/































































































































































































Текст
В.Ф.РОМАНОВ
РАСЧЕТЫ
ЗУБОРЕЗНЫХ
ИНСТРУМЕНТОВ
УДК 621.9.02.001.24
Расчеты зуборезных инструментов. Р о -
манов В. Ф. М., «Машиностроение»,
1969, стр. 251.
В книге приведены методы и схемы точ-
ного расчета основных видов зуборезного
инструмента, предназначенного для нареза-
ния зубьев* у цилиндрических колес и зуб-
чатых деталей типа шлицевых валиков.
Описываемые методы пригодны для проекти-
рования инструментов как в массовом, так
и серийном производстве зубчатых колес.
Для лучшего восприятия материала
в книге приведены числовые примеры про-
ектного и проверочного расчетов наиболее
распространенных видов зуборезных инстру-
ментов.
Книга рассчитана на инженерно-техниче-
ских работников машиностроительных заво-
дов, научно-исследовательских институтов.
Табл. 14, илл. 97, библ. 21 назв.
Рецензент д-р техн, наук Ю. В. Цвис
3—13—4
95—68
ПРЕДИСЛОВИЕ
К числу наиболее сложных и дорогостоящих режущих
инструментов нужно отнести зуборезные инструменты.
При проектировании зуборезных инструментов, помимо
решения общих вопросов, связанных с оформлением ре*
жущих элементов, важным моментом является правильное
определение и технологическое воспроизводство их ре*
жущих кромок. Последнее по существу обусловливает
точность получения профиля изделия, а это является
основным в технологий изготовления любого изделия.
Вот почему проектированию и расчету зуборезных инстру-
ментов уделено в литературе большое внимание. С другой
стороны, наблюдается неуклонное расширение области
применения зуборезных инструментов для изготовления
большой номенклатуры изделий, ’ имеющих фасонный
зубчатый профиль, главным образом инструментов, ра-
ботающих по методу обката — червячных фрез и дол-
бяков.
В этой связи в книге большое место отведено расчетам
инструментов для неэвольвентных изделий. Новое в рас-
четах заключается в том, что все расчеты разнообразных
инструментов (фрез и долбяков) можно свести к одному
наиболее простому частному случаю — профилированию
инструмента для шлицевых валов с прямолинейным про-
филем. Этим же объясняется и включение в книгу раздела
по расчету инструментов для винтовых поверхностей, для
расчета профиля которых взамен известных отличающихся
сложностью и громоздкостью дифференциальных зави-
симостей предлагаются простые формулы, основанные, на
1* 3
чисто геометрическом анализе работы инструмента. Однако
все же основное содержание книги составляют методы
расчета инструментов для эвольвентных зубчатых колес,
удельный вес которых является сегодня преобладающим.
Книга является результатом работы автора в автомо-
бильной промышленности — отрасли массового произ-
водства. Специфика инструмента, применяемого в мас-
совом производстве, обусловлена использованием его для
обработки только одного конкретного зубчатого колеса
или для небольшой группы колес, отличающихся между
собой разностью в числах зубьев. Экономически это
вполне оправдано, так как масштаб производства поз-
воляет полностью загружать инструмент при обработке
только одного колеса.
Стремления к нахождению оптимальных параметров
инструмента для конкретного колеса привели к разра-
ботке методов расчета по существу специального инстру-
мента, преимущества которого в полной мере проявляются
лишь в отношении данного колеса. Эти методы должны
включать в себя учет чрезвычайно большого числа фак-
торов технического и даже • экономического порядка.
Вопросы разработки таких методов представляют значи-
тельную сложность, ибо для их решения затруднительно
использовать известные методы расчета, которые по своей
сущности являются проверочными. Последнее в особен-
ности касается долбяков и шеверов, расчет которых по
известным методам заключается в предварительном за-
дании основных элементов конструкции, а. затем в про-
верке получающихся в результате нарезания параметров
зубьев колеса. При неблагоприятных соотношениях про-
изводится корректировка заданных элементов и .вновь
ведется проверка, до тех пор, пока не будет получено
удовлетворительное решение. Следует отметить, что для
этих основных видов инструментов — долбяков и шеве-
ров — удалось найти удовлетворительное решение задачи
без каких-либо возвратных проверок конструкции инстру-
4
мента. Это позволит устранить зависимость определения
важных параметров инструмента от квалификации или
интуиции расчетчика — оптимальные параметры инстру-
мента получаются автоматически после окончания вы-
числений по предлагаемым схемам расчета.
Однако излагаемые методы пригодны не только для
проектирования инструментов в условиях массового про-
изводства,— цх можно использовать и. для подавляющего
числа случаев в мелкосерийном производстве. Для каж-
дого вида инструмента дается схема проверочного расчета,
с помощью которой можно установить пригодность име-
ющегося в наличии инструмента для любого колеса или
группы колес.
Глава I
ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
ЗУБЧАТЫХ КОЛЕС
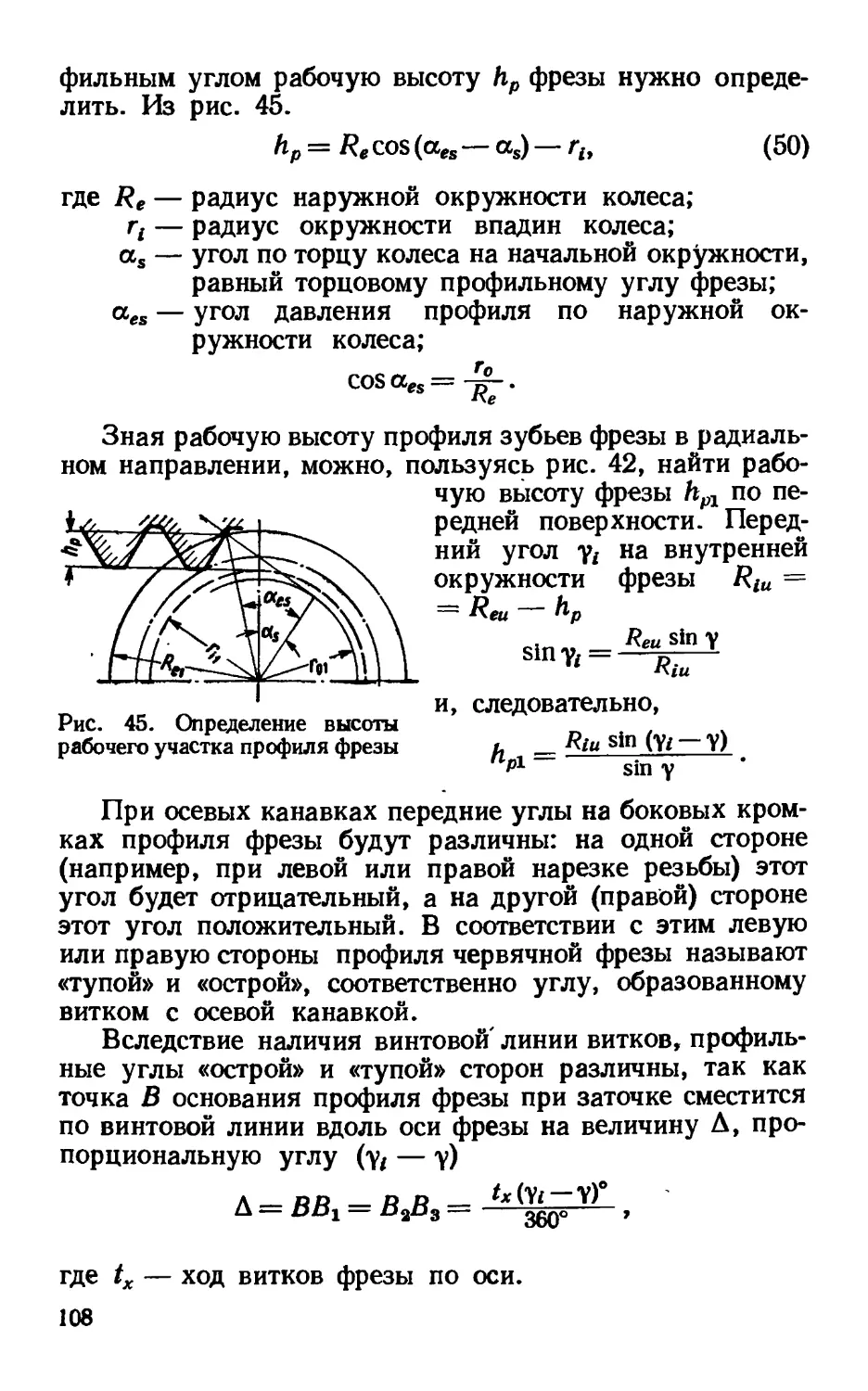
Рис. 1. Размеры инструменталь-
иой (производственной) рейки
ИСХОДНЫЕ ПАРАМЕТРЫ ДЛЯ РАСЧЕТА
8УБ0РЕЗНЫХ ИНСТРУМЕНТОВ
Размеры зубьев цилиндрических колес определяются
исходным контуром или исходной рейкой (ГОСТ 3058—54).
Размеры зубьев зуборезных инструментов/ выпускаемых
инструментальной промышленностью, определяются,
в свою очередь, инструмен-
тальной (производственной)
рейкой, размеры которой
приняты в соответствии с упо-
мянутой исходной рейкой.
Элементы исходного контура
и инструментальной рейки
пропорциональны модулю т,
который стандартизирован:
т = — мм (где t — шаг
зубьев по нормали на делительной окружности в мм).
Высота голОвки и ножки инструментальной рейки
Ли = hu — (f -j- с ) tn,
где f' = 1 или 0,8 — коэффициент высоты головки;
с' = 0,25 или 0,3 — коэффициент радиального зазора.
С целью разгрузки от работы вершины зубьев чистовых
инструментов высоту головки черновых инструментов
делают увеличенной:
hu черн = (f + с )/n-J- 0,1 У~т.
Толщину зуба инструментальной рейки выполняют
с расчетом обеспечения боковых зазоров в сопряженных
зубьях:
5^=7+^.
6
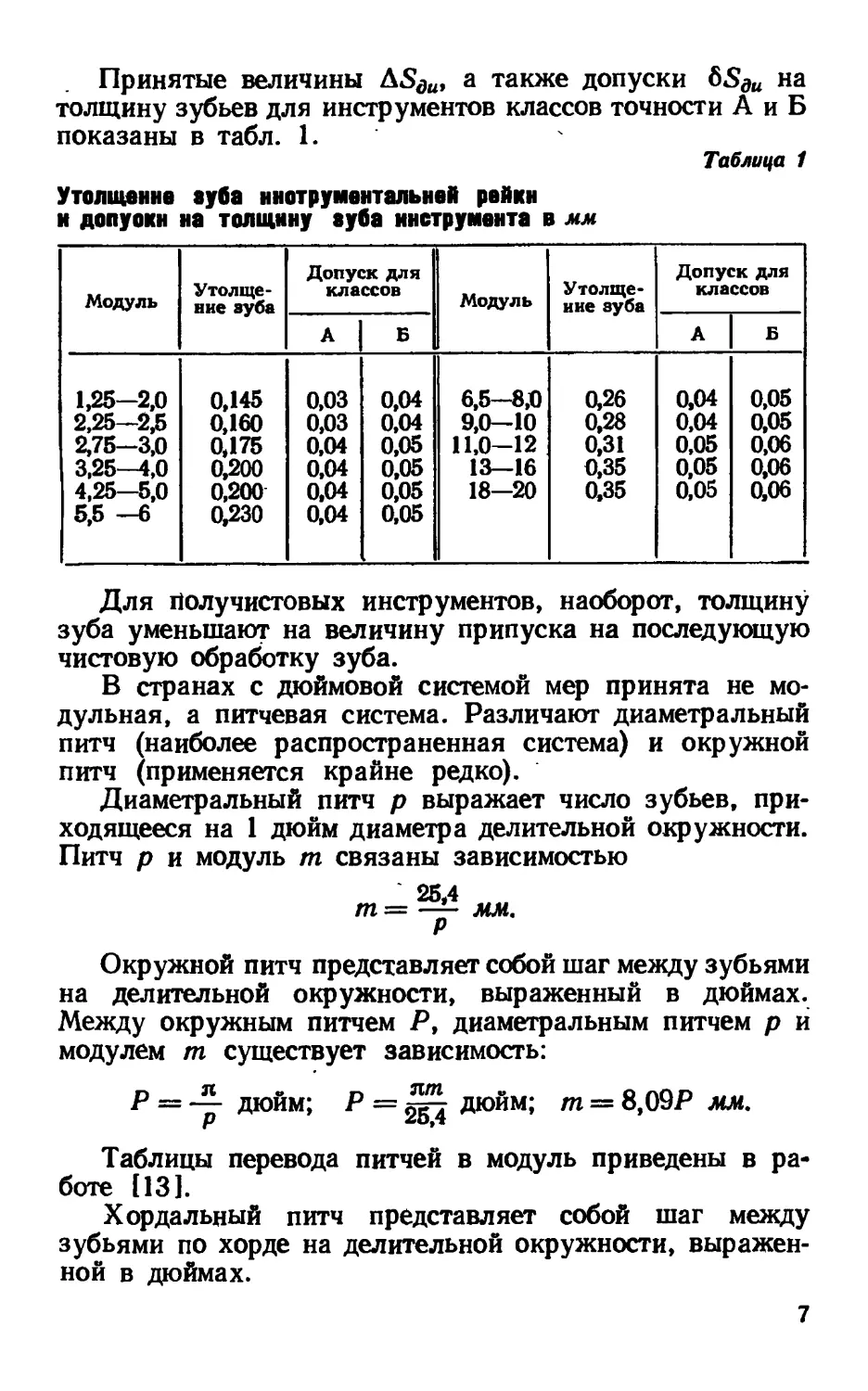
Принятые величины А5ЙЫ, а также допуски 6Sgu на
толщину зубьев для инструментов классов точности А и Б
показаны в табл. 1.
Таблица 1
Утолщение еуба инструментальной рейки
и допуски иа толщину ауба инструмента в мм
Модуль Утолще- ние зуба Допуск для классов Модуль Утолще- ние зуба Допуск для классов
А Б А Б
1,25-2,0 0,145 0,03 0,04 6,5—8,0 0,26 0,04 0,05
2,25-25 0,160 0,03 0,04 9,0—10 0,28 0,04 0,05
2,75—3,0 0,175 0,04 0,05 11,0-12 0,31 0,05 0,06
3,25-4,0 0,200 0,04 0,05 13—16 0,35 0,05 0,06
4,25—5,0 5,5 -6 0,200 0,230 0,04 0,04 0,05 0,05 18—20 0,35 0,05 аов
Для Получистовых инструментов, наоборот, толщину
зуба уменьшают на величину припуска на последующую
чистовую обработку зуба.
В странах с дюймовой системой мер принята не мо-
дульная, а питчевая система. Различают диаметральный
питч (наиболее распространенная система) и окружной
питч (применяется крайне редко).
Диаметральный питч р выражает число зубьев, при-
ходящееся на 1 дюйм диаметра делительной окружности.
Питч р и модуль т связаны зависимостью
' 26,4
т= —— мм.
Р
Окружной питч представляет собой шаг между зубьями
на делительной окружности, выраженный в дюймах.
Между окружным питчем Р, диаметральным питчем р й
модулем т существует зависимость:
Р = — дюйм; Р = дюйм; т = 8,№Р мм.
Таблицы перевода питчей в модуль приведены в ра-
боте [13].
Хордальный питч представляет собой шаг между
зубьями по хорде на делительной окружности, выражен-
ной в дюймах.
7
В практйке зуборезного производства находит приме*
нение и так называемая двухмодульная (или двухпитче-
вая) система зацепления, например . В этой системе
размеры делительной окружности и толщины зубьев рас-
считываются по большому модулю, а высоты зубьев —
по малому модулю, т. е. колеса имеют укороченную против
1 — положение средней линии цен-
тральной рейки при положительной
коррекции; 2 — при нулевой; 3 —
при отрицательной.
делить размеры зубьев
Толщина зуба по нормали на делительной окружности
£й== ™+2gmtga.
обычной высоту зубьев.
Корригирование зубчатых
колес осуществляется путем
сдвига исходной или инстру-
ментальной рейки. Степень
корригирования оценивается
коэффициентом сдвига или
коэффициентом коррекции.
При положительном, (по-
ложительная коррекция),
инструмент при нарезании
отводится от центра изделия,
а при отрицательном,— £ (от-
рицательная коррекция),—
выдвигается к центру изде-
лия. Положение рейки при
корригировании зубчатого
колеса показано на рис. 2.
Величины сдвига оцени-
ваются произведением gm.
Зная сдвиг gm или коэффи-
циент сдвига |, можно опре-
колеса следующим образом.
При положительной коррекции высота головки увели-
чивается на &п, а высота ножки уменьшается на ту же
величину. При отрицательной коррекции высота головки
уменьшается на gm, а ножки соответственно увеличи-
ваются. Полная высота зуба колеса при этом остается не-
изменной.
Расчет зуборезных инструментов для нарезания зубча-
тых колес сводится в основном к нахождению ряда раз-
мерных параметров зубьев инструментов, в то время как
8
определение профиля часто не входит в расчет многих
видов инструментов, ибо геометрическая форма профиля
этих инструментов является общеизвестной, например,
для долбяков и шеверов она должна быть эвольвентной
и т. д.
Таким образом, основные задачи при расчете инстру-
ментов можно сформулировать так: инструмент должен
обеспечить требуемые толщину и высоту зубьев и пере-
крытие обработкой активной части профиля зубьев на-
резаемого колеса.
Исходные данные для проектирования зуборезных
инструментов содержатся в рабочем чертеже подлежащего
нарезанию зубчатого колеса.
Форма задания толщины зубьев колеса может быть
различной: непосредственное указание о толщине зубьев
на делительной окружности, задание толщины зубьев раз-
мером по шарикам или роликам, косвенные сведения о
толщине зубьев путем указания коэффициента смещения
исходного контура. Все эти показатели необходимо при-
вести к единому — толщине зубьев Sg на делительной
окружности.
Для расчета зуборезных инструментов необходимы и
дополнительные данные, которые не содержатся в чертеже
зубчатого колеса, например диаметр основной окружности,
действительный (фактический) угол зацепления зубчатой
передачи, в которую входит нарезаемое зубчатое колесо,
величины активной, или рабочей части профиля зуба
колеса, параметры сопряженного зубчатого колеса и др.
Эти данные следует определить до непосредственного
проектирования зуборезных инструментов.
При проектировании инструмента должны быть из-
вестны следующие технологические параметры: и z2 —
числа зубьев нарезаемого и сопряженного колес; и
Sqz — толщины зубьев по дуге делительных окружно-
стей dgi и dfa (или коэффициенты смещения исходного
контура и |2); и — диаметры окружности го-
ловок; dn — впадины зубьев; Alt 2 — фактическое меж-
центровоеТрасстояние^в зубчатой передаче.
При отсутствии в чертеже указаний о межцентровом
расстоянии последнее можно найти из монтажного чертежа
редуктора в сборе.
Общим технологическим параметром нарезаемого зуб-
чатого колеса, который характеризует активную часть
9
ния практически всех
Рис. 3. Зацепление колес
в зубчатой паре
профиля и знание которого необходимо для проектирова-
1дов зуборезных инструментов,
является радиус Pi кривизны
профиля в точке начала актив-
ной, или рабочей, части. Вели-
чина этого радиуса (рис. 3)
Pi = A.2Sinasi,2 —
- 0,5 |/ Z^-^2, (1)
где и — соответственно
наружный диа-
метр и диаметр
основной ок-
ружности со-
пряженного
с нарезаемым зубчатого колеса в передаче;
«й, г — угол зацепления по торцу в зубчатой
передаче; <_.
соча — ms(zi + z»)cos«* /о\
cos asl,2 - 24^ ~ ™
аЛ — профильный торцовый угол зацепления
зубчатых колес.
ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ ЭУБЬЕВ КОЛЕС
ПО ШАРИКАМ И РОЛИКАМ
Толщины зубьев прямозубых колес наружного и вну-
треннего зацеплений и косозубых колес внешнего зацепле-
ния можно определить с помощью шариков и роликов,
а косозубых колес внутреннего зацепления — только
с помощью шарикор.
Диаметр роликов и шариков можно выбирать произ-
вольно, однако желательно, чтобы шарик или ролик ка-
сался профиля зуба колеса примерно в зоне делительной
окружности. Это достигается расчетом по формуле
. nmcosaa
—------g---*
Размер по шарикам должен быть больше диаметра
окружности головок у колес внешнего зацепления и
10
меньше — у колес внутреннего зацепления. В противном
случае увеличивают диаметр шариков.
Ниже рассматриваются методы нахождения размеров
по шарикам для основных типов колес, причем расчетные
формулы аналогичны для случая измерения прямозубых
колес также и по роликам.
Прямозубые колеса внешнего зацепления. При из-
вестной толщине зуба колеса на делительной окружности
(рис. 4, а)
tga = "i?£=.2« + m;
ГО ГО
с другой стороны,
а = ф -J- с>.
Рис. 4. Определение размера по шарикам и роликам для прямо-
зубых колес
Вычитая второе выражение из первого, получим
tga —а = -^ —ф.
Так как
tga — a — inva и ф = -^ — invad,
ТО
lnv“ = V-fe + lnv“»'
Где Твп = пт — Sd — ширина впадины зубьев по дуге
делительной окружности.
11
Следовательно,
• <ku Л/fl Sa /Л\
inv “ = Z---dd + inv “a‘
Расстояние or центра зубчатого колеса до центра ша-
рика
М=-^-. (4)
cos а ' '
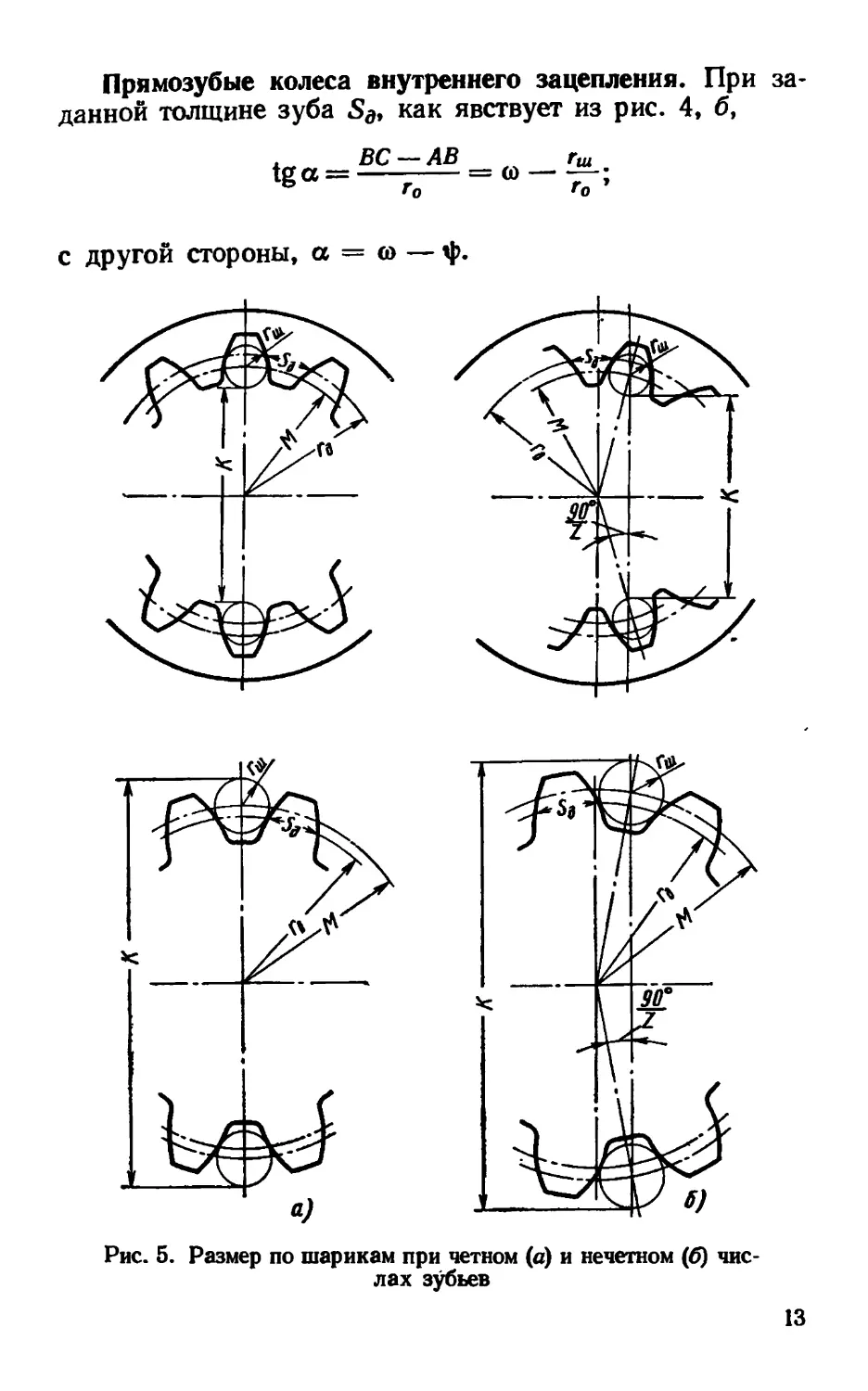
Искомый размер Л (рис. 5, а) по шарикам для колеса
с четным числом зубьев
Л=2(М-|-гш), (5)
а для колеса с нечетным числом зубьев (рис. 5, б)
К = 2(/Hcos^4- гш). (5')
Если, наоборот, требуется найти толщину зуба колеса
при известных радиусе гш шарика и расстоянии между
шариками JK, то порядок расчета следующий. Сначала по
формулам (5) и (4) находят угол а, а затем, используя
формулу (3), определяют искомую толщину зуба Sd:
s«=^(z+inva-inv^-z^)- (6)
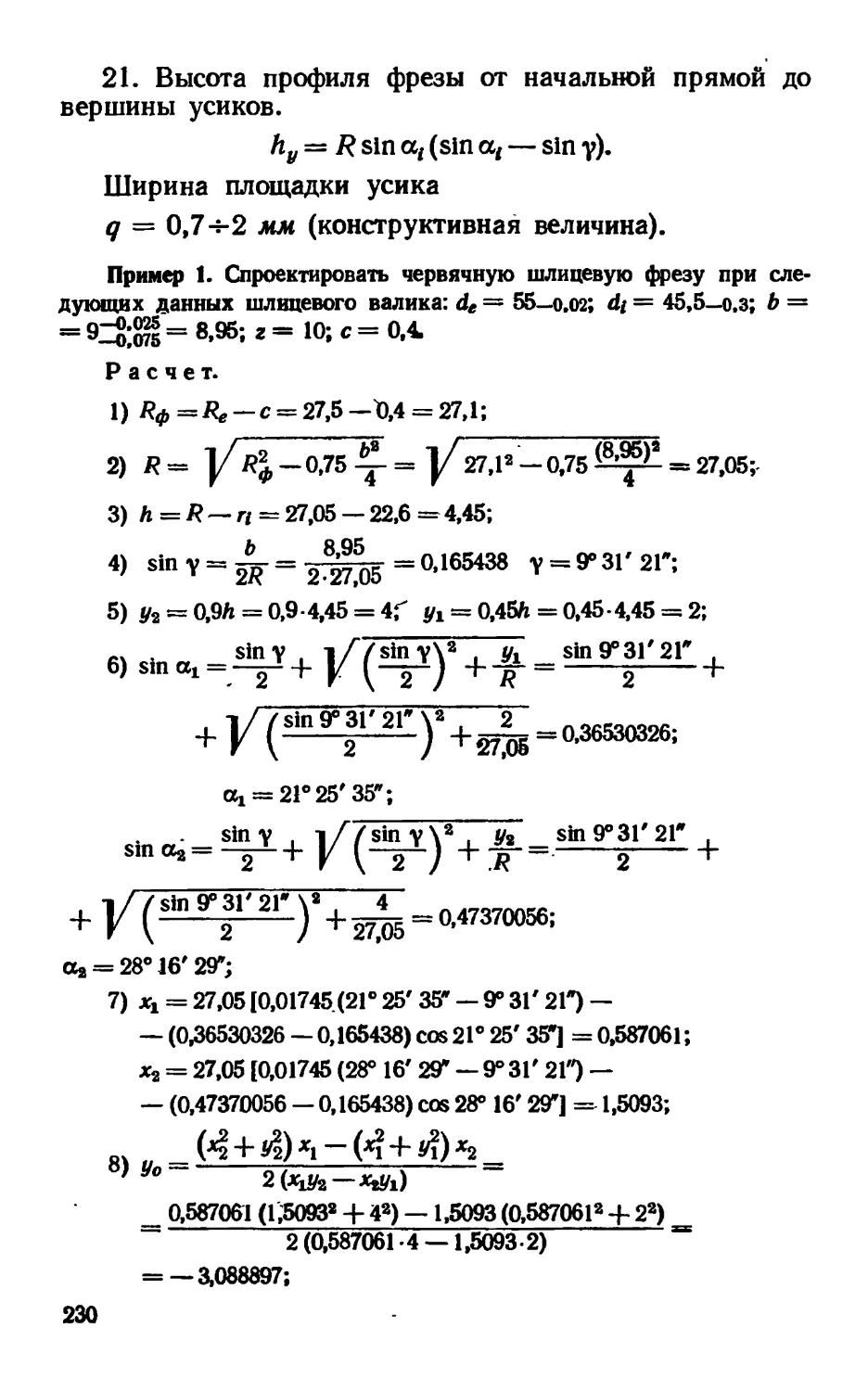
Пример. Найти толщину зуба прямозубого колеса при следующих
данных: г = 24; т — 3,5 мм; = 30°; d$ = 84 мм; dm = 5,493 мм;
К = 88,163.
Расчет
м = = М,1б3-маз.=41 зз5 мм.
cos a = = 42= 0,879958;
a = 28° 21' 46’;
Sa = * (-7 +inv a ~ inv«a ) -
= 84 (^ + 0,044835167-0,053751 =
= 3,904 мм.
12
Прямозубые колеса внутреннего зацепления. При за
данной толщине зуба Sd, как явствует из рис. 4, б,
tga
ВС — АВ Гщ
==---------= (0 —• — -
Го Го ’
Рис. 5. Размер по шарикам при четном (а) и нечетном (б) чис-
лах зубьев
13
Вычитая последнее выражение из первого, имеем
tga—а = ф —
После небольших преобразований получим
inva= nm~Si -}-inva4 —
dd do
Расстояние до центра шарика
(7)
cos а ' '
Искомое расстояние К. при четном числе зубьев колеса
(рис. 5, а)
K=2M — dlu. (8)
При нечетном числе зубьев колеса (рис. 5, б)
K=2Afcos dw. (8')
Для определения толщины зубьев колеса при извест-
ных К. и по формулам (8) и (7) находим угол а, а затем
и искомую толщину Sa по следующей формуле:
Sa = da (- J— + inv ae - inv a) . (9)
Пример. Определить толщину зуба колеса внутреннего зацепления
прн следующих данных: а = 74; a = 20°; т = 2,5 мм; de == 185 мм;
dui = 4 мм; К = 180,621 мм.
Расчет.
^ = /ц^=,тб21+4.=92310л(ж.
cos a
rd cos аа
92,50,939693
92,310
0,941529;
а = 19,69°;
*=*(-Т—+i„,
~ 185 (^Г-1850.139693 +<М»«0«-
— 0,01419961) = 3,728 мм.
14
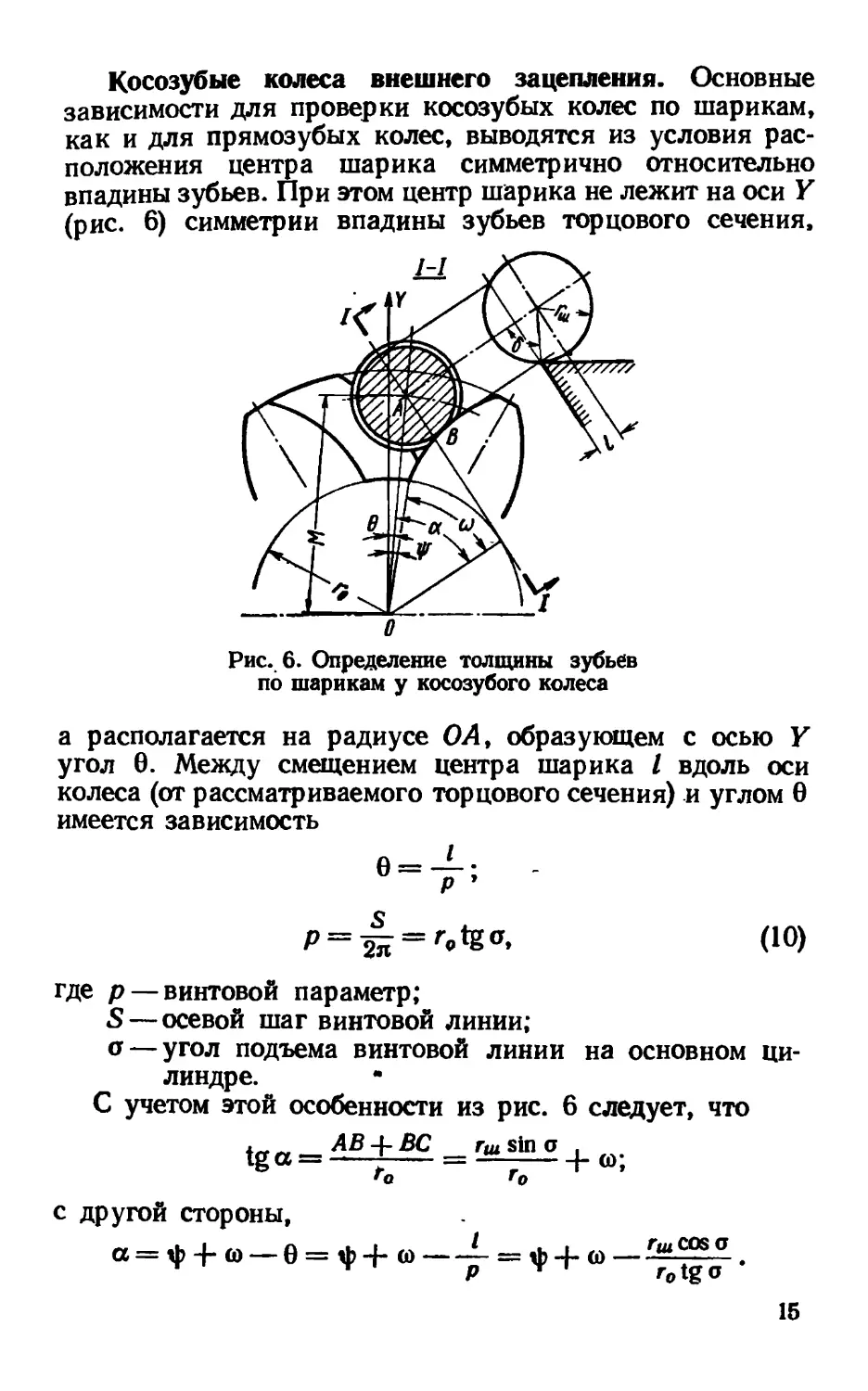
Косозубые колеса внешнего зацепления. Основные
зависимости для проверки косозубых колес по шарикам,
как и для прямозубых колес, выводятся из условия рас-
положения центра шарика симметрично относительно
впадины зубьев. При этом центр шарика не лежит на оси Y
(рис. 6) симметрии впадины зубьев торцового сечения,
Рис. 6. Определение толщины зубьев
по шарикам у косозубого колеса
а располагается на радиусе ОА, образующем с осью Y
угол 0. Между смещением центра шарика I вдоль оси
колеса (от рассматриваемого торцового сечения) и углом 0
имеется зависимость
С
= (10)
где р — винтовой параметр;
S—осевой шаг винтовой линии;
а — угол подъема винтовой линии на основном ци-
линдре.
С учетом этой особенности из рис. 6 следует, что
„ АВ ВС Гш sin g .
tga = —з:—= -----рю;
'О ГО
с другой стороны,
а=ф4-(о —0 = ih-f-(o---------- = |Ь4-й> —.
т I т I р тт rotgG
15
Вычитая это выражение из первого и учитывая, что
4»=^— invot^
имеем
+«« « Гш Sin a Ten I , ГшСОва
tg а — а =-------------е—н inv ал. Ч--—,
ь г0 dd rotgc ’
или после небольших преобразований
inv а = -э- --[- inv а* — •7г~~оа » (11)
dosmo ' * « djcosPd ’ ' '
где Sa — толщина зуба по нормали;
Ра — угол наклона зуба на делительной окружности;
«as — профильный угол зацепления по торцу (на де-
лительном цилиндре).
Дальнейший ход расчета такой же, как и для прямо-
зубых колес.
Для определения толщины зубьев Sd при известном К
сначала по формулам (5) и (4) находят угол а, а затем
искомую толщину зуба:
Sa = лт-(^CO5^s,no— inva + inv «as) 4, cos Pa-
Пример. Определить толщину зуба по нормали косозубого колеса
при следующих данных: 21; т= 2,5 мм; а = 20°; = 4 мм;
Ра = 32,204°; dd = 62,045 мм; ads = 23,26°; К = 67,281 мм.
Расчет.
.. /С — dui 67,281—4 qi 7ояа Ju*#*
м=-—эб°-=тадаг =317986 мм-
2 cos— ’
me п г& С08 ads 62,045♦ cos 23,26 ~ яшмяоз*
cosa----------- 2-31,7986 0,8981803,
a = 26,083°;
cos a = cos aa sin Pa = cos 20° sin 32,204°; a = 59,95°;
Sa = Jim— (—2-------—— -----------inva + invaas^ ddcos Pa =
\ da cos «as sin a ws/
= 3,1416 -2,6— ( 62|()45cos 23,26 sin 59,95 —
— 0,0343104 4- 0,023877 ) -62,045-0,0846193 = 4,144 мм.
16
Косозубые колеса внутреннего зацепления. Из рис. 7
следует, что
. ВС — АВ гш sin о
tga =---------= (о------------;
6 г0 •
с другой стороны,
, । л . I Гш COS О
а=© —•ф + 6=© —ф+-——
После вычитания этого выражения из первого имеем
, , ftu sin a
tg a — a = ip
fo
ГщСО&О
Го tga
После небольших преобра-
зований получаем
пт—Sq .
inva= , -J +
dd cos Ра
• dm.
+ lnva^-~d^-'
Дальнейший расчет ведется
по формулам (7) и (8). При
заданном размере К по шари-
кам толщина зуба косозубого
колеса находится по формуле
О
Рис. 7. Определение толщины
зубьев по шарикам у косозу-
бого колеса внутреннего за-
цепления
^ = nm-(-d7Ct>s^ Sina ~ inva*+ inva) ^COS₽d.
Пример. Определить толщину зуба по нормали косозубого колеса
внутреннего зацепления прн следующих данных: z = 67; т — 2,5 мм;
dd = 180,90 мм; Ра = 22° 1Г 33"; ad = 20°; ads = 23,274°; dm =
= 5,5 мм; К = 171,72 мм.
Расчет.
М =
К +
О 90°
2 cos —
Z
171,72 + 5,5
2 cos 1,343°
88,6284 мм;
cos a = 0 949808.
M 2 *00,6284
2 В. Ф. Романов
1Z
a = 18,23°;
cos a = cos aa sin Pa = 0,939693 0,37757;
a = 59,944°;
Sd = “V+ inVa)ddC0S₽* =
= 3,1416-2,5 — ( 18ogocos$in 5g944 —
— 0,0239229 + 0,01119005^ • 180,90cos22° 11' 33" = 3,665 мм.
Глава И
ЗУБОРЕЗНЫЕ ДОЛБЯКИ
ДОЛБЯКИ ДЛЯ КОЛЕС ВНЕШНЕГО ЗАЦЕПЛЕНИЯ
Проектный расчет
Зацепление долбяка с зубчатым колесом в процессе
нарезания, которое принято называть станочным зацепле-
нием, аналогично зацеплению корригированной зубчатой
передачи. Каждое торцовое сечение долбяка можно рас-
сматривать как корригированное зубчатое колесо, име-
ющее положительную или отрицательную коррекцию.
При различной степени сточенности долбяк имеет разные
коэффициенты смещения исходного контура.
Торцовое сечение долбяка, которое при зацеплении
с нарезаемым колесом образует нулевую передачу, на-
зывается исходным сечением (рис. 8). Исходное сечение
стандартного долбяка образует при зацеплении с некорри-
гированным колесом нулевую-передачу, причем начальная
окружность совпадает в этом случае с делительной окруж-
ностью. Расстояние от передней поверхности нового дол-
бяка до исходного сечения считается положительным ис-
ходным расстоянием, или положительным смещением
исходного сечения, а от торцового сечения предельно
сточенного долбяка до исходного сечения — отрицатель-
ным исходным расстоянием, или отрицательным смеще-
нием исходного сечения.
Для повышения срока службы долбяка выгодно уве-
личивать исходные расстояния, так как при этом увели-
чивается возможное число переточек. Однако величина
положительного и отрицательного исходных расстояний
ограничивается рядом факторов.
Увеличение положительного исходного расстояния ли-
митируется опасностью заострения зубьев долбяка или
неполной обработкой рабочего (активного) участка на-
резаемого зуба колеса (чрезмерная величина переходной
кривой), а отрицательного исходного расстояния — опас-
ностью среза или, наоборот, в других случаях неполной
2* 19
обработки вершины зубьев нарезаемого колеса, так как
при этом эвольвентная часть зуба долбяка может полу-
читься настолько уменьшенной, что она будет недоста-
точна для обработки зуба колеса по всей его высоте.
В других, более редких случаях, при больших величи-
нах отрицательного исходного расстояния, может про-
изойти подрезание зубьев колеса.
Если принять во внимание, что число зубьев, диаметр
делительной окружности и углы резания долбяка яв-
ляются конструктивными или задаваемыми элементами,
то расчет долбяка по существу заключается в нахождении
оптимальных исходных расстояний, под которыми под-
разумеваются максимально допустимые расстояния для
конкретных условий обработки. При этом параметры
долбяка с точки зрения их оптимальных величин можно
рассматривать только для заданного колеса определенных
параметров; этот же долбяк для другого колеса уже может
иметь далеко не наилучшую геометрию. В этом заклю-
чается одна из особенностей расчета долбяка, в отличие,
например, от расчета червячных фрез.
Правильно найденные исходные расстояния должны
удовлетворять двум условиям: достижению максимально
возможного срока службы долбяка и обеспечению правиль-
ности нарезания зубьев колеса как по их общей высоте,
так и по высоте их активной части при любой степени
20
сточенности долбяка. В отношении правильности полу-
чения эвольвенты как новый, так и сточенный долбяки
теоретически дают одинаковые результаты, если долбяк
рассчитан правильно. Поэтому вполне работоспособными
могут быть долбяки, имеющие или только положитель-
ное, или только отрицательное смещения исходного се-
чения.
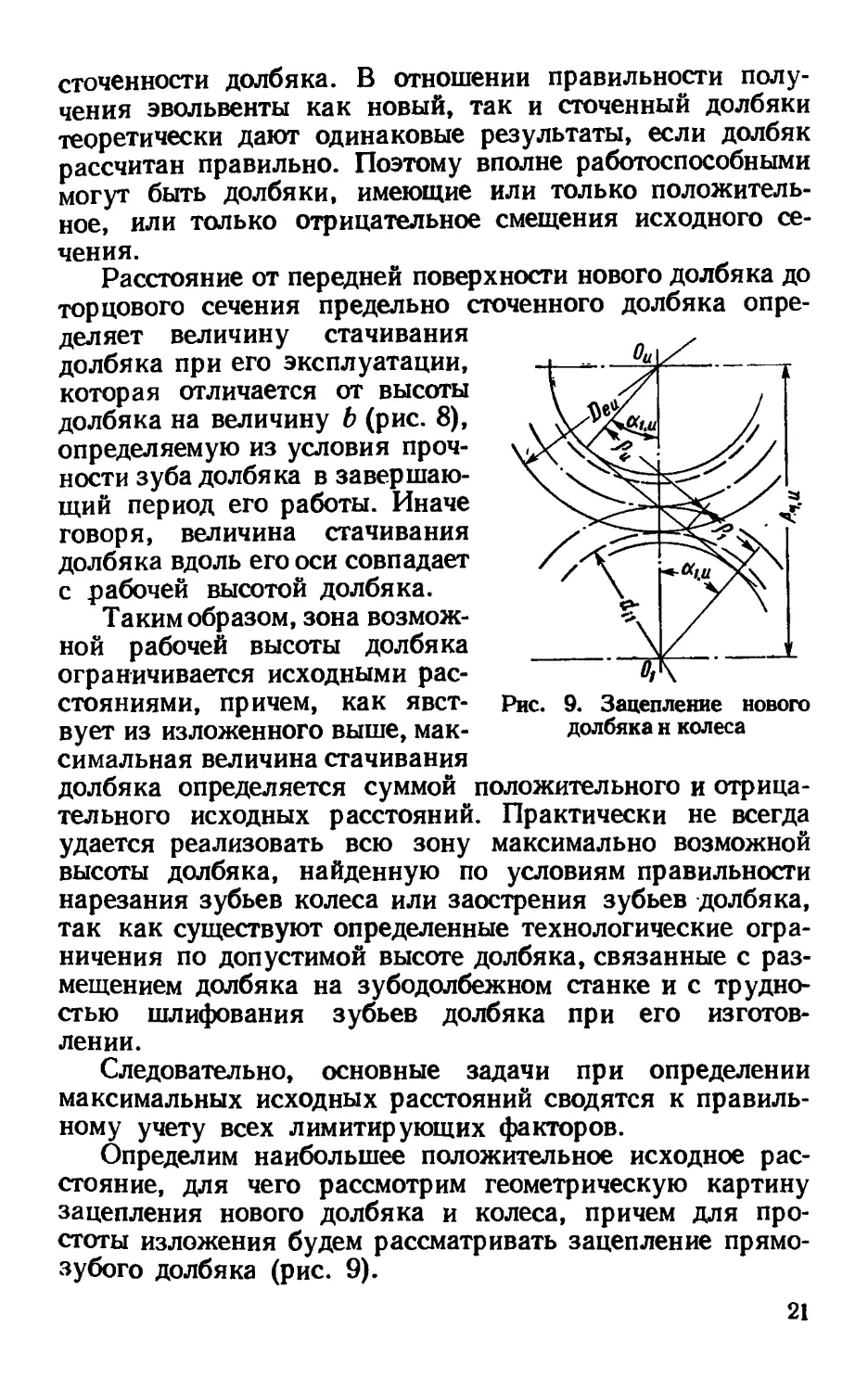
Расстояние от передней поверхности нового долбяка до
торцового сечения предельно сточенного долбяка опре-
деляет величину стачивания
долбяка при его эксплуатации,
которая отличается от высоты
долбяка на величину b (рис. 8),
определяемую из условия проч-
ности зуба долбяка в завершаю-
щий период его работы. Иначе
говоря, величина стачивания
долбяка вдоль его оси совпадает
с рабочей высотой долбяка.
Таким образом, зона возмож-
ной рабочей высоты долбяка
ограничивается исходными рас-
стояниями, причем, как явст-
вует из изложенного выше, мак-
симальная величина стачивания
долбяка определяется суммой положительного и отрица-
тельного исходных расстояний. Практически не всегда
удается реализовать всю зону максимально возможной
высоты долбяка, найденную по условиям правильности
нарезания зубьев колеса или заострения зубьев долбяка,
так как существуют определенные технологические огра-
ничения по допустимой высоте долбяка, связанные с раз-
мещением долбяка на зубодолбежном станке и с трудно-
стью шлифования зубьев долбяка при его изготов-
лении.
Следовательно, основные задачи при определении
максимальных исходных расстояний сводятся к правиль-
ному учету всех лимитирующих факторов.
Определим наибольшее положительное исходное рас-
стояние, для чего рассмотрим геометрическую картину
зацепления нового долбяка и колеса, причем для про-
стоты изложения будем рассматривать зацепление прямо-
зубого долбяка (рис. 9).
21
Наружный диаметр долбяка Deu для получения тре-
буемой высоты нарезаемых зубьев (рис. 9)
^еи ~ 2Л1, и (12)
где А и — межцентровое расстояние;
аа — диаметр окружности впадин зубьев колеса.
С другой стороны, для обеспечения полной обработки
активной части профиля зуба, характеризуемой наимень-
шим радиусом кривизны Р1, наружный диаметр должен
быть не меньше _________
Deu = ]/^ + 4Р«. (13)
где ри — наибольший радиус кривизны профиля зуба
долбяка.
Если учесть, что
Р« = A,usincti.u —Р1, (14)
а, в свою очередь»
2А^ = -%^ГТ’ <15>
CUS
то совместным решением этих уравнений можно получить,
например, формулу для наибольшего станочного угла
зацепления нового долбяка и колеса:
. _ (^01 + ^ou)2 + ^П.~^ои~*Р1
2 (dol + rfou)
Найденное значение угла atu будет являться макси-
мально допустимым в отношении обеспечения требуемой
полной высоты зуба колеса с одновременной обработкой
его активной части.
Формулу (16) можно значительно упростить, если
принять допущение, что Р1 sin ctliU як Р1 sin ад. Погреш-
ность от такого допущения в конечном итоге незначи-
тельна и вполне допустима, а формула для нахождения
станочного угла зацепления по условию полной обработки
активной части профиля зуба колеса примет вид
„пс „ __ 2 (dpi dpu) (dft — 2pt sin ад)
(17)
22
Зная критическое значение станочного угла зацепле-
ния а1>и, нетрудно найти величину положительного ис-
ходного расстояния:
_ (inv (Xj, и — inv ад) (ddl + ddu) ,, m
2tg66<w ’ 1 '
где ad — номинальный угол зацепления долбяка в ис-
ходном сечении;
&бок — боковой задний угол в сечении по делительному
цилиндру (углы ад и ^бок — заданные).
Найдем наибольшее исходное расстояние, лимитируе-
мое заострением зубьев долбяка, приближенным, но
вполне приемлемым способом. Допустим, что величины
уменьшения зуба по вершине - &Seu, увеличения наруж-
ного диаметра и толщины зуба на делительном диа-
метре ASdu нового долбяка по сравнению с аналогичными
толщинами и диаметром в исходном сечении равны соот-
ветствующим дифференциалам в функции от исходного
расстояния долбяка. Такая замена допустима потому, что
изменения толщины зуба и диаметра при обычных вели-
чинах исходного расстояния весьма малы по сравнению
с другими параметрами долбяка (S^, De„, Sdu), и также
потому, что величины исходного расстояния могут коле-
баться в довольно больших пределах (до 0,3m).
Будем искать исходное расстояние, задаваясь толщиной
зуба по вершине нового долбяка.
Запишем формулу для толщины зуба S’eu долбяка
в исходном сечении на вершине (см. рис. 8):
S’eu — D'eu 4- 1ПУ Од — iflV ССеи ) ,
где
cosaeu = -^-.
Продифференцировав это выражение по а, считая S'eu,
Sdu и переменными, имеем
dS'eu = dD'eu + inv<зд — invaeu) -|-
\ /
23
здесь
_ dDeu
dxigu •
^еи Ч> аеи
Заменяя дифференциалы dD'eu, dS'eu> dSdu через соот-
ветствующие приращения
A£>e„ = 2atg6; ASdu = 2atg66oK и
A<Seu = Seu Seu,
после преобразований получим следующую формулу для
определения исходного расстояния по заданной толщине
зуба нового долбяка по вершине:
tPeu ® “
) &еи_________
— & еи &б°к
ddu
(19)
Рекомендуемые величины Seu (заданная толщина зуба
по вершине нового долбяка), взятые из опыта автомобиль-
ных заводов, приведены в табл. 2.
Таблица Q
Рекомендуемые величины телции на вершине еубъев
и высот долбяков И JMJH
Нормальный модуль т Номиналь- ный дна- метр б'ди Высота долбяка Допустимая толщина зубьев по вершине (по Дуге)
нового Ви полностью изношен- ного Ь рабочей части В?
1-1,5 22 4 18 ОД—0,7
1,75-2,5 75 25 5 20 0,8—0,9
2,75—4,5 28 6,5 21,5 V 1—1,1
1,0 —1,5 23 4 19 0,6-0,7
1,75—2,5 100 28 4,5 23,5 0,8—0,9
2,75—4,0 34 5,5 28,5 1—1,2
4,5 —5,0 36 6,5 29,5 1,3—1,4
5,5 -6,0 40 7,5 32,5 1Д
24
Рассмотрим условия, определяющие наибольшее отри-
цательное исходное расстояние. С увеличением отрица-
тельного расстояния величина переходной кривой умень-
шается и, следовательно, увеличивается перекрытие обра-
боткой активной части профиля колеса. Это положитель-
ный фактор. Однако одновременно возникает опасность
неправильной обработки вершины зуба колеса. На рис. 10
показано, когда еще возможна правильная обработка зуба
колеса. В этом случае наружная
окружность колеса проходит через
точку В на основной окружности
долбяка, являющуюся началом
эвольвентного профиля долбяка.
Станочный угол зацепления
«1, и, характеризующий этот кри-
тический случай, .
tgOi,u= , (20)’
'01 i ' ои
где г01 и Гои - радиусы основных Рис 10 Зацепление пре.
окружностей коле- дельно сточенного долбя-
са и долбяка. кас малым числом зубьев
Практически для гарантии от- и колеса
сутствия среза необходимо, чтобы
наименьший радиус кривизны профиля зуба долбяка был
больше нуля. В этом случае формула (20) должна иметь
вид
tgOl,« =
rol + гои
В этой формуле по опыту ряда заводбв ри можно при-
нять равным 3 мм при ddu = 75 мм и 4 мм при ddu =
— 100 мм. При большом отрицательном исходном расстоя-
нии может наступить и другое, более редкое, нежелатель-
ное явление — подрез зубьев колеса. Подрез зубьев ко-
леса возможен в том случае, если вершина зуба долбяка,
характеризуемая радиусом Reu (рис. 11), зайдет внутрь
основной окружности колеса за пределы точки А. Понятно,
что подрез зубьев колеса может иметь место лишь в том
случае, если da <d01 колеса.
Критический угол, при котором еще не будет подреза
зубьев колеса, определяется совместным решением двух
25
уравнений — (12) и (15), если принять рх = 0 [или из
формулы (17) при Pi = 0]
cosaliU =
_______(dpi + ^ou)
(4>1 + ^ou.)2 4- 4>U
(21),
Зная критические станочные углы зацепления, по
формуле (18) находят соответствующие исходные расстоя-
ния, наименьшее из которых будет определять область
возможного отрицательного расстояния. При этом для
Рис. 11. Зацепление пре-
дельно сточенного долбяка
и колеса с малым числом
зубьев
Рис. 12. Форма ножки
зуба долбяка при шли-
фовании на станках
мод. 5892
дальнейшего рассмотрения- принимаются во внимание
только наименьшее из всех положительных исходных рас-
стояний и наименьшее из всех отрицательных исходных
расстояний.
Наконец, помимо исходных расстояний, высота дол-
бяка может лимитироваться технологическими требова-
ниями, так как При шлифовании профиля долбяка (на-
пример, на станке мод. 5892) при наружном радиусе
круга RKp величина стрелки вогнутости может привести
к ослаблению или подрезу зуба долбяка (рис. 12). Эти
последние ограничения не относятся к категории расчет-
ных и задаются в виде таблицы максимальных высот дол-
бяка, составленной на основе практического опыта. Ре-
комендуемые высоты долбяка Ви, допустимые в отношении
технологичности зубощлифования, приведены в табл. 2.
26
Последний вопрос, который необходимо рассмотреть
для определения оптимальной, т. е. максимально допу-
стимой, высоты долбяка, заключается в правильной
увязке найденных положительного ан и отрицательного ас
исходных расстояний. Здесь в зависимости от суммы
положительного и отрицательного исходных расстояний
могут представиться два случая:
1) когда эта сумма по величине меньше или совпадает
с максимальной рабочей высотой Вр долбяка, допустимой
Риё. 13. Варианты расположения исходного сечения долбяка:
а и б — симметричное расположение исходных расстояний; в — с полным
использованием положительного исходного расстояния; г — с полным исполь-
зованием отрицательного расстояния
по технологичности конструкции; в этом случае прини-
маемая рабочая высота долбяка, определяющая величину
стачивания долбяка вдоль оси, равна алгебраической
сумме исходных расстояний Вр = ан + ас (рис. 13, а);
2) когда сумма (| а* Ц-1 ас| = И) больше В'р по табл. 2;
в этом случае рабочая высота Вр принимается равно# Вр
по табл. 2, а исходное сечение можно расположить по
трем вариантам: симметрично относительно рабочей вы-
соты (рис. 13, б), с полным использованием отрицательного
исходного расстояния (рис. 13, г) и с полным использова-
нием положительного исходного расстояния (рис. 13, в).
Предпочтительный вариант решения выбирается в за-
висимости от конкретных условий обработки. Можно
условно рекомендовать следующие решения. Для долбяков
больших модулей (т > 5 мм и числом зубьев более 15)
27
представляется более целесообразным первый вариант,
а при числе зубьев менее 15 — третий вариант, для дол-
бяков средних модулей — первый вариант, а для долбя-
ков под шевингование и мелкомодульных — второй ва-
риант.
Как было отмечено выше, степень сточенности долбяка
не влияет на правильность нарезания зубьев колеса.
Однако это справедливо только в отношении профиля.
При зубодолблении в большинстве случаев, если исполь-
зуется долбяк разной степени изношенности, будет полу-
чаться различная высота зуба колеса, равно как и различ-
ные переходная кривая и степень перекрытия обработкой
активной части профиля зуба колеса.
Между тем, идентичность нарезаемых зубьев по высоте
или по перекрытию обработкой активной части профиля
в производстве зубчатых колес является часто необходи-
мым условием, в особенности при нарезании зубьев под
последующее шевингование, когда перекрытие обработкой
рабочей высоты профиля зубьев колеса в любой момент
эксплуатации инструмента является здесь категориче-
ским условием. Возникает задача: как обеспечить ука-
занное перекрытие обработкой при любой степени сточен-
ности долбяка, когда уменьшается не только Deu, но и
изменяются параметры станочного зацепления? Стандарт-
ными долбяками, у которых задний угол при вершине 6
принят постоянным и равным 6°, выполнить это требова-
ние (если рассмотреть нарезание конкретного колеса),
невозможно.
Однако эту же задачу можно решить, если задний
угол при вершине принять не постоянным, а расчетным,
определив его таким образом, чтобы уменьшение наруж-
ного диаметра долбяка при каждой переточке происходило
в соответствии с условием обеспечения постоянной вы-
соты нарезаемых зубьев или постоянного перекрытия
обработкой активной части профиля. Задний угол, сле-
довательно, нельзя рассматривать только как элемент,
обеспечивающий надлежащие условия резания; он опре-
деляет также стабильность формообразования зубьев
колеса по высоте при различной степени сточенности.
Таким образом, конструкция долбяка, позволяющего
нарезать колеса со стабильными размерами зубьев, должна,
в частности, отличаться от стандартной тем, что задний
угол 6 по верху является расчетной величиной, зависящей
28
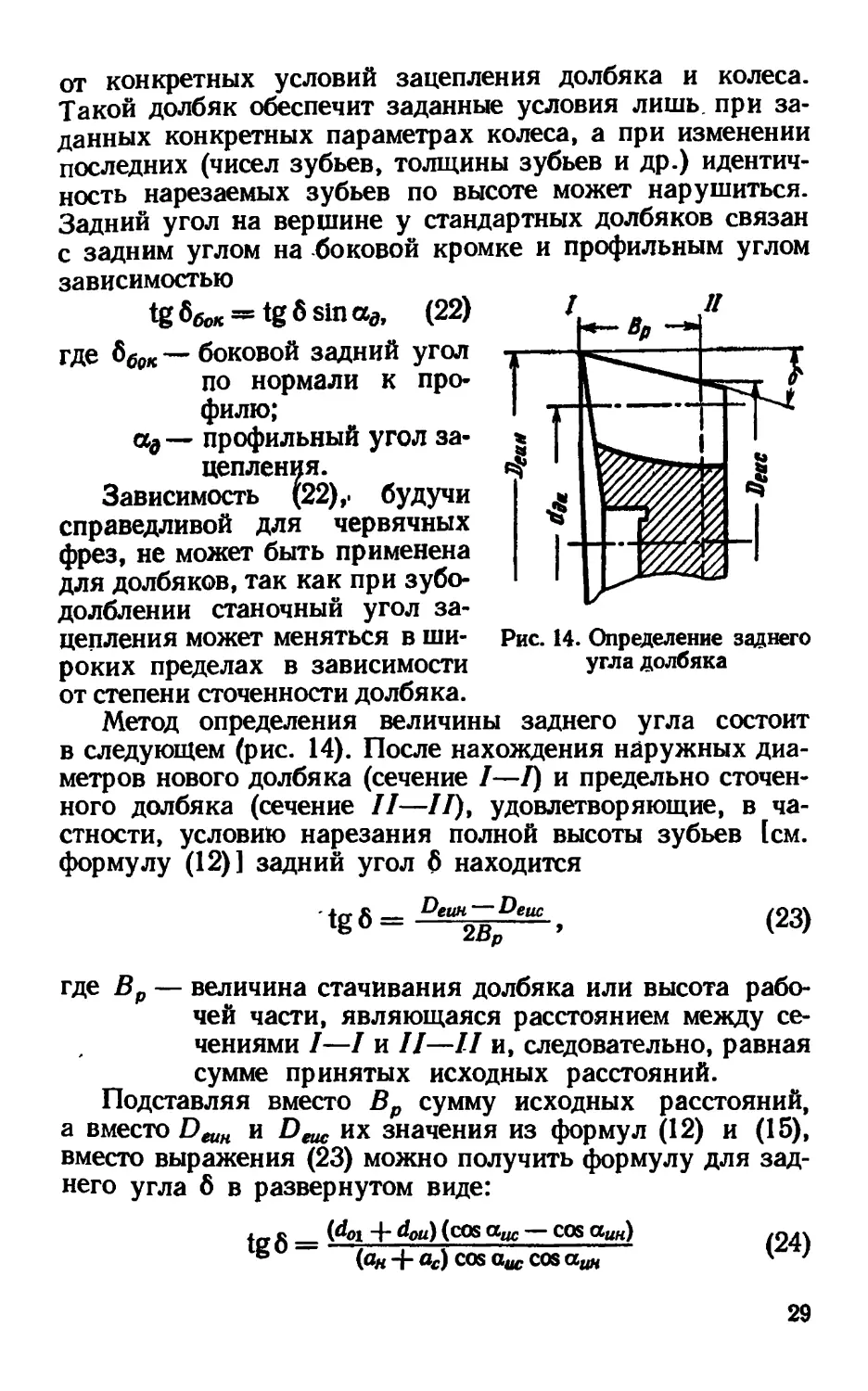
Рис. 14. Определение заднего
угла долбяка
от конкретных условий зацепления долбяка и колеса.
Такой долбяк обеспечит заданные условия лишь, при за-
данных конкретных параметрах колеса, а при изменении
последних (чисел зубьев, толщины зубьев и др.) идентич-
ность нарезаемых зубьев по высоте может нарушиться.
Задний угол на вершине у стандартных долбяков связан
с задним углом на боковой кромке и профильным углом
зависимостью
tg в&ж ~ tg 6 sin aa, (22)
где &бок — боковой задний угол
по нормали к про-
филю;
ад — профильный угол за-
цепления.
Зависимость (22), • будучи
справедливой для червячных
фрез, не может быть применена
для долбяков, так как при зубо-
долблении станочный угол за-
цепления может меняться в ши-
роких пределах в зависимости
от степени сточенности долбяка.
Метод определения величины заднего угла состоит
в следующем (рис. 14). После нахождения наружных диа-
метров нового долбяка (сечение 7—7) и предельно сточен-
ного долбяка (сечение 77—77), удовлетворяющие, в ча-
стности, условию нарезания полной высоты зубьев 1см.
формулу (12)] задний угол б находится
tg6 =
Dtun Рейс
2ВР
(23)
где Вр — величина стачивания долбяка или высота рабо-
чей части, являющаяся расстоянием между се-
чениями 7—7 и 77—77 и, следовательно, равная
сумме принятых исходных расстояний.
Подставляя вместо Вр сумму исходных расстояний,
а вместо Dail и их значения из формул (12) и (15),
вместо выражения (23) можно получить формулу для зад-
него угла б в развернутом виде:
tg6 =
(4<>i 4~ (cos ccw — cos ссцн)
О^) COS Qu. COS ССда,
(24)
29
(индексом н обозначены величины, относящиеся к новому
долбяку, а индексом с — к сточенному).
Таким образом, проектный расчет долбяка состоит .из
следующих этапов: задание исходных параметров (числа
зубьев и боковых задних углов), определение исходных
расстояний по лимитирующим факторам и выбор рабочей
высоты долбяка, определение' заднего угла долбяка по
верху и других конструктивных элементов.
Долбяк, рассчитанный по предлагаемому методу, будет
обеспечивать идентичные размеры нарезаемых зубьев
колеса за весь срок службы долбяка. При этом полностью
исключается опасность подреза ножки или неполной
обработки головки зубьев колеса сточенным долбяком и
образования чрезмерной переходной кривой при нарезании
новым долбяком, причем в конечном итоге расчета опти-
мальные параметры долбяка находятся автоматически,
если соблюдена последовательность хода вычислений.
Иначе говоря, решение в данном случае не зависит от
квалификации или интуиции расчетчика.
Исходные параметры долбяка в основном определяют
с учетом данных зубодолбежного станка. Число зубьев
находят по номинальному делительному диаметру, допу-
скаемому паспортными данными станка. Для повышения
долговечности долбяка целесообразно увеличить число
зубьев долбяка, однако если при этом фактический дели-
тельный диаметр долбяка будет значительно отличаться
от номинального, то может возникнуть неустойчивость
закрепления долбяка на станке.
Боковые задние углы по нормали 6Н берутся в преде-
лах 2—2° 30'. Между тем, как показали исследования 115],
во многих случаях можно увеличить эти боковые задние
углы до 3°, что обеспечит увеличение стойкости долбяков.
Косозубые долбяки должны иметь угол наклона
зубьев Раа, равный углу наклона зубьев рд нарезаемых
колес. Если на станке имеется винтовой копир, то при
определении числа зубьев долбяка ги необходимо увязы-
вать число зубьев с шагом винтового копира:
=г 7^ sin Ра (25)
(т — модуль по нормали).
В случае, если число зубьев долбяка по этой формуле
получается дробным, это означает, что при имеющемся
30
копире невозможно получить заданный угол наклона
зубьев колеса. При этой ситуации могут быть два варианта
решения: изготовить новый копир с требуемым шагом
винтовой линии Т или выполнить долбяк с числом зубьев,
близким к расчетному, но при этом согласовать с кон-
структором зубчатой передачи возможность некоторого
изменения чертежного угла наклона зубьев, имея в виду,
что если нарезание колес производится парами, то допу-
стимо небольшое изменение в углах наклона зубьев.
Для расчета долбяка необходимо иметь известными
следующие данные нарезаемого, и- сопряженного е ним
колес: профильный угол «а и модуль m по нормали,*
числа зубьев гх и z2; диаметры делительных окружно-
стей dn и d^; диаметры наружных окружностей и Dn;
диаметр окружности впадин da; толщина зубьев по нор-
мали Sgi; угол наклона зубьев на делительной окружно-
сти Pai,’ межцентровое расстояние в зубчатой пере-
даче Лх>2.
Для проектного расчета долбяка необходимо предва-
рительно найти дополнительные технологические пара-
метры зубчатых колес.
. Формулы определения дополнительных
технологических данных, необходимых
для расчета долбяков (см. рис. 3)
1. Торцовый профильный угол и модуль колеса (для
косозубых колес)
2. Действительный угол зацепления в передаче
ГПЧ „ _ №1 + 4й) cos а*
соь «,х> 2 ----,
где Alt 2 — заданное межосевое расстояние в зубчатой
передаче.
3. Диаметры основных окружностей колес
Лл «= d^ cos ал; dM = d^ cos ads.
4. Наибольший радиус кривизны профиля зуба на-
резаемого колеса
2р1иа«б = Dei — d0\.
31
5. Радиус кривизны в точке начала активной части
профиля зуба нарезаемого колеса
2pi = 2Л1,2 sin asi, 2 — —do2 ,
где Dn и do2 — наружная и основная окружности со-
пряженного колеса.
Проектный расчет долбяков приведен ниже, причем
при расчете прямозубого долбяка принимать р^ = 0.
Формулы проектного расчета долбяка1
Определение исходных данных
1. Число зубьев долбяка:
а) для прямозубого долбяка и косозубого долбяка,
но без учета имеющегося копира на зубодолбежном станке
_ __
и~ т* ’
где ddu — номинальный диаметр делительной окружно-
сти, принимаемый по табл. 2 или паспорту
зубодолбежного станка;
б) для косозубого долбяка с учетом использования
винтового копира на зубодолбежном станке
_ Т sin Ра
" лт ’
где т — модуль по нормали;
Т — шаг винтового копира;
Ра — угол наклона зуба колеса.
2. Диаметр делительной окружности
3. Теоретический диаметр основной окружности
4. Боковой задний угол в плоскости, параллельной
оси долбяка,
tcrR ______________________ 16
где берется равным 2° 30'—3°.
1 Для расчета прямозубого долбяка принимать ра = 0.
32
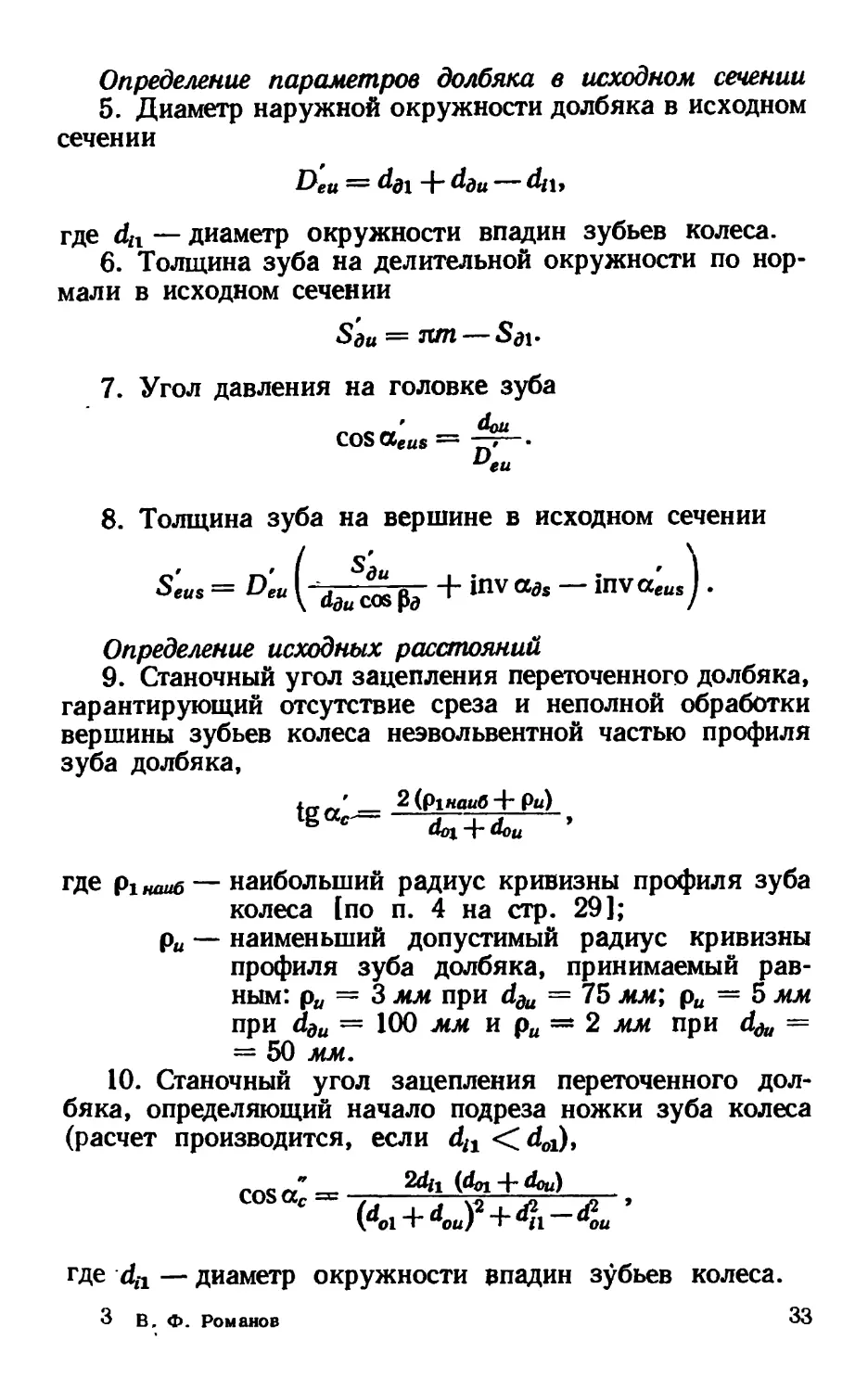
Определение параметров долбяка в исходном сечении
5. Диаметр наружной окружности долбяка в исходном
сечении
Deu = dffi dgtt du,
где da — диаметр окружности впадин зубьев колеса.
6. Толщина зуба на делительной окружности по нор-
мали в исходном сечении
Sdu = Л/71— S<?1-
7. Угол давления на головке зуба
COS«e„s=
°«и
8. Толщина зуба на вершине в исходном сечении
= D'“ ( +inv ~ inva‘us) •
Определение исходных расстояний
9. Станочный угол зацепления переточенного долбяка,
гарантирующий отсутствие среза и неполной обработки
вершины зубьев колеса неэвольвентной частью профиля
зуба долбяка,
tgct;^ 2'рг°т j-pu) >
«01 “Г ^Ои
где pi щшб — наибольший радиус кривизны профиля зуба
колеса [по п. 4 на стр. 29];
ри — наименьший допустимый радиус кривизны
профиля зуба долбяка, принимаемый рав-
ным: ри — 3 мм при dda = 75 мм; ри = 5 мм
при — 100 мм и ри — 2 мм при 4л, =
= 50 мм.
10. Станочный угол зацепления переточенного дол-
бяка, определяющий начало подреза ножки зуба колеса
(расчет производится, если 4i <d01),
cosac =
(dpi dou)________
(^01 + ^ou)2 + ^ou
где — диаметр окружности впадин зубьев колеса.
3 В. Ф. Романов 33
11. Вспомогательная величина
с = tg (Рд + ббок) — tg (ра — 6бок) для косозубых долбяков;
С = 2tg рбок для прямозубых долбяков.
12. Максимальное отрицательное исходное расстоя-
ние предельно сточенного долбяка
_ (inv ас — inv aas) (ddi + ddu)
c c ’
где ac — наибольший из углов, найденных в пп. 9 и 10.
13. Станочный угол зацепления нового долбяка, опре-
деляющий полную обработку рабочей части профиля
зуба колеса,
„_в„'__2 ~Ь dpu) (dji — 2pt sin ocas)
где Pj — радиус кривизны профиля зуба колеса в точке
начала активной части [по п. 5, стр. 30].
14. Положительное исходное расстояние, определя-
ющее полную обработку рабочей части профиля зуба
колеса,
• _ (inv ан - inv ads) (ddl + ddu)
~ c '
15. Расчетный задний угол по верху долбяка
tg fi' = (dQi + d«n)(cos%-cosO
Цан-ас)<&ассозан
16. Исходное расстояние, лимитируемое заострением
зуба долбяка,
(s' Seu р
\eus cos Ра) еи
ин - ,
2 (Реи a«/s tg d
где Seu — задаваемая толщина зуба долбяка на вершине;
берется по табл. 2; с — по п. 11.
34
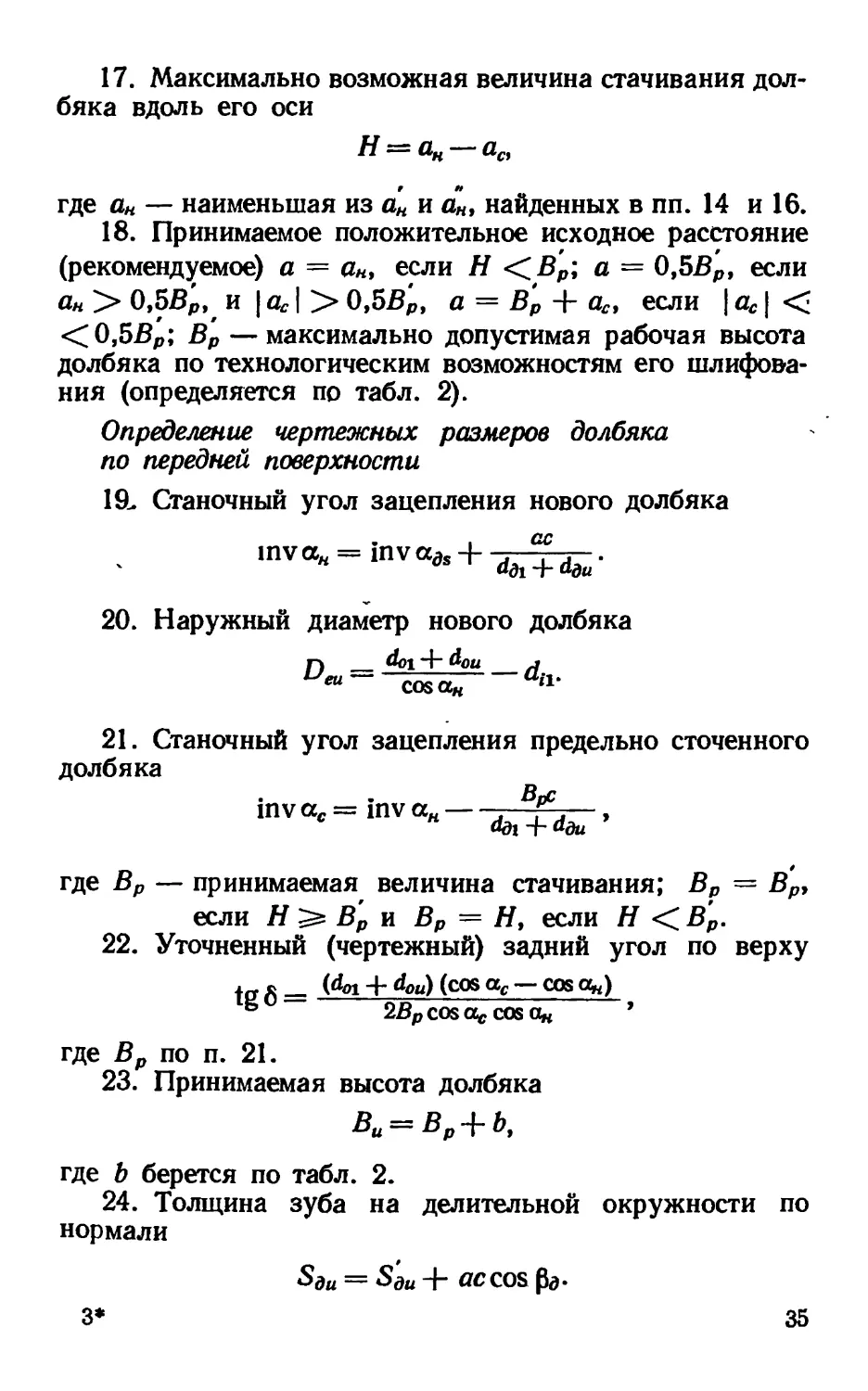
17. Максимально возможная величина стачивания дол-
бяка вдоль его оси
Л/ = fl,, Qc,
где ан — наименьшая из ан и ан, найденных в пп. 14 и 16.
18. Принимаемое положительное исходное расстояние
(рекомендуемое) а = ан, если Н <^ВР; а = 0,5Вр, если
ан > 0,5Вр, и | ас | > 0,5Вр, а = Вр + ас, если | ас | <
< 0,5Вр; Вр — максимально допустимая рабочая высота
долбяка по технологическим возможностям его шлифова-
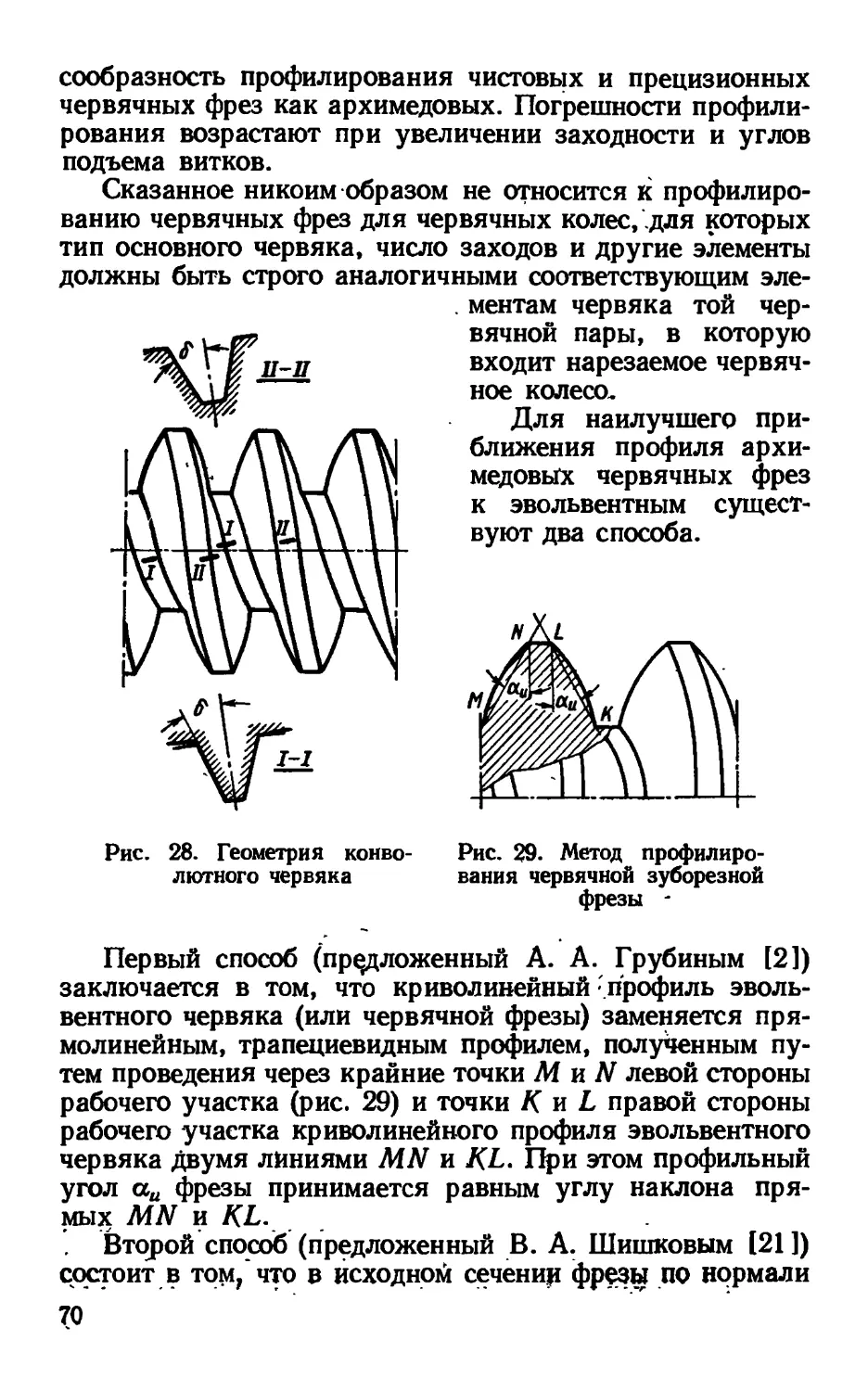
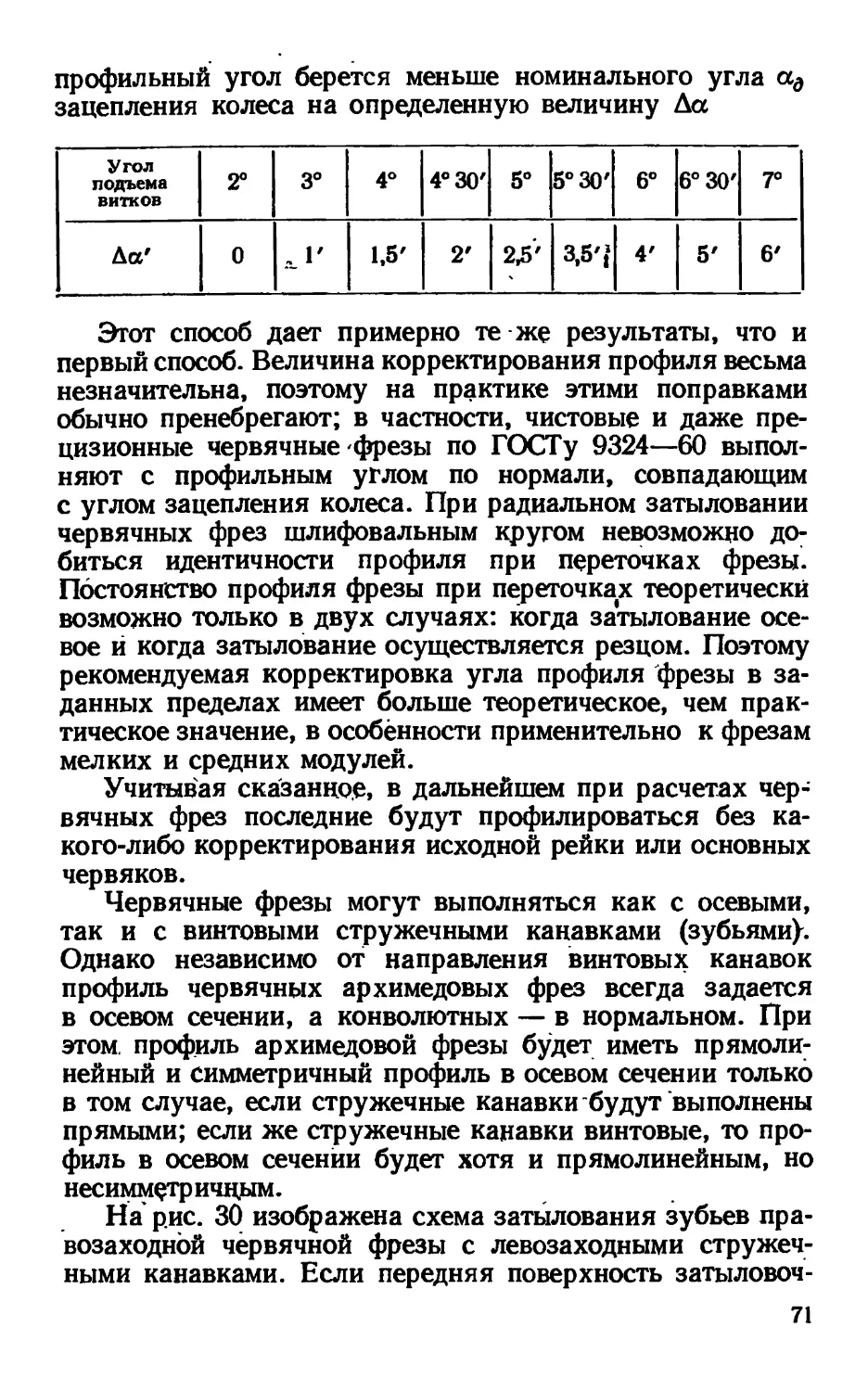
ния (определяется по табл. 2).
Определение чертежных размеров долбяка
по передней поверхности
19. Станочный угол зацепления нового долбяка
. . ас
,nv».-inv«a, + -5STS.
20. Наружный диаметр нового долбяка
г» _________________. А» 4~ &ои j
Ueu-------а*‘
21. Станочный угол зацепления предельно сточенного
долбяка
. . Вг£
mv а.с = mv ан---3,
ddi + ddu
где Вр — принимаемая величина стачивания; Вр = Вр,
если Н Вр и Вр = Н, если Н < Вр.
22. Уточненный (чертежный) задний угол по верху
teg= <cos «с — cos «»)
° гВдСозасССкан ’
где Вр по п. 21.
23. Принимаемая высота долбяка
Ви = Вр + Ь,
где b берется по табл. 2.
24. Толщина зуба на делительной окружности по
нормали
Sdu — Sou 4- ос cos рй-
3*
35
25. Высота головки зуба долбяка по передней поверх-
ности
hL — ’ Т = 5° Для чистовых долбяков.
£ СО5 у
26. Полная высота зуба долбяка
hu = h 4- 0,3/n,
где h — высота зуба колеса.
27. Корректированный торцовый профильный угол
долбяка для уменьшения искажения профиля колеса от
наличия переднего и заднего углов:
а) у прямозубого долбяка
tga = tgad 4- tgvtgfi^;
б) для «острой» (позитивной) стороны зуба у косозу-
бого долбяка
ie„ — (tge^tgVtgaft^COSecoK
ё ocm COS (fe 4- вс») ’
в) для «тупой» (негативной) стороны зуба у косозу-
бого долбяка
_ (tg«d4-tg y.tg вбж)COS«бох
ё туп - cos (Ра-вбок) •
28. Диаметры основных окружностей долбяка при
шлифовании его профиля
а) у прямозубого долбяка
&ои ~ &ди COS Ct,
б) для «острой» стороны зуба у косозубого долбяка
&ои ост = &ди COS Ctocmt
в) для «тупой» стороны зуба у косозубого долбяка
&ои туп = &ди COS Ctmjn»
Пример. Спроектировать прямозубый долбяк для нарезания ко-
леса при следующих данных: zt = 15; т = 2,5 мм; d#i = 37,5 мм;
Sd = 4.38Zo$ = 4’28 * * * * * * 35: Dn = 43,1 лж; 0ц = 32; Alti= 58,49 мм;
г9 — 32; d^i — 80 мм; = 83,9 мм.
36
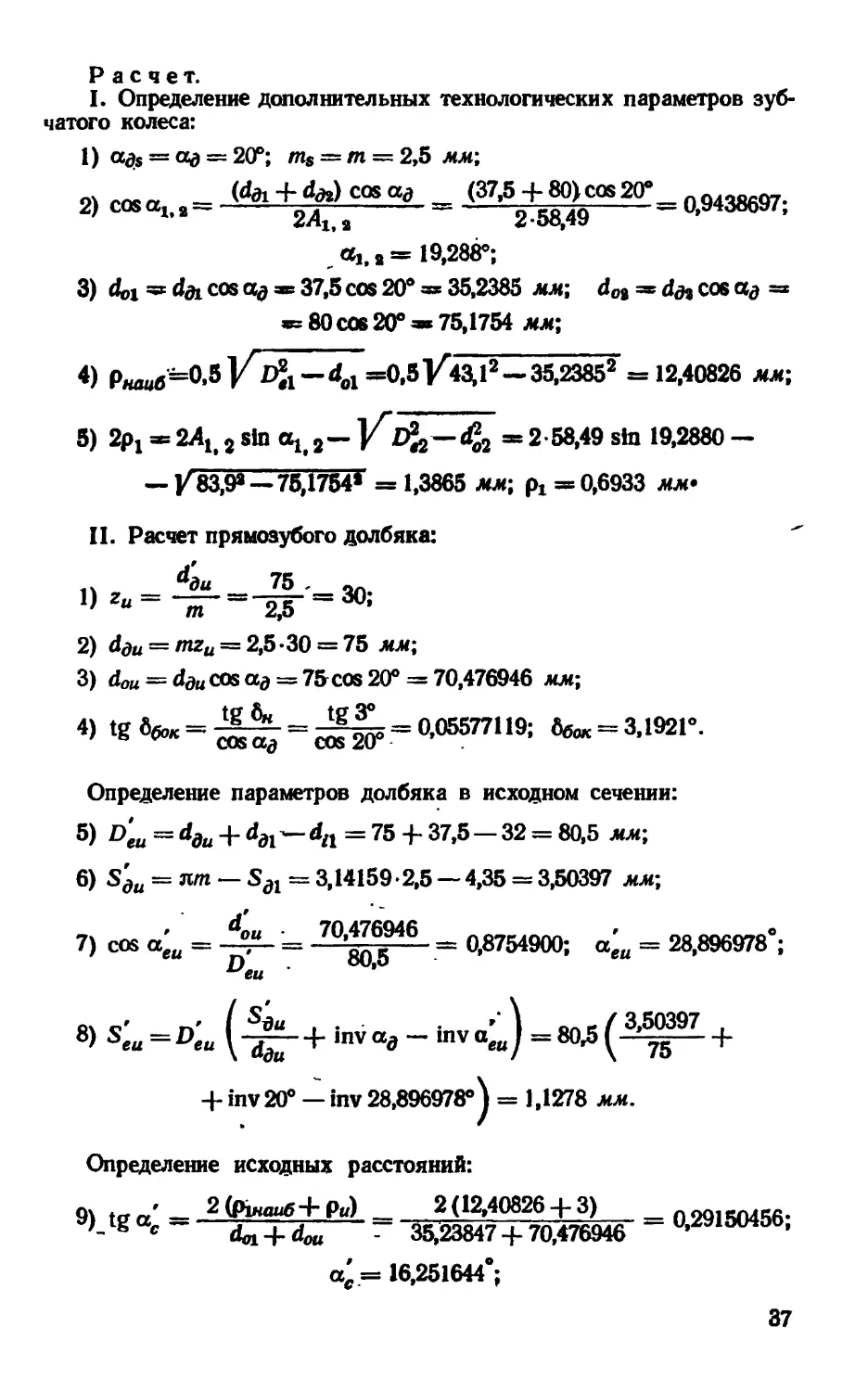
Расчет.
I. Определение дополнительных технологических параметров зуб-
чатого колеса:
1) аф = ад = 20°; ms = т — 2,5 мм;
2) с„а1>в= = ,(37Д + а^2Уд0,9438697;
2 Z-OO.W
а1>а = 19,288°;
3) doi =® dgt cos a# ж 37,5 cos 20° = 35,2385 мм; d0« = cos <xj =
= 80 cos 20° «75,1754 мм;
4) Р«ш<б-0.8 V -4»i =0,5 /43,12 - 35,23852 = 12,40826 мм;
5) 2рг ж 2Л1( j sto 04,2— V"^2—^2 =» 2-58,49 sin 19,2880 —
— 83,9s —75,1754* = 1,3865 мм; ft = 0,6933 мм»
II. Расчет прямозубого долбяка:
d'du _ 75 ,
2“ ~ т “ 2,5 ~301
2) ddu = mzu = 2,5-30 = 75 мм;
3) dou = ddu cos ad = 75 cos 20° = 70,476946 лсм;
41 ,8^-S^-OT-a<»5ml*
Определение параметров долбяка в исходном сечении:
5) Deu = ddu 4- ddl •— da = 75 4- 37,5 — 32 = 80,5 мм;
6) S'du = wn — Sdl = 3,14159-2,5 — 4,35 = 3,50397 мм;
7) cos a’ = = -Z2!^46_ = 0>8754900. ' = 28,896978°;
Г> oU,0
^eu
8) S'ea = DgU (-^g- + inv ad - inv <„) = 80,5 +
+ inv 20° — inv 28,896978°) = 1,1278 мм.
Определение исходных расстояний:
9) t а' = 2<g”^+P«> = 35^^ + 3) = 0 29150456.
- с Ом 4- dou - 35,23847 4- 70,476946
ае = 16,251644*;
37
10> COS < = ~/У >2 »
(dol + don)
__________2-32(35,23847 4-70,476946)-_____________пакдг7кп-
(35,23847 4- 70,476946)= 4- 32s — 70,47694s “ w,sw>*s/oo,
a'= 20,7010322°;
их______(invac — invaa) №1 + ^00)
11; uc----------------------------------
2tg вбок
= (inV 20>701° -inv (37’5 + 75) = 1,698 мм;
2 tg 3,1921
121 rns a' — (dft — 2p! sin qg) _
. " Kt+M2+^-C-4p2r ~
_ 2 (35,23847 + 70,476946) (32 —1,3865 sin 20°)
(35,23847 4- 70,476946)* 4- 32s — 70,476946s — 1,3865s
= 0,921819; a'H = 22,806°;
,O> _• (inv < -inv “*) (ddl + ddu)
l3) 2tg66oic =
(inv 22,806 — inv 20°) (37,5 4-75) = 7
2tg 3,1921
14) tgfi' ^ol + d°^ “c ~ C0S “J
2(e«-ao)(cos“ccos“«)
(35,23847 4- 70,476946) (cos 20,701° — cos 22,806°)
~ 2 (7,606 — 1,6980) cos 20,701° cos 22,806°
= 0,1412822; в' = 8,0146°;
_ (1,12785 — 0,9)80,5 _7n!wao
} ~ 2 (80,5 tg 28,896978° — 1,1278511g8,0416° — —,’{)о,улмм’
80,5s 2 tg 3,1921°
75
16) H = (an — Oc) = 7,0579 — 1,698 = 5,3599 мм;
17) а = Оп = 7,0579 мм;
,ox • . 2a tg вбок . • <™ , 2-7,058 tg 3,192°
18) mvo^tnvaa-b . = lnv20°+ ^75- =
= 0,02190223; a„ = 22,6287°;
38
19) sd« = Sdu + 2a tgббок = 3’50397 + 2-7,0579 tg3,1921° =
= 4,29123;
20) P„-^ -^+^"^-32 - 32.3324;
Den 82^5 MMf
21) inv ac = inv aw — =* inv 22,6287° —
ddi + иди
- 2 ° 5,^99^31^1^ 0>0165879; ac = 20,701°;
37 JO + /О
99. to . _ (d°i + dou) (COS ac — cos a») _
4? о - 2Bpcos ac cos a„ “
_ (35,23847 4- 70,476946) (0,9364378 — 0,92301782) _
“ 2-5,359927 0,9364378 0,9230178
= 0,1531175; 6 = 8,705°;
23) Bu = Bp 4- b = 5,359927 4- 5 = 10,3599 mm\
24) h’ = PXy—= 3,7643243;
’ u 2 cos у 2 cos 5°
25) hu = h 4- 0,3m = 5,55 4- 0,3 • 2,5 = 6,3;
26) tg a = tg 20° 4- tg 5° tg 3,1921° = 0,36884969;
a = 20° 14' 47";
27) dou = dtfu cos a = 75 cos 20° 14' 4Г = 70,36599.
Проверочный расчет долбяков
Модули, профильные углы зацепления и углы наклона
зуба долбяка и колеса должны быть равны. Однако это
не является достаточным условием.
Возможность использования имеющегося долбяка, на-
пример стандартного, для нарезания корригированного
зубчатого колеса даже при равенстве модулей и профиль-
ных углов определяется проверочным расчетом. При этом
проверяется только новый долбяк, хотя может встре-
титься случай, когда неправильное профилирование будет
иметь место при нарезании предельно сточенным долбяком.
Однако, поскольку потребность в использовании име-
ющегося долбяка возникает обычно при нарезании одного
колеса или небольшой серии, когда долбяк практически
не перетачивается, то ниже даны проверочные расчеты
лишь для новых долбяков.
3?
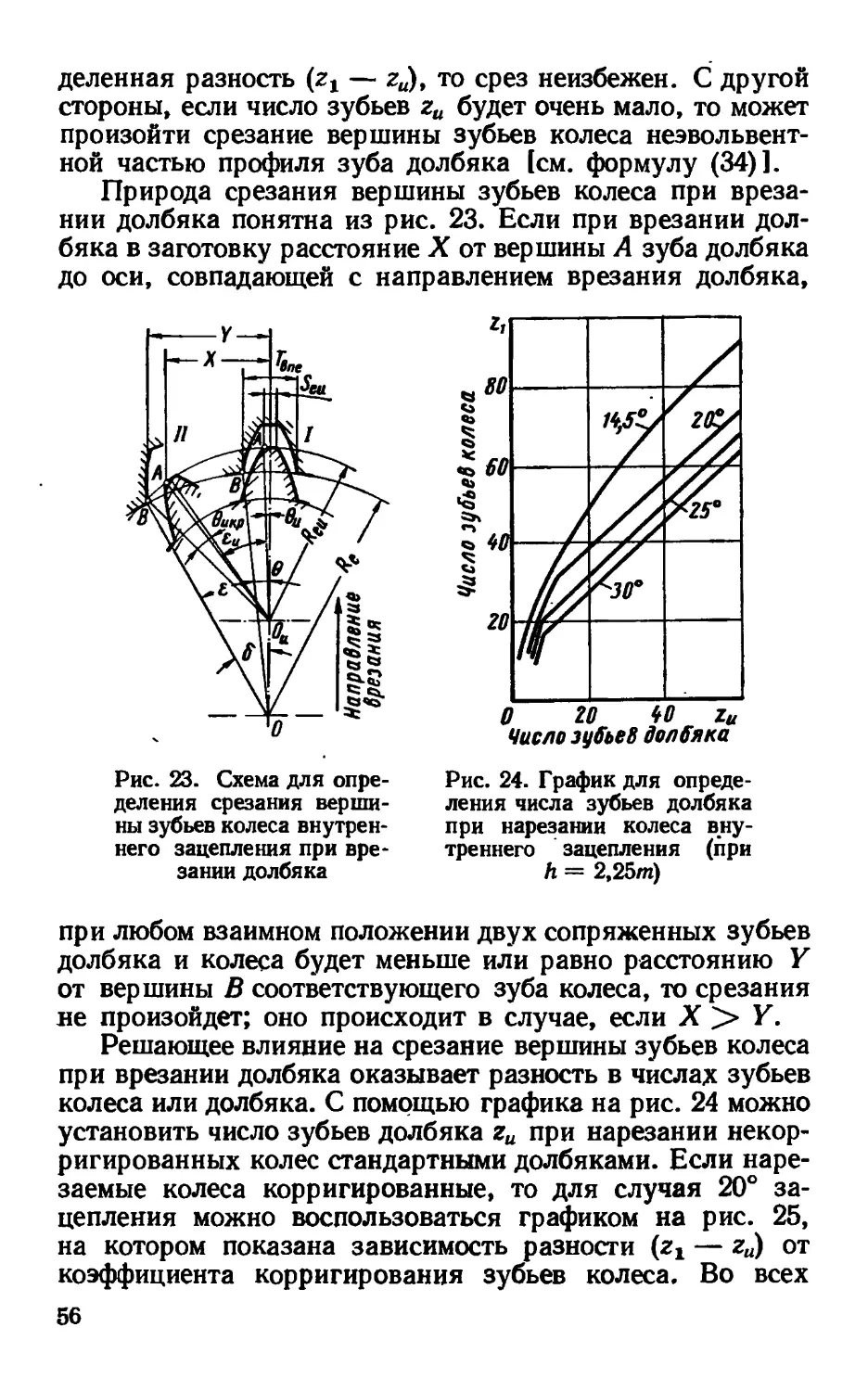
Проверка прямозубого долбяка ведется по двум усло-
виям: обеспечивается ли правильность профилирования
эвольвентной части профиля зуба колеса, т. е. не распро-
страняется ли переходная кривая при нарезании долбя-
ком на активную часть зуба колеса и будут ли нарезаны
зубья колеса требуемой высоты. Принципиальная сторона
этих условий была изложена выше, при рассмотрении
проектного расчета долбяков.
Строго обязательным из этих двух условий является
первое. Что касается второго условия, то в большинстве
случаев возможно некоторое превышение высоты наре-
занных зубьев колеса против чертежной на величину, до-
пускаемую прочностью зуба.
Практика показывает, что увеличение высоты зуба
колеса против чертежной на (0,1-5-0,12) т является допу-
стимым, однако во всех таких случаях необходимо согла-
совывать решение с конструктором зубчатой передачи.
Существо первой и второй проверок определяется соот-
ветственно формулами (13) и (12), а поясняющая схема
приведена на рис. 9.
Таблица 3
Размеры посадочных мест зубодолбежных станков в мм
Модель Диаметр Размер Вылет Ход ползуна
Эскиз станка штоссел я d резьбы М цапфы В д наим наиб
512 31,751 М24 40 43 98
I 5А12 31,751 М24 40 65 120 30 180
t —»|
1 1 Е 1 516 44,443 Ш24Х2 46
J А Л- 514 31,751 М24 46 35 160 150 350
5А150 44,443 М39ХЗ 45
ж 5А161 44,443 М39ХЗ 150
45 350
40
Помимо проверки геометрических параметров долбяка,
влияющих на качество нарезания, габаритные и посадоч-
ные размеры долбяка должны быть увязаны с паспорт-
ными данными зубодолбежного станка, на котором будет
установлен долбяк. Эти данные для некоторых типов
зубодолбежных станков приведены в табл. 3. Провероч-
ный расчет прямозубого долбяка приведен ниже.
Для проверки долбяка должны быть известны следу-
ющие исходные данные: Zj и г8 — числа зубьев нарезае-
мого и сопряженного с ним колеса; Sdl, и dtl — соот-
ветственно толщина зуба на делительной окружности,
диаметр делительной окружности и окружности впадин
зубьев. Кроме того, должно быть известно межцентровое
расстояние Л1>2 колес в зубчатой передаче.
Формулы проверочного расчета
прямозубого долбяка
1. Станочный угол зацепления долбяка и нарезаемого
колеса
. * • . Sdi+Sdu—Я/П
invai, и = inv аз ± ** .—.
т ± zu)
2. Межцентровое расстояние долбяка и нарезаемого
колеса
9 л _ /n(zi±zu)coscta
»•“ cosaj.u
3. Диаметр окружности впадин зубьев колеса после
нарезания долбяком
= 2Л8> в -I- Deu.
Должно быть d/psg: <1ц при наружном зацеплении и
Ss 41 — ПРИ внутреннем.
Допустимая величина изменения <1ф по сравнению с 4т
согласовывается с конструктором зубчатой передачи.
4. Угол зацепления нарезаемого и сопряженного с ним
колес в зубчатой передаче
„„„„ _ m (ZX ± Za) cos аз
cos Otj, s------•-------,
где >1!, 2 —. межцентровое' расстояние в зубчатой передаче.
* Здесь и всюду ниже верхние знаки относятся к нарезанию колеса
внешнего зацепления, а нижние — внутреннего.
41
5. Диаметр теоретической основной окружности дол-
бяка
^ои = ^ди cos аа.
6. Радиус кривизны профиля зубьев колеса в точке
начала активной части
2pi = 2Д1, 2 SIH 0&it 2 -Ь De2 — &о2 .
7. Радиус кривизны профиля зубьев колеса после
нарезания в точке начала обработки долбяком
2pi« = и Sin CZj, и + l' &еи ^Ои*
Должно быть: plw рд при нарезании долбяком ко-
леса внешнего зацепления и р1м 5* рх — колеса внутрен-
него^ зацепления.
Пример. Проверить пригодность прямозубого долбяка при сле-
дующих данных колеса и долбяка. Колесо: Zj = 15; т= 2,5 мм; аа~
= 20°; dd = 37,5 мм; h = 5,62+0,5 мм; S^i = 4,655 мм; Dei — 44,5 мм;
du = 33,26 мм. Сопряженное колесо в передаче: z2 = 36; d^ = 90 мм;
Dea = 95,68 мм* Лх о == 65. Долбяк: z« = 30; 4^=75 мм; Squ~
= 4,47 мм; Deti — 82,4 мм.
Расчет. Определяем дополнительные технологические пара-
метры зубчатого колеса:
1) ms — т = 2,5 мм;
«к „ cos - <37»5 + °>939693 _
2) cos 2 =
= 0,9216216; alt а = 22,8356°;
3) dox = ddi cos aa = 37,6 • 0,939693 = 35,238 мм;
4* = cos a<? = 90-0,939693 = 84,572 мм;
4) 2Р1«аиб = - ^oi = Vm,52-35&82 = 27,176 мм-,
5) 2pj=2^! 2sin a12— K^2 — = 2-65-0,3880882 —
— K95,68s —84,572» =5,705 мм.
По проверочному расчету прямозубого долбяка
1) cos a,. и = inv ад + = 0,1490438 +
m (Zj -f- Zu)
. 4,655 4" 4,47 — 3,1416-2,5 л пололоia
+-------15(15 + 30)--------“°-02620216- = 23’957 ;
42
о л — (*i + *«) cos «а __ 2,5(15 4-30)0,939693 __
' ь “ ~ cos ах, и ~ 0,91382919 ~
= 115,684 мм;
3) аф = 2ЛЪ и — Deu = 115,684 — 82,4 = 33,284 мм.
Проверка: йф d[ удовлетворяется, так как 33,284 33,26.
4) «1,2 = 22,8356° (см. выше);
5) dou == d qu c°s сх>д = 75* 0,939693 = 70,4769 мм;
6) 2рг = 5,705 (см. выше);
7) 2р1и = 2Л1ги81па11и-рЛ^„-^„ = 115,68481П23,957’ -
— К82,4« — 70,4769® = 4,285,
Проверка: условие p,«:<Pi удовлетворяется, так как
4,285 < 5,705.
Если требуется проверить косозубый долбяк, то
дополнительно к условиям проверки прямозубых долбяков
должны быть выдержаны требования по углу наклона
зуба: эти углы у колеса и долбяка должны быть равны,
что обусловливает необходимость иметь равенство шагов
винтовой линии зубьев долбяка и винтового копира
зубодолбежного станка, на котором предстоит нарезать
зубчатое колесо. Последнее обеспечивается, если
т ____гизип
1 коп ~ sin ₽э ’
(т — модуль по нормали)'.
Стандартные косозубые долбяки выпускаются по
ГОСТу 9326—60 комплектом из 2 шт. и спроектированы
для возможности использования винтовых копиров, име-
ющих шаги 1198, 0004 и 751, 9566. мм. С помощью этих
копиров долбяками можно нарезать колеса с углами
наклона 23 и 15°. В некоторых случаях, когда при име-
ющихся копире и долбяке нельзя обеспечить требуемые
углы наклона зуба и нарезание ведется одновременно
обоих элементов зубчатой пары — колеса и шестерни,
можно допустить некоторое отклонение в величине угла
наклона зуба. Правильность зацепления при этом не
нарушается.
43
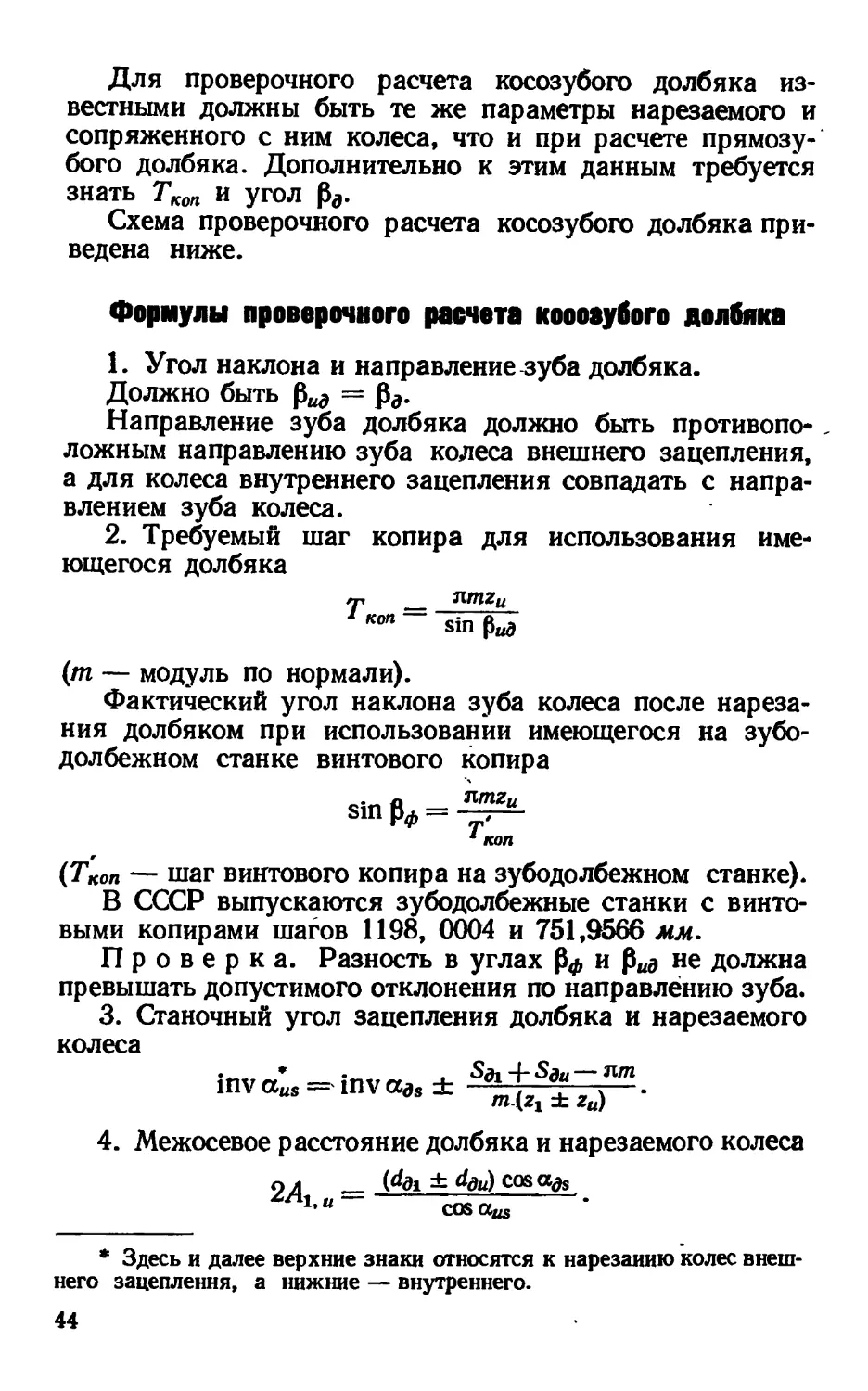
Для проверочного расчета косозубого долбяка из-
вестными должны быть те же параметры нарезаемого и
сопряженного с ним колеса, что и при расчете прямозу-
бого долбяка. Дополнительно к этим данным требуется
знать Ткоп и угол
Схема проверочного расчета косозубого долбяка при-
ведена ниже.
Формулы проверочного расчета кооооубого долбяка
1. Угол наклона и направление зуба долбяка.
Должно быть = ра.
Направление зуба долбяка должно быть противопо* .
ложным направлению зуба колеса внешнего зацепления,
а для колеса внутреннего зацепления совпадать с напра-
влением зуба колеса.
2. Требуемый шаг копира для использования име-
ющегося долбяка
zp ___SWlZu
коп~ sin
(tn — модуль по нормали).
Фактический угол наклона зуба колеса после нареза-
ния долбяком при использовании имеющегося на зубо-
долбежном станке винтового копира
Sin^=-^
* коп
(Т'мп — шаг винтового копира на зубодолбежном станке).
В СССР выпускаются зубодолбежные станки с винто-
выми копирами шагов 1198, 0004 и 751,9566 мм.
Проверка. Разность в углах и 0^ не должна
превышать допустимого отклонения по направлению зуба.
3. Станочный угол зацепления долбяка и нарезаемого
колеса
• * • . Sai 4- Злц —— Д/л
4. Межосевое расстояние долбяка и нарезаемого колеса
9 Л ___ (^01 ~ ^ди) COS
COSCOS
* Здесь и далее верхние знаки относятся к нарезанию колес внеш-
него зацепления, а нижние — внутреннего.
44
5. Диаметр окружности впадин зубьев колеса после
нарезания долбяком
= 2Л2< и + Dfu
(Рт — наружный диаметр долбяка).
Должно быть д.1ф колеса внешнего зацепления.
Величина уменьшения по сравнению с 41 согласовы-
вается с конструктором зубчатой передачи.
6. Торцовый угол зацепления нарезаемого и сопря-
женного с ним колес в зубчатой передаче
_ W3i±<Wcosaas
cos asl, 2 .
7. Радиус кривизны профиля зубьев колеса в точке
начала активной части
2pi — 2Я1,2Sinasi, 2 + D'h — do2
(De2 и do2 — диаметры наружной и основной окружностей
сопряженного колеса).
8. Радиус кривизны профиля зубьев колеса после
нарезания долбяком в точке начала обработки
2pif и ~=~ 2Л1, ц sin
Должно быть plu plt а для колеса внутреннего
зацепления рщ 5? pv
ДОЛБЯКИ ДЛЯ НАРЕЗАНИЯ КОЛЕС
ПОД ШЕВИНГОВАНИЕ
Наилучшие размеры по точности шевингованных колес
получаются в том случае, если предварительное нарезание
колес производится долбяком с модифицированным про-
филем зуба. Модификация профиля заключается в том,
что головка зуба долбяка имеет с двух сторон небольшие
утолщения — усики (рис. 15, а). Иногда утолщения де-
лаются и на ножке (рис. 15, б), однако получение такого
профиля при зубошлифовании затруднительно из-за слож-
ности заправки шлифовального круга и практически не
применяется. Ниже будет рассмотрен расчет модифициро-
ванного профиля долбяка по рис. 15, а.
45
Формы впадины зубьев колеса, нарезанные долбяком
с модифицированным профилем, показаны на рис. 16.
Зубья колеса имеют небольшое подрезание в зоне ножки.
Однако это подрезание не должно распространяться на
Рнс. 15. Модификация про-
филя зубьев долбяка под ше-
вингование
Рис. 16. Форма впаднны зубьев ко-
леса, нарезанного долбяком с модифи-
цированным профилем
Рис. 17. Определение размеров
усиков на долбяке
активную часть профиля колеса, так как при шевингова-
нии активная часть не будет полностью обработана.
Основные параметры долбяков, предназначенных для
нарезания колес под шевингование, определяются так же,
как и параметры долбяков
общего назначения (см.
стр. 30). Особенность рас-
чета заключается лишь в опре-
делении размеров модифици-
рованного профиля зуба —
усиков. Размеры усиков на
профиле долбяка находятся
после определения всех кон-
структивных размеров дол-
бяка, следовательно, при
расчете модифицированного
профиля будем считать все
остальные параметры долбяка
известными, а именно: ги, ddu,
Deu> $ди И Т. Д.
Размеры усиков можно определить по рис. 17, на кото-
ром видно, что если точка А — начало подрезания про-
филя зуба колеса, то усик на профиле зуба долбяка дол-
жен начинаться с точки, сопрягающейся с точкой А по
линии зацепления. Так как подрезание не должно рас-
пространяться на активную часть профиля колеса, примем,
что точка начала' подрезания совпадает с точкой начала
46
активной части профиля колеса, положение которой опре-
деляется радиусом кривизны (см. рис. 3). -
Следовательно, диаметр начала усика профиля зуба
долбяка должен совпадать (или быть несколько меньше
с учетом припуска на шевингование) с диаметром De'U
(рис. 17), найденным из условия обработки активной
части профиля. Тогда длина усика в радиальном направ-
лении определяется как 0,5 (Deu—Deu). Для облегчения
шлифования модифицированных зубьев долбяка жела-
тельно увеличивать длину усика, что достигается при
увеличении станочного угла зацепления долбяка и ко-
леса, т. е. при увеличении положительного исходного
расстояния. С другой стороны, лучшую форму подрезания
дают долбяки, образующие с колесом малые станочные
углы зацепления, т. е. долбяки, у которых положительное
исходное расстояние мало. Поскольку этот фактор более
важный, чем первый, то при определении основных раз-
меров долбяка (см. стр. 25) целесообразно выбирать
рабочую высоту долбяка так, чтобы полностью исполь-
зовать отрицательное исходное расстояние. Практически,
это означает, что в п. 17 расчета долбяка общего назначе-
ния, при Н > Вр максимально допустимой высоты (ра-
бочей) долбяка (Вр взято по табл. 2) величину положи-
тельного исходного расстояния а брать а = Вр + а*
(ас — наименьшее исходное отрицательное расстояние).
Указанные рекомендации являются желательными, но
отнюдь не обязательными.
С учетом этих замечаний размеры усиков определяются
следующим образом.
Сначала определяется торцовый станочный угол за-
цепления долбяка и колеса:
inv as = inv ads 4
Sdu 4~ Sfa —
m (г» + z„) ’
затем радиус кривизны профиля зуба нарезаемого колеса
в точке А — начало активной части (см. рис. 3):
Р1 = j41, 2 Sin CZsl, 2 — 0,5 De2 — 6^2 ,
где asi, 2 — угол зацепления в зубчатой паре, а и
«02 — диаметры наружной и основной окруж-
ностей сопряженного колеса.
47
Радиус кривизны профиля зуба долбяка, сопряга-
ющегося в точке А с активной частью зуба колеса (см.
рис. 17)
Риу = 0,5 (40i -f- tg ccs pj.
Точка на профиле зуба долбяка, фиксированная ра-
диусом кривизны рщ, будет являться точкой начала
усика. Поэтому диаметр начала усика на долбяке
Deu = Dy = dou (2риу) . (26)
Длину усика удобно задавать не как полуразность
диаметров головок долбяка и Dff, а в виде разности
Рис. 18. Оформление зуба
долбяка с модифицирован-
ным профилем
Рис. 19. Проверка размеров усиков
долбяка на отсутствие подреза нож-
ки зуба колеса
радиусов кривизны профиля на головке зуба и окружно-
сти Dy (рис. 18), т. е.
. Др= Реи Риу
Радиус кривизны профиля на головке зуба долбяка
(на наружном диаметре)
Реи = 0,5Dgy — dou.
Высота усика
b = ~ + (0,05 -г- 0,08) мм (27)
&
(AS— припуск на шевингование).
48
В некоторых случаях в процессе нарезания долбяком
с усиком, рассчитанным указанным способом, подрезание
зуба может все же распространиться на активную часть
зуба колеса. При этом часть рабочей высоты профиля
зуба колеса может оказаться необработанной.
На рис. 19 изображен случай, когда зуб долбяка при
выходе из зацепления касается профиля зуба колеса
в точке А. Это критический случай. При дальнейшем
увеличении высоты усика Ь будет иметь место чрезмерное
подрезание ножки зуба колеса. Необходимым условием
отсутствия подрезания является выполнение неравен-
ства:
b<Zkcosaeu.
Величина k находится из рис. 19;
» ^1, и + ГД ~
tos>'“----zcs—
где гА — радиус начала подрезания (начала активной
части профиля) зуба колеса;.
и — 0,5 (Deu + 4i) — межцентровое расстояние
между долбяком и колесом.
Далее,
dni — sin X _ г01
Sin 1 “w j ж COS OCyij — '
Кеи ГА
где аА и ат — углы давления профилей соответственно
на окружности гА колеса и окружности
Reu долбяка;
<р = Х4-0 = Х+invaus—1пуал; <р„ = <р-^-.
Наконец,
k = Reu (inv — inv — £) =
= Reu (inv aeu — inv — <p„ + Xu).
4 в. Ф. Романов 49
Оообенности шлифования зубьов долбяков,
предназначенных под шевингование
Утолщение на головке зуба долбяка получается при
специальной заправке шлифовального круга. Характер
образования утолщения показан на рис. 20, а. Пусть шли-
фование ведется при эвольвентном кулаке диаметра DK.
Рис. 20. Схема определения величины усика на головке зуба долбяка
а — образование усика; б — критическое положение стола станка, при ко-
тором величина усика наибольшая
Угол подъема стола станка (торцовый станочный угол
зацепления при шлифовании)
cosaK=-^-.
Если утолщение начинается с точки F профиля зуба
долбяка, то для получения эвольвентной части профиля
рр точки F режущая плоскость шлифовального круга
должна быть сохранена до точки В, которая является точ-
кой сопряжения с точкой F начала утолщения профиля
зуба долбяка на линии зацепления при шлифовании.
Утолщение профилируется при относительном движении
точки В круга, и поэтому формой кривой утолщения яв-
ляется удлиненная эвольвента. Размеры утолщения, ха-
рактеризуемые отклонением от основной эвольвенты, бу-
дут иметь вполне определенную величину, зависящую от
угла зацепления ак-
50
Выразим зависимость между размерами утолщения и
углом зацепления аналитически. При этом в конечном
итоге нас будет интересовать величина ВС и длинд FB.
Из рис. 20, а следует:
cos aF =
(Ff — радиус начала утолщения)
Sin X = -^2-; Sin ф - = ^F^(aF-aK) ,
Ь'еы Кеи Кеи
Далее
6=(ак — Ф + А.)
И ______________________
1/^ — [PF cos (aF — gK)]2 — PF sin (aF — <xK)
DK
и, наконец,
ВС = 0,5 Deu dou — dou (ф 4* tg ccF — 6)].
Из рассмотрения процесса образования утолщения сле-
дует, что его величина тем больше, чем больше угол ста-
ночного зацепления при шлифовании. Если задать требуе-''
мую величину утолщения ВС, то по полученному уравне-
нию можно определить требуемый угол зацепления ак,
являющийся также углом подъема стола станка при
шлифовании. Однако решить уравнение относительно
(ф + tg aF — б) очень трудно, поэтому целесообразнее
задавать диаметр эвольвентного кулака DK в расчетные
формулы и вычислять значение утолщения ВС. Это тем
более целесообразно, что номенклатура эвольвентных ку-
лаков на станке ограничена.
Если при заданном диаметре кулака величина утолще-
ния получается больше требуемой по чертежу, то при
заправке круга глубину выточки следует брать равной
МВ = ВС. Форма утолщения будет при этом такой, ка-
кая показана на рис. 18. Но эта форма даже более благо-
приятна с точки зрения увеличения стойкости долбяка.
Если же при заданном кулаке величина утолщения по-
лучается меньше заданной, то каким бы образом ни за-
правляли круг, получить требуемые размеры утолщения
невозможно. Стало быть, для гарантии получения нужных
размеров утолщения зубьев долбяка станочный угол за-
4* 51
цепления при шлифовании' (угол подъема стола) жела-
тельно увеличивать. Однако это увеличение ограниченно,
так как при некотором критическом значении этого угла
может произойти подрезание шлифовальным кругом про-
тивоположной стороны профиля зуба долбяка (рис. 20, б).
Пусть точка А — начало рабочей части зуба долбяка.
Шлифовальный круг в процессе шлифования можно рас-
сматривать как боковую сторону прямобочной рейки, т. е.
как зацепление указанной рейки и долбяка. Угол ак
должен быть таким, чтобы толщина головки рейки на
вершине была бы равной нулю (на рис. 20, б точка М),
тогда точка М зуба будет сопрягаться с точкой А — нача-
лом рабочей части зуба — одновременно на обеих сторо-
нах профиля зубьев долбяка. При увеличении угла ак
боковые стороны рейки пересекутся выше точки М;
в результате рабочая часть зубьев долбяка не будет пол-
ностью обработана, следовательно, угол ак — максималь-
но возможный. Если все же увеличить угол ак и опустить
круг до сопряжения его с точкой М, то произойдет зареза-
ние профиля зубьев долбяка противоположной (нерабо-
чей) стороной шлифовального круга. Итак, после того как
подобран эвольвентный кулак из условия получения не-
обходимых размеров утолщения на головке зуба долбяка,
следует проверить, не будет ли при этом происходить за-
резание профиля долбяка нерабочей частью круга.
Из рис. 20, б следует, что
cosa* = "^’
(RK — радиус эвольвентного кулака).
«-=ЭД. (i-^-tav<M.'+!»»«.) •
где Sms — ширина впадины зубьев долбяка на началь-
ной окружности при шлифовании, a AS — величина при-
пуска на шлифование зубьев долбяка.
Далее
Наконец,
52
Если величина радиуса Ra, подсчитанная по этой фор-
муле, больше радиуса начала активной части профиля, то
заключаем, что при данном диаметре эвольвентного кулака
невозможна полная обработка активной части профиля
долбяка и поэтому диаметр кулака следует уменьшить,
хотя при этом и уменьшится величина утолщения на го-
ловке. После выбора другого кулака указанную проверку
следует произвести еще раз.
ДОЛЕЖИ ДЛЯ КОЛЕС ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ
Основные положения расчета долбяков для колес вну-
треннего зацепления те же, что и расчета долбяков для
колес внешнего зацепления. Специфика заключается лишь
в определении числа зубьев долбяка и в необходимости
дополнительной проверки найденной конструкции дол-
бяка на отсутствие срезания профиля зубьев долбяка
в зоне, расположенной вне линии зацепления, которое
может произойти при определенных условиях.
Рассмотрим сначала схему проектного расчета долбя-
ков для колес внутреннего зацепления в общем виде.
Определение оптимальной высоты долбяка для колес
внутреннего и внешнего зацеплений заключается по су-
ществу в определении допустимых величин положитель-
ного и отрицательного исходных расстояний. Исходные
расстояния для этого типа долбяков лимитируются: поло-
жительное исходное расстояние — опасностью неполной
обработки активной части профиля зуба колеса и заостре-
нием зубьев долбяка, а отрицательное — опасностью среза
вершины зуба колеса неэвольвентной частью зуба долбяка
(если долбяк имеет малое число зубьев, меньше 29).
На рис. 21 изображено внутреннее зацепление двух
колес; активный участок профиля зуба колеса может быть
характеризован радиусом кривизны профиля в точке В
начала его активной части:
Р1 = Л1,2 Sin (Х1,2 + Rei — /от* (28)
Наружный диаметр долбяка для получения заданной
высоты зубьев колеса (рис. 22)
^еи ~ 2Лд_ и. (29)
53
С другой стороны, наружный диаметр долбяка для об-
работки активной (рабочей) части профиля зуба колеса
Deu — Уdou -|- (2ри) . (30)
В свою очередь,
Р« = Р1 — A.uSinai,,, (31)
и
2Л. и = . (32)
Ь U COS «i, и v }
Путем совместного решения уравнений (29) и (30)
с учетом формул (31) и (32) можно получить формулу для
Рис. 22. Зацепление долбяка
и колеса с внутренними зубьями
Рис. 21. Внутреннее зацепление
колес в зубчатой паре
станочного угла зацепления, характеризующего наиболь-
шее положительное исходное расстояние по условию пол-
ной обработки рабочей части профиля зуба колеса:
, ™ . 2 (^ — dou) (drt — 2рх sin ад)
По этому углу находим соответствующее положитель-
ное исходное расстояние:
' (»ПУ ад — iny otj, ц) (fa — ddu)
SlgCftHC
Наибольшее положительное исходное расстояние, ли-
митируемое заострением зубьев долбяка, определяется
формулой (19), выведенной выше применительно к долбя-
кам для колес внешнего зацепления.
54
Наконец, наибольшее исходное отрицательное расстоя-
ние по условию отсутствия среза или, наоборот, неполной
обработки вершины зубьев колеса может быть характери-
зовано углом
V ^el~rll-Pu
f'OL----rOU
(34)
где pu — наименьший радиус кривизны профиля зуба
долбяка, а соответствующее отрицательное ис-
ходное расстояние
• _ (inv ад - inv ас) (dd - ddu)
с~
(35)
Все, касающееся определения высоты долбяка, пред-
назначенного для колес внешнего зацепления, полностью
применимо и к долбяку для колес внутреннего зацепле-
ния. Эти правила следующие: если алгебраическая сумма
исходных расстояний (величина стачивания долбяка) мень-
ше или равна Вр — рабочей высоте долбяка, определяе-
мой технологичностью конструкции долбяка (величи-
ны Вр приведены в табл. 2), если сумма (| ан | -|- |ас|)
больше, чем Вр, то в этом случае могут быть три варианта
решения: а) симметричное расположение исходного сече-
ния долбяка; б) полное использование положительного
исходного смещения и частично отрицательного (для дол-
бяков малых чисел зубьев ги); в) полное использование
отрицательного смещения и частично положительного (для
долбяков, работающих под шевер, мелкомодульных дол-
бяков (см. рис. 13). Задний угол долбяка на вершине рас-
считывается по формуле (24).
К специфическим особенностям основных конструк-
тивных элементов долбяка для колес внутреннего зацеп-
ления следует отнести выбор числа зубьев долбяка, кото-
рое прежде всего должно быть меньше числа зубьев колеса.
При определении числа зубьев этого долбяка, помимо
факторов, влияющих на выбор числа зубьев долбяка,
предназначенного для колес внешнего зацепления, необ-
ходимо дополнительно учитывать возможность среза вер-
шины зубьев при врезании долбяка. Опасность среза
увеличивается при уменьшении разности (zx — zj чисел
зубьев колеса и долбяка; иначе говоря, если при заданных
параметрах колеса и долбяка не будет обеспечена опре-
55
деленная разность (zj — zu), то срез неизбежен. С другой
стороны, если число зубьев г„ будет очень мало, то может
произойти срезание вершины зубьев колеса неэвольвент-
ной частью профиля зуба долбяка [см. формулу (34)].
Природа срезания вершины зубьев колеса при вреза-
нии долбяка понятна из рис. 23. Если при врезании дол-
бяка в заготовку расстояние X от вершины А зуба долбяка
до оси, совпадающей с направлением врезания долбяка,
Рис. 23. Схема для опре-
деления срезания верши-
ны зубьев колеса внутрен-
него зацепления при вре-
зании долбяка
Рис. 24. График для опреде-
ления числа зубьев долбяка
при нарезании колеса вну-
треннего зацепления (при
ft = 2,25m)
при любом взаимном положении двух сопряженных зубьев
долбяка и колеса будет меньше или равно расстоянию У
от вершины В соответствующего зуба колеса, то срезания
не произойдет; оно происходит в случае, если X >• Y.
Решающее влияние на срезание вершины зубьев колеса
при врезании долбяка оказывает разность в числах зубьев
колеса или долбяка. С помощью графика на рис. 24 можно
установить число зубьев долбяка zu при нарезании некор-
ригированных колес стандартными долбяками. Если наре-
заемые колеса корригированные, то для случая 20° за-
цепления можно воспользоваться графиком на рис. 25,
на котором показана зависимость разности (zx — z„) от
коэффициента корригирования зубьев колеса. Во всех
56
случаях, когда не удается выдерживать разность в числах
зубьев (Zj — zu), требуется специальная проверка кон-
струкции долбяка на срезание вершины зубьев колеса
в момент врезания долбяка в заготовку. Сущность этой
Рис. 25. Зависимость раз-
ности в числах зубьев
колеса и долбяка от коэф-
фициента коррекции ко-
леса
проверки будет рассмотрена ниже. Схема проектного рас-
чета прямозубого долбяка приведена ниже; предвари-
тельно следует найти ряд дополнительных технологиче-
ских параметров обрабатываемого колеса.
Формулы определения дополнительных
технологических параметров колееа внутреннего
зацепления, необходимых для расчета долбяков
1. Наименьший радиус кривизны профиля зуба колеса
(см. рис. 21)
2pi найм — V Dfl — dgl'
2. Торцовые профильный угол и модуль колес (для
косозубых колес)
tg«as =
__ т
~ cos Ра ’
tg да.
cos Рэ ’
3. Угол зацепления нарезаемого и сопряженного с ним
колеса в зубчатой передаче
men — Wdl—d<5«)cOSOtas
cosa’--------2АГ»
(4i, 2 — фактическое межцентровое расстояние в зуб-
чатой передаче).
4. Радиус кривизны в точке начала активной части
профиля зуба колеса
2pi=г ~~ do2 -f- 241,2 sin сс,
(Ра и — диаметры окружности головок и основной
окружности сопряженного, малого колеса).
Для прямозубых колес принимать = 0°.
57
Формулы проектного расчета прямозубого долбяка
для колес внутреннего зацепления
Определение исходных данных
1. Число зубьев ги брать равным или меньшим ука-
занного на графиках рис. 24. При невозможности выпол-
нения этого условия в расчете долбяка (см. ниже п. 16)
уменьшать величину положительного расходного расстоя-
ния а.
2. Диаметр делительной окружности
ddu = тги.
3. Теоретический диаметр основной окружности
— ддц cos ot^.
4. Боковой задний угол в плоскости, параллельной оси
долбяка,
Л == tg
tg бок cos оу
(6Н = 2° ЗО'ч-З0 — задний угол по нормали).
Определение параметров долбяка в исходном сечении
5. Диаметр наружной окружности долбяка в исходном
сечении
Deu = du — dgi -|- ddu
(dtl — диаметр окружности впадин зубьев колеса).
6. Толщина зуба на делительной окружности
Sffu — лт 5ai"
7. Угол давления на головке зуба долбяка
D
иеи
8. Толщина зуба на вершине в исходном сечений
Seu — Deu
ddu
F inv ад — inv аеи
58
Определение исходных расстояний
9. Станочный угол зацепления переточенного долбяка,
гарантирующий отсутствие среза вершины зубьев долбяка
неэвольвентной частью профиля зуба долбяка,
tga'=
--гои
(р„ — наименьший радиус кривизны профиля зуба дол-
бяка — принимается равным: ри = Змм при ddu = 75 леи;
ри = 2 мм при ddu = 50 мм и pu = 1 мм при ddu =
= 30 мм).
10. Максимально возможное отрицательное исходное
расстояние
_ (invad —inv<4)(ddl-ddu)
с~ 2tgC6o(t
11. Станочный угол зацепления нового долбяка, опре
деляющий полную обработку рабочей части профиля ко-
леса,
cos ан =
2 (<ioi — dBU) (dft — 2Pi sin dg)
dh + (4>i ~ dou)2 ~ dou — 4Pi
12. Положительное исходное расстояние, определяю-
щее полную обработку рабочей части профиля,
(inv «Э - inv ан) (d^ - ddu)
н 2 tg дбок
13. Расчетный задний угол по верху
t _ (4>i — dou) (cos ан — cos ас)
2(a«— ac)cos<cosac
14. Положительное исходное расстояние, лимитируе-
мое заострением зуба долбяка,
п" __ ($еи &еи 9
(Реи Ч» аеи $еи) Ч» tg дбок
«Az
15. Максимально возможная величина стачивания дол-
бяка вдоль оси
Н = ан — ас
(0,1 — наименьшая из найденных в пп. 12 и 14).
59
17.
18.
19.
20.
долбяка
16. Принимаемое положительное исходное расстояние
а = aHt> если Н < Вр ; а = 0,5Вр, если Я > Вр, а | ас | >
>0,5Д₽; а = В'р + ас, если |яс| <0,5Вр (В'р — по
табл. 2).
При невозможности выбрать число зубьев долбяка рав-
ным или меньшим указанного на графике (рис. 24) необ-
ходимо уменьшать а до нуля или даже меньше нуля,
в каждом случае проверяя долбяк на отсутствие среза по
формулам на стр. 63.
Определение размеров зуба по передней поверхности
Станочный угол зацепления нового долбяка
п _____________ Sn»r zv 2в tg ЙДйС
mvа„- mvаа — &ду_&ди•
Толщина зуба на делительном цилиндре долбяка
5эи ® -f- 2а tg вбок-
Наружный диаметр нового долбяка
= — d°*~doB.
Ш а COS Он
Станочный угол зацепления предельно сточенного
. . . 2Bptg дбок
mvac=1nvaw+
(Вр — принимаемая величина стачивания долбяка вдоль
оси).
Вр = Вр, если Н > Вр', Вр = Н, если Н Вр.
21. Уточненный (чертежный) задний угол по верху
tcg_ (dpi — dou) (cos 0iw — cos q£)
2ppcosaK cosae
22. Принимаемая высота долбяка
B„ = Bp + b
(b находится по табл. ,2).
23. Высота головки зуба долбяка по передней поверх-
ности
1/ Веи ~ dgg
“ 2 cos у
(у — передний угол долбяка, принимаемый для чистовых
долбяков равным 5°).
60
24. Полная высота зуба долбяка
hu = h 4- 0,3m
(h — высота зуба колеса).
25. Корригированный профильный угол долбяка для
уменьшения искажения профиля зуба колеса из-за нали-
чия переднего и заднего углов
tga = tg“d + tgytgfi^.
26. Диаметр основной окружности долбяка при шли-
фовании его профиля
dou = docosa.
Проверочный расчот
Основные положения проверочного расчета долбяков
для колес внутреннего зацепления остаются те же, что и
долбяков для колес внешнего зацепления, т. е., помимо
равенства модулей профильного угла зацепления и на-
клона зуба долбяка и колеса, пригодность имеющегося
долбяка проверяется по двум условиям: обеспечения пра-
вильности профилирования эвольвентной части профиля
зуба колеса и получения требуемой высоты нарезаемых
зубьев. Сущность этих, условий определяется соответ-
ственно формулами (30) и (32).
Для проверочного расчета долбяков должны быть из-
вестны: и z2 — числа зубьев нарезаемого и сопряжен-
ного с ним колеса; Sei, dgi, Da и D& — соответственно
толщина зуба на делительной окружности, диаметры де-
лительной- окружности и окружностей выступов зубьев.
Должно быть известно межцентровое расстояние А ь 2
в зубчатой передаче. Помимо' этого, необходимо опреде-
лить еще и дополнительные технологические параметры
колеса внутреннего зацепления (см. стр. 55).
При проверке косозубого долбяка следует также опре-
делить соответствие угла наклона и числа зубьев долбяка
шагу винтового копира Т™ зубодолбежного станка по
формуле (25). Следовательно, для проверочного расчета
косозубого долбяка дополнительно должны быть известны
Ткоп и угол рд.
Следующая проверка обусловлена исключительно спе-
цификой внутреннего станочного зацепления. При вреза-
61
нии долбяка в заготовку может произойти срезание вер-
шин зубьев колеса в зоне, расположенной вне линии за-
цепления. Принципиальная сторона вопроса рассмотрена
выше. Как следует из рис. 23, срезание произойдет в мо-
мент, когда расстояние X от вершины зуба долбяка до
оси, совпадающей с направлением врезания долбяка, при
любых взаимных положениях колеса и долбяка будет
больше расстояний Y от вершины соответствующего зуба
колеса.
Таким образом, проверка конструкции долбяка на
отсутствие срезания при врезании последнего состоит
в установлении соотношений между соответствующими
расстояниями Y и X для каждой пары зубьев колеса и
долбяка. Основная расчетная формула
У —X = /?esln6 —₽4Usln6„ = A^0; (36)
здесь 6 и 6В — углы поворота колеса и долбяка.
Большим недостатком формулы (36) является то, что
заранее неизвестны значения углов 6 и 6И, при которых
величина А будет наименьшей. Однако факт отсутствия
или наличия среза можно определить другим, косвенным
путем.
При заданных параметрах колеса и долбяка всегда
можно привести заданную на рис. 23 схему врезания дол-
бяка к случаю срезания вершины зуба колёса путем изме-
нения только одного параметра — увеличения угла 6И
вершины зуба долбяка. Можно найти такое критическое
значение этого угла 0икр, при котором вершины зубьев
колеса и долбяка будут касаться друг друга, т. е. когда
У — X — 0. При этом предположим, что если при про-
чих неизменных параметрах долбяка угол викр, опреде-
ляющий начало срезания, будет больше фактически имею-
щегося на долбяке угла 6и, то срезание вершины зубьев
колеса этим долбяком тем более происходить не будет.
Сущность метода проверочного расчета заключается в оп-
ределении критического значения угла 6икр долбяка,
характеризующего начало срезания, и сравнения его
с фактическим углом 0ц. Если окажется, что 6икр > 0И, то
срезания вершины зубьев не будет, и наоборот, срезание
произойдет, если 0UKp <0и.
Рассмотрим условия начала срезания, определяюще-
гося углом 0ц кр. При заданных фактических параметрах
62
колеса и долбяка углы поворота 6„ и 6 соответственно
равны
= Qu -f- 8W,
6 = 0 -f“ 8 = 0 -f“ 8W£.
В свою очередь,
(37)
или
0 = + inv ад — inv ае;
0и = + inv аа — inv а№;
здесь Твпд и Sgu — ширина впадины зубьев колеса и
толщина зуба долбяка, взятых на делительных окруж-
ностях, a Ten е a Seu соответственно на окружностях вы-
ступов.
Из изложенного выше следует, что срезания не про-
изойдет, если в формуле (36) разность будет величиной
положительной, т. е., если (Y — X) 0. Эта разность
в процессе врезания долбяка вследствие наличия одновре-
менного вращения колеса и долбяка для различных взаим-
ных положений любой пары сопряженных зубьев колеса
и долбяка является величиной переменной.
Найдем значение Дт1п, дифференцируя уравнение (36)
по изменяющемуся параметру еи, входящему в 6:
4г = Rj cos (0 4- e„i) — Reu cos (0„ 4- 8„) = 0.
p
При замене на n получаем следующее условие
ДЛЯ Дт|п rj-i cos (0 4- e„i) — cos (0„ 4- eu) = 0. Эго ус-
ловие можно представить в другом виде:
ifi2 — T)2i2 sin2 (0 4- eui) =1 — sin2 (0„ 4- е J
или
sin (0„ 4- ej = |/1 — т]212 4- i)2t2 sin2 (0 4- ВцО-
(38)
63
Если подставить полученное значение sin 6B = sin (0B +
+ 8Ы) в формулу (36), то, очевидно, величина Д будет
в этом случае иметь наименьшее значение, т. е.
₽esin (6 + 8ui) —
- ReuVi- Т12»‘а + Ч*** sin2 (6 + eBi) = Д^. (39)
Теперь зададим условие начала срезания, характеризуе-
мое равенством Дт1п = 0. При условии (39) угол среза для
колеса
sin (6 4- sBi) = -L/^^. С40)
При известных 0 и I, определяемых по формуле (38),
из формулы (40) находится угол еи. Преобразуя исходную
формулу (36) с учетом формулы (37) и подставляя в нее
вместо sin (0 + еи1) его значение из формулы (40), полу-
чим при Д = 0:
-V V- ^Sin(0BKp + 8„) = 0,
отсюда находим угол (0вкр + ев) среза долбяка, считая
при этом, что угол 0икр вершины зуба долбяка будет
иметь отличное от фактического угла 0В долбяка крити-
ческое значение, т. е. значение, приводящее к началу
срезания:
sin(0„Kp + Bu)=/lT=^-a. (41)
Сравнивая выражения (40) и (41), можно получить
sin (0U кр + 8ц) = sin (0 + ВцО ц. (42)
Проверочный расчет на срезание кромок зубьев колеса
с внутренним зацеплением при врезании долбяка произ-
водят в следующей последовательности. Сначала по фор-
мулам (38) находят углы вершины 0В зуба долбяка и впа-
дин 0 и передаточное число i. Определяют коэффициент
т) = Затаи по формуле (40) находят угол среза ко-
леса. Из полученного угла (0 + eui) находят угол 8В
поворота долбяка. По формуле (42) находят угол среза
долбяка (0ц кр + 8ц), а из него искомый угол 0вкр дол-
64
бяка. После этого сравнивают углы 0|/кр и 0„, имея в виду,
что срезания не произойдет при условии, что 0икр^ 0„.
В заключение рассмотрения этой проверки укажем,
что не допустить срезания вершины зубьев колеса в мо-
мент врезания долбяка можно путем уменьшения поло-
жительного исходного расстояния а (уменьшения поло-
жительного смещения исходного контура). Практически
это означает, что в проектном расчете долбяка нужно
уменьшить величину ан (стр. 58, п. 16). Если же ведется
проверочный расчет имеющегося долбяка и разница в уг-
лах 0вкр и 0„ незначительна, то уменьшения опасности
срезания можно добиться путем одной или нескольких
заточек долбяка по передней поверхности зуба.
Как для проектного расчета долбяков, так и для про-
верочного необходимо найти дополнительные технологи-
ческие параметры колес внутреннего зацепления, приве-
денных на стр. 55.
Общие схемы проверочного расчета долбяка для наре-
зания колеса внутреннего зацепления приведены выше,
для прямозубых колес на стр. 39, а для косозубых на
стр. 42; дополнительная проверка долбяка при малой
разности (zx — zu) в числах зубьев на срезание вершины
зубьев колеса приведена ниже.
Формулы проверочного раочета долбяка на орез
вершины зубьев колеса при врезании долбяка
(производится при числе зубьев долбяка больше
указанных на графиках рис. 24)
1. Передаточное число долбяка и колеса
2. Вспомогательная величина
(Del — диаметр окружности головок расточки нарезае-
мого колеса).
3. Ширина впадины зубьев колеса на делительном ци-
линдре
Тт s — §ds-
5 В. Ф. Романов
65
4. Угол давления на вершине зубьев колеса
cos ае
5. Угол впадины зубьев колес
0 = + inv “es ~inv “е‘
6. Угол, давления на вершине зубьев долбяка
7. Угол головки зубьев долбяка
0“ = *""inv — inv °***
8.
Угол среза для долбяка
sin<7 =
1/1-П1 2**
Г 1 —»» •
9. Угол среза для колеса
10. Угол поворота долбяка в критическое положение
1—0
11. Критический угол головки (вершины) зубьев дол-
бяка
/ср “ Я
Проверка. Должно быть 0м кр 0м. -
Пример. Проверить долбяк на отсутствие среза вершин зубьев
колеса при врезании долбяка при следующих данных колеса и долбяка.
Колесо: = 18; /п — 3,5 мм; dd = 63 мм; = 30°; ф — 70 мм;
dfi = 63 мм; doi = 54,5596 мм; S# — 3,3912 леи.
Долбяк: Zu — 11;^= 38,5 мм; d^ *= 33,3419 мм; Deu =* 46,7 мм;
Squ s 7,9511 мм.
Расчет.
1) /=-^ =|| = 0,6111111Г,
10 ~ п
66
3) Ten = пт — — 3,14159-3,5 — 3,3912 = 7,6043 мм;
4) cos ае = = 54,^% = 0,8660254;
i/ei оо
а* = 30°;
5) р = 4- inv ад ~ inv ае = 7>^- 4- inv 30° — inv 30° =
ад оЗ
= 0,1207036;
6) cos аеи = = 3^19 = 0,71346098;
Deu
0^ = 44’26'31";
7) Ou = 4- inv сад— inv aeu = 4- inv 30“ —
иди OOjj
— inv 44’26' 31" = 0,0562904;
m „ i/l—ifi* -1/ 1 —1,349036»-0,6111111»
8) sin<z = у -I—у -----------------1—0,61 ПН!»--------“
= 0,715047;
q — 0,796676 (в радианах);
o. . . sin q 0,715047
9) sin A. - 1,349036 ~ °’5300425;
X = 0,558641 (в радианах);
101 8 - %-0 _ °-558641 -0,1207036 n71fi#!9„.
10) eu - —j—------------^61111111------= 0.7166248;
11) 0и KP = q — 8u = 0,7966761 — 0,7166248 = Ц0800513.
Проверка. 0u> 0U удовлетворительно, срезание отсут-
ствует.
5*
Глава III
ЧЕРВЯЧНЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
ОСНОВЫ ПРОФИЛИРОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ
Режущие кромки червячных фрез могут располагаться
на поверхности витков червяков различных типов, назы-
ваемых основными червяками.
По типу основного червяка червячные зуборезные фрезы
классифицируются как эвольвентные, конволютные и
архимедовы.
Точная геометрическая форма основного червяка опре-
деляется условием правильного зацепления этого червяка
и зубчатого колеса. Поскольку правильное зацепление
с эвольвентным зубчатым колесом образует только один
тип червяка — эвольвентным, то для теоретически точ-
ного профилирования червячных зуборезных фрез в ка-
честве основного червяка должен быть принят эвольвент-
ный червяк [2]. Особенностью этого червяка является
наличие у него эвольвентного профиля в торцовом сечении
и сложного криволинейного профиля в осевом или нор-
мальном сечении к виткам червяка (рис. 26). Следова-
тельно теоретически правильное профилирование червяч-
ной фрезы будет обеспечено при расположении режущих
кромок на поверхности витков эвольвентного червяка.
Однако профилирование фрезы по этому типу червяка
вызывает весьма большие технологические трудности. По-
этому в настоящее время применяются исключительно
червячные фрезы, спрофилированные приближенно по ар-
химедову или конволютному червякам.
Архимедов червяк, имеющий наибольшее приближение
к эвольвентному, отличается прямолинейным трапециевид-
ным профилем в осевом сечении и криволинейным профи-
лем по архимедовой спирали в торцовом сечении (рис. 27).
Эта особенность позволяет легко осуществить изготовле-
ние и контроль архимедовых червячных фрез.
Конволютный червяк имеет прямолинейный трапецие-
видный профиль в нормальном сечении по витку (рис. 28,
сечение I—Г) или во впадине витков (сечение II—II).
68
В этих же сечениях задается профиль у червячных фрез,
спрофилированных на базе конволютных червяков.
Так как в практике зубофрезерования применяются
червячные фрезы исключительно конролютного или архи-
медова типа, в дальнейшем расчет червячных фрез будем
вести применительно только к этим типам фрез. Тот факт,
что архимедовы червячные фрезы теоретически дают луч-
шее приближение к эвольвентным, обусловливает целе-
69
сообразность профилирования чистовых и прецизионных
червячных фрез как архимедовых. Погрешности профили-
рования возрастают при увеличении заходности и углов
подъема витков.
Сказанное никоим образом не относится к профилиро-
ванию червячных фрез для червячных колес, .для которых
тип основного червяка, число заходов и другие элементы
должны быть строго аналогичными соответствующим эле-
Рис. 28. Геометрия конво-
лютного червяка
ментам червяка той чер-
вячной пары, в которую
входит нарезаемое червяч-
ное колесо.
Для наилучшего при-
ближения профиля архи-
медовых червячных фрез
к эвольвентным сущест-
вуют два способа.
Рис. 29. Метод профилиро-
вания червячной зуборезной
фрезы -
Первый способ (предложенный А. А. Грубиным [2])
заключается в том, что криволинейный '.профиль эволь-
вентного червяка (или червячной фрезы) заменяется пря-
молинейным, трапециевидным профилем, полученным пу-
тем проведения через крайние точки М и N левой стороны
рабочего участка (рис. 29) и точки К и L правой стороны
рабочего участка криволинейного профиля эвольвентного
червяка Двумя линиями MN и K.L. При этом профильный
угол аи фрезы принимается равным углу наклона пря-
мых MN и KL.
Второй способ (предложенный В. А. Шишковым [21])
состоит в том, что в исходной сеченир фрезы по нормали
70
профильный угол берется меньше номинального угла аа
зацепления колеса на определенную величину Да
Угол подъема витков 2° 3° 4° 4° 30' 5° 5° 30' 6° 6° 30' 7°
Аа' 0 , 1' 1.5' 2' 2.5' 3,5'! 4' 5' 6'
Этот способ дает примерно те же результаты, что и
первый способ. Величина корректирования профиля весьма
незначительна, поэтому на практике этими поправками
обычно пренебрегают; в частности, чистовые и даже пре-
цизионные червячные-фрезы по ГОСТу 9324—60 выпол-
няют с профильным углом по нормали, совпадающим
с углом зацепления колеса. При радиальном затыловании
червячных фрез шлифовальным кругом невозможно до-
биться идентичности профиля при переточках фрезы.
Постоянство профиля фрезы при переточках теоретически
возможно только в двух случаях: когда затылование осе-
вое й когда затылование осуществляется резцом. Поэтому
рекомендуемая корректировка угла профиля фрезы в за-
данных пределах имеет больше теоретическое, чем прак-
тическое значение, в особенности применительно к фрезам
мелких и средних модулей.
Учитывая сказанное» в дальнейшем при расчетах чер-
вячных фрез последние будут профилироваться без ка-
кого-либо корректирования исходной рейки или основных
червяков.
Червячные фрезы могут выполняться как с осевыми,
так и с винтовыми стружечными канавками (зубьями}.
Однако независимо от направления винтовых канавок
профиль червячных архимедовых фрез всегда задается
в осевом сечении, а конволютных — в нормальном. При
этом, профиль архимедовой фрезы будет иметь прямоли-
нейный и симметричный профиль в осевом сечении только
в том случае, если стружечные канавки будут выполнены
прямыми; если же стружечные канавки винтовые, то про-
филь в осевом сечении будет хотя и прямолинейным, но
несимметричным.
На рис. 30 изображена схема затылования зубьев пра-
возаходной червячной фрезы с левозаходными стружеч-
ными канавками. Если передняя поверхность затыловоч-
71
ного резца располагается по оси фрезы, профиль послед-
ней будет профилироваться в последовательном порядке:
сначала точка О, затем С9 В и, наконец, затылование
Рис. 30. Схема образования профиля при затыловании
фрезы с винтовыми канавками
профиля данного зуба фрезы завершится в точке А. Отсюда
следует, что профиль фрезы в осевом сечеиии /—1 будет
наклонен к оси фрезы под
углом ф.
Угол ф можно опреде-
лить как
MAfi CAftgfi
tg<P— МВ ~ MB ~~
MB tg (1) tg d . w Л Л
Рис. 31. Зависимость между пара-
метрами витков и стружечных кана-
вок фрезы
где © — угол наклона стру-
жечных канавок,
aS — задний угол
по вершине зубьев.
Если учесть, что tg ©=
= (рис. 31), a tg 6 =
kz
— irr- (где Т — шаг винтовых канавок, — число
л ddu
зубьев фрезы, К — падение затылка), то
tgq> = ~^-
Профильный угол для левой стороны профиля ctga^, =
~ ctg ам + tg <р, а для правой стороны ctg апр =
= ctgaM — tg ф.
72
Для фрезы с левым направлением витков и правым
направлением стружечных канавок, в указанных форму-
лах будут меняться знаки ctg али = ctg — tg <p;
ctg «пр — ctg a.oc + tg <p. Подставляя найденное значе-
ние tg ф, получим
ctgaJ,er = ctga0(.±^,
ctganjB=ctgaw + -^.
(43)
В этих формулах верхние знаки относятся к правоза-
ходным фрезам, нижние — к левозаходным.
Модуль по нормали-
Угоп заиепления-
Направление витков-
Число заховов-
Число зубьев-
Угол установки фрезы-
аЯр Профиль по оси
Рис. 32. Червячная фреза архимедова типа
Сведения по размерам и профилю червячных фрез по-
казываются в чертежах следующим образом. Для кон-
волютных червячных фрез показываются угловые и линей-
ные размеры профиля в нормальном сечении к виткам,
т. е. размеры исходной рейки. Для архимедовых червяч-
ных фрез показываются в нормальном сечении линейные
размеры исходной рейки, а в осевом — линейнце и угло-
вые размеры фрезы. Следовательно, у архимедовых фрез
показываются два сечения — нормальное и осевое. Оформ-
ление рабочего чертежа архимедовой фрезы показано
на рис. 32.
73
ЧЕРВЯЧНЫЕ ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ
Проектный расчет
Расчет червячных фрез заключается главным образом
в определении размеров профиля фрезы в осевом сечении,
если фреза архимедова, или в нормальном сечении, если
фреза конволюп^я. При нулевом переднем угле обычно
в этих же се^енйях располагается и передняя поверх-
ность фрез. Кроме определения размеров профиля в рас-
чет червячных фрез входит определение углов подъема
витков фрезы и наклона винтовых канавок (если они вин-
товые), а также угла установки фрезы на зубофрезерном
станке. Наружный диаметр, тип основного червяка, число
заходов, диаметр посадочного отверстия являются кон-
структивными элементами и поэтому их либо выбирают
по нормали и стандартам, либо задают исходя из паспорт-
ных данных станка и опыта эксплуатации фрез.
С увеличением наружного диаметра фрезы умень-
шаются органические погрешности профилирования фрез,
но одновременно несколько снижается производитель-
ность фрезерования вследствие увеличения длины вреза-
ния фрезы. По этим причинам для чистовых фррз наруж-
ный диаметр выбирается бдльшим, чем у черновых фрез,
а прецизионных — большим, чем у чистовых.
При отсутствии специальных условий наружные диа-
метры червячных фрез рекомендуется выбирать по табл. 4.
С другой стороны, наружные диаметры, равно как поса-
дочные диаметры и общие длины червячных фрез должны
быть увязаны с паспортными данными зубофрезерных
станков.
Б последние годы в серийном и массовом производ-
стве зубчатых колес широко применяются станки, обеспе-
чивающие осевые передвижки червячной фрезы. Это по-
зволяет использовать всю'длину режущей части фрезы
и значительно.увеличить время между переточками фрезы.
Для наиболее полного использования возможности повы-
шения стойкости червячные фрезы выполняют с увели-
ченными длинами режущей части. Основные параметры
посадочных мест отечественных станков приведены
в табл. 5.
При выборе направления витков фрезы желательно
придерживаться следующего правила: для прямозубых
74
Таблица 4
Габаритные размеры червячных еуборееных фрез
(цельных) в мм
Модуль Фрезы общего назначения Прецизионные фрезы
Диаметр Длина фрезы Диаметр Длина фрезы
наруж- ный отвер- стия корот- кой длин- ной наруж- ный отвер- стия
1—1,375 63 ’27 40 63 70 32 • 70 80 90
1,5—1,75 50 80 80
2,0—2,25 70 63 90 90 40
2,5—2,75 80 32 70 100 100 100
3—3,75 90 80 112 112 112
4—4,5 100 90 125 125 50 125
5—5,5 112 40 100 140 140 140
6—7 125 112 160 160 155
8—4 140 125 180 180 60 175
9 200 195
10 160 50 ‘ 140 200 225 215
11 — —
12—14 180 160 225
колес направление витков правое, для косозубых колес —
одноименное с наклоном зуба колеса, т. е. для колеса
с правым наклоном зуба фрезы следует принимать с пра-
вым направлением витков.
Определение профиля червячных фрез независимо от
ее типа и назначения ведется в плоскости нормального
сечения к виткам фрезы. При этом основные размеры про-
филя определяются таким образом, как если бы требова-
лось найти размеры прямобочной рейки, находящейся
в правильном беззазорном зацеплении с зубьями нарезае-
75
Таблица 5
Размеры заднего подшипника н конца шпинделя
фрезерного суппорта вертикальных зубофрезерных станков в жж
к»
FF
1
L
!Коиусность1:5\ Ш Вариант МицентрЛи° Каире Морзе
I Вариант 11 Вариант поворота суппорта
Модель станка Вариант задне- го подшипника di d L м Конус Морзе № т найм, наиб g найм ° наиб
5А301 1 21 12 30 10 2 18 65 70 28 33
5325 1 50 22, 27, 32,40 95 20 5 48 42 68 64 94
5А326 1 50 27, 32, 40 95 20 5 48 120 170 98 123
5Д32 1 40 22, 27, 32 65 16 4 32 62 102 85 135
5327 1 50 27, 32, 40 95 20 5 48 120 170 98 123
532 1 22 — — 1/2" 4 51,3 65 135 20 105
532 (выпуск 1945) 1 — 22, 27, 32 65 14 4 32 — —
5У34 1 — — — — 4 32 — —
5327 1 50 27, 32, 40 95 18 5 48 120 170 98 123
5310 2 27 18 47 12 3 25 50 70 25 58
76
Продолжение табл. 5
Модель стайка Вариант задне- го подшипника di d L М Конус Морзе № т л найм, д —— наиб д найм ь наиб
5324 2 39 22, 27 65 16 4 32 115 180 66 106
5353 2 112 60, 80 160 30 Мет- рич. 80 80 140 340 150 350
3330 2 93,5 40, 50, 60 130 30 6 108 30 290 62,5
322,5
533 2 — 32, 40, 50 — 2 6 65 —
5332 2 93,5 40, 50, 60 190 6 76 30 290 62,5
322,5
5301 3 — 12 39 10 2 12 27 40 34 39
5В31 3 — 45 90 — 5 48 — 0 64
5Б32 3 — 22, 27 76 14 4 32,5 40 30 60 120
5321 3 — 40, 32, 27 120 16 5 48 50 120 0 125
5312* 3 — 60 94 — 5 48 65 90 60 115
5В31Б 3 45 22, 27, 32 90 18 5 48 — 0 64
5320 3 34 — 60 — 3 25 — —
5Б320 3 39 — 65 — 5 45 — —
5355М 3 135 60, 80, 100 283 — Мет- рич. 100 100 — —
534 3 —- — — —— 4 32 — —
534С 3 — — — — 4 32 — —
5А341 3 — 27 74 — 4 32 — —
77
мого колеса. Эту рейку называют нормальной исходной
инструментальной рейкой (см. гл. I). В соответствии
с этим правилом профильный угол рейки <хи, т. е. про-
фильный угол фрезы, не рассчитывается, а принимается
обычно равным номинальному углу зацепления ад ко-
леса, хотя в общем случае он может быть принят произ-
вольным. Обязательным условием при этом является
лишь равенство основных шагов рейки фрезы и колеса
t0 — пт cos ссд = пт cos аи,
где т — модуль по нормали;
«и» ад — профильный угол по нормали фрезы и ко-
леса.
В первом случае (при равенстве профильного угла
и угла зацепления колеса) начальная окружность. при
фрезеровании совпадает с делительной, а во втором (при
измененном профильном угле) она не совпадает. Червяч-
ные фрезы, у которых профильный угол исходной рейки
не совпадает с углом зацепления колеса, относятся к типу
специальных, и их расчет будет изложен ниже.
При равенстве профильных углов рейки* (фрезы) и ко-
леса толщины зубьев Su фрезы по нормали определяется
по начальной прямой:
Su = / — S#!,
где t — шаг, а — толщина зуба по нормали на дели-
тельной окружности колеса.
Высота головки зуба фрезы
_ 4а —4п
~ 2 ’
где ddl и dn — диаметры делительной окружности и ок-
ружности впадин зубьев колеса.
Полная высота профиля фрезы
hu = h -f- 0,3m,
где h — высота зуба колеса.
Найденные размеры исходной инструментальной рейки
полностью переносят в рабочий чертеж фрезы, если по-
следнюю выполняют конволютного типа. Для архимедо-
вых червячных фрез как с прямыми, так и с винтовыми
канавками профиль всегда задается в осевом сечении,
поскольку фреза имеет прямолинейный профиль только
в. этом сечении.
78
Формулы расчета чистовых и черневых
червячных фрез сбщегс назначения (рио. 32)
Определение размеров фрезы по нормали
1. Расчетный профильный угол исходной рейки в нор-
мальном сечении аи — ад- '
2. Модуль нормальной ти = т.
3. Шаг по нормали (между соседними профилями фре-
зы) tu = пти.
4. Расчетная толщина зуба по нормали
so = zo-(Sm + as),
где Sai — толщина зуба колеса по нормали на делитель-
ной окружности;
AS — величина припуска под последующую чисто-
вую обработку; для чистовых фрез AS = 0.
5. Расчетная высота головки зуба фрезы
h’u = h—h — h.
Примечание. Высоту головки зуба черновой фрезы
целесообразно делать больше высоты головки зуба чисто-
вой фрезы примерно на */8 величины радиального зазора,
если конструкция колеса допускает наличие уступа
в ножке зуба колеса после окончательного нарезания.
6. Высота зуба фрезы
hu = h 4- 0,3m.
7. Радиус закругления на головке и ножке зуба
— г2 ^(0,25 -т- 0,3)т.
Определение конструктивных размеров фрезы
8. Наружный диаметр фрезы выбирается по
табл. 4 или ГОСТу 9324—60. Сборные’ фрезы могут иметь
бблыпие диаметры, а черновые — меньшие.
9. Число зубьев фрезы:
для чистовых фрез
ги = 1,3 3600
ф ’
где
Deu — 2АЫ
cos® =
Ueu
для черновых фрез число зубьев можно принимать на 20—
30% меньше.
79
10. Падение затылка
Я I з I 4 1 5 I 7
Deu I 70—80 I 90—120 | 125—140 | 160—180
11. Диаметр начальной окружности:
для фрез с нешлифованным профилем
ddu = Deu — ^h'u — 0,5/С;
для фрез со шлифованным профилем
ddu — Deu — 2hu — 0,1 К.
12. Угол подъема витков фрезы на начальной окруж-
ности
где а — число заходов фрезы; а = 1 для чистовых и пре-
цизионных фрез; а = 2 для черновых фрез.
13. Шаг по оси между двумя витками
t = —
w cos®
14. Ход витков по оси фрезы
^х =
(а — число заходов фрезы).
15. Направление витков фрезы: правое — если ко-
лесо прямозубое или с правым наклоном зубьев; левое —
если колесо с левым наклоном зубьев.
16. Направление винтовых стружечных канавок: при
со <4° канавки могут выполняться с осевыми и винто-
выми канавками, при © 4° — только винтовые с направ-
лением, противоположным направлению витков фрезы.
17. Осевой шаг винтовой стружечной канавки под-
считывается только для фрез с винтовыми канавками
Т = /0Cctg2©.
18. Угол установки фрезы на станке ф = ± со.
Знак плюс берется при разноименных направлениях вит-
ков фрезы и зубьев колеса, знак минус — при одноимен-
ных.
80
19. Расчетные профильные углы фрез: в нормальном
сечении (для всех типов фрез)
(co, —см. п. 1 расчета); в осевом сечении (только для фрез
архимедовых и при осевых стружечных канавках)
tgaw=-!g^.
6 ос cos со
Если разность в углах аос и аи меньше */3 допуска
на профильный угол у чистовых фрез и меньше 10' у чер-
новых фрез, то принимать =? а„; в осевом сечении
архимедовой фрезы при винтовых стружечных канавках
ctganp = ctgaM +
ctga„ee = ctga0C±-^.
Верхние знаки относятся к правозаходным фрезам,
а нижние — к левозаходным. К — см. по п. 10, Т — по
п. 17 расчета.
Пример. Спроектировать червячную чистовую фрезу при следу-
ющих данных колеса: m = 3,75 мм; ад = 20°; h’ = 3,75 мм; h =
= 8,45 мм; Sgi = 5,83_о.о4 = 5,81 мм.
Расчет.
1) а„ = 20°;
2) ти = 3,75 мм;-
3) tu = яти = 3,1416.3,75 = 11,781 мм;
4) Su = t'u — Sdl = 11,781 — 5,81 = 5,971 лои;
5) h'u = h" = h — h' = 8,45 — 3,75 = 4,70;
.6)
= 0,80; <р <=s 30°) ;
hu = h + 0,3m я 8,45 + 1,115 = 9,6 мм\
7) i\ = r2 = 1 mm\
8) принимаем D€U = 90 mm\
m m / 90-2-9,6
9) z = 10 ^cos<p =----др
10) принимаем К = 4 мм;
11) ddu = Deu — 2/z' — 0,2/C = 79,8:
12) sin co = -^ = -^^ = 0,046981; co = 2° 41' 34";
ddu 7У,8
13) t0 = tu— =------= 11.794 mm;
° cosci) cos 2° 41 34 6
6 В. Ф. Романов
81
14—16) принимаем фрезу правозаходной, канавки винтовыми;
17) Т = t0 ctg2 <0 = 11,794 ctg2 2° 41' 34' = 5340,517 мм;
18) ф = Pa ± co = 2° 41'34";
19) tgaoc = = 0,364573;
' 6 COSCO cos2’41'34" ’ ’
aoc = 20° 1' 13";
. ctg age = 2,7447031;
ctg anf> = ctg aoc —= 2,7372131;
ctg амв = ctg otoc + = 2,7521931;
anp = 20° 04';
a4ee=19®58'.
Проверочный расчет
В практике зуборезного производства часто возникает
необходимость определения возможности использования
имеющейся в наличии червячной фрезы для нарезания
зубьев колеса с заданными параметрами. В этом случае
производят проверочный расчет. Прежде всего устанав-
ливают соответствие профильного угла и нормального
модуля фрезы углу зацепления и нормальному модулю
нарезаемого колеса. Эти параметры должны быть равны.
После этого производят аналитическую проверку, при
которой допускают, что фреза зацепляется с нарезае-
мым колесом, и при условии обеспечения требуемой тол-
щины зубьев колеса определяют величину радиуса вну-
тренней окружности колеса, который должен быть равен
заданному или быть несколько меньше. При этом для
рассматриваемого проверочного расчета достаточно иметь
только данные по профилю червячной фрезы.
Пусть профиль фрезы, у которой модуль ти и про-
фильный угол au совпадают с соответствующими- пара-
метрами колеса, задан толщиной зуба S„ и высотой го-
ловки hu. Требуется определить пригодность фрезы для
колеса, имеющего толщину зуба на делительном
цилиндре и диаметр da окружности впадин.
Определяем толщину зуба фрезы, требуемую для обес-
печения заданной толщины зуба колеса на делитель-
ном цилиндре:
^ul =
где tu — шаг фрезы по нормали.
82
Если найденная толщина SB1 не совпадает с чертеж-
ной толщиной зуба фрезы S„, то определяем высоту го-
ловки зуба фрезы при найденной толщине S^:
— hu
__ Su--^Ul
2tgau
(44)
При найденной таким образом высоте головки находим
фактически получающийся диаметр dy, окружности но-
жек, который сравниваем с чертежными размерами диа-
метра da окружности ножек:
d/ф = d-di — 2hui- (45)
условие проверки: di(p < da.
Степень возможного уменьшения d^ против чертеж-
ного da в каждом конкретном случае согласовывается
с конструктором зубчатой передачи; обычно допускается
уменьшение на (0,1т-0,2) т.
Пример. Требуется проверить возможность использования чер-
вячной фрезы, имеющей размеры профиля: аи = 20°; tu = 7,0686 мм
(модуль 2,25 мм); Su = 3,62 мм; h'u = 2,85 мм; для нарезания колеса
параметров: т = 2,25 мм; ад = 20°; dg = 13,5 мм; d^ = 11 мм;
Zi = 6; Sdl = 4,20zg;^ = 4,051 — 0,12 = 3,991 мм.
Расчет.
Sul == tu —Sdl == 7,0686 — 3,991 = 3,0776 мм.
h* h* $U a or 3,62 — 3,077 o
A“1==A“—ft^r = 2’85-^2ti20^-=2’1
= ddx — 2h'u = 13,5 — 2*2,1 = 9,3 мм.
По результатам расчета видно, что dup меньше d/ на величину,
большую чем 0,2m, поэтому для использования фрезы ее необходимо
прошлифовать (затыловать) по наружному диаметру на 1,7 ммь
*
ЧЕРВЯЧНЫЕ ФРЕ8Ы ДЛЯ НАРЕЗАНИЯ КОЛЕС
ПОД ШЕВИНГОВАНИЕ
Фрезы этого типа применяются в серийном и массовом
производстве зубчатых колес, подвергаемых шевингова-
нию, и предназначаются для нарезания зубьев колес под
последующее шевингование.
6* 83
К фрезам под шевингование предъявляются такие же
требования в отношении точности по основным элементам,
как и к чистовым фрезам общего назначения. В то же
время хорошие технологические возможности процесса
шевингования по исправляемости погрешностей шагов
зубчатых колес позволяют увеличивать заходность этих
фрез до двух-трех заходов.
В конструктивном отношении червячные фрезы под
шевингование отличаются от червячных фрез общего
назначения модификацией профиля. Форма А (рис. 33)
Форма А Форма Б Форма В
Рис. 33. Форма модификации профиля червячных фрез под шевинго-
вание
характеризуется уменьшенным профильным углом (аи =
= 18° 40'ч-19° для 20° зацепления), и используется для
нарезания колес от 1 до 2 мм. Форма Б характеризуется
наличием утолщения на головке — усиков — и исполь-
зуется для колес модуля до 6 мм. Форма В характери-
зуется наличием усиков и утолщением на ножке зуба —
фланков; эта форма используется для колес модулей
от 2 до 12 мм. Целью модификации профиля фрез является
улучшение условий шевингования, которое получается
при определенном распределении припуска под шевер.
На рис. 34 показаны формы впадины зубьев колеса
после нарезания червячной фрезой с модифицированным
профилем соответственно по форме А, Б и В. Зубья колеса
имеют небольшой подрез у основания и могут иметь срез
на головке. Подрез зуба исключает из резания вершинные
кромки шевера и тем самым устраняет возможность за-
клинивания его зубьев во впадине зубьев колеса, а срез
головки устраняет образование на ней заусенцев во время
84
шевингования. Фрезы под шевингование по сравнению
с чистовыми имеют уменьшенную толщину зуба на вели-
чину припуска под шевингование.
Таким образом, основной особенностью расчета чер-
вячных фрез под шевингование является дополнительное
определение модификации профиля — размеров усиков
и фланков.
Другая особенность расчета заключается в том, что
размеры профиля фрезы (высота головки зуба, величины
усиков и фланка) должны увязываться с размерами зуба
шевера с целью создания оптимальных условий для про-
А Б В
Рис. 34. Форма зубьев колеса после нарезания фрезами
с модифицированным профилем
цесса шевингования. В этой связи желательно расчет
фрез под шевингование вести одновременно или после
определения основных параметров зуба шевера.
В тех случаях, когда при проектировании шевера
окажется, что шевер упирается головкой зуба в дно впа-
дины зубьев колеса, рекомендуется, если это допускается
конструкцией колеса, увеличивать высоту ножки его
зуба и соответственно высоту головки зуба фрезы. Высота
головки рассчитывается при этом таким- образом, чтобы
наименьший радиальный зазор Аг между вершиной зуба
шевера и дном впадины зубьев колеса в процессе шевин-
гования был бы в пределах (0,1-т-0,15) т. Фрезы под
шевингование рекомендуется выполнять с нулевым или
положительным передним углом, равным 5°.
Червячные фрезы под шевингование нормализованы
для нарезания прямозубых колес.
Технические условия на изготовление фрез этого типа
регламентированы ГОСТом 9324—60, а допустимые откло-
нения их профиля приведены в табл. 6.
85
Таблица 6
Допускаемые отклонения профиля червячных фрез под шевер
"и
Элемент профиля
Допускаемые отклонения профиля в мм
при модуле
1—2.5 2,75—4 4,25-6 6.5-10 11—12
Шаг по нормали tu ±0,012 ±0,016 ±0,02 ±0,025 ±0,032
Толщина зуба Su Профильный угол ±0,02 ±0,025 ±0,032 ±0,04 ±0,05
±9' ±8' -ну ±6' ±5'
Длина усика С . . ±0,16 ±0,20 ±0,25 ±0,32 ±0,40
Высота усика а . . Расстояние до на- ±0,015 ±0,02 ±0,025 ±0,03 ±0,04
чала фланка е . . . — ±0,2 ±0,25 ±0,32 ±0,4
Угол фланка — +3° +3? +3° +3°
Определение раемеров усика
Из различных форм модифицированного профиля чер-
вячных фрез (см. рис. 33), наилучшие условия для шевин-
гования обеспечивает форма В. Поэтому приводимый
ниже метод определения размеров усика и "фланков будет
относиться к форме В.
Размеры усиков Должны быть такими, чтобы подрезка
профиля нарезанных зубьев колес в зоне ножки не распро-
странялась бы на активную часть профиля зуба. Предель-
ной точкой начала подрезки (рис. 35) является точка В, .
отстоящая от точки А — начала активной части профиля
колеса по линии зацепления на расстоянии, примерно
равном припуску на шевингование, а точка С профиля
фрезы, которая контактирует с точкой В профиля колеса
86
по линии зацепления, является точкой начала усика
фрезы. Расстояние hu от головки зуба фрезы до точки С
начала усика
hu = h'u — (гд sin ags — Pi—sin a*, (46)
где hu — расчетная высота головки зуба фрезы;
гд — радиус делительной окружности ко-
леса; ________
Pi = Л1.2 sin asi,2 — 0,5 Рй — do2 — ра-
диус кривизны в точке А начала ак-
тивной части профиля;
De2 и 42 — диаметры наружной и основной ок-
ружностей сопряженной шестерни с
обрабатываемым колесом;
Л1,2 и aslt2 — межцентровое расстояние и торцовый
угол зацепления в передаче колесо—
шестерня (для некорригированных ко-
лес Л1>2 = d^ + d^ ; aslд = аЛ).
В рабочий чертеж фрезы проставляются размеры уси-
ка а, Ь, с (рис. 36):
_ hy
С = — для фрез с винтовыми канавками;
COS (Х>ц
С = "св&аое' для ФР63 с осевыми канавками (aw — про-
фильный угол в осевом сечении фрезы).
87
Высота а усика берется с таким расчетом, чтобы зуб
колеса после шевингования не был сильно ослаблен:
а = -^4-(0,05 -f0,07) мм,
где AS — припуск на шевингование по толщине зуба
колеса.
Для повышения стойкости фрезы вершины головок
ее профиля рекомендуется делать закругленными.
Максимально возможный радиус закругления опре-
деляется радиальным зазором Аг между головкой зуба
Рис. 36. Оформление мо-
дифицированного профи-
ля фрезы
Рис. 37. Варианты оформ-
ления усиков на профиле
фрезы
шевера и окружностью впадин зубьев колеса и в зави-
симости от величины последнего может быть подсчитан
как
1 1 — sin аи ’
Остальные размеры усика определяются графическим
расчерчиванием с таким расчетом, чтобы усик по всему
контуру имел положительные задние углы, что дости-
гается в том случае, когда угол наклона любого участка
усика к плоскости вращения фрезы не меньше 5°. Если
при этих обязательных условиях невозможно получить
требуемый задний угол или если прямолинейный уча-
сток b усика получается меньше 0,5 мм, то допускается
оформление усика по рис. 37.
В ряде случаев, когда нарезается под шевер корриги-
рованное колесо или используется специальная червяч-
ная фреза с уменьшенным профильным углом, необходимо
в формулу (46) вместо гд и ads подставлять г (радиус на-
88
чальной окружности) и аш (станочный угол зацепления
фрезы с колесом), а также дополнительно проверить най-
денные выше размеры усика на отсутствие возможной
подрезки профиля зуба колеса выше точки В (см. рис. 35)
в момент выхода усика из зацепления.
Точкой контура усика, производящей наибольшую под-
резку, является точка К. (рис. 38), расположенная от
начальной прямой на расстоянии hK = hu — И (1 —
Рис. 38. Проверка на отсутствие подрезания про-
филя червячной фрезой с модифицированным про-
филем
На рис. 38 показан случай, когда усик при выходе
из зацепления касается своей точкой К. профиля зуба
колеса в точке В. Размер усика а является в этом случае
предельным, ибо при увеличении размера а неизбежен
подрез профиля выше точки В. Из рис. 35 следует
где Pi см. по формуле (1), a AS — припуск на шевинго-
вание.
Из треугольника ОМВ (рис. 38)
« ОМ г — hK
COS1 = 77s-=-----
ОВ гв
(г — радиус начальной окружности при нарезании).
89
Затем
ф = 1-|-0 = 1-|-invas — invaB; cosав = —;
г в
e= MB — MN = (r — AK)tg%— (rq> — hKtgas). (47)
Необходимое условие отсутствия чрезмерного подре-
зания заключается
a <ecosascos р,
где as — профильный угол червячной фрезы по торцу
колеса; р — угол наклона зуба колеса на начальной ок-
ружности; величины г, as, р определяются при расчетах
специальных фрез с уменьшенными профильными углами
(см. ниже).
Определение размеров фланков
Фланкирование профиля фрезы должно обеспечить
срезание головки зуба колеса в заданных пределах.
Оптимальные величины срезания находятся в каждом
конкретном случае опытным путем, но обычно размеры
срезания для шестерен модуля от 2 до 6 лл, подлежащих
шевингованию, принимаются в пределах f = 0,5ч-0,8 мм
и по ширине q = 0,1-г-0,3 мм (рис. 39). У шестерен с ма-
лыми числами зубьев величины срезания головки следует
делать меньше указанных, а в отдельных случаях, как
например у шестерен маслонасосов, срезание вообще не -
производить, так как коэффициент перекрытия может
снизиться до величины меньше единицы. Это, в свою оче-
редь, исключает возможность- шевингования этих колес.
Профиль фланков фрезы выполняется прямолинейным,
вследствие чего процесс нарезания зубьев колеса такой
фрезой можно представить как фрезерование двумя рей-
ками, которые имеют одинаковый шаг, но различные про-
фильные углы аи и ацф. Следовательно, профиль среза
головки зуба колеса представляет собой эвольвенту, пере-
секающуюся с основным эвольвентным профилем в точ-
ке С — начала среза (рис. 39).
Угол фланка фрезы обычно принимается равным (см.
рис. 36) ацф = аи + (8ч-10)° для фрез с профильным
углом 20° и ацф = аи 4- (15ч-20)° для фрез с углом про-
филя 12—15°.
Размеры фланков фрезы определяют при зацеплении
фрезы и колеса в торцовом сечении, т. е. определяют рас-
90
стояние Ь.ф от начала фланка до начальной прямой
(рис. 40), считая при этом угол фланка аиф заданным.
Профильный угол основной исходной рейки фрезы
в торцовом сечении колеса
toa
COS0’
рейки, образующей фланк фрезы,
. tg «иф
где Р — угол-наклона зуба колеса на начальной окруж-
ности при нарезании (если профильный угол фрезы аи
Рис. 391 Фланкирование
головки зуба нарезаемого
колеса
Рис. 40. Определение размеров фланка
на профиле зубьев червячной фрезы
равен номинальному углу зацепления колеса ад, то d = dd
и ₽ = ₽<,)•
Точка начала фланка (рис. 40) является точкой пере-
сечения указанных двух реек (ат и а^). Расстояние
от этой точки до начальной
. Тфз — Tg
* “ 2(tga^s—tgcz^) •
Значения Ts и Тф8, в свою очередь, определяются
по формулам
Ts = d 4- inv а„ — inv ;
Тфс= d + invac</e— inva^0;
91
здесь Scs, aes и асф5 — толщина зуба по дуге и углы
давления профиля зуба на ок-
ружности, проходящей через
точку начала среза С (см.
рис. 39);
cos acs — atx^asu на эвольвенте, полученной от основной
рейки фрезы;
dcosa^
cosaC0S=——на эвольвенте, полученной от рейки
фланка.
После подстановки
d(invasU — invars — inv -I-inv ac^e)
=---------2(tg^^rgasB)-----------* <48>
Чертежный размер e фланка (см. рис. 36)
hu + . .
е = ~cosau ’ если профиль фрезы задан в нормальном се-
чении;
.
е = > если профиль фрезы задан в осевом сечении.
Если по каким-либо причинам необходимо найти фак-
тическую величину срезания головки зуба колеса q, то
выполняется это так: сначала определяется толщина го-
ловки зуба колеса таким образом, как если бы фреза была
не фланкирована, т. е. после нарезания основной рейкой
фрезы
<$« = de + inv ая — inv а«),
где
dcosa5u
cosara = —.
затем определяется толщина головки зуба после нареза-
ния фланкированной фрезой:
= </« ( J + inv a^s — inv ,
где
d cos
cosa^=—т-------• -•
92
Значения 5СТ, aclt№ и аст определены выше. Факти-
ческий срез головки зуба колеса, измеренный в торцо-
вом сечении колеса,
— $езф
q= 2 •
Окончательно размеры фланка проставляются в ра-
бочий чертеж фрезы после графического вычерчивания
профиля фрезы, при котором проверяют положение
точки М (см. рис. 40) пересечения фланка и дна профиля
фрезы: точка М не должна выходить за пределы рабо-
чей высоты профиля фрезы, в противном случае надо
уменьшить размер среза q. Ниже приведен пример про-
ектного расчета червячной фрезы под шевер (с усиками
и фланками).
Пример. Спроектировать сборную червячную фрезу под шевер
при следующих данных колеса: г = 22; т = 4,23/3175 мм (питч р =
= 6/8); = 92,133 мм; ад = 20°; h' = 3,78 мм; Sdl=7,0_e>M =
= 6,98 мм; h= 7,62 мм; Del = 100,7 мм; Л1,2= 133,35 мм; dM =
= dgi cos ад = 93,133 cos 20° = 87,516 мм (колесо прямозубое).
Параметры сопряженного колеса: гг = 41; dg2 = 173,565 лл;
De2 = 178,7 мм; dn = dg2 cos ад = 173,565-cos 20° = 163,098 мм.
Формулы расчета фрезы
1. Профильный угол по нормали при — 0° для
фрез с номинальным профильным углом аи — ад = 20°.
2. Модуль нормальный ти — т = 4,233/3,175.
3. Шаг нормальный (между соседними профилями)
tu = пти = 3,1416-4,233 = 13,299.
4. Толщина зуба по нормали
S„ = tu— (5д4-Д5)= 13,299 — (6,98 4-0,15) = 6,169
(AS = 0,15 — припуск на шевингование).
5. Расчетная высота головки зуба
h'u = h — ft' = 7,62 — 3,78 = 3,84.
6. Полная высота зуба
ft„ = ft + 0,3 /0 = 7,62 + 0,3-3,175 = 8,6.
f
7. Диаметр наружной окружности Deu = 110 (фреза
сборная).
93
8. Число зубьев фрезы ги — 12 (выбрано конструк-
тивно).
9. Падение затылка k = 7,5.
10. Диаметр начальной окружности фрезы
du = Deu — 2h'u — 0,5/С = 110 — 2 • 3,84 — 0,5 • 7,5 = 98,57.
11. Угол подъема витков на начальной окружности
sin <d = |^|= 0,04295; со = 2° 28'.
12. Ход витков по оси
л __ _ 13,299 1Q Qi 1
cos© — cos2°28' — 1,3’дП-
13. Направление витков правое.
14. Стружечные канавки осевые.
15. Угол установки фрезы на' станке ф = со = 2° 28'.
16. Радиус закругления на головке fi — см. ниже,
п. 25.
17. Радиус закругления у ножки зуба
r2 = 0,3m = 0,3-4,23 = 1,2.
18. Шаг по оси (между соседними профилями)
л. __________ 1и ____ 13,299 _ । q л. ।
cos© — cos2°28' — 16>'511-
19. Профильный угол по оси
-0,36430; Ц.-20-0Г.
Принимаем = 20°.
20. Толщина зуба исходной рейки по оси (простав-
ляется
в чертеж),
с _________ 13,299 __/. ггг
01 2 cos© 2cos2°28 ’
21.
ляется
Высота головки зуба исходной рейки (простав-
в чертеж)
с _ $и С се Iк_6,169
_ ос cos со .f,' _ ’ cos 2° 28'
и~ 2tgaOc 2tg20*
+ 3,84 = 4,5.
94
Расчет усика фрезы
22. Радиус кривизны эвольвенты в точке начала
активного участка
Р1 = -^1,2 Sin <Х],2 — 0,5 о«2 — ^о2 =
= 133,35 sin 20° — 0,5 )/178,7х — 163,0982 = 9,095.
23. Расстояние от головки' зуба фрезы до точки на-
чала утолщения
hu = h’u — (r^sin а„ — pi — sin а„ =
= 3,84 — (46,566 sin 20° — 9,095 — 0,075) sin 20° = 1,529.
24. Размеры усика, проставляемые в чертеж,
с = S = 1’б27; а = -г + {0’05 °’07);
а = 0,075 4- 0,05 = 0,13.
25. Радиус закругления головки зуба
Расчет фланка фрезы
26. Величина фаски f = 0,75.
27. Угол фланка
<М = ав + 10° = 30°.
28. Диаметр начала фланка
dc = Da — 2f= 100,7 - 2-0,75 = 99,2.
29. Угол давления на диаметре dc эвольвенты от
основной рейки
cosac= = 93’1^COS = 0,88222; ас = 28,088°.
с de. 99,2 ’ ’ с ’
30. Угол давления на диаметре dc эвольвенты от рейки
фланка
tfecosa“* 93,133 cos 30° пЯ1олл.
cos ---=------gg-2----= 0,81306;
афе= 35,604°.
95
31. Расстояние от начала фланка по делительной пря-
мой фрезы
de (inv аи — inv ас — inv а^р -f- inv асф) __
ф= 2(tga^ —tga„) =
_ 93.133 (inv 20° — inv 28,088° — inv 30° + inv 35,604°) _ 9 rq
"" 2 (tg 30° — tg 20°) — Z,Dy-
32. Чертежные размеры фланка
< + ЛФ . 3,84 + 2,69 _ fi qr.
e~ cosau ~ cos 20° ~ D»yo-
33. Угол давления на головке зуба шестерни, полу-
ченного от основной рейки
dd COS о>ц 93,133 cos20 А ослло ______ гю алоо
cosae = ° - = —~100 7— — 0,86908; ае = 29,648.
34. Толщина головки зуба шестерни, полученного
от основной рейки,
Se = de ( Sd jrAS + invae— invo0 =
= 100,7 f e,^~t£15 + «nv 20° — inv 29,648°) = 4,00.
35. Толщина зуба на диаметре dc
Sc = dc 4- inv ad— invo0 =
= 99,2 f 6,9£~k.°,1S + inv 20° — inv 28,088°) = 4,762.
36. Угол давления на головке зуба шестерни, полу-
ченного от рейки фланка
фсозацф 93,133 cos 30° поаапг.
cos w-------= 0,80095;
афе = 36,779°.
96
37. Толщина головки зуба шестерни, полученного
от рейки фланка
<S«e = 4- inva^— inva^) =
=100’7 (+ inv 35,604° — inv 36,779°) = 3,728.
38. Срез головки зуба на одну сторону
St—Sfr 4,00 — 3,728 п ,ос
q — —g-----— — = 0,136— удовлетворительно.
ЧЕРВЯЧНЫЕ ФРЕЗЫ С УМЕНЬШЕННЫМ
ПРОФИЛЬНЫМ УГЛОМ
Уменьшение профильного угла червячных фрез по-
зволяет увеличить продолжительность зацепления фрезы
и колеса, дает возможность улучшить чистоту обрабаты-
ваемой поверхности. Это, в свою очередь, создает усло-
вия для увеличения заходности фрезы и, следовательно,
повышения производительности зубофрезерования. Вместе
с тем уменьшение профильного угла имеет отрицательную
сторону, заключающуюся в том, что одновременно про-
исходит соответственное уменьшение задних углов на
боковых кромках зуба фрезы и особенно по контуру усика
фрезы. Поэтому принимать профильный .угол фрезы аи
меньше 12° не рекомендуется. По опыту заводов массо-
вого производства все фрезы, предназначенные под ше-
вингование, выполняются с уменьшенным профильным
углом, равным 15° (при 20° зацеплении). При этом допу-
скается увеличение заходности фрез до двух при нечет-
ном числе зубьев и до трех при четном числе зубьев колеса.
При выборе профильного угла фрезы следует иметь
в виду, что при d0 > может произойти подрезание про-
филя колеса, что в большинстве случаев является недо-
пустимым. Наименьший профильный угол
d/
COS au наим — •
Эту проверку принятого профильного угла фрезы необ-
ходимо производить только в случае, когДа у нарезаемого
колеса dt < d0. Расчет червячных фрез с уменьшенным
7 в. Ф. Романов 97
профиля червячной
Рис. 41. Форма профиля
червячной фрезы с умень-
шенным .профильным
углом
профильным углом по сравнению с расчетом червячных
фрез общего назначения имеет отличия только в части
определения размеров профиля и длины червячной фрезы.
Остальные параметры фрезы находятся по приведенному
на стр. 77 расчету.
Расчет профиля червячной фрезы сводится к опреде-
лению размеров прямобочной рейки, имеющей правиль-
ное зацепление с нарезаемым зубчатым колесом. Форма
фрезы с уменьшенным профиль-
ным углом показана на рис. 41.
Как известно, профильный угол
рейки может выбираться произ-
вольно, правильность зацепления
при этом не нарушается. Обяза-
тельным условием при этом являет-
ся лишь соблюдение равенства
основных шагов рейки и колеса.
Основные шаги колеса и рейки
(фрезы) подсчитываются по фор-
мулам
^ои — cos ccu; |
/o=/cosae; toU=to. J ( )
Из формулы (49) следует, что с изменением угла про-
филя фрезы аи должен изменяться шаг tu фрезы по нор-
мали
t =
lu cosa„’
где au — заданный угол профиля инструмента.
Понятно, что при изменении профильного угла фрезы
диаметр начальной окружности при нарезании не совпа-
дает с делительным диаметром. Это приводит к изменению
угла ф установки фрезы на станке и минимально необхо-
димой рабочей длины фрезы. Последовательность расчета
фрез с уменьшенным профильным углом приведена ниже.
Формулы расчета червячных фрез
е уменьшенным профильным углем
1. Модуль по нормали ти = т.
2. Основной шаг колеса и фрезы
t0 = лт cos ctg.
98
3. Рекомендуемый профильный угол фрезы по нормали
Число заходов 2 3
Профильный угол колеса о$ 20е 15е 20* 15°
Профильный угол фрезы аи 15е 12* 12° 12°
Проверка: при dt <d0 определяется наименьший
профильный угол фрезы, гарантирующий отсутствие под-
резания зуба колеса
cos сснши =
Должно быть аи
4. Шаг фрезы по нормали
t = ic -.
и cosdu
5. Угол наклона зуба колеса на начальной окружно-
сти (для косозубых колес)
sm6=
r cosau
(Pa — Угол наклона зуба колеса на делительной окруж-
ности).
6. Угол зацепления по торцу колеса на начальной
окружности
Ш°^= Для косозубого колеса,
cos р
as = au для прямозубого колеса.
7. Диаметр начальной окружности колеса
d=-^-.
COSOs
8. Толщина зуба колеса по нормали на начальной
окружности
s=d( +inv^~ inv“-)C08fl
7* 99
9. Расчетные размеры зуба фрезы в нормальном се-
чении:
толщина зуба
Su = — (S AS)
(АЗ — припуск на последующую чистовую обработку.
Для чистовых фрез AS = 0);
высота головки зуба
Пи— 2 *
Дальнейший ход расчета аналогичен расчету фрез
общего назначения (см. стр. 77, п. 6) за следующим
исключением:
10. Угол подъема, витков на начальном цилиндре
фрезы
11. Угол установки фрезы на станке ф = 0 ± со;
0 — по п. 5.
12. Угол давления на головке зуба колеса
13. Наименьшая длина режущей части фрезы
т _ Фех sin ae—d sin as) cos as cos ф .
COS p -T^oc-
Пример. Спроектировать червячную сборную фрезу с уменьшен-
ным углом профиля при следующих данных колеса: = 33; m =
= 3,75 мм; 4й= 137,518 мм; — 20°; Л' *= 3,75 мм; h = 8,45 мм;
Рд = 25° 51' 24*; S$ = 5,89_OiM = 5,81 мм; Dn = 145 мм; Alt 2 =
= 133,35 °*-
= 22,022°; d01 = cos a^s = 137,518 cos 22,022 = 127,485 мм; d^ =
= 145 — 2-8,45 = 128,1 мм. Колесо левое.
Параметры сопряженного колеса: г2 = 31; De2 = 136,7 мм; d$2 —
= 129,182 мм; (1^= 129,182 cos 22,022° = 119,757 мм.
Припуск на шевингование AS = 0,15 мм на толщину зуба.
Расчет.
1. Модуль нормальный т= 3,75.
2. Основной шаг колеса н фрезы
t0 = nm cos = лЗ,75 cos 20° = 11,07045.
100
3. Число заходов фрезы а = 2.
Профильный угол по нормали = 15е.
4. Шаг фрезы по нормали
t0 _ 11,07045
tu ~ cos аи 15°
= 11,461.
5. Угол наклона зуба на начальной окружности изделия
_ sin pa cos ад _ sin 25,8566cqs_20° _ 0 42427 р = 25,105°.
к cosaw cos 15° r
6. Угол зацепления по торцу на начальной окружности
«ЛЕ» -C'2‘S9;
7. Диаметр начальной окружности колеса
d = =» — 2,l4Sr = 132,949.
cos а8 cos 16,484
8. Толщина зуба по нормали на начальной окружности
S = d (ф^рэ+ inv«*-inv«») ₽ =
= 132,949 ( i37 518 ^ 25,8566 +
+ inv 22,022° — inv 16,484°) cos 25,105° = 7,085.
9. Расчетные размеры зуба фрезы по нормали к витку:
а) толщина зуба
Su = t и — (S + AS) = 11,461 — (7,085 + 0,15) = 4,226;
б) высота головки зуба
J _2 425.
в) высота зуба
hu = h + 0,3m = 8,45 + 0,3-3,75 = 9,6.
10. Диаметр наружной окружности Dett = ПО.
11. Число зубьев фрезы ги = 12.
12. Падение затылка К = 7,5.
13. Диаметр начальной окружности фрезы
du = Deu — 2h'u — 0,5tf =110-2-2,425 — 3,75 = 101,4.
101
14. Угол подъема витков на начальной окружности
. ttfl 11,461*2, ЛЛ~.Л- л-м.
sin <о = —. л 1 = 0,07195; <о = 4* 07'.
Яиц Я* 11)1,4
15. Ход витков по оси
<„а _ 11,461 2
tx~ cos to ~ cos 4° 07' -22>a8L
16. Направление витков левое и стружечных канавок осевое.
17. Угол установки фрезы на станке
ф = р — со = 25° 51' 24* — 4° 07' = 21° 44' 24*.
18. Радиус закругления головки зуба см. п. 27, стр. 101.
19. Радиус закругления ножки зуба
re = 0,3m = 0,3 *3,75 = 1,1.
20. Шаг между соседними профилями по оси
= —hi— = = 11,490.
cos <о cos 4° 07'
21. Профильный угол фрезы по оси
ссУХ' =о>26864; ^=15° 02'.
Принимаем ое^ = 15°.
22. Толщина зуба исходной рейки по оси (проставляется в чертеж)
S — — ^>461 — 5745
2 cos© “ 2cos4°07z~5’745’
23. Высота головки зуба исходной рейки (проставляется в чертеж)
Soc----— 5,745------4g^-
+ h’u =----------2COS 4 07 + 2,425 = 5,24.
Расчет усика фрезы
24. Радиус кривизны эвольвенты в точке начала активного участка
профиля
Р1 — А. 2 S^n as — 0’5 —
= 133,35 sin 22,022° — 0,5 j/136,6* —119,757* = 17,041.
25. Расстояние от головки зуба фрезы до точки начала утолщения
, < * / d AS \
hy = hui - sin a« “Pl---------Г) Sin a’ =
= 2,425 — ( 132^949 sln 16,484° — 17,041 ~sin 16,484° = 1,93.
102
26. Размеры усика» проставляемые в чертеж
С =—= —Що- = 1.998;
cos аос cos 15°
а = °,52AiS- 4- (0,05-6-0,07) = 0,075 + 0,055 = 0,13.
27. Радиус закругления головки зуба
Принимаем гх = 0,6.
28. Проверка величины утолщения на отсутствие подрезания:
расстояние от начальной прямой до точки, производящей наиболь-
шую подрезку
Лк = — Г1 (1 — sin а„) = 2,425 — 0,6 (1 — sin 15°) = 1,978;
радиус окружности начала активного участка профиля
угол зацепления на радиусе г в
c““s-£-4S^-0-96S7!>:
вспомогательный угол X
cos X = = 66-^Z!>978 = 0,977205; К = 12,25°;
Гв oo,UUO
величина <р = 12,25 0,0175 + inv 16,484° — inv 15,03’ = 0,21582.
e = (r —A^tgl—(пр —Mgas) = 132^942 _ 1,978^ tg 12,25°—
_ (!32,942 0>21б82 _ 197g tg 16>484.) = 0 273
Расчет фланка фрезы
29. Величина фаски f — 0,8.
30. Угол фланка
ссцф = сСц 10° ® 25°.
31. Диаметр начала фланка
dc = De — 2/ = 145 — 2 0,8 =~ 143,4.
103
32. Угол давления на диаметре dc на эвольвенте от основной рейки
,0.88902; Ч, 27.77
140,4
33. Угол фланка в торцовой плоскости
tg Лиф S = = 0,51495; <W* = 27,246°.
cus р сиъ ZO, 1 uv
34. Угол давления на диаметре на эвольвенте от рейки фланка
dcosa^s 132,949 cos 27,246 Лод.._
c°S a^s = =--------------------= 0,82425;
®!c4>s === 34,487 .
35. Расстояние от начала фланка до начала прямой
d (inv as — inv acs — inv аиф5 + inv ac0s) * * * 36 37 38 39
2(tgau4,s —tgas) “
_ 132,942 (inv 16,484° — inv 27,25° — inv 27,246° + inv 34,487°)
— 2 (tg 27,246° — tg 16,484°) — 4,d7,
36. Угол давления на головке шестерни на эвольвенте от основной
рейки
d cos as 132,949 cos 16,484 Л , __ _eoo
cos aes = ——- =----------:--=-7=—!------= 0,87921; aes = 28,453°.
De 140
37. Толщина головки зуба на эвольвенте от основной рейки
„ _ / S4-AS , . . \
= De \ cosp:d + *nv “s ~ ,nv ““) =
-145 ( re-484’ - 28’453") =3’336-
38. Толщина зуба на диаметре dcl
S“ = * ( d tsAp +inv “s -inv =
- 143>4 ( + inv ’б-484” — inv 27-25°') = 4-,34‘
\ 132,949 cos 25,105° /
39. Угол давления на головке шестерни на эвольвенте от рейки
фланка
dcosotu^s 132,949 cos 27,246° AO1CIC
cos Оеф, =----------------------------------= 0,81516;
35,937°•
104
40. Толщина головки зуба на эвольвенте от рейки фланка
Se#s = De (+ inv асфе — inv =
= 145 + inv 3414870 — inv З5-3970) = З.065-
Проверка.
41. Срез головки на одну сторону
Ses—Sefr 3,336—3,065 Л1О_
Я =---------------2----=-------2-----= °’135~
удовлетворительно.
ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ЧЕРВЯЧНЫХ ФРЕЗ
ПРИ ПОЛОЖИТЕЛЬНОМ ПЕРЕДНЕМ УГЛЕ (Y>0°)
"При заточке червячной фрезы с передним углом больше
нуля профиль фрезы должен быть соответствующим обра-
зом скорректирован, в противном случае профиль зубьев
колеса окажется искаженным. Величина искажения будет
тем больше, Чем больше при прочих равных условиях
заходность фрезы и передний угол.
Правильное профилирование червячных фрез этого
типа, как, впрочем и вообще червячных фрез любого типа,
заключается в том, чтобы при любых формах стружечных
канавок и методах затылования расположить режущие
кромки на поверхности заданного основного червяка. Сле-
довательно, профиль червячной фрезы по передней поверх-
ности можно найти как след пересечения винтовой поверх-
ности основного червяка и стружечной канавки; с другой
стороны кромка червячной фрезы должна быть следом
пересечения затылованной задней поверхности и стружеч-
ной канавки.
Например, если червячная фреза архимедова и имеет
прямые осевые стружечные канавки, то при положитель-
ном переднем угле (у > 0°) передняя поверхность пред-
ставляет собой плоскость Я, параллельную оси фрезы
и отстоящую от нее на расстоянии N — Reu sin У (рис. 42).
В этом случае профиль червячной фрезы по передней
поверхности уже не будет прямолинейным, поскольку
передняя поверхность не пересекает ось фрезы. Более того,
из-за влияния угла подъема витков, профиль в плоско-
сти Н будет несимметричным. Если же фреза имеет вин-
105
товые канавки, то независимо от типа основного червяка
профиль фрезы по передней поверхности будет симметрич-
ным, хотя и криволинейным (рис. 43).
Рис. 43. Определение профили червяч-
ной фрезы по передней поверхности,
имеющей винтовые канавки
Рис. 42. Определение профиля червячной фрезы
по передней поверхности, имеющей осевые канавки ..
Таким образом, если бы требовалось определить про-
филь чистовой и прецизионной фрезы при у > 0°, то сна-
чала составляли бы
уравнения винтовой по-
верхности основного
червяка и поверхности
стружечной канавки,
затем совместным реше-
нием этих уравнений
определяли бы искомое
уравнение профиля фре-
зы. Однако такой путь
расчета фрез слишком
громоздкий, а с другой
стороны, выполнить
червячную фрезу с кри-
волинейными режущими кромками практически трудно.
Для упрощения изготовления червячных фрез криво-
линейный профиль по передней поверхности принимаем
106
прямолинейным. При этом профильный угол аи по перед*
ней поверхности принимается равным углу наклона
линии АВ (рис. 44), соединяющей крайние точки Л и В
рабочей высоты профиля, а толщину зуба на начальной
прямой не изменяют, т. е. оставляют равной толщине
зуба фрезы с нулевым передним углом. В этом случае
(рис. 44) отклонения при замене криволинейного профиля
N |- Рис. 44. Приближенный ме-
\|^ тод замены криволинейного
—— профиля фрезы прямолиней-
ным
прямолинейным располагаются в благоприятную сто-
рону — произойдет некоторое утолщение головки и ножки
зуба фрезы. Профиль зубьев колеса при нарезании такой
фрезой будет иметь небольшое дополнительное подреза-
ние и фланкирование. Однако поскольку такой метод
профилирования является приближенным, выполнять чи-
стовые и прецизионные фрезы с положительным передним
углом не рекомендуется. Основная область распростра-
нения фрез с положительным передним углом — черновое
нарезание и получистовое нарезание зубьев колес под
шевингование.
Корректирование профиля архимедовой
червячной фрезы с ооевыми канавками
Приближенное профилирование заключается в том,
что действительный криволинейный профиль червячной
фрезы заменяется прямолинейным (см. рис. 44). Профиль-
ные углы образуются линией АВ, проходящей через
точку Л, расположенную на наружной окружности, т. е.
на головке зуба фрезы, и через точку В, расположенную
на ножке зуба фрезы. Для фрезы с номинальным профиль-
ным углом можно принять рабочую высоту hp профиля
фрезы в радиальном направлении, равной высоте h наре-
заемых зубьев колеса, а для фрезы с уменьшенным про-
107
фильным углом рабочую высоту hp фрезы нужно опреде-
лить. Из рис. 45.
hp = Re cos (aes — as) — rlt (50)
где Re — радиус наружной окружности колеса;
rf — радиус окружности впадин колеса;
as — угол по торцу колеса на начальной окружности,
равный торцовому профильному углу фрезы;
aes — угол давления профиля по наружной ок-
ружности колеса;
cosaes=^-.
Зная рабочую высоту профиля зубьев фрезы в радиаль-
ном направлении, можно, пользуясь рис. 42, найти рабо-
чую высоту фрезы hpi по пе-
редней поверхности. Перед-
ний угол на внутренней
окружности фрезы Rlu =
— Reu hp
t\iu
и, следовательно,
Рис. 45. Определение высоты
рабочего участка профиля фрезы t, __ s‘n (Yz Y)
P1 sin у
При осевых канавках передние углы на боковых кром-
ках профиля фрезы будут различны: на одной стороне
(например, при левой или правой нарезке резьбы) этот
угол будет отрицательный, а на другой (правой) стороне
этот угол положительный. В соответствии с этим левую
или правую стороны профиля червячной фрезы называют
«тупой» и «острой», соответственно углу, образованному
витком с осевой канавкой.
Вследствие наличия винтовой' линии витков, профиль-
ные углы «острой» и «тупой» сторон различны, так как
точка В основания профиля фрезы при заточке сместится
по винтовой линии вдоль оси фрезы на величину А, про-
порциональную углу (у/ — у)
д=вв1 = вав3= AfclL,
где tx — ход витков фрезы по оси.
108
Профильный угол «острой» стороны
, FBS — ВгВа Лр tga№—Д
Чэ&ост h /,
npi npl
Профильный угол «тупой» стороны
. В.Е4-ВВ1 hptgaoc + й
tg«^=—=—ъ—
(51)
(52)
Корректирование профили фрез
о винтовыми канавками
Высота рабочего участка профиля hpl по передней
поверхности подсчитывается так же, как и для фрез
с осевыми канавками:
/?tosin(Yt-Y) (53
** sm Y ' '
Профильные углы для левой и правой
Ьрезы равны между собой и определяются
см. рис. 43)
hp tg au
tga«i = —г—
сторон зуба
по формуле
(54)
Ниже приведен пример определения коррекции про-
филя фрезы в случае придания ей положительного перед-
него угла. В качестве примера найдем величину коррек-
ции профиля у фрезы с уменьшенным профильным углом,
параметры которой найдены в предыдущем примере.
Пример. Определить величину профиля червячной фрезы при
переднем угле у = 5° (размеры фрезы — см. в предыдущем примере
расчета фрезы).
Расстояние передней поверхности фрезы от оси
N = Reu sin у = 55 sin 5° = 4,793.
Высота рабочего участка зубьев фрезы
hp = Re cos (oeS — as) — ri =
= COS (28,453 — 16,484) = 6,87.
Радиус внутренней окружности фрезы
Rlu = Reu — hp = 55 — 6,87 == 48,13.
109
Передний угол фрезы на внутренней окружности
stoV/=_fe = Wr=0’09959: Yi==5-716°-
Рабочая высота профиля по передней поверхности
_ K^sin (Yz — Y) _ 48,13 sin (5,716° — 5°) _
pl sin у sin 5°
Поправка на профильный угол
= txtoi-vr e 22,981 (5,716-5°) = 00457
Профильный угол «на острой» стороне
ftptgctoe — А 6,87 tg 15° — 0,0457 Aoftn_
tg «ост =-------------------------------------- 0,2603;
&ост = 14° 35*.
Профильный угол на «тупой» стороне
_A₽tgaoc4-A 6,87tgl5’ + 0.0457_
tgamen-------------------------------------0,27355,
атуп = 15° 18*.
Глава IV
ПАЛЬЦЕВЫЕ И ДИСКОВЫЕ ФАСОННЫЕ ФРЕЗЫ
ПАЛЬЦЕВЫЕ И ДИСКОВЫЕ МОДУЛЬНЫЕ ФРЕ8Ы
ДЛЯ ПРЯМ08УБЫХ КОЛЕС
Профиль пальцевых и дисковых фрез для нарезания
фасонного профиля изделия в случае, если оно имеет пря-
мые зубья, полностью совпадает с профилем впадины
зубьев изделия. Сказанное в полной мере относится к паль-
Рнс. 46. Расчетная схема для
определения профиля пальцевой
и дисковой фрез
цевым и дисковым модульным фрезам, их профиль — это
профиль впадины зубьев пря-
мозубого эвольвентного ко-
леса. Следовательно, расчет
профиля этих фрез сводится
к определению профиля впа-
дины зубьев прямозубого
колеса, подлежащего нареза-
нию этими фрезами.
Определение профиля фре-
зы производится в виде нахо-
ждения координат профили-
рующих точек для отдельных
узловых точек профиля впа-
дины зубьев колеса, задавае-
мых радиусами произвольно
выбранных окружностей.
На рис. 46 ивображен профиль впадины зубьев колеса,
причем радиусы окружностей узловых точек должны
располагаться в пределах Rel > Rx > rn (Rx—радиус
узловых точек; Ra — радиус наружной окружности);
чем больше точек принято в качестве узловых, тем точнее
может быть построен профиль фрезы.
Профиль фрез может состоять только из эвольвентной
части, когда гл «s га и из эвольвентной и неэвольвентной
части, когда гл > га. Неэвольвентный участок профиля,
расположенный между окружностью ножек колеса гп
и основной окружностью гл, оформляется в виде отрезка
прямой, касательной к удлиненной эвольвенте, которую
111
описывает вершина зубьев рейки при зацеплении ее с на-
резаемым колесом. Эта касательная, наклоненная под
углом 5° к оси симметрии впадины зубьев колеса обеспе-
чивает необходимые задние углы по всему профилю фрезы.
Иногда этот участок оформляют по прямой, совпадающей
по радиусу, соединяющему точку начала эвбльвентного
профиля с центром колеса.
Координаты неэвольвентной части модульных фрез
могут быть также приняты по ГОСТу 10996—64, если
колеса некорригированные.
Для расчета фрез должны быть известны следующие
данные нарезаемого колеса: zt, tn, ад, ddl, Del, dn, Sdi.
Формулы для расчета эвольвентной части профиля
фрез и пример определения профиля приведены ниже.
Ширина впадины зубьев на делительной окружности
Тт ~ нт
Угол давления профиля на окружностях узловых
точек
008 ах = ; (d(l <С Dx <Z Del).
Угол между радиусом-вектором в узловую точку
и осью симметрии
<Рх = -^ + inv ах — inv ад.
Координаты профилирующих точек профиля инстру-
мента
х — 0,5Dx sin <рх; у = 0,5Dxcos<px.
Пример. Определить профиль пальцевой модульной фрезы для
нарезания прямозубого колеса параметров: zx = 21; т = 36 мм;
a.g =20°; Dei= 848,12 мм; dg! = 756 мм; d(1 = 686,12 мм;
Sg — 64,05_0145 = 63,825 мм; d01 = d^ cos ag = 756 cos 20° =
= 710,407 мм.
Расчет. .
1) Ten = nm-^ = 3,1416-36 — 63,825 = 49,2726 мм.
Задаем диаметры окружностей узловых точек начиная с dM =
= 710,407 мм через 12 мм.
Определим координаты одной узловой точки профиля, располо-
женной на окружности диаметра Dx = 790 мм:
, 2) cos ах = -^- = ^^ = 0,899240; ах = 25° 56' 25’.
112 L
3) Фх = +inv а* —inv “а
-^g26 • + imr 25^56'25" -xjnv 20е) = 4,81118°.
4)Х = 0,5Dx sin <Px = 0,5-790 sin 4,81118° = 33,1291 лл;
= 0,5Dx cos <Px = 0,5 • 790 cos 4,81118° = 393,0608.
Координаты остальных точек узловых сводим в табл. 7.
Таблица 7
»х X У
722 734 746 756 766 788 802 814 826 838 848,12 1(Г 16' 52" 14° 33'58" 17° 46' 12" 20° 21° 57'47" 24’3'35" 27’39'2" 29° 13' 18" 30’40'37" 32° 1'59" 33’6'35" 2° 69' 32" 3° 12' 9* 3° 28' 22" 3° 44' 3" 4° 1' 24" 4° 24' 7" 5° 14' 52" 5° 42' 31" 6° 11'31" 6° 41'44" 7° 8'6" 18,8443 20,5025 22,5942 24,6181 26,8723 29,8568 36,6766 40,484 44,5460 48,8627 52,6715 360,5078 366,4268 372,3151 377,1975 382,0561 393,6083 399,3192 404,9815 410,5906 416,1423 420,7762
ПАЛЬЦЕВЫЕ И ДИСКОВЫЕ ФРЕЗЫ ДЛЯ
ПРОФИЛИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ
При профилировании пальцевых и дисковых фрез для
нарезания различного рода винтовых поверхностей типа
косозубых колес, червяков, винтовых насосов и т. д.
встречаются большие трудности, обусловленные тем,
что профиль этих фрез не совпадает с профилем изделия
ни в его торцовом, ни в его нормальном сечении.
Для расчета указанных фрез используется ряд мето-
дов [6, 7], в основе которых лежит следующее условие:
контактная линия (линия мгновенного касания) фрезы
с винтовой поверхностью является совокупностью таких
точек поверхности, нормали к которым пересекают ось
инструмента.
Схема решения в наиболее распространенном виде
выглядит следующим образом. Сначала составляются
8 В. Ф. Романов
113
уравнения винтовой поверхности в параметрическом виде
и уравнение нормали к этой поверхности. Затем запи-
сывается уравнение неподвижной оси пальцевой или
дисковой фрез и путем решения его с уравнением нормали
устанавливаются координаты линии на боковой винтовой
поверхности. Искомый профиль фрезы определяется как
кривая осевого сечения поверхности вращения, образован-
ной вращением контактной линии вокруг оси фрезы.
Несмотря на кажущуюся простоту рассмотренных мето-
дов расчета, практическое их использование встречает
большие трудности, связанные со сложностью и громозд-
костью вычислений дифференциальных зависимостей, со-
ставлением уравнений винтовой поверхности и т. д. Помимо
этого, рекомендуемый метод определения формы наружной
поверхности дисковой фрезы, профилирующей цилиндри-
ческую поверхность дна впадины, как тела вращения
эллипса вокруг оси фрезы, неправилен и приводит к боль-
шим погрешностям.
Ниже излагается общий метод расчета фасонных фрез
для винтовых поверхностей. Расчет дан для нахождения
профиля фрез, по которому достаточными исходными дан-
ными являются профиль изделия в торцовом или осевом
сечении и осевой шаг винтовой поверхности. Эти данные
всегда задаются в чертеже изделия.
Как известно, относительное движение пальцевой
и дисковой фрез в процессе профилирования винтовой
поверхности складывается из вращательного и поступа-
тельного перемещений вокруг оси изделия, причем одному
полному обороту фрезы вокруг оси изделия соответствует
осевое перемещение на величину шага S винтовой поверх-
ности. При последовательном профилировании точек тор-
цового профиля изделия фреза будет занимать различные
положения, которые можно характеризовать углом 0 по-
ворота и смещением I от торцовой плоскости.
Таким образом, одна из особенностей рассматривае-
мого метода расчета заключается в предварительном на-
хождении профилирующих положений фрезы для ряда
задаваемых точек торцового профиля изделия.
В свою очередь, профилирующее положение фрезы будет
фиксироваться моментом пересечения оси фрезы нормалью,
восстановленной к винтовой поверхности. Определение
положения нормали является другой особенностью пред-
лагаемого метода. Покажем, что эта нормаль лежит в пло-
114
скости, касательной к цилиндру радиуса г0, равного рас-
стоянию от оси изделия до нормали к его торцовому про-
филю, а угол между нормалью винтовой поверхности
и осью изделия
, S р
tea — — = —
2лг0 г0
Так как проведение нормали к торцовому профилю,
являющейся плоской кривой, не представляет никаких
затруднений, то и определить нормаль к винтовой поверх-
ности также просто. Представим уравнения винтовой
поверхности:
X = х0со$ф + z/osinip;
Y = y0cos ф — х0 sin ф;
г=рф.
(55)
(56)
Эти уравнения представляют собой по существу фор-
мулы перехода от системы х0, у0, z0 к системе X, Y, Z,
в случае, когда первая система имеет винтовое движение
относительно второй системы.
Входящие в уравнение (56) х0 и у0 имеют смысл
параметрических уравнений профиля изделия в торцовом
сечении:
*в = Л(ф); |
f/o =Z»(<p)- /
(57)
Выражение для угла а наклона нормами к оси винто-
вой поверхности имеет вид
или
Кд^+д’ + д*
’ 1/Д2_1_Д2
Az г х ' »
(58)
где
А — дг ду дг
х дф дф дф дф 9
А ___ & . & dz дх
и дф * дф дф * дф ’
А — дх ду
1 дф дф дф дф *
(58')
8*
115
Продифференцируем уравнение (56) по формуле (58)
и, учитывая уравнение (57), получим
^=(-^sinx*’-wcost)Р;
(-^cos^“-Wsin^) ?•
— Уо + хо Тйр" •
Подставляя полученные значения в формулу (58),
имеем
Знаменатель полученного выражения представляет
собой расстояние г0 от центра координат до прямой
х0 cos а + у0 sin а = г„
где
Поскольку х0 и у0 — текущие координаты кривой тор-
цового профиля, а выражения для направляющих коси-
нусов нормали cos а и sin а совпадают с уравнением для
направляющих косинусов нормали, то уравнение (59)
является уравнением нормали к торцовому профилю
изделия.
Расчетной формуле (55) можно придать следующий
геометрический смысл: нормаль к винтовой поверхности
образует с осью изделия угол о, равный углу подъема
винтовой линии на цилиндре радиуса г0.
Рассмотрим схему определения профиля фрез, считая,
что положение нормали в заданной точке известно,
т. е. найдены величины г0 и о.
116
Пальцевые фрезы
При расчете принимается, что профиль винтовой по-
Рис. 47. Задание про-
филя пальцевой фрезы
для деталей с винто-
вой поверхностью
верхности в торцовом сечении известен. Профиль пальце-
вой фрезы удобно задавать рядом значений радиусов гф,
образующих окружностей торцовых сечений фрезы и орди-
нат Уф, определяющих положение этих сечений (рис. 47).
На рис. 48, а показано положе-
ние, соответствующее профилирова-
нию точки А профиля изделия в тор-
цовой плоскости, заданной радиусом
р = ОА и углом 1. Пусть в этом
положении известен угол давления а
и радиус г0 окружности, касательной
к нормали ABt.
В соответствии с предлагаемым
методом профилирования нормаль АВ
к винтовой поверхности в точке А
должна пересекать ось ¥ф вращения
фрезы, относительное движение кото-
рой винтовое. При последовательном
профилировании всех точек профиля
изделия в торцовой плоскости каж-
дому углу поворота 0 оси фрезы
будет соответствовать ее перемеще-
ние вдоль оси на величину Г.
1 = р0.
(60)
Примем, что положение фрезы в момент профилиро-
вания точки А соответствует повороту ее оси на угол 0.
На основании построений на рис. 48 можно написать:
+ tga=tg(a + X-0),
откуда с учетом формул (55) и (60)
0 = tg(a + X —6) —tg« . (61)
Так как для большинства -винтовых поверхностей
уравнение (61) трансцендентное, то для определения
угла 0 следует задаваться различными его значениями
до тех пор, пока условие, выражаемое уравнением (61),
117
не будет выполнено. При малом угле наклона витков
можно заменять 6 на tg 0, что устраняет трансцендент-
ность уравнения (61).
Считая угол 6 известным, определим радиус гф обра-
зующей торцового сечения фрезы и ординату Уф.
Из рис. 48 следует
а = —= _₽в_. (62)
cos о cos а ' '
Рис. 48. Определение профиля пальцевой фрезы для изделия с винтовой
поверхностью
Искомый радиус фрезы в сечении II—II будет пред-
ставлять собой проекцию отрезка а на плоскость II—II:
гф — a cos со, (63)
где
sin со = sin a sin (а 4- К — 6). (64)
Ордината сечения II—II фрезы
д5|пи- (66)
Таким образом, последовательность расчета пальце-
вой фрезы следующая: профиль изделия в торцовой пло-
скости задается рядом точек, и для каждой из них нахо-
118
дится положение нормали к этому профилю, определяе-
мое радиусом окружности гв, углом о подъема винтовой
линии изделия на цилиндре радиуса г0 и углом а давления.
Затем по формуле (61) определяется угол 0 и по форму-
лам (62)—(65) остальные параметры фрезы.
Ниже приводятся приложения общего метода для
расчета распространенных винтовых поверхностей паль-
цевых фрез.
Пальцевые фрезы для эвольвентного червяка и косо-
зубого колеса. В соответствии с общим методом профили-
рующее положение фрезы определяется моментом пере-
сечения нормали и винтовой поверхности в рассматривае-
мой точке и оси вращения фрезы. В свою очередь, поло-
жение нормали определяется углом о, совпадающим
с углом подъема винтовой линии на окружности радиу-
са Го. Поскольку этот угол и радиус основной окружно-
сти у эвольвентного червяка и косозубого колеса постоян-
ные, то расчетные формулы имеют для этих изделий про-
стую структуру.
Величина а, входящая в формулы (62), (63) и (65),
может быть определена следующим образом. Из рис. 48, б
следует:
а = 1 + <р — 0, (66)
где 1 — угол между осью Y и началом эвольвентного
профиля.
Очевидно, что
А'=’Й’“*пуал’
У,,, — дуговая ширина впадины зубьев на делительной
окружности.
С другой стороны,
Шо=2а.__а4.+Л£, (67)
•О *0 *0
где
AN = r0<p, a BiA = a sin о.
Подставляя значения AN и ВгА в уравнение (67) и
вычитая из него выражение (66), после небольших преоб-
разований с учетом формулы (62) получим
tga—a=inva = —£----------К. (68)
го sin a ' '
119
Решая это выражение относительно а с учетом формулы,
для к будем иметь
а= r0 sin a (inv а + 1)= resino( inv а 4
^-invaas).
Искомый радиус гф окружности «профилирующего»
сечения фрезы (для точки А профиля изделия) и расстоя-
Материал -сталь Р18
Твердость-HRC 62-64
Модуль торцовый-
Угол зацепления -
Число зубьев колеса-
Число зубьев фрезы -
Размеры профиля
т
Рис. 49. Рабочий чертеж пальцевой модульной фрезы
ния Гф от оси изделия до «профилирующего» сечения
фрезы
r<* = acosco; уф = —— a sin со,
где
sin со = sin о sin а.
Профиль неэвольвентной части фрезы при dt < d0
находится так же, как и у пальцевой фрезы для прямо-
зубых колес. «
Для нахождения профиля пальцевой фрезы должны
быть известны следующие элементы колеса: dg, zx, ag,
^dsi dlt Dgt S^sl
Схема расчета профиля фрезы и пример расчета при-
ведены ниже. Оформление, рабочего чертежа показано
на рис. 49.
120
Формулы определения профиля пальцевой
модульной фрезы для нерезения коооэубого колеоа
и звольвентного червяка
1. Радиус основной окружности колеса
re = 0,5dacosa&.
2. Угол подъема винтовой линии на основном цилиндре
колеса cos а = cos ад sin
3. Ширина впадины зубьев по торцу на делительном
цилиндре
4. Задаваемый переменный параметр — угол а при-
нимается произвольно.
Граничные условия: а{ <a <ае 4- 10°.
5. Длина нормали от узловой точки профиля изделия
до оси фрезы
а = r0 sin о 0nv а + — inv .
6. Угол между нормалью и торцом фрезы sin <о =
= sin a sin a.
7. Радиус фрезы в профилирующем сечении гф —
= a cos <о.
8. Ордината от оси колеса до профилирующего сече-
ния фрезы
ул — —-------a sin о.
г’*’ cos a
9. Высота профиля фрезы по шаблону
Ьф^Уф — rt.
Пример. Рассчитать профиль пальцевой модульной фрезы для
нарезания зубьев шевронного колеса следующих параметров: z =
= 79; ms= 18 мм; ads= 20°; ad= 17°55’ 40"; ₽ = 27° 16’; =
= 1422 мм; h= 36 мм; d[ = 1382 мм; Sq ~ 23,703; S^s = 27,805 мм.
Определяем дополнительные технологические параметры зубчатого
колеса:
г0 = 0f5da cos ads == 0,5 -1422 0,939693 = 668,12145;
cos о = cos sin р = 0,951445 0,4581525 = 0,435888;
sin о = 0,89999991;
Tens = nms~Sds = 3,1416-18 — 27,8056 = 28,7432 мм.
121
Задаемся произвольно углами а от 15 до 23° через один градус.
Определим координаты одной точки профиля фрезы, например, при
а= 23°:
а = г0 sin о (inva + — inva^) =
= 668,12145 0,89999991 (о,023049 + —
— 0,014904J = 17,05206.
sin <о = sin a sin а = 0,89999991 -0,39073113 = 0,35165798;
<о = 20°35'20*; cos <о = 0,93612775;
гф = a cos <о = 17,05206-0,93612775 = 15,962906;
<* — sto » - -да® - >7.0S206 0.3SieS798 _
= 719,824177.
Высота профиля фрезы по шаблону
Лф = Уф — rt = 719,824177 — 691 = 28,824177.
Результаты расчетов координат остальных точек про-
филя сводим в табл. 8.
Таблица 8
а° а “н ГФ кф
15 6,8904 13*28'12* 6,7008 690,085 0,9148
16 7,7731 14*21'49* 7,4575 693,1367 2,13666
17 8,6193 15*15'22* 8,31555 696,381 5,38104
18 9,6622 - 16*8'52* 9,28136 699,8172 8,81715
19 10,8381 17*2'18* 10,3624 703,4433 12,4433
20 12,1544 17*55'40* 11,5642 707,2586 16,2576
21 13,6972 18*48'58* 12,8942 71142614 20,2614
22 15,2511 19*42'11' 14,3582 715,4503 24,45033
23 17,0521 20*35'20* 15,9629 719,8242 28,8242
Пальцевые фрезы для обработки циклоидальной вин-
товой поверхности. На рис. 50 показан эпициклоидаль-
ный профиль изделия, образованный точкой М окруж-
ности радиуса г, при ее качении по окружности гх. Угол ф
начала профиля задается.
122
Уравнения профиля изделия в торцовой плоскости
удобно представить в системе xlt yif связанной с точкой
начала образования профиля:
Xi = (Г1 + rt) sin vt — г. sin (фх + фа); |
У1 — (ri + nOcoSф! — faCOStox + фа), / ( '
где Ф1 — параметрический угол,
Нормаль, восстанов-
ленная к профилю изде-
лия в торцовой плоско-
сти в точке М, проходит
через точку N касания
окружностей. Поэтому
а = Ф1+-у- •
У гай в развернутости
кривой определяется
выражением
а фа — Ф1 -jr" •
Рис. 50. Образование циклоидального
профиля изделия
а угол а — по формуле
(55).
После нахождения этих параметров по формулам (61)—
(65) определяется профиль фрезы, причем в этих форму-
лах угол % = (ф + в).
Пример. Определить профиль пальцевой фрезы для циклоидаль-
ного профиля изделия следующих параметров: гх == г% = 48,49 мм;
р=-£- = 363.8279 мм; ф = 30°.
2л Y
Расчет. Задаем произвольно параметр обкатки <рх ~ 25°;
для этого угла по формуле (69) определяем:
1) Хх = Oi + J's) • sin фх — г% sin (<рх + фа) = (48,49 48,49) X
X sin 25° -48,49- sin (25° + 25°) = 3,84 мм;
2) Ух = 56,725;
3) Го = cos 47,3406 мм;
4) tga = -^- = -^g- = 7,6853; а = 82,58*;
Го 4f,O*rUO
123
Таблица 9
S Q 1© тГ N-C4O 00 счеом^соаосГ
ь-ю со со со CD С© СО 1^10 O осГоГср
% 36,49 43,79 51Д2 58,088 64,78 71,26
ОзГОООЮОО ^85^
ф О СОО о ооооо оо‘оо‘о*о
1О ’ф ЮС41^0 О СОО-^оо сч ооо счес <о
ъ <о счсчсчсчсч сч со со СО оооо OO
г ЮСЧС0 ON TflOlOCOON хфОГ^Юх^СО со On-со со
С0^СЧЮ1ПСЧ ООО ’Со’сро тМОЮЙШ
и сч coin <р еой5й5 О СЧСОООО^ о" оосчсо С©
°еГ OIOQ1QO Ю^г-ие3с4со
5) tg в = ^4- = o’o67692; е = 3,87°;
6) а = <Pi + : = 25° + 0,5-25° =
= 37,5»;
7) © = tg + 06 ~ 6>~tg (“ ~ е)_
tg«o
tg (30° 4-37,5’ — ©)—
— tg (37,5°—3,87»)
~ tg» 82,58 ;
Путем подбора определяем 6
= 0,026712 или © = 1,530476*;
в. р© 363,8279 0,026712
' Os** cos а = cos 82,58°
= 75,2545;
9) sin 0 = sin а sin (а 4- Ф — 6) ==
= Sin 82,58 sin (37,5° + 30°— 1,530476е) =
= 0,904710=64,78°;
10) гф — a cos 0 = 75,2545 cos 64,78=
= 32,0778;
-----
, 43,3406
a sin 0 - cos (37>go + 30°—1,530476)
— 75,2545 sin 64,78 = 48,0711 мм.
Результаты расчетов для Ос-
тальных углов <рх сводим в табл. 9.
Пальцевые фрезы для обра- -
ботки архимедовой винтовой по-
верхности. Уравнение профиля
архимедового червяка в торцовой
плоскости, показанного на рис. 51
и 52, имеет вид
рХ
p = ‘tgT+c’ (70)
где C = r«-W6’
rd — радиус делительного ци-
линдра;
Ten — осевая ширина впадины
витков на делительном
цилиндре;
124
Рис. 51. Торцовый
медовой винтовой
профиль архи-
поверхности
6 — угол профиля витка в осевой плоскости.
Угол давления в заданной точке профиля
Р
р'
_ ptgfl
р
Из рис. 51 имеем
с1еМ,= P + “g?s»n«.
Ztgacosa
После преобразований с учетом формул, а также того,
что в данном случае 0 = (X — ф) и r0 — р cos а, получим
+ р ctg ф cos8 6 (ctg 6 4- рф) = 0.
Задаваясь произвольными
значениями угла ф, определяем
ряд значений р. Затем, учиты-
вая формулу (70), находим про-
филирующее положение фрезы
для точек профиля, располо-
женных на окружностях р, и,
наконец, по формулам (61)—(65)
определяем размеры профиля
фрезы, причем угол (X—0) в этих
формулах равен ф.
Пальцевые фрезы для обработки винтовой поверх-
ности с прямолинейным профилем в торцовом сечении.
Профиль этой поверхности показан на рис. 53. Из по-
строений на рис. 53 можно написать:
г2
Ctg^ = Ь-4-petga = Ф)*
где b — ra sin 6 — 0,57V, cos 6;
Га — радиус делительного цилиндра;
Тт — ширина впадины на хорде на делительном ци-
линдре;
6 — угол профиля.
По уравнению при заданном угле ф определяем г0,
а затем радиус профилирующей точки:
Профиль фрезы определяется по формулам (61)—(65),
причем в этом случае 0 = 6 — ф.
126
Дисковые фревы
Профиль дисковой фрезы удобно задавать в виде ра-
диусов Гф окружностей торцовых сечений фрезы и расстоя-
“ по оси Уф симметрии фрезы (рис. 54).
ний Иф этих сечений
Предположим,
что при положении
фрезы, показанном
на рис. 55, проис-
ходит профилиро-
вание точки Л про-
филя изделия, за-
данной в торцовой
плоскости радиу-
сом р и углом 1
(на рис. 55 ось У
является осью сим-
метрии впадины
зубьев в торцовом
сечении YOX изде-
лия). Зададимся
Рис. 54. Задание про-
филя дисковой фасон*
ной фрезы
ni-ni
пп
Рис. 55. Расчетная схема для определения
профиля дисковой фрезы
условием, чтобы линия ОВ (рис. 55), представляющая со-
бой межосевое расстояние (L = rt + /?еи) и перпендику-
лярная к оси фрезы, совпадала с осью Уф симметрии
фрезы (при прямозубом изделии оси У и Уф совпадают).
Для нахождения профилирующего положения фрезы
необходимо сначала определить положение нормали к вин-
товой поверхности в профилируемой точке А. В этой части
127
расчет дисковой фрезы полностью совпадает с расчетом
пальцевой фрезы.
Через точку А проводим нормаль к торцовому про-
филю и определяем радиус касательной окружности г0.
Нормаль к винтовой поверхности, как было установлено
выше, лежит в плоскости I—I и образует с осью изделия
угол о, определяемый по формуле (55).
Ось фрезы может быть расположена под любым углом
к оси заготовки, но обычно угол скрещивания осей при-
нимается равным 90° — 0(0 — угол наклона витка). По-
лагаем, что это условие в рассматриваемом случае выдер-
жано.
Из рис. 55 имеем
/ = -^--KBtgp. (72)
С другой стороны
_ icos(a + X — в)— г0
— sin(a + X —0)
л к _ £ —pcos(X —0)
sm(a + X —0) ’
отсюда
л___l_ _ L — pcos(X— 0)_____[L cos (a + X— 0) —r0) tg 0
p p sin (a 4-X — 0) tg a sin (a + X — 0) p
(74)
Уравнение (74) представляет собой основное расчетное
уравнение для определения профилирующего положения
фрезы. Это уравнение трансцендентное, вследствие чего
точное решение может быть получено лишь методом после-
довательных попыток. Однако для ряда линейчатых вин-
товых поверхностей это уравнение имеет прямое решение.
Кроме того, при небольшой величине угла наклона 0
можно принять sin 6 6, а cos 0 1, тогда уравнение
также будет иметь прямое решение.
После определения профилирующего угла 0 находим
tg е = ^ = лКС05(в + *-е)-Кв (75)
Искомое расстояние от оси симметрии фрезы до ее про-
филирующего сечения (III—III)
= + (76)
128
Рис. 56. Определение геометрической
формы наружной поверхности диско-
вой фасонной фрезы
Искомый радиус фрезы в профилирующем сечении
гф = V[h ctg (0 + е)]а + MKsin (а + X — 6)]а. (77)
Таким образом, последовательность расчета дисковой
фрезы следующая: для ряда точек профиля изделия в тор-
цовом сечении, задаваемых радиусами р и углами X,
предварительно нахо-
дится положение нор-
мали, определяемое ра-
диусом г0, углом давле-
ния а и углом подъема
винтовой линии а на ци-
линдре радиуса г0. Затем
определяются по фор-
муле (74) профилирую-
щий угол 6, а- по фор-
муле (73)—отрезки ЛК
и КВ и, наконец, по фор-
мулам (76) и (77) пара-
метры профиля фрезы
гф и Ьф.
Расчет профиля ди-
сковой фрезы для обра-
ботки дна впадины. Дно
впадины витков (или
зубьев) винтовой по-
верхности представляет
собой цилиндрическую
поверхность радиуса rt
(рис. 56). Так как ось
дисковой фрезы распо-
лагается под углом 0 относительно торца изделия, то
в качестве профиля" фрезы для обработки дна впадины
изделия обычно принимается эллипс, получаемый от сече-
ния цилиндрической поверхности радиуса г, плоско-
стью пп, проходящей через ось фрезы. Однако, в действи-
тельности профиль фрезы значительно отличается от эл-
липса и может быть точно определен изложенным выше
общим методом: нормаль к цилиндрической поверхности
в профилируемой точке должна пересекать ось фрезы.
Зададим положение нормали, которая пересекает цилин-
дрическую поверхность в профилируемой точке А изде-
лия, а ось фрезы в точке В, углом <р.
9 в. Ф. Романов
129
Радиус фрезы, профилирующей точку А,
Кф = V(L tg <j> — r{ sin <j>)2 sin2 0 + (L — cos <p)2. (78)
Расстояние от оси симметрии гф фрезы до профили-
рующего сечения определяется по формуле
Рис. 57. Определения профиля диско-
вой модульной фрезы для косозубого
колеса н эвольвентного червяка
профиля дисковых фасонных
• г . sin® В .
h4> = L^-^p +
+ rfsin <j>cos0. (79)
Определение профиля
фрезы для дна впадины
изделия производится
в следующей последова-
тельности. В пределах
рабочего участка дна
впадины задается ряд
профилируемых точек
углами <р. Затем для
каждой точки профиля
изделия по формулам
(78) и (79) находится про-
филирующий радиус Вф
фрезы и расстояние Иф
профилирующего сече-
ния от оси симметрии Уф
фрезы.
Ниже приводятся
формулы для расчета
фрез для ряда распро-
страненных винтовых поверхностей.
Дисковые фрезы для эвольвентных червяков и косо-
зубых колес. «Профилирующее» положение фрезы
(рис. 57), как и для рассмотренных выше поверхностей,
можно определить углом
_/__мс _ BCtgft
р ~ rotg®a rotga ’
(80)
однако в данном случае удобнее определять углом
а = X + со—0.
(81)
130
С другой стороны,
tg« = ~
ГО
ME . NM ME .
-------=-----H (0
ro ro ro'
HO
ME = MC
BC
cos a ’
поэтому
MC BC .
tg« = -j:----r cosr» +Ю-
*q Гq cos a
(82)
Вычитая выражение (81) из выражения (82) и обозна-
чая MC = а и ВС = Ь, после небольших преобразований
с учетом формулы (80) получим
invа = —-------Ь (tgJL+tgPg?”) _X. (83)
r0 sin2 а \ pcosa ) ' ’
Решая это выражение относительно а с учетом фор-
мулы (83), получим
а = r.sm’cr Г inv a + Ь +
° L \ pcosa / 1
+ —inv «*] • (84)
Величина b = ВС, входящая в формулу (83), в свою
очередь, зависит от угла а:
L cos а — г0
sin а
(85)
где L — межосевое расстояние при нарезании.
Таким образом, задаваясь углом а последовательно по
формулам (84) и (85), находятся параметры Ь и а, которые
вместе с углом а определяют «профилирующее» положение
фрезы. Из рис. 57 (сечение II—II) следует:
. 0 FM _ (a cos a — 6) tg g cos a^s
® BF ~ acosags — b
(86)
где
cosads- .
9*
131
Расстояние Кф «профилирующего» сечения фрезы
- t)sln(e + p> . (87)
Угол у между искомым радиусом гф фрезы и линией 0uD
можно определить по формуле (сечение по III—III)
to« — MD — (gcosa —6)cos(e+P) /Rft,
1ё * ~ OUD ~ a sine sin a ’
Искомый радиус
r ____ OUD _a sin a
cosy ~ cos у ‘
(89)
Для нахождения профиля дисковой модульной фрезы
должны быть известны следующие параметры нарезаемого
колеса: z, dg, ад, ags, ms, df, De, Sds, fo, p.
Ниже приведены схема расчета профиля дисковой
фрезы и пример расчета. Граничными значениями яв-
ляются 2/^пцх = Тт.е + 3-i-5, где Теп. е — ширина впа-
дины по нормали по наружной окружности изделия.
Формулы определения профиля дисковой
модульной фрезы для косозубого колесе
и эвольвентного червяке
1. Радиус основной окружности
ro = 0,5decosaft.
2. Угол подъема винтовой линии на основном цилиндре
coso = cos ad sin (к
3. Ширина впадины зубьев по торцу на делительном
цилиндре
s = Sg.
4. Задаваемый параметр а принимается произвольно.
5. Вспомогательный параметр
, Leos a — r0
~ sin a
6. Длина нормали от узловой точки до оси фрезы
a = rosin8cr [inva + fe (tg ° + ^ ~ inv a*] •
132
7. Вспомогательный угол
tffB== (flcosa—b)tgqcosaas
a cos o^s — b
8. Расстояние от плоскости симметрии фрезы до про-
филирующего сечения
, (a cos а — 6) sin (₽ 4-е)
Ф sin е
Граничные условия: 2ИФ <ZTM,es + (3-4-5) мм.
’ 9. Вспомогательный угол
(ecosq —6) cos (Р 4-е)
° * a sin в sin а
10. Радиус окружности в профилирующем сечении
фрезы
__ а sin а
ГФcosy '
Примо». Определить профиль дисковой модульной фрезы для
эвольвентного червяка следующих параметров: L = 150 ллс; а (число
заходов) 5; ширина впадины по торцу Tens = 15л; расстояние между
осями фрезы и червяка L = 150 мм; угол наклона витков 0 = 68,2 ;
d0 = 110,9445 мм; <Xds=42,3°; 0=28,416°; р = 30 мм.
Расчет. Определим одну узловую точку, задавшись произволь-
ным углом а = 40°.
1) ь = bcosa-Го = 150 cos 40°— 55,47225 =
’ sm а sm 40°
2) sin" а Ftava + i. +
’ ° L \ pcosa / ds
— inv а*] = 55,47225 sin® 28,416° [inv 40° + 92,4635x
/ tg 28,416° + tg 62,21* cos 40° \ _ inv 42 3» 1 -
X k 30 cos 40° ) + \ 150 W J “
= 127,3769 mm;
~ _ («cosa —fr) tgocosq^ _
' ® acosadi — b
(127,3769 cos 40° — 92,4635) tg 28,416° cos 423’ _ , 17025.
- 127,3769 cos 42,3° — 92,4635
e = 49,585°;
l?3
(a cos a — b) sin (s + fl)
_ (127,3769 cos 40е — 92,4635) sin (49,485° + 68,2°) _ -
” sin 4^85 Ь,У602лл<;
n cos a — *) COS (»+₽)_
&) tgv“ a sin e sin a
_ (127,3769 cos 40° — 92,4635) cos (49,485° + 68,2°) _ _ _
~ 127,3769 sin 49,485 sin 40° ~ v,lM8V6l 1;
Y = 2,18°;
a sin a 127,3769 sin 40° o. ooco
6) гл =---------=------:—— = 81,9268 мм.
’ v cosy cos2,18°
Расчеты координат профиля для других узловых точек
сводим в табл. 10.
Таблица 10
a в град ь в мм а в мм е в град Лф в мм V в град гф в мм
38 . 101,889 139,179 71,332 5,355 4,16 85,889
40 92,463 127,37 49,485 5,96 2.18 81,92
46 67,737 97,68 0,6 10,515 3,098 70,38
48 60,415 88,869 4,078 12,717 3,495 66,175
Дисковые фрезы для обработки архимедовой поверх-
ности. Уравнение архимедова червяка можно записать
из рассмотрения рис. 52. Образующая NM поверхности
совершает поворот на угол Л и имеет осевое смещение на
величину zx = рЛ, так что
z = Zi — z2 = рК — (р — a) tg 6,
гдеа=гд=-^-;
гд — радиус делительного цилиндра;
Твп — осевая ширина впадины витков на дели-
тельном цилиндре.
Если принять z = 0, то получим уравнение торцового
сечения архимедова червяка:
P = i^ + ° W
1И
(91)
Положение нормали в торцовом сечении в заданной
точке определяется углом а (см. рис. 52а), который на-
ходится по формуле
6 р р
На основании рис. 526 имеем
cos^ = Р+М sina + M sin ф
(92)
L
Замечая, что
д„____L sin ф -|- ВК cos ф
cos a
и учитывая формулы (72) и (91), получаем
cos ф = -£• + sin ф ptp 6 +
, (£ sin ф — I tg о cos a) (cos ф tg a 4- sin ф)
(93)
£ (tg 6 cos a tg P — cos ф)
Принимая во внимание, что I — рв = р (Л — ф) и
формулу (90), окончательно имеем
р2^СМф^^2бсо8ф^_ р (PtgJ_|_sini|,tg§tgp_|_ J _|_
+ ра(да6со8ф + рфсо5ф1§б — р1§6б1пф) —
— рsinф(pctg6рф — 1§рс1бф) = 0. (94)
Это квадратное уравнение решается относительно р
после подстановки произвольной величины угла ф. Зная р,
по формулам (90) и (73) находят параметры профилирую-
щего положения фрезы, а по формулам (75)—(77) —
искомые параметры профиля фрезы.
ГРАФИЧЕСКИЙ МЕТОД НАХОЖДЕНИЯ ПРОФИЛЯ ПАЛЬЦЕВЫХ
И ДИСКОВЫХ ФАСОННЫХ ФРЕ8
Если торцовый профиль изделия очерчен прямыми или
дугами окружностей, а также если- можно заменить за-
данный торцовый профиль комбинацией дуг и прямых ли-
ний, то можно графическим способом найти профиль паль-
цевой и дисковой фасонных фрез, причем пальцевая фреза
<35
может использоваться только для симметричного профиля
изделия, а дисковая — также и для несимметричного.
Рассмотрим построение профиля пальцевых фрез для
изделия заданного дугой окружности (рис. 58). В мас-
Z
Рис. 58. Графический метод определения профиля пальцевой фрезы
для винтовой поверхности с симметричным профилем
штабе, соответствующем формату чертежа, проводятся
дуги трех окружностей: наружной радиуса Re и центров
дугового профиля R. Затем строится .правый или левый
тррцовый профиль изделия (проекция А) так, чтобы ось
симметрии являлась бы осью Y симметрии впадин про-
филя. Этот профиль радиуса г обозначен цифрой 0. От
136
В. Ф Романов
ь'ис. 59. Графическое построение профиля
дисковой фрезы для винтовой поверхности
с симметричным 'профилем
I
точки Ои начала координат на проекции Б откладывается
в сторону оси Z, совпадающей с осью изделия, расстоя-
ние а, равное примерно половине ширины зубьев на сред-
ней окружности. Это расстояние делится на п равных
отрезков и через полученные таким образом точки Ои, 1,
2, 3.....проводятся линии, перпендикулярные к оси Z
(проекция Б); каждая из этих линий будет представлять
собой след определенного торцового сечения изделия.
Расстояние между торцовыми сечениями обозначено Ь.
Если принять, что профиль О изделия лежит в торцовой
плоскости, совпадающей с осью X, то в сечении /—1 про-
филь зуба на проекции А будет повернут относительно
профиля О на угол ф *, равный
Ф = (95)
Где S — осевой шаг винтовой поверхности изделия;
b — расстояние между торцовыми поверхностями /
и 2, 2 и 3 и т. д. х
Профили изделия, расположенные в других торцовых
сечениях изделия, будут в проекции А повернуты отно-
сительно профиля О на углы, кратные углу ф. В соот-
ветствии с этим из центра 0 на окружности радиуса цен-
тров /? изделия откладываются влево отрезки О—/, /—2,
2—3, . . ., равные /?ф. Из точек /, 2, 3, . . . и т. д.,
являющихся центрами радиусов торцовых профилей, ра-
диусом г проводятся торцовые профили /, 2, 3, . . . изде-
лия, расположенные в торцовых сечениях /, 2, 3, . . .
и т. д., показанных на проекции Б.
Фреза и впадина профиля изделия рассекаются пло-
скостями /, //, III, IV, . и т. д. (проекция А), перпен-
дикулярными к оси Y, причем плоскость I проходит
через начало профиля изделия.
Очевидно, что сечения фрезы этими плоскостями долж-
ны являться концентрическими окружностями, так как
ось вращения фрезы совпадает с осью Y, а боковой вин-
товой поверхности — плоскими кривыми. Окружность се-
чения фрезы любой плоскостью должна обязательно ка-
саться кривой сечения этой же плоскостью винтовой по-
верхности (проекция Б). На основании этого условия
* На чертеже не показан, так как при графическом построении
откладывать угол *ф не требуется.
137
графический расчет профиля фрезы будет заключаться
в предварительном нахождении кривых сечений винтовой
поверхности изделия плоскостями I, II, III, ... и в по-
следующем определении искомых радиусов гф окруж-
ностей фрезы, как касательных к кривым — сечениям
боковой винтовой поверхности изделия.
Найдем, например, на проекции Б кривую сечения
винтовой поверхности изделия плоскостью II. Для этого
точка пересечения плоскости II с профилем 1 на проек-
ции А сносится на торцовое сечение I проекции Б, а точка
пересечения этой же плоскости с профилем 2 на проек-
ции А — на соответствующее торцовое сечение 2 проек-
ции Б и т. д. Соединяя полученные на проекции Б точки
плавной линией, получаем кривую пересечения винтовой
поверхности изделия плоскостью //.
Аналогичным образом на проекции Б строятся кри-
вые /, III IV, . . . пересечения винтовой поверхности из-
делия плоскостями /, //, ///, . . ., перпендикулярными
к оси Y. Для нахождения искомых радиусов гф окруж-
ностей фрезы в сечениях /, //, ///, ... из центра 0и
(начало координат) проводятся касательно к соответ-
ствующей кривой дуги окружностей. Радиус окруж-
ности гфп, например, является искомым в сечении фрезы
плоскостью //, перпендикулярной к оси Y.
Точно таким же путем находятся на проекции Б ра-
диусы Гф окружностей сечений фрезы плоскостями I, III,
IV, . . ., которые должны быть касательными к соответ-
ствующим кривым сечения боковой поверхности изделия
на проекции Б.
Последний этап графического построения заклю-
чается в построении профиля фрезы. Для этого влево от
оси Y, совпадающей с осью фрезы (проекция А) вдоль
следов плоскостей /, //, III, . . . откладываются соответ-
ствующие радиусы гф1, Гфп, гф111, . . ., взятые с проек-
ции Б.
Соединяя концы отрезков этих радиусов плавной
кривой, получаем искомый профиль фрезы в осевом сече-
нии (на рис. 58 показан радиус г^п).
Аналогичным образом ведется построение профиля для
изделия, имеющего прямолинейный профиль. В этом слу-
чае изменения будут лишь в построении проекции А, где
вместо серии дуговых участков профиля будут построены
прямолинейные участки.
138
Рассмотрим затем построение профиля дисковой фрезы.
Предварительно задается наружный радиус Reu дисковой
фрезы исходя из тех же соображений, что и для любой
дисковой фасонной фрезы:
Reu 4- к 4- 1,5d0 4- 2жлс,
где h — высота профиля изделия;
к — кулачок для затылования;
d0 — диаметр посадочного отверстия.
На рис. 59 изображен дуговой симметричный профиль
изделия, причем ось Y является осью симметрии впадины
профиля. Этот профиль на проекции А обозначен циф-
рой 0. Радиус центров дугового профиля обозначен R.
На проекции В (вид в плане) от оси X в обе стороны от
оси, совпадающей с осью изделия, проводятся секущие
торцовые плоскости /, 2, 3, . . ., 2', 3', . . . Расстоя-
ния b между этими плоскостями равны и выбираются
произвольно, причем чем больше этих плоскостей, тем
точнее профиль построения. Расстояние между крайними
секущими плоскостями должно быть примерно равно ши-
рине впадины на наружной окружности изделия. Оче-
видно, что вследствие наличия винтовой поверхности про-
фили, расположенные в секущих торцовых сечениях, бу-
дут последовательно повернуты относительно друг друга
на угол 1
। 2л -
где S — осевой шаг винтовой поверхности;
b — расстояние между секущими плоскостями.
В соответствии с этим по дуге окружности центров /?
влево и вправо от точки 0 откладываются отрезки О—/,
1—2,2—3, . . О—1', Г—2', 2'—3', . . равные между
собой и величине Из полученных точек на проек-
ции А радиусом г’строится серия дуговых профилей, обо-
значенных цифрами 1, 2, 3, . . Г, 2', 3’, . . .
На проекции В через начало координат (если профиль
симметричный) проводится ось дисковой фрезы под уг-
лом Р к оси X (Р — угол наклона винтовой поверхности
изделия). Затем проводится серия секущих плоскостей /,
//, III, . . ., /', 1Г, ПГ, перпендикулярных к оси фрезы.
1 Угол ф на рис. 59 не показан, так как его построение не требуется
при графическом построении профиля фрезы.
139
Число этих секущих плоскостей выбирается произвольно,
оно определяется требуемой точностью' построения: чем
больше плоскостей, тем точнее может быть построен про-
филь фрезы. Сечения боковых винтовых поверхностей про-
филя изделия этими плоскостями должны представлять
собой кривые, а фрезы — окружности, касательные к этим
кривым.
На рис. 59 представлено построение кривой сечения
боковой поверхности одной секущей плоскостью III.
Предварительно проводятся на проекции А прямая тт,
и на проекции Б произвольно линия т^, от которой
отсчитывается расстояние Rcu, равное выбранному ра-
диусу наружной окружности дисковой фрезы, и расстоя-
ние С для построения линий сечений /, //, III, . . .
винтовой поверхности изделия. Линия тгтг на проек-
ции Б представляет собой ту же линию тт на проекции А.
Линии сечений /, //, III, . . . строятся по отрезкам С,
которые находятся следующим образом. Из точки К пере-
сечения секущей плоскости III и, например, торцовой
плоскости 3' на проекции В проводится вертикальная ли-
ния до пересечения с профилем У на проекции А. Затем
из точки /С на проекции В, перпендикулярно плоско-
сти III, проводится прямая на проекцию Б за пределы
линии m^j. На этой прямой от линии m^i отклады-
вается отрезок С, равный превышению над линией тт
(проекция Л) точки пересечения вертикали, проведенной
из точки А с торцовым профилем 3'.
Аналогичным образом с проекцией Л и В сносятся на
проекцию Б все отрезки С от точек пересечения секущей
плоскости III с торцовыми сечениями и профилями изде-
лия 1, 2, 3, 4, 5,..Г, 2', 4', 5', .. . Соединяя концы
отрезков С на проекции Б плавной кривой, получаем
кривую сечения винтовой боковой поверхности плоско-
стью III. Точно таким же образом строятся кривые сече-
ния плоскостями I, 1Г, IV, ...
На продолжении оси фрезы на проекции Б от линии
т^тг откладывается отрезок, равный наружному радиусу
фрезы -точка Ои является проекцией оси- вращения
фрезы (радиус Reu предварительно задается из тех же
соображений, что и для фасонных фрез, — см. выше). Из
точки Ои, как из центра, проводятся окружности, каса-
тельные к кривым сечениям I,.II, III, . . . боковых вин-
товых поверхностей изделия.
140
Радиусы этих окружностей и являются искомыми ра-
диусами фрезы в ее торцовых сечениях /, //, ///, . . .
Например, радиус окружности, проведенный касательно
к кривой III на проекции Б, является радиусом враще-
ния фрезы, расположенным в сечении III на проекции В.
После нахождения всех радиусов строится профиль фрезы.
Для этого на проекции В от оси вниз вдоль секущих пло-
скостей Г, II, Ш, . . . откладываются отрезки, равные
соответствующим радиусам фрезы, найденным на проек-
ции Б. Соединяя на проекции В плавной кривой концы
отрезков, получаем искомый профиль дисковой фрезы.
В дальнейшем в зависимости от требований по точности
полученный профиль может быть заменен прямой или ду-
~Тйми одной или нескольких окружностей (на рис. 59 он
заменен дугой окружности радиуса гф).
Несколько иначе находится профиль дисковой фрезы
для изделия с несимметричным профилем. Для винтовых
поверхностей, имеющих в торцовом сечении несимметрич-
ный профиль, графический расчет канавочной фасонной
фрезы имеет свои отличия.
На рис. 60 показано построение, профиля фрезы для
углового профиля изделия, например цилиндрической
фрезы с винтовым зубом.
Предварительно перед графическим построением дол-
жен быть задан наружный диаметр проектируемой фрезы
по тем же правилам, как для обычных фасонных фрез.
При этом чем меньше диаметр фасонной фрезы, тем точ-
нее может быть спрофилирован ее профиль; однако при
уменьшении диаметра понижаются чистота обработки и
стойкость фрезы.
На вертикальной проекции А фиксируется ряд угловых
положений впадины профиля изделия О, 1, 2, 3, . . .
с таким расчетом, чтобы число этих положений профиля
на длине полуокружности было бы не менее 24. Это озна-
чает, что угол между двумя положениями профиля состав-
180°
ляет ф = —- , где и — число фиксированных угловых
положений (на рис. 60 п = 24).
Каждое угловое положение профиля располагается
в торцовых сечениях 0, 1, 2,3, ... изделия (проекция Б),
•причем расстояние между ними
Ъ = ---(96)
360° tg₽360°’ ' '
141
где S — шаг винтовой поверхности;
0 — угол наклона винтовой поверхности.
Число торцовых сечений на горизонтальной проек-
ции Б должно быть не менее 12.
Рассекая винтовую поверхность на проекции Б ря-
дом параллельных плоскостей под углом р к оси изделия,
получаем на проекции В серию кривых /, //, III........
являющихся сечением винтовой поверхности изделия.
Указанные кривые /, //, ///, . . . строятся по точкам
следующим образом. За боковую линию для отсчета на
проекции А принимается линия тт, а на проекции В —
линия т^т^ На горизонтальной проекции Б отмечается,
например, точка Л1 встречи плоскости II с профилем
торцового сечения 1. Эта точка на вертикальной проекции
обозначена через Ль причем превышение этой точки над
линией тт равно qt. Из точки Ki на проекцию В прово-
дится перпендикуляр к секущей плоскости II, и на проек-
ции В от линии на этом перпендикуляре отклады-
вается отрезок qt. Получаем точку Ль Те же самые
построения делаются для точек встречи секущей плоскости
II и профилем торцового сечения 2 изделия и т. д.
По точкам Ль Лг, Лз, ... на проекции В строится
кривая II—//сечения плоскостью // винтовой поверхно-
сти изделия. Аналогичным образом строятся кривые/—/,
///—III, . . . После этих построений определяется поло-
жение оси фасонной фрезы. Основным условием при этом
является то, чтобы наклон любой стороны профиля (если он
прямолинейный) или касательной к профилю фрезы был бы
не меньше 10—12°, в противном случае величины задних
углов будут недостаточны. Для этого на вертикальной
проекции А отмечается такое угловое положение впадины
изделия, когда наименьший угол наклона профиля изде-
лия равен примерно 10—12°. Таким положением на рис. 60
является примерно четвертое. Затем на проекции Б через
торцовое сечение 4 изделия, соответствующего положе-
нию 4 профиля на проекции А, проводится линия СС,
представляющая собой ось проектируемой фрезы (торцо-
вое сечение 4 в данном случае является профилирующим).
На линии СС на проекции В ищется центр фрезы —
точка 0и. Для этого раствором циркуля, равным наруж-
ному радиусу фасонной фрезы Reu, проводится касатель-
ная к одной из кривых /, //, ///.... занимающей наи-
142
низшее положение к линии m1m1. Такой кривой на рис. 60
является кривая Н. При этом получившийся центр вра-
щения циркуля и явится центром фрезы.
Проводя из найденного центра серию окружностей R,
касательных к кривым /, II, III, ... и откладывая на
проекции Г от произвольной линии KR, принимаемой за
ось канавочной фрезы, отрезки R на соответствующих
секущих плоскостях, а затем соединяя крайние точки
плавной кривой, получаем искомый профиль фасонной
фрезы.
При использовании спроектированной фрезы она долж-
на быть смещена от оси изделия на величину а, которая
представляет собой расстояние от оси изделия до точки
встречи вершины фрезы с профилирующим торцовым се-
чением.
Глава V
ДИСКОВЫЕ ШЕВЕРЫ
ПРОЕКТНЫЙ РАСЧЕТ ДИСКОВЫХ ШЕВЕРОВ
ОБЩЕГО НАЗНАЧЕНИЯ
Дисковый, или круглый, шевер представляет собой
эвольвентное прямозубое или косозубое колесо, на боко-
вых сторонах зубьев которого продолблены мелкие ка-
навки, образующие режущие кромки (рис. 61). В практике
зуборезного производства известны и другие конструк-
ции шеверов, которые не являются по геометрическим
параметрам своих зубьев эвольвентными колесами, однако
их удельный вес невелик и они будут рассмотрены ниже.
В процессе шевингования дисковый шевер устанавли-
вается по отношению к загртовке со скрещиванием осей,
образуя при этом винтовую передачу. Следовательно, все
особенности расчета дисковых шеверов сводятся к свой-
ствам винтовой пары. Как известно, винтовая пара харак-
теризуется точечным контактом зубьев и наличием про-
дольного скольжения в сопряженных зубьях, которое ис-
пользуется для снятия припуска.
В процессе эксплуатации шевер подвергается много-
кратным переточкам по профилю зубьев и наружному диа-
метру, вследствие чего параметры винтового зацепления
шевер — колесо меняются: уменьшается межосевое рас-
стояние, станочный угол зацепления, угол скрещивания
осей. Если принять во внимание, что указанные пара-
метры винтового зацепления оказывают влияние на раз-
меры дискового шевера, то последние должны быть раз-
личными по мере переточки зубьев шевера. Это предопре-
деляет одну из особенностей расчета дискового шевера —
необходимость определения размеров шевера при различ-
ной степени его сточенности.
В расчет дискового шевера входит определение габа-
ритных размеров, наружного диаметра, числа зубьев и
размер зубьев. Все остальные элементы шевера — раз-
меры канавок на боковых сторонах зубьев шевера, диаметр
посадочного отверстия, ширина шевера — являются кон-
144
структивными и выбираются с учетом паспортных данных
зубошевинговального станка или соответствующих стан-
дартов и нормалей. Инструментальной промышленностью
выпускаются шеверы с размерами по ГОСТу 8570—57.
При проектировании дисковых шеверов необходимо
стремиться к выбору максимальных наружных диаметров
шевера. Эго обусловливает увеличение стойкости инстру-
мента и стабильности процесса шевингования. Стандар-
том рекомендуются делительные диаметры шеверов: для
модулей 1—1,5лсм делительный диаметр 85 мм, длямоду-
Рис. 61. Рабочий
чертеж дискового
шевера
" Иову ль по нормали -
' 7T/>7T Угол зацепления -
Диаметр делитель-
ной окружности—
Угол наклона зубьев-
Направление зуоьев-
Число зубьев—
"|| |Г Диаметр основной
Окружности—
лей 1,25—6 мм делительный диаметр 180 мм и, наконец,
для модулей 2—% мм делительный диаметр 240 мм. Диа-
метры посадочных отверстий принимаются: у шеверов
с ddu = 85 мм, dome = 31,743 мм, а у шеверов с ddu =
= 180 мм dome = 63,5 мм. Размеры канавок (в милли-
метрах) на боковых сторонах зубьев для образования ре-
жущих кромок приведены в табл. 11.
Правильно рассчитанный дисковый шевер должен при
любой степени сточенности обеспечивать полную обработку
активной части профиля колеса. Это условие — обеспече-
ние полной обработки активной части профиля колеса —
является основным при расчете шевера. Второе условие
заключается в том, чтобы шевер ни в коем случае не упи-
рался головкой своих зубьев в дно впадины зубьев или
переходную кривую (галтель) колеса.
10 В. Ф. Романов 145
Таблица 11
Размеры канавок на боковых сторонах зубьев шевврв
ЯШ!
^Г7П7
Вариант 1
Вариант 2
Вариант 3
а-а
Модуль нормаль- ный ^ди (номин.) Вариант исполнения канавок t а «1 е ь
1,0 1,25 1,5 85 1 2,1 2,7 2,7 2,3 2,4 2,4 — сл 0,8
1,25 1,5 1,75 180 1 3 3 — 4,5 5 5,6 0,8
2—2,75 3 3,25—8 180 240 2 и 3 1,8 1,2 1,37 0,6 0,8 1,0 —
Для уяснения основных закономерностей винтового
зацепления шевера и колеса рассмотрим сначала образо-
вание эвольвентной винтовой поверхности. На рис. 62
образующая эвольвентной поверхности прямая АВ каса-
тельна к винтовой линии на основном цилиндре радиуса г0.
Угол наклона о образующей с торцовой плоскостью Н
равен углу подъема винтовой линии на основном цилиндре.
Нормаль к винтовой эвольвентной поверхности РМ лежит
в плоскости V, касательной к основному цилиндру; осо-
бенность эвольвентной винтовой поверхности заключается
в том, что нормаль к этой поверхности одновременно
перпендикулярна образующей эвольвентной винтовой по-
верхности — линии АВ.
Зависимость между углом подъема производящей а
(подъема винтовой линии на основном цилиндре), углом
наклона винтовой линии 0 и нормальным углом давле-
146
ния а на цилиндре произвольного диаметра d устанавли-
вается следующей формулой:
cos о = cos a sin ₽. (97)
На рис. 63 изображена схема винтового зацепления.
Диаметры d01 и dou — диаметры основных цилиндров ко-
леса и шевера. Точка Р соприкосновения двух начальных
цилиндров d и du есть полюс зацепления.
Соприкосновение (контакт) зубьев колеса и шевера
должен происходить вдоль линии зацепления, а последняя
должна быть нормальна к винтовой эвольвентной поверх-
Рис. 62. Образование эвольвентной поверхности
ности зуба. Поскольку нормаль, как это видно из изло-
женного выше, должна лежать ₽ плоскости, касательной
к основному цилиндру, то зацепление зубьев колеса и
инструмента должно происходить одновременно в пло-
скости V и Vu. Иначе говоря, линией зацепления может
быть только одна линия — линия пересечения плоско-
стей V и Vu- На рис. 63 эта линия обозначена как МК,.
Понятно, что эта линия зацепления, располагаясь одно-
временно и в плоскости 'V, и в плоскости Vu, является
общей нормалью к винтовым эвольвентным поверхностям
как колеса, так и шевера. Линия зацепления образует
с осями последних углы о и ои, равные углам подъема
винтовых линий на основных цилиндрах колеса и шевера.
Длина линии зацепления L определяется из рис. 63:
L = МК = MP + PR.
Проекция M^Pi и Р^Къ отрезков МР и РК линии за-
цепления на соответствующие торцы есть радиусы кри-
10* 147
визны профиля зуба на начальных цилиндрах. Поэтому
длину линии зацепления можно выразить следующей фор-
мулой:
L = Р _|_ _Р“_ = — —(98)
sin о 1 sin аи 2 sin o ' 2 sin cu ‘ v '
Размеры инструментального шпинделя и столов шевин-
говальных станков приведены в табл. 12.
Рис. 63. Схема винтового зацепления
Очевидно, что при заданном радиусе кривизны про-
филя зуба колеса рх в любой точке, если известна длина
линии зацепления L, можно найти ^радиус кривизны про-
филя зуба инструмента ри в точке, сопрягающейся с за-
данной точкой профиля колеса.
Радиусы кривизны двух сопряженных эвольвентных
профилей в любой момент их контакта в сумме образуют
148
Таблица И
Модель станка ' Шпиндель Шевер Стол
d b D„, ей шах шах Длина Ширина
5712 31,743 120 32 -
571 63,5 8 188 40 810 165
571Б 63,5 8 188 40 810 165
5714 63,5 8 240 40 865 195
5715 65 8 210 40 1300 380
(<Комсомо- лец») 5715
65 14 250 40 1000 330
(ХМАЗ)
5702 63,5 8 300 40 810 195
5716 63,5 8 188 . 40 810 165
5А714 63,5 8 240 40 В центрах
5717 63,5 8 300 100 Круглый стол 0630
5706 76,2 и 80,0 — 350 70 В центрах
5708 76,2 и 80,0 — ' 350 70 » »
линию зацепления, если зацепление осуществляется при
параллельных осях, т. е. р + ри = /, и наоборот, при
известных t и р можно найти ри.
В винтовой передаче радиусы кривизны профилей и
линия зацепления лежат в разных плоскостях, причем
линия зацепления L проектируется на торцы колеса и ше-
вера следующим образом: на торец шестерни L sin о = р
и на торец шевера L sin <yu — ри. Таким образом, радиус
кривизны профиля зуба шевера р„ (рис. 64) сопрягающе-
гося, например, с точкой С начала активной части про-
филя колеса (радиус кривизны профиля зуба' шевера на
вершине — наружном диаметре), можно найти как
Pu = Ри шах = sin о )
\ O111 V J
При известном радиусе кривизны рапих инструмента
легко определяется наружный диаметр шевера:
и шах )2+<&. (100)
На рис. 64 показано зацепление шевера и нарезаемого ко-
леса в сечении плоскостью, проходящей через линию зацеп-
ления и линию кратчайшего межосевого расстояния Alt u.
149
Если задать для гарантии качества перекрытие обра-
боткой активной части профиля зуба колеса в радиальном
направлении величиной АЛ, то наименьший радиус кри-
визны профиля зуба после обработки шевера
Рис. 64. Схема зацепления зубьев
шевера и колеса в плоскости, про-
ходящей через кратчайшее межосе-
вое расстояние
ДЯ А/
Pmln — Pl —^taa —Р1—
гдерх — радиус кривизны
профиля колеса
в точке С начала
активной части,
определяется по
формуле в п. 6 на
стр. 149.
Величину AZ обычно
принимают равной, при-
0,15m .
мерно -+~ад , поэтому фор-
мулу для pmln удобнее пред-
ставить в виде
Pmln = Pl Л/ =
0,15/п
= Р1---г2---- .
r sm a5s
Для расчёта шеверов должны быть известны пара-
метры нарезаемого зубчатого колеса и сопряженного с ним
колеса, указанные ниже.
Формулы определения дополнительных
технологических данных колеса, необходимых
для расчета шевера
1. Угол зацепления по торцу:
tarz = tga<?
g ds COS Ра
для косозубых колес;
ads = ад Для прямозубых колес.
2. Угол подъема винтовой линии на основном цилиндре
колеса (для косозубых колес) cos о = cos ад sin Pa-
В. Диаметры основных цилиндров колеса и сопряжен-
ной с ним шестерни d01 = ddl cos aas; do2 = dd2 cos
4. Угол зацепления в зубчатой передаче
c°sas= "гХ?2 ’
150
где Л112 — межцентровое расстояние в передаче; для не-
корригированной передачи ccs = ads.
5. Длина активной линии зацепления сопряженных
колес в передаче
I = 0,5 ( + )/"D^2 — ^02) — Л1,2 sin ccs.
6. Радиус -кривизны в точке начала активной части
профиля колеса
Р1 = 0,5
7. Необходимое перекрытие обработкой активной части
профиля зуба колеса при шевинговании
sin ags
8. Коэффициент перекрытия при зацеплении колеса
с шевером
1 + Ы
е = —:---!------.
sin опт cos ag
Должно быть е 1,1, в противном случае шевингова-
ние невозможно.
При расчете шевера дополнительно определяется коэф-
фициент е перекрытия при зацеплении шевера и колеса.
Шевингование, как известно, осуществляется без жесткой
кинематической цепи между вращением шевера и колеса,
и в этой связи очень важно, чтобы е> 1, в противном
случае шевингование вообще невозможно. Коэффициент
перекрытия в винтовой передаче есть отношение активной
линии зацепления к основному шагу.
Сообразуясь с зависимостью (98) между радиусом кри-
визны и длиной линии зацепления, можно определить
длину активной части линии зацепления при шевинго-
вании:
. __ / + Д/
а sin a '
Основной шаг t0 = пт cos ад. Таким
коэффициент перекрытия
е = La 1+М
t0 sin опт cos ag ’
при этом должно быть е 1,1.
(Ю1)
образом,
151
Ширина шевера является конструктивным элементом.
Теоретически для профилирования зубьев колеса наимень-
шая рабочая ширина шевера, работающего с параллельной
подачей (обычный метод шевингования), определяется
проекцией активной линии зацепления на ось шевера, т. е.
ДВ = 2(£±Д0совц„ . 102)
Выход шевера за пределы зубчатого венца обрабаты-
ваемой шестерни должен быть не меньше 0,5ДВ. Ширина
дискового шевера, работающего с угловой подачей, рас-
считывается специальным образом по формулам, приведен-
ным ниже.
Ниже дан проектный расчет дискового шевера. Рабочий
чертеж дискового шевера представлен на рис. 61.
Формулы расчета дискового шевера
1. Угол скрещивания осей шевера и колеса у = 10°-ь
15°. Принимать угол скрещивания осей меньше 5° не
рекомендуется из-за ухудшения условий резания.
2. Угол наклона зубьев на делительной окружности
Pdu = Pd У*
3. Число зубьев шевера
_ __(Дщах — Зт) cos Рдц
u — . т ’
где^тах — наибольший допустимый диаметр шевера (при-
нимается по модели зубошевинговального станка (см.
табл. 11) или по ГОСТу 8570—57; zu не может быть крат-
ным и иметь общих множителей с числом зубьев колеса.
4. “
5.
6.
Диаметр делительной окружности шевера
л __________________ тги
ди ~ cos Раи*
Торцовый профильный угол шевера
tg«as«= •
cos pdu
Диаметр основного цилиндра
&ои = ^ди COS <%dsu‘
152
7. Угол подъема винтовой линии на основном цилиндре
cos о„ = cos ад sin рди-
Определение параметров нового шевера
8. Нормальный угол зацепления на начальном цилин-
дре нового шевера
a«i = ад + Ла,
где Act = 1° при ад — 20°' и Да = 1°30' при а^ — 15°.
9. Угол наклона зубьев на начальном цилиндре
smp„
COSPU
cosaul
10. Угол наклона зубьев
леса
на начальном цилиндре ко-
sin Pi =
COSO
oosaul
11. Торцовый угол давления на начальном цилиндре
шевера
tea =
1е“«“ cos p„ ’
12. Торцовый угол давления профиля на начальном
цилиндре колеса
tea -
lg “si - cosp, *
13. Диаметр начального цилиндра шевера
“ COS Изд
14. Диаметр начального цилиндра колеса
d, = _А1_.
1 С05<Хя
15. Длина линии зацепления при шевинговании
1^4/53
2 sin о 2 sin ои
163
16. Наибольший радиус профиля зуба шевера с учетом
перекрытия обработкой активной части профиля колеса
17. Диаметр окружности выступов шевера
^еи ~ Vd%u + (2ры)2.
18. Величина радиального зазора шевера и обрабаты-
ваемого колеса
2Лг = di 4- du — Deu — dt.
Должно быть 2Лг > 0,2/и, в противном случае нужно
уменьшать Ла (п. 8 расчета) и вновь вести расчет.
19. Шаг по нормали на начальных цилиндрах шевера
и колеса
/ = -^С08р!.
20. Толщина зуба колеса по нормали на начальном
цилиндре колеса
S = dl + inV ~ inv ) C0S ₽1 •
21. Толщина зуба шевера по нормали на начальном
цилиндре шевера
S и = t — S.
22. Высота головки зуба шевера
A' Deu du
и — 2 *
Проверка зуба на заострение
23. Угол давления торцовый на наружном диаметре
cosams = ~—.
Lfeu
24. Угол наклона зуба на наружном диаметре (если
шевер косозубый)
154
25. Толщина зуба на вершине по нормали
Seu — Da cos pa -|- inv (Xju inv aeus^ cos p«u.
У шеверов, предназначенных для обработки колес мо-
дуля 2,5 мм и выше, Seu должна быть не меньше 1,8—2 мм,
в противном случае нужно уменьшать Аа (см. п. 8).
Определение параметров сточенного шевера
26. Угол зацепления по нормали на начальном ци-
линдре сточенного шевера
au2=ad— Аа (Да — см. п. 8).
Дальнейший ход расчета сточенного шевера (пп. 27—
40) аналогичен расчету нового шевера (см. пп. 9—22).
41. Наименьший радиус кривизны профиля зуба сто-
ченного шевера в торце
' (I + Д/) sin au
Р«2=Р»“-------------
(p« — см. n. 34, / и А/ — пп. 5 и 7 на стр. 149).
Определение конструктивных элементов шевера
42. Диаметр окружности в точке начала зацепления
сточенного шевера
D„3 — ^ои + (2р«2)2.
43. Диаметр окружности ножек diu = Dm — а, где
а — удвоенная величина удлинения высоты зуба шевера
для обеспечения перекрытия обработкой высоты зуба
колеса. Принимают равной: а = 2 мм при т «с 3 мм,
a sg 3 мм при т = З-г-5 мм и а 4 мм при т 5 мм.
Проверка: должно быть d/u dou, в противном
случае надо уменьшать Аа или а.
44. Угол давления торцовый на ножке зуба
cosaisu = -^-.
45. Торцовая толщина ножки зуба
+inva«s- *nv ais«) •
(Pw — см, п. 9, du—п. 13 и S„ —п. 21).
155
46. Ширина впадины зубьев по окружности ножек
Т ftdiu с
11----?---^isu-
Проверка: должно быть 1,5ч-2 мм для шеве-
ров модуля больше 2 мм, в противном случае надо умень-
шать Да (см. п. 26).
47. Диаметр сверла для сверления отверстий в шевере,
предназначенных для выхода гребенки,
<4. = Т, + (2 ч- 2,5) лои.
48. Диаметр окружности центров отверстий
49. Угол наклона оси сверла
tew = dlut?$du
6 ddu
(ddu — см. п. 4, рд„ г- п. 2).
50. Полная высота зуба шевера
hu = (D<0 - см. п. 17).
51. Ширина шевера:
для параллельного метода шевингования Ви выби-
рается:
ddu 85 180 240
Ви 16 20 25
Для диагонального и касательного методов шевингова-
ния Ви рассчитывается по формулам (104)- и (105).
52. Размеры канавок на боковых сторонах зубьев ше-
вера выбираются по табл. 11.
Пример. Спроектировать шевер для обработки прямозубого колеса
следующих параметров: гг = 50; т = 4,5 мм; аа ~ 20°; dai= 225 мм;
= 234 мм; т=4,5 мм; 9,9 мм; Sa=7,067^’j4 = 6,967 мм;
di — 214,2 мм; Alt 2 = 164,25 мм.
Параметры сопряженного колесд: г2 = 23; <fea = 103,5 мм; De2 =
= 112,5 мм.
Расчет.
а) Определяем дополнительные технологические параметры зуб-
чатого колеса:
1) aas = 0^ = 20*;
156
2) cos о = cosaa sin Pa = 0; о = 90°;
3) d01 — dfa cos aa =^225 cos 20° = 211,4309;
d(n = da« cos aa = 103,5 cos 20° = 97,2582;
4) a = aa = 20°;
5) I = + V^2-^2) - A.2 sto ads =
= 0,5 (/2342 — 211,4309я + V112Д2 — 97,2582я) —
— 164,25 sin 20° = 22,2268;
6) pi = 0,5 VOa—<& — I = 0,5 У234я— 211,4309я —
— 22,2268 = 27,905;
оч Z + AZ 22,2268+1,97 , Oft
6 sinoiwncosaa 1-3,1416-4,5 cos20° ’ удовлетво-
рительно.
б) Ведем расчет шевера:
1) у = 15°;
2) ₽au = fe-Y = 15°;
3) s= ^тпах — cos ftda (250 — 3 • 4,5) cos 15° __ gg ।.
' uX= m 4,5 ’ ’
принимаем zu = 49;
4) ddu =
cos pau Id
5) tg adsu = = tg2e° = 0,376809;
Б cos Pau cos 15° ’
aas«=20°38/49e;
6) dou = ddu cos ctdsu = 228,2784 cos 20°38' 49* — 213,6163 mm\
7) cos ou = cos aa sin Pa« — cos 20° sin 15° = 0,24321;
ou = 75°55' 26*. r
Определение параметров нового шевера
8) au = 20°+1° = 21°;
9> Sin₽“ = ^- = C^Sr^=°’260513: Р-^’б'Г;
10) ₽1 = 0°;
П> ‘ga» = -S- = 7SW = °>39760019
аш = 21*40'58';
157
12) (Zsi — = 21°;
13) du = = 229,8796;
' cosa^ cos21°40 5$T
14) dt = —= 2-1,4?29 = 226,4732;
' 1 cos ал cos 21°
... . , ^^4
* 2 sin о "г 2 sin au
__ K229,8796а — 211,4309а K229.87962 — 213.61432
“ sin 90° + 2 sin 75°55'26’
= 84,3615;
16) p. ( L - sin a. _ (84,3615 - X
’ \ sino / \ sin 90 /
X sin 75’55'26’ = 56,80715;
17) Deu = V d20u + (2p„)2 = V213.61432 + 113.61432 = 241,8218;
18) 2Дг = dt + du — Deu — di = 226,4732 + 229,8796 — 241,8218 —
— 213 = 1,55 — удовлетворительно;
nd, cos₽i 3,14159-226,4732 ..
S = di
\ da, cos
= 226,4732 (-^
20)
-|- inv a^s — inv oss,) cos P, =
6,967 j- inv 20° — inv21°) = 6,4597;
21) Su = t — S = 14,2298 — 6,4597 = 7,77;
22) A' = D‘u-du = 241,8218-229,8796 =
u 2 2
23) cos aeus = = 0,883434; Oeus = 2Г56'26";
24) tg peu = Dm tgPg« = 24^8 °.2679 = 0(283823; peu = 1S65045»;
(Lfiu * O<5 25 26
25) ^eu = Deu ( я Д о— + inv Ош — inv COS Pgw ==
\ uy cos pu /
= 15-6-2- + i- 2I"«' 58- - inv 27-56' 20-) X
X cos 15°50' 45’ = 2,66 — удовлетворительно;
26) aua=20° —1°= 19°;
158
27) sin ₽“=Str = =°’257224:
COS ОСщ COS 15/
₽„ = 14°54'20";
28) ₽х = 0°;
29) tg «su = ^2 = = 0,35634622;
LUS pg COS 1^ Crr ZU
0^= 19°36'48";
30) «si = a«i= 19°;
31) d“ = = cofl^MT = 226’7718;
COS ОЬуц COS 1 oo
32) = —— = 21 = 223,6135;
' COS asi cos 19°
,, 4 , ^4 —C У223,6135s —211,43092
' 2 sin (J ~r 2 sin ou 2
Г226,77182 - 213,61432
+------2 sin 75°55'26"---------- 75’6392’
34) Ри = (l — P1s~gZ) sin Ou = (75,6392 — 25,9354) X
X sin 75°55'26' = 48,2113;
35) Deu = V(2pu)2 4- <%u = K96,4226‘2 4-213.61432 = 234,37;
36) 2Ar = 223,6135 + 226,7718 — 234,37—213 = 3,015 — удовлетво-
ригель но;
3,14159-223,6135 M _
37) t = — cos ₽! =---------go-------= 14,05;
38) S = dt (jnv ads __ invasl\ = 223,6135x
\ddicospdi /
X (-^r + inv 20° — inv
\ zzO
50
7,413;
39) Su = t — S = 14,05 — 7,413 = 6,637;
лт Dett — du 2437 — 226,7718
40) hu =----------=------------g---------=
41) pUH = pu---(f + Af) Sln g“ = 48,2113 -
! run ru sin o
(22,227 + 1,97) sin 75°51,26'' o. 42
42) DH3 = V^ou + (2рии)2 = V213.61432 4- 49,4826s =219^7;
159
45) Sius
43) dfa = Dhs — a — 219,27 — 3 = 246,27 — удовлетворительно;
44) cos aius = = 0,98772;
Uju Z1O,Z/
a.lus = 8°59' 18";
^K+,nvaus-. nVaius) =
= 216’27 (гида7^ 15-6-r + l°v2140'№-~ IOV8-50' !«•)_ 11,43;
46) Ti = — Sius = _3>1415^216,27 _ ] 143 = 2 44 _
ги 49
удовлетворительно;
47) de, = 7,+ (2-5-2,5) =2,44+ (2-=-2,5) = 5;
48) D4 = d(u — V^-T] = 216,27 — Г52—2,44* = 211,91;
49) tg<p = = 21?Л^7У5° = 0,253856; q> = 14» 14' 39';
иди ZZOfZiw
50) h. _ _ 24‘.e-2l6,27 _ 128;
2
51) —25.
2
ДИСКОВЫЕ ШЕВЕРЫ ДЛЯ ДИАГОНАЛЬНОГО
И КАСАТЕЛЬНОГО ШЕВИНГОВАНИЯ
При обычном шевинговании с параллельной подачей'
вдоль оси заготовки в профилировании зубьев колеса
участвует только небольшой участок ширины шевера,
расположенный в зоне точки скрещивания осей. Величина
этого участка определяется проекцией 1а активной линией
зацепления на ось шевера. Если направить продольную
подачу под углом к оси детали, то в этом случае будет
иметь место так называемое шевингование с угловой по-
дачей.
При этих способах шевингования точка скрещивания
осей шевера и колеса в процессе обработки постепенно
перемещается с одного торца шевера к другому. Следова-
тельно, любое сечение шевера по ширине является калиб-
рующим.
На рис. 65 показаны схемы шевингования. В зависи-
мости от величины угла диагональности, различают три
160
вида шевингования с угловой подачей: диагональное ше-
вингование, если угол е острый (рис. 65, б), касательное
шевингование, если угол е прямой, т. е. если продольная
подача направлена перпендикулярно оси детали
(рис. 65, в) и шевингование «короткого хода», если про-
дольная подача направлена перпендикулярно оси шевера.
Наиболее распространенным является диагональное и
касательное шевингование.
Преимуществом шевингования с угловой подачей
является сокращение длины рабочего хода стола. При
Рис. 65. Методы шевингования зубчатых колес:
а — параллельный; б — диагональный; в — касательный. 1 — начальное по-
ложение заготовки; 2 —* конечное положение
обычном методе шевингования требуется выход шевера
за пределы торца шестерни примерно на половину ширины
шевера, в то время как при диагональном и касательном
методах выход шеверу требуется значительно меньше.
Таким образом, сокращение длины рабочего хода проис-
ходит здесь при использовании в работе всей ширины
шевера.
При диагональном и касательном шевинговании пред-
полагается уменьшение числа двойных ходов при одно-
временном соответствующем увеличении радиальной по-
дачи. Это возможно потому, что точка скрещивания осей
в процессе обработки перемещается к одному из торцов
шевера, тем самым как бы искусственно увеличивая вели-
чину заборной части шевера. Работу шевера как режущего
инструмента можно уподобить развертке, величина режу-
щей части которой определяется длиной заборного конуса.
Роль заборного конуса шевера играет участок ширины
шевера от торца до точки скрещивания осей. Поэтому
11 В. Ф. Романов 161
для случая параллельного шевингования длина заборного
конуса у шевера определяется половиной его ширины.
Схема срезания припуска при обычном шевинговании
показана на рис. 66, а. Величина радиальной подачи (во
время выхода точки скрещивания осей за пределы торца
колеса) должна быть такой, чтобы при сближении осей
вступили в работу режущие кромки шевера в торцовом
сечении. При диагональном и касательном шевингова-
Рис. 66. Схема контакта сопряженных зубьев шевера и колеса и харак-
тер срезания припуска при различных вариантах шевингования
нии, вследствие того что точка скрещивания осей переме-
щается к одному из торцов (рис. 66, б) и при этом проис-
ходит одновременное перемещение калибрующего сечения
к одному из торцов, длина заборной части значительно
увеличивается. Особенно резкое увеличение заборной
части происходит при касательном шевинговании.
Следовательно, одной из особенностей расчета шеверов
для диагонального и касательного шевингования является
необходимость определения ширины Ви шевера, которая
зависит от ширины зубчатого венца колеса и от принятого
угла скрещивания осей.
Ширина шеверов для этих видов шевингования скла-
дывается из двух частей: калибрующей части В, опреде-
ляемой как длина перемещения точки скрещивания осей
162'
вдоль оси шевера, и наименьшей профилирующей части ДВ,
необходимой для профилирования зуба колеса и опреде-
ляемой как проекция рабочей линии зацепления на ось
шевера. Величина ДВ подсчитывается таким же путем,
как и для обычного шевера по формуле (102).
Приближенно величину ДВ можно также подсчитать
по формуле
ДВ = /5^ — dlucosadssln у.
При диагональном шевинговании (рис. 65, б), длина
калибрующей части
В = <103)
где b—ширина зубчатого венца обрабатываемой шестерни.
При касательном шевинговании (рис. 65, в)
B = btgy. (104)
Таким образом, наименьшая ширина шевера при этих
двух видах шевингования должна быть
Ви = В + ДВ + (2-е-З) мм. (105)
Если по каким-либо причинам необходимо использо-
вать для диагонального шевингования имеющийся шевер
с заданной шириной, то угол е диагональности для этого
случая подсчитывается по формуле
te е = —*9 (^g.~ sln У /106)
lge Ь — (Ви — Д В) cosy
(b — ширина зубчатого венца колеса).
Помимо отмеченного, особенностью конструкции ше-
вера для работы с угловой подачей является особое рас-
положение режущих кромок на боковой поверхности
зубьев шевера. При обычном шевинговании одна кромка,
расположенная в профилирующем (среднем) сечении, в про-
цессе обработки имеет осевое перемещение вдоль оси ко-
леса на-величину всей ширины обрабатываемого зубчатого
венца шестерни.
При диагональном шевинговании относительное сме-
щение шевера вдоль оси колеса характеризуется вели-
чиной С (см. рис. 65), а при касательном это смещение
отсутствует. Отсюда следует, что если величина С меньше
шага t, между двумя режущими зубчиками шевера (см.
рис. 61), то на боковой поверхности зуба колеса будут
11» 163
оставаться следы черноты, шаг между которыми будет
равен (t — С).
При касательном шевинговании, если использовать
шевер обычной конструкции, на боковой поверхности зуба
Рис. 67. Расположение
режущих кромок у щеве-
ров, предназначенных для
касательного шевингова-
ния:
/—ось шевера; 2—развертка
винтовых линий канавок
колеса будут оставаться полностью
отпечатки режущих кромок ше-
вера, причем расстояние между
ними будет равно примерно шагу
между режущими зубьями. По-
этому у шеверов, предназначенных
для касательного шевингования
(рис. 67), канавки на боковых сто-
ронах в процессе изготовления
шевера следует располагать по вин-
товой линии с шагом t между двумя
режущими зубьями. Иначе говоря,
в процессе долбления канавок
гребенка должна за полный оборот
шевера сместиться в осевом напра-
влении на величину t. Схема рас-
положения режущих кромок у ше-
веров, предназначенных для каса-
тельного шевингования по винто-
вой линии, показана на рис. 67.
Рис. 68. Форма зуба облегающего шевера и шевера, используемого
для диагонального и касательного шевингования с целью получения
бочкообразного зуба
При обычных углах диагональности е, применяемых
при диагональном шевинговании, величины осевого сме-
щения С шевера (см. рис. 65, б) всегда больше шага t ре-
жущих канавок, и поэтому указанное расположение кро-
164
мок по винтовой линии делается только у шеверов, пред-
назначенных для касательного метода шевингования.
Расчет всех остальных параметров шеверов этих типов
ведется так же, как и шеверов для обычного, параллель-
ного шевингования; при необходимости получения бочко-
образного зуба колеса при касательной шевингования
шевер выполняют с вогнутой формой зуба в продольном
сечении (рис. 68). Величина вогнутости Д должна быть
равна заданной бочкообразности зуба колеса.
Расчет шеверов с вогнутой (седлообразной) формой
зуба, относящийся к типу «огибающих», приведен ниже.
ОБЛЕГАЮЩИЕ ШЕВЕРЫ
Эти шеверы относятся к классу специальных. Диско-
вые шеверы обычной конструкции имеют точечный харак-
тер контакта зубьев. При шевинговании такими шеверами
необходимым условием является наличие продольной по-
дачи, так как точка скрещивания осей должна выходить
за пределы обрабатываемого венца. При обработке колес
с закрытыми зубчатыми венцами это осуществить невоз-
можно. Для шевингования этих колес применяют так на-
зываемые огибающие или облегающие шеверы, которые
не требуют обязательного продольного перемещения,
ввиду того что они имеют не точечный, а линейный харак-
тер контакта зубьев, т. е. любое торцовое сечение обле-
гающего шевера является профилирующим. Следова-
тельно, облегающий шевер — это шевер с линейным кон-
тактом зубьев (рис. 68, б). Машинное время при обработке
такими шеверами меньше, чем при шевинговании диско-
выми шеверами обычной конструкции. С внешней стороны
зуб облегающего шевера имеет некоторую вогнутость про-
дольного профиля — седлообразность (рис. 68, а). Обле-
гающие шеверы имеют также то преимущество, что они
позволяют получить бочкообразный зуб колеса без исполь-
зования механизма качания стола зубошевинговального
станка.
Этот путь получения бочкообразных зубьев является
в ряде случаев единственным при диагональном и каса-
тельном шевинговании зубчатых колес.
При параллельном шевинговании огибающим шевером
можно также получить бочкообразной зуб без использо-
вания механизма качания стола. В этом случае седлооб-
165
разность делают несколько большей величины, чем это
необходимо для правильного профилирования зуба вдоль
его длины. Однако облегающие шеверы имеют тот недо-
статок, что невозможно теоретически правильно спрофи-
лировать форму их зубьев. При шлифовании зубьев об-
легающих шеверов на зубошлифовальных станках
мод. 5893 и 5892А, у которых круг в процессе шлифования
не имеет подачи, при особой заправке шлифовального
круга (по гиперболоиду, если шевер косозубый или по
конусу, если шевер прямозубый). Форма зубьев шевера
Рис. 69. Геометрическая форма на-
чальных поверхностей при линей-
ном контакте огибающего шевера
4 и колеса
филь представляет собой
вогнутые (рис. 68, а) линии.
получается при этом только
приближенной. По указан-
ным причинам точность
зубчатых колес по профилю
зубьев после обработки
облегающими шеверами
несколько ниже, чем при
шевинговании дисковыми
шеверами обычной кон-
струкции.
Боковая поверхность
зубьев облегающих шеве-
ров не является эвольвент-
ной: в развертке на пло-
скость продольный про-
ке прямые, а кривые —
Величину седловины, т. е.
вогнутости, можно определить исходя из анализа зацеп-
ления шевера и колеса. Такой анализ применительно
к внутреннему винтовому зацеплению приведен ниже,
в разделе, посвященном расчету шеверов для колес
с внутренним зубом.
Контакт зубьев шевера этого типа и колеса линейный.
Это предопределяет наличие не линии, а поверхности за-
цепления. Последняя — линейчатая, т. е. является сово-
купностью прямых линий, нормальных и винтовой эволь-
вентной поверхности обрабатываемого колеса. Состав-
ляющие поверхность зацепления прямые линии при пря-
мом и обратном вращении пересекаются вдоль прямой
линии, перпендикулярной к кратчайшему межосевому
расстоянию (рис. 69). Эту линию можно условно назвать
полюсной линией, так как она обладает свойствами полюса
зацепления. Кац известно, эти свойства таковы, что как
166
и при цилиндрической передаче с параллельными осями
в полюсе происходит касание начальных цилиндров, а ши-
рина впадины зубьев на одном начальном цилиндре равна
толщине зубьев на другом. Полюсная линия образует
с осью колеса угол е
tge^-4^, (107)
Л1, и
где у — угол скрещивания осей шевера и колеса;
г — радиус начальной окружности колеса;
и — межосевое расстояние в передаче шевер—ко-
лесо.
С осью шевера полюсная линия образует угол
e« = Y —в- (Ю8)
В винтовой паре при линейном контакте зубьев оги-
бающего шевера и колеса роль начальных цилиндров
играют однополостные гиперболы вращения, полученные
от вращения полюсной линии соответственно вокруг осей
и шевера. Гиперболоиды, показанные на рис. 69, обладают
тем же свойством, что и начальные цилиндры в передаче
с параллельными осями, а именно: толщина зуба в торцо-
вом сечении одного гиперболоида, например шевера S"s>
и ширина впадины зубьев в торцовом сечении другого
гиперболоида, например колеса Tjns, если торцовые сече-
ния проведены через одну точку на полюсной линии,
связаны между собой зависимостью
Snus = * 1 , (109)
°1ги
где di и du — диаметры торцовых сечений полюсных ги-
перболоидов колеса и шевера, а гх и zu — соответственно
числа зубьев.
Толщина зубьев шевера в среднем сечении находится
так же, как и обычного дискового шевера: Su — Тт
(Su и Тт взяты в нормальном сечении) и
<110>
(Sus и Т«и взяты в торцовых сечениях, a di и du — диа-
метры начальных цилиндров).
167
Диаметры полюсных окружностей d" и d" находятся
из рис. 69:
(Ги = ]fd2u + (Ви tgeu)2;
df
Bu sin e \2
cose« J ‘
(111)
Для того чтобы воспользоваться формулой (109), не-
обходимо найти ширину впадины зубьев на окружности
d?:
= dj* (4 - - inv ads + inva?),
\ z adl /
где cosa"=~-;
s d"
dol — диаметр основной окружности колеса.
Поскольку толщина зуба в крайнем торцовом сечении
шевера найдена на окружности диаметра d", то для на-
хождения вогнутости Д зуба в развертке окружности
диаметра d” необходимо найти толщину зуба в среднем
сечении также на окружности d£:
Sus Ср — du inv Uus — inv aus ,
где cosa"s =-^.
Величина вогнутости зуба шевера, или величина утол-
щения зуба в торце (см. рис. 68, а), определяется по фор-
муле
2Д = Д! 4- Д2 = S£s- S2sCp. (112)
Приближенность рассмотренного метода расчета со-
стоит в том, что вогнутости на правой и левой сторонах
Дг и Дг приняты равными, хотя теоретически они должны
быть различны.
Таким образом, для нахождения вогнутости зуба оги-
бающего шевера необходимо найти толщину зуба в двух
сечениях, причем величина вогнутости »
ой __ ой
Д= (113)
168
Если увеличить вогнутость против рассчитанной по
формуле (113), то при обычном шевинговании и при усло-
вии отсутствия продольной подачи можно получить бочко-
образный зуб колеса. Как было отмечено выше, облегаю-
щие шеверы очень выгодно применять при диагональной
и касательной подачах.
Величина вогнутости А у шеверов, применяемых для
диагонального и касательного шевингования, должна быть
равна заданной бочкообразности зуба колеса.
ПРОВЕРОЧНЫЙ РАСЧЕТ ДИСКОВЫХ ШЕВЕРОВ
Возможность применения для обработки зубчатого
колеса имеющегося в наличии дискового шевера или ис-
пользования стандартного шевера (по ГОСТу 8570—57)
может быть определена проверочным расчетом.
Прежде всего до проведения проверочного расчета
необходимо установить наличие равенства профильных
углов и модулей по нормали, и наоборот, неравенства
углов зубьев колеса шевера. Разность в углах наклона
зубьев, определяющая угол скрещивания осей у = р — р„,
может быть в пределах 5—20°, хотя оптимальный угол
скрещивания осей у находится в диапазоне 10—15°. При
этом угле обеспечиваются наилучшие условия для дости-
жения высокой точности и чистоты зубьев.
При предварительном подборе проверяются также габа-
ритные размеры шевера, определяющие возможность его
установки на данном шевинговальном станке.
Собственно проверочный расчет дискового шевера За-
ключается в анализе беззазорного зацепления зубьев ше-
вера и колеса. Теоретически правильность зацепления
в винтовой паре обеспечивается выполнением лишь одного
условия — равенства основных шагов обоих элементов
зацепления. Это означает, что для обработки колес теоре-
тически может быть использован любой шевер, нормаль-
ные модуль и угол зацепления которого равны соответ-
ственно модулю и углу зацепления колеса. Однако прак-
тически необходимо выполнение ряда других обязатель-
ных условий: наличие радиального зазора между голов-
кой зуба шевера и окружностью впадин зубьев колеса,
перекрытие обработкой активной части профиля зуба ко-
леса при шевинговании. Эти условия являются строго
обязательными и составляют предмет двух проверок кон-
169
струкции шевера. Следующее условие природности шевера:
соответствие станочного угла зацепления (на начальном
цилиндре) номинальному углу зацепления (на делитель-
ном цилиндре) — не является столь необходимым, как
первые два условия. Оно заключается в том, чтобы раз-
ность в станочном и номинальном углах зацепления не
превышала 3°, в противном случае из-за большой разницы
в скоростях скольжения по высоте зубьев колеса может
несколько ухудшиться точность шевингуемого профиля.
Проверочный расчет начинается с нахождения станоч-
ного угла зацепления шевера и колеса. Геометрия винто-
вого зацепления такова, что определить фактический угол
зацепления передачи при известных параметрах шевера
и колеса можно только с помощью метода последователь-
ных попыток, так как расчетная формула для его нахо-
ждения имеет трансцендентный вид. Вместе с тем искомый
станочный угол зацепления можно найти приближенным
методом, неточности применения которого практически
неощутимы: для обычно встречающихся в практике шевин-
гования случаев ошибки вычисления станочного угла
зацепления не превышают 10'.
Расчетные уравнения выводятся из следующих поло-
жений:
1) сумма толщины зубьев колеса и шевера по нормали
на начальных цилиндрах равна шагу по нормали на
этих же начальных цилиндрах;
2) передаточное отношение между шевером и колесом
постоянное.
Первое условие записывается в виде
Su-bS = -^-cosp
или в развернутом виде
(fcSpa. + inv“«»— lnv““) "dOTp” +
+(-s^₽7+lnva*-inva-)=^-; <ll4>
второе условие
• _ — ^COSP
zu du cos P<,
170
Подставляя выражение (115) в уравнение (114), полу*
чим
( rfaucS₽a„ + inv a«"s) ~Г + ( (focospa + ,nv “*) ~ V =
= jnp«+ invas. (116)
здесь Sdu, Pau и aaus — соответственно толщина зуба по
нормали, угол наклона зуба и тор-
цовый угол зацепления на дели-
тельном цилиндре ddu;
Su, р„ и as„ — то же на начальном цилиндре du
шевера;
Sd, Ра, «*» — соответственно те же параметры,
S, р и as — колеса.
В левой части полученного уравнения (116) сгруппи-
рованы все известные параметры, а в правой — искомые
углы и as зацепления на .начальных цилиндрах колеса
и шевера в их торцовых сечениях. Так как в уравнение
входит два неизвестных, as„ и as, то для его решения необ-
ходимо иметь еще одно уравнение, связывающее эти два
угла. Последнее можно составить, если учесть, что отно-
шение синусов искомых углов в винтовой передаче по-
стоянно:
Sinas = sin ид, __ ,
sin asU sin cysU
С учетом этого равенства можно приближенно принять,
что
tgg« — as = inv as invafe = = с .
tgaju —a#, inv asu ~ inva^
Эта зависимость и есть дополнительное уравнение
связи между углами иа$; подставляя ее вформулу (116),
получаем
(dd„ca₽a„ + inva*“) +
+ ( + inv 1 = inv as« (1 + M),
или, заменяя левую часть через k, имеем
invaM(=-rAsr. (117)
171
В этих формулах принято
Д4 — *nv ads^i
invaaWszu
По известному asu находится диаметр начального ци-
линдра шевера, а затем угол наклона зуба р„ на этом
цилиндре, а также угол аи — станочный угол зацепления
по нормали:
(1'8)
tg₽. = tgfe-^; (119)
cosa„ = — У? ; (120)
здесь ад — профильный угол по нормали на делительном
цилиндре dg;
pdu — угол наклона зуба на цилиндре диаметра dgu.
После определения угла аи необходимо сравнить его
с углом ад. При этом желательно, чтобы разность в углах
аи и ад в плюс или в минус была не больше 3°, в против-
ном случае из-за большой разницы в скоростях скольжения
(резания) на головке и ножке будет ухудшаться испра-
вляемость погрешностей и чистоты обрабатываемой по-
верхности зубьев колеса. При проверке наличия радиаль-
ного зазора нужно иметь в виду, что фактическая вели-
чина Аг между головкой зуба шевера и дном впадин зубьев
должна быть достаточно большой, чтобы обеспечить от-
сутствие заклинивания или заедания головки зуба шевера,
которое происходит в случае, если зуб шевера своей вер-
шиной упирается в дно впадины зубьев или переходную
кривую колеса.
Величина Аг во всех случаях должна быть больше
нуля, но желательно, чтобы Аг > 0,1/п. При отрицатель-
ной величине Аг необходимо уменьшить высоту зуба ше-
вера путем шлифования по наружному диаметру.
Таким образом, проверка на отсутствие врезания го-
ловки зуба шевера в дно зубьев колеса ведется следующим
путем.
Угол наклона "Ьуба колесаТна ^начальном цилиндре
колеса (если последнее косозубое)
sin 6= cosaasfrp* (121)
r cos au cos au ' '
172
Диаметр d начальной окружности колеса
d = ’ еСЛИ колесо косозубое;
d = —, если колесо прямозубое.
(122)
Радиальный зазор Аг между головкой зуба шевера
и дном впадины зубьев
Аг = 0,5 (d 4- du — Deu — dt), (123)
где dt — диаметр окружности впадин зубьев колеса;
De„ — наружный диаметр шевера.
Если окажется, что Аг <0, то наружный диаметр
шевера, как было отмечено выше, следует уменьшить
до размера
Dm = d 4- du — dt — AD, (124)
где AD (0,16-e-0,2) m.
Величина AD окончательно устанавливается только
после следующей проверки на достаточное перекрытие
обработкой рабочей (активной) части профиля колеса.
Для осуществления этой проверки необходимо сначала
найти величину рабочего участка профиля зуба колеса,
который может характеризоваться радиусом кривизны Pi
в точке А — начала рабочего участка:
2pi = 2А1,2 sin asi, 2 — D^ — d^,
где Alt 2 — межцентровое расстояние в зубчатой передаче;
au’ 2 — угол зацепления в зубчатой передаче;
_ (d*4-docosa*
COS tzsl, 2-----2А^ •
Правильность обработки будет достигнута'; если шевер
своей вершиной будет контактировать с точкой С — нача-
лом рабочего участка профиля или ниже точки С (см.
рис. 64). Чем больше будет перекрытие обработкой рабо-
чего участка профиля, тем эффективнее будут исправ-
ляться погрешности зубчатого колеса. Однако при этом
одновременно увеличивается опасность касания вершины
зуба шевера дна зубьев колеса. Если при этой проверке
173
окажется, что перекрытия обработкой нет (AZ 0), то
такой шевер не пригоден для использования: его приме*
нение возможно только после уменьшения толщины зубьев,
т. е. после сошлифования его по профилю.
При этой проверке сначала подсчитывается линия за-
цепления шевера и колеса:
2 sin Ои 2 sin а ’
где
sin аи = cos aa sin ра„;
sin а = cos ад sin
Затем подсчитывается наибольший радиус кривизны
профиля зуба шевера:
р« = 0,5 j/”Deu — dou.
Искомое перекрытие обработкой А/ активной части
профиля
л/=р--(£—й£к-)йп<’ <126>
(AZ — должно быть больше нуля). Если окажется, что
А/ <10, то величину необходимого уменьшения толщины
зуба шевера можно подсчитать по формуле
AS„ = (А/ sin ал 4- fim) tg аа,
где 6 =« (0,1-г-0,12) т, а А/ — абсолютная величина отри-
цательного перекрытия, полученная по формуле (125).
Схема проверочного расчета дискового шевера приве-
дена ниже; предварительно должны быть найдены допол-
нительные исходные параметры шевера и колеса (см.
стр. 148).
Формулы проверочного раочота днокового шевера
1. Вспомогательные величины
% = («foucospft, + ,nva*“) +
+ (dfcSfth + inv “ f') “S’ ’
174
где 5Л, Sdu, ads, а^и, рл и $ди — толщины зубьев, про-
фильные углы и углы наклона зуба на делительных ци-
линдрах колеса и шевера;
м _ invct&Zi
inva^u
2. Торцовый угол зацепления на начальном цилиндре
шевера
inva#„= 1 + Л|-
3. Диаметр начального цилиндра шевера
d — <^“
°" ~ с<ва« ’
где dm — диаметр основного цилиндра шевера.
4. Угол наклона зуба на начальном цилиндре шевера
(если шевер косозубый)
* „ о _ du tg
Igp“~ ddu
5. Угол подъема винтовых линий на основных цилин-
драх шевера и колеса
cos ои = cos ag sin
cos а = cos ад sin рЛ.
6. Угол зацепления по нормали на начальном цилиндре
шевера
COS О»
сма«=-ЙТК-
7. Угол наклона зуба на начальном цилиндре Нолеса
(если колесо косозубое)
Pcoso
= ———.
cosau
8. Диаметр начального цилиндра колеса
d = , если колесо косозубое;
d = , если колесо прямозубое.
175
Первая проверка
9. Величина радиального зазора
2 Дг = d + du — Deu — da
(dzl — диаметр окружности впадин зубьев колеса).
Должно быть Дг 0,1m, в противном случае необхо-
димо прошлифовать шевер по наружному диаметру.
10. Длина линии зацепления шевера и колеса
2 sin си 2 sin а
11. Наибольший радиус кривизны профиля зуба ше-
вера
р« — 0,5 Deu ^ои-
Вторая проверка
12. Перекрытие обработкой активной части профиля
зуба колеса
Д/ = Р1—(l--------)sino.
rl \ sin аи J
Должно быть Л/ > 0, в противном случае необходимо
уменьшить толщину зуба шевера.
Пример. Определить возможность использования дискового ше-
вера для колеса параметров: т= 4,25 мм; с*а~ 20°; = 21; Ра =
= 22° 22’ (левое); ~ 96,511 мм; Dei = 105,011 мм; S& = 6,672_0д)5 =
—о,’1
= 6,597 мм; d^ — 85,511 мм; Alt2~ 105,7 мм.
Параметры сопряженного колеса: г2 = 25; = 123,394 мм;
d$2 = 114,894 мм.
Параметры шевера: zu — 41; da«“ 176,213 мм; D^ — 185,4 мм;
Pa# = 8 33 40 ; S^u = 6,75 мм; hu — 4,66 мм; && = 20 ; ~
= 20° 12' 26"; dou = 165,367 мм.
Расчет.
Определим технологические параметры колеса:
2) cos о = cos dd sin Ра — cos 20° sin 22° 22' = 0,3575835;
<т = 69°2'53";
3) dd = dji cos aas = 96,511 cos 21° 29' Г = 89,80539;
do2 = dte cos ads = 114,894 cos 21° 29' Г = 106,91118.
176
4) as = aas = 21°29' Г;
5) I = 0,5 dty - Ab 2 sin as =
= 0,5 (|Z 105,01 la — 89,805392 + |<123,3942—106,911182) —
— 105,7 sin 21° 29' 1" = 19,3086 jhjk;
6) pj = 0,5 —— I = 0,5 j/105,0112 — 89.805392 —
—19,3086 = 7,905;
_ . _ 0,15m 0,15-4,25
7) A/~ sin das ~ sin 21° 29'1" =1,88,
1 + &1 19,3086 + 1,88
8 sinonmcosaa sin 69° 2'53*-3,1416-4,25 cos 20°
= 1,808.
Условие 8> 1,1 выполнено.
Определение возможности использования шевера ведем по фор*
мулам на стр. 172
^p^ + inva^-f-
1)К
-j-----=-я-----к inv ads —
ddi cos ₽ai
176,213 cos 8° 33' 40" + mV 12 26*) +
w inv21.29, 3,14159X21
96,511 cos 22° 22' + 21 /41
= 0,02489892;
inv 21° 29'1" 21
inv20° 12'26"' 41 -°-6197620»
м= invaas^i
inv c&a«sz«
0,02489892 asw==20°12';
K.
2) invasu = j = 0619762i + i
o\ j doU 165,367 17«олия-
3) d“ = = cos20°12'~ = 176’2048’
о tg paA tg 8° 33' 10". 176,2048
4) tg ₽" = da„ =------------176^13--------
0,1505346; pw =
= 8° 33'39*;
5) cos a cos aa sin pa — cos 20° sin 22° 22' — 0,3575835; a =
= 69° 2' 53*;
cos gu = cos aa sin Pa« = cos 20° sin 8° 33' 40* = 0,1398866;
<т„ = 81°57' ЗГ;
12 В. Ф. Романов
177
““‘-Й'да «
7>sl"₽—g^-JSTlr-0-3805202- »-«•»•»•!
8) d _ d<?tg ₽ _ 96,51073 tg22»21' 57'
’ ---------tg22»2f----“ 96’5067’
9) 2Ar = d + du — Deu — du = 96,5067 -f- 176,20483 — 185,4 —
— 85,511 — 1,801 — удовлетворительно;
. v*-e. /176,2048» — 165,367» ,
' 2 sin c„ + 2 sin о ~ 2 sin 81° 57'31' h
/96,5067»-89,80539» _
+ 2 sin 69°21'53* -49,Ь41У2,
11) pu = 0,5 VZ^o — #ou = 0,5 V185.42—165.3672 = 41,91335;
12) Д1 = P1 — sin g = 7,905 — (49,64192 —
4191335 \
-----V aiogy^i» ) sin 69° 2Г 53* = 1,076 — удовлетворительно.
ШЕВЕРЫ ДЛЯ КОЛЕС ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ
Проектный раочет
Боковая поверхность зубьев шеверов для колес вну-
треннего зацеплений не является эвольвентной поверх-
ностью. Это отличие тем больше, чем меньше разность
в числе зубьев колеса и шевера и чем больше угол скре-
щивания осей. С внешней стороны зубья шевера имеют
определенную бочкообразность, т. е. толщина зубьев
в середине несколько больше, чем у торцов.
Можно точно определить геометрическую форму боко-
вой поверхности зуба шевера для колес внутреннего за-
цепления, однако при расчетах таких шеверов вполне
можно ограничиться определением требуемой бочкообраз-
ности. Геометрическая форма зуба шевера показана на
рис. 70. Контакт зубьев такого шевера и колеса внутрен-
него зацепления может иметь как линейный, так и точеч-
ный характер. Оба типа шеверов имеют свои преимущества
и недостатки. Для образования правильного профиля
зубьев колеса вдоль всей их длины при шевинговании
178
шеверами с линейным контактом зубьев выхода инстру-
мента за торец заготовки теоретически не требуется, так
как каждое торцовое сечение зубьев шевера является
как бы калибрующим.
Схема срезания припуска шевером, имеющим линей-
ный контакт зубьев, показана на рис. 71, а. Такие шеверы
очень удобны для шевингования колес с глухой стенкой,
препятствующей выходу шевера за торец колеса. Однако
точное профилирование зубьев шеверов этого типа при
Рис. 70. Геометрическая форма
зубьев шевера для колеса внутрен-
него зацепления
Рис. 71. Схема срезания при-
пуска шевером, имеющем точеч-
ный и линейный контакт зубьев:
а — точечный; б — линейный кон-
такт
шлифовании чрезвычайно затруднительно, вследствие чего
точность колес после обработки этими шеверами всегда
ниже точности колес, обработанных шеверами, имеющими
точечный характер контакта зубьев.
По этим причинам везде, где имеется возможность
выхода шевера за пределы обрабатываемого венца, пред-
почтительнее применять шеверы с точечным контактом
зубьев. Схема срезания припуска шеверами этого типа
показана на рис. 71,6.
Шеверы с линейным контактом зубьев являются по су-
ществу специальными инструментами, так как геометри-
ческая форма их боковой поверхности зависит от соотно-
шения чисел зубьев колеса и шевера, а также от угла
скрещивания. В этом отношении шеверы с точечным кон-
тактом зубьев являются более универсальными, — они
могут применяться для колес очень широкого диапазона
чисел зубьев; чем больше число зубьев колеса, тем больше
точечность контакта сопряженных зубьев. Это не сказы-
12* 179
вается на точности профилирования зубьев колеса, а только
изменяет условия резания. >
В то же время шевер с линейным контактом может по-
лучить точечный контакт зубьев, если его, рассчитав для
определенных чисел зубьев колеса и угла скрещивания
осей, использовать для обработки другого колеса, имею-
щего большее число зубьев, или при меньшем угле скре-
щивания осей.
Как было отмечено выше, при расчете шеверов внутрен-
него зацепления ограничиваются определением толщины
зубьев в двух сечениях: в среднем и в крайнем торцовом.
При этом бочкообразность определяется как полуразность
толщины зубьев в среднем и крайнем торцовом сечениях.
Размеры бочкообразности находят сначала как для шеве-
ров с линейным контактом, а затем увеличивают бочко-
образность и получают таким образом шевер с точечным
контактом зубьев. При этом величины бочкообразности но-
вого и предельно сточенного шевера теоретически различны.
Однако поскольку эти различия очень малы, то в рас-
четах шеверов для колес внутреннего зацепления можно
практически без погрешности принимать одну величину
бочкообразности, найденную для нового шевера.
С другой стороны, сама бочкообразность зуба шевера
не является симметричной, т. е. отклонения винтовых
линий на правой и левой поверхностях зуба от теоретиче-
ской различны. Для обычных применяемых углов скрещи-
вания осей шевера и колеса эта несимметричность настолько
мала, что ею также можно практически пренебречь.
Итак, в расчетах шевера для колес внутреннего зацеп-
ления величина бочкообразности находится как полураз-
ность толщин зубьев в среднем и крайнем торцовом сече-
ниях шевера, причем величина бочкообразности опреде-
ляется только у нового шевера.
Для определения величин бочкообразности восполь-
зуемся следующими рассуждениями.
Найдем сначала уравнение эвольвентной поверхности
зуба колеса.
Уравнение эвольвентной поверхности, представляющей
собой геометрическое место прямых линий АВ, касатель-
ных к винтовой линии основного цилиндра радиуса г0
(см. рис. 62), можно записать в виде
*1-х _ Yx-y _ Zt-z
dx dy dz ’
180
а уравнение винтовой линии на основном цилиндре, счи-
тая параметрическим углом поворота угол 0, — в виде
х =—rosin0; у= г0 cos 0; z = ro0tga.
Подставляя значения х, у, г, а также их производные
dx, dy, dz в формулу (126), имеем
Xt + sin 8__Yt— rocos8____ Z, — r09 tg ст
—r0 cos 6 —r0 sin 6 r0 tg a
Данное уравнение прямой можно представить в виде
двух взаимно перпендикулярных плоскостей V и Н:
Yi cos 0 — Xj sin 0 = г о,
Xi cos 0 + Yt sin 0 + = ro0.
(127)
Можно показать, что первое уравнение (127) является
уравнением плоскости, касательной к цилиндру радиуса г0,
а второе — касательной к эвольвентной поверхности.
На основании этого уравнение нормали к эвольвентной
поверхности запишется в следующем виде:
(128)
Исходным условием для определения контактных ли-
ний на боковой поверхности зубьев нарезаемого колеса
является следующее: нормаль к сопряженным поверхно-
стям зубьев и вектор относительной скорости в точках
сопряжения должны быть перпендикулярны. В векторной
форме это записывается так:
Nv = 0, или Nxvx NyVy + Njuz = 0.
Аналитически условие перпендикулярности и уравне-
ние контактных линий представятся в виде
Л(ХЬ Уь 20 = 0;
dFi dXi , dFt dYr , dFt dZt _n
dXx ’ dq>! dYt dtp,. + dZt dtp “U
(129)
Первое уравнение выражает боковую поверхность
зубьев колеса, а второе — условие перпендикулярности
нормали к поверхности и вектора относительной скорости.
181
Проекции вектора нормали в виде производных-^5-,
dF, dF, °Л1
gpr- и можно заменить направляющими косинусами
нормали к эвольвентной поверхности из формулы (128),
т. е.
-4^r- = cos0; -|^- = sin0;
олх &Y1 oZx tg а
производных
Рис. 72. Системы коорди-
нат, связанные с шевером
и колесом внутреннего
зацепления
Определение вектора относительной скорости в виде
................. 0Z,
- и можно вести, имея лишь
уравнения связи между системами
координат, связанными с шевером
и колесом, так как вектор отно-
сительной скорости не зависит от
формы поверхности колеса или
шевера.
Свяжем с нарезаемым колесом
подвижную систему Xlf Yit Zt
(рис. 72) и неподвижную X, Y, Z,
а с шевером — подвижную систему
ха, уа, z2.
В системе Xlf У1( Zt задается
уравнение боковой поверхности
зубьев колеса; в системе X, Y, Z
исследуется поверхность зацепле-
ния и в системе Ха, Уа, Za опре-
деляется уравнение боковой по-
верхности зубьев шевера. Взаим-
ное вращение систем Xt, Ylt
и Ха, Уа, Z2 связано передаточным отношением i =
(где Ф1 и фа — углы поворота колеса и шевера, отсчиты-
ваемые от оси У).
Формулы перехода от Ха, Y2, Za к Хь Yt, Za имеют вид
X, = Xa(cOS фх COS фа COS у -Ь Sin фх Sin ф2) 4=
+ Уа(сО8фх Sin фаСО$у— 51Пф1СО5ф2) —
—22со8ф151пу ± ЛэШфх;
у, = Уа (cos Ф1 COS фа 4- Sin фх Sin ф2 sin у) ±
± Ха(С08ф181Пфа — COS у Sin фх COS Фа) 4-
4- Za sin фх sin у 4- A cos фх;
Zx — Zacos у 4- Xacos ф2 sin у — y2sm фа sin у,
182
где у — угол скрещивания осей, а А — межосевое рас-
стояние; здесь и всюду верхние знаки относятся к вра-
щению систем Xi, Ylt Zi к Ха, У8, Zt относительно не-
подвижных систем против часовой стрелки, а нижние —
при вращении по часовой стрелке.
Производные по по уравнениям связи можно полу-
чить, имея в виду, что -5I=-= t:
• ОФ1
= Vj(l — icos у)-|- Z1isin<p1siny 4~ cos ф! cosy;
dY
= Xt (i cos у — 1) 4- Zti cos <px sin у-iA sin <px cos y;
= iA sin у — iXi sin «₽! sin у — iYi cos <pr sin y.
_ _ dF*
Подставляя найденные значения производных ,
dFi dF, dX, dY, dZ, . /ton. 1
dit’ ~§i И ~д^> ~d£> в формулу (129). получим
уравнение контакта:
r0tgo(l — fcosy) — iVicoscpiSln у —
— iXxSin <p1slny4-iZ1sinytgasln(<p14-0)4-
4- iA Icos у tg a cos (<pi 4- 0) 4- sin y] = 0.
(130)
Если уравнение (130) совместно с уравнением (127)
переписать в систему X, Y, Z по соответствующим форму-
лам перехода, заменяя (<pj 4- 0) = as, то получим урав-
нение поверхности зацепления:
Kcosas— Xslnas=r0;
7
Ysmas + XcosaB + — = rfi-,
— tcosy)— iY sin у 4- iZ sin у tg a sin as 4-
4- M(cos ytgacosas4-sin y) = 0.
Известно, что любая контактная линия образуется при
пересечении движущейся неподвижной поверхности. Обра-
щаясь к системе (131), замечаем, что первое и последнее
уравнения определяют неподвижные поверхности, а вто-
183
рое — движущуюся поверхность. Поэтому поверхность
зацепления вполне определяет первое и третье уравнения^
При постоянном угле as поверхность зацепления пре-
вращается в прямую линию, получившуюся в результате
совместного решения первого и третьего уравнений си-
стемы (131). Следовательно, поверхность зацепления ли-
нейчатая, причем каждому углу зацепления соответствует
одна определенная линия зацепления (рис. 73).
Правые Левые
Рис. 74. Геометрическая форма на-
чальных поверхностей при внутреннем
винтовом зацеплении
Рис. 73. Образование поверх-
ности зацепления при внут-
реннем шевинговании:
/—/ полюсная линия
Тот факт, что поверхность зацепления является линей-
чатой, позволяет найти форму боковой поверхности
в весьма простом виде: она является совокупностью опре-
деленных контактных линий, принадлежащих боковым
сторонам зубьев эвольвентных колес конкретных пара-
метров и называемых в дальнейшем эвольвентными ли-
ниями.
При линейном контакте зацепление зубьев происходит
по поверхности зацепления, которая, как показывает
анализ, является линейчатой. Прямые линии зацепления
касательны к основному цилиндру колеса и нормальны
к винтовой эвольвентной поверхности зуба колеса. Линии
зацепления проходят также через полюсную линию, пер-
184
пендикулярную к межосевому расстоянию и составляю-
щую с осью колеса угол е, определяемый по формуле
(рис. 74)
= (132)
л1, и
а с осью шевера — угол
. еи = е—у. (133)
Полюсная линия играет в пространственном винтовом
зацеплении такую же роль, как и полюс в плоском зацеп-
лении. Для последнего зацепления полюс можно пред-
ставить так же, как проекцию полюсной линии, но распо-
ложенную параллельно осям сопряженных колес. Полюс-
ная линия является линией касания начальных цилиндров
в зацеплении с параллельными осями и одновременно ли-
нией пересечения правой и левой линий зацепления, а
в пространственном винтовом зацеплении полюсная линия
является линией касания также начальных поверхностей,
которые, однако, не являются цилиндрами.
Начальные поверхности получаются при вращении
полюсной линии соответственно вокруг оси колеса и во-
круг оси шевера (рис. 74), являясь по своей геометрии
однополостными гиперболоидами вращения. В то же время
полюсная линия есть след пересечения правой и левой
поверхностей зацепления, если контакт зубьев линейный,
и правой и левой линии зацепления, если контакт зубьев
точечный. В последнем случае от полюсной линии остается
одна точка — полюс зацепления.
Если пересечь гиперболоиды вращения торцовыми пло-
скостями, проходящими через каку-либо точку на полюс-
ной линии, то на полученных в сечениях окружностях
d% и di имеет место следующая зависимость между тол-
щинами шевера и колеса:
где S"s — торцовая толщина зуба шевера на окруж-
ности
7? — ширина впадины зубьев колеса на окруж-
ности d";
и ги — числа зубьев колеса и шевера.
185
Рис. 75: Определение технологических
параметров колеса внутреннего зацеп*
леиия
Рис. 76. Оформление рабочего чертежа шевера для колеса внутреннего
зацеплений
186
Диаметры торцовых сечений полюсных гиперболоидов
вращения, называемые в дальнейшем начальными,
__________________________________
dnu = У>и + ;
*=(135)
где du и d — диаметры начальных окружностей в сред-
них сечениях, проходящих через линию
кратчайшего межосевого расстояния;
Ви — ширина шевера;
углы е и бц определяем по формулам соответственно
(132) и (133).
Для определения требуемой бочкообразности зуба ше-
вера сначала определяют его толщину в среднем сече-
нии 8Ш, а затем по формуле (134) — толщину зуба в край-
нем торцовом сечении.
Определения дополнительных технологических пара-
метров нарезаемого колеса и размеров шевера, сообразуясь
с обозначениями на рис. 75, приведены ниже, а оформле-
ние рабочего чертежа шевера показано на рис. 76.
Формулы определения дополнительных
технологических данных колеса внутреннего
зацепления, необходимых для расчета шевера
(рис. 75)
1.
Угол зацепления по торцу (для косозубых колес)
to-„ ...
tg»*.— cospd-
Угол подъема винтовой линии на основном цилиндре
cos а = cos otj sin р^.
Диаметры основных цилиндров колеса и сопряжен-
2.
3-
ной с ним шестерни
^о! = 4м COS »ds>
^о2 = dfa cos cc^g.
4. Угол зацепления в передаче
cosasl,2=
(для некорригированной передачи а,1.» = ctds).
187
5. Длина активной линии зацепления сопряженных
колес в зубчатой передаче
/ = 0,5(1^D&—Da — ) + Л1,2sinaS1>2.
6. Радиус кривизны профиля в точке начала активной
части __________________________
Pi = 0,5)/+/.
7" . Необходимое перекрытие обработкой активной части
профиля колеса
..___ 0,15m
sin a* ‘
8. Коэффициент перекрытия при зацеплении колеса
с шевером
sin аят cos a#
Должно быть е 1,1, в противном случае колесо
шевинговать невозможно.
Формулы раочета шевера для колес
внутреннего зацепления
Определение исходных данных
1. Число зубьев шевера zu <zx — 12.
2. Угол скрещивания осей шевера и колеса у = 7-5-15°.
Наименьший возможный угол скрещивания осей у — 5°.
3. Угол наклона зуба шевера на делительном цилиндре
₽л< = Ра — Т-
4. Диаметр делительной окружности шевера
л _ тги
ди~ cosp*, •
5. Торцовый профильный угол
6. Диаметр основного цилиндра шевера
&ои = Ади CoS ОС^эд.
188
7. Угол подъема винтовой линии на основном цилиндре
cos ои = cos ад sin р5.
Расчет нового шевера
8. Угол зацепления нового шевера по нормали
Ощ = ад — Да
Да = 1° при ад = 20° и Да = 1° 30' при ад = 15°.
9. Угол наклона винтовой линии шевера на начальном
цилиндре
sin pu =
r“ cos aul
10. Угол наклона винтовой линии колеса на началь-
ном цилиндре
о _ COSO
0 c0saul
(о определяем по п. 2 на стр. 185).
11. Торцовый угол зацепления на начальном цилиндре
шевера
‘8
° w COS Ри
12. Торцовый угол зацепления на начальном цилиндре
колеса
- 13.
14.
15.
16.
b COS P
Диаметр начального цилиндра шевера
я = d°“
U COSCtsu
Диаметр начального цилиндра колеса
cosas
Межосевое расстояние нового шевера и колеса
2ЛХ> и d du.
Новый угол скрещивания осей
Ti= Р — Ра-
189
17. Разность радиусов кривизны профиля зуба колеса,
взятых в точках начала активной части профиля и на на-
чальном цилиндре,
2 Др = 2рх — d sin as
(Pi см. п. 6 стр. 186).
18. Наибольший радиус кривизны профиля зубьев
шевера
2р.=4 ЧП a. +
(Д1 см. п. 7 стр. 186).
19. Наружный диаметр шевера
Deu = У С + (2ри)2.
20. Величина радиального зазора между головкой зуба
шевера и окружностью впадин колеса
2 Дг = da — Deu — 2ЛГ и.
Проверка. Должно быть Дг > 0,1m, в противном
случае необходимо уменьшать Да (см. п. 8 расчета).
Определение размеров зуба
в среднем сечении шевера
21. Торцовая ширина впадины зубьев колеса на на-
чальном цилиндре
= (V - +inv a* -inv a0d-
22. Торцовая толщина зубьев шевера на начальном
цилиндре
о _ Tsidu^i
йги *
23. Толщина зубьев шевера по нормали
ср = ^uscpCOS Рн.
(Ри — СМ. П. 9).
24. Высота головки зуба шевера
ь' _ Деи— 4ц
"и— 2
190
Проверка зуба шевера на заострение
25. Угол давления на головке зуба шевера
cosase„ =
26. Угол наклона зубьев на наружном диаметре шевера
27. Толщина зуба шевера на головке по нормали
= Dm + inv аш—inv a«u) cos ₽«,.
Должно быть Seu > 0,5 для модуля до 1,5 мм, 0,8 для
модуля до 2,5 мм и 1,2 до модуля 3,5 лои; в противном
случае уменьшать Да (см. п. 8).
Определение толщины зуба в крайнем
торцовом сечении
28. Угол между полюсной линией и осью нарезаемого
колеса
^"1. и
29. Угол между полюсной линией и осью шевера
в„ = е — Vi-
30. Ширина шевера Ви выбирается конструктивно, для
колес модуля до 4 мм берется в пределах 15—20 мм.
31. Диаметр полюсной окружности в торцовом сечении
шевера
d2 = Vd2 + (B„tgeu)2
(du см. п. 13, а 8и — п. 29)..
32. Диаметр полюсной окружности колеса, сопрягаю-
щейся с полюсной окружностью шевера,
(d см. п. 14, а е — п. 28).
191
33. Угол давления на полюсной окружности колеса
C°sa» = -^-.
34. Ширина впадины зубьев на полюсной окружности
колеса
Т" = ( —-------. ----1- inv a. — inv a" ).
s \ *i aaicospdi 1 л s/
35. Толщина зубьев шевера в торцовом сечении на
полюсной окружности
s„ = «21
us d"zu ’
Определение бочкообразности зуба шевера
36. Угол давления профиля зуба шевера на полюсной
окружности
cos а" = .
Ui ДП
и
37. Толщина зуба шевера в среднем сечении на окруж-
ности диаметра du
SnuscP = <?и (-^ + invaus- invajJ
(SUicp см. п. 22, aM — п. 11, du — п. 13).
38. Величина бочкообразности зуба шевера, имеющего
линейный характер контакта,
0/1 __ о/1
д ° ЛЯ ср °ЛЯ в
“ 2 ’
для шевера, имеющего точечный характер контакта,
Дт = (1,5-г-2,0) Д.
Расчет сточенного шевера
39. Угол зацепления сточенного шевера по нормали
а«а = аэ + Да
(Да см. п. 8).
40. Угол наклона зуба на начальном цилиндре шевера
sln₽«2 = -^-
1 M COS 0Сы2
(a„ см. п. 7).
192
41. Угол наклона зуба на начальном цилиндре колеса
sin 02 =
cos ст
cosau2
(a — см. п. 2, стр. 185).
42. Торцовый угол зацепления шевера на начальном
цилиндре
tea -
16 a“ cos0u2 •
43. Торцовый угол зацепления колеса на начальном
цилиндре
tgas =
ь s COS Pt
44. Диаметр начального цилиндра колеса
d = —
cosas
45. Диаметр начального цилиндра шевера
4 =—•
“ cos asu
46. Разность радиусов кривизны, взятых на начальном
цилиндре и в точке начала активной части профиля,
2 Др = 2pi — dsinas.
47. Наибольший радиус кривизны профиля зубьев
шевера
9л — Я «in г» J- 2(Ap + AZ)sina„
2р„ - du sin as Ч------------
(Д/ — см. п. 7, стр. 186).
48. Наружный диаметр шевера
Dm = V4u + (2^ .
49. Ширина впадины зубьев на начальном цилиндре
колеса
= d + inva*- invas).
13 В. Ф. Романов
193
50. Толщина зубьев шевера на начальном цилиндре
в среднем сечении
51. Диаметр, на котором должно производиться изме-
рение толщины зуба сточенного шевера,
Dx = Deu - 2Л'. (Л; - см. п. 24).
52. Угол давления профиля на диаметре Dx
cosax=-^-.
53. Толщина зубьев шевера по торцу на диаметре Dx
Susx = Dx + invат — invoQ.
Определение конструктивных элементов шевера
54.. Наименьший радиус кривизны профиля зуба сто-
ченного шевера
2р« = 2р„ - 2(Z+stnZ)pSinP<< •’ <Р« “ <*• п- 46>-
55. Диаметр начала активной части профиля зубьев
шевера
D = 1/(2р )2-kd2 .
ws v v^rumln/ г ои
56. Диаметр внутренней окружности шевера
d(u = ^НЗ
а — удвоенная величина удлинения высоты зуба для
обеспечения перекрытия обработкой высоты зуба колеса.
Принимается: а = 2 мм при т = 3 мм, а = 3 мм при
т = 3,5 мм и а = 4 мм при т 3s 5 мм.
Должно быть dtu ^>dou, в противном случае умень-
шать Да (см. п. 39) или а.
57. Угол давления профиля на цилиндре диаметра
cosa<“ = ^-
194
58. Толщина зуба шевера по торцу на цилиндре
диаметра dlu
Slat = dltt ( Su“p + inv аю — inv a/u)
(Suscp cm. n. 22, du — n. 13, aus — n. 11).
59. Ширина впадины зубьев на цилиндре диаметра diu
т о
11--Ти----^.lsu'
60. Диаметр сверла для сверления отверстий для
выхода гребенки при образовании режущих зубчиков
<Ь = Т1 + (1,5 ч-2,5).
61. Диаметр окружности центров сверления отверстий
Dlt = dtu-V&-Ti .
62. Угол наклона сверления
ади
63. Полная высота зуба шевера
L __ Деи — ^iu
пи-----%
(Deu — наружный диаметр нового шевера — см. п. 19).
Пример расчета шевера
Параметры колеса внутреннего зацепления: ш= 2,25; аа= 20°;
ц = 55; dfc = 131,242; ра = 19° 27’ 12' (левое); dtl = 137,09; Sa =
= 3,534_о оз5; h' = 1,8; ft = 4,725; Dn (расточки) = 127,64^;$^.
Параметры сопряженного колеса внешнего зацепления: га = 16;
л = 42,679; = 38,179; А. , = 46,5315.
Определение дополнительных технологических данных колеса
внутреннего зацепления, необходимых для расчета шевера
aas = 21°6'25";
2) cos a = cos ag Sin pa = cos 20° sin 19°27' 12* = 0,31295437;
a = 71°45'45';
3) da = d^ cos aa, = 131,242 cos 21e6'25' = 122,43696.
do, — dgtCosjagg = 38,179 cos 21°6'25' = 35,617567;
13*
195
4) asi.2 = «л = 21’6^’25';
5) I = 0,5(VD^-d^ -У&л-#л) +
+ Al 2 sin as 12 = 0,5 (/42,6792 — 35,6175672 —
— /127,642— 122.43692) + 46,5315 sin 21’6'25" = 10,47742;
6) Pi = 0,5V/ft-dg, +1 = 0,5 X
X /127,64® — 122,4369» + 10,47742 = 28,5132;
4 sin CMS sin 21О6'25"
8) C Z + A/ „ 10,4774 + 0,7
’ sin cnm cos aa sin 7Г45'45*л-2,5-cos 20° ’ ’
8 > 1,1 — удовлетворительно.
Расчет шевера (с линейным контактом)
Определение исходных данных
1) Число зубьев ги — 32 (принято конструктивно);
2) у = 7° (получено путем расчерчивания);
3) рди = рд —у= 19^742* —7°=
л mZU 2,5’32 тол О.
4) dduв= cnsiymr = 73>7348:
5) tg a*“ = tSS" = cosiy^iy = °’372740;
стл Pdu С1Л iz ix ix
a*« = 20’26'33";
6) dou = ddu «в ttdtu = 73,7348 cos 20’26'33’ = 69,09123;
7) cos au = cos aa sin pau = cos 20° sin 12°12' 12* = 0,202694;
au = 78’18'31".
Расчет нового шевера
8) aB1 = ad—Aa = 20°—1’= 19°;
9) sin p„ = = с0878О1У31’ = 0 2Ц31562-
' r cosae cos 19°
p„ = ir&w-,
10) sin p = —— ” = C0S 7|O't£45'' = 0,330986;
’ r cosaa cos 19°
p = 19°19'43";
11) tg«su=-^-sa=------tg 19°,—s = 0,352518;
' cos pu cos 12°22'31' ’ ’
19^5'Г;
196
1Я **-5пР - со, Xw - о-зы8946-
ccs = 20°2'48’;
о, . dou 69,09123 ______
13) йи —----=— =-------= 73,2579;
cos c&gu cos 19°25 7*
. do 122,43696 .on-vioa.
14) со*2Г2'4Г -130-3329!
15) 2At, u = d—dtJ= 130,3329 — 73,2579 = 57,075;
16) Vi = ЮЧвЧГ — 12°22'ЗГ = 6°57'12”;
17) 2Ap=2pt — d sin ct, = 57,0264 — 130,3329 sin 20°2'48" =
= 12,350174;
18) 2p„ = du sin atu + 2(Ap^°pS>nO“ =
= 73,2579 sin 19°25'7* + + 1.4) sta 7В*18Г31Ж = 38,5329;
Бш /1 4o
19) Deu = ^C + (2P«)2 = /(69.09123)2 4-38.53292 = 79,11;
20) 2Ar = da — Deu — 2A lt u = 137,09 — 79,11 — 57,075 =
= 0,915 >0,2-2,25;
2,) T«=(-£—d^₽r+invads-invas)£f=
( 3,1416 3,484 , .
\ 55 131,242 cos 19°27'12’ + ,nv21 6 25
— inv 20°2'48") 130,3329 = 4,11525;
дач с _ Тл^иЧ 4,11525-73,2579.55 ______
И) Suscp - =-----130 3229.32---= 3,97566,
23) Su cp = Sus cp cos P„ = 3,97566 cos 12°22’31' = 3,8833;
9d4 h’ Deu~du 79,1-73,2579
24) hu—----------=---------------= 2,926.
Проверка зуба шевера на заострение
25) cosaseu=-^-= 69;^I231 =0,8701666; а«„ = 29°31'19";
/9,11
25) ,вИ.. = 0.2245»,
ади 7о,/о4о16
Реи = 12°37'5Г;
197
27) Seu = Deu ^-^^-4-invaw —invaseujcosp«t =
- 79 ,1 ( +inv l9°25'7’ - tavawi'lir) X
\ / о^ьО/У /
X cos 11°37'17* = 1,47.
Глубину канавки принимаем 0,6.
Определение толщины зуба в крайнем тор
цовом сечении
28)
//*Х, U vi,Ui О
в = 15°33'44";
29) Ви = 8 — Yt = 15°33'44' — 6°57' 12* = в’Зб'ЗЗ’;
30) В„ = 20;
31) d" = V^ + (Butgeu)2 = V732579* + (20 tg 8°36'32")* =
= 73,32046;
- ]/1№33293, + (^18^'зг4‘) -1Х',4В6:
«ох „л ^01 130,33293 _ оояапяа-
33) сова8 = —=-й0да§ = 0,9386036;
а" = 20°10'54*;
34) т; - г (Л. - Inv - tev«;) _
- 1 ЧП 44КЯЙ ( 3’1416 3’484 -L
- 130,44586 55 131,242008 19°27' 12* +
+ inv — inv20“10'54*) = 4;0775;
35) S« = = 4»О775-73-32046-55.==3939159;
' d"z„ 130,44586-32
Определение бочкообразности зуба ше-
вера
36) СО8«»„ = -^ = = 0,9423185;
. а"„ = 19°33'19";
198
37) S2, Ср = С + inv “ж - inv asu) =
= 73,32046- + inv 19°25'7* — inv 19°33'19^ = 3,9572;
\/О,хО/У /
эд. A S^cp-Siu 3,957 - 3,939 nnftQ
38) A =-----------=------------— 0,009.
X
Принимаем A = 0,01.
Расчет сточенного шевера
39) au2 = ad+ 1° = 20° + 1° = 21°;
40) sin ₽м = = С05ГС0|80,ЗГ = 0,217056;
COS u»2 COS 21
p„8 = 12°32'10";
41) sin p, = COSO = cos71°45'45 46 47 48 49'’ = 0,335219;
’ ” cos aos cos 21® ’ ’
pa = 19°35'09";
42) tg a№ = = 0,393239;
cos p^2 cos 1Z OZ 1U
aSB = 2Г28';
- “J еЛ-К-бУ - М”74Ж*
a6= 22°10'4";
я * 122,43696 .ооопаэд.
M) d== = ~cos22°10'4" = ,32’20938;
45) du = -^- = -^~ = 72,2408;
cosctsu cos 21^8
46) 2Лр = 2pj — d sin as = 57,0264 — 132,20928 X
X sin 22°10'4' = 7,14119;
47) г<Ар+ДО^°.„
= 74.240Я sin 21-28- + JLL4I19+ ‘’^Д^018'31' = 35.97SS4;
sin 7Г45'45” 9 9
48) Deu = V d^u + (2p„)2 == V69,09123s + (35,9755)* = 77,896;
49) = +
- 132,2093 (^_ ,3,;^^,,,. +^2^-25--
- — inv 22’10'4"'j -3,444;
199
о 4^ 74,2409-3,444-55 _
Susi ~d^~ =---------132,2093^32 3’324’
51) Dx = Deu — 2Л' = 77,896 — 2-2,926 = 72,044;
52) cos ах = = 0,95901436;
ах = 16°27'38";
53) Susx = Dx asu — inv ax) =
= 72-044 (тлша + inv21’28' — inv »6°27'38’) = 3.975.
Определение конструктивных элементов
шевера
54) 2р„ mln = 2р„ - 2(f+s^)gSingu = 35.9755 -
—2 sin 78’45'45' = 12,9267;
sin 7Г45'45
55) DH3 = ^<4 min)2 + C = /i2.9267a + 69,09123a = 70,29;
56) dm^Dfa — a = 70,29 — 3 = 67,29;
Принимаем diu — dou~ 69,091;
57) cos a.lu = 1; aiO = 0;
58) Slsu = d[tt + inva^) = 69,091 X
X НЯЖг + inv ,9025'7') =4>689:
59) Ti = = З.1416^ 69^091 _ 4>689 = 2 0937.
OZ
60) dct = Tt + (1,5 = 2,5) = 3,5;
61) Оц = dte — V^t— T2t = 69,0912 — K3,5a —2,09a = 66,286;
62) tg ф = , 69'09I27g^l2,ir. = 0,206923;
<p = 11°4Г;
200
Определение данных для шлифования зубьев
шевера для колее внутреннего зацепления
Предварительное нарезание зубьев под шлифование
у шеверов для колес внутреннего зацепления осуще-
ствляется таким же путем, как и предварительное нареза-
ние зубьев у шеверов для колес внешнего зацепления,
так как необходимая бочкообразность зубьев получается
лишь во время их шлифования.
Основная трудность точного шлифования зубьев ше-
веров этого типа заключается в том, что их профиль
в различных торцовых сечениях не является эвольвент-
ным, а толщина в этих же сечениях непостоянна. Для
получения такой геометрии зубьев необходима фасонная
заправка шлифовального круга, причем режущая поверх-
ность шлифовального круга должна быть вогнутой, ибо
только в этом случае зубья будут получаться бочко-
образными. '
Боковая поверхность шлифовального круга отожде-
ствляется с боковой поверхностью рейки, сопряженной
со шлифовальными зубьями шевера. Как показал произ-
веденный выше анализ боковой поверхности зубьев ше-
вера, она является геометрическим местом эвольвентных
линий, каждая из которых принадлежит определенной
эвольвентной винтовой поверхности определенного основ-
ного цилиндра. Для каждой из упомянутых эвольвентных
линий на боковой стороне зуба сопряженной рейки теоре-
тически должна бы иметься прямая линия, контактирую-
щая с одной из эвольвентных линий зуба шевера. Однако
такую поверхность можно представить себе лишь теоре-
тически. Практически получить требуемую форму на шли-
фовальном круге, являющемся поверхностью вращения,
невозможно. Отсюда следует вывод о невозможности точ-
ного профилирования шеверов, имеющих линейный кон-
такт зубьев.
Наилучшего приближения можно добиться, если спро-
филировать круг только по одной контактной линии,
соответствующей эвольвентной линии в среднем сечении
зуба шевера. При этом условии режущая поверхность
круга будет иметь форму гиперболоида вращения, так как
она будет получена вращением прямой контактной ли-
нии, не проходящей через ось круга (рис. 77). Искомая
контактная линия рейки круга является следом пере-
201
сечения плоской стороны зуба рейки (рис. 78) и линии
зацепления АВ при поступательном, движении рейки.
Положение контактной линии можно определить углом р.:
ctg р. = ctgpu sin а, (136)
где ри — угол наклона зуба шевера на цилиндре обкатки
при шлифовании;
а — угол давления по нормали на диаметре ци-
линдра обкатки, т. е. на диаметре эвольвент-
ного кулака.
Рис. 77.. Форма шлифовального Рис. 78. Схема образования кои-
круга для шлифования зубьев ше- тактной линии иа рабочей по-
вера, предназначенного для колеса верхиости шлифовального круга
внутреннего зацепления
В частном случае, когда шевер прямозубый, эвольвент-
ная линия зуба шевера лежит в плоскости, перпендику-
лярной к оси шевера, и, следовательно, режущая поверх-
ность круга является конической. Режущей поверхности
круга, полученной в виде гиперболоида вращения (или
в виде конуса для прямозубых-шеверов),- придается такая
вогнутость, чтобы кривая сечения ее начальной пло-
скостью совпадала бы с продольным профилем в раз-
вертке на эту плоскость. Сказанное относится к шеверам,
имеющим линейный контакт зубьев. Что касается шеверов
202
с точечным контактом зубьев, то для шлифования их
зубьев возможно теоретически точное профилирование
шлифовального круга, так как на боковой поверхности
их зубьев расположена лишь одна эвольвентная линия.
Уравнение режущей поверхности шлифовального
круга, являющегося поверхностью вращения прямой
контактной линии PC
(рис. 78), будем искать
в системе J, £, к], связан-
ной со шлифовальным кру-
гом так, как показано на
рис. 79. Ось J совпадает
с осью круга, а угол ф
характеризует вогнутость
круга. Угол ф должен
‘быть таким, чтобы сечение
гиперболоида начальной
плоскостью РР совпадало
бы с большой степенью
точности с продольной кри-
визной зубьев шевера.
Уравнение гиперболоида
вращения в системе J, g,
т), считая угол ф заданным,
имеет вид
Рис. 79. Расчетная схема для нахо-
ждения геометрической формы шли-.
фовальиого круга
Е2 I „2 _ (j — /?KPctg-4>)a tga и + Л sin» ф
6 ’* ' йв«ф •
Если угол р, = 0 (шевер прямозубый), то последнее
уравнение имеет вид
£24-if = Л^ф.
Это выражение является уравнением конической по-
верхности с вершиной в начале координат.
Уменьшая угол ф, можно тем самым создать большую
вогнутость режущей поверхности круга и, следовательно,
получить большую бочкообразность зубьев шевера. Не-
обходимо, чтобы кривая сечения режущей поверхности
начальной плоскостью проходила по крайней мере через
две точки: Р (среднюю) и N (крайнюю) зуба шевера.
При этих условиях угол ф
где £ и т] — координаты точки N.
(137)
203
То обстоятельство, что форма режущей поверхности
есть гиперболоид вращения с осью, совпадающей с осью
шлифовального круга, позволяет осуществить заправку
весьма простым способом, заключающимся в том, что
при заправке алмаз направляется по прямолинейной
образующей указанного гиперболоида (см. рис. 77).
Так как движение алмаза при заправке ориентировано
на станке относительно оси круга, то необходимыми
данными для установления нужного направления движе-
ния алмаза является расстояние траектории движения
алмаза от оси круга Reop и угол <о между этой траекто-
рией и торцом круга.
Угол <в равен sin со = cos ф cos р.
Радиус горловины гиперболоида
в Икр sin Р 11 ое\
Ке°Р-----cos<o ’
где RKp — радиус шлифовального круга.
Необходимыми данными для наладки зубошлифоваль-
ного станка при заданном диаметре эвольвентного кулака
являются углы поворота шлифовального круга 6 и угол
подъема салазок aS(u стола станка.
При наладке станка учитывается угол вогнутости ф,
который влияет на нормальный угол зацепления при шли-
фовании:
о-Ф = a 4- (90° — ф).
Поскольку изменился нормальный угол зацепления,
то изменится и торцовый угол, по которому наклоняются
салазки стола:
<139>
cos ри
Для обеспечения на начальном цилиндре шевера
необходимого угла наклона зубьев корректируется угол
поворота шлифовального круга, а именно:’
sin 6 = cos pu cos а.ф. (140)
Расчетная схема для определения данных при фасон-
ной заправке шлифовального круга и наладке зубо-
шлифовального станка приведена ниже. Найденные зна-
чения 6, Ост, со, Rgopt а также диаметр эвольвентного
кулака проставляются в рабочий чертеж шевера, при-
веденный на рис. 76.
204
Формулы расчета данных для заправки
шлифовального круга и наладки
зубошлифовальных станков
1. Диаметр эвольвентного кулака
г) &ди + <ки
2
(dlu — диаметр окружности впадин зубьев; DK округ-
ляется до ближайшего, имеющегося на станке).
’ 2. Теоретический угол подъема стола станка (угол
зацепления при шлифовании)
3. Угол наклона винтовой линии шевера в среднем
сечении на окружности диаметра
ИЛИ
ctg₽„K= tg^cosa^.
4. Теоретический угол зацепления по нормали
tga;= tga^cosp^.
5. Угол наклона контактной линии
ctg.g= ctg Pysina;.
6. Величина коррекции угла зацепления по нор-
мали
CQSV - «М
(RKp — радиус шлифовального круга ReKp — (2-е-З);
ReKf. — наружный радиус круга).
7. Действительный угол подъема стола
tpa _ tg[«m-K90°—Ф>]
cos₽wc
205
8. Угол поворота алмазного приспособления
sin о = cosipcosp.
9. Радиус смещения алмаза от центра круга
D — Sfo И
/'гор COS (О
10. Угол поворота шлифовального круга
sin б = sin ft» cos [осш — (90 — ф)].
Пример. Расчет данных для заправки шлифовального круга
и наладки зубошлифовального станка.
1) DK = 71,966 (принято по имеющемуся на станке копиру).
2) cos a!sut = = 0,9600537; attu = 16’14'57*;
3) c‘g ₽«< = tg «в = tg 78°18'ЗГ cos 16’14'57* =
= 4,639436; 0^= И’ОЭЧЭ’;
4) tg аш = tg atlu cos ₽„к = tg 16’14'5Г cos 1 1’09'49” =
= 0,284914; аш = 15’54'11";
5) ctg p = ctg PUIC sin аш = ctg 11’09'49’ sin 15’54'1 Г =
= 1,27125; p = 38’11'22*;
в) =
_ = 00265925;
20a
7) - -
_ + _ 17.„,5Г;
206
8) sin <o = cos ip cos p. = cos 88°28'34" cos 38° 11'22" =
= 0,020901; е=Г1Г5Г;
9) Reap = = ~148 = 91.523;
cos© совГ1Г5г
10) sin 5 = sin cos [a^ — (90° — ф)] =
= sin 1l°09'49" [ 15°54' 1Г — (90° — 88°28/34л)] =
= 0,201035; д=1Г35'5Г.
Глава V7
ИНСТРУМЕНТЫ ДЛЯ НЕЭВОЛЬВЕНТНЫХ
ЗУБЧАТЫХ ДЕТАЛЕЙ
Зубчатые детали, имеющие прямолинейный профиль
(шлицевые валики и втулки) или криволинейный не-
Рис. 80. Типовые детали, обра-
батываемые обкатным инстру-
ментом
эвольвентный профиль (звез-
дочка, фасонные профили
и т. д.), как правило, обра-
батываются'червячными фре-
зами и долбяками. Профи-
лирование происходит по ме-
тоду обката, при котором
профиль инструмента не сов-
падает с профилем изделия,
а рассчитывается как эле-
мент зубчатой или червячной
передачи. Не все фасонные
зубчатые профили можно об-
рабатывать по методу обката.
На рис. 80 показаны типо-
вые профили, которые могут
быть обработаны методом
обката. Помимо этого, на-
ряду с высокой точностью
и производительностью ме-
тода обката последний имеет
недостатки, как например наличие переходных кривых
у основания зуба, подрезание зуба и др.
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ ШЛИЦЕВЫХ ВАЛИКОВ
0 ПРЯМОЛИНЕЙНЫМ ПРОФИЛЕМ
Профиль этих валиков характеризуется углом у между
прямой профиля и радиусом, проведенным в точку пере-
сечения прямой профиля с начальной окружностью.
Как видно из рис. 81, а—г, если /? — радиус начальной
окружности и а — расстояние от прямой профиля до
центра начальной окружности, то
smY=-J-. (141)
208
Для шлицевых валиков с параллельными боковыми
сторонами (рис. 81, а), формула имеет вид
ь
slnv = ^->
где Ь — ширина шлицев валика.
Для расчета червячных шлицевых фрез Ю. В. Цвисом
[19] разработан точный метод расчета, заключающийся
Рис. 81. Технологические параметры шлицевых валиков
с прямолинейным профилем
в том, что предварительно находится геометрическая
форма червяка фрезы из условия его линейного контакта
с боковой поверхностью шлицевого валика, а затем
профиль фрезы, как кривую сечения указанного червяка
передней поверхностью. Однако этот метод расчета более
сложен по сравнению с общепринятым приближенным
методом расчета. Как показывают вычисления, для по-
давляющего большинства случаев точность расчета, до-
стигаемая при использовании приближенного метода,
вполне достаточна для получения точности Нарезания
в заданных для валов нормах. Приближенность заклю-
14 В. Ф. Романов 209
чается в том, что реальное пространственное зацепление
шлицевой фрезы и валика заменяется плоским зацепле-
нием валика с рейкой. При этом предполагается, что
профиль червячной фрезы в нормальном сечении к виткам
совпадает с профилем указанной рейки, следовательно,
определение профиля фрезы сводится к нахождению
профиля рейки. Учитывая сказанное, в дальнейшем будет
рассмотрен приближенный метод расчета, при котором
будем отождествлять профиль фрезы с профилем рейки,
правильно зацепляющейся с профилем прямобочного
валика.
Правильное плоское зацепление характеризуется сле-
дующими обязательными условиями:
1) в точках профилирования (контакта) сопряженные
профили детали и инструмента должны иметь общую
нормаль;
2) эта нормаль должна проходить через неподвижную
точку соприкосновения начальных окружностей инстру-
мента и изделия, называемую полюсом зацепления;
3) в любых положениях изделия нормаль должна
пересекать (или касаться) начальную окружность в после-
довательном порядке.
В процессе нарезания начальная прямая инструмента
катится без Скольжения по начальной окружности изде-
лия. Точки последовательного контакта (соприкоснове-
ния) профилей детали и инструмента образуют линию
зацепления. Для прямолинейного профиля детали, пока-
занного на рис. 81, линия зацепления строится следую-
щим образом. Из полюса зацепления Р (рис. 82, а—в)
опускают перпендикуляры на различные положения:
AxBlt А2В2, AsB2 и т. д., получаемые вращением про-
филя АВ. Получаемые в пересечении точки Clt С2 и С3
и т. д. являются линией зацепления, которая, таким
образом, является геометрическим местом точек сопря-
жения профилей инструмента и детали.
Рассмотрим профилирование червячной фрезы.
В положении, изображенном на рис. 83, начальная
прямая фрезы катится без скольжения по начальной
окружности изделия радиуса Р. Свяжем с начальной
прямой фрезы систему координат X^i так, как указано
на рис. 83. Пусть в момент, когда прямая изделия АВ
проходит через полюс зацепления, начало координат
находится в точке Р.
210
При повороте изделия, например по часовой стрелке,
на произвольный угол <р профиль изделия займет поло-
жение ЛхВх- Соответственно этому начало координат
V
Рис. 82. Построение линии зацепления для валика с пря-
молинейным профилем
системы ХхУх вместе с начальной прямой фрезы пере-
двинется вправо на величину РРГ = /?<р. При этом по-.
Рис. 83. Схема профи-
лирования червячной
фрезы для шлицевого
валика с прямолиней-
ным профилем:
а — начальное положе-
ние; б — произвольное
положение профилей
фрезы и изделия
ложении прямой профиль изделия будет профили-
роваться фрезой в точке С, которая получена путем опу-
скания из полюса зацепления Р перпендикуляра на
Прямую iljBp
14*
211
Из рис. 83 следует, что координатами точки С яв-
ляются
у = МС = PC sin а;
х = /?<р — PC cos а.
Угол о = (<р + у). Из треугольника ОКР следует,
что PC = РК — КС = Р (sin а — sin у).
Подставляя значение PC в формулы для х и у, по-
лучим
у = P(sin а — sin у) sin а; (142)
х = Р[(а — у) — (sina—siny)cosa] (143)
(углы а и у — в радианах).
Уравнения (142) и (143) являются уравнением про-
филя фрезы. Задавая произвольные значения углу а,
можно получить координаты ряда точек профиля фрезы.
Однако для практического применения формулы (142)
и (143) неудобны, так как при произвольном задании
угла а рассчитанные по этим формулам точки профиля
фрезы могут выйти за пределы высоты рабочего участка
профиля изделия. Целесообразнее поэтому задавать зна-
чения ординат профиля фрезы у, отыскивая затем по нему
параметр а, и значения х.
Считая у заданным и решая уравнения (142) отно-
сительно sin а, имеем
sin a = JEi + /рруту. (144)
По известному а находим
х= R [(a° — у°)0,01745— (sina — siny)cosa]. (145)
Это и есть расчетные формулы для профиля фрезы.
Расчет по формулам (144) и (145) производится следующим
образом. Задаются значения ординате у, которые должны
быть в пределах рабочей высоты h фрезы, равной (R—гг);
по формуле (144) определяется угол а, а затем по фор-
муле (145) находится абсцисса х, соответствующая за-
данной ординате у профиля фрезы.
Обычно профиль фрез заменяется дугами окружностей,
причем в зависимости от требуемой точности шлицевого
валика, его размеров и характера обработки (черновое
212
нарезание под шлифование или чистовое нарезание) про-
филь фрез может заменяться дугами одной или нескольких
окружностей. Рекомендуется для чистовых шлицевых
фрез делать замену одной дугой окружности при высоте
профиля h до 3,5 мм и двух окружностей при h > 3,5 мм.
Для нахождения радиуса одной заменяющей окруж-
ности г0 и координат х0 и у0 центра этой окружности
необходимо иметь координаты трех узловых точек про-
филя фрезы. Одна точка профиля, расположенная на
начальной прямой фрезы, имеет координаты xt = О,
уг = 0. Поэтому при определении координат узловых
точек профиля фрезы по формулам (145) достаточно найти
указанные координаты только для двух точек.
При замене профиля фрезы двумя дугами окружностей
необходимо иметь в качестве исходных координаты че-
тырех узловых точек профиля фрезы, причем, так же
как и при замене одной дугой окружностей, координаты
одной точки считаются известными: хх = 0, = 0, и
достаточно поэтому находить координаты только трех
точек.
Графический способ нахождения
профили фрезы
Для определения профиля может быть использован
простой - графический способ — способ копирования по-
следовательных положений профиля изделия. Предва-
рительно вычерчивается на бумаге в максимально боль-
шом масштабе профиль впадины зубчатого изделия. Про-
водится начальная окружность радиуса 7? (на рис. 84
показан пример нахождения "профиля червячной фрезы
для шлицевого валика). Из точек начала прямолинейного
профиля А и В проводятся нормали до пересечения с на-
чальной окружностью R в точках Лх и Bt.
Дуга AtBi начальной окружности разделяется на
равные участки Лх—7, 1—2, 2—3, . . ., причем чем
больше участков, тем точнее получается построение про-
филя. Точки Лх, 1, 2, ... соединяются лучами с цент-
ром О изделия. Затем на отдельном листе кальки прово-
дится начальная прямая фрезы, на которой от произ-
вольной точки откладываются отрезки Аг—1, 1—2,
2—3.......равные между собой и равные длинам дуг
213
Аг—1, 1—2, 2—3, . . ., расположенных на начальной
окружности изделия. Если длина дуг —1, 1—2, 2—
3, . . . меньше 0,1/?, то прямые отрезки Ах—1, 1—2,
2—3, . . . можно принять равными хордам, стягиваю-
Рис. 84. Графическое построение профиля червячной фрезы для шлице-
вых валов с прямолинейным профилем
щим дуги А—1, 1—2, 2—3, ... К каждой точке на-
чальной прямой восстанавливаются перпендикуляры At0,
1—Olf 2—0s, . . .
Следующий этап непосредственное нахождение про-
филя фрезы. Для этого кальку последовательно накла-
дывают на бумагу таким образом, чтобы линия Аг0 на
кальке совместилась с радиусом А гО на бумаге. В каждом
положении на кальку копируют профиль изделия. Затем
кальку перемещают во второе положение до совмещения
214
линии 1—(\ на кальке с линией О—1 на бумаге, вновь
копируют профиль изделия и так до тех пор, пока не
будут совмещены все линии. Огибающая последователь-
ных положений изделия на кальке и будет являться
профилем фрезы.
Выбор начальной окружности изделия
При определении фрезы начальная окружность пред-
полагалась заданной. Однако начальная окружность не
может выбираться произвольно. От выбора начальной
окружности зависит возможность получения правильной
формы профиля изделия, формы профиля инструмента
и др.1 Следует стремиться к минимальному радиусу на-
чальной окружности, однако при некотором критиче-
ском значении радиуса начальной окружности может
произойти срез части профиля выше начальной окруж-
ности.
Найдем минимально допустимый радиус начальной
окружности для шлицевого валика с прямолинейным
профилем при обработке его фрезой. На рис. 82 построена
линия зацепления. При вращении изделия и поступа-
тельном перемещении инструмента вдоль начальной пря-
мой, как видно на рис. 82, последняя точка сопряжения
профилей фрезы и детали будет совпадать с наивысшей
точкой линии зацепления. Левый участок зацепления
до точки С не может быть использован. Это означает,
что если через точку С провести окружность радиуса Цс,
то участок профиля изделия, расположенный за преде-
лами окружности Rc, не может быть правильно обработан.
Следовательно, при заданном радиусе начальной окруж-
ности R наружный диаметр изделия должен быть не
больше Rc. Задача по выбору оптимальной начальной
окружности ставится так: по заданному радиусу наруж-
ной окружности найти радиус начальной окружности 7?
с таким расчетом, чтобы окружность Rc совпадала с ра-
диусом наружной окружности.
Ордината у точки С может быть найдена следующим
образом.
1 Подробнее о выборе назальной окружности для изделий с произ-
вольным профилем см. ниже.
215
Из рис. 85 видно, что в момент профилирования
в точке С угол обката а будет иметь наименьшее значе-
ние, а длина нормали PC
РС=К.С—PK=R(shi"f — sin а). (14Г)
Формула (144) будет при этом иметь вид
При анализе уравнения (144) видно, что наименьшее
значение угла а
sin у
~2~
Рис. 85. К определению радиуса
начальной окружности:
а — при нарезании червячной фре-
зой; б — при нарезании долбяком
sin ttmin —
так как только при этом
критическом значении угла а
формула (144') имеет геоме-
трический смысл.
С другой стороны, при
этом условии подкоренное
выражение должно быть
равно нулю:
отсюда
/ sin у \2 D «2
У — Ус—\ 2 ) 4R '
Радиус Rc может быть найден из треугольника ОАС:
0O=R^(R + ус? + (ус tg ас)2.
Учитывая, что
а2 sin у а
Ус — -4^, a sin ас — 2 — 2я ’
получим
/?с= ]/7?2 +0,75а2.
Полагая, что Rc = Re и решая это уравнение отно-
сительно R, получим
Я = 0,75а2.
(И6)
216
Полученный радиус 7? и является радиусом оптималь-
ной, т. е. наименьшей, начальной окружности для вали-
ков с прямолинейным профилем. Рассчитанный по фор-
мулам (144) и (145) профиль заменяется одной или двумя
дугами окружности. Рекомендуется при высоте профиля
до 3,5 мм и в случае, если нарезание ведется под после-
дующее шлифование, заменять профиль одной дугой
окружности, а при h > 3,5 мм — двумя дугами. При-
веденная ниже схема расчета предусматривает замену
профиля одной дугой окружности. Пример расчета про-
филя червячной фрезы аналитическим методом показан
ниже.
Профиль червячной фрезы можно найти с помощью
специальных таблиц, в которых даются значения вели-
чины радиуса заменяющей окружности и координат
центра этой окружности х0 и у0 для радиуса начальной
окружности 7? = 1 мм. Схема составлена для трех слу-
чаев, когда: a) h < 0,127?; б) h = (0,12<-0,16) 7? и в) h =
= (0,16-5-0,20) R.
Предварительно находится значение радиуса началь-
ной окружности по формуле (146) и sin у — . По бли-
жайшему sin у находятся искомые размеры профиля по
табл. 13. По принятому sin у находится уточненное
значение 7? = —.— ,
smy ’
по которому затем ведутся все
дальнейшие расчеты.
При этом табличные данные умножаются на уточнен-
ное значение 7?. Пример пользования табличным методом
показан ниже.
Определение высоты переходной кривой. Выше ука-
зывалось, что недостатком метода обката является нали-
чие переходных кривых у основания шлицев. Если цен-
трирование шлицевого соединения осуществляется по
внутреннему диаметру, то для возможности сборки шли-
цевого соединения валик должен быть нарезан фрезой,
имеющей усики. Если центрирование шлицевого соеди-
нения осуществляется по наружному диаметру, то до-
пустимо наличие галтели у основания шлицев, однако
ее величина не должна превышать величины радиального
зазора Дг по внутреннему диаметру между шлицевой
втулкой и валиком.
217
Таблица 13
Раямары профиля червячных шлицевых фроэ
для радиуса начальной окружности R = 1
sin y Для глубины канавок шлицевых валиков h < 0.12К
УО хо го ДР
0,087156 0,090053 0,092950 0,095846 0,098741 0,101635 0,104528 0,107421 0,110313 0,113203 0,116093 0,118982 0,121869 0,059928 0,060991 0X162051 Q063137 0,064212 0,065307 0,066426 0,067529 0,068657 0,069806 0,070944 0,072086 0,073249 0,421663 0,422521 0,423478 0,424430 0,425280 0,426226 0,427166 0,428107 0,429041 0,430072 0,431000 0,431926 0,432947 0,4259 0,4269 0,4280 0,4291 0,4301 0,4312 0,4323 0,4334 0,4345 0,4357 0,4368 0,4379 0,4391 ±0,00031
0,124756 0,127642 0,130526 0,133410 0,136292 0,139173 0,142053 0,144932 0,147809 0,150686 0,153561 0,156434 0,074438 0,075594 0,076793 0,077997 0,079206 0,080438 0,081679 0,082924 0,084172 0,085427 0,086707 0,088014 0,433962 0,434879 0,435887 0,436892 0,437894 0,438991 0,439983 0,440971 0,442058 0,443039 0,444115 0,445183 0,4403 0,4414 0,4426 0,4438 0,4450 0,4463 0,4475 0,4487 0,4500 0,4512 0,4525 0,4538 ±0,00028
0,159307 0,162178 0,165048 0,167916 0,170783 0,173648 0,176512 0,179375 0,182236 0,185095 0,187953 0,190809 0,193664 0,196517 0,089305 0,090623 0,091925 0,093254 0,094588 0,095949 0,097317 0,098689 0,100178 0,101475 0,102887 0,104306 0,105730 0,107228 0,446252 0,447313 0,448374 0,449427 0,450477 0,451620 0,452657 0,453793 •0,454905 0,455944 0,457063 0,458177 0,459288 0,460480 0,4551 0,4564 0,4577 0,4590 0,4603 0,4617 0,4630 0,4644 0,4658 0,4671 0,4685 0,4699 0,4713 0,4728 ±0,00025
218
Продолжение табл. 13
sin y Для глубины канавок шлицевых валиков h <0,12ft
уо хо го ДР
0,199368 0,108664 0,461582 44742
0,202218 0,110107 0,462679 0,4756 _1_Л лплок
0,205065 ЦП 1602 0,463864 0,4771
0,207912 0,113125 0,465038 44786
0,210756 0,114609 0,466116 0,4800
4213599 0,116123 0,467288 0,4815
0216440 0,117666 0,468448 0,4830
04219279 0,119216 0,469604 0,4845
0,222116 0,120772 0,470755 0,4860
0,224951 0,122335 0,471901 0,4875
0,227784 0,123930 0,473139 0,4891
0,230616 0,125529 0,474269 0,4906
0,233445 0,127137 0,475497 0,4922
0,236273 0,128750 0,476616 44937 ±0,00023
0,239098 0,130395 0,477827 0,4953
0,241922 0,132048 0,479033 0,4969
0,244743 0,133707 0,480234 0,4985
0,247563 0,135397 0,481422 0,5001
0,250380 0,137071 0,482612 0,5017
0,253195 0,138775 0,483790 0,5033
0,256008 . 0,140514 0,485058 0,5050
4258819 0,142233 0,486224 45066
0,261628 0,143987 0.48748Q 0,5083
0,264434 0,145720 0,488635 0,5099
0,267238 0,147513 0,489872 0,5116
04270040 0,149313 0,491103 0,5133
0,272840 0,151097 0,492336 0,5150
0,275637 0,152912 0,493555 0,5167
0,278432 0,154759 0,494761 0,5184 ±0,00020
0,281225 0,156620 0,496063 0,5202
4284015 0,158458 0,497263 45219
0,286803 0,160328 0,498449 0,5236
0,289589 0,162236 0,499724 0,5254
0,292372 0,164153 0,500993 0,5272
0,295152 0,166046 4502159 0,5289
219
Продолжение табл. 13
sin у Для глубины канавок шлицевых валиков h = (0,12 ч- 0.16) R
у0 хо го ДР
0,087156 0,076706 0,489527 0,4955
0,090053 0,077868 0,490255 0,4964
0,092950 0,079061 0,491077 0,4974
0,095846 0,080269 0,491894 0,4984
0,098741 0,081453 0,492611 0,4993
0,101635 0,082669 0,493423 0,5003
0,104528 0,083889 0,494231 0,5013 ±0,00052
0,107421 0,085112 0,495037 05023
0,110313 0,086381 0,495934 0,5034
0,113203 0,087624 0,496731 0,5044
0,116093 0,088872 0,497525 0,5054
0,118982 0,090152 0,498412 0,5065
0,121869 0,091420 0,499198 0,5075
0,124756 0,092709 0,500079 0,5086
0,127642 0,094027 0,500952 05097
0,130526 0,095337 0,501824 05108
0,133410 0,096652 0,502693 0.5П9
0,136292 0,097982 0,503556 0,5130
0,139173 0,099318 0,504415 0,5141 + П ЛП04Я
0,142053 0,100677 0,505369 0,5153
0,144932 0,102021 0,506222 0,5164
0,147809 0,103414 0,507164 05176
0,150686 0,104767 0,508010 0,5187
0,153561 0,106169 0,508944 0,5199
0,156434 0,107576 0509875 0,5211
0,159307 0,109000 0,510799 05223
0,162178 0,110384 0,511628 0,5234
0,165048 0,111851 0,512640 05247
0,167916 0,113278 0,513555 05259
0,170783 0,114734 0,514461 05271
0,173648 0,116217 0,515461 0,5284 -4- П 00044
0,176512 0,117682 0,516359 05296
0,179375 0,119176 0,517351 0,5309
0,182236 0,120639 0,518244 05321
0,185095 0,122155 0,519224 0,5334
0,187953 0,123688 0,520197 0,5347
0,190809 - 0,125228 0,521166 0,5360
220
Продолжение табл. 13
sin у Для глубины канавок шлицевых валиков h = (0,12 ч-0,16) R
Уо хо 'о АР .
0,193664 0,126760 0,522133 0,5373
0,196517 0,128309 0,523094 0,5386
0,199368 0,202218 0,129901 0,131462 0,524143 0,525094 0,5400 0,5413 ±0,00044
0,205065 0,133077 0,526131 0,5427
04207912 0,134662 0,527070 0,5440
0,210756 0,136288 0,528097 0,5454
0,213599 0,137921 0,529120 0,5468
0,216440 0,139573 0,530135 0,5482
0,219279 0,141217 0,531148 0,5496
0,222116 0,142880 0,532151 0,5510
04224951 0,144549 0,533152 0,5524
0,227784 0,146223 0,534147 0,5538
0,230616 0,147956 0,535226 0,5553
0,233445 0,149643 0,536211 0,5567 ±0,00040
0,236273 0,151388 0,537279 0,5582
0,239098 0,153099 0,538250 0,5596
0,241922 0,154856 0,539307 0,5611
0,244743 0,156663 0,540356 0,5626
0,247563 0,158403 0,541403 0,5641
0,250380 0,160192 0,542440 0,5656
0,253195 0,161988 0,543472 0,5671
0,256008 0,163844 0,544587 0,5687
0,258819 0,165653 0,545607 0,5702
0,261628 0,167523 0,546709 0,5718
’ 04264434 0,169357 0,547714 0,5733
0,267238 0,171240 0,548805 0,5749
0,270040 0,173161 0,549885 0,5765
0,272840 0,175041 0,550963 0,5781
0,275637 0,176958 0,552031 0,5797
0,278432 0,178881 0,553092 0,5813 ±0,00036
0,281225 0,180811 0,554147 0,5829
0,284015 0,182748 0,555197 0,5845
0,286803 0,184750 0,556325 0,5862
0,289589 0,186701 0,5567361 0,5878
0,292372 0,188731 0,558472 0,5895
04295152 0,190695 0,559495 0,5911
221
Продолжение табл. 13
sin y Для глубины канавок шлицевых валиков h = (0.16 4-0,20) R
Уо хо го ДР
0,087156 0,090053 0,092950 0,095846 0,098741 0,101635 0,104528 0,107421 0,110313 0,113203 0,116093 0,118982 0,121869 0,090903 0,092172 0.Q93445 0,094748 0,096054 0,097365 0,098679 0,099997 0,101363 0,102714 0,104070 0,105448 0,106811 0,541118 0,541917 0,542714 0^43503 •0344290 0345072 0,545852 0346629 0347496 0348262 0349024 0,549881 0,550636 0,5487 03497 0,5507 0,5517 0,5527 0,5537 0,5547 0,5557 0,5568 03578 03588 0,5599 03609 ±0,0075
0,124756 0,127642 0,130526 0,133410 0,136292 0,139173 0,142053 0,144932 0,147809 0,150686 0,153561 0,156434 0,108178 0,109575 0,110996 0,112421 0,113850 0,115284 0,116721 0,118189 0,119662 0,121139 0,122620 0,124155 0351389 0352133 0,552970 0,553805 0,554635 0,555463 0,556287 0,557101 0,557912 0358718 0359521 0,560412 0,5619 0,5629 03640 0,5651 0,5662 03673 0,5684 03695 0,5706 03717 03728 0,5740 ±0,00068
0,159307 0,162178 0,165048 0,167916 0,170783 0,173648 0,176512 0,179375 0,182236 0,185095 0,187953 0,190809 0,125644 0,127166 0,128713 0,130266 0,131823 0,133385 0,134951 (Ц36522 0,138125 0,139733 0,141345 0,142987 0,561207 0,561992 0,562871 0,563745 0,564616 0,565481 0,566344 0367201 0,568048 0368890 . 0,569729 0,570659 03751 0,5762 0,5774 0,5786 0,5798 0,5810 03822 0,5834 0,5846 0,5858 03870 0,5883 ±0,00065
222
Продолжение табл. 13
sin у Для глубины канавок шлицевых валиков h = (O.W-s-0,20) R
у0 хо го др
0,193664 0,196517 0,199368 0,202218 0,205065 0,207912 0,144608 0,146263 0,147947 0,149336 0,151330 0,153030 0,571488 0,572306 0,573215 0,574120 0,575020 0,575915 0,5895 0,5907 0,5920 0,5933 0,5946 0,5959 ±0,00065
0,210756 0,213599 0,216440 0,219279 0,222116 ' 0,224951 0,227784 0,230616 0,233445 0,236273 0,239098 0,241922 0,244743 0,247563 0,250380 0,253195 0,256008 0,258819 0,261628 0,154734 0,156444 0,158159 0,159907 0,161659 0,163445 0,165209 0,167005 0,168806 0,170613 0,172454 0,174301 0,176153 0,178011 0,179875 0,181743 0,183647 0,185586 0,187530 0,576806 0,577691 0,578572 0,579441 0,580303 0,581258 0,582110 0,583054 0,583993 0,584926 0,585846 0,586758 0,587667 0,588569 0,589467 0,590358 0,591340 0,592306 0,593266 0.5972 0,5985 0,5998 0,6011 0,6024 0,6038 0,6051 0,6065 0,6079 0,6093 0,6107 0,6121 0,6135 0,6149 0,6163 0,6177 0,6192 0,6207 0,6222 ±0,00060
0,264434 0,267238 0,270040 0,272840 0,275637 0,278432 0,281225 0,284015 0,286803 0,289589 0,292372 0,295152 0,189481 0,191438 0,193401 0,195370 0,197344 0,199325 0,201340 0,203394 0,205454 0,207520 0,209593 0,211673 0,594221 0,595169 0,596111 0,597048 0,597978 0,598901 0,599810 0,600806 0,601795 0,602778 0,603755 0,604721 * 0,6237 0,6252 0,6267 0,6282 0,6297 0,6312 ’ 0,6327 0,6343 0,6359 0,6375 0,6391 0,6407 ±0,00055
223
Величина переходной кривой может быть определена
графическим и аналитическим методами. Из рис. 86
видно, что профиль фрезы не может распространяться
ниже линии кк, касательной к Окружности радиуса rt.
Поэтому последней точкой прямолинейного профиля изде-
лия, в которой он будет контактировать с профилем фрезы,
является точка В, которая лежит на линии кк. Участок
профиля изделия, расположенный ниже радиуса Рв,
Рис. 86. Определение величины
переходной фрезы
будет сопрягаться с внутрен-
ней окружностью г( по пере-
ходной кривой.
Радиус начала переходной
кривой (галтели) можно най-
ти, пользуясь формулой (144).
При подстановке в формулу
(144) у = h (где h — высота
профиля фрезы) будем иметь
критическое значение угла а,
когда в профилировании уча-
ствует последняя точка про-
филя фрезы:
sin Y । 1 / / sin у \2 . Л
Sin«e = —+ И (—2 ) + Л--
Из треугольника ОАВ находится радиус ОВ начала
переходной кривой:
RB=OB = Уоа2 + ав2 = J/rz + *2ctg4.
Высота переходной кривой f = RB — rt. Высоту пере-
ходной кривой можно найти также простым графи-
ческим построением.
На рис. 67 показано графическое построение для трех
типов валиков. Для каждого случая изображены три
полуокружности: начального радиуса R, радиуса а (а —
расстояние от прямолинейного профиля валика до цен-
тра О; для шлицевого валика с параллельными шлицами
а = 0,56) и радиуса г{ внутренней окружности.
Касательно к окружности г{ и перпендикулярно оси У
проводится прямая тт. После этих предварительных
построений берется прямоугольный треугольник и на-
кладывается на чертеж так, чтобы вершина прямого
угла В лежала на линии тт, один катет проходил через
точку Р (полюс зацепления), а другой катет был каса-
224
тельным -к окружности радиуса а. При этом положении
треугольника в точке В на линии тт делается засечка.
Радиус ОВ, проведенный через точку В, и является
искомым радиусом начала переходной кривой. Высота
переходной кривой f — Rb — ri-
Определение размеров усиков фрезы. Основное условие
для расчета усиков фрезы заключается в том, чтобы
была точно спрофилирована крайняя точка К (рис. 88)
профиля изделия, расположенная на окружности ра-
диуса гР Критический угол ао при котором может про-
исходить профилирование точки К,
COSCQ =
п cos у/
R
где
slnYi =
15 В. Ф. Романов
225
для валиков с параллельными сторонами шлицев
При известном угле at по формуле (142) находится
требуемая высота усика hy от начальной прямой фрезы:
Рис. 88. Определение раз-
меров усиков фрезы
hy = R sin al (sin at — sin у,).
Величина врезания фрезы в тело
шлицевого валика за пределы вну-
тренней окружности
АЯ = /? — rt — hy.
Схема расчета червячной фрезы
для шлицевого валика с парал-
лельными сторонами шлицев при-
ведена ниже; наружные диаметры
фрез и другие конструктивные эле-
менты могут быть приняты по табл. 13. При необходи-
мости расчета фрезы для шлицевого валика с прямоли-
нейными, но непараллельными боковыми сторонами схема
расчета (см. ниже) также может быть использована,
необходимо лишь в формулах вместо подставлять
величину а — расстояние от прямой профиля до оси
валика.
Формулы раочета червячной фрезы
для шлицевого валика о лрямолинейным профилем
1. Радиус окружности начала фаски на шлицевом
валике
Кф = Re —
(С — величина фаски).
2. Радиус начальной окружности
/?= ]/яФ-0,75-£.
3. Высота профиля червячной фрезы
h = R — rt
(rt — радиус внутренней окружности).
226
Таблица 14
Размеры червячных шлицевых фрез
Размеры валов Размеры фрез Размеры 1 валов Размеры фрез
dl Высота шлица h Deu L d zu k dl Высота шлица h Deu L d zu k
16 2 63 50 22 10 4 52 3 90 80 32 14 4,5
12 5,5
18 2 4 100
21 2 70 56 27 4,5 56 3 90 14 4,5
23 2,5 4,5 100 12 5,5
26 2 12 4 62 3 100 90 z 40 14 5
3 10 5,5 5 112 12 6
28 2 12 4 72 3 100 14 5
3 80 10 5,6 5 112 12 6
32 2 70 12 4 82 3 100 14 5
3—3,5 80 10 5,5 5 112 12 6
36 2 70 32 12 4,5 92 3 112 100 14 5,5
3—4 90 10 6 5 125 12 7
42 2 80 12 4,5 102 3 112 14 5,5
3—4,5 90 10 6 5-6,5 125 12 7
46 2 80 14 4,5 112 4 125 112 14 6
4—5 100 12 5,5 6.5 140 12 8
15*
227
4. Угол профиля
SinY = ^.
5. Ординаты точек профиля фрезы у2 = 0,9Л; уг —
= (0,4 ч-0,5) h.
6. Углы обката для заданных точек профиля фрезы
8Юа, = 4Х + /(«Х)’+£.
7. Абсциссы точек профиля фрезы
Х\ = R [(«; — у°) 0,01745 — (sin at — sin у) cosai];
х2 = R [(аг — у’) 0,01745 — (sin аг — sin у) cos ccj.
8. Координаты центра дуги, заменяющей профиль
фрезы
_ *1 (^г + Ур ~4~У1)
Уо~ 2(х!Уг — ад) ’
_ ^-2у0У1 + ^
0 2^ ’
9. Радиус дуги, заменяющей профиль фрезы,
Л>=К^ + ^-
10. Шаг профиля по нормали
__2 л/?
г
(г — число шлицев).
11. Толщина профиля фрезы по начальной прямой
S„ = 2R (у— у°0,01745) .
12. Падение затылка
К = -^-tgS;
6 = 9° ч-10°
(dgu и z„ — см. табл. 14).
228
13. Падение затылка дополнительного затылования
для фрез со шлифовальным профилем Ki — (1,2 ч-1,5) К.
14. Глубина стружечной канавки фрез:
а) со_шлифованным профилем
H=/t+ ^ + ^- + (1ч-2) мм;
б) с нешлифованным профилем
Н=Л4-К4-(1ч-2) мм.
15. Средний расчетный диаметр фрезы
ddu = 0^ — 2h — 0,5/С.
16. Угол подъема витка фрезы (угол наклона стру-
жечной канавки).
t
sm to = —.
17. Шаг по оси фрезы
tM = ——.
°* COSCO
18. Шаг винтовой канавки
Т = ^Cctg2co.
19. Проверка правильности нарезания валика по вы-
соте расположения переходной кривой (для фрезы без
усиков) (см. рис. 86):
угол обката для вершинной точки профиля фрезы
sinae = -2^+y (-2^) + я"
(ft — см. n. 3);
радиус окружности начала переходной кривой
Яв — VЛ + ft^ctg^otg.
20. Определение размеров усиков фрезы (рис. 88):
угол шлица на окружности
, ь
SinV‘=2^
угол обката для обработки нижней точки шлица на
окружности ri
п cos Vi
cos a, =
229
21. Высота профиля фрезы от начальной прямой до
вершины усиков.
hy=R sin az (sin a, — sin y).
Ширина площадки усика
q = 0,74-2 мм (конструктивная величина).
Пример 1. Спроектировать червячную шлицевую фрезу при сле-
дующих данных шлицевого валика: de — 55—0.02; di = 45,5—0.3; Ь —
= = 8,95; г = 10; с = 0,4»
Расчет.
1) /?ф=«е — с = 27,5—Ю,4 = 27,1;
2) R = ]/^ф~ °’75 -у- = ]/ 27,12 “ 0,75 = 27’05;
3) Л=₽ — п = 27,05 — 22,6 =4,45;
4) sin V-^-5^5-0.165438 т-З-ЗГЗГ;
5) у2 — 0,9Л = 0,9-4,45 = 4;' ^ = 0,45* =0,45-4,45 = 2;
6) ,1„ + ]/(S^)’+A =
' Z т \ Z / /\ Z
+УС"1-? 2|'У+й5 -одав26’
а^219%' 35";
sin Y । l/ZsinvV, у2 sin 9° 31'2Г ,
"""•----J.+ y (-J.) +*-=.--------------+
+ V (—У2-',г‘')’+5“°-47ЭТЮ56:
0^ = 28’16'29";
7) = 27,0510,01745.(21° 25' 35' — 9° 31' 21я) —
— (0,36530326 — 0,165438) cos 21° 25' 35’] = 0,587061;
х2 = 27,05 [0,01745 (28° 16' 29Г — 9° 31' 21я) —
— (0,47370056 — 0,165438) cos 28° 16' 29*] = 1,5093;
_ (-*2 +1^) *i — (*i +1/1) *2 _
’ У° 2^-^)
_ 0,587061 (1,5093s + 4а) —1,5093 (0,587061® + 2а)
2(0,587061-4 —1,5093-2) “
= —3,088897;
230
_ *? — fyoth + Vi _
X°~ 2xt “
_ 0.5870612 4- 4 3,088897 + 23 _ , .
“ 2 0,587061 14,UU741,
9) re = J/G£ + j/2 = V14,007412 + 3,088897* = 14,343947;
10) f = 2-3,14159-27,05 =
9 2 10
11) Su = 2R — y” 0,01745) =
= 2-27,05(—щ59 — 9° 46'21'-0,01745) = 7,992;
12) DeU = 75» k = 4 (по станку);
13) kt= 1,3-Л = 4Д
14) H = h+k+2kl +(1 Ч-2) = 4,45 4-+ 1,5= 10,2;
15) dgu = Deu — 2Л — 0,5fe = 75 — 2-4,45 — 0,5-4 = 64,1;
16) sin co = -j— = - , = 0,07892028; <o=4°32';
ztddu 3,14159-64,1
_ t 16,996
) w cos co cos 4° 32' ’ ’
18) T = 17,054 ctg* 4е 32' = 2712,7;
1O1 . sin у , 1 /7 sin у V , h~ sin 9е 31'21* .
19) sma.=—X4- J/ (-у1) + *- =----------------2------+
4- ]/ ( sin ^21 — ')* + = 0,49666417; аг = 29°46' 46';
20) /?г = jA^hMgX = У22,62 4- 4,452 ctg2 29° 46' 46’ =
= 23,353 — удовлетворительно.
Пример 2. Спроектировать червячную шлицевую фрезу для шли-
цевого валнка следующих параметров: z = 6; De — 40_о(1; d/= 35_0>017;
b = Ю_о.о2&; f = 0,3. Центрирование осуществляется по внутреннему
диаметру.
Расчет ведем табличным методом — по табл. 12.
1. Расчетный наружный диаметр валика
D0 = 4O — 2O,3 = 39,4.
2. Расчетный диаметр внутренней окружности
dt = di m1n + 0,25А == 34,983 +'025-0,017 = 34,987.
231
3. Расчетная ширина шлица
Ь == bmin + 0,25Д = 9,975 + 0,25-0,025 = .9,981.
4. Радиус начальной окружности
Я = |/я£, — 0,75 19,72 — 0,75 = 19,22.
5. Угол шлица
sin Y = X = 29,SL = 0,2597.
Z/\ Z * 1 tF,ZZ
6. Определяем возможность пользования табл. 12:
h = 19,22 — 17,494 = 1,726 < 0,12/?.
По табл. 29 для 0,127? находим близкое значение sin
= 0,258819; у = 15°.
7. Корректируем радиус начальной окружности:
9 981
/? = ^М9 = 19’282-
8. Находим координаты центра заменяющей окружности:
у0 = 0,1422337? = 0,142233 19,282 = 2,74254;
х0 = 0,4862247? = 0,486224-19,282 = 9,37537.
9. Радиус заменяющей окружности
г0 = 0,50667? = 0,5066 • 19,282 9,76826.
10. Определяем отклонение профиля:
Др — ± 0,00023/? ~ 0;00023 > 19,282 = 0,00443486 — допустимо.
Остальные, размеры профиля фрезы см. на стр. 226.
11. Шаг профиля по нормали
. 2л/? 2 3,14156 19,282 ол1оо
t =----= ———х—--------------- 20,192.
z 6
12. Толщина профиля фрезы по начальной прямой
S = 2/? ( — Y° 0,017453) =
= 2 19,282 -----15° 0,017453^ = 10,09598.
Определяем размеры усиков фрезы:
13. Угол шлица у основания
sin Y, = 4-==^У = 0,28528; Yi = 168 34' 32";
di 34,987
cos y4 = 0,95844437.
232
14. Угол обката для обработки точки шлица на окружности di
cos af = == 34,987 ^X,34' 3~ = 0,86954362;
az = 29° 35' 40"; sin 04 = 0,49385756.
15. Высота профиля фрезы до вершины усика
hy = R sin oq (sin — sin у) = 19,282 sin 29° 35' 40" X
X (sin 29° 35' 40" — sin 15°) = 2,238.
16. Величина врезания фрезы во внутреннюю окружность
ДЯ = R — ц — hy = 19,282 — 0,5 • 34,987 — 2,238 = 0,4495.
17. Наружный диаметр фрезы выбираем по табл. 13:
Deu = 70; k = 4,5; z„ =12; L = 70; d = 32.
ДОЛБЯКИ ДЛЯ ШЛИЦЕВЫХ ВАЛИКОВ
0 ПРЯМОЛИНЕЙНЫМ ПРОФИЛЕМ
Шлицевые валики с профилями, изображенными на
рис. 80, можно обрабатывать долбяками.
На рис. 89 изображен случай зацепления долбяка
и шлицевого валика с прямолинейным профилем. Радиусы
начальных окружностей долбяка и валика соответственно
обозначены и
Допустим, что начало координат находится в центре
долбяка — точке Ои, а ось Y проходит через полюс зацеп-
ления Р\ тогда точка Р, лежащая на начальной окруж-
ности долбяка на оси Y, является точкой профиля долбяка,
сопряженной с профилем изделия в точке Р. При пово-
роте изделия по часовой стрелке на угол <р система коор-
динат XY вместе с начальной окружностью долбяка
повернется на угол ф, причем
Это положение зафиксировано на рис. 89. Нормаль РА
к профилю изделия должна являться одновременно и
нормалью к профилю долбяка. На рис. 89 видно, что
координаты точки А профиля долбяка
х = De = Ре — PD = Ru sin ф — РА cos (ф 4- <р + у),
ибо
< DPA = (ф + <Р + V);
у = Оие + DA = /?всобф 4- РА sin(ф 4- Ч> 4~ ?)•
233
Выше, при определении профиля фрезы,. было уста*
новлено, что РА = R (sin а — sin у) [см. формулу (142)].
Подставляя значение РА в формулу для х и у и за-
мечая, что <р + у = а, имеем
х = Т?и81пф— /?(sina — sin у) cos (ф + a); 1
у — /?цсоБф + 7?(sina — sin у) sin (ф + a). J
(147)
Выведенные уравнения
являются уравнениями про-
филя долбяка, выраженные
через произвольный пара-
метр ф. Задавая различные
значения углу ф и учитывая,
что а = (ф + у) и ф — ф1, по
формулам (147) определяют
координаты точек профиля
долбяка. Формулы (147) яв-
ляются общими для всех ти-
пов валиков с прямолиней-
ным профилем (см. рис. 81).
При расчете профиля необ-
ходимо, чтобы значения у не
выходили за пределы наруж-
ного диаметра долбяка. Фор-
мулы справедливы для слу-
чая, когда передний угол ра-
вен нулю. При положитель-
ном переднем угле требуется
корректировка профиля.
Выбор начальной окруж-
ности при обработке дол-
бяком. Так же, как и в случае обработки червячной фре-
зой, начальная окружность не может быть принята произ-
вольной. При выборе начальной окружности следует
стремиться к уменьшению последней, однако если ее
величина меньше определенного критического значения,
то это может привести к срезу вершины профиля изделия.
Отыскание этого критического значения и является за-
дачей определения оптимальной начальной окружности.
Для нахождения минимального допустимого радиуса
начальной окружности рассмотрим рис. 82, на котором
показана линия зацепления для изделия с прямолинейным
234
профилем (линия зацепления не зависит от типа инстру-
мента, а зависит только от формы изделия). Если пред-
ставить себе, что в точке Ои находится центр долбяка,
то очевидно, что последней точкой профиля изделия,
сопряженного с профилем долбяка, будет точка С, ко-
торая получена путем касания радиуса Ruc, проведенного
из точки Ои. Участок профиля изделия, расположенный
выше радиуса Rc изделия, проведенного из центра О
изделия, при этом не может быть правильно обработан.
Если считать, что радиус начальной окружности
изделия известен и равен R, то радиус Рцс может быть
найден из треугольника DOUC:
Ruc = (OUD)* 4- (DC? = (7?u — PC sin a)2 4- PC2 cos2 a.
Значение PC для критического положения было уста-
новлено при определении начальной окружности валика
для случая нарезания его червячной фрезой [фор-
мула (141")]-
После подстановки вместо PC его значения PC =
= R (sin у — sin а) имеем
*
[Р« — R (sin у — sin a) sin a]2 4-
4- R (sin у — sin a)2 cos2 a = R^c.
Решая это уравнение относительно sin а и проведя
те же рассуждения, что и для случая определения на-
чальной окружности при нарезании червячной фрезой
минимальное значение угла amln можно получить
_In„- _siny(PP„4-'?2) _ а(Р« + Р)
sin «шш — 2ЯЯВ 4-Я2 “Я (2ЯВ 4- Р) '
Из треугольника OCD имеем
Так как для полной обработки профиля изделия точка С
должна находиться на наружной окружности, то при-
нимаем Rc = Re. Подставляя в уравнение для Rc вместо
235
Rc значение Re и вместо 7?„ — его значение Ru
(где i = и решая его относительно /?, имеем
R= —a2 •
R
i
(148)
Формула (148) является общей для валиков всех ти-
пов, имеющих прямолинейный профиль, обрабатываемых
долбяком.
Расчет долбяка для
шлицевого валика пока-
зан ниже.
Переходная
кривая при нареза-
нии долбяком всегда
больше чем при нареза-
нии червячной фрезой.
Величину переходной
кривой для изделий
с прямолинейным про-
филем можно найти про-
стым графическим мето-
дом. Для этого вычерчи-
вают четыре окружности
(рис. 90): из центра О
изделия начальная ок-
ружность изделия ра-
Рис. 90. Графическое определение ве- ДИУСа * И СЖружНОСТЬ
личины переходной кривой при наре- радиуса а (касательной
занйи долбяком к прямолинейному про-
филю), из центра Ои
долбяка — начальная окружность долбяка и наруж-
ная окружность долбяка Reu (Rm = R + Ru — r{).
Рассмотрим сначала построение для изделия с прямо-
линейным профилем, изображенным на рис. 81, а. После
вычерчивания окружностей берется прямолинейный тре-
угольник и накладывается на чертеж таким образом,
чтобы один катет (рис. 90) проходил через полюс зацепле-
ния Р, а второй катет — касательно к окружности ра-
диуса а.
Треугольник поворачивается с таким расчетом, чтобы
своей вершиной В прямого угла он расположился на
236
наружной окружности радиуса R^. В точке В на окруж-
ности Кы делается засечка.
Радиус RB « ОВ, проведенный из центра О изделия,
и является искомым радиусом начала переходной кривой.
Величина переходной кривой (галтели) определяется как
f = Rb~ r{.
Для изделия, изображенного на рис. 81, г, построение
имеет лишь ту разницу, что треугольник накладывается
своим катетом касательно к окружности радиуса а иначе,
а именно так, как показано на рис. 87, в.
Аналогичным образом делаются построения и для
изделия, изображенного на рис. 81, в. Здесь треугольник
устанавливается так, что один его катет проходит через
полюс Р, а другой — через центр О изделия. Это поло-
жение треугольника показано на рис. 87, б.
Формулы раочета долбяков для шлицевых валиков
с прямолинейным профилем
1. Радиус окружности начала фаски на шлицевом
валике
Рф = Ре — С
(С — высота фаски).
2. Число зубьев долбяка ги — (1,5-г-2,0) г.
3. Передаточное отношение
г
i = —.
ги
4. Радиус начальной окружности валика
р- l/.f* <>*(3 + 20
R — у Кф 4(» + 2р ’
5. Радиус начальной окружности долбяка
R = —
Ru i •
6. Высота рабочего участка профиля
h = R —гI.
7. Угол профиля валика
, ь
sinV=2/T
237
8. Радиусы узловых точек
Ri — Кф~~ 0,3ft; = /?ф — 0,8ft.
9. Определение углов профиля в узловых точках
sinvi==-2^;
sinv* = W-
10. Углы обката узловых точек
С«а,
К JK
11. Углы поворота долбяка
Ф1 — («1 — Т)«; Фа = (“а — ?) i-
12. Абсциссы точек профиля долбяка
хг = /?и sin фх — R (sin Ох — sin у) cos (фх + aj;
xz = Ru sin фа — R (sin «а — sin у) cos (фа + <%).
13. Ординаты точек профиля долбяка в торцовом
сечении долбяка
У1 = Ru cos фх 4- R (sin Ox — sin у) sin (фх 4- a,);
Уг = Ru cos Ф2 + R (sin «2 — sin y) sin (Ф2 4- aa).
Ординаты профиля долбяка в плоскости, перпендику-
лярной задней поверхности долбяка (при положительном
переднем угле)
' _ Ух cos (о + 6) ' _ у, cos (ю 4-6)
“1 cos <а ’ cos <0 ’
© — передний, а 6 — задний углы долбяка.
14. Координаты центра дуги, заменяющей профиль
долбяка,
п + *г(4+<£) .
Уо 2(Хху8 —ХаУх)
„ _ *1— 2у^г + У1
*° — 2хх
238
(При положительном переднем угле вместо уг и
подставлять у\ и у'^).
15. Радиус дуги, заменяющей профиль долбяка,
Го= +
16. Шаг зубьев долбяка по начальной окружности
______________________2nR
г
{г — число шлицев).
17. Толщина зуба долбяка при высоте головки h
(h — по п. 6)
Su = 27? (-у —у°0,01745).
18. Задний угол по верху 6 = 44-5°.
19. Положительное смещение исходного сечения а =
= 1-5-3 мм.
20. Наружный диаметр нового долбяка
Deu = 2(/?B + ^4-Otg6).
21. Величина стачивания долбяка вдоль оси Н —
— 2-5-6 мм.
22. Высота долбяка Ви — 12-5-16 мм.
ПЕРВИЧНЫЕ ФРЕЗЫ И ДОЛБЯКИ ДЛЯ ДЕТАЛЕЙ
С КРИВОЛИНЕЙНЫМ ПРОФИЛЕМ
Выше был описан метод расчета профиля червячных
фрез и долбяков для изделий с прямолинейным профилем
типа шлицевых валиков и шлицевых втулок.
Излагаемый метод расчета профиля червячных фрез
и долбяков для изделий с криволинейным профилем
исходит из возможности сведения расчета к изложенному
выше одному частному случаю — к расчету инструмента
для изделий с прямолинейным профилем. Действительно,
согласно методу общих нормалей, профилирование задан-
ной точки А (рис. 91) криволинейного профиля при
качении по начальной прямой или окружности проис-
ходит в тот момент, когда в точке А сопряженные про-
фили инструмента 3 и изделия 4 имеют общую касатель-
ную 5, а нормаль 2 к этой касательной в точке А проходит
через точку Р — полюс зацепления.
239
Если представить себе, что изделие имеет не криво-
линейный профиль, а прямолинейный, совпадающий с ка-
сательной 5, то оба различных профиля 5 и 4 профили-
руются в общей точке А и, следовательно, одной про-
филирующей точкой инструмента 3 *.
Таким образом, если через ряд точек профиля, распо-
ложенных на радиусах —R6, провести касательные
(рис. 92), то можно предста- _ .Ри______
вить себе этот профиль как ~д~
совокупность прямых, каж- / j
дая из которых имеет с дей- /
Рис. 91. Схема профилирования обкатного инстру-
мента для изделий с криволинейным профилем:
а — червячной фрезы; б — долбяка
ствительным профилем одну общую точку, а профиль
инструмента — как совокупность точек, профилирующих
точки касания касательных с заданным профилем.
Следовательно, определение точки профиля инстру-
мента, профилирующей точку профиля изделия (напри-
мер, точку 2), совершенно аналогично определению точки
профиля инструмента, профилирующей точку 2 прямо-
линейного профиля 2—2' изделия, смещенного на рас-
стояние О—2' от центра О.
Расчет профиля инструмента по рассматриваемому
методу заключается в предварительной замене заданного
профиля изделия серией касательных и к нахождению
* Это справедливо и для случая, если один из множества профилей
(на рис. 91 показаны пунктиром) является эвольвентным. Тогда опре-
деление размеров профиля инструмента аналогично расчету зуборезных
червячных фрез или долбяков.
240
точек профиля инструмента, профилирующих соответ-
ствующие точки касания прямых с профилем изделия.
При этом предполагается, что зацепление профилей чер-
вячной фрезы и изделия происходит в плоскости. Для
вывода основных расчетных формул для профиля инстру-
1
Рис. 92. Определение радиуса оптимальной начальной
окружности для изделия с криволинейным профилем
мента необходимо предварительно найти начальную
окружность изделия.
Определение оптимальной началь-
ной окружности. От величины радиуса началь-
ной окружности зависит возможность получения заданного
профиля изделия, форма профиля инструмента и чистота
обработки. Как известно, под оптимальной начальной
окружностью изделия понимается наименьшая из воз-
можных начальных окружностей, при которой обеспечи-
вается профилирование всех точек профиля изделия.
При этом величина начальной окружности должна удо-
влетворять следующим условиям: 1) нормали к профилю
изделия в любой его точке должны или пересекать или
быть касательными к начальной окружности; 2) инстру-
мент в любой точке профиля должен иметь положитель-
ный задний угол; 3) точки профиля изделия должны
16 В. Ф. Романов 241
профилироваться последовательно в соответствии с изме-
нением радиусов этих точек на изделии; 4) рабочая часть
линии зацепления при нарезании не должна выходить
за пределы режущей части инструмента; 5) величина
переходной кривой у основания должна быть наименьшей.
Для выполнения первых четырех условий более вы-
годным является увеличение радиуса начальной окруж-
ности, а последнего, — наоборот, уменьшение. Теорети-
чески может существовать только одно значение радиуса
начальной окружности, при котором наилучшим образом
удовлетворяются все условия. Этот радиус начальной
окружности и является оптимальным.
Графический способ. Поскольку к величине радиуса
начальной окружности не предъявляются высокие тре-
бования по точности, то более целесообразно применение
графического способа, а не аналитического. Заданный
профиль изделия разбивается на отдельные характерные
участки (дуговые, прямолинейные, спиральные и т. д.),
и на каждом участке отмечается ряд узловых характер-
ных точек. На рис. 92 показан криволинейный профиль
изделия, определяемый узловыми точками /, 2, 3, . . .
Через эти точки проводятся прямые 1—Г, 2—2', 3—
3', . . ., касательные к профилю в узловых точках, а из
центра О изделия проводятся нормали О—Г, О—2’,
О—3', ... к этим касательным. Нормали О—Г, О—2,
О—3’, ... в дальнейшем обозначены через hlt h2, h3, . . .
Эти построения необходимы также для последующего
графического построения профиля инструмента и поэтому,
должны быть выполнены с достаточной точностью.
Если за радиус начальной окружности принять наи-
больший из всех отрезков 1—Г, 2—2', 3—3', ... касатель-
ных, то эта начальная окружность будет отвечать ука-
занным ранее первому и последнему условиям (на рис. 92
таким отрезком является отрезок 21—2). Действительно,
нормали к профилю в любой точке, кроме точки 2, будут
пересекать начальную окружность радиуса R = 2—2’,
а нормаль в точке 2' будет касаться этой окружности.
Однако при выбранной таким образом начальной окруж-
ности профили инструмента в точке,, профилирующей
точку 2 изделия, не будут иметь положительного заднего
угла, т. е. не будет выдержано второе условие, так как
общая нормаль в момент профилирования будет совпадать,
например, с начальной прямой фрезы. Для удовлетворе-
242
ния второго условия из точки 2 профиля проводится
прямая под углом Л к линии 2—21 (выбираемым для слу-
чая нарезания фрезой в пределах Х = 8-*-10о, а долбя-
ком X = 12ч-15°) до пересечения с линией О—2' в точке 2".
Отрезок 2—2" и принимается за радиус R начальной
окружности т. е.
р-2~2,
cos % ’
При заданном угле X наименьший задний угол 8б
на боковой кромке определяется зависимостью
tg 6б = tg 6 sin X,
где 6 — задний угол при вершине.
Если участок профиля изделия, для которого радиус
начальной окружности оказался наибольшим, является
прямолинейным, то отрезок О—Т должен быть не больше
примерно 0,1 от длины О—2’ всей нормали.
Найденный таким образом радиус R начальной окруж-
ности является наименьшим из всех возможных радиусов
начальных окружностей для данного профиля. Проверка
соответствия этой начальной окружности третьему и
четвертому условиям автоматически осуществляется при
построении профиля инструмента. При описанном спо-
собе определения величины R указанные условия прак-
тически всегда удовлетворяются. Поэтому проверку целе-
сообразно совмещать непосредственно с построением про-
филя инструмента.
Если профиль включает дуговой участок, центр кото-
рого располагается на радиусе гй, незначительно пре-
L вышающем величину радиуса R начальной окружности,
то во многих случаях удобнее принять R = гц. В этом
случае профиль инструмента, профилирующий этот ду-
говой участок изделия, полностью совпадает с последним,
что облегчает расчет и изготовление инструмента.
Аналитический способ. Основные условия определе-
ния оптимальной начальной окружности остаются теми
же, что и при описанном графическом методе. Для на-
хождения начальной окружности заданный профиль раз-
бивается на отдельные элементарные участки — прямо-
линейные, дуговые спиральные и т. д. В предположении,
что требуется обработать только один из элементарных
участков, определяют величину начальной окружности
16* 243
для этого участка. Затем таким же путем находят на-
чальные окружности и для остальных элементарных
участков профиля изделия. Учитывая, что при увеличении
радиуса начальной окружности правильность профили-
рования не нарушается, а лишь увеличиваются размеры
переходных кривых, из всех найденных окружностей
(число их равно числу элементарных участков профиля)
выбирается наибольшая, которая и принимается за на-'
чальную окружность для всего профиля.
Таким образом, определение оптимальной начальной
окружности для любого сложного профиля изделия сво-
дится к нахождению радиусов начальных окружностей
для элементарных участков, составляющих этот профиль.
Если профиль изделия включает в себя прямолинейный
участок, то для этого участка формулы для нахождения
радиуса начальной окружности при нарезании червячной
фрезой и долбяком соответственно (146) и (148), причем
в этих формулах Re — радиус, проходящий через наивыс-
шую точку прямолинейного профиля.
Определение профиля инструмента
Профиль инструмента находят по точкам, каждая из
которых профилирует определенную узловую точку про-
филя изделия. При этом радиус начальной окружности
должен быть известным.
Выше был рассмотрен графический способ определе-
ния профиля червячной шлицевой фрезы для валика
с прямолинейным профилем. Этот метод в принципе
пригоден и для изделий с криволинейным профилем.
Однако ввиду трудности воспроизводства по описанному
методу криволинейного профиля при графической обкатке
более целесообразным для этих изделий является другой
метод, описание которого приводится ниже.
Графический способ определения профиля фрезы.
В масштабе, допускаемом форматом бумаги и габаритами
изделия, строится симметрично относительно оси Y одна
сторона профиля впадины изделия или строятся только
узловые точки этого профиля (рис. 93, а). Сначала вы-
полняются построения, общие для всех узловых точек.
Из центра О изделия проводится начальная окружность
радиуса R, а через полюс зацепления Р, перпендикулярно
оси Y, — начальная прямая тт фрезы. На начальной
244
a — червячной фрезы; б — долбяка
прямой и на начальной окружности в пределах централь-
ного угла, примерно соответствующего шагу и располо-
женного вправо от полюса зацепления, делаются засечки /,
2, 3, . . . так, чтобы дуги Р—1 = 1—2— 2—3, . . .,
примерно равные или меньшие 0,1/?, равнялись соответ-
ствующим отрезкам Р—/ — 1—2 = 2—3, . . . начальной
прямой.
Последующие построения касаются каждой точки
в отдельности. Первый этап построения заключается
в нахождении точек зацепления, в которых происходит
контактирование данной узловой точки профиля изделия
с соответствующей профилирующей точкой профиля ин-
струмента. Для этого из данной узловой точки, например
точки А, раствором циркуля, равным радиусу начальной
окружности, делается засечка на нормали Оа (или ее
продолжений, если RA <ZR) в точке q. Затем радиусом,
равным длине отрезка Oq = «, из полюса зацепления Р
в обе стороны делаются засечки на окружности радиуса RA,
получившиеся в результате пересечения точки к, к яв-
ляются искомыми точками зацепления правой и левой
сторон профиля (если профиль симметричный).
Следующий этап заключается в непосредственном на-
хождении профилирующей точки фрезы. Для этого через
точки к, к проводится прямая. Затем из узловой точки А
изделия радиусом, равным п, на начальной окружности
изделия делается засечка, которая проходит через точку С.
Этой точке на начальной прямой фрезы соответствует
точка Са и получившаяся путем откладывания от по-
люса Р отрезка РСи — PC. Из найденной таким образом
точки Си радиусом, равным «, делается засечка на пря-
мой кк Или ее продолжении. Полученная при этом
точка Аи является искомой точкой профиля червячной
фрезы.
Аналогичные построения выполняются и для всех
остальных узловых точек профиля изделия. Правиль-
ность выбора начальной окружности с точки зрения
третьего и четвертого условий (см. выше) выполняется,
если расстояние точек от начальной прямой тт фрезы
изменяется в соответствии с изменением радиусов RA
расположения узловых точек и если расстояние этих же
точек от оси Y будет не больше половины режущей части
фрезы.
246
Графический способ определения профиля долбяка
принципиально аналогичен графическому способу опре-
деления профиля червячной фрезы. Построение профиля
долбяка ведется в следующей последовательности
(рис. 93, б). Проводятся радиусы начальных окружно-
стей изделия и /?и долбяка, так что
R = RU^~-
Zu
На начальных окружностях изделия инструмента впра-
во от полюса зацепления Р откладываются дуги Р—1 =
= /—2 = 2—3, . . . =0,1/?. Через каждую узловую
точку профиля изделия проводится касательная, а из
центра О изделия нормаль Оа к этой касательной (послед-
ние построения могут быть уже выполненными, если про-
изводилось определение начальной окружности). Из
точки А дугой, равной радиусу R начальной окружности
изделия, делается засечка в точке q на нормали Од (или
на ее продолжении, если RA <ZR)- Раствором циркуля,
равным п = Oq, из полюса Р на окружности радиуса RA
делаются засечки (точки К), а ив центра Ои долбяка
через эти засечки проводится окружность радиуса Rau-
Затем из узловой точки А профиля изделия делается
засечка на начальной окружности радиуса R (точка С).
Из точки Са на начальной окружности Ru долбяка,
соответствующей точке С (PC = РС^, делается засечка
радиусом п на окружности радиуса Rau- Получившаяся
в результате пересечения точка Аи является искомой
точкой профиля долбяка, которая профилирует точку А
профиля изделия.
Аналитический способ. При предлагаемом методе рас-
чета профиля инструмента профиль изделия представ-
ляется в виде серии касательных прямых, каждая из
которых рассматривается как прямолинейный профиль,
имеющий одну общую точку (точку касания) с действи-
тельным профилем изделия. Расчет инструмента произ-
водится так, как если бы требовалось найти профиль
инструмента для изделия с прямолинейным профилем
(типа шлицевых валиков). При этом для каждого прямо-
линейного профиля находят только одну точку профиля
инструмента, профилирующую точку касания этого пря-
247
молинейного профиля с действительным профилем изде-
лия. Полный профиль инструмента будет являться сово-
купностью найденных таким образом отдельных профи-
лирующих точек. Прямолинейный профиль для узловых
точек профиля изделий сводится к профилю изделия
типа шлицевых валиков и
характер изуется величиной а,
представляющей собой сме-
щение прямолинейного про-
филя от центра вращения
изделия (см. рис. 81).
Расчет профиля
червячной фрезы.
На рис. 94 показано зацепле-
ние фрезы (рейки) с изде-
лием, имеющим прямолиней-
ный профиль.
В положении, показанном
на рис. 94, происходит про-
филирование точки А изде-
лия, расположенной на ок-
ружности RA. Если R — ра-
диус начальной окружности
Рис. 94. Аналитический метод
определения профиля червячной
фрезы для изделий с криволи-
нейным профилем
при нарезании, то координаты профилирующей точки
фрезы, могут быть найдены вышеописанным методом:
cosa= f?4C”^, (149)
где
sin^ = ^-
Кроме того,
R4=7?sina — а; <р = а— у; siny=-^-.
Расчетные формулы "для профиля червячной фрезы
с учетом этих зависимостей имеют вид
= R [(а — у)— (sina — siny)cosa]; 1
y1 = 7?(sina — siny)sina. J
Если прямолинейный профиль имеет вид, показанный
на рис. 81, г, то РА = RA sin а + а и в формулах (150)
нужно перед sin у и у знак минус изменить на плюс.
248
Для дальнейшего использования расчетных формул
целесообразно представить их в системе X, Y, которая
располагается симметрично относительно профиля инстру-
мента (рис. 95, б).
Очевидно, что
Х = ^--ХГ, Г = Л, (151)
где ТА — толщина зуба
ширине впадины зубьев
по начальной прямой, равная
изделия на начальной окруж-
И
а)
Тд
Г)
Рис. 95. Схема располо-
жения систем координат
при определении профиля
инструмента для изделия
с криволинейным профи-
лем:
а — долбяка; б — червячной
фрезы
ности (рис. 96). Как видно из рис. 96, ширину ТА впадины
зубьев на начальной окружности прямолинейного про-
филя можно определить по выражению
Ц = К₽, (152)
где р — половина центрального угла впадины зубьев
на начальной окружности;
Р = 6 + Д, (153)
где
sine“^>
— хордальная ширина впадины зубьев на окруж-
ности радиуса RA-
249
С учетом формул (150) и (152) основное расчетное
уравнение (151) примет вид
X — R (Р — (а° — у°) 0,01745 + (sin а — sin у) cos а]; |
V=/?(slna—siny)sina. j
Если прямая профиля займет положение, показанное
на рис. .81, г, то в формулах (154) перед sin у и у необ-
ходимо изменить знак на обратный.
Рис. 96. Определение технологических
данных изделия для нахождения про-
филя обкатного инструмента
Рис. 97. Аналитический ме-
тод определения профиля
долбяка
Таким образом, расчет фрезы слагается из следующих
этапов: сначала на профиле изделия отмечаются узловые
точки; на окружностях, проходящих через узловые точки,
находят ширину впадин зубьев; затем по формуле (153)
определяется р и, наконец, по формулам (149) и (154) —
координаты одной профилирующей точки фрезы.
Расчет профиля долбяка. Координаты
профиля долбяка в системе Xlu, Ylu (рис. 97) для прямо-
линейного профиля изделия определяются по следующим
формулам [см. формулу (147)1:
Xlu = Ru sin ф — R (sin а — sin у) cos (ф + а);
Ylu = Ru cos ф + R (sin а — sin у) sin (ф + а).
250
В этих формулах а — параметрический угол и у —
угол профиля подсчитывается по формулам (141); угол ф
равен
р
ф-(а-у)^.
Те же координаты, но в системе Хи, Yu, связанной
с профилем долбяка так, что ось Yu является его линией
симметрии (рис. 95, о) определяется следующим образом:
= *1и cosg У1И81п£, |
= Flucosg + sing. ) (1&0
Угол L как видно из рис. 95, а,
(158)
Ширину Та впадины зубьев прямолинейного профиля
изделия на начальной окружности для узловой точки А
(см. рис. 96) находят, так же как и при расчете фрезы,
по формулам (152) — (153).
Таким образом, расчет долбяка производится в сле-
дующей последовательности: сначала находят параметры
изделия: ширину впадины — по хорде, соединяющей
узловые точки, углы Д и р и ширину ТА впадины — на
начальной окружности: затем по формулам (149) и (155) —
координаты профилирующей точки в системе Xlu, Ylu
и, наконец, пользуясь формулами (157) и (158), — коорди-
наты профилирующей точки в системе Хи, Yu.
ЛИТЕРАТУРА
1. Гавриленко В. А. Цилиндрическая эвольвентная зубча-
тая передача. М., Машгиз, 1956.
2. Г р у б и н А. Н., Л и х ц и е р М. Б., П о л о цк и й М. С.
Зуборезный инструмент. Ч. I и II. М., Машгиз, 1946.
3. Калашников С. Н., Коган Г. И., Козлов-
ский И. С.» Тайц Б. А., Корзинкин В. И. Производство
зубчатых колес. М., Машгиз, 1965.
4. Карцев С. П. и Романов В. Ф. Нарезание цилиндри-
ческих зубчатых колес. Справочник металлиста. Т. 3. М., Машгиз, 1966.
5. К л е п и к о в В. Д. Шевинг-процесс. М., Машгиз, 1946.
6. Колчин Н. И. Аналитический расчет плоских и простран-
ственных зацеплений, М., Машгиз, 1949.
7. К о л ч и н Н. И., Литвин Ф. Л. Методы расчета при из-
готовлении и контроле зубчатых изделий. М., Машгиз, 1952.
8. Л и т в и н Ф. Л. Цилиндрические колеса для передачи враще-
ния между перекрещивающимися осями. ЛОНИТОМАШ. Л., Маш-
гиз, 1947.
9. Н и к и т и н а 3. А. Инструкция по расчету червячных фрез.
М., ВНИИ, 1966.
10. Р о м а н о в В. Ф. Проектирование зуборезного инструмента
в автомобильной промышленности. Сб. «Пути повышения точности и
производительности при нарезании зубчатых колес». М., Машгиз, 1954.
11. Романов В. Ф. Шевингование. Справочник металлиста.
Т. 5. М., Машгиз, 1960.
12. Р р м а н о в В. Ф. Зуборезные работы. Краткий справочник
металлиста. М., Машгиз, 1965.
13. Романов В. Ф. Зубодолбление. Зубоотделочные процессы.
Справочник металлиста. Т. 3. М., Машгиз, 1966.
14. С е м е н ч е н к о И. И. Режущий инструмент. Т. 3. и 4. М.,
Машгиз, 1944.
15. Семенченко И. И., Матюшин В. М., Саха-
ров Г. Н. Проектирование металлорежущих инструментов. М.,
Машгиз, 1962.
252
16. Справочник технолога-машиностроителя. Ч. 2. Под ред.
А. Н. Малова. М., Машгиз, 1962.
Г7. Т а й ц Б. А. Допуски иа зубчатые и червячные передачи.
Справочник металлиста. Т. 1. М., Машгиз, 1965.
18. Ф р а й ф е л ь д И. А. Инструменты, работающие по методу
обкатки. М., Машгиз, 1948.
19. Ц в и с Ю. В. Профилирование режущего инструмента.
М., Машгиз, 1961.
20. Широкова М. А., Романов В. Ф., и др. Фрезы
червячные сборные. Руководящие материалы. НИИТавтопром, 1958.
21. Шишков В. А. Образование поверхностей резанием по
методу обкатки. М., Машгиз, 1953.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ................................................ 3
Глава /. Определение технологических параметров зубчатых
колес .................................................. 6
Исходные параметры для расчета зуборезных ин-
струментов ............................. 6
Определение толщины зубьев колес по шарикам
и роликам ................................... 10
Глава 1Г. Зуборезные долбяки .............................. 19
Долбяки для колес внешнего зацепления .... 19
Долбяки для нарезания колес под шевингование . . 45
Долбяки для колес внутреннего зацепления ... 53
Глава III. Червячные зуборезные фрезы ..................... 68
Основы профилирования червячнцх фрез ... 68
Червячные фрезы общего назначения............... 74
Червячные фрезы для нарезания колес под шевин-
гование ................................... . 83
Червячные фрезы с уменьшенным профильным
углом........................................ 97
Определение профиля червячных фрез при поло-
жительном переднем угле (у > 0°)............ 105
Глава IV. Пальцевые и дисковые фасонные фрезы ............ 112
Пальцевые и дисковые модульные фрезы для пря-
мозубых колес .............................. 112
Пальцевые и дисковые фрезы для профилирования
винтовых поверхностей ................. ИЗ
Графический метод нахождения профиля пальцевых
и дисковых фасонных фрез ................... 135
254
Глава V. Дисковые шеверы ................................ 144
Проектный расчет дисковых шеверов общего на-
значения ..................................... 144
Дисковые шеверы для диагонального и касатель-
ного шевингования ............................ 160
Облегающие шеверы....................... 165
Проверочный расчет дисковых шеверов....... 169
Шеверы для колес внутреннего зацепления .... 178
Глава VI. Инструменты для неэвольвентных зубчатых деталей 208
Червячные фрезы для шлицевых валиков с прямо-
линейным профилем................... 208
Долбяки для шлицевых валиков с прямолинейным
, профилем...................................... 233
Червячные фрезы и долбяки для деталей с криво-
линейным профилем............................. 239
Литература............................................. 252