурол
Г идроокись
бария, ед¬
кий натр
Рецептура сырья для изготовления смол следующая (в вес. ч.):
Фенол или фенольное сырье 100
Формальдегид 26,5—27,5
Соляная кислота (плотность 1,19 г/см3)
1-я порция до pH = 1,6—2,3
2-я порция 0,056
Олеиновая кислота 1,5—2
Производство новолачных смол
431
феноло-крезоло-фурфурольная смола М-8 готовится по такой ре¬
цептуре (в вес. ч.):
Фенол . . 70
Крезол 30
Фурфурол 80
Гидроокись бария 1
Едкий натр 1,5
Олеиновая кислота 3,5
Технологический процесс получения твердой новолачной смолы со¬
стоит из стадий подготовки, загрузки и конденсации сырья, сушки
смолы, ее слива, охлаждения и измельчения. Процессы конденсации и
Фенол Фенольная Крезол псиленол Дни лип формалин
ъгхтх мн
к SaKt/e/Hif~L
кислота Ла
Соляная
г¥Т
.—Храр
Вода -
Cyxaf) смола
на оклад *
ЗосЬ.
Конденсат
j гозь/
л- ЗентиЛЯтару
Рис. 99. Схема производства новолачных феноло-формальде-
гидных смол периодическим методом.
1—6, 10— весовые мерники; 7— реакционный аппарат; S— нагревательный
шкаф; 9, // — напорные баки; /2 —мерник (весовой или объемный); 13 — кон¬
денсатор; 14— вакуумный приемник; 15 — камера для охлаждения смолы.
сушки смолы осуществляются в одном аппарате [4, 35—37]. Схема
производства новолачных феноло-формальдегидных смол показана на
рис. 99 [4].
Подготовить сырье [36, 37] — значит заполнить им цеховые храни¬
лища и поддерживать его в состоянии, пригодном для загрузки в
варочный котел (безводный фенол — в расплавленном состоянии, фор¬
малин без осадка параформа). Фенол обычно транспортируется в сталь¬
ных железнодорожных цистернах или в оцинкованных стальных бара¬
банах. Для перегрузки в цеховые хранилища кристаллический фенол
подвергается плавлению паром через змеевик прямо в цистернах;
432
Гл. 22. Новолачные и пезо гьные смолы
фенол из барабанов расплавляют в специальных плавителях горячим
фелолом. глухим паром через змеевики или острым паром. Горячий
фенол и глухой пар позволяют получать безводный, а острый пар —
водный фенол.
Расплавленный безводный фенол собирается в стальные храни¬
лища емкостью 50—250 м3, снабженные змеевиками для нагревания и
центробежным насосом для рециркуляции фенола и подачи его в ве¬
совой мерник. Водный фенол очень удобрю транспортировать и сли¬
вать, так как температура кристаллизации его при содержании 15%
воды —6,1°, а при 10% воды —10,7° С. Установлено, что 10—15% со¬
держание воды в феноле практически не сказывается на реакции кон¬
денсации при употреблении 40%-ного формалина.
Другие типы фенольного сырья (фенольная фракция, крезол, кси-
ленол), будучи жидкими продуктами, транспортируются в цистернах
или в бочках. В цеховые хранилища они подаются центробежными на¬
сосами. Для некоторых марок смол используется комплексное феноль¬
ное сырье, например фенол и крезол. Поэтому можно заранее готовить
такую смесь нужного состава и держать ее в соответствующем хра¬
нилище.
Формалин поступает на завод в алюминиевых железнодорожных
цистернах, откуда подается в цеховые хранилища емкостью 20—50 м3
с помощью вакуума или центробежных насосов. Хранилища должны
быть снабжены паровыми змеевиками для нагревания и растворения
выпавшего параформа (параформальдегида). Кроме того, растворе¬
нию осадка способствует периодическое перемешивание формалина
с помощью центробежного насоса или лопастных мешалок, которыми
иногда снабжаются хранилища.
Все основные виды сырья загружаются в варочный 'котел через весовые мерники
1 6 к 10 (рис. 99), представляющие собой цилиндрические аппараты со сферическим
днищем емкостью 1 -3 м3. Конденсацию фенолов и формальдегида проводят в реак¬
торе 7. В перемешанное сырье добавляют катализатор (соляную кислоту) из мерника
12 в таком количестве, чтобы достичь pH = 1,6—2,3. В зависимости от характера фе¬
нольного сырья и марки получаемой смолы pH изменяется, но в указанных пределах:
Смесь нагревают до 55—65е С за 30—40 мин, а затем подачу пара прекращают,
так как температура смеси повышается самопроизвольно за счет теплоты реакции.
Конденсатор 13 при этом должен быть включен для конденсации паров и слива жид¬
кости в реактор 7. При конденсации фенола с формальдегидом выделяется тепло
140 ккал иа 1 кг фенола, вступившего в реакцию с формальдегидом [38].
При достижении температуры в котле 98—100е С, когда смесь закипает, мешалку
останавливают и в рубашку котла подают воду для охлаждения с таким расчетом,
чтобы смесь слабо кипела. Через 20 мин после начала кипения включают мешалку и
вводят вторую порцию катализатора (0,056 вес. ч. на 100 Еес. ч. фенольного сырья).
Через 25 мин после введения второй порции катализатора в рубашку аппарата 7
подается пар под давлением 1,0—1,5 ат, и кипение поддерживают еще 50 мин, после
чего подачу пара прекращают и берут пробу для определения плотности смеси. Ка¬
ждая марка смолы имеет определенную плотность, например:
Марка смолы
pH
15 и 18
17
20
1.6—1,9
1,9—2,3
1.7—2,0
Марка смолы
Плотность, г\смъ
15
17
20
18
1,17
1,175
1.19
1.20
Если плотность ниже требуемой величины, то смесь выдерживают при кипении
до достижения предельного значения. На этом конденсацию заканчивают и конденса¬
тор 13 переключают таким образом, чтобы конденсат поступал в приемник 14.
Производство резольных смол
433
Практически начало кипения определяют по появлению конденсата в фонаре,
становлением на сливной трубе после конденсатора. Кроме того, при хорошей
■ к.вещенности внутри котла кипение можно наблюдать по состоянию поверхности
■акнионной смеси (при остановленной мешалке).
Плотность и вязкость реакционной смеси за период от начала нагревания до
момента кипения изменяется незначительно. Первичные продукты конденсации имеют
низкий молекулярный вес и хорошо растворяются в формалине. Но по мере протека
ния реакции образуются более высокомолекулярные продукты, плохо растворяющиеся
в воде. Реакционная смесь расслаивается на более тяжелый смоляной слой и над-
(мольную воду, состоящую главным образом из воды и непрореагировавших фенола
и формальдегида
Анализ реакционной смеси на содержание фенола и формальдегида в течение
всего процесса конденсации показывает, что за ~ 60 мин кипения количество непро¬
реагировавших фенола и формальдегида уменьшается незначительно, не вязкость
смолы увеличивается вследствие совместной конден¬
сации более низкомолекулярных продуктов. Т, С
Контролировать процесс варки смолы очень 120
удобно по температурным кривым процесса. Запись
температуры на протяжении всего процесса облег¬
чает управление последними и позволяет путем
сравнения со стандартной кривой установить, на¬
сколько точно выдержан технологический режим.
Примерная температурная кривая варки и сушки
смолы представлена на рис, 100.
Сушка смолы заключается в удалении из нее
воды, метилового спирта, формальдегида, летучего
катализатора, некоторых побочных продуктов реак¬
ции и части непрореагировавшего фенола. Этот про¬
цесс начинается с постепенного создания остаточ¬
ного давления 350—410 мм рт. ст. и подачи пара в
рубашку аппарата 7. В начальный период сушки об¬
разуется большое количество паров воды, но в даль¬
нейшем, по мере обезвоживания смолы, интенсив¬
ность испарения уменьшается и температура смолы
постепенно растет. После достижения требуемого
значения температуры каплепадения сушка заканчи¬
вается. Выход смолы достигает 105—110% от веса
исходного фенола. е —слив смолы.
Если следующий технологический процесс переработки смолы требует присут
ствия в ней смазочного вещества, то последнее (например, олеиновая кислота) вво¬
дится в смолу из весового мерника 10 в конце процесса сушки. В смоле всегда
остается часть непрореагировавшего фенола. Такой свободный фенол пластифицирует
смолу и снижает ее температуру размягчения.
Требования к новолачным смолам различных марок [15, 17, 18 и 20]
следующие:
Температура каплепадения по Уббе-
лоде, °С 95—105
Вязкость 50%-ного спиртового рас¬
твора, спз 70—160
Содержание фенола, не более 9
Содержание свободного фенола в новолачной смоле можно снизить,
если в процессе сушки производить отгонку фенола острым паром. Сна¬
чала сушка производится как описано выше. Часть фенола удаляется
в вакууме вместе с водяным паром, с которым он легко перегоняется.
Но по мере удаления основной массы воды, условия отгонки фенола
резко ухудшаются. На практике после 1,5—2,5 ч сушки в вакууме че¬
рез барботер, установленный в нижней части котла, в течение 2,5—3 ч
подается острый пар. Затем снова включается вакуум, и продувка па¬
ром продолжается до тех пор, пока температура каплепадения не до¬
стигнет требуемой величины.
Слив, охлаждение и измельчение являются наиболее трудоемкими
и мало механизированными операциями в производстве сухих смол.
Чаще всего смолу сливают на охлаждаемые вращающиеся барабаны
Рис. 100. Температурная кри¬
вая получения новолачной
смолы:
аб — загрузка сырья и катализатора;
бв — нагревание смеси до кипения;
вг — период кипения; гд~ охлаждение
смолы под вакуумом; де — сушка;
28 А. Ф. Николаев
434
Гл. 22. Ново ючные и резо :ьные смолы
и в противни. Из котла по трубе, обогреваемой паром, смола поступает
на барабан и застывает в виде тонкой, легко снимаемой пленки. При
сливе в противни последние устанавливаются один под другим в ка¬
мере 15 (см рис. 99). Все они, за исключением нижних, снабжены
переливными трубами. Небольшая высота противней (80—120 мм)
обеспечивает удаление выделяющихся паров и газов и переливание
смолы с верхнего противня на нижележащий. Когда противни одного
ряда заполнены, смола подается на верхний противень второго ряда.
Камера снабжена вытяжной вентиляцией. После полного охлаждения
противни на электрокарах транспортируются к месту, где производится
измельчение
Новолачную смолу можно также сливать в один большой проти¬
вень— металлическую коробку емкостью до 2 л3,— по форме напоми¬
нающий прямоугольную усеченную пирамиду. На дно коробки перед
сливом смолы укладывают решетку из прочных цепей, концы которых
выводят наружу и соединяют металлическими кольцами. Когда смола
затвердевает, кольца зацепляют крюком тельфера и вытаскивают ре¬
шетку со смолой. Смола легко стряхивается с цепей кусками и затем
подается на измельчение.
Представляет значительный интерес способ слива, при котором
расплавленная смола тонким слоем стекает по наклонному желобу. На
падающую с желоба струю подается через узкое отверстие воздух под
давлением 3—5 ат. Он разрывает струю на тонкие нити, которые охла¬
ждаются и падают на дно сливной камеры, где расположен горизон¬
тальный шнек, который измельчает смоляные нити и выводит их из
камеры.
Новолачные смолы благодаря их хрупкости легко дробить и из¬
мельчать в аппаратах ударного действия (дробилках и мельницах).
Степень измельчения смолы, применяемой для изготовления пресспо¬
рошков, должна быть такой, чтобы до 30% порошка проходило через
сито 025 (540 отверстий на 1 см2). Смолу более крупного помола не¬
возможно переработать в однородный пресспорошок, она плохо взаи¬
модействует с уротропином и вытекает в расплавленном состоянии.
При более мелком помоле затрудняется последующая обработка на
вальцах.
Обычно смолу измельчают на ударно-крестовой дробилке для сред¬
него и мелкого измельчения. Смолу равномерно подают в бункер дро¬
билки, где она измельчается, ссыпается в приемник и норией (ковшо¬
вым элеватором) подается в разгрузочный бункер, после чего упако¬
вывается в мешки или другую тару.
Измельчение смол относится к категории взрывоопасных произ¬
водств, так как смоляная пыль образует с воздухом взрывчатые смеси.
Опасность взрыва возрастает с увеличением степени помола. В этих
цехах нельзя работать с огнем и применять машины и устройства, до¬
пускающие образование искры. Осветительная арматура и электрообо¬
рудование должны быть только во взрывобезопасном исполнении.
Наиболее целесообразно применять реакторы емкостью 5—10 мг,
выполненные из никеля, ЭИ 432, ЭИ 403, биметаллов: сталь-никель и
сталь-медь [39]. Аппарат представляет собой сварной сосуд цилиндри¬
ческой формы со сферическим дном и крышкой, снабженный паровой
рубашкой. Конструкция днища обеспечивает полный слив высоковяз¬
кой смолы и наименьшую нагрузку на лопасти мешалки. Отношение
высоты к диаметру для цилиндрической части составляет 0.6 для ап¬
парата в целом 1,1. Рубашка реактора рассчитана на давление 15—20 от
(для котлов, в которых производится термообработка смолы при тем-
Производство резольных смол
435
.юратурах до 180° С) и может быть выполнена как сплошной, так и-
-чейковой с анкерными связями. Высота рубашки определяется уров¬
нем жидкости в котле в начале процесса при заполнении котла сырьем
на 65—70%.
Перемешивание реакционной смеси осуществляется вертикальной
рамно-якорной мешалкой при скорости 30 об/мин. Привод ее осуще-
гтвляется через редуктор от индивидуального мотора. Смола сливается
через специальный клапанный затвор.
Фенол
Рис. 101. Схема производства новолачных феноло-формальдегидных
смол непрерывным методом:
1 — колонна для конденсации сырья; 2, 5, 8 — холодильники; 3—смотровые фонарн;
■/—колонна для сушки смолы; 6—сборник конденсата; 7 —аппарат для термообра¬
ботки; 9— приемник.
В производстве феноло-альдегидных смол применяются поверх¬
ностные трубчатые конденсаторы, охлаждаемые водой. Они предста¬
вляют собой систему стальных или медных трубок в стальных трубча¬
тых решетках, вставленную в стальной кожух и закрытую с обоих кон¬
цов стальными обечайками. Трубки должны выниматься из кожуха
конденсатора вместе с решетками, в которых они развальцованы. По¬
верхность охлаждения должна составлять 10—15 м2 на 1 м3 объема
котла. Трубки для лучшей теплопередачи следует делать тонкостен¬
ными, из меди. Для удобства монтажа, чистки и ремонта конденсатор
ставится под углом 20—30°. Охлаждающая вода поступает снизу в меж-
трубное пространство конденсатора и движется вверх, омывая наруж¬
ную поверхность всех трубок. Пары, наоборот, поступают внутрь тру¬
бок сверху и, сконденсировавшись, стекают вниз.
Производство новолачных смол непрерывным методом осуще¬
ствляется в аппаратах идеального смешения, представляющих собой
28*
436
Гл. 22. Новолачные и резольные смолы
либо батарею из последовательно соединенных аппаратов, либо верти¬
кальную колонну, состоящую из трех или четырех секций (царг), от¬
деленных друг от друга перегородками [4]. В каждом аппарате или
в каждой секции процесс конденсации фенола с формальдегидом про~
текает ступенчато. Состав реакционной смеси изменяется от аппарата
к аппарату. Движущей силой процесса является разность концентра¬
ций исходных компонентов в смеси, поступающей в аппарат и нахо¬
дящейся в нем. Эта разность постепенно уменьшается от первого ап¬
парата к последнему. Количество реакционной смеси, подаваемое в аг¬
регат в единицу времени, соответствует количеству отбираемой смолы.
По одному из методов непрерывный процесс производства новолачных смол мо¬
жет быть осуществлен следующим образом (рис. 101). В колонну 1 при помощи
дозировочных насосов подаются расплавленный фенол и формалин, а в секции не¬
прерывно поступает из дозатора соляная кислота.
К каждой секции присоединен холодильник 2. Реакционная смесь нагревается
паром, подаваемым в рубашки секций. Через смотровые фонари 3 наблюдают ход
конденсации паров воды. Эмульсия смолы из колонны 1 непрерывно подается в сушиль¬
ную колонну 4, по конструкции аналогичную колоине I. Пары, выходящие из секций ко¬
лонны, охлаждаются в холодильнике 5, конденсируются, и конденсат собирается
в сборнике 6.
После сушки новолачная смола сливается для охлаждения или подается на тер¬
мообработку в аппарат 7, обогреваемый динилом Пары воды и фенола конденси¬
руются в холодильнике 8, и конденсат поступает в приемник 9.
В случае использования батареи реакционных аппаратов каждый
аппарат соединяется с обратным холодильником и соседним аппара¬
том с помощью переливнои трубы. После окончания конденсации
эмульсия смолы переводится в батарею сушильных аппаратов, соеди¬
ненных с прямым холодильником. При любом аппаратурном оформле¬
нии непрерывного производства предусматривается доведение реак¬
ционной смеси в первой секции или в первом аппарате до температуры
кипения реакционной смеси. Сушку смолы целесообразно проводить
в тонком слое в теплообменных многоходовых аппаратах при высокой
температуре.
При производстве новолачных смол описанными методами могут
быть автоматизированы лишь контроль и регулирование температуры,
расхода, уровня, давления, вакуума и других параметров. Полная ав¬
томатизация непрерывного процесса, включающая автоматический кон¬
троль и регулирование соотношения фенола с формальдегидом и до¬
зировки катализатора в реакционную смесь, а также программное ре¬
гулирование процессов конденсации и сушки смолы по изменению
физико-химических параметров реакционной смеси, например вязкости,
электропроводности, коэффициента рефракции и др. [40], на основе
этих методов невозможна.
Для автоматизации производства феноло-формальдегидных смол
новолачного и резольного типов с целью их программного регулиро¬
вания необходимо вести процесс конденсации фенола не с водным
формальдегидом (формалином), а с газообразным. При этом можно
повысить температуру реакции до 120° С, значительно снизить продол¬
жительность сушки смолы и увеличить съем ее благодаря повышению
концентрации реагирующих веществ в реакционной смеси. Пути авто¬
матизации периодического и непрерывного методов производства смол
рассмотрены в работе [40].
Свойства новолачных смол
Феноло-формальдегидные новолачные смолы (например, марки 15,
18) имеют цвет от светлого до темно-коричневого. Плотность их около
Свойства новолачных смол
437
'.2—I 22 г/смг. Такие смолы способны многократно плавиться и вновь
отвердевать, хорошо растворяются в спирте и ацетоне В неплавкое
С(Хггояние при 180—200° С смола переходит медленно. Температура
плавления, вязкость и скорость отверждения смолы при хранении из¬
меняются мало.
Все показатели, по которым выпускают смолы, не характеризуют
в полной мере свойств новолачных смол. Известно, что смолы, получен¬
ные при различном исходном соотношении фенол : формальдегид, обла¬
дают и различными свойствами, которые сказываются на условиях
тереработки и физико-механических показателях изделий. Увеличение
содержания формальдегида (но не более 28 г на 100 г фенола) приво¬
дит к повышению температуры размягчения смолы, среднего молеку¬
лярного веса и скорости отверждения. Более длительная конденсация
также способствует повышению среднего молекулярного веса и более
полному связыванию фенола с формальдегидом. Продолжительная
термическая обработка и ее конечная высокая температура повышают
температуру размягчения и молекулярный вес смолы и снижают оста¬
точное содержание фенола в ней.
Молекулярный вес новолачной смолы может быть определен крио-
скопическим или спектральным методом. В первом варианте промыш¬
ленные образцы смол дают заниженные результаты из-за присутствия
остаточного фенола и воды, а во втором — по количеству концевых
групп удается получить более надежные результаты [41].
Одной и той же температуры каплепадения можно достичь, увели¬
чивая в реакционной смеси отношения формальдегид : фенол и повы¬
шая конечную температуру сушки. Но смолы с одинаковыми темпера¬
турами плавления могут различаться по скорости отверждения и мо¬
лекулярному весу. При большем отношении формальдегид : фенол
смола всегда имеет большие молекулярный вес и скорость отвер¬
ждения.
При одинаковой вязкости растворов смолы будут иметь разную
температуру каплепадения, если они были получены при разном исход¬
ном отношении формальдегид: фенол.
Свойства феноло-крезоло-формальдегидных смол, например ма¬
рок 19, 20, 103, в значительной мере определяются соотношением
изомеров в трикрезоле. Для получения смол, быстро переходящих в не¬
плавкое и нерастворимое состояние, необходимо иметь крезол с повы¬
шенным содержанием ж-крезола, так как п- и о-крезолы дают только
плавкие и растворимые смолы. Особенно нежелателен о-крезол, кото¬
рый резко снижает скорость отверждения прессовочных композиций.
Если бы можно было изготовить смолы только на основе м- и п-крезо-
лов, то они превосходили бы новолачные феноло-формальдегидные
смолы по скорости отверждения. Но присутствие о-крезола снижает
скорость отверждения, и поэтому прессматериалы на основе феноло-
крезоло-формальдегидных смол требуют повышенной на 15—25% вы¬
держки при прессовании, что снижает производительность прессового
оборудования.
Так как из шести изомеров, входящих в технический ксиленол,
только один (1,3,5-ксиленол) способен образовывать отверждающиеся
смолы, скорость отверждения феноло-ксиленоло-формальдегидных смол
ниже, чем феноло-формальдегидных. Присутствие моно- и бифунк¬
циональных ксиленолов придает смоле дополнительную пластичность,
что иногда важно при изготовлении изделий сложного профиля.
Конденсацией фенола с формальдегидом в присутствии катализа¬
тора— щавелевой кислоты (0,6 вес. ч. на 100 вес. ч. фенола) получают
438
Гл. 22. Ново тчные и резольные смолы
смолу идитол. Количество свободного фенола в ней снижают, продувая
ее острым паром. Повышение температуры сушки позволяет получить
смолу с более высокой температурой плавления. Например, смола для
пульвербакелита имеет температуру'каплепадения по Уббелоде 105—
120° против 95—105° С, характерной для обычных новолачных смол.
Снижение температуры сушки, напротив, позволяет получать легко¬
плавкие смолы. В промышленности получают ряд феноло-формальде¬
гидных смол на основе фенола и фенола с ксиленолом с температурой
плавления 42—50° С. Они имеют невысокий средний молекулярный вес
(вязкость 50%-ных растворов в спирте не превышает 100 спз), содер¬
жат некоторое количество воды и вследствие этого, обладая большой
текучестью, способны легко пропитывать наполнитель. Такие смолы
иногда называют эмульсионными и применяют для изготовления спе¬
циальных марок пресспорошков «монолитов».
Феноло-фурфурольные и феноло-крезоло-фурфурольные новолачные
смолы получают по несколько иной технологии. Поскольку одновремен¬
но с реакцией конденсации между фенолом с фурфуролом протекает и
реакция полимеризации самого фурфурола, в смесь приходится вво¬
дить много фурфурола. Феноло-фурфурольная и феноло-крезоло-фурфу-
рольная смолы представляют собой смеси различных продуктов.
В качестве катализатора при получении таких смол применяется
едкий натр или едкий барнй с едким натром. Количество катализатора
влияет на скорость реакции и выход смолы, но его значительное уве¬
личение (например, более 1,5% N'aOH) может вызвать переход смолы
в неплавкое и нерастворимое состояние Особенно это наблюдается
при 180° С, поэтому конденсация может быть проведена с меньшим ко¬
личеством катализатора [36].
При автоклавном способе приготовления феноло-фурфурольной
смолы в присутствии 0,75% NaOH процесс осуществляется следующим
образом. В автоклав сначала загружают фенол и водный раствор ед¬
кого натра, а затем уже фурфурол. Последний нельзя предварительно
смешивать с едким натром, так как под действием щелочи фурфурол
осмоляется. Кроме того, образуются продукты химического превраще¬
ния фурфурола (пирослизевая кислота, фуриловый спирт и др.), на¬
рушающие ход процесса и ухудшающие качество смолы. Загрузка
сырья может производиться при температурах до 100° С.
Реакция конденсации начинается сразу же при нагревании авто¬
клава; давление в нем постепенно повышается и доходит до 5 ат, что
соответствует 156—158° С; нагревание длится 60—75 мин После дости¬
жения давления в автоклаве 5 ат нагревание прекращают. За счет
тепла реакции конденсации повышается температура, и давление в
автоклаве достигает 10 ат (соответствует 184—186° С). При этих усло¬
виях в рубашку автоклава подается вода для охлаждения. После того
как давление, достигшее 12,5—13,5 ат, начнет снижаться, охлаждение
прекращают и подают пар под давлением 5—6 ат. Нагревание способ¬
ствует дальнейшему протеканию реакции при сравнительно постоян¬
ном давлении и 180е С. При более низкой температуре снижается вы¬
ход смолы, а при более высокой (190° С и выше) быстро растет ее вяз¬
кость и снижается текучесть. Выдержка длится 2,5 ч, затем подается
вода для охлаждения, и смола переводится на сушку при остаточном
давлении 400 мм рт. ст. Более глубокий вакуум не допускается из-за
большой склонности смолы к вспениванию, чему способствует щелоч¬
ной катализатор.
Применение комплексного катализатора, сначала гидроокиси ба¬
рия, как менее активного, а затем едкого натра, как более активного,
Производство резольных смол
439
способствует лучшей конденсации сырья. На • первой стадии, когда
много свободного фурфурола, гидроокись бария уменьшает расход его
на образование побочных продуктов, а во второй стадии добавление
едкого натра способствует дальнейшей глубокой конденсации началь¬
ных продуктов реакции.
Комплексный катализатор используется при изготовления феноло-
крезоло-фурфуролыюй смолы при атмосферном давлении. Процесс осу¬
ществляется после нагревания сырья до начала экзотермической реак¬
ции при 150° С. Пары воды, а вместе с ними часть паров фурфурола и
фенола охлаждаются в конденсаторе и поступают вновь в котел. На
некоторых производствах конденсат сначала отстаивается и после рас¬
слоения нижний слой, состоящий из фурфурола, фенола и небольшого
количества воды, сливается в котел, а верхний, состоящий из воды и
небольшого количества фурфурола и фенола, собирается в приемник.
Конденсацию продолжают до тех пор, пока температура в котле не
начнет снижаться. Тогда включают обогрев, создают вакуум и начи¬
нают сушку [42].
Сушку продолжают до тех пор, пока смола (например, марки 118)
достигнет температуры каплепадения 97—110°С. Вязкость 50%-ного
раствора смолы должна быть не менее 40 спз, а скорость отвержде¬
ния при 150° С и 10% уротропина 200—400 сек Феноло-крезоло-фур-
фурольная смола употребляется для изготовления пресспорошков по
вальцовому методу. Благодаря небольшой вязкости и высокой пла¬
стичности этой смолы наполнитель пропитывается ею значительно
лучше, чем феноло-формальдегидной смолой. Прессованные изделия из
нее имеют более однотонную и глубокую черную окраску.
Новолачные смолы применяются для изготовления быстропрессую-
щихся пресспорошков и других прессовочных материалов (с асбестом,
линтером и др.), спиртовых лаков и политур, изоляционных твердею¬
щих мастик, наждачных кругов для абразивной промышленности в ка¬
честве цементирующего средства.
Производство резольных смол
Для получения резольных смол применяется то же сырье, что и
для новолачных, но катализаторами служат щелочи (едкий натр, гид¬
роокись бария, гидроокись аммония). В зависимости от назначения
готовят как твердые, так и жидкие (эмульсионные) смолы. Для изго¬
товления пресспорошков пригодны и те и другие, но слоистые пла¬
стики и волокниты вырабатывают главным образом при использовании
спиртовых растворов твердых смол.
Производство резольных смол из-за склонности резола к переходу
в резитол отличается большей сложностью, чем производство новолач¬
ных смол. Для каждой марки смолы характерно строго определенное
время реакции поликонденсации. Если этот период удлинить, то по¬
вышается вязкость смолы и снижается время отверждения материала,
приготовленного на такой смоле, что часто является причиной недо-
оформления изделий в прессформе.
Технологический процесс получения резольных смол периодиче¬
ским методом аналогичен процессу приготовления новолаков и состоит
из тех же операций, за исключением термообработки. В табл. 84 пред¬
ставлены некоторые марки резольных смол, употребляемые в произ¬
водстве пресспорошков [34].
Рецептуры резольных смол включают от 30—40 вес. ч. формаль¬
дегида на 100 вес. ч. фенольного сырья в зависимости от типа смолы
440
Гл. 22. Ново гачные и резольные смолы
ТАБЛИЦА 84
Резольные смолы, употребляемые в производстве пресспорошков
Марка
смолы
Название
Катализатор
Внешний вид
21
Феноло-фор м ал ьдегидная
Аммиак
Эмульсия
-22
Крезол о-формальдегидная
Гидроокись бария
»
220
» »
Аммиак
Твердая
23
Феноло-крезоло-формальдегидная
Окись магния, едкий
»
211
Феноло-анилино-формальдегидная
ПО хр
Аммиак
»
214
» »
Окись магния
»
(твердая или эмульсионная). Приготовление твердой крезоло-формаль-
дегидной смолы может быть осуществлено следующим образом.
Смесь трикрезола с формалином (30 вес. ч. формальдегида на 100 вес. ч. три-
крезола), загруженная в реактор 7 (рис. 102) из весовых мерников 3 и 5, в присут¬
ствии аммиачной воды, залитой из мерника 9 (5,5 вес. ч. на 100 вес. ч. трикрезола)/
нагревается за 15—20 мин до 60—65е С паром под давлением в 1,5 ат. Нагревание
осуществляется при размешивании мешалкой и включенном обратном холодильнике
10. За счет тепла реакции температура смеси постепенно поднимается до 96—98° С,
пар в рубашку котла при этом не подается; кипение смеси при такой температуре
продолжается 40—60 мин.
При образовании резольных смол выделяется гораздо меньше тепла (80 ккал на
1 кг прореагировавшего фенола), чем при образовании новолачных смол, поэтому
интенсивность кипения реакционной смеси значительно слабее. Конец кипения опре
деляют по помутнению реакционной смеси. После окончания конденсации смолу су
шат. Конденсат собирается в приемник 11.
Сушка резольной смолы — очень ответственная операция. Она про¬
водится в возможно более глубоком вакууме с тем, чтобы снизить тем¬
пературу смолы в период интенсивного испарения. Вакуум в котле со¬
здается постепенно для предотвращения вспенивания реакционной
массы. В начале сушки образуется очень много паров, и температура
смолы быстро снижается (нагревание не производится). Основное ко¬
личество воды отгоняется при 60—70° С. За несколько минут до конца
кипения в рубашку котла подается пар под давлением 3 ат. Когда
основная масса воды удалена, смола светлеет и ее температура начи¬
нает подниматься; тогда давление обогревающего пара снижают
до 0,5 ат.
При постоянных условиях сушки (остаточное давление не менее
200 мм рт. ст.) допускается повышение температуры смолы не более
чем до 100° С. Если при этой температуре не прервать сушку (рас¬
творением, быстрым охлаждением при сливе), то смола неизбежно
перейдет в резитольное состояние, а замедлить или приостановить
этот переход практически не удается. Окончание сушки лучше всего
определять по времени, заданному технологическим режимом, и по
температуре смолы, а контролировать его по температуре каплепаде-
ния и скорости отверждения проб смолы. Первая проба отбирается при
температуре смолы в реакционном аппарате 82—85° С. Сушка счи¬
тается законченной, когда скорость отверждения на плитке при 150° С
не достигает 100—160 сек.
Смола содержит до 14% свободного крезола, имеет температуру
каплепадения по Уббелоде не менее 70° С, скорость отверждения при
150° С не менее 50 сек и влажность не более 5%. Выход резольной
смолы 110—130% от веса крезола.
Производство резольных смол
441
Высушенная смола быстро сливается в противни слоем не толще
30 мм или в специальный вагон-холодильник, где смола слоями такой
же толщины заливается между вертикальными плитами, охлаждае¬
мыми изнутри водой. Постоянный и точный контроль за температурой
и вакуумом в процессе получения смол удобно осуществлять при по¬
мощи самопишущих приборов.
Фенол ФЬнольная /резол Ксиленол Днилин Формалин
Рис. 102. Схема производства твердой резольной смолы
непрерывным методом:
1—б — весовые мерники; 7 —реакционный аппарат; 8— вакуум-сборник;
9 —весовой мериик аммиачной воды; 10—холодильник; Я —приемник
надсмольных вод; 12 — вагон-холодильник.
Хранить резольные смолы можно лишь в течение 2—3 дней после
изготовления. Измельчают их на таком же оборудовании, что и ново-
лачные смолы, но измельченная смола слеживается. Во многих слу¬
чаях, когда не требуется твердая резольная смола, ее применяют в виде
50—60% спиртового раствора (лака). Получают его сразу же после
окончания сушки, растворяя смолу в спирте. Для полного растворения
требуется перемешивание в течение 40—90 мин. При недостаточном
перемешивании в лаке, особенно высоковязком (1000—1500 спз),
остаются мелкие сгустки смолы. Резольный (бакелитовый) лак приме¬
няется как пропиточное средство, используется для нанесения лаковых
покрытий и в качестве клея (например, в производстве фанеры).
Достижением последних лет является широкое применение фено-
ло-анилино-формальдегидных резольных смол, отличающихся более вы¬
сокой водостойкостью и лучшими диэлектрическими свойствами по
сравнению с феноло-формальдегидными.
442
Гл. 22. Ново гачные и резо хьные смолы
В качестве примера можно привести феноло-анилино-формальде-
гидную смолу, приготовленную по следующей рецептуре (в вес. ч.):
Фенол . . 100
Анилин ... 55
Формальдегид 51,8
Аммиак (25°о раствор) .... 6,0
В котел сливают фенол, анилин и катализатор (аммиачную воду),
а затем после 25 мин перемешивания вводят формалин. Конденсатор
включают таким образом, чтобы конденсат сливался в котел, а в ру¬
башку котла подается пар 0,5—1 ат и за 20—30 мин реакционную
смесь нагревают до кипения (98—100° С). Смесь кипятят 45—60 мин,
а затем смола переводится на сушку в вакууме до 600 мм рт. ст.
После отгона основной массы воды температура смолы постепен¬
но повышается, и при достижении 90—92° С отбирается первая проба
для определения скорости отверждения. Если она ниже нормы, то в
котел добавляется вода (3—4% от суммарного содержания фенола и
анилина); смола перемешивается в течение 3—5 мин, и вновь создается
разрежение. Температура смолы вследствие интенсивного испарения
воды снижается, а затем вновь постепенно поднимается до 90—92° С.
При этой температуре отбирается вторая проба на определение ско¬
рости отверждения. Если она составляет 115—120 сек, то вводится вто¬
рая порция воды (1—2% от суммарного содержания фенола и анили¬
на). и снова продолжается сушка, причем температура смолы в котле
не должна превышать 104е С.
Сушка смолы считается законченной, если скорость отверждения
при 180°С составляет 50—80 сек, а температура каптепадения — не
ниже 75° С. Смола содержит не более 7% влаги и не более 6% брони¬
рующихся веществ (фенола и анилина). Ее сливают в вагон-холодиль¬
ник под давлением сжатого воздуха.
Эмульсионные резольные смолы представляют собой вязкие кон¬
денсаты, частично освобожденные от воды отстаиванием и отделением
надсмольных вод или испарением. При их применении для пропитки
наполнителей не требуется расходовать спирт, но зато они малоста¬
бильны (при хранении быстро нарастает вязкость), свойства их не¬
стандартны, а содержание свободного фенола и низкомолекулярных
начальных продуктов конденсации довольно высоко. Эмульсионные ре¬
зольные смолы с содержанием воды до 20% часто называют жидкими
смолами. Если содержание воды выше 20%, смола постепенно разде¬
ляется на водный и смоляной слои.
В качестве примера рассмотрим приготовление эмульсионных ре-
зольных смол марок 21 и 22, составленных по следующей рецептуре
(в вес. ч.):
Смола 21 Смола 22
100 —
Фенол
Трикрезол
Формальдегид ....
Аммиак (25% раствор)
Гидроокись бария . .
— 100
37 37
1,5 —
— 1,0
В реакционный аппарат загружается сырье и катализатор, и после
перемешивания смесь нагревается паром до 65° С. Затем подача пара
в рубашку аппарата прекращается, и температура смеси повышается
за счет тепла реакции до 98—100° С. Кипение продолжается 20—35 мин
для смолы 21 и 30—45 мин — для смолы 22. После этого смола сразу
же переводится на сушку в вакуум (не менее 300 мм рт. ст.). Темпе¬
Свойства новолачных смол
443
ратура снижается и при 70—80° С смола выдерживается до достиже¬
ния вязкости не менее 500 спз. После этого смола охлаждается до 40—
45а С и сливается в отстойники для отделения надсмольной воды. В го¬
товой смоле содержится до 18% свободного фенола или крезола.
Для изготовления волокнитов применяется эмульсионная резоль-
ная смола К-6. Ее получают по следующей рецептуре (в вес. ч.):
Фенол, формалин и водный раствор едкого натра после перемеши¬
вания в реакторе нагреваются до 60° С. За счет тепла реакции темпе¬
ратура смеси поднимается до 98—100° С. Смесь кипятится 100 мин, и
после достижения ею вязкости в 150—250 спз конденсацию пре¬
кращают, охлаждая до 70—80°С в вакууме (300 мм рт. ст.). При ука¬
занной температуре смолу выдерживают до достижения вязкости
800—-1000 спз, а затем охлаждают и сливают в отстойники. Через 12 ч
отделяют надсмольную воду. Содержание свободного фенола в ней
не превышает 9%, а скорость отверждения при 150° С составляет
75—95 сек.
Феноло-формальдегидные смолы резольного типа имеют окраску
от светло-желтой до красноватой, в зависимости от применяемого ка¬
тализатора, в присутствии аммиачной воды и органических аминов
смолы приобретают желтый цвет, с едкими щелочами — красноватый,
а с гидроокисью бария — светло-желтый. Плотность твердых резоль-
пых смол находится в пределах 1,25—1,27 г/см3.
В отличие от новолачных, резольные смолы содержат большое ко¬
личество свободного фенола, что приводит к снижению их температуры
плавления; при хранении на холоду они постепенно переходят в не¬
плавкое и нерастворимое состояние, а при нагревании очень быстро
отверждаются. Смолы, полученные в присутствии едких щелочей, гидро¬
окиси бария и окислов металлов, имеют повышенную зольность, так
как указанные катализаторы не удаляются. Резольные смолы с низкой
зольностью (0,02%) и небольшим содержанием сильного основания
(0,01%) можно получить обезвоживанием водного раствора феноло-
спиртов, предварительно освобожденного от сильнощелочных металли¬
ческих ионов с помощью ионообменных смол [43].
В зависимости от метода получения и типа сырья резольные смолы
сильно различаются, в то время как новолачные смолы разных марок
имеют сходные свойства. В отвержденном состоянии резольные смолы
обладают более высокими водостойкостью, химической стойкостью и
диэлектрическими показателями, чем новолачные смолы, отвержденные
уротропином.
Обесфеноливание надсмольных вод. При производстве феноло-аль-
дегидных смол получается большое количество надсмольных вод. К ним
относятся конденсаты, получаемые при сушке, и вода, отделяемая от
смолы при ее отстаивании. В среднем на 1 т новолачной смолы полу¬
чается ~600 кг надсмольных вод, а на 1 г резольной смолы — до
900 кг. В надсмольных водах содержится фенол (до 3,5%), формаль¬
дегид (до 4,5%), метиловый спирт (до 6%) и другие продукты, по¬
этому вопрос очистки надсмольных вод имеет большое экономическое и
Фенол . . . .
Формальдегид
Едкий натр .
. . 100
. . 40,5
. . 1,0
Свойства резольных смол
444
Г i. 23 Фенопласты
санитарно-гигиеническое значение. Обесфеноливание может проводиться
двумя путями: либо надсмольные воды используются как феноло-фор-
мальдегидное сырье для получения смол, либо из них уделяется фенол.
Практический интерес представляет конденсация фенола и форм¬
альдегида, соотношение которых в надсмольной воде доводится до
1 :2,5, в щелочной среде [4. 44]. Процесс обесфеноливания может быть
осуществлен следующим образом [44]. К смеси надсмольных вод и кон¬
денсатов добавляют необходимое количество формальдегида, едкий
натр и мочевину. После перемешивания смесь нагревают до кипения
и выдерживают 20 мин, затем охлаждают до 80° С, создают разрежение
не менее 500 мм рт. ст. и начннают отгонку воды до получения смолы
определенной вязкости. Общий цикл длится 6—7 ч. Дистиллат, содер¬
жащий от 20 до 80 мг фенола на 1 л воды и 0,1—0,8% формальдегида,
обрабатывается хлорной известью и сливается в канализацию. Содер¬
жание фенола в нем не превышает санитарных норм. При окислении
фенола известью образуется малеиновая кислота [45, 46].
ГЛАВА 23
ФЕНОПЛАСТЫ
Типы прессматериалов на основе феноло-альдегидных смол
На основе феноло-альдегидных смол изготовляют разнообразные
пластические массы, называемые фенопластами. В состав большинства
из них, кроме связующего (смолы), входят и другие компоненты (на¬
полнители, пластификаторы, красители и др.). Они перерабатываются
в изделия главным образом методом прессования. Прессматериалы
можно готовить на основе как новолачных, так и резольных смол. В за¬
висимости от применяемого наполнителя и степени измельчения все
прессматериалы разделяются на четыре типа: порошковые (пресспо-
рошки), волокнистые, крошкообразные и слоистые.
Пресспорошки применяются для изготовления большей части изде¬
лий общего и специального назначения. Их производят вальцовым,
шнековым и эмульсионным методами. Иногда их выпускают в виде
гранул. Основным наполнителем служит древесная мука, реже приме¬
няются мелковолокнистый асбест, слюдяная и кварцевая мука, плави¬
ковый шпат и др.
Обозначение пресспорошков чаще всего складывается из буквы К,
обозначающей слово композиция, номера смолы, на основе которой
изготовляется данный прессматериал, и числа, Соответствующего номе¬
ру наполнителя. Например, марка К-18-2 означает, что пресспорошок
изготовлен на новолачной смоле 18 и древесной муке, обозначенной ус¬
ловно номером 2. Марка К-18-26 оз«ачает, что пресспорошок изготовлен
иа смоле 18 и наполнителе, представляющем смесь древесной муки 2
и асбеста^ 6. Марка К-220-23 означает, что пресспорошок изготовлен
на резольной смоле 220 и наполнителе, представляющем смесь древес¬
ной 2 и слюдяной 3 муки.
Все пресспорошки по назначению могут быть разделены на три
большие группы:
1. Порошки для технических и бытовых изделий (К-15-2, К-18-2.
К-19-2, К-20-2, К-118-2, К-15-25, К-17-25 и т. д.) изготовляются на основе
новолачных смол. Изделия из них не должны подвергаться значитель¬
ным механическим нагрузкам, действию тока высокого напряжения
(более 10 кв) и температуры выше 160° С.
П ресспорошки
445
2. Порошки для электроизоляционных изделий (К-21-22, К-211-2,
К-211-3, К-211-4, К-220-21, К-211-34, К-214-2 и т. д.) изготовляются в
ольшинстве случаев на основе резольных смол. Изделия выдерживают
действие тока напряжением до 20 кв при температуре до 200° С.
3. Порошки для изделий специального назначения обладают повы¬
шенной водо- и теплостойкостью (К-18-42, К-18 53, К-214-42 и др.);
повышенной химической стойкостью (К-17-23, К-17-36, К-17-81, К-18-81
и др.); повышенной прочностью на удар (ФКП-1, ФКПМ-Юидр.) и т.п.
Волокнистые прессматериалы готовятся на основе резольных смол
н волокнистого наполнителя, применение которого позволяет повысить
некоторые механические свойства пластиков, главным образом удель¬
ную ударную вязкость.
Волокниты— прессматериалы на основе наполнителя — хлопковой
целлюлозы. В настоящее время изготовляют три вида волокнита: волок¬
нит, высокопрочный волокнит и кордоволокнит. На основе асбеста и
резольной смолы выпускаются прессматериалы марок К-6, К-6-Б (пред¬
назначены для изготовления коллекторов) и К Ф 3, К-Ф-З-М (для тор¬
мозных колодок).
Прессматериал, содержащий стеклянное волокно, называется стек-
ловолокнитом. Он обладает более высокой механической прочностью,
водо- и теплостойкостью, чем другие волокнистые прессматериалы.
Крошкообразные прессматериалы изготовляются из резольной смо¬
лы и кусков (крошки) различных тканей, бумаги, древесного шпона.
Они обладают повышенной удельной ударной вязкостью.
Слоистые прессматериалы выпускаются в виде больших листов,
плит, труб, стержней и фасонных изделий. В зависимости от рода напол¬
нителя (основы) листовые слоистые пластики выпускаются следующих
видов текстолит — на хлопчатобумажной ткани, стеклотекстолит —на
стеклянной ткани, асботекстолит — на асбестовой ткани, гетинакс — на
бумаге, древесно-слоистые пластики — на древесном шпоне.
Пресспорошки
Порошковые прессматериалы представляют собой сложные компо
зиции на основе новолачных и резольных смол. В зависимости от
свойств применяемой смолы их делят на новолачные и резольные пресс-
порошки.
РЕЦЕПТУРА И ХАРАКТЕРИСТИКА КОМПОНЕНТОВ ПРЕССПОРОШКОВ
Сырье, рецептура и технология изготовления новолачных и резоль¬
ных пресспорошков во многом сходны. Но имеются некоторые специфи¬
ческие особенности. Новолачных пресспорошков выпускается больше,
чем резольных. В табл. 85 представлены рецептуры некоторых марок
новолачных и резольных пресспорошков [34].
Наполнители. В качестве наполнителя чаще всего применяют дре¬
весную муку. Ее водостойкость можно значительно повысить обра¬
боткой фенолоспиртами (24 вес. ч. фенолоспиртов на 76 вес. ч. древес¬
ной муки в расчете на сухой вес) с последующим отверждением в тече¬
ние 5—7 ч при 130—150° С. В последнее время в промышленности
древесную муку обрабатывают кремнийорганическими жидкостями для
придания ей водоотталкивающих свойств. Для повышения теплостойко
сти прессматериалов к древесной муке добавляют коротковолокнистый
асбест или минеральный наполнитель.
Кроме указанных наполнителей в состав пресспорошка входят раз¬
личные минеральные добавки: мумия, известь, окись магния. Такие
446
Гл. 23. Феноп лсты
ТАБЛИЦА 85
Рецептуры некоторых марок новолачных и резольных пресспорошков
Компоненты
К-18-2
K-le-26
К-211-2
К-211-3
К-21-22
Смола
42,8
28,7
47,4
34
51,6
Древесная мука . - -
43,6
16,3
41 8
—
40 8
Слюда . .
—
—
—
59,5
—
Асбест
—
44,2
.—
.—
—
6,5
3,4
2,0
2,5
1,0
Мумия
. ,
4,4
—
—
—
4,4
Бакелитовая м^ка ....
—
—
3,9
.—.
—
Ннгрозин
1,1
2,0
1,2
Известь или окись магния
•
0,9
3,2
2,5
2,5
—
Смазывающие вещества
• •
0,7
2,4
1,2
1,5
1,4
Аммиачная вода
—
—
До связыва¬
ния
наполнители, как слюда и кварц в виде муки, применяются только для
специальных пресспорошков, пригодных для изготовления изделий с
повышенными диэлектрическими свойствами. Бакелитовая мука полу¬
чается при переработке отходов производства прессизделий.
Древесная мука представляет собой тонкоизмельченную древесину
лиственных и хвойных пород [47]. Но в промышленности пластмасс
употребляется древесная мука только из хвойных деревьев (сосна, ель,
кедр, лиственница и пихта), так как она отличается большей водостой¬
костью и химической стойкостью.
Большое влияние на свойства прессматериалов оказывает степень
измельчения древесной муки. Высококачественные пресспорошки полу¬
чаются на муке, степень помола которой соответствует номеру 180 или
150 по ГОСТ 911—51. Номер муки соответствует размеру ячейки сита
(в мк), через которое проходит мука на 90%- Номер муки 180 соответ¬
ствует номеру сита 018 (990 отв/см2), а 150 — ситу 015 (1370 отв/см2).
Древесная мука обладает сравнительно хорошими диэлектрически¬
ми свойствами, и для изготовления высококачественных электроизоля¬
ционных изделий следует использовать муку без примеси металличе¬
ских частиц, образующихся вследствие истирания металлических частей
размольного оборудования. Очистка муки от таких частиц произво¬
дится в специальных аппаратах путем воздушной и магнитной сепа¬
рации.
Слюдяная мука — это продукт размола слюдяных отходов, по¬
лучаемых при обработке природной слюды. По химическому составу
различные виды слюды представляют собой водные алюмосиликаты.
Важнейшими из них являются мусковит (калийная слюда) и флогопит,
причем электроизолирующие свойства первого выше. Специальные мар¬
ки пресспорошков изготовляются из тонкоразмолотой слюды: остаток
на сите 015 не должен превышать 0,2%.
Кварцевая мука представляет собой тонкоизмельченные зерна
кварца. Степень измельчения ее должна соответствовать ситу 015.
Кварц обладает высокими диэлектрическими свойствами, и поэто¬
му пресспорошки из него пригодны для прессования электроизоляцион¬
ных изделий, обладающих повышенной водостойкостью и малой
усадкой.
Бакелитовая мука — тонкоизмельченные отходы производства
изделий из феноло-альдегидных пресспорошков Мука должна быть
высокодисперсной (проходить через сито 018). Добавление (в некоторых
Пресспорошки
447
случаях до 7 вес. %) бакелитовой муки не вызывает заметного ухуд¬
шения свойств пресспорошков, если смола, на основе которой готовится
пресспорошок, обладает текучестью по Рашигу не менее 100 мм.
Асбест коротковолокнистый представляет собой группу
волокнистых минералов, состоящих из очень тонких, эластичных и проч^
ных волокон. Известны два основных вида асбеста: серпантин-асбест,
одной из разновидностей которого является хризотиловый асбест
(3MgO • 2Si02 • 2НгО) и амфибол-асбест, одной из разновидностей кото'
рого является антофиллитовый асбест (MgFe20 • Si02).
Основные цепи асбестового волокна состоят из прочных силокса¬
новых связей —Si—О—Si—О—Si—, а цепи соединены более слабыми
связями через катион металла. По этим менее прочным связям волокно
расщепляется при механическом воздействии. Толщина отдельного ас¬
бестового волокна достигает 0,5 мк Чем длиннее и тоньше волокно, тем
выше качество асбеста. В зависимости от длины волокна различают
восемь сортов асбеста.
Введение хризотилового асбеста в качестве наполнителя в пресс¬
материалы повышает их тепло- и водостойкость, улучшает диэлектриче¬
ские свойства. В состав пресспорошков вводят коротковолокнистый
асбест в виде порошка, так называемый микроасбест (относится к седь¬
мому и восьмому сортам).
Мумия — природная окись железа. В естественном виде это глина,
окрашенная окислами железа в различные оттенки кирпично-красного
цвета. Она применяется в виде тонкого порошка, проходящего через
сито 018 на 97%. В пресспорошки ее добавляют до 5%, что способ¬
ствует некоторому снижению водопоглощения и повышению теплостой¬
кости изделий. Мумия является в то же время пигментом, придающим
пресспорошкам определенную окраску.
Отвердители и ускорители отверждения смол: уротропин, известь
и жженая магнезия.
Уротропин добавляется как в новолачные, так и в резольные
смолы В производстве новолачных пресспорошков он главный компо¬
нент, служащий отвердителем смолы в условиях прессования. При изго¬
товлении прессматериалов по сухому методу измельченный уротропин
добавляют к твердой смоле. При эмульсионном способе производства
прессматериалов уротропин вводят в смолу в виде раствора в воде.
Известь используется и негашеная (комовая), и гашеная (пу¬
шонка). Комовую известь получают путем обжига соответствующих
природных известняков (доломита, магнезита и т. д.), содержащих
углекислые соли магния и кальция. Для получения пушонки комовую
известь гасят водой. Содержание влаги в извести не должно превы¬
шать 5%.
В состав пресспорошков известь вводят тонкоизмельченной (полное
прохождение через сито 015). Ее роль в новолачных пресспорошках
сводится к нейтрализации кислоты, оставшейся в смоле, а в резоль¬
ных — к ускорению отверждения смол и повышению теплостойкости
и механической прочности изделий.
Смазывающие вещества вводят в состав пресспорошков для улуч¬
шения их таблетируемости и для предотвращения прилипания изделий
к прессформе. Они также способствуют повышению текучести материа¬
ла при прессовании.
Олеиновая кислота. Q7H33COOH — маслянистая жидкость
(плотность 0,898 г/см3), не растворяется в воде, но хорошо растворяется
в спирте, эфире и расплавленном феноле. В ней содержится одна двой¬
ная связь. При нагревании на воздухе выше 140° С олеиновая кислота
448
Гл. 23. Феноп шсты
постепенно темнеет. Техническая олеиновая кислота имеет цвет от жел¬
того до светло-коричневого. Она получается в качестве побочного про¬
дукта в производстве стеарина и всегда содержит примеси других жир¬
ных кислот. При изготовлении твердых смол 1,5—2% ее вводится в смолу
в конце сушки, а при изготовлении жидких и эмульсионных смол не
более 3% добавляется в начале смешения компонента прессматериала.
Стеарин представляет собой смесь твердых органических кис¬
лот— стеариновой С17Н35СООН и пальмитиновой С15Н31СООН. Его
выделяют из смеси жирных кислот, получаемых при расщеплении жи¬
вотных и растительных жиров. Технический стеарин — белая или слегка
желтоватая масса с плотностью 0,865 г/см3, застывающая при 49° С.
Стеарин не растворяется в воде, но растворяется в спирте и рас¬
плавленном феноле. При нагревании выше 140° С начинает постепенно
темнеть. К смолам его добавляют так же, как олеиновую кислоту, но
предварительно измельчают.
Стеараты кальция и цинка представляют собой соли стеа¬
риновой кислоты и выпускаются в виде порошков, содержащих более
2% влаги
Красители должны обладать высокой термической стойкостью и
светопрочностью. Применяют как органические, так и неорганические
красители. Из органических красителей широкое применение нашел
спирторастворимый нигрозин, придающий изделиям черный цвет. Его
обычно добавляют в количестве 2—4% от веса смолы. Основные кра¬
сители, применяемые в производстве фенопластов, представлены ниже:
Органические красители Неорганические красители
Нигрозин спирторастворимый Природные:
Пигменты. Мумия
Желтый светопрочный Oxna*3
Желтый светопрочный 2 «3» Р
Алый Н Искусственные:
С Ультрамарин
Зеленый Литопон
Зеленый фталоцианиновый ™пмл
Голубой фталоцианиновый Марс к^асный
Лаки: Марс коричневый
Бордо СК йаРс ЖСЛТЬ1Й
Рубиновый СК Изумрудная зелень
Красный С КР°Н оранжевый
ПРОИЗВОДСТВО НОВОЛАЧНЫХ ПРЕССПОРОШКОВ
Новолачные пресспорошки могут быть изготовлены двумя мето¬
дами: сухим (вальцовым и шнековым) или мокрым (эмульсионно-валь¬
цовым). Наиболее распространенным является первый метод
Вальцовый метод (периодический процесс). Процесс производства
новолачных пресспорошков по периодическому вальцовому методу скла¬
дывается из смешения всех компонентов порошка, вальцевания смеси,
дробления и размола вальцованной массы и укрупнения партий [34].
Смешение всех компонентов порошка производится в шаровой
мельнице, куда их загружают в два приема. Вначале вводят смолу и все
другие компоненты (кроме древесной муки), перемешивают их в течение
30 мин, а затем добавляют древесную муку и продолжают перемеши¬
вание еще 30 мин. Всего в шаровую мельницу емкостью 4 м3, вращаю¬
щуюся со скоростью 18 об/мин, вводится до 800 кг всех компонентов.
Перемешивание и дополнительное измельчение загруженных материа¬
лов производится диабазовыми шарами диаметром 40—80 мм и об-
Пресспорошки
449
шнм весом 270 кг. В случае если компоненты в достаточной степени
■ зчельчены, их можно смешивать в цилиндрических стационарных ба¬
рабанах емкостью 10—20 м3, снабженных спиральными мешалками.
Смесь компонентов, полученная в шаровой мельнице или в другом
смесителе, более или менее однородна, но.еще непригодна для изготов¬
ления изделий. Для улучшения качества пресспорошков проводится
их вальцевание.
Вальцевание смеси является основной операцией в производстве
пресспорошков, так как имеино на нагретых валках материалу при¬
даются требуемые свойства. Качество пресспорошков определяется тем¬
пературой и временем вальцевания. Повышенная температура приводит
к плавлению смолы и способствует. пропитке наполнителя и других
составных частей смеси под давлением валков. Одновременно с этим
при вальцевании перетирается масса и под действием уротропина
\глубляется конденсация смолы. Поэтому важную роль играет время
вальцевания, которое определяется в зависимости от величины текуче¬
сти порошка и внешнего вида первых провальцованных листов пресс-
материала.
Под действием нагревания и уротропина новолачная смола посте¬
пенно превращается из термопластичной в термореактивную, вслед¬
ствие чего растет ее вязкость и уменьшается текучесть прессматериала.
Одновременно с этим смола частично переходит в стадию В (резитол).
Свойства смолы изменяются тем быстрее, чем выше температура валь¬
цевания, и тем глубже, чем дольше оно длится. Даже после вальце¬
вания этот процесс с замедляющейся скоростью происходит в вальцо¬
ванных листах материала при их охлаждении, поэтому большое зна¬
чение приобретает скорость охлаждения листов после вальцевания.
Вальцевание смолы производится следующим образом. Из бункера
смесь загружается на вальцы и захватывается валками, вращающимися
навстречу друг другу с разной скоростью (например, 18 и 13 об/мин).
Благодаря разной скорости вращения материал лучше перемешивается.
Температура валков также неодинакова (70—110° и 90—130°С). Зазор
между валками устанавливается в 3—7 мм; он определяет толщину
листа материала. В результате плавления смолы получившаяся вязкая
масса прилипает к одному из валков, покрывая его равномерным слоем.
Этот валок называется «рабочим», а второй «холостым». Для ускорения
образования слоя массы на рабочем валке перед началом вальцевания
между валками закладывается небольшой кусок массы 1—1,5 кг, на¬
зываемый затравкой. Затравку отрезают от предыдущей порции смеси
после образования листа на валке. Количество смеси, подаваемой на
валки, зависит от их размеров.
Лист периодически подрезают (не менее 10 раз). Подрезанные
куски все время проходят между валками, что способствует лучшему
перемешиванию и пропитке смолой частиц древесной муки. По исте¬
чении установленного времени вальцевания с валка срезают лист мате¬
риала и укладывают на стол для охлаждения.
Вальцевание смеси можно производить как по прямому, так и по
обратному режиму. В первом случае передний (рабочий) валок должен
быть горячее, чем задний (холостой), а во втором — наоборот. Обычно
вальцевание производится по обратному режиму и продолжается
2—3,5 мин.
Загружать смесь на валки можно как вручную, так и автоматиче¬
ски — с помощью тарельчатого дозатора. Дозатор настраивают так,
чтобы на вальцы через строго определенные промежутки времени в
течение 30—40 сек подавалось установленное количество смеси.
29 А. Ф. Николаев
450
Г.г. 23. Фгноп шсты
Вальцы периодического действия состоят из двух горизонтальных
валков диаметром 400—600 и длиной 1000—1200 мм, которые вращают¬
ся в подшипниках, укрепленных на двух чугунных станинах; внутри
валки полые и мог\т обогреваться паром н охлаждаться водой. Зазор
между валками устанавливается с помощью особого приспособления.
Над валками расположен аварийный трос, при соприкосновении с кото¬
рым электрическая цепь мотора размыкается и вращение останавли¬
вается. Рабочий валок имеет нож для подрезания листа. Рабочая длина
Рис. 103. Схема непрерывного процесса получения пресспорошков:
7 —вентилятор; 2 —бункеры-фильтры; 3 —шиек; 4 — нория; 5 — бункер для древес¬
ной муки; 6—бункеры для смолы; 7, 8 — дозировочные бункеры; 9 — бункер-дозатор
для смолы; 10— мельница тонкого помола; 11 — смесительный барабан; 12 — бункер
готовой смолы; 13— питатель-дозатор; 14— вальцы; 15 — транспортеры; /6—зубча¬
тая дробилка; 17 — вентилятор; —разделительный циклон; 19 — бункер; 20—маг¬
нитный сепаратор; 21 — мельница; 22 — бункер для порошка; 23—смесительный
барабан; 24 — автомат для расфасовки; 25 — теплообменник; 26 — трубчатый холо¬
дильник; 27 — бак для воды.
валков, а следовательно, и размеры снимаемого с вальцов листа регу¬
лируются ограничительными щеками.
Снятые с вальцов листы охлаждают и подвергают сначала грубому
дроблению в зубчатых или ножевых дробилках (на куски размером
до 5 см), а затем измельчению в порошок в мельницах ударного дей¬
ствия. Однородность помола очень важна: она обеспечивает получение
таблеток одинакового веса при таблетировании и одинаковую скорость
прогрева материала в прессформе.
Сыпучесть, таблетируемость, текучесть и другие свойства пресс-
порошка в разных пробах, даже взятых от одной партии, несколько
различаются. Поэтому для получения одной большой партии пресс-
порошка, обладающего определенными свойствами, партии укрупняют,
т. е. смешивают порошок одной марки, но различных партий, в смеси¬
тельном барабане емкостью до 10 мг, снабженном шнековым питателем
для загрузки и выгрузки порошка.
Пресспорошки
451
Вальцовый метод (непрерывный процесс). Периодический процесс
производства новолачных пресспорошков вальцовым способом отли¬
чается большой трудоемкостью и трудностью герметизации отдельных
аппаратов. Указанные недостатки в значительной степени можно устра¬
нить, механизируя отдельные операции и применяя оборудование, заме¬
няющее периодические операции непрерывными.
При непрерывном вальцевании смеси все оборудование можно
расположить по вертикали, благодаря чему достигается поточность
производства, облегчается транспортировка материалов и становится
возможной механизация технологических операций. На рис. 103 пред¬
ставлена схема непрерывного процесса получения пресспорошков [4].
Древесная мука пневматическим транспортером с общезаводского склада по¬
дается в бункера-фильтры 2, из которых ссыпается на шнек 3 и норией 4 переводится
в бункер 5. Воздух вентилятором / выбрасывается в атмосферу.
Смола после предварительного дробления подается в бункер 6. Из бункеров 5
и 6 древесная мука и смола поступают в дозировочные весовые бункера 7 и 8 Смола
дозатором 9 направляется в мельницу тонкого помола 10.
Смешение точно дозированных компонентов производится в стационарном смеси¬
тельном барабане 11 в течение 20—30 мин. Однородный порошок поступает в бункер
12 и с помощью питателя-дозатора 13 автоматически ссыпается на середину вальцов
14. Вальцованный материал подается транспортером 15 на измельчение, сначала
в зубчатую дробилку 16, а затем в мельницу 21 тина «перплекс». Куски материала и*
зубчатой дробилки поступают на транспортер 15, а с него захватываются сильной
струей воздуха, создаваемой вентилятором 17, и подаются через разделительный цик¬
лон 18 в бункер 19. Перед подачей в мельницу раздробленный материал проходиг
магнитный сепаратор 20. Пресспорошок из мельницы 21 ссыпается в бункер 22, откуда
затем поступает в смесительный барабан 23 для укрупнения партий и стандартизации
порошка. После 20—30 мин перемешивания порошок переводится в бункера-хранилища
и расфасовывается в тару с помощью автомата 24.
В зависимости от конструкции вальцов для непрерывного вальцевания смесь
может загружаться как по середине валков, так н с одного конца. В первом случае
валки должны быть длинными (до 1,8 м). Смесь компонентов из бункера тарельчатым
дозатором подается в середину валков При вращении она размягчается и образует
на рабочем валке слой толщиной 3—4 мм, причем масса постепенно перемещается от
середины валков к краям. Для лучшего перемешивания массы ее в нескольких местах
разрезают двумя ножами установленными над передним рабочим валком Вальцован¬
ная масса двумя дисковыми ножами срезается с обеих сторон валка в виде лент
шириной ~ 50 мм. Плоские ножи, установленные параллельно образующей рабочего
валка, отделяют эти ленты от поверхности валка и направляют на транспортер.
Во втором случае, при загрузке смеси на вальцы у края рабочего валка, пере¬
движение смеси вдоль него и подрезка массы осуществляется с помощью специального
шнека. Длина валков может быть обычной (1 —1,2 м).
При непрерывном вальцевании вальцы обычно нагревают в начале работы, но
так как вследствие трения вальцуемой массы о валки и при взаимодействии смолы
с уротропином выделяется значительное количество тепла, обогрев прекращают.
Целесообразнее нагревать валки не паром, а перегретой водой, обеспечивающей
равномерное распределение тепла по всей поверхности валков без местных перегревов
и позволяющей легко регулировать температуру. Для этого к вентилям подается
перегретая (130е С) и горячая (80е С) вода. Изменяя соотношение потоков воды,
можно регулировать температуру валков. Вода, отходящая из вальцов 14 (см.
рис. 103), подается в трубчатый холодильник 26, где охлаждается до 80° С, а часть
ее поступает в теплообменник 25 для подогрева паром до 130° С.
Шнековый метод. Наиболее совершенным методом производства
пресспорошков является шнековый метод, предусматривающий вместо
вальцевания обработку смеси в шнековых машинах. Производство
пресспорошков шнековым методом состоит из операций подготовки ком¬
понентов к смешению, предварительного смешения компонентов, их
дополнительного измельчения в мельнице ударного действия и обработ¬
ки смеси на шнек машинах, измельчения материала и стандартизации
партий.
Схема производства пресспорошков шнековым методом представлена на рис. 104
[34]. Подготовка компонентов к смешению заключается в дроблении и измельчении
29*
452
Г i 23. Феноп юсты
смолы до частиц не более 1,5 мм на ударно-крестозой мельнице 1 и просеве древесной
муки на контрольном сите 4 Измельченная смола подается в бункер-хранилище 3
элеватором 2, а просеянная мука переводится элеватором 5 в другой бункер-храни¬
лище 6, снабженный встряхивате-
лем. Остальные компоненты (уротро¬
пин, нигрозин, стеарин, известь) сме¬
шивают в двухлопастном смесите¬
ле 12.
Предварительное смешение ком¬
понентов производится в вертикаль¬
ном цилиндрическом смесителе 13 с
коннческим днищем и вертикальной
мешалкой, снабженной винтовыми
лопастями. В крышке и дне смеси¬
теля имеются люки для загрузки
компонентов и выгрузки смеси
Шнеками 7 и 8 смола и древес¬
ная мука подаются на весы полуав¬
томатического действия 9, а затем с
помощью шнеков и элеватора 11
передаются в вертикальный смеси¬
тель 13. Все компоненты перемеши¬
ваются в течение 7—10 мин, а затем
смесь выгружается через нижний
люк в воронку шнека 14 и подается
им и элеватором 15 через электро¬
магнитный сепаратор 16 в промежу¬
точный бункер 17.
В барабанном электромагнит¬
ном сепараторе перед измельчением
на мельнице >дарного действия 1S,
предназначенной для тонкого из¬
мельчения, улавливаются металличе¬
ские частицы. Смешивать компонен¬
ты можно также в больших стацио¬
нарных смесителях, применяемых при
вальцовом способе производства
пресспорошков.
Мельница 1S состоит из чугун¬
ного корпуса, внутри которого рас¬
положен рабочий ста ль ной диск диа¬
метром 70(1 мм, имеющий на вну¬
тренней плоскости 118 стальных бил
цилиндрической формы, расположен¬
ных по концентрическим окружно¬
стям. Этот диск соприкасается с дру¬
гим, неподвижным, имеющим 126
бил. Рабочий диск вращается со ско¬
ростью 1400 об/мин. Материал, по¬
падая из загрузочного бункера, из¬
мельчается и перетирается между
дисками. Корпус мельницы имеет во¬
дяное охлаждение. Тонко измельчен¬
ная и хорошо перемешанная смесь
компонентов элеватором 19 подает¬
ся в бункер готовой смеси 20. Из
него через распределительный шнек
21 элеватором 22 непрерывно пода¬
ется через тарельчатый дозатор в
загрузочный бункер шнек-машины.
Шнек-машина состоит из станины,
на которой расположен цилиндр машины. Внутри цилиндра со скоростью 30—
35 об/мин вращается шнек длиной 400 мм, диаметром 190—227 мм и постоянным ша¬
гом 50 мм.
Смесь поступает в шнек-машину через загрузочный бункер, снабженный тарель¬
чатым дозатором, и с помощью шнека проталкивается к головке машины. В первой
секции шнек-машины (загрузочная часть) цилиндр и полость вала охлаждаются во¬
дой; в этой зоне поддерживается температура до 40е С. Во второй секции (занимаемой
шнеком) 80—95° С и в последней части (у выхода) при помощи электрического обо¬
Пресспорошки
453
грева создается температура выше 120° С. Вал машины в этой зоне обогревают
паром.
При вращении шнека смесь компонентов постепенно уплотняется и перемещается
в зон\ с высокой температурой, где под влиянием тепла и давления смола плавится
и пропитывает составные части смеси.
В состав пресспорошка входит стеарин (а не олеиновая кислота) и смола, имею¬
щая достаточно тонкое измельчение, что вызвано необходимостью уменьшить прили¬
пание массы к металлическим частям машины. Кроме того, применение тонко измель¬
ченной смолы предотвращает расслаивание смеси при транспортировке и хранении.
Тепловая обработка смеси в шнек-машине при 180° С в течение 20 сек равноценна
2-минутной обработке на вальцах, так как в шнек-машине материал все время .нахо¬
дится под высоким давлением, а при вальцевании — периодически под меньшим дав¬
лением.
На выходе из цилиндра шнек-машины материал грубо измельчается стальными
пластинами (ножами), выходит в виде кусков, падает на шнековый транспортер 24.
По мере продвижения по транспортеру 24 материал охлаждается воздухом (вентиля¬
торы через воздуховоды гонят его к шнекам). Одновременно масса еще раз измель¬
чается ножами, установленными в средней части общего транспортного шнека. Пресс-
материал от нескольких шнек-машин собирается в общий шнек и подается в молот¬
ковую мельницу 25, измельчается в ней и током воздуха от мельницы направляется
в циклон 26.
Пресспорошок из циклона 26 с помощью шнека 27 и элеватора 28 переводится
в бункер 29. Каждый бункер емкостью до 20 м3 снабжен вертикальной лопастной
мешалкой для перемешивания пресспорошка в течение 6—8 ч.
В нижней части бункера имеется тарельчатый дозатор диаметром 800 мм, с по¬
мощью которого порошок через электромагнитный сепаратор передается в другой
промежуточный бункер. Затем готовый пресспорошок, освобожденный от металличе¬
ских включений, расфасовывается на автоматических весах в многослойные бумажные
мешки.
Шнековый метод применяется для производства пресспорошков
одной марки и одного цвета.
Изготовление новолачных пресспорошков непрерывным способом
может быть осуществлено в шнек-машине новой конструкции «Бусс
Ко-Кнеттер» (швейцарского образца). В этой машине материал транс¬
портируется и одновременно перемешивается с помощью 22 винтовых
поверхностей шнека и 66 зубцов особой конструкции, расположенных
на стенках корпуса. Длина корпуса машины, в которой происходит
смешивание, 136 см, диаметр 203,2 мм. Скорость вращения шнека
60 об/мин. И в шнеке и в корпусе имеются каналы для обогрева и
охлаждения. На конце шнека насажена головка с винтовой нарезкой,
которая вращается вместе со шнеком и расположена частично в кор¬
пусе, а частично вне его. Перемешиваемый материал выходит из ма¬
шины в виде жгутов длиной 76 см с поперечным сечением 1,5—3,3 см2.
Производительность такой шнек-машины 300—350 кг/ч [48].
Эмульснонно-вальцовый метод применяется для изготовления ново¬
лачных пресспорошков «монолит». Стадиями этого процесса являются
смешение и вальцевание компонентов смеси; дробление и измельчение
вальцованной массы; сушка пресспорошка и укрупнение партий.
Смешение компонентов (эмульсионной смолы, древесной муки
и др.) производится в смесителях, обогреваемых паром, при вращении
двух лопастей — одной со скоростью 1 об/мин, а другой—14 об/мин.
При 60—65° С в 400-литровый смеситель загружаются расплавленная
смола, олеиновая кислота и краситель. При вязкости смолы выше 70 спз
заливается еще 1,5—2 л этилового спирта. Компоненты перемешивают
в течение 10 мин, после чего вводят гашеную известь и после еще
10 мин перемешивания загружаются древесная мука и 3—5 л горячей
воды (для лучшей пропитки). Перемешивание продолжают 20—25 мин,
а затем из мерника вводится 45—50% водный раствор уротропина. До
его загрузки поддерживается температура смеси 75—80° С, которая при
добавлении уротропина поднимается по 80—90° С, хотя подача пара
454
Гл. 23. Фенопласты
в рубашку мешателя перед этим прекращается. С уротропином смесь
перемешивают еще 10 —15 мин. Через каждые 10 мин работы меняется
направление вращения лопастей мешателя. Весь цикл перемешивания
смеси при последовательной загрузке компонентов длится 60 мин. По¬
сле окончания перемешивания смесь выгружают и подают к вальцам.
Вальцевание смеси производят с целью улучшения пропитки на¬
полнителя и частичного удаления воды путем испарения. Температура
вальцевания 70±5°С (для рабочего валка) и 75±5°С (для холостого
валка). Время вальцевания 3—5 мин. Пресспорошок «Монолит» ма¬
рок 1—3, 5, 7—11 готовится по описанной схеме. Для марок 4 и 6 сме¬
шение компонентов и вальцевание производят при 60—65°С; вальце¬
вание длится 4—6 мин. Вальцованные листы охлаждаются на специ¬
альных столах и затем их подвергают дроблению и измельчению.
Дробление и измельчение осуществляется на дробильно-размольной
установке, состоящей из валковой дробилки для грубого измельчения
и мельницы ударного действия, предназначенной для тонкого измель¬
чения. Сито мельницы имеет ячейки 2,2—3 мм для черных порошков
и 3,5—4 мм — для цветных.
После измельчения пресспорошок попадает в бункер мельницы,
из которого с помощью пневмотранспорта подается в циклон, а оттуда
в смеситель на укрупнение партий. Пресспорошки 4 и 6 при содержании
влаги более 1,5% необходимо высушивать.
Сушка пресспорошка марок 4 и 6 производится в полочных ваку¬
ум-сушилках на противнях при толщине стоя 25—30 мм, температуре
55±5°С и остаточном давлении не менее 400 мм рт. ст. При содержании
влаги в порошке не более 1,5% сушка заканчивается, и пресспорошок
поступает на укрупнение партий.
Укрупнение партий осуществляется в смесителях. Выпускаются пар¬
тии весом до 1000 кг. Продолжительность смешения 1 ч для пресспо¬
рошков «Монолит» марок 1—3, 5, 7, 9—11 и 1,5 ч — для пресспорошков
«Монолит» 4 и 6. Марки 2, 3, 5, 9 и 10 — цветные пресспорошки.
ПРОИЗВОДСТВО РЕЗОЛЬНЫХ ПРЕССПОРОШКОВ
Изделия из резольных пресспорошков обладают повышенными ди¬
электрическими свойствами и водостойкостью. Из таких пресспорошков
готовят различные электротехнические изделия (детали приборов зажи¬
гания автомашин и тракторов, изоляторов для токов высокого напря¬
жения, панели, клеммы, втулки и др.). Резольные пресспорошки боль¬
шей частью окрашены в коричневый цвет, в отличие от черных ново-
лачных. Существует три метода изготовления резольных пресспорошков:
эмульсионный, вальцовый и шнековый.
Эмульсионный метод. В качестве примера рассмотрим приготовле¬
ние резольного пресспорошка К-21-22 [34]. В состав его входят эмуль¬
сионные смолы (феноло-формальдегидная 21 и крезоло-формальдегид-
ная 22), древесная мука, уротропин, мумия, олеиновая кислота и амми¬
ачная вода (см. табл. 85). Две разные смолы вводятся для того, чтобы
получить материал с высокими диэлектрическими свойствами (за счет
смолы 21).
Скорость отверждения смол, как известно, зависит от наличия высо¬
комолекулярных соединений. Чем больше вязкость применяемых смол,
тем выше скорость отверждения. Наиболее пригодными являются эмуль¬
сионные смолы с вязкостью 500—1200 спз.
Технологический процесс производства пресспорошков К-21-22 со¬
стоит из стадий смешения компонентов, сушки смеси, измельчения и
укрупнения партий. Схема производства показана на рис. 105 [34].
7 —хранилище смол; 2 — смеситель-дозатор; 3—весы; 4 —двухлопастный смеситель; 5 — бункер; 6, /0 —шнеки; 7 — металлическая тара;
о — турбинная сушилка; 9—ящнк для охлаждения прессматериала; // — молотковая мельница; 12 — элеватор; /3 —смеснтель-стапдир*
тизагор.
Пресспорошки
456
Гл. 23. Феноп шсты
Смешение компонентов производится в дв\\лопастном смесителе 4. Сначала
загружают жидкую смесь смол из смесителя-дозатора 2, установленного на весах 3,
а затем добавляют требуемое количество древесной муки. Древесная мука подается
элеватором в бункер 5, а из него — шнеком 6 в смеситель 4. Через 3—5 мин после
загрузки муки в смеситель вводят мумию путем опудривания через сито 042. Затем
продолжают перемешивание смеси, причем вся операция, включая загрузку древесной
муки, продолжается 50 чин
Из наклонной чаши смесителя смесь выгружается при вращении лопастей в ме¬
таллические сборники 7, установленные на тележках. Выгружаемый материал пред¬
ставляет собой ры\л\ю липкую массу легко комкующуюся при уплотнении. Сушка
производится в турбинной сушилке 8. Сырой материал равномерно распределяется на
противни слоем не толше 25 мм. Протнвнк (180 штук) непрерывно подаются на верх
сушцлки и постепенно опускаются вниз. Сушку производят при 75—125° С в два
цикла; длительность каждого цикла 60 мин. После первого цикла пресспорошок тща¬
тельно перемешивается; в верхней части сушилки поддерживается температура 125° С,
а в нижней 753 С Порошок выходит из сушилки горячим (90° С) и затем подвер
гается охлаждению.
При сушке удаляются пары воды и часть свободного фенола, и продолжается
конденсация резольных смол. В материале должно остаться не более 2% летучих
продуктов. При меньшем содержании летучих снижается текучесть пресспорошка,
а при содержании их более 2% ухудшаются диэлектрические свойства изделий.
Прессматериал, подаваемый шнеком 10, измельчается в молотковой мельнице
ударного действия И и затем с помощью элеватора 12 поступает в смеситель-стандар-
тизатор 13 для укрупнения партий. Готовый пресспорошок выгружается в многослой¬
ные бумажные мешки, установленные в мешки из прорезиненной ткани.
Вальцовый метод применяется для получения пресспорошков, об¬
ладающих повышенными диэлектрическими свойствами. (К-220-23.
К-211-2, К-21 1-3, К-211-23, К-214-4). Технологически процесс аналоги¬
чен производству новолачных пресспорошков (см. стр. 448), но некото¬
рые операции проводятся по другому режиму, учитывающему особен¬
ности резольных смол. Вальцевание смеси, содержащей резольную смо¬
лу, длится 3—5 мин, т. е. дольше чем вальцевание смеси, содержащей
новолачную смолу. Это объясняется тем, что резольные смолы медлен¬
нее отверждаются при температуре вальцевания, чем новолачные с до¬
бавкой уротропина. Кроме того, резольные смолы, обладая большей
вязкостью, чем новолачные, требуют большего времени для достижения
хорошей пропитки. Но охлаждение вальцованных листов надо произ¬
водить более интенсивно, чтобы сохранить требуемую текучесть резоль
ного прессматериала.
Шнековый метод. Резольные пресспорошки могут изготовляться на
шнек-машинах непрерывным способом по схеме, аналогичной принятой
для производства новолачных пресспорошков шнековым методом (см.
стр. 451). Но время пластикации порошкообразной смеси, содержащей
резольную смолу, должно быть увеличено. Поэтому для изготовления
резольных пресспорошков необходимо применять шнек-машины, обес
г.ечивающие получение хорошо пластифицированных и термически об¬
работанных прессматериалов.
СВОЙСТВА НОВОЛАЧНЫХ И РЕЗОЛЬНЫХ ПРЕССПОРОШКОВ
Каждый пресспорошок должен обладать определенными технологи¬
ческими свойствами. Первостепенное значение для прессования изделий
имеют удельный объем, текучесть, таблетируемость, усадка и скорость
отверждения [4, 49, 50].
Удельный объем новолачных и резольных пресспорошков находится
в пределах 1,6—2,8 см'6/г Для пресспорошков, изготовленных вальцовым
методом, он не превышает 2,2, эмульсионно-вальцовым — 2,5 и эмуль¬
сионным методом — 2,8 см3/г.
Текучесть (по Рашигу) пресспорошков 40—200 мм. Зная текучесть,
можно для каждого вида изделий подобрать нужный прессматериал.
Пресспорошки
457
Слишком высокая текучесть приводит к перерасходу прессматериала
(избыток вытекает из прессформы), а низкая текучесть не позволяет
материалу заполнить прессформу целиком. Текучесть можно повысить,
увеличивая удельное давление при прессовании. На рис. 106 показана
зависимость текучести пресспорошков двух марок от удельного дав¬
ления. Кроме того, текучесть зависит от содержания влаги в пресс-
порошке. Обычно ома не должна превышать 3,5, а для некоторых марок
прессматериалов—1,5%. Увеличение со¬
держания летучих в пресспорошке при¬
водит к повышению текучести на первой
стадии прессования и ухудшению физико¬
механических и электроизоляционных
свойств готовых изделий. Кроме того, из¬
менение количества летучих в изделиях
вызывает изменение их линейных разме¬
ров [51].
В ряде случаев текучесть пресспорош¬
ков резольного типа может быть повыше¬
на введением олеиновой кислоты (до 1 % ^
или фурфурола (до 4—5%) [52]. Эту опе¬
рацию производят тщательным перемеши¬
ванием компонентов в шаровых мельницах
или смесительных барабанах.
Таблетируемость пресспорошка боль¬
ше всего зависит от степени его измельче¬
ния. Очень важно, чтобы таблетки мате¬
риала были одинаковы по весу и плотно¬
сти. Чаще всего порошки таблетируют на роторных автоматах моделей
ТМ2 и ТМЗ. Наибольший диаметр таблеток 30 мм при весе 15—25 г.
При прессовании изделий большого веса для увеличения производи¬
тельности труда и уменьшения потерь материала выгоднее применять
крупные таблетки весом 125 г и более [53]. С увеличением степени из¬
мельчения пресспорошка ухудшается способность к таблетированию и
снижается механическая прочность таблетки.
Усадка — величина, показывающая уменьшение размеров изделия
при охлаждении от температуры прессования до комнатной. Усадка
является следствием не только термического сжатия, но и изменения
структуры пластика. Различают действительную и расчетную усадку.
Первая представляет собой разницу между размерами прессформы
(изделия) при температуре прессования и изделия при комнатной тем¬
пературе, а вторая соответствует разнице между размерами прессформы
и изделия при комнатной температуре. Величина расчетной усадки
пластмассы учитывается при определении размеров деталей прессформ.
Она составляет 0,6—1 % для пресспорошков, содержащих в к-ачестве
наполнителя древесную муку, и 0.4—0,65%—для пресспорошков, со¬
держащих минеральный наполнитель Кроме наполнителя, на величину
усадки влияет соотношение смолы и наполнителя, температура и удель¬
ное давление прессования. Чем больше в пресспорошке наполнителя,
тем меньше усадка. С повышением удельного давления и температуры
усадка увеличивается.
О величине усадки, вызванной термическим сжатием пластмассы,
можно судить по коэффициенту линейного расширения. Чем он выше,
тем больше усадка материала. Коэффициент линейного расширения
пресспорошков на основе древесной муки (4,5—7,0) • 10 5 и на основе
минерального наполнителя (0,7—3,0) • 10~5.
Удельное давление, кг/см
Рис. 106. Зависимость теку¬
чести прессматериалов от
удельного давления.
1 — прессматериал K-I8-2; 2 — пресс-
материал К-21-22.
Рядом исследователей [54. 55J изучено влияние на величину усадки
условий прессования изделий из материалов К-18-2, К-214-2,
К-21 22 и др.
Температура прессования может быть 140—200° С. Ее повышение
приводит к уменьшению выдержки при прессовании. При высокой тем¬
пературе увеличивается скорость отверждения и уменьшается текучесть;
это может привести к получению неоформленных изделий, особенно
высоких и тонкостенных. Но большое повышение температуры прессо¬
вания может быть причиной появления на изделиях вздутий и трещин,
приводить к изменению цвета. Чем она ниже, тем длительнее должна
быть выдержка и тем хуже происходит отверждение. Даже при большой
выдержке поверхность изделий получается тусклой. Иногда изделия
имеют вздутия, так как слабо отвержденные наружные слои не в со¬
стоянии выдержать давление паров воды и других летучих продуктов.
Таким образом, прессование лучше всего производить при повышен¬
ных температурах (сокращается выдержка, улучшаются физико-меха
нические свойства и внешний вид), но не таких высоких, при которых
наблюдаются отрицательные явления (небольшая текучесть, разложе¬
ние органического наполнителя и т. п.). Для каждой марки пресспо¬
рошка, а иногда и для отдельных изделий следует опытным путем подо¬
брать оптимальную температуру прессования, при которой достигаются
достаточная производительность и хорошее качество изделий.
Новолачные пресспорошки лучше всего прессовать при 165±5°С
(без предварительного подогрева) и 180±53С (с пррдварптельным по¬
догревом таблеток) Резольные же пресспорошки. например марки
К-21-22, для получения более высоких диэлектрических свойств следует
прессовать при 145 + 5° С (с предварительным подогревом). Феноло-
анилино-формальдегидные пресспорошки требуют предварительного по¬
догрева и прессуются при 155±5°С (органический наполнитель) и
170—200° С (минеральный наполнитель). Феноло-фурфурольные пресс¬
порошки хорошо прессуются и быстро отверждаются при 190—205° С.
Давление прессования должно обеспечить заполнение прессформы
и превышать давление паров воды и летучих, выделяющихся из пресс¬
порошка. Обычно оно составляет 200—300 кгс/см2
Давление прессования может быть тем выше, чем меньше текучесть
материала, чем тоньше и выше стенки изделия, чем выше температура
прессования. Предварительный подогрев позволяет снижать давление
прессования.
Время прессования, т. е. длительность пребывания материала в
прессформе, должна быть такой, чтобы материал переходил в неплавкое
и нерастворимое состояние. Она зависит от свойств пресспорошка (типа
смолы, содержания летучих), формы и толщины изделий, конструкции
прессформы, режима прессования и от предварительного подогрева.
Для новолачных пресспорошков, например марок К-15-2, К-17-2,
К-18-2, К.-20-2 и «Монолит», при применении таблетирования, предвари¬
тельного подогрева, высокой температуры прессования и подпрессовок,
выдержка составляет 5—20 сек на 1 мм толщины изделия, а без предва¬
рительного подогрева — не более 60 сек. Для резольных пресспорошков,
например К-21-22, при прессовании без предварительного подогрева
требуется выдержка до 60 сек, а для феноло-анилино-формальдегидных
пресспорошков 90—150 сек на 1 мм толщины изделия.
Изделия сложной формы требуют меньшей выдержки, чем гладкие
и плоские, так как они имеют более развитую поверхность на единицу
веса материала и поэтому быстрее прогреваются. Чем толще изделие,
тем дольше оно должно выдерживаться в прессформе.
Пресспорошки
459
Предварительный подогрев таблеток осуществляется высокочастот-
ыми генераторами. Применяемый обычно генератор мощностью
1.3 кет и частотой 18—20 мгц позволяет подогревать материал весом
200—250 г до 110° С за 45—60 сек. Интенсификация процессов прессо¬
вания может быть осуществлена с помощью генераторов повышенной
частоты (40—100 мгц) мощностью до 28 кет. До 150° таблетки нагре¬
вают за 7—10 сек, до 140° — за 18 сек и до 130° С — за 26 сек. В не¬
сколько раз снижается выдержка при прессовании, достигая для ново-
тачных прессматериалов до 5 сек мн. Исследования показали, что при¬
менение для предварительного подогрева таблеток генератора тока
частотой 40 мгц способствует увеличению их текучести в среднем на
2Г>% и снижению времени отверждения на 50% [56, 57].
Скорость отверждения. Отверждение новолачных и резольных
пресспорошков происходит вследствие .химических реакций, протекаю¬
щих между функциональными группами в цепях макромолекул. Состоя¬
ние смолы должно соответствовать промежуточной области между ста¬
диями А и В, т. е. смола должна быть частично превращена в рези-
тольное состояние. В стадии А смола легко плавится и вытекает, а в
стадии В она размягчается слабо, и пресспорошок становится непри¬
годным для переработки. Качественные пресспорошки должны только
размягчаться при нагревании и некоторое время находиться в таком
состоянии. Это время зависит от скорости реакций взаимодействия мо¬
лекул смолы друг с другом и с отвердителем.
Скорость отверждения также зависит от структуры смолы. Ново-
лачные смолы на основе фенола (например, марка 18) имеют более
линейное строение, чем на основе ксиленола и крезола (например,
марки 17 и 20). Резольные же смолы очень сильно разветвлены. Из но¬
волачных смол быстрее отверждаются те, которые имеют больший мо¬
лекулярный вес и менее разветвленное строение. Смолы на основе кре¬
зола, ксиленола, анилина характеризуются сложной разветвленной
структурой, обладают большой вязкостью и отверждаются медленнее.
В работе [58] имеются 1анные о времени отверждения (определенном
на приборе Канавца [59]) ряда пресспорошков, приготовленных на осно¬
ве смол различной вязкости.
Продолжительность вальцевания или обработки смеси в шнек-
машипах существенным образом влияет на скорость отверждения. Недо-
вальцованный пресспорошок характеризуется большей продолжитель¬
ностью вязкотекучего состояния, а перевальцованный — меньшей по
сравнению с нормальным [60].
Вследствие реакции поликонденсации, протекающей на разных ста¬
диях изготовления пресспорошков, смола постепенно делается менее
полидисперсной, т. е. более однородной по составу. Низкомолекулярные
фракции, как более подвижные, вступают в реакцию быстрее, чем более
высокомолекулярные. Поэтому механические свойства изделий, отпрес¬
сованных из пресспорошков, взятых на более поздних стадиях вальце¬
вания, всегда выше.
Под действием уротропина новолачная смола переходит в отверж¬
денное состояние. При этом не только сокращается продолжительность
прессования, но и увеличивается теплостойкость изделий. Эти пара¬
метры достигают оптимальных значений при введении в пресспорошок
10—15 вес. % уротропина (по отношению к смоле). Недостаток его сни¬
жает скорость отверждения и уменьшает теплостойкость изделий, а из¬
быток, не увеличивая скорости отверждения и теплостойкости, ухудшает
водостойкость, диэлектрические свойства и приводит к образованию
вздутий.
460
Гл. .3. Феноп шсты
С уротропином, как уже указывалось, взаимодействует не только
новолачная смола, но и свободный фенол. Этот процесс не требует ка
ких-либо катализаторов и происходит при нагревании [35]:
При всех указанных реакциях вода не выделяется. На первой ста¬
дии отверждения новолачной смолы образуются промежуточные про¬
дукты, содержащие диметилениминовые мостики —СНг—NH— СНг—,
ъ на более поздних стадиях часть азота отщепляется в виде аммиака.
До настоящего времени нет ясности относительно механизма взаимодей¬
ствия смолы с уротропином и химических связей азота в смоле. Экспе¬
риментально показано, что часть азота остается в смоле, причем его со¬
держание растет с увеличением добавки уротропина, но после введения
40 вес. % последнего количество химически связанного азота не увели¬
чивается. Максимальное содержание азота может достигать 4 вес. %
(по отношению к смоле).
Отверждение резольных пресспорошков — полнконденсационный
процесс, сопровождающийся выделением побочных продуктов реакции
(воды, формальдегида). Протекание таких реакций обусловливает мень
шую скорость отверждения по сравнению с новолачными прессмате-
риалами, где взаимодействие уротропина со смолой, по-видимому, носит
радикальный характер. Чтобы повысить скорость отверждения, необхо¬
димо добавлять некоторые вещества (уротропин, окислы и гидраты оки¬
сей кальция и магния и др.).
Действие различных добавок сказывается либо в изменении кине¬
тики отверждения пресспорошков, либо в уменьшении времени отверж¬
дения. Кроме того, улучшаются некоторые свойства изделий (теплостой¬
кость и др.). Роль окисей щелочноземельных металлов в процессе
отверждения резолов неясна. Предполагают, что в процессе горячего
прессования они связывают гидроксильные группы фенольных ядер, об¬
разуя феноляты, и являются, таким образом, дополнительным сшиваю¬
щим агентом:
Вступление таких добавок в реакцию взаимодействия со смолой
подтверждается тем, что продолжительность вязкотекучего состояния
сокращается, вязкость смолы увеличивается и скорость отверждения
растет.
Если добавки не вступают в реакцию со смолой, как например
вода, то они только вызывают увеличение пластичности и не изменяют
скорости отверждения. Например, содержание в смоле до 12% воды
снижает вязкость на конечной стадии отверждения почти наполовину.
Новолачная смола (СН2)6 Х4 —*■ Резольная смола-f-NH3
13С6Н3ОН 4-2 (СН2)4 К4 —> Резольная смола -J-8NH3
12С6Н ОН + (СН2)6К4 —>■ Новолачная смола -|~4NH3
" \
I II г-н
он
о
-f- СаО
-н,о
Са
*
ОН
о
П ресспорошки
461
Хотя резиты и обладают пространственным строением, но количе¬
ство химических связей в них не может быть очень большим. Это под¬
тверждается их поведением при высоких температурах (150° С и выше)
под действием больших напряжений (160 кг/см2). В указанных условиях
резиты способны к значительным высокоэластическим деформациям;
при наличии большого числа связей деформация отсутствовала бы [31].
ТАБЛИЦА 85
Свойства прессматериалов с наполнителем — древесной мукой
(ГОСТ 5683—60)
Свойства
I
н
К-21-22
К-211-2
K-2I4-2
Плотность, г/см3, не более . .
1,4
1,4
1,4
1,4
1,4
Удельный объем, см3/г, не более .
2,2
2,2
2,8
2,2
2,2
Предел прочности при изгибе,
600
кгс/см2, не менее
700
650
600
600
Удельная ударная вязкость,
кгс ■ см/см2, не менее .....
5,0
6,0
4,5
4,5
4,5
Текучесть, мм, в пределах
90 -190.
90—190
90—180
90—180
90—19Э
Время выдержки, сек, не более
60
50
—
Расчетная усадка, % •
0,6—1,0
0,6—1,0
0,6-1,0
0,6—1,0
0,6—1,0
Водопоглощение, г/дм2, не более . .
Теплостойкость по Мартенсу, С,
0,1
0,1
0,08
0,08
0.1
не менее
125
125
120
120
125
Удельное поверхностное сопроти¬
вление, ом, не менее
1 ■ 10!2
1 • 10'2
6- 10'3
5- 10'3
1 • 1013
Удельное объемное сопротивление
ом ■ см, не менее
1 ■ 10"
1 • 10"
5- 10'2
5- 10'2
5 • 101»
Тангенс угла диэлектрических по¬
0,08
терь при 50 гц
—
—
—
—
Пробивная напряженность, кв/мм
не менее
11,0
12,0
15,0
. 13,0
13.5
Примечание. I —прессматериалы марок К-15-2, К-17-2, К-1Э-2, К-20-2, К-110-2, К-118-2, K-liy-2t
К-2-2, «Монолит» 7, 8, 9, 10, К-15 (17, 13, 20, 21)-2ЦО и ЦС-31 (32, 33, 34) и др.; Н — К-8-2, К-18-2, «Моно¬
лит» 1, 2, 3, 5.
Физико-механические и электрические свойства новолачных и ре¬
зольных прессматериалов представлены в табл. 86 и 87. Из таблиц
видно, что новолачные пресспорошки (наполнитель — древесная мука)
обладают более высокой теплостойкостью, чем резольные, а последние
имеют более высокую водостойкость и лучшие диэлектрические показа¬
тели. Введение минерального наполнителя (слюдяной и кварцевой муки,
полевого шпата, асбеста) приводит к повышению теплостойкости.
Ниже представлены дополнительные данные о свойствах пресспо¬
рошков, содержащих древесную муку и минеральный наполнитель
Плотность, г/см3
Предел прочности, кгс/см2
при растяжении
„ сжатии
Относительное удлинение, %
Твердость по Бринелю, кгс/мм2
Модуль упругости, кгс/см2
Удельная теплоемкость,
каЛ/г • град
Коэффициент теплопроводно¬
сти, ккал/м ■ ч ■ град . .
Коэффициент линейного рас¬
ширения
Водопоглощение, %
С древесной
мукой
С минеральным
наполнителем
1,25—1,4
1,6—1,95
300-600
1500—1600
0,3—0,7
20—40
(0,7—0,9) Ю5
280—600
1250—2500
0,6
30—50
(0,7—3,17) 10г
0,32—0,36
0,25—0,35
0,18—0 28
0.28—0,7 2
(4,5—7) 10 5
0,2—0,6
(0,7—3) 10'5
0,07—0,3
462
Г.I. 23. Фенопласты
ТАБЛИЦА 87
Свойства прессматериалов с минеральным наполнителем или смеси его
с древесной мукой (ГОСТ 5689 60)
Свойства
11
in
K-214-42
K-18-2
Плотность, г/см3, не более
1,4
1,95
1,75
1,95
1,75
Удельный объем, см3, г, не более .
2,2
—
1,35
—
2,2
Предел прочности при изгибе,
кгс/см2, не менее
600
550
450
500
550
Удельная ударная вязкость,
кгс ■ см см2, не менее
5,0
3,5
3,5
4,5
4,5
Текучесть, мм
90—190
9;)—190
90—200
130—180
90—190
Расчетная усадка, %
0,6—1,0
0,4—0,7
0,7
—
0,3—0,7
Водопоглощеиие, г/дм2, не более . .
од
0,03
0,05
0,03
0,03
Теплостойкость по Мартенсу, С,
не менее
125
150
140
150
150
Удельное поверхностное сопроти¬
вление, ом, не менее . .
1 - Ю12
1 • 10‘4
—
5- 1013
1 ■ 101*
Удельное объемное сопротивление,
ом ■ см, не менее
1 • 10"
1 - 10й
—
1 • 1013
5-1012
Диэлектрическая проницаемость
при 106 гц, не более
—
6,0
—
—
—
Тангенс угла диэлектрических по¬
терь при 106 гц, не более . .
—
0,01
—
—
—•
Пробивная напряженность, кв/мм,
150
15,0
не менее
110
15,0
Примечание. I —K-17-25, К-18-25, К-20-25, II — К-211-3, К-211-4, k-211-34; III — h-Ъоб, К-8-56,
К-18-56, К-18-22, К-119-56.
Отсюда видно, что введение минерального наполнителя приводит
к увеличению плотности материала, твердости, жесткости (модуль упру¬
гости становится выше), теплопроводности и водостойкости.
На прессматериалы совершенно не действуют слабые кислоты и ор¬
ганические растворители, оказывают небольшое воздействие сильные
кислоты и слабые щелочи; под действием сильных щелочей прессмате¬
риалы разрушаются.
Влияние температуры на механические свойства прессматериалов
хорошо изучено [61, 62]. Повышение температуры приводит к снижению
механических свойств; лишь прочность на удар имеет максимальное зна¬
чение в пределах температур от —20 до +20° С; относительное удлине¬
ние растет с повышением температуры. Нагревание изделий при 120° С
несколько улучшает их механические свойства. Длительное пребывание
фенопласта с органическим наполнителем в воде приводит к ухудшению
главным образом электроизоляционных свойств.
К недостаткам феноло-формальдегидных прессматериалов относятся
хрупкость и зависимость диэлектрических свойств от температуры и час¬
тоты тока, недостаточная кислотостойкость.
Одним из путей улучшения свойств фенопластов является совмеще¬
ние феноло-формальдегидных смол с другими смолами, например поли¬
винилхлоридом, нитрильным каучуком, полиамидами и др.
ПРЕССПОРОШКИ НА ОСНОВЕ ФЕНОЛО-ФОРМАЛЬДЕГИДНЫХ СМОЛ
И ПОЛИВИНИЛХЛОРИДА
На основе феноло-формальдегидных смол, поливинилхлорида и на¬
полнителей удалось получить прессматериалы, которые носят название
фенолитов и декоррозитов. Для производства фенолитов применяют
новолачные смолы 17 и 18, поливинилхлорид марок ПБ-4 и ПФ-4 и на-
Физико-механические и диэлектрические свойства фенолита и декоррозита
ТАИЛПЦЛ НИ
CuorlcTua
Фенолит 1
К-17-23
Фенолит 2
К-17-38
Фенолит 3
К-18-23
Фенолит 4Т
K-1S-36T
Фенолит РТ
^опытная партия)
Фенолит РСТ
(опытная партия)
Декорро’ш !■
К-17 (18;-Ч1
Плотность, г/см3
1,36—1,39
1,48—1,50
1,36—1,50
1,36—1,50
1,42—1,48
1,49
1,27—1,37
Предел прочности, кгс/см2
при изгибе
559—772
571—721
651—717
613-617
611-819
1048
636—916
при сжатии
1500—1600
1500—1700
1500—1700
1500—1700
1395-1509
1618
1130—1715
Удельная ударная вязкость,
кгс ■ см/см2
4,8—7,8
4,9-7,0
5,4—7,0
6,0—7,3
5,75—8,58
10,78
7,05—9,02
Твердость по Бринелю,
кгс/мм2
30—35
30—40
30—35
30—40
23,1—30,7
29,0—31,0
27,4-31,3
Теплостойкость по Мар¬
тенсу, °С
113—141
127—141
122—133
125-130
112—148
155
128—149
Водопоглощение, % ...
0,018—0,048
0,018—0,045
0,03—0,04
0,027—0,028
0,014—0,046
0,04
0,029—0,05
Бензиностойкость, % . . .
0,02—0,03
0,019—0,02
0,02—0,03
0,02—0,03
0,004
0,04
Стоек
Маслостойкость, % . . . .
0,015—0,02
0,014—0,016
0,014—0,02
0,014—0,02
0,007
Стоек
Стоек
Удельное поверхностное
сопротивление, ом .. .
5. Юч—8. Ю13
2. Ю12—2- 10'3
1 . lO'*—8 - 10'3
1. Ю13—7- Ю13
2,3-1014—6,8' 10м
2,1 • 1014
1,3. Ю>3—1,7-10'<
Удельное объемное сопро¬
тивление, ом - см . . . .
1 . Ю12—2 • 1013
2-1013—3-1013
5. Ю'2—5. 1013
2,5.1012—7.Ю12
6,3-1013—2- lO14
4,6-1013—1,3-1014
2,8-1012—4,6 ■ 1013
Тангенс угла диэлектриче¬
ских потерь
0,026—0,041
0,012—0,038
0,026—0,04
0,01—0 03
0,01—0,02
0,1
0,04—0,05
Пробивная напряженность,
кв/мм
14,3—16,8
14,4—18,0
15,0—17,0
15,0—18,0
14,3—18,2
16,6
Пресспорошки 463
464
Гл. 23. Фенопласты
полнители — древесную муку, подвергнутую гидрофобизацни обработкой
фенолспиртами, кизельгур, тальк, слюду, асбест. Декоррозит в качестве
наполнителя содержит виброизмельченный кокс [63—65].
Технологический процесс получения таких композиций состоит из
смешения компонентов в шаровой мельнице, вальцевания смеси и из¬
мельчения вальцованных листов в порошок [66].
Новолачная смола, измельченная на куски размером не более 5 мм,
известь, уротропин, каолин, стеарат кальция, древесная мука и поливи¬
нилхлорид в порошке (15—30% от веса новолачной смолы) смеши¬
ваются в шаровой мельнице в течение 60 мин, после чего однородная
порошкообразная смесь поступает на вальцы.
Вальцевание продолжается 3—5 мин при температуре рабочего
валка 100—120° С и холостого 70—85° С. Провальцованные листы после
охлаждения подвергаются дроблению и размолу на мельницах. Затем
проводится укрупнение и стандартизация партий.
Физико-механические и диэлектрические свойства фенолитов и де-
коррозита представлены в табл. 88 [65]. Фенолиты 1—4 и декоррозит по
свойствам отвечают требованиям ГОСТ 5689—60.
Фенолит и декоррозит обладают достаточной механической проч¬
ностью, теплостойкостью, хорошими электроизоляционными свойствами,
повышенной кислото- и водостойкостью. Они хорошо окрашиваются раз¬
личными пигментами и красителями.
Линейные размеры изделий из фенолита во время эксплуатации
практически не изменяются под действием атмосферных условий, кис¬
лот, паров кислот и воды, а их электроизоляционные свойства не ухуд¬
шаются. Водостойкость фенолита в 5—6 раз выше, чем прессматериалов
К-18-2 и К-21-22, а кислотостойкость его лучше, чем прессматериала
K-21-I2. Фенолит нашел применение для изготовления крышек и пробок
аккумуляторных баков, изделий радио- и электротехнической промыш¬
ленности и промышленности искусственного волокна, предметов санита¬
рии и гигиены.
Из фенолитов 4Т, РТ и РСТ и декоррозита изготовляются изделия,
предназначенные для эксплуатации в условиях тропического климата.
Из декоррозита изготовляют изделия для работы в агрессивных средах,
вибрационные, стиральные и другие устройства. Кислото- и водостойкие
плитки для футеровки аппаратуры, покрытия полов и облицовки стен,
выполненные из фенолита и декоррозита, превосходят глазурованные и
метлахские плитки классов К и ГК.
Фенолиты и декоррозит перерабатываются в изделия прессованием
таблетированного материала, предварительно подогретого до 150—160°,
при 160—175° С и давлении 250—300 кгс/сж2. Выдержка под давлением
—1 мин на 1 мм толщины изделия [65].
ПРЕССПОРОШКИ НА ОСНОВЕ ФЕНОЛО-ФОРМАЛЬДЕГИДНЫХ СМОЛ
И НИТРИЛЬНОГО КАУЧУКА
Значительного повышения прочности на удар и стойкости к вибра¬
ции удалось добиться, добавляя к новолачной феноло-формальдегидной
смоле 5—30% бутадиен-нитрильного каучука СКН-26.
Сплавы новолачной смолы с каучуком называются смолами HP, и
в зависимости от содержания каучука им присваивается индекс 5, 10,
15, 20, 25 и 30 На основе сплавов HP изготовляются пресспорошки
ФКП-1 и ФКП-2 (с древесной мукой), ФКПМ-10, ФКПМ-15 и ФКП-25
с минеральным наполнителем и ФКПМ-15Т, специально предназначен¬
ный для изделий в тропическом исполнении [67]. С увеличением содер¬
жания акрилонитрнльного каучука в пресскомпозиции повышается
Пресспорошки
465
прочность на удар и изменяет- &
ея предел прочности при -из- <
гибе.
Изготовление пресспорош- ^
ков производится путем сме- <
шения измельченного сплава с
наполнителями, уротропином,
красителями и другими компо¬
нентами (в том числе вулка¬
низующими агентами) на валь¬
цах, в шнек-машинах и смеси¬
телях других типов, с после¬
дующим дроблением в поро¬
шок. В табл. 89 представлены
физико-механические и ди¬
электрические свойства пресс-
материалов ФКП [67].
Данные таблицы показы¬
вают, что прессматериалы
ФКП имеют в 1,5—3,0 раза
более высокую удельную удар-
ную вязкость, чем обычные а
фенопласты. Обязательным ус- ^
ловием изготовления изделий §
из прессматериалов ФКП яв- я
ляется предварительный подо- а,
грев порошка или таблеток f
при 140—150° С в течение 2— s
6 мин (в зависимости от теку- £
чести материала). Прессова- g-
ние изделий производится при я
165—180°С и давлении 350 ± £
50 кгс/см2. Выдержка при прес- «
совании составляет 1,0— «
1,5 мин на 1 мм толщины из-
делия.
Из пресспорошков ФКП
изготовляют рукоятки электри¬
ческих аппаратов, детали счет¬
ных и пишущих машин, элек¬
троприборов, текстильные ка¬
тушки и рукоятки переключа¬
телей, корпуса приборов и др.
ПРЕССПОРОШКИ НА ОСНОВЕ
ФЕНОЛО-ФОРМАЛЬДЕГИДНЫХ СМОЛ
И ПОЛИАМИДОВ
Введение в резольную фе-
ноло-формальдегидную смолу
полиамидной смолы (поли-
капролактама) и минерально¬
го наполнителя (например,
слюдяной и кварцевой муки)
позволяет получить прессмате¬
риалы К-114-35 (ГОСТ 5689—
ю I
о) 1
I I I
со£
СС —i
— о
I I
о о
со о
—* о
о
о
СО
о
о!
о
СО
ьГ
о
04
- о
со
СМ
СМ СМ
см о
1 о
о
ГО
>>
со
о
CQ
со
ю
со
<м
1
ст>
ОО
НО ~
is
о
о
О
1 Ч3
о
■^<=i
1—1 о
о
о
-14,0
СП
es
х
1 г
о
ю
1
id
ем о
— о
1
<М
о
7
о
1
о
со
н
lO
to
CQ
lO
со
Сг
■&и
>>
н
>>
н
CQ
о
со
CNI
°о
ю Н.
ю
о
о
to
ю
1
7
см
1
о>
I
1
!
о
I
со
1 1
О CD
J
J
СО
о
ю
со см
— о
о
о
см
о
т
о
^ -
СО
с^
о
00
ОО
1
1
7е!
1
со
[
1
о
1
t--
ОО
J
1
о
о
ю
1-
СО 1-*
т'"1 о
о
о
со
СМ
С сч
ей
>>
Н
О
о
оо22
о
ю
СО -
СО
1
*7
т?
о
о
1 1
о см
о
СМ *-<
ю
с5
см
ГО
о
о
о
Iо
о
VO
сь .
с
. о ^
Он*
* с -
к ^
о, О
- то
. «и
о cj t.
«О"
Ч Q.S
h - *
> О S
I ~ ^ §
i 5S о 2
- ° ~ 5
I С " |
<ц о
CQ
Б о й
Я ^ й)
X ~ о
о. g 3=
й Ч S
Ш 123 CD
О I? hQ
с HVO
о о
Он
0) С 0)
ООО
я о к
ч g ч
<u if о
Ч к Ч
>, >,
3» -
5; к *
О Рн •
с
а к *
* I-
ч g se
я * .
s cq ja
к f-
Й'О У
Но О
С о, в
с
.■il) Л. чР. Николаев
466
Гл. 23. Фенопласты
60) и В-4-70 (ВТУ УХП 71—58). обладающие повышенными электро¬
изоляционными свойствами [68]. Ниже приведены свойства указанных
материалов:
K-114-35
В-4-70
Плотность, г, см3
1,9
1,75—1,9
Предел прочности при изгибе,
кгс/см2, не менее . . .
850
1040—1200
Удельная ударная вязкость,
кгс ■ см/см2, не менее . . .
5,0
5,0—6,5
Теплостойкость по Мартенсу,
СС, не менее
125
140—160
Удельное поверхностное со¬
противление, ом, не менее .
1,0- 1014
(1,2—2,0)-10”
Удельное объемное сопроти¬
вление, ом ■ см, не менее .
1,0-1014
(0,9—3,0) - 10й
Диэлектрическая проницае¬
мость при 106 гц, не более
5,0
4,9—5,4
Тангенс угла диэлектрических
потерь при 106 гц, не более
0,01
0,009—0,011
Пробивная напряженность,
кв/мм, не менее
16
20—22
Из прессматериалов К-114-35 и В-4-70 изготовляются изделия для
работы в условиях значительной влажности, действия токов средней
частоты и повышенных напряжений.
ПРЕССПОРОШКИ Ш ОСНОВЕ РЕЗОЛЬНЫХ СМОЛ И БАКЕЛИТОВЫХ ОТХОДОВ
Как указывалось ранее, бакелитовая мука, являющаяся отходом
при изготовлении прессматериалов, может быть использована в каче¬
стве наполнителя (в некоторых случаях ее вводят до 7% от веса пресс-
порошка). Но имеются пути приготовления пресспорошков, в которых
наполнителем служит одна бакелитовая мука. Для этой цели ее сме¬
шивают с 5—25% резольной смолы и смесь поцвергают сушке до со¬
держания 2—3% влаги [69].
Подсушенный материал подвергают измельчению на дробилке, по¬
том на рифленых вальцах или ударно-дисковых мельницах с малым
числом оборотов. Резольная смола, используемая для смешения
с бакелитовой мукой, должна содержать повышенное количество свя¬
занного формальдегида. Ее можно изготовить по рецептуре, содержа¬
щей на 1 моль ксиленола 1,8 моль формальдегида и 0,02 моль едкого
натра.
Волокнистые прессматериалы
Основным недостатком изделий, изготовленных из пресспорошков,
является незначительная прочность к ударным нагрузкам (удельная
ударная вязкость 1,5—9 кгс-см/см2). Поэтому пресспорошки не могут
быть применены для ответственных деталей приборо- и машинострое¬
ния, несущих значительные динамические напряжения. Как правило,
наполнитель увеличивает прочность пластика (в том числе на удар)
по сравнению с прочностью чистой смолы, но среди наполнителей'по¬
рошкообразные оказывают наименьшее влияние. Волокнистые наполни¬
тели позволяют получить пластики с большей прочностью на удар,
даже при надрезе образцов.
При надрезе прочность материала (особенно на удар) резко сни¬
жается из-за концентрации внутренних напряжений в местах уменьше-
Волокнистые прессматериалы
467
ння поперечного сечения Технология приготовления пластмасс на ос-
ве волокнистых наполнителей отличается от технологии изготовления
'"'есспорошков.
волокнит
Волокнит представляет собой прессматериал, состоящий из резоль-
нсй феноло-формальдегидной смолы, хлопковой целлюлозы и различ-
ых добавок (ускорителей отверждения, смазки, красителя). Можно
зыпускать неокрашенный волокнит в виде пучков светло-коричневого
: элокна и окрашенный в виде черного волокна. Отпрессованные изде¬
лия имеют гладкую поверхность.
Технологический процесс производства волокнита состоит из ста¬
дий смешения компонентов, сушки сырого волокнита и стандартизации
волокнита. Ниже приведена примерная рецептура (в %) основной
марки волокнита [34].
Светлый Черный
Смола К-6 * 43,0 43,0
Хлопковая целлюлоза * . . . 49,0 47,0
Олеиновая кислота 2,0 2,0
Тальк 5,25 5,0
Окись магния 0,50 1,0
Окись кальция 0,25 —
Нигрозин - - .... — 1,5
Смола К-6 — водноэмульсионная резольная смола, полученная из
фенола и формальдегида в присутствии едкого натра в качестве ката¬
лизатора. Фенол в производстве этой смолы можно заменить фенольной
фракцией, выделяемой из каменноугольной смолы.
Замена фенола крезолом или ксиленолом не допускается, так как
замещенные фенолы имеют резкий специфический запах, ухудшающий
условия труда при изготовлении волокнита. Для хорошей и равномер¬
ной пропитки хлопковой целлюлозы употребляется смола с пониженной
вязкостью (250—350 спз). Для снижения вязкости смолу разбавляют
этиловым спиртом в котле, снабженном механической мешалкой.
Скорость отверждения волокнита существенным образом зависит
от добавок. Выше всего она при введении окиси кальция.
Хлопковая целлюлоза, применяемая для изготовления волокнита,
получается из линта типов И и III, различающихся длиной волокна.
Тип II имеет длину волокна 11—20 мм, а тип III — менее 11 мм. В ка¬
честве смазки употребляется олеиновая кислота. Тальк добавляется
в композицию для повышения текучести материала при его прессова¬
нии и для увеличения водостойкости изделий. Окислы магния и каль¬
ция являются ускорителями отверждения.
Компоненты перемешиваются в смесителе, который представляет
собой чугунную чашу, установленную на роликах; в ней расположены
два бегуна (массивные чугунные цилиндры), способные совершать дви¬
жения как вокруг горизонтальной, так и вокруг вертикальной оси. Бе¬
гуны катятся по чаше со скольжением и в случае необходимости могут
перемещаться вертикально. Чаша вращается в обратную перемещению
бегунов сторону. Скорость вращения бегунов 20, а чаши — 6 об/мин.
Бегуны снабжены гребками, которые передвигают волокнит от перифе¬
рии к центру и обратно.
В крышке чаши имеется люк для загрузки материала; пропитан¬
ный продукт выгружают через люк в дне чаши, не останавливая вра¬
щения бегунов и чаши.
* Содержание смолы и целлюлозы указано в пересчете на еухой всс.
30*
468
Гл. 23. Фенопласты
В смеситель загр\ жают целлюлоз) и разрыхляют ее в течение
3—5 мин. Затем ее 3—5 мин обрызгивают смолой, предварительно сме¬
шанной с олеиновой кислотой. После этого сырую массу в течение 5 мин
опудривают смесью талька, извести и окиси магния через сито 042. Сы¬
рой волокнит перемешивают еще 20—25 чин, а затем его выгружают и
направляют на с\шк\.
Если минеральные добавки вводить непосредственно в смолу, до
обрызгивания ею хлопковой целлюлозы, невозможно получать мате¬
риал, в котором они были бы равномерно распределены между волок¬
нами наполнителя. Частицы минеральных веществ задерживаются на
пучках волокон, как на фильтре, образуя местные скопления. Сушку
лучше всего производить при атмосферном давлении в турбинных или
ленточных сушилках непрерывного действия. Например, сушка волок-
нита в турбинной сушилке на сетчатых противнях слоем не толще 25 мм
производится при ~ 50° в нижней и до 95° С в верхней зоне Темпера¬
тура воздуха, подаваемого в сушилку, не должна превышать 75° С. Дли¬
тельность сушки 65—70 мин. Температура сухого волокнита при выходе
из сушилки не превышает 35—40° С, а содержание летучих достигает
3,5—5,5%.
Ленточная сушилка представляет собой прямоугольную камеру, по
высоте которой расположены пять движущихся лент из металлической
сетки шириной 1400 мм и общей длиной 30 м. Сырой волокнит вручную
укладывается ровным слоем толщиной 25 мм на ленту транспортера
(края ленты с обеих сторон остаются свободными на 8—10 см) и посту¬
пает в сушилку. При повороте ленты волокнит осыпается на ленту, рас¬
положенную ниже и движущуюся в противоположном направлении и
т. д. Сухой волокнит с последней, пятой ленты ссыпается в желоб со
шнеком. Скорость движения лент 0,9 м/мин. Волокнит находится в су¬
шилке 40 мин. Температура сушки 55—90° С поддерживается подачей
пара в калориферы и циркуляцией горячего воздуха.
Воздух омывает ленту с волокнитом то в направлении ее движения,
то в противоположном, в зависимости от того, в какую сторону она дви¬
жется. При наличии сетчатых лент нагретый воздух может подаваться
перпендикулярно движению лент. Часть воздуха вновь возвращается
в сушилку, а часть выбрасывается в атмосферу. Свежий воздух посту¬
пает в сушилку через ту же щель, куда входит транспортер с сырым
волокнитом.
Стандартизация волокнита представляет собой объединение от¬
дельных партий волокнита в крупную партию и последующую выдержку
их в течение нескольких дней для уравнивания влажности. Это необхо¬
димо потому, что отдельные мелкие партии волокнита различаются со¬
держанием летучих веществ и величиной текучести.
Укрупнение и стандартизация партий сухого волокнита произво¬
дится следующим образом. Высушенный волокнит шнеком подается в
воздуховод и с помощью воздуха непрерывно поступает через приемный
бункер в хранилище. Партия волокнита комплектуется из мелких пар¬
тий (замесок), изготовленных на одной партии смолы. Благодаря этому
она имеет один оттенок.
Заполненное хранилище плотно закрывается, и волокнит выдержи¬
вается 3—5 дней. За это время содержание летучих в партии уравни¬
вается После такой выдержки волокнит брикетируется на горизонталь¬
ных прессах в слабо уплотненные крупные кипы (объем их уменьшается
в 3—5 раз), которые упаковываются в выложенные бумагой ящики.
Стандартизацию мелких партий можно проводить в смесителе со
спиральной лопастной мешалкой, вращающейся со скоростью
Волокнистые прессматериалы
469
30 об чин Для этого сухой волокнит через бункер ссыпается в смеси¬
тель и посте его заполнения перемешивается в течение 20 мин Стан¬
дартизованный материал выгружают из смесителя и-упаковывают не¬
посредственно в мешки (если его не брикетируют).
Свойства и применение волокнита. Технологические свойства вп-
юкнита следующие:
Удельный объем, см3/г, не более .... 4,5
Текучесть по Рашигу, мм . . . 20—120
Содержание летучих веществ, 96 3—6
Усадка расчетная, %, не более 0,8
Величина текучестй колеблется даже в пределах одной партии и
может отличаться на 40 мм. Это объясняется не одинаковой степенью
отверждения смолы после сушки сырого волокнита и различной длиной
волокна хлопковой целлюлозы. Если отдельные партии различаются
содержанием летучих веществ, то это также приводит к колебаниям
текучести. Волокнит, содержащий большее количество летучих, обла¬
дает и большей текучестью. Физико-механические и электрические
свойства волокнита следующие:
Требования
по I ОСТ
Лучшие
5689-60
показатели
Плотность, г\смъ
<1,45
1,35—1,45
Предел прочности, кгс/см2
>800
900
» сжатии .
—
1400
» растяжении
—
450
Удельная ударная вязкость
кгс-см/см2
>9,0
15
Твердость по Бринелю, кгс/мм2 .
—
37
Теплостойкость по Мартенсу, °С .
>140
140
Коэффициент теплопроводности
ккал]м ■ ч • град
—
0,18—0,20
Удельная теплоемкость, кал/г ■ град
—
0,30—0,34
Коэффициент линейного расширения
—
(3,0^3,5) 10
Водопоглощение, %
<0,4
<0,3
Удельное поверхностное сопроти¬
вление, ом
о
О
А
1 ■ 10>°
Удельное объемное сопротивление
ом -см
> ЫО9
1- 10м
Тангенс угла диэлектрических по¬
0,88
терь при 60 гц
—
Пробивная напряженность, кв/мм
>4,0
6
Волокнит устойчив к действию слабых кислот и щелочей, но силь¬
ные кислоты и щелочи разрушают его. Из-за высокого удельного объ¬
ема волокнита его необходимо предварительно таблетировать, так как
прессование в нетаблетированном виде возможно лишь в прессформах
с загрузочными камерами большого объема.
Таблетирование производится при удельном давлении до
2000 кгс/см2. Волокнит спрессовывается в достаточно прочные таблетки
при комнатной температуре, но лучше при 60—70°С. Получаемые таб¬
летки могут иметь плотность около 1 г/см3.
Предварительное нагревание таблеток лучше всего производить в
высокочастотных генераторах до достижения внутри них 75 —85° С.
При этом текучесть волокнита повышается на 15%. Прессование изде¬
лий производится при 160—170° С и удельном давлении 400—500 кгс/см2.
Изделия простой конфигурации требуют меньшего давления, а изделия
470
Гл. 23. Фенопласты
сложного профиля — большего. Влияние давления на текучесть одной
из партий волокнита видно из следующих цифр:
Выдержка при прессовании составляет 1 мин на 1 мм толщины
изделия.
Детали из волокнита применяют в приборо- и машиностроении
(футляры, корпуса и крышки аппаратов, шестерни, маховики и пр.).
в строительстве (дверные ручки, панели, арматура и т. п.); из него из¬
готовляют настилы для ступеней эскалаторов метрополитена и т. п.
Ко многим пластмассовым деталям предъявляются более высокие
требования,, поэтому возникает необходимость иметь материалы типа
волокнита с повышенной прочностью на удар. Эта задача решена в ре¬
зультате применения в качестве наполнителя хлопкового волокна дли¬
ной до 30 мм. При этом получается высокопрочный волокнит с удель¬
ной ударной вязкостью до 20 кгс ■ см/см2.
Если обычную хлопковую целлюлозу заменить хлопковым волок¬
ном, полученным из кордовых нитей, то можно получить прессмате-
риал, названный кордоволокнитом, имеющим удельную ударную вяз¬
кость до 25 кгс’см/см2.
Корд изготовляется из лучших сортов хлопка с длиной волокна
29—37 мм и применяется в производстве автопокрышек. До недавнего
времени кордовые нити являлись отходом регенерации изношенных ав¬
томобильных покрышек. После отделения от резины они подвергаются
распушке. В полученном наполнителе до 30% кордовых нитей в нерас¬
пущенном состоянии, а остальные имеют разную степень распушки.
Кордоволокнит весьма стоек к истиранию и обладает высокой теку¬
честью (80—160 мм), не понижающейся в течение длительного времени.
Технологический процесс производства кордоволокнита аналогичен про¬
изводству обычного волокнита, но он почти на 20% дешевле.
Высокопрочный волокнит и кордоволокнит благодаря своим повы¬
шенным физико-механическим свойствам пригодны для изготовления
различных крупногабаритных изделий и деталей антифрикционного на¬
значения (втулки, вкладыши подшипников и т. п.).
Асборезольные прессматериалы готовятся на основе резотьных фе¬
ноло-формальдегидных смол и асбестового волокнистого наполнителя.
К изделиям из таких прессматериалов предъявляются повышенные тре¬
бования по теплостойкости и механической прочности. Главное назна¬
чение их — изготовление электроизоляционных изделий, применяемых
при низком напряжении, и тормозных деталей. Одним из недостатков
асборезольных прессматериалов является пониженная по сравнению
с порошкообразными прессматериалами водостойкость.
К асборезольным волокнистым пресскомпозициям относятся: мате¬
риал К-6, содержащий в качестве наполнителя волокнистый асбест
в измельченном виде; К-6-Б с наполнителем из тонких чесаных волокон
асбеста; КФ-3 и КФ-ЗМ, наполненные длинноволокнистым асбестом и
каолином.
Технология изготовления прессматериалов для электроизоляцион¬
ных (марки К-6 и К-6-Б) и фрикционных (КФ-3 и КФ-ЗМ) изделий
Давление,
кг см1
Текучесть^
мм
350
450
600
13
80
130
АСБОРЕЗОЛЬНЫЕ ПРЕССМАТЕРИАЛЫ
Волокнистые прессматериалы
471
почти одинакова. Для наполнения фрикционных прессматериалов вме¬
сто асбестового волокна можно применять отходы асбестовой ткани
и куски асбестового шнура. Для повышения теплопроводности в их со¬
став можно вводить 10—15% мелкой латунной стружки или проволоки
(кусочками длиною до 20 мм). Применяют также асбестовую ткань,
в которую включена медная или латунная проволока. Вводя в маге
риал до 5% каучукового латекса, можно повысить коэффициент трения
и износоустойчивость.
Рецептуры асборезольных прессматериалов (в вес %) представлены
ниже [34]:
Для фрик- Для электро-
ционных изоляционных
изделий изделий
Феноло-формальдегид-
ная смола 32
Асбестовое волокно . . 61
Каолин или кизельгур . 5
Тальк молотый .... —
Мыло «мононоль» ... 2
Олеиновая кислота . . —
33
60
2
Для изготовления асборезольных прессматериалов применяется
феноло-формальдегидная смола марки К-6, лаковая феноло-крезоло-
формальдегндная смола и водорастворимые фенолоспирты.
Феноло-крезоло-формальдегидная смола может быть получена по
методике, аналогичной методике приготовления твердой крезоло-форм-
альдегидной смолы. Скорость отверждения ее должна быть 50—100 сек,
содержание бромирующихся не выше 14%. Она применяется в виде
спиртового лака, содержащего ~70% смолы. Вязкость лака должна
находиться в пределах 400—500 спз.
Фенолоспирты готовятся из фенола и формалина. Для этого на
100 вес. ч. фенола берут до 48 вес. ч. формалина. Реакционную смесь
1з присутствии 1,5 вес. ч. едкого натра при перемешивании медленно на¬
гревают до 60°С и выдерживают при указанной температуре 14—16 ч,
а затем охлаждают до 20° С. Выход фенолоспиртов в пересчете на су¬
хой остаток составляет около 130% от количества исходного фенола.
Фенолоспирты должны содержать не более 10% свободного фенола
и не более 2% свободного формальдегида.
Фенолоспирты могут быть получены нагреванием 16 кг фенола
с 24 л 37%-ного формальдегида и 4 л 2 н. раствора едкого натра при
70° С, пока не будет достигнуто число разбавления 3—5 [43]. Последнее
определяют, разбавляя водой нейтрализованный (pH = 7) раствор фе¬
нолоспиртов до выпадения смолы.
В производстве асборезольных прессматериалов употребляется
хризотнловый асбест. Для фрикционных материалов используется'
асбест полужесткой текстуры, а для электроизоляционных — наиболее
длинноволокнистый асбест, специально очищенный от токопроводящих
частиц.
При изготовлении фрикционных прессматериалов применяются
отходы ткани (различные обрезки, вырубки и т. п.). Предварительно их
разрезают на куски шириной до 30 мм, причем разрез должен быть на¬
правлен под некоторым углом к нитям ткани, чтобы такие кусочки при
смешении компонентов в двухлопастных мешателях рассыпались на
отдельные нити.
Каучуковый латекс, применяемый в производстве фрикцион
ных прессматериалов, представляет водную дисперсию полимера бута¬
диена, получаемую в присутствии катализатора дназоаминобензола.
472
Гл. 23. Фенопласты
Латекс должен содержать 27—33° сухого остатка и не более 0,3%
летучих веществ (неопределенных чглеводородов). В нем не должно
быть скоагулировавших частиц ка\ч\ка (коагулюма).
Каолин представляет собой продукт разрушения горных породило
химическому составу приближается к АЬОз • 2Si02 • 2Н20. Наиболее
пригоден сорт каолина, выпускаемый для резиновой промышленности,
с влажностью не более 1% и содержащий не более 0,75% Fe203. Сте¬
пень измельчения его должна быть такой, чтобы остаток на сите 015 не
превышал 0,02%.
Кизельгур (инфузорная земля, горная мука) представляет собой
преимущественно кремнезем (80—88% Si02) с примесью не более 1,5%
окислов железа, полученный в результате скопления остатков кремни¬
стых оболочек микроскопических диатомовых водорослей. Перед упо¬
треблением кизельгур предварительно сушат и измельчают до прохожде¬
ния через сито 025. В измельченном состоянии это мягкий и рыхлый на
ощупь порошок от белого до светло-коричневого цвета. Кизельгур (как
и каолин) вводят в состав прессматериалов для увеличения водостой¬
кости и повышения теплостойкости.
Мыло «монополь» получают в результате частичного омыления ед¬
ким натром ализаринового масла. Оно представляет собой густую, ма¬
зеобразную массу от светло- до темно-коричневого цвета, полностью
растворимую в воде с образованием прозрачного раствора.
В прессматериал мыло «монополь» вводится так же, как и олеино¬
вая кислота. Иногда его заменяют сульфированной ворванью, т. е. во¬
рванью, обработанной серной кислотой и затем нейтрализованной едким
натром до pH = 6—7,5. .Мыло «монополь» и сульфированная ворвань
вводятся в прессматериал в качестве смазки.
Технологический процесс изготовления антифрикционных асборе-
зольных прессматериалов состоит из следующих основных операций
[34]: смешения компонентов, обработки сырого прессматериала на
прессе и на вальцах, сушки прессматериала, укрупнения и стандарти¬
зации партий.
Смешение компонентов прессматериала произво¬
дится в двухлопастных смесителях. Сначала в смеситель загружают
смолу, минеральный наполнитель и смазку. После 10 мин перемешива¬
ния при вращении лопастей «во внутрь» небольшими порциями в те¬
чение 20—25 мин вводят асбестовое волокно и латунную стружку и за¬
тем перемешивание продолжают еще 45—50 мин, меняя направление
вращения лопастей мешателя каждые 5 мин. Иногда при перемешива¬
нии волокно несколько измельчается, но чтобы этого не происходило,
необходимо устанавливать зазор 10—15 мм между лопастями и чашей
смесителя. Латекс вводится в массу после загрузки асбеста, так как
при добавлении к смоле он иногда коагулирует.
Обработка сырого прессматериала на прессе. При
смешении со смолой асбестовое волокно не пропитывается, как цел¬
люлозное, а только обволакивается смолой. От этой операции зависит
качество прессизделий. Более полное обволакивание происходит при об¬
работке сырого материала на прессе. Обработка заключается в прессо¬
вании его под давлением 100 кгс/см2 в таблетку весом 7—9 кг. Отпрес¬
сованная таблетка вновь ставится в прессформу, но уже на ребро, и
вновь запрессовывается. Такие операции повторяют 3—5 раз, после
чего таблетку разламывают и осматривают места излома. Если при
этом не обнаруживается волокон асбеста, не смоченных смолой, обра¬
ботку в прессе заканчивают. В случае необходимости запрессовку таб¬
летки повторяют, пока все волокна не будут смочены смолой.
Волокнистые прессматериалы
473
Фенолоспирты обладают низкой вязкостью (до 15 спз) и вслед¬
ствие этого хорошо смачивают волокна асбеста уже при смешении ком¬
понентов прессматериала в смесителе. Поэтому при использовании их
для пропитки волокна обрабатывать материал на прессе не нужно.
Обработка прессматериала на вальцах. Вальцевание
сырого прессматериала производят на бесфрикционных вальцах при
охлаждении валков водой. На таких вальцах волокно не перетирается,
только крупные его пучки расщепляются на более мелкие и обволаки¬
ваются смолой. Прессматериал пропускают через вальцы 6—12 раз, по¬
степенно уменьшая зазор между валками (с 12 до 2 мм).
Вальцованный материал после выдержки в течение 4—8 ч на сет¬
чатых противнях снова вальцуется, но уже в тонкие листы (толщиной
до 2 мм), удобные для сушки.
Сушка прессматериала производится в полочных вакуум-
сушилках. Листы равномерно раскладываются на сетчатые противни,
между которыми расположены змеевики (или плиты), обогреваемые
горячей водой (85- 95° С). Сушка продолжается 30—50 мин при оста¬
точном давлении не более 250 мм рт ст. Материал может быть высу¬
шен и при атмосферном давлении в турбинных или ленточных сушил¬
ках непрерывного действия.
Укрупнение и стандартизация партий. Отдельные
порции прессматериала, изготовленные на смоле одной партии и раз¬
личающиеся между собой по текучести не более чем на 25 мм, объеди¬
няют в укрупненную партию. Эту операцию производят в смесителе со
спиральной мешалкой.
Свойства и применение асборезольных прессматериалов. Асборе-
зольные прессматериалы отличаются повышенной теплостойкостью, ме¬
ханической прочностью и тормозными свойствами. Водостойкость и изо¬
ляционные свойства их значительно ниже, чем у резольных и даже
новолачных прессматериалов. Применение их в качестве низко- и вы¬
соковольтных коллекторов обусловлено повышенной механической
прочностью и теплостойкостью.
Технологические свойства асборезольных прессматериалов следую¬
щие: текучесть 110—190 мм; усадка не более 0,3% для фрикционных
и 0,4% для электроизоляционных изделий.
Физико-механические свойства асборезольных прессматериалов
различных марок представлены в табл. 90.
Прессование материалов и изделия производится при 170—180°С и
удельном давлении 300—450 кгс/см2. Выдержка в прессформе состав¬
ляет 40 -60 сек на 1 мм толщины изделия. Таблетированный материал
можно перед прессованием предварительно подогревать в шкафах
с электрическим обогревом при 100—130° С в течение 5—15 мин, в за¬
висимости от размеров таблеток.
Электроизоляционные свойства материалов К-6 и К-6-Б можно по¬
высить, если после прессования нагревать их при 150—200°С в течение
4—15 ч. Недостатками асборезольных прессматериалов являются срав¬
нительно невысокая прочность на растяжение и малая текучесть при
прессовании. Это затрудняет изготовление из них изделий сложного
профиля с тонкими стенками.
Высокие тормозные свойства прессматериалов КФ-3 и КФ-ЗМ обус¬
ловливают их применение для производства тормозных колодок, накла¬
док и дисков сцепления для самолетов, автомобилей, вагонов метро¬
политена и трамваев, экскаваторов и др.
Материал КФ-ЗМ применяется там, где требуются тормозные свой¬
ства, но не возникает значительного повышения температуры.
474
Г ' 23. Фенопласты
ТАБЛИЦА 90
Свойства асборезольных прессматериалов
Свойства
К-6 и К-6-Б
ГОСТ 5689-60
КФ-З
ТУ МХП М-37-57
КФ-ЗМ
ТУ МХП 455-54
Плотность, г/с и3, не более
1,95
1,7—1,95
1,95
Предел прочности,кгс см2, не менее
при изгибе
800
700
600
» сжатии .
—
1000
800
» растяжении
250
250
Удельная ударная вязкость, кгс/см2,
не менее
20
21
10
Твердость по Бринелю, кгс/мм2,
не менее
30
30
Теплостойкость по Мартенсу, °С,
не менее
200
200
Жаростойкость по Шрамму, не ниже
—
4-го класса
Коэффициент трения без смазки
при 10 кгс/см2 и 180—200 об/мин
после 1 ч испытания на машине
Амслера, не менее ....
0,33
0,30
Водопоглощение, не более
0,5%
0,7 г/дм2
0,7 г/дм2
Удельное поверхностное сопроти¬
вление (при 200±10 в), ом, не ме¬
нее
1 • Ю10
Удельное объемное сопротивление
(при 200±10 в), ом ■ см. не менее
1 • 1010
Пробивная напряженность, кв/мм
> 1,5
—
—
СТЕКЛОВОЛОКНИТ
Пластмассы, содержащие наполнитель — стеклянное волокно в виде
пряжи, крученой пряжи, шнуров, ткани и т. п., — появились в послевоен¬
ные годы. Стеклянное волокно придает материалу повышенные физико¬
механические и частично электроизоляционные свойства. Механические
показатели зависят от размеров стеклянного волокна, его толщины,
типа переплетения ткани, предварительной обработки волокна или
ткани и технологии изготовления пластика. Электроизоляционные свой¬
ства главным образом определяются природой связующего и техноло¬
гией изготовления материала.
Большое применение в качестве связующего находят феноло-фор-
мальдегидные смолы резольного типа. Наполнителем служит как стек¬
лянное волокно в различных видах, так и стеклянная ткань. Модифици¬
рованные феноло-формальдегидные смолы могут быть использованы
для получения стеклопластиков при пониженных давлениях.
Производство стеклянного волокна. Стеклянное волокно, применяе¬
мое в качестве наполнителя, должно быть бесщелочным. Его изготов¬
ляют в виде непрерывного и штапельного волокна. Одним из вариан¬
тов получения непрерывного стеклянного волокна может служить про¬
цесс, схематически представленный на рис. 107 [70].
Стеклянные шарики диаметром 18 мм при 1300—1400° С расплав¬
ляют в ванне из тугоплавкого платино-родиевого сплава. В дне ванны
имеются отверстия (фильеры) диаметром ~ 1 мм. Расплавленная стек¬
лянная масса под действием собственного веса медленно вытекает че¬
рез отверстия в виде волокон. Пучки волокон наматывают на быстро
вращающийся барабан. Благодаря большой скорости вращения бара¬
бана (линейная скорость ~ 2500 м/мин) волокна увлекаются им и, не
успев еще полностью охладиться и затвердеть, вытягиваются в тонкие
Волокнистые прессматериалы
475
нити. Отдельные волокна до намотки на барабан проходят через за¬
масливающий аппарат и склеиваются друг с другом в одну прядь. Ба¬
рабаны направляются на крутильные машины, где волокно разматы¬
вается и скручивается. Из крученой нити изготовляют ткаки. Рыхлые
пучки стеклянных волокон применяются для изготовления пресскочпо-
зиций (например, стекловолокнита) и формованных изделий.
Стекловолокно бесщелочное, однонаправленное, представляет со¬
бой отдельные пряди длиной 300—650 мм, состоящие из 100—200 не¬
крученых неокрашенных волокон. Средний диаметр волокна 6—13 мк:
замасливателя на волокне должно быть не более 2,5%. Свойства бес-
щелочного боросиликатного стекла следующие [71]:
Плотность, г/см3 2,52
Предел прочности при растяжении, кгс/см2 . 10 500—38 000
Относительное удлинение. 96 - 2,0—3,5
Модуль упругости, кгс/см2 . 730 000
Твердость по Моосу 6,5
Удельная теплоемкость, кал/г ■ граО 0,192
Коэффициент теплопроводности.
ккал/м ■ ч ■ град 0,86
Коэффициент линейного расширения
(10—100° С) 4,8-10 6
Коэффициент Пуассона 0,18
Показатель преломления .... 1,548
Теплостойкость, °С . 300
Температура начала спекания, °С . . 625—675
» » плавления, °С . 850
Удельное объемное сопротивление, ом ■ см
при 20° С 1016
» 250° С 1012
Диэлектрическая проницаемость
при 100 гц . . . ....... 6,53
» 1010 гц 6,11
.Тангенс угла диэлектрических потерь
при 50э С . . ......... 0,0009
» 250э С . . ... 0,0032
Штапельное волокно длиной 50—500 мм, получаемое различными
способами (центробежным, раздувом паром или горячими газами),
применяется для изготовления ваты, плит и других изделий, пригодных
для электро- и теплоизоляции. Плиты из стеклянной ваты содержат
1,5—5% феноло-формальдегидной смолы, скрепляющей отдельные во¬
локна друг с другом.
Стеклянное волокно негорюче, характеризуется небольшим относи¬
тельным удлинением (не более 2—3,5%), сохраняет свои упругие свой¬
ства при действии нагрузок, изменяющихся с большой частотой, устой¬
чиво к действию ультрафиолетовых лучей, имеет хорошую химическую
стойкость, стабильность размеров. Основным недостатком стеклянного
волокна является невысокая теплостойкость (~ 300°С). Кварцевое во¬
локно. состоящее на 96% из Si02, способно выдерживать температуры
до 1000° С, но механическая прочность его меньше прочности обычных
стек, шных волокон.
Обработка стеклянного волокна и ткани. Прочность стеклопласти¬
ков значительно снижается во времени, особенно если изделия нахо¬
дятся в условиях повышенной влажности или в воде. Предел прочности
при изгибе в ряде случаев снижается на 50% и более. Высокая проч¬
ность стеклопластиков сохраняется лишь в том случае, если достигнута
высокая адгезия смолы к стеклянному волокну, а для этого необходимо
476
Гл. 23. Фенопласты
удалить с волокна замасливатель. Составы замасливателей очень раз¬
нообразны. Они содержат связующие (крахмал, желатин, поливинило¬
вый спирт, парафин), смазывающие (растительное и минеральное
масло) и поверхностно-активные (ачиноспирты и др ) вещества.
Замасливатель, покрывающий всю поверхность волокна, уменьшает
адгезию смолы к стеклл. Кроме того, стекло адсорбирует пары воды,
диффундирующие из воздуха через пленку замасливателя и создающие
слой воды толщиной, возможно, до 100 молекул. Этот слой воды не уда¬
ляется при нагревании и также пре¬
пятствует адгезии смол.
Вредное влияние замасливате¬
ля можно устранить, если стеклян¬
ное волокно или ткань перед про¬
питкой смолой подвергнуть терми
ческой обработке или промывке [72]
Термическая обработка заклю¬
чается в нагревании стеклянного во¬
локна или ткани при 300—350° С в
течение 50—60 ч. За это время
удается почти полностью удалить
замасливатель, а менее длительная
обработка позволяет снизить его
содержание с 2,5 до 0,5—1%. В
ряде случаев для изготовления
стеклопластиков на основе стеклян¬
ной ткани и феноло-формальдегид-
ных, меламино-формальдегидных,
эпоксидных и других смол, обла¬
дающих хорошей адгезией к стек¬
лу, этого достаточно.
Промывка производится раз
личными органическими вещества¬
ми или специальными растворами
(кислотами, щелочами), растворяю¬
щими замасливатель или вызываю¬
щими его химические превращения.
Вредное влияние влаги на ад¬
гезию смолы к поверхности стек¬
лянного волокна можно предотвратить, обрабатывая стеклянное во¬
локно или ткань, освобожденные от замасливателя, органическими про¬
изводными кремния и хрома. Такая обработка необходима при получе¬
нии стеклопластиков, которые должны длительно сохранять свои свой¬
ства в условиях повышенной влажности, и при применении смол, обла¬
дающих слабой адгезией к стеклу (например, полиэфирных).
ТАБЛИЦА 91
Соединения, применяемые для обработки стеклянного волокна
и стеклянной ткани
Соединения
Формула
Температура
взаимодействия, °С
Соли силоксанолов . .
R4SiOMe
200—250
Диаллилдиэтоксисилан .
.
(СН2=СН—СН2)2—Si—(ОС2Н6)2
125—175
Винилтрихлорсилан
СН2-СН—SiCl3
25—75
Винилсилоксан ....
(СН2=СН)з—Si—О Si—(СН=СН2)з
250—300
3
Рис. 107. Схема получения тонкого
стеклянного волокна:
/—ванна; 2 — подводка тока к ванне; 3 —рас¬
плавленная стеклянная масса; 4— фильеры;
5 —вытягивающиеся стеклянные волокна;
6— приемный барабан; 7 — водилка для правиль¬
ной раскладки нитей по барабану; 8 — сосуд
с замасливателем; 9 — струя замасливателя.
Волокнистые прессматериалы
477
Органические производные кремния и хрома, бифункциональные
ю своей природе, вступают в химическое взаимодействие с ОН-груп-
лами поверхности стеклянного волокна и могут реагировать затем
с нанесенной смолой [73—77]. В качестве органических производных
кремния предлагаются метилхлорсиланы, метилэтоксиеиланы, винис-
хлорсиланы и другие соединения. Для каждого кремнийорганического
соединения имеется определенная температура [78], при которой проис¬
ходит его взаимодействие с поверхностью стекла (табл. 91).
Взаимодействие алкилхлорсиланов со стеклом может быть предста¬
влено следующей схемой [79]:
Наличие влаги на поверхности стекла приводит к гидролизу и
дальнейшему взаимодействию ОН-групп:
Присутствие на поверхности стекла органических групп (лучше
ненасыщенных — винильных, аллильных) обеспечивает хорошее взаимо¬
действие со смолой.
Опыты показывают, что механическая прочность стеклопластиков
уменьшается при обработке волокна алкилхлорсиланами, содержащими
большое число углеродных атомов в ненасыщенной группе. Поэтому
лучше всего применять винилтрихлорсилан или дивинилдихлорсилан.
Введение же в молекулу алкилхлорсилана других органических групп
(вместо винильной), например этильной, фенильной и т. п., приводит
к получению веществ, после обработки которыми стеклянного волокна
адгезия смол заметно снижается.
Стеклянное волокно можно обрабатывать не только чистым винил-
трихлорсиланом (температура кипения 92°С), но и продуктом его
взаимодействия с p-хлораллиловым спиртом. В этом случае схема про¬
цесса выглядит следующим образом:
СН2=СН—SiCl3+НОСН2—СС1^СН2 ■ ~НС1-> сн2=сн—SiCl2—ОСН2— СС1=СН2
СН2=СН—SiCl2—ОСН2—СС1=СН2+Н СН2=СН—SiCl—ОСН2—СС1=СН2
/
/
/
/
/
/
/
/
/
Поверхность стекла винилтрихлорсилан
Обработанная поверхность
стекла
о
о
////
////
р-хлороксиаллилвинилдихлорсилан
СН2=СН—SiCl—ОСН2—СС1=СН2 ——СН2=СН—Si (ОН)—О—СН2—СС1=СН2
о
о
////
////
478
Гл. 23. Фенопласты
Хорошие результаты при х мической обработке поверхности стек¬
лянного волокна дает применение органического производного хрома,
так называемого волана А. Волан А — комплексное соединение смешан¬
ной хромовой соли метакриловой и соляной кислот и хромооксихло-
рида:
СН2=С—СООСгС12 - Сг (ОН) С12
I
СНз
Мета крилатохромох лори д
Метакрилатохромохлорид — жидкость темно-зеленого цвета с за¬
пахом спирта, плотностью 1,26 г/см3 и pH = 1,8. Обычно применяются
0,1—5% растворы этой соли в изопропиловом спирте, ацетоне или чаще
всего в воде, нейтрализованные аммиаком до pH = 6,5—7,0 [80].
При обработке стеклянного волокна или ткани воланом А проис¬
ходит его химическое взаимодействие со стеклом, сопровождающееся
образованием химических связей —Сг—О—Si— и —Сг—О—Сг— и по¬
явлением гидрофобной метакриловой группы. Этот процесс осуще¬
ствляется смачиванием волокна или ткани растворами производных
кремния или хрома и последующей сушкой их при повышенной темпе¬
ратуре:
СН2=С—СН3 СН2=С—СН3
I I
С
^ \
0 о
1 I
-О—Сг Сг—
/\/ \
ООО
о-
с
^ \
о о
V I
Сг Сг—О-
/\/ \
ООО
Н
Н
-Si-
-S1-
Si-
-Si-
Поверхность стекла
Например, в 0,75% водный раствор натриевых солей силоксанолов,
содержащих виниловую или аллиловую группу (pH = 4,0), погру¬
жается стеклянное волокно или ткань, подвергаемые затем сушке
при 200° С. Последующая промывка их водой от хлористого натрия и
сушка позволяют получить наполнитель, пригодный для пропитки
смолой.
Диаллилдиэтоксисилан используется в виде 0,5%-ного раствора в
ксилоле или в виде эмульсии в воде. Сушка обработанного материала
производится при 125—175° С. Метакрилатохромохлорид применяется
в виде 0,4%-ного водного раствора. Сушка волокна или ткани осуще¬
ствляется при 150—175°С. После промывки и повторной сушки количе¬
ство хрома на материале должно составлять 0,03—0,05%.
\\аличие большого числа методов и веществ для обработки поверх-
\!\»!\ '-к
вого спирта очень хорошо применять в качестве связующего фенольные,
фурановые, эпоксидные, полиэфирные и силиконовые смолы.
Стеклянную ткань можно обрабатывать также продуктом ГВС-9,
представляющим собой водорастворимое производное ортокремневой
кислоты, на установке непрерывного действия, состоящей из вертикаль-
Волокнистые прессматериалы
479
ной трехсекционной электропечи для удаления замасливателя, пропи¬
точной машины с двумя ваннами и вертикальной камеры для сушки и
закрепления нанесенного на ткань аппрета [81].
Важное значение при термохимической обработке стеклянной
ткани имеет определение качества аппретирования. Применительно
к аппрету АГМ-3 — водорастворимому кремнийо.рганическому соедине¬
нию, содержащему амино- и иминогруппы [82], — были разработаны ме¬
тоды определения качества аппретирования стеклоткани, стекложгута и
установлены методы оценки водостойкости стеклопластиков [83].
Повышенная прочность на изгиб стеклопластиков при длительной
экспозиции в атмосферных условиях также сохраняется, если для их
изготовления используется стеклянная ткань, обработанная препаратом
АХ [84, 85]. состоящим из алюмолана (раствора комплексной алюми¬
ниевой соли стеариновой кислоты в изопропиловом спирте) и хромо-
лана (раствора комплексной хромовой соли стеариновой кислоты в
изопропиловом спирте).
Свойства и применение стекловолокнита. При изготовлении стекло¬
пластиков на основе феноло-формальдегидных смол применяется как
необработанное стеклянное волокно, так и подвергнутое термической
обработке.
Процессы изготовления стекловолокнита и волокнита с точки зре¬
ния технологии аналогичны. Стекловолокнит обладает лучшими элек¬
троизолирующими и механическими свойствами и более высокой водо¬
стойкостью, чем волокнит и асборезольные прессматериалы.
Примером стекловолокнита, обладающего высокими физико-меха¬
ническими свойствами, является прессматериал АГ-4, выпускаемый, по
ГОСТ 10087—62, двух марок: марки В на основе спутанного стеклян¬
ного волокна, пропитанного смолой, и марки С — на основе ориентиро¬
ванных стеклянных нитей или лент различной длины и ширины, также
пропитанных смолой.
АГ 4 — термореактивный волокнистый прессматериал на основе мо¬
дифицированной резольной феноло-формальдегидной смолы Р-2 — мо¬
жет быть переработан в изделия методами прессования и пресслитья
[86]. Предварительно он таблетируется в простейших формах при ком¬
натной температуре и удельном давлении 800—1000 кгс/см2. Для умень¬
шения распыления и облегчения таблетирования материал можно пред¬
варительно подогревать при 90—110° С в течение 5—8 мин. Вместо таб¬
летирования также применяют шприцевание через специальную форму
с отверстиями диаметром 8—12 мм при 70—90° С. Такая обработка
(таблетирование и шприцевание) уменьшает удельный объем материала
и способствует более равномерному распределению формы при изгото¬
влении изделий. Конечно, шприцевание и пресслитье, вследствие неко¬
торого измельчения стекловолокна, приводят к снижению механических
свойств.
Температура прессования и пресслитья для АГ-4 120—170° С, да¬
вление прессования 400—500 кгс/см2, давление пресслитья 300—-
800 кгс/см2. При прессовании толстостенных изделий простой формы из
таблеток, предварительно подогретых токами высокой частоты, давле¬
ние может быть снижено до 100—150 кгс/см1. Выдержка в прессформе
составляет 1 мин на 1 мм толщины изделия.
Выбор марки материала (В или С) зависит от метода изготовле¬
ния изделия и его формы. Из материала марки В можно изготовлять
изделия любой конфигурации, а марки С — изделия плоской формы.
Если желательно получить детали более сложной конфигурации, то ма¬
териал марки С следует разрезать на кусочки длиной 40—50 мм [87].
480
Г l 23. Феноп ласты
Ниже представлены физико-механические и электрические свойства
прессматериала АГ-4 [86]:
Марка В Марка С
Плотность, г/см3 . . ....... 1,7—1,9 1,7—1,9
Предел прочности, кгс см2, не менее
при растяженн1: . 800 5000
» сжатии . 1300 1300
» изгибе . . . . 1200 2500
Удельная ударная вязкость, кгс ■ см/см2, не менее 30 150
Усадка. % 0,15 0,15
Теплостойкость по Мартенсу, °С . . . 280 280
Морозостойкость, °С —60 60
Водопоглощеиие, % 0,05 0,05
Масло- и бензостойкость, % . . . ... 0,05 о|о5
Коэффициент линейного расширения
при 20° С 14,3 • Ю~б —
» 50° С . . . . . . 14.8 • 10-® —
» —60° С 10,4 10_6 —
Удельное поверхностное сопротивление, ом . . 1012 Ю12
Удельное объемное сопротивление, ом см ■ . . 1012 Ю12
Диэлектрическая проницаемость при 106 гц . . 8,0 8,0
Тангенс угла диэлектрических потерь при 106 гц 0,05 0,05
Пробивная напряженность, кв/мм 13 13
По технологии, принятой в производстве АГ-4. изготовляются еще
два типа стекловолокнита: ФН-В и ФН-С. Связующим в них является
фурфуроло-феноло-формальдегидная смола ФН, выпускаемая по ТУ
35-ХП-379—61 двух сортов, различающихся исходной вязкостью Их
прочностные свойства следующие [88]:
ФН-В ФН-С
Предел прочности, кгс/см2
при растяжении — 7260
» изгибе 2000 6400
Удельная ударная вязкость, кгс-см/см? 200 335
Изделия из ФН-С обладают высокими прочностными свойствами
в том случае, если материал ориентирован в направлении действия
максимальных нагружающих усилий.
Слоистые листовые прессматериалы
Слоистые прессматериалы находят широкое распространение в раз¬
личных отраслях техники, особенно в электропромышленности и про¬
мышленности средств связи [89], в машиностроении, химической про¬
мышленности и других отраслях техники.
Слоистые пластмассы изготовляют из листовых наполнителей, про¬
питанных различными смолами. Смола склеивает листы и придает ма¬
териалу монолитность и прочность. К листовым материалам, получае¬
мым на основе феноло-формальдегидных смол, относятся прессмате¬
риалы на основе бумаги (гетинакс), ткани (текстолит), стеклянной
ткани (стеклотекстолит), стеклянного шпона (стеклопластик СВАМ),
асбестовой ткани (асботекстолит), древесного шпона (древеснослоистые
пластики).
Слоистые листовые прессматериалы
481
ГЕТИНАКС
Гетинакс представляет собой прессматериал, изготовляемый мето¬
дом горячего прессования бумаги, пропитанной резольной крезоло-фор-
мальдегидной смолой. Этот материал обладает хорошими электроизо¬
ляционными свойствами. Варьируя сорта бумаги, смолы и содержание
смолы в наполнителе, можно придавать гетинаксу различные свойства
Технологический процесс производства гетинакса включает стадии
приготовления смолы, пропитки и сушки бумаги, сборки и прессования
пакетов, обрезки листов.
Крезоло-формальдегидная смола может быть приготовлена по сле¬
дующей рецептуре (в вес. ч.):
Режим приготовления смолы аналогичен принятому для твердой
крезоло-формальдегидной смолы. Твердая смола должна иметь ско¬
рость отверждения 55—90 сек. Раствор смолы'в спирте носит название
лака СКС-1.
Для пропитки бумаги применяются растворы резольной феноло-
крезоло- или анилино-феноло-формальдегидной смолы в этиловом или
изопропиловом спиртах.
Пропитка и сушка осуществляются на горизонтальной пропиточно¬
сушильной машине. Бумага для изготовления гетинакса применяется
только пропиточная. Содержание смолы и летучих веществ в бумаге
для различных марок гетинакса находится в пределах 38—68 и 0,5—
12% соответственно.
Листы пропитанной бумаги, содержащие допустимое количество
летучих веществ, собирают в пакеты чаще всего по счету. На них укла¬
дывают по несколько листов неподсушенной пропитанной бумаги, со¬
держащей большее количество смолы, чем бумага, собранная в пакет.
Пакеты укладываются между полированными листами из нержавеющей
стали. Однако для гетинакса некоторых марок (например, В) можно
применять листы с матовой поверхностью. При изготовлении тонких
листов гетинакса собранный пакет укладывается между двумя пачками
(подушками) из непропитанной бумаги или картона. В один просвет
пресса вставляется несколько пакетов, переложенных прокладочными
листами.
Прессование гетинакса производится в этажных гидравлических
прессах при 155—160° С. Плиты пресса обогреваются паром; удельное
давление при прессовании 60—80 кгс/см2. Продолжительность прессова¬
ния 3—10 мин на 1 мм толщины прессуемого пакета (в расчете на го¬
товый материал), но не менее 30 мин. Отсчет времени начинают с мо¬
мента прогрева внутренних слоев пакета до 150° С. Более высокая тем¬
пература прессования, чем 160—165° С, может привести к частичному
разрушению бумаги, а более низкая — увеличивает длительность вы¬
держки материала в прессе. После охлаждения листов до 20° С в прессе
под давлением их отделяют от прокладок и подвергают обрезке.
Свойства и применение листового гетинакса. По ГОСТ 2718—54,
листовой электротехнический гетинакс толщиной от 0,2 до 50 мм изго¬
товляется 11 марок (А, Б, В, ВС, Г, Д и др.). Гетинакс марок А
и Б обладает повышенной электрической прочностью, а гетинаксы,
предназначенные для работы в установках высокой частоты, имеют
[89].
Крезол
Формальдегид
Спирт
Аммиак (25 °б раствор)
100
37
100
3
31 А. Ф. Николаев
482
Гл. 23. Феиоп гссты
пониженные диэлектрические потери (tg6 = 0,054 ч- 0,056). Основная
область их применения — электроизоляционные изделия (панели, ко¬
лодки зажимов, изолирующие шайбы, прокладки, крышки и т. п.).
Особенно большое значение гетинакс приобретает в производстве
печатных схем для телевизоров, в конструкциях переключателей, сопро¬
тивлений и для других устройств радиоэлектроники (синхронноследя-
щие системы, сервомеханизмы, программные и счетно-решающие при¬
боры и т. п.). В ряде случаев сборка, монтаж и регулировка аппара¬
туры в радиоэлектронной промышленности производится вручную, что
составляет до 70% общих затрат труда. Техника печатных схем позво¬
ляет создать конструкции, в которых проводники в виде тонких поло¬
сок металла укреплены на изоляционном основании и образуют мон¬
тажную схему. Печатная схема служит основанием, на которое устана¬
вливаются детали сопротивления, конденсаторы, электронные лампы
и т. п Этот процесс позволяет механизировать сборочно-монтажные ра¬
боты, создавать более совершенные модели и увеличивать выпуск изде¬
лий. Для изготовления печатных схем кроме фольгированного гетинакса
пригодны фольгированные эпоксидные стеклопластики и политетрафтор¬
этилен (для высокочастотных конструкций).
Гетинакс нестоек к сильным кислотам и особенно к щелочам, но
хорошо противостоит действию жиров и минеральных масел. Уксусная,
соляная и фосфорная кислоты оказывают на него слабое действие
Электрическая дуга быстро его обугливает и делает токопроводящим.
Он хорошо подается механической обработке (сверлению, фрезерова¬
нию, распиловке) и штамповке. Так например, если гетинакс толщиной
до 3 мм нагревать в течение 5—8 мин на 1 мм толщины при 80—90° С
(для марок В, ВС, Д) и 110—1203С (для марок Ав, Бв, Гв. Дв) он
не расслаивается и не раскалывается при штамповке. Свойства гети¬
накса представлены ниже [61, 89]:
Плотность, г/см3 1,32—1,40
Предел прочности, кгс/см2
при изгибе (перпендикулярно слоям) 750—1500
» сжатии 1300—2500
» растяжении 850—1250
Модуль упругости, кгс/см2 (0,28—2,1) 105
Удельная ударная вязкость (перпенди¬
кулярно слоям) кгс ■ см/см2 13—15
Твердость по Бринелю, кгс/мм2 . . . 25—40
Теплостойкость по Мартенсу, °С . . . 150—160
Водопоглощение, % 0,5—0,7
Удельная теплоемкость, кал/г • град . 0,3—0,4
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,18—0,30
Коэффициент линейного расширения . (1,7—2,5) 10~5
Удельное объемное сопротивление,
ом-см 10'°—1013
Пробивная напряженность, кв/мм . . . 11—30
Наибольшую механическую прочность при статическом изгибе и
растяжении имеет гетинакс марок В, Г, Д, при ударе — гетинакс ма¬
рок В и Д, а при раскалывании — марок А и Г (не менее 200 кгс/см2).
Более высокая теплостойкость характерна для гетинакса марки Бв.
Электроизоляционные свойства гетинакса сильно зависят от влаж¬
ности и температуры окружающей среды. Во избежание значительного
снижения электрического сопротивления гетинакса в условиях влажной
атмосферы детали из него после механической обработки лакируются.
Слоистые листовые прессматериалы
483
Перед лакировкой деталь сушат при 100° С в течение 1,5—2 ч, после
чего в нагретом состоянии погружают в лак или покрывают лаком при
помощи кисти, а затем снова производится горячая сушка.
ТЕКСТОЛИТ
Текстолит — слоистый пластик, изготовляемый в виде листов из
хлопчатобумажной ткани, пропитанной резольной феноло-формальде-
гидной смолой. Для изготовления текстолита различных сортов приме¬
няется ткань различной плотности и переплетения. Обычно применяют
ткани полотняного (гладкого) переплетения нитей основы и утка, при
котором число перекрытий основы утком максимальное. В последнее
время стали применять и ткани сатинового переплетения с меньшим
числом перекрытий основы утком, что способствует повышению предела
прочности текстолита при растяжении.
Характер переплетения нитей оказывает влияние на свойства тек¬
столита: пределы прочности при растяжении и раскалывании, удельную
ударную вязкость и др. По толщине ткани делятся на легкие (до
150 г/м2), средние (до 300 г/м2) и тяжелые (свыше 300 г/м2). Наиболее
употребительны ткани бязь, миткаль, шифон, гринсбон, нанка, бельтинг,
ремень
Обычно при выработке ткани нити основы пропитывают (шлих¬
туют) клеящим веществом. Благодаря этому клеящее вещество обра¬
зует внешний слой на поверхности нити и заполняет оставшиеся в
пряже пустые промежутки между отдельными волокнами. Шлихтован¬
ные ткани труднее пропитывать синтетическими смолами. На их основе
получают текстолиты с пониженными механическими свойствами. По¬
этому для текстолитов марки ПТК применяют расшлихтованные мит¬
каль и шифон. Иногда клеящие вещества удаляют отвариванием или
отбеливанием.
Процесс производства текстолита состоит из стадий приготовления
смолы и лака, подготовки, пропитки и сушки ткани, сборки и прессо¬
вания пакетов, обрезки кромок и дополнительной тепловой обработки
[89]. Для пропитки ткани применяют спиртовые растворы твердых фе-
ноло- и крезоло-формальдегидных смол, содержащих не более 14% сво¬
бодного фенола или крезола и имеющих скорость отверждения 50—
115 сек, фенолоспирты в виде водного раствора и эмульсионные резоль-
ные смолы, содержащие не более 18% свободного фенола, имеющие
скорость отверждения 100—300 сек и вязкость 600—2500 спз.
Спиртовым раствор твердых смол содержит 50—60% сухого
остатка. Концентрация лака устанавливается в зависимости от типа
ткани и назначения текстолита.
Подготовка ткани заключается в сшивке отдельных кусков и нама¬
тывании рулонов весом 50—60 кг на каждую оправку. Пропитка осуще¬
ствляется на горизонтальных, или на вертикальных пропиточно-сушиль¬
ных машинах. Схема вертикальной пропиточно-сушильной машины
представлена на рис. 108.
Ткань со съемных валиков /, снабженных тормозным устройством,
проходит направляющие валики и погружается в ванну с лаком о. По
выходе из нее ткань отжимается валиками 5 и поступает на сушку в
шахту, расположенную над ванной.
Лак, находящийся в ванне, подогревается до 30—40е С горячей во¬
дой через рубашку ванны. Нагревание необходимо для снижения вяз¬
кости лака. Концентрация лака и его количество в ванне поддержи¬
ваются постоянными. Время пребывания ткани в ванне 20-—45 сек в за¬
висимости от толщины ткани и вязкости лака.
31
484
Г я. 23. Фенопласты
На выходе из ванны ткань отжимается специальными гуммирован¬
ными валиками. При этом смола равномернее распределяется по ткани,
глубже ее пропитывает, а избыток смолы удаляется.
. Сушильная часть машины представляет собой вертикальную прямо¬
угольную шахту высотой 12—13 м и площадью поперечного сечения до
4 м2. Процесс сушки заключается в уда¬
лении лет\чих (влаги, спирта свободного
фенола) из сырой пропитанной ткани.
Температура в шахте постепенно повы¬
шается снизу вверх, от 120 до 140° С.
Ткань нагревается паровыми калорифе¬
рами, расположенными внутри шахты,
и горячим воздухом, подаваемым в шах¬
ту с помощью вентилятора. Время суш¬
ки определяется температурным режи¬
мом в шахте и скоростью движения воз¬
духа. Немаловажное значение имеют
также толщина ткани и ее структура. Бо¬
лее толстые ткани требуют более дли¬
тельной сушки. Продолжительность суш¬
ки в шахте для тяжелой ткани 3,5 мин,
а для легкой — 2 мин.
При сушке смола частично перехо¬
дит в резитольное состояние (на 10—-
20%). Количество смолы и летучих, со¬
держащихся в тканях после сушки, со¬
ставляет 47—57% и 0,8—8.0% соответ¬
ственно, в зависимости от типа ткани. Из
разрезанной пропитанной ткани соби¬
рают пакеты, как в производстве гети-
накса. Прессование производят в много-
i \«й_\дос. % да»® ^
j 100 кг/см2. Продолжительность прессо-
( ф )( ф-Н~*Г**Тг'Т I вания 5—7 мин на 1 мм толщины листа,
V. 'у .У rsj но не менее 30 лилн.
^ Длительность прессования опреде¬
ляется: 1) временем, необходимым для
прогрева пакетов до температуры прес-
сования (1 мин на 1 мм толщины листа),-
2) временем отверждения смолы (3—
5 мин на 1 мм толщины листа) и 3) вре¬
менем охлаждения листов (1—2 мин на
1 мм толщины листа). Охлаждение ли¬
стов текстолита в прессе под давлением
необходимо для предотвращения коробления листов при дальнейшей
переработке и эксплуатации.
Кромки листов текстолита обрезаются с помощью дисковых пил.
Иногда для придания текстолиту стабильных свойств листы после прес¬
сования подвергают дополнительной тепловой обработке при 90—100° С
в течение 24—48 ч (в зависимости от толщины листов). Такая обра¬
ботка приводит к углублению процесса поликонденсации смолы и ис¬
чезновению внутренних напряжений в материале.
Большой интерес представляет высокочастотное нагревание паке¬
тов между плитами пресса, позволяющее проводить равномерное отвер-
Рис. 108. Схема вертикальной
пропп то чно-сушильной ма шины:
J — съемные валики с тканью; 2— напра¬
вляющие валики; 3—ванна для лака;
4—направляющие валики, расположен¬
ные в ванне; 5 — отжимные валикн;
8, 9—направляющие валики в сушиль¬
ной шахте и на выходе из нее; 7 — су¬
шильная шахтл; 10—натяжные валики;
11—съемные валики с пропитанной
тканью.
Слоистые листовые прессматериалы
485
ждение материала и устраняющее основные недостатки горячего прес¬
сования (высокое давление, длительную выдержку), но оно пока не
получило применения, так как требует использования мощного высоко¬
частотного генератора. Не разрешен вопрос эффективного охлаждения,
коэффициент используемой энергии крайне низок, в ряде случаев на¬
блюдаются перегревы и выжигание материала.
Свойства и применение текстолита. Текстолит выпускается в виде
листов различной толщины (от 0,2 до 100 мм) размером 1000 X 1500 мм.
В табл. 92 и 93 представлены физико-механические и электрические
свойства текстолитов различных марок [89, 90]. Текстолит каждой марки
имеет свое преимущественное назначение. Поделочный текстолит марок
ПТК, ПТ и ПТ-1 выпускается толщиной от 0,5 до 70 мм с ровной свет¬
ло-желтой или темно-коричневой поверхностью по ГОСТ 5—52. Поде¬
лочный текстолит большей толщины отвечает требованиям ТУ МХП
М-774—57. Металлургический текстолит марки Б, применяемый для
изготовления вкладышей подшипников прокатных станков, согласно ТУ
№ М-827—62, имеет длину 400—1000 мм и толщину 20—70 мм. Тексто¬
лит марок А, Б, Вч и Г является электротехническим материалом. По
ГОСТ 2910—54, для работы в трансформаторном масле и на воздухе
при температуре от — 60 до 70° С рекомендуется текстолит марки А;
марка Б — для работы на воздухе; марка Вч — электроизоляционный
для работы на воздухе в радиоаппаратуре; марка Г — панельный.
ТАБЛИЦА 92
Физико-механические свойства поделочного
и металлургического текстолита
Свойства
Марки текстолита
ПТК
пт
ПТ-1
Плотность, г/см3
1,3—1,4
1,3—1,4
1,3—1,4
1,3—1,4
Предел прочности, кгс/см2, не менее
при растяжении
, изгибе
1000
1600
850
1450
650
1200
—
сжатии
параллельно слоям
перпендикулярно слоям . . .
1500
2500
1300
2300
1200
2000
1900
Предел прочности при раскалыва¬
нии, кгс
Удельная ударная вязкость,
кгс ■ см/см2, не менее
Твердость по Бринелю, кгс/мм2, не
менее
Теплостойкость по Мартенсу, “С,
не менее
Водопоглощеиие, г/дм2, не более . .
35
28
125
0,35
35
28
125
0,35
25
28
120
0,65
300
35
28
120
0,7
Свойства текстолита зависят от типа применяемой ткани. Тексто¬
лит на основе тяжелой ткани имеет большую прочность на удар, чем
на основе легких тканей, но по остальным показателям он уступает по¬
следним. Прочность материала пропорциональна количеству слоев
ткани на единицу толщины материала. Кроме того, на прочность ма¬
териала влияет содержание смолы в ткани: наибольшие значения полу¬
чаются при 40—50%.
На свойства текстолита влияют также условия прессования. Высо¬
кое давление (90—125 кгс/см2) при содержании смолы в пропитанной
486
Г l 23. Ф* чопласты
ткани 42—48% приводит к получению текстолита марок ПТК. и ПТ
с более низкими физико-ме\аническими свойствами. Опыт работы од¬
ного из заводов показал, что при применении ткани, содержащей 50—
54% смолы, при 150—160" С и давлении прессования 50—70 кгс/см2
можно получить текстолит с повышенными свойствами [91].
ТАБЛИЦА 93
Свойства электротехнического текстолита
Марки текстолита
Своиства
А
Б
13ч
г
Плотность, г/см3, не менее
1,3
1,3
1,3
1.3
Предел прочности, кгс/см2, не менее
при растяжении
вдоль листа (по основе)
600
650
500
650
поперек листа (по утку) . .
450
550
400
450
при изгибе (перпендикулярно слоям)
900
1200
—
1200
Предел прочности при раскалывании листов
толщиной 10 мм и более, кгс
300
300
300
Удельная ударная вязкость (перпендикулярно
слоям) кгс ■ см/ем,2 не менее . .
20
25
27
Твердость по Бринелю, кгс/мм2, не менее
30
30
30
30
Теплостойкость по Мартенсу. С, не менее
135
125
125
125
Водопоглощенпе, г дм2, не более
при толщине 0,5 мм ....
0.3
0,3
0,28
0,3
при толщине 1 мм и более
0,6
0,6
0,55
0,6
Удельное поверхностное сопротивление, ом,
менее
не
0
о
1
О
1010
10'°—10"
Удельное объемное сопротивление, ом ■ см,
менее
не
10'°
Ю9
10'»
Диэлектрическая проницаемость при 106 гц,
более
не
8
Тангенс угла диэлектрических потерь при 106
не более
гц,
0.07
—
Пробивная напряженность, кв/мм, не менее
перпендикулярно слоям . .
5
9
5
2
параллельно слоям .
6,5
4,5
6,5
4,5
Текстолит обладает более высокой прочностью па сжатие, удар и
лучше сопротивляется раскалыванию, чем гетинакс. Но водостойкость
и электроизоляционные свойства текстолитов ниже. Все эти показатели
резко ухудшаются в условиях повышенной влажности.
Свойства текстолита не одинаковы в продольном и поперечном на¬
правлениях, поскольку прочность ткани по основе превышает прочность
по утку.
Предел прочности при сжатии и изгибе значительно выше в направ¬
лении, перпендикулярном к слоям. Сопротивление раскалыванию зави¬
сит от прочности склейки слоев ткани. Эта же величина определяет
способность материала к механической обработке. Водопоглощение и
сопротивление раскалыванию чаще всего снижается при нарушении
режима пропитки и сушки ткани и прессования. Более высокая влаж¬
ность пропитанной и высушенной ткани, «пересушка» (уменьшение со¬
держания растворимой части смолы) и недостаточное содержание
смолы — основные причины снижения прочности склейки слоев ткани.
Слоистые листовые прессматериалы
487
Текстолит может длительное время эксплуатироваться даже при
90—105ЭС под нагрузками, составляющими 50—60% от предела проч¬
ности, определенного при температуре эксплуатации.
Благодаря своим высоким физико-механическим свойствам, а также
бензо-, масло- и в некоторой степени водостойкости, текстолит приме¬
няется в машиностроении для изготовления прокладочных шайб, вкла¬
дышей и подшипников, шкивов и бесшумных шестерен [92].
Неметаллические зубчатые колеса эластичнее и виброустойчивее
подобных колес из стали при одних и тех же условиях работы. Они ра¬
ботают в паре с металлическими, но меньше изнашиваются. Текстоли¬
товые шестерни длительно работают в распределительных механизмах
авиационных и автомобильных двигателей, в редукторах, в коробках
скоростей некоторых станков, в передачах от электромоторов мощно¬
стью до 100 кет, в ткацких машинах и т. д. В технике применяют раз¬
личные типы шестерен: цилиндрические прямозубые, цилиндрические
косозубые, конические и др.
Обычно зубчатые колеса либо вырезают из плит пластика, либо
сначала прессуют диски, а затем в них нарезают зубья обычными
способами, применяемыми в производстве металлических зубчатых
колес.
Текстолит уже давно успешно применяется для изготовления вкла¬
дышей подшипников металлургических прокатных станов вместо
бронзы. Преимуществами неметаллических подшипников являются срав¬
нительная легкость изготовления, хорошая прирабатываемость, низкий
коэффициент трения, малая истираемость. Применение их взамен ме¬
таллических, в том числе бронзовых, и баббитовых позволяет сэконо¬
мить 25—30% электроэнергии, в несколько раз увеличить срок службы
и значительно уменьшить износ шейки валов машин. В последнее время
текстолитовые подшипники стали применять в шаровых мельницах, цен¬
тробежных насосах, турбинах и других машинах. При коэффициенте
трения 0,003—0,006 (смазка водой) текстолитовые подшипники служат
в 10—15 раз дольше бронзовых.
Недостатками текстолитовых подшипников являются низкая допу¬
стимая рабочая температура (80—90° С) и малая теплопроводность,
затрудняющая отвод теплоты трения. Для снижения коэффициента тре¬
ния и истираемости текстолита, а также для повышения его теплопро¬
водности в состав лака, используемого для пропитки ткани, вводят
2—10% дисперсного графита. При этом срок службы подшипников еще
более увеличивается.
Обрабатывают текстолит на токарных, сверлильных и шлифоваль¬
ных станках. Изделия не требуют окраски. Отдельные части материала
могут быть склеены различными клеями.
Химическая стойкость текстолита не очень высока, но в условиях
воздействия кислот низкой и средней концентрации его можно приме¬
нять в химической промышленности (если изготовленные детали пред¬
варительно покрыть бакелитовым лаком).
В электротехнике листовой текстолит применяется для изготовле¬
ния изоляционных деталей, пазовых клиньев электрических машин,
шкивов, шестерен, вкладышей подшипников и др. В случае, когда тек¬
столит применяется как заменитель гетинакса, детали электроизоля¬
ционного назначения (например, колодки) после механической обра¬
ботки подвергаются лакировке [61].
Замена хлопчатобумажной ткани найлоновой при изготовлении
текстолита позволяет получить материал, обладающий хорошими элек¬
троизоляционными свойствами и более высокой стойкостью к действию
488
Гл. 23. Фенопласты
влаги и плесени. Такой материал имеет высокую прочность на удар и
выдерживает механическую обработку.
Свойства слоистого материала на основе найлоновой ткани и фе¬
ноло-формальдегидной смолы представлены ниже [93]:
Предел прочности, кгс/см2
при растяжении . . 400—650
у сжатии 2450—3350
>• изгибе 770—1400
Водопоглощение, % 0,17—0,59
Диэлектрическая проницаемость при
60 гц 3,0—4,4
Тангенс угла диэлектрических по¬
терь прн 106 гц 0,013—0,016
СТЕКЛОТЕКСТОЛИТ
Стеклотекстолит представляет собой слоистый листовой материал
на основе феноло-формальдегидных смол и стеклянной ткани, изгото¬
вленной из бесщелочного стекловолокна.
Стеклянные ткани изготовляются как из штапельного, так и из не¬
прерывного волокна. Ткани из штапельного стекловолокна применяются
в ограниченном количестве ввиду их меньшей прочности по сравнению
с тканями из непрерывного волокна. В основном, стеклянные ткани вы¬
рабатывают из крученых нитей.
Для получения крученой стеклянной ннти определенного метрического номера
вначале производится размотка первичной ннти с барабана с одновременным круче¬
нием ее, а затем вторичное кручение этой нити в обратную сторону с одновременным
процессом трощения в несколько концов.
Большая жесткость стеклянного волокна н его хрупкость предопределяют зна
чительно меньшую величину крутки стеклянных нитей, чем ннтей из других видов
волокон [94]. Прн изменении величины крутки изменяются не только прочность на
растяжение, но н другие свойства, обычно величина крутки достигает 200—300 витков
на 1 ж ннти.
С увеличением числа витков на нити возрастают вес 1 м2 ткани и
ее толщина. Чем толще волокно, тем толще нити и сама ткань. Предел
прочности при растяжении, вес, пористость и гибкость ткани зависят от
числа нитей.
Для получения слоистых материалов лучше всего употреблять бо¬
лее тонкие стеклянные ткани. Обычно для изготовления стеклотексто¬
литов применяются ткани толщиной 0,06—0,85 мм, вес 1 м2 составляет
68—400 г, разрывное усилие (полоски 25 X 100 мм) 25—275 кгс (по
основе) и относительное удлинение 2—2,5%.
Электротехнические виды стеклотекстолитов изготовляют на основе
стеклотканей марок Э и КТ-11-Э. Стеклоткани марки Э получают из
алюмоборсиликатного, а КТ-11-Э — из кремнеземного стекла. Для изго¬
товления конструкционных стеклотекстолитов используют алюмоборси-
ликатные ткани полотняного и сатинового переплетения марок А, АС,
Т, АСТТ(б)-С, свойства которых представлены в табл. 94. Алюмоборси-
ликатное стекло содержит 0,5—2% окислов щелочных металлов и ока¬
зывается менее стойким к воздействию влаги (особенно при повышен¬
ных температурах), чем кремнеземное. Из-за этого механическая проч¬
ность стеклопластика, изготовленного на основе алюмоборсиликатной
стеклоткани, фактически оказывается ниже расчетной. Такое явление
наблюдается в большей степени при использовании связующих конден¬
сационного типа. Влага, выделяющаяся в результате отверждения смол,
ТЛБЛИПЛ 91
Свойства стеклянных тканей
Марка ткани
Тип переплетения
ГОСТ или ТУ
Ширина,
мм
Тол¬
щина,
Вес 1 м7,
г
Плотность
(число нитей
на 1 см)
Прочность
на раэрып,
кгс
основа
уток
основа
уток
э
(электроизоляционная)
Полотно
ГОСТ 8481—61
600-1000
600—1000
600-1000
0,06
0,08
0,10
68
100
105
20
20
20
20
22
22
55
30
30
20
25
30
А
(авиационная)
»
ГОСТ 8481—61
540-1050
—
не > 80
20
17
28
20
АС
(авиационная
специальная)
»
ГОСТ 8481—61
610
0,10
105
20
22
35
35
т,
т2
»
ГОСТ 8481—61
600—1170
600—1170
0,27
0,27
285
285
16
16
10
10
170
160
105
85
»
ВТУ М-839—61
920
0,26
285
16
10
200
130
Ту16/13
»
ВТУ 38—62
800—1000
0,29
320
16
13
170
140
ТС-8/3-250
Сатин 8/3
МРТУ 6М-853—62
920
0,23
290
36
20
250
145
АСТТ (б)-С,
Сатнн 5/3
МРТУ 6М-814—61
700—1000
—
320
36
20
220
110
АСТТ (б)-С2
»
МРТУ 6М-814—61
700—2100
—
380—400
22
13
275
162
АСТТ (б)-СгАХ
Сатин 5/3, обработанный смесью
алюмолана и хромолана
МРТУ 6М-835—62
800
—
—
22
13
175
90
АСТТ (б)-С2-0
Сатин 5/3, обработанный ГВС—9
МРТУ 6М-836—62
800
—
22
13
175
!Н>
АСТТ (б)-С2-ОУ
То же
ВТУ 50—61
800
—
—
22
13
200
1 К)
АСТТ (б)-С2-В
Сатин 5/3, обработанный ГКЖ—11/12
ВТУ 49—61
800
—
—
22
13
155
Й5
ТЖС-0,4
Полотно из жгутов
ВТУ 36—60
800
0,4
—
4
1
3
1 >0
100
ТЖ С-0,85
То же
ВТУ 47—61
1000
0,85
—
2
250
300
КТ-11-3
Полотно
ВТУ 53—61
880
0,2
180
10
К)
25
25
Слоистые листовые прессматериалы 489
490
Гл. 23 Фенопласты
при 160°С и давлении более 20 кгс значительно снижает прочность
стеклянного волокна [89].
Производство стеклотекстолита. Технологический процесс производ¬
ства стеклотекстолита аналогичен производству текстолита и включает
те же стадии. Рассмотрим в качестве примера изготовление конструк¬
ционного стеклотекстолита марок КАСТ.
Для пропитки стеклянной ткани применяются связующие БФ-3 и
БФ-5, представляющие собой спиртовые растворы резольной феноло-
формальдегиднои смолы и поливинилбутираля. Ниже представлен при¬
мерный состав таких связующих (в вес. ч.):
Для приготовления связующих сначала поливинилбутираль раство¬
ряют в спирте при 45—60° С до получения прозрачного 10—11%-ного
раствора и к нему добавляют спиртовый раствор резольной смолы. Свя¬
зующие БФ-3 содержат 18—25%, а БФ-5 12—15% сухого остатка.
Перед пропиткой куски стеклянной ткани марок Т или АСТТ(б)-С
сшиваются на швейной машине и наматываются в рулоны на намоточ¬
ных станках.
Пропитка и сушка производится на вертикальных пропиточно-су¬
шильных машинах. Температура лака 20—35° С, вязкость 175—300 спз.
Сушка ткани производится при температуре внизу шахты 50—80°, в се¬
редине 60—115°, наверху 60—100° С. Скорость движения ткани (40—
100 м/ч) устанавливается в зависимости от допустимого содержания
летучих в высушенной ткани. Высушенная пропитанная ткань содержит
23—33% смолы и 2,5—4% летучих.
Полотнища ткани укладываются в пакеты нужной толщины, а за¬
тем покрываются с двух сторон целлофаном и металлическими листами.
Целлофан предотвращает прилипание стеклопластика к металлу. Вве¬
дение в смолу смазочных веществ малоэффективно вследствие большой
адгезии применяемых смол к различным поверхностям (в том числе и
к металлу). В ряде случаев вместо целлофана может быть применена
смазка К-10 (раствор полидиметилсилоксанового каучука в уайт-спири¬
те), которую следует наносить тонким слоем на прокладочные листы.
В один просвет гидравлического пресса укладывается не менее де¬
вяти пакетов толщиной по 1,5 мм. При прессовании стеклотекстолита
толщиной до 6 мм в один просвет пресса укладывается до пяти пакетов,
а при большей толщине — по одному пакету.
Пакеты загружаются на плиты пресса, предварительно нагретые
до 80° С. В начале прессования поддерживают удельное давление 10—
15 кгс/см2, когда нити расплавленной смолы, выступающие по кромкам
пакета, начинают обрываться, то давление прессования повышают до
45—55 кгс/см2, а температуру до 145—155° С. Длительность прессования
составляет 7 мин на 1 мм толщины листа. Отсчет времени выдержки
начинают, когда температура внутри пакета достигнет 125° С. За 10—
16 мин до конца выдержки нагревание плит прекращают и охлаждают
их до 30° С, после чего приступают к разгрузке пресса.
Прессование стеклотекстолита осуществляется при пониженном да¬
влении, так как при высоких давлениях стеклянная ткань частично
разрушается и предел прочности при растяжении становится ниже.
Кромки листов стеклотекстолита обрезаются на универсальном
фрезерном станке, оборудованном дисковой фрезой с победитовыми
БФ-3 БФ-5
Поливинилбутираль
Феноло-формальдегидная смола . .
Этиловый спирт (96%)
20 26,6
30 6,65
180 240
Слоистые листовые прессматериалы
491
зубьями. Выпускаются листы различной толщины размерами до
1000 X 2400 мм. После прессования стеклотекстолит может быть подвер¬
гнут тепловой обработке при 120° С в течение 6—48 ч (в зависимости от
толщины листов).
Свойства и применение стеклотекстолита. Стеклотекстолиты приме¬
няются в качестве конструкционного, электроизоляционного и поделоч¬
ного материала в самолето-, машино- и судостроении, электро- и радио¬
технике и в других отраслях промышленности Основные свойства ли¬
стового стеклотекстолита представлены в табл. 95 и 96 [61, 89, 95]. Стек¬
лотекстолиты КАСТ на основе связующего БФ и КАСТ-В на связующем
ВФБ-1 обладают неплохими физико-механическими свойствами и техно¬
логическими характеристиками. Недостатком стеклотекстолита КАСТ
является сравнительно низкая теплостойкость по Мартенсу (120—
150° С).
Электротехнические стеклотекстолиты марок СТ (па основе феноло-
формальдегидной смолы и стеклоткани Э), СТВЭ (на основе эпоксидно-
феноло-формальдегидпой смолы и стеклоткани КТ-11-Э) и СВФЭ-2 (на
основе феноло-формальдегидной смолы, модифицированной этиловым
эфиром ортокремневой кислоты и стеклоткани Э) обладают более вы¬
сокой теплостойкостью по сравнению со стеклотекстолитом КАСТ.
Стеклотекстолит СТ рекомендуется для изготовления деталей элек¬
трических машин низкого напряжения и аппаратов по классу изоляции
В (рабочая температура 130° С), работающих на воздухе.
Стеклотекстолит марки СТВЭ может быть использован для работы
на воздухе при повышенной влажности (в том числе в термических усло¬
виях) н при температуре до 155° С (класс изоляции F). Стеклотекстолит
СВЭФ-2 также пригоден для работы при температуре до 155° С в усло¬
виях, где требуется повышенная жесткость и стабильность размеров при
нагревании и старении [89].
Модификация феноло-формальдегндных смол другими смолами
(кремнийорганическими, фурановыми, эпоксидными и т. п.) дает свя¬
зующие для изготовления стеклопластиков с ботее высокими механи¬
ческими свойствами и повышенной теплостойкостью. Одним из таких
пластиков, длительно работающих при 200° и кратковременно при 300° С
является стеклотекстолит марки ВФТ-С [96]. Он изготовляется на основе
стеклянной ткани АСТТ(б)-С2 и феноло-формальдегидной смолы, моди¬
фицированной теплостойким поливинилацеталем и алкоксисиланом.
Стеклотекстолит марки ВФТ-С выпускается в виде листов и плит с раз¬
мерами 2400 X (700—1000) X (0,8 ч- 35) мм. Стеклотекстолит ВФТ-С
должен удовлетворять следующим требованиям, указанным ниже:
При толщине При толщине
0,8-10 мм 11-35 мм
Плотность, г/см3, не более 1,75 1,75
Предел прочности, кгс/см2, не менее
при растяжении
по основе 3600 —
» утку 2200 —
при сжатии по основе (параллельно слоям) — 1600
прн изгибе по основе — 2900
Удельная ударная вязкость, кгс ■ см/см2, не менее
по основе 100 —
» vtkv 80 •—
Водопоглощение, Vo, не бо^ее 1,7 0,5
ТАБЛИЦА 95
Физико-механические свойства конструкционного стеклотекстолита КАСТ,
выпускаемого по ГОСТ 10292—62
Свойства
Марки стеклотекстолита
КАСТ
КАСТ-В
КАСТ-Р
Толщина, мм
0,5-1,2
0,5—35
1,5
Плотность, г см3
1,9
1,85
1,85
Предел прочности, при растяжении, кгс/см2, не
менее
по основе
2700
2100
2800
» утку
1600
1150
1700
Удельная ударная вязкость, кгс ■ см/см1, не менее
по основе
75
60
70
» УткУ
55
50
60
Водопоглощение, мг, не более
150
850
100
Термические свойства стеклотекстолита ВФТ-С следующие {96]:
Теплостойкость по Мартенсу, СС 240
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,25
Коэффициент температуропровод¬
ности, м2/ч
прн 20° С . 9,1 • 10-4
» 50° С 9,0 • 10-4
» 100° С 8,3 10~4
» 150° С 7,9 • 10-4
Удельная теплоемкость
(20—150“ С), ккал/кг ■ град . . 0,23—0,25
Коэффициент линейного расши¬
рения
при 30—100° С (7,9—8,7) • 10-6
» 110—180° С 3,3-Ю-6
з> 190—250° С 1,2 • 10-6
Еще более теплостойким стеклопластиком является стеклотексто¬
лит марки ФН, который изготовляется на основе фурфуроло-феноло-
формальдегидной смолы ФН и стеклянных тканей гарнитурового (мар¬
ки АСТТ(б)) и сатинового переплетения (марки АСТТ(б)-Сг). Фурфу¬
рол, входящий в состав композиции, с одной стороны, является раство¬
рителем смолы, позволяющим легко пропитывать ткань связующим, а с
другой, служит сокомпонентом при поликонденсации, способным час¬
тично полимеризоваться по месту двойных связей.
Прессование стеклотекстолита и стеклотекстолитовых изделий про¬
изводится при 150—170° С и выдержке не менее 10 мин на 1 мм тол¬
щины готового изделия (но не менее 45 мин в целом). До 100°С стекло¬
текстолит прессуют контактным способом (без давления), при 100°С
Слоистые листовые прессматериалы
493
ТАБЛИЦА 96
Свойства электротехнического стеклотекстолита
Марки стеклотекстолита
Свойства
СТ
СТЭФ
СВФЭ-2
(ГОСТ 2910—54)
(ВТУ ИЭ 503 001—58)
(ВТУ ИОИИ 503 033 -54)
Плотность, г/см3
1,6—1,85
1,7—1,8
1.6
Предел прочности при растя¬
жении, кгс/см2, не менее
по основе
900
3000
1300
по утку
700
1500
—
Предел прочности при изгибе.
кгс/см.2, перпендикулярно
1100
2500
слоям
—
Предел прочности при раска¬
130
лывании, кгс/м, не менее .
250 f
—
Удельная ударная вязкость
(перпендикулярно слоям),
кгс - см/см2, не менее . . .
50
150
—-
Теплостойкость по Мартенсу,
180
°С, не менее
185
—
Водопоглощеиие, г/дм2, не
0,1
0,55
более
0,55
Удельное поверхностное со¬
противление, ом, не менее
при 20“ С
109
1013
1012
при 150° С
—
—
1010
после 24 ч пребывания
в условиях 95 ±3% от¬
носительной влажности
108
1012
1013
Удельное объемное сопроти¬
вление, ом - см, не менее
при 20°
10'°
1013
1012
при 150° С
—
—
Ю9
после 24 ч пребывания в
условиях 95+3 % отно¬
10'2
10й
сительной влажности . .
—
Тангенс угла диэлектрических
<0.06
потерь при 50 гц
—
Пробивная напряженность
(перпендикулярно слоям),
12
20
12
кв/мм, не менее
дают половину давления, а при 130° С — полное давление [88, 97]. Ниже
приводятся свойства стеклотекстолита ФН на основе ткани АСТТ(б)-С2:
Плотность, г/см6 1,59
Предел прочности, кгс/см2
при растяжении
по основе 3 510
по утку 1 945
при сжатии
по основе 1 070
по утку 780
при изгибе
по основе 2 135
по утку 1 270
494
Гл. 23. Фенопласты
при скалывании вдоль слоев
по основе ... 122
по утку 119
Модуль упр\ гости при растяженни, кгс/см2
по основе 188 500
по утку 96 500
Удельная ударная вязкость, кгс ■ см'см2
по основе 180
по утку 80
Теплостойкость по Мартенсу, С 270—320
Водопоглощение, 1,55
Удельная теплоемкость, ккал/кг-град . . 0,30
Коэффициент теплопроводности,
ккал/м ■ ч • град 0,30
Диэлектрическая проницаемость при
Ю10 гц 3,8—3,95
Тангенс угла диэлектрических потерь при
10>° гц 0,016—0,02
При повышении температуры механические свойства стеклотексто¬
лита ухудшаются, но при 200° С даже после 100-часового воздействия
сни еще высоки. При одностороннем нагревании стеклотекстолит ФН
выдерживает температуры 400—800° С в течение 5—1 мин. Эти данные
позволяют рекомендовать его для изготовления изделий конструкцион¬
ного назначения. Другим достоинством стеклотекстолита ФН является
стабильность радиотехнических характеристик в условиях повышенных
температур и влажной среды.
Как уже указывалось, механические свойства конструкционных
стеклотекстолитов значительно ухудшаются от пребывания в воде. Осо¬
бенно интенсивно падают прочностные показатели в первые 200—240 ч,
после чего у стеклопластиков на основе стеклотканей из бесщелочного
алюмоборсиликатного стекла и водостойких связующих с высокими ад¬
гезионными свойствами они несколько стабилизируются. Например, сни¬
жение предела прочности при изгибе (в %) на основе стеклотекстолита
КАСТ и КАСТ-В после 40-суточного и годового увлажнения [98]:
КАСТ КАСТ-В
Через 40 суток .... 12,0 19,7
» 1 год 19,6 24,8
Однако при длительном пребывании указанных стеклотекстолитов
в воде модуль упругости продолжает снижаться, по-видимому, вслед¬
ствие пластифицирующего действия воды и ослабления адгезионных
связей между стекловолокном и смолой. Так, снижение модуля упру¬
гости при изгибе стеклотекстолита КАСТ-В после 40-суточного увлажне¬
ния составляет 18,1%, после годичного — 45,6%.
Эксплуатационные характеристики удается улучшить путем хими¬
ческой обработки стеклоткани воланом А, аллилтрихлорсиланом [99],
АГМ-3 и другими аппретами. Например, обработка стеклоткани про¬
дуктом АГМ-3 позволяет в 2,5—3 раза увеличить предел прочности при
изгибе (после 2-часового кипячения в воде) и несколько увеличить проч¬
ность в сухом состоянии [82].
СТЕКЛОВОЛОКНИСТЫЕ АНИЗОТРОПНЫЕ МАТЕРИАЛЫ (СВАМ)
СВАМ — слоистый стеклопластик, получаемый горячим прессова¬
нием стеклошпона, изготовленного из ориентированного стеклянного во¬
локна и связующего (БФ-4, эпоксидно-феноло-формальдегидного, поли-
амидно-эпоксидного и др.) [100—103].
Слоистые листовые прессматериалы
495
Прочность стеклопластиков определяется в первую очередь проч¬
ностью стекловолокнистого материала, применяемого для армирования.
Механическая прочность стеклоткани в результате механического раз¬
рушения части волокон при текстильной переработке, отмывке замас¬
ливателя, сушке и других операциях в 10—20 раз меньше прочности
стекловолокна. Кроме того, вследствие неравномерного натяжения кру¬
ченых и переплетенных нитей в стеклотекстолите волокно работает неод¬
новременно, что также снижает его физико-механические показатели.
Технологический процесс производства СВ AM сводится к изготовле¬
нию стеклошпона, сборке и прессованию пакетов и обрезке кромок.
Стеклошпон изготовляется на установке, состоящей из электропечи и
наматывающего барабана. Электропечь смонтирована на передвижной
каретке, которая может перемещаться с различной скоростью парал¬
лельно оси наматывающего барабана. Через фильеры печи, переме¬
щающейся с кареткой, вытягиваются стеклянные волокна, которые на¬
матываются на вращающийся барабан, покрывая всю его поверхность
параллельными витками. Когда каретка достигает крайнего положения
барабана, ей сообщается движение в противоположном направлении,
при этом наносится второй слой волокна, после чего каретка снова ме¬
няет свое направление и т. д.
Сочетание этих двух подвижных систем позволяет получать стекло¬
шпон из любого числа слоев стеклянного волокна с весьма большим
диапазоном плотности их укладки (последнюю регулируют, ускоряя или
замедляя передвижение каретки с печью). Наматываемое на барабан
волокно одновременно смачивается связующим, которое непрерывно
подается через пульверизатор, укрепленный на каретке.
После намотки нужного числа слоев волокна на барабане обра¬
зуется проклеенный связующим лист однонаправленного стеклошпона
заданной толщины. Он разрезается по образующей барабана, снимается
с него еще во влажном состоянии и подвергается сушке.
Перекрестный стеклошпон получается на съемном листе квадратной
формы, закрепляемом на барабане. После намотки на эгог лист тре¬
буемого числа слоев в одном направлении его снимают, поворачивают
на 90° и снова закрепляют на барабане; затем наматывается новый слой
волокна, благодаря чему образуется сетчатая перекрестная структура.
Для производства СВАМ используются наматывающие барабаны
длиной 3 и диаметром 1 м, что позволяет снимать за один цикл 9—10 м2
стеклошпона. Увеличивая размеры барабана, можно получить стекло¬
шпон еще больших размеров. Толщина стеклошпона может быть различ¬
ной— иногда даже 10 мк (из волокна диаметром 3 мк).
Содержание связующего, например клея БФ, в стеклошпоне соста¬
вляет ~25% по весу и может изменяться в зависимости от назначения
материала и характера применяемой смолы. Бутварно-фенольные свя¬
зующие (клеи БФ-2 и БФ-4) прекрасно клеят и хорошо высыхают (со¬
держание летучих 1—1,5%), дают шпон, легко снимающийся с барабана
и хорошо прессующийся без предварительной горячей сушки.
СВАМ с хорошими фнзико-механическими свойствами получается
на смоле 64, содержащей 70% эпоксидной ЭД-6 и 30% резольной фе-
ноло-формальдегидной смолы. Раствор ее в ацетоне может долго сохра¬
няться без изменений [104].
Промышленностью выпускается стеклянный шпон конструкционный
и электроизоляционный. Конструкционный шпон (ВТУ ЛЗСП 14—64,
ТУ № 5 ЛЗСП) пригоден для изготовления слоистого листового мате¬
риала размером (500 -н 3000) X (350 3000) X (0,25 -н 0,40) мм. Элек¬
троизоляционный шпон (ТУ № 2—62 ЛЗСП) применяется для изготов-
496
Гл. 23. Феноп гасты
ления изоляции. Стеклолента на эпоксифенольном связующем выпу¬
скается в виде лепт длиной до 180 и, шириной 50 мм и толщиной 0,25—
0,35 мм Содержание смолы в ней достигает 16—18%.
Толщина стеклопластика СВАМ (СТУ 30-12249—61) определяется
толщиной и количеством листов стеклошпона, уложенных в пакеты.
Прессование пакетов производится на многоэтажных гидравлических
прессах по режимам, определяемым типом связующего [103]. При ис¬
пользовании связующего типов БФ-4 и 64 прессование осуществляется
при 150—160е С, давление прессования поддерживается в пределах
40—130 кг/см2, а выдержка в прессе составляет 6 мин на 1 мм толщины
листа. Более полное отверждение связующего в стеклопластике проис¬
ходит лишь при дополнительной термообработке (при 160—180° С в те¬
чение 12—20 ч), в результате чего улуч¬
шаются физико-механические свойства
стеклопластиков.
Техническими преимуществами изго¬
товления СВАМ по сравнению с изготов¬
лением стеклотекстолита являются: воз¬
можность управления прочностью стекло-
шпона в заданных направлениях; макси¬
мальная прочность получаемых стекло¬
пластиков; высокая однородность мате¬
риала вследствие равномерного распре¬
деления стекловолокна и связующего; на¬
дежная поверхностная защита стеклово¬
локна от разрушающего действия внеш¬
ней среды в момент его вытягивания; по¬
вышение клеящей способности (адгезии)
связующего к стеклянному волокну и
улучшение склейки между отдельными слоями благодаря устранению
замасливателя; возможность получения листового материала любой за¬
данной толщины (от Ю мк и выше).
Но зато стеклопластики типа СВАМ пока изготовляются только по
периодическому методу, требующему к тому же применения ручного
труда, особенно на операциях снятия листов шпона с барабана, их
сушки и резки.
Свойства и применение СВАМ. Из известных до настоящего вре¬
мени слоистых пластиков СВАМ ближе всего подходит к стеклотексто-
литам и резко отличается от всех остальных слоистых пластиков тем,
что основой его служат не готовые самостоятельные материалы типа
тканей, бумаги или древесного шпона, а отдельные волокна, склеенные
между собой смолой.
Свойства стеклошпона оказывают большое влияние на свойства го¬
тового материала. Они зависят от соотношения стекловолокна и связую¬
щего. Максимальной прочности материал достигает при содержании
стекла ~65 объемн. % независимо от применяемого связующего. Если
и дальше увеличивать содержание стекла, то клеевой слой между волок¬
нами станет столь тонким, что не образуется сплошной клеевой пленки,
сцепление будет лишь в отдельных точках и механическая прочность ма¬
териала снизится. Из рис. 109 видно, что наибольшей прочностью обла¬
дает материал, изготовленный из волокон диаметром 14—16 мк.
Свойства СВАМ, как анизотропного материала, зависят от направ¬
ления волокон. Так например, при одинаковом числе слоев стеклошпона
предел прочности при растяжении стеклопластика равен 4900 кг/см2,
если волокна взаимно-перпендикулярны, и 2200 кг/см2, если они распо-
Шертые ткмбоюкна аъемн. 7.
Рис. 109. Зависимость прочности
стеклопластика от содержания
стекловолокна при различных
диаметрах волокна (в мк).
Слоистые листовые прессматериалы
497
ложены под углом 45° друг к другу. Образцы, вырезанные из различных
участков листа, показывают одинаковые свойства.
Кроме анизотропии СВАМ имеет слоистое строение. Прочность и
упругие свойства можно варьировать в широких пределах, изменяя рас¬
положение отдельных листов шпона в пакете до прессования.
Образцы с 50% продольных слоев имеют предел прочности при
растяжении 4600—5000 кгс/см2, а с 91% продольных слоев 8500—
9500 кгс/см2. По мере увеличения числа продольных слоев прочность ма¬
териалов в этом направлении возрастает почти пропорционально отно¬
шению числа продольных слоев к общему числу слоев.
В табл. 97 представлены некоторые свойства равнопрочного СВАМ,
приготовленного на различных связующих [103].
ТАБЛИЦА 97
Свойства СВАМ на различных связующих
Свойства
Связующие
64
БФ-3
БФ-4
ПЭМ-2
Предел прочности, лггс/г к2 при рас¬
тяжении
до термообработки
4800
4650
3900
3200
после термообработки . ...
;—
—
4850
5350
при сжатии параллельно слоям
до термообработки
5000
2000
4200
2400
после термообработки ....
—
3700
—
5000
при сжатии перпендикулярно
слоям, до термообработки . .
6400
—
5500
при изгибе
до термообработки
8700
4500
5800
3900
после термообработки .
—
8000
—
8150
Удельная ударная вязкость,
кгс ■ см/см2
до термообработки
660
400
420
550
после термообработки . . .
—
600
575
650
Теплостойкость по Мартенсу, °С
до термообработки
140
200
62
150
после термообработки ....
300
260
90
210
При растяжении образцов СВАМ наблюдается прямолинейная зави¬
симость между напряжением и относительной деформацией, т. е. мате¬
риал подчиняется закону Гука. Модуль упругости СВАМ, приготовлен¬
ного с 50% продольных слоев (1 : 1), имеет максимальное значение
3500 кгс/мм2 — вдвое меньше модуля упругости дюралюминия. Для
СВАМ (10: 1), имеющего 91% продольных слоев, модуль упругости со¬
ставляет 5800 кгс/мм2. Такое высокое значение характеризует СВАМ как
весьма жесткий конструкционный материал
СВАМ имеет высокую прочность при сжатии (см. табл. 97), в ряде
случаев мало отличающуюся от прочности при растяжении. Удельная
ударная вязкость его выше, чем у неметаллических слоистых материа¬
лов, но ниже, чем у мягкой стали, и лишь незначительно меньше, чем
у дюралюминия.
СВАМ поглощает мало влаги: 0,3—0,4% в условиях 95% относи¬
тельной влажности воздуха и 1% во время двухнедельного пребывания
в воде.
32 А. Ф. Николаев
498
Гл. 23. Фенопласты
Исследования показывают, что СВАМ может найти применение в
электро- и радиотехнической, судостроительной, автомобильной, хими¬
ческой и нефтяной промышленности, в строительстве, на железнодорож¬
ном транспорте и т. п.
Электроизоляционный стеклошпон толщиной 10—14 мк уже приме¬
нялся для изготовления витковой изоляции роторов турбогенераторов
мощностью 25 000 и 150 000 кет, в моторах для электровозов пригород¬
ного сообщения, для витковой и пазовой изоляции электромашин тепло¬
возов, для пазовой изоляции врубовых электродвигателей и др. Во всех
случаях отмечено снижение общей толщины изоляции на ~30% и по¬
вышение пробивной напряженности на 15—20%.
Из СВАМ изготовляют легкие плиты перекрытий и несущих пане¬
лей. Плиты содержат звуко- и теплоизоляционный материал и весят
25—30 кг/м2. СВАМ используется как гидроизоляционный материал
(вместо рубероида) для покрытия плоских крыш, в подземных соору¬
жениях, в строительстве метро и гидроэлектростанций, для изоляции
трубопроводов и электрического кабеля.
АСБОТЕКСТОЛИТ
Асботекстолит изготовляется ка основе асбестовой ткани и резоль-
ной смолы. Технологический процесс производства включает те же
самые стадии, что и производство текстолита. Асбестовая ткань, изго¬
товленная из хризотилового асбеста, пропитывается спиртовым раство¬
ром феноло-формальдегидной смолы. В пропитанной и высушенной
ткани должно содержаться 40—50% смолы. Пакеты прессуются при
150—160°С и удельном давлении 80—100 кгс/см2, ко в начале прессова¬
ния поддерживают давление 15 кгс/см2. Время прессования с момента
установления в пакете температуры 150° С зависит от толщины прессуе¬
мого материала и колеблется от 30 мин для пакетов толщиной 2 мм до
2 ч 15 мин для пакетов толщиной 12 мм. После окончания прессования
плиты пресса охлаждают до 40—45° С, после чего снимают давление и
выгружают изготовленный материал. Отпрессованный материал подвер¬
гают дополнительной тепловой обработке при 120° С в продолжение
24—48 ч.
Асботекстолит марок А и Б (ТУ МХП 2548—51) выпускается в виде
листов размером (900 -н 1400)) X (600 -^ 900) X 11 мм. Этот материал
отличается высокой теплостойкостью. Основная область применения—-
тормозные устройства, детали механизмов сцепления и различные про¬
кладки, для работы при повышенной температуре.
Асботекстолит имеет более высокое водопоглощение, чем стекло¬
текстолит, и более низкие диэлектрические свойства, чем слоистые пресс-
материалы (пробивная напряженность 0,6—0,8 кв/мм). Свойства асбо¬
текстолита представлены ниже [105]:
Плотность, г/см3
Предел прочности при изгибе, кгс/см2, не менее
Удельная ударная вязкость, кгс ■ см/см2, не менее
Твердость по Брннелю, кгс/мм2
Теплостойкость по Мартенсу, С
Коэффициент теплопроводности, ккал/м ■ ч ■ град
Водопоглощение, %, не более
Маслопоглощение, %, не более
Бензинопоглощение, %, не более
Потеря в весе после нагревания в масле
при 125° С в течение 6 ч, %, не более ....
Марка А
Марка В
i,6
1,6
1000
1200
25
25
30—45
30—45
250
250
0,42
0,42
2,0
2,0
10
1,0
1,0
1,0
3
3
Слоистые листовые прессматериалы
499
Из пропитанной и высушенной асбестовой и найлоновой тканей
путем прессования при 165° С и давлении 176 кгс/см2 был получен мате¬
риал с низкой плотностью (1,30 г/см3), обусловленной присутствием най¬
лона, и пониженной теплопроводностью (на 25% по сравнению с плас-
7НКОМ на основе феноло-формальдегидной смолы и однородного напол¬
нителя). В результате 5-минутной выдержки при 1100° С температура
ка глубине 3 мм достигает 262° С, а через 19 мин 490° С [106].
ДРЕВЕСНОСЛОИСТЫЕ ПЛАСТИКИ
Древеснослоистые пластики (ДСП), изготовляемые склеиванием
при повышенной температуре и под высоким давлением тонкого луще¬
ного шпона, пропитанного смолами, получили широкое применение. Их
производят в виде плит и тонких листов.
Различают две группы древеснослоистых пластиков — жесткие
(ДСЖП) и термогибкие (ДСТП) [107, 108]. К жестким пластикам от¬
носятся: ДСП-A, ДСП-Б, ДСП-В, ДСП-Г, дельта-древесина плиточная
• ДСП-10) и листовая и др., а также балиниты (на основе выщелочен¬
ного шпона) —плиточный ДСП-31 и листовой ДСП-20. К термогибким
пластикам принадлежат: беролит Ф, беролит Б, ДСТП-3, ДСТП-4,
ДСТП-5, ДСТП-6, ДСТП-7.
Технологический процесс производства древеснослоистых пластиков
состоит из подготовки шпона, приготовления смол и пропиточных рас¬
творов, пропитки шпона, его сушки, сборки и прессования пакетов.
К шпону, применяемому для изготовления древеснослоистых плас¬
тиков, предъявляются определенные требования. Для изготовления
шпона наиболее пригодна березовая и буковая древесина. В СССР упо¬
требляют березовый шпон. Сорт В применяется при изготовлении пла¬
стиков ДСП-A, ДСП-Б, ДСП-В и ДСП-Г для наружных слоев и сорт
ВВ — для внутренних. Основой других пластиков служит шпон, приме¬
няемый для изготовления авиационной фанеры и ДСП-10. Длина шпона
может достигать 1600 мм, а толщина 0,3—1,5 мм.
Для выщелачивания березовый лущеный шпон обрабатывают 3—5%
раствором щелочи. При этом происходит омыление этерифицированных
углеводов с переводом их в раствор, растворение гемицеллюлозной части
древесины, смол, жиров и лигнина. Такой шпон после сушки резко из¬
меняет свои свойства. Уплотнение достигает 30—35%, а объемный вес
и прочность на растяжение увеличиваются в 1,5—2 раза.
Для производства древеснослоистых пластиков применяют спирто¬
вые растворы резольных смол: СБС-1 (лак на основе феноло-формаль-
ТАБЛИЦА 98
Рецептура приготовления феноло-крезоло-формальдегидных смол,
применяемых для получения ДСП (в вес. ч.)
Компоненты
СБС-1
Марки
СКС-1
смол
СП-1
ФК-4 1
Фенол
100
100
100
Крезол .
—
100
—
—
Формальдегид ....
38,5
37
42,5
46,8
6
3
—
—
—
—
7,0
8,7
Канифоль
—
—
—
67
Контакт Петрова
—
—
4
—
Спирт
100
100
8
—
Вода
~
115
148
32*
500
Г д. 23. Фенопласты
дегидной смолы), СКС-1 (лак ка основе крезоло-формальдегидкой
смолы) и водосодержашие феноло-формальдегидные смолы СП-1 и
ФК-40. В табл. 98 указаны рецептуры приготовления указанных смол и
их растворов 1107].
Процесс приготовления твердых резольных смол аналогичен опи¬
санному процессу получения крезоло-формальдегидных смол (см.
стр. 439). Сушка их заканчивается при достижении скорости полимери¬
зации 55—90 сек для крезоло-формальдегидных и 50—80 сек для фе¬
ноло-формальдегидных смол.
Смола марки СП-1 изготовляется по следующему режиму. В реактор загружают
фенол, ‘/б часть формалина и 75% (от количества, необходимого по рецептуре) кон¬
такта Петрова При нагревании смеси до 50—55° начинается взаимодействие фенола
с формальдегидом, и температура за счет теплоты реакции повышается до 90° С. Так
как реактор охлаждается водой, то температура в нем постепенно снижается, и при
40° С вводится еше '/е часть формалина. После подъема температуры до 50° С доба¬
вляется оставшееся количество контакта Петрова и Vg часть формалина. Смесь подо¬
гревается до 60° С, после чего в реактор вводится 60% (от количества по рецептуре)
едкого натра в виде 40%-ного раствора и при перемешивании добавляется оставшийся
формалин
В течение 1ч— процесс конденсации при 60—65° С, затем вводится необходимое
количество спирта, и реакция продолжается еще 1 ч, после чего добавляют остав¬
шиеся едкий натр (в виде 40%-ного раствора) и воду. После охлаждения смола
используется для пропитки шпона.
Смола марки ФК-40 изготовляется следующим образом. Загруженные в реактор
фенол и канифоль сплавляют при 75—80° С в течение 50 мин. В смесь, охлажденную
до 40° С. вводят 75% (от количества по рецепту) формалина и постепенно в течение
40 мин поднимают температуру до 50°, а затем за 50 пин — до 85—90° С и выдержи¬
вают при этой температуре 35 мин. После этого доводят смесь до кипения, которое
поддерживают 10 мин. Затем температуру смеси снижают до 80° С и вводят остав¬
шийся формалин, едкий натр и воду. Смесь подогревают до 90° С и выдерживают
при этой температуре до получения смолы требуемой вязкости.
Из полученных смол готовят пропиточные растворы, разбавляя лаки
СБС-1 и СКС-1 спиртом, а смолы СП-1, ФК-40 — водой до получения
растворов нужной концентрации. Свойства пропиточных растворов даны
в табл. 99.
ТАБЛИЦА 99
Свойства пропиточных растворов
Смолы
Свойства
спирторастворимые
водорастворимые
СП-1
ФК-40
Плотность раствора при 20' С, г/см3 . . .
Концентрация раствора, %
Вязкость раствора, °Э
0,928—0,940
28—36
1,8—4
1,05—1,08
25—35
2,5—4,5
23—32
3—6
Свойства ДСП зависят от степени проникновения смолы в древе¬
сину. Количество поглощенного раствора определяется продолжитель¬
ностью пропитки и толщиной шпона. С понижением температуры и по¬
вышением концентрации вязкость всех видов смол сильно повышается,
и они хуже впитываются древесиной. Пропитка шпона может быть про¬
изведена в открытых ваннах или в автоклавах.
В ванну (обычно металлическую) шпон загружают в специальном
контейнере, состоящем из двух металлических рам, скрепленных с ре¬
шетчатым основанием. Одна рама прикреплена к основанию неподвиж¬
но, а другая сделана подвижкой. В верхней части контейнера на боковой
Слоистые листовые прессматериалы
501
неподвижной раме шарнирно укреплена балочка, которая застегивается
крючком за край подвижкой рамы.
Пачки шпона по 15—20 листов вставляют в контейнер и перекла¬
дывают проволочкой сеткой толщиной 5—6 мм. Листы в пачке распо¬
лагаются так, чтобы при загрузке контейнера в ванну направление во¬
локон в шпоне было вертикальным. В зависимости от ширины листов
шпона в каждом промежутке между сетками могут быть помещены по
ширине две или несколько пачек. Плотность загрузки шпона должна
быть такой, чтобы пропиточный раствор свободно проникал между лис¬
тами, не оставляя не покрытых смолой участков. Пропитка длится
1—2 ч, после чего контейнер поднимают над ванной на 30 мин до сте-
кания избытка раствора.
Наиболее совершенным методом является пропитка шпона в авто¬
клавах. Она позволяет повысить качество пропитки и получить материал
с повышенной водостойкостью. Шпон, подлежащий пропитке, уклады¬
вают в контейнер и загружают в автоклав. Затем в закрытом автоклаве
с помощью вакуум-насоса создается разрежение до 550—650 мм рт. ст.
и после 12—20 мин выдержки для отсоса воздуха и части влаги откры¬
вают кран на трубопроводе, соединяющем автоклав с мерником рас¬
твора смолы; раствор поступает в автоклав и заполняет его. После этого,
нагнетая в автоклав воздух, создают в нем давление 4—5 ат и поддер¬
живают его в течение 30—90 мин.
После истечения времени пропитки раствор смолы вытесняют из ав¬
токлава в мерник, а пропитанный шпон с помощью тельфера вынимают
из автоклава и подвергают сушке.
Сушка может быть произведена в сушилке НИИФ-СТ-2, конструк¬
ция которой позволяет вести процесс в разных режимах для каждого
периода, а также в других сушилках периодического и непрерывного
действия. В первом отделении шпон находится в течение 20—30 мин при
65—75° С и поперечной циркуляции воздуха со скоростью 1,5—2 м/сек.
Во втором отделении сушка длится 40—75 мин при 85—90° С продоль¬
ной циркуляции воздуха со скоростью 0,7—1 м/сек. Относительная
влажность циркулирующего воздуха поддерживается в пределах
10—20%. Шпон, пропитанный спирторастворимыми смолами, сушится
до содержания влаги и летучих 3—6%, а пропитанный водорастворимыми
смолами до 3—7%. После сушки содержание смолы в шпоне должно
быть 16—25%, в зависимости от типа пластика.
Сборка пакетов может производиться по двум схемам: для корот¬
ких плит, размеры которых равны установленным размерам шпона, и
для длинных, размеры которых больше установленных размеров листов
шпона. На производстве собирают пакеты бесконечной длины и затем
разрезают их. Расположение волокон в слоях шпона определяется типом
пластика, например ДСП-A имеет параллельное направление волокон во
всех слоях шпона, а ДСП-Б — смешанное расположение волокон. Через
каждые 10—20 слоев, расположенных параллельно, один слой шпона
укладывается под углом 90°. Разновидностью этого типа пластика
являются ДСП-10 (дельта-древесина плиточная) и ДСП-Т. Пластик
ДСП-В характеризуется перекрестным расположением волокон в смеж¬
ных слоях шпона; на его основе готовят дельта-древесину листовую. Для
ДСП-Г характерно звездообразное направление волокон: в каждых
двух смежных слоях шпона они расположены под углом 30°.
Прессование производится в многоэтажных прессах. Пакеты загру¬
жаются ка плиты пресса с помощью подъемника. Одновременно с пода¬
чей пара в плиты пресса создается давление до 25—30 кгс/см2. Затем
температуру в плитах пресса доводят до 140—150° С, а давление до
502
Г и 23. Фенопласты
150 кгс!см2, и с этого момента начинают отсчет времени выдержки. Вы¬
держка изменяется от 3 до 5 мин ка 1 мм толщины готового материала.
После окончания прессования плиты пресса охлаждают водой до
40—50° С и начинают разгрузку пресса. Листы и плиты древеснослоис¬
того пластика сначала выдерживают на воздухе не менее 12 ч, а затем
подвергают обрезке на станке.
Свойства и применение древеснослоистых пластиков. Древеснослоис
тые пластики марок А, Б и В выпускают в виде плит размером до
5600 X 1200x60 мм. Плиты марки ДСП-Г изготовляются в виде вось¬
мигранника размерами 600, 800 или 1000 мм (по диаметру вписанной
окружности). Свойства древеснослоистых материалов приведены в
100 и 101 [105]. Буквы А, Б, В, Г, Д указывают способ укладки шпона в
пластике, а по буквам а, э, м, т определяют назначение материала.
ТАБЛИЦА 100
Физико-механические свойства плиточных древеснослоистых пластиков
(ГОСТ 8697—58)
Свойства
ДСП-А
ДСП-Б
ДСП-В
дсп-г
Плотность, г/см3, не менее ...
1,3
1,3
1,3
1,3
Предел прочности, кгс/см2, не менее
при растяжении вдоль волокон
2800
2600
1400
—
» сжатии вдоль волокон .
1800
1600
1250
1250
» изгибе
2800
2800
1800
1500
» скалывании по склейке .
150
150
140
140
Удельная ударная вязкость, кгс ■ см/см2, не менее
80
80
30
30
Твердость по Брннелю, кгс/мм2, не менее . . .
25
25
25
25
Теплостойкость по Мартенсу, °С
140
140
140
140
Водопоглощение, %, не более
—
5
5
5
ТАБЛИЦА 101
Свойства специальных древеснослоистых пластиков
Свойства
ДСП-Бм
ДСП-Вм
ДСП-Гм
ДСП-Ба
ДСП-Бт
Плотность, г/см3, не менее
1,23
1,23
1,23
1,25
1,28
Предел прочности, кгс/см2, не менее
при растяжении вдоль волокон .
» сжатии вдоль волокон . . .
» скалывании по склейке . .
» изгибе -
2000
1300
125
2200
1300
1000
125
1400
1000
125
840
3000
1850
160
110
Удельная ударная вязкость,
кгс ■ см/см2, не менее
60
25
17
80
70
ДСП-A применяется в тех случаях, когда необходимо получить ма¬
ксимальную прочность в одном направлении. Из него изготовляют
винты, втулки, вкладыши подшипников. ДСП-Б применяется в качестве
конструкционного и антифрикционного материала в машино-, самолето-
и судостроении. ДСП-В имеет одинаково высокие показатели прочности
в перпендикулярных направлениях. Используется этот пластик в кон¬
струкциях, требующих значительных пределов прочности при сжатии и
скалывании как вдоль, так и поперек волокон. ДСП-Г обладает большой
Слоистые листовые пресс материалы
503
равномерностью в распределении механических свойств материала по
окружности. Применяется этот пластик для изготовления шестерен,
фрикционных шкивов и втулок небольшого диаметра.
ДСП-Ба находит применение в авиационных изделиях. ДСП-Бм,
ДСП-Вм и ДСП-Гм — пластики, пропитанные минеральным маслом. Они
находят применение в качестве смазывающих антифрикционных мате¬
риалов. ДСП-Бт применяется для изготовления деталей машин в тек¬
стильной промышленности. ДСП-Бэ и ДСП-Вэ употребляются в каче¬
стве электроизоляционного и конструкционного материалов для изго¬
товления деталей аппаратуры высокого напряжения — электрических
машин, силовых трансформаторов, ртутных выпрямителей и других
установок. Эти пластики являются полноценным заменителем листового
электротехнического текстолита и гетинакса. Свойства древеснослои¬
стых пластиков электротехнического назначения следующие [105]:
ДСП-Бэ ДСП-Вэ
Плотность, г/см3, не менее 1,3 1,3
Предел прочности, кгс/см2, не менее
при растяжении вдоль волокон 2600 1400
» сжатии вдоль волокон 1600 1250
» изгибе 2800 1800
» скалывании по склейке 150 140
Удельная ударная вязкость, кгс ■ см/см2 .... 80 30
Твердость по Бринелю, кгс/мм2, не менее ... 25 25
Удельное объемное сопротивление, ом-см. . . 10м 10м
Диэлектрическая проницаемость при 50 гц . . . 8,0 8,0
Тангенс угла диэлектрических потерь при 50 гц 0,1 0,1
Дельта-древесина выпускается в виде плит и листов. Плиточная
дельта-древесина (ДСП-10) выпускается толщиной 16 и 18 мм и длиной
до 5700 мм. В зависимости от основных физико-механических свойств
ТАБЛИЦА 102
Физико-механические свойства дельта-древесины
Свойства
Плиточная
Листовая
А
Б
В
А
Б
Плотность. г/смъ
1,25—1,4
1,25—1,4
1,25—1,4
1,25—1,4
1,25—1,4
Предел прочности, кгс/см2,
не менее
при растяжении вдоль
волокон
2650
2400
2200
1600—1850
1200—1500
при сжатии вдоль во¬
локон
1750
1700
1550
_
при скалывании по
склейке
140
140
120
111
при изгибе
2800
—
—
—
—
Удельная ударная вязкость,
кгс ■ см/см2, не менее . .
80
80
70
Твердость по Бринелю,
кге/мм2
18—19
18—19
18—19
Теплостойкость по Мар¬
тенсу, С
140
140
140
Водопоглощение, 96, не
более
3,0
3,0
3,0
от 5
до 13
Т еплопроводность,
ккал/м ■ ч ■ град ....
0,13—0,17
0,13—0,17
0,13—0,17
—
—
504
Гл. 23 Феноп шсты
она делится на три сорта Л, Б и В. Листовая дельта-древесина выпус¬
кается двух сортов А и Б толщиной от 1 до 12 мм. Свойства дельта-дре¬
весины представлены в табл 102 [107].
Предназначенный для изготовления ползунов лесопильных рам
пластик ГДСП вып\скается в виде плит размером до 1500 X 1200 X
X 50 мм. Этот пластик изготовляется из шпона, пропитанного смесью
водорастворимой смолы СГ1-1 и тонко измельченного серебристого
графита.
Балинит листовой применяется для обшивки и изготовления амор¬
тизационных прокладок, а плиточный — для изготовления гибочных
штампов, оправок и форм блоков В настоящее время производство ба-
ликита ограничено, так как древеснослоистые пластики, изготовляемые
без предварительного выщелачивания шпона, превосходят его по тех¬
нико-экономическим показателям. Свойства балинита и ГДСП представ¬
лены в табл. 103 (107].
ТАБЛИЦА 103
Свойства ГДСП и балинита
/
Свойства
ГДСП
Балинит
ДСП-20
ДСП-31
Плотность, г/см3
1,28
1,25—1,45
Предел прочности, кгс/см2
при растяжении вдоль волокон .
-
1400—1850
» сжатии вдоль волокон .
—
1200
» скалывании по склейке .
115
112
—
» изгибе
—
—
1650
Теплостойкость по Мартенсу, С
125—140
125—140
Водопоглощение, %, не более
7,0
10
20
Удельное поверхностное сопротивление, ом . .
—
1010
—
Удельное объемное сопротивление, ом-см . . ■
—
1010
—
Тангенс угла диэлектрических потерь при 50 гц
—
0,45—0,95
—
Пробивная напряженность, кв/мм
8—11
Беролит откосится к типу термогибких слоистых пластиков. При
120—150° С беролит марок Ф и Б можно гнуть и штамповать. Так на¬
пример, двухмиллиметровый беролит Ф может быть выгнут на радиусе
12 мм при нагрузке 1,8—2 кгс/см2, а беролит Б — на радиусе 6 мм при
ТАБЛИЦА 104
Свойства беролига и арктилита
Беролит
Арктилит
Свойства
Ф
Б
48/49
(14 мм)
А-47
(13 мм)
Плотность, г/см3
1,27—1,35
1,31—1,40
1,4—1,45
1,3
Предел прочности, кгс/см2, не менее
при растяжении вдоль волокон
1700
2000
1200
1200
» сжатии вдоль волокон . . .
1100
1300
1200
1200
» изгибе .'
—
—
1800
1800
» скалывании по склейке . .
112
125
80—90
60
Удельная ударная вязкость,
35
90—100
70
кгс ■ см/см2, не менее
30
Водопоглощение, %, не более . . .
10
12
3,0
3,0
Слоистые листовые прессматериалы
505
нагрузке 1,5—1,6 кгс!см2. Из данных табл. 104 видно, что механическая
прочность беролита Б несколько выше, чем беролита Ф, fio водостой¬
кость его ниже.
Арктилит представляет собой армированный древеснослоистый пла¬
стик, предназначенный для изготовления силовых конструкций в судо¬
строении и гидросооружениях. Этот материал выпускается двух марок
48/49 и А-47 листами размером до 4800 X 1200 X (2 ч- 25) мм. Физико-
механические свойства арктилита представлены в табл: 104 [107].
ДСТП различных марок представляет собой древеснослоистые тер¬
могибкие пластики, которые по прочности на растяжение вдоль волокон
не уступают балиниту и дельта-древесине и в некоторых случаях пре¬
восходят беролит. Все такие материалы имеют более высокую прочность
на растяжение поперек волокон, чем балинит (табл. 105).
ТАБЛИЦА 105
Сравнительная характеристика прочности
древеснослоистых термогибких пластиков ДСТП
Марка пластика
Предел прочности при растяжении,
кгс ! см2
вдоль
волокон
поперек
волокон
под углом 45°
к волокну
ДСТП-3
1795
1557
931
ДСТП-4
1650
1393
982
ДСТП-5
2124
1434
990
ДСТП-6
2181
1378
643
ДСТП-7
2504
1618
645
Исследования показали, что механическая прочность и упругость
слоистых пластиков ДСП-Б и ДСП В существенно зависят от направле¬
ния действия нагрузки по отношению к главным осям анизотропии (пла¬
стик ДСП-Г равнопрочен во всех направлениях). Предел длительного
сопротивления их приложенным нагрузкам составляет 50—60% от най¬
денных величин механической прочности. С повышением температуры
до 100 и 150° С предел прочности ДСП при сжатии соответственно
уменьшается почти в 2 и 3 раза по сравнению с прочностью при 20° С,
но при указанных температурах анизотропность меньше сказывается на
механических свойствах [109]. Предел прочности ДСП при срезе в
2,5—3 раза больше указанного в ГОСТ 8697—58 [110].
Одним из достоинств древеснослоистых пластиков являются хоро¬
шие антифрикционные свойства. Опыт показывает, что в целом ряде
случаев они с успехом могут заменить высокооловянистую бронзу, баб¬
бит, текстолит и другие дефицитные материалы. Коэффициенты трения
получаются минимальными при работе с водяной смазкой в паре
вал (сталь)—подшипник (ДСП) и достигают величин 0,01—0,005 при
давлении до 6 кгс/см2 и окружной скорости 5 м/сек. При большем да¬
влении (100—300 кгс/см2) коэффициент трения снижается до 0,002—
0,004. Даже при работе на минеральных масляных смазках коэффи¬
циенты трения ниже, чем для металлических подшипников.
Химическая стойкость ДСП не очень высока, но значительно выше,
чем у натуральной древесины. Ее удается улучшить более глубокой про¬
питкой шпона и повышением содержания смолы в готовом пластике
(до 50-60%).
Древеснослоистые пластики легко перерабатываются в изделия. Их
можно распиливать, фрезеровать, строгать, сверлить, точить и шлифо¬
503
Гл. 23. Фенопласты
вать, как обычную древесину. Склеивать их можно плашмя, торцовыми,
боковыми поверхностями и в других комбинациях клеями ВЙАМ-Б-3,
КБ-3 и ЦНИИМОД-1. ФР-12. ЭД-5 и другими как на холоду, так и при
нагревании [111].
Высокая механическая прочность и легкость обработки позволяют
применять древеснослоистые пластики для изготовления корпусов на¬
сосов, деталей разборных домов, внутренних и внешних облицовочных
материалов, лодок и малых судов, деталей автомобилей и самолетов,
железнодорожных вагонов и т. п.
К недостаткам древеснослоистых пластиков относится способность
поглощать воду (до 3% при нахождении в воде в течение суток и до
22% за 50 суток при 20° С) и набухать. Разбухание происходит главным
образом по толщине материала.
Крошкообразные прессматериалы
Крошкообразными прессматериалами называют материалы, изго¬
товленные из небольших кусочков стеклянной или хлопчатобумажной
ткани, бумаги, древесного шпона (крошки), пропитанных феноло-форм-
альдегидной резольной смолой.
Эти пластики обладают более высокой прочностью на удар, чем по¬
рошковые и волокнистые прессматериалы. Для них используют как пол¬
нометражные материалы (бумагу, ткань или шпон), так и отходы
производства слоистых пластиков.
Технологический процесс производства крошкообразных прессмате¬
риалов состоит в пропитке и сушке материалов и в изготовлении из них
крошки [34]. В некоторых случаях, например при изготовлении крошко¬
образных прессматериалов на основе шпона, сначала изготовляется
крошка, которая затем пропитывается и сушится.
КРОШКООБРАЗНЫЕ ПРЕССМАТЕРИАЛЫ НА ОСНОВЕ ХЛОПЧАТОБУМАЖНОЙ ТКАНИ
Из хлопчатобумажных тканей для изготовления крошкообразных
прессматериалов применяют бязь, миткаль, бельтинг, нанку и др. В ка¬
честве пропиточных веществ используются феноло- крезоло- и ксилено-
формальдегидные смолы резольного типа в виде спиртовых лаков, водно¬
спиртовых или водных эмульсий, имеющих вязкость 600—2500 спз.
Пропитка и сушка ткани производится в вертикальных или горизон¬
тальных пропиточно-сушильных машинах аналогично описанному про¬
цессу изготовления текстолита (см. стр. 483). Пропитанная сухая ткань
содержит 45—50% смолы. Пропитанная ткань разрезается на крошку
требуемых размеров (1—2 см2) с помощью гильотинных ножниц или на
специальных резальных машинах.
Изделия из тканевой крошки изготовляют прессованием при
150—160° С и удельном давлении 300—600 кгс/см2. Текучесть крошки
ниже, чем волокнитов, и поэтому тонкостенные глубокие изделия прес¬
совать не удается. Обычно получают крупные изделия весом до несколь¬
ких килограммов: вкладыши подшипников прокатных станов, заготовки
шестерен, втулки, листы,"плиты и др.
Перед прессованием крошку таблетируют в прессформах. Вслед¬
ствие большой толщины изделий из крошки (50 мм и более) продолжи¬
тельность прессования многих видов изделий измеряется часами (из рас¬
чета 3—4,5 мин на 1 мм толщины). Предварительное нагревание табле¬
ток токами высокой частоты позволяет уменьшить выдержку изделия
в прессформе. Температура прессования поддерживается не очень высо¬
кой (150—160°С), с тем чтобы изделие более равномерно прогрелось в
Крошкообразные прессматериалы
507
прессформе и скорость отверждения не была бы очень большой. Свой¬
ства изделий из тканевой крошки представлены ниже:
На бязи На бельтинге
Плотность, г/см3 1,3—1,4 1,3—1,4
Предел прочности, кгс/см2
при изгибе перпендикулярно плоскости прес¬
сования 750—1200 650—850
при сжатии в плоскости прессования . . . 1500—1900 1400—1800
Удельная ударная вязкость, кгс ■ см/см2 . . 15—30 12—18
Твердость по Бринелю, кгс/мм2 25—35 25—35
Теплостойкость по Мартенсу, °С 120—130 100—120
Водопоглощение, %, не более 0,4 0,6
Текстолитовая крошка выпускается по ТУ МХП М-670—60, а листы
и плиты по ВТУ МХП М-753—57.
КРОШКООБРАЗНЫЕ ПРЕССМАТЕРИАЛЫ НА ОСНОВЕ СТЕКЛЯННОЙ ТКАНИ
Из тонкой стеклянной ткани ЭСТБ и феноло-формальдегидной
смолы, модифицированной кремнийорганическим продуктом, изготов¬
ляют прессматериал ТВФЭ-2. Сначала ткань пропитывают смолой и су¬
шат, а затем режут на кусочки размером 10 X 10 мм.
Переработка крошки в различные электротехнические изделия про¬
изводится методом прессования или литьевого прессования при 140—
150° С, выдержке 1—2 мин на 1 мм толщины изделия (но не менее
10—15 мин) и удельном давлении 350—1200 кгс/см2. После прессования
детали подвергаются термообработке в воздушном термостате при
120—130° С в течение 12—15 ч [112]. Введением в смолу кремнийоргани-
ческих продуктов удается'повысить термостабильность материала. До¬
пустимая рабочая температура для изделий из ТВФЭ-2 не превышает
200—250° С.
КРОШКООБРАЗНЫЕ ПРЕССМАТЕРИАЛЫ НА ОСНОВЕ БУМАГИ
Для изготовления крошкообразного прессматериала применяется
бакелизированная бумага. Пропиточная бумага обрабатывается спирто¬
вым раствором феноло-формальдегидной смолы и затем сушится. Ба¬
келизированная бумага (ВТУ ОНИ 503031—53) должна удовлетворять
следующим требованиям:
Пробивная напряженность, кв/мм, не менее .... 6
Содержание смолы, %, не менее 30
Содержание летучих, %, не более 12
Примером прессматериала на основе бумажной крошки является
изодин (ВТУ МЭСЭП ОИИ 503034—53), представляющий собой баке-
лизированную бумагу, измельченную на кусочки размером не более
2 см2 [61].
Бумажная крошка прессуется при 155—165° С и удельном давлении
350—450 кгс/см2. Выдержка при прессовании составляет 1—1,5 мин на
1 мм толщины изделия. Изодин с успехом применяется для прессова¬
ния электроизоляционных изделий. Свойства его представлены ниже:
Плотность, г/смъ 1,35
Предел прочности при изгибе, кгс/см2, не менее . 600
Удельная ударная вязкость, кгс ■ см/см2, не менее 8,5
Теплостойкость по Мартенсу, °С 120
Водопоглощение, г/дм2, не более 0,7
Удельное поверхностное сопротивление, ом, не менее 1 ■ 10э
Удельное объемное сопротивление, ом ■ см, не менее 1 ■ 109
Пробивная напряженность, кв/мм, не менее .... У,0
508
Г 23. феь.опласты
КРОШКООБРАЗНЫЕ ПРЕССМЛТЕРИАЛЫ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА
Древесная пресскрошка представляет собой мелкие частицы раз¬
дробленного шпона (преимущественно прямоугольной формы), пропи
танные раствором феноло-формальдегидной смолы [107].
Для изготовления пресскрошки применяют в основном сухой бе¬
резовый шпоп. Размер частиц определяется величиной и конфигу¬
рацией прессуемых деталей. После дробления шпона в дробилках
полученную крошку сортируют, отбирая большие куски и отсеивая
древесную пыль.
Пропитка крошки производится как в открытых ваннах, так и в ав
токлгвах. В первом случае 50—70 кг крошки засыпают в ящик из ме¬
таллической сетки и с помощью тельфера загружают в ванну с рас¬
твором.
Оптимальное содержание смолы в крошке (25—30% по отношению
к весу древесины) достигается при пропитке ее спирторастворимой смо¬
лой СБС-1 (концентрация раствора 28—33%, вязкость при 20° С 2—4°Э)
в течение 30 мин.
Пропитанная крошка сушится в сушилках периодического или не¬
прерывного действия в течение 1—3 ч при 60—65° С. Толщина слоя
пресскрошки на сетчатых противнях или транспортерной ленте не
должна превышать 50 мм; скорость циркулирующего воздуха 1—2 м/сек.
Пресскрошка, высушенная до содержания летучих не более 8%. упако¬
вывается в фанерные или дощатые ящики, выложенные бумагой.
По описанному режиму изготовляется пресскрошка марки ПРС-1,
предназначенная для прессования подшипников прокатных станов Раз¬
меры крошки 80 X Ю X 0,6 мм.
В некоторых случаях пресскрошку получают из химически обрабо¬
танного шпона (выщелоченного). Пресскрошка марки У содержит 18—
25% смолы и применяется для изготовления деталей ткацкого обору¬
дования (челноки, гонки и другие).
Свойства стандартных образцов из пресскрошки ПРС-1 следующие:
Марка ПРС-1 Марка У
Плотность, г/см3 1,3—1,4 1,35—1,40
Предел прочности, кгс/см2, не менее
при изгибе 1100 1000
при сжатии 1000 1200
Удельная ударная вязкость, кг: ■ см/см2, не менее 14 25
Твердость по Бринел'ю, кгс/мм2, не менее ... 20 26
Водопоглощение, 96. не более 2,0 1,8
Коэффициент трения при смазке
водой (давление 70 кгс/см2) 0,005—0,1 —
машинным маслом (давление 26 кгс/см2) . . 0,004- 0,02 —
Удельное поверхностное сопротивление, ом . . 10'1—Ю12 —
Удельное объемное сопротивление, ом ■ см . . . 1010—10’2 —
Диэлектрическая проницаемость при 3 - 10fi гц . 6,5—7,5 —
Тангенс угла диэлектрических потерь при 3 -106 гц 0,08—0,09
Пробивная напряженность, кв/мм
6—8
Перед прессованием изделий пресскрошка предварительно таблети-
руется при давлении 600 кгс/см2, а затем нагревается при 150—160° С
р течение 5—10 мин. Прессование производится при 150—160° С и удель¬
ном давлении 400—800 кгс/см2 и более, в зависимости от конфигурации
деталей.
Формовочные материалы
509
ГЛАВА 24
ДРУГИЕ МАТЕРИАЛЫ НА ОСНОВЕ ФЕНОЛО-ФОРМАЛЬДЕГИДНЫХ СМОЛ
Формовочные материалы
Формовочными называются такие материалы, которые не треб\ют
применения высокого давления при отверждении изготовленных изде¬
лий. К ним относятся фаолит, лакированная бумага, пропитанная ткань
(хлопчатобумажная и стеклянная), пропитанное стекловолокно и др.
Изделия из формовочных материалов могут быть изготовлены раз¬
личными методами: каландрированием, склеиванием, экструзией, намот¬
кой, центробежной отливкой, ручной укладкой, насасыванием и т. п.
ФАОЛИТ
Фаолит представляет собой кислотоупорную пластмассу, приготов¬
ленную на основе резольной феноло-формальдегидной смолы и наполни¬
теля. В зависимости от наполнителя различают три марки фаолита: фао¬
лит А с антофиллитовым и хризотиловым асбестом; фаолит Т с графи¬
том и хризотиловым асбестом; фаолит П с речным песком и хрозотило-
вым асбестом.
Рецептура фаолитовой смеси зависит от природы наполнителя и
вида изделий. В табл. 106 указана рецептура фаолитовой смеси различ¬
ного назначения [113, 114].
ТАБЛИЦА 106
Рецептура фаолитовых смесей различного назначения (в вес. ч.)
Марки
фаолита
/
Асбест
Стеа¬
рин
Вид изделий
Смола
антофн-
литовый
хризоти-
ловый
Графит
Песок
А
Листы
100
95
5
Детали трубопроводов . .
Сосуды и аппараты для
химической промышлен¬
100
152
8
ности ...
100
95
5
-—
—
3
Т
Листы ......
100
20
80
_
Трубы ... ...
100
—
26
104
—
—
п
Прессизделня
100
—
35
—
135
3
Технологический процесс производства фаолита и изделий из него
можно подразделить на следующие этапы: получение резольной феноло-
формальдегидной смолы, смешение компонентов, вальцевание, изготов¬
ление и отверждение изделий.
Феноло-формальдегидную смолу для пропитки наполнителя гото¬
вят по следующей рецептуре (вес. ч.):
Фенол 100
Формалин (4096) 103,5
Аммиак (2596) 2
Процесс варки и сушки смолы проводится аналогично описанному
для резольных смол (см. стр. 439). Готовая смола не должна быть слиш¬
ком вязкой, так как в этом случае наполнитель плохо пропитывается
смолой, а фаолитовая масса быстро твердеет и плохо вальцуется Для
5Ю
Г л. 24. Другие материалы на основе феноло-формальдегидных смол
листового фаолита лучше всего применять смолу с вязкостью 30—90 мин,
а для труб — с вязкостью 10—40 мин.
Смешивание компонентов смеси производится в двухлопастном сме¬
сителе. Сначала в смеситель загружают смолу, подогретую до 60—70° С,
и стеарин (если он нужен по рецептуре). Затем в 5—6 приемов в тече¬
ние 5—6 мин в смеситель вводятся наполнители (антофиллитовый ас¬
бест, песок или графит, хризотиловый асбест). Массу перемешивают
в течение 60 мин при 50—60° (фаолит А) и при 40—50° С (фаолитТ иП).
Через каждые 5—10 мин меняют направление вращения лопастей. Пере¬
мешанную массу выгружают и подвергают 3—5-кратному вальцеванию
с целью увеличения однородности и удаления части летучих. Первый ва¬
лок, имеющий меньшую скорость вращения должен быть нагрет до
70—80° С, а второй — с большей скоростью вращения — до 20—30° С.
Вальцованная масса подрезается, снимается в виде листа и посыпается
тальком. После этого она может быть переработана в листы, трубы и
различные другие изделия.
Листы фаолита необходимой толщины получают пропусканием
вальцованной массы через каландр, валки диаметром 500 и длиной
1200 мм. Валки вращаются с одинаковой скоростью (10,5 об/мин) на¬
встречу друг другу; зазор между ними можно менять от 3 до 20 мин.
Перед каждой подачей листа его уменьшают на 3—5 мм до тех пор,
пока не получится лист требуемой толщины (5—20 мм). Валки каландра
не обогреваются.
Для повышения однородности листов фаолита каландрирование
производится в разных направлениях. Сначала лист подается в продоль¬
ном направлении, а затем — в поперечном, потом опять в продольном
направлении, и так до окончания каландрирования. Затем листы обре¬
заются до обусловленных ТУ МХП 322—45 размеров: (1000ч-2000) X
X (700ч-1000) мм.
Сырые листы (не отвержденные), пересыпанные тальком или као¬
лином, могут храниться при 18—25° С не более трех месяцев, так как
они теряют свою пластичность и становятся непригодными для ра¬
боты [115].
Трубы из фаолита получают как продавливанием вальцованной
массы на шприц-машине, так что формованием на разъемных деревянных
и металлических шаблонах. В шприц-машину загружается вальцованная
масса, нагретая до 30—50° С (иногда масса специально подогревается
в шкафах). Шприцевание производится при температуре цилиндра
60—70° и головки 70—80° С. Чем больше жесткость массы, тем выше
должна быть температура шприцевания. При выходе из машины труба
принимается на охлаждаемую водой оправку (металлическую трубу,
ввертывающуюся в мундштук).
Для снятия трубы шприц-машнну останавливают, трубу отрезают
у выхода из машины, оправку вывертывают и помещают вместе с тру¬
бой в лоток. Затем вынимают оправку, а трубу с лотком загружают в
камеру для отверждения.
На шприц-машине выпускают трубы диаметром 33—100 мм и дли¬
ной 600—2000 мм. Трубы большего диаметра (150, 200 мм и выше) вы¬
полняют ручным формованием из листов фаолита на деревянных или
металлических разъемных формах, состоящих из внутреннего сердеч¬
ника и наружного лотка. Сердечник представляет собой цилиндр; лоток
разъемный, состоит из двух половинок, соединенных шарнирами.
Для изготовления трубы берут лист фаолита, длина которого соот¬
ветствует длине изготовляемой трубы, а ширина на 200 мм больше
окружности трубы. Края листа по длине скашивают на 100—1500 мм,
Формовочные материалы
511
смазывают бакелитовым лаком и, обложив листом сердечник, наклады¬
вают края друг на друга. Полученную заготовку обертывают бумагой
и укладывают в лоток. Собранную форму направляют в камеру для
отверждения.
Другие изделия. Фасонные детали трубопроводов (колена, трой¬
ники, крестовины) получают из сырых или отвержденных фаолитовых
труб. Колена, например, изготовляют из сырых труб в металлических
формах-лотках. Куски труб разогревают до 50—60° С, заполняют с\-
хим песком, концы закрывают пробками и в таком виде укладывают в
формы, половинки формы-лотка стягивают барашками и форму с коле¬
ном помещают в камеру для отверждения.
Небольшие изделия и детали (краны, вентили, части насосов и др.)
при массовом производстве изготовляют методом холодного прессова¬
ния сырой фаолитовой массы в разборных прессформах. В случае на¬
добности в массу можно впрессовывать металлические детали. После
прессования прессформу с деталью помещают в камеру для отверждения.
Для цилиндрических частей аппаратов (царг) применяют полые
металлические формы, между которыми укладывают фаолитовые листы,
склеенные внахлестку.
Стальные и чугунные аппараты футеруют, обкладывая их листами
фаолита. Металлическая поверхность аппарата должна быть очищена
механическим способом и не позже чем через 3—4 ч покрыта 10—15%
бакелитовым лаком. Листы фаолита очищают скребком от талька,
промывают спиртом, покрывают бакелитовым лаком, подогревают до
00—75° С и укладывают на нагретый участок аппарата, укатывая роли¬
ком для удаления воздуха из-под листа.
Чтобы фаолитовые листы отвердели и приклеились к стенкам, футе¬
рованные аппараты нагревают в камерах или с помощью электронагре¬
вательных элементов, опущенных внутрь аппарата. Фаолитом можно
футеровать не только емко¬
сти простой конструкции,но
и изделия сложной формы,
например мешатки, центро¬
бежные насосы, вентилято¬
ры и др.
Отверждение изделий
листов, труб, царг, фасон¬
ных частей, футерованных
аппаратов производится в
течение 30 ч при постепен¬
ном повышении температу¬
ры до 130° С. Установлен
определенный режим повы¬
шения температуры для от¬
верждения изделий и лако¬
вого покрытия на ранее отвержденных изделиях (табл. 107). После от¬
верждения трубы, фасонные части и царги охлаждаются до 50—60° С
и извлекаются из форм.
Небольшие изделия и детали, отпрессованные на холоду, отверж¬
даются в камерах при 160—180°С в течение 3—5,5 ч (в зависимости
от толщины стенки и формы изделия). После отверждения прессформу
охлаждают до 15—20° С, вынимают изделие и подвергают его механи¬
ческой обработке очистке от заусенцев, подрезке, притирке и т. п.
Детали кранов и вентилей изготовляют отдельно и затем собирают в
изделие. Некоторые фасонные части (тройники, крестовины) и аппараты
ТАБЛИЦА 107
Режимы отверждения фаолита,
замазки и покрытий
Температура,
°С
Продолжительность отвержения, ч
фаолита
замазки
покрытия
60—70
6
7
2
70—80
5
5
1
80—90
4
3
1
90—100
3
3
1
100—110
4
3
1
110—120
5
—
2
120—130
3
—
2
512
Г л. 24. Другие материалы на основв феноло-формальдегидных смол
прямоугольной формы (ванны, кристаллизаторы) готовят из отверж¬
денных труб и листов Отдельные к>скн труб или листов, подвергнутые
механической обработке (распиловке, обточке, строганию, сверловке
и т. п), собирают в изделие на фаолитовой или другой кислотоупорной
замазке, покрывают лаком и направляют в камеру для отверждения.
Фаолитовая замазка марки А (ТУ МХП М-34—44) готовится из
100 вес. ч. смолы и 50 вес. ч. антофиллитового асбеста. По эта замазка
отверждается только при длительном нагревании, что вызывает боль¬
шие затруднения при ремонте и сборке фаолитовой аппаратуры, по¬
этому часто применяют замазки холодного отверждения.
Отверждающаяся на холоду (при обычных температурах) кислото¬
упорная замазка может быть приготовлена по следующей рецептуре
(в вес. ч.) [114]:
Смола 100
Кварцевая мука 90
л-Толуол су л ьфохлорил ... 10
Смола — жидкая резольная феноло-формальдегидная, полученная
в присутствии едкого натра после приготовления нейтрализуется соля¬
ной кислотой. Наполнитель — кварцевая мука — частично может быть
заменен кремнеземом (силикагель, прокаленный при 400—500°С).
При 20° замазка схватывается через 6 ч и затвердевает в течение
суток, при 10° — в течение^ 3 суток, а при 70°С — через несколько ми¬
нут. По химической стойкости замазка не отличается от фаолита.
Свойства и применение фаолита. Свойства фаолита, главным обра¬
зом химические, зависят как от резольной феною-формальдегидной
смолы, так и от входящего в его состав наполнителя.
В сыром виде фаолит можно резать ножом, а в нагретом состоянии
он подвергается формованию при сравнительно небольших давлениях;
при этом получается монолитное изделие без швов, сохраняющее после
отверждения приданную ему форму. Отвержденный фаолит можно
подвергать всем видам механической обработки и склеивать замазкой.
Физико-механические свойства фаолита представлены ниже
Плотность, г/см3 1,50—1,65
Предел прочности, кгс/см2
при растяжении 150—350
» сжатии . . . . 400—900
г изгибе ... . . . - 500—800
Удельная ударная вязкость, кгс ■ см/см2 . . . 2—6
Твердость по Бринелю, кгс/мм2 .... 18—40
Теплостойкость по Мартенсу, СС, не ниже . . . 100
Водопоглощение, % 1,4—1,8
Химические свойства фаолита тождественны химическим свойствам
отвержденной феноло-формальдегидной смолы, если в его состав вхо¬
дит кислотоупорный наполнитель. Асбест снижает химическую стой¬
кость фаолита, особенно хризотиловый. Но с увеличением содержания
последнего повышается механическая прочность фаолита [116].
В условиях воздействия различных кислот фаолит может приме¬
няться при температурах от —30 до 130° С. При нагревании в кислоте
фаолит немного набухает, причем тем больше, чем больше его пори¬
стость [117]. Фаолит устойчив к действию соляной (до 100°), уксусной
(до 120°), лимонной (до 70°), фосфорной (до 80°) кислот любой концен¬
трации, а также к 95%-ной серной (до 60°), 50%-ной серной (до 100°),
10%-ной азотной (до 30°С) кислот. Влажные газы: сернистый ангид¬
рид, хлористый водород, хлор, сероводород—не действуют на фаолиг
до 100° С. Растворы различных солей, хлорированные углеводороды,
Формовочные материалы
513
минеральные масла, формалин и бензол (до 30° С) не вызывают изме¬
нений изделий из фаолита. Фаолит неустойчив лишь к действию окис¬
лителей, щелочей, концентрированных минеральных кислот, спиртов и
сложны»: эфиров.
Достоинствами фаолита всех марок являются высокая теплостой¬
кость (А — до 140, Т — до 130, П — до 145° С) и хорошая химическая
стойкость (привес под действием 22%-ной соляной кислоты при 100°С
за 24 ч не превышает 1,25%).
Недостатки заключаются в повышенной хрупкости, большой усадке
при отверждении (до 2—3%) и небольшой теплопроводности, особенно
фаолита марок А и П (0,25 ккал/м ■ ч • град).
Фаолит применяется в различных отраслях промышленности как
химически стойкий конструкционный и футеровочный материал. Из него
изготовляют химическую аппаратур} и детали: резервуары, реакторы,
скрубберы, ректификационные и адсорбционные колонны, нутч-фильтры,
электролизные и травильные ванны (ТУ МХП 324—45), кристаллиза¬
торы, мешалки, оросительные холодильники, детали насосов и венти¬
ляторов, трубы (ТУ МХП 321—51) и части к ним (ТУ МХП 325—51),
вентили, краны, отвержденные листы (ТУ МХП 35—44) и т. п. Приме¬
нение фаолита позволяет высвободить для нужд промышленности сви¬
нец, медь, бронзу и нержавеющую сталь.
В последнее время получил применение текстофаолит [113, 118, 119],
получаемый отверждением слоистого материала, состоящего из фаолита
и стеклянной или хлопчатобумажной ткани, пропитанной бакелитовым
лаком. Механическая прочность текстофаолита значительно выше проч¬
ности фаолита. Армирование стеклотканью дает лучшие результаты,
чем армирование бязью. Прочность материала в значительной степени
зависит от условий отверждения. При отверждении в автоклаве под
давлением 6 ат получается материал с лучшими свойствами, чем в слу¬
чае отверждения при атмосферном давлении. Трубы из сырого фаолита
можно армировать лентами ткани, навивая их в 1—3 слоя, причем
прочность отвержденных труб повышается с увеличением количества
слоев ткани. Основное применение текстофаолита — изготовление труб
диаметром до 1600 мм.
НАМОТАННЫЕ ИЗДЕЛИЯ
Для изготовления намотанных изделий (труб, цилиндров и стерж¬
ней) применяется лакированная бумага, пропитанные хлопчатобумаж¬
ные и стеклянные ткани [89]. Для лакировки используется плотная бу¬
мага из чистой небеленой сульфатной целлюлозы, обладающая малой
впитывающей способностью., так называемая намоточная бумага. Лаки¬
руют ее растворами феноло-формальдегидных смол или расплавленной
смолой на специальных лакировальных машинах.
Чаще всего бумагу лакируют спиртовым раствором феноло-фор-
мальдегидной смолы в лакировально-сушильной машине, состоящей из
размоточного приспособления, лакировальной ванны, сушильной ка¬
меры и намоточного приспособления (рис. 110).
Бумага с рулона 1 через направляющий валик 9 поступает на сушильный бара¬
бан 2, обогреваемый изнутри паром; после подсушки она подается на лакирующий
валик 4, погруженный в ванну 3 с бакелитовым лаком, и снимает с него часть лака.
Прижимным валиком 5 регулируется количество смолы, наносимое на бумагу.
В сушильной камере 6 удаляется растворитель. Сушильная камера обогревается па¬
ровыми змеевиками и горячим воздухом, продуваемым навстречу движущейся бумаге.
Высушенная лакированная бумага разрезается на полосы определенной ширины
дисковыми ножами 8 и наматывается на приемные гильзы 10. Температура внутри
сушильной камеры распределяется по зонам: в начале сушки 70° С, в середине камеры
33 А. ф. Николаев
514 Г л. 24. Другие материалы на основе феноло-формальдегидных смол
110—130° С и в зоне,. близкой к выходу из шахты 60—70° С Скорость движения бу¬
маги в машине составляет 8—14 м мин, в зависимости от температуры сушки, тол¬
щины бумаги и скорости отверждения смолы.
Рис. 110. Схема лакировально-сушильной машины горизонтального
типа:
1 — рулон бумаги; 2 — сушильный барабан; 3—ванна с лаком; 4 — лакирующий
валик; 5 — прижимной валик; 6 — сушильная камера; 7—ведущий валик; 8 — диско¬
вые иожи для продольного разрезания бумаги; 9—направляющие валики;
10—приемные гильзы для намотки полос лакированной бумаги.
Для лакировки бумаги употребляют феноло-формальдегидные спиртовые лаки
плотностью 1,02—1,12 г/см3, что примерно соответствует концентрации смолы около
50—65%.
На высушенной бумаге должно быть до 26—32% смолы при содер¬
жании летучих до 7%- Лакировальные машины конструируют не только
с одним лакирующим валиком, погруженным в ванну, как это показано
на рис. 110, но и с системами
из двух и трех валиков (рис.
111). Нижний валик всегда
погружен в лак, верхний, со¬
прикасающийся с бумагой, по¬
лучает лак с нижнего, к кото¬
рому он тесно прилегает. Тол¬
щину пленки лака на бумаге
регулируют, изменяя зазор
между валиками. При боль¬
шей окружной скорости вра¬
щения верхнего лакирующего
валика по сравнению со ско¬
ростью движения бумаги, лак
снимается бумагой.
Метод лакировки бумаги
расплавленной крезоло-форм-
альдегидной смолой не тре¬
бует применения растворите¬
ля и позволяет получать материал, почти не содержащий летучих ве¬
ществ. На рис. 112 представлена схема машины, выполняющей этот
процесс.
Бумага с рулона 1 через направляющие валики 3 поступает на нагретую до
160—170° С плиту 4, над которой расположен плавитель смолы 5; промазывается
расплавленной смолой с помощью валика 12 и затем входит под нажимной вал 8.
Сюда же поступает бумага с другого. исходного рулона 2 и, огибая вал 8, встре¬
чается с бумагой, идущей с рулона 1. Из плавителя 5 на бумагу наносится такое ко¬
личество смолы, чтобы в месте встречи полотен бумаги по всей их ширине образо¬
вался «валик» расплавленной смолы, обеспечивающий распределение смолы на обоих
Рис.- 111. Схема лакировальной ванны из
трех (а) и двух (6) вращающихся валиков:
1 — ванна с лаком; 2 —погружной валик; 3— лакирую¬
щий валик; 4— промежуточный валик; 5 — направляю¬
щий валик.
Формовочные материалы
515
полотнах. Пройдя под валом 8, полотна отдираются друг от друга, охлаждаются
струей воздуха и накатываются на приемные гильзы 9 и 10.
Количество наносимой на бумагу смолы регулируется зазором между нажимным
валом 8 и передним валом 6. Передний и задний валы обогреваются паром. При
таком методе нанесения смолы происходит односторонняя поверхностная пропитка
бумаги. Скорость движения бумаги достигает 4 м/мин.
Недостатками этого метода, ограничивающими изготовление такой
бумаги, являются неравномерное распределение смолы по ширине бу¬
маги, необходимость применения более
медленно отверждающейся крезоло-
формальдегидной смолы, вместо феноло-
формальдегидной, выделение вредных
летучих веществ (крезола и др.) из рас¬
плавленной смолы.
Трубы и цилиндры из лакированной
бумаги наматываются на специальных
станках. Схема намотки представлена
на рис. 113. Намоточные станки для из¬
делий диаметром более 18 мм имеют
три рабочих вала, из которых два рас¬
положены в одной плоскости и носят на-
Рис. 112. Схема машины для лаки¬
ровки бумаги расплавленной смо¬
лой:
/, 2 —рулоны исходной бумаги; 3— напра¬
вляющие валики; 4 — нагретая плита;
о —плавитель смолы; <5 —передний вал;
7—задний вал; 8 — нажимной вал; 9,10 — при¬
емные гильзы; // — конусное приспособление
для предотвращения растекания смолы;
12— намазывающий валик.
Рис. 113. Схема намотки
труб и цнлнндров из лаки¬
рованной бумаги:
1 — рулон лакированной бумаги;
2 —тормозное устройство; 3 — на¬
правляющий вал; 4, 5— натяжные
валики; 6 — дополнительный обо¬
гревающий вал; 7, 8 — опорные
валы намоточного станка;
9—оправка; 10— нажимной вал.
звание опорных, а третии, находящийся над ними, называется нажим¬
ным валом.
Лакированная бумага с рулона 1 огибает направляющие и тормозные валы 3,
4, 5, вал дополнительного обогрева 6 (температура 120°С), поступает на передний вал
7 и наматывается на оправку 9. Нелакированная сторона бумаги соприкасается с ва¬
лом, а лакированная обращена к оправке 9. Рабочие валы намоточного станка нагре¬
ваются до 150—170° С.
Изделия диаметром до 100 мм обычно изготовляют на намоточных станках,
у которых оправки вращаются от привода; более крупные — на станках с принуди¬
тельным вращением вала (в результате трения с ними происходит вращение оправки
и нажимного вала).
Натяжение бумаги во время намотки регулируется тормозным устройством
с грузом 2. Скорость намотки бумаги на оправку достигает 2—10 м/мин По достиже¬
нии нужной толщины стенок лакированную бумагу обрезают и оправку с изделием
снимают со станка.
Чтобы придать намотанным изделиям необходимые механические
и диэлектрические свойства, после намотки, не снимая с оправок, их
подвергают дополнительной тепловой обработке — бакелизации в спе¬
33*
516 Гл. 24. Другие материалы на основе феноло-формальдегидных смол
циальных обогревательных камерах при 125—140° С. Для равномерного
обогрева изделий в камерах циркулирует горячий воздух. Длительность
обработки изделий зависит от толщины стенок: при толщине до 5 мм
бакелизация производится 8 ч, а при большей — 16 ч. Для изделии
с очень толстыми стенками (20 мм и более) рекомендуется ступенча¬
тое повышение температуры. Сначала камера нагревается до 70—80° С,
и изделия выдерживаются при указанной температуре 8 ч, а затем до
130—140° С с выдержкой изделий в течение еще 16—20 ч.
Можно значительно сократить тепловую обработку намотанных
изделий и увеличить суточную оборачиваемость оправок, применяя вы¬
сокочастотное нагревание [114]. При этом получаются изделия с улуч¬
шенными механическими и электроизоляционными свойствами. После
тепловой обработки оправки с изделиями охлаждают на воздухе до
50—60° С, а затем оправки из труб и цилиндров извлекают на специ¬
альных волочильных станах (кабестанах).
Обрезка торцов труб и цилиндров, а также разрезание изделий на
куски определенной длины производится дисковой пилой. Затем изде¬
лия подвергаются шлифовке изнутри и снаружи на специальных шли¬
фовальных станках. Затем изделия лакируют, чтобы уменьшить их гиг¬
роскопичность и придать им гладкую поверхность. Обычно применяют
бакелитовый лак плотностью 0,925—0,930 г/см3 — для первой лаки¬
ровки, 0,960—0,965 г/см3 — для второй и 0,925 г/смs3 —• для третьей ла¬
кировки. После лакировки изделия сушат сначала на воздухе 1—2 ч,
а затем в печи 3—5 ч при постепенном повышении температуры от 50
до 100° С и снова лакируют. Затем для отверждения смолы на поверх¬
ности изделий их выдерживают в обогреваемых камерах в течение 6—
8 ч при постепенном подъеме температуры от 50 до 120° С.
Хлопчатобумажная и стеклянная пропитанные ткани также приме¬
няются для изготовления труб методом намотки, защитных покрытий
на выпуклых поверхностях и крупногабаритных изделий сложной фор¬
мы. Пропитка ткани производится на пропиточно-сушильных машинах,
применяемых в производстве текстолита (см. стр. 483).
Изготовление труб из тканей, лент и ровницы, пропитанных фе¬
ноло-формальдегидной резольной смолой или модифицированными фе¬
нольными смолами осуществляется несколькими способами. Основными
из них являются намотка ткани на оправку и намотка лент или ровницы
на токарных станках или станках для кабельной оплетки. Технологи¬
ческий процесс производства труб из ткани или лент, предварительно
пропитанных смолой и высушенных, аналогичен процессу изготовления
бумажно-бакелитовых намоточных изделий (см. стр. 513).
Метод изготовления труб намоткой ткани на оправку позволяет
вносить значительные изменения в процесс. В некоторых случаях не
обязательно применять ткань, предварительно пропитанную феноло-
формальдегидной смолой. В процессе намотки ткани на нагретую оп¬
равку напыляется смола, которая плавится и пропитывает ткань.
В последнее время начали изготовлять трубки и трубы, наматывая
стеклянную ткань и стеклянный шпон, пропитанные феноло-формальде-
гидной смолой, на металлические оправки с уменьшающимся диамет¬
ром; такие изделия применяют для изготовления мачт, антенн, удилищ,
шестов и т. д. Более совершенным способом является винтовая намотка
труб из лент или ровницы на станках. При использовании токарных
станков угол намотки определяется относительными скоростями враще¬
ния оправки, на которую наматывается лента, и подачи ленты По окон¬
чании намотки на трубу навивается целлофан в качестве наружной за¬
щитной оболочки, и труба подвергается термообработке.
Формовочные материалы
517
В случае применения горизонтальных или вертикальныч машин,
“одобных оплеточным машинам, можно получить трубы любой длины
1102] при наращивании оправки (сердечника). Для намотки исполь¬
зуется лента, предварительно пропитанная смолой и смотанная в ру¬
лон.. При намотке оправка опирается на горизонтальную подставку в
виде трубы (горизонтальная машина) и механизмом вращения пере¬
мещается через центр кольца со скоростью, необходимой для обеспече¬
ния угла винтовой линии. Намотка ленты производится в двух направ¬
лениях. В вертикальных машинах оправка перемещается в вертикаль¬
ном направлении.
Свойства и применение намотанных изделий. Исходные материалы
оказывают большое влияние на свойства намотанных изделий. Харак¬
тер смолы, ее количество и содержание летучих в лакированной бумаге
определяют электроизоляционные свойства труб и цилиндров. Пробив¬
ная напряженность изделий, приготовленных на различных смолах, воз¬
растает в ряду смол от феноло- к анилино- и крезоло-формальдегидной.
При значительном содержании смолы в изделии увеличивается его
хрупкость, по при малом — ухудшается склеивание слоев бумаги. Повы¬
шенное содержание летучих в бумаге до и после лакировки приводит
к значительному снижению электроизоляционных свойств [89].
С увеличением температуры и времени нахождения лакированной
бумаги на горячих валах в ней уменьшается содержание летучих ве¬
ществ. Опыты показывают, что трубы и цилиндры, намотанные при низ¬
кой температуре и недостаточном времени пребывания лакированной
бумаги на горячих валах независимо от дальнейшей тепловой обработки
имеют повышенные диэлектрические потери, низкую пробивную напря¬
женность и пониженную плотность, обусловливающую также плохую
маслостойкость. На электроизоляционные свойства сильно влияет влаж¬
ность воздуха: с ее повышением диэлектрические свойства резко ухуд¬
шаются.
Физико-механические и электрические свойства намотанных изде¬
лий из лакированной бумаги должны удовлетворять требованиям, пред¬
ставленным в табл. 108 [89]. Они ниже физико-механических свойств ли¬
стовых слоистых пластиков.
Основным потребителем бумажно-бакелитовых (гетинаксовых) труб
и цилиндров является электротехническая промышленность. Из намо¬
танных изделий вырабатывают высоковольтные изоляционные мате¬
риалы (каркасы катушек, проходные изоляторы, изоляционные втулки,
изоляцию между обмотками и т. п.). Они предназначаются для работы
при температурах 40—105° С как на воздухе при нормальной влажно¬
сти, так и в трансформаторном масле.
Намотанные изделия имеют диаметр до 1000 мм (в некоторых слу¬
чаях до 3000 мм) и длину 3000 мм. Все они допускают различные виды
механической обработки: сверление, резку, обточку, фрезерование и т. п.
Трубы применяются в электротехнике, химической промышленно¬
сти, для транспортировки нефти, воды и газа. Готовые трубы имеют
диаметр до 1000 мм и длину не менее 2000 мм. Соединяются они с по¬
мощью муфт и фланцев. Трубы из хлопчатобумажной ткани пригодны
для работы в слабокислых или слабощелочных средах, а трубы из стек¬
лянной ткани выдерживают воздействие более концентрированных рас¬
творов кислот и солей.
Для подачи горячего воздуха под давлением применяются трубы
без пор, изготовляемые из стеклянной ткани и ленты хлоропренового
вулканизующего каучука. На металлическую оправку наматывается
слой пропитанной стеклянной ткани, поверх которого наматывается по
518 Гл. 24. Другие материалы на основе феноло-формальдегидных смол
ТАБЛИЦА 108
Свойства намотанных изделий
Из пропитанной
Бумажно-бакелитовые
Из пропитанной
Свойства
бумаги
(ВТУ МЭП 693-48)
цилиндры
(ГОСТ 8726-58)
трубки
(ГОСТ 8726-58)
стеклоткани
(ТУ ОЭПП 503168-60)
Плотность, г/см3 ....
1,05
1,05
1,05
Прочность при разрыве
гидравлическим давле¬
нием в течение 1 мин,
am
120
Предел прочности,
кгс/см2, не менее
при изгибе ....
800
при сжатии вдоль
слоев
400
400
при скалывании . .
—
15
—
50
Маслостойкость в тече¬
ние 4 ч, °С, не менее
130
130
Удельное поверхност¬
ное сопротивление, ом
1010
1010
1010
Удельное объемное со¬
противление, ом ■ см .
1012
_
Диэлектрическая прони¬
цаемость при 50 гц .
9 (при 106 гц)
5,0
5,0'
Тангенс угла диэлект¬
рических потерь при
50 гц, не более . . .
0.05
0,03
0.03
0.03
Напряжение, квэфф, не
менее (перпендику¬
лярно слоям, 5 мин,
90' С) для толщины
1,5 мм
9
16
16
2,0 мм ......
12
20
20
—
2,5 мм
15
22
22
—
3,0 мм
18
24
24
—
4,0 мм
24
28
28
—
5,0 мм
30
32
32
—
6,0 мм
36
36
36
—
8,0 мм
48
44
44
—
9,0 мм
54
48
48
—
10,0 мм
60
52 '
52
—
17,0 мм
102
■—
50
спирали хлоропреновая лента так, что при каждом последующем обо¬
роте ленты образуется нахлест не менее чем на половину ее ширины.
Поверх каучуковой ленты наматывается наружный слой из стеклянной
ткани. При тепловой обработке труб происходит отверждение смолы и
вулканизация каучука.
Наиболее важной характеристикой намотанных изделий является
пробивная напряженность. Статистический контроль по величине этого
показателя позволяет наиболее полно судить о качестве изделий [120].
Пропитанная ткань, особенно хлопчатобумажная, применяется для
защиты выпуклых поверхностей различных деталей насосов, мешалок,
лопастей, валов, дисков, внутренних частей ректификационных и аб¬
сорбционных колонн и т. п. [114]. Обычно для этой цели используется
пропитанная и невысушенная ткань. Очень часто для экономии ткани
при защите мешалок применяют способ комбинированного покрытия:
на очищенный металл наносят сначала слой фаолита толщиной 3—4 мм
Формовочные материалы
519
и уже затем обматывают мешалку 2—3 слоями пропитанной ткани. От¬
верждение покрытия на мешалке производится по режиму отверждения
фаолита. Готовое изделие обязательно должно быть покрыто бакелито¬
вым лаком с целью повышения его химической стойкости.
Химическая стойкость покрытий из пропитанной ткани зависит от
качества исходных материалов и тщательности намотки. В ряде случаев
изделие с покрытием из хлопчатобумажной ткани, пропитанной бакели¬
товым лаком, устойчиво к соляной кислоте всех концентраций, к влаж¬
ному хлору, 50%-ной серной кислоте, фосфорной, плавиковой и органи¬
ческим кислотам. При повышении температуры коррозионная стойкость
покрытия заметно падает.
Крупногабаритные изделия сложной формы можно формовать из
стеклянной ткани, пропитанной феноло-формальдегидной смолой. При¬
меняется сухой метод формования. На форму вручную укладывается
пропитанная и высушенная ткань до получения нужной толщины, а за¬
тем производится прессование одним из следующих методов:
1. В вакууме с помощью резинового мешка. В чехол из прорези¬
ненной ткани вставляется форма с уложенной тканью и за счет вакуума,
создаваемого ,в чехле, возникает давление на форму. Процесс произво¬
дится в обогреваемых камерах.
2. В автоклаве в формах под действием тепла и внешнего давле¬
ния среды автоклава. В металлический автоклав, достигающий несколь¬
ких метров в длину и 3—5 мм в диаметре, загружается форма, на кото¬
рую уложена ткань. Формуемое изделие покрывается гибкой матрицей
или пуансоном, снабженным электрообогревом, а затем покрывается
резиновым мешком Автоклав герметически закрывается, из резинового
мешка откачивается воздух, и затем подается вода, создающая в авто¬
клаве давление в 3—6 кгс/см2. Выдержка изделия в автоклаве должна
соответствовать времени отверждения смолы.
3. В обогреваемых камерах при контактном давлении с примене¬
нием простых форм.
Все способы предусматривают применение низкого давления при
прессовании. Температура прессования 170—175° С, но нагревание мож¬
но производить постепенно или быстро. Для полного удаления влаги из
изделий и получения повышенных механических свойств формованные
изделия рекомендуется дополнительно нагревать.
Развитию формования изделий из стеклоткани, пропитанной фено¬
ло-формальдегидной смолой, способствует легкость изготовления круп¬
ногабаритных изделий и возможность получения материала с высокой
механической прочностью и теплостойкостью до 200—250° С.
Стеклотекстолит, полученный при низком давлении, уступает полу¬
ченному при высоком давлении лишь по прочности на удар и водостой¬
кости.
Кроме пропитанной ткани и стеклянного шпона для изготовления
формованных изделий пригодно пропитанное стекловолокно. Из него
можно изготовлять трубы и крупногабаритные изделия. Обычно волокно
пропитывается смолой в момент формования изделия.
Трубы изготовляют методом центробежной отливки. В трубчатую
форму вводятся стеклянное волокно и смола. Формование трубы про¬
исходит при вращении формы, а отверждение — при ее нагревании.
Крупногабаритные изделия получают методом насасывания [121].
На сетчатую форму, помещенную в вакуум-шкаф, с помощью вакуума
насасывается стеклянное волокно и иногда вводится смола (жидкая или
в виде раствора). На форме образуется войлокоподобная заготовка. На
нее пульверизацией наносят жидкую смолу (если она не была нанесена
520 Гл. 24. Другие материалы на основе фене ю-формальдегидных смол
в момент насасывапия волокна). Смоченную заготовку прессуют посред¬
ством резинового мешка или другим способом под давлением 1,5—
10 кг/см2 при повышенной температуре. Пластмассовые изделия, полу¬
ченные методом насасывания, обладают изотропными свойствами. Ме¬
ханические показатели зависят от содержания смолы и длины стеклян¬
ного волокна.
Угле-графитовые материалы
К угле-графитовым материалам относятся непроницаемый уголь,
непроницаемый графит и антегмит Уголь и графит являются хими¬
чески стойкими углеродистыми веществами, но применение их ограни¬
чивается из-за большой пористости. Указанный недостаток устраняется
пропиткой угля и графита различными смолами, чаще всего резольной
феноло-формальдегидной смолой.
НЕПРОНИЦАЕМЫЕ УГОЛЬ И ГРАФИТ
Уголь и графит для промышленных целей получают из нефтяного
кокса или антрацита. Прокаленный и измельченный нефтяной кокс или
антрацит смешивают с каменноугольным песком и небольшим количе¬
ством антраценового масла. Полученную массу прессует в изделия на
гидравлических прессах и подвергают обжигу без доступа воздуха при
высокой температуре в течение 24—50 суток [122].
Изделия, получаемые при 1300—1400° С, называют угольными,
а при 2300—2800° С. когда образуется кристаллическая структура гра¬
фита, называют графитированнымн изделиями.
В процессе обжига углеродистый порошок превращается в моно¬
литный материал, обладающий пористостью 20—30%- Прессованием
порошка перед обжигом получают цилиндры, трубы, стержни, блоки,
плиты; длина их может достигать 2000 мм, а диаметр 700 мм.
Угольные и графитировапные изделия в виде электродов и футеро-
вочных блоков широко применяют в электрометаллургической и элек¬
трохимической промышленности. Кроме высокой химической стойкости
уголь и графит обладают повышенной теплопроводностью. Указанные
изделия можно применять там, где плотность и непроницаемость мате¬
риала не'являются необходимыми условиями для его применения. Раз¬
работанные методы пропитки угля и графита позволяют получить ма¬
териалы, обладающие высокой теплопроводностью и непроницаемостью
для жидкостей и газов.
Для пропитки изделия из угля и графита загружают в автоклав
и отделяют друг от друга прокладками толщиной 8—10 мм. Сначала
изделия выдерживают под остаточным давлением 10—20 мм рт. ст. в
течение 30 мин, а затем после заполнения автоклава феноло-формаль¬
дегидной смолой и нагревания до 35—40° С— такое же время под да¬
влением 4—5 от [123]. Разрежение и давление чередуют 4—8 раз, по¬
стоянно поддерживая указанную температуру (35—40°С).
После окончания пропитки выгруженные изделия протирают 5%>
раствором щелочи и промывают несколько раз водой, чтобы удалить
поверхностный слой смолы, уменьшающий теплопроводность графита.
Сушка пропитанных изделий на воздухе длится 10—12 ч, после
чего их подвергают термообработке в автоклаве под давлением 4—
5 ат в течение 10 ч при постепенном повышении температуры от 50 до
130° С.
Для пропитки употребляется феноло-формальдегидная жидкая
смола. В поры угля или графита может проникнуть 10—20 вес. % смолы
Угле-графитовые материалы
521
(от веса материала), в зависимости от пористости материала, толщины
изделий и числа циклов разрежение — давление при пропитке. Так на¬
пример, при пористости графита 25—26% после восьми циклов количе¬
ство введенной смолы составляет 14—15 вес. %; в этом случае дости¬
гается полная пропитка изделий с толщиной стенки 20—25 мм.
В результате пропитки пористого угля и графита смолой и отвер¬
ждения смолы в порах получается непроницаемый для жидкостей и
газов материал. Его свойства в сравнении со свойствами пористых угля
и графита представлены в табл. 109 [114, 124].
ТАБЛИЦА 109
Свойства пористых и непроинцаемых угля и графита
Уголь
Графит
Свойства
пористый
непро¬
ницаемый
пористый
непро¬
ницаемый
Плотность, г/см3
Объемный вес, г/см3
Пористость, %
1,5—1,55
20—23
1,75—1,77
0—1
1,5—1,55
28—31
2,03—2,07
1,8—1,85
0—1
Предел прочности, кгс/см2
при растяжении
» сжатии
» изгибе
26—69
134—320
56—190
120—130
700- 750
300—320
31—61
214—350
105—210
120—180
700—900
300—340
Коэффициент теплопроводности,
ккал/м ■ ч - град
100 -110
100—110
100—110
100—100
Ценность непроницаемого угля и графита заключается в том, что
они обладают высокой химической стойкостью к агрессивным средам,
а их теплопроводность в несколько раз превышает теплопроводность
стали и свинца и в сотни раз теплопроводность различных пластмасс,
уступая лишь теплопроводности меди и алюминия [125].
Теплопроводность непроницаемого графита уменьшается с повыше¬
нием температуры и при 300° С в 1,5 раза меньше теплопроводности
при 30° С. При расчетах химической аппаратуры она может быть при¬
нята равной теплопроводности углеродистой стали.
Непроницаемые уголь и графит (рабочая температура до 180° С)
применяют для изготовления деталей аппаратов d производстве соля¬
ной, фосфорной, уксусной и молочной кислот, хлорированных спиртов,
ароматических и алифатических углеводородов.
При 100° С они устойчивы и действию соляной кислоты всех кон¬
центраций, 75%-ной серной, 85%-ной фосфорной, 48%-ной фтористово¬
дородной, 100%-ной уксусной, 54%-ной щавелевой и 5%-ной азотной
кислот, 100%-иого уксусного ангидрида, 25%-ного раствора аммиака,
50%-ного раствора щелочи, формальдегида, сероводорода, сернистого
газа, растворов солей различных металлов (натрия, калия, железа,
меди и др.) и большинства растворителей. Указанные материалы не¬
устойчивы лишь к действию сильных окислителей и щелочей в концен¬
трациях выше 5%. Химическая стойкость их выше химической стой¬
кости фаолита.
Применение непроницаемого угля и графита для изготовления про¬
мышленных химических аппаратов, особенно теплообменных, является
крупным достижением промышленности. Выпарные аппараты, подогре¬
ватели, теплообменники, ректификационные колонны, трубы, краны,.
522
Гл. 24. Другие материа гы на основе феноло-формальдегидных смол
футеровочная плитка могут быть изготовлены из непроницаемого гра¬
фита или с его применением [124. 126—128]. Внедрение такого графита
в промышленность позволяет заменять свинец, медь и >в отдельных слу¬
чаях нержавеющую сталь.
Графит — самосмазывающий материал при трении в парах гра¬
фит— графит или-графит — металл; это свойство делает его незамени¬
мым во многих случаях конструкционного решения сальниковых или
подшипниковых узлов в химическом машиностроении, когда от этих
узлов требуется коррозионная стойкость и уплотнение в условиях вра¬
щающихся деталей.
Непроницаемый графит и уголь хорошо поддаются механической
обработке (распиловке, сверловке, обточке, нарезке резьбы) и склейке
феноло-формальдегидными клеями и замазками. Особенно хорошо себя
зарекомендовала в качестве склеивающего вещества феноло-формаль-
дегидная резольная смола с добавкой 3—6% соляной кислоты в каче¬
стве катализатора отверждения.
АНТЕГМИТ
Антегмит представляет собой материал, полученный прессованием
порошка графита, пропитанного феноло-формальдегидной смолой. По
своим свойствам он очень близок к непроницаемому графиту. Ниже
представлены свойства антегмита АТМ-1 [129, 130]:
Плотность, г/см3 1,93
Предел прочности, кгс/см2
при растяжении 180—220
при изгибе 400—600
при сжатии 800—1200
. Удельная ударная вязкость кгс ■ см/см2 .... 2,5—3,75
Теплостойкость по Мартенсу, °С 150
Коэффициент теплопроводности, ккал/м ■ ч ■ град 30—55
Коэффициент линейного расширения (20—120° С) (0,8—1,5) ■ 10 5
Различные детали аппаратуры и изделия из пресспорошка прес¬
суют при 160—170° С и давлении 150—200 кгс/см2. Изготовление многих
изделий из антегмита значительно проще, чем из непроницаемого гра¬
фита, а механические свойства его даже выше. Он также легко под¬
дается механической обработке. Основным недостатком антегмита, как
и других углеграфитовых материалов, является малая прочность на
удар. Химическая стойкость антегмита подобна химической стойкости
непроницаемого графита.
Антегмит в основном применяется для изготовления теплообменной
аппаратуры и труб на различных производствах химической промыш¬
ленности, особенно в производстве серной кислоты.
Изготовить сложные и крупногабаритные изделия (аппаратура, ко¬
лонны и др.) из антегмита методом прессования невозможно. Поэтому
был разработан метод изготовления таких изделий без применения да¬
вления— холодным литьем [131]. Отливка производится в закрытых
или открытых формах, выполненных из формовочной земли, винипла¬
ста, стали и т. д. Для уменьшения пористости отливок и придания из¬
делиям повышенной механической прочности применяется механическая
или ультразвуковая вибрация после заливки. Методом холодного литья
из литьевых графопластов можно изготовить пробковые краны, центро¬
бежные насосы, мешалки для аппаратов, теплообменники, колонны
Литые смолы
523
и т. п. Ниже представлена рецептура (в %) литьевых и футеровочных
графопластов [131].
Для
литья
Графит электродный 45
Графит серебристый 5
Феноло-формальдегидная смола
ВИАМ-Б 45
л-Хлорбензолсульфокислота ... 5
Литые смолы
Литые смолы представляют собой твердые, неплавкие и нераство¬
римые материалы, получаемые отверждением в формах жидких резоль-
ных феноло-формальдегидных смол. Их иногда называют литыми фено¬
пластами, литыми резитами и т. п. [37].
Свойства литых смол зависят от количественных соотношений фе¬
нола и формальдегида, метода работы и применяемых катализаторов.
Они могут быть как прозрачными, так и непрозрачными. Из литых смол
готовят блоки, стержни, пластины и различные заготовки изделий, кроме
того, их можно использовать для изготовления литой электроизоляции
некоторых видов изделий (соленоидов, катушек сопротивления и др.)
[132].
Технологический процесс производства литых смол включает опе¬
рации приготовления смолы, разлива ее в формы, отверждения смолы
и разъема форм.
Приготовление смолы путем конденсации фенола с формальдегидом
производится на установках обычного типа. Соотношение компонентов
составляет 1,25—3 моль формальдегида на 1 моль фенола (чаще всего
2 —3 моль) [133]. Распространенным методом получения литых смол
является двухфазная конденсация, в первой стадии — с сильным осно¬
ванием, а во второй — с органической кислотой [37, 134].
Обычно литая смола имеет желтый цвет, переходящий под влия¬
нием света и воздуха в темно-коричневый. Причиной окраски феноль¬
ных смол и является окисление свободного фенола и продуктов первич¬
ной конденсации в лейкоснования, постепенно переходящие в красители
[135]. Такие красители можно удалить, последовательно промывая смолу
сначала водой, а затем водным метиловым спиртом или ацетоном.
Светлые и нетемнеющие смолы можно получить при соблюдении
определенных условий. Фенол и формалин должны быть подвергнуты
перегонке; конденсацию сырья надо осуществлять в никелевом котле, и
отверждаемая смола не должна содержать значительного количества
свободного фенола. В аппаратах из стали и свинца смола уже при из¬
готовлении приобретает более темную окраску. Железо и свинец яв¬
ляются катализаторами окислительных процессов. Процесс окисления
можно значительно замедлить, проводя конденсацию при низкой тем¬
пературе, например при 60—80° С вместо 100°.
Продукты реакции, представляющие собой смесь ди- и тримети-
лольных производных фенола, а также их начальных продуктов кон¬
денсации. подвергают сушке. Удаление воды производится под раз¬
режением (650—700 мм рт. ст.), однако готовая смола содержит неко¬
торое количество воды, удалить ее полностью трудно. В ряде случаев в
конце сушки добавляют органические вещества, дающие азеотропные
смеси с водой (спирт в смеси с бензолом, дихлорэтан со спиртом и т. п.).
Наличие воды в смоле придает отвержденному продукту мутный,
непрозрачный вид. Прозрачная смола получается при полном удалении
Для
Футе¬
ровки
60
5
30
5
524 Гл. 24. Другие материа гы на основе феноло-формальдегидных смол
влаги во время отверждения или при введении в нее небольших коли¬
честв глицерина, триацетина и аналогичных веществ, которые смеши¬
ваются с водой и способствуют коллоидному диспергированию ее в
твердой смоле.
Большое влияние на свойства отвержденной смолы оказывает ка¬
тализатор. Так как отверждение смолы производится при сравнительно
низкой температуре то катализатором должна быть кислота, добавляе¬
мая в конце сушки. Кислота способствует обесцвечиванию красителеи
типа бензаурина. В производстве некоторых литых смол в качестве кис¬
лого катализатора применяются молочная, фталевая, щавелевая, бор¬
ная и другие кислоты.
Кроме двухфазного метода приготовления смол иногда применяется
однофазный. В этом случае при конденсации фенола с формальдегидом
и при отверждении смолы в качестве катализатора используется кис¬
лота.
Готовая смола разливается в формы: стеклянные, свинцовые, мед¬
ные (с луженой внутренней поверхностью), резиновые, капроновые
и т. п. [133]. Они могут быть разъемными или неразъемными. Формы
для блоков и стержней могут иметь длину до 1000 мм и толщину до
200 мм. Диаметр круглых стержней достигает 300 мм. Большим недо¬
статком отливки смол в виде блоков и стержней является получение
значительного количества отходов (100% и более) при механической
переработке в изделия. Поэтому целесообразно производить отливку
смолы в фасонные формы в соответствии с профилем готового изделия.
Формы со смолой помешают в специальные аппараты — бакелиза-
торы, в которых и производят отверждение. Бакелизаторы обогреваются
через рубашку паром или горячей водой. Теплопередающей средой вну¬
три бакелизатора могут служить вода, масло или воздух. При отвер¬
ждении смолы в атмосфере воздуха, чтобы сократить время отвержде¬
ния и предотвратить образование пор в отливках, в бакелизаторах
создают повышенное давление, которое должно на 2 ат превышать да¬
вление пара в рубашке.
При отверждении прозрачных литых смол в качестве теплопере¬
дающей среды применяют масло или воздух. Вода применяется в слу¬
чае изготовления непрозрачных изделий. Температурный режим отвер¬
ждения является наиболее ответственным этапом при получении изде¬
лий и в большой степени влияет на их качество Этот процесс проводят
в течение длительного времени при постепенном повышении темпера¬
туры. В начальный момент, когда смола не обладает высокой вязкостью,
вода при нагревании диффундирует к поверхности и испаряется. Но как
только смола станет очень вязкой, диффузия воды резко замедляется
и даже кратковременный перегрев приводит к получению пористых
продуктов. Отверждение изделий в формах обычно производится при
60—80° С. Продолжительность нагревания зависит от свойств смолы и
желаемой степени твердости конечных продуктов и может продолжаться
до 5 суток, а в случае крупных изделий даже 10 суток. При таком дли¬
тельном отверждении через 3—5 суток можно вынуть изделие из формы
и продолжать его нагревание в шкафу.
Отверждение смолы начинается па поверхности и распространяется
внутрь, поэтому даже в готовом изделии поверхностная твердость на
20% выше, чем внутри. Чем ближе процесс отверждения к полному пе¬
реводу смолы в стадию резита, тем тверже фенопласт. Неполное
отверждение вызывает хрупкость. Обработка литых изделий произ¬
водится путем снятия стружки, лучше всего карбидвольфрамовыми и
карбидтанталовыми резцами. Гравировочные узоры наносят шлифоваль¬
Литые смолы
525
ными кругами. Изделия полируют мукой из твердой древесины или
пемзы, а затем воском.
К группе литых фенопластов относятся неолейкорит, литой карбо¬
лит и литые резиты.
Неолейкорит изготовляют в виде прямоугольных блоков весом не
менее 20 кг и стержней диаметром 20, 25, 30, 40 и 50 мм при длине
не менее 1000 мм. Он может иметь натуральную окраску (белую или
светло-желтую) или окрашивается в различные цвета с помощью кра¬
сителей. Процесс производства неолейкорита был разработан Ушако¬
вым и Соколовым [136].
На 1 моль фенола берут 2,4 моль формальдегида. Первая стадия
конденсации проводится в присутствии едкого натра при 60—65° С в
продолжение 2,5 ч, после чего производят сушку смолы при остаточном
давлении 650 мм рт. ст., температуре 60—65° С в течение 4 ч. После
отгонки части воды в никелевый котел загружают рассчитанное количе¬
ство молочной кислоты и продолжают обезвоживание 3—4 ч. По окон¬
чании процесса смола сливается в формы.
Для получения более прозрачного эластичного неолейкорита, спо¬
собного хорошо обрабатываться режущими и сверлильными инструмен¬
тами, в смолу за 1 ч до окончания сушки вводят 10—15% глицерина и
более тщательно ее обезвоживают.
Отверждение смолы в формах производится при постепенном по¬
вышении температуры от 60 до 80° С в течение 5 суток. При изготовле¬
нии окрашенного неолейкорита в готовую смолу вводят 0,005—0,3%
спиртового раствора красителя. Окраска под мрамор достигается сме¬
шением нескольких партий смолы разного цвета.
Физико-механические и химические свойства неолейкорита зависят
от условий приготовления и отверждения смолы. Чем лучше высушена
смола перед заливкой в формы, тем выше свойства неолейкорита. На¬
личие дисперсной воды приводит к снижению диэлектрических свойств,
теплостойкости и химической стойкости, является причиной коробления
и деформации. Неолейкорит имеет светлую окраску, хорошую механи¬
ческую прочность, в частности к динамическим нагрузкам, и высокую
упругость. Его применяют для производства биллиардных шаров, дета¬
лей мебели, разнообразных поделочных материалов, деталей различных
приборов и т. д. Физико-механические и электрические свойства неолей¬
корита представлены ниже:
Плотность, г/см3 . .
Предел прочности, кгс/см2
при растяжении
» изгибе
» сжатии
250
500—600
1100—1300
Удельная ударная вязкость
кгс ■ см/см2
6—20
10—12
0,3
Твердость по Бринелю, кгс/ммг .
Водопоглощеиие, 96
Коэффициент теплопроводности
ккал/м ■ ч ■ град
0,23
Удельное поверхностное сопротив¬
ление, ом
10"
Удельное объемное сопротивление
ом -см
1012
8—12
Пробивная напряженность, кв/мм
Литой карболит — один из технических литых фенопластов, полу¬
чивших распространение в слаботочной электропромышленности для
изготовления различных изделий.
526
Гл. 24. Другие материалы на основе фено.ю-формальдегидных смол
Сырьем для получения карболита служат фенол (или трикрезол)
формалин, уксуснокислый цинк и нефтяные сульфокислоты. На 6 моль
фенола берут 7 моль формальдегида и 0,5% (к весу фенола) уксусно¬
кислого цинка, являющегося катализатором конденсации [37].
В варочный котел загружают фенол, 70% рассчитанного количе¬
ства формалина и уксуснокислый цинк. Полученную смесь кипятят 2 ч,
а затем охлаждают до 60—65е С и обезвоживают в вакууме (600—
700 мм рт. ст.) в течение 2—2,5 ч. После отгонки основного количества
воды в котел вносят вторую порцию формалина (20%), и если смола
подлежит окраске, то — краситель, растворенный в формалине. После
повторного обезвоживания в течение 2 ч при получении смолы плот¬
ностью 1,165 г/см3 (содержание свободного фенола не более 12%) ее
охлаждают до 30° С и смешивают с нефтяными сульфокислотами
(10—12 вес. ч. на каждые 100 вес. ч. смолы) и с оставшейся частью
формалина (10%). При 25—30°С из смолы вновь отгоняют воду под
вакуумом и затем разливают в формы.
Формы со смолой помещают в бакелизаторы (водяные или воздуш
ные) и постепенно нагревают до 100° С. После отверждения литой кар¬
болит представляет собой материал светло-серого или черного цвета,
устойчивый к действию водных растворов кислот (например, 20%-ной
соляной и 50%-ной серной).
Литой карболит содержит микроскопически распределенную воду,
которая снижает его диэлектрические свойства. Часть воды (до 5—7%)
можно удалить, нагревая карболит в растительных или нефтяных мас¬
лах при 120—150е С, пока выделение воды и летучих продуктов не пре¬
кратится. Карболит, не подвергнутый термической обработке, легче
обрабатывать на токарных станках, и поэтому изделия можно сначала
подвергнуть механической обработке, а затем уже — термической, для
повышения диэлектрических свойств. Свойства литого карболита пред¬
ставлены ниже:
Плотность, г/см3 1,17—1,18
Предел прочности, кгс/см2
при растяжении 160—200
» изгибе 500—650
» сжатии 800—1000
Удельная ударная вязкость, кгс ■ см/см2 .... 10—12
Твердость iio Брирелю, кгс/мм2 20—30
Теплостойкость по Мартенсу, °С 100—125
Водопоглощение, % 0,3
Коэффициент теплопроводности, ккал/м ■ ч ■ град 0,21—0,23
Удельное поверхностное сопротивление, ом . . 10"—1012
Удельное объемное сопротивление, ом ■ см . . 1012—1013
Пробивная напряженность, кв/мм 10—14
Из феноло-формальдегидных смол методом отливки готовят мо¬
дели деталей для определения напряжений оптическими методами фо¬
тоупругости и фотопластичности [137]. К таким материалам относятся
бакелит, ИМ-44 и др.
Некоторые типы феноло-формальдегйдных смол применяют для
получения литой электроизоляции некоторых деталей. Требования
к ним следующие [132]:
Вязкость, спз 20 000—50 000
Температура отверждения,
С 50—80
Время отверждения, ч . . 6—48
Усадка, % 5—20
Газонаполненные пластмассы
527
Свойства отвержденной смолы представлены ниже [132].
Плотность, ?/см'3 1,3
Предел прочности, кгс,см2
при растяжении 350
» сжатии 850
Диэлектрическая проницаемость при
60 гц 5—6
Тангенс угла диэлектрических потерь
при 106 гц 0,05
Вязкость жидких феноло-формальдегидных смол, используемых
для литья, в большой степени зависит от типа смолы и времени ее хра¬
нения. Сиропы токсичны, так как содержат свободный фенол. Пары
воды и кислый катализатор, присутствующие в отвержденной смоле,
могут вызывать коррозию электрических приборов. Несмотря на ука¬
занные недостатки феноло-формальдегидные смолы в основном являют¬
ся удовлетворительным изоляционным материалом.
Резольные смолы, полученные из фенола и формальдегида в при¬
сутствии поташа, после смешения с модифицированной глифталевой
смолой могут быть отверждены в формах в виде блоков и цилиндров.
Получаемые литые смолы носят название литых резитов. Они выпу¬
скаются как прозрачными, так и непрозрачными.'
В последнее время было показано, что литые фенопласты, напол¬
ненные минеральными порошками либо стеклянным волокном, или без
наполнителя могут быть использованы для изготовления штампов
[138, 139]. В НИИПМ была разработана модифицированная полиами¬
дом феноло-формальдегидная смола, пригодная для отливки моделей
для литья и штампов для холодной вытяжки стальных и алюминиевых
листов [138].
Литые изделия изготовляются следующим образом. В гипсовую,
деревянную, реже металлическую форму с гладкой поверхностью после
нанесения разделительного состава (раствора воска или полиизобути¬
лена в бензине) заливают жидкую смолу, смешанную с катализатором
(7—9 вес.% контакта Петрова). После вакуумирования форм с целью
удаления воздуха и выстаивания на воздухе в течение 18—24 ч начи¬
нают термообработку при 30—60° С, которая длится 72 ч. Продолжи¬
тельность термообработки зависит от веса и толщины изделий. После
отверждения литая смола имеет следующие свойства:
Предел прочности, кгс/см2
при изгибе 800—900
» сжатии 1100—1200
Удельная ударная вязкость,
кгс ■ см/см2 11,0—12,5
Твердость по Бринелю,
кгс/мм2 20—22
Теплостойкость по Мартенсу,
°С 80—90
Усадка, 96 0,3
Газонаполненные пластмассы
К газонаполненным пластмассам на основе феноло-формальдегид¬
ных смол относятся ячеистые или пенистые пластмассы (пенопласты)
и сотовые пластмассы (сотопласты).
Как уже указывалось, пенопластами называют такие пластмассы,
в которых газ заполняет несообщающиеся между собой макро- или ми¬
кроскопические полости (ячейки), образовавшиеся в результате вспе¬
нивания исходного материала.
528
Г л. 24. Другие материалы на основе фенояо-формальдегидных смол
Сотопласты получают склеиванием гофрированных листов, коте
рые, в свою очередь, изготовляют прессованием пропитанного листо¬
вого наполнителя.
ПЕНОФЕНОПЛАСТЫ
Первые сообщения о пенопластах на основе феноло-формальдегид-
ных смол появились позже, чем первые описания способа вспенивания
мочевино-формальдегидных смол. Пенистый материал можно получить
из водных растворов продуктов первичной конденсации фенола и форм¬
альдегида, жидкой или расплавленной смолы. Во всех случаях вспе¬
ненный продукт надо перевести в неплавкое и нерастворимое состоя¬
ние, что достигается применением кислых катализаторов или повышен¬
ной температуры.
Для вспенивания могут быть применены твердые газообразователи
(карбонат и бикарбонат аммония, азосоединения и др.), низкокипящие
жидкости (вода, эфиры, метанол, ацетон) или газы (азот, двуокись
углерода, аммиак). В качестве примеров можно привести ряд методов
получения пенопластов.
Получение пенофенопласта из' водного раствора смолы [140].
В водный 75% раствор феноло-формальдегидной смолы добавляют
0,3—1,5% углекислой или двууглекислой соли (газообразователь) и во¬
дорастворимые сульфокислоты (катализатор отверждения). Последние
берут в таком количестве, чтобы после разложения соли (вследствие
реакции с сульфокислотой) оставалось некоторое количество свобод¬
ных сульфокислот, необходимое для ускорения отверждения вспенен¬
ной феноло-формальдегидной смолы при температуре не выше 140—
150° С.
Получаемый таким способом пенофенопласт обладает очень малым
объемным весом (0,01—0,035 г!см3), высокими тепло- и звукоизоля¬
ционными свойствами и водостойкостью. Рабочая температура его
140° С.
Получение пенофенопласта из смолы, смешанной с эфиром и эмуль¬
гатором [141]. В жидкую резольную феноло-формальдегидную смолу
(100 вес. ч.) вводят изопропиловый эфир (5 вес. ч.) и эмульгатор
,(5 вес. ч.). После интенсивного перемешивания (объем смеси увели¬
чивается на 20% за счет увлеченного воздуха) в смесь добавляют на
1 кг смолы 150 мл катализатора отверждения, состоящего из 60 вес. ч.
40%-ной серной кислоты и 7 вес. ч. 25%-ной фосфорной кислоты. Ин¬
тенсивное перемешивание смеси пропеллерной мешалкой продолжается
5 сек, а затем содержимое котла разливается в формы для вспенива¬
ния. Через 7—8 сек после добавления катализатора начинается вспе¬
нивание смолы и ее постепенное отверждение. Если при вспенивании
смолы применять небольшое давление, то пенопласт приобретает более
однородную структуру. Объемный вес пенопласта достигает 0,005—-
0,006 г/см3.
Получение пенофенопласта из смолы, смешанной с наполнителем
[140]. Основным недостатком вспененных феноло-формальдегидных ре¬
зитов является сравнительно низкая прочность при динамических на¬
грузках. Снижение хрупкости может быть достигнуто получением пе¬
нистых пластмасс из смолы, наполненной волокнистыми наполнителями
(целлюлозой, льном, асбестом и др.). Такой материал можно получить
следующим образом: к 20—40 вес. ч. феноло-формальдегидной порош¬
кообразной смолы добавляют 60—80 вес. ч. асбестового волокна; после
тщательного перемешивания смесь засыпают в формы и подвергают
термической обработке при 100—160° С при нормальном давлении.
Газонаполненные пластмассы
529
В процессе термообработки смола сплавляется и переходит в не¬
плавкое и нерастворимое состояние. Объем пор достигает 95% от объе¬
ма материала. Пенопласт имеет низкий объемный вес (0,18—
0,25 г/см3), высокую теплостойкость (рабочая температура 150—180° С)
и хорошие теплоизоляционные свойства (коэффициент теплопровод¬
ности X = 0,035 ккал/м • ч • град).
Более прочный материал может быть получен по следующему
методу. Волокнистый наполнитель (целлюлоза) замешивается с водо¬
растворимой феноло-формальдегиднон резольной смолой, в которой
взвешен водонерастворимый газообразователь (например, диазоамино-
бензол). Смолу осаждают на волокне путем коагуляции раствором
сернокислого алюминия или другого электролита. Волокнистая масса
с осажденной на волокнах смесью смолы и газообразователя формует¬
ся в пластины или другие изделия, которые подсушиваются при бО°С.
Высушенный материал нагревают до 120—150° С, при этом газообра¬
зователь разлагается с выделением газа, вследствие чего образуются
ячейки и поры.
При смешении органического волокна с 20—100% смолы и 10—
30% газообразователя можно получить пластики с объемным весом
0,1—0,3 г/см3, пределом прочности при сжатии 10—150 кгс/см2, сопро¬
тивлением сдвигу 5—50 кгс/см2 и водопоглощением 10—15%.
На основе новолачной феноло-формальдегидной смолы изгото¬
вляют пенофенопласт ФФ (ВТУ МХП М-652—55) и пенопласты на ос¬
нове новолачной смолы, совмещенной с нитрильным каучуком, марок
ФК-20, ФК-40 и ФК-20-А20 в виде листов и шнурОЕ СТУ-9-463—62.
Технологический процесс получения пенопластов ФФ и ФК состоит
из приготовления смеси компонентов, загрузки смеси в форму, вспени¬
вания и отверждения композиции. В табл. 110 даны рецептуры про¬
мышленных марок пенопластов ФФ и ФК [142, 143].
ТАБЛИЦА 110
Рецептуры пенопластов ФФ и ФК (вес. ч.)
Компоненты
Марки пенопластов
ФФ
ФК-20
ФК-40
Новолачная смола 18 ....
100
100
100
Уротропин
10
10
10
Каучук СКН-40
—
20
40
Сера
—
0,6
1,2
Порофор N
1—2
2—5
3—7
Приготовление смеси компонентов. Все порошкообразные компоненты, кроме кау¬
чука. смешивают в шаровой мельнице в течение 2—3 ч. Композиция, приготовленная
по рецептуре пенопласта марки ФФ. непосредственно поступает на вспенивание. В слу¬
чае получения композиций с нитрильным каучуком смесь компонентов, выгруженная
из шаровой мельницы, вводится на вальцы в предварительно развальцованный (пла-
стицированный) каучук. После 20—30 мин вальцевания получают пленку толщиной
2—4 мм. Температура вальцуемой массы не должна превышать 60° С во избежание
преждевременного разложения газообразователя
Пленка может быть раздроблена на куски до 10 мм и в таком виде использо¬
вана для получения пенопластов с объемным весом 0,3—0,4 г/см3 или измельчена
в шаровых мельницах в порошок, применяемый для изготовления плиточных пенопла¬
стов. Широко применяется метод приготовления шнурового материала продавливанием
провальцованной пленки через мундштук шнск-машины с получением сплошного или
пустотелого шнура различного диаметра (3—11 мм) и гранул с насыпным весом 0,12—
0,40 г/см3.
34 А. Ф. Николаев
530 Гл. 24. Другие материа гы на основе фено.ю-формальдегидных смол
Загрузка смеси в форму, вспенивание и отверждение композиции. В металличе¬
ские формы, выложенные бумагой или покрытые смазкой, загружают смесь компонен¬
тов в виде порошка, раздробленной пленки или гранул и нагревают ее. При 80—90° С
смола плавится, а при 90—110° начинается вспенивание и образуется сплошная масса
пенопласта, занимающая весь объем формы После вспенивания массу нагревают до
150—200° С и выдерживают при этой температуре до полного отверждения смолы и
вулканизации каучука. В среднем процесс вспенивания и отверждения занимает
'-“5 ч. Усадка при отверждении составляет 0,5—0,7% для пенопласта ФФ, 0,7—
1 0% — для ФК-20, и 1.0—1.5% — для ФК-40.
Испытания отвержденных пенопластов показали, что пенопласт ФФ достаточно
отверждать при 150° (в течение 1,5 ч), а ФК — при 200°С Отверждение можно про¬
изводить и при более низкой температуре, но время отверждения должно быть зна¬
чительно увеличено.
Свойства и применение пенофенопластов. Пенопласты ФФ и ФК
можно получить с объемным весом 0,1—0,5 г/см3, в зависимости от
состава композиции и количества газообразователя. Свойства их изме¬
няются с изменением объемного веса и температуры.
Пенопласт ФФ. Наиболее широко применяется пенопласт с
объемным весом 0,2 г/см3. При 20° С свойства его следующие {142]:
Предел прочности, кгс/см2
при растяжении 11,8
» сжатии 40,0
Удельная ударная вязкость, кгс ■ см/см2 . 0,2
Водопоглощение, кг/м2 0,3
Линейная усадка при 100’’ С за 24 ч, % 0,5
Коэффициент теплопроводности,
ккал/м ■ ч - град 0,052
Диэлектрическая проницаемость при
Ю10 гц 131
Тангенс угла диэлектрических потерь
при Ю10 гц 0,01
Повышение температуры сказывается на снижении прочности на
удар и сжатие. При 180—200° С вследствие окисления на воздухе пе¬
нопласт темнеет и его прочностные показатели снижаются. Поэтому
предельной рабочей температурой принято считать 150°, но в замкну¬
тых конструкциях, где нет контакта с воздухом, можно допустить тем¬
пературу до 200° и кратковременно даже до 250° С.
Малое водопоглощение пенопласта (0,7 кг/м2 за 20 суток) позво¬
ляет использовать его для различных плавучих и непотопляемых
средств (спасательных кругов, поплавков).
Пенопласты ФК. Введение нитрильного каучука приводит к
улучшению ряда физико-механических и тепловых свойств пенопла¬
стов. Во-первых, увеличиваются удельная ударная вязкость и относи¬
тельное удлинение. Чем больше каучука в композиции, тем более
эластичным становится пенопласт. По теплостойкости пенопласты
ФК-20 превосходят пенопласты типа ПС, ПХВ и ПУ-101, например
пенопласт ФК-20 сохраняет 50% прочности после нагревания при 200° С
в течение 5 ч при доступе воздуха. Ниже представлены свойства пено¬
пластов ФК-20 и ФК-40:
ФК-20 ФК-40
Объемный вес, г/см3 0,1 0,16—0,18
Предел прочности, кгс/см2
при растяжении — 7,8
» изгибе 8,5 10,1
» сжатии 4,5
Удельная ударная вязкость, 2,0
кгс-см/см2 0,50 2,16
Коэффициент теплопроводности,
ккал/м ■ ч ■ град — 0,063
Удельная теплоемкость, кал/г • град — 0,32
Газонаполненные пластмассы
531
Высокие теплоизоляционные свойства пенопластов ФК позволяют
применять их для теплоизоляции различных объектов (коэффициент
теплопроводности пенопласта ФК-20 при 25°С 0,052 ккал/м-ч-град).
В замкнутых конструкциях в условиях защиты от воздействия кис то-
рода воздуха пенопласт ФК-20 длительно выдерживает 150° и кратко¬
временно 200° С, а пенопласт ФК-40 пригоден для длительной экс¬
плуатации при температурах до 100°, а в замкнутых конструкциях —
до 120—130° С.
Повышенная прочность пенопласта ФК-40 к ударным нагрузкам
определяет его применение в изделиях, подвергающихся вибрациям
в качестве силового и демпфирующего заполнителя, особенно в изде¬
лиях цилиндрической и конической формы, где другие пенопласты
в процессе усадки дают трещины [142].
Пенопласт ФК-20 применяется в конструкциях различного назна¬
чения в качестве силового заполнителя, для изготовления радиотех¬
нических изделий, как теплоизоляционный и плавучий материал.
Теплостойкость пенопластов можно значительно увеличить, вводя
в исходную композицию алюминиевую пудру типа ПАК-4 или ПАК-3.
Пенопласт ФК-20-А20, содержащий алюминиевую пудру, сохраняет
прочностные свойства даже при 300—400° С [142], поэтому его реко¬
мендуют применять в качестве теплоизоляционного и силового запол¬
нителя конструкций, работающих длительно при 200—250° и кратко¬
временно при 300—350° С. Механические свойства пенопласта ФК-20-
А20 приводятся ниже:
Объемный вес, г/см3 .... 0,2
Предел прочности, кгс/см2
при растяжении 15,3
» сжатии .... . 26,5
» изгибе 29,3
Удельная ударная вязкость,
кгс ■ см/см2 0,73
На основе торфяных и сланцевых фенолов изготовляют дешевые
феноло-формальдегндные смолы. На одной из них, в частности ФС-7,
был получен пенопласт ФС-7 (СТУ-30 12157—61), применяемый в ка¬
честве теплостойкого, тепло- и звукоизоляционного материала. Техно¬
логический процесс изготовления пенопласта ФС-7 складывается из
стадий смешения измельченных компонентов в лопастном смесителе и
прессования полученной композиции на многоэтажных гидравлических
прессах в плиты [48].
Пенопласт изготовляется по следующей рецептуре (в вес. ч.):
Новолачная смола 100
Уротропин 15
Порофор N 5
Стекловолокно (штапельное) 7—10
Композиция после тщательного смешения загружается в формы,
образуемые ограничительными рамками и установленные на плиты
пресса. Плита облицовывается листами бумаги или ткани, пропитан¬
ной смолой. Прессование композиции производится при 140—160° С,
удельном давлении 15—25 кгс/см2 и выдержке 2,5—3,5 мин на 1 мм тол¬
щины плиты. Свойства пенопласта ФС-7 следующие:
Объемный вес, г/см3 0,04—0,1
Предел прочности при изгибе, кгс/см2 . . 3—4
Водопоглощение за 5 суток, % 0,5—5,0
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,04
Рабочая температура, °С от —60
до 150° С
34*
532 Гл. 24. Другие материа гы на основе феноло-формальдегидных, смол
Из пенопласта ФС-7 готовят плиты размером 1500 X 1000 X
X (20 -f- 60) мм. ФС-7 не горит.
Механическая обработка пенофенопластов затруднена вследствие
их хрупкости, но они легко склеиваются между собой и с металлами
клеями БФ, ВИАМ Б-3 и дру¬
гими.
В настоящее время рекомен¬
дуется засыпать хранилища неф¬
тепродуктов мельчайшими ша¬
риками пенофенопласта диамет¬
ром 0,05—0,09 мм. Располагаясь
на поверхности слоем до 25 мм,
пенопласт уменьшает потери
горючего. Например, в резер¬
вуаре диаметром 25 м за 50
суток хранения потери нефте¬
продуктов снизились с 0,4 до
0,05 м3/сутки. Срок службы та¬
кого пенопласта несколько лет
[14].
Пенофенопласты с объем¬
ным весом 0,005—0,01 г/см3 ши¬
роко используются в качестве
упаковочного материала для
транспортировки хрупких пред¬
метов; для теплоизоляции наибо¬
лее пригодны пенопласты с объ¬
емным весом 0,01—0,15 г/см3.
Рис. 114. Строение шестигранного сото-
пласта.
Рис. 115. Образец опытной панели с го¬
фрированным заполнителем.
СОТОФЕНОПЛАСТЫ
За последние годы достигну¬
ты значительные успехи в изго¬
товлении высокопрочных легких
трехслойных конструкций, со¬
стоящих из внешних листов си¬
лового материала (металл, фа¬
нера, текстолит, стеклотекстолит
и т. п.), прочно склеенных с вну¬
тренним слоем пластика, имею¬
щего небольшой объемный вес.
Большой интерес представляет
применение для внутреннего
слоя трехслойных конструкций
заранее приготовленных сот. Со-
топласты могут быть получены
следующим образом. Листовой
наполнитель (бумагу, ткань, металлическую фольгу и др.) пропиты¬
вают смолой, обычно резольной феноло-формальдегидной, и после суш¬
ки прессуют из него при повышенной температуре и небольшом давле¬
нии гофрированные листы.
Намазав листы смолой, собирают их в пакеты различной тол¬
щины. При повышенной температуре, а иногда и при нормальной, в за¬
висимости от типа смолы, взятой в качестве клея, гофрированные листы
склеивают при небольшом давлении 1,25—5 кгс/см2. Затем пакеты раз¬
Рис. 116. Макеты плит перекрытий с ячеи¬
стым заполнителем.
Клеи
533
резают в поперечном направлении для получения сотопласта заданной
толщины. В зависимости от типа гофров сотам можно придавать раз¬
личные размеры и формы (рис. 114—116).
Объемный вес и физико-механические свойства сотопластов зави¬
сят от формы и размеров сот, а также от природы материала, обра¬
зующего стенки полостей [140]. Наибольшее применение нашли, благо¬
даря своей невысокой стоимости, низкому объемному весу, относитель¬
но хорошим тепло- и звукоизоляционным свойствам, значительной
ТАБЛИЦА ill
Физико-механические свойства сотофенопластов
Свойства
Хлопчатобумажная
ткань
Крафт-бумага
Асбестовая
бумага
I
!1
1
II
Размер сот, мм
ил
11,1
ил
11,1
ил
Объемный вес, г/см3
0,06
0,14
0,06
0,09
0,07
Предел прочности, кг/см2
16,5
52,0
24,6
при сжатии
71,7
17,6
» сдвиге
8,1
32,2
9,7
15,2
10,9
Модуль упругости при сдвиге,
770,0
кгс/мм2
427,0
1169,0
539,0
1260,0
прочности (табл. 111), сотопласты на основе хлопчатобумажных тка¬
ней и бумаги. Если сотопласты склеить с листовыми материалами
(текстолитом, стеклотекстолитом, фанерой, металлом), то полученный
трехслойный материал обладает плавучестью и низкой теплопровод¬
ностью (0,05—0,06 ккал/ч • град). Звукопоглощающие свойства сотопла¬
стов хорошие, поэтому они все шире применяются в железнодорожном
транспорте, судостроении и жнлищном строительстве.
Клеи
Феноло-формальдегидные смолы, так же как и мочевино-формаль-
дегидные, имеют исключительно важное значение для склеивания раз¬
личных материалов (дерева, металла, пластмасс, стекла, фарфора, ке¬
рамики и т. п.). Резольные феноло-формальдегидные смолы, применяе¬
мые в виде спиртовых растворов или водных эмульсий, отверждаются
на холоду в присутствии сильных кислот, их солей или кислых эфиров
или при нагревании под давлением 3—6 кгс/см2 без катализатора.
Фенольные клеи отличаются высокой прочностью клеевого соеди¬
нения, устойчивостью к влаге и различным грибкам. Недостатками
клея являются хрупкость клеевой пленки и снижение прочности склей¬
ки деревянных конструкций и фанеры из-за гидролизующего действия
кислого катализатора на целлюлозу. Поэтому в последнее время полу¬
чают широкое распространение для изготовления клеев феноло-форм¬
альдегидные смолы, совмещенные с термопластичными полимерами и
эластомерами.
КЛЕИ НА ОСНОВЕ НЕСОВМЕЩЕННЫХ СМОЛ
В настоящее время промышленность выпускает большое число
клеев на основе феноло-формальдегидных смол. В качестве примера
можно назвать следующие клеи: ВИАМ Б-3 [107, 144, 145], ВИАМ Ф-9
[146], П-600 [147] и др.
534 Гл. 24. Другие материалы на основе фене ю-формальдегидных смол
Клей ВИЛМ Б-3 изготовляют на основе феноло-формальдегидной
смолы, полученной в присутствии едкого бария [107, 114]. Такая смола,
известная под маркой ВИАМ Б (ТУ МХП 477—41), содержит до 21%
свободного фенола, до 20°/0 воды и имеет вязкость 500—1000 спз\ плот¬
ность ее 1,25—1,29 г/см3. Смола может быть приготовлена по следую¬
щей рецептуре (в вес. ч.):
Фенол 100
Формалин (3796-ный) 100
Едкий барий . .2
Фенол, формалин и едкий барий после перемешивания кипятят
40—45 мин, после чего при 70—75° С производится вакуумная сушка
смолы до получения вязкости 500 спз. Затем смолу охлаждают и сли¬
вают в приемники. Известны две рецептуры клея ВИАМ Б-3: одна для
склейки без подогрева, а другая с подогревом. Приготовление клея со¬
стоит в разбавлении смолы до требуемой вязкости ацетоном или спир¬
том и введении в раствор катализатора отверждения — контакта Пет¬
рова. В первой рецептуре содержится большое количество катализа¬
тора. Примерный состэе клея (в вес. ч.) такой:
Смола ВИАМ Б-3 100
Спирт или ацетон 8—12
Контакт Петрова 10—12
Древесный шпон можно склеивать без нагревания. Прочность
клеевого соединения на скалывание параллельно площади склейки
достигает 130 кгс/см2.
Клей ВИАМ Ф-9 изготовляют на смоле, содержащей незначитель¬
ное количество фенола. ВИАМ Ф-9 менее токсичен, чем клей ВИАМ
Б-3.
Клей П-600 представляет собой 33% раствор резольной феноло-
формальдегидной смолы в ацетоне с добавкой до 20% катализатора
отверждения (бензол- или n-толуолсульфокислоты) в виде 50%-ного
раствора в воде. Феноло-формальдегидную смолу без кислого катали¬
затора можно хранить 9—12 месяцев при 10—12е С, а жизнеспособ¬
ность клея с отвердителем при той же температуре составляет 4—6 ч.
Клей применяется для склеивания фанеры. Получают его по следую¬
щей рецептуре (в вес. ч.):
Фенол 100
Формалин (30%-ный) .... 150
Едкий натр 2,5
Параформ 12,5
Ацетон . 25
Фенол, формалин и едкий натр, добавленный в виде 50%-ного рас¬
твора, нагревают до кипения и после 10 мин выдержки первоначаль¬
ные продукты конденсации сушат в вакууме при 45—70° С. За 2 ч
сушки удаляют почти всю воду, а смолу растворяют в ацетоне до полу¬
чения 33%-ного раствора, затем в раствор вводят параформ, смесь до¬
водят до кипения (60° С) и выдерживают 1 ч до достижения смолой
нужной вязкости (250—300 сек для 33%-ного раствора смолы в аце¬
тоне), после этого охлаждают.
Для склеивания детали после пригонки друг к другу и зачистки по¬
верхности покрывают слоем клея не толще 0,5 мм. После подсушки при
20—25° С в течение 10—45 мин склеиваемые детали спрессовываются
под давлением 3—6 кгс/см2 и выдерживаются несколько часов до пол¬
ного отверждения клея.
Клеи
535
На основе ксиленоло-формальдегидной смолы может быть приго¬
товлен клей для приклеивания толевого картона к деревянной крыше.
Клей готовят сплавлением 100 вес. ч. смолы с 28 вес. ч. пластифика¬
тора (остатка от перегонки жирных кислот, получаемого на заводах
гидрирования).
Клей представляет собой темно-коричневый блестящий порошок
с температурой плавления 48,5° С [148]. Клей, нагретый до 95° С, в виде
расплава наносят на крышу, поверх которой укладывают толевый кар¬
тон. Клей отличается хорошей стойкостью к атмосферным условиям
в течение ряда лет.
Резорцино-формальдегидные смолы пригодны для получения
клеев, отвердевающих без нагревания и отличающихся хорошей адге¬
зией и теплостойкостью. Конденсация резорцина с формальдегидом
производится без катализатора при 65—70° С в течение часа. На
100 вес. ч. резорцина берут 90 вес. ч. 40%-ного формалина. После
окончания реакции конденсации смолу высушивают [37]. Для удешевле¬
ния резорциновых смол вводят фенол.
Резорцино-феноло-формальдегидные смолы, легко отверждаемые
при незначительном нагревании и даже на холоду, готовят следующим
образом [114]. В расплавленную смесь 100 вес. ч. резорцина и 98,5 вес. ч.
фенола при 50—60°С вводят 7,25 вес. ч, 25%-ного раствора аммиака и
после охлаждения содержимого котла до 20° С постепенно вводят
145 вес. ч. 40°/о-ного формалина. Температура смеси не должна под¬
ниматься выше 25° С. Полученная смола уже при 20° С в течение су¬
ток полностью затвердевает. Клеи, содержащие наполнитель, назы¬
вают замазками и цементами. Большое распространение в химической
промышленности получили замазки арзамит, в частности арзамит-1
(ТУ МХП М-522—54), арзамит-4 (ВТУ МХП М-543—54), арзамит-5
(ВТУ МХП 4539—59) и другие, представляющие собой смеси феноло-
формальдегидных смол определенного состава с различными наполни¬
телями, растворителями и отвердителями.
В настоящее время промышленностью выпускаются смолы для
кислото- и щелочестойких замазок [149]. Они имеют плотность при
20°С не менее 1,15—1,20 г/см3 и вязкость 150—12 000 спз. Для приго¬
товления кислотостойкой замазки в смолу вводится 10% бензилового
спирта. Щелочестойкая замазка составляется из 75% щелочестойкой
смолы, 5% бензилового спирта и 20% дихлорпропанола. Последний
компонент значительно повышает щелочестойкость смолы.
На основе двух типов смол изготовляют пять типов замазок ар¬
замит, из них три нетеплопроводных (кислотостойкая; щелоче-кисло-
тостойкая; стойкая против щелочей и фтористых соединений) и две
теплопроводных (кислотостойкая и щелочестойкая). Теплопроводность
придает замазке наполнитель графит, а устойчивость к действию фто¬
ристых соединений — сернокислый барий. В табл. 112 представлен со¬
став наполнителей, входящих в различные типы замазок Г149].
n-Толуолсульфохлорид, добавляемый к замазке, является отверди-
телем смолы. Вместо него можно употреблять этилсерную кислоту, по¬
лучаемую смешением купоросного масла с этиловым спиртом при со¬
отношении 1 : 2. Время отверждения замазки зависит от температуры:
25° С
80° С
120° С
. 30—40 ч
. 80—90 мин
5—6 мин
По мере отверждения цвет замазки изменяется от серого до тем¬
но-вишнево о.
536 Гл. 24. Другие материалы на основе феноло-формальдегидных смол
ТАБЛИЦА 112
Состав наполнителей замазок арзамит (в %)
Наполнитель
Замазка арзамит
1
2
3
4
О
Кварцевая мука
70
20
30
—
Кремнезем
20
—
—
10
—
Сернокислый барий . . .
—
70
90
—
—
Графит
—
—
—
50
90
л-Толуолсульфохлорид . .
10
10
10
10
10
Замазка арзамит обладает высокими антикоррозионными свойст¬
вами и механической прочностью. Термостойкость ее достигает 180° С,
а непроницаемость для жидкостей сохраняется при давлении до 6 ат.
К недостаткам замазки следует отнести короткий срок хранения (не
более 1,0—1,5 ч) и некоторую токсичность смолы и разбавителей. Ин¬
струкция по применению замазки арзамит опубликована [150].
КЛЕИ НА ОСНОВЕ СОВМЕЩЕННЫХ СМОЛ
Особый интерес для изготовления клеев имеют феноло-формальде-
гидные смолы, совмещенные с мочевино-формальдегидными, эпоксид¬
ными и поливинилацеталевыми смолами, а также с синтетическими
каучуками и найлоном.
Карбамидно-феноло-формальдегидные клеи готовят из водных рас¬
творов феноло- и мочевино-формальдегидных смол [151]. В смесь смол
вводят катализатор отверждения (двухосновные кислоты или их кис¬
лые эфиры) и для уменьшения усадки добавляют целлюлозный напол¬
нитель. Примерный состав клея может быть представлен следующей
рецептурой (в вес. ч.):
Мочевино-формальдегидная
смола 56
Феноло-формальдегидная смола 35
Этиловый эфир щавелевой кис¬
лоты 5
Древесная мука 5
В клее содержится от 30 до 50% воды.
Полив инилбутираль-феноло-формальдегидные
клеи (клеи БФ). Клеи БФ представляют собой спиртовые растворы
феноло-формальдегидной резольной смолы и поливинилбутираля. Сов¬
мещенные смолы, обладая высокими клеящими свойствами, при нагре¬
вании переходят в неплавкое и нерастворимое состояние.
Клеи БФ выпускаются нескольких марок: БФ-2 и БФ-4 (ТУ МХП
1367—49, ТУ МХП 346—53), БФ-3 и БФ-5 (ТУ МХП 82—48) и БФ-6
(ТУ МХП 1726—52). Они представляют собой прозрачные или слегка
мутные жидкости от желтого до красноватого цвета. В зависимости от
соотношения компонентов различные марки клея предназначаются для
склеивания разных материалов: БФ-2 и БФ-4 применяются для склеи¬
вания металлов, пластмасс, стекла, керамики, дерева; БФ-3 и БФ-5
используются в производстве стеклотекстолита; БФ-6 пригоден для
склеивания тканей и применяется главным образом при ремонте оде¬
жды, белья, ковров, мешков, фильтровальных тканей и т. п. Техниче¬
ские требования к клеям БФ приведены в табл. 113.
Клеи
537
ТАБЛИЦА 113
Технические требования к клеям БФ
Требования
БФ-2
БФ-З
БФ-4
бЬ-5
БФ-5
Вязкость по Форд — Энглеру, сек .
30—60
25—45
30—60
25—45
>60
Сухой остаток, 96
14—17
18—25
10—13
12—15
15—20
Предел прочности при растяжении
склеенного образца дюралюминия,
кгс/см2
100
при 20° С
100
•—
—
—
» 60° С, не менее
65
—
60
—
—
Прочность на разрыв склеенной
40
ткани, кг
—
—
—
Эластичность но шкале НИИЛК . .
3
—
1
—
■
С увеличением содержания поливинилбутираля в клее возрастает
его вязкость. Обычно поливинилбутираль и феноло-формальдегидпую
смолу берут в виде их растворов в спирте или ацетоне [152]. Отвер¬
ждение клея БФ является сложным процессом. Наряду с отвержде¬
нием резольной феноло-формальдегидной смолы, видимо, взаимодей¬
ствует часть метилольных групп смолы и -свободных гидроксильных
групп поливинилбутираля. Кроме того, часть совмещенных компонен¬
тов остается в неизменном состоянии и может быть извлечена раство¬
рителем.
В литературе представлены данные по прочности клеевых соеди¬
нений алюминия [153] и стали [146]. Для получения качественной склей¬
ки необходимо в полной мере соблюдать технологические режимы и
условия склеивания.
В Англии известен клей Ридакс [146, 151, 154], состоящий из фе¬
ноло-формальдегидной смолы и поливинилформаля. Сначала на склеи¬
ваемые элементы (дюралюминий, сталь — дюралюминий, дерево —
пластмассы и т. п.) наносится жидкая резольная феноло-формальде-
гидная смола в виде лака, а затем напыляется слой порошка поливи¬
нилформаля. После этого соединяемые элементы собирают и подвер¬
гают давлению и нагреванию (145° С, 1,7 кгс/см2 в течение 22 мин).
Клеевые соединения при применении феноло-формальдегидных
смол, совмещенных с поливинилацеталями, имеют более высокие проч¬
ностные показатели при испытании на удар, изгиб, отдир или уста¬
лость при вибрации, чем соединения, склеенные одним феноло-формаль-
дегидным клеем.
Клей ВС-850 (ВТУ-35-ХП-390—61). В состав клея ВС-350 вхо¬
дит феноло-фурфурольная смола и поливинилацеталь. Он представляет
собой прозрачную темно-коричневую жидкость (плотность 0,94 г/см3)
с pH = 6,8—7 (в воде) и вязкостью при 20° С по Форд — Энглеру 50—
120 сек Клей ВС-350 обладает теплостойкостью (длительно выдержи¬
вает 200° и кратковременно 350°С), он пригоден для склеивания стали
различных марок, дюралюминия, а также для приклеивания к этим
металлам стеклотекстолита, сотового материала, полученного на основе
пропитанной феноло-формальдегидной смолой стеклоткани или метал¬
лических сот и теплостойких пенопластов [155]. Отверждение клея
производится при 200° С и давлении 1,6—3 кгс]см2 в течение 2 ч При
склеивании стали марки ЗОХГСА прочность на сдвиг достигает 163—
198 кгс/см2 при 20° С.
Фенольно-каучуковые клеи. Совмещением феноло-форм
альдегидных смол.с каучуками (акрилонитрильным, хлоропреновым
538 Гл. 24. Другие материалы на основе феноао-формальдегидных смол
и др.) получают клеи, обладающие хорошими клеящими свойствами.
Металлы (алюминиевые и магниевые сплавы, сталь), соединенные та¬
кими клеями, обладают высокими прочностными показателями при
сдвиге и изгибе, отличаются стойкостью к вибрациям, хорошей тепло-
и водостойкостью, а также устойчивостью к нефти и маслам. Приме¬
ром таких клеев может служить клей ВК-32-200 [146], который гото¬
вится в виде пленки на стекле и ткани, применяется для приклеивания
стекловолокнистой теплоизоляции к металлам.
Клеевые соединения стали и дюралюминия отличаются высокой
прочностью на сдвиг при длительной работе. Клеевое соединение стали
ЗОХГСА при 20°С достигает прочности 189 кгс/см2, а дюралюминия —
217 кгс/см2. После 300-часового воздействия 200° С прочность клеевого
соединения для стали снижается только до 84, а дюралюминия — до
70 кгс/см2.
Кроме существующих теплостойких фенольно-каучуковых клеев
ВК-32-2'00 и ВК-32-250 получил распространение более эластичный
клеи ВК 3 [156], получаемый на основе феноло-формальдегидной смо¬
лы и модифицированного акрилоннтрильного каучука. Он пригоден для
соединения металлов и неметаллических металлов в различных кон¬
струкциях силового назначения, работающих в условиях воздействия
вибрационных нагрузок в интервале температур от —60 до 150—200° С.
В литературе приводятся данные по различным фенольно-каучуко¬
вым клеям [154].
Фенольно-эпоксидные клеи. Введение в феноло-формаль-
дегидный клей эпоксидной смолы придает клею повышенную адгезию
к металлам и другим поверхностям и приводит к получению высокой
прочности склейки даже при повышенных температурах. При нагрева¬
нии совмещенных смол фенольная смола взаимодействует с эпоксид¬
ной, причем возникают простые эфирные связи [157]. Отвержденные
смеси отличаются высокой степенью сшивки и теплостойкостью. Один
из клеев, содержащий 100 вес. ч. 60%-ной резольной смолы, 20 вес. ч.
эпоксидной смолы, растворенной в метилэтилкетоне и 4 вес. ч гексаме-
тилентетрамина, отверждается при 160° С в течение 30 мин [158]. Испы¬
тания скленных конструкций при 230 и 315° С показали высокие значе¬
ния прочности при сдвиге (114 кгс/см2 при 232° С и 33 кгс/см2 при
315°С). Термическая обработка клеевых соединений в течение 192 ч
при 232° С приводит к увеличению прочности при сдвиге до 87 кгс/см2
при 315° С [154].
Лаки на основе новолачных смол
Феноло-формальдегидные смолы были первыми синтетическими
смолами, которые нашли применение для производства лаков. Сначала
были приготовлены спиртовые лаки для замены природной спнрторас-
творимой смолы — шеллака, а затем модификацией новолачных смол
удалось получить смолы, растворимые в ароматических углеводородах
и совместимые с маслами. В настоящее время на основе феноло-форм-
альдегидных смол изготовляют спиртовые и масляные новолачные
лаки. Для получения спиртовых лаков пригодна смола идитол. В лаках
и политурах количество ее колеблется от 10 до 40%. Кроме смолы и
спирта, как растворителя, в состав их обычно входит 5—15% кани¬
фоли [159].
Феиоло-формальдегидные смолы растворимы в спирте, ацетоне
спирто-бензольной смеси и некоторых других полярных органических
раствори елях. Для того чтобы эти смолы могли растворяться в аро¬
матических и нефтяных углеводородах и совмещаться с маслами, не¬
Лаки
539
обходимо снизить их полярность. Уменьшение ее достигается этерифи-
кацией полярных (гидроксильных) групп смолы и изготовлением смо¬
лы на замещенных фенолах, особенно на тех, которые содержат боль¬
шие неполярные группы в пара-положении к гидроксилу.
Простые эфиры новолачной смолы, которые могут быть получены,
например, действием алкилхлоридов на щелочные производные смолы
(феноляты), не нашли технического применения. Сложные эфиры, по¬
лучаемые взаимодействием смолы со смоляными кислотами канифоли,
получили широкое распространение и известны под названием искус¬
ственных копалов. Масляные лаки высшего качества можно получить
на основе 100%-ных фенольных смол, приготовленных на п-алкилфе-
нолах.
ИСКУССТВЕННЫЕ коп\лы
Искусственные копалы могут быть изготовлены на феноле, кре¬
золе или ксиленоле Рецептуры изготовления некоторых копалов и их
марки представлены в табл. 114 [160].
ТАБЛИЦА 114
Марки копалов и рецептуры их изготовления (в вес. ч.)
Сырье
Фенольный 44
Крезольный ЛК-1
Кснленольный
Фенол
100
Крезол
—
100
—
Ксиленол
—
—
100
Формальдегид . . .
28
30
32
Канифоль
180
230
220
Технологический процесс производства копалов состоит из следую¬
щих стадий [161]: конденсации, вакуум-сушки, предварительной пропар¬
ки, этерификации и окончательной пропарки. Чаще всего используется
метод совместной конденсации фенола с формальдегидом в присут¬
ствии канифоли, которая на этой стадии ведет себя как кислый ката¬
лизатор. Конденсация протекает при 105—110° С в течение 5—7 ч до
расслоения и образования в нижнем слое вязкой массы. Во избежание
потемнения смолы процесс следует проводить в атмосфере углекислого
газа.
После окончания конденсации смолу подвергают сушке в вакууме,
а затем проводят предварительную пропарку в течение 1 ч при 180—
190° С. При этой температуре новолачная смола взаимодействует с ка¬
нифолью, а перегретым паром, подаваемым в варочный котел, отго
няются непрореагировавшие формалин и фенол. После предваритель¬
ной пропарки к кислому копалу добавляют глицерин в два приема:
сначала при 200—220, а затем при 240—250° С. Этерификацию прово¬
дят в атмосфере углекислоты при постоянном перемешивании в тече¬
ние 12 ч. Затем температуру в котле доводят до 280—300° С и с по¬
мощью перегретого пара отгоняют непрореагировавший глицерин до
достижения температуры плавления копала 125—140° С и кислотного
числа не более 20.
Искусственные копалы всех марок растворяются в бензоле, смеси
бензола со спиртом, хлорированных углеводородах, совмещаются с раз¬
личными маслами (льняными, тунговым и др ). В настоящее время
выпускают копал фенольный 44 (ТУ МХП 493—41), копал крезольный
ЛК-1 (ТУ МХП 491—41), копал ксиленольный (ТУ МХП 495—41),
540 Гл. 24. Другие материалы на основе феноло-формальдегидных смол
копал крезольный I-КГ (ТУ МХП 490—41) и копал крезольный для
пищевой промышленности (ТУ МХП 492—41) и др.
Масляные лаки на копалах готовят, совмещая последние с льня¬
ным или тунговым маслом при повышенных температурах (230—
280°С). Реакции, протекающие при взаимодействии канифоли с ново¬
лачной смолой, еще недостаточно изучены Их обычно рассматривают
как реакции этерификации гидроксильных групп смолы кислотными
группами канифоли. Канифоль—смесь нескольких изомерных кислот,
имеющих циклическое строение и содержащих одну карбоксильную
группу и одну или две ненасыщенные связи. Из них наибольшее зна¬
чение имеют абиетиновая и левопимаровая кислоты. Была также ука¬
зана возможность взаимодействия продуктов конденсации фенола с
формальдегидом (особенно полученных в щелочной среде) с кани¬
фолью без участия карбоксильных групп. Такая реакция может проис¬
ходить между о-метилольными производными фенола и смоляными
кислотами по месту двойной связи с образованием продуктов присо¬
единения, имеющих структуру бензпирановых колец:
СН3 СООН
\/
/\/\
сн,он
сн,он
+ но<^ сн2—^)он
сн3 СООН
\/ ,сн.
о
-СН
СН2ОН
-J' %он
\/\ ч/
СН31 II /с 3
I I—сн
\сн.
стопроцентные смолы
Феноло-формальдегидные смолы, модифицированные канифолью,
пригодны для изготовления лаков низкого и среднего качества. Высо¬
кокачественные лаки готовят из продуктов конденсации формальде¬
гида с n-алкил- или гс-арилзамещенными фенолами, например п-трет-
бутил- или м-трег-амилфенолами. Указанные смолы получили название
стопроцентных (100%-ных) вследствие того, что они содержат исклю¬
чительно фенольные смолы.
На основе 100%)-ных маслорастворимых смол удалось создать
большой ассортимент лаков, обладающих высокой водонепроницае¬
мостью и устойчивостью к действию агрессивных веществ. Кроме того,
алкилфенольные смолы широко применяются для повышения качества
других видов лакового сырья (алкидных, кумароновых и полиакрило¬
вых смол, хлоркаучуковых лаков, нитролаков и др.).
Одним из видов 100%-ных смол являются продукты конденсации
п-трег-бутилфенола с формальдегидом — смола для лаков 101 (ТУ
Лаки
541
МХП 4137—53). Вероятной схемой образования смолы может служить
реакция:
ОН
I
I II
'Ч/
ОН
-f-лСН20
сн3—с—СН3
I
СНз
I
СНз—С—СНз
I
СНз
он
I
гн /^\
сн2 ! я
Ч/
I
сн3—с—сн3
I
СНз
сн2он
+ (п-1)Н,0
n-трет-Бутилфенол может быть получен из фенола и изобутилена
в присутствии хлористого алюминия или из фенола и грет-изобутило-
вого спирта в присутствии серной кислоты [162]:
СНз
1
С=СН2 + <^ ^ОН
СНз
СНз
I
СНз—c-oh+h2so4 -
I
СНз
СНз
сн3—с—oso2oh+<f V-OH
I =х
СНз
А1С1
СНз
СН 3—С—^ он
СНз
СНз
I
СНз—с—oso2oh + н2о
I
СНз
СН
СНз
с—oh + h2so4
СНз
Процесс алкилирования фенола изобутиловым спиртом в присут¬
ствии серной кислоты проходит при 128—132° С в течение 3 ч в реак¬
торе при перемешивании. Продукты реакции после отстаивания смеси
отделяют от серной кислоты, многократно промывают горячей водой и
затем выдерживают 24 ч в кристаллизаторе. В процессе кристаллиза¬
ции выделяются белые кристаллы я-грет-бутилфенола, которые на цен¬
трифуге отделяют от жидкого ди-трет-бутилфенола и других побочных
продуктов реакции.
п-грег-Бутилфенол имеет температуру плавления 98—99° С, темпе¬
ратуру кипения 236—238°С (при 76 мм рт. ст.), хорошо растворяется
в спирте, в холодной воде практически не растворяется.
Смола 101 приготовляется в варочном котле с якорной мешалкой
и паровой рубашкой [159]. В котел загружают 10% раствор щелочи,
подогревают его до 80° и постепенно вводят бутилфенол. Температуру
реакции поддерживают 90° С в течение нескольких часов (до получе¬
ния раствора, сохраняющего свою однородность при охлаждении до
40°С). Затем содержимое котла выдерживают еще 1 ч при 95° для за¬
вершения растворения и охлаждают до 55°, после чего добавляют фор¬
малин и реакцию поликонденсации продолжают 3 ч при 65° С. Процесс
считается законченным, когда вязкость реакционной смеси достигнет
20 спз.
Продукт, охлажденный до 50° С, нейтрализуют 30% раствором
серной кислоты и после отделения надсмольиой жидкости промывают
несколько раз горячей водой (до отрицательной пробы на ион SO?-
542 Гл. 24. Другие материалы на основе фечоло-формальдегидных смол
хлористым барием). Во время промывок во избежание образованич
эмульсии в реактор добавляют' щавелевую кислоту. Промытую смолу
подвергают сушке при 60° С и остаточном давлении 30 мм. рт. ст. Го¬
товая смола сливается на противни и после охлаждения измельчается
на зубчатой валковой дробилке и упаковывается в бочки.
Смола окрашена в светло-желтый или коричневый цвет; темпера¬
тура плавления 55—75° С. Она хорошо растворяется в бензине, бен¬
золе, ксилоле, этилацетате и других растворителях. Содержание сво¬
бодного бутилфенола в смоле не должно превышать 3,5%.
Стопроцентные смолы применяют для изготовления лаков и эма¬
лей, отличающихся хорошим блеском, высокой стойкостью к действию
ультрафиолетовых лучей, атмосферных условий и т. п.
Лаки воздушной сушки для внешних покрытий готовят совмеще¬
нием смол с тунговым или полимеризованным льняным маслом при
175—260° С. Процесс совмещения, видимо, заканчивается взаимодей¬
ствием метилольных групп смолы с триглицеридами масел (реакция
переэтерификации) или образованием производных бензпирана (хро-
меновых колец):
1. СН3—С—СН3
СН2—OCOR
I
СН —OCOR
- I
СН2—OCOR
СН,—ОН
CH,OCOR
+
СН—OCOR
■ I
СН,—OCOR
2.
ОН
I
✓V
I II
ч/
I
СНз—с—сн3
I
СНз
ОН
СН2—/\—
ч
СНз—С—СНз
I
СНз .
ОН
СН2—/\-СН2ОН
у +
СНз—С—СНз
I
I СНз
R,
I
СН
II
СН
I
(СН2)Ш
I
coor2
JI итератури
543
ЛАКИ НА ОСНОВЕ РЕЗОЛЬНЫХ смол
Из твердых резольных смол готовят лаки путем растворения их
в этиловом спирте. Бакелитовый лак на основе феноло-формальдегид¬
ной смолы (ГОСТ 901—56) применяется для пропитки наполнителей
и получения различных покрытий. В зависимости от содержания смолы
различают три марки лака: марка А (50—60%), марка Б (60—70%)
и марка ЭФ (60—70% смолы). Содержание свободного фенола в смоле
не должно превышать 14% для марок А и Б и 12% —для марки ЭФ,
а отверждение смолы при 150° С должно происходить за 50—115 сек.
Бакелитовые лаки также выпускают на основе резольной крезоло-
формальдегидной смолы в виде 50—55% спиртовых растворов (ГОСТ
901—56) двух марок СК.С-1 и СБС-1ФФ.
Для антикоррозионных покрытий применяют бакелитовый лак 86
[114]. Его готовят по следующей рецептуре (в вес. ч )
В смеситель загружают бензол и при 50—55° С засыпают нафта¬
лин. Перемешивание смеси производят до полного растворения нафта¬
лина, а затем вливают отвешенное количество бакелитового лака.
После 30—35 мин перемешивания при 30—40° С в смеситель вводят
каолин. Окончательная обработка лака осуществляется в шаровой
мельнице.
Лак 86 обычно наносят на очищенную и шпаклеванную поверх¬
ность. Кроме получения внутренних и внешних покрытий различных
аппаратов, арматуры и коммуникаций, бакелитовый лак хорошо защи¬
щает деревянные и бетонные поверхности.
Бакелитовые лаки применяются для защиты труб высокого давле¬
ния от воздействия охлаждающей воды, вентиляционных труб в кис¬
лотных цехах, труб холодильников газовых компрессоров, роторов
газодувок сырого полуводяного газа, труб оросительных холодильни
ков и т. п. [163].
1. L. Н. Baekeland, Ind. Eng. Chem, 1, 149, 545 (1909).
2. H. Lebach, J. Soc. Chem. Ind. 32, 559 (1913); Z. angew. Chem. 22, 1598 (1909).
3. Герм. пат. 254411. 1910.
4. Г. С. Петров, А. Н. Левин, Термореактивные смолы и пластические массы,
Госхимиздат, 1959.
5. Б. Д. К р у ж а л о в, П. Г. Сергеев, Хим. наука и пром. 1, 287 (1956).
6. Г. С. П е тр о в, Н. В Андрианова, Хим пром., № 6, 9 (1951).
7. М Koebner, Brit. Plast., 14, 95 (1942).
8. А. Ваншейдт, Т. Ерлыкова, А. Итенберг и др., сб. «Пластмассы», т. 1,
Химтеорет, 1935, стр. 181.
9. А. Ваншейдт, А. Итенберг, Г. Андреева, сб. «Пластмассы», т. II, Хим¬
теорет, 1937 Пластмассы, № 3) 17 (1934).
10. А. Ваншейдт, А. Итенберг А. Баландина, Пластмассы, № 6, 11 (1934)
11 М. Koebner, Chem. Ztg., 54, 619 (1930)
12. F. Pollack, F. Riesenfeld, Z. angew. Chem., 43, 1129 (1930).
13. M. Koebner, Z. angew. Chem., 46, 251 (1933).
14. F. Seebach, Kunst., 27, 287 (1937).
15. J. S с h e i b e r, R В a r t h e 1, J. pract. Chem , 147, 99 (1936).
16. А. А. Ваншейдт, H H. Кузнецова, ЖПХ, 30, 1850 (1957).
17. А. А. Ваншейдт, Пластмассы, № 1, 11 (1933); № 2, 1 (1934).
18. А. А. Ваншейдт, Труды I и II конференции no ьысокомолекулярным соедине¬
ниям, Изд. АН СССР, 1945.
19. Г. С. Петров, Т. Н. К а стер и на. Хим. пром., № 12, 6 (1952).
20 Г С. П ет р о в, А. А. П и ч у г и н а, ЖОХ, 2, 124 (1936).
Бакелитовый лак
Бензол . . .
Нафталин .
Каолин ...
100
15
9
18
ЛИТЕРАТУРА
544
Литература
21. Г. С. Петров, Л. С. С му ров а, Хим. пром., №8, 11 (1948); № 12, 8 (19а«
22. P. W. Martin, The Chemistry cf Phenolic Resins, N. Y., 1956.
23. JI. А. И г о и и н, Н. А. Красулин, В. А. Каргин, Колл, ж., 17, № 4 (1955<
24. Л. А. И г о н и н, Э. Г. Гинцберг, Н. А. К р а с у л и н а, В. А. Каргин, ДАН
СССР, 3, 1252 (1956).
25. Г. Л., Слонимский, Б. М. К о в а р с к а я С. И. К л а з, Колл ж„ 16, ,\s i
(1954).
26. А. А. В а н ш е й д т. А А. В а с и л ь е в, Хим. пром., № 1, 19 (1946).
27. Г. С. Петров, М. Б. Выгодская, Хим. пром., № 3, 147 (1957).
28. Л. А. И гон и н, М. А\ Мир ах медов. Птасгмассы, № 2, 18 (1962)
29. В. А. Каргин, Г. Л. Слонимский, Л. И. Г о л у б е н к о в а, ЖФХ, 30, 2435
(1956)
30. Г. Л. Слонимский, В. А. Каргин, Л. И. Голубей ков а, ЖФХ, 30, 2656
(1956)
31. Л. И. Г о л v б е н к о в а, Г. Л. Слонимский, В. А. Каргин. ЖФХ, 31, С"
(1957)
32. W. J. Burke, W. Е. Craven, A. Rosenthal, S. Н. R u е t m а п, С. W. S t е-
phens, С. Weatherbee, J. Polymer Sci., 20, 75 (1956).
33. W. J. Burke, S. H. Ruetman, J. Polymer Sci., 32, 221 (1958).
34. И. П. Михеев, Прессматериалы на основе феноло-формальдегидных смол, Гос¬
химиздат, 1955.
35. Г. С. Петров, Б. Н Руговский, И. П. Лосев, Технология синтетически*
смол и пластических масс, Госхимиздат, 1946.
36. И П. Михеев, Производство феноло-альдегидных смол, Госхимиздат, 1946.
37. Э. И. Барг, Технология синтетических пластических масс, Госхимиздат, 1964.
38. Л. М. Песин, Ч. Г. Хасанов, ЖОХ, 9, № 6, 314 (1940).
39. А. Н. Левин, Р. М. Кругликов, Е. А. П о г р е б е ц к и й. Хим. пром., № 2,
10 (1951)
40. Н. Я. Парлашкевич, И. Н. Коган, В. В. Рубинштейн, А. В. Мак,
И. С. Волчек, Жури. ВХО, 6, 539 (1961).
41. С. М. Райтбурд, А. Н. Шабадаш, Пластмассы, № 3, 58 (1959).
42. Пат. США 2640045, 1953; РЖХим, 6602 (1955).
43. Шведск. пат. 161779, 1957; РЖХим, 55507 (1959)
44. И П Ротенберг, Е. Н. Хоботов а, А. М. Юферов, Г. И. Козлова,
Пластмассы, № 3, 69 (1960).
45. П. С. Антипова, В. А. Щербаков, Вестн. техн. и экон. информ., № 4 (1958).
46. К. Брокман, Электрохимия органических соединений, Химтеорет, 1937, стр. 118
47. В. Д. Архангельский, Технология древесной муки, Гослесбумиздат, 1957.
48. М. 1-1. Г а р б а р, И. В. Р а с т а н и н, Пластмассы и синтетические смолы в строи¬
тельстве, Госстройиздат, 1960.
49. И. Ш. Пик, Производство изделий из пластических масс, Госхимиздат, 1954.
50. М. Г. Г у р а р и й, сб «Пластические массы в машиностроении», Машгиз, 1959.
стр. 71—82.
51. А. А. Пешехонов Пластмассы, № 11, 9 (1961).
52. Г. П. Педан, Пластмассы, № 6, 60 (1962).
53. Г Ф Г рузнов. Пластмассы. № 1, 65 (1961).
54. И. III. Пик, А. С. С и н д а р о в с к а я. Пластмассы, № 4, 30 (1960).
55. И. С. Шамсутдинов, В. А. Воскресенский, Пластмассы, № 12, 57 (1961).
56. В. П. П е р е п е л к и н, И. М. Т р и х а н о в, А. С. С и н д а р о в с к а я. Пластмас¬
сы, № 2, 22 (1963).
57. Н. Л. Брицнн, И. Г. Федорова, Т. А. Шелина, Пластмассы, № 5, 29 (1961).
58. И. Ф. Канавец, Л Г. Баталова, А. Г. Р о м а ш е в а, Колл, ж., 19, 207
(1957).
59. И. Ф. Канавец, Л. Г. Баталова, А. Г. Р о м а ш е в а. Пластмассы, № 1, 63
(1960).
60. А. Д. Соколов, Т Н. Михайлова, А. В. Т и м о ф е е в, Б. В. Я к о б с о н.
Пластмассы, № 10, 22 (1961).
61. А. К. Варденбург, Пластические массы в электрической промышленности.
Госэнсргоиздат, 1957.
62. А А Пешехонов, сб. «Пластические массы в машиностроении». Изд. АК
СССР, 1955, стр. 16—81.
63. Г. С. Петров, Л. В Певзнер, Хим. пром., № 3 (1956).
64. Г. С. Петров, Л. В. Певзнер, Обмен опытом, Информ. бюлл., №34, 15 (1956).
65. Л. В. Певзнер, сб «Пластмассы в машиностроении», Машгиз, 1959, стр. 42.
66. Г. С. Петров, Успехи химии и технологии полимеров, Госхимиздат, 1955, стр. 55.
67. С. М. Р а б и ц, сб. «Пластмассы в машиностроении», Машгиз, 1959, стр. 14.
68. В. А. Захаров, Г. Н. Надеждина, В. И. Сахарова, сб. «Стеклотексто-
литы и другие конструкционные пластики», Оборонгиз, 1960, стр. 139.
69. Польск. пат. 37170, 1955; РЖХим, 55508 (1959).
Литература
545
70. Б М. Та рее в, Электротехнические материалы, Госэнергоиздат, 1955
71. К. Schmidt, Kaut. u. Gumrni, 12, 298 (1959).
72. F. Pickett. Rubb. Plast. Age, 35, 586 (1954).
73. Б. А. Киселев, Усп. хим., 27, № 9 (1958).
74. В Vanderbilt, Mod. Plast., 37, № 1 (1959).
75. К. Schmidt, Kunst., 50, № 4 (1960).
76. A. W e n d e, Plast. u. Kaut., № 7, (1960).
77. А Я. Королев и др.. Пластмассы, № 7 (1960).
78. L P. Biefeld. Т E. P h i 1 i p p s, Ind. Eng. Chem., 45, 1281 (1953).
79. A. R. Henning, Kunst., 44, 131 (1954).
80. Rev. prod, chim., 56, 450 (1953): РЖХим, 11150 (1956).
81. 3 И Бронштейн, H. Н. Крючков. М Н К р и ч е в с к а я. Пластмассы,
№ 4,27 (1962).
82. В В. Бодрова, И. В Д р о г а л е в а, Б. А. Киселев, А. Я Королев,
Н. С. Лез но в. Я. И. Мин длин, Пластмассы, № 3. 30 (1963)
83. Е Б. Тростя некая, Ю Н. Казанский, А. В С к о р о в а, А. М. П о й-
м а и о в, И. А. Снегирева, Пластмассы, № 9, 30 (1963).
84. Л В. Голосова, Пластмассы, № 8. 33 (1962).
85. Л. В. Голосова, Пластмассы, № 3, 68 (1963).
86. А. А. А л л и к, А. В. Щербаков, Высокопрочная электроизоляционная пла¬
стическая масса АГ-4, ЛДНТП, 1959.
87. Ю. М Тарнопольский, А. В. Петров, К- А. А к у н ц, Пластмассы, № 4,
65 (1962).
88. Б. А. Киселев, В. Н. Бруевич, Пластмассы, № И, 41 (1963).
89. В. В. Барановский, Я. Л. Шугал, Слоистые пластики электротехнического
назначения, Госэнергоиздат, 1963; Слоистые пластики, Госхимиздат, 1953.
90. С. 3. Я х н и и, К. Д. Л а м б а. Пластические массы и их применение на желез¬
нодорожном транспорте, Трансжелдориздат, 1954.
91. Новаторы промышленности пластических масс, вып. 5, Госхимиздат, 1955.
92. В. К. Петриченко, Подшипники и шестерни из пластмасс, Машгиз, 1952.
93. D. Matson, Ind. plast. mod., 5, № 2. 29 (1953).
94. Научно-информационный бюллетень, № 6(33), изд. Всес. н.-и. ин-та стеклянного
волокна, 1956.
95. Вести, техн. и экон. информ., № 5, 46 (1958).
96. Б. А. Киселев, В. Н. Бруевич, Пластмассы, № 1, 121 (1961).
97. Б. А. Киселев, В. Н. Бруевич, сб. «Стеклотекстолиты и другие коиструкцион
ные пластики». Оборонгиз, 1960, стр. 5.
98. И. Г. Ро манен ков. Пластмассы, № 4, 46 (1962).
99. Hagen, Glasfaserverstarkte Kunststoffe, Berlin, 1956.
100. А К. Буров, Г. А. Андреевская Стекловолокнистые анизотропные мате¬
риалы и их техническое применение, Изд. АН СССР, 1956.
101. А. К. Буров Г. А. Андреевская, Высокопрочные стеклопластики, Изд. АН
СССР, 1958.
102. А. В Горяйнова, Стеклопластики в машиностроении, Машгиз, 1961.
103. О. М. Левицкая, П. С. Соколова, А. А. Коган, В. Г. Шибалович,
Пластмассы, № 9, 39 (1962).
104. А. Ф. Николаев, О.М. Л е в и ц к а я, Л. М. Брусенцова, Е. 3. К а ц-
нельсон, Пластмассы, № ^ 67 (1963).
105. Справочник «Неметаллические материалы», Машгиз, 1962.
106. Chem Eng. News, 36, № 36, 62 (1958).
107. И. А. Шей дин, А. В. Смирнов, Л. А. Демидов, Технология древесных
пластиков, Гослесбумиздат, 1956.
108. С. В. Ген ель. Древесные пластики в технике, Изд. АН СССР, 1959.
109. А. А. Криц у к, Пластмассы, № 2, 58 (1963).
110. Н. А. И з н а и р с к и й, Пластмассы, № 12, 36 (1961).
111. В. Ф. Иванов, С. П. Павлович, Пластмассы, № 4, 34 (1961).
112. В. А Захаров, Г. Н. Надеждина, В. И. Сахарова, Пластмассы, № 2,
29 (1959).
113. И. А. Егоров, Фаолит и его применение в химической промышленности, Госхим¬
издат, 1956.
114. К. А. Поляков, Неметаллические химически стойкие материалы. Госхимиздат,
1952.
115. И. А. Егоров, Пластмассы, № 2, 71 (1962).
116. И. А. Егоров, Пластмассы, № 6, 63 (1961).
117. И. А. Егоров, Пластмассы, № 1, 71 (1962).
118. Ю. В. Александрова, И. А. Егоров, Пластмассы, № 4, 65 (1961).
119. В. А. Кипут, Э. А. Р у б б а х, И. С. Тишков, Хим. пром., № 2, 20 (1951).
120. W. Poh 1, J. S tark, Plast. u. Kaut., 5, 388 (1958).
121. W. Bayer, Kunst., 44, 424 (1954).
35 А. Ф. Николаев
546
Литература
122. И. Я. К л и н о в, Коррозия химической аппаратуры и коррозионностойкие мате¬
риалы, Машгиз, 1954.
123. В. К. Смирнов, Е. С. В о в ш и н а, Пропитанный графит и его применение а
химической промышленности, Госхимиздат, 1959.
124. П. А. Афанасьев, Хим. пром., № 3, 36 (1954).
125. И. И. С а л м а т о в, сб. «Пластические массы в машиностроении», Изд. АН СССР.
1955, стр. 147.
126. Я. В. J1 е щ и н а, Я. А. Б а л а ш о в, Хим. пром., № 2, 52 (1954).
127. Я. А. Балашов, М И. К а н ч и ц. Хим. пром.. № 6, 14 (1952).
128. J. Сои 11, С. Bishop, W. Gaylord, Chem. Eng. Progr., 45, 525 (1949).
129. А. П. Прозоров, Я. E. Нусинов, И. К. Шмелева, Хим. пром., № 2, 39
(1955).
130. W. Kunzer, К Vogel, Kunst., 43, 376 (1953).
131. П. П. Неугодов, И. Я. Кланов, Техника зашиты от коррозии, № 2, 71 (1960).
132. F. G. Firth, Mod. Plast., 33, № 4, 125 (1956).
133. К. Thinius, Hochpolymere, Leipzig, 1952, стр. 263—266.
134. A. М. Ill в а н с к и й, В. Ф. III а г и н я н, Труды Украинск. н.-и. ин-та местной и
топливной пром., вып. 9, 1955, стр. 75—94.
135. А. А. Ваншейдт, О. Н. Симонова, сб. «Пластические массы», № 3, ОНТИ,
1939.
136. А. Д. Соколов, Пластмассы, № 2, 4 (1932).
137. С. И. Губкин, С. И. Добровольский, Б. Б. Бойко, Фотопластичность,
Изд. АН БССР, 1957.
138. Н. Я- Цыганкова, В. А. Ка ду шин а, Пластмассы, № 3, 49 (1960).
139. Mod. Plast., 32, № 1, 85 (1954).
140. А. А. Б е р л и н, Основы производства газонаполненных пластмасс и эластомеров,
Госхимиздат, 1954.
14!. Mod. Plast., 32, № 1А, 178 (1954); РЖХим, 39291 (1957).
142. В. А. Попов, В. А. Кондратьева, сб. «Пенопластмассы», Оборонгиз, 1960,
стр. 91.
143. М. Я. Бородин, В. А. Кондратьева, А. А. Моисеев, В. В. Павлов,
В. А Попов, Пенопластмассы, Передовой научно-технический и производствен¬
ный опыт ВИНТИ, 1959.
144. А. Г. Забродин, Химия и технология клеевых веществ, Гослесбумиздат, 1951.
145. И. П. Б ер дя неких, Клеи и склеивание, Машгиз, 1952.
146. Д. А. К а р д а ш о в, Хим. наука и пром., 2, 602 (1957).
147. Mod. Plast., 23, № 4, 163 (1945).
148. Е. Gundermann, Chem. Techn., 5, № 1, 40 (1953).
149. В. П. Мельников, Бум. пром., № 2, 16 (1959).
150. Техника защиты от коррозии, № 1, 53 (1960).
151. Г. С. Петров, сб. «Успехи химии и технологии полимеров», Госхимиздат, 1955,
стр. 55.
152. Авт. свид. СССР 67620, 1946.
153. И. И. Михалев, сб. «Пластмассы в машиностроении», Машгиз, 1959, стр. 55.
154. Г. Эпштейн, Склеивание металлов, Оборонгиз, 1956.
155. 3. Г. Иванова, М. В. Соболевский, Вестн. техн. и экон. информ., № 6, 61
(1960).
156. В. Н. Соловьева, Д. А. К а р д а ш о в, М. А. М а ш и н а, И. С. М у р и н а,
JI. А. Михайлова, Пластмассы, № 11, 44 (1962).
157. Е. S. Narracott, Brit. Plast., 26, 120 (1953).
158. J. М. Black, R. М. В I om q u i s t, Mod. Plast., 32, № 4, 139 (1954).
159. А. Я. Д p и н б e p г, Технология пленкообразующих веществ, Госхимиздат, 1955.
160. Новаторы промышленности пластических масс, вып. 6, 1956, стр. 12.
161. С. Н. Ушаков, В. М. Зельцер, сб. «Пластические массы», Химтеорет, 1937,
162. Хим. пром., № 2, 20 (1958).
VII. ЭЛЕМЕНТОРГАНИЧЕСКИЕ ВЫСОКОМОЛЕКУЛЯРНЫЕ
СОЕДИНЕНИЯ
В последнее время широкое развитие получили исследования металл-
огранических и вообще элементорганических соединений. В СССР
интерес к металлорганическим соединениям является традиционным.
Начиная с А. М. Бутлерова, крупнейшие представители русских химиков-
органиков — А. М. Зайцев, С. Н. Реформатский, П. П. Шорыгин и мно¬
гие другие — внесли большой вклад в развитие данного раздела органи¬
ческой химии. Этот интерес связан с той важной ролью, которую ме-
таллорганические соединения играют в решении многих проблем
теоретической и прикладной химии. Металлорганические соединения
применяются в качестве антидетонаторов, инсектицидов, медикаментов,
синтетических высокомолекулярных соединений и т. д.
Большое значение для этой отрасли органической химии имеют
работы Б. Н. Долгова, А. Н. Несмеянова, М. И. Кабачника, К- А. Ан¬
дрианова, P. X. Фрейдлиной, О. А. Реутова, А. Е. Арбузова и др. Не¬
смеянов [1, 2] подробно рассмотрел различные элементы Периодической
системы и указал на возможность получения из них элементоргани¬
ческих полимеров, а Кабачник [3] определил новые пути практического
применения таких материалов.
Среди элементорганических соединений огромное значение в совре¬
менной технике имеют кремнийорганические полимеры. Развитие этого
направления было начато в Советском Союзе в 1935 г. К. А. Андриано¬
вым Он вместе с сотрудниками разработал методы получения коемний-
органических полимеров, которые легли в основу промышленного про¬
изводства.
Вторым важным этапом в развитии отечественной химии высоко¬
молекулярных кремнийорганических соединений явилось открытие
К. А. Андриановым и А. А. Ждановым нового класса полимеров—поли¬
органометалл сил океанов, цепи молекул которых построены подобно це¬
пям молекул неорганических силикатов из чередующихся атомов крем¬
ния, кислорода и металлов, а остальные валентности атомов кремния
замещены полностью или частично органическими радикалами. Подоб¬
ные полимеры обладают ценными свойствами и в настоящее время
уже применяются в народном хозяйстве. В обзоре [4] Андрианов рас¬
смотрел различные полимерные системы с неорганическими цепями
молекул.
В последние годы широкому исследованию подвергаются элемент-
органические соединения, содержащие в основной цепи звенья —В—N—,
—В—Р , —В—О—Si-, N Р , —А!—О—, —А1—О—Si—,
—А1—Р—, —Ti—О—, и полимеры с координационной связью. Все ра¬
боты направлены на то, чтобы получить полимеры с высокой термо¬
стойкостью (500°С и выше), пригодные для применения в качестве
масел и смазок, пленок и каучуков, клеев и пластмасс. Некоторые из
35*
548
Гл. 25. Кремнийорганические соединения
элементорганических полимеров производятся промышленностью. В пер¬
вую очередь следует назвать кремнийорганические, титанорганические
и алюминийорганические высокомолекулярные соединения.
ГЛАВА 25
КРЕМНИЙОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ
И ПЛАСТИЧЕСКИЕ МАССЫ НА ИХ ОСНОВЕ
Кремнийорганические соединения получили распространение в раз¬
личных отраслях промышленности после второй мировой войны. Изу¬
чение химии кремния было начато в 1829 г. получением четыреххлори¬
стого кремния и открытием в 1845 г. эфиров кремневой кислоты. Мно¬
гочисленные исследования низкомолекулярных кремнийорганических ве¬
ществ провел английский ученый Киплинг [5] со своей школой, но за
37 лет работы он пришел к заключению, что нет особых надежд на
быстрый прогресс в этой области химии. Такой вывод не был под¬
твержден практикой.
Советские ученые Андрианов и Котон [6] установили, что низко¬
молекулярные кремнийорганические соединения определенного строения
обладают исключительной склонностью к образованию высокомолеку¬
лярных веществ, названных ими полиорганосилоксанами. Работы этих
ученых (1935—1939 гг.) положили начало развитию химии высокомо¬
лекулярных кремнийорганических полимеров и показали возможность
применения полиорганосилоксанов в самых различных областях
техники.
В 1941 г. появилась первая работа американских химиков по син¬
тезу высокомолекулярных кремнийорганических соединений из метил-
силанхлоридов, а в 1944 г. в США было налажено их промышленное
производство.
В СССР производятся разнообразные кремнийорганические соеди¬
нения, которые используются для приготовления различных типов пла¬
стических масс (пресспорошков, волокнитов, слоистых материалов), кау-
чуков, пленкообразующих веществ, клеев, смазочных масел, жидкостей
для гидрофобизации материалов и т. п.
Особенности химии кремния
Кремний после кислорода является наиболее распространенным
элементом земной коры. Почти на 27% она состоит из кремния. В Пе¬
риодической системе Д. И. Менделеева кремний находится в четвертой
группе непосредственно под углеродом и является аналогом послед¬
него. Он также может образовывать большое количество разнообразных
соединений с кислородом, водородом и другими элементами. Различия
свойств кремния и углерода видны из следующих данных.
Атомный вес кремния 28,09. Существует в кристаллической и
аморфной формах. Температура плавления 1420° С. Обладает гигроско¬
пичностью в мелкодисперсном состоянии.
Атомный вес углерода 12,01. Существует в двух кристаллических
формах (алмаз и графит) и аморфной (уголь). Неплавок, нелетуч, пре¬
вращается в пар при 3000° С, негигроскопичен.
С азотом и галогенами кремний реагирует легче, чем углерод, но
окисление его кислородом происходит гораздо труднее. Кислоты не
действуют ни на кремний, ни на углерод.
Особенности химии кремния
549
Если углерод способен образовывать длинные цепи из углеродных
атомов, то из кремния получены лишь короткие цепи кремний — крем¬
ний (до 14 атомов). Связь кремний — кремний оказывается значительно
менее прочной, чем связь углерод — углерод (табл. 115). Но с другими
элементами кремний образует более прочные связи, чем углерод [7].
ТАБЛИЦА 115
Энергия связи кремния и углерода с некоторыми элементами
Связь
Энергия
связи,
ккал1молъ
Межатомное
расстояние,
А
Связь
Энергия
связи,
ккаМмоль
Межатомное
расстояние,
А
Si—Si
42,5
1,90
С—С
58,6
1,54
Si—с
58,0
1,93
С—Н
87,3
1,14
Si—H
75,0
1,64
С—F
104,0
1,35—1,42
Si—F
143,0
1,54
С—С1
70,0
1,69—1,77
Si—Cl
85,0
2,00
С—Вг
57,0
1,94
Si—Br
69,0
2,14
С—J
43,0
2,10
Si—J
51,0
2,43
С—О
75,0
1,43
Si—О
89,0
—
Соединения кремния и углерода резко отличаются друг от друга по
устойчивости к гидролизу. Соединения углерода с водородом, галоге¬
нами, азотом и серой при обыкновенной температуре в присутствии
кислот и оснований не гидролизуются водой. Соединения же кремния
с этими элементами в таких условиях гидролизуются очень легко.
Связь кремния с кремнием. До настоящего времени невозможно
получить соединения кремния, содержащие большое число связей
^Si — Si^-, так как полисиланы обладают склонностью к термиче¬
скому распаду и химическим превращениям при действии щелочей и
кислорода. Водородные производные и галогенпроизводные полисиланов
начинают распадаться уже при 200° С и поэтому не удается получить
соединения, в молекуле которых содержалось бы более 14 атомов
кремния.
Подобное положение существует и для органозамещенных силанов,
таких, как метил- или фенилсиланы, в которых водород замещен ме¬
тальными или фенильными группами. Даже низкомолекулярные соеди¬
нения все же чувствительны к действию водных растворов щелочей.
Реакция протекает с выделением водорода:
I 1 I
—Si—Si 1- 2Н20 —v 2—Si—ОН -f Н2
I I I
При действии кислорода воздуха на высшие галогеносиланы про¬
исходит их окисление. Реакция энергично протекает на холоДу, и хлор-
силаны переходят в хлорсилоксаны.
Связь кремния с углеродом. Образование соединений, содержащих
связь кремний — углерод, протекает различно и зависит от природы
реагирующих веществ и условий реакции. Одни соединения образуют
такую связь легко, а другие требуют жестких условий. Например, четы¬
реххлористый кремний значительно хуже поддается алкилированию ме-
таллорганическими соединениями, чем водородсодержащие хлорсиланы.
Возможность образования связи кремний —углерод зависит также
от галогена, связанного с кремнием. В ряду SiF4, SiCU, SiBr4 образО1-
550
Гл. 25. Кремнийорганические соединения
вание связи -^Si — С - облегчается от кремнийфторида к кремний-
бромиду.
Термическая устойчивость связи кремний — углерод зависит от типа
и величины органического радикала, связанного с атомом кремния
Тетразамещенные силаны типа SiR4 обладают высокой термической
стабильностью. Арилзамещенные соединения более устойчивы к нагре¬
ванию, чем алифатические производные кремния.
Щелочи в обычных условиях не разрушают связь кремний — угле¬
род. Лишь в жестких условиях (при 200° С и выше в автоклаве под
давлением) может происходить отщепление органических групп с обра¬
зованием углеводородов и силиката натрия. Введение галогена в орга¬
нический радикал или наличие тройной связи в радикале, связанном
с кремнием, облегчает гидролиз связи кремний — углерод.
Действие концентрированных кислот в жестких условиях обычно
приводит к отщеплению органического радикала, причем алкильный
радикал отщепляется труднее арильного. В мягких же условиях серная,
соляная и азотная кислоты не разрушают связи кремний — углерод.
Устойчивость связи кремний — углерод к окислению у низкомолеку¬
лярных соединений зависит от типа и размеров органического радикала,
соединенного с атомом кремния. Чем больше углеродных атомов содер¬
жит алифатический органический радикал, тем легче он окисляется.
Силаны, содержащие арильные радикалы, более устойчивы к кислороду.
Связь кремния с водородом. Кремний, как и углерод, образует
гомологические ряды гидридов. Простейшим из них является силан
SiH4, а более сложным Si6Hi4.
В отличие от углеводородов, связь кремния с водородом непрочная
и легко разрушается не только кислородом или галогенами, но и водой.
Силаны так быстро реагируют с воздухом, что загораются, при этом
выделяются двуокись кремния и водород.
Водород силана может замещаться хлором даже при действии хло¬
ристого водорода. С водой силаны также легко взаимодействуют, осо¬
бенно в присутствии следов щелочи:
I I
—S1—н + н2о —► —SI-ОН + н2
I I
Связь кремния с галогенами. В отличие от углерода, кремний обла¬
дает повышенной способностью к образованию соединений с электро¬
отрицательными элементами, и это резко выражено в его реакциях с
галогенами. Связи кремний — галоген обладают очень высокой термо¬
стабильностью. Например, тетрахлорсилан SiCI4 не разлагается при
температурах выше 600° С. Введение в молекулы силана органического
радикала приводит к заметному снижению тепловой устойчивости полу¬
ченных соединений, исключение составляют лишь фториды. Так, три-
метилфторсилан разлагается при 600° С.
В отличие от связи углерод — галоген, связь кремний — галоген
отличается исключительно малой стойкостью к гидролизу, выражающей¬
ся во взаимодействии с водой и образовании новой связи кремний —
гидроксил:
I I
—SI—С! + Н20 —э Si—ОН + НС1
I I
Введение в молекулу хлорсилана органических радикалов очень
мало повышает гидролитическую стойкость связи кремний — галоген.
Особенности химии кремния
551
Даже триалкилхлорсиланы количественно гидролизуются холодной во¬
дой. Роль числа и величины органических радикалов на скорость гидро¬
лиза становится заметной лишь у фторкремнийорганических соединений.
Соединения, содержащие связь кремний — галоген, легко реагируют
не только с водой, но и со всеми веществами, имеющими гидроксильные
и аминные группы:
I
—Si—Cl + HOR
—Si—Cl + H2NR
I
Приведенные примеры показывают, что невозможно получить высо¬
комолекулярные кремнийорганические вещества, которые бы содержали
связи кремний — галоген.
Связь кремния с азотом. Соединения кремния, содержащие связь
кремний — азот, так же как и галогенсиланы, термически стоикие. Но
связь — Si — N= малоустойчива к воде и водным растворам кислот и
щелочей. При действии воды на нитриды кремния происходит выделе¬
ние аммиака и двуокиси кремния:
Si3N„-f 6Н20 —* 3Si02 + 4NH3
Аминозамещенные соединения кремния также легко гидролизуются
с разрывом связи кремний — азот и выделением соответствующих
аминов:
I I
—Si—NHR-f Н20 —► — Si—OH-f RNH2
I I
Таким образом, связь кремний — азот не может сохраниться у вы¬
сокомолекулярных продуктов.
Связь кремния с кислородом. В отличие от углерода, соединения
кремния, содержащие связь ^ Si—О—, обладают высокой термической
стойкостью. Известны природные минеральные высокомолекулярные со¬
единения (асбест, кварц), содержащие в основной цепи связь крем¬
ний— кислород (силоксановая связь):
I I I
.. .—Si—О—Si—О—Si—О—...
I I I
Так, например, кварц плавится при температурах около 1800° С,
а нагревание его при температуре ниже точки плавления не вызывает
заметного разрушения связи кремний—кислород. Введение органиче¬
ских радикалов, связанных с кремнием, приводит к снижению термиче¬
ской устойчивости силоксановой связи.
Химическая стойкость связи кремний — кислород очень велика. На¬
пример, в кварце силоксановые связи не разрушаются серной, азотной
и другими кислотами. Лишь действие фтористоводородной кислоты и
сильных щелочей приводит к их разрыву. Присоединение органических
радикалов к атому кремния резко ухудшает химическую стойкость по¬
лученных соединений. Особенно энергично разрушают силоксановую
связь в полиорганосилоксанах соединения фтора.
> —Si— OR-f HCI
I
I
—Si— NH—R + HC1
552
Гл. 25. Кремнийорганические соединения
Силоксановая связь очень устойчива к гидролизу, связь же
— Si—OR (эфирная) может медленно гидролизоваться водой, в присут¬
ствии кислот и щелочен-гидролиз ускоряется:
|
—Si—0R-^H20 > —Si—НО + ROH
На скорость гидролиза влияют величина и строение органического
радикала и число гидроксильных групп в молекуле эфира.
Соединения кремния, содержащие четыре эфирные группы [эфиры
ортокремневой кислоты (RO)4Si] гидролизуются легче, чем соединения,
имеющие меньше эфирных групп [замещенные эфиры ортокремневой
кислоты (RO)4_r,SiR']. Так, алкил- и арилтриэтоксисиланы гидроли¬
зуются легче, чем диалкил- и диарилдиэтоксисиланы. Соединения, кото¬
рые в органическом радикале содержат галоген, более чувствительны
к действию воды.
Рассмотрение связей кремния с различными элементами дает воз¬
можность сделать вывод о том, что только силоксановая связь является
основной связью, позволяющей получить высокомолекулярные кремний-
органические соединения [8].
Сравнение природных и синтетических полимеров на основе угле
рода и кремния показывает, что силоксановые связи придают материа¬
лам высокую термостойкость, твердость и жесткость, в то время как
связи —С—С—, —С—О—, —С—N—, —С—S— позволяют создать во
многих случаях пластичные и высокоэластичные материалы.
В результате многочисленных исследований было установлено, что
высокомолекулярные кремнийорганические соединения, удовлетворяю¬
щие многим требованиям техники, могут быть получены из низкомоле¬
кулярных кремнийорганических веществ, содержащих от одной до трех
гидролизующихся групп. Общая формула таких соединений RnSiX4-.i,
где X = С1 или OR.
Сырье для производства кремнийорганических соединений
Исходные вещества для получения кремнийорганических соедине¬
ний могут быть разделены на две группы: 1) алкил (арил) хлорсиланы
RSiCb, R2SiCl2, RaSiCl; 2) замещенные эфиры ортокремневой кислоты
RSi(OR)3, R2Si(OR')2- R3SiOR"
АЛКИЛ(АРИЛ)ХЛОРСИЛАНЫ
Алкил(арил)хлорсиланы представляют собой наиболее распростра¬
ненный класс мономерных кремнийорганических соединений [9] Они
являются главными продуктами для получения полимеров. Во всех
химических реакциях принимает участие галоген, а органический ра¬
дикал остается неизменным. Алкил (арил) хлорсиланы делятся на три
группы: трифункциональные RSiCl3, дифункциональные R2SiCl2, моно¬
функциональные R3SiCl.
Наибольшее промышленное применение для синтеза кремнийорга-
кических соединений нашли метил-, этил- и фенилхлорсиланы. Синтез
их может быть осуществлен прямыми и косвенными методами. По пер
вому методу галогеналкил или галогенарил взаимодействует в газовой
фазе с кремнием в присутствии катализатора. Косвенные методы осно¬
ваны на замещении атомов хлора в четыреххлористом кремнии органи-
Сырье
553
ческими радикалами с помощью металлорганических соединении. Пря¬
мые методы более экономичны, чем косвенные, и позволяют устранить
основную трудность магнийорганического синтеза, заключающ>юся в
применении эфира.
Прямой синтез алкил(арил)хлорсиланов. Для получения хлорсила-
нов, кроме алкил(арил)галогена, применяется контактная масса, со¬
стоящая из кремния (чистоты >99,5%), катализатора и, при необходи¬
мости, промотора. Лучшими катализаторами реакции являются медь
и серебро в количестве 10—30%. Приготовление контактной массы про¬
изводится несколькими способами [7, 10]:
1. Сплавление меди с кремнием в восстановительной среде в тече¬
ние 3 ч при 700—1000° С. После охлаждения сплав сначала подвергается
размолу на кусочки величиной 10—15 мм, а затем измельчению в ша¬
ровой мельнице в порошок с размерами частиц 0,07—0,10 мм.
2. Перемешивание порошков кремния и меди, таблетирование смеси
под давлением 4000—6000 кг/см2 (в зависимости от состава контактной
массы), спекание таблеток диаметром- до 12 мм и высотой 6—9 мм
для повышения их твердости и механической прочности.
Синтез алкил (арил) хлорсиланов может быть произведен в авто¬
клаве, трубчатом реакторе с механическим перемешиванием контактной
массы и в аппаратах с контактной массой в кипящем слое [7, 10].
Метилхлорсиланы образуются при взаимодействии хлористого ме¬
тила с кремнием при 270—300° С. Реакция образования диметилдихлор-
силана протекает по следующей схеме:
2СН3С1 + Si —> (СН3)2 SiCI2
Однако всегда образуются побочные продукты: метилтрихлорсилан,
триметилхлорсилан, метилдихлорсилан, трихлорсилан и четыреххлори¬
стый кремний. Выделение наиболее ценного продукта диметилдихлорси-
лана производится ректификацией конденсата, собранного при охлаж¬
дении реакционных газов.
Этилхлорсиланы могут быть получены из хлористого этила и крем¬
ния в условиях, описанных для синтеза метилхлорсиланов. Основным
продуктом реакции является этилтрихлорсилан.
Непредельные алкилхлорсиланы также синтезируют прямым взаи¬
модействиям аллилхлорида или винилхлорида с кремнием. Фенилхлор-
силаны получаются из хлорбензола и кремния при 400—430° С.
Механизм реакции между галогеналкилом и кремнием до настоя¬
щего времени окончательно не установлен. Наиболее вероятно следую¬
щее объяснение [7]: металлическая медь реагирует с хлористым алки*
лом при температуре выше 250° С с образованием алкилмедьхлорида,
который диссоциирует на радикалы (алкил и хлор), реагирующие с
кремнием:
Cu + RCI —> RCuC!
RCuCl —> R. + Cu + Cl.
I
Si 4- R* + Cl. > R—Si—Cl
I
В зависимости от условий реакции насыщение кремния может про¬
изводиться органическими радикалами, хлором или водородом, полу¬
чающимися при пиролизе органических радикалов.
Недостатками прямого синтеза являются невысокие выходы, обра¬
зование большого количества побочных продуктов, значительная энерго¬
емкость производства.
554
Гл. 25. Кремнийорганические соединения
Синтез алкил(арил)хлорсилаиов с помощью магнийорганических
соединений (синтез Гриньяра) является наиболее ценным и универсаль¬
ным методом, пригодным для получения алкил(арил)хлорсиланов с
самыми разнообразными органическими радикалами. Содержание же¬
лаемого продукта в реакционной смеси можно регулировать путем под¬
бора соотношении компонентов. Выход продукта достигает 70% от тео¬
ретического количества.
Процесс может быть осуществлен как в две стадии (с предвари¬
тельным получением магнийорганического соединения) по схеме:
1) Mg + RX —► RMgX
2) SiCl4 -f- RMgX —► RSiCI3+MgCIX
RSiCI3 + RMgX —► R2SiCI2-f MgCIX
R2SiCl2 + RMgX —► R3SiCI + MgCIX
R3SiCI + RMgX —>- R4Si +MgCIX
так и в одну — путем взаимодействия с магнием смеси четыреххлори¬
стого кремния, галогеналкила, растворителя в присутствии каталитиче¬
ских количеств тетраэтоксисилана.
Основные недостатки синтеза Гриньяра заключаются в необходи¬
мости применения большого количества этилового эфира, в многоста-
дийности, длительности процесса и невысокой производительности. Ан¬
дрианов и Грибанова предложили способ, позволяющий проводить син¬
тез ряда алкил(арил)хлорсиланов без применения этилового эфира
в качестве растворителя [И].
Четыреххлористый кремний получают по схеме:
SI —f— 2С12 —>■ SiCI4
Сырьем служит ферросилиций (содержащий не меньше 35% Si),
измельченный на куски величиной 1—2 см, и сухой хлор. Температура
реакционной смеси поддерживается в пределах 400—500° С путем регу¬
лирования подачи хлора [12].
Шостаковский с сотрудниками [13] разработал простой способ по¬
лучения четыреххлористого кремния с выходом 85—90% от теоретиче¬
ского количества. Способ заключается в пропускании четыреххлористого
углерода через сплав меди к кремния (20:80) при 260—300° С:
CCl4 + Si —>- SICI4 + C
Четыреххлористый кремний (ГОСТ 8767—58) представляет собой
тяжелую бесцветную подвижную жидкость с температурой кипения
55—59° С. Физические свойства его подробно описаны в литературе [7].
С помощью магнийорганических соединений чаще всего осуще¬
ствляют синтезы этил- и фенилхлорсиланов, а метилхлорсиланы полу¬
чают прямым синтезом, как более простым и доступным. Реакция с
метилмагнийбромидом сохраняет свое значение в случае введения ме¬
тального радикала в молекулы этил- или фенилхлорсиланов.
Свойства алкил(арил)хлорсиланов. Большинство алкил(арил)хлор¬
силанов представляют собой бесцветные жидкости с резким запахом,
который обусловлен выделением хлористого водорода вследствие гидро¬
лиза при контакте с влагой воздуха. В табл. 116 указаны некоторые
свойства алкил (арил) хлорсиланов [7, 9]. Все алкил (арил) хлорсиланы
растворяются в эфирах, ароматических и галогенпроизводных углево¬
дородах. При взаимодействии со спиртами происходит этерификация,
Сырье
555
а с органическими кислотами или
их солями образуются алкилацил-
силаны.
ЗАМЕЩЕННЫЕ ЭФИРЫ
ОРТОКРЕМНЕВОИ КИСЛОТЫ
Замещенные эфиры ортокрем-
невой кислоты представляют собой
продукты, в которых наряду с ор¬
ганическими радикалами содержит¬
ся одна, две или три алкоксигруп-
пы. Различают три типа продуктов:
трифункциональные RSi(OR)3, ди-
функциональные R2Si(OR')2 и мо¬
нофункциональные RaSiOR".
Процессы гидролиза и поликон¬
денсации замещенных эфиров про¬
текают более спокойно, ими легче
управлять, чем в случае алкил- или
арилхлорсиланов, поэтому замещен¬
ные эфиры ортокремневой кислоты
наряду с органохлорсиланами ши¬
роко применяются для получения
высокомолекулярных полимеров.
Существуют два способа полу¬
чения замещенных эфиров: 1) эте-
рификация алкил(арил)хлорсила-
нов спиртами и 2) замещение ал-
кокси- или арилоксигрупп в ПОЛг
ных эфирах на органические ради¬
калы при действии металлоргани-
ческих соединений.
Этерификация алкил(арил)-
хлорсиланов спиртами проходит
сравнительно легко и сопровожда¬
ется выделением хлористого водо¬
рода:
R„SiCl4_„-j-(4 — п) R'OH —>
R/jSi (OR')4_„-f- (4 — п) НС!
Для устранения побочных ре¬
акций лучше всего процесс прово¬
дить в присутствии нейтрализую¬
щих веществ (третичных аминов,
алкоголятов):
R/ISiCl4_„ + (4 — п) R'ONa —►
—» R„Si(OR')4 „ —f— (4 — л) NaCI
Замещение алкоксигрупп при
действии металлорганических со¬
единений. Замещенные эфиры орто¬
кремневой кислоты могут быть по¬
лучены при взаимодействии полных
эфиров ортокремневой кислоты с
СО
1—1'
юг\
см Ч
<
Л С
ГГ
<ц К
S
Н s
<я аз
1=5
СГ> 4)
еа ч
СП
о S
<
° о
П ч
о
сх
с
ей
О
К
«
4
Е
о
о.
о
п
X
Я4
К
о,
а
с?
5
К
с?
сз
Я
СО
н
о
«
о
ю
S
а
о
о
sr
S
«j
s
6*
ц
si
a
Оч
о
ۥ
О
CN
юьо wCO СП со с
ОО Ю CS СЧ © Г"» ГО
О СЧ СЧ ГО О со Г- ЭС
^ г}« Ю Tfr ю ГО
I I
соо о оо о
-сооос
« 03 CS
О)
Ю О О СО т£© о ю о
(do-'toooV I tCriin
соооог-соосою^ю
CS — со г*-, со
о со -ч ^со со 00 СО щ
г- со CN) оо г-- VC ' оо ю сч *
^c^wcsqq^qooq
•“* »—» 1-^ *—< •—« Т—« Т—I »—» О
О
£
со
СОС/Э
СО СО II II
WJ Ю Ю II i-j-ч CS СО*т->
С’,‘Т" Т" Л-> Л-> «-г* “т-1 -*-1
>,гн *-*-« tJ-i *r" сх сд Л-. kJ-t сч «о
uouu^uoouou
и s и S ^ п и a5 о
o-go-£Ca°^.o = a,
§&§§|§||й||
к ё g g £ Е 5 ? i “it
556
Гл. 25. Кремнийорганические соединения
магнийорганическими соединениями. В качестве исходного продукта
используется этиловый эфир ортокремневой кислоты, получаемый из
четыреххлористого кремния и этилового спирта [15]:
SiCI4 — 4С2Н5ОН >■ Si (ОС2Н5)4 -(- 4HCI
Этиловый эфир ортокремневой кислоты выпускается четырех сор¬
тов, различающихся между собой, главным образом содержанием эфи¬
ра и степенью чистоты. Чистый тетраэтоксисилан, широко используе¬
мый для получения алкил- и арилзамещенных эфиров ортокремневой
кислоты, имеет плотность 1 г/см3 и содержит кремния в пересчете на
Si02 30—34%-
Этерификация четыреххлористого кремния техническим этиловым
спиртом приводит к получению частично гидролизованного продукта.
В СССР он выпускается под названием технический тетраэтоксисилан,
а в Англии и США — этилсиликат 40 [14, 15].
Моно-, ди- и триалкил (арил)замещенные эфиры ортокремневой кис¬
лоты с помощью магнийорганических соединений могут быть получены
двумя способами:
1. Добавлением к магнийорганическому соединению тетраэтоксиси-
лана (двухступенчатый процесс):
RBr + Mg —> RMgBr
RMgBr-f (C2H50)4 Si >■ RSi (OC2H5)3 -j- C2H5OMgBr
В нормальных условиях образуется монозамещенный эфир орто¬
кремневой кислоты. Производные с большей степенью замещения мож¬
но получить кипячением исходных продуктов в толуоле [16].
2. Непосредственное действие на металлический магний смеси гало-
геналкила и тетраэтоксисилана (одноступенчатый процесс) [10, 17—19]:
2Mg -f 2RBr + (C2H50)4 Si R2Si (ОС2Н5)2 -f 2C2H5OMgBr
Вследствие повышенной реакционной способности магнийорганиче-
ского соединения в момент его образования получается смесь замещен¬
ных эфиров ортокремневой кислоты, которую разделяют фракциониро¬
ванием на ректификационной колонне.
Свойства замещенных эфиров ортокремневой кислоты. Замещенные
эфиры ортокремневой кислоты, в частности метил-, этил- и фенилэт-
оксисиланы, представляют собой бесцветные жидкости, перегоняющиеся
при атмосферном давлении без разложения. Физические свойства заме¬
щенных эфиров ортокремневой кислоты представлены в табл. 117 [7, 20].
ТАБЛИЦА 117
Свойства замещенных эфиров ортокремневой кислоты
Название
Формула
Плотность
4°
Темпера¬
тура
кипения,
°С
Показатель
преломле-
20
НИЯ «£)
Метилтриэтоксисилан . .
CH3S1 (ОС2Н5)3
0,885 (25е)
143,5
1,3820(25 )
Этилтриэтоксисилан . .
C2H5Si (ОС2Н5)3
0,921
158,5
1,3853
Фенилтриэтоксисилан . .
c6h5si (ОС2н5)з
1,013
233—234
—
Диметилдиэтоксисилап . .
(СНз)2 Si (ОС2Н5)2
0,830
113,5
1,3775(25 )
Диэтилдиэтоксисилан . . .'
(^2^5)2 Si (ОС2Н5)2
0,8752
155—156
—
Дифенилдиэтоксисилан .
(С6НЙ)2 Si (ОС2Н5)2
—
302—304
—
ТриметилэтОксисилан . .
(СНз)з SIOC2H5
0,757
75,7
1.3741
Триэтилэтоксисилан . .
(С2Н5)3 SiOC2H5
0,8414
153,0
1,4714:
Винилтриэтоксисилан . . .
CH2=CHSi (ОС2Н5)3
0,90
159,0
Закономерности поликонденсации
557
Все замещенные эфиры ортокремневой кислоты хорошо раство¬
ряются в спиртах, эфирах, хлорированных и ароматических углеводо¬
родах. С водой они не смешиваются.
Замещенные эфиры ортокремневой кислоты легко подвергаются
гидролизу водой по эфирным связям. Конечным продуктом гидролиза
являются полиорганосилоксаны.
Закономерности поликонденсации кремнийорганических соединений
и образование полимеров
Алкил (арил) хлорсиланы и замещенные эфиры ортокремневой кис¬
лоты при действии воды гидролизуются с образованием алкил(арил) -
силанов:
R3SiCl + H20 >■ R3SiOH-t-HCl
R3Si0C2H5+H20 у R3SiOH -(- С2Н5ОН
R2SiCl2 + 2H20 v R2Si(OH)2 + 2HCl
R2Si(0C2H5)2 + 2H20 у R2Si(OH)2 + 2C2H,OH
RSiCl3 + 3H20 —> RSi(OH)3 + 3HCl
RSi(0C2H5)3 + 3H20 > RSi(OH)3 + 3C2H5OH
Продукты гидролиза алкил (арил) силанов — в большинстве случаев
неустойчивые промежуточные соединения, претерпевающие дальнейшие
превращения в результате гидролитической поликонденсадии. Лишь
специальными методами удается выделить продукты частичного гидро¬
лиза и конденсации. Поскольку реакции гидролиза и конденсации непо¬
средственно связаны, можно определить факторы, влияющие на ско¬
рость гидролиза начальных продуктов и скорость конденсации проме¬
жуточных веществ.
ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА СКОРОСТЬ ГИДРОЛИЗА И КОНДЕНСАЦИИ
Условием гидролиза и конденсации алкил(арил)хлорсиланов и за¬
мещенных эфиров ортокремневой кислоты является наличие воды в ре¬
акционной смеси, причем ее количество определяет степень гидролиза.
Уже прибавление первых капель вызывает процессы, достаточно точно
отражаемые следующими уравнениями:
RSi(0C2H5)3 + H20 v RSi(OC2H5)2 ОН + С2Н5ОН
2RSi (ОС2Н5)2 ОН —> R (C2H50)2 Si—О—Si (ОС2Н5)2 R + Н20
R (C2H50)2 Si—О—Si (ОС2Н5)2 R + Н20 —>
—R (С2НаО)2 Si—О—Si (ОС2Н5) R (ОН) + С2Н5ОН
R (C2H50)2 Si—О—Si (ОС2Н5) (R) ОН + HOSi (ОС2Н5)2 R —>
—* R (C2H50)2 Si—О—Si (ОС2Н5) (R)—О—Si (ОС2Н5)2 R + Н20 и т. д.
При незначительном количестве воды происходит в основном обра¬
зование линейных продуктов даже из трифункциональных соединений.
Избыток же воды приводит к полному гидролизу алкил(арил)хлорси¬
ланов и замещенных эфиров ортокремневой кислоты. Состав и свойства
образующихся продуктов в значительной степени зависят от условий
реакции: кислотности среды, температуры, присутствия растворителя,
его полярности и т. п.
Температура реакции. Повышение температуры реакции гидролиза
и конденсации способствует значительному увеличению скорости реак¬
ции, но в случае замещенных эфиров ортокремневой кислоты к концу
553
Г л. 25. Кремнийорганические соединения
процесса, когда уже гидролизовалась большая часть (95%) этоксиль-
ных групп, скорость гидролиза значительно замедляется.
Кислотность среды. Важнейшим фактором, определяющим ско¬
рость гидролиза, является pH среды. В кислой среде гидролиз проис¬
ходит немедленно, при этом выделяется большое количество тепла и
образуется дисилоксан из монофункциональных соединений, линейные
и циклические полисилоксаны из дифункциональных и разветвленные
пространственные продукты из трифункциональных соединений.
Уменьшение кислотности среды приводит к снижению скорости гид¬
ролиза, и при pH « 7 процесс гидролиза не доходит до конца в случае
замещенных эфиров ортокремневой кислоты. При гидролизе алкил-
(арил)хлорсиланов выделяется хлористый водород, который способ¬
ствует быстрому течению реакции.
Скорость реакции гидролиза определяется произведением концен¬
траций воды и хлористого водорода. В кислой среде в результате кон¬
денсации гидролизованных дифункциональных продуктов в значитель¬
ном количестве (до 40—45%) образуются циклические полимеры со¬
става [R2SiO]„, где п = 3—9.
Механизм реакции кислотного гидролиза замещенных эфиров ор¬
токремневой кислоты представляют следующей схемой [21]:
НОН
=Si0C2H5 + H20-HCl —* =Si—ОС2Н5 —у =SiOH + С2Н6ОН + НС1
Присутствие щелочи в реакционной смеси также способствует уско¬
рению процесса гидролиза замещенных эфиров ортокремневой кислоты,
но проходит он гораздо медленнее, чем в кислой среде, и требует при¬
сутствия относительно больших количеств щелочи. При гидролизе
двухфункциональных алкил(арил)хлорсиланов щелочная среда способ¬
ствует образованию линейных полимеров и приводит к значительному
снижению выхода циклических продуктов.
По-видимому, в слабощелочной среде возможно образование рав¬
новесной системы следующего типа:
R R
I I
НО—Si—О—Si—ОН + NaOH
I I
R R
Поскольку одна из гидроксильных групп тетраалкилдигидроксисил-
оксана блокирована ионом натрия и вследствие этого имеется преи¬
мущественная возможность роста полимера в одном направлении, об¬
разование циклических соединений затрудняется. Но из-за обратимо¬
сти вышеприведенной реакции некоторое количество циклических со¬
единений (20%) образуется и при гидролизе в присутствии щелочи.
Механизм щелочного гидролиза замещенных эфиров ортокремневой
кислоты может быть представлен следующей схемой [21]:
он-
=Si—ОС2Н5 + ОН“ —У ==S’i—ОС2Н5 —У =Si0H + C2H50_
с2н5о_ + нон У С2Н5ОН + НО~
Здесь предполагается нуклеофильное замещение и, в отличие от
кислотного гидролиза, скорость реакции щелочного гидролиза возра¬
стает с увеличением диэлектрической постоянной среды. Наиболее бы¬
стро гидролиз проходит в метаноле, медленнее — в этиловом спирте и
ди океане.
R R
I I
NaO—Si—О—SiOH + Н20
I I
R R
Закономерности поликонденсации
559
Тип растворителя. Растворитель оказывает большое влияние на
процесс гидролиза и структуру образующихся продуктов. При гидроли¬
зе алкилтрихлорсиланов водой в присутствии инертных растворителей
(бензола, толуола и других) образуются неплавкие и нерастворимые
полимерные продукты в виде аморфных осадков. В случае активных
органических растворителей (спиртов, эфиров и других), растворяю¬
щих как мономерные, так и полимерные продукты, реакция кон¬
денсации протекает в гомогенной среде. Конденсация диалкилдихлор-
силанов в среде активных растворителей (например, спиртов) или в
концентрированной среде приводит к образованию больших количеств
линейных высокомолекулярных поли¬
меров. В первом случае — вследствие
блокирования части гидроксильных
групп, подобно проведению реакции
конденсации в щелочной среде, а во
втором случае — из-за большей ча¬
стоты взаимного столкновения моле¬
кул. В разбавленных растворах реак¬
ция конденсации протекает с образо¬
ванием значительного количества
циклических соединений.
Структура, размер и число орга¬
нических радикалов, связанных с ато¬
мом кремния. Наличие радикалов
снижает скорость гидролиза и конден¬
сации продуктов гидролиза. Это осо¬
бенно проявляется у замещенных
эфиров ортокремневой кислоты, и тем
в большей степени, чем больше число
радикалов и их величина. На рис. 117
показана зависимость скорости гидролиза этоксисиланов от их функ¬
циональности. С уменьшением функциональности (с увеличением чис¬
ла органических радикалов, связанных с атомом кремния) скорость
гидролиза снижается, и особенно заметно — при гидролизе диэтилди-
этоксисилана.
Большие разветвленные радикалы очень сильно замедляют гидро¬
лиз кремнийорганических соединений. По-видимому, в этом случае су¬
щественную роль играют пространственные факторы. Например, для
гидролиза тризамещенных эфиров ортокремневой кислоты из-за зна¬
чительного уменьшения подвижности этоксигруппы требуется примене¬
ние катализаторов — кислот.
РОЛЬ ФУНКЦИОНАЛЬНОСТИ СИЛАНОВ В ОБРАЗОВАНИИ ПОЛИСИЛОКСАНОВ
Монофункциональные триалкил(триарил)гидроксисиланы облада¬
ют некоторой устойчивостью в слабощелочной среде. Присутствие же
кислоты ускоряет процесс конденсации, и в результате основным про¬
дуктом реакции является гексаалкил (гексаарил) дисилоксан:
2R3SiOH —у R3Si—О—SiR3
Силоксановая связь в дисилоксанах благодаря присутствию трех
органических радикалов у атома кремния в определенных условиях
может быть разрушена. Гексаалкилдисилоксаны под действием безвод¬
ных галогеноводородов в присутствии серной кислоты превращаются
в триалкилхлорсиланы, а в гексаарилдисилоксанах силоксановая связь
Время, ч
Рис. 117. Зависимость скорости ги¬
дролиза этоксисиланов от их функ¬
циональности:
/ — SI (ОС2Н5),; 2 — C2H„SI (ОС2Н5)3;
з (С2н5)2 si (ОС2н6)2.
560
Гл. 25. Кремнийопганические соединения
легко разрушается под действием кипящих спиртовых растворов ед¬
кого кали с образованием триарилсинолятов:
(C6H5)3Si-0-Si(C6H5)3 + 2K0H С;Н5°Н^ 2 (С6Н5)3 SiOK + НаО
Практическое значение монофункциональных соединений заклю¬
чается в том, что их добавляют в небольших количествах к ди- и три-
4>ункциональным соединениям для получения полимеров определенного
строения и состава (ценность монофункциональных соединений состоит
в способности замыкать цепи полиорганосилоксанов).
Дифункциональные диалкил (диарил) дигидроксисиланы в чистом
виде не были выделены. Получение их связано с дальнейшей конден¬
сацией и образованием полидиалкил(диарил)силоксанов линейного (I)
и циклического строения (II).
R
j
НО—Si—О—
I
R
R
I
Si—О
_ R
I
-Si—ОН
I
-n R
\/R
Si
/ \
О о
R>Si S<R
R' \ / 4R
О
II
Циклические соединения образуются сравнительно легко, наибо¬
лее устойчивым, по-видимому, является восьмичленное кольцо:
R\ /R
>Si—О—Si<
XR
О
I
О
Rx I I yR
>Si—O—Si<
R/ 4R
Это подтверждается тем фактом, что в одинаковых условиях реак¬
ции выход пол иди метил силоксанов с шестичленным'и циклами всегда
ниже, чем с восьмичленными.
При частичном гидролизе диалкил(диарил)дихлорсиланов, напри¬
мер в диоксане, образуются дихлорполидиалкилсилоксаны:
R
R
I
Cl—Si-
-о-
- R
I
—Si-
-О
—Si—Cl
При проведении частичного гидролиза в отсутствие растворителя
состав продуктов реакции резко изменяется: значительно снижается
выход продуктов линейного строения и увеличивается выход цикличе¬
ских продуктов.
Постепенное добавление воды к диалкилдиэтоксисиланам (частич¬
ный гидролиз) приводит к образованию продуктов реакции по схеме:
R2Si(0C2H5)2+H20 —> R2Si(OC2H5) ОН + С2Н5ОН
2R2Si (ОС2Н5) ОН —> R2Si(0C2H5)0Si(0C2H5)R2 + H20
R2Si(0C2H5)0SiR2(0C2H5)+H20 —> R2Si (ОС2Н5) OSiR2 (ОН) + С2Н5ОН
R2Si (ОС2Н5) OSiR2 (ОН) + HOSiR2 (ОС2Н5) —у
—э- R2Si(0C2H5)0SiR20SiR2(0C2H5)+H20 и т. д.
Закономерности поликонденсации
561
Конечными продуктами являются линеиные полидиалкилснлоксаны
с этоксильными группами на концах:
R
R
I
C2H50—Si—О-
* I
R
Si—О—
I
. R
R
I
-Si-OC2H5
I
R
Гидролиз и конденсация алкилзамещенных эфиров ортокремневой
кислоты и алкил (арил) хлорсиланов при недостатке воды протекает по
типу реакции ступенчатой конденсации.
Средняя длина цепи полимерного продукта зависит от количества
воды, вводимой в реакцию, и может быть вычислена [7] по формуле:
1
п = -j
1 — mB
где m„ — молярная доля воды, взятая в реакцию гидролиза.
Это уравнение выведено для идеального случая — для бесконечно
малой скорости введения воды и равномерного ее распределения.
Практически оно справедливо для систем с молярным соотношением
воды и кремнийорганических соединений, равным 0,9:1. При больших
количествах воды наряду с линейными продуктами образуется некото¬
рое количество циклических, и поэтому расчетные и эксперименталь¬
ные данные расходятся.
Изменение функциональности системы приводит к изменению не
только скорости гидролиза (рис. 117), но и средней длины силокса-
новой цепи образующегося полимера. На практике пользуются добав¬
лением монофункциональных продуктов к дифункциональпым с целью
получения полимеров линейной структуры с заданной длиной цепи.
Средняя функциональность смеси Ф может быть подсчитана [7] по
уравнению:
M-\-2D
Ф
M + D
где М и Д — число молей моно- и дифункциональных компонентов
в смеси.
Зависимость числа звеньев п силоксановой цепи от средней функ¬
циональности системы выражается уравнением:
9
2 — Ф
Монофункциональные соединения (Ф = 1), образуют дисилоксан
с двумя атомами кремния в цепи. Дифупкциональные соединения
(Ф = 2) теоретически могут иметь бесконечное число силоксаповых
звеньев в цепи, но фактически продуктом реакции является полидис-
персная смесь, состоящая из линейных и циклических продуктов.
При полном гидролизе алкил(арил)хлорсиланов замена всех ато¬
мов хлора па гидроксилы происходит практически мгновенно. Нестой¬
кие диалкил (диарил) дигидроксисиланы способны как к реакции сту¬
пенчатой конденсации с образованием линейного органополисилоксана
[I], так и к реакции внутримолекулярной дегидратации [2]:
1. 2R2Si (ОН)2 —> R2Si(OH)—О—SiR2(OH)+Н20
R2Si (ОН)—О—SiR2 (ОН) + (НО)2 SiR2 >■
> R2Si (ОН)—О—SiR2—О—SiR2 (ОН) 4- Н20 и т. д.
2. R2Si (ОН)2 > R2Si^=0 + H20
36 А. Ф. Николаев
562
Гл. 25. Кремнииорганчческие соединения
Образующийся нестойкий мономер R2Si = 0 немедленно полимери-
зуется, давая смесь низкомолекулярных циклических или высокомоле¬
кулярных полидиалкилсилоксанов [21]:
nR2Si=0 —> [R2Si—О—]„
Таким образом, в случае избытка воды в кислой среде процесс
образования полиорганосилоксанов может протекать не только по
схеме реакции конденсации, но и по схеме реакции полимеризации.
Преобладание той или другой реакции при получении полиорганосит-
оксанов зависит от реагентов и условий процесса. У диалкилдигидр-
оксисиланов, вероятно, преобладает линейная полимеризация, а у ал¬
кил (арил)тригидроксисиланов — циклическая полимеризация и поли¬
конденсация [7].
Процесс полного гидролиза в щелочной среде проходит в основном
по схеме реакции ступенчатой конденсации; реакции внутримолекуляр¬
ной дегидратации и полимеризации имеют второстепенное значение.
Гидролиз и конденсация трифункциопальных соединений большим
количеством воды приводят к образованию неплавкого и нераствори¬
мого продукта. По степень конденсации и образование поперечных свя¬
зей можно регулировать путем разбавления (до гидролиза) алкил-
(арил)трихлорсиланов растворителем, смешивающимся с водой. В этом
случае в сильнокислой среде наблюдается образование полимеров, со¬
держащих в своей структуре циклы и гидроксильные группы. Реакция
может быть представлена схемой [7, 22]:
no.n t н20 -Н,0 пг.л полимеризация
RSiCl3 > RSi (ОН)3 > RSiO (ОН) - >
mc..n yrtij., конденсация
—>- [RSiO (ОН)]3 ^—->
Ry /ОН R^ /ОН Ry /ОН
Si Si Si
/ \ / \ / \
—у 9 ° RR 9 9 RR 9 °
R4 I I /\! I /\1 I /R
\Si Si Si Si Si Si<^
ОН/ \ / \ /\ / \ /\'/ OH
OOOOO
Полимерная молекула, содержащая гидроксильные группы, спо¬
собна к реакциям конденсации с отщеплением воды. При межмолеку-
лярной конденсации полимер перейдет в неплавкое и нерастворимое
состояние, но возможна реакция внутримолекулярной конденсации,
особенно при наличии больших органических радикалов, связанных с
атомом кремния, и замедление скорости перехода в нерастворимое со¬
стояние. Это подтверждается тем, что полифенилсилоксановые поли¬
меры переходят в неплавкое и нерастворимое состояние значитель
медленнее, чем полиметилсилоксановые той же функциональности.
При частичном гидролизе алкилтриэтоксисиланов водным раство¬
ром спирта (например, 90%) в отсутствие кислоты при 65—70°С ос¬
новным продуктом реакции является дисилоксан:
RSi(0R')3+H20 > RSi (OR')2 ОН -f- R'OH
2RSi (OR')2 OH —у RSi (OR')2 OSiR (OR')2
Производство полиорганосилокеанов
563
При добавлении в реакционную смесь больше 0,5 моль воды про¬
должается гидролиз и образуются линейные соединения формулы:
R
R'
О—Si-
I
_ OR'J
OR'
где п = 2—7.
Избыток же воды способствует получению сложных полимеров про¬
странственной структуры
Свойства полимеров зависят от функциональности системы, вели¬
чины и характера органических радикалов, связанных с атомом крем¬
ния. Если функциональность системы
А? + 2£> + ЗГ
M-fD+Г
(где М, Д и Т — число молей моно-, ди- и трифункциональных компо¬
нентов в смеси) близка к двум, т. е. количество трифункциональных
кремнийорганических соединений невелико, то число поперечных сши¬
вок может оказаться недостаточным для образования пространственной
структуры.
Ф
Производство полиорганосилокеанов•
Кремнийорганические полимерные продукты (полиорганосилокса-
ны), получаемые из низкомолекулярных продуктов, содержат цепи,
построенные из атомов кремния и кислорода. Они могут быть линей¬
ными и пространственными (сшитыми, разветвленными). На концах
цепей полимеров находятся триалкил(триарил)силоксановые группы.
В общем виде структура кремнийорганических полимеров может быть
представлена следующим образом.
1. Линейная структура:
а) низкомолекулярные полиорганосилоксаны
R3Si-
R
I
-О—Si—
I
R
-OSiR3
где п — небольшое число (2—10);
б) высокомолекулярные полиорганосилоксаны
RaSi
R
I
-О—SI-
I
R
OS R3
где п — большое число.
2. Пространственная структура (высокомолекулярные сшитые по¬
лимеры) :
- R
R3Si—
—О—Si
О
-OSiR3
36*
564
Гл. 25. Кремнийорганические соединения
НИЗКОМОЛЕк» ЛЯРНЫЕ ПОЛИОРГАНОСИЛ ОКСАНЫ
Низкомолекулярные полиорганосилоксаны представляют собой про¬
зрачные жидкости, химически инертные, стойкие к окислению и нагре¬
ванию. Свойства их зависят от величины молекулярного веса и типа
органического радикала, входящего в состав молекулы полимера. По¬
лучение жидких полиорганосилоксанов может быть осуществлено гид¬
ролизом смесей ди-, моно- или трифункциональных алкил(арил)хлор-
силаиов или алкнлэтоксисиланов. Общая функциональность смеси мо¬
жет изменяться от 1,0 до 2,1—2,5.
При гидролизе днметилдихлорсилана и триметилхлорсилана, кро¬
ме линейных полимеров, всегда образуются гексаметилдисилоксан и
циклические соединения.
Увеличение количества монофункционального соединеиия в реак¬
ционной смеси и применение в качестве растворителя спирта способ¬
ствуют уменьшению молекулярного веса полимеров и содержания цик¬
лических продуктов.
Перестройка полидиметилсилоксанов с целью увеличения выхода
линейных полимеров производится перемешиванием продуктов гидро¬
лиза с концентрированной серной кислотой (в количестве 4 объемы. %)
до установления постоянной вязкости. Процесс перегруппировки может
быть совмещен с процессом гидролиза, если перемешивание диалкил-
диэтоксисилана производить с 85%-ной H2S04. Вязкость продуктов
реакции регулируется длительностью перемешивания и температурой.
Полиметил- и полиэтилфенилсилоксановые жидкости получают в
две стадии. Сначала фенил(метил)этилдихлорсилан медленно прили¬
вают к смеси этилового спирта и воды, а затем полимер, представляю¬
щий собой масло, обрабатывают в течение нескольких часов при 130—
140°С твердым едким натром (молярное отношение NaOH : Si = 1 :25)Л
Применение кислых катализаторов для получения полимеров из цикли¬
ческих продуктов, содержащих ароматические радикалы, нежелатель¬
но, так как этот процесс связан с возможностью отщепления аромати¬
ческого радикала под действием кислот. Для этой цели лучше всего
употреблять небольшие количества едких щелочей [23].
Механизм действия щелочей на циклические кремнийорганические
соединения может быть выражен следующей схемой [24]:
=Si—О—Si= -|- NaOH —> =Si—О—Si= —у =Si—ОН -f NaO—Si=
HONa
При взаимодействии друг с другом образующихся полимерных це¬
пей, содержащих гидроксильные группы, выделяется вода, которая, в
свою очередь, гидролизует связь =Si—ONa, причем образуются щелочь,
а также соединение с гидроксильной группой.
ВЫСОКОМОЛЕКУЛЯРНЫЕ ПОЛИОРГАНОСИЛОКСАНЫ
Высокомолекулярные полиорганосилоксаны линейной структуры
получают гидролизом и конденсацией дифункциональных соединений.
Присутствие монофункциональных соединений резко сокращает длину
силоксановой цепи полимера, а наличие трифункциональных веществ
приводит к образованию полимеров разветвленной структуры.
Высокомолекулярные соединения, полученные из чистых исходных
дифункциональных мономеров, представляют собой эластомеры. Наи¬
большее распространение в технике нашел полидиметилсилоксановый
полимер, полученный из системы, обладающей средней функциональ¬
ностью 2—2,02 (отношение СН3: Si = 2—1,98). Количество монофунк-
Производство полнорганосилоксанов
565
ционального триметилхлорсилана не должно превышать 0.95: .? три-
функционального метилтрихлорсилана — 2%-
Первой стадией получения полиорганосилоксановых ка\чуков яв¬
ляются гидролиз и конденсация дпалкилдпхлорсиланов. Проиес: про¬
водят в реакторе с обратным холодильником, мешалкой и р\башкой
в течение 2—12 ч (в зависимости от состава исходного мономера).
В результате реакции получают линейные полиорганосилоксаны и цик¬
лические продукты.
Вторая стадия заключается в увеличении длины силоксановых це¬
пей вплоть до момента коагуляции. Этот процесс осуществляют при
нагревании. Увеличение длины цепей происходит за счет конденсации
полисилоксанов по концевым гидроксильным группам:
R
I
НО—Si-
I
R
R ~
R
1
R ~
1
|
—О—Si—
1
—ОН + НО—Si—
1
—о
1
-Si—
1
—ОН
R
R
I
R _
т
-> НО—Si-
-О—Si-
I
R
I
О—Si—0Н+Н20
I
R
Склонность линейных полисилоксанов к дальнейшей конденсации
зависит от числа элементарных групп в полимере. Чем больше число
п или т, тем менее склонен полимер к дальнейшей конденсации, по¬
этому в процессе конденсации наблюдается снижение скорости реак¬
ции. Выделяющаяся вода также замедляет течение реакции.
Ускорение процесса конденсации достигается проведением его при
150—200° С и при одновременном продувании через реакционную массу
тока воздуха или инертного газа для удаления образующейся воды.
Водоотнимающие вещества (серная кислота, триэтаноламин, эфиры
борной кислоты, сульфат натрия, безводные галогениды сурьмы, же¬
леза, олова и т. п.), введенные в реакционную массу, также способ¬
ствуют ускорению процесса конденсации.
Реакция конденсации полидиметилсилоксана в присутствии эти¬
лового эфира борной кислоты протекает очень быстро. Уже через
10 мин при 190° С образуется твердый полимер, в то время как про¬
цесс конденсации без катализатора длится несколько часов. Некото¬
рые вещества (перекиси, воздух при повышенных температурах и дру¬
гие окислители) также способствуют возникновению дополнительных
силоксановых связей.
При обработке полимерных продуктов током воздуха при повы¬
шенной температуре наряду с их конденсацией происходит также от¬
щепление части органических радикалов, связанных с атомом кремния.
На месте отщепившегося радикала возникает дополнительная силокса-
новая связь, соединяющая поперечным мостиком линейные молекулы.
Кислород воздуха действует на углеродный атом у кремния сле¬
дующим образом [7]:
СН3 СН2ООН
I I
—О—Si—О + Оа —У — О—Si—О—
I I
СН3 СНз
565
Гл. 25. Кремнийорганйческие соединения
Образующаяся гидроперекись быстро распадается с образованием
формальдегида и радикала -ОН:
СН2ООН
!
—О—Si—О О—Si—О 1- СН20 + -ОН
I I
СН3 СН3
Радикал -ОН реагирует с положительно заряженным атомом крем¬
ния в полимерной молекуле, присоединяясь к нему:
ОН
I
—О—'Si—О— -f НО* — О—Si—О—
I
сн3 СНз
О— О— о— о—
I I II
СН3—Si—ОН + НО -Si—СНз —v СН3—Si—О—Si—СН3
I I II
О— О— О— О—
После соответствующей термообработки лннейные полимеры при¬
обретают юперечные связи:
R R R
I I
—Si—О—Si—О—Si—О—
R R
О
К j R
I I I
—Si—О—Si—О—Si—О—
I ' I
R R R
Отщепление органических групп можно произвести без продувки
F-оздуха, путем нагревания с перекисью (например, с 2—6% перекиси
бензоила). Температура реакции 100°С и выше.
Фенильный радикал устойчив к окислению при повышенных темпе¬
ратурах и поэтому его можно отщепить, нагревая раствор полимера
в присутствии серной или соляной кислоты.
При продувании воздуха в условиях повышенной температуры
циклические полимеры конденсируются в более высокомолекулярные
продукты по следующей схеме:
R^ yrR R^ /R R^ yR
/Si °\ /R 0 /Si-°\ /°-Si\
2 0 Si —О Si—О—Si О
\si—о/ Nr \si—о/ 1 I \o—Si/
r/ \r r/ \r r r r/ \r
Эластомеры могут быть также получены путем совместного гид¬
ролиза диметил- и дифенилдихлорсиланов. Введение в состав поли¬
мерной цепи различных органических групп позволяет регулировать
величину сил взаимодействия между макромолекулами и влиять на
плотность упаковки полимерных цепей.
Производство полиорганосилокеанов
567
ВЫСОКОМОЛЕКУЛЯРНЫЕ СШИТЫЕ ПОЛИМЕРЫ
Высокомолекулярные кремнийорганические полимеры получают из
смеси алкил (арил) хлорсиланов или замещенных эфиров ортокремне¬
вой кислоты с функциональностью 2,4—3,0. т. е. из смеси ли- и три¬
функциональных соединений. Изменяя соотношение между ними, мож¬
но увеличивать или уменьшать число поперечных связей в цепях мо¬
лекул.
Метод получения кремнийорганических полимеров заключается в
гидролизе и конденсации алкил(арил)хлорсиланов или замещенных
эфиров ортокремневой кислоты (первая стадия) и в. отверждении по¬
лученных продуктов при нагревании (вторая стадия).
Гидролиз и конденсацию замещенных эфиров ортокремневой кис
лоты производят водным спиртом при нагревании в присутствии соля¬
ной кислоты; наиболее распространенным способом гидролиза алкил-
хлорсиланов является приливание раствора алкилхлорсиланов (напри¬
мер, в толуоле) к охлажденной смеси воды и спирта (обычно бутило¬
вого или изобутилового). Процесс осуществляется при энергичном пе¬
ремешивании. Спирты блокируют реакционноспособные гидроксильные
группы алкоксильными группами и тем самым препятствуют реакции
циклизации.
Из арилхлорсиланов в зависимости от условий реакции гидролиза
и конденсации можно получить полимеры или воскообразные про¬
дукты. Сильнокислая среда и повышенная температура способствуют
образованию масел с большим количеством кристаллических веществ
(циклических фенилгидроксисилоксанов), которые при дальнейшем на¬
гревании превращаются в воскообразные продукты. Масла, не содер
жащие кристаллических веществ, или содержащие их в незначитель¬
ном количестве, получаются при пониженных температурах в условиях
небольшой кислотности; при нагревании они способны превращаться
в полимеры
После гидролиза продукты реакции промывают водой до полного
удаления кислоты. В некоторых случаях низкомолекулярные вещества
удаляют отгонкой (например, из полиметилэтоксисилоксанов).
Полиметилсилоксановые продукты непосредственно после гидроли¬
за представляют собой бесцветные жидкости, если отношение
СН3: Si = 1,2—1,5, или липкие сиропообразные жидкости при отноше¬
нии СН3 Si < 1,2. Первые отверждаются при 100°С за 2—24 ч, а вто
рые способны переходить в неплавкое и нерастворимое состояние
при 20° С или умеренном нагревании и поэтому мало пригодны для
работы.
Полиэтилсилоксановые продукты обладают большей раствори¬
мостью и меньшей склонностью к отверждению. Оптимальные отноше¬
ния С2Н5: Si лежат в пределах 0,5—1,5. Если это отношение меньше,
то продукты конденсации быстро отверждаются, что затрудняет их
использование.
Полифенилсилоксановые маслообразные продукты или твердые ве¬
щества с отношением С6Н5: Si = 1 —1,5 при продолжительном нагре¬
вании переходят в неплавкое и нерастворимое состояние.
Продукты гидролиза и конденсации низкомолекулярных кремний¬
органических соединений, имеющие отношение R: Si >1,5 с трудом
превращаются в пространственные (сшитые) полимеры Полиметил-
(этил)силоксаны отверждаются в условиях нагревания с перекисями
или продувки воздуха при 200—250° С, полифенилсилоксаиы — при об¬
работке растворов серной кислотой.
568
Гл. 25. Кремнийорганические соединения
Первоначальные продукты гидролиза и конденсации алкил(арил)-
хлорсиланов и замещенных эфиров ортокремневой кислоты с отноше¬
нием R : Si < 1,5 являются растворимыми маслообразными жидкостями
или твердыми веществами, пригодными для изготовления лаков и про¬
питочных составов. На их основе могут быть получены пресспорошки,
волокнистые прессматериалы и слоистые пластики.
Свойства и применение полиорганосилоксанов
Свойства полиорганосилоксанов связаны с химической структурой,
формой и объемом молекулы. Силоксановая связь, содержащая —О—,
характеризуется увеличенной гибкостью по сравнению со связями, со¬
держащими —СН2—, —NH—, —S— и другие. Это объясняется тем,
что у атома кислорода нет никаких заместителей, препятствующих сво¬
бодному вращению структурных единиц вокруг связи Si—О [25].
О гибкости молекул полимеров можно судить по среднему расстоя¬
нию между их концами. Из отношения размеров молекул в идеальном
растворителе {ht)“ к размерам при свободном вращении вокруг свя-
.. ,T2\'k
зеи \rit) видно, что полидиметилсилоксан имеет повышенную гибкость
по сравнению с полимерами, основная цепь которых состоит из
—С—С— связей:
Полидиметилсилоксан .... 1,6
Полистирол 2,4
Полиметилметакрилат .... 2,2
Большое влияние на свойства полимеров оказывают боковые груп¬
пы. Увеличение размеров алифатического радикала повышает эластич¬
ность и растворимость в неполярных растворителях и снижает твер¬
дость и теплостойкость. Полиорганосилоксаны, содержащие метальные
группы, имеют теплостойкость 200°, фенильные 250°, этильные 140°,
пропильные группы 120° С.
Термическая стабильность и стойкость к окислению кремнийорга-
нических полимеров также зависит от типа органического радикала,
связанного с атомом кремния. Метальные, этильные и другие группы
алифатического ряда склонны к окислению. Присутствие фенилыюй
группы в макромолекуле заметно повышает ее устойчивость.
ТАБЛИЦА 118
Термоокислительная деструкция полиорганосилоксанов
Тип полимера
Время
окисления, ч
Температура,
Количество
выделившихся
HCOOH и СН20,
моль
Полидиметилсилоксан
168
200
17
24
225
36
Полифенилметилсилоксан
168
200
Следы
168
225
3
24
300
18
При нагревании полиорганосилоксанов на воздухе [7] происходит
окисление и отрыв метальных групп (табл. 118). При нагревании же
в вакууме при 400° С полимеры распадаются на циклические низкомо¬
Свойства и применение полиорганосилоксанов
569
лекулярные соединения, в основном тетрамеры и тримеры; отрыва ме¬
тальных гр\пп не наблюдается:
[(СН3)2 Si—О—\п ^ р [(СН3)2 SiO]4 -j- q [(СН3)2 SiO]3
Механическое воздействие на полимеры, например вальцевание,
также приводит к разрушению силоксановой связи и образованию сво¬
бодных радикалов:
СН3 СН3 СН3 СН3
II II
—Si—О—Si >- — Si- + — Si—О»
II II
СН3 СНз СН3 СН3
Введение в состав полимерной молекулы феннльной группы
влияет на плотность упаковки полимерных цепей и позволяет регули¬
ровать величину сил взаимодействия между молекулами. Так, морозо¬
стойкость полидиметилсилоксанового каучука около —60° С; но если
б
O-Si *-с -н о-о
Рис. 118. Структура полиорганосилоксанов:
а —линейная; б — циклическая; е — пространственная.
в нем 7—15% метальных групп заменить фенильными, морозостой¬
кость полимера улучшается, доходя до —77° С. Это следствие менее
плотной упаковки цепей и снижения межмолекулярного взаимодей¬
ствия.
Все кремнийорганические полимеры обладают невысокой механи¬
ческой прочностью, что обусловлено малой величиной сил межмолеку¬
лярного взаимодействия. Эти силы, определенные по изменению набу¬
хания различных полимеров и выраженные в виде плотности энергии
когезии, имеют следующие значения (кал/см3):
Полидиметилсилоксан 54
Полиизобутилен 60
Полиэтилен 62
Поливинилхлорид 90
670
Гл. 25. Креинийорганические соединения
Связь Si—О является полярной связью, поэтому кремнийорганиче-
ские вещества, наносимые в виде пленок, ориентируются к жидкостям
и твердым материалам таким образом, что кислород силоксановой
связи направлен к воде, керамике, стеклу, целлюлозному волокну
и т. п., а углеводородные радикалы — в противоположную сторону
Этим объясняется появление \ такоп поверхности гидрофобных
свойств. Энергия адгезии полиорганосилоксанов к воде лишь на 15%
превышает ту же величину для углеводородов, и поэтому они не очень
сильно адсорбируются водной поверхностью.
Молекулы кремнийорганических полимеров, как показывают ис¬
следования, имеют спиральное строение, причем каждый виток состоит
из шести звеньев. Модели линейных, циклических и пространственных
молекул полнорганосилоксанов показаны на рис. 118.
Полиорганосилоксаны могут быть использованы в качестве масел
и смазок, гидрофобизирующих жидкостей, лаков и клеев, каучуков и
термореактивпых смол, пригодных для изготовления изоляционных ма¬
териалов — пресспорошков, волокнитов и слоистых пластиков [27—30]
Опубликовано руководство по анализу мономерных и полимерных
кремнийорганических соединений [31].
КРЕМНИИОРГАНИЧЕСКИЕ жидкости
Кремншюрганические полимерные жидкости получают на основе
метил-, этил- и алкилфенилхлорсиланов и замещенных эфиров орто¬
кремневой кислоты. Они представляют собой маловязкие бесцветные
или светло-желтые масла. Главными особенностями их являются- 1) ма¬
лая зависимость вязкости от температуры; 2) низкая температура за¬
стывания (ниже —60° С); 3) повышенная термическая стойкость; 4) ста¬
бильность в условиях длительного хранения и в рабочем состоянии при
150—200° С.
Кремнийорганические жидкости нетоксичны и не обладают корро¬
зионной активностью. Благодаря относительно низкому молекулярному
весу они растворяются практически во всех растворителях, за исклю¬
чением таких гидрофильных веществ, как метиловый спирт, гликоли и
гликолевые простые эфиры, но сами химически инертны и не раство¬
ряют натуральные и синтетические каучуки, пластические массы и т. п
Полиметилсилоксановые жидкости представляют собой полимеры
линейной структуры общей формулы:
(СНз)з Si—О—(Si (СН3)2 0]„-Si (СН3)3
Они менее летучи, имеют более высокую температуру вспышки и
более стойки к окислению, чем нефтяные масла, обладающие той же
вязкостью. Отличительная черта их — малая зависимость вязкости от
температуры, что может быть объяснено отсутствием водородных свя¬
зей между цепями молекул [32], а также свободным вращением струк¬
турных единиц вокруг силоксановой связи (табл. 119).
Теплопроводность полиметилсилоксанов значительно выше, чем ор¬
ганических жидкостей, причем с увеличением вязкости до 20 сст тепло¬
проводность резко возрастает, а далее изменяется незначительно [35].
Полиэтилсилоксановые жидкости линейной структуры имеют сле¬
дующее строение:
(С2Нб)3 Si—О Si (С2НЕ)20—|n Si (С2Нб)з
Свойства и применение полиорганосилоксанов
571
ТАБЛИЦА 119
Вязкость масел при различных температурах, ссгп
Температура, °С
Масла
полиметилсилокса-
повое (33 j
полиметнлфенил-
силоксановое |34]
нефтяное 133]
150
11
100
40
17
11
40
100
44
100
—20
350
185
11000
—40
660
290
230 000
—60
1560
450
—
Отличительной особенностью полиэтилсилоксановых жидкостей яв¬
ляется хорошая совместимость с минеральными маслами, вследствие
чего они широко используются в качестве масел и смазок.
Полиорганосилоксановые жидкости не изменяются в присутствии
кислорода и металлов при температурах до 250° С, а в отсутствие кис¬
лорода воздуха, например в изолированном пространстве, не изменяют
свой цвет и при значительно более высоких температурах. Под воз¬
действием масел медь, бронза, латунь, алюминий, магний, железо,
сталь, олово, свинец, кадмий и хром не подвергаются коррозии при
нагревании до 150°С. Кремнийорганические жидкости устойчивы к сла¬
бым растворам кислот и щелочей, но взаимодействуют с концентриро¬
ванными кислотами и щелочами.
Из полиалкилфенилсилоксановых жидкостей наибольшее примене¬
ние нашли полиметилфенилсилоксановые полимеры следующей струк-
туры: _ j
(СН3)3 Si—0—1—Si (CH3)2-o-i„-b-Si (С6н5)2-о-|—Si (СН3)з
С увеличением количества фенильных групп в молекулах полиме¬
ров повышаются температура застывания жидкостей и термоокисли¬
тельная стойкость снижается растворимость.
Кремнийорганические смазочные масла важны для таких областей
техники, где обычные смазки непригодны из-за высоких или низких
рабочих температур [36]: для смазки авиационных моторов, малых мо¬
торов реле времени, машин для выдувания стекла и т. п. Смазочные
свойства кремнийорганических жидкостей могут быть улучшены до¬
бавками нефтяных масел, порошкообразного кремнезема, стеарата
лития.
Полиорганосилоксановые масла применяются в промышленности
для смазки прессформ. Их используют как в виде 100%-ных масел,
так и 1—4%-ных водных эмульсий или 5—10%-ных ^растворов в орга¬
нических растворителях [37]. 100%-ными маслами смазывают пресс-
формы при прессовании и литье под давлением полистирола, полиэти¬
лена, эфиров целлюлозы, поливинилхлорида, полиметилметакрилата,
слоистых пластиков на основе ненасыщенных полиэфиров.. Водные
эмульсии пригодны в случае прессования фено- и аминопластов, поли¬
винилхлорида, полиэтилена и полиакриловых смол. Растворы масел
в толуоле используются при прессовании пластмасс на основе мелами-
тю-формальдегидных и эпоксидных смол, полиэфиров, кремнийоргани¬
ческих полимеров и полиамидов.
Свойства полиэтилсилоксановых жидкостей, выпускаемых промышленностью, предста¬
влены в табл. 120 [38, 39].
572
Гл. 25. Кремнийорганические соединения
ТАБЛИЦА 130
Свойства полиэтилсилоксановых жидкостей (по нормам ТУ)
Жидкости
Плотность,
г с и3
Вязкост^ при
20э С, сст
Нижний
предел
температуры
вспышки, °С
Содержа -ие
SiO,, и
№ 2
0,93—0,95
6—12
56—58
№ 3
0,95—0,97
12—35
135
54—60
№ 4 .
0,97—1,18
32—55
150
55—60
Приборная
0,96—0,98
42—48
170
56—60
№ 5 .
0,99—1,02
200—1 000
250
58—62
№ 5а .
1,02—1,06
2 100—2 200
200
56—63
№ 5л .
—
150
230
58—65
№ 6 . . . . . .
0,99—1,02
200—270
250
—
ВКЖ-94
0,98—1,0
16—30 (50° С)
—
—
КРП
1,07—1,20
2 400—15 000
—
60—67
ВПС
0,89—0,95
Более 10(50 С)
120
—
АЖ-170
0,96—0,99
170—185 (50° С)
250
—
Для осциллографов:
типа 1 . .
250—280
250
58—62
» 2
—
475—520
250
58—62
» 3
—
90—100
—
56—60
» 4
—
100—110
—
56—60
» 5
—
32—50
—
56—60
» 6
—.
10—18
110—125
52—60
» 7
—
1 100—1 200
250
58—60
» 8
—
20—23
125
54—60
Жидкость №2 (ТУ МХП 2416—54) имеет температуру кипения от 110 до
150° С (1 мм рт. ст.). Вязкость при —50° С не превышает 240 сст.Применяется в смеси
с минеральными маслами как смазочное масло для специальных систем, пригодна
в качестве теплоносителя и рабочей жидкости для гидросистем
Жидкость № 3 (ТУ МХП 2416—54) имеет температуру кипения от 150 до
185° С (1 мм рт. ст.). Используется в качестве теплоносителя в замкнутой системе
(рабочая температура 200° С) и рабочей жидкости для гидросистем.
Жидкость № 4 (ТУ МХП 2416—54) и жидкость приборная (ТУ МХП
2416—54) кипят в пределах 185—250° С (1 мм рт. ст.). Вязкость их при —60° С не
превышает 2000 сст. Применяются как смазка в приборах различного назначения и
являются основой для получения приборных смазочных масел и смазок ОКБ-122.
Жидкость № 5 (ТУ МХП 2416—54) не перегоняется при температуре до
250° С (1 мм рт. ст.). Применяется в качестве смазки при высоких температурах.
(200° С), как основа для консистентных смазок и как демпферная и амортизационная
жидкость. Важной областью применения является обработка разнообразных форм (из
резины, пластических масс и др.) эмульсиями жидкости № 5 для устранения прили¬
пания изделий при прессовании, а также при изготовлении «скорлупчатых» форм (пе¬
сок, связанный феноло-формальдегидной смолой) для цветного литья. Такая обра¬
ботка защищает от прилипания к металлу корковой формы.
Жидкость № 5а (ВТУ ЕУ-29—53) замерзает при температуре ниже —50° С.
Используется в качестве демпфирующей жидкости.
Жидкость № 5л (ТУ ЕУ-129—56) представляет собой кубовый остаток, кипя¬
щий при температуре > 250° С. Применяется при литье в оболочковых формах.
Смазка №6 (ТУ ЕУ-118—55) имеет вязкость при —60°С от 9000 до 15 000 сст.
Используется для смазывания поверхностей резиновых изделий, трущихся о металл
Смазка обеспечивает стандартную величину набухания резнны.
Жидкость ВКЖ-94 (ВТУ ЕУ-62—57) применяется в масляных диффузионны'
насосах. Отличается от органических вакуумных жидкостей высокой термоокислитель¬
ной стойкостью, что обеспечивает надежную работу насоса при длительной эксплуата¬
ции в условиях периодического контакта нагретого масла с воздухом. Позволяет по¬
лучать вакуум до 2- 10~6 мм рт. ст. (сорт А) и до 1 10~5 мм рт. ст. (сорт Б).
Жидкость КРП (ТУ МХП 2022—49) остается жидкой после 40-часового на¬
гревания при 250° С, полностью растворяется в четыреххлористом углероде. Приме¬
няется как дугостойкий герметизирующий материал, пригодный для работы при высо¬
ких температурах (например, в свечах зажигания).
Жидкость «К а л о р и я - 2» (ТУ МХГ1 3533—54) является хорошим диэлек¬
триком. Пробивная напряженность не менее 18 кв/мм. Тангенс угла диэлектрических
Свойства и применение полиорганосилокеанов 573
потерь при 103 гц равен 0,0003 при 20° и 0,0008 при 100° С. Диэлектрическая прони¬
цаемость 2,4—2,5 (изменяется в пределах от —60 до 100°С не более чем на 10%)
Удельное объемное сопротивление 2,5 - 1013 ом ■ см при 100 С Отличается крайи' ми
лой зависимостью диэлектрических характеристик от частоты и температуры (в широ¬
ком интервале температур от —60 до 100“ С и выше). Применяется в качестве про¬
питочного материала для конденсаторов, предназначенных для работы в условия- по¬
вышенных температур
Жидкость ВПС (ТУ МХП 2337—50) имеет начальную температуру^ кипения
при нормальном давлении не ниже 280е С. Вязкость при 50’ не ниже 9,6 сет,‘а при —
50° С не выше 1200 сет. Обладает хорошими смазывающими свойствами и приме¬
няется для передачи давления в гидросистемах.
Жидкость АЖ-170 (ВТУ ЕУ-109—55) применяется для заправки гидравличе¬
ских амортизаторов лопастного типа в летнее и зимнее время.
Смешивая кремнийорганические жидкости с тяжелыми минеральными маслами
получают приборные масла ОКБ-122 (ТУ МХП 4216—55> и консистентные смазки
ОКБ-122 (ТУ ЕУ-137- 56, ТУ ЕУ-140—57, ТУ ЕУ-141-57, ТУ ЕУ-142—57).
Их применяют для смазки приборных подшипников п узлов трения, работающих при
температурах от — 60 до + 120° С. Свойства приборных смазочных масел и конси¬
стентных смазок представлены в табл. 121 [38. 39].
ТАБЛИЦА 121
Свойства смазочных масеч и смазок ОКБ-122
Марки масел
и смазок
Плотность,
г гл3
Вязкость
при 50° С,
сст
Нижний предел
температуры
вспышки, 'С
Верхний предел
температуры
застывания, сС
Нижчий предел
температуры
каплепадення,
°С
ОКБ-122-3
0,92-0,94
11—14
160
—65
ОКБ-122-4
0,94—0,96
11—14
160
—70
—
ОКБ-122-5
0,95—0,97
18—23
170
—70
—
ОКБ-122-14
0,93—0,95
22,5—28,5
170
—70
—
ОКБ-122-16
0,94—0,96
19—25
170
—70
—
ОКБ-122-7-5
—
—
—
—70
140
О КБ-122-7
—
—
—
—70
160
ОКБ-122-8
—
—
—
—70
70
ОКБ-122-12
—
—
—70
150
Полиметнлсилоксановые жидкости при вязкости от 1 до 100 сст применяются
в качестве гидравлических жидкостей, жидких диэлектриков, диффузионных жидко¬
стей и охлаждающих агентов, а при вязкости от 100 сст и выше — в качестве гидро¬
тормозных, амортизационных, демпфирующих и гидрофобизирующих жидкостей, при¬
борных масел и смазок, полирующих средств, противовспеннвателей и пропиточных
составов.
Полиметилфенилсилоксановые жидкости являются основой масел и констистеит
ных смазок, применяются в вакуумных насосах и в качестве жидких диэлектриков,
для пропитки конденсаторов, предназначенных для работы при повышенных темпера¬
турах и для заполнения электроприборов. Например, полиметилфенилсилоксановая
жидкость ФМ-1322 имеет при 103 гц диэлектрическую проницаемость 2.8 и тангенс
угла диэлектрических потерь 0,0002, удельное объемное сопротивление 6-1013 ом-см
v пробивную напряженность 20 кв/мм.
Защита от влаги различных материалов (гидрофобизацня) имеет огромное зна¬
чение для их сохранности, увеличения срока службы, повышения качества изде¬
лий и т. д. Из многих веществ (парафин, восковая эмульсия, суспензия стеарата алю¬
миния в водном растворе канифольного мыла, петролатум и др.), используемых для
этой цели, лучшими оказались кремнийорганические жидкости № 2, 3, 4, 5, ГКЖ-94,
ГКЖ-8, ГКЖ-10, ГКЖ-11. Свойства и применение отечественных кремний-органических
гидрофобизирующих жидкостей описаны в литературе [20].
Жидкость ГКЖ-8 представляет собой желтоватый 65% раствор .полиэтил-
гидроаминосилана в бензине Б-70. Полимер имеет следующее строение:
574
Гл. 25. Кремнийорганические соединения
Он легко растворяется в органических растворителях, реагирует со спиртами н
гидролизуется под действием влаги с выделением аммиака. Жидкость ГКЖ-8 приме¬
няется в виде разбавленных раствороЕ (1—5%) в органических растворителях для
придания влагостойкости бумаге, коже, картон\, шерсти., хлопчатобумажным тка¬
ням и металлам. После обработки через 24 ч при 18—20° С или через 10 мин при
130° С материал приобретает гидрофобные свойства
Жидкость ГКЖ-10 — водно-спиртовый раствор полиэтилсиликоната натрия.
Структурная формула полимера имеет следующий вид:
~ с2н5 -
I
-Si—О—
I
_ ONa
Жидкость ГКЖ-10 применяется в виде 5% водного раствора главным образом
для обработки поверхности стройматериалов. Через 240 ч при 18—20° и 1 ч при 120° С
бетон, кирпич, цемент, асбоцемент, штукатурка, изделия из синтетических волокон
становятся водостойкими.
Жидкость ГКЖ-11 представляет собой водно-спиртовый раствор полиметил-
силиконата натрия. Полимер имеет следующее строение:
“ СНз -
• I
—Si—о—
I
ONa
Жидкость ГКЖ-11 применяется для тех же целей, что и жидкость ГКЖ-10-
Жидкость ГКЖ-94 (ВТУ 124—60) является полиэтилгидроксилоксановым по¬
лимером следующего строения:
- С2Н5 -
I
—S1—о—
I
_ Н
Полимер легко растворяется в бензине, толуоле, ксилоле, уайт-спирите, дихлор¬
этане и других растворителях. Выпускается в виде 100%-ной жидкости или 50%-ной
водной эмульсии, но для обработки бумаги, картона, стекла, хлопчатобумажных тка¬
ней чаще всего применяют 0,5—10%-ные растворы в органических растворителях или
0,5—10%-ные водные эмульсии. Гидрофобные свойства проявляются после нагревания
в течение 15—45 мин при 120—150° С. Жидкость ГКЖ 94 также применяется при изго¬
товлении, формовке и отделке различных масс (бумаги, картона, строительных мате¬
риалов и т. п.). Благодаря применению эмульсий при прядении шерсти реже обры¬
ваются нити и улучшается внешний вид тканей. В бумажной промышленности эмуль¬
сией заменяют каиифоль, применяемую для проклейки бумаги.
Жидкости № 2, 3, 4 и 5 после нанесения на поверхность материалов требуют
термообработки при 150—185° С и поэтому они могут быть использованы для гидрофо-
бизации только теплостойких материалов.
Повышение качества электрических машин и аппаратов достигается увеличением
их влагостойкости. Для этой цели стеклянное волокно и ткань, керамику, смолы и
пластмассы обрабатывают кремнийорганическими соединениями [40] Лучше произво¬
дить гидрофобизацию наполнителей при изготовлении пресспорошков, волокнитов и
слоистых пластиков, чем гидрофобизацию готовых изделий.
В последнее время предложены [41, 42] условия обработки тканей водными
эмульсиями кремнийорганических гидрофобизирующих жидкостей (например, жидко¬
стью ГКЖ-94).
СМОЛЫ, ЛАКИ, ЭМАЛИ
Кремнийорганические термореактивные смолы применяют для изго¬
товления лаков, эмалей, красок, пропиточных составов. Наибольшее
распространение имеют полиметилфенил- и полиэтилфенилсилоксановые
смолы. Они хорошо растворяются в большинстве органических раство¬
Свойства и применение полиорганосилоксанов
575
рителей, в частности в толуоле, ксилоле, бензине и их смесях. Благодаря
хорошей совместимости [43] кремнийорганических смол с другими ти¬
пами смол (феноло-формальдегидными, акриловыми, полиэфирными
и т. п.) широко используются лаки, модифицированные различными по¬
лимерами.
Лаки обычно содержат 40—70% твердого вещества, иногда сикка¬
тивы (ускорители отверждения), пигменты и другие добавки. Для от¬
верждения смол их нагревают до 200—250° С. Ускорение этого процесса
достигается введением катализаторов — кислот (серной, борной, фос¬
форной) и щелочей, но они вызывают коррозию металлов и пожелтение
пленки. Амины, содержащие гидроксильные группы (триэтаноламин,
диоксиэтил-н-бутиламин, триизопропаноламин), сокращают время отвер¬
ждения и не уменьшают теплостойкость, но они также вызывают по¬
желтение покрытий и способствуют желатинизации лака. Наиболее
удобные катализаторы процесса отверждения кремнийорганических тер¬
мореактивных смол — растворимые соли металлов (чаще всего нафте-
наты), которые делятся на более активные (соли Pb, А1) и менее ак¬
тивные (соли Fe, Zn, Со, Mn, Ti). Очень часто применяют смеси солей
активных и малоактивных металлов, в которых должен преобладать
малоактивный металл [44]. Например, сиккатив может быть составлен
из нафтенатов свинца (0,1%) и цинка (2%).
Пигменты вводят в лаки при получении жаростойких покрытий на
деталях, работающих в условиях 450—500° С (чаще всего применяют
алюминиевую пудру). При указанных температурах органическая часть
смолы выгорает, а остающаяся окись кремния образует с чешуйками
алюминия слой, обладающий удовлетворительной адгезией к железу.
Вследствие некоторой пористости образовавшегося слоя защитные свой¬
ства его ограничены [45]. Другие пигменты (двуокись титана, силикат
магния, окись железа, углекислый кальций и т. п.) снижают теплостой¬
кость покрытий и уменьшают глянец [46].
Покрытия на основе кремнийорганических смол с алюминиевым
пигментом служат в 2—3 раза дольше, чем на основе органических
смол [47]. Их наносят на жестяные дымовые трубы, печи газогенерато¬
ров грузовых автомашин, работающих на древесном топливе, утюги и др.
Исследования [48] показывают, что полиметилфенилсилоксановые
смолы, модифицированные полиакрилатом марки БМК-5 или высоко¬
вязкой этилцеллюлозой НИ-150 и пигментированные окисью хрома, кад¬
мием красным и двуокисью титана, дают эмали, выдерживающие более
300 ч нагревания при 300° С.
Кремнийорганические лаки содержат смолы, которые отличаются
разной скоростью перехода в нерастворимое и неплавкое состояние. Чем
быстрее происходит отверждение смолы, тем более хрупка образую¬
щаяся пленка. Эластичную пленку получают из смолы с малой ско¬
ростью отверждения. Твердые смолы, обладающие высокой термореак¬
тивностью и применяемые для получения лаков, малостабильны при
хранении.
Кремнийорганические смолы и лаки предназначаются для работы
в условиях повышенных температур и нагрузок. Они обеспечивают дли¬
тельную и надежную работу электроизоляции в условиях (180—200° С
и выше), при которых обычные органические лаки непригодны. Про¬
мышленность выпускает электроизоляционные лаки ЭФ, К, компаунд
К-43 и жаростойкий лак ФГ-9.
Лаки ЭФ (ВТУ МПХ 2300—57) представляют собой растворы полиэтилфени.[-
силоксановых смол в органических растворителях. Перед употреблением в лаки ЭФ
добавляется свинцово-марганцевый сиккатив № 64-Б.
576
Гл. 25. Кремнииорганические соединения
В зависимости от содержания этильных и фсмильных групп, требуемой
стойкости и применяемых растворителей выпускается ряд лаков: ЭФ-1, ЭФ-.^_
ЗБС, ЭФ-ЗБСУ, ЭФ-5Т и ЭФ-5Б. Растворителем служит толуол (лак ЭФ-1 и af
с буквой Т в марке), бензин (с буквой Б) и смесь бензина со скипидаром (с б •
БС и БСУ).
Самым быстросохнущим является лак ЭФ-1 (скорость высыхания 30—41
при 200° С), но он обладает сравнительно небольшой теплостойкостью. Прод ■
тельность высыхания лаковой пленки ЭФ 5 на медной подложке при 200° С hl
вышает 2 ч, а лаковой пленки ЭФ-3 при той же температуре 1—2 ч. Пленки и.
ков ЭФ 3 и ЭФ-5 имеют высокую теплостойкость—от 20 до 40 ч при 200 С
длительном действии высоких температур в полиэтилфенилсилоксаповых пленка-
исходят терчоокнелптельные процессы, приводящие в конечном счете к дестр
макромолекул. На рис 119 показаны потери в весе пленок в процессе тепловогс .
рения [49].
Электрические характеристики пленок из кремнийорганических смол мало и
няются при тепловом старении. Пробивная напряженность лаковой пленки
20°'С!>50 кв мм, а при 200° О 25 кв/мм. Лаки ЭФ используются для изготов.-
электроизоляционных материалов, работающих
температурах до 180° С и повышенной влажное
Теплостойкая электрокзоляция применяется в -
ных, врубовых и рольганговых электродвигателе .
роторах турбогенераторов, в электродвигателям
электроаппаратуре, установленной на самолетах
морских судах и т. д.
На основе лака ЭФ-5 готовят покрывные п£
питочные эмали и липкую ленту. Его использ
для клейки миканита, стекломиканита и стеклом и s
фолия. Для изготовления обмазок, работают.»»
в условиях повышенных температур, примен-» —
кремнийорганический лак ФЭПСЛ-32 (ТУ EV-
65—58).
Лаки К представляют собой 40—707о рас¬
творы полиметилфенилсилоксановых смол в органи¬
ческих растворителях. Для некоторых марок лак-*
употребляют смолы, модифицированные полиэфнр*-
ми.
В зависимости от состава смолы, модифицир.-
ющего агента и типа растворителя различают ча;-
ки лаков: К-41 (МРТУ-6-М-863—62), К-44, К-47, К-48 (ТУ ЕУ-175—59), К-50, К-'
К 55 (ВТУ КХЗ 12—56), К-56 (ВТУ КХЗ 29—58), К 57 (ВТУ ВЭИ 26—58), К-57 (ВТУ
(ТУ № ЕУ-175—59) КХЗ-27—58), К-58 (ВТУ КХЗ 36- 62).
Теплостойкость пленок из лаков К значительно выше, чем пленок из лаков ЭФ
Так, теплостойкость пленки из лака К-47 на медной подложке при 200° С 50 *.
Важное свойство пленок из полиорганосилоксановых лаков—-это малое измененн?
водопоглощения в процессе теплового старения. Пробивная напряженность пленок hi
лаков К также высокая: при 20°С^50 св/нм, при 200°С!>25 кв/мм.
Лак К-41 используется при изготовлении намоточных изделий и стеклотекстолита,
а лаки К-44, К-47, К-50 и К-54 предназначаются для пропитки проводов со стеклянной
изоляцией типа ПСДК, для эмалирования проволоки и подклейки стекловолокна
в проводах марки ПЭТКСО Лак К-48 и другие применяются в теплостойких эмалях
марок ПКЭ 14, ПКЭ-15 и ПКЭ-19. Введение окиси хрома в лак К 44 позволяет пол\-
чить термостойкую эмаль КО-81 (ВТУ УХП 27—58). Эмалирование проводов марх»
ПЭТК может быть произведено лаком МК-4-У (ВТУ ЕУ-173—59), представляющим
собой раствор в толуоле или этилцеллозольве полиметилсилоксановой смолы, модифи¬
цированной полиэфиром.
При растворении смеси кремнийорганической смолы и полимера БМК-5 в органи¬
ческих растворителях получают термостойкий лак К I (ВТУ ЕУ-168—58), применяе¬
мый для изготовления эмали марки К-ал.
Компаунд К-43 (ВТУ ГХПМ-312—53), изготовленный на основе полиметил-
фенилсилоксановой смолы, применяется для пропитки обмоток электрических машин,
работающих при температуре до 180° С. Перед употреблением в него добавляется
0,6—1,5% катализатора отверждения — линолеата свинца. Лаковая пленка ири 200'С
выдерживает нагревание не менее 140 ч.
Лак ФГ-9 (ТУ МХП 2273—53) представляет собой смесь толуольных или ксп-
лольных растворов кремнийоргднической смолы Ф-9 и полуфабриката ФХ-02. Лак при¬
меняют для получения жаростойкой эмали № 9, работающей при температуре до
500° С. Она используется для покраски автомобильных радиаторов, деталей компрес¬
сорных установок, калориферов вентиляционных и сушильных установок, аппаратуры и
коммуникаций химических заводов, вытяжных шкафов химических лабораторий и др.
время, сутки
Рис. 119. Потеря в весе пленок
лаков в процессе теплового
старения при 200° С:
] — лак ЭФЗ; 2— глифталь-масляный
лак 1154.
I
Свойства и применение полиорганосилоксанов
577
Смола К-40 (ВТУ МХП 4018—54) представляет собой чистую полиметилфенил-
силоксановую смолу светло-желтого цвета, обладающую следующими свойствами:
Температура плавления по Кремер-Сарнову, СС,
не менее 85
Кислотное число, мг КОН, не более 5
Растворимость в бензоле, %, не менее 98
Содержание летучих при 150° С, °о, не болег . . 5
Продолжительность отверждения на плитке при
200= С, мин 10—120
Смола легко размалывается в порошок Она применяется прн изготовлении
формовочных и прокладочных миканитов для коллекторов и роторов турбогенерато¬
ров. работающих при 200е С. 40% раствор смолы в бензине может быть использован
как пропиточный раствер
На основе кремнийорганичоских соединений готовят смолы КМ-1 (ВТУ МХП
М-554—61) и МФК-41 (ВТУ МХП М-361—53), выпускаемые в виде растворов от жел¬
того до коричневого цвета с содержанием смолы 45—55% (КМ-1) и 70—75%
(МФК-41). 50% раствор смолы КМ-1 в толуоле имеет меньшую вязкость, чем 50% рас¬
твор смолы МФК-41 в бензоле. Скорость отверждения при 200° С составляет 5—20 мин
для смолы МФК-41 и до 60 мин для смолы М-1.
КЛЕИ
Полиорганосилоксановые смолы обладают незначительной адгезией
к различным материалам, но модификацией их другими смолами и спе¬
циальной обработкой можно получать высокотемпературные клеи. Из¬
вестны следующие отечественные клеи: ВС-ЮТ (ВТУ МХП 72—58),
ВС-ЮМ (AM ТУ 390—57), ВКТ-2 (ВТУ МХП 116—59), ВС-350 (ВТУ
УХП 77—58), ВКТ-3, ВК-2, ВК-6 и др.
Клей ВС-10Т — блоксополимер двух полимеров, связанных между собой по-
лисилоксановым мостиком. Применяется для соединения различных марок стали и
дюралюминия, а также для приклеивания к ним некоторых теплостойких материалов
(стеклотекстолита, пенопластов и других). Прочность клеевого соединения металлов
видна из табл. 122 [50].
ТАБЛИЦА 122
Прочно'ть соединения металлов на клее ВС-ЮТ
Склеиваемые металлы
Вид испытаний
Прочность Iкгс/см1) при температурах (°С>
—60
20
150
300
Сталь 30ХГСА
Сдвиг
145
160—200
125—160
50—70
Сталь 3
»
138
185
140
50—70
Дюралюминий . . . ...
120
130
100
40
Сталь ЭИ 654
»
145
200
150
60
Сталь ЭИ 654
Сим. отрыв
> 500
145
270
150
Клеевые соединения сталей имеют высокую длительную прочность (120 кгс/см2
при 20° С в течение 500 ч и 40 кгс/см2 при 300° С в течение 10 ч). При испытаниях на
выносливость клеевые соединения выдерживают Ю7 циклов при напряжении 75 кгс/см2
без разрушения и могут работать 200 ч при 200° С.
Клеи ВКТ-2 и ВКТ-3 содержат кремнийорганические полимеры. Применяются
для проклеивания стекловолокнистых материалов к -нержавеющей стали и могут крат¬
ковременно эксплуатироваться при 300—400° С
Клей ВС-10М позволяет получать клеевое соединение дюралюминия с прочно¬
стью на сдвиг 160 кгс/см2 при 20° С и 190 кгс/см2 при 60° С. Клеевое соединение устой¬
чиво к действию воды, масла, нефти и выдерживает старение при 150° С в течение
100 ч. Склеивание резин из кремнийорганического каучука СКТ с металлами, стекло¬
пластиками, стеклом и другими материалами, а также резин между собой можно про¬
изводить при помощи термостойких клеев КТ-9 (ВТУ П-116—58), КТ-15 (ВТУ 3/58
НИИРП), ИП-9 (ТУП-47—57) и других [51, 52]. Резино-металлические детали выдер¬
живают длительное нагревание до 200р С без значительного уменьшения прочности
склейки. Сопротивление отрыву резины от металла при 20° находится в пределах 8—
20 кгс/см2. при 200° составляет 4—12 кгс/см2, а при —40° С 15—25 кгс/см2.
37 А. <Р. Николаев
578
Гл. 25. Кремнийорганические соединения
КЛУЧУКИ И РЕЗИНЫ
Полиорганосилоксановые каучукн представляют собой линейные полимеры высо¬
кого молекулярного веса (100 000—800 000). Наиболее распространенный из них по-
лидиметилсилоксановый каучук. По вязкости, определенной в метилэтилкетоне при
25° С, может быть найдеи его молекулярный вес по формуле [53]:
'О- [т,] = — 3,1781 + 0.522 lg М
Вязкость же толуольных растворов связана со средним молекулярным весом сле¬
дующим уравнением [26].
h] = 3,o.io-4.AfB62
При охлаждении полидиметилсилоксановый каучук кристаллизуется быстрее на¬
турального ка\чука. Кристаллизация’его наблюдается в интервале —60 н 67° С [54],
а температура стеклования равна —123° С, что значительно ниже, чем у органических
полимеров.
Вулканизация полиорганосилоксановых каучуков может быть произведена пере¬
кисями, дисфункциональными металлорганическими соединениями олова и свинца [55],
облучением [56], серой, моно-, ди- и тетратиурамсульфидами, меракптобензотиазолом,
бензотиазолсульфидом и другими [57]. Количество вулканизующих агентов состав¬
ляет 0,5—10%.
Наиболее распространенным техническим методом вулканизации силиконовых
каучуков является обработка их перекисями, добавляемыми в количестве 1.5—3%.
При нагревании перекись распадается на свободные радикалы, которые отрывают
атомы водорода от боковых метильных групп. Возникающие полимерные радикалы
связываются друг с другом поперечными мостиками:
сн3 сн3 сн3 сн3
! 1 II
.. .—Si—О—Si—О—... .. .—Si—О—Si—О—...
СН3 СН3 СН3 СН
СН3 СН3 СН3 СН2
II II
...—Si—О—Si—О— ...—Si—О—Si—О—
II II
СН3 СН3 СН3 СН3
Введением в полидиметилсилоксановый каучук от 0,05 до 0,20 мол. % виниловых
групп (=Si—СН = СН2) можно облегчить вулканизацию полимера, снизить количество
требуемой перекиси до 0,02—0,4 %> уменьшить время вулканизации и применить новые
вулканизующие агенты (алифатические ацильные перекиси).
Обычно каучуки, содержащие виниловые группы, вулканизуют ди-грег-бутил-
перекисью или перекисью дикумила. Данные по горячей вулканизации каучуков раз¬
личными перекисями представлены в табл. 123 [56].
ТАБЛИЦА 123
Данные по горячей вулканизации полидиметнл-
силоксановых каучуков (А) и тех же каучуков,
содержащих винильные группы (Б)
Вулканизующий агент
Температура вулкани¬
зации, ГС
ПО-120
80—170
Перекись бензоила
Перекись 2, 4-дихлОрбензоила .
7'jprm-6yTiiJinep6eii30aT' / 140—170
Ди-rnрегп-бутилперекисъ . . .
Перекись дикумила
170
150
Механизм вулканизации силиконовых каучуков, содержащих виниловые группы,
недостаточно выяснен. По-видимому, образуются поперечные связи при посредстве
Свойства и применение полиорганосилоксанов 579
виниловой и метильной групп в виде 1,2-пропиленового —СН(СНз)—СН.— или три-
метиленового —СН2—СН2—СН2— мостиков
Из полимеров, содержащих виниловые группы, получают резины с лучшей эла¬
стичностью пониженной остаточной деформацией (при сжатии) и более высокой теп¬
лостойкостью (до 250'С). Полидиметилсилоксановый каучук имеет остаточную дефор¬
мацию при сжатии 45% (150° С, 22 ч) и 55% (175° С, 22 ч), а при введении в поли¬
мер 0,1% винильных групп остаточная деформация снижается до 6,5—7,8%.
Новые эластомеры, полученные на основе кремнийорганического каучука, содер¬
жащего виниловые группы, нашли применение для облицовки валков, используемых
в бумажной, текстильной и других отраслях промышленности, для изготовления про¬
кладок и изоляции проводов
Вулканизация силиконовых каучуков без нагревания возможна при использова¬
нии металлорганических соединений олова и свинца. В присутствии дубитилдилаурата
олова с добавкой небольших количеств щелочи или амина этот процесс проходит при
20° С [55]. Многие силиконовые кау
чуки могут вулканизоваться при дей¬
ствии ионизирующих излучений На
рис. 120 приведены данные об изме¬
нении свойств каучуков с увеличе¬
нием дозы облучения [55]. Компози¬
ция, подвергнутая облучению, со¬
стояла из 100 вес. ч. полидиметилси-
локсанового каучука и 35 вес. ч. на¬
полнителя.
Для приготовления резины по¬
лидиметилсилоксановый каучук сме¬
шивают с необходимыми компонен¬
тами (наполнителем, красителем, пере¬
кисью) на холодных вальцах с фрик¬
цией 1,1 : 1,4 или в резиносмесителе
[58]. В качестве наполнителей при¬
меняют белую сажу — с величиной
частиц 4—30 ммк [о8]. Углеродистая
сажа не может быть применена из-
за низкой теплостойкости. Наполни¬
тель добавляется в количестве 40—
100 вес. ч. на 100 вес. ч. каучука.
Перекись бензоила может быть взя¬
та в виде тонкого порошка или па¬
сты в силиконовом масле Прессование изделий осуществляется на стандартном обо¬
рудовании при 100--150° С и давлении до 70 кгс/см в течение 3—30 мин. Опрессован-
ные изделия подвергаются окончательной вулканизации в термошкафу в течение
15—30 ч при постепенном повышении температуры от 125 до 250° С.
Кремнийорганические резины могут быть переработаны экструзией в трубки,
шланги и другие изделия. Для предотвращения преждевременной вулканизации рези¬
новой смеси этот процесс осуществляется в холодной машине, а вулканизация — при
нагревании воздухом на выходе из машины. Окончательная вулканизация экструди¬
рованных материалов происходит в термошкафу.
Резины из полидиметилсилоксанового каучука применяют для изготовления тех¬
нических изделий общего назначения, прокладочных и уплотнительных материалов,
изоляции проводов. Широкое применение каучуки находят для уплотнения вакуумных
приборов, работающих при высоких температурах и большой разности давлений [59].
Из кремнийорганической резины готовят мешки, применяемые при формовании круп¬
ногабаритных изделий из стеклопластиков [60]. Резины устойчивы к действию l6%
растворов серной, азотной, уксусной и 50% растворов хромовой и соляной кислот;
газообразный хлор и растительные масла также на них не действуют [61].
В настоящее время выпускается ряд кремнийорганических каучуков СКТ — по¬
лидиметилсилоксановый, СКТВ — полидиметилсилоксановый, содержащий небольшое
количество винильных групп, СКТЭ — каучук из диметил- и диэтилдихлорсилана, со¬
держащий до 9 мол. % этильных групп. Свойства резин из полидиметилсилоксанового
каучука следующие [62]:
Плотность, г/см3 1,4—2,0
Предел прочности при растяжении,
кгс/см2 38—70
Относительное удлинение, % 200—350
Рабочая температура, °С —70ч-2'>(
Удельное объемное сопротивление,
ом-см 1,5-L011
Рис. 120. Зависимость свойств полидиметил¬
силоксанового каучука от дозы облучения:
1 — предел прочности при растяжении; 2 — относитель¬
ное удлинение; 3—твердость.
37*
580
Гл. 25. Кремнийорганические соединения
Тангенс угла диэлектрических потерь
при 106 гц 0,003—0,005
Диэлектрическая проницаемость
при 10* гц 3,1—3,2
Пробивная напряженность образца тол¬
щиной 5 мм, кв/мм 150—225
Из приведенных данных видно, что прочность резин из полидиметилсилоксано-
вого каучука при растяжении невелика, поэтому много исследований посвящено упро¬
чнению каучуков. Одинм из путей увеличения прочности является смешивание каучу¬
ка с порошкообразным политетрафторэтиленом (фторопластом-4)1. При вальцевании
такой смеси из частиц тефлона возникают многочисленные тонкие нити длиной 2—
3 см. Нити переплетаются и образуют внутри массы каучука каркас из волокон [631
Резины из упрочненного каучука (например, при содержании 10 вес. ч. фторпласта-4
на 100 вес. ч. каучука) имеют большую твердость и прочность при растяжении. Осо¬
бенно сильно возрастает прочность на раздир и маслостойкость. Упрочненные каучуки
применяются в качестве прокладок и набивок в химической промышленности и в
авиастроении.
Другой метод упрочнения полидиметилсилоксанового каучука заключается в по¬
лучении блоксополимеров с органическими полимерами. При их совместном вальцева¬
нии и прессовании происходит разрыв связей с образованием радикалов, которые сое¬
диняются по схеме:
СН3 СН3
I I II
Si—О. + .С—... —> ...—Si—О—С—...
II II
СН3 СН3
СН3 СН3
II II
...■—Si* -f- *С— —>- ■—Si—С—
I I I
СН3 СН3
Блокполимеры отличаются более высокой механической прочностью, например,
предел прочности при растяжении достигает 113—200 кг/см2 для прессматериалов и
70—150 кг/сл2 для вальцованных смесей [64].
ПРЕССМАТЕРИАЛЫ
Из разнообразных видов полиорганосилоксановых материалов боль¬
шое техническое значение имеют слоистые пластики (стеклотекстоли-
ты), волокниты и пресспорошки. В качестве наполнителей применяют
стеклянную ткань и стеклянное волокно, асбестовое волокно и другие
минеральные вещества.
Достоинствами прессматериалов являются: 1) высокая теплостой¬
кость; 2) хорошие электроизоляционные свойства при повышенных тем¬
пературах; 3) исключительная водостойкость; 4) значительная атмо-
сферостойкость.
Изготовление прессматериалов на основе кремнийорганических
смол тормозилось медленностью отверждения применяемых смол, необ¬
ходимостью прессования при высоких температурах и получением изде¬
лий с недостаточной механической прочностью. В настоящее время
указанные недостатки прессматериалов в значительной степени
устранены.
Стеклотекстолиты могут быть изготовлены как при высоком, так
и при низком давлении. Технологический процесс их производства со¬
стоит из стадий подготовки стеклоткани, пропитки ткани, набора и прес¬
сования пакетов и термообработки изделий.
Сначала стеклоткань подвергают термообработке с целью удаления
замасливателя, а затем ее сшивают в рулоны. Пропитка ткани произ¬
водится на горизонтальных или вертикальных пропиточно-сушильных
машинах 60% растворами смол в толуоле. В случае использования
Свойства и применение полиорганосилоксанов
581
пропитанной стеклоткани для прессования крупногабаритных изделий
при низком давлении применяют растворы кремнийорганических
смол, содержащие катализаторы отверждения (триэтаноламин, металл-
органические соединения и другие), или растворы поливинилсилоксано-
вых смол. Режим сушки должен быть таким, чтобы пропитанная
ткань не слипалась. В некоторых случаях пропитанную ткань выдер¬
живают на воздухе в течение 30 мин, а затем прогревают 5 мин при
110°С. Содержание смолы на ткани достигает 40% [27].
Высушенная пропитанная ткань разрезается на куски нужных раз¬
меров и укладывается в формы (например, алюминиевые) при изготов¬
лении изделий сложной конфигурации. В качестве смазочных веществ
употребляют растворы стеарата кальция, поливинилового спирта, метил-
целлюлозы и др.
Прессование пакетов производится при 175е С и давлении 70 кгс/см2.
Выдержка при прессовании зависит от свойств смолы, толщины пакетов
и предъявляемых требований к материалу и может достигать от не¬
скольких десятков минут до нескольких часов. Прессование при низком
давлении (0,7—2,0 кгс/см2) осуществляется либо под вакуумом в рези¬
новых мешках [65] при 175° С в теченне 30 мин — до наступления от¬
верждения, либо в прессформах, например, по следующему режиму:
16 ч при 90° и по 1 ч при 125, 150, 175 и 215° С. После прессования изде¬
лий с целью улучшения свойств материала производят их термообра¬
ботку при 250° С в течение не менее 24 ч.
Из стеклоткани, пропитанной кремнийорганической смолой, кроме
листов, можно готовить трубы и цилиндры способом намотки на
оправку.
Способность противостоять длительному и непрерывному воздей*
ствию температур 200—250° С без значительного ухудшения электроизо¬
ляционных свойств позволяет использовать кремнийорганические смолы
(в основном полиметилсилоксановые и полифенилметилсилоксановые)
в производстве стеклотекстолита электротехнического назначения. На
основе полиметилсилоксановой смолы в промышленности изготовляется
стеклотекстолит марки СКМ-1 (табл. 124) [66].
Малые диэлектрические потери стеклотекстолита позволяют при¬
менять его в высокочастотном и электронном оборудовании. Тангенс
угла диэлектрических потерь слабо изменяется при повышении темпе¬
ратуры до 200° С и быстро растет при дальнейшем росте температуры,
достигая 0,55 при 280° С. Удельное объемное электрическое сопротив¬
ление стеклотекстолита на основе кремнийорганических смол заметно
снижается лишь при температуре выше 200° С.
Отрицательными свойствами стеклотекстолитов на основе кремний¬
органических смол являются, недостаточная прочность склейки между
слоями ткани, проявляющаяся при воздействии высоких температур,
значительное снижение прочности при изгибе и падение пробивной
напряженности в нагретом состоянии. Поэтому стеклотекстолит СКМ-1
может быть использован для работы при небольших напряженностях
электрического поля (до 3 кв/мм). Дуго- и искростойкость стеклотек¬
столита СКМ-1 исключительно высоки.
Из стеклотекстолитов делают панельные доски, выключатели, дер¬
жатели горячих электродов и другое электроизоляционное оборудова¬
ние. В качестве конструкционных материалов кремнийорганические
стеклотекстолиты пока не применяются вследствие недостаточной меха¬
нической прочности, некоторой эластичности при повышенных тем¬
пературах, проявляющейся в значительном снижении прочности при
изгибе. Листовой стеклотекстолит в виде щитов, покрытых лаком,
582
Гл. 25. Кремнийорганические соединения
ТАБЛИЦА 124
Свойства стеклотекстолитов
Свойства
СКМ-1
Стекл отексто л ит,
полученный при
низком давлении
Плотность, г/см3 ... .
1,74
1,85—1,90
Предел прочности, кгс см2
при изгибе . .
1400
2400—3160
» растяжении
—
1750—2460
» сжати' .
—
2100—2400
Удельная ударная вязкость, кгс ■ см/см2 ....
60
—
Теплостойкость по Мартенсу, °С
215
—
Водопоглощение, °0
0,5
0,05—0,25
Удельное объемное сопротивление, ом ■ см
при }0 С
5-1013
—
» "00 С
ОО
О
Г
4^
О
ы
—
после 48 ч выдержки при относительной
влажности 98%
«
О
т—1
J
о
<£)
—
Удельное поверхностное сопротивление, ом
при 20° С
1,2-104
—
после 48 ч выдержки при относительной
влажностч 98%
«
О
J
О
—-
Тангенс угла диэлектрических потерь
при 50 гц . . . .
0,01
—■
» 106 гц
0,006
—
Диэлектрическая проницаемость
при 50 гц
4,5
—
> 106 гц . . . .
4.5
—
Пробивная напряженность. кв,мм
—
12
Потеря в весе при выдержке 500 ч при
250Г С, 96
0,64
содержащим алюминиевую пыль, может служить защитой от источни¬
ков тепла [67].
Механическая прочность кремнийорганических стеклотекстолитов
может быть повышена при использовании модифицированных кремний¬
органических смол, содержащих добавки феноло-формальдегидных,
эпоксидных, полиэфирных, меламино-формальдегидных и фурановых
смол. Большой интерес также представляет использование поливинил-
силоксановых смол либо в чистом виде, либо вместе с ненасыщенными
полиэфирами [27, 28].
Полнвинилсилоксановые смолы, обладая хорошей адгезией к стек¬
лу, покрывают всю поверхность стекла и предупреждают проникновение
воды вдоль волокна. Благодаря этому улучшается водостойкость стек¬
лопластика. Кроме того, полнвинилсилоксановые смолы позволяют из¬
готовлять стеклопластики при низком давлении.
Свойства стеклотекстолита, полученного на основе поливинилсил-
оксановых смол при низком давлении (2—2,5 кгс/см2), приведены в
табл. 124 [27, 28, 68].
Термообработка стеклотекстолитов при 250° С приводит к сохране¬
нию довольно высоких механических свойств при повышенных темпе¬
ратурах. Например, стеклотекстолит с пределом прочности при изгибе
2100 кгс/см2 (при 20° С) сохраняет его до 150° С на уровне
1050 кгс!см2 [28]. Предел прочности при растяжении после термообра¬
ботки достигает 2400—3160 кгс/см2, а модуль упругости 210 000—-
246000 кгс!см2 при 18—20° С.
Полнвинилсилоксановые смолы могут быть использованы для на¬
несения в небольших количествах на стеклоткань, которую затем про¬
Свойства и применение полиорганосилоксанов
583
мазывают ненасыщенным полиэфиром. Полученный стеклотекстолит
обладает высокой механической прочностью даже после увлажнения
(4000—4300 кгс/см2).
Волонниты. Для получения электроизоляционных изделий, рабо¬
тающих при 250—300° С, применяют эмульсионные кремнийорганические
смолы и наполнители — асбест и стеклянное волокно.
Технология производства волокнистых прессматериалов аналогична
ранее описанной технологии асборезольных прессматериалов и стекло-
волокнита. Свойства волокнитов на основе асбеста и стекловолокна
представлены в табл. 125. Важным свойством прессматериала с асбе¬
стом в качестве наполнителя К-41-5 (ТУ-35-ХП-572—63) является высо¬
кая теплостойкость (300еС), однако электроизолирующие свойства и
влагостойкость его сравнительно низкие [69]. Подобный же материал
болокнит К-138-А (ТУ П-44—55) применяется для изготовления тепло-
и дугостойких электроизоляционных материалов (детали коллекторов,
контакторов, панели печатных схем, детали переключателей) и тормоз¬
ных колодок.
ТАБЛИЦА 125
Свойства прессматериалов на основе кремнийорганических смол
Свойства
Прессматериалы
К-41-5
К-138-А
КМС-9
КМК-9
КМК-218
Плотность, г/см3
1,9
1,8
2,0—2,2
1,9—2,0
1,8—1,9
Предел прочности, кгс/см2, не менее
при изгибе
500
500
600
300
400
» сжатии
—
—
—
900
1360
Удельная ударная вязкость.
кге • см/см2
18
20
20—60
3,0
5,0
Твердость по Бринелю, кге/мм2 . .
—
19
—
28
20
Теплостойкость по Мартенсу, СС . .
200
360
250
200
250
Водопоглощение, °б
0,25 г дм2
0,5
0.1
0,06
0,1
Удельное объемное сопротивление.
ом - см
101° *
1013
ЮН
10й
10”
Удельное поверхностное сопроти¬
вление, ом
10э *
10й
10“
10“
10"
Диэлектрическая проницаемость
при 106 гц
—
10
5
5
9 **
Тангенс угла диэлектрических по¬
терь при 106 гц
—
0,04
0,01
0,06
0,03**
Пробивная напряженность, кв/мм.
не менее
2
3
5
Дугостойкость, сек
при 20 ма
—
> 180
> 180
—
—
» 30 ма
—
—
—
180
> 180
» 60 ма
Не выдер¬
живает
180
* После 24 ч выдержки в условиях 95% относительной влажности
** При 50 гц.
Из стекловолокнита КМС-9 (ТУ-35-ХП-401—62) получают изделия,
предназначенные для работы при высокой температуре (400аС). Он вы¬
держивает кратковременное действие 600—800е С и выше [70]. Удельная
ударная вязкость и предел прочности при изгибе изменяются очень мало
в результате длительного старения материала (500 ч при 250—300°С);
при повышении температуры до 400° С эти свойства несколько ухуд¬
шаются. Диэлектрические свойства стекловолокнита после старення в
указанных условиях почти не изменяются.
Прессматериалы. Прессматериалы на основе кремнийорганических
смол имеют высокие электроизоляционные свойства при повышенных
584
Гл. 25. Кремнийорганические соединения
температурах. Испытания показывают, что удельное объемное сопро¬
тивление полисилоксановых пластмасс при 250° С 1010—10й ом-см,
тангенс угла диэлектрических потерь растет с повышением температуры,
но при 20—250° С находится в пределах 0,01—0,06. Диэлектрическая
проницаемость также несколько увеличивается с повышением темпера¬
туры. В целом следует считать, что электроизоляционные свойства мало
изменяются при нагревании. Другим важным свойством таких прессма-
териалов является повышенная дугостойкость.
Прессматериалы на основе кремнийорганических смол и минераль¬
ных наполнителей по свойствам напоминают фенопласты с наполни¬
телем из молотой слюды или кварцевой муки, но в отличие от послед¬
них могут работать длительное время при повышенных температурах.
Пресспорошок КМК.-9 (ТУ НИИПП П-39—55) легко поддается обра¬
ботке, так как обладает хорошей текучестью и пластичностью. Приме¬
няется для изготовления небольших электро- и радиотехнических де¬
талей (корпуса микровыключателей, кабельные разъемы, оболочки со¬
противлений, корпуса конденсаторов, детали переключателей и т п.),
эксплуатируемых продолжительное время при 200—250° С и кратковре¬
менно при 350—400° С [70].
Прессматериал КМК-218 (ТУ-35-ХП-371—61) используется для
прессования крупногабаритных деталей, несущих значительные силовые
нагрузки, для изготовления дугогасящих камер, контакторов постоян¬
ного тока большой мощности (1700 а, 3800 в), различных панелей, кры¬
шек, а также небольших электротехнических деталей. Изделия из этого
материала можно длительное время эксплуатировать при 350—400е С.
Режим прессования и свойства прессматериалов на основе кремний¬
органических смол представлены в табл. 126
ТАБЛИЦА 126
Технологические свойства и режим прессования прессматериалов
Свойства
Прессматериалы
К-41-5
K-13S-A
КМС-9
КМК-8
КМК-218
Текучесть по Рашигу, мм
> 140
110—180
70—100
180
70—100
Температура прессования, °С . . .
190—200
185—195
140—160
140—160
140—160
Удельное давление, кгс/см2, не менее
450
300
200
300
350
Выдержка на 1 мм толщины, мм .
2—7
3
1,5—2,0
1,0
1,0—1,5
Усадка, %
Термообработка, ч
при 160" С
1
—
0,2-0,5
0,8—1,0
0,4—0,6
—
—
5
5 (150° С)
5
» 200' С
8—12
24
—
—
—
» 2501 С
—
24
—
—
—■
ПЕНОПЛАСТЫ
Пенопласты на основе кремнийорганических смол привлекают боль¬
шое внимание исследователей вследствие своей высокой теплостойкости.
В зависимости от функциональности смолы (отношения R: Si) могут
быть получены пенопласты, отличающиеся друг от друга эластичностью.
С уменьшением отношения R: Si до 2 возрастает их жесткость и
хрупкость.
Образование высокомолекулярной твердой неплавкой и нераство¬
римой смолы происходит в результате реакции поликонденсации раство¬
римой низкомолекулярной смолы. Если проводить вспенивание смолы
газом, выделяющимся при распаде газообразователя, таким образом.
Свойства и применение полиорганосилоксанов
585
чтобы этот процесс совпадал с процессом конденсации и заканчивался
ко времени отверждения смолы, то можно получить пенопласт ячеистой
структуры.
Обычно композиция для получения пенопласта включает низкомо¬
лекулярную смолу (чаще всего полиметилфенилсилоксановую). газооб-
разователь, катализатор отверждения смолы и наполнитель. В литера¬
туре описан ряд кремнийорганических пенопластов, различающихся
объемным весом, прочностными характеристиками и термостой¬
костью [71]. Композиции для получения пенопластов представляют со¬
бой порошки, которые при нагревании до 160° С расплавляются и вспе¬
ниваются. С увеличением температуры вспенивания образуются пено-
лласты с меньшим объемным весом. Полное отверждение материала
(переход в неплавкое и нерастворимое состояние) происходит при дли¬
тельном (до 80 ч) нагревании при 250° С. В одном из патентов [72] пред¬
лагается на 100 вес. ч. смолы вводить до 25 вес. ч. алюминиевого по¬
рошка в качестве наполнителя.
Пенопласт К-40 (ТУ МХП М-496—56) готовится на основе полиме-
тилфенилсилоксановой смолы К-40. В композицию [73] входят (в вес. ч):
Смола К-40 100
Дназоаминбензол 2—3
Триэтаноламин 0,05—1,0
Стекловолокно 0,5
Компоненты смешивают либо на вальцах при 100е С в течение
10—12 мин, либо сплавляют в котле при 120—130°С в течение
30—40 мин. В том и другом случае полученный материал измельчают,
порошок засыпают в металлические формы, устанавливают их в термо¬
шкаф и производят вспенивание по следующему режиму: 30 мин нагре¬
вают до 180°, затем 3 ч выдерживают при 180°, вновь 30—40 мин на¬
гревают до 250° и выдерживают 4 ч при 250° С. Полученные плиты пено¬
пласта дополнительно прогревают в течение 50—80 ч при 250° С.
Для изготовления пенопласта К-40 лучше применять смолу К-40А,
полученную из более чистых исходных продуктов и газообразователя,
состоящего из смеси парафора N и аминогуанидинкарбоната.
Ниже представлены свойства пенопласта К-40:
Объемный вес. г1 см3 0,23
Предел прочности при растяжении, кгс/см2
при 20° С 5,8
» 200= С 1,8
» 250“ С 1,2
Предел прочности при сжатии, кгс/см2
при 20° С . . . . 9,5
» 200 С . .3,5
» 250° С 2,5
Удельная ударная вязкость, кгс ■ см/см2
при 20" С 0,16
» 200° С . . . . . 0,15
» 250° С . . .... 0,14
Водопоглощение, ?0 10
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,043
Удельная теплоемкость, кал/г • град .... 0,27
Коэффициент линейного расширения .... 1,22-10 4
Диэлектрическая проницаемость при !010 гц 1,3
Тангенс угла диэлектрических потерь при
1010 гц 0,0020
Пенопласт К-40 хрупок, негорюч, отличается высокой теплостой¬
костью (выдерживает длительное нагревание при 250° и кратковремен¬
ное— при 300—350° С) и хорошими диэлектрическими свойствами.
586
Гл. 26. Титанорганические смолы
Введение 12—25 вес. ч. алюминиевой пудры ПАК-4 на 100 вес. ч. смо¬
лы или асбеста [74] приводит к повышению прочностных показателен.
Другие наполнители (белая сажа, кварцевая мука, диатомит, трепел)
не увеличивают прочности пенопласта.
ГЛАВА 26
ТИТАНОРГАНИЧЕСКИЕ СМОЛЫ
Титан находится в четвертой группе Периодической системы
Д. И. Менделеева; он образует подгруппу элементов, которые отли¬
чаются от кремния и углерода отсутствием тенденции к дополнению
своего внешнего слоя до октета. Но вместе с тем можно было ожидать,
что в производных своей высшей положительной валентности титан
будет проявлять большое сходство с кремнием и, подобно ему, образо¬
вывать металлорганические соединения.
Уже в 1875 г. [75] было показано, что при взаимодействии четырех¬
хлористого титана с этиловым спиртом наблюдается образование-тита¬
новых эфиров; позже эта реакция была проведена и с другими спир¬
тами [76]. В 1924 г. были выделены индивидуальные ортотитановые
эфиры [77].
Из всех соединений титана с органическими веществами наиболее
устойчивы эфиры ортотитановой кислоты, в которых титан связан с уг¬
леродом через кислород. Вопрос о синтезе устойчивых титанорганиче-
ских соединений, содержащих в своем составе связь Ti—С (подобно
Si—С), нельзя считать окончательно решенным [78, 79].
Из алкилортотитанатов общей формулы Ti(OR)4 наибольшее при¬
менение нашел к-бутилортотитанат вследствие своей сравнительной
устойчивости к гидролизу. На основе я-бутилортотитаната в настоящее
время получают лакокрасочные покрытия и модифицированные феноло-
формальдегидные, полиэфирные [80], кремнийорганические [81] и другие
смолы.
Сырье для производства титанорганических смол
Основным сырьем для производства титанорганических смол яв¬
ляются титановые эфиры, получаемые из четыреххлористого титана.
Четыреххлористый титан, изготовляемый хлорированием окислов титана
или рудных его компонентов при 300—400° С [182], представляет собой
бесцветную жидкость с температурой кипения 136° и температурой пла¬
вления —23° С. Под влиянием воды он легко гидролизуется;
TiCl4 + 2H20 ТЮ2 + 4НС1
Прямое взаимодействие спирта и четыреххлористого титана при-
TiCl4 + 2ROH —у TiCl2 (OR)2 + 2HC1
Тетраортотитановые эфиры получают в условиях, способствующих
удалению хлористого водорода, по мере его образования.
В настоящее время существует три метода получения эфиров орто¬
титановой кислоты.
1. Взаимодействие четыреххлористого титана с алкоголятами
спиртов [76]:
TiCl4 + 4RONa —у Ti (OR)4 + 4NaCl
Сырье
587
2. Взаимодействие четыреххлористого титана со спиртами в присут¬
ствии аммиака [83, 84] или пиридина:
TiCl4 + 4ROH + 4NH3 у Ti(OR)4 + 4NH4Cl
Четыреххлористый титан прибавляют к спирту, взятому в большом
избытке, или к раствору спирта в каком-либо инертном растворителе.
В раствор пропускают газообразный аммиак. Осадок хлористого аммо¬
ния отфильтровывают и раствор упаривают. В перегонном кубе остает¬
ся эфир титана, который для очистки подвергают вакуумному фракцио¬
нированию. В последнее время были найдены растворители для хлори
стого аммония, не растворяющие титановые эфиры. К ним относятся
формамид, диметилформамид, оксидипропиононитрил, иминодипропио-
нонитрил и адипонитрил.
3. Переэтерификация алкилортотитанатов более высокомолекуляр¬
ными спиртами [76, 83, 85, 86]:
Ti(OR),,+ 4R'OH —у Ti(OR')4-f 4ROH
При упаривании смеси удаляется более летучий компонент (низ¬
ший спирт).
Тетраалкилтитанаты представляют собой либо вязкие жидкости,
либо твердые продукты. Температуры кипения их представлены в
табл. 127 [87]. Титановые эфиры смешиваются с большинством безвод¬
ных органических растворителей и масел. Они реагируют с веществами,
ТАБЛИЦА 127
Температуры кнпеиия тетраалкилтитанатов
Эфир
Формула
Давление,
мм pm. cm.
Температура
кипенля, °C
Этилортотитанат
Ti(OC2H5)4
3
7
138
153
Изопропилортотитанат
Ti(OC3H7)4
4
Я
96
109
к-Пропилортотитанат
Ti (ОС3Н7)4
0,5
130
5
156
Изобутилортотитанат
Ti(OC4H9)4
1
141
к-Бутилортотитанат
Ti (OC4H9)4
0,4
147
2
161
5
183
2-Этилгексплортотитанат
Ti (OCsH17)4
0,25
194
Аллплортотитанат
Ti (OC3H6)4
1,5
158
содержащими спиртовую, фенольную или карбоксильную группу. За¬
мещение алкоксильных групп происходит в несколько стадий:
Ti (OR)4 -J- R'COOH —у Ti(OR)3OCOR'-t-ROH и т. д.
С небольшим количеством воды протекает гидролиз одной или
двух алкоксильных групп титанового эфира:
Ti (OR)., + 2Н20 —у Ti(OR)2(OH)2-f 2ROH
Две последние группы связаны более прочно, и гидролиз их про¬
исходит при значительном избытке воды. Конечным продуктом реакции
является гидрат двуокиси титана (ортотитановая кислота):
Ti (OR), + 4Н20 —^ Ti02-2H20 + 4R0H
Легкость гидролиза титановых эфиров уменьшается с увеличением
молекулярного веса алкоксильной группы.
588
Гл. 26. Титанорганические смолы
Свойства бутилортотитаната следующие [88]:
Температура кипения, СС 310—314
Температура плавления, С, не ченее —55 ’
Показатель преломления ггГ‘ . 1,4910
Плотность при 20° С, г/см3 . . . 0,995
Температура вспышки, °С
чистого бутилортотитаната 76 8
с 2 °о бутанола . . 54,6
с 4—5 % бутанола ... 35,0
Бутилортотитанат растворяется в бензоле, ксилоле, четыреххлори¬
стом углероде, бензине, скипидаре, этиловом и бутиловом спиртах, эти¬
ловом эфире, дпоксане, изоамилацетате и т. п. В условиях доступа
влаги, влажного воздуха или содержащих воду веществ он медленно
гидролизуется.
Закономерности гидролиза и конденсации бутилортотитаната
Поликонденсация бутилортотитаната может происходить как при
нагревании, так и в результате гидролиза. По второму методу обра¬
зуются более светлые продукты, и реакция идет при 15—20° С. В пер¬
вое время в качестве гидролизующего агента использовалась уксусная
кислота, а затем было установлено, что этот процесс может происходить
при введении рассчитанного количества воды в бутиловом спирте (или
диоксане).
Сначала происходит отщепление бутоксильной группы и образует¬
ся димер, представляющий собой вязкую жидкость, растворимую во
многих растворителях:
Ti(0C4H9)4 + H20 —* Ti(OC4H9)3OH-f-C4H9OH
2Ti(0C4H9)30H —у (С4Н90)3Т1—О—Ti(0C4H9)3+H2O
Вторая бутоксильная группа также легко гидролизуется, в резуль¬
тате реакции образуется полимер с линейной структурой по схеме
(C4H90)3Ti—О—Ti(0C4H9)3+Н20 -c*Hs0Hh> (C4H30)3Ti—О—Ti(0C4H9)2 ОН
(С4Н90)з Ti—О—Ti (0С4Н9)2 ОН + Ti (0С4Н9)3 ОН —►
—> (С„Н90)3Т1—О—'Ti (ОС4Н9)2—О—П(0С4Н9)з + Н20 и т. д.
или в общей форме:
nTi(OC4H9)4 + (n-f-l) Н20 >- H0[Ti(0C4H9)20]„H + 2nC4H90H
Третья бутоксильная группа отщепляется только при добавлении
больших количеств воды, что приводит к образованию нерастворимого
трехмерного полимера. Прибавление еще больших количеств воды вы¬
зывает отщепление последней бутоксильной группы и образование орто-
титановой кислоты.
Для получения димера требуется ввести 0,5 моль воды, образование
линейного полимера происходит при введении 1,0 моль воды, а введе¬
ние 2,0 моль должно было бы вызвать полный гидролиз. На практике
же наблюдается, что четвертая бутоксильная группа в мономере обла¬
дает большой устойчивостью и для ее гидролиза требуется значитель¬
ный избыток воды.
Линейный полимер, полученный при молярном соотношении воды
и бутилортотитаната 1:1, представляет собой твердую термопластич¬
ную массу, растворимую в спирте и углеводородах.
Полимерные полиэфиры обладают большей стабильностью по срав¬
нению с мономерными соединениями и в тонких пленках гидролизуются
Получение и свойства термостойких покрытий
589
медленно Если скорость гидролиза мономерных эфиров обратно про¬
порциональна длине цепи спирта, то скорость гидролиза полимерных
эфиров обратно пропорциональна степени поликонденсации.
Получение и свойства термостойких покрытий
Термостойкие покрытия приготовляются как на основе мономер¬
ного, так и полимерного бутилортотитаната. Полимерный бутилортоти-
танат может быть получен в стальном котле, снабженном лопастной
мешалкой и рубашкой для охлаждения. В котел загружают раствори¬
тель (предельный углеводород) и при работающей мешалке добавляют
четыреххлористый титан, подавая его из хранилища сжатым воздухом.
Затем постепенно прибавляют раствор воды в бутиловом спирте. После
этого вводят газообразный аммиак до насыщения смеси. Температура
реакции не должна превышать 30° С [89].
Молярное отношение реагентов следующее:
Четыреххлористый титан .... 1
Вола 1
Бутиловый спирт (с 3 ?б-ным из¬
бытком) 2
Растворитель (гексан) 8
Реакционная масса передавливается сжатым воздухом в аппарат
для фильтрации и после отделения хлористого аммония отстаивается
в течение 2—3 суток от небольших количеств NH4C1. Прозрачная жид¬
кость собирается в сборник фильтрата и освобождается от растворителя
отгонкой. Осадок на фильтре промывают три раза чистым раствори¬
телем, который после этого поступает в производство для растворения
четыреххлористого тнтана. Средний выход полимера составляет 80%.
По внешнему виду полимерный бутилортотитанат — вязкая желто-ко¬
ричневая жидкость, хорошо растворяющаяся в органических раствори¬
телях. Молекулярный вес ее достигает 1400. Содержание титана (по
данным анализа) составляет 19,5—21%, что соответствует 31,35% ТЮ2.
Большое влияние на качество покрытий оказывает пигмент. Много¬
численные исследования показали, что наилучшими пигментами для
мономерного и полимерного бутилортотитаната являются алюминиевая
пУДра, цинковая пыль, слюда мокрого размола и чешуйчатый гра¬
фит [89]. Алюминиевая пудра и цинковая пыль применяются в наиболее
тонкодисперсном виде.
Покрытия на основе бутилортотитаната и цинковой пыли устой¬
чивы до 400°С (температура плавления цинка 418°С), а на основе
алюминиевой пудры — до 600° С (температура плавления алюминия
660°С). Мономерный или полимерный бутилортотитанат вводят для
того, чтобы обеспечить прилипание металлического порошка к защи¬
щаемой поверхности и предотвратить образование пузырей при нагре¬
вании. Эмали, полученные на основе полимерного бутилортотитаната,
отличаются большей атмосферостойкостью, чем эмали на основе моно¬
мерного бутилортотитаната.
Эмали можно наносить кистью, пульверизатором, окунанием и на¬
ливом Обычно на поверхности создают покрытие из нескольких слоев.
Лучшие результаты по атмосферостойкости наблюдаются при нанесении
четырех слоев эмали с цинковой пылью или двух слоев эмали с цинко¬
вой пылью и двух слоев эмали с алюминиевой пудрой.
В качестве примера в табл. 128 приведены типовые рецептуры эма¬
лей на основе бутилортотитаната [88, 89]. Покрытия на основе поли-
590
Гл. 26. Титанорганические смолы
ТАБЛИЦА 128
Типовые рецептуры эмалей на основе бутилортотитаната
Компоненты
Рецептура
1
II
in
IV
V
Бутилортотитанат
мономерный
36
36
полимерный . .
—
—
31
23
23
Алюминиевая пудра
36
36
29
—
—.
Цинковая пыль ...
—
—
—
55
27
Уайт-сп рит
—
—
35
17
14
Ксилол или толуол
24,5
24,5
—
—
—•
Ю°б раствор этилцеллюлозы
в толуоле
3,5
5
2,5
1,5
Алкидная смола (75$6 раствор
в толуоле)
3,5
Молотая слюда
—
—
2,5
1,5
Окись меди ....
—
—
—
—
23
мерного бутилортотитаната высыхают при комнатной температуре, а
на основе мономерного эфира требуют горячей сушки при 400—550° С.
При воздействии высокой температуры органическая часть полностью
сгорает и на поверхности металла остается аморфная двуокись титана,
которая вместе с пигментом является защитным покрытием. Рецепта¬
ра V (табл. 128) позволяет получать покрытия на металлической по¬
верхности, не обрастающие в морской воде в течение девяти месяцев.
Испытания покрытий из эмалей на основе этилового эфира крем¬
невой кислоты и бутилортотитаната путем выдержки при 550° С в тече¬
ние 1000 ч показали, что покрытия близки по своим свойствам [87]. Из¬
готовление бутилортотитаната и эмалей на его основе обходится де¬
шевле, чем изготовление эмалей на основе тетраэтоксисилана. Для
получения покрытий бутилортотитанат можно совмещать с нитрат- и
этил целлюлозой [90].
На основе бутилортотитаната могут быть получены пленкообра¬
зующие смолы путем замещения одной-двух бутоксильных групп на
остаток олеиновой кислоты или смесями кислот, выделенных из под¬
солнечного, хлопкового и касторового масел [91, 92]. Полимерные про¬
дукты — вязкие густые смолы, способны давать пленки, высыхающие
при 160—170° С за 2 ч. Пленки обладают хорошим глянцем, адгезией
и эластичностью. С олеиновой кислотой протекают следующие реакции.
Ti(OC4H9)4 + C17H33COOH —>• (C4H90)3 Ti (ОСОС17Н33) + С4Н9ОН
С„Н9ОН+С17Нз3СООН —* с17н33соос4н9 + н2о
(C4H90)3Ti(0C0C17H33)-f Н20 —^ НОТ,- (ОС4Н9)2 (ОСОС17Н33) + С4Н9ОН
ОСОС17Нзз ОСОС17Н33 ОСОС17Н33
I I I
2 C4H90—Ti—ОН —^ C4H90—Ti О Ti—0С4Н9 + Н20 и т. д.
I I I
ОС4Н9 ОС4Н9 ОС4Н9
После сушки покрытия бутиловый эфир олеиновой кислоты остает¬
ся в нем и является пластификатором, улучшающим адгезию и эластич¬
ность. Кроме того, наличие двойных связей в смоле способствует допол¬
нительной сшивке и отверждению пленок.
Гл. 27. Алюминийорганические соединения
591
ГЛАВА 27
АЛЮМИНИЙОРГАНИЧЕСКИЕ ВЫСОКОМОЛЕКУЛЯРНЫЕ СОЕДИНЕНИЯ
Алюмннийорганические высокомолекулярные соединения (полиалю-
моксаны) могут быть получены при взаимодействии основных
солей алюминия RCOOA1 (ОН)2 с диалкоксиалюминиевой солью
(R0)2A10C0R при 100—150°С в инертном растворителе [93] по реакции:
но—А1—ОН RO—А1—OR Г—О—А1— 1
п | +п | —| +2nROH
OCOR OCOR L ocorj2„
где R — алкильная группа.
Другим методом получения полимерных алюминийорганических
соединений является взаимодействие молекул основной соли алюминия
при совместной перегонке с инертным растворителем [94]. Реакцию
проводят при 100—200° С:
НО—А1—ОН НО—А1—ОН „ л НО—А1—О—А1—ОН
I + | | |
OCOR OCOR OCOR OCOR
Для синтеза полиалюмоксанов лучше применять основные соли
алюминия и органических кислот жирного, нафтенового и таллового
масел. Алюминийорганические полимеры образуются при взаимодей¬
ствии алкоголятов алюминия и органической кислоты с последующей
обработкой образовавшегося диалкоксиалюминия водой:
А1 (OR)3 —f— HOCOR —(RO)2 AlOCOR + ROH
(RO)2 A10C0R + 2H20 —»- (HO)2 A10C0R + 2R0H
Полимеры, основная цепь которых содержит атомы алюминия, со¬
единенные кислородным мостиком, могут быть получены уже при на¬
гревании алкоголятов алюминия выше 300° С. При этом наблюдается
выделение молекул эфира и происходит конденсация оставшейся части
соединения в полиалкоксиалюмоксаны следующего строения:
—А1—О— 1
При действии воды полиалкоксиалюмоксаны гидролизуются с обра¬
зованием гидрата окиси алюминия. Стойкость их к гидролизу повы¬
шается с увеличением числа углеродных атомов в алкоксигруппе, на¬
пример, алкоголяты высших спиртов (начиная с С6) и феноляты алю¬
миния значительно устойчивее к гидролизу. Но наиболее устойчивыми
к действию воды являются хелатные соединения — алкоголяты в еноль-
ной форме, в которых атом алюминия связан координационной связью
с органической частью той же молекулы.
Полимеры получают при взаимодействии (в присутствии воды) ал-
коголята алюминия с таутомерными соединениями, обладающими спо¬
собностью к образованию хелатных структур. К ним относятся оксике-
тоны, оксиальдегиды, кетокислоты и сложные эфиры (например, ацето-
уксусный эфир, диэтиловый эфир малоновой кислоты), полимерные
винилкетоны и другие соединения.
В результате реакции поликонденсации диалкоксиалюминийацето-
уксусного эфира в присутствии воды образуется высокомолекулярное
592
Г л. 28. По шэ гементорганосилоксаны
соединение следующего строения [96]:
С4Н90—А1—О
/ Ч
0 о
1 II
СН3—С с—ОС2Н5
\ /
сн
AI—О
/ \
0 о
1
СН3—С С—ОС2Н5
W
СН
А1—ОС4Н„
/
о
о
СН3—С С—ОС2Н5
'Ч /
СН
Из диалкоксиалюминийацетилацетона был получен [95] полимер,
макромолекулы которого построены из звеньев:
—О—А1—
/ \
О О
СН3—С С-
\ /
СН
-СНз
Если вместо одноатомного спирта, используемого для синтеза алко-
голятов алюминия, брать двух- и трехатомные спирты, то при реакции
поликонденсации образуются нерастворимые и неплавкие (сшитые) по¬
лимеры. Путем совместной конденсации хелатных соединений алкоголя-
тов алюминия с гликолями в зависимости от взятого соотношения ком¬
понентов можно получить вязкие растворимые полимеры, способные
переходить при дальнейшем нагревании в неплавкое состояние. Темпе¬
ратура плавления растворимых полимеров находится в пределах
50—170° С. В качестве двухатомных спиртов пригодны 1,3-бутандиол,
1,4-бутандиол, 1,5-гександиол, диэтиленгликоль, 2,2-диметил-1,3-пропи-
ленгликоль и другие, а из трехатомных спиртов применяются б\тан-
триол, гексантриол, триметилолпропан, пентаэритрит, триэтанола.мин и
другие соединения.
Термореактивные полиалюмоксаны, содержащие реакционно¬
способные гидроксильные группы на концах основной и боковых цепей,
имеют следующее строение:
НО-
)—AI—О—
—А1—О—
—А1—О—
А1
/ \
1
/ \
/ \
О О
О
О О
О О
\/
1
\/
\/
R.
R
1
_ R. _
т К|
-ОН
п
-R—ОН
где R — алифатическая часть гликоля;
Ri — углеродная часть таутомерного соединения;
п -с т.
Полиалюмоксаны часто называют алуконами [96] и применяют
для изготовления цветных лаков [97] и красок, быстровысыхающих пле¬
нок [98], модификации полиэфирных [99] и алкидных смол [100] и других
назначений [101, 102].
ГЛАВА 28
ПОЛИЭЛЕМЕНТОРГАНОСИЛОКСАНЫ
Полиэлементорганосилоксанами называются высокомолекулярные
соединения, содержащие в основной цепи наряду с атомами кремния и
кислорода атомы алюминия, титана, олова, бора, германия, свинца,
Полиалюмоорганосилоксаны
593
сурьмы, фосфора и другие. Их строение может быть представлено как
разветвленными цепями молекул:
R R R
I I II
—Si—О—Э—О— Si— —Si—О—Э—О
III II
R R R О
)
[
так и циклолинейными или циклоразветвленными [105]:
/° \si/° \k/°\ /° \si/° \si/° \ R\Si/° \э /° \
II II р/ I
0 0 0 0 о о
II II II
\о/|'\о/Э\о/ \0/?\0/1\0/ \0/Э\0/|Ч
0 R О R
1 I
Структура полиэлементорганрсилоксанов в значительной степени
определяет их свойства. Спектроскопические исследования ряда поли¬
меров показали, что полиалюмоорганосилоксаны и полититанорганоси-
локсаны представляют собой полимеры, главные цепи которых имеют
циклолинейную структуру, содержащую преимущественно тетрамерные
силоксановые циклы, связанные между собой через кислородные атомы.
Термомеханические исследования растворимых полиэлементоргано-
силоксанов показали, что они имеют температуры плавления, превы¬
шающие температуры разложения (не плавятся до 500—600°С), и очень
высокие температуры стеклования [103, 104].
Ниже в качестве примера будут рассмотрены полиалюмоорганоси-
локсапы и полититанорганосилоксаны. Более подробное и полное осве-
щение методов получения и свойств полнэлеченторганосилоксанов
имеется в литературе [105].
Полиалюмоорганосилоксаны
Полиалюмоорганосилоксаны могут быть получены различными методами.
1. Взаимодействие гидроксилсодержащих кремннеорганических соединений с алю¬
минием [106]. В простейшем случае из триэтилгидроксисилана и алюминия образуется
трггс-(триэтилсилокси)-алюминий по уравнению:
3(C2H5)3SiOH + Al —>- [(C2H5)3SiO]3 A1 + 1'/2H2
Более легко протекает реакция между 1,3-дигидрокситетраэтилдисилоксаном и
алюминием. При 150 - 200° С образуется полпалюмоэтилсилоксан, содержащий 0,38 моль
алюминия на 1 моль исходного силоксана.
2. Совместный гидролиз алкил(фенил)хлорсиланов с хлористым алюминием в
щелочной среде по схеме [107]:
(СН3)2 SiCl2 + CcH5SiCl3 + А1С13 + NaOH —>-
СН3 CSH5
—А1—О-
I
О
-Si—O-Si—О —
I I
сн3 о
+ NaCl
3. Обменное разложение натриевых солей алкил- и арилсилантриолов хлористым
или сернокислым алюминием [108]:
2RSi (ОН)2 ONa + А1С13 —> [RSi (ОН)2 0]3 А1+ ЗКгаС1
n [RSi (ОН)2 0]3 А1 —{lRSi(0)0]3Al}„ + «H20
ЗЬ А. Ф. Ниполаев
594
Г.i. 28. По гиэлемснторганосилоксаны
Соотношение между кремнием н алюминием в конечном продукте — полиалюмоор-
ганосилоксане — зависит от отношения скоростей реакции. Так как реакции прово¬
дятся в воднощелочной среде, го образующиеся алкил (фенил) гидроксисиланы в зави¬
симости от строения обладают разлччной стабильностью. Если органотригидроксисилан
достаточно стабилен в условиях реакции, то процесс направлен в сторону образования
гюлиалюмоорганосилоксанов Полиалюмофеннлсилоксаны и полиалюмоэтилсилоксаны
легче получить реакцией совместного гидролиза, чем полиалгомометилсилоксаны, по¬
скольку метилтригидвоксисилан — менее стабильное соединение по сравнению с этил-
тригидроксисиланом и фенилтригидроксисиланом [105].
Свойства полиалюмоорганосилоксанов подробно изучены на примерах полиалю¬
мофен илсилоксана и полналюмоэтилсилоксапа.
Полиалюмофенилсиюксан получают реакцией обменного разложения; отношение
Si: А1 =4, растворяется при 150е С в бензоле, толуоле, ацетоне, этиловом и бензило-
вом спиртах, циклогексаноне, четыреххлористом углероде, хлорбензоле и целлозольве;
не плавится до 500 С. Молекулярный вес полимера может достигать 10 000.
На основании результатов химического анализа можно полагать, что полимер
имеет следующую формулу основного звена:
С6Н5 С6Н5 свн5 С6Н5
I I I I
—О—Si—О—Si—О—Si—О—Si—О—А1—
I I I I I
он он о о о
Такое структурное звено является составной частью сложной циклической поли¬
мерной молекулы Нагревание полимера до 150° С приводит к уменьшению числа
гидроксильных групп вследствие реакции поликонденсации (но полимер сохраняет
растворимость). При 200—5003С полимер теряет растворимость. Особенно быстро
этот процесс проходит при 400—500" С. По-видимому, в этих условиях протекают ре¬
акции отрыва органических радикалов и перестройки цепей с разрывом силоксановых
1! алюмосилоксановых связей в циклах и превращение их в пространственные струк¬
туры [105].
Полиалюмоэтилсилоксан получают путем обменного разложения из мононатрие-
вой соли этилтригидрокеисилана и алюмо калиевых квасцов. Как п полнатюмофеннл-
силоксан, он представляет собой бесцветное хрупкое вещество: не плавится при на¬
гревании, но растворяется в бензоле, толуоле, четыреххлористом углероде, хлорбен¬
золе, ацетоне и этиловом спирте. Полимер при нагревании в течение 2 ч при 200“ С
теряет растворимость; причем этот процесс протекает быстрее, чем в случае полиалю-
мофенилсилоксана [105]. Молекулярный вес полиалюмоэтилсилоксана может достигать
нескольких десятков тысяч.
Строение основного звена полимера может быть представлено следующим об¬
разом;
С2н5 С2Н5 С2Н5 С2н5
I I I I
—О—Si—О—Si—О—Si—О—Si—О—А1—
I I I I I
ОН ОН О о о
Полититанорганосилоксаны
Полититанорганосилоксаны получают реакцией совместного гидролиза алкил-
(арил)хлорсиланов и бутилового эфира ортотитановой кислоты с последующей поли¬
конденсацией при 200° С [105]:
ОС4Н9
m R2SiCl2 -(- Ti (ОС,Н9)4 NaOH-* (—®—SiR2—)m О—Ti—О—
OC4H9
При поликонденсации полученных продуктов образуются стеклоподобные поли¬
меры, растворимые в спирте, ацетоне, смеси спирта и толуола, дихлорэтане, хлорбен¬
золе и других органических растворителях. Соотношение между кремнием и титаном
в полимере можно изменять в широком интервале от 5 . 1 до 30 : 1 в зависимости от
соотношения реагентов [109].
Можно применить и другие методы синтеза полититанорганосилоксанов. гидроли¬
зом в неводном растворителе теграбутоксититана с дибутилдибутоксисилан-ом {110]; вза-
Литература
595
имодействием алкил(арил)гидроксисиланов с тетрабутоксититаном при нагревании в
инертном растворителе [111]; гетерофункциональной конденсацией при 150° С бис-
(триметилсилокси)-дихлортитана с фенилметилдиэтоксисиланом [112]; реакциями об¬
менного разложения [113] и т. д.
Несмотря на то, что полититанорганосилоксаны получены из три- и тетрафункци-
ональных соединений, они обладают хорошей растворимостью в органических раство¬
рителях и не плавятся до 500° С.
Элементарный состав полититанфенилсилоксана с молекулярным весом, не пре¬
вышающим 10 000, отвечает эмпирической формуле.
I ~
С6Н5 С6Н, С6Н5 о
I I I I I
—О- -Si—О—Si—О—Si—О—Si—О—Ti—
I I 1 I I
ОН О О О О
Нагревание при 200° С в течение 15 ч не вызывает потери растворимости, но
более высокая температура приводит сначала к частичной потере растворимости, а
затем к полной нерастворимости. Температура стеклования полимера лежит в области
150° С, но нагревание его при температурах выше 200° С смещает температуру стекло¬
вания в область 460° С. Полититанэтилсилоксан и особенно полититанметилсилоксан
более чувствительные к нагреванию, чем политигаифенилсилоксан, так как в значи¬
тельной степени теряют растворимость при 150—200° С.
ЛИТЕРАТУРА
1. А Н. Несмеянов, Периодическая система Д. И. Менделеева и органическая
химия, Изд. АН СССР, 1959.
2. А. Н. Несмеянов, Усп. хим., 28, 1163 (1959).
3. М. I. Kabachnik, Ап. Rom. Sov., Ser. Chim.. 10, 71 (1956).
4. К А. Андрианов, Усп. хим., 27, 1257 (1958).
5. F. S. Kipping' J- Chem. Soc., 78, 449 (1900); Proc. Rov. Soc„ I59A, 139 (1937).
6. К А. Андрианов, авт. свид. 55899, 1937; ЖОХ, 8, 1256 (1938); 6, 203 (1939);
М. М. Котон, ЖПХ, 12, 1435 (1939).
7. К- А. 4 н д р и а н о в, Кремнийорганические соединения, Госхимиздат, 1955.
8. К- А. Андрианов, '1 В. Соболевский, Высокомолекулярные кремнийор¬
ганические соединения, Оборонгиз, 1949.
9. А. Д. Петров, В. Ф Миронов, В А. Пономаренко, Е. А. Чернышев,
Синтез кремннйорганических мономеров, Изд. АН СССР, 1961.
10. В. Бажант, В. Хваловски, И. Ратоуски, Силиконы, Госхимиздат, 1960.
11. К- А- Андрианов, О. И. Грибанова, ЖОХ, 8, 552 (1938).
12. К- А. Андрианов, ДАН СССР, 28, 86 (1940).
13. М. Ф. Ш ос т а к о в с к и й, Д. А. Кочкин, Л. В. Л а й н е, ЖПХ, 30, 1401 (1957).
14. Н. С о g а п, Sett erst о п, Ind. Eng. Chem., 39, 1364 (1947).
15. Met. Progr., 49, 489 (1945); Chem. Age, 55, 39 (1946).
16. А. В. Топчиев, H. С. Наметкин, ДАН СССР, 80, 897 (1951).
17. Д. Я- Жинкин, А. Г. Кузнецова, М. А. Ч и ненов а, Пластмассы, № 4, 13
(1960).
18. В. Т. Шемятенкова, Н. А. П а л м а р ч у к, А. А. X в о ц е в с к а я, С. В. С в я-
цилло Пластмассы, № 3, 27 (1960).
19. В. Г. Шемятенкова, Н. А. Пал марчу к, А. А. X в о ц е в с к а я, С. В. С в я-
цилло Пластмассы, № 4, 15 (1960).
20. К. П. Гр и не вич, Пластмассы, № 3, 24 (1960).
21 R Alt ion A. L о е b е 1, F. Е i г i с h, J. Am Chem. Soc., 72, 5705 (1950).
22. К. А. Андрианов, А. А. Жданов, Изв. АН СССР, ОХН, № 6 (1954).
23. D. Т Hurd, J. Am. Chem. Soc., 76, 279 (1954).
24. К. А. Андрианов, А. А. Ждано в, Успехи химии и технологии полимеров,
Госхимиздат, 1957, стр. 53.
25. W. L. Roth. J. Am. Chem. Soc., 69, 474 (1947).
26. В. С Сказка, Л. Г. Шалтыко, Высокомол. соед., 2, 572 (1960)
27. К. А. Андрианов, Теплостойкие кремнийорганические диэлектрики, Госэнерго-
издат, 1957.
28. К. А. Андрианов, А. И. Петрашенко, Кремнийорганические полимеры ц
народном хозяйстве, Изд. АН СССР, 1959.
38*
596
Литература
29. А. П. К Р е ш к о в, Кремнийорганическне соединения в технике, 11ромстройиз_ 7,
1956.
30. R. R. McGregor, Silicones and Their Lses. \ Y„ 1954.
31. А. П. Крешков и др.. Практическое руководство по анализу мономерных и по¬
лимерных кремнийорганичесчих соединений. Госхимиздат, 1962.
32. Schwarz, Clastechn, Вег 22. 289 (1949).
33. D. Wilcock, Gen. Elec. Rev 49, .Vs 11. 14 (1946)
34 R. S. Bowers R. L Cottington, Т. M. Thomas, W. A. Zisman, Ind. Eng.
Chem., 48, 943 (19561
35. W. Bates, Ind. Eng. Chem., 41, 1966 (1949).
36. D. Wilcock. Gen. Elec. Rev.. 49. № 12, 28 (1946).
37. L. Smith, Plastics, 19. .Vs 206, 296 (1954).
38. Химические товары (справочник), Госхимиздат, 1959.
39. Полиорганоси.тоьсановые жидкости (каталог), ВДНХ, Госхимиздат, 1959.
40. С. А. Яманов, Вести, электропром., № 11, 64 (1956).
41. В Велыцпн, Г. Хаутильд, О силиконах и их применении в отделке тек¬
стильных изделий, Гизлегпром, 1958.
42. И. \. Предтеченская, Применение синтетических смол для отделки тканей.
Лениздат, 1959.
43. А. И. Л а з а р е в, М. Ф. Сорокин, Хим. пром., № 4, 20 (1946).
44. W. Kranss, R. К u b е п s, Plast. inform., 7, № 138, 1 (1956).
45. Plast. и. Kaut., 6, № 6, 38 (1957).
46. H. В e d и п e a и, Rev. prod, chim., 55, 265 (1952).
47. G. Kline, Ind. Eng. Chem., 41, 2133 (1949).
48. А. Ф. .Моисеев, Т. С. Маклашина, Л. В. Макарова, Д. Я- Ж и н к и н,
Н. Г. Константинов, Пластмассы, № 1, 36 (1960).
49. К. А. Андрианов, В. И. К а л и г в я н с к и й, Успехи химии и технологии по¬
лимеров, Госхимиздат, 1955, стр. 3.
50. Д. А. К а р д а ш о в, Хим. наука и пром., 2, № 5, 602 (1957).
51. К- А. Андрианов, А. А. Жданов, С. К. Жеребков, Н. А. Данилова,
И. П. Иванова. Вестн. техн. и экон. информ., № 4, 69 (1960).
52. К. Г. Просвирина, Синтетические клеи, ЛДНТП, 1961, стр. 39.
53. R. L. Hauser etc., Ind. Eng. Chem., 48, 1202 (1956).
54. E. G. Roc how, Sci„ 111, 277 (1950).
55. C. J. Baker, J. H. Riley, Rubb. Plast. Age, 39, 577 (1958).
56. S. Nitzsche, M. Wick, Kunst., 47, 431 (1957).
57. Rubb. Age and Int. Plast., 134, № 21, 815 (1958).
58. C. W. Pfeifer, R. M. Savage, В. B. White, India Rubb., 129, 481 (1954).
59. P. C. Servais, India Rubb., 114, № 5, 657 (1946).
60. Rubb. Plast. Age, 38, № 3, 217 (1957)
61. Werkstoffe u. Korrosion, № 1 (1958).
62. Gummi u. Asbest, 10, 498 (1957).
63. G. S. Irby, Rubb. Plast. Age, 37, 105 (1956).
64. К. А. Андрианов, А. И. Глухова, Хим. пром., № 6, 347 (1957).
65. A. T. Colwell, Automotive Ind., 112, № 3, 75 (1955).
66. Б. А. Киселев, Стеклопласты будущего. Изд. АН СССР, 1959.
67. J. G. Stansbury, Mod. Plast., 34, № 10, 188 (1957).
68. Б. А. Киселев, Хим. наука и пром., 2, № 5, 622 (1957).
69. А. К. Варденбург, Пластические массы в электротехнической промышленности,
Госэнергоиздат, 1957, стр. 149.
70- Б. Д. И з ю м о в, В. И. П а х о м о в, И. М. Панфилов, Вестн техн. и экон ин¬
форм., № 3, 3 (1959).
71. D. Е. Waver, Mater, a. Methods, 40, № 6, 102 (1954).
72. Англ. пат. 788599, 1958; С. А., 52, 9651 (1958).
73. М. Я. Бородин, 3. И. Казакова, сб. «Пенопластмассы», Оборонгиз, 1960
стр. 157.
74. М. Я. Бородин, 3. И. Казакова, А. В. Апалишина, авт. свид. 151022
196i .
75. D е m а г с а у, Compt. rend., 80, 51 (1875); Jennings, Ward law Wav J
Chem. Soc.. 637 (1936).
76. Levy, Ann. chim., 25, 477 (1892).
77. F. Bischoff, H. Agnins, J. Am. Chem. Soc., 46, 257 (1924).
78. Г. П. Л у ч и н с к и й, Химия титана, Госхимиздат, 1941.
79. А. Н. Несмеянов Усп. хим., 14, 261 (1945).
80. J. Kraitrer, К- McTaggart, J. Council Sci. Ind. Res., 21, 328 (194'
81. Plast. u. Kaut., 6, № 6, 38 (1956).
82. И. И. Корнилов, Усп. хим., 23, 529 (1954y.
83. A. H. Несмеянов, P. X. Фрейдлина, О. В Ногина, Изв. АН СССР, C.’vr,
№ 5, 518 (1951).
Литература
597
84. R S i d 1 о w, Chem. Prod., 16, 215 (1953).
85. Б. А. Арбузов, 3. Г. Исаева, ЖОХ, 22, 566 (1952).
86. Б. А. Арбузов, Т. Г. Ш а в ш а, ДАН СССР, 68, 859 (1949).
87. R. S i d 1 о w, I. Oil Col. Chem. Assoc., 39, 415 (1956).
88. С. Sachs, F. Wert her, Farbe u. Lack, 61, № 2, 60 (1955).
89. C. Winter, J. Oil Col. Chem. Assoc., 36, 689 (1953).
90. Chem. Rund., № 3, 55 (1957).
91. В. С. Киселев, Т. А. Ермолаева, ЖПХ, 29, 288 (1956).
92. В С. Киселев, Т. А. Ермолаева, ЖПХ, 30, 1810 (1957).
93. Англ. пат. 783679, 1958; Экспресс-информацпя, СВМ, № 20 (1959).
94. Англ. пат. 803768, 1958; Экспресс-информация, СВМ. № 20 (1959).
95. V. Kugler, J. Polymer Sci., 29, 637 (1958).
96. F Schlenker Farbe u. Lack, 64, № 4, 174 (1958)
97. Пат. ФРГ 902424, 1954; РЖХим, 49648 (1957).
98. Англ. пат. 718283, 1954; РЖХим, 49642 (1957).
99. Англ. пат. 718284, 1954; 718359, 1954; РЖХим, 72919 (1957).
100. W. Кб nig, Dtsch Farben Z., 11, № 1, 8 (1957).
101. Пат. ФРГ 1000997, 1956; РЖХим, 41629 (1958).
102. Пат. США 2720506, 1955; РЖХим, 9839 (1958).
103. К. А. Андрианов, Э. 3. А с н о в и ч, Высокомол. соед., 1, 743 (1959).
104. К- А. Андрианов, Г. J1. Слонимский, Т. И. Д и к а р е в а, Э. 3. Асно-
вич, Высокомол соед., 1, 244 (1959).
105. К. А. Андрианов, Полимеры с неорганическими главными цепями молекул.
Изд. АН СССР, 1962; Усп. хим., 27, 1257 (1958).
106. К. А. Андрианов, авт. свид. СССР 71115, 1947.
107. К А. Андрианов, Т. Н Ганина, Изв. АН СССР, ОХН, № 1, 74 (1956)
108. К. А. Андрианов, А. А. Жданов, ДАН СССР, 114, 1005 (1957).
109. К. А. Андрианов, Т. Н. Ганина, Е. Н. Хруст а лев а, Изв. АН СССР,
ОХН, № 7, 798 (1956).
110. Пат. США 2716656, 1955; С. А., 50, 1372 (1956); англ. пат. 728751, 1954; С. А., 49,
1287 (1955).
111. Пат. США 2512058, 1950; С. А., 44, 8698 (1950).
112. К. А. Андрианов, Н. А. Курашева, ДАН СССР, 135, 316 (1960).
113. К. А. Андрианов, Э 3. А с н о в и ч, Высокомол. соед, 2, 136 (1960).
VIII. ФУРАНОВЫЕ СМОЛЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
Уже давно было известно, что фурфурол и фурфуриловый спирт при
действии минеральных кислот образуют смолы. Впервые такие смолы
получены в 1928 г.; они названы фурановыми из-за наличия в основном
звене смолы гетероциклического фуранового кольца, содержащего че¬
тыре атома углерода и один атом кислорода:
—С С—
II II
—С с—
В настоящее бремя фурановые смолы, в зависимости от состава,
применяются для изготовления антикоррозионных ф\теровочных мате¬
риалов, цементов, пропиточных растворов, лаков, клеев, пластиче¬
ских масс Ш-
Фурановые смолы производят на основе фурфурнлового спирта,
фурфурола и фурфурилового спирта или фурфурола и ацетона. Все они
обладают сходными физико-механическими, химическими и электри¬
ческими свойствами, и методы их получения имеют много общего.
В своей молекуле в качестве повторяющегося звена смолы содержат
фурановое кольцо.
ГЛАВА 29
Смолы на основе фурфурилового спирта и мономера ФА
Основными видами сырья для производства фурановых смол яв¬
ляются фурфурол и фурфуриловый спирт. Свойства фурфурола рассмот¬
рены на стр. 422, а фурфуриловый-спирт представляет собой бесцветную
жидкость со слабым ароматическим запахом. Технический продукт
обычно окрашен в желтый цвет. Температура кипения 171° С; темпера¬
тура плавления—14,6°С; плотность 1,1248 г/см3. Выше 20°С фурфури-
ловый спирт смешивается с водой во всех отношениях. При хранении
он окисляется и склонен к межмолекулярной дегидратации. Основания,
например пиридин, к-бутиламин и др., замедляют процесс окисления.
Основным методом получения фурфурилового спирта является ме¬
тод гидрирования фурфурола [2]. В присутствии 1—2% медно-хром-
окисного катализатора при 175° С под давлением водорода 70—
100 кг!см2 выход его достигает 90%. Реакция протекает по уравнению:
СН—СН сн—сн
II II /О II II
сн с—C<f 4- Н2 —у сн с—сн2он
\о/ Чн \о/
Применение фурфурола и его производных позволяет расширить
ассортимент выпускаемых синтетических смол и пластиков и значитель¬
но улучшить их качество [31.
Закономерности поликонденсации и строение су.ол
599
Закономерности поликонденсации и строение смол
фурфурол, фурфуриловый спирт или их смеси, а также фурфурол
с ацетоном при действии кислот в условиях нормальной или повышенной
температуры образуют смолы. Под влиянием кислого катализатора про¬
текает реакция поликонденсации. Кроме сильных минеральных кислот
(серной, соляной и фосфорной), добавляемых в реакционную смесь в
количестве 0,1—4%, процесс конденсации катализируют галогениды ме¬
таллов, например хлорное железо и хлористый алюминии, активирован¬
ная окись алюминия и др.
Обычно образование смол происходит при нагревании, причем полу¬
чаются продукты различной вязкости. С увеличением времени конден¬
сации вязкость смол повышается (так как возрастает число фурановых
колец в молекулах) и может достигать больших значений. Реакцию пре¬
кращают, нейтрализуя реакционную смесь до pH = 7—8. Нейтрализо¬
ванные смолы отличаются большой стабильностью, они могут хранить¬
ся длительное время при 15—20°С без заметного изменения (даже в
течение нескольких лет).
При получении смолы из фурфурилового спирта [4] последний на¬
гревают при кипенни с 0,5 вес. % 85%-ной фосфорной кислоты, разбав¬
ленной водой, более 4 ч до получения сравнительно вязкой массы. Затем
ее нейтрализуют водным раствором едкого натра и смолу после отделе¬
ния от водного слоя сушат в вакууме до достижения ею 125° С. Выход
вязкой смолы достигает 80%.
Образование смолы может быть представлено следующей схемой [5]:
СН—СН СН—СН СН—СН СН—сн
II II +11 II I! II II II
СН С—СН2ОН СН С—СН2ОН СН v С—СН2—С С—СН2ОН
\о/ 'Чэ/ N3/
СН—СН СН—СН СН—СН
II II II II + II II
СН С—СН2—С С—СН2ОН СН С—СН2ОН
СН—СН СН—СН СН—сн
—►II II II II II
СН С—СН2—С С—СН2—С С—СН2ОН и т. д.
\о/ \о/
В общем виде строение полифурфурилового спирта можно выра¬
зить так:
СН—СН
II II
СН С—СН2—
\0/
СН—сн
—С С—СН2
\о/
—п
сн—сн
II II
-С С—СН2ОН
\о/
В качестве побочного продукта образуется дифурфуриловый эфир:
СН—СН СН—СН
II II II II
СН с—сн2—о-сн2—С СН
\о/
При поликонденсации фурфурилового спирта выделяется вода (18%
от веса исходного спирта). Образуется она в результате отщепления
гидроксильной группы спирта и атома водорода фуранового кольца в
a-положении к кислороду, обладающего наибольшей подвижностью [6].
Низковязкие полимеры фурфурилового спирта растворяются в эти¬
ловом спирте, а высоковязкие растворяются в нем лишь частично, но
600
Гл. 29. Смолы на основе фурфурилового спирта и мономера
полностью растворяются в сложных эфирах, кетонах, ароматических уг¬
леводородах.
Смолы из фурфурола образуются по следующей схеме [5]:
СН—СН СН—СН СН—СН СН—СН
I! II /.О /.О II II II ..О
СН с—of — СН С—of —> СН С—СН—С С—c<f
\0/ н \0/ н \0/ I \0/ \Н
он
СН—сн сн—сн сн—сн
/ О , 0 _н2о
СН С—СН—С С—С? +СН С—СУ >
\°/ \о/ Хн \0/ Хн
СН—сн
11 11 /Р
СН—СН ^ С\н
II II /\о/ н
—>■ СН С—СН и т. д.
W \/°\ н
С С-С/
II
СН—сн
Чаще всего фурфурнловый спирт и фурфурол подвергают совмест¬
ной конденсацнн в присутствии кислот до получения жидкой смолы.
В одном нз патентов [7] так описывают получение смоты. В смесь из
60—75% фурфурилового спирта и 25—40% (по объему) фурфурола
вводят 0,1—4% кислого катализатора (НС1, H2S04); содержимое котла
нагревают до 115—135° С, затем охлаждают до 93—110° С и поддержи¬
вают указанную температуру до получения вязкой текучей массы
(5—45 мин).
По другим данным [8], конденсацию осуществляют в присутствии
10% соляной кислоты и небольшого количества мочевины (0,1—1,5%).
Полученная смола нейтрализуется аммиачной водой или водным раство¬
ром щелочи, а затем освобождается от воды в вакууме.
Большое значение имеют фурановые смолы, получаемые из фурфу¬
рола и ацетона. В зависимости от температуры реакции и соотношения
реагентов реакция может протекать различными путями [9].
При избытке ацетона
СН—СН СН—СН
II II „О II II
СН С—СУ + СН3—С—СН3 —> СН С—СН—СН2—С—СН3
\0/ Хн II \о/ I II
О ОН о
СН—СН
|1 I
С—СН—СН2—С—СНз+СНз—с—сн3 ——
\о/ I II II
ОН о о
—»- СНз—с—СН2—СН—СН2—С—сн3
II I II
О /,С=СН о
о
\сн=сн
Закономерности поликонденсации и строение смол
601
При избытке фурфурола
СН—СН сн—сн
II 1 . II II /О
Сн с-сн сн2-с-сн3 + сн c-cf
\о/ 1 11 \о/ хн
он о
СН—сн сн—сн
II I ||
сн с—сн—сн2—с—сн2—сн—с сн
\0/ I 'I I N}/
он о он
При нагревании в щелочной среде первоначальные продукты кон¬
денсации образуют фурфурилиденацетон и дифурфурилиденацетон:
СН—СН сн—сн
II II _но II
СН С—СН—СН2—СО—СН3 СН С—СН=СН—СО—СНз
I
о он о
СН—СН СН—СН
II II II II
СН С—СН—СН,—СО—СН,—сн—с сн
— 2Н,0
о
он
он
о
сн—сн сн—сн
II II II II
сн с—сн=сн—со—сн=сн—с сн
о
о
Указанные соединения способны отверждаться в сильно кислой
среде и переходить в продукты пространственного строения. Процесс
характеризуется, подобно отверждению феноло-формальдегидных смол,
тремя стадиями [1].
В первой стадии фурфурилиденацетон и дифурфурилиденацетон
переходят в смолообразное состояние. Скорость реакции зависит от ко¬
личества катализатора и температуры. Полученные смолы с молеку¬
лярным весом до 1350 растворяются в ацетоне, диоксане и других ор¬
ганических растворителях. Экспериментальные данные показывают, что
в реакции осмоления участвуют этиленовые двойные связи и карбониль¬
ные группы.
На второй стадии наблюдается потеря смолами растворимости в
органических растворителях, хотя и сохраняется способность набухать.
Смолы из дифурфурилиденацетона отличаются от смол из фурфурил-
иданацетона меньшей набухаемостью, пониженной эластичностью и не¬
значительной деформируемостью.
В третьей стадии отверждения смолы становятся неплавкими, не¬
растворимыми и ненабухаемыми. Они не деформируются до темпера¬
туры 300° С, обладают повышенной хрупкостью. При температуре 300° С
наблюдается деструкция смол. Отверждение смол на второй и третьей
стадиях происходит за счет дальнейшей полимеризации по этиленовым
связям.
602
Гл. 29. Смолы на основе фурфурилового спирта и мономера
Из первоначальных продуктов конденсацин фурфурола с ацетоном
наиболее изучен фурфурилиденацетон и днфурфурилиденацетон. Смесь
их, обычно в соотношении 80:20, носит название мономера ФА [10].
Днфурфурилиденацетон, синтез которого описан в работе [11], может
быть отвержден при повышенных температурах в присутствии бензол-
сульфокислоты [12] или предварительно превращен в растворимый и
плавкий полимер нагреванием при 140—180° С с отгоном летучих [13];
он пригоден для пропитки наполнителя и изготовления прессовочных
материалов и стеклопластиков.
Производство фурфуроло-ацетонового мономера (мономер ФА)
Технологический процесс получения мономера ФА заключается в
конденсации фурфурола с ацетоном в присутствии едкого натра, отде¬
лении мономера от воды и сушке его с частичным уплотнением [14]
В реактор из углеродистой стали, снабженный мешалкой, рубашкой
для обогрева (или охлаждения) и обратным холодильником, загружают
свежеперегнанный фурфурол, ацетон, воду и спирт. После 10 мин пере¬
мешивания к смеси постепенно приливают катализатор (20% раствор
едкого натра). Теплоту реакции отводят, поддерживая температуру
смеси 30—55° С. При снижении температуры в реакторе ниже 30° С счи¬
тают, что начальная стадия реакции в основном закончилась. Затем на¬
гревают смесь до 86—95° С и поддерживают эту температуру в тече¬
ние 6 ч После окончания реакции конденсацни фурфурола с ацетоном
полученный продукт охлаждают до 20—25=С и нейтрализуют серной
кислотой до pH = 2—3.
Воду от продукта реакции (мономера) отделяют отстаиванием в
течение 1—3 ч Остаток воды отгоняют при нагревании реактора в те¬
чение 40—70 мин при нормальном давлении Высушенный таким обра¬
зом мономер охлаждается и сливается в цистерны.
Мономер ФА при нормальной температуре — жидкость желтовато-
коричневого цвета (температура кипения 160—240° С, плотность при
20° С 1,08—1,12 г/см3) нерастворимая в воде, но растворяющаяся в ке-
тонах, сложных эфирах и эфирах этиленгликоля [15]. Вязкость мономера
ФА в зависимости от назначения может быть различной. После введе¬
ния кислых катализаторов мономер ФА полимеризуется при комнатной
температуре или при нагревании. Отверждение в присутствии 3% бен-
золсульфокислоты при 170—180° длится 30—110 сек.
Отверждение. Начальные продукты конденсацни или растворимые
смолы различной вязкости под влиянием кислот на холоду или при на¬
гревании способны переходить в неплавкое и нерастворимое состояние.
Процесс отверждения происходит постепенно, и скорость его опреде¬
ляется количеством добавленной кислоты, ее активностью и температу¬
рой. Смолы отверждаются тем быстрее, чем больше взято кислоты и
чем выше температура.
В присутствии сильных минеральных кислот смолы быстро чернеют,
твердеют и становятся хрупкими и неплавкими. Более слабые кислоты
(малеиновая, щавелевая, фосфорная) действуют медленно, и смолы
остаются вязкими длительное время. Устойчивость смол увеличивается
при добавлении растворителей (спиртов, кетонов, сложных эфиров и
ароматических углеводородов).
Скорость отверждения смол при 20° С достаточно высока в присут¬
ствии бензол- или я-толуолсульфокислоты. Другими катализаторами
отверждения могут быть аммонийная соль n-толуолсульфокислоты, бен-
золсульфохлорид (8] и другие кислые соли.
Применение смол и свойства материалов
603
Точная структура отвержденных смол неизвестна, но, по-видимому,
между макромолекулами образуются мостики за счет раскрытия двой¬
ных связей фуранового кольца.
Неотвержденные фурановые смолы хорошо совмещаются с пласти¬
фикаторами, различными термопластичными и термореактивными смо¬
лами, натуральными и синтетическими каучуками, асфальтами.
Фурфуриловый спирт может вступать в реакцию с формальдегидом,
метилолмочевиной и метилолмеламином, фенол-формальдегидными смо¬
лами и т. п. Например, реакция конденсации фурфурилового спирта
с формальдегидом может быть осуществлена при молярном отношении
реагентов 1 :0,6 [16]. Смола образуется в присутствии кислого катали¬
затора и по своим свойствам близка к смоле из чистого фурфурилового
спирта Она может быть применена для модификации водорастворимых
фенол-формальдегидных смол.
Продуктами конденсации фурфурилового спирта с диметилолмоче-
виной являются смолы, обладающие повышенной по сравнению с моче-
вино-формальдегидной смолой стабильностью размеров, меньшей склон¬
ностью к образованию трещин и большей водостойкостью [6, 17].
В результате совместной конденсации фурфурилового спирта и
фенол-формальдегидной смолы образуются темноокрашенные термо-
реактнвные смолы, пригодные для изготовления слоистых пластиков,
прессование которых сможет быть осуществлено при низком давлении
(до 10 кгс/см2).
Применение смол и свойства материалов
ЦЕМЕНТЫ
Цементы готовят смешением жидких фурановых смол (вязкость
100—500 да) с порошковым инертным наполнителем и катализатором
отверждения (/г-толуолсульфокислотой). Наполнителями являются крем¬
незем, измельченный кварц, уголь и графит, кислотостойкий асбест,
стеклянное волокно, тяжелый шпат; целлюлозные наполнители не при¬
меняют из-за их недостаточной стойкости в кислой среде. Кремнезем и
асбест непригодны для употребления в сильно щелочной среде и в среде
•фторсодержащих кислот и солей. В указанных случаях в качестве на¬
полнителя используются уголь и графит.
Обычно при изготовлении угленаполненного цемента на 1 вес. ч.
смолы берут 2 вес. ч. наполнителя, а при получении цементов, напол¬
ненных кремнеземом, — на 1 вес. ч. смолы 3 вес. ч. наполнителя. Но
в зависимости от температуры и требований к консистенции цемента
указанные соотношения компонентов могут быть изменены. Так, напри¬
мер, фурановые цементы, используемые для связывания кирпичей,
должны быть более вязкими, чем употребляемые для крепления плитки.
После изготовления больших количеств цемента в смесителях он
должен быть разложен тонким слоем (до 2 см) на какую-либо поверх¬
ность во избежание отверждения. В условиях повышенной темпе
ратуры (30—35° С) цемент готовится только небольшими порциями и
охлаждается водой. Прямой солнечный свет ускоряет отверждение
цемента [5].
При отверждении цементов наблюдается усадка 0,3—2%, завися¬
щая от природы и количества наполнителя. Усадка затрудняет упо¬
требление цементов, так как является причиной образования трещин.
Растрескивания в значительной мере удается избежать, вводя в смолу
волокнистый наполнитель.
604
Гл. 29. Смолы на основе фурфурилового спирта и мономера
Свойства фуранового це 1ента, наполненного углем, следующие [4,5]
Плотность, г/см3 1,4
Предел прочности, кгс см2
при растяжении . . .
» изгибе
» сжатии
Относительное удлинение,
Водопоглощениё, °0 ...
Рабочая температура, °С -
Сопротивление пламени
84
350
980
1
0.2
от —30 до 190
У довлетворительное
В зависимости от наполнителя неотвержденные фурановые цементы
могут быть черными, коричневыми или белыми, но при отверждении все
они темнеют.
Угленаполненные цементы имеют значительную проводимость тока,
в то время как цементы, содержащие кремнезем, его не проводят. Сме¬
шение двух типов цементов в различных соотношениях позволяет полу¬
чить материалы нужной проводимости тока.
Главным достоинством отвержденных фурановых цементов является
высокая химическая стойкость к кислотам, щелочам, солям и раствори¬
телям. На них не действуют до 120° С следующие кислоты: 100%-ная
уксусная, масляная, олеиновая, стеариновая; жирные кислоты, содержа¬
щие более шести углеродных атомов в молекуле; 90%-ная муравьиная,
85%-ная фосфорная, 50%-ная серная, 40%-ная фтористоводородная, со¬
ляная и бромистоводородная, 25%-ная молочная, малениовая и синиль¬
ная, 20%-ная щавелевая, 10%-ная хлоруксусная, бензолсульфокислота
и лимонная. Лишь хромовая, азотная и 70%-ная серная кислоты, олеум.
10%-ный гипохлорит натрия разрушают фурановую смолу.
Концентрированные щелочи (натриевая, калиевая, кальциевая и
аммиак) до 100° С [18] не действуют на фурановый цемент. Кислые, ще¬
лочные и нейтральные соли в виде растворов также не вызывают раз¬
рушения цементов до 120° С.
Газы (сероводород, сернистый ангидрид), алифатические и арома¬
тические углеводороды, кетоны, спирты, сложные эфиры, минеральные
и растительные масла не нарушают химической стойкости фурановых
цементов. Лишь амины (анилин, пиридин и др.), хлор, бром, иод, пере¬
кись водорода (выше 30%) разрушают фурановые цементы [19].
Благодаря своей химической стойкости фурановые цементы нашли
применение для соединения кислотоустойчивых плиток, черепицы и кир¬
пичей при футеровке металлических аппаратов (реакторов, хранилищ,
нейтрализаторов, адсорбционных колонн и т. д.), при создании аппа¬
ратов и другого оборудования из неметаллических материалов, изготов¬
лении полов в цехах химических заводов. Они могут применяться в
производстве кислот, красителей, растворителей, пластмасс, удобрений,
дезинфицирующих веществ, квасцов, мыла, бумаги, искусственного и
синтетического волокна, кожи и др.
На основе фурфурол ацетоновых смол в СССР изготовляют поли¬
мер-бетоны. В бетономешалке получают бетонную массу, смешивая фур-
фуролацетоновую жидкую смолу (мономер ФА), наполнитель, состоя¬
щий из мелкого песка, крупного кварцевого песка и щебня, и отверди-
тель (бензол- или толуолсульфокислоту). Ниже рекомендуются [20] две
рецептуры полимер-бетонов (в кг/м3).
Мономер ФА 250—300 200—250
Отвердитель 40 60 30—50
Заполнитель
мелкий песок 500—700 0—500
крупный песок 800—1200 500—1000
щебень — 600 1200
Применение смол и свойства материалов
605
Минеральный заполнитель плохо смачивается мономером ФА или
форнолимером, поэтому лучше всего его предварительно смешивать с
фурфуролом. Бетонная масса быстро схватывается и при определенных
условиях распалубку можно производить через 10—15 мин, а полное
отверждение массы заканчивается на 12—14 сутки.
Ниже сравниваются физико-механические свойства полнмер-бетона
и бетона на основе цемента (21]:
Полимер- Цементный
бетон бетон
Плотность, г/см3 2,1 2,65
Предел прочности, кгс/см2
при растяжении 64—70 7—15
» изгибе 160—200 20—30
» сжатии 700—800 210—240
» скалывании 180—220
Удельная ударная вязкость,
кгс ■ см/см2 . 4—5 1,5—2
Твердость по Бринелю, кгс мм2 40—42 28—30
Пористость 96 0—3 9—17
Как видно, полимер-бетон значительно превосходит по свойствам
обычный цементный бетон. Незначительная пористость обеспечивает ему
непроницаемость для воды, нефтепродуктов и газов. Термостойкость бе¬
тона на основе ФА достигает 150—200° С.
По химической стойкости полимер-бетон превосходит обычный
цементный бетон, нестойкий к кислотам, бетон на жидком стекле, не¬
стойкий к щелочам и воде, и бетон на битуме, уступающий бетону на
основе ФА по щелочестойкости.
Значительный интерес для получения бензо-, водо- и газонепрони-
цаемых бетонов вызывают фурилоанилиновые смолы, образующиеся на
холоду из фурфурилового спирта и солянокислого анилина при вве¬
дении их в обычный бетон в процессе смешения компонентов. Такой бе¬
тон пригоден для цементации нефтяных и газовых скважин, строитель¬
ства железобетонных судов и резервуаров для хранения светлых нефте¬
продуктов [3].
Полимер-бетоны выдерживают действие горячих кислот (за исклю¬
чением азотной н хромовой), растворов щелочей н солей, растворителей
(кроме ацетона, бензола и спирта) [22], устойчивы к воздействию микро¬
флоры. Водопоглощение достигает 0,01%, капиллярное всасывание от¬
сутствует. Удельная теплоемкость 0,21 ккал/кг • град; коэффициент теп¬
лопроводности достигает 0,75—0,88 ккал/м • ч •град. При изменении тем¬
пературы от —15 до 25° С размеры изменяются в пределах
0,28 объемн. %. Истирание невелико — 0,26 г/см2 [10].
Полимер-бетон хорошо армируется металлом, деревом, камышом.
Он может быть использован при строительстве тоннелей и гидротехни¬
ческих сооружений [23], полов, кровли и других целей.
КЛЕИ
Клеи на основе как чистых фурановых, так и совмещенных смол
пригодны для соединения различных материалов. Известен универсаль¬
ный клей БОВ-1, полученный из мономера ФА, стирола, эпоксидной
смолы ЭД-5 и отвердителя — полиэтиленполиамина [24]. Он пригоден
для склеивания полистирола и пенопластов на его основе, стеклопласти¬
ков, декоративно-слоистых пластиков, древесностружечных плит, фено¬
пластов, керамики, бетона, асбоцемента, металлов, бумаги, дерева и
других материалов, но не пригоден для склеивания полиэтилена и поли¬
винилхлорида. Клей БОВ-1 обладает высокими адгезионными свойст¬
6С6
Гл. 29. Смолы на основе фурфурилового спирта и мономера
вами. Прочность склеивания мало изменяется в пределах температур от
—60 до 250° С. Вследствие повышенной водо- и химической стойкости,
а также эластичности клей БОВ-1 может быть использован для получе¬
ния антикоррозионных и водостойких покрытий.
Некоторые фурановые смолы пригодны для изготовления шлифо¬
вальных шкурок, которые по стойкости и производительности значи¬
тельно превосходят шкурки на мездровом клее.
ЛАКИ И ПРОПИТОЧИЫЕ РАСТВОРЫ
Фурановые смолы, разбавленные растворителем (например, ацето¬
ном), могут применяться в качестве лаков по стали, дереву, бетону. Лаки
готовят смешением 7 вес. ч. жидкой смолы из фурфурилового спирта,
содержащей 10% летучего растворителя и 1 вес. ч. раствора, содержа¬
щего кислоту (например, серную). Лак дважды наносится на защищае¬
мую поверхность с помощью кисти или окунанием. Поскольку лак со¬
держит кислоту, перед нанесением покрытия поверхность металла,
каменной кладки, дерева необходимо защищать грунтовкой [25].
Отвержденная пленка имеет черный цвет. Она твердая и глянце¬
вая, поддается шлифовке и полировке. Основной недостаток' ее заклю¬
чается в малой гибкости, что препятствует ее применению на изделиях,
подверженных изгибу.
Защитные покрытия из фурановой смолы обладают высокой хими¬
ческой стойкостью к кислотам, щелочам, растворам солей и многим рас¬
творителям. К дереву и бетону пленка прилипает хорошо, к стали —
хуже [26].
Низковязкие фурановые смолы применяются для пропитки различ¬
ных пористых материалов (угля и графита, фарфора и керамики), ас¬
беста, стеклянного волокна и ткани. Иногда для пропитки используют
фурфуриловый спирт в смеси с кислым катализатором.
Смола, введенная в пористый наполнитель, быстро переходит в не¬
плавкое и нерастворимое состояние, превращая пористый материал в
непроницаемый, обладающий большой прочностью и высокой хими¬
ческой стойкостью. Стеклянную ткань можно пропитывать эмульсией,
получаемой нагреванием фурфурилового спирта в присутствии эмуль¬
гатора и кислоты.
Проверка защитных свойств фурановой смолы, в частности моно¬
мера ФА, использованного для пропитки древесины в виде 50%-ного
раствора в фурфуроле и затем отвержденного кислым отвердителем,
показала, что подобное покрытие защищает древесину от огня, придает
устойчивость к грибкам, гниению и потому может быть рекомендовано
для широкого применения в строительстве {27].
Совмещенные эпоксифурановые смолы, полученные из мономера ФА
и эпоксидной смолы ЭД-6 в различных соотношениях, носят марки
ФАЭД-8, ФАЭД-10, ФАЭД 11 и ФАЭД-13 [15, 28]. Их можно отверждать
кубовым остатком гексаметилендиамина, постепенно повышая темпе¬
ратуру от 25—35 до 180° С в течение 30—60 ч. Смолы ФАЭД предназна¬
чаются для изготовления антикоррозионных лаковых покрытий, клеевых
и заливочных композиций. Они растворяются в ацетоне, бензоле, то¬
луоле; окрашены в темно-вишневый цвет. Обладая всеми качествами
эпоксидных смол, смолы ФАЭД отличаются дешевизной и повышенной
термостойкостью.
ФОРМОВОЧНЫЕ И ПРЕССОВОЧНЫЕ МАТЕРИАЛЫ
К формовочным материалам на основе фурановых смол относятся
пропитанный асбест и пропитанная стеклянная ткань. Из них готовят
Применение смол и свойства материалов
607
трубы и крупногабаритные изделия методом формования без примене¬
ния высокого^ давления. К прессовочным материалам относятся слоис¬
тые пластики, получаемые методом прессования при высоком давлении.
Из них изготовляют также различные детали приборов и аппаратов.
Пропитанный асбест по свойствам подобен фаолиту, но обладает
большей стойкостью к растворителям и растворам щелочей. Он приго¬
ден для изготовления труб методом выдавливания на шприц-машинах
и применяется в производстве мерников, хранилищ и аппаратуры для
химической, нефтяной и других отраслей промышленности. Все это обо¬
рудование имеет черный цвет.
Трубы для транспортировки кислот, растворов щелочей, раствори¬
телей, масел выпускаются диаметром до 300 мм, толщина стенок до
25 мм. Свойства кислотостойкого асбеста, пропитанного фурановой смо¬
лой, следующие [29]:
Плотность, г/см3 1,65
Предел прочности, кгс'см2
при растяжении 280
>; сжатии 800
■ изгибе 515
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,30
Пропитанная стеклянная ткань. Стеклянная ткань, пропитанная
низковязкой фурановой смолой или ее эмульсией, пригодна для изго¬
товления труб методом намотки на оправку, крупногабаритных изделий
методом укладки в форму, листовых слоистых пластиков. Она приме¬
няется также для облицовки покрытых битумом стальных труб, мето¬
дом обертывания. Все изделия отличаются высокой химической стой¬
костью и водостойкостью.
Стеклотекстолиты обладают худшими механическими свойствами,
чем такие же материалы на основе эпоксидных смол и полиэфиров, но
пригодны для работы в условиях повышенных температур (до
200—240° С) и высокой влажности (после погружения в воду механи¬
ческие показатели снижаются меньше, чем у стеклотекстолитов на ос¬
нове ненасыщенных полиэфиров). Ниже представлены физико-механи-
ческие свойства двух стеклопластиков, полученных на основе смолы
ФАЭД:
ФАЭД-11 ФАЭД-8
Плотность, г/смъ 1.6 1,6
Предел прочности, кгс/см2
при статическом изгибе (20° С) 2800 1800
после термообработки (2 ч)
при 180° С .... 2500
>> 200° С 1900 1500
при сжатии (20° С) 1300 1400
после термообработки (2 ч)
при 180° С . - ■ • 1700 1500
» 200° С — 1600
Удельная ударная вязкость, кгс ■ см/см2 . . . 125 120
Теплостойкость по Мартенсу, “С 240 240
после термообработки (2 ч) при
180— 200° С, не менее . 300 300
Водопоглощение, г/дм'2 . 0,32 0,30
Из фурановых смол можно также приготовить пористые, негорючие
звуко- и теплоизоляционные материалы, более легкие, чем пробка
(объемный вес пенопласта 20—200 кг/м3), и лаки. Например, лак ФС-1
пригоден для изоляции катушек, конденсаторов, пазов электрических
608
Гл. 29. Смолы на основе фурфуриловего спирта и мономера
машин, для пропитки пористых материалов и для изготовления клея
(соединение стекла и фарфора).
В последнее время фурановые смолы начинают добавлять в асфаль-
топековые массы, применяемые для изготовления аккумуляторных ба¬
ков [29]. Присутствие смолы повышает стойкость наполнителя к дей¬
ствию аккумуляторной кислоты. Нейтральная фурановая смола ста¬
бильна при формовании бака, но при наполнении его кислотой быстро
отверждается.
Фурфуролацетоновые смолы пригодны для изготовления различных
прессматериалов, содержащих в качестве наполнителя графит (ФАГ),
асбест (ФАА) и стеклянное волокно (ФАС). Все прессматериалы кроме
высокой химической стойкости обладают высокой термостойкостью (до
480—490° С). При 490° С за 5 ч потеря в весе составляет: для ФАС —
3,3%, ФАА —5,8% и ФАГ —8,2%.
Прессматериал ФАС пригоден для работы при температурах от
—60 до 320° С. Из него можно изготовлять электро- и радиодетали, а
также детали машин и автомобилей.
Из прессматериала ФАА вырабатываются фрикционные изделия, в
том числе тормозные колодки, а из ФАГ теплообменники, оросительные
аппараты, насосы, трубы и различная арматура. Получают их в виде
блоков, плиток, труб. Материал устойчив к соляной и серной кислотам,
щелочам. Применение его позволяет заменить цветные металлы и высо¬
колегированные стали в химическом машиностроении
ЛИТЕРАТУРА
1. Е. В. Оробченко, Н Ю Прянишникова, Ф\ранозые смолы, Гостехиздат,
1963.
2. R. Paul, Buff. Soc. chim., 43, 208 (1946); В. H. Wojcik, Ind. Eng. Chem.. 40,
210 (1948).
3. А. И. Козлов, H. 3. Шабадаш, Пластмассы. № 9, 47 (1961).
4. E. Reineck, Mod. Plast., 30, № 2, 127 (1952).
5. R. B. S e v m о u r, R. H. Steiner, Plastics for Corrosion-resistant Applications,
N. Y„ 1955.
6. G. F a r b e, Ind. plast. mod.. 5, № 8, 37 (1953).
7. Пат. США 2571994, 1951; С. A., 2843 (1952).
8. Англ. пат. 721889, 1955; РЖХим, 62105 (1957).
9. М. Н. Тиличенко, ЖПХ, 29, 274 (1956).
10. В. И. Итинскии, В. М. Козин, Вестн. техн. и экон. информ., № 3, 47 (1960).
11. И. В. Каменский, Н. В. Унгуреан, Пластмассы, № 8, 17 (1960).
12. И. В. Каменска й, Н. В. Унгуреан, Б. М. К о в а р с к а я, В. И. И т и н с к и й.
Пластмассы, № 12, 9 (1960).
13. И. В. Каменский, Б. П. Воробьев, В. И. Итинскии, Н. Н. Остер-
Волков, Пластмассы, № 3, 17 (1963).
14. В. М. Козин, Вестн. техн. и экон. информ., № 6, 15 (1960).
15. Г. О. Татевосьян, Пластмассы, № 7, 77 (1963).
16. Пат. США 2343972, 1944.
17. A. I. Norton, Ind. Eng. Chem., 40, 236 (1948).
18. Пат. США 2681896, 1954; РЖХим, 5248 (1956).
19 Chem. Age, 63, № 1629, 461 (1950).
20. Н. А. Моща некий, Техника зашиты от коррозии, № 2, 75 (1960).
21. А. Н. Николаев, Пластмассы, № 1, 49 (1960).
22. И. Н. Ч ер ем у хин, И. М. Е л ш ин, П. М. Мананников. Пластмассы, № 11,
64 (1962).
23. В. И. Ити-нский, Н. Н. О с т е р - В о л к о в, И. В. Каменский, Пластмассы,
№ 9, 66 (1962).
24. Ф. Б. Борисов, Н. Н О с т е р - В о л к о в, Пластмассы, № 9_ 42 (1961)
25. R. В. Seymour, Р. Н. Steiner, Corrosion, 8, № 2, 65 (1952).
26. G. М. Kline, Ind. Eng. Chem., 41, 2133 (1949).
27. H. H. О с т e p - В о л к о в, Пластмассй, № 2, 73 (1962).
28. Н. Н. Остер-Волк о в, X. У. Мухаммедов. В. В. Ж’у р а в л е в а, Пласт¬
массы, № 9, 52 (1963).
29. Е. Reineck, Ind. plast. mod., 6, № 9, 17 (1954J.
IX. ПОЛИАМИДЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
К полиамидам можно отнести многие природные и синтетические
полимеры: белки, полимерные амиды аминокарбоновых кислот, амиды
полиакриловой и полиметакриловой кислот, поли-М-винилацетамид и др.
Они содержат в составе основного звена амидную группу —CONH2
или —СО—NH—. Если цепь макромолекулы построена из атомов угле¬
рода, а амидные группы находятся в боковых цепях, то такие полиами¬
ды называются карбоцепными, если же амидные группы расположены
в основной цепи макромолекулы, то полиамиды носят название гете-
роцепных. В данной главе рассматриваются синтетические гетероцепные
полиамиды. Совсем недавно им была посвящена монография Коршака
и Фрунзе [1].
Первый синтетический полиамид — поли-/1-бензамид — был получен
в 1862 г. из ж-аминобензойной кислоты, а наиболее широко применяе¬
мый ныне поли-£-капроамид (поликапролактам, капрон и т. п.) впервые
был синтезирован в 1899 г. [2] при поликонденсации е-аминокапроновой
кислоты. Значительно позже американские химики под руководством
Карозерса [3], проводя исследования в области реакций образования
циклов и линейных высокомолекулярных соединений, установили, что
некоторые аминокислоты, а также смеси диаминов и двухосновных кис¬
лот в определенных условиях образуют полимеры, представляющие
значительный технический интерес. Так, из адипиновой кислоты и гекса-
метилендиамина был получен полиамид (полигексаметиленадипамид),
первое промышленное производство которого было налажено в 1938 г.
в США. Весь продукт перерабатывался на волокно найлон.
В Германий Шлак [4] показал, что из s-капролактама при нагре¬
вании также можно получить высокомолекулярный полимер. В 1940 г.
было поставлено производство поликапролактама, из которого готови¬
лось волокно перлон [5] или капрон. Позднее производство полиамидных
волокон было начато и в других странах. В СССР оно налажено в
1948 г. [6].
Названные типы полиамидов являются основными и в настоящее
время. В последние годы во Франции начато производство полиамида
из ш-аминоундекановой кислоты [7—9], а в СССР разработан синтез
со-аминоэнантовой кислоты и поставлено опытное производство полиами¬
да [10]. Также производятся полиамид из себациновой кислоты и гекса-
метилендиамина и смешанные полимеры различного состава. Каждый
год появляются сообщения о синтезе десятков новых полиамидов, мно¬
гие из которых имеют ценные технические свойства.
Вначале полиамиды применялись исключительно для производства
чулочно-носочных изделий, а затем из них стали готовить ткани, трико¬
тажные изделия, пленки, покрытия и клеи, шестерни, втулки, подшип¬
ники, аккумуляторные баки, сепараторы, трубы, буксирные канаты для
планеров, корд для шин тяжелых самолетов и т. п.
39 А. Ф. Николаев
610
Гл. 30. Капрон, най юн, энант и другие полиамиды
В настоящее время полиамиды производятся во многих странах
под различными названиями: потигексаметиленадипамид— найлон
(США и Англия), анид (СССР), поликапролактам — перлон (ГДР),
капрон (СССР), силон (ЧССР), стилон (ПНР), грилон (Швейцария),
энкалон (Голландия), амилан (Япония).
Для обозначения химического состава полиамидов в настоящее
время широко применяется числовая система. Полиамид, полученный
из аминокислоты, обозначается одним числом, соответствующим числу
углеродных атомов в исходной аминокислоте. Например, полиамид 6 —
полимер из Е-аминокапроновой кислоты \Н2(СН2)бСООН (или ее
лактама), полиамид 11 — полимер из аминоундекановой кислоты
NH2(CH2) юСООН, полиамид 7 — полимер из аминоэнантовой кислоты
NH2(CH2)6COOH.
Комбинация из двух чисел указывает на то, что полиамид получен
из диамина и дикарбоновой кислоты. Отдельные числа указывают на
содержание углеродных атомов в цепях диамина (первое число) и ди¬
карбоновой кислоты. Например, полиамид 66 получается из гексамети-
лендиамина NH2(CH2)6NH2 и адипиновой кислоты НООС (СН2)4СООН,
а полиамид 610 из гексаметилендиамина и себациновой кислоты.
Сополимеры обозначаются комбинацией соответствующих чисел,
после которых в скобках указывается соотношение весовых частей ком¬
понентов, взятых в реакцию поликонденсации. Например, полиамид
66/6 (60:40) получается из полиамида 66 (60 ч.) и капролактама
(40 ч.)-
ГЛАВА 30
КАПРОН, НАЙЛОН, ЭНАНТ И ДРУГИЕ ПОЛИАМИДЫ
Сырье для производства полиамидов
В качестве основного сырья для производства полиамидов приме¬
няются аминокислоты (аминокапроновая, аминоундекановая и амино-
энантовая), диамины (гексаметилендиамин) и дикислоты (адипиновая
и себациновая).
Капролактам. Поликапролактам получают из е-аминокапроновой
кислоты [11] или лактама этой кислоты [12], причем последний предпоч¬
тительнее, так как его получение и очистка проще.
Важнейшим методом получения капролактама является способ, в
котором исходят из фенола [13]:
ОН ОН О NOH
СН,—СН2—СН,
А —2- Л —А —> А — | >nh
СН,—СН,—со
Vх \/ \/ \/
Гидрирование фенола в циклогексанол осуществляется в присут¬
ствии никелевого катализатора в газовой фазе без давления или под
давлением (25 ат) при 150—200° С [14].
Окисление циклогексанола производится либо путем частичного де¬
гидрирования (каталитически в присутствии металлической меди или
гранулированного цинка в газовой фазе), либо прямым окислением в
жидкой фазе при помощи хромовой кислоты или в газовой-—действием
воздуха в присутствии катализатора — мелкораздробленного серебра.
Циклогексаноноксим (температура плавления 88° С) получают при-
ливанием циклогексанона к водному раствору сульфата гидроксилами-
Сырье для производства полиамидов
611
на, одновременно нейтрализуя образующуюся свободную кислоту рас¬
твором щелочи или аммиаком. Бекмановская перегруппировка цикло-
гексаноноксима в капролактам производится непрерывным методом
путем подачи оксима и 25%-ного олеума (1:1) в реакционный аппарат.
Затем лактам вместе с олеумом нейтрализуют раствором аммиака
или бисульфита аммония, после чего основной продукт выделяется
в виде масла над концентрированным раствором сульфата аммония.
Очистка капролактама производится двухкратной разгонкой в вакууме
сперва над фосфорной кислотой, а затем над раствором едкого натра.
Чистый е-капролактам плавится при 68,5—69° и кипит при 262,5° или
при 120°С (10 мм рт. ст.). Он легко растворяется в воде и в большин¬
стве органических растворителей.
В настоящее время разработано несколько интересных синтезов
капролактама: из алкилбензолов — через бензойную кислоту [15], из
циклогексана — через нитроциклогексан [16] и нитрозоциклогексан [15],
из нитробензола и этилена — на дегидрирующих катализаторах с одно¬
временным получением окиси этилена [17]. Предложен также усовер¬
шенствованный способ получения капролактама из анилина [17].
11-аминоундекановая кислота. Исходным сырьем для получения
11-аминоундекановой кислоты является касторовое масло, получаемое
из семян клещевины. Касторовое масло представляет собой в основном
глицериновый эфир рицинолевой кислоты. Масло омыляют концентри¬
рованным раствором едкого натра при 250е С, причем образуются рици¬
нолевая кислота и глицерин. При нагревании до 300еС и давлении
100 мм рт. ст. кислота распадается на энантовый альдегид и ундециле-
новую кислоту. Разделение продуктов распада производится перегон¬
кой с водяным паром.
Ундециленовую кислоту обрабатывают бромистоводородной кисло¬
той в присутствии перекиси бензоила или надбензойной кислоты, при
этом получается с удовлетворительным выходом 11-бромундекановая
кислота (температура плавления 50°С). Последняя после отделения
от 10-бромундекановой кислоты переводится при взаимодействии с ам¬
миаком в 11-аминоундекановую кислоту с выходом 35% [17]. 11-Амино-
ундекановая кислота выпускается в виде белой пасты с влажностью
50—55%. Чистая кислота плавится при 188—190еС. Получение 11-ами¬
ноундекановой кислоты из рицинолевой кислоты может быть представ¬
лено следующей схемой:
СН3(СН2)5СНОНСН2СН=СН(СН2)7СООН —* СН3(СНОСНО-f
4- CH2-=CH (CH2)8 соон
2СН2=СН(СН2)8СООН + 2НВг —* Вг (СН2)ю СООН -f СН3СНВг (СН2)а СООН
Br(CH2)10COOH + NH3 > NH2 (СН2)ю СООН -f- HBr
Энантовый альдегид, получаемый одновременно с ундециленовой
кислотой, применяется в парфюмерии. В СССР освоен синтез 11-амино¬
ундекановой кислоты, основанный на реакции взаимодействия этилена
с четыреххлористым углеродом.
По другой схеме [18], касторовое масло подвергается метанолизу,
в результате которого образуются метиловый эфир рицинолевой кисло¬
ты и глицерин. Пиролизом метилрицинолеата получают метиловый эфир
ундециленовой кислоты, энантовый альдегид и некоторое количество
масел. Путем гидролиза метилундецилената готовят ундециленовую
кислоту, превращаемую затем обработкой аммиаком в 11-аминоунде¬
кановую кислоту.
7-Аминоэнантовая кислота. До последнего времени синтез амино¬
карбоновых кислот с числом углеродных атомов более шести не был
39*
612
Гл. 30. Капрон, найлон, энснт и другие полиамиды
освоен промышленностью. Лабораторные опыты основаны на исполь¬
зовании растительного сырья и отличаются многостадийностыо. Про¬
мышленный метод получения 7-ачиноэнантовой кислоты разработан
советскими учеными [19—22].
В качестве исходных продуктов используются этилен и четыреххло¬
ристый углерод. Первая стадия процесса включает полимеризацию
этилена в присутствии четыреххлористого углерода под давлением
100—150 ат при 90—100" С в присутствии перекиси бензоила:
лСН2 = СН2 + СС14 —> С1 (СН2—СН2)„ СС13
В результате реакции полимеризации образуется смесь тетрахлор-
алканов, из которой в вакууме выделяют 1, 1, 1, 7-тетрахлоргептан. Сна¬
чала его превращают в 7-хлорэнантовую кислоту путем нагревания
с концентрированной серной кислотой при 100° С, а затем путем обра¬
ботки последней водным аммиаком при 100° С, получают 7-амнноэнан-
товую кислоту:
СС1(СН2)6С1 —>- С1(СН2)6СООН —> NH2 (СН2)6 соон
Адипиновая кислота. Эту кислоту можно получить из разнообраз¬
ных химических продуктов: фенола, фурфурола, циклогексана, ацетиле¬
на, формальдегида и др.
Пз фенола синтез адипиновой кислоты производится через стадии
фенол — циклогексанол — адипиновая кислота:
ОН ОН
! I
Н- /\ HN'Oi
| —---» I ' ---> НООС (СН2). соон
\/
Окисление циклогексанола протекает в присутствии 65 -ной азот¬
ной кислоты при 45—60°С. Катализаторами реакции сложат уксусно¬
кислые марганец, ванадий, медь [23].
Синтез адипиновой кислоты из фурфурола проходит через ста¬
дии фурфурол — фуран — тетрагидрофуран — адипиновая кислота. Реп-
пе [24] получил адипиновую кислоту с 70% выходом при взаимодействии
тетрагидрофурана с окисью углерода при 270° С и давлении 200 ат в
присутствии карбонила никеля и небольшого количества иода или
йодистого никеля.
Тетрагидрофуран может быть также получен из ацетилена и форм¬
альдегида [24]. При взаимодействии одной молекулы ацетилена с двумя
молекулами формальдегида под давлением 5—20 ат и при 70— 120° С
в присутствии ацетиленидов тяжелых металлов в качестве катализа¬
торов (например, ацетиленида меди) образуется бутиндиол-1,4. При
гидрировании из последнего получается бутандиол-1,4, который при
отщеплении воды переводится в тетрагидрофуран:
СН=СН + 2СН20 —НОСН2—С=С—СН2ОН
НОСН2—Се=С—СН2ОН —НОСН2—СН2—СН2—СН2ОН
СН2—СН2
НОСН2—СН2—СН2—СН2ОН ~Нг°^ | ^>о
СН2—СН2
Циклогексан, выделенный из нефти или полученный гидрированием
бензола, легко окисляется'в смссь циклогексанола и циклогесанона,
которые затем превращаются в адипиновую кислоту под действием
65%-ной азотной кислоты при 45—60° С [23]. Очистка адипиновой ки¬
Закономерности образования полиамидов
613
слоты производится перекристаллизацией из горячей воды. Температура
плавления ее 151° С.
Себациновая кислота. Промышленный способ получения себацн-
новой кислоты основан на обработке касторового масла концентриро¬
ванным раствором едкого натра в автоклаве при 250° С. Сначала в ре¬
зультате омыления масла образуется рицинолевая кислота, которая
расщепляется на себациновуго кислоту и октанол-2 [25]:
Касторовое масло -NaOH-> СН2ОНСНОНСН2ОН -f-
+ сн3(сн2),сн0нсн2сн=сн(сн2)7с00н Na0HH Hz0-»
—* СН3 (СН2)5 СНОНСНз-f НООС (СН2)8 соон + н2
Другим перспективным методом синтеза себациновой кислоты яв¬
ляется электролиз 20%-ного метанольного раствора натриевой соли мо-
нометилового или моноэтилового эфира аднпиновой кислоты [11]:
2NaOOC(CH2), СООСНз —> 2\а-+2 OOC (СН2)4 СООСН3
2 ООС(СН2), СООСНз —СН3ООС(СН2)8 СООСНз+ 2С02
Кислоту, полученную омылением эфира, очищают перекристаллиза¬
цией (температура плавления 134°С).
Гексаметилендиамин широко применяется в производстве поли¬
амидов Одним из наиболее важных способов его получения является
синтез из адипиновой кислоты-
НООС (CI 12)4 СООН + 2NH3 ~4Нг°->. NC <СН2)4 CN
NC(CH2)4CN-f 4Н2 —>- H2N(CH2)6NH2
Смесь паров адипиновой кислоты и аммиака пропускают над дегид¬
ратирующим катализатором (например, силикагелем, или фосфатом
бора) при 300—375° С. Образующийся адипонитрил гидрируется в гек¬
саметилендиамин по периодическому или непрерывному методу.
В промышленности также гексаметилендиамин синтезируют из тет-
рагидрофурана. Последний при взаимодействии с соляной кислотой под
давлением 15—20 ат и при 180° С в присутствии серной кислоты дает
с высоким выходом 1,4-дихлорбутан [23], который при обработке циани¬
дом натрия в спиртовом растворе образует адипонитрил.
Гексаметилендиамин очищается перегонкой в вакууме (температура
кипения 90—92е С при 14 мм рт. ст.). При комнатной температуре диа¬
мин— твердое вещество (температура плавления 39°С), легко темнею¬
щее при хранении на воздухе.
Закономерности образования полиамидов
В зависимости от исходного сырья амидные группы в полиамидах
могут быть ориентированы в разных направлениях:
—СО—NH— — СО—NH— — СО—NH—
^
—СО—NH— —NH—СО— —СО—NH—
>. < >
Первый класс полиамидов может быть получен из аминокислот
или их лактамов, а второй образуется при взаимодействии двухоснов¬
ных органических кислот и диаминов.
Полиамиды получают методами конденсации дифункциональных
исходных компонентов, содержащих аминную NH2 и карбоксильную
■—СООН группы Как известно, в зависимости от строения исходных
веществ можно получить циклические и линейные продукты.
614
Г л. 30. Капрон, найлон, энант и другие полиамиды
В ряду аминокислот a-а минокисл оты при нагревании дают наряд}
с низкомолекулярными пептидами дикетопиперазины:
R
I
—СО—1 + СН
in HN СО
I I
ОС NH
\ /
СН
I
R
Р-Аминокислоты г(ри нагревании претерпевают внутримолекуляр¬
ную реакцию с отщеплением аммиака и образованием ненасыщенных
производных:
H2N—СН2—СН—СООН ~NH,-> СН2=С—СООН
I I
R R
7 и (3-Аминокислоты образуют устойчивые пяти- и шестичленные
циклы — лактамы, которые не образуют полимеров, и только е-амино-
кислоты и высшие ю-аминокислоты образуют высокомолекулярные ве¬
щества.
В промышленности используются г-аминокапроновая кислота (или
ее лактам), 7-аминоэнантовая и 11-аминоундекановая кислоты. Но если
последние две аминокислоты превращаются в полимер на 100е , то
в-аминокапроновая кислота (так же, как и ее лактам) является исклю¬
чением, так как продукт ее поликонденсации всегда содержит ~ 10е >
водорастворимых веществ, представляющих собой циклические низко¬
молекулярные вещества.
Образование полиамидов из аминокислот может быть представлено
следующими уравнениями:
nNH2 (СН2)5 СООН —* Н [NH (СН2)5 СО],, ОН + (п — 1) Н20
п (СН2)4—СО +-Нг°-» Н [NH (СН2)г, СО]„ ОН
I I
СН2 NH
nNH2 (СН2)6 СООН —j- Н [NH (СН2)с СО]„ ОН + (п — 1) НгО
nNH2 (СН2)10 СООН —Н [NH (СН2)10 СО]„ ОН -f (п — 1) НгО
При применении дикислот и диаминов для получения полиамидов
в зависимости от их строения также возможно образование цикличе¬
ских продуктов (пяти- и шестичленных). Например, щавелевая кислота
и этилендиамин образуют при нагревании циклический этиленокса-
лактам:
NH
/ \
СН2—NH2 СООН 2Н0 Н2С С—о
I ~Ь I > I I
СН2—nh2 СООН н2с с=о
\ /
NH
Малеиновая, янтарная и частично глутаровая кислоты склонны
при взаимодействии с аминами образовывать циклические устойчивые
-СН—СООН г—^Н—СН
1 1
NH2 L R
Закономерности образования полиамидов
615
продукты — имиды:
СН,—СООН СН2—СО
9JJ Q | V
+ МН2—СН2—СН2—nh2 -—| \n—СН2—СН2—ХН2
СН2—СООН СН2—СО
Таким образом, ясно, что для получения полиамидов могут быть
использованы двухосновные кислоты с числом метиленовых групп в
молекуле не менее четырех, т. е. адипиновая кислота и ее высшие гомо¬
логи. В качестве второго компонента широко распространен гексамети-
лендиамин. В результате реакции поликонденсации адипиновой и себа-
циновой кислот с гексаметилендиамином получаются высокомолекуляр¬
ные полиамиды, носящие название полигексаметиленадипамида и поли-
гексаметиленсебапамида:
пНООС (СН2)4 СООН 4-NH2 (СН2)6 nh2 —►
—* Н [NH (СН2)6 NHCO (СН2)4 СО]п ОН + (2л — 1) Н20
яНООС (СН2)8 СООН -J- NH2 (СН2)6 nh2 —>
—>- Н [NH (СН2)с NHCO (CH2)e СО]„ OH-f (2n — 1) Н20
Условия поликонденсации. Образование полиамидов из аминокис¬
лот, а также из дикарбоновых кислот и диаминов, протекает с выделе¬
нием воды, и ввиду небольших значений константы равновесия реакция
поликонденсации имеет обратимый и равновесный характер. Равновесие
можно сдвинуть в сторону образования полимера, если из сферы реакции
удалять побочный продукт — воду. Если
.же воду не удалять, то устанавливается
равновесие, и процесс поликонденсации
прекращается.
Глубина поликонденсации при нор¬
мальных условиях зависит прежде всего от
химической природы применяемых компо¬
нентов Высокомолекулярные полиамиды
образуются более легко, чем, например,
полиэфиры, так как реакция не требует
эффективного удаления летучего продукта
конденсации. Так, полигексаметиленадип-
амид с молекулярным весом более 10 000
может быть получен уже в результате на¬
гревания при атмосферном давлении.
Карозерс, Флори, а также Коршак с
сотрудниками {26] на основе данных изуче¬
ния теории и механизма реакций поликонденсации доказали, что эти
реакции иосят ступенчатый характер. Каждая ступень взаимодействия
двух функциональных группировок равноценна и требует приблизи¬
тельно одинаковой энергии активации. Все продукты, образующиеся
на промежуточных стадиях реакции, представляют собой устойчивые
дифункциональные соединения, обладающие в свою очередь, способ¬
ностью реагировать друг с другом. Реакционная способность функцио¬
нальных концевых групп не зависит от длины и природы цепи, к кото¬
рой они присоединены. Рост цепи происходит не только вследствие
взаимодействия молекул исходных веществ, которые очень быстро рас¬
ходуются, но в большей степени в результате поликонденсации обра¬
зовавшихся промежуточных полимерных продуктов.
Высокомолекулярные полиамиды образуются не в результате одно¬
временной реакции всех молекул, а медленно, практически, без замет¬
5,.| Я-
ft
220 °С 190 X
260 ’С
ОС в 12 16 20 И 28
Время, v
Рис. 121. Влияние времени и
температуры поликонденсации
е-аминокапроновой кислоты на
количество образующегося
полиамида.
616
Гл. 30. Капрон, найлон энач- и другие полиамиды
ного выделения тепла. Скорость реакции зависит в основном от темпе¬
ратуры, увеличиваясь с ее повышением.
Молекулярный вес полиамидов определяется временем и темпера¬
турой реакции. На рис 121 и 122 показано влияние указанных факторов
на количество образующегося поликапролактама и на вязкость раство¬
ров полимера [27]. Из рисунков видно, что скорость реакции в значи¬
тельной степени зависит от температуры. Однако поликапролактам,
полученный при более низких температурах поликонденсации (190е С),
содержит меньшее количество водорастворимой фракции (3—4%) по
сравнению с 10—11% при 260° С и имеет большую относительную вяз¬
кость. Содержание низкомолекулярной фракции зависит от темпера¬
туры, при которой устанавливается
равновесие.
Из рис. 122 видно, что при 260° С
аминокапроновая кислота уже через
1,5—2 ч переходит в полимер, обла¬
дающий относительной вязкостью
раствора 2,2, т е. именно такой, ка
кая требуется. При более низких тем¬
пературах выход полимера незначи¬
тельно отличается от выхода при
200° С, но скорость реакции значи¬
тельно замедляется.
Соотношение исходных компонен¬
тов влияет на завершение реакции
поликонденсации и величину молеку¬
лярного веса полимера.
Избыток одного из реагентов способствует образованию цепей по¬
лимера, на концах которых находятся группы, присутствующие в избы¬
точном реагенте, что приводит к прекращению реакции роста цепи:
пНООС (СН2)4 СООН -f (п+ 1) NH2 (СН2)6 NH2 —*
—> Н [NH (СН2)6 NHCO—(СН2)4 CO]„ NH (СН2)6 NH2 + 2яН20
При избытке диамина концевыми группами полимера будут NH2,
а при избытке кислоты СООН.
Для получения наиболее высокомолекулярного полимера при вза¬
имодействии дикарбоновых кислот с диаминами оба компонента дол¬
жны присутствовать в реакционной системе в строго эквимолекулярных
количествах. Теоретически применение такого соотношения компонентов
должно было бы привести к образованию полимера с бесконечно боль¬
шим молекулярным весом, однако на практике ввиду неизбежных
потерь части реагентов (например, вследствие уноса с побочным про¬
дуктом конденсации) и побочных реакций, в которые могут вступать
функциональные группы, молекулярный вес полиамидов находится в
пределах 10000—25 000.
При рассмотрении влияния соотношения исходных веществ на моле¬
кулярный вес конечного продукта пользуются коэффициентом эквива¬
лентности, понимая под этим молярные отношения исходных веществ
или (в более общем случае) функциональных групп. Для реакции
(n-f-l)a — А — a-)-nb—-В — b —»- а— (АВ)„ — А — a + 2nab
коэффициент эквивалентности равен:
Время, v
Рис. 122. Влияние времени и темпе¬
ратуры поликонденсации на вязкость
раствора полимера г-аминокапроно-
вой кислоты.
Закономерности образования полиамидов
617
Молекулярный вес образовавшегося продукта:
М = МА (ft-f-l) + мвп — 2fiMab
или
М — п -f- МЁ — 2ЛГаЬ) МА
Исходя из коэффициента эквивалентности, можно вычислить пре¬
дельно достижимую величину степени полимеризации полиамида. Избы¬
ток одного из компонентов в реакции поликонденсации приводит к зна¬
чительному снижению молекулярного веса полимера. Степень поли¬
меризации его в зависимости от избытка компонента q может быть
найдена из формулы [1]:
_ 100
п~ Ч
а молекулярный вес вычислен по уравнению
М = ~ (^а + Л*в - 2Л1аЬ) + М,
Для случая образования полигексаметиленадипамида после под¬
становки молекулярных весов исходных компонентов и выделяющейся
воды формула будет иметь вид:
22 600
М =
146
4000 12000
Продукты поликонденсации представляют собой смеси макромоле¬
кул, молекулярные веса которых мало различаются между собой. При¬
чиной отсутствия значительной полидисперсности являются деструктив¬
ные процессы, происходящие как под влия¬
нием избытка одного из реагентов, так и
под воздействием низкомолекулярных фрак¬
ций. В первую очередь деструкции подвер¬
гаются более высокомолекулярные фрак¬
ции. По составу полиамиды весьма гомо¬
генны, содержат сравнительно немного низ-
комолекуляриых фракций, представляющих
остаток еще незавершенного процесса, и
не содержат высокомолекулярных фрак¬
ций [1]. Из рис. 123 видно, что полиамид
имеет узкую кривую распределения по мо¬
лекулярным весам, свидетельствующую об
одинаковой величине макромолекул. В то
же время полимеры, получаемые реакцией
полимеризации, обычно имеют сильно размытую кривую распределения,
показывающую наличие большого числа фракций.
Сравнительно однородный продукт образуется уже на первой
стадии поликонденсации, и с ходом этого процесса коэффициент поли-
дисперсности продолжает уменьшаться, приближаясь к единице. Коэф¬
фициент полидисперсности представляет отношение весового молеку¬
лярного веса Мго к числовому Мп. Для монодисперсного продукта
Mw:Mn = 1. Эти данные не подтверждают теории Флори, согласно кото¬
рой продукты поликонденсации должны быть весьма неоднородными
по фракционному составу и коэффициент полидисперсности должен уве¬
личиваться с углублением процесса поликонденсации.
Из рис. 124, показывающего экспериментальные кривые распреде¬
ления по молекулярным весам трех полиамидов и соответствующие
20000
М
Рис. 123. Дифференциальная
кривая распределения поли¬
амида по молекулярным весам.
618
Гл. SO. Капрон, найлон энант и другие полиамиды
кривые, рассчитанные по уравнению Флори [28], следует, что с углубле¬
нием реакции степень полидисперсности возрастает не особенно значи¬
тельно И].
По данным литературы, распределение продуктов поликонденсации
по молекулярным весам, соответствующее теории Флори, наблюдается
только на начальной стадии процесса, когда роль деструктивных реак¬
ций еще невелика и имеется много молекул исходного реагента. На бо¬
лее глубокой стадии процесса эта теория не отражает реального хода
реакции поликонденсации, поскольку она
не учитывает наличия деструктивных про¬
цессов, способствующих образованию срав¬
нительно однородных по величине отдель¬
ных молекул продукта [29].
Роль стабилизаторов вязкости. Избы¬
ток одного из реагентов в реакционной сме¬
си приводит к ограничению величины моле¬
кулярного веса. Такой же эффект наблюда¬
ется при добавлении к реакционной смеси,
составленной из эквимолекулярных коли¬
честв компонентов, монофункциональных
соединений [30], которые способны реагиро¬
вать с концевыми группами полиамида и
образовывать термоустойчивые продукты.
В зависимости от количества добавляе¬
мого монофункционального вещества, назы¬
ваемого стабилизатором или регулятором,
можно получать полиамиды определенной
степени поликонденсации вследствие прекращения роста цепей. Сте
пень поликонденсации определяется по уравнению {31]
где М] — число молей дифункционального и М2 — монофункционального
соединений.
В качестве стабилизаторов можно применять различные кислоты,
спирты и амины, но на практике большей частью употребляют уксус¬
ную кислоту [32]. В результате реакции гексаметилендиамина с адипи¬
новой и уксусной кислотами образуются полимерные цепи, имеющие
на концах ацетамидные группы:
СН3СО [NH (СН2)6 NHCO (СН2)4 СО],, ОН
Конечно, в смеси присутствуют также и цепи, не содержащие этих
концевых групп.
На рис. 125 показано влияние количества стабилизатора на степень
поликонденсации поликапролактама [33]. Чем больше стабилизатора
вводится в реакционную смесь, тем ниже степень поликонденсации по¬
лиамида и тем быстрее наступает состояние, при котором прекращается
рост цепи. Действие уксусной кислоты видно из следующих данных [34]:
Число молей капролактама, tj
на 1 моль кислоты
50 1,5
100 2,0
150 2,5
Относительная вязкость раствора поликапролактама определялась
в вискозиметре Оствальда при 20° С. Раствор приготовлялся из 1 г
dc/ам
Рис. 124. Экспериментальные
кривые распределения по мо¬
лекулярным весам трех поли¬
амидов (/, 2, 3) по сравнению
с соответствующими кривыми,
рассчитанными на основе
уравнения Флори (Г, 2', 3'):
1, 1'—р = 0,9938; 2, 2'— р=0,9954;
3, 3—р = 0,9969 (р —степень завер¬
шенности реакции).
Закономерности образования полиамидов
619
полиамида и 100 мл концентрированной серной кислоты (95,6%, плот¬
ность 1,84 г/см3).
Стабилизаторы не только ограничивают молекулярный вес полиме¬
ров, но и помогают получать продукты с определенной и постоянной
вязкостью расплава, не изменяющейся при повторном плавлении (на¬
пример, при формовании волокна из расплавленного полимера). Поли¬
амиды, полученные без стабилизатора, на концах цепей содержат функ¬
циональные группы и имеют более размытую кривую распределения
по молекулярному весу. За счет функцио¬
нальных групп при повторном плавлении
возможно дальнейшее протекание реак¬
ции поликонденсации, приводящее к уве¬
личению вязкости расплава и наруше¬
нию режима формования волокна.
Совместная поликонденсация. Кро¬
ме полиамидов, получаемых поликонден¬
сацией аминокислот или двух реакцион¬
но способных дифункциональных соеди¬
нений— диаминов и дикислот, могут
быть получены также сополиконденсаты.
Это продукты высокого молекулярного
веса, изготовленные из смесей различ¬
ных реагентов, взятых в определенных
соотношениях. Например, могут быть
получены полиамиды из смеси капро-
лактама, адипиновой кислоты и гексаме-
тилендиамина или из смеси адипиновой
и себациновой кислот и гексаметилен-
диамина и т. п.
При совместной поликонденсацпи
полимеры состоят из смешанных звеньев,
что нарушает регу тярность строения по¬
лиамида. А это сказывается на физико¬
механических свойствах полимеров:
уменьшается степень кристалличности,
снижается температура плавления, уве¬
личивается растворимость в полярных
растворителях и т. п. Подбирая исходные компоненты и их соотноше¬
ния, можно очень широко варьировать свойства полиамидов. В про¬
мышленности таким образом модифицируются капрон и найлон.
Получение полиамидов на границе раздела двух фаз. Обычные пути
синтеза полиамидов представляют собой реакции поликонденсации, про¬
текающие при высоких температурах и давлениях в расплаве или рас¬
творе. В литературе появились сообщения о возможности значительно
упростить поликонденсацию, проводя реакцию на границе раздела двух
фаз при взаимодействии хлорангидридов дикарбоновых кислот с диа¬
минами [35—41]. Метод межфазной поликонденсации обладает следую¬
щими основными достоинствами [42]. 1) не требует строгой эквимоляр-
ности компонентов; 2) значительно менее чувствителен к их чистоте;
3) позволяет осуществлять процесс поликонденсации с большими ско¬
ростями при обычной температуре (20—25°С); 4) продукт имеет гораз¬
до больший молекулярный вес, чем полимеры, полученные в растворе
или расплаве.
Реакция образования полиамидов протекает следующим образом
nHjNRNHj + nClCOR^OCl —[HNRNHCOR,CO]„ + 2nHCI
время поликондвнсации, »
Рис. 125. Влияние количества
стабилизатора — бензойной ки¬
слоты (в моль) на степень поли¬
конденсации поликапролактама.
620
Гл. 30. Капрон, найлон, энант и другие полиамиды
При избытке (до 100 мол. %) одного из компонентов реакция про¬
текает по схеме [38]:
H2N(CH2)6NH2+ClCO(CH2)4COCl -~НС'-> H2N (СН2)6 NHCO (СН2)4 СОС1
H2N (СН2)6 NHCO (СН2)4 СОС1 + H2N (СН2)6 nh2 ~нс1-»
—>- H2N (СН2)6 NHCO (СН2)4 CONH (СН2)6 NH2
В результате этих реакций образуется высокомолекулярный поли¬
мер. На величину молекулярного веса влияют как концентрация реаги¬
рующих веществ в соответствующих растворителях, так и природа орга¬
нического растворителя, на границе которого проводится реакция [40].
Полимер возникает на границе раздела фаз в виде пленки или
нити. Если пленку или нить полимера не удалять, то она будет препят¬
ствовать росту цепи полимера. Для освобождения границы раздела фаз
применяются способы непрерывного извлечения полимера или переме¬
шивания гетерогенной смеси [37].
Получение полиамида, например найлона, осуществляется влива¬
нием в водный раствор гексаметилендиамина дихлорангидрида адипи-
новой кислоты, растворенного в бензоле. Скорость реакции практически
мгновенная. Выход полимера составляет 25—65% в зависимости от
концентрации применяемых растворов при перемешивании и 25—40%
при непрерывном извлечении. Молекулярный вес полиамида 66 полу¬
чается более высоким при непрерывном извлечении полимера с границы
раздела фаз.
Увеличение выхода полимера при перемешивании некоторые авто¬
ры [43, 44] объясняют тем, что в этом случае все время образуется
новая активная поверхность вследствие того, что образовавшиеся тон¬
кие пленочки полимера отрываются от капель, освобождая границу
раздела фаз. Перемешивание не должно быть очень интенсивным, так
как в противном случае увеличивается не только гидролиз дихлоран-
гидридов [45], но, по-видимому, усиливается обрыв растущих цепей
полимера.
Выход полиамида до 75—90% можно увеличить, добавляя к водной
фазе некоторые соли [46], способствующие уменьшению скорости гидро¬
лиза хлорангидрида и вытеснению диамина в органическую фазу, или
вводя 0,1—0,5% поверхностно-активных веществ в зависимости от типа
получаемого полимера [40].
Реакция межфазной поликонденсации осуществляется путем диф¬
фузии диамина в органическую фазу, где вблизи границы раздела обра¬
зуется полимер [35]. Диффузия хлорангидридов в водяную фазу незна¬
чительна вследствие их плохой растворимости в воде.
Несомненно, что метод получения полиамидов на границе раздела
двух фаз получит промышленное применение благодаря легкости обра¬
зования и выделения полимеров и возможности придавать разнообраз¬
ные физико-механические свойства — в зависимости от строения исход¬
ных компонентов (диамина и дихлорангидрида). Указанный метод
позволяет расширить ассортимент сырья как за счет диаминов, так и
дикислот. Рядом авторов [47] предложена схема процесса образования
волокна при вытяжке полиамида с границы раздела двух фаз.
Полиамиды можно получать методом межфазной поликонденсации
не только из диаминов и хлорангидридов дикарбоновых кислот, но и
из хлорангидридов и солей диаминов, предварительно растворенных
в щелочи [42]. От концентрации щелочи в водной фазе зависят выход
и молекулярный вес образующегося полимера.
Анионная полимеризация лактамов. В последние годы достигнуты
успехи в области полимеризации лактамов. Особенно много исследова¬
Промышленные способы получения полиамидов
621
ний было посвящено полимеризации е-капролактама при нагревании
в присутствии щелочных катализаторов. В частности, Вихтерле [48. 49]
разработал быстрый способ полимеризации е-капролактама в присут¬
ствии безводного карбоната натрия. Первым этапом процесса является
превращение молекулы е-капролактама в амид-анион —СО—X—
..со—nh—... + со^~ —> со2+...—соо~
...—NH 1
)—N— J
...—NH+ ...—CO—NH—... nh2+ ...—со—:
который вызывает полимеризацию:
о~
/
...—СО—NH—... ...—С—NH—... ...—CO NH—...
I I I
j—N—СО —г j—N—СО—j N- СО
(сн2)5 —(C2h2)J L(CH2)5_^
..._CO—N—... ...—CO—N—... ...—CO N—...
—NH—CO— ^±pNH C—Q~ > NH CO
L(Ch2)5—! L(CHs)5J L(CH2)5J
По указанной схеме, концевым группам в реакции роста цепи не
придается существенной роли.
В качестве катализаторов быстрой полимеризации е-капролактама
предложены натриевые соли органических кислот [50, 51], едкий натр,
металлический натрий [52] и др. Для многих из применяемых катализа¬
торов предложен механизм полимеризации, учитывающий особенности
реакции. Особенностью поли-е-капроамида,. полученного в результате
анионной полимеризации, является отсутствие концевых карбонильных
групп. На концах цепи имеются аминогруппы и, по-видимому, лактам-
ные циклы. В полимере содержится меньше непрореагировавшего
е-капролактама (5 0), чем при гидролитической полимеризации.
Скорость щелочной полимеризации е-капролактама может быть зна¬
чительно увеличена с помощью сокатализаторов N-алкилимидов, на¬
пример N-ацетилкапролактама [53] или веществ, способных образовы¬
вать N-алкилимиды с е-капролактамом (ангидридов дикарбоновых кис¬
лот, хлорангидридов кислот и т. п.).
Полимеризация е-капролактама в присутствии щелочного катализа¬
тора и сокатализатора может быть проведена непосредственно в форме
при температуре ниже температуры плавления полимера при нормаль¬
ном давлении. Этот метод позволяет получать отливки весом до не¬
скольких сотен килограммов.
Физико-механические свойства поликапроамида (капролона), полу¬
ченного полимеризацией капролактама в металлических формах в при¬
сутствии щелочных катализаторов с добавкой ацетилкапролактама в
качестве сокатализатора или при добавлении металлического натрия
и углекислого газа [54, 55] лучше, чем у обычного поликапроамида
(капрона).
Промышленные способы получения полиамидов
ПРОИЗВОДСТВО ПОЛИКАПРОЛАКТАМА (ПОЛИАМИДА 6)
Поликапролактам получают в промышленности как периодическим
методом в автоклавах при повышенном давлении [27, 56], так и непре¬
рывными методами при нормальном давлении: либо в прямоточном ко¬
лонном аппарате [27, 57, 58], либо в трехтрубном аппарате U-образной
622
Г Л. 30. Капрон, найлон, энант и другие полиамиды
трубе [59]. В производстве давно широко применяется автоклавный
метод, но в последнее время все шире распространяются непрерывные
методы.
Автоклавный метод обусловливает периодичность процесса. Поли¬
мер получается отдельными партиями (соответственно загрузке авто¬
клава). Схема производства представлена на рис. 126.
Капролактам, имеющий температуру застывания не ниже 68,5° С и перманганат-
ное число более 400 сек. точно отвешивается на весах и через люк загружается в ап¬
парат для растворения /, снабженный лопастной мешалкой и паровой рубашкой
В него добавляется дистиллированная вода (5—10% от веса лактама). Одновремен¬
но подают пар для обогрева аппарата и включают мешалку на 40—60 мин до пол¬
ного растворения лактама. Затем в аппарат 1 вводят стабилизатор — рассчитанное ко¬
личество ледяной уксусной кислоты (0,002—0,005 моль на 1 моль капролактама в за¬
висимости от требования производства).
При растворении лактама можно вводить и другие добавки, например красители
или матирующие вещества. Красители должны быть устойчивы к высоким температу¬
рам. В качестве матирующего вещества чаще всего употребляют двуокись титана.
Температура застывания лактама и перманганатное число определяются по методи¬
кам [27].
Полимеризация капролактама производится в автоклаве 2. В него сразу же по¬
сле выгрузки полимера предыдущей партии через один из фильтров 3 сливается рас¬
твор лактама. Давление паров воды легко преодолевается давлением подаваемого в
аппарат / чистого азота, содержащего не больше 0,005% Os- После заполнения авто¬
клава его нагревают до 250—260° С. Давление в автоклаве постепенно повышается
ло 15 ат, тогда начинают производить частичную сдувку пара до 10—12 ат. Затем в
течение 3 ч давление пара постепенно снижают до 0,5 ат и образовавшийся полимер
выдерживают 3—5 ч при 245—255' С. После окончания процесса в автоклав подают
азот под давлением 3—4аг и выгружают полиамид через нижиее выпускное отверстие.
Автоклав емкостью I—6 м3 выполняется из нержавеющей стали, снабжается как
рубашкой, так и змеевиком, помещенным внутри. На крышке автоклава расположены
штуцера для загрузки, спуска давления, подачи азота и установки термометра. В дие
аппарата имеется вентиль для удаления расплава Соотношение высоты и диаметра
автоклава 2:1с тем, чтобы обеспечить хорошую теплопередачу от поверхностей на¬
грева к лактаму и полимеру и не очень затруднить удаление последних остатков во¬
дяных паров по окончании процесса образования полиамида. Аавтоклав заполняется
раствором лактама на % высоты.
Обогревается автоклав обычно парами динила, образующимися в котле 4. Вся
система - динильный котел и автоклав — является замкнутой, и поэтому температура
паров может превышать температуру кипения динила Выпускной вентиль внизу авто¬
клава обогревается от малого динильного котла. Автоклав также можно обогревать
паром высокого давления.
Фильтры для раствора лактама работают поочередно. Фильтрование осуществ¬
ляется через слой байки и батиста, уложенный между проволочными сетками из не¬
ржавеющей стали. Верхняя сетка имеет 64 отверстия на 1 см2 а нижняя — 8000 от¬
верстий на 1 см2. Грубая проволочая сетка препятствует подъему байковой ткани при
продувке автоклава через фильтр, а тонкая — служит для задержки волокон, отрываю¬
щихся от фильтровальных тканей. Крышки фильтров и трубопроводов, идущих от ап¬
парата для растворения и фильтров к автоклаву для предотвращения кристаллизации
лактама и закупорки линий, обогреваются паром.
Полимер в виде узких ленточек поступает в заполненную водой ванну 5, где
охлаждается, застывает, и затем подается в дробильную машину.
Ванна представляет собой четырехугольный сосуд размером (6 -=- 10) X 0,5 X
X 0,4 м. Три вала с кольцами обеспечивают раздельное прохождение лент затвердев¬
шего полимера в воде во избежание их склеивания. В ванне циркулирует вода с
температурой 10—12° С.
По выходе из ванны ленты полимера направляются по закрытому алюминиевому
желобу в дробилку 7, где нарезаются на кусочки (крошку) размером (7 ч- 8) X 6 X
X (2 3) мм. В экстракторе 8 крошка промывается от низкомолекулярных примесей
дистиллированной водой. Для этого собранная от двух или трех загрузок автоклава
крошка заливается водой, и одновременно с подачей пара во внутреннее нагреватель¬
ное приспособление включается в работу мешалка. После достижения 100 С переме¬
шивание продолжают 2 ч, а затем удаляют из экстрактора воду и с помощью насоса
9 подают ее в приемники воды 10. Первая экстракция снижает содержание низкомо¬
лекулярных примесей в крошке с 10 до 4—5%.
Так же осуществляются еще две экстракции. Вторая экстракция длится 3 ч.
Содержание низкомолекулярных примесей в полимере снижается до 2—3%, а в ре-
Рис. 126. Схема производства поликапролактама автоклавным методом:
У —аппарат для растворения; 2 — автоклав; .9 —фильтры; 4 — динильный котел; 5 — ванна; б —желоб; 7 —дробилка; 8 — экстрактор,
9 — насос; 10 — приемник; —центрифуга; 12 — сушилка; 13— алюминиевая бочка.
'ромышленные способы получения полиамидов
624
Гл. 30. Капрон, ной тан. энант и другие полиамиды
зультате третьей экстракции, продолжающейся 4 ч, содержание примесей умень¬
шается до 1 —1,5%.
В производственных условиях для первой экстракции используют воду от второй
экстракции предыдущей партии, для второй — воду от третьей экстракции предыдущей
партии, для третьей экстракции берут всегда све¬
жую воду.
После окончания экстракции крошку собирают
в центрифугу и \даляют часть воды. Затем ее су¬
шат в вакуумных барабанных сушилках 12 при
125—130° С (6—10 мм рт. ст.) до остаточной влаж¬
ности не более 0,1% и выгружают в плотно закры¬
вающиеся алюминиевые бочки 13.
Экстрактор представляет собой эмалирован
ный стальной котел емкостью 5—10 мг, снабженный
внутренним нагревательным приспособлением и бы¬
строходной мешалкой с переменным числом оборо¬
тов (45—27 об/мин).
Главным компонентом низкомолекулярных при¬
месей, удаляемых водой из крошки полимера, яв¬
ляется капролактам. Промывная вода' после первой
экстракции поступает на выпарную установку и
упаривается в ней по плотности 1,04 г/смг при
17° С. Раствор дополнительно концентрируется в
малом испарителе до застывания лактама. Остаточ¬
ное количество воды удаляется в вакууме, после
чего безводный лактам подвергают перегонке. Выход чистого лактама достигает
70—75%.
Непрерывный метод позволяет получить из капролактама полимер, состоящий из
макромолекул, мало различающихся по величине. Метод основан на том, что в при¬
сутствии небольших количеств соединений, отщепляющих при конденсании воду, на¬
пример е-аминокапроновой кислоты или соли АГ (соли гексаметиленднамина и ади-
ггановой кислоты), капролактам в течение несколькнх часов прп нормальном давлении
превращается в высокомолекулярный полимер. Ход реакции образования поликапро-
лактама в присутствии соли АГ представлен на рис. 127 и 128 [27].
Как видно из рисунков, скорость реакции зависит от количества соли АГ. Уже
через 3—4 ч при добавлении 5% соли АГ достигается относительная вязкость 2,0—
2,1 при содержании ннзкомолекулярных веществ в полимере 11 —12%- Равновесие
наступает через 8—10 ч и отвечает относительной
вязкости 2,4 и содержанию низкомолекулярных ве¬
ществ 10—11%. Дальнейшее нагревание при 260° С
не меняет этих показателей. Добавление большого
количества соли АГ (например, 5%) приводит к
получению смешанного полиамида (сополиконден-
сата), что сказывается *на свойствах полимера.
Поэтому в производственных условиях поликапро-
лактам получают при добавке 1—2% соли АГ
в присутствии воды или 5% е-аминокапроновой
кислоты.
Схема производства поликапролактама в ко¬
лонне представлена на рис. 129. Отвешанная пор¬
ция капролактама загружается в плавитель 1 и на¬
гревается до 90—100° С. Затем в него вносят ста¬
билизатор—уксусную кислоту в количестве 1/250—
1/300 моль на 1 моль лактама и смесь хорошо пере¬
мешивают. Расплавленный лактам с помощью сжа¬
того азота (или насосом) передается в мерник кап¬
ролактама 3 через фильтр 2. Трубопровод, по кото¬
рому передавливается лактам, обогревается паром
для предотвращения его кристаллизации. Аналогичным образом готовят водный рас¬
твор соли АГ или е-аминокапроновой кислоты в соотношении 1 : 1,3. Нагретый рас¬
твор соли сжатым азотом передается в мерник. Плавитель представляет собой эма¬
лированный аппарат емкостью на 100 л с мешалкой и рубашкой для обогрева паром.
Мерники выполняются из алюминия или нержавеющей стали и снабжаются рубашка
ми для обогрева паром.
Из мерников капролактам и соль АГ непрерывно подаются дозировочными насо¬
сами в колонну. Попадая на поверхность расплава, в котором уже начался
процесс полимеризации, большая часть воды сразу же испаряется и удаляется через
верхний штуцер колонны. Так как суммарная подача компонентов в точности отве¬
чает количеству выводимого снизу из аппарата расплава полимера, то в колонне
Рис. 128. Влияние времени
поликонденсации капролактама
(260° С, без давления) на со¬
держание водорастворимой
фракции при различных кон¬
центрациях соли АГ (в 96).
Рис. 127. Влияние времени
поликонденсации капролактама
(260J С без давления) на вяз¬
кость раствора при различных
концентрациях соли АГ (в %).
Промышленные способы получения полиамидов
625
устанавливается медленный нисходящий ток постепенно поличеризующегося капро-
лактама. Пары воды медленно поднимаются вверх и выходят наружу. Температура
в колоине распределяется следующим образом (в ° С):
Верх . 250—260
Средняя часть 260—270
Низ . . . 250
Вытекающий из колонны расплав отбирается насосом, продавливается через ще¬
левую фильеру и формуется в ленты, которые в ваине охлаждаются водой.
Колонна состоит из трех секций, выполненных из нержавеющей стали. Их диа¬
метр не менее 250 мм, общая высота 6500—7000 мм. В нижней части колонна перехо¬
дит в конус с обогреваемым вентилем иа конце. Обогревающая рубашка наварена на
каждую секцию. Обогрев производится парами
динила. В колонне имеются насадки в виде пер¬
форированных тарелок, укрепленных в 150—
300 мм друг от друга и позволяющих регулиро¬
вать движение стекающего вниз расплава, обес¬
печивая тем самым его хорошее перемешивание.
При нахождении материала в указанном аппа¬
рате в течение 15 ч его производительность до¬
стигает 510 кг!сутки.
Описан также непрерывный процесс полу¬
чения поликапролактама, пригодного для литья
под давлением и экструзии [60]. Расплавленный
капролактам и раствор катализатора после сме¬
шения переводятся в мерник, откуда непрерывно
подаются в полимеризатор, который представляет
собой установленный на цилиндрической колонне
реактор с рубашкой.
После окончания реакции раскрытия цикла
капролактама реакционная масса из реактора
стекает в колонну, в первой зоне которой отго¬
няется избыток воды, а в двух последующих об¬
разуется поликапролактам. По высоте колонны
температура изменяется от 220 до 295° С, давле¬
ние 0,035 ат. Комплекс перегородок внутри ко¬
лонны обеспечивает перемещение стекаемой мас¬
сы. Продолжительность реакции определяется
типом получаемого полимера.
Из колоииы расплавленный капролактам
выдавливается в виде лент в водяную ванну.
Дробление, экстрагирование и сушка полимера
осуществляются так же, как в производстве по¬
ликапролактама, автоклавным методом.
По другому способу [61], технологический
процесс получения полимера начинается с пла¬
вления капролактама при 90—95° С в плавителях
непрерывного действия, откуда расплавленный
мономер чистым азотом передавливается через
фильтры в приемники-дозаторы. В иих автома¬
тически вводится 1—3% воды и 0,05—0,1% ади¬
пиновой кислоты. Затем расплав с помощью
дозирующего насоса подается в аппарат непрерывного действия, представляющий со¬
бой U-образный сосуд, обогреваемый парами динила. Процесс образования полимера
происходит в среде азота при 260—265° С в течение 24—30 ч. Расплавленный поли¬
мер продавливается азотом через отверстие фильеры в холодную воду и застывает
в виде леиты. Лента измельчается в крошку, промывается горячей водой для удале¬
ния иепрореагировавшего капролактама и сушится.
ПРОИЗВОДСТВО ПОЛИГЕКСАМЕТИЛЕНАДИПАМИДА (ПОЛИАМИДА 66)
Производство полиамида 66, а также других полиамидов осуще¬
ствляется периодическим способом в автоклавах. В случае найлона
сначала получают соль АГ из адипиновой кислоты и гексаметилен-
диамина:
НООС (СН2)4 СООН + H2N (СН2)6 NH2 —» НОСО (СН2)4 СООН • NH2 (CH2)6NH2
Рис. 129. Схема производства
поликапролактама непрерывным
процессом без применения давле¬
ния:
/ — плавите ль; 2 — фильтр; 3—меринк
капролактама; 4 — мерник соли АГ;
5 — колоииа-
40 А. Ф. Николаев
626
Г л. 30 Капрон, наС'.оч, э^ачт и долгие полиамиды
Соль АГ приготовляют смешением 60—80%-ного водного раств а
гексаметилендиамнна и 20 vo-ного водного раствора адипиновой кисло- i
в кипящем метиловом спирте. Соль сравнительно мало растворима в
метаноле и при охлаждении раствора легко из него выпадает. От рас¬
твора ее отделяют центрифугированием. В водно-метанольном растворе
остаются примеси и избыток компонентов. После промывки соли мети¬
ловым сппртом и сушки при 60—70° С она пригодна для поликонден¬
сации. По внешнему виду соль АГ — белый кристаллический порошок.
Температура плавления 190—191° С. Стехиометрический состав ее кон¬
тролируется по величине pH.
При наличии адипиновой кислоты и гексаметилендиамнна высокой
степени чистоты соль можно получать, сливая водные растворы компо¬
нентов, и использовать 60% раствор для поликонденсации.
Поликонденсация соли АГ производится в автоклаве емкостью 1—6 м3, выпол¬
ненном нз хромоннкелевой стали (рис. 130). Кроме раствора соли в него загружают
стабилизатор вязкости — уксусную кислоту (1/150 моль на 1 моль соли),.
Раствор в автоклаве нагревают постепенно: сначала до 220° (при этом давление
поднимается до 17,6 ат), а через 1—2 ч — до 270—280° С. Давление в автоклаве под¬
держивают в течение 1—1,5 ч на уровне 17,6 ат, непрерывно выпуская пар; затем
в течение 1 ч давление снижают до атмосферного. Циклы конденсации под давлением
и при атмосферном давлении повторяют 1—3 раза с целью сохранения реакционной
массы в текучем состоянии и обеспечения интенсивного перемешивания расплава па¬
рами вскипаюшей воды при снижении давления. Такой же результат достигается, если
смесь нагревать в вакууме при 270—280° С. «
Расплавленный полиамид выдавливается из автоклава 1 сжатым азотом чере*
обогреваемый вентиль 2. Лента расплава принимается на барабан 3, орошаемый во¬
дой, избыток воды сдувается с ленты током воздуха. Дробильная машина режет
ленту на крошку пли небольшие куски. Крошку просеивают и сушат обдувкой горя¬
чим воздухом до содержания влаги менее 0,1%.
Свойства и применение полиамидов
Полиамиды представляют собой твердые роговидные непрозрачные
продукты от белого до светло-желтого цвета, плавящиеся в узком тем-
Свойства и применение полиамидов
627
пературном интервале. Ниже указаны температуры плавления (в °С)
промышленных образцов полиамидов:
Полиамид 6 ..... 210—215 Полиамид 11 186—187
» 7 220—225 » 66 255—264
» 9 204—210 » 610 215—223
Температура плавления полиамидов зависит от количества водо¬
родных связей, возможность образования которых определяется в пер¬
вую очередь стереохимией макромолекул. В зависимости от числа ме¬
тиленовых групп в основном звене молекулы могут быть связаны водо¬
родными связями на 100% или меньше.
Узкий интервал температуры плавления полиамидов уже косвенно
свидетельствует о высокой концентрации кристаллической фазы и малой
полидисперсности. Рентгенограммы показали, что полиамиды являются
кристаллическими веществами. Ниже показана структура молекул по¬
лиамидов 6 и 66, соединенных водородными связями:
Ч \
с=о сн2
\ / \ /
С=0 HN СН2 Н2С
/ \ / \
HN СН2 Н2С С=0
\ / \ /
СН2 Н2С С=0 HN
/ \ / \
Н2С СН2 HN СН2
\ / \ /
СН2 Н2С СН2 Н2С
н Чгн / \
"2Чч у 2 н2с сн2
/см- °“сх "сн, н/
•-°“CN /Н- н/ Чснг
NH Н2С \ /
/ \ сн2 Н2С
Н2С СН2 / \
\ Н2с NH
СН2 Н2С yf
Н2С^ Ч'сн2 °=С!
\ / х ^
сн2 н2с о=с сн2
/ \ \ /
н2с с=о сн2 Н2С
\ / / \
С=0 HN Н2С
/ \
Полиамид 6 Полиамид 66
Если в молекуле полиамида водород в NH-группе полностью или
частично заместить метальными, этильными или другими группами,
то пропорционально замещению и величине группы снижается темпе¬
ратура плавления и уменьшается способность к кристаллизации. Поли¬
амиды не растворимы в обычных растворителях — спиртах, сложных
эфирах, кетонах и углеводородах, но растворяются в таких высоко¬
полярных жидкостях, как фенолы и кислоты (серная, муравьиная, ук¬
сусная), а также в растворах некоторых солей (например, полиамид 66
образует вязкие растворы в смеси хлористого кальция с метиловым
40*
628
Гл. 30. Капрон, наи юн, энант и другие полиамиды
спиртом). Они устойчивы к действию минеральных масел и жиров,
воды, грибков, бактерий и плесени.
Определение молекулярного веса полиамида представляет некото¬
рые трудности. В литературе описаны методы для нахождения средне¬
числового молекулярного веса, основанные на определении аминных
и карбоксильных концевых групп титрованием [62—64]. Карбоксильные
группы определяют титрованием раствора полимера в бензиловом
спирте щелочью при 175° С в присутствии фенолфталеина как индика¬
тора, а для определения аминных групп применяют кондуктометриче-
ское титрование в смеси вода — фенол — спирт.
В настоящее время предложены формулы, связывающие степень
поликонденсации или молекулярный вес с характеристической вяз¬
костью растворов полиамидов 6 и 66.
Степень поликонденсации Рп поликапролактама может быть опре¬
делена по формуле Маттеса [65]:
Рп = 124 [г,] — 5
где [т}] — характеристическая вязкость.
При применении концентрированной серной кислоты в качестве
растворителя характеристическая вязкость с достаточной точностью
может быть найдена по следующей формуле [65]:
2
[г|] = ~Q (I Т|ОТН 1)
Недавно была предложена [66] формула определения молекуляр¬
ного веса поликапролактама в пределах 3000—13 000 по характери¬
стической вязкости, вычисленной из относительной вязкости полиамида
в 40%-ной серной кислоте:
[Tj] = 2,44 • 10~5М -j- 0,080
Для поликегсаметиленадипамида также предложена формула для
нахождения молекулярного веса [62]:
М= 13 000 [г,]1-39
Характеристическая вязкость определялась в 90%-ной муравьиной
кислоте. Последняя формула справедлива лишь в ограниченном интер¬
вале молекулярных весов, так как только в этом случае оправдывается
предположение о постоянстве отношения средневязкостного молекуляр¬
ного веса к среднечисловому. Молекулярный вес технических полиами¬
дов находится в пределах 8000—25 000.
Из табл. 129 видно, что полиамиды обладают небольшой плотно¬
стью, высокой прочностью к ударным нагрузкам, хорошей масло- и бен¬
зостойкостью, низким коэффициентом трения и неплохими диэлектри¬
ческими показателями. Механические свойства полиамидов близки друг
другу.
Химическая реакционноспособность полиамидов невелика. Наибо¬
лее известной реакцией является гидролиз амидных связей. Вода при
температурах до 100° С не действует на амидные связи даже при много¬
летнем контакте, но при 150° С и выше под давлением она может вы¬
звать полный гидролиз. Щелочи лишь немного эффективнее воды, но
кислоты заметно гидролизуют полиамиды. Особенно сильно действуют
минеральные кислоты даже в разбавленных растворах. Сильные орга¬
нические кислоты (щавелевая, молочная) в водных растворах вызывают
распад полиамидов, но слабые органические кислоты почти не оказы¬
вают действия на амидную связь.
Свойства и применение полиамидов
629
ТАБЛИЦА 129
Свойства полиамидов
Свойства
Полиамид
6
11
66
Плотность, г/см3
Предел прочности, кгс/см2
1,14
1,04
1,14
при растяжении .
500—800
500—700
800—1100
» изгибе
700—1' 000
—
1000—1100
» сжатии
—
600—1100
1000—1200
Модуль упругости, кгс/см2
5000
1000—2000
16 000
Удельная ударная вязкость, кгс ■ см/см2 .
100—160
—
100—160
Относительное удлинение, % ......
200—350
200—300
10—100
Твердость по Бринелю, кгс/мм2 ...
Теплостойкость, °С
5—8
4—5
8—10
по Мартенсу
50—55
50—55
65
» Вика
160—180
160—165
230
Температура хрупкости, °С . .
от —25
от —55
от —25
до —30
до —70
до —30
Водопоглощение, % . .
8—12
0,5—1,5
7—8
Масло- и бензинопоглощение, % ■ ■ ■
0,0
0,0
0,0
Коэффициент линейного расширения . . .
Коэффициент теплопроводности,
10,0- Ю-5
11,0 • 10 5
(5—6) -10 5
ккал/м ■ ч - град
0,21
—
0,21—0,25
Коэффициент трения
—
0,12—0,18
0,15
Удельная теплоемкость, ккал/кг ■ град . .
0,54
0,58
0,50
Удельное объемное сопротивление, ом-см
10“
1014
10й
Удельное поверхностное сопротивление, ом
1013—10й
—-
■—
Диэлектрическая проницаемость при 106 гц
Тангенс угла диэлектрических потерь
4,2
3,7
4,0
при 105 гц
0,25—0,040
0,02—0,03
0,02
Пробивная напряженность, кв/мм
16
25
20—25
Окисляющие агенты (азотная кислота, перекись водорода, растворы
перманганата), отбеливающие вещества, содержащие свободный хлор,
вызывают быструю деструкцию полимера.
Имеются также данные, указывающие на то, что под действием
солнечного света, ультрафиолетовых лучей и переменной влажности
постепенно происходит деструкция макромолекул, выражающаяся в
уменьшении молекулярного веса, потере механической прочности и эла¬
стичности. Разрушение макромолекул происходит по амидной связи
—СО—NH—.
Устойчивость полиамидов к свету может быть повышена добавле¬
нием 0,01—1% неорганических и органических солей марганца и соеди¬
нений меди, из которых особенно активным является нафтенат меди.
Защитными свойствами против действия света также обладают арома¬
тические амины, например фенил-р-нафтиламин, фенил-а-нафтиламин,
дифенилгуанидин, Ы.Ы'-ди-р-нафтил-п-фенилендиамин, фенолы, напри¬
мер дибензилфенол и р-нафтол, и различные бромиды и иодиды метал¬
лов [67, 68]. Термостойкость полиамидов повышается с добавлением
2—3% N.N'-дифенил n-фенилендиамина или Г^М'-р-динафтил-п-фени-
лендиамина. Стабилизаторы обычно вводятся либо в исходное сырье
перед стадией поликонденсации, либо в расплавленный или растворен¬
ный полиамид.
Водопоглощение полиамидов, особенно капрона и найлона, доволь¬
но значительно. Диэлектрические свойства их ухудшаются с увеличе¬
нием водопоглощения и повышением температуры Одним из проявле¬
ний изоляционных свойств полиамидов является легкость накопления
630
Гл. 30. Капрон, найлон энант и другие полиамиды
зарядов статического электричества. Особое свойство полиамидов, об¬
наруженное еще Карозерсоч. заключается в их способности к формо¬
ванию в волокна из расплава.
Если же на полиамид 66 действовать окисью этилена в автоклаве
при 80°С в течение 10—72 ч, то можно получить оксиэтилнайлон, обла¬
дающий более низкой температурой плавления, повышенной эластич¬
ностью и морозостойкостью [70].
Полиамиды можно перерабатывать в изделия различными мето¬
дами: простым литьем, литьем под давлением, прессованием, вальцева¬
нием, каландрированием, экструзией, вытяжкой, штамповкой и центро¬
бежной отливкой. Последний метод позволяет получать из полиамида 6
крупногабаритные изделия диаметром до
TJt 1,2 м и весом до 30 кг [71].
Недостатками полиамидов являют¬
ся высокая температура плавления, не¬
большой интервал пластичности, труд¬
ная совместимость с пластификаторами
и стабилизаторами. Часть указанных не¬
достатков можно устранить, получая
смешанные полиамиды (сополиконден-
саты). Последние обладают более низ¬
кой температурой плавления, лучшей
растворимостью и большой зоной пла¬
стичности (до 30°С), поэтому их можно
перерабатывать в изделия на обычном
Содержание полиамида 66, % литьевом оборудовании. На рис. 131 по¬
казано влияние состава смешанного по-
Рис. 131. Влияние состава поли- лиамида на температуру плавле-
амида 66/6 на температуру пла- ния [72].
вления. Смешанные полиамиды применяют¬
ся как пленочные материалы, покрытия
по дереву, металлу, бетону, керамике, коже, как прокладочные мате¬
риалы и клеи. Они легко совмещаются с пластификаторами, стабили¬
заторами, красителями и пигментами.
Полиамиды сравнительно низкого молекулярного веса (2000—
10 000) линейного или разветвленного строения могут быть получены
из полиаминов (этилендиамнна, диэтилентриамина, триэтилентетрамина
и др.) и ди- и тримеризованных ненасыщенных жирных кислот (или
их метиловых эфиров), выделенных из растительных масел (льняного,
соевого, тунгового).
В зависимости от природы применяемых исходных вешеств, их со¬
отношения, а также от условий проведения процесса можно получить
низкомолекулярные полиамиды (олигоамиды — СССР, версамиды —
США, Англия) с различными свойствами. В литературе описаны свой¬
ства версамидов [73] и олигоамидов [74], полученных по ВТУ П-299—62
на основе кислот льняного (марки Л), соевого (марки С) и тунгового
(марки Т) масел. Свойства олигоамидов некоторых марок представ-
лены ниже:
Аминное число, м г НС1/г
Вязкость при 20° С, пз
Л-18
100—125
300—500
Л-19
125—150
80—250
Л-20
175—200
80—250
Л-21
180—200
500—750
С-18
90—105
80—150
С-19
130—140
25—50
С-20
160—175
30—70
Свойства и применение полиамидов
631
Низкомолекулярные полиамиды применяются в качестве добавок
к эпоксидным смолам, так как вызывают их отверждение.
Хорошим методом соединения деталей, изготовленных из полиами¬
дов, является сварка, осуществляемая подобно сварке поливинилхлори¬
да, полиэтилена и других термопластов. Поскольку полиамиды очень
чувствительны в расплавленном состоянии к кислороду, то сварку луч¬
ше всего проводить в токе горячего азота, температура которого должна
быть на 30—50° выше температуры плавления свариваемого матери¬
ала [68] Возможна и упрощенная сварка полиамидов к свариваемым
поверхностям прикасаются раскаленным в пламени шпателем и затем
сжимают их. Полярный характер полиамидов позволяет производить
высокочастотную сварку, подобную высокочастотной сварке поливинил¬
хлорида. Прочность сварных швов приближается к прочности исходных
материалов.
Полиамиды можно склеивать 85—98%-ной муравьиной кислотой
или, еще лучше, раствором полиамида в концентрированной муравьиной
кислоте. Снижение концентрации муравьиной кислоты (ниже 85%) при¬
водит к потере клеящей способности. Для склеивания полиамидных
деталей следует шероховатые поверхности смазать клеем и после крат¬
ковременного подсушивания соединить детали под легким нажимом.
Склеивание улучшается при небольшой выдержке соединенных деталей
при 100—110° С. Избыток муравьиной кислоты рано или поздно при¬
водит к появлению хрупкости клеевого соединения.
Клей, не содержащий кислоты, может быть получен на основе ре¬
зорцина и полиамидов, растворенных в определенных растворителях,
например метаноле, этаноле, метиленхлориде, бензоле и др., с добав¬
лением небольших количеств воды. Такой клей обладает хорошей клея¬
щей способностью, но долго схватывается и требует длительного нагре¬
вания при 100—110° С.
В последние годы полиамиды широко применяются в технике. Из
них изготовляют волокно, детали машин и аппаратов (подшипники,
шестерни, ролики, катушки, седла клапанов и т. п.), медицинское обо¬
рудование и различные предметы широкого потребления
волокно
Как уже указывалось, большая часть полиамидов употребляется
для изготовления волокна. Полиамидные волокна, обладая легкостью,
высокой износоустойчивостью и хорошим внешним видом, применяются
в производстве чулочно-носочных изделий, белья, одежды и обивочных
тканей.
Из полиамидного волокна вырабатывают также фильтровальные
ткани, имеющие высокую прочность в мокром состоянии и особенно
пригодные для фильтрования нейтральных и щелочных жидкостей, ры¬
боловные сети, веревки и канаты, применяемые в китобойном промысле,
при буксировке планеров, в подъемных устройствах угольных шахт [75]
и т. п., шинный корд, позволяющий увеличить срок службы автомобиль¬
ных шин в 1,5 раза и особенно важный для изготовления шин тяжелых
самолетов, испытывающих при посадке очень большие мгновенные на¬
грузки.
Ткани из полиамидного волокна пригодны для изготовления меш¬
ков, приводных ремней для компрессоров, сепараторов и других ма¬
шин [76], конвейерных лент с поливинилхлоридным покрытием [77],
электроизоляции и т. д. В табл. 130 приведены данные о свойствах
различных видов штапельного волокна [27].
632
Гл. SO. Капрон, най гон энант и другие полиамиды
ТАБЛИЦА 130
Прочность и удлинение различных видов штапельного волокна
Вид волокна
Г игроско-
пичность
при 65 ч
относитель¬
ной влаж¬
ности, %
Предел прочности при растя¬
жении в условиях нормаль¬
ной влажности
Прочность в
мокром состоя¬
нии, % от
прочности Б
сухом состоя
НИИ
Относительное
удлинение при
нормальной
влажности, %
разрывная
прочность,
Рим
удельная
прочность,
KZCl-UM2
Полиамид 6
Полиамид 66 . .
Вискозное волокно .
Хлопок
Шерсть
4.0
4.0
13.5
8.0
14.5
АНТИФ1
60
47—62
24—30
17—53
10—16
>ИКЦИОННЫЕ
69
54—71
37—46
26—32
13—21
ИЗДЕЛИЯ
85
91
48—69
76—97
30
25—28
14—21
6—10
28—48
Полиамиды широко применяются в машиностроении для изготов
ления антифрикционных изделий: подшипников скольжения, элементов
шарнирных сочленений, частей ходовых винтов, различного рода ползун
ков, шестерен и т. д. [78—80].
Промышленность изготовляет ряд марок полиамидов: П-54 (ТУ
МХП М-318—56) П-54/21 (ТУ МХП М-387—57), П-548 (ТУ МХП
М-739—57), П-68 (ГОСТ 10589—63). АК-7 (ВТУ П-328—63), капрон
(ВТУ УХП 69—58), капролон В и С (ВТУ П-274—62): некоторые из них
применяются для изготовления антифрикционных изделий (П-68, АК-7,
капрон). Свойства промышленных марок полиамидов даны в
табл. 131 [55, 79]
Подшипники из полиамидов можно применять как без смазки, так
п при смазке водой и различными маслами (дизельным, индустриаль¬
ным 20, АК-Ю, ДП-14, пресс-солидолом АШ и др.). Величины коэффи¬
циента трения зависят от скорости скольжения, типа смазки и прила¬
гаемой нагрузки. Лучшими материалами для сухих подшипников [75]
являются полиамид 68 и композиция из полиамида 68 с 10% талька
(ВТУ НИИПМ П-179—60). Предельные удельные нагрузки на подшип¬
ник при сухой смазке не превышают 25—40, при смазке водой — 70—80
и смазке маслом— 100—120 кгс/см2 [81].
Капроновые подшипники могут удовлетворительно работать при
температуре не выше 80—85° С. Коэффициент трения капрона по стали
с жидкой смазкой без охлаждения мало отличается от коэффициентов
трения широко применяемых бронз, но интенсивность изнашивания
капрона и стального вала при работе со смазкой в несколько раз мень¬
ше интенсивности изнашивания бронз и стальных валов при работе
их со смазкой [80]. Экспериментально было найдено, что при применении
жидких смазок коэффициент трения составлял 0,02—0,04. Удельное дав¬
ление изменялось от 15 до 45 кгс/см2. При увеличении скорости сколь¬
жения в пределах 0,4—1,6 м/сек коэффициент трения уменьшается в
2 раза [80].
Нагрузку можно повысить, если уменьшить толщину стенок из поли¬
амида, для чего последний наносят тонким слоем непосредственно на
вал методами газопламенного напыления и вихревого спекания или
прикрепляя тонкий лист к металлической муфте механическим спосо¬
бом [82].
Вводя в полиамиды порошкообразные наполнители (графит, тальк,
свинец, дисульфид молибдена), можно увеличить коэффициент тепло¬
проводности, но при этом несколько возрастает коэффициент трения.
Физико-механические свойства промышленных марок полиамидов
ТАБЛИЦА 131
Свойства
Полиамиды
54
548
68
Капрон
АК-7
Капроло» Н
Плотность, г!см%
1Д2
1Д2
1,11
1,13
1,14
1,15—1,16.
Температура плавления, °С
168—175
150—160
213—220
210-215
240—243
—
Предел прочности, кгс/см?
при растяжении
500-600
350—450
500—600
600—650
600—650
900—950
> изгибе
280—290
—
800—850
900
1000—1200
1 200—1 500
» сжатии
700—850
—
750—850
700-800
750—950
1 000—1 250
» срезе
—
—
550
550
450—500
—
Относительное удлинение, %
300—350
400—425
100
150—200
100
20
Модуль упругости при растяжении, кгс/см2
23 000
—
—
—
—
20 000—23 000
Удельная ударная вязкость, кгс ■ см/см2 . . .
200—250
—
100—120
150—170
130—160
100—160
Теплостойкость, °С
по Вика
115
85-87
205—210
200
205
215—220
по Мартенсу
65
—
60
55
—
75
Твердость по Бринелю, кгс/ммг
4—4,5
—
14-15
10-12
15-18
20-25
Водопоглощение, %
6—8
—
0,5
1,3-1,4
—
1,5-2,0
Бензинопоглощение, %
0,2
—
—
—
—
—
Коэффициент теплопроводности,
ккал/м ■ час■град
0,21
0,21
0,21
—
Коэффициент линейного расширения' 10-5
13—13,5
11-12
—
10—11
—
Температура литья, °С
180—200
240—260
240-260
—
Усадка при литье, %
1,0-1,2
1,1 1,2
1,2—1,4
1,1—1,5
Свойства и применение полиамидов
634
Гл. 30. Капрон, найлон, энант и другие полиамиды
До 60% наполнителя добавляется в исходные вещества при получении
полиамидов (полиамиды 68Т5 и 68Т10 — наполнитель тальк, 68Г5 п
68Г10 — наполнитель графит и др.) либо вводится в расплавленный
полимер (смешение производят в автоклаве, шнек-машине и т. п.). До
90—100% наполнителя можно ввести в порошкообразные полиамиды
при условии изготовления изделий методом спекания в инертной среде.
Полиамиды 68 и капрон в виде порошков с размером частиц до 250 мк
(сорт А) и до 400 мк (сорт Б) производятся по ВТУ П-198—60. Некото¬
рые свойстза наполненных полиамидов представлены в табл. 132.
ТАБЛИЦА 132
Прочностные характеристики наполненных полиамидов
Свойства
68Г10
68Т10
кгю
KT1I1
Предел прочности, кгс/см2
при растяжении
» изгибе
» сжатии
Удельная ударная вязкость,
кгс • см/см2
500—600
900 1000
800—900
80—100
500 -600
1000—1100
1000—1100
80—100
450—500
800—850
85-95
500 550
1100—1200
90-100
Основными преимуществами полиамидных подшипников являются:
небольшой вес, бесшумность работы, возможность эксплуатации без
смазки, способность работать в воде, углеводородах и растворах- щело¬
чей, низкий коэффициент трения, .хорошая прочность и устойчивость
к абразивному действию твердых частиц. Подробные сведения о кон¬
струкциях подшипников из полиамидов, методах их расчета, испыта¬
ниях и изготовлении имеются в литературе [78, 80].
ТРУБЫ
Трубы из полиамидов получают экструзией. Для некоторых
полимеров, обладающих узким интервалом плавления, например для
капрона (~10°), важно замерять температуру и давление. При выходе
из головки экструзионной машины трубу резко охлаждают для сохра¬
нения формы. Но одновременно необходимо учитывать: чем выше тем¬
пература охлаждающей ванны, тем значительнее прочность трубы
вследствие развивающегося процесса кристаллизации. При изготовле¬
нии труб с более толстыми стенками (0,76 мм) температура ванны
оказывает уже меньшее влияние на их прочность, так как толщина
препятствует передаче тепла [83].
Из полиамидных труб прокладывают масло-и бензопроводы, трубо¬
проводы для гидравлических систем [84]. Трубы легкие, прочные (на¬
пример, при толщине стенки 0,8 мм и 20° С труба выдерживает давле¬
ние 2,5 ат), выдерживают широкий интервал рабочих температур (от
—40 до 100°С). Атмосферостойкость труб повышается при введении
в качестве наполнителя сажи.
ДЕТАЛИ МАШИН И АППАРАТОВ
Полиамиды применяются в текстильной промышленности (обшивка
вытяжных валиков прядильных машин, веретена ВПЛ-1 [85], гнезда
для веретен и др.); в производстве электротехнической и телефонной
аппаратуры (каркасы катушек, переключатели, шайбы, прокладки, изо¬
лирующие кОжухи, гайки, болты, кнопки, счетный механизм электро¬
Свойства и применение полиамидов
635
счетчика, шестерни и трубки осциллографов и т. д.); в автомобилестрое¬
нии (корпус клапана вентиляции картера, крыльчатки водяного насоса,
шланги для смазывания подшипника выключения сцепления, масленки
подшипника выключения сцепления, кнопки сигнала и др.).
Детали из полиамидов изготовляют методом литья под давлением.
Из капрона детали готовят, заливая расплавленный материал (230—-
260°С) в прессформы, нагретые до 50—135°С. Заполнение форм осуще¬
ствляется при давлении 1600 кгс/см2 и выдержке 30—50 сек.
ПЛЕНКИ
Капроновую пленку ПК-4 (ВТУ УХП 17—58) получают на рас¬
тяжной машине методом отливки из расплава на вращающийся бара¬
бан с последующей вытяжкой в одном направлении. Она выпускается
шириной 1200—1300 мм, длиной до 300 м и толщиной 0,05—0,12 мм.
Ее применяют в качестве упаковочного, прокладочного и герметизирую¬
щего материала. В последнее время капроновая пленка используется
для остекления парников благодаря прозрачности для световых и уль¬
трафиолетовых лучей.
Из полиамидов также изготовляют пленки марок 548 (ВТУ МХП
М-545—-54) и ПКРТ-3 пластифицированная (ВТУ МХП М-603—55),
пригодные для технических целей в качестве бензино-, масло- и бен¬
золостойкого герметизирующего материала. Свойства полиамидных пле¬
нок показаны в табл. 133.
ТАБЛИЦА 133
Свойства полиамидных пленок (по ТУ)
Свойства
Пленки
ПК-4
548
пкрт-з
Плотность, г/см3, не менее
1,1
1Д
Толщина, мм .
0,05—0,07
0,05—0,09
0,09—0,12
0,17
0,11
Вес 1 м2, г
50—70
50—90
90—120
—
Предел прочности при рас¬
тяжении, кгс/см2, не менее
• по ширине
800
600
300
300
200
по длине
250
150
150
—
—
Относительное удлинение,
%
—
—
—
250
250
Морозостойкость, СС, не
—45
—35
выше
—
—
Набухание, 96, не более
в воде
—
—
12,0
6
в горючей смеси . . .
.
—
—
1,5
3
КЛЕИ
Немодифицированные полиамиды нельзя применять в качестве кле¬
ев из-за слабой адгезии к металлам, дереву и другим материалам.
Для получения клеев на основе полиамидов их обрабатывают формаль¬
дегидом. Одна из марок метилолполиамида может быть получена при
взаимодействии полиамида 54/10 (молекулярный вес 20 000) с пара¬
формальдегидом (молекулярный вес 1500) при pH = 5—6,5 [69]. Спир-
товодиый раствор этого полимера представляет собой клей.
Метилолполиамиды сохраняют обычные свойства полиамидов
(устойчивость к ароматическим и хлорированным углеводородам, маслам,
жирам, плесени и бактериям, высокую механическую прочность и др.)
и приобретают высокую адгезию ко многим материалам, обусловленную
636
Гл. 30. Капрон, найлон, энант и другие полиамиды
введением полярных метилольных групп в макромолекулу полиамида
В зависимости от количества введенного в полиамид формальде¬
гида, от типа полиамида и от модификации метилолполиамида другими
смолами можно получить разнообразные продукты В научно-исследова¬
тельском институте пластмасс (НИИПМ) разработан ряд полиамидов:
ПФЭ-2/10, АМП, МПЛ-20, МПФ-1, МПС-1, ПФМ-12 и др., которые при¬
годны в качестве клеев, защитных покрытий, связующих, пропитываю¬
щих и герметизирующих материалов, а также активных пластификато¬
ров, увеличивающих адгезию и эластичность жестких термореактивныч
полимеров [86].
Метилолполиамиды благодаря наличию метилольных групп спо¬
собны переходить в неплавкое и нерастворимое состояние. Отверждение
их происходит при нагревании до 100—150° С в присутствии катализато¬
ров (щавелевой, малеиновой и оксиметилфосфиновой кислот, аммоний¬
ных солей фосфорной кислоты и др.), вводимых в количестве 1—10%
по отношению к полимеру.
Клей ПФЭ-2/10 (ТУ УХП 268—60) представляет собой 25—30%
спиртоводный раствор полимера вязкостью 20—60 пз. Полимер наряд}
с метилольными группами содержит метоксильные группы. Общий про¬
цент замещенных амидных групп достигает 42,5—49,7%. Клей обладает
хорошей адгезией .ко многим материалам: силикатному и органическому
стеклу, металлам (алюминию, сплавам алюминия; магнию, меди, ла¬
туни), керамике, бетону, бумаге, тканям, химически обработанной ре¬
зине и пластмассам (текстолиту, гетинаксу, пенополистиролу, амино-
пластам). Склеивание метилолполиамидным клеем можно производить
при комнатной и повышенной температурах. Отверждение клея проис¬
ходит в присутствии катализаторов. Пленка клея устойчива в течение
длительного времени эксплуатации при 150—200° С. Ниже представлены
данные о свойствах отвержденного метилолполиамида ПФЭ-2/10 [86, 87].
Температура плавления неотвержденной плен¬
ки, ° С 130
Температурный режим получения пленок и по¬
крытий, ° С 15—20
Предел прочности пленки при растяжении, кгс/см2
при 18° С 200—250
при —30° С ... .... 500—600
Относительное удлинение пленки, %
при 18° С . . 40Э—500
при —30° С 100—125
Термостойкость пленки, “С . 150(200 ч)
Модуль упругости, кгс/см2 . 1900
Прочность склеивания, кгс/см2
алюминий (при 20° С) 20—25
алюминий (при 150° С) 95—100
силикатное стекло (при 150° С) 200 -250
органическое стекло марки 1-53 (при 100° С) 175—200
дерево (дуб) 90—100
текстолит 30—45
гетинакс . 20—30
аминопласт 20—25
пенополистирол . 4—45
кожа .... ... 5—6
кожа с химически обработанной резиной . . 15—20
Метилолполиамидные клеи могут быть использованы в авиацион¬
ной, машиностроительной, кожевенно-обувной, полиграфической, пище¬
вой и других отраслях промышленности.
Введение в метилолполиамидный клей ПФЭ-2/10 резольной фенол-
формальдегидной смолы (бакелитового лака) приводит к его модифи¬
Свойства и применение полиамидов
637
кации [88]. Метилолполиамидно-феноло-формальдегидный клей МПФ-1,
обладая высокой адгезией к металлам и эластичностью, может быть ис¬
пользован для склеивания стальных конструкций [86]. Прочность на
сдвиг при склеивании металлов (например, дюралюминия с дюралю¬
минием) достигает 160—180 кгс/см2.
Для склеивания используются жидкий и пленочный клеи. Пленка
МПФ-1 толщиной 048—0,24 мм получается отливкой из раствора на
ленточных поливочных машинах. Склеивание клеем МПФ-1 произво¬
дится при удельном давлении 1—5 кгс/см2 и 155° С с выдержкой в тече¬
ние 1 ч и последующим охлаждением до 50—60° С под давлением.
Другим метилолполиамидным клеем, обладающим способностью
склеивать резины на основе фторорганических, нитрильных и стироль¬
ных каучуков, является клей МПЭ-21. Он устойчив к жидкому топливу
и имеет термостойкость 150° С.
Наибольшей эластичностью из всех метилолполиамидных клеев об¬
ладает ацетонорастворимый клей АМП [89]. Его чаще всего применяют
в качестве пластификатора для жестких термореактивных смол, таких,
как феноло-фурфурольные, фурановые, резорцино-формальдегидные
и др. Этот клей, в частности, добавляется в композицию, используемую
для изготовления водостойкой шлифовальной шкурки [90], обладающей
повышенной эластичностью и износостойкостью. Известны клеи на ос¬
нове полиамидно-эпоксидных смол {91], которые используются для со¬
единения металлов (стали и алюминия).
Метилолполиамиды пригодны для изготовления слоистых пласти¬
ков, содержащих в качестве наполнителя стеклянную А и капроновую Б
ткани. Ниже приводятся физико-механические свойства таких пласти¬
ков, полученных методом вакуумного формования [87].
А
Б
Предел прочносги. кгс'см2
при растяжении
1800—2000
950-11
» изгибе . - . ...
1250-1350
400—45
375
350
Удельная ударная вязкость,
кгс ■ см!см2
250
200
Твердость по Бринелю, кгс/мм2 . . .
22,5
5,5
Теплостойкость по Мартенсу, 0 С . .
150
—
Водопоглощение, %
за 24 ч . .
1,5
3,8
» 1 месяц
4,5
7,8
» 6 месяцев
4,5
9,2
Набухаемость в 40% растворе
КОН, %
за 24 ч
2,5
0,51
3,4
2,5
» 6 месяцев
8,0
3,0
ЛАКИ
Ряд полиамидов используется для приготовления лаков. Лак ПЛ-2
(ТУ-35-ХП-571—63), представляющий собой раствор полиамида 54 и ре-
зольной смолы в этилцеллозольве, пригоден для эмалирования медной
проволоки. Лаки 54 и 548 (ТУ МХП М-319—53), 548ст (ТУ МХП
М-321—53) и 54/21 (ТУ МХП М-755—57) применяются для изготовле¬
ния пленок, склеивания, пропитки тканей, нанесения покрытий по тка¬
ням, дереву и металлу. Покрытия отличаются бензино- и атмосферостой-
костью (лак 548ст). Обычно чистые полиамидные лаки содержат 18—22%
полимера. Получаемые из них пленки имеют предел прочности при рас¬
тяжении 250—300 кгс/см2 и относительное удлинение не менее 250%.
638
Литература
ЛИТЕРАТУРА
1. В. В. К о р ш а к, Т. М. Фрунзе. Синтетические гетероцепные полиамиды, Изд.
АН СССР 1962.
2. S. Gabxiel, Т D. Maas, Вег., 32, 1266 (1899).
3. Collected Papers of Wallace Nume Carothers on High Polymeric Substances, ed.
H. Mark, G. Whitby, N. Y„ 1940.
4. Герм. пат. 748253. 1938
5. P. Schlack, Text. Ind. 56. 823 (1954).
6. Г. E. Биргер. А. А. Конкин, сб. «Химическая промышленность СССР», Госхим¬
издат, 1959. стр. 124
7. Фр. пат. 958178, 1947.
8. R. Aelion, Ann. chim., 3, 5 (1948).
9. R. D и га о n, L' ind. Text., № 760, 106 (1950).
10. A. H. Несмеянов, А. А. Стрепихеев, P X. Фрейдлина и др., Chem.
Techn., 9, 139 (1957).
11. D. D. Coffman, N. L. Cox, E. L. Martin, W. E. Mochel, F. I. van N a 11 a,
J. Polymer Sci., 3, 85 (1948).
12. W. E. Hanford, R. M. Joyce, J. Polymer Sci., 3, 167 (1948).
13. E. H. Зильберман, Хим. наука и пром., 1, № 1, 8 (1956).
14. Y ex, Ping-Yuan etc., Formosan Sci., 7, 27 (1953).
15. K.Mienes, Kunst., 51, 474 (1961).
16. C. G r u n d m a n n, H. Haldenwanger, Angew. Chem., 62, 556, 558 (1950).
17. Новости пром. орг. синтеза, № i, 44 (i960).
18. R. Aelion, Fiber Eng Chem., 17, 79 (1956).
19. Хим. наука и пром., 1, 352 (1956).
20. А. Несмеянов Р. Фрейдлина, Л. Захаркин, Е. Васильева, Р. Пет¬
рова, Ш Карапетян, Т Овакимян, А А. Беэр, М. Беспрозван-
и ы й, сб. «Химическая переработка нефтяных углеводородов». Изд. \Н СССР,
1956, стр. 303.
21. А. Несмеянов, Р. Фрейдлина. Л Захарьин, Усп. хим., 25. .V 6, 665
(1956).
22. Т. Овакимян, М. Б е с п р о з в а и н ы й, А. Беэр, Хим. наука и пром.. 2. 2
(1957).
23. Англ. пат 572260, 1945.
24. W. Repp е, Chemie und Technik der Azetylendruckreaktionen, 1952, стр. 43.
25. H. Jones, Chimia, 5, 169 (1951); англ. пат. 534322, 1941.
26. В. В. Коршак, С. В. Виноградова, ЖОХ, 22, 1176 (1952).
27. Г. Кларе, Химия и технология полиамидных волокон, Гизлегпром, 1956.
28. P. J. F1 о г у, Chem. Rev., 39, 137 (1946).
29. С. Р. Рафиков, В. В. Коршак, Г. Н. Челнокова, Изв АН СССР, ОХН,
№ 4, 743 (1953).
30. D. D. Coffman, G. I. Bercet, W. R. Peterson, E. W. Spanagel, J. Po¬
lymer Sci., 2, 306 (1947).
31. Волокна из синтетических полимеров, ИЛ, 1957.
32. Англ. пат. 495790, 1938; пат. США 2174527, 1940.
33. A. Matthes, Makrom. Chem., 5, 203 (1957).
34. Н. Ludewig, Chem. Techn., 4, 523 (1952).
35. В. В. Коршак, Т. М. Фрунзе, В. В. Курашев, К. Л. Серова, Высокомол.
соед., 3, 205 (1961).
36. В. В. К о р ш а к, Т. М. Фрунзе, С. А. Павлова. В В. Курашев, Высоко¬
мол. соед., 5, ИЗО (1963).
37. A. Conix, Ind. Chem. Beige, 22, 1457 (1957); Ind. Eng. Chem, 51, 147 (1959).
38. В. В. Коршак, Т. М. Фрунзе, В. В. Курашев, А. Ю. А л ы б и н а, ДАН
СССР, 126, 1270 (1959).
39. Т. М. Фрунзе, В. В. Коршак, В. В. Курашев, П. В. Ал невский, Вы¬
сокомол. соед., 1, 1795 (1959).
40. М. С. Акутин, Л. А Род ив и лов а, К- П. Байбаков, Пластмассы, № 1
(1959).
41. М. С. Акутин, Л. А. Родив и лов а, Пластмассы, № 2, 14 (1960).
42. Л. Б. Соколов, Т. В. Кудим, Высокомол. соед., 2, 281 (1960).
43. P. W. Morgan, SPE J., 15, 485 (1959).
44. Пат. США 2708617, 1955; 2798283, 1957 , 2831834, 1958.
45. Пат. США 2660574, 1953.
46. Пат. США 2660575, 1953.
47. Н. В. Михайлов, В. И. М а й б о р о д а, С. С. Николаева, Международный
симпозиум по макромолекулярной химии, I секция, Изд. АН СССР, 1960, стр. 237.
48. О. Wichterle, Faserforsch. u. TextiJtechn., 6, 237 (1955).
Литература
639
19. О. Wichterle, J Sebenda, Chem. Listy, 49, 1293, 1298 (1955).
50. О Wichterle, J. Kralicek, J Sebenda, Coll. Czechosl. Chem. Comm.,
24, 755 (1959); O. Wichterle, Makrom. Chem., 35, 174 (I960).
51. S. Chrzczonowicz, J. Moniewski, Zesz. nauk Politechn. Logzney, № 1. 77
(1954); S. Chrzczonowicz, Makrom. Chem., 38, 159 (1960).
52. D. Heikens, Makrom. Chem., 18—19, 62 (1956).
53. J. Sebenda, J. Kralicek, Coll. Czechosl. Chem. Comm., 23, 766 (1958).
54. H. И. Антропова, К. H. Власова, Г. И. Павлова, А. В. Самохвалов,
А. В. Шатров, Пластмассы, № 7, 17 (1961).
55. К. Н. Власова, Н. И. Антропова, М. С. Акутин, А. В. Самохвалов,
А. В. Шарова, Пластмассы, № 1, 18 (1963).
56. Н. Klare, Faserforsch. u. Textiltechn., 2, 1 (1951).
57. H. Ludewig, Faserforsch. u. Textiltechn., 2, 341 (1951).
58. H. Ludewig, Chem. Techn., 4, 523 (1952).
59. Э. В. Кант, А. С. Прокофьева, А. И. Лебедева, Ю. К. К а ч а н ю к,
Е. В. Голубева, Н. Д. К а т а р ж н о в, Вестн. техн. и экон. информ., № 5,
№ 16 (1958).
60. Chem. Eng., 66, № 14, 76 (1956).
61. Каталог ВДНХ СССР. Полиамидное волокно капрон, Непрерывный процесс поли¬
меризации капролактама, ЦБТИ, Киевский совнархоз, 1961.
62. G. В. Taylor, J. .Am. Chem. Soc., 69, 635, 638 (1947).
63. I. E. Waltz, G. B. Taylor, Anal Chem., 19, 448 (1947).
64. S. В a s u, J. Polymer Sci., 5, 735 (1950).
65 A. Matthes, Makrom. C.hem., 5, 165 (1951).
66. РЖХим, 41324 (1957).
67. И. И. Л e в а н т о в с к а я, М. П. Я з в и к о в а, М. К- Доброхотова, Б. М. Ко-
варская. К. Н. Власова, Пластмассы, № 3, 19 (1963).
68. Г. Хопфф, А. Мюллер, Ф. Венгер, Полиамиды, Госхимиздат, 1958.
69. Л. А. Р о д и в и л о в а, К. Н. Власова, Г. С. Петров, Изв. вузов, Химия и
хим. технол., № 4, 98 (1958).
70. Н. Haas, S. Cohen, A. Oglesby, Е. Karlin, J. Polymer Sci., 16, 427 (1955).
71. I. Kohlwey, C. Maters, Mod. Plast., 33, № 1, 158 (1955).
72. О. В. E d g a r, R. H i 11, J. Polymer Sci., 8, 1 (1952).
73. Д. E. Флойд, Полиамиды, Госхимиздат, 1960.
74. К- Н. Власова. Л. И. Ч у д и н а, Ю. Н. Зачесов, Пластмассы, № 2, 14 (1962)14
75. Н. В. Куликов, Текст, пром. № 2, 19 (1957).
76. Kunst -Rundschau, 3, № 6, 199 (1956).
77. Techn. Mitteilungen, 49, 475 (1956).
78. В. Ф. Платонов, Подшипники из полиамидов, Машгиз, 1961.
79. К. Н. Власова, Л. А. Носова, Д. В. Козлов, В. Ф. Платонов, Пластмас¬
сы, № 1, 38 (1961).
80. И. П. Земляков, Капрон — материал для деталей машин, Машгиз, 1961; Кап¬
рон и его применение в технике, Машгиз, I960.
81. R. Lurie, Mech. Design, 25, 270 (1953).
82. Rubb. Plast. Age, 37, № 3, 189 (1956).
83. J. L. O'Toole, H. C. Tin ger, T. R. von Toerne, SPE J., 14, № m, 47 (1958).
84. Kunst.-Rundschau, 3, № 11/12, 412 (1956).
85. В. А. Иванов, А. К. Кулева, Г. В. P ы н с к и й. Легкая пром., № 12, 35 (1958).
86. К. Н. Власова, Л. А. Родивилова, Пластмассы, № 2, 19 (1960).
87. К. Н. Власова, Л. А. Родивилова, Вестн. техн. и экон. информ., № 5, 21
(1958).
88. Авт. свид. СССР 117926, 1957; Бюлл. изобрет., № 3 (1959).
89. Авт. свид. СССР 110739, 1957; Бюлл. изобрет., № 1 (1958).
90. Авт. свид. СССР 113862, 1957; Бюлл. изобрет., № 6 (1958).
91. Авт. свид. СССР 113759, 1957; Бюлл. изобрет., № 6 (1958).
X. ПОЛИУРЕТАНЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ.
ПОЛИМОЧЕВИНЫ
ГЛАВА 31
ПОЛИУРЕТАНЫ
Полиуретаны представляют собой продукты взаимодействия поли¬
изоцианатов с полиспиртами Химия изоцианатов ведет свое начало с
работ Вюрца (1848 г.), который получил метил- и этилизоцианаты об¬
щей формулы R—N = C = 0. В результате реакции изоцианатов с водой
образуются амины, а при взаимодействии со спиртами возникают слож¬
ные эфиры а-аминокарбоновой кислоты, называемые уретанами:
R N=C—О -(- R,OH —RNH—COOR,
В этой реакции атом водорода из гидроксильной группы спирта
мигрирует к атому азота изоцианатной группы, а остаток молекулы при¬
соединяется к углеродному атому. Взаимодействие изоцианатов со спир¬
тами — основная реакция при получении уретанов
Если вместо моноизоцианата взять диизоцианат, а вместо одноатом¬
ного спирта — двухатомный, то в результате реакции образуются вы¬
сокомолекулярные линейные полиуретаны. От взаимодействия трифунк-
циональных соединений (триизоцианата и трехатомного спирта) полу¬
чаются неплавкие и нерастворимые продукты.
При взаимодействии диизоцианатов и гликоле» образуются поли¬
уретаны:
nOCN—R—NCO -f- nHOR'OH —>■ [—OCNH—R—NHCOOR'O—]„
Работы, начатые Бауером [1] в Германии в тридцатых годах, при¬
вели к получению в 1940 г. линейных полиуретанов, пригодных для изго¬
товления волокна. Полиуретановое волокно по свойствам близко
к полиамидному, поскольку оно содержит амидную группировку
—NH—СО—, способную к образованию водородных связей, обусловли¬
вающих значительное межмолекулярное взаимодействие. Но по сравне¬
нию с полиамидами полиуретаны содержат дополнительно атом кисло¬
рода, входящий в основную цепь и обусловливающий большую гиб¬
кость макромолекулы. Бауер получил из полиуретанов также жесткие
и эластичные пенопласты
В других странах (США, Англия) интерес к полиуретанам стал
возникать в годы второй мировой войны в связи с потребностью в проч¬
ных и легких пеноматериалах. В послевоенные годы в результате иссле¬
довательских работ было налажено промышленное производство гибких
пенопластов, эластомеров, клеев, лаков и т. п. [2—14].
Сырье для производства полиуретанов
В качестве основного сырья для производства полиуретанов исполь¬
зуются ди- и триизоцианаты, Получение их основано на реакции взаи¬
модействия ди- и триаминов алифатического или ароматического ряда
Сырье
641
с фосгеном в среде растворителя [6, 15]:
H2N—R—NH2 -f 2COCl2 —* OCN—R—NCO + 4HC.
Реакция проводится при 0—150° С. Растворителями могут служить
толуол, о- и и-дихлорбензолы. После окончания реакции избыток фос¬
гена удаляется продувкой азотом или углекислым газом, растворитель
отгоняется, а диизоцианат очищается вакуумной перегонкой.
Гексаметилендиизоцианат. При получении гексаметилендиизоциа-
ната исходят из гексаметилендиамина в виде свободного основания или
карбоната [16]. Диамин растворяют в о-дихлорбензоле и обрабатывают
фосгеном (I моль) при 0°С. Сначала образуется хлорангидрил карб-
аминовой кислоты
H2N(CH2)6NH2-f-COCl2 —> HC1-H2N(CH2)cNHCOC1
а затем при 150° С пропускают еще 1 моль фосгена и получают диизо¬
цианат
HCl-H2N(CH2)6NHCOCl + COCl2 —>• OCN (CH2)6NCO + 4HC!
Для получения карбоната диамина 20% раствор диамина в смеси
о- и и-дихлорбензолов (90: 10) в течение 6 ч при 40—70° С и перемеши¬
вании обрабатывают двуокисью углерода. В образовавшуюся суспензию,
охлажденную до —5° С, пропускают фосген до тех пор, пока через
12—15 ч не образуется прозрачный раствор производного хлорангид-
рида карбаминовой кислоты. Затем этот раствор медленно вливают в
другой котел, содержащий дихлорбензол, нагретый до 70° С, и фосгени-
рование продолжают при 150° С, после чего готовый продукт очищают
вакуумной перегонкой.
Получение других типов изоцианатов основано главным образом
па применении ароматических ди- и триизоцианатов. Наибольшее рас¬
пространение получили толуилендиизоцианаты, получаемые по следую¬
щей схеме [17]:
Толуол
Кристал-
Смесь о- и л-нитротолуолов
о-Нитротолуол
Динитротолуол (65/35-
смесь изомеров 2,4-
и 2, 6-)
лизаиия
п-Нитротолуол
Динитротолуол (80/20-
смесь изомеров 2,4-
и 2,6-)
2, 4-Динитротолуол
Толуилендиизоцианат
(65/ 35— смесь изомеров 2, 4-
и 2, 6->
Толуилендиизоцианат
(80/20 — смесь изомеров
2,4- и 2,6-)
2,4-Толу илендиизоцианат
41 А. Ф. Николаев
;642
Гл. 31. ■Полиуретаны
Восстановлением нитротолуо,юв п ол.у ча:ют у ил ен д и а м и н ы, но-»
рые реагируют с фосгеном n<j( (схеме. ад^логиуной для {гексаметил
диамина:
I • fM > • ../? I , ! ', !
СН
г.«; . v»,i.
сн3
'«(«'I 1 r ИМ’ "111
.) I СНз
•j •*Г,/НГ ‘ 1
■ * A-nh2" c'cSi1 *■ ■А-кйсоср" •
•< I■■ )" ^I nit if|i 1 I.HIWl HHRW1*.N13Kb i ' ■> \
tl:l « I -IttM.'t-tf A,;.■ 4 •• b t ■
NH2 nh2 • HC1 , r it
I kili.OSi|tW H •«.!>> n-<rirjwu»lir <> « '’-'I l<J([ i
i н-i mum; t;< • CH'3 И •• ч <;<}>'’« лг«л»мО £H'3 '"Я* 1 •' ‘й‘ {»
I | ICO ■ A -
»u '!l - tM)CQ<£l ^C^NQ) И<Н
•MM'V» «И 1 •'*<}> ЛМ'Й, ! 1111‘t il -<(«( ' 0 ~ 1 й(]!1 V
NHo - HC1 ,
ч>t <> vs ft t) л jo
»«> * i l {
'йа'нИй''й*- П0Л^№НШй,!р&1$'Ёбр ;!фШЙ?Шг ]Й(стШр л£-дЬлуйл£н-
Дйайина fe ^ДйхЛа^бй^зой'ё: ТЙк^ёрк#^р^и^ёакц^й под'^о^йвают 'в'г1р$-
Vt ПЯ V{ И'—rt /rtrtiiVtrirj ^лшгппп - «-Л
реакцйк'ПоЬЛё rffteiyiktf1 ^кйИЬййй^бгё^би 'йУбтоМ’бтНонййт о-ДйхЛор-
бе'нзол; а- *f gS^iSfcm2,‘4-f 6ЛуИлё^^Ййзой|Й^ат Л Ккйййтйй<? при 120° С
(10 мм рт. ст.). . •• ..ч.-. к-, tu t;
.■ • .*<>»»»•» «<пt.i«r>Ku<wn f"4iii т,квйицХ'!1з4-'1'11
/ v f I . Hi’ii- .:ii;s н ti *»t i iintii.v мки
t, (1Де1у»пература,кипедня .днизоцианахов., on
Название
Давление,
мм рт. ст.
•»»
Температура
кипения, °С
»
.и-Фенилендиизоцианат ......
15
108
rz-Фенилендиизоцианат . . . . . .
10
107—109
1-Хлор-2,4-фенилендиизоцианат . . .
10
128—129
’ 4 5,4-ТолуИЛС11ДИЦЗОЦ113Н;(Т.,!; nifW Vi • .
120”' -
* - 'Й.б-Толуилендиизоцианат
Толуилендиизоцианат 60/40 (60 % 2,4-
6
101 -'103
и 40% 2,6-)
10
118—120
4,4'-Метилен-<Ткс-(фенил изоцианат)
’ ”* 4,4 Метилси-<5'кс-(2-мстилфсий л изо¬
3
180—182
3,5
цианат)
200—202
<ЛЛ \ t o ^t‘x> 1 п 1
*<!
Я.
i Л »<k|Sw<m i-' «i ■*»» i
Кроме названных диизоци^натов для синтеза полиуретанов приме¬
няются и другие ди- и триизоцианаты. Температурь; кипения их пред-
стдр^ень,1 pt ,7<афл. 134 [15]. Используются также 1,5,: па ф Л е и ди и з о.ц и а -
нат П), 4,4/,4Л/-трифенилметантриизоцианат (II)
N=C=0
i s I
J. * /\/Чч
0=€^N—/ V-1CH— N=*C=0
\ / i w ; i
' . 4&ИЙЛ - - Ch,N4 /
I >: к -t л у
I ,:f1 • l:<v: G ^C-.';i4.y\l t \ ]чт q _rQ ‘ <
V 4«»v
II
Закономерности образования
643
и димеризованиыи толуилендинзоцианат (III)
О
0=C=N ||
✓ Сч
сНз- N \с/ ^,/_СНз
II I
о
III
В литературе ди- и триизоцианаты часто называют" десмодурам-и
(ФРГ), гиленами и мондурами (США).
Ди- и триизоцианаты; за' небольшим исключением, представляют
собой сильно паХНуЩие жидкости, обладающие физиологическим дейст¬
вием (могут вызывать удушья, раздражают кожу и ^п.) [18] При ра¬
боте с ними ргеМвс-одимо применять мё£ы предосторожности. В качестве
гидроксил содержащих соединений, -используемых для производства йе-
лйурётанбв, применяют три тнНа веществ: гликоли, лннейные полиэфиры
и разветвленные полиэфиры. ' ' и
Закономерности образования полиуретанов
Вещества^ содержащие изоцианатную групцу, отлетаются nfecoiW
реакционной игособностью по отношению к воде1 Шир!$л[, 1Ш ййя'м,!ч<;ар-
боновым кислотам, фенолам и другим" соединениям, содержащим по¬
движный атом-водорода. I < -с <( iidSr., ,, , , .а
При взаимодействии изоцианатов х водой- выделяемся' двуокись
углерода и образуются амины, которые сразу ж&'б^туггаю'г б-реакцию
с изоцианатами i
RNCO ir НгО RNH2 + COz
RNH2 + RNC0 —* RNHCONHR
или
2RNCO+ H20 -*-i>--RNHCQNHR -J- COz ~
Реакция взаимодействия Изоцианатов с водой и аминами приводит
к образованию производных мочевины.‘Со спиртами изоцианаты обра¬
зуют уретаны: 1,1 - -• .»i
RNCO+R.OH —^ RNHCOORi
t4 *' J' L> i
Кислоты взаимодействуют с изоцианатами с отщеплением двуокиси
углерода и образованием замещенных амидов:
RNCO + R.COOH —> RNHCOR.-f COz
Реакция с фенолами имеет обратимый характер — полученные уре-
таны при повышенной температуре регенерируются: ■ -
RNCO + С6Н5ОН RNHCOOC6H5: " : * -
1 " ' , - г 1 "• i 1 й ’ ; fit'
Катализаторами всех реакций могут сдуж-ить- щелочи и трети,иные
амины. Скорость реакции изоцианатов с .активным водородом органи¬
ческих -соединений снижается в следующем-, порядке [12, 19}:
R2NH > RNH2 > NH3 <, AtNH2! > ROH >гН20^- RCOOH
t-'k ■ c “ Г ’ Г i f lltv. rt Ui * - ~‘z'± ** -T-' I II J • iji.1
Таким образом, даже-а присутствии ррды-должны получаться за¬
мещенные мочевины, поскольку амины реагирую! с цзоцианатам« ,с
большей скоростью, чем вода, ^ ■ г* ?. •-»« ^ - т - -v •
cj Как.указьшалось ранее,, с водой изоцианаты образуют замещенные
мочевины, -которые»содергкат подзджвдй атом водорода, при атоме азота
41*
644
Г л 31. Полииретаны
и поэтому способны • взаимодействовать с изоцианатами. Указанная
реакция будет протекать гораздо медленнее, чем со свободным амином,
но она все же может служить причиной сшивки отдельных макромоле¬
кул в условиях повышенной температуры.
Ди- и триизоцианаты взаимодействуют с гликолями без выделения
воды, и поэтому такая реакция в известной степени аналогична реакции
цепной полимеризации, только присоединение молекул происходит не
через атом углерода, а через гетероатом кислорода и азота. Реакция
образования полиуретанов носит название миграционной сополимериза-
ции. Она может происходить как при простом смешении компонентов,
так и в присутствии разбавителей. При
этом выделяется значительное количе
ство тепла (52 кал/моль).
Гликоли и диизоцианаты, как указы¬
валось, могут образовывать линейные вы¬
сокомолекулярные соединения только при
совместном присутствии. Требуется из¬
вестный минимум СН2-групп в молекуле
для того, чтобы получались технически
ценные полиуретаны. При применении
этиленгликоля в качестве одного из
компонентов нельзя получить практи¬
чески пригодные полимеры, так как при
плавлении они разлагаются с выделением
Рис. 132. Влияние соотношения газа. Ценные полиуретаны получаются
компонентов на характеристиче- только начиная С пропандиола и
скую вязкость растворов поли- выше.
мера в крезоле. Наиболее высокомолекулярные со¬
единения получаются при эквимолекуляр¬
ном соотношении гликоля и диизоцианата [20]; в случае избытка любого
из исходных веществ молекулярный вес образующегося полиуре¬
тана понижается (рис. 132). Понижение молекулярного веса проис
ходит также при добавлении к исходным веществам монофункциональ¬
ных соединений — спиртов и аминов [21]. На этом основании оказалось
возможным вычислять молекулярный вес полиуретанов в зависимости
от количества такой добавки или от избытка одного из исходных компо¬
нентов:
где q — количество добавки, мол. %,
m — молекулярный вес добавленного вещества.
При смешении растворов диизоцианата и гликоля реакция при ком¬
натной температуре почти не идет. Лишь нагревание до определенной
температуры вызывает энергичное взаимодействие. Температура начала
реакции зависит от природы диизоцианата и гликоля.
На первом этапе реакция роста цепи обусловлена взаимодействием
исходных веществ друг с другом или с растущими молекулами полиуре¬
тана. Но после израсходования исходных веществ реакция не прекра¬
щается, а продолжается далее уже как результат взаимодействия вы¬
росших молекул полиуретана, которые вступают в реакцию своими кон¬
цевыми группами [21].
Молекулярный вес получающегося полиуретана очень быстро растет
в начале реакции, но постепенно рост замедляется и наконец прекра¬
щается. Хотя очень часто при проведении реакции в растворе полиуре¬
дииЗоцианат
Закономерности образования
645
тан выпадает количественно в течение первых 20—30 мин после начала
реакции, но молекулярный вес его продолжает увеличиваться в течение
8—10 ч (дальнейшая реакция протекает в гетерогенной среде).
На молекулярный вес полиуретанов значительное влияние оказы¬
вает температура, при которой проводится реакция: с ее повышением
молекулярный вес снижается [22].
При добавлении третичных аминов реакция начинается уже
при комнатной температуре и протекает со значительной скоростью [20],
но молекулярный вес продуктов ниже, чем в отсутствие катализаторов.
Молекулярный вес полиуретана почти не зависит от природы рас¬
творителя, но весьма зависит от его количества. Чем выше концентра¬
ция реагирующих веществ, тем выше молекулярный вес конечных про¬
дуктов [22].
Проведение реакций изоцианатов с гидроксилсодержащими соеди¬
нениями несколько затрудняется тем, что изоцианаты легко реагируют
с водой. Поэтому полиуретаны необходимо получать из продуктов, не
содержащих воду, что очень сложно ввиду гигроскопичности веществ,
содержащих гидроксильные группы. Кроме того, наличие следов влаги
и избытка диизоцианатов приводят к ряду побочных реакций, вызываю¬
щих образование разветвленных и сшитых молекул. Эти реакции уско¬
ряются в щелочной среде и замедляются в кислой. Повышение темпе¬
ратуры реакции также увеличивает степень сшивания.
В последнее время было показано (23], что для изготовления каучу-
ков, клеев, пенопластов, покрытий можно использовать не смеси индиви¬
дуальных соединений, а аддукты из изоцианатов и гидроксилсодержа¬
щих соединений. Принимая отношения изоцианатных групп к гидро¬
ксильным 2:1 (в случае дигидроксисоединений) и 3: 1 (в случае три-
гидроксисоединений), можно получить аддукты, содержащие строго
эквивалентные количества нужных веществ.
Аддукты получают путем медленного добавления полиспирта к ди¬
изоцианату при перемешивании. После небольшого индукционного пе¬
риода следует экзотермическая реакция, сопровождающаяся повыше¬
нием температуры смеси до 80—120° С и выделением небольшого коли¬
чества двуокиси углерода. Затем реакционная смесь выдерживается при
80—120° С до завершения реакции. Реакция может быть проведена в
среде ароматического растворителя (бензина, толуола, ксилола), содер¬
жание аддукта в котором достигает 25—50%. В случае медленной реак¬
ции взаимодействия изоцианатов с полиспиртами ускорения процесса
можно достигнуть, вводя небольшие количества N-этил- или N-метил-
морфолина, пиридина и других третичных аминов.
При взаимодействии смеси различных гликолей с однородным ди¬
изоцианатом или со смесью различных диизоцианатов получаются сме¬
шанные полиуретаны. Они имеют более низкую температуру размягче¬
ния, лучше растворяются в органических растворителях и лучше
совмещаются с пластификаторами, чем полиуретаны, изготовляемые из
однородных компонентов.
Полиуретаны с сетчатой структурой образуются при конденсации
диизоцианатов с соединениями, имеющими более двух гидроксильных
групп. На основе определенных полиизоцианатов и прежде всего трифе-
нилметантриизоцианата можно получить трехмерные полиуретаны. Не¬
плавкие и нерастворимые полиуретаны возникают при нагревании сме¬
сей гидроксилсодержащих соединений, диизоцианата и воды. В этом
случае выделяется углекислота и происходит вспенивание, приводящее
к сильному увеличению объема полимера. После затвердевания полу¬
чают пенопласты сетчатой структуры.
С46
Гл.'31. ПоличрртанЫ
Производство полиуретанов
Наиболее удобным способом получения линейных полиурётанов яв¬
ляется взаимодействие дниЗоцианатов с гл и кол ям и. Из гекса метил е'ндн-
нзоцианата и 1,4-бутандиола Получается полиуретан, пригодный для из¬
готовления волокна и различных изделий литьем под давлением. Реак¬
ция протекает по схеме: м[
nOCN (СН2)6 NCO +«НО (СН2), ОН -—[ OCNH (СН2)е NHCOO (СН2), О—]„
t ‘1 id ь { .• ' *
Технологический процесс заключается в следующем [16]. В котел,
снабженный рубашкой для обогрева и быстроходной мешалкой
(300 об/мин), загружают бутандиол После его нагревания в атмосфере
азота до 85—90° С в течение 0,5—1 ч при интенсивном перемешивании
добавляют гексаметилендиизоцианат. При этом образуется полимер.
Температуру расплава поддерживают в пределах 190—195° (или
200—210° С [24]) до полного завершения реакции, о чем судят по вяз¬
кости расплава (600—900 пз при 190° С) или по относительной вязкости
раствора в лг-крезоле.
После окончания реакции перемешивание прекращают и расплав
в течение нескольких минут выдерживают при пониженном давлении
(20—40 мм рт. ст.) для удаления пузырьков газа. Затем расплавленный
полимер выдавливают из котла сжатым азотом в виде ленты, которую
охлаждают, дробят на куски и высушивают. В описанном процессе ос¬
новной трудностью является необхозпмость интенсивного перемешива¬
ния как в начале процесса, так и в конце, когда расплав становится
очень вязким. Поэтому целесообразно сначала провести конденсацию
только с 80—90% динзоцнаната, а затем подвижный расплав ннзкомо-
лекулярного полимера передать в котел с мощной мешалкой специаль¬
ной конструкции н реакцию продолжить, добавив недостающее количе¬
ство днизоцианата.
Из гексаметилендиизоцианата и 1,4-бутандиола можно получить
полиуретан в присутствии растворителей (смесь хлорбензола и дихлор¬
бензола) при кипении смеси [25]. В котел, снабженный рубашкой для
нагревания, мешалкой и обратным холодильником, загружают бутан¬
диол и после нагревания до 60° С вводят гексаметилендиизоцианат. За¬
тем температуру в котле доводят до кипения растворителей и реакцию
продолжают 4—5 ч. Полимер, нерастворимый в хлорбензоле, выделяется
из него в виде порошка или хлопьев. Выход полиуретана почти ко¬
личественный. Продукт реакции отфильтровывают, растворитель от¬
гоняют острым паром, а затем полимер подвергают сушке в вакууме
при 65° С.
В производстве других типов полиуретанов чаще всего в качестве
гидроксилсодержащих соединений употребляют не низкомолекулярные
гликоли, а полиэфиры с молекулярным весом 400—10 000. В зависи¬
мости от реакционной способности полиэфиров и изоцианатов реакция
образования полиуретанов может быть осуществлена при различных
температурах в среде растворителя или без него
Свойства и применение полиуретанов
Большое количество исходных веществ для получения полиурета¬
нов позволяет придавать им самые разнообразные свойства: термоплас-
тичпость и термореактивность, эластичность и хрупкость, мягкость и
твердость.
Свойства и применение
<547
1,1 -В гомологическом ряду зшнейнмк полиуретане*'наблюдаете» обыч-
йо6;-изменений ч-емдературы гогйвЛейня '<(рнс. 133)I ваиисяшее- or»toro,
нечетное (пи чётной 1Ч11сло''Мети’Л<енЬ£ых> групп - содержит- некод и ьга ком-
fif rieHT [26^^ЧоЛг'ни «мЯ1 -я >г* '*и я »л*i. 'mujo'M'H .(хмТЛ'Чл*>t >• )> >■ • ■
По мере >^елй'ЧеНия-цепи ^'оле{5ул!'иехойных‘компонентов темпера¬
тура плавления полимеров постепенно уменьшается до 128° С; при этой
температуре плавится .ддлдойеад^,, рдду^ещуД щ додекаметилендиизо-
цианата и додекаметиленгликоля.
Линейные д-иолы; кроме ' ЬД^бутандиола,'. считаются* непригодными
для’ Получения кристаллических-поЛиуре^анов!.1 Э.тилеиглииоль,- трямети-
ленгликоль,-1 1,&-гексаийюя' дают нол-ку ргетаны,шибо <? «белее низкой тем
пературой плавления!,1 либо Не'обладающие/хорошими «качествами.-!,Три-
метилеНглИЛ-оль -w гекенметилендинэоциана'р! дают .икристалличйскии
полимер с температурой плавления-'464р>,-»<1!; .-«< > ■ и |.-»л *•]<*<
я>'• 1,6-гексаидибл и гейсаметилендиизом и 'Ты£С. r>r-*i,i «и
цианат 140^-150^0.' 1 > ><■ Jfj'* -210^. юи • л>
Для практического применения прй->ы»»
годны те линейный полиуретаны,- темперам
тура плавления которых выше 160° Gi *
Очень важно,1 ^тббы относительно корот¬
кие цепи приобрели параллельное раепо*'-
ложение. При этом возникают' водород¬
ные связи между СО- ш> NH-чгруппами
соседних молекулярные цепей* как"у .‘.по-
Лйамидбв. И.1 з'амещенных* диолов йо>1
лучают полимеры с повышенной раство-1
рпмостъю, пригодные «Для «агтовления ч ич-q Уис#°.&$$$РУ!,П >)(|
лаков и заменителей кожи. Например, Рис ш Щ'нёр*-
есЛИ заменить'*- 20«’-Jp0%'i>* бутавдиола тур№'плавления полиур&танов из
при реакции с гёкеаметнленд иизоитазг,а» ><1(4нбутандиола и алифатических
том На метилгекоаидиол, получаются; бо/‘Of' двд^циавдговда-^ину.цедац
Дее^раствори^ые-полимеры. г-,гри <(м*.•->!}/»■> «< шпн
•> • Тликоли/>f содержащие' и»*фе#иле}говы.е пи »1; 4*ци.клогекеиленовые
группы, позйо;Нйют- получ-атъ <пршиуретаньь)®1пювышенаогитремпера.<гурой
плавления Н'-большей водостойкостью,/но из-за х у Д ti f е й if ер м р ст о й но -
стН они1 не Получили технического ^применения. ? п и* ;/<« чт\1* л,,,
Помимо f екса м ети л еид и Н&о ц ji й й а та: широко ’используются «аромати¬
ческие диизоцианаты. Их' применяют! 'ir’ с?6четййй‘а/«'с полиэфирам^, син¬
тезируемыми из двухосновных кислот, гликолей и трехатомных спиртов.
Из кислот употребляют адипиновую, фталевую; себаНян’ОЬую, янтарную
и щавелевую. А из спиртов применяют" этилен-, ^ыэтцдев', пропилен- и
бутилеигликолН;1 - глицерин, триметилолпропан, I, 2,5-гексантриол. и
1,2,4-бутантриб‘л^’ > -< * .<
Молекулярный вес полиэфира и его структура оказывают большое
влияние на свойства полиуретана. Чём ниже молекулярный вес и
больше разветвлений, тем более жесткими оказываются полиуретановые
продукты. ПолНуретаны, полученные из полиэфиров и диизоцианатов
(в основном, толуилендиизоцианата), применяются Для изготовления
лаков, клеев, эластомеров и других материалов.
Как и с полиамидами, формальдегид при нагреиании в присутствии
кислоты реагирует с полиуретанами, образуя сшитые Полимеры. Термо¬
стойкость полиуретанов ниже, чем полиамидов: ' выше 220° С они
медленно разлагаются н^ исходные компоненты. Все полиуретаны отли¬
чаются незначительной гигроскопичностью, которая объясняется присут¬
ствием сложноэфирных групп и алифатической части цепи. С возраста¬
648
Гл. 31. Полиуретаны
нием числа СН2-групп в полиуретановой цепи водостойкость еще более
увеличивается, но одновременно уменьшается температура плавления и
снижается химическая прочность. Полиуретаны обладают высокой ат-
мосферостоикостью, устойчивостью к воздействию кислорода воздуха
и озона. По этим свойствам они превосходят полиамиды.
ВОЛОКНО И ЛИТЬЕВЫЕ ИЗДЕЛИЯ
Из полиуретанов линейного строения применяется изготовляемый
из гексаметилендиизоцнаната и 1,4-бутандиола полимер, который пред¬
ставляет собой твердый продукт цвета слоновой кости. Во многих отно¬
шениях он похож на полиамиды 6 и 66. Этот полимер устойчив к дей¬
ствию разбавленных минеральных и органических кислот, разбавленных
растворов щелочей, алифатических, ароматических и хлорированных
углеводородов, альдегидов и кетонов, минеральных и органических ма¬
сел. Полимер растворяется в феноле, крезоле, концентрированной сер¬
ной кислоте и в муравьиной кислоте. Его молекулярный вес
13 000—30 000. При среднем молекулярном весе 13 000—15 000 полимер
пригоден для изготовления волокна прядением из расплава. Для пласт
масс рекомендуются более высокомолекулярные продукты.
Переработка в волокно происходит труднее, чем в случае полиами¬
дов. Трудности заключаются в том, что полимер быстро кристалли¬
зуется, плохо вытягивается и из-за меньшей (по сравнению с поли
амидами) гидрофильности недостаточно склонен к окрашиванию. Текс¬
тильное волокно благодаря небольшой гигроскопичности и большей
химической стойкости пригодно для изготовления фильтровальных
тканей, стойких к горячей воде и кислотам, кабельной изоляции, пара¬
шютной ткани [27].
Волокна имеют предел прочности при растяжении до 4000—
4500 кгс/см2 и относительное удлинение 12—14%. Прочность во влаж¬
ном состоянии составляет 90% прочности в сухом состоянии [28].
Линейные полиуретаны перерабатываются в изделия при 180 -185°С
и применяются в радио- и электротехнической промышленности. Изде¬
лия могут работать длительное время при высокой влажности и темпе¬
ратуре до 100—110° С без существенного изменения физико-механических
свойств. Методом литья под давлением можно получать пленки, листо¬
вые материалы, тонкие пластины [27]. Физико-механические свойства
полиуретана ПУ-1 (МРТУ-6-М-881—62) следующие:
Плотность, г/см3 1.21
Температура плавления, °С 176—180
Предел прочности, кгс/см2
при растяжении 500—600
» изгибе 700—800
» сжатии 800—850
Удельная ударная вязкость, кгс ■ см/см2 50
Теплостойкость, “С
по Мартенсу 60
» Вика 150—165
Водопоглощение, %
за 24 ч 0,1
» неделю 0,25
максимальное . ■ - 2,0
Коэффициент теплопроводности,
ккал/м • час ■ град ..... ... 0,27
Коэффициент линейного расширения,
мм/мм - (рад . . .... (13—13,5) - 10 °
Дугостойкость мин . 2—2,5
Усадка при литье, % 1—1.2
Свойства и применение
649
Ниже показано изменение диэлектрических свойств полиуретана
ПУ-1 после пребывания образца в течение 7 суток в воде:
Исходный об- Через 7 суток
разец
Удельное объемное сопротивление, ом-см , . (1—2) • 1014
Тангенс угла диэлектрических потерь при
Ю6 гц 0,014—0,020
Диэлектрическая проницаемость 4,5—4,8
Пробивная напряженность, кв/мм 20—25
ПРЕССПОРОШКИ
Термореактивные полиуретаны сначала нашли применение для из¬
готовления прессматериалов [29]. Получали их взаимодействием диизо-
циаиатов с многоатомными спиртами в течение 5—10 мин при
140—160° С и полученный полимер смешивали с наполнителем, напри¬
мер древесной мукой. Способность пресспорошков к отверждению опре¬
деляется природой диизоцианата и температурой прессования. В неко¬
торых случаях прессование можно производить на холоду с последующим
обжигом в печах [27]. Недостатки пресспорошков (короткое время хра¬
нения, токсичность, необходимость защиты от влаги) ограничили их
применение.
ПЕНОПОЛИУРЕТАНОП ЛАСТЫ
Пенопласты на основе полиуретанов можно разделить на две
группы: эластичные и жесткие [30, 31].
Приготовление пенопластов может быть осуществлено различными
способами: 1) смешением двухатомных спиртов с диизоцианатами;
2) смешением двухатомных спиртов с диизоцианатами и небольшим ко¬
личеством воды с целью получения материалов с меньшим объемным
весом; 3) смешением полиэфиров с диизоцианатами и небольшим коли¬
чеством воды
Наиболее часто применяют третий способ, позволяющий получать
как жесткие, так и эластичные пенопласты. Либо смешивают все ком¬
поненты, подаваемые раздельно в смеситель (одностадийный метод),
либо полимер (полиэфиризоццанат), предварительно полученный из по¬
лиэфира и избытка диизоцианата, смешивают с водой, спиртами или
другими компонентами (двухстадийный метод).
При одностадийном методе реакция протекает с большой скоростью,
а при двухстадийном — значительно медленнее. В последнем случае
имеется возможность регулировать плотность пенопласта. Гибкие пено-
полиуретанопласты носят название поролонов.
Технологический процесс производства пенополиуретанопластов
включает стадии получения полиэфира, смешения его с диизоцианатом,
катализатором и небольшим количеством воды, розлива реакционной
смеси в формы для вспенивания и отверждения пеноматериалов.
Полиэфиры получают, нагревая двухосновные кислоты с гликолями
или трехатомными спиртами, взятыми в небольшом избытке, при
1Ь0—220° С в течение 20—40 ч до получения вязкожидкого продукта
с кислотным числом не более 30. Воду окончательно удаляют нагрева¬
нием в вакууме. В работе [32] приведены свойства полиэфиров, извест¬
ных под названием десмофенов.
Производство жестких пенопластов может быть осуществлено сле¬
дующим образом. При повышенной температуре и тщательном переме¬
шивании приготовляют смесь полиэфира с катализатором, эмульгато¬
ром и водой. Через 20—30 мин выдержки при 30° С к смеси прибавляют
голуилеидинзоцианат и массу перемешивают 1—2 мин. В течение этого
(5—8) ■ 1013
0,035—0,04
4,5—4,7
15—20
eso
Тл 3f. Полиуретаны
перемешивания температура массьг попытается iia R1—40o>G, растёт ее
вязкость и начинается частичное вспенч+ва-иие. Затем-:rscto1 мйсСу1 вьи^й-
вают д форму-, закрываемую крышкой. Вспенивание продолжается в те¬
чение 30—35 мин, и форма заполняется пенопластом, который приобре¬
тает определенную твердость и ячеистую х:труктуру:>н*м v. *,
В качестве катализаторов реакции взаимодействие■ дийЗоЦйаната
с гидр’сйксийьйыми группами полиэфира (поселяется . возможность про-
ведения'лтроцесса на.холоду или при слабом нагредании.) служат фено¬
ляты, метил- и этилморфолины, пиридин, диметиланилин, дибутилди-
лауратолово и др. Активность их уменьшается в следующем порядке [23]:
npirnpoirrtnMta'rt К четиллюрфолин1, Ы^тилмо()ф(1.'»1*1. ■ Тр^этйлймтл fр((Амйлакмн,
* lw > idUH »» ПИрИДИН^ ХИНОЛИН, .ДИМедИЛаШ1ЛИН ЧТЬЫ ■ к ji.H го
Ли» Г 1.1 > s.;-». i И. ’ £1>V>M« B*>TbtlKH.iS
д Эмульгаторами являются, натриевые соли сульфокислот, различите
мыла и др. В нек-оторых случаях, в состав композиции.для оценивания
могут быть введены пластификаторы (дибутилфталат, трикрезилфосфат;,
трихлорэтилфосфат и др.), наполнители .(сэжл, иорощксо£р..азньш алю¬
миний); .красители и пигменты, i tTJoj ni (T'j; /
Компоненты обычно смешивают либо ,э. специальных смесителях
стационарного типа, либо в переносных небольших аппаратах* куда они
подаются под давлением. Из нижней., частил.смесителей низковязкая
масса должна быть выгружена в формы [8, 33]- На плоские поверхности
смесь компонентов можно наносить пульверизатором; в этом случае по¬
лучается покрытие .из пенопласта^
Плотность вспенер^бД смеси и число поперечных^сДяз^ц регулируют,
измеряв 'роличествр воды и диизоцнандтЗ, добавляемых к пблинфйру.
Чем ёодьш^ вводился ‘вод» и Дйизоциа&ата, тем мёньшё объемный вес
пейрплдсха,^' выше числр сшивок между цепями, а‘‘п<?стеднйе увеличи¬
вают жесткость пеноматериала.’Так например, при 1о— 0 вес. ч, диизо-
цианата J 00 , вес, ч, поли^фир^( образук}тс,ч 0олее эластичные про-
дукр^' чём^п'р;ц .бОу^ЮО вес. ч, дй^фцнан^й..иа! lOO вес. ч.^полй&фира.
; пбдвйжййе
атомы ^щр^рЛ!рро^схрдцт .с вцде^едрем тепд&Л! доэтоМу^ри,отвёр-
ФАРЩРщигнранйи см^1?тёмп,еращ|, ё^^ам^нр^ршШается. ^ Про¬
цесс образования ‘пеноплас^^рлжен'\KojiTpo^Hpo^axbp^)rH в некбтЙрйх
сщчаях^ осмеяно при Д1зготовлении^упно изделий,., необ¬
ходимо' рр^у9матр^ате^^У^0Ко'^9^?ние- утв^^дёнй^' происхо¬
дит. ■ ‘ - - 1 - —- Ц " " ~
через
0,1 вес! %^ неорганических,' 'рлп о^иунчесрйх соединений молнбд.ена
мш^/чни.»’" ' .‘-'м.,.‘.'Г
На основу прАрэфчррв и дризориднатрврдзраротаны $ре, мдрки
жесткого пенопласта: ПУ-ГОГ и ^‘ед^шура .котор^^рв^с/ч.)
ррнводртср ыижр [35]: WTW, ^елцпп. ' п( tidier
' ■ ' rin f.lO.HUi/Kj/ • • I» i ><-/(•.. ь; V <НУ-1Й1 - W ПУШАи > ’'ОС".—'
П*к тл,рпвл/эфйр SfT?* А -.Р?. -30.6 * * * 35' * миито
ТоЛуиЛендтгёониайат . ; 9«Ш<1П -'31,8 i>t'| 145»*//у -.mi a vom
Замещенный изоцианат ДТУ . .< ’l-i j(i J.oi / .„
“Ml i Эму^таг«Р - ‘ *. * r, noqll
•j.. мон^|датЯР ..jVtfci'Srpi'iiV&ftii iiq(fo,®uo^.'Vy MKjnotvj
t/Ъ^и , KJ I йл a .Tj* a%,'‘ rij-ltbf'j - HitKi.QO.'/.jH jii
Нри^Ь'гоёле’йпе’ сйеций'льнмх'*' марок 0Йёсп?их пенШЯй-с^ов описано
в Литератур!е [29, 35, 36]. ПеНОПлас1ЬгП‘У-101 й ПУ- И) 1А; СТУ-9-|205''-62,
Свойства и применение
651
выпускаемые в кидё плит размером 500 X 500 X 50 мм, обладают равно¬
мерной закрытвпориетФй Wn^TTpOfi. ИкЭД ОйЛ а£т ЬН’У-1’01 может приме¬
няться при температурах от —60 до +130° С, а пенопласт ПУ-101А —
в пределах от —60 до 170° С. Оба горючи. Свойства жестких пеноплас-
тов представлены в табл. 135 {35].
ТАБЛИЦА 133
Свойства жестких пенопластов ПУ-101 и ПУ-101А
Свойства
ПУ-1П1
ПУ-101А
Объемный вес, г'см3
Предел прочности при растяжении,
кгс/см2
0,1
0,2
0,2
при 20 С . . .
9,9
18,1
18,1
» 150“ С
Предел прочности при сжатии, кгс/см2
5,2
9,3
3,4 (170°
Q
при 20' С
5, -5
22,0
— - 22,0-—
» 150 С
Удельная утарная вязкость, кгс ■ см/см2
3,0
13,0
13,0
при 20J С
0,4
0,55 -
-1 1 °’ЬЙ
» 150J С .
Усадка после нагревания в течение
0,34
0/&
Г 1
24 ч при 130° С ?0
Коэффициент теплопроводности,
0,5
Р.5 Т
I
ей,0 (170° С)
ккал/м •час■град ....
0,049
0049
0,049
Рабочая температура, СС
150
.№
i 150
1
170
Производство эластичных пенополиуретанов может быть, осуще¬
ствлено на основе как сложных, так и простых полиэфиров. В послед¬
нее время [37] большой интерес вызывают простые полиэфттрто-1 разного
молекулярного веса (от 750 до 6000) с, конечными гйдроксильными
группами. Получают их общеизвестными |методами из окисеййзтилеиа
или пропилена и гликолей в присутствш катализатора. Строен^ поли
эфиров на основе окиси этилена и гликоля! можно выразись следующим
образом: !
но [сн2сн20]п cii i
Для увеличения степени р аз в етвЗШПТШСТИ при стух пблиэфиров в
реакционную смесь, кроме гликоля, вводятся^шогоатог^ные спирты (гли
церии, триметилолпропан, пентаэритри!). 1д&юполиурет£#опласты на
основе простых полиэфиров отличаютс}ГлозьдаенНЪ1Тчтортйострйкостью,
большой стойкостью к гидролизу Ц.НС^ОЛишЬйгУТОМЛЯЕМОСТЬЮ.
Состав композиций на основе сложного ЙЬдиэфира и'свойства элас¬
тичных пенопластов представлены ,в тябл. 136 и 137 [17].
* — I *1 ТАБЛИЦА 136
Состав композиций эластичных пенополиуретанопластов
(вес. "1.)
Компоненты
it
I
[I '
* in
IV
, V» »
Полиэфирная смола ...._.
100'' 1
100
Tbo
100
Толу илендиизоцианат
45
' 39
•39
31
Эмульгатор > £ - .
! 'j 4,2
- 2,0
1,0
■ 1Д)
Вода г, j .
6,0
/■ 5,0
, 2,5
1,«
N-Метилморфолип или димехпл-
О S Jirv
этаноламин
1
1,0
1,0
0,5
0,5
652
Гл. 31 По гиуретаны
ТАБЛИЦА 137
Свойства эластичных пенополнчретанопластов
Свойства
I
И
Ш
IV
Объемный вес. г см3
Предел прочности, ячс см-
0,025
0,034
0,050
0,059
при растяжении . .
» сжатии (с изги¬
1.35
1,75
2.0
2.1
бом) на '25% . - .
Относительное удлиие-
0,05b
0.063
0,112
0,133
450
400
350
Схема производства эластичного пенополиуретана (поролона) пред¬
ставлена на рис. 134 [32]. Полиэфир, полученный из адипиновой кислоты,
Рис. 134. Схема производства поролона:
/ — мерник полиэфира; 2 —бойлер; приемник для диметиланилина; 4 — мерннк ди~
метиланилина; 5 — смеснтсль-мерннк; с — мерник диизоцианата; 7 —дозировочные
насосы; 8 — смеситель; 9—-формы; /0—транспортер; 11 —-сушильная камера.
диэтилеигликоля и триметилолпропана и смешанный с красителем, на-
гревается водой, поступающей из бойлера 2, и подается из меринка /
с помощью дозировочного насоса 7 в смеситель 8. Одновременно дру
гим дозировочным насосом в тот же смеситель вводится смесь каталп-
оатора с эмульгатором. Катализатор — диметиланилин из приемника 3
сливается в мерник 4, а из него передается в смеситель-мерник 5, куда
добавляется эмульгатор. Толуилендиизоцнанат, представляющий собой
Свойства и применение
653
смесь 2,4- и 2,6-изомеров в соотношении 65:35, из мерника ■ 6 с по¬
мощью дозировочного насоса также подается в смеситель 8. Предвари¬
тельно смешанные реагенты тонкой струей выливаются в бумажные
формы 9, установленные на движущемся транспортере 10.
Вспенивание массы происходит в формах, а отверждение пенопласта
заканчивается прн прохождении через камеру //, обогреваемую паром
через змеевики и снабженную вытяжной вентиляцией. В случае изго¬
товления листов толщиной 40—100 мм или блоков высотой до 420 мм
не требуется дополнительной тепловой обработки, так как полное отвер¬
ждение осуществляется за счет тепла реакции, но при получении тонких
листов необходимо производить дополнительную термообработку при
100—120° С. Они выпускаются по ТУ 35-ХП-395—62, ТУ 35-ХП-395—62
и.ВТУ 35-ХП-590—63 пористой структуры с диаметром пор 0,5—2 мм.
Свойства эластичных полиуретановых пенопластов (ТУ 35-ХП-395—62)
даны ниже:
Объемный вес. г/см? . 0,03—0,0о
Предел прочности при растяжении,
кгс/см2 ... 1.0—3,0
Относительное удлинение, % 150—280
Напряжение при 50% сжгатия, г/см* 80—100
Остаточная деформация при статиче¬
ской нагрузке на 50% высоты, % 5—15
Эластичность при ударе, % ...... 15—30
Сопротивление раздиру, кгс/см2 .... 0,6—0,8
Коэффициент теплопроводности,
ккал/м ■ ч ■ град 0,027—0,047
Водопоглощение, % - . - 300—1000
Рабочая температура, °С от—40 до 70
Температура разложения, °С 170—180
Жесткие пенополиуретанопласты можно пилить, обтачивать, штам¬
повать, обрабатывать на токарных станках. Они устойчивы к действию
кипящей воды, дизельных и смазочных масел до 100° С, бензина, керо¬
сина, глицерина, этиленгликоля, водных растворов солей, 30%-ной ук¬
сусной кислоты, этилового спирта, четыреххлористого углерода и т. п.
Но они разрушаются ацетоном, этилацетатом, крезолом, метилэтилке-
тоном, 30%-ной соляной и 10%-ной серной кислотами, 15—20% раство¬
рами едкого натра. Пенопласты легко очищаются при мытье мыльной
водой; на них не действуют моль и различные бактерии. Они обладают
хорошей атмосферо- и озоностойкостью.
Эластичные пенополиуретаны, в зависимости от того, используются
ли они в качестве изолирующего или упругого амортизирующего мате¬
риала, имеют различные рабочие температуры. Рабочая температура
пенопласта с объемным весом 35 кг/.м3(ВТУ 188—60), употребляемого
в качестве изолирующего материала (когда его упругие свойства не иг¬
рают первостепенной роли), ниже нуля не ограничена и простирается
до 150—160° С. Если упруго-эластичные свойства становятся важными,
то эластичный пенополиуретан может быть применен в пределах темпе¬
ратур от —25 до 110° С [38, 39].
Жесткие пенопласты применяют в самолето- и судостроении. Они
пригодны для заполнения внутренней части крыльев, хвостового опере¬
ния и т. п. Трехслойиые конструкции применяют при изготовлении неза-
топляемых лодок и понтонов.
Эластичные пенопласты находят применение для упаковки бьющихся
изделий, изготовления обивочных и подкладочных материалов, подошв
для обуви, сидений, изоляции труб, холодильников, бытовых принадлеж¬
ностей (губки, матрацы и т. п.).
ем
£ i. 31. Полиуретаны
КАУЧЖИ И ИЕЗИНЫ
На основе тфодуктоь взаимодействия полиэфиров с днизоцианатами были - пол\ -
чены каучукогюдобные полимеры, которые при вулканизации превращаются в резины
[19, 31, 40Т д
В качестве нолйэфиров оригодшд сложные линейные полиэфиры, полученные из
адипиновой кислоты,'’эргленг’ликолъ, 1,2-пропиленгликоля или 2,'3-бутнленгликоля, поли-
эфпрамндЫ;' прй 1 синтезе которых некоторая часть гчиколя заменяется этаколаммном,
и простые полиэфиры, изготовленные на- основе гликолен. Дипзоцианат добавляется
к полиэфиру либо в недостаточном количестве по сравнению с тем, которое требова¬
лось 6fj по реакции со всеми гидроксильными группами, либо в избытке, по отноше¬
нию К числу1 ОН-фупп. Соотношение полиэфир : динзоцпанат зависит от принятого
метода оТпгржденн-я (вучканнзации).
И* дйизоцианн №в. наиболее пригодных для получения -уретановы-х каучуков,
применяются" К->Ц®фти.1£(1д1шзоЦйанат, ,4;4'-.четилен-ди.(2-метилфеншшзоцианат). и
флуорендиизоцлауа^. но. могут использоваться и другие дииаоциэздты. Лучше-.всего,
ССЛН Они будут реагировать с полиэфиром при температурах выше 100Q С
При взаимодейбтвин ’полиэфира с избытком дйизоцианата образуется полиуретан,
содержащий на концах цепи изоцианатные группы и способный вулканизоваться
гликолями.
В результате реакции полиэфира с динзоциалатом, количество которого соста¬
вляет 70—99% от теоретически рассчитанного* при нагревании до 120° С получается
продукт, имеюший молекулярный вес 25 000—50 000 Полученный продукт вулкани¬
зуется диизоцианатом1>' введенным в избытке, например, в процессе вальцевания.
Вулканизация композиций, содержащих . также Наполнитель,. производится в пресс-
форме при нагревании до 100—150° С [41]. . »
Полиуретановые резины имеют высокую стойкость ь. окислению, действию масел,
нефти, ароматических углеводородов и облагают ^высоким сопротивлением истиранию.
Они сохраняют эластичность при низки* температурах <до —35—65еС). Но эти ма¬
териалы подвержены действию кислот и щелочей и недостаточно устойчивы при по¬
вышенных температурах. Высокая стоимость полиу ретановых эластомеров ограничи¬
вает их промышленное Применение, но они пригодны для изготовления шин (самолет¬
ных и автомобильное-:), конвейерных лент, шестерен, -прокладочных материалов
подошв для обувиед других изделий.
КЛЕН
7 . 4-. «л". . j
•На осниие, пОлифункциональных изоцианатов и продуктов взаимо¬
действия нолнэфирйк сдиизоциана-тами могут быть-получены клеи, об¬
ладающие хорошей адгезией, к бумаге, дереву, стеклу, металлам, пласт¬
массам и, другим материалам. -' ,
Различают.» два хила» клеев:! на основе чистых изоцианатов и на
основе; смесей полиэфиров с ■ днизоцианатами или аддуктов.
Клеи на основе чистых изоцианатов. Применение изоцианатов для
скдеицаНия резины с-'металлами оказалось очень перспективным* Для
:)Той цели рекомендуется т р и фе н и л мета нт р и изоц и а н ат [13]. Исполь¬
зуется он в виде 20%-гюто растворав меуилекхлориде или дихлорэтане,
называемого кяеемслейконат (ТУ МХП 2841—-.52) {42]. Прочность соеди¬
нения ревины е металлами достигает 60— 110 кгс/см9-. щ "ль**
Клеи на -основе смесей полиэфиров с диизоцианатами и аддуктов.
В качестве полиэфиров употребляют.-продукты взаимодействия адипино-
вои кислоты и, гликоля с молекулярным «весом 3000—6000 {41] Из диизо-
цианатои чаще всего применяют гексаметмлендиизоцианат, тоЛуиленди-
изоцнанат и 4* 4*-дифеншшетандииз«щйанат. <у >
Реакция взаимодействия полиэфира с дйизонианатом*представляет
собой процесс-присоединения,: а поэтому при склеивании-не-наблюдается
усадки и а клеевом: шве не возникает внутренних напряжений. Клеевой
слой получается эластичным,-и эластичность его тем больше, чем выше
молекулярный вес полиэфира. Клеи готовят как в растворе, так и без
применен™ растворителей. Они могут содержать наполнмтель'и.катали-
затор отверждения. Склеивание, можно .производить ври комнатной тем¬
пературе -(чаще'всего при использовании аддуктой) -н; при нагрева¬
нии [41]. ; . ■> . »*> -
Свойства и применение
655
На -основе пол и э ф 1\ poji зон, начатое изготовляются идеи ПУ-2 (АМТУ
342—54) и ПУ-2/10 (ВТУ П-104—58), обладающие высокими адгезион¬
ными свойствами и пригодные для склеивания металлов между собой и
с рядом: щаметащлчiчео-к11к материалов (-текстолитом, Стеклотекстолитом,
дельта-древесиной. и др.). • , ! / q ! : i' t In
Технод<ргическцй режим склеивация металлов клеем IJ-V-2 при одно-
кли двухстороннем на несении клея в один слой предусматривает: вы¬
держку на воэду(Х--при 15-гт-30°С д течение 5-т-^О мин и последующее
сое ди н ещш <скл«иваемых деталей ЩЖ 100,г-) |р" С и. удельном дардении
0(.5г-5,0 (^/^^- Выдержка под давлением достигает 3-п4 ^{42,4?.].!Щри
снискан циv«температуры.• скденв аиия- .требуется .увеличить».- время-вр!»
держщ1Смл;а1}рщмер( .при ?2ft°iC« <?ног достигает 40, %, Толщрад, вдееиод лрор
слойки »йолжна-»<&нда> ■0,01-ч0»‘1 *м^<Дри увеличения*
Прослойки до Ьлгдг {ррои-чрсегь^ клеевого- соединения ♦^алд^-др^г дспы-
тэдрщ^анедшр' и1(р.а#ромервдй аэды$ снижается,:в ,Зттт7гра^п„Рр,9ч^рсУ;з-
ньи^ирактердоадикн кдеев фдф <с рещщея и и дюрацомщде»
деде, цриздун'фи ирн:сдвнг(т IУ0 ар#£0 « 30. />гс/с,ч,2.1,1ри J50; ,С [ДЗ].
«АИ Т^Щ.ЬГW>" Ь4Н4Г.Г| >nu!4fi-q RMM'tr.n->rUT<> (Ч»' ГВДи» ИгГО^П
ОЧ-'чШ /HHtih-'KI !», I ■.«' «rut Л0К№ТЯ)1 И OWX'V-tbltKKO^rPJW - ’ Af>
fwamseTftsj '>№> огр чшь«л mski>коьи-' «uvKoiterijffvjHP.oR ч «<
HtVfiia оспине воодафиров* tt нсушизоциинадал могут; &адг н-згб!говд«ны
дакн<> вривадьныв! *адо». подзшрния оокрв»»ий по . буране» «$же#*дёреву*,
пластмассам, металлам. jT&j ,1‘fV? г • ■ i<]L..г?- , i , +, /. рвди 1 mii
В качестве полиэфиров наибольшее распространение нашли про¬
дукты взаимодействия адипиновой и фталевой кислот с этиленгликолем,
имеющие молекулярный вес 600—3000 и содержащие на концах гидро¬
ксильные группы. Из поли^^^щ^^щгребляют продукт, получае¬
мый при взаимодействии 3 моль толуилендиизоцнаната с 1 моль триме-
тнлолпропана,н|И.|-»^Ш>НВДе%яйй*ШНй^©Ианатьй-11-р#Дб1аР'1яющие собой
продукты реакции (аддукты) диизоцианатов с фенолами, ацетоуксус -
ным эфиром if йфирамп малойовой кислоты, еукцинимйДом/йУОри^йыми
ароматичеейн’йи-' й№ийами и Другими вёщ^ствЙМи [44, 45] й й&1д¥ляю'Щйе
диизоцианаты при температурах выше 120* С Ввиду тоТо,' "что Изоциа¬
наты и полиэфиры начкнйЮт реагировать сразу же пооле смешения, то
их хранят раздельно и смешивают в определенных соотношениях непо¬
средственно перед нанесением покрытия.
,lt ! Пленочные ЬЬкркТия Обладают-хорошей адгезией, твердостью;-'пла¬
стичностью, устойчивостью р действию рощ, ^имцч^кил. ^ещестс и
истиранию [46]. Полиуретановые лаки предназначаются Навным обра¬
зом длй атМоофё^об^Ь'йк’их з1Щйтй1з1Х' й fleKOpa^H&tfiM’tfOifpbirTTtti по де¬
реву и я vчзкотовл^ичя трунтчр под краску.. це,.обладающие
достаточной адгезией к покрываемому материалу. В лаки мср^ВД '.врОу-
дить пцгрлеитр/ .(.железный .сурик, .белую сажу, окись хррму. , д^докись
титана и др/) и таким образом получать декоративные п'окрЙТнн [17]
Большой интё{3е& 'й'качестве п©1\рытйй предс+авлятог^ПроДукты реак-
щщ тол у и л с нд 11 и зо ци а на т а или дифенил меуандиизоцианат^ ,едз,е|горо-
врщ маслом. Дан могут быть ^дол^чены путем иагре^агвд ук^занньцс
ддемщшвкдор р.-соетрощещш 3,,;) при 50—60° С д.течениеpacxju?-
рит^ле 5р.ез.,^е^ууа% , Дог додтпжения эквивдленха, ,ло, ЩФ
толуилендиизоцнаната 360—460 и для дифенилметандиизоцца]ща
5Q0—600.^аст$орэд прр#укт<эв реа,кщщ Афгут ща^ть^я .без. дри-меиения
в гте^нне; несксл«411х ^ьесяцев^ но TPf*
;.,ам^|ноЕ (этилморфолин, метилдиэЦноладнц), иО^льтовы'х, щщ
^.р,цн;цойЬ)л ^иккатц^рц н нанеоени1г жидкости ,тоцки4д .^оем,,, Ч^р^з.^е-
cKQjj*W.f4acoB образуется, пробная,ч?ленад? стон.кад,к дстирандю я \умд-
656
Гл. 32. Полимочевины
ческим реагентам и отличающаяся хорошей адгезией к металлу и дру¬
гим поверхностям.
В СССР на основе полиэфиров и динзоцианатов изготовляют грунт
полиуретановый УР-01 (ВТУ МХП КУ-433—55), лак УР-71 (ВТУ МХП
КУ-432—55) и т. д. Грунт представляет собой раствор полиэфира в ор¬
ганических растворителях с добавлением пигментов. На 100 вес. ч. полу¬
фабриката УР-01 берется 19 вес. ч. толуилендинзоцианата. Готовый
грунт разбавляют до рабочей вязкости циклогексаном и наносят пульве¬
ризатором в 2—3 слоя. Применяют его для покрытия поверхности су¬
шильных агрегатов в качестве первого слоя под полиуретановый лак
УР-71. Полиуретановый лак — раствор полиэфира и 100%-ной фенол-
формальдегидной смолы в органических растворителях. На 100 вес. ч.
полуфабриката лака УР-71 добавляют 31 вес. ч. толуилендинзоцианата.
Благодаря хорошим электроизоляционным свойствам, водостой¬
кости и теплостойкости полиуретановые лаки получили применение для
эмалирования проводов. Можно также пропитывать хлопчатобумажную,
стеклянную, бумажную изоляцию проводов. Так как отверждение лака
происходит без отщепления продуктов реакции, пленка обладает высо¬
кой газонепроницаемостью. Испытания свойств эмалированных прово¬
дов с полиуретановой изоляцией показали, что она соответствует
классу Е, отличается повышенной стойкостью к нагреванию по сравне¬
нию с винифлексовой изоляцией, что позволяет повысить мощности ма¬
шин при тех же габаритах на 25—30% (47].
ГЛАВА 32
ПОЛИМОЧЕВИНЫ
Закономерности образования полимочевин
Полимочевины по своему строению близки к полиамидам и поли¬
уретанам. Получают их обычно по одной из следующих реакций:
присоединением диизоцианатов к диаминам
nOCNRNCO -f- nH2NR'NH2 —> [—OCNHRNHCONHR'NH—]„
конденсацией диаминов с диуретанами
nH2NR'NH2 + nR"OOCNHRNHCOOR" —> [—OCNHRNHCONHR'NH—]„ + 2nR"OH
взаимодействием мочевины или димочевины с диаминами
nH2NCONH2 + nH2NRNH2 —>■ [—OCNHRNHCONHRNH—]„ + nNH3
При действии воды на диизоцианат также могут образоваться поли¬
мочевины:
OCNRNCO -f- 2НгО —>- [HOCONHRNHCOOH] —>■ H2NRNH2 + 2C02
nHsNRNH2-f- nOCNRNCO —» [—OCNHRNHCONHRNH—\n
Реакция диизоцианатов с диаминами протекает со .скоростью во
много раз большей, чем с гликолями. В результате образуются линей¬
ные продукты. Если же одно из исходных веществ будет трифункцио-
нальным соединением, то получаются нерастворимые трехмерные поли¬
мочевины.
Процесс образования полимочевин из изоцианатов и диаминов, так
же как и образование полиуретанов, представляет собой реакцию сту'
пенчатой полимеризации (точнее, миграционной сополимеризаиии),
которая основана на передаче подвижного водорода амино-группы
атому азота изоциановой группы. Реакция протекает без применения
Свойства
657
катализаторов с большим выделением тепла. Избыток одного из ком¬
понентов против стехиометрического соотношения приводит к сниже¬
нию молекулярного веса получаемого продукта. Скорость реакции за¬
висит от реакционной способности диаминов и дипзоцианатов. При
переходе от алифатических диаминов к ароматическим снижается их
основность, а следовательно, и реакционная способность, которая у
ароматических диаминов зависит от характера амино группы, наличия
заместителей в ядре и их влияния. В свою очередь, реакционная спо¬
собность диизоцианатов понижается при переходе от ароматических
диаминов к алифатическим [48, 49],
Получение полимочевин можно осуществить, приливая раствор
диизоцианата к раствору диамина при обычной температуре или при
охлаждении. Реакция заканчивается практически мгновенно и сопро¬
вождается выпадением осадка полимера. В качестве растворителей
могут быть применены ацетон, циклогексанон, хлорбензол, ж-крезол.
После окончания начальной экзотермической реакции между эквимо¬
лекулярными количествами реагентов процесс завершают (при необхо¬
димости) нагреванием продукта в течение нескольких часов. Существен¬
ное влияние на молекулярный вес полимочевин оказывает скорость
добавления диамина к диизоцианату, так^ как необходимо соблюдать
условия эквимолярностн.
•Полимочевины из алкил или арилдиуретанов и диаминов полу¬
чают, нагревая исходные компоненты до 200—250°С без растворителя
или в присутствии такого растворителя, как ж-крезол.
Нагревание мочевины или алкилендимочевины с диаминами при¬
водит к образованию полимочевин при условии удаления аммиака из
сферы реакции. Этот процесс может быть проведен в растворе ж-кре-
зола, через который пропускается ток азота. Полимеры, полученные
таким путем, содержат больше примесей, чем полимочевины, приготов¬
ленные другими методами. В результате разложения мочевины и соеди¬
нений, содержащих группу —NHCONH2, образуются биурет и другие
вещества.
Свойства полимочевин
В отличие от полиуретанов, полимочевины почти нерастворимы в
органических растворителях. Они имеют более высокую температуру
плавления, чем аналогичные полиамиды и полиуретаны [50]. Некоторые
ароматические полимочевины, полученные нагреванием п, п'-дифенилен-
диизоцианата с ароматическими диаминами (n-фенилендиамином и
др.), имеют температуру плавления значительно выше 300°С [51, 52].
Полимеры, имеющие хорошо выраженную линейную структуру,
способны к волокнообразованию. Ниже приведены температуры плав¬
ления (в °С) некоторых полимочевин:
[— (СН2)3NHCONH (CH2)3NHCONH- ]„
[—(CH2)5NHCONH(CH2)5NHCONH—]т,
[— (CH2)6NHCONH(CH2)6NHCONH—]„
[— (CH2)4NHCONH(CH2)8NHCONH—]„
[— (CH2)6NHCONH(CH2),oNHCONH—]„
[— (CH2) loNHCONH (CH,) 10NHCONH—]„
Г NHCONH— -I
\^\/
I II
L n
Обработка полимочевин формальдегидом в присутствии кислого
катализатора приводит к образованию поперечных связей между макоо-
. . . 245—247
. . 211—212
. . . 270
. . . 212—220
. . . 170
. . . 210
. . . 340
42 А. Ф. Николаев
658
Литература
молекулами, что обусловливает значительное повышение температуры
размягчения полимера и увеличение эластичности.
Хотя многие полимочевины линейного строения образуют волокно,
применение их для этой цели оказалось малоперспективным из-за высо¬
кой температуры плавления и недостаточной термостабильности. По
этим же причинам полимочевины не нашли широкого применения в
производстве пластических масс. В последнее время появились сообще¬
ния [53] о применении полнмочевин в качестве загустителей кремний-
органических масел для получения теплостойких консистентных сма¬
зок.
ЛИТЕРАТУРА
1 Герм. пат. 728981, 1940.
2. J Brennan Brit. Plast., 28, 417 (1955)
3. Е. G. Urphey, Brit. Plast.. 27, 407 (1954).
4 O. Bayer, Angew. Chem., 59, 257 (1947).
5. H о с h 11 en, Kunst., 40, 221 (1950).
6. W. S i e f k e n, Ann., 562, 75 (1949).
7. S. Petersen, Ann., 562, 205 (1949).
8. O. Bayer etc., Rubb. Chem. Technol., 23, 812 (1950).
9. N. V. Seeger etc., Ind. Eng. Chem., 45, 2538 (1953).
10. E. Muller etc., Rubb. Chem. Technol., 26, 493 (1953)
11. F. В. H 11 I, C. A. Y о u n g I A. V e 1 s e n, R. G. A r n о 1 d, Ind. Eng. Chem., 48, 927
(1956).
12. С В. Reilly, M. Orchin. Ind Eng. Chem. 48, 59 (1956).
13. G. E. Proske, Kaut. u. Gummi, 7, № 6, 137 (1954).
14. J. A. В j о r k s t e n etc.. Mod. Plast., 31, № 8, 143 (1954).
15. М. E. Bailey, V. Kirss, R. G. Spaunburg, Ind. Eng. Chem., 48, 794 (1956).
16. Волокна из синтетических полимеров, под ред. Р. Хилла. ИЛ. №57, стр. 154.
17. Ind. Eng. Chem., 48, 1383 (Г956).
18. Plast. Technol., 2, 168 (1956).
19. I. W. Baker, I. G r a u n t J Chem. Soc., 9 (1949), 24 (1949).
20. Л. А. С т p e и и x e e в, А. А Артемьев, Я. А Шмидг, сб. «Исследования в
области высокомолекулярных соединений», Изд АН СССР, 1949, стр. 69
21. В. В. Кор так, И. А. Г р н б о в а, ДАН СССР, 82. 397 (1952).
22. Ю. А. С т р е п и х е е в, И. А. Грибова, И. П. Лосев, В. В. К о р ш а к,
Б. М. Бабкин, Л. А. Дацкевич, Химия и физико-химия высокомолекулярных
соединений, Изд. АН СССР, 1952, стр. 59.
23. Н. Heiss. J Saunders, М. Morris, R. Davis, E. Hardy, Ind. Eng. Chem.,
46, 1498 (1954).
24. В. В. К о p ш а к, Ю. А. Стрепихеев, А. Ф Моисеев, Пластмассы, № 6, 10
(1961); № 7, 13 (1961)-
25. Э. И. Барг, Технология синтетических пластических масс, Госхимиздат, 1954,
стр. 605—610.
26. В. В. Коршак, Ю. А. Стрепнхеев, А. Ф. Моисеев. Пластмассы. № 9 16
(1961).
27. М. S о n b ё, Chim. ind., 63, № 1, 43 (1950).
28. P. A. Koch, Z. Textilind., 54, 46 (1952).
29. О. Bayer, Mod. Plast., 24, № 10, 149 (1947).
30. А. А. Берли н, Основы производства газонаполненных пластмасс и эластомеров,
Госхимиздат, 1954, стр. 171.
31. Б. А. Д о м б р о у, Полиуретаны Госхимиздат, 1961
32. Г. С. Петров, А. Н. Лев и н, Термореактнвные смолы и пластические массы,
Госхимиздат. 1959, стр. 239—245
33. О. Bayer, Angew. Chem., 62, 57 (1950).
34 Пат. ФРГ 1028773, 1958; РЖХим, 80405 (1959).
35. В. В. П а в л о в, М. С. Г о р я ч е в, Т. Ф. Д у р а с о в а, сб. «Пенопластмассы», Обо-
ронгнз, i960, стр. 131.
36. W. G о g g i n, О. R. M с I n t i r e, Brit. Plast., 19, № 223, 528 (1947).
37. А. П. Кафенгауз, E. И. Юдичева, сб. «Пенопластмассы», Оборонгиз, 1960,
стр 117
38. Ю. Н. Поляков, О. Г. Тараканов, Пластмассы, № 6, 34 (1962).
39. Ю. Н. П о л я к о в, О. Г. Т а р а к а н о в. Пластмассы № 7, 45 (1962).
40. Е. Muller etc., Angew. Chem., 64, 523 (1952).
41 A. Hochtlen, Kunst., 42, 302 (1952).
■52 Д. А. Кар да шов, Хим. наука п пром., II, 602 (. 1957).
Литература
659
43. И. И. Михеев, сб. «Пластмассы в машиностроении», Машгиз, 1959 стр. 55.
44. S. Peterson. Ann. Chem., 562, 205 (1949).
45. Е. Bailey. Chem. Peint., 21, 247 (1958).
46. Chem. A.ge, 54, № 1655, 481 (1951).
47. JI. М. Бернштейн, Информ.-техн. сборник, № 15, 12 (1959).
48. О. Я- Федотова, И. П. Лосев, Н. И. Скрипченко и др., Высокомол. соед.,
5, 227 (1963).
49. О. Я- Федотова, А. Г. Грозд о в, Высокомол. соед., 5, 822 (1963).
50. R. Hill, Е Walker, J. Polymer Sci.. 3. 609 (1948).
51. Т. Lieser, Ann., 569, 59 (1950).
52. О. Я- Федотова, И. П. Лосев, Н. И. Скрипченко и др , Высокомол. соед.,
1, 1085 (1959); О. Я. Федотова, И. П Л о сер, Н. И. С к р и п ч е н к о,
М. И. Штиль май, ЖПХ, 33, 962 П960).
53. К. I г wing, SPE J., II, № 8, 16 (1955).
42*
XI. ЭПОКСИДНЫЕ СМОЛЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
ГЛАВА 33
ЭПОКСИДНЫЕ СМОЛЫ
Эпоксидные смолы — сравнительно новый тип смол, представляю¬
щий большой интерес для многих отраслей промышленности. Свое на¬
звание они получили по эпоксидным группам —СН—СН—, входящим
\)/
в молекулу смолы. Эпоксидные смолы, так же как феноло-мочевино-
и ме.шмино-формальдегидные, в определенных условиях в присутствии
отверждающих веществ способны переходить в неплавкое и нераство¬
римое состояние.
Окись этилена — простейшее эпоксидное соединение, обладающее
большой реакционной способностью. Еше Вюрц в 1860 г. показал, что
она легко полимеризуется в высокомолекулярное вещество. Однако
техническое применение окись этилена нашла лишь значительно позже
(в 1936 г.). Продукты реакции ее со спиртами, аминами, кислотами и
алкилфенолами в настоящее время являются распространенными вспо¬
могательными материалами в текстильной промышленности благодаря
своей исключительной моющей и эмульгирующей способности.
Полифункциональные эпоксидные соединения были мало известны.
Техническое применение их стало возможным лишь после освоения
метода синтеза эпихлоргидрина, являющегося наиболее простым эпо¬
ксидным соединением с дополнительной реакционноспособной группой
в молекуле. Наряду с глицериндихлоргидрином эпихлоргидрин — один
из важнейших практически используемых исходных продуктов для про¬
изводства ди- и полиэпоксидных соединений [1].
Впервые в технически важных целях эпихлоргидрин был применен
для получения высокомолекулярных соединений при взаимодействии с
аммиаком, первичными аминами и особенно с полиаминами. Протекаю¬
щие при этом реакции весьма сложны, так как одновременно происхо¬
дят побочные химические процессы, механизм которых в настоящее
время еще недостаточно выяснен.
Аммиак и 'полиамины легко образуют с эпихлоргидрином или гли¬
цериндихлоргидрином нерастворимые соединения со свойствами осно¬
ваний, находящие применение в качестве ионообменных смол [2]. Рас¬
творимые продукты, полученные при мягких условиях проведения реак¬
ции и большом избытке амина или эпихлоргидрина, используются в бу¬
мажном производстве для повышения водостойкости целлюлозной
массы [3] и в качестве вспомогательных средств в текстильной промыш¬
ленности [4], например для последующей обработки тканей после кра¬
шения субстантивными красителями, что улучшает прочность их к стирке.
Эпоксидные смолы, получающиеся при конденсации эпихлоргид¬
рина с 4,4' диоксидифенилпропаном в присутствии раствора каустиче¬
Сырье
G61
ской соды, с 1948 г. широко применяются в промышленности. К ним
относятся разнообразные продукты, которые после отверждения обла¬
дают ценными физическими и химическими свойствами. Отличная адге¬
зия ко многим материалам, хорошие диэлектрические свойства, не¬
большая усадка при отверждении, высокая стойкость к действию рас¬
творителей и щелочей открывают большие возможности для использо¬
вания эпоксидных смол.
Кроме самостоятельного применения, эпоксидные смолы получили
распространение для модификации других типов смоЛ мочевино-, ме-
ламино-, феноло-формальдегидных, полиамидных, полиэфирных, сопо¬
лимеров винилхлорида с винилацетатом и т. п. Широкое применение
находят также и продукты конденсации новолачных феполо-формаль-
дегидных смол с эппхлоргидрином, которые при отверждении приобрел
тают повышенную теплостойкость.
Другим типом эпоксидных смол являются смолы, приготовляемые
из иолигидроксилсодержащпх соединений и эпихлоргидрина. Продукты
конденсации отличаются невысокой вязкостью и способностью отверж¬
даться Однако из-за наличия в алифатической цепи непрореагировав¬
ших гидроксильных групп эти смолы даже в отвержденном состоянии
обладают недостаточной тепло- и водостойкостью. Они применяются в
качестве разбавителей обычных эпоксидных смол.
В последнее время были описаны свойства и применение эпоксид¬
ных смол на основе иизкомолекулярного полибутадиена, содержащих
как эпоксидные группы, так и двойные связи и поэтому способных к
отверждению в присутствии аминов, ангидридов двухосновных кислот
или перекисей. Многочисленные исследования показали также, что
эпоксидные смолы легко образуются из эпихлоргидрина и резорцина,
замещенных двухатомных фенолов, фенолфталеина, циануровой кис¬
лоты и других соединений.
Сырье для производства смол
Эпоксидные смолы, содержащие две эпоксидные группы и более,
получают как взаимодействием эпихлоргидрина с веществами, имею¬
щими две и более групп с подвижными атомами водорода (поли¬
спиртами, полиаминами, фенолами и другими), так и обработкой над-
кислотамн (надуксусной, надбензойной и другими) низкомолекулярных
веществ и полимеров и сополимеров бутадиена, содержащих двойные
связи. По литературным данным, процесс эпоксидирования проводят
при 20—25° С в течение непродолжительного времени при низкой кон¬
центрации водородных ионов [5]. Таким образом готовят метилэпокси-
стеарат из метилолеата или метилдиэпоксистеарат из метиллинолеата,
эпоксидированные низкомолекулярный полибутадиен, сополимеры сти¬
рола и бутадиена и другие соединения. Свободные эпоксидированные
кислоты пригодны для получения линейных полиэфиров [6].
Эпихлоргидрин. Существуют два основных метода синтеза эпихлор-
гидрина: из глицерина и из пропилена; последний метод—наиболее
перспективный.
Из глицерина эпихлоргидрин готовят в две стадии. Вначале кипя¬
чением глицерина с соляной кислотой или галогенидами фосфора в
ледяной уксусной кислоте получают дихлоргидрин глицерина, а затем
при действии щелочи — эпихлоргидрин.
Синтез из пропилена проводят следующим образом: сначала его
хлорируют прп температуре 500° С и давлении 18 кг/см2 до аллилхло-
рида, затем присоединяют хлорноватистую кислоту и получают дихлор-
662
Гл. 33. Эпоксидные смолы
гидрины глицерина, которые под действием щелочи превращаются в
эпихлоргидрин.
Эпихлоргидрин — бесцветная прозрачная жидкость, нерастворимая
в воде, но растворимая в бензоле, толуоле, ацетоне, спирте и других
растворителях. Температура кипения 118°С; плотность при 20°С 1,175—
1,185 кг1см3\ показатель преломления tio = 1,4382.
4,4/-Диоксидифенилпропан. Диоксидифенилпропан (бисфенол А,
диан) получают из фенола и ацетона в присутствии серной или соляной
кислот. Качество продукта в осноеном определяется чистотой исход¬
ного сырья. Реакцию конденсации фенола с ацетоном можно предста¬
вить в следующем виде:
СН3
2 / —ОН СН3—С—СН3 —> но—/ Ч—С—/ V-°H+H20
\=/ \=/ | \=/
о сн3
Согласно реакции на 1 моль ацетона требуются 2 моль фенола, но
для получения оптимального выхода диоксидифенилпропана количе¬
ство фенола в реакционной смеси повышают до 3 моль [7]. Катализатор
(кислоту) берут в количестве 0,1—0,5 моль на 1 моль ацетона. Введе¬
ние в реакционную смесь этилового спирта (15—20% от веса фенола)
способствует улучшению качества полученного продукта. Температуру
реакции сначала поддерживают в пределах 30—40°, а затем повышают
до 60° С. Время конденсации 15—25 ч. Так как в процессе реакции
выделяется вода, то в реакционную смесь можно вводить до 6% без¬
водного хлористого .кальция. После окончания процесса избыток фенола
перегонкой с водяным паром сразу же удаляют из аппарата, а остав¬
шуюся реакционную массу после ее кристаллизации фильтруют и про¬
мывают горячей водой (до 3 раз). Отжатый на нутч-фильтре диокси¬
дифенилпропан сушат при 80—130° С. Чистый продукт представляет
собой кристаллический порошок белого цвета, плавящийся при 155°С.
Для предотвращения взрыва пыли диоксидифенилпропана в сушилку
подается азот.
Имеются указания на возможность проведения реакции фенола с
ацетоном в среде ароматических и хлорированных углеводородов [8].
Продолжительность реакции конденсации может быть значительно
снижена, например до 3 ч, при добавлении небольших количеств мер-
каптокислот (|3-меркаптопропионовой кислоты или ее производных [9]).
Закономерности образования эпоксидных смол
Соединения, содержащие эпоксидную группу, отличаются большой
реакционной способностью. Они реагируют со многими веществами,
содержащими подвижные атомы водорода (фенолами, спиртами, ами¬
нами, кислотами и т. п.). Кроме реакции присоединения, для таких ве¬
ществ характерны также реакции полимеризации. Ниже приведены
реакции взаимодействия эпоксидных соединений с различными веще¬
ствами.
1. С фенолами образуются простые эфиры:
R—СН—СН2 + НОС6Н5 —> R—СН—СН2—О—С6Н5
\/ !
О он
2. Со спиртами реакция протекает аналогично реакции с фенолом:
R—СН—СН2 + R'OH —> R—СН—СН2—О—R'
\/ !
О он
Закономерности образования
663
3. С водой образуются а-гликоли:
R—СН—СН2 -)- Н20 —R—СН—СН2—ОН
\/ I
О он
4. С органическими кислотами возникают неполные сложные эфиры
гликолей:
R—СН—СН2-|- HOCOR' —R—СН—СН2—OCOR'
\/ I
О он
5. С аминами эпоксидные соединения реагируют с образованием
азотсодержащих продуктов присоединения:
R—СН—CH2 + R'NH2 —R—СН—СН2—NHR'
\/ I
о ОН
Указанные реакции лишь тогда приводят к образованию смоло¬
образных продуктов когда в качестве исходных веществ взяты ди- или
трифункциональные соединения.
Эпихлоргидрин имеет две функциональные группы — эпоксидную
и атом хлора. Диоксидифенилпропан содержит два подвижных атома
водорода (гидроксильные группы). В зависимости от исходного соот¬
ношения эпихлоргндрина и днфенилолпропана можно получить разнооб¬
разные продукты—от вяз1к0жидких до твердых.
При избытке эпихлоргндрина можно получить диглицидиловый
эфир диоксидифенилпропана. Теоретически на каждую молекулу ди-
оксндифенилпропана требуются лишь две молекулы эпихлоргндрина,
но в этом случае образуется до 10% диглицидилового эфира, а осталь¬
ную часть продуктов реакции составляют более высокомолекулярные
вещества. В присутствии же раствора каустической соды реакция эпи-
хлоргидрина с диоксидифенилпропаном выражается уравнением:
СН3
2СН2—СН—СН2С1 НО—/ %—С—/ 'Ч—он Ка0Н->
\/ ч=/ I
О СН3
\/ I \/
О СН3 О
Выход диглицидилового эфира диоксидифенилпропана [2,2'-бис-(4-
глицвдилоксифенил)-пропан] может быть повышен до 70% путем про¬
ведения реакции при избытке эпихлоргндрина в 2 или 3 раза по сравне¬
нию со стехиометрическим соотношением
В инертном растворителе (например, диоксане) в присутствии 0,2—
0,5% едкой щелочи при определенных контролируемых условиях полу¬
чают диглицидиловый эфир, отличающийся большой чистотой [10]. Дигли¬
цидиловый эфир диоксидифенилпропана имеет температуру кипения
210—230°С (0,05 мм рт. ст.) и показатель преломления п'о — 1,5707.
При 90—175°С диглицидиловый эфир диоксидифенилпропана в при¬
сутствии щелочей вследствие полимеризации по эпоксидным группам
переходит в стеклообразный полимер. Полученный продукт прозрачен,
бесцветен, устойчив к растворам щелочей, легко обрабатывается и харак¬
теризуется значительной механической прочностью (предел прочности
при растяжении 650 /сгс/слг2, при статическом изгибе 900 кгс/см2).
664
f.i. 33 Эпоксидные смолы
С уменьшением избытка элихлоргидрина по отношению к дио^с
дифенилпропану во время реакции средний молекулярный вес обр:-
зующихся продуктов (эпоксидных смол) увеличивается. Смолы пре:
ставляют собой смесь полнмергомологов, различающихся по длине
молекулярной цепи.
В табл. 138 показано влияние исходного соотношения компонентов
на некоторые свойства эпоксидной смолы [11].
ТАБЛИЦА 13о
Влия-ние исходного соотношения компонентов на свойства
эпоксидной смолы
Молярное отношение
эпихлоргидрина к ди-
оксидифенилпропан\
Молярное отношение
едкого натра к эпихлор-
гидр и ну
Температура раз¬
мягчения, 'С
Молекуляр¬
ный вес
Эпоксидны»
эквивалент*
2,0
1Д
43
451
314
1,4
1,3
84
791
592
1,33
1.3
90
802
730
1,25
1.3
100
1133
862
1,20
1,3
112
1420
1176
* Эпоксидный эквивалент представляет собой вес смолы (ввг), приходящийся иа одну эпоксидную
группу. Этот показатель позволяет судить о величине молекулярного веса смолы.
Содержание эпоксидных групп определяется методом присоединения хлористого водорода |12].
Из данных табл. 138 видно, что чем меньше молярное отношение
эпихлоргидрина к диоксидифенилпропану, тем выше температура плав¬
ления эпоксидной смолы и больше ее молекулярный вес.
Эпоксидные смолы лучше всего получать в водных растворах ед¬
кого натра, едкого кальция или бария. При проведении реакции в от¬
сутствие щелочей, но с добавками минеральных кислот (хлорной, сер¬
ной и т. п.) или катализаторов Фриделя — Крафтса (хлоридов алюми¬
ния, олова, сурьмы, трехфтористого бора и т. д.) на концах молекулы
остаются хлоргидриновые группы, поэтому необходимо последующее
дегпдрохлорирование. В качестве дегидрохлорирующего агента могут
быть использованы щелочи, но лучше — алюминат натрия или калия в
среде диоксана [12].
Приготовление эпоксидных смол в щелочной среде проходит срав¬
нительно просто [12]. Например, в 2 моль 15% водного раствора NaOH
при 65° С растворяют 228 г диоксидифенилпропаиа. В течение 1 ч при
перемешивании добавляют 185 г эпихлоргидрина, сохраняя ту же тем¬
пературу. Образуется смола, которая постепенно твердеет. Затем вод¬
ный слой сливают, смолу промывают теплой водой до нейтральной
реакции и обезвоживают сушкой.
Реакция образования эпоксидных смол протекает по следующей
схеме [13].
1. Взаимодействие эпихлоргидрина по эпоксидной группе с гидро-
лами диоксидифенилпропаиа:
СН3
2СН2С1—СН—СН2-1-Но/ V е—^/он —>
\/ х=/ I х=/
О СНз
СНз
—* СН2С1—СН—СН2—О——С——О—СН2—СН -СН2С1
! х=х I х=/ I
ОН СН3 ОН
Закономерности образования
665
При 25°С выделяется 17,09 ккал/моль тепла [14]. Образующиеся
продукты присоединения имеют вторичный гидроксил, находящийся в
a-положении к атому хлора. При таком сочетании функциональных
групп в щелочной среде происходит отщепление хлористого водорода
и образуется новая эпоксидная группа.
2. Образование эпоксидной группы в результате отщепления хло¬
ристого водорода:
СНз
СН2С1—СН—СН2
I
ОН
-<f Ч—О —СН2—СН—СН2С1
■2NaOH
СНз
СНз
ОН
—>- СН2—СН—СН2—О -<f Ч—с—%—О—СН2—СН—СН2 -j- 2NaCl -j- 2Н20
\/ I \ /
О СНз о
Образование эпоксидной группы из хлоргидрнновой представляет
собой эндотермический процесс, требующий 28,09 ккал/моль тепла. Так
как некоторое количество тепла возникает в результате растворения
и нейтрализации хлористого водорода, в итоге реакция образования
эпоксидных смол мало экзотермична, — она сопровождается выделением
4,18 ккал/моль тепла [14].
3. Дальнейшее взаимодействие первичных продуктов конденсации
с диоксидифенилпропаном:
\ /
о
СНз СН,
f ~ Vo-CH,-CH^ СН, -f НО ^ 3-С он — а0~->
СН, О СНз
СН, CHS
> СН,-СН- CH.-0 f \ С-СН,-СН-СН, О- f “Vc ~^-ОН и т. д.
\/ I ' I I
0 СН, ОН СН3
В результате реакции образуется смола линейного строения общей
формулы:
сн,-сн сн,
V
сн,
c-f^Vo сн—сн-сн2
\=Х | I
сн3 он
сн,
и \=/ у \=/
сн,
О-СН,
-CH-CH,
V
Как видно из приведенной формулы, эпоксидные смолы в неотверж-
денном состоянии представляют собой длиниые полиэфирные цепи, в
которых свободные гидроксильные группы находятся на значительном
расстоянии друг от друга. Конечными являются эпоксидные группы
Как известно, эпоксидные и гидроксильные группы способны реагиро¬
вать со многими веществами и, в зависимости от функциональности
этих веществ, можно получить либо модифицированные термопластич¬
ные смолы, либо отвержденные смолы, характеризующиеся неплав-
костью и нерастворимостью.
Отверждение смол
Наличие в эпоксидной смоле двух типов функциональных групп
(эпоксидных и гидроксильных) позволяет производить ее отверждение
различными веществами, способными взаимодействовать не только с
666
Гл. 33. Эпоксидные смолы
эпоксидными, но и с гидроксильными группами. Отвердителями являются
полиспирты, амины, ангидриды дикарбоновых кислот, карбоновые кис¬
лоты, изоцианаты, дифенолы, различные смолы и некоторые другие
соединения. Одни из них ступенчато присоединяются к эпоксидной
смоле в количестве, приблизительно эквивалентном содержанию эпо¬
ксидных групп, а другие добавляются к смоле в небольшом количе¬
стве и играют роль высокоактивного катализатора. В обоих случаях
эпоксидная смола, являющаяся диэпоксидом, переходит в нераствори¬
мое высокомолекулярное соединение, обладающее сетчатой структу¬
рой. В зависимости от типа отверждающего агента этот процесс про¬
текает при обычной температуре и сопровождается значительным вы¬
делением тепла или требует нагревания.
Реакции, протекающие при переходе смолы в неплавкое и нерас¬
творимое (отвержденное) состояние, были изучены при применении
модельных веществ, поскольку отвержденные смолы невозможно под¬
вергнуть тщательному физическому и химическому анализу [15—18].
В качестве модельных веществ употреблялись фенилглицидиловый (или
толилглицидиловый) и дитолилглицериновый эфиры:
Действие спиртов. Спирты не получили широкого применения в ка¬
честве отверждающих агентов для эпоксидных смол. Но поскольку
в результате взаимодействия эпоксидных групп с подвижными атомами
водорода различных соединений образуются гидроксильные группы,
становится понятным сложный механизм отверждения эпоксидных смол.
Эпоксидная смола, содержащая эпоксидные группы на концах це¬
пей. может взаимодействовать со спиртами. В результате реакции обра¬
зуются новые гидроксильные группы, способные к дальнейшей реакции
с эпоксидными группами других молекул [16]. В результате таких реак¬
ций происходит сшивка молекул:
О
фенилглицидиловый эфир
\ /
о
толилглицидиловый эфир
1. ...—СН—сн2
\/ + ROH
о
...—СН—СН2—OR
он
г
RO—СН2—СН—...
2. RO—СН2—СН—... СН2—СН—...
он
о
ОСН2—СН—...
ОН
Указанные реакции протекают с заметной скоростью при темпера¬
турах выше 200° С. В качестве гидроксилсодержащих веществ можно
употреблять фенол, диэтиленгликоль, дипропиленгликоль и другие соеди-
Закономерности образования
667
нения. Активность гидроксилсодержащих соединений может быть пред¬
ставлена следующим убывающим рядом:
фенол, первичные, вторичные, третичные спирты
Процесс отверждения можно провести с заметной скоростью при
более низкой температуре (например, 100°С), добавляя небольшие ко¬
личества катализатора (третичных аминов, едкого кали, четвертичных
аммониевых оснований). Исследования показали, что при равном соот¬
ношении гидроксильных и эпоксидных групп (1:1) в исходной смеси,
вводя катализатор гидрокись калия или бензилдиметиламина, можно
добиться быстрого отверждения, однако около 80% взятого спирта
остается непрореагировавшим. Из этого следует, что реакция протекает
в значительной степени по второй схеме.
Механизм реакции взаимодействия эпоксидных соединений со спир¬
тами в присутствии основного катализатора может быть представлен
следующей схемой [16]:
RO~ + CH2—СН—... RO—СН2—СН—...
\ / —> I
О О"
RO—СН2—СН—... СН2—СН—... ROCH2—СН...
I + \/ —* I
О" О О—СН2—СН—... и т. д.
I
сг
Как видно из приведенной схемы, сначала из катализатора, спирта
или эпоксидного соединения получается алкоксидный ион, который
реагирует с эпоксидной группой и образует новый алкоксидный ион,
вступающий в аналогичную реакцию. При взаимодействии со спиртом
может происходить обрыв цепи и образование нового алкоксидного
нона, способного вновь начать этот же процесс:
RO-
—СН2—СН"
1
+ ROH —
RO
СН2 СН
1
1
О—
—СН2—СН—
п 1
1
О—
+ RO'
О- ОН
Образование алкоксидного иона в присутствии щелочи или третич¬
ного амина может быть представлено следующими реакциями:
КОН + СН2—СН... НОСН2—СН
\/ — > I +к+
О О"
R3N + CH2—СН... R3N* СН2—СН...
\/ —> I
о о~
R3N1 СН2—СН... R3N+CH2—СН...
| +ROH —> | +RO-
о~ ОН
Серная, фосфорная и уксусная кислоты при 100° С не вызывают
взаимодействия эпоксисоединений со спиртами. Сильное воздействие
на скорость реакции оказывает 0,1% раствор хлорного олова. На
рис. 135 показано влияние различных катализаторов на скорость реак¬
ции эпоксидного соединения и дипропиленгликоля, взятых в эквива¬
лентном количестве.
668
Гл. 33. Эпоксидные сио >ы
Отверждение аминами. При взаимодействии аминов с эпоксидными
смолами происходит разрыв эпоксидного кольца и присоединение ами¬
на, не сопровождающееся выделением каких-либо веществ, благодаря
чему происходит лишь минимальная усадка смолы [19]. Многими иссле¬
дователями [20] было показано, что а-окисное кольцо размыкается в
сторону первичного углеродного атома. Первичные амины взаимодей¬
ствуют с эпоксидными группами по следующей схеме:
...СН—СН2
\ / + RNH, —
О
.СН—СН2—NHR СН2—СН.
I + \ /
ОН о
...СН—СН2 NHj
\/ I
О 4- R
I
...СН—СН2 NH,
\ /
О
. СН—СН2—л HR СН2—СН ..
I + \ /
ОН о
...СН—СН2—NHR
I
ОН
...СН—СН2Ч
—> I \
ОН J)NR
...СН—СН2
I
он
...СН—СН2—NH
I I
он
R
I
...СН—CH2—NH
I
ОН
...СН—CH2—XHR
I
О—СН2—СН...
ОН
где R — радикал алифатического или ароматического ряда.
Схема взаимодействия первичных аминов с эпоксидной смолой
указывает, что первой ступенью реакции является присоединение
^ rSf
реакции, v
Рис. 135. Влияние природы ката¬
лизатора на скорость реакции
эпоксисоединения с дипропилен-
гликолем (100° С):
1 — 0,20% КОН; 2 — 0,48% бензилдиметил-
амин; 3— 0,60% бензилтриметиламмоний
гидроксил; 4 — 0,1% хлорное олово.
0\
1 >0
m
\ у
II 0,6
N.
^Kv\
11с<
Я , 1 ч / С с 7 а
§
» §
it
12 3 4 5
Время реакции, ч
Рис. 136. Взаимодействие экви¬
молекулярных количеств ди-
этиламина и фенилглицидило-
вого эфира при 50° С:
/ — взаимодействие гидроксила с эпок¬
сидной группой; 2 —взаимодействие
аминосоединений с эпоксидной груп¬
пой.
амина к эпоксидной группе, сопровождающееся образованием вторич¬
ного аминосоединения. Вторичные амины реагируют с новым эпоксид¬
ным соединением; в результате такой реакции возникает сшивка цепей.
Диамины уже на первой стадии реакции взаимодействуют с эпоксид
Закономерности образования
669
ными группами различных молекул и переводят смолу в неплавкое и
нерастворимое состояние. Наряду с образованием аминосоединений
при повышенных температурах происходит также взаимодействие вто¬
ричных спиртовых групп с эпоксидными группами.
Из двух типов реакции (взаимодействие амина и гидроксилсодер¬
жащих соединений с веществами, содержащими эпоксидные группы)
наиболее быстро протекает реакция присоединения к веществу амина
по эпоксидной группе. На рис. 136 приведены кривые взаимодействия
амино- и гндроксильных групп с эпоксидными [17].
Повышение температуры, например с 50 до 100° С, способствует
резкому снижению содержания не вступивших в реакцию эпоксидных
групп и амина. Так например, применение диэтаноламина приводит к
очень быстрому течению реакции и завершению ее в несколько минут
при 50° С (чтобы можно было наблюдать течение такой реакции, про¬
цесс проводят в растворителе). Каталитический эффект гидроксилсо¬
держащих соединений на взаимодействие аминов с веществами, содер¬
жащими эпоксидные группы, можно наблюдать лишь при одновре¬
менном добавлении амина и спирта (или воды) [17].
Реакция эпоксидных соединений с аминами в присутствии спиртов
может быть представлена следующей схемой:
. СН—СН2 + R2NH + R'OH
\ /
О
Н -
I
.сн—ch2....nr2
\ /
о
HOR'
н
I
R2N+—сн2—сн...
I
он
OR'~
R2N—сн2—сн...
он
ч-R'OH
Влияние третичных аминов на отверждение смол, как и вторичных
аминов, носит каталитический характер.
Процесс можно представить в ионной форме:
...СН—CH2-f R3N—>■ ...СН—CH2N+R3
\/ I
О О'
...СН—CH„N Rs+ СН2—СН...
I \ /
О' о
...СН—СН2—N R3
/ и т. д.
о—сн2—СН...
О'
Реакции присоединения аминов к эпоксидным группам смол про¬
текают с большим выделением тепла, поэтому при производстве крупно¬
габаритных изделий необходимо применять большие количества напол¬
нителя (например, кварцевой муки или асбестовых волокон), улучшаю¬
щего условия отвода тепла.
Применение диаминов или полиаминов обеспечивает получение
более плотной сетчатой структуры, чем использование аминов. Например,
670
Гл. 33. Эпоксидные смоль:
этилендиамнн в определенных условиях может реагировать как четы¬
рехфункциональное соединение. Амины и диамины ароматического ряда
по сравнению с соответствующими алифатическими соединениями обла¬
дают пониженной реакционной способностью; для отверждения смол
необходима более высокая температура. Теоретически на две эпоксид¬
ные группы требуется одна первичная аминогруппа, но в большинстве
случаев для максимального развития трехмерной структуры количество
амина должно превышать теоретически установленное. Остающиеся сво¬
бодные NH- или ]ЧН2-группы увеличивают стойкость к неполярным рас¬
творителям, но ухудшают водостойкость.
Большими преимуществами — высокой реакционной способностью,
малой летучестью, возможностью получения в безводном состоянии —
обладают полиамины (например, диэтилентриамин, триэтилентетрамнн
и др.) [21—23].
Хотя диамины и полиамины — неплохие отвердители, но в некото¬
рых случаях они мало пригодны. Так например, покрытия, полученные
после отверждения смолы, содержат поры и кратеры, а из-за недоста¬
точной водостойкости в отдельных местах отмечаются потемнения. Кро¬
ме того, отвердители токсичны, а растворы смол с диаминами мало ста¬
бильны при хранении. Устранение указанных недостатков возможно
при применении в качестве отвердителя продукта взаимодействия эпо¬
ксидной смолы *с амином, взятым в избытке. Продукт взаимодействия
(аддукт) [24, 25] представляет собой смолу, содержащую на концах
цепи аминогруппы, способные взаимодействовать со смолой, содержа¬
щей на концах цепи эпоксидные группы. В результате применения таких
отвердителей увеличивается стойкость пленки к воде и улучшается роз¬
лив смолы [26].
В качестве отвердителей наибольшее применение нашли стилен’и-
амин, гексаметилендиамин, диэтилентриамин, полиэтилекполиам ш,
лг-фенилендиамин, дицианднамнд и некоторые другие амины, добавляе¬
мые к смоле в количестве 5—10%.
Этилендиамин применяется для отверждения смол на холоду или
при нагревании до температуры не выше 60° С. При более высокой тем¬
пературе наблюдается потеря отвердителя вследствие его испарения.
Диэтилентриамин пригоден для отверждения смол при повышенных
температурах. Например, полное отверждение твердой эпоксидной смо¬
лы с 6% диэтилентриамина происходит при 25° С за 5 суток, при 70° С —
за 2 ч п при 150° С — за 30 мин [27].
ж-Феннлендиамин позволяет производить отверждение смол при
160° С и получать материал с лучшими диэлектрическими свойствами
и более высокой теплостойкостью.
Дициандиамид дает хорошие результаты в качестве отвердителя
эпоксидных смол, но, как и меламин, он инертен при комнатной темпе¬
ратуре и требует высокой температуры отверждения (160°С).
Этилендиамин и диэтилентриамин вызывают покраснение смолы.
Указанный недостаток может быть ослаблен добавлением небольших
количеств мочевино-формальдегидных смол.
Каждый тип эпоксидной смолы в смеси с амином требует подбора
условий отверждения (время, температура) для получения материала
с повышенной теплостойкостью и более высокими механическими свой¬
ствами. Повышение теплостойкости достигается увеличением времени
и температуры отверждения, однако механические свойства могут при
этом ухудшиться.
Отверждение ди- и монокарбоновыми кислотами. При отверждении
эпоксидных смол органическими кислотами первой стадией реакции
Закономерности образования
671
является расщепление эпоксидного кольца в результате присоединения
карбоксильных групп, происходящее при 130—180° С:
RCOOH + CHj—СН... —> RCOOCH2—СН...
\ / I
О ОН
Из диэпоксидов и кислот возникают полиэфиры, которые на каждую
исходную эпоксидную содержат одну гидроксильную группу.
Второй стадией реакции является этерификация кислотой гидро¬
ксилсодержащей смолы. Протекает она при 200—240° С и сопровож¬
дается выделением воды [28]:
RCOOrl -f-RCOOCHj—СН —> RCOOCH2—CH... + H20
I I
OH OCOR
При температурах выше 200° С происходит взаимодействие гидро¬
ксильных групп эпоксидной смолы с эпоксидными группами и, кроме
того, присоединение воды к эпоксидным соединениям с образованием
гидроксилсодержащих продуктов:
RCOOCHj,—СН... + СН2—СН... —> RCOOCHj—СН...
I \/ I
ОН О О—СН2—СН...
ОН
СН2—СН... + Н20 —> НОСН2—СН.
\ / I
О ОН
Таким образом, в результате взаимодействия органических кислот
с эпоксидными смолами происходит отверждение последних при повы¬
шенных температурах. В присутствии дикарбоновых кислот этот про¬
цесс происходит значительно быстрее, чем при добавлении монокарбо-
новых кислот. В результате реакции выделяется вода. Эпоксидные
смолы реагируют с кислотами как многоатомные спирты.
Техническое применение находят продукты взаимодействия высоко¬
молекулярных смол со щавелевой кислотой [29] для получения тепло-
и химически стойких лаков и ненасыщенными моиокарбоновыми кисло¬
тами растительных масел [30]. В последнем случае образуются алкндо-
подобные ненасыщенные смолы с высокой химической стойкостью,
высыхающие в результате окисления.
Эластичность отвержденных эпоксидных смол зависит от длины
цепей применяемых карбоновых кислот. Она увеличивается с повы¬
шением молекулярного веса органической кислоты. Для изготовления
эластичных материалов можно применять высокомолекулярные поли¬
эфиры, получаемые из фталевой кислоты и глицерина и содержащие
свободные карбоксильные группы. Изменением состава применяемых
сложных эфиров можно в широких пределах варьировать свойства син¬
тезируемых материалов. Наиболее целесообразно применять полиэфи¬
ры линейной структуры, получаемые из двухосновных кислот и двух¬
атомных спиртов. При применении полиакриловой кислоты в качестве
отвердителя образуются очень плотные сетчатые структуры.
Отверждение эпоксидных смол карбоновыми кислотами можно про¬
изводить при более низкой температуре (.100—125° С), если в смесь
€72
Гл. 33. Эпоксидные смолы
вводить небольшое количество основного катализатора. Механизм ре¬
акции может быть представлен следующими уравнениями [16]
RCOOH + KOH —* RC00K + H20 RCOO' + Kt
RCOOH^R'N —> RCOONR3H RCOO 4-R3NH
RCOO -f CH2—CH... —RCOOCH2—CH...
\/ I
О O'
rcooHj—ch. .. -f- ch2—ch. .. —> rcooch2—CH
I \ / I
О О О—CH2—СН... и т. д.
I
о~
RCOOCH;,—CH...-I-RCOOH —>■ RCOOCH2—СН ..+RCOO'
О—СН2—СН... о—СН2—СН...
[ I
о- он
Наибольшее ускорение процесса отверждения эпоксидных смол
наблюдается в присутствии третичных аминов и четвертичных аммоние¬
вых оснований.
Отверждение ангидридами дикарбоновых кислот. Наряду с поли¬
аминами в качестве отвердителей эпоксидных смол очень часто употреб¬
ляют ангидриды дикарбоновых кислот [31]. Обусловлено это тем, что
при реакции спиртовых групп смолы с ангидридами кислот не происхо¬
дит выделения воды и образования побочных продуктов. Процесс при¬
соединения ангидрида сопровождается выделением тепла, но протекает
более медленно, чем в случае применения полиаминов. Поэтому смеси
эпоксидных смол и нелетучих отверждающих агентов (ангидридов)
пригодны для производства крупных формованных изделий, от которых
требуется точное сохранение размеров.
При температуре до 200°С этот процесс протекает довольно мед¬
ленно, но и в этом случае, как и в случае отверждения эпоксидных смол
органическими кислотами, ускорение реакции наблюдается при добав¬
лении небольших количеств основных катализаторов, например третич¬
ных аминов.
Взаимодействие эпоксидных смол с ангидридами кислот проходит
через три этапа, которые могут быть представлены следующими урав¬
нениями [15—32]:
О
1 * \ „
1. СН—ОН + СН2—С\с —> сн_о_с С—он
о о
// //
I I /
СН2—с
о
\ \
сн„—сн2
0 0 0 0
I // // I // //
2. СН—О—с С—он + сн2—СН... —* СН—О—С С—О—сн2—СН.
I I / \/ - I I \ !
СН2—СН2 О СН2 СН2 ОН
I I
3. СН —ОН4-СН2—СН.. —> СН—О—СН2—СН...
I \/ I I
о он
Закономерности образования
673
В начальный момент протекает реакция этерифнкацин — образова¬
ние моноэфира (реакция 1), а затем уже карбоксильная группа взаимо¬
действует с эпоксидной группой смолы. В результате такой реакции
образуется диэфпр (реакция 2). Одновременно протекает реакция 3,
катализируемая непрореагировавшим ангидридом или кислотой. Поэто¬
му при отверждении смол ангидридами их необходимо брать в коли¬
честве 0,85 моль на эпоксидный эквивалент: в этом случае будет достиг¬
нуто максимальное значение отверждения [33]. Исключением из этого
правила является отверждение смолы с помощью высокохлорирован-
ных ангидридов двухосновных карбоновых кислот, когда оптимум на¬
блюдается при 0,60—0,65 моль ангидрида на эпоксидный эквивалент
смолы [34]. На практике оптимальное соотношение эпоксидной смолы
и ангидрида чаще всего устанавливается путем определения физико¬
механических и диэлектрических свойств образуемой ими системы: по¬
тери в весе при повышенной температуре, адсорбции влаги, темпера¬
туры разложения, твердости и величины диэлектрических потерь. Опти¬
мальным считается то соотношение, при котором достигаются лучшие
показатели указанных свойств.
В качестве отвердителей эпоксидных смол широко применяются
малеиновый (т. плавл. 533 С), метилтетрагидрофталевый (т. плавл.64°С),
тетрагидрофталевый (т. плавл. 103°С), фталевый (т. плавл. 130°С)
и хлорэндиковый [1, 4, 5, 6, 7,7-гексахлор-бицикло-(2, 2, 1)-5-гептен-2, 3-
дикарбоновый] (т. плавл. 238° С) ангидриды и их смеси. Однако
большая летучесть, токсичность и высокая реакционная способность
малеинового ангидрида, обусловливающая относительно малую жиз¬
неспособность клеев и компаундов, а также повышенная температура
плавления некоторых ангидридов являются нежелательными свой¬
ствами.
Поэтому были предложены другие ангидриды [31], пригодные в
качестве отвердителей эпоксидных смол. К ним относятся додеценилян-
тарный, метилэндиковый [метилбицикло-(2, 2, 1 )-5-гептен-2, 3-дикарбо-
новый] и гексагидрофталевый ангидриды. Первые два ангидрида жид¬
кие, а третий плавится при температуре, превышающей 20° С. Указан¬
ные ангидриды легко смешиваются с жидкими смолами. Если смола
твердая, то смешивание производится при температуре выше темпе¬
ратуры плавления смолы.
Литьевые композиции готовят, перемешивая жидкий ангидрид с
эпоксидной смолой при 25° С. При применении гексагидрофталевого
ангидрида жидкая смола вливается в расплавленный ангидрид при
40—50° С и затем смесь охлаждается до 25° С. Если применяется фта¬
левый ангидрид, его добавляют в жидкую смолу при 120—130° С; пере¬
мешивание производится до получения прозрачного раствора. Ангидри¬
ды кислот добавляют к смоле в количестве 20—50%.
Ангидриды
сн2 сн2
/ 4 / 4 гп
СН—СО НС СН—СО НС СН—СО /СО
[ >° I I > I I > ГГ'
СН—СО С СН—СО НС СН—СО "Ч/\ /
/\ / \ / со
СНз сн2 СН2
малеиновый метилтетрагидро- тетрагидро- фталевый
фталевый фталевый
\
о
43 А. ч>. Николаев
674
Гл. 33 Эпоксидные смолы
CCI
/
CIC СН—со
II CC1* I /°
CIC СН—со
\/'
СС1
хлорэндиковый
с,,н„—сн—со
>°
СН,—со
НС
СНз
СН
\
CH-CO
сн2 >о
СН—со
СН
метилэндиковыи
додецениляитарныи
сн2
/ \
Н2С СН -СО
I I >
Н2С СН—со
\ /
сн2
гексагидрофта левый
Отверждение полиамидными смолами. Полиамидные смолы в зави¬
симости от строения обычно содержат первичные, вторичные, а в неко¬
торых случаях и третичные аминогруппы и поэтому способны реагиро¬
вать с эпоксидными смолами или катализировать их отверждение [35].
В качестве полиамидных смол применяют продукты взаимодействия
полимеров димеризованных растительных масел и этилендиамнна. Так.
полиамидные смолы из димера линолевой кислоты и этилендиамнна
имеют молекулярный вес до 10 000 и различную температуру плавле¬
ния (до 190°С). Чаще всего для отверждения эпоксидных смол употреб¬
ляют низкомолекулярные полиамиды. В табл. 139 представлены свой¬
ства полиамидов этого типа, называемых версамидами [36, 37], а на
стр. 630 свойства олигоамидов.
ТАБЛИЦА 139
Свойства версамидов
Свойства
Марка
100
115
125
Аминное число *
83—93
210—230
290—320
Температура плавления, °С . . .
Вязкость, пз
43—53
Жидкий
Жидкий
при 25° С
—
—
40-60
» 40° С
80 120
» 150° С
100—150
* Аминное число выражается в миллиграммах КОН, эквивалентных количеству HCI,
пошедших на титрование 1 г полиамида.
Характер взаимодействия аминов с эпоксидными смолами весьма
сложен [17]; еще сложнее реакция с полиамидной смолой, когда в ре¬
зультате взаимодействия образуется смола пространственной структуры.
Реакция эпоксидных смол с полиамидами экзотермична, но тепла
выделяется значительно меньше, чем при реакции с низкомолекуляр¬
ными аминами. Это указывает на медленное взаимодействие и подтвер¬
ждает вывод, что для отверждения эпоксидных смол требуется большое
количество полиамидной смолы, повышенная температура реакции и
Закономерности образования
675
Ю 20 30 40
Время. мин
Рис. 137. Влияние температуры
на скорость исчезновения эпок¬
сидных групп в смеси, соста¬
вленной из эпоксидной и поли¬
амидной смол.
длительное время тепловой обработки. Реакция протекает медленно,
видимо, из-за того, что реакционная смесь имеет более высокую началь¬
ную вязкость. Повышение температуры спо¬
собствует уменьшению вязкости смеси и
увеличению скорости взаимодействия.
После того как определенное количе¬
ство эпоксидных групп вступит в реакцию,
смесь становится твердой и сшитой. Это, ко¬
нечно, замедляет дальнейшее взаимодей¬
ствие аминогрупп полиамидной смолы с эпо¬
ксидной смолой. Поэтому должна быть най¬
дена оптимальная температура, при которой
в реакцию вступает наибольшее число эпо¬
ксидных групп. На рис. 137 показано влия¬
ние температуры на скорость исчезновения
эпоксидных групп в смесях, составленных из
65 вес. ч. твердой эпоксидной смолы и
35 вес. ч. полиамидной смолы £38].
Немаловажное влияние на скорость от¬
верждения эпокспдных смол оказывает со¬
отношение эпоксидной и полиамидной смол.
Многие физико-механические свойства за¬
висят от этого соотношения и являются
оптимальными при более полном взаимо¬
действии эпоксидных групп с аминогруппа¬
ми. На рис. 138 показано влияние соотноше¬
ния полиамидной и эпоксидной смол на ско¬
рость исчезновения эпоксидных групп [38].
Отверждение феноло-формальдегидны-
ми смолами. Эпоксидные смолы могут быть
отверждены различными феноло-формаль-
дегидными смолами (новолачными и ре-
зольными) и промежуточными продуктами,
содержащими фенольные ядра в молекуле
(триметилолаллнлоксифенол, диоксидифе-
нилпропан и др.).
Реакция происходит между эпоксидны¬
ми и гидроксильными группами смол. Про¬
цесс отверждения совмещенных смол (эпо¬
ксидных и феноло-формальдегидных) мо¬
жет быть проведен при 170—205°С в тече¬
ние 20—30 мин [39].
Отверждение эпоксидных смол фенольными протекает преимуще¬
ственно по схемам:
Рнс. 138. Влияние соотноше¬
ния полиамидной и эпоксидной
смол на скорость исчезновения
эпоксигрупп:
/ — при соотношении 20 : 80;
2 — при соотношении 40:60.
R—ОН + СН2—СН...
\ /
О
R—СН2ОН + СН2—СН...
\ /
О
R—О—СН2—С H... СН2—СН...
I + \ /
ОН о
R—О—СН2—СН...
I
ОН
R—СН20—СН2—СН...
I
ОН
R—О—СН2—СН...
I
О—СН2—СН.
I
он
43*
676
Гл. 33. Эпоксидные смолы
Температура отверждения южет быть снижена до 150° С при при¬
менении катализаторов третичных аминов, например 0,5% а-метилбен-
зилдиметиламина, и 1—2% фосфорной кислоты.
В качестве добавок к эпоксидной смоле лучше всего применять
резольные феноло- или крезоло-формальдегидные смолы, полученные
в присутствии аммиака. Их вводят в количестве 25—40% к эпоксиднои
смоле.
Главное назначение эпоксидных смол, совмещенных с феноло-
формальдегндными смолами,— изготовление лаковых покрытий [18, 39],
отличающихся высокой стойкостью к действию кислот и щелочей, и при¬
готовление слоистых тастиков, обладающих повышенной термостой¬
костью.
Отверждение мочевино-меламино-формальдегидными смолами. Сме¬
си эпоксидных смол с мочевино- и меламино-формальдегидными, содер¬
жащими реакцпонноспособные метилольные группы, требуют высокой
температуры отверждения (150—170°С). Пленкообразующие свойства
их подобны эпоксидно-фенольным смолам, но они имеют более светлую
окраску. В настоящее время эти смолы применяются в качестве грунтов
и покрывных эмалей для стиральных машин и другого хозяйственного
инвентаря, при этом тонкий слой грунта хорошо защищает металл от
коррозии [39].
Отверждение другими смолами. Эпоксидные смолы, благодаря
двум типам реакционноспособных групп, вступают во взаимодействие
с анилино-формальдегиднымн смолами [40]. полисульфидиыми жидкими
полимерами [41] фурановыми смолами и т. п.
Производство эпоксидных смол
Низкомолекулярные эпоксидные смолы (молекулярный вес 370—
600) готовят по следующей рецептуре (в моль)-.
Диоксидифенилпропан .... 1
Эпихлоргидрин 2
Едкий натр (в виче 15%-ного
раствора) 2
В реактор из нержавеющей стали, снабженный рамно-якориой
мешалкой (30 об/мин), рубашкой для обогрева и охлаждения и холо¬
дильником, загружают эпихлоргидрин, а затем диоксидифенилпропан.
Размешивание смеси производят до получения однородной суспензии.
Затем из мерника сливают в реактор 65% потребного количества щело¬
чи. Температуру в нем поднимают до 60—65° С и поддерживают ее 1 ч.
В дальнейшем реакцию конденсации интенсифицируют, добавляя еще
22% щелочи и повышая температуру до 65—70°С. После 2-часовой вы¬
держки в реактор сливают оставшийся раствор щелочи (13%) и под¬
держивают температуру 70—75° С в течение 45 мин На этом процесс
приготовления эпоксидной смолы заканчивается. К смеси диоксидифе¬
нилпропана и эпихлоргидрина можно постепенно добавлять не только
15%-ный, но и 50%-ный раствор щелочи [42].
Трудной операцией является очистка смолы от поваренной соли.
Сначала приготовленную смолу промывают водой при 50—60° С. Цикл
промывки (заливка воды, перемешивание, отстаивание и слив промыв¬
ной воды) повторяют 3—5 раз. Дальнейшая сушка и очистка эпоксид¬
ной смолы производится путем растворения ее в толуоле, отгонки водно-
толуольной смеси и фильтрации толуольного раствора от выпавших
кристаллов поваренной соли. После отгонки всего толуола оставшаяся
смола сливается из реактора в тару.
Производство
677
Низкомолекулярную смолу (молекулярный вес 370—450) можно
приготовить из смеси, содержащей 4 моль эпихлоргидрина на 1 моль
диоксидифенплпропана. В этом случае в смолу, нагретую до 80° С, для
начала реакции вливают небольшое количество раствора щелочи. Тем¬
пература в реакторе повышается до 95—100°С, и при этой температуре
в него начинают вводить раствор щелочи с такой скоростью, чтобы
величина pH среды не превышала 10. Затем смоляной слой (раствор
смолы в эпнхлоргидрине) отделяют от нижнего водного слоя и подвер¬
гают вакуум-разгонке. Удаляется непрореагировавший эпихлоргидрин,
взятый с избытком, и вода. При 170° С (40—60 мм рт. ст.) процесс пре¬
кращают и после отстаивания смолу отделяют от выпавшей поварен¬
ной соли.
Эпоксидные смолы среднего молекулярного веса (600—1500) при¬
готовляют по следующей рецептуре (в моль) :
Эпихлоргидрин ... .2
Диоксидифенилпропан . 1
Едкий натр . . 2
Температуру реакции поддерживают в пределах 95—100° С. Моле¬
кулярный вес смолы зависит от скорости загрузки эпихлоргидрина к
раствору дноксидифеннлпропана в водной щелочи. Быстрое вливание
эпихлоргидрина приводит к получению смолы с молекулярным весом
600—750, а более медленное — к его повышению Смола отмывается
от поваренной соли горячей водой при 90° С, после 8—10 промывок
смола обезвоживается сушкой в вакууме при 150°С (10 мм рт. ст.).
Эпоксидные смолы среднего молекулярного веса могут быть также
получены сплавлением низкомолекулярной смолы с диоксидифепилпро-
паном при 170—180° С в течение 3—4 ч.
Высокомолекулярные эпоксидные смолы (молекулярный вес 1500—
3800) с температурой плавления до 145—155° С могут быть получены
только сплавлением более низкомолекулярной смолы с диоксидифенил-
пропаном при 200° С в течение 1,5—2 ч. Так как для приготовления
таких высокомолекулярных продуктов берут чистые смолы, то в ре¬
зультате сплавления с диоксидифенилпропаном не происходит образо¬
вания каких-либо побочных продуктов и готовая смола не требует про¬
мывки.
В литературе имеются сообщения о непосредственном синтезе эпок¬
сидной смолы из диоксидифенплпропана и дихлоргидрина глицерина
путем конденсации в присутствии едкого натра [43].
В настоящее время выпускаются эпоксидные смолы различных
марок: ЭД-5 (ГОСТ 10 587—63)—вязкая жидкость светло-коричне¬
вого цвета; ЭД-6 (ГОСТ 10 587—63)—также вязкая жидкость светло-
желтого или светло-коричневого цвета, но более вязкая, чем смола
ЭД-5; ЭД-П (ГОСТ 10 587—63) —более вязкая, чем смола ЭД-6; ЭД-Л
(ГОСТ 10 587—63) — твердая; Э-37 (СТУ 30-14112—63) и Э 40 подобны
смоле марки ЭД-6, а смолы Э-41 и Э-44 являются смолами среднего
молекулярного веса, плавящимися при 68—74° С.
В табл. 140 указаны требования, которым должны соответствовать
выпускаемые эпоксидные смолы [44].
Алифатические эпоксидные смолы могут быть получены на основе
различных гликолей (этиленгликоля, диэтиленгликоля, 1,3- и 1,4-бутан-
диола, 1, 6-гександиола) и многоатомных спиртов (глицерина, тримети-
лолпропана, пентаэритрита) путем их конденсации с эпихлоргидрином.
При одностадийном способе производства реакция проводится в без¬
водной среде в присутствии сухой щелочи. Двухстадийный способ за-
678
Гл. 33. Эпоксидные смолы
ТАБЛИЦА 140
Требования к эпоксидным смолам
Марки смол
Свойства
ЭД-5
ЭД-6
эд-п
эд-л
ЭД-37
Э-4Э
Э-41,
Э-44
Плотность, г/см3 . .
Содержание эпоксид¬
1,2—1,3
—
—
—
—
—
ных групп, %
Содержание летучих.
18 и более
„
14—18
11—14
8—11
П 17
14—20
9—12
96, не более
Вязкость сек, не выше
2
1
1
1
6,5
8
при 25= С
75
—
„ 503 С . . . .
Вязкость смолы с
отвердителем через
2 ч после смешения
100
при 100 ' С, сек, не
более
Молекулярный
10
20
35
100
вес
370—450
450-600
600—750
750—
—1000
ключается в конденсацни гликолей или многоатомных спиртов с эпи-
хлоргидрином сначала в присутствии катализатора Фриделя — Крафтса,
а затем при добавке алюмината натрия. На первой стадии образуются
полихлоргидриновые'эфиры. а на второй полиглнцидиловые эфиры.
Большим достоинством алифатических эпоксидных смол является
низкая вязкость (25—125 спз) и значительное содержание эпоксндных
групп (более 20%). Основное применение таких смол — разбавтенне
эпоксидных смол на основе диоксидифенилпропана.
Низковязкая эпоксидная смола также может быть получена из
эпихлоргидрина. Выпускаемая промышленностью смола Э-181 (смесь
низкомолекулярных продуктов конденсации эпихлоргидрина) содержит
25—30% эпоксидных групп и 17—19% органического хлора. При 20°С
вязкость ее доходит до 80 спз при среднем молекулярном весе 240.
Свойства и применение эпоксидных смол
Эпоксидные неотвержденные смолы на основе диоксидифенилпро¬
пана представляют собой термопластичные продукты, имеющие цвет
от желтого до бронзового и консистенцию от вязкой жидкости до твер¬
дого хрупкого вещества. Они хорошо растворяются в кетонах, слож¬
ных эфирах, диоксане и в хлорбензоле, лучше — в метилэтилкетоне,
метилциклогексаноне, диацетоновом спирте, целлозольве. Низкомолеку¬
лярные смолы растворяются в спирте и ароматических углеводородах,
а высокомолекулярные в них не растворяются. Растворы и расплавы
смол могут храниться длительное время без изменений [45].
Эпоксидные смолы совмещаются с мочевино-, меламино-, феноло-
формальдегидными, полиэфирными и полисульфидными смолами, но
не совмещаются с простыми и сложными эфирами целлюлозы (этил-,
нитрат- и ацетатцеллюлозой) [46].
Молекулярный вес исходной смолы в значительной степени опре¬
деляет свойства отвержденных продуктов. Практикой установлено, что
низкомолекулярные смолы лучше всего применять в качестве клеев,
для изготовления литьевых продуктов и слоистых пластиков, а более
высокомолекулярные смолы ■— для приготовления лаков.
Свойства и применение
679
Эпоксидные смолы в отвержденном состоянии имеют небольшое
число сшивок, находящихся на значительном расстоянии друг от друга,
а поэтому сегменты цепей между сшивками обладают некоторой по¬
движностью. Вследствие этого они менее хрупки, чем, например, отвер¬
жденные феноло-формальдегидные смолы, и отличаются от других смол
более высокой прочностью при изгибе. Так как переход из плавкого
н растворимого состояния в неплавкое и нерастворимое не связан с
выделением каких-либо летучих продуктов, то при отверждении смол
не образуются поры и вздутия. Гидроксильные группы в макромолекуле
обеспечивают хорошую адгезию к разнообразным материалам. При
отверждении эпоксидных смол происходит усадка, составляющая 0,5%
при 100°С и 2,3% при 200° С [47]. Указанные величины значительно
меньше величин, наблюдаемых при отверждении феноло-формальде-
гидных и ненасыщенных полиэфирных смол.
Исследования показывают, что на физико-механические свойства
отвержденных эпоксидных смол значительное влияние оказывает тип
отвердителя [36]. Табл. 141 иллюстрирует влияние отвердителя на неко¬
торые свойства эпоксидных смол марок ЭД-5 и ЭД-6 [44].
ТАБЛИЦА 141
Свойства отвержденных эпоксидных, смол в зависимости от типа отвердителя
Смола ЭД-6
Смола ЭД-5
Свойства
+ 30% ма-
леинового
ангидрида
4-6,5% по¬
лиэтилен-
полиамина
+7% гек-
саметилен-
диамина
4 10%
поли¬
аминов
+40% ма-
леинового
ангидрида
Предел прочности при изгибе, кгс/см2
1000
1000
700
Удельная ударная вязкость, кгс ■ см/см2
8,65
7,10
7,0
—
—
Твердость по Бринелю, кгс/мм2 .
17,2
18,3
—
—
—
Теплостойкость по Мартенсу, °С .
100
—
—
—
—
Водопоглощение, 96
—
—
—
—
0,05
Усадка, %
—
—
—
0,5
до 1“6
Диэлектрическая проницаемость
4,1
4,3
4,85
—
—
Тангенс угла диэлектрических потерь
при 106 гц
0,014
0,021
0,023
0,008
0,005
Удельное объемное сопротивление,
ом - см
1,5-1014
3.6-1014
3,0- 1015
5 • 1015
1 • 1015
Удельное поверхностное сопротивле¬
ние, ом
2,1 -1014
1,1 ■ 1014
4,1 ■ 1013
Пробивная напряженность, кв/мм . .
13,6
27,4
22
4,7
5
Свойства эпоксндных смол [47, 48] следующие:
Плотность, г/см3
1,2—1,25
Температура разложения, °С . .
340—350
Коэффициент линейного расширения
(4,5—6,5) • 10'
Коэффициент теплопроводности.
0,17
ккал/м ■ ч ■ град
Диэлектрическая проницаемость . .
3,5—4,2
Тангенс угла диэлектрических потерь
при'20° С
0,001—0,002
» 80° С
0,03—0,05
после 48 ч пребывания в воде
при 20° С ...
0,001—0,003
Удельное объемное сопротивление,
ом ■ см
при 20°С
10'5
» 80° С
10“
после 48 ч пребывания в воде
при 20° С ....
1014
Пробивная напряженность, кв/мм
25—30
680
Гл. 33. Эпоксидные смолы
Повышения эластичности отвержденных эпоксидных смол можно
добиться введением в качестве отвердителей низкомолекулярных поли¬
амидных и полисульфидных смол [49].
КЛЕИ И ЦЕМЕНТЫ
Из всех природных и синтетических материалов наибольшие досто¬
инства в качестве склеивающих веществ имеют эпоксидные смолы. Они
обладают хорошей адгезией как к стеклу, керамике, дереву, пластмас¬
сам, так и к металлам. Клеевой шов устойчив к действию воды, непо¬
лярных растворителей, кислот и щелочей. Клеевое соединение характе¬
ризуется высокой механической прочностью (особенно прочностью на
срез) и устойчивостью к вибрационным нагрузкам.
При соединении металлов эпоксидные клеи заменяют пайку, сварку
или заклепку. Адгезия смол определяется главным образом содержа¬
нием гидроксильных групп и в меньшей степени количеством эпоксид¬
ных групп.
Клеи готовят как на чистых жидких и твердых эпоксидных смолах,
так и на смолах, совмещенных с другими смолами (фурановыми, фено-
ло-формальдегидными, полиамидными, кремнийорганическими и поли-
сульфидными). Они могут быть приготовлены либо в виде вязкой жид¬
кости, раствора и порошка, либо в виде прутков, отлитых из клеевой
композиции (смола и пластификатор) в соответствующих формах.
Клеи на чистых смолах или композициях, при отверждении которых
не выделяется каких-либо побочных продуктов, придают повышенную
прочность клеевым соединениям. Они не требуют применения значитель¬
ного внешнего давления на склеиваемую конструкцию в месте склейки.
Эпоксидные смолы в некоторых случаях могут быть смешаны с на¬
полнителями (двуокисью кремния, окисями алюминия, цинка и сурьмы,
двуокисью титана, асбестом, стеклянным волокном, цинковой и алю¬
миниевой пылью, железным порошком и т. п.). Чаще всего вводится
до 100% наполнителя к весу смолы, но в некоторых случаях его коли¬
чество доводится до 200%. Наполнитель повышает теплостойкость кле¬
евого шва и снижает термическую усадку смолы.
Клеи на эпоксидных смолах готовят двух типов: холодного и горя¬
чего отверждения. Клеи холодного отверждения представляют собой
жидкую смолу, без растворителя, смешанную с отвердителем, или рас¬
твор твердой смолы (температура плавления до 60° С) в смеси дибутил-
фталата, трикрезилфосфата и отвердителя. Клеи, содержащие пласти¬
фикатор (дибутилфталат, трикрезилфосфат и т. п.), менее теплостойки,
более эластичны и поэтому не могут быть применены в качестве кон¬
струкционных. Отвердителями таких клеев являются этилендиамин,
гексам.етилендиамин и другие полиамины.
Клеи горячего отверждения обычно составляются из чистых смол
или растворов смол и пластификаторов вместе с такими отвердителями,
как дициандиамид, меламин, фталевый ангидрид и другими, которые
эффективно действуют лишь при температурах, превышающих 130°С.
Оптимальная прочность склеивания достигается длительным нагрева¬
нием при 140—180° С в течение 14—24 ч. Для клеев горячего отвержде¬
ния предел прочности при сдвиге достигает 350 кгс/см2, а.для клеев хо¬
лодного отверждения — до 100 кгс/см2.
Склеивание изделий может быть приведено различными методами.
Порошкообразная смола, смешанная с отвердителем, насыпается
или напыляется на нагретые до 120° С и подготовленные склеиваемые
поверхности (они могут также натираться прутком). Смола плавится,
растекается на поверхности и заполняет поры. Затем склеиваемые мате¬
Свойства и применение
681
риалы прижимают друг к другу и выдерживают определенное время
при повышенной температуре. Время отверждения зависит от типа
отвердителя и температуры. В некоторых случаях оно достигает 1 я
при 200е С.
В случае применения клеев в виде растворов (жидкие клеи) их на¬
носят на склеиваемые поверхности окунанием, с помощью кисти или
пульверизатора. На 1 м2 склеиваемой непористой поверхности расхо¬
дуется 50—70 г смолы, а для пористых поверхностей — до 100 г и боль¬
ше, в зависимости от величины пор.
При правильно проведенном отверждении клея образуется смола
коричневого цвета. При неполном отверждении цвет вытекшей смолы
окажется желтоватым, а при излишнем — черным.
Подготовка поверхности металлов перед склеиванием должна обес¬
печить смачиваемость их клеями. Пленки окислов и жиров препятствуют
смачиванию и должны быть предварительно удалены.
Наиболее проста механическая обработка поверхностей (дробе¬
струйная обработка, очистка наждаком, металлической щеткой) с по¬
следующим обезжириванием растворителями (бензин, ацетон, четырех¬
хлористый углерод и другие), водой и сушкой теплым воздухом. Лучшие
результаты получаются при химической обработке поверхностей [50].
Для легких металлов рекомендуется травление в течение 20—30 мин
при 60—65° С кислотой следующего состава (в вес. ч.):
Серная кислота (плотность 1,84 г/смъ) 24
Бихромат натрия 7,5
Вода 77
Перед травлением поверхность обезжиривают, промывают водой и
высушивают теплым воздухом. После травления поверхность еще раз
промывают водой и высушивают теплым воздухом. Воздух, применяе¬
мый для сушки, должен быть свободен от загрязнений.
Простой способ контроля качества подготовленной поверхности —-
проба каплей воды: если капля воды расплывается на поверхности,
то можно считать, что клей на ней также растечется.
Склеивание должно производиться внахлестку или с накладкой,
но не в стык. Наиболее прочны Клеевые соединения при толщине кле¬
евого шва до 0,2 мм. Для получения требуемой толщины клеевого слоя
и предупреждения сдвигов применяют давление даже тогда, когда клей
отверждается без давления. Для плоских соединений достаточно удель¬
ное давление 3 кгс,'см2. Существует много способов создания давления
на клеевые соединения (с помощью временной заклепки, рычага, пру¬
жины, мешка под давлением, вакуумный, автоклавный и т. п. [50]).
Временем отверждения клея считают период после нагревания де¬
талей до требуемой температуры. Увеличение длительности отверждения
повышает хрупкость клея. После отверждения при высокой температуре
не следует резко охлаждать детали, чтобы избежать возникновения зна¬
чительных внутренних напряжений. Не рекомендуется также вынимать
детали из приспособлений, создающих давление, до их охлаждения.
Склеивая' материалы с сильно различающимися коэффициентами
линейного расширения, не следует применять клей горячего отвержде¬
ния — иначе также возникнут большие внутренние напряження. При
использовании клеев холодного отверждения максимальная прочность
соединения достигается только через несколько недель. В литературе
приводятся данные по склеиванию стали и дюралюминия эпоксид¬
ными клеями различного состава [51] и о влиянии среды на прочность
клеевых соединений [52]. Лучшие результаты при склеивании металлов
€82
Гл. 33. Эпоксидные смолы
наблюдаются при использовании чистой смолы, имеющей более низкую
температуру плавления (60°С) н содержащую в качестве отвердителя
дициандиамид (при условии отверждения клея в течение 2 ч при 180°С).
6 технике широко применяются клеи на эпоксидных смолах. Среди
них следует отметить клеи ВК-32-ЭМ, J1-4. эпоксид П (порошок) и эпо¬
ксид Пр (пруток) [53]. Клей ВК-32-ЭМ готовится из жидкой эпоксидной
смолы ангидрида двухосновной кислоты и наполнителя — цемента. Он
является клеем горячего отверждения и пригоден для склеивания стали,
дюралюминия и других металлов как между собой, так и с пенопла-
стами типа ФК-20 и ФК-40 или с другими материалами. Клеевые соеди¬
нения металлов могут эксплуатироваться в пределах температур
; 60° С. Клей Л-4 состоит из эпоксидной смолы Э-40 (100 вес. ч.), дибу-
тилфталата (15 вес. ч.) и отвердителя — полиэтиленполиамина
(8 вес. ч.). При 18—20° С его жизнеспособность 1—1,5 ч. Отверждение
происходит при 16—20° С.
Клеи эпоксид П и эпоксид Пр являются однокомпонентными систе¬
мами на основе твердой эпоксидной смолы Э-41 и отвердителя. Жизне¬
способность их не менее 1 года. Основное применение — соединение
металлов как между собой, так и со стеклотекстолитом, стеклом, фар¬
фором, пластмассами, деревом и другими материалами.
Благодаря высоким электроизоляционным свойствам эпоксидные
смолы применяют для склеивания деталей электромоторов и динамо-
машин, для скрепления металлических изделий с керамикой в радио¬
технической промышленности [54].
Эпоксидные клеи холодного отверждения также испотьзуются для
склеивания древесины, придавая клеевому соединению удовлетвори¬
тельную прочность, водо- и теплостойкость, но они требуют длительного
контакта склеиваемых поверхностей (5—7 суток) для по течения макси¬
мальной прочности клеевого шва.
Эпоксидные клеи особенно хорошо связывают стекло со стеклом
и стекло с другими материалами [55]. При склеивании стекла предел
прочности при сдвиге достигает 35—210 кгс/см2. Прочность соединения
стекла с металлами значительно уменьшается при снижении темпера¬
туры вследствие большой разницы в коэффициентах термического рас¬
ширения; поэтому для приклеивания стекла к металлу лучше применять
модифицированные эпоксидные смолы.
Несмотря на то, что эпоксидные смолы обладают высокой адгезией
ко многим материалам, они все же не склеивают некоторые пластмассы
(например, политетрафторэтилен, политрифторхлорэтилен, полиэтилен)
и дают малую прочность склейки материалов, приготовленных на основе
кремнийорганических смол. Данные по прочности на срез склеенных
пластмасс [56] следующие (в кгс/см2)-.
Применение эпоксидных смол в качестве клеев ограничивает их
высокая стоимость, недостаточная прочность склейки при повышенных
и хрупкость при низких температурах.
Модифицированные эпоксидные смолы по некоторым свойствам
лучше чистых эпоксидных. Модификация может быть проведена раз¬
личными методами: совмещением с другими смолами, введением новых
типов отверждающих агентов и добавлением реакционноспособных раз¬
бавителей.
Теплостойкость клеев может быть повышена введением резольных
феноло-формальдегидных смол. Один из клеев такого типа — эпоксидно^
Полиметилметакрилат .
Полиамид 66
Полистирол
15
31.5
31.5
Свойства и применение
683
фенольный клей 422-И — показал удовлетворительные результаты в пре¬
делах температур от —55 до 260° С [57]. Отверднтелем клея является
м-фенилендиамнн, добавляемый в количестве 15 вес. ч. на 100 вес. ч.
смол. Другой клей (МАТИ К-1), содержащий эпоксидную смолу ЭД-6,
резольную феноло-формальдегидную смолу К-21 и низкомолекулярный
поливпнилацетат, позволяет получить высокую прочность при симмет¬
ричном отрыве до 600 кгс/см2 [58]. Введение наполнителя повышает эту
прочность до 800 кгс/см2.
Эластичность клеев может быть увеличена при введении в эпо¬
ксидные смолы полисульфидов (тиоколов), низкомолекулярных поли¬
амидов, полиэфиров, поливинилбутираля и других смол. Преимуще¬
ствами эпоксидно-полисульфидных клеев являются низкая усадка, от¬
верждение при низкой температуре с малой экзотермичностью, стой¬
кость к действию масел и нефти. Увеличение в композиции количества
полисульфида приводит к снижению хрупкости соединения при комнат¬
ной температуре и прочности при повышенных температурах. Смеси, со¬
держащие большое количество полисульфида, применяются как лить¬
евые композиции. Введение 20% полисульфида в эпоксидную смолу
позволяет получить материал, обладающий хорошей прочностью при
80е С. Увеличение количества полисульфида до 33—45% обеспечивает
высокую эластичность и прочность смолы при 18—20° С. В литерату¬
ре [59] описаны составы и свойства эпоксидных клеев, модифицирован¬
ных полисульфндами.
Для склеивания полиформальдегида, полидиаллилфталата, поли¬
этилена и полипропилена [60] с металлами пригодны полисульфидно-
эпоксидные клеи, отверждаемые диэтилентриамином.
Продукты совмещения эпоксидных смол с низкомолекулярными
полиамидами при обычных температурах имеют длительный срок жиз¬
ни, а при повышенных температурах отверждаются с малой экзотер-
мичностью и не требуют добавления аминов. Отверждение их происхо¬
дит при температурах, превышающих 100е С (например, в течение
15 мин при 150°С).
Цементы (их также называют компаундами) представляют собой
композиции, составленные из жидкой эпоксидной смолы, большого ко¬
личества наполнителя и отвердителя. Наполнителями могут служить
уголь, графит, кремнезем, кварцевая мука, измельченный мрамор, алю¬
миниевая пудра и др. Отвердителем обычно является этилендиамин и
другие алифатические полиамины [61, 62].
Эпоксидную смолу смешивают с наполнителем, а перед употребле¬
нием к полученной смеси добавляют отвердитель. Этот процесс может
быть проведен в небольших смесителях. Готовый цемент выгружают
из смесителя на какую-либо поверхность и раскладывают слоем
толщиной не более 2 см во избежание преждевременного отвержде¬
ния [61].
Эпоксидные цементы весьма устойчивы к водным растворам солей
и кислотам, не обладающим окислительными свойства,ми, например
фосфорной, соляной и разбавленной серной. Они противостоят действию
различных растворителей, за исключением кетонов, ароматических
углеводородов и сложных эфиров при повышенных температурах
(90—95°С). Их устойчивость к щелочным растворам значительно выше,
чем фенольных и полиэфирных цементов; по химической стойкости они
уступают фурановым цементам. Азотная и концентрированная серная
кислоты разрушают эпоксидную смолу.
Теплостойкость эпоксидных цементов зависит от природы исполь¬
зованного отвердителя. Эпоксидный цемент, отвержденный этиленди-
684
Гл. 33. Эпоксидные смо гы
амином, можно применять до температур не выше 95° С. Другие отвер-
дители, например лг-фенилендиамин, позволяют поднять рабочую тем¬
пературу цемента, но требуют повышенной температуры для его отвер¬
ждения. Цементы, содержащие специальные наполнители в небольшом
количестве, применяются в качестве клеев и для отливки различных
деталей.
Клеи, приготовленные из жидкой смолы, содержащей неорганиче¬
ский наполнитель (алюминиевую пудру или асбест) и отвердитель
диэтиламинопропиламнн (С2Н5)2Х—(СН2)з—XIЬ, обладают значитель¬
ной прочностью при низких температурах, даже при —250еС. Испыта¬
ния, проведенные на образцах медь —
медь, показали, что склеенные образцы
имели прочность на сдвиг при —200 и
—250° С на 50% ниже, чем при комнат¬
ной температуре. На рис. 139 показано
изменение прочности клеевого соединения
на основе наполненной эпоксидной
смолы при температурах от —253 до
+ 27° С [63].
Быстрые многократные изменения
температуры от —200° С до комнатной
и обратно снижают у клеевого соедине¬
ния прочность на сдвиг при 18—20° С.
в то время как прочность на разрыв при
аналогичных изменениях температуры
меняется незначительно. Нагревание до
температуры отверждения (93°С) вызы¬
вает снижение прочности при растяженни и сдвиге. Толщина клеевого
слоя в пределах 0,25—0,75 мм почти не оказывает влияния на проч¬
ность клеевого соединения [63].
В последнее время эпоксидные цементы применяются для устра¬
нения поверхностных дефектов в готовых металлических отливках [64]
Эпоксидные цементы готовят из жидкой смолы и мелкого железного
порошка, взятых в соотношении 20 :80. Они отверждаются после введе¬
ния отвердителя. В отливках станин машин и станков или в отливках
других изделий раковину очищают дробеструйной обработкой от ока¬
лины и грязи и обезжиривают ацетоном. Затем наносят грунтовку, со¬
стоящую из смеси эпоксидной смолы с отвердителем, и, после ее
отверждения раковину заделывают цементом. Через несколько часов
цемент затвердевает и может быть подвергнут обработке на станке или
любым слесарным инструментом. Один из таких цементов (ЭЖ 5) из¬
готавливают на эпоксидной смоле ЭД-5.
ЛИТЬЕВЫЕ И ПРОПИТОЧНЫЕ КОМПАУНДЫ
Литьевые и пропиточные компаунды на основе эпоксидных смол
находят широкое применение для изготовления вытяжных, чеканочных
и гибочных штампов, инструмента, вентиляторов, кранов, корпусов и
крыльчаток насосов, лабораторных раковин, различного химического
оборудования, заливки хрупких деталей, которые не выдерживают виб¬
рации, электрической изоляции трансформаторов, конденсаторов, соле¬
ноидов, селеновых выпрямителей, катушек сопротивления и т. п.
Компаунды, кроме жидкой или твердой эпоксидной смолы и отвер¬
дителя (полиамина, ангидрида), в большинстве случаев содержат
реакционноспособные растворители, наполнители, полиэфиры, поли¬
сульфиды, пластификаторы и другие компоненты. Изготовление ком¬
Т.’с
Рис. 139. Зависимость прочности
клеевого соединения на основе
наполненной эпоксидной смолы
от температуры:
/ — предел прочности при растяжении;
2 — предел прочности при сдвиге.
Свойства и применение
685
паундов при перемешивании компонентов в вакууме н заливка изделии
с одновременным вакуумированием могут быть осуществлены на уста
новке ВЗУ-16 [65]. Свойства неотвержденных литьевых компаундов на
основе эпоксидных смол следующие [66]:
Вязкость компаунда, спз 10 000—20 000
Температура отверждения,
°С ....... . ... 20-200
Время отверждения, ч . 1—24
Усадка при отверждении, % 0,5—2.0
Тип катализатора .... амины, ангидриды
В табл. 142 представлены данные о свойствах ненаполненных и
наполненных отвержденных компаундов на основе смолы ЭД-6 [67].
Если для пропитки или заливки электрических деталей требуется
компаунд с небольшой вязкостью, то последнюю можно снизить доба¬
влением эпоксидной смолы Э-181, алифатических эпоксидных смол и
реакционноспособных растворителей, в частности аллилглицидилового
эфира, получаемого из эпихлоргндрина и аллилового спирта по реакциям:
1. СН2—СН—СН2С1-|- НОСН2—СН=СН2 —5. СН2=СН—СН2—О—СН2—сн -ОН
\ / I
о СН2С1
NaOH
2. СН2=СН—СН2—о—Сн2—СН—СН2С1 -> СН2=СН—СН2—О—СН2—СН—сн2
I \ /
ОН о
Первая реакция протекает при 60° С в присутствии катализатора—
эфирата трехфтористого бора —при постепенном добавлении эпихлор-
гидрина к аллиловому спирту. Вторую реакцию проводят при посте¬
пенном добавлении 20%-ного раствора едкого натра. Аллилглицидило-
вый эфир имеет температуру кипения 156°С (760 мм рт. ст.); плотность
0,97 г/см3-, коэффициент преломления пd = 1,4374; температуру замер¬
зания — 100° С.
Если в качестве литьевого компаунда употребляют твердые смолы,
то отливку изделий производят следующим образом: смолу нагревают
до 110—120°С, добавляют отвердитель (иногда и пластификатор),
тщательно перемешивают, вливают в горячем состоянии в форму и от¬
верждают при 100—200° С в течение 1—48 ч, в зависимости от темпе¬
ратуры и отвердителя. В качестве смазки для форм пригодны кремний-
органичеекие масла и растворы кремнийорганических смол.
Наполнитель вводится в компаунды с целью снижения стоимости
материала, улучшения его физико-механических свойств и внешнего
вида, увеличения теплопроводности, уменьшения растрескивания и ко¬
эффициента линейного расширения. Тип наполнителя заметно влияет
на свойства отвержденных компаундов. Лучшими наполнителями яв¬
ляются порошкообразный кварц, окись алюминия, графит, асбестовое
и стеклянное волокно. Их можно вводить в количестве 100—250%.
Ниже представлены свойства отвержденного эпоксидного компаунда,
содержащего 250% кварцевой муки и 33% отвердителя (фталевого
ангидрида).
Плотность, г/см3 .... 1,88—2,0
Предел прочности, кгс/см2
при изгибе 700—900
» сжатии 2 000—2 200
Удельная ударная вязкость, кге ■ см/см2 . . 4—7
Теплостойкость по Мартенсу, °С 120—125
Температура разложения, °С 345—355
Тангенс угла диэлектрических потерь
при 25° С и 800 гц 0,020
Пробивная напряженность, кв/мм .... 25
Свойства ненаполненных (I) и наполненных (II) отвержденных компаундов на основе смолы ЭД-6 и различных
отвердителей *
686
Гл. 33. Эпоксидные смолы
<
<
■&
<
•9*
{—
Н
<
е-
■&
<
9
н
£
<
£
ю
со
о
о
ю
о
ю
со
о
сч
0-1
о
о_
о
iO
1—<
т—<
см
1—<
о
о'
о
о
Tt*
о
СО
I
I
!
1
сч
1
1
оо
о
о
ю
ю
Г".
1—11
об
ю
—г
со
о
CNJ
1
ю
СО
о
со
- СЧ —г
ОО
■ О ч
с 1-0 1C с w.
in
•—1
— С4! — L-0 О
СО о
О со
1
1 1
ОС
С С *М LO С4!
'—'
LO О
lOO^tO
ТГ •>! —Г
О со
о
i—> СЧ
о'
LO
со
о
о
о
о
СО
о
1Л
о\
о
о
о
о
ю
*—■
<-*
Ol CTi СО
о
ю
о
СО
I
1
I
со
1
1
оо
о
о сою
Г>1
’ '
ю
ю
о
т-~'
о
сч
т—<
о
1—<
CN
о
o'
о
о
о*1
со
о
о
LO
о
о
>Л)
оо со
сч
°„ю
(
1 1 1
1 i !
о
О 1Л
1 1
ю
1 ! 1
1-0 о
о
О CN
сч
—
о
о
о
о
со
Ю СО
С-4
Зло
т
1 7
1—(
! 1 1
О CN
1 I
о
■о-
! t 1
ю
LO о
о
о<м
CN
1—*
о
о'
о
о
ю
ю
о
ю
юсо
CN
7
(М -
1 1 1
1 7 1
OCN
1 1 1
о
1 ! !
ю
1 i 1
ю
ю о
о
'—■ ^
1—1
о сч
1—'
1—*
о
*1
о
^ °
W ЕГ S
iflsi
!з|.
Е- е[ С
О <1>
Ч Си
сс
541
J3 *->
н ^
О 5е
О
^ о
со *
СС Ч
Ю 0J
о? ^ '
га
<1>
U я Л
о aj ь-
. ^ tj
°
о г- S
я £ си
н §.§
Си С з
W О 2
^ ° О
о с
си
. <1>
н
- о
с
• ^
«о
’ ъе
Л
Я си1
н та
га F3
Й >>
О
s-«c I
си
tP
ИЗ
о?
2 ■
1 Л
*=з
<D
О CD
с в
■О о
н f*
о 5-
о 2
^ 5
си О
^ ^ 3
” CQ О ш - ' —’
>^hCQh>i4
X
' я
ЙЙ
<D
ЕГ
5- ‘ §
н . £
<5
CD . СС
я си
п я
гг га
о S
w m
о 1 § & g §\ё
[сот
я
га
Н
О
Си
С
< ~
■& с©
и-'
£g
К п*
си a
a
се s
к
£ *
= о
ffiCU
<L> .
•5 -7!
S*
5- r>1
5 °
rt g
о w
° йэ
«и «о*
s£
§ь
<-> И
Из приведенных дан¬
ных следует, что напол¬
нитель увеличивает плот¬
ность композиции и пре¬
дел прочности при изгибе
и сжатии и уменьшает
прочность на удар. Теп¬
лопроводность наполнен¬
ной эпоксидной смолы, как
правило, увеличивается в
3—4 раза, достигая
0,5—0,7 ккал/м ■ ч • град,
а коэффициент линейного
расширения уменьшает¬
ся в 2 раза, достигая
2,5- 10-6 —3- 10-6.
Для заливки транс¬
форматоров тока приме¬
няется эпоксидно-поли-
эфирный компаунд Э-37,
состоящий из эпоксидной
смолы, 20% полиэфира
(в качестве пластифика¬
тора), кварцевой муки
(наполнителя) и фтале¬
вого ангидрида с неболь¬
шой добавкой малеиново-
го ангидрида (отвердите¬
лей) [48]. Защита полу¬
проводниковых приборов,
пропитка, заливка и гер¬
метизация различных де¬
талей и узлов аппаратуры
производится с помощью
компаундов К-168 (ВТУ
НИИПМ П-23—60) н
К-293 (СТУ 30-14130—63),
представляющих собой
смолу ЭД-5, модифициро¬
ванную полиэфиракрила-
том МГФ-9. Компаунд
К-293, кроме того, содер¬
жит дибутилфталат.
Известны также сле¬
дующие компаунды на
’основе эпоксидной смо¬
лы ЭД-5 и полиэфирак-
рилата МГФ-9: К-115
(СТУ 30-14148—63), К-153
(СТУ 30 14161—64) и
К-201 (СТУ 30 14147—63);
они применяются для про¬
питки, заливки и герме¬
тизации различных радио-
деталей и узлов. Отвер-
Свойства и применение
дителямн указанных компаундов служат гексаметилендиамин и поли-
этиленполиамин. Ниже приводятся свойства эпоксидно-полиэфирного
компаунда Э-37 [48]:
Без наполни- С наполните-
теля
лем
Предел прочности, кгс/см2
при растяжении
» изгибе .
600—750
550
800—900
900
6—8
55—60
4—6
60—70
Ю15
10”
104—Ю15
10»
1014
0,002 -0,004
0,040—0,080
0,0! 0.03
0,06—0,08
0,004—0,005
25—30
25—30
» сжатии
Удельная ударная вязкость,
кгс • см/см2
Теплостойкость по Мартенсу, °С
Удельное объемное сопротивление,
ом ■ см
при 20° С
» 80° С
после пребывания в воде в те¬
чение 48 н
Тангенс угла диэлектрических потерь
при 20° С . .
» 80° С ...
после пребывания в воде в тече¬
ние 48 ч
Пробивная напряженность, кв/мм
Компаунды хорошо отливаются в формы и сравнительно легко
обрабатываются механическим путем. Испытания трансформаторов
тока, залитых компаундом Э-37 € наполнителем (кварцевая мука),
в условиях короткого замыкания показали, что они могут выдержи¬
вать нагрузку током, в 500 раз превосходящим номинальный, и тер¬
мическую нагрузку в течение 1 сек при 100-кратном номинальном токе.
После действия токов короткого замыкания изоляция не разрушается.
Компаунды К-168 и К-293 могут отверждаться на холоду. Их элек¬
трические свойства следующие. Удельное объемное сопротивление
1013—1014 ом-см при 20° С и 1011—1012 ом • см после пребывания в тече¬
ние 24 ч при 40°С в среде с относительной влажностью 95±3%; тан¬
генс угла диэлектрических потерь менее 0,1 при частоте 106 гц и 20° С,
а также после пребывания в течение 24 ч при 40° С в среде с относи¬
тельной влажностью 95±3%. Морозостойкость компаундов 60°С.
Применение литой изоляции для трансформаторов тока значительно
упрощает процесс их изготовления. В качестве материала заливочных
форм служат сталь, латунь, алюминий; смазка внутренней части их
производится кремнийорганическими маслами.
Компаунды на основе жидких эпоксидных смол и полисульфидов
обладают хорошими антифрикционными свойствами и высокой стойко¬
стью ко многим химическим реагентам и органическим растворителям.
Антифрикционный материал ЭТС-52 пригоден для изготовлеиия дета¬
лей станков и механизмов, работающих на истирание. Свойства его
следующие [59]:
Плотность, г/сж3
Предел прочности, кгс/см2
при растяжении
» изгибе . .
» сжатии .........
Набухаемость за 24 ч при 20° С, %
в бензине Нет
в трансформаторном масле . . 0,00('
Водопоглощение, %
при 20° С 0,01
» кипячении J ч 0,1
Коэффициент трения по полирован¬
ной стали без смазки 0,02
1,43
366
380
1 000
С88
Гл. 33. Эпоксидные смолы
СЛОИСТЫЕ ПЛАСТИКИ
Эпоксидные смолы пригодны в качестве связующих при изготовле¬
нии стеклопластиков Они обладают хорошей адгезией к стекловолокну
и металлам, высокой смачивающей способностью (стекловолокна и не¬
органических наполнителей), устойчивостью к вибрационным и неболь¬
шим ударным нагруз-кам, малой усадкой при отверждении (отсюда
отсутствие волосяных трещин и больших внутренних напряжений в сло¬
истом .материале), малым водопоглощением, высокой химической стой¬
костью, особенно к растворам щелочей, хорошими электроизоляцион¬
ными свойствами, повышенной механической прочностью, отсутствием
запаха и вкуса.
Для изготовления стеклопластиков применяются эпоксидные смо¬
лы— как жидкие (вязкость 600—3000 спз), так и твердые, способные
отверждаться на холоду и при нагревании. Смолы, отверждающиеся
на холоду, пригодны для изготовления крупногабаритных изделий, но
для получения стеклопластиков, обладающих повышенными электро¬
изоляционными свойствами и теплостойкостью, следует применять эпо¬
ксидные смолы горячего отверждения.
Мелкие детали могут быт-ь изготовлены из стекловолокна, пропи¬
танного эпоксидной смолой, путем прессования при температуре 160°С
и давлении 50 кгс/см2. Механические свойства изделий зависят от со¬
держания смолы, типа стекловолокна, направления волокон и темпе¬
ратуры отверждения На рубленом стеклянном волокне при содержании
смолы 65—70% предел прочности при растяжении достигает 1200—
1800 кгс/см2, при изгибе 1600—2500 кгс/см2, модуль упругости 100 000—
150 000 кгс/см2, водопоглощение при 20° С за 4 суток (образец 3 X И) X
X 60 мм) 0,1—0,15% и плотность 1,5—1,6 г/см3 [68].
Для изготовления слоистых пластиков на основе стеклянной ткани
и эпоксидных смол (стеклотекстолитов) пригодны три принципиально
различных в технологическом отношении способа [69]:
1) сухой—пропитка ткани раствором смолы;
2) мокрый — пропитка ткани жидкой смолой;
3) из расплава — пропитка ткани расплавленной смолой.
Наибольшее распространение нашел первый способ.
Второй способ пригоден для получения крупногабаритных изде¬
лий, а также труб и стержней. Смолу на ткань наносят либо щеткой,
либо с помощью вальцов. Отверждение проводят при низкой темпера¬
туре, отвердителями являются жидкие амины. Стеклотекстолит, полу¬
ченный таким путем, не обладает высокой прочностью, изделия из него
должны подвергаться дополнительной тепловой обработке при повы¬
шенной температуре в печах или обогреваться инфракрасными лучами.
Третий способ применяется для формования труб большого диа¬
метра. Стекломаты (стекловолокно) или стеклоткань наматываются
на металлическую оправку, нагретую до 160—165°С. На стеклянный
наполнитель напыляется сухая смола, которая плавится под влиянием
высокой температуры и пропитывает наполнитель. Отдельные слои на¬
полнителя скрепляются в монолитную массу при отверждении смолы.
Для того чтобы предотвратить прилипание эпоксидной смолы
к металлическим оправкам, прессформам, листам или к другим мате¬
риалам, их смазывают кремнииортаническими маслами и лаками или
покрывают пленками из полиэтилена, политетрафторэтилена, политри-
фторхлорэтилена, пластифицированного поливинилового спирта и не-
пластифицированной ацетилцеллюлозы. Количество смолы на стеклян¬
ном наполнителе определяет необходимую водостойкость и механиче¬
скую прочность. Большое влияние на свойства стеклотекстолита оказы¬
Свойства и применение
689
вает тип наполнителя. Кроме стеклоткани, в последнее время получили
распространение стекломаты, изготовляемые из стекловолокнистых пря¬
дей длиной 50 мм или непрерывных нитей, связанных друг с другом
составом из полившшлацетата и волана А или из поливинилацетата и
кремнийорганических соединений (вместо замасливателя).
Технологический процесс производства стеклотекстолитов сухим
способом состоит из подготовки стеклоткани, пропитки и сушки ее,
укладки и прессования пакетов.
Подготовка стеклянной ткани. Стеклоткань содержит до 2—2,5%
замасливателя, который снижает адгезию смолы к стеклянному волокну.
Поэтому необходимо частично или полностью удалить замасливатель
(термообработкой) и химическим способом обработать стеклоткань
(например, воланом А). После этого стеклоткань, сшитая в рулоны,
пригодна для пропитки раствором эпоксидной смолы.
Пропитка и сушка ткани. Пропитка и сушка ткани производится
на горизонтальных или вертикальных пропиточно-сушильных машинах.
На ткань смола наносится из раствора, содержащего отвердитель. Для
пропитки могут быть использованы жидкие, твердые и модифициро¬
ванные смолы. Лучшие свойства стеклотекстолиты имеют .при пропитке
твердыми и модифицированными смолами. Все эпоксидные смолы хо¬
рошо смачивают стеклянные волокна.
В качестве растворителей применяют ацетон, метилэтилкетон, этил-
ацетат и смесь толуола с изопропиловым спиртом.
Отвердителями эпоксидных смол, применяемыми в производстве
слоистых пластиков, чаще всего являются амины. Например, 4,4'-ме-
тилендианилии вводится в количестве 5,5—11 вес. ч. на 100 вес. ч.
твердой смолы и до 29,5 вес. ч. на 100 вес. ч. жидкой эпоксидной
смолы. Имеются сообщения о применении дициандиамида, /г-фенилен-
диамина, а-метилбензилдиметиламина и других аминов при условии
малой летучести и неактивности в процессе сушки ткали.
Среднее содержание смолы в растворе достигает 50—60%. Опти¬
мальная вязкость раствора лежит в пределах 20—300 сст. Раствор при¬
годен для употребления в течение двух недель.
При применении модифицированных эпоксидных смол следует раз¬
бавлять раствор спиртом. Отвердитель а-метилбензилдиметиламин до¬
бавляется в количестве 0,5% к смоле. Третичные амины в качестве
отвердителей эпоксидных смол действуют каталитически и поэтому тре¬
буются в небольших количествах.
Скорость движения стеклоткани в машине длиной 9 м должна
быть 1,8 м/мин. Температура в шахте зависит от типа примененного
отвердителя. Так например, при использовании 4,4'-метилендианилина
она составляет наверху шахты 136° С, а если взят дициандиамид, до¬
стигает 145° С [70].
Содержание смолы в пропитанной ткани, предварительно обрабо¬
танной воланом А, составляет 25—36%, а летучих — до 1%- Пропи¬
танную ткань можно использовать в течение 6 месяцев.
Укладка и прессование ткани. Пропитанная и высушенная стекло¬
ткань может быть применена для получения листовых материалов, из¬
делий сложной формы и больших размеров, труб.
Листовые материалы готовят прессованием пакетов в многоэтаж¬
ных прессах, а сложные изделия — прессованием ткани, уложенной в
формы, под низким давлением. Трубы изготовляют методом намотки
на оправку. *
Прессование можно производить под давлением 1,7—105 кгс/см2.
Выдержка зависит от толщины пакетов или изделий и от темпера-
44 А. Ф. Николаев
6S0
Гл. 33. Эпоксидные смолы
туры. Так например, при 165° С пакеты толщиной 3 мм выдерживают
в прессе в течение 30 мин, а толщиной 12 мм — 90 мин.
После прессования изделия подвергаются термообработке в тече¬
ние 6—8 ч при 160—200°С.
Если пропитанная н высушенная стеклоткань хранилась длитель¬
ное время (несколько месяцев), то время и температура прессования
должны быть увеличены [71]
Свойства стеклотекстолита определяются соотношением наполни¬
теля и смолы, давлением при прессовании, типами наполнителя, эпо¬
ксидной смолы и отвердителя.
В табл. 143 показана зависимость -прочности стеклотекстолита от
содержания твердой эпоксидной смолы (тип 1001 и 1004, отвердитель—
6% дициандиамида, стеклоткань
сатинового переплетения) [72].
Из данных табл. 143 видно,
что максимальная прочность
стеклотекстолитов на основе стек¬
лоткани и эпоксидной смолы
достигается при содержании смо¬
лы 26—37%. Более низкое, содер¬
жание смолы на ткани приводит
к уменьшению механической
прочности стеклотекстолитов.
Давление прессования оказы¬
вает значительное влияние на
свойства стекютекстолита. В
табл. 144 приведены данные о
влиянии давления прессования
на прочность стеклотекстолита,
изготовленного на жидкой эпо¬
ксидной смоле (отвердитель дн-
этилентриамин) и стеклоткани
сатинового переплетения '[72]. Из
этой же таблицы следует, что
чем больше давление прессова¬
ния, тем механическая прочность
стеклотекстолита выше. Давление
должно распределяться так, чтобы смола при прессовании не выте¬
кала. Это возможно при предварительном очень небольшом (контакт¬
ном) давлении и последующем прессовании при большем давлении.
Увеличение давления свыше 14—20 кгс/см2 мало влияет на механическую
прочность стеклотекстолита. Испытания стеклотекстолитов, полученных
прессованием при давлениях 15, 28 и 70 кгс/см2, показали, что особой
разницы в свойствах не наблюдается [70].
Тип стеклоткани или стекломатов влияет главным образом на меха¬
нические свойства стеклотекстолита. Стеклоткани придают стеклотек-
столитам одинаковую механическую прочность в противоположных
направлениях; применение стекломатов позволяет изготовить матери¬
алы, обладающие максимальной механической прочностью в одном на¬
правлении.
Различные эпоксидные смолы придают стеклотекстолитам разные
свойства. Твердые и модифицированные эпоксидные смолы применяют
чаще всего для изготовления легких атмосферостойких и химически
стойких стеклотекстолитовых изделий, а жидкие эпоксидные смолы,
имеющие большее число эпоксидных групп и, следовательно, при от<
ТАБЛИЦА 143
Прочность стеклотекстолита
в зависимости от содержания смолы
Содержание
смолы, %
Предел прочности, кгс/см2
при изгибе
при сжатии
18
3430
3170
26
5460
3920
30
5320
3780
37
4690
3990
ТАБЛИЦА 144
Прочность стеклотекстолита
в зависимости от давления
при прессовании
Давление,
п г с!с м2
Содержание
смолы, %
Предел прочности
при изгибе, KzcjcM2
1,20
34
2660
2,75
32
4310
14,00
31
5460
Свойства и применение
691
верждении приобретающие большее число сшивок, пригодны для полу¬
чения термостойких материалов, обладающих хорошими механическими
и диэлектрическими свойствами при 150еС. В табл. 145 представлены
свойства стеклотекстолита, полученного на основе жидкой смолы, от¬
вержденной 4,4'-метилендианилином, и стеклоткапп сатинового пере¬
плетения, обработанной воланом А [70].
ТАБЛИЦА 145
Свойства стеклотекстолита, приготовленного на основе жидкой
эпоксидной смолы
Свойства
Температура испытания,
с
•20
1*25
130
Предел прочности, кгс/см2
при растяжении . .
» изгибе ......
» сжатии
Модуль упругости при из¬
гибе, кгс/см2 .
Водопоглощение, % . .
3500—4060
5530—6230
3430—3570
(0,2.5—0.27) ■ 106
0,05—0,07
3640—4200
(0,21—0,245) • 106
28Э0—3500
(0,18—0.20) • 106
Из данных табл. 145 следует, что механические свойства стекло¬
текстолита, полученного на жидкой эпоксидной смоле, снижаются при
повышении температуры, но при 150° С они все еще сохраняют доволь¬
но большие значения (предел прочности при изгибе 2800—3500 кгс/см2).
Влияние отвердителя (полиамина) на свойства стеклотекстолита,
приготовленного на жидкой эпоксидной смоле с молекулярным весом
350—400, и стеклоткани, обработанной воланом А, показано в
табл. 146 [73].
ТАБЛИЦА 146
Свойства стеклотекстолита на основе жидкой эпоксидной смолы,
отвержденной различными полиаминами
Свойства
Полиамииы *
ДЭТА
МФДА
ДЭПА
ДЦДА
Содержание смолы в стеклотекстоли¬
те, %
Предел прочности при изгибе,
кгс/см2
Модуль упругости при изгибе,
кгс/см2
30
4 393
203 000
35
5131
231 000
33
5 789
252 000
33
5915
259 000
* ДЭТА — диэтилентрнамин (8 вес. ч. на 100 вес. ч. смолы); МФДА — ж-фенилендиамин (14 вес. ч.);
ДЭПА —диэтиленпропиламин (8 вес. ч.); Д1_ША — дицианднамид (7 вес. ч.).
Из данных, представленных в табл. 146, видно, что отвердитель
оказывает заметное влияние на свойства стеклотекстолита. Лучшие
механические показатели (предел прочности при изгибе) стеклотек-
столитов на основе эпоксидной смолы, отвержденной диациандиамидом
или диэтиламинпропиламином. Физико-механические и диэлектриче¬
ские свойства стеклотекстолита, полученного на твердой эпоксидной
44*
692
Гл. 33. Эпоксидные смолы
смоле (тип 1001) и стеклоткани, обработанной воланом А, следующие:
Плотность, г си3 1.9
Предет прочности, кгс/см2
при растяжении . ... 3870
» сжатии • . 4915
» изгибе
начальный . 5380
посте погружения в воду на
30 дней .... 4990
то. же на 60 дней . . . . 4520
Твердость по Роквеллу, шкала М 111
Водопоглощение, % ... 0,03
Диэлектрическая проницаемость
при 102 гц 6,2
» 106 гц . . . . . ...... 4,2
Тангенс угла диэлектрических потерь
при 102 гц 0,06
» 106 гц . 0,02
Дугостойкость, сек . 245
Отверждение смолы произведено диациандиамидом (4 вес. ч. на
100 вес. ч. смолы) по следующему режиму: 5 мин при 165° С без дав¬
ления и 25 мин при той же температуре, но давлении 1,5—2 кгс/см2 [69].
Содержание смолы 28—33%.
Эпоксидные стеклотекстолиты обладают хорошей механической
прочностью, водостойкостью, химической стойкостью и прекрасными
диэлектрическими свойствами.
В пределах 25—95° С стеклотекстолиты выдерживают действие
10%-ных уксусной и хлоруксусной кислот, 25%-ной чалеиновой.
50%-ных серной, щавелевой, фосфорной, молочной, лимонной, борной,
олеиновой, соляной кислот. На эпоксидные стеклотекстолиты не дей¬
ствуют спирты, формалин, масла, сернистый ангидрид; они стойки так¬
же к ледяной уксусной, фтористоводородной, 50%-ной хромовой,
5%-ной азотной, 70%-ной серной кислотам, олеуму, аммиаку, хлору [61].
Высокая стоимость эпоксидных смол препятствует широкому их
применению. Модификация эпоксидных смол позволяет улучшить неко¬
торые свойства, а также удешевить их. Так, введение в эпоксидную
смолу до 40% фурфуроло-ацетоновых смол на 20% снижает стоимость
стеклотекстолита, повышая при этом химическую стойкость, особенно
« кислотам [72]. Механические свойства эпоксидно-фуранового стекло¬
текстолита несколько выше, чем свойства эпоксидного стеклотекстолита,
особенно при воздействии высокой температуры. 30-часовая выдержка
при 176°С приводит к снижению механической прочности на 20%, а
для стеклотекстолита на чистой эпоксидной смоле — на 60%.
Увеличение прочности на удар стеклотекстолита можно добиться
введением в эпоксидную смолу жидкого полисульфида, приготовлен¬
ного из ди-(2-хлорэтил)-формаля и имеющего следующее строение:
HS (СН2СН2—О—СН2—О—СН2СН2—S—S)„ СН2СН2—О—СН2—О—CH2CH2SH
где п может изменяться от 2 до 26.
Жидкие полисульфиды (тиоколы марок ЛП) хорошо совмещаются
с эпоксидными смолами и снижают их вязкость, что облегчает про¬
питку стеклоткани. Благодаря тому, что на концах цепи находятся
меркаптановые группы, полисульфиды реагируют с эпоксидными смо¬
лами даже без нагревания. Ускорение процесса отверждения дости¬
гается добавлением полиаминов и ангидридов. Свойства стеклотексто¬
лита на эпоксидно-полисульфидном связующем приведены в табл. 147 [36].
Свойства и применение
693
ТАБЛИЦА. 147
Свойства стеклотекстолита на эпоксидно-полисульфидном связующем
Свойства |
Содержание полисульфида, вес. ч.
0
20
■25
50
I»
Предел прочности, кгс/см2
при сжатии
» изгибе ...
2 450
4 550
2 300
4 270
2170
4 200
1900
2 450
1 200
700
то же после 2-часового кипяче¬
ния в воде
2 660
2 240
2170
1400
1050
Модуль упругости при изгибе,
кгс/см2
начальный
217000
203 000
195 000
147 000
91 000
после 2-часового кипячения в
воде
182000
175 000
168 000
119000
42 000
Связующее готовится из жидкой эпоксидной смолы (мол. вес
350—400) и жидкого полисульфида (мол. вес 1000). Отверждение про¬
изводится с помощью трифениламинометилфенола при 120° С в течение
60 мин.
При совмещении эпоксидных смол с низкомолекулярными поли¬
амидами (олигоамидами, версамидами) образуются продукты, являю¬
щиеся хорошими связующими для изготовления стеклопластиков на
основе стеклоткани, стекломатов или стеклянной ровницы. Они удовле¬
творительно смачивают стеклянные волокна и обладают хорошей адге¬
зией к ним. Стеклотекстолиты, изготовленные на эпоксидно-полиамид¬
ном связующем, обладают небольшой усадкой при отверждении, высо¬
кой механической прочностью и химической стойкостью. Их диэлектри¬
ческие свойства лучше, чем у эпоксидно-полисульфидного стеклотек¬
столита [74]. Физико-механические свойства стеклотекстолита на основе
эпоксидной смолы с молекулярным весом 350—400 и низкомолекуляр¬
ного версамида с аминным числом 210—-230, взятых в весовом соотно¬
шении 50 : 50, следующие [36, 75]:
Предел прочности, кгс/см2
при растяжении
при 20° С ... 3500
» 120° С 1400
при изгибе 4 200
Модуль упругости при из¬
гибе, кгс/см2 175000
Теплостойкость стеклотекстолитов на основе эпоксидных смол ле¬
жит в пределах 150—170° С. Повышения ее можно достигнуть термо¬
обработкой изделий после прессования и применением модифицирован¬
ных эпоксидных смол, особенно эпоксидно-феноло-формальдегидных и
эпоксидно-кремнийорганическ'их.
Получение стеклотекстолита на основе эпоксидно-феноло-форм-
альдегидных смол осуществляется следующим образом [73]. Стеклянная
ткань (она может быть обработана воланом А) подвергается пропитке
раствором смолы, а затем сушке для удаления растворителя. Раствор
смолы’представляет собой смесь, составленную из растворов в ацетоне
или спирто-ацетоне резольной феноло-формальдегидной и эпоксидной
смол (жидких или твердых). Отвердителем может служить дицианди-
амид. Пропитанная и высушенная стеклоткань обладает меньшей ста¬
бильностью при хранении, чем ткань на чистой эпоксидной смоле. Ко-
694
Гл. 33. Эпоксидные счо.гы
лнчество добавляемой феноло-формальдегидной смолы может достигать
30—33%.
Прессование кремнеземной стектянной ткани КТ-11/Э, пропитан¬
ной эпоксидно-феноло-формальдегндной смолой, производится при
150—160° С и выдержке 7 мин на 1 мм толщины, по не менее 1 ч. Полут'
ченный стеклотекстолит СТВЭ имеет следующие свойства [76]:
Плотность. г/с.чг> 1,7
Предел прочности, кгс/см2
при растяжении .... 2000
» изгибе . • - 3300
Удельная ударная вязкость,
кгс - см/см2 150
Сопротивление раскалыванию, кгс . 300
Теплостойкость по Мартенсу. СС . . 200
Удельное объемное сопротивление,
ом-см 10м
Тангенс угла диэлектрических потерь
при 50 гц 0,02
Пробивная напряженность, кв/мм 29
Изменение предела прочности при изгибе у стеклотекстолита полу¬
ченного на ткани сатинового переплетения и эпоксидно-фенольном свя¬
зующем при различных температурах, может быть представлено сле¬
дующими данными [73, 77]'
°С кгс!см2
20 5175
150 . . 4200
260 28Э0
ПОКРЫТИЯ
Для получения лакокрасочных покрытий применяются твердые
эпоксидные смолы. Они обладают хорошей адгезией к металлам, вы¬
сокой химической стойкостью и атмосферостойкостью, способностью
легко модифицироваться другими смолами и полимерами. На основе
эпоксидных смол готовят грунтовочные массы, эмали и лаки различ¬
ных типов. Для первого типа лаков пригодны эпоксидные смолы, эте-
рифицированные жирными кислотами высыхающих масел, а для вто¬
рого типа лаков — смолы, совмещенные с мочевино-, меламино-, феноло-
формальдегидными, полиамидными смолами и тиоколами. Совмещение
смол может протекать как с образованием новых химических связей,
так и без них. В литературе представлены рецептуры лаков на основе
эпоксидных смол [78].
Этерификация эпоксидных смол жирными кислотами высыхающих
масел (льняного, дегидратированного касторового, соевого, таллового
и других) происходит быстро при сплавлении реагентов и температуре
240—260° С. С кислотами в первую очередь реагируют эпоксидные, а за¬
тем гидроксильные группы смолы. Все гидроксильные группы эпоксид¬
ной смолы этерифицировать трудно, так как всегда имеется опасность
желатинизации реакционной смеси. Поэтому берут несколько меньше
кислот, чем это требовалось бы для полной этерификации. Процесс
этерификации смолы осуществляется в реакторе в атмосфере инертного
газа или в среде растворителя, например ксилола, образующего с вы¬
деляющейся водой азеотропную смесь.
Тип эпоксидной смолы, природа жирных кислот и степень этерифи-
кации определяют то или иное применение полученных продуктов [39].
Так например, смола, этерпфицированная на 30—50% жирными кис¬
лотами льняного масла и растворимая в ароматических углеводородах,
Свойства и применение
695
применяется главным образом в виде грунтов для металла, а смота,
этерифицчрованная на 70—80% и растворимая в уайт-спирите, является
хорошим связующим для лаков и эмалей воздушной сушки. Совместная
этерификацпя на 70—90% эпоксидной смолы кислотами льняного масла
и канифоли приводит к получению лаков для шолов, отигчающихся вы¬
сокой прочностью на истирание, водостойкостью и длительным сроком
службы. Эпоксидная смола, этерифицированная жирными кислотами
дегидратированного касторового масла и растворимая в ароматических
углеводородах, используется в качестве связующего для покрывных
эмалей воздушной и горячей сушки, а также в смеси с меламино-форм-
альдегидными смолами в покрытиях горячей сушки.
В последнее время были разработаны условия получения эфиров
на основе эпоксидных смол и кислот тунгового масла [79]. Новые про¬
дукты характеризуются прекрасными адгезионными свойствами, высо¬
кой химической стойкостью, эластичностью и твердостью Обычно они
высыхают быстрее, им требуется меньше сиккатива, чем лучшим продук¬
там из этерифицированных эпоксидных смол.
В лаки холодной сушки с целью ускорения отверждения эпоксид¬
ных эфиров (переход в нептавкое и нерастворимое состояние) вводят
сиккативы (нафтенаты кальция, марганца, кобальта) в количестве
0.01—0,04% от содержания твердых веществ в лаке.
Мочевино- и меламино-формальдегидные смолы, вводимые в не-
пигментированные или пигментированные лаки на основе этерифициро¬
ванных эпоксидных смол, способствуют получению бесцветных лаковых
пленок и белых эмалей.
Интересна модификация эпоксидных смол, этерифицированных не¬
насыщенными жирными кислотами, путем совместной полимеризации
со стиролом или другими непредельными соединениями в присутствии
переписных инициаторов. Такие смолы характеризуются большой ско¬
ростью высыхания на воздухе и хорошей водо- и щелочестойкостыо.
Растворы эпоксидно-фенольных смол (например, в ацетоне) после
сушки при 160—205° С дают пленки, которые обладают высокой твер¬
достью, эластичностью, прочностью на истирание и стойкостью к дей¬
ствию ряда химических реагентов, в том числе и щелочей. Недавно
разработана технология получения эпоксидно-фенольных лаков путем
предварительной конденсации этих двух смол в среде растворителя.
Соотношение между эпоксидной и фенольной смолами изменяется в
пределах от 70 -f- 30 до 80 20 [39].
В лак, содержащий эпоксидно-фенольную смолу, можно вводить
поливинилбутираль (1—2 вес. ч. на 100 вес. ч. смолы) и фосфорную
кислоту (1—2 вес. ч. на 100 вес. ч. смолы). Введение поливинилбути-
раля улучшает поверхностные свойства пленки, а добавление фосфор¬
ной кислоты обеспечивает более полную реакцию эпоксидной и феноло-
формальдегидной смол. Такие лаки применяют для получения покрытий
(трубопроводов, хранилищ, насосов и т. п.), обладающих высокой хи¬
мической стойкостью, эластичностью и твердостью.
В случае применения при изготовлении лаков жидких эпоксидных
и полиамидных смол готовят 100%-ные пленкообразующие компози¬
ции, не содержащие, растворителрч [75, 80]. Окрашивая и комбинируя
их с различными пигментами, можно получать покрытия светлых от¬
тенков. Если в качестве наполнителей применять кварцевый песок, из¬
весть, молотый кирпич, цемент, сухие пигменты и химически стойкие
красители, то их смеси с жидкой эпоксидной смолой и отвердителями
могут быть использованы для покрытия полов в торговых и производ¬
ственных зданиях. Для снижения вязкости смесей применяется бутил-
696
Гл. 34. Пошэпоксидные смолы
глицидный эфир, который действует как разбавитель и одновременно
участвует в процессе отверждения [81].
В случае получения лаков на основе твердых эпоксидных смол их
смешивают с полиамидами в виде растворов в смеси кетонов с арома¬
тическими углеводородами. Полиамидные смолы добавляются к эпо¬
ксидной смоле в количестве 30—50%- В лаки можно вводить различные
пигменты. Растирая смесь в шаровых .мельницах, получают тонкие одно¬
родные дисперсии. Наибольшая адгезия покрытия наблюдается только
после сушки при повышенных температурах, но твердость покрытий
как холодной, так и горячей сушки почти одинакова [82].
Двухкомпонентные краски (компоненты краски смешиваются непо¬
средственно перед употреблением, так как при хранении краска загу¬
стевает) применяются для защиты от коррозии внутренней поверхности
цистерн, подвергающихся длительному воздействию морской воды, кис¬
лых и щелочных сред, а также предназначенных для транспортировки
нефтяных продуктов, сырых масел, зерна и т. п. Исключительная твер¬
дость и абразивостойкость таких красок позволяет с успехом приме¬
нять их для окраски палуб.
Промышленные краски применяются для окраски оборудования
химических заводов, гальванических и литейных цехов, а также обору¬
дования, которое подвергается действию концентрированных паров или
брызг химических реагентов и растворителей, масел и жиров [83].
Уменьшения хрупкости отвержденных эпоксидных пленок можно
достигнуть, добавляя к эпоксидной смоле жидкие полисульфиды, кото¬
рые своими меркаптановыми группами вступанЗт в химическое взаимо¬
действие с эпоксидными группами в присутствии катализаторов (на¬
пример, аминов). Эпоксидные смолы, совмещенные с тиоколами, могут
быть жидкими или твердыми. Необходимая вязкость лака может быть
достигнута введением определенного количества растворителя [84].
В настоящее время выпускаются различные лакокрасочные мате¬
риалы на основе эпоксидных смол Э-40 и Э-41 и алкидно-эпоксидной
смолы Э-30. Например, на основе смолы Э-40 изготовляется грунтшпак-
левка Э-4021, применяемая для выравнивания поверхности стали, ла¬
туни, пассивированного оловяно-свинцового сплава, гетинакса, тексто¬
лита и других пластических масс, а также для законтурирования резь¬
бовых соединений во время эксплуатации изделий. Шпаклевки пригод¬
ны для заделки дефектов литья глубиной 15 мм и диаметром 40 мм,
а также для покрытия гальванических ванн [85].
На основе смолы Э-41 разработаны рецептуры щелочестойкого
лака Э-4100 и эмалей Э-4171 зеленого и Э-4173 кремового цветов. Лак
Э-4100 применяется для окраски бобин в производстве капронового
Еолокна.
На основе алкидно-эпоксидной смолы Э-30 (продукт модификации
эпоксидной смолы Э-40 алкидной смолой) и нитрата целлюлозы готовят
эмали ЭП-51 (ВТУ МХП КУ-484—57), применяемые для окраски изде¬
лий, подвергающихся атмосферным воздействиям, в белый, желтый,
синий, зеленый, красный, серый и черный цвета.
ГЛАВА 34
ПОЛИЭПОКСИДНЫЕ смолы
Эпоксидные смолы на основе диоксидифенплпропана независимо
от молекулярного веса имеют в каждой молекуле не более двух эпо¬
ксидных групп. Поэтому отверждение таких смол полиаминами и анги¬
Полиглицидилфеноло-фталеиновые смолы
697
дридами не может привести к заметному повышению теплостойкости и
устойчивости к действию температур выше 200° С. Смолы, содержащие
более двух эпоксидных групп в каждой молекуле, относятся к группе
полиэпоксидных смол. Они могут быть получены на основе циануровой
кислоты, новолачных и резольных феноло-формальдегидных смол, низ*
комолекулярного полибутадиена и других полифункциональных соеди¬
нений.
Полиглицидилциануратные смолы
Полиглицидилцианураты получаются в результате взаимодействия циануровой
кислоты с эпихлоргидрином [86]. Начальным продуктом реакции является триглици-
дилцианурат:
ОН
NaOH
УЧ
N N
| II + ЗСН2—СН—СН2С1 —
но-c С—ОН \0/
W
ОСН2СН-—СН2
I \о/
N N
—» I II
СН2—СН—СН20—С С—ОСН2СН—СН2
\о/
Он также может быть получен обработкой глицидиловым спиртом хлористого циа-
нура [87, 88]. В общем виде строение полиглицидилциануратных смол выражается
следующей формулой:
0-СН2
I
С
N N
СН2-СН -СН20-С I “С—О-
\ / V
СН-СН2
\ /
о
о-сн2
-сн.
N
-сн—сн2—о—с
он
I »
N
-CH-CHa
\ /
о
сн,
-сн сн,
\ /
о
где п — от 0 до 2.
Обычно полиглицидилциануратные смолы содержат от 0,8 до 10% хлора, что
свидетельствует о неполном дегидрохлорировашш хлоргидриновых групп. Дополни¬
тельное дегидрохлорирование смолы раствором щелочи позволяет снизить содержание
хлора и увеличить количество эпоксидных групп. Отверждение полиглицидилцианурат¬
ных смол производится полиаминами и ангидридами. Сравнение свойств отвержден¬
ных эпоксидных смол на основе диоксиднфенилпропана (смола ЭД-6) и циануровой
кислоты (смола ЭЦ) показывает, что эпоксидная смола на основе циануровой кисло¬
ты обладает более высокой теплостойкостью и меньшими диэлектрическими потерями
при высоких температурах, чем смола ЭД-6 [89].
Полиглицидилфеноло-фталеиновые смолы
На основе фенолфталеина удается получать эпоксидные смолы, теплостойкость
которых выше теплостойкости обычных эпоксидных смол. Готовят эти смолы нагрева¬
нием фенолфталеина и эпихлоридгидрина в среде изопропилового спирта и небольшого
количества воды в присутствии едкого натра [90]. В зависимости от исходного соотно¬
шения компонентов и условий проведения реакции могут быть получены моно-, ди- и
триглициднлфенолфталеины и более сложные продукты конденсации. При реакции^
698
Гл. 34. Полиэпоксидные смолы
1 моль фенолфталеина с 3 моль эпихлоргидрина образуется триглицидилфенолфталеии
следующего строения:
СН2—СН—СН2—О О—СН2—СН—сн2
\/ ! \ /
О yf\ о
| : I
V V
^/С-ОН
I ;;
^/^СООСНг—СН—СН2
\ /
о
Отверждение полнглицидилфеноло-фталеиновых смол производится обычными
отвердителя ми. При введении л!-фенилендиамина теплостойкость отвержденных про¬
дуктов достигает 200° С.
Полиглицидилфеноло-формальдегидные смолы
Феноло-формальдегидиые смолы новолачного или резольного типа могут быть
обработаны эпихлоргидрином в щелочной среде при нагревании до 70—100е С [91—93].
При этом образуются полиглицидиловые эфиры. В зависимости от условий реакции и
соотношения компонентов фенольные гидроксильные группы и метилольные группы
могут быть замещены полностью или частично. Ниже представлено строение полигли-
цидилфеноло-формальдегидных смол:
на основе новолачных смол
Н
где п — от 2 до 8;
на основе резольпых смол
сн2
1 >°
сн х
1
CH2N
>°
сн
1
X
и-
1
N
X
и-
0
1
0
1
I
гн
1 II 2
1
1 )
п Л/
II
_
СН.
СН
>
н
сн2
- I
0
1
_^v
I il
_ Ч/
сн2
СН2Ч
1 >°
сн х
I
сн2
I
0
1
—/\~СН„ -
-П-'Х/
—о—сн.
СН—сн2
\ /
о
сн„он
где пит — от 2 до 5.
Большое распространение нашли полиэпоксидные смолы на основе новолаков.
От обычных эпоксидных смол они отличаются химическим строением и свойствами.
Количество эпоксидных групп в новолачных смолах определяется числом фенольных
гидроксильных групп. Эпоксидные группы в таких смолах более плотно упакованы,
что обусловливает значительную жесткость отвержденных продуктов и их меньшую
эластичность. Обычно полиэпоксидные смолы обладают пониженной адгезией к раз¬
личным материалам по сравнению с обычными эпоксидными смолами, но большая
Литература
699
частота сшивок, получаемая при их отверждении, придает изделиям повышенную
теплостойкость. Основное назначение таких смол —- покрытия по металлам, клеи и
стеклопластики. В лаковой технике полиэпоксидныс смолы модифицируют путем на¬
гревания с моно- и диглицеридами высыхающих и полувысыхающнх масел. При этом
эпоксидные группы смолы взаимодействуют с гидроксильнымн группами глицеридоз и
образуются простые эфиры [94].
Эпоксидированиые полиолефины
Эпоксидированием низкомолекулярных лолиолефинов, например жидкого поли¬
бутадиена, с помощью надуксусной кислоты можно получить полиэпоксидные смолы,
содержащие в каждой молекуле эпоксидные группы и двойные связи [951-
Некоторые типы этих смол (например, смолы VC 8359 [96], оксирон [97]) жид¬
кие. они отличаются невысокой вязкостью и хорошей смачивающей способностью. Их
можно отверждать при нагревании в присутствии полиамннов, полисульфидов,
фенолов, ангидридов двухосновных органических кислот и даже перекисей. Перекиси
действуют по месту двойных связей, а другие отвердители — по эпоксидным группам.
В реакциях с ангидридами или полиамннами участвуют не менее пяти эпоксидных
групп, расположенных в основных и боковых цепях. Смолы, отвержденные ангидри¬
дами и перекисями, имеют высокую теплостойкость и хорошие механические свойства,
а отвержденные полиаминами — обладают высокой стойкостью к тепловому старению.
Достоинствами эпоксидированных полиолефинов являются хорошие диэлектриче¬
ские свойства, близкие к свойства м обычных эпоксидных смол и сохраняющиеся
в широком интервале температур, химическая стойкость к действию щелочей, кислот
и растворителей, высокое сопротивление изгибу, небольшой удельный вес (почти на
10—15% ниже, чем у обычных эпоксидных смол) и незначительная потеря в весе при
длительном действии повышенных температур. Для этих смол, отвержденных ангидри¬
дами или перекисями, характерна необычайная зависимость деформации от темпера¬
туры. Эта зависимость выражается в медленном росте величины прогиба при темпера¬
турах, превышающих температуру деформации обычных эпоксидных смол, получен¬
ных из диоксидифенилпропана и эпихлоргндрина.
Механические свойства отвержденной смолы оксирон 2000 следующие [98]:
Предел прочности, кгс/см2
при растяжении
» изгибе
Модуль упругости при изгибе, кгс/см
Твердость по Роквеллу, шкала М . .
Диэлектрическая проницаемость
при 60 гц
» 10® гц
Тангенс угла диэлектрических потерь
при 60 гц
106 гц
280—480
710—1 140
23 900—33 700
83—98
3,17—3,37
2,97—3,19
0,006—0,009
0,016—0,022
Удельное объемное сопротивление, ом ■ см . (1,5—4,9) 1015
Литые изделия на основе смолы оксирон 2000, отвержденной аминами, после вы¬
держки в течение 720 ч при 150° С теряют 40% прочности, а обычные эпоксидные
смолы теряют 30% прочности через 250 ч выдержки при этой температуре.
Эпоксидированиые полиолефины могут быть использованы в электрическем и
электронном оборудовании; благодаря высоким адгезионным свойствам и способности
совмещаться с другими смолами они пригодны для изготовления клеев, получения
покрытий и стеклопластиков. Стеклопластики сохраняют повышенную прочность при
температурах до 260° С [96].
ЛИТЕРАТУРА
1. А. М. Паке и. Эпоксидные соединения и эпоксидные смолы, Госхимиздат, 1962.
2. Пат США 2469683, 1945; 2479480, 1946; 2515142, 1947.
3. Англ. пат. 438523, 1934; пат. США 1977251, 1933.
4. Герм пат. 743563, 1935; пат. США 1977250, 1933.
5 Т Findlay, D. Swer n. J. S с a 1 a n, J. Am. Chem. Soc., 67, 412 (1945).
6. D. S w e r n, G. В i 11 e n, R. E d d y, J. Am. Chem. Soc., 70, 1228 (1948).
7. P. Sherwood, Ind. Chemist, 32, № 374. 99 (1956); И. М. Билик, P. Л. Глобус,
В. Г. Брудзь, Пластмассы, № 3, 69 (19ПП.
8. Англ. пат.' 557976, 1945; 428944, 1935.
9. Пат. США 2468982, 1949.
10 Пат. США 2467171, 1949.
11. Пат. США 2575558, 1951.
700
Литература
12. J. S с h г a d е, Kunststoffe, 43. 266 (19оЗ).
13. P. Dunn, Paint, Oil Col. J., 122, ЛЬ 2820. 988 (1952).
14. M. L i d a ri k, J. Kince, V. U 1 b r i с h, Chem. Listy, 50, 1960 (1956).
15. W. F i s с h. W. H о f m a n n, J. Pol\mer Sci., 12.497 (1954).
16. L. S h e с h I e r, J. W i n s t r a, Ind. Eng. Chem., 48, 86 (1956).
17. L. Shechter, J. W i n s t г a, R. Kurkjv. Ind. Eng. Chem., 48, 94 (1956).
18. E. S. Narracott. Brit. Plast.. 26, 120 (1953).
19. R. B. Seymour, R. H. Steiner, Chem. Eng., 61, № 4, 244 (1954).
20. М. С. Малиновский. В. H. Перчик. ЖОХ, 27, № 6, 1591 (1957); Т. Rider,
I. Hill, J. Am. Chem. Soc.. 52, 1528 (1930).
21. Швейц. пат 262479 1946 262480. 1946.
22. F. Tirth. Mod. Plast.. 33, M> 4. 125 (1956).
23. Rubb. Age Synth.. 34, Л? 8. 353 (1953).
24. I. I. Zonsveld. Farbe u. Lack. 60, 431 (1954).
25. Пат США 2651589. 1949; R. W e g 1 e r, Angew. Chem., 67, № 19—20, 582 (1955);
Успехи химии и технологии полимеров, сб. 2, 1957, стр. 270.
26. М. Ф. Сорокин, Хим. пром., № 5, 310 (1957).
27. P. Bruin, Kunststoffe, 45, № 8, 335 (1955^.
28. F. I. Allen, W. M. Hunter.J. Appl. Chem., 7, 86 (1957).
29. Пат. США 2593411, 1949.
30. Пат. ФРГ 870760, 1950.
31. Н. К Weiss, Ind. Eng. Chem., 49, 1089 (1957); И. JI. Парбузина, Н. Н. Соко¬
лов, Пластмассы. № 2, 69 (1963); И. Л. Парбузина, Н. Н. Соколов,
м. И. Ш у и к и н, Т. И. Нарышкин а, Пластмассы, № 4, 12 (1963).
32. W. F i s с h, W. Hofmann, J. Koskikallio, J. Appl. Chem., 6, 429 (1956),
33. E. C. Dearborn. R. M. Fuoss. A. K. McKenzie, R. G. S h e p h e r d, Jr., Ind.
Enr>\ Chem., 45, 2714 (1953).
34. P. Robitschek. S. J. Nelson. Ind. Eng. Chem., 48, 1951 (1956).
35. Пат. CHI' 2715223. 1955; D. E. P e e r m a n. D. E. Flovd, W. S. Mitchell, Plast.
Techno!., 2, A"s 1. 25 (1956).
36. H. Lee, К Neville, Epoxv Resins. N. Y.. 1957.
37. А. А. Б л а г о н p а в о в а. Н С 3 е з и н. Девятая Лондонская выставка англий¬
ской ассоциации химиков лакокрасочной промышленности и промышленности ра¬
стительных масел, Госхимиздат, 1958.
38. D. Е. Peerman, W. Т о 1 b е г g. D. Е. Floyd. Ind. Eng. Chem., 49, 1091 (1957).
39. R. Wheeler, Paint Technol.. 18, № 207, 131 (1954).
40. E. S. Narracott. J. Appl. Chem., 6, 256 (1956).
41. K. R. Cr anker, A. J. Breslau, Ind. Eng. Chem., 48, 98 (1956).
42. Д. А. Кардашов, Эпоксидные смолы, способы получения, свойства и области
применения, ВИНТИ, 1959.
43. W. Olechowa, Przem. Chem.. 10, 603 П954).
44. Вестн. техн. и экон. инЛорм.. № 5, 45 (1958).
45. К. А. Андрианов, Л Н. Юткин а, М. С. Р а к и ц к а я, Вестн. электропром.,
№ 11 (1956).
46. М. Martin. Ind. plast. Mod., 4, Kb 6, 34 (1950).
47. И. И. Матвеев, сб. «Пластические массы в машиностроении». Изд. АН СССР,
1955, стр. 118.
48. К. А. Андрианов. Электричество, № 4, 1 (1958).
49. W. J. Belanger, Н. С. К I a s s е n. Plast. Technol., 4, 726 (1958).
50. Н. Schlegel, Plast. u. Kaut., 5. 327 П9581.
51. W. Olechowa, Przem. Chem., 10, 603 (1954).
52. С. А. Филиппович. Пластмассы. № 7, 69 (1963).
53. Д. А. Кардашов, Хим. наука и пром.. II, 602 (1957); сб. «Клеи и технология
склеивания», Оборонгиз. 1960, стр. 133. 145.
54. Н. Н. И в л и е в, Г. М. Г у з а н о в а, Труды Гос. н.-и. ин-та технологии и организа¬
ции производства, вып. 4, 21 (1956).
55. P. Moser, Mod. Plast., 31, № 6, 107 (1954).
56. Polymer Processes. N. Y., 1956, стр. 504.
57. W. Bandaruk, SPE J.. 12. № 8, 20 (1956).
58. E. В. T p о с т я н с к а я. Е. С. В е н к о в а. Пластмассы, № 8, 16 (1961).
59. J. S. Jo rc z a k, SPE J.. 10, № 2, 23 (1954); О. Л. Петров, А. Д. Курмаев,
Пластмассы, № 1, 46 (1S61).
60. Plast. Technol.. 4, 721 (1958).
61. R В S р v m о u г, R. Н. S t е i n е г. Plastics for Corrosion-resistant Applications, N. Y„
1955.
62. R. B. Seymour, R. H. Steiner, Chem. Eng., 61, 244 (1954); E. И. Капкова,
Д. И. Рябоштан, Пластмассы, № 61 (1963).
63. Rubber J. Intern. Plast., 135, 276 (1958).
64. Plast. Ind., 14, № 8, 39 (1956).
Литература
701
65. А. К. Навроцкий, Пластмассы, № 10, 63 (1962).
66. F. G. Firth. Mod. Plast., 33, № 4, 1.25 (1956).
67. М. 3. Ц н р к и н, Р. В. Молотков, В. Ф. Казанская, Пластмассы, № 7, 17
(1963).
68. R. Stierli. Prac. Plast., 9, № 11, 27 (1958).
69. J. Carev, Mod. Plast., 30, № 12, 130 (1953).
70. SPE J., ГЗ, № 5, 26 (1957).
71. Chem. lnd, № 15, 438 (1957).
72. Rubb. Age a. Synth., 34, 353 (1953).
73. Б. А. Киселев, Хим. наука и пром., 2, № 5, 622 (1957).
74. Mod. Plast., 32, № 11, 155 (1954).
75. Д. Е. Флойд, Полиамиды, Госхимиздат, 1960.
76. В. В. Барановский, Я. Л. Шугал, Слоистые пластики электротехнического
назначения, Госэнергоиздат, 1963.
77. D. Elam, F. Hopper, Mod. Plast, 32, № 2. 141 (1954).
78. Вести, техн. и экон. информ, № 3, 86 (1959).
79. L. A. Goldblatt, L. L. Hopper, D. L. Wood. Ind. Eng. Chem., 49, 1099 (1957).
80. F. Johnson, Can. Paint Varn. Mag, 27, № 8, 5 (1953)
81. P. M a slow, Paint. Varnish Prod., № 7, 47 (1958).
82. М. M. Renfrew, H. Wilt с off, D. E. Floyd D. W. Glaser, Ind. Eng. Chem.,
46, 2226 (1954).
83. Paint Mfr, 28, 279 (1958).
84. F. Werren, H. Eickner, Mod. Plast, 34, Л» 2. 187 (1956).
85. Ф. Г. П и н ч v к, Машиностооитель. № II, 38 (1958).
86. Пат. США 2809942, 1957.
S7. Пат США 2741607, 1956.
88. A. Wen d е. Н. Priebe, Plast. u. Kaut., 4, 451 (1957).
89. JI. В. С к p ы л о в а, Р. В. Молотков, Э. С. Гонор, В. Ф. Казанская,
Э. М. Г вирц, Пластмассы, № 10 (1960).
ВО. Е. L о, lnd Eng. Chem., 52, 319 (1960).
91 R. ’т/e g 1 e r, Angew. Chem, 67, № 19—20 (1955).
92. T. G. Harris, Mod. Plast., 31, № 6, 146 (1954).
93. D. D. A p p e 1 g a t h, R. F. Helmreich, G. A. Sweeney, SPE J., 15, № 1, 38
(1959).
94. J. H. W. Turner, Paint Mfr, № 5. 157 (1956); Химия и технология полимеров,
№ 3, 152 (1957).
95. F. P. Greenspan, С. Johnston, M. Reich, Mod. Plast, 37, № 2, 142 (1959).
96. S. A. M i 11 e г, V. A. С h a s e, Mater. Design Eng, 51, № 4, 17 (1960).
97. Chem. Eng. News, 38, № 41, 105 (1960).
98. Mater. Design Eng, 51, № 4, 19 (1960.
XII. ПОЛИЭФИРЫ И ПЛАСТМАССЫ НА ИХ ОСНОВЕ
Сложными и простыми полиэфирами называют высокомолекуляр¬
ные соединения, которые содержат в макромолекуле соответственно
сложную —СО—О— или простую —С—О—С эфирную связь. В соот¬
ветствии с системой химической классификации В. В. Коршака [1, 2]
полиэфиры могут быть карбоцепными и гетероцепными. У первых
эфирные группировки находятся в боковой цепи, а у вторых—в основ¬
ной цепи макромолекулы. Гетероцепные полиэфиры могут быть раз¬
биты на три группы: полиэфиры с алифатическим звеном, полиэфиры
с ароматическим звеном и полиэфиры с гетероциклическим звеном.
Широкое распространение в технике нашли гетероцепные сложные по¬
лиэфиры с алифатическим насыщенным и ненасыщенным звеном и по¬
лиэфиры с ароматическим звеном. Их получают реакцией поликонден-
сации многоосновных кислот с многоатомными спиртами.
Важное значение для производства пластмасс приобрели ненасы¬
щенные полиэфиры, представляющие собой олигомерные (т. е. сравни¬
тельно низкомолекулярные) продукты поликонденсацин ди- или поли-
функциональных кислот и спиртов (иногда в присутствии монофунк¬
циональных соединений одного из этих типов), содержащих реакционно¬
способные двойные связи между углеродными атомами. Ненасыщен-
ность полиэфиров определяет их способность к сополнмеризации с дру¬
гими непредельными соединениями (стиролом, метилметакрилатом, ви-
нилацетатом, диаллилфталатом, триаллилциануратом).
Первый полиэфир был получен Берцелиусом в 1847 г. при взаимо¬
действии глицерина с винной кислотой. Позже исследователями были
синтезированы разнообразные продукты этерификации глицерина ян¬
тарной и лимонной кислотами, которые при нагревании переходил;!
в твердые продукты, нерастворимые в воде, спирте и эфире.
В 1863 г. Лоуренс приготовил полиэтиленсукцинат нагреванием
этиленгликоля с янтарной кислотой. В 1901 г. Смит вместо винной кис¬
лоты использовал фталевый ангидрид и провел его конденсацию с гли¬
церином при молярном соотношении 3:2. В результате длительного на¬
гревания реакционной смеси была получена твердая прозрачная свет¬
лая смола, нерастворимая в воде.
Основным недостатком полиэфиров, получаемых из фталевого
аигидрида и глицерина, является хрупкость. В 1927 г. Кинли [3] для их
модификации применил жирные кислоты высыхающих масел (льня¬
ного, тунгового и других), и с 1930 г. такие полиэфиры получили широ- ■
кое распространение в качестве плеикообразующих материалов.
Ка’розерс \4\ в свсглх \)auuux работах указывал. на сиособиосдъ та,-
шш?., .ъЪаддошда.
сокой прочностью. Эта способность связана с величиной молекулярного
Беса и химическим строением макромолекул. Волокнообразутощие поли¬
меры могут быть получены на основе угольной, щавелевой, янтарной,
Сырье
703
глутаровой, адипиновой, пимелиновоц, себациновой, фталевой и других
двухосновных кислот. В качестве второго компонента при образовании
полиэфиров используются двухатомные спирты. Но низкие показатели
некоторых свойств таких полиэфиров, в частности температуры плавле¬
ния, не позволяют использовать многие полиэфиры для приготовления
волокна. Если в качестве компонентов поликонденсации использовать
терефталевую кислоту и этиленгликоль, то можно получить полимер,
называемый полиэтилентерефталатом, пригодный для изготовления во¬
локна, пленок и прессматериалов. Впервые полиэтилентерефталат был
получен в Англии в 1939—1941 гг. [5, 6, 7].
Полиэтилеитерефталат имеет температуру плавления 255° С. Заме¬
на этиленгликоля триметнлен-, пентаметилен- или гексаметиленглико-
лем сравнительно мало снижает температуру плавления полиэфиров [8].
Ненасыщенные полиэфиры были известны давно, но серьезное изу¬
чение их свойств и превращений началось с 1937 г. [9, .10]. Вскоре было
найдено, что полиэфиры из гликоля и малеиновой, фумаровой или
цитраконовой кислот подвергаются сшивке через свои двойные связи
[11]. Даже смешанные полиэфиры, полученные из гликоля и смеси кис¬
лот (малеиновой и янтарной), способны превращаться в неплавкое и
нерастворимое состояние. Этот переход ускоряется при нагревании,
облучении ультрафиолетовым светом, в присутствии кислорода и рас¬
творимых солей кобальта, но ингибируется введением - гидрохинона.
Сшитые продукты из ненасыщенных полиэфиров можно получить
путем их сополимеризации с различными непредельными веществами
(стиролом, метилметакрилатом, винилацетатом и т. п.).
В 1956 г. появилось сообщение Шнелла о получении термопластич¬
ных полимеров, так называемых поликарбонатов, являющихся слож¬
ными полиэфирами угольной кислоты и ароматических диоксисоеди-
нений. В последние годы значительное число исследований было посвя¬
щено получению простых полиэфиров из окисей алкиленов и альдеги¬
дов, а также из окисей алкиленов и спиртов. В качестве объектов
изучения применялись окиси этилена, пропилена и стирола, замещен¬
ные оксациклобутана, эпихлоргидрин, формальдегид и ацетальдегид.
Техническое применение из простых полиэфиров нашли поли-3,3-бис-
(хлорметил)оксаци'клобутан (пентон, пентапласт) и полиформальдегид
(полиоксиметилен).
ГЛАВА 35
СЫРЬЕ И ЗАКОНОМЕРНОСТИ ОБРАЗОВАНИЯ ПОЛИЭФИРОВ
Сырье для производства полиэфиров
Из разнообразных видов сырья, предложенных для получения
полиэфиров, наибольшее практическое применение получили глнколи
(этиленгликоль, диэтилепгликоль, пропиленгликоль, дипропиленгли-
коль), глицерин, пеитаэритрит, аллиловый спирт, 4,4'-диоксидифенилал-
каны (диоксидифенилпропан) и кислоты (фталевая, терефталевая, ади-
пиновая, себациновая, метакриловая, малеиновая).
Этиленгликоль. В технике этиленгликоль (гликоль) получают из
этилена. Первая стадия реакции включает синтез этиленхлоргидрииа
путем обработки этилена гипохлоритом. Вторая стадия представляет
собой реакцию дегидрохлорирования этиленхлоргидрииа при добавке
гашеной извести. Третья стадия — реакция гидратации окиси этилена
до этиленгликоля — протекает в слабокислом водном растворе или з
паровой фазе над окисью серебра при 170—172° С [12].
704 Гл. 35. Сырье и закономерности образования полиэфиров
Окись этилена может быть получена прямым окислением этилена
кислородом воздуха в присутствии серебра при 200—300° С [13]. В по¬
следнее время этиленгликоль получают гидратацией окиси этилена не¬
прерывным способом, применяя в качестве катализатора твердые ионо¬
обменные смолы. Смолы значительно уменьшают коррозию аппаратуры,
легко отделяются от продуктов реакции и могут быть использованы
повторно.
Этиленгликоль представляет собой гигроскопичную бесцветную
жидкость, почти без запаха, смешивающуюся с водой и спиртом во
всех отношениях. Свойства этиленгликоля представлены в табл. 148.
ТАБЛИЦА 148
Свойства многоатомных спиртов [16]
Спирты
Температура
кипения
°С
Температура
замерзания,
Плотность,
при
20° С, г!см:>
Показатель
преломления
20
"D
Этиленгликоль
197,5
—13,0
1,1155
1,4.316
Диэтиленгликоль . . .
245,8
—8,0
1,1184
1,4472
1,2-Пропиленгликоль . .
187,4
—
1,0381
1,4326
Дипропиленгликоль . .
231,8
—
1,0252
1,4440
Глицерин
290,0
17,9
1,2636
1,4740
Пентаэритрнт
—
260
—
—■
Аллиловын спирт
96,7
—129
0,854
1,4135
Диэтиленгликоль. Подобно этиленгликолю диэтиленгликоль всту¬
пает в реакцию взаимодействия с двухосновными кислотами. Поли¬
эфиры, полученные на основе диэтиленгликоля, обладают большей гиб¬
костью и меньшей кристалличностью, чем полиэфиры, полученные на
основе гликоля.
Диэтиленгликоль приготовляется из этиленгликоля и окиси этилена
при 100°С. Он представляет собой бесцветную гигроскопичную жидкость
с очень слабым запахом. С водой и спиртом смешивается во всех отно¬
шениях. Свойства его приведены в табл. 148.
Пропиленгликоль. Из двух изомеров пропиленгликоля, а именно
1,3-пропиленгликоля и 1, 2-пропиленгликоля, последний является про¬
дуктом, используемым в производстве полиэфиров. Синтез 1,2-пропи-
ленгликоля производится из пропилена через прогшленхлоргидрин и
окись пропилена [14].
Пропиленгликоль является гигроскопичной бесцветной жидкостью,
не имеющей запаха. С водой и спиртом смешивается во всех отноше¬
ниях. Полиэфиры на основе пропиленгликоля обладают меньшей кри¬
сталличностью и лучшей растворимостью в стироле, чем полиэфиры,
полученные на основе этиленгликоля. В табл. 148 указаны свойства
1,2-пропиленгликоля.
Дипропиленгликоль. Полиэфиры на основе дипропиленгликоля ме¬
нее чувствительны к влаге, чем соответствующие полиэфиры из диэти¬
ленгликоля. Получают дипропиленгликоль из пропиленгликоля при вза¬
имодействии его с окисью пропилена. Он представляет собой бесцветную
отчасти вязкую жидкость с незначительным запахом, смешивающуюся
с водой и ароматическими углеводородами. Свойства его приводятся
в табл. 148.
Глицерин. В технике глицерин получают расщеплением жиров
(омылением), а также синтетическим путем — из пропилена через хло~
Сырье
705
ристый аллил, аллиловый спирт, хлоргидрины глицерина [14]. В послед¬
ние годы был разработан новый метод получения глицерина без затра¬
ты хлора. По этому методу пропилен окисляют кислородом воздуха при
200—400° С в акролеин, который с помощью перекиси водорода превра¬
щают в глицериновый альдегид, гидрируемый далее в глицерин.
Глицерин представляет собой вязкую гигроскопичную бесцветную
жидкость, не имеющую запаха и обладающую сладким вкусом. Он сме¬
шивается с водой во всех отношениях и является хорошим растворите¬
лем для спиртов, гликолей, аминов, кислот и многих органических и
неорганических солей. Свойства глицерина представлены в табл. 148.
ГТентаэритрит — алифатический спирт, содержащий четыре первич¬
ные гидроксильные группы, отличается высокой реакционной способ¬
ностью. В промышленности его получают конденсацией ацетальдегида
с формальдегидом в водном растворе в присутствии щелрчи. Все три
водородных атома ацетальдегида замещаются на метилольные группы,
а карбонильная группа восстанавливается формальдегидом [14].
Чистый иентаэритрит представляет собой кристаллическое веще¬
ство с температурой плавления 260°С. При комнатной температуре он
частично растворяется в воде (при 15°С ~5,5 г в 100 мл воды).
Аллиловый спирт готовят омылением хлористого аллила [14]. Дру¬
гим методом его получения может быть либо электролитическое вос¬
становление акролеина [15], либо обработка его этиловым спиртом при
380—400° С над окисью магния [14].
Аллиловый спирт представляет собой жидкость с острым запахом,
хорошо растворимую в воде, спирте и эфире. Он вступает как в реак¬
ции, свойственные первичным спиртам, так и в реакции, характерные
для олефииов. Некоторые свойства аллилового спирта представлены
в табл. 148.
4,4'-диоксидифенилалканы являются доступными веществами. Уже
в 1891 г. Дианин наблюдал, что при действии ацетона на фенол в при¬
сутствии минеральных кислот образуется 4,4'-диоксидифенил-2,2'-про-
пан. Другие диоксидифенилалканы могут быть получены при действии
на фенол альдегидов и кетонов. Во всех случаях молярное соотношение
фенол : альдегид (кетон) не должно быть менее 3 : 1 [17].
В настоящее время синтезировано значительное число 4, 4'-диокси-
дифенилалканов [18], но наибольшее применение нашел 4,4'-диоксиди-
фенил 2,2'-пропан. Получение и некоторые свойства диоксидйфенилпро-
пана (бисфенола А, диана) рассмотрены на стр. 662.
Фталевая кислота имеет две карбоксильные группы, расположенные
в орто-положении бензольного кольца и способные образовывать ан-
гидридную связь; поэтому чаще всего применяют не кислоту, а ее
ангидрид. Основным сырьем для производства ангидрида является
нафталин, окисление которого производится кислородом воздуха в га¬
зовой фазе над ванадиевым катализатором [19]. Фталевый ангидрид
(с 75% выходом) может быть также получен из продуктов каменно¬
угольной смолы при 200—225°С в присутствии катализатора окиси
кремния-пятиакиси ванадия [20].
В последнее время все шире применяется синтез фталевого ангид'
рида окислением о-ксилола воздухом над ванадиевым катализатором.
Фталевый ангидрид представляет собой прозрачные белые кристаллы,
плавящиеся при 130° С и растворимые в воде, спирте, эфире.
Терефталевая кислота является пара-изомером фталевой кислоты.
Основным методом ее синтеза является окисление n-ксилола, выделяе¬
мого в основном из .продуктов переработки нефти [21, 22]. Трудности по
очистке терефталевой кислоты (она сублимируется без разложения при
45 А. Ф, Николаев
706
Гл. 35. Сырье и закономерности образования полиэфиров
300° С [23]) привели к тому, что на производстве получают ее димети¬
ловый эфир, легко поддающийся тщательной очистке. Этерификапия
терефталевой кислоты метиловым спиртом протекает без особых труд¬
ностей.
Диметилтерефталат по сравнению с кислотой имеет более низкую
температуру плавления [21, 23]. Лучше всего его очищать перегонкой
в вакууме, а затем кристаллизацией из метанола. По другим данным,
диметилтерефталат для очистки сначала кристаллизуют из метанола,
фильтруют, промывают водой, сушат, а затем перегоняют в вакууме.
После очистки он представляет собой белые кристаллы или чешуйки.
Диметилтерефталат плавится со значительной сублимацией при
142° С [24].
В германских патентах [25, 26] описывалось получение терефталата
калия с высоким выходом путем нагревания фталата калия с солями
кадмия или цинка до 400—450° С, а также приготовление терефталата
из бензойнокислого калия.
Позже было показано [27], что выход терефталевой кислоты, полу¬
чаемой из фталата калия, зависит от природы аниона и катиона ката¬
лизатора. Из катионов наиболее эффективен Cd++ (максимальный вы¬
ход 90%), затем Zn++ (50%)- Анионы по уменьшению активности могут
быть расположены в следующий ряд: > Вг_ > Cl' > СО3 ". При по¬
лучении терефталата из бензоата калия активность катионов и анионов
изменяется так же, как и в случае термической перегруппировки фта¬
лата калия.
Малеиновый ангидрид. Малеиновая кислота является цыс-формой
а, p-ненасыщенной дикарбоновой кислоты, легко образующей ангидрид.
Основной метод синтеза ангидрида — окисление бензола. В этом про¬
цессе смесь паров бензола и воздуха пропускается над ванадиевым ка¬
тализатором при 450° С [28, 29]. Существует много других методов по¬
лучения малеинового ангидрида. Значительный интерес представляет
синтез его из фурфурола [30] и бутилена [31]. Малеиновый ангидрид
производится в форме белых кристаллов с температурой плавления
53°С. Он растворяется в воде, спирте, хлороформе, бензоле.
Фумаровая кислота является транс-изомером а, р-ненасьиценной
дикарбоновой кислоты. Она может быть получена нагреванием 50%
раствора малеиновой кислоты в малеиновом ангидриде. Другой метод
заключается в пропускании газов, полученных при окислении бензола,
через раствор соляной кислоты. После кристаллизации фумаровая кис¬
лота плавится при 287° С.
Адипиновая, себациновая и метакриловая кислоты, используемые
в производстве полиэфиров, рассмотрены на стр. 612, 613, 330.
Закономерности образования полиэфиров
Многие ученые (Кинли, Карозерс, Флори, Коршак, Рафиков и дру¬
гие) занимались исследованиями закономерностей процесса поликон¬
денсации гликолей и многоатомных спиртов с дикарбоновыми кисло¬
тами [32—35]. Огромный экспериментальный материал освещен в лите¬
ратуре [1, 2].
Характерной особенностью полиэтерификации является обратимый
и равновесный характер тех реакций, которые лежат в основе всего
процесса превращения. Они характеризуются небольшим значением
констант равновесия и, следовательно, сильно зависят от условий, сдви¬
гающих равновесие в сторону образования полимера с возможно более
высоким молекулярным весом. Так, образование полиэтилентерефта-
Закономерности образования полиэфиров
707
лата может быть представлено следующим уравнением:
пНОСН2СН2ОН + пНООСС6Н4СООН
5Г± Н0СН2СН20 [0СС6Н4С00СН2СН20]„_, ОСС6Н4СООН + (2п — 1) н2о
Если из сферы реакции удалять воду, то равновесие можно сдви¬
нуть вправо, т. е. в сторону образования полиэфира. Процесс образо¬
вания макромолекулы состоит из трех этапов: 1) начало образования
цепи; 2) процесс роста цепи и 3) остановка роста цепи.
Начало образования цепи макромолекулы состоит во взаимодей¬
ствии двух различных функциональных групп обеих реагирующих мо¬
лекул. Процесс роста цепи проходит так же, как и первый элементар¬
ный акт, требует такого же количества энергии и представляет собой
ступенчатую реакцию. Каждый реакционный акт приводит к образова¬
нию устойчивого соединения.
Реакция поликонденсации протекает медленно. Скорость ее зави¬
сит от температуры реакционной среды и от скорости удаления побоч¬
ных продуктов реакции, в данном случае воды. Чем выше температура
реакции и чем быстрее и полнее удаляется вода, тем больше скорость
реакции, тем выше достигаемая степень ее завершения и значительнее
молекулярный вес полимера.
Образующийся продукт поликонденсации представляет собой поли-
дисперсную смесь макромолекул разной длины, причем полиэфир все¬
гда содержит небольшие количества исходных реагирующих веществ
и побочные продукты реакции. Полидисперсность молекул полимера
регулируется реакциями деструкции, к которым наиболее чувствительны
более длинные молекулы. Сочетание процессов образования макромо¬
лекул и их деструкции приводит к состоянию равновесия, при котором
наблюдается наименьшая степень полидисперсности.
Процесс поликонденсации в пределе мог бы привести к образова¬
нию бесконечно больших макромолекул, но на самом деле происходит
образование сравнительно небольших цепей. Лишь в отдельных случаях
образуются макромолекулы с молекулярным весом свыше 30000. Оста¬
новка роста цепи зависит от ряда физических и химических причин.
Физические причины — это понижение концентрации реагирующих групп
и увеличение вязкости среды, которые резко уменьшают скорость реак¬
ции и затрудняют удаление воды.
Химические причины — потеря способности концевых функциональ¬
ных групп растущей молекулы к дальнейшей реакции вследствие не¬
эквивалентного соотношения исходных веществ и химического измене¬
ния кониевых групп и др.
На образование и свойства полиэфиров влияют следующие фак¬
торы: 1) число функциональных групп в кислотах и спиртах и соотно¬
шение компонентов; 2) величина и строение молекул кислот и спиртов;
3) некоторые свойства кислот и спиртов (способность к полимериза^
ции, окислению и др.).
Число функциональных групп в кислотах и спиртах. При взаимо¬
действии двухосновных кислот с двухатомными спиртами образуются
полиэфиры, состоящие из смеси полимеров, имеющих линейное строе¬
ние. Полиэфир может быть построен (при условии, что не происходит
побочных реакций) только за счет роста с одного или с обоих концов
цепи, т. е. в двух направлениях, и поэтому получается линейный про¬
дукт. Такие полимеры не переходят в неплавкое состояние под дей¬
ствием тепла, сохраняя термопластичность и .при высоких степенях за¬
вершенности реакции. В случае эквивалентного соотношения компснен
тов можно получить полиэфиры с низким кислотным числом.
45*
7С8
Гл. 35. Сырье и закономерности образования полиэфиров
Влияние соотношения компонентов на поликонденсацию гликоля
с адипиновой кислотой было показано Коршаком [34]. При эквивалент¬
ном соотношении средний молекулярный вес полиэфира достигает 3800,
при 20%-ном избытке адипиновой кислоты он снижается до 1200, а при
80—100% избытке кислоты становится ниже 500. Аналогичные резуль¬
таты были получены при избытке гликоля Монофункциональные веще¬
ства (кислота или спирт) действуют так же, как и избыток одного из
бифункциональных реагентов.
В тех случаях, когда число функциональных групп хотя бы одного
из компонентов превышает два, а другой компонент имеет не менее
двух функциональных групп, в результате поликонденсации будут
образовываться трехмерные молекулы. Например, в результате конден¬
сации этиленгликоля и фталевой кислоты образуется линейный поли-
этиленфталат, между тем реакция между фталевой кислотой и глицери¬
ном может привести к образованию полимерного продукта с попереч¬
ными связями. В первом случае фталевая кислота и этиленгликоль
являются дифункциональными соединениями, а во втором случае глице¬
рин, благодаря наличию трех гидроксильных групп, является трифунк-
циональным мономером.
Обозначив структурные звенья этиленгликоля и фталевой кислоты
буквами Э и Ф, линейный полиэтиленфталат можно изобразить так:
... —Э—Ф—Э—Ф—Э—Ф— ...
а полиглициринофталат (если остаток глицерина обозначить буквой Г)
следующим образом:
I I i
Ф—Г— г—Ф—Г—
I III
—Г—Ф—Г -Ф—Г—Ф Г—Ф—
I I
Ф—Г—Ф—Г—Ф—Г—Ф
I I
Возникновение пространственных сшивок и переход полимера в ге¬
леобразное состояние происходят задолго до исчезновения реагирую¬
щих молекул и завершения реакции поликонденсации. Критическая
точка, при которой происходит образование трехмерной сетки, детально
обсуждалась учеными [36]. Была установлена общая зависимость между
степенью завершенности реакции, степенью поликонденсации и функ¬
циональностью:
2 2
где р — степень завершенности реакции;
f — средняя функциональность системы (т. е. среднее число реак¬
ционноспособных групп на одну молекулу мономера);
х — средняя степень поликонденсации.
2
При высоких значениях х выражением можно пренебречь, так
как оно будет ничтожно малым, и тогда уравнение принимает вид:
2
Таким образом, для бифункциональных систем (f = 2) предельное
значение р = 1, и, следовательно, конденсация может протекать до кон¬
ца без гелеобразования С другой стороны, для тех систем, где / > 2,
значение р < 1. При конденсации эквивалентных количеств глицерина
Закономерности образования полиэфиров
709
и фталевой кислоты (на 2 моль глицерина приходится 3 моль фтале-
вой кислоты), где на 5 молекул имеются 12 функциональных групп,
12 2
/ = ~ = 2,4, а р = 24 = 0,83, гелеобразование теоретически может про¬
исходить, когда прореагировало только 83% функциональных групп.
В действительности было найдено, что гелеобразование наступает рань¬
ше (при степени этерификации 75—80%)
Уменьшение концентрации трифункциональных или введение в ре¬
акционную смесь монофункциональных соединений позволяет доводить
реакцию поликонденсации до большей глубины. В технике этим поль¬
зуются для модификации полиглицеринофт^лата (алкидных смол) не¬
насыщенными жирными кислотами.
Таким образом, функциональность кислоты и спирта определяет
тип получаемого из них полимера. Но свойства различных типов поли¬
мера зависят и от строения исходных компонентов.
Величина и строение молекул кислот и спиртов. Активность функ¬
циональных групп исходных молекул зависит от их строения и вели¬
чины. Первичные гидроксильные группы более реакционноспособны,
чем вторичные. Гак, в глицерине вторичная гидроксильная группа про¬
являет свою активность лишь при температурах выше 180° С, в то
время как первичные гидроксильные группы начинают реагировать с
кислотой при более низких температурах. Ангидриды же двухосновных
кислот (фталевой, малеиновой) реагируют со спиртами уже при
20—25° С [37].
На скорость реакции поликонденсации также влияет молекуляр¬
ный вес исходного реагента. Для учета этой зависимости было введено
понятие удельной функциональности моноэфира, образованного из со¬
ответствующей кислоты и спирта [38, 39].
Удельная функциональность показывает наибольшее число свобод¬
ных функциональных групп, приходящихся на единицу молекулярного
веса, которое может быть использовано в реакции поликонденсации.
Эта величина выражается формулой:
где f — число функциональных групп в молекуле моноэфира;
М — молекулярный вес моноэфира.
С увеличением Д возрастает скорость образования полимера. На¬
пример, она будет больше у пентаэритритовых эфиров различных кис¬
лот по сравнению с диэтиленгликолевыми эфирами тех же кислот,
удельная функциональность которых значительно ниже.
Очень часто вследствие неодинаковой реакционной способности
функциональных групп (например, первичных и вторичных гидроксиль¬
ных групп), пространственных затруднений, возникающих в ходе реак¬
ции, и других причин используются не все функциональные группы.
Поэтому представление о фактически используемой удельной функцио¬
нальности § можно получить, умножая значение Д на степень завер¬
шенности реакции р:
ь = д р
Таким образом, величина 6 характеризует практическую способ¬
ность различных моноэфиров к образованию полиэфира, она учитывает
влияние строения моноэфиров на эту способность.
Строение реагирующих молекул в значительной степени опреде¬
ляет многие физические и химические свойства полимеров. Большин¬
ство линейных полиэфиров имеет кристаллическое строение, что позво¬
710
Гл. 35. Сырье и закономерности образования полиэфиров
ляет получать из них волокна. Склонность к кристаллизации зависит
от строения полиэфира, причем она будет уменьшаться с появлением
в полиметиленовых цепочках спиртов и кислот гетероатомов, ненасы¬
щенных углерод-углеродных связей или боковых групп.
Так, полиэфир, полученный из фумаровой кислоты и этиленглико¬
ля, имеет кристаллическое строение, но применение диэтиленгликоля,
содержащего добавочный атом кислорода, приводит к получению
аморфного полимера. С другой стороны, если заменить ненасыщенную
фумаровую кислоту адипиновой кислотой, не содержащей двойной
связи, то кристалличность полиэфиров увеличивается. Применение гли-
колей, содержащих боковые группы, например пропиленгликоля, при¬
водит к заметному снижению или полной потере кристалличности.
Длина полиметиленовой цепи гликоля или кислоты также влияет
на величину кристалличности. Так, полиизопропиленсебацинат более
кристалличен, чем полиизопропиленсукцинат. Получение полиэфиров
при совместной конденсации ряда кислот или гликолей приводит к сни¬
жению кристалличности из-за нарушения регулярности строения цепи
полиэфира.
Применяя различные двухосновные кислоты, получают полимеры
с различной твердостью. По твердости пленок полиэфиров соответ¬
ствующие кислоты располагаются в такой последовательности [104]:
малеиновая > фтатевая > янтарная > адипиновая > себациновая > лимонная
а спирты следующим образом:
пентаэритрит > глицерин > этиленгликоль
При применении различных кислот прочность пленок изменяется,
как показано ниже:
себациновая < азелаиновая < адипиновая < янтарная < малоновая < фталевая
Относительное удлинение пленок уменьшается для этих кислот
в обратном порядке.
Все линейные полиэфиры имеют сравнительно низкую температуру
плавления. Один из путей ее увеличения — это введение в структуру
полиэфиров ароматических колец. Особенно сильное влияние оказы¬
вают терефталевая кислота [8] и 4,4/-диоксидифенилалканы (в част¬
ности, диоксидифенилметан, диоксидифенилпроиан) [18].
Некоторые свойства кислот и спиртов. Использование для получе¬
ния или модификации полиэфиров ненасыщенных одно- или двухоснов¬
ных кислот позволяет придать им новые качества. Ненасыщенность
обусловливает высыхание и сшивку полимеров [9, 10]. Полиэфиры, в об¬
разовании которых принимали участие ненасыщенные одноосновные
кислоты (например, кислоты высыхающих и полувысыхающих расти¬
тельных масел), обладают способностью давать на воздухе при обыч¬
ной температуре твердые нерастворимые пленки. Способность к отвер¬
ждению (высыханию) на воздухе объясняется наличием в молекулах
полимера двойных связей, по которым присоединяется кислород воз¬
духа, образуя перекисные соединения. В дальнейшем молекулы соеди¬
няются между собой через кислородные мостики, образуя большие
разветвленные структуры. При высоких температурах отверждение та¬
ких полиэфиров происходит не только вследствие взаимодействия
с кислородом воздуха, но и в результате полимеризации по двойным
связям. По мере повышения температуры процессы полимеризации
начинают преобладать.
Полиэфиры, полученные с участием ненасыщенных двухосновных
кислот в условиях, исключающих действие кислорода (в атмосфере
Полиэтиленфталат
711
инертного газа), способны сшиваться при нагревании, а также при дей¬
ствии сшивающих агентов.
При нагревании линейного полиэфира, например полученного из
этиленгликоля и малеинового ангидрида, двойные связи постепенно ис¬
чезают вследствие реакции между молекулами и образуется полимер
пространственного строения.
Молекула полиэфира до нагревания имеет следующее строение:
—R—СН—СН—R—СН=СН—R—
где R представляет собой радикал [—ОСОСН2СН2ОСО—], а после на¬
гревания.
I I
—R—С Н—С Н—R—С Н—С Н—R—
I I
—R—СН—СН—R—СН—СН—R—
I I
—R—CII—СН—R—СН—СН—R—
I I
Но этот процесс протекает медленно; образующийся полимер
имеет невысокие физико-механические свойства. Лучше всего, если не¬
насыщенные полиэфиры сшиваются ненасыщенными мономерами, на¬
пример стиролом. Образование трехмерного продукта может быть пред¬
ставлено схемой, по которой стирольные мостики возникают между
цепями полиэфира:
I
—ОСН2СН2ООС—СН—СН—соосн2—сн2о—
I
сн2
СН
—ОСН2СН2ООС—сн—сн—соосн2—сн2о—
I
Частоту и величину сшивки можно контролировать количествами
малеиновой кислоты в полиэфире и сшивающего агента в реакционной
смеси.
ГЛАВА 36
ЛИНЕЙНЫЕ ПОЛИЭФИРЫ
Из большого числа разнообразных линейных полиэфиров практи¬
ческое применение нашли полимеры на основе этиленгликоля и кислот:
фталевой, адипиновой, себациновой и терефталевой, а также на ос¬
нове ароматических диоксисоедииений и угольной кислоты (поликар¬
бонаты).
Полиэтиленфталат
При получении полиэтиленфталата из этиленгликоля и фталевого
ангидрида вначале образуются кислые эфиры:
,ч ,СОч /ч .СООСН2СН2ОН
| II О + НОСН2СН2ОН —> I Г
'^/^СО/ ^/^СООН
Этот процесс идет сравнительно быстро даже при комнатной тем¬
пературе. В результате последующей реакции моноэфиров гликоля
712
Гл. 36. Линейные полиэфиры
и исходных продуктов образуются сложные молекулы сравнительно ма¬
лой степени поликонденсании. Конечным продуктам можно приписать
следующее строение [41]:
СН2—СН2 СН2—СН2 СН2—СН2 СН2—СН2—...
0
1
0
1
0
1
0
1
0
1
1
со
1
со
1
1
со
1
1
со
1
1
со
1
#
//
\
-/
\
-/
\
/
В зависимости от соотношения исходных компонентов, степени
удаления побочного продукта (воды), температуры и времени реакции
Гтяопь
Рис. 140. Схема установки для получения поли¬
эфиров:
1 — мерник гликоля; 2—бункерные весы; 3 —реактор; 4 — обрат¬
ный конденсатор; 5—прямой конденсатор; б —приемник;
7 — ловушка; 8 — ресивер; 9— вакуумный насос; 10 — смеситель.
можно получить полиэтиленфталаты различной консистенции: от вяз¬
кой жидкости до твердого продукта с температурой плавления
55—63° С.
Полиэтиленфталат производят в реакторах емкостью от 2 до
5 м3, изготовленных из алюминия или нержавеющей стали и снабжен¬
ных мешалкой пропеллерного или турбинного типа и рубашкой для
обогрева с помощью теплоносителя. Схема установки для получения
полиэтиленфталата представлена на рис. 140.
Полиэфир готовят из реагентов, взятых в эквимолекулярных количествах или
содержащих небольшой избыток фталевого ангидрида (чтобы компенсировать его по¬
тери вследствие возгонки).
Сначала в реактор загружают гликоль из мерника 1 и нагревают его до 80—
100° С, затем через люк вводят фталевый ангидрид. После растворения ангидрида
(при этом образуется большая часть кислых эфиров) температуру в реакторе медлен¬
но повышают до 200—220° С. С момента конденсации, кислых эфиров образуются пары
воды, с которыми уносится некоторое количество гликоля и частично возгоняется
фталевый ангидрид. Улавливание фталевого ангидрида и этиленгликоля и возвсаще-
П олиэтиленфталат
713
ние их в раствор производятся в обрат¬
ном конденсаторе 4 и ловушке 7. Пере¬
ключением крана у товушки можно от¬
водить конденсат от реактора или воз¬
вращать его в реактор. Пары воды
охлаждаются в конденсаторе 5, и вода
собирается в приемник 6. Реактор 3
обогревают через рубашку парами ди-
фенильной смеси и охлаждают (через
ту же рубашку) жидкой дифенилыюй
смесью. Установка для получения поли¬
эфиров может работать под вакуумом,
создаваемым насосом 9, перед которым
установлен ресивер 8.
С увеличением вязкости среды и
уменьшением концентрации реагирую¬
щих веществ скорость реакции поликон¬
денсации постепенно снижается Поэто¬
му на последней стадии реакции очень
<
а
S
ta
<
t-
Рис. 141. Изменение вязкости
(кривая 1) и кислотного числа
(кривая 2) при конденсации
гликоля с фталевым ангидри¬
дом.
часто температуру поднимают до 260—
280° С и процесс заканчивают при до¬
стижении заданного значения кислотно¬
го числа (1—25). Уменьшение кислотно¬
го числа сопровождается постепенным
увеличением вязкости полиэфира
(рис. 141).
По окончании реакции поликон¬
денсации полиэфир охлаждают в реак¬
торе до 150—180° С и сливают в алюми¬
ниевые противни, если он способен за¬
стывать в твердую массу, или в бара¬
баны, если при обычной температуре
полиэфир имеет вязкую консистенцию
При получении лака полимер сливают
в смеситель 10 (рис. 140) и добавляют
небольшое количество растворителя. Го¬
товый лак выгружают в бочки.
Полиэтиленфталат раство¬
ряется в ацетоне, циклогексаноне,
спирто бензольной смеси Моле¬
кулярный вес его может дости¬
гать 1500.
Полиэфиры на основе фта¬
левой кислоты сравнительно де¬
шевы, имеют низкую летучесть,
хорошие диэлектрические свой-
ей
*3
е
сс
о
Q.
S
S
*3
о
с
«
сс
н
CJ
«
О
сс
и
ф
S
X
о
ф
£
о—
? I
О О»
S ~
ч>
О
1 s-т
2 ~ О А
~ О
_ О
—« ОО
—< ^-1 О
— Ю
~-Т y-i
CD О (М
О ^
' г Г-
О о
4 Д LO CO CNI
• CD
о
2 g 0 е
— Is (NOO°.OnSin
I § I о
ОО - о;° \/ А ГМ ^
О ©<*
см
см
° VA1®^
СМ
S°
о
о
о
о
о
ю
, см ,
*
sO о
— - 10 <
о о см ю ^ .
-8°°'VA°ro
о
CD CD
О ^
о о
оююо .2к,
go<Nuj>uJ 3
V А
V Г—
СО
С!
X
U %
о S
О О
СМ г;
Ф
= Си
Оч с
в
л
Г° "5
и
и
■О (-
н о
о rv
£ в
§ S
5 =f ф
Ь = О
О со
Я со
н CS
о *
«=з о
с: с;
U о ^
о Ф ^
О » ^ О
СМ ^
с->
Ь,д м 5"
С к"10 s
e>-ss
п ^ н и
03 о (D г
то и и
ф
а, ш о
а о- с ^
о =5 •в
О, Ф £
Л н о О
а: м я
ф ф л о
с ^ ^ ^
(D сп Ф о
Н Н CI к
ич>,т
* Вязкость определялась в растворе, состоящем из 75 вес. ч. пластификатора и 25 вес. ч. ксилола.
714
Гл. 36. Линейные полиэфиры
ства, достаточную устойчивость к бензину, маслам и жирам, особенно
при комнатной температуре. Полиэтиленфталат применяется для пла¬
стификации поливинилхлорида, совместимость с которым у него хорошая.
Основные физические показатели различных полиэтиленфталатов, ис¬
пользуемых в качестве пластификаторов, представлены в табл. 149 [42].
Полиэтиленадипат и полиэтиленсебацинат
В последнее время все большее значение в качестве пластифика¬
торов поливинилхлорида приобретают полиэфиры на основе этилен¬
гликоля и адипиновой или себациновой кислот. Их строение может
быть представлено следующей формулой:
H0CH2CH20 [OCRCOOCH2CH2OJ„ OCRCOOII
где R — радикал, содержащий различное число метиленовых групп.
Процесс производства полимеров этого типа аналогичен процессу
получения полиэтиленфталата. Физические свойства полиэфиров могут
изменяться в очень широких пределах
в зависимости от молекулярного
веса и природы исходных компонен¬
тов. Рассматриваемые полиэфиры мо¬
гут быть различной консистенции: от
вязких жидкостей до твердых воско¬
образных продуктов.
Температура плавления дает до¬
статочно полное представление о ве¬
личине сил, связывающих макромоле¬
кулы полиэфиров. На рис. 142 показано
изменение температуры плавления
полиэфиров на основе этиленгликоля
и линейных дикарбоновых кис¬
лот [43].
Полиэтиленадипат имеет темпера¬
туру плавления 47°, а полиэтилен¬
себацинат 72° С. Накопление метиле¬
новых групп в молекуле полиэфира
приводит к повышению температуры
плавления, но низкое ее значение
свидетельствует о сравнительно сла¬
бом межмолекулярном взаимодей¬
ствии. Тем не менее, полиэтиленадипат
и полиэтиленсебацинат имеют склон¬
ность к кристаллизации, которая силь¬
но зависит от условий получения поли¬
эфира.
Полиэфиры, полученные в обыч¬
ных условиях, представляют собой по-
лидисперсную смесь макромолекул и
являются восками или вязкими жид¬
костями. Но если поликонденсацию проводить при сравнительно низкой
температуре в условиях глубокого вакуума, достигающего в конце про¬
цесса 10_3—10~4 мм рт. ст., то можно получить эластичные материалы,
дающие прочные гибкие волокна при вытягивании из расплава. Из
полиэтиленсебацината можно изготовить волокно даже на холоду,
если молекулярный вес его будет не ниже 9000. Обычно для получения
/во
т
120
-
100
■
80
■
SO
40
■
20
0
-
-20
40
2 4 в Ю 12
число атомов С 6 шепоте
Рис. 142. Изменение температуры
плавления полиэфиров на основе
этиленгликоля и линейных дикарбо¬
новых кислот.
Полизтилентерефталат
715
волокна применяются полиэфиры с молекулярным весом 12000 и дли¬
ной молекулы не меньше 1000 А [44].
Полиэфиры на основе себациновой кислоты очень плохо экстраги¬
руются бензином, маслом, чистой и мыльной водой, синтетическими
моющими средствами, устойчивы к миграции и отличаются высокой
совместимостью с поливинилхлоридом.
Полиэфиры на основе адипиновой кислоты рекомендуется приме¬
нять в тех случаях, когда себацинаты нежелательны из-за высокой
стоимости. Полиэтиленадипаты устойчивы к старению, обладают низ¬
кой летучестью и хорошими миграционными свойствами, их окраска
более светлая, к экстракции углеводородами они более устойчивы, чем
полиэтиленсебацинаты, но применение некоторых полиэтиленадипатов
ограничено вследствие недостаточной совместимости их с поливинил¬
хлоридом и малой морозостойкости. Некоторые физические свойства
низкомолекулярных полиэтиленадипатов и полиэтиленсебацинатов пред¬
ставлены в табл. 149 [42].
Полизтилентерефталат может быть получен различными метода¬
ми. В литературе [45—47] описаны три способа: 1) прямое взаимодей¬
ствие терефталевой кислоты и гликоля, взятого в избытке, в присут¬
ствии катализатора этерификации; 2) переэтерификация низших эфи¬
ров терефталевой кислоты и гликоля, взятого в избытке, в присутствии
катализатора переэтерификации; 3) взаимодействие хлорангидрида
кислоты и этиленгликоля в среде инертного разбавителя (например,
хлороформа) и в присутствии щелочного катализатора (например, пи¬
ридина).
Низкомолекулярные полиэфиры, полученные любым из указанных
способов, могут быть превращены в высокомолекулярные продукты
нагреванием в атмосфере инертного газа. Реакция заканчивается при
уменьшенном давлении.
Первый и третий способы синтеза полиэтилентерефталата не по¬
лучили распространения. В промышленности используется метод пере¬
этерификации между диметилтерефталатом и этиленгликолем с после¬
дующей поликонденсацией дигликольтерефталата.
Процесс производства полиэтилентерефталата может быть пред¬
ставлен следующей схемой, включающей две стадии:
1) переэтерификация
Пол иэтил ентерефтал ат
СООСНз
СООСН2СН2ОН
I II
+ 2СН3ОН
СООСНз
COOCH2CH2Oh
диметилтерефталат этиленгликоль
2) поликонденсация
)
лНОСН2СН2ООС——соосн2сн2он
—>носн2сн2оос—со [осн2сн2оос—/—со]л
+ (п — 1) носн2сн2он
Нагревание
в вакууме
осн2сн»он !-
716
Гл. 36. Линейные полиэфиры
ПРОИЗВОДСТВО ПОЛ ИЭТИЛЕНТЕРЕФТЛЛАТА
Технологический процесс производства полиэтилентерефталата мо¬
жет быть осуществлен по двухавтоклавной схеме [48, 49]. Краткие све¬
дения о производстве полиэфира в Англии опубликованы в 1955 г. [50].
Стадиями производства являются: 1) растворение диметилтере-
фталата в этиленгликоле; 2) переэтерификация; 3) поликонденсация;
Гликопь
Рис. 143. Схема установки для получения полиэтилентере¬
фталата:
1— автоклав для переэтерификация; 2 —мерник гликоля; 3—бункер
диметилтерефталата; 4— шнек; 5 —ректификационная колонна; 6 — холо¬
дильник; 7 —приемник метанола; 8— фильтр; Р—автоклав для поликонден¬
сации; 10—холодильник типа «труба в трубе»; 11 — приемник гликоля;
12 — ресивер; 13— вакуумный насос.
4) выгрузка полиэтилентерефталата. Первая и вторая стадии осуще¬
ствляются в первом автоклаве, а третья и четвертая стадии — во вто¬
ром. Схема производства полиэтилентерефталата представлена на
рис. 143.
Растворение диметилтерефталата в этиленгликоле. В автоклав / емкостью до
3 м3, нагретый до 140° С, загружается диметилтерефталат из бункера 3 с помощью
шнека 4, а затем заливается этиленгликоль из весового мерника 2 в количестве
2,5 моль на 1 моль диметилтерефталата и через люк добавляется 0,01 % ацетата цинка,
являющегося эффективным катализатором переэтерификации. В литературе [51] есть
сведения, что ацетат кобальта отдельно или в смеси с трехокисью сурьмы используется
для ускорения этого процесса. Время переэтерификации исчисляется от прогрева массы
до 140° С (температура растворения диметилтерефталата в гликоле). На некоторых
производствах растворение диметилтерефталата в этиленгликоле производят в специ¬
альном аппарате (растворителе).
Переэтерификация. В течение 1 ч автоклав нагревают от 140 до 230° С и при
этой температуре реакционную смесь выдерживают 3—5 ч при непрерывном размеши¬
вании в токе углекислого газа (или азота).
Проведение переэтерификации при температуре 230° С, превышающей темпера¬
туру кипения этиленгликоля обеспечивает более полное прохождение реакции в мак¬
симально короткий срок. Возврат гликоля в автоклав осуществляется при помощи
ректификационной колонны 5, в которой происходит отделение гликоля от паров мета¬
Полиэтилентерефталат
717
нола. Пары метанола охлаждаются в холодильнике 6, и конденсат собирается в при¬
емник 7. Температура в ректификационной колонне под решеткой составляет 190°,
а над кольцами Рашига 100° С. Основной контроль температуры осуществляется
у входа паров в холодильник 6. При переэтерификации она не должна быть выше
температуры кипения метанола. Возгоняющийся диметилтерефталат осаждается
в насадке из колец Рашига и смывается обратно в автоклав гликолем. Устройство
ректификационной колонны, установленной на крышке автоклава, видно на рис. 144.
При переэтерификации в первом автоклаве наблюдается образование некоторого
количества низкомолекуляраого полиэфира следующего строения:
носн2сн2осо—^ со [осн2сн2осо-^>-со ]я ОСН2СН2ОН
где п — 0—4.
После отгонки всего метанола переэтерификация считается законченной и рас¬
плав (предварительный конденсат) продавливается через металлический сетчатый
фильтр 8 в автоклав 9, где происходит поликонденсацня.
Неокрашенный полиэтилентерефталат применяют только
для получения плеики. Для окрашивания добавляют 0,1—
0,5% матирующих пигментов, например титановых белил [52]
или красителей.
Поликонденсация. Предварительный конденсат, слитый
из автоклава /, быстро нагревают до 280° С и, перемешивая
со скоростью 60 об/мин, выдерживают при этой температу¬
ре. За это время отгоняется избыточный гликоль, который
после охлаждения в холодильнике 10 собирается в приемник
11. После отгонки гликоля в течение 0,5—1 ч в автоклаве 9
создают вакуум ниже 2 мм рт. ст. с целью отгонки остав¬
шейся части гликоля и проведения реакции поликондеисации,
на которую требуется 3—5 ч.
Степень поликондеисации определяют по вязкости рас¬
плава; при 280° С она достигает 2000—5000 пз [531. Контроль
осуществляется по динамометру, установленному иа валу
мешалки. Автоклав имеет циркуляционный обогрев.
Выгрузка полиэтилентерефталата. Расплавленный поли¬
эфир сжатым углекислым газом выдавливается из автоклава
через щелевое отверстие (размер щели от 450 X 3 до 1000 X
X 3 мм) на барабан или в водяную ванну. Во время реакции
поликондеисации щель закрывается крышкой, прикрепляемой
болтами. Лента полимера роликом легко снимается с барабана
и поступает на рубильный станок. В результате рубки ленты
получаются кусочки размером 10 X 8 X —2,0) мм, кото¬
рые упаковывают в герметическую металлическую тару.
В последнее время много иследований посвя¬
щено разработке непрерывных процессов этерифи-
кации и поликонденсации. Одним из путей упро¬
щения процесса этерификации является замена эти¬
ленгликоля алкиленкарбонатами, легко образую¬
щимися при действии на гликоли карбонатом
одноатомного спирта в присутствии катализатора
(магния, натрия или калия). Хорошая растворимость терефталевой кис¬
лоты в алкиленкарбонатах позволяет проводить реакцию без перевода
кислоты в диметиловый эфир и последующей переэтерификации
При взаимодействии терефталевой кислоты с алкиленкарбонатом
образующийся этиленгликоль реагирует с кислотой в момент выделе¬
ния, а выделяющаяся двуокись углерода способствует перемешиванию
реакционной смеси и более гладкому протеканию реакции. Для этери¬
фикации терефталевой кислоты достаточно от 1 до 1,5 моль алкилен-
карбоната на 1 моль кислоты.
В литературе [54, 55] рекомендуется использовать моиометиловый
эфир терефталевой кислоты, так как в этом случае часть процесса
получения полиэфира можно осуществлять непрерывным методом.
Полиэтилентерефталат можно получать трехстадийным процессом,
причем первая стадия — непрерывная. Предварительно из этиленкар-
Рис. 144. Схема рек¬
тификационной ко¬
лонны:
/ — кольца Рашига; 2 — хо¬
лодильник; 3 — термо-
ii ара; 4 — автоматический
клапан; 5—шибер.
718
Гл. 36. Линейные полиэфиры
боната и монометилового эфира терефталевой кислоты получают неко¬
торое количество низкомолекулярного полиэфира. В первой стадии про¬
цесса к этому полиэфиру при 270° С непрерывно добавляют мономеры
при молярном соотношении этиленкарбоната и монометилового эфира
терефталевой кислоты 1.2: 1; вновь образующийся низкомолекулярный
полиэфир непрерывно удаляют из реакционного аппарата. Дальней¬
шая конденсация протекает в аппаратах периодического действия. Вто¬
рая стадия поликонденсации осуществляется при нагревании под уме¬
ренным вакуумом или при атмосферном давлении, а третья стадия —
при глубоком вакууме.
Полимер в виде крошки очень быстро поглощает влагу, и содержа¬
ние ее может возрастать до максимально допустимой величины 0,01%.
Сухое формование на горячем барабане и упаковка в герметическую
тару позволяют устранить излишнее водопоглощение.
Переработка отходов. Отходы производства и переработки полиэтилентерефта-
лата подвергаются гидролизу в присутствии щелочи или расщепляются метиловым
спиртом с добавками к нему щелочных катализаторов с целью регенерации диметил-
терефталата. Расщепление метиловым спиртом может быть осуществлено при 180° С,
давлении 25—27 ат в течение 3 ч. Полученный сырой диметилтерефталат очищается
перегонкой в вакууме и последующей кристаллизацией из 15-кратиого количества ме¬
танола.
СВОЙСТВА и ПРИМЕНЕНИЕ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА
Полиэтилентерефталат СТУ-29-26—62 представляет собой вещество
белого или светло-кремового цвета. Он нерастворим в обычных орга¬
нических жидкостях и образует растворы только в таких растворите¬
лях, как фенол, дифенилоксид, дифенил, нафталин, нитробензол, тетра¬
гидронафталин, концентрированная серная кислота, а-метилнафталин,
.м-крезол, смесь фенола с тетрахлорэтаном (1:1) или смесь фенола
с дихлорэтаном (40 : 60).
При измерении вязкости раствора полимера очень часто исполь¬
зуются смеси фенолов или фенола с тетрахлорэтаном. Полимер с ха¬
рактеристической вязкостью 0,6—0,7 (смесь 60 вес. % фенола и
40 вес.% тетрахлорэтана) имеет молекулярный вес, достаточно высо¬
кий для прядения.
Молекулярный вес полиэтилентерефталата может быть вычислен
по формуле Марка и Хувинка [56] с коэффициентами, предложенными
Турской и Скварским [57]:
М = KmM” = 5,517 • 10“4 Ж0-709
^УД
£
где [г)] = jq^Qgg-- ; концентрация с выражена в %, а вязкость растворов
в л-крезоле определяется при 20° С.
При определении вязкости раствора в смеси тетрахлорэтана и фе¬
нола (1:1) при 20°С молекулярный вес рассчитывается по фор¬
муле [58]:
[rj] = 1,27 • 10~4М0,86
Средневязкостный молекулярный вес может быть также найден по
уравнению [59]:
fo] = 0,92 • 10~4 • М°-85
где [rj] — характеристическая вязкость, определенная по вязкости рас¬
творов полиэтилентерефталата в смеси фенола с дихлорэтаном (40:60).
В производственных условиях молекулярный вес полиэтилентере¬
фталата часто характеризуют по удельной вязкости его раствора при
Полизтилентерефталат
719
20° С (концентрация 0,5 г на 100 мл трикрезола). Полимер нужного
молекулярного веса имеет т]уд от 0,25 до 0,31. Молекулярный вес мо¬
жет быть приближенно рассчитан по уравнению:
Технический полимер имеет средний молекулярный вес 15000—
30 000. Полизтилентерефталат имеет температуру плавления 255—
257° С. В твердом состоянии он может быть аморфным или кристалли¬
ческим, с различным содержанием кристаллической фазы.
Если расплав быстро охладить, то полиэфир становится аморфным
и прозрачным, но способность к кристаллизации у такого полимера со¬
храняется и образование кристаллов начинается при 80° С. Повыше¬
ние температуры свыше 80° С способствует
увеличению не только содержания кристалли¬
ческой фазы, но и скорости кристаллизации.
Температура стеклования полимера в аморф¬
ном состоянии 67°, а в кристаллическом
81° С [60].
Кристаллический полимер, имеющий плот¬
ную упаковку молекул, обладает более вы¬
сокой плотностью. В аморфном состоянии
плотность полимера 1,33 г/см3, при 130°С она
достигает значения 1,37 г/см3, а при 170° С —
1,40 г/см3 [61].
При кристаллизации полиэтилентерефта¬
лата наблюдается некоторое упорядочение
молекул, но их полной ориентации не проис¬
ходит. Волокно и пленка из такого кристал¬
лического полимера хрупки. Вытягивание по¬
лимера, способствующее ориентации его
цепей, приводит к упрочнению материала.
Полизтилентерефталат и изделия из него
дают хорошей химической стойкостью к действию фтористоводородной,
фосфорной, муравьиной, уксусной и щавелевой кислот даже при высо¬
ких температурах и концентрациях. Но серная, соляная и азотная
кислоты в большей или меньшей степени разрушают его. В резуль¬
тате действия минеральных кислот наблюдается снижение прочности
при растяжении, появление хрупкости и выделение мономерной тере-
фталевой кислоты (например, при действии серной кислоты).
Можно было ожидать, что сложноэфирные связи полиэтилентере¬
фталата будут чувствительны к щелочному гидролизу, но оказалось,
что разбавленные щелочи не действуют на полиэфир, а сильные ще¬
лочи, особенно при повышенных температурах, вызывают гидролиз
лишь с поверхности. Более сильное гидролизующее действие оказы¬
вает водный раствор аммиака; в этом случае разрыв сложноэфирных
связей происходит за счет амидирования. Реакция протекает с замет¬
ной скоростью даже при комнатной температуре. По отношению к
окисляющим агентам (гипохлориту натрия, перекисям) полиэтиленте-
рефталат устойчив.
Сравнительно высокая химическая стойкость полиэтилентерефта¬
лата обусловлена малой растворимостью и несмачиваемостью. Будучи
полиэфиром, полизтилентерефталат вступает в химические реакции,
свойственные этому классу соединений. Он подвергается фенолизу,
ацидолизу и гликолизу при нагревании в растворах [62].
Время, v
Рис. 145. Деструкция поли-
этилентерефталата в кре¬
зол ьном растворе при раз¬
личных температурах.
(волокно, пленка) обла-
720
Гл. 36. Линейные полиэфиры
Деструкция Гюлиэтилентерефталата в крезольном растворе (фено-
лиз) протекает при нагревании выше 110°, а особенно быстро при 170—
200° С. На рис. 145 показаны результаты исследований по деструкции
полимера в крезольном растворе [62].
Деструкция полиэтилентерефталата в растворе дифенила при
200° С под влиянием адипиновой кислоты и этиленгликоля усиливается
с увеличением количеств деструктирующих веществ.
Высокие температуры (285—320° С) также приводят к деструкции
полиэфира. Выше 280'С даже в атмосфере азота происходит отщепле¬
ние терефталевой кислоты; кислород ускоряет эту реакцию, а вода вы¬
зывает мгновенный гидролиз [63].
ПЛЕНКА
Из трех основных промышленных методов изготовления пленок:
каландрирование, отливка из раствора и экструзия — для полиэтиленте¬
рефталата пригоден лишь третий метод.
Метод каландрирования не может быть применен из-за сравни¬
тельно высокой и резкой температуры плавления полиэфира и доволь¬
но низкой вязкости его растворов при температуре, превышающей тем¬
пературу плавления. Метод отливки пленки из раствора непригоден
вследствие того, что полиэтилентерефталат нерастворим в большинстве
доступных растворителей.
Применение нашел лишь экструзионный метод изготовления пле¬
нок [61]. Сначала расплавленный и профильтрованный полиэфир выда¬
вливается через длинную узкую щель, а затем быстро охлаждается
водой. На этой стадии необходим точный контроль температуры и да¬
вления, поскольку вязкость расплавленного полимера низкая и соста¬
вляет лишь одну пятую вязкости расплава полиэтилена, применяемого
для изготовления пленок.
Экструдированная пленка полиэфира аморфна и прозрачна, имеет
блестящую поверхность, но из-за кристаллизации полимера при темпе¬
ратурах выше 80° С становится непрозрачной и хрупкой. Следующей
операцией после экструзии пленки является ее вытяжка, в результате
которой происходит ориентация полимерных цепей. Пленка подвер¬
гается вытяжке в двух противоположных направлениях. Скорость вы¬
тяжки пленки зависит от температуры вытяжки, увеличиваясь с ее по¬
вышением.
После вытяжки пленка должна быть закалена для сохранения по¬
лученных свойств. Обычно пленка, нагретая до температуры, превы¬
шающей температуру вытяжки, дает значительную усадку. Для того
чтобы предотвратить усадку, пленка выдерживается в растянутом со¬
стоянии при повышенной температуре в течение определенного вре¬
мени. В результате образования микрокристаллической структуры и
стабилизации макромолекул пленка становится стабильной, сохраняет
прозрачность и не дает усадки до температуры закалки, которая обыч¬
но лежит между 180 и 210° С. Температура закалки не может быть
слишком высокой, так как при высоких температурах увеличивается
подвижность макромолекул и снижается эффект их ориентации.
Таким образом, процесс получения пленки складывается из трех
стадий: 1) экструзии из расплава и получения аморфной пленки;
2) плоскостной ориентации; 3) кристаллизации пленки.
Без особых затруднений можно получить пленки толщиной до
10 мк при ширине до 1000 мм. В зависимости от степени ориентации
пленка может иметь различную механическую прочность. На рис. 146
Полиэтилентерефталат
721
представлена зависимость между деформацией и нагрузкой для раз¬
личных пленок [61].
Относительное удлинение, %
Рис. 146. Зависимость между деформацией и нагрузкой для
полиэтилентерефталатных пленок (20 С):
/ — аморфная пленка (относительное удлинение ее достигает 450%);
2 — некристаллизованная ориентированная пленка; 3—кристаллизованная
ориентированная пленка; 4 —некристаллизованная пленка, максимально
ориентированная в продольном направлении; 4а — некристаллизованная
пленка, ориентированная в поперечном направлении; 5 — кристаллизован¬
ная пленка, ориентированная в продольном направлении; 5а — кристал¬
лизованная пленка, ориентированная в поперечном направлении.
Техническая пленка всегда ориентирована в двух направлениях
с целью получения необходимых прочностных характеристик. Свойства
ее представлены ниже [64]:
Плотность, г/см3 1,38—1,39
Температура плавлення, 3С 250—255
Показатель преломления rip 1,655
Предел прочности при растяжении, кгс/см2 . . 1 190—1 750
Относительное удлинение при разрыве, % . . . 70—130
Модуль упругости при растяжении, кгс/см2 . . 35000
Стойкость к многократному изгибу, циклы . . . 20 000
Удельное объемное сопротивление, ом - см
при 25° С 1-1015—1017
» 150° С Ы013
Диэлектрическая проницаемость при 60 гц
при 25 С 3,1—3,2
» 125° С 3,7
Тангенс угла диэлектрических потерь при 60 гц *
при 25° С 0,002
» 150° С 0,006
Пробивная напряженность для пленки толщи¬
ной 2 мм
при 25° С, кв/мм 4,5
Водопоглощение при 25' С за 1 неделю, %
Пароароницаемость, г/100 м2 -ч
Коэффициент теплопроводности, ккал/м ■ ч
Усадка при 150° С, %
. . 0,3
. . 160
град . . . 0,13
3-5
Полизтилентерефталатная электроизоляционная пленка ПЭТФ вы¬
пускается по МРТУ-6-05-904—63, упаковочная — по СТУ-36-13-862—63,
конденсаторная — по МРТУ-6-М-834—62.
Одной из важных особенностей полиэтилентерефталатной пленки
является сочетание высокой механической прочности с хорошими
46 А. Ф. Николаев
722
Гл. 36. Линейные полиэфиры
диэлектрическими свойствами в широком интервале температур.
Большая прочность пленки позволяет делать ее очень тонкой [65]. Свой¬
ства пленки почти не изменяются в пределах от —20 до 80° С, хруп¬
кость не появляется даже при —50° С [66], и пленку можно использо¬
вать до 175° С. Такая пленка представляет интерес для электро- и ра¬
диотехники.
Другой характерной особенностью пленок этого типа является вы¬
сокая термостойкость. В условиях длительного нагревания (1000 ч)
при 125° С на воздухе прочность пленки снижается всего на 10—
15% [671.
Пленки применяются в качестве электроизоляционного материала
(например, для пазовой изоляции электрических машин, что позволяет
значительно увеличить коэффициент заполнения паза медью), для
звукозаписи, изготовления клейких лент. Благодаря своей прозрачности
(пленка пропускает до 90% света видимой части спектра) она нахо¬
дит применение для замены стекла в парниках, оранжереях и различ¬
ных промышленных сооружениях.
Механическая прочность полиэтилептерефталатной пленки, почти
втрое превышающая прочность пленок из целлофана и ацетилцеллю¬
лозы и в 10 раз — из полиэтилеиа, позволяет использовать ее в каче¬
стве упаковочного материала, для изготовления фото и кинопленки.
На ее основе малогабаритные конденсаторы выдерживают темпе¬
ратуру от —60 до 150° С
волокно
Полиэтилентерефталат перерабатывают в волокно прядением из
расплава примерно таким же способом, как и полигексаметиленадип-
амид, но перед плавлением необходимо тщательно удалить из поли¬
мера следы адсорбированной влаги, приводящей к гидролизу и умень¬
шению молекулярного веса полиэфира.
Плавление рекомендуется проводить в атмосфере сухого азота
при тщательном контроле температуры. Изменяя форму отверстий
в фильерах, можно получить волокно с разнообразной формой попереч¬
ного среза (профилированное волокно). По выходе из фильер отдель¬
ные волокна твердеют на воздухе, их собирают вместе и наматывают
на катушку. Высокие механические свойства волокно приобретает лишь
после вытяжки в 4—5 раз при температуре выше 80° С.
Полиэфирные волокна производятся как в виде непрерывных ни¬
тей, так и в виде штапеля. Штапель готовят соединением нескольких
тысяч отдельных волокон, которые затем вытягиваются, гофрируются,
подвергаются тепловой обработке и режутся на куски определенной
дл^пы [49, 68].
Свойства полиэфирных волокон [69—71] зависят главным образом
от молекулярного веса полимера, от условий прядения и вытяжки, ко¬
торые в значительной степени определяют ориентацию молекул и сте¬
пень кристалличности волокна.
Отличительной особенностью полиэтилентерефталатного волокна
является то, что его механические свойства можно изменять в очень
широких пределах. Физико механические свойства полиэтилентерефта¬
латного волокна представлены в табл. 150.
Волокно по своим упругим свойствам очень сходно с шерстью и
ацетатным шелком. На его основе получают упругие немнущиеся тка¬
ни [72]. Прочность к истиранию полиэфирного волокна значительно
выше, чем вискозного или полиакрилонитрильного, а также хлопка и
шерсти, однако на 50% ниже, чем полиамидного. При кипячении
Полиэтилентерефталат
723
ТАБЛИЦА 150
Физико-механические свойства волокна из полиэтилентерефталата
Непрерывное волокно
Штапельное
волокно
Свойства
средней
прочности
высокой
прочности
Плотность, г/См3
Предел прочности при растяжении
г/денье .
кгс/см2 .
Относительное удлинение, %
Потеря прочности в сыром состоянии . . .
Гигроскопичность, %
Модуль эластичности, г/денье ......
1,38
4,5—5,5
5200—6200
25—15
110
1,38
6,0—7,0
7500—8700
12,5—7,5
Нет
0,4
130
1,38
3,5—4,0
4 400—5000
40—25
50—55
в воде происходит усадка волокна, но при повторном кипячении раз¬
меры его больше не изменяются.
В промышленности полиэтилентерефталатное волокно используется
для изготовления тканей, особенно технического назначения [73]. Филь¬
тровальные ткани нашли применение для отделения гипса от фосфор¬
ной кислоты при производстве удобрений, для изготовления анодных
мешков в гальванотехнике, в качестве прокладочного материала при
выжимании масла из семян.
Хорошие диэлектрические свойства и низкое водопоглощение по¬
зволяют использовать волокно для изготовления шнура, лакированных
лент для изоляции и обмотки якорей электрических машин в условиях
тропического климата.
Сочетание высокой прочности в мокром состоянии, малое водо¬
поглощение и устойчивость к плесени позволяют применять полиэфир¬
ное волокно для производства тяжелых морских канатов, рыболовных
сетей, клиновидных и ленточных ремней, пожарных шлангов, бельевых
мешков, спецодежды, корда для покрышек.
Полиэтилентерефталатное волокно пригодно для изготовления
трикотажных изделий, костюмных и декоративных тканей. Высокая
устойчивость таких волокон к фотохимической деструкции делает их
прекрасным материалом для гардинных и мебельных тканей.
ГЛАВА 37
ПОЛИКАРБОНАТЫ
Поликарбонатами называют полиэфиры на основе ароматических
диоксисоединений (диоксидифенилалканов) и угольной кислоты сле¬
дующего строения:
Н—-
о
I!
-с-
-он
где R — алкановый радикал линейного или разветвленного строения.
В зависимости от типа применяемого сырья получают различные
поликарбонаты. Многие из них имею+ ряд ценных свойств: высокую
механическую прочность, хорошую теплостойкость и высокие диэлек¬
трические свойства, негорючесть и стабильность размеров изделий.
46*
724
Гл. 37. По гикарбонаты
В промышленности наиболее широко применяется поликарбонат на
основе 4,4'-диоксидифенилпропана (дифенилолпропана):
Поликарбонаты впервые были получены Карозерсом, но детально¬
го исследования реакций их образования и свойств продуктов не прово¬
дилось. Исследования, представляющие значительный практический ин¬
терес, были проведены в Германии:
Шнелл [18] указал четыре метода синтеза поликарбонатов: 1) ре¬
акция переэтерификации между диоксисоединениями и диэфирами
угольной кислоты и одноатомных ароматических или алифатических
оксисоединений; 2) реакция переэтерификации диалкил- или диарил-
карбонатов из диоксисоединений, взятых отдельно или с другими ди¬
оксисоединениями; 3) реакция фосгенирования —■ взаимодействие ди-
сжсисоедипений с фосгеном в присутствии кислотосвязывающих ве¬
ществ; 4) взаимодействие диэфиров хлоругольной кислоты из диокси-
соединенин с другими диоксисоединениями в присутствии кислотосвя¬
зывающих веществ. Из указанных методов только первый и третий по¬
лучили признание [74].
По первому методу реакция переэтерификации между диоксисо¬
единениями (4, 4'-диоксидифенилалканами) и диэфирами угольной кис¬
лоты (дифенил-, дикрезил-, динафтилкарбонатами) протекает по схеме:
Алкоголиз диэфиров угольной кислоты и образование низкомоле¬
кулярных полиэфиров происходит в присутствии основных катализа¬
торов (в частности, щелочных и щелочноземельных металлов), их оки¬
сей, гидридов и амидов, а также некоторых окислов металлов (ZnO,
PbO, Sb203). Но высокомолекулярные продукты могут образовываться
лишь в кислой среде, поэтому щелочной катализатор, избыток кото¬
рого приводит к возникновению побочных реакций (разветвлению и
сшивке), должен быть нейтрализован во время процесса.
Синтез поликарбонатов производится при нагревании до 150—
300° С и перемешивании в условиях разрежения. Образующийся поли¬
мер имеет молекулярный вес до 50 ООО.
По третьему методу, пригодному для промышленного использова¬
ния, в воднощелочной раствор -4,4,'-диоксидифенилалкана добавляют
метиленхлорид, являющийся растворителем поликарбоната и при 20° С
пропускают фосген. Раствор все время остается щелочным. На этой
стадии реакции образуется низкомолекулярный полимер с концевыми
СН3
О -
сн3
—а
Получение поликарбонатов
СН3
О
сн3
сн3
О -
ч 1 11
R О—С —О—С OR —f— 2 (/г — 1) ROH
СН3
—П
Свойства и применение
725
группами —О—СО—С1. При дальнейшем перемешивании раствора в
присутствии катализатора (ацетата натрия, тетраметиламмонийброми-
да и других) образуется высокомолекулярный полимер за счет взаимо¬
действия концевых групп —О—СО—С1 низкомолекулярного полимера
с еще существующими фенолятными группами —ONa 4, 4'-диоксидифе-
нилалкана. Первая стадия реакции длится 2 ч. Поликарбонат с моле¬
кулярным весом до 150 000 может быть получен при использовании
хорошо очищенного диоксидифенилалкана. Реакция образования поли¬
карбоната на основе 4, 4'-диоксидифеиилпропана может быть предста¬
влена уравнением:
СН,
«НО
Н—
\-
СН,
-ОН + яСОС12 —
—ОН + 2«НС1
Недавно был предложен усовершенствованный метод получения
поликарбонатов, исключающий необходимость предварительной тща¬
тельной очистки диоксидифенилалканов [17]. Реакцию проводят в две
стадии. Сначала получают низкомолекулярный поликарбонат вышеопи¬
санным способом, затем отделяют его в виде раствора в метиленхло-
риде от водной фазы, вводят водный раствор щелочи и катализатор и
тщательно перемешивают до образования вязкой массы. После нейтра¬
лизации и промывки из раствора в метиленхлориде выделяют поли¬
мер. Отечественный поликарбонат называется дифлоном, его выпу¬
скают по ТУ П-262-63.
Свойства и применение поликарбонатов
Почти все поликарбонаты, полученные из 4, 4/-диоксидифенилалка-
нов, растворяются в хлорированных углеводородах (метиленхлориде,
хлорбензоле и других), диоксане, тетрагидрофуране и диметилформ-
амиде. Некоторые из них растворяются в ароматических углеводоро¬
дах, кетонах и сложных эфирах.
Фракционирование поликарбонатов удобно производить методом
осаждения из растворов в метиленхлориде или тетрагидрофуране до¬
бавлением метилового спирта или петролейного эфира [18, 75, 76]. Мо¬
лекулярный вес фракций поликарбонатов может быть определен по
формуле [18]:
[г,] = 1,23 • 10 5 - Мт
где frj] — характеристическая вязкость; а М — молекулярный вес.
Влияние молекулярного веса на способность к пленкообразованию
показано в табл. 151 [76].
Устойчивость полиэфиров на основе угольной кислоты к воздей¬
ствию температур выше 300° С при отсутствии паров воды, кислот и
щелочей указывает на возможность их переработки как из растворов,
так и из расплава. Из растворов могут быть получены пленки, волокна
и лаковые покрытия, а из порошка полимера — литые и прессованные
изделия, пленки и волокна.
726
Гл. 37. Поликарбонаты
ТАБЛИЦА 151
Характеристика фракций поликарбонатов
Номера
фракций
Степень
полимеризации
Молекулярный
вес
Способность к пленкообразованню
1
20
5000
Пленки не образует
2
30
7600
То же
3
43
11000
Образует хрупкие пленки
4
94
24000
Образует пленки с невысокими прочностными
свойствами
5
130
33 ООО
Образует высокопрочные пленки
6
339
86000
То же
7
629
160 000
»
8
866
220000
»
Поликарбонаты не обладают четкой температурой плавления, ин¬
тервал перехода в пластическое состояние составляет 10—20°, вяз¬
кость расплава обычно велика. У некоторых поликарбонатов [1&] тем¬
пература плавления лежит между 150 и 300° С. Наиболее высокую
температуру плавления имеют поликарбонаты на основе 4,4'-диокси-
дифенилметана (>300° С) и 4,4'-диоксидифенил-1,2-этана (290—
300°С). Температура плавления понижается с удлинением углерод-уг-
леродной цепочки между фенольными ядрами и при введении в нее
боковых групп.
Для поликарбонатов характерна высокая температура стеклования
(123—171°С), что значительно превышает аналогичную характеристику
для обычных полимеров.
Симметричность строения некоторых поликарбонатов способствует
их кристаллизации. Она достигает максимума у полимеров из 4, 4'-ди-
оксидифенилметана и 4,4'-диоксидифенил-1,2-этана. Поликарбонат из
4,4'-диоксидифенил-1,2-пропана обладает меньшей склонностью к кри¬
сталлизации.
Все поликарбонаты после плавления и охлаждения превращаются
в прозрачные стеклообразные вещества. Это свидетельствует о том,
что полимеры приобретают аморфную структуру.
Из концентрированных растворов поликарбонатов, склонных к кри¬
сталлизации, после испарения растворителя образуются мутные плен¬
ки, в которых рентгеноструктурным анализом установлено наличие
кристаллической фазы.
Поликарбонаты могут кристаллизоваться под влиянием веществ,
б которых они набухают. По своим термомеханическим характеристи¬
кам они занимают промежуточное положение между аморфными и
кристаллическими веществами. С одной стороны, для поликарбонатов
характерна гибкость, а с другой, — им присущи прочность и жесткость.
Обладая гибкими молекулами, под воздействием нагрузки они ведут
себя подобно жестким полимерам. Поэтому в литературе можно встре¬
тить противоречивые указания: что молекулы поликарбонатов при
сильном межмолекулярном взаимодействии имеют большую жесткость
[77] и незначительную гибкость [18], а также что поликарбонаты обла¬
дают достаточно высокой гибкостью [78].
Если критерием гибкости или жесткости полимера считать мини¬
мальную степень полимеризации, при которой обнаруживаются высоко¬
эластические свойства, то для поликарбонатов п = 40.
Это величина вдвое больше степени полимеризации, характерной
для такого гибкого полимера, как полиизобутилен, вдвое ниже, чем
Свойства и применение
727
для поливинилхлорида, ив 10 раз меньше, чем для нитроцеллю¬
лозы [78].
Даже при температуре —190° С поликарбонаты сохраняют некото¬
рую эластичность. Детали, изготовленные из такого материала, отли¬
чаются стабильностью размеров, не деформируются при длительном
нагревании до температуры размягчения и сохраняют гибкость до
—75° С.
При вытягивании пленок из поликарбонатов происходит ориента¬
ция макромолекул, проявляющаяся в возникновении двойного луче¬
преломления и в улучшении механических свойств.
Молекулярный вес полимеров обычно колеблется от 25 000 до
150 000. Продукты с молекулярным весом более 75 000 меиее пригодны
для использования из-за трудностей переработки.
По водопоглощению при относительной влажности 95% пленка не¬
ориентированного поликарбоната располагается между ориентирован¬
ным полиэтилентерефталатом и полиэтиленом. Водопроницаемость
пленки из 4,4/-диоксидифенил-2, 2-пропана при 20° С 3,8 • 10-8 г/см-чх
X мм рт. ст., газопроницаемость 0,04-10~9 для воздуха и 0,01 X
X Ю-9 см/см2-сек для азота. Сухая пленка, находясь в атмосфере
с 95%-ной относительной влажностью, поглощает от 0,1 до 0,3% влаги,
а при длительном кипячении в воде — только 0,6%.
Стойкость к старению поликарбонатов очень высокая. Пленка по¬
лимера из 4,4'-диоксидифенил-2, 2-пропана не изменяет свойств после
выдержки на воздухе в течение 26 недель при 150° С, 8 недель при
170° С и в кипящей воде в течение 4 недель.
С помощью метода дифференциального термического анализа было
установлено, что деструкция полимера начинается при 300° С, причем
основным процессом является окисление. Видимо, под действием кис¬
лорода отрывается атом водорода изопропилиденовой группы; это при¬
водит к возникновению нестабильных радикалов, перегруппировываю¬
щихся затем в стабильные, которые легко окисляются до гидропере¬
киси. При температуре выше 300° С гидроперекись распадается на
реакционноспособные гидроксильные и алкоксильные радикалы [79]. При
340° С начинается деполимеризация поликарбоната, которая ускоряется
образующимися при окислении реакционноспособными радикалами,
а также в присутствии следов кислот и щелочей, и сопровождается
образованием фенола, n-изопропенилфенола, ароматических углеводо¬
родов и различных газообразных продуктов.
Поликарбонаты обладают высокой стойкостью к воздействию рас¬
творов солей, разбавленных минеральных и органических кислот и
слабых щелочей, но разрушаются крепкими щелочами [80]. Они
также стойки к воздействию алициклических и алифатических углево¬
дородов, высших спиртов, жиров и масел. Образцы полимера, в течение
1—3 месяцев находившиеся при 125° С в дизельном топливе, бен¬
зине (за исключением легкого бензина) и различных минеральных
маслах (смазочном, трансформаторном и других), остались без изме¬
нений.
Метиловый спирт и многие органические растворители вызывают
набухание поликарбонатов.
Облучение по-ликарбонатных пленок 7-лучами Со61’ дозами
(1,3—300) • 106 р/ч в условиях нормального давления и разрежения при
25° С приводит к окислению с образованием большого количества кар¬
бонильных и гидроксильных групп [81]. Цвет пленок по мере облуче¬
ния изменяется от коричневого до светло-янтарного, механическая
прочность и удлинение падают и материал становится хрупким.
728
Гл. 37. Поликарбонаты
Свойства поликарбоната на основе 4. ^-диоксидифенил^, 2-пропа¬
на (литые изделия) следующие [74, 82, 83]:
Показатель преломления при 20 С . .
Плотность, г/см3
Предел прочности, кгс'с и2
при растяжении
» изгибе
» сжатии
Относительное удлинение, °„
Модуль упругости, кгс/см2
при растяжении
» изгибе
» сжатии
Удельная ударная вязкость, кгс ■ см/см2
без надреза
Образец не ло¬
мается
с надрезом
9—10
Твердость по Бринелю, кгс/мм2 ...
Теплостойкость, °С
■ -
15—16
по Мартенсу
115—125
» Вика /
150—160
Удельное объемное сопротивление, ом ■ см .
1,5- Ю'6
а дельное поверхностное сопротивление,
Диэлектрическая проницаемость
ом
2,1 • 1015
при 60 гц
3,17
» 10 гц
2,96
Тангенс угла диэлектрических потерь
при
106 гц
0,003
Пробивная напряженность, кв мм . . . .
16,0
Температура плавления кристаллической
фазы, С
.
220—230
Температура разложения, С
300—310
Вязкость расплава при 300° С, пз . . . .
4000—6000
Водопоглощение за 7 суток, % ... .
0,3
Удельная теплоемкость, ккал/кг ■ град .
Коэффициент линейного расширения
• •
0,28
при 25—85° С
. .
(6 н- 7) • 10 5
Коэффициент теплопроводности, ккал/м-ч
■град 0,17
Усадка после старения прн 125° С, % . .
. .
0,1
Усадка при прессовании, 96
- •
1,25—1,77
Как видно из этих данных, поликарбонаты пригодны не только
для изготовления изделий, к которым предъявляются повышенные тре¬
бования по прочности на удар и теплостойкости, но и в электрической
и радиотехнической промышленности. Прочность па удар у поликар¬
бонатов в 9 раз больше, чем у найлона [84, 85]. Диэлектрические пока¬
затели поликарбоната очень высокие, причем тангенс угла диэлектри¬
ческих потерь и диэлектрическая проницаемость практически не изме¬
няются до 150° С [82].
Растворы поликарбоната обладают высокой вязкостью уже при
10—20% содержании полимера. Одним из лучших растворителей яв¬
ляется метиленхлорид, но для растворов, испол-ьзуемых для получения
пленок, употребляется смесь метиленхлорида и дихлорэтана (50:50),
которая испаряется медленнее чистого метиленхлорида. У пленочных
поликарбонатных материалов очень высокая прочность и устойчивость
к многократному изгибу.
Переработка поликарбонатов в изделия производится на стан¬
дартном оборудовании, обычном для термопластов. Литье осуще¬
ствляется при температуре 260—300° С и давлении до 2200 кгс/см2,
а экструзия — при давлении 1050-—1400 кгс/см2. Механическая обработ¬
ка изделий заключается в штамповке, опиловке и полировании. Для
сварки пользуются горячим воздухом. Склеивание производится эпок-
1,5869
1,20
630—740
800—1200
790—900
50—100
12 000
22 000
17 000
Немодифицированные глифталевые смолы
729
сидньш клеем, составленным из 100 ч. эпоксидной смолы и 40 ч. фта-
левого ангидрида; схватывание длится 24 ч при 120° С.
Поскольку поликарбонаты появились совсем недавно, детальное
изучение их свойств еще не закончено и возможные области примене¬
ния недостаточно выявлены. Из поликарбонатов можно изготовлять
шестерни, болты и гайки, кино- и фотопленку, детали электрических
и радиотехнических приборов, покрытия проводников и панелей элек¬
тронного оборудования, волокна и ткани [82, 86—88], трубы, детали
кранов и насосов, воздуходувок, вентиляторов и другого оборудования
ГЛАВА 38
АЛКИДНЫЕ СМОЛЫ
Общее название термореактивных материалов на основе фтале-
вого ангидрида и многоатомных спиртов — алкидные смолы. Но суще¬
ствуют еще частные названия, вызванные необходимостью показать
различия в применяемом сырье. Например, глифталевые смолы полу¬
чают на основе фталевого ангидрида и глицерина, а пентафталевые
изготовляют из фталевого ангидрида и пентаэритрита.
Алкидные смолы — одни из старейших типов смол, получивших ши¬
рокое распространение в лаковой промышленности и в значительно
меньшей степени — в производстве пластических масс.
Немодифицированные глифталевые смолы
Взаимодействие фталевого ангидрида с глицерином имеет доволь¬
но сложный характер: механизм реакции до сих пор еще изучается
[89]. Наиболее вероятно, что сначала возникают кислые моно- и ди¬
эфиры вследствие этерификации гидроксильных групп глицерина [40]
^ Я? „ ,соосн2—снон—СН2ОН
ур\/ \ ^\/
| || 0+Н0СН2—СНОН—СН2ОН—>| II
/ ^/\соон
со
со
^\/\ х/ч
^соосн2—снон—сн2оосч
21 О + НОСН2—СНОН-гСН2ОН—>| II | I
'Ч/\ / 4V'\coOH ноос/4^/
со
а затем в результате дальнейшей реакции конденсации, сопровождаю¬
щейся выделением воды, образуются смолы различного строения и раз¬
ных молекулярных весов.
Если реакция образования кислых эфиров сопровождается выде¬
лением тепла, протекает с большой скоростью в гомогенной среде без
выделения воды, то реакция конденсации кислых эфиров является
эндотермической, протекает значительно медленнее и сопровождается
превращением линейных молекул в разветвленные и сшитые [90].
На скорость конденсации фталевого ангидрида с глицерином
большое влияние оказывает температура (рис. 147). Из рисунка видно,
что при всех исследованных температурах реакц-ия вначале идет очень
быстро и кинетические кривые мало отличаются друг от друга. В даль¬
нейшем температура влияет на ход процесса более резко. При повы¬
шении температуры уменьшается время, необходимое для достиже¬
ния гелеобразования.
730
Гл. 38. Алкидные смолы
При промышленном производстве глифталевых смол реакцию не
доводят до гелеобразования, а прекращают раньше с тем, чтобы
получить растворимый продукт, пригодный для дальнейшей переработ¬
ки. Молекулярный вес его колеблется от 600 до 700.
Технологический процесс производства глифталей включает стадии
растворения ангидрида в глицерине, образования кислых эфиров и
плавкой и растворимой смолы. Схема установки для производства
глифталей аналогична схеме установки для производства гликолефта-
левых полиэфиров.
При изготовлении глифталей обычно исходят из эквивалентных со¬
отношений реагирующих веществ. На 2 моль глицерина берут 3 моль
фталевого ангидрида. В реактор заливают глицерин, нагревают его до
110—120° С и при работающей мешалке
производят загрузку фталевого ангидри¬
да. После растворения ангидрида тем¬
пературу в реакторе постепенно повы¬
шают до 150—160°С. При такой темпе¬
ратуре резко снижается кислотное число
реакционной смеси, после того как его
падение замедлится, эта температура
поддерживается до тех пор, пока кислот¬
ное число продукта реакции не достиг¬
нет 90—120, а температура каплепадения
не составит 80—120° С (по Уббелоде).
Тогда смолу сливают, охлаждают и под¬
вергают измельчению.
Промышленность выпускает ряд плп-
фталей в виде порошка с температурой
каплепадения не ниже 95° С н в виде
раствора. Некоторые из них применяются для изготовления миканитов
и слюдинитов.
Глифтали хорошо растворяются в ацетоне, спиртах и некоторых
сложных эфирах, циклогексаноне, смесях циклогексанона с этиловым
спиртом и бензола со спиртом, но ие растворяются в нефтяных и аро¬
матических углеводородах и скипидаре.
Миканиты — листовые или рулонные материалы, склеенные из от¬
дельных лепестков слюды с помощью глифталей, иногда с примене¬
нием подложки из бумаги или ткани, наклеиваемой с одной или с
обеих сторон; подложка увеличивает прочность материала и затруд¬
няет отставание смолы при его изгибе [91].
Основными видами миканитов являются коллекторный, прокладоч¬
ный и формовочный. Изготовление их складывается из следующих опе¬
раций: покрытие и склеивание слюдяных пластинок раствором смолы;
сушка в вакуумной сушилке при 80—90°, а затем при 180—200° С до
частичного перехода глифталя в стадию В; прессование листов при
170—180° С и охлаждение. Кроме названных операций, иногда произ¬
водят последующую термообработку при 150—180° С до полного от¬
верждения.
Коллекторный миканит применяют в качестве прокладок между
медными пластинами коллекторов электрических машин. Он содержит
не более 4% связующего и имеет повышенную плотность 2,4—
2,5 г/см3.
Прокладочный миканит используется для разного рода электро¬
изолирующих прокладок, шайб и т. п. Содержание смолы в нем соста¬
вляет 15—25%.
50 W0
Время, мин
Рис. 147. Влияние температуры
на скорость изменения кислотных
чисел и на время гелеобразова¬
ния при взаимодействии фтале¬
вого ангидрида с глицерином
(молярное соотношение 3: 2).
Крестиком отмечены места образования
геля.
Модифицированные глифталевые смолы
731
Формовочный миканит также применяется при изготовлении кол¬
лекторных машин (изоляция коллектора от вала электрической маши¬
ны), а также фланцев, каркасов катушек, трубок и других фасонных
изделий. Особой разновидностью формовочного миканита является ми¬
кафолий, используемый для получения твердой изоляции стержней
якорных обмоток в высоковольтных машинах.
Чистые глифтали не получили широкого распространения из-за
ряда недостатков: хрупкости, ограниченной растворимости, склонности
к гелеобразованию, несовместимости со многими компонентами лаков
и т. п. Кроме того, для их отверждения необходимы высокая темпера¬
тура и длительная выдержка. Поэтому основное применение в технике
нашли модифицированные глифталевые смолы.
Модифицированные глифталевые смолы
Модифицированные глифталевые смолы обладают лучшей раство¬
римостью в органических растворителях, большей совместимостью
с другими пленкообразующими веществами (в частности, с раститель¬
ными маслами) и многими другими достоинствами, зависящими от ко¬
личества и типа модифицирующего компонента.
Модификация глифталей может быть осуществлена введением
в реакцию конденсации 1) канифоли, придающей смоле способность
совмещаться с маслами, большую твердость и блеск пленки; 2) нена¬
сыщенных жирных кислот, приводящих к высыханию пленки под дей¬
ствием кислорода воздуха при температуре 18—20° С; 3) насыщенных
жирных кислот (с большим числом атомов углерода) для придания
пленочным покрытиям повышенной теплостойкости.
Модифицирующие вещества вступают в реакцию с частью гидро¬
ксильных или карбоксильных групп компонентов реакционной смеси.
Монофункциональные кислоты включаются в основную решетку поли-
глицерофталата, устраняя часть поперечных связей трехмерных моле¬
кул. Это приводит к большей подвижности молекул и лучшей раство¬
римости несшитых продуктов.
В зависимости от содержания модифицирующей кислоты можно
получать смолы, обладающие разнообразными свойствами. При взаи¬
модействии фталевого ангидрида, глицерина и кислоты в молярном
соотношении 1:1:1 вначале происходит следующая реакция:
СО
/\/ \
| II 0 + носн2—снон—ch2oh + rcooh —>
'Ч/Ч/
со
^^.СООСНг—снон—ch2oocr
—► Iх II 4 н20
Х/\соон
где R — остаток кислоты.
Свободные функциональные группы образовавшихся сложных эфи¬
ров обусловливают способность их вступать в дальнейшую реакцию
поликонденсации. При указанных выше соотношениях возникают ли¬
нейные модифицированные глифтали, строение которых можно выра¬
зить формулой:
НОСН—CHjOOc/ Хсо —
ch2oocr
-оси—сн2оос/ \со-
осн—сн2оос/ \соон
732
Гл 38 Алкидные смолы
Если остаток одноосновной кислоты не содержит ненасыщенных
связей (при этом не могут иметь место реакции окисления или поли¬
меризации), то модифицированная глифталевая смола термопластична.
Но если остаток кислоты содержит двойные связи, то она при нагре¬
вании способна переходить в неплавкое и нерастворимое состояние.
В том случае, когда глифталевая смола готовится из фталевого
ангидрида, глицерина и одноосновной кислоты, взятых в молярном со¬
отношении, отличающемся от 1 : 1 : 1, то она способна превращаться при
нагревании в трехмерный продукт.
Канифоль взаимодействует с глифталями при 200—250° С; полу¬
ченный продукт этерифицируют глицерином для снижения кислотного
числа. Иногда канифоль, глицерин и фталевый ангидрид загружают
в реактор одновременно и при нагревании получают смолу с нужным
кислотным числом. Во всех случаях поликонденсации компоненты
легко смешиваются друг с другом, образуя гомогенную массу.
Ненасыщенные жирные кислоты можно вводить в состав глифта-
лей как в виде свободных кислот растительных масел («жирнокислот¬
ный» метод), так и в виде нёрасщепленных растительных масел («гли-
церидный» метод). Второй метод более экономичен, так как отпадает
необходимость в специальной операции выделения кислот из масел.
Модификация глифталей жирными кислотами, применяемыми в
свободном состоянии или в виде растительных масел, может быть осу¬
ществлена различными путями, но наиболее распространен двухста¬
дийный способ: 1) получение неполных глицеридов; 2) поликонденса-
ция неполных глицеридов с фталевым ангидридом.
Получение неполных глицеридов. При нагревании глицерина
с жирными кислотами до 200—210° С в течение 2—3 ч образуются не¬
полные глицериды:
СН2ОН CHjOOCR CHjOOCR
I I I
2 CHOH + 3RCOOH—* CHOH -f-CHOH +3H20
I I I
CH2OH CH2OOCR CH2OH
Неполные глицериды из растительных масел, являющихся тригли¬
церидами жирных кислот, можно получить при нагревании до 260° С
с глицерином в течение 6 ч. Ускорения процесса можно достигнуть
введением катализаторов; например, в присутствии 0,01—0,05% окиси
свинца от веса масла образование неполных глицеридов происходит
за 0,5—1 ч при 220—230° С. Этот процесс проводят до тех пор, пока
продукт не приобретает полную растворимость в спирте, взятом в
10-кратном количестве. Реакция может идти следующим путем:
СН2—OOCR, СН2—ОН СН2—ОН СН2—OOCR,
I I I I
СН—OOCR2 + СН—ОН —* СН—ОН 4- СН—он
I I I I
СН2—OOCRa СН2—ОН СН2—OOCR3 СН2—OOCR2
Исследования показали, что на самом деле реакция образования
неполных глицеридов из растительных масел и глицерина (реакция
переэтерификации) носит более сложный характер, чем показано выше.
Образующийся продукт состоит из смеси моно-, ди- и триглицеридов
и непрореагировавшего глицерина. Кроме того, протекают побочные
процессы, которым способствуют катализаторы переэтерификации [90].
На практике количество глицерина, загружаемого для переэтери¬
фикации масля, зависит от количества жирных кислот, которые необ¬
ходимо ввести в смолу, и от количества вводимого в реакцию фтале-
Модифицированные глифталевые смолы
733
вого ангидрида. Различают три типа модифицированных глифталевых
смол: жирные, средние и тощие. Первые содержат 50—70% масла, вто¬
рые 33—50%, а третьи менее 33%.
Поликонденсация неполных глицеридов с фталевым ангидридом
проводится в реакторе; причем ангидрид может быть загружен в ча¬
стично охлажденную до 150° С или — для упрощения процесса в не¬
охлажденную смесь неполных глицеридов.
Поликонденсацию ведут при 250—260° С до тех пор, пока кислот¬
ное число смолы не понизится до 20—25 или скорость отверждения ее
на плитке при 200° С не составит нужной величины.
Реакция поликонденсации неполных глицеридов с фталевым ан¬
гидридом имеет сложный характер. Наряду с взаимодействием ангид¬
рида со свободным глицерином, присутствующим в смеси глицерида, и
гидроксильными группами неполных глицеридов происходит переэте-
рификация различных сложных эфиров между собой. Общая скорость
образования смолы зависит от свойств жирных кислот, температуры
процесса и от присутствия катализатора.
В производстве модифицированных глифталей применяются раз¬
нообразные масла (льняное, хлопковое, касторовое и другие). Чем
выше степень ненасыщенности кислот масел (чем больше их функцио¬
нальность), тем быстрее происходит образование смолы. Наибольшей
функциональностью обладают льняное и ореховое масла, а наимень¬
шей — оливковое и хлопковое [41]. *
В процессе получения смол выделяется вода. Кислотность их на
последней стадии развития поликонденсации обусловлена только при¬
сутствием карбоксильных групп, входящих в трехмерную молекулу,
а не наличием свободного фталевого ангидрида.
На реакцию поликонденсации и на свойства смол большое влия¬
ние также оказывает метод введения жирных кислот. Из сравнения
«жирнокислотного» и «глицеридиого» методов следует, что при «глице-
ридном» методе резкое замедление скорости реакции конденсации и
желатинизации смолы происходит при более высоких значениях кис¬
лотных чисел, хотя начальная кислотность смеси меньше. Смолы, полу¬
ченные этим методом, хорошо растворяются в алифатических углево¬
дородах, вязкость их меньше и отверждение происходит медленнее.
Указанные различия становятся менее резкими с увеличением «жир¬
ности» смол.
«Жирнокислотный» метод применим при получении продуктов с бо¬
лее низким кислотным числом, большей вязкостью и большей ско¬
ростью отверждения.
Жирные смолы, не содержащие свободных гидроксильных групп,
хорошо растворяются в алифатических углеводородах и дают эластичные
пленки; средние смолы менее эластичны и растворяются в смеси алифа¬
тических и ароматических углеводородов, а тощие — обладают понижен¬
ной эластичностью и большей твердостью, они растворяются преиму¬
щественно в ароматических углеводородах. Тощие и отчасти средние
смолы содержат свободные гидроксильные группы, придающие им боль¬
шую полярность и меньшую эластичность. Средний молекулярный вес
смол, модифицированных льняным маслом, колеблется от 1300 до 1800.
В литературе приведены некоторые рецептуры модифицированных
глифталей [40, 92]. Схема процесса получения глифталей, модифициро¬
ванных маслами, и лаков из них представлена на рис. 148.
Глицерин из хранилища 1 и масло из хранилища 2 с помощью вакуума пере¬
даются в соответствующие мерники 4 и 3, а из них сливаются в реактор 5, обогрев
.которого производится дифеннльной смесью. Углекислый газ или азот подают в реак¬
734
Гл. 38. Алкидные смолы
тор из баллона (на схеме не показан). Твердые компоненты (фталевый ангидрид,
окись свинца и др.) взвешивают на весах и загружают из бункеров через люк реактора.
Пары, выделяющиеся из реактора (в том числе фталевый ангидрид), подвергаются
конденсации в конденсаторах 6 и 7 и могут быть возвращены в реактор или собраны
в приемник 9. Вакуум в системе создается при помощи вакуум-насоса 11, соединен¬
ного с ресивером 10.
Рис. 148. Схема процесса получения глифталей, модифициро¬
ванных маслами, и лаков из этих смол:
1 и 2 —хранилища глицерина и масла; 3 и 4 —мерники масла и глицерина;
5 — реактор; 6—обратный конденсатор; 7— прямой конденсатор; 8— ловушка;
9 — приемник; 10— вакуум-ресивер; 11 — вакуум-насос; 12 — растворитель смолы;
13 — обратный конденсатор; 14 — мерник растворителя; 15 — хранилище раство¬
рителя; 16 — отстойник; 17 — фильтр; 18 — бочка; 19 — насос.
Готовую смолу можно слить в противни для охлаждения или перевести в рас¬
творитель 12 для получения лака. Органический растворитель с помощью вакуума
подают из хранилища 15 в мерник 14 и затем сливают в растворитель 12. Растворение
происходит при нагревании и перемешивании. Пары растворителя улавливаются
в конденсаторе 13 и сливаются обратно в растворитель 12. Раствор смолы (лак)
с помощью иасоса 19 переводится в отстойник 16, подвергается фильтрации через
фильтр 17 и сливается в металлические бочки 18.
Промышленность выпускает значительное число глифталей, моди¬
фицированных различными маслами, канифолью, смесями масел с ка¬
нифолью. Большинство их готовится в виде растворов, которые упо¬
требляются самостоятельно в качестве лаков или идут на изготовле¬
ние эмалей. Очень часто готовят эмали на смолах, совмещенных с
перхлорвинилом и нитроцеллюлозой.
Модифицированные пентафталевые смолы
735
Модифицированные глифтали в основном применяются в лаках и
эмалях холодной и горячей сушки, обладающих хорошей атмосферо-
стойкостью. Некоторые марки лаков используются для пропитки раз¬
личных тканей, что позволяет получать конструкционные материалы и
изоляцию электрических машин, работающую при 150° С и выше.
Важное значение масляноглифталевые лаки получили для изгото
вления гибких миканитов ГФ-2, ГФ-3 и ГФО и микалент ЛМС и ЛФС
[91]. Гибкие миканиты в виде листов толщиной 0,15—0,60 мм предна¬
значены для изоляции различных частей электрических машин и аппа¬
ратов (гибкие прокладки, обмотка секций, пазовая изоляция). Мика-
лента, выпускаемая в виде рулонов шириной не менее 400 и толщиной
0,13 и 0,17 мм, представляет собой слой слюды, покрытый с обеих сто¬
рон специальной микалентной бумагой и склеенный масляноглифтале-
вым лаком. Микаленты образуют основную изоляцию обмоток круп¬
ных электрических машин, в том числе турбогенераторов высокого на¬
пряжения.
Смолы на основе пентаэритрита и фталевого ангидрида обра¬
зуются с большей скоростью, и отверждение их происходит быстрее,
чем глпфталей. Отвержденные продукты обладают высокой твер¬
достью и повышенной хрупкостью. Поэтому чистые пентафталевые
смолы не получили широкого распространения. Основное применение
нашли смолы модифицированные растительными маслами или их
кислотами. Более высокая функциональность пентаэритрита по срав¬
нению с глицерином позволяет при получении смол вводить большие
количества масел, а также заменять высыхающие масла полувысыхаю-
щими и даже невысыхающими.
Модифицированные пентафтали имеют по сравнению с модифици¬
рованными глифталями следующие преимущества: 1) высыхание лаков
при той же жирности происходит быстрее (на 25—30%); 2) при приме¬
нении полувысыхающих масел получаются более высокие механические
показатели покрытий; 3) покрытия из смол, модифицированных полувы-
сыхающими маслами, имеют более длительный срок службы.
Эти преимущества обусловлены иным строением пентафталей, мо¬
дифицированных маслом. Пентаэритрит после обработки маслом имеет
два жирнокислотных остатка, в то время как у моноглицерида — один.
Следовательно, двухзамещенные пентаэритриты имеют в 2 раза больше
двойных связей, т. е. их функциональность в 2 раза выше, чем у моно¬
глицеридов:
Модифицированные пентафталевые смолы
СН2ОН
ch2oocr
ch2oocr сн2он
НОСН2—С—СН2ОН -f CHOOCR —> НОСН2—С—СН2ОН -I- снон
СН2ОН
ch2oocr
ch2oocr
ch2oocr ch2oocr
ch2oocr CO
I ^\/\
nHOCH2-C—CH2OH-f n| II о
I \/\ /
CH2OOCR CO
ch2oocr
ch2oocr
COO H
736
Гл. 39. Ненасыщенные полиэфиры
Изготовление модифицированных пентафталевых смол может быть
осуществлено иереэтерификацией пентаэритрита с растительными мас¬
лами и конденсацией двузамещенных пентаэритритов сложных эфиров
с фталевым ангидридом. Схема процесса подобна схеме, представлен¬
ной на рис. 148 (стр. 734). Реакция переэтерификации осуществляется
при 220—230° С до получения продукта, растворимого в спирте, взя¬
том в 10-кратном избытке. Реакцию поликонденсации проводят при
240—255°С. Контроль процесса осуществляют по вязкости. Лак приго¬
товляют растворением частично охлажденной смолы в растворителе
(лигроине, ксилоле, скипидаре, уайт-спирите и других).
Модифицируя пентафталевые смолы канифолью с добавкой льня¬
ного или касторового масла, можно получать продукты, растворимые
в спирте, более высокого качества по сравнению с глифталями.
ГЛАВА 39
НЕНАСЫЩЕННЫЕ ПОЛИЭФИРЫ
Ненасыщенные полиэфиры — новый тип высокомолекулярных со¬
единений, широко применяющихся в технике: из них получают литую
изоляцию в электро- н радиотехнической промышленности, цементы,
покрытия, а главное слоистые пластики, которые используются в авто-,
судо- и авиастроении.
Основная особенность ненасыщенных полиэфиров — это способ¬
ность отверждаться при малых давлениях или без давления как при
нагревании, так и при комнатной температуре.
Состав ненасыщенных полиэфиров
Ненасыщенные полиэфиры применяются в смеси с каким-либо моно¬
мером (чаще всего со стиролом) и инициатором (обычно перекисного
типа). На холоду или при нагревании они превращаются в неплавкое
и нерастворимое состояние. Полиэфиры должны содержать ненасыщен¬
ные группы типа —СН = СН—, СН2=С(СН3)—, СН2=СН—, СН2=С =
или СН2=СН—СН2—, за счет которых протекает реакция совместной
полимеризации с введенным мономером. Ненасыщенные полиэфиры
могут быть вязкими или твердыми в зависимости от природы исходных
компонентов и условий изготовления, но после перемешивания с моно¬
мером они должны представлять собой однородную зязкую жидкость.
Длительное хранение ненасыщенных полиэфиров возможно лишь
в присутствии ингибитора. Перед изготовлением многих изделий в них
добавляют порошкообразные наполнители, которые улучшают некото¬
рые физико-механические свойства. При получении слоистых пластиков
употребляются жидкие композиции или растворы.
Таким образом, основными составными частями ненасыщенных
полиэфиров являются I) полиэфиры линейного строения, 2) низкомо¬
лекулярные непредельные соединения (мономеры), 3) инициаторы и
ускорители, 4) ингибиторы, 5) наполнители и 6) красители.
Полиэфиры линейного строения. Теоретически число компонентов,
из которых могут быть получены полиэфиры, очень велико, но практи¬
ческое применение нашли лишь немногие из них. Из двухосновных кис¬
лот используются малеиновая, фумаровая, фталевая, адипиновая и се-
бациновая, а из одноосновных кислот — акриловая и метакриловая.
Из двухатомных спиртов применяются этиленгликоль, диэтиленгликоль,
лропиленгликоль и дипропиленгликоль, а из одноатомных спиртов —
аллиловый спирт.
Состав ненасыщенных полиэфиров
737
Полиэфиры могут быть приготовлены как конденсацией непредель¬
ных кислот (малеиновой, фумаровой или метакриловой) с гликолями,
так и конденсацией смесей непредельных и насыщенных кислот (фтале-
вой, адипиновой или себациновой) с гликолями. В зависимости от ис¬
ходного сырья различают два типа ненасыщенных полиэфиров — поли-
эфирмалеинаты и полиэфиракрилаты.
Реакция образования полиэфирмалеинатов, например полиэтилен-
гликольмалеината, протекает по следующей схеме:
лНООССН=СНСООН + лНОСН2СН2ОН —►
—_ н—Р-ОСН2СН2ООССН=СНСОН—ОН 4- (2л — 1) н2о
Обычно процесс поликонденсации проводят в таких условиях, при
которых получается низкомолекулярный полимер, имеющий консистен¬
цию сиропа с молекулярным весом 2000—3000, что соответствует степе¬
ни поликонденсации 15—23.
Полиэфиракрилаты [93] получаются путем совместной конденсации
насыщенных двухосновных кислот с гликолями или глицерином в при¬
сутствии одноосновных ненасыщенных кислот. Они представляют собой
линейные молекулы, на концах которых имеются двойные связи. Напри¬
мер, при взаимодействии фталевого ангидрида с диэтиленгликолем и
метакриловой кислотой образуются полиэфиракрилаты следующего
строения:
СО
С6Н4/ 40-f2H0CH2CH20CH2CH20H-f 2СН2=С(СН3)СООН —>
СО
—J- СН2=С (СНз) соосн2сн2осн2сн2оосс6н,соосн2сн2осн2сн2о—
—ОС(СН3)С=СН2
Молекулярный вес полиэфиракрилатов определяется соотношением
между двухосновной и одноосновной кислотами. По внешнему виду
эти полимеры представляют собой вязкие жидкости, что свидетельствует
о невысоком молекулярном весе.
Свойства получаемых полиэфиров определяются характером приме¬
няемых кислоты и спирта, соотношением количеств насыщенной и нена¬
сыщенной двухосновных кислот, используемых в процессе поликонден¬
сации; активностью групп полиэфира, способных к дальнейшей реакции
сополимеризации с другими непредельными соединениями, и молекуляр¬
ным весом полиэфира.
Сравнение свойств ненасыщенных полиэфиров, полученных на осно¬
ве малеиновой и фумаровой кислот, показывает, что фумаровая кислота
придает большую теплостойкость отвержденной смоле. Повышение эла¬
стичности полиэфиров одновременно с уменьшением полиреактивности
достигается заменой части ненасыщенной кислоты эквивалентным коли¬
чеством предельной кислоты — фталевой, адипиновой или себациновой.
Это связано с тем, что увеличивается среднее расстояние между двой¬
ными связями и уменьшается частота сшивки.
Ненасыщенные полиэфиры можно также модифицировать одноос¬
новными кислотами и маслами (касторовым и другими) для получения
менее вязких полимеров.
Полиэфиры на основе этиленгликоля обладают более жесткой
структурой и меньшей растворимостью в неполярных растворителях,
чем полиэфиры, полученные на основе других гликолей (диэтиленгли-
коля, пропиленгликоля и дипропиленгликоля).
47 А. Ф. Николаев
738
Гл. 39. Ненасыщенные полиэфиры
С увеличением количества ненасыщенной кислоты в смеси дикар-
боновых кислот, используемых для реакции поликонденсации, повы¬
шается теплостойкость изделий (увеличивается температура, при кото¬
рой начинается деформация), повышается твердость и снижается эла¬
стичность [94].
Полиэфиры, полученные на основе непредельной двухосновной кис¬
лоты и этиленгликоля (так называемые полиэтиленгликольмалеинаты),
позволяют получать материалы (например, стеклотекстолиты) с высо¬
ким модулем упр\гости. Недостатками их являются высокая вязкость
н несовместимость с рядом мономеров. Иногда совместимость с моно¬
мерами может быть повышена нагреванием смеси. При применении
нелетучих мономеров сннжения вязкости смеси и совмещения смолы
с мономером можно достигнуть, растворяя
все компоненты в ацетоне. Но в этом слу¬
чае после пропитки стеклоткани перед прес¬
сованием следует подсушивать ее.
Полиэфиры, содержащие двойные свя¬
зи малеиновой или фумаровой кислот, спо¬
собны участвовать в реакциях сополимери-
зации с другими непредельными соедине¬
ниями. Реакция сополимеризации, сопрово¬
ждающаяся отверждением, очень часто
протекает со значительной скоростью, об¬
условленной природой взятого мономера.
Полиэфиры же, содержащие аллиловые
(СН2=СН—СН2—) или метакриловые
гр\ппы (полиэфиракрилаты), обычно по-
лимерпзуются сами, но могут сополиме-
ризоваться со многими другими мономе¬
рами.
Физико-механические свойства отвер¬
жденных ненасыщенных полиэфиров улуч¬
шаются с повышением молекулярного веса используемых полиэфиров,
но вместе с тем ухудшается их растворимость в мономерах. Поэтому
приходится получать полиэфиры сравнительно небольшого молекуляр¬
ного веса.
Мономеры. Свойства полиэфиров зависят не только от содержания
определенного количества двойных связей и эфирных групп, наличия
ароматических и алифатических участков цепи, степени поликонден¬
сации, но и от природы сшивающего агента — мономера.
Из большого числа известных непредельных соединений лишь неко¬
торые удовлетворяют предъявленным к. ним требованиям: обладают
хорошей совместимостью со смолой, высокой скоростью совместной
полимеризации в обычных условиях, образуют гомогенный отвержден¬
ный продукт с высокими механическими свойствами.
Виниловые мономеры обладают наибольшей реакционной способ¬
ностью, а аллиловые — наименьшей. Если первые мономеры в присут¬
ствии соответствующих инициирующих систем сополимеризуются с поли¬
эфирами уже при комнатной температуре, то вторые — только при по¬
вышенных температурах. Акриловые и метакриловые мономеры зани¬
мают промежуточное положение.
На рис. 149 приведены полимеризационные кривые отверждения
смесей, содержащих различные мономеры [95]. Они показывают, что
при отверждении ненасыщенных полиэфиров наблюдается значительное
повышение температуры по сравнению с температурой ванны (55°С),
Т’с
Рис 149. Полимеризационные
кривые отверждения смесей
иолиэфирмалеинатов с различ¬
ными мономерами:
/ — стирол; 2—винилацетат; 3— акри-
лонитрил; 4 — метилметакрилат;
б — дналлилфталат; 6 — триаллилциа-
нурат.
Состав ненасыщенных полиэфиров
739
Скорость повышения температуры и вид кривой зависят от типа при¬
меняемого мономера.
Наибольшее применение для отверждения полиэфирмалеинатов на¬
шли стирол, метилметакрилат, диаллилфталат и триаллилинан>рат.
Смеси, содержащие стирол, легко отверждаются в присутствии раз¬
личных инициаторов как при комнатной, так и при повышенной тем¬
пературе. В зависимости от типа полиэфира можно получить эластич¬
ные или твердые материалы. Кислород тормозит процесс сополимери-
зации и является причиной липкости поверхности отвержденного
продукта.
Метилметакрилат применяется при производстве лишь специальных
типов материалов, так как до сих пор на его основе не удалось полу¬
чить продукт с удовлетворительными механическими и термическими
свойствами. Отвержденные материалы обладают высокой атмосферо-
стойкостью и используются в производстве прозрачных стекловолокни¬
стых пластиков.
Было замечено, что добавление к метилметакрилату стирола очень
благоприятно влияет на ход полимеризации и твердость получаемых
продуктов. Стеклотекстолит на основе такой смеси мономеров более
стоек к солнечному свету и эрозии под действием дождя, чем стекло¬
текстолит на основе полиэфиров, отвержденных стиролом. Композиция
составляется из ненасыщенного полиэфира и метилметакрилата в соот¬
ношении 3:1 и затем перед употреблением разбавляется стиролом в
соотношении 4:1, чтобы достигнуть соотношения полиэфир : метилме¬
такрилат : стирол 3:1:1 [96]. Основными преимуществами таких от¬
вержденных композиций являются атмосферостойкость, отсутствие по¬
желтения и образования трещин.
Диаллилфталат добавляют к ненасыщенному полиэфиру, а также
используют для изготовления прессматериалов. Сначала его частично
полимеризуют в инертном растворителе, а затем смешивают с на¬
полнителями и красителями. Смесь гранулируют и используют
для прессования изделий, обладающих хорошими диэлектрическими
свойствами.
Композиции из полиэфиров и триаллилцианурата широко приме¬
няются для производства слоистых пластиков, обладающих высокой
теплостойкостью (до 260° С) и хорошими механическими свойствами.
Такие слоистые пластики используются в авиастроении. Переработка
композиций, содержащих триаллилцианурат, затруднена из-за высокой
вязкости и выделения значительного количества тепла при отверждении.
Эти недостатки ограничивают толщину изготовляемых материалов (не
более 3 мм). Исследования показали, что такие композиции хорошо
отверждаются в тонкой пленке в присутствии кислорода воздуха. От¬
вержденный продукт устойчив к действию растворителей, разбавленных
растворов кислот и щелочей, а также водных растворов солей.
При отверждении ненасыщенных полиэфиров образуются не твер¬
дые растворы полимера из взятого мономера в полиэфире, а сополимеры
(в данном случае сшитые продукты):
где —СН = СН — цепь полиэфира, содержащая двойную связь.
740
Г л. 39. Ненасыщенные полиэфиры
Кроме стирола, могут быть применены метилметакрилат (I), диал-
лилфталат (II) и триаллилцианурат (III):
СН2=С (СН3)
I
С=0 ,^,СООСН2—СН=СН2
1 ч 11
° ^/\соосн2—сн=сн2
сн3
1 11
N
сн2=сн—сн2о—с с—осн2—сн=сн2
I II
N N
\/
С—осн2—сн=сн2
111
На примере анализа продуктов гидролиза сополимеров полипропи-
ленгликольфумарата и стирола было показано, что поперечные связи
состоят из одного, двух, трех и более звеньев стирола. Оптимальные
условия для сополимеризации создаются при эквимолекулярных коли¬
чествах стирола в расчете на двойные связи полиэфира [97].
Время, мин Время, мин
Рис. 150. Полнмеризационные кривые, показывающие повышение
температуры реакционной смеси под влиянием экзотермической
реакции в присутствии различных перекисей (1%) при температуре
ванны 80° (а) и 70° С (6):
1 — перекись лаурила; 2— перекись бензоила; 3 — перекись 2, 4-дихлорбеизоила;
4 — перекись метилэтилкетоиа; 5 — перекись л-хлорбензоила; 6 — перекись цикло-
гексанона; 7 — 2,2-бис(перекись трет-бутила)бутаи; в—гидроперекись кумола;
9 — трет-бутилп ербензоат.
Количество добавляемого стирола составляет от 20 до 50% от веса
полиэфира. Наибольшая теплостойкость и прочность на разрыв отверж¬
денных полиэфиров наблюдается при максимальном содержании сти¬
рола (40—50%). Водостойкость их также увеличивается при введении
в реакционную смесь большего количества стирола [98].
Инициаторы и ускорители. Совместная полимеризация ненасыщен¬
ных полиэфиров с различными мономерами проводится чаще всего
в присутствии инициаторов перекисного типа, правильный подбор кото¬
рых может быть сделан лишь в том случае, если известны их свойства.
Важно знать температуру, при которой перекись инициирует процесс
полимеризации, кроме того, иметь сведения об ускорении ее распада
и т. д. [99, 100].
Состав ненасыщенных полиэфиров
741
Из рис. 150 видно, что одни перекиси вызывают значительное повы¬
шение температуры реакционной смеси по сравнению с температурой
ванны, в которой осуществлялось отверждение полиэфира, а другие
перекиси приводят лишь к небольшому ее изменению. Повышение тем¬
пературы указывает на то, что идет реакция сополимеризации.
На некоторых полимеризационных кривых можно выделить три
участка: 1) горизонтальный; 2) медленного и 3) быстрого роста темпе¬
ратуры. Горизонтальный участок кривой свидетельствует об отсутствии
реакции сополимеризации или о незначительной скорости последней.
Это чаще всего наблюдается, если перекись при температуре ванны
почти не распадается на радикалы. Участок медленного роста темпера¬
туры показывает, что реакция сополимеризации проходит медленно,
тепла выделяется мало и оно в основном поглощается ванной. Участок
быстрого роста температуры свидетельствует о том, что реакция проте¬
кает быстро. За короткое время выделяется много тепла, которое не
может быть поглощено ванной. Начало третьего участка кривой соот¬
ветствует той критической температуре, при которой начинается быст¬
рый распад перекиси на радикалы.
Ниже представлены критические температуры (в °С) перекисей
при инициировании отверждения ненасыщенных полиэфиров [99]:
Перекись бензоила 70
» 2,4-дихлорбензоила 60—70
» п-хлорбензоила 70
» лаурила 60—70
» ди-/я/зе»г-бутила 100
» метилэтилкетона 80
» метилизобутилкетона 70
» циклогексанона 90
Гидроперекись кумола 100
Гидроперекись трет-бутила 110
2, 2-<5ис(перекись трет-бутила) бутан 100
/га/зе/я-Бутилпербензоат 90
Как видно, все перекиси, обычно применяемые в качестве инициа¬
торов, активны лишь при повышенных температурах. Процесс отверж¬
дения в этом случае заканчивается очень быстро. При низких темпера¬
турах (25—50° С) в присутствии некоторых перекисей также возможно
отверждение полиэфирных композиций, но для этого требуется очень
много времени. Данные табл. 152 показывают влияние перекисей на
выход сополимера стирола с хлорстиролом, используемого для приго¬
товления литых электротехнических изделий [101]. Такое же влияние
перекисей наблюдается при отверждении ненасыщенных полиэфи¬
ров [102].
ТАБЛИЦА 152
Влияние перекисей на выход сополимера стирола с хлорстиролом
Перекись
Концентрация
перекиси, части
на 100 ч. смеси
Выход полимера, %, после
17-часовой выдержки
при 25° С плюс
2 ч при 50° С
24 ч при 50° С
0,12
75
98—100
Перекись 2,4-дихлорбензоила
0,24
60
98—100
Гидроперекись трет-бугила
0,06
59
98—100
Перекись бензоила
0,16
20—30
98—100
гаррот-Бутил пербензоат
0,16
20—30
95
Перекись ацетилбензоила
0,12
<25
98
0,09
<36
742
Гл. 39. Ненасыщенные полиэфиры
При сравнении полимеризационных кривых можно заметить, что
некоторые из них почти не имеют участков медленного роста темпера¬
туры. Такие кривые характерны при употреблении следующих инициа¬
торов: перекиси бензоила, перекиси лаурила, перекиси п-хлорбензоила,
перекиси 2, 4-дихлорбензоила и перекиси ди-грег-бутила. При примене¬
нии же перекисей метилэтилкетона, метилизобутилкетона и циклогекса-
нона, а также гидроперекисей кумола и трег-бутила на полимеризацион¬
ных кривых хорошо заметны участки медленного роста температуры.
Кроме того, на полимеризационных кривых набтюдаются неодинаковые
максимумы (пики) достигаемых температур. Например, для перекиси
2, 4-дихлорбензоила температурный пик ниже, чем для других перекисей
(например, перекисей бензоила, п-хлорбен¬
зоила, лаурила, метилэтилкетона).
Из полимеризационных кривых можно
высчитать время гелеобразования и мини¬
мальное время отверждения для каждой
■перекиси при любой температуре ванны.
Временем гелеобразования принято считать
период, за который температура на 16,7°
меньше температуры ванны, повышается до
значения на 5,6° больше температуры ван¬
ны. Минимальным временем отверждения
является время, ограниченное первой отме¬
ченной температурой (временем достижения
температуры на 16,7° ниже температуры
ванны) и температурным пиком (рис. 151).
В соответствии с определенным време¬
нем гелеобразования и минимальным вре¬
менем отверждения на кривой / (рис. 151)
отмечены соответствующие температуры и
по ним высчитано время. В присутствии
1 % перекиси циклогексанона при темпера-
гелеобразования полиэфирной смолы со¬
ставляет Ь,Ь—2,4 = 3,2 мин, а минимальное время отверждения
9,6—2,4 = 7,2 мин.
Перекиси, вводимые в смолу, должны быть в таком виде, чтобы
их было легко растворять в ней. Они могут быть твердые (перекиси
бензоила и циклогексанона), жидкие (гидроперекись кумола, перекись
ди-трет-бутила, 60% раствор перекиси метилэтилкетона в диметилфта-
лате) и пастообразные (50% паста перекиси бензоила в дибутилфталате
или трикрезилфосфате). Наиболее удобны пасты и жидкости. Твердые
перекиси сначала растворяют в небольшом количестве мономера, а за¬
тем вводят в смолу.
Ускорить отверждение ненасыщенного полиэфира можно правиль¬
ным подбором перекиси, увеличением ее количества и повышением тем¬
пературы отверждения. Однако большое количество перекиси приводит
к образованию сравнительно низкомолекулярных продуктов с невысо¬
кими механическими свойствами. Уменьшение же количества инициа¬
тора способствует получению отвержденного полиэфира с более высо
кими механическими свойствами, но значительно удлиняет процесс.
Попытка ускорить этот процесс нагреванием чаще всего приводит к по¬
явлению трещин и пузырей в отвержденном полиэфире. Решить проблему
ускорения процесса при применении небольших количеств перекисей
удалось с помощью ускорителей, которые добавляются к композиции
сразу же после введения перекисей.
I, 'с
Время„ мин
Рис. 151. Полимеризационные
кривые, показывающие повы¬
шение температуры реакцион¬
ной смеси под влиянием экзо¬
термической реакции в при¬
сутствии 1% перекиси цикло¬
гексанона при различных тем¬
пературах ванны:
7 — 90°; 2—80°; *3 — 70°; ' 4—60°;
б — 50° С.
туре ванны 80° С время
Состав ненасыщенных полиэфиров
743
К первому типу ускорителей можно отнести так называемые «вос¬
становительные активаторы», которые легко улавливают кислород, вы¬
деляющийся при распаде гидроперекисного соединения, форсируя таким
образом реакцию выделения радикалов. Распад гидроперекиси трет-
бутила можно представить следующими реакциями:
1. с4н9оон —с4н9о- + но-
2. с4н9оон —с4н9он + н2о
3. С4Н9ООН —^ С4Н9. + Н. + о2
В результате первой и третьей реакций происходит образование
радикалов, а во второй реакции в присутствии атомов водорода ради¬
калы не возникают. Таким образом, если ввести в реакционную смесь
вещества, которые будут поглощать кислород, то основной реакцией
распада гидроперекиси станет третья реакция. К таким «восстанови¬
тельным активаторам» относятся фенилфосфиновая, аскорбиновая и
изоаскорбиновая кислоты. В табл. 153 представлены данные о влиянии
фенилфосфиновой кислоты, добавляемой к композиции па время образо¬
вания геля. Из этой таблицы видно, что «восстаьовительиые актива¬
торы», в частности фенилфосфиновая кислота, действуют лишь на гид¬
роперекиси.
ТАБЛИЦА 153
Влияние фенилфосфиновой кислоты на время образования геля
полидиэтиленгликольмалеинатдиаллилфталата
Инициатор
Содержание
фенилфосфиновой
кислоты, %
Среднее время геле-
образования при ком¬
натной температуре,
ч
Перекись бензоила (1%)
0
$
120
2
160
Гидроперекись трет-амила
(1%)
0
320
1
12
Гидроперекись трет-бутила
(1%)
0
340
2
12
(1,5%)
0
144
Гидройерекись-1-гидроксициклогек-
0
300
сила (1,5 96)
1
12
Ко второму типу ускорителей можно отнести вещества, которые
влияют на распад перекисей и способствуют более быстрому отвержде¬
нию при нагревании или на холоду. Так например, п-толуолсульфоно-
вая кислота эффективна лишь при повышенных температурах. Компо¬
зиция, содержащая 0,5% перекиси бензоила и 0,01% гидрохинона в
качестве ингибитора, значительно быстрее отверждается при 70° С в
присутствии 0,03—0,3% сульфоновой кислоты, чем без нее. Отвержде¬
ние композиций на холоду в присутствии перекисей возможно при до¬
бавлении некоторых аминов в количестве 0,1—0,4%. К ним относятся
диметиланилин, диэтиланилин, N-этил-ж-толуидин, 1, 2-пропилендиамин,
триэтаноламин, диэтил-п-толуидин и др. [103].
Амины чаще всего добавляют при использовании в качестве ини¬
циатора перекиси бензоила. При употреблении других перекисей,
744
Гл. 39. Ненасыщенные полиэфиры
например метилэтилкетона, циклогексанона, дициклогексила в качестве
ускорителей добавляют нафтенаты или олеаты кобальта в виде 10%
растворов в стироле.
На рис. 152 приведены типичные полимеризационные кривые при
«холодном» отверждении полиэфирмалеинатов в зависимости от коли¬
чества инициатора и ускорителя. На¬
чальная температура 25° С, загрузка
компонентов 100 г.
Период между введением инициа¬
тора и началом быстрого подъема
температуры зависит от инициатора,
ускорителя, их количества, температу¬
ры, состава композиции и может ко¬
лебаться от нескольких минут до не¬
скольких дней.
Из рис. 152 видно, что увеличение
количества инициатора и ускорителя
заметно ускоряет отверждение поли¬
эфирмалеинатов. Начальная темпера¬
тура отверждения также оказывает
большое влияние на время гелеобра-
зования; повышение температуры за¬
метно сокращает это время. Так на¬
пример, при использовании пасты пе¬
рекиси бензоила и ускорителя нагре¬
вание до 100° С вызывает отверждение
в течение нескольких минут.
На характер полимеризационных
кривых значительное влияние оказы¬
вает скорость отвода тепла из зоны
реакции. При хорошей теплоизоляции реакция полимеризации прохо¬
дит быстро, но наблюдается большая усадка и образуются трещины.
При плохой теплоизоляции и малом объеме композиции не происходит
полного отверждения последней.
Из всех нефтенатов металлов (Со, Мп, Са, Ni, Pb, Cr, V, Zr) толь¬
ко нафтенат ванадия оказался более эффективным, чем нафтенат ко¬
бальта; при этом диспергированный в стироле нафтенат кобальта силь¬
нее всего увеличивает скорость полимеризации. Из аминов достаточно
эффективным является диметиланилин. При применении инициаторов
перекисного типа для отверждения ненасыщенных полиэфиров можно
руководствоваться данными табл. 154.
ТАБЛИЦА 154
Температуры отверждения полиэфирмалеинатных
композиций в присутствии различных перекисей
Температура
отверждения, °С
Отвердители
15—55
Перекись бензоила и диметиланилин; пе¬
рекись циклогексанона, перекись метил¬
этилкетона, перекись дициклогексила и
нафтенат кобальта
60—110
Перекись бензоила, перекись лаурила
80—115
Гидроперекись mpem-бутила
85—130
т рет-Бутилпербензоат
100—140
Перекись ди-т/>ет-бутила
г. с
180\ Г
т г
р
140 I
120 1 з
бремя, v
Рис. 152. Полимеризационные кривые
«холодного» отверждения полиэфир¬
малеинатов при различных содержа¬
ниях перекиси и ускорителя:
Кривая
Перекись, %
Ускоритель, %
]
4
2
2
2
1
3
1
0,5
4
0,6
0,3
х — желатинизация, О—твердое состояние.
Состав ненасыщенных полиэфиров
745
Отверждение полиэфирмалеинатных композиций при повышенных
температурах часто сопровождается их окрашиванием, но в присутствии
перекиси ди трет-бутила этого не происходит [104, 105].
В случае применения смол на основе ненасыщенных полиэфиров
для изоляции электрического оборудования длительный контакт с мед¬
ными частями приводит к образованию металлорганических соединений,
являющихся ингибиторами процесса полимеризации. Избежать ингиби¬
рования можно при использовании гидроперекиси трет-бутила.
Кроме инициаторов перекисного типа, для отверждения полиэфиров
могут быть применены азосоединения. Некоторые исследователи
считают, что они являются лучшими инициаторами по сравнению
с перекисями, поскольку не окисляют и не окрашивают полиэфирма-
леинаты.
Ингибиторы. Смеси ненасыщенного полиэфира с мономерами не
могут храниться длительное время, так как они медленно полимери-
зуются уже при комнатной температуре. Предотвращения самопроиз¬
вольной сополимеризации можно достигнуть различными методами;
главный из них — введение в реакционную смесь ингибиторов.
Как известно, ингибиторы могут быть разделены на две группы:
1) замедлители, ингибитационный эффект которых пропорционален их
концентрации; 2) стабилизаторы, которые предотвращают отверждение
композиций на холоду и не препятствуют этому процессу при повы¬
шенных температурах.
Роль замедлителей сводится к восстановлению перекиси или про¬
дукта соединения мономера с перекисью или к окислению замедлителя
под влиянием кислорода воздуха и превращению его в вещество, кото¬
рое взаимодействует со свободными радикалами и таким образом спо¬
собствует обрыву цепей.
Распад гидроперекиси трет-бутила в присутствии наиболее распро¬
страненного замедлителя гидрохинона может быть представлен следую¬
щими реакциями:
1. С4Н9ООН -(- но—с6н„—он —> с4н9он + н2о + о=с6н4=о
2. С4Н9ООН —>■ С4Н90.-|-Н0.
3. с4н9о- + но-+но—С6Н4—ОН —> С4Н90Н-(-Н20 + 0=С6Н4=0
Как видно, гидрохинон предотвращает образование свободных ра¬
дикалов, отдавая два атома водорода гидроперекиси или продуктам
ее распада.
В качестве замедлителей кроме гидрохинона могут быть применены
ди- и тригидроксибензолы, феноло-формальдегидные смолы, аромати¬
ческие амины, таннин, бензальдегид и другие соединения. Удовлетвори¬
тельные результаты по ингибированию реакции полимеризации могут
быть получены уже при введении замедлителей в количестве 0,01 %
к весу полиэфира.
Эффект ингибирования не зависит от температуры реакционной
массы, но особенно быстро исчезает при высоких температурах вслед¬
ствие быстрого распада перекиси и расходования всего замедлителя.
Затем реакция полимеризации происходит как обычно. Этот факт ука¬
зывает на то, что в реакционную смесь следует вводить такое количество
инициатора, чтобы его хватило на «нейтрализацию» замедлителя и на
инициирование процесса полимеризации.
Стабилизаторы имеют значительные преимущества перед замедли¬
телями. Они не требуют введения перекисей в избыточных количествах,
имеют длительный эффект ингибирования реакции полимеризации при
746
Гл. 39. Ненасыщенные полиэфиры
низких температурах и позволяют значительно увеличить жизнеспособ¬
ность смеси К стабилизаторам относят соли замещенных гидразинов,
четвертичных аммониевых оснований и замещенные я-бензохиноны.
В производстве ненасыщенных полиэфиров, проводя реакцию поли¬
конденсации, очень часто добавляют замедлители, чтобы препятствовать
образованию сшитых полимеров при высокой температуре. Затем в ре¬
акционную смесь, составленную из полиэфира и мономера, вводится
еще замедлитель или стабилизатор для задержки реакции сополимери-
зации на длительное время (в период хранения).
Имеются сведения, что многие наполнители (например, целлюлоза,
асбест, тальк, стекло) предотвращают преждевременное гелеобразова-
ние смолы, некоторые пигменты и красители действуют аналогично.
Конечно, с их помощью трудно устанавливать определенное время хра¬
нения смеси и, кроме того, эти вещества не всегда требуются при изго¬
товлении изделий.
Наполнители. Для улучшения некоторых свойств изделий, умень¬
шения усадки композиции при отверждении и снижения ее стоимости
вводят наполнители. Их можно разделить на две большие группы: во¬
локнистые и порошкообразные.
Количество вводимого наполнителя зависит от размера частиц,
смачивающей способности и назначения материала. В состав стекло¬
пластика вводят меньше наполнителя, чем в литьевую массу или за¬
мазку.
В качестве волокнистых наполнителей применяются стеклянные,
хлопковые, асбестовые, полиамидные (штапельное или непрерывное)
волокна и ткани. Они вводятся в композицию для повышения прочности
изделий, главным образом прочности на удар и изгиб. Кроме того, на¬
полнители могут улучшать теплостойкость материалов, диэлектрические
свойства и другие показатели. Наибольшее применение как для изготов¬
ления прессматериалов, так и для получения слоистых пластиков нашли
стеклянные волокна и ткани.
Порошкообразные наполнители очень разнообразны. К ним отно¬
сятся кремнезем, мел, глина, тальк, кварцевая мука, слюдяная мука,
сажа и т. п. Их можно вводить в большом количестве (до 250% к весу
композиции), а это значительно удешевляет стоимость материала. Кро¬
ме того, порошкообразные наполнители, обладая большей теплопровод¬
ностью, чем пластмассы, способствуют отводу теплоты реакции сополи-
меризации и позволяют получать крупные изделия с удовлетворитель¬
ными механическими свойствами.
Частицы наполнителей с размерами 1—3 мк легко диспергируются
в полиэфире. Они должны иметь возможно более низкую плотность,
лишь незначительно адсорбировать компоненты композиции, не содер¬
жать металлических частиц и обладать светлой окраской. Желательно,
чтобы порошкообразные наполнители не растворялись в воде, имели
незначительную гигроскопичность и мало влияли на отверждение нена¬
сыщенных полиэфиров.
Некоторые наполнители, например сажа, оказывают заметное влия¬
ние на скорость отверждения ненасыщенных полиэфиров. Она замедляет
отверждение, если в качестве инициаторов применены диарильные пере¬
киси (перекиси бензоила, 2,4-дихлорбензоила, п-хлорбензоила), и не
оказывает такого действия при использовании алкильных перекисей
(перекиси ди-грет-бутила и т. п.) [106].
Ингибирующее действие сажи объясняется адсорбцией и дезакти¬
вацией свободных радикалов, образующихся при распаде перекисей
на поверхности частиц сажи. Степень адсорбции зависит от характера
Производство
747
радикалов и уменьшается от ароматических к алифатическим пере¬
кисям.
В присутствии ускорителей (третичных аминов) наблюдается
обратное явление: ароматические перекиси проявляют сильное иници¬
ирующее действие, в то время как действие алифатических перекисей
ингибируется.
Красители. Окрашивание полиэфиров может быть произведено дву¬
мя путями — в массе и с поверхности.
По первому способу — окрашиванию в массе — полиэфир смеши¬
вают с пигментными пастами, затертыми на мономере или на полиэфире
перед применением паст. Окрашивание сухими пигментами и красками,
растворимыми в полиэфире, менее практично [107]. Пигменты должны
быть свето- и теплостойкими, должны обладать высокой кроющей спо¬
собностью и интенсивной окраской, химической инертностью ко всем
компонентам композиции.
Поверхностное окрашивание производится по крупногабаритным
изделиям значительной толщины. Для этой цели могут быть применены
как лаки, содержащие растворимый краситель, так и краски. Некоторые
пигменты, как было отмечено, оказывают влияние на отверждение не¬
насыщенных полиэфиров. Так например, окиси титана и цинка уско¬
ряют их отверждение [108].
Производство ненасыщенных полиэфиров
Производство полиэфирмалеинатов состоит из получения плавкой
и растворимой полиэфирной смолы и растворения ее в мономере. Поли¬
эфирная смола образуется в результате реакции погиконденсации двух¬
атомных спиртов с двухосновными кислотами. Реакция чаще всего про¬
водится в атмосфере N2, С02, так как в присутствии кислорода воздуха
смола постепенно окрашивается. Кроме
того, ток газа помогает удалению побоч¬
ных продуктов реакции (например, воды)
и улучшает перемешивание смеси.
Иногда в реакционную смесь вво¬
дится инертный разбавитель, чаще всего
в количестве 10% к весу загруженных
реагентов. Ксилол не смешивается с во¬
дой и образует с ней азеотропную смесь,
что способствует более быстрому удале¬
нию воды из реактора. В этом случае
производится полная конденсация паров
воды и ксилола; вода отделяется, а кси¬
лол возвращается в реактор.
При применении инертного разбави¬
теля температура реакции поликонден¬
сации снижается с 210 до 195° С, смола
получается менее вязкой и менее окра¬
шенной. На рис. 153 показано изменение
вязкости и кислотного числа ненасыщенного полиэфира в процессе ее
получения обычным методом и в присутствии ксилола [97].
Иногда реакция поликонденсации может быть проведена в присут¬
ствии катализатора этерификации. Чаще всего применяют кислоты или
кислые соли, растворимые в реакционной смеси (например, п-толуол-
сульфокислота).
Продолжительное нагревание смолы для увеличения молекулярного
веса и вязкости может привести к активации ненасыщенных групп и,
\слз
Рис. 153. Изменение вязкости и
кислотного числа ненасыщенной
полиэфирной смолы в процессе
ее производства (210° С):
/ — без ксилола; 2— в присутствии кси¬
лола.
748
Гл. 39. Ненасыщенные полиэфиры
следовательно, к образованию поперечных связей. Введение на послед¬
ней стадии небольшого количества веществ, содержащих не менее трех
гидроксильных групп, позволяет избежать продолжительного нагрева¬
ния в процессе получения высокомолекулярных полиэфиров.
Технологический процесс производства полиэфирмалеинатов вклю¬
чает две стадии [109]: приготовление смолы и растворение ее в мо¬
номере.
Получение полиэфирной смолы. Схема установки для синтеза нена¬
сыщенных полиэфирмалеинатов представлена на рис. 154 [110].
Диэтиленгликоль, широко применяемый в производстве полиэфиров, из храни¬
лища 1 подается в перегонный куб 2, соединенный с обратным холодильником 3 и
приемником 4. Перегонка осуществляется при 148—150° С (30 мм рт. ст.). Из прием¬
ника 4 диэтиленгликоль периодически заливается в мерник 5, куда можно также по¬
давать глицерин из хранилища глицерина 6.
Загрузку всех компонентов в реактор 7 лучше всего производить по весу. Сна¬
чала заливают диэтиленгликоль (с некоторым избытком против стехиометрического
соотношения), а затем инертный разбавитель, если он применяется. Жидкие реагенты
нагревают до 70° С и начинают подавать азот или углекислый газ. Труба с распреде¬
лительным устройством для подачи газа устанавливается вблизи дна реактора. Ско¬
рость газа регулируется с помощью ротаметра. Затем постепенно при работающей
мешалке добавляют твердые вещества (двухосновные кислоты или ангидрид) и про¬
должают дальнейшее нагревание реактора. Во время загрузки твердых веществ могут
быть добавлены ингибиторы полимеризации и катализаторы этерификации.
После загрузки всех компонентов температура в реакторе быстро доводится до
температуры реакции поликонденсации (190—210°С). Побочный продукт реакции —
вода — уносится током газа из реакционной смеси через трубу из нержавеющей стали,
установленную на крышке котла, и попадает в конденсационную систему, состоящую
из обратного холодильника 8, конденсатора 9 и приемника 10. Вместе с парами воды
газ частично уносит гликоль, который должен быть возвращен обратно в реактор.
В обратном холодильнике производится конденсация паров гликоля. Это можно
осуществить в случае, если в нем поддерживается температура выше температуры
кипения воды, но ниже температуры кипения гликоля. В конденсаторе, охлаждаемом
водой, происходит конденсация паров воды и паров оставшегося гликоля. Температура
реакции (IrfO—210° С) поддерживается до тех пор, пока будет достигнута желаемая
степень поликонденсации смолы. Более высокая температура реакции обычно не при¬
меняется, так как возникает опасность окрашивания смолы и ее преждевременной
желатинизации. Некоторые типы полиэфиров начинают окрашиваться уже при
190—210° С. Это наблюдается при использовании хлорсодержащих кислот.
Длительность процесса поликонденсации определяется природой
компонентов (гликоля и кислоты) и глубиной превращения, зависящей
от количества ненасыщенной кислоты. Чем больше в реакционной смеси
ненасыщенной кислоты, тем короче время реакции. Так например, поли-
диэтиленгликольмалеинат образуется за 6 ч, а полипропиленгликоль-
адипатмалеинат за 15 ч. В конце процесса кислотное число в первом
случае составляет около 40, а во втором может быть доведено до 5.
Иногда наблюдается, что смола достигла желаемой вязкости, а
кислотное число имеет еще большее значение. Оно может быть снижено
увеличением тока инертного газа, с которым удаляется часть свободной
кислоты из реакционной смеси. В конце процесса для удаления остатка
воды и разбавителя может быть применен вакуум. Чаще всего реакцию
поликонденсации заканчивают при кислотном числе 30—40. Длитель¬
ность процесса 6—30 ч.
На некоторых заводах процесс образования полиэфиров осуще¬
ствляется под разряжением. Сначала реакцию поликонденсации ведут
при 140° (330—360 мм рт. ст.) в течение 2,5—3 ч, затем при 160—165°
(210—260 мм рт. ст.) 2,5—3 ч; заканчивают процесс после 2—3 ч вы¬
держки при 190—195°С (210—260 мм рт. ст.), когда кислотное число
равно 35—45. При таком способе получения полиэфиров не требуется
применение инертных газов, и вода, выделяющаяся в результате реак¬
ции, хорошо удаляется.
К Вакуум-
Диэтилен-
гликоль
фталеВыи ангидрид
Адилиновая кислЬта
Себациновая кислота
Насыщенный
I пар динил
идкий
шил
Жидкий дини/^
для охлаждения
Полиэфирная смола
Конденсат
Конденсат
динила
Рис. 154. Схема производства полиэфирмалеинатов:
хранилище диэтиленгликоля; 2 —перегонный куб; Л—обратный холодильник; 4— приемник; 5—мерник диэтиленгликоля (или глицерина);
6—хранилище глицерина; 7 —реактор; 5 —обратный холодильник; 9 — конденсатор; 10 — приемник конденсата.
$
«О
Производство
750
Гл. 39. Ненасыщенные полиэфиры
Реактор для приготовления ненасыщенных полиэфиров выполняют
из нержавеющей стали (например, из стали марки 1XI8H9T) или по¬
крывают эмалью. Снаружи его изолируют с целью предотвращения
потери тепла.
Растворение смолы в мономере. После достижения желаемой сте¬
пени полнконденсации смола должна быть охлаждена и смешана с мо¬
номером. Время перемещения зависит от ряда условий и может дости¬
гать 2—4 ч. При комнатной температуре она с трудом растворяется
в мономере. Повышение температуры способствует смешению, но
при этом возникает опасность реакции между смолой и мономером.
Для предотвращения такой реакции водится ингибитор, чаще всего
гидрохинон в количестве 0,02% к весу смолы. При его применении смо¬
ла может быть охлаждена до 70° С в реакторе, а затем передана в сме¬
ситель [111].
В смеситель, превышающий реактор по объему в 2—4 раза, зали¬
вают мономер, а затем при работающей мешалке с помощью насоса
вводят горячую смолу. Смесь перемешивают до получения однородного
прозрачного раствора, который после охлаждения фильтруется и сли¬
вается в тару. В некоторых случаях растворения смолы в мономере
не производят (перемешивать можно на месте употребления).
Наша промышленность выпускает следующие марки полиэфирма-
леинатов: ПН-1 (СТУ 30-14086—63), ПН-3 (ВТУ ЛСНХ 33122—60),
ПН-1С (СТУ30-12039—61), ПН-4 (ВТУ-П220—60 ЛСНХ).
Смолу ПН-1 получают из днэтиленгликоля (1,1 моль), малеинового
ангидрида (0,67 моль), фталевого энгндрпда (0,23 моль) и стирола
(33 вес. % по отношению к смоле). Эта смота представляет собой вяз¬
кую жидкость желтого цвета (раствор в стироле) с плотностью
1,12—1,18 г/см3 и кислотным числом 30—45. Вязкость ее по вискозимет¬
ру ВЗ-1 20—40 сек, а время желатнннзации в присутствии 3%-ной гид¬
роперекиси изопропилбензола и 8%-ного ускорителя нафтената кобаль¬
та при 20° С 60—120 мин [112].
Смола ПН-3 — это стирольный раствор продукта конденсации эти-
ленгликоля с адипиновой кислотой и малеиновым ангидридом.
Смола ПН-1С — полиэфирная смола ПН-1, модифицированная до-,
бавками поливинилхлорида и трехокиси сурьмы, понижающими ее горю¬
честь. Основное назначение смол марок ПН — изготовление стеклопла¬
стиков.
Полиэфиракрилаты — продукты этернфикации многоатомных спир¬
тов или продуктов их конденсации с двухосновными и одноосновными
(метакриловой или акриловой) кислотами. Это сравнительно низкомо¬
лекулярные (олигомерные) линейные полиэфиры с концевыми группа¬
ми, содержащими двойные связи. Реакция их образования может быть
представлена схемой:
н2о
HOROH + HOOCR.jCOOH -(- СН2^С (СН3) СООН ^—»
СН2=С (СН3) COORO [OCR,COORO]„ ОСС (СН3)=СН2
где R и Ri — алкильные (арильные) радикалы.
По внешнему виду полиэфиракрилаты — более или менее вязкие
жидкости от желтого до темно-коричневого цвета, способные под дей¬
ствием инициаторов и ускорителей превращаться в твердые продукты
трехмерной структуры. В некоторых случаях в них добавляется мономер
(метилметакрнлат, стирол и т. п.), который способствует сшивке мо¬
лекул.
Свойства и применение
751
Промышленность выпускает ряд полиэфиракрнлатов: ТГМ-З (ВТУ
БУ-17—56 — продукт конденсации триэтиленгликоля и метакриловой
кислоты, МГФ-9 (ВТУ БУ-17—56) — продукт конденсации триэтилен¬
гликоля, фталевого ангидрида и метакриловой кислоты — и ТМГФ-11 —
продукт конденсации глицерина, фталевого ангидрида н метакриловой
кислоты.
Все полиэфиракрилаты растворяются в спиртах, спирто-бензоле,
ароматических углеводородах и других растворителях. Физико-химиче¬
ские свойства их описываются в литературе [113—114]. Основное назна¬
чение полиэфиракрнлатов — изготовление стеклопластиков, заливочных
компаундов, модификация других смол.
Полиэфирмалеинаты и полиэфиракрилаты обычно содержат стирол
и другие летучие мономеры, являющиеся компонентами сополимериза-
ции, в количестве 30—35% для первого и 10—25% для второго вида
смол. Эти мономеры обладают значительной токсичностью: действуют
раздражающе на слизистые оболочки глаз и дыхательных путей, при
попадании на кожу вызывают дерматозы. Токсичность удается понизить
путем использования смеси жидких полиэфирмалеинатов и полиэфир-
акрилатов без добавки летучих мономеров [115].
Смола МА-3 (ВТУ 30-12044—61 ЛСНХ) представляет собой гомо¬
генный раствор этиленгликольмалеинатфталатной смолы марки МС-1 в
смеси полнэфиракрилатов МГФ-9 и ТГМ-З с плотностью 1,16—1,19 г/см3,
вязкостью (по ВЗ-4) 60—140 сек, кислотным числом смолы МС-1, рав¬
ным 35—40, и временем желатинизации в присутствии 3%-но» гидропе¬
рекиси изопропилбензола и 4%-ного нафтената кобальта в стироле
Свойства ненасыщенных полиэфиров определяются составом и ус¬
ловиями получения. В неотвержденном состоянии смолы могут быть
низкой, средней и высокой вязкости. Высоковязкие смолы можно нано¬
сить на вертикальные стенки, где низковязкие стекли бы, и наоборот,
низковязкие смолы пригодны там, где требуется быстрая и глубокая
пропитка наполнителя.
Повышение вязкости смол достигается введением тиксотропной до¬
бавки, в качестве которой чаще всего употребляется коллоидно-дисперс¬
ная окись кремния. Добавление к смоле нескольких процентов такой
окиси кремния вызывает образование малоподвижной студенистой
структуры. При нанесении тиксотропной композиции на поверхность
стеклоткани происходит сначала кратковременное снижение вязкости,
что позволяет ей проникнуть между стеклянными волокнами, а затем
вязкость возрастает, что препятствует стеканию композиций с наклон¬
ной или вертикальной поверхности [116].
Ниже представлены свойства отвержденных ненасыщенных поли¬
эфиров [68]:
4—15 ч.
Свойства и применение ненасыщенных полиэфиров
Плотнось, г/см3
Показатель преломления . .
Предел прочности, кгс/см2
» изгибе -
Относительное удлинение, % . . .
Модуль упругости при растяже-
при растяжении
» сжатии
420—700
910—1 890
600—1 200
0,5—5
56—130
50—310
нии, кгс/см2
21 000—45 000
752
Гл. 39. Ненасыщенные полиэфиры
Смолы жесткой
структуры
Твердость
по Роквеллу (шкала М) . . . . 70—115
» Шору —
Водопоглощение, 96 0,15—0,60
Диэлектрическая проницаемость
при 60 гц 3,0—4,36
» W гц 2,8—4,1
Тангенс угла диэлектрических по¬
терь
при 60 гц 0,003—0,028
» 106 гц 0.006—0,026
Пробивная напряженность (толщина
образцов 3,2 мм и короткое время
испытания), в/мм 380—500
Коэффициент линейного расшире¬
ния (5—10) -ИГ5
Коэффициент теплопроводности,
ккал/м-ч-град 0,14
Температура деформации, °С ... 60—205
Смолы эластич¬
ной структуры
89—94
0,50—2,5
4,4—7,2
4,1—5.2
0,026—0,26
0,023—0,052
250—400
В отвержденном состоянии эти полиэфиры являются твердыми ма¬
териалами, прозрачными или непрозрачными. Прозрачные материалы
пропускают до 92% света. Под действием лучей с длиной волны
<390 ммк наблюдается пожелтение смолы [118]. Светостойкость ее мо¬
жет быть повышена при введении 2-окси-4-метоксибензофенона или
фенилсалицилата, но последний менее активен, чем первый. Большое
влияние на светостойкость отвержденных полиэфиров оказывает ини¬
циатор, используемый для проведения реакции сополимеризацни. Луч¬
шие результаты наблюдаются при применении перекиси бензоила и гид¬
роперекиси трет-бутила, худшие — при использовании 50%-ной пасты
перекиси бензоила в трикрезилфосфате.
Отвержденные полиэфирмалеинаты устойчивы к действию неокис¬
ляющих кислот, растворов кислых и нейтральных солей и полярных
растворителей, но не выдерживают воздействия растворов щелочей,
кетонов, хлорированных углеводородов, анилина, сероуглерода и горя¬
чих кислот.
Кроме жестких и эластичных ненасыщенных полиэфиров готовят
полужесткие или упругие смолы, в которых высокая прочность на изгиб
сочетается со сравнительно низким модулем упругости. Они прочнее
и менее хрупки, чем жесткие полиэфиры, но имеют более низкую темпе¬
ратуру деформации. Ниже приведены свойства двух типов отвержден¬
ных ненасыщенных полиэфирмалеинатов полужесткой структуры [68]:
I ТИП II ТИП
Плотность, г/см3 1,25 1,22
Предел прочности, кгс/см2
прн растяжении — 700
» сжатии 1 100 1 600
» изгибе 1300 1 200
Модуль упругости при изгибе, кгс/см2 32 900 35 000
Твердость
по Роквеллу (шкала М) 98 105—110
» Барколу 44 40—45
Водопоглощение, % 0,26 0,21
Отверждение полиэфиров происходит и после изготовления изделий.
Если судить о завершении отверждения по механическим свойствам, то
оно требует 7—14 суток [118], хотя усадка завершается раньше [1191-
Изменение водопоглощения, твердости и тангенса угла диэлектрических
Свойства и применение
753
потерь при дополнительном отверждении смол также заканчивается
через 14 суток [120].
Недостатками ненасыщенных полиэфиров общего назначения типа
полнэфирмалеинатов являются значительная усадка (уменьшение объ¬
ема при отверждении смолы ПН-1 составляет 7—8%), сравнительно
невысокая теплостойкость, недостаточная прочность на удар, горю¬
честь [121].
Из литературы известно несколько способов снижения горючести
ненасыщенных полиэфиров. Наиболее простым методом является введе¬
ние в них специфических неорганических или органических добавок
(трехокиси сурьмы, хлорсодержащих парафинов, поливинилхлорида, не¬
которых фосфорорганических соединений [122] и др.). Сложнее метод
введения в цепь полиэфира атомов галогена и фосфора путем использо¬
вания в реакции поликонденсации соответствующих компонентов: тетра-
хлорфталевого и гексахлорэндометиленфталевого (хлорэндикового) ан¬
гидридов [123—125], дихлоргидрина пентаэритрита [126—129] и др.
Свойства отвержденных полнэфирмалеинатов видны из табл. 155.
ТАБЛИЦА 155
Свойства отвержденных полнэфирмалеинатов
Свойства
1
п
иг
Плотность, г/см3
1,21—1,28
1,41—1,45
1,40—1,41
Предел прочности, кгс/см2
при статическом изгибе
750—900
350—400
340
» сжатии
—
1 300—1 370
1200
Модуль упругости при изгибе, кгс/см2
20000
—
34 600
Удельная ударная вязкость, кгс ■ см/см2 ....
6—8
2,7—3,6
—
Твердость по Бринелю, кгс/мм2
через 1 сутки .
8—9
—
21
» 7 суток
11—15
—
—.
Теплостойкость по Вика, °С ... . ....
75—100
110—126
80
Примечание. I — смола ПН-1 в виде 67% раствора в стироле [130]; II —смола ПНП на основе
хлорэндикового ангидрида, содержащая 25—30% стирола [125]; III —смола на основе тетрахлорфталевого
ангидрида, содержащая 30% стирола [124].
Ненасыщенные полиэфиры применяются в производстве цементов,
покрытий, литьевых компаундов, прессматериалов и слоистых пла¬
стиков.
КЛЕИ И ЦЕМЕНТЫ
Ненасыщенные полиэфиры в некоторых случаях могут применяться
в качестве клеев. Так например, приклеивание поликарбонатов к стали
или алюминию может быть осуществлено с помощью полиэфирстироль-
ного клея. После промывки поверхности полимера метанолом и при¬
клеивания к металлу прочность склеивания при сдвиге достигает
131 кгс/см2 [131].
Полиэфирные цементы появились сравнительно недавно. Они доро¬
же цементов, приготовленных на основе феноло-формальдегидных и
фурановых смол, но их применение оправдано в тех случаях, когда
требуются специфические свойства ненасыщенных полиэфиров (отвер¬
ждение на холоду без введения кислых катализаторов).
Как правило, при изготовлении цемента в жидкую смолу вводят
в 3-кратном избытке по отношению к весу смолы порошкообразный
л. Ф, Николаев
754
Гл. 39. Ненасыщенные полиэфиры
наполнитель (обычно кремнезем). Свойства цемента, содержащего по¬
лиэфирную смолу и кремнезем в качестве наполнителя, следующие [109]:
Плотность, г/см3 2,0
Предел прочности, кгс/см2
при растяжении ........ 84
» сжатии 770
» изгибе 42
Водопоглощение, °б 0,2
Рабочая температура, °С 90
Цементы находят применение для соединения половых плиток и
при футеровке кирпичом или плиткой различных резервуаров.
ПОКРЫТИЯ
Применение ненасыщенных полиэфиров в качестве лакокрасочных
материалов позволяет наносить за один прием сравнительно толстые —
200—400 мк — пленки. Помимо твердости и стойкости к механическим
воздействиям (ударам, царапинам) покрытия обладают рядом других
ценных качеств. Они термостойки, устойчивы к изменению атмосферных
условий, к действию воды, спирта, бензина, масла, разбавленных кис¬
лот, щелочей и ряда других химических агентов.
Покрытия на основе ненасыщенных полиэфиров могут применяться
почти для всех видов дерева, листового материала из прессованных
древесных отходов, камня, бетона и различных других материалов.
Такие покрытия длительное время не желтеют, поэтому их можно при¬
менять для лакировки изделий из светлых пород дерева, например
клена и березы. Полиэфирными лаками можно покрывать мебель, теле¬
визионную и радиоаппаратуру, оконные рамы, подоконники, полы, сте¬
ны в ванных комнатах и т. п.
В настоящее время ненасыщенные полиэфиры для производства
лаков используются еще в весьма ограниченных масштабах. Это обус¬
ловлено значительным улетучиванием стирола из пленки в процессе
высыхания, быстрой отдачей пленкой выделяющегося при реакции теп¬
ла, вследствие чего приходится вводить в систему заметные количества
веществ, ускоряющих сополимеризацию стирола и полиэфира, и, нако¬
нец, ингибирующим действием кислорода воздуха на процесс высыхания.
Первые два фактора играют второстепенную роль. Но кислород, имея
свободный доступ к пленке, сильно тормозит реакцию сополимеризашш;
в результате покрытие обладает все-таки недостаточной твердостью,
плохо шлифуется и полируется и не очень устойчиво к действию раство¬
рителей и электролитов.
В настоящее время к ненасыщенным полиэфирам прибавляют не¬
большие количества веществ (0,1% и более), способных образовать
твердую оболочку на поверхности покрытия (парафин, стеарин, воск).
При введении в лак 0,25—1% добавок от веса полиэфира, способных
связывать кислород (льняного масла, алкидных смол и других), улуч¬
шается процесс высыхания, однако покрытия становятся матовыми.
Хорошие результаты получены при добавлении к лаку, составленному
из ненасыщенного полиэфира (65 вес. ч.), стирола (35 вес. ч.), 10%-ного
нафтената кобальта (4 вес. ч.), пасты из гидроперекиси циклогексанона
(1 вес. ч.), до 10—40% мономера, высыхающего на воздухе, например
эфира, содержащего аллильную группу [133].
В некоторых случаях для увеличения жизнеспособности в лак вво¬
дят до 5% метанола или ацетона [134], которые довольно быстро испа¬
ряются после нанесения покрытия. Совершенно исключается применение
Свойства и применение
755
хлорированных углеводородов вследствие их отрицательного влияния
на процесс полимеризации.
В лаки часто вводят красители и пигменты. Число растворимых
красителей, которые могут быть использованы в полиэфирах, довольно
значительно [135]. Из пигментов применяют двуокись титана (предпоч¬
тительна рутильная форма, так как анатаз замедляет высыхание), ли¬
топон, сурьмяные белила, ультрамарин, кадмиевый желтый, окись же¬
леза, различные хроматы и т. д. Цинковые белила не рекомендуется
применять, так как они взаимодействуют со свободными карбоксиль¬
ными группами полиэфира. Сажу не применяют из-за того, что она за¬
держивает высыхание пленки.
Красители, пигменты, наполнители и другие порошки смешивают
с полиэфирами до добавления инициатора и ускорителя. Красители
можно добавлять в растворе; пигменты и наполнители вместе с неко¬
торым количеством полиэфира могут быть введены на краскотерке.
Покрытия на основе ненасыщенных полиэфиров через 24 ч после
нанесения подвергают шлифовке и полировке специальными пастами
до достижения требуемого блеска. Такая обработка необходима для
удаления тонкого поверхностного слоя (5—10 мк), который вследствие
ингибирующего действия воздуха не получил надлежащей твердости.
Необходимость шлифовки покрытия может явиться препятствием для
лакировки полиэфирными лаками поверхностей со сложным рисунком.
ЛИТЫЕ ИЗДЕЛИЯ И ПРОПИТОЧНЫЕ КОМПАУНДЫ
Для получения литых изделий смолу выливают в форму и отвер¬
ждают, не применяя внешнего давления, сначала при температуре до
50°, а затем — до 100° С.
Лучше всего литые изделия изготовлять из смол, обладающих наи¬
меньшей усадкой и низкой экзотермичностыо, что позволяет предотвра¬
тить растрескивание и возникновение больших внутренних напряжений.
Ненасыщенные полиэфиры используются главным образом для
пропитки и заливки разнообразного электрического оборудования и
изготовления деталей различных машин. Идеальная смола, пригодная
для получения электрической изоляции, должна обладать следующими
свойствами: низкой вязкостью, длительной жизнеспособностью (более
4 ч), способностью отверждаться до 100° С в течение непродолжитель¬
ного времени (до 2 ч), нетоксичностью, длительной стойкостью при
хранении, нерастворимостью, низкой усадкой (до 2%), хорошей водо¬
стойкостью, негигроскопичностью, прилипанием к пропитываемым мате¬
риалам.
После отверждения смола должна иметь высокую теплостойкость
(температуру деформации выше 80°С), низкий коэффициент линейного
расширения, хорошую стойкость к воде, маслам, полярным и неполяр¬
ным растворителям, достаточную механическую прочность, хорошие
диэлектрические свойства, мало изменяющиеся в широком интервале
температур.
Ненасыщенные полиэфиры определенного состава удовлетворяют
многим из названных требований. В зависимости от количественного
соотношения между ненасыщенной и насыщенной двухосновными кис¬
лотами, выбора гликоля и сшивающего мономера свойства полиэфиров
могут значительно изменяться. В табл. 156 даны свойства трех типов
отвержденных полиэфиров, рекомендуемых для изготовления литых
изделий [68]. I тип имеет хорошие диэлектрические свойства и при
отверждении дает сравнительно небольшую усадку; II тип обладает
756
Гл. 39. Ненасыщенные полиэфиры
низкой экзотермичностью при отверждении и может быть применен для
литья, пропитки и изготовления инструмента; III тип — смола общего
назначения, имеющая светлую окраску.
ТАБЛИЦА 156
Свойства отвержденных полиэфиров
1
Свойства I
1
II
in
Вязкость до отверждения, спз . .
330
2 000—2400
1 760—2 270
Усадка при отверждении, % . . . .
6,5
7,0
6,5
Предел прочности, кгс/см2
при растяжении
465
630
630
» изгибе
900
1200
660
» сжатии
—
1 500
1 400
Модуль упругости при изгибе,
кгс/см2
42 700
37 100
—
Твердость
по Роквеллу (шкала М) ....
107
110—120
111
» Барколу
42
45—50
45—50
Водопоглощение, %
0,24
0,3
0,11
Примером полиэфирного пропиточного компаунда является компа¬
унд КГМС, который представляет собой раствор полиэфирной смолы
№ 1 в стироле в отношении 1:1. Смола № 1 готовится из этилен-
гликоля, малеинового и фталевого ангидридов н касторового масла.
В состав компаунда КГМС-2 входят полиэфирная смола № 2 и стирол
в соотношении 1 : 1,5. Смола № 2 представляет собой продукт конденса¬
ции этиленгликоля, малеинового ангидрида и касторового масла.
Компаунды имеют небольшую вязкость и отличаются способностью
отверждаться при добавлении перекиси бензоила в пределах темпера¬
туры 50—100°С
Отверждение компаундов КГМС в обмотках электрических машин
производится при 45—50°С, после чего температуру постепенно подни¬
мают до 120° С и поддерживают ее в течение 6—12 ч; затем компаунды
медленно охлаждают [136].
ТАБЛИЦА 157
Свойства отвержденных полиэфирных компаундов КГМС
Свойства
КГМС-1
КГМС-2
Тангенс угла диэлектрических потерь при
50 гц
Удельное объемное сопротивление, ом ■ см
при 20° С
» 120° С
Диэлектрическая проницаемость при 50 гц
Пробивная напряженность, кв/мм . . .
Исходное состояние
0,014—0,0250
1.1 ■ 1014—4,0 ■ 1016
1.2 • 1011—8,9-1012
3,7—4,3
21,8—29,2
0,0168—0,019
1.7- Ю14—1,5- 10‘5
1.8- Ю11—5,8-10‘2
3,7—4,0
21,0—27.1
После 48 ч выдержки в атмосфере тропической влажности при 50° С
Тангенс угла диэлектрических потерь при
50 гц
Удельное объемное сопротивление при
20° С, ом см
Морозостойкость, °С
Усадка при отверждении, %
0,019—0,029
1,0 -1013—3,1 • 10"
—60
9,2
0,019—0,029
5,4-1013—7,7 - 1013
—60
9,5
Свойства и применение
757
В табл. 157 приведены свойства отвержденных полиэфирных ком¬
паундов КГМС [137, 138].
Из приведенных данных видно, что отвержденные полиэфирные
компаунды обладают высокими значениями электрической прочности
н удельного объемного сопротивления. Незначительное изменение ди¬
электрических характеристик после пребывания образцов во влажной
атмосфере свидетельствует об относительно высокой влагостойкости
этих полимеров. Это подтверждается испытанием образцов после пре¬
бывания их в атмосфере с относительной влажностью 98% при 20
и 40° С.
Очень часто компаунды содержат наполнители, которые уменьшают
усадку и коэффициент линейного расширения, снижают экзотермнчность
реакции сополнмеризацин ненасыщенного полиэфира и стирола и увели¬
чивают теплопроводность отвержденных компаундов В табл. 158 приве¬
дены некоторые диэлектрические характеристики компаундов с напол¬
нителями [137J.
ТАБЛИЦА 158
Свойства компаундов, содержащих наполнители
Исходное состояние
Пробивная напряженность, кв/мм
гц
0,0370
0,0272
0,0308
. .
3,4 • Ю'ь
2,8- 1015
8,0 ■ Ю14
30,0
29,0
31,4
После 48 ч выдержки в атмосфере с относительной влажностью
97± 2% при 200 С
Тангенс угла диэлектрических потерь при 50 гц
Удельное объемное сопротивление, ом - см . . .
0,1080
0,1380
0,1350
1,0-1013
2,8 -10"
3,0 - 10'2
Примечание. Компаунды КГМС-1 и КГМС-2 содержат 60 вес. ч. кварцевого песка, а КГМС-2
(тип II) —60 вес. ч. слюды и 3 вес. ч. ТЮ2 на 100 вес. ч. компаунда.
Компаунды применяются в качестве пропиточных и литьевых соста¬
вов. Высокая пропитывающая способность компаундов обеспечивает
хорошее качество пропитки изделий; при нагревании компаундов обра¬
зуется монолитная изоляция. Изоляция из полиэфиров отличается
хорошими электрическими и механическими свойствами, вибростон-
костью, повышенной влаго- и морозостойкостью и эксплуатационной
надежностью. Заливка электрических схем способствует повышению
вибростойкости, защищает аппаратуру от механических повреждений
и атмосферных воздействий.
При отверждении полиэфирных композиций значительная часть
стирола полимеризуется, не связывая молекулы ненасыщенного поли¬
эфира, поэтому число поперечных связей между цепями получается
значительно меньше ожидаемого. Такое явление называется неполной
сшивкой [139]. Оно может быть временным, когда реакция сополимери-
зации не доходит до конца, или постоянным. В первом случае сшивка
может быть завершена со временем или при более высокой темпера¬
туре. При постоянной неполной сшивке увеличение выдержки или на¬
гревание не приводит к последующей сшивке полимерных цепей. Степень
758
Гл. 39. Ненасыщенные полиэфиры
сшивки зависит также от количества и природы инициаторов и ускори¬
телей реакции, от состава наполнителей и пигментов и от природы поли¬
эфирной смолы.
Целесообразнее применять минимальные количества перекисей, а
скорость отверждения регулировать с помощью ускорителей или повы¬
шением температуры реакции. Но слишком малое количество инициа¬
торов способствует неполной сшивке. Присутствие влаги в наполните¬
лях приводит или к неполному отверждению или вообще к прекращению
реакции полимеризации. Часто встречающееся явление прилипания так¬
же связано с неполной сшивкой продукта. В таком случае целесообраз¬
но проводить полимеризацию без доступа воздуха. Смолу при отвер¬
ждении покрывают пленкой из целлофана или поливинилового спирта,
в некоторых случаях прибегают к последующему прогреву.
Сера и сернистые соединения, различные виды сажи замедляют
или совсем приостанавливают реакцию полимеризации. Фенолы при
концентрации 1 : 10 000 и некоторые соли меди полностью прекращают
процесс отверждения.
Неполная сшивка может быть связана и с чрезмерно большим
или слишком малым количеством стирола, использованным для приго¬
товления композиции. Полнота сшивки зависит также от количества
и природы веществ, вводимых в композицию для снижения воспламе¬
няемости.
Полная сшивка полиэфирной смолы стиролом определяет повышен¬
ные физико-механические и химические свойства отвержденного про¬
дукта.
СТЕКЛОПЛАСТИКИ
Стеклопластики изготовляются на основе ненасыщенных полиэфи¬
ров, непрерывного стекловолокна, стекломатов и стеклоткани.
Непрерывное стекловолокно позволяет получать материалы, обла¬
дающие высокой прочностью вдоль волокон. Стекломаты дешевы, их
можно быстро изготовить, они хорошо пропитываются смолой, но имеют
недостаток: нескрученные волокна способствуют проникновению и пере¬
даче влаги вдоль волокна («фитильное действие»). Стеклоткань позво¬
ляет получать слоистые материалы, обладающие высокой прочностью
при растяжении и изгибе. Один из ее недостатков заключается в том,
что пропитка не может быть проведена хорошо, так как не удается пол¬
ностью удалить адсорбированную воду и пузырьки воздуха, находя¬
щиеся между моноволокпами в нитях.
Существенное влияние на прочность пластика оказывает предвари¬
тельная обработка стеклоткани. Кроме термической обработки при
300—400° С необходимо химическое воздействие метакрилатохромохло-
ридом (воланом А), винилтрихлорсиланом, винилтриэтоксисиланом,
продуктом ГВС-9 или другими гидрофобизующими веществами.
Из стекломатов и стеклоткани можно получать трехслойные кон¬
струкции, в которых маты являются внутренними слоями изделия, а
ткань — наружными.
Стеклопластики могут быть получены различными способами: кон¬
тактным, вакуумным, вакуумным с давлением на резиновый мешок,
центробежным, намоткой, формованием на гидравлических прессах,
непрерывным формованием, напылением и прессованием. Выбор способа
изготовления изделий зависит от размеров изделий, их формы и ко¬
личества.
Контактный и вакуумный способы применяются для изготовления
малого количества крупных, но недорогих изделий. Для изготовления
Свойства и применение
759
большой серии изделий может быть применено формование на гидрав¬
лических прессах и непрерывное формование.
Формы для прессования изготовляют из гипса, дерева, пластмасс,
металла. Чтобы получить изделия с хорошей поверхностью и закрыть
поры в формах, последние покрывают эпоксидной или полнэфнрной
смолой, которая затем отверждается. Для облегчения съема изделий
форму покрывают двумя слоями раствора поливинилового спирта или
полиизобутилена, протирают воском, кремнийорганическими маслами
или смесью альгината натрия с этиленгликолем.
Укладка стекловолокнистого наполнителя на форму и нанесение
связующего осуществляются различными путями. Рецептура связующего
может быть следующей (в вес. ч.):
Ненасыщенная полиэфирная смола 100
Инициатор (50%-ная паста перекиси циклогекса-
нона или 40% раствор перекиси метилэтилке-
тона) 0,5—4
Ускоритель (10% раствор нафтената кобальта) . . 0,1—2
Красители или пигменты 0,01—0,2
Наполнитель — аэросил (Si02) 0,1—5
Вакуумное формование изделий из стеклопластиков может быть
осуществлено двумя методами: формованием без-дополнительного дав¬
ления и формованием с давлением, создаваемым на резиновый мешок.
Второй метод позволяет получать более прочные изделия. Давление
формования складывается из давления воздуха или пара на резиновый
мешок и вакуума, создаваемого в форме под резиновым мешком. Фор¬
ма должна обладать значительной прочностью.
Формование изделий напылением — широко распространенный ме¬
тод. Для этой цели пригодны установки, состоящие из устройства, в ко¬
тором осуществляется нарезка стеклопряжи, вентилятора, транспорти¬
рующего нарезанное стекловолокно, мерников для смолы и добавок
к ней и пистолета [140—142]. Один мерник предназначается для запол¬
нения полиэфирной смолой, смешанной с катализатором, другой — для
заполнения полиэфирной смолой, смешанной с ускорителем, третий слу¬
жит для хранения ацетона, используемого для промывки и чистки ма¬
шины от остатка смолы.
Из мерников сжатым воздухом (под давлением 2,3—2,5 кгс/см2)
по шлангам подаются к пистолету смола и стекловолокно длиной
10—90 мм. При выходе из него через отдельные сопла все компоненты
перемешиваются и наносятся затем на перфорированную форму. По до¬
стижении нужной толщины заготовку снимают с формы и уклады¬
вают в стандартную прессформу. Потом ее сверху покрывают поли¬
эфирной смолой для образования монолитной и гладкой поверхности,
и она отверждается в прессе под давлением 16—20 кгс/см2 на холоду
или при нагревании.
Формование стеклопластиков на гидравлических прессах осуще¬
ствляется с помощью пуансона и матрицы при давлении 7—8 кгс/см2
(максимально допустимое давление 20 кгс/см2). При изготовлении боль¬
шой серии изделий могут применяться стальные пуансон и матрица
с хромированной поверхностью. В других случаях пуансон и матрицу
делают из стеклопластиков.
Для увеличения теплопроводности форм в состав их вводят напол¬
нитель-— металлический порошок. Обогрев форм осуществляется с по¬
мощью электричества, пара, воды или масла.
Метод непрерывного формования применяется для изготовления
плоских и профилированных листов. На рис. 155 показана схема непре¬
700
Гл. 39. Ненасыщенные полиэфиры
рывного производства слоистых пластиков на основе ненасыщенных
полиэфиров [143]. -
Согласно приведенной схеме, полотна стеклоткани 2 с нескольких рулонов по¬
ступают в ванну 1, наполиеинио ненасыщенной полиэфирной смолой с вязкостью не
более 500 спз. Число рулонов устанавливается в зависимости от заданной толщины
готового пластика. При выходе из ванны полотна ткани собираются вместе; получен¬
ная лента материала проходит валки 4, на которых отжимается избыток связующего
и склеиваются отдельные слои. Затем с обеих сторон на полученную ленту наклады¬
ваются разделительные пленки (например, целлофановые), поступающие с рулонов
3. Целлофан предотвращает прилипание ленты к полотну и пуансону пресса. Лента
слоистого пластика, оклеенная целлофаном, направляется для отверждения в печь
с инфракрасным обогревом. Печь состоит из двух частей: нижней — неподвижной,
служащей только для обогрева, и верхней — подвижной части, предназначенной как
для обогрева, так и для создания некоторого давления с целью лучшего соединения
отдельных полотнищ стеклоткани. Давление
создается при опускании верхней части агре¬
гата (пуансона).
Готовый материал выпускается либо в
виде непрерывной ленты, либо в виде отдель-
7 ных листов, которые нарезаются на гильо¬
тинных ножницах 7, установленных непосред¬
ственно после печи.
Листовые материалы могут быть
изготовлены не только на формовоч¬
ной машине непрерывного действия,
но и периодическим путем — метода¬
ми контактного формования и прессо¬
вания на многоэтажных гидравличе¬
ских прессах.
Изучение усадки стеклопластиков,
приготовленных на основе смолы ПН-1
и различных стеклянных тканей [119],
показало, что свободная усадка стекло¬
пластиков значительно меньше усадки смолы, содержащей мелко¬
дисперсный наполнитель. Армирование препятствует свободной усадке
связующего. Наряду с усадкой по толщине пакета (3—5%), в зави¬
симости от типа ткани происходит изменение размеров по основе
и утку ткани, что приводит к анизотропии усадки. При применении стек¬
лоткани гарнитурного переплетения по основе получается удлинение,
а по утку — усадка, а при использовании ткани сатинового переплете¬
ния— удлинение по основе и утку [119]. Усадка приводит к возникно¬
вению в материале напряжений, в ряде случаев близких к пределу
прочности [114].
Прочность листовых материалов в первую очередь определяется
содержанием наполнителя. Гофрированные листы, полученные непре¬
рывным методом при 70% -ном содержании связующего, имеют предел
прочности при растяжении 800 и при изгибе 1200 кгс/см2. Панели на
основе матов содержат 25% стекловолокна.
Стеклопластик, изготовленный непрерывным способом на основе
полиэфирмалеинатов и рубленного стеклянного волокна, носит название
стеклошифера. По СТУ 30-14162—64 ЛСНХ он выпускается шириной
900 мм и длиной 1500—3450 мм, с радиусом гофра 20 мм и шагом волны
75 мм. Стеклошифер имеет плотность 1,3—1,4 г/см3, предел прочности
при изгибе 800—1000 кгс/см2, при растяжении 400 кгс/см2 и удельную
ударную вязкость не менее 30 кгс • см/см2.
Светопроницаемость стеклопластиков зависит от содержания стек¬
ловолокна, типа связующего, красителя и составляет 5—85%- С увели¬
чением толщины листа светопроницаемость снижается. Прозрачные ли¬
Рис. 155. Схема непрерывного произ¬
водства листовых стеклопластов на
основе ненасыщенных полиэфиров:
7 — ванна с полиэфирной смолой; 2 —полотна
стеклоткани; 3—рулоны целлофана; 4 — от¬
жимные валики; 5 — нижняя часть печи;
6 — верхняя часть печи; 7 — гильотинные нож¬
ницы.
Свойства и применение
761
сты имеют светопроницаемость 80—85%, а опаловые — 75—80%. Пока¬
затель преломления отвержденной смолы пд = 1,557. Прозрачность ли¬
стовых материалов достигается путем подбора смолы с таким же пока¬
зателем преломления, как у стекловолокна [145, 146]. Просвечивающие
листы (плоские или гофрированные) применяются для ьерхних и боко¬
вых фонарей на крышах заводских зданий, для изготовления кровли
и стен. Непрозрачные листы пригодны для ограждения балконов и оран¬
жерей, изготовления крыш и перегородок в жилых домах и промышлен¬
ных зданиях.
Стержни, профилированные и гофрированные изделия и трубы
на основе стеклянной ровницы производят следующим образом. Ровни¬
цу протягивают через ванну, заполненную ненасыщенной полиэфирной
смолой и отвердителем (например, перекисью бензоила), пропускают
сначала через сопла определенного сечения для отжима избытка смолы,
удаления пузырьков воздуха и уплотнения материала, а затем через
обогреваемую трубчатую печь, ряд термошкафов и печь окончательного
отверждения. По выходе из печи материал режут на куски определен¬
ной длины. Весь процесс изготовления стержней может быть легко ав¬
томатизирован.
Стержни и профильные изделия из полиэфиров, армированных ров¬
ницей, содержат 67—68% наполнителя; имеют предел прочности при
растяжении 8000—9000, а при изгибе > 5000 кгс/см2.
Воспламенение стеклопластиков происходит при 400° С, они горят
коптящим пламенем. При попадании на крышу из стеклопластиков
горящих материалов крыша не загорается. Введение в смолу веществ,
снижающих огнеопасность, позволяет получить малогорючие и само-
затухающие стеклопластики.
Панели из стеклопластиков пригодны для сооружения стен и крыш
химических заводов; они не бьются, могут быть окрашены в различные
цвета. Панели белого цвета рассеивают прямой свет, поэтому их сле¬
дует применять в условиях жаркого климата. Прозрачные панели про¬
пускают до 75—85% света. Светло-зеленый цвет обеспечивает 60%
светопроницаемости и пригоден в большинстве случаев. Панели светло-
синего цвета (50% светопроницаемости) рекомендуются для жаркого
климата, где нужно снизить освещенность и воздействие тепла.
Коэффициент теплопроводности панелей из стеклопластиков
0,375 ккал/м ■ ч ■ град. Общее количество проводимого тепла в реальных
условиях зависит от температуры воздуха, скорости его перемещения
и средней температуры панели. Коэффициент теплопроводности мало
зависит от цвета материала, типа пигмента и качества поверхности
(для обычных скоростей ветра) [147]. Прочность панелей прямо пропор¬
циональна толщине листа: при толщине 2,3 мм прочность на 50% выше,
чем при толщине 1,53 мм. Прогиб при одной и той же нагрузке зависит
от веса панели: чем толще панель, тем больше допустимая нагрузка;
значительная толщина панелей позволяет перекрывать ими большие
пролеты.
В отличие от металлов, подвергающихся коррозии, стеклопластики
обычно корродируют очень быстро или совсем не изменяются. Поэтому
считают, что если не произошло изменений за 7 дней, то пластик будет
устойчив в течение длительного времени. В табл. 159 показано влияние
химических веществ на панели из стеклопластиков [147]
Внешний вид и прочность стеклопластиков на основе полиэфиров
при выдержке в продолжение года в атмосферных условиях заметно
изменяются. С целью улучшения механических, химических и электри¬
ческих свойств листовых материалов в них можно вводить синтетическое
762
Гл. 39. Ненасыщенные полиэфиры
ТАБЛИЦА 159
Влияние химических веществ на панели из стеклопластиков
Увеличение веса, %
Реагент
после суточ¬
ного воздейст¬
вия
после извлечения
и сушки на воз¬
духе в течение
7 суток
Внешний вид
Дистиллированная вода
0,59
0,19
Без изменений
Этиловый спирт (596-ный) . -
0,92
0,18
Показалось волокно
Серная кислота (3%-ная) ....
0,43
0,08
То же
» » (30%-ная) . . .
0,28
0,13
»
Едкий натр (1%-ный)
0,63
0,12
»
» » (10%-ный)
0,26
0,17
»
Толуол
0,14
0,13
Уменьшился блеск
Хлористый натрнй (1%-ный) . .
0,43
0,18
Без изменений
Соляная кислота (10%-ная) . . .
0,24
0,01
Показалось волокно
Хлор (газ)
Сероводород
Без изменений
» »
волокно и ткани на основе полиамидов, полиэтилентерефталата и
полиакрилонитрила. Испытания показывают, что слоистые пластики, со¬
держащие 36% синтетического волокна и полученные на формовочной
машине при 120° С и давлении 4 кгс/см2, почти не изменяют своих
механических свойств при длительной эксплуатации, но первоначальные
значения показателей ниже, чем у стеклопластиков [148].
Рис. 156. Зависимость предела прочности при растяжении (а)
и удельной ударной вязкости (б) листовых слоистых пласти¬
ков, полученных на основе ненасыщенных полиэфиров и
различных типов наполнителей:
/ — стеклянная; 2 — полиэтилентерефталатная; 3 — полиакрилонитрильная ткани.
На рис. 156 показано изменение предела прочности при растяже¬
нии и при ударе (с надрезом) слоистых пластиков в зависимости от
времени выдержки материала в воде при 50° С.
Водопоглощение листовых слоистых пластиков, полученных на
основе ненасыщенной полиэфирной смолы и различных типов наполни¬
телей, за 24 ч пребывания в воде при 20° С [149] характеризуется сле¬
дующими данными (в %):
Полиэтилентерефталат 0,4
Полиакрилоннтрнл 0,5
Полигексаметиленаднпамид . . 0,65
Стеклоткань 0,55
Хлопок 2,5
Шелк 3 #
Свойства и применение
763
У слоистых пластиков, наполненных стекловолокном, поверхност¬
ный слой можно усилить синтетическим волокном. Такие пластики при¬
годны для изготовления изделий, стойких к химическим веществам
(тарелки ректификационных колонн, трубопроводы, резервуары, высо¬
кочастотная аппаратура). Резервуары, например, собираются из пло¬
ских листов, а их углы покрываются тканью, пропитанной полиэфирной
смолой. Можно также накладывать на них заранее подготовленные
уголки и скреплять с плоскими листами эпоксидным клеем. Прочность
соединения плоских листов указанными методами не ниже прочности
самих листов.
Из стеклопластиков на основе ненасыщенных полиэфиров приго¬
товляют вытяжные установки для паров неокисляющих кислот. Резер¬
вуары для хранения кислот и растворов солей используются в том слу¬
чае, если стеклопластик получен на основе специальной химически
устойчивой смолы.
Стеклопластиковые трубы готовятся методами экструзии, центро¬
бежной отливки и намотки ленты из стеклянных жгутов или ткани на
металлическую оправку с последующим отверждением. В зависимости
от метода изготовления труб их внутренний диаметр может колебаться
в пределах 3—1000 мм.
Основной трудностью в технологии изготовления труб является
обеспечение их герметичности. Исследования показали, что температура
отверждения смолы и угол намотки наполнителя явно влияют на гер¬
метичность [150].
Химическая и нефтяная промышленность — главные потребители
стеклопластика. Из него изготовляют трубы, тройники, колена, венти¬
ляционные колпаки, вытяжные трубы (например, для вытяжки хлори¬
стого водорода, хлора, паров растворителей и воды в электрохимиче¬
ских цехах и в цехах производства серной и соляной кислот) Обычно
неметаллические трубы служат значительно дольше металлических.
Ниже представлены свойства стеклопластиков [68], приготовленных
на основе ненасыщенной полиэфирной смолы и стеклянного наполни¬
теля (ткани -—А и матов —Б).
Как видно, механические свойства стеклопластиков изменяются
в очень широких пределах. Они зависят от типа смолы, количества сши¬
вающего агента (мономера), прочности стеклянного волокна, адгезии
смолы к волокну и от содержания наполнителя. Наибольшие значения
прочности наблюдаются при 60—70% содержании наполнителя.
Существенное влияние на физико-механические свойства стекло¬
пластиков оказывает смола. Максимальные показатели прочности при
растяжении могут быть достигнуты при применении полиэтиленгли-
кольфумаратфталата с 30% стирола, а предел прочности при изгибе —
при использовании полипропиленгликольмалеината в композиции с 20%
стирола. Максимальная теплостойкость наблюдается у стеклопласти¬
ков, полученных на 100%-ной ненасыщенной смоле, а водостойкость
увеличивается при снижении ненасыщенной кислоты в смоле до
20 мол. % [151].
А
Б
Плотность, г/см3
Предел прочности, кгс/см2
1,5—2,1
1,4—1,8
» изгибе . . . . .
Модуль упругости при растяже-
при растяжении
» сжатии
2 800—3 500
2 100 4 200
3 500—4 400
1 050—1 680
2 100—3 500
1 400—2 450
нии, кгс/см2
Твердость по Роквеллу (шкала М)
Водопоглощение, %
. 70 000—196 000
) 100—110
0,3—0,9
70 000—133 000
90—100
0,3—1.0
764
Гм. 39. Ненасыщенные полиэфиры
А Б
Диэлектрическая проницаемость
при 60 гц — 4,3—4,8
» 106 гц — 4,0—4.7
Тангенс угла диэлектрических
потерь
при 60 гц — 0,01—0,02
» 106 гц — 0,01—0,04
Пробнвная напряженность при
толщине образца 3,2 мм и
коротком времени испытания,
в/мм .... 200—600 250—500
Прочность при растяжении у стеклопластиков достигает соответ¬
ствующей прочности некоторых металлов, а удельная прочность,
представляющая собой отношение предела прочности при растяжении
к удельному или объемному весу, превышает то же значение у металлов.
Но жесткость стеклопластиков значительно ниже жесткости сплавов
алюминия, стали и других металлов. Жесткость изделий можно повы¬
сить увеличением их толщины, но такой путь малоэкономичен. Лучше
всего готовить трехслойные конструкции, средний слой которых соста¬
вляется из нитей стекловолокна, стеклошпона или из пенопластов.
Коэффициент линейного расширения стеклопластиков находится
в пределах от 5 • 10^6 до 1S • 10-6, в то время как аналогичное значение
для полиэфирной смолы изменяется в пределах от 5*10~5 до 10- 10-5,
а для стекла составляет 5-10~6.
Химическая стойкость стеклопластиков в основном определяется
химической стойкостью связующего — ненасыщенного полиэфира. Стек
лопластик на основе смолы ПН-1 удовлетворительно стоек при 20° С
к 30%-ной H2SO.t и быстро теряет свою прочность при повышении тем¬
пературы [152]. Длительное пребывание в воде при 18—20" С приводит
к снижению прочности стеклопластиков. Например, предел прочности
при статическом изгибе после шестимесячного пребывания в воде
снижается на 25—60% [153]. Такое действие воды объясняется недо¬
статочно прочной связью смолы с наполнителем, наличием пустот и
микроскопических трещин, способствующих проникновению воды. Проч¬
ность стеклопластиков, изготовленных на гидрофобизированных тканях,
при воздействии воды снижается значительно меньше [154].
ТАБЛИЦА 160
Свойства стеклопластиков на основе смол ПН
Свойства
Стеклотекстолит на основе ткани и смолы
Стеклопластик
на основе
стекложгута и
смолы
ПН-1
пн-з
ПН-4
ПН-1
Плотность, г/см3
1,6—1,7
1,6—1,7
1,6—1,7
1,5
Содержание смолы, 96
50
~ 50
~50
68—73
Предел прочности, кгс/см2
2900—3450
820—1240
при растяжении по основе .
2700—3000
2500—2700
» статическом изгибе . .
1900—2130
1840—2000
2000—2300
1230—1760
Удельная ударная вязкость,
100—130
кге ■ см/см 2
255—295
240—290
235—315
Теплостойкость по Мартенсу, °С
88--100
180—185
196—205
—
Водопоглощение, %
0,5
0,45—0,5
0,33—0,5
0,74—0,83
Диэлектрическая проницаемость
при 106 гц ...
4,6
4,7
4,6
4,5
Тангенс угла диэлектрических по¬
0,020
0,011
терь при 106 гц
0,015
0,020
Свойства и применение
765
В табл. 160 представлены некоторые свойства стеклопластиков, по¬
лученных на основе ненасыщенных полиэфиров марок ПН и наполните¬
лей— стеклоткани марки Т и стекложгута [118, 155, 156].
Некоторые свойства стеклопластиков можно улучшить при приме¬
нении модифицированных полиэфиров. Модификация проводится с це¬
лью получения огне- и теплостойких материалов. Сниженне горючести
стеклопластиков достигается при использовании специальных наполни'
телей и хлор- или фосфорсодержащих ненасыщенных полиэфиров. В ка¬
честве таких наполнителей применяются окись сурьмы в количестве
5—15% и хлорированный дифенил в количестве до 15%- Хлорсодержа¬
щие ненасыщенные полиэфиры получаются при совместной поликон¬
денсации малеиновой или фумаровой кислот и хлорсодержащих ангид¬
ридов или гликолей. Обычно смолу получают в среде разбавителя при
160—180° С в атмосфере азота. При совместной поликонденсации эти-
ленгликоля и хлорэндикового ангидрида образуются высокоплавкие,
твердые и хрупкие полиэфиры. Смола, приготовленная из смеси малеи-
нового и хлорэндикового ангидридов, взятых в молярном соотношении
1 : 1, и гликоля, при добавлении 30 вес. ч. стирола (на 100 вес. ч. смолы)
и 0,5% перекиси бензоила отверждается за 2 суток при 50° и за 1 сутки
при 60° С.
ангидрид получают при взаимодействии гекса-
и малеинового ангидрида по реакции Дильса-
Xл ор э и нд и ко в ый
хлорциклопентадиена
Альдера [123]:
С1С=СС1
^>СС12
С1С=СС1
+
СН—со
I >°
СН—со
/
СС1
/\
С1С
С1С
СН
СС1,
\
\
-со.
СН
-со
о
CC1
Хлорэндиковый ангидрид влагой воздуха легко гидролизуется
в хлорэндиковую кислоту (иногда эту кислоту называют сокращенно
кислотой ГЭТ по первым буквам названия гексахлорэндометилентетра-
гидрофталевой кислоты).
Гексахлорциклопентадиен может быть получен в две стадии: 1) фо¬
тохлорирование пентанов (к-пентана и изопентана) и 2) термическое
дегидрохлорирование полихлорпентанов и выделение основного про¬
дукта.
Хлорсодержащие ненасыщенные полиэфиры хорошо смачивают
стекло, почти не горят, при отверждении имеют небольшую усадку
(3—4,5%), желтеют под влиянием света, но без заметного ухудшения
свойств. Они применяются для изготовления слоистых пластиков, при¬
годных в автомобильной, авиационной промышленности и в строитель¬
стве.
Ниже представлены некоторые свойства стеклопластиков, получен¬
ных на основе хлорсодержащих ненасыщенных полиэфиров и стекло¬
ткани Ti [124]. Эксплуатация ненасыщенных полиэфиров, содержащих
хлорэндиковый ангидрид (А), должна происходить при температурах,
не превышающих 200° С. Введение хлора в полиэфир повышает не
только огнестойкость, но и теплостойкость пластиков. Полиэфиры, со¬
держащие тетрахлорфталевый ангидрид (Б), имеют меньшую огнестой¬
кость по сравнению со смолами, содержащими хлорэндиковый ангид¬
рид, и поэтому часто в последние добавляют 3% трехокиси сурьмы.
766
Гл. 39. Ненасыщенные полиэфиры
А Б
Содержание хлора в смоле, °б . . . 39 29
Предел прочности, кгс!смг
при изгибе 1 750—2 250 2100
» сжатии 830—1 120 880
У дельная ударная вязкость, кгс • см/см2 225—275 244
Модуль упругости при изгибе,
кгс/см2 93 000—119 000 135 000
Теплостойкость по Мартенсу, °С . . 76—100 119
Водопоглощение, % 0,26—0,32 0,5
Огнестойкость по методу «огневой
трубы»
время самостоятельного горе¬
ния, сек 22,7 156
время тления, сек 0 0
потеря веса, 96 11,8 28,2
Теплостойкость полиэфиров может быть значительно повышена при
замене стирола триаллилциануратом, который образует прозрачный по¬
лимер трехмерной структуры с теплостойкостью выше 200° С. Повышен¬
ная теплостойкость связана с высокой термостабильностью триазинового
кольца и трехфункционального мономера, способного образовывать
полимер плотной сетчатой структуры. Из стеклянной ткани, пропитан¬
ной триаллилциануратом в смеси с перекисью бензоила, можно изго¬
товить стеклотекстолит прессованием в течение 1 ч при 105° С и
давлении 3,5 кгс/см2. Он мало изменяет свои свойства при высоких тем¬
пературах, например прочность на изгиб не меняется даже после нагре¬
вания при 260° С [157].
Основным недостатком триаллилпианурата является его малая
вязкость, что сильно затрудняет пропитку наполнителя; поэтому его до¬
бавляют к ненасыщенной полиэфирной смоле. В некоторых случаях для
снижения вязкости смолы не весь стирол заменяют триаллилцианура¬
том, а только часть его.
Приводим данные о влиянии температуры на предел прочности
при изгибе (в кгс/см2) стеклопластиков, приготовленных на обычной не¬
насыщенной полиэфирной смоле (А) и на смоле, отвержденной триал¬
лилциануратом (Б) [132]-
А Б
Температура 18—20° С 3260 3430
» 150° С (выдержка 30 мин) . . . 630 2940
» 260° С — 1680
Наряду с триаллилциануратом можно использовать (З-оксиэтил-
диаллилцианурат [158] и диаллиловый эфир эндометилентетрагидро-
фталевой кислоты. Последний представляет собой жидкость с темпера¬
турой кипения 163—171° С (10—11 мм рт. ст.) следующего строения:
/С\СН /СООСН2—СН=СН2
/
НС
I! СН
НС
сн
Сам по себе диаллилэндометилентетрагидрофталат не придает сло¬
истым пластикам такой теплостойкости, как триаллилцианурат, но их
Свойства и применение
767
совместное присутствие в смоле позволило создать стеклопластики с
более высокой механической прочностью’ при 260° С, чем в случае ис¬
пользования каждого из указанных мономеров в отдельности.
В табл 161 представлены данные, показывающие влияние совме¬
стного присутствия триаллилцианурата (ТАЦ) и диаллилэндометилен-
тетрагидрофталата (ДАТФ) на предел прочности при изгибе стекло¬
текстолита, выдержанного в течение 192 ч при 260° С. Стеклотекстолит
был получен прессованием стеклоткани, предварительно прошедшей
химическую обработку воланом
А и затем пропитанной ненасы¬
щенной полиэфирной смолой в
прессе при 80—90° С и давле¬
нии 1—2 кгс/с-м2 в течение
30 мин. После прессования сте¬
клотекстолит подвергается тер¬
мообработке в течение 2 ч при
120° С. Содержание смолы на тка¬
ни составляло 37%, а сам пла¬
стик был получен из 14 слоев
ткани [157].
Из стеклопластиков изготов¬
ляют кузова и крылья автомоби¬
лей, кабины и крыши автобусов,
автобусные прицепы. При этом
снижается вес, улучшаются экс¬
плуатационные характеристики
(увеличиваются скорость и бы¬
строта разгона, уменьшается расход горючего), повышается механиче¬
ская прочность кузова. Кроме того, пластмассовый кузов не подвержен
коррозии, его легко ремонтировать, окрашивать.
Большой эффект дает применение стеклопластиков в судостроении.
Лодки, шлюпки, катера, яхты, пантоны, паромы, баржи и другие виды
судов, изготовленные из полиэфирных стеклопластиков, обычно весят
на 18—50% меньше, чем металлические. Материал устойчив к действию
соленой воды, солнечного света, не гниет, не обрастает моллюсками и
водорослями.
Самолетостроение было первым среди других отраслей техники,
в котором стеклопластики нашли практическое применение. Антенные
устройства, люки, двери, перегородки, концы крыльев, вытяжные и на¬
гревательные каналы, контейнеры для горючего и т. п. — все это изго¬
товляется из стеклопластиков.
В химической промышленности из стеклопластиков делают трубы
и вытяжные устройства, мерники, резервуары для хранения химических
продуктов.
Значительное применение нашли стеклопластики в строительстве.
Из них изготовляют стены, перегородки, рамы, двери, крыши, ванны,
раковины, в настоящее время выпускают сборные пластмассовые дома
дачного типа и строят многоэтажные здания.
ПРЕСС-ЛИТЬЕВЫЕ И ПРЕССОВОЧНЫЕ МАТЕРИАЛЫ
Впервые прессовочные материалы, полученные на основе ненасы¬
щенных полиэфиров, появились в 1948 г. При их отверждении не про¬
исходит выделения каких-либо побочных продуктов реакции, скорость
прессования может быть велика при невысоком давлении.
ТАБЛИЦА 161
Влияние типа сшивающего агента
на предел прочности при изгибе
стеклотекстолита, выдержанного
в течение 192 ч при 260е С
Состав смеси сши¬
вающего агента,
% к весу смолы
Предел прочности
при изгибе, кгс/см2
ТАЦ
ДАТФ
20° С
после 192 ч
при 260° С
50,0
3605
1360
—
50,0
4221
714
6,25
43,75
4270
791
12,5
37,5
5110
1872
25,0
25,0
4753
2114
37,5
12,5
5278
2016
43,75
6,25
5369
1694
768
Гл. 39. Ненасыщенные полиэфиры
В настоящее время выпускается большой ассортимент прессовоч¬
ных материалов (премиксов) стандартного и быстрого отверждения
в виде сухих гранул и пастообразной массы [159—162]. Изделия из них
получают как прессованием на обычных прессах, применяемых для
переработки феноло- и мочевино-формальдегидных пресспорошков, так
и пресс-литьем.
В состав прессматериалов входят [163] связующее, порошкообраз¬
ный наполнитель (каолин, двуокись кремния, мел и др.), волокнистый
наполнитель (нарезанное стекловолокно длиной до 15—20 мм), ини¬
циатор, краситель, смазочное вещество (до 1% от веса материала).
Связующее — обычно ненасыщенные полиэфиры типа ПН-1 [164,
165], ПН-2 [159], ТМГФ-11 или смеси их со смолами ПН-1, МГФ-9 и
МДФ-2 [166] или другие смолы в смеси с диаллилфталатом. Для этой
же цели применяются винилтолуол и стирол, но реже —из-за повышен¬
ной их летучести. Связующее может иметь вязкость от нескольких де¬
сятков до нескольких сотен пуаз.
Ненасыщенные полиэфиры изготовляются из пропиленгликоля, ма-
леиновой и фталевой -кислот. Они должны иметь среднюю или высокую
реакционную способность, незначительную гибкость, высокую тепло¬
стойкость и вязкость при температурах прессования. Высокая тепло¬
стойкость позволяет извлекать готовое изделие из формы без дефор¬
мации. Повышенная вязкость достигается применением в качестве мо¬
номера диаллилфталата.
Минеральные наполнители в виде тонкодисперсных порошков
влияют на вязкость композиции, регулируют текучесть и воздействуют
на свойства получаемых изделий.
Наполнители, имеющие частицы сферической формы, например
мел, пригодны для получения материалов с низким содержанием смолы.
А наполнители с частицами плоской формы, например каолин и тальк,
обладая более высокой адсорбционной способностью, требуют для про¬
питки большего количества смолы.
Прессматериалы, содержащие мел или другие карбонаты, легко
окрашиваются в различные цвета и после отверждения обладают стой¬
костью к кислотам и слабым щелочам. Прессматериалы же, наполнен¬
ные каолином или тальком, с трудом окрашиваются, но после отвер¬
ждения имеют лучшие изоляционные свойства и более высокую водо¬
стойкость. Они также лучше противостоят действию щелочи. Обычно
прессматериалы содержат смесь различных наполнителей, так как при¬
менение одного типа наполнителя редко удовлетворяет всем предъяв¬
ляемым требованиям.
Наполнители с частицами сферической или плоской формы мало
или совсем не упрочняют пластмассу. Лучшим усиливающим наполни¬
телем служит малощелочное стеклянное штапельное волокно, содер¬
жащее до 150 моноволокон в каждой нити. Его добавляют в прессмате-
риал в количестве 10—50%. Общее содержание наполнителя составляет
30—60%. При содержании стекловолокна менее 20% прессматериал
обладает достаточной пластичностью, а при более высоком содержа¬
нии текучесть его снижается. Прессматериалы с волокнистым напол¬
нителем (до 20%) могут быть переработаны в изделия не только прес¬
сованием, но и пресс-литьем.
Применение измельченных отходов стекловолокна нежелательно —
изделия из них имеют пониженные физико-механические показатели
вследствие неравномерной длины волокна.
В качестве инициатора отверждения смолы применяют 1—2% пе¬
рекиси бензоила. Красители и пигменты добавляют в виде раствора
Свойства и применение
769
или пасты в количестве 0,5—3% от веса прессматериала. Смазкой слу¬
жат либо стеариновая кислота (при прессовании до 130°С), либо стеа¬
раты цинка или магния (при прессовании до 165°С).
В литературе [165, 167, 168] дается примерный состав ряда пресс-
материалов и их некоторые свойства. Ниже представлен [165] состав
сресскомпозиций (в вес. ч.):
Полиэфирная смола 30—40
Стекловолокно 10—50
Минеральный порошкообразный на¬
полнитель 5—50
Загуститель 10—30
Прессматериалы готовят в различных смесителях периодического
или непрерывного действия. В смесителях с Z-образными лопастями
соотношение между их скоростями вращения должно быть 1,9:1; ско¬
рость более быстро вращающейся лопасти не должна превышать
60 об/мин для небольшого смесителя и 20 об/мин — для 600-литрового.
На свойства композиции влияют порядок загрузки компонентов, время
перемешивания и температура.
В производстве принят следующий порядок загрузки: смола, моно¬
меры, катализаторы, другие жидкие вещества и пасты, смазка, напол¬
нители порошкообразные и наполнители волокнистые. Перед введением
каждого последующего компонента смесь должна быть хорошо пере¬
мешана. Улучшения некоторых свойств можно достигнуть изменением
порядка загрузки. Например, при введении волокнистого наполнителя
до порошкообразного улучшается поверхность изделий, но снижается
их прочность.
В композицию рекомендуется вводить не более 25% стекловолокна.
При введении большего количества стекловолокна следует применять
специальный процесс [162]. В смесителе приготовляют пасту из смолы,
порошкового наполнителя и других компонентов, а затем стекловолок¬
нистую ровницу протягивают через пасту и нарезают на куски необхо¬
димой длины. Для сохранения высокой прочности изделий время пере¬
мешивания должно быть не более 15—20 мин.
Прессматериалы предварительно таблетируют, а перед загрузкой
в прессформу подогревают. Температура прессования находится в пре¬
делах 120—180°С (чаще всего 155—165°С). Для толстостенных изде¬
лий температуру снижают до 120°, а для тонкостенных повышают до
180° С.
Время выдержки при изготовлении изделий из полиэфирных пресс-
материалов примерно на 30% меньше, чем изделий из фенопластов.
Для окончательного отверждения изделия рекомендуется хранить 2—3
недели при 20° или 2—3 ч при 120° С [169].
ТАБЛИЦА 162
Свойства полиэфирных прессматериалов, содержащих 20%
стекловолокна {165]
Свойства
Связующее
ПН-1
ТМГФ-11
ТПА-С
Плотность, г/см'6
1,78
1,79
1,78
Предел прочности при статическом изгибе, кгс/см2
850
800
927
Удельная ударная вязкость, кгс ■ см/см2 ....
27,3
18,0
30,0
Теплостойкость по Мартенсу, °С
75
175
130
Водопоглощен ие, г/дм2
0,43
0,35
0,10
Потеря веса при 200° С через 150 ч, % ....
3,8
2,75
49 А. Ф. Николаев
770
Гл. 39. Ненасыщенные полиэфиры
В табл. 162 и 163 даны основные свойства полиэфирных пресс-
материалов.
ТАБЛИЦА 163
Диэлектрические свойства пресскомпозиций 1159]
Свойства
Связующее
ПН-2
ПН-4
Удельное объемное сопротивление, ом -см
Удельное поверхностное сопротивление, ом . .
Диэлектрическая проницаемость при 106 гц . .
Тангенс угла диэлектрических потерь при 106 гц
Пробивная напряженность, кв/мм
4,2-1014—1,6 - 10‘5
9,0-1014—2,1 • 1015
4,2—5,2
0,010—0,014
10,4—14,8
3.8- Ю'3
1.8-1013
4,6
0,014
13,2
Изделия из полиэфирных прессматериалов имеют хорошие диэлек¬
трические характеристики, обладают стабильностью размеров, высокой
теплостойкостью, низким водопоглощением, достаточной химической
стойкостью и могут быть окрашены в различные цвета.
Основным недостатком их является высокая стоимость, превышаю¬
щая стоимость пресспорошков на основе феноло-, мочевино- и мелами-
но-формальдегидных смол. Это ограничивает применение таких пресс-
материалов, за исключением тех случаев, когда желательно получить
изделие, обладающее специфическими свойствами ненасыщенных поли¬
эфиров.
На основе полиэфирных прессматериалов могут быть изготовлены:
1) электроизоляционные материалы обычного типа, со специальными
свойствами и различной скоростью отверждения (корпуса электриче¬
ских машин, детали моторов, основания для катушек трансформаторов,
электрические изоляторы, детали радарных установок, вентиляторы
и т. п.); 2) декоративные (корпуса телевизоров, радиоприемники и т. п.),
резервуары для воды, импеллеры стиральных машин и т. п.; 3) мате¬
риалы общего назначения Свойства материалов электроизоляционного,
декоративного и общего назначения представлены в табл. 164 [160].
ТАБЛИЦА 164
Свойства полиэфирных прессматериалов электроизоляционного,
декоративного и общего назначения
Свойства
Электроизоляционные
материалы
Материалы
декоративного
и общего
назначения
усиленные
гранулиро¬
ванные
Плотность, г/см3
1,7—2,2
1.6—2,2
1,35—1,40
Предел прочности при растяжении,
кгс/см2
350—490
210—350
420—560
Удельное поверхностное сопроти¬
вление, ом
109— Ю12
10"—10м
109— Ю‘0
Пробивная напряженность при 90° С,
в/мм (короткое время испытания)
250—350
250—350
250—350
Усадка после выдержки 14 дней
при 100й С, %
0,1
0,1—0,2
0,2—0,5
Полиэфирные пресспорошки с минеральным наполнителем (грану¬
лированные) и с добавкой стекловолокна (усиленные) применяются для
Полиформальдегид 771
изготовления частей моторов, телевизионных установок и коммутаторов,
изоляционных муфт, цоколей электронных ламп, основании контакто¬
ров, изоляции конденсаторов, радиоящиков, терморегуляторов [161]
и т. п.
ГЛАВА 40
ПРОСТЫЕ ПОЛИЭФИРЫ
В последние годы был синтезирован ряд простых полиэфиров об¬
шей формулы
НО—|—R—О—|—Н
— —П
из которых наибольший интерес представляют стабильный полифор¬
мальдегид (полиоксиметилен) и хлорированный полиэфир (пентапласт).
Полиформальдегид (полиоксиметилен)
Формальдегид является исходным продуктом для получения поли¬
мерных материалов с химической формулой [СН20]„. Среди них хорошо
изучен полиформальдегид, впервые полученный А. М. Бутлеровым ме¬
тодом постепенного концентрирования формалина под вакуумом.
Полиформальдегид [СН20]„ • Н20 (п — 8 — 100) — твердое веще¬
ство белого цвета, состоящее из смеси полиоксиметиленгликолей. С уве¬
личением степени полимеризации п возрастает температура плавления
полимера, достигающая 170° С при п = 100. При растворении полифор¬
мальдегида в горячей воде или при нагревании происходит его деструк¬
ция, сопровождающаяся образованием мономерного формальдегида.
Этот процесс ускоряется в разбавленных растворах кислот и щелочей.
Более высокомолекулярный полимер формальдегида {п > 100) на¬
зывается а-полиоксиметиленом и получается при действии кислот или
щелочей на концентрированные водные растворы формальдегида.
а Полиоксиметилен — твердое белое вещество, плавящееся при
175—180°С и деполимеризующееся до мономерного формальдегида при
температурах, превышающих температуру плавления полимера.
При полимеризации безводного жидкого формальдегида в присут¬
ствии катализатора (трехфтористого бора, третичного амина) обра¬
зуется полимер с молекулярным весом не менее 150000, называемый
Eu-полиоксиметилен. Этст полимер размягчается при 180—200° С,
обладает хорошей упругостью и способен образовывать волокна и
пленки. Основным недостатком Eu-полиоксиметилена, как и а-полиокси-
метилена и параформальдегида, является недостаточная термостой¬
кость, сопровождающаяся деполимеризацией при 185—205° С.
Проведенные исследования показали, что из формальдегида можно
получить полимер, обладающий термической стабильностью и вслед¬
ствие этого пригодный для технического использования. Основным
условием получения стабильного полимера является применение фор¬
мальдегида и растворителей, хорошо осушенных и очищенных. В США
полимер формальдегида выпускается под названием делрин.
Технологический процесс производства полиформальдегида вклю¬
чает следующие стадии: 1) получение и очистка формальдегида, 2) по¬
лимеризация формальдегида и 3) стабилизация полимера [170].
Получение и очистка формальдегида. Сырьем для получения газо¬
образного формальдегида служит а-полиоксиметилен, содержащий не
менее 99,7—99,9% формальдегида, а Полиоксиметилен в виде белого
порошка выделяют из обычного формалина при его концентрировании
49*
772
Гл. 39. Ненасыщенные полиэфиры
под вакуумом в присутствии щелочей. Высушенный а-полиоксиметилен
загружают в деструктор и затем нагревают до 160—180° С с целью де¬
полимеризации до газообразного формальдегида. Последний очищают
от примесей и влаги вымораживанием при —20° С.
Полимеризация формальдегида. Газообразный формальдегид на¬
правляют в реактор, содержащий ароматический (толуол и другие),
алифатический (пентан и другие) или циклоалифатический (метилцик-
логексан и другие) углеводород и катализатор. Скорость подачи фор¬
мальдегида должна соответствовать скорости образования полимера.
Из интенсивно размешиваемой массы выделяется полимер в виде
белого порошка. Полимеризация проводится в интервале от —20 до
50° С в зависимости от типа и количества 'катализатора. Реакция про¬
текает по уравнению:
лСН20 ■—> —СН2—О—F-CH2—ОН—sCH2—о—
— —п—2
Полиформальдегид отделяют от растворителя, отмывают водой и
спиртом от низших полимеров и высушивают при 40—60° С. Наличие
влаги способствует образованию низкомолекулярного полимера, отли¬
чающегося недостаточной термостабильностью.
Катализаторами реакции полимеризации формальдегида являются
амины (например, октадецилметиламин, циклогексиламин, тригексил-
амин, дсдециламин), аминоспирти, арсины, фосфины, стеарат кальция.
При полимеризации можно вводить диспергирующие вещества — поли-
этиленгликоль, этерифицированные спирты жирного ряда, жирные кис¬
лоты.
Термостойкость полиформальдегида определяют по потере веса по¬
лимера, выдержанного при 180° или при 220° С в течение определен¬
ного времени. Исследования показывают, что термическая деструкция
протекает по реакции первого порядка — скорость ее описывается диф¬
ференциальным уравнением:
Где t — время от начала разложения до момента испытания;
w — вес вещества, не подвергшегося деструкции за время t;
k — константа скорости реакции.
Стабилизация полимера. Термическая деструкция полиформальде¬
гида происходит уже при 90° С, но в случае этерификации конечных
гидроксильных групп она начинается только при 250° С. Термоокисли¬
тельная деструкция полимера, гидроксильные группы которого этери-
фицированы, развивается уже при 160—170° С (выделяющийся фор¬
мальдегид ускоряет этот процесс). Поэтому стабилизация полифор¬
мальдегида должна производиться как путем этерификации конечных
групп, так и добавкой антиоксидантов и акцепторов формальдегида.
Рекомендуются следующие группы стабилизаторов, вводимые в количе¬
стве 0,05—5% к весу полимера:
1) мочевина, тиомочевина и продукты их замещения — фенилтиомо-
чевин-а, к-бутилмочевина, бис-(а-нафтил)тиомочевина, N, №-бас(мето-
ксиметил)мочевина;
2) вторичные и третичные ароматические амины — фенил-а-наф-
тиламин, фенил-|3-нафтиламин, ди|3-нафтил-п-фенилендиамин, дипентил-
атиин, N, N-дифенилбензидин;
3) гидразин и замещенные гидразины — тетрафенилгидразин, аце~
тилфенилгидразин, 1,1-дифенил-2-метакрилилгидразин;
П олиформальдегид
773
4) фенол и замещенные фенолы — (3-нафтол, дн-5-нафтот, фенилса-
лицилат, я-гидроксифенилморфолин;
5) соли марганца и меди; добавление к ацетилированчочу поли¬
формальдегиду 0,005—0,25% ацетата марганца или 0,05—0,5 ", окса-
лата марганца позволяет снизить потерю в весе в результате нагрева¬
ния в течение 15 мин при 180° С с 3,4 до 0,6—0,9% [171].
ТАБЛИЦА 165
Термостойкость полиформальдегида в присутствии
стабилизаторов
Стабилизатор
Потеря в весе полимера, в %,
при различных условиях
180" С,
30 мин
105° С,
7 дней
105° С,
14 дней
Без стабилизатора
13,7
5,6
22,8
Ди-р-нафтил-п-фениленднамин
5
—
—
Фенил-а-нафтиламин
6
—
—
Фенил-р-нафтиламин
7
—
—
Тетрафенилгидразин
1,1-Дифенил-2-2-метакрилил-
7,6
9,4
гидразин
6,2
8,6
В табл. 165 приведены данные о влиянии добавки стабилизаторов
(в количестве 2% от веса полимера) на термостойкость полиформаль¬
дегида [170].
Свойства полиформальдегида следующие [172, 173]:
Плотность, г/см3 1,425
Предел прочности, кгс/см2
при растяжении 700
» изгибе 990
» сжатии (деформация 1%) 365
» сдвиге 670
Относительное удлинение, % 15—75
Модуль упругости при изгибе, кгс/см2 .... 28700
Температура размягчения, °С 175—180
Температура деформации, °С
при нагрузке 4,62 кгс/см2 170
» нагрузке 18,48 кгс/см2 100
Водопоглощение, % 0,4
Твердость по Роквеллу М94, R120
Горючесть, см/мин 0,43
Коэффициент линейного расширения 2,47 ■ 10~5
Удельная теплоемкость кал/г • град 0,35
Диэлектрическая проницаемость при 102—105 гц 3,7
Тангенс угла диэлектрических потерь при
102—10= гц 0,004
Удельное объемное сопротивление, ом-см. . . 6-10й
Удельное поверхностное сопротивление, ом . . 2-1013
Пробивная напряженность при коротком вре¬
мени испытания, кв/мм 20
Удельная ударная вязкость с надрезом, кгс-см/см 7,5—12,5
Коэффициент трения по стали (сухой образец) . 0,1—0,3
Полиформальдегид стабилизированный (ВТУКХ3 62—62) обладает
устойчивостью к действию органических растворителей. По сравнению
с полиэтиленом он более стоек к алифатическим, ароматическим и га¬
логенсодержащим углеводородам, спиртам и эфирам. Сильные мине¬
ральные кислоты и основания разрушают полимер.
774
Гл. 39. Ненасыщенные полиэфиры
Износостойкость полиформальдегида меньше, чем полиамидов, -но
больше других пластиков. Диэлектрические свойства его сохраняются
при значительной влажности воздуха и даже после погружения в воду.
Рабочая температура полиформальдегида от —40 до 80° С, но
кратковременно он может выдерживать 150° С. Перерабатывают его на
шнек-машинах, прессах и литьевых машинах. Прессование осуще¬
ствляется при температуре 180—190° С и давлении 100—150 кгс/см2. Из¬
делия из полиформальдегида подвергаются механической обработке на
станках.
Полиформальдегид может быть использован для изготовления пле¬
нок и листов, труб и стержней, антифрикционных изделий (подшипни¬
ков, шестерен и т. п.), различных литьевых, шприцованных и прессо¬
ванных изделий, волокна и т. д.
Для получения пленок порошкообразный или зернистый полифор¬
мальдегид нагревают до 190—250° С и прессуют под давлением
105 кгс/см2. Пленки толщиной 75—175 мк очень прочны и обладают хо¬
рошими свойствами, в том числе стойкостью к многократному изгибу.
При литье под давлением полиформальдегида следует тщательно
регулировать тепловой режим в машине. Переработка ведется при
204—232° С, но желательно проводить этот процесс при возможно более
низкой температуре во избежание термического разложения полимера.
Форма, в которую отливается изделие, должна иметь температуру 60—
75°'С. Сохранение стабильности размеров изделий достигается термо¬
обработкой при 160° С в течение 10—22 мин [174].
Волокно из полимера формальдегида изготовляют из расплава пря¬
дением при 190° С. Прочность свежеформованного волокна недостаточ¬
но высока, но путем горячей вытяжки на 600% при 160° С разрывная
длина может быть увеличена до 36 км; относительное удлинение 11%.
Полиэфир хлорированный (пентон, пентапласт)
В последнее время практическое значение приобретают полимеры
а- и р-окисей [175]. Из р-окисей наиболее доступным является 3,3-бис-
(хлорметил)оксациклобутан, полимер которого называется хлорирован¬
ным полиэфиром [176].
Исходным сырьем для получения мономерного 3,3-бис(хлорме-
тил)оксациклобутана [177] служит пентаэритрит (I). Сначала получают
тетраацетат пентаэритрита (П) путем обработки пентаэритрита уксус¬
ным ангидридом или уксусной кислотой в присутствии катионообмен¬
ной смолы [178]. Тетраацетат пентаэритрита превращают в моноацетат-
трихлоргидрин пентаэритрита (III) под действием хлористого тионила
или газообразного хлористого водорода. Омылением моноацетата три-
хлоргидрина этиловым спиртом в присутствии п-толуолсульфокислоты
готовят трихлоргидрин пентаэритрита (IV), превращающийся в 3,3-бис-
(хлорметил)оксациклобутан (V) при обработке водной или спиртовой
щелочью [175].
Недавно [179] было показано, что 3,3-бис (хлорметил) оксациклобу-
тан образуется при нагревании в вакууме моноацетаттрихлоргидрина
пентаэритрита со щелочью. При полимеризации (V) образуется поли-
3,3-бис(хлорметил)оксациклобутан (VI):
СН2ОН СН2ОСОСН3 СН2С1
I I I
НОСН,—С—СНоОН —> СН3СООСН2—С—СН2ОСОСН3—> С1СН2—С—СН2С1—>
I I I
СН2ОН СН2ОСОСН3 СН2ОСОСНз
1 И III
Полиэфир хлорированный (пентон, пентап.хаст)
775
СН2С1
I
С1СН2—С—СН2С1
I
СН2ОН
IV
СН2С1
!
С1СН2—с—сн2
I
сн2—о
V
СН2С1
—СН2—С—СН2—О-
СН2С1
VI
Полимеризация 3,3-б«с(хлорметил)оксациклобутана проводится в
присутствии эфирата трехфтористого бора. Реакция идет в среде рас¬
творителя (метиленхлорида, метилхлорида, сернистого ангидрида и
других) при отсутствии влаги и небольшом давлении сухого азота [175,
178—181]. Молекулярный вес полимера достигает 250 000—400000.
Пентон содержит 45,5% хлора, но поскольку хлорметильные гр\ ты
связаны с атомом углерода, не имеющим атомов водорода, то при на¬
гревании не происходит отщепления хлористого водорода, как в случае
поливинилхлорида и поливинилиденхлорида. Наоборот, пентон обла¬
дает высокой термической устойчивостью вплоть до 285° С [182]. Свой¬
ства пентона следующие [182]:
Плотность, г/см3 . .
Предел прочности, кгс/см2
при растяжении
» изгибе
Относительное удлинение, 96
Модуль упругости, кгс/см2
при растяжении
» изгибе
Твердость по Роквеллу (шкала М) . . . .
Водопоглощение, %
при 25° С
» 100° С
Температура деформации, °С
при нагрузке 4,62 кгс/см2
» нагрузке 18,48 кгс/см2
Коэффициент линейного расширения . . .
Диэлектрическая проницаемость
при 60 гц
» 106 гц
Тангенс угла диэлектрических потерь
при 60 гц
» 106 гц
Удельное объемное сопротивление, ом-см
Пробивная напряженность, кв/мм
1,4
420
730—770
35—100
И 200
14 000
100
0,01
0,03
150
85—90
(7,8—8,0) • 10"
3,1
2,8
0,016
0,01
5 -1016
16
Пентон плавится при 180° С и в расплавленном состоянии имеет
небольшую вязкость, что облегчает его переработку в изделия методом
литья под давлением при 218—240° С, экструзией, пресс-литьем и дру¬
гими методами [183]. В охлажденном состоянии полимер имеет кристал¬
лическое строение, но поскольку кристаллизация идет медленно, в из¬
делиях не возникает значительных внутренних напряжений.
По механическим свойствам пентон близок к таким термопластич¬
ным пластикам, как поливинилхлорид, фторопласты, полиамиды. Водо¬
стойкость его исключительно высокая, превышающая водостойкость
полиамидов и поливинилхлорида. Удельный объем пентона мало растет
с повышением температуры до 100° С.
Химическая стойкость пентона к различным растворителям (кето-
нам, этилацетату, хлорсодержащим и ароматическим углеводородам,
гептану и другим), растворам кислот (30%-ной хромовой, 60%-ной сер¬
ной) и щелочей гораздо выше, чем у поливинилхлорида. Пентон нестоек
к концентрированным кислотам, таким как азотная и дымящая серная
кислота.
776
Литература
Пентон применяется в химической промышленности (трубы, кла¬
паны, вентили), машиностроении (детали часовых механизмов, счетных
устройств); из него готовят упаковочный материал (пленки), а также
защитные покрытия, наносимые иа металлические изделия путем пла¬
менного напыления, окунания или распыления порошка с последующим
его спеканием. Детали из пептона можно соединять сваркой.
ЛИТЕРАТУРА
1. В. В. Корша к, С. В. Виноградова, Гетероцепные полиэфиры, Изд. АН СССР,
1958.
2. В. В. Корша к, Химия высокомолекулярных соединений, Изд. АН СССР, 1950.
3. R. H. Kienle, A. G. Hovey, J. Am. Chem. Soc., 51, 509 (1929); 52, 3636 (1930).
4. W..H. С Brothers, J. W. Hill, J. Am. Chem. Soc., 54, 1559. 1579 (1932).
5. J. R. Whinfield, Nature, 158, 930 (1946).
6. J. R. Whinfield, Endeavour, 11,29 (1952).
7. E. F. Izard, Chem. Eng. News, 32, № 38, 3724 (1954).
8. О. B. Edgar, R. Hil I, J. Polymer Sci., 8, 1 (1952).
9. T. F. Bradley, Ind. Eng. Chem., 29, 440, 579 (1937).
10. H. L. Vincent, Ind. Eng. Chem., 29, 1267 (1937).
11. D. G. P a 11 e r s о n, J. D. Robinson, India Rubb., 118, 811 (1948).
12. R. R. С or tm ell, 1. R. Gallowey, R. W. Olson, J. M. Smith, Ind. Eng.
Chem., 40, 389 (1948).
13. E. F.McBee, H. B. Haas, P. A. Wiseman, Ind. Eng. Chem., 37, 432 (1945).
14. И. И. Юкельсон, Технология основного органического синтеза, Госхимиздат,
1958.
15. Англ. пат. 610613, 1948; С. А., 43, 4284 (1949).
16. А. К. Doolittle, The Technology of Solvents & Plasticizers, N. Y., 1954.
17. F. Schimke, J. prakt. Chem., 17, № 1—2. 107 (1962).
18. H. Schnell, Angew. Chem., 68, 633 (1956); Ind. Eng. Chem., 51, 157 (1959)
19. Chem. Eng., 59, № 9, 208 (1952).
20. C. R. Ki n n e y, J. P i n с u s, Ind. Eng. Chem., 43, 2880 (1951).
21. Chem. Eng. News, 32, 712 (1954).
22. А. А. Артемьев, В. С. Хайлов, Хим. наука и пром., 1, 22 (1956).
23. Chem. Eng. News, 32, 128 (1954); Mod. Plast., 31, № 7, 214 (1954).
24. D. V. N. Hardy, J. Soc. Chem. Ind. (London), 67, 426 (1948).
25. Пат. ФРГ 936036, 1955.
26. Пат. ФРГ 945627, 1956.
27. J. Ogata, M. Tsuchida, A. Mur a mo to, J. Am. Chem. Soc., 79, 6005 (1957).
28. J. R. Skeen. Chem. Eng. News, 26, 3684 (1948).
29. S. T akikawa, J. Soc. Chem. Ind. (Japan), 48, 37 (1945).
30. Авт. свид. СССР 151684, 1961; Бюлл. изобрет., № 22, 26 (1962).
31. Инф. бюлл. о заруб, хнм. нром., № 2, 31 (1961).
32. P. J. F1 о г у, J. Am. Chem. Soc., 61, 3334 (1939); 62, 2261 (1940).
33. С Р. Рафиков, В. В. Корша к, Г. Н. Челнокова, ДАН СССР, 57, 357
(1947).
34. В. В. Корша к, В. В. Голубева, Изв. АН СССР, ОХН, 379 (1949).
35. Труды конференции по электроизолирующим материалам, М.—Л., 1930, стр. 128.
36. P. J. F 1 о г у, Chem. Rev., 39, 137 (1946).
37. Е. Siegel, J. Am. Chem. Soc., 69, 1457 (1947).
38. А. Я. Дринберг, Труды ЛТИ им. Ленсовета, вып. XIV, Госхимиздат, 1947,
стр. 27.
39. А. Я- Дринберг, Технология пленкообразующих веществ, Госхимиздат. 1955.
40. А. И. Л а з а р е в, М. Ф. С о р о к и н. Синтетические смолы для лаков, Госхимиздат,
1953.
41. Э. И. Барг, Технология синтетических пластических масс, Госхимиздат, 1954,
стр. 565—590.
42. К L о h г е г, А. М е г z, Kunst., 47, № 3, Ю2 (1957).
43. В. В. К о р ш а к, С. В. В и н о г p-а д о в а, Т. М. Фрунзе, ЖОХ, 27, 1600 (1957).
44 И П Л о с е в, Г. С. П е т р о в, Химия искусственных смол, Госхимиздат, 1951.
45. Англ. пат. 578079, 1946; С. А., 41, 1495 (1947).
46. Б. В. Петухов, Полиэфирное волокно, Госхимиздат, 1960.
47. Пат. США 2465319, 1949; С. А., 4896 (1949).
48. Chem. Techn., 9, 693 (19571).
49 Б В. П ет у х о в, А. А. К о н к и н, Химия волокна, № 2, 11 (1959))
50. Brit. Plast., 28, № 2, 48 (1955).
51. Пат. США 2641592, 1953; С. А., 47, 9060 (1953).
Литература
52. Англ. пат. 610137, 1948.
53. R. A. Hudson, Brit. Plast., 26, 6 (1953).
54. Англ. пат. 764964, 1956; С. А., 51, 8478 (1957).
55. Англ. пат. 773538, 1957; С. А., 51, 12549 (1957).
56. R. Hauwink, J. prakt. Chem., 157, 15 (1940).
57. Е. Turska-Kusmierz, Т. Skwerski, Prace Institutu Wlokiennietwa, 2, 49
(1953).
58. W. Griehl, S. N e u I, Faserforsch. u. Textiltechnik, 5, 423 (1954).
59. E. В. К у з н e ц о в, А. О В и з е л ь, И. М. III е р м е р г о р н, С. С. Тюлене в,
Высокомол. соед., 2, 205 (1960).
60. Н. J. Ко I b, Е. Е. I z а г d, J. Appl. Phys., 20, 571 (1949).
61. R. A Hudson, Brit Plast., 26, 6—9 (1953).
62. В. В. К о p ш а к, Н. И. Бекасова, В. А. Замятина, Изв. АН СССР, ОХН,
№ 5, 614 (1958).
63. J. Marshall, A. Todd, Trans Faraday, Soc., 49, № 361, 67 (1953)
64. L. Amborski, D. Flierl, Ind. Eng. Chem., 45, 2290 (1953).
65. R. L. V a n В о s k i r k, Mod. Plast., 29, № 7, 280 (1952).
66. Plastics (London), 18, 17 (1953).
67. D. banning, Papers Am. Assoc. Text. Technol., 9, № 2, 76 (1954).
68. 1. Bjorksten, H. Tovey, B. Harker, 1. Henning, Polyesters & Their Ap¬
plications, N. Y., 1956.
69. Волокна из синтетических полимеров, ИЛ, 1957.
70. I. R. A. Kennedy, Plast. Inst. Trans. J., 25, № 61. 191 (1957).
71. Chem. Age, 67, 533 (1952).
72. G. K. Lake, Text. Res. J., № 2, 138 (1952).
73. H. S. Grew, Ind. Eng. Chem., 44, 2140 (1952).
74. Brit. Plast., 31, № 3, 112 (1958).
75. G. V. Schulz, A. Horbach, Makromol. Chem., 29, 93 (1959).
76. П. В. Козлов, Л. M а к a p у к, В. H. Фомин, В. И. Ольховский, Высоко¬
мол. соед., 2, 770 (1960).
77. A. Prietzschu k, Koll. Z., 158, 8 (1958).
78. Л. Мака рук, П. В. Козлов, В. А. Каргин, Высокомол. соед., 2, 931 (1960).
79. Chem. Eng. News, 40, № 38, 60 (1962).
80. А. Я- Якубович, Г. Я- Г о р д о н, JI. И. Масленникова, Е. М. Г р о б м а н,
К. И. Третьякова, Н. И. Кокарева, Международный симпозиум по макро-
молекуляриой химии, III секция, Изд. АН СССР, 1960, стр. 44.
81. R. Harrington, R. Giber son, Mod. Plast., 36, № 3, 199 (1958).
82. H. Hofmeir, Kunst., 46, 555 (1956).
83. М. С. Акутин, В. H. Котрелев и др., Пластмассы, № 6, 26 (1963).
84. К. В. Goldblum, R. J. Thomson, Gen. Electr. Rev., 60, № 6, 14 (1957).
85. W. Hechelhammer. G. Peilstocker, Kunst., 49, 85 (1959).
86. Пат. США 2789964—2789972, 1957; С. A., 51, 14808—13, 18698 (1957).
87. Пат. ФРГ 1024710, 1958.
88. SPE J., 14, № 3, 66 (1958).
89. A. R. H. Tawn, J. Oil Col. Chem. Assoc., 39, № 4, 223 (1956).
90. L. Levasseur, Peint. pigm. vem., 30. 44, 134 (1954).
91. H П Богородицкий, В. В. Пасынков, Б. М. Тареев, Электротехнические
материалы, Госхимиздат, 1955, стр. 249—252.
92. В. С. Киселев, А. Ф. Абашкина, Производство лаков, олиф и красок, Гос¬
химиздат, 1961.
93 А. А. Б е р л и ц, Г. Л. Попова, Е. Ф. Исаева, ДАН СССР, 123, № 2, 282
(1958).
94. Т. Е. В о с k s t a h 1 е г, F. Е. F о г s у t h, I. I. G о п z a, F. R. S с h i г а к, Е. М. В е а-
virs, Ind. Eng. Chem., 46, 1639 (1954).
95. Kunst.-Rundschau, 4, 185 (1957).
96. Kunst., 48, 248 (1958).
97. Chem. Ind., № 35, 1162 (1957).
98. E. E. Parker, E. W. Moffett, Ind. Eng. Chem., 46, 1615 (1954).
99. J W. Cvwinski, Brit. Plast., 29, 377 (1956).
100. J. Brydson, C. W. Welch, Plastics (London), 21, 282 (1956).
101 P J F г a n к 1 i n, D. M. F г e n с h, W. C. N у b e r g, Nat. Bur. Stand. Circ., № 493,
7 (1950).
102 С H Rybol, Т. C. Swigert, Mod. Plast., 26, № 8, 97 (1949).
103. Пат. США 2452669, 1949; С. A., 43, 1220 (1949).
104. F. H Dickey, Ind. Eng. Chem., 41, 1673 (1949).
105. Q. T. Wiles, Ind. Eng. Chem., 41, 1679 (1949).
106 Ind. Eng. Chem., 47, 2380 (1955).
107. Mod. Plast., 32, № 2, 113 (1954)
108. W. Weeks, Plastics (London), 11, 588 (1947).
778
Литература
109. A. G. Hovey, Ind. Eng. Chem., 41, 730 (1949).
110. Г. С. Петров, А. Н. Левин, Термореактивные смолы и пластические массы,
Госхимиздат, 1959.
111. Ind. Eng. Chem., 44, № 3, 11А (1952).
112. М. Г. Аврух, Проектирование судов из пластмассы, Судпромгиз, 1960.
113. Э. А. Кулев, А. С. Белкин. Вестн. техн. и экон. информ., № I, 48 (1960).
114. Б. А. Архангельский, Пластические массы, Судпромгиз, 1961.
115. Г. А. Штрайхман И. М. Алыииц, О. А. Мудрова и др., ЖПХ, 34, 888
(1961).
116. Г. А. Штрайхман, И. М. А л ь ш и ц, Полиэфирные стеклопластики, ЛДНТП,
1960.
117. Mod. Plast., 32, № 6, 131 (1955).
118. П. 3. Ли, Т. М. Луховенко, 3. В. Михайлова, Л. Н. Седов, О. М. Ле¬
вицкая, Пластмассы, № 2, 19 (1959).
119. В. М. Тен д л ер, Пластмассы, № 11, 30 (1962).
120. В. Par kyn, Plast. Inst. Trans., 22, № 48, 99 (1954).
121. R. W. Schulz, Luftfahrttechnik, 2, № 3, 42 (1956).
122. П. 3. Л и, 3. В Михайлова. Л H. Седов, E. А. Каганова, E. Л. Гефтер,
Пластмассы, № 11, 9 (1960).
123. P. R о b i t s с h е к, С. Т. В е a n, Ind. Eng. Chem., 46, 1628 (1954).
124. П. 3. Ли, Е. Л. Каганова, 3. В. Михайлова, Пластмассы, № 5? Ю (1962).
125. В. Д. Валгин, В. Н. Демин, Е. Б. П е т р и л е н к о в а, Пластмассы, № 4, 14
(1963).
126. П. 3. Л и, 3. В. Михай лова, Л. Н. Седов, Е. Б. Петриленкова, С. Л. Л и-
б и н а. Пластмассы, № 4, 9 (1960).
127. И. М. Алыииц, Г. А. Штрайхман, Д. М. Рудковский, Р. Г. Лучко,
Е. К- Ремиз, Хим. пром. № 3, 174 (1961)
128. И. М. Альшиц, Г. А. Ш т р а й х м а н, Р. Г. Лучко, X. В. Ц у б и н а, ЖПХ, 34,
467 (1961).
129. И. М. Альшиц, Н. М. Г рад, Р. Г. Лучко, X. В. Ц у б и н а, Пластмассы. № 11,
12 (1962).
130. П. 3. Л и, 3 В М и х а й л о в а, Л. Н. С е д о в, Е. Л. А р с е н т ь е в а, Л. А. Н и-
китина, Пластмассы, № 3, 14 (1959).
131. Plast. Technol., 4, 721 (1958).
132. R. В. Seymour, R. H. Steiner, Plastics for Corrosionresistant Applications,
N. Y„ 1955.
133. W. Trimborn, Farbe u. Lack, 64, № 2, 70 (1958).
134. L. Da men. Paint Mfr., № II, 407 (1956).
135. Kunst., 44, 431 (1954).
136. К. А. А н д p и а н о в, М. С. Р о к и ц к а я, А. Г. П р е л к о в а, Вестн. электропром.,
№ 2 (1956).
137. К- А. Андрианов, Электричество, № 4, 1 (1958).
138. А. К. Варден бург, Пластические массы в электротехнической промышленно¬
сти, Госэнергоиздат, 1957, стр. 84.
139. I. Fritz, Kunst., 47, 710 (1957)
140. В. Н Федоров, И. П. Гладченко, В. В. Аудринг, Б. Н. Добряков,
Пластмассы, № 7, 54 (1961).
141. В. В. Куше л ев, И. А. Соколов, Корпуса судов из пластмасс, Судпромгиз,
1960.
142. Б. А. Архангельский, И. А. Альшиц, Суда из пластмасс, Судпромгиз, 1959.
143. Я- Л. Шугал, В. В. Барановский, Слоистые пластики, Госхимиздат, 1953,
стр. 74.
144. И. А. Козлов, И. В. Лебедев, Пластмассы, № 1, 74 (1963).
145. А. И. Волк, В. Н. А р к дж о в с к и й, Пластмассы, № 4, 46 (1963).
146. Brit. Plast, 31. 372 (1958).
147. Р: N. Cheremisinoff, Chem. Eng., 65, № 9, 152 (1958).
148. J. A. Bjorksten, Mech. Eng., 78, 337 (1956).
149. Rubb. Plast. Age, 38, 861 (1957).
150. H. В. Куликов, Пластмассы № 5, 28 (1963).
151. Rubb. Plast. Age, 36, 144 (1955).
152. А. А. Шевченко, И. Я. Климов, Пластмассы, № 11, 41 (1962).
153. И. Г. Романенко в, Пластмассы, № 4, 46 (1962).
154. В, М. Щербаков, С. В. Мазур, X. В. Соломон, В. М. Г е л ь п е р и н а,
Пластмассы, № 10, 37 (1962).
155. Б. А. Киселев, Хим. наука и пром., 2, 622 (1957).
156. Б. А. Киселев, Стеклопластики, Госхимиздат, 1961.
157. Н. Day, SPE J., № 2, 22 (1953).
158. М. С h о е п, G. А. С у р h е г, Ind. Eng. Chem , 50, 1541 (1958).
159. Н. Н Сенатский, Пластмассы, № 2, 26 (1963)
Литература
779
160. Plastics (London), 21, 112 (1956); 24, 361 (1959).
161. Brit. Plast., 29, 354 (1956); Mod Plast., 37, № 1, 112 (1959)
162. N. A. Cutler, Brit. Plast., 32, № 8, 370 (1959).
163. W. O. Erickson, W. R. A h r b e r g, Mod. Plast., 33, Ke 3, 125 (1955).
164. E. Б. Тростянская, В. М. Виноградов, Ю. Н. Казанский, Пластмас¬
сы, № 7, 15 (1962).
165. Е Б. Тростянская, В. М. Виноградов, Ю. Н. Казанский. Пластмас
сы, № 10, 14 (1962).
166. Е. А. Мил ид ков а, А. Д. Соколов, Е. С. Еж ко в а, Пластмассы, № 11, 10
(1962).
167. J. В. Crenshaw, Mod. Plast., 37, № 12, 133 (1957).
168. F. Forni, Mat. Plast., 22, № 1, 35, (1956)
169. J. S. Lunn, Austral. Plast., 11, № 121, 25 (1955)
170. W. Kern, H. Cherdron, Makrom. Chem., 40, 101 (1960); Вестн. техн. и экон.
информ., № 6, 67 (1958).
171. Пат. ФРГ 1098713, 1961; РЖХим, 20П212 (1962).
172. X. Хорф Химия и технология полимеров, № 7—8, 79 (1960).
173. Mod. Plast., 37, № 5 44 (1960).
174. G. F. С. Barrett, Brit. Plast.. 33, 279 (1960).
175. М. М. К о т о н, Н. А. Глухов, А. Н. Бабурина, Л. М. Щербакова, ЖПХ,
33, 182 (1960)
176. А С. Farthing, J Appl Chem., 8, 186 (1958).
177. R Van В о s k i r k, Mod. Plast., 33, № 5 (1956).
178. М. Легоцки, М. Маркович, И. П e н ч e к, С. П е н ч е к, ЖПХ, 34, 640 (1961).
179. Chem. Eng. 68, № 2, 112 (1961).
180. J. Rose, J Chem Soc., 1956, 542
181. A. Farthing, J. Chem. Soc., 1955, 3648.
182. E. W. Cronin, Mod. Plast., 34, № 6, 150 (1957).
183. М. C. D i e 1 e m a n, Werkstoffe u. Korrosion, 12, 741 (1961).
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Адипамид 610
Адипиновая кислота 612
Азодиизобутиронитрил 125
Акриламид 329, 330, 363—365
Акриловая кислота 149, 327, 329
Акрилонитрил 149, 328, 329, 355—357
сополимеры 132, 133, 135, 362
Алкидные смолы 729 сл.
глифталевые 731—735
пентафталевые 735, 736
Алкил(арил)хлорсиланы 552—554, 557
Аллиловый спирт 704 , 705
Аллилортотитанат 587
Алюминийалкилы, получение 30, 31
Алюминийорганические полимеры 591, 592
Амилан 610
Амино-альдегидные смолы 372 сл.
в-Аминокапроновая кислота 610, 616
Аминопласты 390—394
11-Аминоуидекановая кислота 611
7 Аминоэнантовая кислота 611, 612
Анид 610
Анилино-формальдегидные смолы 372,
412—415
Антегмит 522, 523
Арзамит 535, 536 .
Арктилит 504, 505
Асбест 447
Асборезольные материалы 470—474
Асботекстолит 498, 499
Ацетилен 206, 207
Бакелитовая мука 446, 447
Балинит 504
Беролит 504
Бутадиен, сополимеры 102, 105—108
Бутафоль 192
Бутилакрилат 328, 329
Бутилкаучуки 82
Бутилметакрилат 149, 326, 330, 331, 350
Бутилортотитанат 587—590
Версамиды 630, 674, 675
Винилацетат 146—158
сополимеры 149, 151, 166
Винилбутиловый эфир 149, 194, 195
Винилиденфторид 318, 319
Винилидеихлорид 149, 279—281
сополимеры 282—284
Винилит 253, 254
Виниловые эфиры простые 193—197
Винилон 179
Винилтрихлорсилаи, свойства 555
Винилтрнэтоксисилан, свойства 556
Винилфторид 317, 318
Винилхлорид 205—213
сополимеры 273—279
Винилэтилбензол 85, 86
Винипласт 232 сл., 244—255
листовой 235—237
пленочный 232—235
прессованные изделия 239, 240
Винипол 200
Винипроз 279
Винифлекс 187, 188
Винол 179
Виньон 277, 278
Витон А 318
Волан А 478, 691, 692
Волокниты
на основе феноло-формальдегидных
смол 467—470
полиорганосилоксановые 583, 584
Волокно f
ацетилцеллюлозное 178
из поливинилового спирта 178, 179
натуральное 178
полиакрилонитрильное 361, 362
полиамидное 178, 631, 632
поливинилхлоридное 178, 271
полипропиленовое 71, 72
политетрафторэтиленовое 300
полиуретановое 648
полиэтиленовое 56, 57
полиэтилентерефталатное 722, 723
Высокомолекулярные перекиси 355
Гексагидрофталевый ангидрид 674
Гексаметилендиамин 613
Гексаметилендиизоцианат, получение 641
Гексаметилолмеламин 407
Гексахлорциклопентадиен 765
Гель-эффект 210, 211
Гетинакс 481—483
Гидроперекись кумола 91
Гидропласт 266, 267
Гилены 643
Гипалон 47
Глифталевые смолы 729—735
Глицидилуретаны 227
Госталнт 270
Грилон 6'0
Декоррозит 462—464
Десмодуры 643
Диаллилфталат 740
Диаминодифенилметан 412, 413
Дибутилфенилфосфат 120
Дивинил бензол 85, 86, 133, 134
Дивинилдихлорсилан, свойства 555
Диизоцианаты 642
Диметилднхлорсилан 553, 555
Дйметилдиэтоксисилан, свойства 556
Диметилоланилин 413, 414
Диметилолмочевина 379, 380, 384, 404, 405
Диоксидифенилметаны 424, 425
Предметный указатель
781
4, 4'-Диоксидифенилпропан 662—665
Дипропиленгликоль 704
Дитолилглицидиловый эфир 666
Дифенилдихлорсилан, свойства 555
Дифенилдиэтоксисилан, свойства 556
Дифурфурилиденацетон 601
Дифурфуриловый эфир 599
Дихлорэтан 206, 207
Дициандиамид 670
Диэтиленгликоль 704
Диэтилентриамин 670
Древеснослоистые пластики 499—506
Изобутилен 72—77, 82, 149
Изобутилортотнтанат 587
Изоднн 507
Изопропилортотитанат 587
Изоцианаты, свойства 643
Ингевины 198
Каландрирование 233, 235, 249
Капролактам 610, 611, 620, 621
Капролон, свойства 633
Капрон 610, 632, 633
Карбамол 405
Карболиты 419
Каучуки
акриловые 352
полиуретановые 654
силиконовые 578—580
Клеи
битумно-полиизобутиленовые 80, 81
бутирально-фенольные (БФ) 536, 537
из поливинилового спирта 178
кремнийорганические 577
метилолполиамидные 635—637
на основе
мочевино-формальдегидных смол
400—403
феиоло-формальдегидных смол
533—538
эфиров акриловой и метакриловой
кислот 353
полиамидные 635—637
поливинилацетатные 163, 164
поливинилбутиральные 192
поливинилформальные 186
полистирольные 80, 81
полиуретановые 654, 655
полиэфирные 753, 754
фенольно-каучуковые 537, 538
фенольно-эпоксидные 538
фурановые 605, 606
эпоксидные 680—683
Компаунды 350, 351, 684—687, 755—758
Копалы искусственные 539, 540
Королак 269
Крезол 421, 423
Кремнийорганические жидкости 570—574
Кремнийорганические полимеры 548 сл
применение 570 сл.
производство 564—568
свойства 568—570
Ксиленол 421, 423
Лаки
бакелитовые 543
кремнийорганические 574—577
Лаки
на основе
меламино-формальдегидных смол
411, 412
мочевино-формальдегидных смол
403—405
феноло-формальдегидных смол 538,
539, 543
эфиров акриловой и метакрнловой
кислот 351
полиамидные 637
поливинилацетатные 164, 165
поливинилбутиральные 193
поливинилформальные 186
поливинилхлоридные 269 *
полиуретановые 655, 656
полиэфирные 754, 755
фурановые 606
эпоксидные 694—696
Лейконат 654
Линолеум (полининилхлорндный) 254, 255
Литой карболит 525—527
Литые смолы 523, 524
Литье 56, 69, 118—120, 311, 312, 522
Меламин 374, 375
Меламино-формальдегидные смолы 372,
400 сл.
закономерности поликонденсации
406—408
свойства и применение 408—412
Мел а мит 409
Метакрилатохромохлорид 478
Метакриловая кислота 149, 329, 330
Металл-кор 255
Металлопластик 256
Метальвин 186
Метилакрилат 149, 328, 335—337
Метилен анилин 413
Метилендимочевина 381
Метилендифениламин 412, 413
Метиленмочевины 380, 381, 382
Мети лметакри лат 149, 329—337, 740
сополимеры 349, 353—355
Метилоланилин 413
Метилолмеламин 407
Метилстирол 134, 135, 149
Метилтетрагидрофталевый ангидрид 673
Метилтрихлорсилан, свойства 555
Метилтриэтоксисилан, свойства 556
Метилэндиновый ангидрид 674
Миканиты 730, 731
Мипора 397—400
Мондуры 643
Мономер ФА, производство 602, 603
Монометилолмочевина 378 сл., 383
Мофорин 406
Мочевина 373, 374, 656, 657
Мочевино-формальдегидные смолы 372 сл.
применение 405, 406
производство 387—389
Мумия 447
Найлон 610
Ненасыщенные полиэфиры 736 сл., 747—753
применение 753— 770
Неолейкорит 525
Нитрон 327
Новолачные смолы 418 сл., 423—426,
429—431, 439, 698
782
Предметный указатель
Олигоамиды 630
Органические стекла 341, 344—347
Органозоли 257
Ортоноволаки 426
Параформ 375
Пасты
на основе сополимера винилхлорида
с винилацетатом 256—262
поливинилхлоридные 256—267
Пенопласта 128
Пенопласта из
кремнийорганических смол 584—586
мочевицо-формальдегидных смол
397—400
поливинилформаля 186, 187
поливинилхлорида 267—269
полистирола 124—130
полиуретанов 649—654
полиэтилена 57
феноло формальдегидных смол 527—
533
Пенополивинилформаль 186, 187
Пенополивинилхлорид 267—269
Пенополистирол 124—130
Пенополиуретанопласты 649—653
Пенополиэтилен 57
Пенофенопласты 528—532
Пентаметиленгексамочевина 381
Пентапласт 774—776
Пентафталевые смолы 735, 736
Пентаэритрит 704, 705
Пентон 774—776
Пербутан 327
Перекись бензоила 210, 215, 216
Перлон 610
Перхлорвинил 272, 273
Пластизоли 257 сл.
Пластикат 248—253
Пластификаторы 119 сл.
поливинилового спирта 171
поливинилхлорида 229—231
полистирола 120, 135
Пленки
из поливинилового спирта 175—178
из поливинилхлорида 232—235, 250
полиамидные 635
поливинилацетатные 164
поливинилбутиральные 192
полипропиленовые 70
полистирольные 121—124
политетрафторэтиленовые 295
политрифторхлорэтиленовые 314
полиэтиленовые 50—55
полиэтилентерефталатные 720—722
Полиакриламид 363—366
Полиакрилаты 326 сл., 337—353
Полиакриловая кислота, свойства 327
Полиакрилонитрил 355—363
применение 327, 361, 362
Полиалкилакрилаты, свойства 337 сл.
Полиалкилметакрилаты 337 сл., 341
Полиалюмоксаны 591, 592
Полиалюмоорганосилоксаны 593, 594
Полиамид 6 621—631
Полиамид 66 625—631
Полиамиды 609 сл., 619—621
применение 631—637
производство 621—626
Полиамиды
свойства 626—631
Полибутилметакрилат 326, 352
Поливинилацетали 180—184
Поливинилацетат 146 сл.
бисерный 158
применение 95, 162—166
производство 151—158
свойства 159—162
эмульсионный 157
Поливинилбутиловый эфир 198, 200
Поливинилбутираль 188 сл.
применение 191—193
свойства 180, 183, 184, 189, 190
Поливинилиденхлорид 279, 281, 282
Поливиниловые эфиры 197—200
Поливиниловый спирт 166—180
Поливинилформаль 180, 184—186
Поливинилформальэтилаль 180, 187, 188
Поливинилформиат, получение 172
Поливинилхлорид 205 сл.
модифицированный 269—271
непластифицированный см. Винипласт
пластифицированный 248—254
применение 205, 206, 264—267
производство 213—220
свойства 211, 212, 220—232
слоистый 255, 266
суспензионный 217
Поливинилэтилаль 180, 187
Полигексаметилеиадипамид 625—631
Полиглицидилфеноло-фор м альдегидные
смолы 698, 699
Полиглицидилфенолфталеиновые смолы
697, 698
Полиглицидилциануратные смолы 697
Полиизобутилен 72 сл.
получение 77, 78
применение 73, 79—82
свойства 78—81
Поликапролактам 621—631
Поликарбонаты 723—729
Полимер-бетоны 604, 605
Полимеры
аморфные 35, 326, 337
вулканизация 315, 316
каучукоподобные 46, 47, 317
кристаллические 35, 36, 130, 131, 288,
289, 308, 326
линейные 563—566
привитые 137, 151
разветвленные 35, 149, 150
старение 39
структура
атактическая 60 '
изотактическая 60, 83, 130, 170
стереоспецифическая 60, 83, 130
сшитые 334, 563, 567, 568
Полиметакрилаты 326 сл.
применение 344—353
свойства 337—344
Полиметакрит 350, 351
Полиметилакрилат 326, 338, 339, 351
Полиметиленмочевины 381
Полиметилметакрилат
непластифицированный 341, 342
переработка в изделия 340, 347, 348
получение в блоке 347, 348
применение 341, 344—353
Предметный указатель
”63
Полиметилметакрилат
свойства 338, 339, 341, 348
Полиметилстирол 134
Полиметилсилоксановые жидкости 570 сл.
Полиметилфенилсилоксановые жидкости
573
Полимочевины 656—658
Полиоксиметилен 771—774
Полиорганосилоксановые масла 571 сл.
Полиорганосилоксаны 548 сл.
применение 570—586
производство 564—568
Полипропилен 58—72
Полисиланы 549
Полистирол 83 сл., 93, 94, 105, 110, 111
блочный 100, 109, 118
блочно-суспензионный 109
высокопрочный 135 сл
кристаллический 130, 131
методы переработки в изделия
118—121
модифицированный 130
переработка в изделия 118—124
применение 84, 118 сл.
производство 98—110
свойства 110—118
стеклонаполненный 131
суспензионный 109
теплостойкий 131
эмульсионный 105, 109
Политетрафторэтилен 284 сл.
применение 297—300
производство 286, 287
свойства 287—297
Полититанорганосилоксаны 594, 595
Политрифторхлорэтилен 302 сл.
применение 313—315
производство 305, 306
* свойства 306—312
Полиуретаны 640 сл., 644—648
Полифлекс 123
Полиформальдегид 771—774
Полифурфуриловый спирт 599.
Полиэлементорганосилоксаны 592, 593
Полиэпоксидные смолы 696 сл.
Полиэтилакрилат, применение 326
Полиэтилен 13 сл., 35—39, 48—57
высокой плотности 14, 33, 36, 38, 41,
42, 44, 52, 57
низкой плотности 14, 25, 27, 28, 30,
35—38, 41, 42, 44, 52
производство 25—34
свойства 22—24, 28, 37—46
средней плотности 14, 36, 37, 42
сульфохлорированный 47
хлорированный 46
Полиэтиленадипат 713—715
Полиэтиленсебацинат 713—715
Полиэтилентерфталат 706, 707, 715—723
Полиэтиленфталат 711—714
Полиэтилметакрилат 352
Полиэтилсилоксановые жидкости 570, 571
Полиэфиракрилаты 737, 750, 751
Полиэфирмалеинаты 737, 747—752, 653
Полиэфир хлорированный 774—776
Полиэфиры 702 и сл.
линейные 711 сл.
ненасыщенные см. Ненасыщенные
полиэфиры
Полиэфиры
простые 771—776
Поролон 649—653
Прессматериалы
асборезольные 470—574
на основе
анилино-формальдегндных сыол 415
меламино-формальдегидных смол
408—410
мочевино-формальдегидных смол
390 -394
ненасыщенных полиэфиров 767—//1
непластифицированного поливинил¬
хлорида 239, 240
полистирола 120, 121
резольных смол 467—470
феноло-формальдегидных смол
466—508
фурановых смол 606—608
полиорганосилоксановые 580—584
Прессование 120 сл., 235, 236, 311 сл.
Пресспорошки
на основе
меламино-формальдегидных смол
408—410
мочевино-формальдегидных смол
392, 393
резольных смол и бакелитовых от¬
ходов 466
феноло-альдегндных смол 445—462
феноло-формальдегидных смол и
нитрильного каучука 464, 465
феноло-формальдегидных смол и
полиамидов 465, 466
феноло-формальдегидных смол и
поливинилхлорида 462—464
новолачные 446—462
полиорганосилоксановые 584
полиуретановые 649
резольные 446 сл., 454—462
Пропилакрилат, свойства 329
Пропилен 58—60, 63—65, 74
Пропиленгликоль 704
Пропилортотитанат 587
Резит 419, 427, 428
Резитол 419, 427, 428
Резол 419, 429
Резольные смолы 418 сл.
применение 446, 470, 474, 543, 698
производство 439—443
свойства 427, 430, 443, 444
Резорцин 421—423
Ридакс 186
Сайквелл 192
Салигенин 423
Салигениновые смолы 424
Себациновая кислота 613
Силан(ы) 550, 559—563
Силон 610
Слоистые пластики на основе
меламино-формальдегидных смол 411
мочевино-формальдегидных смол
394—397
эпоксидных смол 688—694
Сополимер кель-F 315
Сотофенопласты 532, 533
Стабилизаторы 27, 29, 95
==================================================================
Весьбетон www.allbeton.ru
Проект Открытый доступ
Электронная Библиотека Строителя. Версия 4. Релиз 2013
Постоянное место хранения файла на сервере http://www.allbeton.ru/mw/Файл:синтетические полимеры и пластические массы на их основе (николаев).djvu
редактор - Сергей Ружинский
~~~синтетические полимеры и пластические массы на их основе (николаев).djvu