/


















































Текст
••-
—
1
її
П. А. КАМЬІШЕВ
ПРАКТИКА
ПРОФИЛЬНОГО
ШЛИФОВАНИЯ
(ИЗ ОПЬІТА ИНСТРУМЕНТАЛЬЩИКОВ
ГОРЬКОВСКОГО АВТОЗАВОДАМ
Под редакцией профессора, доктора техн, наук
З. И. ФЕЛЬДШТЕИНА
ИЗДАНИЕ ТРЕТЬЕ, ДОПОЛНЕННОЕ
ГОРЬКОВСКОЕ КНИЖНОЕ ИЗДАТЕЛЬСТВО
19 6 2
J
АННОТАЦИЯ
развития промышленного
в решении задач грШдиоз"°г° £ имеет большое знси
n^°±V£^ ТеХН0Мги~
ZZu Щеткой предприятии ^ гоЭу я. g Хр^о
"йГлмяв» Пленуме ЦК ^нео6ходамость совершенство-
в "воем выстугшнииуказа^мi omacTm и ликвидации
вания производс^а^нологиЧальн^штмподых цешх на за_
винных операций в инструм
водах машиностроения, экономического района за
На предприятиях^ь^°6%Ыаая работа по замене сле-
истешие три года W?°eA™" шлифованием. -
сапных операций пР°*™Т нашлоприменение на всех пред-
Профильное шлифование нашл И ковщого совнар-
nZZx машино- ""Р^а^Гтрудоемкость изготовления
хоза, в результате w*°-снижая™ м бодее Созданы
Технологической оснастки в ^™одательной оснастки, со,
^^тТ^Г^дготГвТмолодых грамотных лепаль-
™шаВТ£ногих г0Р°^°в"Рн^ЯЩая книга является резуль-
Предлагаемая «мотелю »™то»щ ^женерно-технических
^и^вГрТд^^^ьковского ^внархоза, обобщен-
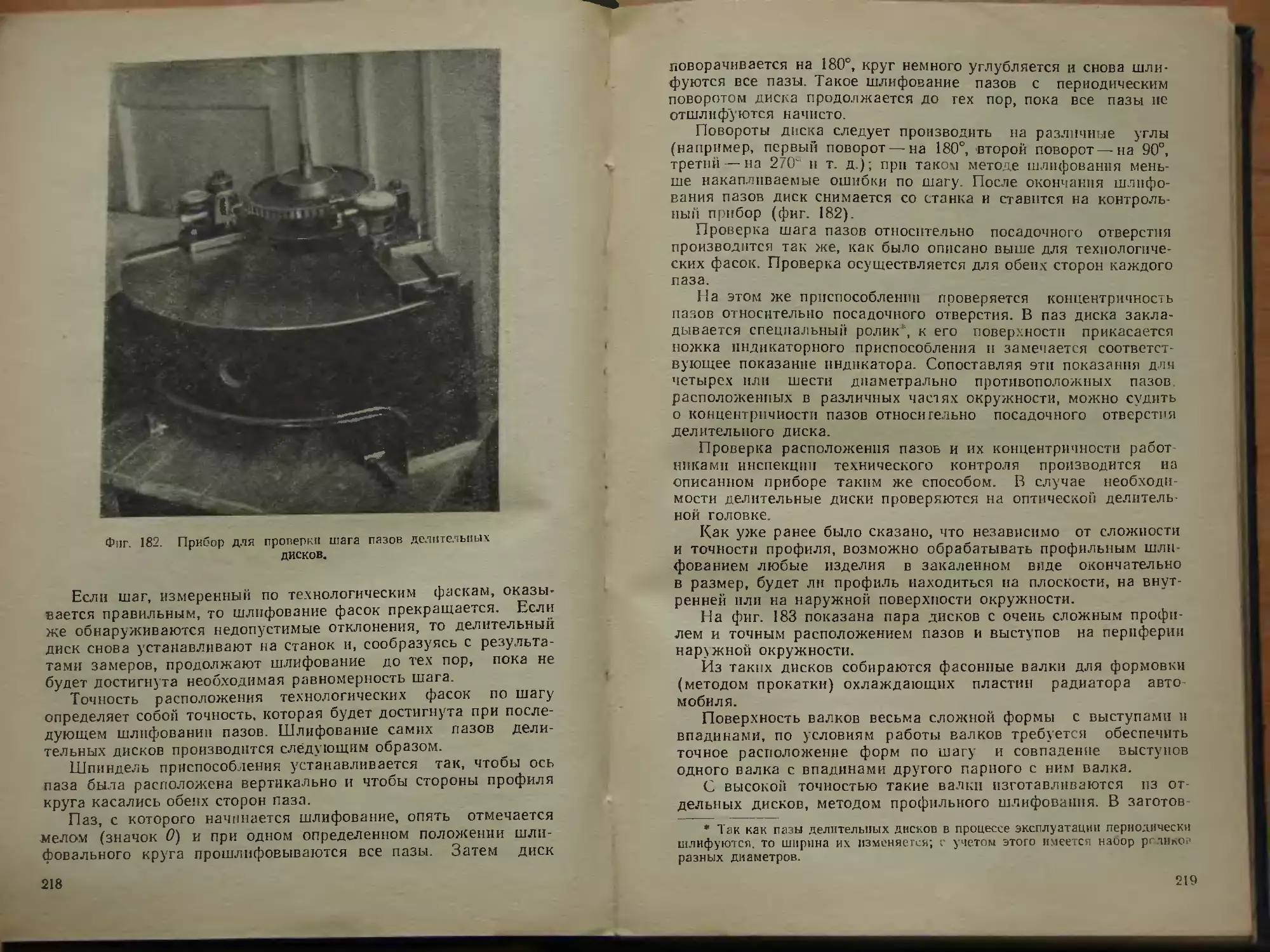
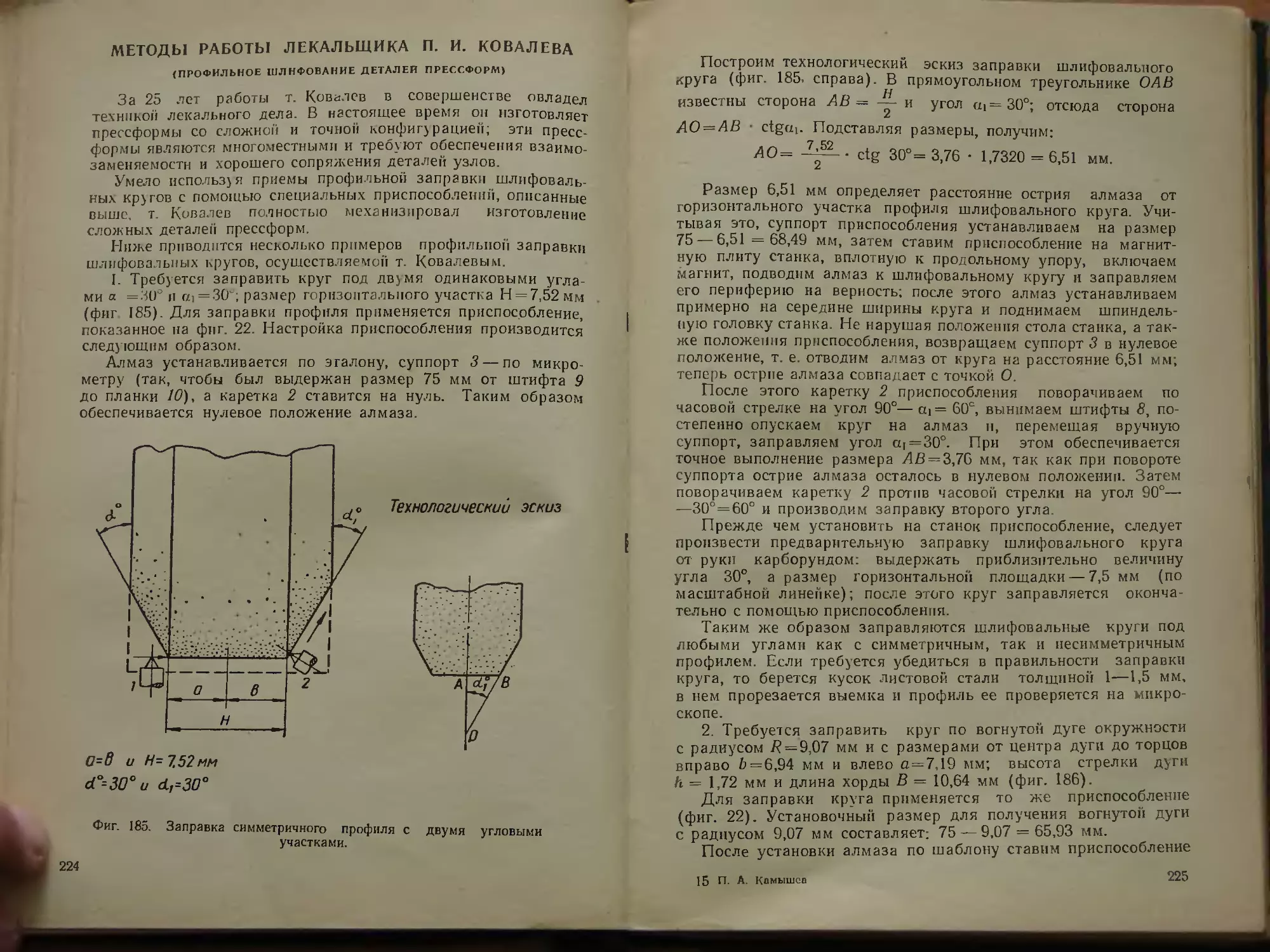
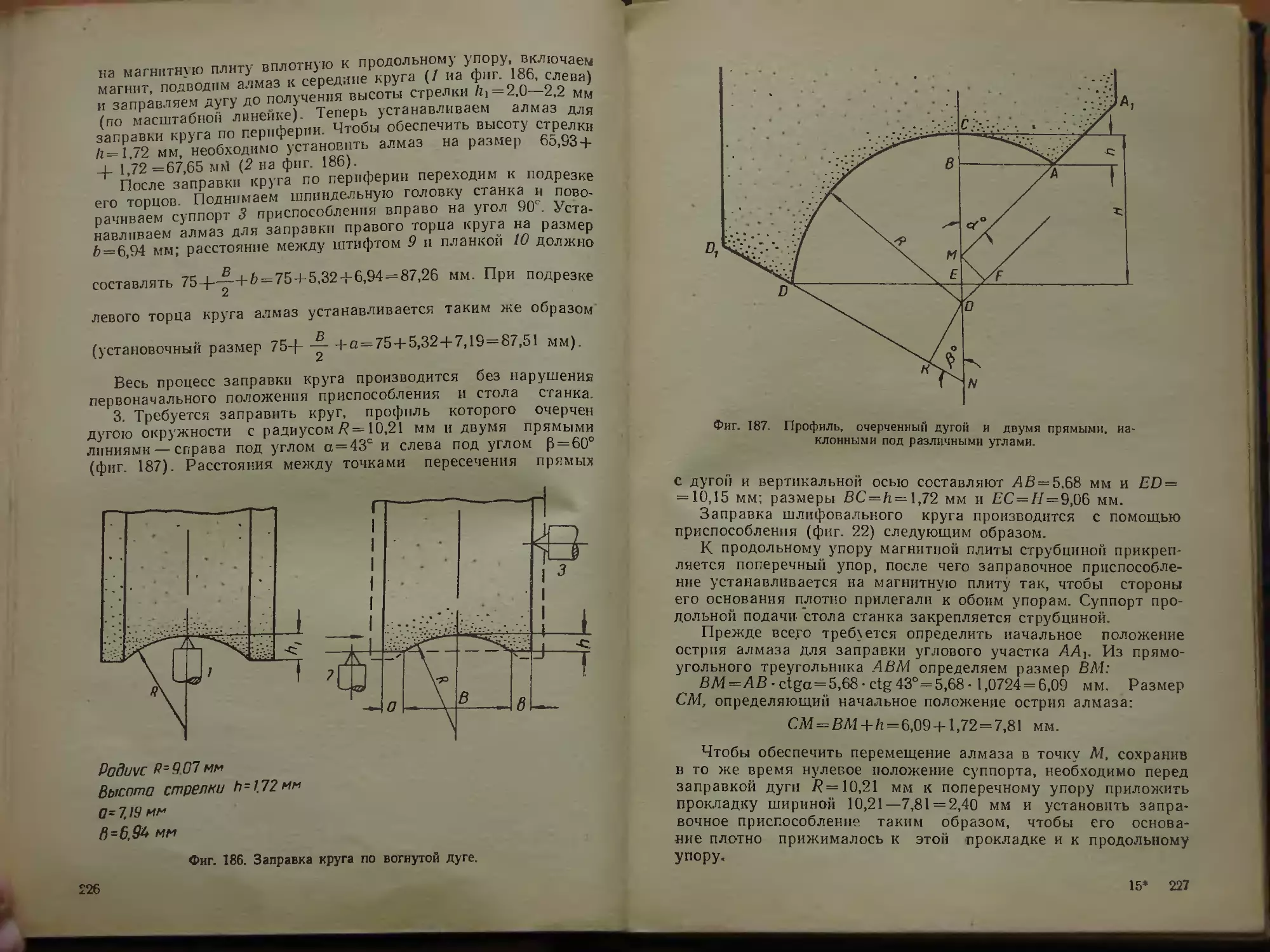
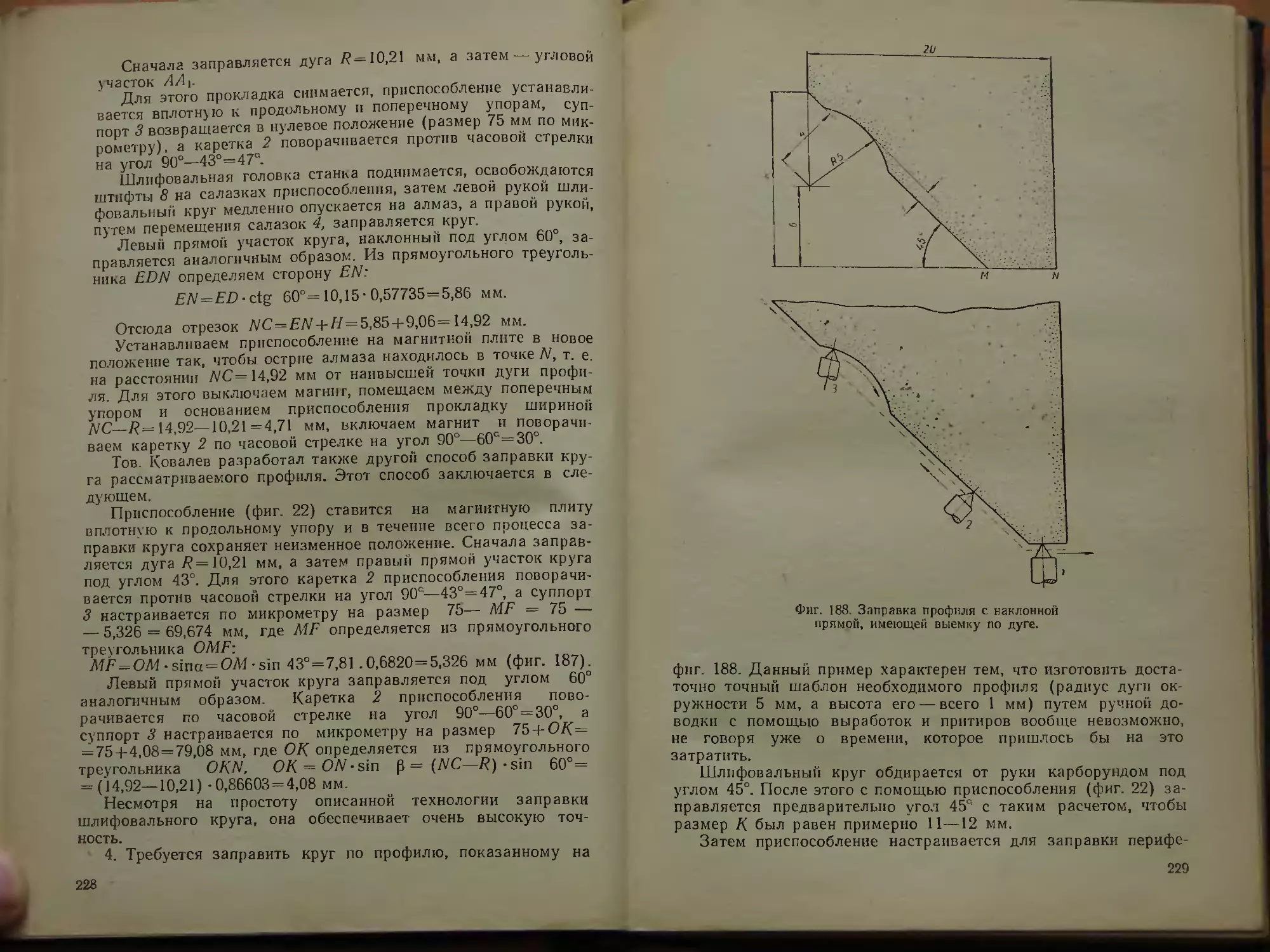
"Гк^исаныпри^
ном шлифовании. ?"°f°°" ;1£ {(„ига содержит основные
^^Тт^ме^Ттменяемые \ *'™е Ш
и рабочих ^I^ZT^xhZcZ'x Училищ и школ произ-
институтов, техникумио, pi
водственного обучения.
Камышев Павел Александрович
ПРАКТИКА ПРОФИЛЬНОГО ШЛИФОВАНИЯ
редактор А. П. Рукавишников
Художник М. П. Костин* Худож, редактор Л. И. Немченко.
Техн, редактор Л« И, Елизарова. Корректор Т. И. Пелевина.
Изд. № 8014. Подписано к печати 23/ХП 1961 г, МЦ 119583. Бумага
60 у921/,с—25,25 печатных=25,Н уч.-изд. листа. Тираж 10 000 экз.
Заказ № 5832, Цена I р, 03 к, .
Горьковское книжное издательство, г. Горький, Кремль, 2-й корпус.
Типография изд-ва «Горьковская правда», г. Горький, ул. Фигнер, 32.
ПРЕДИСЛОВИЕ
Коммунистическая партия Советского Союза неуклонно
направляет усилия советских машиностроителей на выполнение
крупнейших задач дальнейшего технического прогресса,
повышения производительности труда, механизации трудоемких-
работ. Не в меньшей степени, чем к основным обрабатывающим
и сборочным цехам, эти задачи относятся к цехам
инструментальным.
В инструментальном производстве значительное место
занимают операции, назначением которых является достижение
высокой точности и чистоты обработки поверхностей, имеющих I
сложный профиль. До недавнего времени такие операции
выполнялись наиболее квалифицированными
слесарями-лекальщиками, которые вручную, пользуясь многочисленными
вспомогательными инструментами и шаблонами, доводили профиль.
За последние годы на ряде ведущих машиностроительных
и инструментальных заводов Советского Союза многое сделано
в области механизации лекальных работ. В частности, на Горь-
ковском автомобильном заводе трудоемкая и сложная ручная
работа лекальщиков полностью заменена шлифованием на
станках профилированными шлифовальными кругами. Таким путем
быстро и с высокой точностью обрабатываются не только
шаблоны и другие измерительные инструменты, но и разнообразные
детали преесформ, штампов, приспособлений и т. д., имеющих
сложный профиль. Для новых методов обработки профильных
инструментов характерно то, что наряду с широким применением
различных приспособлений и измерительных инструментов (дели-
щяьных приспособлений, приспособлений для заправки
шлифовальных кругов, синусных линеек, индикаторов и т. п.), рабочие
самостоятельно производят вспомогательные расчеты,
требующие знания основ геометрии и тригонометрии.
В .настоящей книге вопросы профильного шлифования
освещаются на основе изложения опыта инструментальщиков Горь-
ковского автозавода.
3
„„«ячена как для инженерно-технических
Эта книга предназначена последним, по замыслу автора,
работников, так и для Ра0очкгическим руководством для
освоена должна пос^Хльно^ шлифования. Именно эти сообра-
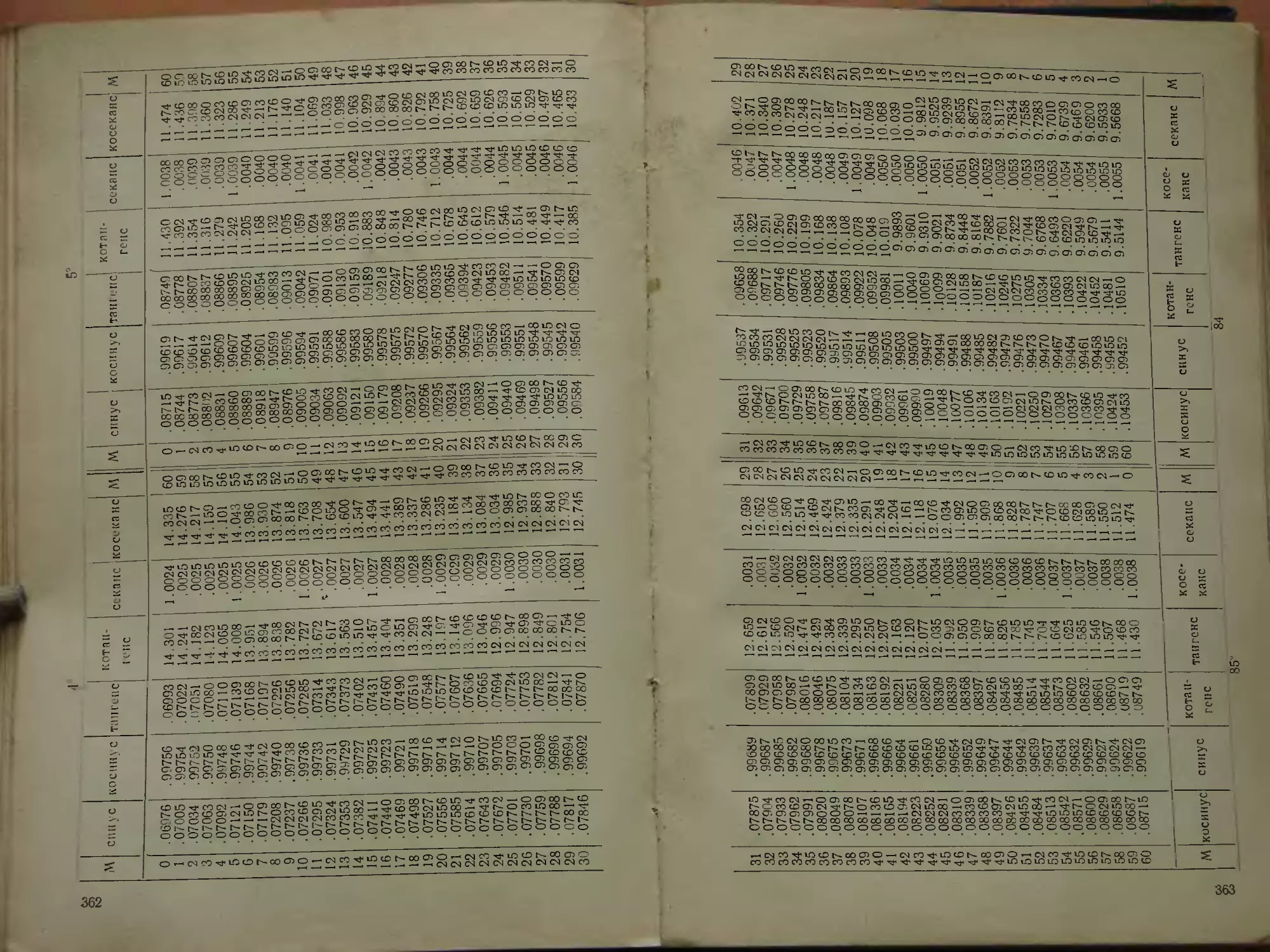
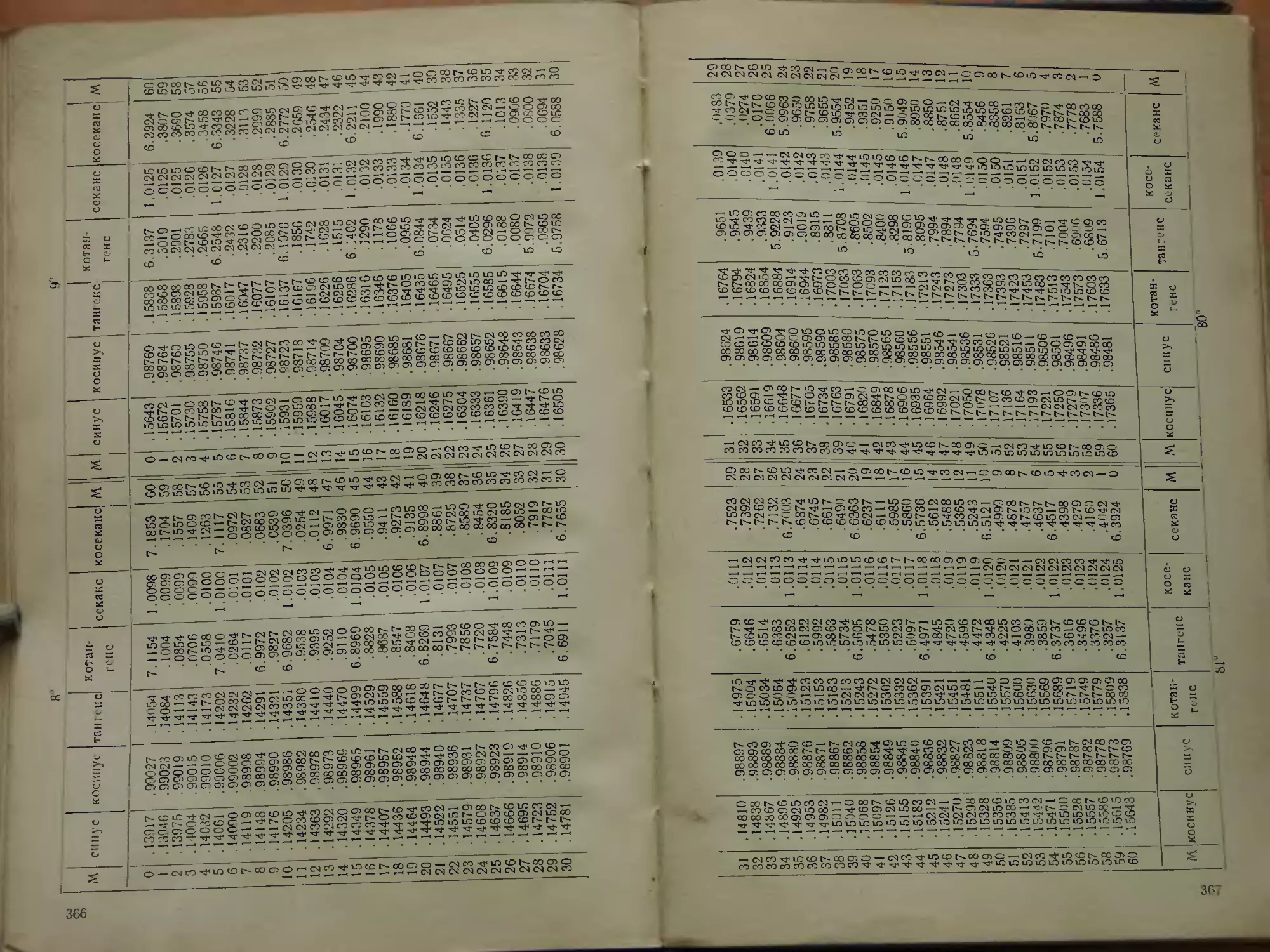
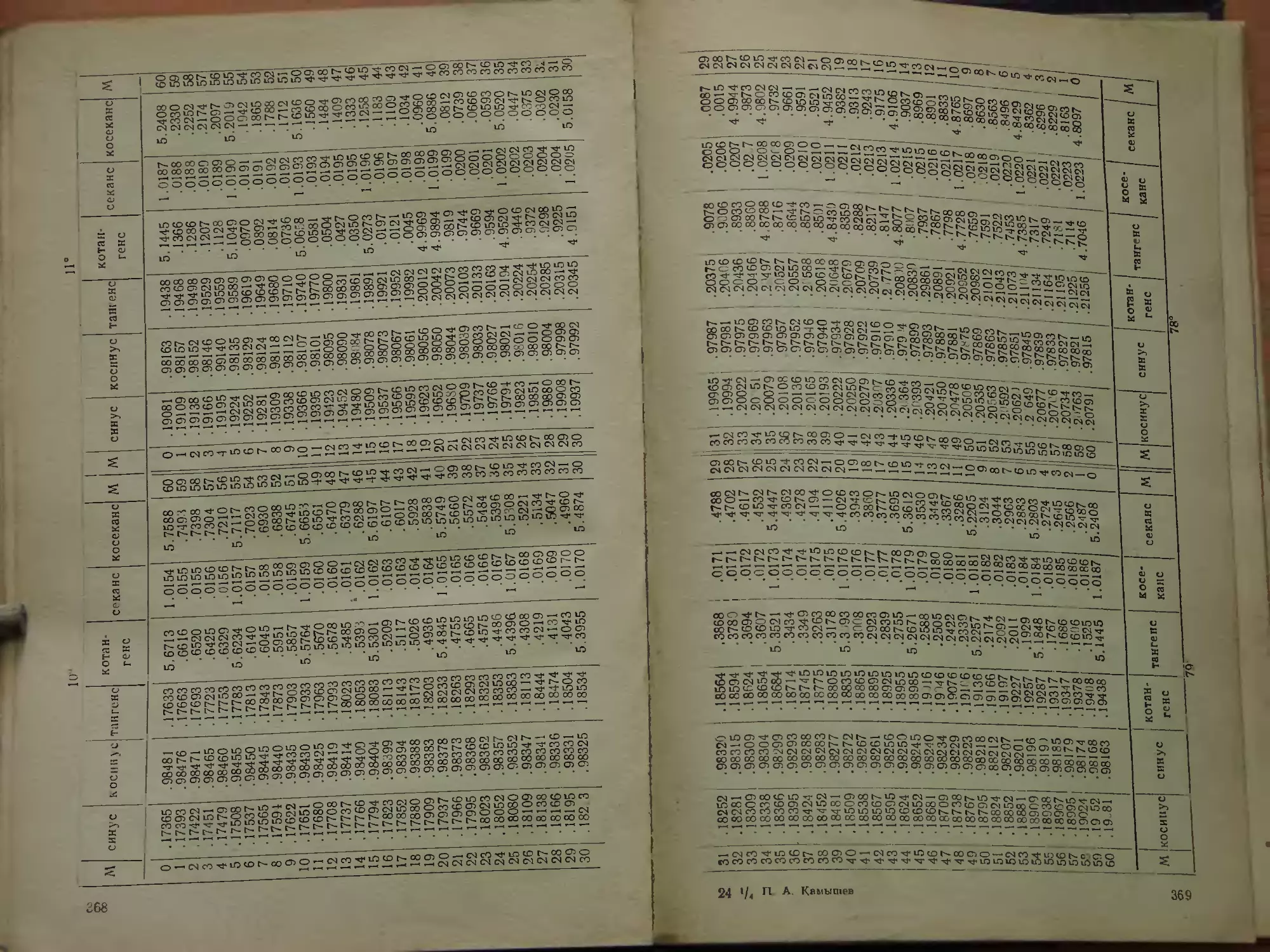
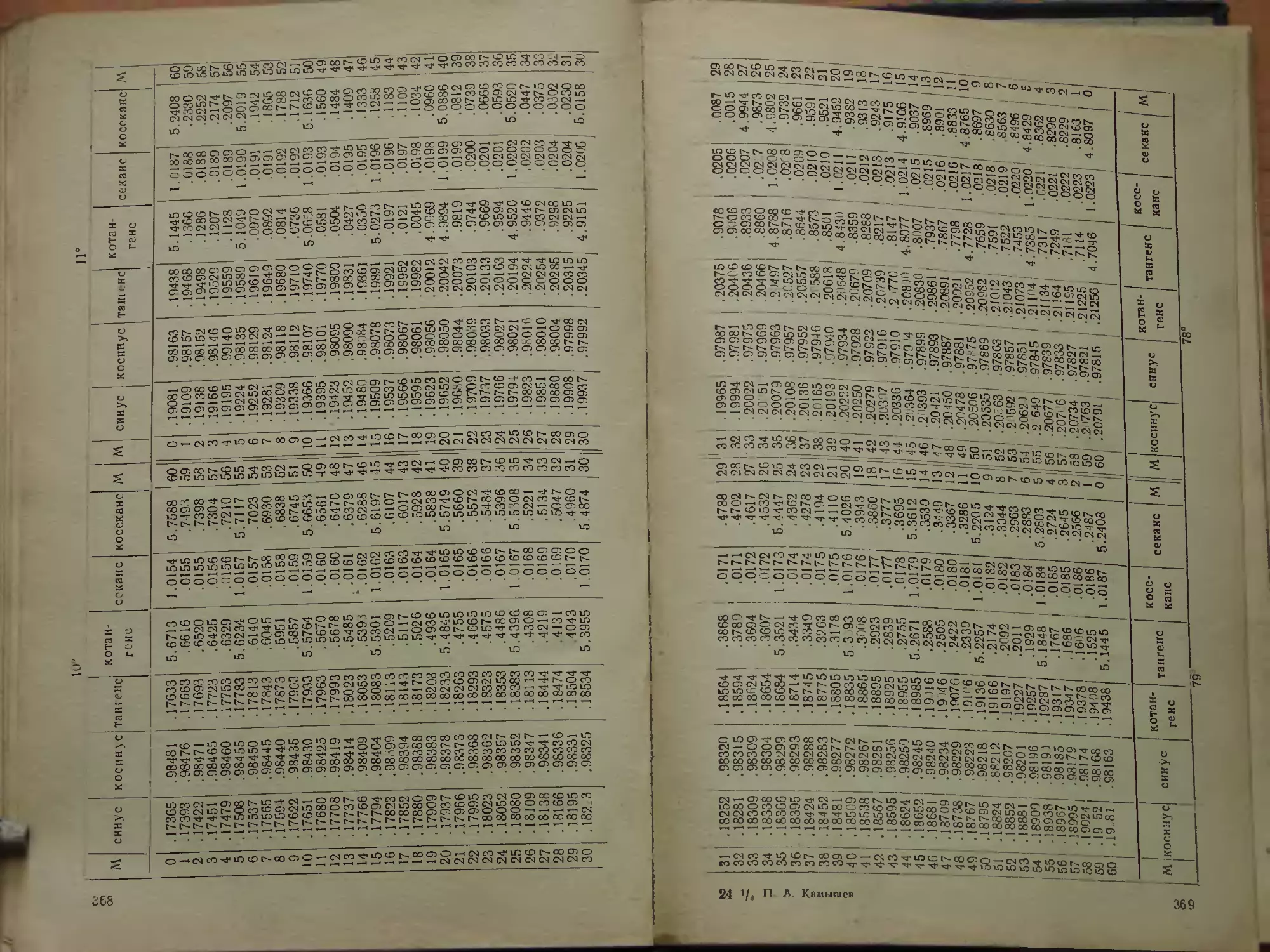
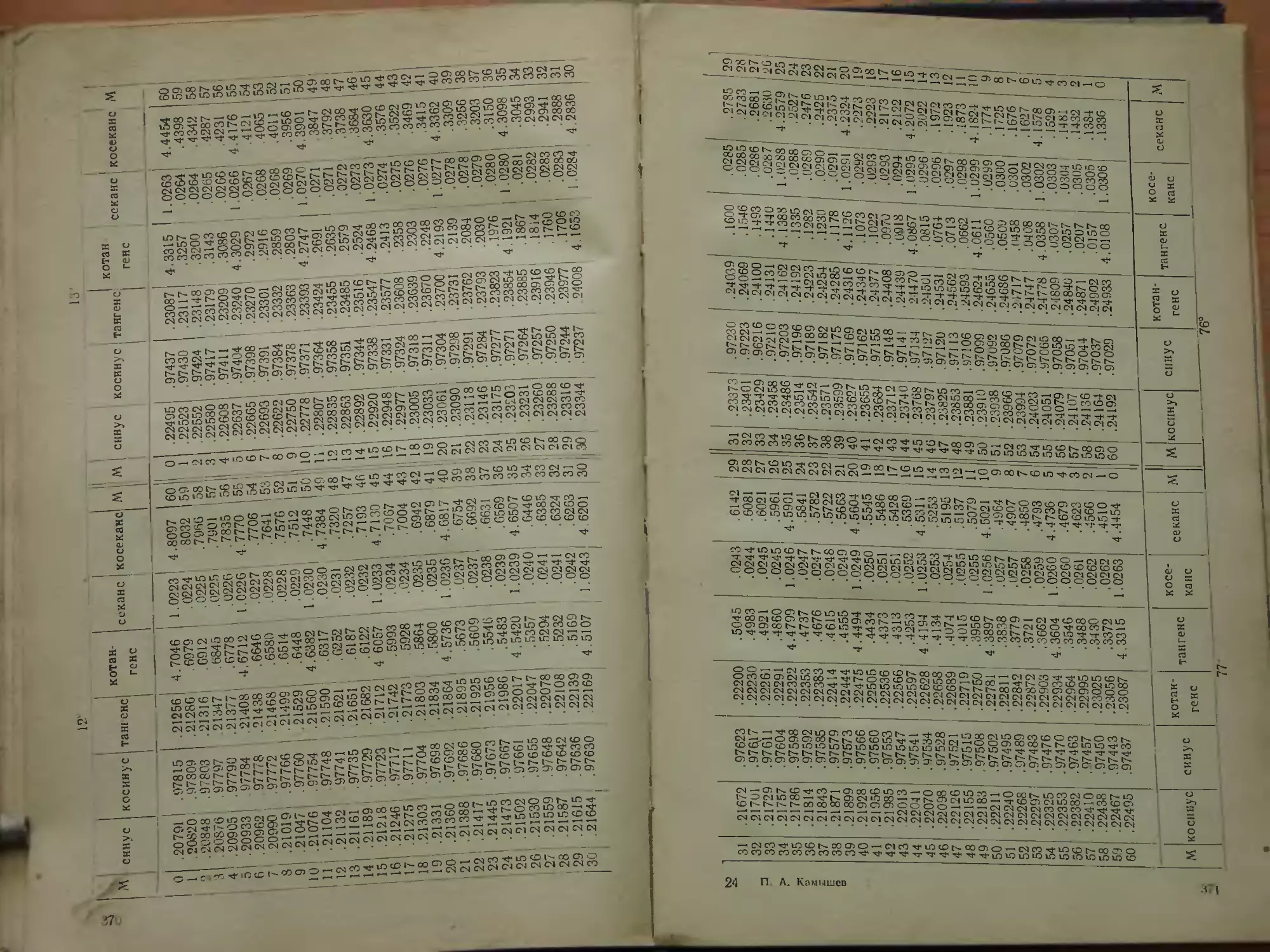
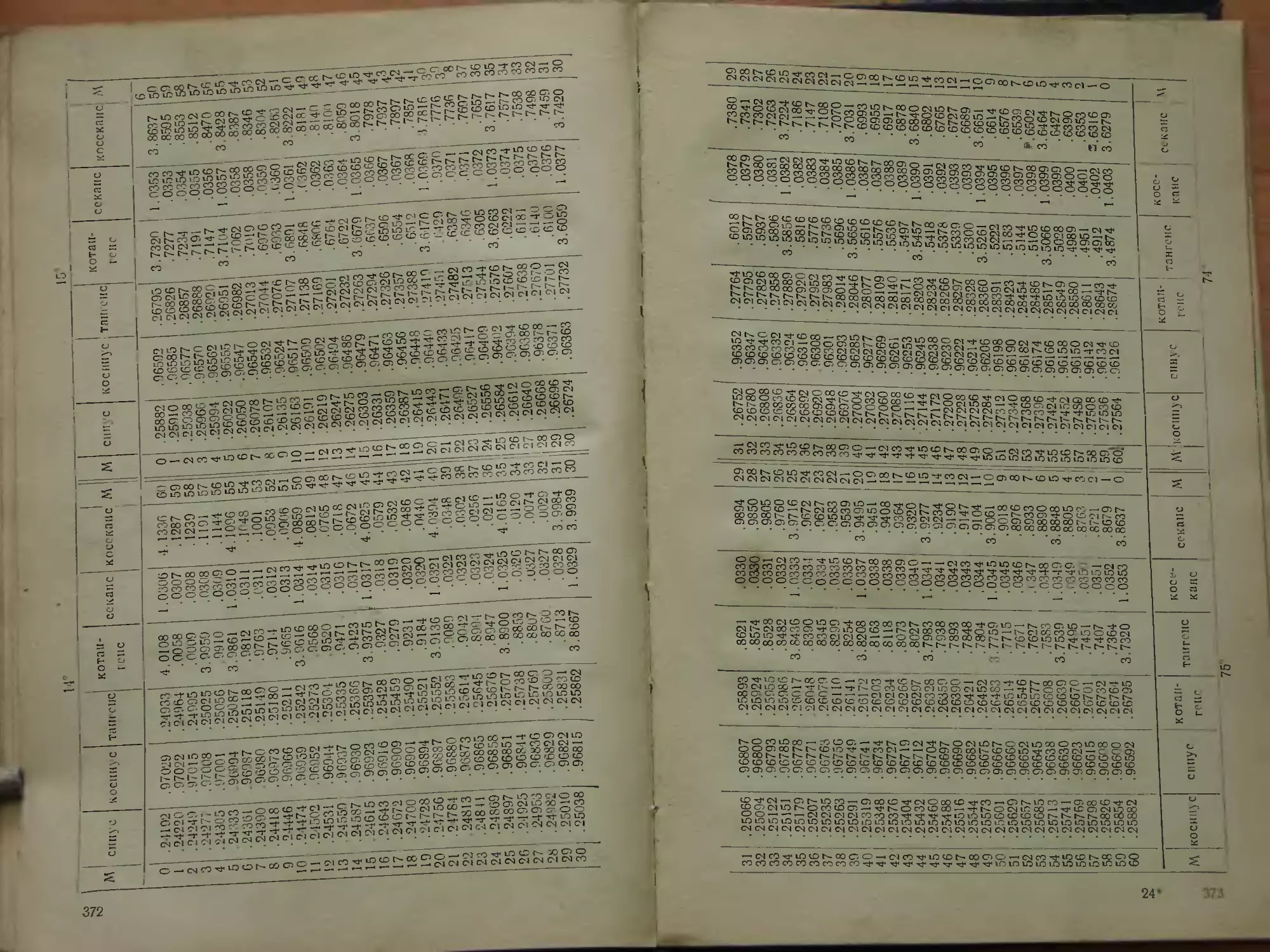
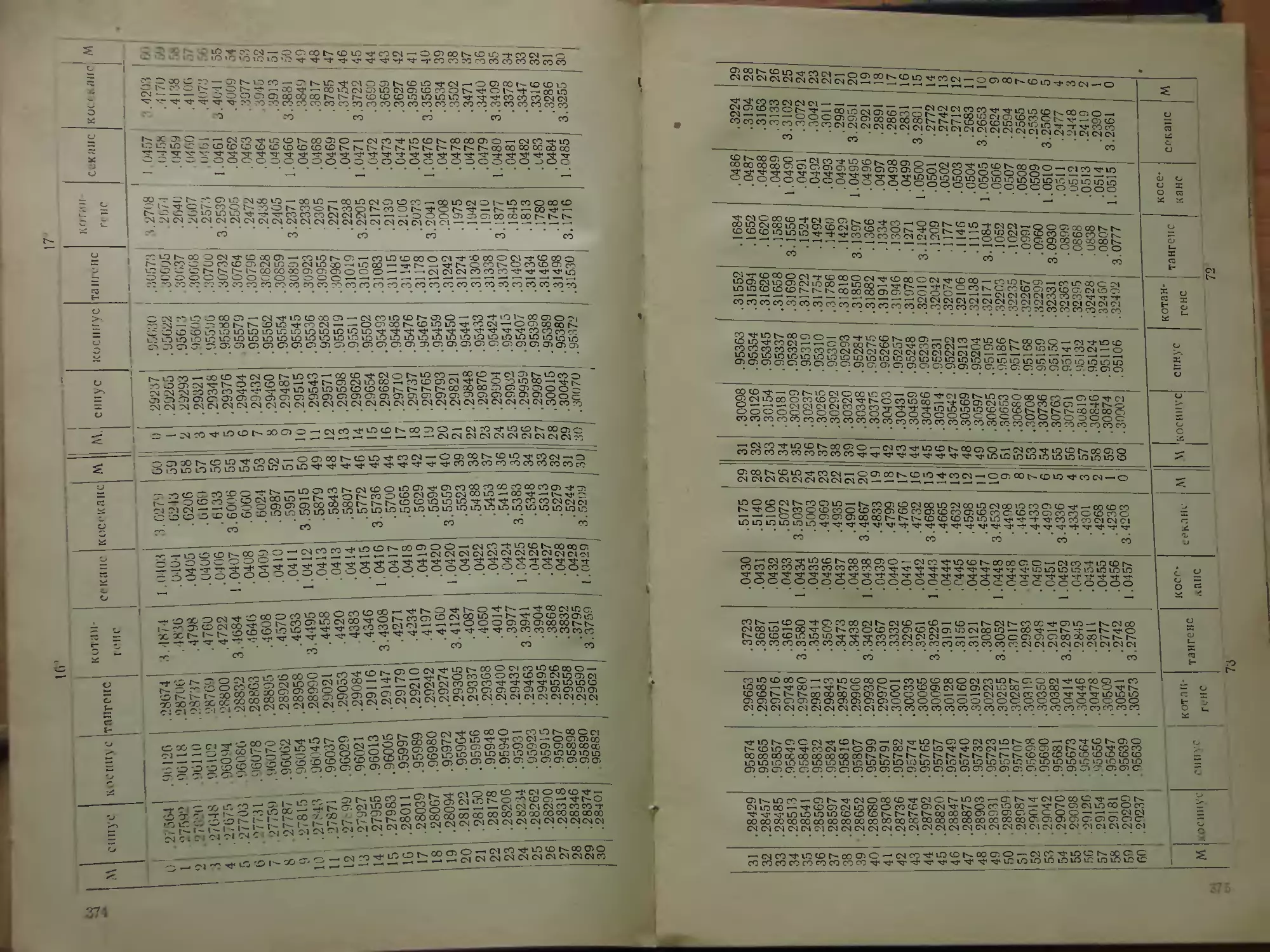
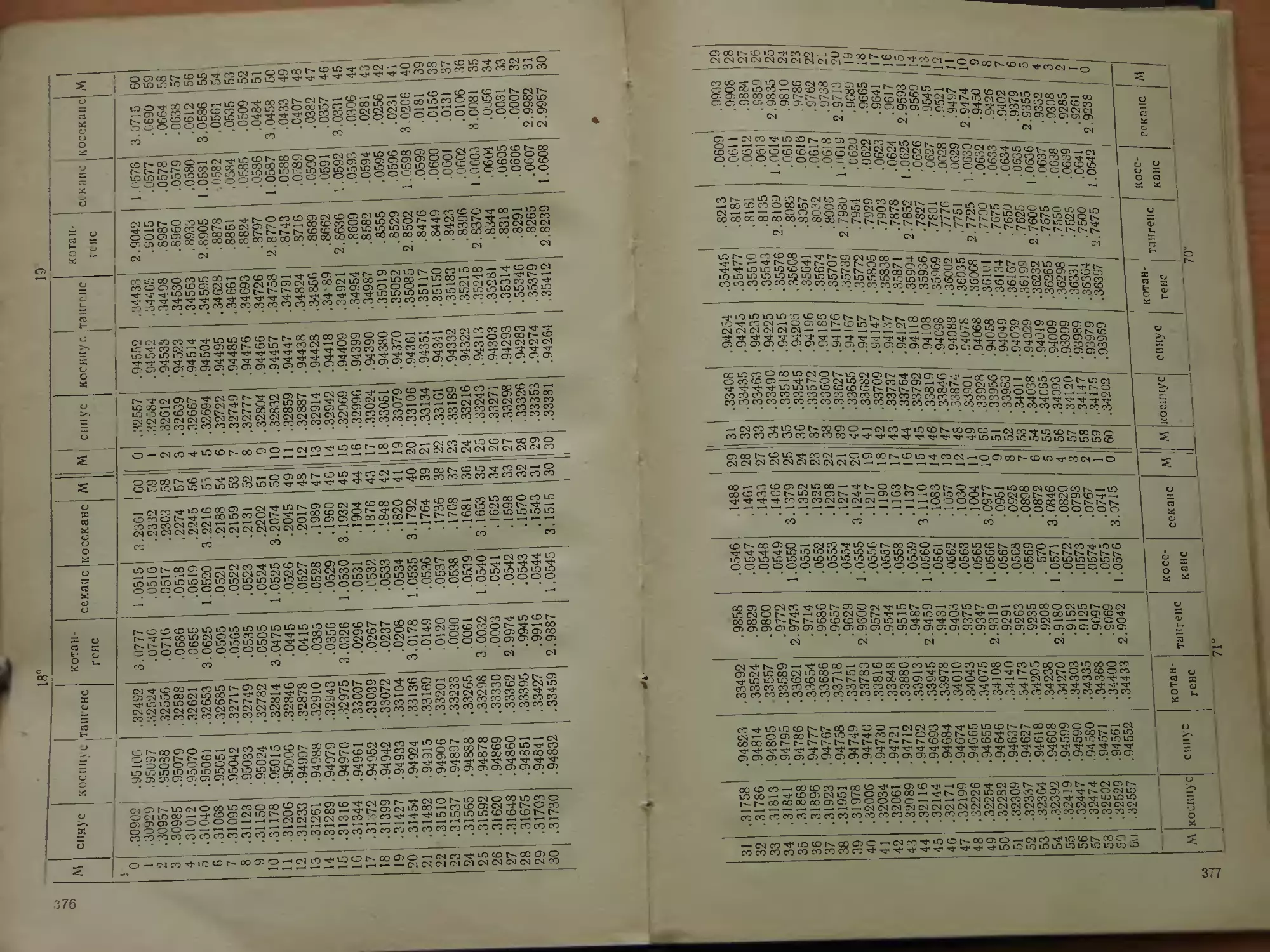
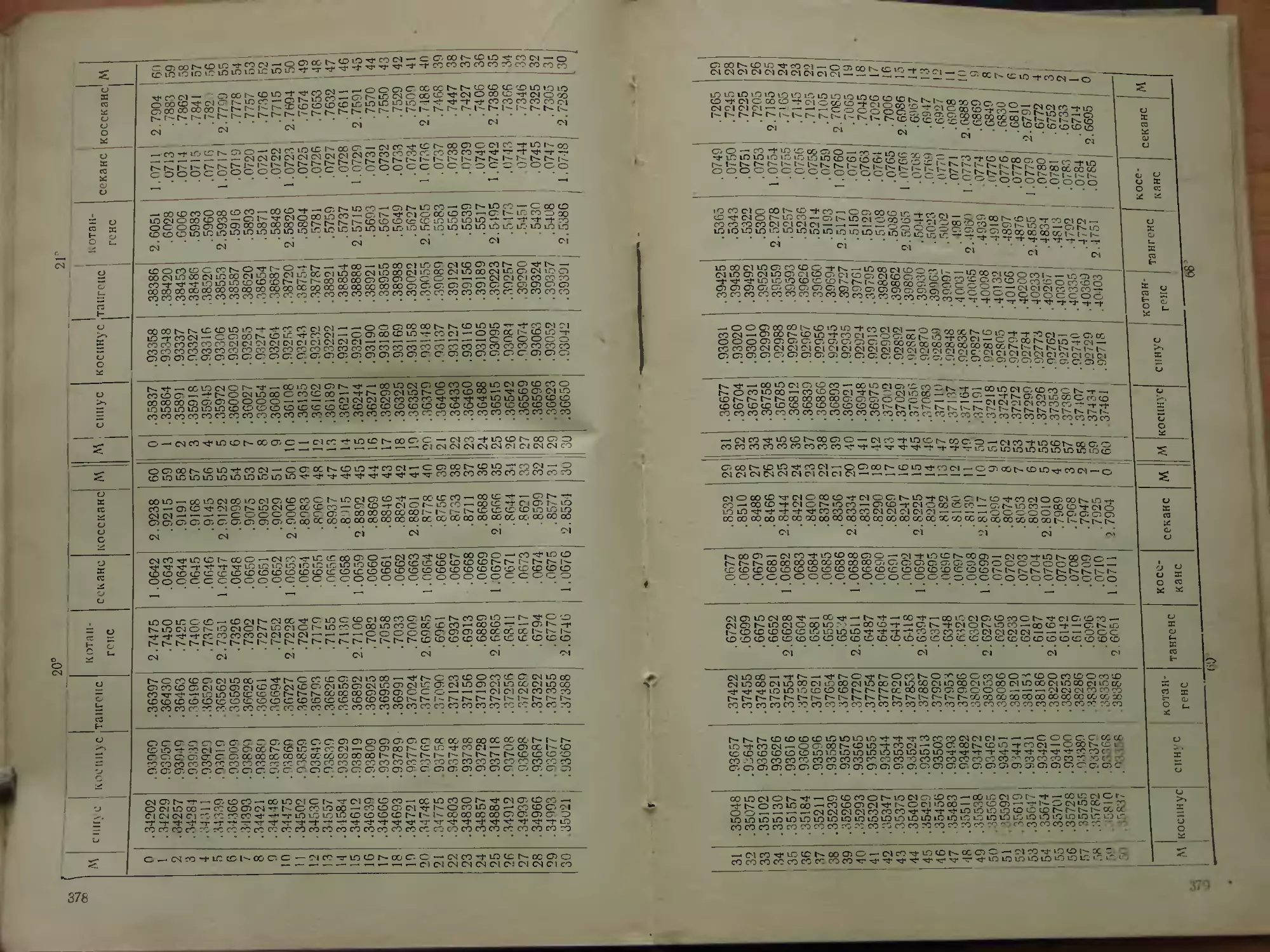
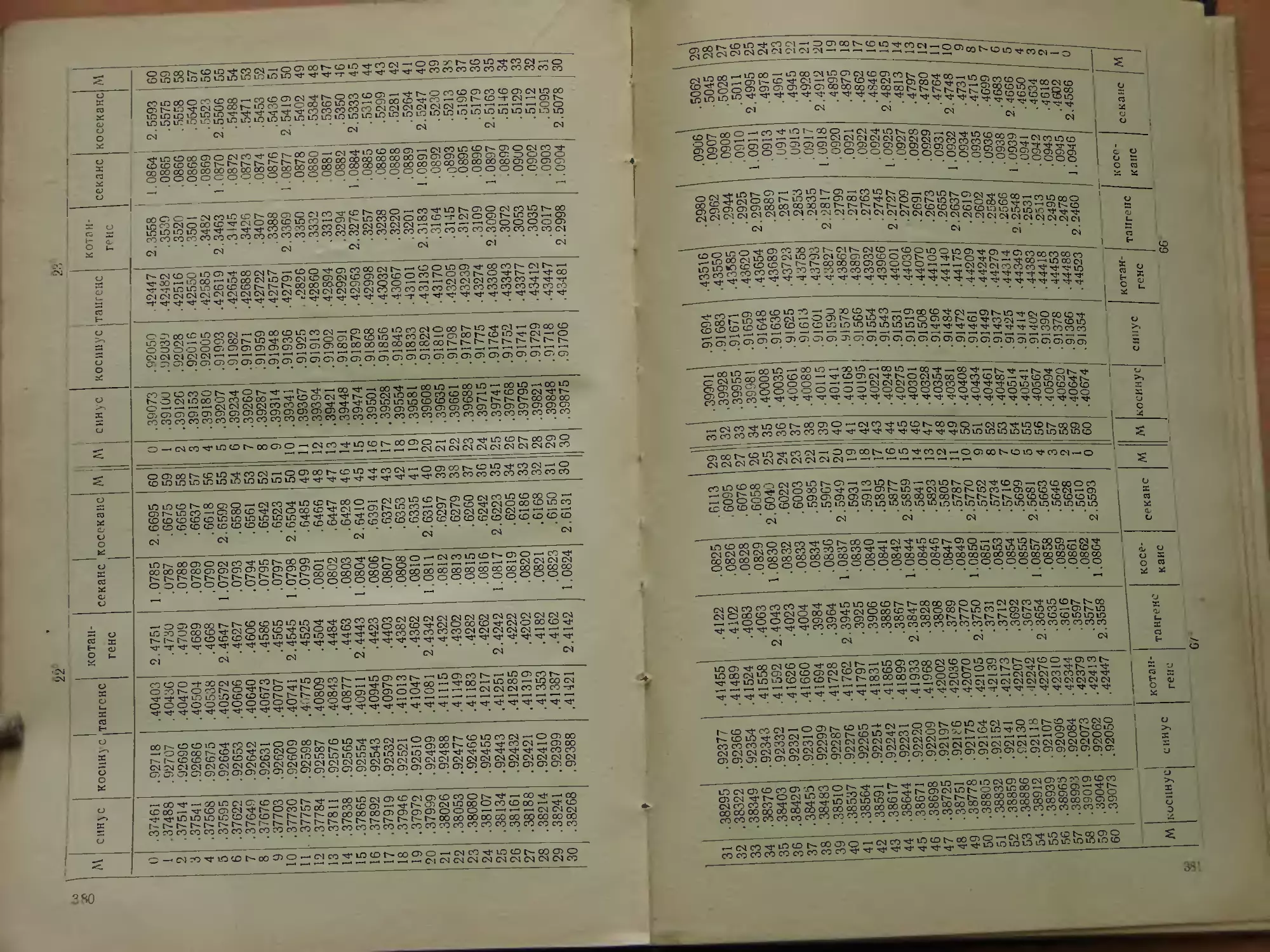
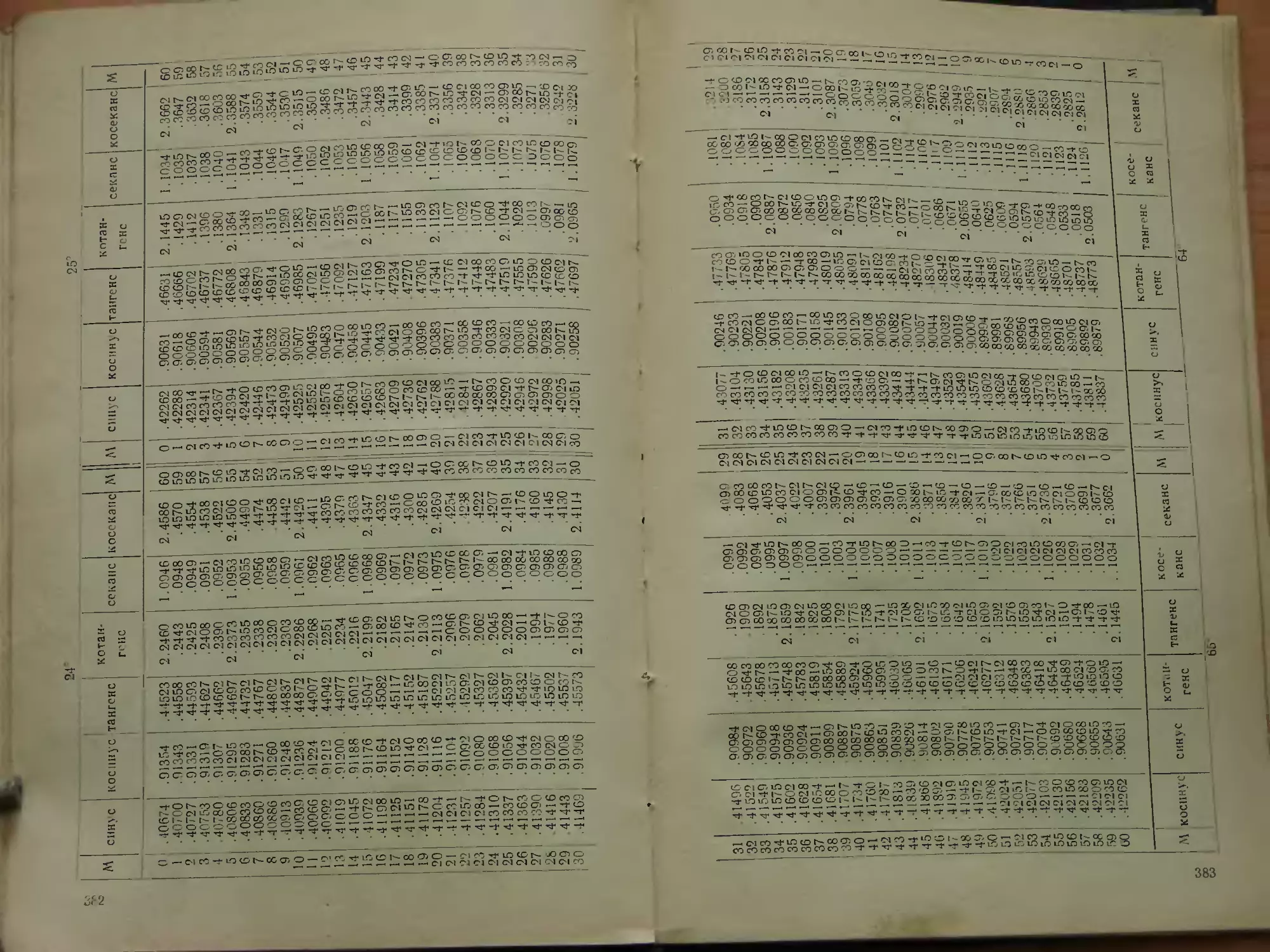
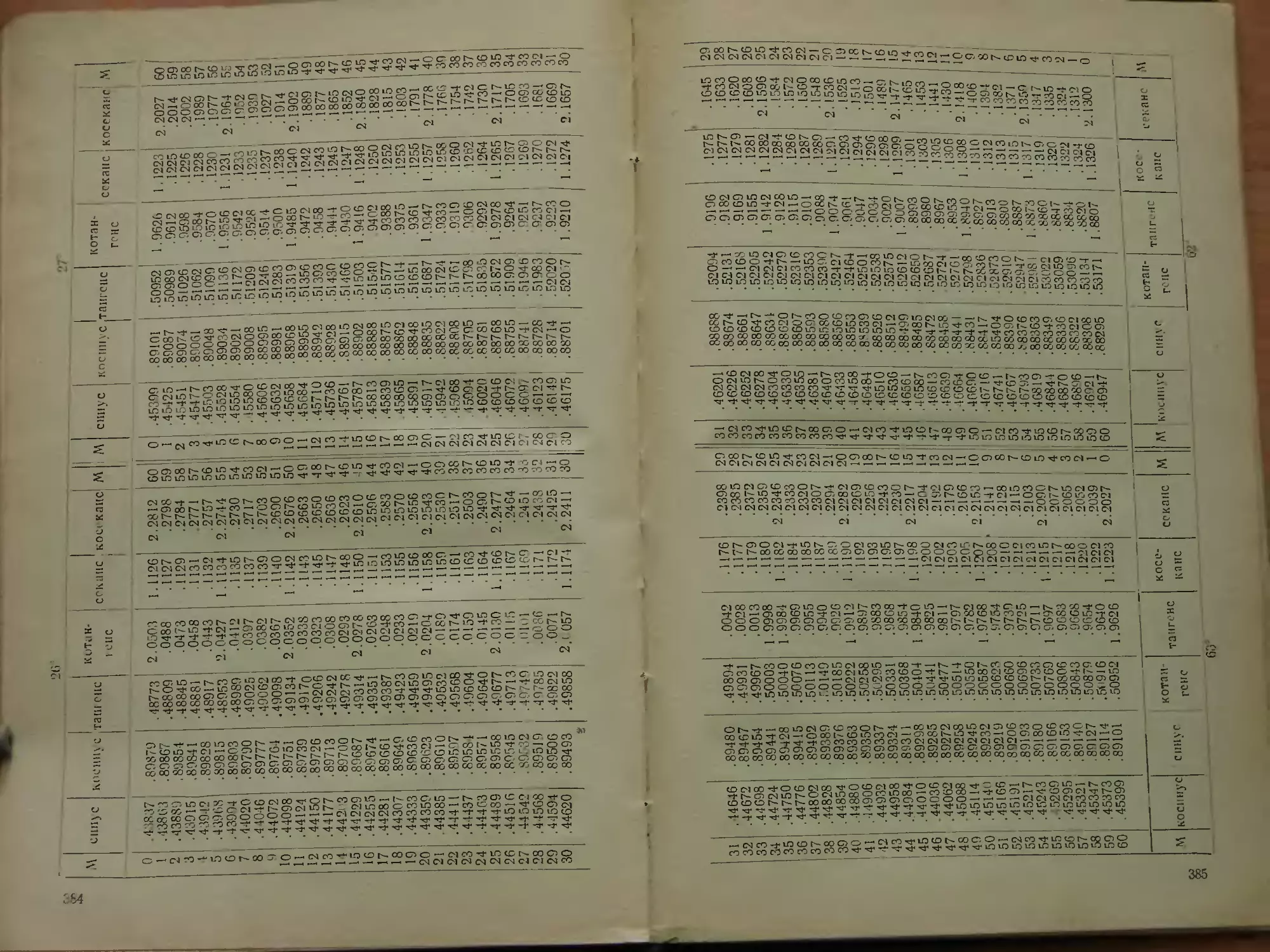
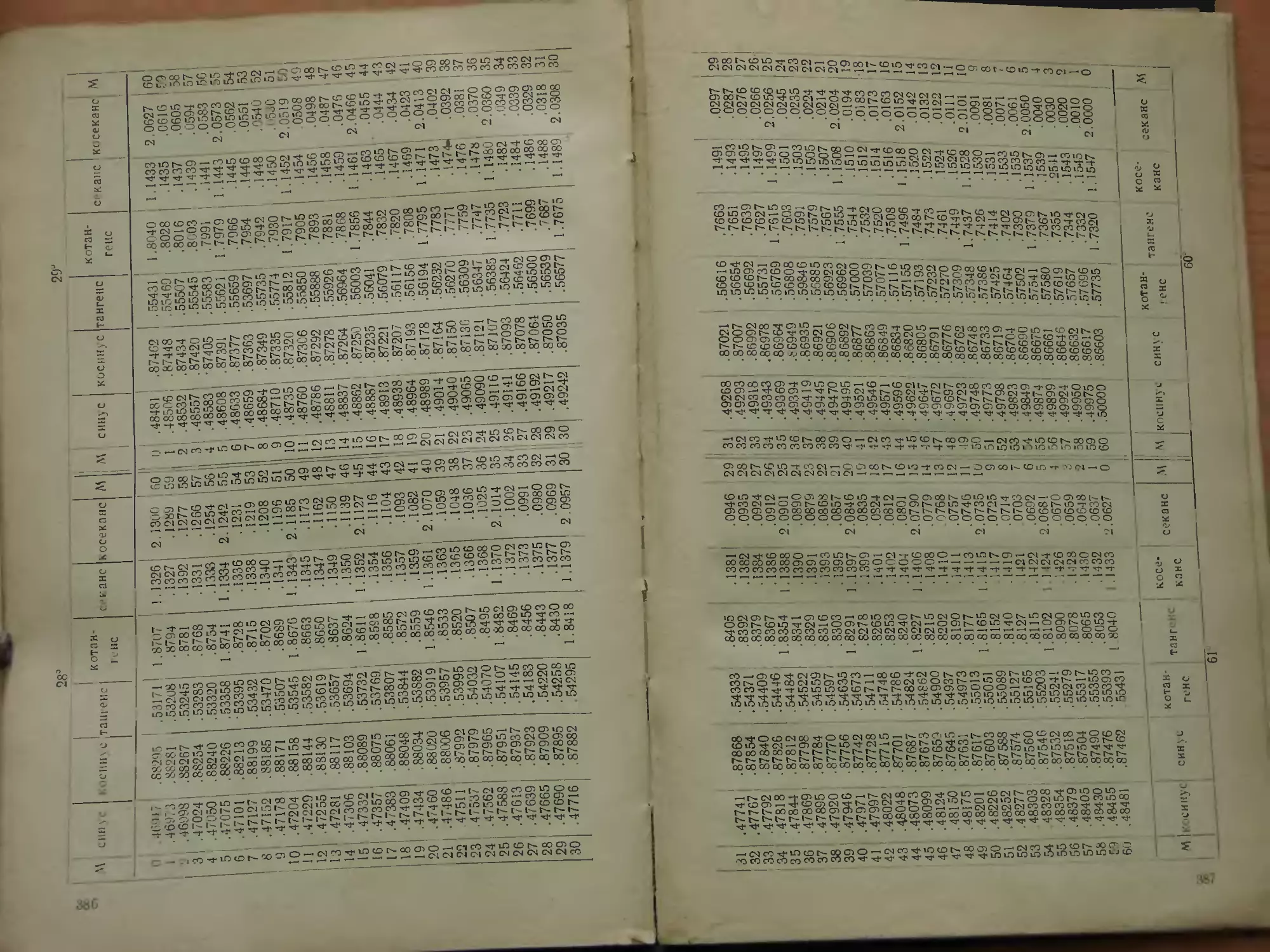
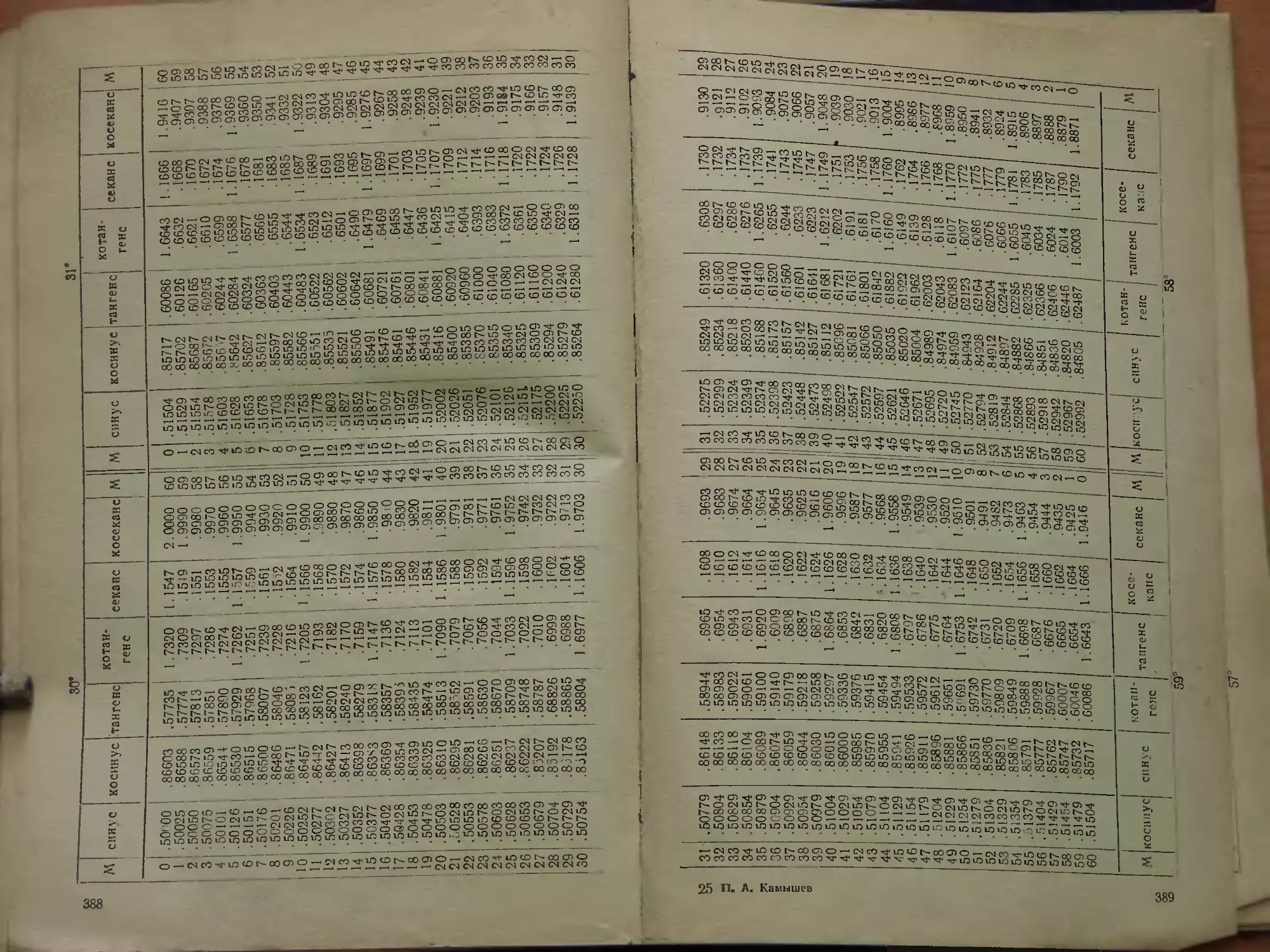
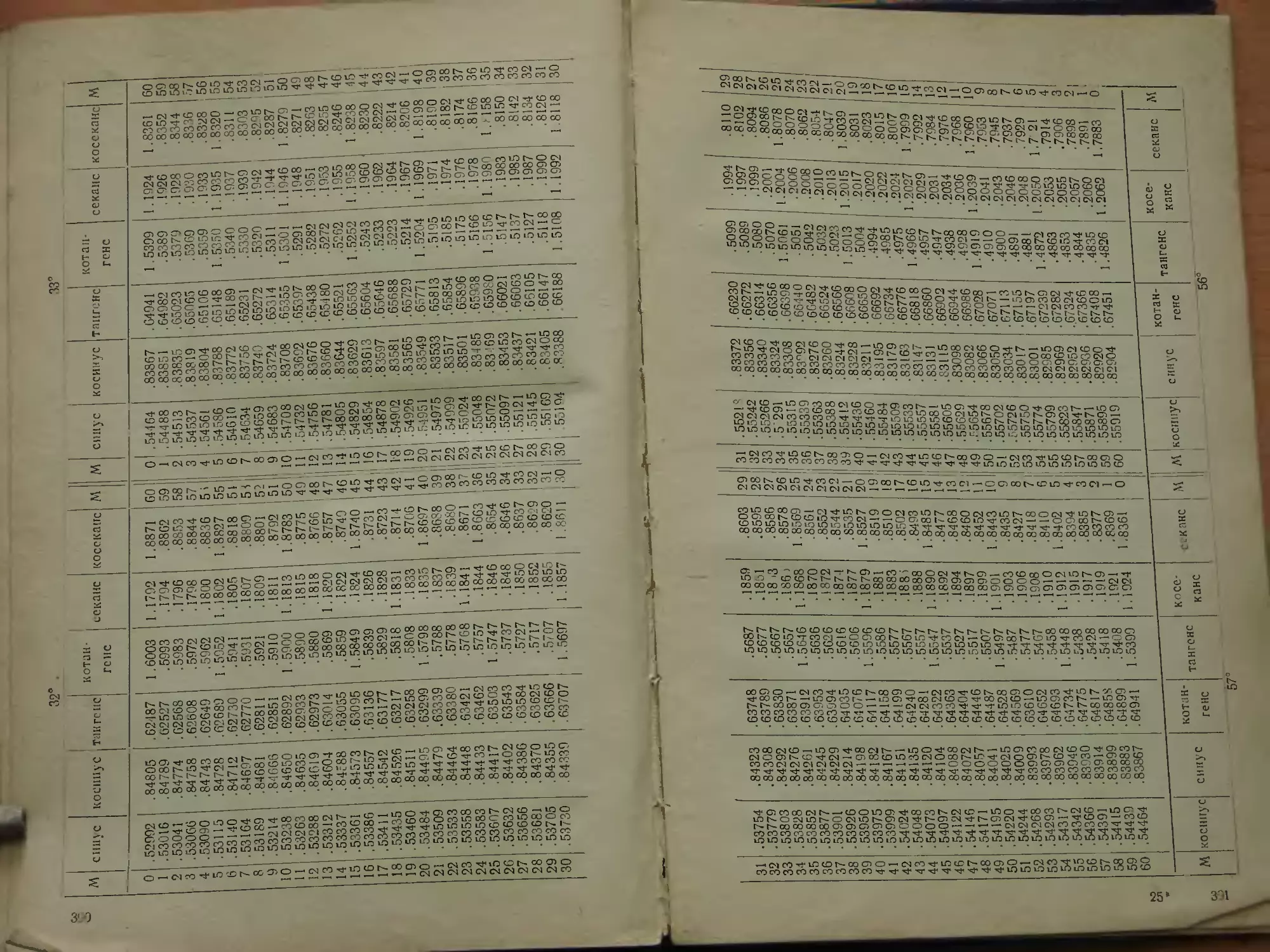
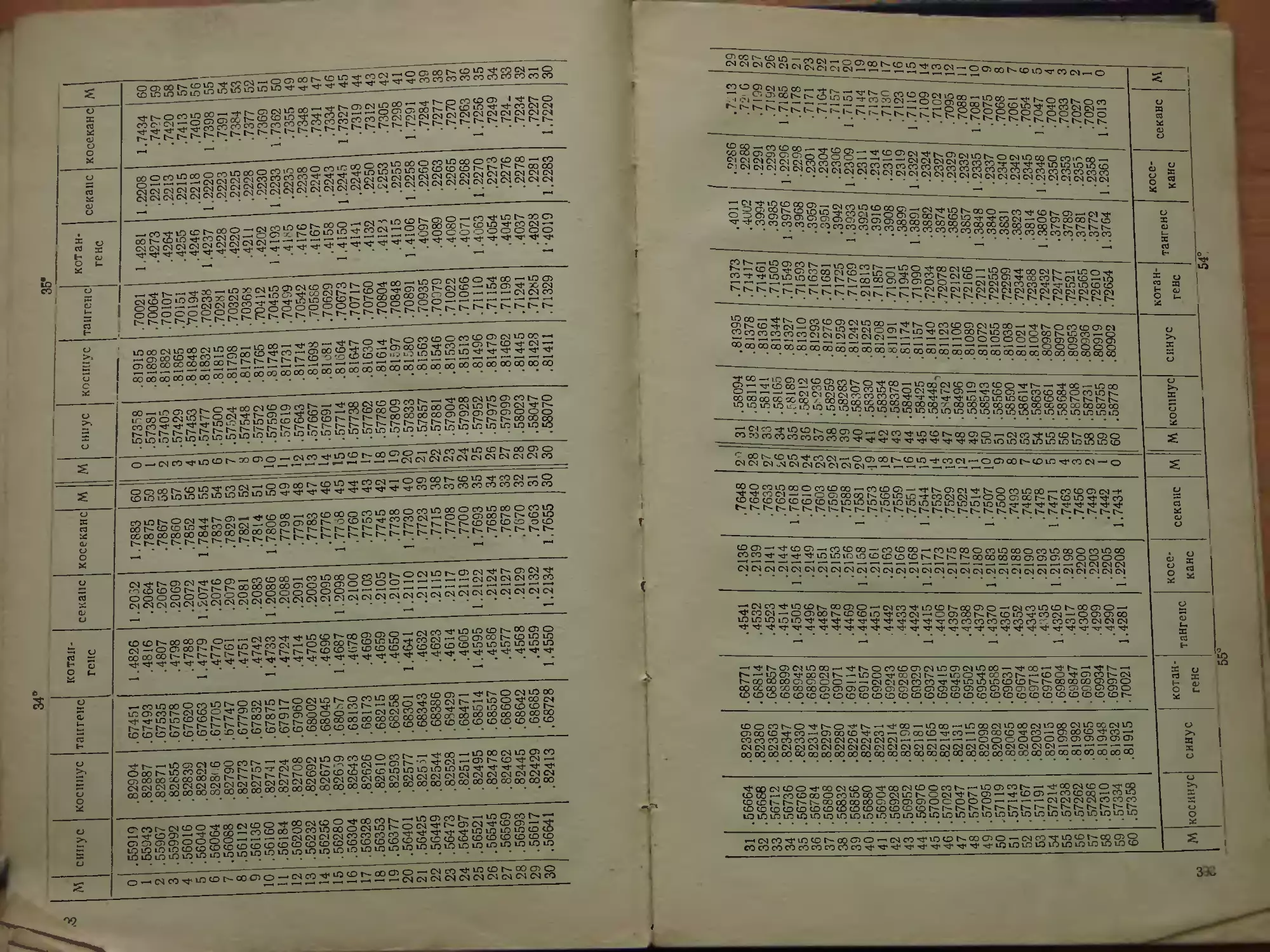
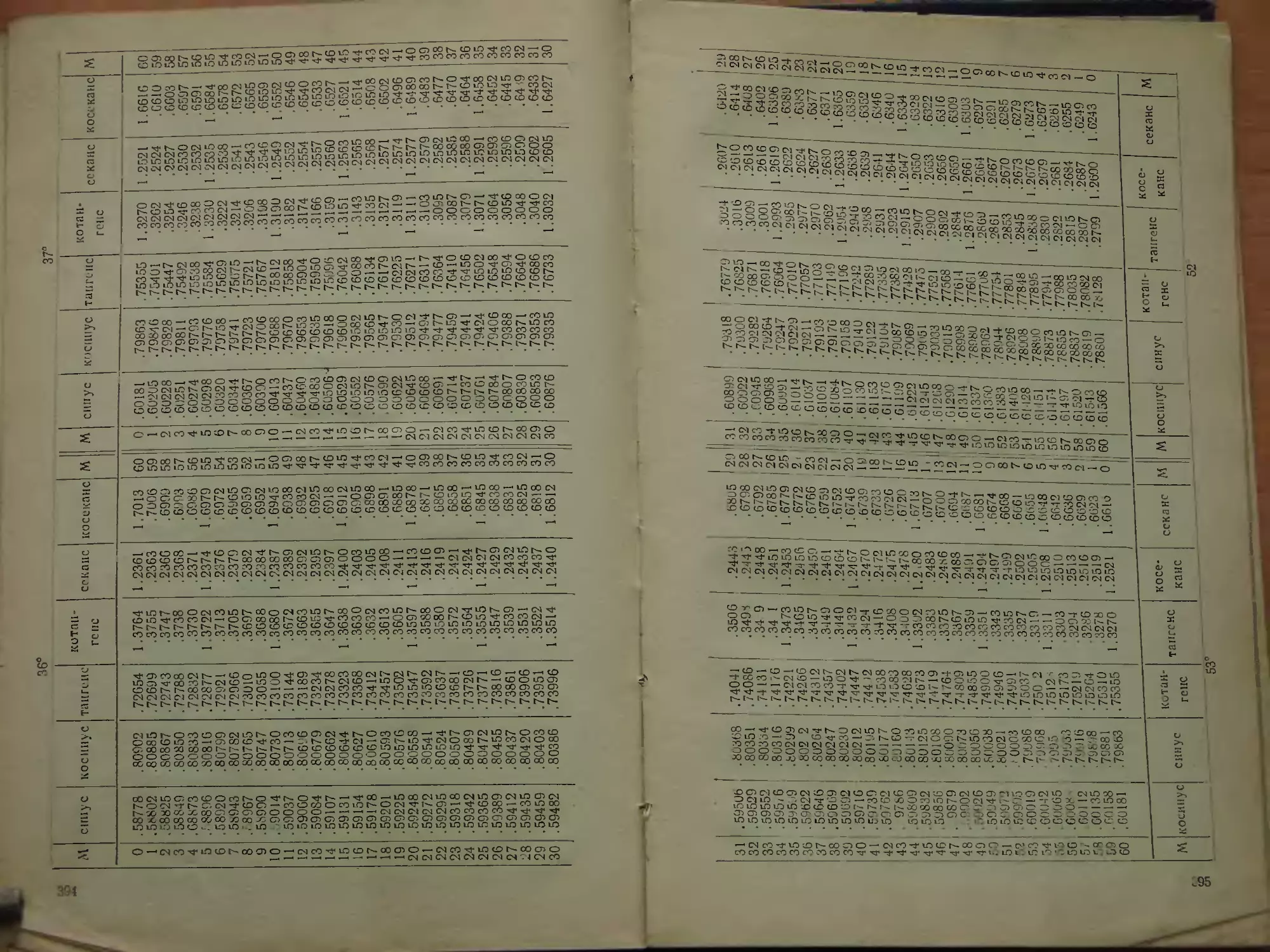
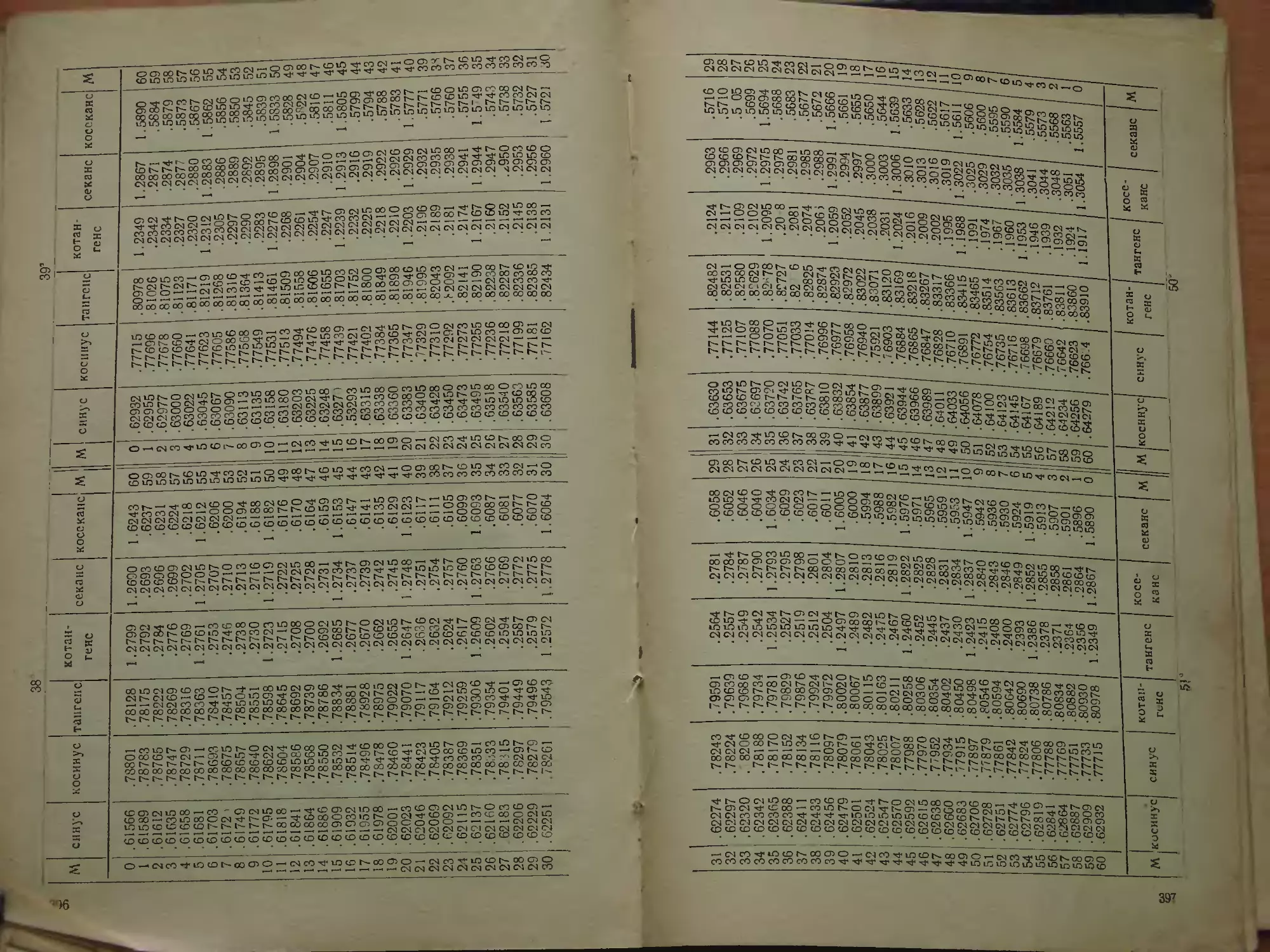
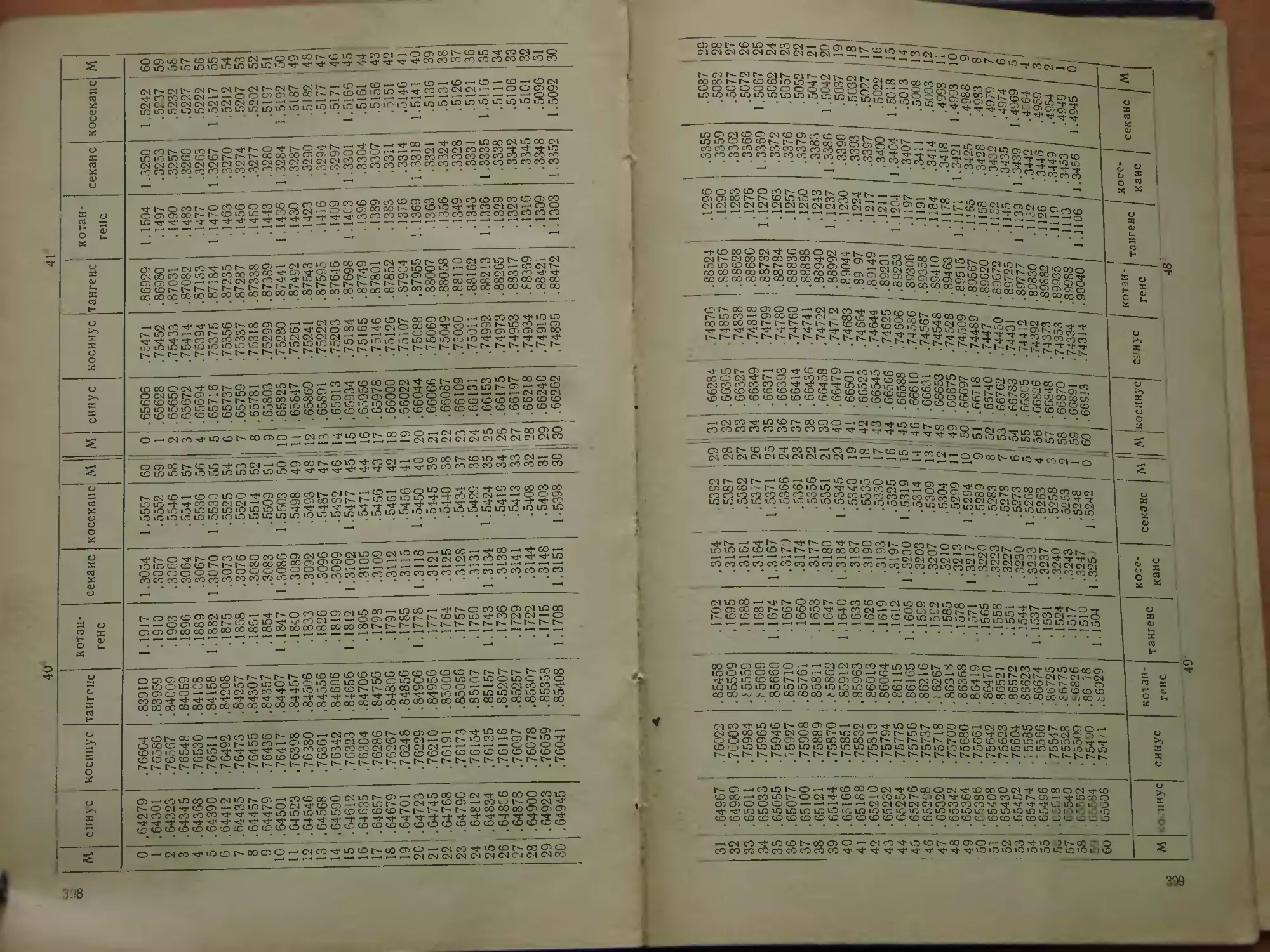
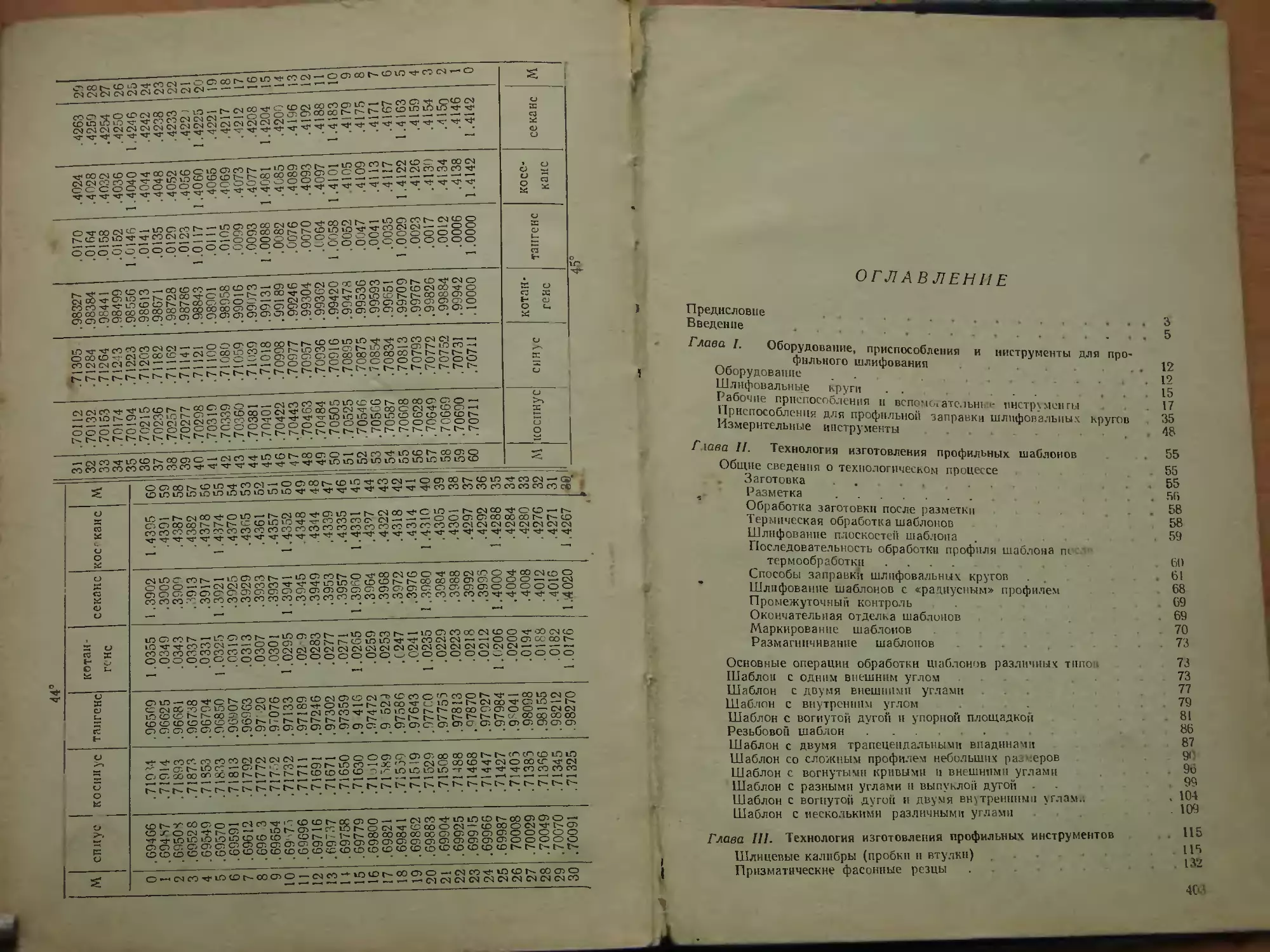
ния технологии ^.^в книге, в качестве приложении,
жения побудили поме стать онометрии, которые необхо-
0„шТпрактической работе лекальщика, а также таблицы три-
й^етрических Функций овленИя профильных инстру-
Хотя примеры «хямогии ^ охватить всего много-
ментов, Расс^РевНс^еч^щихся в производстве, они подобраны
образия «У^те0\ВХбы облегчить практическое освоение про-
с таким расчетом,
фильного шлифования. ПрИСПОсоблений для профильного
Ф в книге оПИСЫ^^иярЯКОторых разработана конструктора-
шлифования, К0НСТР^^ППКВ°0Г0Р корпуса автозавода: В. Л. Ля-
ми инструментально-штам^вого корпуса д ^^
ховым, Б. А. Булановым, П. Е. Рябуха,
киным. аг,олп.,„ методов работы лекальщиков на-
При освещении передовых методов Рю лекалыциков.
шего завода автор и^~а£*и. Еранова, А. Е. Архипен-
££' ГГЙтя^ 5?Т W"*»-. Е. 3. Горбунова и
Я И. Балашова. Алании книги оказал профессор,
• °,еНЬ бТеЖПнаукЩЭВИ Фельдщтейн, принимавшей не-
Д0КТ°Р™но^у?астиеУв обобщении и изложении всех материа-
лГ^^овлХГчертежей автору помогали конструкторы
Л п TT^vnn M А Головкин и Ю. п. Рязанов.
И i^aHHH жни большую помощь оказали инженеры
р а ГлК В Я. Фролов и М. А. Максимов.
Автор выражает всем перечисленным товарищам свою
искреннюю благодарность.
П. КАМЫШЕВ.
ВВЕДЕНИЕ
При современном уровне техники машиностроения одним
из важнейших вопросов, определяющих успех освоения
производства новых объектов и совершенствования существующей
технологии, является обеспечение технологического процесса
необходимыми измерительными инструментами и контрольными
приспособлениями. Насыщение процесса производства
достаточным количеством калибров, шаблонов и других
измерительных инструментов, построенных на проверенной практикой
системе допусков, и организация на этой основе технического
контроля позволяют успешно разрешить проблему
взаимозаменяемости отдельных деталей машин в условиях массового и серийного
производства.
Работникам инструментально-штамповых цехов, технологам
и конструкторам машиностроительных предприятий известно,
что самой трудоемкой номенклатурой в инструментальном
производстве является изготовление профильного инструмента
сложной конфигурации.
К нему относятся шаблоны, лекала, шлицевые калибры,
копиры, пуансоны, матрицы к штампам, прессформам и ряд
других видов инструмента, точность которых в связи с бурным
развитием техники очень возросла.
На многих предприятиях да настоящего времени этот
инструмент изготовляется по устаревшей технологии с применением
ручного труда высококвалифицированных
слесарей-лекальщиков. Помимо того, что такой способ дорог, длителен и трудоемок»
он подчас не обеспечивает требуемой точности и отделки,
предъявляемых современным машиностроением.
. На практике мы уже встречаемся с такой сложностью и
точностью инструмента, которых ручным способом достичь нельзя.
Вот почему крайне необходимо шире распространять и
внедрять на всех предприятиях машиностроения, приборостроения
И металлообработки метод профильного шлифования. На Горь-
ковском автомобильном заводе этот метод применяется с 1931 г.»
5
с/
а за последние 3-4 года и на других многих предприятиях
г Горького Москвы, Тулы, Ленинграда, Харькова и т. д.
Профильное шлифование, как технологический процесс,
вообще не новость. На некоторых заводах в небольших масшта-
\ бах оно производится на специальных дорогостоящих оптиче-
Лгких лоофилешлифовальных станках.
Однако обработка на них очень медленна и возможности
1есьма ограничены как по габаритам шлифуемых изделии, так
и по разновидностям их формы.
На ряде заводов профильное шлифование (также в
небольших масштабах) производится способом перемещения
шлифуемого изделия относительно шлифовального круга, либо путем
упрощенного способа заправки профиля на шлифовальном круге.
/При этом шлифовщик применяет специальные приемы,
зависящие от его индивидуальных способностей. Однако
окончательного размера, заданного чертежом, достичь трудно и после
шлифовки неминуема ручная доводка. Оба вышеуказанных способа
профильного шлифования доступны не для всех предприятий
и не могут иметь массового характера. Метод же профильного
шлифования, разработанный, применяемый и широко
внедренный на Горьковском автозаводе, позволяет:
1) обрабатывать' профиль любой сложности на обычном
простом шюскошлифовальном и круглошлифовальном станке
(габариты изделия до 700 мм);
2) шлифовать профиль не только на плоскостях, но и по
периферии окружности (как наружной, так и внутренней);
3) получить на станке окончательный размер без всякой
ручной доводки.
Этот метод доступен каждому машиностроительному
предприятию. По установившейся на большинстве заводов
технологии сложный фасонный инструмент: шаблон, матрица, калибр,
копир—обрабатывается вручную. Слесарь-лекальщик подгоняет
под нужный размер и контур на «сырой» или улучшенной
заготовке, оставляя какой-то припуск на деформацию после
термической обработки. Окончательный же размер достигается после
термообработки кропотливой доводкой и «выхаживанием»
вручную (оселком, притиром или машинкой) поштучно.
Поскольку при ручном способе изготовления критерием
годности шаблонов, контршаблонов и выработок является оцени-'
ваемая на глаз величина световой щели*, постольку контроль*
профиля в большой степени является субъективным.
Световой щелью называется зазор между профилями шаблона и конт"р*
шаблона (или, аналогично, шаблона и проверяемого изделия); величина
этого зазора оценивается на глаз. При доводке профиля шаблона лекальщик
стремится сделать ее минимальной.
Практикой измерительной лаборатории автозавода установлено что
допустимая величина световой щели может колебаться в пределах 0003^-
висимости от сложности профиля шаблона и заданного допуска
6
Громадное преимущество в этом отношении имеет
описываемый метод профильного шлифования, позволяющий изготовить
на станке инструмент или деталь из термически обработанной
на высокую твердость заготовки без деформации.
Вторым основным преимуществом является большая
производительность и высокая точность этого процесса. Проследим
это на следующем примере.
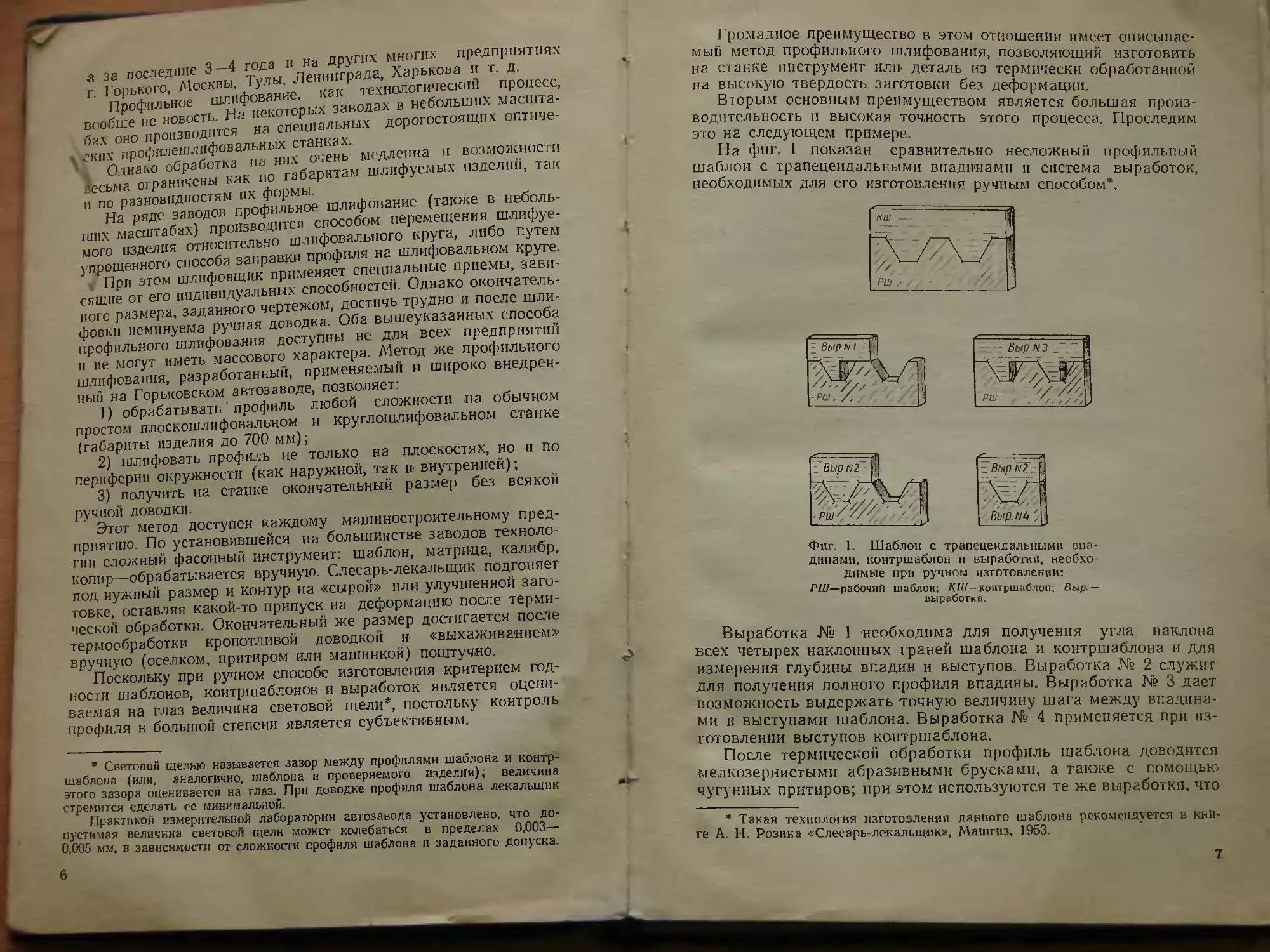
На фиг. 1 показан сравнительно несложный профильный
шаблон с трапецеидальными впадинами и система выработок,
необходимых для его изготовления ручным способом*.
Фнг. 1. Шаблон с трапецеидальными
впадинами, контршаблон и выработки, необхо
димые при ручном изготовлении: -
РШ—рабочий шаблон; КШ—контршаблон; Выр.-
выработка.
Выработка № 1 необходима для получения угла, наклона
всех четырех наклонных граней шаблона и контршаблона и для
измерения глубины впадин и выступов. Выработка № 2 служит
для получения полного профиля впадины. Выработка № 3 дает
возможность выдержать точную величину шага между
впадинами и выступами шаблона. Выработка № 4 применяется при
изготовлении выступов контршаблона.
После термической обработки профиль шаблона доводится
мелкозернистыми абразивными брусками, а также с помощью
чугунных притиров; при этом используются те же выработки, что
* Такая технология изготовления данного шаблона рекомендуется в
книге А. И. Розина «Слесарь-лекальщик», Машгиз, 1953.
Т
и при обработке «сырого» шаблона. Следовательно, для
обработки профиля рассматриваемого шаблона необходимо
дополнительно изготовить контршаблон, четыре выработки и два
чугунных тритира (па предварительную и на окончательную
доводку). % &
Дйя изготовления трех таких шаблонов ручным способом
потребуется 25-—30 часов работы высококвалифицированного
лекальщика (S-го разряда). Если же обрабатывать эти шаблоны
на плоскошлифовальном станке профилированным кругом (см.
главу II), то потребуется всего 3 часа работы лекальщика 3-го
разряда. Высокая точность профиля будет обеспечена без
контршаблона и выработок.
Замена ручного труда лекальщиков профильным
шлифованием на станках сделала возможной коренную рационализацию
всего комплекса вопросов лекального цела.
Каковы основные результаты этой рационализации-?
Прежде всего, механизация и связанный с нею огромный
рост производительности труда. Кроме того, механическая
обработка создает условия для более уверенного достижения
заданной точности, чем это имеет место при. ручной работе. Помимо
этих преимуществ, связанных с механизацией вообще, новые
методы изготовления шаблонов имеют и другие преимущества,
обусловленные спецификой лекальной обработки.
К ним относится ликвидация всех длительных
вспомогательных работ по изготовлению контршаблонов, выработок и
притиров, которые не только значительно увеличивают
продолжительность и стоимость изготовления шаблонов, но и вносят известный
элемент условности в качество работы, так как все погрешности,
имеющиеся на выработках, контршаблонах и притирах,
сказываются на точности самих шаблонов. Именно поэтому два
одинаковых шаблона, изготовленные одним и тем же работником
по старым методам, как правило, отличаются друг от друга
в значительно больших пределах, чем это имеет место при
современной технологии, когда вместо всех перечисленных
вспомогательных инструментов (изготовляемых в каждом отдельном
случае, и только для этого случая) применяются стандартные
^Щ калибры, синусные линейки и индикаторы. Применение
индикаторов имеет также и большое психо-физиологическое значение
благодаря тому, что освобождает лекальщика от крайне
утомительного напряжения зрения, неизбежного в прежних условиях
работы. Вместо кропотливой точной разметки производится
грубо приближенная разметка, дополняемая точной установкой
обрабатываемого шаблона на шлифовальном станке.
Наконец, следует отметить, что при изготовлении шаблонов!*?-
и профильных инструментов на шлифовальных станках в
большой мере устраняются серьезные затруднения, вызываемые при
ручной доводке деформациями металла в результате
термической обработки. Возможность оставления на окончательное щли-
8
фование Достаточно больших припусков позволяет учесть эти
деформации. у^счь ли
Новые методы изготовления профильных инструментов рас- *
членяющие обработку на ряд последовательных, заранее
рассчитанных операции, открывают широкие возможности для
технического нормирования лекальных работ и их организации на
основе разделения труда. В частности,
высококвалифицированные рабочие должны быть закреплены только за наиболее
ответственными операциями профильного шлифования, а все
предварительные операции, например разметка, слесарная обработка
сборка, должны выполняться другими рабочими меньшей
квалификации.
Таким образом, отличительными особенностями
современной технологии изготовления профильных инструментов
являются:
1) механизация производства, обеспечивающая
значительное повышение производительности труда;
2) замена специальных вспомогательных измерительных
инструментов нормальными калибрами и другими стандартными
измерительными приборами;
3) замена точной разметки приближенной;
4) освобождение рабочего от перенапряжения зрения при
разметке и доводке профиля по размерам;
5) повышение точности работы и уверенное достижение
заданной точности;
6) возможность разделения труда и технического
нормирования.
Следует отметить, что все эти ценные преимущества могут
быть реализованы в том случае, когда вместе с техническим
вооружением (станочное оборудование, калибры, измерительные
приборы и т. п.) возрастает и теоретическая подготовка рабочих,
без чего невозможно производить необходимые математические
расчеты, являющиеся принципиальной основой современной
технологии лекальной обработки.
Профильное шлифование может осуществляться тремя
способами-:
1) на специальных оптических профилешлифовальных
станках;
2) на плоскошлифовальных станках непрофилированным
(плоским) кругом при помощи специальных приспособлений,
обеспечивающих соответствующее перемещение изделия
относительно круга в процессе шлифования;
3) на плоскошлифовальных (а также круглошлифовальных)
станках профилированными кругами, на которых посредством
специальных приспособлений с большой точностью заправляется
профиль (или отдельные участки профиля), обратный профиль
изделия.
9
ш
rf.
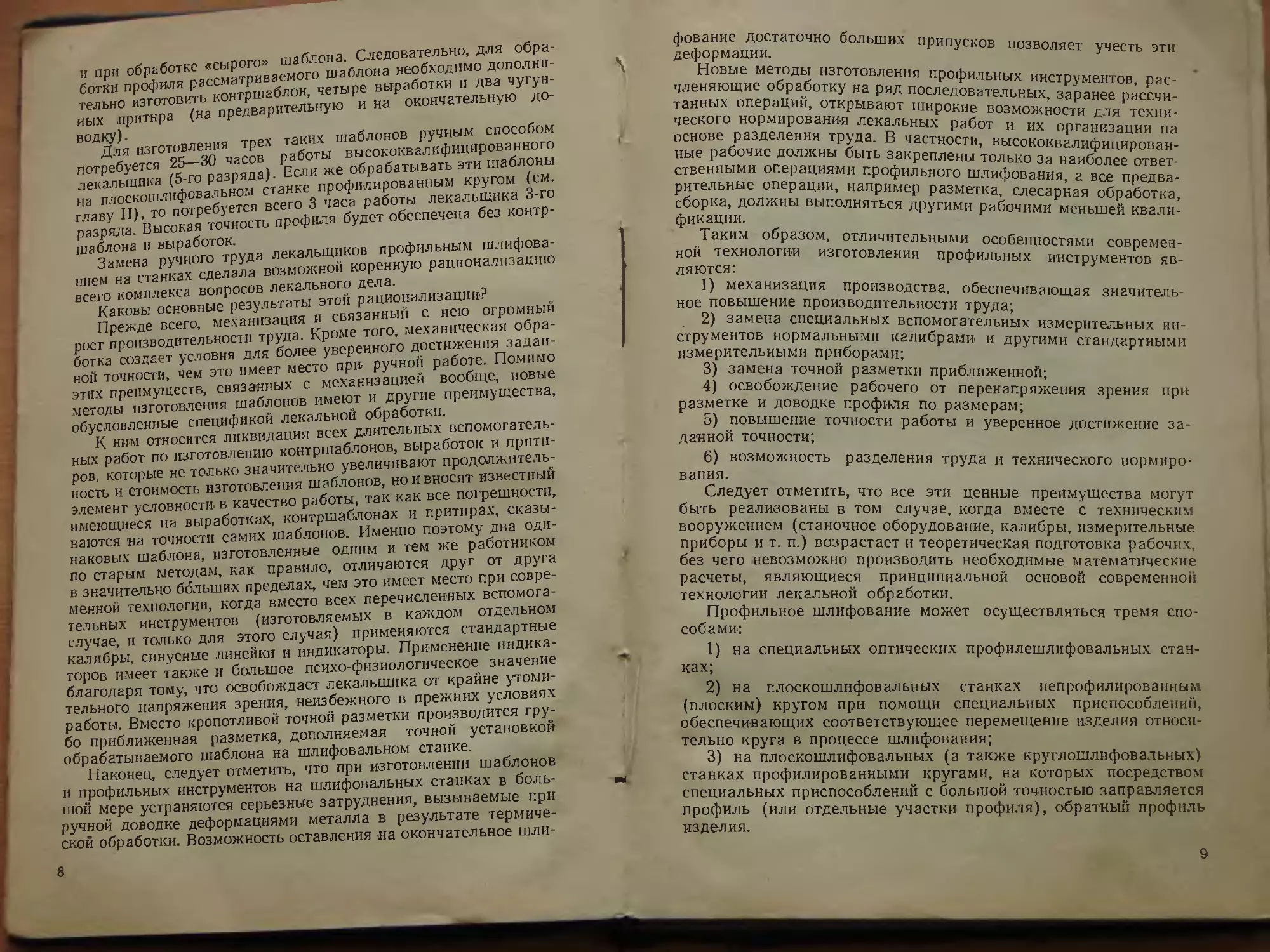
Фиг. 2. Плоскошлнфовальный станок с магнитной плитой.
Первые два способа профильного шлифования достаточно
подробно описаны в литературе.*
В настоящей книге, на основе практического опыта
инструментальных цехов Горъковского автомобильного завода,
освещается главным образом третий способ профильного
шлифования, для осуществления которого не требуется специального или
сложного оборудования и который доступен любому
машиностроительному предприятию.
* Н. К. Топорков, Механизация лекальных работ, Машгиз, 1948.
Е. А. Белецкий и К. С. Харченко, Оптические профилешлифовальные
станки, Машгиз, 1951.
В. И. Черкашин, Передовые методы лекальных работ, Машгиз, 1951.
А. И. Розин, Слесарь-лекальщик, Машгиз, 1953. -
10
Описываемые в книге методы профильного шлифования
находят широкое применение не только в инструментально-штам-
повом производстве, но и при изготовлении разнообразных
деталей сложной формы, например ш лицевых валов и втулок,
деталей насосов и т. д.
Особенно большой интерес освоение профильного
шлифования представляет, в частности, для экспериментальных цехов,
заводов л научно-исследовательских институтов, так как оно
позволяет с высокой производительностью и надлежащей
точностью обрабатывать сложные детали без изготовления
специальных дорогостоящих инструментов.
Глава I
ОБОРУДОВАНИЕ, ПРИСПОС^^^^
И ИНСТРУМЕНТЫ ДЛЯ ПРОФИЛЬНОГО
ШЛИФОВАНИЯ
ОБОРУДОВАНИЕ
На ряде машиностроительных заводов механизация
лекальных работ внедряется еще очень слабо. Это пытаются нередко
объяснить отсутствием специального оборудования, без которого
якобы невозможно механизировать труд лекальщиков.
Как видно из цалънейшето, оборудование, применяемое для
профильного шлифования, немногочисленно и не отличается
сложностью конструкции.
Шлифовальные станки. Для шлифования изделий несложного
профиля (шлифование углов, плоскостей и пазов) обычно
используются плоскошлифовальные станки модели 372 Б
Московского станкостроительного завода, а для шлифования профилей
средней сложности — плоскошлифовальные станки модели ЗБ
71М Витебского станкостроительного завода имени Кирова.
В инструментально-штамповом корпусе Горьковского
автозавода шлифование профилей и пазов производится на
плоскошлифовальных станках модели С-541 собственной конструкции
и изготовления. По конструкции эти станки аналогичны станкам
ЗБ 71М, но имеют механическую подачу стола. Они очень
удобны и обеспечивают высокую производительность при
шлифовании профильных калибров средних размеров, фасонных резцов,.
а также фасонных деталей для прессформ, штампов и
приспособлений.
При шлифовании профильных калибров мелких размеров
(например, небольших шаблонов, сборных и шлицевых
калибров) хорошо себя зарекомендовали и широко применяются
плоскошлифовальные станки легкого типа модели С-827, также
собственной конструкции и собственного изготовления (фиг, 2).
12
Они значительно легче, чем станки ЗБ 71М, подача стола у них
механическая, но в большинстве случаев, в соответствии с
условиями работы, она производится вручную. Эти станки имеют
магнитную плиту, постоянно закрепленную на столе.
Плоскошлифовальные станки легкого типа дали возможность
широко механизировать лекальные работы, облегчить труд
лекальщика и заменить трудоемкие доводочные операции' тонким
шлифованием. Дополнительная оснастка этих станков
специальными приспособлениями позволяет шлифовать шаблоны с любым
профилем, обеспечивая очень высокую точность.
Плоскошлифовальные станки закреплены за лекальщиками
и являются их постоянным рабочим местом. Кроме того, каждый
лекальщик имеет индивидуальный верстак с тисками (фиг. 3),
расположенный вблизи станка; на верстаке размещаются
поверочная плита, набор рабочего и контрольно-измерительного ин-
-струмента.
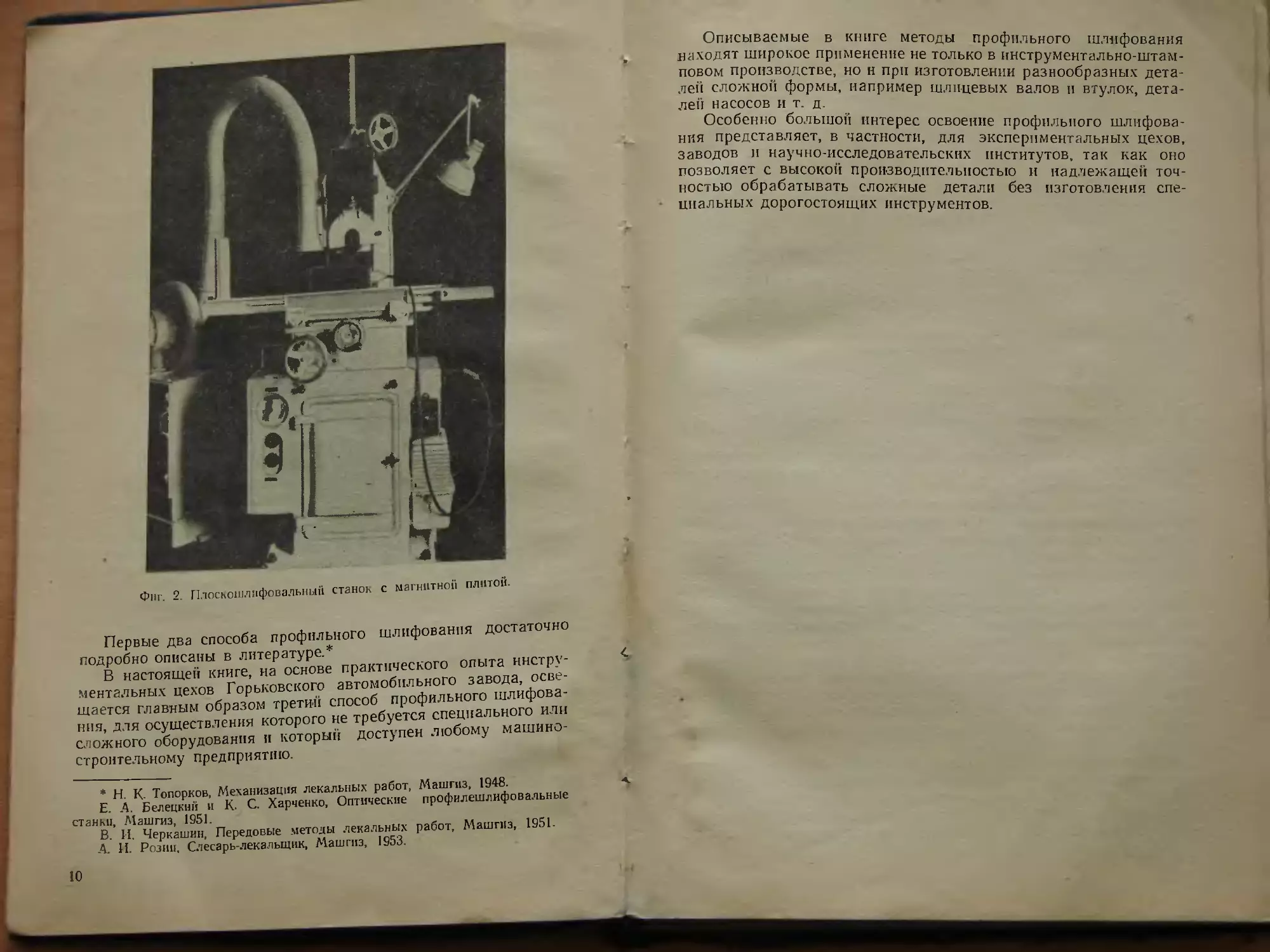
Оптические станки для профильного шлифования. В
настоящее время советские станкостроительные заводы выпускают
оптические профилешлифовальные станки модели 395 М (фиг.
4). Они предназначены для шлифования плоских и круглых
изделий со сложными контурами, ограниченными прямыми
линиями, дугами окружностей и другими кривыми.
Шлифуемое изделие закрепляется на столе, который вручную
перемещается в любых направлениях в горизонтальной и
вертикальной плоскостях. Станок снабжен специальным оптическим
Фиг. 3. Рабочее место лекальщика. Слева — индивидуальный верстак,
справа —шкаф с набором инструмента.
13
шиш»©
«QU r ивеличеняем в 50 раз. стл
экран с увеличе чертежом,
контур MBMe^tSra6e 50:1, ко-
™ вдоль шлифуемого контура.
КИ ЖиЧескийФпрофилешлифо?аль
ный станок модели 395 М имеет
следующие рабочие характери
""а" наибольший размер>
непосредственной обработки—10X10 мм,
бТ наибольший размер
обрабатываемой плоскости при-комбини-
повашой обработке с помощью
кн№ХмерР-150Хб0мм
в) наибольшая толщина
обрабатываемого изделия-48 мм;
г) наибольший диаметр
шлифовального круга —125 им;
д) число оборотов
шлифовального круга в минуту - 3500;
.-■пин щ е) размер экрана—500ХЬШ мм.
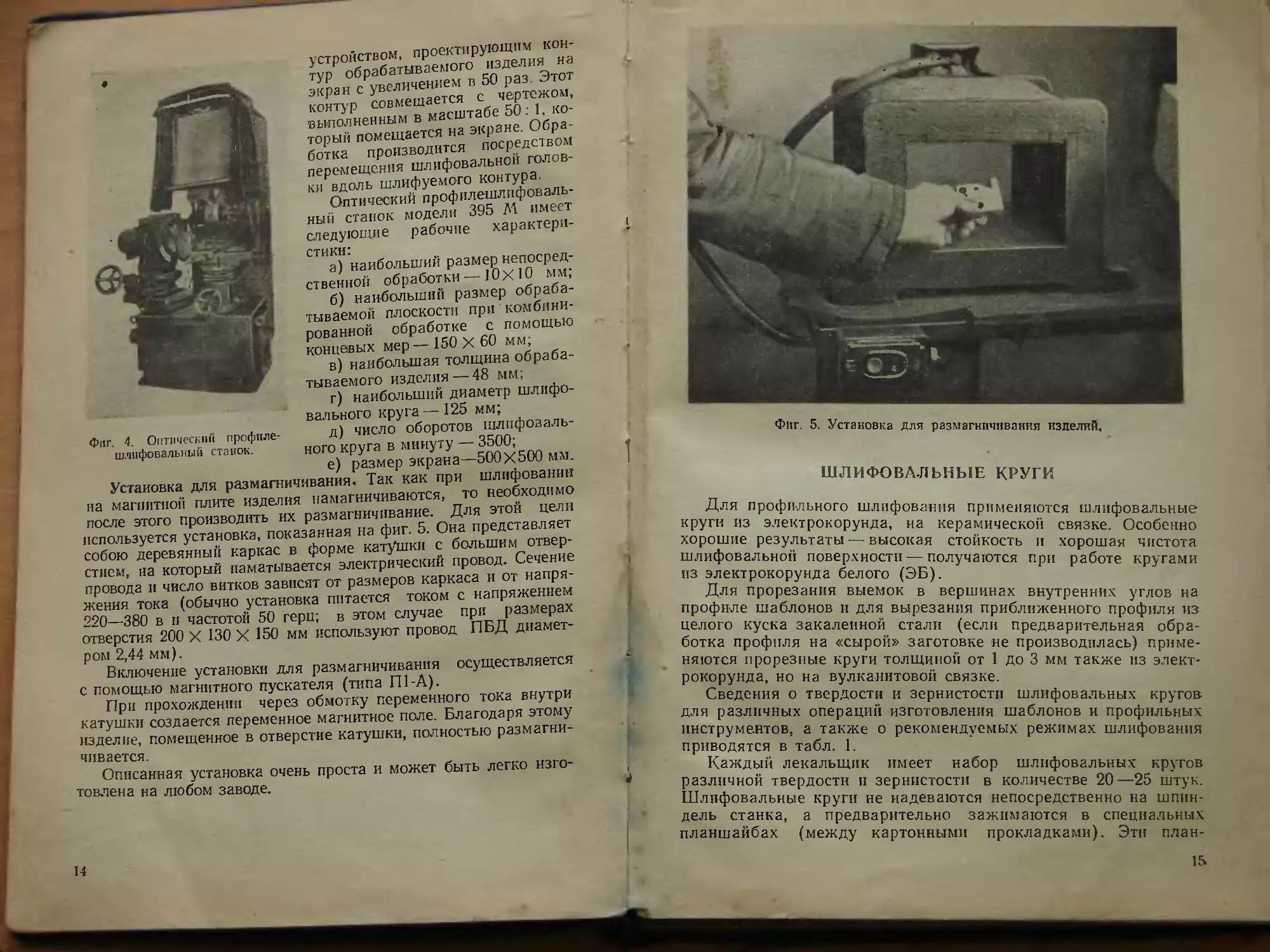
Установка для размагничивания. Так:ш при ™$£™
на мапштной плите изделия намагничиваются, то неооход
после этого производить их Размагничивание■ Z™™«aZe?
используется установка, показанная на фиг. 5. Онпреде
собою деревянный каркас в форме катушки с """» Гр„РН.ие
стаем на который наматывается электрический Па°Д- с^™!
провода и число витков зависят от размеровкаркас ^J™^
нения тока (обычно установка питается током с напРяж™^"
Iflsso в и^астотой 50 герц; в этом случае при Рая*Ф£
отверстия 200 X 130 X 150 мм используют провод ПБД диамет
Р°МВоючМение установки для размагничивания осуществляется
с помощью магнитного пускателя (типа П1-А). внотпи
При прохождении через обмотку ™№№*°™™™*WP«
катушки создается переменное магнитное поле. Благодаря этому
изделие, помещенное в отверстие катушки, полностью размагни
чивается. у л¥чтгл _„_п
Описанная установка очень проста и может быть легко изго
товлена на любом заводе.
Фиг. 4. Оптический профиле-
шлифовальный станок.
14
Фиг. 5. Установка для размагничивания изделий".
ШЛИФОВАЛЬНЫЕ КРУГИ
Для профильного шлифования применяются шлифовальные
круги из электрокорунда, на керамической связке. Особенна
хорошие результаты — высокая стойкость и хорошая чистота
шлифовальной поверхности — получаются при работе кругами
из электрокорунда белого (ЭБ).
Для прорезания выемок в вершинах внутренних углов на
профиле шаблонов и для вырезания приближенного профиля и^
целого куска закаленной стали (если предварительная
обработка профиля на «сырой» заготовке гсе производилась) приме*
няются прорезные круги толщиной от 1 до 3 мм также из
электрокорунда, но на вулка-нитовой связке.
Сведения о твердости и зернистости шлифовальных кругов
для различных операций изготовления шаблонов и профильных
инструментов, а также о рекомендуемых режимах шлифование
приводятся в табл. 1.
Каждый лекальщик имеет набор шлифовальных кругов
различной твердости и зернистости в количестве 20—25 штук.
Шлифовальные круги не надеваются непосредственно на
шпиндель станка, а предварительно зажимаются в специальных
планшайбах (между картонными прокладками). Эти план-
15,
Таблица
„.ЭРИСТИКА ШЛИФОВАЛЬНЫХ КРУГОВ И РЕЖИМЫ
ХА*АЛ7ЯПРИ ОБРАБОТКЕ ШАБЛОНОВ И ПРОФИЛЬНЫХ
ШЛИФОВАНИЯ ПРИ ОЬРАI
Вид обработки
Шлифование плоскостей
предварительное • • • •
То же окончательное . »
Прорезание выемок и
вырезание профиля у шаблонов
Шлифование профиля
шаблонов предварительное . . .
То же окончательное . . .
Шлифование профиля
фасонных резцов, пуансонов и
матриц на
плоскошлифовальных станках предварительное
То же окончательное . * .
Шлифование профиля
круглых пуансонов на кругло-
шлифовальных станках .
Шлифование шлиц (у шли-
цевых калибров)
предварительное
То же окончательное . . .
Характернее круга
твердость
СМ1-СМ2
»
ст
СМ1-СМ2
СМ2
СМК-СМ2
СМ1— СМ2
СМ2
зерни-
стость
Режимы шлифования
глубина
.(на один
проход)
в мм
СКОрОСТ|
продоль
ной пода
чи стола
в м/мин
46
60
60-80
60-80 1
100—180
46
60-80
60
0,02-0,03
0,С02—0,004
0,10-0,15
При
предварительном
шлифовании
0,020-0,050,
при оконч
шлифовании
0,004—0,008
СМ1—СМ2 | 60—80 | 0,01—0,03
й I '.'.'и 10,002—0,005
10—13
5-6
5—6
10—13
5-6
10-13
5-6
8—10
5-6
Примечания; I. Поперечная подача при шлифовании плоскостей
(в мм/дв. ход.): предварительном —0,30 ширины круга (ширина, круга — не
более 20 мм); окончательном —0,25—0,30.
2. При предварительном шлифовании плоскостей часто работают с
глубиной до 0,1 мм, уменьшая при этом поперечную подачу до 2—3 мм/ дв, ход.
шайбы вместе с кругом закрепляются на шпинделе станка.
У лекальщика имеется не менее 10 таких планшайб.
Благодаря этому достигаются следующие преимущества:
1) точное положение круга на шпинделе станка (отсутствие
биения);
16
2) экономия шлифовальных кругов, так как они уже
заправлены под различные профили (радиусы и углы в различных
комбинациях) и при шлифовании лекальщик подбирает круг,
имеющий профиль и размеры, близкие к требуемым, в результате чего
значительно уменьшается срезание шлифовального круга при
заправке профиля;
3J сокращение затрат времени при установке шлифовального
круга на шпиндель, так как не требуется балансировка круга;
4) экономия инструментов, применяемых для правки
шлифовальных кругов.
РАБОЧИЕ ПРИСПОСОБЛЕНИЯ И ВСПОМОГАТЕЛЬНЫЕ
ИНСТРУМЕНТЫ
Развитие механизации трудоемких и сложных операций
обработки точных профилей потребовало .оснащения
плоскошлифовальных станков различными специальными приспособлениями,
применение которых позволяет разрешать сложные
технологические вопросы профильного шлифования. Именно такие
приспособления для механизации лекальных работ, особенно для
шлифования профильных шаблонов, профильных калибров и
фасонных деталей преесформ и штампов, являются главным условием,
обеспечивающим облегчение труда высококвалифицированных
лекальщиков и штамповиков, повышение его производительности
и соблюдение необходимой точности размеров шлифуемых
изделий. НиЗке приводится краткое описание наиболее важных
приспособлений, применяемых при профильном шлифовании инстру-
ментбв.
Магнитные плиты. В инструментальном производстве
автозавода применяются три типа магнитных плит, закрепляемых на
столах плоскошлифовальных станков:
а) магнитные плиты, не имеющие поворота (см. фиг. 2);
б) магнитные плиты, имеющие поворот в одной плоскости;
они применяются при шлифовании изделий под угол по
принципу синусной линейки (см. ниже, фиг. 103);
в) магнитные плиты, имеющие поворот в двух
взаимно-перпендикулярных плоскостях и применяемые при шлифовании
плоскостей под двумя произвольными углами; установка таких
плит на требуемые углы производится с помощью концевых мер
(аналогично установке синусных линеек). В случае
необходимости можно осуществить поворот плиты на третий угол—в
горизонтальной плоскости — и таким образом производить
шлифование плоскостей, расположенных под тремя углами (см. ниже»
фиг. 221).
Очень существенной частью магнитной плиты является так
называемый продольный упор, представляющий собою стальной
угольник, длинная плоскость которого прошлифована таким
2 П. А. Камышев
17
-гтт-апипСТЬ К ПЛОСКОСТИ
то обеспечивается ее ^^^мьно-у ходу стола
образом что обеа,^ параллелъиостъ пр д не магнит.
магнитной пли шк привертывается к оте R ^«дольному
СТплишн может Репглироватьм jo ИЯ) приспособ-
S^iSJKSSS^^делительные т
лЕ (Фиг- 6) шлифуемое :изделие *акр д запрессован
^лТниках ^чУста^Г который со скользящей посадкой входит
Шлифовальный палецг, который со ^^ 3 может вра.
в отверстие в основании J> ™*™£а0Р*же 5). Перемещая уголь-
щаться относительно основани (во^W ' шлифуемого про-
ники 4 вдоль плиты 5-^лН0°наИЗМнеаН описанном приспособлении
&ЖнаИфигШбТа0- настройка на заданный размер
ГтЛа\Гря7Г^ТиГуГнГнов необходимо применять дели-
3 9
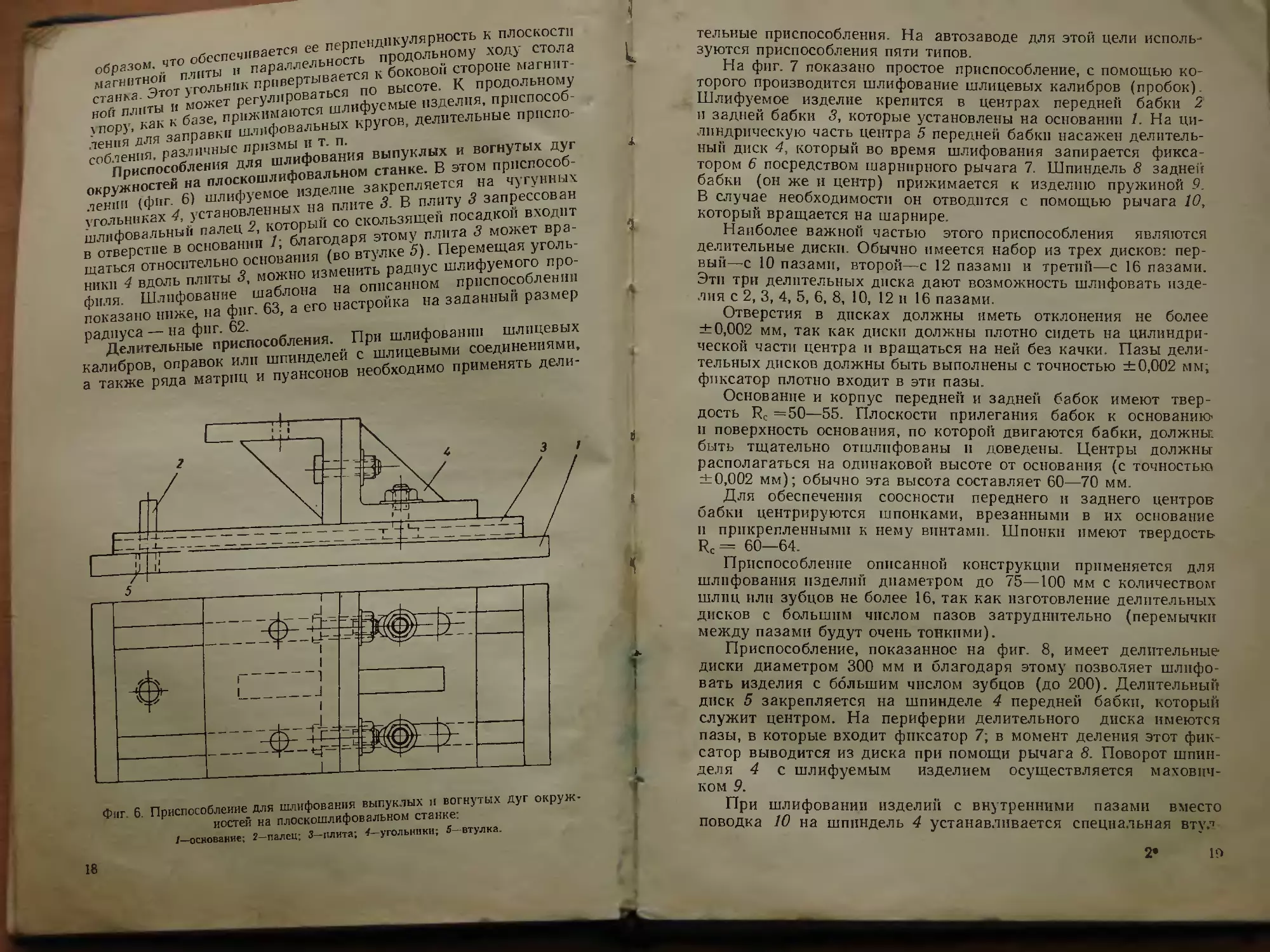
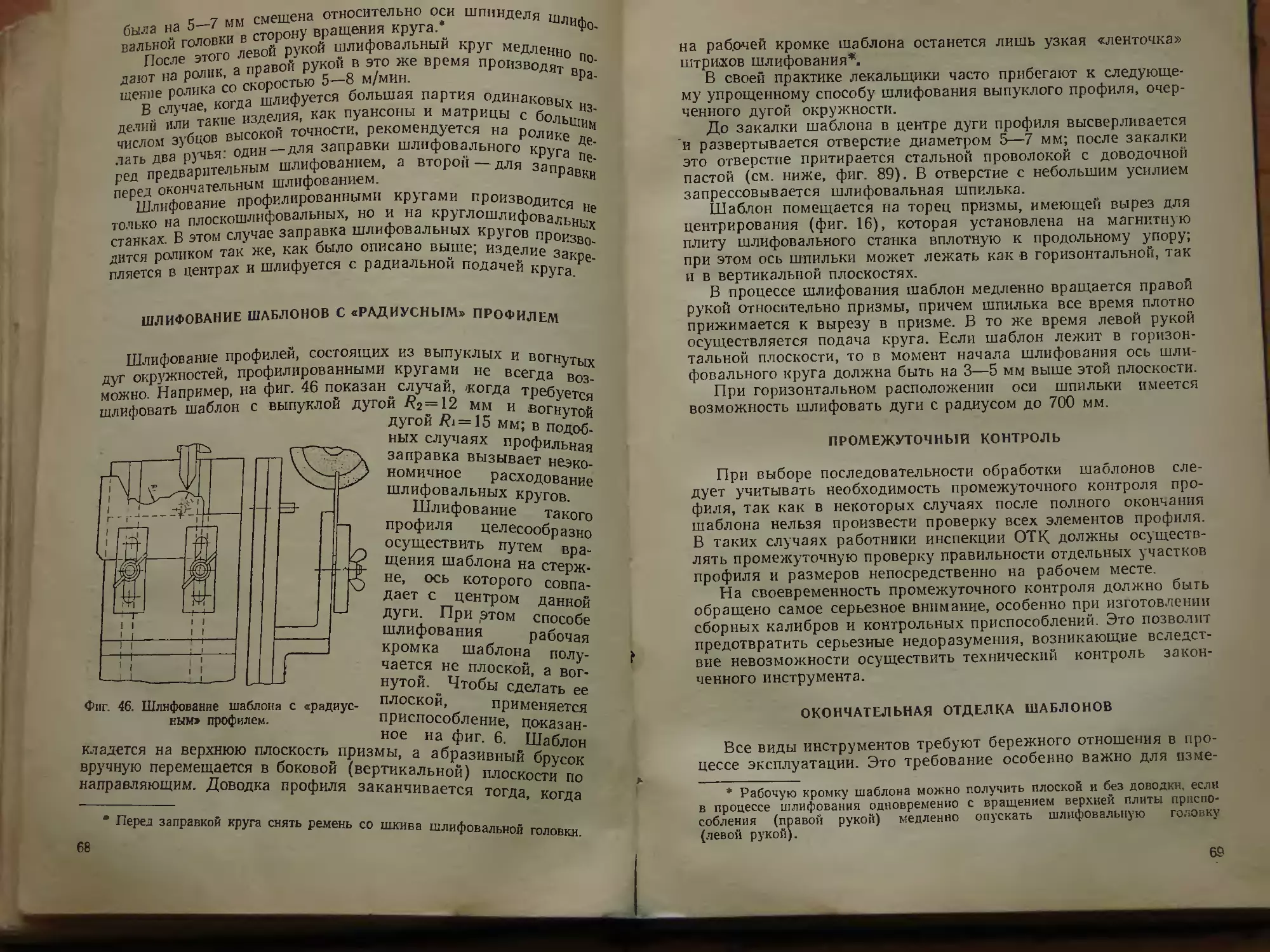
р^»»^^^^^^_ К вогнутых дуг окруж
ностей на плоскошлифовальном станке: *^^и
Фиг. 6. Приспособление для шлифования выпуклых
^^^»t_A „„ ""оскошлифовальном с
палец; 3—плита;- 4—угольники; 5—втулка
/—основание;
18
тельные приспособления. На автозаводе для этой цели
используются приспособления пяти типов.
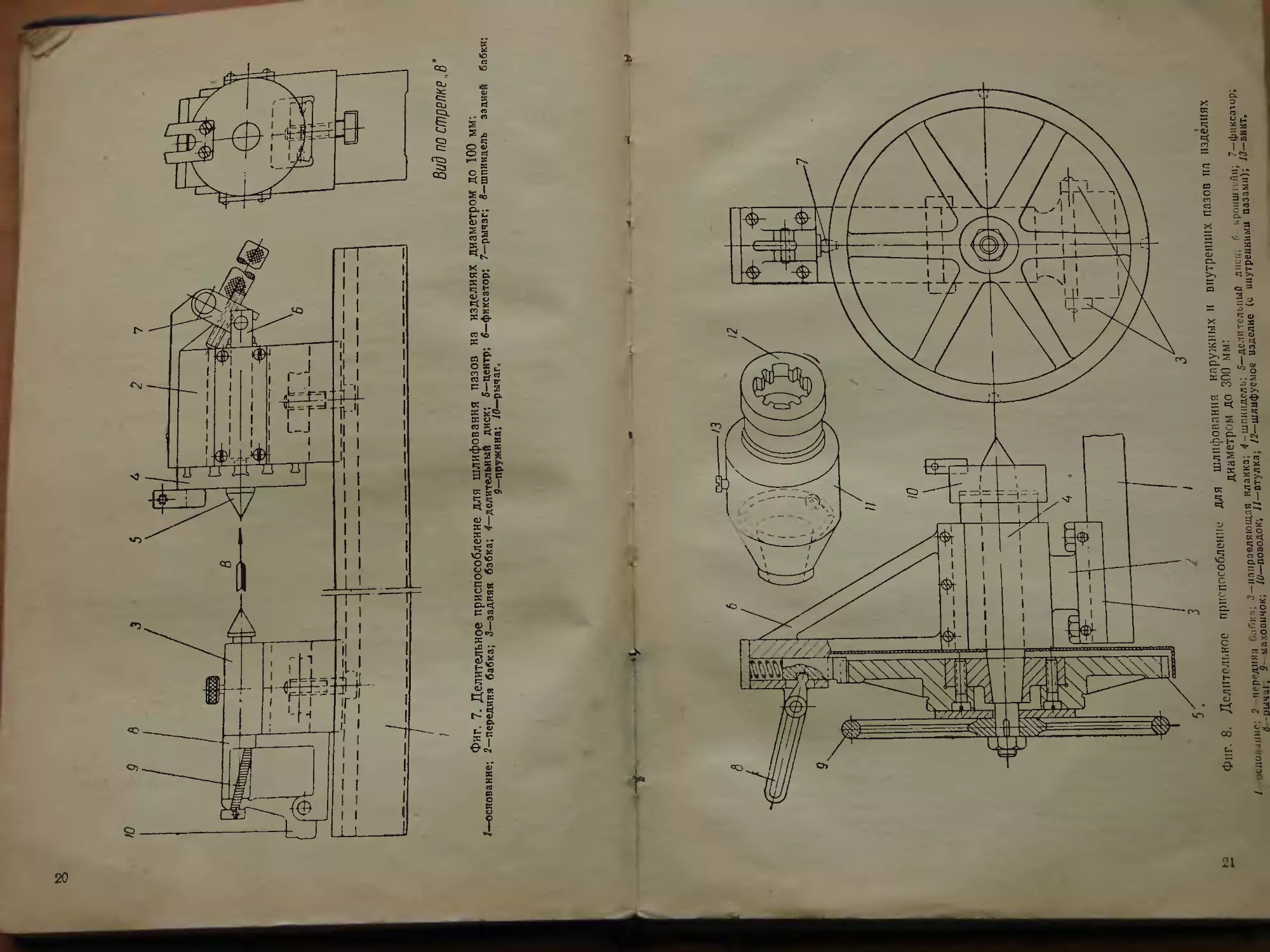
На фиг. 7 показано простое приспособление, с помощью
которого производится шлифование шлицевых калибров (пробок).
Шлифуемое изделие крепится в центрах передней бабки 2
и задней бабки 3, которые установлены на основании 1. На
цилиндрическую часть центра 5 передней бабки насажен
делительный диск 4, который во время шлифования запирается
фиксатором 6 посредством шарнирного рычага 7. Шпиндель 8 задней
бабки (он же и центр) прижимается к изделию пружиной 9.
В случае необходимости он отводится с помощью рычага 10,
который вращается на шарнире.
Наиболее важной частью этого приспособления являются
делительные диски. Обычно имеется набор из трех дисков:
первый—с 10 пазами, второй—с 12 пазами и третий—с 16 пазами.
Эти три делительных диска дают возможность шлифовать
изделия с 2, 3, 4, 5, 6, 8, 10, 12 и 16 пазами.
Отверстия в дисках должны иметь отклонения не более
±0,002 мм, так как диски должны плотно сидеть на
цилиндрической части центра и вращаться на ней без качки. Пазы
делительных дисков должны быть выполнены с точностью ±0,002 мм;
фиксатор плотно входит в эти пазы.
Основание и корпус передней и задней бабок имеют
твердость Rc =50—55. Плоскости прилегания бабок к основаник>
и поверхность основания, по которой двигаются бабки, должны!
быть тщательно отшлифованы и доведены. Центры должны
располагаться на одинаковой высоте от основания (с точностью
±0,002 мм); обычно эта высота составляет 60—70 мм.
Для обеспечения соосности переднего и заднего центров
бабки центрируются шпонками, врезанными в их основание
и прикрепленными к нему винтами. Шпонки имеют твердость
rc= 60—64.
Приспособление описанной конструкции применяется для
шлифования изделий диаметром до 75—100 мм с количеством*
шлиц или зубцов не более 16, так как изготовление делительных
дисков с большим числом пазов затруднительно (перемычки
между пазами будут очень тонкими).
Приспособление, показанное на фиг. 8, имеет делительные
диски диаметром 300 мм и благодаря этому позволяет
шлифовать изделия с большим числом зубцов (до 200). Делительный
диск 5 закрепляется на шпинделе 4 передней бабки, который
служит центром. На периферии делительного диска имеются
пазы, в которые входит фиксатор 7; в момент деления этот
фиксатор выводится из диска при помощи рычага 5. Поворот
шпинделя 4 с шлифуемым изделием осуществляется
маховичком 9.
При шлифовании изделий с внутренними пазами вместо
поводка 10 на шпиндель 4 устанавливается специальная втул-
2»
19
8
Вид по стрелке J
Фиг. 7. Делительное приспособление для шлифования пазов на изделиях диаметром до 100 мм:
/-основание; 2-передняяГбабкаГл-задняя- бабка; 4-делителЬный диск; 5-дентр; 5-фнксатор; 7-рычаг; 8-шпиндель задней, бабки;
9—пружина; 10—рычаг.
**
%
-Л*
^.
Фиг. 8.
gj 3 j
Делительное приспособление для
/—основание
2—передняя бобка
-рычаг; 9—маховичок;
шлифования наружных и внутренних пазов на изделиях
— ;____ диаметром до 300 мм: ^^■■■и
^гнаправляющая планка; 4—шпиндель; 5—делительный диск; б-кронштейн
10—поводок; //—втулка; 12—шлифуемо*, изделие (с инутреиними пазами);
7—фиксатор;
13—винт.
-
AM. irmivrHoe отверстие, которым она наде-
ка 2 *аЯЖ^ ^ лег*ой запРессовкой>;
вается на конусную ча имеется цилиндрическое от-
на протнвоположном ™еи/55 (с плотной посадкой), эакреп-
верстие, куда входят изделие ** v
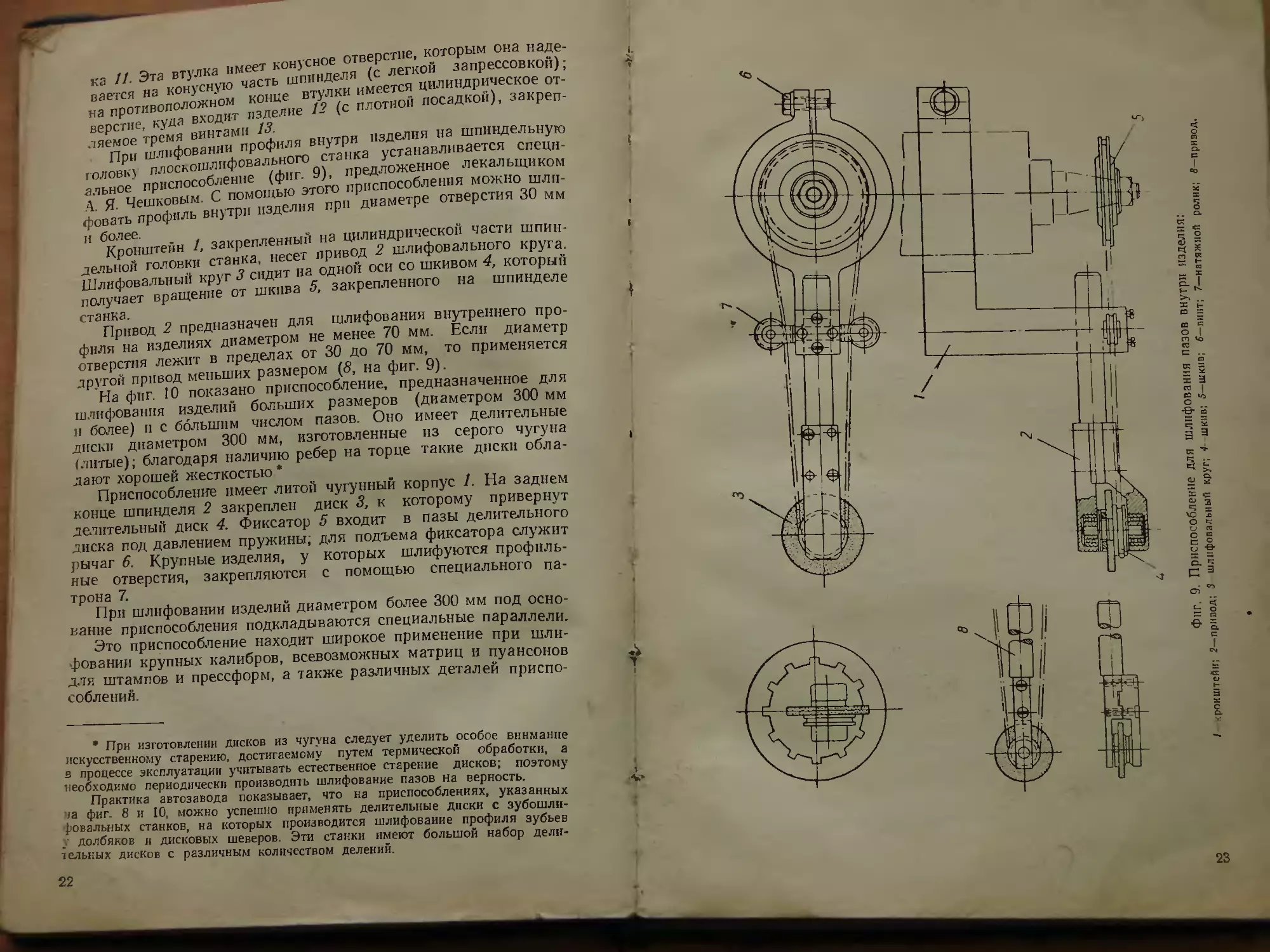
ЛЯ При ЕфоХПрофиля внутри изделия на шпиндельную
гплК^лХшлифовального станка устанавливается специ-
Сьное приспособление (фиг. 9), предложенное лекальщиком
ТячЛковым. С помощью этого приспособления можно
шлифовать профиль внутри изделия при диаметре отверстия 30 мм
И бКоокштейн 1> закрепленный на цилиндрической части
шпиндельной головки станка, несет привод 2 шлифовального круга.
Шлифовальный круг 3 сидит на одной оси со шкивом 4, который
получает вращение от шкива 5, закрепленного на шпинделе
станка.
Привод 2 предназначен для шлифования внутреннего
профиля на изделиях диаметром не менее 70 мм. Если диаметр
отверстия лежит в пределах от 30 до 70 мм, то применяется
другой привод меньших размером {8, на фиг. 9).
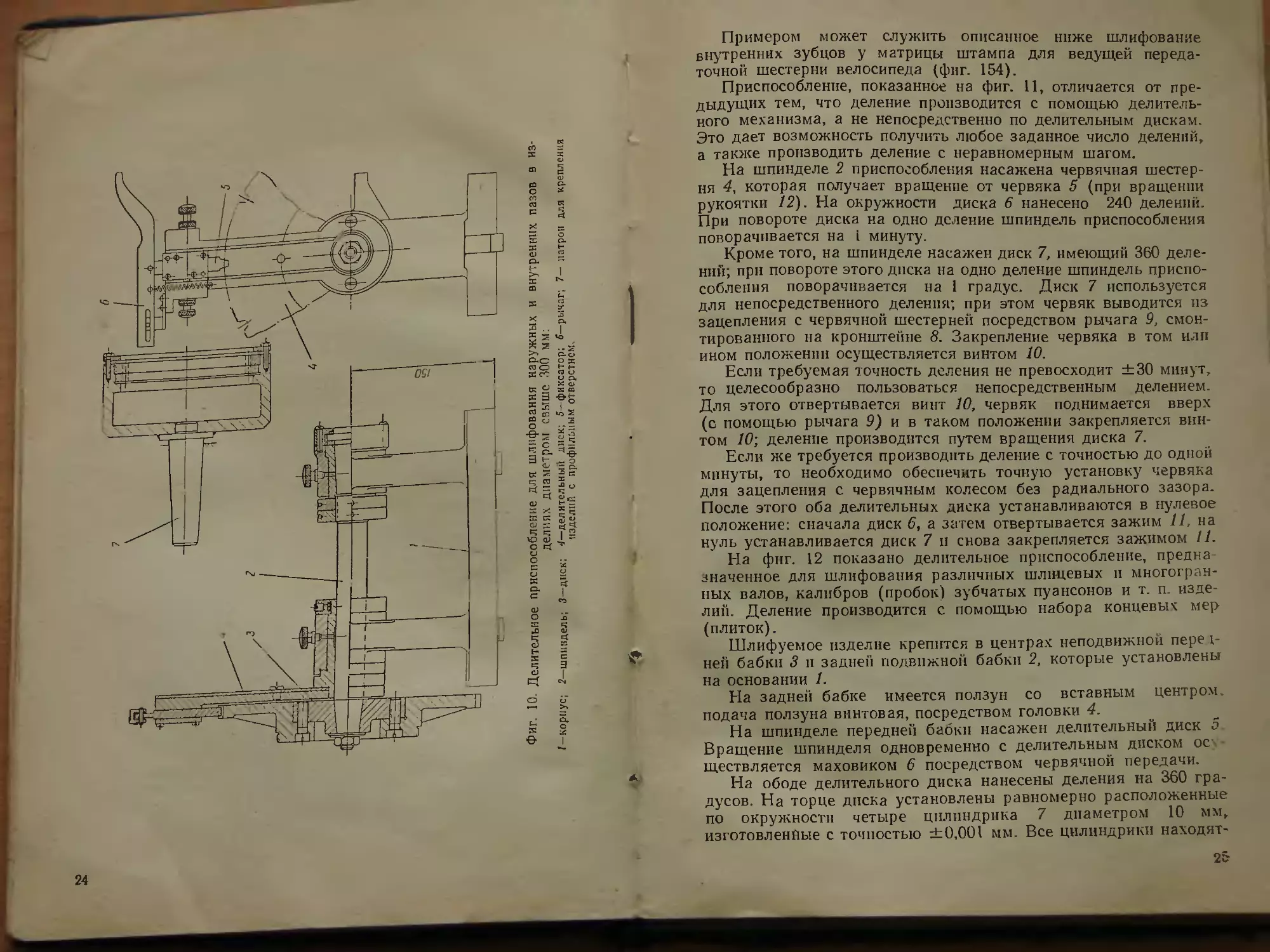
На фиг. 10 показано приспособление, предназначенное для
шлифования изделий больших размеров (диаметром 300 мм
и более) и с большим числом пазов. Оно имеет делительные
диски диаметром 300 мм, изготовленные из серого чугуна
(литые); благодаря наличию ребер на торце такие диски
обладают хорошей жесткостью*
Приспособление имеет литой чугунный корпус /. На заднем
конце шпинделя 2 закреплен диск 3, к которому привернут
делительный диск 4. Фиксатор 5 входит в пазы делительного
диска под давлением пружины; для подъема фиксатора служит
рычаг 6. Крупные изделия, у которых шлифуются
профильные отверстия, закрепляются с помощью специального
патрона 7.
При шлифовании изделий диаметром более 300 мм под
основание приспособления подкладываются специальные параллели.
Это приспособление находит широкое применение при
шлифовании крупных калибров, всевозможных матриц и пуансонов
для штампов и прессформ, а также различных деталей
приспособлений.
* При изготовлении дисков из чугуна следует уделить особое внимание
искусственному старению, достигаемому путем термической обработки а
в процессе эксплуатации учитывать естественное старение дисков; поэтому
необходимо периодически производить шлифование пазов на верность.
Практика автозавода показывает, что на приспособлениях, указанных
аа фиг. 8 и \0, можно успешно применять делительные диски с зубошли-
фовальных станков, на которых производится шлифование профиля зубьев
у долбяков и дисковых шеверов. Эти станки имеют большой набор дели-
1ельных дисков с различным количеством делений.
на
22
t
i
си °*
В ?
и «в
% а
5 ж
О К
О а
о a
с о
о •&
я =
U !
ел *»
23
Примером может служить описанное ниже шлифование
внутренних зубцов у матрицы штампа для ведущей
передаточной шестерни велосипеда (фиг. 154).
Приспособление, показанное на фиг. 11, отличается от
предыдущих тем, что деление производится с помощью
делительного механизма, а не непосредственно по делительным дискам.
Это дает возможность получить любое заданное число делений»
а также производить деление с неравномерным шагом.
На шпинделе 2 приспособления насажена червячная
шестерня 4, которая получает вращение от червяка 5 (при вращении
рукоятки 12). На окружности диска 6 нанесено 240 делений.
При повороте диска на одно деление шпиндель приспособления
поворачивается на I минуту.
Кроме того, на шпинделе насажен диск 7, имеющий 360
делений; при повороте этого диска на одно деление шпиндель
приспособления поворачивается на 1 градус. Диск 7 используется
для непосредственного деления; при этом червяк выводится из
зацепления с червячной шестерней посредством рычага 9,
смонтированного на кронштейне 8. Закрепление червяка в том или
ином положении осуществляется винтом 10.
Если требуемая точность деления не превосходит ±30 минут,
то целесообразно пользоваться непосредственным делением.
Для этого отвертывается винт 10, червяк поднимается вверх
(о помощью рычага 9) и в таком положении закрепляется
винтом 10; деление производится путем вращения диска 7.
Если же требуется производить деление с точностью до одной
минуты, то необходимо обеспечить точную установку червяка
для зацепления с червячным колесом без радиального зазора.
После этого оба делительных диска устанавливаются в нулевое
положение: сначала диск 6, а затем отвертывается зажим 11, на
нуль устанавливается диск 7 и снова закрепляется зажимом //.
На фиг. 12 показано делительное приспособление,
предназначенное для шлифования различных шли-цевых и
многогранных валов, калибров (пробок) зубчатых пуансонов и т. п.
изделий. Деление производится с помощью набора концевых мер
(плиток).
Шлифуемое изделие крепится в центрах неподвижной
передней бабки 5 и задней подвижной бабки 2, которые установлены
на основании 1.
На задней бабке имеется ползун со вставным центром,
подача ползуна винтовая, посредством головки 4.
На шпинделе передней бабки насажен делительный дш^с 5.
Вращение шпинделя одновременно с делительным диском
осуществляется маховиком 6 посредством червячной передачи.
На ободе делительного диска нанесены деления на 360
градусов. На торце диска установлены равномерно расположенные
по окружности четыре цилиндрика 7 диаметром 10 мм,
изготовлеийые с точностью ±0,001 мм. Все цилиндрики находят-
if
i
in
Щ
CJ -=
d и 5
к .-
о и «
p. n
S3 B"-i
к I
1-i °
f
26
ся на одинаковом расстоянии E0 ±0,005 мм) от оси шпинделя.
Техника пользования приспособлением состоит в том, что, зная
количество пазов, шлиц или зубцов на шлифуемом изделии,
определяется угол поворота делительного диска.
Перед установкой делительного диска на требуемый угол
надо поставить два цилиндрика по индикатору в горизонтальное
положение, согласовав с центричностью первого паза на
шлифуемом изделии.
Установка делительного диска на требуемый угол
производится по принципу синусной линейки, определяется размер «а» "
от оси шпинделя до оси цилиндрика в вертикальном
положении.
Пример. Требуется шлифовать двенадцатишлицевый пуансон
или калибр, отсюда угол поворота будет равен — = 30°.
Цецтр оси шпинделя и центр оси цилиндрика находятся на
одной линии горизонтального положения. Цилиндрик,
находящийся на ободе, будучи повернутым, например на 30°, образует
со своим первоначальным положением и центром шпинделя
прямоугольный треугольник, в котором известны угол C0°) и одна
из сторон — гипотенуза E0 мм). Требуется определить размер
противолежащего катета этого прямоугольника по следующей
формуле: а = с sin a,
где а — искомый размер от оси шпинделя до центра ролика
вниз в вертикальном положении;
с— расстояние между осями ролика и шпинделя E0 мм);
а — угол поворота делительного диска C0°).
Подставляя данные в формулу, получим размер «а», а затем
набираем размер блока из концевых мер 8, необходимых для
подкладывания под цилиндрик, как показано на фиг. 12.
После установки делительного диска на необходимый угол
посредством головки 9 закрепляем его в «мертвоед положение
вместе со шпинделем, а затем производится поочередное
шлифование пазов на изделии профилированным абразивным
кругом.
Проверка расположения шлиц на шлифуемом изделии
осуществляется с помощью индикатора, установленного на размер
по концевым мерам.
С помощью данного приспособления представляется
возможность шлифовать изделия с любым четным и нечетным числом
делений с высокой точностью по шагу и углу.
(Указанное приспособление фиг. 12 взято из отчета по
командировке в Чехословакию инженера М. А. Максимова Горьков-
ского совнархоза.)
На фиг. 13 показано приспособление для шлифования пазов
в шлицевых коронках (калибрах для проверки шлицевых
валиков). Эта операция производится на плоскошлифовальном
станке.
27
О
C1J
я
си
\D
О
B3 ~
Q. П
GJ *|
B""-.
Ii
26
ся на одинаковом расстоянии E0±0,005 мм) от оси шпинделя-
Техника пользования приспособлением состоит в том, что, зная
количество пазов, шлиц или зубцов на шлифуемом изделии,
определяется угол поворота делительного диска.
Перед установкой делительного диска на требуемый угол
надо поставить два цилиндрика по индикатору в горизонтальное
положение, согласовав с центричностью первого паза на
шлифуемом изделии.
Установка делительного диска на требуемый угол
производится по принципу синусной линейки, определяется размер «а» *
от оси шпинделя до оси цилиндрика в вертикальном
положении.
Пример. Требуется шлифовать двенадцатишлицевый пуансон
или калибр, отсюда угол поворота будет равен — = 30°.
Цецтр оси шпинделя и центр оси цилиндрика находятся на
одной линии горизонтального положения. Цилиндрик,
находящийся на ободе, будучи повернутым, например на 30°, образует
со своим первоначальным .положением и центром шпинделя
прямоугольный треугольник, в котором известны угол C0°) и одна
из сторон — гипотенуза E0 мм). Требуется определить размер
противолежащего катета этого прямоугольника по следующей
формуле: а = с-sin а,
где а — искомый размер от оси шпинделя до центра ролика
вниз в вертикальном положении;
с — расстояние между осями ролика и шпинделя E0 мм);
а — угол поворота делительного диска C0°).
Подставляя данные в формулу, получим размер «а», а затем
набираем размер блока из концевых мер 8, необходимых для
подкладывания под цилиндрик, как показано на фиг. 12.
После установки делительного диска на необходимый угол
посредством головки 9 закрепляем его в «мертвое» положение
вместе со шпинделем, а затем производится поочередное
шлифование пазов на изделии профилированным абразивным
кругом.
Проверка расположения шлиц на шлифуемом изделии
осуществляется с помощью индикатора, установленного на размер
по концевым мерам.
С помощью данного приспособления представляется
возможность шлифовать изделия с любым четным и нечетным числом
делений с высокой точностью по шагу и углу.
(Указанное приспособление фиг. 12 взято из отчета по
командировке в Чехословакию инженера М. А. Максимова Горьков-
ского совнархоза.)
На фиг. 13 показано приспособление для шлифования пазов
в шлицевых коронках (калибрах для проверки шлицевых
валиков). Эта операция производится на плоскошлифовальном
станке.
27
Стальной корпус / приспособления (твердостью Rc =50—
Ъ5) имеет основание и боковые стороны, отшлифованные точно
под прямым углом, так как они служат базами при установке
коронок на приспособление и в процессе шлифования пазов.
Внутри корпуса смонтирован шпиндель 2, на правом конце
которого устанавливается делительный диск 3. В левом конце
шпнняеля имеется точное коническое отверстие, в которое
вставляется шлифованная оправка с обрабатываемой
коронкой. Регулирование осевого зазора между шпинделем и
корпусом производится гайками 4. Фиксатор 5 перемещается
(входит или выходит из паза делительного диска) при помощи
рычага 6. Поворот шпинделя осуществляется с помощью
рукоятки 7,
Приспособления для шлифования сферических изделий на
круглошлифовальном станке. В номенклатуре измерительного
инструмента очень часто встречаются калибры и контрольные
приспособления с деталями сферической формы; примером могут
служить калибровые штифты для проверки конических шестерен
с прямыми и спиральными зубьями.
Шлифование сферических изделий являлось серьезной
проблемой, которая была разрешена в результате изготовления
специального лриспособления, предложенного лекальщиками
А. П. Алешиным и А. Ф. Потаповым. Конструкция этого
приспособления показана на фиг. 14, а его использование —
на фиг. 15.
2S
*
ее
о
CU
о
и
X я
м £
о. к
>о >,
s о.
ч I
я к
к ._
3 я
4 о.
п «е-
с: ..
?1
к *
Ч а
Ч Ч
я А
К «
к Е
» 5
о а
s I
ев
29
Вид сверху
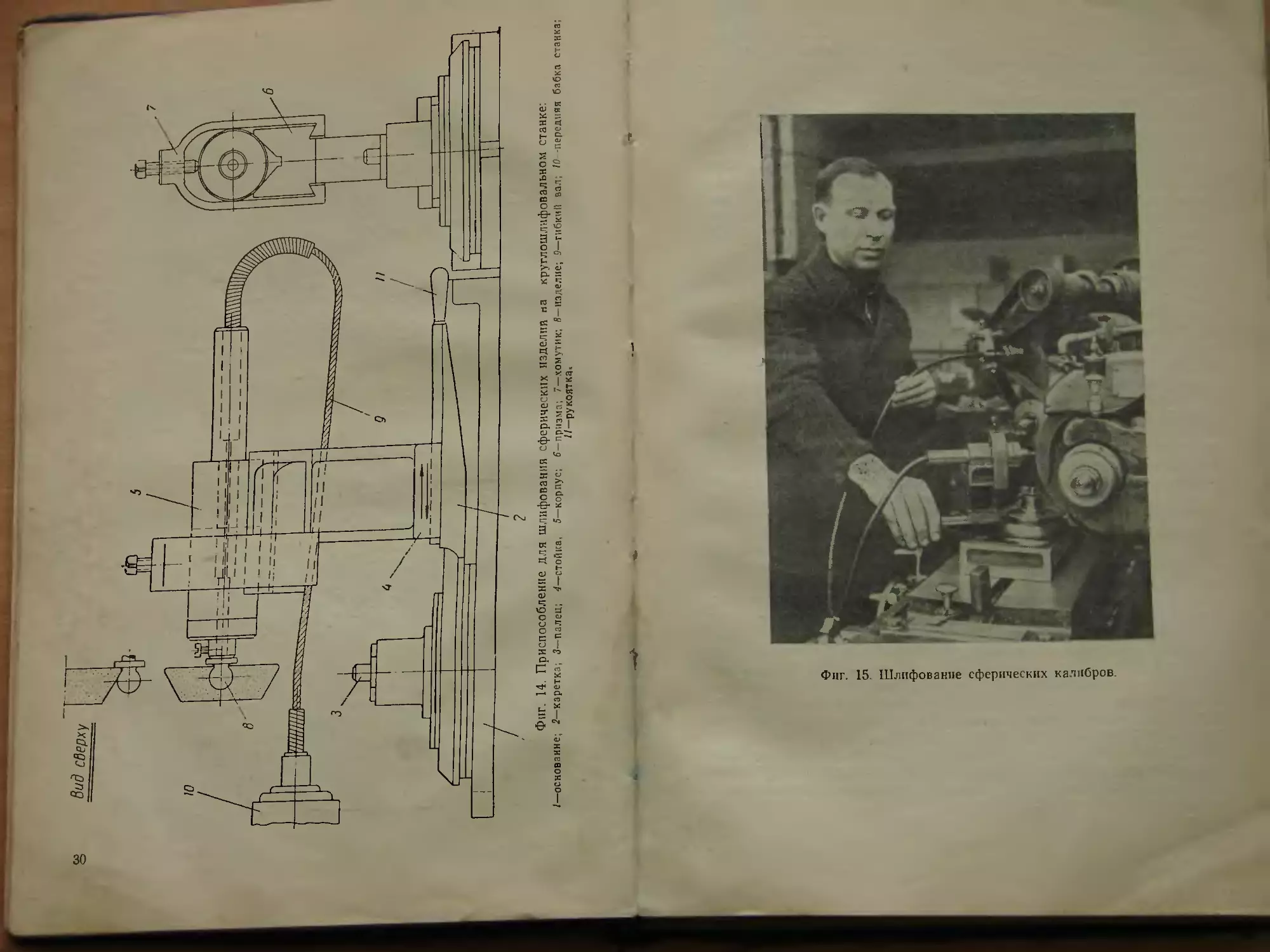
Фиг. 14. Приспособление для шлифования сферических изделии на круглошлифовальном станке:
/—основание; 2—каретка; 3—палец; 4—стойка, 5—корпус; б—призма; 7—хомутик; 8—изделие; 3—гибкий вал; 10—передняя бабка станка;
11—рукоятка.
■~лф*
\*
Каретка 2 может вращаться вокруг пальца 3, закрепленного
на основании /. Эта каретка имеет направляющие, по которым
перемещается стойка 4. В верхней части стойки имеется
призма б, в которой посредством хомутика 7 закреплен корпус 5,
несущий шлифуемое изделие 5.
Вращение изделия при шлифовании осуществляется гибким
валом 9, который соединен со шпинделем передней бабки
станка 10 (фиг. 14) или с натяжным роликом (фиг. 15). Для
получения правильной сферы необходимо, чтобы центр
шлифуемого изделия лежал на оси пальца 3; соответствующая
установка производится по образующей сферы изделия с помощью
индикатора. Шлифовальный круг заправляется с таким
расчетом, чтобы была возможность получить сферическую
поверхность. Измерение диаметра сферы в процессе шлифования
производится микрометром.
На этом'приспособлении могут шлифоваться сферы
диаметром от 10 до 100 мм и больше. При шлифовании изделий
больших размеров необходимо иметь более крупный корпус 5.
Вспомогательные приспособления для установки и крепления
изделий. В практике профильного шлифования инструментов
широко применяются разнообразные приспособления для
закрепления обрабатываемых изделий. Набор таких
приспособлений показав на фиг. 16.
К их числу относятся следующие:
1- Чугунные угольники, стороны которых хорошо отшабрены
под прямым углом. Угольники имеют различные размеры (от
100 до 1000 мм и более). Они часто используются в сочетании
с синусными линейками для шлифования и измерения углов.
С помощью таких угольников шлифуются сложные профильные
шаблоны (см. например, фиг. 209).
2. Специальные магнитные призмы (иногда называемые
«переводниками») различных форм и размеров, применяемые
при шлифовании изделий на плоскошлифовальных станках.
Такие призмы изготовляются двух видов:
а) из отдельных стальных пластин с прокладками из
немагнитных материалов (алюминия, меди, фибры, стеклолита и т. п.);
пластины стягиваются двумя винтами влолъ призмы;
б) из куска поделочной стали, в котором в шахматном
порядке высверливаются отверстия диаметром от 3 до 8 мм
(в зависимости от размеров призмы) на расстоянии от 5 до
12 мм друг от друга, и в эти отверстия плотно
запрессовываются шпильки из меди или алюминия; в последнее время
практикуется отверстия оставлять незаполненными.
Магнитные призмы специального назначения часто
предназначаются для шлифования больших партий одинаковых
изделий. В таких случаях имеющиеся призмы перестрагиваются или
перешлифовываются в соответствии с требуемыми размерами и
углами. г
32
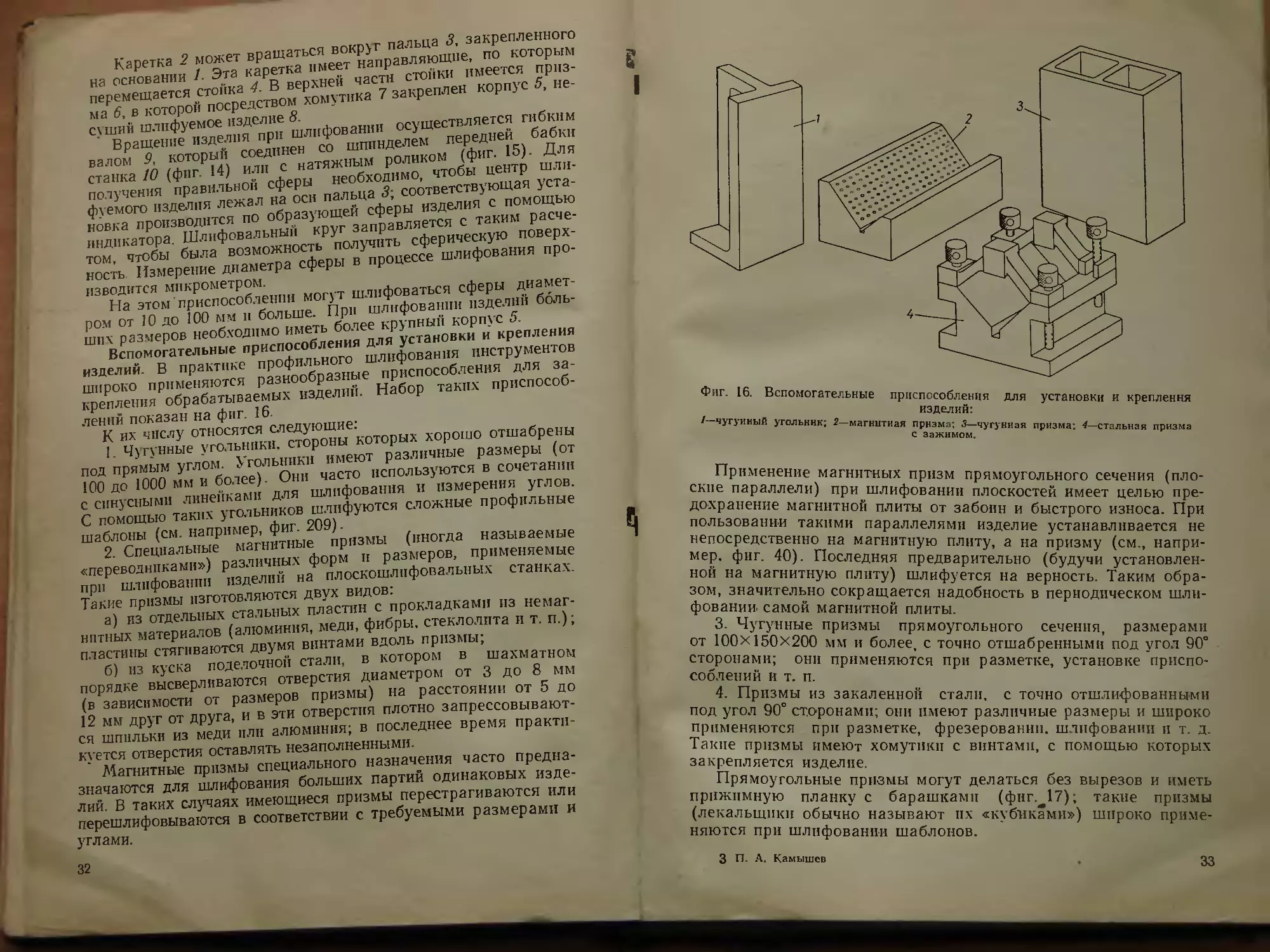
>иг. 16. Вспомогательные приспособления для установки и крепления
изделий:
—чугунный угольник; 2—магнитная призма; 3—чугунная призма; 4—стальная призма
с зажимом.
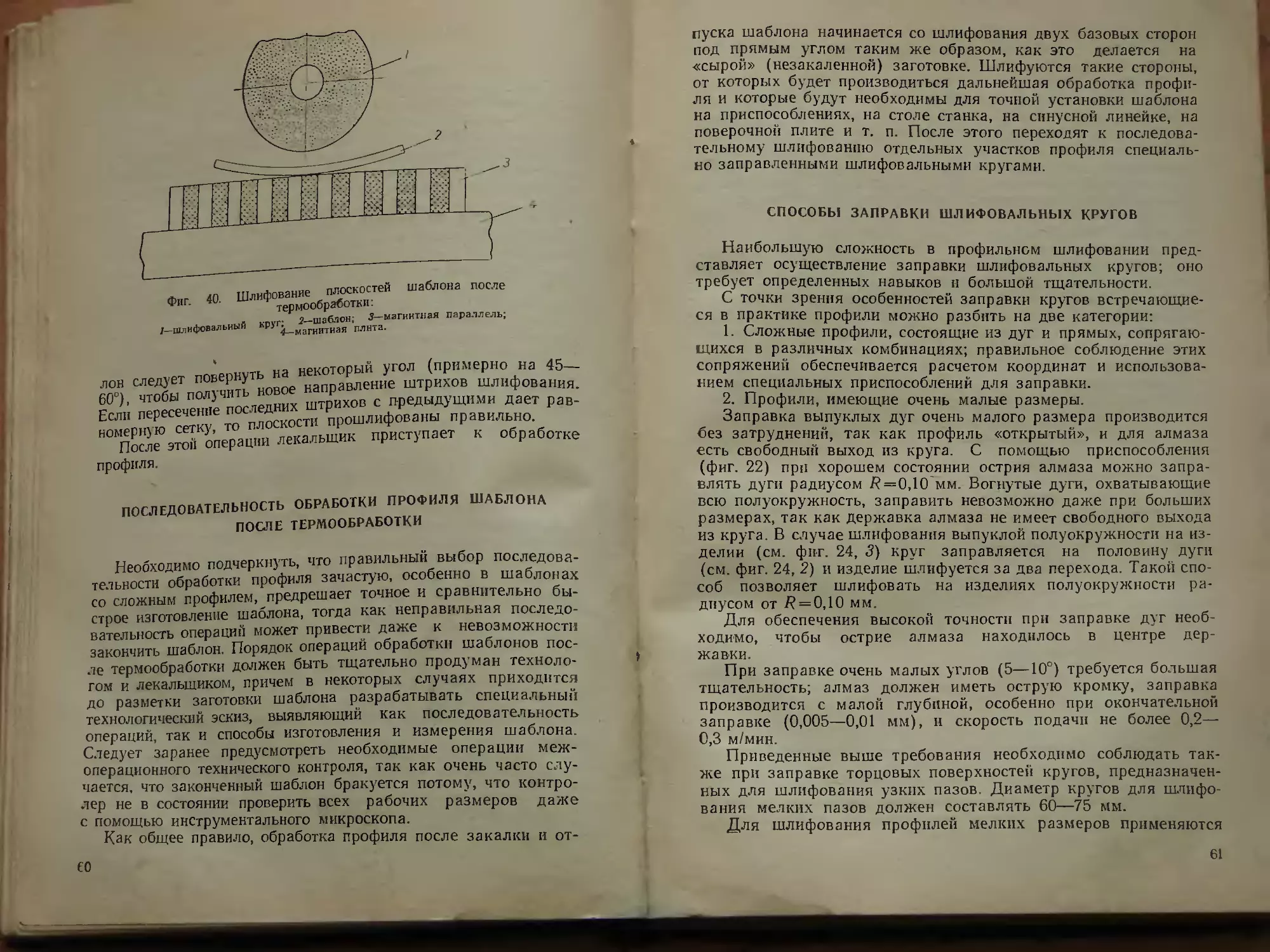
Применение магнитных призм прямоугольного сечения
(плоские параллели) при шлифовании плоскостей имеет целью
предохранение магнитной плиты от забоин и быстрого износа. При
пользовании такими параллелями изделие устанавливается не
непосредственно на магнитную плиту, а на призму (см.,
например, фиг. 40). Последняя предварительно (будучи
установленной на магнитную плиту) шлифуется на верность. Таким
образом, значительно сокращается надобность в периодическом
шлифовании, самой магнитной плиты.
3. Чугунные призмы прямоугольного сечения, размерами
от 100x150X200 мм и более, с точно отшабренными под угол 90°
сторонами; они применяются при разметке, установке
приспособлений и т. п.
4. Призмы из закаленной стали, с точно отшлифованными
под угол 90° сторонами; они имеют различные размеры и широко
применяются при разметке, фрезеровании, шлифовании и т. д.
Такие призмы имеют хомутики с винтами, с помощью которых
закрепляется изделие.
Прямоугольные призмы могут делаться без вырезов и иметь
прижимную планку с барашками (фиг.^17); такие призмы
(лекальщики обычно называют их «кубиками»1) широко
применяются при шлифований шаблонов.
3 П. А. Камышев
33
При „у— Доводке пГ- ^^J^SSSS^
Z: SPSS» ™-ЖГ ■^SSiTKS:
З^^г^А^оГр^переыеп^к^ абразивный
брусок вдоль направляющей г большим удоб-
Vet2£Z££^w"^^^w синусных линеек'
зСа^епГеЕВнаЯТгунных угольниках. Конструкция таких
синусных линеек описана ниже (см. фиг. 66).
<m^£zi
Фиг. 17. Прямоугольная призма для крепления шаблонов.
№fe^ Г nf=EF^
Фиг. 18. Прямоугольная призма для-ручной доводки профиля шаблонов:
/—корпус; 2—направляющая; 3—планка.
34
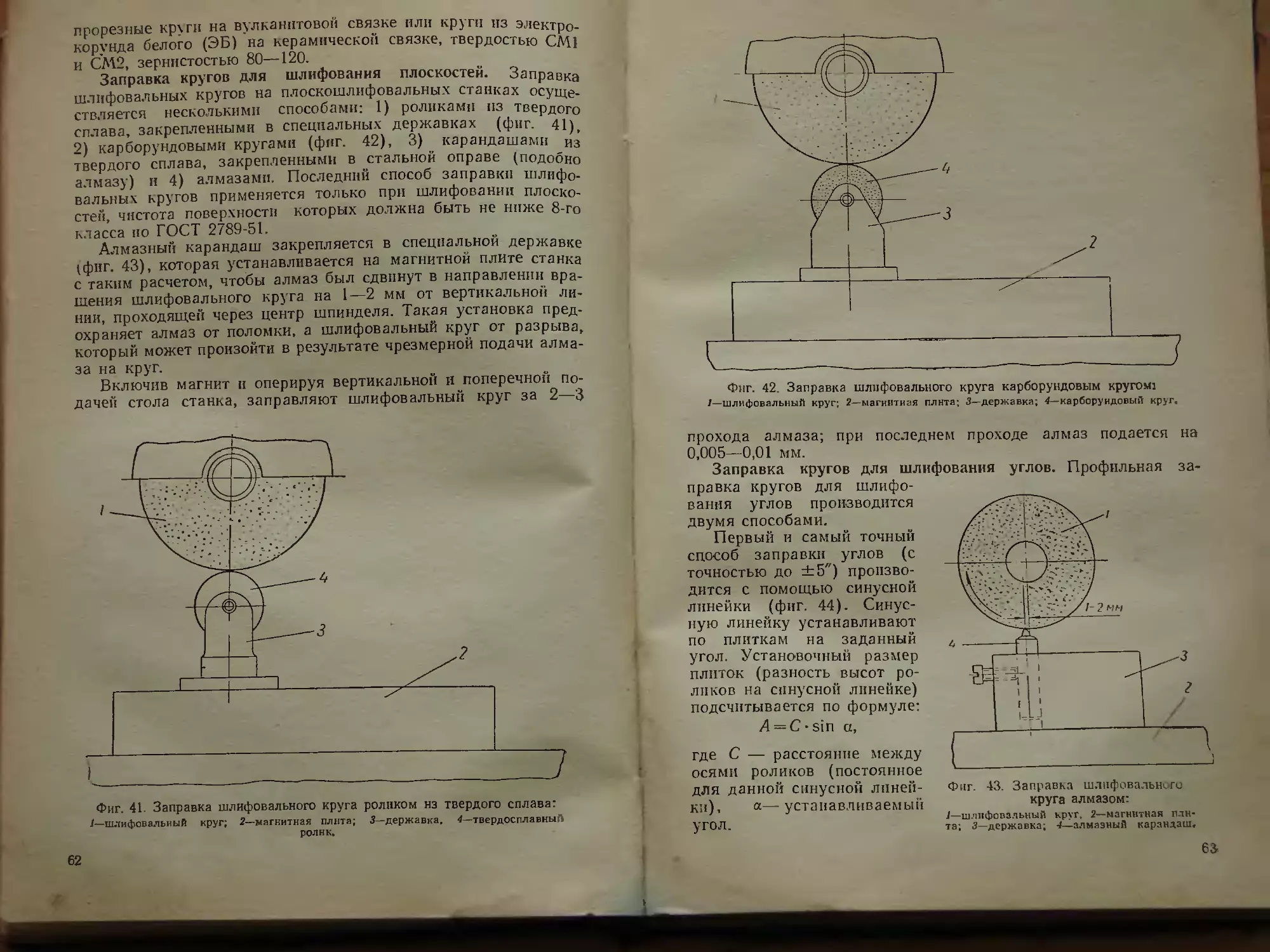
ПРИСПОСОБЛЕНИЯ ДЛЯ ПРОФИЛЬНОЙ ЗАПРАВКИ
ШЛИФОВАЛЬНЫХ КРУГОВ
Приспособление для заправки дуг (фиг. 19). В
корпусе 1 легко вращается шпиндель 2 (за накатанную головку 3),
в котором установлен угольник 4 для крепления державки 5
.с алмазом 6*.
Установка алмаза для заправки шлифовального круга на
требуемый радиус очень проста. Например, если нужно придать
кругу выпуклую форму с радиусом 12,75 мм, то острие алмаза
должно- находиться
ниже оси 00 шпинделя 2
на размер iC= 12,75 мм;
соответствующая
настройка производится
с помощью плиток и
установа, как это
показано на фиг. 20. Если
шлифовальный круг
должен получить
вогнутый профиль, то
iOCTpne алмаза должно
быть установлено
выше оси 00 на размер,
равный радиусу
заправляемой дуги.
Приспособление для
заправки дуг
большого радиуса. На
описанном выше приспособле-
лении можно
-заправлять i выпуклые
профили радиусом до 75 мм,
а вогнутые—до 125 мм.
Для заправки
профилей с большими
радиусами применяется
другое приспособление
очень простой
конструкции (фиг. 21).
Здесь державка с
алмазом 4 закрепляется
в стойке 3,
приваренной к плите 2,
имеющей посередине паз. ^_ _____
В этот паз входит
штифт о, который МО- фиг 20. Схема настройки приспособления для?
жет вращаться во заправки выпуклой дуги.
Фиг. 19. Приспособление для заправки
шлифовальных кругов по дуге:
/—корпус; 2—шпиндель; 3—головка шпинделя; 4—
угольник; 5—державка; б—алмаз.
а* 35
Фиг. 21. Приспособление для заправки дуг большого радиуса:
1—основание; 2—плита; 3—стойка; 4—державка с алмазом; 5—установочный
шаблон; 6—штифт; 7—втулка.
втулке 7, запресованной в основание Л Центр штифта 6 является
осью вращения верхней плиты -при заправке шлифовального
круга.
Установка алмаза в нулевое положение производится с
помощью шаблона 5; размер В является постоянной величиной
E = 50 мм). Размер А устанавливается в соответствие с
заданным радиусом по плиткам. !^&
Допустим, требуется заправить на шлифовальном круге
вогнутую дугу с радиусом /? = 253,75 мм.- A=R~(-г- + В), где
d—диаметр штифта 6 (of =10 мм); Л = 253,75 —(-г+50]=
= 198,75 мм. Если потребуется заправить на шлифовальном
круге выпуклый профиль, то следует установить алмаз с
обратной стороны стойки.
Приспособление для заправки дуг и углов. Это
приспособление (фиг. 22 и 23) предназначено для заправки на
шлифовальных кругах профилей с выпуклыми и вогнутыми дугами
окружностей или с сочетанием дуг и прямых линий,
расположенных под всевозможными углами; примеры таких профилей
показаны на фиг. 24,
Заправка профиля осуществляется алмазодержателем 12,
закрепленным в стойке 5, расположенной на салазках 4, которые
могут перемещаться (стрелки А на фиг. 22); закрепление этих
36. Й.:
в
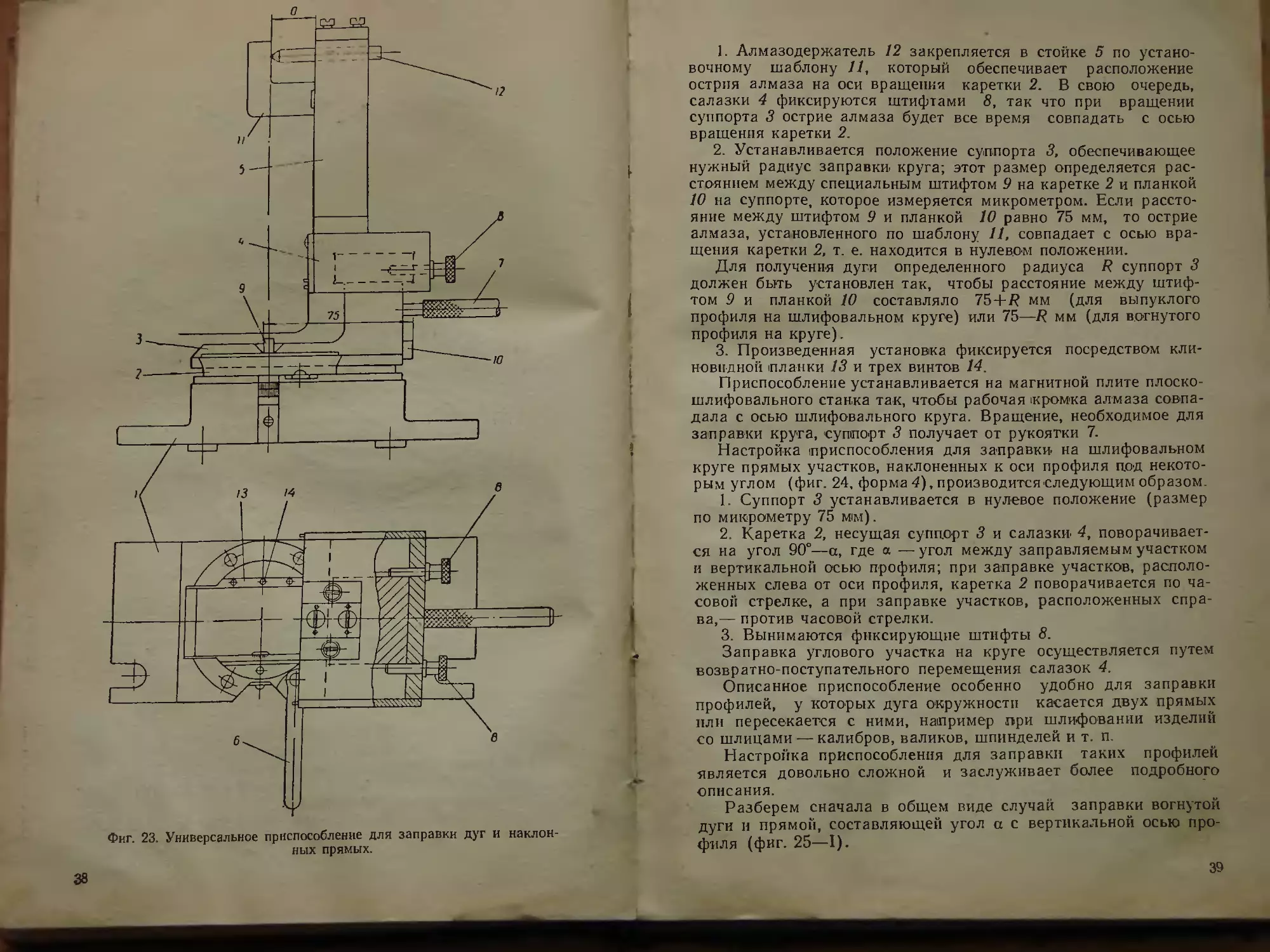
Фиг. 22. Универсальное приспособление для заправки дуг и
наклонных прямых:
1—основание; Г—диск; 5—суппорт; 4— салазки; 5—стойка; б—фиксирующий
рычаг; 7—рукоятка; 8—штифт; 9—штифт; 10—планка; //—установочный
шаблон; 12— алмаэодержатель; 13—планка; /4—винт*
салазок в среднем положении производится с помощью
штифтов 8 (фиг. 23).
Салазки 4 покоятся на суппорте 3t который имеет
перемещение по стрелкам В и, кроме того, благодаря промежуточной
каретке 2 может поворачиваться (за рукоятку 7) относительно
основания 1 на 360° (стрелки С); каретка 2 фиксируется в
нужном положении посредством рычага б*
Настройка приспособления для заправки на
шлифовальном круге профиля по дуге окружности заключается в
следующем.
37
Фиг. 23. Универсальное приспособление для заправки дуг и
наклонных прямых.
38
1. Алмазодержатель 12 закрепляется в стойке 5 по
установочному шаблону 11, который обеспечивает расположение
острия алмаза на оси вращения каретки 2. В свою очередь
салазки 4 фиксируются штифтами 8, так что при вращении
суппорта 3 острие алмаза будет все время совпадать с осью
вращения каретки 2,
2. Устанавливается положение суппорта 3, обеспечивающее
нужный радиус заправки круга; этот размер определяется
расстоянием между специальным штифтом 9 на каретке 2 и планкой
10 на суппорте, которое измеряется микрометром. Если
расстояние между штифтом 9 и планкой 10 равно 75 мм, то острие
алмаза, установленного по шаблону 11, совпадает с осью
вращения каретки 2, т, е. находится в нулевом положении.
Для получения дуги определенного радиуса R суппорт 3
должен быть установлен так, чтобы расстояние между
штифтом 9 и планкой 10 составляло 75+Я мм (для выпуклого
профиля на шлифовальном круге) или 75—Я мм (для вогнутого
профиля на круге).
3. Произведенная установка фиксируется посредством
клиновидной планки 13 и трех винтов 14.
Приспособление устанавливается на магнитной плите
плоскошлифовального станка так, чтобы рабочая кромка алмаза
совпадала с осью шлифовального круга. Вращение, необходимое для
заправки круга, суппорт 3 получает от рукоятки 7.
Настройка приспособления для заправки, на шлифовальном
круге прямых участков, наклоненных к оси профиля под
некоторым углом (фиг. 24, форма 4), производится следующим образом.
1. Суппорт 3 устанавливается в нулевое положение (размер
по микрометру 75 mim).
2. Каретка^, несущая суппорт 3 и салазки. 4,
поворачивается на угол 90°—а, где а —угол между заправляемым участком
и вертикальной осью профиля; при заправке участков,
расположенных слева от оси профиля, каретка 2 поворачивается по
часовой стрелке, а при заправке участков, расположенных
справа,— против часовой стрелки.
3. Вынимаются фиксирующие штифты 8.
Заправка углового участка на круге осуществляется путем
возвратно-поступательного перемещения салазок 4.
Описанное приспособление особенно удобно для заправки
профилей, у которых дуга окружности касается даух прямых
или пересекается с ними, например при шлифовании изделий
со шлицами — калибров, валиков, шпинделей и т. п.
Настройка приспособления для заправки таких профилей
является довольно сложной и заслуживает более подробного
описания.
Разберем сначала в общем виде случай заправки вогнутой
дуги и прямой, составляющей угол а с вертикальной осью
профиля (фиг. 25—I).
39
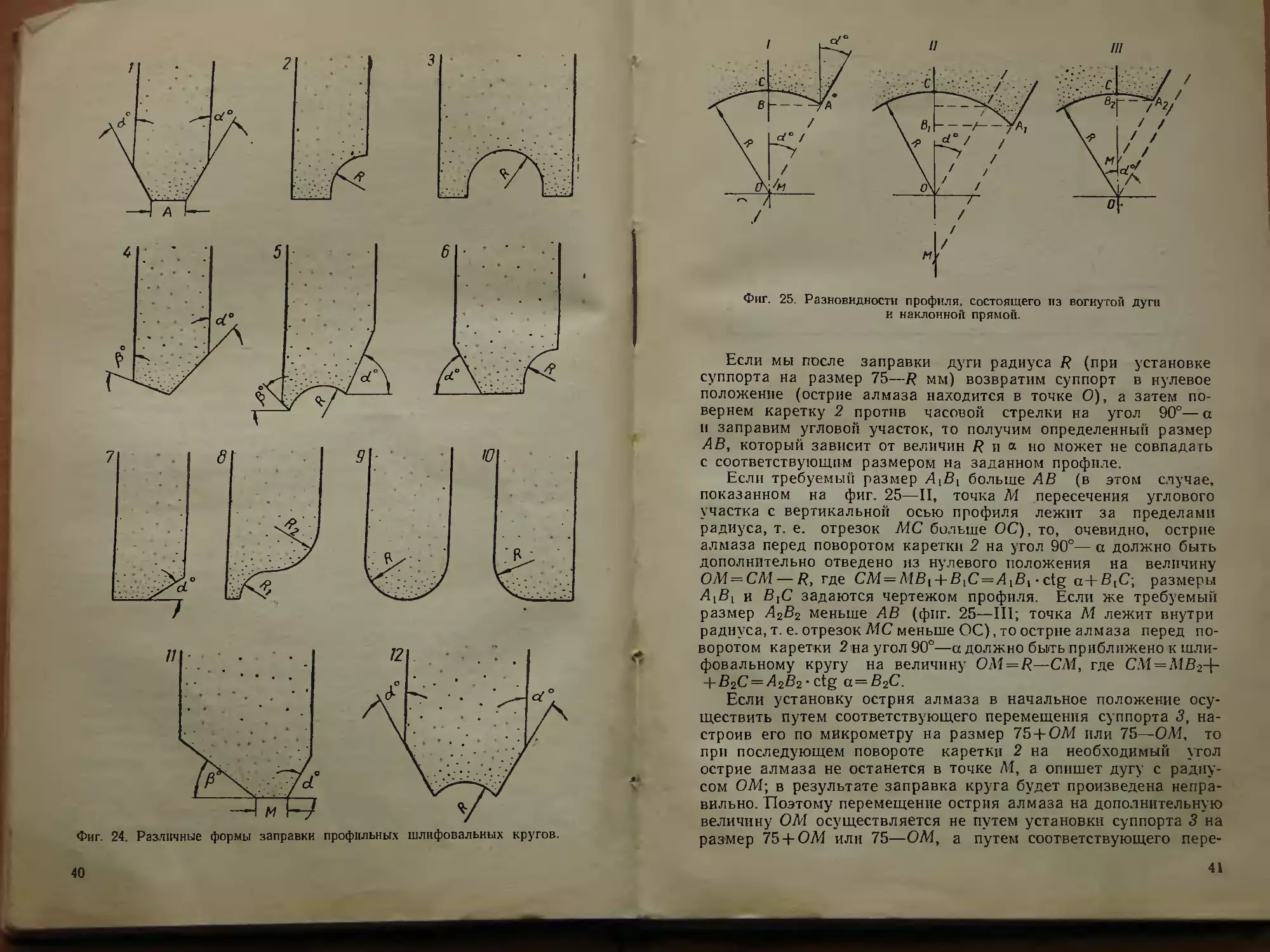
Фиг. 24. Различные формы заправки профильных шлифовальных кругов.
40
Фиг. 25. Разновидности профиля, состоящего из вогнутой дуги
и наклонной прямой.
Если мы после заправки дуги радиуса R (при установке
суппорта на размер 75—R мм) возвратим суппорт в нулевое
положение (острие алмаза находится в точке О), а затем
повернем каретку 2 против часовой стрелки на угол 90°— а
и заправим угловой участок, то получим определенный размер
АВ, который зависит от величин R и а но может не совпадать
с соответствующим размером на заданном профиле.
Если требуемый размер А\В\ больше АВ (в этом случае,
показанном на фиг. 25—II, точка М пересечения углового
участка с вертикальной осью профиля лежит за пределами
радиуса, т. е. отрезок МС больше ОС), то, очевидно, острие
алмаза перед поворотом каретки 2 на угол 90°— а должно быть
дополнительно отведено из нулевого положения на величину
ОМ=СМ — R, где CAf = AfS1 + BlC = i4lB1-ctg a + BxC; размеры
А\В\ и В\С задаются чертежом профиля. Если же требуемый
размер А2В2 меньше АВ (фиг. 25—III; точка М лежит внутри
радиуса, т. е. отрезок М С меньше ОС), то острие алмаза перед
поворотом каретки 2\наугол90°—а должно быть приближено к
шлифовальному кругу на величину OM = R—СМ, где СМ = М£2-Ь
+S2C=A2£2*ctg a=B2C.
Если установку острия алмаза в начальное положение
осуществить путем соответствующего перемещения суппорта 3,
настроив его по микрометру на размер 75 + ОМ или 75—ОМ, то
при последующем повороте каретки 2 на необходимый угол
острие алмаза не останется в точке М, а опишет дугу с
радиусом ОМ; в результате заправка круга будет произведена непра*
вильно. Поэтому перемещение острия алмаза на дополнительную
величину ОМ осуществляется не путем установки суппорта 3 на
размер 75 + ОМ или 75—ОМ, а путем соответствующего пере-
41
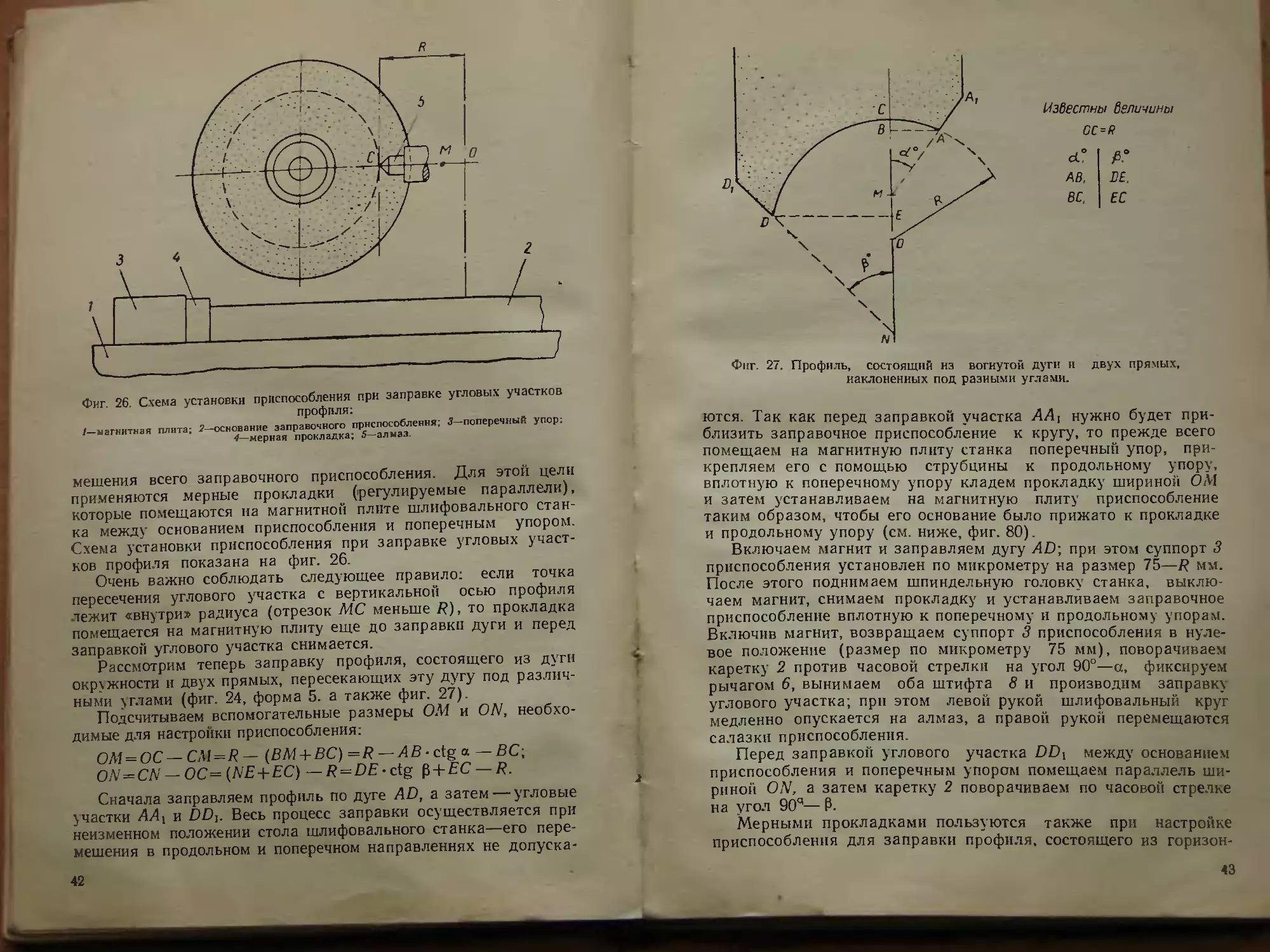
Фиг. 26. Схема установки приспособления при заправке угловых участков
профиля:
/—магнитная плита; 2—-основание заправочного приспособления; 3—поперечный упор;
4—мерная прокладка; 5—алмаз. _
мещения всего заправочного приспособления. Для этой цели
применяются мерные прокладки (регулируемые параллели),
которые помещаются на магнитной плите шлифовального
станка между основанием приспособления и поперечным упором.
Схема установки приспособления при заправке угловых
участков профиля показана на фиг. 26.
Очень важно соблюдать следующее правило: если точка
пересечения углового участка с вертикальной осью профиля
лежит «внутри» радиуса (отрезок МС меньше R), то прокладка
"помещается на магнитную плиту еще до заправки дуги и перед
заправкой углового участка снимается.
Рассмотрим теперь заправку профиля, состоящего из дуги
окружности и двух прямых, пересекающих эту дугу под
различными углами (фиг. 24, форма 5, а также фиг. 27).
Подсчитываем вспомогательные размеры ОМ и ON,
необходимые для настройки приспособления:
OM = OC — CM=R — {ВМ + ВС) =R — АВ .ctg а, — ВС;
ON=CN — OC=(NE+EC)—R=DE*ctg p-b£C — R.
Сначала заправляем профиль по дуге AD, а затем — угловые
участки АА\ и DD\. Весь процесс заправки осуществляется при
неизменном положении стола шлифовального станка—его
перемещения в продольном и поперечном направлениях не допуска-
42
Избестны Величины
OC=R
d° РГ
АВ, BE.
ВС, ЕС
\
\
\
Ш
Фиг. 27. Профиль, состоящий из вогнутой дуги и двух прямых,
наклоненных под разными углами.
ются. Так как перед заправкой участка АА\ нужно будет
приблизить заправочное приспособление к кругу» то прежде всего
помещаем на магнитную плиту станка поперечный упор,
прикрепляем его с помощью струбцины к продольному упору,
вплотную к поперечному упору кладем прокладку шириной ОМ
и затем устанавливаем на магнитную плиту приспособление
таким образом, чтобы его основание было прижато к прокладке
и продольному упору (см. ниже, фиг. 80).
Включаем магнит и заправляем дугу AD; при этом суппорт 3
приспособления установлен по микрометру на размер 75—R мм.
После этого поднимаем шпиндельную головку станка,
выключаем магнит, снимаем прокладку и устанавливаем заправочное
приспособление вплотную к поперечному и продольному упорам.
Включив магнит, возвращаем суппорт 3 приспособления в
нулевое положение (размер по микрометру 75 мм), поворачиваем
каретку 2 против часовой стрелки на угол 90°—а, фиксируем
рычагом б, вынимаем оба штифта 8 и производим заправку
углового участка; при этом левой рукой шлифовальный круг
медленно опускается на алмаз, а правой рукой перемещаются
салазки приспособления.
Перед заправкой углового участка DD\ между основанием
приспособления и поперечным упором .помещаем параллель
шириной ON, а затем каретку 2 поворачиваем по часовой стрелке
на угол 90ч— Р.
Мерными прокладками пользуются также при настройке
приспособления для заправки профиля, состоящего из горизон-
43
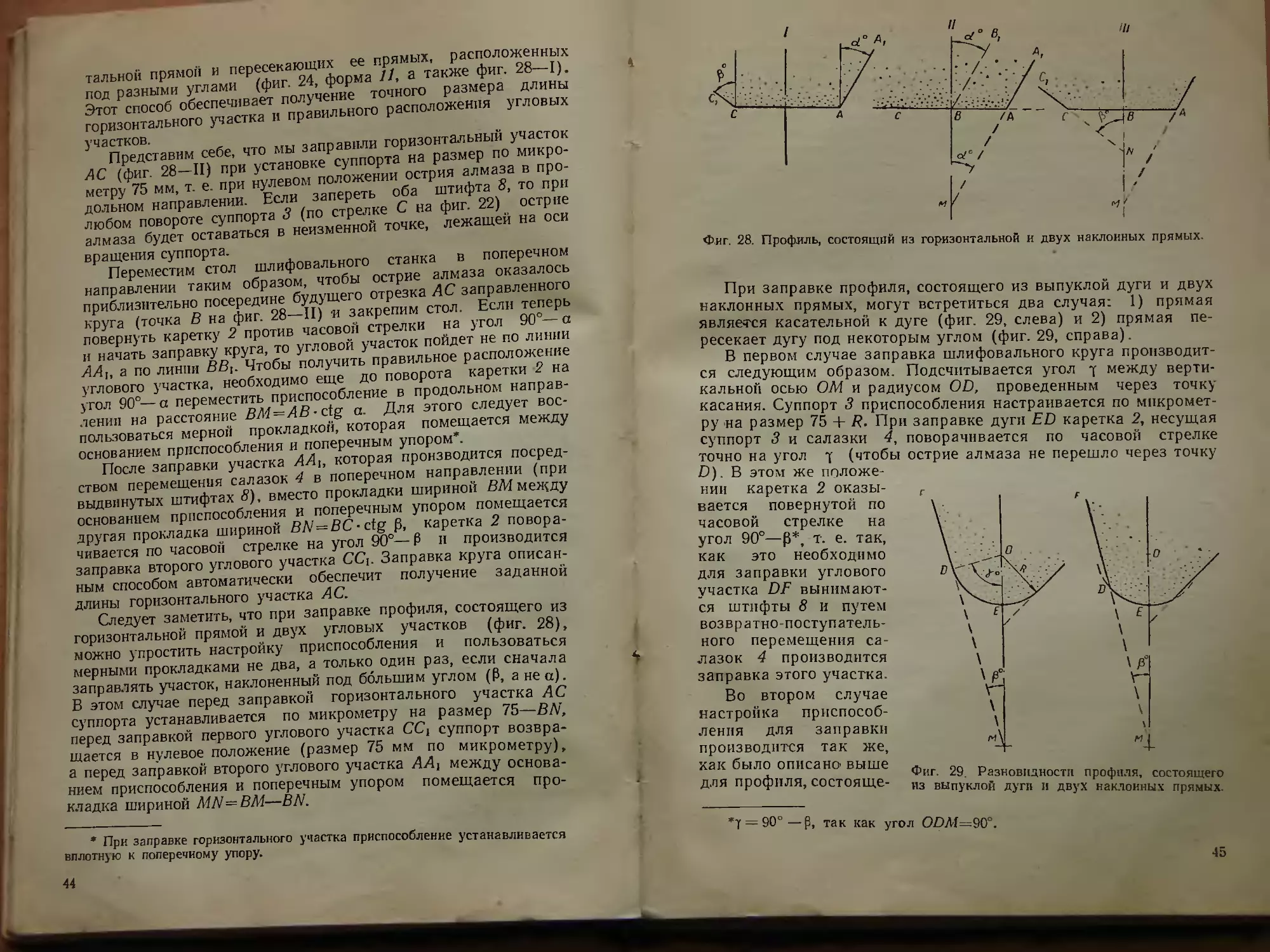
тальной прямой и пересекающих ее прямых, расположенных
под разными углами (фиг. 24, форма Пч а также фиг. 28—1).
Этот способ обеспечивает получение точного размера длины
горизонтального участка и правильного расположения угловых
участков.
Представим себе, что мы заправили горизонтальный участок
АС (фиг. 28—II) при установке суппорта на размер по
микрометру 75 мм, т. е. при нулевом положении острия алмаза в
продольном направлении. Если запереть оба штифта 8, то лри
любом повороте суппорта 3 (по стрелке С на фиг. 22) ^ острие
алмаза будет оставаться в неизменной точке, лежащей на оси
вращения суппорта.
Переместим стол шлифовального станка в поперечном
направлении таким образом, чтобы острие алмаза оказалось
приблизительно посередине будущего отрезка АС заправленного
круга (точка В на фиг. 28—И) и закрепим стол. Если теперь
повернуть каретку 2 против часовой стрелки на угол 90°— а
и начать заправку круга, то угловой участок пойдет не по линии
АА\, а по линии ВВ\. Чтобы получить правильное расположение
углового участка, необходимо еще до поворота каретки # на
угол 90°—а переместить приспособление в продольном
направления на расстояние BM—AB-ctg a. Для этого следует
воспользоваться мерной прокладкой, которая помещается между
основанием приспособления и поперечным упором*.
После заправки участка AAU которая производится
посредством перемещения салазок 4 в поперечном направлении (при
выдвинутых штифтах 8), вместо прокладки шириной ВЛ1меж.ду
основанием приспособления и поперечным упором помещается
другая прокладка шириной BN=BC*ctg p, каретка 2
поворачивается по часовой стрелке на угол 90°— Р и производится
заправка второго углового участка ССХ. Заправка круга
описанным способом автоматически обеспечит получение заданной
длины горизонтального участка АС.
Следует заметить, что при заправке профиля, состоящего из
горизонтальной прямой и двух угловых участков (фиг. 28),
можно упростить настройку приспособления и пользоваться*
мерными прокладками не два, а только один раз, если сначала
заправлять участок, наклоненный под большим углом (Р, а не а).
В этом случае перед заправкой горизонтального участка АС
суппорта устанавливается по микрометру на размер 75 BN
перед заправкой первого углового участка ССХ суппорт
возвращается в нулевое положение (размер 75 мм по микрометру)
а перед заправкой второго углового участка ААХ между
основанием приспособления и поперечным упором помещается ппп
кладка шириной MN=BM—BN. <£к1£к
и. JL2E" запРавке горизонтального участка приспособление устанавливает™
вплотную к поперечному упору. у-^навливается
44
Фиг. 28. Профиль, состоящий из горизонтальной и двух наклонных прямых.
При заправке профиля, состоящего из выпуклой дуги и двух
наклонных прямых, могут встретиться два случая: 1) прямая
является касательной к дуге (фиг. 29, слева) и 2) прямая
пересекает дугу под некоторым углом (фиг. 29, справа).
В первом случае заправка шлифовального круга
производится следующим образом. Подсчитывается угол т между
вертикальной осью ОМ и радиусом OD, проведенным через точку
касания. Суппорт 3 приспособления настраивается по
микрометру «а размер 75 + R. При заправке дуги ED каретка 2, несущая
суппорт 3 и салазки 4, поворачивается по часовой стрелке
точно на угол *у (чтобы острие алмаза не перешло через точку
D). В этом же
положении каретка 2 оказы- ^^^^^^^^^^^^^^^^^^^^^^^^^
вается повернутой по
часовой стрелке на
угол 90°—Р*,т. е. так,
как это необходимо
для заправки углового
участка DF
вынимаются штифты 8 и путем
возвратно-поступательного перемещения
салазок 4 производится
заттравка этого участка.
Во втором случае
настройка
приспособления для заправки
производится так же, ;1
как было описано выше л оп п ^Н^Н
лля поосЬиля состоите- 9" p?3H0BH*H0cra профиля, состоящего
для профиля, состояще- Из выпуклой дуги и двух наклонных прямых.
[7 = 90°— р, так как угол О/Ш=90'
45
го из вогнутой дуг» и пересекающих ее наклонных прямых с тем
отличием, что суппорт 3 для заправки дуги устанавливается на
размер 75 + R, а не 75 — R. г||^
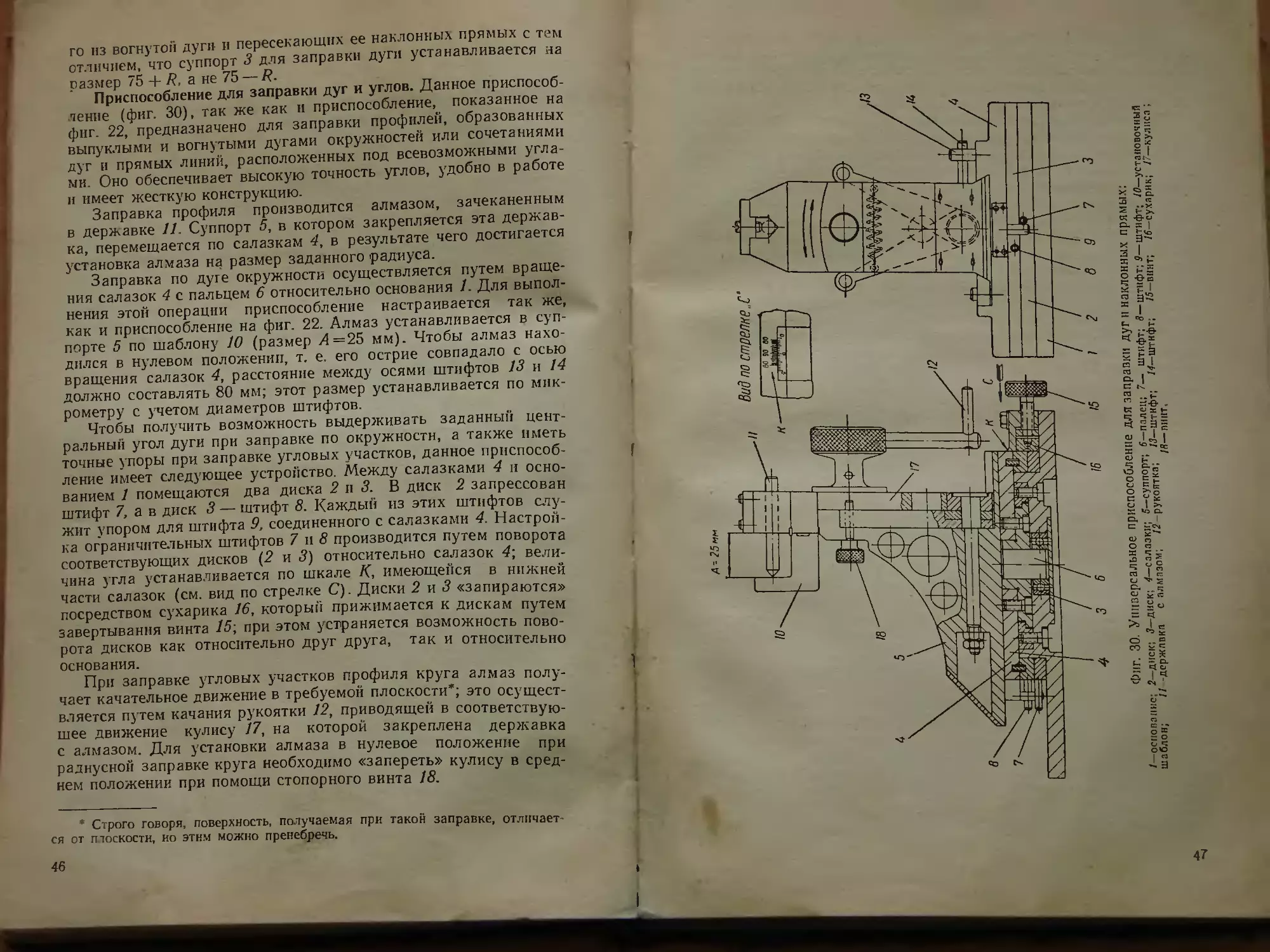
Приспособление для заправки дуг и углов. Данное
приспособление (фиг. 30), так же как и приспособление, показанное на
фиг. 22, предназначено для заправки профилей, образованных
выпуклыми и вогнутыми дугами окружностей или сочетаниями
дуг и прямых линий, расположенных под всевозможными
углами. Оно обеспечивает высокую точность углов, удобно в работе
и имеет жесткую конструкцию.
Заправка профиля производится алмазом, зачеканенным
в державке //. Суппорт Щ в котором закрепляется эта
державка, перемещается по салазкам 4, в результате чего достигается
установка алмаза на размер заданного радиуса.
Заправка по дуге окружности осуществляется путем
вращения салазок 4 с пальцем 6 относительно основания /. Для
выполнения этой операции приспособление настраивается так же,
как и приспособление на фиг. 22. Алмаз устанавливается в
суппорте 5 по шаблону 10 (размер А—25 мм). Чтобы алмаз
находился в нулевом положении, т. е. его острие совпадало с осью
вращения салазок 4, расстояние между осями штифтов 13 и 14
должно составлять 80 мм; этот размер устанавливается по
микрометру с учетом диаметров штифтов.
Чтобы получить возможность выдерживать заданный
центральный угол дуги при заправке по окружности, а также иметь
точные упоры при заправке угловых участков, данное
приспособление имеет следующее устройство. Между салазками 4 и
основанием 1 помещаются два диска 2 и 3. В диск 2 запрессован
штифт 7, а в диск 3 — штифт 8. Каждый из этих штифтов
служит упором для штифта Я соединенного с салазками 4.
Настройка ограничительных штифтов 7 и 8 производится путем поворота
соответствующих дисков B и 3) относительно салазок 4;
величина угла устанавливается по шкале К, имеющейся в нижней
части салазок (см. вид по стрелке С). Диски 2 и 3 «запираются»
посредством сухарика 16, который прижимается к дискам путем
завертывания винта 15; при этом устраняется возможность
поворота дисков как относительно друг друга, так и относительно
основания.
При заправке угловых участков профиля круга алмаз
получает качательное движение в требуемой плоскости*; это
осуществляется путем качания рукоятки 12, приводящей в
соответствующее движение кулису 17, на которой закреплена державка
с алмазом. Для установки алмаза в нулевое положение при
радиусной заправке круга необходимо «запереть» кулису в
среднем положении при помощи стопорного винта 18.
* Строго говоря, поверхность, получаемая при такой заправке, от;
ся от плоскости, но этим можно пренебречь.
Настройка описанного приспособления для заправки дуг
и угловых участков производится принципиально так же, как
н предыдущего приспособления (фиг. 22), При подсчете
установочных размеров исходная величина вместо 75 мм составляет
80 мм (расстояние между осями штифтов 13 и 14).
При настройке приспособления для заправки двух
симметрично расположенных прямых участков с одинаковыми углами
(фиг. 24, форма /) диски 2 и 3 устанавливаются на требуемый
угол по шкале /С, нанесенной на салазках 4; после поворота эти
диски «запираются» при помощи винта 15. Если нужно
заправить профиль, имеющий прямые участки с разными углами
(фиг. 24, форма//; допустим, угол Р=30°25', а угол а=62°07'),
то настройка приспособления производится так же, как и в
предыдущем" случае, с той лишь разницей, что диск 2 поворачивается
на угол 30°25', а диск 3~ на угол 62°07'.
Во всех случаях заправки профилей, состоящих из дуг или
горизонтальных прямых, пересекающихся с наклонными
прямыми, между основанием приспособления и упорами магнитной
штаты помещаются дополнительные прокладки, ширина и
местоположение которых определяются так же, как и для
приспособления (фиг. 22).
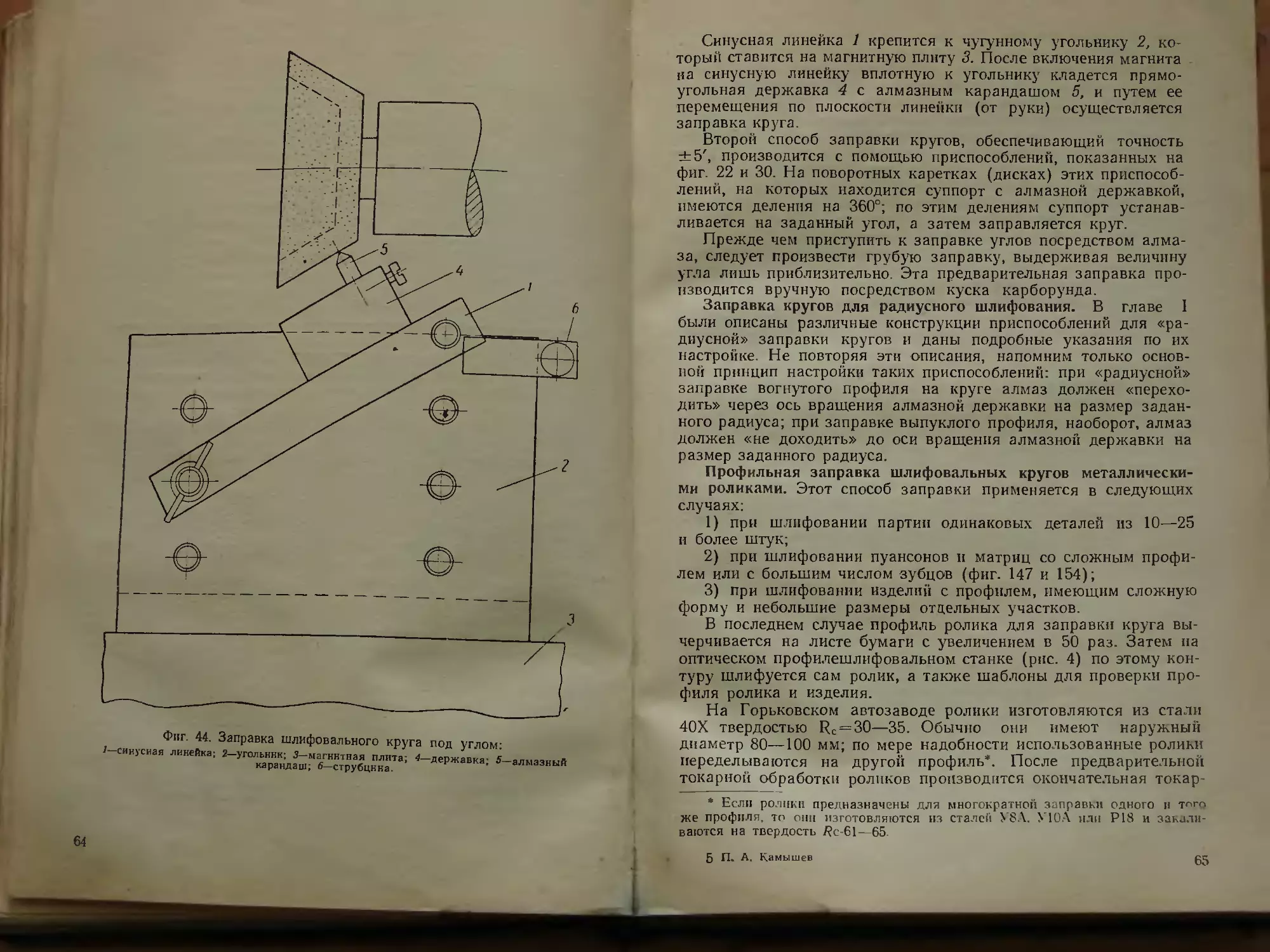
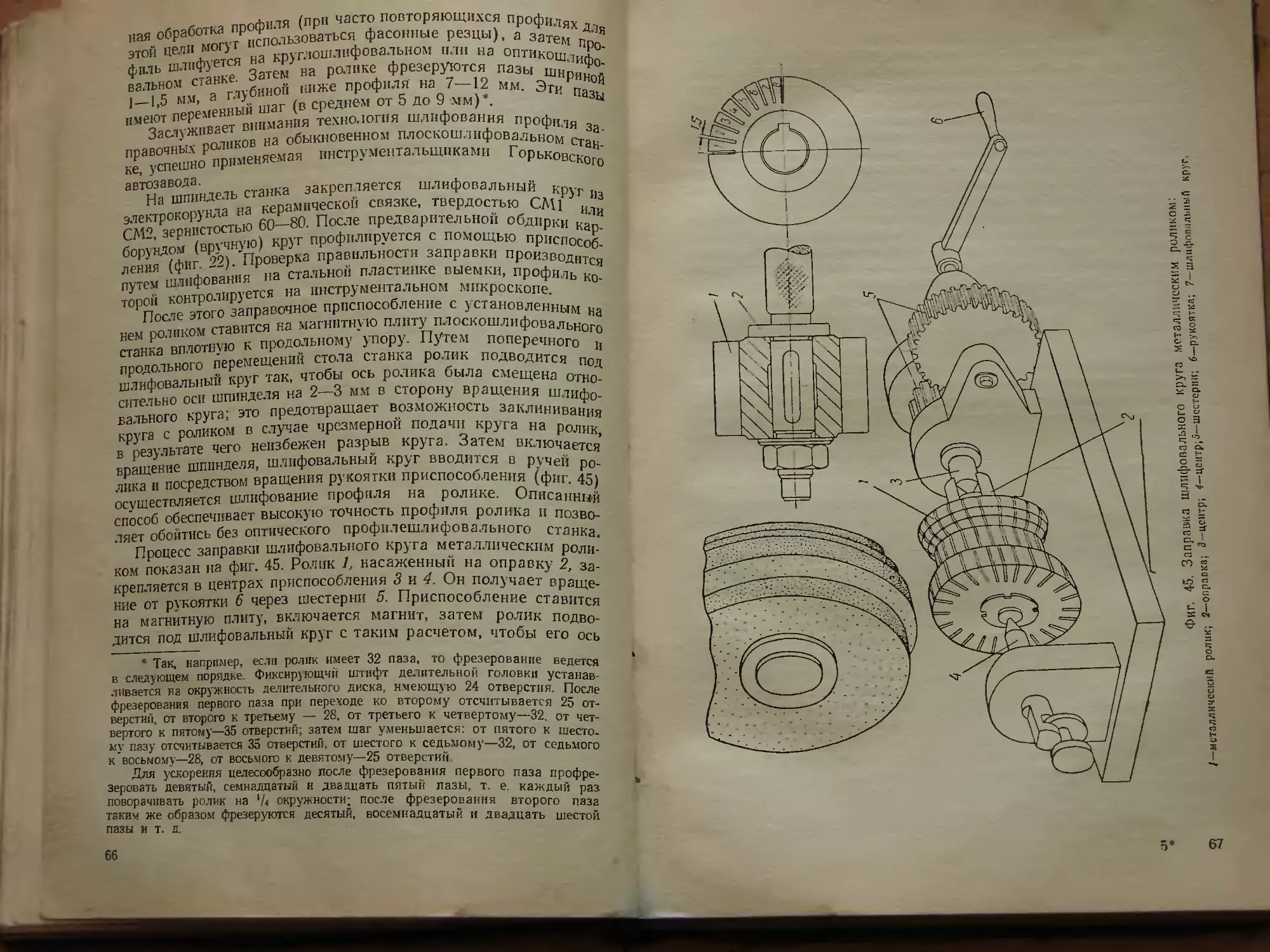
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Синусные линейки. Синусные линейки находят очень широкое
применение в инструментальном производстве, особенно при
изготовлении шаблонов, сборных калибров, рабочих и
контрольных приспособлений. Они позволяют производить установку
обрабатываемого или контролируемого изделия под любым
заданным углом с точностью ±5".
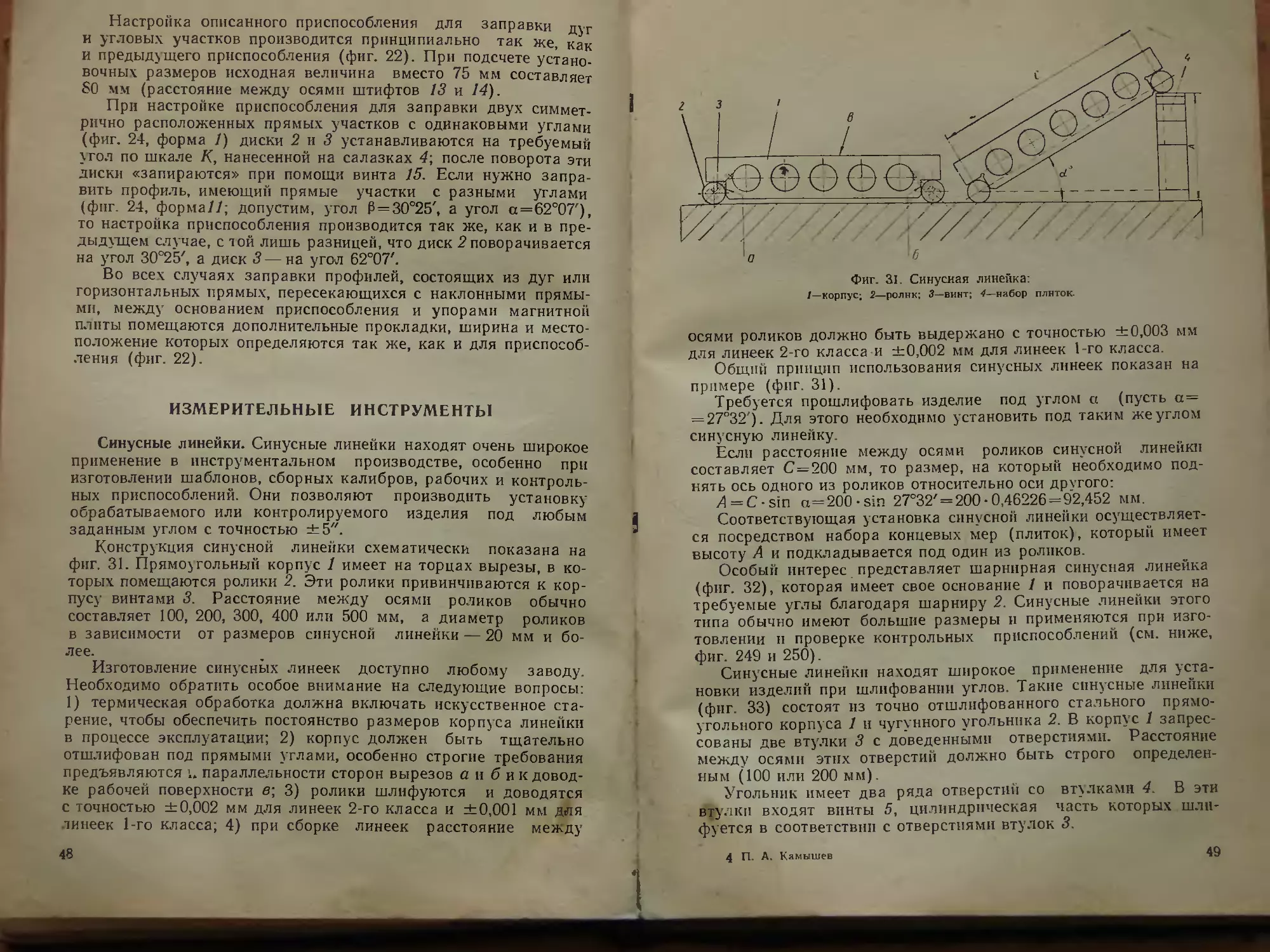
Конструкция синусной линейки схематически показана на
фиг. 31. Прямоугольный корпус / имеет на торцах вырезы, в
которых помещаются ролики 2. Эти ролики привинчиваются к
корпусу винтами 3. Расстояние между осями роликов обычно
составляет 100, 200, 300, 400 или 500 мм, а диаметр роликов
в зависимости от размеров синусной линейки — 20 мм и
более.
Изготовление синусных линеек доступно любому заводу.
Необходимо обратить особое внимание на следующие вопросы:
1) термическая обработка должна включать искусственное
старение, чтобы обеспечить постоянство размеров корпуса линейки
в процессе эксплуатации; 2) корпус должен быть тщательно
отшлифован под прямыми углами, особенно строгие требования
предъявляются L параллельности сторон вырезов а и б и к
доводке рабочей поверхности в; 3) ролики шлифуются и доводятся-
с точностью ±0,002 мм для линеек 2-го класса и ±0,001 мм для
линеек 1-го класса; 4) при сборке линеек расстояние меявду
48
Фйг. 31. Синусная линейка:
/—корпус; 2—ролик; 3—винт; 4—набор плиток.
осями роликов должно быть выдержано с точностью ±0,003 мм
для линеек 2-го класса-и ±0,002 мм для линеек 1-го класса.
Общий принцип использования синусных линеек показан на
примере (фиг. 31).
Требуется прошлифовать изделие под углом а (пусть а=
— 27°32'). Для этого необходимо установить под таким же углом
синусную линейку.
Если расстояние между осями роликов синусной линейки
составляет С = 200 мм, то размер, на который необходимо
поднять ось одного из роликов относительно оси другого:
^=C-sin a=200-sin 27°32' = 200-0,46226 = 92,452 мм.
Соответствующая установка синусной линейки
осуществляется посредством набора концевых мер (плиток)', который имеет
высоту А и подкладывается под один из роликов.
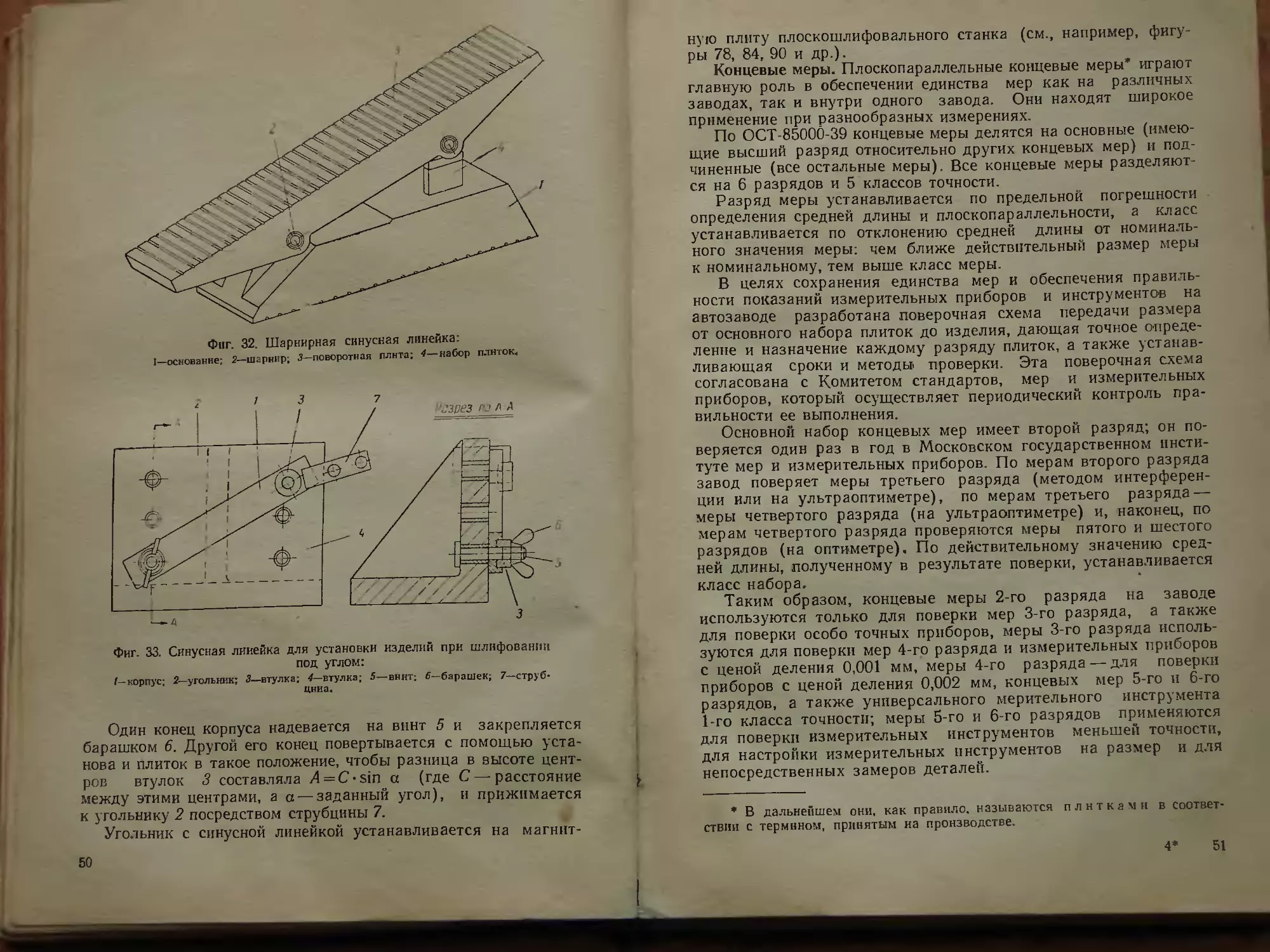
Особый интерес,представляет шарнирная синусная линейка
(фиг. 32), которая имеет свое основание 1 и поворачивается на
требуемые углы благодаря шарниру 2. Синусные линейки этого
типа обычно имеют большие размеры и применяются при
изготовлении и проверке контрольных приспособлений (см. ниже,
фиг. 249 и 250).
Синусные линейки находят широкое применение для
установки изделий при шлифовании углов. Такие синусные линейки"
(фиг. 33) состоят из точно отшлифованного стального
прямоугольного корпуса 1 и чугунного угольника 2. В корпус 1
запрессованы две втулки 3 с доведенными отверстиями. Расстояние
между осями этих отверстий должно быть строго
определенным A00 или 200 мм).
Угольник имеет два ряда отверстий со втулками 4. В эти
. втулки входят винты 5, цилиндрическая часть
которых.шлифуется в соответствии с отверстиями втулок 3.
4 П. А. Камышев 49
Фиг. 32. Шарнирная синусная линейка:
1—основание; 2—шарнир; 5—поворотная плита; 4—набор плиток,
Разрез по А -а
Фиг. 33. Синусная линейка для установки изделий при шлифовании
под углом:
/—корпус; 2—угольник; 3—втулка; 4—втулка; 5—винт; б—барашек-
7—струбцина. ■
Один конец корпуса надевается на винт 5 и закрепляется
барашком 6. Другой его конец повертывается с помощью
установи и плиток в такое положение, чтобы разница в высоте
центров втулок 3 составляла А = С-$\п а (где С —расстояние
между этими центрами, а а —заданный угол), и прижимается
к угольнику 2 посредством струбцины 7.
Угольник с синусной линейкой устанавливается на магнит-
50
ную плиту плоскошлифовального станка (см., например,
фигуры 78, 84,90 и др.). ШЩ
Концевые меры. Плоскопараллельные концевые меры* играют
главную роль в обеспечении единства мер как на различных
заводах, так и внутри одного завода. Они находят широкое
применение при разнообразных измерениях.
По ОСТ-85000-39 концевые меры делятся на основные
(имеющие высший разряд относительно других концевых мер) и
подчиненные (все остальные меры). Все концевые меры
разделяются на 6 разрядов и 5 классов точности.
Разряд меры устанавливается по предельной погрешности
определения средней длины и плоскопараллельности, а класс
устанавливается по отклонению средней длины от
номинального значения меры: чем ближе действительный размер меры
к номинальному, тем выше класс меры.
В целях сохранения единства мер и обеспечения
правильности показаний измерительных приборов и инструментов на
автозаводе разработана поверочная схема передачи размера
от основного набора плиток до изделия, дающая точное
определение и назначение каждому разряду плиток, а также
устанавливающая сроки я методьв проверки. Эта поверочная схема
согласована с Комитетом стандартов, мер и измерительных
приборов, который осуществляет периодический контроль
правильности ее выполнения.
Основной набор концевых мер имеет второй разряд; он
поверяется один раз в год в Московском государственном
институте мер и измерительных приборов. По мерам второго разряда
завод поверяет меры третьего разряда (методом интерферен-
ции или на ультраоптиметре), по мерам третьего разряда —
меры четвертого разряда (на ультраоптиметре) и, наконец, по
мерам четвертого разряда проверяются меры пятого и шестого
разрядов (на оптиметре). По действительному значению
средней длины, полученному в результате поверки, устанавливается
класс набора.
Таким образом, концевые меры 2-го разряда на заводе
используются только для поверки мер 3-го разряда, а также
для поверки особо точных приборов, меры 3-го разряда
используются^ для поверки мер 4-гр разряда и измерительных приборов
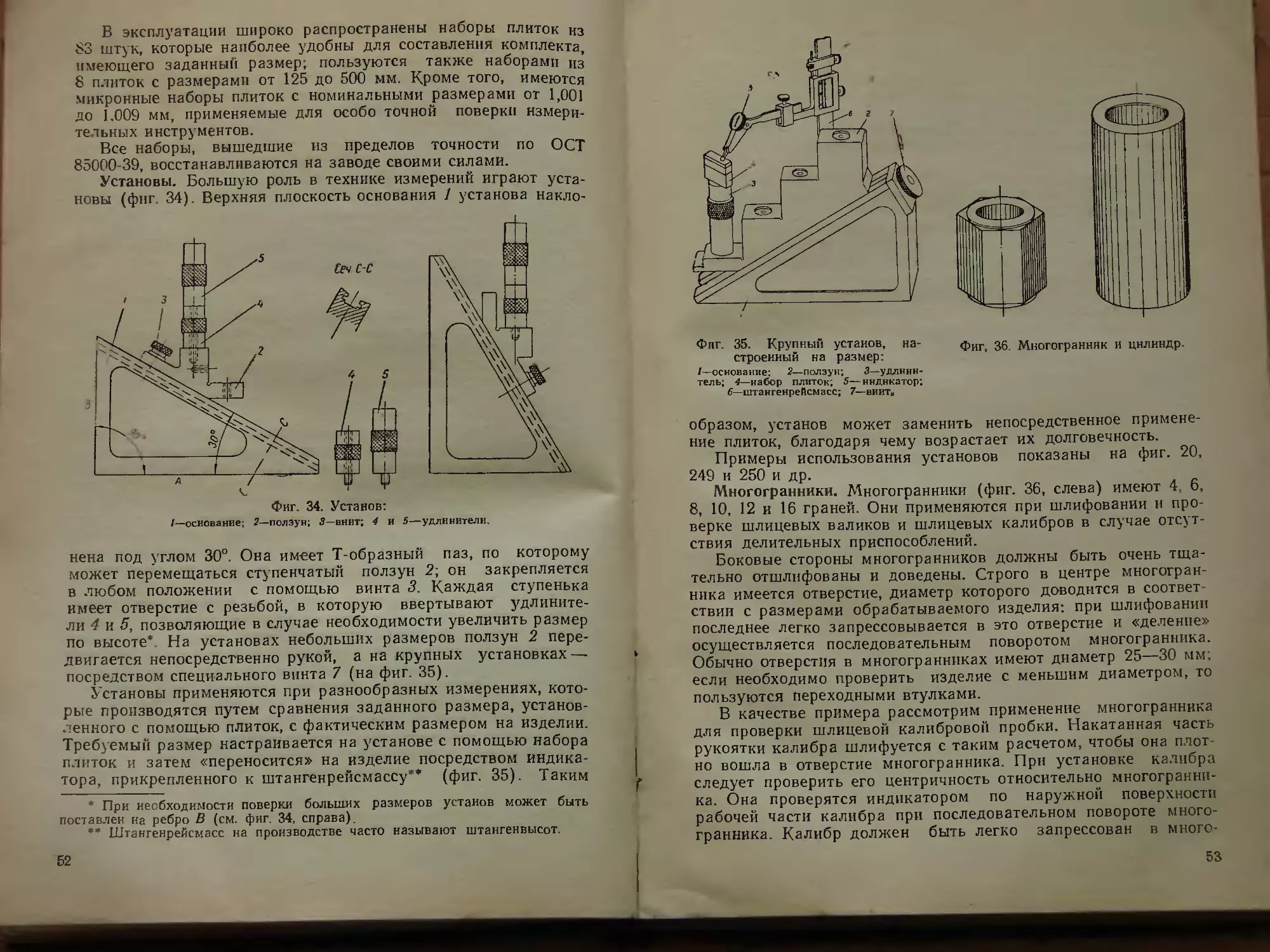
с ценой деления 0,001 мм, меры 4-го разряда —для поверки
приборов с ценой деления 0,002 мм, концевых мер 5-го и 6-го
раз-рядов, а также универсального мерительного инструмента
1-го класса точности; меры 5-го и б-го разрядов применяются
для поверки измерительных инструментов меньшей точности,
для настройки измерительных инструментов на размер и для
непосредственных замеров деталей.
* В дальнейшем они, как правило, называются плитками в
соответствии с термином, принятым на производстве. U~:?£f
4* 51
В эксплуатации широко распространены наборы плиток из
83 штук, которые наиболее удобны для составления комплекта
имеющего заданный размер; пользуются также наборами из*
8 плиток с размерами от 125 до 500 мм. Кроме того, имеются
микронные наборы пййток с наминалвнымя размерами от 1,001
до 1,009 мм, применяемые для особо точной поверки
измерительных инструментов.
Все наборы, вышедшие из пределов точности по ОСТ
85000-39, восстанавливаются на заводе своими силами.
Установы. Большую роль в технике измерений играют
установи (фит; 34). Верхняя плоскость основания 1 установа накло-
Фиг. 34. Установ:
/—основание; 5—полЭун; 3—винт; 4 и 6—удлийит'ёли»
нена под углом 30°. Она йМ&ет Т-образный паз, по которому
может перемещаться ступенчатый ползун 2; он закрепляется
в любом положении с помощью винта 3. Каждая ступенька
йлгёет отверстие с резьбой, в которую ввертывают
удлинители 4 и 5, позволяющие в случае необходимости увеличить размер
по высоте*. На устайовах небольших размеров ползун 2
передвигается непосредственно рукой, а на крупных установках —
посредством специального винта 7 (на фиг. 35).
Установы применяются при разнообразных измерениях,
которые производятся путем сравнения заданного размера,
установленного с помощью плиток, с фактическим размером на изделии.
Требуемый размер настраивается на установе с помощью* йабора
плиток и затем «переносится» на изделие посредством
индикатора, прикрепленного к штангенрейсмассу** (фиг. 35). Таким
* При необходимости поверки больших размеров установ может быть
поставлен на ребро В (см. фиг. 34, справа).
** Штангенрейсмасс на производстве часто называют штангенвысот.
52
Фиг, 36. Крупный установ, на- фИГж 36. Многогранник и цилиндр,
строенный на размер:
1—основание: 2—ползун;
3—удлинитель; 4— набор плиток; 5—индикатор;
б—штангенрейсмасс; 7—винт.
образом, установ может заменить непосредственное
применение плиток, благодаря чему возрастает их долговечность.
Примеры использования установов показаны на фиг. 20,
249 и 250 и др.
Многогранники. Многогранники (фиг. 36, слева) имеют 4, 6,
8, 10, 12 и 16 граней. Они применяются при шлифовании и
проверке шлицевых валиков и шлицевых калибров в случае
отсутствия делительных приспособлений.
Боковые стороны многогранников должны быть очень
тщательно отшлифованы и доведены. Строго в центре
многогранника имеется отверстие, Диаметр которого доводится в
соответствии с размерами обрабатываемого изделия: при шлифовании
последнее легко запрессовывается в это отверстие и «деление»
осуществляется последовательным поворотом многогранника.
Обычно отверстия в многогранниках имеют диаметр 25—30 мм;
если необходимо проверить изделие с меньшим диаметром, то
пользуются переходными втулками.
В качестве примера рассмотрим применение многогранника
для проверки шлицевой калибровой пробки. Накатанная часть
рукоятки калибра шлифуется с таким расчетом, чтобы она
плотно вошла в отверстие многогранника. При установке калибра
следует проверить его центричность относительно
многогранника. Она проверятся индикатором по наружной поверхности
рабочей части калибра при последовательном повороте
многогранника. Калибр должен быть легко запрессован в много-
5S
гранннк так, чтобы боковые стороны шлиц были параллельны
граням последнего.
При проверке многогранник помещается на поверочную
плиту и посредством индикатора, закрепленного на штанген
рейсмассе, сравнивается высота двух диаметрально противопо"
ложных сторон (она должна быть одинаковой). Затем много
гранник повертывается и проверяется следующая пара сторон
и т. д.
Цилиндры. Цилиндры (фиг. 36, справа) имеют различную
высоту (от 150 до 500 мм и выше) и диаметры (диаметр цилинд
ра составляет приблизительно B/s высоты). Основание (торец\
цилиндра должно быть строго перпендикулярно к его
образующим; допускается отклонение в 0,002 мм на 100 мм длины.
- Цилиндры применяются для проверки расположения поверх
ностей под прямым углом. Такой способ проверки обеспечивает
большую точность, чем проверка по угольнику, так как цилиндп
касается плоскости изделия только по линии и поэтому просвет
(световая щель) между проверяемым изделием и цилиндром
будет более четким; кроме того, цилиндр можно вращать
относительно проверяемой плоскости изделия, что позволяет
осуществить касание различными образующими цилиндра.
Глава II
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ
ШАБЛОНОВ
ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ
Технология первых, подготовительных операций, как правило,
одинакова для различных шаблонов. Только в редких случаях—
для шаблонов с исключительно сложным профилем или с очень
большими размерами — требуется особая подготовка,
учитывающая необходимость увеличенных припусков и
дополнительных промежуточных операций, №$Й
Подготовительные операции должны выполняться рабочими
низкой квалификации, так как при механизации лекальных
работ дается достаточно большой припуск на окончательную
обработку профиля @,5—1,5 мм). Это позволяет значительно
понизить требования к точности предварительной обработки.
ЗАГОТОВКА
Как известно, высокое качество шаблонов заключается не
только в точности изготовления, но и в постоянстве размеров
в течение всего периода эксплуатации. Последнее требование
заставляет особенно тщательно заботиться о том, чтобы
материал шаблона после термической обработки имел возможно
меньшие внутренние напряжения.
Для этого, прежде всего, совершенно необходимо избегать
отламывания и правки материала ударами молотка, а также
рубки заготовок зубилом. Заготовку следует вырезать только
ножовками, а остающиеся неровности удаляются строжкой или
шлифованием. Заготовка вырезается с таким расчетом, чтобы
ее размеры были на 2—3 мм больше окончательных размеров
55
шаблона. Плоскости
заготовки на которых производится
разметка, должны быть
шлифованными.
Заготовки для шаблонов
изготовляются из листовой
углеродистой стали У10
толщиной 2—4 мм (в зависимости
от размеров шаблона) ;
листовая сталь режется на
ножницах на полосы шириной от
75 до 150 мм, а затем— на
куски прямоугольного сечения
требуемых размеров (от 50Х
Х75 мм и выше). Плоскости
заготовок шлифуются.
После отрезки заготовок
у них, как правило,
шлифуются две базовые стороны под
прямой угол; эти стороны яв-
ляются базами при разметке,
при шлифовании' профиля и
_т,л и™ -ути опеоации применяется призма, пока-
при его пР°аеР«~%^ зажимается несколько
занная на фвг. 17. ^^н^е™бывможно было шлифовать две
S5SE ЖЕвГсначала призма „..„«я на Иаг„„-
ную плиту стороной I, а затем - стороной II (фиг. 37). В резуль
Хм на заготовках получается точный прямой угол.
фиг. 37. Шлифование базовых сторон
шаблона:
/-магнитная плнта; *-пРи£* н/-6ара"
шек; 4—заготовка шаблона.
РАЗМЕТКА
Как уже упоминалось, размечаемая поверхность шаблона
яолжна 6ш1 шлифованной. Для того чтобы разметка была
3Ра"Зк°иМ £Е^*№^ черни ами. Р™°Р™""
bS^mho- СПЙРте; таК0Й СП0С°б пРимленяетСЯ Т Z
об5азо!Ув тех случаях, когда по условиям работы необходимо
ппЙамсти разметку после термической обработки.
Р pSS?k ^ ведется на поверочной плите, на которую заго-
^л^Гставится одной из шлифованных базовых сторон.
Ж^^^^^и к ней в виде опоры подставляется
JSJSSh прямоугольная призма (фиг. 38). Для раз-
м™и пленяется штангенрейсмасс, к подвижной каретке
которого крепится специальный нож-чертилка.
* Очень крупные шаблоны толщиной более 4 мм изготовляются из
цементируемых сталей марки 20 и 20Х.
56
Фиг. 38. Разметка профиля на заготовке шаблона:
1—поверочная плита; 2—заготовка шаблона; 3—призма; 4—штангенрейсмасс; 5—
чертилка*
Припуски на окончательную обработку после закалки
даются в пределах от 0,5 до 1 мм, в зависимости от размеров
шаблона и сложности профиля. Таким образом, разметка ведется
не по заданным размерам, а с известным, довольно грубым*
приближением, что значительно облегчает и ускоряет
кропотливую работу по установке штангенрейсмасса или других
инструментов. Это же относится и к разметке углов по угломеру:
если задан, например, угол 30°19', то угломер устанавливается
приблизительно на 30°.
Если на чертеже шаблона размеры нарастают от какой-либо
одной стороны (лекальщики в таких случаях говорят, что
шаблон «не имеет внутренних размеров»), то припуск дается
только общий, по всему шаблону, а профиль обрезается по разметке*
Общий припуск по длине шаблона обеспечивает запас
материала для обработки горизонтальных размеров профиля, общая
же высота шаблона за редкими исключениями не имеет
значения, и за ее счет ведется точная обработка вертикальных
размеров профиля (если не дан припуск и в этом направлении). При
разметке дуг и кривых припуски для выпуклого профиля
«внешних радиусов» берутся со знаком плюс, а для вогнутого
профиля— со знаком минус.
57
ОБРАБОТКА ЗАГОТОВКИ ПОСЛЕ РАЗМЕТКИ
Работки шаблонов после разметки зависит'от
Технология °°Р*"" ества шаблонов в партии и от профиля
йХ толщины, от кол' ым профилем склепываются в пачки
Тонкие шаблоны с ад• менн0. в таком случае, а также при
я обрабатываются "A^eMa металла, обработка после раз-
необходимости 00;ibL"a строгальных, фрезерных и токарных
метки производится бл£ны с простым профилем обрабатывав
станках. Одиночна« ножовкой, а затем опиливаются по
ются вручную: вырезав
разметке в тисках. ым профилем перед закалкой необхо-
В шаблонах со отдельных участков профиля, обра-
днмо в местах нере» прорезать шлицы (фиг. 39, А) или
зуюших ^E^JHeWpCTM (фиг. 39, Б). Это обеспечивает
высверлить н^ш»^ос5едующей обработка
выход инструмеш «if зов шаблона ШЛицы прорезаются
В зависимости у полотном, или специальным тонким
нормальным ножи ^ надфилем. Необходимо обратить вни-
полотном в ло^й ' ри прорезке не получались острые угль
Фиг. 39. Формы выемок в углах шаблонов.
закалки прорезать оставшуюся перемычку тонким
шлифовальным кругом на вулканитовой связке; такой способ
предотвращает появление трещин при закалке.
Так как профильные шаблоны более удобно хранить
в висячем положении, то рекомендуется в таких шаблонах
высверливать для этой цели специальное отверстие диаметром
3—5 мм.
58
ТЕРМИЧЕСКАЯ ОБРАБОТКА ШАБЛОНОВ
Термической обработке измерительных инструментов
должно, быть уделено серьезное внимание, так как она оказывает
очень большое влияние на их износостойкость и на постоянство
размеров. На современных заводах термическая обработка
шаблонов выполняется не самим лекальщиком, а в термическом
цехе, оснащенном специальными печами и приборами для
контроля температуры, а также приборами для измерения твердости
и для выявления трещин, образовавшихся при закалке.
Перед закалкой шаблоны нанизываются на проволоку,
которая надевается на крючок. Закалка заключается в нагреве
в ванне, содержащей от 5 до 12% цианистых солей NaCN, при
температуре 800—820°С и в последующем охлаждении в масле,
подогретом до 60—80°С. Отпуск производится в нитратной
ванне (расплавленная смесь натриевой и калиевой селитры) при
температуре 350° до появлений" светло-желтого цвета.
Такая технология термической обработки шаблонов
обеспечивает получение твердости Rc = 58—62.
Контроль качества термической обработки включает
проверку: 1) твердости (в пределах Rc =58—62), 2) коробления
(производится на поверочной плите, допускается деформация
плоскостей шаблона до 0,1—0,2 мм), 3) отсутствия трещин
(производится на магнитном дефектоскопе*).
ШЛИФОВАНИЕ ПЛОСКОСТЕЙ ШАБЛОНА
Шлифование плоскостей шаблона производится рабочими
менее высокой квалификации на крупных плоскошлифовальных
станках, с охлаждением.
Хотя эта операция на первый взгляд кажется простой и
неответственной, на нее можно затратить много времени и, тем не
менее, не достигнуть правильной плоскостности шаблона.
Следует начинать шлифование с вогнутой стороны шаблона,
помещенного на магнитной параллели (фиг. 40). Когда
вогнутая сторона предварительно отшлифована и на ней имеется
несколько точек, на которые можно устойчиво положить шаблон,
его перевертывают и шлифуют выпуклую сторону; затем снова
шлифуют вогнутую сторону и т. д., меняя положение шаблона
несколько раз. При окончательном шлифовании плоскостей шаб-
* Этот дефектоскоп представляет собой прямоугольную ванну с
размерами 500X800X100 мм, на дне которой имеется съемная металлическая решетка.
Контролируемый шаблон предварительно намагничивается (на
специальной установке), затем помещается на решетку и обильно поливается
трансформаторным маслом с чугунными опилками. При наличии трещин опилки
притягиваются и оседают на их краях, отчетливо показывая место и форму
трещины
59
Фиг.
шаблона после
40 Шлифованяе плоскости
термообработки.
2—шаблон; 3—магнитвд параллель;
;—шлифовальный К1,>'^_магнитная плита*
4 ть на некоторый угол (лримерно на 45—
лон следует повернут направление штрихов шлифования.
б0о), „оби; мчпшть новое н^р с дущими дает рав.
Если пересечете последних ^ нфованы правильно.
'ToSsffi^ ПРЙСТУПабТ К °бРаб0ТКе
профиля.
ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ ПРОФИЛЯ ШАБЛОНА
ПОСЛЕ ТЕРМООБРАБОТКИ
Необходимо подчеркнуть, что правильный выбор
последовательности обработки профиля зачастую, особенно в шаблонах
SSShhm профилем, предрешает тонное н сравнительно бы-
стоое изготовление шаблона, тогда как-неправильная
последовательность операций может привести даже к невозможности
закончить шаблон. Порядок операций обработки шаблонов пос-
че термообработки должен быть тщательно продуман
технологом и лекальщиком, причем в некоторых случаях приходится
до разметки заготовки шаблона разрабатывать специальный
технологический эскиз, выявляющий как последовательность
операций, так и способы изготовления и измерения шаблона.
Следует ааранее предусмотреть необходимые операции меж-
олерадаоннрго технического контроля, так как очень часто
случается, что законченный шаблон бракуется потому, что
контролер не в состояний проверить всех рабочих размеров даже
с помощью инструментального микроскопа.
Как общее правило, обработка профиля после закалки и от-
ео
пуска шаблона начинается со шлифования двух базовых сторон
под прямым углом таким же образом, как это делается ва
•«сырой» (незакаленной) заготовке. Шлифуются такие стороны,
от которых будет производиться дальнейшая обработай
профиля и которые будут необходимы для точной установки шаблона
на приспособлениях, на столе станка, на синусной линейке* на
поверочной плите и т. п. После этого переходят к
последовательному шлифованию отдельных участков профиля
специально заправленными шлифовальными кругами.
СПОСОБЫ ЗАПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ
Наибольшую сложность в профильном шлифовании
представляет осуществление заправки шлифовальных кругов-; оно
требует определенных навыков и большой тщательности,
С точки зрения особенностей заправки кругов
встречающиеся в практике профили можно разбить на две категории:
1. Сложные профили, состоящие из дуг и прямш,
сопрягающихся в различных комбинациях; правильное соблюдение этих
сопряжений обеспечивается расчетом координат и
использованием специальных приспособлений для заправки.
2. Профили, имеющие очень малые размеры.
Заправка выпуклых дуг очень малого размера производится
без затруднений, так как профиль «открытый», и для алмаза
есть свободный выход из круга. С помощью приспособления
(фиг. 22) при хорошем состоянии острия алмаза можно
заправлять дуги радиусом #=0,10 мм. Вогнутые дуги, охватывающие
всю полуокружность, заправить невозможно даже при больших
размерах, так как державка алмаза не имеет свободного выхода
из круга. В случае шлифования выпуклой полуокружности на
изделии (см. фиг. 24, 5) круг заправляется на половину дуги
(см. фиг. 24, 2) и изделие шлифуется за два перехода. Такой
способ позволяет шлифовать на изделиях полуокружности
радиусом от # = 0,10 мм.
Для обеспечения высокой точности при заправке дуг
необходимо, чтобы острие алмаза находилось в центре
державки.
При заправке очень малых углов E—10°) требуется большая
тщательность; алмаз должен иметь острую кромку, заправка
производится с малой глубиной, особенно при окончательной
заправке @,005—0,01 мм), и скорость подачи не более 0,2—
0,3 м/мин.
Приведенные выше требования необходимо соблюдать
также при заправке торцовых поверхностей кругов,
предназначенных для шлифования узких пазов. Диаметр кругов для
шлифования мелких пазов должен составлять 60—75 мм.
Для шлифования профилей мелких размеров применяются
61
прорезные круги на вулканитовои связке или круги из
электрокорунда белого (ЭБ) на керамической связке, твердостью CMl
В.СМ2, зернистостью 80—120.
Заправка кругов для шлифования плоскостей. Заправка
шлифовальных кругов на плоскошлифовальных станках осуще*
ствляется несколькими способами: 1) роликами из твердого
сплава» закрепленными в специальных державках (фиг. 41)
2) карборундовыми кругами (фиг. 42), 3) карандашами из
твердого сплава, закрепленными в стальной оправе (подобно
алмазу) и 4) алмазами. Последний способ заправки
шлифовальных кругов применяется только при шлифовании
плоскостей, чистота поверхности которых должна быть не ниже 8-го
класса но ГОСТ 2789-51.
Алмазный карандаш закрепляется в специальной державке
(фиг. 43), которая устанавливается на магнитной плите станка
с таким расчетом, чтобы алмаз был сдвинут в направлении
вращения шлифовального круга на 1—2 мм от вертикальной
линии, проходящей через центр шпинделя. Такая установка
предохраняет алмаз от поломки, а шлифовальный круг от разрыва,
который может произойти в результате чрезмерной подачи
алмаза на круг.
Включив магнит и оперируя вертикальной и поперечной
подачей стола станка, заправляют шлифовальный круг за 2—3
Фиг. 41. Запразка шлифовального круга роликом из твердого сплава:
/—шлифовальный круг; 2—магнитная плита; 3—державка, 4—твердосплавный
ролик. jSU"
62
Фиг. 42. Заправка шлифовального круга карборундовым кругом:
/—шлифовальный круг; 2—магнитная плита; 3—державка; 4— карборундовый круг.
прохода алмаза; при последнем проходе алмаз подается на
0,005—0,01 мм.
Заправка кругов для шлифования углов. Профильная
заправка кругов для
шлифования углов производится
двумя способами.
Первый и самый точный
сцособ заправки" углов (с
точностью до ±5")
производится с помощью синусной
линейки (фиг. 44).
Синусную линейку устанавливают
по плиткам на заданный
угол. Установочный размер
плиток (разность высот
роликов на синусной линейке)
подсчитывается по формуле:
Л —С-sin a,
где С — расстояние между
осями роликов (постоянное
для данной синусной
линейки) , а— устанавливаемый
угол.
Фиг. 43. Заправка шлифовального
круга алмазом!
f—Шлифовальный круг, 2— магнитная пли-
га; 3—державка; 4—алмазный карандаш".
63*
Синусная линейка / крепится к чугунному угольнику 2,
который ставится на магнитную плиту 3. После включения магнита .
на синусную линейку вплотную к угольнику кладется
прямоугольная державка 4 с алмазным карандашом 5, и путем ее
-перемещения по плоскости линейки (от руки) осуществляется
заправка круга.
Второй способ заправки кругов, обеспечивающий точность
±5', производится с помощью приспособлений, показанных на
фиг. 22 и 30. На поворотных каретках (дисках) этих
приспособлений, на которых находится суппорт с алмазной державкой,
имеются деления на 360°; по этим делениям суппорт
устанавливается на заданный угол, а затем заправляется круг.
Прежде чем приступить к заправке углов посредством
алмаза, следует произвести грубую заправку, выдерживая величину
угла лишь приблизительно. Эта предварительная заправка
производится вручную посредством куска карборунда.
Заправка кругов для радиусного шлифования. В главе I
были описаны различные конструкции приспособлений для
«радиусной» заправки кругов и даны подробные указания по их
настройке. Не повторяя эти описания, напомним только
основной принцип настройки таких приспособлений: при «радиусной»
заправке вогнутого профиля на круге алмаз должен
«переходить» через ось вращения алмазной державки на размер
заданного радиуса; при заправке выпуклого профиля, наоборот, алмаз
должен «не доходить» до оси вращения алмазной державки на
размер заданного радиуса.
Профильная заправка шлифовальных кругов
металлическими роликами. Этот способ заправки применяется в следующих
случаях:
1) при шлифовании партии одинаковых деталей из 10—25
и более штук;
2) при шлифовании пуансонов и матриц со сложным
профилем или с большим числом зубцов (фиг. 147 и 154);
3) при шлифовании изделий с профилем, имеющим сложную
форму и небольшие размеры отдельных участков.
В последнем случае профиль ролика для заправки круга
вычерчивается на листе бумаги с увеличением в 50 раз. Затем на
оптическом профилешлифовальном станке (рис. 4) по этому
контуру шлифуется сам ролик, а также шаблоны для проверки
профиля ролика и изделия.
На Горьковском автозаводе ролики изготовляются из стали
40Х твердостью Rc=30—35. Обычно они имеют наружный
.диаметр 80—100 мм; по мере надобности использованные ролики
переделываются на другой профиль*. После предварительной
токарной обработки роликов производится окончательная токар-
* Если ролики предназначены для многократной заправки одного^ и того
• же профиля, то они изготовляются из сталей У8А, У10А или Р18 и
закаливаются на твердость #с-61— 65.
5 П. А. Камышев
65
плАяля (яри часто повторяющихся профиляу п
ная обработка лрофи^№аться фасонные резцы), а? £?*?
этой нелим9гут ошлиф0вальном или на оптикощЛИ(ь°~
• филь шлифуется на РУна фрезеруется пазы ШИрЗ
вальном ста"к^иной шике профили на 7-12 мм. Эти па^
iwl;5 мм, а г^°"На°гИ{,в среднем от 5 до 9 мм)*. И Пазь>
даеют переменны ания технология шлифования профиля Зя
Заслуживает ^ обыкновеНном плоскошлифовальном стан
Jf^SScМеняемая инструментальщиками ГорЬКОвСКОгао
"^шпиндель станка закрепляется шлифовальный Круг йз
На "tTij керамической связке, твердостью СМ1 „Z
ЖРч%нист5?тью 60-80. После предварительной обдирки кар
Р^-^вотчаую) кррт профилируется с помощью приспособ-
борундом \рру Проверка правильности заправки производится
ления 1Ф™>'' г стальной пластинке выемки, профиль ко-
путем шлифования и- „нгтпументаЛьном мйкмскопр
Рппие з?ого заправочное приспособление с установленным на
,JL, гтявится на магнитную плиту плоскошлифовального
НеМГнплотнГк продольному упору. Путем поперечного и
п^одольногоТре^щешп? стола станка ролик подводится под*
Р *1Гп^ыЙ круг так, чтобы ось ролика была смещена отно-
SIho о» шпЬя на 2-3 мм в сторону вращения шлифо-
Тыюго круга; это предотвращает возможность заклинивания
™ с роликом в случае чрезмерной подачи круга на ролик,
пмультате чего неизбежен разрыв круга. Затем включается
ношение шпинделя, шлифовальный круг вводится в ручей р0-
пикяи посредством вращения рукоятки приспособления (фиг. 45)
осуществляется шлифование профиля на ролике. Описанный
гпособ обеспечивает высокую точность профиля ролика и
позволяет обойтись без оптического профилешлифовального станка.
' Процесс заправки шлифовального круга металлическим
роликом показан на фиг. 45. Ролик 1, насаженный на оправку 2,
закрепляется в центрах приспособления 3 и 4. Он получает
вращение от рукоятки 6 через шестерни 5. Приспособление ставится
на магнитную плиту, включается магнит, затем ролик
подводится под шлифовальный круг с таким расчетом, чтобы его ось
* Так, например, если ролик имеет 32 паза, то фрезерование ведется
в следующем порядке. Фиксирующий штифт делительной головки
устанавливается на окружность делительного диска, имеющую 24 отверстия. После
фрезерования первого паза при переходе ко второму отсчитывается 25
отверстий, от второго к третьему — 28, от третьего к четвертому—32, от чет-
вертого'к пятому—35 отверстий; затем шаг уменьшается: от пятого к
шестому лазу отсчитывается 35 отверстий, от шестого к седьмому—32, от седьмого
к восьмому—28, от восьмого к девятому—25 отверстий.
Для ускорения целесообразно после фрезерования первого паза профре-
зеровать девятый, семнадцатый и двадцать пятый пазы, т. е. каждый раз
поворачивать ролик на % окружности; после фрезерования второго паза
таким же образом фрезеруются десятый, восемнадцатый и двадцать шестой
пазы и т. д.
66
67
. ч 7 мм смещена относительно оси шпинделя щЛИ(Ьп
была на 5-7 мм сторону вращения круга.* ифо-
вальной головки в f шлифовальный круг медленно По
После этого •** А укой в Это же время производят п"
дают на ролик, а право-5_g ^^ дят Вра.
ШеНвеглСае когда шлифуется большая партия одинаковых Из
В»»лк такие изделия, как пуансоны и матрицы с больЩй1'
Де^Нмз7бцов высокой точности, рекомендуется на ролике ""
числом зуоцо» н_Для заправки шлифовального круга Ж
РШлифование профилированными кругами производится Не
только на плоскошлифовальных, но и на круглошлифовадьнй
SSx В этом случае заправка шлифовальных кругов произвп
№ Райком так же, как было описано выше; изделие
закрепляется в центрах и шлифуется с радиальной подачей круга
ШЛИФОВАНИЕ ШАБЛОНОВ С «РАДИУСНЫМ» ПРОФИЛЕМ
Шлифование профилей, состоящих из выпуклых и вогнутых
луг окружностей, профилированными кругами не всегда
возможно Например, на фиг. 46 показан случаи когда требуется
шлифовать шаблон с выпуклой дугой Я2=12 мм и вогнутой
* ДУгои*' = 15мм;вподоб-
^^^^^^^^^^^^^^ ных случаях профильная
заправка вызывает ,незко
номичное расходование
шлифовальных кругов.
Шлифование такого
профиля целесообразно
осуществить путем
вращения шаблона на
стержне, ось которого
совпадает с центром данной
дуги. Принтом способе
шлифования рабочая
кромка шаблона
получается не плоской, а вог-
-^^^^ Нутой-1 Чтобы сделать ее
Фиг. 46. Шлифование шаблона с «радиус- плоской, применяется
нын» профилем. приспособление, доказан
ное на фиг. 6. Шаблон
кладется на верхнюю плоскость призмы, а абразивный 6dvco£
вручную перемещается в боковой (вертикальной) плоскости по
направляющим. Доводка профиля заканчивается тогда, когда
* Перед заправкой круга снять ремень со шкива шлифовальной головки.
68
на рабочей кромке шаблона останется лишь узкая «ленточка»
штр.вдсов шлифования*.
В своей практике лекальщики часто прибегают к
следующему упрощенному способу шлифования выпуклого профиля,
очерченного дугой окружности.
До закалки шаблона в центре дуги профиля высверливается
и развертывается отверстие диаметром 5*—7 мм; после закалки
это отверстие притирается стальной проволокой с доводочной
пастой (см. ниже, фиг. 89). В отверстие с небольшим усилием
запрессовывается шлифовальная шпилька.
Шаблон помещается на торец призмы, имеющей вырез для
центрирования (фиг. 16), которая установлена на магнитную
плиту шлифовального станка вплотную к продольному упору;
при этом ось шпильки может лежать как в горизонтальной, так
и в вертикальной плоскостях.
В процессе шлифования шаблон медленно вращается правой
рукой относительно призмы, причем шпилька все время плотно
прижимается к вырезу в призме. В то же время левой рукой
осуществляется подача круга. Если шаблон лежит в
горизонтальной плоскости, то в момент начала шлифования ось
шлифовального круга должна быть на 3—5 мм выше этой плоскости.
При горизонтальном расположении оси шпильки имеется
возможность шлифовать дуги с радиусом до 700 мм.
ПРОМЕЖУТОЧНЫЙ КОНТРОЛЬ
При выборе последовательности обработки шаблонов
следует учитывать необходимость промежуточного контроля
профиля, так как в некоторых случаях после полного окончания
шаблона нельзя произвести проверку всех элементов профиля.
В таких случаях работники инспекции ОТК должны
осуществлять промежуточную проверку правильности отдельных участков
профиля и размеров непосредственно на рабочем месте.
На своевременность промежуточного контроля должно быть
обращено самое серьезное внимание, особенно при изготовлении
сборных калибров и контрольных приспособлений. Это позволит
предотвратить серьезные недоразумения, возникающие
вследствие невозможности осуществить технический контроль
законченного инструмента.
ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ШАБЛОНОВ
Все виды инструментов требуют бережного отношения в
процессе эксплуатации. Это требование особенно важно для изме-
* Рабочую кромку шаблона можно получить плоской и без доводки, если
в процессе шлифования одновременно с вращением верхней плиты приспо-*
собления (правой рукой) медленно опускать шлифовальную головку
(левой рукой).
69
ента и в частности, шаблонов. В СВя
■ tiii^b^SS?значение'приобретает хороший внешний JJJ
шаблонов. щикй прибегают к «мозаичной» отделке По
Многие S^hob--нанесению так называемого «морозя,
вееН0СТелгГ/тХ отделки очень проста. В шпиндель вер**'
Технология такой то ла вставля №
кально-сверлильного ста сма3ывается смесью «Й^
ый стерж^^оро^ зернистостью 220-240) с ^
абразивного ^ \,ая вращающийся стерженек к плоскостям
2лон?получают на них своеобразный узор из блестящих
КР}^п0пВактике автозавода шаблоны крупных размеров, а также
л*ЛК измерительных инструментов в целях улучшения
^РШнегГвида и предотвращения коррозии подвергаются ф0Сфа
«SSSro В результате фосфатирования на поверхности ме-
J2S образуется тонкая пленка нерастворимых в воде хими-
ЧКто5^ФоЖтирования заключается в том, что
инструмент предварительно подвергнутый пескоструйной очистке, вы-
пеоживается в течение 30-40 мин. в водном^ растворе
специальных солей*, а затем промывается в горячей воде,
просушивается и выдерживается в ванне из веретенного масла.
МАРКИРОВАНИЕ ШАБЛОНОВ
Для нанесения номера чертежа шаблона или изделия, на
котором применяется данный шаблон, существует несколько
способов. _. ,.
I: Гравировальный станок с пантографом (фиг. 47). Этот
станок работает следующим образом. Шаблон закрепляется на
рабочем столе 1, который может перемещаться в вертикальном
и горизонтальном направлениях. Справа помещается стол 2
с пазами, в которые вставляются цифровые или буквенные
трафареты; набор различных трафаретов помещается в ящике 3.
«Игла» 4 перемещается по трафарету, а рычаги Л, В и С
сообщают соответствующее перемещение резцу 5, при помощи
которого производится на шаблоне необходимая надпись. Размеры
букв и цифр, наносимых на изделие, могут изменяться как пу-
изменения размеров трафаретов, так и путем регулирова
плеч рычагов А, В и С.
тем
ния
^^-Предварительно шаблон покрывается тонким слоем
подогретого парафина и закрепляется на рабочем столе станка (в за-
* Так называемая соль Мажеф из расчета 30 г на литр воды при
температуре 95—98°С, Эта соль получила свое название по входящим в нее
элементам. Она состоит из' кислых фосфорнокислых солей марганца и железа.
70
Фиг. 47. Гравировальный станок с пантографом:
1—рабочий стол; 2—стол для трафаретов; 3—набор трафаретов; 4—«игла»
пантографа; 5—резей,; А, В и С — рычаги пантографа.
висимости от габаритов и формы шаблона он закрепляется либо
непосредственно на столе, либо в тисках). Рабочий правой
рукой направляет по трафаретам «иглу» 4} а левой прижимает
к шаблону резец, с помощью которого вырезается надпись
в парафине. Острие резца изготовлено из твердого сплава
и имеет форму конуса с углом 30—45°.
После этого поверхность смазывается смесью из одной части
соляной кислоты и двух частей азотной кислоты; через 3—5
минут кислота смывается водой и слой парафина удаляется.
2. Электрограф. При помощи этого прибора обозначения
наносятся так же легко, как обыкновенным карандашом. Такой
способ быстрее и удобнее, но вид надписи зависит от внимания
работающего и от его почерка.
3. Электроискровой способ. Этот способ, освоенный на
автозаводе, является наиболее производительным и обеспечивает
высокое качество маркирования. Он может быть осуществлен на
настольном прошивочно-грагаировальном электроискровом
станке типа ЭИСН ОКБ МСС или на специальном станке.
Этот станок (фиг. 48) состоит из двух основных узлов:
станины 1 и шпиндельной головки 2. В станине закреплена
колонка 3, по которой перемещается шпиндельная головка 2. Пере-
71
-««.я RDv4Hvro от маховика 4, через пару
мещение осуществляет™ ВРУ У | На столе закреплена
конических шестерен и хоД°з° от массы станка теКсто-
магвитная плита 6. Отол изшшу
литовой прокладкой /. цястей- 1) верхней — полой, кото-
Шпиндель состоит из трех *«"- ' 2\ средней, являющей-
рая служит для наГпо^ ™ро-
£я серддаоыэадоыа^ ^ кой; в этом зажиме
ван от шпинделя тек5™^"„ты / Катушка электромагнита
шпинделя.
Фиг. 48. Настольный станок для электроискрового маркирования:
/—станина; 5—шпиндельная головка; 3—колонка; 4— маховик; 5—винт; б—магнитная
плита; 7— текстолитовая прокладка; 5—электрод-инструмент; 5—маркируемое изделие^
72
Для того чтобы обеспечить возможность выдерживать
необходимое время контакта электрода с маркируемым изделием 9
(и соответственно нужную глубину наносимых знаков), в
электрической цепи управления станком имеется реле времени; диа«
пазон изменения продолжительности контакта — от 1 до 30 сек.
Электроды-инструменты (знаки) изготовляются из латунной
ленты толщиной 0,1—0,3 мм (в зависимости от размеров
знаков) путем протягивания через специальные фильеры;
конструкция и технология изготовления этих фильер описана ниже.
Маркируемое изделие крепится на магнитной плите станка,
к которой подводится положительный полюс источника тока
(анод). Электрод-инструмент подключается к отрицательному
полюсу источника тока (катоду). Отдельные знаки
изготовляются из латунной ленты толщиной 0,1—0,2 мм. Выгибание ленты
в соответствии с формой цифры или буквы производится с
помощью специальных фильер (см. ниже, стр. 257).
Место маркирования на изделии с помощью кисточки
смазывается машинным маслом, затем на это место устанавливается
державка с набором знаков и включается рабочий ток
(напряжение 220 в, емкость 10 -мжф, сила тока 0,5 А)*.
Надпись из 10—15 знаков глубиной 0,1 мм наносится в те*
чение 5*—6 сек., т. е. в 15 раз быстрее, чем при других способах
маркирования. Один латунный знак длиной 15 мм обеспечивает
маркирование 3000 изделий.
4. Клеймение шаблонов до термообработки. Этот способ
должен быть совершенно исключен ввиду того, что способствует
Тгскажению размеров шаблона после термической обработки.
К нанесению надписей на шаблонах следует относиться
с достаточной серьезностью, так как от качества маркировки
в большой степени зависит внешний вид инструмента.
РАЗМАГНИЧИВАНИЕ ШАБЛОНОВ
Подвергаясь в процессе изготовления действию магнитных
сил (при шлифовании на магнитной плите), шаблон становится
как бы искусственным магнитом, что создает ряд неудобств при
его использовании. Чтобы лишить шаблон магнитных свойств»
его «размагничивают», помещая на 2—3 сек. внутрь катушки»
через которую пропускается переменный .ток (фиг. 5).
ОСНОВНЫЕ ОПЕРАЦИИ ОБРАБОТКИ ШАБЛОНОВ
РАЗЛИЧНЫХ ТИПОВ
ШАБЛОН С ОДНИМ ВНЕШНИМ УГЛОМ (фиг. 49)
Заготовка и разметка. Отрезав нужный кусок листовой
стали, закрепляем заготовку в прямоугольной призме (фиг. 17) и на
* Подробно см. в журнале «Станки и инструмент», № 5, 1954.
73
А
фиг, 49. Шаблон с одним внешним углом.
Ш гтянке обрабатываем две стороны шабло-
плоскошлкфовально^^станке р
на под прямым F*"£ £|ннЫе стороны как базы для разметки,
Используя 0T^v£La прй помощи угломера, установленного
размечаем угол птаи Toq£afl уСтаН0вка угломера на заданный
пРйбЛойДт^ппй изготовлении заготовки может не соблюдаться,
угод 3019 при ™ от излишнего напряжения зрения
что освобождает раоочего
и ускоряет Р^^'резаем шаблон ножовкой или (если де-
После Разам^бл0НоВ из стали толщиной 3—4 мм) произво-
лается партия ш MbH0M ЙЛИ фрезерном станке. Припуск
дим обраоотку и £ случае дается произвольный, так как
на ^^ован^^^нг длину не обусловлен.
на чертеже шаблона допуск н д ^бработка после закалки.
После термической обработки
и последующего шлифования
плоскостей шаблон опять
возвращается к лекальщику.
На приспособлении для
шлифования под прямым
углом за одну установку
шаблона шлифуются две его
стороны— I и II (фиг. 50), а затем
заново заправленным кругом
производится шлифование
третьей стороны» шаблона на
заданный размер 20,32 мм
(фиг. 51); шаблон 3 устанав-
щ щ ^щ^— 1еЯНК: ливается на магнитной плите
л Ш при помощи магнитной парал-
фнг. 50. Шлифование сторон шаблона 1У „ninuu о р
под угаом 90* леЛЙ J и призмы J.
74
Фнг. 51. Шлифование стороны шаблона в размер 20, 32 мм:
-i-магнитная параллель; 2—прямоугольная призма; 3—шаблон.
После предварительного шлифования третьей стороны
шаблон проверяется микрометром и уже затем окончательно
шлифуется на размер путем соответствующей подачи вертикального
суппорта станка.
Шлифование внешнего угла шаблона производится на
специальном угольнике / в сочетании с синусной линейкой 2,
установленной под заданный чертежом угол 30°19' (фиг. 52).
Установочный размер (разность высот роликов) синусной
линейки подсчитывается по уже известной формуле (фиг. 31):
А Щ С-sin 30°19',
где С—расстояние между осями роликов. По таблице
тригонометрических фуикдай (см- приложение III) находим, что
sin 30° 19'=0,50478, и, зная, что расстояние между осями
роликов синусной линейки равно 100 мм, получаем:
А = 100-0,50478 Щ 50,478 мм.
Пользуясь соответствующим набором плиток, устанавливаем
синусную линейку на угол 30°19\ закрепляем на ней шаблон
и прижимаем его и синусную линейку струбцинами 3 к
угольнику /.
Плотность установки шаблона на синусной линейке прове-
75
фиг* * °"?£^ 5— плита;
/-угольник; Я-сннусная «™^J£™£?
ряется прокладыванием между ними нескольких узких полосок
папиросной бумаги: если все полоски одинаково зажаты, то
шаблон установлен правильно.
Щ После этого заправляем шлифовальный круг на верность,
угольник с шаблоном ставим на магнитную плиту станка,
включаем магнит и производим шлифование угла. ggg
Технический контроль. После шлифования на шаблон
наносится маркировка, он размагничивается и предъявляется на
технический контроль. Ширина шаблона измеряется микрометром,.
а угол проверяется индикатором, прикрепленным к штангенрейст
массу, при установке шаблона на синусной линейке.
В описанном примере была показана технология
изготовления простейшего шаблона с внешним углом путем шлифования
последнего на синусной линейке. Изготовление такого шаблона
вручную не обеспечивает столь высокой точности и
производительности и требует большого напряжения зрения высококвали*
фицированного рабочего.
76
ШАБЛОН С ДВУМЯ ВНЕШНИМИ УГЛАМИ (фиг. 53)
Фиг. 53. Шаблон с двумя внешними
углами.
Заготовка и разметка. На плоскошлифовальном станке при
помощи приспособления для шлифования под прямым углом
шлифуем две стороны прямоугольной заготовки из листовой
стали. Затем переносим заготовку на поверочно-разметочную
плиту, устанавливаем ее на длинную шлифовальную сторону и
посредством штангенрейсмасса размечаем высоту шаблона с
учетом припуска на обработку после закалки F3 + 1,5 = 64,5 мм).
После этого при помощи угломера наносим угол 60°, штанген-
рейсмассом прочерчиваем
размер 39 мм и по угдомеру
наносим угол 70°.
В соответствии с разметкой
вырезаем заготовку шаблона,
опиливаем ее по рискам и
сверлим отверстие для
вешания шаблона. .
После термической
обработки производим шлифование
плоскостей шаблона.
Обработка после закалки.
Установив шаблон 1 на
магнитной плите 3 станка при по-]
мощи точной прямоугольной
призмы 2, шлифуем начисто широкую сторону (фиг. 54).
Почему принято шлифовать сначала широкую сторону?
Потому, что она будет сошлифована с минимальным съемом
металла и почти весь припуск останется на шлифование
противоположной стороны, имеющей точный размер. Здесь лишний
съем металла облегчает получение нужной точности, так как
благодаря углам на
профиле шаблона размер узкой
стороны C8,76 мм) при
шлифовании увеличивается.
При шлифовании второй
стороны высота шаблона
63 мм выдерживается с
помощью микрометра.
Шлифование первого
угла (например, 70°) ведется
описанным ранее способом
при помощи синусной
линейки (фиг. 55).
Щ Т~Г^7~! Установочный размер
Фиг 54. Шлифование широкой стороны на синусной линейке Л =
шаблона. = С • sin 70°= 100 • 0,93969 =
I—шаблон; 2—прямоугольная призма; 5—маг- no QAQ мм
нятная плита* зо,эиэ мм.
77
полмежуточный контроль.
угла, не uyAj повлечь
"%Хй н"испраГ«ь1Й «рак
п„и обработке шаблонов
д£огоаРня. Р««Рм»'Гт
яичит с контролем «на гла-
ничит с г обеспечивает
зок» и «е
необходимой точностиi._
для достижения высокой точно-^^^^^^линейку «а
^^^^^"(уЙновочныПазмер ЛI - ^зш 60 ^КЮ_
ВоТбОЗУ= 86 6°03 2м) и шлифуем этот^^^^о^данной.
Ж .«*£- не Д0в0дямра»ер0узк ^„^£
величины (<38,/о ""'; 0 и два ролика, как пока
плиту и устанавливаем его и д
фиг. 56.
Для измерения
размена 38,76 мм нужно найти
вспомогательный размер
М который можно точно
измерить с помощью
микрометра или плиток в
специальной струбцине.
Из фиг. 56 этот размер
равен:
Фиг. 55. Шлифование угла 70'
М = 2R + a + b + 38,76.
Находим размеры а
и Ь:
70'
a=i?-ctgf=l°-b4281 =
= 14,281 мм;
Фиг. 56. Измерение узкой стороны
шаблона с помощью двух роликов.
78
"Ш9Кг S бо°
&=R.ctg — =10. 1,7320=17,320 мм*.
Отсюда М = 20+14,281 + 17,320 + 38,76=90,361 мм.
Исходя из результатов замера, определяем оставшийся
припуск и производим окончательное шлифование, выдерживая
размер М. При этом следует учитывать, что необходимое
вертикальное углубление круга равно не разности между
замеренной величиной и требуемым размером, а этой разности,
умноженной на синус угла, прилежащего к шлифуемой стороне. Для
рассматриваемого шаблона, если разность размеров равна,
например 0,24 мм, то слой, который необходимо удалить,
составляет: 0,24 - sin 60° | 0,24 • 0,866 | 0,208 мм.
Технический контроль. Окончательный контроль шаблона
ведется теми же способами, которыми пользовались при
шлифовании углов.
Применение роликов дает гарантию точного выполнения раз- -
меров, которые иначе могут быть выполнены лишь
приблизительно'. Применение синусной линейки повышает точность по
сравнению с применением угломера, не говоря уже о том, что
обработка на шлифовальном станке позволяет значительно сократить
продолжительность изготовления шаблона.
ШАБЛОН С ВНУТРЕННИМ УГЛОМ (фиг. 57)
Прежде всего, как и в предыдущих случаях, шлифуем под
прямым углом две стороны заготовки и производим разметку.
В точке пересечения двух линий, расположенных под
углом 60°, просверливаем отверстие диаметром 2 мм, вырезаем
размеченный угол ножовкой, опиливаем шаблон и
просверливаем отверстие для вешания.
Затем производится термическая обработка и шлифование
плоскостей шаблона.
Обработка после закалки. Вновь шлифуем стороны 60 мм
и 70 мм под прямым углом и принимаем их за базы для
дальнейшего шлифования профиля. Остановимся на шлифовании
угла 60°.
Для этой операции подбираем чашечный шлифовальный
круг и заправляем его с помощью синусной линейки**, как это
было показано на фиг. 44.
* В данном случае взяты ролики диаметром 20 мм; вообще же можно
пользоваться роликами любого диаметра.
** Выше были описаны высокопроизводительные и удобные
приспособления для заправки.шлифовальных кругов под,угол (фиг. 22 и 30). Однако
эти приспособления обеспечивают точность заправки в пределах ±5', тогда
как на синусной линейке эта точность достигает ±5". Поэтому в случаях,
когда требуется высокая точность изделия, заправку шлифовальных кругов
под угол рекомендуется производить с помощью синусной линейки.
79
1
1
1
ч°
1
7в
^C^fr^
11
1 *N|
1 1
1
Установочный разм-ер А~
= C°sin 60° = 100-0,86603 В
= 86,603 мм.
Набираем комплект плиток
размером 86,60 мм (округляем
размер на 0,003 мм) и
устанавливаем синусную линейку,
после чего прижимаем ее
струбциной к угольнику (фиг. 44).
Угольник с синусной линейкой
ставится на магнитную плиту
шлифовального станка. После
включения магнита помещаем
^^^^^^^^^^^^^^^^^^^^„ на синусную линейку
прямоугольную державку с алмазом
и, передвигая последнюю правой рукой, заправляем
шлифовальный круг под углом 60°; затем, сняв с магнитной плиты угольник
с синусной линейкой, помещаем на плиту державку с алмазом
и подрезаем на верность торец круга.
Установив призму 1 с шаблоном на магнитную плиту 2,
включаем магнит и шлифуем одновременно обе стороны угла
(фиг. 58). Проверка размеров впадины производится с по-
Фнг.
Шаблон
углом.
с внутренним
Фиг. 58. Шлифование угла:
i-приама; 2-магнитная плита.
Фиг. 59. Проверка угла с по
мощью ролика.
гл«г W Подсчитываем вспомогательный раз
мощью Р°л^й(может быть проверен микрометром:
мер М, который может "в" ^
. ег h гпр R =— = Ю ММ;
м = R + a + 55 — b, где к 2
\ _ R . cte30°= Ю • 1,7320 = 17,320 мм;
Ь - 254 tg 30° = 25,4 • 0,57735 = 14,665 мм.
Отсюда М \ 10 + 17,320 + 55 - 14,665 щ 67,655 мм.
Фиг. 60. Шлифование
горизонтальных участков профиля:
1—прямоугольная призма; 3—магнитная
Фиг. 61. Шаблон с вогнутой дугой
и упорной площадкой.
После этого шлифуются участки профиля I и II (фиг. 60).
Как и при шлифовании угла, базовая сторона шаблона
устанавливается на магнитную плиту (вместе с призмой, обеспечиваю-
.щей необходимую устойчивость).
Технический контроль профиля шаблона осуществляется так,
как было только что описано (фиг. 59) \ а величина угла
измеряется при помощи синусной линейки.
ШАБЛОН С ВОГНУТОЙ ДУГОЙ И УПОРНОЙ ПЛОЩАДКОЙ (фиг. 61)
Заготовка и разметка. При отрезке заготовки необходимо
предусмотреть такой припуск, чтобы при разметке можно было
поместить центр дуги радиуса R = 36,17 мм. Разметка профиля
производится на поверочной плите при помощи штангенрейс-
масса после того, как отшлифованы под углом 90° две базовые
стороны шаблона I и II. При разметке следует оставить
достаточный припуск на обработку шаблона после закалки, так как
профиль должен быть выполнен с довольно высокой точностью.
Размер 17,63 мм берем с припуском +0,8 мм, т. е. при
разметке округляем его до 18,5.- мм; на ширину шаблона оставляем
припуск +1»0—1»5 мм, так как общая ширина задана с
точностью 0,01 мм и шаблон имеет сложный профиль.
Размер высоты принимаем 67—70 мм, размер 16,12 мм
увеличиваем на 1 мм, угол 45° размечаем по угломеру. В месте
перехода от дуги к упорной площадке просверливаем отверстие
диаметром 2 мм. После разметки вырезаем и опиливаем шаблон,
просверливаем отверстие для вешания. Затем шаблон проходит
термическую обработку и шлифуются его плоскости.
6 П. А. Камышев
81
Фиг. 62. Настройка приспособления для шлифования дуги-™ S
/-увор; 2-палец; 3_плита Приспособления; ^-угольники: 5-шаблпИ. * '
мм:
рейсиасс с индикатором;'?—у'станов; ^ДлТнТтель;™!!п^«1^-Штанген-
литки.
Обработка дуги окружности. После шлифования двух Ш
. углом 90° и третьей стопоны в оязмр.г» 0К7Я »,. 1 Т0Р0Н
под у
к шлифованию дуги с радиусом R = 36,17 мм. Эта
стороны в размер 95,73 мм переход™
операция
выполняется на плоскошлифовальном станке с помощью
циального приспособления (фиг. 6). спе"
Снимаем верхнюю плиту 3 приспособления и слегка пп
крепляем с помощью зажимов шаблон 5 к угольникам 4- затеи
все это устанавливаем на поверочную плиту (фиг. 62) и при по**
мощи штангенрейсмасса с индикатором и установи 7 с
плитками 9 придаем шаблону такое положение, чтобы центр дуги
R = 36,17 мм совпал с осью вращения приспособления (ось
пальца 2). Устойчивость плиты 3 обеспечивается прямоугольным
упором /.
82
Для этого нижняя
сторона шаблона, имеющая
размер 95,73 мм,
устанавливается горизонтально с учетом
обеспечения припуска на
шлифование размера 47,51
(от оси вращения
приспособления); расстояние от «дна»
дуги до оси вращения
приспособления
принимается равным приблизительно
35,5 мм, чтобы иметь
припуск на последующее
шлифование. Затем
окончательно закрепляем шаблон на
приспособлении (фиг. 63).
После этого верхняя
плита приспособления
устанавливается на нижнюю плиту,
и собранное приспособление
помещается на магнитный
стол плоскошлифовального
станка. Шлифовальный круг
от руки заправляется на
угловой профиль
(приблизительно 30—35°) с таким
расчетом, чтобы можно было
выбрать угол в месте
сопряжения дуги с упорной
площадкой.
Шлифование дуги
производится путем вращения
верхней плиты
приспособления вокруг пальца 2; подача
шаблона на круг
осуществляется перемещением
суппорта станка.
После предварительного
шлифования дуги R =
=36,17 мм снимаем
верхнюю плиту приспособления
и проверяем расстояние от
«дна» дуги до оси вращения
приспособления. Это
измерение производится на
поверочной плите, как было
описано выше, так же, как
при настройке приопособле-
Фиг. 63. Установка шаблона на
приспособлении при шлифовании дуга
#=36,17 мм.
Фиг. 64. Шлифование упорной
площадки.
6* 83
Фиг. 65. Шлифование прямого участка пол
лом 45°:
^-угольник; 2—синусная линейка; 3—"струбцина* 4—ша
5—струбцина; 6— магнитная плита.
ния (фиг. 62). Такая проверка правильности установки шаблона
в процессе шлифования дуги * = 36,17 мм производится 2--
о раза.
Промежуточный контроль. После окончательного
шлифования дуги /?=36,17 мм шаблон вместе с приспособлением пеое
дается для проверки техническим контролерам. Контроль
ведется таким же способом, как и при шлифовании.
Шлифование упорной площадки и прямого участка под
углом 45°. Упорная площадка шлифуется периферией круга
(фиг. 64); размер 17,63 мм проверяется с помощью микрометра
Прямой участок профиля под углом 45° шлифуется на
синусной линейке (фиг. 65). Синусная линейка 2 прикрепляется
Ы
струбциной 3 к чугунному угольнику У, установленному на
магнитной плите 6. Шаблон 4 в свою очередь прижимается к
угольнику струбциной 5.
В данном случае следует обратить особое внимание на-
способ измерения размера 16,12 мм (фиг. 66). Это измерение
производится с помощью ролика. Шаблон снимается с
приспособления и ставится на поверочную плиту 1 так, чтобы его
сторона, к которой примыкает угловой участок, плотно прилегала
к точной прямоугольной призме 2.
Расстояние С от плиты,до «дна» дуги ^? = 36,17 мм измеряем
с помощью индикатора по установу и плиткам. Допустим, что
С=43,39 мм.
Если радиус ролика /? = 3 мм, то размер
а= 16,12 + А + Я =/Я^+&.
Из прямоугольного треугольника
Ь | R - ctg — = 3 • 2,4142 = 7,2426 мм.
Отсюда а = 19,124- 7,2426 = 26,3626 мм, а общий размер
М = с + а = 43,39 + 26,36 = 69,75 мм.
При контроле набираем комплект плиток по размеру М
и устанавливаем по плиткам индикатор на «нуль». В момент
кдсания ролика индикатор также должен показывать «нуль».
Шлифование упорной площадки по высоте. Чтобы выдержать
размер 22,1 мм, нужно установить индикатор на размер 22,1 +
-|- С = 22,1 4- 43,39 = 65,49 мм. Это делается с помощью уста-
нова и плиток.
Шлифование производится периферией круга. Шаблон уста-
_ 1
i
$:
.
сз
<о
-ф-
1
-/&
,/ ^ 1
^,*г ^о !
i
«о
X
/2
/
/
Фиг. 66. Измерение размера 16,12 мм с помощью ролика:
/--поверочная плита; 2—прямоугольная "призма,
85
"■«та » пту №и- «—.. (и»
РЕЗЬБОВОЙ ШАБЛОН (фйг.б7)
углов а и а, должны лежать на оЖ ^Г4"^ веР™
ной аз боковых сторон шаблона ХжГ™/1'' два *гла »* од-
величину, а их биссектрисе* t££ -васпп иметъ ™н^
перпендикулярно линии аах. ШаблоныL J^ °ЛОЖены строго
ными по величине, но перекошенными. ^S ?е 52^° ПРаВЙЛЬ"
годными. J ми>не могут считаться
Технология операций, предшествующих закали S!
на; поэтому остановимся только на шлифова?^^ S*-
для шлифования углов не будут две взаимно-перпендикуля^
стороны, как это было для шаблонов, рассмотренных оанД
этому необходимо особенно точно выдержать параллельное
длинных сторон шаблона и перпендикулярность к ним боко™-
стороны с внутренним углом. й
Шлифование внутренних углов. Устанавливаем шаблон ня
приспособление (фиг. 68)* с таким расчетом, чтобы в одном по
ложении шлифовать два угла на длинной стороне. Затем повооа*
чиваем приспособление на 90° (ставим его на сторону II) й mL
фуем внутренний угол на боковой стороне шаблона.
При шлифовании внутренних углов требуется особенно точ-
^~ ^™ ШИ" Ш ная заправка шлифовального
круга. Она выполняется спо-
мощью синусной линейки.
Шлифование углов ре.
комендуется производить в
два приема: сначала
—предварительно, а затем, после
тщательной заправки кру«
га, — окончательно.
^^^^^^^^^^^^^^^^Ш Шлифование внешнего
Фиг. 67. Резьбовой шаблон. угла (фиг. 69). Шаблон за-
Шаблоиы можно шлифовать партиями в склепанном виде.
86
*] £
1 Фиг. 69, Шлифование внешнего
II ^7 Г угла шаблона:
Фиг. 68. Шлифование внутренних углов ;_npH3Ma. 2-палец; 3-магнитвая пля.
шаблона. та; 4—упор.
крепляется в призме 1У в центре которой запрессован
цилиндрический палец 2, фиксирующий шаблон по внутреннему
шлифованному углу. Перед закреплением проверяется
(посредством штангенрейсмасса с индикатором) параллельность
длинных сторон шаблона базовой стороне призмы /. Таким путем
гарантируется то*чность расположения вершин обоих углов
(внутреннего и наружного) на одной линии аах. При шлифовании
призма / устанавливается на магнитную плиту 3 станка
вплотную к продольному упору 4.
Внешний угол, как и внутренний, следует шлифовать в два
приема.
ШАБЛОН С ДВУМЯ ТРАПЕЦЕИДАЛЬНЫМИ ВПАДИНАМИ (фиг. 70)
Заготовка и разметка. Как и в других случаях, одновременно
обрабатываем три (или более) заготовки. Шлифуем их
плоскости, затем складываем, зажимаем в ручные тисочки,,
просверливаем два отверстия, в которые вставляем проволоку и
склепываем шаблоны. Две стороны пачки шлифуем под угол 90°
(в призме), после чего производим разметку профиля, не
87
ляя nptrycK на шлифован»
:ак профиль имеет «отит?'
'°ткри;
Фиг. 70. Шаблон с двумя трапе-
цендальными впадинами.
оставл
так Щ
тые» размеры. *^ш^^^^^^^
Вторую боковую сторону
профильную часть обрабатываем
на строгальном станке. После это
го шаблоны разъединяются и
направляются в термический цех
Обработка после закалки.
После шлифования плоскостей
шаблоны опять склепываются и все
_^^^^_^^^^^__^ четыре стороны пачки шлифуются
; 1 под углами 90°. Профиль
рассматриваемого шаблона можно шлифовать двумя способами:
профилированным кругом или раздельно по элементам. В последнем
случае чашечным кругом на синусной линейке поочередно
шлифуются наклонные параллельные стороны двух впадин, затем
шаблон повертывается и шлифуются противоположные стороны
обеих впадин, после этого шлифуются горизонтальные участки
впадины.
Более производительным является шлифование всего
профиля впадины специально заправленным кругом. При заправке
шлифовального круга необходимо установить острие алмаза
относительно периферии круга таким образом, чтобы при
повороте каретки 2 приспособления (фиг. 22) на требуемый угол
C0° в каждую сторону) выдержать ширину горизонтальных
участков впадин 5 мм.
Подсчитаем расстояние KN от острия алмаза до периферии
круга (фиг. 70):
KN = KM * ctga,
где КМ — половина требуемой горизонтальной площадки на
круге; a — угол поворота каретки приспособления.
Для нашего случая KN = —. ctg 30° Щ 2,5 • 1,7320 | 4,33 мм
Закрепляем в приспособлении (фиг. 22) алмаз по
установочному шаблону, а суппорт настраиваем по микрометру на
размер 75—4,33 = 70,67 мм.
Помещаем это приспособление на магнитную плиту
вплотную к продольному упору. Сначала заправляем шлифовальный
круг на верность по периферии, затем возвращаем суппорт
в нулевое положение G5 мм по микрометру), поворачиваем
каретку 2 на 90°— 30°— 60й, зажимаем рычаг 6 (фиг. 22),
освобождаем оба штифта 8 и производим заправку одной боковой
стороны круга. Аналогичным образом, производится заправка
второй боковой стороны.*
* Предварительно боковые стороны шлифовального круга заправляются
вручную карборундом.
88
Пачку шаблонов /
зажимаем в призму 2 (фиг. 71),
устанавливаем ее на
магнитную плиту 3 вплотную к
продольному упору 4, включаем
магнит и приступаем к
шлифованию одной впадины. После
предварительного шлифования
следует проверить профиль и
размеры впадины на
инструментальном микроскопе.
Закончив шлифование первой
впадины, помещаем между
призмой и продольным упором
параллель, ширина которой
равна «шагу» впадин, и затем
переходим к шлифованию
второй впадины.*
Проверка профиля.
Проверку профиля шаблона можно
осуществить тремя способами.
1. На синусной линейке с
помошью индикатора (фиг. 72).
2. Микрометром с помощью
двух роликов, вложенных во ^^^^^
впадины шаблона (фиг. 73). Ш _
3. На инструментальном микроскопе.
Первый способ измерения является наиболее простым и
обеспечивает высокую точность. Предварительно требуется
подсчитать размер ВС (фиг. 74).
Сначала строим прямоугольный треугольник CDE и из него
находим:
CD=ED - tg a= 10 • tg 30°= 10 • 0,577 = 5,77 мм.
Гипотенуза АС прямоугольного треугольника ABC равна:
ЛС=2 (AA^CD) =2E+5,77) =21,54 мм.
Отсюда определяем размер ВС:
ВС^АС \ cos 30*=21,54 • 0,86603 = 18,65 мм.
При проверке профиля устанавливаем шаблон на синусную
линейку, повернутую на угол 60°. Сначала с помощью
индикатора настраиваем установ на размер Я, затем помещаем на
установ набор плиток толщиной 18,65 мм и методом сравнения
Фиг, 71. Шлифование профиля
впадин:
/—шаблоны; 2—призма; 3—магнитная
плита; 4—упор.
* В рассматриваемом случае на чертеже шаблона «шаг» не задан. Его
нужно определить путем расчета, как это показано ниже (АС на фиг. 74»
ЛС = 21,54 мм).
89
___ . -~-^Z^ jj помощью синус
72. проверка профиля и шаг
линейки.
фйГ. 72. Проверка ^
7о\ После этого переворачиваем
пязмер ВС (фиг- '*>■ р0Веряем расстояние В,С,
М6ЖДУ ДВУ .« ПРОФИЛЕМ НЕБОЛЬШИХ РАЗМЕРОВ
ШАБЛОН СО СЛОЖНЫМ ПРД Щ
1-т .« "поглТПППРНИРМ ITTflfi.lTi
.„яблона. Перед изготовлением шабло
Технологический эскиз шао 0 особое внимание уделить
ня Ложным профилем неомобработКИ с учетом взаим
Н3 п последовательности ojeP льны„ док опера _
^^S^»0"брака {закончить
WPT ЯВИТЬСЯ При11"
же ".„,„uni' очного контроля, так к
яви ься причиной око*—-
озможно); шй промежуточного контроля, так как очень
2) выбору операдни пром^У ном шаблоне невозможно изме-
тяРТРЯ ЧТО На о а п.'-'
^P^SS^KJ^-epa- и построениям, необходимым
па3)попоПлнительных расчетов. довлетворЯть так назы-
ДЛЯВсем "™.м требованиям ДолжеНблУна ^^ ^ выби.
ваемый технологический эски
90
Ф
Фиг. 73. Проверка профиля и шага
впадин с помощью двух роликов.
Фиг. 74. Схема для определения
вспомогательных размеров при
проверке шага с помощью
синусной линейки.
рается таким, чтобы эскиз поместился на листе бумаги
размером приблизительно 15QX200 мм. Следовательно, на
технологическом эскизе все размеры шаблона пропорционально
увеличиваются или уменьшаются. При вычерчивании эскиза нет
необходимости точно соблюдать размеры, — они могут выдерживаться
приближенно. Пример технологического эскиза для изготовления
рассматриваемого шаблона показан на фиг. 76.
В верхней части эскиза проводим горизонтальную линию
на уровне высоты шаблона 1 и перпендикулярно к ней—линию
левой стороны 2. Параллельно линии 2 проводим еще ряд линий:
3—"на размер 16,00 мм, 4—на размер 3,11 мм и т. д. (фиг. 76).
Чтобы провести линию 11, на которой расположены центры
полуокружностей #=1,63 мм и # = 2,74 мм, необходимо
подсчитать размер ВС:
ВС = 3,11 • ctg 30°= 3,11 j 1,7320 = 5,38 мм.
Следовательно, проводим линию 11 на расстоянии 5,38 мм
от линии 1.
Для нанесения линии 12 подсчитываем размер ДЕ:
^^^^^^^Шт Щ DE - 1.63 • ctg 30*=
1,63 i 1,7320 = 2,82 мм.
3 атем вычерчиваем
углы шаблона и обе
полуокружности.
Теперь необходимо
сделать построение для
установки
вспомогательного цилиндрика,
который будет нужен
в дальнейшем для
измерений при обработке
угловых участков про-
i —. филя. На технологиче-
Фиг. 75. Шаблон со сложным профилем не- ском эскизе продолжа-
больших размеров. ем вниз наклонную сто-
91
фу
u 76. Технологический эскиз для подсчета дополнительных размеров.
рону левого углового участка профиля до пересечения с одной
из вертикальных линий, например с линией 5; точку
пересечения О принимаем за центр основания цилиндрика и определяем
ее координаты. w
Расстояние точки О от левой стороны 2 шаблона равно:
16 + З.П + 4,68 + 3,26 = 27,05 мм.
Расстояние AM находим из треугольника АМО, в котором
катет ОА = 4,68 + 3,26 = 7,94 мм, а противолежащий ему
угол — 30*.
АМ = ОА • ctg 30° = 7,94 • 1,7320 = 13,75 мм.
Так как обе наклонные стороны угловых участков профиля
параллельны между собой, то при обработке второго (правого)
угла можно воспользоваться тем же цилиндриком. Для этого
из вершины К правого угла опускаем перпендикуляр на линию
МО и определяем величину KN из прямоугольного
треугольника KNM,
92
где:
КМ = 4,68 + 3,26 + 4,56 + 5,48 + 5,0 = 22,98 мм.
Отсюда находим, что
KN = КМ • cos 30Q= 22,98 \ 0,86603 = 19,99 мм.
Все подсчитанные размеры, проставляем на эскизе.
На этом подготовка технологического эскиза шаблона
заканчивается. Он дает все необходимые размеры для разметки
и шлифования профиля шаблона.
Такие технологические эскизы должны делать технологи.
Конечно, желательно, чтобы конструкторы профильных
инструментов учитывали технологию их изготовления и в рабочем
чертеже приводили все необходимые вспомогательные размеры*.
Шлифование профиля шаблона. В соответствии с
технологическим эскизом производится разметка заготовки (с округлением
размеров), последняя вырезается, опиливается и закаливается.
Затем шлифуются плоскости и две базовые стороны I и II под
прямым углом. После этого шаблон закрепляется в призме
и переходят к шлифованию профиля.
При закреплении шаблона в призме важно предусмотреть,
что шлифование полуокружности R = 2,74 мм придется
расчленить на два приема (см. ниже). Поэтому необходимо установить
шаблон так, чтобы центр этой полуокружности был расположен
приблизительно посередине оси призмы.
Практика лекального дела выработала важное правило:
начинать шлифование профиля шаблона с наиболее сложного
участка. В данном случае таким участком является выпуклая
полуокружность /? = 2,74 мм.
Для шлифования этого участка нужно заправить на
шлифовальном круге вогнутую полуокружность, но так как заданный
радиус очень мал, заправить эту полуокружность полностью
(на 180е') невозможно. Поэтому заправляем круг немного
больше, чем на четверть окружности, примерно на 95° (фиг. 24,
форма 2).
Для заправки круга пользуемся приспособлением (фиг. 22).
Чтобы получить на круге вогнутую дугу, нужно суппорт 3
передвинуть влево, чтобы алмаз перешел через центр вращения на
величину радиуса; следовательно, установочный размер равен:
75—2,74 = 72,26 мм. Ставим приспособление на магнитную
плиту, включаем магнит, подводим алмаз к кругу и заправляем
последний сначала по периферии, а затем по радиусу.
Шлифование полуокружности R = 2,74 мм расчленяем на
На автозаводе в чертежах на сборные калибры и на приспособления
указываются базы для измерения в виде вспомогательных отверстий иди
специальных цилиндриков, от которых ведутся измерения в процессе
изготовления и при приемке техническими контролерами (см. ниже. Лиг 242 248
249 и 250). * "
93
f6 J ЛИ Ш 3,26 t_ OjL 5>
Переход 3
5,0 163
Фиг. 77. Последовательность переходов шлифования профиля шаблона,
два приема. Сначала производим одновременное шлифование
половины дуги R = 2,74 мм и прямого участка с размером 5 мм
(фиг. 77, переход /); при этом призма плотно прижимается
к продольному упору магнитной плиты.
Затем повертываем призму с шаблоном нешлифованной его
стороной к кругу (не вынимая шаблон из призмы) и шлифуем
одновременно половину дуги /? = 2,74 мм с другой стороны и
прямой участок ММ\ = D,56 + 3,26 + 4,68 мм) до пересечения
горизонтальной линии с прямой MN. При повороте призмы с
шаблоном необходимо противоположную ее сторону плотно прижать
к продольному упору магнитной плиты. Прошлифовав профиль
предварительно, переносим призму с шаблоном на
инструментальный микроскоп и проверяем правильность профиля (размер
радиуса, плавность сопряжения обеих половин дуги и высоту
полуокружности). Убедившись в правильной установке призмы
с шаблоном относительно шлифовального круга, производим
окончательное шлифование данного участка профиля.
Переходим к шлифованию полуокружности /?=1,63 мм.
Приспособление для заправки круга настраиваем следующим
образом; устанавливаем алмаз в нулевое положение и затем
94
суппорт 3 передвигаем вправо, соблюдая установочный размер
75+1,63 Ы 76,63 мм.
Выше уже указывалось, что лекальщики имеют набор
шлифовальных кругов в количестве 20—25 штук; каждый круг
закреплен на планшайбе, так что замена его (вместе с
планшайбой) занимает 1—2 минуты. Предыдущие переходы выполнялись
кругом шириной 15.мм. Этот круг невыгодно заправлять на
радиус 1,63 мм, так как потребуется большой съем абразива.
Поэтому используем другой круг шириной 4—5 мм. Размер
радиуса 1,63 мм проверяется на инструментальном микроскопе.
Теперь переходим к шлифованию угловых участков профиля.
Оно может производиться двумя способами.
1. Шлифование на призме («кубике»).
Шлифовальный круг заправляется под углом 30е' с помощью синусной
линейки, установленной на угол 30° по плиткам (фиг. 44).
2. Шлифование на синусной линейке (фиг. 78).
В этом случае не требуется заправка круга под углом, и поэтому
значительно уменьшается его расход (заправка производится
по периферии только на верность).
Синусная линейка У устанавливается по плиткам на
угольнике 2 под углом 60е'; шаблон 3 кладется на синусную линейку
и крепится к угольнику струбциной 4. Предварительно к
шаблону крепится (привертывается винтом или припаивается)
цилиндрик 5.
Фиг. 78. Шлифование угловых участков профиля шаблона на
синусной линейке:
/—синусная линейка; 2—угольник; 3—шаблон; 4—струбцина; 5—цилиндрик;
6—магнитная плита.
95
^погт^нпго круга на верность
noi-e.-np.-«-"P-Affi,,WHH.,|SS?SS> Vy Ш
• Т^пкник с шаблоном на Дованию углов. Сначала
ГклГаем магнит и приступаем -шл^ова^ ^ циливдрику.
шЗем внутренний Угол, выдери £ центр расположен на
Tv ЙГдиаметр Цилиндрика Ь мм, ше от наружной
™одолжеДнии шлифуй W™^^ должно составлять
ловерхности цилиндр
3 Т процессе шлифования периодически проверяем размер
по индикатору. прпрхшшм к шлифованию внешнего угла;
После 3T0f ° q_Ci 16 89 мм от наружной поверхности
расстояние;*^фуеМой стороны выдерживаем по индика-
цилиндрика рм г
тор£ „лт из описанного примера, при втором способе шли-
КаК ™п» расходуется дополнительное время на установку
фования углов у ->к угольнику1 однако такой способ проще
и кРенле™^ТеЛЬНее, так как не требует многочисленных заме-
р0\НчякпючениеП^1едует подчеркнуть, что, несмотря на слож-
J1 ппоАита рассматриваемый шаблон изготовляется без
питательных выработок и контршаблонов; применение
Цилиндрика гарантирует очень высокую точность размеров.
ШАБЛОН С ВОГНУТЫМИ КРИВЫМИ И ВНЕШНИМИ УГЛАМИ
(фиг. 79)
Прежде всего вычерчиваем эскиз шаблона, увеличивая его
оазмеры в 5—6 раз (фиг. 79).
В отношении технологии шлифования профиля этот пример
отличается от предыдущих тем, что размеры шаблона очень
малы и поэтому целесообразно одновременно шлифовать ряд
v-частков профиля специально заправленным кругом.
Разметка заготовки очень проста, припуск на шлифование
„ лаТь не более 0,5 мм, так как конфигурация профиля
позволяет в случае неправильных размеров легко их исправить
путем «углубления» профиля.
^ Шлифуй* Две базовые стороны I и II под прямым углом,
размещаем профиль, вырезаем шаблон, опиливаем его и
передаем на термическую обработку*.
"Т^Г^Аить имеет небольшую глубину, то лекальщики иногда изго-
«Р™,!«ч закаленной заготовки без разметки. Этот способ осо-
ГЛЯЮ^о прикуетсяв™а! большой срочности работы. Иногда даже
беино часто практикуется в ^у изготовлять из закаленной зато-
шаблоны с глубоким профили приходится предварительно вырезается
^Тки^^&Тк^гоГ^иТой 1,5-2Рмм на вулканитовой связке, а за-
тем шлифуется в размер.
96
4.32
Фиг. 79, Шаблон с вогнутыми дугами и внешним углом.
Шлифование профиля. После шлифования плоскостей
шаблона и двух базовых сторон под прямым углом переходим к
шлифованию профиля.
Сначала шлифуются два прямых участка длиной 4,5 и 10,0 мм
е соблюдением разности высот между ними 6,32 — 5,50 = 0,82 мм.
Затем производится одновременное шлифование дуг с радиусами
R=3,5 мм и прямого участка между ними, а также внутреннего
угла а= 180°-г-135с,= 45°. Для выполнения этой операции
шлифовальный круг заправляется с помощью приспособления
(фиг. 22).
Процесс заправки показан на фиг. 80. К продольному упору /,
имеющемуся на магнитной плите 5, прикладывается
прокладка 2 шириной 3,6 мм. (расстояние между центрами двух дуг
Я= 3,5 мм), вплотную к прокладке ставится заправочное
приспособление 6, а к его торцу прижимается поперечный упор Зу
прикрепленный к продольному упору посредством струбцины 4.
Поперечный упор 3 необходим для того, гчтобы приспособление
не могло иметь смещения в продольном направлении» так как
в процессе заправки: круга прокладка 2 будет снята и
приспособление переместится вплотную к продольному упору 1.
При настройке приспособления для заправки круга по дуге
# = 3,5 мм. алмаз устанавливаем по шаблону в нулевое цоложе-
7 П| А* Камышев
97
фиг. 80. Запр
явка шлифовального круга
-*«-ч*я&ь*зк "ssst-i— -
^-поперечный упор; 4—струбцина
заправки,
3 cvnnopr перемещаем до получения размера по микро-
ние, а сУпп°р17ёХч^=78 5 мм; ,
метру: 75+^=75+^м 'г на верность по периферии, затем
Сначала заправляем yj ой стороне круга и, повернув
заправляем дугу к-о,о же установки подрезаем торец
каретку с суппортом ва w сшряжения дуги/^=3,5 мм
круга; таким 00Р^™икулЯрными прямыми,
сдвумявзаимно-перпендикул р ^=35 мм Центр этой
Переходим к запР***Гитс/на расстоянии 3,6 мм от центра
дуги, как известно, н ад буется передвинуть приспособ-
первой дуги. На этш у к ащее положение. Для этого
ление, чтобы *™f ^MfeM c „литы прокладку 2, имеющуюся
выключаем магнит v. пособдения и продолЬным упором,
между основанием Jl бленне вплотную к поперечному
; jsss^^^-подготовка к заправке второй
По^ пр^е\Тп7истаупиТь к заправке дуги, необходимо
Но, прежде чем i у j поворачивать каретку 2, чтобы
определить, на как°« У™ «у* с прямой под углом 135°.
ГГаТЬраГ?8°0^&ЖЛ";еУсли из Up. ДУШ «=3,5 мм
98
опустить перпендикуляр и продолжить прямую под углом 135°,
то получим, что угол р также равен 45°. Следовательно,
при заправке второй дуги нужно поворачивать каретку 2
на 45°. -Щ%?:
Заправка второй дуги #=3,5 мм, сопрягающейся с
горизонтальной прямой и с прямой под углом 45Q, производится в такой
же последовательности, как и заправка первой дуги.
Поворачивая каретку 2 против часовой стрелки на 45Q, заправляем дугу,
затем фиксируем положение каретки, вынимаем штифты 8 (фиг.
22) и вручную перемещаем салазки 4 со стойкой 5; таким
образом будет заправлена прямая под ^глом 45Q, что
соответствует заданному на чертеже шаблону углу 135° (фиг. 80).
Поскольку профиль шаблона отличается значительной
сложностью, необходимо предварительно проверить правильность
заправки круга. Для этого берется кусок листовой стали' толщин
ной 1—2 мм, прорезается заправленным кругом, и полученный
профиль проверяется на инструментальном микроскопе.
Убедившись в правильности профиля круга, приступаем
к шлифованию шаблонов. При этом размер горизонтального
участка 4,5 мм выдерживаем, базируясь от продольного упора,
а размер глубины 5,5 мм выдерживаем с помощью индикатора
н плиток.
В заключение переходим к шлифованию прямого участка
под углом 136° 17'. Так как угол должен быть выдержан с
точностью до одной минуты, то круг нужно заправлять с помощью
синусной линейки, которая устанавливается под углом 180°—
—136° 17'= 43с43'.
Размер участка проверяется путем измерения
вспомогательного размера 5 = 16,6 (фиг, 79*); оно производится с помощью
индикатора, установа и набора плиток.
Необходимо обратить внимание на то, что большим
достоинством описанного способа изготовления шаблона является
грубая разметка и полное отсутствие контршаблонов.
Вследствие мелких размеров профиля точная разметка была бы очень
кропотливой и трудоемкой.
ШАБЛОН С РАЗНЫМИ УГЛАМИ И ВЫПУКЛОЙ ДУГОЙ (фиг. 81)
Вычертив в увеличенном масштабе эскиз шаблона,
производим на нем вспомогательное построение для измерения
внешнего левого угла 30Q при помощи ролика (задаемся диаметром
ролика 11 мм) и для определения положения стороны,
наклоненной под углом 45°* и примыкающей к дуге с радиусом R =
= 20,19 мм (фиг. 82).
Для решения первой задачи нужно найти величину m, coot*
ветствующую разности высот образующей ролика и горизонталь-
* Подсчет этого вспомогательного размера не приводится.
7* 99
фйг. 81. Шаблон с разными углами и выпуклой дугой
20.Ш Ж- 20,10
ФИГ 82 Технологичеошй эскиз для подсчета дополнительных
VHl* размеров.
Ш)
ной прямой с размером 53,13 мм. Из треугольника ABC
подсчитываем размер ВС.
ВС = АВ ■ ctg 30Q= 12,03 • 1,732*20,84 мм.
Затем подсчитываем величину CD, где D лежит на одной
высоте с центром ролика О.
CD = R • ctg 15е1 = —• 3,732 -5,5 • 3,732 = 20,53 мм.
Отсюда п jgj CD + R | 20,53 4- 5,5 = 26,03 мм;
т й п—ВС = 26,03—20,84 = 5,19 мм.
Для решения второй задачи находим из треугольника EFK
размер FK:
FK = EK - sin45Q= 20,19 • 0,70711 g 14,28 мм.
Следовательно, высота стрелки дуги R — 20,19 мм будет
равна:
PF = R — FK = 20,19 — 14,28 * 5,91 мм.
Записываем полученные величины на эскизе (фиг. 82) и пере*
ходим к изготовлению шаблона. ^3
Заготовка и разметка. Шлифуем две базовые стороны
заготовки под углом 90Q и размечаем шаблон при помощи штанген-
рейсмасса и циркуля; увеличиваем общую длину шаблона с
учетом припуска на обработку после закалки до 123 мм. Припуски
по рабочей стороне шаблона можно не оставлять, так как
данный профиль не имеет «внутренних размеров».
Затем вырезаем профиль шаблона ножовкой или на
фрезерном станке (в зависимости от количества и толщины шаблонов),
опиливаем, подрезаем углы, в центре дуги /?=20ДЭ мм
высверливаем отверстие
диаметром 6 мм и
зачищаем его разверткой,
так как оно будет
служить базой при
шлифовании этой дуги; затем
высверливаем второе
отверстие для вешания
шаблона и передаем
последний на
термическую обработку.
Шлифование
профиля. Сначала
шлифуются плоскости
шаблона и две базовые
стор.аны I и II под
прямым углом, затем сто- Фиг. 83. Шлифование дуги R - 20,19 мн.
101
„ 191 7 мм После этого шаблон устанавливается
рона III в размер 12 ,7 мм посл^ азом> цтобы, ось> вокруг
SiSKJS™ Йрхняя плита, совпадала с центром отвер-
стия 0 6 мм. нчстоойке в отверстие шаблона
для удобства замеровц2н^РХтветствуюЩего диаметра.
слегка запрессовывается|цили^Р прОИЗводим шлифо-
Вращая верхнюю плиту ^ п(жазано на фиг. 83. Измерение
радиуса iyrn производит от цилиндрика по способу, описанному
ЯЯ Сле^отя! переход -шлифование прямого участка под fj
лом ^° Этот переход можно осуществить двумя способами.
Пеовый состоит в шлифовании кругом, заправленным под
,™* %°- пои той же установке можно шлифовать и два прямых
йастка профиля с размерами 53,13 мм и 20,10 мм. Однако при
данном способе шлифования усложняется измерение длины
oSoft от стороны с внешним углом 30° до стороны с
внутренним углом 45% то есть размера 53,13 мм; усложняется также
измерение длины отрезка под углом 45 (размер 26 мм).
При втором способе шлифование производится на синусной
линейке, смонтированной на угольнике (фиг. 84). Установочный
размер (разность высот роликов) на синусной линейке:
А = 100 • sin 45°= 100 ■ 0,70711 = 70,71 мм.
В технологическом эскизе (фиг. 82) указан^ размер> 5,91 мм
- от прямой под углом 4о
НЯЗн^НИ^^Н^НВИНк до наивысшей точки дуги
# = 20,19 мм. Этот размер
выдерживается с
помощью индикатора и
плиток.
Переходим к
шлифованию двух
горизонтальных участков профиля
с размерами 53,13 мм и
20,10 мм. Оба эти участка
шлифуются за одну
установку. Шаблон нижней
стороной II
устанавливается на магнитную
плиту; для устойчивости с
обеих сторон шаблона на
плиту помещаются две
призмы, которые плотно
— ~j£Hl И &**ii ппоичвепены на инструментальном микро-
* Эти измерения могут быть nP°"?B*£~" „ как измерение с помощью
дрик»
Фиг. 84. Шлифование прямого участка под
угол 45° на синусной линейке, -^И
102
прижимаются к его
плоскостям.
В первую очередь
шлифуем прямой участок с
размером 53,13 мм (фиг. 85).
Измерение производим от
цилиндрика, установленного
в центре дуги R = 20,19^ мм.
Расстояние от прямой до
«ентоа цилиндрика равно:
23-cos 45° = 23 -0,70711 =
= 16,26 мм.
Не изменяя установку
шаблона, шлифуем верхний
прямой участок, длиною
20 Ю мм, выдерживая раз- ^^^^ш^^^^^^^^^^^^^^^т
мео 20,19 мм от центра ци- j Ar
линдрика Затем переходим к шлифованию прямого участка ль
ппп углом 30°. Устанавливаем синусную линейку на чугунный
угольник под углом 90°~30° = 60°. Шаблон, установленный на си-
Фиг.
85. Шлифование
горизонтального участка профиля.
Фиг. 86. Шлифование прямого участка под углом 60'
103
*m*wni к угольнику; -шлифо-.
. прижимается cTPy6u«HO«Jry86).
■уе^«и«й^^««п^ф2Ью проверяем размер,
за^м ШЛИФУЙ^к^змеряет^ с помешу ^ r е ^
3 Размер /С легК ной II на поверо у призмой и crop.
ставим шаблон стоР j вом^аем размер -5Д9 м
плотно прижимая прм и мм (фиг , плиткам. Если эт
„о!лС P°*«\*HaaTopoM, У^^^ГбЗ 13 мм, а также все друг,
0-
мм
г
тавнм шаоя"".я призму и """—Т^г. 82). Размер m=u,i» м«
.лотно прижимая прм п мм (фиг , плиткам. Если эта
о!лС P^K„SopoM, установлецым g также все други
Сверяем прочно, то P^f'допуска. Это достигаете:
,азмеР вЬ?°„Л"еНлежать в пределах Д > база для измерения
размеры будрт * была принята^ размеры; такой
ёлагодарятомУ. живались все послеДУr метром 6 мм.
JTSs&iSSSможйо прою,кт" "кже
шлнфованив. Н«обходи ^опе.
fHaинструментальном внутренними углами
шАБлон с вогнутой ДУгой(фИД7)
«а чскиз (фиг. 88), на котором
,ы«рдаае» шаблон ^щ^____ »,« . .
Фиг. 87. Шаблон с вогнутой дугой
и двумя внутренними углами.
104
ляем «высоту» угловых участков k и I (смысл этого выражения
ясен из чертежа), исходя из заданных углов профиля.
Для угла 45°18' : к = 31,18 - ctg 45Q18' = 31,18 • 0,98958 =
3 30,86 мм.
Для угла 30°5' : I = 18 • ctg 30*5' = 18 • 1,7262 = 31,07 мм.
Теперь необходимо определить место расположения
вспомогательного цилиндрика для измерения угловых участков
профиля при шлифовании. Продолжив вниз наклонные стороны,
получаем треугольник ABC и вписываем в него окружность. Этот
треугольник вычерчиваем в увеличенном виде внизу
технологического эскиза, проводим из центра окружности биссектрисы
углов, прилежащих к основанию ЛВ*, затем из центра
окружности опускаем перпендикуляр на основание треугольника и
подсчитываем размеры отрезков тип:
т = Я* ctg 29с57'30" = R- 1,7349 A)
п И Л-ctg 2¥2\" = R- 2,4322 B)
так как т + п — АВ — 11,3 мм, то
Я-1,7349 +Л '2,4322- 11,3;
R- A,7349 + 2,4322) = 11,3.
Отсюда 4,1671 -R = 11,3 и R =-11,3 = 2,712; округляя, шь
4,1671
лучим Я = 2,71.
Следовательно, диаметр вписанной окружности будет
D = 2,712-2 = 5,42 мм.
Подставляя значение R = 2,71 в равенства A) и B),
получаем
т = 2,71 ■ 1,7349 = 4,71 мм,
п = 2,71 • 2,4322 = 6,59 мм.
Подсчитанные величины наносим на технологический эскиз
(фиг. 88) и переходим к изготовлению шаблона.
Шлифование профиля. После разметки профиля на
заготовке шаблона** просверливаем отверстие диаметром 3 мм в
центре окружности, вписанной в треугольник ABC, а также
отверстие для подвешивания шаблона.
После термообработки, как и обычно, шлифуем плоскости
шаблона, затем шлифуем две базовые стороны I и II под
прямым углом и третью сторону 111 (до получения размера по
длине — 145 мм).
Ч Шлифование профиля начинаем с левого прямого участка,
затем шлифуем второй прямой участок с размером 24,60 мм;
* Угол при вершине А равен 90° — 45°18' = 44°42/; угол при вершине
В ш 90°— 30°05' « 59°55'.
** Этот профиль при изготовлении шаблона можно, как выражаются
лекальщики, неоднократно «осаживать», т, е. понижать, и, таким образом,
брака опасаться не следует.
105
. чскиз для подсчета дополнительных размеров
фиг. 88. Технологический эскиз для
раз.„сть Мсот 1 ПР^Г"" """"" "'" "" I
Чет •si пВшзэдеШВ
нужно запрессовать в ^аи' отрезается кусок мягкой
ищется это следующим °ДазоМм ^ р^ ^ одно.
стальной проволоки Дип^тР"ается разрез и обе половинки вы-
^нца вдоль пров^Дел^^РРнаорма (фиг> щ.
гибаются, чтобы пиучилась вставляетСя в патрон свеР;
Полученный таким образом пр ^ смазЫвается доводочной
"^mXtK» какую-нибудь подставку с вырезом
пастой ,ш^илип ~
-Т^Тля доводки и полирован«„мекяемаЯаиВ^
„роизводстве ^--^"SL^SST^"'^* по весу, парафин-
ловском инструментальном заводе; 0 керосш-7,0%
215%; воск пчелиный-3,5 А, стеари» парафИНа, воска и стеарина, их
iSo°nr»5ur5f3^s,=.r я?ет
106
U
и
U
Фиг. 89. Притир из
мягкой стальной
проволоки.
и отверстие зачищается
возвратно-поступательным движением вращающегося притира.
После зачистки в отверстие с небольшим
усилием запрессовывается цилиндрик.
Для шлифования угловых участков
профиля применяем синусную линейку. Для
получения угла 54°18' настраиваем синусную
линейку на угол 90°—45°18' Щ 44°42';
установочный размер Л = 100 -sin 44°42' =
= 100 • 0,70339 | 70,34 мм. Шаблон
устанавливаем на синусную линейку, прижимаем
его с помощью струбцины к угольнику
и всю эту комбинацию помещаем на
магнитную плиту (фиг. 90). Измерение
производим с помощью индикатора, который
устанавливается по плиткам на размер,
•соответствующий расстоянию от наивысшей
точки цилиндрика до шлифуемого участка. ..
Это расстояние равно сумме радиуса
вписанной окружности B,71 мм) и радиуса цилиндрика A,5 мм),
т. е. 4, 21 мм.
При шлифовании второго углового участка настраиваем
синусную линейку на угол 90° — 30°05' = 59с,55'. Размер до
наивысшей точки цилиндрика, измеряемый с помощью индикатора
и плиток, составляет также 4,21 мм.
При шлифовании участка с размером 11,3 мм шлифовальный
круг должен иметь ширину 8—10 мм. Шаблон устанавливаем
основанием на магнитную плиту (между двумя призмами для
обеспечения устойчивости), включаем магнит и шлифуем,
выдерживая по глубине размер 20,86 4- 10 — 30,86 мм от прямой
на левом конце шаблона; одновременно выдерживается
расстояние 2,71 — 1,5 = 1,21 мм до цилиндрика (проверяется по
индикатору) .
Шлифование дуги радиуса 37,1 мм можно производить двумя
способами.
При первом способе пользуются специальным
приспособлением к плоскошлифовальному станку, показанным на фиг. 6.
вается до 4—5 микрон. Для приготовления 7-микронной пасты окись хрома
частично заменяется зерном электрокорунда М—7.
При изготовлении пасты воск, стеарин и парафин расплавляются, а
затем в сосуд насыпают окись хрома. Вся эта масса должна кипеть 15"—
20 мин. при температуре 130—150°С; в процессе нагревания и кипячения
необходимо перемешивать массу. После удаления всплывающих легких
примесей сосуд с пастой охлаждают до температуры 20°С. В однородную густую
массу вливается керосин, и она тщательно перемешивается. Так,как при этом
комочки окиси хрома полностью не размельчаются, то массу осторожно
сливают в другой сосуд, снова кипятят в течение 10 мин. при температур**
120—130°С, охлаждают до начала загустевания (около 45—50°С) и вливают
в металлические формы, смазанные внутри трансформаторным маслом. После
полного остывания готовая паста вынимается из формы.
107
Фиг 90. Шлифование угловых участков профиля на синусной
линейке.
Шаблон устанавливается на этом приспособлении в соответствии
с фиг. 83 с той лишь разницей, что на ней показано
шлифование выпуклой дуги, а в нашем случае шлифуется вогнутая дуга.
Второй способ осуществляется на внутришлифовальном
станке; шаблон закрепляется на планшайбе станка и шлифуется так
же, как и все изделия с отверстиями- Базой для установки
шаблона на планшайбе и для измерения величины радиуса служит
вспомогательный цилиндрик.
Допустим, что одновременно обрабатываются четыре
шаблона, склепанные в пачку 1 (фиг. 91). К шаблонам припаивается
прокладка 2 толщиной 10—12 мм (чтобы обеспечить выход
шлифовального круга), а к прокладке прикрепляется планка 3
длиной 60 мм и шириной 8-—10 мм*. К планке прикрепляется ци-
* Длина планки зависит от радиуса шлифуемой дуги.
108
Фиг. 91. Схема установки шаблона для шлифования дуги
R = 37,1 мм:
/—пачка шаблонов; 2—прокладка; 3—планка; 4—палец.
линдрический палец 4 (он может припаиваться или
привертываться винтом).
Положение центра пальца 4 относительно центра
вспомогательного цилиндрика определяется размерами ^фиг. 88):
по вертикали 2,71 -Ь 20,86 + 37,1 = 60,67 мм и по горизонтали
п + 85,82 — A1,3 + 18) - 6,59 | 85,82 — 29,3 = 63,11 мм.
Измерения при установке и в процессе шлифования
производятся от цилиндрической поверхности пальца 4 с помощью
индикатора, установа и плиток.
Последней операцией является шлифование упорной
площадки; при этом выдерживается размер 184-/п= 18+4,71=22,71 мм
от центра цилиндрика.
После шлифования шаблоны передаются на технический
контроль. В качестве базы для проверки профиля используется
вспомогательный цилиндрик, как было описано выше. Проверка
профиля может быть произведена также на инструментальном
микроскопе. После технического контроля шаблоны
расклепываются, маркируются и размагничиваются.
ШАБЛОН С НЕСКОЛЬКИМИ РАЗЛИЧНЫМИ УГЛАМИ (фиг. 92)
Технологический эскиз. На эскизе вычерчивается почти в
натуральную величину профиль шаблона и подсчитываются
недостающие размеры между горизонтальными участками профиля»
и»
110
J = 57,93-tg 7°45' = 57,93-0,13609-7,88 мм;
m = 23,01-dig 29°9' | 23,01 • 1,793 4. 41,26 мм.
Шлифование профиля и измерения будут производиться
с помощью вспомогательного цилиндрика; поэтому нужно
определить место его установки. При решении этой задачи следует
стремиться сократить количество подсчетов. В нашем случае
целесообразно установить цилиндрик на пересечении
вертикальной и горизонтальной линий профиля: это позволяет исключить
один подсчет.
Продолжим вниз линию вертикального участка с размером
12,7 мм, затем на расстоянии 15 мм от самого низкого
горизонтального участка проведем горизонтальную прямую. Точку
пересечения этих двух линий примем за центр основания
вспомогательного цилиндрика.
Теперь остается найти расстояния от центра цилиндрика до
сторон угловых участков профиля. Для этого через центр
цилиндрика проводим прямые линии, параллельные сторонам
углов.
Расстояние АВ находим из прямоугольного треугольника
ОАВ.
АВ = ОА • sm29°9' = A5 + 12,7) - 0,4871 Й 13,49 мм.
Расстояние EF от центра цилиндрика до стороны угла 9°01'
находим из двух прямоугольных треугольников ОКЕ и KPF как
разность величин KF — КЕ.
KF Щ КР \ cos 9°01' Й 15-0,98764 = 14,81 мм;
КЕ = (Ж-sin 9°01' = 57,15-0,15672 = 8,95 мм.
Отсюда EF =KF — KE= 14,81—8,95 - 5,86 мм.
Расстояние NC от центра цилиндрика до стороны угла 7°45'
находим из прямоугольных треугольников NMD и OCD как
разность величин ND — CD.
ND Ё MD • cos 7С,45' Щ G,88 + 41,26 + 12,7+15) • cos 7°45' Щ
= 76,84 ; 0,99086 Щ 76,14 мм;
CD = OD • sin 745'= B3,01+22,22 + 57,93) • sin 7°45' =
= 103,16 • 0,13485 | 13,91 мм.
Отсюда ND — CD Щ 76,14—13,91 = 62,23 мм.
Проставляем найденные размеры на эскизе и переходим
к изготовлению шаблона.
Заготовка и разметка. Шлифуем две базовые стороны
заготовки шаблона под прямым углом, размечаем профиль,
вырезаем заготовку ножовкой или на фрезерном станке, подрезаем
углы, просверливаем отверстие диаметром 6 мм под
вспомогательный цилиндрик, а также отверстие для склепывания (если
изготовляется несколько шаблонов) и вешания шаблонов.
Шлифование профиля. Сначала шлифуем под прямым углом
две базовые стороны I и П. Затем ставим шаблон стороной II
1И
Фиг 93 Шлифование горизонтальных
ФИ участков профиля шаблона.
на магнитную плиту между двумя прямоугольными призмами,
включаем магнит и шлифуем три горизонтальных участка
профиля 1,2 и 3 (фиг. 93).
После этого ставим шаблон непосредственно на магнитную
плиту стороной I и шлифуем сначала третью сторону III
шаблона (выдерживая длину 249,21 мм), а затем, не изменяя
установку, прямой участок, отстоящий от стороны I на расстоянии
23,01+22,22 + 57,93 + 38,1 = 141,26 мм; шлифование этой стороны
производим чашечным шлифовальным кругом, как показано на
фиг. 94.
Перед шлифованием угловых участков профиля зачищаем
отверстие под цилиндрик притиром, сделанным из стальной
проволоки (фиг. 89), и слегка запрессовываем в него цилиндрик.
Шлифование производим на синусной линейке.
Установочный размер линейки: А = 100-sin 9еГ = 100
- о
,15672 = \Ъ,Ь( мм. на уГольник 2, на нее уста-
Синусная линейка / помещает епляется с помощью
„авливается шаблон ^ котор ^^ выдерживаем раз-
струбцины 4 к угольнику, ч' I до стороны угла 9 1
# № " " S"Щ^ШЩ»Ш»<Я индикатора, при-
(фиг. 95); измерение ни плиток.
Лепленного \™$T'ZuZeu lal же. как и в предыдущем еду-
Сторону угла 29 9 ш^ифУГ1 устанавливается под углом 90 -
чае (фиг. 96). Синусная "««^^выдерживается расстояние
^9f=601^ ПРИ «°ВХинДРИкаР и шлифуемой сто-
13 49 мм между цешрит ^
^Аналогичны* образом производится шлифование стороны
4Н2
фиг. 94.
кального
Шлифование верт
участка
шаблона
участка профиля
Фиг. 95. Шлифование прямого
участка профиля, наклонного под
углом 9°Г.
Фиг 96. Шлифование
прямого участка
профиля наклонного под уг-
лом (<$-29°09') =60-51'.
Фиг. 97. Шлифование прямого
участка профиля, наклонного под углом
7°45'.
о п. А. Камышев
113
tev.
7»av <Лжг 97)- при этом выдерживается расстояние 62,23 мм
угла 7°45 (фиг. У/Ь пр» шлифуемой стороной,
между центром иилиндрика ^ля шаблона осущест.
ТСХГхТмТже™оГбаЬмиПГтоРРьшиРпользовались пРн шлифо-
SSfK на инсшментальном микроскопе.
* * *
,оинш выше примеров было показано применение
В ряде описаннммше^ /качестве базы для установки
вспомогательных J^^*™^^ и для его измерения. Центр
размеров при ^^^^^ти^еяяя всех размеров
этого иилиндрика ™*^£™ н£ было в этом профиле углов,
профиля ««ЙТ^окт^те*. С помощью тригонометриче-
прямых линий: и ^^S расстояние от центра цилиндрика
ских формул ™лститамегся Р она> после чего зам
fpoSS установленного по пли.
КЗМКЯК вияно из приведенных примеров, такие способы
шлифования иВйи?мере3ния профильных шаблонов могут применяться
_-. " „»« Кплмпинстве случаев.
в подавляющем большинстве случаев.
Глава III
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ
ИНСТРУМЕНТОВ
Номенклатура инструментов, имеющих точный профиль,
требующий «лекальной» обработки, отнюдь не ограничивается
профильными шаблонами. Необходимость в обработке точного
профиля часто возникает при изготовлении режущих инструментов,
калибров, штампов, прессформ, различных приспособлений.
Примерами могут служить фасонные резцы, калибровые пробки и
втулки для проверки шлицевых, эвольвентных и т. п.
соединений, пуансоны для штамповки деталей сложного профиля, стерж-
-;3ш прессформ для изготовления деталей из резины и пластмасс
и т. д.
Коллектив инструментальщиков Горьковского автозавода
провел большую работу в области усовершенствования технологии
изготовления разнообразных профильных инструментов.
Особенный интерес здесь, как и при изготовлении шаблонов,
представляет стремление к максимальной механизации технологических
процессов и к внедрению шлифования профилей вместо ручной
доводки.
В настоящей главе приводятся краткие сведения о
технологии изготовления профильных инструментов, причем основное
внимание уделяется вопросам профильного шлифования.
ШЛИЦЕВЫЕ КАЛИБРЫ (ПРОБКИ И ВТУЛКИ)
Общие сведения. Шлицевые втулки по конструкции делятся
на два вида; с открытыми шлицами (коронки) и с глухими
шлицами, когда шлицы находятся внутри втулки. По профилю
шлицевые калибры (как пробки, так и втулки), применяемые в про-,
изводстве автомобилей, тракторов и других машин, можно
подразделить на пять видов:
8* \\Ь
ик
„ калибры цилиндрические шлицы прямые с параллельны-
*,g"SS5HCISSSf-^e, шлицы имеют угловой профИль
% Глиоры конусные, шлицы имеют угловой профиль (фиг.
104): „мрют специальный профиль (фиг. 105);
4) шлицы имеют cne^J ый профиль.
5 шлицы ^еют.пэпвв°"Т0бки все™ видов (за исключением
Шлицевые калибровые прои шлиф0Вальных станках
эдольвентных) шлифуются на шш * шлицевых ка-
Где^ительных ^^осо^и\шшт^ более 25 мм профиль
либровых втулок с внутренниеJ^M ^ станке с помощыо
пазов шлифуется на москопшир ^^ 106)> шлиод.
специального пРиспос°^™м6тром менее 25 мм профиль пазов
SS^rSSSSiSS.™ -их втулок будет он,
^еХлогия изготовления шлицевых пробок состоит из еле-
ДУТо™2ГГаг:отовки с припуском на токарную обработку
(с учетом Длины и Диаметра). шлифование (по дли-
%isy»^W»"на шлифование шлиц
0.5 мм. I пыгки для маркировки на накатанной части
4. Фрезерование лыски для m^f г
РУТ Зачистка ^усенцев чертежа калибра и но-
6. Маркирование (У^ваетс ^алибром).
„ер изделия которое проверяется 60_62).
М F7. Термообработка 0» ™Жений. Эта операция производит-
8 Зачистка центровых yrayw абразивным кружком
ея на вертикально-сверлильном ««* Р^ под угод ^
диаметром 10-12 мм, который ^^ а закреплен
f закреплен в шпйНД^ивается один конец калибра. При зачи-
дентр, иа который нас/*^СеЯгка^ поворачивается левой рукой,
отке второго конца калибр сле^ прИжимается к центровому
Правой рукой a6pa»™ 3»™ еЬегся машинное масло,
углублению. В качестве смазки пР ть болшюе
Зачистке центровых У™^^|ой при шлифовании наружной по-
I веющими эвольвентный профиль, шлифуются на
* ппобки с шлицамяг ™^щ™„*х
Прооки^мых станах. ВЫСОКОй точности, центровые
углубления зачищаются чуху
116
9. Шлифование наружной поверхности рабочей части пробки
с оставлением припуска на доводку @,01—0,015 мм),
10. Доводка по наружному диаметру. Она производится на
специальных станках очень простой конструкции, состоящих из
станины длиной 1,25—1,75 м, на которой помещаются передняя
и задняя бабки.
11. Шлифование шлиц. Оно производится на
плоскошлифовальном станке (фиг. 2) в делительном приспособлении (фиг, 7).
12. Технический контроль. Ширину шлиц измеряют
микрометром или пассаметром, а расположение шлиц проверяют на
оптической делительной головке.
На шлицевых калибрах второго и третьего типа с угловым
профилем шлиц, последние не фрезеруются, а прорезаются на
плоскошлифовальном станке после термообработки.
Переходим к более подробному описанию операций
шлифования шлиц*.
В Шлифование профиля шлицевых пробок. Эта операция
производится на плоскошлифовальном станке в делительном
приспособлении (фиг. 7); для заправки профиля на шлифовальном
круге применяется приспособление (фиг. 22).
Рассмотрим в качестве примера шлифование шлиц
калибровой пробки, показанной на фиг. 98.
Щ Необходимо, чтобы ось профиля шлифовального круга
лежала точно по оси центров, в которых закрепляется пробка при
шлифовании. Это условие автоматически обеспечивается в том
случае, если ширина основания делительного приспособления
и ширина заправочного приспособления одинаковы и оба эти
приспособления ставятся на магнитную плиту вплотную к
продольному упору. В случае неодинаковой ширины этих
приспособлений следует учесть разность размеров и компенсировать ее
за счет установки между продольным упором и заправочным
или делительным приспособлением мерной прокладки, ширина
которой равна разности половин ширины оснований этих
приспособлений. |н
Шлифовальный круг шириной 8 мм предварительно
обдирается вручную карборундом и окончательно заправляется с
помощью приспособления (фиг. 22), "Крут* должен.иметь симмет-
360°
ричный профиль с углом при вершине— ——36°, так как на
пробке 10 шлиц.
Способ настройки и установки приспособления для заправки
подобного профиля в общих чертах был описан выше.
Схема для подсчета необходимых дополнительных размеров
показана на фиг. 98, внизу. При продолжении боковых сторон
АВ и CD впадины они пересекутся в точке М, лежащей на
вертикальной оси Ох02. Стороны АВ и CD образуют между собой
—■ п,,0ТЫ лекальщика А. Я- Пешкова.
* Ниже описываются методы работы ш
Число ujmuizU
Г.толь У/РА.
Тдердость Rc=№~№
Ф„. 98. ШШ калибр с —и „рямоу— профиля.
=1
О
•в-
о
0
б>
сг
да
О
а-
к
о.
Ч
я
§
#?&-
£$£*
118
угол АМС, равный =36°. Точка М является начальным по-
ложением острия алмаза в момент заправки боковых сторон
профиля, а размер ОМ определяет ширину прокладки, которую
необходимо будет поместить между основанием заправочного
приспособления (фиг. 22) и поперечным упором.
ОМ Ш МЛЛ. ctg— J^®L • 3,0777 = 10,76мм.
1 2 2
Настройка приспособления (фиг. 22) производится
следующим образом. Суппорт 3 настраиваем по микрометру на размер
75—19,9 = 55,1 мм (где 19,9—радиус окружности впадин), затем
между поперечным упором и основанием приспособления
помещаем прокладку шириной 10,76 мм, устанавливаем
приспособление на магнитную плиту вплотную к прокладке и продольному
упору, включаем магнит и приступаем к заправке
шлифовального круга.
После заправки дуги /? = 19,9 мм, не изменяя положения
стола станка, переходим к заправке боковых сторон под углом 18°
(фиг. 99). Выключив магнит, снимаем прокладку,
устанавливаем основание приспособления вплотную к поперечному и
продольному упорам и настраиваем суппорт по микрометру на
размер 75 мм, т. е. на нулевое положение — острие алмаза возвра-
Фиг. 99. Заправка профиля на шлифовальном круге,
П9
в точку О. Включив магнит повооачИпя„
против часовой стрелки на угол 90^18'=72= »? каРет*У 2
фиксирующих штифта 8, левой рукой медленно onv^eM <*
а правой перемещаем суппорт с алмазом, ocTmS^ ^
путем заправку правой боковой стороны kpyTa ппД Так»
поворачиваем каретку 2 по часовой стрелке на угш, 79» Этог°
правляем левую боковую сторону круга У 72 и за-
Для заправки профиля круга при шлифовании Ш
пробок на автозаводе широко применяется другой спГоГ^
работанный лекальщиком А. Я. Чешковым. ЗаГавкocvm/33'
ляется также с помощью приспособления (фиг 221 УЩееТв"
Этот способ состоит в том, что сначала заправляются I
боковые стороны круга под углами а=18°, прием^стриТаад?,
смещается от нулевого положения на расстояние СЕ=~Ж^
где CF — ширина шлица (фиг. 98, внизу), т. е. суппорт 3
приспособления настраивается на размер 75—СЯ=75— ~^?^
2
=71,503 мм (по микрометру). Поочередная заправка боковых
сторон производится несколько раз, пока ширина горизонталь-
ного участка BD (см. фиг. 99), остающегося на периферии
круга, не достигнет размера, равного требуемой ширине впадины
на калибре минус 1—1,2 мм. Постепенное уменьшение ширины
участка BD достигается в результате врезания алмаза в круг
путем перемещения стола станка в продольном направлении.
После того как достигнута нужная ширина участка BD, не
изменяя положения стола станка, суппорт 3 приспособления
настраивают на-размер 75—#=75—19,9=55,10 мм (где #= -?У1
внутренний радиус калибра) и производят заправку участка
BD по дуге. При этом врезание алмаза в шлифовальный круг
осуществляется только путем вертикальной подачи шпиндельной
головки станка.
После заправки шлифовального круга снимаем
приспособление на его место вплотную к продольному упору устанавливаем
делительное приспособление, в котором закреплен шлицевый
калибр и приступаем к шлифованию шлиц.
Многолетней практикой установлено, что при внимательной
работе описанный способ заправки круга обеспечивает высокую
Точность как размеров шлиц (ширины), так и профиля впа-
шлифование i н * Ш0ч Пр0цеСс шлифования профиля
с угловыми т*™"}*?1^къЛе<пм™ж* от описанного
пробок с угловыми шлицами ничем »
issss?^^^^. пр™двумя i
сабами-
120
Фиг. 100. Цилиндрический калибр с шлицами углового профиля.
Первый способ аналогичен описанному ранее, но поскольку
площадки на профиле впадины имеют весьма незначительную
ширину, периферия круга не заправляется по окружности. Если
же подобные калибры изготовляются систематически, то дл»
заправки шлифовальных кругов могут применяться специальные
призмы 1 (фиг. 101) с углом, соответствующим профилю
впадины на калибре; ширина основания призмы А равна
ширине основания делительного приспособления, благодаря чему
обеспечивается совпадение вершины круга с осью шлифуемого
калибра. Призма 1 устанавливается на магнитную плиту 3
вплотную к продольному упору 4. На призму помещается
державка с алмазом 2, и при ее перемещении по призме
производится заправка круга; предварительно круг обдирается
карборундом*.
Шлифование таких калибров производится в делительных
* Обычно лекальщик имеет, такие круги с уже заправленным профилем,
так что остается только проверить его алмазом.
121
«линиях с центрами (фиг. ЮЗ, а также-7). ПоСКОлЬ1п,
приспособлениях с цц шлицами впадины не фрезеруюТС53
на калибрах с yj«» птлисЬовальными кругами зрп„,'
прорезаются шлиф;
то
зернисто.
СНаЧайпЛо я твердостью СМ, а окончательное шлиф0Ва„£
стью 60-8°иТ^ди твердостью С1 и зернистостью lOO-gn
производится КРУ впадин производится с помощью дв^
Проверка размеР g указывается в Д*ух
роликов и микромер Дмом ^^ указан дааметр ^е*
пЗДТГм2 Ролики вкладываются в диаметрально противопо
Z)=ip впадины шлиц и микрометром измеряется расстояние
ложные впадины тстший размер также указывается *
!ГХе изделия. Профиль впадин проверяется на инструМен.
ТаТн0алогиЧ№°ТлПифованию профиля впадин цилиндрических
■ЯЛибпов™ угловыми шлицами, как показано на фиг. 103, воз-
.алибров с у впадИны и на изделиях мелких моделей, как
можно шлифовать впади
например, накатлые ролики (фиг
"'"пыЖгтяльНЫХ
^^^^_ как
02) с модулем М = 0,5, на
Зных плоскошлифовальных станках с помощью делительных
^^S (смГ фиг. 8). Делительные диски на данном
SSS2SS. £им1няюшиеся_с £бШлифша^нШ-^^
приспособлений (см. ф
J"t—I. примеь^^^^- ^^
обеспечивают высокую точность по_ шагу. ^Р^ирование шли
Повального круга производится двумя спосооами.
Ф Пер вый сп о с о б. Профиль круга заправляется универсаль-
нымспособом с помощью приспособления (фиг. 22), с последую-
нымх,пик,и щ€и ПрОВ€рКОИ шлифуемого
изделия на
инструментальном микроскопе.
Второй способ. На
оптическом профилешлифо-
вальном станке шлифуется
профиль на металлическом
ролике с двумя ручьями,
первый для запрарки
профиля шлифовального круга
при предварительной
шлифовке изделия, а второй
для чистовой,
окончательной шлифовки в размер.
С помощью металлического
ролика заправляется
профиль на шлифовальном
круге, как показано на фиг. 45.
Затем производится шли-
Вфование изделия с
последующ-. 101. Заправка профиля на шлифо- ющей проверкой'на ИНСТру-
вальном круге посредством специальной ментальном микроскопе. Та-
призмы: кой способ обеспечивает вы-
'"""Si ЙтГПр^ГыГЬо7МаГН^ «ЖУЮ ЧИСТОТУ И ТОЧНОСТЬ.
422
Шлифование профиля
впадин конусных пробок с
угловыми шлицами. После
термической обработки у
пробок шлифуется торец и
коническая поверхность с
припуском на доводку
@,015 мм). При проверке
размеров пробка ставится
торцом на поверочную
плиту, к двум диаметрально
противоположным сторонам
прижимаются ролики, и
микрометром измеряется
соответствующий диаметр (раз- ^ВЙ^1тД№Дим-м»^^—
мер 42,89 на фиг. 104). фиг, 102. Накатный ролик.
Угол конуса проверяется на
синусной линейке, как
показано нафнг. 240.
Шлифование впадин производится так же, как и на
цилиндрических калибрах с угловыми шлицами. Магнитную плиту
необходимо повернуть на угол конуса Г37'39"; для осуществления
такого поворота с левой стороны плиты имеется шарнир, а с
правой — паз и винт для закрепления плиты в нужном
положении (фиг. 103)*, Поворот магнитной плиты производится
следующим образом: на плиту помещается синусная линейка,
установленная под углом 1°37'39", а затем плита
поворачивается на шарнире так, чтобы плоскость синусной линейки заняла
горизонтальное положение; горизонтальность этой плоскости
проверяется посредством индикатора, прикрепленного к штан-
генрейсмассу, установленному на суппорте станка.
Заправка шлифовального круга под углом 80° производится
с помощью приспособления (фиг. 22). Оно устанавливается на
магнитную плиту, повернутую на заданный " угол, вплотную
к продольному упору; каретка 2 поворачивается на угол 90°*—
2^=50° (по часовой стрелке — для заправки левой стороны
круга, и против часовой стрелки — для заправки правой
стороны). При этом острие алмаза должно располагаться на уровне
оси шпинделя станка. После заправки круга устанавливается
делительное приспособление и производится шлифование
впадин.
Проверка размеров впадин осуществляется микрометром
с помощью двух шариков; при этом пробка ставится торцом на
* В случае отсутствия шарнирной магнитной плиты поворот на
заданный угол можно осуществить с помощью клиновидной подкладки, точно
отшлифованной под соответствующий угол. Эта подкладка помещается под
основание магнитной плиты.
123
Фиг 103 Шлифование цилиндрического калибра с шлицами, углового
профиля.
поверочную плиту. Правильность расположения шлиц по шагу
проверяется на оптической делительной головке, а конусность—
на синусной линейке.
Таким способом на плоскошлифовальном станке с высокой
точностью шлифуются долбяки с мелким модулем для
обработки зубчатых колес, реек и т. п. изделий.
Технология изготовления шлицевых калибровых втулок.
Большой интерес представляет технология изготовления
профильных калибров с «глухими» внутренними шлицами.
Обработка профиля впадин вручную являлась весьма трудоемкой и,,
вследствие большой точности размеров, требовала очень
высокой квалификации лекальщиков. Кроме того, деформации
втулок при термообработке чрезвычайно затрудняли доводку
профиля; иногда втулки «раздувались» так, что не оставалось
припуска на доводку, а иногда, наоборот, сжимались и на доводку
приходилось расходовать очень много времени: часто после
термообработки получался окончательный брак.
В настоящее время на автозаводе, все калибры с
внутренними шлицами при диаметре 25 мм и более, независимо от
сложности профиля, шлифуются на плоскошлифовальном станке
с помощью специального приспособления.
124
l!JapuHj>U%l
увеличенный профиль
(Вид по стрелке*к )
ФВ.35
1*3?Ж
Число шлиц-32
фиг. Ю4. Конусный
Сталь У/ОД
Твердость Rc'W-м
калибр с шлицами }
углового профиля.
■ ■
" _ . ' ■ ■
r^K°30'
Твердость Rc-dO-62
фиг. 105. Калибр с внутренними шлицами специального профиля*
х я я %
£ ft
Si н
О 4
3*43
s
о
ч
43
U
й
ГО ГО
03 <^>
11 ш
U Оз
-** я
1 о » в
1 ц » о
СЛ СО Я Ч
со
Д Л О
S ox ft
~" со
fa
я о3
ов
оэ Я
СО S
Я
тз
Я Я
03 «, ГО
3 |
? 5*3
Р Ф ^
09 № О
Я О
5 *<Ч 3
я
о £
ч
О
* j»
О»
« п
и ta 3 tt
фи о ^
со оз ft
"cnB Е^3
43 Я * Я
~ Я^ ft
S о л о
2 4э ta ох
- н о X
ч
Я Ъо Я
*о 2
о я то
Я 43 Я
w Я 43
3 о о -
° 5 S
?>* о
^ з* Н
Со> * та
Я — К
ё£3 5
s о"- *
03 Я
03
Я Я
Ля 43
Я "*
о w
03
ГО »
Я
03 СП Ч °
оз
ГО ft СО ft
я я й о
о
я
§5"
43 О
го 2
го о
а а
я*<
Ч Д
0* 03
го
to
юрз
о
03
"О
й я
2\Я
О а
fa Я
го
? ч
Я оз
о ft
о 43
ч о
о- в
я
я
Я П
о*9 ft
oft с
1 §*
to ft
рл.в
^ я
я
а
я
я
,- ^
я ^
03 Я
о Е
fa о ^5
я ч
я л-я
дай*1
" о ft s
го Я
о
го
» Я го
w
03
Я
-я
оз
Я
о
ffQ
о
ОЗ
О
ft
го
я
•о
о
03
-4
СЯ
о
я со
я-6- g
о ч S
ЕС ft
Л -*
В» 00
я со
. го
в* S
* я
я
'Я
я
р
я
о
п
о
Ох
в
го
№
я я
ь
to w
1 ^
S ч ^
п; оз о
Н я я
аотэ
п
Я ч
Б"
и
о^
2-3 5 е1^
ГО
ч
о
=1 О
03 t=t
ч я
ft 2
? °
я я
О* W
03 03
W я
я
я43
о °
w E я
го я я
2 о о
S оз 2
Я Р
го о*
Q Я
W
я^
Б я
го ^з
оз
-4
СЛ
я
w Я
я S
03 О
л 2
&о
^—с5
»в*ч
Я та
ч го
' ^<
kw» Ч
оо
СЛ t»
OS
Я !?
Я »
о
оз я
ятз
35 О
СО
я
о
а
я
ч
о
я
о
оз
го
^?
п
ч
я
, ft
о я
я ы
я
л ft
о ч
о
ям
о
si ч
г- ft
2! я
жвявя
ft д
»•< g
W Ч S
го -
я о
г п> я
^ voi го о
о 9£^ 2._с
о я ov*B- -
W + ft bJ *< ^
. Я Охи JJ g
ox я со §; с ^^ к •
ь s -^ •*• *в* я
ft "i * Я Я
Й ч Я
Ох^
Е я
О О
я
г, О
оз о
О ft
го
a
W Г ^Г г\ О ft
_а rjl 4 Я
«° Й ГО ft "О
9 ,. w g w
№?SoS
>_ Я О О Я
U3 Хд Я
ч я4^
1 tf I S оз! оа
£я1*ч#*
ft Д-^о о я
я **Э ^, О Ч да Л
Я-я
s я
я «
"Я g
я я
Я О О
2^
Ч га
я я
ft ГО
43 ГО
чс
Б
^ .-
я о
£и Я
^2
W w •= rs.
го^
я я
я а
тЗ Я
w. О
о
ч
^ 5
м g
да 03
3 Pi
я
)=»
го
о4
я
О
я»
я
Я -
ч я
о* я
5=1
я я
X Я
Ох ^
о оз
ч
о
я
я
Ч н
5 ё w ь
S W оо ь=
,.я л о
го я
•о ^
2^
я1^
si
W я
я я
ё„я
Sow
2 Я ft
О 03 "Э Я
рэ 0 ГО Я
яД
ий 43
S я
я оз ^*я 0
я >5 в
я Я -
Е
я я .
я я я
о я я
о го ft .
» Й * 4>
го ft
т
1я
о я
я со о
О
о
О -
ч да я я
да оз вэ Я
о £ го го со >о w
Я J— о Я Ч
я ч
го^
я
- Я
Ра ft
я ><
ft
Я^*я
03 }=»
§^
Зх^
43
ft S
03
о- Е о
s а ч
^ft й
О я
^4>Я
я о
я я
43
о я
$
о
ч
я
Я "* Ч Я
Я 03 * Я
; д ГО ОО ft
К43^Я
оз
я я
Я 03
43
<-< О
я
1=1 а
я я
»о
Oxg
ОХ да
я
я
я
я го а*<
я
- Я
да i<
М
О
я
о
я с
*** ^.Sa ft,
я оо я ч
р43 Р=
да + я
ч
я -л _ft
ft ^ flW
^ Я со
Я оз Я
ГО
43 О
я
о
о
ч
43
Е
X
я
43
о
Е
о
я
да ч
го
го го
Я.§ Я
ft §
fa 3 оз
оз Я
о4
Ох £ 43
4 я я
5 о
я ч
о
я
я
я
я
го
UJ ^ UJ
о^ я
ч го -
43 Ч «
^о2."чгойх
« я
ft Я
я S
го
о со
я я
о ^ &■
о Е
ий Я Я
04>2
я
о
я° да
го
О 43
я
о
S5
ПО [ц
О да
I я
о fp
о
го
Яв
ft
Я
я я
я ft
03 "
а я
Я 43
я я
5^
1
я Я
го
X
я
о
й
о
ч
я
яо
я
я
Е
X
о
о
Не
Со
г-е-я
оз Я
43 Я
S да^ ft
ГО «
^ISU^5"
5 ft
* ч
Я да
я »
я
Я К^
а со
5 ч
Г1 о
ч
•— о
о да
ель
' го
Я
я
я
Фиг. 106. Шлифование пазов внутри калибра,
На место заправочного приспособления помещаем
делительное приспособление с калибром, включаем магнит и приступаем
К шлифованию впадин, как показано на фиг. 106. Размеры
впадин измеряются с помощью двух роликов по плиткам (при
диаметре роликов 4,5 мм толщина набора плиток составляет
35,96 мм), а их профиль проверяется на инструментальном
микроскопе.
Аналогичным образом шлифуются впадины у конусных
калибровых втулок с угловыми шлицами.
После токарной обработки во втулке растачивается или
развертывается коническое отверстие и затем протягивается
протяжкой с угловыми шлицами; после протягивания шлицы имеют
полный профиль на конце малого диаметра, а на
противоположном конце втулки профиль шлица неполный. После термической
обработки шлифуется (на оправке) наружная поверхность
втулки и один торец, а затем — на плоскошлифовальном станке-
шлифуется второй торец.
Шлифование впадин производится на плоскошлифовальном
станке с помощью приспособления, показанного на фиг. 9.
Делительная головка устанавливается на шарнирную
магнитную плиту или на угловую магнитную призму, Угол а маг,
нитной призмы равен половине угла конуса втулки.
Заправка профиля круга производится с помощью
специальной угловой призмы (см. фиг. 101).
128
Число шлиц-2^ ФЦ57-продолочка
Фиг. 107. Калибровая втулка с внутренними шлицами.
Поскольку диаметр круга очень мал (не более 28 мм), он
быстро изнашивается; поэтому необходимо работать с очень
небольшой подачей и глубиной: при первых проходах—0,015—
0,03 мм, а при окончательном шлифовании '— 0,003—0,005 мм.
Технология изготовления втулок малого диаметра с
угловыми шлицами (фиг. 107). В этом случае, вследствие небольших
размеров отверстия, впадины шлифоваться-не могут и
обрабатываются путем протягивания специальной протяжкой и
последующей доводки.
Технологический процесс изготовления таких втулок состоит
из следующих операций: Цв
1. Токарная обработка с припуском @,4 мм)"на
шлифование отверстия и @,5 мм) на шлифование торцов.
2. Предварительное шлифование отверстия с припуском
@,2 мм) и шлифование одного торца (с той же установки).
3. Протягивание шлицевых впадин на
горизонтально-протяжном станке с припуском @,1 мм) на доводку.
4. Термическая обработка.
5. Шлифование установочного (технологического) пояска на
наружной поверхности и торца (производится на шлицевой
оправке). шв
6. Предварительная доводка отверстия.
7. Шлифование второго торца на оправке.
8. Шлифование отверстия.
9. Окончательная доводка отверстия в размер 0 1240'036 мм.
При доводке этого отверстия установка производится по
технологическому пояску на наружном диаметре и по торцу.
10. Доводка шлицевых впадин на чугунных притирах.
Эти притиры изготовляет сам лекальщик; комплект
-притиров состоит из двух-трех штук с переходом по размерам на
9 П. А. Камышев
129
Фиг. 108. Шлицевая калибровая втулка с открытым зубом (корон
0,01—0,03 мм. Проверка шлицевых втулок осуществляется
предельным калибрам — проходной и непроходной пробкам*
У этих калибров расположение шлиц проверяется на делитель
ной оптической головке, а размеры впадин — на миниметре с
помощью роликов.
Технология изготовления шлицевых калибровых втулок с
открытым зубом (коронок) (фиг. 108).
Шлицевые пазы фрезеруются на горизонтально-фрезерном
станке в специальном делительном приспособлении (фиг, 13).
При фрезеровании оставляется припуск на шлифование,
составляющий 0,4 мм на каждую сторону. Дополнительное
фрезерование («разделка») пазов (вид по А на фиг. 108) производится
на вертикально-фрезерном станке в том же приспособлении, на
котором фрезеровались пазы.
После слесарной обработки (зачистка, опиловка фасок и
клеймение) и термообработки производится шлифование
отверстия 0 35 мм с припуском на доводку @,02 мм) и отверстия
029,80+0'05 мм; для доводки отверстия Q.35,0 +(Ш мм
применяется чугунный притир, на который наносится доводочная
паста.
Шлифование шлиц с припуском 0,02 для доводки размера
4,993 +0-005 мм выполняется на плоскошлифовальном станке в
специальном делительном приспособлении (фиг. 13).
Шлифовальный круг имеет тавровое сечение или (если это обычный
130
Фиг. 109. Шлифование пазов коронки:
/—коронка; 2—корпус делительного Приспособления;
3—делительный диск; 4—рычаг; 5—магнитная плита*
дисковый круг) «поднутренные» торцы; в последнем случае на
торцах оставляется ленточка шириной 2—2,5 мм.
В конусное отверстие шпинделя делительного
приспособления плотно вставляется оправка, на которую с легкой
запрессовкой по отверстию 035,0+оди мм насаживается шлицевая
коронка. Приспособление устанавливается боковой стороной на
поверочную плиту и посредством индикатора проверяется цент-
ричность отверстия 029,80+0*Сб мм; одновременно проверяется
равномерность расположения пазов, чтобы при их шлифовании
не было лишнего съема металла с одних пазов и
недостаточного припуска на других пазах.
9* 131
После этого делительное приспорпКп* '
щается на магнитную плиту ставдаТппоНИе с коРовкпГ
пазов, как показано на фиг. 10f Ра?^ИЗВ0Дит^ 2Й п%
с помощью плиток, а их распол^ени?!!."^ 52S
тельной головке или -чаще всего-*^ZS£*$?£ \
ПРИЗМАТИЧЕСКИЕ ФАСОННЫЕ РЕЗць
Призматические фасонные резцы нахппа,
ыенение при обработке деталей, имеющих г» Швр°к°е „„
(в особенности на токарных автоматах nojiva»? Ный помТ
верных станках), а также в инстру^ЖГ? й Й?
например для затылования червячных фрез пп« Р°Изв%т7
токарной обработки профилировочных роликов п°К0Нчат^
форм и т. д. К0В' дет*лей пресо
До настоящего времени еще на многих предпгт
ные резцы, применяемые в инструментально-штампл Ф^соц
водстве, изготовляются ручным лекальным способом ПР%
затратой времени, но все же требуемая точность не ° больЧ
Резцы, изготовленные ручным способом, не моп?°СТИГаетсч-
ваться по передней грани, так как ширина' ленточки UepeTW
кромки всего лишь 0,1—0,2 мм, отсюда срок службы тРеж*й
цов очень короткий. аких рез-
Чтобы восстановить режущую кромку, на резце
сначала восстановить профиль резца лекальным cnocnfi °
что требуется много времени; или резец подвергается На
после чего профиль вновь подгоняется напильниками по0^^1
ну, а затем закаливается и опять окончательно ловппи^3*0'
филь абразивными брусками.
Путем шлифования удается быстро получать точный nnorii
по всей длине фасонных резцов; это позволяет производить
гократную переточку резцов по передней грани без нарушен0
необходимых размеров и формы профиля на обработанных деГ
лях. а
Общие сведения. Заготовки призматических фасонных резцов
обычно состоят из двух частей. Рабочая часть резца (головы
делается из быстрорежущей стали Р9 или Р18, державка-из ста.
ля 40Х. Обе части заготовки свариваются встык на контактной
электросварочной машине.
После отжига заготовка обстрагивается**, затем все стороны
шлифуются под угол 90° и производится разметка профиля.
Профиль резца предварительно обрабатывается на строгальном
* В диаметрально противоположные- пазы одной коронки вставляется
набор плиток соответствующей толщины, затем берется другая коронка и ее
пазы надеваются на концы плиток, вставленных в пазы первой коронки;
таким способом последовательно проверяются пазы всех коронок.
** Широко применяется скоростное фрезерование.
132
или фрезерном станках (с припуском на шлифование 0,5 —
0,7 мм), после чего резец передается в термический цех. После
термообработки шлифуются плоскости и торцы под угол 90°;
особое внимание должно быть уделено шлифованию боковых сто-
роц, которые служат базами при шлифовании и проверке
профиля.
Шлифование профиля. Технология профильного шлифования
призматических фасонных резцов аналогична технологии
шлифования профильных шаблонов. Важным моментом является учет
искажений профиля резца, которые вызываются наличием у него
задних и передних углов. Для резцов, применяемых на токарных
автоматах, эти искажения учитываются при конструировании и
на чертеже резца показывают скорректированный профиль,
в соответствии с которым и заправляется шлифовальный круг.
В фасонных же резцах, которые применяются для затылования
фасонных фрез и для обтачивания профилировочных роликов,
корректированный профиль в чертежах часто не указывается.
В таких случаях необходимые измерения профиля резца должны
быть обеспечены в процессе заправки шлифовального круга или,
если шлифование производится непрофилированным кругом, за
счет установки резца при шлифовании.
Технология шлифования профиля призматических фасонных
резцов, применяемых на токарных автоматах, подробно описана
в следующей главе. Здесь же рассмотрим ряд случаев, в
которых корректирование профиля фасонного резца, необходимое
вследствие наличия задних и передних углов, должно быть
обеспечено при изготовлении резца.
На фиг. 110 показан фасонный резец, . применяемый для
обтачивания профилированных роликов. В данном случае иска-
-жение профиля резца, вызываемое наличием задних углов,
должно быть учтено при заправке профиля на шлифовальном
круге. Эту заправку можно производить двумя способами.
Первый способ (фиг. 111) основан на применении
специальной магнитной призмы, которая обеспечивает необходимый
наклон заправочного приспособления (угол этого наклона равен
сумме заднего и переднего углов фасонного резца, для
рассматриваемого случая он равен 26°). Магнитная призма 1 сустанов-
ленным на ней приспособлением 2 для заправки дуг и углов
(фиг. 22) помещается на магнитную плиту 3
плоскошлифовального станка. При заправке круга острие алмаза должно
находиться на уровне центра шпинделя шлифовального станка, как
это показано на фиг. 111. Заправка профиля производится
обычным путем (как и при изготовлении профильных шаблонов).
Все искажения профиля, вызываемые наличием заднего и
переднего углов резца, шлифовальный круг получит в результате
установки приспособления под нужным углом B6°).
При шлифовании сложного профиля разбивка его на
участки и переходы от одного участка к другому производятся так
133
Фиг. ПО. Фасонный резец для обтачивания профилировочных
роликов.
же, как и при шлифовании шаблонов. Шлифование профиля
начинается с наиболее сложного участка. В рассматриваемом
случае таким участком является дуга Я=4,5 мм, которая справа
сопрягается с прямой под углом 45°, а слева—с дугой Я = 1,2 мм
После заправки этого участка профиля прорезаем
шлифовальным кругом кусок листовой стали, проверяем полученный
профиль на микроскопе и, убедившись в его правильности, присту<
паем к шлифованию профиля. Резец закрепляется в специальной
державке, которая устанавливается на магнитной плите
плоскошлифовального станка (фиг. 112). Паз для закрепления резца
в этой державке имеет наклон под углом, равным заднему углу
резца B6°) %
Аналогичным образом последовательно шлифуем остальные
участки профиля. После окончания шлифования всего профиля
резца проверяем его по шаблону. Это делается следующим
образом: к передней грани резца прикладывается стекло,
а к стеклу прижимается профильный шаблон. Стекло служит
для того, чтобы обеспечить правильное расположение шаблона
в плоскости передней грани фасонного резца.
Второй способ заправки круга для шлифования профиля
фасонного резца рекомендуется применять в тех случаях, когда
* Подобные державки применяются во всех случаях шлифования
профиля на фасонных резцах. Они позволяют одновременно закреплять и
обрабатывать несколько резцов.
134
Фиг. ПК Схема установки приспособления при заправке
круга для шлифования профиля фасонного резца:
/—магнитная Приама; 2—приспособление для заправки; 3—магнитная
плита; 4—продольный упор.
профиль состоит только из прямых участков. Для заправки
пользуются синусной линейкой или специальными приспособлениями,
которые помещаются непосредственно на магнитную плиту
станка. При таком способе заправки также требуется учесть
искажения профиля резца, вызываемые наличием задних углов.
Это производится таким образом.
На фиг. 113 приняты следующие обозначения углов;
а — задний угол резца в его продольном сечении;
а1 — боковой задний угол резца, при шлифовании
профиля резец дополнительно повертывается на этот угол в
поперечной плоскости после поворота на угол а в продольной
плоскости;
135
„лпЛиля фасонного резца.
■№"« * 112 Шлифование профиля Ф
фиг. рт*
т е. угол между стороной про-
t£ »»ТоГ;»Аозал'ьногоР' W «
*■■ sa,tl5 ф°р»у"к
по следующеи * r cosa^ , tea • sina!-
tgp1 = tgP-'COSa ^ S
ft_0° (сторона профиля параллельна
Еслина-ре^^сМ§Гна1фиг-113)'ТО
продольной оси ре^д ^ ^. sinai.
i , „e имеет дополнительного бокового
Ее- °. = °;ДеГфиг ИЗ), то
заднего угла (см. *> на v _^
tgPi— cos*
ппгию шлифования профиля фасон-
фрез.
136
Сея. Л**
d-O'
Фиг. ИЗ. Схема к формулам для пересчета углов фасонного резца
при заправке профиля на шлифовальном круге.
На фиг. 114 показан один из наиболее простых фасонных
резцов, предназначаемый для затылования зубьев червячной
фрезы по впадинам.
После предварительной механической обработки, закалю*
и отпуска, шлифуются четыре стороны стержня резца в размер
21X20 мм. Затем в специальной угловой державке (фиг. 115)
шлифуется задняя грань резца под углом 26°, причем головка
резца получает высоту 9 мм (с припуском 0,3 мм на чистовое
шлифование профиля).
Так как резец не имеет дополнительного заднего угла, то
величина угла рь необходимого для заправки профиля на шлифо^
вальном круге, определяется следующим образом:
cos a
lg is
cos 26'
0,28674
0,89879
0,31914; отсюда рЧ— 17°42 .
tgfc-«. COS26" ".— заправляются
fSV^^To^^ заправка профиля с
мощью приспособления (фиг. 22).
137
,й резец для «тыловаяпя зубьев чер-
фиг. 114. Фасонный Р^»* фрезы.
пипается на магнитную плиту станка
Приспособление устанавливается^ фовальНЫИ круг заправ-
нрииил. льН0Му упору- "Гпп7пжение / на фиг. 116),
вплотную, в: проДО периферии (пол°ж«ш 17Ч2,. Для
ляется на аерноы заправляется под у часовой
а зТ*^>^2^&Т!£Р^"рычагом 6'
S^^^ll&W закруглений радиусом
°/о7=75 7 ммР Затем посредством мр.меш и снова заправ.
•ffSSS SSlftS "н^РУ— микроне
138
шифодать
паратесу з; как
филя в ю * „угом слу-
°Т0М,ТпезеЦ &« в
чаях Рез0еЦределив вели-
призме. и"р необходимо-
чину съема, задан
го для получ водЯт
ных размеров ПР фова.
окончательное этого
ние профиля, по ния
шлифуются закру^
НЭ »-еРсШп0моЩЬЮРкарбо-
pe3?; вручную
заправим круг по периферии,
ЛЯ «JЗакругленные уча-
срезая закру! поль.
Ш а приспособлением
3(УфЯиСгЬ 22I;РзИакругГем во-
кТммГаПофил^
ванным кругом (фиг- И6)_
прорезаем стальную пла
стяну, проверяем на ин
струментальяом микро
сГпе правильность £
2SSSS" поо-редпо обе
вершины резца. _ «&еИе5£&^ЙНЯВ5аЯЯИ
«ГЗда««ГЬ м шаблона чере.«-^ Сже
прОИЗТп7дней граРнй резна; она "«« ^gSSm аппарату
~яй?^^ зубьев ^
фРп" дольку этот резец имеет ^^^^SS* кр?
SSSS^^S^5 на -й*овальном Kpyre'
ф„г. U5. Угловая державка^
/-корпус; 2-кршпка; * вивт,
Ана
логичное см. на фиг
123, справа
1$Q
= tgp) = cosa "= cos 26°
отсюда Pi-=24e47'; общий угол
профиля на шлифовальном
круГ6* 2pi= 49°34'.
Способ заправки
_ -«шЬипРМ ППП1
угол
Способ заправки кругов |
таким профилем подробно
описан выше.
шлифо-
сан выше.
Чтобы обеспечить длину
площадки 5,9 мм, необходимо
определить расстояние острия
алмаза от периферии шлифо-
вального круга.
Этот размер равен ВМ =
= АВ • ctg ai r^e ^ — полови-
Фиг. № СГьногоЭкр^^НИ на ДЛИНЫ ПЛ0ЩЗДКИ (ДЛЯ На"
ч vl a — половина угла профиля
5£ «2,95 мм) » a
ВМ " в чяпоавочяого
Суппорт /зап(Рфаиг. 22) ,
приспособления W 0
устанавливаем HJ ^оме. гг
75+6'289^о облени «а маг-
шаеМ ПРплитУ плоскошлифо-
нитную плиту п впЛОТНуЮ
вального ст"{"?пору, вклю-
к пр0Дм°аЛгЬнНит и" заявляем
чаем магнит вер.
перифеР"^^ круга ая
ность. Затем, ла станка,
положения стола в
SSSSKgfe-S
•„.ттю-куси» карборув-
7—8 мм.
Фиг 117 Фасонный резва
'вания зубьев дисковой
резец для затыло
""«ппй фрезы.
140
Посредством
поперечного перемещения стола
станка устанавливаем
алмаз приблизительно
посередине ширины
шлифовального круга и
последовательно заправляем
боковые стороны круга, как
это описывалось выше.
Значительную
сложность представляет
шлифование профиля на
фасонных резцах, которые
имеют боковые задние
углы. Примером таких
резцов может служить
резец для затылования
боковых поверхностей
зубьев дисковых фрез,
показанный на фиг. 118.
В этом случае угол
профиля на
шлифовальном круге 0!
определяется следующим образом: |
\g^^tg4b° • cosl0° -f tg26
& ri б cos 2Q° Щ в
Фиг. 118. Фасонный резец для затылования
боковых поверхностей зубьев дисковых
фрез.
sin 10°
1 170; отсюда Pi
0,98481, 1
0,89879
49°43'.
+ 0,4»УМ-и,.' — нулевое положе-
Приспособление (фиг. 22) ^^Ку» станка en=5o
ние, устанавливается на *а™ >ст0Л станка в «род
^продольному упоРУи Перем^ ^ перИферии круга и У^
направлении, подв°*™я СТОЛа заправляем ее н* к
ниткой п^Твплотную к "PJf^SSi^Sui державка с рез-
вмещаются между держат™. » "Р^™™ можм щюмвесгн
В»»-« s~ "родолиого упор
с помощью угломера. ш
Бок. угол 5"
Фиг. 119. Фасонный резец для затылования зубьев днсковых фрез
по профилю.
Сначала шлифуется верхняя часть профиля с оставлением
припуска 0,5 мм, по глубине 3,5 мм. Затем заправленным кругом
одновременно шлифуются угловой участок и нижняя плоскость
с соблюдением необходимых размеров.
Фасонный резец, показанный на фиг. 119, предназначается
для затылования зубьев дисковых фрез по всему профилю.
Технология предварительных операций для этого резца такая же,
как и в предыдущих случаях, с той лишь разницей, что при
фрезеровании или строгании профиля необходимо предусмотреть-
припуск @,5—0,7 мм) на шлифование прямоугольной выемки
шириной 9 мм.
Шлифование профиля на данном резце производится в два
приема: сначала шлифуется прямоугольная часть профиля,,
а затем — боковые стороны, наклонные под углом 45V
Для шлифования прямоугольной части профиля применяется
шлифовальный круг шириной 7—8 мм. С помощью алмазного
карандаша, закрепленного в специальной державке, круг
заправляется по периферии (фиг. 43).
Шлифование прямоугольных впадин необходимо производить
кругами, имеющими тавровый профиль. Если таких кругоа
142
нет, то приходится прибегать
к специальной заправке
дисковых кругов по торцам
(фиг. 120). Эта заправка
производится следующим
образом. Обычный круг
после установки на
шпиндель плоскошлифовального
станка заправляется на
верность по периферии, затем
вручную карборундом на
обои-х торцах круга
выбираются углубления с
оставлением ленточки шириной
1,5—2 мм. После этого
специальная державка с
алмазным карандашом
помещается на магнитную плиту
шлифовального станка (см.
фиг. 120) и путем
продольного и поперечного
перемещений стола станка алмаз под- _
водится к торцу круга. Опу- ^^^^^М^^^^^^^^^^_
екая и поднимая
шпиндельную головку с кругом, осуществляем заправку ленточек на его
торце; таким же образом заправляется второй торец круга, а
затем окончательно заправляется его периферия (фиг. 43).
При небольшой глубине впадин B—3 мм) можно не
учитывать искажения профиля, которые вызываются наличием на
резце задних углов в продольном сечении и боковых задних углов.
Однако в рассматриваемом случае, в целях достижения более
высокой точности, следует эти искажения учесть и профиль
крута соответствующим образом скорректировать.
Вспомним, что угол р! между боковой стороной
шлифовального круга-и перпендикуляром к оси круга (фит. 113) опое-
деляется следующим соотношением:
Фиг.
,20 Заправка торгов Дискового
шлифовального круга.
taS -°Sai- + tga • Sinai
ьг cosa
где a—задний угол резца в его продольном сечении;
ai — боковой задний угол резца;
р—угол между боковой стороной профиля резца и
продольной осью последнего.
В нашем случае (фиг. 119) а^26°, а=5°, р=0° и gtp =0.
Поэтому tgPi Ы tga ■ slna^tg 26° - sia 5° =*Q>4&773 • 0,08715=
= 0,04246; откуда pl = 2°25/
Для заправки круга настраиваем прис-nocnfiJ
Репляем^е2 пП°,.ч.асовой
ка нулевое положение, затем поворачиваем кап^ „е (Фиг о«л
стрелке на угол 90°-2°25'= 87^ закреплЕ?* п»^пЭ
и, освободив штифты 5, перемещаем салазки 4 Рычаг
сторону круга. Затем устанавливаем каоетю? о'Заправляя
+ 2°25'= 92с25' и заправляем вторую стопп^ 0Д *Гл<>м
Г°М G,
?4Ну
CTOpOHy KDVr^o 9°Ч
ленная под угол площадка профиля должна име
В мм.
Державка с фасонным ^резцом устанавливается на
Щара!?1?!:
МЭ!
плиту станка под углом 5° относительно продольного ГагнитйУ*
U1U Упопя' л-
этого между упором и державкой помещается nnnV ра;АЛя
призма (фиг. 121). л°ская угл
Поскольку обе боковые поверхности
Уповая
профиля резца
задние углы, то каждая из них шлифуется в отдел ИМе1°т
этом угловая призма 4 занимает различные nojio^H0CTHt
шлифовании левой стороны профиля (Л) эта призма
так, что ее ширина возрастает в
При
„ При
направлении «£$««*
Фиг. 121. Шлифование профиля фасонного резца с боко
вым задним углом:
/—шлифовальный круг; 2—фасонный резец; 3~угловая державка;
4—угловая призма; 5—продольный упор магнитной плиты.
144
(фиг. 121)* а при шлифовании правой стороны профиля (В)
угловая призма перевертывается так, что ее ширина возрастает
в направлении стрелки б.
При шлифовании впадины ширина 9 мм измеряется с
помощью плиток, а общая глубина профиля 6,65 мм проверяется
глубиномером.
После окончания шлифования прямоугольной части профиля
в шпиндель станка устанавливается другой шлифовальный круг,
ширина которого больше, чем у предыдущего круга. Эта ширина
принимается из расчета: В=3+9 + 3 + 2+2т (фиг. 119),
гд,^ т — дополнительная величина, равная 2—3 мм на сторону;
она берется к,ля того, чтобы участки на боковых сторонах
шлифовального круга, заправленные под углом, были шире, чем
соответствующая часть профиля резца.
Сначала шлифовальный круг предварительно заправляется
карборундом (вручную) так, чтобы боковые стороны составляли
с периферией угол 45°, причем посередине оставляется
горизонтальная площадка шириной 8—9 мм.
Для осуществления окончательной заправки профиля на
шлифовальном круге подсчитываем величины углов по фор-
tgPi^tgP^^+tga-sinot!.
ros a
Подставляя значения, получим:
ЩРРИЩР • sin5°=i -st-+о'48773 ■
■0,08715 =;i,149; отсюда р1 = 48°58'.
Приспособленке (фиг. 22) настраиваем на нулевое положение
и устанавливаем на магнитную плиту вплотную к продольному
упору. Перемещая стол станка, подводим алмаз к кругу и путем
поперечной подачи стола производим его заправку по
периферии. После этого настраиваем приспособление для заправки
боковых сторон круга под углом 48°58', для чего каретка 2
поворачивается сначала на угол 90°—48с,58/= 41°02л по часовой
стрелке (левая сторона), а затем на 90°+48е,58/= 138°58' против
часовой стрелки (правая сторона).
При заправке правой боковой стороны необходимо на
периферии круга сохранить горизонтальную площадку шириной
приблизительно 5—6 мм.
При шлифовании сторон профиля под углами 45Q фасонные
резцы, как и в других случаях, закрепляются в специальной
державке (фиг. 115), обеспечивающей и наклон на угол 26Q.
Поскольку эти стороны также имеют боковые задние углы 5°,
шлифование каждой стороны производится раздельно; между
боковой стороной основания державки и продольным упором
10 П, А. Камышев * де
"п пиите помещается угловая призма. Эта призма
на магнитной плите п м так же, как и при шлифовании
занимает различныеj выше).
прямоугольной впадины^ вых н для проверки
Н В процессе ™-шаблон, который прикладывается по кр0м.
профиля применяется|ш После шлифования резец размаг-
кам на передней грани F ается На технический контроль
ничивается, маркиру^ производиться также на проекционном
Проверка пР°Фин^т0М°ментальном микроскопе,
аппарате и на инструм фасонные резцы имели доволь-
В описанных выше которых сопрягаются наклонные и гори-
но простые профили, « ктике нередко встречаются резцы
зонтальные прямые. и£ши профилем, который может
coco значительно о™"* комбинаций сопрягающихся наклонных
. из вС6ВОЗМОЖПр1л ««
прямых и дуг °ЕаН™Та10Жного профиля на фасонных резцах
Процесс шлифовани м> как и При шлифовании табло-
сохраняется такимi же у ^ при заправке шлифовальных
нов, с той лишь разлд.ать ш профиль с учетом иска-
кругов необходимо корн передних и задних углов на
жений, вызываемых
резцах. „пткньм ни был профиль фасонного^ резца, ШЛИ-
Каким бы сложны на переходов, каждый из которых
фование его Р**2"ГсоавнИтельно простой участок профиля,
представляет соооиг Р Звести разбивку на переходы и
Очень важно правиль у этом следует учиТывать, что
очередность их выпи. частью профильного шлифования
наиболее °™**™ве профиля на круге; лучше допустить
SSS"25 при шлифовании, чем усложнить заправку
профиля кр^аются некоторые примеры шлифования
*а|=лЬГ™^ГМреГИГоказа„ноГо „а ф„, |
Профиль ddiJ* ппямььх наклонных под различными
^"ИЗйЕ-Я?**™ производится в ,е,ыре
ПеРПерДвый переход-шлифование боковых участков под углами
угол заправки профил'я подсчитывается следующим образом:
«т r tgl2°45' 0,22828. _n net a
' _ «Р _eJ2WeiI»W. = 0,2614,
Pi— 77"" лЛао«° 0.89879
"^77=! cos 26° ' 0,89879
Следовательно, оба торца шлифовального круга заправляем
поп углами 14°7'. Для этого используем приспособление (фиг.
22? которое настраивается так, как уже неоднократно
описывалось выше. Сначала заправляется левая сторона круга (поло-
146
Фиг. 122. Фасонный резец для затылования зубьев фрез.
жение алмаза / на фиг. 123), затем — правая (положение алмаза
2 на фиг. 123).
Перед заправкой круга по периферии настраиваем
приспособление (фиг. 22) для заправки закруглений /?=0,3 мм. Для
этого устанавливаем суппорт 3 приспособления так, чтобы
размер по микрометру составил: 75+0,3=75,3 мм.
Посредством продольного перемещения стола станка
подводим алмаз к шлифовальному кругу, перемещая стол в
поперечном направлении, заправляем на верность периферию
(положение алмаза 3 на фиг. 123). Затем, не нарушая положения
стола станка, закрепляем его струбциной и производим
заправку закруглений i? = 0,3 мм (положение алмаза 4 и 5 на фиг. 123).
10* 147
После этого приступаем к
шлифованию нижней части
профиля резца, выдерживая
размеры 5,63 мм и 3,73 мм
Каждая сторона профиля
резца шлифуется в
отдельности соответствующей ст0.
роной заправленного круга
Произведя
предварительное шлифование,
необходимо проверить на
инструментальном микроскопе размер
5,63 мм и угол 12°45' и опре-
R0,5 делить величину съема
оставшегося припуска, а за-
л, гУРма заправки профиля шли-
№- т ^овального круга.
ляя припуск для последующих^ участков под углами
Второй переход ^
tgfo5-
JEL
coso
tg250 il _0Д6631_ = 0j51834;
^26° ' 0,89879
1 «ппавки профиля круга р,=27с24'.
отсюда угол запР^^. JL* Круга, которым выполнялся пре-
Не снимая ^ля%°^вляеи оба его торца под углами 27=24'.
дыдуший переход, запр ф на ре3це боковые стороны
После этого поо«редно ч^ g мм на высоте 5 мм от
под углами 25 dU , выдер ^ этот размер оставляем
неоснования пР°Филяч:;" измеряя полученный профиль на
большой припуск, Лй11я' определяем величину необходи-
инструментальном ^Р^нч^ьное шлифование,
мого съема и произв°*» . ние горизонтальной площадки
Третий пеРеход"й™п?нием общей высоты профиля 7,3 мм
и закругление углов «адм"Г круге производим заправку
На Т°М ышокТ= 8 мм (см. фиг. 123, справа). Для заправ-
радиусных BbieM°* * палиусов применяется алмазная крошка,
ядугтажвюлнда^адау^р 0правка должна иметь
зачеканенная в ™P»y J^cp которь1Й зачеканивается алмазная
диаметр 5-6 мм, <ве конец, в f ^ н^более 25°).
yMX»"a„?aS3Ky™"-W»« приспособление (фиг. 22)
148
настраивается по микрометру на размер 75—0,8 = 74,2 мм.
Сначала круг окончательно заправляется по периферии
(снимается слой не более 0,01—0,02 мм), а после этого поочередно
заправляются выемки i? = 0,8 мм. Профилированным кругом
прошлифовывается тонкая стальная пластинка, размеры
полученной впадины проверяются на инструментальном микроскопе;
убедившись в правильности заправки круга, можно перейти
к шлифованию резца. Щ
Четвертый переход — шлифование участков на высоте от
3,6 мм до 5 мм.
Угол наклона этих участков определяется, исходя из того,
что он входит в прямоугольный треугольник, в котором один
катет имеет размер—! =0,365 мм, а второй катет равен
5—3,6=1,4 мм.
Следов ательно,
tgp» ^§11 0,2607; откуда р Щ 14°37'.
1.4
Зная величину угла р на резце, определяем угол заправки
круга pi:
teB = JgL e Ц*4°37' = ^26079 I 0,2904; I
5 cosa cos 26° 0,89879
отсюда Pi = 16°12'.
Заправка боковых сторон шлифовального круга под углами
16с12' производится с помощью приспособления (фиг. 22)
обычным порядком.
Сначала на резце предварительно шлифуются обе стороны
профиля, проверяется на инструментальном микроскопе
правильность углов, определяется величина съема, необходимая
для получения требуемых размеров, а затем производится
окончательное шлифование.
В процессе шлифования этого перехода профиль резца
проверяется по шаблону, который накладывается на переднюю
грань (через стекло) и должен прилегать по всему профилю.
На фиг. 124 показан фасонный резец, предназначенный для
затылования впадин шлицевых червячных фрез. Профиль этого
резца отличается большой сложностью; он имеет две плавно
сопрягающиеся дуги окружностей /?=7,6 мм и i?=14 мм, а
также два прямых отрезка, наклонных под углами 10° и 38°;
мелкие размеры требуют особенно аккуратного выполнения
профиля.
При ручном способе изготовления резца с таким сложным
профилем, даже если последний выдерживается только по
режущей кромке, потребовало бы очень много труда
квалифицированного лекальщика. Шлифование же профиля на резцах тре-
149
ч
30
\
]
!
:
:
N
по
%
lb
Сварка
аз
Увеличенный профиль
Фиг. 124. Фасонный резец для затылования впадин шлицевых
червячных фрез,
бует гораздо меньше времени и обеспечивает очень высокую
точность.
Рассматриваемый профиль можно шлифовать двумя
способами. При первом способе профиль получается за два перехода:
1) шлифование профилированным кругом двух
сопрягающихся дуг i?=7,6 мм и /? = 14 мм, а также горизонтальных
прямых в основании и на вершине профиля; при этом
выдерживается высота профиля 6,3 мм;
150
2) шлифование профилированным кругом двух прямых
участков, наклонных под углами 10q и 38°.
При втором способе профиль получается за четыре
перехода:
1) шлифование дуги jR = 7,6 mm, а также горизонтальных
прямых в основании и на вершине профиля; при этом
выдерживается высота профиля 6,3 мм;
2) шлифование дуги i? = 14 мм, соблюдая плавное
сопряжение с дугой i? = 7,6 мм;
3) шлифование прямой, наклонной под углом 38°;
4) шлифование прямой, наклонной под углом 10°.
Оба способа шлифования обеспечивают высокую точность,
но первый способ является более производительным, так как
требует меньше времени на заправку всего профиля
шлифовального круга; сокращается также и продолжительность
шлифования профиля за счет уменьшения количества установок
и ускорения проверки профиля резца. Поэтому более подробно
рассмотрим шлифование профиля за два перехода.
Поскольку размер участка, ограниченного обеими дугами,
очень мал — всего 3,3 мм, можно для упрощения заправить
на круге одну дугу с общим радиусом R = 14 мм*. Правда,
более правильным было бы принять среднюю величину радиуса
г, 144-7,6 1л 0
а— г— =Ш,о мм, но, вследствие малой высоты стрелки
дуг, получаемая погрешность будет весьма незначительна.-
Необходимо оговориться, что такое упрощение допускается
только при заправке профиля круга, предназначенного для
шлифования фасонных резцов потому, что наличие задних и
передних углов приводит к искажениям участков профиля,
состоящих из дуг окружности; эти искажения значительно больше
искажений, вызываемых заменой двух дуг одной.
Первый переход. Как известно, профиль фасонного резца,
измеренный в плоскости передней грани, отличается от профиля,
измеренного в сечении, перпендикулярном к задним
поверхностям резца. Последний профиль как раз и является профилем
шлифовального круга, так как шлифование профиля резца
производится в направлении его задних поверхностей.
Если профиль резца состоит из прямых участков (в том
числе и расположенных под различными углами), то профиль
шлифовального круга корректируется: для этой цели
используются приведенные выше формулы.
Если же профиль резца состоит из дуг, то подобное
корректирование профиля шлифовального круга не производится.
В этом случае (профиль круга заправляется с помощью
* Замена двух сопрягающихся дуг с разными радиусами одной дугой
возможна только в тех случаях, когда размер участка, ограниченного дугами;
не превышает 5 мм.
151
Фиг, \25. Схема заправки профиля
шлифовального круга для первого перехода.
приспособления (фиг. 22),
которое устанавливается не
непосредственно на
магнитную плиту стола станка, а на
магнитную призму,
имеющую наклон под углом,
равным заднему углу
изготовляемого резца (фигМП).
При выполнении первого
перехода сначала на
шлифовальном круге вручную
(карборундом) заправляется
профиль, показанный на
фиг. 125. Затем
производится заправка «посредством
приспособления (фиг. 22).
Для получения радиуса
Л = 14 мм суппорт 3
устанавливается по микрометру
на размер 75+14 = 61 мм,
затем на магнитную плиту
повального кру- — Ш^^ЯЯШ вплотную к продольному
Р°валь поизма с углом наклона 26°,
ш0ру устанавливается магнитная у ^блете и включается
Яе помещается заправочное££ й стола станка ал_
?Д/Путем соответствующих перем m устанавли-
TJ^nenm^l^^JlSom^ заправляются за од-
Обе боковые стороны шлифовальн v этого необходимо
^установку приспособления (Ф^Ь/ круга На расстояние
удалить острие мм"^адауС заправляемой дуги профиля,
г, —задний угол резца (фиг. иъ)-
a m «rnvra на верность (положение алма-
Заправляем периферию кру /путем продольного пере-
за Г, фиг. 125), затеи.отводим алмаз ^^ £асстоянне от
мещения стола станка) ш м проверяется пластинкой
острия.алмаза до периферии «РУ^ Р ^^ периферии
толщиной 6,69 мм, которая одной СТ°Р алмаза % фиг.
круга, а ДРУГОЙ - острия алм^ "каретау 2 по часовой стрелке,
1$). После этого поворачивая ^ретку {положение
а3ГаГаТфиДг%1 -аТем?%°оворачиВая каретку 2 против
" - „гтянпнпен поакггически лекальщиками.
* такой способ-настройки установлен пр«ии
152
часовой стрелки, заправляем дугу на втором торце круга
(положение алмаза 4, фиг. 125).
Закончив заправку профиля круга для первого перехода,,
выключаем магнит, снимаем со станка магнитную призму
с приспособлением (фиг. 22), устанавливаем специальную
державку с закрепленным на ней резцом и, включив магнит,
приступаем к шлифованию профиля. Сначала профиль шлифуется
предварительно, державка с резцом снимается со станка, на
инструментальном микроскопе производится проверка профиля
(в случае необходимости, профиль на шлифовальном круге
корректируется), определяется величина необходимого съема
и после этого профиль шлифуется окончательно.
Второй переход. Прежде чем приступить к заправке круга
для шлифования второй части профиля, которая состоит из.
прямых наклонных под углами 38° и 10°. необходимо огиреде- :
лить величины углов профиля на круге с учетом искажений,
вызываемых задним углом на резце по известной уже формуле.
Пользуясь известным соотношением tgBi=—^—, находим, что
COSa
для получения на резце угла в 38° нужно-на круге заправить
угол в 40с'59\ а для получения угла в 10° нужно на круге
заправить угол в 11°5'.
Зная величины углов профиля на шлифовальном круге»
производим его заправку с помощью приспособления (фиг, 22).
Прежде всего нужно определить расстояние от острия алмаза
до периферии (фиг. 126):
АС=АВ • tg40°59', где ^^^^^^^^^^^™
АВ =
(величиной m
задаемся произвольно;
принимаем m m 5 мм).
АС=^Г
2
tg 40*59'
= 2,5 I 0,65584= 1,64 мм.
Шлифование производим
тем же кругом, что и при
первом переходе.
Предварительно на круге
заправляется карборундом
приближенный профиль (фиг, 126),
а затем производится
окончательная заправка. Суппорт
3 приспособления (фиг. 22)
настраивается на размер
75—1,64 % 73,36 мм; затем
помещаем приспособление
на магнитную плиту вплот-
Фиг. 126. Схема заправки
шлифовального круга для второго перехода.
15а
зво-
сле
ную к продольному упору и, перемещая стол станка, прои-з
дим заправку периферии (положение алмаза 1\ фиг. 126), По
этого стол станка закрепляется струбциной, и дальнейший
процесс заправки круга производится при неизменном положении
стола.
Суппорт 3 приспособления возвращаем в нулевое
положение, т. е. отводим алмаз от периферии круга на 1,64 мм
(положение алмаза 2, фиг. 126), затем поворачиваем каретку 2 по
часовой стрелке на угол 90°—40°59' = 49СШ', закрепляем ее
рычагом 6, вынимаем штифты 8, и перемещая вручную салазки 4,
заправляем левую сторону круга под углом 40°59' (положение
алмаза В, фиг. \26)> Длина заправленного участка МК должна
быть несколько больше B—3 мм), чем длина соответствующего
участка на профиле резца. Не отводя алмаза из точки К,
освобождаем рычаг 6, устанавливаем каретку 2 на угол 90°—11°05' =
= 78*55', опять закрепляем ее рычагом 6 и заправляем
окончательно второй участок профиля на левой стороне круга
(положение алмаза 4, фиг. 126).
Аналогичным образом производится заправка профиля на
правой боковой стороне круга (положение алмаза 5 и 6,
фиг. 126).
Описанный выше способ заправки круга обеспечивает только
правильность углов наклона прямых участков без соблюдения
их линейных размеров. Последнее требование не является
необходимым, так как при шлифовании профиля резца
лекальщик будет ориентировать круг относительно этого профиля по
вершине К, а длины участков будут выдержаны автоматически.
В процессе заправки профиля на обоих торцах профиль
проверяется на инструментальном микроскопе посредством,
стальной пластинки, прошлифованной заправленным кругом.
Сначала предварительно шлифуется каждая сторона
профиля резца, затем определяется величина оставшегося съема
и производится окончательное шлифование.
Резец, показанный на фиг. 127, предназначен для затыло-
вания зубьев дисковых фасонных фрез по торцу. Изготовление
резцов с таким профилем, состоящим из сопрягающихся дуг,
представляет значительную сложность. В данном случае только
профильное шлифование может обеспечить высокую точность
сопряжения луг и выполнения заданных размеров.
Прежде чем приступить к шлифованию профиля на резце,
необходимо сделать технологический эскиз (фиг. 128), с
помощью которого определяются количество переходов и их
последовательность. Рассматриваемый резец шлифуется в два
перехода.
Профиль круга )\ля шлифования обоих переходов
заправляется с помощью приспособления (фиг. 22), установленного на
магнитную призму, которая имеет угол наклона, равный заднему
углу на резце (фиг. 111).
154
бок угол по дсему
профилю 5°
Фиг 127 Фасонный резец для затылования зубьев
дисковых фрез по торпу.
Поскольку резец имеет боковые задние углы, призму с
резцом требуется установить на магнитной плите под углом 5°
относительно продольного упора; это делается с помощью
угловой призмы, как показано на фиг. 121.
Первый переход. Шлифование дуги радиусом i?=9,35 и
сопрягающейся с ней прямой (касательной), наклонной под
углом 18°.
Из имеющегося у лекальщиков набора шлифовальных
кругов с различными профилями и размерами подбирается круг
подходящего профиля, закрепляется на шпинделе
плоскошлифовального станка и предварительно (карборундом)
заправляется на профиль, показанный на фиг. 129. Окончательная
заправка производится с помощью приспособления (фиг. 22).
Для получения дуги Я = 9,35 мм настраиваем суппорт 3 по
микрометру на размер 75+9,35=84,35 мм.
155
19
6Л5
Фиг. 128. Технологический эскиз для шлифования
профиля фасонного резца.
Для заправки дуги i?=9,35 мм необходимо определить угол
поворота а, который обеспечивает сопряжение дуги с прямой
в точке N. Как видно из фиг. 128, а=90°—18°=72°. Весь профиль.,
первого перехода заправляется за одну установку.
Приспособление (фиг. 22) устанавливаем под углом 90q относительно торца
круга, и перемещая стол станка, заправляем правый торец
(положение алмаза 1 на фиг. 129). Как только алмаз достигнет
точки М (начало дуги R = 9,35 мм), каретка 2 поворачивается
против часовой стрелки (описывая дугу 72°) до точки Nt в
которой дуга # = 9,35 мм сопрягается с прямой, наклонной под углом
\8° (положение алмаза 2 на фиг. 129), Затем каретку
2-закрепляем рычагом 6, а салазки 4 освобождаем от штифтов 8 и
заправляем прямой участок профиля .(положение алмаза 3 на
фит. 129). Необходимо, чтобы длина этого участка на
шлифовальном круге была на 5—8 мм больше половины длины
прямого участка на профиле резца.
Профилированным кругом нужно прорезать стальную
пластинку и удостовериться в правильности профиля, проверив его
на микроскопе. После этого можно приступить к шлифованию
резца.
156
Перед выполнением
второго перехода необходимо
установить другой шлиф.о-
вальный круг с более
подходящим профилем, чтобы
уменьшить съем при
заправке.
Сначала заправляем
круг карборундом
(вручную) , придавая
приблизительный профиль (см. фиг.
130), а затем производим
окончательную заправку.
Приспособление (фиг. 22),
не снимая с призмы,
настраиваем на заправку дуги
R = 10 мм (установочный
РЭ?п еРс?° микР°метРУ ШЁ Фиг. 129. Схема заправки профиля шли
—10 — 65 ММ), ЗаТ&М суппорт фовального круга для первого перехода.
3, закрепляем винтами 14.
Находим угол поворота каретки 2 при заправке дуги R = 10 мм:
| =90Q— 18° =72°,
Как видно в обоих переходах, угол поворота каретки 2 имеет
одинаковую величину—72°; это
объясняется тем, что обе дуги
Я = 9,35 мм и # = 10 мм имеют
общую касательную NN\,
наклонную к горизонтали под
углом 18°. Заправляем круг на
верность по периферии
(положение алмаза 1 на фиг. 130),
затем, не нарушая положения
стола станка и приспособления,
поворотом каретки 2 по часовой
стрелке на угол 72° заправляем
дугу R = 10 мм (положение 2
на фиг, 130), Когда алмаз
достигнет точки М, закрепляем
каретку 2 рычагом 6, а
салазки 4 освобождаем от штифтов
8 и, перемещая их вручную,
заправляем прямой участок
СЗ Ш профиля (юоложение алмаза 3
1 на фиг. 130).
При шлифовании на резце
второй части профиля
последний периодически проверяегг-
Фиг. 130. Схема заправки профиля
шлифовального круга для второго
перехода.
157
ся по шаблону, который прикладывается к передней грани резца.
Необходимо отметить, что при шлифовании фасонных резцов,
имеющих боковые задние углы, в профиле, которых (резцов)
имеются дуги, нередко точное совпадение профиля шаблона
с шлифуемым профилем с первого- приема не достигается. Тогда
приходится корректировать профиль шлифовального круга с
последующей проверкой путем ^шлифования стальной пластинка
и измерения полученного профиля на инструментальном микро-
Щ скопе. Таким путем удается обеспечить хорошее прилегание
шаблона и высокую точность профиля по всей толщине резца.-Щ
Для иллюстрации высокой производительности описанных
методов обработки профиля фасонных резцов обратимся к фиг.
■ 131. На ней показан затыловочный резец, имеющий сложный
профиль, состоящий из нескольких дуг, сопрягающихся между
собой. Лекальщик В. М, Никонов разделил шлифование этого
профиля на два перехода (как показано внизу, фиг. 131) и на
обработку трех резцов, которые шлифовались
одновременно,-затратил всего 4 часа.
Щ КРУГЛЫЕ ПРОФИЛЬНЫЕ ИНСТРУМЕНТЫ ■
В разнообразной номенклатуре профильных инструментов
значительное место занимают инструменты круглой формы, т. ev
представляющие собою тела вращения. К этой группе
инструментов относятся круглые фасонные резцы и профилировочные
ролики.
Круглые фасонные резцы широко применяются при токар-
щ ных работах на заводах массового и серийного производства.
Такие резцы изготовляются из быстрорежущей стали Р18 или
ее заменителей и подвергаются закалке и отпуску на твердость
Rc = 61—64.
Щ Профиль круглых фасонных резцов обычно шлифуется на
универсальных шлифовальных станках типа «Браун-Шарп» № 13
(фиг. 132), у которых шлифовальная головка 2 является
двусторонней, т. е. шлифовальные круги закрепляются с обеих сторон
шпинделя; кроме того, шлифовальная головка вместе со
стойкой 1 может поворачиваться вокруг вертикальной оси и
устанавливаться под любым углом с точностью ±5'. щ
щ Благодаря установке оси шлифовального круга под любым
углом оказывается возможным осуществлять шлифование
наклонных участков профиля на инструменте боковыми сторонами
или-периферией круга без специальной его заправки.
■ В случае отсутствия универсального шлифовального станка
описанного типа, целесообразно произвести для этих целей
модернизацию широко распространенных универсально-заточных
станков типа ЗА64. Эти станки имеют поворотную колонку с дву-
• сторонними шлифовальными шпинделями и. поворотный стол.
158
~А
Фиг. 131. Фасонный резец для затылования зубьев фрезы.
Нужно только изготовить специальную переднюю бабку с
приводом для вращения изделия (оправки с шлифуемым
инструментом).
В случае сложного профиля на инструменте шлифовальный
круг заправляется с помощью приспособления (фиг. 22).
Рассмотрим, в качестве типовой, технологию изготовления
круглого фасонного резца, показанного на фиг. 133. Сначала
производится токарная обработка заготовки, профиль
протачивается по шаблону, причем оставляется припуск на шлифование
в пределах 0,5—0,7 мм, в зависимости от формы и сложности
профиля. После слесарной обработки и маркирования произво-
159
Фиг. 132. Универсальный шлифовальный станок для шлифования профиля
круглых фасонных резцов:
/—стойка; 2—шпиндельная головка; 5—задняя бабка; 4—передняя бабка с приводом;
5—поворотный стол; б—шлифуемое изделие.
дится закалка, отпуск на твердость Rc —61—64 и пескоструйная
очистка. Затем на внутришлифовальном станке производится
шлифование отверстия и одного торца.
При шлифовании профиля резец насаживается на оправку
с центрами. Первой операцией является предварительное
шлифование наружных поверхностей (с припуском на шлифование
профиля) и одного торца, который будет служить базой при
проверке профиля шаблоном.
Шлифование профиля производится кругами таких же
характеристик, как и для шлифования затыловочных резцов. На !
станках, на которых шлифуется профиль круглых резцов,
имеется возможность одновременно устанавливать два
шлифовальных круга различных размеров и характеристик, что
способствует более высокой производительности.
В нашем случае профиль резца (фиг. 133) имеет очень
мелкие размеры; с учетом этого на один конец шпинделя
закрепляем шлифовальный круг шириной 6 мм, электрокорундовый,
на керамической связке, твердостью СМ2 и зернистостью 60,
а на второй — электрокорундовый круг толщиной 1,0 мм на вул-
канитовой связке.
Профиль резца шлифуется за три перехода.
1€0
Фиг. 133. Круглый фасонный резец.
Первый переход. Шлифование участка шириной 3,0 +°i05 мм.
Шлифовальный круг шириной 2,5 мм заправляется по обоим
торцам, на уголках заправляются скосы под 45° шириной 0,5 мм.
Поскольку эти скосы на резце предназначаются для получения
фасок на изделии, они заправляются без особой точности, путем
поворота шпиндельной головки на 45°*, а ширина их @,5 мм)
измеряется масштабной линейкой.
При шлифовании резца размер 3,0 +0-05 мм измеряется
посредством плиток, а высота 3,0 +ол мм — глубиномером.
Второй переход. Шлифование прямоугольного углубления
шириной 1,5+0,05 мм.
Все размеры как по глубине, так и по ширине профиля
выдерживаются от одной исходной прямой; расстояние от
наиболее выступающего участка профиля до «дна» углубления
составляет
C,5 — 1,8) + 1,0 = 2,7 мм.
Эту часть профиля шлифуем кругом на вулканитовой связке,
который заправляется на толщину примерно 0,7—0,8 мм;
глубина впадины проверяется по глубиномеру, ширина паза
\Q +0,05 мм — эталонной плиткой, а размер 6,0+0»08 мм —
шаблоном.
* В тех случаях, когда требуется заправить угловые участки с высокой
точностью, это делается с помощью приспособления (фиг. 22).
И П. А, Камышев
161
Третий переход. Шлифование дуги радиуса /?=0,8 мм и
левой горизонтальной площадки шириной 2,5 мм. Дуга # = 0,8 мм
заправляется очень острым алмазом, этим кругом сначала 'щли.
фуется радиусный участок профиля, а затем —горизонтальная
площадка. Затем на шпиндель ставим круг первого перехода
шпиндельную головку поворачиваем на угол в 3° и производим
подрезку уступа на правой части профиля.
В процессе выполнения третьего перехода окончательный
профиль резца проверяется по шаблону.
Технология изготовления профилировочных роликов в
некоторой степени аналогична технологии изготовления фасонных
круглых резцов, особенно в отношении шлифования профиля.
На автозаводе профилировочные ролики изготовляются из
сталей 9ХС, Х12М, Х12Ф1, а ролики, работающие с повышенной
нагрузкой, — из графитйзированной стали марки ЭИ293; ролики
имеют твердость Rc =56—60.
Хотя ролики разъемной конструкции значительно проще
изготовлять, чем цельные, они деформируются в процессе
эксплуатации, появляются зазоры между составными частями, нет
достаточной жесткости; в результате образуются глубокие риски
на изделиях, что недопустимо. Поэтому профилировочные
ролики, как правило, изготовляются цельными. Однако в некоторых
случаях, например при больших размерах, применяются ролики
разъемной конструкции. Такие ролики,- предназначенные для
изготовления обода колеса легкового автомобиля, показаны на
фиг. 134.
При изготовлении профилировочных роликов сначала
производится токарная обработка поковки, причем оставляется
припуск на шлифование отверстия, а профиль обтачивается по
специальному шаблону, который учитывает припуск на
шлифование после термообработки. Затем долбится паз под
шпонку.
После термообработки отверстие ролика шлифуется на внутри-
шлифовальном станке, а для шлифования профиля
используются такие же станки, как и для фасонных круглых резцов
(фиг. 132).
Профиль шлифуется за несколько переходов, при выборе
которых учитывается конфигурация отдельных участков.
Рассмотрим технологию шлифования профиля на ролике, показанном на
фиг. 135.
После шлифования отверстия ролик напрессовывается на
оправку, которая закрепляется в центрах шлифовального станка.
Для шлифования профиля применяются шлифовальные
круги из электрокорунда белого, на керамической связке,
твердостью СМ2, зернистостью 60—80.
Первый переход. Шлифование наружных цилиндрических
поверхностей 1А, 1Б и прямого участка а—Ь\ оно производится на
круглошлифовальном станке.
162
Фиг. 134. Профилировочные ролики для изготовления обода колеса
легкового автомобиля.
Второй переход. Шлифование участка b—с, состоящего из
трех сопрягающих дуг. Дуга R=22,79 мм заправляется с
помощью приспособления (фигч22), которое настраивается по
микрометру на размер 75+22,79=97,79 мм.
Приспособление (фиг. 22) прикрепляется к столу
шлифовального станка с помощью болтов, так как на таких станках
магнитная плита не применяется. Перед заправкой дуги
необходимо повернуть шпиндельную головку на угол —
соответствующий половине этой дуги (фиг. 135).
После заправки дуги R=22,79 мм заправляем на краях
круга дуги /? = 1,5 мм и # = 2,5 мм; они заправляются от руки
карборундом по радиусомеру, так как предназначены только для
притупления острых уголков.
IV
16$
Ill переход
Ttf
ппобиляровочного ролика:
Фнг. 135. Ш«Ф££2£. ро- ««- *—'
-.:_: поправка; a- ,
/—центр. *—" к
/-центр: г-01" fj
.<.« со станка приспособления (фиг.
- переход. Не сНЙ"*£ шЛИфовальный круг. Для этого
Третий пере* ъ второй ш™1^ в нудевое положение
22), следЯт 3J0BKy стаНКасв03^параллельно линии центров
шпиндельную' ки должен ста 22) настраиваем на радиус
(шпиндель 1 пос0бление ^Ф"'йуг заправляем на верность
^танкас)' I Сначала шлифовальный. ру R = ^ мм Uq^ ^
R ~ ^иФерии а затем ^«JJ^ScSoe приспособление, уста-
SffiS ««^iSjS оправку с роликом и приступаем
на^н?п,Ганик> его профи**- льнЫХ участков профиля деле-
К "SSВ шлифования горизонт^ m наклонно* под
Ч «п произвести шлиф"* головку станка поворачиваем
?ЯЖ ^ ^SSTSSS-- "ер"ферией шл"ф№
утлом <*->- осуЩествляем *^~гт
заугол^ TTtnudiveM участки второго и
ПоЙ этого предэ.Р^^^.^я^бнодн-о но шаб:
П ™переходов; в процессе шлиф BcgM филе
логове «- Р«^5У5г»| * " И «. К Ф°Р- -
Зле снятия пеР«оДноГОвЫСОких требовании)
Sporo не преД^яе^лйфоварии профиля о
т рп„« окончательном ^ j от того, i
ЬеЖйя переходного-^- бований).
торого не пред-ьявляется^вы ин профидя очередность пере-
РПри окончательном J^ мости QT того> где потребуется
ходов может меняться в 3 ь одстую поверхность с мини-
сошлифовывать, чтобы по У филю ролика.
манным нроовемм ™ всоч^Р *яша иметь высокую чиш.
"охочая поверхность ро вашга с Наи
шГифовЫвать, чтобыi .«**» - лю ролика.
а^ьным просветом по всемуканд0лжна иметь вы чиш.
Рабочая поверхность ро ровании с наименьшей затра-
, чтобы при последу^ем,льную поверхность; это условие не-
| времени получить «Рк 'декоративных деталей.
Жодамо для пР0£ную полировку требуется производить ■
роликах, предназначенных для обкатки изделий сферической
формы (фиг. 136). Такие ролики обрабатываются следующим
образом: после термической обработки ролика за одну
установку шлифуются отверстие и один горец (на внутришлифовальном
станке), затем отверстие доводится и шлифуется второй торец
ролика на плоскошлифовальном станке. При шлифовании
профиля роликов обычным способом нельзя получить требуемую
чистоту поверхности: как бы тщательно ни производилось
шлифование и последующая полировка, остаются мелкие кольцевые
штрихи, при наличии которых не удается достигнуть зеркальной
поверхности сферы на изделиях.
Лекальщик автозавода А. Тюрин предложил оригинальный
способ шлифования подобных роликов, который обеспечивает
получение чистоты по 10 классу. Шлифовальная головка станка
поворачивается на угол 90° так, чтобы шпиндель головки
располагался перпендикулярно к оси центров. Шлифование таких
роликов осуществляется кругами на вулканитовой связке,
зернистостью 220.
Если ролик имеет односторонний профиль, то одновременно
шлифуются два ролика, которые располагаются на оправке с та-
Фиг. 136. Шлифование роликов для обкатки сферической поверхности:
7—р"олйкн; 2—оправка; 3—гайка; 4—прокладка; В—центр; 6—шлифовальный круг.
ким расчетом, чтобы их профили образовывали два симметпи.
проложенных участка одной и той же дуги (фиг. 136) РйЧн<>
Лля этого между роликами / помещается мерное Кпп,
Шлифовальный" круг должен иметь диаметр £)==2R; /^
iJS £>=2- 47,8=5,69 мм. Диаметр круга измеряется м» ем
метром; между кругом и ножками микрометра вкладывают £°'
мажки толщина которых должна учитываться. т ty
Оправка с роликами устанавливается между центрами ста
ка и производится шлифование. После достижения чистой*
верхности на шлифовальный круг наносится тонкий слой паст
для полирования.
Полирование производится таким же способом, как и ж
фование. При этом достигается чистота по 10 классу, ЧТо ™*
печивает зеркальную поверхность изделия, иес-
ПУАНСОНЫ И МАТРИЦЫ ДЛЯ ПРЕССФОРМ И ШТАМПОВ
ПУАНСОНЫ
Развитие производства изделий из резины и пластмасс по
требовало резкого увеличения изготовления прессформ. Пуансо"
ны для прессформ часто имеют сложный профиль, вследствие
чего их шлифование после термической обработки может быть
выполнено только высококвалифицированными лекальщиками
Профильные пуансоны можно разделить на три вида;
1) пуансоны, которые не являются телами вращения
(например, имеют призматическую форму);
2) пуансоны, представляющие собой тела вращения;
3) сборные пуансоны,
Для ознакомления с технологией изготовления пуансонов
первого вида рассмотрим обработку пуансона, показанного на
фиг. 137.
Сначала обстрагиваются все стороны заготовки под угол 90°
с оставлением припуска на шлифование @,7—1,0 мм), затем
производится разметка профиля и крепежной части, их
предварительная обработка на фрезерныхайли строгальных станках
с оставлением припуска на шлифование @,4—0,6 мм), а также
термическая обработка. После термической обработки сначала
шлифуются под угол 90° боковые стороны, опорный торец и
плоские участки профиля (с высотой до 700 мм).
Шлифование профиля пуансона производится следующим
образом.
Участок шириной 27,5 мм, представляющий собой дугу
/?=8,5 мм, сопрягающуюся с двумя прямыми, наклонными под
углом 30е, шлифуется профилированным кругом шириной 30 мм.
Профиль круга заправляется с помощью приспособления (фиг,
30). Это приспособление устанавливается на магнитную плиту
166
f—
J20
Фиг. 137. Призматический пуансон.
шлифовального станка вплотную к продольному и поперечному
упорам.
Для заправки дуги i?=8,5 мм настраиваем приспособление
на размер 80 + 8,5 = 88,5 мм (по микрометру); угол поворота
суппорта приспособления при.заправке дуги составляет 180°—
—60Q=120o.
После заправки дуги i? = 8,5 мм, не нарушая положения
приспособления, заправляем прямолинейные участки профиля.
Сначала необходимо освободить штифт 18 на суппорте
приспособления (фиг. 30). Повернув суппорт по часовой стрелке на
угол 90°—30°=60°, посредством качания кулисы 17, перемещаем
стойку с алмазом и заправляем левый участок; затем таким же
способом заправляем правый участок профиля. После этого, не
снимая приспособления со станка, поворачиваем суппорт по
часовой стрелке на 90° и настраиваем по микрометру на размер
27 б
80-1 — —93,75 мм. Производим заправку левого торца круга,
перемещая стол станка в продольном направлении и
одновременно медленно опуская круг на алмаз.
Закончив заправку круга, снимаем приспособление,
устанавливаем пуансон на магнитную плиту и шлифуем весь профиль
по ширине 27,5 мм и глубине 14 мм (фиг. 138). После
предварительных проходов проверяется величина остающегося припуска
и производится окончательное шлифование этого участка
профиля. Для шлифования угловых участков высотой 5 мм под
углом 45° тот же круг заправляется с обеих сторон под углом
45Q с помощью приспособления (фиг. 30), которое
устанавливается на свободную часть магнитной плиты.
Если пуансон имеет форму правильного многогранника или
167
Фиг. 138. Шлифование профиля призматического пуансона.
цилиндра с равномерно расположенными впадинами, то
шлифование граней (или профильных впадин) производится на
плоскошлифовальном станке в делительных приспособлениях. В
случае необходимости профильной заправки шлифовального круга
применяются соответствующие приспособления (фиг. 22,30 и др.).
Окончательная обработка пуансонов второго вида,
представляющих собой тела вращения, на автозаводе теперь
производится на обычных круглошлифовальных станках
профилированными кругами*. В результате этого мероприятия трудоемкость
шлифования профиля уменьшилась в 10 раз: если раньше в
течение смены лекальщик 8-го разряда шлифовал 4—5 пуансонов,
• По инициативе техников автозавода А. М. Лазарева и Г. Н. Артемова.
168
5*£
5 а
ю 2
16»
Am пячпяла обрабатывает 40—50 пуан-
то теперь шлифовщик 6-го разряда wy*v
С0Н0В- .лоая.ппгп Kovra заправляется стальным роли-
Профиль шлифовального кругам F запрессовкой) наса-
ком (фиг. 139). Pof" ^а^
TOaT/^S»^aH.SSSS в центрах станка, как при
оправку 3, которая У01*""" Иоделий и через хомутик 4 по-
обычном шлифовании круглых^изделий, и Р я скорость
лучает вращение от передней оаоки к легко сопри_
вращения ролика-40 м/мин-п^Ра^5и приводит его во враще-
кИсается со ^~»JSbSS профн2?сйние круга,
ние; в результате 0СУще"*:™^„* * Vvr заправляется вручную
Kapgp^nr-„1Sr."aSr прианальные оЧ|?
"ЯГефГЖ"НкИаеаГс,Го6 гефСо™а»и,Дп,.нсо„ов сфеР„,е.
™ ОбраСа пуансонов сферической формы до ™«Ф°М««»
сферы пронзводетсн по обычной технологии. Шлифование сфе
Фиг. 140. Шлифование сферы на пуансоне,
/—пуансон; 2—шлифовальный круг; J—хомутик; 4—планшайба;
-центр,
ры выполняем на круглошлифовально'м станке по двум
вариантам.
Первый вариант. На стол круглошлифовального станка
устанавливают приспособление для шлифовки сферы (фиг.
14). Настройка его и процесс шлифования сферы описаны на
странице 28.
Второй вариант. Шлифовальный круг на круглошлифоваль-
ном станке правится на угле 90е по радиусу сферы алмазом
с помощью заправочного приспособления (фиг. 22),
настроенного на размер радиуса сферы по чертежу пуансона. Пуансон
устанавливается в центрах станка, показанного на фиг. 140,
и производится шлифование сферы до заданного размера D.
Размер сферы проверяют шаблоном.
После шлифования сферы временный центр срезают и
маленький уступ зачищают оселком по сфере, проверяя сферу
шаблоном.
На производстве штампов и преесформ встречаются
пуансоны с контуром эллипса и с радиусом или контуром усеченной
многогранной пирамиды (фиг. 141 и 221) и им подобные контуры.
На многих предприятиях такие пуансоны изготовляются
слесарями высокой квалификации ручным способом, на что
затрачивается много времени и все же не достигается требуемая
точность.
В то же время освоен способ изготовления таких пуансонов
шлифованием в закаленном виде на плоскошлифовальном
станке с высокой точностью и минимальной трудоемкостью.
На фиг. 141 показан пуансон весьма сложной формы в
боковой проекции. Профиль состоит из радиусной и прямолинейной
формы (как показано вверху), а в плане проекция представляет
эллипс и прямоугольник с закругленными углами (см. внизу).
В процессе изготовления такого пуансона основной
операцией является шлифование в закаленном виде на
плоскошлифовальном станке.
При профильном шлифовании заготовительные операции не
представляют интереса, так как контур обрабатывается
приближенно, все размеры выполняются с припуском на шлифование
порядка 0,6—0,8 мм. Заготовка по длине делается с припуском
10 мм с расчетом на временный центр с торца радиусной части
пуансона.
Токарная обработка производится в центрах, затем
размечаются контур и прямоугольник, после этого по рискам разметки
фрезеруется радиусная часть эллипса на вертикально-фрезерном
станке концевой фрезой с радиусом по режущей части.
За фрезеровкой радиусной части эллипса за одну установку
фрезеруется прямолинейная часть эллипса (в вертикальном
сечении) концевой цилиндрической фрезой, а затем обстрагиваются
четыре стороны прямоугольника и делаются закругления на
углах.
m
то теперь шлифовщик 6-го разряда о*
сонов.
Профиль шлифовального круга заг
ком (фиг. 139). Ролик 2 плотно (с л
живается на стальную, закаленную
оправку 3, которая устанавливается в
обычном шлифовании круглых изделие
лучает вращение от передней бабкн 1.
вращения ролика — 40 м/мин. Вращаю:
касается со шлифовальным кругом 5 j
ние; в результате осуществляется проф
Предварительно шлифовальный кМ
карборундом; при этом выдерживаютс
тания профиля.
Процесс шлифования профиля на
с охлаждением эмульсией. Чистота пов
ния лежит в пределах 9—10-го классов
дующее полирование позволяет довест1
На фиг. 140 показан способ шлифо*
ской формы.
Обработка пуансонов сферическая
сферы производится по обычной, технё
станка
г(фиг.
ны на
оваль-
мазом
- £троен-
• Ёуансон
Jar. 140,
fiepa D.
и ма-
у шаб-
пуансо-
ченной
Ьнтуры.
сжся сле-
!затра-
ая точ-
^ансонов
м стан-
шл в бо-
нейной
тавляет
■_ - </
:
Фиг. 140, Шлифование сферы
/—пуансон; 2—шлифовальный круг; 5—хомутик;
170
Ущгавлне
Щвнизу)
опера-
tuxrm4>o-
щии не
шприбли-
j £ование
*^ апуском
tjl й части
А разме-
^ зазметки
(езерном
ановку
ьном се-
гагиваются
тления на
m
Фиг. 141. Шлифование пуансона по копиру:
/—шлифовальный круг; 2~пуансон; 3—копир; 4—опорная плита;
5—магнитная плита,
172
Термическая обработка производится на твердость /?с=54—
—58.
После этого приступают к отделочным операциям
шлифованием. На круглошлифовальном станке в центрах шлифуется
хвостовик под запрессовку в отверстие копира и одновременно
шлифуются оба торца в размер длины пуансона, затем
срезается временный центр.
Пуансон запрессовывается хвостовиком в отверстие копира,
изготовленного для шлифования контура пуансона. Копир
изготовлен ранее описанным способом профильным шлифованием на
плоскошлифовальном станке.
Шлифование контура пуансона производится на
плоскошлифовальном станке, абразивным кругом формы ПП с диаметром
максимально допустимым 250—300 мм и характеристикой
ЭБ—60—СМзК.
На наружном торце шлифовального круга с помощью
алмаза, установленного на заправочное приспособление (фиг. 22)
заправляется дуга радиусом, указанным в чертеже.
На магнитную плиту станка устанавливается плита 4 с
опорным буртиком.
Пуансон с копиром устанавливается плоскостью копира на
плиту 4» профилем вплотную к буртику. Пуансон поперечной
подачей стола подводится до касания контура шлифовального
круга так, чтобы вертикальная ось пуансона совпадала с
центром шпинделя шлифовальной головки станка.
Затем шлифовщик обеими руками медленно поворачивает
копир с пуансоном в противоположную сторону вращения круга
и в процессе шлифования держит копир плотно к буртику плиты
4, а поперечной подачей стола подает шлифуемое изделие на
абразивный круг.
После каждого оборота копира подают пуансон на
шлифовальный круг порядка 0,02—0,03 мм, таким способом шлифуют
до заданного чертежа размера.
Оставив припуск 0,03—0,05 мм на окончательную чистовую
шлифовку, круг снова заправляется по радиусу, после чего
окончательно пуансон шлифуется в размер.
После шлифования радиусной части эллипса за одну
установку торцом круга шлифуется прямоугольная часть эллипса
(в вертикальном сечении). Последняя операция шлифования
прямоугольной части пуансона и закругления углов
производится также на плоскошлифовальном станке. На этом
шлифование пуансона закончено.
Размеры контура пуансона проверяются шаблонами и в
зависимости от размеров пуансона, проверку можно произвести на
проекционном или на оптическом микроскопе.
В случаях, когда потребуется шлифовать эллипс с конусом,
соответствующий угол заправляется на шлифовальном кругу
с помощью универсального заправочного приспособления
173
Ш Ш шш шлифуемое изделие ставится на угловую призму.
(Ф^нт?оес?Ь^и«ер сборного пуансона показан на фиг. 14£
oTJ? пуансон предназначен для вырубки пластин из тонкого
Этот пуансон пр ^д тоит из сердечника | тридцати Встав.
™CTv1cohob Г и обоймы 3, которая напрессовывается на
Ных пуансонов J и пления пуансонов 2 в его пазах.
СеТхнологичеХй процесс изготовления сердечника состоит
По /•лрлующих операций:
1 ТЪкарная обработка с оставлением припуска на шлифо-
ВаТфр&ова?ие пазов фасонной фрезой (в делительной
головке) с оставлением припуска на шлифование @,5-0,7 мм).
3 Сверление отверстий.
4 Термическая-обработка на твердость Rc =58—60.
I Шлифование торцов на карусельношлифовальном станке.
6 Шлифование наружной поверхности на круглошлифоваль-
Н0М7 Шлифование отверстия на внутришлифовальном станке.
8 Шлифование пазов профилированным кругом
Остановимся на этой операции более подробно. Она
выполняется на плоскошлифовальном станке в делительном
приспособлении (фиг. 143). Пазы шлифуются за два перехода.
Сначала шлифовальный круг заправляется с помощью
приспособления (фиг. 22) по профилю, показанному на фиг. 144.
Приспособление настраивается по микрометру на размер
75+# = 75+ 5,4 = 80,4 мм.
Заправочное приспособление устанавливается на магнитную
плиту вплотную к продольному упору. Прежде чем приступить
к заправке круга, определяем угол качания каретки 2
приспособления в каждую сторону при заправке дуги R Щ 5,4 мм:
а = 90q—6° = 84°,
Сначала заправляем на круге правую половину дуги
#=5,4 мм, качая каретку '2 от нуля до угла 84е1. Закончив
заправку дуги, фиксируем каретку в крайнем правом положении
(84°) рычагом 6, поднимаем шлифовальную головку станка и,
не нарушая положения его стола, вынимаем штифты 8. Затем,
медленно опуская левой рукой шлифовальный круг на алмаз,
правой рукой производим возвратно-поступательные движения
салазок 4 и заправляем правую боковую сторону круга.
Аналогичным образом заправляется левая половина профиля.
Заправленным кругом шлифуются пазы на глубину 23,4 мм.
После этого производится второй переход: прорезным кругом на
вулканитовой связке в каждом пазе выбирается прямоугольное
углубление шириной 3,0 мм и глубиной 1,85 мм. Глубина вы*
держивается с помощью индикатора. В результате шлифования
ваз получает профиль вставного пуансона (фиг. 145).
174
Пуансон
Вид по слпр Л
Фиг. 142. Сборный пуансон и сборная матрица:
/—сердечник; 2—вставной пуансон; 3—обойма; 4—сердечник матрицы; 5-
обойма матрицы.
"
Фиг. 143. Шлифование пазов в сердечнике,
Изготовление вставных пуансонов (фиг. 145) разбивается на
следующие операции:
1. Строгание четырех сторон у заготовок из полосовой стали
на 5 штук пуансонов.
2. Разметка профиля.
3. Строгание профиля с оставлением припуска на
шлифование @,7—1,0 мм). Профиль проверяется по шаблону.
4. Разрезка на куски длиной 60 мм (высота пуансона).
5. Фрезерование выступов для крепления пуансонов в
сердечнике.
6. Термическая обработка на твердость Rc=58—60.
7. Шлифование под углом 12°. Производится на
плоскошлифовальном станке плоским кругом с помощью специальной
магнитной призмы (фиг. 146).
8. Шлифование профилированным кругом дуги i? = 5,4 мм
и выступа сначала на одной стороне пуансона, а затем на
другой. Производится на той же призме (фиг. 147).* При шлифова-
14А1
Фиг. 144. Профиль
круга для шлифования
пазов (первый переход).
Фиг. 145, Профиль вставного
пуансона.
* При повторении в производстве таких работ рекомендуется профиль
ка шлифовальном круге заправлять металлическим роликом.
|2 П. А» Камышев
177
Фиг. 146. Шлифование боковых
пуансона под углом 12.
сторон
Фиг. 147. Шлифование дуги R—ЪЛ мм
и выступа- профилированным кругом.
нии этой части пуансонов
необходимо выдерживать
размер по длине с учетом
припуска на шлифо
вание (фиг. 145),
9. Шлифование плос
кости выступа с
соблюдением высоты 1,85 мм.
Пуансоны устанавливаются
на магнитную плиту й
шлифуются плоским
кругом.
10. Шлифование
«спинки» ио дуге #=140 мм
на круглошлифовальном
станке. При выполнении
этой операции пуансоны
закрепляются в
специальной оправке.*
Обойма 3
представляет собой стальное
закаленное кольцо-
(твердость Rc =40—45) с
точно прошлифованным
отверстием. Она
напрессовывается на сердечник после
того, как в его пазы
вставляются пуансоны 2.
Матрица, работающая
с описанным пуансоном,
также состоит из сердечника
4 с профильными пазами,
на которых
напрессовывается кольцо 5 (фиг. 142).
Сердечник матрицы
изготовляется по такой же
технологии, как и сердечник
пуансона. Совершенно
очевидно, что изготовление такого
пуансона ручным способом,
без профильного
шлифования в делительном
приспособлении, невозможно, .ибо,
не говоря о чрезвычайно
* В качестве такой оправки может быть использован сердечник; в пазы
сердечника вставляются все пуансоны и слегка прихватываются точечной
сваркой.
178
большой трудоемкости ручной обработки, она не могла бы
обеспечить требуемую точность профиля, необходимые зазоры
между пуансоном и матрицей @,03 мм) и совмещение тридцати
вставных пуансонов с соответствующими отверстиями в
матрице.
МАТРИЦЫ
Изготовление профильных матриц ручным способом для
штампов и преесформ сопряжено с большими трудностями, так
как в этом случае необходимо обеспечить высокую точность
обработки профиля на внутренних поверхностях. Учитывая, что в
результате закалки матриц неизбежно возникают деформации,
даже при самой точной предварительной обработке профиля
приходится оставлять достаточные припуски для его доводки.
Эта доводка, производимая после закалки, является весьма
трудоемкой и требует высокого мастерства.
На автозаводе окончательная доводка профиля всех матриц,
в том числе и таких, которые имеют сложный профиль при
небольших размерах отверстия, механизирована и осуществляется
путем профильного шлифования с применением специальных
приспособлений. В отдельных случаях, когда особенности
профиля или малые размеры отверстия делают обработку на
шлифовальных станках невозможной, матрицы изготовляются
разъемными.
На Горьковском автомобильном заводе разработана система
деления матриц на составные секции и разработаны способы
крепления их на плите штампа в зависимости от толщины
штампуемых заготовок.
При определении места разъема секций необходимо
учитывать технологичность обработки секций профильным
шлифованием, а также предусматривать способ крепления секций на
плите. Ниже приводятся примеры конструкций сборных
матриц применительно к разным толщинам штампуемых изделий
из черных листовых металлов.
На фиг. 148 показана матрица сложной формы, состоящая
из шести секций. Линии разъема первой, второй и третьей
секций проходят через центр радиусов, линии разъема четвертой,
пятой и шестой секций проходят на пересечениях прямых
-линий, составляющих между собою углы.
Такой способ разъема позволяет шлифовать секции попарно:
первую секцию с третьей, а четвертую с шестой, пятая и
вторая шлифуются каждая в отдельности. Крепление секций на
плите штампа осуществляется винтами и контрольными
шпильками (см. разрез, фиг. 148. вверху), что обеспечивает надежное,
прочное крепление матрицы для штамповки изделий из
металла толщиной до 1,2 мм.
12* 179
Фиг. 148. Сборная матрица из шести секций для
штамповки из листа толщиной до 1,2 мм.
На фиг. 149 матрица состоит из трех секций (/, 2, 3), линии
разъема проходят через торцы первой секции и сторон второй
н третьей секций, составляющие между собою углы. Такой
способ разъема обеспечивает выход абразивного круга в процессе
шлифования, и представляется возможность прошлифовать
углы с высокой геометрической точностью без каких-либо
закруглений в углах, что и требуется выполнить по условиям
чертежа.
В данном примере секции матрицы, кроме крепления
винтами и контрольными шпильками, дополнительно укрепляются
упорными планками, обзначенные 4, 5 и 6, которые также
закрепляются на плите штампа винтами и контрольными
шпильками.
180
Такой способ крепления секций матрицы обеспечивает
надежную жесткость в процесс штамповки изделий из листа
толщиной до 2 мм. На фиг. 150 показана матрица, рассчитанная на
штапмовку одновременно по две детали, и состоит она из
четырех секций. Линия разъема секций предусмотрена в местах,
обеспечивающих шлифование формы секций одновременно по две
штуки, что дает высокую производительность.
Крепление секций производится тем же способом, что и в
предыдущем примере (фиг. 149) с той лишь разницей» что
упорные планки врезаны в плиту штампа, как показаны на
•фиг. 150, вверху слева и справа матрицы.
Такой способ крепления секций матрицы гарантирует
жесткость положения матрицы на плите при штамповке изделий из
металла толщиной до 3 мм.
Фиг. 149. Сборная матрица из трех секций для штамповки
из листа толщиной до 2,0 мм.
181
Фиг. 150. Сборная матрица из четырех секций для
штамповки из листа толщиной до 3,0 мм.
Последний пример сборной матрицы показан на фиг. 151,
когда штамп рассчитан на штамповку изделий из металла
толщиной свыше 3 мм. В этом случае секции матрицы врезаются
в плиту штампа вверху, как показано на фиг. 151, крепятся они
также винтами и контрольными шпильками, что обеспечивает
гарантированную прочность матрицы и жесткость при
штамповании изделий толщиной свыше 3 мм.
Секции до закалки обрабатываются по разметке на станках
с припуском на шлифование от 0,5 до 0,8 мм в зависимости от
размеров и формы секций.
После обработки на станке профиль секции никакой
слесарной подгонке не подвергается, только сверлятся отверстия под
винты и контрольные шпильки, затем следует технологическая
обработка.
После закалки секции матриц комплектно вместе с
пуансонами шлифуются окончательно з размер без какой-либо ручной
182
Фиг. 151. Сборная матрица из трех секций для
штамповки из листа толщиной свыше 3,0 мм.
слесарной доводки профиля пуалсонов и матрицы. Однако
профильное шлифование широко применяется также и при
изготовлении цельных матриц.
Шлифование профиля в матрицах цельной конструкции
производится тремя способами:
1. Шлифовальными кругами диаметром от 60 мм и более,
насаженными непосредственно на шпиндель
плоскошлифовального станка.
2. Шлифовальными кругами диаметром от 15 до 60 мм,
насаженными на дополнительные переходные оправки, которые
навинчиваются на шпиндель станка. В этом случае станок
должен иметь достаточно большое число оборотов шпинделя,
чтобы шлифовальный круг имел нужную окружную скорость.
3. С помощью специального приспособления, показанного на
фиг. 9; этим способом шлифуются неразъемные матрицы
с внутренними размерами от 30 до 600 мм.
Чтобы обеспечить минимальные припуски на шлифование
183
Фнг. 152. Шлифование отверстия в матрице с простым профилем:
/—матрица; 2—магнитная плита; 3—продольный упор; 4—шлифовальный круг.
профиля, практикуется двукратная механическая обработка
перед окончательной термической обработкой.
Примером применения первого способа шлифования
профиля матриц может служить обработка матрицы простейшей
формы, показанная на фиг. 152.
Сначала производятся: строгание шести сторон заготовки
с припуском на шлифование A,5—2,0 мм), разметка профиля
и его фрезерование с оставлением припуска 2—3 мм; затем
матрица подвергается предварительной термической обработке —
улучшению (закалка и высокий отпуск на твердость R-c = 28—
—30). После улучшения на матрице шлифуются шесть сторон
под угол 90°, еще раз тщательно размечается профиль,
производится окончательное фрезерование профиля с оставлением
припуска на шлифование @,4—0,5 мм на сторону), и матрица
проходит окончательную термическую обработку.
После окончательной термической обработки снова
шлифуются шесть сторон под угол 90° и производится шлифование
профиля. Матрица / устанавливается на магнитную плиту 2
плоскошлифовального станка вплотную к продольному упору
(фит. 152). В первую очередь шлифуются прямолинейные
участки профиля отверстия матрицы по размерам /=200—2R —
= 130 мм и а = 150—2R—80 мм, а затем — закругления /?=
=35 мм в углах.
184
Изготовление матриц и пуансонов сферической формы
являлось серьезной проблемой, которая была разрешена с
применением профильного шлифования и специальной наладки на
внутришлифовальном станке (фиг. 153).
Подготовительными операциями при изготовлении матриц
сферической формы профильным шлифованием являются:
токарная обработка заготовки матрицы по размерам
чертежа с припуском на наружные размеры плюс 0,05—0,7 мм и на
сферу минус 0,3—0,4 мм.
Размер сферы проверяют шаблоном (с уменьшенным
размером сферы на величину припуска на шлифовку);
термическая обработка на твердость R =58—60;
шлифование матрицы по наружному размеру до диаметра
D, торца и сферы Dc производится на внутришлифовальном
станке, на котором шлифовальная головка изделия
установлена на поперечных салазках, необходимых для совмещения
сферы матрицы с торцом шлифовального круга при повороте
головки до 45°, как показано на фиг. 153.
Матрицу устанавливают в 3-кулачковом патроне. Вначале
шлифуют наружный диаметр до диаметра D, а торец на
окончательный размер.
Шлифование сферы производят при следующей наладке:
Шлифовальный круг для этого применяют цилиндрической
формы с внутренней выточкой на торце*, наружный диаметр
круга определяют по формуле D круга = 0,71 D сферы мм.
Характеристику шлифовального круга подбирают ЭБ60С1К
или ЭБ80СМзК. Устанавливают его на шпиндель шлифовальной
головки, голов-ка крепежного винта должна быть в выточке круга
углублена ниже его торца на 2—3 мм.
Шлифовальный круг правят алмазом по цилиндру до
размера диаметра D, торец на верность и наружную кромку
притупляют на 0,3—0,5 мм. Головку с установленной матрицей пова-
рачивают по часовой стрелке на угол d = 44° и смещают ее
поперечным суппортом до совпадения сферы с торцом
шлифовального круга.
Шлифовальный круг устанавливают так, чтобы одна кромка
торца находилась на центре вращения сферы, а другая выхо-•
дила на край диаметра сферы, и ось вращения круга должна
быть по высоте на одном уровне с осью вращения сферы.
На этой установке шлифуют сферу до выравнивания, затем
шлифовальный круг отводят и сферу проверяют шаблоном
(предварительным с токарной обработкой) визуально. Если
радиус шлифуемой сферы меньше радиуса на шаблоне, угол
уменьшают на 2—4 минуты, а если радиус шлифуемой сферы
больше радиуса на шаблоне, тогда угол и увеличивают на
2—4 минуты. Диаметр сферы доводят шлифованием путем пе-
* Выточка делается вручную карборундом.
185
Фиг. 153. Шлифование внутренней сферы на матрице:
/—матрица; 2—шлифовальный круг; 3— шпиндель; 4-~трехкулачковый патрон.
ремещения шлифовального шпинделя с кругом поперечной
подачей. Затем производят повторное шлифование сферы.
Размеры сферы проверяют шаблоном (с размерами сферы по
чертежу) или мерным шариком по краске. Для этого шаблон или
мерный шарик покрывают тонким слоем @,003—0,005 мм)
краски-лазури или краплаком, вкладывают в шлифованную
сферу, прижимают к сфере, поворачивают их по окружности
и вынимают. Если краска легла полосами по всему радиусу
сферы, то это означает, что размеры сферы совпадают с
заданными размерами на шаблоне или мерном шарике.
Указанный способ шлифования на матрицах или калибрах
позволяет изготовлять их с меньшей трудоемкостью, выполнять
размеры сферы по 2-му классу точности и чистоту поверхности по
8—9-му классу. Применяя шлифовальный круг с характеристикой
ЭБ320СМзК и охлаждение масляной эмульсией, чистоту
поверхности можно получить по 10—12-му классу.
Второй способ шлифования применяется при изготовлении
матриц с отверстиями небольших размеров.
Третий способ шлифования, представляющий наибольший
интерес, обеспечивает очень высокую точность при шлифовании
-сложных профильных матриц. В качестве примера на фиг. 154
показано шлифование матрицы для штамповки ведущей
передаточной шестерни велосипеда. Эта матрица имеет 48 внутрен-.
них зубцов сложного профиля: диаметр отверстия—200 мм.
386
Фиг. 154. Шлифование впадин сложного профиля внутри матрицы.
После предварительного обтачивания (с оставлением
припуска 5—7 мм) заготовка подвергается предварительной
термической обработке (улучшению), затем производится чистовое
обтачивание с оставлением припусков на шлифование (по
наружному диаметру—1,0—1,2 мм и по внутреннему диаметру —
1,2—1,5 мм). 'Затем на зубодолбежном станке производится
долбление зубцов специальным долбяком с оставлением
припуска на шлифование @,5—0,7 мм по среднему диаметру).
После окончательной термической обработки шлифуются
отверстие и один торец; проверка установки матрицы на
шлифовальном станке производится по вершинам зубцов с помощью
индикатора. Затем шлифуются наружная поверхность и второй
торец матрицы (на оправке).
Шлифование профиля производится на
плоскошлифовальном станке модели С541 Горьковского автозавода типа ЗБ71М
Витебского станкозавода.
На приспособление ставится делительный диск 1 с числом
пазов, равным числу зубцов на матрице. Для установки
матрицы 2 применяется специальный барабан 3, закрепляемый на
шпинделе делительного приспособления; диаметр отверстия
в барабане превышает наружный диаметр матрицы на 1,0—
187
2 0 мм При закреплении матрицы, которое осуществляется
прижимами /имеющимися на торце барабана, проверяется
отсутствие биения по торцу и по наружному диаметру А зубцов (с
помощью индикатора). Кроме того, необходимо, чтобы пазы на
делительном диске совпадали со впадинами между зубцами
матрицы.
На шпиндельную головку станка насаживается
приспособление (фиг 9), шлифовальный круг диаметром 100—120 мм и
шириной 10—12 мм предварительно заправляется вручную
(карборундом). Для заправки профиля круга применяется стальной
ролик, имеющий два ручья: один —для заправки круга при
предварительном шлифовании, а второй —для заправки при
чистовом шлифовании.*
Заправочное приспособление с роликом (фиг. 45)
помещается на магнитную плиту (фиг. 154) так,- чтобы один из ручьев
совпадал с профилем круга. При заправке круга правой рукой
вращается рукоятка приспособления, приводящая во вращение
ролик, а левой рукой опускается вертикальный суппорт и круг
подается на ролик; круг получает вращение от ролика. При
шлифовании впадин необходимо обратить особое внимание на
обеспечение равномерного съема металла со всех зубцов.
Рекомендуется прошлифовать все зубцы матрицы
предварительно и, убедившись в равномерности съема, произвести
окончательное шлифование зубцов. Перед окончательным
шлифованием круг заправляется вторым ручьем ролика.
Проверка профиля впадин на матрице не производится, так
как его правильность обеспечивается при шлифовании профиля
на заправочном ролике**; проверка глубины впадин
производится с помощью вспомогательного цилиндрика по среднему-
диаметру; соответствующий размер от вершины зубцов
указывается в чертеже матрицы.
Кроме описанных способов шлифования профиля матриц
для штампов холодной штамповки, следует остановиться на
методе шлифования внутренних замкнутых профилей матриц,
имеющих плавные переходы в углах по шаблон-копиру. Этот
метод описан чехословацким автором Франтишек Гамр в
брошюре «Шлифование фасонных изделий».***
Суть этого процесса заключается в следующем. На фиг. 155
схематически показана настройка и способ шлифования
матрицы /, которая покоится на прямоугольных призмах 2 и
прикреплена струбциной 3 к шаблон-копиру 4. Профиль шаблон-
копира соответствует чертежному профилю матрицы.
* Вследствие большого количества зубцов на матрице требуется
производить многократную заправку круга, что вызовет быстрый износ
профиля ролика., Наличие второго ручья позволяет компенсировать этот износ
при чистовом шлифовании.
** В случае необходимости профиль впадин матрицы может быть
проверен на проекционном аппарате.
*** Профиздат—1956 г.
188
Фиг. 155. Способ шлифования матрицы по шаблон-копиру:
/—шлифуемая матрица; 2—прокладки; 3—прижимной угольник; 4—
шаблон-копир; 5—плита; б—палец; 7—сменный ролик; 8—шпиндель;
9—шлифовальный круг. :
Шлифуемая матрица расположена над шаблон-копиром так,
чтобы оси обоих профилей (матрицы и копира) совпадали.
Шаблон-копир накладывается на основание плиты 5,
имеющей запрессованный направляющий палец 6, на который
надеваются сменные ролики 7. Палеи должен находиться строго на
оси шпинделя 8 и шлифовального круга 9. Установка
шлифовального круга относительно положения ролика производится
в следующем порядке (фиг. 156).
Угольник 1 опирается на направляющий ролик 2,
наконечник индикатора 3 должен находиться на одной линии с опорной
частью угольника. При медленном вращении вручную
шлифовального круга 4 стрелка на индикаторе указывает положение
круга относительно ролика (биение или центричность).
Шлифовальный круг установлен на быстроходном шпинделе
(фортуна), укрепленном в свою очередь на кронштейне,
пристроенном к шлифовальному станку.
Процесс шлифования сводится к тому, что шлифовщик
вручную легко ведет копир вокруг направляющего пальца, на
котором находится вращающийся сменный ролик, и производит
шлифование внутреннего контура матрицы.
189
Фиг. 156. Приспособление для центрования шлифоваль-
. ного круга с направляющим роликом,
/—угольник; 2—направляющий ролик; 3—индикатор;
4—шлифовальный круг; 5—плита.
Припуск, оставленный на шлифование по всему контуру,
снимается постепенно за счет смены нескольких роликов,
имеющих разный наружный диаметр через 0,2 мм.
Замена роликов идет от большего диаметра к меньшему,
Диаметр шлифовального круга равен диаметру меньшего
ролика.
Последовательность изготовления шаблон-копира такова:
1. На ровную металлическую плиту, в качестве изоляции от
прилипания, накладывается тонкий слой раствора парафина в
бензине (применяется упрощенный способ: с помощью обычной
свечи плита коптится), затем на плиту ставится торцом
пуансон. Вокруг пуансона монтируется деревянная рамка для
предотвращения от растекания пластмассы.
2. В стеклянном сосуде готовится «дентокрил» в виде
кашеобразной, хорошо перемешанной смеси из специального
порошка и растворителя. (В наших условиях может быть
использован «стиракрил».) Приготовленной смесью заливают
пространство внутри рамки и вокруг пуансона на высоту около 15—20 мм.
190
После-этого масса затвердевает в течение 8 часов, затем
убирается деревянная рамка и вынимается пуансон.
3. К полученному шаблон-копиру крепится шлифуемая
матрица, как показано на фиг. 155. Между шаблон-копиром и
матрицей ставятся одинаковой толщины прокладки B,5—5,0 мм).
Вместо специальной деревянной рамки можно использовать
съемник, предназначенный для изготовляемого штампа.
На заготовке съемника по пуансону очерчивается
увеличенный на 3—4 мм профиль, который разделывается фрезой по
разметке на вертикально-фрезерном станке.
После этого съемник кладется на плиту (пуансон и плита
смазываются указанным выше раствором). В разделанное
отверстие съемника устанавливается пуансон. Между стенками
отверстия съемника и пуансоном имеется зазор, который
заливается «стиракрилом», после затвердевания его, пуансон
вынимается, а пуансондержатель используется по назначению. Для
создания большей прочности сцепления стиракрилом со
съемником, в отверстии его делают канавки шириной 2—3 мм и
глубиной 1,5—2 мм или края торцов фрезеруются на конус
высотой 3—5 мм.
Описанный способ шлифования матриц взят из отчета по
командировке в Чехословакию инженера М. А. Максимова
Горьковского совнархоза.
Как уже указывалось выше, ряд матриц, имеющих сложный
профиль при небольших размерах отверстия, в целях
изготовления путем профильного шлифования, имеет разъемную
конструкцию. В таких случаях профиль обрабатывается на каждой
половине матрицы в отдельности, а затем эти половины
«спариваются».
В качестве примера большой интерес представляет
технология изготовления матрицы для штампа, показанной на фиг. 157.
Перед термической
обработкой обе половины ма- .!^™^^^^^^^™^^^^^^^и
трицы проходят следующие
операции:
1) строгание всех сторон
с припуском на шлифование
@,7—1,0 мм);
2) разметка
направляющих и профиля;
3) фрезерование
направляющих и пазов с
припуском на шлифование @,6—
0,8 мм)*;
4) растачивание
отверстия с припуском на
шлифование @,8—1,0 мм).
После термической обра-
Фиг. 157. Разъемная матрица.
191
Фиг. 158. Шлифование
горизонтального и вертикального пазов матрицы:
/—матрица; 2—магнитная . плита;
8—продольный упор.
шлифования -по дуге R = 21 мм
II шириной 4,0 мм; по глубине
пуск 0,10—0,12 мм; на
шлифование дуги /? =
= 21 мм. После vmro
шлифуются пазы,
наклонные под углами 45°.
Эта операция
выполняется с помощью
специальной магнитной призмы —
«переводника» (фиг. 159).
Перед шлифованием
пазов в матрице призма
прошлифовывается на
верность под углом 45°,
затем на нее помещаются
обе половинки матрицы и
шлифуется сначала п*ин
боковой паз, а потом —I
после поворота матрицы
на 90°—второй паз. Пазы
шлифуются не на полную
глубину, а с оставлением
припуска 0,10 мм для
последующего шлифования
по дуге /?—21 мм.
Шлифование дна
пазов по дуге i?=21 мм про-
ботки у каждой половины
шлифуются все стороны точно в
размер под-углом 90°, затем
обе половины скрепляются
струбциной, и в собранном
виде на внутришлифовальном
станке шлифуется отверстие
диаметром 18 мм.
Шлифование профиля
производится на
плоскошлифовальном станке. Обе половины
матрицы / устанавливаются на
магнитную плиту 2 вплотную
к продольному упору 5
(фиг. 158).
Сначала шлифуются
плоскости на разъемной части I на
глубину 2 мм (фиг. 158); при
этом на размер А оставляется
припуск 0,10—0,12 мм для
Затем шлифуется средний паз
г паза также оставляется при-
Фиг. 159. Шлифование наклонных пазов
матрицы:
1—матрица; 2—магнитная плита; 3—магнитная
призма; 4—продольный упор.
192
изводится профилированным крутом (фиг. 160) в два перехода:
сначала левая половина дуги, а затем правая. Это необходимо
для того, чтобы при шлифовании дна паза круг не касался его
боковых сторон; ширина круга берется меньше, чем требуемая
ширина паза.
Приспособление (фиг. 22) настраивается по микрометру на
размер .75 + 2,0 мм и устанавливается на магнитную плиту
вплотную к продольному упору; каретка 2 приспособления
поворачивается по часовой стрелке на угол 90° и заправляется
левый торец круга (фиг. 160), а затем вручную куском
карборунда заправляется правый торец так, чтобы ширина круга
составляла приблизительно 3,5 мм.
После этого, не нарушая положения поперечного суппорта
станка и не снимая приспособления с магнитной плиты,
настраиваем его для заправки дуги #=21,0 мм (размер по
микрометру: 75 мм + 21 мм = 96 мм). Производя качания каретки
приспособления влево и вправо B на фиг. 160), заправляем дугу
Я —21,0 мм на ширине, немного превышающей половину
ширины паза F=2,0 мм и а = 3,5—2,0=1,5 мм).
Установка матрицы при шлифовании дна в пазах по дуге
R = 2\ мм производится, как показано на фиг. 158 и 159. Сна-
чала шлифуется одна сторона дна, затем матрица повертывает-
'.см J
3,5
Фиг. 160. Заправка круга для
шлифования дна в пазах матрицы.
Фиг.
на
161. Шлифование закруглений
вершинах выступов матрицы:
/—матрица; 2—магнитная плита; 9—а
нптная призма; 4—продольный упор.
13 П. А. Камышев
193
Фиг. 162. Проверка расположения пазов в
обеих половинах матрицы
/—призма;
матрица; 3—штангеирейсмасс; 4—индикатор; 5—поверочная плита.
ся на 180° и тем же кругом шлифуется вторая сторона дна.
Затем шлифуются закругления R=2 мм на вершинах выступов
(фиг. 161). Для этого применяется профилированный круг,
заправка которого производится алмазом вручную, так как
радиус 2 мм на вогнутой дуге слишком мал для заправки с
помощью приспособления (фиг. 22)*. Матрица закрепляется в
магнитной призме.
Проверка расположения пазов производится с помощью
индикатора одновременно на обеих частях матрицы, которые
устанавливаются сначала на поверочной плите — проверяются
пазы, параллельные боковым сторонам матрицы,— а затем в
призме (фиг. 162) проверяются наклонные пазы.
Заключительной операцией является шлифование боковых
направляющих, которые обеспечивают правильное спаривание
частей матрицы.
* Правильность ручной заправки круга предварительно проверяется
путем шлифования на стальной пластинке выемки, профиль которой
контролируется на инструментальном микроскопе.
т
СБОРНЫЕ ШТАМПЫ И ПРЕССФОРМЫ
Выше уже указывалось, что в целях облегчения
изготовления сложных пуансонов и матриц методом профильного-
шлифования они часто имеют сборную (разъемную)
конструкцию.
На автозаводе очень широко применяются штампы и пресс-
формы сборной конструкции с различными требованиями
к точности и различными размерами. Так, например, сборный
штамп для обрезки пола автомобиля, состоящий из десятков
секций различной конфигурации, применяется для штамповки
детали размерами 2200X4300 мм; наряду с этим, есть сборные
штампы, применяемые для штамповки деталей размерами 5—
10 мм. Очень^разнообразны также сборные прессформы.
В настоящем разделе, в дополнение к уже описанным выше
случаям изготовления сборных пуансонов и матриц,
рассматриваются два показательных примера сборного штампа и сборной,
прессформы.
Штамп для вырубки личинки замка зажигания. Детали-,.
обрабатываемые этим штампом, имеют очень небольшие
размеры: размер личинки—4,5X12,5 мм, размер отверстия в
личинке—2,25x6,2 мм. Штамп для вырубки личинки замка
зажигания состоит из трех основных частей: матрицы, пуансона w
съемника.
Матрица сборной конструкции (фиг. 163) состоит из четырех.
Сеч А-А
Фиг. 163. Матрица сборной конструкции:
I, 2 н 3—секции; 4—обойма.
„„ f о и я гоставляют рабочую часть матрицы;
деталей: секции / 2jJJTnwa^oH (фяг ^64) также состоит
пни чяппессованы в оооиму ^- нулп^иа vvt" a> .
из тоех Si U % и 3, запрессованных в обойму 4; в секциях
5кК"е™уан^оны 5, 5, 7 и 8. Съемник (фиг. 165) аналогично
матрице состоит из секций /, * и * запрессованных в обойму 4.
Тновными операциями при изготовлении секции для мат-
Т С%аогСаГ'VSoSr Г.'еГс.оро, с припуск» Ш
,^1Й^&а"«рца«« п-скостей а и * на верность
* rmvx боковых сторон с и d - под прямым углом к ним.
*3 Размета на секциях рабочих приемов, расположенных
на LckoctS разъема I-I, I-g и Ш-Ш, с оставлением при-
ичска на шлифование 1,0-1,5 мм. При размете необходимо
"^ всех секциях выдержать одинаковое расстояние от торцов С
яп линии-АЛ- это условие необходимо для того, чтобы обеспечить
правильное совмещение проемов каждого пуансона с проемами
Хветствующих матриц, а также оставить равномерный при-
nvcK на шлифование рабочих проемов.
4 Фоезерование рабочих проемов; поскольку размеры пазов
очень малы, фрезерование производится мерными дисковыми
^Термическая обработка на твердость Rc = 58—60.
сеч а-А
Фиг. 164. Пуансон в сборе:
/, 2 и 3—секции; 4—обойма; 5, 6 и 7—вставные пуансоны.
196
Фиг. 165. Съемник сборной конструкции:
/, 2, и 3—секции; 4—обойма.
6. Шлифование наружных поверхностей.
Прежде всего на всех секциях шлифуются плоскости а и Ъ
и две боковые стороны с и d строго под прямым углом. При
шлифовании сторон с и d следует выдержать расстояния до
линии разъемов одинаковыми с точностью ±0,15 мм; этим
обеспечивается одинаковый припуск на шлифование рабочих
проемов. Затем секции шлифуются в размер по-линиям разъема
I—I, I—II и III—III; при этом строго соблюдаются
перпендикулярность и точность размеров.
7. Шлифование рабочих проемов. Точность выполнения
размеров рабочих проемов обуславливается чертежом ±0,005 мм,
так как эти размеры определяют размеры деталей. Чтобы
обеспечить точное совмещение проемов соответствующих секций:
матрицы, пуансона и съемника, при шлифовании проемов все
секции кладутся боковыми сторонами С вплотную к
продольному упору на магнитной плите.
Проемы шлифуются электрокорундовыми кругами на
керамической связке с твердостью1 СМ1, зернистостью 80. Размеры
проемов проверяются эталонными плитками, а расстояния
между проемами и от проемов до боковых сторон с и d —
с помощью индикатора, настроенного по эталонным плиткам.
Обоймы, в которые закрепляются секции, изготовляются
следующим образом.
Щ
Заготовка обстрагивается кругом с припуском на
шлифование, затем производится разметка, сверление отверстия Q 25 мм
для ввода долбежного резца, долбление прямоугольного
отверстия с припуском 1,0—1,5 мм на шлифование.
После сверления крепежных отверстий и опиловки острых
углов и заусенцев производится термообработка на твердость
Rc =40—42. Затем шлифуются плоскости а и Ь, две боковые
базовые стороны (в данном случае — стороны К и п), которые
должны быть взаимно перпендикулярны, и прямоугольное
отверстие. Шлифование этого отверстия производится на
плоскошлифовальном станке, как показано на фиг. 152.
Обойма с легкой запрессовкой одевается на секции; в
результате тщательного шлифования обеспечивается очень плотное
прилегание секций между собою и точное совмещение парных
проемов по линии разъема III—III.
Вставные пуансоны 5, 6, 1, 8 (фиг. 164) сначала строгаются
с оставлением припуска на шлифование, затем подвергаются
термообработке на твердость Rc=58—60.
После термообработки на плоскошлифовальном станке
шлифуется профиль в размер, с обеспечением чистоты поверхности
по 8—9-му классу ГОСТ 2789-51. При шлифовании пуансонов
следует учитывать необходимые зазоры между пуансонами и
проемами.
Зазор между пуансонами и проемами на матрице
составляет 0,015—0,02 мм на сторону. Зазор между пуансонами и
проемами на съемнике должен быть меньше, чем на матрице,
чтобы пуансоны получили дополнительное направление (кроме
направляющих колонок на штампе, которые выполнены по
первому классу точности; этот зазор составляет 0,01—0,015 мм).
Между пуансонами и проемами на пуансонодержателе должен
быть натяг 0,005—0,007 мм.
При выполнении указанных требований обеспечиваются
очень чистое резание и высокая стойкость штампов.
С внедрением профильного шлифования создаются условия
для конструирования и изготовления высокопроизводительных
штампов, каких невозможно изготовить ручным слесарным
способом.
На фиг. 166 показан многорядный штамп сборной
конструкции пуансона и матрицы, состоящих из отдельных деталей,
которые могут быть отшлифованы с весьма высокой точностью
в закаленном виде.
Детали штампа до закалки обрабатываются на станках по
рискам разметки с припуском на шлифование без какой-либо
ручной слесарной подгонки.
После закалки детали штампа одинаковой формы и
размеров шлифуются одновременно по нескольку штук (сколько
возможно установить их на всей длине магнитной плиты
плоскошлифовального станка). Это пуансоны, вставки матриц, вставки
198
Р.О А-А
Вставке матрацы
Вставке съемника
Фиг. 166. Многорядный сборный штамп.
съемника и другие: (см. фиг. 166). Прошлифованные детали
штампа поступают к слесарю на сборку.
Еще более производительный штамп совмещенной
конструкции показан на фиг. 167,
В этом штампе выполняются три операции и штампуются
одновременно две детали. Штамп работает автоматически, все
детали штампа обработаны профильным шлифованием в
закаленном виде.
Ранее на штамповке этой детали применялись три штампа
(как показано на фиг. 167, вверху). На первом штампе
производилась вырубка развертки детали, на втором штампе —
операция гибки из пластины* в трубку и на третьем
штампе производилась подгибка зубцов на одном конце
трубочки.
С применением штампа совмещенной конструкции съем
с пресса увеличился в шесть раз.
Штампы сборной конструкции, изготовленные профильным
шлифованием, имеют следующие преимущества в сравнении со
штампами, изготовленными ручным способом. Это значительное
199
1-й штамп
2-й штамп
3-й штамп
Фиг. 167. Штамп сборный, двухрядный, совмещающий три операции.
увеличение срока службы, в случаях поломок отдельных
секций их весьма легко заменить.
С внедрением профильного шлифования создаются условия
конструкторам проектировать высокопроизводительные штампы.
Прессформа для прессования шестерни из металлического
порошка. Развитие металлокерамического метода производства
деталей машин обусловило повышение требований к пресс-
формам. При изготовлении прессформ для металлокерамики
необходимо обеспечить плотное беззазорное спаривание
пуансонов с матрицами и высокую точность размеров. Наличие зазоров
недопустимо, так как создает опасность поломок пуансонов
в процессе прессования порошков; кроме того, изделия
получаются с заусенцами и другими дефектами.
Особый интерес представляет технология изготовления
сборной прессформы, предназначенной для прессования из метал-
200
лического порошка шестерен масляного насоса автомобиля
(фиг. 168); эта прессформа имеет сложный профиль и должна
быть выполнена с высокой точностью.
Матрица прессформы показана на фиг. 169, а пуансон —
на фиг. 171. Они изготовляются из стали Х12Ф1. Чтобы
обеспечить плавное сцепление шестерен в процессе эксплуатации,
необходимо выдержать очень жесткие допуски по элементам
профиля и по шагу.
В процессе изготовления рассматриваемых прессформ
выявилась необходимость помещать прямоугольные шпонки
матрицы между секциями матрицы (как показано на фиг. 169*);
это облегчило установку секций при обработке и уменьшило
трудоемкость шлифования профиля и боковых сторон секций.
Заготовки секций предварительно обстрагиваются с
припуском 5 мм на последующие операции, затем подвергаются
термообработке (нормализация) и после этого снова строгаются
со всех сторон с припуском 2 мм.
т-т « 360°
Производится разметка боковых сторон под угол а = —
= 51°25'43", чистовое строгание и шлифование на
специальной магнитной призме (фиг. 170). Затем размечается профиль
зуба, на торцах секций маркируются порядковые номера,
профиль зуба прострагивается фасонным резцом.
Ответственными операциями являются предварительное
шлифование профиля зуба и гнезда под шпонку: от точности
расположения гнезда относительно зуба зависит правильность зубьев
по шагу в собранном виде.
Профиль зуба и гнездо под шпонку шлифуются на той же
магнитной призме, которая применяется при предыдущей опе-
г 0,5*30 фаски
с обеих сторон
Фиг. 168. Шестерня масляного насоса автомобиля.
* Предложение лекальщика К. А. Лущаева,
201
рации. Сначала шлифуется
гнездо на одной стороне
секции, затем секция
поворачивается и шлифуется гнездо
на второй стороне (фиг. 170).
После этого шлифуется
профиль зуба — для этого
используется шлифовальный
круг, заправленный
металлическим роликом
(шарошкой).
Затем секции собираются
на шпонках, зажимаются по
концам хомутиками и
обтачиваются по наружному
диаметру с припуском на
шлифование; после опиловки
заусенцев производится
термическая обработка на
твердость Rc =58—60.
Перед окончательным
шлифованием секций
необходимо прошлифовать
установочную базу в магнитной
призме. Для этого
магнитная призма помещается на
синусную линейку,
установленную под углом 90°—
—5Г25'43"«38°34'17".
Синусная лийейка вместе с
призмой устанавливается на
магнитную плиту станка,
.основанием вплотную к
продольному упору, и производится
шлифование обеих сторон
выемки.
Такая проверка призмы
обеспечивает при шлифовании, секций правильное расположение
гнезда относительно профиля зуба на обеих сторонах секции и
точность угла боковых сторон, в результате чего достигается
высокая точность шага зубьев в собранной матрице.
Прежде всего шлифуется базовая лыска (фиг. 169),
затем — боковые стороны под углом 5Г25'43", а после этого —
гнезда на обеих сторонах каждой секции. При шлифовании
профиля зуба в гнездо призмы закладывается шпонка 4 (фиг,
170), на которой фиксируются секции в процессе шлифования.
Профиль шлифовального круга, как и при предварительном
шлифовании, заправляется металлическим роликом, Заправлен-
базовоя лыска
Фиг. 169. Матрица преесформы:
1—секция; 2—обойма; 3—шпонка.
202
Фиг. 170. Шлифование секции матрицы преесформы:
/—магнитная плита; 2—магнитная призма; 3—секция матрицы; 4—шпонка.
ным кругом вырезается впадина в стальной пластинке и
полученный профиль проверяется на инструментальном микроскопе.
Профиль зуба сначала шлифуется на одной стороне секции,
затем секция поворачивается и шлифуется вторая сторона.
Круг подается на секцию в вертикальном направлении.Такой
способ шлифования обеспечивает симметричность профиля
и правильное расположение его относительно боковых сторон
секции.
При окончательном шлифовании профиля зуба применяется
электрокорундовый шлифовальный круг на керамической
связке, твердостью С1 и зернистостью 120. Глубина шлифования за
один проход не должна превышать 0,002—0,005 мм, а скорость
продольной подачи стола — 3—5 м в ми-нуту.
После шлифования зубья полируются фетровым кругом
с пастой; чтобы не получить завала на углах, секции собираются
на шпонках по две штуки и в каждой паре полируется впадина;
пазы всех секций полируются таким образом попарно.
Отполированные секции собираются с помощью шпонок,
одеваются на профильную оправку (оправка имеет такой же
профиль, как и отверстие матрицы), скрепляются на концах
хомутиками, и на круглошлифовальном станке производится
шлифование наружной цилиндрической поверхности и торца
буртика.
Входной конец матрицы (обратный буртику) шлифуется на
длине 8—10 мм на конус; такая заходная часть облегчает за-
203
прессовывание матрицы в
обойму.
Проверку профиля и шага
зубьев матрицы в собранном
виде на каком-либо приборе
произвести очень сложно, так
как высота прессформы
составляет 150 мм. В случае
необходимости такой проверки
следует изготовить слепок из
сплава серы с графитом и
произвести его измерения на
универсальном микроскопе или на
проекционном аппарате при
увеличении в 20—25 раз.
Сборный пуансон* (фиг.
171) состоит из двух частей:
Фиг. 171. Пуансон прессформы: первая имеет отверстие, диа-
/—пуансон с отверстием: Г—пуансон с г
цилиндрической направляющей. Метр КОТОрОГО равен ДИЭМетру
отверстия в изделии, с учётом
припуска на механическую
обработку после спекания; вторая имеет цилиндрическую
направляющую, диаметр которой равен диаметру отверстия в первой
детали (направляющая должна входить в это отверстие плотно,
от легкого нажима руки).
Пуансон с отверстием изготовляется следующим образом.
После предварительной токарной обработки производится
нормализация, а затем и окончательная токарная обработка
с оставлением припуска на шлифование. Зубья нарезаются на
зубофрезерном станке червячной фрезой с оставлением припуска
на шлифование 0,8—1,0 мм (замеры производятся с помощью
зубомера). После-зачистки заусенцев и маркировки
производится термическая обработка на твердость R с = 58—60.
Затем шлифуются отверстие (с последующей доводкой),
поверхность выступов зубьев и фаска на одном из торцов.
При шлифовании на круглошлифовальном станке пуансон
насаживается на оправку. Эта оправка должна быть после
термообработки тщательно отшлифована и доведена; центровые
углубления на оправке также тщательно доводятся. Эти
условия необходимы, чтобы обеспечить концентричность
поверхности выступов зубьев относительно отверстия, благодаря чему
достигается отсутствие зазоров при спаривании пуансона и
матрицы.
Профиль зубьев шлифуется на той же оправке в центрах
с помощью специального приспособления с делительным меха-
* Назначением этого пуансона является, наряду с прессованием
изделия/ получение в нем центрального отверстия.
204
низмом (фиг. 11). Шлифовальный круг заправляется
металлическим роликом.
Приспособление для заправки шлифовального круга
металлическим роликом (фиг. 45) устанавливается на
магнитную плиту, основанием вплотную к продольному упору. Путем
продольного перемещения стола станка ролик .подводится
под шлифовальный круг так, чтобы его ось была смещена на
2,0—2,5 мм относительно оси шпинделя шлифовальной головки
в сторону вращения круга. Далее правой рукой совмещаем
заправляемый участок шлифовального круга с роликом (для
чего используется поперечная подача стола станка), а левой
рукой осуществляем вертикальную подачу круга на ролик.
После того как круг слегка коснется ролика, вращаем
последний посредством рукоятки 6 заправочного
приспособления (фиг. 45) и, постепенно подавая круг на ролик (в
вертикальном направлении), заправляем последний.
Пуансон с цилиндрической направляющей изготовляется
аналогичным образом. После термической обработки тщательно
доводятся центровые углубления, затем шлифуются и доводятся
поверхности окружности выступов зубьев и цилиндрической
направляющей. Профиль впадин шлифуется так же, как и в
предыдущем, случае.
В процессе шлифования профиля впадин необходимо
периодически измерять средний диаметр и проверять концентричность
впадин относительно оси пуансона; это осуществляется с
помощью, ролика и индикатора. Затем производится подгонка
пуансона с матрицей на краску, чтобы обеспечить беззазорное
и плотное сопряжение.
Последней операцией является полирование фетровым
кругом профиля впадин и рабочих торцов пуансонов.
КОПИРЫ И КУЛАЧКИ
В связи с развитием автоматизации оборудования в
последнее время резко возрос объем производства всевозможных
копиров и кулачков, имеющих сложный профиль рабочей
поверхности.
В автомобильной промышленности с помощью копиров
шлифуются такие сложные и точные детали, как поршни,
распределительные (кулачковые) валики и т. д. Кулачки применяются
также на токарных автоматах (в цехах массового и
крупносерийного производства), в инструментальных цехах при
шлифовании червячных фрез, эталонных шестерен и других очень
точных инструментов.
С помощью копиров производится шлифование самых
разнообразных профилей. На фиг. 172 показан способ шлифования
сложного профиля внутри изделия с помощью копира на обыч-
205
Фиг. 172. Шлифование сложного профиля по копиру:
/—копир; 2 —упор; 3—обрабатываемая деталь; 4—шлифовальный круг;
5—привод шпинделя шлифовального круга; 5—профиль копира.
ном токарном станке. В шпиндель передней бабки станка
вставляется оправка, на которую одеваются копир / и
обрабатываемое изделие 3; на суппорте станка устанавливается
привод 5 со шлифовальным кругом 4 и упор 2.
Винт поперечной подачи суппорта удаляется, и суппорт
с помощью пружины или подвешенного на тросе груза
постоянно оттягивается так, что упор 2 прижимается к копиру /.
От привода передней бабки производится вращение копира
одновременно со шлифуемым изделием; в результате давления
упора на копир осуществляется возвратно-поступательное
поперечное движение суппорта и шлифовальный круг 4 образует
на внутренней поверхности изделия необходимый профиль.
Такой способ шлифования профиля на деталях обеспечивает
высокую точность.
На фиг. 173 показан статор для лопастного насоса, внутри
которого требуется с высокой точностью прошлифовать
отверстие сложного профиля. Шлифование этого отверстия
производится с помощью копира способом, показанным на
предыдущей фигуре. Аналогичным образом копиры используются для
шлифования профильных изделий на специальных шлифоваль*
ных станках.
Широкое применение в производстве находят копирные
линейки, которые могут иметь либо открытый профиль
(типа шаблонов), либо закрытый профиль (типа проймы, см.
фиг. 174).
206
В обоих случаях профиль шлифуется на
плоскошлифовальных станках. Копирные линейки с открытым (профилем
шлифуются аналогично шаблонам; для шлифования линеек с
закрытым профилем применяются круги небольшого диаметра, как
показано на фиг. 152.
В случаях, когда копиры или копирные линейки
изготовляются часто, целесообразно их профиль шлифовать с помощью
специальных копиров, называемых мастер-копирами. Мастер-
04,5*
ото
8ил
II
Рл
52w
<Р6*
ОМС
WV
52
__Щ Ф4.У
0М80
Ф86
+0,046
Фиг. 173. Статор лопастного насоса.
207
Фиг. 174. Копнрная линейка.
копир имеет такой же профиль, как и копир, но выполненный
с особо высокой точностью. Шлифование профиля на копирах
с помощью мастер-копиров производится так же, как показано
на фиг. 172.
Так как профиль копиров и кулачков переносится на
обрабатываемые изделия, точность их изготовления имеет
исключительно большое значение.
Основной и наиболее трудоемкой операцией при
изготовлении копиров и кулачков является обработка профиля. На ряде
заводов профиль обрабатывается ручным способом: сначала
он тщательно опиливается до термической обработки, а затем
после нее доводится; такой способ обработки очень сложен
и требует высокой квалификации инструментальщиков.
Профильное шлифование позволяет изготовлять копиры
и кулачки с более высокой производительностью и точностью.
При этом до термической обработки профиль обрабатывается
приблизительно, с оставлением припуска на шлифование 0,5 —
0,7 мм.
После термической обработки профиль шлифуется на
оправке в центрах с помощью специального приспособления с
делительным механизмом (фиг. 11); точность деления
составляет ±30", что вполне обеспечивает необходимую точность
профиля на копирах и на кулачках. Иногда профиль копиров
шлифуется на оптической делительной головке.
Рассмотрим типовую технологию изготовления кулачков,
которая в равной мере относится и к изготовлению копиров.
В качестве примера на фиг. 175 показан дисковый кулачок,
который имеет рабочий участок, очерченный кривой с
постоянным плавным подъемом (на дуге 266°30/), и часть профиля,
очерченную сложной кривой с резкими переходами и дугами
различных радиусов, плавно сопрягающихся между собой.
208
Первой операцией является токарная обработка по
наружному диаметру (с припуском 1,0—1,5 мм), торцам (с припуском
на толщину 1,5 мм) и внутреннему диаметру (с припуском
0,5 мм).
Затем производится разметка профиля с оставлением
припуска на шлифование 0,4—0,5 мм, фрезерование профиля по
разметке, сверление и развертывание установочного отверстия d.
После термической обработки до твердости Rc = 46—54 оба
торца шлифуются на карусельно-шлифовальном станке, а
отверстие d шлифуется на внутришлифовальном станке и
доводится (припуск на доводку—0,02 мм).
Профиль шлифуется на плоскошлифовальном станке с
помощью делительного приспособления (фиг. 11); кулачок со
скользящей посадкой надевается на оправку, крепится гайкой,
и оправка с кулачком устанавливается в центре делительного
приспособления. Это приспособление вместе с кулачком
помещается на магнитную плиту, основанием вплотную к
продольному упору. Шлифовальный круг — электрокорундовый -на
керамической связке, твердостью СМ1—СМ2, зернистостью 46
Фиг. 175. Дисковый кулачок.
14 П. А. Камышев 209
(для предварительного шлифования) или 80 (для чистого
шлифования). :0>#
При конструировании кулачков и копиров на чертеже
следует наносить сетку с указанием величин углов поворота
н соответствующих этим углам величин подъема профильной
кривой (фиг. 175). Эти данные используются для
определения вертикальных перемещений подачи шлифовального круга.
Задаваемые величины углов поворота кулачка зависят от
сложности профиля и требуемой точности. Допустим, что профиль
кулачка задан с точностью ±0,005 мм.
Шлифование профиля кулачка разбивается на ряд
переходов.
Первый переход. Профилированным кругом за один прием
шлифуется часть профиля пт, состоящая из прямой и дуги
с радиусом R — \b мм (фиг. 175). Шлифовальный круг с
помощью приспособления (фиг. 22) заправляется на верность
по периферии, а затем на нем заправляется дуга R= 15 мм.
Прямолинейная часть профиля кулачка при "шлифовании
должна быть установлена в горизонтальном положении и
составлять угол 11° с радиусом кулачка on.
Второй переход. Шлифование профиля на участке,
охватываемом дугой 266°30'; оно производится в три приема:
1) предварительное шлифование. Угол поворота кулачка
принимается равным 3°, а вертикальная подача шлифовального
круга — 0,05 мм;
Фиг. 176. Шлифование профиля дискового кулачка:
/—оправка; 2—кулачок; ^--шлифовальный круг; 4—гайка.
2) чистое шлифование. Угол поворота кулачка принимается
равным 1°30', а вертикальная подача шлифовального круга —
0,02 мм, при чистом шлифовании оставляется припуск 0,01 —
0,015 мм на доводку;
3) окончательная доводка. При доводке профиля особо
важное значение имеет правильный выбор углов поворота
кулачка и вертикальной подачи шлифовального круга.
При определении величины угла поворота кулачка следует
исходить из размеров радиусов и сложности профиля. В
рассматриваемом случае можно условно принять длину
окружности равной 160 • 3,14 = 502,4 мм; если принять, что угол
поворота составляет 1°, то отшлифованная поверхность будет
образована прямыми площадками шириной- — — 1,396 мм.
Для требуемой точности ±0,005 мм такая граненность
недопустима и, следовательно, угол поворота необходимо
уменьшить.
При угле поворота 10' размер грани составит;
502,4 10' Ц 502,4 ■ 10" | 50214 Щ Q ^ мм
360° 21600' ~ 2160
При этом величина вертикальной подачи шлифовального
круга на кулачок равна:
JSO^TIMO! | (80^-71)-10'. ^0 0(M
260°30' 15990'
Такое соотношение продольной и вертикальной подач
обеспечивает высокую точность шлифования профиля. Практически
осуществить столь малую подачу можно без особых
затруднений, так как лимб вертикальной подачи на станке имеет
диаметр 250 мм и разбит на 100 делений, каждое из которых
соответствует перемещению на 0,01 мм; расстояние между рисками
i 250-3,14 -о
лимба равно: — 7.8 мм.
у 100
При изготовлении копиров для шлифования поршней и рас-
пределительных.валиков автомобильного двигателя такой способ
шлифования обеспечивает точность 0,003—0,005 мм.
Третий переход. Шлифование участка Ьас, состоящего из
выпуклой дуги # = 50 мм и вогнутой дуги jR = 10 мм,
профилированным кругом.
Шлифовальный круг имеет ширину 45—50 мм. С помощью
приспособления (фиг. 22) на круге сначала заправляется дуга
радиусом 50 мм, для чего приспособление настраивается по
микрометру на размер 75—50 = 25 мм.
Прежде чем приступить к заправке дуги R — 50 мм,■■ следует
определить необходимую величину угла поворота каретки-
приспособления (фиг. 22); этот угол должен обеспечить рвднланне
заправки дуги (остановку острия алмаза) в точке а*
U* №
После этого заправочное приспособление помещается на
магнитную плиту основанием вплотную к продольному упору
включается магнит и производится заправка дуги Я = 50 мм'
Затем приспособление настраивается для заправки дуГи
j? = -10 мм (размер по микрометру 75+10 =85 мм) и
производится заправка этой дуги.*
Заправленным кругом прошлифовывается стальная пластин-
*а, ее профиль проверяется на микроскопе или на
проекционном аппарате, и после этого шлифуется кулачок.
Четвертый переход. Шлифование дуги гпс радиусом #=45 мм,
оно производится тем же шлифовальным кругом, что и второй
переход. Прежде чем приступить к шлифованию, необходимо
определить угол, соответствующий дуге тс. Поворачивая на этот
угол кулачок, установленный в делительно-м приспособлении,
производим шлифование дуги R = 45 мм периферией круга.
Проверка величины радиуса в процессе шлифования этой
части профиля производится по индикатору, закрепленному на
штангенрейсмассе и установленному по эталонным плиткам.
После окончания шлифования штрихи, оставшиеся на
рабочей поверхности кулачка, устраняются путем ручной доводки
оселком. Профиль кулачка проверяется на оптической
делительной головке. ^tc
Фиг. 177. Цилиндрический копир со спиралью:
/—копир; 2—оправка; 3—хомутик; 4—планшайба; 5—шлифовальная головка.
Профильное шлифование находит широкое применение в
ремонтных службах механиков заводов машиностроения при
изготовлении различных деталей станков, требующих высокой
точности, чего невозможно достичь при ручном способе
изготовления.
* Заправка аналогичного профиля (сопряжение выпуклой и вогнутой
дуг) описывается ниже.
На фиг. 177 показан способ шлифования копира,
применяемого на зубодолбежных станках в процессе нарезания зубьев
на шестернях спирального зацепления.
Копиры изготавливаются из чугуна. Раньше рабочая часть —
спираль—обрабатывалась высококвалифицированными
слесарями методом опиловки и шабровки, на что затрачивалось очень
много времени, и все же требуемая точность не достигалась. .
Теперь, как показано на фиг. 177, спираль шлифуется на
станках с соответствующим подбором шестерен, достигается
требуемая точность и снижается трудоемкость в несколько раз,
по сравнению с ручным способом обработки.
Направляющие копира изготавливаются стальные,
закаливаются на твердость R_ =56 — 58 и в закаленном виде
аналогично копиру шлифуются.
В результате обработки профильным шлифованием дости*
гается высокая точность по спирали и хорошая прилегаемость
копира к направляющим, а также резко увеличился срок
службы.
ДЕЛИТЕЛЬНЫЕ ДИСКИ
Делительные диски (фиг. 178) являются важнейшими
частями делительных приспособлений и решающим образом влияют
на точность их работы.
Материал: нобкаи чугун Пазы шцентричны отдерсшиш
При продерке индикаторам с помощью
иилиндрика, допускаемое отшнение
0,005
Фиг. 178. Делительный диск.
213
С помощью делительных дисков шлифуются шлицев ые
калибры, эталонные шестерни, шеверы и другие изделия, у
которых должна быть обеспечена очень высокая точность
расположения зубьев по шагу. Хотя, строго говоря, делительные
диски не принадлежат к профильным инструментам, их
изготовление относится к области лекальных работ и имеет ряд
особенностей. Технология изготовления делительных дисков
представляет большой интерес, и поэтому ниже приводится описание
практического опыта, накопленного в этом вопросе
инструментальщиками автозавода.
Основными операциями при изготовлении делительных
дисков являются:
1. Предварительная токарная обработка с припуском 2,0—
2,5 мм. Слесарная обработка — опиловка, зачистка литых
поверхностей и пескоструйная обработка.
2. Искусственное старение (термическая обработка).
3. Окончательная токарная обработка с оставлением
припуска 0,5—0J мм на шлифование посадочного (базового)
отверстия (на фиг. 178—0127,0 мм).
4. Шлифование посадочного отверстия с оставлением
припуска 0,03—0,05 мм на доводку.
5. Доводка посадочного отверстия. Отверстие должно быть
доведено очень тщательно, так как оно является базой при
шлифовании диска и при его эксплуатации, а также при
проверке пазов по всем элементам.
6. Фрезерование пазов производится на горизонтально-
расточном станке повышенной точности угловой фрезой, дели- j
тельный диск насаживается на специальную оправку.
7. Шлифование пазов. Эта операция определяет точность
делительного диска и требует особой тщательности.
Рассмотрим технологию шлифования пазов более подробно.
Шлифование пазов на делительных дисках производится на
плоскошлифовальном станке, который специально приспособлен
для этой цели (фиг. 179). Станок смонтирован на листовой
резине в особой комнате, хорошо изолированной от цеха; в ком- I
нате поддерживается постоянная температура 20°.
Шпиндельная головка имеет жесткую конструкцию, это
способствует предотвращению вибрации при шлифовании,
вероятность которых усугубляется большим диаметром круга
C00 мм). Привод шпинделя осуществляется непосредственно
от электромотора. На столе станка слева установлена стойка
(фиг. 180), в которую запрессованы три цилиндрика I—II—III;
оси этих цилиндриков расположены в вершинах
равнобедренного треугольника. В стойке имеется отверстие dt центр
которого совпадает с осью приспособления, на котором закрепляется
делительный диск.
С помощью цилиндриков I—II—III заправляются боковые
стороны шлифовального круга под углами 15°. Прямоугольная
214
Фиг. 179. Станок для шлифования пазов на
делительных дисках.
планка 2, которой закреплена державка 4 с алмазом 5,
накладывается на образующие цилиндриков II—III, и при ее
продольном перемещении вручную производится заправка одной
стороны круга (фиг. 180); затем планка 2 накладывается
на образующие цилиндриков I—III и таким же образом
заправляется вторая сторона круга. г
Справа на столе станка (фиг. 179) находится
приспособление, на оправке которого закрепляется шлифуемый делительный
диск. Для фиксации диска в определенном положении на
приспособлении имеется механизм с фиксатором, который входит
в один из пазов и своим наконечником упирается в фаску паза.
Шлифование пазов производится кругом зернистостью 120—
180, твердостью СМ2, заправленным под углами 30°.
Необходимо обеспечить точность по шагу в пределах ±0,003—
После этого заправочное приспособление помещается на
магнитную плиту основанием вплотную к продольному упору,
включается магнит и производится заправка дуги R == 50 мм.
Затем приспособление настраивается для заправки дуги
R = 10 мм (размер по микрометру 75+10 — 85 мм) и
производится заправка этой дуги.*
Заправленным кругом прошлифовывается стальная
пластинка, ее профиль проверяется на микроскопе или на
проекционном аппарате, и после этого шлифуется кулачок.
Четвертый переход. Шлифование дуги тс радиусом /? = 45 мм,
оно производится тем же шлифовальным кругом, что и второй
переход. Прежде чем приступить к шлифованию, необходимо
определить угол, соответствующий дуге тс. Поворачивая на этот
угол кулачок, установленный в делительном приспособлении,
производим шлифование дуги R = 45 мм периферией круга.
Проверка величины радиуса в процессе шлифования этой
части профиля производится по индикатору, закрепленному на
штангенрейсмассе и установленному по эталонным плиткам.
После окончания шлифования штрихи, оставшиеся на
рабочей поверхности кулачка, устраняются путем ручной доводки
оселком. Профиль кулачка проверяется на оптической
делительной головке.
Фиг. 177. Цилиндрический копир со спиралью:
/—копир; 2—оправка; 5—хомутик; 4—планшайба; 5—шлифовальная головка.
Профильное шлифование находит широкое применение в
ремонтных службах механиков заводов машиностроения при
изготовлении различных деталей станков, требующих высокой
точности, чего невозможно достичь при ручном способе
изготовления.
* Заправка аналогичного профиля (сопряжение выпуклой и вогнутой
дуг) описывается ниже.
212
На фиг. 177 показан способ шлифования копира,
применяемого на зубодолбежных станках в процессе нарезания зубьев
на шестернях спирального зацепления.
Копиры изготавливаются из чугуна. Раньше рабочая часть —
спираль—обрабатывалась высококвалифицированными
слесарями методом опиловки и шабровки, на что затрачивалось очень
много времени, и все же требуемая точность не достигалась.
Теперь, как показано на фиг. 177, спираль шлифуется на
станках с соответствующим подбором шестерен, достигается
требуемая точность и снижается трудоемкость в несколько раз,
по сравнению с ручным способом обработки.
Направляющие копира изготавливаются стальные,
закаливаются на твердость Rc =56 — 58 ив закаленном виде
аналогично копиру шлифуются.
В результате обработки профильным шлифованием дости*
гается высокая точность по спирали и хорошая прилегаемость
копира к направляющим, а также резко увеличился срок
службы.
ДЕЛИТЕЛЬНЫЕ ДИСКИ
Делительные диски (фиг. 178) являются важнейшими
частями делительных приспособлений и решающим образом влияют
на точность их работы.
Материал: ковкий чугун Пазы концентричны отберетию
При продерке индикатором >с помощью
цилиндрика, допускаемое отклонение
0,005
Фиг. 178. Делительный диск.
213
С помощью делительных дисков шлифуются шлицевые
калибры эталонные шестерни, шеверы и другие изделия, у
которых должна быть обеспечена очень высокая точность
расположения зубьев по шагу. Хотя, строго говоря, делительные
диски не принадлежат к профильным инструментам, их
изготовление относится к области лекальных работ и имеет ряд
особенностей. Технология изготовления делительных дисков
представляет большой интерес, и поэтому ниже приводится описание
практического опыта, накопленного в этом вопросе
инструментальщиками автозавода.
Основными операциями при изготовлении делительных
дисков являются:
1. Предварительная токарная обработка с припуском 2,0—
2,5 мм. Слесарная обработка — опиловка, зачистка литых
поверхностей и пескоструйная обработка.
2. Искусственное старение (термическая обработка).
3. Окончательная токарная обработка с оставлением
припуска 0,5—0,7 мм на шлифование посадочного (базового)
отверстия (на фиг. 178—Q 127,0 мм).
4. Шлифование посадочного отверстия с оставлением
припуска 0,03—0,05 мм на доводку.
5. Доводка посадочного отверстия. Отверстие должно быть
доведено очень тщательно, так как оно является базой при
шлифовании диска и при его эксплуатации, а также при
проверке пазов по всем элементам.
6. Фрезерование пазов производится на горизонтально-
расточном станке повышенной точности угловой фрезой,
делительный диск насаживается на специальную оправку.
7. Шлифование пазов. Эта операция определяет точность
делительного диска и требует особой тщательности.
Рассмотрим технологию шлифования пазов более подробно.
Шлифование пазов на делительных дисках производится на
плоскошлифовальном станке, который специально приспособлен
для этой цели (фиг. 179). Станок смонтирован на листовой
резине в особой комнате, хорошо изолированной от цеха; в
комнате поддерживается постоянная температура 20°.
Шпиндельная головка имеет жесткую конструкцию, это
способствует предотвращению вибрации при шлифовании,
вероятность которых усугубляется большим диаметром круга
C00 мм). Привод шпинделя осуществляется непосредственно
от электромотора. На столе станка слева установлена стойка
(фиг. 180), в которую запрессованы три цилиндрика I—II—III;
оси этих цилиндриков расположены в вершинах
равнобедренного треугольника. В стойке имеется отверстие d, центр
которого совпадает с осью приспособления, на котором закрепляется
делительный диск.
С помощью цилиндриков I—II—III заправляются боковые
стороны шлифовального круга под углами 15°, Прямоугольная
314
Фиг. 179. Станок для шлифования пазов на
делительных дисках.
планка 2, которой закреплена державка 4 с алмазом 5,
накладывается на образующие цилиндриков II—III, и при ее
продольном перемещении вручную производится заправка одной
стороны круга (фиг. 1*80); затем планка 2 накладывается
на образующие цилиндриков I—III и таким же образом
заправляется вторая сторона круга.
Справа на столе станка (фиг. 179) находится
приспособление, на оправке которого закрепляется шлифуемый делительный
диск. Для фиксации диска в определенном положении на
приспособлении имеется механизм с фиксатором, который входит
в один из пазов и своим наконечником упирается в фаску паза.
Шлифование пазов производится кругом зернистостью 120—
180, твердостью СМ2, заправленным под углами 30°.
Необходимо обеспечить точность по шагу в пределах ±0,003—
9
Фиг. 180. Приспособление для заправки шлифовального круга:
/—угольник; 2—планка; 3—цнлнндрнк; 4—державка алмаза; В—алмаз; б—шлифо
вальяый круг.
0,005 мм и концентричность относительно базового отверстия
&127 мм в пределах ±0,005 мм. Столь высокая точность
обеспечивается высокой квалификацией лекальщиков,
выработавших особые приемы
технологическая фиска
Фиг. 181. Схема расположения
наконечников индикаторов при проверке шага пазов.
216
шлифованных
делительных механизмов.
Одним из приемов,
посредством которого
достигается равномерность
шага и концентричность
пазов, является
шлифование вспомогательной
(технологической) фаски
(фиг. 181). Эта фаска не
участвует в работе, при
эксплуатации
делительного диска она не
изнашивается, поэтому по ней
можно проверять и
восстанавливать
расположение пазов по шагу.
Технологическая
фаска образует угол 3—5° с боковой стороной паза; ширина этой
фаски 2—2,5 мм.
За полтора-два часа до начала шлифования пазов
включается мотор станка — это необходимо для того, чтобы
шпиндель приобрел постоянную температуру, какую он имеет при
шлифовании; в дальнейшем в течение всей смены мотор не
выключается*.
Затем каждая из боковых сторон шлифовального круга
заправляется под углом 15°, чтобы получить угол при
вершине 30°. После этого шпиндель шлифовального круга
поворачивается на угол 4°, делительный диск устанавливается на
приспособление и производится шлифование технологических фасок.
Паз, с которого начинается шлифование фаски, отмечается
мелом (значок О, как показано на фиг. 181). Затем шлифуются
фаски на следующих пазах, которые нумеруются мелом.
После того как фаски прошлифованы предварительно, они
последовательно шлифуются с очень небольшой глубиной, пока
не прекратится съем металла.
Допустим, что шлифование фаски прекратилось на пазе„
отмеченном значком L Тогда снова против шлифовального
круга устанавливается паз диска, отмеченный нулем, круг
углубляется на очень небольшую величину @,01—0,02 мм),
и опять последовательно шлифуются фаски на всех пазах, пока
не прекратится съем металла.
Допустим, что это произошло по пазе 5. Тогда еще раз
устанавливаем против круга паз, отмеченный нулем, даем
минимальное углубление и продолжаем шлифовать фаски.
Такое постепенное углубление круга продолжается до тех
пор, пока не будет достигнуто касание между кругом и фаскам»
на всех пазах диска.
После этого следует проверить шаг между фасками на всех
пазах. Для этого диск снимается со станка и помещается на
специальный прибор для проверки пазов по шагу и
концентричности относительно посадочного отверстия. Делительный диск
со скользящей посадкой насаживается на невращающийся»
шпиндель прибора (фиг. 182); на столе прибора имеются два
передвижных приспособления с индикаторами, по которым
правильность шага может быть проверена с точностью до-
0,002—0,003 мм.
При проверке шага фасок концы рычагов обоих
приспособлений должны одновременно касаться боковых сторон фасок.
на двух пазах, расположенных под углом 90° (фиг. 182).
Показания индикаторов характеризуют точность расположен
ния фасок на пазах делительного диска и показывают величину
отклонения по шагу.
* Заблаговременное включение мотора практикуется и на других
шлифовальных станках, на которых выполняются особо точные работы (зубо
шлифовальные, резьбошлифовальные и т. п. станки).
Фиг. 182. Прибор для проверки шага пазов делительных
дисков*
Если шаг, измеренный по технологическим фаскам,
оказывается правильным, то шлифование фасок прекращается. Если
же обнаруживаются недопустимые отклонения, то делительный
диск снова устанавливают на станок и, сообразуясь с
результатами замеров, продолжают шлифование до тех пор, пока не
будет достигнута необходимая равномерность шага.
Точность расположения технологических фасок по шагу
определяет собой точность, которая будет достигнута при
последующем шлифовании пазов. Шлифование самих пазов
делительных дисков производится следующим образом.
Шпиндель приспособления устанавливается так, чтобы ось
паза была расположена вертикально и чтобы стороны профиля
круга касались обеих сторон паза.
Паз, с которого начинается шлифование, опять отмечается
мелом (значок 0) и при одном определенном положении
шлифовального круга прошлифовываются все пазы. Затем диск
218
поворачивается на 180°, круг немного углубляется и снова
шлифуются все пазы. Такое шлифование пазов с периодическим
поворотом диска продолжается до тех пор, пока все пазы не
отшлиф'уются начисто.
Повороты диска следует производить на различные углы
(например, первый поворот —на 180°, второй поворот —на 90°,
третий —на 270й и т. д.); при таком методе шлифования
меньше накапливаемые ошибки по шагу. После окончания
шлифования пазов диск снимается со станка и ставится на
контрольный прибор (фиг. 182).
Проверка шага пазов относительно посадочного отверстия
производится так же, как было описано выше для
технологических фасок. Проверка осуществляется для обеих сторон каждого
паза.
На этом же приспособлении проверяется концентричность
пазов относительно посадочного отверстия. В паз диска
закладывается специальный ролик*, к его поверхности прикасается
ножка индикаторного приспособления и замечается
соответствующее показание индикатора. Сопоставляя эти показания для
четырех или шести диаметрально противоположных пазов,
расположенных в различных частях окружности, можно судить
о концентричности пазов относительно посадочного отверстия
делительного диска.
Проверка расположения пазов и их концентричности
работниками инспекции технического контроля производится на
описанном приборе таким же способом. В случае
необходимости делительные диски проверяются на оптической
делительной головке.
Как уже ранее было сказано, что независимо от сложности
и точности профиля, возможно обрабатывать профильным
шлифованием любые изделия в закаленном виде окончательно
в размер, будет ли профиль находиться на плоскости, на
внутренней или на наружной поверхности окружности.
На фиг. 183 показана пара дисков с очень сложным
профилем и точным расположением пазов и выступов на периферии
наружной окружности.
Из таких дисков собираются фасонные валки для формовки
(методом прокатки) охлаждающих пластин радиатора
автомобиля.
Поверхность валков весьма сложной формы с выступами и
впадинами, по условиям работы валков требуется обеспечить
точное расположение форм по шагу и совпадение выступов
одного валка с впадинами другого парного с ним валка.
С высокой точностью такие валки изготавливаются из
отдельных дисков, методом профильного шлифования. В заготов-
* Так как пазы делительных дисков в процессе эксплуатации периодически
шлифуются, то ширина их изменяется; с учетом этого имеется набор роликов
разных диаметров.
219
Фиг. 183. Диски для сборных фасонных валков.
ке диски имеют форму гладких колец, внутри делается гнездо
под шпонку, а затем они закаливаются.
После термической обработки — закалки — шлифуется
отверстие и за одну установку торец на внутришлифовальном станке,
а затем шлифуется второй торец на карусельно-шлифовальном
станке.
Я Шлифовка профиля на наружной поверхности периферии
диска производится с помощью делительного приспособления
на плоскошлифовальном станке.
Диски подбираются по аналогичности элементов профиля и
шлифуются в сборе на оправке по нескольку штук.
Профиль на шлифовальном круге заправляется
универсальным способом по элементам с помощью приспособления (фиг.
Такой способ шлифования обеспечивает точное совпадение
всех элементов профиля одного диска с профилем другого
парного ему диска, как показано на фиг. 183.
Это один из примеров, изделие которого ручным способом
изготовить невозможно, каким искусством не обладал бы
высококвалифицированный слесарь-лекальщик.
Щ ДЕРЖАВКИ С ТОЧНЫМИ ПАЗАМИ
В практике инструментального производства приходится
изготовлять всевозможные державки с точными пазами. У таких
державок должна быть обеспечена высокая точность как по
220
Фиг. 184. Шлифование пазов в специальной державке.
размерам пазов, так и по расположению пазов относительно
базовых сторон. Окончательная обработка этих пазов
осуществляется путем профильного шлифования.
В качестве примера на фиг. 184 показано шлифование пазов
в специальной державке на плоскошлифовальном станке с
помощью магнитной призмы.
Перед шлифованием пазов производятся следующие
операции:
1) строгание шести сторон с оставлением припуска на
шлифование A,0—1,2 мм);
2) разметка отверстий трех пазов и шпоночной канавки а на
основании державки;
3) фрезерование пазов и шпоночной канавки;
4) сверление отверстий и опиловка фасок;
5) термическая обработка.
После термической обработки все стороны шлифуются под
углами 90°.
При шлифовании среднего паза державка устанавливается
на магнитную плиту вплотную к продольному упору и
предварительно шлифуется торцом круга одна сторона паза,
обращенная к упору, затем державка поворачивается на 180° и предва-
221
рительно шлифуется вторая сторона паза. После этого
проверяется ширина паза и его центричность по отношению к
боковым сторонам державки. Для проверки центричности державка
кладется одной стороной на поверочную плиту и по боковой
стороне паза устанавливается индикатор, затем державка
переворачивается и индикатором проверяется вторая сторона паза.
В случае правильного расположения паза показания индикатора
должны сохраняться одинаковыми.
При шлифовании двух наклонных пазов державка
устанавливается в специальной магнитной призме (фиг. 184).
Необходимо учитывать, что точность пазов на державке
определяется правильностью гнезда в призме, поэтому последнее должно
быть точно отшлифовано. Шлифование наклонных пазов
производится также торцом круга; сначала шлифуется одна
сторона паза, а затем другая.
Последней операцией является шлифование шпоночной
канавки А, которое производится аналогично шлифованию
среднего паза.
}
Глава IV
ПЕРЕДОВЫЕ МЕТОДЫ РАБОТЫ ЛЕКАЛЬЩИКОВ
ГОРЬКОВСКОГО АВТОЗАВОДА
При изготовлении профильного инструмента немыслимо
обеспечить высокую точность и рост производительности труда
без широкого развития механизации и внедрения шлифования
профилей вместо ручной доводки. Это, в свою очередь, требует
от рабочего, во-первых, достаточных знаний элементарной
математики, необходимых для самостоятельного подсчета
дополнительных размеров, углов, координат и т. д. и, во-вторых,
овладения техникой измерения на базе результатов этого
подсчета.
С развитием механизации обработки профильных
инструментов резко снижается машинное время и повышается
достигаемая точность.
Вместе с тем еще большее значение приобретает задача
сокращения затрат вспомогательного времени.
Например, при изготовлении профильных шаблонов, деталей
для прессформ и т. п. заправка профиля на шлифовальном
круге выполняется различными способами. Очень часто после
заправки круга производят проверку его профиля, несмотря на
то, что имеются такие приемы заправки профиля, которые
обеспечивают необходимую точность размеров и формы без
каких-либо последующих замеров. Для этого при заправке
шлифовального круга применяются те же инструменты, что и для
проверки, т. е. концевые меры, синусные линейки и т. д., с той
лишь разницей, что при заправке используется алмаз, а при
проверке — индикатор.
Ниже приводится описание ряда наиболее рациональных
приемов работы лучших лекальщиков автозавода—новаторов
производства.
МЕТОДЫ РАБОТЫ ЛЕКАЛЬЩИКА П. И. КОВАЛЕВА
(ПРОФИЛЬНОЕ ШЛИФОВАНИЕ ДЕТАЛЕЙ ПРЕССФОРМ)
За 25 лет работы т. Ковалев в совершенстве овладел
ja ^э лс1 yoyj „ортпянтре воемя он изготовляет
^сфГрМГсТ?л°ожнД01Гаи ВТоЧНнТГнфиг?раЦией; эти пресс-
формы являются многоместными и требуют обеспечения взаимо-
SeS и хорошего сопряжения деталей узлов.
Умело используя приемы профильной заправки^шлифоваль-
нь/ГрТов с помощью специальных приспособлении, описанные
выше т Ковалев полностью механизировал изготовление
"TSS пГи^итсГне?кГько примеров профильной заправки
шлифовальных кругов, осуществляемой т. Ковалевым.
L Требуется заправить круг под двумя одинаковыми
углами а =30° и а, =30°; размер горизонтального участка Н =7,52 мм
!*иг 185) Для заправки профиля применяется приспособление,
показанное на фиг. 22. Настройка приспособления производится
следующим образом. „
Алмаз устанавливается по эталону, суппорт 3 — по
микрометру (так, чтобы был выдержан размер 75 мм от штифта 9
до планки Ю), а каретка 2 ставится на нуль. Таким образом
обеспечивается нулевое положение алмаза.
Технологический эскиз
jilnrn
И
Q-Q и Н= 7,52мм
d*=30°u dr-30°
Фиг. 185. Заправка симметричного профиля с двумя угловыми
участками.
224
Построим технологический эскиз заправки шлифовального
круга (фиг. 185, справа). В прямоугольном треугольнике ОАВ
известны сторона ЛБ = — и угол оц=30°; отсюда сторона
АО=ЛВ • ctgcti. Подставляя размеры, получим:
7 R9
ЛО = ^0+А ctg 30°= 3,76 ■ 1,7320=6,51 мм.
Размер 6,51 мм определяет расстояние острия алмаза от
горизонтального участка профиля шлифовального круга.
Учитывая это, суппорт приспособления устанавливаем на размер
75 — 6,51 =68,49 мм, затем ставим приспособление на
магнитную плиту станка, вплотную к продольному упору, включаем
магнит, подводим алмаз к шлифовальному кругу и заправляем
его периферию на верность; после этого алмаз устанавливаем
примерно на середине ширины круга и поднимаем
шпиндельную головку станка. Не нарушая положения стола станка, а
также положения приспособления, возвращаем суппорт 3 в нулевое
положение, т. е. отводим алмаз от круга на расстояние 6,51 мм;
теперь острие алмаза совпадает с точкой О.
После этого каретку 2 приспособления поворачиваем по
часовой стрелке на угол 90°— cti = 60q, вынимаем штифты 5,
постепенно опускаем круг на алмаз и, перемещая вручную
суппорт, заправляем угол ai=30°. При этом обеспечивается
точное выполнение размера ЛВ = 3,76 мм, так как при повороте
суппорта острие алмаза осталось в нулевом положении. Затем
поворачиваем каретку 2 против часовой стрелки на угол 90°—
—30° = 60° и производим заправку второго угла.
Прежде чем установить на станок приспособление, следует
произвести предварительную заправку шлифовального круга
от руки карборундом: выдержать приблизительно величину
угла 30°, а размер горизонтальной площадки — 7,5 мм (по
масштабной линейке); после этого круг заправляется
окончательно с помощью приспособления.
Таким же образом заправляются шлифовальные круги под
любыми углами как с симметричным, так и несимметричным
профилем. Если требуется убедиться в правильности заправки
круга, то берется кусок листовой стали толщиной 1—1,5 мм,
в нем прорезается выемка и профиль ее проверяется на
микроскопе.
2. Требуется заправить круг по вогнутой дуге окружности
с радиусом /?=9,07 мм и с размерами от центра дуги до торцов
вправо 6=6,94 мм и влево а = 7,19 мм; высота стрелки дуги
h = 1,72 мм и длина хорды В = 10,64 мм (фиг. 186).
Для заправки круга применяется то же приспособление
(фиг. 22). Установочный размер для получения вогнутой дуги
с радиусом 9,07 мм составляет: 75 — 9,07 = 65,93 мм.
После установки алмаза по шаблону ставим приспособление
15 П. А. Камышев *25
МЕТОДЫ РАБОТЫ ЛЕКАЛЬЩИКА П. И. КОВАЛЕВА
(ПРОФИЛЬНОЕ ШЛИФОВАНИЕ ДЕТАЛЕЙ ПРЕССФОРМ)
За 25 лет работы т. Ковалев в совершенстве овладел
техникой лекального дела. В настоящее время он изготовляет
прессформы со сложной и точной конфигурацией; эти пресс-
формы являются многоместными и требуют обеспечения
взаимозаменяемости и хорошего сопряжения деталей узлов.
Умело используя приемы профильной заправки
шлифовальных кругов с помощью специальных приспособлений, описанные
выше, т. Ковалев полностью механизировал изготовление
сложных деталей прессформ.
Ниже приводится несколько примеров профильной заправки
шлифовальных кругов, осуществляемой т. Ковалевым.
1. Требуется заправить круг под двумя одинаковыми
углами а =30° и aj=30°; размер горизонтального участка Н = 7,52мм
(фиг. 185). Для заправки профиля применяется приспособление,
показанное на фиг. 22. Настройка приспособления производится
следующим образом.
Алмаз устанавливается по эталону, суппорт 3— по
микрометру (так, чтобы был выдержан размер 75 мм от штифта 9
до планки 10), а каретка 2 ставится на нуль. Таким образом
обеспечивается нулевое положение алмаза.
*2 *Т—I p
Q-B и Н- 252мм
d°-30°u dt=30°
Фиг. 185. Заправка симметричного профиля с двумя угловыми
участками.
Построим технологический эскиз заправки шлифовального
круга (фиг. 185, справа). В прямоугольном треугольнике ОАВ
известны сторона АВ = — и угол сч = 30°; отсюда сторона
АО=АВ • ctgai. Подставляя размеры, получим:
7 ^9
лО= |gbj | ctg 30°= 3,76 • 1,7320 - 6,51 мм.
Размер 6,51 мм определяет расстояние острия алмаза от
горизонтального участка профиля шлифовального круга.
Учитывая это, суппорт приспособления устанавливаем на размер
75 — 6,51 =68,49 мм, затем ставим приспособление на
магнитную плиту станка, вплотную к продольному упору, включаем
магнит, подводим алмаз к шлифовальному кругу и заправляем
его периферию на верность; после этого алмаз устанавливаем
примерно на середине ширины круга и поднимаем
шпиндельную головку станка. Не нарушая положения стола станка, а
также положения приспособления, возвращаем суппорт 3 в нулевое
положение, т. е. отводим алмаз от круга на расстояние 6,51 мм;
теперь острие алмаза совпадает с точкой О.
После этого каретку 2. приспособления поворачиваем по
часовой стрелке на угол 90°— сц= 60q, вынимаем штифты 5,
постепенно опускаем круг на алмаз и, перемещая вручную
суппорт, заправляем угол ai = 30°. При этом обеспечивается
точное выполнение размера ЛВ = 3,76 мм, так как при повороте
суппорта острие алмаза осталось в нулевом положении. Затем
поворачиваем каретку 2 против часовой стрелки на угол 90°—
—30° = 60° и производим заправку второго угла.
Прежде чем установить на станок приспособление, следует
произвести предварительную заправку шлифовального круга
от руки карборундом: выдержать приблизительно величину
угла 30°, а размер горизонтальной площадки — 7,5 мм (по
масштабной линейке); после этого круг заправляется
окончательно с помощью приспособления.
Таким же образом заправляются шлифовальные круги под
любыми углами как с симметричным, так и несимметричным
профилем. Если требуется убедиться в правильности заправки
круга, то берется кусок листовой стали толщиной 1—1,5 мм,
в нем прорезается выемка и профиль ее проверяется на
микроскопе.
2. Требуется заправить круг по вогнутой дуге окружности
с радиусом #=9,07 мм и с размерами от центра дуги до торцов
вправо 6 = 6,94 мм и влево а=7,19 мм; высота стрелки дуги
h = 1,72 мм и длина хорды В = 10,64 мм (фиг. 186).
Для заправки круга применяется то же приспособление
(фиг. 22). Установочный размер для получения вогнутой дуги
с радиусом 9,07 мм составляет: 75 — 9,07 = 65,93 мм.
После установки алмаза по шаблону ставим приспособление
15 П. А. Камышев 225
„а ».г„иМук, „„ИГУ в—к ^»^а'»ГиУаУЦУ-.1бК.Ге^
„П7„«.ГеГ«"гу дТполУе^Г."™ crU« /.,-2.0-2.2 „i
и заправляем дул у*» i Теперь устанавливаем алмаз для
(по ма71п;гНяОИпо периЙрии Чтобы"обеспечить высоту стрелки
Г=Г72КИмГнеобПх0одГ0Фу?тановить алмаз на размер- 65,93 +
_l 1 72 =67 65 мм B на фиг. 186).
+ После заправки круга по периферии переходим к подрезке
его торцов Поднимаем шпиндельную головку станка и пово-
пачиваем суппорт 3 приспособления вправо на угол 90 .
Устанавливаем алмаз для заправки правого торца круга на размер
6-694 мм- расстояние между штифтом 9 и планкой 10 должно
составлять
5,324-6,94 = 87,26 мм. При подрезке
левого торца круга алмаз устанавливается таким же образом
75+—+&-75
^ 2
В
75 + 5,32+7,19 = 87,51 мм).
(установочный размер 75-f- ~ +а
Весь процесс заправки круга производится без нарушения
первоначального положения приспособления и стола станка.
3. Требуется заправить круг, профиль которого очерчен
дугою окружности с радиусом./? =10,21 мм и двумя прямыми
линиями — справа под углом а=43с' и слева под углом р —60°
(фиг. 187). Расстояния между точками пересечения прямых
Радиус #=9.07 мм
Высота стрелки h-172 мм
a* 7,J9mm
д=6,94 мм
Фиг. 186. Заправка круга по вогнутой дуге.
226
Фиг. 187. Профиль, очерченный дугой и двумя прямыми,
наклонными под различными углами.
с дугой и вертикальной осью составляют /1В = 5,68 мм и ED =
= 10,15 мм; размеры BC=h=\,72 мм и £С=# = 9,06 мм.
Заправка шлифовального круга производится с помощью
приспособления (фиг. 22) следующим образом.
К продольному упору магнитной плиты струбциной
прикрепляется поперечный упор, после чего заправочное
приспособление устанавливается на магнитную плиту так, чтобы стороны
его основания плотно прилегали к обоим упорам. Суппорт
продольной подачи стола станка закрепляется струбциной.
Прежде вседю требуется определить начальное положение
острия алмаза для заправки углового участка АА\, Из
прямоугольного треугольника АВМ определяем размер ВМ:
SM=,4B.ctgct=5,68-ctg43°=5,68-1,0724 = 6,09 мм. Размер
СМ, определяющий начальное положение острия алмаза:
СМ = ВМ+Я = 6,09 +1,72 = 7,81 мм.
Чтобы обеспечить перемещение алмаза в точку М, сохранив
в то же время нулевое положение суппорта, необходимо перед
заправкой дуги R = 10,21 мм к поперечному упору приложить
прокладку шириной 10,21—7,81 = 2,40 мм и установить
заправочное приспособление таким образом, чтобы его
основание пдотно прижималось к этой прокладке и к продольному
упору.
15* 227
Сначала заправляется дуга R —10,21 мм, а затем — угловой
участок ЛАу.
Для этого прокладка снимается, приспособление
устанавливается вплотную к продольному и поперечному упорам,
суппорт 3 возвращается в нулевое положение (размер 75 мм по
микрометру), а каретка 2 поворачивается против часовой стрелки
на угол 90°—43°=47Q.
Шлифовальная головка станка поднимается, освобождаются
штифты 8 на салазках приспособления, затем левой рукой
шлифовальный круг медленно опускается на алмаз, а правой рукой,
путем перемещения салазок 4, заправляется круг.
Левый прямой участок круга, наклонный под углом 60°,
заправляется аналогичным образом. Из прямоугольного
треугольника EDN определяем сторону EN:
EN=ED-ctg 60°= 10,15-0,57735 = 5,86 мм. ■
Отсюда отрезок M7=£/V + tf=5,85 + 9,06 = 14,92 мм.
Устанавливаем приспособление на магнитной плите в новое
положение так, чтобы острие алмаза находилось в точке N, т. е.
на расстоянии NC—14,92 мм от наивысшей точки дуги
профиля. Для этого выключаем магнит, помещаем между поперечным
упором и основанием приспособления прокладку шириной
NC—#—14,92—10,21=4,71 мм, включаем магнит и
поворачиваем каретку 2 по часовой стрелке на угол 90°—60°'= 30°.
Тов. Ковалев разработал также другой способ заправки
круга рассматриваемого профиля. Этот способ заключается в
следующем.
Приспособление (фиг. 22) ставится на магнитную Миту
вплотную к продольному упору и в течение всего процесса
заправки круга сохраняет неизменное положение. Сначала
заправляется дуга #=10,21 мм, а затем правый прямой участок круга
под углом 43°. Для этого каретка 2 приспособления
поворачивается против часовой стрелки на угол 90е'—43°=47°, а суппорт
3 настраивается по микрометру на размер 75— MF = 75 —
— 5,326 = 69,674 мм, где MF определяется из прямоугольного
треугольника ОМЕ:
MF = OM-sina = OM*sin 43° = 7,81.0,6820 = 5,326 мм (фиг. 187).
. Левый прямой участок круга заправляется под углом 60°
аналогичным образом. Каретка 2 приспособления
поворачивается по часовой стрелке на угол 90°—60°=30°, а
суппорт 3 настраивается по микрометру на размер 75 + 0/(=
= 75+4,08 = 79,08 мм, где ОК определяется из прямоугольного
треугольника OKN, OK = ON- sin p = (NC—R) ■ sin 60°=
= A4,92—10,21) -0,86603 = 4,08 мм.
Несмотря на простоту описанной технологии заправки
шлифовального круга, она обеспечивает очень высокую
точность.
4, Требуется заправить круг по профилю, показанному на
228
Фиг. 188. Заправка профиля с наклонной
прямой, имеющей выемку по дуге.
фиг. 188. Данный пример характерен тем, что изготовить
достаточно точный шаблон необходимого профиля (радиус дуги
окружности 5 мм, а высота его — всего 1 мм) путем ручной до1-
водки с помощью выработок и притиров вообще невозможна,
не говоря уже о времени, которое пришлось бы на это
затратить.
Шлифовальный круг обдирается от руки карборундом под
углом 45°. После этого с помощью приспособления (фиг. 22)
заправляется предварительно угол 45Q с таким расчетом, чтобы
размер К был равен примерно 11—12 мм.
Затем приспособление настраивается для заправки перифе-
229
рии круга, для этого суппорт 3 устанавливается по микрометру
на размер 75 + 6=81 мм.
" Сначала, используя поперечную подачу стола, заправляем
горизонтальный участок MN (положение алмаза 1 на фиг. 188,
внизу). Центр вращения алмаза в данном случае будет отстоять
от прямой MN на расстоянии 6 мм, что обеспечит нужное
расположение дуги R = 5 мм.
Далее суппорт продольной подачи станка закрепляется так,
чтобы при последующей установке приспособления не было
продольного смещения стола; иначе нарушится положение центра
дуги /? = 5 мм. Центр этой дуги требуется установить на
расстоянии 4 мм от прямой, наклонной под углом 45G, что позволит
получить высоту стрелки 1 мм. Для этого каретка 2
повертывается по часовой стрелке на угол 45°, а суппорт 3
устанавливается по микрометру на размер 75—4 = 71 мм; при такой
настройке производится окончательная заправка круга под углом
45° (положение алмаза 2 на фиг. 188).
Последняя операция — заправка дуги радиусом /? = 5 мм—
производится при неизменном положении приспособления; как
поперечное, так и продольное перемещения стола станка не
допускаются. Так как на шлифовальном круге нужно получить
вогнутую дугу, то размер для настройки суппорта: 75—5 = 70 мм.
После установки алмаза в нужное положение поднимаем
шлифовальный круг вверх и постепенно, пользуясь вертикальной
подачей, опускаем его на алмаз, одновременно производя
вращение последнего (положение 3 на фиг. 188).
На этом заправка'профиля круга заканчивается. Товарищ
Ковалев настолько уверен в ее правильности, что производит
• шлифование деталей прессформ без предварительной проверки
и без шаблонов.
5. Требуется заправить на круге сложный профиль,
состоящий из сочетания вогнутой и выпуклой дуг окружности,
которые плавно сопрягаются между собой и с наклонными прямыми
(фиг. 189).
Подобное сочетание кривых и прямых участков профиля
очень часто встречается при изготовлении профильных
инструментов— шаблонов, калибров, деталей для прессформ и т. п.
Поэтому рассматриваемый пример заслуживает большого
внимания, так как дает типовую технологию заправки профиля
шлифовального круга, которая производится за одну установку
приспособления (фиг. 22) на магнитной плите шлифовального
станка.
Перед установкой приспособления на магнитную плиту к ее
продольному упору с помощью струбцины крепится поперечный
упор. Чтобы выдержать расстояние OOi между центрами дуг
/?=5 мм и /? = 7,5 мм, нужно предварительно положить
вплотную к продольному упору прокладку шириной 5+7,5=12,5 мм.
Сначала производим предварительную обдирку круга вручную
230
«5'tf
Фиг. 189. Заправка ело?
кного профиля, состоящего из сопряжения
вогнутой и выпуклой дуг окружности.
(карборундом) приблизительно под углом 45°, затем ставим
приспособление на магнитную плиту, плотно прижимая стороны
его основания к прокладке и к поперечному упору, и включаем
магнит.
Заправку круга начинаем с периферии (положение алмаза
/ на фиг. 189). Для этого суппорт 3 приспособления
устанавливаем по микрометру на размер 75 + 9 = 84 мм, где 75
мм—постоянный размер, обеспечивающий нулевое положение алмаза,
а 9 мм — расстояние от линии центров дуг до периферии круга.
Такая настройка необходима для того, чтобы в дальнейшем
обеспечить плавное сопряжение обеих дуг. После этого,
убедившись в том, что каретка 2 находится в нулевом положении,
посредством продольной подачи,стола станка подводим алмаз
к кругу., и при поперечной подаче стола окончательно
заправляется периферия круга. Затем, чтобы предотвратить смещение
приспособления, закрепляем суппорт продольной подачи станка
с помощью струбцины.
Следующей операцией является заправка левого торца
круга с соблюдением размера 2,50 мм до центра дуги /?=5 мм.
Для этого необходимо настроить суппорт 3 приспособления на
размер 75—2,50 = 72,50 мм; затем поворачиваем суппорт на 90°,
231
освобождаем штифты 8 и, перемещая суппорт, заправляем
торец (положение алмаза 2 на фиг. 189).
Для заправки круга по дуге Л-5 мм поднимаем шпиндель-
hvkTголовку (при неизменном положении стола станка),
настраиваем суппорт 3 на размер 75-5 = 70 мм затем медленно
опускаем круг на алмаз, производя заправку (положение
алмаза 3 на фиг. 189).
При заправке под углом 45°, не изменяя установочного
размера 70 мм поворачиваем каретку 2 приспособления по
часовой стрелке на угол 45°, освобождаем один из штифтов 8 и,
медленно опуская круг на алмаз и одновременно перемещая
суппорт с алмазом в сторону свободного выхода последнего
(положение 4 на фиг. 189), производим правку. Второй штифт 8
предотвращает возможность врезания алмаза в ту часть круга,
которая заправлена по дуге R = 5 мм.
Для заправки под углом 45G 12' требуется произвести подсчет
вспомогательного размера OD. Из прямоугольного
треугольника ABC находим размер AC; AC-CB-ctg 45°12'=11-0,99304 =
= 10,92 мм, где ££ = 8,5+2,5=11 мм.
Отсюда АО=АС—9= 10,92—9= 1-,92 мм и (из
прямоугольного треугольника OAD) OD=AO-$m 45°12'= 1,92-0,7096 =
= 1,36 мм.
Приспособление настраиваем на размер 75—1,36 = 73,64 мм,
поворачиваем каретку 2 по часовой стрелке на угол 90Cl—45°12'=
=44°18', вынимаем штифты 8 и заправляем круг под этим углом
(положение 5 на фиг. 189), медленно опуская круг на алмаз
и одновременно перемещая суппорт.
Последней операцией является заправка дуги /? = 7,5 мм.
Для этого выключаем магнит, удаляем прокладку 12,5 мм,
которая была установлена между основанием приспособления и
продольным упором магнитной плиты, ставим приспособление
вплотную к продольному и поперечному упорам и включаем
магнит; устанавливаем приспособление на нуль по шкале
каретки 2 и настраиваем /по микрометру на размер 75 + 7,5 =
=82,5 мм.
Чтобы проверить правильность настройки (самоконтроль
лекальщиков), до заправки дуги R = 7,5 мм поворачиваем
каретку 2 на угол 4448', освобождаем штифты 8 на салазках 4 и
проводим алмазом по участку круга, ранее заправленному под этим
углом. .
Если обнаруживается зазор или, наоборот, имеет место
врезание алмаза в круг, то заправка этого участка была
произведена неправильно: алмаз должен касаться круга с легким
шуршанием. Убедившись в правильности заправки на угол 44с487,
заправляем дугу /?=7,5 мм (положение 6 на фиг. 189).
232
МЕТОДЫ РАБОТЫ ЛЕКАЛЬЩИКА Н. И. ЕРАНОВА
(ИЗГОТОВЛЕНИЕ ПРОФИЛЬНЫХ ШАБЛОНОВ И СБОРНЫХ ШТАМПОВ)
Для ознакомления с методами работы Н. И. Еранова
рассмотрим применяемую им технологию изготовления
профильного шаблона, показанного на фиг. 190, весьма сложной формы
и с исключительно мелкими размерами. (Такой шаблон ручным
способом изготовить невозможно, каким искусством и опытом
ни обладал бы лекальщик.)
Прежде чем приступить к шлифованию профиля шаблона,
т. Еранов продумывает порядок операций; при этом важно
соблюдать следующее правило, выработанное практикой
лекальщиков: начинать шлифовать профиль с самого сложного
и точного участка и выдерживать все последующие размеры от
размеров этого участка как от базы.
Перед шлифованием профиля шаблон закрепляется в призме
(фиг. 17) таким образом, чтобы центр дуги £ = 1,4 мм
находился приблизительно посредине призмы. В процессе обработки
всего профиля положение шаблона в призме сохраняется
неизменным; при проверке правильности отдельных участков
профиля шаблон также остается закрепленным в призме.
Следует обратить внимание, что любой сложности профиль
состоит из простейших элементов прямых и дуг в различной
комбинации между собою, на этом и основана разбивка профиля
на отдельные и простые участки шаблона.
Поскольку данный шаблон имеет сложный профиль с
большим количеством различных размеров, шлифование профиля
разбивается на 8 участков (фиг. 190).
Для обеспечения точных размеров по длине шаблона и
правильного сопряжения отдельных участков между собою должен
применяться набор мерных прокладок соответствующей
ширины; эти прокладки помещаются на магнитную плиту между ее
продольным упором и призмой, в которой закреплен
шлифуемый шаблон. Заправочное приспособление все время сохраняет
неизменное положение в направлении поперечной подачи стола
станка. Для этого во время заправки шлифовального круга его
основание должно быть плотно прижато к продольному упору
магнитной плиты. Сопряжение участков профиля в вертикальном
направлении достигается путем соответствующего перемещения
шпиндельной головки станка. Проверка сопряжения и
координатных размеров производится в процессе шлифования профиля на
инструментальном микроскопе.
Участок № 1 (фиг. 191). С помощью приспособления (фиг.
22) производится заправка профиля по дуге i?—26,1 мм; при
этом алмаз должен находиться на середине ширины
шлифовального круга. Перед заправкой на магнитную плиту
помещаем поперечный упор и устанавливаем приспособление
вплотную к продольному и поперечному упорам.
233
§1»
234
После заправки дуги /? =
=26,1 мм необходимо
заправить профиль по дуге
H-Z,l мм, обеспечив
плавное сопряжение с
предыдущей дугой Я = 26,1 мм, а так
же плавное сопряжение с
последующей (еще не
заправленной) дугой /?=1.4м2
Так как отрезок- мм
?045 L ММ °Чень м™
1 07 м» „ П° веР™кали и
1,и/ мм по горизонтали) то
заправку производим
следующим образом. Сначала
заправляем профиль круга по
прямой, которая является
обшей касательной к тТи
о Ж и Я-1,4 мм в точке
В- а затем участок ДуГИ за!
правляем вручную КуСКОМ-
карборунда с последующей
проверкой этого участкана
микроскопе. на
Для заправки круга по
ретки ? /Г0Л пов°Р°та ка-
£™ « заправочного при-
ЬоизвГИЯ- С ЭТ0Й «е"ью
производим вспомогательное
ШИШ! »j
из „рямоУГ„льного т ^£о.
СОЧГ7 — - 0,00 .
ЛВ~= Т==0-6286;
отсюда угол а = 51°3' Это
способления**. Однако настройкТп™™ П°в°Р°Та *аРетки при-
ограничена только поворотом каретки 1°^ЛеНИЯ Не Может быть
мая, получаемая при заправке круг* пНеобходим°. чтобы пря-
правленной дугой £ = 26 1! «« „ РУ ' пеРесекалась с ранее за
дует: « 26Л мм именно в точке В. дЛя этого сле-
1) установить суппопт ? т„™
•те G5 мм по микрометру? ;Радос°б*ения в нулевое положе-
спос^л-е^ГрГл^ ГрГГ^Ж^^^Г" «**
Фиг. 191. Профиль круга для
заправки первого участка шаблона.
235
Размер CD определяем из прямоугольного треугольника
FBC'
' CD=CF — FD где /^ = 0,45 + 0,19 = 0,64 мм.
CF=BF ctg а= C,15+1,07) ctg 5ГЗ'«4,22- 0,8083 = 3,406 мм.
Отсюда CD = 3,406 — 0,64=2,766 мм, а ширина параллели
т = 2,766 + 26,1 =28,87 мм.
После того как заправка закончена, кругом прорезается
углубление в куске листовой стали толщиной 1,0—1,5 мм;
контур полученного углубления проверяется на микроскопе. Если
он соответствует требуемому профилю, то производится
шлифование первого участка шаблона.
Участок 2 (фиг. 192). Профиль второго участка шаблона
имеет сходство с профилем первого участка и отличается от
него только размерами координат точки сопряжения дуг /?=26 1
и R=2,l мм. Заправка профиля на шлифовальном круге может
быть произведена либо по такому же способу, как и в
предыдущем случае, либо с помощью приспособления (фиг. 22).
Последний способ заправки круга описывается ниже.
Сначала на круге заправляется дуга /?=2,61 мм, причем
выдерживаются размеры 3,89 мм по горизонтальной линии и
0,87 мм по вертикальной линии. Прежде чем приступить к
заправке дуги i?=26,l мм, необходимо определить углы качания
суппорта 3, несущего алмаз (углы поворота каретки 2) для
заправки этой дуги и дуги R =2,1. Находим угол качания а (угол
ЛОВ) для заправки дуги /? = 26,1 мм (фиг. 192).
Из треугольника СОВ имеем:
3,89 =0,1490; а = 8°34/.
ВС
sina = — =
OB
26,1
0.86
Фиг. 192. Профиль круга для заправки второго участка шаблона.
236
Угол качания суппорта при заправке дуги R — 2,1
определяем из следующих соображений. По чертежу шаблона центр
этой дуги 0i лежит на линии ОБ (фиг. 192, слева). Из
прямоугольного треугольника DBE находим величину угла ВОЕ:
Ш Р I ff = ~-1 0,5930; р = 59°20'.
Отсюда длина хорды DB=DE-sec 8 = 0,51 ■ 1,9606=
= 0,999 мм*.
Далее из прямоугольного треугольник DOxKy в котором
DK — BK = —, находим:
sinlT=!lr=iT=0'2376; т = 13°15'' и ?=2б°зо\
Сначала настраиваем приспособление на заправку дуги
Я = 26,1 мм; размер по микрометру: 75 + 26,1 = 101,1 мм.
Приспособление устанавливаем на магнитную плиту вплотную к
поперечному и продольному упорам, заправляем круг по
периферии на верность, а затем заправляем дугу Я =26,1 мм,
поворачивая суппорт 3 (каретку 2) по часовой стрелке на угол 8°34'
(или немного более).
Перед заправкой дуги /?=2,1 мм необходимо поместить
острие алмаза в точку В, а центр вращения каретки 2— в точку
Oj. Это осуществляется следующим образом.
Каретку 2 возвращаем в нулевое положение, а суппорт 3
настраиваем по микрометру на размер 75 + 2,1=77,1 мм. Теперь
нужно поместить между основанием заправочного
приспособления и обоими упорами прокладки, ширина которых определяется
из треугольника ООхМ (фиг. 192):
для поперечного упора —
OAf=001-coscc = B6,1-2,1) cos 8°34/=24-0,98884=23,74 мм;
для продольного упора —
01Al=001-sina=B6,l—2,1 sin 8°34' =24-0,14896 = 3,58 мм.
При заправке дуги # = 2,1 мм каретку 2 приспособления
сначала поворачиваем по часовой стрелке на угол сс = 8°34/ (острие
алмаза будет находиться в точке В) и затем качаем каретку
по часовой стрелке на угол т = 32°42/**.
После заправки дуги /? = 2,1 мм (когда острие алмаза
будет находиться в точке D), не изменяя настройку
приспособления, путем продольного перемещения стола станка, производим
заправку торца круга.
* Эту величину можно также подсчитать по теореме Пифагора:
DB = VDE* + ВЕ*
** Величина этого угла подсчитывается из треугольника 0{DB
237
Убедившись в правильности заправки круга путем проверки
профиля углубления, прошлифованного на кусочке стали*,
производим шлифование второго участка шаблона.
Участок 3 (фиг. 193). Начинаем с заправки круга по дуге
•/?=261 мм, для чего устанавливаем суппорт 3 приспособления
на размер 75+26,1 = ЮМ мм. После этого необходимо
настроить приспособление для заправки прямого участка,
наклонного под углом 3°, таким образом, чтобы при повороте
каретки 2 с суппортом 3, несущим алмаз, на угол 90Q— 3°=87° был
выдержан размер 1,28 мм по горизонтали до центра дуги
7?=26,i мм.
Для этого нужно определить расстояние ОС:
OC=NC-0№; tfC=AW-ctg3°=i,28-19,08i=24,42 мм;
ОС Щ 24,42 - 0,03=24,39 мм.
Дальнейпгую заправку производим следующим образом.
Фиг. 193. Профиль круга для заправки третьего участка
шаблона.
* Такой способ предварительной проверки правильности заправки
профиля круга используется перед шлифованием каждого участка шаблона.
238
Между основанием приспособления и поперечным упором
помешаем прокладку шириной 26,1+24,39 = 50,49; суппорт 3
устанавливаем по микрометру в нулевое положение, шлифовальную
головку станка поднимаем, каретку 2 поворачиваем против
часовой стрелки на 87°, затем левой рукой медленно опускаем
круг на алмаз, а правой рукой производим движение салазок 4.
Затем переходим к заправке второго прямого участка под
углом 8е 13'. Для настройки приспособления необходимо
определить место расположения острия алмаза, т. е. найти
размер ОР.
ОР=РТ-0,3; PT=KT-tg 8° 13'=3,73-0,1444=0,538 мм;
ОЯ=-0,538 — 0,3=0,238.
Между основанием приспособления и поперечным упором
помещаем другую прокладку шириной 26,1+0,238 = 26,338 мм,
поворачиваем каретку 2 по часовой стрелке на угол 8&13'
и производим заправку прямого участка под этим углом. После
этого производим настройку приспособления, необходимую для
заправки торца круга.
Чтобы выдержать размер 2,06+3,73 = 5,79 мм по
горизонтали, устанавливаем суппорт 3 в нулевое положение, между
продольным упором и основанием приспособления помещаем
прокладку шириной 5,79 мм, а каретку 2 поворачиваем по
часовой стрелке на угол 90°. Заправку торца круга
производим путем постепенного опускания шпиндельной головки на
алмаз.
30
\
Фиг. 194. Профиль круга для заправки четвертого участка
шаблона.
239
г
Закончив заправку круга, производим шлифование профиля
третьего участка шаблона.
Участок 4 (фиг. 194). Предварительно заправляем на вер-
ность периферию круга и вручную карборундом срезаем угол
приблизительно на 30°. После этого на магнитную плиту
устанавливаем приспособление (фиг. 22), проверяем алмазом
периферию круга и переходим к заправке дуги R = 2,33 мм, т. е.
устанавливаем суппорт 3 по микрометру на размер 75—2,33 =
= 72,67 мм.
Так как прямая под углом 30° является касательной к дуге
7?=2,33 мм, то угол поворота суппорта (каретки 2) при
заправке этой дуги составляет 30°.
Когда в процессе заправки дуги суппорт повернут на 30°,
не нарушая его положения, вынимаем один из штифтов 8, а
второй оставляем запертым, чтобы предотвратить врезание
алмаза в «радиусный» участок профиля, и заправляем прямой
участок круга путем перемещения салазок 4.
После заправки профильной части круга подрезаем его
правый торец под углом 90° к периферии, выдерживая размер а
на 1—2 мм меньше, чем требуемая длина Ь горизонтального
участка профиля шаблона. После того как впадина профиля
прошлифована на необходимую глубину, «разгоняем» круг
направо до получения полного размера Ь.
Далее заправляем периферию круга под углом 30° (как
показано на фиг. 194, слева). Этим участком круга шлифуем
угловой участок шаблона на размер 2,29 мм по высоте.
Участок 5 (фиг. 195). Этот участок представляет собой дугу
окружности R — 0,8 мм, которая с одной стороны сопрягается
с вертикальной прямой, а с другой стороны пересекается с
дугой #=26,1 мм.
Для шлифования дуг небольших размеров чаще всего
применяются прорезные круги
на вулканитовой связке. В
данном случае пользуемся
таким кругом толщиной
2 мм.
С помощью
приспособления (фиг. 22) заправляем
его по радиусу # = 0,8 мм и,
далее, как только алмаз
достиг точки Л, подрезаем
левый торец под углом 90°,
пользуясь продольной
подачей стола станка.
При шлифовании пятого
участка шаблона
необходимо выдержать заданные
чертежом размеры: 0,19 мм от
Фиг.
195. Профиль круга для заправки
пятого участка шаблона.
240
фиг. 196. Профиль круга для заправки шестого участка шаблона.
самой низкой точки дуги Я = 0,8 мм до точки поп
дуги с дугой Л = 26,1 мм на первом ™^™1™чт это*
0,8 мм и 0,52 мм по горизонтали. Щ акже Р^меры
Участок 6 (фиг. 196). На этом участке шябп™*
получить сопряжение двух дуг I pa™£ У-^I °ДИМ°
# = 21,6 мм. * A«jrLdMH к-г,\ мм н
Предварительно круг обдирается вручную пп fc к
тельному профилю. ручную по приблизи-
Между основанием приспособления (фиг 22\
упором помещается прокладка шириной Л£=й8^ПАоРеоН1ЫМ
= 5,35 мм. Затем производится заправка периферии ко^ГупГ
лив после этого прокладку, мы перемешяем uoJt^ РУ Уда"
каретки 2 приспособления на прямук?"дТ на Жпп?аЩеШЯ
центр дуги Л-2,1 мм. Исходя L пЦ^КрЯ
круга выбираем местоположение точки А, настраиваем 5?
порт 3 по микрометру на размер 75—2 1=79 Q 1 у
дим заправку по дуге *=2,1 Щ При ЩKap^aY»^"
чивается от оси АЕ по часовой стрелке на угол а=45° 12'
угол определяется из прямоугольного треугольника ЛВс'(ф££
196, справа): sina= =-^—0 7095- а= дч°19' v„
' ^ ' АС 2,1 и',иэо»а—*о 12. Угол поворота
каретки 2 против часовой стрелки при заправке левой части
дуги #=2,1 мм не ограничивается.
Для[заправки дуги *=26,1 мм настраиваем приспособление
(фиг. 22) следующим образом.
Сохраняя каретку 2 повернутой по часовой стрелке на угол
-Х1%к У™БЛИВапМ СУПП°РТ * по МЙКР^етру на размер
/5—26,1=48,9 мм. Для того чтобы поместить центр вращения
каретки 2 в точку О, необходимо поместить мерные прокладки
между основанием приспособления и упорами на магнитной
16 П. А. Камышев _
Фиг. 197. Профиль круга для заправки
седьмого участка шаблона.
плите. Ширина этих
прокладок составляет: для
поперечного упора AF=
= 16,95, а для продольного
упора OF= 16,99 мм (эти
размеры заданы
чертежом шаблона).
В результате этого
острие алмаза
переместится в точку С, с
которой и начинается
заправка дуги/? = 26,1 мм.
Участок 7 (фиг. 197).
^^^^^^^^^^^^^^^^^^^^^^^^^ Этот участок имеет
простой профиль.
Шлифовальный круг сначала заправляется по периферии, а
зат™од угол 38°. Угловой участок круга предварительно
обдирается приблизительно под угол 38° карборундом (вручную);
Е ого с помощью синусной линейки производится
окончательная заправка. Установочный размер _-
ной линейки (разность высот роликов) . А - 100 sin 38 =
= 100-0 61566 = 61,566 мм.
Синусную линейку прикрепляем струбциной к угольнику,
помещаем на ее рабочую плоскость прямоугольную державку
с алмазом и вручную перемещаем последнюю. При заправке
под угол на круге оставляется горизонтальный участок АВ
длиной примерно 4—5 мм.
После шлифования участка 7 проверяем на шаблоне размер
19 76 мм от горизонтальной площадки до наивысшей точки дуги
#=2 1 мм Затем на инструментальном микроскопе
проверяется сопряжение этого участка профиля с предыдущим.
Участок 8. Он состоит из дуги Я=1,4 мм, которая
сопрягается с первым и вторым участками профиля (фиг. 190). da-
правка шлифовального круга производится с помощью
приспособления (фиг. 22).
Несмотря на простоту профиля, необходимо вести его
шлифование с большой осторожностью; как выражаются
лекальщики, нужно «посадить радиус на шаблон», обеспечив хорошее
сопряжение с соседними участками. Для этого при установке
на магнитную плиту призмы, в которой закреплен шаблон,
необходимо выдержать ее расстояние от продольного упора
с таким расчетом, чтобы центр дуги R = 1,4 мм занимал
надлежащее положение относительно центров соседних дуг
R=2>1 мм' к 1м Ш
Это производится очень просто. Приспособление (фиг. 22)
при заправке шлифовального круга по дуге R =1,4 мм было
установлено на магнитной плите вплотную к продольному
упору. Зная, что ширина основания приспособления 200 мм, а рас-
?42
стояние от центра дуги /? = 1,4 мм до упорной площадки
участка 4 (фиг. 190) составляет 24 мм, подсчитываем интересующее
нас расстояние от продольного упора до центра дуги # = 1,4 мм.
Установив на магнитной плите прязму в соответствии с этим
размером, шлифуем участок 8 предварительно, затем проверяем
полученный профиль на инструментальном микроскопе и
доводим профиль окончательно. На этом шлифование всего
шаблона заканчивается.
Рассмотренный шаблон предназначается для изготовления
и проверки профилировочных роликов. Обычно он
заказывается в количестве 4 шт.: 2 — для токарной операции и 2 — для
окончательного шлифования. Заслуживает внимания
интересное рационализаторское мероприятие, примененное новатором
Н. И. Ерановым при изготовлении этих шаблонов.
Несмотря на то, что профиль в том и другом случае
несколько отличается, все шаблоны шлифуются совместно, будучи
склепанными в пакет. В склепанном виде шаблоны
передаются на технический контроль. После проверки профиля
техническим контролем два шаблона отделяются из пакета—они
используются при шлифовании роликов. У двух других шаблонов
профиль расшлифовывается так, как показано пунктиром на
фиг. 190; эти шаблоны предназначены для проверки профиля
роликов на токарной операции.
Указанные особенности технологии изготовления шаблонов
для профилировочных роликов, прессформ, штампов и т. п.
учитываются при конструировании этих шаблонов. В чертеж
вносятся указания: «срезать 0,25 мм для токарной операции»
(фиг. 190); таким образом предусматривается оставление
припуска на шлифование профиля.
Н. И. Еранов с высоким мастерством осуществляет
профильное шлифование не только на сложных шаблонах, но и на
других видах инструмента.
В предыдущей главе уже отмечалось, что на автозаводе для
получения возможности использовать профильное шлифование
для изготовления пуансонов и матриц сложной формы эти
инструменты конструируются сборными или разъемными, и
описывались примеры их изготовления. Большой интерес
представляют применяемые Н. И. Ерановым методы шлифования
сборного пуансона и сборной матрицы, предназначенных для вырубки
фасонных отверстий в пластинах статора из
электроизоляционного картона ЭВ толщиной 0,54 мм и из листовой
электротехнической стал» Э1А или Э1АА толщиной 0,5 мм. Обе детали
(фиг. 198) вырубаются на одном штампе (меняется только
фиксатор); рабочие контуры матрицы и пуансона необходимо
пригнать очень точно для обеспечения чистого среза, без
заусениц.
Сборный пуансон (фиг. 199) состоит из сердечника 7,
двадцати четырех вставных пуансонов 2 и обоймы 3, которая на-
16* 243
& паза раднорасполоменных
по окружности
W
материал, картом материал; Сталь
Фиг. 198. Пластины статора.
прессовывается на сердечник и служит для закрепления
пуансонов 2 в его пазах. Плечики а и б пуансонов 2 лежат на
выточках, имеющихся в обойме 3 и в сердечнике /; сборный
пуансонодержатель привертывается к плитке 4, благодаря чему
обеспечивается надежное крепление пуансонов,
Сборная матрица (фиг. 200) состоит из сердечника / и
обоймы 2. Соединение сердечника с обоймой здесь обеспечивается
за счет легкой запрессовки и наличия у сердечника плечиков,
которые лежат на выточке обоймы 2; матрица в сборе также
привертывается к плите.
Фиг. 199. Сборный пуансон:
/—сердечник; 2— вставной пуансон; 3—обойма; 4—плит;
244
Высота плечиков в обоих случаях соответствует высоте
выточек в пуансонодержателе и в матрице с учетом
надлежащего натяга.
Технологический процесс изготовления сердечников (фиг.
201 и 202) уже приводился выше, поэтому рассмотрим только
операцию шлифования пазов под вставные пуансоны.
Фиг. 200. Сборная матрица:
./--сердечник; 2—обойма.
24 паза раВнорасположенны*
по окружности
Фиг. 201. Сердечник для пуансона
245
Фиг. 202. Сердечник для матрицы.
Пазы шлифуются профилированным кругом одновременно
в обоих сердечниках (для матрицы и для пуансонодержателя),
которые насаживаются на одну оправку. Эта оправка
закрепляется в шпинделе делительной головки, установленной на
магнитной плите плоскошлифовального станка (см. фиг. 143).*
Процесс шлифования разбивается на два перехода.
Первый переход — шлифование конусных пазов с
закругленным «донышком». Производится электрокорундовым кругом
на керамической связке, твердостью СМ2, зернистостью 60.
Заправка профиля на круге производится, как было описано выше."
Заправочное приспособление (фиг. 22) настраивается на размер
5 5
75+2,75=77,75 мм, где 2,75=——радиус закругления
«донышка» лаза.
Второй переход — шлифование прямоугольных углублений
* В данном случае показан процесс шлифования сердечника (одной
штуки).
246
Фиг. 203. Шлифование «спинки» и за
круглений вставного пуансона.
24 паза рабнорасположенных
по окружности
Фиг. 204, Обойма для пуансона.
247
Л пазе рабнорасполотеинт
по окружности—*
Фиг. 205, Обойма для матрицы.
шириной 2t2+0'01 мм на глубину 14—12,5=1,5 мм. При
выполнении этого перехода важно не нарушить положения
делительного приспособления с сердечниками на столе станка. Для этой
операции применяется вулканитовый круг шириной не более
2 мм; ширина выемки измеряется плитками, а глубина — с
помощью индикатора, установленного 'по плиткам на общую
глубину паза — 14 мм.
Профиль пазов в сердечниках проверяется посредством
шаблона, а шаг их может быть проверен двумя способами; 1) с
помощью оптической делительной головки или 2) с помощью
роликов. При втором способе два ролика вставляются в два паза
(смежных или через паз), расстояние между ними измеряется
микрометром, и на основании сравнения замеров с
предварительно проведенными расчетами (см. гл. V) можно судить
о правильности шага.
Изготовление вставных пуансонов, подобных
рассматриваемым, уже было описано ранее. Шлифование боковых сторон и
основания профиля с выступающим участком производится
аналогичным образом (см. фиг. 146 и 147). В данном случае
«спинка» пуансона очерчена не дугой окружности, а прямой
с закруглениями на вершинах. Шлифование «спинки»
разбивается на два перехода; шлифование плоской части (фиг. 203 А)
Ж
Шт 5 6 2"
Фиг. 206. Шлифование впадин в обоймах:
/—делительное приспособление; 2—планшайба для крепления обоймы;
3— делительный диск; 4—шлифовальное приспособление; 5—обойма для
пуансона; 6—обойма для матрицы.
и закруглений # = 1 мм (фиг. 203 5). Угол заправки
шлифовального круга для первого перехода зависит от угла, имеющегося
на применяемой магнитной призме.
Технология изготовления обойм (фиг. 204 и 205) состоит из
следующих операций:
1. Предварительная токарная обработка.
2. Термообработка (улучшение).
3. Чистовая токарная обработка.
4. Долбление профильных пазов с припуском под
шлифование.
5. Термообработка (закалка и отпуск на твердость Rc —
=58—60).
6. Шлифование одного торца на карусельно-шлифовальном
станке.
7. Шлифование отверстия 96,03+0»035 и одновременно
второго торца.
8. Шлифование профиля впадин. Оно производится на
обоймах для пуансонодержателя и для матрицы одновременно.
Операция выполняется на плоскошлифовальном станке с помощью
специальных приспособлений (фиг. 206).
249
Установка обойм на делительное приспособление / произкп
дится следующим образом; обоймы соединены между соб_Ч
двумя шпильками, первой к планшайбе 2 ставится обойма ДЛо
матрицы 6, а затем — обойма для пуансонодержателя 5. н
Заправка профиля на шлифовальном круге производится
шарошкой.
При шлифовании пазов размер D=98,07 мм делается мень
ше на 0,03—0,05 мм. Эта величина необходима для натяга пои
запрессовывании обоймы на сердечник пуансона. Затем
обойма, предназначенная для .пуансонодержателя, снимается с при*
способления, и пазы в обойме шлифуются до окончательного
размера 98,07 мм.
На шлифование двух обойм и двух сердечников Н. И. Ера-
нов затратил 25 часов, тогда как на выполнение этой работы
вручную, обычными методами, применяемыми лекальщиками
потребовалось бы 15—20 рабочих дней.
МЕТОДЫ РАБОТЫ ШЛИФОВЩИКА А. М. ГРОШИХИНД
(ШЛИФОВАНИЕ ПРОФИЛЯ ФАСОННЫХ РЕЗЦОВ)
Для ознакомления с методами работы А. М. Грошихина
рассмотрим операцию шлифования фасонных призматических
резцов, предназначенных для обработки деталей на токарных
автоматах (фиг. 207).
Прежде чем приступить к шлифованию резцов, необходимо
проверить поверхность магнитной плиты и устранить
имеющиеся забоины или выработку. С этой целью в случае
необходимости поверхность магнитной плиты прошлифовывается на
верность; одновременно на верность прошлифовывается
продольный упор, привернутый к магнитной плите.
Сначала шлифуются четыре стороны резцов в размер, строго
под прямыми углами, затем кругом, заправленным под углом 8
поочередно шлифуются две стороны «ласточкина хвоста», кото-'
рый является базой для закрепления резцов в державке при
работе на токарных автоматах.
При шлифовании профиля вдоль магнитной плиты
укладывается от 6 до 8 резцов; они плотно прижимаются к
продольному упору плиты, который является базой для установки.
Приступая к шлифованию профиля, необходимо продумать
количество и последовательность переходов. У резца,
показанного на фиг. 207, профиль шлифуется за три перехода. При
шлифовании первого участка профиля шлифовальный круг
заправляется на верность по периферии, затем с помощью угловой
призмы* заправляется наклонный участок под углом а; гори-
* Заправка круга с помощью угловой призмы показана на фиг. 101.
Фиг. 207. Фасонный призматический резец.
зонтальный участок A\B\ измеряется масштабной линейкой,
так как он имеет свободный выход на второй участок профиля.
В процессе шлифования профиль первого участка периодически
проверяется по шаблону, а высота #i измеряется микрометром.
Профиль круга для шлифования второго участка резца
заправляется следующим образом. С помощью приспособления
{фиг. 22) заправляется дуга с радиусом R, затем с учетом
размера h — периферия круга, и после этого — с помощью угловой
призмы— заправляется прямая под углом % При заправке
этой прямой должен быть выдержан размер А2В2, равный
длине горизонтального участка профиля за вычетом 2—2,5 мм. Это
необходимо для того, чтобы круг не врезался в соседние
участки профиля; требуемая длина горизонтального участка на
резце получается путем «разгона» круга в обе стороны.
При шлифовании второго участка профиля резца
необходимо обеспечить плавное сопряжение дуги с первым участком,
ширину и глубину выемки. Два первых элемента проверяются
посредством шаблона, а последний — по высоте #2, которая
251
измеряется микрометром. Для облегчения такой проверки желя
тельно иметь отдельные шаблоны на каждый участок профиля
резца.
Теперь переходим к заправке круга для шлифования третьр
го участка профиля резца. Начинаем с дуги радиуса #ь K0 !;
рую заправляем с помощью приспособления (фиг. 22).
Получив дугу на необходимой длине, не нарушая положе
ния стола станка и приспособления, устанавливаем каретку %
на 0q и путем поперечной подачи стола станка заправляем круг
по периферии. Заправка прямой под углом р производится по
средством угловой призмы. Длина горизонтального участка
А3В3 на круге должна быть на 2—2,5 мм меньше, чем требуется
для резца.
Шлифование последнего участка резца является особенно
ответственной операцией, так как точность ее выполнения
определяет правильность всего профиля резца. Шаблон должен
прилегать по всему профилю резца с наименьшим просветом
одинаковой ширины.
Перемещение резцов относительно шлифовального круга при
переходе от первого к последующим участкам производится
посредством винта поперечной подачи стола станка.
Правильность заправки профиля шлифовального круга для
каждого из трех переходов проверяется обычным способом* на
куске листовой стали вырезается выемка и ее профиль
контролируется с помощью шаблона (на просвет) проекционного
аппарата или на инструментальном микроскопе.
Профиль резцов следует шлифовать в два приема: первый
(предварительное шлифование) — кругами на керамической
связке зернистостью 46, твердостью CMi—СМ2, а второй
(окончательное шлифование) — кругами- зернистостью 80,
твердостью CMi—СМ2. Это обеспечивает чистоту поверхности по
9-му классу и четкое сопряжение отдельных участков профиля
В процессе шлифования рекомендуется проверять профиль
отдельных участков и полный профиль одного резца из партии
на инструментальном микроскопе или на проекционном аппа
рате с увеличением профиля в 10—25 и более раз (в
зависимости от размеров профиля на резцах.
После шлифования профиля резцы размагничиваются и
передаются на технический контроль.
МЕТОДЫ РАБОТЫ ЛЕКАЛЬЩИКА Я. Е. АРХИПЕНКОВА
(ИЗГОТОВЛЕНИЕ ЗУБЧАТОГО СЕКТОРА ДЛЯ СБОРНОГО КАЛИБРА)
В любом случае изготовления профильных шаблонов
плоских калибров или деталей для сборных калибров прежде всего
следует выбрать базу, которая используется на всех
дальнейших операциях изготовления и измерения.
252
Фиг. 208. Зубчатый сектор для сборного калибра.
Зубчатые секторы для сборных калибров (фиг. 208)
обрабатываются в пакете из трех штук, склепанных между собою.
Поэтому плоскости детали должны быть тщательно
отшлифованными и взаимно-параллельными.
При шлифовании профиля зубцов деталь закрепляется на
призме и две стороны, обозначенные цифрами I и II,
шлифуются под прямым углом. Эти стороны являются базой при
последующем шлифовании профиля и его проверке.
Шлифование профиля производится на
плоскошлифовальном станке с помощью комбинации двух угольников. Два
угольника скрепляются струбциной (фиг. 209) и в них
просверливается, а затем развертывается отверстие диаметром 15 мм
с таким расчетом, чтобы при установке на угольник призмы
с закрепленным на ней шаблоном было обеспечено расстояние
40,25 мм от окружности выступов до оси этого отверстия (с
припуском 0,3—0,5 мм на шлифование).
В отверстие угольника 1 запрессовывается закаленный
и шлифованный палец 3; на этот палец насаживается
угольник 2, на котором установлена призма с шаблоном. Вся эта
комбинация помещается на магнитную плиту станка.
253
Фиг. 209. Шлифование пазов зубчатого сектора:
/—угольник; 2—угольник; 9—палец.
Шлифование окружности /?=40,25 мм производится кругов
шириной 10—12 мм; круг заправляется по периферии на
верность. Правой рукой угольник 2 с шаблоном качается вокруг
пальца 3, а левой рукой осуществляется продольная подача
стола станка*. После этого круг заправляется на профиль паза в
шаблоне. Заправка производится с помощью синусной линейки.
Сначала заправляется правый торец круга под углом 52°10/—
—3°30'=48°40/ (синусную линейку требуется установить на угол
90°—48°40/=41<*20/) и затем—левый торец круга под углом
Зс30/ (синусная линейка устанавливается на угол 90°—3°30'=
=86°30').
Радиус окружности впадин равен 48,25 мм, а дно впадины
имеет форму прямой площадки шириной 0,5 мм. Эта площадка
заправляется на круге после заправки боковых сторон
профиля. Правильность заправки круга проверяется путем
шлифования выемки в стальной пластинке; профиль выемки измеряется
на инструментальном микроскопе.
* Дугу окружности радиуса 40,25 мм можно шлифовать на внутришли-
фовальном станке; радиус проверяется гладкой пробкой на краску или же
с помощью индикатора, установленного по плиткам на размер 40,25 мм от
оси вращения шпинделя станка.
254
Прежде чем приступить к шлифованию первого паза,
необходимо с помощью индикатора проверить горизонтальность
плоскости угольника 2, на которой установлена призма с
шаблоном. Глубина паза измеряется по ролику диаметром 3 мм
посредством индикатора, прикрепленного к штангенрейсмассу
и установленного по плиткам.
При шлифовании последующих пазов посредством синусной
линейки устанавливается поворот угольника 2 с шаблоном на
6° после каждого паза, т. е. на 6°, 12°, 18° и т. д. Это
осуществляется следующим образом. При шлифовании первого паза
плоскость угольника 2 была расположена горизонтально, а для
шлифования второго паза ее нужно повернуть на 6°; для этого-
синусная линейка кладется на плоскость угольника 2 и затем
устанавливается на угол 90°-—6° = 84q.
По синусной линейке производится поворот угольника 2
так, чтобы плоскость линейки расположилась горизонтально,
затем угольник закрепляется и шлифуется второй раз. Таким же
путем шлифуются все последующие пазы, что обеспечивает
высокую точность по шагу.
МЕТОДЫ РАБОТЫ ЛЕКАЛЬЩИКА В. Г. МАТЯЕВА
(ОБРАБОТКА ПРЕССФОРМЫ С ПРОФИЛЕМ СЛОЖНОЙ КОНФИГУРАЦИИ
И ФИЛЬЕР ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ-КЛЕЙМ)
В. Г. Матяев успешно выполняет методами профильного
шлифования всевозможные сложные работы, требующие высокой
точности.
Примером может служить матрица прессформы длиной
400 мм и шириной 85 мм, имеющая профиль сложной
конфигурации, и с очень мелкими размерами, (фиг. 210). Особенно-
большой интерес представляет часть профиля, очерченная.
окружностью А и изображенная внизу (фиг. 210) в увеличенном
виде. Поскольку размеры очень малы, профиль матрицы
получается только шлифованием, без какой-либо предварительной
обработки.
После термической обработки все стороны матрицы
шлифуются в размер, причем особое внимание уделяется взаимной
перпендикулярности сторон, так как они служат базой при
шлифовании профиля.
Для шлифования пазов используются круги, ширина
которых на 0,1'—0,2 мм меньше ширины паза, имеющие поднутрение
на обоих торцах; последнее необходимо, чтобы пазы получили:
точно прямоугольное сечение (без «развала» вверху).
Паз, расположенный под углом 14°03', необходимо
шлифовать в специальной угловой магнитной призме. В этой же
призме шлифуются и боковые стороны профиля а и б, наклонные
под углами а=90°—14°03'.
255
32,5
Фиг. 210. Матрица прессформы.
Шлифование производится следующим образом. Магнитная
призма с углом наклона 14°03' з'станавливается на магнитную
плиту вплотную к продольному упору, на призму помещается
матрица, включается магнит и периферией круга шлифуется
сначала боковая сторона а, затем призма повертывается на
магнитной плите на 180° и шлифуется сторона б. После этого
в шпиндель станка вставляется оправка с кругом шириной
1,8—1,9 мм и таким же образом шлифуются пазы шириной
2 мм. С помощью приспособления (фиг. 22) на круге
заправляется дуга с радиусом /? = 1,0 мм и прямая под углом 36°18/—
—14с03'=22°15' к горизонтали. Заправленным кругом
прорезается выемка в стальной пластинке для проверки профиля на
микроскопе. Затем поочередно шлифуются оба паза; для
проверки этой части профиля применяется шаблон.
После получения наклонных пазов средняя часть
профиля шириной 24,4 мм сошлифовывается (понижается) на
I мм.
Затем шлифуются «уголки» В и Г, для чего круг
заправляется на угол 36с,18'; при шлифовании этих участков матрица
кладется непосредственно на магнитную плиту.
256
Последний переход — шлифование прямоугольных
шириной 1 мм. При выполнении этого перехода требуется пПаз°8
внимание, так как круг имеет очень небольшую топб°е
(всего 0,8—0,9 мм), а длина шлифования велика D00 Мм\ ЩййУ
Выше (см. стр. 71) был описан электроискровой способ
кирования инструментов. Внедрение этого способа в« -- —
:— ВЫзвало
кой
потребность в специальных электродах-клеймах из
латунной ленты. Ранее существовавшая технология изготп
ния клейм на штампах в данном случае оказалась неприго*ВЛ^
Гравер автозавода М. Г. Ман предложил более произй °*'
тельный способ изготовления электродов-клейм путем во И~
ния через фильеры разъемной конструкции, который обесп°^е"
вает очень высокое качество клейм различных размеров 0т 9 И*
и выше. Такие фильеры (фиг. 211) состоят из двух или М
секций, благодаря чему можно изготовлять их методом прогЬ^6*
ного шлифования после термической обработки. филь-
После шлифования фильеры хромируются, что обеспечи
их высокую стойкость. При изготовлении электродов дл*ГзнВает
<<6» и «8», кроме фильер, применяются специальные пп°В
ттт тл nnniTiT/Ti /тто shut* 011 лип - *" *-' -1Г " "jJO-
«о»,
фильные оправки (на фиг. 211 они обозначены т и
л). Эти
оправки имеют шлифованный профиль, соответствующий
филю на электродах: для знака «0».оправки имеют форму гг°
мых площадок, сопрягающихся с "Другими R, аналогичньг
профиль имеет оправка нижней части знака «8», а опоа
для знака «6» и верхней части знака «8» имеет круглую фопм**
Оправки- закаливаются на твердость Rc =38—40, полируют^'
и хромируются. у ся
Заготовки секций фильер сначала обстрагиваются с пои
пуском на шлифование, затем производится разметка, разделка
входной стороны а (на фиг. 211, слева, пунктиром показаны
контуры разделки для знаков «2» и «8») и термическая обработка
После термической обработки секции шлифуются. В. Г Ма
тяев сам разработал и освоил технологию профильного шлибо"
вания,- обеспечивающую высокую точность.
Сначала все стороны секций
шлифуются под прямым углом;
эта операция должна
выполняться очень- тщательно, так как при
шлифовании профильных частей
секции неоднократно
поворачиваются и боковые стороны
являются базами для установки,
обеспечивающими правильное
сопряжение переходов. Затем
шлифуется профильная
калибрующая (выходная) сторона Ъ (см
фиг. 211). v
При шлифовании профиля на
Фйг, 212. Шлифование профиля
на секциях знака «О».
258
Фиг. 213. Шлифование профиля на секциях знака «W.
секциях фильер В. Г. Матяев учитывает сходство отдельных
участков профилей и старается круг, заправленный на определенный?
пр,офиль, использовать многократно на различных переходах;
с учетом наименьшего количества перестановок кругов
выбирается и последовательность выполнения переходов при шлифовании-
одной й той же секции. Шлифование профилей на фильерах
производится следующим образом. г
Фильер для знака «0» (фиг. 212) состоит из двух
симметричных секций; обе секции шлифуются одновременно на магнитной
плите кругом, профиль которого состоит из прямого отрезка ab.
и дуг.
Фильер знака «1» (фиг. 213) состоит из двух секций. При
шлифовании секции / круг заправляется под углом а и его»
вершина закругляется по радиусу г вручную карборундом.*
Секция помещается на магнитную плиту вплотную к
продольному упору и выполняется переход / (фиг. 213, слева). Затем*
устанавливается другой шлифовальный круг и заправляется под
углом р (угол $ на секции 2 должен быть равным углу р на;
секции 1). Не снимая со станка секцию /, ставим на магнитную-
плиту, также вплотную к продольному упору, секцию 2 на
расстоянии 120—150 мм от секции / и выполняем переход //.
Этим же кругом шлифуем переход // (сторону ав) на
секции 1, благодаря чему обеспечиваем правильное сопряжение
обеих секций. Затем устанавливаем другой круг, заправляем
* При шлифовании секций для цифровых и буквенных знаков высокая
точность заправки углов и радиусов не требуется; достаточно выдержать
величину зазора в профилирующей .части фильеры в соответствии с
толщиной применяемой латунной ленты (обычно 0,15—0,1В мм).
17* 259
Фиг. 214. Шлифование профиля на секциях знака «2».
■его по торцу и периферии под прямым углом и шлифуем
переход // на секции 2; после этого шлифуется радиус п на секции 2.
Фильера знака «2» (фиг. 214) состоит из трех секций. У
секции / сначала шлифуется линия разъема abed, затем круг
заправляется по дуге радиуса R и Шлифуется профиль выемки.
Секция 2 шлифуется за три перехода. Переходы I к II
выполняются с одной заправки круга по дуге радиуса /?; сначала
секция помещается на магнитную плиту вплотную к
продольному упору и выполняется переход /, затем секция
поворачивается на I804 и выполняется переход //. После этого на круге
заправляется профиль для перехода /// и выполняется этот
переход.
Секция 3 шлифуется за три перехода:
сначала—прямоугольный участок, а затем на круге заправляется прямой отрезок
под углом а и дуга радиуса R и выполняется переход //; в
заключение шлифуется радиусный переход на вершине профиля.
Фиг. 215. Шлифование профиля на секциях знака «3».
260
ш п
с, в,
Фиг. 216. Шлифование профиля на секциях знака «4».
Фильера знака «3» (фиг. 215) состоит из двух секций.
Секция 1 шлифуется за четыре перехода: переход
/—шлифование прямоугольного участка, переход //—шлифование
профиля, |состоящего из дуги г, сопрягающейся с наклонной прямой
и дугой радиуса R; этим же кругом выполняется переход IV—
шлифование дуги в\С, а затем шлифуется дуга г\ при вершине
угла а.
В секции 2 до термообработки сверлится отверстие с
радиусом R, а после термообработки оно. полируется с пастой.
Переход / выполняется кругом, который заправляется под углом а;
вершина профиля вручную карборундом заправляется по дуге г
(по радиусомеру). Прямым кругом, заправленным на верность
по периферии, шлифуются прямые участки ав, ее, пт.
Фильера знака «4» (фиг. 216) состоит из трех секций.
Секция / шлифуется кругом, заправленным под углом а с вершиной,
закругленной по дуге г. Затем устанавливается прямой круг,
периферия его заправляется на верность, а торец — под углом си
и шлифуются прямые участки ав (торцом круга), тп и ак
(периферией круга). После этого секция 1 снимается, на магнитную
плиту ставится секция 2 и на ней шлифуется наклонный
участок а\в\ (торцом круга) и прямые участки а\с и С\в\ (перифе-
т,
7
щ
щ
п.
0,
о».
V
Фиг. 217. Шлифование профиля на секциях з
нака «5».
261
рией круга); после шлифования участка, наклонного под
углом <хь секция переворачивается и периферией круга
шлифуются плоскости А. Затем на магнитную плиту ставится
секция »?, круг заправляется по периферии на верность, и один его
угол заправляется по дуге г и шлифуется сторона а3в3.
Фильера знака «5» (фиг. 217) состоит из трех секций.
Для шлифования секции / следует использовать
профилированные ^круги, применяемые при шлифовании фильеры знака «2»,
так как размеры дуг одинаковы'. Так как шлифовальные круги
на шпиндель станка ставятся вместе с планшайбой, а требуемая
точность профилей невысока, при повторном использовании
круга профиль заправлять не следует. Секция 1 шлифуется в два
перехода: сначала—участок anmd, затем секция
поворачивается на 90я, прямая часть шлифовального круга подрезается
(укорачивается) и шлифуется участок ав.
Для шлифования секции 2 сначала используется тот же
С, в,
с а
Фиг. 218. Шлифование профиля «а секциях знака «6» и «9».
с а
а, в,
Фиг. 219. Шлифование профиля на секциях знака «7».
262
Фиг. 220. Шлифование профиля на
секциях знака «8».
круг; секция помещается на
магнитную плиту и
шлифуются участки а\Ь\С\, тип.
Затем снимаем круг,
устанавливаем вместо него
профилированный круг,
применяемый при шлифовании
выемки- секции / фильера
знака «2» (фиг. 214), и
выполняем переход ///. Этим же
кругом шлифуем дугу
радиуса R на секции 3.
Фильера знаков «6» и «9*
(фиг. 218) состоит из трех
секций. В данном случае
шлифование начинается с
«радиусных» частей профилей последовательно на всех секциях.
Для этого используются круги, применяемые при шлифовании
секций для фильеров знаков «2» и «5». На секции / шлифуется
дуга вт, на секции 2— дуга Ь\сх и на секции <? — дуга ее; все эти
дуги имеют одинаковый радиус.
После этого шлифуются прямые площадки ав и cd на секции
3, c\d\ —на секции 2 и тп — на секции-1. Прямые ск на секции /
и афх на секции 2 шлифуются одним кругом, заправленным под
углом а, так как эти прямые имеют одинаковый наклон. После
этого круг заправляется по дуге радиуса R\ и шлифуется
дуга пс на секции /.
Хотя фильера знака «6» имеет профиль более сложный, чем
другие фильеры, при соответствующей разбивке на отдельные
секции шлифование этого профиля не встречает трудностей.
Фильера знака «7» (фиг. 219) состоит из двух 'секций. Она
имеет некоторое сходство с фильерой знака «1» и поэтому
следует использовать шлифовальные круги, применяемы^ при
шлифовании секций этой фильеры.
На шпиндель станка ставим круг для шлифования участка,
наклонного под углом а\ на секции Д заправляем его по
периферии и шлифуем площадки ab и cd на секции 2t затем—
площадку афх и перпендикулярную к ней прямую, а также
площадку CiC?] на секции /.
После этого заправляем круг под углом а и шлифуем
секцию 7, а затем—закругление г. Шлифование выемки под углом
ct2 на секции 2 производится тем же кругом, которым
шлифовалась сходная выемка на секции 1 знака «1».
Фильера знака «8» (фиг. 220) состоит из двух симметричных
секций, которые шлифуются одновременно. Обе секции
устанавливаются на магнитную плиту и последовательно выполняются
переходы / и //.*
263
МЕТОДЫ РАБОТЫ ЛЕКАЛЬЩИКА Е. 3. ГОРБУНОВА
(ШЛИФОВАНИЕ ПЛОСКОСТЕЙ, РАСПОЛОЖЕНИЕ КОТОРЫХ
ЗАДАНО УГЛАМИ В ДВУХ ПРОЕКЦИЯХ)
На фиг. 221 показан способ шлифования специального
калибра, у которого расположение плоскостей задано углами
в двух проекциях (фиг. 222). На столе плоскошлифовального
станка установлена специальная синусная линейка 1, которая
имеет шарнирное устройство, допускающее поворот в двух
^^~~?
и
i
( © ©
L u_
0^,
OS
ttrj."
■sr<
г/
Фиг. 221. Шлифование сложного калибра;
синусная линейка; 5—набор плиток; 5—набор плиток; 4—магнитная плита; 5—обра
батываемый калибр; 6 и 7 — вспомогательные штифты.
плоскостях. В нашем случае синусная линейка установлена по
набору плиток 2 на угол а в одной плоскости и по набору 3 на
угол р в другой плоскости. На синусной линейке смонтирована
магнитная плита 4, на которой установлен обрабатываемый
калибр 5. При шлифовании плоскостей этого калибра
необходимо обеспечить высокую точность не только углов, но и
линейных размеров. В связи с этим при конструировании калибра
предусмотрены вспомогательные отверстия, в которые плотна
вставляются цилиндрические штифты 6 и 7 диаметром 10 мм.
Эти штифты позволяют выдерживать линейные размеры на
плоскостях Л я В (фиг. 222), определяющие расположение
калибров на верхней плоскости. Вспомогательные отверстия
.являются базами для проверки размеров калибра при его
изготовлении, а также при периодическом контроле износа калибра
в процессе эксплуатации. Размеры от этих отверстий до
обрабатываемых плоскостей подсчитываются конструктором и
указываются в чертежах калибра*.
Важным моментом в технологии обработки подобных изделий
является правильный выбор базовых поверхностей; в данном
случае базами являются три стороны калибра: основание и две
боковые стороны Л и В. После строжки заготовки, имеющей
форму прямоугольника, эти стороны точно шлифуются под
углами 90q, затем производится разметка и строжка профиля с
оставлением припуска на шлифование @,7—1,0 мм на сторону) у
а также термическая обработка (улучшение).
После термической обработки производится чистовое
шлифование базовых сторон и профиля (как показано на фиг. 221),.
далее на координатно-расточном станке растачиваются
отверстия под вспомогательные штифты 6 и 7 и отверстия под
цилиндрические пробки К, М и ./V. Затем калибр возвращается к
лекальщику на сборку, которая заключается в тщательном за-
прессовании пробок К, М и N и в доводке всех плоскостей
в соответствии с заданными размерами и углами.
Проверка линейных размеров, относящихся к расположению
цилиндрических пробок и плоскостей, осуществляется с
помощью роликов.
В качестве примера на фиг. 222, внизу, показана проверка'
длины» стороны EF. Размер 67,21 -м-м, учитывающий диаметр
ролика 10 мм, измеряется с помощью индикатора, прикрепленного
к штангенрейсмассу и установленного по плиткам. Проверка
углов лри приемке калибров производится на синусной
линейке, которая настраивается так же, как и -при шлифовании
.(фиг. 221).
* В рассмотренном случае вспомогательные отверстия расположены
на одинаковом расстоянии от основания калибра. Вообще же они могут
помещаться в любом месте, обеспечивающем удобство подсчетов.
265
Вид по стрелке J
Фиг. 222. Схематический чертеж калибра.
266
Глава V
СПЕЦИАЛЬНЫЕ СПОСОБЫ ИЗМЕРЕНИЯ
ШАБЛОНОВ И КАЛИБРОВ
Для измерения различных изделий со сложной формой и
размерами, заданными в нескольких плоскостях, для измерения
координатных размеров при растачивании отверстий, оси
которых расположены в разнообразных плоскостях, и т. д. на
практике применяются разнообразные способы. Они зависят от
степени совершенства технологического процесса, квалификации
кадров, а также от того, какие измерительные инструменты
и. приборы имеются в наличии. Мы не останавливаемся здесь
на общепринятых и широко известных способах измерении,
а хотим ознакомить читателя с некоторыми приемами контроля
таких размеров, которые не могут быть проверены с
необходимой точностью посредством штангенциркуля, микрометра
и даже инструментального микроскопа.
Простейшими примерами могут служить калибры для
проверки шлицевых соединений, детали, имеющие форму
«ласточкина хвоста», конусные детали и т. д. Очевидно, что применение
штангенциркуля или микрометра для таких измерений не можег
дать правильных результатов.
ИЗМЕРЕНИЯ С ПОМОЩЬЮ ВСПОМОГАТЕЛЬНЫХ
роликов
В указанных случаях следует использовать достаточно
универсальный способ измерения с помощью вспомогательных
роликов. Этот способ обеспечивает очень высокую точность
(±0,005 мм). Для его осуществления необходимо производить
дополнительные подсчеты, требующие знания геометрии и
тригонометрии.
ttlto* 267
Сущность способа
измерения с помощью роликов станет
понятна из рассмотрения
следующего примера. У шаблона,
показанного на фиг 223,
должен быть выдержан размер
п = 22,01 мм между вершинами
внутреннего и внешнего углов.
Измерить этот размер
невозможно не только микрометром,
но даже на инструментальном
микроскопе, так как вершина
угла на шаблоне всегда имеет
некоторое закругление и,
следовательно, не совпадает с
теоретической вершиной.
Построим вспомогательный
эскиз, показанный пунктиром.
50 — п = 50 — 22,01 = 27,99 мм. При диаметре
Фиг. 223. Проверка размеров профиля
шаблона с внутренним углом с по
мощью ролика.
Размер /
ролика 25 мм, Я = -у = 12,5; угол а = ^~ = 30°. Отсюда К=
=# ctg 30° = 12,5-1,7320-20,65 мм и ^=Z + /C + /?=27,99-f
+20,65+12,5=61,14 мм.
Размер т можно легко измерить с помощью микрометра,
причем такой способ измерения гарантирует очень высокую
точность размера 22,01 мм, заданного чертежом.
На фиг. 224 показано измерение шаблона, у которого
участок, наклонный под уголом 30°, должен иметь высоту
20,84 мм. Для измерения с помощью ролика нужно подсчитать
размер К (фиг. 225).
При диаметре ролика 10 мм
# = J£ = 5 мм; угол а=— = 15°.
Находим размер А:
A=/?-ctg 15° =5- 3,732= 18,66 мм.
Отсюда /гс=А +#=18,66 + 5=23,66 мм и
К=т- 20,84=23,66 -20,84=2,82 мм.
Измерение производим с помощью индикатора, укрепленного
на штангенрейсмассе. Сначала установ настраиваем по плиткам
на размер #=50,84 мм (эта величина находится в результате
предварительного замера шаблона микрометром), затем
кладем на установ набор плиток толщиной /(=2,82 мм и
производим измерение: стрелка индикатора в момент касания как
268
Фиг. 224. Проверка размеров профиля шаблона с внешним углом
с помощью ролика:
I—поверочная плита; 2—призма; 3—шаблон; 4~ролик; 5—штангенрейсмасс;
6—индикатор.
Фиг. 225. Схема для подсчета дополнительных
размеров к фиг. 224.
269
Фиг. 226. Установка индикатора для настройки
на размер:
/—поверочная плита; 2—уставов; 3—плитки; 4—штайген-
рейсмасе; 5—индикатор.
ролика (фиг. 224), так и плиток (фиг. 226) должна показывать
«нуль».
Для измерения величины внутреннего угла (фиг. 227,.
вверху) с помощью ролика требуется подсчитать размер т.
Пусть диаметр ролика составляет 3,25 мм. Из
вспомогательного построения (фиг. 227, внизу) имеем: ШШ
a = R - cosec 30° | 1,625 • 2,0 Щ 3,25 мм;
6—0,8 п г
А — — — 2,6 мм;
2
Ь = К ■ ctg 30° = 2,6 \ 1,732 Щ 4,503 мм;
h^a + R = 3,25+1,625=4,875 мм, откуда
m = h — b = 4,875 - 4,503 = 0,372 мм.
На этот размер ролик должен превышать горизонтальную
площадку профиля.
270
Фиг. 227. Измерение внутреннего угла с помощью ролика
(вверху) и схема для подсчета дополнительных
размеров (внизу).
При изготовлении шлицевых валов приходится проверять
правильность относительного расположения шлиц. Это можно
'сделать без дорогостоящей специальной калибровой втулки
с помощью двух роликов и микрометра. На фиг. 228 показана
схема такого измерения для самого общего .случая, когда
толщина шлиц различна A0 и 14 мм). ^Размер между роликами,
измеряемый микрометром:
271
Фйг, 228. Проверка расположения шлиц.
т = Ог02-\-2 —, где
^ — диаметр ролика.
В прямоугольном треугольнике АООг сторона АОх—Ъ~\-
-|-6 = 11 мм, а сторона 001 = 32 + 6 = 38 мм; sin £АООг*=*
= ^=il = 0,299, откуда 1АООх = 17°20' и ZD0Ox = 30°—
- 17°20'=12°40'«
В прямоугольном треугольнике сторона B02=7-f-6=13 мм,
а сторона 002 = 32 + 6 = 38 мм; sin/5002 = ^ = — = 0,342,
откуда / В002 Ш 20° и / £002 = 57° — 20° = 37°.
10г002= 180°-(ZDOO.+EOO^ 180o-A2°40'-f-37°) = 130°20'<
Отсюда / ОхОС= / С0О2= ШЖ„ = 65°Ю'.
Расстояние между центрами роликов ОхОх=2 • ОхО-
272
63,75
Фиг. 229. Проверка профиля шаблона, имеющего
форму «ласточкина хвоста*, с помощью двух роликов.
■ sin/ОгОС=2-38• 0,908=69мм, отсюда размер по микрометру
да = 01О2 + 2-£-=69+12=81 мм.
• Пусть требуется произвести измерение шаблона, имеющего
форму „ласточкина хвоста". Для этого используем два
ролика диаметром 8 мм (фиг. 229).
Чтобы проверить размер 83,75 мм (фиг. 229),
необходимо подсчитать размер т. Из дополнительного построения
находим, что m = a+2-EC-t-2R.
Из прямоугольного треугольника ABC:
AC=ABctg60°= 27,03-0,57735= 15,59 мм.
Отсюда наводим, что а = 83,75-2-ДС = 83,75-15,59-2 =
= 52,57 мм.
Размер ЕС определяем из прямоугольного треугольника
EDC:EC^DEcig — = — \ 1,7320 = 6,93 мм.
& 2 2
8
Таким образом, имеем: т=52,57+ — -2+6,93-2=74,43 мм.
Измерение размера т производится посредством
микрометра.
В практике часто встречаются изделия, у которых
выступы, имеющие форму „ласточкина хвоста",-сопрягаются с
цилиндрическими поверхностями. В таких случаях измерение
производится так же, как и в предыдущем примере, но
вспомогательные вычисления несколько сложнее.'
На фиг. 230 задан размер 75±0,01, который должен быть
проведен по вспомогательному размеру т посредством
микрометра и двух роликов,
J 8 П. А. Камышев 2?
фиг. 230. Проверка профиля с «ласточкиным хвостом».
m=2'(m+-f). тле КО^ООг-sin
Из треугольника ODOx угол р=180'
T + (l80°-y
В=^—г=40°-т
2
I Из треугольника OZ?Oi имеем:* sinT=—• sin^lSU ~-
OD=OE-ED=OE-(EA+AD)=OE-EF-ctg Щ - ^-^ 5
OD = 65-37,5'Ctg40°
20 И
2 • sin 40(
65—37,5-1,192 —
10
4,6 мм.
0,6428 sss^^a^B^
OOl=K+-!=55+10=65 мм.
Следовательно, slnT= # > 0,6428=0,0455 и т=2°35',
/СОх=00!Sin р=65 * sin D0°-т) =65'sin 37°25'5
<• См. приложение I.
■
Фиг. 231. Проверка расположения шлиц, имеющих форму «ласточкина
хвоста».
^0!=65-0,607=39,4 мм.
Таким образом,/7i=2KCVf-d=2-39,4+ 20=98,8 мм.
На фиг. 231 показан случай, когда на цилиндрической
поверхности равномерно расположено несколько шлиц,
имеющих форму „ласточкина хвоста". Замер производится с
помощью микрометра по двум роликам, для чего нужно
определить вспомогательный размер тпл
m=2 (— +0<Vcos / ОхОР
где d—диаметр ролика, OOx=R-\ =70+8=78 мм.
Определяем угол /О1ОР=60°~/БОО1.
В прямоугольном треугольнике ABC /Л5С=30°; в
треугольнике ОВОх /OBOi=180°— /ABC= 150°.
Сторона этого треугольника OB=R—AB—AK—KD.
АВ
АС
16
=16 мм;
^^^ sin 30° 2-sin 30° 2-0,5
AK=K£ctg30° = 10'l,732=17,32 мм;
KD=R-R cos / FOD^R A-cos IFOD);
s\nlFOD= ^\co$lFOD=Y\-($inlFODn
18* 275
еле до в а те л ьно,
KD=R(\-Y I—(sin IFODf =R{\~Y l~^f=
^R^ypt—fK* =70-"K702-l02 ;
iCD=70—У"~480б =70-69,28=0,72 мм.
Таким образом, сторона ОБ=70—16—17,32—0,72=35,96 мм.
Из треугольника ОВО^ имеем:*
&а£ВОхО ~~ sin/ОВОх ' sin / ВОхО sin / A80°— Z ABC) *
! ~ 1— • отсюда
sin/BOxO sin/ЛВС
sin /ВОгО^ 0g'sin3QQ = 35>96,0-5 =0,230;/В0хО= 13°20'.
ООх 78
Угол BOOi=180°— lOBOx—/ВОгО = 180°- 150°— 13°20'=
= 16°40л.
Угол О!ОР=60°- /BOO^W0—16°40'=43°20';
т= 2(— + 0<Vcos43°20' )=2(8+78*0,723) = 128,788 мм.
Профиль впадины, показанный на фиг. 232, может быть
с высокой точностью проаерен только с помощью роликов
или (если впадина является круговой) шариков. Для этого
следует определить вспомогательный размер т, подобрать
плитки соответствующей толщины и измерить ими
расстояние между роликами.
Размер т подсчитывается следующим образом. Из
треугольника АгОМ:
— + — =A01-slni/0iAM, где V—диаметр ролика;
отсюда т=2АОг • sin / OtAM-r-d• AOx=R- — =60-7=53
Затем определяем угол 0%АМ:
AE=AC—CD + DE; AC^VR^^BC2^ VW^25*=54,6>
Из прямоугольного треугольника
rf 14 7
ММ.
м
EF Ж d ^^— d
ПЕ= *- =- /j?pn ~'9ros50° 2-0,643 0.643
cos /FED 2 • CQ&J.FED /cos ou - w»
= 10т1Гобразом, д£=ДС-СО+М=54,6-29,8+Ю,88 =
=35,68 мм. ^
См. приложение I, стр. 315.
276
Фиг. 232. Проверка профиля впадины, имеющей форму «ласточ
кина хвоста».
В треугольнике АОгЕ угол Л£О1=90о+Б0°=140°;
АОх АЕ ]Г^^^^^^^^^
sin 140° " " sin/„АОгЕ1
откуда
sin Z АОхЕ~ AE sln 140° =AE sin 40° = Z5& ■ °'643 =0,433 и
АОх АОх 53
угол AOi£=25°40'.
Угол ОхАЕ= 180°— /Л£,О1~/ЛО1£=180°- 140°—25°40\
Угол OiAM также равен 4°20'. Отсюда m=2A01-sin/O1AAf—
-d=2-53-sin 14б20'-14=2-53-0,247—14=12,183 мм.
С помощью ролика можно произвести проверку профиля
шаблона, показанного на фиг. 233. Для этого нужно
подсчитать диаметр ролика, который касался бы трех сторон
профиля. Этот подсчет заключается в следующем:
ctg-
+ctg_I-
* См. приложение I, стр. 329.
** См. там же.
277
Фиг 233 Проверка профиля шаблона с помощью ролика,
касающегося трех сторон профиля.
4B=40-sec23°=40-1,08635=43,454 мм;
/а=180°-69о-23о=88°;
/T=90o-t-23°=113°;
/О5Л=^=56°30';
В = — + 230=44°+230=67°;
г 2
Я =
АВ
43.454
43.454
а y ctg44°4-ctff56°30' 1,0355+0,66188
Ctg-2~+Ctg ~T
=25,60 мм
Отсюда диаметр ролика ?/?=2-25,45=50,90 мм.
Подсчитаем еще вспомогательный размер т,
необходимый для измерения: т ==75—(h+R)\
ОЛ=—^- = -^^-=35,380 мм;
0.71934
cos
k=OA-sin0=35,380- sin67°=35,380-0,9205=32,567 мм;
/я=75-(А+#)=75-C2,567+25,45)= 16,983 мм,
278
С BE Г и
Фиг. 234. Проверка профиля сложного калибра.
Для проверки профиля калибра, показанного на фиг."
234, потребовалось'бы изготовить ряд вспомогательных
шаблонов. Одним шаблоном проверить данный профиль
невозможно, потому что сторона MP прямоугольного выступа
составляет с горизонталью угол 45°, а сторона впадины
наклонена под углом 50°, так как эти стороны не
параллельны, то ввести во впадину шаблон по стрелке „а" не
представляется возможным. Проверка размеров такого
профиля очень упрощается в случае использования ролика
и плиток.
Для определения размера т производим
вспомогательное построение. Центр ролика Ох соединяем прямой с
центром дуги i?=95 мм, затем из точки Ох опускаем
перпендикуляр на прямую О/С.
m=0lK-(T + -).
В полученном прямоугольном треугольнике OOiK угол
OiOTC равен 45°—lFOOx.
По теореме Пифагора* DO=VOB*—BD*= V$b*—25*=
=91,6 мм. Строим прямоугольный треугольник АСЕ, у
которого угол С£Л=<р=50°, а сторона ЛС=25 мм; из этого
треугольника
СЕ=АС- ctgcp=25-ctg50°=25*0,839=20,95 мм.
Из прямоугольного треугольника EGF
* Квадрат гипотенузы прямоугольного треугольника равен сумме квадра
гов его катетов.
Ef= , EG = -15- =19,58 мм.
sin<p 0,766
Отрезок OF является стороной треугольника OOxF\
размер этой стороны равен:
O^=DO+DC-(C^+^/7)=91,6+I6-'B0^5+19,58)=67,07 мм.
Угол OxFO= 180°-?.
Для непрямоугольного треугольника имеем:*
«п/РПП F0 sin №=& = ^^ = 67t0?' °:766 -°>467> ^куда
//7О1О=27°50/.
Тогда //ЭД= 180°-/OFG1-lF010= 180°ЧA80°-50°)+
+27°50'] = 22°10'.
Теперь в треугольнике СК^К* определяем угол Ог01(:
101ОК=4Ь*--1ГОО1=45о-22о\0'=22°50'.
Сторона треугольника OiK^OO^in £ОгОК= [R+—
•sin22°50'=(95+15)-0,388=42,68 мм.
Теперь размер т легко подсчитывается:
= 0l^_/A + M)=42,68-(l5+8) = 19,68 мм.
m-w. , . 2 .
Размер 19 68 мм между роликом и стороной выступа MP
проверяется 'с помощью плиток; правильность
расположения сторон профиля под углами 50° и 45° проверяется на
синусной линейке, а отрезок дуги #=95 мм контролируется
на инструментальном микроскопе.
Требуется проверить взаимное расположение конусной
части изделия и сферической (фиг. 235). Эта задача может
быть разрешена посредством двух роликов.
Размер т подсчитывается с помощью вспомогательного
построения.
т=— +Ot02+—; 0102=У~01КЧгОЖ2 •
Для определения размера Ог02 прежде всего
необходимо найти стороны 0LK и 02К прямоугольного
треугольника КОх02.
Приложение I, стр. 329.
По теореме Пифагора.
280
0^= 10+10+
+ У B6+10J -A0+8J=51,5 мм.
02К=021+1М+РЕ+ВС+СОг;
ож= 4-+
GM
MMrim.iri 2 2
BC=BE-tg\5°=
EF
ВС+СОх\
30—f ) -tgl5°:
0C0—10)-0,268=5,4 мм.
Из треугольника DOxC
находим: CC\== я^^^^^^^ви
COi =
2 • cos 15
20
2-0,966
20
= 10,35 MM.
Фиг. 235. Проверка
взаимного расположения
-конусной и сферической частей
изделия.
о2к=
— + — +5,4+10,35=43,75 мм.
2 2
m^d+VOjC+OiR
/w=20+V51,52+43,752=87,6 мм.
Размер т на изделии измеряется микрометром.
У шаблона, показанного на фиг. 236, размер 46 мм можно
измерить с высокой точностью только с помощью двух
роликов; это измерение нельзя произвести даже на
универсальном микроскопе.
Определяем размер т: m = AB—(AC-\-BD)-{-d\
АС==у ЛО^*-СОз*1 из треугольника 0±АОъ имеем:
A03=V Ох01 + А(?1-2-01Ог-А01
cos <?
Sin a
NO*
20
404- -
20
Ь2 + -
0,807, откуда угол а=53°50/;
sln8=^-=i° =0,770, откуда угол р=50°30'.
V АОг 52
Угол <р=а-р=53о50'-50о30'=3°20'.
Д03= Уб2?+Ь22-2 • 62 • 52 ■ 0,998 = 10,5 мм.
АС= УAd-COt =]Ло,53-Юа =3,2 м
* Угол COxD = 15°, как два угла, образованные
взаимно-перпендикулярными сторонами.
** По теореме косинусов.
28!
. 236. Проверка профиля ша
BD^VE^Dd' из треугольника 0,ВО, имеем:
В0^ V ОД+ВбЪ-2 ■ 0,0, ■ ВО, • cos?1
elrl„_^i.=il=0,654, откуда угол а1=40°50/;
sm Ofl, 26
,_ д В_ _ _1 =0,428, откуда угол Pi=26°.
smpi-~B03 16
Угол <р1=«1-Рх=40°50'-26°= 14=50'.
B04=V~2&+№-2'26*16-0,9^ = 11,3 ММ"
SD='|/'5Opof = l/"n^:rl0r=5,3 мм.
ж=Л5_(ЛС+51))+^=46-C>2+5K)+20=57Mмм.
Размер « измеряется микрометром с применением двух
поляков Вместо m можно определить размер mx=m-d=
-б7!5-20=37,5 мм; это измерение производится набором
ПЛ"кроме того, микрометром измеряется еще один вспомо-
гательный размер К-
x=R+0l02+r, ОгОг=У01М*+(}гМ*.
01М=-01А+АВ1+В1М;
OlA1=R • cos p=52 -0,636 =33,1 мм.
* По теореме косинусов,
282
-4ifii=i4S=46 мм.
B1M=r-cosp1=16-0,898=14,4 мм.
ОхМ=33,1+46+14,4=93,5 мм.
O&^V <VW'+MO^=lAK,52+332 =99,4 мм.
#=Я+0102+г=52+99,4+16=167,4 мм.
На фиг. 237, вверху, показан кривошип, на валу которого
имеется шпонка. Требуется измерить расстояние тп от плиты
до наивысшей точки ролика, который лежит на валу
кривошипа и касается шпонки.
Для решения этой задачи строим дополнительно эскиз
(фиг. 237, внизу).
Пусть дано: 6=35 мм; D=60 мм;
d=10 мм; /(=20 мм.
По эскизу подсчитываем:
лд РЛ-d 60+10 QK
UB= = =35 мм:
2 2
ге = Щ^A0±20) =
2 2
coseca=-^ =—=2,3333; a=25°23';
л 15
р=25023'+450-140=56023';'
АО=ОВ-sinp=0£-sin56°23'=35*0,83276=29,146 мм;
w= — +i40+ —+6=5+29,146+30+35=99,146 мм.
На фиг. 238 показано измерение угла а и линейного
размера а с помощью синусной линейки и ролика.
Для проверки величины угла устанавливаем синусную
линейку на этот угол и с помощью индикатора
удостоверяемся в параллельности участка К калибра относительно
плоскости поверочной плиты. Высота набора плиток для
установки синусной линейки А—С- sin a, где С—расстояние
между центрами роликов линейки.
Для проверки размера а с п шощыо ролика диаметром
D нужно подсчитать расстояние т. Производим
дополнительное построение, показанное на фиг. 239, из центра
ролика опускаем перпендикуляр ОЕ на сторону а калибра
и проводим линию ОВ в точку- пересечения- этой стороны
и плоскости синусной линейки. Из фигуры 239 имеем:
283
Фиг. 237. Проверка размеров кривошипа с помопхью ролика.
i
284
тде
Фиг. 238. Одновременное измерение угла и линейного размера:
/—поверочная плита; 2—синусная линейка; 3— шаблон; 4—ролик;
б—плитки.
1=0А—0В-sinР и n—a-coscn.
R
Так как из^треугольника ОВЕ ОВ=-р-^-, аугол р=45°+а,
sin 45е
то окончательно получаем:
■Фиг. 239. Схема для подсчета дополнительных.-1раз'меров
Ш
m=R+
R ■ sin D5+f)
sin 45°
a-cos a
Так например, если на чертеже калибра заданы
величины а'=30° и а=30 мм и для измерения применяется ролик
диаметром D=40 мм, то
да=20
20Nsin751_3O. cos 30°=20+-—°'96--30 • 0,86603=20
sin 45°
_^^^^__ О-7071 :^^^^^^^^^^_
■27,34-25,98=21,36 мм.
Набор плиток толшиной /rc=21,36 мм помещают на пло-
шаГку* калибра и производят проверку с -помощью
индикатора, закрепленного на штангенрейсмассе: если размер а
выполнен правильно, то при касании образующей ролика и
верхней.плоскости плиток показания индикатора должны
йнть одинаковыми.* „ _
На Лиг 240 показано использование синусной линейки
и вспомогательного ролика для одновременной проверки на
конусном калибре угла конуса р и малого диаметра d. В
данном случае нужно определить диаметр ролика с таким рас-
Фиг. 240, Одновременная проверка угла конуса н малого диаметра
конусного калибра:
2—синусная линейка; 5—конусный калибр; 4—ролик;
I—поверочная плита;
5—плитки.
* Практически установ помещают рядом с шаблоном на поверочной
плите, настраивают его на одинаковом уровне с площадкой К шаблона и на
установ кладут набор плиток высотой т.
286
четом, чтобы в момент, когда ролик касается торца
конусного калибра, их образующие лежали в одной
горизонтальной плоскости, т. е. на одинаковом расстоянии от ?1о™ти
поверочной плиты. «лишинн
Из дополнительного построения (фиг. 240) находим, что
^=*=ЛЯЧе-^где
a=90°— i и АВ=±-
2 2
Так, например, если р=27° и d=50 мм, то
а 90°—13°30' 76°30'
Y = g | -^-=38°15' и
/?=Т^Т==25'^38°15^25-°^834=19,71 мм.
Диаметр ролика D=2R= 19,71 -2=39,42 мм.
Синусная линейка устанавливается на угол р=27°* для
этого между поверочной плитой и роликом помещается
набор плиток высотой Я=200• sin27°=200-0,45399=90,80 мм
Проверка осуществляется, как и в предыдущем случае, с шь
мощью индикатора, закрепленного на штангенрейсмассе
и установленного по плиткам.
На фиг. 241 показан калибр для проверки расположения
отверстий, оси которых непараллельны. Этот калибр
помещается внутрь изделия, и через три отверстия в нем должны
проходить гладкие калибровые пробки, контролирующие
расположение отверстий в стенках изделия; нижняя стенка
изделия горизонтальна, а верхняя наклонена под углом а.
Требуется произвести проверку правильности
координатной расточки отверстий в калибре. Необходимые измерения
могут быть осуществлены посредством вспомогательных
роликов (фиг. 241).
Пусть известно, что диаметры отверстий в калибре
равны: 0^10,0 мм, D2=12,0 мм и D3=15,0 мм, высота /(=
=60,0 мм и угол наклона плоскости а=20°. Размеры по
основанию калибра: /гс=31,18 мм, я=52,59 мм, /7=19,52 мм»
/=25,01 мм. Диаметр вспомогательных роликов d= 10,0 мм.
Необходимо определить размеры Mt Т и Н.
Воспользуемся для этого схемой, показанной на фиг. 241,
внизу.
Определяем размер / из треугольника CQS:
f=C5-sec20o=(^-+rt+P+Y)*sec20O=B
287
-г
го*
Фаг. 241. Проверка расположения отверстий в специальном калибре.
288
= (Я +52,59+19,52+ Щ\ 1,0642=90,04 мм.
Определяем размер а:
а= — ctg-*-.
■■'^':;t 2 & 2
Требуется найти, чему равен угол т.
Из схемы находим, что угол р=90°— а=90°—20°=70°;
следовательно, угол 7=71= 180°—70°= 110°. Отсюда
a=-f'ctgl?=T*0'70021==3,50 мм"
Определяем размер Ь:
2 & 2
Из схемы видно, что угол рг равен углу В т. е.
181=180о-110о=70°. Отсюда
Ь=— \ ctg— =—. 1,4281=7,14 мм.
2 ь 2 2
Теперь можно подсчитать размеры L и Ж:
L=a+/+&=3,50+90,04+7,14 =100,68 мм;
М=—+L+ — =5+100,68+5=110,68 мм.
Размер М измеряем с помощью микрометра.
Для проверки расположения среднего отверстия
относительно крайних отверстий необходимо определить размер Г.
Так как угол р равен углу pis а диаметры роликов также
равны, то е—Ъу т. е. £=7,14 мм.
Для определения размера Г строим дополнительные
прямоугольные треугольники ABF и AEN (фиг. 241).
Из треугольника ABF находим размер В/7; BE=AF'ig2Q°л
Л/г=д+/7+/—О1.=52,59+19,52+25,01-10=87,12 мм.
&F=87,12-tg20°=87,12- 0,36397=31,71 мм.
Из треугольника AEN находим размер EN; EN=AE-ig20°.
Л£=7(—B/7=60-31,71 =28,29 мм;
£W=28,29 -tg20°=28,29- 0,36397=10,30 мм.
Затем из прямоугольного треугольника NPO находим
размер N0:
^О=л-(я^+^)-52,59-A0,30+5)=37,29 мм;
иии^в» V —__■ — - ■■■■»
19 П, А. Камышев 289
отсюда NP=NO j cos 20°=37,29 ■ 0,93969=34,94 мм. |
I 7-=JV/>_/e+-!)--^«34,94—G,M+6)-6= 16,80 мм.
Этот оазмер соответствует расстоянию от пробки D2 до
ролика /он измеряется посредством набора плиток.
ИЗМЕРЕНИЕ ПРОФИЛЯ ШАБЛОНОВ С ПРИМЕНЕНИЕМ
ВСПОМОГАТЕЛЬНЫХ ЦИЛИНДРИКОВ
Пои организации производства профильных шаблонов и
калибров необходимо стремиться к тому, чтобы
применялись одни и те же способы измерения как при изготовле-
нии так и при контроле готовой продукции. На автозаводе
этот принцип осуществлен:.конструкторы измерительных
ин?трументов, лекальщики и работники технической
инспекции пользуются единой технологией измерений.
Пои проверке изделия по шаблону о годности изделия
судят по ширине и равномерности световой щели между
ними Поскольку ширина световой щели оценивается на
глаз постольку контроль шаблонами в большей степени
зав-сит от субъективной оценки контролера.
Профильный шаблон, предназначенный для контроля
изделий сам нуждается в проверке. Для этой цели обычно
изготовляются контршаблоны, при пользовании которыми
также исходят из ширины и равномерности световой щели
между шаблоном и контршаблоном.
Однако имеется способ изготовления и проверки
шаблонов без применения контршаблонов. Этот способ основан
на использовании вспомогательных цилиндриков, которые
припаиваются или привертываются к плоскости шаблона
в специально выбранной точке и от которых, как от базы,
производятся все необходимые измерения. Последние
осуществляют с помощью плиток и индикатора.
" В качестве примера рассмотрим измерение профиля
шаблона, показанного на фиг. 242.
Место для установки цилиндрика должно быть выорано,
таким образом, чтобы его ось лежала на продолжении:
какой-нибудь из линий профиля. Примем для расположения
оси цилиндрика точку пересечения линии вертикального
участка профиля (с размером 12,7 мм) и горизонтальной
линии, отстоящей от нижнего горизонтального участка
профиля 'с размером 57,15 мм) на расстоянии 15 мм*. На эскизе
шаблона строим три вспомогательных треугольника.
* Это расстояние взято с учетом удобства расположения цилиндрика на
шаблоне.
1
90 9
19'
291
1, Проводим линию ЛВ перпендикулярно к линии участка
профиля под углом 29°9', а из центра О цилиндрика
проводим прямую ОВ, параллельную этому участку профиля;
получим прямоугольный треугольник, в котором угол ЛОВ
равен 29°9'.
2* Прямоугольный треугольник DEC, в котором угол
CDE равен 7°45'.
3. Прямоугольный треугольник KFM, в котором угол
КМЙ равен 9° Г.
С помощью этих прямоугольных треугольников можно
определить расстояние от оси цилиндрика до всех
наклонных линий профиля.
Если проведем через ось цилиндрика линию,
перпендикулярную к стороне FM треугольника KFM, то она будет
параллельна участку профиля, наклонному под углом 9° Г.
Из прямоугольного треугольника М ТО, в котором угол ТОМ
равен9°Г, находим сторону МТ=МО- sin 9°Г'=57,15 -0,15672=
=8,95 мм. Из треугольника КЕМ находим:
FM=KM-cos 9°Г= 15-0,98764= 13,81 мм.
Отсюда расстояние от оси цилиндрика до участка
профиля, наклонного под углом 9°Г, составляет 13,81—8,95=
=4,86 мм.
Далее находим размер АВ из треугольника АОВ:
AB=AO-s\n 29°9'=A5+12,7) -0,4871 = 13,49 мм.
Размер ED находим из треугольника CDE:
ED=CD- cos 7°45/, где CD=15+12,7+41,26+7,88=76,84 мм>
£7)=76,84- 0,99086=76,14 мм.
Участок профиля, наклонный под углом 7°45', отстоит
от оси цилиндрика на расстоянии ED—PD.\
Из треугольника 0PD находим:
PD=OD-sin 7°45'=B3,01 +22,22+57,93) -0,13485=13,91 мм,
откуда P£=£D-PD=76,14-13,91 =62,23 мм.
Зная расстояние от оси цилиндрика до всех наклонных
участков профиля, можно произвести необходимые замеры
с помощью синусной линейки, индикатора, установа и
плиток.
Измерение с помощью вспомогательного цилиндрика
обеспечивает очень высокую точность: для линейных размеров
она составляет ±0,005 мм, а для углов ±5". Еще одно
преимущество этого способа заключается в том, что при
измерении от одной точки исключается накопление ошибок;
это важное требование не может быть обеспечено даже
при измерении на инструментальном микроскопе, не говоря
уже о „выработках* и контршаблонах.
292
ПРОВЕРКА ПРОФИЛЯ ШАБЛОНОВ НА УНИВЕРСАЛЬНОМ
ИЗМЕРИТЕЛЬНОМ МИКРОСКОПЕ
Этот способ находит применение при контроле
шаблонов в измерительных лабораториях. Большое значение при
проверке шаблона на микроскопе имеет правильная
установка.
В качестве основной базы дла установки шаблона
принимается та поверхность, от которой на чертеже задано
большинство размеров профиля; эта же поверхность является базой
при обработке профиля шаблонов.
Рассмотрим технику проверки профиля шаблона,
показанного на фиг. 243. За базу для установки принимаем
вертикальный участок а. В соответствии с этим располагаем шаблон на
столике универсального микроскопа так, чтобы участок а был
параллелен поперечному перемещению каретки микроскопа.
В качестве базы для настройки по продольному перемещению
каретки принимаем прямую ОО, которая является общей
касательной к двум дугам с радиусом Я = 4,5 мм.
Шаблон устанавливается на столике микроскопа таким
образом, чтобы та сторона, по которой производится настройка,
была параллельна одному из штрихов окулярной сетки
микроскопа (фиг. 244). После этого приступаем к измерению
заданных размеров. Все размеры должны измеряться с одной
установки шаблона; изменение установки в процессе измерения
недопустимо. Можно производить измерения, пользуясь
одновременно как продольным, так и поперечным перемещениями
столика микроскопа, засекая данную точку по продольной
и поперечной шкалам, если она задана соответствующими
координатами.
Остановимся на измерении некоторых наиболее характерных
размеров шаблона.
+ 0.05
1. Размер 6,4+0'03 мм от вертикального участка а до центра
дуги с радиусом 4,5 мм.
С помощью продольного перемещения совмещаем участок
а с вертикальной линией окулярной сетки микроскопа и
замечаем соответствующую координату на продольной шкале. Центр
дуги i?=4,5 мм находим следующим образом: на произвольной
высоте замеряем хорду этой дуги, делим полученный размер
пополам и прибавляем (или вычитаем) эту величину к одной из
конечных точек, засеченных при измерении хорды.
Поясним это числовым примером. Пусть при совмещении
участка а с вертикальной линией окулярной сетки на продольной
шкале микроскопа мы прочитали: 48,00. Далее, пользуясь
продольной шкалой, измеряем хорду на произвольной высоте;
например, первая точка хорды соответствует на шкале делению
51,076, а вторая—57,794 мм. Отсюда размер хорды равен
293
294
Окулярной штриховая сетки
универсального микроскопа
Горизонтальный штрих
окулярной сетки
Вертикальный штрих
онупярнои сетки
Фиг. 244. Схема окулярной сетки микроскопа.
57,794—51,076 = 6,718 мм. Половину этого размера F,718 : 2 =
= 3,359 мм) прибавляем к координате первой точки хорды:
51,076 + 3,359 = 54,435. Этому делению шкалы и соответствует
положение центра дуги /? = 4,5 мм.
Вычитая из величины 54,435 первоначальное деление шкалы,
получаем искомый размер: 54,435—48,00 = 6,435 мм. Этот размер
+0,05
выполнен в допуске, так как чертежом задано 6,4 +0<03 мм.
2. Одновременно измеряем и величину радиуса 4,5 мм. Для
этого определяем в какой-нибудь точке дуги длину хорды С
и высоту стрелки h (фиг. 245) и сравниваем их с размерами,
подсчитанными по формуле:
R =
С2Н-4/£а
8А
где R — радиус, который нужно измерить
С — длина хорды,
h — высота стрелки,
которой задаемся
произвольно-.* Так, например,
пусть на высоте Л = 1,5 мм
длина хорды С = 6,718мм;
подставляя эти значения,
получим действительную
величину радиуса:
R | №№
6,718^ + 4
8Ъ
1,52
1,5
4,511 ММ. Фиг
245. Схема к измерению радиуса
дуги.
* См. приложение I, фиг. 263
Фиг. 246. Установка окулярной сетки по точке пересечения двух
наклиныых прямых.
Проверку величины радиуса необходимо производить по
двум хордам, расположенным на разной высоте, так как иначе
нельзя убедиться в правильном очертании дуги. Чтобы
увеличить точность измерения, рекомендуется задаваться возможно
большими размерами высоты стрелки. При соблюдении этих
условий измерение величины радиуса на микроскопе
обеспечивает точность до 0,005 мм.
3. Размер 9,1±0*02мм от центра дуги R = 475 мм до точки
пересечения двух прямых, наклонных под углом 5°.
После того как замечено деление шкалы, соответствующее
положению центра дуги /? = 4,5 мм, поворачиваем окулярную
головку микроскопа до совпадения горизонтального штриха
с одним наклонным участком, а затем путем перемещения стола
микроскопа в продольном и поперечном направлениях
совмещаем центр окулярной сетки (точку пересечения
горизонтального и вертикального штрихов) с точкой пересечения двух
наклонных участков профиля шаблона (фиг. 246). Для получения
искомого размера вычитаем первоначальное показание шкалы
продольного перемещения из показаний соответствующего
моменту пересечения двух указанных точек.
4. Размеры 3,64 и 3,52 от центра дуги R = 4,5 мм до точек
сопряжения дуги # = 4,5 мм и дуги /?=1,2 мм. Точку сопряжения
дуг /?=4,5 мм и R=12 мм на микроскопе установить очень
трудно. Поэтому размер 3,64 измеряем следующим образом.
Опускаем горизонтальный штрих окуляра от вершины дуги
#=4,5 мм на заданный чертежом размер 1,86 мм, замечаем
соответствующее показание на шкале продольного перемещения
и вычитаем из него известное показание шкалы для центра дуги
#=4,5 мм. Если полученйая разность равна 3,64 мм, то
сопряжение дуг # = 4,5 мм и # = 1,2 мм выполнено правильно; если же
этот размер выходит из пределов допуска, то точка сопряжения
дуг смещена и шаблон нужно исправить.
Аналогичным образом измеряются размеры: 3,52 (на
высоте 1,70), 3,18 (на высоте 1,32) и т. д.
296
А-точка сопряжения дВух дуг R=4,5mm и R-1,2 мм
Фиг. 247. Схема проверки сопряжения двух дуг на проекционном аппарате.
5. Размер 12,9 *°'02мм измеряется аналогично размеру 9,1 мм.
Размеры 22,0 т0-02 мм и 13 ?0-02мм между центрами дуг # = 4,5 мм
измеряются путем нахождения координаты центров дуг по их,
хордам, как это было описано выше.
Размеры мелких радиусов #=1,2 мм, # = 3,5 мм и других
измеряем с помощью специальной радиусной головки, которая
прилагается к микроскопу. Некоторые размеры, например
размеры, заданные от точек сопряжения двух дуг или от точек
сопряжения дуги с прямыми, на универсальном микроскопе
находить очень трудно. Такие размеры измеряются на
проекционном аппарате.
На экран проекционного аппарата помещается
целлулоидный круг, на котором в увеличенном масштабе вычерчены дуги
заданных радиусов, касающиеся друг друга (фиг. 247, слева).
Путем поворота экрана проектора на соответствующий угол
совмещаем точки сопряжения двух дуг на экране и на
проекции шаблона (фиг. 247, справа). :
ИЗМЕРЕНИЕ СБОРНЫХ КАЛИБРОВ И КОНТРОЛЬНО-
ИЗМЕРИТЕЛЬНЫХ ПРИСПОСОБЛЕНИЙ
В результате установившейся технологии изготовления
профильных шаблонов, сборных калибров и
контрольно-измерительных приспособлений, в основе которой лежит обработка
профиля только механическим способом на шлифовальных
станках, уже при разработке конструкции указанных
инструментов конструктором учитываются вопросы измерения размеров»
297
II
I
о
ex
Ш
определяющих расположение отдельных деталей и узлов
проверки сопряжения кривых и т. д. -
При изготовлении контрольно-измерительных
приспособлений в большинстве случаев приходится сталкиваться с очень
сложным расположением узлов под различными углами в
нескольких проекциях. Так, например, на фиг. 248 показано
контрольное приспособление, состоящее из четырех узлов I, II, III и
IV; три узла расположены на плите под различными углами
и имеют различные координаты относительно кольца и
цилиндрического пальца, которые являются базой для установки
контролируемой детали.
Ось цилиндрического калибра в узле 1 наклонена к
основанию приспособления под углом 28СЗГ, ось калибра в узле III -
лежит на той же линии, а ось калибра в узле II
перпендикулярна к оси калибров первого и второго узла. Узлом IV является
кольцо, внутри которого находится цилиндрический палец 7;
узлы I, II и III должны быть точно ориентированы относительно
оси этого пальца и относительно верхнего торца кольца.
Конструктор, зная технологический процесс изготовления
приспособления и учитывая сложность проверки расположения
узлов на плите, запроектировал специальные технологические
цилиндрики (на фиг. 248 они обозначены 1, 2, 3, 4 и 5), с
помощью которых при сборке приспособления производятся
необходимые измерения.
Основные операции сборки приспособления заключаются
в следующем. .
Верхняя плоскость плиты, на которой монтируются узлы
приспособления, и ее нижняя (опорная) плоскость шлифуются
или пришабриваются с обеспечением строгой параллельности.
Затем два -боковых ребра плиты пришабриваются под углом 90°;
эти ребра являются базами при монтаже узлов и проверке их
расположения.
После шабровки на плите размечается расположение узлов,
просверливаются и нарезаются соответствующие отверстия,
и узлы предварительно привертываются к плите. Затем,
используя для измерений размеров технологические цилиндрики,
производят окончательный монтаж.^/-'
На фиг. 248 показан момент установки узла I. С помощью
индикатора, установленного на штангенрейсмассе по плиткам 6,
производится проверка расстояния от цилиндрика 2 до верхнего
торца кольца; этот размер, указанный в чертеже
приспособления, показывает расположение кольца относительно оси
калибра, перемещающегося в стойке со скользящей посадкой.
Установка узла III производится аналогичным образом; с
помощью плиток измеряется расстояние от цилиндрика 5 до
верхнего торца кольца и одновременно по микрометру
выдерживается заданное в чертеже расстояние между цилиндриками
2 и 5. При установке узла II измеряются расстояния: от ци-
299
Фиг. 249. Проверка расположения цилиндрических калибров на контрольно-
измерительном приспособлении:
/—проверяемое приспособление; Г—чугунная призма; 3—синусная линейка; 4—плитки;
5—угольник; 6—установ; 7—плитки; Д—штангенрейсмасс с индикатором; 9—струбцина.
линдрика 3 до верхнего торца кольца, от цилиндрика 3 до
цилиндрика 2 и от цилиндрика 3 до цилиндрика 5. Затем
приспособление поворачивается на угол 90° и ставится на ребро плиты,
обозначенное буквой А. В таком положении с помощью
индикатора и плиток проверяются заданные в чертеже расстояния
от цилиндриков /, 5, 4 и 7.
Установка узлов приспособления под необходимыми углами
производится с помощью специальных синусных линеек и
плиток. После проверки всех монтажных размеров узлы
закрепляются окончательно, и на каждый узел ставятся две
контрольные шпильки. &Р^
При приемке приспособления техническим контролем
измерения производятся таким же образом, как и при сборке.
На фиг. 249 показан процесс сборки другого
контрольно-измерительного приспособления. На плите этого приспособления
расположено семь цилиндрических калибров, которые
монтируются после растачивания соответствующих отверстий на коорди-
натно-расточных станках.
При запрессовке калибров в* отверстия на плите
приспособления проверка координатных размеров между ними произво-
300
дится сначала с помощью микрометра и плиток. Но так как в
чертеже приспособления заданы еще и углы между линиями,
соединяющими центры калибров, то окончательная проверка
производится на поверочной плите с помощью синусной
линейки, установа и плиток.
Координатные размеры калибров проверяются от двух ребер
ллиты, принятых за базовые стороны. Сначала приспособление
ставится на одну базовую сторону, а затем поворачивается на
вторую сторону. Измерение осуществляется с помощью
индикатора, укрепленного на штангенрейсмассе; индикатор
устанавливается на нужный размер по плиткам.
На фиг. 249 показан момент проверки расположения линии,
соединяющей центры двух калибров А и В, относительно базовых
сторон плиты. Приспособление установлено на синусной
линейке под углом 45°17/: в таком положении центры двух калибров
должны находиться на одной горизонтальной линии. Это
измерение производится следующим образом.
На поверочную плиту помещаются чугунная призма 2 и
специальная синусная линейка 3, которая поворачивается на
шарнире. Расстояние между осями роликов линейки составляет
500 мм. Установочный размер (разность высот роликов):
i4 = C-sina = 500-sin 45°17/ = 500- 0,71059 = 355,295 мм.
Набор плиток 4 размером 355,295 мм помещаем между
основанием синусной линейки 3 и роликом ее «свободного» конца.
Синусную линейку устанавливаем на поверочную плиту
вплотную к призме 2. На нее ставим приспособление / таким
образом, чтобы одна базовая сторона лежала на плоскости синусной
линейки, а вторая опиралась на угольник 5, привернутый к
линейке; для большей устойчивости приспособление
прикрепляется к призме посредством струбцины 9.
Все измерения ведутся от плоскости поверочной плиты до
калибров. После подсчета высоты расположения калибров
относительно плоскости плиты на этот размер устанавливается па
плиткам индикатор и производится проверка методом
сравнения *.
Проверка расположения остальных калибров производится
аналогичным образом.
В некоторых случаях для проверки расположения узлов
контрольно-измерительных приспособлений оказывается
целесообразным воспользоваться способом измерения от одной исходной
точки, описанным выше применительно к проверке профиля
шаблонов (фиг. 242).
Такой случай показан на фиг. 250. Проверка расположения
узлов на плите сложного контрольно-измерительного приспособ-
* У читателя может возникнуть вопрос: почему «пятка» штифта
индикатора касается калибра А снизу? Это объясняется тем, что внизу калибра
имеется плоская площадка и размер до калибра Б задан от этой площадки.
301
.■■:■.:.■ ■ .■:■■"■.:■ '■'
t
Фиг. 250. Проверка расположения узлов контрольно-измерительного
приспособления с помощью вспомогательного цилиндрика:
/—поверочная плита; 2-— синусная линейка; 3—контролируемое приспособление;
4—установ с плитками;
5—шт.
irei-i репс масс
■струбцина.
индикатором; б—угольник;
302
НонтШьно-подерочная плита
Фиг. 251. Рабочий эскиз д.
гся подсчета дополнительных размер*
30&
узлов контрольно-измерительного
Фнг. 250. Проверка Р/^0™ЯвСпОМогательного цилиндрика:
.*« линейка- «-контролируемое приспособление;
2-сияусвая линейка.^ ^ индикатором; 6—угольник;
приспособления с по
/—поверочная плита,
4-установ с плитками
5—штангенрейсмасс
7—струбцина.
302
ноншрольнО'ПоВерочноя плито
Фиг. 251. Рабочий эскиз для подсчета дополнительных размеров.
303-
ления производится путем измерения расстояния от этих узлов
лг) вспомогательного цилиндрика.
ЛлГиспользования такого способа проверки прежде всего
бедует подготовить.рабочий эскиз (фиг. 251), на котором ука-
шваеГся расположение отдельных узлов, и подсчитать расстоя-
ниГот цилиндрика до одной из сторон стойки каждого узла,
которая б^дет принята за базу как при шлифовании, так и при
изменении в процессе монтажа узлов на плите.
Нв™!ы1р/м вскяве указывается размер h от стороны а
узла 1 до центра цилиндрика. ^v ■
^Проверка производится на поверочной плите /.
Контролируемое приспособление 3 устанавливается на синусной
линейке 2 которая поворачивается под таким углом, чтобы базовая
сторона а узла / приняла горизонтальное положение. Зная
расстояние Я, от плоскости поверочной плиты до центра
цилиндрика зафиксированное на установе 4, прибавляем к нему размер
h и таким образом, получаем расстояние Я от плоскости
поверочной плиты до базовой стороны узла /. Настраиваем установ
на этот размер и методом сравнения с помощью индикатора,
закрепленного" на штангенрейсмассе 5, производим проверку.
После этого приспособление повертывается на 90е' и ставится на
синусную линейку так, чтобы сторона Ь узла 1 приняла
горизонтальное положение. В таком положении измеряется
расстояние от цилиндрика до стороны Ъ. Затем производим
проверку расположения остальных узлов, пользуясь такими же
способами измерения.
ПРОВЕРКА ПРОФИЛЯ ШАБЛОНОВ ПРИ ПОМОЩИ
ГРУППЫ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
На фиг. 252 показан случай, с которым приходится часто
встречаться при изготовлении профильных шаблонов и сборных
калибров, а также при сборке приспособлений. У шаблона 1
необходимо измерить размеры М и N, ограниченные
выносными линиями а—а и b—b и линиями b—b и с—с. Измерение
производится на поверочной плите при помощи установа 2,
угольника 3, плиток 4, мерной прокладки 5 и ролика 6.
Прежде всего индикатор 8 устанавливается на «нуль» по
нижнему размеру, соответствующему высоте линии а—а, затем
по индикатору на эту же высоту настраивается ползун
установа. Таким образом, установ и исходная часть профиля шаблона
(линия а—а) располагаются на одинаковой высоте.
После этого на установ помещается набор плиток 4,
соответствующий заданному размеру М. Чтобы воспользоваться
плитками для измерения высоты линии 6—Ь, достаточно положить
на плитки угольник 3 и по его основанию установить
индикатор на «нуль». Подведя индикатор к точке /С, можно легко про-*
верить, насколько точно выдержан размер М.
Ш
20 П< А, Камышев
305
Измерить расстояние N между линиями Ь—Ь и с—с с
достаточной точностью можно только при помощи ролика. Для
осуществления этого измерения необходимо знать дополнительный
размер Р, который легко подсчитать (фиг. 252). Из центра О
ролика проводим перпендикуляр ОЕ к прокладке 5 и прямую,
проходящую через вершину угла А. Зная диаметр ролика D
и величину угла а (она задана в чертеже шаблона), находим
размер стороны ЕЛ прямоугольного треугольника АОЕ\
■ 2 & 2
В Далее получаем: Р~ЕА-\ и H=N-\-P.
При предыдущем измерении плитки были настроены на
высоту линии Ь—Ь, Теперь на эти плитки помещаем
дополнительный набор плиток с размером Я и по общему набору плиток
устанавливаем индикатор на «нуль».
щ Подведя «пятку» штифта индикатора к наивысшей точке
цилиндров, проверяем, насколько точно выдержан размер Н;
полуленный результат относится также и к контролируемому
расстоянию N.
На рассмотренном примере можно видеть, как с помощью
комбинации простых измерительных инструментов производятся
сложные измерения с очень высокой точностью.
* * *
В заключение главы о специальных способах измерения
шаблонов и калибров следует обратить особое внимание на два
вопроса:
1. Нужно широко применять и совершенствовать измерения
с помощью вспомогательных роликов и цилиндриков,
прикрепляемых к контролируемому изделию; этот способ обеспечивает
высокую точность без дополнительных затрат на изготовление
контршаблонов, вспомогательных шаблонов и специальных
калибров.
2. Применение указанных способов измерения требует
определения ряда дополнительных размеров. Необходимо в
максимальной степени освободить лекальщика от подсчетов этих размеров
путем простановки их в чертежах изделий (в процессе
конструирования) или на специальных эскизах, разрабатываемых
технологами.
Глава VI
НОРМИРОВАНИЕ ПРОФИЛЬНОГО ШЛИФОВАНИЯ
В результате внедрения постоянной технологии изготовления
профильных инструментов путем шлифования на Горьковском
автозаводе удалось создать методику нормирования этого вида
обработки. Наличие такой методики позволяет свести к
минимуму разногласия в определении трудоемкости изготовления
шаблонов и других профильных инструментов и дает
возможность составлять сметнотехническую калькуляцию при
определении объема предстоящих работ.
В основу методики нормирования положена обработка
шаблонов из листовой углеродистой стали У10А толщиной 2—3 мм»
имеющей твердость Fc =58—62. При разработке норм времени
на шлифование одной поверхности профиля шаблона
учитываются следующие факторы:
а) длина профильной части шаблона;
б) геометрическая характеристика профиля;
в) характеристика сопряжения отдельных участков профиля;
г) повторяемость аналогичных участков профиля с
одинаковыми размерами.
При оценке геометрической характеристики профиля в нем
выделяются следующие типичные участки (см. табл. 2):
1) прямые, расположенные в горизонтальной или
вертикальной плоскостях,
2) прямые, пересекающиеся под острым или тупым углом,
3) вогнутые или выпуклые дуги.
Для определения характера сопряжения участков профиля
служит таблица 2.
При сопряжении данного участка с двумя разнообразными
участками норма времени устанавливается по более сложному
сопряжению. Так, например, если наклонная прямая
сопрягается с одной стороны с наклонной прямой, а с другой —
с вогнутой дугой (А на фиг. 253), то норма времени на обра-
20* 307
Таблица 2
ХАРАКТЕРИСТИКА СОПРЯЖЕНИЯ УЧАСТКОВ ПРОФИЛЯ
Наименование участка и характер
сопряжения
Эскиз
Горизонтальные или вертикальные
прямые при сопряжении
а) между собой
б) с наклонной прямой
в) с вогнутой или выпуклой дугой
Наклонные прямые
а) с горизонтальной или
вертикальной прямой
б) с наклонной прямой
О с вогнутой или выпуклой дугой
Вогнутые или выпуклые дуги
а) с горизонтальной или
вертикальной прямой
б) с наклонной прямой
в) взаимном
1_г~
а —
А,
ботку наклонной прямой устанавливается, исходя из ее сопря
жения с вогнутой дугой; если вогнутая или выпуклая дуга со
прягается с одной стороны с вогнутой или выпуклой дугой, а <
308
другой — с горизонтальной,
вертикальной или наклонной прямой (Б и
В на фиг. 253), то норма времени
устанавливается, исходя из
взаимного сопряжения вогнутых или
выпуклых дуг.
Нормы времени на обработку
отдельных участков профиля с учетом
характера их сопряжения приводятся
в таблице 3.
Фиг. 253. Различные
случаи сопряжения участков
профиля шаблона.
Таблица 3
НОРМЫ ВРЕМЕНИ НА ОБРАБОТКУ ПРОФИЛЯ ЗАКАЛЕННЫХ
ШАБЛОНОВ НА ШЛИФОВАЛЬНЫХ СТАНКАХ
Общая
длина рабочей
поверхности
шаблона
в мм
1
25—30
31—40
41—50
51—60
61—70
71—80
81—90
91—100
101—110
111—120
121-130
131—140
141—150
151—160
161-170
171—180
181—190
191—200
201—210
211—220
221—230
231—240
241-250
Норма времени в минутах на один участок
горизонтальная или
вертикальная прямая
8 Si-3-g|
exg о. o.g Я
п ж с с Я х
2 1 3
12
12,5
13
13,5
14
14,5
15
15,5
16
16,5
1 17
1 17,5
18
18,5
19
19,5
20
20,5
21
21,5
22
22,5
23
14
14,5
15
15,5
16
16,5
17
17,5
18
18,5
19
19,5
20
20,5
21
21,5
22
22,5
23
23,5
24
24,5
1 25
к «
о х о
° в £»
§-1 Ч
х я
наклонная прямая
i
x « x
4 | 5
16
16,5
17
17,5
18
18,5
19
19,5
20
| 20,5
21
21,5
22
22,5
23
23,5
24
24,5
25
25,5
26
26,5
27
14 1
14,5
15
15,5
16
16,5
17
17,5
18
18,5
19
19,5
20
20,5
21
21,5
22
22,5
23
23,5
24
24,5
I 25
я *я к
= °1 &°
О - Я О S аЯ
О м ° U s О
s.|s aid
вогнутая или
выпуклая дуга
w J к "gj«
Sgg 8S|8**
о. К cJ. о. Й 3 ! cl й >J
ижеия«1ежч
6 |- 7 1 8 | 9 1 10
16
16,5
17
17,5
18
18,5
19
19,5
20
20,5
21
21,5
22
22,5
23
23,5
24
24,5
25
25,5
1 26
26.5
| 27
18 18
18,5 18,5
19 19
19,5 19,5
20 20
20,5 20,5
21 21
21,5 21,5
22 22
22,5 22,5
23 23
23,5 23,5
24 24
24,5 24,5
25 25
25,5 25,5
26 26
26,5 26,5
27 27
27,5 27,5
28 ( 28
28,5 I 28,5
1 29 1 29
20 ' 22
20,5 , 22,5
21 ; 23
21,5 23,5
22 1 24
22,5 | 24,5
23 25
23,5 25,5
24 26
24,5 j 26,5
25 27
25,5 ' 27,5
26 28
26,5 28,5
27 29
27,5 29,5
28 ! 30
28,5 , 30,5
29 31
29,5 31,5
30 32
30,5 32,5
31 1 33
309
„ 40
б 50.
изготовление
Примечания:
1. При обработке двух одинаковых участков одного и того
же размера нормы, указанные в таблице, умножить на
коэффициент 0,8.
2. Норма на снятие фасок и скругление углов —6 минут.
3. Если профиль вырезается шлифовальным- кругом из
заготовки без предварительной обработки на фрезерном или
строгальном станке, норма увеличивается в зависимости от
глубины профиля (в %):
при глубине до 10 мм на 20
„ от 11 до 15 мм «30
I „ от 16 до 20 мм
й более 21 мм
4. Нормы предусматривают одновременное
шаблонов в комплекте из двух штук. ^НН
При одновременном изготовлении 3 штук умножить на 0,90,
п п » ^ » я п О,/О,
6 . „ 0,60.
5. При изготовлении шаблонов с симметрично
расположенными криволинейными участками, профиль которых задан
координатами, количество этих участков принимается равным
количеству координат до оси симметрии, умноженному на
коэффициент 1,5.
6. При изготовлении шаблонов с контршаблонами нормы
времени увеличиваются на 25%.
7. При шлифовании криволинейных участков профиля в
зависимости от размера радиуса применять коэффициенты:
при R до 10 мм К = 1,0:
| #=11 —15 мм К = 1,2
I #=16-20 „ К=1,3
„ #=21-25 • .К-1,4
. #=26-30 | К = 1,5
; #=31-35 | К=1,6
\ #=36-40 К-1,7
I #^41-45 ■ К = 1,8
| #=46-50 К=1,9
8. В случае шлифования профиля на фасонных резцах:
а) при вырезке профиля на заготовках резцов без
предварительного фрезерования или строгания нормы времени
увеличивать на 30%;
б) при изготовлении резцов с боковыми задними углами
нормы времени увеличивать на 30%;
в) при изготовлении резцов путем переделки резцов с
другим профилем (из неликвидов — без отжига) нормы времени
увеличивать на 20%.
310
9. Работа тарифицируется' следующими разрядами:
при сопряжении 3 поверхностей 3-й разряд
4-6 | 4-й
7-19 \ 5-й
п 20 и более „ 6-й „
Методика определения нормы времени на обработку любого
профиля станет понятной после ознакомления с
нижеследующим примером.
ОПРЕДЕЛЕНИЕ НОРМЫ ВРЕМЕНИ НА ОБРАБОТКУ
ПРОФИЛЯ ШАБЛОНА ПО ЧЕРТЕЖУ (фиг. 254)
1. По чертежу устанавливаем количество горизонтальных
и вертикальных прямых, сопрягающихся между собой. Таких
участков два A и 2).
По таблице 2 норма времени на один такой участок при
длине шаблона 120 мм составляет 16,5 мин. Следовательно, на два
участка необходимое время составляет 16,5x2 = 33 мин.
2. Количество горизонтальных и вертикальных прямых,
сопрягающихся с наклонными,—одна B3). Норма времени на
такой участок — 18,5 мин.
3. Количество горизонтальных и вертикальных прямых,
сопрягающихся с вогнутыми или выпуклыми дугами,'—четыре
C, 6, 13 и 15). Норма времени на один такой участок—20,5 мин.,
а на четыре участка — 20,5X4 = 82 мин.
4. Количество наклонных прямых, сопрягающихся с
наклонными прямыми, — две B1 и 22). Норма времени на один такой
участок — 20,5 мин., а на два участка — 41 мин.
5. Количество наклонных прямых, сопрягающихся с
вогнутыми или выпуклыми дугами, — четыре E, 11, 18 и 20). Норма
времени на один такой участок — 22,5 мин., а на четыре
участка — 22,5X4=90 мин.
6. Количество вогнутых и выпуклых дуг, сопрягающихся
с наклонными прямыми, — четыре D, 12, 17 и 19). Норма
времени на один такой участок — 24,5 мин., а на четыре участка —
24,5X4 = 98 мин.
7. Количество вогнутых или выпуклых дуг, сопрягающихся
между собой; —шесть G, 8, 9, 10, 14 и 16). Норма времени на
один такой участок —26,5 мин., а на шесть участков —
26,5X6=159 мин.
Таким образом, норма времени на обработку всего профиля
составит: 33 + 18,5 + 82 + 41 + 90 + 98 + 159 = 521,5 мин.
В результате внедрения профильного шлифования резко
снижается трудоемкость в сравнении с ручным слесарным способом
обработки фасонных изделий (в 3—5 и более раз); в то же^вре-
мя достигается высокая точность и чистота обрабатываемой
поверхности.
за
1
К
120
9 Ю 12 13 W W 19 20 22
U Ц 15 /7 21 * 23
Фиг. 254. К примеру определения нормы времени на обработку
профиля шаблона.
t
ПРИЛОЖЕНИЯ
W
Приложение 1
ОСНОВНЫЕ ТРИГОНОМЕТРИЧЕСКИЕ ФОРМУЛЫ,
ПРИМЕНЯЕМЫЕ В ПРАКТИКЕ ПРОФИЛЬНОГО
шлифования
™,ннпй обоаботки сложных профилей путем ле-
Замена ручной °°Ра°°™£откам« и контршаблонам меха-
кальной пригонки по -в"Р^°™лифовальных станках тре-
нической обработкой на плоскошлФ g помощью
бу6Т °^™Ли Расчеты ос„ованныеР на применении три-
гоРнТм"рГиР необходимы также при осуществлении
разнообразных технических "'Пемзования тригонометрии
Ш0Т°Т^Х1ъТГ£л41шя^ и технических измере-
в практике проф№Н°го шлиф разделе собраны
основные сведени р технологам и мастерам-инструмен-
^\щиКкаЛмЬЩв То'вс'едневной производственной деятельно-
■сти.
ТРИГОНОМЕТРИЧЕСКИЕ ВЕЛИЧИНЫ
На Фиг 255 показаны применяемые обычно обозначения
сторон и углов прямоугольника (т. е. такого, один из углов
^Жон^ХазуюЩие прямой угол, называются
катетами сторона, лежащая против прямого угла,-гипотенузой.
Вершины треугольника обозначаются большими буквами
латинского или русского алфавита (например, А, В С, D, Е,
К Мит д ), а стороны треугольника обозначаются либо
двумя большими буквами, стоящими в начале и в конце
данной стороны (например, АВ, ВС, CD, Мит. д.), либо
маленькими буквами латинского или русского алфавита (на-
поимео а, Ъ, с, т. п, I и т. д.)- й |
Углы треугольника обозначаются либо буквами
греческого алфавита (например, а-альфа, р-бета, т - гамма,
о —дельта и т. д.), либо
тремя большими буквами,
причем посередине стоит буква,
которой обозначена вершина
данного угла (например, угол
а,или ЦВАС, угол р, или /_АВС,
угол fi или
l^ACB, и т. д.).
Тригонометрия позволяет А
Определять СТОРОНЫ И УГЛЫ Напет, прилвшотий * «л/ <*
треугольников при помощи Фиг. 255.
314
тригонометрических величин (тригонометрических функций-
отношений сторон треугольников. Такими
тригонометрическими величинами являются:
Синус (обозначается sin)—отношение катета (стороны),
противолежащего заданному углу-, к гипотенузе; например
(фиг. 255),
ы-п « катет противолежащий ВС а
sin а — а — — — или
гипотенуза АВ с
Ып/АВС = ^=±.
Р~ АВ с
Косинус (обозначается cos)—отношение катета (стороны),
прилежащего к заданному углу, к гипотенузе; например,
катет прилежащий АС Я Ь
гипотенуза АВ с
Тангенс (обозначается tg) — отношение катета
противолежащего к катету прилежащему; например;
• о 1 / д ар катет противолежащий _ АС _ _&_
катет прилежащий ВС а
Котангенс (обозначается ctg)—отношение катета
прилежащего к катету противолежащему; например,
i катет прилежащий AC b
Ctg а Щ Щ = —; = —.
катет противолежащий ВС а
Секанс (обозначается sec)—отношение гипотенузы к
катету, прилежащему к заданному углу; например,
гипотенуза А В с
seca= i - = — = —.
катет прилежащий АС о
Косеканс (обозначается cosec)— отношение гипотенузы
к катету, противолежащему заданному углу; например,
гипотенуза АВ с
cosec a = * = — = —.
катет противолежащий хзс а
Между тригонометрическими величинами существуют
следующие простые соотношения:
sina-cos (90°-a); например, sin 25°= cos(90°—25°)=co$ 65°;
cosa=sin (90°-a); например, cos- 78°= sin(90°-78°)=sin 12°;
*g a = ~r— \ например, tg 42°= —^S
ctg a Clg 4*
ctg a = ; например, ctg 3°= ——;
tga Щ &
315
sec а =
, ^^™Ш^7о___1
например, sec 7
т cos т
cosec a = ——; например, cosec 38°- sm3go.
пЛ1,иу чяпяч неоедко используются
величинами: sJna
sin2a + COS»a = l; tga=
sin^a =
gosa
1 2 X
1+ctg*a ' 1+tg
sina = 2sin-^cosf; cosa = 2cos*-
2tg
1—cosa=2sina—; 1+cosa =2cos2—.
2 2
Величины sin, cos, tg, ctg, sec и cosec для различных углов
приводятся в специальных таблицах тригонометрических
функций (см. приложение III).
ОПРЕДЕЛЕНИЕ УГЛОВ ПРЯМОУГОЛЬНОГО ТРЕУГОЛЬНИКА,
КОГДА ИЗВЕСТНЫ ДВЕ СТОРОНЫ
Разделив длину одной стороны на длину второй,
получаем их отношение, т. е. какую-нибудь тригонометрическую
величину. Из тригонометрических таблиц по этой величине
определяем угол.
Пример 1 (фиг. 256). Известны: один катет ВС Щ 30 мм
и гипотенуза АВ = 50 мм. Найти угол а.
ВС 30 пй
sin а = — = =0.6.
АВ 50
По этой величине из тригонометрических таблиц
находим, что a =36°52'.
Пример 2 (фиг. 257). Известны: один катет ВС = \5 мм
и второй катет ЛС=60 мм. Найти угол C.
tgp = -~-=4,00; отсюда угол р = 75°58' В
15
или
ctgР=~ =0,25; отсюда угол р =75°58'.
60
316
Фиг. 56.
Пример 3. Нужно найти угол качания суппорта
заправочного приспособления для заправки шлифовального круга по
дуге R =■ 26 мм (фиг. 258).
Из вспомогательного построения имеем прямоугольный
треугольник ОСВ, в котором угол СОВ есть половина угла
качания суппорта.
Фиг. 258.
sin /JCOB =
ев
OB
0,6154.
По тригонометрическим таблицам находим, что /СОВ =
=37°59'.
Следовательно, при заправке круга нужно поворачивать
суппорт вправо и влево на угол 37°59'.
ОПРЕДЕЛЕНИЕ СТОРОН ПРЯМОУГОЛЬНОГО ТРЕУГОЛЬНИКА,
КОГДА ИЗВЕСТНЫ ОДНА СТОРОНА И УГОЛ
Зная величину угла и одну из сторон, можно определить
по таблицам одну из тригонометрических величин для
данного угла (синус, тангенс и т. д.), а по ней—другие стороны
317
в
Фиг. 259.
треугольника. Для этого применяются следующие формулы
(фиг. 255).
Катет, противолежащий углу, равен гипотенузе,
умноженной на синус этого угла, или другому катету,
умноженному на тангенс этого угла:
а=с since и-лн a~b-\g<i;
b—c-sinfi или £=a-tgC.
Катет, прилежащий к углу, равен гипотенузе,,
умноженной на косинус этого угла, или другому катету,
умноженному на котангенс этого угла:
&=c-cosa или 6=a-ctga;
a=c-cos$ или a=6'Ctg-p.
Гипотенуза равна катету, умноженному на секанс
прилежащего угла, или катету, умноженному на косеканс
противолежащего угла:
£=a*secp или c=a-coseca;
c=b- sec a или c=6-cosecfi;
Гипотенуза равна катету, деленному на синус
противолежащего угла, или катету, деленному на косинус
прилежащего угла*:
а Ь rassi Ь
ИЛИ С
С =
ИЛИ С
Sin a
COS
sin a
cos a
Пример 1 (фиг. 259). Известны: гипотенуза АВ~60 мм
и угол ЯДС=41°. Найти сторону АС.
* При определении гипотенузы удобнее пользоваться секансом или
косекансом, так как это позволяет вместо деления производить умножение
318
AC=AB*cos 4ie=60-0,75471=45,2826 мм.
Пример 2 (фиг. 260). Известны: один, катет АС= 100 мм
и угол ВАС= 17°2\ Найти второй катет.
£С=ЛС-tgl7°2'= 100-0,30637=30,637 мм.
Пример 3 (фиг. 260). Известны: один катет АС= 100 мм
и угол ВАС =17°2\ Найти гипотенузу.
AB=AC*S£C 17°2/=100-1,0459 мм.
Пример 4. Расстояние между центрами роликов синусной
линейки—200 мм. Найти высоту плиток для установки ли-
нейки на угол 21°15' (фиг. 261).
Из вспомогательного построения (фиг, 261, справа) имеем;
а=ВС=АВ • sin 2Г15'=200 • 0,36244=72,488 мм.
Пример 5. Найти высоту а впадины шаблона, профиль
которого показан на фиг. 262.
Из вспомогательного построения имеем:
а=ВС=АВ • ctg 30°=611,7320= 10,392 мм.
п.о
Фиг. 262.
319>
ОПРЕДЕЛЕНИЕ РАЗЛИЧНЫХ РАЗМЕРОВ ДУГИ ОКРУЖНОСТИ
(фиг. 263)
Длина окружности (по развертке) равна ЩЩ
=2*3,14-Я
— Высота стрелки дуги CD=A=i? ( 1-cos у), где
Я-радиус дуги, «-угол между двумя радиусами ОА и ОВ,
Доведенными в конечные точки дуги. ^ известно>
9 Пример. Найти высоту «P^g. (фиг. 263).
что радиус дуги Я =20 мм, а уш*
,=^1_cos^)=20(l-cosf)=20(l-0,86603)=2,68MM.
Дли;на хорды AB=a=2R-sin^- или
AB=a=2^h{2R-h),
d M»w, дуги а-угол между двумя радиусами О А
^"пр'ойенйми в конечные точки хорды, й-высота
г*тПРЛ К И HVTH.
VJ Н„™ ДЛИНУ «Ж? «И)™' 'ЧТ° Р8ЯИУС
дуги-7?=50 мм, а угол а=85 (фиг. лх$;.
a=^sin^=2-50-sin^=2-50-0,67559=67,56 мм.
Радиус дуги *~**Г-. где а-длина хорды, А-вы-
сота стрелки дуги.
Пример. Найти
радиус -дуги, если известно,
что длина хорды а=60 мм
и высота стрелки h =
= 15 мм.
fl2+4/i2 _ 60Ч-*-15э_
8А 815
=37,5 мм.
Длина дуги Ь=2«
•ЗЛ4-^-^,гдеК—ради-
360
ус дуги, а—угол между
двумя радиусами ОА и
ОВ, проведенными в
конечные точки дуги.
Фиг. 263.
320
Пример. Найти длину дуги, если
дуги i?=^80 мм и угол а=45с.
известно, что радиус
&=2-3,14-Л
йо-6'28'80^-62'8^
Приведенные выше формулы часто применяются в поак
тике профильного шлифования при заправке кругов и п™
проверке профиля изделий, В качестве примера рассм^тпим
следующий случай. F F ь"»-<-мотрим
Требуется заправить алмазом шлифовальный круг по ппо
филю, показанному на фиг. 264. После заправки дуги Р-
= 10,211 мм необходимо определить, на какие расстояния го
оси 00 нужно отвести алмаз, чтобы заправить грани АВ
е. определить раз
и CD под заданными углами 44° и 43(
меры KN и Ш. ^^^^^^^^
а) Определение длины KN.
Из чертежа KN=KE+EN=KE=9,Q6.
Чему равно /СЕ?
Из треугольника KBF KE~BE-otg44°.
Пользуясь формулой для определения длины хорды
получим, что длина хорды:
2ВЕ=2 |Л/-BЯ-Я); BE=YhBR-H) =
= 1^9,06B •J0,21-9,06)=l/93,4992=9,67 м
м*.
Шлифовальный нруг
* Для извлечения квадратного корня пользуются специальными таб
лицами, которые приводятся в справочниках*
21 П. А. Камышев
321
KE=BE-ctg44°=9,67 • 1,0355= 10,02 мм.
иш—q 06-4-10,02= 19,08 мм.
Окончательно имеем: Ktf_9,Ub+ш,и
б) определение д^инь1Л^72+;ИЯ
Из чертежа MN=^+™ «т;
Из треугольника ЛИ-с Mf-T предыдущем случае:
Величину FC определяем,как и в пр^**
г ^ 1/7?9РНЙ=1/Г1.72B-10,21-1,72)==
2FC=2]fhBR-h); FC^V АBЯ «; к ,
=|ЛзХ264=5,68 мм.
^=^ctg43°=5,68-1,0724=6,09 мм.
Окончательно имеем:
^=1,72+6,09=7,81 мм.
«лглпррк-ярт основание вну-
А. Если высота треуго«-ик ^^^ьз^ся0 следующими
три треугольника (фиг. 265), то щ у
формулами:
1) cosC=-
с 62-йа
2) cosa=^_T'
3) т = 180°—(a+P)-
Л^е/, Найти величины углов - и Р. нео^одЭ-ые для
изготовления шаблона, показанного на ф£ 26 Ш
0я—flr OU,^iJ » — j
Фиг. 265.
322
Фиг. 266.
1612,02-640,09 - = 25I25_9,77=15,355 мм.
100,60 '
cos р=— =-^^1=0,6069, откуда §»=52°38'.
а 25,30
2) /п=с—я=50;25—15,355=34,295 мм.
cosa= —==^^ = 0,8541, откуда а=31°2Г.
b 40,15
Б. Если высота треугольника пересекает основание вне
треугольника (фиг. 267), то пользуемся следующими
формулами:
С
Фиг, 267.
21* 323
Фиг. 268.
0N BD Я.д0_л==£=£—С-.
l)cos A8O°40=^ = T;BD 2c 2
__&4+^_ Ш L±IL. BD =n=—r-— — Щ
2) cosa= ^ ft ' 2c 2
3) T=l80°-(a+P).
«Лт, » w ft необходимые для
Пример. Н»«™ -«чины углов ^Д-д ,;_,„
изготовления калиора v*>uin-H
„а фиг. 268^ ^^^Я^^ёШ. 3^ =
2
л=
2с
2730,06—1459,24
64,36 "
COS A80°—Р
2-32,18 2
6H9=19,74—16,09=3,65 мм.
п 3,65
38,20
=0,0955.
По тригонометрическим ™б™« H^^LSW.
180е_р=84°ЗГ. Отсюда р=180 "~84 <*1 ~У0 z
& ~~ 52,25
cos a
0,6856, откуда а=46°43',
ОПРЕДЕЛЕНИЕ ВСЕХ УГЛОВ И СТОРОН НЕПРЯМОУГОЛЬНОГО
ТРЕУГОЛЬНИКА, КОГДА ИЗВЕСТНЫ НЕКОТОРЫЕ ИЗ НИХ
А. Если известны две стороны треугольника (Ь и с) и
один угол (а), заключенный между ними (фиг. 269), то
пользуемся следующими формулами:
324
Фиг, 269.
1) ctgp=—■= Ш BD=ti=c—tn=c—b- cos a:
CD—K~b- Sin а;
О • sin а
2) Т = 180°-(а+р);
Пример. Требуется расточить четыре' отверстия в плите
приспособления (фиг. 270). Неизвестны сторона а и углы
Р и Т.
Фиг. 270.
325
iчп 94-120 I5cos27°l5'-150,25-
-120,15-0 889CW • .045787= 25,09 мм.
fteft-staa=120,l5-sin27l5-l^.
D n _4М2.= 17305;Р=30°0Г.
Ctgp=-T" — ok 09
л ___?5>°§—=50,18 мм.
3) а==ЦпТ~" 0,50025
лпЛттм тоеугольника (а и с) и
Б Если известны две «°Р;™Хестной стороне (ft)
3S. Ж ЛолГ/еГ^едУ»^» ФОРИУЛ.МИ:
1) shiT =—•*sina5
2) p=i80°—(a+т);
sin§
3) ft=#- ——•
' sin а
pk и угол Р, необходимые для
/7/ДО;. Найти разы ер ^^J™^ Рфйг. 272.
изготовления *абл0»*^ сторон DK и DE
В треугольнике Df^o^780"-H5o25'-34o35\
и величина угла 04=180 -* «>
1) SinT=^ sinai 15,28 15'28
=0,9405T=70°4'.
1+т) = 18(Г-(^У-^ -г^ ^
SS^^« -n япэ9Г ^-о 0,98585
)j9405t-70°4 Г29о3^+70Ч0=180о-99°39^
2) p=i80o-(ai+T) = 180 -BУ ^ ^ !
0,56760
■=26,71 мм.
Фиг. 271.
Это соотношение называется «теоремой синусов:
326
А
Фиг. 272.
В. Если известны два угла треугольника (а и £) и одна
сторона (с), лежащая между ними (фиг. 273), то пользуемся
следующими формулами:
1) т=180°-(*+Р);
2) ^^ AD _ с - sini*
sinA80°—f) ;" sinA80°-7)*
3) a=SD-CD =c-cosp-ft-cosA80°-T).
Пример. Требуется изготовить пуансон, сечение которого
показано на фиг. 274.
По технологическим соображениям необходимо
определить размеры сторон а и ft и угол f<
1) т=180°—(a+р) =180°—C6°5'+41о15/)==102о40'.
Фиг. 273.
327
ar
Фиг. 274.
2) b=-
c - sin 8
48,25 ■sin41°15/
48,25-0,65934
=30,41 MM.
^^^ staA80°—7) "" sinA80e—102°40') 0,97566
3) a=c-cosp-^-cosA80°-T)=48,25-cos 41015'—30,41 ■
•cosA80°—102o40')=48,25- 0,75184—30,41 -0,21928=29,50 мм.
Г. Если известны три стороны треугольника а, Ъ и с
(фиг. 271), то пользуемся следующими формулами:
1) cos a =
2Ьс
2) sinS= —sin а;**
а
3) T=180°-(a+fi).
ОПРЕДЕЛЕНИЕ РАДИУСА ОКРУЖНОСТИ, ВПИСАННОЙ
В НЕПРЯМОУГОЛЬНЫЙ ТРЕУГОЛЬНИК» КОГДА ИЗВЕСТНЫ
ТРИ ЕГО СТОРОНЫ (фиг. 275)
R
АВ
ctgy + rtg-
о BD П Пт\ С
cos0=— = —: BD = n=—
г ВС а ' 2
AD m
COS а=— = —
АС Ь
■а"
AD=m=— +
2
2с ;
й»—д»
2с
* Это соотношение называется «теоремой косинусов»,
** По теореме синусов.
328
С
р
с
В
Фиг, 275.
я Яяйти диаметр цилиндра для проверки тре-
ПР***Р. Найти ДиДмг/оо^нами на==150мм, £=250мми
угольного отверсшп
«300 мм (фиг. 275).
с Ь*-а* 300 _ 250-250-150 150
BD = n=— 2с~~в 2 2-300
62500-22500_150„^^в==83.34 мм.
= 1DU 600
cos
_n_ = ^3,34 =0 5555; р=56°16' и i—28°8',
Р- а 150 *
AD=m==^ +^=^=150+66,66=216,66 мм;
2 «с
гпч a-i = 2i^=0,8666; а=30° и f=15c
cosa" 6 250 l
Окончательно имеем:
АВ
R=— ^":
ctgy+ctgy
300
300
300
5,6009
:tg 154ctg28°8' 3,7320+1,8689
=50,490 MM.
n-9/?-2 50 490=100>98 мм,
Диаметр цилиндра D=2«-^.ou,^
329
Приложение II
КОНСТРУИРОВАНИЕ ШАБЛОНОВ С УЧЕТОМ
ИХ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫМ ШЛИФОВАНИЕМ*
ОСНОВНЫЕ ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ
Изготовление шаблонов методами профильного шлифования
требует особого подхода при их конструировании. Если
конструктор не учитывает некоторых особых требований,
предъявляемых в этом случае к чертежам шаблонов, то это может
весьма затруднить работу лекальщика.
Основные особенности конструирования шаблонов при их
изготовлении методами шлифования сводятся к следующему:
1. Шаблон должен иметь «открытый» профиль, который "дает
возможность осуществить обработку шлифовальным кругом за
одну установку.
2. Размеры профиля проставляются на чертеже шаблона
в соответствии с технологией изготовления (лекальщик должен
быть освобожден от каких-либо дополнительных вычислений)
и с приемами контроля, в основу которых" положено измерение
в прямоугольных координатах.
3. Независимо от требований к точности профиля все
размеры, определяющие координаты точек сопряжения и пересечения
линий, находятся не построением, а путем математических
расчетов.
Руководствуясь указанными требованиями, конструктор
в первую очередь определяет границы шаблона. В тех случаях,
когда, исходя из конфигурации изделия, шаблон должен иметь
«закрытый» профиль, т. е. обработать его шлифовальным
кругом за одну установку невозможно, применяется метод
разбивки профиля на ряд шаблонов. В этих случаях система
шаблонов должна быть такой, чтобы профиль каждого последующего
шаблона являлся продолжением профиля предыдущего
шаблона.
На фиг. 276 изображен профиль детали «Заполнитель
гибочного приспособления». Весь этот профиль необходимо
проверять с помощью шаблона. С учетом особенностей профильного
шлифования, рассматриваемый профиль разбивается на два
участка и контролируется двумя шаблонами.
Базой для шаблона № 1 является плоскость Б, а для
шаблона № 2 — плоскость А и-вершина профиля детали, входящая
в область, контролируемую шаблоном № 1.
Вычерчивая шаблон в установленных границах профиля,
конструктор не соблюдает правил масштаба, а старается наи-
* Настоящий раздел составлен конструкторами инструментально-штам-
пового корпуса автозавода В. Л. Ляховым и Ю. Н. Рязановым. -
36,9
^3,9
Фиг. 276.
более ясно показать лекальщику места сопряжений и переходов.
Дополнительные размеры, определяющие координаты точек
сопряжения и пересечения, которые в чертеже детали не даны,
г л'екальщику необходимы, конструктор определяет расчетом.
Этот расчет сводится к решению ряда тригонометрических
задач (см. ниже, раздел «Пример расчета размерной сетки
шаблона») .
Наклонные линии на чертеже шаблона задаются
координатами точек; кроме того, указывается угол наклона. Координаты
даются для измерения на инструментальном микроскопе, а
углы — для заправки шлифовального круга.
Технология изготовления профильных изделий нередко
предусматривает пользование шаблонами различных видов:
окончательными, предварительными и пооперационными, т. е.
ограниченными отдельными участками общего профиля. В таких
случаях конструктор разрабатывает только один чертеж на
окончательный шаблон и делает в этом чертеже указания о ме-
331
75-шаОлон №1 оощаи
Фиг. 277.
сте и величине срезок — для предварительных шаблонов—и о-
линиях разреза — для переходных шаблонов (фиг. 277).
На фиг. 278 приведены примеры нанесения срезок. Слева (а)
показаны пунктирными линиями срезки для
предварительного шаблона с припуском по торцу и боковой (конической)
поверхности изделия. Ширина боковых срезок равна удвоенной
величине межоперационного припуска, а у срезок по торцу —
одинарной величине припуска. Справа (б) показано
расположение срезок для шаблона с несколькими переходными участками;
боковые срезки выполняются с одной и той же стороны каждого
участка. При замере таким шаблоном предусматривается
оставление припуска 0,25 мм по торцу детали; припуск по боковым
сторонам профиля составит также 0,25 мм.
Чертежи на шаблоны для внутренних замкнутых
поверхностей отличаются только тем, что вдоль линии профиля
предусматривается скошенная фаска с сохранением ленточки 0,2 мм.
Это дает возможность повысить точность измерений. С целью
упрощения изготовления шаблонов для внутренних
поверхностей с симметричным профилем полный профиль выполняется
только на одной стороне шаблона, а на другой стороне делается
выемка, как показано на фиг. 279.
На инструментальном микроскопе можно производить
контроль шаблонов размером до 250 мм, а в практике нередко
возникает необходимость' обработки точных профилей более крупных
332
155
Фиг. 279.
размеров, особенно кольцевых, расположенных по торцу изделия.
В таких случаях применяются шаблоны сборной конструкции.
На фиг. 280 показана конструкция такого шаблона для
прессформы штурвала руля автомобиля. Профильная часть
выполняется в виде отдельных шаблонов / и 2, которые
приклепываются к планке 3. На фиг. 281 показан сборный шаблон
другого типа. Этот шаблон используется для контроля
сферических зенкеров, у которых требуется с высокой точностью
выдержать радиус сферы и не допускается разноперость. Здесь
профильный шаблон применяется в комбинации с калибровой
втулкой, отверстие которой соответствует наружному диаметру
зенкера.
ПОСТРОЕНИЕ УВЕЛИЧЕННЫХ ПРОФИЛЕЙ
Чертежи профилей с увеличением в 50 раз изготовляются
для работы на оптическом профилешлифовальном станке при
изготовлении шаблонов с мелким точным профилем, а также
металлических роликов, применяемых при заправке
шлифовальных кругов. Во всех случаях, за исключением эвольвентно-
го профиля, такие чертежи вычерчиваются по заданным
размерам. Для увеличения точности выполнения чертежа наклонные
334
450
■I
■щ-
ш
Фиг. 280.
линии наносятся только по координатам точек, а не по углам.
При восстановлении перпендикуляров используются методы
геометрического построения, а не угольник. При вычерчивании
дуг больших радиусов -используется специальный циркуль
(фиг. 282). В этом циркуле деревянные линейки 1 имеют
различную длину от 300 до 2000 мм. Вместо карандаша
используется вставка от обычного циркуля 2. Настройка на размер
производится по масштабной металлической линейке 2-го
класса точности.
При построении эвольвентного профиля производится
расчет координатной сетки. Методика этого расчета подробно
излагается ниже.
В случае эвольвентного профиля в чертежах изделий, как
правило, задаются размеры для измерения с помощью зубоме-
ра. На основе этих данных ведется расчет координатной сетки
для увеличенного профиля впадины.
Исходная схема заданного профиля показана на фиг. 283.
Если толщина зуба- задана размером хорды Т\ на высоте h, то
при построении увеличенного профиля необходимо перейти на
толщину зуба по дуге начальной окружности
Зная центральный угол В и радиус Ru определяем по
специальным таблицам длину дуги Т{* Затем определяем
угол давления аа на радиус R{:
cosa^
R * cos a
feT~
335
Фиг. 281.
где К-радиус начальной ™№™™ъпо* окружности,
а-угол давления н%радиусе н на радиусе Rlf
Зная толщину дуги 7\ и угол Аавл Выражая
найдем соответствующую толщину друи*
yS в радианах, можно написать.
R
■ОСН'
НО
7
336
Фиг. 282.
Фиг. 283.
22 П. А. Камышев
337
П„дст.,д,я I «Кения » •*«*«« ВЫРаЖеНМ' "°
лучим: т
-+°=-^г+9
/л нач' ^^™"
-^6
отсюда . Ti
Т=2#Нач- ("^j
Так как e-tg — и tf|gl| T°
т 2 о r_ii_+(tg«!-«!) -(*6в-а>
У=^«мч^ 2i?1
3„а, тол-иину syea по дуге накально» окружное™, сире-
"»" Ш"Р"НУ "Т^г где S-*.—»'• - i
ВПаД' ' г.*-П\*.
« r и y ( см. фиг. 269) .
Определяем углы р и Т I см- * . -,<М
JL ад- т-М. г*е 6==^а (иНВ°ЛЮТа У"а АаВЛеНИЯ
■ь'нач'
„„ „Т.МЫ.О* окружности); •-*« «j окружности: М,-
=2i?ora- -sinт- „тпрнней окружности 2Агз=«вн- • sin>.
Ширина впадины по внутренней о РУсщтабе откладываются
Полученные размеры в нужно
на чертеже профиля. ведется с помощью таблицы,
Построение эвольвенты ведется Зличных углов
в которой даны координату TO0\eJ *ноС^|г«.1. Эти коор-
давления при Р^иУсегяоС"ОВкН0орди£атных осях, извернутых
динаты откладываются на коорди впадины основ-
ид углом т, соответствующим полови У це> нужно
н£й окружности. Величины, приведениь ОКружНости.
перемножить на заданный радиус^ о логарифм*
С Рделью облегания jtoto пер^ логарифмы значений
рования в таолице а«
ХиУ. „лоплинатам наносятся точки правой
По полученным коо0Р^и"\Тсяпри помощи лекала,
части эвольвенты и содаяютсм по коордИНатам не
стр^тсГаСп^оГсяЫЧеГе3УкальРку с правой части мето-
338
дом скалывания.
Правильность переноса проверяется
по размерам ширины впадины
штангенциркулем 2-го класса
точности.
В тех случаях, когда уве- '
личенный профиль требуется
для обработки комплекта
деталей, например пуансона,
матрицы и съемника штампа,
вычерчиваются параллельные
профили с соблюдением
заданных зазоров. Такой
способ построения, во-первых,
сокращает
продолжительность конструирования, а во-
вторых, повышает точность
согласования профилей всех
трех деталей между собой.
Поскольку копии
чертежей увеличенных профилей
обычно не делают, то все
расчеты, связанные с их
построением, следует сохра- _^^^^^^_.,..
НЯТЬ. Фиг, 284.
ДОПУСКИ НА ИЗГОТОВЛЕНИЕ ШАБЛОНОВ
Все размеры профиля изделия, оговоренное допусками,
на чертеже шаблона также оговариваются допусками.
Величины допусков на шаблонах должны быть меньше, чем
допуски на изделии, но не менее 0,01. мм. Размеры,
ограниченные допусками менее 0,01 мм, при шлифовании профиля
выполнить очень трудно вследствие износа шлифовальйого.
круга и погрешностей станка.
Практика показывает, что величина допуска на шаблоне
может быть взята равной г/з допуска на изделии. Радиусы
задаются номинальными размерами без указания допусков,.
ПОСТРОЕНИЕ ЭВОЛЬВЕНТЫ ПО ТОЧКАМ
Координаты X я У для любой точки эвольвенты
находятся по формулам
I Jf=—^— -sinO
COS a
22* 339
а—угол давления,
6=tga—a.
у=-
cos 6-1
cos а
основной
г
4°
6'
8Э
10'
12°
14°30'
15°
173
18°30'
20°
2Г15'
22°30'
23°45'
25°
26*30
28°
30*
31°30'
33°
35°
40°
45°
50°
65°
60э
где 1 - PaWC:
окружности.
Размеры профиля
шаблона, заданные на чертеже
без допусков, выполняются
с точностью ±0,015 мм. На
фиг. 285 приводится схема
0,0000145
0,0001166
0,0003851
0,0009253
0,0018215
0,0031870
0,0057287
0,0063693
0,0094396
0,012346
0,015859
0,019308
0,023287
0,027852
0,033070
(,04030
0,04871
0,062037
0,07386
0,08750 .
0,10893
0,18342
0,30117
0,48804
0,78684
1,26512
0,0006
0,0024
0,0055
0,0098
0,0154
0,0223
0,0329
0,0353
0,0457
0,054442
0,0641
0,0728
0,0822
0,0922
0,1029
1167
1315
1530
,1705
0,1892
0,2159
0,2925
0,3818
0,4772
0,5558
0.5490
5,1629607
4,0668453
1,5855876
4,9662838
3,2604249
£,5033807
3,7580571
3", 8040899
3i9749523
2,0915255
2", 2002769
2,2857398
2,3671134
2", 4448621
2,5194334
2,6052624
2*6875765
£, 7926492
2",8684315
2", 9420055
Г.0371342
1,2634456
1_, 4788119
Г, 6884568
1_, 8958839
0Л 021309
£,7781513
3",3802112
3,7403627
£,9912261
2", 1875207
2,3483049
£,5171959
2,5477747
2,6599162
£,7359398
£,8068580
2,8621314
2,9148718
£,9647309
1_,0124154
Г, 0670709
Г, 1189258
1,1846914
1,2317244
£,2769211
Г, 3342526
1_, 4661259
1,5818359
Г, 6787004
Г,7449185
Г, 7395723
340
<
р
/\ш
'У У'У У
Ш.
[ета/
>
Ш
А
На детали
На шаблоне
+0J
А
+0,1
А+0,07
0,1 10,1 f0,05\
AAA
0,03\ +o,i
А*
0,07
*Q,03
А
На детали
На шаблоне
+ 0,1 \ -0,?
А А
+0,03 -0,1
A W°>07
toj
А
'0,1
А'0*07
Щ05
А
'0,05
А'0,03
Фиг. 285.
простановки допусков на чертежах шаблонов, составленная
на основе практического опыта.
ПРИМЕР РАСЧЕТА РАЗМЕРНОЙ СЕТКИ ШАБЛОНА
Техника конструирования шаблонов с учетом их
изготовления метолами профильного шлифования описывается
ниже на примере шаблона для профилировочного ролика,
показанного на фиг. 286.
Прежде всего вычерчивается контур шаблона и
проставляются все размеры, определяемые из чертежа изделия;
здесь же наносятся размерные стрелки на все размеры,
которые отсутствуют в чертеже изделия, но необходимы
при изготовлении шаблона. Такая система размеров (фиг. 287)
называется размерной сеткой*
Для вычисления координат точек профиля шаблона
строится расчетная схема. В целях упрощения профиль
изделия разбивается на отдельные участки, которые для на*
глядности вычерчиваются без соблюдения масштаба-. На
такие схемы наносятся размеры профиля, указанные в чертеже
341
ШФ
££(Ф
ШФ
)
342
343
«^i „птооые можно определить
изделия*, а также те размеры, ко™Рые . Посде этого
из 5е?тежа путем сложения или вычи & получен.
ГроиТводится Ра«егтлеКн0н°РГсНатТочностью до 0,01 мм, нано-
SrS^^jo;;. динаты _
строения. Производить ра«еты У*аблиц квадратов Барлоу.
позначных таблиц логарифмов и та еляем коорди-
mTplc*em первого участка-Ф™-^ д12,35мм с прямой
наты точки Е ^^^^^^ 30*.
ЛЯ, наклоненной к^ве»"£ 32>«; УЕ =23,5sin30*~
ХЕ =2,35-2,35 cos 30 -2,^ Щ ■
=^>17 мм- ^1—-— -1
Фиг. 288.
* На всех последующих схемах размеры, перенесенные из чертежа
изделия, указаны, как обычно, а размеры, полученные в результате
расчетов, для наглядности обведены рамкой.
344
Полученные размеры вписываем в чертеж шаблона и на
гхему. Координаты точки пересечения Л прямых отрезков
до и р£ найдутся следующим образом:
Х\^0,9-cos30°=0,78 мм. Х"А=1,3-sin30°=0,65 мм;
УА = 1,17+1,3-cos30°=l, 17+1,12=2,29 мм*.
Для определения координат точек пересечения прямого
отрезка ВС, наклонного под углом 3°, необходимо знать
ялину этого отрезка. Чтобы найти ее, производим в схеме
пополнительные построения. Из центра дуги К=2,35
опускаем перпендикуляр на радиус i?=26,l, расположенный под
ом 8°13' к вертикали. В полученном прямоугольном
треугольнике ОО^К определяем гипотенузу, одну из сторон
и угол KOOV
00^27-2,35=24,65; OK=26,1 -1,82=24,28;
/KOO^Z! =0,985; lKOOx=V5&.
24v65
Угол между вертикалью и линией ООх составляет: 9°56'—
—8°13' = 1°43'.
Расстояние между ординатами центра Ои дуги R=2,35
и ттентоа О дуги i?=26,l (по горизонтали) равно 24,65-
Jt 1°AV=0 74- следовательно, расстояние между ордина-
тами точек М1и О (по горизонтали) равно 2,35+0,74=3,09.
Чтобы определить точку В, строим дополнительно
прямоугольный треугольник OBN и определяем его стороны
и углы. _ \л
BN=3,09-@,32+0,65+0,78)=3,09-1,75=1,34;
o/v=26)l_(l,45+2,29-0,45)=26,l-3,29=-22,81.
ОВ=]/"^+0^; OB=/'l,34422,812=22,86.
;I tg£BON= Ь34 =0,0586; £BOb=V2V.
всо . т^щ^^^т
* 22 86-sinl73°39' e
_2б,1_ т J2&-; 8Ш /ВСО=-^^26 х "
sin 173°39' sinLBCO
=0 971; /ВСО=5°34'.
/BOC:i80-E°34'+173^)=l80-179^'=0M7'.
Т^рность мм в дальнейшем не указывается.
345
22,86 ВС . RC_ И^йп 0°JV_ = 3 22
sta5°34'- sin0°47' sin 5 34
Теперь, зная длину отрезка ВС определяем координаты
точки С пересечения его с дугой R—2Ь,\.
/CON=lBON--ABOC==3°2l'~04r=2°3V;
у =26 1-26,1 -cos 2°34'=26,1-26,07=0H3.
Зная угол КОМ, который составляет с вертикалью радиус,
проведенный в точку касания дуги #-26,1 с прямой-
Хо&13^определи координаты точки< кассия Р
jirp=26,l-sin 8°13' = 3,73; Ур = 26,1 - 26,1-cos 8 13 -2b,l
J5,oo=U,z/. «лпплгп л/пягтк-я ппойиля за-
На этом расчет размеров первого участка профиля
заканчивается. Полученные размеры проставляются на чертеже
шаблона, а затем с учетом имеющихся размеров
вычерчивается схема второго участка.
Расчет второго участка (фиг. 289). Для определения
координат точек сопряжения дуги #=2,1 с дугами # = 26,1
и #=1,4 необходимо знать соответствующие углы. Чтобы
Фиг. 289.
246
„ГнаТхемТ УГЛЫ' №3^c* *ополнитель„ые пестрое-
Из центра дуги #=1,4 опускаем перпендикуляо OR „,
прямую, наклонную под углом 8°13', и оешяХ L а
ный прямоугольный треугольник ОАВ Р п°лучен-
Из треугольника COD определяем угол CDO:
2,06
sin/CDO=-^=0,5885; /CDO=36°03\
Угол между горизонталью и линией 0 составляет
90°—36°03'- 8° 13' =45°44'.
После этого определяем координаты точки Е сопряжения
дуг К=Ь4 и #=2,1:
ХЕ = 1,4 • cos 45°44' =0,98; УЕ | 1,4 • sin 45°44' = 1,00.
Построив прямоугольный треугольник DFK, определяем
угол FKD:
DK =26,1-2,1 =24. /rK=27-(OB+CD); 00=^5^06* = 83
FK=27-@,45+2,83)=23,72.
94 79
cosIEKD = -„'-=0,9883; ^Fi(D=8°46'.
24
Угол между вертикалью и линией KD составляет 8°46'+
+8° 13' = 16,59.
Зная этот угол, определяем координаты точки I
сопряжения дуг #=26,1 и #=2,1.
Щ =26,1 -sin 16°59'-26,1 -sin 8°13'=7,62-3,73=3,89.
У/. = 26,1 •cos8°13'-26,l-cosl6°59'=25,83-24,96=0,87.
В .=2,1 -cos45°44'—2,1 sin 16°59'+1,4-cos45°44'=1,47-0,614-
+0,98=1,84.
У^=2,1-со8 16о59'-2,1-8т45о44'+A,4-1,4-81п45°44')=2,01-
-1,5+0,4-1) = 0,91.
Расчет третьего участка (фиг. 290). Из прямоугольного
треугольника OOiA определяем угол А00„ а затем
координаты точек сопряжения дуг #=1,4 и #=2,1, а также дуг
#=2,1 и #=26, 1.
cos /;АОО,= Ц =0,6286; /ЛООх=38°57'.
3,5
XB = l,4sin38°57'=0,88; Ув = 1,4-14 cos 38°57'=1,4-1,09=
=0,31.
347
Xe=*2,\ -sin 38°5Г—2,1-
• s:n 6°56' + 1,4 • sin 38°57'=
-1,32—0,25+0,88=1,95.
Ус = 2,1 • cos 6°56' — 2,1 •
38°57'=2,08-1,63=0,45.
X>=26,l'Sln6056'«3,15;
У>=26,1—26,1 • cos 6°56' ==
=26,1—25,32=0,78.
Расчет четвертого
участка (фиг. 291). Расчет
четвертого участка является
наиболее сложным. Задача
здесь сводится к тому,
чтобы определить
координаты точки А пересечения
дуг #=0,8 и #=26,1.
Для определения
схемы решения точку А
соединим с центрами дуг
#=26,1, #=-0,8 и # = 1,63.
В треугольнике Oi020
известен угол 00%0г,
равный 155°, и сторона 00ь
равная 27—1,63=25,37.
В прямоугольном треугольнике ОгВ02 с катетом OiB:
равным 0,28, и углом BOi02b25° определим гипотен>зу Ог02>
Ог02=—^—=0,31.
2 cos 25°
Теперь, зная две стороны ООг и 0±02 и угол между ними
в косоугольном треугольнике 00±02, по теореме косинусов
определим сторону О02:
Фиг. 290,
002=-j/ @102J+(OOiJ-2@1Oz) • (ООх) • cos Z OOiO^
=1/0,312+25,372—2-0,31 -25,37- 155°=25,64.
По теореме синусов определяем угол ОЮ02:
0,31 25,64
о&
ООп
sin Z^OiOOn sin/ Ox002 sin £ Оу002 sin 155°
=sin I Ox002= °'31oesi55° = 0,0051; /ОхОО^ОЧГ.
25,64
Решая косоугольный треугольник ОА02, определяем углы
ОА02 и А002.
348
ша
Фиг. 291
В этом треугольнике известны три стороны. По теореме
косинусов находим:
С087 ОАО,- (ОА?+<ЛО>)*-@0# _ 26,1Ч0,8*-25,64> ^
^ - 2-ОЛ.ЛО, 2.26,1-0,8 } [ У
^ОЛ02=54°49/.
По теореме синусов находим угол AOOs-
00,
АО,
25,64
0.8
sin / OA02 sin /_ А002 sin 54°49' sin £ AQO*
sin / А002= °'8'sln U4W =0,0255; /Д002=1°27'.
щ 2 25,65 ^ 2
/ВОЛ ^16°04'+0о17'-1°27':=14о54'.
Зная этот угол, определяем координаты точки
пересечения дуг #=26,1 и #=0,8.
349
Фиг. 292,
-26,l-cosi4°54/=-26,
У
0,8-0,8-cos39°55'=0,8
Хд=26,1 *sinl4°54'=6,70; Ул=26,
-25,22=0,88. ИВ
Угол между вертикалью и линией АО% равен 54°49/
-14°54"=39°55'. ^™ИИЕ ^^И1^И
Х'А = 0,8 sin • 39°55' == 0,52;
— 0,61 =0,19. ЯШ
Расстояние между центрами О дуги #=26,1 и 02 дуги
/?=0,8 по горизонтали будет равно 6,70+0,52=7,22.
Расчет пятого участка (фиг. 292). При построении
расчетной схемы необходимо учесть те размеры, которые
были определены ранее. Расчет сводится к тому, чтобы
определить координаты точки А пересечения прямого участка
с дугой /?=26,1. Для определения расчетной схемы центр
дуги i?—26,1 соединяем с точкой А и центром Oi дуги
#=1,63.
В прямоугольном треугольнике находим 00LBt находим
катеты ОВ и ОгВ:
OiB=26,83-sin бб°18/=24,38; 0£=26,83-cos65° 18' = 11,21.
В прямоугольном треугольнике ОхС02 находим катеты
С02 и СОг:
С02=О,31 • sin 4Г04'=0,20; СОХ=0,31 -cos41°04/=0,23.
Из прямоугольного треугольника A0D находим
координаты точки А пересечения дуги #=26,1 с прямой:
^=0,5-0,2-0,8=24,38-0.2-0,8=23,38;
350
Фиг. 293.
Уд =OD-OB+01C=V26fl^»23l38»-11,21+0,23=0,62.
Расчет шестого участка (фиг. 293). Определяем косом
наты точки М сопряжения дуги #=2,1 с дугой #=261
^=V-sin;45°04'=l,49; УЛ =2,1-2,1 •cos45°04' =2,1—1 48=
«0,62.
Координаты точки сопряжения дуги #=2,1 с прямой ВС
будут равны:
*'ж=2,1 -sin 38°=1,29; У^=2Д—2,1 -cos 38°=2,1-1,65=0,45.
Координаты уточки пересечения дуги #=%6,1 с прямой
УЕ\ вычисляем^следующим образом:
^=23,38-26,1- sin 45°04,=23,38-18,48=4,9;
Ул=26,1-cos 45°04'—11,6=18,43-11,6=6,83.
Расстояние между центрами О и Ох по вертикали будет
равно:
26,1 ■ cos 45°04'+0,62-2,1 = 18,43+0,62—2,1 = 16,95.
Координаты точки С пересечения прямой ВС с
горизонтальным участком профиля вычислим, пользуясь вспомога-
351
:
Й
Й
"Г
СП
О)
*сГ
1
352
тельными размерами, вычисленной»
292 и 293 а также заданнымГ^амеSaw?-*M На Ф»г. 291
(фиг. 286): ^метрами изделия—ролика
02-=0,88-0,19+0,8= 149 (си л „
• ь1*» ^см. фиг. 291V
Ли,=1,494-0 fi'9 —о 11 / ''
2 ' tw-fu,tj,=2)ll (см. фиг. 9Q9V
EN=2,11 +6,83+0 62-Q4R , ''
. I ,"o-t-u,DZ_9,56 (СМ. (ЬИГ 9QT!
017-3-0151,6 ФИГ. 293).
=10,2 (см. фиг. 286); У =|П9,0,С
. * с 10,2+9,56=19,76 (см/
фиг. 293).
X | 1V6-TM5 1 19,31
*g38e ~6даГ =24.72.
Теперь остается определить
между первым и вторым'участкамиSL прямого отрезка
(см фиг. 288 и 289), ВДуще^ Р и ^
По схеме первого участка (rtmr ояя\ '
треугольника СОД определяем катет О^: прямоУГОльного
По схеме второго участка (Лиг 9асп пп
треугольника *А> определим *атет Я): ПрямоУгольного
Длина прямого отрезка РРХ (см. фиг. 288 и 289)* равна-
^1 = 14,43-2,35-4,25-3,65-2=2,18.
Расстояние между точками Р и Рх по горизонтали:
АгРр1=2,08-cos 8°12'=2,06.
Расстояние между этими точками по вертикали:
^PPi—2,08-sin8°13'=0K.
По окончании расчетов полученные размеры,
округленные до 0,01 мм, наносятся на чертеж шаблона (фиг. 294).
ОСНОВНЫЕ ФОРМУЛЫ,
ПРИМЕНЯЕМЫЕ ПРИ РАСЧЕТЕ РАЗМЕРНОЙ СЕТКИ
1. Определение координат точки
сопряжения дуги с наклонной прямой
Р —начало отрезка под углом 8° 13' (фиг. 288).
Pi—окончание » _ » » (фиг. 289).
23 П. А. Камышев
353
Дано: R и а.
Найти а, Ь, с
/90°-а
fc=a-sina,
£=a-cosa.
2. Определе ние координат точки
сопряжения дуги с двумя наклонными
прямыми
Дано: i?, a, p и у.
Найти: a, fe, с, rf, /, /и/re.
a=i?- cos р,
&—i? sin a,
£=./?—Я-cosa,
/=/?*ctg— sin a,
^^^^^^^^^ I /=m*sinp,
m=(e~ c)-\~d.
3. Определение координат точек
сопряжения дуги с другой дугой
и^[наклонной прямой
Дано: R, r, L н а.
Найти; /, к, т, п.
Определяем вспомогательные
углы:р, 8, <р, и
6=90°—р—a
Ж? Л ■ sin 0—г
cos ф— = :
т ООг R—r
т=90°—a-cp
Координаты точек сопряжения
l=R—R cos f m=#sin 7
&=r • cos 7—r • sin a
/z=r-cosa—r*siny
7 sinP=
i?
354
4. Определение координат точки сопряжения
двух.дуг и расстояние между центрами
этих дуг
Дано: R, г, а, ^^^^^^^^^^
Найти: /, /л, и п.
Из тр-ка 00{В катет ОБ—
OB R-Ur—a)
COS a= = —Xs ^i-
■й+г R+r
l~(R+r)' sin a
/7Z=r*sina
л=г—/- • cos a ^^^^^^^^д
5. Определение координат точки
пересечения наклонной прямой и дуги
Дано: R, a, b, a. ^^^^^^^^^^^
Найти: тип.
Определяем вспомогательные
углы: р, у, S и 6.
^ ;Т = 180°-а-р
sinS^^iiEl^
~~й ;
9-=180°-T-8.
Координаты точки пересечения: m=*.sin(p-e)
n=R—/?.Cos(p—6)
6- Определение координат точки пересечения
Двух дуг
Дано: Rt r, a, ft.
Найти /я и п.
Определяем вспомогательные углы* a, p и у
6 ОА а '
С08Р^ + <°°^"^,
2. Я-@0,) "
23» 355
где:
001=]/^+[Л-(*+'')]я;
т=90°—р—<*.
Координаты точек пере
сечения:
m=R -sin 7,
n=R—Rcos у-
Определение радиуса сопряжения двух
Р наклонных прямых
Дано: а, а.
Найти: R.
=sin —
Л+л 2
/ а \ Л
Д[ 1 — sin —J=«t - sm —
я =
а • sin—
2
1—sin.
Определение координат точки пересече.
ния наклонных прямых
[Дано: а, р, а.
Найти: тип.
т=АС- cos a,
я=ЛС- sin а,
где ЛС=—-—,
sin?
Т=180°—а=р.
Определение угла наклона касательной
к двум дугам
Дано: R, г, а.
Найти: а
sin а
R—r
3£6
Приложение 111
ТАБЛИЦЫ ТРИГОНОМЕТРИЧЕСКИХ ФУНКЦИЙ
В проводимых ниже таблицах даны величины sin, cos, tg,
ctg, sec и cosec для всех углов, выраженных с точностью
до одной минуты.
Для углов до 45° значения угла поставлены наверху
таблицы, а минуты проставлены в левой колонке. Против
значения минут, на одной с ними горизонтальной строчке,
помещены соответствующие тригонометрические величины
(их наименование дано в самой верхней строке таблицы).
Например: sin34°54'=0,57214; tg44°Г=0,67493.*
Для углов от 45° до 90° значения угла поставлены внизу
таблицы, а минуты проставлены в правой колонке.
Для углов больше 45° наименование тригонометрических
величин дано в самой нижней строке таблицы.
Например: cos 71°22'«=0,31951; ctg63°43'=0,49387.
Если требуется определить тригонометрические величины
для углов, заданных с точностью до секунды, используется
способ интерполяций. Существо этого способа поясняется
следующим примером.
Пример, Требуется определить tg 22°36'19". По
тригонометрическим таблицам находим: tg22°36'=0,41626, a tg22°37' =
=0,41660. Вычитаем из большего меньшее и делим
результат на 60 (количество секунд в одной минуте).
Это дает значение тригонометрической величины
функции, соответствующее одной секунде.
tg22o37/-tg22°36'=0,41660-0,41625==0,00034;
^251=0,0000056.
60
А для 19 секунд получим: 0,0000056-19=0,0001064.
Эту величину прибавляем к значению 22°36' и
окончательно получаем:
tg22°36'19"=0,41626+0,00011=0,41637.
* В таблицах, помещенных ниже, дробная часть величины функции
отделяется от целой не запятой, а точкой. Если в таблице
тригонометрическая функция обозначена цифрами, стоящими после точки, то
подразумевается, что перед точкой должен стоять нуль целых. Например, 57214
означает 0,57214.
357
^SooSoooooooooooog g-g ©ooqoooooqo
§§il§SS8§888SSS88SSo8ooS^ooooSo
•>) ro "*3* lO !*"■ CO ^^ ^^ "" ^^ ^^ ,....••*••■ „*
S^ggsSSSSSggSSSgggiiisglsisgSSS
о oooo о о о о о о C,1°,Q1U.U. . . . .
|1§8888588?88888888888о»о)о»одао>оспо>о*с»
ю^с^м — — ocncot^o^^cocN — оослсофюют^со^ — ооооо
Г^^СОСХ>С©СООСЛОЭОООО — — — С^С^М^СОСОСО^^^ЮЮЮЮО
ооооооооооооооооооооооооооооооо
О — CNCO^^COt*-.GOOO — C^CO-^LOOt^COOO-—'(NCO^mCDt^OOOO
-,^_,^h^ht-1^-,^-1^hCNCN<NCNCNICNI{N{NC>1CS)CQ
ООСОГ^ОЮт*«сОС>>—OOCOtN.
Ш 1Л •* CO (N •-> W uj yu ^ ■*- « -ч- v. .
т^^ч^^т^^^сОСОСОСОСОСОСОСОСОсО
ъ-сэо^юо — cMt^^wco^iOixtocNcncoooto^Tt* — <nc^co^o
CO— ^ЮСО^-ОСМСО-Ч4 — COCO
Tft- — СОО!Пт}<тГсОСОсО<МеЧ
со — —
Ю СП ""Ф СЧ Ц-» >—' —■ i. j «^ w« .. — ^ - «
OOOOOOoOOQOOOO
8§§§8§o8888888
Sooooooooooooo
OOOOOOOOOOOOOOOOO1
00000000000000000
ooooooooooooooooo
о о о oo oooooooooooo
to —«-< -■=.-,-fa
оаас©^ссю^^сос^:г,оосог^<оютр^сг>с^ — oc^cot^tous^^
OrsJincO — трГ^ОсГЭОСЛС^^^ОсоООС^ЮСЮ^^ООС>1ЮСО — ^t---
^^lyj^^mioiojDjDjD
SSSa=-^SegSS8ooSSSsSoooooSboooo
ooooooooooooooo^wwwgw0000000^
oooooooooooo
oooooooooo
oooooooooocjJOTOH3CH)Ciaia)cocoooaoQONNssN<DtD
QQOOOOOOOOOOQOOOQOOOOQOO "■—■■"■— -
ЭООоОООООООООООООООООООО
о oo о о о
oooo oo
О — сМСО^ЮСО^СООО — С^С0-^ЮС0Г^-С0СЛО-^С>4С0-«^и0С01>-д0С^О
358
SS^SS^SSw^S^^^^^^^^^^^^^^^co-w-o'
СО^Ю^О — ^СОС^СЮ^ОСОЮ^сОсОГО^Ю^О^С^ОСЛ^СОСОСлЮ
t^COOin^OOTTOt^COOt^TOOt^^ — OOlOCNO^^ — СОЮСО—СЮСО
Ь^^ОФОЮЮЮ^^т*<СО«СОМС^С^ — — — OOQOOCftOlCnCOoO
OOOOOOOOOO OOOOOoOOOOOOOOOQOQQ
OOOOOOOOOOOOOQOOOOOOOOOOOOOOOQ
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
ФЮЮОЭ[^ОСОО~«ЮС^ОТС0^ЛС>1 — C4CN^OC0^^03C^t^CNI>-C0
сОСОЛсОСОСОСОЛсОСОСОСОсОСОСОСООЭСОСОсОсУЭСОсОСОС^
S^OCOCJ3CJiC^toCO—COO№CNLQOO — Т^^ОСОЮСО — тр^ОЛСОСЛ
CSCNC4CSCNCNC^CNcNWC^C^C^COCOCOCr)COCOCOCOCOTOC^
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
ОСГH}СЛОС>ОТфСлОСЛООа}ОООСЛсЛСЛОТСЛО
0)Ш0^СЛ01С^01етСЛОС71СЛ0>01СЙСПСЛ<^а5№СЛСЛ0)СЛС^СЛСлС1ф0^
^^ОСОООС^Ю^ОСОтаСЛМЮСО — т^Ь-ОСЧЮСО — тГ t*- О CO <D О
cscscsc<iCNG>flWCNtNC^c^CNCNcococococr3cocococomcococ^
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
£ 1-
i
° !
«
та
<u
и
@ О
о ш
О со
* .*.
°
я
CJ |
ц
ш
м 1
СОСОСОЮс0С0с0С0СО^трт^т^^^^т^^^Ю1ПЮ101ОЮЮ1СЭЮЮСО
СПСХЭ^ЮЮ^^СЯ — ОСпСОС^ОгПт^СОС^ — ООС0Г^ОЮ'<<С0С$'--'О
OcOS'-iCOinTt,ff)G(D01cOOfO@(DtD(NOCs-OieOCO^"S^-'*^001
qj^^^C^q-, От^т^^ЮЮЭТСГ)СО^СЧЮ100--'СОООО--<1^.1>*0
(N^O^-HCOOOCOCn^COO'-tD^N'^r-iOOtDincOCONNCS
6'|^^^001ЛМОООЮСОгн(^ООЮт1<сО--ОСО^.@^,с01^^005еОЬ
-HOOOO>050^010000«3CONSNSI>-NNtD@<D(DCDOtDCO>010in
OOOO —— -н^*^ —— — —' — —<——. — — — —" — —^н —— —. — —_
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
O^CON^OOOJOOCOeOOcONCOtDOCTiOJlOcOOWlOOONO^cOtOtD^-O
К)Т(.^1-.г-сООСО^^^^^«05(МП'-ЮЮООЮЮО)СОО(ОЮО^
CN^OtF—*СЛСОСЮОЪ — «t^ — О — t^^ — COOxFCOCOMCNtN
-0 00010)CJlC3)COCOQOCONbNNt
a^coo^co-^o^t^o^cooa — QOioot-
C^^OO>CON<Dini*Tt,CON'-l00500NtCiO't-*CO(M'-00100StOlO
02^00-'3'tsOCO@0)ClinoOOWtOO>WinQO'-''*N Q-C4 VO GO —ч тг
mg©05000H-HHfH(M(M(NcOWCOC04,^'*U)ininiDCOtDWNS
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
CDtDWW|fl^^^Mi^^NNN--,*-*^OOCUCJlCOOQCONN<DtDlO»n
o>o)aiOH)cnc5 0iffioi05Qoa)aii^a>5Qoococococooococoooooe
О О О СП О СП'сЪ Q05 05 0ioHi0HHl0)fflt3>0H»0Hl0i0>0i0H)olw
C4"OC^QON©W^COcO<N'-iOO>COIS«OlO^,CON(N'-'OCJlCOS(Ol£
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
^NC0^int0N000)O--iCNC0'tintDSQ0GD'4Nc0'*,lfl5PN000lO
COcOrtCOcOCOCOCOCO^^^^TpTfTj'^Tl'^miOinininiOlOWroiOtO
359
19£
О Ф 00 **4-0> СЛ ** СО tO »—■ О CD 00 ^CftW^COW^OcOOO-^cnCnrfbCOtO*—
оооооооооооороороооооооорооооо
0лС*ЛСЛСЛО*01СЛСлО1ф'Ф-Ф.Ф'Ф-Ф-Ф'Ф-Ф-Ф'Ф-Ф-Ф-Ф*Ф- Ф- Ф- Ф- Ф- Ф- Ф>.
Ю(Ои-_ — р ООООЮс0000000^1--4--4^0ЭОЭСЗ>СЛСЛСЛСЛФ-*».4>СО
со 0--J Ф- •— oooi<wo*5^,-*ooairo<po^4^b-oooib3toaiwo--JJ^-»>oto
^*»01Ш'*400СОО^-сООО^СЛа>^ООсОО'-*»--*ЬЭСО»^СЛО>'-^ООСООн-^
<ОфСО<О"Ф*©<0СОеОСР*ФФсОСОсООе0СОсОсОСОСОсОСОСОСОСрсОсОСО
ФфФФщФюСОЮФсОЮУЗЮ10(ОСОСО@(ОСО(ОСОСОСОСОсЬЮЮЮ
00CO00{»000O00000O00C00000Q00000C»00Q0C00O0O00000000U3tO(DtP
0>Q^0^ai0>^^^^"-J--J^-lC»0000000000C0tDC0CDCptDcDCDOOOO
o3^o^toOK>wo^o^c»tc>t—'toojaicnootootoco»&oi'-^ooO'--tow
QOOOOOOOOOp'OOOOOOpOQOOOOOOOOOO
ЮМ-->-н-ООООС0фЮ00С000(»^^ЧфО)ОH1СЛСЛСЛ*''&^03
*»►—роо\мсоа>оао.^^ьэсооэсо0^^'^сослюю^5к1--оосл10о
-ююм^ ел* ел ^^оосоо~*оюсоф-слсп<"^сосоо^ьосософ.сл
_ ^ ►—,_.,— i-N-v-M tobObotototototototoi-ototototototototototo
^0O"OtDtOtD<I'tOOOOOOOOO'--''-'«-,i-,»-'h-k-t>OK)"OtOWW
О^Мф4СЛО^"^С»СОО»оЬф.ЬоСсЬо^СОФ.СП"-^000"-- СО Ф- СП --Д
0000tDO>—t04^Ul'*J0pOtO*-Cnc0'— J^-^OCO-^o^OOtOCnOOtOCn
•—ооелслсл-^о^о-аслслелсосйсоелслсл'-^ослсо-— to ф* оо ф* to to
?s
В
Ер
О
1
I
1
рч
о
о
л
п
п>
я
QOOOOOOOOO
оооооооооо
о о о ооооо о оо
ооооооооооо
оо ооо оо
о о о о о о о
^WW05WWWWtOWMtOtON)lOi-,i-i-.^M^^oOOOOOOO
и- *-»— — Ю Ю tO tO Ю ЬЭ Ю tO W tO "S3 W tO tO tO Ю tO tO tO tO Ю
«*>3W^c^Cl>^OO^H-WW^CnSOO(DOMW^O)'^"OOi--W^Cji-^
4^W«^WCftOUl"OOO'-W-^WO0003O>PkC0Cn»K^cnOCn>^^
сОСОФ»СЛСЛ--ДСОСО
ОЮ00^СЛС*ЛЙ^С^"О^О^С0^сЛ№^С0"Оь-О*1Э00^сЛСЛ4^С^с0^
оооооооооооооооооооооооооооооо
СЛОТСЛСЛСЛС*ЛСЛСЛСЛСЛСЛСЛ(ГЛСЛСЛСЛС*ЛО^С7)СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ
со to cd с» оо оо оо-4-->4--д сл соспслслслслФ'Ф-ф»сооэсосо&ою toi-^ *-* (—*
sSi- оослоэо-^4>.н-оосльэсослФ->— оосл1о<ослсоо--о:слбососпсо
сп-4 оо оо со о •—' ьоооФ-елел-^оосоо>— ""Ософ.слсп--40осоо>— to со ф.
СОЮСОСОСОС010СОСОСО*ОСОсООСООСОСОсОСОЮ<ООФЮСОсОСОСО
сосоюсоюсосоюсососососососоеососососососососососососо<осо
^^-^^^^^^^^^^^^^^^^^^i^-^i--^oooooooooooooo
СипСЛСЛСЛС7*|СЛО><1^^^^000000С»сХЮСОЮСОСОСОООООО'--"—
СЛОООЪО^СЛМОЮФ'СЛОООЬО^ОТООО"—'00CJI"S1CDi-- СО Ф- СП OfrO tO
ОООООООООООООООООООООООООООООО
СЛСЛСПСЛСПСИСЛСЪСГ0СЛС"ЛСЪСЛСЛООСПОТ
СрсОСОфСоОООО^^^^СЪСЛСЛС^СЛСЛФ-Ф'Ф-Ф-С^
CD СП Си 0*Ч*ч-» 00 СП СО О "-■'I Ф- >— 00 СЛ tO"CDC> СО О "^ СЛ W СО СП СО О ~4 Фь
WW^.OiOTCf'SOOCDOO'- ЮСОСОФ*СЛСП-4'^100СОО^->— tO СО Ф* СЛ СЛ
ф.ф.ф.4хф.ф.ф.ф.ф.ф.ф.ф.слсл СЛ.-СЛ слслелелслелслслслслелслслсл
сософ-ф.спслсл-^'-^оососоо'— ■—'ЮсоолФ-слелел-^ооОосоо1—* •—«to
О СЛ Ю ОО-Ф- 0")СОЮСП№СОСлЮООСЛ^ОСОСПСОО^Ф-ЙСрСТ""Ф*^-СО--~-1
«—' и-и-М1*ь0**>ОТ^0С"лОФьО0"">1ОС0^СЛФ'Ф»Ф-СЛСП00»--' Ф- СО СО СОСЛ tO
о о о о о о оо ороорооооооооооооооооо
оооооооооооооооооооооооооооооо
мьэ*оМ10^ююм*оюйъэюьоммьэьэ*о1о^м1ом*-~>--»--'—
Ф.ф.ф.ф.ф.ОЗСОСОСОСО ЬО^О tOtOtO1—'•-"-•■-"-'OOOOOtOCDCDtDCO
Ф»4^Ф.Ф>Ф^**Ф-Ф^4^Ф'^№слслсл*^елслелслелслслслслслослслс^
С0С0Ф-СЛСЛС7)'^~^0000с0ОО|—' ^1ЮСОФ-Ф-СЛСЛ^-^СОСООО>~* tO СО
СО СО СЛ •— ^4^OCRt0cDWb300^IOCDWWcDOTWO00CntOO--JCntOO
СЛСЛОЭ^С001^СЛСОСОС»С^СОСлМООО^СПСП^С!ООСОСЛОСЛО
'мми.>— .— к- totototototototototo
О»—ЮСОФ-СЛСПМООСОО'-- ЬОСлЭФ*СЛСЛ">100СОО'-**ЬЭСОФ»С11Гй<^л<-!
00 ф. СЛ СЛ -~J 00 CD
09£
00@ КЭ tO Ю tOtONWOI-O W .— — н-~ — м*и- I— ►— р—
О СО 00 ^ОТСЛ^Сй^^ОеООО^СЛСЛФ-ООЮ^ОООО^с^СЛ^СОсО»— О
оооооооооорооооооооорооооооооро
Ф^ф.ф.ф.ф.ф.ф.4^Ф-.Ф-Ф-Ф-Ф-СОСОСОСОСО СО СО СО GO СО СО СО СО СО СО СО СО СО
coco cotototo-—' >—ч-* ^ооосососооосхооот^^^спспо^спслс-лсл-ф*
СП СО О*"-! Ф>- >— 00 СЛ ЬО О --J Ф* >—'.00 СЛ tO СО СП СО ■— C»CntOcDC7>COp-vl4x>--CD
(ОСОФ^СЛСЛ-^-аОбСОО1—' ЮСОФ^СЛСЛ-^ООСОО'— •— ^СОФ*СЛСП-^00<00
ОТСЛ-^СвО1—*tOCOCnCT3---J00CO*—' ЫСОФ-СЛСП-ЧООО"-- СОСОФ-СЛСЛМООСО
obbbboooobobbbbpbbobboogogggy5gg
СП --100
^эwwwwww^^^^^■^^^фr...■ loco cob
ЯЯЯ888888888888888
§§§§§§§§§§88888883
oooooooooppoo
OOOOpPOOOOQOO
OOOOOOOOOOOOO
2 S
g3Swu5o=3o>»u«>ooo*.
tototototototototototototo
СЛСЛСЛСЛСЛ-^1*-4--^]*^1"*<1000000
bw*.O5 0obN3Cn---l'cD^>Ji.Oi
СЛ^СЛСЛСЙ--^СООСОСЛОО'—СЛ
ОсоОСЛФ*СЛООООСЛФ.--'1Ф-
озаэа*'сосососос^соФ-Фь^Ф-Ф'Ф-Ф*Ф*Ф-^сл ел сл сл слслслсл ел ел Ф
>^ьосо^агсл^оосоо>^ьосоФ^слсл--^оосоо>-- ьэсоФ>слсп--10осоо
со to to to to to to ю to to to ■—►— ь— i—i .—» •—» i— »
O'OOONOJOl^COlO'-'O'OaiNCJlCn^W'O'- ОСООО-^СПСЛФ^СОЮ'— О
sggigss'gsssssss||§|||ililllll||l
coai4*ooto*.cn**JcD,-W'ti"a;,^CL'1 __
S5ssgs§iigii§iiiiiiigii|||iilli
слслсяся en o>o> № en-^м^^^Г3^^.^... r.-^mb^oobb
о оо -о ^а оо о ьо сл со ф> <о сл со ►— tJ <-* w w
bbbbbbbboobgogbgogobobgoggggggg
2 3
сл сл сл en сл сл сл сп ^ ^ ^ ^.« ....-..-..•;к m b
СО ^.СЛ Ь"-Ь--<1 Ьо Ю О ^ £"W CO g СЛ g M-po-CO gojomCDCDCDCD
^оор*-;
СО СО О О
ф- ЬЭ -4
1 Г S j^ ji. ji, ф.ф* *- Ф- СЛСЛСЛ СЛСЛ СЛ СЛ.
я! °
-Й" СО CO
t— coo
rf Tf CO
W^cOCOCOCNtNtN^-^ -^'оООООО OOOOOOOOOOOO
Hlililiiiiii§iiSP.§ssp
о о о о о о
«з« со со со tN cn сч •—• jw g
dopo'o'dddodooooopoo
-лл^^ь. tOLOlO^fCOCOtN'-''—'00305
lliilliilii^
iiiiiiiili888lSi88288g8a8*«a*a8
- :— ~ _, __ Г~" ,-. .p. _m m oa -—« O-Ol 00 £-- CO ■■ф
iiliiiiiii^li§S88iiPs8S8ss8888
— л ,_ . ^ ^ г-, _- rsjCO^lOtOfc-OOO^O
^ en ^ LP CO l^cQO^p^CNCO^ifljP^g S"g (N СЧ СЯ<М CS1 tM ЛМ <N _<N CO
оа)оо^ою^со«-;о
^^^Ti«^Tt<COCOCOCO«COCOCOCOcOCOCOtOCOCOCOCOcOcOC4
^i^rsar^rs]CslCNCSC^C^C^C^(NCNCNCNtN(NcOCOC0cOCOcO
■ф iO Ю iO Ю Ю tD CD CD СО СО 1>- Ь- h- Г- t-^ 00 O0 00 - ... .
C4C4C^C4WCMC^C^C^CSC>lCSC^C^C^C^WC4C^CNtNCNCNCN Ot CO CO CO CO CO CO
ooooooooooooooooooooooooooooooo
^ОО^^^^^^ООООООООООООООООООООО
doc35bb'cicioooouu . - _
" ~ • _« _ ,-r, m c-to CO CO CO C4-00 Ol <—• ■"£ CD
W-и О О C7J 0O f4-^
tOlOTj*xhCO(NW--0
§11§§5Вй5££яё.яё.я^Ё;.я£яяяяяяяяяя
g§88888>88888$888>8^
COlO^* CO <N
(Sr-^i^fc-t^-trtrtrC^t:^
ОоО^-СОЮ-ФсОСД —<ОС7>СОГ--СОЮ'фСООЗ'—'OOlOOt^-tD
«-ri-^^^-^HTriOlOUjCOtOtOt-^t^-f^-t^OOoO
___^_^_„ t^. [ч_ ^ t>- F- h* t^- c^ c— fa- i*- г—1^-1>- Is- h^ r^ i4-1--t--1? r^ r- t4^ t4-
OOOOOOOOOOOOOOOQ&OOOOOOOOOOOOOOO
о^«со^юсо1>сос7>о^с4со^юо^ооо^о^мсо^1Лф^соо^о
362
CTlQOt^COW^cOC^^OOOTC^COtOTt'COCN'^OcTJOOt'-.COlOTj'CON^O
^rH^SWQ0r^-l>-l^.PN.00C001O'-<WC0l0r^air-iC0lO00-HC0tD О COCO
^&S9^^'~'001^CNOStOCO--«OOtOC401tOCO-HCOlOCNOr^.-^tNC7>tO
oooooooooooooooioi'oioioJojajQoioioJoiaJcnfflcji
о ооооооооооооооооооооооооооооо
ооооооооооооооооооооооооооооо©
^^^««„^^^^O^-^COM'C^^hCNtPOOcOOOIOI^^
■^CCi — Q01O0000C000C001t^O-^t>lCO^t0t»OCN^t0t?lCNTt,r---H-,!t*
WCOWNN^««rHOOOOH50H1COcOOOSNNN'OlDU'ir3iO'Oin
ooooooodododdoi'dddaJddddddddQOJcncj
оооо^сосою^т^сос^с^^^ОФОсосо^сосоюю^сососям^о
010ЭО)ООЮТ05СЛОЭС7)СЛОЭООО OOOOOOOOoOOOOOp
О О О О О О О О О О О О ^ ^ E iri г-1 •-< Р •—
NTf^OOlflCOON^^OOlOCOO t^-'^—«OOlO£NCJHOCOOh-Tt<'—<00ШСМ
camcot>ic^wcN^^^ooooc^oc^oorea3t^r--t---t^.cocotDioinio
СЛфООТОООС^ФОТфС^С^СЛаэСЛСЛфСЛОСЛотО^
ОООООСЛОЭОЭОэОЪОТСЛСЭО) СП-О OOOOC7>CI)OO0>OOO">OiO
^^^OCN^aO^^^QCOOO^^^t^OCOOO^C^^^OcOtDOCNin
tOtDtO^C^^b-OOtet»OTO^O^OOOO-4-HT^^^(^c^CNCOcOCOCOTt'4'
05фСЛ010HH101СЛ010105 0H)ОООООООоОООООООО
0O0O0000O0 0OOO^-^^.-H^--4--'-i*-<^^»--'-H--^
СО(^СОСОсОСО(ГОСОсОтр^^^^^'Ч*,*,*<**Ф101ПЮ101ПЮ1П101П10СО
CNCNtNCNiMCNCSICMf^rvi — —- — — — — —
ootMcoo^*ci тj-oilЛ^-loO't-нooco^,c^OQoocoNN^^DOoocлow^,
tOtOOinW^^COCOC^C4CN'-''-'OOC7)aJCDOOQOt--t^C-~tOCOlOinin^
eococococococococococotocococOcocotocococococococococ^
О О О ОО OOOOOOOOOOOOOOOOQQQOOOOOO
оооооооооооооооооооооооооооооо
ot cn to о Tt* a>
Ю — СО <M t^ CN lu vj uj uj w
COCOiniO^tfcOCQCNCNCN
O^lOONcOONLOWOQlN'DiniOTC'et'inintDNOOO
CQCnmOtD(NNC0011OOtD(M00^ OtO O» OO -ф О CD CO
ECO N«N^'-,OOa^OlOlCOO3l>S'StDt0iniOinTt,Tl<
C^CNC^<NC^MC^C^C>lC4C^CNt>»«C<I^^^^^^^
о^©оо^щюю^^с':с<1^--|ОСТ1СГ)со^сос010^'*еос41М'-<осло)
OW^(X)^^lsOc0t001WlO00Oc02c7)WlO00^'*^Oc0t00>'-',!j«
WOTOO^OOO-H^^^(NCNWCOrtCOCO^''«t,',ii'lfllDlOtDtO{Di£3SN
NSSNoocoaococococooocooocoooairacocococococooococooocooD
oooooooooooooooooooooooooooooo
05МЛ WOMiOcO^OOCD^-n3)tUTt|N05N'*W05t4-,tNO)NTf (NO
00СО000000^^^^<ОСО<ОСО1О1О1ОЮ^^^^ФС0С0С0с0СЧС*С^СЧ'-«
.со союсосооосоюоосоюююсоюсосососососососососососоео
0^О5О10^С7)^0^ОТФ0)ОH>С10^010>С7)О10)С7>СЛ01СЛОТО>С7)ФО>01ОЗ
Ю^*СОСЧ—«OaiQOt^COlO^COCN—«ОО^ОО^СОЮ тр-CO (N^OOOQNin
SQC0^0^N^NOrtC00iWW00^C0CDOl(NWcp'-''t>-O(Nl000'-'
COC^O^abO^OOO^^^^MC^CNCOCOcOCO^^^VJlOlQcOCOCDCQt^
t^^^b*^0000COC»00COCO0000cX)CXDCO00Q0tHCX300CX)t»t»t»C»tX>C»C^
ooooooooooooooooo ooooooooo-oooo
^С^СО^ЮСО^СХ)Оэ0^с^еО^ЮСО^СОа>О^С^СО^Юса^С©0>0
363
в
л
н
о
Ьй
и
в
0J
(-
...
as о
га В
** СО
О и
о со со
сч — —*
' Ъ-tP Ю тр СО CN »—■ ~ О^СЗО^ОЮ^СОСМ'—'ОСТ500Г~--С01П^|СО<М —-О
со со со
О Г-- СО
СО СО СО
СОЮт*"Ю^О^СЧСО — ^^«OCiO>OCN^COC<lN-<NCXiC04<
^-,»_^,QoooooiOi03aiCio50ooooooocot--t--t^h-t>.t--.
00
00 t~-
ю ю to
ооо
ооо
COCOC^^OOOOOOO)Ol01000i-^'--ttNCNCSCOcO'^t<Tt*lOin
Ь-Г^-t^ ^^1>~^1^^^СОСО00С0С0С0С0сОСЮСОСЮ0000С0СО
ooooooooooooooooooooooooo
ooooooooooooooooooooooooo
lO СО СО
00 СО СО
ооо
ооо
соадсоо^соююю^о^сосоотсо^сосмсмсоюоо
^ Xf Ю'Ю tOt^-OOOO—'CO^iOt^-OOOCN-^rCOOO О СЧ tf
H^-rHOOOOOOCTlOOiaiCOOOOOwDOeONSSN
40
00
С0 00^Г^ОСОСОЮ10тНт*«С^С0СМсМсМ'--<*-<ОООС7>00
CTTOCOcOcO^^TjiiOlAlOtOOOCOt^t^r^GOCOOOOOO^
--CO^tOcOQOt--
^ОСХЭО^СО^О
N.COCOCOCDCOCOin
(«OOt^-^-OCOtOlQ
8 об £ =* fe о со to
cscscocococococo
CO CN CO ^
- - rf
llliijIiSgiiliSSSggSSsaassaasaa
^С01ЛМС>а^ОС^С0^СО^С0с>1-^ОС^00фЮ^сЛС^^0^
OO'-'tNOrOCOCO^TfS 0"CO COO^C^^t-^OCOCOOJCNllOt-^OcOCOCTiCNlO
WcO^iOCONaOlO
_t ^н ,-i ,-* CN CM CN CM CM CN CN CM CN CM CO
о о oo г— со to-^
CO LO Ю Ю Ю lO Ю
со -* ~* Q О М Ю
со о ■* со сч со о
J5 ^ ^ со со со ^
lO lO lO ** ** ** "^
COCN-—•OO00C--C0lO'4t<C0tM'—lOOiCONCOlO-^WCN'-'O
ЮЮЮ10т^г^^т**^^^^^^ГОСОСОсОСОСОСОСОСОСО
OtOcOCNCNCOOOlOCNOOO^^C^^^CTlOQOTQCOt'--
COWCOOCOlOcOr4COtOrt^CQCOTt"^CJ>ts',*WON10CO
wwcortwwwW'-i'-'r-i^oooooJOjaiO^oiQoaooo
О
О
о
G>
a>
CO 00
in iO со со со t^-1^.
Ю ЮЮЮ Ю Ю LQ
OOOOQOO
oo oo oo о
NNCOcOOOOTOOQOO-i -—"^CNCNCNCOCOCOTf^^lO
ЮЮ10Ю10Ю10ЮСОСОСОСОСОСОСОСОСОСОсрСОСОСОСОсО
OOOOOOOOOOOOOOOOOOOOOOOOO
OOOOOOOOOOOOOOOOOOOOOOOO
тГГ^^ЮСЭЛ1^^ОО^ОЮОЮОО(М^С0СЛОСМс»Ю^сХ)ЮСЧСлС0
^00С0Г0ОсО10с0О001ЛПО001Лс0О0010с0ОС0ЩС0^0)С0'* CNOl Г—
a?
'"IfJOOrHTfi tS-O CO CO Oi
OOOOOOOOOOOOOOOOO'-i^-'^'-^'-^'—''-''-<'-*'——'-H—.—.
^^^^^^T^^^^^^^^Tt*^^cOcococ^cocococococococococo
CO CN —'OQONCDlO'* СО-С**-* ОО^ОО^СО-^СОСМ'—|00>001Ч-СОЮ,*СМ--0
OOOOOOOOOOOOOOOOOOO—*—''-*^'-* —< —**— —■ —£»r*-i
^МСО^Ю<О^СОС7H"СМСО^гОсО^ООО^О^С>ЗСО^ЮЮ^СОС7H
^ _-. _ч _н ^ ^-.j-, .^^t^CNCSCNC^CNCNCNCNCNCNCO
364
g^&ssaaaassssfcssaa'ans^w^^^^co'S"
^сососмсо-^сосмо^^ю^^юсоадосо^см^соо^^^со
^^О^Ь->'^^СХ)-^Ю01СО^--<ЦЭО)трсОсМ(>-1--* ФОЮО ЮО ЮОЮ
^CN—Or^tO^CN^O>r^OTt<CO^C^aotDWCOCNOa>^^TpCO^OCO
СОСООЮЮЮ10ЮЮ^^^г^т1,М'СОЭТСОСОСОСОСОСЯСЧС^СМСЧС^С^
f* о- t^ t-— t*-I t—
||g||||||g|g||||ggSSSgggcofefefe?oco
ooooooooooooeo§88888SSS8888888
w^^W^TTC0^i000CSC0§W^2SK3fe^lPo^(N0^t^in^'*
N^^w^mKtft^«,^sS«2i»Q^i»c0StNtOr-4ionin^^
te J£ 7£ SS-S S^^^CN^aiooto
NWtO^iooujoiO
«S'bB^^.^^sgsssagssssaisHs*^
lO^^^tTOCOC^NCN^^OOOaiOO^COCO^^t^cDtOCDiniOLn4*-^
fflNlOCO-'■^ft^-OCOCOOlCNlOQO О-CO CDOlCSlOOOT-c^NOrtCOOlWlO
!^ММ(>1СОСОСО^^*^ЮЮЮЮФСОСО^^ЬСОСОюа1£лОH500
COCOCOC^COCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCO COCO CO CO CO CO CO Tt» *^*
^^^^^^^^.^^-.^OOOOOOOOOOOOOOOOOQO
фФФФФФФФФФфФфФФОФФфффффффОфф ФФ
^OC^CON©rt,WN'^001h.tOlO^CO»HOO)QONCO^CON^OCON
00^C0CD0>CilOC0^^N0^(NWC0Mrt^oW»0a0^J<SQC0c0 0QH
O^^^^CNC^CNCOCOCOCO^^T*lOiOWtDCQtOCO^t^t^CX)CX)COC©
cococococococococococococococococococococococococortcocococo
^(МСО^ЮО^СОООО^МСО^ЮЮ^СОФО-^С^СО^ЮЮ^СОСПО
OiOOt'-COlO^fCOCM'—'OO100t^-COt0'^C0CM»-<O0iC0t>C0L0Tj*C0CN^^
CNCO'^TpcO^OOcOCO^^Q^O^O^COb^^OcOOCJJCOOC; (NtOOlO
1-<C0CO'^C4ONlOC0^OlN^,WO00c0'* СЧО COtD^CNOCQCO^VCNO
00
00
00
00
со
inincOCOC0^^t^C000000^0^CT)OOO'-^-^-^C^WC0C0C04*Tt<^V0l0
tOtDO'D^COtDtDCOlOtDCOtOtONNNNShNNNSNNNNSN
ооооооооооооооооооооо o-o о о о о о о о
ooооооооooooooooooooooooooooo©
Wt^COOOONOOOlNlOOtDCO-nOlOOlNmJlTCOhlO^^intNOCO
rf i-iON^NOOONlQ'* CM'—«О СЙ^^СОЮ^^Т><СОС^СОСОСОСО,,4|,*1*
^^ьс°Щсосоюююю1П^^^^^сососоеосос4С1метс>1'--^'-«
ССЭТС^^^ООС^0^СО00^ЬЮС0ЮЮ-*т)'С0с0СЧСЧ^-'С5ООH>00
«l0cX)^^SOC4WC0'H^NOc0OQNW00<-i'*NOC0C001^'*t>
^"'t^lOlOmiOtOCD(ONNSOOOOCOCOOJOlOlOQO-i'--H'-'MN«
^W^^^c0COWWN(N^^«OOOCn0)C500D0NNNCOt0CDl0in
CO COtO COCOCOCOCOCOCOCOCOCO COCOCOCOCNCN CNCNCNCTcMCNCNCNtMCNCN
С^СЙотС7зО)Ф0^01001СЛС10^С^фО^Спд)СЗСнфО
ООЛФОСЛС7>ОС71<ЛФОHH50)фФСТH01С»0H10^о10H010HH)
ОС0^С0Ю^с0"^О01С0^СОЮ^С0"нО0^С0^С01П^СМ»-*ОС7)С01-*
^NOn^OlN^COOCO^OWlOCO-^OO^NlOro^^SoNlOOO
— —. — _i:i^^^^^^^,^^^^^^^^^M^cNC^tMCNCNCNtM
'^С^С0^ЮЮ^С007>О-нС^С0^ЮО^000^О'^СМС0*Ф1ПС0Ь-.0001О
СОс0С0С0СОСОС0С0С0^^^^^^^^^^1Л1О1ОЮ1ОЮ1О1О1О1ГЭФ
365
, о о> оо t-- eg uw« Й 515 сосососососососососо
i ю ^ ^'Т "Ч1 ^ ^ ^
■г*. t?0
rf CO
coco
СО 00
COCSI
СО СО
со стз Ю
СО (N N
CN CN CS CSl <N (N W ^ ^ -; л- . ■ • ■ •
CD
tD
CO
CO
oooo
—— .. Zu .j-. To ' *"* С D CO t^- t~- CO CO C7)
&siiiii§iiiiiiiiiis§iig§i
co^S?
—< О О
CO CO CM
gssScoSSfeSffsssg^ogg^ggggsgaasj
CN CM CN CN CN CN CN —; —; Г^ ** . • • • • ■ ■; ' ■ * "to* * 'm* UO
=5^&fcfefe688sii§giiiii§ssiSii
CO CN —- О CO t-- CO -чКСО tM^-CJ3CX3l>^l^^c0<NO0^00C0l04*C0«-*Oair-^C0in
tOcOt^t>-.*>-*>-CO00C0O^a> OT> jS О OQ«-'""--^NWNmCO«CO^,'*'^in
юлююи'юююлюю юиз союсосососососососососососососососо
0<-- CNc0^WC0^C0C^O'^CNC0Tp^COr^00CJ>O'^CNro>*incO^0001O
^^^^н^нт^^н"—.^-.CNCNCNCNCNCNCNCNCNCNCO
Оа>с<)^соигэ^сос^'^ост1(лг^сою^сос^'^оо>оог--с010^со
С01^Ю^С^-^0ЭС0СОЮС0С^'^С7^С0С0Ю^М'^СЛ00г^1й^С0--О
лот
^- aouo
o> t*-co
r-t-t-
t--
CO CO
0HHHH000000 OOOOQ.OOOOOO OOOOO*-"^-^- —I
ооооооооооооооооооооооооооооооо
ubo
~-o
ЩОЮ'-'СО — ММсОСОСЙЮгнСО СЧ.СО •"# О СО СО О) Ю CN
сог^ю^^^слооеоюсосч^слсо«ючз<см"а>оо^
OOOOOOOTO>O^C^CTlOO)COCOaOC300000COt--t^t-^
iv (О tO СО СО
т* СО СО
со ^^
Ю ""Г СО
0>ши
Г- ч* —•
f-ОФ
с—г-со
Ю 00
СО СО СО СЧ CN CN <—'«'-'OOOOCDOOIOOCOOONNNN
т—i4*h^OCOCOO)CNmcO—' ^ ^ cj> CN Ю Об i—« -ф [-^ о COCO
^ — «CNCNCNCNCOCOCOTt<^T*«**^^UOCOCOCOh-t-~-t---
CO ■**» •* ч^ ■**" uj ujuj »-■ w —- *.
CO CO CO
ai (Nio
h- CO 00
CDLOlO
CO —i ч**
CO О) О
■^ ч^ *Ф
^co^oggco^ooggcogg^
t^<OW4*eN^©C7>COcOlO^cOcNQ0"»CO">-CO^cOcN^O^0Q
«^t^OCOCOC^^^^OcOCOC^CN^r^OcOCOC^C^U^^O COCO Q> CN lO 00
QC^C^OOOO^^-WWCOWCOcOCOTl*'<|'*'*uOiniO(D(£)(£>(DSSN
СОМСО^тр^чф^^^^чф^тГ^^^-^^^т^^т^^^^^^-^^^
•—CNC04*»OCOt^-OOC350»— С^СО^ЮсО^СОСПО*^С^СОч*10СОЬ*ОЭ050
366
CNS^S^acS^C^gS2^H^^^Sr2^»^^^^WC41^0
OOOOOwCacftcn0J03O0^OTCPC0C00000000000000000t^l>r-NN
СОЮ
Ю
Ю
to
Ю
Ю
1^00^«WWcO!«'^^iDiOtOCDNf-00(»C3)OQ'-|'-lNCScOCO'«t'^
о oo
OOO
—v «n>« CSV >W UJ l*J UJ tTJ U3
ооооооооооооооооооооо
^"fi^sa^^so^oo^sSSS2SS°^?Si9^^s^*oooo"
Ift
Ю
Ю
Ю
Ю
Ю
sscoSssssssfeEsisigl^
00«C0C0C0COC0C000C0C0C0cOCOCOt»m^ffi"^
oiocnooo^a^aaaaaaaaaaaaaaaaaaaaa
J
V
о
о
Ьй
а
я
те
и
си
л^^о^схэ^ю^со^осэсоеоиз^м^Осо^со^со^оо^^сою
СОСОО^^^осОСООС^тРс^ОсОСОфС^Юг^ОСОСОС^СЧЮ
yO Ю Ю СО CD CQl— t>-t^l>*C£COCQOlCJJa>OTOOO^^^"CNC^CNCOCOcO
сососоюеососососососососососососо^^^г^^^^^^г^^^с^
«CNC04#^CQt^C00^O^CNC0^u^CDl>-COa)C»^CNC0^i0^t^
СОСОСОСОСТсОСОсОСОчфчф^-фч^т*'^ Tjf -^ -фАЮЮЮЮиЭЮЮЮЮШ
cOcNCNCNCO^lOt^-QCOb. «-tlOO <0(МСОЮСО--«аH0*>-'^1^-000H0»^
CN CT) СО COO t^^^CnCOTO^CpcOCO^^cO^CNO^^U^cO^OT^CO^CN
lOcOCN^OCOt^O^MW^OTOO^CO^COCN^OCO^COWCOCM^
' CO CD
to
со
CD
CO
^С^СЦСОСО^^ЮиЭЮСОСО^(>-СХЭСОСЛа)СПОО^^С^С^СОСО^^Ю
^^^^^^^^^^^^^^wr^^~^c>)CNCNC4CNCNCNC4CNCNeN
0)С0^С0С^С^С^С0г^10С0ОС0Г^'^ЮОЮМС0ЮС0Оа1*>^С0С0С0Ь-с--
Г^ч*^т10С^ОС0с0Ос^ЮОТ0}1^**сМСГЛ^ч*сМО00ЮМ^С^
С^СОиЗСОС^-^СТ100С^СОчФСОСЧОСЛСО^Ю^СОСЧ'^С^СО^СО^
сососососооюиоЮиэюиэюю^тр^^^^чф^ со~со со со со со со со
Ю^^^^СОСОСОСОПМЛМС>1^^^^«ООООФСЙСЛСЙСЛСПОО
^OCV3tOC«C^WOO'^^t^OcOCDO)CNlOCX)'^^^QCO^OO'^^
05000С •—• "^CNCNCNCOCOCOCO^^^ioiOu^cptDWeO^^C^COOO
^COCJLfOCO'^*^CNCOTt"C7)WOOCNC^COOO^O^lOQtO'^t^C<lCOcOC^
слслсоооФ^^сосоюю^^^этлс^см^^оооо^
COQOCQCOCOOOCQOOaOOOCOCOCOCQOQODOQCOCOCOCOaOOQ
сссюсоодоооосососооэсосососоооооооеооосососоад
Ь* i<-4
O00t^tOU0c0W^OC»^CQlQC0CNr^O00C0C0U0C0cN'^O00^CD^W
^^COtDa)C^^OO^^^COOCNUOCO»^4*t^O>CNU3CO-^^t^QCNU3C^
OOCX)COCOaHH)OOOO^^^CNCNCNCNCOCOCO^^-4£lOlO*010,CDCD
— CNC0^i0C0^QD0>O'^CNC0^l0tD^C0a)Qi^C^C0^WC0t^C0CTftQ
a31CQiCO_cO_C2J21^Q_CO_^Oj^_4^j^_^^^ Ю СО
36:
S
» Ю -^ CO CM —'OOIOON COlD ■■<*« CO CM —'OOlCON<filO
lOimo ююю^^^^^^^^^^сососососо
ooo
о со
■^« CO
CM CM
CM ■** tr
lot-^on
CM'-■О
CM CM CM
2ssasg8S§gj8gsg§gp§!§
CM •—< —' *— ■—•■—' —• *—' "^ ■ ' ' * jife
■^< COCO CM —'
о о о о о
^СОСЛОПО—»~С^С^с0СО^Ю1ПСОС0^С000СП0,О^—*СМ
•оооооооооооооооооооооооо
см со з^УЭ
ооооо
CM CM CM (N СМ
ооооо
in со со
■е* CQCO
■^«ОПСМ
l> 00 О О СМ
ои *■* о- сп
см—юфй
т* СО 0O
,—< со ю
со о со
ооо
ОООСМЮ^СЛСМ^СОО!—■■^CDCJJC^'^'b-CJiCNllO
Ю-1П j*_cO СМ->^-*—< ОСЯ ОО 00:1s- CD lfD.lO^J' CO CM-CM"*—'
ООООООООСПСПОЗОЗСЛОСПСй ОТО &> ОП
lO
-^HTf
coco со
CO СО СП
СП ОСП
ononoono
см m со *-; *r
fclOlOCO CO
СП О СП СП СП
qoo
CO—*"*
en en o^
SCOOOOOOOOlOJCJiOOOri-^-■ CM CM CM CO CO
0H50lOO)№0H5000000000000
Л ,-, ^ ^н r-i —4 CM CM CM CM CM CM CM CM CM CM CM CM
i со о ■# en со £-- -;
COt*-CMC0OiO01*4ti00CMt^'--«lJDO^00c0r^-'--* .... -
СОВДЮггтгсОСМСМ'—i'-'OO0HH0ts*Nl0(CWift^l<ccc0(NiM
^.-^^-.^«^«„-^^—.„—ОООООООООООООО
oococococ^cocooococooococooococooooococococoooopcooo
CD О ^ 00 CM
ОООСЛО)
coco со £- £-
СП О СП О СП
•-'CJOOtDl^^fW'-'ffiflUtOiOcOiMOON^DlOCOWOC^NfO^
QOOCO(OCD(NiJ3000cOCOO)CNinoOOCOtDO)«lODOOCOCOCR
rn^OCON
(МЮаоОсо
GO СО СО СЛ СП
en on en on on
lO <D Г> с» О) О
^rr^^^m^r^no^'n^^ssssaassc^bNwcNwco
COTj-lOCDt*
o on со
l> tO lO
lO lO lO
co$2$S
со on on
f-t-t-
-tf* О t~-
o *-<'-H
CON*-
rfCOCM —OOCOt>-tOin^COtN—«ОСПОО^СОЮ^СО
|ДЮЮЮЮ-^Н'^,*^,Ч*'* *^*Ч,'"*,т1<^1чСОСОСОГ0С0СОСО
CO О СО Ю CO"—« OOncOt-^t^t^oOCOOnOCM-^'COCO'—'Tt*
CMCOCO^^CDt^^COOO—*CMCO''*tDt---CGOOCMCO
^сОСОСОСОСОСОсОСОсОЮС01ЛЮЮгОЮ1ПЮЮЮЮ
г-, о •*
^* со r—
Son oo
ЮЮ1Л
tO cO t^
1Л ЮЮ
oooooo
ЮЮ1ЛЮ 1Л CO CO CO CO CO CO COCO CO COCDtOeOCOCDCOCOCOr^C--
ooooooooooooooooooooooooo
COCOOlO
— — CM CM
г— со lo ^
со to to *o
СП ТГ
CM CO
CO CM
CO CO
oio--c-^oco^
^оп^сосоюююю^^§оп
сою
~-<ОСПСОГ-^СОСОт1«сОсОСМ —'OOnOOt^COLQ-^СОсОСМ^^ОСП
>0 ' щ
lO,
со со со со
со со on см
tD COCO t^-
COCO
ЮСО
сососососососососхэсососотесосососососососо^^^^
—«^♦t-OCOCDOnCMuOCO*— Tf^-OcOtDCftCMiOCO-^Tj'NOCO
cococoononcnonooo—-г-"-«смсчс>»счсосдсо*—■T^-^uDin
r^t^^^C^b^^COCO<X)COC0C0C0COCOCOC0C0C30C0C»C0
COt^t^COtOlOin,*Ti«COcOCN*—«*-t
аососоооорсососоооооадоооооо
o>on сиотслсоопопопопопспопсп
en гр on ^
о о on en
^i^i.cOcC
со coco со
on en on on
LO CO CM •— СПсОГ^-Ю^СМ—«OCONtOT
■■«■—■им'. -. лл fn rft w in CO О CO CO СП CM Ш
t^. t-GOOO
ees^SSS'SSSfflSSS^
55 CJS CM Ю t-О CO «
00 CO CO
CO O0 tr-
CQ CO CO
со со со
on en on
о on t^
cooco
со on on
Г-- t— С"—
KSSKLn^;* cococ*
cScoSSScooocococo
cnoncncncnononononcn
(DincowogjogcDiQco
cooncMingoococDon-i
m ОП О О О ■—«>-"-1—«CM
S^coo&cocococococo
о со t-- coon о
О — СМЛ^ЮС01^СООО»—'СМСО^ЮСО^С00 0^6ЧСО*#1П)
^^^^^^M^^^CMCMCSWCNC4CMCM<NCMcO
368
СП CO N«DW ч**СОСЧ — о CD m ^ frT^
_ . wlwl'H —<—-^^^O'OON.tc
N-COin
S о en со eg £- со ю S !§ со « м ^ S 23 «> о со to fe Й « Ф oi
> со r-1- op со on оом^мт 1Г~Г7 — ^*
оо^ооо-™^-,^^"^^^ со сокГ^Г^Гг:
JoooooooassggggaagaSSBRalSsaaa
1Л
о
CM--
«oco
on on
COOCO
CO CD CO
on со l^-
00 CO 00
CO "^*CO —*
—■ ^f ^O
NtCinW
CO CO 00X0
°.°S8a88g88g|g||§|g|
iiiiiiaiiiiiip^Hsi
кП CO
r^o
со-*
oo
CM<N
CO CO t^-
CO CD СП
■^" 43* T
000
CM CM CM
C^- h- CO CO
CM Ю СО-!-*
in ю in to
О ОС О
CM CM CM (N
iiililllliilf
■V- •—• m on co-t^. cn со о ^ со см id n ^ ^-, "
00 00 1^ to to lo ю -^ ^ со см cn -2 S S S 53 Ь -«m 01 en n. _ t л
on on on on en on on en on cn.on слспс^сл^ЯДЖоэь-сойй^^Э^^^ю
«^ t tr 5= fc fe fc £; •>: tr t^ tC ti^K R К S° £° 2° °ь « m со S S; SS £5 wc-iS
tO-^CM'—'OncpCOincO NOCiNiDr(.m^^
<DOCMint^OC0CD0ncM Ш>, CcnSmwS^S^ro (М^ПоГьГТ^П
--CMCO^fincQt^-COOno-- CNCOtMnini^^,* ' ^.:'-".<
550^-
t-r~- со
^ji ^ tt
WNcNCOTCOCOCOONmcMOrnK »«.« -
сЭЗ:^^01 — см^со^ел — co^feSH?5"*«coco^intr,^ «
ю^тоЕ2""°^<»^сосою^^ЙЯс^ЗеосоЛ'5Й^25
Ю
000
CMC0^^MninCDt0t^N.C00n0lOO——гч»л. Г ~ ■
OOOOOOOOO000000O00000O03553
С0О^^«^^01С0С0С0С0С00IП--С01П(МГГ1>^^#ч1 ^
S CO СП Q CM CO 3; CD t^ О) О CM CO 1П (^ CO О CN CO To Jt Й ^ °°
OOt^CDCDinTj-cOcM»— .nommhwiftiWrKlliiSJ^w
л. _ь ^? CD tD Ю »0
£*3;*осдосч
CJ К
о га
65 CO СО СО СО СО СО СО СО СО СО CM CN t^ScsScMCSCNtNCNSS^^S^53'*
5 on см m qb — "^ i> о со со о см ю со — -5- г-- о со со fe r^ t?; li ^ ^ °° °0 «о
юлссюсЗ^^г^адсооодаосйопг^с^О"-- — — ЙЙ?5г:зЬосо
. 3d со со со со со со со со й со со со oo oo on а> ел о о^5сло188слЗ§33
л с?п 2- on со со со t-- см t-.»-- to ою о з: ел л со см t^. —to
СМ — О ОСЛОСООД(^-Г^-10101П1ПМ*-*СОСЧСМ--'—. Oc->r?,fT.nn^:^Si
mo тг со со
-«5
ep 00 00 0000 90 oo 00 00 00 со рооосооооосососососовдсосоооодопт^^
CM—-ОПСОСОЮ-Ч-СМ*—• tpncON-tn^CM — OncON-m^cM —OOUl^in,*^.—
^COOCO^CncMlOCOQcOtOC^CNincOOCOtDOW
CMCNCOrtcoco^^^Kin^mto^cot^t^^cocoS
cbcocococococococotocooocococococoooco
^(NCO^lOCOtsOOQO-H СМСО-Ч-mtOt^-COOnO—'Wf0-*»O«)N.{nnn
«о со со coco со со со со -^г-ф ^ ^ тр 'чг tj« ^-j* ■4*-*u3iominininioioSiQtD
24 U4 П. А, Камышев
369
"fcj <JV OO Г- CD Ю "<^ СО СД j-*
rgg^s5555Sgg9g^9gaS"Ssaa5^
00 О
CNCM
о ^ tr
(NCN CN
СП CM Ш 0О CM CD-O ^ g«^ ffig « CO CO ^tOD@ 01(N^N O.CQ Ю
»n
LO
Ю
Ю
iH^s^if^iiilli ggfis s||| its
-SSSSSSSSqooooooooooooooooooooo
iSSSSSggggggSSSSoo8ao>OJO>0»<»0H>№0>OJO>
lO
Ю
lO
lO
■* ^t*
§S|§|§ssSPS&lSg§g§i8§8SSSoSSgSS
gg88888888888888888^
•igsgsifflssalggslii§§§§se££s§sils
O^WCa^i0«^*№O^22^22£2^CNMNNMC4C*e*«C*C0
^-St4 noi4.totn^cQ(N^ ocnoostoin^cocj^o
^^^^ • • • • • • • • ' • '^ * ' * "io ю to
S»SSgSS3ESSSSS8SSSSSSS22SS£2£SSE:t:
SSSSSSSSSSSSSSSoSoooooooooooooo
2^смм&со^^]оюсо^^соспо^^£^^^^^д>
fe8SS8SS8SS!5SSSSS3S«S5^^^^^^^^^^co
ю
Ш
ю
ю
сососососолсососососососососососососососгэсосососососо^^
C0<0^^^C^C0CCQ0C^CnaiC5OOO-^r^'^CNCMCMc>tC0X0C^'^^^i0in
r^^^^c^c^t^t^t^i>-t^^t>cocoroco«oooocococococooocococo
^«Э^ЮОЮОЮОЮ0102^§Зс5с5с§оЗ^ЙЙЙ&Й^^Й^Й
■^м««ю«>1-»оо-22222Ь22ЙЯаЯЯ88Й8й8
go — -^
О О СП
OO CD
^OOJQO^tc
Ь-OCOtDOI
oscfi спелей
S3*o«^
со t*- <o
oooooo
ooo
NM tM
ooo
b- opooело
OOt^o —i
£3 см cs см см
ooooo
8888gggg§|
^«JtDtDKoo
о о о
00о^оо^71Г^г—
slillglll
illi|lils|li|i||g^=p^^
ьосоюосчюда«2РЯ320ооГ1 '— ——_
aaaasaa^aiSig^gsilpSsiPSSBas
-:-:«««««i««8SSS8So88|§|g|8«o|||||
ooooooooooooSSoSn^^-^S^wwK
SooeoocoSeoe«ee»8S&8*gsa§5|g8ag8ga;}
ш « » • • • -„J • ■ •"-• ."--.-I
4> и
и а
О (Q
to se <£ s £; ^ ^ oo °° 5o oo o> S ел ^ Д fe ° w <° en cs u5 fe — ~ 2? °3 °°
222S2S«2S^S22S8SSg5SSocg|iiS"§5
CNCNc^cocOCO^Tr^iQi#iHinSiOto^^£?&£&
22S2222222222§22S2*2§S«sS§li^cl
—. CM CO Tf lO tO t^. CO СП О —•CiCOTflOtON.ontTir-»
toeococoeococo со со тг ^ ^J ^ 3. !£ :g 5 § §°
lOlQU3lQU?U?}8!n
24 *Л П*> А, Камышев
369
Jllllllllllillili1
$3§Щз 8 338838
««я£883838з88
S88S8«88<N<NOI<N
S'
C4CNCNC^C4(^CNCNC^CNCMC^C^CM01C4C^CNCN
ooooooooooooooogooo
О О О OOOOOOOOO
«OCO-fcSSSS
iliiilglllipillpii?1^?
I '. _ ,—> oO CO lO CO —< OOOCD4*
СЧ CS CM CS CM CN'-n
CO -^j* UllflCDtOboOCOOOOrM CM-CM CO тф^ Ю l£> CO C- t- CO
CM-CM CMCNMCNCNcNCSCMcOCr3COcOCOCOCOcOCO CO-CO CO CO CO
CN«C^CNCNCNCNcMCMCMC*CMCNCMCNCMCNCNCNC^
OOOOOO OOOOOOOOOOOOOOOOOO
CD t~- О
too ^
lO ^ CO •—
00 CM COO
CQ CO CM CM
со со со со
■"ф *ф ^? ^
о oo о
- * ■*
t^cooo^ocDcogcocoo-^
•Ф ;—1 to lO со со c-- t-- oo oo CD CD
llS^lliilililiiiiiiillls
„>-=iii25iii5l!iiIl§8Si!!!tiiI
^OOQCD
t-со со 90
^^^^^^2^
370
-^HHlli^^^ll^^^
CO (Л rj« со CM
liliillllllllllllllgllll!!!!
^ЦЩШШШШШш
• • ■ •;^™"™^S.°8.8.s.8SfeS8^§p|ll||2
CN(N«CNCNcNCNCNC^CNC4CNC4CNC^CNCNC4M
OCOCOOcOCOCDtMlQCDcN Ю.00 —^•^,f^OCOCOCnCNCOQ)CMiOCO^H^J'I>0>
CN O) CM лм fM —»43ьва^^~ < _- — —i
£r trCpt>h
^*.e.».»sfefefe&fefe&S6ggss||g|g6&feggg
-co —«слоосо^ют—<сп|>.ио-^смооог^юсо —1O00 co^Kco~^ en t-~ <o -* ci
СОСОСОСОСОСОСОСОСОсОСОСОСОСОСОСОСОСОСОСОСОСОМ^т**^^^-^^
CNWCNCNCMC^CNCSICNCNCNCNCNCNOICMCNCNCSCNM
0^cx)^co^^coc>a'^oo^oot>co^'^cocN'^ooicot^coio^coN'--' o
^СМ«т£10СО^СООО^^сО^ЮСО^СОФО^СЧс0^10СОС^С0010 S
.СОСОСОЮЮ1ЛЮЮЮЮЮ1Й10ЮЮЮЮЮЮЮ,^,,*,*'^,'^*^*,',*'',=Г^,Т**
тр Tf "*
МСМСМСМСМСМСМСМС^СМ CN SS-CM CNC^C^CNCNCNCNCNC^CNCNC<CNCNcM
St tj« -чй тг -^ 4^ V
f\l 1^1 r~^1 m n< *C, 2\
CNCMCNcMCNCNCNCNcN CN CN CM CM CM CN CM CNCNCNcNCNCNCN<NCTCNc^CNCNC4
OOOOOOOOOОOOOOOOOOOOOOOOOOOOOO
1Ос0--ОО^^СОЮЮ^т^сОС0С0^г^^ЮСОЬ^00С71---'СМ^СО00О CNlO
lOTj*TfTf ^T^^^^-rfT^rt'^^^^'^^COCOcOCOcOcOMCOCOCOCOCO
OOf-тнм COCO -^ ■^ЮЮсОСО^С0 00 010)Отмг-((МСМсО'*^Ю»ОСОЬ
OCOCOCDCN Ю.0О ^^^ОсОСОСЙС^ШСО^ЮсО^—'■"^t^OcOCOCDtNlOCO
CM CM CN. CM-CO COCO ,*ч*'^ЮЮЮ1ЛСОЮ CO^ t-- t~- CO CO CO CD CD CD-CD OOO
CMC^C4CN<NCNCNCNC^CMCNcNcMC^CNCMCNCNC^
CNCN<NC^CNC4CNCNcNcMCNCNC4«CMCNCNCNW
CO COCO (DЮЮ^OЮЮЮlЛЮщЮlOЮlfllOЮuЗl^■Ч,^^,*'tЧ,'J,'tЧ'^,
CD CD CD СП COCD ОС^С^О)СЛСП05СЛСЛООСХ)С75050^0^0Э01С7) CD CD CD CD CD
CM i-H-CD Ь^СО^СОг^СОСОСОЮсО-тнОдас010С01^0СО^ЮС0050С01>-10
^-ОС^ЮСО^^тг^СЪС^10СО^^Г^СПСМЮСОт^^*ОСЛСчЮСО>^СОСОСЛ
^-i^---.^-,^—.^.^-—.—>—.—iCNCMCNCMCNCMCNCNCNCM CM CM CM CM CM CN CN CM
tMCNCMCMC^CNCNCSCSCMCNCNCMCNCNCMCNC^
24
П. А. Камышев
371
fcgSSSSSS
CO '*
со со
СП О!
•&■&
CN CN
1Л lO
О CN
СПО
«OL,
оо
CNCN
иэто in
CNCNCN
~-cnco
сч-cncn
Ю Ю lO
СЧ (NC4
ШмШИ*вР«1Р
о> сч m со
счсЧ'-'О
o<j>cncn
iIiiS8llilllii8?8?8?8.8888s8
ft 55 553555 roo
CScO-^iOCOb-opOiO
-lO(£
О — СЧ CO Tj« 1П CO t- 00 OO hi CN CO -Ф Ю CO b-
-jj—|j—i ^^CNCNCNCNCNCN OtCN Ol CN CO
372
Э Ю тГ CO СЧ —* О СП 00 t-* CD Ю ^ CO СЧ —* О Ol
СЧ СЧ СЧ СЧ СЧ CN СЧ СЧ СЧ СЧ -и —
ооь-.соют»*еосЧ'—о
о *-.
CO Tf
COCO
CN CO
О CQ
COCN
■^rco
CN0O
F-N.
xfOt^COC^^^t^^J'QCOCNOOlO'-' Г-СООСОСЧОТиО'-'Г-.
—' -— OOCnC^CftOOCOCO^l^COCPCOlOl"lQM*^OTCOCOC>4
^Г^Г^Г^СООСОЮСОСОСОсОСОЮСОСОСОСОСОСОССЗсрсОЮ
CO
CO
CO
№. CO
П CO
00 Ci
COCO
oo
o~-
CO CC
coco
о о
CS CN
oooo
со со
оо
cooococococoloSRS^ffi^Syj^^WOJCio^cMpri
81SS§11§§|1|11§1§§||1|||
GOt4-r*-COCOCOCOCDCOCDCOCOCOC'--t—OOOOOO
•—• f- CO О Ю —ч t*^ CO OS 1Л — h-
;Йс£ЗЙ5е.9Р.с$^счт*«
ssa8ss§§8SS§SSSi§i§§i§ii§l|iii
^^^^^^^^^^^^^^^^_ со со
1 СЧ СЧ CN CN CNCNCNCNCNCNCNCN СЧ CN CN CN CN СЧ СЧ
lllilllllllllll|i^^isiss§§s^§
».^.Я^88888888888888888888888
CNOMCO^CNOcOCOrt<CNOC©cD^CNOcCCO^CNOCOCO^C4CaCttcD,*£
ЮОООСО<ООС^^^ОСОЮСО'^Т^[^0^1000--Т(,С001СЧЮСООСОСО
NN0DQ0 0000Cn0^0)OOOO^«^CSWетC^C0e0lr0rtтГ^^ЮlЙlй
^cOcococDcoococot^r^t^^t>^t^^t^c^t^t^^t^^t^^b--t--t^-t---
CNC4C4C4C4C4C4C4C4C4C4C4CNC4(NCNC4CNC4C4C4C4C4C4CNC4CNNCNCN
^S^S^SiG^^QOcno
S'^CNCO^lCOt^cOOlO^^CNcOTt'lOCDt^-OOCftO
0iC0^C0l0Tj«c0CN'^OOC0r^C0lfD'^c0CN'-'O0lc0t--C0in)-4JC0C1--'O
СЧ СЧ CN СЧ CN CN CN CN WW^mh ,-* ,_< _ _ »«, _ .^
О^ЮОСО^^МООСОСПЮОШмГчСОСП^ОЮ^-Ь-ИСЯ^ОЮС^Г^СО
tfi(»OOt-N^^Wln,*'1,'4,COCOWCS'-|>-<^OOC(>CT)ODCOCONN'DtD
со
со
со
со
со
со
0.-0; e-"CNco-^**incoc-.oo со о о n-j-Vt счсо-^ююсо1>-сосйспсэ—«счео
СО'СО/СО-СО СО СО СО СО СО СО СО СО'СО -^-^-ф-^-^Н^-^-ф-дч-^-^-^-^ Ю'1Й Ю 1П
cocscOcocococococococococococococococococomcocococococOrt
оооооооооооооооооооооооооооооо
^^Tt"COCNCOOLOO^OOCOcOCOr^COCOcOCO^OlO—'t^-COOLO—-• Г— ^* О
с010Ю^^СОСОМСЧСМ^^ООО>С5сЮСОГО^Г^СОСОЮ1П'«*М,^*'СОсО
TOwcOCOCOCCCCCX)COC©COCOCOCX)b-t^t^^t^r^^
М^ЮСО-Г^СООО^МсО^О^СОСПО^МСО^О^СОСТаО^СЧ-^Л
GT> CM Ю-00 -^ -«4- > -Ф t--О CO (OQ CN Ю CD W>O00'-'i'NOWSOn(oC6
LOlO'lO Ю CO CD CD CO CD" CO CD CD CO CD СОЧО CD CD CD CD CD CO CD CO-CO CD CD CD CD CO
CNCNCNCNC^CNC4C4C4CNCNCNCNCNCNCNCNCNCN
NOCOlOoO^COtDD'H^NOlM^'NONlClSOINinoOOcOinoOON
О 0 05 GO t4- t— СОЮ -* "Ф CO-CN >—' i-i О О) СП о0 1>-СОСОЮ-«*СОСОСЧ—< ОО.О
00 00 t^ t>- Г- t— f-h-h- f«»*r*. t4-b-C-.l>CDCOCDCDCDCOCOCDCDCDCDCDCDCDin»
CD CO CD CO CD-CO COCDCDCDCOCOCOCOCOCDCOCDCOCOCDCDCD CO "CD CD CD CO CO*CO
ОСПОСЛООООСЙОООЭСПСЛСл 0>0>ОУС1 ОСПСПОЭОСПС7ЭСПОСЛСЛ
СО^СМ-^О^ЮСО^нОс»сО^СЧОадЮ^СО-^О^ЮСО'^СТ>сОЮ^фСЧ
CD СП CN IQ-b- OCOlOCnvH-^sOCOtOOOt-t-^t-O CN-ЮОО *-t ^t* CD~0> CN Ю 00
О О »—•_.!—i i-ч-СЯ CNCNCNCOCOCO^xJ* •***"■■# йЭ lOlO.CD COCOCDt-.S-t>-t^cOOOOO
Ю ЮЩ-Ю Ю.1П ШЯО Ю lO-lO ЮЮЮЮЮЮЮЮЮЛЮЮ ЮЮЮЮШЮЮ
CNCNCNC4CNCNCNCNCNCNCNCNCNc>lC^CNC4C4CNCNCNC4W
^СЧСО^ЮСО^ООСП'О'-tCNCO тНШСО^-ООСЛО-н CN CO >* Ш CDI>. 00 СП О
cococococococococo^Tj<Tf^^^^^Tt«^iau3invoiowuj^intocO
24'
373
5£; 52 2 fe ^ S fc :£ sr °° S^ r? °° «5 сч q> ю сч en to со о г- ■* о f- -ф —. со ю
TrVV^Tr-^-^COCOCOCOCOCOCTCOCOCOCO СО СО СОСОСОСОСОСОСОСОСОсОСО
t^OOCSO —«^-«СчСО^НЮСОГ^-СОСПО —■ СЧСО^ЮШЫ-ООООСПО'—«CNICO-^LO
^ioiOtocDcototototototocotor^^t^^t^t^c^t^^t^t^GOcoc»cococc
OOQOOOOOOOOOOOOOOOOOOOOOOOOO :JO О
CO-^rC2t^-COC71\QCSCOLn'—' CO-lO *—t-CO Ю CS CD-CO CO—<COlOCSlOt--lOCOOOOtD
t-—cotototfaioio-<3<-^«cocococM см c5 TiH *—« —<-o oocioJCftooooaoNSC4-
C^WCNCNC4CMCNCNCNCNCSCNCNCNCNCNC4C>4WCMCN1CN—.—.—«,-«,-«,-«.-*»s*^
со со со со со со со
сосососососососососососо coco сососососососососососососососососо
О" CS» СО Ю СО СО GV—< СМ^ЮЮС0а>^СЯ~С01ЛС0^-СТ>О^С0^1П^С0СЙ &'п&
COCSI — OCnCOt—1>-ЧЭ1П-^*СО WrtvMOQQOSt0UilO-*CO(N-ЮФСООЗК
tO tO tO СО'ЮЮЮЮШЮЮЮЮЮЮШ ^Ф *-ф-* "<^^i*,^-*-4f^«'4l*COcO CO СП
ю шло го in юю юююшиэюююшшюшшюиэюшюю иэ-иэ иэ-ю in
ОСИ Сй G> СГ> О О С5 ОЭ CnC^CncnC^C73C^O^e73Cj>CnCj3C7JCnC7JCj3CjiCjiC3^CftCTlCn
N.iQm-<OOtOTj«<NONlOCC-(COCDtHWoIN^CO^ CO.tO "^ CN СД £-. 1П CO О
£3 ^ Яа S cO CO -3« xi*--rf* ^lOiQlOiOtQOtDSNNN СО 99 SSKSSSOOO
~~ ZZ лллкт сп еэ^-юз co-^t*u3to t--cocDO *-«c^co-*into_t^00cn
" —. ^ '^.л^гл^м^О ОаОО^СОЮ^сОСМ^ОО^СО^СОЮ^сОСЦ^О
К ., *. .«nrhrnN-CvUDOinCri^CftCOOQCOOOcQCOcOOl^oi
OlrttDO>«^O^t^^£SoNCOO^«SinM»^^«2«N^o
CO
CO
°§S§S§SSSSSoSSSpo3oSSoooooS5oo8
-о- -ф ■* ■* ** ** ** ^ ' * ro CO en
В Щ СП CD СЯ CO
I
I M.-LL rr^r-irsiTftDOOO-^cOiOt^CXJOW
(nooow^S2SSS^rt^«riSSmSmS^cncocncno>oioooooo
5:sa£88SSSS8§ggg8Sa8SS^
to en
tO iO
_ со *oco
pa «#
о to
cot-
CSlO»
»г>сО^СП^1ЛС0^9Д^%«Й^ОСОСОСП^-*|>0
^uotoi-oocno-cN
~ Г" -r. rr, r~> Z-* см со ■<* io со ь- со а о
CSCO^^^^SSScNCNCNCSltNCNltNWWCO
374
CMCNCSCNCNCSWCSOieNT—'-
cif»ts(om^WWMO
CSOl
CN —i
CO CO
CO(TOCOCOCOCOC<ICNC4C4C4CN<NCNCNC4C4CSCNC4CNC^
CO
CO
CO
CO
CO
to с-.
CO 00
oo
соспо^мсо^юсоь-соспО'^счсо^ющ^соо^о^см.сотргд
■^"^r ^^Tr^^TH^Th^^ininininiftioioinininininioiniOio
oooooooooooooooooooooooooooo
С010СМСОЮСМСОСОСЧСГ)СОСООГ----*ОС^--^--' COlOC^C7?tDcOCntOCOOh-.
tDtDtOiOiOlO^^rJHCOCOCOcOCNCSCM—"-"^OOOUOlCnoOOOCOOON
^-.^^н,-.,-,^^—,,— ^—,,-,*-*,--.,-.,-^,-.^—.„.^-OOOOOOOO
CO
CO
lOiotDtDcDNNSoooooooicnaiooo —-■ —■c^^c^^cмc^^cococO'*■^"^^,
COCOCOCOtOCOCOCOCOCOCOCOCOCOCOCOCOCOcOCOCOCOCOCOCOCOCOM
CO"*IDNOOQO-" CO^intDt^OOCn-^CNCO^lOtOb-CQCnO--• CN ч# ЯЭ tD
©in^rtN«r4OC100t--lDlO'«rC0C0(N^OC0Q0NtDlOl0>trtCS'--O
COCOCOcOCOCO(X>COCNC4C4CNCNC4C4tNCNCNCN-—•■-< ^- ~^ —< —< —. ^ _ —. _.
а^смгосоососослсм^^осоюсс^^сослсмюооососоо^-—^"t>o
oooooooooooooooooooooooooooooo
cOcococococococococOcococococococococococOcococococococococo
COCOCOCOCOcOcOCOCO^^^T^Tp^^^Tt'^t'lOlOlOiOlOininiOU
CftCOt^COlO'^COCN'-' 00>COt,^COlOTt'COCN---,005COt^-tOin'^cOCN'--'0
CNCNCNCNCNCNCNCNCNCN
NTfONC0O©C0OOw0)C0c0QCDc005tDC0CT>«3C0CnMC0O@c0O
«—»-*«*— CDOOC^C7iC7lOOCOt^-^C--tDtDCOiniOlO,4*<'4t''* ■*** CO CO CO CN CM CN
1ПЮ1П10ЮЮ^^т^^^^т^т^^^^^^^"Ч",*3,'^'^'^*^"т^г1'тГ"^
CO
со
со
O^-CNCO^lOtDt^COCOOO —'СЧСО-^1ПСОГ--СОСОСЛО'-"СМсО'^'ЮСОЬ-
СОСОСОсОСОСОСОСОСОСОСО^^тр^^^^тРтр^^ЮЮиЭЮЮЮ \П\П
^f Tt1 ^* ^tf1 '^ "*i* ^* ^t" ^3* ^* Tf ^* Тр ^Р ^* Т|* ^* ^Н Tl* "^ tj* ^* ^" "^ "tf ^* ^* ^* Tt4 ^*
oooooooooooooooooooooooooooooo
COt^—■tDOTf,CncOOOCMt4-C^CO'-«tOi-'tO—"t--CNt^COC0-rf'CTlin—-t^-CNcO
CMCOin--CO^Ot^cOOCDcOO^COCNlCftlOCNCOlO'—«CO'^'^-t^-rt'—ilN'^O
N@!D<OlOU3W*^-*cOrtWWW^TH^HOOOOH>05000000NNN
COcOCOcOcOCOCOcOCOCOCOrtCOCOCOCOCOCOCOCOcOCMCNCMCSCMCNC^
C0lQlD00O'He0lO@ 00O--(C0U3t0 00OWC0l0S0)ON^lDC0CJi'-n
ЮМ-'тСОО'-"*ЬОСОЬОСОЧ5СПМЮФ(МЮОО--ЮОО-—"tNO^N
SISbttwoooocnojoioooo^^^wtNNrtcoco^^^ioioin
OOlOtJlOlQOJClffiOlO^OOOOOOOOOOOOOOOOOOO
CSCMCMCNCMCNCNC^CSCNC^COCOCOCOCOCOCOCOC^
т^Ю^С750СЧ^0^01ч^СМ^10^СЛО(^сОЮ^СОО--СО,^'СО^фО
N©Ю^^PDW'-'O0)Q00Ь^0Ю■^■*C0l^^•-^OCf)Cn00N<OlЛ•*C0@
COCOOOCOCOCOCO(»COt^^C^h-^^t^^^t^^t^COCOCC5tDtOCOCD
aj"cn cnoi en a> en oven ел cn-cnen отслоэспслслаэс^споспсоосло^спсп
m^in«^OJN^NOoo©^NCSwm^c7iN'*(NOao{p^,^05ti-
М1ПИ^т^фСЙС^ЮЮОс0щС7>М^^ОЛЮй«^^СиМ1000ОС0
^Tp^v0Win^©(D©bNNNC00000C^C0C00iOOOQ-'--,-lW(N
сососооососооососооосососососососососососооо^от
CM<NC4C^C4C4CMWCMCNCNCN(CSNNC4C4CMCNCNC4C^
*^СчсО^1ЛЮЬ-.С0СГ)О--*С>»СО'^'ЮС0^00СЙО .;___
375
i
COOOO
^^^^г^^тГ^гГ'тГСОСОСОСОСОСОСОСОСОсО
lOCOOGOtOCOO CO U3 С0ОС0ЮС0О00ЮС0ОС01О
оооооооооооооооооо ©43» o5
CO CN CN
CO
^ЮСО^С»0^0 — CNCO^intOcOC?50^(Nc0^lDOt>CO
■ Ю Ю 1П-Ю 1П Ш-ЮЛО Ю Ю Ю Ш Щ1П 1П CD-СО t£3 tO CD CD'CD CO CJD
oooooooooooooooooooooooo
00 CD
as os
CO 00
coin
coco
CO CO
COO
OS CO
■4f го
^* -4t<
COCO
COlO
coo
OS OS
CO CO
СОЮ
сб<»
lO lO
CO CO
COT^T^^OCOCDO>CNtDC7>CNlOC^C^tno^cOC004*00'-HinOl
ЬЮС^ФЬ.^'-|00СС)ССОСО10(^О1>-'Ч*С<СЛ(ч--'тр —i OS CO CO
00.00СО^С^Ь-!Г^СОЮсОСО1ПЮЮЮ^^тРС0С0«ЭТ
сососооосососососососослсооооосссососососооосода
<м * cn
CM
(МСОС1СМ10СЭСМ10СОСМ10СО'^1ПСО-^ЮСЮ'^-^СО'-<,Ч**1>.—?
tCtDtDt--t^-f:-COCO '. OSCSCSOOO—■■•—• <—' CN CM (N CO CO CO ■*
CO CO CO CO CO CO CO CO* CO COCOCOCOCOCOCOCOCOCOCOCOCOCOCOCO
етс^йсот)*^\пююю|^^со1»ооо^а100о^«^с<1мсосососо^,Ф
гп^аэсч — оетсю^сою^суэ^ — ocTsOTco^toin^cocN — оо^ед
ююююлю^^т^^тг^^^^^сосососососоеососомсос^ммм
^■^CMOlt^T^CMO^t^Tt'eMC^^T^CNCDtD^'-'CJltD-^-— OSCOCO—«СОЮсО-—<
ЮСО — СОЮСАСЯ^Г^ОЭТЛОО—^СООТСЧЮГ^ОСОСООО — Tt<t^C^
ЮЮЩШСОЮК^^ООйСОСОС^ОТФФООО^^^'-СТМММСОСОСО
CNCNCNCNCNCNCNWOlCNtNC^CNCNCNCNCNCOOT
COCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCO
оЮ'-нмео^юсо^соо'о-■ cNco^mcot-^cooso
— —«^—«CNCNCNCNCNCNCNCNCNCNCO
О—'CNCO^lOCOOCO
ОСТЭСОС^ОЮтрсОС^ — OasC0^t0in^C0CN'-*O
lOTt'Tj'Tf^rTj'-^T^TfTf'^COcOCOCOcOCOCOCOCOCO
СЧСО
со о
CO CO
CN <N
-# LO
CN CN
CN CN
coco
— 00
CN '-'
CNCN
<J> —• CN
Ю CO О
—. —CN
CNCNCN
^lOt^-OiOtN^tOoOOtN-^tOCOr-tcOincOOCOin
S^^Q0©C06S^Wa)CDC0O00irjCN0)N-*w
OOOOlO)a>C)COCOCONt>NNCDCDCDiOir3lOlfi
CO
CO
CO
CO
CO
S2^22§cn
ооооо oo
CNCN<NCNCNCNCNCNTOcOCOCgcOCOCOCOCOW^^^^^',£
ЮЮЮЮЮЮ1Л1Л1ЛЮЮЮЮ10Ю1П1Г11П1Л10 1Л101010
oooooooooooooooooooooooo
s^^eoinwc^coi^oN^^cowwQ©coo^^cNgiocoot-«5,'-<QO
ooooooooooooooooooooooooooocrsasascTi
CO CN CN
CO
CO
CO
С01ЛСХЭОС^>0£-Ф
С^^ЮСЙ«тЮЬ0)М^СО00ОСОЮ^0>С^'$<005^с01Л00ОС>110
ОС^ЙСОС^ЮСО^^Ю^^^гн^^ОСОЬОСОСООсОСОО^СОСОО)., _
^юююсосою^^^ооюсосхслслооо-^'^-^смсмсмс^сососо^ч*
CNCNWCNC^CNCNCNCNCNCNeNCN,CNWCNCO<r3COC^
зсосососососососососоаэсосОстасосососососососососос^
OOOOf^NCOin^cOCN'-'OajCObNCDlO^COCsl
C7SOTC7)O^O^OOSC7SOSOSC7)C3SOCJSC^C7SC7SC^
1П CD h-
—«Q OS
CT> № CO
■ЧН -* Th
Ф C7> OS
со со ot
со tvco
coco oo
Tf тр -*Г
CJS CX> CJ)
О -и —• CM
CO lO ■**" СО
со со со со
■4t* -^ -Ч?" ^
os cs as as
CNCJ>^lOCN©0QWCOQ0QCOcO»-«O)CDTt«CNast"-.^£
C7)CJ^C^CftOOOOl^^^^нетCSCS^NcOCOcOCO■^^*
СОСОСОСЛРЭСОСОСОСОСОСОСОСОСОСОСОСОСОСОСОСО
NOt;
00 ^ CO
■^« Ю lO
lOtNO
CO OS CN
in to to
00 lO CO O
TfNOCO
CDCDh-IN
COCOCOCOCOCOCOCOCOCO
СМЭТ^ЮС0^000>О^СМс0трЮсОГ^00СЛО^С^С0^Юсо^(>0а5О
~ч « CN CN <N CN CN CN CN CN CN CN CO
376
CD CO t-» CD Ю •* СОСЧ-нОСЙСПК.(п,л_ь^
CN CN CN-CN-CNl CN CM CM ^ CN-^ ^ ^^^^^^.^О^^Г^ТХ^--
en en со ao со со i- E-- t-i tC to to to to ffi Jft Я cn a> ^. § cn S'S !Я SJ 99 ^ — со
_ : cn cn
cjs—< cn со -* in со о. со Oocnco^ioid is»~—: :
§pilill§_illllllllllllllllllll
1||||1||111||1Щ
^^LniniOCOCDtOt^^t^cOc»MO^SSR4S0"^
1ЙЮЮ
сузсосососососоэтеогососососососо
- ■ _ *_/ w —i —' —< — CM CN CN CO CO CO
1ПЮЮЮ1П10Ю1010Ю1ПСОСОСОСОСОСОСОСОСОСОСОЮСО
-**-* cOcrtf^cOCOCOCOCOCOCOCOCOCOCOCOC'":'
CNCNCNCNCNCN--' —— ^w^^^gsfeS^Srt^o031^^^
COiOCOOOOinCNONlOCM СП^^МСЛСО'*-ч(УКПгл_/«>л^^,к Z
Scocoffl-^Nowwodocotocn^^soSSSn^KSSt^S
^^^TfininincOtocDcot^ №* ^сосоодспсптт^Я^ЙЕЗ^^О
«COCOCOCOCOCOCOCOCOCOCOCOCOC^
cococococococowcocococoeocortcocococoKrt
cococococococococo^^^Tf^^^^^^^^aSalQieagSg
g8&w8S«8Sa2££22^£S-S№"^e«*c4N-'0
CO — COCDCSCNlOOO —• ^b*OCOt^OCOr--OTt'f----iincOCNtOOCOrv.—«in
CO^COONЮWO^^-^«0)CDCO«CCWCOONЮCNOSNтrc^^O»CD■*-:^
^Tf ^^COCOCOWCNNW^^^^OOOOO^CJCJlCOCOCOCONNNN
^<T_T_^_^-i_^H--(r-< — ^--h—.—i^H^-.—.—i^-oOOOOOOOOOO
COt^COCTSO-^CNCO'^intO^COOSO^H NcriWtO^COCTSO'—'CNCO^lOtO
^чt,чt<^ЙlЛЮЮЮЮ^OlnЦJЮ^DЮ^O^OCDCDcOЩ(DN^•SN^ЬS
о о ооооооооооооооооооооо оооооо
GOCSOCNcO'*Ot^CTlOcN'^,lOt4-CS'--« СО Ю h- OS —*cOlOQOOCNiOt>-C7SCN
юмо^^1^ооюсчоь^>^союсоо1>^^а)(Осооад10сц01со^
'СОСЙООКЬ^ЮШСОЮЮЮЮтР^^^СОСОПМС^С^СЧ^^^ООд
CN
CN
CN
CN
CN
CN
м^^о^^^юсо^мосоосоюсоосоюсоосоюсоосоюооосо
OSCNLOaONinM^WM^^cO^^N^^NOrJ'NOCOSOcOtDOCO
СОСГЗСОСОСОсОСОСОСОСОСОСОООСОсЛС^гр^^^^^^^тр^^тН'^^
cococococococococOcocococococococOcocococOcocococococo
CN-—'OOSOO^COl«'4t,TpcOCN'->ОСТ)ОО^СОЮ^СОС^--ООСГ1001>.1010
(X>COCO^t^t^t^t^^^h-t^t^^tD^tOtOtOCOCOCDtOtOWiOini^
C^O^CJSCJ)OO^C^OTCjSCXC^CJSCT)CJ)CTH^
OOtOCO—^OOCpCO--"ООСОтС — OSCD^h— OSCO^CNOSt^^CNast^TpCNCJS^-
1ПСО»^^ЮСТ)СМ1П^ОСОСОСО>—«^t^OSCNlOCOOCOtOOS'-' Ti"l-*OCNlO
NNCOCOCOCO^CT»CJJOOOO^^^^CNWC4COCOcOCft^,4'4t'inua>0
^,^^ — ^^^—.r^—^CNCNCNCNCNCNCMCNCNCNCNC^CNC^CNNW
СОСОСОСОСОСОСУЭСОСОСОСОЛСОСОСОСОСОСОЭТСОСОООСОСОСОСОЛ
•—«C^CO^^tOb-crjasO'--'CNc0^lOtOt--COOSO--'CNCO^lOtOb-OOOsO
С0СОС0сГзЛс0СОс75сЛ^гр^^^^^^тр^1ПЮ1ПЮ1ПгО1О1О1П1ГЭСО
377
aasftgjsagassgg^gjg^ggggssfegasaasa
--— П^^КЮЩ^-ФСОМ-НОО CD-CD CO CO t^- t>- CD-CD CDtDlQlOU]
S'SSS — ЯЯ?Е2?п^12гл2.ют—-cnt>-incN ooo ^^cnoco^-^cnoco
гсг^^г^Р-кь.^!--^-^!^
CN
01
cn
CN
CN
CN
CN
«—(CO 010 01сО-*ЮЬ.т
—.-co ■d'WDtDh
»0~CNCOlOCOt-COC£^CNCO;£CD£
_ . CN CN CN CN ЬГ* 1.-Ч <•■•/ frf *■- г;- El■* г"" JL" г - ^ О
r~- t^ t~- t-^
0000
ЙоЯ^^слоэаосодасоот^^^^^^Ф^^^
CN
cn
CN
CN
CN
CN
CN
eonmrooCOSOrfh-O'tS'- тр CO -—' Ю CO CN Ш СП CN (О'СП CO 1>- О Th t>- —«
COCNIDOOCNVOCOCNIOCO ЙЮОЭ«ШСОЙЮОД МЮГО МЮ0О CNlOG) CNlOQ
mSroraooraracococooooocococooooococoGiQG50JC^ciiocngj№QQ
со се со со ее со со coco со со-со cococococococococococococococococococo
iC-^COCN'—'OCTiCO^tOlO-^fCOCN — ООЮОЮЮ^СОМ^ОСЛООЬЮЮ'Ф
CO CO CO CO CO CO CN-CN INWWCNC4CN(N(N'H-^-:--Hr-~<-1OOgOCO
cowcowconcccorocortcocococortfOcOMrtcortcomcocortcococcc^
С7)СПОСПа>СПСПаэфС7ЭОТО)СПа)СПСПСПСЛОСПСПС^
NTt^cOWNONrf-«OOinWa}S^--'COiCNClCDCOOCOlCCNCT5«)WO
СОС6СТ1-^^С^ОС>1«ЭОООСОЮСО,^^(^СПС^Ю^ОСОЮСО*^^@<^С41Л
OOCOOOCPOCftOOOO^^^«CNCS«WWCOrt'^(^'i,^dl^'lOюЮЮ^DtCl
СОСОСОсОСОСОсОСОМСОСОсОСОЛСОСОСОСОГОСОГО
о—■ cn со ч*4 ю, со t-
OaiCOt^-COlO'^COCN'—• OCncOh-COm^COCN—' ОСПСО^СОЮ-^СОСЧ—'О
юююююююш ю-ю ю^^^^-^-чр-Ф-Ф-^-Фсосососососососососо
COlrt^COtflNOOWCNOlCDmONWCNfflCC^^OOCDW^COCD^^gjs.'*
СО^СПЮ^С^С^ЬЮМОООЩСО^С75СО^«О^ЮСО^СОШ^МСЛГ*-Ю
CN CN t—-^-1 -<r4OOOOOCn0;0)D00 00 00 00C0IS h-'t-~ Ir-tOCDCDtDinigiO
ел en сп-сп спспспепепспспсооооо oo со со oooocococooocococococooocooo
CN CN CN CN CN CN
CN
етсО^ЮЮ t^- CO О *—« cNCO-rflOtDCOCftO — cNCO^COt^-COCDO—' СО^ЮСО
0000000000000000000000000000000
W ** & w — —*
Ц
ICOICOO —tDWSNOO'tOlflOtDlNOOCOC^lO-'NCOOiiri —Nrl*OtD
N!ONONIЛC^O^ЮWO^•ЮCOOoOlOCOOOO^CfO^-'COCDт),^-(CЙI>•^
^rt-^^COCOCOCOC^CNcNCN — ^-^^OOOOOVCnCnCJCOCOCOOO^r^lS.
t^t^t^t^r^^c^^^t^t^^^h-t^r^t^t^^^ocotococococococo^co
05COOO^«(OC^CNCDC^CNCOC^C4lflCnNWOT(Nu005CNW05 W
COCDCDCDCD^CDCDtD^OCDCD<^tDCDCDCDCDt^t^r^r^^h--t---t^-r--t^-h--t^
CO CO CO CO CO CO CO CO COCOCOCOCOCOCOCOCO COCO CO CO CO CO'CO CO CO CO CO CO CO CO
СП СП .СП СПСПСПСПСПСПСПСПСПСПСПСПСП СП-СЗЭ-СП СП СП OO 0 CO CO CO CO CO Ь- 1>-=Ь-~
CD Ю ^cO CN-—< О С100-С*-_СО Ю'<*С0(Мтт<Оа)С01^С0Ю-*С0С>1'-|О0H0КСО
C7J Ol CJ> CJ) СЛ СП G> OO OO CO CO CO OO.CO CO CO CO t- t>^ l>- t*- 1-^ Г*- Г*- l>- l>- t4- CO CO CO CD
сососососососососососососососососососососососососюсо сото со со со
CNC^N^-CBtDW^COWCNONTf-iNCPCDCO^CCincOON^MCJ)^
Ol^IЮaз^rtlюcлcN^^Ortюoo^wФGcN^soPзюco^co(DO)csl
со со со со со-со со coco со со coco со со со со со со со со со со coco со со со со со со
О #—1 <N CO
ifl CD Г-.СО CDO —
ЧСО-ФЮСОЬ-ОООЭОтт-'CNCOTflOCDr—ООСЛО
^ -^—' '—' -—■ '—■ '—• ■■—' •—« О! О* С4! CnI CSI OnI Ol CS1 c*4 C*^l CO
37fi
CnoON-CDin^cOCM
CNCNCNcNCnCnCNCnCNCn — ^^«Э^^СОСМ
CN CN CN CN — *-*>£ ^^Оп^ЭЙ°°«Э-#0
^^>.f=>.^Ksgsgesgffi
OcoSS^O^MCNcO^in
£|SiSiSK{Sggg§ggjS8888f
»®»SS8felSfe!Bte8
CN ' 'cn ' * * ' ■
CN
000000
;oooooooBoo
iiiiiiilpge
... . ° ° о о о о о о
шор
СЧ1Щ
-ф "ф
СП СП
со-со
аэ-огю, cncNcocnoacoSySSS0. та •>• «юоомсоп^^ г
sas8gsa8Slipg§i|||||||||||i
»-< О ОСП С0001>,СО1П1О-фсОгч1гчп ,-,-*„
rt £3"—* ££ °° &; <°ю ** со cn "о ел сп £ 5RS Й^^го-Ф-Фсоо. _ _ _
t-- -Ф *-» СО Ю CN О)
NOrtiOcO
СОЮ CNO) СО СО
O^ES^^CN^I^OCNIOCO Ste'Sl fVi CO ЮСМСЛ CD CO O t-.^TZ-
«cocococoeocoeocoScoSfefefefefefeSfe
^^CNCo^iocot^coc7>o-^-'CNco-T*'incDi4_ гл г»г>-ч -Г77Г
СП00^$рЮтНС0«^ОСПС0^С0Ют*С0О1--.С>>ггчгл^ ,л.«
C^CNCNtNCNCNCNCNCNcN^^U.~^2<„^~2^t,"'4:)l0
CNO CO СО'ф CN О СО СО-Ф WOG3NlO'*(MOCai^rn^lm«^« ~
а>оососооосососососососооососососоад
Г1- 00 СП *-' CN CO t^lO CO СОСП О *— CN -ф Ю CD T-» CO cn ^ <-а го -rw.i-ч ^ » л.
г- ь- h- со со со со со со со со ел ся cn cn cn camcйcnooriSЙfeЙc50^,
CD CD COCO CD CO CD CO tDCOCOCOOCOCDCDCOCDCDCoSSS^e2SSr-*r4
ЯЯЯЯЯЯЯ°.0.0.0.0.Я0.0.Я°ооос5осЗос56с5&&5
CN СП Ю CN CO Tf *—< СО-ф—н^^'^Ю^^^С010СМСПСОСОе5Ьч.^«гоглгг(лл^
CN СП t-- Ю-CN ОоОЮСОг^сОСО^^СП^-^CNoKSco Sm tn S2 2 SREl^
сососрюсоеюсоюсо(оюю©юсэсоУ©ш{ой§3335§ш§
CNUO CO---H ^ £- ^ -*N О ^S ОСОБОГО CD О COCOON CO О СО СО О CO CO
-ф -ф -ф Ю1Й UDCQtOtOSSbCOOOOOOlClGlOOO^ -^ »-н CN CN CN CO CO CO
t---I>-[^ t^-1^- t; t^ t^t^t^^t^t>-t>.t^t^^^cooocooocococococooacoco
со со со со со ^roco^cocococowcococoTOraramwrtrtwrawcomco
ЬГ^КСОСОСОСОЮЮЮЮ^^^сОсО CO CN (ММ'Нтч^ОООООООСО
Ю -Ф CO CN-^-" О СП COIS. СОЮ -Ф CO(M*-fOG) 00^-СОЮ -^COCN—lOcOr-CDiH
сосососососоюгоюююююююю >#-ф ^-^^^ -Ф-Ф t*i-^« со со со со
со со со со. со со сосососососососо со'со со со со со со со. со со со со со со'со со
СП'СП СПСПСПСПСПОЭСПСПСПСПСПСПСйСП СП СП СП GH СП СП СП СП G1 СП СП СП СП СП
oOiOCNOt--"*—'CnCDcOOt^-lOCNCnCDcO—-СОШсЧСП^-.'ф'-*00»ЛСчОЬ-
^I^OCOlOCO'^COCOO^^^^OCNincO^COCOCD'^^^OCNmoO^CO
OO-—i^«-i '-я CN CN CN CN CO CO CO-ф *ф -ф -ф ЮЮЮЮ CD CO CO f- »-t^-1^-CO 00
CO CO CO CO COCO COCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCO CO-CO CO CO CO Г0 CO
i-t CN CO Tj* lO CO IS CO 0H '^C^CO^lOCDt^COOO'^CNCO^lbcON.cOCnO
CO CO" CO COCO СОСОСОСО-^'Ф-^Н-Ф'^-^'^^'Ф'^Ю ЮЮ-Ю10ЮЮ10ЮЮСО
379 •
оспоэо-сою-фсбсМ'—< оо^оог^сою^сосм^оспсо^ cb-ib -^ со см <-ч о
COLO СО 0~СО СООО^СОЮСПСМ^^ОСОСОО)^^С^~ОЭТС0СПТОСОСПСМ~ЮОО
СП С^- Ю •* СМ О СОТ-- UD СО —' О 00 СО Ю СО.~-< СП СО СО -^-СО —■ СП t4- tO-5f ОД-Tei СП t>-
Ю uOlO irDlOin-4f-^-^*^^xfCOCOCOCOCOC4CM(M04 CN.CM »-* ^^^««OO
ЮЮЮ1Я ЮЮ ЮЮЮЮЮЮЮ ШЮЮ ЮЮЮЙЮЮЮЮЮЮЮЮЮЮЮ
ФЮСОСОСПОСМСОФЮ|^СОО^СМ^ЮСОСОСП^С<1СОЮСОГ--СПОС^
cOtDCDtOCOh-t^t^t^t--b-t^00COCO0QQQ-C0Q0a0Cncn
сосооосюсюоососооосоооооооюоооооосюоосюсхэоооооасосооосло^
ООООООО О. О-О ОООООООООООО ОО О О О О О О О
СО СП О — СМС0»ОС0^С»СПОСМСО^СО1^00О^С0тГЮ^СПОСМе0Ю£--.00
1ПС0С^О00Ю^С>1О00иЭ1Л(ЭТ'^0>^ЮСОСЧО00С0,^С^О0^Г^ЮС0-^СТ)
Ю Ю Ю Ю "Ф -^ ^Р ^'^ COcOCOCOCOCMCNtNCMCMCM'—•'—<»-'*— —'ООООООО
СОСОСОсОСОСОСОсОСОСОсОсОСОСОСОЭТСОСОСОСОСОСОСОСОСОСОМ
t*-CMCOOiDCnTt<aOCMN-«-«CO О4* CncOOOCM^*^CDO^CH^aOCOh*.CMt---'—'
*Г СО —« iD 00 •— ЮоОСМЮСПСМСОО^СМЮСПсОСООС^^ОСО^О-Ф!'----'—.'sfoo
^-^1ЛЮЮ^0Юс£?^С^^00000С^ОТ0^СЛОО'^'^'^СЧС^С^СОС0С0^>#>^
СМСМСМСМСМСМСМсМСМСМСМСМСМСМСМСМСМсОС^
О05аосо1лсос>1^а)сосоюсос^^а1оо(оюсос10со^ют*с^>-|01оо@
-Ю CO СМ — ОСПСО^Ю^СОСМ^ОСИС^СОЮтрСОСМ^СПСО^--СО lO.Tf CM ■—< О
OOOOOC^CncnOQCnC^CnoiiaoOOOOOCOoOCOCCh-bNh-SNbNt-.
СПфОСПСПСПОэОЭСЭСПсПСПСЭСПО^ОЪСПСПСПО^СИСТЭСПО^СПС^
^-ocNЮc»ococDcю■^^^tD<^c^^^t^ocsIЛooococг)oo^^^coc^c^^^^-
o^^^_^^^^^c^^^(^rtcocOTj'^^inmir3mcotocDO^t^t--t,--cooocx)
спсиспоэспоэсиспспспспспспспо^спспспаэо^спспспспспоспспспспс^
cocococortcococococortrtcocococococonrtcocococococococccococo
СМС0^1ЛЮГ--СССПО^СМС0^1ПЮ^00СПО^СМс0ФЮСО^С0СПО
т^^ — ^^^^^^^CMCMCMCMCMCMCMCMCMCMCO
ОСПсО^СОЮ^СОСМ^ОСПООС^-СОЮФсОСМ'-* OCnoOf-.CDiO-«tf<COCM —' О
lOlOWNOOC^O^CNCCTj'iOCDNCOO^CNlCQinCDNOlOCNCOintDOQO —«
O^t^iOcO--■CT)GOCD'^C4CH0tO'^tHCN--- СПГ--1ЛСО-—'СП^СО-ФСМОсОСОЮсО
СОЮСОШсОЮЮЮЮЮЮ^^,Т,*'*СОсОсОЛсО(^С^МС^С>1С^'-<^'-1'-'
tOCOCD^COCDCOcDCDcDcOCOCOCOtOCDCDCOtDCOCDCOCDCOtOCOGDCDCOtOcO
CM CM CM
CM
CM
CM
CM
Ю[^соспосмсофюг^сюсп^смсофсос--ооо^смсоюсо^спо^со^
ooooooooa:o3cnaH)Ci050iooooooO'-''--'-,^-"'-,--j'-,(N(NCN(N
OOOOOOOOOOOOOOOOOOOOOOOOOOOOOOO
ё1 g gjj
—
—<
*!
—
^Оа>0100С^^СОеОЮ10ЮФФСОСОСОСОСМСМСМСМСМС^
lO CO OCOCD'^CNOCOO^CJOOOCO^CNOcOCDTt'CNOOO CD -^ CNOOOCOtJ-
t^NN^OCDCDCDЮЮЮlЙЮЮтf^^^^o0COcOcCl?0C^CMCNCN(^l'^'-^^-<
COOO^tttM(OOCO[s--iOQrt^--i005rtN,-,iflC^COts-^incncON
~~ - о Ф.Г^ О^1^О^Г^^ФГ^*-*-,Ф00'-',<3,С0^1О00---'1Л00СМ
PJ <U U ^" OU CN IU U t'J Is» '-1 UJ UJ PJ Г- —■ UJ U* PJ Г- -"-llj u* PJ Г"* ^^ UJ «-IJ PJ Г— i-ч
Qc0t^Oc0t>-O^t-»O^t^O^t^^^t^^^00«^C0^^C©^^00CM
OOOOOOOOOOOOOOOOOO--"--^ — -^—"--*—'--i-—«--ч^ч^-.—«
оо^сосотгэ-^сосм «oai oo г-,сою-фсоcn-^ о сп oo с-, сою со см—<о спoo
™Oa500NtDlO-*COCNOO)OONCDiO-*COC>l'-<СПООГ--СОЮ^СОСМ'—< СП 00
^^СОСО<0СОЮЩ(ОСОСОЮЮЮ1ОЮ1П1ЛЮ1Л^т)<^^'^,Ф,*^,^С0Й
C>)CNCMCMCNMCNCNCMCMCMCN<NCMCMCMC^
СПСПСПСПСПСПСПСПСЙО^фОЗСПО^СПСПСПС^С^СПС^СПО^
«»^^<X)U5CSC^COcOONTh^COW«OtDNC^CDWON^r400Tt'^.Qn
CO 00 —'*tOOllN'^t*-OcOiOCO'-■СОСОО^^^^СПСМ1ЛОООСОСОСО^'Ф(В
гГ'^Ю10ЮЮОССС0^Ъ'ЬЬ(ЙС0С0 00С^(ЛС7)СЛООО^^«гчМ(\|С;3
t^i^^r^^t^t^c^^t^r^r^^r^i>-i^i>.r^t^t^t^QOoooooo
сосОсососососососососососососососОсолсосососоэт
О^^ОО^Ю^^сХ)а>О^СМСОФЮСО^С©СПО^СМСО^ЮСО^ОДСПО
^w^^^^^^^^cMCNCNCMCNCNCNCNCNCMcO
380
тоОГ'--С01Лч$<сОСМ-^ОСПоо t-^CDin ^ьТгГ^ i—
мЮСО^ЬЗоОГ^^ор^^^СМсоСПеО!^,--.^
M^CM^CHt^cO^CM~Cft^<D^^_feSS00^inrft
о о о о сп en en сп ел сп со оо со со об со К 2° £> ? со S g
-Ч-Ч" ^> ^"^1 ч* ы,
см см oj • •
coco о
со сою
со со to
!Jcocnco
CDt^COO^CO^^b-CJOO^tM-^ юТГоэ^ГТГ~Г
S о Ъ о о ooooooooclogggggggS
00 СП
Эй"*
ооо
СП СП СП СП
оооо
>--) СМ •* Ю h- СП
СП СП СП СП СП СО
£^ СМ СМ СМ СМ СМ
см
t-^ю со
00 00 00
см см см
t^-cn
•-"СП
00 t-
см см
lllllillllilllliil
^ю со см 42 °£
tOvOeOCOCDCD
rt CO COCO COCO
CO CO CO
CM if3 СП
t— t-— t—
03 СО СО
^ Tf ту
г- см
CM CD
со со
СО СО
•ф -Ф
OGO^ft^COCM^OCn^^S^coS^^^^^S^^^CNOmtr,^
gS^cDcbcDCDCDcD^^^in5SSg?^^§^^g3g§gSS
cnSEncno^cncnc^^^
о см —
"снспсп
со со со со -ф^тг ^^^^^^^^^^^^^°oo ooooooo
^CMCOTl*lDCD(>-90CnO—«CM СО'^ЮСОЬчСОСТкГ!—.^^-^^,^—~~
coj^cocococ^c^^^^
сосососоюсосоююююююййюйёЙВйй
Щ ^ 3S ' " ' '<* ' ' * 'см' ' • * *^
SS.5S88SS8SSSSSSg§l|||l^
<U
о
о
W
а
X
Л
Я
C^CMCflCOCOCO^t*^l,,*lOlftCOCDt^t--COCOCnOO — СМСМСОт*1П1£|^_(^ил
СМ О СО CD ^- СМ О CO CU £ СМ О 00 СО •«• СМ О 00 t=: ID СО^СПКЙСО-О^Ю
~ —< о о о о о сп сп с; ел сп до оо со со oo^^^-^kocococoSbSiS
^.^.-Ф^ч-фт^'фСОСОСОСОсО СО СО. СО СО СО СО СО СО СО СО СО СО СО СО СО СО COW
lOCn-^fCOCMCOO-n'CO СМ^-^ЮСПсОсОСМСООЮСПсОЬ.СМСОО'Ч'СПСОГ^
ЮСОСМ^О^С^СОО^смСОСПСОСОСПсОсООсОЬ-ОСО^О^^--.'4'Ь*^^тР
■^ ■^irilOlOCOCDCOr^ts.t^COOOCOObaiOOO'^-^^CMCNCNCOCO СО ^« ^»
^^^m,^m^^^«^^^«m^m^^«C^CMCMCMCMCMCMCMCMCMCSW
t-^CO'^cOCM'—tOCnt^COlO-*4 W«OCnt4-.COlO^,CM'-«OCOt--.tO«*COCMO
MDin^COtN — СПС0^С01ОтГС0СМОСПад^С010т»»с0-нОСПС|0Ь^101Й
COCOCOCOCOCOCOCMCMCMCMC>1CMCMCMCM^^^^^^^^^OO
CMC^C>4CMC4CMC<lCMCMCMCMCMCMCMCqW
cncncncncncncncncncncncncncno^cncncncncncnaiG^cncnm
1псмс^соэта>спсоо^^^1^^^сою^со1осмспсосмсп
CNcOCOCO^^f^'^lOlO ЮШ ^CDCOtDt^^bSOCOCOcOCncncngOO
оооо со oo ooco oo coco со oooooo со со сососососососооосососососпспсп
cococococococococortcococort
i^c^co^iOco^oocno^CMco^mcof^cocno^cMm
cococococococococo^rr^-^^^ ^^^гП'й'пююатют
381
■ggSte8gSSSSS59!S5S?559**«oS™«oc4SS«o«,ra
CN Г- CN
cocooo^ffi5:s^sS
С4 Гх CN uu vy w -. _
со •* со —«OooN Ю -^ сО — О со
^со^о со со со со со со со со—=■
E^HhSS^COCOCOCOC^COCOCNCNCNCN CNCN
сосососососососососоотсосоэтсососооэ
* ' ei CN сч см'
v«JS00Oi-« СО ■* СО С^-CFi О CN
со со со со -ф -•* -ф ^^^^юю
оооороооооооо
SSSSSSSSSsS5g
соосясоюсососп
_ «Э £r fc fc-£-£-1>-1С
оооооооооооо
■ -nOTCOr-^^CTJrtr^CSCOO^QOcot^^io
^^c?gS^«-SSEg«g|g^^2^Sgc5SlgoSgg
— •—' — •" * _C * гч CN ro
Ю ОТ CM
CN
— CO CN
CO COO
CO CO (*-
CO tD tC>
^ -^ ^
fnNKrtC^Tt<ow^toc<iaocooiiooco<NK
С^сО^СОСЛСПСЛООО^^:^^^^
ОЭ C-"* CN Q E
lO CO О 0ОЮ CO
OOtDCO^ 00 CD CO r-i CO (О CO t-i
s2SgssB,i§gofi.||||Sss|g|||||l|§l
CJ C"J fj <-'J ^ *i* ^v %-v 1,-ч ч.^* V4 _ ,
§§oooogGOO.ooooogoo
' « ^--К^ОЮСО СП lO CN CO ;Ф £~!5 S О CO CO CO — -Ф CD ОТ CN ^F h-J-C» CM Ю
IllllllI8ilMllll§^ilPP.P.i§
^ZTcTcO^^ CO i> 00 Oi О £ д 2 — i-н 2 — — — CS CN CN CN CN CN CN CN CN <N CO
CN
CD 00 0*5
•ф -ф T*
en en от
ooo
00 CN CO О ^ DO CN (P £ Й S CO 5 CO 2 О СО СО Ю C$5 CN OCB1>.CD^CO^
CO CN О СП C^^O "Ф CN '-* Sty^cnromMWCNtNCilCN|r-<^rH^.M^,
^-ф^'ф^'ф^^^....
CN
CN
CN
CN
CN
CN
: — , ^.люгЛГЛ^нСЧСОЮСС1 СО СЛ-и N ^| Ю CD OO О)
ggggSSSogSSSSSSg
^.rt«^^.tnni(NinSOc0CDCftCNl000"-i^'NOC0
CN
CM CN cn
— _, . _, .. ... jT" м hZ CN h- CNI^CNI^-CNt^'CNt--CNt^CO
<«COCOb-CN^CNb-CN^CN^CN^CN^CN^g^^^^N.m д,^ (OOC4N
SSfflc^cobco^oc5NO^s^sg^^^^NWcococ3tt,Qu5w
^ 2 от ii ocioo ^to^cotN^ooo^. to w S2^y0'5oooooooi
ScO CO CO CO CN CN CN-CN CN CN-CN CN CN — -; r=^ ^ ^ ^_ _ ^ bi ^.,=н j-ч _н j-н r-i _-.
0000000000000-^-;=! ~r*?+r2?2?Z-и-* — —******-*■**•*
*& -Ф -Ф.-Ф -^H -^f ^ -Ф 'Ф "Ф ■* *<Ф /Ф "^r
— СМСО^ЮСО^ОООТО—CNM^^CDh-COOlO—' CNcO^lO CON OOOO
_„^-,^____,-,-., CN CN CN-CN CN CN CN CN CN CN CO
382
СП GO JO- СОЮ -ф СО CN -'OOlCONin.n-.Z '
CNCNCNCNCNCNCNCNCNCN^StZS^^^CN—'O
t
спсад^сою.гсосм-о 1—' 1
-ф OCO CNCOCOCTllO'r-ib-.COGncP>r4i rrT^TZ 1
_ _ Л Gl Ю CN
50 *о й со cn —i
CN
--'CM^igS OOOCN CO Ю СО СО СП —,м-,,Пк ' — .
§§§§2S§§§§§g|s§§Sx§iMl^Si^S^
CO -ф GO COf^CNCDCOUDOl-^'oOCOt^.cMN. —1"ёгГ=ГТД
^спототсосососхэсосо^^^^.К^^Й^Й
oooooSoooooSSqScBcBooSssS
КЙ^Р^-^гасососо
CN
lOO О OO
СОСПЮО CO CNCX>COC7llQ--<t^CNCOT}.OCOr*lf«-*.rt4,« " ~" ~—
со со о -Ф £- — 3- op — ю от cn to cn со S о *B SS « 2 & Я Ъ 2°>w^Nm
NNSNNNNNOOOOOOinoOGDXmcoMSmSS^SfiifiepNb
^^^^-^^^^^^^^^^^^.^^^ВДГОадсооэоосооооооосо
CNCNC3Q--^-----0Sb00§0§g
P o> o> o> cn oo oo со со ад со oo oo oo S
soe о о о о оо
ОТОЭОТСПОТООТОТСЛОТОТОТСП
^^СЗ^ЙООЮ^^СООСОСЧСО^^^сООТЮСЧОО^ОСО^ОТЮ —
|^OCOinOOCOCOCDcn-^'*CDOT^^l>.OTCN^I^OcMSc»(^K
O^^^^QS53Wcocoeom^^^t^SSffiloStotoSKiSSSffi
cocortcococococococo coco cococoracommcocomm^mmmmSS
^CNCO^^CD^COOO^CNCO^^CO^OOOTO^N
cocococococococqco-*^^^^ ^>Ф-^r*^ioюйююшююююсо
СЭ CO t>-'CD Ю-^СОСМ'-'О OTQO t^-СОЮ Tf'CO CNi->005»tsCOlO^<COC4^0
CNCNCNCNCNCNCNCNCNCN—■ — — —^ — -^—, „, _ ^ ^ ta4 ^^
O>COC0COI>.CNh-CNcp —'CO — CO — СО-чСО—«СО—•СО-мС0^^С0-чС0«-н^-04
СПООЮЮСОСМОСП^СО^С01-«ОООЬЮ-* CN»-'OTOOCOincOCNOOTC*-CO
OOOOOOOgQOlOlOlOiCnoOOOOOOOCbonNNSh-NSNlDtDcO
чф-^-^-ф-Ф'^'ФСОСОСОСОСОСОСОСО CO. CO CO CO CO CO CO CO CO CO СО СО COCO СО
CN
CN
CN
CN
CN
с |
^-CN^lOl-^OOQ—«COTt'^^cpO'-HCO^'tON-CnOCNCOtOcOcOOT — CN4*
0)ФС^Фот№000 0000^«^«^^^мм«ММММПсОс5
ОТСТ1ОТСПОТОТООООООООООООООООООООООС5о
<н
g
*-•
ш
—,
%
0)O00CO00l»00C0NNNSbN^t0CD(O@tDWWlOini0l0'4,^^T
сюсососососоота?о>^ою©цэ — со — coc^^cncocoot
o-tfN-'Ч'со -^iooocNcpc3Jcoepocot*Oa;S; — 3°5- wcecNtocnco
CDcScOt^t^^CCC00QOTCT>CJ>OO — —'■^CNCNCNCOcOcO'^'Tt'^'lOlOlOcD
ЮЮиЭЮЮЮЮЮгОЮЮЮСОСОСОСОСОСО CO-CD CDCOCOCOCOCOCDCOCDCO
-и r<i СГ5 CO CO -cH —< OTt-lOCO — OlCD-cfCNOGOiOCO — Gib
lllllliiiiisiiiillPiliiiiiiii
от от S S S S § § о c^
,г1«^1лл.1пП^^1^^0КсОСЙСОМСП10СМСО-*-' N CO О CO CO Q Ю CM
§S?SoSS»&ctg«gScog-s
^ююююсосоюь-^^^сорооодаотототот
5S ^ 5 ^ ^ ^ 5 3 ^ ^ ■* -* ■* -* ■* ^ ** ■* ^ ■* ^ ■* ** "*'* "* ■*. "* ^ *
" — "ТТТГТт «-ч-п r^ — MCOrhlOtDSOOCDO'-cCNCO-^^COt^OOOTO
— CN_COj*JDCDt^CO^QqJ C^'^ ^^^^ЧР^ФЮЮЮЮЮЮЮЮЮЮСО
CO CO СО.СОСО CO CO CO CO *Ф
t-
eo
fe
О
*
1 lie
to
о 1
M
V
и
:
383
S8€
1 О
C^WCflCnQlWCnCJlCjiC^W^^^^^^A^^^WCOWWCOWWWW
СЛ«и.*ч$»-4*»^.»и.4ь."^>^*-СОСОСОСОсх
駧1Ш35аё£8§§1Ш8Ш1з8Е»а§
00 00.00 СОСОСОСОСОСОСОСОСЙСаСОООСОСОСОСОСОСО 0O0OO3-00 00 00 OO^OCkOO
CO tO CO tO CO Ю CO COCO CD CO CO CO CO CD CO CD tO CO CO CO-CD CO CD CO tO CO CO CO CO
O1— M^OIOJODCOO»- CO*wUl*v)OOtO'—'ЮОЭСЛСП ■<] OO-O t-rf frO Ф.СЛ СП CO
СДИС71СЛСЛО1СЛСЛСЛО1а1СЯСЛСЛСЛС^01СЛСЛСЛСЛСЛС71и1^01СЯ»^^ 4^
QOOPOOOoOOpOp99QppOSOOOOOgO(g!DCO
tD CD 00 CO Co
ел —-за о
ЬЭ СП COCO en CD
4soio)oicnaioiiS^tf,'CowMMb3i-'i-*»-ooo2@ 9S
СП СО СО СП tO CO СП >—-4\Ja- О СП CO сО-СЛ frO 00 ifw-i-* т<1 Ф- О СП CO CD
tDCOO>OOJ-JO*^*44^->^-00'—' CnOOtOUitDCOOlOW-J'-'^
COtOtOCDtOtDlDtOtDtOtDlOcOCOtOCOCOCOCOtDCOCOtDCOCOtOtOOOO
O>0C?>OiOTt7>^^^,^J*^I'-^~4COOOODOoOOOoOOCDCOCOtDtDCOCDOOO
ЬЭТ^.СЛ СП О0 CO ■— LOGO СЛСПСОСО^-*-Ю*--СЛСПООСО'—' frO *• СП СП 00 CO »—* Ю d^
01O^00WS»-'0l(D*-{»MS>-' СЛСЭ4^с»С0--дЬЗСПОСЛС0>*ь.С0С000$0
p:
о
^
о
о
n
(D
я
о
о
3
toboiotototototoiotoioiotototo»—^-'^-^-•—и-^- — >—■——..— i—ч—ч—>
Ь0Ь0Ь0>—;>—ч—ч—_ i— OOOOOOCOCDCDCO СО-CD OO OO 00 OO-OO 00 -J ->3.-<l
COtOOOO-*JCnCOfrO CD CO SOtWMOCoNCJi CO frO О СО-<1 СЛ ►£- tO О tO -4 СП
Ю to to to to tO tO Ю tO to to to to to to tO to to to to to to tO to to to tO tO to tO
OPPPOP^'-'-'-'-"-H'H.t0Wb3MWNlb3MW03Ci3WWWWU
bOOJOlCDStDOb-' frO»^CnCn^tOO>-*COrfi-tn 0H0 CO CD tO CO Ць-.СП --J-CO CD
^@М01^ОМСТС»н-ЫСЗ)с010^ЧО0:0)@К1*>*4ОСД01С0ЬЭСЛ00
Ои-МЫ^СЛО^ОоОО'-ЬЭСО^СЛО
аГстгоГиГаГоГоГаГоТ^^^ coco
otooo-^cncnib'Coto — ptDCo-gcncn^ coto«-*otDOo-^icncn«^cotO'—
cncnencncncncn cncncn en en en en en cn-cnen en en en en en спел епсп-cncncn
cd_cdoocooooo->i-<i-si-^ocncncncnел "елслсл*^*^-Ф-»Р^сососоco-to to fro to
tp.iotD*^i»^->—cocnrfi.1—• to en со — oooiw^aoiwooocncoo^cjitoo
оо^о^й^^^о^о^сГсо^сТ^о^^о^^о^^^^сТетоэ со со со со со со со со^со
СО 00 СО СО СО СО СО СО СЛ-СО 00 СО-СО СО СО СО ОЭ ООСОООСОСОООСОСОООООООООСО
to со со со со со.со со^^кё-^^х^Фч^-слслслсл сл-Сл слспспспепспспст!
COQWCO*k,Cn*^tDO — СО^СЛМСОСО'—' frO СО СП СЛ СО СО О ЬО СО »**• СП "-1 СО
cnootocntocoeno»^"^*-' ^соьэслоьэспсососпосо-^дО'+;---^'--**»-оо
ss5SSss8sssskffiasaskaw^oiwbibibibibibiw
^^OOOaioiommSSSS^ £5 £5 МЮЮЮЮЮЮЮ tO tO J>? frO (О
iiiii»S8gS88S8S8SS88888^b*olD Jessie
01^bOOtOv3fnf.i^^^^S>304@@(D(DCOQOf¥inorn(Yir«'J'4i-J
frO
со спел co£5RSS ^SPcooocoCococo co^T=J^5
woioiwMtooou)^ со — со-^еп*мо*-*со-^сл
to
COCOCOCOCOCOCOCO CO" A- **-* J-C j^ ^~ ""^ *""* ^ll—* •—* •— —>—*^-*i—*>—.»—*!—»►--»—i—»
ЯП^£^*;сл^10осоо — со jI слеп £j & Й ^^ ел ел ел ел ел ел en en en en
^ WOlN@'-W0lcn00O»4>-0H0OW01
— ьо со ф. ел en -^ со со о
ьо со л! ™ ™ S ^ n; 15 ^ м ьэьэ to to to to fro
^ОЗЦХСЛСП^СОСОО — bOCO^Ol СП—4 00 СО
we
COfrOrOtOfrOtOtOfrOtOtObO*--'—''—'^-~->--~^*-->—
ОСООО-^СПСЯ^СОЬОр— О. tO OO-^lcncnJ^COlso»-1 О CD 00 *4 СП СЛ 4*
frO^-O
bobobDbobobobD«»®ooooggggggggggg8888SS88
^ib.jiJi.jiJi.ji.^^tlb-^tf1-^^ **" ^ iK 7^ S!?; Jx «-i 55 со со со со со со co
etOtBecDCDtDcOcDcptpcDCDCDCD^-cDCOCDcOCDgggg
со со ^j -o ^ en en en ел ел a. £- £ со со со ^^К^^ёйюсо01-;-Оа*|Ог^
jto to to to to to
OOOOOOOOOOOC3.OO О О О О О О О О О О О О ОО О О О
о о-о— -— к-^ь- >— •—' to to to to to to to сосососоеосософ-ffb-^*- »£-"*£: ел
Сл-^соо-- со^едмооо*^ оэ-ф* cn^JtootOGocncnoo to-i-* to ц> ел ->) oo о
"^•—СП»—СЛСЭСЛСОФ^СО»Р»-СО00 OO'CO-GO GaOOCOCOfrOWbO--ltO -J CO CO CO CO CO
±d -^ **-! СП СП-СП СП СП СП-СП СЛСЛ СП СП СП СЛ 4*- **• 4*- Ф- ►!*■ |Ь- СОСОСО СО СО СО frO tO tO
■ -л оо сп ел со •— oco-vjcncotootD-^cn^to»— to "-J ел
frO Ю tO
^^^ототепгоспспслелслслслслсэт^^>^4*.к(^Ф'Со
»*»* to •— со-Чсп^со — to oo en ел со ~ о со --J ел со to о со ^4 ел 4^- to *— со *-з сп
to ю
ю to
frO ЬО ЬЭ frO frO-tO "tO tO frO tO tO tO tO tO tO tO tO frO frO frO tO frO frO tO frO tO.frO tO'-tOfrO'.tO
t^j^-^b.r-.fb.r^b.-vt». Фслслслелслслслслспспспспспеп сп--ч -^i *--] "-J ^■<i —j *-q со
— - -"- K -«-^COtDi—■ ЮСОСЛСП^СОО»— W-^Cn-^OOjDj-
^^^^^^^t^^^^ss^s^^s_
SSB^^y,«P^"^"^^S5"o(oa'^cB^co^o
I*, a. **=. '•*• Ф. rfv '^ ^ л ^. 4*. ^ "^ *. *■ •**• >^ fe £; ЙЙт ol £ ел ел ел ел сл_сл.сл
ooooboooooj»oo»»»oo»i»»»<googgSgggggggiSgSS§S®S
°S23232323^£35ggg||S|§S||S|gggoogoogg
2sSft8!8S2g8SSSSagSS58BSo»-cno.-*oD-*4-
ooSSSSS^M^Sa2S3Sgfeeem2gSo^"§SgSS
oco^^^cotocnoco-^^oicoioajcj™- .
llllllllilll|i!lMlillIiil8^
frO tO f* i_.*^- ">_4,_*>-4-4-*tOtOfrO
1111|5|1111111Ш1§|^?!!!!!^
28°
29е
М| синус | косинус (Тангенс
косеканс
ММ синус косинус
тангенс
котангенс
секанс косеканс
М
О
1
*2
3
4
5
6
7
8
9
10
11
|12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
46947
469731
46998
47024
47050
.47075
.47101
.47127
.47152
.47178
.47204
.47229
.47255
.47281
.47306
.47332
.47357
.47383
.47409
.47434
.47460'
.47486
.47511
.47537
.47562
.47588
.47613
.47639
.47665
.47690
.47716
88295
88281
,88267
.88254
.88240
.88226
.88213
.88199
.88185
.88171
.88158
.88144
.88130
.88117
.88103
.88089
.88075
.88061
.88048
.88034
.88020
.88006
.87992
.87979
.87965
.87951
.87937
.87923
.87909
.87895
.87882
53171 I 1
53208
53245
53283
53320
.53358
■ 53395
.53432
.53470
.53507
53545
53582
.53619
.53657
.53694
.53732
.537691
.538071
.53844
.53882
.53919
.53957
.53995
.54032
.54070
.54107
.54145
.54183
.54220
.54258
.54295
.8707
.8794
.8781
.8768
.8754
1.8741
.8728
.8715
.8702
.8689
1.8676
.8663
.8650
.8637
.8624
1.8611
.8598
.8585
.8572
.8559
1.8546
.8533
.8520
.8507
.8495
1.8482
.8469
.8456
.8443
.8430
1.8418
48481
48506
48532
,48557
.48583
.48608
48633
48659
48684
.48710
.48735
.48760
.48786
148811
.48837
.48862
.48913
.48938
.48964
.48989
.49014 I
.49040
.49065'
.49090
.49116
.49141
.49166
.49192
.49217
.49242
87462
.87448
.87434
.87420
■ 87405
.87391
.87377
.87363
.87349
.87335
.87320
.87306
.87292
.87278
.87264
.87250
.87235
187221
.87207
.87193
.87178
.87164
.87150
.87136
.87121
.87107
.87093
.87078
.87064
.87050
.87035
55431! 1
55469
55507
55545
55583
55621
.55659
.53697
.55735
.55774
.55812
.55850
.55888
.55926
.56964
.56003
.560411
.56079]
.56117
56156
56194
56232
56270
.56309
.5634
.56385
.56424
.56462
.56500
.56539
.56577
8040
8028
8016
,8003
.7991
.7979
.7966
.7954
.7942
.7930
.7917
.7905
.7893
.7881
.7868
1.7856
.7844
.7832
.7820
.7808
1.7795
ЛШ
.7771
.7759
.7747
1.7735
.7723
.7711
.7699
.7687
1.7675
1.1433 2.0627
.0616
.0605
.0594
.0583
2.0573
.0562
.0551
.0540
.0530
2.0519
.0508
.0498
.0487
.0476
| 2.0466
.0455
.0444
.0434 -
.0423
2.0413
.0402
.0392
.0381
.0370
2.0360
.0349
.0339
.0329
.0318
2.0368
60
59
58
57
56
55
54
53
52
51
50
49
48
47
46
45
44
43
42
41
40
.47741
,47767
.47792
47818
47844 I
.47869
.47895
.47920
.47946
.47971|
.47997
.48022
43 I .48048
44 .48073
45 .48099
46 I .48124
47 .48150
48 .48175
49 .48201
50 .48226
51 .48252
52 .48277!
53 .48303
154 .48328
i 55 .48354
56 .48379
57 .48405
]58 .48430
|59 -48455
160 .48481
.87868
.87854
.87840
.87826
.87812
.87798 |
.87784
.87770 1
.87756
.87742
.87728
.87715 '
.87701
.87687
.87673
.87659
.87645
.87631
.87617
87603
.87588
.87574
.87560
.87546
.87532
.87518
.87504
.87490
.87476
87462
.54333
.54371
.54409
.54446
.54484
.54522
54559
.54597
.54635
.54673
.54711
54748
.54786
.54824
.54862
54900
.54937
54973
.55013!
55051
55089
.55127;
.55165
.55203
.55241
.55279!
.55317
55355
.55393
55431
.8405
.8392
.8379
.8367
1.8354
.8341
.8329
.8316
.8303
1.8291
.8278
.8265
.8253
.8240
1.8227
.8215
.8202
.8190
.8177
1.8165
8152
8140
.8127
8115
1 8102
.8090
.8078
8065
.8053
.8040
.1381
.13$
.1384
.1386
1.1388
.1390
.1391
.1393
.1395
1.1397
.1399
.1401
.1402
.1404
1.1406
.1408
.1410
.1411
.1413
1.1415
.1417
.1419
.1421
.1422
1.1424
.1426
.1428
.1430
.1432
1.1433
.0946
.0935
.0924
.0912
2.0901
.0890
.0879
.0868
.0857
2.0846
.0835
.0824
.0812
.0801
2.0790
.0779
.0768
.0757
.0746
2.0735
.0725
.0714
.0703
.0692
2 0681
.0670
.0659
.0648
.0637
2.0627
29
28
27
26
25
24
23
22
21
20
19
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
0
!| 1
31
32
33
34
■35
|36
137-
1 38.
39
40
41
42
43
44
45
46
47
48
149
50
151
52
53
54
55
56
57
58
59
60
I 1
.49268
.49293
.49318
.49343
.49369
.49394
.49419
.49445
;49470
.49495
.49521:
.49546|
.4957lj
.49596
.49622
.49647
.49672
49697
.49723
.49748
.49773
.49798
.49823
.49849
.49874
.49899
.49924
.49950
.49975
.50000;
.87021 I
.87007
.86992
.86978 |
.86964
.86949 |
.86935
.86921 1
.86906 I
.86892
.86877 |
.86863 !
.86849 |
.86834
.86820
о
86791
86776
86762
86748
86733
86719
86704
86690
86675
86661
86646
86632
86617
86603
.56616
.56654
.56692
.55731
.56769
.56808
.59846
.56885
.56923
.56962
.57000
.57039
.57077
.57116
.57155
.57193|
.57232
.57270
.57309
.57348
.57386
.57425
,57464
.57502
57541
57580;
576191
57657
57696)
57735
.7663
■7651
.7639
.7627
1.7615
.7603
.7591
.7579
.7567
1.7555
.7544
.7532
.7520
.7508
1.7496
.7484
.7473
.7461
.7449
1.7437
.7426
.7414
.7402
.7390
:.7379
.7367
.7355
.7344
.7332
.7320
.1491
.1493
.1495
.1497
1.1499
.1501
.1503
.1505
.1507
1.1508
.1510
.1512
.1514
.1516
1.1518
.1520
.1522
.1524
.1526
1.1528]
.1530!
.1531
. 1533
.1535
1.1537
.1539
.2541
.1543
.1545]
1.1547
.0297 29
.0287 28
.0276 27
.0266 26
2.0256 25
.0245 24
.0235 23
.0224 22
.0214 21
2.0204 20
.0194 19
.0183 *18
.0173 17
.0163 16
2.0152 15
.0142 14
.0132 131
.0122 12
.0111 И
2.0101 10|
.0091 91
.0081 8
.0071 7
.0061 | 6
2.0050 i 5 ,
.0040 | 4
.0030 3
.0020 2
.0010 1
2.0000 0
$
м
косинус синус
SO'
M синус
31
косинус
тангенс
О
1
2
&
4
5
\ 6
7
8
I 9
Ю
П
12
13
Н
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
.50000
.50025
.50050
.50075
.50101
.50126
.50151
.50176
.50201
.50226
.50252
.50277
.50302
.60327
.50352
.50377
.50402
.59428
.50453
.50478
.50503
.50528
.50553
.50578
.50603
.50628
.50653
.50679
.50704
.50729
.50754
,86603
.86588
,86573
.86559
.86544
.86530
.86515
.86500
.86486
.86471
.86457
.86442
.86427
.86413
.86398
.863^3
.86369
.86354
.86339
.86325
.86310
.86295
.86281
.86266
.86251
.86237
.86222
.83207
.83192
.83178
.83163
котан*
ген о
57735
57774 |
57813 I
.57851
57890
.57929
.57968
.58007 I
.58046
.58083
.58123
.58162
.58201
.58240
.58279
.58318
.58357
.58393
.58435
.58474
.58513
.58352
.58591
.58630
.58670
.58709
.58748
.58787
.68826
.58865 |
.58804
секанс
1
7320
7309
7297
7286
7274
7262
7251
,7239
,7228
.7216
,7205
.7193
.7182
.7170
.7159
.7147
.7136
.7124
.7113
.7101
.7090
.7079
.7067
.7056
.7044
.7033
.7022
.7010
.6999
.6988
.6977
косеканс
М
М синус
1.1547
.1549
.1551
.1553
.1555
1.1557
. 1559
.1561
.1532 I
.1564 i
1.1566
.1568 '
.1570
.1572
.1574
1.1576
.1578
.1580
.1582
.1584:
1.1586
.1588
.1590
.1592
.1594
1.1596
.1598
.1600
.1R02
.1604
1.1606
2.0000
1.9990
.9980
.9970
.9960
1.9950
.9940
.9930
.9920
.9910
1.9900
.9890
60
59
581
57;
56
55
54
53
52
51
50
49
48
47
46
.9870
.9860
1.9850 1 45
.98i0 |44
.9830
.9820
.9811
1.9801
.9791
.9781
.9771
.9761
1.9752
.9742
.9732
.9722
.9713 131
1.9703 30
,51504
.51529
.51554
51578
51603
51628
51653
51678
51703
,51728
51753
,51778
,51803
,51827
.51852
.51877
.51902
.51927
.51952
.51977
.52601
.52026,
22 I .52051
23 .52076
24 .52101
косинус
тангенс
котангенс
секанс
коееканс
М
.52126
.52151
.52175
.52200
.52225
.52250
.85717
.85702
.85687
.85672
.85637
.85642
.85627
.85612
.85597
.85582
.85566
,85551
.85535
.85521
.85506
„85491
.85476
.85461
.85446
.85431
.85416
.85400
.85385
.85370
.85355
.85340
.85325
.85309
.85294
.85279
.85264
60086
60126
,60165 I
,60205
60244 i
.60284 '
.60324 |
.60363
.60403
.60443
.60483 |
.60522 i
.60562
.60602
.60642
.60681
.60721
.60761
.60801
.60841
.60881
.60920
.60960
.61000
.61040
.61080
.61120
.61160
.61200
.61240
.61280
1.6643
.6632
.6621
.6610
.6599
1.6588
.6577
.6566
.6555
.6544
1.6534
.6523
.6512
.6501
.6490
1.6479
.6469
.6458
:6447
.6436
1.6425
.6415
.6404
.6393
.6383
1.6372
.6361
.6350
.6340
.6329
1.6318
.1666
.1668
.1670
.1672
.1674
.1676 |
.1678
.1681
.1683
.1685
1.1687
.1689
.1691
.1693
.1695
1.1697
.1699
.1701
.1703
.1705
1.1707
.1709
.1712
.1714
.1716
1.1718
.1720
.1722
.1724
.1726
I.1728
1.9416
.9407 '
.9397
.9388
.9378
, 1.9369
.9360
.9350
.9341
.9332
60
59
58:
57
56
55
54
53
52]
51
1;9322 50
.9313 |49
.9304
.9295
.9285
1.9276
.9267
.9258
.9248
i .9239
1.9230
.9251
.9212
.9203
.9193
1.9184
.9176
.9166
.9157
.9148
1.9139
31
32
33
34
35
36
i37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
.50779
.50804
.50829
.50854
.50879
.50904
.50929
.50954
.50979
.51004
.51029
.51054
.51079
.51104
.51129
.51154
.51179
.51204
.51229
.51254
.51279
.51304
.51329
.51354
.51379
,51404
51429
51454
51479
51504
.86148
.86133
.86118
.86104
.86089
.86074
.86059
.86044
.86030
.86015
.86000
.85985
.85970
.85955
.85941
.85926
.85911
.85896
.85881
.85866
.85851
.85836
.85821
.85806
.85791
.85777
.85762
.85747
85732
85717
.58944
.58983
.59022
.59061
.59100
.59140
.59179
.59218
.59258
,59297
,59336
59376
59415
.59454
.59494
.59533
.59572
.59612
.59651
.59691
.59730
.59770
.59809
.59849
,59888
59928
59967
60007
60046
60086
М
косинус
котан
гене
.6965
.6954
.6943
.6931
1.6920
.6909
.6898
.6887
.6875
1.6864
.6853
.6842
.6831
.6820
1.6808
.6797
.6786
.6775
.6764
1.6753
.6742
.6731
.6720
.6709
1.6698
.6687
.6676
.6665
.6654
1.6643 I1
.1608
.1610
.1612
.1614
1.1616
.1618
.1620
.1622
.1624
1.1626
.1628
.1630
.1632
М634
.1636
..1638
Л 1640
.1642
■М644
1.1646
.1648
.1650
.1652
.1654
1.1656
1658
1660
1662
1664
1666
.9693
.9683
.9674
.9664
1.9654
.9645
.9635 I 23
.9625 22
.9616 21
.9596
.9587
.9577
.9568
1.9558
.9549
.9539
.9530
.9520
1.9510
.9501
.9491
.9482
.9473
1.9463
.9454
.9444
.9435
.9425
1.9416
1.9606 20 40
52275
52299
331 .52324
34 | .52349
52374
361.52398
37 | .52423
.52448
.52473
.52498
.52522
52547
52572
52597
52621
19 41
18 42
17 43
16 44
15 45
14 461 .52646
13 47 .52671
12 148 .52695
И 149 .52720
10 50 .52745
9 51 .52770
8 52 .52794
7 53 .52819
б 54 .52844
5 55 .52868
4 56 .52893
3 57 .52918
2 58 .52942
1 59 .52967
ОII 601 .52992
.85249
.85234
.85218
.85203
,85188
85173
.85157
.85142
.85127
.85112
.85096
.85081
.85066
.85050
.85035
.85020
.85004
.84989
.84974
84959
84943
84928
.84912
.84897
84882
84866
84851
84836
.84820
84805
61320
61360
61400
61440
61460
61520
.61560
.61601
.61641
.61681
.61721
.61761
61801
61842
61882
.61922
.61962
.62003
.62043
62083
62123
62164
.62204
.62244
.62285
.62325
.62366
.62406
62446
62487 I
.6308
.6297
.6286
.6276
1.6265
.6255
.6244
.6233
.6223
1.6212
.6202
.6191
.6181
.6170
1.6160
.6149
.6139
.6128
.6118
1.6107
.6097
.6086
.6076
.6066
.6055
.6045
.6034
,6024
6014
6003 I 1
.9130 29
.9121 28
.9112 27
.9102 26
1.9093 f 25
.9084
.9075
.9066
.9057
1.9048
.9039
.9030
Ж1
.9013
1.9004
.8995
.8986
.8977
.8968
1.8959
.8950
.8941
.8932
.8924
1.8915
.8906
.8897
24
23
22
21
20
19
18
J1 \ 17
16
15
14
113
12
11
10
.8879
1.8871
косеканс
котан-
секанс М Мкоси.чус синус I
косеканс
М
59°
58"с
I
ЬТ
ш
eg
e-
O
О
a
в
■^eM4*
CO CO CO
oooooo
CD 00 О
со см см
со со со
со оо оо
— covQ
со со см
00 00 СО
-^gs«^sssi 111 § & s 8 я s^ss_
fcg^»5Se§si I 8 s s § 2 § 2
ОО^^^ЙЙ^ЙмМСМСМ^ГГ^^^^ООСОсЮСООО
CO C-- t~- CO Ю -4j* CO
CNCMCMCMCMCMCMCMCMCMCM'™ — •— — —
OQOOOOOCOQOOOOOOOCOCOCOCO
СП О") С7Э О V? °5 ^ ^it ,—i »—• *—'•—» ^-» »—' *""^ . ^ "i—•
СЛСОГ^СОгЛЮ-^ГСОСМ—-OOlCObtDlO'TWW — OCnciOISlDiO'^cOW'-O
COCOCOCOCOCOCOTOCOCOCOCSCNCNC^CNCNCNCNCNCN-- —.-—.— —.—. — —«_«_
*-»CN
rj» 00
CD CO
CD Ю
CO CO
CO CO
00 00
СОЮСО GO G3 —« (N ^ Ю N CO О-i СО-Ф CO CO ffl v-i CO •* CD CO О —^СгГ551>Го6
CN Ю О tf CO CO N —' Ю СЛ COCO CM tO О ■* СО СМ ^-~ lOOlCOCOCMCOOM^CO
tDcOCOCOcDCOCOcQCOcDCDCOCOCDCDCOCDCOtOtOCDCDCOCDtOCOcOCDCO
lOCTJ'^'QOCNtOO'^COCNtOO'^J'CDCOt-' —'lOOlCON^lOOcON-^lOCO
CO — OCOt^W^'CNOCDNCD^tN-- C7> CO CO -Ф CO —■OCQCDlOCOCMOGO
со со со со со со со ^~ -л wi rn m со w о:
СО 00 00 СО СО СО 00
ООООСО^^^Ь^^С^-СОСОСОСО СО-СО Ш ЮЮ Ю Ю Ю Ю ^Г^7^1 Ч*"* -^ СО
со.со-со сососососососососососососососо со" со со со-сосо со со со со со
сооосооооооососхэсооооосооосооосососооосооосооооооо
ч^ 00 СО
со оо —■
■^ тг lO
■ч* ■* "^
со со со —<
■чГ Ч* ^ "J
ю-ююю
-sf СТ> СО 00
союооо
CD СО СО f—
^t* ■* -*** ts
ю ю ю ю
co^iotoc-oocx>o^cN
C^cD«i^O>^o0CMCO — гОф'-ФСОСМг---'—ЧО Oi ^
СО lO СО О СМ 1*3 ЬОСЧЩ^ 0> -СМ -Ф t- ОЗ CM Tf'CO CD
t--r--^-oocooooocndCTicDcnoooo-— —< —• —
ЮЮЮЩЮЛ Ю-Ю LO Ю ЮтЮ Ю 1£У\П Ю LQ LO Ю Ю
СМсОт^ЮсОГ^СООТО^СМсОтрЮСО^сОСЛО
^^^«^.^CNCMCMCMcMCMCMcMCMCMcO
.— CM CO
сосооо
СО 00 00
■^ со ь- со
т^ СО СМ -"■
оососооо
СООО 00 00
о> —I см со
оо с^ оо
оо оо г- £-
со со со со
iSlililliil
^i|iiiiiiiiillllllllllllllllli
OC^CDO)QCnCJ10)C710Ci>COCO CO-CO 00 CO 000
SSllSlssiSSSSfeefetefe-bfefefeas
iiliiiiili^iiiSSS
lSSSsSSlP.Isss3SSSSssss.co.cocoooco«
tJ* CO CO
^oocooocN>t--^-^o^gcococo^gco-gO
2 CO CO CO — CO CD CO ^ CO CD CO О CO Ig w ^
cMCM«WCQCp^CO^£^^^rtMWcocOCO^egrt
o^cMco^m
О Г- CO
о7с^^1о^2^2^8^ЯЙ Я ScSSSS^
390
J^cnc^Scmc^^
iiiiiiiiiiiiiipiiiiiiiiiiii
lllillPllsllSllg|§lsassssBu8B
^ , J^^^NWWNCNCN CM-CM CM CM CM CM CM CM
ЙЙ§§^ю^сосм2с^^^1Рй^^даадслоо^^смсосо^10ю
§К~шё§сосмсосо^
SecotocococbScocoSSS^fe02S^^moo--' —<-чсмсмсосо^-*н
. .^^^ЩЩЮС0ЮЮЩ(ОЮС0(ОСОЮ(О1ОШ@ШСО10ЬюЮЮС0
CO CO СО СО СО С, WCMCMCMcq—tS 2! S2 ~ Й 29 ЙЙ СО — ОСОСОЮСОСМО
oooo^oomGOoocoSSS^JSS&ffiS^ffirSG
. .....~IW(CTOTOcocooooooocooococoooooqococooooqoooooo
COCOCO COCOCOCOCOCOrt-Tt'TtTp^^^r^^^lOlO^^iniOlOiniOlbcD
CDCOt—CDlO^cOCM — О d CO b-tD 1П •* CO CN <- OOOOt—COlOTfCOCM'-'O
CM<MCMCMCM(MCM(MCMCM — тг*ШШ*&,,-, ^ _ ^—«
coSSfe^^^rSfSC3^^°3col^cc,tou3'*COCM — ^OCDCONtOig
оойс2сйт^)Й^^^Й^Й^^^^^^^^^^^^сосососос0
CO COCO 00 GO COCO 00 COCOCO 00 00 CO OOOOOO 00 00 CO CO 00 00 0000 00 00000000
S2«5SN^^b^wwcococnocnoic«oooa-'--i«--(NW
сооосососоеососоюоососссоаосооососоао
^c^r^b-tDCDcO^CDCOtDb^^t^^l^c^^b^^^b*t^cocO00000000cn
cotsioifl** со см -^ о елсоыою'фсоИ'ч о о со t^- со ю-^ со см »-< о о>
со со со со со со со cDcoioiaioimoiominioiO'^1 tj«-^н •* ч*1 ■* -ч? -^ *^"* со
ююююшюююю ш-ю ю ю-ю ююююю хаю ююющююююю
СОФО-^С>»СОт**ЮСО^ООСЛО-^С^СО^Ю^СОСЛОСМСО^Юс^сОС2?^
^OOCOt--—HOOCOt^—■ ЮО^'Ч'СОСМСОО'Ч'ООСМСО—-IDCTICO l"^'^^ Ю СП 'Ч*
Ь-Г^-СОСОСЛО>0>00 —|—ч -HCMCMCOCO-^^'^flOlOCDCDCOI^-t^-COOOCOOl
cocococo^cococo^^^^^^^^^^^^^т^»co^^"Ф',*'Ч'^*,^*'^*
сососоюсососососососососососососоюсососоююсососоюсососо
я
COCOCMtO—<1ПОТ^С0сМ^-^ЮО^С0СМ^'^10СТ)С0С0С^ЮО^фС0Ь-
СМОС5Ь-СО"*СМ—<0>COCDlOCOCMOOOb-lO-4f СМО С^ ■>■ СО-"* СО •-• 92,C5-S
со со см см см см см см —• — —' ^^^^oooooooto^oioicjc^cocooo
сососоюоососоадсооооооососососооооооососооооооохсососос^
■^•спсососмь- — сооюс^т»<оосоь-с^со^юо^сосо^с^со^юрд^с
t>^COOOCOCOO>O^C^OJCJ)OOOO^^^^CMCNCMCMrt
rtcocococococococococort*^^^^^^^^^^^^^^^^
ЮЮШЮ1ОЮЮЮЮЮЮЮЮ Ш1оЮЮЮ1й10ШШ10ЮиЭШ10ЩЩ1П
^ММ^ЮсО^СССЙО^МСОтгЮЩЬСОсЛО'-н CM-CO ч* 1С СО t^-. ОО CD О
СОс0СОСОС0С0с0СОСО^^т»»^^^т»<^^^1ОЮщиЭВД10ЮиЭЮ1ПсО
25
391
S6£
о
1 и
•<: !
о
л
2 О
I п> н
К сз
о я
елслслслсл ел ел ел ел ел ел 4*>
Ьсооо-4сйсл*-сй~
Cn4^4^4^4>-4^4^J^4b4^rf*COCOCOCOCOCOCOCOCO
ОЮС0^СГ>СЛ^«Ю>- ОсООО-4С71СЛ4ь.СОЬЗ»—
СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСП
C0WWWWMM^-*-'-"-'OOQOOtDC0tDtD00000J00vlS-^S0H>
СЛ СО •— GO СП СО ■—* С004^и-со^4^(ОО^СпЮОС»СлСООСОСПСО^СОСП
?b.fa.<r-iOitorarfk.>—-acocOCnf— ^COOCnt0004*OCDW004>OCntOCorf».
JZ^. __»— — totC tO tO tO Ю W ND W tOlO tO Ю tO Ю Ю WtO Ю tOtO Ю Ю tO
СОСОСОСОСОСООООООО-—">—►—»—>—tObDbDtOtOtOCOCOCOCO CO CO
►— CO 4s* CT> CO CO — CO 4* СЛ 00 CO >— СО>Ь.спСЮсО»—С04^СлЗДСО^С04>С?5СОсО
СЛ^ОООСЛМСОСЛЬОООСЛ^ООСЛ*—СОСЛ>— 004»>>—-^4ь.О-44ь.О-4СО ОСП
^C^Ol010^01CTl0^aH>C^OiCTH^01C)OlOT01C7)OiOH)CftOiO^OlCn050>
OCpCDCOCOCOCDCOCOCDcDCOCOCOCOCOCOCOtDcOcOCDCOtOooCOOOOOOOOO
ОФс0даС00Э^1Ч0)йСЯ01СЛ^^С0ШМ10М'-*'-ООУЭЮС00300,Ч
bD^COtbrf^OO^*— SWCO*»OCT-4tOCO^OCJl'-,SlOOO^tDUih-> -J
^,^,ъ->г^4^4^4^4^4^4^4^4^л4^4^4^4^4^^4^4^4^4^>^4^^^4^^,ь.
1010ЮСОСОСОСОСОСОСООЭСОС000^4>4*^4>4^^4^4*4^4^СЛСЛСЛСЛСЛ
00!D(DO —tOW^CnOlSSOOCDO'- Ь0С04^СЛС7>СТ>-0С0сОО'--ЕОеоЛ.
•-* ососо'-дспслсоьо'-- ocooo^aoioi^coto»— ococo-^aicn^cotoi—
oo№woawwoooyiwooooiw^»cnwSoocnw^SSS^SS
*(W 4> 4> 4» £>. 4> 4ь 4*4*СЛСПСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСПСПОСПСПСПО>
CO^S№C^-^"-lQOtDOO^-tOtOW»&.OT.Oiai*fc400CX)tOO,--'--t003»t*.b.
*- Ю CO О CO ►— Oo СЛ CO OSi^tO(ON^H- ЮСЛСО^СЮСПСООООСЛСООСО
_ _-. _ *-*-.— *— н-t— ^MWbOWMN3N"tO to tO
СПСЛСЛ.СЛСЛСЛСЛСЛСЛСЛСЛ4»4*4^4^4^4^4^4^>1^иГ^г,эг.*1 r^TTTTTT
СДСЛОДСЛСЛСЛСЛСТСЛСЛСЛСЛСЛСЛСПСЛСЛСЛСпСпгпгпАп^т,!.™
^ > >* ^ ffi Si °> °*№ w w C" ** ^ •*> *- *■ со со со со K§ to Й Й °° °° °° o° »
Ш
n
?
H
1-1
Ш»988ШёШ§818|Ц|11§|||£|
liiiiiiiiiiiiiiiiiiiiiiiiiii
MtotototototobOtoiototototototototototototototoiototobatoio
сосососососососососососо со со со со со cococococococobotorototoio
СПСЛСЛСлСЛ4^^4х,С».СОСОС010.ЬР^Э10<-->—• ^- *— OCOOlOtDtClDCDOO
^-ООи»СОООйСЛК>О^СЛЬО(О^^1Ос0СП^>—ФО>Л^-00СЛСО^-0ОО)
lllillliilliillllllll|13ilss«2
o^-too3*bda>-joo
о to to ю to to to to to to
COO*— tOCO^DlOJSCOOO'- tOCO — СЛСГ) -J CO CO
'<*,
со to to to to to to to to to to.——* i— *—■
OtDCoSOlCn^UM»- Ос000^С7>СЛ4^Со*0
0соао^о>сл**со@»—о
СЛСЛСЛСЛСЛСЛСЛСЛС^СЛСЛСЛС^СЛСЛСЛСЛС^СЛСЛСЛ^СЛСЛС^
С^05С75СТ>С7>01СЛ(^01ОТ010ЭСЪсТЭС71С710^С^С7)СЛО>ОС71С71С7H5а>
4>^cOC^4^lOc0^4^cOO-v]C^t0O00CnC0 О^ОСЪ CO ■— 00 0S 44. »—
•— —4 CO СОСЛ ►—l^COCOOTn--JW004^0CDtOOOrf*OcDfcOC04*OCT>
ел ел слеп
ел ел ел ел
CO tO «О CO
to -^ со со
ООСОСХ>ООСХ>ООООООООСОООСОООООООС»СОДО CO GO GO С©
totototototototototototototototototototo to to totototototoSatoto
^4и4^4^4^^слСЛСЛСЛ01СЛС7>С7)СПО^О^С71^-^^^^^ООООООООООООЬО
ОЭХО'СЛ tO CO СЛ •— ОО^и* ^СООСТ^СОСОСЛЬЗОО^н-^СОО^О^ЬО^ОСЛ»—-^^.
СТ5С7>СЛСТ)С10}СЛС^СЛСлСлСЛСТ1СПС^
ООООООООООООООООСЛООСЮСООООООООЭСООО^^^^^^^^^^^-^-ч)
^СТ10>О^СЛСЛ«*^4^СОСОСОЬЛ10'—•■—• ОООСОСОСООО--4—4*"»1СТ>СПСЛСл4ь.4*.
tOGO^OOT- -4 tO 00 4^. О СЛ •— -vlCOy АОСП-* -*!WtD>^00)W4WtDCn
оосдюоч^"* со ел со ►— сослсоо-зсльоо—Jcntoo-^cncoooocnco>—
CncnClNOOtOO^-WW^OiCnOl^OOCOO'-'MW^Cn СЛ Ы -4 00 со О *— tO
ОСООО-^СТ>СЛСЛ4>.СОК1>~ OtOCOOO-^OiCn^^CotO--' •— О CO 00 00 ^-4 СП О
tOtObOtOMMMtOMMMWMtOWWWIOtOWMWWtOMWtOtOtOtOtO
COCOtOtOWtO»— — — ~ '-OOOOtDlDOCDOOODCOOO'^N-vl^cnOigjW
^IO^^4^K)CO^Cnt0O^CnWO00CnC0^00iOTC0^(OC7J^t>3<£l^bt0
■-)
f»
о
о
a>
P*
о
Я
о
-э
Ы
1
tototototototo — — — •— •— — > -
ОЭ СЛ 4> СО tO »—' 0<000-OOiOl»^COtO>—ОСОСС^ОСЛ4^СОЮ»-*0
8СЛ
oo
oo
~«4 rfb
0^4
СЛСЛ
OO -4
О tO
tO CD
COCO
слслслслслслслсл
3 со со со со со po oo
^cntooooaicoo
ел to oo 4* •— -4 to со
СЛ СЛ
--a-4
oo аз
Ф tO
СЛСЛ
-J <l
CO •-*
00 *^
СЛСЛ
-g -g
O^ C7i
coai
СЛ СЛ СЛ
О) (Л СЛ
-P^ ►— CO
CO CO СП
СЛСЛ
СЛСЛ
to oo
йё^слюооосл
^о->1сососл»—oo
00 00 00 00 00 CO 00 00
4b- 4^-
•—to
•— CO
4* СП
^.►ислслслслслс
^J tO 12 CO 4=j ОЭ 00 CO
tOOJCOOOiCO O-^J
C55 CD
i— CO
4*- О
OCT:
*vj 4>
_ en
00 CO
к- ОС
^-CO^
4^*-* 00
—J-J
er> oo
ел*—
^1 oo do oo со со со со
cn^-.CO4^Cn00COrX
oo ел to oo ел to oo ел
— r-r^ '^^^Яй™оосо-^^спрпслсл££
j -->1-4 -4 -4 -J
-j -j -o -J "-4 "^* ^ ^J ^; t
5B5===aa.aliliilli8ggIISiliisis§2S
ii5Ss5lgSgS55g3S8ae^B8_8-^r^i
еосс-4Сл4^со*— о со >i «J w
iessslllllllllllliiilli'iiill
ай'йй'йййй'й"駧§§'2'й||1|1
0-44^-t CO CD CO CO --J *** ^ **"
^J -0 -4
CO COCO
сп-Зоо
CO -J 4>-
-<j-j-4
coco j^
со со О
к— 00 СЛ
jb. 4^. 4*- *■
Zl to to Co
030*4^
со со со со со со coco со со g^feg S enc^oojoo^
о *-* to со 4^ ел en -4 со со cj ^ —.
слсл ел
4»- СЛСЛ
r>
•1 Q
П) ^
X ы
° s
; CO
en
•
S6S
О^СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ*"^^ _Г4>^фГ4ьГ~4- 4> >£"• СО СО СО СО.СО СО СО СО СО
ОСОСО-^СПСЛ^СОЬЭ»— ОсООЭ^СПСЛ^СОЬЗ1»-- ОСО00--4СПСЛ4—СОЬЭ*—
СИСПфСНСПСлСПСПСЛСЛСЛСЛС'1^ СПСЛ СЛ СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ
О О ОО'О О О О (О CD СОСОСОСОСОСОСОСО — СО CD-CO —' CD CD CD CD CO CO CO
_«.„^5OOO^0tD«OtDtD00C0(»0D,M -^-ч-4СПСПа»0>СЛСЛСЛСЛСЛ
СОСЛСО—СОСП-Я- — СО"-44>ЮО-4СЛСО OOO CDW^-Offl'f'KXrviOiMO
•— OflUi*0:ACnW_№W_CnWtOObO^OJtOOOJWCOOWOO^WtOO
-o-~)-s)-J-J-4-»4-^"v" CO CO 00 00 0O 00 СХГ0О OOOdOOQOOOCOOOOoGoOoooCOOO
CD CO CO CO CO CO CO CO О OOOOOOOO О ОО О О О О О ООО ОО
OOCDODcOCOCOtDCDOOOOOO — — — •—>—•—ЮГОЮМЮМСОСОСОСО
OlOOCD — СОСЯСЛСООЮСОСЛ-^СООЮ^СЛ-^СО'— СО »>■ СП CD >— СОСЛ СП
СО »— 00О1СО 00 СП СО»— 0О СП СООООСЛ СО О -^ СЛ tO О —J *- ЬЭ CD СП 4> •— 00
-1
П>
s
„
~» 1
о
н
(а
К
СЛСЛСЛ№СЛСЛСЛСЛ4^^>^^>^^4^^^>^4^>^>^^-ь.к^4^4^^4^4^>(»-
СООЭЮЮ^ — ООСОс0_С»00^^СПС^СЛСЛ^_^4^С0С01О1О'— |— ОО
Сл>— СП ►—NtO COlDAOOlOOi- r-JWCOCO—'"^OOT— СП tO -nTCO ОО-J-
СлО*»- COCO Э5 t0^^-cnOUVC04^CDC000C00Dt0Mt0--Jt0cn>— СП *- СТи—
СП*-
cocococococococococococo co.co cocococococococococo co-co^co со со со
tO Ю Ю tO CO CO CO GO CO CO CO CO CO COCO CO—^4^-4-—^■^4-4^4--4^4-4->4_4-.СЛ
NSUXDO — -^ЮСО^СЛСЛСП-^ООСООО'— tO CO _* ._. rn ni ^.тНк. (q q
tOtOtOtOCOCOCOCOCOCp __ _ . _ ______ -_ _-
ОООСП^Сйь-сО-ЧСПОЭ^ЮЧСПСОЮОСОО^^ЮОЮЧСлСО
to tow WW w w to to to ioio toiobb^NtototoKiiotototototoioto-
СЛ СП СЛ СЛ-СЛ СЛ СЛ СЛ ф. 4^-4--" 4- 4- 4- .—- - 4_ 4_ 4— 4_ J- 4- 4— 4— 4— 4_- 4_ _v __, 4_
о^сислспсиспстсиспсиспсиспшспспспет
СП СП СИ СП СП СП СП1 CD OCT) СП СП СП "~J'"_1 -^-^l—4"^l-^'<l-0~>]-^l-^l^J^)-^J-^00
0.W_QW00Cn^00^^St^O^WO№WtOOlt0(OO5WtO_lt000Cn
toco^-cncn-ooocDOi—wco
- --,— .— .— wwwwwto to wtoto
слеп-^оосоо — to со -г- encn-vjeo""
СПСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ4^4-4— >—.4ь.4—4Ь.4-4^-»&'СОСОСОСОСОСОСОСОСО
ососо^спсл^соьр»—ocooo^icncnj-cow>—■ ococo^Jcncn4>-coto^-
cncncncncncncncnc^cncncncncncnc^
СЛСЛСЛ4-*ь*->—^COCOCOCOWWtOtO — —.,— _ — OOOOCOCOCDCDCO
еПС»0^»^>—ОЭСЛСОО^Л-ОСОСЛЬОСОСПСОО —1 »f—-* -J ;?^_; CO СП Ю CO
CO CO CO CO CO 00 COOOCOCOCOCOCDCOCDCDCOtOCOCOCO COCO CD CD CO CD CD CD" CD
O-C0UlStDOI>3A0100«>-WCn_HDOlO^tnNCD'-lOi^Q0)O-
H*OSC^COOODCl^WO(»01W>-@-4^b30000JU*-iD4>M
caooco^~^~-a^^J-<i~-a-^4-*.J--i^,~-Q^4-<i^-<i ^а_-ч -^i--i*^i^ic7jcncncncn
Ь300С0004-С04»-ОСЛОСЛ-- OJtONMOOWIX^-Ji^Ocn— O) •— -^ltO-<l
ЙЕИйгй^
®^btess5asa8S$8SSss8SISS<*4
-O^^too^cnco^-gBcn
to to to to wwwwwwcococococwcocococococococococoo:
„СОСЛ>~-JCOCC>Cn^-*vir
■_- ctv сп из СП
«^1^^СОСОЫСОСОСОСОСОСОСОСО
н--е?-тл~сп еп--л-осососооо>— towcpj_jxcncncn"^i-^_c
СОСОСЛ----ЗСОСОСЛ—- -4 СО CD OVCO СО И-_0 СП W СО СЛ »-* —4 СО
о >— w со,
СП СПСП
СО СО 4-
сосоо
<о cnto
~^°HH±^^SS|! g в <g ьо g
_ь *■• Й—
S —ьо
00 4_ о
w toto
■4 00 CD
ш
COtONDbOWtOtOtOtOtOtO*— g? ►— — ^ Т* •— Г? — !-? _ «~ .—. --. *. ^-,.- -ч
ОсООО^СПСЛй^СО^Оь-ОСОСО^С^СЛ4-СОЬО>— О СО 00 -J О) СЛ *ь 09.КЭ »— О
СЛ СЛ СЛ СП СЛ СЛ'СЛ СЛСЛ СЛСЛСЛСПСЛСЛСЛСЛСЛ СП-СЛ СП СЛ СЛ СЛ СЛ СЛ ф Ol СЛ СЛ СЛ
COCOtOtOCDCOcOCDCD CO^D CD CD CD CO CD CO CD CO CD-CD CO OO 00 00 CO CO Oo OtVOO CO
_^^^WWUWWWIoWhO^---'-OOOOCDtD<OcO(XlOOCD(»00-4
CO СЛ CO ►-* CO Ol **• ►— CO ~^1 rt- tO О SOlWO CO СП CO »^* CD GO 4--tO CO "-J 4- tO О -J
ЮСОСЛЬОСОС^ЬОСОСЛЬОООСЛ-- C»rf-^-^^O^^O^C0OC7SC->C001b300
сесосооооооосюсососюс»
ooooooooooo_>ooooooooooooooooooo
С04-4^4-4>.4-^С^слСЛСЛСЛСЛСПОH101010>^^^^^-^С»ОТ
OWOSCntOtDN^^fXO^WOSJ-taoOCOO^OltOOCuWO-^CntO
COCOCOCOCOCOCOCOCOCOCOWCOCOCOCOCOCOCOWWODW
o^otDoo„sчcnQCлетcл*^cow^з^O'-■--•'-oo^o_cocoччo)al
tDOiOOl —■^tOOOOJCD^OOT- C^N34C0C04^Ocni-:0)t040;00A.<Dpl
en *~ en ^- o> •— ал^^№ыьэ^ъэсаоэсо^<£>^<э<&&о*~^ьэсоо}<о$ъ
с*эхо_^г___5_со со со сососососососососо coco со со
СПСИС1СПСП01СП"-4*^--4.-»4^4^-^^
4- tO*-- CO^CH4-tOOC»^UlCOtOOOO-^CnCOtO
СЛС^СЛСЛСЛСЛСЛСЛС^СЛСЛОО>ОЭСПСТ)СПСП СП СП Ol СП СП -^1 -J1—~-—i—ч zta^z^
^ow^эloю^o^o^o^э^эюto^oto^ol^эw^oww^o^otolsD^o^o^owto^o^o
4— 4— 4— 4— 4-. 4^- *- 4^-~ 4-4—4— 4—4^4^4—COCOCOCOCOCOCOCOCOCOCOCOCOCOCO
4-COCOCOtOtOtOtO — ^— -•^-OOOOOCOtOOOCOOOOO-J-JS'^OO) СП СП
О^СЛЮСО-^»^-»--СОСПСО'— COCnCOO^OlMcD^4-tOCOO^»—CoaiCO'—■
0^0^сЛФОСПСПсЛ01СП010>СПСП0H10>СПО<Л
CO CO-CO СООЭОЭСООЭО0С0О0ОЭ CO CO CO CO CD CD CD CO CO CD CO CD CO" CD1 CO CO CO QO
-~~-.Ь0СОСО4-СЛСЛСП-4 ЧОЭЮшОк-и-МСОС^^СпСПОЧЧООсОаО'-
tooocn>— сосл^-сосл»— оосл»-- с»сльооосл^ососл^эсосльо<ос') соло сп со
COCOCOCOCOCOCOCOCOC04-4-»t-4- ^4^_-4-4-4-СЛСЛСЛСЛСПСЛапОСЛСЛСП
о^-юсо4-слсп"-^оосоо'—■ too3^cncn^cooo^-toco,^cncn"-joocoo
CObOtObOWtOtOtOtOtOW'--'— --^-—•—■■—>—•—^~
СП СП-СП Onc^CncncncnCT)CncncnCnoia>O^GnaiG^ СП-СП-СП СП
OOOOOOQOOО О ООО О аООООООООООО
QOCOCOCO-^-^I-^^Jcn СП-СП СП СЛ СЛ СЛ СЛ СЛ 4- t*- 4— 4-СО СО СО^СО ЬО W
■>3 СЛ СО СЭОО СП СО «'СО СП vf-: ЬЭ СО ->) СЛ tO О СО СП СО »— CDCntf-tOO-^1
05 Oi СПОй
OQOO
сльэосо
— CO СЛ —
СО СО СО С04^4-^4^^4^СЛОТСЛСЛСЛСПО1СПОТ ГЗа- СП -J СО »= Ю 4- СП
^^-^•^—J^4-^-0
4 -^] -v) -^ -j
Pi СП СП СП СП-СЛСЛ СП СЛ СЛ СЛ-СЛСЛ СЛ СЛ1
у. н— "—_--_-—;—tO —- •—CDC_>COCOCOOOOO*^-^CjlCn СП-СЛ 4—4-^ Ц—"СО
О СЛ '— СП"—-^Ь0^1С0004-С0СЛОСЛ*— OIW *^tO COCO CO J- О СЛ
т»г-._. -о —-ел corf- oowcno*(-Coto--4^-cnco**-ooto--j^-cn
ocnon^oo5c^cncnojbcncriog
_tl____I_ciLaLUL__________£__5^ en to ^ to со со сэ^осл
'со со со co-co wwcowwKiwcoww Ьэ-со-со Mwwwcowcocgweocgwg
CO 4- 4- СП СП -J -v3 CO CO О — ►- ЬО CO 4^ СЛ СП СП £ LW g^^M««v
IOQ ООП!—. — CO -J СП CO.— CO ~^.СЛ СО »— СООЗ^-Г-"-'-"-*
CO СП 4- tO О
СП.СП СЛ СЛ СЛ СЛ СЛ СЛ СЛ СЛ СЛ СЛ СЛ СЛ g] S СП СЛ СЛ СЛ 4- 4--*■ ^- СО СО СО СО ЬЭ ЬО tO
о о со со-со со. со со од -^а -^ -^ C_ S ей So =ii4-tocDcnco^cocntoo^i*-'—
c^tococnco^»oocntoo^^h-^GO(-ri-wt-; .
4-4-4—
WW ^
-Зсо to
en en en. en c^cncnoicncncnoicncncn сп-cn спспспспспспспспспспсп
4_,4^4-_.4-4^-J:^4^4^СПСЛСЛСлСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСПСЛСПСПСП
4-СЛСЛСП--1-^10000С0ОО'— tOtOCOW—4— СЛСЛСП^З^СОСОСОО»—* *~
Cnt0004-^0"-lCOcOCntOOO»^''— -^СООСПЮСОСЛЮОО*-»— -^СОООй
5yi¥^^ft-ftft-¥^--5gSSSgS8gSSg
— _, .nfficr h- (Din-*cow^;0
;C4^^q>°O^SS^^gg^9gobc^cocococococo^
gc2
oo oo
(J3 CO Г—
00 CO 00
lO lO Ю
□о со со
lSSfiilfflHi88i|Iili|liK|S«l|
iiiliilliililillliiiiii
iilliiilssssi§§iaas®sssssss^^
O^WCO^lOCDt-COOSO^WCO^SS^SS^CN CMCMCNCMCMCMCMCMCMCO
-pp^i^iaai^is&s^sg?9S8fe^sasas8
5fc53S288SgS£gS83$3SB2==2§§§8gI§
:M CM CM CM CM (N CM CM CN CN CN CM CM <M CN CN CN CN CM CM CN CN CN CM CN CM CN
,
m
о
M
с
CJ
0)
(-.
CNCNCNCMCNCNCNCNC^CNCMCMCMCNCNCNCNCNCNCNCslCNC^C^
CD tO CO-
сососососоооодоосоодсоооодадсосососооослсэаэслсэаэс^
СМ^СМЮ«—|УЭ-^ЮОЮСПч*СЛСОООСОСОСМГ--СМ1>-'—'CO'— LOOIOO^CTStJ*
л*-ло^(-.паЭсг1СТ)СПСЛС7>СТ1С7>0^
O00 tO -<f CN —' C^^in^C^OCO<DlOCO'--CTlt^-CO^t,CMOOOCOLOcO--'Crih-CO
CO *s--t-. t---l--r--tOtOcOtOtDCOlOlOimOiO-Tt' ^■^(-■^■'^'■^'СОСОСОгОГОСМСМС^
оосооосососооососооососооооососооососососооососососососососоод
t*- l>- t^- t^ C-- t>- Г^- t>- I>- t— t>- 1^^ t^- C-— t^- Г^ Г^- t>- t^ t-- I>- t~— Г-— t^ Г— Г— Г^- t^ f— l>-
tfllOfDlCttJtDISNSSNCOCOoOCOQJOlOOOCOOO —— — «(NCN(M
Ю<ОСОЮСО^ЮСОЮЮЮЮС010ЮСОЮСО<ОСОЮСОСО^СЦЭСОс£)ШдЭСОЮ
О^СЧСО^ЮСО^ООО^О^С^СОт^ЮЬО^ООСПО^СМСО'^гОЦЭГ^СОСПО
,-. — ,-.,-««•-4,--.—<,-.t--<CNCNCNCNCNCNCNCNCNCNCO
<*96
coooNCOin^*mra *—ч —
CM —
CO CO
■^ Ю
CNCM
CO 00
о ел i
GO CM
Era to
CN C-l !
CO CO
r- oo
О 00
~- о
О —< CO
t--lO CO
oo о
Г-. f- t^
"*tOf-COO
pcgcDCfJoS
^ t--t*-t-^ Jt;
^СО-Ч*1П^--СОО — CM-^'lOtDOOO^QCMCO'4"
CM О CO to ■* CM -"ОМОСО*- Cfi Г-- «О *Ф <N CJ
O3tS0000CO0QC^'00t^t4-.t^-t^.tO<OtOtO to to
LntOtOCOtOtOtOtOtOtOtOtOtOtOtOtOtOtD
CM CM CN CM CM CM CMCM>-i^iv!Il„l0'*i:^CM«0
IfltJ*
СОСМСОО-Ч*СПСОГ^*--100^СОгч1^
—«"^-t^.ocoiOoo-^Tt"N.ocotorh/-4i.rN«. "aEP
^t^C^CN^t^C^CM-^h^CftCMlON.Or4iir.t^ ^ — ' " '
««««wcNoiwciwSssssasssassliaa^ss
_ ^ ^ ; ^ CN CM CN CM CM
^O^tO^^O^tO-^CMOt^iracO^COtO^cu г-Г^Г^ПГ I ' =
CftCOOOCOCOCM^CM^WtD^y«SoSo^%2S^OQOtO^NOrn
gg§fe&.sgg§8g5sgg§issScl§s§^^ilil
t^C» NNSS
^NO(Nl500'-C0tD05«Tl'NONinC0Ortt0(«_,^fr1^_-.t -.
CMCMt^COCOCO^^^^lOlOlOlOlOtOyStDcOt^r-.
tOCQOCO
CNC^CM<NCNCMC<>CMCNC4CMCMCNCMCMCMW
^wQ^5St:S59MNW^in^SoOO^OwNnT|H\r)«3is.wln,rN
COCOCOCOCOCOCOCOCO^^^^^^^V^^^vQ^Sgggfeggg
OOCOh-cDlO'^HCOC^'-HOOiOOC^vCOvO -^.cO (M т~-'OCnoor—COlQ^hcOCN'-'O
[ОШЮЮЮЮШЮ
lflU51flTfrrT)'^tl,'J,,f
ocot>.ocoi^o>tfr^o>tf^o^t^^^N-'^^oo--<TFoO'-H to-oo wmooiM
tOlDlOfDtOCDblSNCOCQoOCDOCnOOO^ •—< —-« CNCNCNlCOcOcO^'Tj'Tjfio
C4C4WC^C^C<lC^C^C<ICNlC^CNC4C<IC<l<raCOCOCOCOCOCOCOCOCOCO CO CO CO CO CO
COCOCOCOcOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCOCO CO. CO-CO CO CO CO.CO CO CO CO
иэ^^^^^^^тр^тр^^^^^сососососос^сососососо со. со со со
QOQO000OCO0OO000o0aOO00000000O0O0O000DCO0O0O0000QO0OcX30OcxjoO0O
-^С^С0^^1ЛСЛ^<Ж)С^О'^'—NCOi^lCtJDtDN-OQOlCH'-tC^COc04*iniO
юшЮ'Ю ююююлююлю юшиэююююю юю ю lq -Ф -^ -^t* -*# -^ -^
О (М U3 IS. О) —i СО Ю ОО О (N ч# «Э 0> *-■ СОЮ О, О-СЧ чф.ЮОО-О СО ION- СП *-••<*« СО
Ю1йЮЮи31Л1ЛЮ 1П:Ю ЮЮЮЮЮЮ Ю Ю COtOCOtOtOCDtOlOtDtDtOCOtO
tocococotococotDCDcDcocotDcocotDcocotOtocococDcocototocococoto
CNCNCSCNCNCNCNCNtNCMCO
СЭ"СП ОО S CO lO "Ф СО И гн О OVOO'N. CD Ю -^.СО ИиОО>00 N-C© lO^COCSIi-чО
r-CNCD-^tDOinO^,CncOc30cOI--cNh-.—' cD^^CDQ^O^CJ^CTicOCpCOOp
lOlQ-*-<d*COCO<N.CM'—'ОО СП-СП oOOON.N.CDCOlOLn-^ ч*-_СО*(М СЧ*—« i—«О О СП
Ю10ЮЮ101ПЮЮЮ1ЛЮЮ1П1ЙЮ10Ю10ЮЮ10ЮЮЮ1Й1Н1Й10ЮЩ Ю
^^0^1^0СОСООСОЮСПСЧСОСПС^10СПС>11ЛСЖ5---1000-^^00--- ч* 00 *-t
10W<OtOCOh*^N.tX300tX)tX)CnOnCnOOO^'^^CNtNWCOrt
)СОСОСОСОСОСОСОСОСОСГ)ЭТСОСОМСОСОСОСОСОСОСОСОСОСОСОСОСОСОСО
—■—<оспаодаь^сосо10т£^сос>]™.^оспс7)сю^^союю^сосчс^^о
OCTJCncOOOCXJCXJOOCOtXJWaJQOCraMOTM^N'^N.^N-^
Oc^cncntx>oQt»t^t^N-^N.toococDcocDtocococococoN^
СП СП О О •— ^ <N CN СО СО -* -*iOlO СО СО N. N-ОО ООСО СП О О i-< ~-« CM (N:CO CO M*
сосо^'^и^тн-^'Ф'^'^'^'ф'^-^-чн ■^"■^.■^f -^fx^-^'^inioLO.mLO ю-дл to to
х>оооос«схэадслоооооосх)оос»с»ооодсооосооосооососюооод
C4CO^CDI^C»CnO--CO^lOCCiN.COC2
ел Г4* IO CO-
^t*t0N.00O'-<CNC0l0C0N-00O~4 CNCO^Cor^outj)
oooco-^co—hcon- ю-со wqooco'^oiooocdtj'in-* cnr—ioco—>cnf-i«4#
COCOCOCOCOCDCDCOCD^OCDCOtDCOtDtOcDCOCOCDCOCOCOtDCOCOCOCOt^
IsONTfCOQ^cOlfllsOlM'i'Oa) ~-i_CO Ю1^0М,^СОСП'НСОЮ^ОСЯ',Ф
С4СО.СОСОСОСОтС'*-^-фЮЮЮ»ОЮСОСОСОСО^-0- N- N. N- OO 00 OO oO СП СП СП
SeotDCOCOCOCDCOCOCOtOCOCOCOCOCDtOtOtDtOCCCOtO
CO^&tDCOtOt©4Ot0t£)tdCDt0cOCO
О»^МС0^ЮС0С^00СПО^С^с0^ЮСО[^00СПО'^С>4СО^ЮСОГ^00О)О
398
*—• —i * • • ■ . ,", "Ч* "Ф тр xH
SSffi^SftteSSSbo^N
{DQCOCOOCQNOCOSOrHiv 1
cncooo.i—^союш-фсосо с*~-П ^ t; —• ■* oo «i nZ. '—
C^t^CNCQCO00C0TO^cn^CT>^S^S^OC0l0N,r-»/4i,« ~
".^»»»»»».«".»8SSggggg|gg||^^||||
£-** со ^ en oo to -Ч* (N^ooco^^SSSfecooocncn - <-, г
иц w w k--i^ i~-i^ r«r> yj tn (л tf\ is Д ж Y W
n-1= t= .!>• ь t-t*- t- n. n. n. S s, 2:2 ;£, :* 5г ^
5й lON- СП
OO Q«^
CN CO CO CO
to со со со
CO CO CO CO
CDCOOCOCOCOCOCOCDtO^n^S^0^ «3'N. N^ShS^S^^^O)^;
«°.«°.'°«'.'°«°»88888!8i888^g§§§§gg§
СП 00 t*4 CO
СЧ CN CN CN
Ю to N. CO СП О —H-Ol С0^1ПСП(^АЛ«.-Г = .
lOrfcOCN—< О СП 00 N- СОЮ *н n-i ^ _ ~f
со со со со со со со со со со со со со со со со со Й Й S 99 °° "^ n to со LniSSS2
^^^ri^°^t^O^^CDcOl^OcOt4.r5fA^^-4«^ —
LO ДО CO to CDNSN(»C0C0Q(xboOO°2„S2^0
W 04 CN CO CO CO
con. oco n -,
co'cococococococo^co'S^
со со со со со со со со
stgsgg§fessssssstogtoStoSsl§ie£&|"l
oo oo ^jj^ с» аэ oooo _^ oo-w.oo адоо oo oo a.*oocwoooooococ»oScSS8S
C4co^tQOt^oocnp'-*c3co^iocor--cooo--« tNco-^iricotNoocno-^
*N©cstD5,£?S02tri5corrc"t^l0co—' о со to ■* tx о оэ to V* сто en С
ооспспсоспспоооооо oo oo i4- о- N. i^.r- ^-сосососоюшюююю-*-*
1Осо*Л1ОЮЮЮ1О1О1ОЙ1О1ОЮЮЮЮЮЮЮЮс010ЮЮЮ101ПЛ\п
с^с^^^союь^о-^^соооос^-^;соооОс>1т1*соооос>1*«1< tpoootN^'to
{^0Р^^С0ЮГ^ОСЧ^сО00'^с0ЮГ^0)СЧ^10С0ОС01П1^С71--^С0с>ЭО
CSCnQOOO-4'^-M'^'^C>lC4t>lCSC>lCOCOCOCO^^^Tr^lClQWW^
■^ Tf< lO Ю Ю Ю Ю Ю Ю vO lO Ю Ю Ю Ю Ю LO Ю Ю LC iO Ю Ю Ю Ю Ю Ю Ю Ю Ю
tOtOCOCOcOcOtOtOtOtOtOtOtOtOtOtOtDCOCOCDCOCOtOCDtOtOtOCDtOcO
—i CM СО -ФЮ СО t- O0 СП О ^^C^CO^UJCON-OOCnO^tNCOTi'intD^OOCno
СО СО СО СО СО СО-СО СО СО 'Ф -^ ^•ф^^тС^'ф^ЮЮЮЮЮЮЮЮЮЮЮ
в о
« и
О и
~" ._ rt, , г-> (Т' "Л г^ tO lO ■* CO СМ ■-• О
SgsSs|Si|getefessfcssS5fcfesu&fc«««o»cow«o»
xocowcoeoerjpjw ,_ _
В «л —^гмтСПЭТ^'-' lO СО CN СО О *Ф СО
a«gli§§Siililllill.8?8?p|8l8li
i§§5§§l8§SS88811aa.a.8ajIaaaa»»»»
tjj О СП О") о* О* u*t *■», •■ j
CMCSI CSI tN CN
00 00 OO CO 00
tO CO CD tD CO
^^^смсою<о^соо^^с^эт^-^^^осОЮ|ч.ет,^со
||lliillip.ps.siiss§ss^gss
o^,cMC0Tt*
* i— л,_- л-1 ст. (—. .— CM CO^rtOCOt'—COOiO
ooicot-to
^ЩШ^^^З®^^
m о to дй
ч*"*Г CO CO £4
ea c> о» о» g»
■ч}» tj* -<Г "si4 "^
—.tD—'tO—< Г^- CN Ь- О* Г- СО ^ COCO^OTFOllOOlO — tQ
оо^Фотосооооососососюсососооососо ooooooco
— tow
CO CO GO
■чр Tf ^
i CO CO CO CO CO CO стд с J ^^ _ «—•
~-~OOOOOOO ^000000005ф010HHH50H>фОM1фО)
i ,=; ,£ is ^ ^и — —. — — —. — о о о о 22 о о о о о о о о о
о coco со —h^nocoiooo- ^t^o^t-^ococoaseocoa^cNcoaacotooco
'■""■«''^''^ — гмсмсосо^^гююсо
sssss&|S2§gg^gSga|SSsas«o»2:vj:S:2S
|§88§§1§Д88888§88885;55;5о,о,«««о»а»о»
^lOifltotoN-b-ooooaiaioO'-•»— <NCNcococo^^iomiototor^s-i-*co
COtNcNCNCSCN — — — — — ——OOO OO СЛСЗСЛСТЗ С O0Q00000COh-^r^-t^
тг^^^тр^^^^^^^^^^^^сососососососососососососОсо
CD — rOr^tOr^O^OC4^lOt^COO^CO^tOr--.a50C>lcOiOtOh-ai
OiCS^tOOOOCNiOl^.a^ — СОЮОООСМ^ГЦЭОООСОЮ^СЛ— COlO'
tOtO(OCO(DCO(OtOCDCDtDtOtDtOtO(OtO tOtOCOtOCDcotOCOCOCO
©^С4СО^Ю*ОС^СОО^О~С^С0^10СОГ^СОС^О^^СО^ЮО^ООО^О
со to со со
— CO 53 Г-
to со to to
to to to to
400
C00NtOlOtCOCNi-H Оа1СОГ*-СОЮ-^СОСЯ--*ОСПСОЬ-Ю
"C4 tN CS CN CM CN CN СЧ СЧ CS —'-^ ^-—
C0f-tDl0^*,C0C4«-'O
---ООО101Ю(ЙМчМОиЭЮ1Я'*т|'СССОСОС^О)-,"ОООО1
*■" ■"* тр -^ >f <Ф>а« ■* ■ ■ ■
?*93pii3pi.p|i!!i!ip
О ■>* t^ -— гОСПСОСОО^СОСЧСОСЛсО^—'lOOacOb-OTfQOCMtOO^COtN
tnolOJOOO-- —'СЧС^СЧСОСОЛ^^ЮЮЮСОСО^^С^СОСОСЛСПОТО
^t^t^COCCCOOQCOCOTOOQQOcJQCOCOOOCQQQOOGOOT
сососососососососососососососососоэтоососост
«oooS8^8sssassss8Slai§i§g|§g§
СЧГ^СЯООсОФ'^ОЮ-ч CO СЯ 00 CO CT> vQ — tOcNOO-^OtOCNCO^'OtOCOOi
OQO--CNWC5n't^lfllDlDNNCOCOCnOO--CNwA4',tinia
'^ЮЮЮЛЮЮ1П1О|ЛЮЮ1ЛЮЮЮЮЮ1П(^@СОСО(ОСО(ОСО(О(ОЮ
vOl ОЭСЛОО^ОО^О>С)О^О^СЛО^СТЗФа5Ф001отО>С^
CQCsC^C^CNCNCNNCNCNCSCNC4CNCS
©»»®«3cocS«>«>SSS8SSSS888S888asgffiffiffi
COtOtOcOtocotOtOtO
—' СЧЛ^ЮСО^ООО>0--е^сЛ^Ю10^СОб^О'^С>1сОтН>ОСОЬ-ООСЛО
■^TfTf ТГ tJ-•* Tj«-^ ^,
«лююююютюютсб
aa&sassasa^^ssssa^s*»*^»*
**CON»40
СH1С»СОГ^Г^СОСОСОЮЮ^трсОСОСЯСМ---" *--OOCT)a)OiOOOO^t--tOtD
- -* ww —■ -» «. ki *• w i,v »' " т uji.n uj yi do CO a V Г* -и 1П 00 CM CD O) CO
tPh-NNOOCOCOOOlOOO^-1 CNCNCNcOCOTf'^'^miOiOtOCOtDt*-
иэююоюЮюююсосоюоюшсоюсососососососососо^щюсо
COcOCOCO.COCOCOCOrtCOMCOCOCOCOcOCOCOcOCOCOCOcOCOcO^
Г^От^СО-^ЮсЮС^ЮОЭс^^О^СОС^ЮСЛСОЮО^^^-ЮСПСЯСОО^
OOOCOCON.CDtQiO^'eSeOCOCN-—' —•0010)GOCONtOtDiOTp'<tCOnOJ
CnO^GOa0t»CJOCX5CGCX)a>COGO00COCOOOCOt^^h-^
oooooooooooooooooooooooooooooo
NO"*N--lf)CX)NCDOCON--iOC7>COK-'iDCT)CON —CDO'tCXDCON-^
OO'tOTTl'QjnOCD-'NCNNcOCOcOO^'OtnOlD-^ (**О100СО00ч*СЛ1О
IDNNM^O^OO -«CNtNcOCOt^inCDCONNcOOOOJOl — Q — — CN
00СОФ05 01ООО-<'-J «Э^ ММММСОСОСОСО^^тр^тгЮЮЮЮЛ
OCCCD*CN--OTNiOM —O^NOCO —OINOcO —C^NincTJ-'OlNlOCO
SfflcO^OcDinin^w^^^^^'l'COCOnwnNfNWINCN-■ —■ —* -*
СОЛСОООСОСОСОЛСОС^СОСОСОСОСОСОСГЭС/ЭЛСОСОСОСОСОСОСОЭТ
t-ч C^. t**. t— t4- C^- t4- l>- f^ t^— t— l>- t-^- t-^- C4— C^- 1Г-— C^- Г— t^- 1>- t-— t~- t^- t—■ t*^ t^« l^- t-^ C-^-
OtNcOlOtOCOCnOCNcOTftDI^O^O — CO ■"* tO t^-CO CJ> •— (N CO Ю CO i>-00 О
ОООСЧ'* tOOO О СО.Ю 1>- О •-"C0iOCOQN»*C000OCNiON03--'СОЮЬО
lOCOCOcOCD^NNNNNWfflWCX)SfflC3H10iOOOQO-«---^CN
I^r^^t^r^h-C^^r^t>-^V^t^l^^b-b-t^t^^C00O0QCXH0CQCOC^
tototoooooto^ootootoooooocoooootoototototD
^(Nen^lfltOl^COaiOr-iC^COTt'VOOt^^OiO-^tNCO-^'lOtOt^COaiQ
СЛСОСОЛСО^Л00^^^^^^^^^^^ЮЮЮЩ1О1ЙЮЮ1Й\01О
401
O>Q0t>tDiO^«CQ«*—OCiOOf-COiO -*COCN'—OCTJOOh-COlJ3^«CO
COO-#0<0(NCOeO ~'lO-^NWOOtJ<OtDWCOCOOlO'-SCOC5t
ЮЮ1ОЮтг*ЙС01МСЦМ- —'ООООЗСЙЮСОЬ SN?C>tDlOlO
CN—«O
ч-.^-^м ——4^-—. — — — —. — OOOOGOOOOOOQOOOOOO
oooooooooooooooooooooooooooooo
к*-чЗ».-.СТЭС0СО'—•COCDCO'-'OOtOCO —h0)@t|*NOQ0<DC0'-0)NC0^'(NO
.CO CO -* -^_Ю CD tO t^-.t^- CO СП СП О О — r-i СЯ CO CO * -^ ЮЮСО^Гч CO OO СП О
CO CO CO 00'QO С»ООООООСОСОООСЛОH05СЛСЙС7H5С1эа>а1СПСГ)СГ) Cft Ol ОЗ CD
Т;м2!-11-.1-'---и^--^---<ооооооооооооооо
V a*
О и
н
ooo
^-wwww^Sooooooooooooooooooo
— CN CO
со со со
^i^^ii^sssiisgssasassissss
"~"" 71 ^rtMYl^fnifl^COW'- О СТ5 CO" l>- CD LO 4}< CO CSl -—• cV-i
OCnoOcOl^^b. ^551Й1Й^^СОСОСОСОСОСОСО COCO CO CNCNCNCNCNCNCNCM
со со со со со со со со со со со со со со со coco со со ^^^^^^^^^^^^
^ ^* ТГ * "*Т
^* Tf Ч*1 ■* ^* *
COCO СО'ГО CO CO CO CO CO. CO СОСОСОСОСОсОсОСОСОсОСОСОСОсОСО-^-^ч 4j4--^fi ^ ^,
iiiseissiilsiissssssssssssgosss
OJlO —СО^О^ГООСОСООКОЭТО)СОМ'ПСОСОО^ЛОЬ-Т},-«СОЮМО
cDc^coлo)ЮO^Dc^N(ЯoDч'OЮ^-N^lаo^oю^-'N(^loo^,05Ю-н^s
intntDN.N.aooiOCO'-'-'tNCOcO^Tj'WiOtOh.NOOQOOlCnoOr-MN
t>t^- i>- b? Cr £5" £? t; ^ oocoaoco
cncooicncncnaicn
^T)-c0C0rtCCrt«NWN--^--,OOO0)(Jifl5050000C0NStntntDiniC
«£>*•-00 00
<o со о см
OiCDCn Cft
S CO CD О
lO 1Л Ю СО СО СО -.Г COl^t^l^^GOcOCOcecOO)O^QiQ>CftOO Q'O О
<^СЛОТСПСЛС0СТ5С0СЛа)СПО^СПСПО5СГ)О^СТ1СТ>^Л
COCO^^tOCOCOcOCOcOCOCOCOCOCOCO^tOCOCOcOCDC*-t---C-~C^-Bjst
^1ЛС0^000^О^СМС*Э^1ОЮГ^000^О — СМСО^ЮСО^СЮФО
ОГЛАВЛЕНИЕ
Предисловие
Введение
Глава /. Оборудование, приспособл
фильного шлифования ж . ....
Оборудование ,
Шлиф ов ал ьные круги
Рабочие приспособления и вспомогательные инструменты
Приспособления для профильной заправки шлиф
Измерительные инструменты
гения и инструменты для про-
овальных кругов
Глава II. Технология изготовления профильных шаблонов.
Общие сведения о технологическом процессе *£ift.
Заготовка , , -'££ .
^ * Разметка
Обработка заготовки после разметки
Термическая обработка шаблонов . ...
Шлифование плоскостей шаблона . iji .
Последовательность обработки профиля шаблона после
термообработки . .■*"
Способы заправки шлифовальных кругов .
Шлифование шаблонов с .«радиусным» профилем
Промежуточный контроль ^ .
Окончательная отделка шаблонов ......
Маркирование шаблонов
Размагничивание шаблонов .......
Основные операции обработки шаблонов различных типов
Шаблон с одним внешним углом ..... . .
Шаблон с двумя внешними углами ...
Шаблон с внутренним углом
Шаблон с вогнутой дугой и упорной площадкой
Резьбовой шаблон
Шаблон с двумя трапецеидальными впадинами
. Шаблон со сложным профилем небольших размеров .
Шаблон с вогнутыми кривыми и внешними углами
Шаблон с разными углами и выпуклой дугой .
Шаблон с вогнутой дугой и двумя внутренними углами
Шаблон с несколькими различными углами .
Глава III. Технология изготовления профильных инструментов
Шлицевые калибры (пробки и втулки) ......
Призматические фасонные резцы
3
5-
12
12
15
17
35
48
55
55
55
56
58
58-
59
60
61
68.
, 69
. 69
. 70
. 73
. 73-
. 73
. 77
. 79
. 81
. 86
. 90-
. 96
. 99
t 104
. 109
. 115
. 115
. 132
Круглые профильные инструменты . ;^ЧЯ- ; 158
Пуансоны и матрицы для прессформ и штампов ...... 166
Пуансоны 166
Матрицы J -. Л-^ ч> Й£ П9
Сборные штампы и прессформы 195
Копиры н кулачки . . 4 -';-.>'-. • .За:. ■ ■ ;^v . 205
*, Делительные диски . . ■»< • • .213
Державки с точными пазами - 220
Глава IV. Передовые методы работы лекальщиков Горьковского
автозавода . . 223
Методы работы лекальщика П. И. Ковалева 2241
Методы работы лекальщика Н. И. Еранова . 233
Методы работы шлифовщика А. М. Грошихина Щ& . . W . 250
Методы работы лекальщика Я. Е. Архйпенкова & 252!
Методы работы лекальщика В. Г. Матяева 2561
Методы работы лекальщика Е. 3. Горбунова 264 \
Тлава V. Специальные способы измерения шаблонов и калибров 2671
Измерение с помощью вспомогательных роликов . . ^"- . . . 267 I
Измерение профиля шаблонов с применением вспомогательных ци- fi
. линдриков . 2901
Проверка профиля шаблонов на универсальном измерительном микро-
скопе ... § 293
Измерение сборных калибров и контрольно-измерительных приспособ- I
лений Ш&& 297 г
Проверка профиля шаблонов при помощи группы измерительных при-
^^И боров &&' "^ \
Тлава VI. Нормирование профильного шлифования 307 |
Характеристика сопряжения участков профиля . *Ш ~ * * 8 у
Нормы времени на обработку профиля закаленных шаблонов на шли- L
фовальных станках 309 i
Определение нормы времени на обработку профиля шаблона по чер- I
тежу . i^i_ 311
Приложения
■Приложение I. Основные тригонометрические формулы,
применяемые в практике профильного шлифования „ . [ . ■ 314 ■,
Тригонометрические величины 314 Г
Определение углов прямоугольного треугольника, когда известны две
стороны ' 316 |
Определение сторон прямоугольного треугольника, когда известны
одна сторона и угол 317
Определение различных размеров дуги окружности 320
Определение углов, непрямоугольного треугольника, когда известны
три его стороны 322
Определение всех углов и сторон непрямоугольного треугольника,
когда известны некоторые из них 324
Определение радиуса окружности, вписанной в непрямоугольный
треугольник, когда известны три его стороны ........ 328
приложение II. Конструирование шаблонов с учетом их изготов-
***Va| ления профильным шлифованием ....... 330
В Основные особенности конструирования ....... 330
Построение увеличенных профилей 334
ДЬяуски на изготовление шаблонов ..... Ш. . . 339
Построение эвольвенты по точкам 339
Пример расчета размерной сетки шаблона 341
Основные формулы, применяемые при расчете размерной сетки . . 353
•Приложение III. Таблицы тригонометрических функций 357
Стр,
62
68
132
152
170
171
181
185
198
213
347
347
Строка
ОПЕЧАТКИ П ИСПРАВЛЕНИЯ
Напечатано
Следует читать
снизу
снизу
обратный профиль
А. И. Розин, Слесарь-
лекальщик, Машгиз, 1953.
13-я
5-я
11-я
1-я
сверху! по ГОСТ 2789-51.
снизу 1 на фиг. 6.
снизу стали Р9 или Р^,
снизу I Такой способ
настройки установлен
практически лекальщиками.
17-я
6-я
сверху)
снизу
10-я
15-я
21-я
2—3-я
сверху
сверху
снизу
сверху
17-я
18-я
сверху
сверху
347 19-я сверху
по ГОСТ 2789-51.
с радиусом по режу
щей части.
как показаны
на угол d=44°
ГОСТ 2789-51.
в процессе нарезания
зубьев на шестернях
спирального зацепления.
CD=-^3,52—2,06а =83
ЕК=27— @,45 + 2,83)-
= 23.72.
23,72
cos /EKD =*~г:—=
24
обратный профилю
Б. М. Малкин, Профильное
шлифование, Машгиз, 1960.
В. И. Черкашин, Передовые
методы лекальных работ,
Машгиз, 1955.
А. И. Розин,
Слесарь-инструментальщик, Машгиз, 1959.
по ГОСТ 2789-59.
на фиг. 18.
стали Р9 или Р18,
Такой способ настройки
установлен практически
лекальщиками Я. И. Балашовым и
И. Н. Брюхановым.
по ГОСТ 2789-59.
с радиусной режущей частью.
как показано
на угол а=44°
ГОСТ 2789-59.
для нарезания
косыми зубьями.
шестерен
CD-
^У3,52—2.062 =2,83
27—@,45-f2,83)=23/72.
cos /FKD:
23,72
24
:0,9883;
| -0,9883; j
Камышев. Практика профильного" шлифования.