/





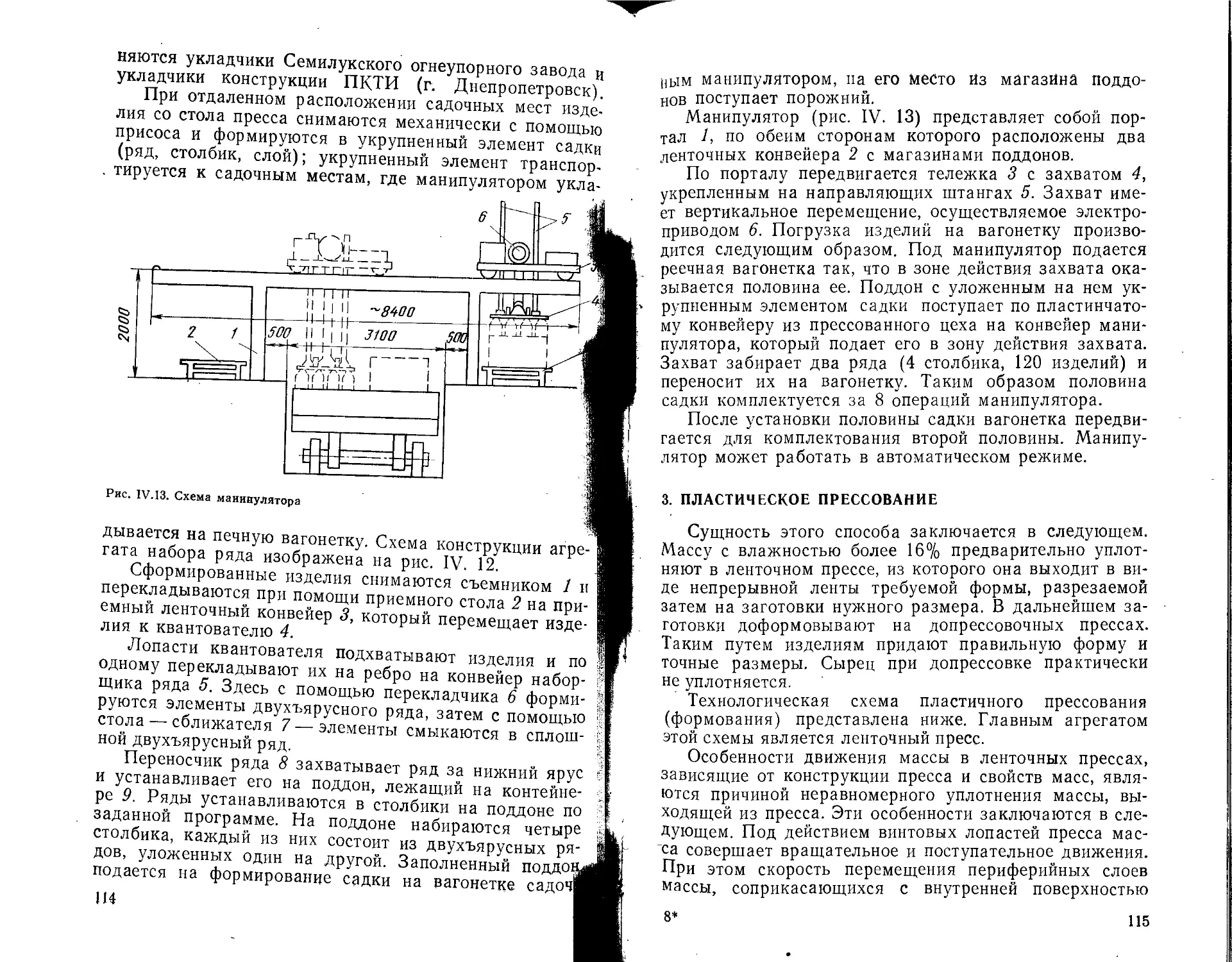
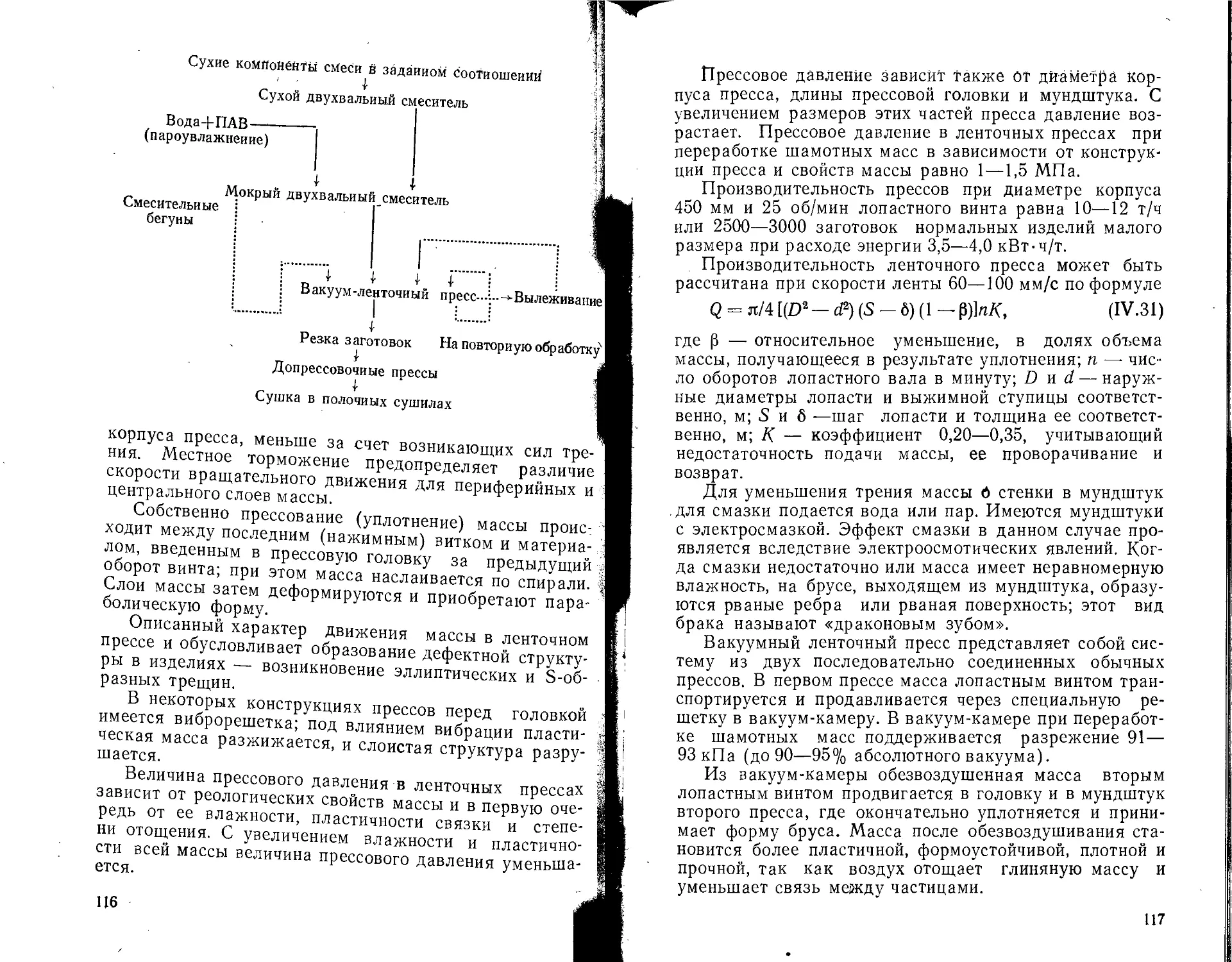
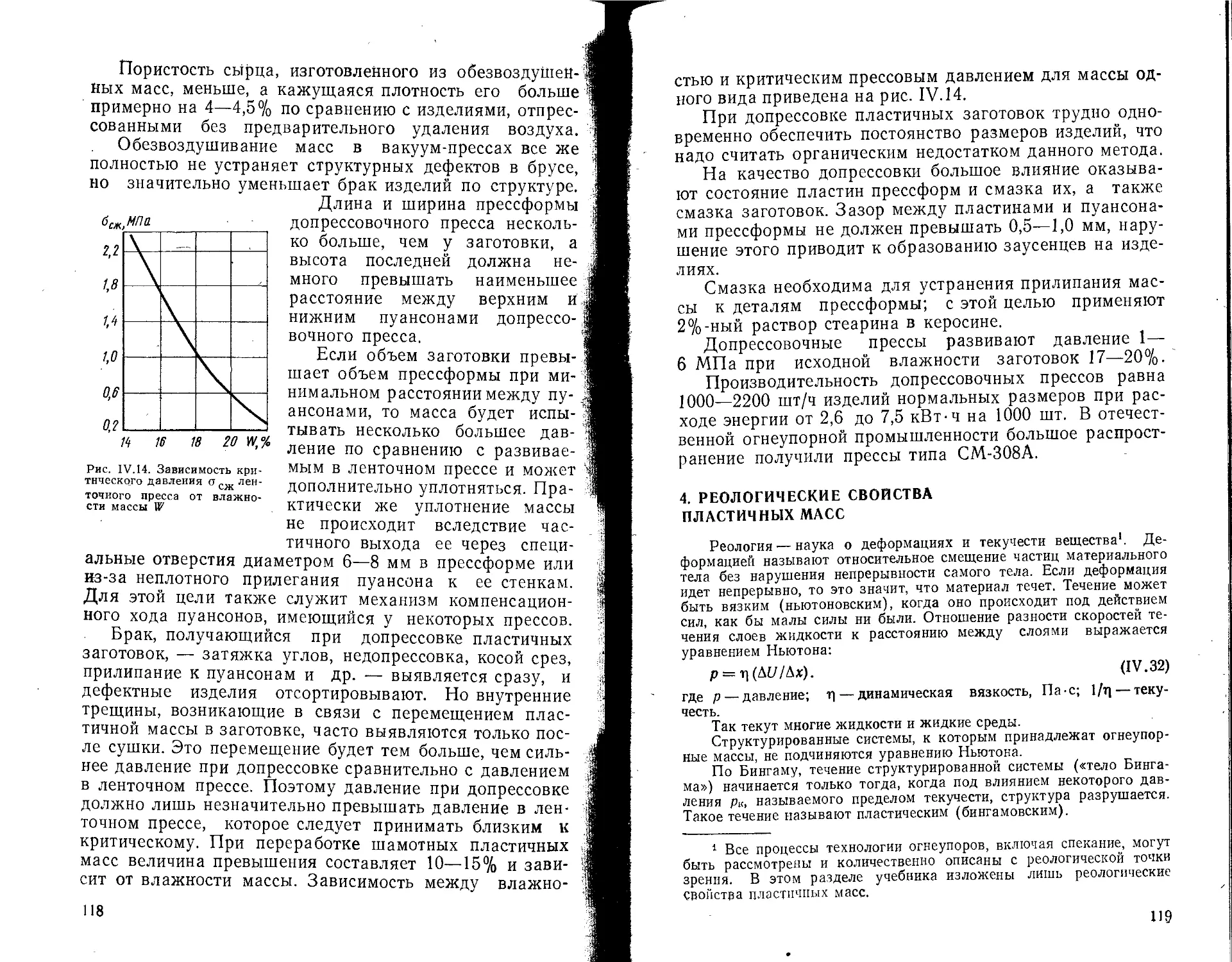
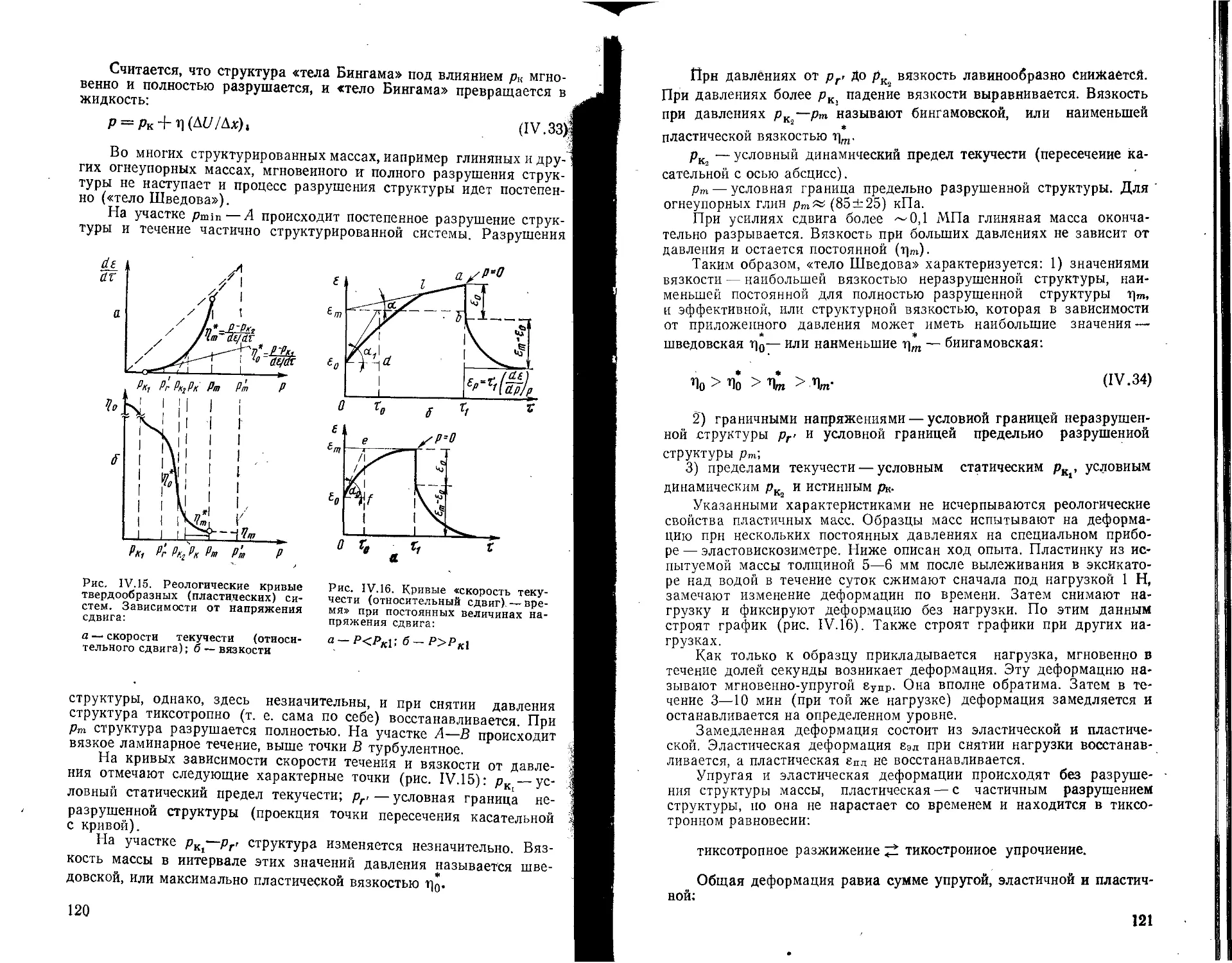











Текст
К. К. СТРЕЛОВ
П. С. МАМЫКИН
ТЕХНОЛОГИЯ
ОГНЕУПОРОВ
ИЗДАНИЕ
ТРЕТЬЕ,
ПЕРЕРАБОТАННОЕ
Допущено Министерством высшего и среднего спе-
циального образования СССР в качестве учебника
для учащихся средних специальных учебных за-
ведений.
Москва
«МЕТАЛЛУРГИЯ»
1978
УДК 666.7(075)
• АННОТАЦИЯ
Рассмотрены важнейшие виды и свойства огнеупорных материа-
лов, физико-химические основы технологии и схемы производства.
Дана технологическая оценка оборудования огнеупорного производ-
ства. Приведены технологические расчеты. Сообщены сведения об
износе и правильном использовании огнеупорных материалов. Из-
ложены научно-технические направления повышения качества ог-
неупоров и эффективности их применения в народном хозяйстве.
Книга предназначена в качестве учебника для техникумов по
курсу «Технология огнеупорных материалов» и учебного пособия
для студентов вузов по специальностям «Химическая технология ке-
рамики и огнеупоров», «Металлургия стали» и «Металлургические
печи». Она может быть полезной для инженерно-технических работ-
ников огнеупорных и металлургических заводов.
© Издательство «Металлургия» 1978
31011 — 104
с------------
040(01)—78
138—78
ПРЕДИСЛОВИЕ
К ТРЕТЬЕМУ ИЗДАНИЮ
В третьем издании описаны достижения огнеупорной
промышленности и технология новых видов огнеупоров,
появившихся в последнее время. Особое внимание уделе-
но повышению качества и эффективности применения
огнеупоров в народном хозяйстве.
Существенную помощь в подготовке третьего издания
оказали ученики Петра Сергеевича Мамыкина: по
гл. II—IV — декан факультета технологии силикатов
УПИ канд. техн. наук. И. Д. Кащеев, по гл. V— началь-
ник технического отдела Первоуральского динасового
завода М. 3. Ногинский, по гл. VI—VII — главный инже-
нер Богдановичского огнеупорного завода В. В. Сапаров,
по гл. VIII—X—зам. начальника ЦЗЛ завода «Магне-
зит» канд. техн, наук К. В. Симонов и гл. XV — зав. ла-
бораторией огнеупорных бетонов ВостИО канд. техн,
наук Р. С. Замятин.
Участие учеников П. С. Мамыкина в переиздании
учебника является выражением их признательности и ува-
жения к учителю, за что я им глубоко благодарен, а так-
же всем товарищам, способствовавшим улучшению книги
при ее переиздании, особенно рецензенту — зав. кафед-
рой химической технологии керамики и огнеупоров
МХТИ им. Д. И. Менделеева доц. канд. техн, наук
А. С. Власову за тщательный просмотр рукописи и сде-
ланные замечания.
К. К- Стрелов Свердловск, Шарташ—Кашино
ВВЕДЕНИЕ
Огнеупорами называют материалы, изготовляемые на основе ми-
нерального сырья и отличающиеся способностью сохранять без суще-
ственных нарушений свои функциональные свойства в разнообразных
условиях службы при высоких температурах1.
Еще на заре человеческой культуры с получением огня появи-
лась необходимость в огнеупорных материалах. В результате
тысячелетий развития человеческого общества и его культуры огне-
упорные материалы стали основой грандиозных сооружений — совре-
менных доменных, сталеплавильных, медеплавильных, цементно-об-
жигательных, стекловаренных и других печей, без продукции кото-
рых немыслима сейчас жизнь.
Без огнеупоров нет другого практически приемлемого способа
получить и поддерживать длительное время высокие температуры в
больших объемах.
Наличие огнеупорной промышленности и качество огнеупоров
В Той или иной стране характеризуют степень ее индустриализации.
Из более чем 212 самостоятельных и зависимых стран мира разви-
тая огнеупорная промышленность имеется только в 35 странах. Бо-
лее половины мирового производства огнеупорных материалов при-
ходится, однако, на долю двух стран: СССР и США.
Огнеупорные материалы применяют почти во всех отраслях
промышленности. Применяют их и в областях новой техники, в атом-
ной промышленности и ракетостроении.
Развитие новых способов получения электрической энергии в
магнитных гидродинамических генераторах и топливных элементах
в значительной мере определяется свойствами огнеупоров.
Основное количество огнеупоров потребляется черной металлур-
гией, поэтому народнохозяйственный расход огнеупоров условно от-
носят иа тонну стали. В среднем мировой выпуск огнеупорных мате-
риалов составляет 2,5—6% от массы выплавляемой стали, в инду-
стриальных странах стоимость огнеупоров составляет около 0,1%,
валового национального продукта.
Поскольку огнеупоры играют служебную, вспомогательную роль
при производстве стали, цемента и т.п., то чем меньше их расход,
тем производство основной продукции более эффективно. Поэтому
в народном хозяйстве не ставится задача выпускать огнеупоров как
можно больше, а ставится задача выпускать в необходимом коли-
честве такие огнеупоры, расход которых на единицу основной про-
дукции был бы наименьшим, и чтобы стоимость огнеупоров была
экономически приемлемой.
Производство огнеупоров в Советском Союзе сосредоточено в
трех основных промышленных районах: Южном (Часов-Яр, Панте-
леймоновна, Запорожье и др.), Центральном (Семилуки, Подольск
и др.) и Уральском (Сатка, Первоуральск, Нижний Тагил, Богдано-
вичи и др.). В настоящее время создается четвертый район в Сибири
(Новокузнецк, "Восточно-Сибирский огнеупорный завод под Иркут-
ском, проектируется Сибирский магнезитовый завод и др.).
Отличительной особенностью отечественной огнеупорной промыш-
ленности является большая производственная мощность отдельных
заводов. Современные отечественные огнеупорные заводы — крупные 1
1 Большая советская энциклопедия. Изд. 2-е, Т. 30, с. 5QQ.
4
Таблица 1
Рост производства огнеупорных материалов в СССР, тыс. т
Огнеупорные материалы Годы
1913 1931 1935 1940 1945 1950
Шамотные, высокоглиноземи- 1731 1453 2631
стые и легковесные 572 689 1490
Динасовые — 162 495 546 522 723
Магнезитовые, магнезитохро- митовые, хромомагнезитовые и форстеритовые 8 30 78 117 139 233
Прочие — — — . — — —
Итого изделий 580 881 2063 2394 2144 3598
Металлургический магнезито- 21 137 208 196 313
вый порошок 52
Всего огнеупорных материа- лов 601 933 2200 2602 2340 3911
Продолжение табл. 1
Огнеупорные материалы Годы
1955 I960 1965 1970 1975
Шамотные, высокоглиноземи- стые и легковесные 3878 4865 5858 6 188 6540
Динасовые 728 665 630 605 652
Магнезитовые, магнезитохро- митовые, хромомагнезитовые и форстеритовые . ..... 608 1101 1413 1 615 1851
Прочие 22 83 20 39 48
Итого изделий 5236 6714 7922 8 447 9091
Металлургический магнезито- вый порошок . 667 720 900 1344 1391
Всего огнеупорных материа- лов 5903 7434 8822 11 898 13 026
механизированные предприятия, оснащенные новой техникой; для их
технологических схем характерна поточности производства. За пос-
ледние годы успешно внедряется автоматизация технологических
процессов.
Концентрация производства в СССР выше, чем в капиталисти-
ческих странах. Более 85% всей огнеупорной продукции в СССР про-
изводится на 24 специализированных заводах, 6 из которых имеют
5
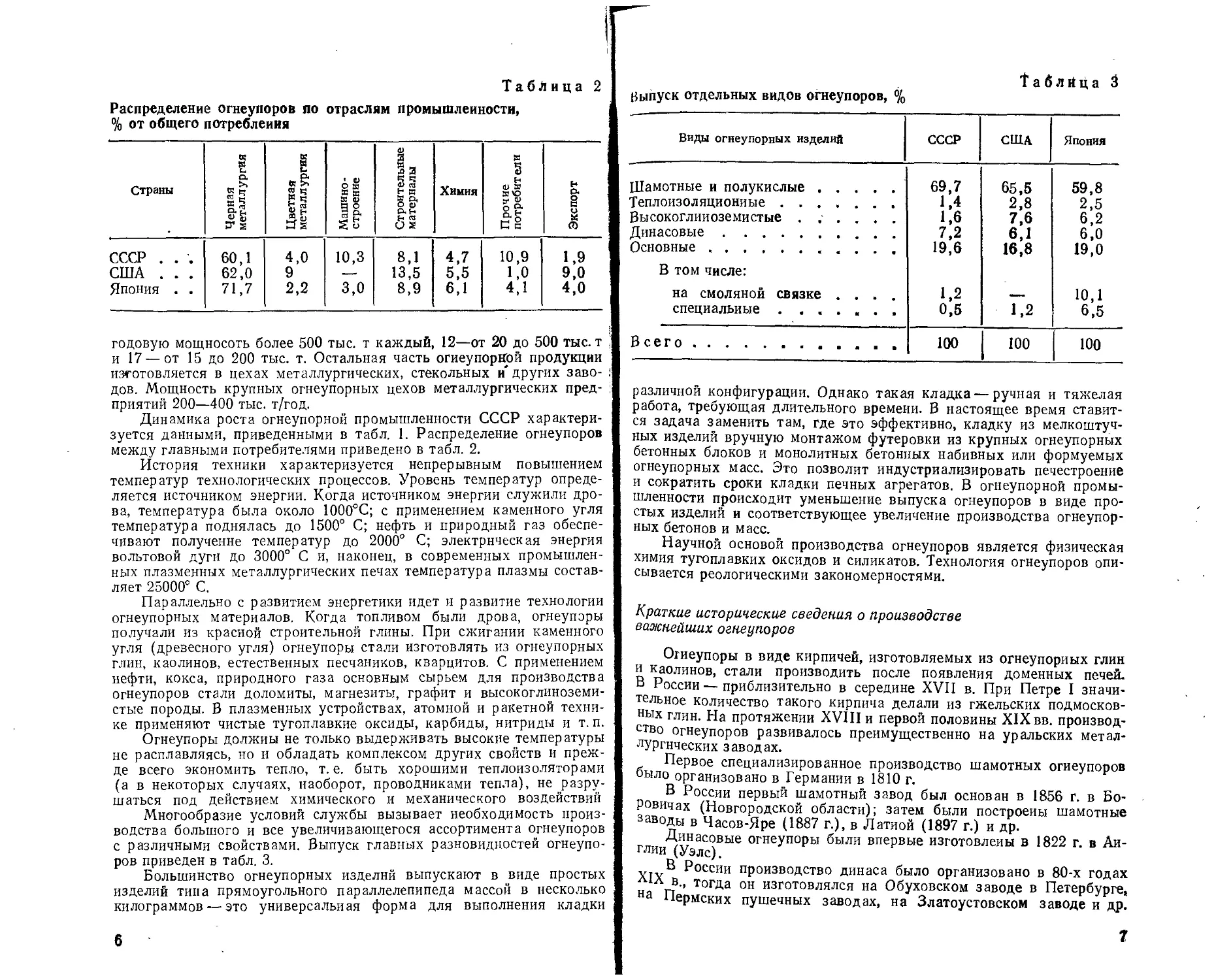
Таблица 2
Распределение огнеупоров по отраслям промышленности,
% от общего потребления
Страны Черная металлургия Цветная металлургия Машино- строение Строительные материалы Химия Прочие потребители Экспорт
СССР . . . 60,1 4,0 10,3 8,1 4,7 10,9 1,9
США . . . 62,0 9 — - 13,5 5,5 1,0 9,0
Япония . . 71,7 2,2 3,0 8,9 6,1 4,1 4,0
годовую мощносоть более 500 тыс. т каждый, 12—от 20 до 500 тыс. т .
и 17 — от 15 до 200 тыс. т. Остальная часть огнеупорной продукции
изготовляется в цехах металлургических, стекольных и" других заво- I
дов. Мощность крупных огнеупорных цехов металлургических пред-
приятий 200—400 тыс. т/год.
Динамика роста огнеупорной промышленности СССР характери-
зуется данными, приведенными в табл. 1. Распределение огнеупоров
между главными потребителями приведено в табл. 2.
История техники характеризуется непрерывным повышением
температур технологических процессов. Уровень температур опреде-
ляется источником энергии. Когда источником энергии служили дро-
ва, температура была около 1000°С; с применением каменного угля
температура поднялась до 1500° С; нефть и природный газ обеспе-
чивают получение температур до 2000° С; электрическая энергия
вольтовой дуги до 3000° С и, наконец, в современных промышлен-
ных плазменных металлургических печах температура плазмы состав-
ляет 25000° С.
Параллельно с развитием энергетики идет и развитие технологии
огнеупорных материалов. Когда топливом были дрова, огнеупоры
получали из красной строительной глины. При сжигании каменного
угля (древесного угля) огнеупоры стали изготовлять из огнеупорных
глин, каолинов, естественных песчаников, кварцитов. С применением
нефти, кокса, природного газа основным сырьем для производства
огнеупоров стали доломиты, магнезиты, графит и высокоглиноземи-
стые породы. В плазменных устройствах, атомной и ракетной техни-
ке применяют чистые тугоплавкие оксиды, карбиды, нитриды и т. п.
Огнеупоры должны не только выдерживать высокие температуры
не расплавляясь, но и обладать комплексом других свойств и преж- ,
де всего экономить тепло, т. е. быть хорошими теплоизоляторами
(а в некоторых случаях, наоборот, проводниками тепла), не разру-
шаться под действием химического и механического воздействий •
Многообразие условий службы вызывает необходимость произ- i
водства большого и все увеличивающегося ассортимента огнеупоров !
с различными свойствами. Выпуск главных разновидностей огнеупо- ,
ров приведен в табл. 3. ,
Большинство огнеупорных изделий выпускают в виде простых i
изделий типа прямоугольного параллелепипеда массой в несколько
килограммов — это универсальная форма для выполнения кладки.
б
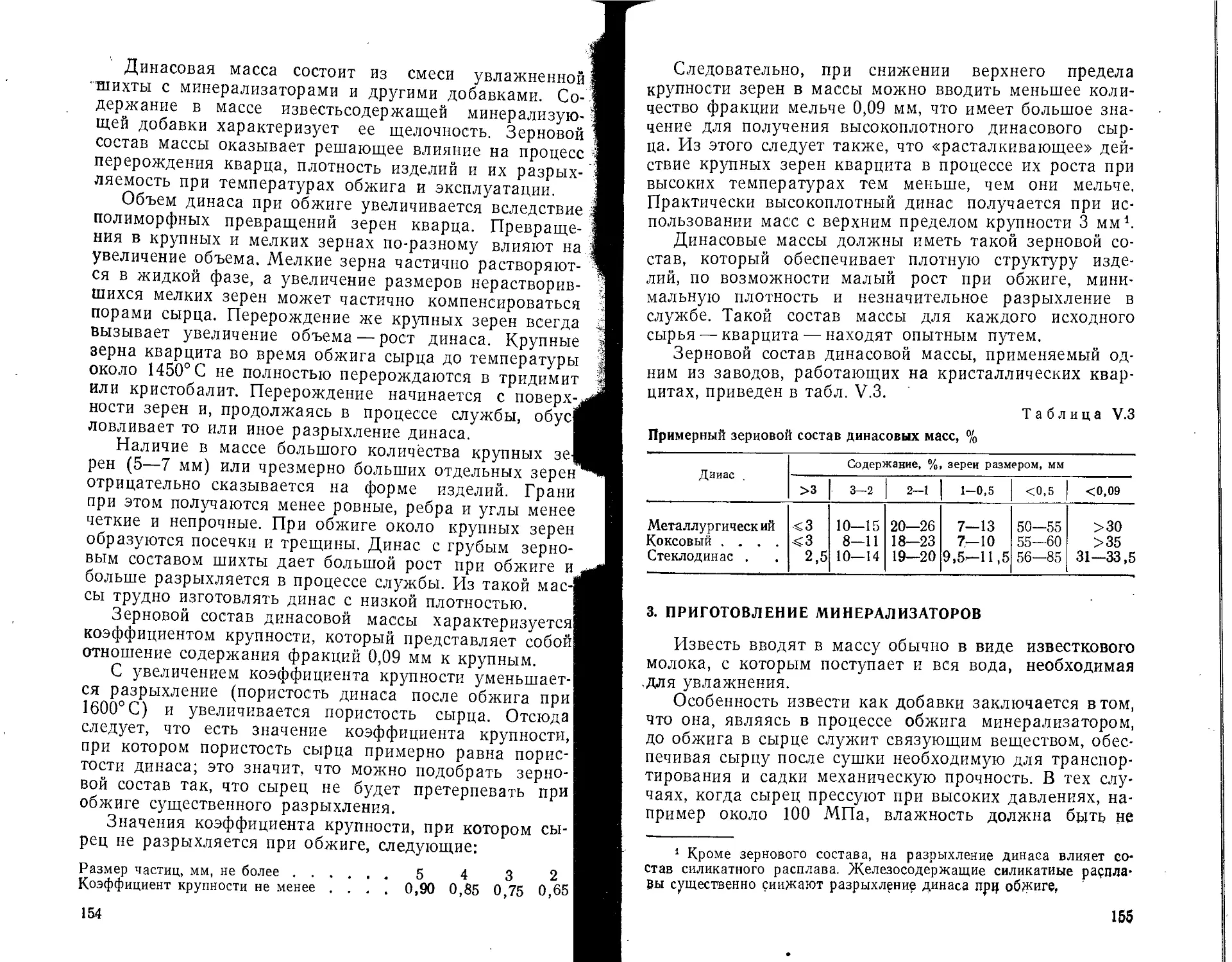
Таблйца 3
Выпуск отдельных видов огнеупоров, %
Виды огнеупорных изделий СССР США Япония
Шамотные и полукислые 69,7 65,5 59,8
Теплоизоляционные 1,4 2,8 2,5
Высокоглииоземистые . ..... 1,6 7,6 6,2
Динасовые 7,2 6,1 6,0
Основные В том числе: 19,6 16,8 19,0
на смоляной связке . . > . 1,2 — 10,1
специальные . ...... 0,5 1,2 6,5
Всего 100 100 100
различной конфигурации. Однако такая кладка — ручная и тяжелая
работа, требующая длительного времени. В настоящее время ставит-
ся задача заменить там, где это эффективно, кладку из мелкоштуч-
ных изделий вручную монтажом футеровки из крупных огнеупорных
бетонных блоков и монолитных бетонных набивных или формуемых
огнеупорных масс. Это позволит индустриализировать печестроение
и сократить сроки кладки печных агрегатов. В огнеупорной промы-
шленности происходит уменьшение выпуска огнеупоров в виде про-
стых изделий и соответствующее увеличение производства огнеупор-
ных бетонов и масс.
Научной основой производства огнеупоров является физическая
химия тугоплавких оксидов и силикатов. Технология огнеупоров опи-
сывается реологическими закономерностями.
Краткие исторические сведения о производстве
важнейших огнеупоров
Огнеупоры в виде кирпичей, изготовляемых из огнеупорных глин
и каолинов, стали производить после появления доменных печей.
В России—приблизительно в середине XVII в. При Петре I значи-
тельное количество такого кирпича делали из гжельских подмосков-
ных глин. На протяжении XVIII и первой половины XIX вв. производ-
ство огнеупоров развивалось преимущественно на уральских метал-
лургических заводах.
Первое специализированное производство шамотных огнеупоров
было организовано в Германии в 1810 г.
В России первый шамотный завод был основан в 1856 г. в Бо-
ровичах (Новгородской области); затем были построены шамотные
заводы в Часов-Яре (1887 г.), в Латиой (1897 г.) и др.
Динасовые огнеупоры были впервые изготовлены в 1822 г. в Ан-
глии (Уэлс).
х В Р°ссии производство динаса было организовано в 80-х годах
Л*Х в., тогда он изготовлялся на Обуховском заводе в Петербурге,
на Пермских пушечных заводах, на Златоустовском заводе и др.
1
Первый специализированный динасовый завод (Деконский) был По-
строен в Донбассе в 1889 г.
Доломитовые огнеупоры впервые были применены в Англии в
1878 г., магнезитовые — в Австрии (Штирия) в 1860 г., а промыш-
ленное их производство было организовано там же в 1882 г.
В России первый магнезитовый завод был построен на Урале
(Сатка) в 1900 г.
Хромитовые огнеупоры появились в конце XIX в. В качестве
естественного огнеупорного материала они были впервые применены
в России на Александровском сталелитейном заводе в Петербурге
в 1879 г.
Хромомагнезитовые огнеупоры появились приблизительно в на-
чале XX в. Безобжиговые хромомагнезитовые огнеупоры впервые
были изготовлены в 1913 г. в США. Другие виды огнеупоров — кар-
борундовые, из диоксида циркония, оксида бериллия, борида цирко-
ния и т.п. — начали производить и применять только во второй по-
ловине XX в.
* *
По прогнозам металлургии температуры в промышленных печах
поднимутся до 2000—2500° С. Поэтому ведущее значение SiO2, СаО,
MgO, А120з, SiC, YjOa, ZrO2 и углерода, как исходных материалов
для изготовления огнеупоров, сохранится до конца нашего века.
Задачей огнеупорной промышленности, исходя из решений XXV
съезда КПСС, является: сокращение доли ручного труда при про-
изводстве, а также и при применении огнеупоров; снижение мате-
риалоемкости и удельных расходов. Преимущественное развитие
получат огнеупорные бетоны, волокнистые материалы, электроплав-
леные, новые высокоогнеупорные изделия, получаемые из обогащен-
ного сырья. Чем меньше простои металлургических агрегатов (до-
менных печей, конвертеров и т. п.) на ремонтах огнеупорной футе-
ровки, тем эффективнее огнеупоры. Пути повышения эффективности
зависят от условий службы. Какая должна быть технология произ-
водства огнеупоров, чтобы свойства получаемых изделий соответство-
вали условиям службы, — описано в предлагаемой читателю книге.
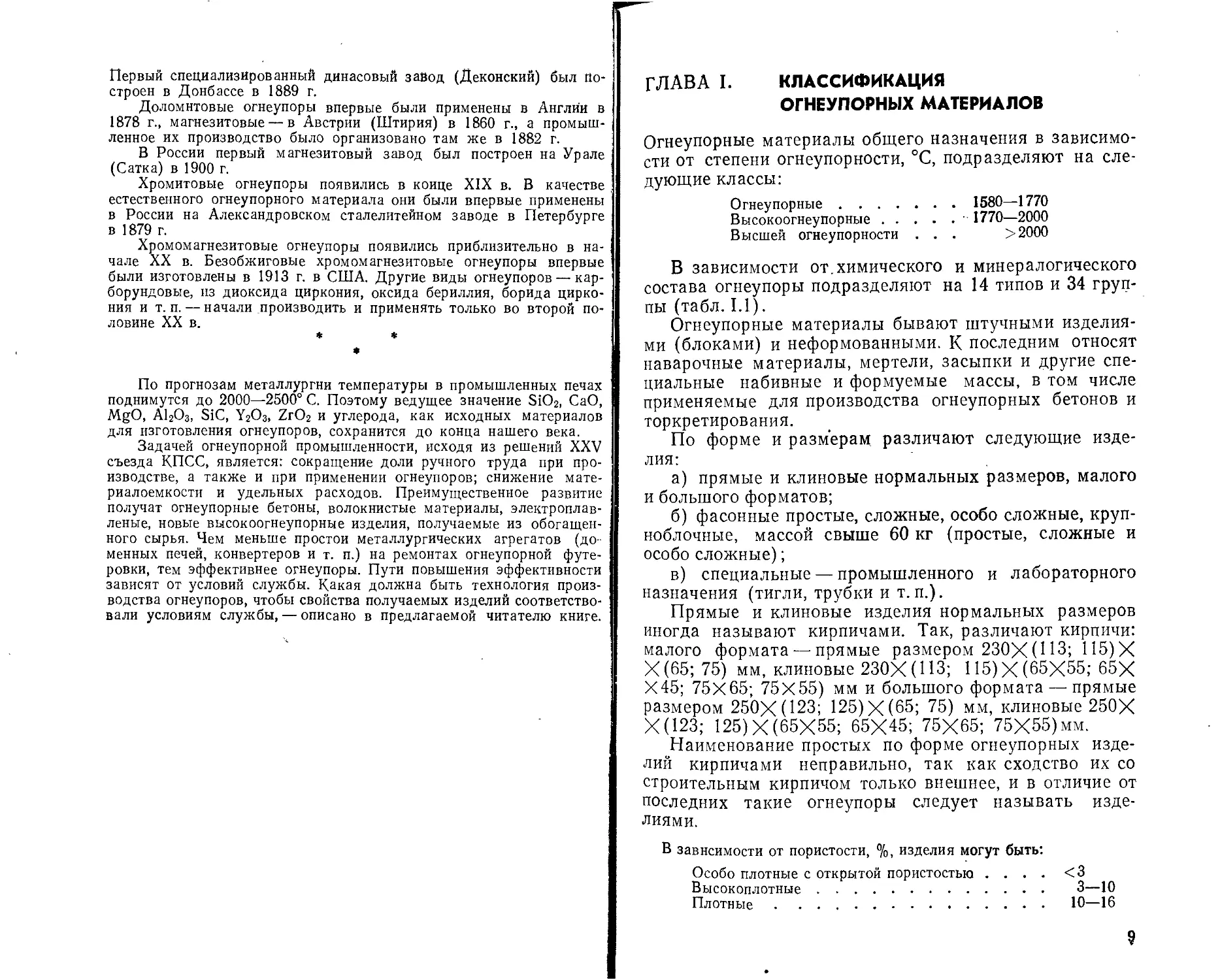
ГЛАВА I. КЛАССИФИКАЦИЯ
ОГНЕУПОРНЫХ МАТЕРИАЛОВ
Огнеупорные материалы общего назначения в зависимо-
сти от степени огнеупорности, °C, подразделяют на сле-
дующие классы:
Огнеупорные................. 1580—1770
Высокоогнеупорные............- 1770—2000
Высшей огнеупорности . . . >2000
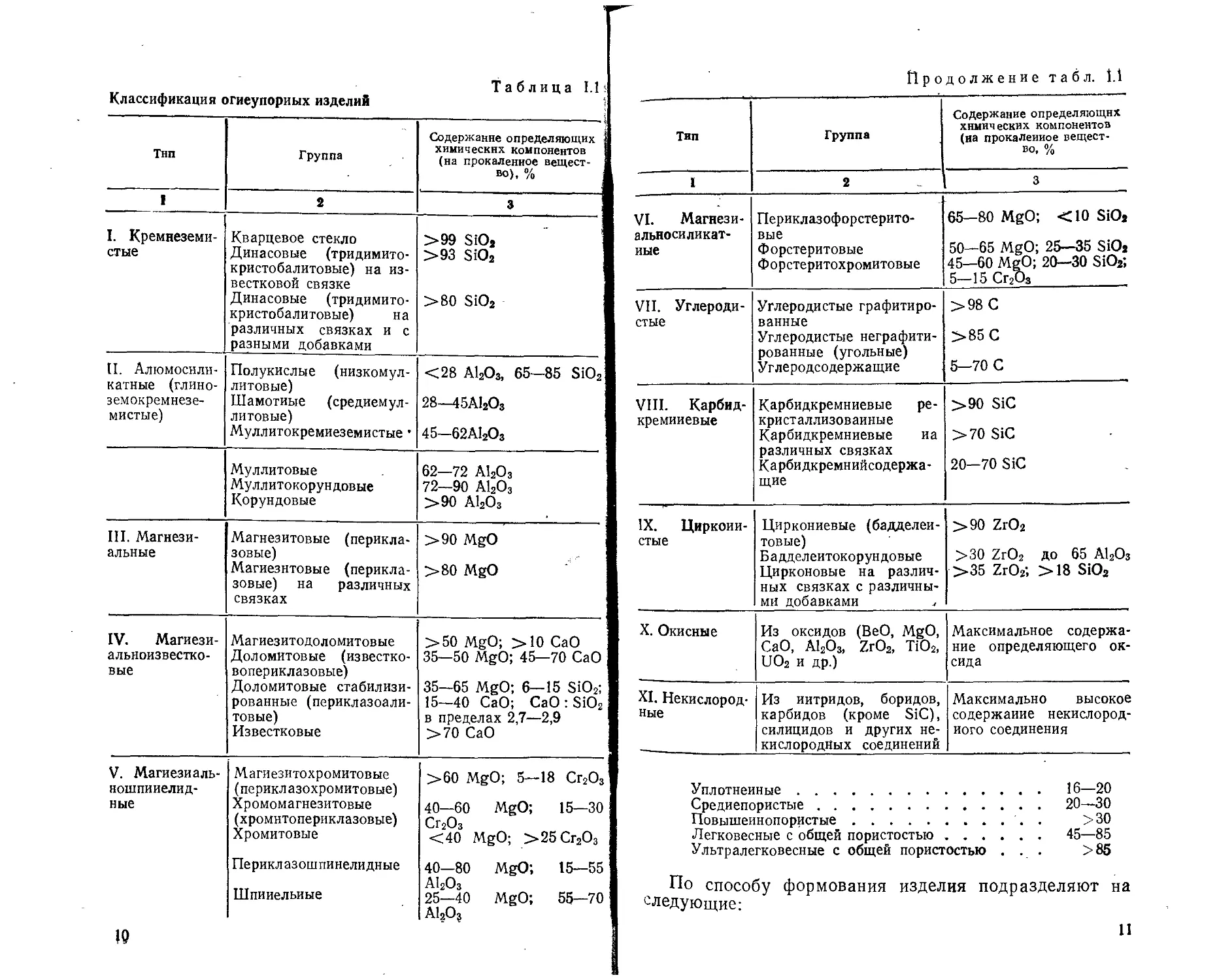
В зависимости от.химического и минералогического
состава огнеупоры подразделяют на 14 типов и 34 груп-
пы (табл. 1.1).
Огнеупорные материалы бывают штучными изделия-
ми (блоками) и неформованными. К последним относят
наварочные материалы, мертели, засыпки и другие спе-
циальные набивные и формуемые массы, в том числе
применяемые для производства огнеупорных бетонов и
торкретирования.
По форме и размерам различают следующие изде-
лия:
а) прямые и клиновые нормальных размеров, малого
и большого форматов;
б) фасонные простые, сложные, особо сложные, круп-
ноблочные, массой свыше 60 кг (простые, сложные и
особо сложные);
в) специальные — промышленного и лабораторного
назначения (тигли, трубки и т.п.).
Прямые и клиновые изделия нормальных размеров
иногда называют кирпичами. Так, различают кирпичи:
малого формата — прямые размером 230Х (113; 115)Х
Х(65;75) мм, клиновые 230Х (113; 115) X (65X55; 65Х
Х45; 75X65; 75x55) мм и большого формата — прямые
размером 250Х (123; 125) X (65; 75) мм, клиновые 250Х
Х(123; 125)Х(65Х55; 65X45; 75X65; 75Х55)мм.
Наименование простых по форме огнеупорных изде-
лий кирпичами неправильно, так как сходство их со
строительным кирпичом только внешнее, и в отличие от
последних такие огнеупоры следует называть изде-
лиями.
В зависимости от пористости, %, изделия могут быть:
Особо плотные с открытой пористостью .... <3
Высокоплотные............................. 3—10
Плотные................................... 10—16
Классификация огнеупорных изделий Таблица 1.1 > «<
Тип Группа Содержание определяющих химических компонентов (на прокаленное вещест- во). %
1 2 3
I. Кремнеземи- стые Кварцевое стекло Динасовые (тридимито- кристобалитовые) на из- вестковой связке Динасовые (тридимито- кристобалитовые) на различных связках и с разными добавками >99 SiO2 >93 SiO2 >80 SiO2
(I. Алюмосили- катные (глино- земокремнезе- мистые) Полукислые (низкомул- литовые) Шамотные (средиемул- литовые) Муллитокремиеземистые • <28 А12О3, 65—85 SiO2 28—45А120з 45—62А120з
Муллитовые Муллитокорун довые Корундовые 62—72 А12О3 72—90 А12О3 >90 AI2O3
III. Магнези- альные Магнезитовые (перикла- зовые) Магнезитовые (перикла- зовые) на различных связках >90 MgO >80 MgO
IV. Магиези- альноизвестко- вые Магиезитодоломитовые Доломитовые (известко- вопериклазовые) Доломитовые стабилизи- рованные (периклазоали- товые) Известковые >50 MgO; >10 CaO 35—50 MgO; 45—70 CaO 35-65 MgO; 6—15 SiO2; 15—40 CaO; CaO : SiO2 в пределах 2,7—2,9 >70 CaO
V. Магиезиаль- ношпииелид- ные Магиезитохромитовые (перикл азохромитовые) Хромомагнезитовые (хромнтопериклазовые) Хромитовые Периклазошпинелидные Шпииельиые >60 MgO; 5—18 Cr2O3 40—60 MgO; 15—30 Cr2O3 <40 MgO; >25Cr2O3 40—80 MgO; 15—55 A12O3 25—40 MgO; 55—70 AI2O3
19
Продолжение табл. 1.1
Тип Группа Содержание определяющих химических компонентой (на прокаленное вещест- во, %
1 2 3
VI. Магнези- альносиликат- иые Периклазофорстерито- вые Форстеритовые Форстеритохромитовые 65—80 MgO; <10 SiO» 50—65 MgO; 25—35 SiO2 45—60 MgO; 20—30 SiO2; 5—15 Cr2O3
VII. Углероди- стые Углеродистые графитиро- ванные Углеродистые неграфити- рованные (угольные) Углеродсодержащие >98 C >85 C 5—70 C
VIII. Карбид- кремниевые Карбидкремниевые ре- кристаллизованные Карбидкремниевые иа различных связках Карбидкремнийсодержа- щие >90 SiC >70 SiC 20—70 SiC
IX. Циркоии- стые Циркониевые (бадделеи- товые) Бадделеитокорундовые Цирконовые на различ- ных связках с различны- ми добавками >90 ZrO2 >30 ZrO2 до 65 А120з >35 ZrO2; >18 SiO2
X. Окисные Из оксидов (ВеО, MgO, CaO, А120з, ZrO2, ТЮ2, UO2 и др.) Максимальное содержа- ние определяющего ок- сида
XI. Некислород- ные Из нитридов, боридов, карбидов (кроме SiC), силицидов и других не- кислородных соединений Максимально высокое содержание некислород- иого соединения
Уплотненные......................... 16—20
Средиепористые...................... 20—30
Повышеинопористые......................... . >30
Легковесные с общей пористостью..... 45—85
Ультралегковесные с общей пористостью ... >85
По способу формования изделия подразделяют на
следующие:
11
а) пиленые из естественных горных пород или из
предварительно изготовленных блоков;
б) литые, изготовленные способом литья из жидкого
шликера, пеношликера, газошликера, термопластичного
шликера и т. п. в гипсовые или иные формы;
в) пластичного формования, изготовленные из масс
в пластичном состоянии машинной формовкой, с после-
дующей допрессовкой;
г) полусухого формования, неармированные или ар-
мированные из увлажненных или сухих, малопластич-
ных или непластичных порошков, содержащих связую-
щий материал (глину, каолин, бентонит, известь, суль-
фитно-спиртовую барду1 ит. п.), изготовленные мето-
дами механического, гидравлического или гидростати-
ческого и вибрационного прессования, а также пресс-
трамбованием и другими способами;
д) плавленые литые из расплава, получаемого путем
электроплавки, термитной плавки и т. п.;
е) термопластичнопрессованные, изготовленные прес-
сованием из масс с применением термопластичных доба-
вок (парафина, воска и др.);
ж) горячепрессованные, изготовленные горячим прес-
сованием нагретых до термопластичного состояния огне-
упорных масс или заготовок.
В настоящее время большую часть огнеупорны*
изделий изготовляют путем прессования из полусухих и
пластичных масс.
По характеру термической обработки различают сле-
дующие изделия:
а) безобжиговые (включая армированные), к кото-
рым относят пиленые и прессованные (или трамбован-
ные), не обжигаемые перед употреблением в кладку;
б) обожженные, обжигаемые в печах перед употреб-
лением в кладку;
1 Сокращенно с. с. б. Это кальциевая соль лнгносульфоновой
кислоты
Д-СН2-СН —R
Xso3
Са
SQ,
Я-СН2-С!Н — R
12
в) плавленые, подвергнутые отжигу- после отливки:
Большая часть используемых в промышленности ог-
неупорных материалов, представлена обжиговыми штуч-
ными изделиями.
Огнеупорные изделия различают также по назначе-
нию, например шамотные изделия для кладки доменной
печи, сифонной разливки стали и т. п.
Из вышеизложенного видно, что выбор огнеупорных
материалов весьма разнообразен, однако дальнейшее
совершенствование металлургических и других высоко-
температурных процессов вызывает необходимость соз-
дания новых огнеупоров.
За последнее время ассортимент огнеупорных мате-
риалов пополнился большим классом огнеупорных бето-
нов, волокнистых и неформованных огнеупорных мате-
риалов (огнеупорные цементы, порошки, замазки, пасты
ит. п.).
ГЛАВА II. СВОЙСТВА
ОГНЕУПОРНЫХ МАТЕРИАЛОВ
§ 1. ОГНЕУПОРНОСТЬ
Огнеупорностью называют свойство материала противостоять в оп-
ределенных условиях, не расплавляясь, воздействию на него высоких
температур. В огнеупорных материалах прн достаточно высоких
температурах образуется расплав (жидкость). По мере увеличения
количества расплава и снижения его вязкости материал теряет связ-
ность н прн определенной температуре деформируется. Количество
расплава и его вязкость, определяющие возможную деформацию ма-
териала или его растекание, зависят от многих причин: химическо-
го и минералогического состава материала, крупности частиц, темпе-
ратуры и скорости нагревания образца, его формы и размеров. По-
этому огнеупорность является не физической константой материала,
а технической, которая сохраняет свое значение прн соблюдении ря-
да условий прн ее определении.
Огнеупорность определяют в постоянных условиях, установлен-
ных стандартом. Образец приготовляют в виде трехгранной усечен-
ной пирамиды высотой 30 мм с нижним основанием 8 мм и верхним
2 мм. Материалом служит порошок, полностью проходящий через си-
то 900 отв/см2.
Для определения огнеупорности используют электрическую крнп-
толовую печь. Огнеупорность характеризуется той температурой, прн
которой образец, деформируясь прн нагревании, верхним основанием
касается подставки, на которой он установлен. Эту температуру оп-
ределяют стандартным пироскопом, устанавливаемым вместе с испы-
туемым. Вязкость материала, соответствующая этому моменту, ко-
леблется в пределах 1-Ю2—1-Ю3 Па-с. (10*—104 П).
13
Стандартные пироскопы (ПК) представляют собой усеченные
пирамидки таких же размеров, приготовленные из материала изве-
стного химического состава, подобранного так, что, деформируясь в
стандартных условиях нагревания, они касаются своей вершиной ос-
нования подставки при температуре, обозначенной на них.
Температура падения пироскопа (огнеупорность) выражается
его номером, умноженным на 10. Например, ПК № 165 соответст-
вует температуре 165-10= 1650° С.
Процесс размягчения и деформации огнеупорного материала яв-
ляется сложным и складывается из процессов плавления отдельных
компонентов огнеупора и их взаимодействия между собой. Эти
процессы протекают во времени, поэтому скорость повышения тем-
пературы при установлении огнеупорности должна быть строго оп-
ределенной, оговоренной в стандарте. Если скорость повышения тем-
пературы при определении огнеупорности будет больше предусмот-
ренной стандартом, то огнеупорность возрастает, при замедлении
подъема температуры она понизится.
При сравнении огнеупорности шамотных изделий со стандартны-
ми пироскопами незначительные отклонения от установленного ре-
жима повышения температуры при опыте менее существенны, так
как они в равной степени влияют на температуру падения обоих пи-
роскопов. Этим отчасти корректируется ошибка режима повышения
температуры. При существенном различии в химическом составе ис-
пытываемого огнеупора и пироскопа этого может не быть.
При стандартных условиях испытания огнеупорность зависит
только от химического и отчасти от минералогического состава.
Огнеупорность характеризует чистоту сырья, использованного
для производства огнеупорных изделий.
Если огнеупорность определять по нагреву пирамидок, выпи-
ленных из изделий с сохранением их структуры, то ее величина бу-
дет зависеть от структуры изделий и от технологических факторов
(степени обжига, зернового состава шихты и др.). Изделия из тон-
козернистой шихты будут менее огнеупорными, чем такие же, но из-
готовленные из более грубозернистого материала.
Однако определение огнеупорности на образцах, выпиленных
из изделий, усложняется процессом выпиливания пирамидок, а так
как огнеупорность не характеризует строительной прочности огне-
упорных изделий в условиях службы, то ее определение на выпилен-
ных пирамидках не имеет практического значения.
В некоторых случаях, когда материал в значительных количе-
ствах содержит оксиды железа, огнеупорность зависит от газовой
атмосферы печи, например у шамотных огнеупоров в восстановитель-
ной среде она будет ниже, чем в окислительной.
На основании изложенного огнеупорность даже для чистых кри-
сталлических веществ отличается от температуры их плавления (то-
чек плавления); обычно значения огнеупорности выше значений то-
чек плавления. Иногда температуру деформации испытуемых пирами-
док допускается определять по показаниям термопар или пирометра.
§ 2. МАКРОСТРУКТУРА (ТЕКСТУРА)
ОГНЕУПОРНЫХ ИЗДЕЛИЙ
Под макроструктурой, или текстурой, понимают количественное
соотношение и взаимное распределение зерен вещества и пор. Мак-
14
роструктура характеризуется пористостью, газопроницаемостью,
удельной поверхностью и типом структуры.
1. ПОРИСТОСТЬ
Большинство огнеупорных материалов пористы. Порй могут за-
нимать от нуля до 90% общего объема изделий.
Большая часть пор в огнеупорных изделиях сообщается между
собой, выходит на поверхность и может быть заполнена водой; та-
кие поры считают открытыми. Небольшая часть пор изолирована,
недоступна для заполнения водой; эти поры называют закрытыми.
В связи с этим различают общую пористость изделий, которую
составляют закрытые и открытые поры, и кажущуюся или открытую,
которую составляют только открытые поры.
Поры, которые сами впитывают воду (расплав), находясь в кон-
такте с ней, называют капиллярными.
Крупные капиллярные диаметром более 5 мкм выделяют в осо-
бую группу так называемых канальных пор. Нижний предел каналь-
ных пор 5 мкм принят потому, что металлургические шлаки, реа-
гируя со стенками алюмосиликатных изделий, в поры крупнее
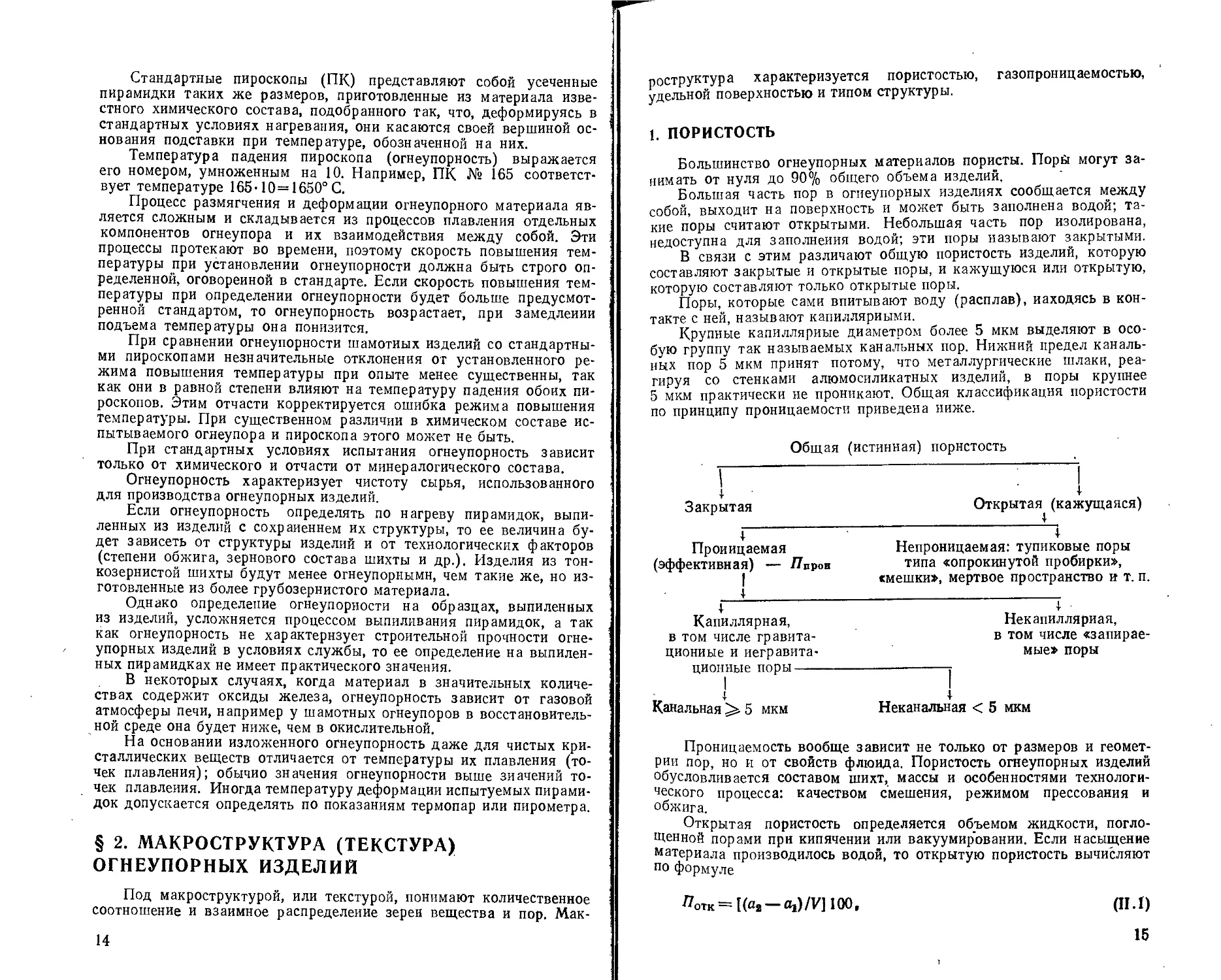
5 мкм практически не проникают. Общая классификация пористости
по принципу проницаемости приведена ниже.
Общая (истинная) пористость
1
Закрытая
Проницаемая
(эффективная) — Пиров
I
I____________
I
Капиллярная,
в том числе гравита-
ционные и иегравита-
ционные поры-----------
I
I
Канальная 5 мкм
Открытая (кажущаяся)
_____________________1
I
Непроницаемая; тупиковые поры
типа «опрокинутой пробирки»,
«мешки», мертвое пространство и т. п.
Некапилляриая,
в том числе «запирае-
мые» поры
г
Неканальная < 5 мкм
Проницаемость вообще зависит не только от размеров и геомет-
рии пор, но и от свойств флюида. Пористость огнеупорных изделий
обусловливается составом шихт, массы и особенностями технологи-
ческого процесса: качеством смешения, режимом прессования и
обжига.
Открытая пористость определяется объемом жидкости, погло-
щенной порами при кипячении или вакуумировании. Если насыщение
материала производилось водой, то открытую пористость вычисляют
по формуле
Ногк — 1(°2 — а1) /V] 100,
(ПЛ)
15
где Лоты—открытая пористость,%; at— масса абсолютно сухого об-
разца, г; а2— масса того же образца, насыщенного водой, г; V —
объем образца, см3.
Объем образца определяют путем гидростатического взвешива-
ния. Отношение массы поглощенной воды к массе образца называ-
ют водопоглощением:
В= [(а8 —a^/aj 100. (П.2)
Отношение открытой пористости к водопоглощению будет равно
кажущейся плотности
Ркаж = Лотк/В = Oj/V. (П.З)
Для определения общей пористости необходимо знать плотность
материала р (масса единицы объема-материала в истинно плотном
состоянии без пор).
Отношение кажущейся плотности материала рКаж к его плотно-
сти р характеризует долю объема, приходящуюся на совершенно
плотное тело, не содержащее пор. Иначе говоря, это отношение ха-
рактеризует степень плотности изделия.
Зная степень плотности, легко определить общую пористость
Лобщ, так как она соответствует разности объемов пористого и спло-
шного тела, следовательно:
Лобщ = 100(1 Ркаж/р)- (П-4)
Закрытая пористость Л3 определяется как разность между об-
щей н открытой пористостью:
Л3 = Лобщ Лотк- (П.5)
Для подробной характеристики пористой структуры применяют
следующие показатели: фактор лабиринта X, фактор структуры К и
коэффициент извилистости пор Ь:
Лобщ/^прон» (II.6)
Л’ = А(1-Лобщ)/(1-Х); (11,7)
b=l/H , (II.8)
где Н — высота образца; / — длина капилляра.
Размер пор колеблется от долей миллиметра др нескольких де-
сятков ангстрем. В материалах зернистого строения средний размер
пор dnop зависит от размера зерна Д3:
rfnop = °>15^. (П.9)
где с — экспонента, зависящая от содержания связки, т. е. мелких
зерен.
В монофракционных уплотненных порошках при пористости Л
выше 30% зависимость размера пор от размера монофракции порош-
ка выражается уравнением
5ПОр ~ Л3[Л/(1-Л)]1/3 . (11.10)
Сугубо ориентировочно размер пор принимают в пределах 0,3—
0,6 размера частиц и для плотных изделий 0,1—0,15. ’
Более точно размер пор в изделиях с монодисперсной структу-
рой, т. е. в таких изделиях, у которых на кривых распределения пор
16
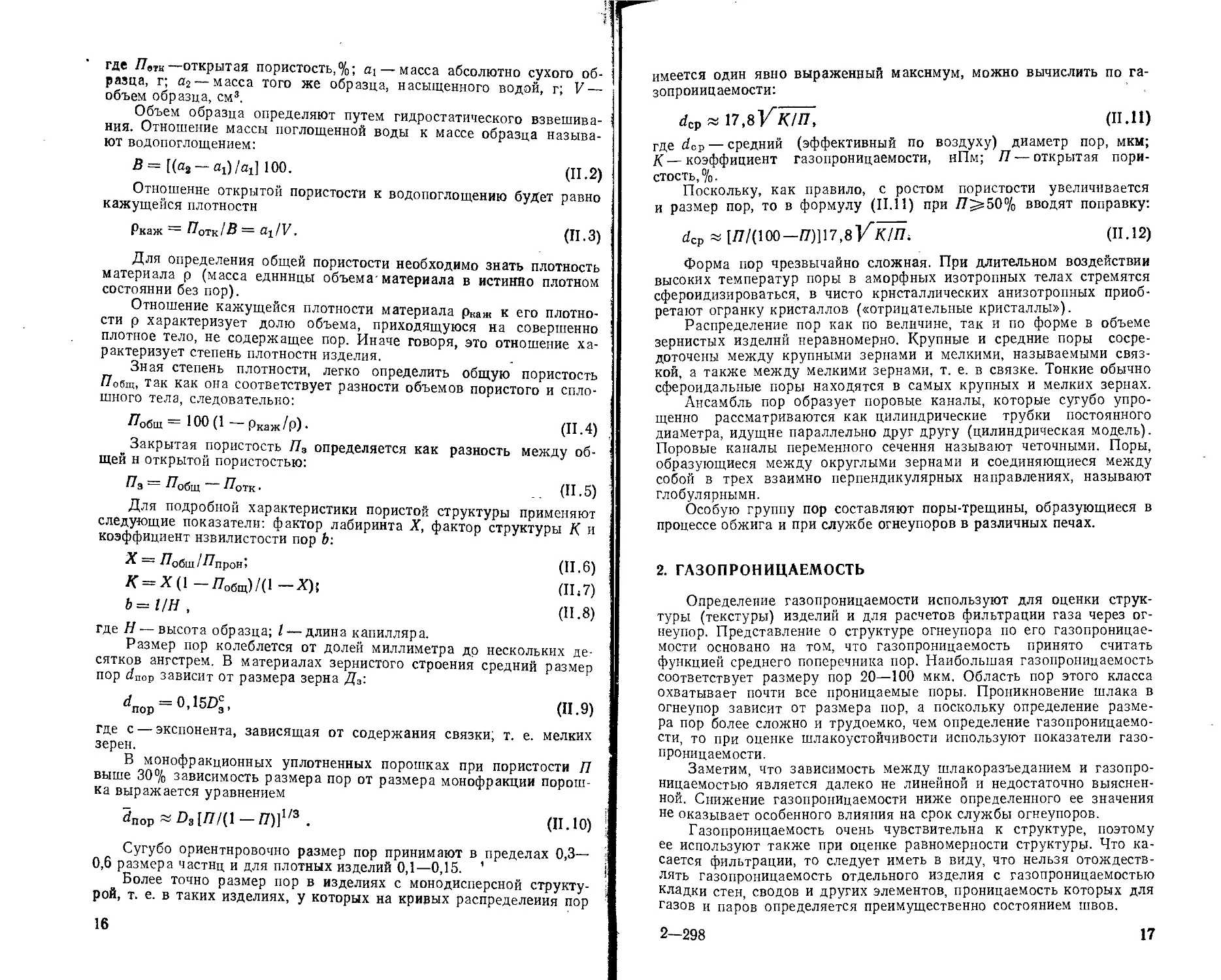
имеется один явно выраженный максимум, можно вычислить по га-
зопроницаемости:
dcp и 173УК!П, (П.11)
где dcp —средний (эффективный по воздуху) диаметр пор, мкм;
К—коэффициент газопроницаемости, нПм; Z7 —открытая пори-
стость, %.
Поскольку, как правило, с ростом пористости увеличивается
и размер пор, то в формулу (П.11) при 77^50% вводят поправку:
dcp « [77/(100-/7)]17,8У>/П; (11.12)
Форма пор чрезвычайно сложная. При длительном воздействии
высоких температур поры в аморфных изотропных телах стремятся
сфероидизироваться, в чисто кристаллических анизотропных приоб-
ретают огранку кристаллов («отрицательные кристаллы»).
Распределение пор как по величине, так и по форме в объеме
зернистых изделий неравномерно. Крупные и средние поры сосре-
доточены между крупными зернами и мелкими, называемыми связ-
кой, а также между мелкими зернами, т. е. в связке. Тонкие обычно
сфероидальные поры находятся в самых крупных и мелких зернах.
Ансамбль пор образует поровые каналы, которые сугубо упро-
щенно рассматриваются как цилиндрические трубки постоянного
диаметра, идущие параллельно друг другу (цилиндрическая модель).
Поровые каналы переменного сечення называют неточными. Поры,
образующиеся между округлыми зернами и соединяющиеся между
собой в трех взаимно перпендикулярных направлениях, называют
глобулярными.
Особую группу пор составляют поры-трещины, образующиеся в
процессе обжига и при службе огнеупоров в различных печах.
2. ГАЗОПРОНИЦАЕМОСТЬ
Определение газопроницаемости используют для оценки струк-
туры (текстуры) изделий и для расчетов фильтрации газа через ог-
неупор. Представление о структуре огнеупора по его газопроницае-
мости основано на том, что газопроницаемость принято считать
функцией среднего поперечника пор. Наибольшая газопроницаемость
соответствует размеру пор 20—100 мкм. Область пор этого класса
охватывает почти все проницаемые поры. Проникновение шлака в
огнеупор зависит от размера пор, а поскольку определение разме-
ра пор более сложно и трудоемко, чем определение газопроницаемо-
сти, то при оценке шлакоустойчивости используют показатели газо-
проницаемости.
Заметим, что зависимость между шлакоразъеданием и газопро-
ницаемостью является далеко не линейной и недостаточно выяснен-
ной. Снижение газопроницаемости ниже определенного ее значения
не оказывает особенного влияния на срок службы огнеупоров.
Газопроницаемость очень чувствительна к структуре, поэтому
ее используют также при оценке равномерности структуры. Что ка-
сается фильтрации, то следует иметь в виду, что нельзя отождеств-
лять газопроницаемость отдельного изделия с газопроницаемостью
кладки стен, сводов и других элементов, проницаемость которых для
газов и паров определяется преимущественно состоянием швов.
2—298 17
Поскольку при службе рабочая поверхность огнеупорной кладки
во многих случаях глазуруется в результате воздействия шлаков, то
первоначальный показатель проницаемости1 уже не соответствует
фактическому. Тем не менее газопроницаемость изделий до службы
содержит ценную информацию о возможном насыщении огнеупо-
ров парами металлов, углекислым и другими газами, и поэтому га-
зопроницаемость нормируется для изделий ответственного назначе-
ния, например для кладки доменных печей.
При выводе уравнения газопроницаемости пористость огнеупора
представляют в виде модели цилиндрических каналов пор, течение
газов в каналах — вязким (Ньютоновский режим) и применяют урав-
нение Пуазейля (1840 г.):
Q = яг* NS (Р1 - р2) /(8t]Z), (II. 13)
где Q — количество газа, прошедшее через образец в единицу изме-
рения, м3/с; г — радиус (пор), м; S — площадь сечения образца, м2;
N — число каналов на 1 м2; Pi—давление газа на входе в канал;
Рз — давление на выходе из канала (Pi—P‘z}=kP, Па; I — длина ка-
нала, м; г] — динамическая вязкость газа, Па-с.
В формуле член nrW/8 зависит от количества и размеров пор,
его можно представить в виде K=r2e.l^, так как nrW=e, где е —
открытая пористость в долях единицы.
Этот член и называют коэффициентом газопроницаемости. Опре-
делить его непосредственно из выражения К=г2г1& не представля-
ется возможным, так как величина г непосредственным опытом не
определяется. Поэтому коэффициент газопроницаемости выводят из
уравнения Пуазейля, а размер проницаемых пор (эффективный)
определяют по величине коэффициента проницаемости.
В окончательном виде расчетная формула имеет вид:
К = 18,4-102(QZ/SAp) нПм, (П.14)
где К—коэффициент газопроницаемости; Q — расход воздуха,
см3/с; I — высота образца (глубина проницания), см; S — площадь
сечения образца, см2; Ap=pi—р2— перепад давления, Па; 18,4-Ю2 —
коэффициент, учитывающий вязкость воздуха при температуре
20° С, П.
Единицей газопроницаемости служит перм, который обозначает-
ся Пм от латинского слова permeabilitas — проницаемость. В качест-
ве практической единицы газопроницаемости принимается наноперм
(нПм), равный 10-9 перма.
Газопроницаемость определяют на целых изделиях в направле-
нии, перпендикулярном направлению прессования.
Поскольку вязкость газов с температурой увеличивается, то ко-
эффициент газопроницаемости будет уменьшаться:
Kt = ^2о ’Чао/1!/ • (II. 1о)
Зависимость отношения riao/n* (температурный фактор вязкости
воздуха) от температуры показана на рис. II. 1, из которого видно,
что газопроницаемость огнеупора при 1000° С почти в два раза ни-
же, чем при 20° С. Поскольку вязкость азота, кислорода, углекис-
лого и доменного газов близка вязкости воздуха, то практически
коэффициенты газопроницаемости всех этих газов и их смесей мож-
но принять равными коэффициенту газопроницаемости воздуха.
Средние значения коэффициента газопроницаемости промышленных
18
огнеупорных Изделий находятся в следующих пределах: шамотных
2—10, динасовых 1—12, магнезитовых 6—12, хромомагнезитовых
8—25 нПм.
3. УДЕЛЬНАЯ ПОВЕРХНОСТЬ
Различают два вида удельной поверхности пористых и порош-
ковых тел; внешнюю и полную. Под внешней удельной поверхностью
подразумевают суммарную поверхность частиц, полная же поверх-
ность состоит из внешней плюс
поверхность открытых пор
внутри частиц. Удельную по-
верхность выражают в квадрат-
ных сантиметрах (метрах) на
1 г вещества St (см2/г или м2/г)
и на 1 см3 объема тела Sy
(см2/см3). Обе величины связа-
ны между собой следующим со-
отношением: 5v=«S4pKalK, где
ркаж — кажущаяся (объемная)
плотность.
Для монофракцнонных по-
рошков практически с достаточ-
ной точностью внешнюю удель-
ную поверхность определяют
по формуле
Sg = 6/pl,
Рнс. П.1. Температурный фактор
вязкости
(П.16)
где р —плотность, г/см3; I — длина ребра куба (размер частицы по-
рошка), см.
Внешняя поверхность пор в изделии, если принять цилиндриче-
скую модель пор, будет равна: Sv=2e/r, где е — пористость в до-
лях единицы. Подставляя в последнее выражение значение размера
пор, определенного по формуле (II.11), получим:
5(,= 22,5]/Я3/Л'; (11.17
5г = 22,5/робКд3/Л; (II.18)
Расчет основан на моделях цилиндрических пор1; П — откры-
тая пористость, %; К—газопроницаемость, нПм; ров — объемная
плотность, г/см3.
Полную удельную поверхность порошков и изделий определяют
адсорбционными методами (БЭТ).
Полная удельная поверхность шамотных изделий, определенная
методом БЭТ (открытая пористость 23%; ров=2,0 г/см3), составля-
ет ~0,14 м2/г* *, или 2800 см2/см3, динасовых (открытая пористость
16,6%; ро5=1,Э г/см3) 0,1 м2/г, или 1900 см2/см3, и магнезитовых
(открытая пористость 22%; ров = 2,8 г/см3) 0,18 м2/г, или
4240 см2/см3.
1 Если принять модель глобулярных пор, то коэффициент перед
Радикалом будет 16,8.
* Полная удельная поверхность красного строительного кирпи-
ча с пористостью 12—34% составляет 1,5—3,5 м2/г.
2*
1
4. АНИЗОТРОПИЯ ТЕКСТУРЫ
Анизотропия текстуры огнеупорных изделий возникает главным I
образом при прессовании вследствие неизометричности частиц ших-
ты. Частицы порошка уже при свободной засыпке располагаются
ориентированно, а именно перпендикулярно силе тяжести более ши- I
рокими и плоскими поверхностями. Прессование еще больше усили-
вает эту ориентацию. В результате протяженность и проницаемость
пор получаются большими в направлении, перпендикулярном на-
правлению прессования. При прессовании возникает также анизо-
тропия прочности контакта. Прочность контактов зерен больше в
направлении прессования. Анизометрия текстуры и прочности обу-
словливает анизотропию некоторых других свойств изделий, напри- \
мер газопроницаемости, теплопроводности, термического расши- |
рения.
Наибольшей анизотропией свойств обладают шамотные изделия. <
Фактор анизотропии выражают среднеквадратичным отклонени- :
ем (о) выборочной дисперсии коэффициента водопроницаемости в '
трех взаимно перпендикулярных направлениях (А(, Д2, Аз), отнесен-
ным к среднему значению коэффициента водопроницаемости К: ;
Кт д JL _а i/fa - +fa -у+ fa.~ g
К " 1.414Д
Чем ниже значение фактора (коэффициента вариации), тем
меньше степень анизотропии. Для изотропных материалов Кавиз=0.
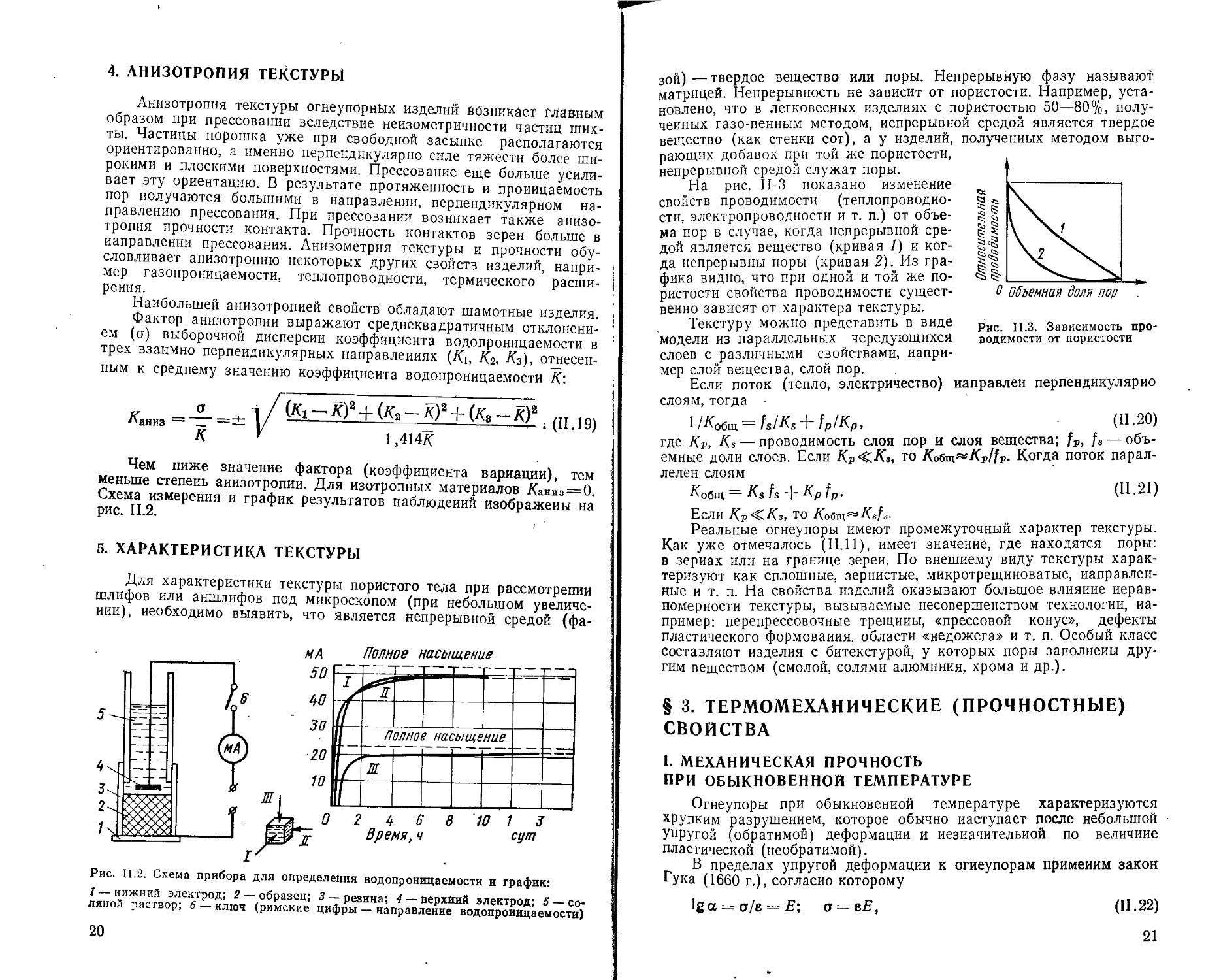
Схема измерения и график результатов наблюдений изображены на
рис. II.2.
5. ХАРАКТЕРИСТИКА ТЕКСТУРЫ
Для характеристики текстуры пористого тела при рассмотрении
шлифов или аншлифов под микроскопом (при небольшом увеличе-
нии), необходимо выявить, что является непрерывной средой (фа-
МА Полное насыщение
Рис. II.2. Схема прибора для определения водопроницаемости и график:
1 — нижний электрод; 2 — образец; 3 — резина; 4 — верхний электрод; 5 — со-
ляной раствор; 6 — ключ (римские цифры — направление водопроницаемости)
20
зой) — твердое вещество или поры. Непрерывную фазу называют
матрицей. Непрерывность не зависит от пористости. Например, уста-
новлено, что в легковесных изделиях с пористостью 50—80%, полу-
ченных газо-пенным методом, непрерывной средой является твердое
вещество (как стенки сот), а у изделий, полученных методом выго-
рающих добавок при той же пористости,
непрерывной средой служат поры.
На рис. II-3 показано изменение
свойств проводимости (теплопроводно-
сти, электропроводности и т. п.) от объе-
ма пор в случае, когда непрерывной сре-
дой является вещество (кривая 1) и ког-
да непрерывны поры (кривая 2). Из гра-
фика видно, что при одной и той же по-
ристости свойства проводимости сущест-
венно зависят от характера текстуры.
Текстуру можно представить в виде Рнс п з 3авиСимость про-
модели из параллельных чередующихся водимости от пористости
слоев с различными свойствами, напри-
мер слой вещества, слой пор.
Если поток (тепло, электричество) иаправлеи перпендикулярно
слоям, тогда
l/Ko6ui = fs/^s + fp/Kp, (П.20)
где Кр, К, — проводимость слоя пор и слоя вещества; ft, fs объ-
емные доли слоев. Если KP<cKs, то Кобщ’»-КР//Р. Когда поток парал-
лелен слоям
Ko6n;=Ksfs+Kpfp. (11.21)
ЕСЛИ ТО Кобщ^А^з^з-
Реальные огнеупоры имеют промежуточный характер текстуры.
Как уже отмечалось (11.11), имеет значение, где находятся поры:
в зернах или на границе зерен. По внешнему виду текстуры харак-
теризуют как сплошные, зернистые, микротрегциноватые, направлен-
ные и т. п. На свойства изделий оказывают большое влияние нерав-
номерности текстуры, вызываемые несовершенством технологии, на-
пример; перепрессовочные трещины, «прессовой конус», дефекты
пластического формования, области «недожега» и т. п. Особый класс
составляют изделия с битекстурой, у которых поры заполнены дру-
гим веществом (смолой, солями алюминия, хрома и др.).
§ 3. ТЕРМОМЕХАНИЧЕСКИЕ (ПРОЧНОСТНЫЕ)
СВОЙСТВА
1. МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ
ПРИ ОБЫКНОВЕННОЙ ТЕМПЕРАТУРЕ
Огнеупоры при обыкновенной температуре характеризуются
хрупким разрушением, которое обычно наступает после небольшой
упругой (обратимой) деформации и незначительной по величине
пластической (необратимой).
В пределах упругой деформации к огнеупорам применим закон
Гука (1660 г.), согласно которому
lga = a/e=E; a = s£, (П.22)
21
где Е— модуль упругости, Па; е — относительная деформация; о —
напряжение, Па.
Упругая деформация связана с увеличением расстояний между
атомами вещества при приложении нагрузки и зависит от энергии
кристаллической решетки. Эта связь выражается зависимостью мо-
дуля упругости от температуры плавления.
Теоретическая прочность От, подсчитанная по силе межатомной
связи кристаллических оксидов и оксидных стекол, составляет 10—
100 ГПа.
'Величина модуля упругости для этих материалов лежит в интер-
вале 10—50 ГПа, таким образом ст=з£/10.
Модуль упругости двухфазных материалов Е1:2 при близости
коэффициентов Пуассона у фаз является аддитивным Elt Е2:
£1,2=£1’/1 + ^У2. (П.23)
где Vb V2 — объемные доли фаз.
Зависимость Е от общей пористости выражается формулой
• En= Ео (1 — 1,927 — 0,9П2), (И.24)
где Еп, Еа — модули пористого и абсолютно плотного материала;
П — общая пористость в долях единицы.
С повышением температуры модуль упругости незначительно
снижается и лишь при высоких температурах снижается резко.
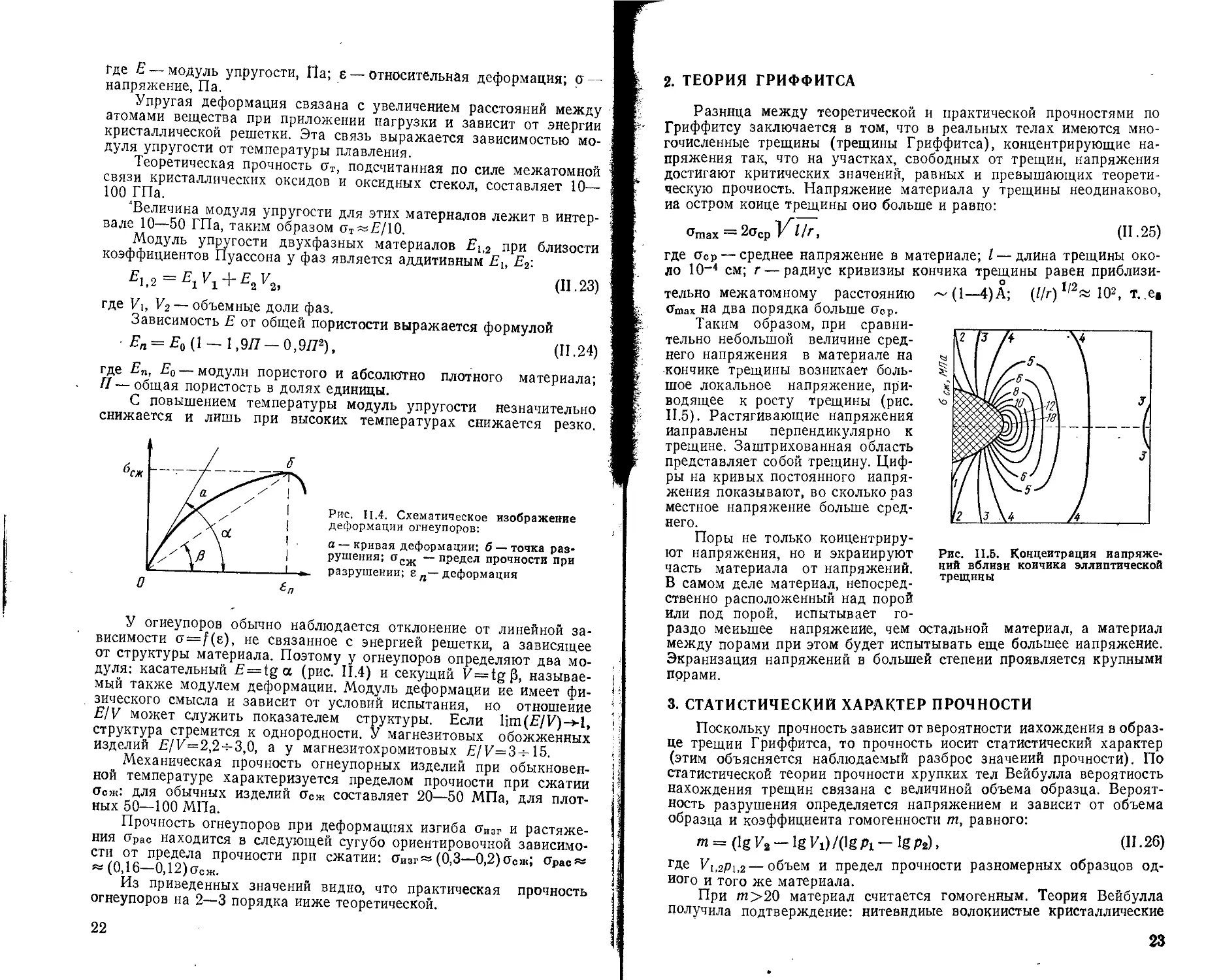
Рис, II.4. Схематическое изображение
деформации огнеупоров:
а — кривая деформации; б — точка раз-
рушения; осж — предел прочности при
разрушении; е п— деформация
У огнеупоров обычно наблюдается отклонение от линейной за-
висимости o=f(e), не связанное с энергией решетки, а зависящее
от структуры материала. Поэтому у огнеупоров определяют два мо-
дуля: касательный E=tga (рис. II.4) и секущий V=tg|3, называе-
мый также модулем деформации. Модуль деформации ие имеет фи-
зического смысла и зависит от условий испытания, но отношение
E/V может служить показателем структуры. Если lim(E/V)->l,
структура стремится к однородности. У магнезитовых обожженных
изделий Е/Г=2,2-ьЗ,0, а у магнезитохромитовых Е/1/=Зч-15.
Механическая прочность огнеупорных изделий при обыкновен-
ной температуре характеризуется пределом прочности при сжатии
Осж: для обычных изделий Осж составляет 20—50 МПа, для плот-
ных 50—100 МПа.
Прочность огнеупоров при деформациях изгиба оИзг и растяже-
ния Орас находится в следующей сугубо ориентировочной зависимо-
сти от предела прочности при сжатии: ои31« (0,3—0,2)Осж; «Трас»
«(0,16—0,12)Осж.
Из приведенных значений видно, что практическая прочность
огнеупоров на 2—3 порядка ниже теоретической.
22
2. ТЕОРИЯ ГРИФФИТСА
Разница между теоретической и практической прочностями по
Гриффитсу заключается в том, что в реальных телах имеются мно-
гочисленные трещины (трещины Гриффитса), концентрирующие на-
пряжения так, что на участках, свободных от трещин, напряжения
достигают критических значений, равных и превышающих теорети-
ческую прочность. Напряжение материала у трещины неодинаково,
иа остром конце трещины оио больше и равно:
°max = 2<Тср VUr, (11.25)
где Оср — среднее напряжение в материале; I — длина трещины око-
ло Ю-4 см; г — радиус кривизны кончика трещины равен приблизи-
тельно межатомному расстоянию
ffmax на два порядка больше оСр.
Таким образом, при сравни-
тельно небольшой величине сред-
него напряжения в материале на
кончике трещины возникает боль-
шое локальное напряжение, при-
водящее к росту трещины (рис.
П.5). Растягивающие напряжения
направлены перпендикулярно к
трещине. Заштрихованная область
представляет собой трещину. Циф-
ры на кривых постоянного напря-
жения показывают, во сколько раз
местное напряжение больше сред-
него.
~(1—4)А; (//л) 1/2« Ю2, т..е.
Рис. II.5. Концентрация напряже-
ний вблизи кончика эллиптической
трещины
Поры не только концентриру-
ют напряжения, но и экранируют
часть материала от напряжений.
В самом деле материал, непосред-
ственно расположенный над порой
или под порой, испытывает го-
раздо меиьшее
напряжение, чем остальной материал, а материал
между порами при этом будет испытывать еще большее напряжение.
Экранизация напряжений в большей степени проявляется крупными
порами.
3. СТАТИСТИЧЕСКИЙ ХАРАКТЕР ПРОЧНОСТИ
Поскольку прочность зависит от вероятности нахождения в образ-
це трещин Гриффитса, то прочность иосит статистический характер
(этим объясняется наблюдаемый разброс значений прочности). По
статистической теории прочности хрупких тел Вейбулла вероятность
нахождения трещин связана с величиной объема образца. Вероят-
ность разрушения определяется напряжением и зависит от объема
образца и коэффициента гомогенности т, равного:
т = (1g У2 — 1g Vi) /(1g Pt — 1g p2), (П. 26)
где Vt,2pi,2 — объем и предел прочности разномерных образцов од-
ного и того же материала.
При т>20 материал считается гомогенным. Теория Вейбулла
получила подтверждение: нитевидные волокнистые кристаллические
23
и стекловидные материалы, имея минимальный объем, а следова-
тельно, по теории Вейбулла и минимальное количество дефектов дей-
ствительно обладают существенно повышенной прочностью, близкой
к теоретической.
Производство волокнистых материалов и изделий из них явля-
ется наиболее перспективным направлением получения материалов
с высокой механической прочностью.
В последнее время развивается кинетическая теория прочности
(Журков). Если по статистической (механической) теории Гриффитса
разрушение представляется как критическое событие мгновенной по-
тери сплошности, которое на-
ступает при достижении преде-
ла прочности, то по кинетиче-
ской теории разрушение пред-
ставляется как процесс посте-
пенного накопления нарушений
сплошности. Разрыв тела про-
исходит в результате разрыва
отдельных химических связей.
Характеристикой прочности
по кинетической теории явля-
ется долговечность, т. е. время
от приложения нагрузки до раз-
рушения образца. Поскольку
кинетическая теория находится
еще в стадии становления, то в
дальнейшем изложении курса
прочность огнеупоров описана
с точки зрения механической
теории.
4. МЕРА ХРУПКОСТИ
Большинство огнеупоров
деформируется, как показано иа
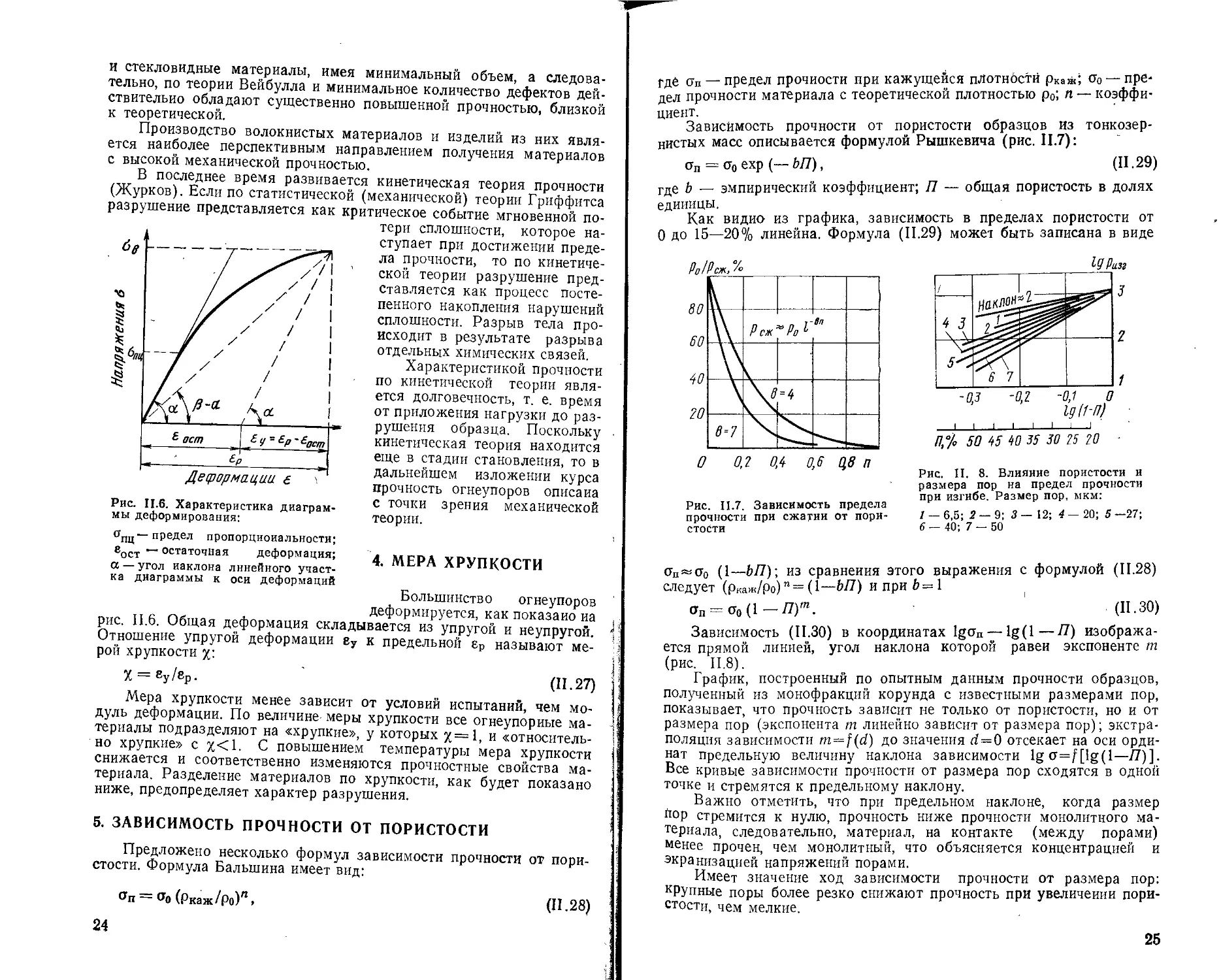
Рис. П.6. Характеристика диаграм-
мы деформирования:
Ощ—предел пропорциональности;
8ост “ остаточная деформация;
а—угол наклона линейного участ-
ка диаграммы к оси деформаций
рис. П.6. Общая деформация складывается из упругой и неупругой.
Отношение упругой деформации еу к предельной ер называют ме-
рой хрупкости
% = 8у/8р. ' (II. 27)
Мера хрупкости менее зависит от условий испытаний, чем мо-
дуль деформации. По величине меры хрупкости все огнеупорные ма-
териалы подразделяют на «хрупкие», у которых %= 1, и «относитель-
но хрупкие» с %<1. С повышением температуры мера хрупкости
снижается и соответственно изменяются прочностные свойства ма-
териала. Разделение материалов по хрупкости, как будет показано
ниже, предопределяет характер разрушения.
5. ЗАВИСИМОСТЬ ПРОЧНОСТИ ОТ ПОРИСТОСТИ
Предложено несколько формул зависимости прочности от пори-
стости. Формула Бальшина имеет вид:
&п — а0 (Ркаж/Ро)" >
(П.28)
24
гдё <7п — предел прочности при кажущейся плотности рКая<; Оо— пре-
дел прочности материала с теоретической плотностью р0; п — коэффи-
циент.
Зависимость прочности от пористости образцов из тонкозер-
нистых масс описывается формулой Рышкевича (рис. II.7):
On = о0 ехр (— ЬП), (П. 29)
где b — эмпирический коэффициент; П — общая пористость в долях
единицы.
Как видно из графика, зависимость в пределах пористости от
О до 15—20% линейна. Формула (11.29) может быть записана в виде
Рис. II. 8. Влияние пористости и
размера пор на предел прочности
при изгибе. Размер пор, мкм:
1 _ 6,5; 2 — 9; 3 — 12; 4 — 20; 5 —21;
6 — 40; 7 — 50
Рис. П.7. Зависимость предела
прочности при сжатии от пори-
стости
Оп~Оо (1—ЬП)- из сравнения этого выражения с формулой (11.28)
следует (рКаж/ро)” = (1—ЬП) и при b= 1 }
ап = а0(1-Л)т. (II.30)
Зависимость (11.30) в координатах lgon— lg(l—П) изобража-
ется прямой линией, угол наклона которой равен экспоненте т
(рис. II.8).
График, построенный по опытным данным прочности образцов,
полученный из монофракций корунда с известными размерами пор,
показывает, что прочность зависит не только от пористости, но и от
размера пор (экспонента т линейно зависит от размера пор); экстра-
поляция зависимости m.= f(d) до значения d=0 отсекает на оси орди-
нат предельную величину наклона зависимости lgo=/[lg(l—П)].
Все кривые зависимости прочности от размера пор сходятся в одной
точке и стремятся к предельному наклону.
Важно отметить, что при предельном наклоне, когда размер
йор стремится к нулю, прочность ниже прочности монолитного ма-
териала, следовательно, материал, на контакте (между порами)
менее прочен, чем монолитный, что объясняется концентрацией и
экранизацией напряжений порами.
Имеет значение ход зависимости прочности от размера пор:
крупные поры более резко снижают прочность при увеличении пори-
стости, чем мелкие.
25
Многочисленные опытные данные подтверждают, что при обык-
новенной температуре прочность мелкозернистых изделий, а следо-
вательно, п мелкопористых выше, чем крупнозернистых. Например,
при одинаковой пористости корундовые образцы с частицами раз-
мером 600—900 мкм имеют прочность в 1,5—2 раза меньше, чем
образцы с частицами 60 мкм.
Однако приведенные формулы не полностью характеризуют за-
висимость прочности от пористости реальных огнеупоров. Наряду
с размерами пор и зерен существенное значение на прочность ока-
зывает равномерность распределения пор. Закрытые поры, образу-
ющиеся в результате коалесценции (см. ниже), когда непрерывной
средой является твердое вещество, в значительно меньшей степени
снижают прочность, чем открытые поры при одинаковом объеме
пор. Точно так же поры, находящиеся в зернах, менее снижают
прочность, чем поры связки и поры, находящиеся между крупными
зернами и связкой. На принципе использования пористого заполни-
теля в зернах до 3 мм с очень мелкими порами основано производ-
ство легковесных и одновременно прочных огнеупорных бетонов. На
прочность влияет форма пор, особенно вредны трещины с острыми
концами. Поэтому формула (11.30) должна быть дополнена коэф-
фициентом структуры, значения которого, однако, не определены. ।
Уменьшение размера пор, регулирование нх распределения и формы :
являются перспективными способами повышения прочности огне- !
упоров. :
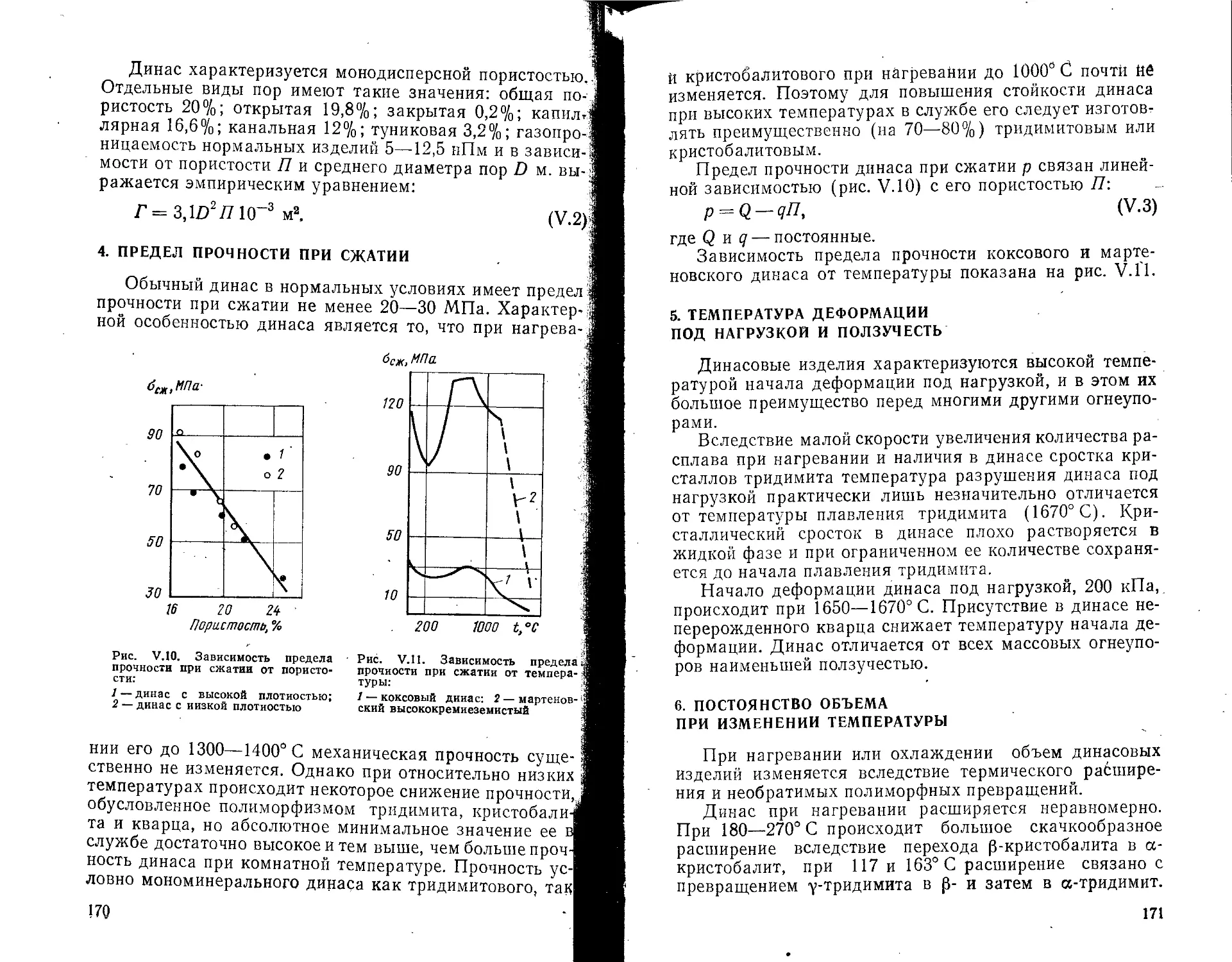
6. ТЕМПЕРАТУРА ДЕФОРМАЦИИ ПОД НАГРУЗКОЙ
Температуру деформации под нагрузкой определяют в соот-
ветствии со стандартом. Из изделий выпиливают цилиндрический
образец диаметром 36 мм и высотой 50 мм, который помещают в
криптоловую печь, создают нагрузку 0,2 МПа и нагревают с уста-
новленной скоростью до температур, соответствующих началу раз-
мягчения (ПР), 4%-и 40%-ному сжатию образца.
Деформация огнеупорных изделий при высоких температурах в
основном определяется химико-минералогической природой огне-
упорного материала, т. е. химическим составом, характером распре-
деления и количеством жидкой и твердых фаз, а также вязкостью
расплава.
Меньшее значение по сравнению с химико-минералогической
природой и характером распределения фаз имеет пористость огне-
упорного материала. Однако более плотный материал при одина-
ковом составе обычно имеет несколько более высокую температуру
начала деформации под нагрузкой. На температуры, соответствую-
щие 4%- и 40%-ному сжатию, пористость материала почти не
влияет.
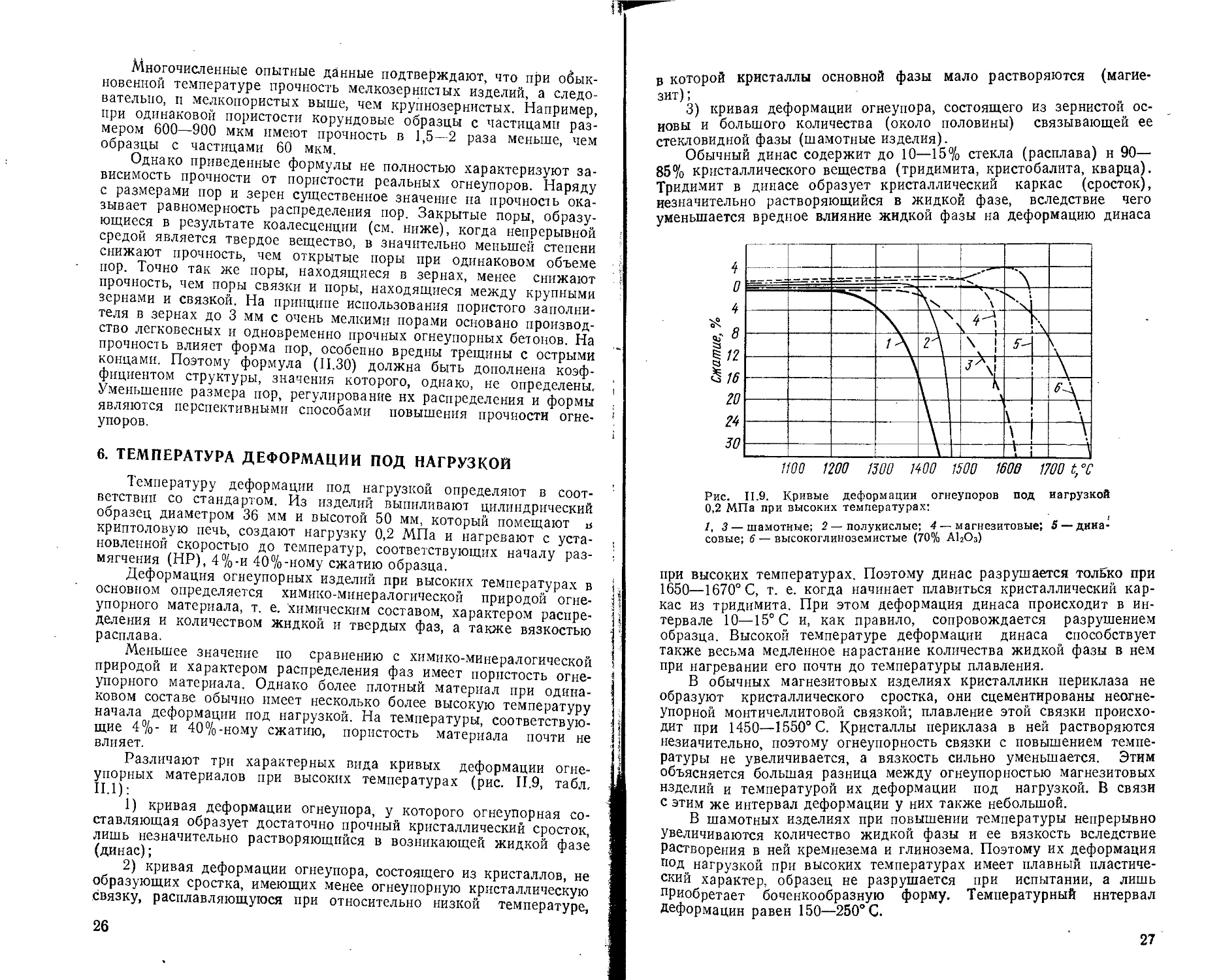
Различают три характерных вида кривых деформации огне-
упорных материалов при высоких температурах (рис. И.9, табл,
II.1):
1) кривая деформации огнеупора, у которого огнеупорная со-
ставляющая образует достаточно прочный кристаллический сросток,
лишь незначительно растворяющийся в возникающей жидкой фазе
(динас);
2) кривая деформации огнеупора, состоящего из кристаллов, не
образующих сростка, имеющих менее огнеупорную кристаллическую
связку, расплавляющуюся при относительно низкой температуре,
26
в которой кристаллы основной фазы мало растворяются (магне-
зит) ;
3) кривая деформации огнеупора, состоящего из зернистой ос-
новы и большого количества (около половины) связывающей ее
стекловидной фазы (шамотные изделия).
Обычный динас содержит до 10—15% стекла (расплава) н 90—
85% кристаллического вещества (тридимита, кристобалита, кварца).
Тридимит в динасе образует кристаллический каркас (сросток),
незначительно растворяющийся в жидкой фазе, вследствие чего
уменьшается вредное влияние жидкой фазы на деформацию динаса
1, 3 — шамотные; 2 — полукислые; 4 — магнезитовые; 5 — дина-
совые; 6 — высокоглиноземистые (70% АЬО3)
при высоких температурах. Поэтому динас разрушается только при
1650—1670° С, т. е. когда начинает плавиться кристаллический кар-
кас из тридимита. При этом деформация динаса происходит в ин-
тервале 10—15° С и, как правило, сопровождается разрушением
образца. Высокой температуре деформации динаса способствует
также весьма медленное нарастание количества жидкой фазы в нем
при нагревании его почти до температуры плавления.
В обычных магнезитовых изделиях кристаллики периклаза не
образуют кристаллического сростка, они сцементированы неогне-
упорной монтичеллитовой связкой; плавление этой связки происхо-
дит при 1450—1550° С. Кристаллы периклаза в ней растворяются
незначительно, поэтому огнеупорность связки с повышением темпе-
ратуры не увеличивается, а вязкость сильно уменьшается. Этим
объясняется большая разница между огнеупорностью магнезитовых
изделий и температурой их деформации под нагрузкой. В связи
с этим же интервал деформации у них также небольшой.
В шамотных изделиях при повышении температуры непрерывно
увеличиваются количество жидкой фазы и ее вязкость вследствие
растворения в ней кремнезема и глинозема. Поэтому их деформация
под нагрузкой при высоких температурах имеет плавный пластиче-
ский характер, образец не разрушается при испытании, а лишь
приобретает боченкообразную форму. Температурный интервал
Деформации равен 150—250° С.
27
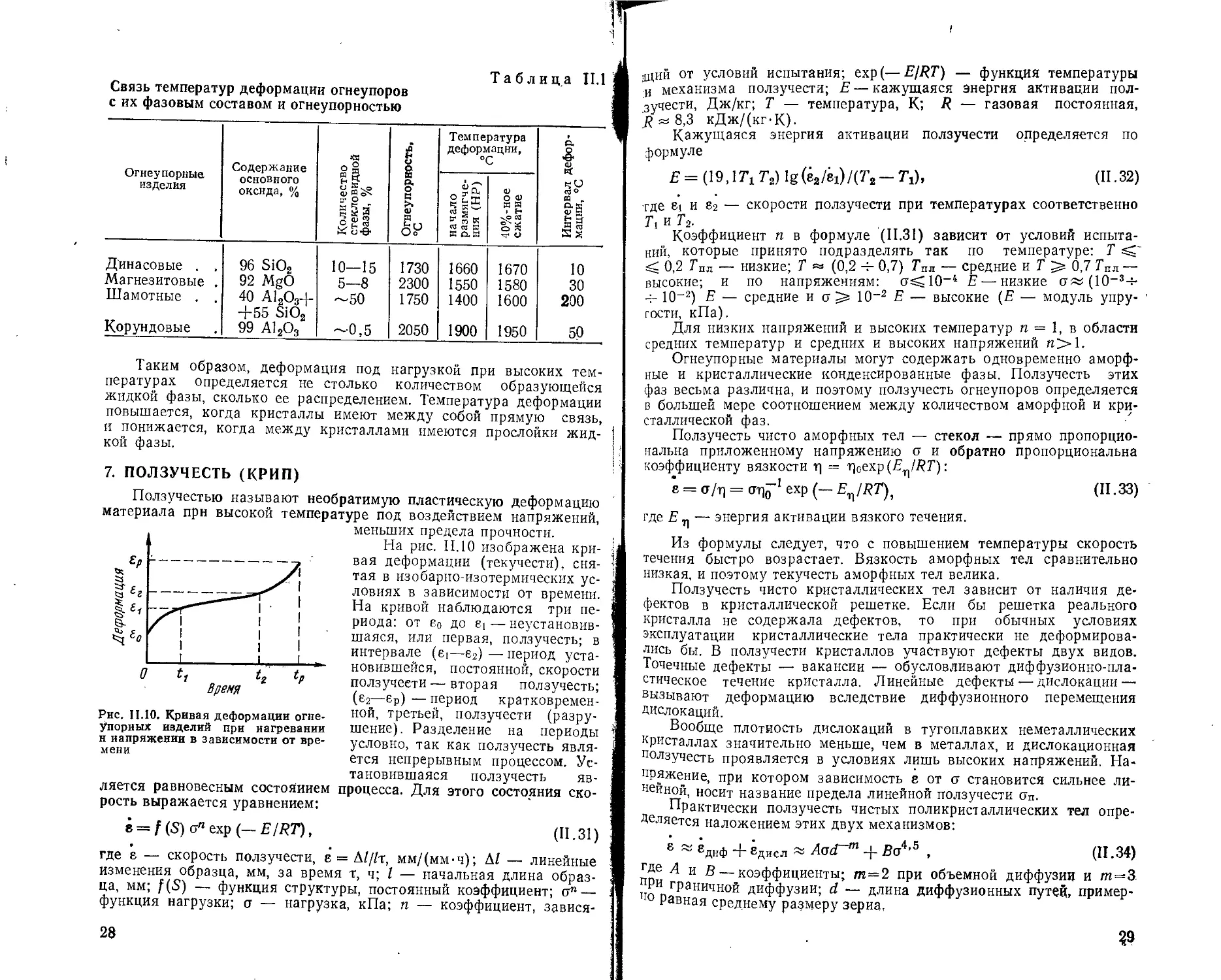
Таблица ПЛ
Связь температур деформации огнеупоров
с их фазовым составом и огнеупорностью
Огнеупорные изделия Содержание основного оксида, % Количество ! стекловидной фазы, % Огнеупорность, °C Температура деформации, °C Интервал дефор- мации, °C
начало размягче- ния (HP) 40%-ное сжатие
Динасовые . . 96 SiO2 10—15 1730 1660 1670 10
Магнезитовые . 92 MgO 5—8 2300 1550 1580 30
Шамотные . . 40 А12О34- 4-55 SiO2 ~50 1750 1400 1600 200
Корундовые 99 A12O3 -0,5 2050 1900 1950 50
Таким образом, деформация под нагрузкой при высоких тем-
пературах определяется не столько количеством образующейся
жидкой фазы, сколько ее распределением. Температура деформации
повышается, когда кристаллы имеют между собой прямую связь,
и понижается, когда между кристаллами имеются прослойки жид-
кой фазы.
7. ПОЛЗУЧЕСТЬ (КРИП)
Ползучестью называют необратимую пластическую деформацию
материала прн высокой температуре под воздействием напряжений,
меньших предела прочности.
На рис. И.10 изображена кри-
вая деформации (текучести), сня-
тая в изобарно-изотермических ус-
ловиях в зависимости от времени.
На кривой наблюдаются три пе-
риода: от е0 до ei — неустановив-
шаяся, или первая, ползучесть; в
интервале (ei—е2)—период уста-
новившейся, постоянной, скорости
ползучести — вторая ползучесть;
(б2—ер) — период кратковремен-
ной, третьей, ползучести (разру-
шение). Разделение на периоды
условно, так как ползучесть явля-
ется непрерывным процессом. Ус-
тановившаяся ползучесть яв-
процесса. Для этого состояния ско-
Рис. 11.10. Кривая деформации огне-
упорных изделий при нагревании
и напряжении в зависимости от вре-
мени
(П.31)
ляется равновесным состоянием
рость выражается уравнением:
e = f (S) о" exp (— EIRT),
где е — скорость ползучести, 8 = Д///т, мм/(мм-ч); Д/ — линейные
изменения образца, мм, за время т, ч; I — начальная длина образ-
ца, мм; f(S) — функция структуры, постоянный коэффициент; сгп —
функция нагрузки; <т — нагрузка, кПа; п — коэффициент, завися-
28
I
(ций от условий испытания; ехр(— E/RT) — функция температуры
и механизма ползучести; Е— кажущаяся энергия активации пол-
зучести, Дж/кг; Т — температура, К; R — газовая постоянная,
R » 8,3 кДж/(кг-К).
Кажущаяся энергия активации ползучести определяется по
формуле
Е = (19,17\ Т2) 1g (ё2/81)/(Т2 - Л), (II .32)
где в’1 и 8г — скорости ползучести при температурах соответственно
1\ и ?2-
Коэффициент п в формуле (11.31) зависит от условии испыта-
ний, которые принято подразделять так по температуре: Т
0,2 Гпл — низкие; Т (0,2 4- 0,7) Гпл — средние и Т 0,7 Тип —
высокие; и по напряжениям: Е — низкие ег~(10-3-г-
4- 10-2) Е — средние и о> 10“2 Е — высокие (Е — модуль упру-
гости, кПа).
Для низких напряжений и высоких температур п = 1, в области
средних температур и средних и высоких напряжений п>1.
Огнеупорные материалы могут содержать одновременно аморф-
ные и кристаллические конденсированные фазы. Ползучесть этих
фаз весьма различна, и поэтому ползучесть огнеупоров определяется
в большей мере соотношением между количеством аморфной и кри-
сталлической фаз.
Ползучесть чисто аморфных тел — стекол — прямо пропорцио-
нальна приложенному напряжению о и обратно пропорциональна
коэффициенту вязкости г| = т]оехр (E^IRT):
8 = <т/т] = 1 exp (— En/RT)t (11.33)
где Е — энергия активации вязкого течения.
Из формулы следует, что с повышением температуры скорость
течения быстро возрастает. Вязкость аморфных тел сравнительно
низкая, и поэтому текучесть аморфных тел велика.
Ползучесть чисто кристаллических тел зависит от наличия де-
фектов в кристаллической решетке. Если бы решетка реального
кристалла не содержала дефектов, то при обычных условиях
эксплуатации кристаллические тела практически не деформирова-
лись бы. В ползучести кристаллов участвуют дефекты двух видов.
Точечные дефекты — вакансии — обусловливают диффузионно-пла-
стическое течение кристалла. Линейные дефекты-—дислокации —
вызывают деформацию вследствие диффузионного перемещения
Дислокаций.
Вообще плотность дислокаций в тугоплавких неметаллических
кристаллах значительно меньше, чем в металлах, и дислокационная
ползучесть проявляется в условиях лишь высоких напряжений. На-
нряжение, при котором зависимость е от о становится сильнее ли-
нейной, носит название предела линейной ползучести сп.
Практически ползучесть чистых поликристаллических тел опре-
деляется наложением этих двух механизмов:
ё « 8днФ + ёдисл « Aadrm + Во4’5 , (11.34)
где А и В — коэффициенты; т=2 при объемной диффузии и т=3
Ри граничной диффузии; d — длина диффузионных путей, пример-
0 Равная среднему размеру зерна,
?9
Из уравнения (11.34) следует, что доля дислокационной со
ставляющей ползучести сильнее возрастает с повышением напряже
ния, чем диффузионная ползучесть. Вклад диффузионной ползучест!
уменьшается с увеличением размера зерен.
Таким образом, отмечаются три вида зависимости ползучее™
от напряжения и структуры: е ~ а — пластическая текучесть
— дислокационная текучесть; 8~d~m— диффузионная те
кучесть.
Значительно сложнее обстоит дело с огнеупорными материала
ми. Скорость текучести огнеупоров описывается общим уравнение},
при п > 1, т. е.:
8= Лапехр (—E/RT).
(П.35
Однако тождественность эмпирических уравнений еще не сви
детельствует об адекватности механизмов ползучести. Большие ско
рости ползучести огнеупоров не объясняются диффузионными про
цессами на атомном уровне.
По Вишневскому, ползучесть огнеупоров осуществляется меха-
низмом макроскопического перемещения зерен и агрегатов друг
относительно друга. Пластическая деформация огнеупора обуслов
лена главным образом вязким течением межкристаллического ве-
щества.
В этом случае скорость ползучести определяется
вязкостью аморфно-кристаллической структуры т)*:
в = а/т]* = а/т] (co/d)2,
(П.
где т] — вязкость собственно стеклофазы по уравнению (11.33):
со — толщина прослойки аморфной фазы вокруг зерна d.
Таким образом, кажущаяся вязкость аморфно-кристаллическо?
структуры т|* в (d/m)2 раз больше, чем вязкость прослойки т|, чтс
при достаточно больших размерах зерен дает т]*/г) « (104 4- 10s)
раз.
Межкристаллитное скольжение со временем приводит к созда-
нию деформационноустойчивого каркаса благодаря заклиииваник
зерен или значительной рекристаллизации. На такой стадии ползу-
чести проскальзывание будет затруднено и дальнейшая ползучестт
будет идти в режиме пластично-вязкого течения, граничной или
объемной диффузии.
Влияние основных факторов на ползучесть
Зависимость от напряжения. В области низких напряжений
osClO МПа скорость ползучести поликристаллических образцов
как правило, прямо пропорциональна напряжению, что соответст-
вует диффузионно-вязкому течению. Когда п>1, например п«(3—5)
то о'>о'п, что соответствует дислокационной ползучести. При дисло-
кационной ползучести даже незначительное увеличение напряжения
влечет за собой резкий рост скорости ползучести. Поэтому следует
эксплуатировать изделия в режиме линейной ползучести, когда
а<(Тп.
Влияние размера зерен. При в ~ а и в ~ d~2. Это значит, чтС
при увеличении размера зерна в 3 паза скорость ползучести умень-
шается приблизительно в 10 раз. Следовательно, процессы рекри-
30
,;таллизации способствуют повышению сопротивляемости ползу-
чести.
Керамика из MgO с меньшим размером кристаллов характери-
зуется при одинаковых условиях большей скоростью ползучести и
меиыпей длительной прочностью.
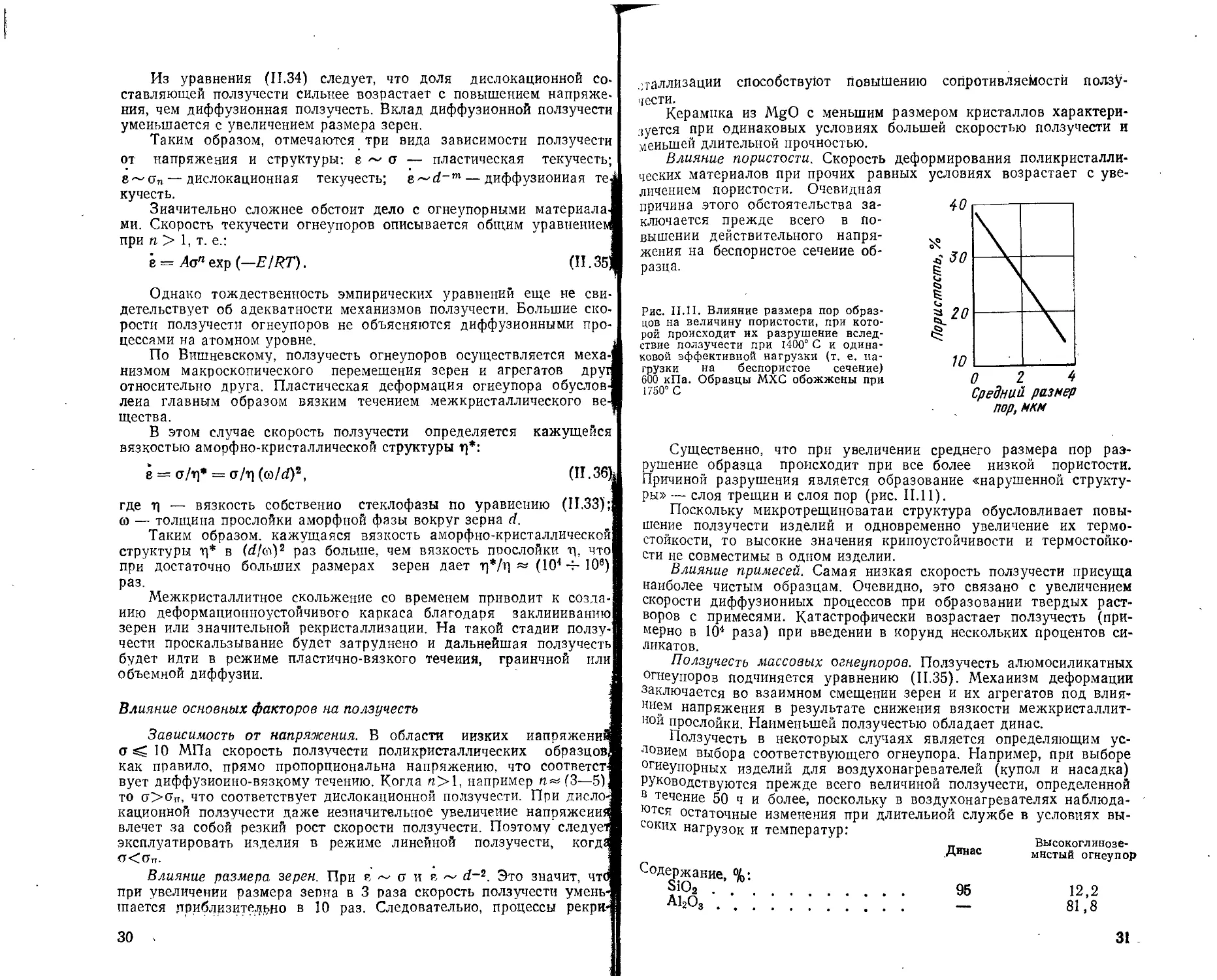
Влияние пористости. Скорость деформирования поликристалли-
ческих материалов при прочих равных
личением пористости. Очевидная
причина этого обстоятельства за-
ключается прежде всего в по-
вышении действительного напря-
жения на беспористое сечение об-
разца.
условиях возрастает с уве-
Рис. Н.П. Влияние размера пор образ-
цов на величину пористости, при кото-
рой происходит их разрушение вслед-
ствие ползучести при 1400° С и одина-
ковой эффективной нагрузки (т. е. на-
грузки на беспористое сечение)
600 кПа. Образцы МХС обожжены при
1750° С
Средний, размер
пор, мкм
Существенно, что при увеличении
рушение образца происходит при все
Причиной разрушения является образование «нарушенной структу-
ры» — слоя трещин и слоя пор (рис. 11.11).
Поскольку микротрещиноватаи структура обусловливает повы-
шение ползучести изделий и одновременно увеличение их термо-
стойкости, то высокие значения крипоустойчивости и термостойко-
сти не совместимы в одном изделии.
Влияние примесей. Самая низкая скорость ползучести присуща
наиболее чистым образцам. Очевидно, это связано с увеличением
скорости диффузионных процессов при образовании твердых раст-
воров с примесями. Катастрофически возрастает ползучесть (при-
мерно в 104 раза) при введении в корунд нескольких процентов си-
ликатов.
Ползучесть массовых огнеупоров. Ползучесть алюмосиликатных
огнеупоров подчиняется уравнению (11.35). Механизм деформации
заключается во взаимном смещении зерен и их агрегатов под влия-
нием напряжения в результате снижения вязкости межкристаллит-
ной прослойки. Наименьшей ползучестью обладает динас.
Ползучесть в некоторых случаях является определяющим ус-
ловием выбора соответствующего огнеупора. Например, при выборе
огнеупорных изделий для воздухонагревателей (купол и насадка)
r"',z прежде всего величиной ползучести, определенной
более, поскольку в воздухонагревателях наблюда-
изменения при длительной службе в условиях вы-
температур:
среднего размера пор раэ-
более низкой пористости.
Руководствуются
в течение 50 ч и
Ются остаточные
соких нагрузок и
Содержание, %:
SiO2 .
А12О3 . .
Динас
95
Высокоглинозе-
мнстый огнеупор
12,2
81,8
31
Продолжены
Температура, °C, деформации под на-
грузкой 0,2 МПа:
начало деформации....................... 1640 1650
2 %-ное сжатие....................... — 1710
Ползучесть, %........................... 0,5 0,8
(1600°С; (1500°С;
0,ЗМПа;50ч) 0,2 МПа; 50 ч^
Ползучесть алюмосиликатных огнеупоров в восстановительной
среде больше, чем в окислительной. Повышение давления газовой
среды также увеличивает ползучесть. I
Наиболее низкой скоростью деформации при высоких темпера-1
турах обладают магнезитовые изделия с высоким содержанием ок-1
сида магния, и форстеритовые. В области средних температур самоа
высокое сопротивление ползучести оказывают периклазошпинелид-]
ные огнеупоры. I
Уменьшению скорости ползучести магнезиальных огнеупоров]
способствуют: рост температуры обжига, образование прямой связи
кристаллов, повышение чистоты материала (особенно снижение со-1
держания силикатов) и т. п. I
§ 4. ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА ]
1. ТЕПЛОЕМКОСТЬ I
Под теплоемкостью тела понимают количество тепла, затрачи!
ваемое на повышение температуры единицы массы тела на один
градус. По закону Дюлонга и Пти грамм-атомная теплоемкость всех
твердых тел примерно одинакова — 25,116 Дж/(г-атом-К). Такую!
теплоемкость имеет большинство оксидов и карбидов при 1000° С.
Огнеупоры имеют теплоемкость в пределах 0,84—0,96 кДж (кг-К)|
2. ТЕРМИЧЕСКИЙ КОЭФФИЦИЕНТ 1
ЛИНЕЙНОГО РАСШИРЕНИЯ 1
Термическим коэффициентом линейного расширения называют
увеличение линейных размеров тела при нагревании на 1 К (а, К-1)-|
Он зависит от строения кристаллической решетки и сил связи между]
атомами, молекулами или ионами. Типичная величина а оксидов!
с плотной упаковкой при комнатной температуре составляет]
(64-8) • 10~в К-1 и возрастает при повышении температуры до
(104-15) • 10~в К-1- У силикатов а значительно ниже, например у
кварцевого стекла 0,5-10~в К-1. Объемное расширение тела 0 при
нагревании на 1 К примерно в три раза больше линейного:
0 = 3а. (11.37)
Это соотношение справедливо для аморфных тел и кристаллов
с кубической решеткой.
У анизотропных кристаллов величина а в различных направле-
ниях различна, что существенно влияет на свойства кристалличе-.
ских тел. ।
32
Ниже приведен Термический коэффициент линейного расшире-
пня некоторых оксидных a.10e,K-‘: ± оси С кристаллов при комнатной И оси С температуре Л ОСИ II оси С С
А12О3 8,3 9 ТЮ2 6,8 8,3
4,5 5,7 ZrSiO4 3,7 6,2
А1ДЮ» —2,6 111.5 MgO 13,52 —
С повышением температуры анизотропия а уменьшается (крис-
талл становится более симметричным). Наиболее анизотропны по а
материалы слоистого строения — графит, слюды. У сильно анизотроп-
ных веществ значение а в одном из направлений может быть отри-
цательным. Такие материалы используют как противопригарные
(кордиерит, алюмосиликаты лития и др.).
У многофазных материалов среднее значение а может быть оп-
ределено по формуле
_ а1 Дх/Рх 4~ аа ^2 F 2/Р2 + * * * ‘ _ %ai Ki Fjlpt
“CP- ^Л/Р1 + ^2^2/р2 + --- “ ‘ ’
где Ki — коэффициент всестороннего сжатия, A{=E/[3(1—2р.)];
E — модуль упругости; р — коэффициент Пуассона1; Fi — массовая
доля фазы i (в долях единицы); р, — плотность фазы, г/см3.
Поры не влияют на а, если непрерывной средой являются твер-
дые фазы. Если материал состоит из слабо связанных частиц и не-,
прерывной средой являются поры, то величина а зависит от размера
частиц, степени их сцепления и анизотропии.
3. ТЕМПЕРАТУРНЫЕ ШВЫ
Если огнеупорные изделия не имеют возможности свободного
расширения при нагревании, то возникают значительные напряже-
ния, часто превосходящие прочность материала. Максимальное на-
пряжение (в пределах упругости) Отах определяется по формуле
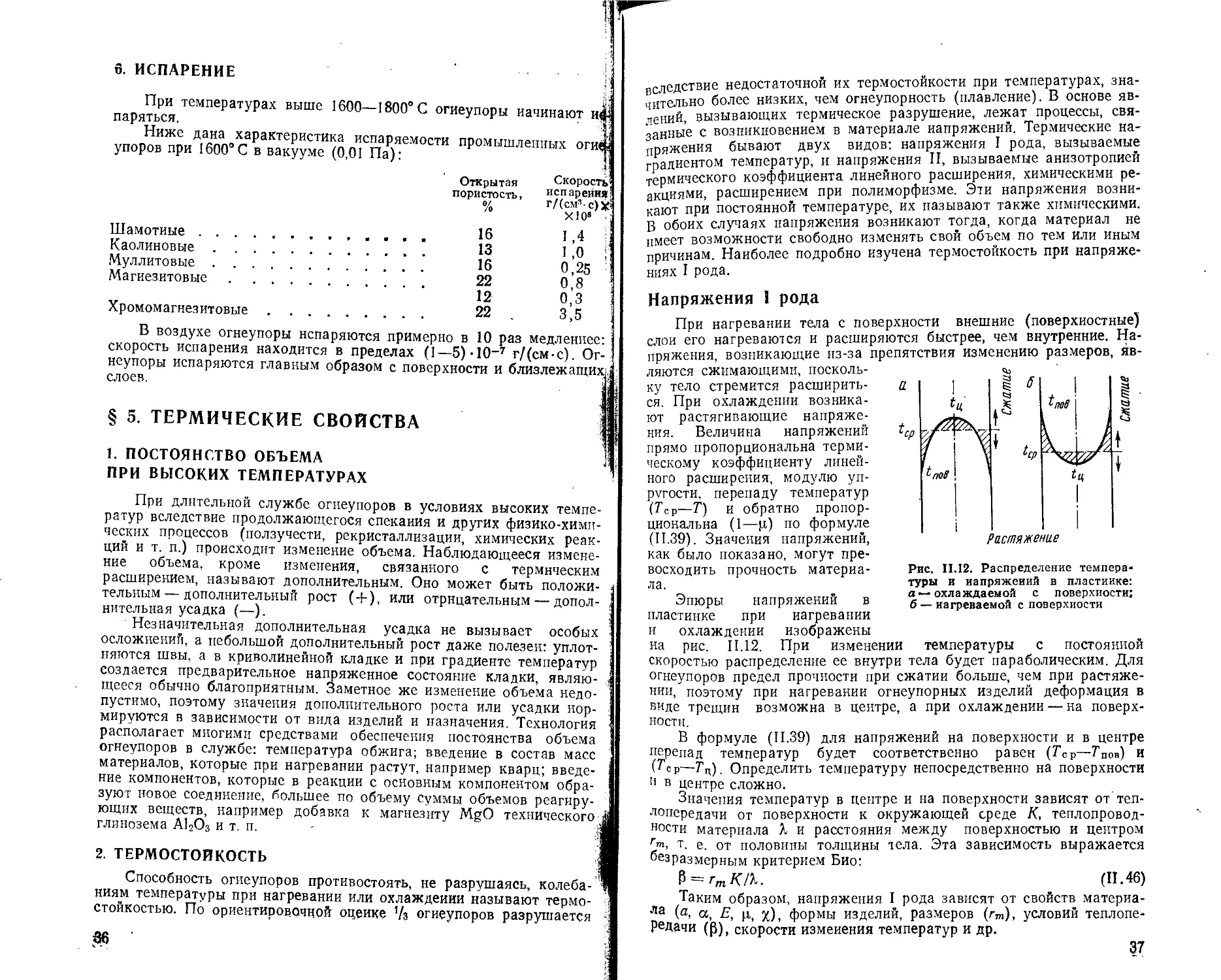
°max = [Fa (То - Тх)]/(1 - и). (11.39)
Для шамотных изделий а=5,5-10~6 К"1; Д=0,3 ТПа; р=0,25;
(То—Ti) = 1000°C, нагрев до 1000° С.
В этом случае Omax=3-108-5,5-IO-6-1000 : 0,75 = 2,2 ГПа, что
значительно больше предела прочности при сжатии.
С целью предотвращения разрушения изделий в кладке остав-
ляют зазоры, называемые температурными швами.
Принимают следующие предельные расширения огнеупоров в
интервале температур от 20 до 1000° С*, %:
Шамотные............... 0,5—0,7
Динасовые.............. 1,2—1,4
Магнезитовые........... 1,3—1,4
1 Для огнеупоров ориентировочно p,i«p,2 и в формуле (II. 38)
вместо Ky можно брать
* Термическое расширение равно аСр (Тг—Tj) 100%.
3—298 33
Хромомагиезитовые . . . 0,8—0,9
Форстеритовые ..... ~1,1
Температурные швы, мм/1 пог. м кладки, принимают равными:
Шамотная 5,2—7,8
Динасовая............... 10,4—15,6
Магнезитовая............ 20,8
Хромомагнезитовая . . . . 15,6
4. ТЕПЛОПРОВОДНОСТЬ 1
В твердых оксидах тепло передается упругими колебаниями ре-
шетки. Эти колебания апериодичны, оии, как говорят, квантуются.
По аналогии с фотонами в теории света кванты передачи тепла на-
зывают фононами, а теплопроводность — фоиоииой. Теплопровод-
ность зависит от атомной массы катиона.
Точно так же кристаллы с более сложным строением решетки
имеют более низкую теплопроводность. Например, теплопроводность
муллита ниже, чем у диоксида кремния и оксида алюминия.
Теплопроводность оптически анизотропных монокристаллов, как
и их тепловое расширение, анизотропна. Разница в теплопроводно-
сти параллельно длинной оси и перпендикулярно ей с повышением
температуры снижается. Анизотропия теплопроводности кварца при
комнатной температуре около 1,7, а при 1000° С теплопроводность
у кварца во всех направлениях одинакова. Теплопроводность огне-
упорных изделий также анизотропна и объясняется анизотропией ,
текстуры, получающейся при прессовании.
Теплопроводность кристаллических тел с повышением темпера-
туры снижается, при высокой температуре (1500—1600° С) несколь-
ко повышается, что вызвано увеличением теплопередачи излучением.
Теплопроводность стеклообразных аморфных материалов (жидкой
фазы) с повышением температуры увеличивается, начиная с 1500° С
более резко из-за излучения. Теплопроводность огнеупоров зависит :
от составляющих фаз и характера их текстуры (см. рис. П.З).
В двухфазных (многофазных) материалах общая величина теп- "
лопроводиости близка к теплопроводности той фазы, которая явля-
ется сплошной средой, матрицей.
Зависимость теплопроводности от пористости при температурах
до 500° С выражается уравнением
= >-о (1 - аП), _ (11.40)
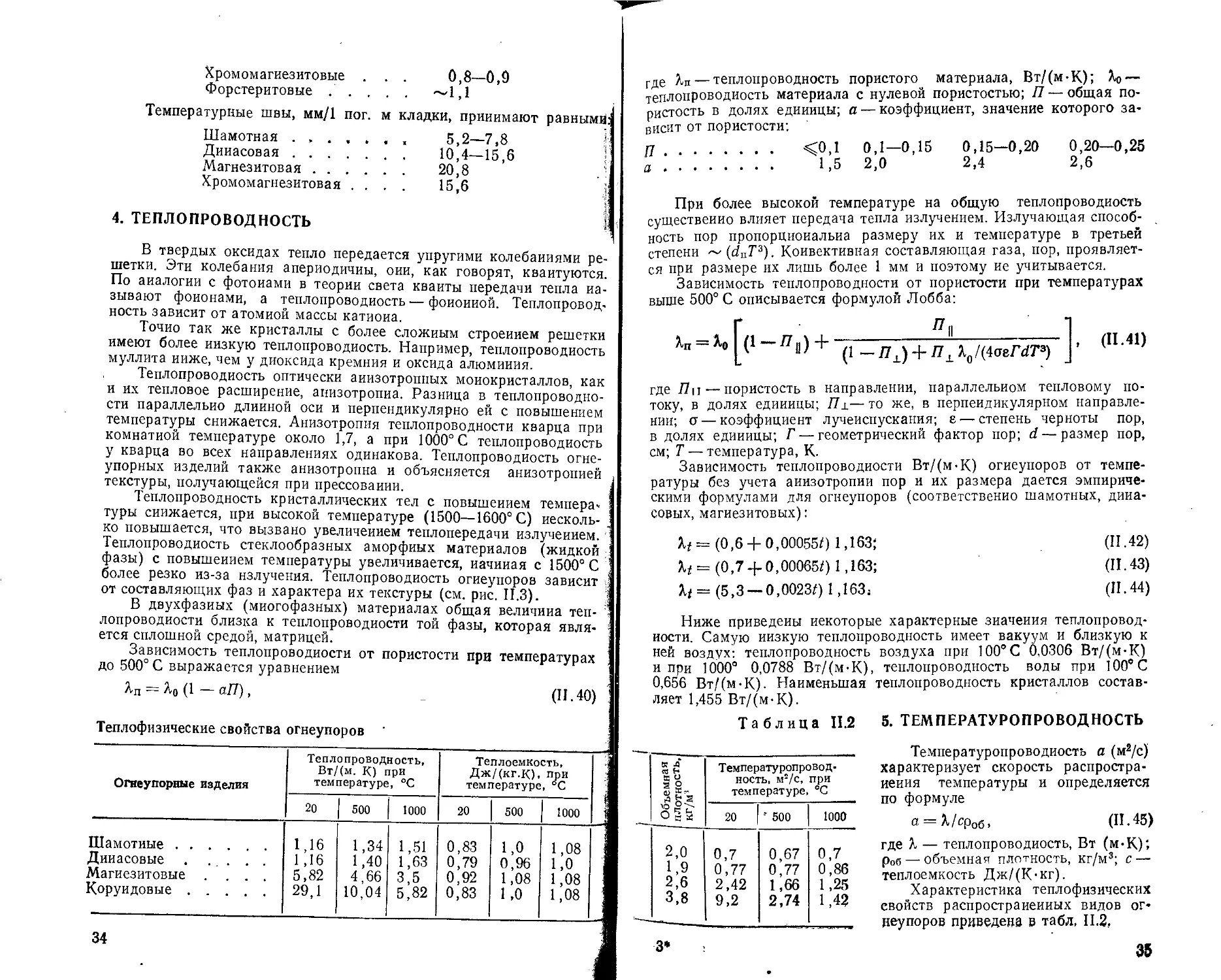
Теплофизические свойства огнеупоров
Огнеупорные изделия Теплопроводность, Вт/(м. К) при температуре, °C Теплоемкость, Дж/(кг.К), при температуре, °C
20 500 1000 20 500 1000
Шамотиые 1,16 1,34 1,51 0,83 1,0 1,08
Динасовые 1,16 1,40 1,63 0,79 0,96 1,0
Магнезитовые .... 5,82 4,66 3,5 0,92 1,08 1,08
Корундовые 29,1 10,04 5,82 0,83 1 ,0 1,08
34
где %п— теплопроводность пористого материала, Вт/(м-К); —
теплопроводность материала с нулевой пористостью; П — общая по-
ристость в долях единицы; а — коэффициент, значение которого за-
висит от пористости:
[j ................. <0,1 0,1—0,15 0,15—0,20 0,20—0,25
а.................... 1,5 2,0 2,4 2,6
При более высокой температуре на общую теплопроводность
существенно влияет передача тепла излучением. Излучающая способ-
ность пор пропорциональна размеру их и температуре в третьей
степени ~(dn7’3). Конвективная составляющая газа, пор, проявляет-
ся при размере их лишь более 1 мм и поэтому ие учитывается.
Зависимость теплопроводности от пористости при температурах
выше 500° С описывается формулой Лобба:
где 77ц — пористость в направлении, параллельном тепловому по-
току, в долях единицы; Пj.— то же, в перпендикулярном направле-
нии; о — коэффициент лучеиспускания; е — степень черноты пор,
в долях единицы; Г — геометрический фактор пор; d — размер пор,
см; Т — температура, К.
Зависимость теплопроводности Вт/(м-К) огнеупоров от темпе-
ратуры без учета анизотропии пор и их размера дается эмпириче-
скими формулами для огнеупоров (соответственно шамотных, дина-
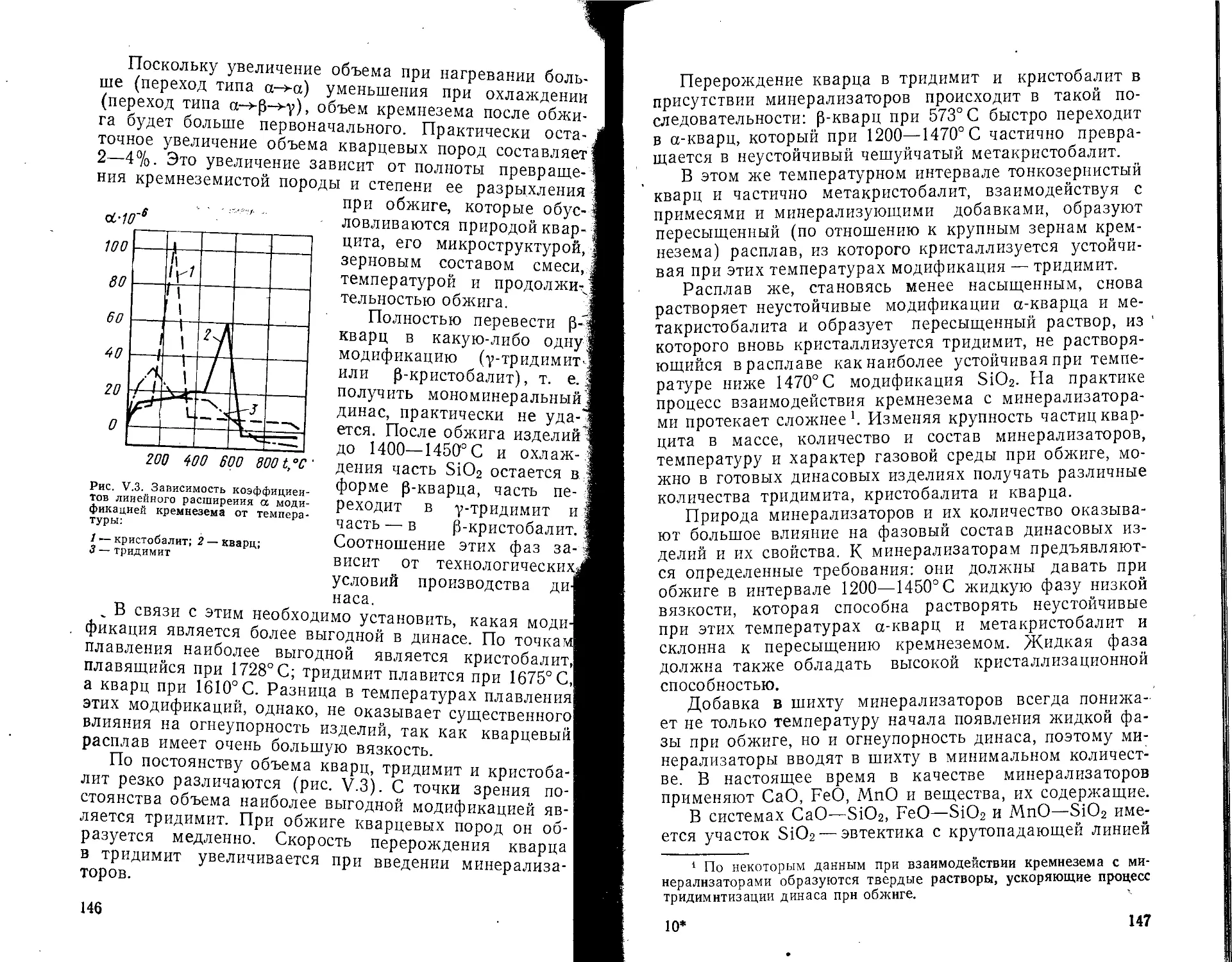
совых, магнезитовых):
X; = (0,6 + 0,00055/) 1,163;
= (0,7 + 0,00065/) 1,163;
(5,3 — 0,0023/) 1,163;
(11.42)
(И. 43)
(П.44)
Ниже приведены некоторые характерные значения теплопровод-
ности. Самую низкую теплопроводность имеет вакуум и близкую к
ней воздух: теплопроводность воздуха при 100° С 0,0306 Вт/(м-К)
и при 1000° 0,0788 Вт/(м-К), теплопроводность воды при 100° С
0,656 Вт/(м-К). Наименьшая теплопроводность кристаллов состав-
ляет 1,455 Вт/(м-К).
Таблица П.2 5. ТЕМПЕРАТУРОПРОВОДНОСТЬ
Объемная ПЛОТНОСТЬ» КГ/м'{ Температуропровод- ность, м2/с, при температуре, °C
20 ’ 500 1000
2,0 0,7 0,67 0,7
1,9 0,77 0,77 0,86
2,6 2,42 1,66 1,25
3,8 9,2 2,74 1,42
Температуропроводность а (м2/с)
характеризует скорость распростра-
нения температуры и определяется
по формуле
а = Х/сроб, (П.45)
где X — теплопроводность, Вт (м-К);
Роб — объемная плотность, кг/м3; с —
теплоемкость Дж/(К-кг).
Характеристика теплофизических
свойств распространенных видов ог-
неупоров приведена в табл, 11.2,
3*
35
6. ИСПАРЕНИЕ
При температурах выше 1600—1800° С огнеупоры начинают и!
паряться. л
Ниже дана характеристика испаряемости промышленных оги®
упоров при 1600°С в вакууме (0,01 Па): I
Шамотные ........................ .
Каолиновые ..........................
Муллитовые...........................
Магнезитовые.........................
Хромомагнезитовые....................
Открытая
пористость,
%
Скорость
испарения
г/(см’-с)Х
ХЮ» .
16 1,4
13 1 ,о
16 0,25
22 0,8
12 0,3
22 3,5
В воздухе огнеупоры испаряются примерно в 10 раз медленнее:
скорость испарения находится в пределах (1—5) -10—7 г/(см-с). Ог-
неупоры испаряются главным образом с поверхности и близлежащих
слоев.
§ 5. ТЕРМИЧЕСКИЕ СВОЙСТВА
1. ПОСТОЯНСТВО ОБЪЕМА
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
При длительной службе огнеупоров в условиях высоких темпе-
ратур вследствие продолжающегося спекания и других физико-хими-
ческих процессов (ползучести, рекристаллизации, химических реак-
ций и т. п.) происходит изменение объема. Наблюдающееся измене-
ние объема, кроме изменения, связанного с термическим
расширением, называют дополнительным. Оно может быть положи-
тельным— дополнительный рост (+), или отрицательным — допол-
нительная усадка (—).
Незначительная дополнительная усадка не вызывает особых
осложнений, а небольшой дополнительный рост даже полезен: уплот-
няются швы, а в криволинейной кладке и при градиенте температур
создается предварительное напряженное состояние кладки, являю-
щееся обычно благоприятным. Заметное же изменение объема недо-
пустимо, поэтому значения дополнительного роста или усадки нор-
мируются в зависимости от вида изделий и назначения. Технология
располагает многими средствами обеспечения постоянства объема
огнеупоров в службе: температура обжига; введение в состав масс
материалов, которые при нагревании растут, например кварц; введе-
ние компонентов, которые в реакции с основным компонентом обра-
зуют новое соединение, большее по объему суммы объемов реагиру-
ющих веществ, например добавка к магнезиту MgO технического
глинозема А12О3 и т. и.
2. термостойкость
Способность огнеупоров противостоять, не разрушаясь, колеба-
ниям температуры при нагревании или охлаждении называют термо-
стойкостью. По ориентировочной оценке */з огнеупоров разрушается
вследствие недостаточной их термостойкости при температурах, зна-
чительно более низких, чем огнеупорность (плавление). В основе яв-
лений, вызывающих термическое разрушение, лежат процессы, свя-
занные с возникновением в материале напряжений. Термические на-
пряжения бывают двух видов: напряжения I рода, вызываемые
градиентом температур, и напряжения II, вызываемые анизотропией
термического коэффициента линейного расширения, химическими ре-
акциями, расширением при полиморфизме. Эти напряжения возни-
кают при постоянной температуре, их называют также химическими.
В обоих случаях напряжения возникают тогда, когда материал не
имеет возможности свободно изменять свой объем по тем или иным
причинам. Наиболее подробно изучена термостойкость при напряже-
ниях I рода.
Рис. 11.12. Распределение темпера-
туры и напряжений в пластинке:
а охлаждаемой с поверхности;
б — нагреваемой с поверхности
Напряжения 5 рода
При нагревании тела с поверхности внешние (поверхностные)
слои его нагреваются и расширяются быстрее, чем внутренние. На-
пряжения, возникающие из-за препятствия изменению размеров, яв-
ляются сжимающими, посколь-
ку тело стремится расширить-
ся. При охлаждении возника-
ют растягивающие напряже-
ния. Величина напряжений
прямо пропорциональна терми-
ческому коэффициенту линей-
ного расширения, модулю уп-
ругости, перепаду температур
(ТСр—Т) и обратно пропор-
циональна (1—ц) по формуле
(11.39). Значения напряжений,
как было показано, могут пре-
восходить прочность материа-
ла.
Эпюры напряжений
пластинке при
и
на рис.
в
нагревании
охлаждении изображены
11.12. При изменении температуры с постоянной
скоростью распределение ее внутри тела будет параболическим. Для
огнеупоров предел прочности при сжатии больше, чем при растяже-
нии, поэтому при нагревании огнеупорных изделий деформация в
виде трещин возможна в центре, а при охлаждении — на поверх-
ности.
В формуле (11.39) для напряжений на поверхности и в центре
перепад температур будет соответственно равен (Тер—Гпов) и
('ср—Тц). Определить температуру непосредственно на поверхности
11 в центре сложно.
Значения температур в центре и на поверхности зависят от’теп-
лопередачи от поверхности к окружающей среде К, теплопровод-
ности материала X и расстояния между поверхностью и центром
гт, т. е. от половины толщины тела. Эта зависимость выражается
безразмерным критерием Био:
₽ = гтХД. (И.46)
Таким образом, напряжения I рода зависят от свойств материа-
ла (а, а, Е, ц, %), формы изделий, размеров (гт), условий теплопе-
редачи (Р), скорости изменения температур и др.
37
I
i
i
Теория термостойкости хрупких тел при развитии '
в них максимальных напряжений
По теории максимальных напряжений тело разрушается, когда
его прочность меньше образующихся в нем максимальных термине:
ских напряжений. По первому способу термостойкость выражается в
критериальной форме отношением.прочности к напряжению:
R = an4(l-li)/(Ea), (11.47)
где R— критерий термостойкости; чем больше его значение, тем вы-
ше термостойкость; опч— прочность материала, кПа (это может,
быть предел прочности при изгибе, растяжении или при сжатии);
Е— модуль упругости, кПа; а — термический коэффициент линейно-
го расширения, К-1; И— коэффициент Пуассона; значение ц бе-
рется с целью исключения поперечных напряжений.
Поскольку абсолютное значение R зависит от выбора величины
Опч, сравнение термостойкости различных материалов правомерно
при одинаковом характере прочности. Все величины в формуле
(11.47) берутся при комнатной температуре; при этом изменение зна-
чений р и а от температуры ввиду незначительности изменений не
учитывается, а изменение значений Oao/fiao^Gisoo/fiisoo-
Распространение температуры в теле зависит от теплопроводно-
сти и температуропроводности, критерии термостойкости с учетом 7
и а имеют вид;
RJ=RZ; (11.48)
Ru = Ra, (11.49)
R, R1 и R11 принято называть соответственно критерием термо-;
стойкости, I критерием термостойкости и II критерием термостой-
кости. ;
Применение того или иного критерия определяется значением :
критерия Био: R применяют при критерии Био>20, т. е. при высо-
ких скоростях теплопередачи от поверхности в окружающую среду;
R1 — при критерии Био<2, т. е. при низких скоростях теплоотдачи; '
R11 — при постоянной скорости изменения температуры. Применени-
ем трех критериев термостойкости в некоторой степени учитываются
условия теплопередачи, но, как будет показано ниже, не полностью.
Второй способ выражения критерия термостойкости заключается
в следующем. Для пластины термическое напряжение, как было по-
казано в формуле (11.39), выражается уравнением
0^ = иг = [Еа/(1 - Ц)] (Тср - Т), (II.49а)
где av=ox— прочность материала по-оси у или г, откуда
(Тер - Г) = ДГр = --пч УЕ- , (II. 50)
т. е. критерий термостойкости R равен перепаду температур, при ко-
тором разрушается тело, R = A7’P. Для другого тела, по форме отли-
чающегося от пластины:
Д7’р=[ОпЧ(1 -и)/(£а)15' = RS', (11,51)
где S' — фактор, зависящий от формы.
38 j
Термостойкость с учетом критерия Био р, по Киигери, выража-
ется формулами:
АГр = [ОпЧ(1 -jx)/(Ea)]S' 1/0,31₽ (IL52)
или
ЛТр=^ S[l/(0,31rmZQb (IL53)
Из последних формул следует, что нельзя составить таблицу
термостойкости материалов в порядке ее повышения, так как термо-
стойкость не определяется однозначно свойствами материала, а за-
висит также от формы, размеров и коэффициента теплопередачи.
Иначе говоря, термостойкость не является физическим свойством ма-
териала.
При высоких температурах с появлением в огнеупорах жидкой
фазы или в результате ползучести материал находится в упруго-вяз-
ком и упруго-пластическом состояниях. Термостойкость при этом по-
вышается:
/?крип ~ Лупр + Яэл, (П.54)
где /?упр — упругий критерий термостойкости, определяемый по фор-
мулам (11.47—11.53); 7?эл — эластичный критерий термостойкости:
Ran = [Опч (1 —Р')/(а’Пкаж)] S', (П.55)
где 1]каж — коэффициент кажущейся вязкости, отражающий способ-
ность материала релаксировать (замедлять) действие термических
напряжений при длительном их воздействии.
Вопрос о вязкости аморфно-кристаллического тела, находящего-
ся в термопластичном состоянии, является сложным. Кажущаяся
вязкость может быть определена экспериментально при испытании
огнеупоров на изгиб по формуле Соломина:
Пкаж = от(/-Д()/(35Д(), (П.56)
где о—нагрузка, Па; г—время ползучести, с; S, / — начальные зна-
чения сечения, см2, и длины образца, м; Д/— изменение длины за вре-
мя т, с.
Кажущаяся вязкость определяется по формуле Орловой:
Г|каж — &Т|ж (^тв/^ж)» (П.57)
где т]ж — вязкость расплава, образующегося в огнеупоре; VIB, —
объемные доли соответственно твердой и жидкой фаз (определяются
под микроскопом); k — коэффициент структуры (для шамотных из-
делий с 39% А120з /г=3,7-10в; для высокоглиноземистых с 72%
А12О3 6 = 9,0-108).
По Вишневскому, для модели изометрических зерен, полностью
окруженных прослойками расплава толщиной со с вязкостью т|ж, ка-
жущаяся вязкость тела т|каж определяется формулой
%аж = Т1жИ/<0)2, (П.58)
где d~ размер зерен твердой фазы (см. формулу 11.37). .
Поскольку R—t^T-o для пластины, то можно записать для тела
любой формы:
дткрнп = ^(1-Ю s, + »пч (1-.Ю s,; (П 59)
39
Затем, используя понятие «период релаксации» (см. ниже), 0 =
=Цкаж/£, где 6 —период релаксации; т]каж — кажущаяся вязкость;
Е— модуль упругости; и, подставляя вместо Т]каж его значение,
Т]каж = 0£, получим i
Д7’крип = Т?(1+1/0). (II.60)i
Из формулы (11.60) следует, что термостойкость изделий при вы-
соких температурах определяется термостойкостью их при комнатной
температуре и периодом релаксации материала.
Из формул (11.47 и 11.48) можно сделать вывод, что с увеличени-
ем пористости термостойкость должна снижаться, так как при этом
аПч и Л уменьшаются быстрее, чем Е. Однако практикой это не под-
тверждается. Теория «максимальных напряжений» указанного про-
тиворечия не разрешает.
Теория «двух стадий»
По этой теории разрушение материалов под влиянием термиче-
ских напряжений происходит в две стадии: зарождения трещин и их
роста. Критерии термостойкости R, R1 и R11 относятся к стадии за-
рождения трещин.
Теория двух стадий не опровергает теорию максимальных напря-
жений, а развивает ее. Зародившаяся трещина в гетерогенных ма-
териалах, какими являются большинство огнеупоров, развивается
медленно, а может и вообще не развиваться. По теории Гриффитса,
трещины будут расти в том случае, если упругая энергия, освободив-
шаяся из напряженной области, будет больше энергии, необходимой
для создания двух новых поверхностей раздела.
По Хассельману, критерии распространения трещин выражаются
следующими формулами:
*ш = £/[<(1-Ю]; (U.61)
/?1У=ЛпЧэф, (П.62)
где тЭф — эффективная энергия, необходимая для создания двух но-
вых поверхностей раздела*.
Чтобы трещины не развивались, материал должен обладать вы-
соким значением модуля упругости и низкой прочностью, а чтобы
трещины не зарождались, модуль упругости должен быть низким,
прочность высокой.
Кажущееся противоречие в самом деле не является противоре-
чием. В гетерогенном материале трещины зарождаются в твердых
фазах, и, чтобы трещины в них не зарождались, эти фазы должны
иметь высокую прочность, а распространяются трещины во всем объ-
еме многофазного материала: по твердым фазам и порам. Напряже-
ния в порах гасятся. Для того чтобы трещины не развивались, мате-
риал должен иметь поры, а следовательно, в целом быть менее проч-
ным. В гомогенном материале (стекле) зародившаяся трещина растет
без ограничения (катастрофическое разрушение), в гетерогенном же
зародившиеся трещины обычно не приводят к немедленному разру-
шению. Поэтому для оценки термостойкости гомогенных тел доста-,
1 Эффективная энергия не равна поверхностной энергии твердого
тела.
40
точными критериями будут R, R1, R11 и ЛТР по Кингери, а также
ДТкрип- Для гетерогенных более важно распространение трещин, чем
их зарождение, поэтому критериями термостойкости будут критерии
по Хассельману R111 и RIV.
Для понимания термостойкости гетерогенных тел большое зна-
чение имеют работы Панарина. Известно, что хромит и магнезит
(обожженный) по отдельности нетермостойки, а изделия, полученные
из хромита и магнезита, имеют высокую термостойкость. Трещины,
зарождающиеся при термоударах в магнезите и хромите, гасятся в
порах определенного строения.
Критерий RIV удовлетворительно описывает термостойкость ог-
неупоров микротрещиноватой текстуры и не подходит или не всегда
подходит к оценке термостойкости зернистых материалов, хотя оба
вида текстур относятся к гетерогенным.
Гогоци предложил классифицировать огнеупоры по их отноше-
нию к термостойкости не по степени гетерогенности, а по мере хруп-
кости. Термостойкость с учетом меры хрупкости выражается фор-
мулой
Я*=Я(3 + х)/4у. (11.63)
Когда х=1, формула переходит в выражение (11.47). Для уче-
та эластичности, возникающей при высоких температурах, мера
хрупкости также должна быть определена при высоких темпера-
турах.
Структурная (фрагментальная)
теория термостойкости
Влияние пор на термостойкость определяется сложной ролью их
в трансформации напряжений: экранизацией, концентрацией, глуше-
нием напряжений при заходе трещины в пору (интеркристаллитные
трещины) или выходом трещины из поры в кристалл (транскристал-
литные трещины) и т. п. Если представить себе материал, состоящий
из отдельных объемов (фрагментов), которые имели бы некоторую
возможность перемещения относительно друг друга при термическом
нагружении, то материал обладал бы высокой термостойкостью. Та-
кой материал получают различными технологическими путями: при-
меняют смеси компонентов шихт с различными термическими коэф-
фициентами линейного расширения, смешивают огнеупорные глииы с
различной спекаемостью (глииу и шамот), используют различный
зерновой состав (крупные зерна спекаются хуже мелких и в резуль-
тате этого между зернами получаются трещины, разделяющие объем
материала на фрагменты), применяют направленные структуры, пред-
ложенные Куколевым, и т. д. В общем установлено, что скорость
Распространения трещин обратно пропорциональна исходной кон-
центрации микротрещин. Теорией не определены оптимальные разме-
ры фрагментов и концентрация микротрещин и др. Теория развива-
ется. Перспективность ее очевидна, так как большинство термостой-
ких огнеупоров магнезитохромитовых (МХС) и периклазошпинелид-
ных (П1ПС) созданы именно на качественных положениях этой
теории. Отметим, однако, что создание фрагментальной текстуры не
является универсальным способом повышения термостойкости. На-
пример, динас с хорошим фрагментальным строением не обладает
термостойкостью в широком диапазоне температур.
41
Статистическая теория термостойкости 1
или теория «слабого звена» I
Прочность, как известно, носнт статистический характер. Это,
значит, что в отдельных участках напряжения могут быть больше
среднего (слабое звено), а в других меньше. Поскольку термостой-
кость зависит от прочности, то и термостойкость носит статистический
характер. Для ее определения необходимо испытать несколько иден-
тичных образцов (порядка 100) и вычислить статистические характе-
ристики распределения термостойкости. Установлено, что значения
термостойкости подчиняются закону нормального распределения.
В результате статистической обработки полученных данных критерий
термостойкости АТР вычисляют по формуле
ДТр = Аг0Г(1+ l/m)S/Ea, (11.64)
где А и S зависят от объема образца и распределения в нем темпера-
туры; пг — коэффициент гомогенности распределения по Вейбуллу
(11.26); Г(14~1/т) —гамма-функция. i
Термостойкость при напряжениях II рода
Напряжения II рода так же, как и I рода, могут быть больше
прочности материала. Например, химическое напряжение в магнези-
тохромитовых изделиях при эксплуатации в мартеновских печах, по
некоторым данным, в 60—100 раз превосходит напряжения I рода.
При создании композиционных материалов из веществ с различ-
ными значениями а и Е необходимым условием получения высокой
термостойкости материалов является соблюдение неравенств, выте-
кающих из соотношения: Е’.а^Е^а^, а именно щ>а2 при и
ai<«2 при Ei>E2, где индексы 1 и 2 относятся к первой и второй
фазам. :
Определение термостойкости
Термостойкость огнеупоров определяют двумя методами. По пер-
вому методу проводят одностороннее нагревание целого изделия при
температуре горячего конца 1300° С и холодного конца при комнат-
ной температуре и затем резко охлаждают изделие в проточной воде,
погружая его в воду на 50 мм. Термостойкость выражают числом
теплосмен до потери изделием в массе 20% —TCiSOo- Этот метод яв
ляется стандартным.
По другому методу приготавливают кольцо, которое нагреваю!
изнутри. Термостойкость выражают перепадом температур, при ко
тором кольцо разрушится — ДТр.
Для материалов, у которых лимитирующей стадией термическогс
разрушения является распространение трещин, рекомендуется термо
стойкость выражать в теплосменах ТСйзоо (Х<1) и для гомогенны:
материалов (%«1) —по ДГ.
3. УСТАЛОСТЬ I
Огнеупоры часто испытывают циклические нагрузки, сопровож
дающиеся расширением и сжатием. В некоторых конструктивны'
элементах кладки изменения размеров огнеупоров не могут быт:
компенсированы температурными щвами, например в арочнух сво
43
дах, й, следовательно, в Огнеупорах как бы накапливаются перемен-
ные по знаку напряжения.
Циклические нагружения приводят к разрушению при усилиях
более низких, чем предел прочности. Поэтому для выявления воз-
можных границ области безопасной работы огнеупоров проводят их
испытание при циклично меняющихся напряжениях (максимальные
значения которых меньше предела прочности) при различных темпе-
ратурах. Результатом испытаний на динамическую усталость являет-
ся построение усталостной кривой
в координатах о—N, где о —
разрушающее напряжение мате-
риала после приложения нагрузки;
— число циклов до разруше-
ния. На рис. 11.13 приведены
усталостные кривые изделий МХС
при различных температурах.
Кривые получены по резуль-
татам следующих испытаний. Об-
разцы одного и того же типа из-
делий в виде кубиков нагревали
в печи с выдержкой 30 мин при
заданной температуре до нагру-
жения. При заданной температуре
определяется начальный предел
прочности при сжатии Осж (сред-
ний из нескольких определений).
Затем на образцы (3—8 образцов)
периодически то дается давление,
то снимается нагрузка со скоро-
стью 15 циклов в минуту и фик-
сируется число циклов до разру-
шения под данной нагрузкой. Далее
шая) величина нагрузки и производится циклическое испытание до
разрушения и т. д. Нагрузки принимаются в пределах 70—20% от
Осж. Такие испытания производят при нескольких температурах. Ре-
зультаты наносят на график.
Усталостные кривые имеют асимптотический характер. Характе-
ристикой усталости служит некоторое малое напряжение, при кото-
ром материал способен выдерживать большое число циклов без раз-
рушения (при данной температуре).
Отношение этого значения прочности при 1000 циклов (о' к пре-
делу прочности Осж является характеристикой усталостных свойств
материала:
^=ст7асж 100, (11.65)
где К—относительный предел усталости, % (при данной темпе-
ратуре).
4- ТЕРМИЧЕСКОЕ СТАРЕНИЕ
Длительная служба огнеупорных конструкционных материалов
пРи высокой температуре часто вызывает их разрушение. Характер
Эт°го разрушения отличается от обычного, например, шлакоразъеда-
пия или растрескивания при термических ударах. В этом случае про-
исходит коренное перерождение структуры, которое сопровождается
изменением пористости, прочности, ползучести, термостойкости и
Рис. 11.13. Усталость огнеупоров
МХС при различных температу-
рах:
1 — образец разрушился; 2 —
среднее значение; 3 — образец
не разрушился
принимается другая (мень-
43
других структурно-чувствительных свойств. Такне изменения называ-1
ют термическим старением. 1
В кристаллических материалах коренное изменение структуры
обусловлено процессом собирательной рекристаллизации: увеличи-
вается размер кристаллов, за счет мелких происходят коалесценция
пор и сосредоточение их на границах зерен. При термическом старе-
нии примеси из кристаллов диффундируют на границы, жидкая фаза
также сосредоточивается на границах, в результате чего на стыках
и границах зерен образуется межкристаллическая фаза, количество
которой увеличивается в процессе старения. Межкристаллическая
фаза (непрерывно меняющегося состава) ослабляет связь между
кристаллами, что вызывает снижение прочности материала в целом.
В термодинамическом смысле межкрнсталлическая фаза менее
устойчива, и материалы в состоянии термического старения обладают
большой испаряемостью, несмотря на то, что поверхность или про-
тяженность границ зерен при старении уменьшается. Старение до
некоторой степени зависит от начальных свойств. Некоторые искус-
ственно введенные примеси задерживают рост крупных кристаллов и,
следовательно, старение.
§ 6. химическая стойкость
Под химической стойкостью понимают способность огнеупоров
не разрушаться в результате различных химических реакций — кор-
розии. Коррозия заключается в раствореннн огнеупоров, т. е. в пере-
ходе его из твердого состояние в жидкое. Примерно 2/3 огнеупоров
разрушаются химическим путем. Взаимодействие огнеупоров со шла-
ками, пылью, газами, расплавами металлов и другими веществами
(такие вещества называют собирательным термином — корродиенты)
протекает различно.
Наиболее распространенный механизм заключается в следующем,
Контактирующий с огнеупорной футеровкой шлак вступает в хими-
ческое взаимодействие (коррозия), в результате которого образуется
расплав шлака и огнеупора. Этот расплав проникает в футеровку
нли может образовать иа рабочей поверхности огнеупора тонкий кон-
Химнческий состав, поверхностное натяжение и вязкость шлаков
при 1480° С (средние данные)
Шлак Химический состав, %
SiO2 СаО А12Оз Feb Fe2O3 MgO
Доменный . . . Мартеновский . . 35,7 30,1 23,2 8,8 38,0 31,3 24,8 39,4 13,0 10,2 8,5 1,8 о,з 15,5 30,5 21,6 2,8 4,7 14,7 6,0 5,0 4,0 10,5
* При 1600° С.
44
такгный слой. Контактный слой смывается нлн стекает. РаспЛав,-
смываясь нлн стекая, в некоторых случаях вымывает, захватывает
с собой с поверхности крупные зерна огнеупоров, не успевшие раст-
вориться в шлаке. Этот последний процесс, сопутствующий коррозии,
называют эрозией. Причинами образования контактного слоя нли
проникновения расплава в огнеупор являются миграция компонентов
шлака в огнеупор капиллярным н диффузионным способами, а также
физико-химические процессы, происходящие в самом огнеупоре под
влиянием высокой температуры и градиента температуры.
Шлак, проникший в огнеупор, увеличивает содержание жидкой
фазы и также вступает в химическую реакцию с огнеупором. При
взаимодействии огнеупора со шлаком бывают два крайних случая:
а) когда скорость оплавления (растворения) огнеупора в шлаке
в контактном слое высокая, а скорость диффузии из контактного
слоя в шлак небольшая. В этом случае на поверхности футеровки в
контактном слое образуется насыщенный раствор огнеупора в шлаке,
и дальнейшее растворение огнеупора прекращается. Разрушение ог-
неупора в этом случае лимитирует механизм смывания контактного
слоя н кинетику диффузии в расплавах;
б) когда скорость диффузии продукта взаимодействия шлака
с огнеупором в шлак велика, а скорость растворения огнеупора в
шлаке невелика. В этом случае шлак проникает в огнеупор. Разру-
шение огнеупора лимитируется кинетикой пропитки н скоростью
реакций растворения.
1. КРАТКАЯ ХАРАКТЕРИСТИКА
МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ
Взаимодействие шлаков с огнеупорами определяется химическим
составом шлаков, нх строением, вязкостью и поверхностным натяже-
нием (табл. П.З).
Химическую природу шлаков характеризует их основность:
l = CaO/SiO2. (11.66)
Прн 1=2,235 шлакн основные, прн 1=0,54 кислые, прн 1=1,3 нейтральные. Практически применяется следующая шкала основности при отношении CaO/SiO2; кислые Таблица П.З <0,9; низкой основности 1,1—1,7; средней основности 1,9—2,5; высокой основности 2,7—3,3. Шлаки имеют ионное микрогете-
(по массе) Поверх- ностное натяжение, мДж/м2 Вяз- кость, Па-с рогенное строение. Простые катионы Са2+, Mg2+, Мп2+, Fe2+ и др. с анионами кисло- рода имеют преимущественно (более 50%) ионную связь. Атомы Si, Р, А1 образуют с кислородом сложные анионные комплексы: SiO4~, А1О|—, РО4 и др., в которых атомы с кис- лородом имеют преимущественно ко- валентную связь. Строение расплава является результатом борьбы между «сильным» и «слабым» катионами за
МпО S
0,6 0,5 0,4 2,4 1,7 1,5 1,1 0,12 425 435 440 440* 0,5 0,15 0,12 0,17*
кислородные анионы. Чем слабее ка-
45
Расчет свободного кислорода в шлаке
тион, гем больше ионов кислорода переходит к кремнекислородным
группам, при этом образуются более сложные кремнекислородные
анионы SixO*~. Содержание в шлаке CaO, MgO, FeO, Мп сопро-
вождается дроблением кремнекислородных комплексов.
Наибольшую активность в шлаке имеют ионы свободного кисло-
рода. Поэтому необходимо в шлаках определять ионную долю сво-
бодного кислорода N q2_ (по Темкину). Пример расчета приведен в
табл. II.4. Число свободных ионов кислорода равно разности числа
иоиов кислорода, внесенных двухвалентными металлами, и числа
ионов кислорода, связанных в сложные анионы:
no2- ~ nFeO + "MgO + nCaO + "МпО ~ 2я31Сь ~ 3nP2Oj ~ 3пА1.О3•
Ионная доля кислорода является более
точной мерой основности шлака. Установлено,
что начальная стадия разъедания огнеупора
шлаком находится в прямой зависимости от
концентрации свободного кислорода в распла-
ве. В дальнейшем при образовании реакцион-
ного слоя продуктов реакции, как было отме-
чено выше, скорость коррозии зависит от диф-
фузии.
С увеличением свободного кислорода свя-
зи Si—О—Si разрываются и заменяются на
Si—О—М (где М — катион металла), вяз-
кость расплава при этом снижается. На кон-
такте шлак — огнеупор свободные ионы кис-
лорода могут переходить и в твердую фазу
огнеупора с образованием низковязких распла-
вов, что ускоряет разрушение огнеупора. Что
касается общей активности шлака в зависимо-
сти от основности при отношении CaO/SiO2 до
Рнс. И.14. Изменение
характера кривых
•П—t для длинных
(7) и коротких (2)
шлаков
2,5 агрессивность шлака возрастает, а при основности более 2,5 при
образовании 2CaO-SiO2 при высоких температурах (1600°С) про-
исходят быстрая кристаллизация дикальциевого силиката и резкое
повышение вязкости шлака. Таким образом, наибольшая агрессив-
ность металлургического шлака проявляется в определенном интер-
вале его основности. Например, по отношению к алюмосиликатным
огнеупорам при температурах до 1600° С интервал агрессивности
шлака находится прн его основности в пределах 1,3—2,5.
Кислые шлаки, содержащие 45—50% SiO2 и более, обладают
большей вязкостью. При охлаждении кислые шлаки, не кристаллизу-
ясь, застывают в виде стекла. Изменение вязкости с понижением тем-
пературы у кислых шлаков более плавное, поэтому их называют
Длинными. Основные шлаки подвижные, менее вязкие, их вязкость
при температуре выше температуры ликвидуса равна десятым долям
Па-с. Кристаллизуются они хорошо н при температуре кристаллиза-
ции резко повышают вязкость, поэтому их называют короткими
(Рис. 11.14).
Поверхностное натяжение шлаков составляет 400—600 мДж/м2
и меняется с температурой сравнительно мало:
(Аа/ДТ) и —0,25 мДж/(мг-К);
(11.68)
47
2. КАПИЛЛЯРНЫЕ ЯВЛЕНИЯ НА ГРАНИЦЕ Я
ОГНЕУПОР - РАСПЛАВ Я
Огнеупорные материалы являются в большинстве случаев капил-1
лярно-пористыми телами: они впитывают расплавы. Очень грубо счи-
тают, что, чем больше открытая пористость, тем больше впитается
расплава. Однако количество впитываемого расплава зависит не
только от объема открытых пор, но и от их размера и текстуры.
Известно, что высота столба жидкости, поднимаемого капилляр-
ными силами в цилиндрическом вертикальном капилляре, выражается
уравнением
h = 2<tcos 0/(pgr), (П.60)
где о — поверхностное натяжение расплава, мДж/м2; 0 — угол смачи-
вания; р — плотность расплава, г/см3; g— ускорение силы тяжести,
981 см/с2; г — радиус капилляра, см.
Для мартеновского шлака, имеющего а=450 мДж/м2, р=
= 3,2 г/см3, и для капилляра с г= 10~3 см н 0 = 0° 6 = 285 см.
Из формулы (11.69) следует, что чем тоньше поры, тем больше
в них проникнет шлака. Однако это совсем не так, формула не отве-
чает на вопрос, сколько потребуется времени для подъема расплава
на максимальную высоту.
При условиях, когда температура расплава и стенок пор огне-
упора одинакова и постоянна во времени и по длине каналов, поры
не меняют первоначальных размеров и формы, расплавы не взаимо-
действуют с огнеупором, и их свойства также постоянны и не зави-
сят от размеров пор, движение расплава ламинарное, пропитка огне-
упоров описывается параболическим уравнением
(11.70)
где I — глубина пропитки; К — константа пропитки; т — время.
Уравнение (11.70) справедливо для пор определенного размера:
в крупных порах, кроме капиллярных сил, действуют гравитационные,
а в тонких вероятно изменение свойств расплавов. Кроме того, в на-
чальный и конечный периоды пропитка подчиняется другим законо-
мерностям, в начальном периоде она значительно выше. Для капил-
лярно-пористых тел при четочной модели пор константа пропитки
рассчитывается по формуле
К = o2rcos 0/2,86% (11.71)
где Os — поверхностное натяжение расплава; 6 — коэффициент изви-
листости (для крупнозернистых набивных магнезитовых масс, обож-
женных при 1450° С с пористостью 34—38% 6 = 1,6, в других случа-
ях 6=л/2); г — радиус проницаемых пор, см.
Скорость движения расплава описывается дифференциальной
формулой параболического уравнения (11.70):
v = dl/dx = о2 г cos 0/(5,662 rj) 1 /I. (11.72)
Из формулы видно, что скорость пропитки тем больше, чем боль-
ше размер пор. По формуле (11.72) для мартенов; кого шлака при
1500°С 02=450 мДж/м2, 0 = 0°, г=10-3 см, т) = 0,03 Па-с, 1=1 см,
v « 0,10 см/с.
На уровне критической высоты подъема шлака 285 см скорость
составила бы 0,35-10~3 см/с, а время подъема шлака на эту высот;/
было бы равно т=12/К=2852/2• 10-1«4-105 с» 113 ч. :
4§
Так как огнеупоры обычно работают при градиенте температур,
то на расстояниях максимально возможных подъемов, равных 200—
350 см, шлаки затвердеют. Поэтому количество шлака, которое мо-
жет впитаться огнеупором, увеличивается с ростом пор. Практически
скорость пропитки значительно меньше теоретической, что объясня-
ется увеличением вязкости вследствие взаимодействия шлака со стен-
ками пор. На скорости движения расплава в пористом теле очень
сильно сказывается перепад температур. С понижением температуры,
особенно вблизи линии ликвидуса, вязкость расплавов интенсивно
возрастает, а скорость их движения существенно понижается.
С учетом силы тяжести расплава уравнение скорости пропитки
имеет вид (всасывание вертикально вверх):
dl = стг г cos 6 1 r"gp
dx 5,6&2т] I 8&2т]
Сила тяжести расплава уменьшает скорость пропитки. Действием
этой силы можно пренебречь, если второй член уравнения (11.73) бу-
дет меньше первого, например, меньше 10%, при этом радиус пор
называют критическим:
0,7 гкр gpl /(о2 cos 0) <0,1, откуда
rKP = O,143a2cos0/(gp/) (II. 74)
прн Z=1 см для оксидносиликатных расплавов, у которых а=300-е-
ч-600 мДж/м3, р=2,24,9 г/см3, 0=0°, гкр«0,1 мм.
Общий объем расплава, впитывающегося в огнеупор, приближен-
но определяется по формуле
Q = АК ]/Пдф гэф Т^сг/П Kcos 0 Ух , (П.75)
где Q — объем впитанного расплава, см3; А — площадь сечения об-
разца в направлении, перпендикулярном фронту пропитки, см2; К.—
коэффициент, характеризующий текстуру пор; /7эф — эффективная
пористость, доли единицы; гЭф—эффективный радиус пор, см.
Не все величины, входящие в формулу, могут быть вычислены,
и поэтому формула носит качественный характер и показывает, от
каких факторов зависит пропитка: Х]/~ 17^ гэ^~' фактор текстуры;
У СУ/У] — фактор расплава; У~х—фактор времени; У cos 0 — фак-
тор, характеризующий взаимодействие расплава со стенками огне-
упора.
Как только краевой угол достигнет 90°, пропитки вообще быть
не может. Чистые металлы, имеющие угол смачивания с огнеупорами
больше 90°, в огнеупор не впитываются.
На капиллярную пропитку большое влияние оказывает состояние
стенок пор. Стенки пор, покрытые расплавом собственной жидкой
фазы, способствуют пропитке. Пропитка зависит также от количества
Расплава. При неограниченном количестве расплава объем впитанно-
го расплава обусловливается крупными порами; при ограниченном —
Мелкими (на заполнение крупных пор не хватает расплава).
В очень мелких порах расплав под влиянием кривизны поверх-
ности испаряется, п дальнейшее заполнение пор идет не путем ка-
• 49
4—298
пиллярного движения расплава, а путем испарения и конденсации
паров на стенках пор с последующим переходом пленок в столбики
расплава. Размер таких мелких пор для металлургических шлаков
при температуре 1500° С составляет 10~5 см.
Металлургические шлаки в поры огнеупора менее 5 мкм практи-
чески не заходят благодаря растворению стенок пор и повышению
вязкости. Механизм этого явления недостаточно изучен. Например,
установлено, что пропитка обычного динаса с открытой пористостью
15—25% железистым расплавом (56,3% FeO н 37,2% Fe2O3) при
1600° С показала почти линейную зависимость объема пор, заполнен-
ных расплавом, от начальной пористости. При этом отношение объе-
ма расплава, зашедшего в поры, к объему пор остается практически
постоянным и составляет около 30%. Объем пор размером менее
5 мкм в динасе не более 2—5%, следовательно, то обстоятельство,
что расплав не зашел в 70% пор объясняется в значительной степени
строением пор (запирание, тупиковые и т. п.).
Скорость пропитки высокотемпературного расплава va может
быть моделирована по скорости пропитки низкотемпературной жид-
кости (например, воды) Vb по формуле
va = Vb (<Ta cos 0а Г]й) /(ст* cos Qb Па) • (П. 76)
Формула получена делением скорости движения жидкости а на
скорость движения жидкости b в одинаковых условиях. Формула
удобна тем, что в ней исключаются факторы структуры.
Пропитка огнеупоров шлаками вызывает образование в огнеупо-
рах зон, различных по составу и свойствам, что во многих случаях
является причиной износа огнеупоров. Границы зон часто бывают
четкими. Мощность зон определяется градиентом температур и вяз-
костью шлаков. Шлаки достигают такого горизонта, температура
которого ниже температуры ликвидуса. Для мартеновских шлаков
эта температура около 1450° С. Температурный интервал капилляр-
ного всасывания в этом случае около 300° С, что прн градиенте тем-
ператур 30—60° С/см дает глубину пропитки 10—5 см.
3. СМАЧИВАНИЕ И РАСТЕКАНИЕ
Смачиваемость твердых огнеупоров расплавами'характеризуется
краевым углом, который определяется из условия равновесия поверх-
ностных сил на границе трех фаз (рис. 11.15):
ох = ст12 + <т2 cos 0, - (П.77)
откуда
cos0 = (<t1 — <т12)/<т2, (11.78)
где <т1 — поверхностная энергия твердого тела; о2 — поверхностное
натяжение расплава; Oi2 — межфазная (свободная) поверхностная
энергия между твердым телом и расплавом; cos 9 — мера смачивания.
Уравнение (11.78) известно как уравнение Юнга (1804 г.).
Прочность прилипания (сцепления) расплава к твердому телу
оценивается работой адгезнн W А-.
Гл= <т2(1+cos0). (11.79)
Выражение (Ц.79) справедливо при
50
Смачивание твёрдого тёла Жидкостью и связь Жидкости с твер-
дым телом определяются силами двух типов, действующими между
ними: 1) физическим взаимодействием; 2) химическими силами. Ос-
новное различие между этими типами сил в их величине. Физиче-
ские связи (ван-дер-ваальсовы) составляют доли единиц джоуля на
моль, а химические — десятки н сотни джоулей на моль. Связь
огнеупоров с оксидными расплавами обеспечивается химическими
силами.
Характерной особенностью химического смачивания является
сравнительно сильная зависимость
туры. Часто такая зависимость
характеризуется «порогом смачи-
вания», т. е. наличием температу-
ры, после достижения которой
краевой угол начинает резко сни-
жаться, а работа адгезии возра-
стать. По ходу зависимости Wa =
= f(t) относят характер смачи-
ваемости к физическому типу или
к химическому. В случае смачива-
ния, определяемого химическим
взаимодействием, необходимо учн-
степени смачивания от темпера-
Рис. П.15. Равновесие поверх-
, ностных сил на границе трех
И, фаз
тывать величины, характеризующие химическое сродство атомов из
различных фаз, разницу химических потенциалов компонентов в
фазах, константу равновесия реакций, свободную энергию образо-
вания соединении и т. д.
Расплавы металлов, имеющие меньшее сродство к кислороду, чем
металлы оксидов (огнеупоров), обычно слабо смачивают оксиды
(огнеупоры): 0>9О°.
При большом различии в сродстве краевые углы мало зависят
от природы оксида (огнеупора). Например, Fe при 1550° С имеет
0 «140° на MgO, ZrO2, А12О3. Когда сродство жидкого металла к
кислороду приближается к сродству металла оксида к кислороду,
тогда 9<90°. Например, № при имеет 0=58° на СаО.
Переход от отрицательного смачивания cos 0о<О к положитель-
ному cos 0о>О обусловлен тем, что при значительном сродстве ме-
талла к кислороду жидкий металл, с одной стороны, растворяет кис-
лород и металл Me' оксида, с другой, сам замещает ионы Me' в по-
верхностном слое оксида, а повышение концентрации одинаковых
частиц в контактном слое, как известно, снижает <т12 и по формуле
Юнга, когда о12 меньше, чем а,., то cos 9 меняет отрицательный знак
на положительный. Следовательно, если в жидкий металл вводить
компоненты, обладающие большим сродством к кислороду, напри-
мер в сталь вводить Si, Сг, Мп, V, Ti, то смачивание ими огнеупор-
ных оксидов улучшается и тем сильнее, чем больше сродство добав-
ки к кислороду и меньше к металлу оксида. Поэтому шлаки хорошо
смачивают оксидные огнеупоры (0о«*О).
Хорошую смачиваемость шлаками огнеупоров обусловливает
Растворимость огнеупоров в шлаках, так как в шлаках и в оксидах
преобладает ионная связь.
Поскольку равновесие расплав — оксид иногда не достигается,
То для оценки смачиваемости имеет значение кинетика процесса —
скорости растекания и смачивания.
Скорость смачивания Д0/Дт определяется изменением краевого
Угла в зависимости от времени. Скорость растекания Дг/Дт—опре-
4*
51
1
делёййёй изменения радиуса основания капли в зависимости От вре-
мени. Эти две характеристики не всегда симбатны. Сила растекания,
или тянущее усилие, равно:
Ла Ох — <т12 — с2 cos 0, . (11.80)
тянущее усилие, приложенное к периметру раздела трех фаз, оцени-
вается на единицу длины периметра. При равновесии 0 = Оо, где
в0 — равновесный угол смачивания, нет растекания, поэтому Ло=0.
Следовательно, при равновесии:
ах — ffi2 — о3 cos 0О — 0 (П.81)
Вычитая из формулы (11.81) выражение (11.80), получим:
До = <т2 (cos 0О — cos 0). (11.82)
Из уравнения (11.80) следует, что Дошах=2О2; Aamtn=0.
Сила Да вызывает перемещение периметра. Движение остальной
массы жидкости к периметру определяется объемными силами, обу-
словленными несколькими причинами: снижением центра тяжести
растекающейся жидкости, инерцией и т. п. Когда доставка жидко-
сти не успевает за перемещением периметра, то впереди растекаю-
щейся капли появляется тонкая пленка (ореол), по которой движут-
ся более массивные слои, образующие определенный угол контакта.
Если же подвод жидкости к периметру смачивания успевает за его
перемещением, то капля растекается по поверхности с постоянным
углом. Кроме указанных сил, на растекание влияет химическое взаи-
модействие между расплавом и оксидом. В простейшем случае при
отсутствии взаимного растворения фаз растекание описывается урав-
нением
гп = апт. (11.83)
Коэффициент п принимает значения: п=1 в начале смачивания;
п=2 в инерционном режиме, т. е. когда основное сопротивление
движению оказывает инерция прилегающих слоев жидкости; п = 4
в режиме вязкого течения; п — 8 при растекании капли под действи-
ем своего веса по поверхности, смоченной этим же расплавом.
Значения коэффициента а:
для инерционного режима
д2 = 3,25 ^Доа/р; (11.84)
для вязкого режима
а4 = 4Да/п/лт]р; (II. 85)
для свободного растекания
Os = 4т3<7/л.3р2т], (11.86)
где т — масса капли, г; а — радиус кривизны капли до соприкосно-
вения с подкладкой, см.
Количественные расчеты по этим формулам обычно слабо согла-
суются с опытом. Поэтому формулы представляют интерес для ка-
чественного анализа процесса. Изучение смачивания и растекания
производят с помощью киносъемки. С повышением температуры ско-
рость смачивания заметно возрастает, а значения контактных углов
убывают. В начальный момент времени скорости растекания велики,
а через 0,5—1 с они уменьшаются до нуля. Это позволило выделить
52
два периода растекания. В первый период растеканйё тормозится
вязким течением. Во второй период при взаимодействии контакти-
рующих фаз одновременно происходят два процесса: 1) образуется
переходный слой, способствующий уменьшению межфазного натя-
жения и росту тянущего усилия, и 2) изменяется вязкость расплава,
она может и повышаться, и понижаться.
4. ХИМИЧЕСКОЕ ВЗАИМОДЕЙСТВИЕ
В большинстве случаев химическое разрушение — коррозию —
можно рассматривать как растворение твердого тела в жидкости.
Скорость стационарного процесса растворения v определяется раз-
ностью концентрации твердого тела в жидкости в состоянии насы-
щения Сн и в объеме расплава Cv, толщиной слоя х, через который
происходит молекулярная диффузия:
V = (DIX) (Сн~ Су), (П.87)
где D — коэффициент диффузии, см2/с.
Величины D и X зависят от вязкости. С понижением вязкости
D увеличивается, а X уменьшается. Следовательно, вязкость оказы-.
вает наибольшее влияние на растворение. Важно отметить, что, по
опытным данным, шлак взаимодействует с огнеупором, когда вяз-
кость расплава ниже 3,5 Па-с (по этой величине может быть сугубо
ориентировочно определена предельная минимальная температура
взаимодействия шлака с огнеупором).
В общем случае толщина слоя X зависит от природы расплава
и условий его перемешивания. Для случая вращающегося в распла-
ве диска (образца) создаются условия, при которых вся поверхность
образца равнодоступна в диффузионном отношении. Для этого слу-
чая в курсе химической гидродинамики выводится следующее урав-
нение для X:
Х= 1,61 (O/v)-I/3Kv7w’, (11.88)
где v — кинематическая вязкость, м2/с; со — угловая скорость враще-
ния образца, с-1.
Из уравнений (11.87) и (11.88) получается уравнение Левича:
0 = о,62d2/3v->/6 (сн-су)/Т (П.89)
или для диффузионного режима растворения:
У=/СсоО,5. (11.90)
При растворении цилиндрических образцов условия движения
расплава несколько отличаются от предыдущего случая, и кинети-
ческое уравнение (по Кингери) принимает вид:
V = 0,79(D/d)/?e°’7(v/D)-°-644 (Сн —Су), (11.91)
где Re — критерий Рейнольдса по диаметру образца d.
Скорость растворения здесь зависи.т от о в степени 0,7, т. е.
у==Д1ш°-7 (11.92)
Определение растворения огнеупора в шлаке с использованием
при обработке результатов уравнений (11.90) или (11.92) заключа-
ется в следующем. Образец в виде диска или цилиндра вращают
53
в расплавленном шлаке прн постоянной температуре с заданной
скоростью в пределах 64—650 об/мин. По убыли массы образца,
площади и времени растворения (1—10 мин) рассчитывают скорость,
растворения V, мг/(см2-с). Затем строят график в координатах в
мг(см2-с) — 1' 0) (рад/с)0-5 и в виде
Рис. II.I6. Влияние скорости вра- Рис. 11.17. Влияние температуры на
щеиия образца на скорость раство- скорость растворения образцов из
рения оксидов в фаялите при SiO2 (/), MgO (2), А120з (3) и хро-
1300° С: момагнезиальной шпинели (4) в
. с-гч о ип фаялите; частота вращения образ-
• S1O2; 2 —AI2O3 цОВ |20 об/мин
Таблица II.5
Скорости растворения огнеупорных материалов
в оксидных расплавах мг/(см2-с)*
Расплав Кварц Корунд Плавле- - ный оксид магния Хромо- магиези- альиая шпинель
Оксид Fe (II) 40,0 8,5 9,4 4,4
Фаялит 3,8 0,66 1,3 0,32
Тефроит 2,0 0,33 0,7 0,13
Железо-марганцево-силикатиый: (50% 2FeO-SiO2+50% 2МпО- •SiO2) 4,3 0,95 2,5 —
* Образцы испытаны при 1400° С и 120 об/мин.
График может получиться двух типов: 1) линейный, что свиде-
тельствует о диффузионном режиме растворения, и 2) нелинейный,
что свидетельствует о том, что растворение лимитируется кинетикой
собственно химического акта. Такой процесс называют кинетическим.
Таким образом устанавливаются величина скорости растворения
и характер процесса при различных температурах в зависимости от
гидродинамического режима. Данные, полученные описанным ме-
тодом, приведены на рис. 11.16 и в табл. II.5.
54
В соответствии с диффузионным характером процесса скорость
растворимости коррелируют с вязкостью расплава. Температурная
зависимость скорости растворения показана на рис. 11.17.
Кажущаяся энергия активации для А12О3, MgO и хромомагне-
зиальной шпинели близка к 180,6 кДж/моль, а для SiO2 к
64,3 кДж/моль. Коэффициенты диффузии D приближенно по урав-
нению (11.89) при 1400° С составляют 2,9 -10~6—3,2• 10~5 см2/с и
возрастают при переходе от А120з (2,9-10-6 см2/с) к MgO (9,ЗХ
ХЮ~6 см2/с) и далее к SiO2 (3,2-10~5 см2/с).
Ниже приведены сравнительные данные растворимости чистых
веществ (менее 0,5% примесей) в мартеновском шлаке состава, %:
50,7 СаО; 7,0 MgO; 6,0 А12О3; 6,4 МпО; 17,9 SiO2; 12,0 Fe2O3+FeO.
Содержание материала, растворившегося при насыщении в 1 г ис-
ходного шлака при температуре 1550° С (шлак расплавлялся в пла-
тиновом тигле, образец погружался в шлак и вращался до полного
насыщения), следующее:
Материал................... MgO А12О3 MgO-Al2O3
Содержание, г . . . . 0,006 0,43 0,45
Материал.................. ZrO2 3A12O3-2S1O2 Y2O3
Содержание, г . . . . 0,27 2,2 1,08
* Стабилизирована Y2O3.
Растворение огнеупора в шлаке пропорционально его оплавле-
нию. Если огнеупор условно представить однородным по составу
материалом, то степень оплавления можно определить по диаграм-
мам состояния. Для этого многокомпонентные составы огнеупора н
шлака приводят по правилу Рихтера к трем компонентам; соединяют
точки составов прямой и находят середину, т. е. точку, соответст-
вующую составу 50% шлака и 50% огнеупора. Найденную точку
соединяют с точкой тройной эвтектики («трехлучевой звездой») дан-
ного элементарного треугольника. Линия, соединяющая тройную эв-
тектику с точкой 50% огнеупора, пересечет ряд изотерм. Для каж-
дой температуры по правилу рычага находят количество жидкой
фазы. По полученным результатам строят «кривую плавкости» (по
Августинику), которая показывает нарастание жидкой фазы с по-
вышением температуры.
Для определения степени оплавления огнеупора поступают сле-
дующим образом. Линия, соединяющая приведенные точки огнеупо-
ра и шлаки, также пересекает ряд изотерм. Количество жидкой фа-
зы в точках на этой линии для ряда температур находят по правилу
рычага. Количество жидкой фазы и будет соответствовать степени
оплавления огнеупора при данной температуре.
5. ШЛАКОУСТОЙЧИВОСТЬ
Процесс взаимодействия огнеупоров со шлаками включает в себя
пропитку, смачивание и растекание, растворение, химические реак-
ции, эрозию и т. п. Сложную роль в этих процессах играет порис-
тость. У шамотных изделий на взаимодействие со шлаком, влияют
и открытая пористость, и закрытая, так как стенки между по-
рами разъедаются, здкрытые поры становятся доступными для
Шлацд,
55
При пористости 20±8% значительно большее влияние на разъ-
едание огнеупоров шлаками оказывает характеристика пор, их
строение и размер, чем величина пористости. В обожженных изде-
лиях поры в основном расположены в связке и между связкой и
крупными зернами. При проникновении шлака в связку шлакоустой-
чивость в первую очередь определяется составом связки и ее порис-
тостью, а не составом крупных зерен и их пористостью. Крупные
зерна обычно не растворяются в шлаке, а вымываются.
Большое значение в процессе шлакоразъедания имеет эрозия.
Например, в электросталеплавильных печах доля эрозии в общем
износе составляет до 50%. Эрозия определяется прочностными свой-
ствами огнеупора и текстурой. Предложено много эмпирических
формул, связывающих шлакоразъедание с прочностными и текстур-
ными свойствами. Например, стойкость алюмосиликатных ковшовых
изделий определяют по формуле
J = 277/рКзЖ + 2И + 3500/Осж + 200Г, (II. 93)
где 7 — показатель устойчивости огнеупора (чем он меньше, гем
больше стойкость огнеупора); П — открытая пористость, %; рКаж —
кажущаяся плотность, г/см3; V — остаточное линейное изменение
после нагрева в течение 2 ч при 1500°С, %; Осж — предел прочности
при сжатии, кПа; Г — газопроницаемость, нПм.
Качественно шлакоустойчивость огнеупоров описывается следую-
щими правилами. Прежде всего химический характер огнеупора и
особенно его связки должен соответствовать основности шлака.
Динасовые и шамотные изделия образуют с оксидами железа
наиболее легкоплавкие смеси. Высокоглиноземистые изделия следу-
ют за динасовыми н шамотными, а магнезитовые изделия дают с ок-
сидами железа самые огнеупорные соединения и обладают мини-
мальной растворимостью в оксидах железа.
Оксид кальция (основной компонент большинства металлургиче-
ских шлаков) с динасовыми, шамотными н высокоглиноземистыми
огнеупорами образует легкоплавкие соединения, смесь же оксида
кальция с оксидом магния обладает высокой огнеупорностью. По
этой причине основные огнеупоры используют при футеровке основ-
ных мартеновских печей и кислородных конверторов и печей для об-
жига цементного клинкера.
Щелочи образуют легкоплавкие соединения с динасовыми и
алюмосиликатными изделиями. Высокоглиноземнстые изделия более
стойки к щелочам. Магнезитовые огнеупоры обладают высокой устой-
чивостью к воздействию щелочей.
В расплавленном металле оксидные огнеупоры непосредственно
не растворяются. Разъедание огнеупоров металлами идет в две
стадии. На первой стадии твердые огнеупорные оксиды, реагируя с
FeO, МпО или другими компонентами шлака, продуктами раскисле-
ния или иными примесными компонентами металлического расплава,
переходят в расплав, например:
(SiOa)TB (FeO)pacn (SiOa)pacn (FeO)pacn-
На второй стадии металл восстанавливает катион оксида из
расплава. Например, (SiO2)pacn + 2Fe->2FeO + Si. Образовавшиеся
FeO или МпО вновь вступают в реакцию на первой стадии.
Расплавленная сталь и некоторые другие металлы растворяют
углеродистые огнеупоры ДО степени насыщения углеродом. Чугун
56
Разрушение огнеупоров газами
«3
а
я
ч
Печи 4> j,*- X S К сг) л» я з о • 2-5 ~ £ S о sc -5 2 о «з *5 и >0 " г- <1> £Q 9 лз s « д к | 5 g § g " 1 " * Ч ф Ч о О о) « & £ £ S Е О Й й й 5 S л ® и ч§8§га й s®s S § & а § 2 § я 2 щ «йь " й •£ Jx* М Г 1 fr" S Л S ® Л >5 V к5 /Г3 «<* Г\ >-Ч О О U < Ji Е (ч CQ CU
Огнеупорные изделия Различные. Катализируют же- лезо и его оксиды Различные (SiO2-»-SiO->-Si) То же Магнезитовые (MgO-*-MgSO4); алюмосиликатные прн 50— 200° С A12O3->A12(SO4)3 Магнезитовые MgO->MgOB203 Алюмосиликатные ЗА12О3- • 2SiO2-^-K2O-Al2O3-2SiO2 или Na20-Al2O3-2SiO2; магнезито- вые 800—1000° С MgO—> ->(MgNa2)SO4 Различные SiO2-»-SiO->-Si Алюмосиликатные Fe-»-FeCl2, FeCl3 Углеродистые и карбидкремни- стые Доломитовые и магнезитовые
Температура, °C S§ о 8 S о§ о § 5 <9 — S ** о о о ♦-» о S 1 I 2 1 1 2 1 2 | § » Sg Л е 8 л g л 8 v д ^8 * 00 <о с5 *
Действие на ог- Характер разруше- неулор 1 ния Л К( ed 2, 1 ф 1 s«s i gj & о л 4> С Q- \© S . С оэ О S Й & • § М g g £ § §g§ § Ihho SSS « 1 « B. li s § . i £ л о-З n о й ° § та 2 » В S ” 2 * cn q« jo »К К 5 о *©• Ч ’О* « К Л 3 « о. я > ЯЕо «. К 0. ь_ J=T ч S к о>о О > ® Ч О Ч
"Йо ° 5 . к и ~ -г ч <н £ х os 5 § л 5 О ®s5«3ffi « М о О я CQ s ' tf Р В iiigi.gil § Ш й «8 g § щ °« а*«* §.§ § а<и«о.з ш*&П§£зо§8е2о£5 юёо8о £
Газы Е е ? ° Я Й д' Q ° « е, Q г>" О S W СЙ ° ЯиОд О & 3 с
57
же, будучи насыщен углеродом, не взаимодействует с углеродистыми
изделиями. Поэтому футеровку нижней части доменных печей выпол-
няют из углеродистых блоков. Наиболее часто взаимодействие ог-
неупоров с металлами носит кинетический характер, а взаимодей-
ствие со шлаками — диффузионный.
6. РАЗРУШЕНИЕ ОГНЕУПОРОВ ГАЗАМИ
Углекислый газ, проникая в поры огнеупора, в температурном
интервале 450—600° С разлагается с выделением свободного углеро-
да, который называют сажистым: 2СО->СО2+С.
Сажистый углерод имеет большой объем; отлагаясь в порах,
хотя и не заполняет крупные поры полностью, разъединяет зерна
шамота, ослабляя прочность изделий. Оксиды железа и металличе-
ское железо FeO, Ре20з, Fe являются катализаторами этой реакции.
Если оксиды железа связаны в фаялит 2FeO-SiO2 или герцинит
FeO-AUOs, то они не являются катализаторами. Однако если присут-
ствует ZnO, то он взаимодействует с фаялитом с выделением окси-
дов железа, которые способствуют отложению сажистого углерода.
Углеводороды (метан, этан и природный газ) так же, как СО, вы-
деляют сажистый углерод в присутствии катализаторов.
Сажистый углерод образуется также по реакциям:
Ре3С+СО->Ре2С + СО2 (процесс увеличения содержания углерода);
цементит
3Fe2C->2Fe3C+C (процесс выделения углерода).
Углеродистые, графитовые и карбидкремниевые огнеупоры окис-
ляются в кислородсодержащей среде и под влиянием водяных паров
при высоких температурах.
Водяные пары с доломитом, магнезитом и другими изделиями,
содержащими известь, образуют гидроксиды кальция и магния. Прн
гидратации оксидов значительно увеличивается объем, что и приво-
дит к разрушению изделий. Продукты гидратации разлагаются при
сравнительно невысокой температуре (~800°С). Выше этой темпе-
ратуры гидратация не происходит. Воздействие различных газов на
огнеупоры приведено в табл. II.6.
ГЛАВА Ш. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПРОИЗВОДСТВА ОГНЕУПОРОВ
Для получения огнеупоров выбирают исходные вещества
(сырье) с огнеупорностью выше 1580°С или такие, кото-
рые в результате переработки дают новые вещества с
огнеупорностью не ниже указанной. Выбранный матери-
ал обрабатывают различными приемами и по режимам,
наиболее благоприятным для такого течения физико-хи-
мических процессов, при котором получают изделия с
требуемыми свойствами.
58
§ 1. ХИМИЧЕСКИЕ СОЕДИНЕНИЯ
С ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ ВЫШЕ 1580еС “
Из 78 химических элементов периодической системы
Д. И. Менделеева от Н до U (за исключением редкозе-
мельных № 58—71) температуру плавления ниже 1000°С
имеют 44 элемента, от 1000 до 1500°С 9 элементов, от
1500—2000° С 15 элементов и выше 2000° С 10 элементов.
Наибольшую температуру плавления имеет углерод
(графит) ~5000° С. Температура плавления вольфрама
3370°С, рения 3000°С, тантала 2850°С, осмия 2700°С и
молибдена 2620°С.
Все другие элементы, обладающие высокими темпе-
ратурами плавления (>2000°С), кроме углерода, отно-
Таблица I1I.I
Температура плавления оксидов, карбидов и нитридов
Элемент Оксиды Карбиды Нитриды
формула /пл- °C формула <пл- °C формула /пл- °C
Бериллий ВеО 2570 Ве2С 2100 (разлагается) Be3N2 2200
Магний MgO 2800 —— — — —-
Алюминий ALO3 2050 АЦС3 2200 (разлагается) A1N 2150
Кремний SiO3 1713 SiC 2500 SigNi 2200
Кальций CaO 2570 СаС3 2300 — —
Титан TiO2 1640 TiC 3140 Ti2N2 930
Ванадий vo2 1967 VC 2810 VN 20®
V2O3 1970 —- — "
Хром Сг 2О3 , 1990 —— — —-<
Марганец МпО 1650 —- — —
.Железо Fe2O3 1538 Fe3C 1837
Цинк ZnO 1800 — —
Стронций SrO 2430 —- — —
Иттрий YA 2110 —- — ——
Цирконий ZrO2 2700 ZrC 3800 ZrN 3000
Молибден — MoC 2570 ——
Барий BaO 1930 —- — — —
Лантан 2315 —
Церий CcO2 1950 — .—
1афний ню2 2812 HfC 4160 HfN 3310
Вольфрам wo2 1500— 1600 —• 2857 (разлагается) —
Торий ThO2 3050 —- — — —
Мран UO2 2176ш U2C3 2100 ——
59
сятся к редким. Среди химических элементов только уг-
лерод имеет значение как массовый огнеупорный матери-
ал. Редкие элементы применяют в небольших количествах.
Из химических соединений наибольшую температуру
плавления имеют карбиды, нитриды и ряд оксидов. Тем-
пература плавления этих соединений приведена в
табл. III.1.
Наименьшие температуры плавления имеют кислые
оксиды (SiC>2, TiO2 и др.), наибольшие — основные окси-
ды (ВеО, MgO, СаО и др.). Температуры плавления ам-
фотерных оксидов (А12О3, Сг20з) занимают промежуточ-
ное значение. Наибольшее количество огнеупорных
оксидов приходится на основные, наименьшее —на кис-
лотные.
Высшей температурой плавления обладают оксиды и
особенно карбиды и нитриды элементов IV и V групп
5, 6 и 7-го периодов: ZrO2 2700, Th02>3000, ZrC 3800,
ШС4160, ТаС 3900°С и др.
Кроме оксидов, карбидов и нитридов, высокой темпе-
ратурой плавления обладают некоторые силикаты, алю-
минаты, алюмосиликаты, фосфаты, соединения типа
шпинелей и др.
§ 2. РАСПРОСТРАНЕННОСТЬ ХИМИЧЕСКИХ
ЭЛЕМЕНТОВ В ПРИРОДЕ И ВЫБОР ВЕЩЕСТВ
ДЛЯ ПРОИЗВОДСТВА ОГНЕУПОРОВ
Критерием при выборе тех или иных исходных ве-
ществ для производства огнеупорных изделий, кроме их
температуры плавления, является технико-экономиче-
ская характеристика этих материалов, прежде всего на-
личие и распространенность их в природе.
Средний состав земной коры при условной мощности
16 км с учетом гидросферы и прилегающей части атмос-
феры приведен на рис. III.1.
Из 104 (1975 г.) химических элементов периодиче-
ской системы Д. И. Менделеева лишь немногие имеют
большое распространение в земной коре. Такие элемен-
ты расположены в верхней части таблицы и относятся к
числу элементов с малыми порядковыми номерами.
Как видно из диаграммы, наиболее распространен-
ными элементами являются: О, Si, Al, Fe, Са, Na, К, Mg,
Н, Ti, Си, Cl. Остальные элементы составляют всего
60
лишь 0,71% (по массе). В земной коре (литосфере) со-
держится 86,5% силикатов и алюмосиликатов1.
Сопоставляя данные температуры плавления веществ
и распространенности их в природе, можно сделать вы-
вод о том, что наибольшее практическое значение в на-
стоящее время для производства огнеупоров и высоко-
огнеупоров имеют оксиды кремния, алюминия, магния,
хрома, кальция, циркония, бериллия, соединения и сме-
си этих оксидов, а также углерод в виде кокса и гра-
фита.
Для производства материалов высшей огнеупорности
имеют значение карбиды и нитриды этих же элементов и
некоторые редкие элементы в виде их оксидов, карби-
РИС- Ш.1. Диаграмма распространения главнейших элементов в земной коре,
л (по массе)
1 Силикатами называют вещества, структурной основой которых
является кремнекислородный тетраэдр SiO<.
61
дов, нитридов и сульфидов (соединения бериллия, тита-
на, цезия, тория и др.).
То или другое вещество с высокой температурой
плавления, содержащееся в огнеупорном материале, со-
ставляет его огнеупорную основу. Природой огне-
упорной основы и ее количеством определяются свойст-
ва материала: огнеупорность, кислотность или основ-
ность, а также в некоторой степени строительная
прочность при высоких температурах и др.
Особый интерес для производства огнеупоров пред-
ставляют смеси из огнеупорных сырьевых материалов
(оксидов, их соединений и т.п.), отличающихся проти-
воположными свойствами, например усадкой и ростом,
или основным и кислым характером и т. д. Такие смеси
и их соединения в некоторых случаях позволяют изготов-
лять огнеупоры с большим постоянством объема, хими-
чески нейтральным характером и другими ценными
свойствами. Например, огнеупорные глины в обжиге да-
ют усадку, а кварциты растут. Соответствующая ком-
бинация тех или других обусловливает получение объ-
емопостоянных изделий.
Однако не каждое сочетание веществ с противопо-
ложными свойствами приводит к положительным ре-
зультатам: из смеси огнеупорной глины и доломита или
извести огнеупоры не получаются.
Свойства изделий зависят не только от огнеупооной
основы (обычно кристаллической), но и от связки (стек-
ловидной или тоже кристаллической), цементирующий
огнеупорную основу, и в значительной степени от пори-
стости. величины пор и их распределения.
Сырьем для производства огнеупоров служат горные
породы и некоторые технические продукты, например
технический глинозем и др.
Синтез огнеупоров из чистых оксидов применяют
только в производстве материалов высшей огнеупорно-
сти.
§ 3. СТАТИСТИЧЕСКИЕ ЗАКОНОМЕРНОСТИ
ОГНЕУПОРНЫХ ВЕЩЕСТВ
Отсутствие достаточно полной разработанной теории плавления
•не позволяет находить новые огнеупорные материалы и определять
их огнеупорность (температуру плавления) расчетным путем. По-
этому приходится пользоваться опытными и статистическими дан-
ными. Температура плавления сложных соединений (веществ, состоя-
62
(Тпл>1853 К)
Рис. Ш.2. Максимальная (/)
и минимальная (2) темпера-
туры плавления, а также
интервал температур плавле-
ния (3) в зависимости от ко-
личества элементов п, вхо-
дящих в соединение
щих из нескольких элементов) зависит от числа элементов, входя-
щих в соединение [без учета твердых растворов (рис. Ш.2)]. При
п=9 кривые Ттах и Tmin пересекаются, а при п=10 TsZQ К, т. е. ухо-
дят в нереальную область. Отсюда следует, что число неравнозначных
элементов в стабильной кристаллической решетке находится в пре-
делах 1^п^9, а для огнеупоров
Особое место занимают бинар-
ные соединения (за исключением уг-
лерода), температура плавления ко-
торых выше в твердом состоянии, чем
у элементов. К таким соединениям
относятся: оксиды, монокарбиды, мо-
нонитриды переходных металлов
IVB и VB групп (Ti, Zr, Hf, Nb, Та)
бериллиды, силициды, бориды. В си-
стеме СаО — MgO — FeO — Fe2O3 —
AI2O3—SiO2 увеличение числа эле-
ментов в соединении более двух при-
водит к снижению температуры плав-
ления, а соединения с п > 4 вообще
ие образуются.
По данным Бережного, химиче-
ских соединений, включая органиче-
ские, ~1012, неорганических ~ 3- 10е,
в том числе огнеупорных ~ 4000.
Одно огнеупорное соединение
приходится на 700 соединений. Одно
вещество с /пл > 2000° С приходится
примерно на 3500 соединений, т. е. со-
ставляет большую редкость! Коли-
чество веществ с данной температу-.
рой плавления Nt в зависимости от
температуры определяется по формуле
NT « 3-106ехр (—0,00367).
(ПЫ)
Распределение веществ с /Пл^1580°С (1500° С) по изученности
и числу п приведено в табл. III.2.
Распределение огнеупоров
Таблица III.2
п Количество веществ факти- чески учтенных Количество веществ возмож- ных
абсолютное количество % абсолютное количество %
1 22 2 22 1.5
2 1010 77 1010 25
3 233 18 2868 72
4 35 3 100 2.5
5 0 . 0 0 0
Всего 1300 100 4000 100
63
Таблица II 1.3
Распределение 501 огнеупорного соединения по симметрии
Из табл. Ш.2 следует, что поскольку при п—2 все огнеупорные
вещества учтены, то новые огнеупоры лежат в области п=3, — это
шпинели M'CW2 О3, пиросоединения Л42Л12 О7 и др. Из учтенных ве-
ществ изучено лишь около 500 веществ. Их распределение по крис-
таллографической симметрии приведено в табл. Ш.З.
§ 4. ВЗАИМНОЕ РАСПОЛОЖЕНИЕ ТВЕРДЫХ
И ЖИДКОЙ ФАЗ
На поверхности кристаллической решетки твердых
оксидов находятся кислороды. Катионы, располагающи-
еся внутри, оказывают на свойства поверхности неболь-
шое влияние. Но тем не менее свойства поверхностей
различных оксидных веществ различны и прежде всего
различна свободная поверхностная энергия (энергия
атомов или ионов в поверхностном слое, не компенсиро-
ванная связями нижележащих слоев). По основному
закону термодинамики все процессы самопроизвольно
идут в направлении понижения свободной энергии.
Принцип минимума свободной энергии обусловлива-
ет расположение жидкой и твердых фаз относительно
друг друга. Если
ахх<2а1а, (Ш.2)
где <т12— межфазная энергия на границе твердой и жид-
кой фаз; оц — межфазная энергия на границе двух твер-
дых фаз, то кристаллы будут иметь друг с другом пря-
64
муЮ связь, а жидкая фаза в этом случае располагается
в порах (пустотах) между блоками кристаллов. Если
2сг1а < <гц, (Ш.2а)
то жидкая фаза будет располагаться между кристалла-
ми, образуя жидкую пленку вокруг
няя их. В формулах коэффициент
разъединении фаз образуются две
ложение фаз может быть оцене-
но по углу между фазами Ф (ди-
гедральный угол) (рис. Ш.З).
При Ф = 120° образуется пря-
мая связь кристаллов, жидкость
изолируется в порах: при Ф =
= 1204-60° жидкость частично
проникает в границы между кри-
сталлами: при Ф<60° все кри-
сталлы покрываются пленкой.
Расположение жидкой фазы
при некотором ее количестве
сильнее влияет на свойства огне-
упорных изделий, чем дальней-
шее увеличение количества жид-
кой фазы. В технологии огне-
кристаллов, разъеди-
2 означает, что при
поверхности. Распо-
Рис. Ш.З. Схема равнове-
сия межфазных энергий в
случае образования прямых
связей кристаллов:
ТВ — твердая фаза; М—
жидкая фаза; дигедральный
угол Ф—120°
упорных изделий удается регулировать распределение
фаз, например для получения изделий с прямыми свя-
зями кристаллов уменьшают абсолютное количество
жидкой фазы путем использования чистых исходных
веществ, полностью или частично переводят образую-
щуюся в результате химических реакций жидкую фазу
в кристаллическое состояние, понижают поверхностную
энергию жидкой фазы введением в состав масс высоко-
температурных поверхностно активных веществ (ПАВ).
В последнем случае с понижением поверхностного натя-
жения жидкой фазы увеличивается межфазная энергия
между жидкой и твердой фазами, т. е. ухудшается сма-
чивание, и жидкость труднее проникает между кристал-
лами. Проиллюстрируем это положение с помощью
формулы Юнга. По формуле Юнга (11.77)
а12 = 0'1 — о2 cos 0.
Если о2 от действия ПАВ уменьшится, то Щг увеличит-
ся, а это значит, что будет удовлетворено неравенство
(Ш.2). т. е. будут созданы прямые связи кристаллов.
5-298 63
§ 5. СПЕКАНИЕ
В технологии под спеканием понимают получение
камнеподобного материала при обжиге порошков. В на-
учно-популярной литературе спекание называют «исчез-
новением пустоты»1. Спекание — это самопроизвольный
процесс, идущий при температурах ниже температуры
плавления в направлении снижения свободной энергии.
При спекании обычно происходят два процесса:
уменьшение пористости, сопровождающееся усадкой
материала, и повышение прочности:
z = Ci [(Ва - FJIFi] + С2 [(/7Х - njllli], (Ш.З)
где Z—показатель спекания; Fl2, П12 — прочность и
пористость до и после спекания; Ci и Сг— постоянные.
Но может проходить и один из процессов. Чаще спе-
кание выражают относительной пористостью
- Яотн = n^i (III.4)
или относительной плотностью
Ротн Роб^Рист ЮО /о ,
(III.5)
где роб—объемная плотность ма-
териала после спекания; рист —
истинная плотность.
Для того чтобы этот процесс
шел в приемлемых для практики
условиях (время, температура),
в материале повышают количе-
ство свободной энергии путем
измельчения и других физико-
химических методов. Процесс
спекания можно условно разде-
лить на три стадии (рис. III.4).
I. Припекание — на этой на-
чальной стадии увеличивается
Рис. III.4. Стадии процесса спекания:
I — припекание; II—основная стадия; 111-
образование закрытых пор;
1 — границы спекающегося тела; 2 — твер-
дая фаза; 3 —поры
1 Гегузин Я. Е. Почему и как исчезает пустота. М., «Наука»,
1975.
66
контакт между соседними частицами, но границы части-
чек сохраняются.
II. На основной стадии образуются две фазы: «фаза
вещества» и «фаза пустоты». Частицы сливаются между
собой, но замкнутые поры еще не образуются.
III. Образуются замкнутые поры.
Усадка материала и изменение относительной плот-
ности происходят в некотором интервале температур и
зависят от времени. В связи с этим возникают трудно-
сти в определении температуры спекания. За температу-
ру спекания принимают ту, при которой происходит
максимальное изменение относительной пористости.
Температура спекания Тспек зависит от температуры
плавления Гпл:
0 = Тспек/7пл, (Ш.6)
где 0—относительная температура спекания. Для огне-
упорных окислов 0^0,8.
Рассмотрим последовательно отдельные процессы
спекания.
1. ПРИПЕКАНИЕ
Сначала рассмотрим припекание однородных сфери-
ческих тел (рис. III.5). Важно обратить внимание на
то, что пара соприкасающихся частиц имеет положитель-
ную кривизну (выпуклая поверхность частиц) и отрица-
тельную (контакт). Припекание частиц обусловливает-
ся разным характером кривизны в паре частиц и может
протекать по различным механизмам. Поскольку дав-
ление паров над выпуклой поверхностью больше, чем
над вогнутой, то вещество, испаряясь с поверхности час-
тиц, будет конденсироваться на перешейке, где давление
паров ниже, увеличивая диаметр перешейка. В этом
случае перенос вещества происходит через газовую фа-
зу. Такой механизм называют механизмом испарения и
конденсации. Сближения центров частиц (т. е. усадки)
в этом случае не происходит. Механизм объемной диф-
фузии — концентрация вакансий вблизи вогнутой по-
верхности— больше, чем в объеме, поэтому вакансии
будут диффундировать из перешейка в объем частиц, а
вещество в обратную сторону, и перешеек, пополняясь
веществом, увеличится. В этом случае также не происхо-
дит усадки, но если вакансии стекают по границам меж-
Б*
67
ду частицами перешейка, то центры частиц сближаются,
происходит усадка. Припекание может происходить
также по механизмам поверхностной диффузии, вязкого
течения, под влиянием силы сжатия, приложенной изв-
не, и даже тогда, когда в исходном состоянии частицы
Рис. Ш.5. Схема различных механизмов взаимного припекания твердых сфер:
а; —радиус контактного круга; ДЬ — изменение расстояния между центрами
крупинок:
а —вязкое течение; б —объемная диффузия; в —объемная диффузия при
наличии стока в области контакта; г — поверхностная диффузия; д — перенос
вещества через газовую фазу; е — припекание под влиянием прижимающих
усилий
не соприкасаются. Тот или иной механизм имеет место
в зависимости от свойств вещества и температуры.
Процесс припекания разнородных тел более сложен.
Рассмотрим два случая: 1) вещества взаимно нераство-
римы и 2) вещества взаимно растворимы. В первом слу-
чае припекание (спекание) вещества А с веществом В
возможно только тогда, когда межфазная поверхност-
ная энергия аА_в будет меньше суммы или разности
свободных энергий веществ А и В:
СТ А—В < + °В
аА-В<\°А-ав\
°А-В>\аА~ ав|
(И1.7)
В случае Оа-в< |оа—Ов| частица с большей по-
верхностной энергией а а покрывается частицей с мень-
шей Од. Покрытие может идти механизмом поверхност-
ной гетеродиффузии или переносом через газовую фазу
(рис. III.6).
Полная взаимная нерастворимость часто бывает
тогда, когда температуры плавления существенно отли-
чаются. При этом тугоплавкая частица покрывается
легкоплавкой.
68
Припекание взаимнорастворимых тел идет по вакан-
сионному механизму гетеродиффузии. Если коэффици-
енты диффузии обоих веществ равны, то контактная
часть (перешейков) будет беспористой, если же коэф-
фициенты диффузии не равны, то на контакте образу-
ется диффузионная пористость, а сам контакт будет
Рис. Ш.6. Схематическое изображение этапов припека-
ния крупинок нз взаимнонерастворимых веществ при ус-
ловии Од_£<| |. Стрелкой показана последова-
тельность припекания
случае на поверхности
Рис. Ш.7. Схема контакта двух
сферических крупинок, разде-
ленных жидкой прослойкой;
0 — краевой угол; ср — угол ко-
личества жидкости в манжете
содержать или больше вещества А и меньше В, или на-
оборот.
На припекание (спекание) оксидов оказывает влия-
ние состав газовой фазы. Восстановительная атмосфера
благоприятнее, так как в этом
вещества могут находиться в
том или ином количестве ме-
таллы, а они имеют, как пра-
вило, больший коэффициент
диффузии и, следовательно,
быстрее происходит припека-
ние (спекание). Оксид хрома в
обычной воздушной атмосфере
вообще не спекается, а в вос-
становительной среде или ва-
кууме спекается хорошо.
Особое место занимает
припекание (спекание) с уча-
стием жидкой фазы. Жидкая
фаза в случае смачивания твердых тел образует между
твердыми частицами так называемую манжету. Капил-
лярные силы манжеты направлены так (к центру кри-
визны манжеты), что они стягивают (приближают) ча-
стицы друг к другу (положительная капиллярная кон-
69
тракция), обусловливая спекание (рис. III,7). Сила F,
сближающая частицы, выражается уравнением
F = о2 p:7?asina <р (l/fi + 1 /г2) + 2п7? sin ср sin (ср + 0)].
(Ш.8)
Как видно из формулы, сближение частиц возможно
при определенных значениях угла смачивания 0 и ко-
личества жидкости, определяемого углом <р.
2. ЗАЛЕЧИВАНИЕ ПОР
Изолированная пора в аморфном теле залечивается
лишь вследствие вязкого течения вещества в пору.
В кристаллическом теле, когда радиус поры меньше
размера кристалла, залечивание поры происходит ме-
ханизмом объемной диффузии, а когда пора больше ок-
ружающих ее кристаллов, она залечивается течением
вещества в нее, при этом образуется радиальная струк-
тура кристаллов на месте бывшей поры.
Когда много пор, убыль свободной энергии всего ан-
самбля пор может происходить различно. Залечивание
отдельных пор, т. е. спекание, сопровождающееся
усадкой, приводит, естественно, к убыли свободной
энергии. Объединение мелких пор в крупные с сохране-
нием общего объема пор тоже будет сопровождаться
убылью свободной энергии, поскольку поверхность мно-
гих мелких пор больше поверхности крупных пор при
их одинаковом общем объеме. Этот процесс называют
коалесценцией, он не сопровождается усадкой и, как сле-
дует из описания, не сопровождается и уменьшением
пористости. При большом количестве пор процессы спе-
кания и коалесценции равновероятны. С уменьшением
количества пор энергетически более выгоден процесс
спекания.
Соотношение между двумя конкурирующими про-
цессами — спеканием и коалесценцией — зависит от
расстояния между порами и границами зерен. В облас-,
тях, далеких от границы, происходит рост пор—коалес!
ценция; вблизи границы, наоборот, поры залечивают!
ся — спекаются. Материал, таким образом, приобрета!
ет зональное строение. Плотная зона — «корка» — по|
степенно со временем увеличивается, а зона крупным
пор уменьшается I
1 Беспористая корка является признаком спекания по мехаиизя
му объемной диффузии. 1
70 - \
с уменьшением общей пористости до 5—10% наблю-
дается резкое увеличение размера крупных кристаллов
за счет мелких. Этот процесс называют собирательной
рекристаллизацией.
Рост зерен происходит вследствие неравноценности
их границ. При равноценности угол между границами
должен быть 120° С и зерна при этом будут иметь шес-
тигранную форму. Зерна с меньшим числом сторон бу-
Рис. Ш.8. Схема рекристал-
лизации (по Бурке)
Рис. III.9. Схема слияния пор, движу-
щихся с границами в процессе рекри-
сталлизации
дут иметь границы, выпуклые по отношению к их цент-
ру, а зерна с числом сторон более 6 иметь вогнутые
границы. Поскольку межзеренные границы мигрируют
по направлению к центру своей кривизны, зерна с чис-
лом сторон более 6 будут расти, а зерна с числом сто-
рон менее 6 уменьшаться. Схема собирательной рекрис-
таллизации показана на рис. III.8.
При движении границ зерен движутся и поры (как
целое), сливаясь в более крупные поры, рис. III.9.
Это замедляет окончательное спекание и полное за-
лечивание пор. Рост кристаллов, естественно, увеличи-
вает расстояние между порой и границей кристалла и
этим самым усложняет сток вакансий и, следовательно,
уменьшает скорость спекания. Для получения поли-
кристаллического тела с абсолютной плотностью необ-
ходимо в первые стадии спекания ускорить уплотнение,
а затем замедлить рекристаллизацию до полного уда-
ления пор из кристаллов. Скорость роста кристаллов
задерживается посторонними включениями тем в боль-
шей степени, чем меньше их размер и больше объемная
Доля.
71
1
3. АКТИВНОСТЬ ПОРОШКОВ
Установлено, что порошки одного и того же вещест-
ва, например MgO, полученные из различных исходных
веществ: MgCO3, Mg(OH)2, Mg(NO3)2 и т. п. — спека-
ются при прочих равных условиях по-разному. Следо-
вательно, порошки обладают различной активностью
спекания. Активность тем больше, чем тоньше частицы,
но решающим фактором, определяющим активность,
является дефектность кристаллической решетки.
Наибольшей дефектностью обладает вещество в мо-
мент его образования при разложении исходного мате-
риала. Например, оксид кальция, полученный из СаСО3,
спекается плохо, а полученный из Са(ОН)2 в момент
разложения гидрата, спекается хорошо. В технологии
огнеупоров используются различные способы получения
веществ в активном состоянии.
Скорость и степень спекания могут быть существен-
но повышены следующими путями:
1) введением в массы минеральных добавок, увели-
чивающих количество дефектов в решетке и коэффици-
ент диффузии;
2) введением тонкодисперсных добавок, замедляю-
щих миграцию границ зерен;
3) уменьшением размера зерен, так как скорость
спекания обратно пропорциональна радиусу зерен;
4) повышением температуры процесса, поскольку
коэффициент диффузии с ростом температуры увеличи-
вается экспоненциально;
5) получением вещества в активном состоянии и т.п.
ГЛАВА IV. ПРОЦЕССЫ ТЕХНОЛОГИИ
ОГНЕУПОРНЫХ МАТЕРИАЛОВ
§ 1. ИЗМЕЛЬЧЕНИЕ И РАЗДЕЛЕНИЕ
ПО КРУПНОСТИ
1. ИЗМЕЛЬЧЕНИЕ
Сырье для производства огнеупоров поступает на заво-
ды в виде кусков разной формы и размеров. Материал
условно разделяют по степени крупности, мм:
Крупный ..... 500
Средний........ 500—100
Мелкий (порошок) , 10
72
Измельчение крупных и средних кусков называют
дроблением, а мелких — помолом. Машины для измель-
чения называют дробилками и мельницами.
Сущность процесса измельчения (дробления и по-
мола) заключается в разрыве поверхностного слоя ма-
териала, связь частиц которого определяется поверхно-
стной энергией, и в разъединении внутренних частиц
вещества, которые связаны между собой объемными си-
лами сцепления. При дроблении крупных кусков на не-
сколько частей поверхностная энергия в сравнении с
объемными силами ничтожна. При помоле материала
главное значение имеет поверхностная энергия.
Степенью измельчения п называют отношение попе-
речного размера наиболее крупных кусков до измель-
чения D к поперечному размеру наиболее крупных кус-
ков после измельчения d, или
п = Did. (IV. 1)
Более точно под степенью измельчения следует по-
нимать отношение диаметра £>ср средневзвешенного ис-
ходного продукта к диаметру dcv средневзвешенного
дробленого продукта.
Поскольку при разной степени измельчения возни-
кают различные условия процесса, то требуются и раз-
личные машины для измельчения. Измельчение рацио-
нально проводить по стадиям:
Размер кусков, Степень из-
мм мельчения
Крупное дробление................
Среднее » ..............
Средний помол....................
Тонкий » ...................
1000—100 10
150—10 15
10—0,3—0,1 30—100
0,1 >100
Дробление и помол производят путем раздавлива-
ния, удара, изгиба, истирания, раскалывания, разреза-
ния или же сочетания этих способов. Для прочных и
хрупких материалов при крупном и среднем дроблении
более эффективны раздавливание, изгиб, удар и раска-
лывание; для вязких, влажных материалов типа гли-
ны — разрезание. Для прочных и хрупких материалов
при тонком помоле эффективен удар в сочетании с исти-
ранием и истирание; для мягких и вязких материалов
(глины) —удар.
Способность материалов размалываться зависит не
Только от их прочности и твердости, но и от их однород-
73
ности, трещиноватости, вязкости, пластичности и дру.
тих свойств. Поэтому для оценки способности материа-
лов измельчаться установлен особый сравнительный
показатель — коэффициент размолоспособности, опреде-
ляемый опытным путем.
Ниже приведены значения коэффициентов размоло-
способности для некоторых материалов:
Удельная производи- тельность Т/(кВт*ч) Коэффициент размолоспособ- ности
Клинкеры вращающихся печей:
средней размалываемости . . 0,04 1,0
повышенной размалываемости — 1,1
пониженной размалываемости — 0,8—0,9
песок кварцевый ..... — 0,6—0,7
глина сухая 1,5—2,0
Известь Кб
Каменный уголь - 0,7—1,2
Семилукский шамот:
доменный 0,03 0,75
ковшовый 0,03 0,76
рядовой 0,031 0,77
Аркалыкский шамот:
высокоглиноземистый . . . 0,016 0,4
основной 0,021 0,54
Боровичский шамот вращающихся
печей:
ковшовый 0,023 0,57
рядовой 0,026 0,66
Боровичский шамот кольцевых
печей:
ковшовый 0,028 0,71
рядовой 0,03 0,75
Часов-ярский шамот:
КОВШОВЫЙ 0,031 0,76
рядовой 0,033 0,83
Богдановичский рядовой шамот . 0,033 0,83
Суворовский рядовой шамот . . 0,035 0,89
Кварцит билимбаевский .... 0,04 1,01
Магнезит вращающихся печей . . 0,043 1,07
Магнезит шахтных печей .... 0,049 1,22
Известняк — 1,00
Коэффициенты размолоспособности позволяют опре-
делять производительность помольных машин при по-
моле различных материалов. Например, при помоле из-
вестняка шаровая мельница дает производительность
15 т/ч. Эта же шаровая мельница при помоле извести
будет иметь производительность 15 • 1,64 : 1,00=24,6 т/ч,
где 1,64 и 1,00 — коэффициенты размолоспособности из-
вести и известняка. . .
74
Важным вопросом дробления и помола является оп-
ределение работы, необходимой для измельчения. При
дроблении тела работа расходуется на преодоление сил
сцепления и поверхностного натяжения, преодоление
сил внутреннего трения частиц, возникающих при де-
формации тела, и на преодоление сил внешнего трения
частиц о частицы и частиц о детали машин.
При крупном и среднем дроблении работа, необхо-
димая собственно для процесса измельчения, пропорци-
ональна изменению (уменьшению) объема кусков мате-
риала, т. е. пропорциональна кубам линейных размеров
кусков (закон Кика).
При тонком и мелком измельчении работа, затрачи-
ваемая на помол, пропорциональна поверхности вновь
образовавшихся частиц материала (закон Реттингера).
На собственно процесс измельчения расходуется в
большинстве случаев значительно меньше 50% общей
затраты работы на дробление. Работу на внутреннее и
внешнее трение при дроблении и помоле учесть очень
трудно.
Опытом установлено, что только внешнее трение, пе-
реходящее в теплоту, составляет значительную долю
всей затрачиваемой при дроблении и помоле работы.
Порошок, выходящий из мельниц, всегда бывает замет-
но нагретым. Для предупреждения чрезмерного разо-
грева самих трубных мельниц их аспирируют.
При дроблении и помоле необходимо соблюдать ос-
новное правило: не измельчать ничего лишнего. Из это-
го правила вытекает следующее положение. Измельче-
ние любого материала необходимо вести только до той
степени тонкости, которая требуется для дальнейшей
его переработки или применения; частицы материала,
измельченные до требуемого размера, должны удалять-
ся из машины.
Различают два метода непрерывного помола: по от-
крытому циклу (I) и по замкнутому (И).
Сущность помола по открытому циклу заключается
В том, что материал находится в машине до тех пор,
пока его размеры не будут соответствовать заданным.
При помоле по замкнутому циклу продукт, выходя-
щий из машины, разделяется на две части. Одна часть,
состоящая из частиц, крупнее заданного размера, не-
прерывно возвращается в машину для повторного из-
мельчения, другая же часть, соответствующая заданной
75
Окончательный
продукт
I
Нижний
продукт
Окончательный
продукт
II
тонкости помола, выводится из цикла измельчения. При
такой схеме помола питание машины производится как
за счет загрузки в нее свежего материала со стороны,
так и за счет возвращаемого материала.
Замкнутый цикл помола лучше отвечает основному
требованию—-не измельчать ничего лишнего.
При работе по замкнутому циклу всегда получается
большая производительность и меньший расход энер-
гии на тонну продукта помола. Замкнуть цикл можно,
кроме описанного, другим способом — путем передачи
материала из одной мельницы в другую с фракциони-
рованием после каждой мельницы или с фракциониро-
ванием в конце последней мельницы. Эту схему помола
называют стадийной.
Стадийный помол приобретает особое значение для
измельчения шихты, состоящей из компонентов разной
размолоспособности. В этом случае в первой мельнице
размалывается один более твердый компонент до неко-
торой крупности и домалывается совместно с менее
твердым до заданной крупности во второй мельнице.
Совместный помол шамота (шамот трудно размалы-
вается) и глины (глина измельчается в 4 раза быстрее,
чем шамот) целесообразно осуществлять по описанной
схеме.
76
£ ФОРМА И РАЗМЕРЫ частиц
ПРОДУКТА ПОМОЛА
При мелком и тонком помоле частицы имеют различные формы
и размеры. Форма частиц зависит главным образом от природы ма-
териала и типа дробильной машины.
Различные формы частиц можно подразделить на три основных
Крупность зерен, мм
Рнс. IV.1. Помольная характеристи-
ка, построенная по данным, приве-
денным на стр. 78
вида:
а) волокнистые или игольчатые Частицы, длина которых значи-
тельно превышает их размеры по другим измерениям;
б) плоские частицы (плас-
тинки, листочки, таблички),
длина и ширина которых во
много раз больше их толщины;
в) изометричные, окатан-
ные с примерно одинаковыми
размерами по всем измерениям.
Все частицы, независимо
от формы, имеют на своих по-
верхностях многочисленные вы-
ступы и углубления, сильно
увеличивающие их внешнюю
поверхность. Удельная поверх-
ность частиц, т. е. поверхность,
приходящаяся на единицу мас-
сы (объема), зависит от формы.
Окатанные, равноосные части-
цы имеют меньшую удельную поверхность, чем плоские и игольчатые.
Размер частиц всех форм условно принимают по размеру отвер-
стия сита, через которое просеивают порошки.
С помощью сит, однако, нельзя выделить частицы одного опре-
деленного размера. Например, если просеять порошок через сито с
отверстиями размером 0,06 мм, то на сите останутся все частицы
крупнее 0,06 мм. Если затем взять сито с отверстиями размером
0,075 мм и просеять остаток, полученный при просеве на предыду-
щем сите, то на сите останутся частицы крупнее 0,075 мм, а прой-
дут частицы размером от 0,06 до 0,075 мм. Таким образом, с помо-
щью сита выделяют порошок, частицы которого имеют известный
верхний и нижний пределы крупности.
Такой порошок называют фракцией. В рассмотренном примере
была выделена фракция 0,06—0,075 мм.
Иногда фракцию характеризуют одним только верхним или
нижним размером крупности частиц; например фракция крупнее
0,22 мм или фракция мельче (тоньше) 1,0 мм.
Содержание в порошке различных фракций (крупных, средних
И мелких) называют зерновым или гранулометрическим составом.
Зерновой состав продукта помола графически изображают так на-
зываемой помольной характеристикой.
Помольная характеристика строится в координатах: размер зе-
рен, мм — суммарный выход верхнего продукта, %. Под термином
«суммарный выход верхнего продукта» понимают сумму всех фрак-
ций крупнее данного размера, выраженную в процентах.
Пример вычисления суммарного выхода верхнего продукта по
Результатам ситового анализа приведен ниже; помольная характе-
ристика по этим данным построена на рис. IV.1.
77
Фракция, мм .......
Количество фракций, % . . .
Суммарный выход верхнего
продукта, % . ..............
Фракция, мм.................
Количество фракций, % . . .
Суммарный выход верхнего
продукта, %.................
>5,25 3,25—2,8 2,8—1,7
4,0 8,3 10,2
4,0 12,3 22,5
1,7—0,54 0,54—0,2 <0,2
36,6 18,2 22,8
59,0 77,2 100,0
По видам помольной характеристики можно судить о преобла-
дании крупных или мелких фракций в продукте помола.
Выпуклая к оси абсцисс кривая показывает относительное пре-
обладание крупных фракций в продуктах помола, вогнутая — пре-
обладание мелких фракций.
Помольная характеристика всегда представляет собой непрерыв-
ную кривую; это указывает на наличие определенной закономерно-
сти в процессе помола, которая выражается в том, что величина
остатка на каком-либо одном сите влияет на величину остатка на
другом сите и в целом на зерновой состав.
3. КИНЕТИКА ИЗМЕЛЬЧЕНИЯ
Если измельчать порошок в мельнице периодическое:
го действия, то с течением времени скорость измельче-
ния уменьшается. Ориентировочная зависимость скорой
сти измельчения выражается формулой
= (IV.2)
где 1— содержание крупной фракции после помола
в течение времени т; Ro — начальное содержание той
же фракции, %; k — параметр, характеризующий отно-
сительную скорость измельчения, т. е. получение фрак-
ции, измельчаемой за единицу времени, к суммарному
объему этой фракции, находящемуся в мельнице к мо-
менту времени т.
Снижение скорости измельчения объясняется умень-
шением дефектов (трещин) в материале с уменьшением
объема частиц и явлением демпфирования (смягчения
удара мелющих тел все увеличивающимся слоем тонко-
го материала).
В мельницах, работающих по замкнутому циклу,
скорость помола постоянна.
4. ПОМОЛ С ПРИМЕНЕНИЕМ ПОНИЗИТЕЛЕЙ ТВЕРДОСТИ
Понизители твердости — вещества, облегчающие деформацию и
механическое разрушение твердых тел.
Механизм действия понизителей твердости заключается в сле-
дующем. Под действием внешнего механического усилия в твердом
теле возникает зона повышенной трещиноватости, так называемая
78
зона предразрушения (после снятия нагрузки раскрывшиеся микро-
трещины обычно смыкаются). Прн помоле материалов в присутствии
понизителей твердости происходят одновременно два процесса: во-
первых, понизители твердости, адсорбируясь на твердых частицах,
вызывают понижение пределов упругости, текучести и прочности их,
и этим облегчают помол, во-вторых, жидкость, проникая в микро-
трещины зоны предразрушения, оказывает расклинивающее давле-
ние на стенки трещин (капиллярные явления 2-го рода).
Понизителями твердости — ПАВ — могут быть водные растворы
многих минеральных солей: поваренная соль, хлористые соли каль-
ция, магния и алюминия, силикаты нли органические поверхностно
активные вещества в виде истинных или коллоидных растворов, на-
пример мыла в щелочном растворе и др. Так, для интенсификации
сухого помола сырого и обожженного технического глинозема наи-
более эффективными добавками служат гидрофобные кремнийорга-
нические жидкости типа ГКЖ.
Помимо понижения твердости ПАВ, увеличивают устойчивость
и текучесть взвесей твердых частиц в воде, позволяя тем самым
уменьшать количество воды, необходимое для транспортирования
последних.
Опытами установлено, что для каждого ускорителя помола су-
ществует оптимальная концентрация, обычно в пределах 0,02—0,2%
(по массе).
Применение понизителей твердости при помоле огнеупорного
сырья может дать результаты, аналогичные получаемым при буре-
нии твердых горных пород, где проходка скважин с применением
ПАВ ускорилась примерно в два раза.
5. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ
ДРОБИЛЬНО-ПОМОЛЬНОГО ОБОРУДОВАНИЯ
Производительность оборудования, принимаемая по
паспортным данным, может быть проверена по нормам
технологического проектирования, а также эмпириче-
ским формулам:
для щековых дробилок Q = kg0Lly; (IV.3)
для конусных дробилок Q = ^6d2’5(; для валковых дробилок (IV.4)
Q = 0,1 ILfyiDn; для молотковых дробилок (IV.5)
Q = (30 4-40) DL, (IV.6)
где Q — часовая производительность агрегата, т; k —
коэффициент трудности дробления (для крепких гор-
ных пород для пород средней твердости &=1,25;
79
для пород ниже средней твердости й=1,5); k<— коэф-
фициент, близкий к единице; g0 — удельная объемная
производительность, отнесенная к единице площади
разгрузочного отверстия дробилки (до 340 м3/м2); L —
длина приемной щеки щековых дробилок, длина валков
и загрузочного отверстия молотковых дробилок, м; Z—-
ширина выпускной щели для конусной дробилки, мм, и
для щековой и молотковой, м; рнас — насыпная масса
материала, т/м3; б — объемная масса материала, т/м3;
d — активный диаметр дробящего конуса, м; р— коэф-
фициент, учитывающий степень разрыхления материала
(ц=0,24-0,3 для непластичных и ц=0,54-0,6 для вяз-
ких и влажных материалов); D — диаметр валков, диа-
метр описываемый молотками, м; п — число оборотов в
минуту.
Производительность трубных мельниц при сухом по-
моле можно с достаточной степенью точности опреде-
лить по формуле
Q = 6,45 7/0 (VG/V^qh, (IV.7)
где D — внутренний диаметр отфутерованной мельни-
цы, м; V — внутренний полезный объем мельницы, м3;
G — масса мелющих тел, т;^—удельная производитель-
ность, т/(кВт-ч); h — поправочный коэффициент, учи-
тывающий тонкость помола. При остатке на сите
0,088 мм более 10% 1,04-1,34; при остатке на сите
0,088 мм менее 10% 0,64-1,0.
6. РАССЕВ ПОРОШКОВ
Целью рассева материалов в производстве огнеупо-
ров обычно является разделение продукта помола на
несколько фракций или выделение из измельченного
продукта частиц, размеры которых меньше или больше
требуемых. В последнем случае крупные частицы («от-
каз») возвращаются в мельницы для домола.
Рассев порошков производится на механических си-
тах— грохотах — и воздушных сепараторах. Грохоты,
применяемые в огнеупорной промышленности, преиму-'
щественно вибрационного действия.
Основным рабочим элементом плоских грохотов слу-
жит сито, представляющее собой тонкий лист—решето
с отверстиями определенных размеров или сетку. Мате-
риал, подлежащий рассеву, перемещается по поверхно-
8(>
сти сита. Частицы материала размером меньше отвер-
стия сита проходят через них. Эту часть материала
называют нижним продуктом. Частицы более крупных
размеров, не прошедшие через сито, называют верхним
продуктом.
Частицы, проходящие через сито, имеют несколько
меньший размер, чем отверстия сита. Крупность зерен
нижнего продукта зависит
не только от размера отвер-
стия сита, но и от угла на-
клона сита к горизонту, от
скорости движения частиц
по ситу, толщины сита и слоя
материала, его влажности,
формы частиц и т. д.
Если на частицу дейст-
вует сила тяжести q и сила
Р, обусловливающая движе-
ние. IV.2. Движение материала по
горизонтально расположенному си-
ту (иллюстрация к проходу части-
чек через отверстия сита)
ние частицы в горизонтальном направлении, то частица
будет двигаться по направлению результирующей силы
(рис. IV.2). Для свободного прохода частицы необходи-
мо, чтобы диаметр ее был равен
D — ас — be = I sin а — h cos а.
(IV.8)
Из выражения следует, что для наиболее выгодного
просеивания необходимо иметь угол а, равный 90°. При-
мерно такие условия получаются при движении мате-
риала перпендикулярно ситу в вибрационных ситах.
При движении материала параллельно ситу стре-
мятся уменьшить силу Р до минимальных значений, при
которых обеспечивалось бы только передвижение про-
дуктов помола по ситу в соответствии с заданной про-
изводительностью. Толщина листа принимается из ус-
ловия прочности 0,625 I.
При наклонном положении сита через отверстия бу;
Дут проходить частицы, имеющие меньший размер в
сравнении с частицами, которые прошли бы при гори-
зонтальном положении его. Изменяя угол наклона сита,
можно регулировать размер частиц нижнего продукта.
Совершенной сортировка была бы при просеве через
сито всех частиц меньшего сравнительно с его отверсти-
ями размера. Практически же некоторые частицы с
Размерами нижнего продукта всегда задерживаются на
сите и уходят вместе с верхним продуктом.
М.98
8!
Показателем эффективности рассева может быть от-
ношение количества полученного при рассеве нижнего
продукта к фактическому количеству частиц в исходном
материале, размер которых меньше размера отверстий
в сите. Отсюда к. п. д. сита (грохота) будет равен
П = (Л1/А)100%, (IV. 9)
где г] — к. п. д. грохота; Ai— количество нижнего про-
дукта; А — количество частиц в исходном материале,
имеющих размеры меньше отверстий сита (определяет-
ся ситовым анализом).
К. и. д. грохотов колеблется в пределах 60—70%,
достигая в вибрационных грохотах несколько больших
значений. На к. п. д. грохота влияют форма частиц
(окатанные частицы просеваются легче, чем продолго-
ватые), влажность материала, угол наклона сита, тол-
щина слоя материала, лежащего на сите, форма и рас-
положение отверстий, амплитуда колебаний сит и др.
Если слой материала на сите значительно больше
диаметра просеиваемых частиц, то частицы, находящи-
еся внутри слоя, могут не просеиваться. Излишнее
уменьшение толщины слоя материала, сопровождающе-
еся увеличением
скорости его движения по
ситу,
также
уменьшает вероятность прохода частиц через его полот-
но. Поэтому для каждого сита и просеиваемого матери-
ала опытным путем должна устанавливаться оптималь-
ная толщина слоя материала на сите, которую затем
строго соблюдают.
Амплитуда колебания сита должна быть подобрана
с таким расчетом, чтобы материал при встряхивании
интенсивно разделялся. С увеличением крупности про-
сеиваемого материала амплитуда колебаний должна
возрастать.
Когда требуется рассеять материал на несколько
фракций, то применяют полотна сит с отверстиями раз-
личных размеров, располагающимися одно под другим
или в одной плоскости последовательно.
При нескольких полотнах
в одном
сите
количество
получающихся фракций будет на единицу больше чис-
ла полотен. При расположении полотен одного под дру-
гим верхнее полотно должно иметь наибольшие разме-
ры отверстий. При последовательном расположении по-
лотен первое
полотно от входа
материала
должно
иметь
самые мелкие отверстия, а последнее — сдмые крупные
92
В практике встречается затруднение при просеива-
нии молотой глины влажностью 10—12%. Глина такой
влажности на ситах с ячейками 2X2 мм не просеивает-
ся. В этом случае применяют электрический подогрев
сит. Для нагрева сита размером 3000X800 мм с ячейка-
ми 2X2 мм, изготовленного из проволоки диаметром
0,45 мм, до температуры 120—150° С в спокойном состо-
Рис. IV.3. Схема пневматической клас-
сификационной установки:
1, 3 — бункера; 2 — ленточный конвей-
ер; 4 — задвижка; 5— питатель; 6 —
классификационный канал; 7 — элева-
тор; 8 — бункер; 9— конвейер; 10 —
патрубок; // — циклон; 12 — бункер;
13 — вентилятор
Удельная нагрузка, т/(ч-м2)
Рис. IV.4. Изменение эффективно-
сти классификации магнезитового
порошка по зерну 0,5 мм в зависи-
мости от удельной нагрузки:
1 — грохота; 2 — пневмоклассифика-
тора
янии (без загрузки глиной) необходим электрический
ток 850—1000 А при напряжении 7,5—9 В. К. п. д. сит
с подогревом достигает 100%.
Из сит различных конструкций более производитель-
ны и экономичны в работе вибрационные сита с 1600—
3000 колебаний в минуту.
Разделение фракций мельче 0,5 мм на ситах затруд-
нительно и неэкономично. В этом случае целесообразно
применять воздушные сепараторы.
Схема пневматической классификационной установки
УкрНИИО показано на рис. IV.3.
Сравнение результатов использования промышлен-'
ных грохотов и пневмоклассификатора для разделения
магнезитового порошка по зерну 0,5 мм показывает
преимущества пневмоклассификатора (рис. IV.4).
Использование пневматической классификации в
технологии огнеупоров позволяет повысить производи-
тельность классификационного оборудования, сокра-
6*
83
тить затраты на подготовку материалов, а также обей
печить бесшумность и беспыльность процесса класси-
фикации.
7. ХРАНЕНИЕ ПОРОШКОВ В БУНКЕРАХ
Бункера устанавливают для выполнения различных
технологических функций. Питательные бункера обеспе-
чивают равномерность питания машин и некоторую не-
зависимость работы каждой из них при последователь-
ном перемещении материала. Бункера также применя-
ют, чтобы задержать непрерывный поток материала на
определенное время, необходимое для выполнения не-
которых технологических процессов, например для ох-
лаждения, гидратации, сушки и т. п.
Для создания запаса готовых порошков на 2—3 сме-
ны, чтобы последующие технологические операции не
зависели в течение этого времени от работы помольных
машин, устанавливают бункера запаса. Для больших
количеств готового порошка применяют хранилища ци-
линдрической или пирамидальной формы большой вы-
соты и емкости, называемые силосами.
При хранении порошков в бункерах может возни-
кать процесс слеживаемости, при этом порошок теряет
свою сыпучесть. Слеживаются порошки глин, угольной
пыли и других материалов, Возможные причины сле-
живаемости порошков следующие: 1) уплотнение от
давления; 2) химические или физико-химические прев-
ращения, например переход Mg(OH)2 из коллоидного
состояния в кристаллическое, кристаллизация присут-
ствующих в порошке солей; 3) смерзание.
Склонность к слеживаемости зависит от влажности
порошка и повышается с ростом последней. Например,
глину в крупных кусках или в порошке с влажностью
более 15% хранить в бункерах вообще нельзя; при та-
кой влажности она быстро слеживается.
Повышение температуры и влажности воздуха так-
же способствует слеживаемости порошков. Существен-
но влияет на склонность к слеживаемости порошков
размер частиц. Число точек соприкосновения частиц
в единице объема возрастает обратно пропорционально
диаметру в кубе.
Если допустить, что степень слеживания пропорцио-
нальна числу точек соприкосновения частиц в единице
84
объема, то увеличение размера частйц, например с 0,3
до 3 мм, может уменьшить слеживаемость порошка
примерно в 1000 раз. На склонность к слеживаемости
влияет также плотность укладки зерен порошка. Поэто-
му монофракционные порошки менее подвержены слежи-
ванию, чем полифракционные.
Слеживаемость увеличивается с повышением давле-
ния, поэтому она зависит от высоты бункера.
Практически для уменьшения слеживаемости пони-
жают влажность материала, герметизируют бункера и
уменьшают время хранения материала в них. Как пра-
вило, время хранения материалов в бункерах всегда
увеличивает степень слеживаемости находящихся в них
порошков.
Смерзаемость глин объясняется следующим обра-
зом. Вода, находящаяся в капиллярах, вследствие ка-
пиллярного давления не замерзает даже при темпера-
турах намного ниже нуля градусов. Например, в капил-
ляре диаметром 0,06 мм вода замерзает только при
—18,5°С (а в глине имеются капилляры и значительно
более тонкие). Когда в зимнее время вода вследствие
капиллярного движения выйдет из капилляра на по-
верхность куска глины, она быстро превращается в лед
и связывает отдельные куски глины, находящиеся в
контакте.
Истечение материала из бункеров является слож-
ным процессом, имеющим существенное технологиче-
ское значение.
85
Для изучения процесса истечения порошков пользу-1
ются опытными моделями бункеров, в которых затру-
женный материал окрашен послойно в разные цвета.
Расположение таких цветных слоев при истечении
порошка из бункеров изображено на рис. IV.5.
При истечении материала из полностью заполненной
го бункера следует различать четыре последователь^
ные стадии:
1) вначале выходит столб материала, расположен-
ный непосредственно над отверстием по всей высоте
бункера (рис. IV, 5, а);
2) затем приходят в движение верхние слои матери-
ала, расположенные в центральной части бункера, и в|
середине бункера образуется воронка (рис. IV, 5, б, в);!
3) частицы материала, соприкасающиеся с наклон-!
ными стенками, приходят в движение только тогда, ког-1
да они оказываются на поверхности воронки, образо-|
вавшейся при истечении материала, и угол ее достигав
ет угла естественного откоса материала (рис. IV. 5,г);
4) в последнюю очередь по направлению к центру
образующейся воронки под углом естественного откоса
вытекает материал, расположенный у стенок в нижней
части (рис. IV. 5, д, е); частицы материала, непосредст-
венно окружающие выпускное отверстие, до последнего
момента остаются в покое.
При таком истечении материала из бункера происхо-.
дит расфракционирование, т. е. раздельное по времени
истечение из бункера крупных и мелких фракций порош-1
ка. Расфракционирование (сегрегация) происходит осо-
бенно сильно в тот момент истечения, когда образуются!
глубокие откосы материала в бункере. Во избежание
сегрегации молотый материал необходимо хранить по:
фракциям в разных бункерах. Зависание тонких порош-:
ков, приводящее к уменьшению выхода материала, а
иногда и к полному прекращению его истечения, имеет
место при образовании откосов и склонности материала
к слеживанию (например, при повышенной влажности
глин).
Если при образовании откосов материал обладает
хорошей текучестью, то могут происходить периодиче-
ские обвалы, обрушения, в результате чего нарушается
точность дозировки.
Для предупреждения обвалов и зависаний не реко-
мендуется разгружать бункера полностью, обычно в
86 fl
Таблица IV.l
Свойства молотых огнеупорных материалов и полуфабрикатов
Материал Зерновой состав, мм Влажность, % Кажущаяся^ плотность, г/см3 Углы, град
минимальная максимальная естественного i откоса обрушения | скольжения 1 по течкам j
Огнеупорные гли- ны:
любытинская 5% >0,5; 95% <0,5 3,5 9,5 0,86 0,89 0,98 1,0 30 30 60 66 37 35
латиенская 11,1%>0,5; 89,9% <0,5 4,7 11,2 0,83 0,92 0,90 1,07 30 35 68 67 35 31
часов-ярская 17%>0,5; 83% <0,5 4,7 9,1 0,82 0,84 0,91 1,00 30 29 58 61 35 30
Шамот латненский 15% >2,0; 0 1,35 1,60 35 49 32
высокообожжен- ный 85% <0,5
Магнезит обож- 7,3% >1,0; 3,1 1,4 1,88 33 71 26
женный 40,4% <0,25
Дунит сырой 13,2% >2,0; 35,0% <0,25 0,2 1,52 1,91 36 49 28
Хромит сараиов- 15,2% >2,0; 0,4 2,14 2j7l 37 57 26
ский 32,8% <0,25
Кварцит 9,4% >3,0; 25% <0,25 0,5 1,53 1,85 40 62 32
Шамотная масса:
85% шамота и 4,3% >2,0; 5,4 0,99 1,15 38 58 33
15% глины 53,3% <0,5
Динасовая масса:
98% кварцита и 9,4% >3,0; 6,5 1,19 1,60 40 66 38
2% извести 32,8% <0,25
Магнезитовая мас- са:
100% магнези- 5,2% >1,0; 4,2 1,40 1,76 40 77 36
та + с. с. б. 23,6% <0,088
87
них оставляют материал в количестве ’/з объема. Уро-
вень материала в бункерах (верхний и нижний, равный
’/з объема, контролируют с помощью изотопных прибо-
ров). Для предупреждения застревания материала угол
наклона части бункеров делают несколько больше угла
естественного откоса. Значения углов естественного ог-
а — прямоугольные; б — цилиндрические
коса и свойства некоторых материалов, применяемых в
производстве огнеупоров, приведены в табл. IV. 1.
Целесообразно разделение бункера перегородками
на отдельные ячейки (до конической части), так как
это способствует равномерному истечению материала.-
Зависание материала может быть предотвращено
вибрацией стенок бункера и другими способами.
При выходе крупнокусковых материалов может про-
изойти образование сводов, заклинивание. Для предуп-
реждения образования сводов рекомендуется размеры
выходных отверстий делать в пять раз больше макси-
мальных кусков, а одну из стенок бункера — отвесной.
Формы бункеров, состоящих из прямоугольного па-
раллелепипеда и усеченной пирамиды, показаны на
рис. IV. 6, а, круглые бункера — на рис. IV. 6,6,
Опыт эксплуатаций прямоугольных бункеров пока-
зывает, что наименьший угол к горизонту стенок (гра-
ней) следует принимать по формуле
а = ф0 + с, (IV.10)
где с=54-10°; ф0 — угол естественного откоса.
Выпускные отверстия бункеров лучше делать цилин-
дрической формы или с округленными углами; такие
отверстия отличаются лучшей проводимостью материа-
ла и в меньшей мере содействуют сводообразованию.
Диаметр выходного отверстия d или сторона квад-
рата а могут быть определены по формуле
d = k (D + 80) tg Фо, (IV. 11)
где D — размер наибольших кусков материала, мм;
фо — угол естественного откоса материала (в пределах
30—50°); k — опытный коэффициент, равный 2,4~ь2,6.
Полезный объем, м3, бункера определяют по форму-
ле
V = BM/y, (IV. 12)
где В — часовая производительность агрегата, который
питают из данного бункера, т/ч; М — нормативный за-
пас, ч (см. ниже); рнао — насыпная масса материала,
т/м3;
Наиболее удобны металлические цилиндрические
бункера диаметром 2 м, высотой 8 м, объемом 36 т.
Нормы запасов материалов в бункерах:
Приемные бункера на складах сырья, ч ..... . 2 ч
Бункера непластичного сырья перед вращающимися
печами............................................. 1 смена
Бункера для глины, каолина, песка и других материалов
после сушильных барабанов.......................... 1 смена
Бункера для непластичного сырья перед дробильными
агрегатами.........................................,3ч
Бункера непластичного сырья перед помольными агре-
гатами ............................................... 1 смена
Бункера смесительно-прессовых переделов.............. 1 сут
Бункера шихтовочных отделений переделов производст-
ва порошков и мертелей................................ 1 сут
Машины для измельчения материала, его рассева и
соответствующие транспортные устройства вместе с
бункерами составляют помольный передел технологи-
ческого процесса. К этому переделу относится также
склад сырья.
89
$ 2. ДОЗИРОВКА И СМЕШЕНИЕ
1. ДОЗИРОВКА
Дозировку материалов осуществляют по объему или
по массе непрерывно или периодически. В поточном
производстве наиболее точна непрерывная весовая до-
зировка. Но во многих случаях точность объемной до-
зировки также бывает достаточной.
Весовые (порционные) дозаторы в большинстве слу-
чаев конструктивно более сложны, чем объемные; высо-
кая точность последних сохраняется лишь при дозиров-
ке материалов с постоянной влажностью. При непосто-
янстве влажности массовая дозировка может быть так
же неточной, как и объемная, поэтому влажность перед,
дозировкой следует поддерживать строго постоянной.
Точность дозировки при составлении шихты или,
иначе говоря, допустимые отклонения в составе шихты
зависят от соотношения дозируемых материалов, что'
определяют опытным путем в каждом конкретном слу-
чае. Например, если дозируют две фракции в соотноше-
нии 1:1, то в этом случае точность дозировки может:
быть меньше, чем
отношении 1 :5.
при дозировке тех же фракций в
СО'
Классификация дозирующих аппаратов
Дозирующие аппараты
4
Дозаторы и питатели
для кусковых и сыпучих тел
4
Непрерывные
I
Периодические
I I
Весо- Объемные
вые
I
Весо-
вые
4
Дозаторы для суспензий 1
и жидкостей 1
4
: Периодические
I (мерные бачки)
4
Объемные
(мерные
рукава,
вагонет-
ки и т. п.)
' I 1
Непрерывны!
(увлажнителя
питатели шлаг
и т. п.) 5
сыпучих тел
Для непрерывной объемной дозировки
и питания машин в производстве огнеупоров обычно
применяют тарельчатые, вибрационные, барабанные,:
качающиеся, винтовые и ленточные питатели и течки с
регулируемым затвором.
90
Тарельчатые дозаторы имеют точность дозировки в
пределах ±5%.
При работе тарельчатых дозаторов происходит из-
вестное расфракционирование материала и образование
пыли. Тарельчатые дозаторы применяют как дозаторы
порошков крупностью до 5 мм и в качестве питателей
для кусков размером до 100 м. Тарельчатые питатели
диаметром стола от 0,5 до 1,0 м имеют производитель-
ность при 4—5 об/мин от 1,5 до 14,0 м3/ч.
Барабанные дозаторы при твердых материалах
крупностью до 3 мм работают безотказно и дозируют
достаточно точно (с отклонением ±2%). Расфракцио*
нирования материалов в этих дозаторах не происходит.
Производительность их зависит от диаметра и длины
барабана, количества и объема ячеек и от числа оборо-
тов (до 1 т/ч при п=10 об/мин).
Винтовые дозаторы имеют небольшую производи-
тельность и высокую точность дозировки. Количество
материала, подаваемого дозатором, регулируют изме-
нением числа оборотов винта. Винтовой питатель или
дозатор при работе совершенно не дает пыли.
Автоматические весы бывают двух типов: порцион-
ные для взвешивания отдельных порций материалов и
непрерывного действия для непрерывного взвешивания
материалов, перемещаемых каким-либо транспортным
устройством.
Весовые порционные дозаторы с электромагнитным
управлением выпускаются с ковшом емкостью от 0,005
до 0,48 м3 при количестве взвешиваний в час от 40 до
90; их производительность от 270 до 24000 кг/ч; точ-
ность дозировки 2—3%.
Автоматические дозаторы обычно работают по прин-
ципу рычажных весов.
Наиболее распространены полуавтоматические до-
заторы для порошков типа ДПО-ЮО, ДПО-250 и т. п.
Масса одной порции в этих весах составляет от 20 до
250 кг, время взвешивания 40 с.
Жидкие добавки (вода, шликер) при подаче в сме-
сители периодического действия дозируются по объему.
Для смесителей непрерывного действия разработаны
устройства, автоматически подающие жидкости в коли-
честве, определяемом установленной для процесса
влажностью. Ручное регулирование степени увлажне-
ния масс-в непрерывных смесителях, сохранившееся на
91
некоторых огнеупорных заводах, не обеспечивает полу-
чения изделий постоянного качества.
Во всех случаях необходима регулярная проверка
правильности работы дозаторов, так как при дозировке
по объему и по массе количество материала несколько
меняется в зависимости от влажности материала и дру-
гих условий.
2. СМЕШЕНИЕ
Смесь сухих порошков называют шихтой; увлажнен-
ную шихту, подготовленную к прессованию, называют
массой.
Теория смешения порошков слабо разработана, по-
этому ниже сообщаются лишь некоторые общие сооб-
ражения, относящиеся к процессу смешения.
Смешение порошков имеет конечной целью получе-
ние такой шихты и массы, в которых все свойства рав-
нозначны во всех отдельных (но не слишком малых)
частях объема, и чтобы полученная равномерность со-
хранялась некоторое время при последующей перера-
ботке.
При смешении нескольких (2—3 и больше) компо-
нентов возможны два случая: 1) объем смеси меньше
суммы объемов исходных компонентов; 2) объем смеси
больше или равен сумме объемов исходных компонен-
тов.
Опытом установлено, что наиболее устойчивой и од-
нородной будет смесь с объемом, меньшим суммы объ-
емов исходных компонентов. Поэтому для получения
устойчивой однородной смеси компоненты должны иметь
такое соотношение количеств различных по величине
частиц, которое обеспечивает получение наименьшего
объема смеси в сравнении с суммой объемов компонен-
тов до смешения
Расчетный объем смеси Ррасч, г/см3, при услови:
что он равен сумме объемов смешиваемых компоненте!
выражается формулами: .
для двух компонентов
рзе Л1Ра + я2Р1
1 Это требование, однако, не является главным при выборе зер-
нового состава компонента шихт.
92-
для трех компонентов
V _ (Л1 + ”2 + ”з) Р1Р2Р3 1
расч — п1р2р3 + п2р1Рз 4- n3p2pt ’ ( • )
где «ь «2, «з — массовые доли компонентов; pj, р2, рз~
их насыпные массы.
Признаком хорошего качества смеси будет:
Уопыт>Урасч. (IV.15)
Минимальный объем смеси, характеризующий всю
смесь в целом, зависит от количества компонентов ших-
ты, их соотношения, дисперсности и отношения разме-
ров частиц.
Равномерность смешения может быть установлена
по некоторым признакам, характерным для физических
или химических свойств компонентов шихты. Например,
при смешении шамота и глины равномерность смеше-
ния определяют по потере в массе путем прокаливания
пробы.
Эффективность смешения может быть оценена «ин-
дексом смешения». Если из разных мест объема смеси
отобрать пробы и определить содержание в них смеши-
ваемых компонентов, то можно получить представление
об эффективности смешения во всем объеме.
Обозначив С — содержание данного компонента в
пробе (по опыту), %; Со — заданное содержание ком-
понента в смеси, %; х — процент смешения; т — число
отобранных проб; i — индекс смешения, %, подсчиты-
вают процент смешения в каждой пробе при С<50%
по формуле
х = С/Со100%, (IV. 16)
при С >50% по формуле
х=[(100 —С)/(100 —Со)1100%. (IV.17)
Индекс смешения всей смеси вычисляют по формуле
* = (*1 + *2 + • • • + хт)/пг, (IV. 18)
гДе xh..xm — процент смешения.
Чем ближе значение i к единице, тем больше эффек-
тивность смешения.
Более точная оценка равномерности смеси выража-
ется простейшими статистическими величинами.
Оценка производится по ключевому компоненту; при
этом смесь условно считается двухкомпонентной.
S3
Коэффициент неоднородности или коэффициент не-
риации Йс %: и .. \
' vc=^°l/ с с у Е(С,-С)* ; /«1 а “с ЮО. dV.lt)
где С{ — концентрация ключевого компонента в про-
бе; С — среднее арифметическое значение концентра-
ции ключевого компонента в пробах; п — число проб;
ст — среднее квадратичное отклонение (стандартное
отклонение).
Модуль смешения М:
М — ст2/стд или М' = ст/стд, (IV.20)
где о — стандартное отклонение в данной пробе; стл—
предельно допустимое для данной смеси теоретическое
стандартное отклонение ’.
При идеальной смеси 714=1.
Вода при смешении полифракционных порошков
придает смеси значительную устойчивость. Если воду
Время, мин
Рис. IV.7. Циклограмма работы смеси-
телей:
а — ковшовые изделия, смеситель СП-
1000; б — то же, бегуны «эшверке»;
1 — подача шамота; 2 — подача шлике-
ра; 3 — перемешивание; 4—подача гли-
ны; 5—перемешивание; 6 — разгрузка;
н. н. ц. — начало нового цикла
давать непосредственно
в смесь порошков, то
тонкие фракции с водой
образуют комочки, что
препятствует образова-
нию однородной смеси.
Поэтому большое значе-
ние имеет последователь-
ность смешения. Для по-
лучения равномерной
смеси сначала смешива-
ют крупные фракции и
увлажняют их, затем в.
смеситель вводят тон-
кую фракцию. В этом
1 Например, смешиваются шамот и глина в отношении 1 : 1. До-
пускается отклонение ±5%. Теоретическое среднее арифметическое
С=50% и
/(55 — 50)2+ (45 - 50)*. _ аг
|/ — — ~7%.
94
случае тонкая фракция порошка распределяется по по-
верхности крупных частиц и комочков не образуется.
Порядок смешения изображен так называемой цик-
лограммой смешения на рис. IV.7.
Вероятность равномерного распределения компонен-
тов возрастает с увеличением числа встреч последних.
Число встреч компонентов между собой при смешении
при прочих равных условиях пропорционально относи-
тельной скорости их движения.
Влияние продолжительности смешения на равномер-
ность смеси зависит от многих обстоятельств: типа и
режима работы смешивающего аппарата, количества
компонентов в шихте, их соотношения, физических
свойств, дисперсности и др.
В общем виде эта зависимость проявляется следую-
щим образом: вначале равномерность смешения резко
увеличивается, а затем, начиная с некоторого момента
времени, наступает равновесие при работе смесительно-
го агрегата: смешением
ч==десмешение. Поэтому
нельзя считать, что чем
дольше происходит смеше-
ние, тем равномернее
смесь.
Могут наблюдаться
случаи, когда с увеличе-
нием времени смешения
качество смеси ухудша-
ется.
Обычно время сме-
щения в зависимости от
Рис. IV.8. Номограмма расчета
С. с. б.:
Пл — плотность раствора с. с. б.,
г/см3; Сд — содержание сухого ве-
щества с. с. б. в растворе, %; П —
содержание сухого вещества с. с. б.
в сухой массе, %; Кр— количество
раствора с. с. б. в сухой массе, %;
— влажность массы от внесения
в нее раствора с. с. б. или полная
влажность массы при условии, что
вся влага в массу внесена с раство-
ром с. с. б., %; Аб — абсолютная,
влажность массы, %; От —Относи-
тельная влажность массы, %
95
КойкретнЫх условий устанавливается опытным Путем.
Качество смеси и контроль смешения производят с по-
мощью меченых атомов. j.
3. ВВЕДЕНИЕ ДОБАВОК ПРИ СМЕШЕНИИ
Смешение интенсифицируется при увлажнении ших-
ты (массы) паром и при деаэрации.
Технологические добавки вводятся в растворимом
виде или в виде суспензии одновременно с увлажнени-
ем при смешении или помоле.
Расчет добавки с. с. б. показан на рис. IV.8.
Сухие добавки в количестве до 5% вводят по мето-
ду ступенчатого смешения.
4. ВЫБОР СМЕСИТЕЛЕЙ
Краткая рекомендация по применению смесителей
приведена ниже.
Шамотные массы с большим содержанием тонкой
фракции и количеством шамота от 80% и более без до-
бавки смеси совместного помола шамота и глины — бе-
гуны СМ-568.
шамотные массы со смесью совместного помола в
трубной мельнице шамота и глины — бегуны модели
114;
шамотные массы общего назначения с содержанием
шамота до 75% и небольшим количеством тонких фрак-
ций— бегуны СМ-568 модели 114, смесители СП-1000;
магнезитовые, магнезитохромитовые, хромомагнези-
товые — бегуны модели 114;
динасовые •— бегуны модели 114;
смолодоломитовые — планетарные скребковые сме-
сители с газовым обогревом;
огнеупорные бетоны крупностью зерен до 70 мм —
бетоносмесители С-951;
тонкодисперсные сухие массы — бетоносмесители
СБ-35 (С-773), С-951. \
§ 3. ЗЕРНОВОЙ СОСТАВ
Рассмотренные выше процессы — измельчение, клас-
сификация, хранение фракций в бункерах, дозирование,
смешение — позволяют получать шихты, а затем при
увлажнении и массы различной плотности. Плотность,
96
или укладка зерен, зависит от соотношения количеств
и размеров отдельных фракций.
Для изучения закономерностей укладки зерна пред-
ставляют сферическими.
Укладка шаров (по Карнаухову; D — диаметр ша-
ра) представлена в табл. IV.2.
Таблица IV.2
Укладка шаров
Показатели Координационное число упаковки
12 | 8 1 6 4
Доля пространства упаковки, занятого порой (пористость), % 25,95 31,98 47,64 65,99
Объем пор иа 1 шар 0,1836 D3 0,2462О3 0.4764О3 1,0159О3
Диаметр горла пор . 0,1547 D 0,22470 0,41420 0,9150
Диаметр вписанного в пору шара . . / . Тетраэдриче- ская пора 0,2247 0; окта- эдрическая по- ра 0,4142 0 0,29100 0,73200 1,0000
Максимальная теоретическая плотность ансамбля
шаров одинакового размера при тщательной ручной их
укладке составляет 74%.
Свободно насыпанные шары одинакового размера, а
также шары, подвергнутые утряске (вибрации) или по-
слойному уплотнению, не образуют теоретически макси-
мально плотной укладки (табл. IV.3).
Как видно из табл. IV.3, из шаров одинакового раз-
мера можно практически получить плотность заполне-
ния пространства 63% (пористость 37%). Значительно
более плотная укладка получается, когда промежутки
между шарами заполняются более мелкими шарами
(табл. IV.4).
Для плотной укладки (1—0,5) R необходимо -круп-
ной фракции брать около 80%, средней (0,2—0,1)7? —
5% и тонкой — 15%. Такой зерновой состав в ряде слу-
чаев оказывается нетехнологичным. Обычно размер
крупных зерен принимают 3 мм, содержание таких зе-
рен в количестве 80% не позволяет при прессовании по-
7—298
97
Характеристика шарой
Число учтенных
в том числе по числу
Способ укладки всего 4 5 6 7 8 9 10
Свободная засыпка 905 6 78 243 328 200 48 2
Утряска до максималь-
НОЙ плотности .... 1494 — 14 86 192 233 193 161
Послойная утрамбовка . 1562 1 13 77 245 322 310 208
лучить изделия с четкими углами и ребрами. Поэтому
крупной фракции берут меньше. Трудно точно отдози-
ровать и равномерно смешивать среднюю фракцию,
прежде всего потому, что ее в плотной укладке мало.
Увеличение количества средней фракции вызывает раз-
движку крупных зерен, уменьшение — сопровождается
перемещением мелких фракций из одной поры в дру-1
гую, что также ведет к разрыхлению упаковки. Сред-1
ние фракции выполняют роль пробки, препятствуя пе-
ретоку мелких фракций.
Таблица IV.4
Заполнение промежутков между шарами радиуса /?
шарами меньших радиусов (расчетные данные)
Показатели Шар
первичный вторичный третичный четверичный пятиричный тонкий запол- нитель
Радиус шара . . * Относительное число 7? 0,4147? 0,2257? 0,1757? 0,11727? Очень мелкий
шаров 1 1 2 8 8 ——
Объем одного шара Последовательный суммарный объем 4,189-R3 0,2987?’ 0,04767?’ 0,02257?’ 0.0066Я3 —
шаров в смеси . . Содержание шаров в 4.189J?3 4,4877?’ 4,582т?3 4,7627?’ 4,815т?3 5.4377?3
смеси, % 74,1 5,5 1.7 3,3 1,10 П,4
Пористость смеси, % Диаметр шаров, если 25,95 20,7 19,0 15,8 14,9 3,9
Oi = 3 мм 'Отношение диаметров 3,0 1,2 0,7 0,5 0,3 0,06 (ус- ловно)
шаров 50 20 12 9 5 1
98
Таблица IV.3
щаро.в Среднее коор- динационное число Относитель- ная плотность (эксперимент)
контактов
11 12
— — 6,92 0,55
226 389 9,51 0,63
194 192 9,14 0,64
Для получения плотной
укладки необходимо иметь
несколько фракций (не ме-
нее 3—4). Соотношение
между фракциями должно
быть резким, например
плотная укладка (около
4% пористости) получена
методом вибрации при от-
ношении размеров крупной
фракции к мелкой порядка
300.
Реальные частицы огне-
упорных материалов, ко-
нечно, не сферичны, однако общие закономерности плот-
ной укладки, выведенные для сфер, применимы в пер-
вом приближении для реальных условий.
Для получения плотной укладки зерновой состав ис-
ходного порошка должен быть прерывным с отношени-
ем размеров крупной фракции и тонкой около 100.
Практически одинаковая плотность может быть по-
лучена при различном, но рациональном соотношении
фракций и всегда при значительном разрыве в разме-
рах крайних фракций.
Классические представления о плотной упаковке, за-
ключающиеся в том, что мелкие зерна укладываются в
промежутки между крупными зернами, не раздвигая их,
во многих случаях, не реализуются по следующим при-
чинам: зерна используемых фракций имеют значитель-
ный разброс по размерам; существующие методы сме-
шения, прессования (кроме вибропрессования) не обес-
печивают необходимого распределения зерен.
По Фуллеру, плотная упаковка заполнителя в бето-
нах получается при условии:
^ = №/г>ГЮ0%,
(IV.21)
где yt — количество фракции, проходящей через сито с
ячейкой размером i; D — размер самой крупной фрак-
ции смеси, мм; di — размер любой заранее заданной
промежуточной фракции смеси, мм.
Например, если размер крупной фракции D — 3 мм,
то количество фракции размером di= (0,2-4-0,!) мм дол-
жно быть у= (0,15 : З)0.5 100=22%. :
7* 99
Для огнеупорных композиций зерновой состав'плот-
ных упаковок рекомендуется подбирать по формуле
у = [а +(]_«)((/. ID/] 100, (IV.22)
где а—коэффициент, зависящий от типа масс, количе-
ства тонкомолотого компонента, находится в пределах
0<а<0,4; п — показатель, характеризующий распреде-
Рис. IV.9. Зависимость кажущейся
пористости образцов от значений а и
п для масс с размерами зереи <4
(а) и <3 мм (б). Цифры иа кри-
вых — значения п
Рис. IV.10. Зависимость предела
прочности при сжатии аСж от ос и
п для масс с размерами зереи ^4
(а) и <3 мм (б). Цифры на кри-
вых — значения п
ление узких фракций внутри грубозернистой составляю!!
щей смеси и учитывающий отношение грубозернистой и
тонкодисперсной составляющих в смеси, п=0,5-ь0,9.
Из формулы (IV.22) следует, что плотность упаковки,
а следовательно, и физико-химические свойства спрес-
сованных образцов зависят от D, п и а. Оптимальные
соотношения а и п при заданном D находят опытным
путем. На рис. IV.9 показана зависимость кажущейся
пористости магнезитовых образцов сырца от значений
коэффициентов а и п или, что то же самое, от их зерно-
вого состава.
Пористость образцов снижается с увеличением содер-
жания тонкомолотого компонента, проходя через мини-
100
муМ при а=0,31 и а=0,32 для масс с максимальным
размером зерен 4 и 3 мм соответственно. Это отвечает
содержанию в этих массах 34 и 42% тонкомолотого ком-
понента (ниже 0,06 мм): (у= [0,31 + (1—0,31) у 0,06/3]
Ю0 = (0,31+0,69-0,14) 100«42%).
Снижение содержания тонкомолотого компонента в
смеси при увеличении максимального размера зерен свя-
зано с общим уменьшением межзеренных пустот, образу-
емых зернами крупной и средней фракций.
В связующей массе, содержащей тонкомолотой фрак-
ции больше оптимального, увеличивается количество пор
в связке, а при количестве меньше оптимального поры
располагаются на контактах зерен и между зернами и
связкой, т. е. увеличивается так называемая структурная
пористость, при оптимальном содержании тонкомолотой
фракции пористость сырца преимущественно обусловле-
на пористостью самих крупных зерен. Таким образом,
количество тонкомолотой связки существенно влияет на
структуру изделий, что отражается в первую очередь на
прочности (рис. IV.10).
Максимальная прочность соответствует минимальной
пористости, которая получается для смеси зерен 4—
0 мм при ао = 0,32 и ио=О,69 и для зерен 3—0 мм при
ао=0,31 и no = 0,52. Указанные оптимальные значения
находят не только опытом, но и методами математиче-
ской статистики.
Установлено, что коэффициент а оказывает большее
влияние на пористость образцов (при -0=34-4 мм), чем
п, т. е. содержание тонкомолотого компонента в шихте
оказывает большее влияние на пористость изделий, чем
зерновой состав зернистой части шихты.
Оптимальный зерновой состав шихт сам по себе еще
Не обеспечивает получение плотных прессовок. При ста-
тическом прессовании перемещение зерен происходит под
влиянием давления прессования, причем давление прес-
сования является более существенным фактором уплот-
нения, чем зерновой состав исходной смеси. Но в то же
время лишь правильный подбор зернового состава шихт
позволяет достичь минимальной пористости при мень-
шем удельном давлении статического прессования.
§ 4. ПРЕССОВАНИЕ И ФОРМОВАНИЕ I
ОГНЕУПОРНЫХ ИЗДЕЛИЙ I
1. ОБЗОР МЕТОДОВ ПРЕССОВАНИЯ И ФОРМОВАНИЯ I
Целью прессования и формования является при!
дание огнеупорной массе заданных форм и размеров!
В результате прессования или формования получаю!
полупродукт — сырец. В технологии огнеупоров разли!
чают четыре основных способа прессования и формова]
ния изделий. |
1) из малопластичных или совсем непластичныя
масс с влажностью 3—8%; его называют также полусу!
хим способом прессования; I
2) из пластичных масс с влажностью 16—20%; I
3) литье из масс с влажностью 35—45% (шликерный
способ); 1
4) литье из расплавов. ,]
Из указанных способов основными являются полу!
сухой и пластичный. Из них первый способ имеет общей
значение, им можно прессовать изделия из всех масс!
независимо от их химического и фазового состава. Вто-1
рой способ — пластичное формование — имеет огранщ|
ценное применение для изготовления некоторых видом
шамотных огнеупоров. |
Литьем из шликерных масс можно получать наиболее
плотные изделия, так как в этом случае применяют весь!
ма тонко измельченные порошки, обусловливающий
наиболее полное спекание. Недостаток этого спбЯ
соба заключается в большой усадке изделий прй|
обжиге, что существенно ограничивает применение!
этого метода. Однако литье имеет большие перспекч
тивы для получения весьма плотных изделий слож-
ных форм.
Литьем из расплавленных масс пользуются при про;
изводстве плавленых муллитовых, бадделеитокорун-
довых, циркономуллитовых и некоторых других из-
делий.
Кроме указанных методов, применяют гидростатиче-
ское прессование, вибропрессование (в том числе круп-
ных блоков), пневматическое трамбование (в том числе
крупных блоков), горячее прессование, термопластиче-
ское формование, прокат, формование методом торкре-
тирования (массомет) и др.
t 2. ПОЛУСУХОЕ ПРЕССОВАНИЕ
I Полусухое прессование первое время применяли для
I получения изделий простых форм. В настоящее время
I способом полусухого прессования изготовляют изделия и
I сложных форм.
в Сущность способа заключается в следующем.
К В прессформу засыпают определенное количество
I увлажненной порошкообразной массы, состоящей из сме-
| си различных по форме и величине твердых частиц, ^на-
I ходящихся друг с другом в слабом контакте под дейст-
I вием собственной массы, капиллярных сил воды и клея-
I щих веществ. Затем массу в прессформе сжимают верх-
I ним штемпелем (пуансоном) с одной стороны (односто-
I роннее давление) или с противоположных сторон двумя
I пуансонами (двустороннее давление). Прессовое давле-
1 ние может воздействовать на массу непрерывно в тече-
I ние всего периода прессования (одноступенчатое прессе-
К вание), или с паузами (ступенчатое прессование). Паузы
г (секунды и доли секунд) способствуют выравниванию
[ давления и удалению воздуха из прессуемой массы. Пос-
| ле окончания прессования изделие выталкивается из
I прессформы, и цикл прессования заканчивается. Вытал-
| кивание изделия происходит в сжатом состоянии или ког-
I да верхний штамп несколько отходит от верхней плоско-
I сти сырца.
। Уплотнение массы достигает некоторого предела,
называемого критической плотностью, когда объем
I твердых частиц и жидкости составляет 100%, так как
I твердые частицы и вода при прессовании не сжимают-
ся. Давление, при котором наступает критическая плот-
I ность, называют критическим.
г Возможная величина прессового давления, скорость
нарастания давления, продолжительность и паузы прес-
сования зависят от конструкции пресса. Уплотнение
сырца зависит от свойств массы, усилия прессования,
конструкции пресса и формы прессуемого изделия
(форма и размеры изделий определяются конфигура-
цией и размерами прессформы).
Поскольку при дальнейшей обработке материала
(при сушке и обжиге) размеры спрессованных изделий
< обычно изменяются (вследствие роста или усадки изде-
l лий), то размеры прессформы рассчитывают соответст-
| венно с этими изменениями. Данные для этих расчетов
102
103
Получают опытным путем. Для облегчения выталкиванц
изделий прессформы выполняют с небольшой (до 1 мм]
конусностью в направлении выталкивания (технолог^
ческая конусность). 1
В результате прессования увеличиваются контакт
ная поверхность между частицами и их сцепление. Пр]
прессовании уменьшаются пористость, размер крупны]
пор и увеличивается общая удельная поверхность поп
При недостаточном давлении в грубозернистых масса!
образуются поры, заклинивания, своды. ]
Компоненты массы в процессе прессования частичн]
перераспределяются. Это выражается в переориентаций
частиц, причем широкие сечения частиц и пор распола
гаются в плоскостях, параллельных плоскости прессо
вания.
Образуется анизотропия структуры, которая остает
ся и после обжига и обусловливает анизотропию неко
торых свойств.
Одним словом, при прессовании формируется текс|
тура огнеупорных изделий. В табл. IV.5 показано изме]
нение показателей текстуры в зависимости от увеличе!
ния прессового давления.
Таблица IV.a
Изменение свойств сырца при повышении давления прессования I
от 30 до 200 МПа I
Сырец
Уменьшение
пористости,
% (оти.)
Уменьшение
среднего
размера пор,
число раз
Увеличение I
удельной J
поверхности
пор, число fJj
Динасовый...............
Магнезитохромитовый . .
Магнезитовый............
Шамотный................
КЗ I
• ,6 1
2,2 1
3,0 1
При давлении выше критического получается брак —
перепрессовка, выражающаяся в расслоении и образо-
вании характерных трещин в изделии. ]
Воздух, содержащийся в массе, особенно при преС'1
совании тонкодисперсных масс, обладающих малой rad
зопроницаемостью, сжимается. Сжатый воздух, расшН
ряясь, создает растягивающие усилия, ослабляет сцеп-
ление между частицами и тем самым обусловливает
образование разрывов в сырце. Из шамотных масс уже]
при давлении 2 МПа удаляется 85—95% воздуха, одна-
I к0 дальнейшее удаление воздуха затруднено. При
I давлении даже ниже критического давление запрессован-
ного воздуха доходит до 980—1475 кПа, а при критиче-
I ском давлении до 9800 кПа. Поэтому из массы целесо-
I образно удалять воздух, что достигается применением
I паузы в конце прессования. При полусухом прессова-
I нии объем получаемого изделия обычно в 1,5—2 раза
меньше объема свободно насыпанной массы.
Вода при прессовании участвует в передаче давле-
I ния. Величина критического давления резко уменыпа-
I ется при повышении влажности. Но нужно иметь в ви-
I ду, что, хотя у влажных масс уплотнение и достигается
I при значительно меньших давлениях, увеличение количе-
I ства воды в массе сверх некоторого оптимального коли-
I чества недопустимо, так как удаляемая при сушке вла-
I га увеличивает пористость сырца. Массы с излишней
I влажностью при известных давлениях прессования ве-
I дут себя как упругое тело, объем которого после сня-
I тия приложенного давления восстанавливается, по-
| этому переувлажненные массы легко перепрессовыва-
г ются.
11 Давление рОбщ> необходимое для получения при
, прессовании сырца определенной кажущейся плотности,
R складывается из следующих основных частей:
1 1) давления pi, требуемого для уплотнения массы до
г заданной пористости изделия при равномерном распре-
ll^ делении давления и при отсутствии потерь на трение
частиц о стенки формы;
2) потери давления р2 на трение массы о стенки
' прессформы;
В 3) избыточного давления рз, вызываемого неодина-
В ковым воздействием давления в отдельных участках на
I прессуемую массу вследствие неравномерной ее влаж-
I ности, неоднородности зернового состава и различной
I загрузки прессформ.
I Следовательно, р,общ=Р1+р2+рз-
Определить эти значения расчетным путем затруд-
I нительно. Давление рОбщ зависит от состава массы, ее
зернистости, влажности, а также от формы и разме-
Ров изделий и определяется приближенно опытным
В путем.
В При давлении прессования в интервале 10—200 МПа
В (До появления упругой «отдачи» сырца) зависимость
105
104
между пористостью сырца и давлением прессования по
Бережному выражается формулой
в = а — blgp, (IV.23)
где е — истинная пористость, %; а, b — постоянные
константы; р — давление прессования.
На рис. IV.И пока-
зана зависимость ис-
тинной пористости
спрессованных брикя
тов от величины прея
сового давления. 1
Отношение а/b по!
называет способност!
массы к уплотнении!
Это отношение завм
сит от свойств массы!
ее зернового состава]
влажности, ПАВ и
твердости. При боле!
мелком зерновом со!
ставе повышаются
значения обеих посто!
янных. |
С целью получения
сырца с минимальной
пористостью при дан-1
ном давлении находяп
массы и способ ее пере-
Рнс. IV.11. Зависимость общей пори-
стости от логарифма давления для раз-
личных огнеупоров:
/ — хромит: 2 — шпинель; 3 — магне-
зит, фракция 0—2 мм; 4 — магнезит,
фракция 0—0,2 мм; 5 —дунит; £ —сер-
пентинит; 7 — циркон: 8—динас; Р—ша-
мот
опытным путем такой состав
работки, при которых значение отношения а/b будетИ
наименьшим. И
Для определения постоянных указанного уравненияИ
в каждом конкретном случае в опытном порядке прессуютИ
одну и ту же массу при двух различных (желательно сН
-отношением 1:5) давлениях. Определив из опытов велИ-И
чину давления и истинную пористость, решают систему»
уравнений и находят значения постоянных. К
Распределение давления по вертикали, т. е. парал-И
лельно направлению прессового давления, подчиняетсяИ
уравнению Баландина: И
рп = Рое-*(адг) t (IV.24)B
где Ph — удельное давление на уровне h от прессующего»
штемпеля; р0 — удельное давление у поверхности штеМ'»
106
целя, h = 0; k — коэффициент трения, равный f4g2 (45°—
—ф/2), где f'— коэффициент внешнего трения массы о
стенки формы; <р — угол естественного откоса (коэффи-
циент внутреннего трения); h — расстояние от прессую-
щего штемпеля, в пределе — толщина сырца; RT — гид-
равлический радиус.
Из выражения (IV. 24) получаем:
₽=Р/1/ро = ^(ВДг>, (IV.25)
где р— степень неоднородности сырца, р<1.
Степень неоднородности, или пропрессовка, зависит
от внутреннего и внешнего трения и геометрии сырца1.
Это существенный недостаток полусухого прессования,
не позволяющий получать равномерное по пористости
изделие большой высоты.
Для получения двух сырцов с одинаковой степенью
• пропрессовки необходимо, чтобы
hJRy = h2/R2, или = RJR2. (IV.26)
Напишем формулу Бережного для верха и низа прес-
совки: е0=а—blgpo и &h = a—b\gph- Подставим в послед-
нее уравнение значение ph из формулы (IV. 24): &к = а—
-b\g-(poe~kih,IiT))=a—b\gpo+bk(h/Rr)\ge. Заменив а—
—blg/?o = eo и обозначив постоянные через С, получим
уравнение Попильского и Смоля:
’ ел=е0 + СШг, (IV.27)
где Rr — гидравлический радиус Rr=2F]U (F—площадь
сечения, U—периметр).
Формулы справедливы при h/R<Z&’, они позволяют
сделать важные для технологии выводы.
г Одинаковая кажущаяся плотность спрессованных из-
делий, т. е. пропрессовка их, обусловливается в основном
отношением h/Rr, а не только высотой изделия. Следова-
тельно, во всех случаях высота прессуемых изделий мо-
жет быть увеличена без всякого ущерба для пропрессов-
ки, если одновременно площадь прессования возрастет
. в той же пропорции.
I Практически допускается разница плотности сырца
I между верхом и низом в пределах 1—2%.
1 Коэффициент трения массы о стенки стальных прессформ
f ^1,3; применение специальных сплавов типа тефтол снижает ко-
эффициент трения и существенно увеличивает пропрессовку.
107
Неравномерность пористости наблюдается и в гори
зонтальных сечениях сырца. Наибольшая плотность в
верхних горизонтальных сечениях сырца получается у
стенок прессформы; она уменьшается в направлении к
центру. В нижних горизонтальных сечениях, наоборот, у
стенок плотность меньше, чем в центре. Такое распреде
ление плотности обусловлено действием сил внешнего
трения.
Углы и ребра в верхней части сырца более плотны и
прочны, чем в нижней, в средней по высоте части созда
ется зона равнопрочности. Радикальным средством сни
жения неоднородности плотности является двустороннее
давление.
Введение в состав масс некоторых пластификаторов
и ПАВ улучшает пропрессовку изделий. Более крупный
зерновой состав порошка и до известного предела боль-
шая влажность улучшают пропрессовку. I
При прессовании изделий разной высоты и с выступа
ми (клиновых, фасонных) происходит перераспределен™
массы между различными частями сырца, следовательно
пропрессовка зависит от его конфигурации.
В механических прессах расстояния между штемпеля-
ми при их максимальном сближении постоянны, поэтом)
и толщина изделий получается постоянной. Кажущаяш
плотность спрессованного сырца зависит только от
свойств массы и глубины засыпки прессформы, а не от
времени прессования.
Время прессования в этом случае влияет на выравни-
вание напряжений в сырце и частично на удаление воз-
духа.
При этом кажущаяся плотность изделий ркаж линейно
изменяется с увеличением глубины загрузки h:
Ркаж = А,
где А и В — постоянные.
От постоянства засыпки прессформы зависит и посто-
янство свойств изделий. В конструкциях современных
прессов предусматриваются автоматические схемы, обес-
печивающие постоянство толщины сырца.
Возможны два способа стабилизации толщины сыр-
ца. По первому из них прессование ведется до тех пор,
пока в прессующей системе не создается максимальное
давление, которое сбрасывается после определенной вы*
держки. При отклонении толщины сырца от заданной ве-
108 1
(IV.28)
Лйчины производится регулирование засыпки. Второй
способ заключается в том, что прессование ведется до по-
лучения постоянного размера сырца, после чего осуществ-
ляется сброс давления. Если при этом величина
давления отклоняется от заданного, производится регу-
лирование засыпки.
Оба способа применимы для гидравлических прессов,
второй способ применим и для коленно-рычажных.
Принципиальная разница в способах заключается в
следующем: при прессовании до постоянного давления
некоторое количество прессовок может иметь отклонения
по размеру; при прессовании до постоянного размера мо-
гут наблюдаться отклонения по кажущейся плотности.
Возникает вопрос, какие отклонения более допустимы в
службе огнеупоров?
Ответ зависит от условий службы и требований
ГОСТов. Что касается стандартов, то требования по раз-
мерам более жестки, чем по кажущейся плотности. На-
пример, по стандартам отклонения по размерам допу-
скается не более 1 мм при измерении 100 мм. Это очень
жесткое требование. При ручном регулировании толщи-
ны лишь примерно 50% изделий удовлетворяют этому
требованию.
При прессовании на гидропрессах, работающих от ак-
кумулятора давления, кажущаяся плотность сырца зави-
сит от величины давления, свойств массы и времени дей-
ствия прессового давления, а не от глубины загрузки
прессформы.
При этом зависимость р=((т) выражается формулой
р = ро + Л 1g (Вт + 1). ’ (IV.29)
Определив опытным путем начальную кажущуюся
плотность ро.каж при То и р при различных значениях т,
находят постоянные Л и В, и из графика p = f(r) опреде-
ляют необходимое время. Поэтому для получения изделий
с одинаковыми свойствами на гидравлических прессах
необходимо обеспечить постоянное время прессования.
Во всех случаях кажущаяся плотность свежесформо-
ванного сырца может служить характерным показа-
телем эффективности процесса прессования.
При прессовании внешнее давление уравновешивает-
ся внутренним напряжением. Внутренние упругие силы
Действуют в основном в направлении, обратном прило-
109
Женному давлению пресса, а в боковом со стороны сте-
нок они уравновешиваются реакцией последних.
При снятии давления внутренние упругие силы осво-
бождаются, и под их действием сырец стремится расши-
риться. Примером может служить тот факт, что стопор-
ные и литниковые трубки, а также и другие подобной '
формы изделия легко снимаются с внутренних стержней.
Поскольку внутренние упругие силы имеют большее
значение в направлении прессового давления, именно в
этом направлении происходит более заметное расшире-
ние сырца после прессования. Упругое расширение со-
ставляет (по высоте) от 1—2 до 7—8%. Причиной упру-
гого расширения, кроме упругих сил твердого тела, как
уже отмечалось, является расширение запрессованного,
воздуха. В упругом расширении проявляется также дей-
ствие капиллярных явлений второго рода. Поэтому, если;
твердые частицы покрыть гидрофобным ПАВ, то упру-|
гое расширение сырца заметно уменьшается. |
Упругая деформация пластин прессформ также вы-^
зывает упругое расширение сырца и образование трещин ’
при выталкивании сырца из формы.
Неравномерное упругое расширение и недостаточная
прочность сырца приводят к образованию трещин на из-
делиях, расположенных в плоскостях, перпендикуляр-
ных направлению прессового давления. На величину-,
упругого расширения оказывает влияние скорость сня-|
тия давления. |
Опытным путем установлено, что зависимость проч-'|
ности сырца о из одной и той же массы от величины дав-
ления прессования р выражается формулой
о =Арь, (IV.30)
где A fib — константы.
Предел прочности при сжатии обожженных изделий
во многих случаях пропорционален приблизительно кор-
ню квадратному из давления прессования.
На прочность сырца влияет не только прессовое дав-
ление, но и зацепление частиц, адгезия, заклинивание и
т. п. Прочность сырца увеличивается с ростом размера и
количества крупной фракции. Крупные фракции (1—
3 мм) лучше передают давление (пропрессовка), препят-
ствуют образованию трещин в плоскости, перпендику-
лярной действию прессового давления, так как по круп-
ным зернам в одной плоскости трещине пройти труднее.
НО
Однако крупные фракции в дальнейшем при обжиге
труднее спекаются. Поэтому применяют так называемый
ложный зерновой состав. В этом случае крупные зерна
состоят из мелких частиц, прочно сцементированных тем
или другим методом.
С помощью полусухого прессования обычно получают
сырец с пористостью около 20%. Давление прессования
при этом достигает 100 МПа. Для получения сырца с по-
Таблица IV.6
Измельчение материала при прессовании
Материал Содержание, %, в исходной шихте фракции, мм Содержание, %, фракции >0,5 мм после прессования Относительиое измельчение фракции >0,5 мм, % Относительное увеличение удельной поверхности, %
1-0,5 0,2-0,1
А 100 . 49 51 360
Б 80 20 55 31 131
В 70 30 55 21 68
Г 50 50 45 10 75
Д 30 70 28 6,5 160
Е 100 — — 143
ристостью 10% потребовалось бы по формуле (VI. 23)
давление lgp=50—10:6,6 = 6, р—1000 МПа (а = 50,
й=6,6). Прессов, развивающих такое давление, в тех-
нологии огнеупоров не применяют. Большие давления по-
лучаются при прессовании методом взрыва. Например,
порошки оксида магния размером 45 мкм при взрыве под
давлением 42 ГПа уплотняются до плотности 96 и 95%.
Обычно применяемое давление прессования значитель-
но ниже предела прочности при сжатии прессуемого ма-
териала. Но на площадке контакта зерен оно может
быть и выше, поэтому при полусухом прессовании про-
исходит измельчение материала (табл. IV. 6).
В некоторых случаях применяют двойное прессова-
ние. Суть заключается в следующем. При первом прес-
совании мелкозернистой массы при высоком давлении,
естественно, сырец получается с перепрессовочными тре-
щинами. Затем сырец переталкивают на этом же прессе
в другую прессформу, несколько большую по длине и ши-
рине, но равного объема с первой прессформой, и прес-
суют (второй раз); сырец при этом распрессовывается,
111
трещины уничтожаются. Метод позволяет прессовать-
мелкозернистые массы, что улучшает их спекание; про-з
изводительность пресса при этом уменьшается в два раза,.
В гидравлических прессах давление прессования из-;
меряют манометрами, показывающими давление в гид-
росистеме. Давление прессования в этом случае со-
ответствует показанию манометра, умноженному на пло-
щадь поршня пресса и деленному на площадь прессуемо-
го изделия.
Давление в механических прессах определяют посред-
ством гидравлических месдоз с манометрами, которыми
снабжаются некоторые прессы.
Для исследования распределения давлений внутри
прессуемого изделия используют электрические месдозы
и крешеры.
Прессы, предназначенные для полусухого прессова-
ния огнеупорных изделий, в соответствии с современны-
ми требованиями должны обеспечивать:
J) достаточное прессовое усилие;
2) регулируемое и автоматически поддерживаемое?
(на неизменном уровне) прессовое давление;
3) автоматически поддерживаемое постоянство тол-
щины изделия (в пределах допуска);
4) автоматический съем спрессованных изделий;
5) режим прессования, позволяющий осуществлять
паузы во время прессования; :
6) достаточно высокую производительность.
Из прессового оборудования действующих огнеупор-
ных производств длительное время будут эксплуатиро-
ваться: коленно-рычажные прессы СМ-143А, ПК-630,
СМ-1085 и КО-741; гидравлические многопозиционные
усилием 10, 15 и 16 МН; фрикционные 4 пф-200 Чимкент-
ского машиностроительного завода, гидравлические од-
нопозиционные усилием 2
и 3 МН для прессования
стек-
лобруса и фасонных изделий, а также усилием 6,3 МН
Конструкции коленно-рычажных прессов должны обеф
печивать определенную скорость нарастания давления
В начальном периоде скорость движения штемпелей до
пускается до 100 мм/с, во втором периоде прессованш
(заполнение пустот между зернами) 8—9 мм/с. Поел'
этих двух периодов упругого расширения сырца еще hi
происходит. На заключительном периоде, когда происхо
дят зацепление частиц, их хрупкая и упругая деформа
ция, штемпеля должны двигаться со скоростью не болы
112
1 мм/с. Выдержка (пауза) прессования после второй
стадии при прессовании обычных грубозернистых масс
не дает эффекта. Выдержка после третьей стадии вырав-
нивает давление и уменьшает упругое расширение.
Опыт показывает, что прессование при низких скоро-
стях не улучшает плотности сырца.
Сравнение работы прессов различных конструкций
показывает, что для прессования массовых изделий (в том
Рис. IV.12. Схема агрегата набора ряда (стрелками показаны направления
перемещения подвижных частей агрегата)
числе и магнезитовых) наиболее эффективны коленно-
рычажные прессы.
В дальнейшем получат развитие методы импульсно-
го прессования изделий: электрогидродинамический,
магнитноимпульсный и взрывной.
Съем изделий с пресса и укладка на печные вагонет-
ки трудно поддаются механизации. На этих операциях
при выполнении их вручную занято более трети рабочих
огнеупорного завода.
В настоящее время найдены пути механизации, и ог-
неупорная промышленность успешно их осваивает. Ме-
ханизация съема с пресса и укладки сырца на печные
вагонетки осуществляется по различным схемам. При
расположении печных вагонеток непосредственно вблизи
прессов и при прессовании однотипных изделий приме-
8-298 113
няются укладчики Семилукского огнеупорного завода и
укладчики конструкции ПКТИ (г. Днепропетровск).
При отдаленном расположении садочных мест изде-
лия со стола пресса снимаются механически с помощью
присоса и формируются в укрупненный элемент садки
(ряд, столбик, слой); укрупненный элемент транспор-
тируется к садочным местам, где манипулятором укла-
Рис. IV.13. Схема манипулятора
дывается на печную вагонетку. Схема конструкции агре-
гата набора ряда изображена на рис. IV. 12.
Сформированные изделия снимаются съемником 1 и
перекладываются при помощи приемного стола 2 на при- I
емный ленточный конвейер 3, который перемещает изде- |
лия к квантователю 4. |
Лопасти квантователя подхватывают изделия и по '2
одному перекладывают их на ребро на конвейер набор-
щика ряда 5. Здесь с помощью перекладчика 6 форми-
руются элементы двухъярусного ряда, затем с помощью
стола — сближателя 7—элементы смыкаются в сплош-
ной двухъярусный ряд.
Переносчик ряда 8 захватывает ряд за нижний ярус
и устанавливает его на поддон, лежащий на контейне-
ре 9. Ряды устанавливаются в столбики на поддоне по
заданной программе. На поддоне набираются четыре
столбика, каждый из них состоит из двухъярусных ря-
дов, уложенных один на другой. Заполненный поддог
подается на формирование садки на вагонетке садоч!
114
ilbiM манипулятором, па его место йз магазина поддо-
нов поступает порожний.
Манипулятор (рис. IV. 13) представляет собой пор-
тал 1, по обеим сторонам которого расположены два
ленточных конвейера 2 с магазинами поддонов.
По порталу передвигается тележка 3 с захватом 4,
укрепленным на направляющих штангах 5. Захват име-
ет вертикальное перемещение, осуществляемое электро-
приводом 6. Погрузка изделий на вагонетку произво-
дится следующим образом. Под манипулятор подается
реечная вагонетка так, что в зоне действия захвата ока-
зывается половина ее. Поддон с уложенным на нем ук-
рупненным элементом садки поступает по пластинчато-
му конвейеру из прессованного цеха на конвейер мани-
пулятора, который подает его в зону действия захвата.
Захват забирает два ряда (4 столбика, 120 изделий) и
переносит их на вагонетку. Таким образом половина
садки комплектуется за 8 операций манипулятора.
После установки половины садки вагонетка передви-
гается для комплектования второй половины. Манипу-
лятор может работать в автоматическом режиме.
3. ПЛАСТИЧЕСКОЕ ПРЕССОВАНИЕ
Сущность этого способа заключается в следующем.
Массу с влажностью более 16% предварительно уплот-
няют в ленточном прессе, из которого она выходит в ви-
де непрерывной ленты требуемой формы, разрезаемой
затем на заготовки нужного размера. В дальнейшем за-
готовки доформовывают на допрессовочных прессах.
Таким путем изделиям придают правильную форму и
точные размеры. Сырец при допрессовке практически
не уплотняется.
Технологическая схема пластичного прессования
(формования) представлена ниже. Главным агрегатом
этой схемы является ленточный пресс.
Особенности движения массы в ленточных прессах,
зависящие от конструкции пресса и свойств масс, явля-
ются причиной неравномерного уплотнения массы, вы-
ходящей из пресса. Эти особенности заключаются в сле-
дующем. Под действием винтовых лопастей пресса мас-
са совершает вращательное и поступательное движения.
При этом скорость перемещения периферийных слоев
массы, соприкасающихся с внутренней поверхностью
8*
115
Сухие компоненты смеси в заданном соотношений
Сухой двухвальиый смеситель
Вода+ПАВ—
(пароувлажнеиие)
Смесительные
бегуны
I I
Мокрый двухвальиый смеситель
III
В акуум -ленточный
пресс-
Вылеживание
Резка заготовок
£
На повторную обработку'
Допрессовочные прессы
Сушка в полочных сушилах
корпуса пресса, меньше за счет возникающих сил тре-
ния. Местное торможение предопределяет различие В
скорости вращательного движения для периферийных и В
центрального слоев массы. В
Собственно прессование (уплотнение) массы проис- I
ходит между последним (нажимным) витком и материа- I
лом, введенным в прессовую головку за предыдущий I
оборот винта; при этом масса наслаивается по спирали. 1
Слои массы затем деформируются и приобретают пара- I
болическую форму. I
Описанный характер движения массы в ленточном I
прессе и обусловливает образование дефектной структу- I
ры в изделиях — возникновение эллиптических и S-об- I
разных трещин. I
В некоторых конструкциях прессов перед головкой I
имеется виброрешетка; под влиянием вибрации пласти- J
ческая масса разжижается, и слоистая структура разру- Ц
шается. |
Величина прессового давления в ленточных прессах 1
зависит от реологических свойств массы и в первую оче- |
редь от ее влажности, пластичности связки и степе- |
ни отощения. С увеличением влажности и пластично- I
сти всей массы величина прессового давления уменьши- I
ется. _ I
116
Прессовое давление зависит также от диаметра Кор-
пуса пресса, длины прессовой головки и мундштука. С
увеличением размеров этих частей пресса давление воз-
растает. Прессовое давление в ленточных прессах при
переработке шамотных масс в зависимости от конструк-
ции пресса и свойств массы равно 1 —1,5 МПа.
Производительность прессов при диаметре корпуса
450 мм и 25 об/мин лопастного винта равна 10—12 т/ч
или 2500—3000 заготовок нормальных изделий малого
размера при расходе энергии 3,5—4,0 кВт-ч/т.
Производительность ленточного пресса может быть
рассчитана при скорости ленты 60—100 мм/с по формуле
Q = л/4 [(О2 — d2) (S — б) (1 — ₽)М, (IV.31)
где ₽ — относительное уменьшение, в долях объема
массы, получающееся в результате уплотнения; п — чис-
ло оборотов лопастного вала в минуту; D и d — наруж-
ные диаметры лопасти и выжимной ступицы соответст-
венно, м; •$ и б —шаг лопасти и толщина ее соответст-
венно, м; К — коэффициент 0,20—0,35, учитывающий
недостаточность подачи массы, ее проворачивание и
возврат.
Для уменьшения трения массы б стенки в мундштук
для смазки подается вода или пар. Имеются мундштуки
с электросмазкой. Эффект смазки в данном случае про-
является вследствие электроосмотических явлений. Ког-
да смазки недостаточно или масса имеет неравномерную
влажность, на брусе, выходящем из мундштука, образу-
ются рваные ребра или рваная поверхность; этот вид
брака называют «драконовым зубом».
Вакуумный ленточный пресс представляет собой сис-
тему из двух последовательно соединенных обычных
прессов. В первом прессе масса лопастным винтом тран-
спортируется и продавливается через специальную ре-
шетку в вакуум-камеру. В вакуум-камере при переработ-
ке шамотных масс поддерживается разрежение 91—
93 кПа (до 90—95% абсолютного вакуума).
Из вакуум-камеры обезвоздушенная масса вторым
лопастным винтом продвигается в головку и в мундштук
второго пресса, где окончательно уплотняется и прини-
мает форму бруса. Масса после обезвоздушивания ста-
новится более пластичной, формоустойчивой, плотной и
прочной, так как воздух отощает глиняную массу и
уменьшает связь мегкду частицами.
117
Пористость сырца, изготовленного из обезвоздуШеН-i
ных масс, меньше, а кажущаяся плотность его больше
примерно на 4—4,5% по сравнению с изделиями, отпрес-
сованными без предварительного удаления воздуха.
Обезвоздушивание масс в вакуум-прессах все же
полностью не устраняет структурных дефектов в брусе,
но значительно уменьшает брак изделий по структуре.
беж,ММ
1,1 X----—---------~
/8 —\-------------
7/ ----V----------
7,0 --------------
X
0,6 --:------
о?\ - -I_—I—:
/4 16 18 20 IV/
Рис. IV.14. Зависимость кри-
тического давления <усж лен-
точного пресса от влажно-
сти массы W
Длина и ширина прессформы
допрессовочного пресса несколь-
ко больше, чем у заготовки, а
высота последней должна не-
много превышать наименьшее
расстояние между верхним и
нижним пуансонами допрессо-
вочного пресса. '
Если объем заготовки превы-
шает объем прессформы при ми-
нимальном расстоянии между пу- ,
ансонами, то масса будет испы-
тывать несколько большее дав-
ление по сравнению с развивае-
мым в ленточном прессе и может
дополнительно уплотняться. Пра-
ктически же уплотнение массы
не происходит вследствие час-
тичного выхода ее через специ-
альные отверстия диаметром 6—8 мм в прессформе или
из-за неплотного прилегания пуансона к ее стенкам.
Для этой цели также служит механизм компенсацион-
ного хода пуансонов, имеющийся у некоторых прессов.
Брак, получающийся при допрессовке пластичных
заготовок, — затяжка углов, недопрессовка, косой срез,
прилипание к пуансонам и др. — выявляется сразу, и
дефектные изделия отсортировывают. Но внутренние
трещины, возникающие в связи с перемещением плас-
тичной массы в заготовке, часто выявляются только пос-
ле сушки. Это перемещение будет тем больше, чем силь-
нее давление при допрессовке сравнительно с давлением
в ленточном прессе. Поэтому давление при допрессовке
должно лишь незначительно превышать давление в лен-
точном прессе, которое следует принимать близким к
критическому. При переработке шамотных пластичных
масс величина превышения составляет 10—15% и зави-
сит от влажности массы. Зависимость между влажно-
118
стью и критическим прессовым давлением для массы од-
ного вида приведена на рис. IV.14.
При допрессовке пластичных заготовок трудно одно-
временно обеспечить постоянство размеров изделий, что
надо считать органическим недостатком данного метода.
На качество допрессовки большое влияние оказыва-
ют состояние пластин прессформ и смазка их, а также
смазка заготовок. Зазор между пластинами и пуансона-
ми прессформы не должен превышать 0,5—1,0 мм, нару-
шение этого приводит к образованию заусенцев на изде-
лиях.
Смазка необходима для устранения прилипания мас-
сы к деталям прессформы; с этой целью применяют
2%-ный раствор стеарина в керосине.
Допрессовочные прессы развивают давление I—
6 МПа при исходной влажности заготовок 17—20%.
Производительность допрессовочных прессов равна
1000—2200 шт/ч изделий нормальных размеров при рас-
ходе энергии от 2,6 до 7,5 кВт-ч на 1000 шт. В отечест-
венной огнеупорной промышленности большое распрост-
ранение получили прессы типа СМ-308А.
4. РЕОЛОГИЧЕСКИЕ СВОЙСТВА
ПЛАСТИЧНЫХ МАСС
Реология — наука о деформациях и текучести вещества1. Де-
формацией называют относительное смещение частиц материального
тела без нарушения непрерывности самого тела. Если деформация
идет непрерывно, то это значит, что материал течет. Течение может
быть вязким (ньютоновским), когда оно происходит под действием
сил, как бы малы силы ни были. Отношение разности скоростей те-
чения слоев жидкости к расстоянию между слоями выражается
уравнением Ньютона:
р = ц (А17/Ах). (IV.32)
где р— давление; г)—динамическая вязкость, Па-с; 1/т]—теку-
честь.
Так текут многие жидкости и жидкие среды.
Структурированные системы, к которым принадлежат огнеупор-
ные массы, не подчиняются уравнению Ньютона.
По Бингаму, течение структурированной системы («тело Бинга-
ма») начинается только тогда, когда под влиянием некоторого дав-
ления Рх, называемого пределом текучести, структура разрушается.
Такое течение называют пластическим (бингамовским).
1 Все процессы технологии огнеупоров, включая спекание, могут
быть рассмотрены и количественно описаны с реологической точки
зрения. В этом разделе учебника изложены лишь реологические
свойства пластичных масс.
119
Считается, что структура «тела Бингама» под влиянием рк мгно-
венно и полностью разрушается, и «тело Бингама» превращается в
жидкость:
Р = Рк + 11 (Atz/Ax) 4
(IV.33>
Во многих структурированных массах, например глиняных и дру-
гих огнеупорных массах, мгновенного и полного разрушения струк-
туры не наступает и процесс разрушения структуры идет постепен-
но («тело Шведова»).
На участке pmin— А происходит постепенное разрушение струк-
туры и течение частично структурированной системы. Разрушения
Рис. IV.16. Кривые «скорость теку-
чести (относительный сдвиг).— вре-
мя» при постоянных величинах на-
пряжения сдвига:
а — Р<РкГ. б-Р>Рк\
Рис. IV.15. Реологические кривые
твердообразных (пластических) си-
стем. Зависимости от напряжения
сдвига:
а — скорости текучести (относи-
тельного сдвига); б — вязкости
I
структуры, однако, здесь незначительны, и при снятии давления I
структура тиксотропно (т. е. сама по себе) восстанавливается. При I
Рт структура разрушается полностью. На участке А—В происходит I
вязкое ламинарное течение, выше точки В турбулентное. Я
На кривых зависимости скорости течения и вязкости от давле- 1
ния отмечают следующие характерные точки (рис. IV.15): рк—ус- 1
ловный статический предел текучести; рг, — условная граница не- 1
разрушенной структуры (проекция точки пересечения касательной 1
с кривой). 1
На участке рк —рг, структура изменяется незначительно. Вяз-
кость массы в интервале этих значений давления называется шве-
довской, или максимально пластической вязкостью т)0.
120
Прн давлениях от рг> До рКз вязкость лавинообразно снижается.
При давлениях более pKj падение вязкости выравнивается. Вязкость
при давлениях рКз—рт называют бингамовской, или наименьшей
пластической вязкостью т]т.
рк — условный динамический предел текучести (пересечение ка-
сательной с осью абсцисс).
рт — условная граница предельно разрушенной структуры. Для '
огнеупорных глин рт& (85±25) кПа.
При усилиях сдвига более ~0,1 МПа глиняная масса оконча-
тельно разрывается. Вязкость при больших давлениях не зависит от
давления и остается постоянной (т]т).
Таким образом, «тело Шведова» характеризуется: 1) значениями
вязкости — наибольшей вязкостью неразрушенной структуры, наи-
меньшей постоянной для полностью разрушенной структуры т]т,
и эффективной, или структурной вязкостью, которая в зависимости
от приложенного давления может иметь наибольшие значения —
шведовская т]0— или наименьшие — бингамовская:
По > По > П^ > Пп- (IV.34)
2) граничными напряжениями — условной границей неразрушен-
ной структуры рг> и условной границей предельно разрушенной
структуры Рт,
3) пределами текучести — условным статическим рк , условным
динамическим рКз и истинным рк-
Указанными характеристиками не исчерпываются реологические
свойства пластичных масс. Образцы масс испытывают на деформа-
цию прн нескольких постоянных давлениях на специальном прибо-
ре — эластовискозиметре. Ниже описан ход опыта. Пластинку из ис-
пытуемой массы толщиной 5—6 мм после вылеживания в эксикато-
ре над водой в течение суток сжимают сначала под нагрузкой 1 Н,
замечают изменение деформации по времени. Затем снимают на-
грузку и фиксируют деформацию без нагрузки. По этим данным
строят график (рис. IV.16). Также строят графики при других на-
грузках.
Как только к образцу прикладывается нагрузка, мгновенно в
течение долей секунды возникает деформация. Эту деформацию на-
зывают мгновенно-упругой буПр. Она вполне обратима. Затем в те-
чение 3—10 мин (при той же нагрузке) деформация замедляется и
останавливается на определенном уровне.
Замедленная деформация состоит из эластической и пластиче-
ской. Эластическая деформация еЭл при снятии нагрузки восстанав-
ливается, а пластическая епя не восстанавливается.
Упругая и эластическая деформации происходят без разруше-
ния структуры массы, пластическая — с частичным разрушением
структуры, ио она не нарастает со временем и находится в тиксо-
тронном равновесии:
тиксотропное разжижение Ji тикостроииое упрочнение.
Общая деформация равна сумме упругой, эластичной и пластич-
ной;
121
в — вупр 4- вэл Вплi (IV. 35)
Свойства масс характеризуются тем, какая из трех видов де-
формации будет преобладать, какая будет на втором месте и какая
самая меньшая. Очевидно, что количество структурных групп масс
будет равно числу перестановок из трех: рз=31 = 1 -2-3=6.
Когда накоплены данные зависимости еупр, еал от нагрузки,
строят соответствующие графики. Зависимость eynp=f(p) изобра-
жается прямой линией, тангенс которой равен условно-мгновенному
модулю упругости (сдвига) Е\:
= (IV.36)
Зависимость eSn=f(p) также изображается прямой, тангенс ко-
торой является эластическим модулем:
f2=P/e^. (IV.37)
Отношение
X = £!/(£! 4- Е») (IV.38)
называют эластичностью массы. Для хорошо формующихся масс
(0,64-0,65).
Из графика ДеПл/Дт=/(р) находят условный статический пре-
дел текучести рк (или pmin) как отрезок иа оси р, соответствующий
началу деформации.
Отношение
^^(Р-РкР/^/Дт) (IV.39)
есть наибольшая пластическая, или шведовская, вязкость.
В формулах еупр, еэл, епл — относительная деформация, т. е.
отношение абсолютной деформации к толщине деформируемого об-
разца.
Отношение условного статистического предела текучести к шве-
довской вязкости называют пластичностью по Волоровичу, с-1:
Ял = рк^/т]о. (IV.40)
Для хорошо формующихся масс пластичность по Волоровичу
больше (2,04-2,5) 10-®с-1.
И, наконец, отношение
0 = пЖ+£2)- (IV.41)
называют периодом релаксации — это время, характеризующее ско-
рость уменьшения до любых малых величин начального напряжения
при постоянной величине деформации. Для огнеупорных масс 0>
>(300—350) с.
Значение реологических характеристик пластичных масс заклю-
чается в том, что зависимость между напряжением сдвига и сте-
пенью разрушения структуры позволяет установить величину допу-
скаемых напряжений сдвига в процессе формования. Реологические
свойства масс изменяются в зависимости от влажности, зернового
состава, кислотности и ПАВ.
5. ГИДРОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ
Сущность метода заключается в следующем. Поро-
шок (массу) засыпают в резиновую или пластмассовую
форму и помещают в цилиндр с жидкостью (водная
эмульсия, глицерин, масло), подвергают вибрации и
вакуумированию. Затем системой насосов создают дав-
ление жидкости (от 25 до 700 МПа). Порошок (масса)
Рис. IV.17. Пресс гидростатического прессования
всесторонне обжимается, и изделия получаются с рав-
номерным распределением плотности и изотропной тек-
стурой. Продолжительность выдержки зависит от габа-
ритов изделия и составляет несколько минут.
Спецификой гидростатического прессования является
отсутствие внешнего трения порошка о стенки пресс-
формы. В сравнении со шликерным литьем гидростатиче-
ское прессование технологически более удобно для полу-
чения изделий больших размеров.
Гидростатическим способом получают графитоша-
мотные изложницы, тигли, трубки и т. п. Точность раз-
123
мера прессовки при гидростатическом прессовании обе-
спечивается шаблоном лишь с одной стороны, напри-
мер с внутренней. Другая сторона получается неровной-.
На рис. IV. 17 изображена установка гидростатичес-
кого прессования тиглей.
Для прессования при сверхвысоких давлениях (~10
МПа) давление в цилиндре гидростатического пресса
создается взрывом. Прессование взрывом — гидродина-
мическое — принципиально отличается тем, что под вли-
янием сверхвысокого давления мгновенного действия
происходят глубокие изменения кристаллического ве-
щества.
Материал в этом случае спекается при температуре
на несколько сот градусов ниже, чем такой же материал,
не подвергавшийся действию взрывной волны.
6. ВИБРАЦИОННОЕ ФОРМОВАНИЕ
Вибрационное воздействие на порошки (массы) зна-
чительно ослабляет внутреннее трение в них и создает
благоприятные условия для равномерной и плотной ук-
ладки частиц при невысоких давлениях. Возбудителем
колебаний в вибрационных машинах являются обычно
дебалансовые вибраторы, сжатый воздух или жидкость.
Одновременно с приложением вибрационных нагрузок
формуемое изделие прижимается постоянным давлени-
ем 100—200 кПа. Вибрация характеризуется частотой
колебаний v и амплитудой А. Произведение этих вели-
чин равно средней скорости перемещения частицы при
вибрации v:
v = vA. (IV.42)
Коэффициент внутреннего трения зависит от V, сна-
чала резко уменьшаясь с увеличением средней скорости,
а затем остается почти постоянным. Следовательно, при
минимальном коэффициенте внутреннего трения
Av^ const. (IV. 43)
Оптимум частоты зависит от размера частиц. При
уменьшении размера частиц частота вибрации увеличи-
вается, а амплитуда соответственно формуле (IV. 43)
уменьшается.
При вибрировании полидисперсной массы крупные час-
тицы под влиянием силы тяжести образуют соприкасакв
124
щийся каркас, в промежутках которого размещаются
мелкие фракции. Для получения плотной структуры
применяют многочастотную вибрацию. Уплотнение зави-
сит не только от средней скорости, но и от ускорения.
При ускорениях больше оптимального происходит раз-
рыхление. Крупные частицы при этом перемещаются
вверх, а мелкие опускаются вниз.
Основное уплотнение идет в начальный период виб-
рации, а затем резко снижается и прекращается. Влаж-
ность в определенных пределах и поверхностно актив-
ные вещества ускоряют уплотнение при вибрации.
Оптимальная продолжительность вибрации устанавли-
вается опытом.
По сравнению с другими методами формования виб-
рационный характеризуется большим числом регулиру-
емых параметров процесса. При этом методе не проис-
ходит упругого расширения сырца после окончания
формовки, отсутствует воздушная усадка. Вибрацион-
ный метод позволяет получать сложнофасонные, а так-
же крупные бетонные панели и блоки, в том числе двух-
слойные со значительно меньшими затратами энергии.
§ 5. ТЕРМИЧЕСКАЯ ОБРАБОТКА
1. СУШКА
Сушка представляет собой процесс удаления влаги
из твердых пористых материалов путем испарения при
температуре обычно ниже точки кипения.
Необходимость сушки очевидна для изделий пластич-
ного формования вследствие незначительной механи-
ческой прочности сырца, не превышающей 50 кПа.
В процессе сушки влажность снижается, а механи-
ческая прочность повышается до 200—500 кПа, что
обеспечивает сохранность сырца при дальнейшем его
транспортировании в печи для обжига.
Шамотные, многошамотные и магнезиальные сырцы,
приготовленные способом полусухого прессования, об-
ладают достаточной механической прочностью, равной
1500—5000 кПа, и их можно сразу после прессования
сажать на печные вагонетки.
Сырец из тощих масс, например динасовых, при усло-
вии применения мощных прессов получается достаточно
прочным и также может быть посажен на печные ваго-
нетки и направлен в туннельные печи.
125
В технологии производства огнеупоров применяют
сушку сырца как в специальных сушилах, где изделия
сушат на полочных вагонетках, так и непосредственно в I
туннельных печах на печных вагонетках. В последнем J
случае первая зона печи выполняет роль сушила. И
При сушке протекают сложные физические, а в не- I
которах огнеупорах и химические изменения, связан- I
ные с процессами удаления воды (влагообмен) и нагре- |
вания (теплообмен).
При постоянной температу-
ре, если в материале не происхо-
дят химические процессы, изме-
нение влажности W (%) и коли-
чество удаленной влаги \g мож-
но иллюстрировать графиком,
изображенным на рис. IV. 18. Из
графика следует, что после про-
грева сырца процесс сушки со-
стоит из трех характерных перио-
дов.
Первый период является
главным, так как при этом из
влажного материала удаляется
большая часть воды путем ис-
Время сршки.,4
Рис. IV.18. Изменение влаж-
ности W7 (%) материала и
количества удаленной воды
Ag при постоянной темпера-
туре
парения ее с поверхности. Скорость испарения в течение
всего периода остается постоянной (период постоянной
скорости сушки).
Во второй период скорость сушки уменьшается.
Более крупные капилляры, выходящие на поверхность
сырца, уже не подают воду на поверхность, в результа-
те чего на ней образуются «сухие» пятна, которые,
постепенно увеличиваясь, к концу данного периода за-
нимают всю поверхность.
По мнению Лыкова, поверхность испарения переме-
щается внутрь материала, и испарение происходит уже
не с наружной поверхности изделия, а с некоторой по-
верхности внутри сырца. Температура поверхности мате-
риала по мере высыхания в этот период поднимается до
температуры сухого термометра.
Наконец, в третьем периоде сушки температура ма-
териала остается постоянной и примерно равной темпе-
ратуре теплоносителя; удаления воды из изделий почти
не происходит. Влагу, оставшуюся в изделиях, называ-
ют равновесной,
126
При переменной температуре сушильного агента об-
щая картина изменения влажности и температуры мате-
риала остается примерно такой же, однако резких гра-
ниц между периодами в этом случае нет.
Рассмотренные периоды характерны для сушки из-
делий с высокой начальной влажностью. При сушке
изделий с низкой начальной влажностью (менее 5—
10%) первый период сушки может отсутствовать.
Движение воды из центральных участков изделий
к поверхности под влиянием градиента влажности на-
зывается влагопроводностью. Она зависит от состава
и структуры материала, а также от вязкости и поверх-
ностного натяжения воды.
Непластичные или малопластичные материалы (ди-
нас, магнезит и др.) проводят влагу лучше, чем пластич-
ные (глина и др.). Крупнозернистые материалы более
влагопроводны, чем тонкозернистые.
Присутствие в массе лиофильных коллоидов (напри-
мер, некоторых клеящих добавок) задерживает продви:
жение влаги. Скорость движения влаги по капиллярным
каналам сырца тем больше, чем меньше ее вязкость и
больше поверхностное натяжение. С повышением темпе-
ратуры вязкость воды и ее поверхностное натяжение
уменьшаются. Однако вязкость снижается сильнее, чем
поверхностное натяжение. Так, при изменении темпера-
туры от 0 до 100° С вязкость воды уменьшается пример-
но на 85%, а поверхностное натяжение на 20%, поэтому с
повышением температуры влагопроводность повыша-
ется.
При внешнем обогреве изделий во время сушки тем-
пература на поверхности выше, чем в центре. Жидкость
в капиллярах всегда движется в направлении от участка
с большей температурой к участку с меньшей темпера-
турой, т. е. в случае сушки изделий, имеющих разную
температуру на поверхности и в центре, вода в капил-
лярных каналах будет двигаться от поверхности к цент-
ру. Это явление называют термовлагопроводностью.
При внешнем обогреве влагопроводность и термо-
влагопроводность имеют противоположные направле-
ния, и действительное движение воды определяется
алгебраической суммой этих потоков. Отсюда следует,
что процесс сушки при внешнем обогреве необходимо
вести при таких условиях, когда термовлагопроводность
незначительна.
127
Термовлагопроводность зависит прежде всего от раз-
ности температур в толще и от влажности материала.
Для каждого материала существует вполне определен-
ная влажность, при которой при наличии разницы тем-
ператур в толще материала проявляется максимальная
термовлагопроводность. Термовлагопроводность появля-
ется в начальный период прогрева изделий, так как в это
время наблюдается наибольшая разница между темпе-
ратурами поверхности и
центра.
При внутреннем обо-
греве изделий в процессе
сушки направления влаго-
проводности и термовлаго-
проводности совпадают, по-
этому скорость сушки уве-
личивается.
Огнеупорные изделия
при сушке претерпевают
усадку, т. е. уменьшаются в
объеме. Величина усадкц
зависит от природы мате-
риала, способа изготовле-
ния, влажности и типа изде-
лий, а также скорости суш-
ки. Чем больше влажность
Рис. IV.19. Изменение усадки и
влажности при сушке в зависимо-
сти от времени
изделий, тем больше их усадка и чем больше скорость
сушки, тем меньше усадка.
Уменьшение размеров при сушке объясняется сбли-
жением твердых частиц при удалении влаги.
Физическая влага, т. е. вода, не входящая в химичес-
кий состав вещества, по-разному связана с твердыми
частицами. Большая часть ее находится между тверды-t
ми частицами, механически заполняя собой свободное*
пространство. Механически связанная вода слабо или
почти совсем не удерживается твердыми частицами и-
легко удаляется при сушке. При этом происходит сбли-
жение твердых частиц, т. е. процесс усадки. Некоторое
количество воды образует вокруг каждой твердой час-
тицы тончайшую оболочку в несколько десятков моле-
кулярных слоев. Эта вода в силу физического взаимо-
действия прочно удерживается твердыми частицами, и
удаление ее при сушке затруднительно. Удаление
пленочной влаги также вызывает сближение частиц, но
128
сравнительно с предыдущим случаем весьма незначи-
тельное. Наконец, вода может содержаться в мельчай-
ших внутренних капиллярах твердых частиц, причем
удаление ее не вызывает усадки.
Следовательно, удаление воды и усадка связаны
между собой; эта связь наглядно иллюстрируется кри-
выми (рис. IV. 19). На графике по оси ординат отложены
объемы сухой глины, воды и пор. Линия БГЛМ показы-
вает усадку образца глины, линия БГИН — удаление
воды; до момента Г объемная усадка равняется объему
удаленной воды, затем объем удаляемой воды становит-
ся больше объемной усадки. Отрезок БМ соответствует
объемной усадке, МН — объему пор в образце.
Неравномерность усадки часто приводит к образо-
ванию трещин. Чем меньше усадка, тем меньше склон-
ность глин к образованию трещин при сушке. Эта законо-
мерность может быть примерно выражена коэффициен-
том восприимчивости (чувствительности) глин к сушке:
,, объемная усадка, см3 ,„т ж
, о • (IV.44)
г объем пор в воздушно-сухом состоянии, см3 '
Чем больше величина Кг, тем восприимчивее глина
к сушке. Для низкочувствительных глин /Сг<1, для
среднечувствительных он равен 1—2 и для высокочув-
ствительных >2.
В процессах усадки и удаления влаги можно выде-
лить три характерных периода (см. рис. IV. 19). В I пе-
риоде уменьшение объема соответствует количеству
(объему) удаленной воды. Во II периоде количество
удаленной воды больше, чем уменьшение объема, и в
массе возникают поры, заполненные воздухом. В III пе-
риоде удаление влаги не вызывает изменения объема,
но количество и объем свободных пор увеличиваются.
Усадка не может происходить равномерно для всего
изделия, так как влажность в поверхностных и централь-
ной зонах его в процессе сушки изменяется неодинаково.
Неравномерность усадки вызывает внутренние мест-
ные напряжения в материале, которые могут превысить
его механическую прочность и вызвать деформацию
сырца и образование трещин. Именно неравномерность
усадки и обусловленные усадкой внутренние местные
напряжения служат причиной образования трещин и
брака при сушке. Неравномерность усадки вызывается
также неоднородностью массы. Чтобы уменьшить мест1-
9—298 129
ные внутренние напряжения, в начальный период сушки
влагу следует удалять медленно. При быстрой сушке
могут возникнуть наружные и внутренние (структурные)
трещины. В те периоды сушки, когда частицы уже сбли-
зились и усадка изделий прекратилась, сушку можно
вести интенсивно, так как условий для образования тре-
щин при этом нет.
При сушке сырца, как уже отмечалось, повышается
механическая прочность вследствие увеличения сцепле-
ния между частицами.
Механическая прочность сырца шамотных изделий
зависит от природных свойств глины, соотношения гли-
ны и шамота в шихте, зернового состава шихты, влаж-
ности и температуры сушки.
Механическая прочность динасовых изделий зависит
от характера и количества связки Са(ОН)2, с. с. б., тем-
пературы и влажности массы. Механическая прочность
магнезитовых изделий — от количества физических и
химически связанной воды (от содержания гидратов в
сырце), а также от температуры сушки.
При сушке некоторых огнеупорных изделий происхо-
дит химическое взаимодействие материала с водой.
При сушке магнезитовых изделий происходит про-
цесс гидратации MgO и СаО, а при сушке динасовых
изделий на известковой связке — кристаллизация гидро-
ксида кальция. В случае химических реакций часть фи-
зической влаги переходит в химически связанную, кото-
рая при сушке не удаляется.
При сушке шамотных изделий химических реакций
не происходит. Иногда наблюдается только отложение
на поверхности испарения растворенных в воде солей.
Под режимом сушки понимают совокупность усло-
вий процесса: времени сушки, температуры и влажности
входящего и выходящего сушильного агента, начальной
и конечной влажности изделий.
Начальная влажность изделий зависит от технологи-
ческого процесса и составляет, %
Для шамотных:
при пластичном формовании............... 18—22
при полусухом прессовании............. 5—9
Для динасовых............................ 3—9
Для магнезитовых и хромомагиезитовых . . 2—4
На основании опытных данных считают достаточным
в процессе сушки удалить влагу из шамотных изделий
130
Таблица IV.7
Оптимальные параметры сушильного агента
при сушке на полочных вагонетках с металлическими рамками
Изделия Температура сушильного агента, °C "Относитель- • ная влажно- сть сушиль- ного агента на выходе, %
на входе на выходе f
Шамотные пластичного фор- мования: нормальные 120—140 Й^ 35—40 75-90
фасонные 100—120 30—35 80—95
Динасовые фасонные . . . 150—200 40—50 Любая, ио
Магнезитовые фасонные (магнезитовые, хромом агие- зитовые, доломитовые) . . 80—120 40—50 <90
полусухого прессования (при обжиге их в туннельных
печах) до 2—3% и при обжиге во всех других
печах до 4—5%. Допускаемая конечная влажность для
динасовых изделий равна 1—2%, для магнезитовых
0,6—1,0%.
Регулирование процесса сушки сводится к измене-
нию времени сушки, температуры и влажности теплоно-
сителя. Зависимость между этими параметрами весьма
сложная, поэтому оптимальные режимы сушки разных
изделий устанавливают опытным путем, а при расчетах
сушильных процессов обычно исходят из данных практи-
ки. Рекомендуемые параметры сушки некоторых изде-
лий приведены в табл. IV. 7.
Продолжительность сушки динасовых изделий мас-
сой до 12 кг составляет до 17 ч, свыше 12 кг до 24 ч.
2. ОБЖИГ
Обжиг — завершающая стадия производства обож-
женных огнеупорных изделий. При обжиге некоторых
изделий уменьшается пористость и увеличивается проч-
ность, при обжиге других повышается только прочность,
а пористость даже увеличивается.
При обжиге происходят сложные физико-химические
процессы.
Полнота протекания процессов зависит от темпера-
туры обжига, продолжительности, скорости подъема
9* 131
температур и охлаждения, газовой среды, состояния и !
свойств обжигаемого материала, условий обжига и т. п. 1
Физико-химические процессы в обжиге не заканчива-
ются и продолжаются в период службы огнеупоров в
промышленных печах. J
Общие изменения размеров и показателей плотностиИ
алюмосиликатных изделий при обжиге изображены нД
рис. IV. 20. I
На первом температурном участке А существенный
изменений не
происходит, если не считать некоторого
Рис. IV,20. Изменение размеров и ха-
рактеристик плотности керамики в про- -ЯН
цессе обжига:
1 — изменение линейных размеров; 2 —
плотности; 3 — истинной пористости;
4 — открытой пористости; 5 — закрытой
пористости.
А — участок до начала спекания; Б—
участок процесса спекания; В — интер- И
вал спекшегося состояния; Г — область I
пережога I
термического расширения. На участке Б протекает про-
цесс спекания, усиливающийся с повышением температу-
ры, при этом происходят усадка, соответствующее ей
увеличение плотности и снижение общей пористости. На
определенном этапе появляются закрытые поры, в свя-1
зи с чем открытая пористость становится меньше, чемя
общая.
Участок В соответствует максимальным значения1Л
усадки и плотности при наименьшей открытой пористосИ
ти. Участок Г соответствует вспучиванию материалаИ
т. е. уменьшению плотности при пережоге за счет рост»
объема закрытых пор. На этом участке наблюдается Л
деформация изделий. При нормальном обжиге материалИ
до состояния вспучивания или пережога не доводят. В
Режим обжига включает в себя скорость повышения^
температуры в печи в различные периоды, конечнуюЯ
температуру обжига, время выдержки при конечной тем-И
пературе, скорость падения температуры при охлажде-И
нии и характер газовой среды при обжиге. В
Режим обжига огнеупоров обусловливается типом и!
размером изделий, и поэтому для разных их типов он!
различен. I
132 I
Рассмотрим некоторые факторы, влияющие на ре-
жим обжига. В начальный период удаление остатков
свободной воды не сопровождается усадкой, но если га-
зопроницаемость массы низкая, то бурное выделение
[ пара может принять взрывной характер. Удаление хи-
мически связанной воды происходит в более широком
температурном интервале и протекает спокойно. В пери-
од подогрева значительные напряжения возникают
вследствие термического расширения. Температура по-
верхности изделий при нагреве всегда выше, чем в цент-
ре. Поэтому поверхностный слой испытывает напряжение
сжатия, а центральная часть — растяжения. Допустимые
перепады температур находят опытом, а допустимую ско-
рость нагревания в этот период можно рассчитать по
формуле
'Доп = А/Д0Па/(Л6®), (IV. 45)
где Одоп — допустимая скорость нагрева, °С/ч; А/доп—
допустимый перепад температуры между поверх-
ностным слоем и центром, °С/м; а — температуропро-
водность, м2/ч; б — приведенная толщина изделия, рав-
ная отношению объема к активной поверхности, т. е. по-
верхности, участвующей во внешнем теплообмене (зави-
сит от карты садки); А — коэффициент формы, для куба
равный 0,2; для шара 0,167, максимальное значение 0,5.
В формуле (IV.45) существенную роль играет толщи-
на изделий: продолжительность выравнивания темпера-
туры в теле изделия пропорциональна квадрату его тол-
щины (а скорость подъема температуры обратно про-
порциональна) .
В период собственно обжига механические напряже-
ния для материалов, у которых усадка больше, чем тер-
мическое расширение, становятся противоположными
по действию. Поскольку усадка (положительная или от-
рицательная) обычно больше, чем термический рост, то
скорость подъема температуры А/ДОц в этом интервале
должна быть минимальной, несмотря на то, что в этот
период многие материалы уже характеризуются сущест-
венной пластичностью. С целью снижения напряжений,
вызываемых торможением усадки, применяют подсыпку
между отдельными изделиями из неспекающегося по-
рошка. Снижение скорости подъема температуры в пе-
риод усадки необходимо и для выравнивания темпера-
туры в объеме всей садки.
133
При охлаждении допустимые перепады температур
также устанавливают опытом, а скорости снижения тем-
пературы—по формуле (IV. 45). Наиболее опасна об-
ласть сравнительно низких температур после перехода
материала из пластичного состояния в хрупкое. Для
алюмосиликатных огнеупоров общая продолжитель-
ность охлаждения меньше, чем продолжительность по-
догрева и обжига, а для динасовых наоборот.
Фактическая продолжительность обжига значитель-
но больше минимального времени, необходимого для
получения нормально спеченных изделий без дефектов.
Это объясняется главным образом необходимостью
выравнивания температур в объеме садки. Современные
направления совершенствования обжига заключаются
в разработке таких типов печей, в которых каждое изде-
лие нагревалось бы независимо от других и в наиболее
благоприятных условиях (конвейерный тип печей с од-
норядной садкой или садкой низкими столбиками по
принципу «пресс — печь»).
При обжиге происходит не только спекание, но и хи-
мические реакции, для протекания которых необходимы
соответствующие температуры и время. Если для спе-
кания главное значение имеет конечная температура
обжига, а не время выдержки, то для хими-
ческих реакций требуются и соответствующая тем-
ратура, и время. Например, при обжиге глины во
вращающейся печи при конечной температуре обжига
1350—1400°С происходит образование муллита, реак-
ция идет с увеличением объема, но так как время пребы-
вания материала недостаточно, то реакция не заканчива-
ется, и затем эта реакция снова проходит уже при об-
жиге изделий, вызывая нежелательное увеличение
объема. 1
Обжиг с целью перевода расплава полностью или
частично в твердое состояние в результате химический
реакций также требует определенного времени. Необхо-1
димое время и температуру химических реакций при об-
жиге устанавливают опытным путем.
Значения фактической длительности обжига в тун-
нельных печах приведены в табл. IV.8.
Обжиг огнеупорных изделий происходит при сравни-
тельно высоких температурах (1300—1850°С). Получе-
ние таких высоких температур, равномерно распределен-
ных в больших объемах печей, является сложной технй-
134
Таблица IV .8
Примерные значения длительности обжига в туннельных печах
и плотности садкн по массе обожженных изделий
(считая на 1 м3 объема канала печи)
Огнеупорные изделия Длительность обжига» ч Плотность садки, т/м3 Высота от пода до свода лечи, м Емкость типового вагона, <
Шамотные, простые фасоны 30—45 0,65—0,75 2,1 13
Шамотные 4 сталераз- ливочные 40—50 0,50—0,55 2,1 10
Динасовые .... 140—150 0,70—0,80 1,9 13
Магнезитовые, хромо- магнезитовые . . . 70—80 0,75—0,85 1,1 8
ческой задачей. Для обжига применяют периодические
печи (горны), непрерывно действующие туннельные пе-
чи и др.
Периодические печи. Эти печи неэкономичны в теп-
ловом отношении. Необходимость ручной загрузки и вы-
грузки обжигаемых изделий требует большой затраты
рабочей силы на обслуживание.
Наряду с этими недостатками периодические печи
имеют и некоторые преимущества: они наиболее просты
по конструкции и в них можно сравнительно легко осу-
ществлять самые различные режимы обжига. Поэтому
применение их целесообразно в тех случаях, когда при-
ходится обжигать разнообразный ассортимент изделий
при ограниченном количестве.
Недостатки, связанные с загрузкой и выгрузкой уст-
раняются в конструкциях периодических печей с выд-
вижным подом.
Туннельные печи. Туннельные печи в наибольшей
степени отвечают требованиям повышения производи-
тельности, облегчению труда и допускают полную авто-
матизацию управления процессом. Разработанные кон-
струкции туннельных печей позволяют обжигать огне-
упорные изделия различных видов при температурах до
1750° С и выше.
В табл. IV.9 приведены размеры и производитель-
ность некоторых туннельных печей.
135
Таблица t
Параметры наиболее распространенных туннельных печей СССР
(топливо-природный газ)
Изделия Температура обжига, °C Габариты, м Производи- тельность, тыс.т/год Расход услов. иого топлива, т/т
Магнезиальные . . 1750 3,2X1, 1X156 50—70 0,14—0,18
Шамотные . . 1450—1500 3X2, 1X120 120 (нормаль- ный ассор- тимент) 0,07—0,085
1450—1500 2,24X1, 8X100 70 0,085 J
В ысокоглин оземи- 1450—1500 3X1, 9X63, 3X2, 1X66 60—70 0,07—0,091
стые Каолиновые и вы- 1750 3,2X1, 1X156 60—82 0,13 1
сокоглиноземистые Легковесные ша- 1600 3,2X1, 6X135 25 0,22 i
мотные . ... , 1400—1500 3,2X1, 6X135 22 0,8—0,1 Ц
Карбидкремниевые 1450—1500 2,4X1, 8X100 20 0,34
Динасовые . . . 1400—1500 3X2, 05X180 50—60 0,14 Я
Изделия для обжига в периодических печах «садят»(
на под печи, в туннельных — на под печных вагонеток. Р
Расположение изделий в печи называют садкой (карта .
садки).
На карту садки оказывают влияние температура об-
жига изделий, их прочность и объемные изменения в
процессе обжига. Например, магнезитовые и хромомаг-
незитовые изделия, обжигаемые при 1600—1700° С,
вследствие низкой температуры деформации под нагруз-
кой обжигают сложенными в небольшие, высотой около
1 м, столбики; большемерный мартеновский динас об-
жигают в положении на торец и т. д.
Рациональная садка должна быть механически ус-
тойчивой, равномерно омываться газами и в то же вре-
« I
i
мя не оказывать чрезмерно большого сопротивления
движению их в печи.
Основные показатели садки: 1) плотность садки,
т/м3 (коэффициент использования объема печи); 2) пло-
щадь живого сечения, м2; 3) отношение площадей жи-
вого сечения к общему поперечному сечению,%; 4) ак-
тивная поверхность нагрева, м2/м3.
От величины активной поверхности нагрева зависит
скорость нагрева изделий, а от соотношения площадей
живого сечения низа и верха садки — равномерность ее
нагрева по высоте.
Раньше садку осуществляли исключительно ручным
способом. В настоящее время на передовых заводах из-
делия снимают с пресса и «садят» их на печные ваго-
нетки механически.
Для обжига разных кусковых и сыпучих материалов
применяют шахтные и вращающиеся печи; во вращаю-
щихся печах, кроме того, обжигают и жидкотекучие су-
спензии—шлам. В этих печах также обжигают глину
на шамот, магнезит и доломит — на металлургический
порошок и т. п.
ГЛАВА V. ДИНАСОВЫЕ ОГНЕУПОРЫ
§ 1. ОПРЕДЕЛЕНИЕ
Динасом называют огнеупорный материал с содержа-
нием не менее 93% SiO2(. Огнеупорной основой динасо-
вых изделий служит кремнезем в форме тридимита и
кристобалита.
В зависимости от назначения и свойств различают
три основных вида динаса: коксовый, металлургический
(для электросталеплавильных печей, воздухонагревате-
лей доменных печей и др.) и динас для стекловаренных
печей, в том числе особо ответственный для электрова-
куумной промышленности (плотный, безжелезистый).
По форме динасовые изделия бывают простые и фасон-
ные. К простым относят изделия металлургического ди-
наса. Изделия коксового и стеклодинаса являются в
большинстве своем сложным фасоном: для кладки коксо-
вой батареи требуется 250—260 изделий различной кон-
фигурации и разных размеров.
137
§ 2. СЫРЬЕ ДЛЯ ИЗГОТОВЛЕНИЯ ДИНАСА 1
Сырьем для изготовления динаса служат кремнезе-
мистые породы — кварциты с содержанием >95% SiO2.
Особенно вредными примесями в сырье являются глино-
зем и щелочи, сильно понижающие огнеупорность из-
делий.
Кварциты. Кварцитами называют плотные твердые
мелкозернистые горные породы, состоящие в основном из
зерен кварца. В качестве минеральных примесей в квар-
цитах содержатся: мусковит, хлорит, гематит, гра-
фит, кианит и др.
Для производства динаса имеет значение совокуп-
ность свойств кварцитов: макро-и микроструктура, огне-
упорность, пористость, механическая прочность и отно-
шение к обжигу (изменение плотности и пористости при
обжиге).
По микроструктуре кварциты делят на цементные и
кристаллические. Цементные кварциты представляют со-
бой конгломерат кварцевых зерен различной величины
и формы, сцементированных кремнеземистым веществом
(цементом). Относительное содержание в них цементи-
рующего вещества составляет 15—85%.
Цемент этих кварцитов обычно скрытокристалличес-
кий, базальный или поровый, так что отдельные зерна
кварца не соприкасаются между собой, они как бы по-
гружены в цемент. В кристаллических кварцитах зерна
кварца непосредственно сцеплены между собой и содер-
жат незначительное количество контактного и порового
цемента.
По характеру сцепления зерен различают кристалли-
ческие кварциты с зубчатой, гранобластовой и мозаич-
ной структурой.
Химический состав и огнеупорность. В зависимости
от химического состава кварциты подразделяют на два
сорта.
В кварцитах I сорта содержится >97% SiO2, ^1,3%
А12О3 и =С0,5% СаО, что соответствует огнеупорности
около 1770° С;, в кварцитах II сорта >95% SiCh.
^1,5% AI2O3 и ^1% СаО (огнеупорность около 1750° С) .
Поскольку при производстве динаса к кварциту добав-
ляют другие вещества — минерализаторы, то содержа-
ние SiO2 в динасе всегда меньше, чем в исходном квар-
ците:
138
Содержание SiOa в динасе, %,
не менее . . . . .... 95 94 93
Содержание в исходном квар-
ците, %:
SiO2 .................. 97—98 96—96,5 95
AUOa+TiOj, ие более . . 1,2—1,3 1,5 1,5
Химический состав кварцитов может быть улучшен
путем их мойки в моечных барабанах или на виброгро-
хотах, при этом удаляются особо вредные глинистые и
некоторые другие примеси.
Физические свойства кварцитов. Кварциты представ-
ляют собой твердые и плотные горные породы, их твер-
дость по Моосу равна 7.
У наиболее плотных кристаллических кварцитов об-
щая пористость составляет 0,1—2,5%, плотность 2,65—
2,66 г/см3, пористость цементных 1,3—11,3%, плотность
2,63—2,66 г/см3.
Изменения, происходящие в кварцитах при обжиге.
При обжиге все кварциты увеличиваются в объеме
вследствие необратимых полиморфных превращений
кварца. Плотность их при обжиге может снижаться до
2,4, при этом также разрыхляется материал и увеличива-
ется пористость.
Большое технологическое значение имеют скорость
перерождения и степень разрыхления кварцитов в про-
цессе обжига. Цементные кварциты характеризуются
большей скоростью перерождения, чем кристаллические,
при этом, чем больше в них цемента, тем выше скорость
перерождения.
Ниже приведена плотность кварцитов после обжига
при 1450° С с выдержкой 1 ч в зависимости от скорости
перерождения:
Быстроперерождающиеся......................... 2,40
Со средней скоростью перерождения..........2,40—2,45
С замедленной скоростью перерождения .... 2,45—2,50
Медленноперерождающиеся....................... 2,50
Кварциты со средней, замедленной и медленной ско-
ростями перерождения, удовлетворяющие всем другим
требованиям, являются основным сырьем для изготовле-
ния первосортного динаса. Быстроперерождающиеся
кварциты, имеющие повышенную пористость, можно ис-
пользовать лишь в тонких фракциях.
139
Характеристика важнейших видов кварцевого сырья для произвол
Кварциты * Химический
SiO, А12о> ГегО., СаО
Овручевские Первоуральские Анджеро-суд- женские . . Антоновские 98,20 97,00—99,80 96,02—99,15 95,11—96,90 0,46 0,17—2,62 0,46—1,93 0,46—2,06 0,50 Сл. 0,51 0,13—1,43 0,58—1,64 0,34 0,06—0,50 0,42—0,94 0,42—1,56 1
Разрыхление при обжиге до 1600° С у кристалличес-
ких кварцитов наблюдается в большей степени, чем у
цементных.
Кристалические кварциты мозаичной и гранобласто-
вой структур с крупными зернами разрыхляются при
обжиге сильнее, чем кварциты других структур. Чем
больше кварциты разрыхляются при обжиге, тем значи-
тельнее увеличивается пористость динаса и ухудшается
его качество.
Главнейшие месторождения кварцитов. Запасы квар-
цитового сырья в СССР для производства динаса прак-
тически неограниченны.
Для производства динаса используют различные ви-
ды кварцевого сырья. Главными из них являются:
1) древние кристаллические кварциты Урала и Украи-
ны; 2) третичные кварциты и песчаники Донбасса;
3) каменноугольные кварцевые роговики или микро-
кварциты Кузбасса.
Наиболее характерные свойства типичного кварцито-
вого сырья приведены в табл. V.I.
Овручевские кварциты (Украина, докембрийский пе-
риод) — очень плотные, розового цвета, излом местами
раковистый. Зерна кварца неправильной формы с пре-
обладающим размером 0,05—0,30 мм. Цемент — узкие
полоски вторичного кварца вокруг зерен, изредка встре-
чается мусковит.
Первоуральские кварциты (гора Караульная, Урал,
девонский период) — очень плотные, светло- или темно-
серые. Зерна кварца неправильной формы размером
140
Таблица V.l
сгва динаса
— состав, % Водопогло- щение, % Кажущаяся плотность» г/см3 Плотность, г/сма
MgO K2O+Na2O п.п.п.
Сл. Сл. 0,17 0,34 0,10—0,33 0,40 0,02—0,20 0,20 0,10 2,63 2,64 2,66 2,65—2,66
0,34 Сл. .— 0,08—0,34 0,18—1,46 0,62—1,15 2,57 2,65 2,66
0,05—0,30 мм и зазубренными краями. Они плотно при-
легают друг к другу, имеют зубчатое сцепление. Цемента
нет.
Анджеро-судженские кварциты (Сибирь, каменно-
угольный период) — светло-серого цвета, плотные, с ра-
ковистым изломом, представляют собой криптокристал-
лическую массу, состоящую из волокон халцедона и зер-
нышек кварца; в заметных количествах содержат
глинистое вещество и вторичный кварц.
Антоновские кварциты (Украина, третичный пери-
од) — серого цвета, твердые, имеют блестящий излом.
Зерна кварца угловатые и окатанные с преобладающим
размером 0,1-—0,3 мм; 20—55% аморфного кремнеземис-
того цемента с вторичным кварцем и глинистым вещест-
вом; в небольшом количестве встречаются бурые оксиды
железа.
Анджеро-судженские микрокварциты относятся к
быстроперерождающимся, меньшую скорость перерож-
дения имеют третичные песчаники Донбасса и кристал-
лические кварциты Урала и Украины.
§ 3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ТЕХНОЛОГИИ ДИНАСА
Кремнезем известен в одной аморфной и семи основ-
ных кристаллических модификациях. Аморфной являет-
ся кварцевое стекло; кристаллическими — 0-кварц, а-
кварц, у-тридимит, 0-тридимит, а-тридимит, 0-кристоба-
лит, а-кристобалит.
141
На рис. V.1 показана схема превращения одних крш
сталлических модификаций кремнезема в другие по Фен-
неру. На оси абсцисс отложены температуры, а на оси
ординат в произвольном масштабе — давление паров
модификаций диоксида кремния.
В соответствии с основными положениями химичес-
кой термодинамики принято считать, что чем выше пар-
циальное давление, тем менее устойчиво вещество.
По положению линий
вость модификаций. Так,
видна относительная устойчи-
если в данном интервале тем-
р
fS
[З-крцстобалит
1 /3-тридимит
асплаО
а-кристобалит
й-тридимит
а- кварц
/3-кварц |
ДШ 870 / 1471\1675 1728
163 267 1050 1610
Рис. V.I. Диаграмма
Феннера
ператур имеется несколько модификаций, то та из них,
парциальное давление пара которой минимально, будет
стабильной в этих условиях. Все другие модификации
с большей упругостью пара будут метастабильными.
р-Кварц — диоксид кремния SiO2, в природе в основ-
ном находится в виде p-кварца, который встречается в
форме кварцевого песка, кварцитов, горного хрусталя,
песчаников, примеси в глинах и каолинах и в виде со-
ставной части многих изверженных пород. При 573° С
p-кварц полностью и быстро переходит в а-кварц и вы-
ше этой температуры не существует. При охлаждении
а-кварц полностью переходит обратно в р-кварц.
а-Кварц в природе и в искусственных продуктах при
обычных температурах не встречается; он существует
в виде устойчивой модификации в интервале 573—870° С;
выше этой температуры он переходит в а-тридимит или
остается в неустойчивой (метастабильной) модификации
и состоит в ней вплоть до 1610° С, при которой плавится.
Чистый а-кварц (при отсутствии минерализаторов)
при 1300—1450° С (при средней температуре 1050° С!
переходит через промежуточный метакристобалит в
а-кристобалит. В присутствии соответствующих минера!
142
лизаторов а-кварц переходит в а-тридимит непосредст-
венно в интервале 1200—1470° С; с большой скоростью
этот переход происходит при температуре выше 1300° С.
а-Тридимит в природе не встречается, так как при
охлаждении он быстро и полностью переходит в 0-три-
димит, а последний — в у-тридимит. При температурах
выше области его устойчивости, т. е. >1470° С, а-триди-
мит существует в неустойчивом состоянии вплоть до рас-
плавления при 1675° С. В интервале 1470—1675° С а-три-
димит медленно переходит в а-кристобалит.
0-Тридимит является промежуточной модификацией,
существующей в интервале 117—163° С.
у-Тридимит, хотя и является неустойчивой модифика-
цией, существует при обычных температурах в течение
неограниченного времени.
а-Кристобалит устойчив в интервале 1470—1728°С и
при 1728° С плавится. При температуре ниже 1470° С
а-кристобалит неустойчив вплоть до 267° С, когда он пе-
реходит в 0-кристобалит.
0-Кристобалит, хотя и является неустойчивой моди-
фикацией, подобно у-тридимиту может существовать при
обычных температурах неопределенно долго и встреча-
ется (редко) в природе. При нагревании в интервале
180—270°С 0-кристобалит быстро переходит в а-кристо-
балит.
Расплавленный кремнезем может быть охлажден без
перехода в кристаллическую фазу. В этом случае полу-
чается кварцевое стекло, или лешательерит. При нагре-
вании кварцевого стекла до 1200°С оно легко кристал-
лизуется в форме кристобалита; при добавке Na2O квар-
Таблица V.2
Свойства основных модификаций кремнезема (по Кайнарскому)
Модификация Кристаллическая форма Плотность, г/см3 Область устойчи- вости, °C
0-Кварц Гексагональная 2,65 <573
а-Кварц » 2,52 573—870
₽-Кристобалит Тетрагональная 2,34 <267
а-Кристобалит Кубическая 2,22 1470—1728
V-Тридимит Ромбическая 2,31 <117
р-Тридимит Гексагональная 2,29 117—163
а-Тридимит » 2,23 870—1470
143
цевое стекло можно закристаллизовать в форме тр!
лимита.
Некоторые свойства модификаций кремнезема приве-*
дены в табл. V. 2.
В последнее время открыты новые модификации
кременезема. При высокой температуре он диссоциирует ;
на SiO и кислород, которые при понижении температуры j
Расплав 5i Oz
Расплав переменной. к/
плотности . /
р-кристобалит £,
|Х| at-кварц
р-кварц\
।___।___I----------
250-210513
1400 1123 t°C
Рис. V.2. Диаграмма состояния
SiO2 по Прянишникову.
в особых условиях конден-
сации при отсутствии паров :
воды образуют новую моди-
фикацию SiO2 с плотностью
1,98. Особенностью этой мо- i
дификации является волок-
нистая форма кристаллов.
Подвергая обычное квар-
цевое стекло высокому дав-
лению (до сотен тысяч ат-
мосфер) при одновременном
воздействии на него высо-
кой температуры, можно по-
лучить новую модификацию
S1O2 — тяжелый кремнезем с плотностью 3,01. Известны ~
и другие модификации SiOa*. .Я
Для технологии динаса эти новые модификации крем-
незема роли не играют.
В случае чистого кремнезема (сумма примесей менее ‘
0,01%) тридимит не является самостоятельной фазой,
он образуется лишь в присутствии минерализаторов и
содержит не менее 0,1% щелочных оксидов. В связи с
этим в диаграмму Феннера были внесены соответству-
ющие коррективы (рис. V.2).
Чистый а-кварц при нагреве до 1400—1450° С пере
ходит в аморфную фазу переменной плотности и дале
в расплав, а также частично в кристобалит, образую
щий при 1728°С расплав. Достаточно однородное стек
ло получается лишь при 1850—1950° С. Точка кипени
кварцевого расплава условно принимается 2800г
(psiO =102 кПа).
Новая диаграмма состояния кремнезема имеет зна
чение при получении чистых кварцевых огнеупоров на
основе кварцевого стекла, при производстве же динаса
* Некоторые исследователи считают, что S1O2 имеет двадцать
две модификации, из них пять аморфных.
144
научной основой технологии служит диаграмма Фен-
нера.
Важное значение для технологии динаса имеет ско-
рость перехода одной модификации кремнезема в дру-
гую. Превращения высокотемпературных форм различ-
ных модификаций типа протекают с трудом и без
добавки минерализаторов остаются незаметными, так
как эти модификации существенно отличаются по сво-
им свойствам и кристаллической структуре друг от дру-
га. Переходы различных форм одной и той же модифи-
кации типа а=^0=^у протекают быстро, так как эти мо-
дификации по своим свойствам и кристаллической
структуре близки друг другу.
Превращения а-кварц->а-тридимит->а-кристоба-
лит->расплав необратимы. Если, например, полностью
перевести путем нагревания при соответствующих усло-
виях природный 0-кварц в а-тридимит или в а-кристоба-
лит, то при охлаждении получится не 0-кварц, а соот-
ветственно у-тридимит или 0-кристобалит. Это обстоя-
тельство позволяет получать кремнезем нужной
модификации.
Плотности разных модификаций неодинаковы, по-
этому переход одной модификации в другую происходит
с изменением объема.
Изменения объема при быстро протекающих превра-
щениях (0-кварц^а-кварц, а-тридимит^0-тридн-
мит^у-тридимит, а-кристобалит5=*0-кристобалит) ме-
нее значительны, чем изменения объема при медленно
протекающих превращениях (а-кварц->а-тридимит,
а-кварц->а-кристобалит). Эти изменения таковы:
Модификация кварца и температуры Объемный эф- фект превра- щения, %
превращения, °C
р-кварц 573 4-0,82
117 а-кварц р-тридимит
у-тридимит 4-0,20
——— -4
0-кристобалит 180—270 . а-кристобалит 4-2,80
Р'ТрИДИМИТ 163 а-тридимит 4-0,20
а-кварц 870 а-тридимит 4-16,0
а-кварц 1050 а-кристобалит 4-15,4
а-кварц 1610 кремнеземистое стекло . . 4-15,5
Кремнеземистое стекло 1728 а-кристобалит —0,9
10-29? 145
Поскольку увеличение объема при нагревании боль-
ше (переход типа а->а) уменьшения при охлаждении
(переход типа а->0->у), объем кремнезема после обжи-
га будет больше первоначального. Практически оста-
точное увеличение объема кварцевых пород составляет
2—4%. Это увеличение зависит от полноты превраще-
ния кремнеземистой породы
Рис. V.3. Зависимость коэффициен-
тов линейного расширения а моди-
фикацией кремнезема от темпера-
туры:
1 — кристобалит; 2 — кварц;
3 — тридимит
и степени ее разрыхления
при обжиге, которые обус-
ловливаются природой квар-
цита, его микроструктурой,
зерновым составом смеси,
температурой и продолжи^
тельностью обжига.
Полностью перевести 0-
кварц в какую-либо одну
модификацию (у-тридимит
или 0-кристобалит), т. е.
получить мономинеральный
динас, практически не уда-
ется. После обжига изделий
до 1400—1450° С и охлаж-
дения часть SiO2 остается в
форме 0-кварца, часть
у-тридимит
в
реходит
часть — в 0-кристобалит.
Соотношение этих фаз за
висит от технологических
условий производства ди
наса.
„ В связи с этим необходимо установить, какая модии
фикация является более выгодной в динасе. По точкам
плавления наиболее выгодной является кристобалит,
плавящийся при 1728° С; тридимит плавится при 1675° С,
а кварц при 1610° С. Разница в температурах плавления
этих модификаций, однако, не оказывает существенного
влияния на огнеупорность изделий, так как кварцевый
расплав имеет очень большую вязкость.
По постоянству объема кварц, тридимит и кристоба-
лит резко различаются (рис. V.3). С точки зрения по-
стоянства объема наиболее выгодной модификацией яв-
ляется тридимит. При обжиге кварцевых пород он об-
разуется медленно. Скорость перерождения кварца
в тридимит увеличивается при введении минерализа-
торов.
146
Перерождение кварца в тридимит и кристобалит в
присутствии минерализаторов происходит в такой по-
следовательности: p-кварц при 573°С быстро переходит
в а-кварц, который при 1200—1470° С частично превра-
щается в неустойчивый чешуйчатый метакристобалит.
В этом же температурном интервале тонкозернистый
кварц и частично метакристобалит, взаимодействуя с
примесями и минерализующими добавками, образуют
пересыщенный (по отношению к крупным зернам крем-
незема) расплав, из которого кристаллизуется устойчи-
вая при этих температурах модификация — тридимит.
Расплав же, становясь менее насыщенным, снова
растворяет неустойчивые модификации а-кварца и ме-
такристобалита и образует пересыщенный раствор, из
которого вновь кристаллизуется тридимит, не растворя-
ющийся в расплаве как наиболее устойчивая при темпе-
ратуре ниже 1470° С модификация SiO2. На практике
процесс взаимодействия кремнезема с минерализатора-
ми протекает сложнее1. Изменяя крупность частиц квар-
цита в массе, количество и состав минерализаторов,
температуру и характер газовой среды при обжиге, мо-
жно в готовых динасовых изделиях получать различные
количества тридимита, кристобалита и кварца.
Природа минерализаторов и их количество оказыва-
ют большое влияние на фазовый состав динасовых из-
делий и их свойства. К минерализаторам предъявляют-
ся определенные требования: они должны давать при
обжиге в интервале 1200—1450° С жидкую фазу низкой
вязкости, которая способна растворять неустойчивые
при этих температурах а-кварц и метакристобалит и
склонна к пересыщению кремнеземом. Жидкая фаза
должна также обладать высокой кристаллизационной
способностью.
Добавка в шихту минерализаторов всегда понижа-
ет не только температуру начала появления жидкой фа-
зы при обжиге, но и огнеупорность динаса, поэтому ми-
нерализаторы вводят в шихту в минимальном количест-
ве. В настоящее время в качестве минерализаторов
применяют СаО, FeO, МлО и вещества, их содержащие.
В системах СаО—SiO2, FeO—SiO2 и MnO—SiO2 име-
ется участок SiO2 — эвтектика с крутопадающей линией
1 По некоторым данным при взаимодействии кремнезема с ми-
нерализаторами образуются твердые растворы, ускоряющие процесс
тридимнтизации динаса прн обжиге.
10*
147
ликвидуса (рис. V.4—V.6), вследствие чего при нагрева-
нии динаса до температур, близких к точкам плавления,
нарастание количества жидкой фазы происходит весь-
ма медленно. Поэтому динас до температуры 1600° С
CO-jSlOjj C1I2SIO4' CdSiOj
СПО % (по массе) SiO2
Рис. V.4. Диаграмма состояния си-
стемы СаО—SiO»
1728
0 20/ 40 \ 60 80 100
Fe2SLO4 FeSiOj
FeO % (помассе} SiO2
Рис. V.5. Диаграмма состояния си-
стемы FeO—Si02
t,°c
1800
Tetppoum * жидкость ' §
Родонит* жидкость/
1Ш
'K'jucmooanu^mu'tlKom
Тридимипмжи дкость
J Теуроит* родонит
> тефроит + тридимит
МПО
лСидкост
МпО +
1000
О 20 40 60 80
МпО 2МпО-5Ю2 Мп0-510г
% (по массе)
Рнс. V.6. Диаграмма состояния системы
МпО—SiOa
100
Si 02
имеет высокие механ:
ческие свойства.
Минимальные -тек
пературы плавления эв:
тектик в системах, изо
браженных на рис
V.4—V.6 следующие
1435° С для SiO2—СаО
1300° С для МпО'
• SiO2—2MnO-SiO2 I
1178°С для SiO2-
2FeO-SiO2.
Эти ОКСИДЫ ПО убЫ'
ванию минерализующей способности располагают в ряд
FeO > МпО > СаО.
Наиболее распространенными минерализаторами яв-
ляются все же известь и смесь извести с оксидами же-
леза. При прибавлении СаО в динасовую шихту в коли-
честве 2—4% во время обжига при температуре около
148
1450° С в изделиях из кристаллических кварцйтОй со-
держится, % (объемн.):
Тридимит.............. 60—85 Кварц................10—20
Кристобалит......... 20—30 Стекло и другие мине-
ралы ............... 8—15
Взаимодействие СаО с SiO2 начинается в твердой
фазе при 650°С с образованием силикатов кальция1.
Скорость этих реакций небольшая. Расплав в системе
СаО—SiO2 (см. рис. V.4) появляется при 1436° С, когда
плавится эвтектика а-тридимита и a-CaO-SiO2. Но в
природных кварцитах присутствуют примеси, поэтому
жидкая фаза появляется при более низких температу-
Рис. V.7. Диаграмма состояния системы СаО—А120з—SiO«
1 При содержании СаО около 2% образуется до 5% волласто-
нита, имеющего плотность 2,92 г/см3. Вследствие этого плотность
дииаса может повыситься на 0,025 г/см3.
149
pax. Например, в тройной системе СаО—А12О3—SiO2
(рис. V.7) эвтектика CaO-Al2O3-2 SiO2+CaO-SiO2+
+$Ю2(а-тридимит) плавится при 1170° С; состав этой
эвтектики следующий, %: 23,3 СаО; 14,7 А12О3 и 62,0
SiO2. Если в динасовой массе содержится 1,5% А12О3, то
для получения такой легкоплавкой эвтектики должно
содержаться: СаО—23,3-1,5: 14,7=2,37% и SiO2=
= 62,0-1,5: 14,7=6,42%.
Количество жидкой фазы, образующейся в динасе
при этих условиях, составит 1,5 (А12О3)4-2,37(СаО)4-
4-6,42 (SiO2) =10,29%. Это количество жидкой фазы
близко к количеству стекла, которое определяется под
микроскопом в динасовых изделиях, изготовленных из
кристаллических кварцитов.
При производстве мартеновского динаса в шихту,
кроме СаО, обычно добавляют и другие более сильные
минерализаторы, которые при меньшем количестве обе-
SiOt
тгс
Рис. V.8. Диаграмма состояния системы СаО—FeO—S1O»
150
спечивают большую степень перерождения кварца; та-
ким минерализатором, например, служит оксид железа
(FeO).
В системе СаО—FeO—SiO2 (рис. V.8) наиболее лег-
коплавкий расплав с точкой плавления 1105°С содер-
жит 11,5% СаО, 45,5% FeO и 43,0% SiO2, что соответст-
вует отношению СаО : FeO = 1 : 3,965.
Следовательно, при одновременной добавке СаО и
FeO оксид железа FeO должен являться основным ком-
понентом смеси, а известь — вспомогательным. Хоро-
шие результаты получаются при отношении СаО: FeO в
пределах от 1 : 4 до 1 :2.
Оксид железа FeO вводят в виде окалины, свароч-
ных шлаков, пиритных огарков и других веществ. Пре-
имущество, однако, следует отдать окалине и сварочным
шлакам, содержащим больше FeO.
Железистые добавки обязательно измельчают до
полного прохода их через сито № 02. Известково-желе-
зистую смесь вводят в мартеновский динас в количестве
от 0,5 до 1,5%.
При выборе минерализатора для коксового динаса
необходимо учитывать влияние добавок на теплопро-
водность и более жесткие требования, предъявляемые к
постоянству объема этих изделий при длительной служ-
бе при высокой температуре, в частности к устойчивости
против газовой коррозии, обусловливаемой реакцией
2 СО^СОг+С. Катализатором этой реакции являются
оксиды железа. Поэтому коксовый динас изготовляют с
введением одной известковой связки.
Состав минерализаторов и жидкой фазы рассчиты-
вают также из условия получения заданной структуры.
Если необходимо получить кристаллический сросток
тридимита, то для образования прямых связей кристал-
лов должно соблюдаться неравенство <T11<2<T12 (см. гл.
III). Принимаем (Тп^ОДсц; по Юнгу tri2=Oi—o2cosO;
тогда 0,4оц<2(О1—cr2cos0) или 1,25<т2cos0; для
SiO2 <Т1 = 300 мДж/м2, принимаем 0^60° и получаем
о2^460 мДж/м2. Если необходимо, чтобы кристаллы
были покрыты прослойкой жидкой фазы, то сг2^
^460 мДж/м2.
Необходимое поверхностное натяжение расплава
подбирается по парциальным значениям поверхностно-
го натяжения компонентов и по их мольной доле в рас-
плаве по правилу аддитивности.
151
Затем подобранные мольные доли пересчитывают в
массовые и определяют необходимый состав жидкой
фазы.
§ 4. ТЕХНОЛОГИЯ ДИНАСА
Принципиальная схема производства динаса приве-
дена ниже:
Склад кварцитов
I
Мойка (дробильно-сортировочная фабрика)
4
Дробление
Помол*------------------------------------— В оз в р ат
I • t
Просев--------------------Отход от снта--------->|
Полезные фракции .. Тонкий помол
Дозирование
Приготовление
минерализаторов
Приготовление
известкового молока,
или «пушонки»...........
С. с. б.....|.............
I
Составление смеси
I U .
Смешение
I
Прессование
I
Сушка
I
Обжиг
1. ДРОБЛЕНИЕ, ПОМОЛ, РАССЕВ КВАРЦИТОВ
Кварциты обычно поступают на динасовые заводы в
кусках размером 50—300 мм в поперечнике.
Для дробления кварцита на I ступени применяют
дробилки с размерами зева 1200X1500X150 мм, на II
ступени дробления применяют или щековые дробилки,
или конусные. Питание дробилок осуществляется непре-
рывно и равномерно посредством механических питате-
152
лей. Для уменьшения пылеобразования при дроблении
кварцита его слегка увлажняют в питателе. После дроб-
ления кварцит при наибольшем размере кусков 60 мм
содержит 10—20% фракций меньше 10 мм. С увеличе-
нием твердости кварцитов содержание этих фракций
уменьшается. Мелкий помол кварцитов чаще произво-
дят на бегунах с массой катков 5—7 т или короткоко-
нусными дробилками. Производительность бегунов с
диаметром чаши 3—3,5 м и массой катков 7 т изменя-
ется от 6 до 10 т/ч, что характерно для этих машин. Для
уменьшения пылевыделения при помоле в кожухе бегу-
нов устанавливают разбрызгиватели воды, оказываю-
щие существенное влияние на осаждение кварцитовой
пыли. Размолотый кварцит поступает на рассев.
Для тонкого помола кварцита используются трубные
мельницы, откуда выходит порошок с размерами час-
тиц менее 0,09 мм, не подвергающийся рассеву. Зерно-,
вой состав кварцита бегунного и мельничного помола
приведен ниже. Необходимый зерновой состав порошка
для производства динаса получается путем дозирования
указанных двух порошков.
Ф'ракция, мм . . 3 3—2 2—0,5 0,5—0,088 0,09
Содержание, %:
на бегунах 0,3 30,3 31,8 21,7 16,0
в трубной
мельнице , . — — — 20,0 80,0
2. ВЕЩЕСТВЕННЫЙ И ЗЕРНОВОЙ СОСТАВ ШИХТЫ
Динасовая шихта состоит из смеси сухих порошков
кварцитов разной крупности. В состав шихты иногда,
вводят также динасовый бой (брак изделий — вторич-
ный динас). Добавка динасового боя способствует
уменьшению роста изделий во время обжига и, следова-
тельно, снижает возникающие в них при обжиге напря-
жения. Однако динасовый бой уменьшает огнеупор-
ность, поэтому его вводят лишь в шихту коксовых фа-
сонных изделий, огнеупорность которых допускается
более низкой. В шихту динаса ответственного назначе-
~ ния бой не вводят совсем 1. Динас изготовляют как из
одних кристаллических кварцитов, так и из смеси кри-
сталлических и цементных.
1 Динасовый бой (брак) целесообразно использовать при про-
изводстве динасовых бетонов и крупных блоков.
153
Динасовая масса состоит из смеси увлажненной fl
тпихты с минерализаторами и другими добавками. Со-И
держание в массе известьсодержащей минерализую- fl
щей добавки характеризует ее щелочность. Зерновой fl
состав массы оказывает решающее влияние на процесс fl
перерождения кварца, плотность изделий и их разрых- fl
ляемость при температурах обжига и эксплуатации. Я
Объем динаса при обжиге увеличивается вследствие fl
полиморфных превращений зерен кварца. Превраще- fl
ния в крупных и мелких зернах по-разному влияют на fl
увеличение объема. Мелкие зерна частично растворяют- Я
ся в жидкой фазе, а увеличение размеров нерастворив- 1
Шихся мелких зерен может частично компенсироваться i
порами сырца. Перерождение же крупных зерен всегда J
вызывает увеличение объема — рост динаса. Крупные J
зерна кварцита во время обжига сырца до температуры |
около 1450° С не полностью перерождаются в тридимит |
или кристобалит. Перерождение начинается с поверх-^gj
ности зерен и, продолжаясь в процессе службы, обус|^И
ловливает то или иное разрыхление динаса.
Наличие в массе большого количества крупных зе-|^В
рен (5—7 мм) или чрезмерно больших отдельных зерен^Ч
отрицательно сказывается на форме изделий. Грани
при этом получаются менее ровные, ребра и углы менее
четкие и непрочные. При обжиге около крупных зерен
образуются посечки и трещины. Динас с грубым зерно-
вым составом шихты дает большой рост при обжиге и^
больше разрыхляется в процессе службы. Из такой MacJfl
сы трудно изготовлять динас с низкой плотностью.
Зерновой состав динасовой массы характеризуется^^
коэффициентом крупности, который представляет собой^И
отношение содержания фракций 0,09 мм к крупным.
С увеличением коэффициента крупности уменыпает-^И
ся разрыхление (пористость динаса после обжига при^И
1600° С) и увеличивается пористость сырца. Отсюда И
следует, что есть значение коэффициента крупности, И
при котором пористость сырца примерно равна порис-fl
тости динаса; это значит, что можно подобрать зерно-
вой состав так, что сырец не будет претерпевать при fl
обжиге существенного разрыхления. fl
Значения коэффициента крупности, при котором сы- fl
рец не разрыхляется при обжиге, следующие: fl
Размер частиц, мм, не более...... 5 4 3 2 ^В
Коэффициент крупности не менее .... 0,90 0,85 0,75 0,65 ^В
154
Следовательно, при снижении верхнего предела
крупности зерен в массы можно вводить меньшее коли-
чество фракции мельче 0,09 мм, что имеет большое зна-
чение для получения высокоплотного динасового сыр-
ца. Из этого следует также, что «расталкивающее» дей-
ствие крупных зерен кварцита в процессе их роста при
высоких температурах тем меньше, чем они мельче.
Практически высокоплотный динас получается при ис-
пользовании масс с верхним пределом крупности 3 мм1.
Динасовые массы должны иметь такой зерновой со-
став, который обеспечивает плотную структуру изде-
лий, по возможности малый рост при обжиге, мини-
мальную плотность и незначительное разрыхление в
службе. Такой состав массы для каждого исходного
сырья — кварцита — находят опытным путем.
Зерновой состав динасовой массы, применяемый од-
ним из заводов, работающих на кристаллических квар-
цитах, приведен в табл. V.3.
Таблица V.3
Примерный зерновой состав динасовых масс, %
Дйиас Содержание, %, зерен размером, мм
>3 3-2 2-1 1—0,5 <0,5 <0,09
Металлургическ ий Коксовый .... Стеклодинас . <3 «3 2,5 10—15 8-11 10—14 20—26 18—23 19—20 7—13 7—Ю 9,5—11,5 50—55 55—60 56—85 >30 >35 31—33,5
3. ПРИГОТОВЛЕНИЕ МИНЕРАЛИЗАТОРОВ
Известь вводят в массу обычно в виде известкового
молока, с которым поступает и вся вода, необходимая
.для увлажнения.
Особенность извести как добавки заключается в том,
что она, являясь в процессе обжига минерализатором,
до обжига в сырце служит связующим веществом, обес-
печивая сырцу после сушки необходимую для транспор-
тирования и садки механическую прочность. В тех слу-
чаях, когда сырец прессуют при высоких давлениях, на-
пример около 100 МПа, влажность должна быть не
1 Кроме зернового состава, на разрыхление динаса влияет со-
став силикатного расплава. Железосодержащие силикатные распла-
вы существенно снижают разрыхление динаса прц обжиге,
155
выше 2—3%. С таким количеством воды невозможно
всю необходимую известь подать в виде известкового _
молока. В этом случае часть извести вводят в виде су- .
хого порошка СаО, пушонки Са(ОН)2 или чистого из-
вестняка СаСОз. i
Карбонат кальция (мел, известняк, крошка мрамо- |
ра) вводят в трубную мельницу для совместного с квар- ?
цитом помола.
Известковое молоко получают гашением извести
СаО водой с избытком. Эта технологическая операция
на динасовых заводах осуществляется в известковом
отделении. 4
Для получения извести используют известняки с со- J
держанием СаО не меньше 50% и нерастворимым в |
НС1 остатком не более 2%. |
Примесь в извести SiO2 замедляет процесс гашения; |
примесь А12О3 наиболее вредна, так как сильно снижа-
ет огнеупорность динаса; примесь MgO при малом ко-
личестве заметного отрицательного влияния на качест-
во извести не оказывает. Я
При обжиге углекислый кальций разлагается по ре- Ц
акции СаСО3->СаО+СО2—178,6 кДж/кмоль. Обжига- Я
ют известняк в шахтных или вращающихся печах. В
Разложение СаСОз начинается при 500—600°С; в Ц
зависимости от структуры известняков необходимая Я
температура обжига находится в пределах 1000— я
1300° С; пористые аморфные и мелкозернистые извест- я
няки обжигаются при более низкой температуре, чем Ц
плотные, кристаллические и крупнозернистые. И
Выход извести составляет около 60% (в зависимо- Ц
сти от чистоты известняков). И
По химическому составу обожженная негашеная из- Я
весть должна содержать активной СаО^90%, СаСОз+ И
+MgCO3 и А]2Оз+5Ю2-|-Ге2Оз<5%. Обожженную из- ||
весть для гашения дробят на щековых дробилках до ве- >1
личины кусков <25 мм. J
Гашение извести представляет собой химический. 'I
процесс гидратации СаО, протекающий по реакции ;|
СаО+Н2О=^Са(ОН)2+63 739 кДж/кмоль. Я
При большем избытке воды получают взвесь- |1
Са(ОН)2 в воде, называемую известковым молоком. Ц
Реакция гашения как обратимая с повышением тем-gJl
пературы идет влево. Количество выделяемого при га|^И
шении тепла весьма значительно, поэтому для протеца^И
156
ния реакции вправо необходимо отнимать выделяюще-
еся тепло. Это достигается введением большого избыт-
ка воды.
Если принять температуру реакционной смеси рав-
ной 100° С, то количество воды, вводимой на 1 кг обож-
женной извести, может быть рассчитано так. При гаше-
нии 1 кг извести выделяется тепла 63739 : 56 = 1138 кДж.
На нагревание извести расходуется 1-0,837 (100—10) =
= 75,36 кДж (где 0,837 — теплоемкость). Оставшееся
количество тепла 1138—75 = 1063 кДж может нагреть
до 100°С 1063: (100—10)-4-1868=2,8 л воды.
Так как при гашении неизбежны потери тепла, то
практически следует брать около 2 л воды на 1 кг обож-
женной извести. Гашение извести необходимо прово-
дить с одновременным помолом. В готовом известковом
молоке остаток на сите 0,5 мм не должен превышать
3%.
Так как при приготовлении динасовой массы необ-
ходимое количество воды (влажность) и извести (ще-
лочность) вводится в виде известкового молока, то со-
держание Са(ОН)г в 1 л его должно быть вполне опре-
деленным. Поэтому известь гасят несколько меньшим
количеством воды, чем это требуется по расчету. Ще-
лочность масс для металлургического динаса составля-
ет обычно 1,8—2,3%, а для коксового 2,2—2,6%, что
соответствует плотности молока 1,20—1,25.
Необходимую плотность известкового молока уста-
навливают в коррекционной мешалке, после чего его пе-
рекачивают в расходную мешалку. Применение непре-
рывно действующих мешалок для хранения извести в
производстве динаса совершенно обязательно во избе-
жание оседания ее частиц после гашения. Лучшими для
этой цели являются турбинные и пропеллерные мешал-
ки. При гашении извести в шаровую мельницу вводят
й предварительно подготовленные другие минерализа-
торы и клеящие вещества.
4. КЛЕЯЩИЕ ДОБАВКИ
Динасовая масса непластична, и прочность сырца,
полученного из нее даже при больших давлениях, низ-
кая. Известь связывает зерна кварцита медленно, и до-
статочное упрочнение сырца происходит только после
его сушки. С целью повышения прочности свежесфор-
157
мованного сырца в массу вводят клеящие органические
добавки, выгорающие при обжиге и не оказывающие
вредного влияния на свойства готовых изделий.
Клеящие добавки обычно являются поверхностно
активными веществами, они способствуют лучшему уп-
лотнению и пропрессовке массы. В качестве такой до-
бавки повсеместно применяется с. с. б. Клеящие свойст-
ва с. с.б. обусловлены наличием в ней пучка цепочек
лигносульфоновых кислот, связанных между собой че-
рез сульфогруппы Са.
При введении в массу 0,5—1,0% с. с. б. плотностью
1,2 свежесформованному сырцу придается вполне до-
статочная для его транспортирования прочность. Уве-
личение содержания с. с. б. сверх этого количества лишь'
незначительно повышает прочность сырца и поэтому не-'
целесообразно. Вообще прочность сырца обусловлива-
ется величиной прессового давления, а добавка с. с, б.
повышает прочность в основном углов и ребер.
5. ВЛАЖНОСТЬ ДИНАСОВОЙ МАССЫ
Влажность динасовой массы находится в пределах
от 3 до 7%. Часть влаги содержится в кварцитах, но ос-
новное количество ее вводится с известковым молоком.
С увеличением влажности до некоторого предела улуч-
шается распределение известкового молока и минерали-
зующих добавок по поверхности кварцитовых зерен, что
способствует более полному перерождению кварца.
Оптимальная влажность масс зависит от их зерново-
го состава; с ростом количества мелких фракций в ших-
те увеличивается количество воды, необходимое для
смачивания поверхности зерен, а следовательно, и
влажность массы. Пористые кварциты необходимо сма-
чивать больше, так как часть воды впитывается порами.
Практика производства динаса показывает на необ-
ходимость работы с максимально увлажненными мас-
сами.
Верхняя граница влажности определяется склонно-
стью массы к образованию перепрессовочных трещин в
сырце при его формовке и зависит также от удельного
давления при прессовании. Влажность массы при прес-
совании на прессах с относительно небрльшцм удель-
ным давлением доставляет 5—6%.
158 I
При большом (100 МПа) прессовом давлении и
прессотрамбовании такое содержание влаги вызывает
перепрессовку, в этом случае допускается влажность
2,8-3,00/0.
6. СМЕШЕНИЕ ДИНАСОВОЙ ШИХТЫ
Для смешения динасовых масс обычно применяют
тяжелые смесительные бегуны марки С-568 с массой
катка 3 т или центробежные бегуны-смесители модели
115, 115-М и СМ-842.
При смешении на бегунах равномерно распределя-
ется и уплотняется масса, частично утоняется зерно-
вой состав и повышается пластичность.
При обработке массы на смесительных бегунах во
вращающуюся чашу засыпают 600—800 кг шлихтован-
ного порошка кварцита и после 2—3 мин сухого смеше-
ния вливают соответствующее количество известкового
молока в смеси с другими добавками, продолжая сме-
шивать массу. Смешение длится 6—8 мин, затем массу
разгрузочным механизмом выгружают из чаши в ваго-
нетки или другие устройства, после чего цикл смешения
повторяется.
Операции в смесительных бегунах осуществляются
* автоматически, благодаря чему достигается необходи-
мое постоянство состава и свойств массы.
Производительность смесительных бегунов достига-
ет 4—5 т/ч, но при современных масштабах производ-
ства она является недостаточной. Поэтому на динасо-
вых заводах приходится устанавливать большое коли-
чество смесительных бегунов, что неэкономично
вследствие высокой стоимости и большого расхода энер-
гии при их эксплуатации.
Для заполнения прессформ необходима сыпучая
масса. Поэтому массу после смесительных бегунов сле-
дует протирать металлическими щетками через соответ-
ствующие сита. При этом кажущаяся плотность массы,
смешанной в бегунах, снижается с 1,35 до 1,19 г/см3, но
это не влияет на плотность спрессованного сырца.
Учитывая существенные недостатки тяжелых смеси-
тельных бегунов — их небольшую производительность и
периодичность работы, некоторое измельчение и высо-
кую стоимость, большой расход энергии и др., следует
считать более рациональным применение бегунных сме-
159
сителей центробежного принципа Действия. Производи-!
дельность бегунных смесителей при 75 об/мин состав-1
ляет 30 т/ч. д
7. ПРЕССОВАНИЕ И ФОРМОВАНИЕ 1
ДИНАСОВЫХ ИЗДЕЛИИ 1
Динасовые изделия прессуют из полусухих масс.
Значение постоянных уравнений прессования е—а—I
—b 1g р показывает, что динасовые массы характеризу-
ются меньшей уплотняемостью сравнительно с многоша-
мотными и магнезитовыми, так как отношение а/b у них
.больше, чем у первых, и равно 5—7.
Динас прессуют на механических прессах под давле-
нием 25—60 МПа; для получения плотного динаса и
сырца с прочностью, позволяющей непосредственную
садку его на печную туннельную вагонетку, давление
прессования должно составлять около 100 МПа.
Широко применяют в динасовом производстве ре-
вольверные прессы, на которых прессуют нормальные
изделия и простой фасон толщиной до 75 и длиной до
330 мм. Лучшие результаты при прессовании нормаль-
ного динаса получают на прессе ПК-630. Производи-
тельность этого пресса 2000—2100 изделий в час. j
Сложный фасон и большемерные изделия прессуют1’
на фрикционных прессах. Широко применяют следую- '
щие винтовые фрикционные универсальные прессы:
Тип........... ФА127 4КФ200 ФА127 Ф127 Ф1238
Усилие, МН . . 1,6 2,0 2,5 ' 4,0 6,3
Для прессования особо плотных и большемерных из-
делий применяют гидравлический пресс усилием 30 МН
производства Ижорского машиностроительного завода.
Пресс представляет собой сложный агрегат. Собственно
масса пресса 202 т, вместе с комплектующим оборудо-
ванием он занимает помещение размерами 24X36X21 м,
мощность электродвигателя 250 кВт. Наибольшие раз-
меры прессуемого изделия 1200X1400X350 мм, при
максимальном давлении 75 МПа производительность
40 шт/ч. Пресс обслуживается мостовым краном грузо-
подъемностью 30 т.
Удовлетворительное прессование масс на механичес-
ких рычажных прессах достигается при отношении тол-
щины изделий к гидравлическому радиусу в пределах
0,65—0,85.
160
На степень прессуемости масс влияет состав минера-
лизующих добавок. С уменьшением содержания в массе
известкового молока прессуемость ухудшается. Луч-
шая прессуемость масс наблюдается при введении изве-
стково-глинистой добавки (1,5% СаО+0,5AI2O3), сред-
няя— при введении известковой добавки (2% СаО) и
худшая — при введении железисто-известковой добавки
(1,6% FeO4-0,4% СаО). Вылеживание динасовых масс
ухудшает их прессуемость.
Применение двустороннего прессования повышает
кажущуюся плотность сырца и динаса примерно на 1—
2%. Двустороннее давление более эффективно при прес-
совании мелкозернистых масс.
Точность форм и размеров сырца зависит от состоя-
ния прессформ и количества массы в них. При малом
наполнении форм рычажных прессов получается рых-
лый сырец со слабыми углами и ребрами. При слишком
большом наполнении форм сырец получается толще,
чем это предусмотрено нормами, и часто имеет пере-
прессовочные трещины. Степень заполнения форм в ре-
вольверных прессах зависит от уровня массы в питате-
ле, который посредством автоматического устройства
(поплавка) поддерживается примерно постоянным.
Размеры прессовых форм вследствие роста динаса
при обжиге принимают на 2—3,5% меньше размеров го-,
товых изделий. Качество прессования контролируют по
кажущейся плотности сырца, величина которой для
обычного динаса должна быть не ниже 2,25 г/см3. Для
получения сырца с кажущейся плотностью до 2,4 г/см3
применяется метод прессотрамбования изделий на
фрикционных прессах.
Количество ударов пресса для достижения заданной
пористости определяется совокупностью технологичес-
ких факторов: мощностью пресса, влажностью и зерно-
вым составом массы, временем между заготовкой мас-
сы и ее прессотрамбованием. Сырец с кажущейся плот-
ностью 2,4 г/см3 получают при 15—40 ударах из масс с
исходной влажностью 4—4,5% и следующего зернового
состава:
Размеры частиц,
мм ..... . >3 3—2 2—1 1—0,5 <0,5 <0,09
Количество, % . 0—2,5 8—22 21—31 8—14 46—52 30—42
Производительность 250-т прессов составляет 0,10—
0,15 т/ч.
11—298 161
Следует заметить, что фрикционные прессы не при-И
способлены для прессотрамбования, так как требуютИ
частого ремонта. И
Для формования фасонных изделий большой массы И
можно также применять вибрационные машцны и пнев-И
магические молотки. И
8. СУШКА ДИНАСА Н
Физико-химические процессы, происходящие при Я
сушке динасового сырца и обусловливающие увеличе-
ние его механической прочности, сводятся к испарению В
влаги, кристаллизации гидроксида кальция и некоторо- В
му его взаимодействию с тончайшими частицами квар- В
ца.
При нормальной температуре эти процессы протека-
ют крайне медленно. Для быстрого связывания кварце-
вой массы гидроксидом кальция требуется температура
100—180° С. I
Влажность динасового сырца при сушке понижает- I
ся с 4,0—6,0 до 1,0—1,5%, предел же прочности при I
сжатии сырца-динаса повышается до 3—5 МПа. Хоро- I
шо высушенный сырец при ударе стальным молоточком
звенит. Большая прочность динасового сырца, не содер- Я
жащего динасового боя, получается при его сушке в ус- я
ловиях более высоких температур. При сушке на метал-Я
лических рамках температура теплоносителя может Я
быть повышена до 250° С. В
Коксовый динас, содержащий в больших (до 40%) Ц
количествах бой динасовых изделий, следует сушить ос- Ц
торожно; температура теплоносителя при этом не долж- Ц
на превышать 150—180° С, так как при ее превышении ||
переход |3-кристобалита в а-кристобалит может вызвать -а
образование на сырце посечек и трещин. I
Рекомендуемые сроки сушки динаса-сырца в тун- я
нельных сушилках: 4
Длительность, ч . . >8 -1
Масса сырца, кг .. 12 18 i
Динас-сырец, спрессованный под небольшим давле- 1
нием, сушат на полочных вагонетках в туннельных су- а
шилах. Сушку сырца, спрессованного под давлением |
около 100 МПа, можно производить непосредственно на д
печных вагонетках, на которых обжигают изделия, т. е.
без их перекладки,
162
Для сушки коксовых изделий большой массы реко-
мендуются конвейерные сушила.
Вследствие незначительной (<0,5°/о) усадки динасо-
вого сырца при сушке и малых в нем напряжений брак
не возникает. Образуется он в количестве < 1 % при
транспортировании изделий к сушилам. Трещины, иног-
да обнаруживаемые в высушенном сырце, являются ре-
зультатом перепрессовки и проявляются только в про-
цессе сушки.
В качестве теплоносителя при сушке целесообразно
использовать дымовые газы в смеси с воздухом. В этом
случае легко получить сравнительно высокую темпера-
туру без применения калориферов. Наличие же в тепло-
носителе СОг способствует укреплению углов и ребер
сырца вследствие реакции карбонизации гидроксида
кальция.
Сушилки на дымовых газах должны работать под
разрежением с применением мощных вентиляционных и
других средств для предупреждения загазованности ра-
бочих помещений, при хорошей герметичности сушила и
с устройством форкамер в них.
9. ОБЖИГ ДИНАСА
При обжиге динаса происходят следующие наиболее
важные процессы: 1) взаимодействие S1O2 и СаО с по-
лучением силикатов кальция, которые образуют с сили-
катами оксида железа FeO твердые растворы; 2) рас-
ширение динасового сырца в результате полиморфных
превращений кремнезема; 3) образование расплава
сложного состава, растворение в нем кварца и выпаде-
ние из пересыщенного расплава (перекристаллизация)
тридимита; 4) изменения механической прочности ди-
наса.
Спекание динаса при обжиге происходит без уплот-
нения, чаще с разрыхлением и увеличением пористости;
Динас упрочняется прн обжиге благодаря превращени-
ям, протекающим при перекристаллизации, и реакциям
кремнезема с минерализаторами. При правильном об-
жиге в динасе образуется кристаллический сросток три-
димита. Последовательность этих процессов примерно
такова.
Небольшое количество влаги, оставшейся в сырце
после сушки, удаляется в интервале 100—200° С. При
И*
163
450°С начинается заметное разложение Са(ОН)2, за-;
канчивающееся при 560°С. При этом механическая:
прочность сырца падает. При 573° С происходит пере-
ход p-кварца в а-кварц. Этот переход, как показала
практика, не вызывает в сырце больших внутренних на-
пряжений и не опасен для его прочности.
По данным Куколева, прочность обжигаемого дина-
са в интервале 600—700°С вследствие реакции между
СаО и SiO2 с образованием 2CaO-SiO2 и некоторого ко-
личества 3CaO-SiO2 несколько повышается. В интерва-
ле 800—1100° С при взаимодействии силикатов кальция
с тонкозернистым кремнеземом образуется псевдовол-
ластонит a-CaO-SiO2; начиная с 1000—1100°С медлен-
но происходит переход а-кварца в а-кристобалит в со-
ответствии с правилом Оствальда При этом в издели-
ях также не возникает больших внутренних напряжений,
способных вызвать образование трещин.
При 1100—1350° С необратимые превращения квар-
ца в модификации с низкой плотностью происходят ин-
тенсивнее. В этом интервале появляется жидкая фаза в
динасе, при участии которой в процессе перекристалли- j
зации начинается кристаллизация тридимита; изделия i
при этом увеличиваются в объеме, прочность их не- j
сколько уменьшается. Для предупреждения образова-
ния трещин на изделиях скорость подъема температу-
ры в интервале 1100—1350° С следует снижать.
Обжиг в интервале 1350—1430° С необходимо вести
очень осторожно, так как скорость перерождения квар- |
ца и рост обжигаемого динаса в этом интервале значи-
тельно увеличиваются. При большой скорости подъема |
температуры, особенно в окислительной среде, происхо- |
дит другой механизм перерождения, а именно а-кварц
переходит преимущественно в а-кристобалит. Происхо-
дит так называемое сухое перерождение динаса, на из-
делиях при этом появляется много трещин, и прочность
их резко снижается. При подъеме температуры с малой
скоростью, в присутствии минерализаторов и при слабо
восстановительной среде в печи «сухого» перерождения.
не происходит.
1 «Покидая какое-нибудь состояние и переходя в более стабиль-’
ное, наблюдается стремление не к наиболее устойчивому при налич-
ных условиях состоянию, а к наиболее близлежащему, т. е.такому,.;
которое может быть достигнуто с наименьшей затратой энергии».,;
164
Восстановительная атмосфера в печи устраняет воз-
можность местного дожигания топлива в объеме садки,
делает его более «мягким» и, переводя оксид железа в
закись, снижает вязкость силикатного расплава и тем
самым в большой мере устраняет внутренние напряже-
ния в обжигаемом сырце. Большая скорость подъема
температуры выше 1350° С оказывает отрицательное
влияние на равномерность распределения температуры
в объеме садки.
Выдержка при конечной температуре обжига необ-
ходима для завершения перекристаллизации кварцевой
массы и выравнивания температур в объеме печи. Она
зависит от вида обжигаемых изделий, исходного сырья
и типа печи. В больших периодических печах выдержка
при обжиге коксового динаса составляет не менее 40 ч.
Охлаждение динаса до 400° С следует проводить в
возможно короткий срок, ниже 400° С и особенно в ин-
тервале 300—100° С медленно, так как при этом проис-
ходят быстрые обратимые превращения а->р-кристоба-
лита с уменьшением объема на 2,8% и а-э-р-э-у-триди-
мита с общим уменьшением объема на 1,2%, поэтому в
изделиях возникают значительные внутренние напряже-
ния, вызывающие образование посечек и трещин.
На каждом заводе динас следует обжигать по тем-
пературной кривой, устанавливаемой опытным путем
для каждого типа печи в зависимости от качества сырья
(кварцитов и минерализаторов) и ассортимента изде-
лий.
Общие признаки, характеризующие нормальный ре-
жим обжига Динаса, следующие: 1) слабо восстанови-
тельная среда во время подъема температуры, особенно
во время выдержки; отсутствие острых языков пламени
(местного дожигания топлива в объеме садки); 2) до-
статочная выдержка при конечной температуре обжига.
Основным видом печи для обжига динаса служит
туннельная печь. Для обжига мартеновских и коксовых
динасовых изделий массой до 12 кг применяют печи
следующей характеристики:
Размер печи, м:
длина ....’,.....................................180,0
ширина в свету на уровне пода вагонетки ..... 3,08
то же, на уровне пят свода.......................2,9 8
высота от пода вагонетки до замка свода..........2,1
Размеры вагонетки в плане, м........................3,0X3,1
Число вагонеток в печи ............................. 60 i
165
Масса садки на вагонетку, т............................ 14
Время пребывания вагонетки в печи (мартеновский динас),
ч......................................................123—128
Температура обжига, °C.................................1420
Удельный расход условного топлива, % от массы обожжен-
ных изделий.............................................. 14
Производительность печи (изделий) массой до 12 кг, т/год|^50000
Режим обжига в туннельной печи, °C, примерно сле-
дующий:
ч
Подогрев, ^700 ...................................... 22
То же, 700—1000 ..................................... 24
Обжиг, 1000—1400 и выдержка......................... 31
Охлаждение, 1400—300 ................................ 27
То же, 300—50 . . . ................................. 25
Всего . . 128
На Первоуральском динасовом заводе в 1975 г. по-
строена туннельная печь для обжига крупных фасон-
ных изделий массой до 50 кг для коксовых и стеклова-
ренных печей.
Размер печи, м:
длина........................................... 243
ширина печи в свету............................. 3,2
высота от пода вагонетки до свода .... 1,5
Размер печной вагонетки в плане, м........... 3,0X3,1
Число вагонеток в печи............................. 81
Масса садки изделий на вагонетке (в зависимо-
сти от ассортимента), т......................... 9,0—11 s0
Температура обжига, °C............................. 1400
Расход природного газа:
м3/ч.......................................... 900
м3/т............................................. 200
Производительность печи по годной продукции
(в зависимости от ассортимента), т/год .... 30000—40000
Печь оборудована гидравлическим затвором, плоско-'
,распорным сводом в зонах подогрева и охлаждения и-
подвесным в зоне обжига. Протяженность зоны подогре-
ва 21 позиция; зоны обжига 30; зоны охлаждения 30 по-'
зиций.
На печи установлено 60 пар газовых горелок с шагом
1,5 м. Зоны подогрева и охлаждения оборудованы систе-
мами для рециркуляции продуктов горения и регулиро-
вания режима охлаждения.
Соотношение зон подогрева, обжига и охлаждений!
при этом получается 1 : 0,9 :1,2. >1
166 I
Обжиг динасовых изделий сложного фасона, особен-
но коксового динаса, часто производят в периодических
печах, которые позволяют сравнительно легко устанав-
ливать любой режим. В этом преимущество периоди-
ческих печей, хотя они являются устаревшими по расхо-
ду топлива, механизации и автоматизации обслужива-
ния.
Оборачиваемость периодических печей при обжиге
динаса по прогрессивным нормам равна двум в месяц.
10. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА ДИНАСА,
ОБЕСПЕЧИВАЮЩИЕ МИНИМАЛЬНУЮ
ЗАПЫЛЕННОСТЬ ПОМЕЩЕНИЙ
Эффективным средством обеспыливания является ув-
лажнение. Увлажнение зернистых порошков до 3%, а
тонкомолотых до 6% полностью исключает пыление.
Рис. V.9. Технологическая схема производства динаса по мокрому *
способу
В УНИИО разработана схема производства динаса без
выделения пыли. В отличие от установившейся техноло-
гии в новых схемах известковое молоко заменено карбо-
натом кальция — мелом, который диспергируется совме-
стно с частью кварцита в трубной мельнице мокрого по-
мола. Виброгрохота заменяются пневматическими клас-
сификаторами (рис. V.9).
Кварцит размером менее 50 мм дробят в агрегате /,
в который подают 2—3% воды. Дробленый кварцит посту-
пает в канал 2 пневмоклассификатора, где под действи-
167
ем восходящего потока воздуха разделяется: фракция
3(2) мм возвращается на домол, фракция 0—3(2) мм
поступает в следующий канал 3, в котором разделяется
по зерну 0,5 мм. Фракция 0,5—3(2) мм опускается вниз,
предварительно увлажняется до 2,5—3% и поступает в
бункер 4. Фракция 0—0,5 мм из верхней части классифи-
катора поступает в циклон-осадитель 5, в котором зна-
чительная доля твердых частиц осаждается и поступает)
в бункер 6. Воздух вместе с тончайшими частицами ,
кварцита, не выпавшими в циклоне осадителя, поступа-1
ет в мокрый скруббер 7. Очищенный воздух выбрасыва-1
ется в атмосферу. Шламы скруббера 7 вместе с фракци-|
ей 0—0,5 мм из бункера 6 и минерализующие добавки!
из емкостей 8 подаются на совместный помол мокрым]
способом в трубную мельницу 9. I
Порошки по выходе из бункеров 6 и 8 увлажняются.]
Пульпа из мельницы 9 поступает в распылительную суш-1
ку 10, в которой сушится и гранулируется при остаточ-1
ной влажности гранул в пределах 5—6%. Гранулы по-1
даются в смесительный бегун 11, куда также поступает]
зернистая часть из бункера 4. 1
Масса с влажностью 4—6% поступает к прессам. Вся I
схема работает под разрежением, что гарантирует отсут-1
ствие пыли в производственных помещениях. |
§ 5. СОСТАВ И ОСНОВНЫЕ СВОЙСТВА 3
ДИНАСОВЫХ ИЗДЕЛИЙ
1. ХИМИЧЕСКИЙ СОСТАВ И ОГНЕУПОРНОСТЬ Я
Динасовые изделия состоят из тридимита, кристоба-Я
лита, остаточного кварца, стекла сложного и переменно-!
го состава и кристаллических силикатов кальция. Я
Химический состав динасовых изделий зависит от
свойств сырья, структуры и количества применяемых
минерализаторов. В ответственных изделиях динаса
стремятся получить возможно более высокое содержание
SiO2 путем применения кварцита с содержанием не ме-
нее 97—98% SiO2 и общего количества минерализатор
ров не более 1 %. Я
Средний химический состав динаса, %: 92—98,5 5Ю2Я
0,1—2,5 А12О3; следы — 2,0 TiO2; 0,3—2,5 Fe2O3; 0,2-Я
3,0 СаО; следы — 0,7 MgO; следы — 0,4 Л1е2О. А12О3 Л
Ме2О считаются «вредной» примесью: они снижают огнеЯ
168 |
упорность. А120з задерживает перерождение кварца.
ТЮ2 снижает температуру начала фазовых переходов и
этим самым «растягивает» температурный интервал
превращений (что несколько повышает термостойкость).
Огнеупорность динасовых изделий зависит от их хи-
мического состава. Различия в минералогическом соста-
ве не влияют на огнеупорность , когда определение ее
производят из порошкообразных проб. С увеличением
содержания SiO2 огнеупорность динаса повышается. При
содержании 95—98% SiO2 огнеупорность находится в
пределах 1710—1730°С.
2. ФАЗОВЫЙ СОСТАВ И ПЛОТНОСТЬ
Динас на известковой связке содержит, %: 0—50 р —
кварца; 10—80 0-кристобалита; > 10—80 у-тридимита;
0—6 пневдоволластонита (CaO-SiO2); 0—1,5 оксидов
железа; 5—20 стекловидной фазы.
Состав жидкой фазы, выделенной методом высоко-
температурного центрифугирования, таков, %: 65,5SiO2;
16,3 А12О3; 9,5 СаО; 8,7 FeO, что очень близко к составу
для трехлучевой звезды (62% SiO2; 14,7% А12О3; 23,3%
СаО) диаграммы состояния системы СаО—А12О3—SiO2
(см. рис. V.4).
Плотность известкового динаса ориентировочно адди-
тивна плотности компонентов. Так, при плотности (2,30—
2,32) г/см3 неперерожденного кварца в динасе не содер-
жится, при 2,40—2,45 г/см3 кварца содержится 20—40%.
Содержание неперерожденного кварца в зависимости от
плотности выражается формулой
Я= 284р — 659, (V.1)
где К— содержание неперерожденного кварца, %; р —
плотность, г/см3.
3. ТЕКСТУРА ДИНАСА
Открытая пористость и размер пор у динаса различ-
ных разновидностей имеют следующие значения:
Высокоплотный..............
Коксовый . . ..............
Нормальные изделия . . . .
Легковесный................
Открытая пори-
стость, %
8—12
18—24
20—25
45—60
Средний размер
пор, мкм
0,5
12—25
18—25
169
Динас характеризуется монодисперсной пористостью.
Отдельные виды пор имеют такие значения: общая по-
ристость 20%; открытая 19,8%; закрытая 0,2%; капилг
лярная 16,6%; канальная 12%; тупиковая 3,2%; газопро-
ницаемость нормальных изделий 5—12,5 нПм и в зависи-
мости от пористости П и среднего диаметра пор D м. вы-
ражается эмпирическим уравнением:
Г=3,1£Г7710~3 м2. (V.2)
4. ПРЕДЕЛ ПРОЧНОСТИ ПРИ СЖАТИИ
Обычный динас в нормальных условиях имеет предел
прочности при сжатии не менее 20—30 МПа. Характер'
ной особенностью динаса является то, что при нагрева-
Рис. V.10. Зависимость предела Рис. V.11. Зависимость предела
прочности при сжатии от пористо- прочности при сжатии от темпера-
сти: туры:
1 — динас с высокой плотностью; 1 — коксовый динас: 2 — мартенов-
2 — динас с низкой плотностью ский высококремиеземистый
нии его до 1300—1400° С механическая прочность суще-
ственно не изменяется. Однако при относительно низких
температурах происходит некоторое снижение прочности,,
обусловленное полиморфизмом тридимита, кристобали4
та и кварца, но абсолютное минимальное значение ее в|
службе достаточно высокое и тем выше, чем больше проч-1
ность динаса при комнатной температуре. Прочность ус-
ловно мономинерального динаса как тридимитового, так|
170
Й кристобалитового при нагревании до 1000° 0 почти йё
изменяется. Поэтому для повышения стойкости динаса
при высоких температурах в службе его следует изготов-
лять преимущественно (на 70—80%) тридимитовым или
кристобалитовым.
Предел прочности динаса при сжатии р связан линей-
ной зависимостью (рис. V.10) с его пористостью 77:
p^Q-qH, (V.3)
где Q и q — постоянные.
Зависимость предела прочности коксового и марте-
новского динаса от температуры показана на рис. V.11.
5. ТЕМПЕРАТУРА ДЕФОРМАЦИИ
ПОД НАГРУЗКОЙ И ПОЛЗУЧЕСТЬ
Динасовые изделия характеризуются высокой темпе-
ратурой начала деформации под нагрузкой, и в этом их
большое преимущество перед многими другими огнеупо-
рами.
Вследствие малой скорости увеличения количества ра-
сплава при нагревании и наличия в динасе сростка кри-
сталлов тридимита температура разрушения динаса под
нагрузкой практически лишь незначительно отличается
от температуры плавления тридимита (1670° С). Кри-
сталлический сросток в динасе плохо растворяется в
жидкой фазе и при ограниченном ее количестве сохраня-
ется до начала плавления тридимита.
Начало деформации динаса под нагрузкой, 200 кПа,
происходит при 1650—1670° С. Присутствие в динасе не-
перерожденного кварца снижает температуру начала де-
формации. Динас отличается от всех массовых огнеупо-
ров наименьшей ползучестью.
6. ПОСТОЯНСТВО ОБЪЕМА
ПРИ ИЗМЕНЕНИИ ТЕМПЕРАТУРЫ
При нагревании или охлаждении объем динасовых
изделий изменяется вследствие термического расшире-
ния и необратимых полиморфных превращений.
Динас при нагревании расширяется неравномерно.
При 180—270°С происходит большое скачкообразное
расширение вследствие перехода p-кристобалита в а-
кристобалит, при 117 и 163° С расширение связано с
превращением у-тридимита в р- и затем в а-тридимит.
171
Общая величина расширения динаса зависит от степени
перерождения кварца и содержания тридимита и кристо-
балита; тридимитовый динас дает меньшее расширение,
чем кристобалитовый, соответственно до 0,8 и 1,1%.
В интервале от 300 до 500° С объем увеличивается толь-
ко вследствие термического расширения и не превышает
0,2%. В интервале 500—600° С в зависимости от количе-
ства неперерожденного кварца наблюдается быстропро-.
текающее расширение вследствие превращения 0-квар-
ца в а-кварц. В интервале 600—1300° С динас изменяет
свой объем весьма незначительно, примерно на 0,2%.
При нагревании выше 1300° С, особенно выше 1400° С, .
динас может сильно увеличиваться в объеме, если он со- ;
держит неперерожденный кварц, который начинает пе-
реходить в тридимит и кристобалит; расширение может
достигать 0,2—0,5% и носит необратимый характер,
суммарное (обратимое и необратимое) расширение дина-
са при нагревании до 1450° С в зависимости от степени
перерождения (плотности) составляет 1,4—2%.
При охлаждении в интервале от 1450 до 250° С объ-
ем динаса незначительно уменьшается, а от 250 до 50° С
происходит существенное уменьшение объема вследст-
вие кристобалитового эффекта: а-кристобалит->0-крис-
тобалит.
Характерной особенностью динаса является то, что
его расширение при нагревании до 600—700° С составля-
ет не менее 80% расширения при нагревании до 1700° С.
Для расчета температурных швов динасовой кладки
полное расширение динаса при нагревании до 1450° С
может быть рассчитано по формуле
z/=23p —52,9, (V.4)
где у— расширение, %; р — плотность (исходная).
Формула справедлива при плотности в пределах
2,32—2,37.
Низкое качество динаса с высоким содержанием
кварца связано с его большим необратимым ростом. По-
ведение динаса при службе в значительной степени за-
висит от его роста. Поэтому при оценке качества динаса
необходимо определять как дополнительное, так и сум-
марное его расширение. В нормальном динасе суммар-
ное расширение при нагревании до 1450—1500° С не
должно превышать 1 —1,5%, а дополнительный рост
0,3—0,4%.
172
Небольшой рост объема динаса способствует уплот-
нению швов и тем самым положительно влияет на устой-
чивость сводов печей и уменьшение газопроницаемости
кладки печей.
Термический коэффициент линейного расширения ди-
наса в интервале температур 20—1200° С составляет
12,82-10-6 °С->.
7. РАЗРЫХЛЕНИЕ ДИНАСА
Разрыхление динаса при температуре 1600° С объяс-
няется продолжающимися процессами дальнейшего пе-
рерождения кварца, при этом плотность уменьшается и
пористость увеличивается.
Разрыхление динаса в службе отрицательно сказыва-
ется на его устойчивости. Оно зависит от свойств сырья,!
крупности зерен кварца в шихте и содержания фракций
менее 0,088 мм, химического состава минерализаторов и
температуры обжига динаса. Для уменьшения разрых-
ления необходимо применять массы более мелкого зер-
нового состава. Следует вводить в шихту железистый
минерализатор и обжигать изделия до более низкой
плотности.
8. ТЕРМОСТОЙКОСТЬ
Термостойкость динасовых изделий, определяемая
при нагревании до 1300° С с последующим охлаждением
в воде, не превышает 1—2 теплосмен. Это обусловлива-
ется кристобалитовым эффектом, происходящим в ин-
тервале 180—270° С, с большим, как было указано выше,
изменением объема. При колебаниях температуры в дру-
гих интервалах, например выше 300 и особенно выше
600° С, термостойкость динаса вследствие малого расши-
рения исключительно высокая.
В некоторых пределах термостойкость динаса может
быть повышена путем введения до 4% титаноглиноземи-
стых добавок. Высокую термостойкость имеет динас на
кордиеритовой связке.
9. ТЕПЛОПРОВОДНОСТЬ
Теплопроводность динаса с пористостью около 20% в
зависимости от состава при температуре горячей сторо-
173
ны 800° С колеблется в пределах 1,75—2,2 Ёт/(м-К.), 1
С ростом температуры и уменьшением пористости тепло- 1
проводность повышается. ,Л
10. ШЛАКОУСТОЙЧИВОСТЬ 1
Динас является кислым огнеупором. Оксиды железа,Я
кальция и других металлов взаимодействуют с кремне-Я
земом динаса и образуют сложные, менее огнеупорные, Я
чем сам динас, силикаты. Поэтому в сводах мартенов- Я
ских печей динас оплавляется, на его горячей поверхно- |
сти образуются наплывы, постепенно стекающие вниз на 1
стены печи или падающие в плавильное пространство. Ц
С увеличением плотности динаса его шлакоустойчи-1
вость возрастает. Проникновение шлака в огнеупор рез-,1
ко снижается с увеличением вязкости расплава и умень-Я
шением размеров пор. Я
11. ПОСТОЯНСТВО СВОЙСТВ ИЗДЕЛИЙ 1
На строительную прочность динасовой 'кладки и ее л
газопроницаемость решающее влияние оказывает посто-1
янство свойств и размеров изделий. Основной причиной |
разномерности динаса служит различный рост объема |
изделий при обжиге. Различие в росте предопределяется |
непостоянством содержания динасового боя в шихте, |
различием зернового состава кварцита и неравномерно-1
стью обжига изделий. Увеличение содержания динасо-'l
вого боя способствует уменьшению роста динаса, по-Я
скольку рост частиц боя в обжиге существенно меньше.!
Укрупнение зернового состава массы увеличивает роста
динаса при обжиге, а его утонение, наоборот, уменьшаете
рост при условии обжига динаса до одинаковой плот-1
ности. 1
Из сказанного следует, что основными мероприятия-Я
ми для достижения постоянства размеров изделий яв-1
ляются соблюдение зернового состава шихты и масс, а |
также равномерность обжига. Это может быть осущест- 1
влено раздельным помолом кварцита и боя динаса и |
рассевом кварцитов на отдельные функции по крупно- |
сти с последующей дозировкой всех компонентов шихты а
непосредственно, т. е. без промежуточного бункера, в I
смешивающий агрегат, который должен быть для этого I
непрерывно действующим, работающим без измельчения. |
Оптимальные условия обжига могут быть достигнуты |
174
>
сб
pf
s
C5
\C>
«f
й> « s s Л Q. H tc 40 <v « <v и о S 2-0 5 s H S о-в я 1+11111
1 1 I 1 шлако- । устойчи- 1 1 вость I 1 1 ++++11+
термо- стойкость 1++1++1
свойства огнеупор- । НОСТЬ 1 ++1111х
^зависимые) деформа- ция под нагрузкой +++1.1 1 +
о 3 s <v tR 4 o> Q упруго- сть 1 +++1+Х]
U В О прочность 1 4—h 1 х+ |
6 2 О о 2 S и “ 1++ХI|I
1 пористо- сть 1+Х||||
Определяющие (независи- мые) свойства Химический состав . . Фазовый состав . . . Пористость Газопроницаемость . . Прочность . . . . ' . . Упругость Огнеупорность ....
, Таблица V.5 Влияние технологических факторов на свойства динаса SOW -ихвброэн н эоиих -ЕСфо эин -эЗиШОЕс! 1 +x 1 +
ЯВ100Э Янаоевф +++ 1 +
чхэоа -ньцохэЛ -oMBiffn ++++X
ЧХ00ЗД01Э -owdal XX4-X +
чхоон -donXsHJO ++1 1 1
floneXdJEB tfou виВ -видофэН ++X 1 X
чхэ -OjXdnx x++++
Ч1Э -OHhodjj XX+++
ЧХО -оиаеПии -oduoeej 1 X+++
dorr doweej 1 X+++
Ч1Э -QiOHdon XX+++
Факторы Химический состав сырья Минерализаторы . . . Зерновой состав . . , Прессовое давление . . Степень обжига ....
175
для изделии массового ассортимента в туннельных щ
чах, а крупных фасонных изделий — в периодических п<
чах с выдвижным подом. Взаимосвязь свойств и влияни
технологических факторов на свойства показаны в табл
V.4 и V.5 (— не влияет, влияет непосредственно,/:
косвенно).
§ 6. ОСНОВНЫЕ понятия
О ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССАХ
ПРИ СЛУЖБЕ ДИНАСОВЫХ ОГНЕУПОРОВ
В МЕТАЛЛУРГИЧЕСКИХ ПЕЧАХ
И ПУТИ ПОВЫШЕНИЯ КАЧЕСТВА
Из динаса выполняют кладку коксовых печей, стены
и своды нижнего строения мартеновских печей, своды
малых мартеновских и электросталеплавильных печей,
печей цветной металлургии (отражательных), стеклова-
ренных и некоторых других.
Широкое применение динаса в качестве сводового
материала объясняется прежде всего тем, что динас в
службе не дает усадки, а при температурах выше 600° С
его термическое расширение ничтожно. Поэтому тепло-
вое расширение по внутреннему и наружному радиусам
свода почти одинаково, что повышает устойчивость сво-
да. Но сравнительно невысокая огнеупорность динаса?
не позволяет интенсифицировать работу металлургиче-]
ских печей путем увеличения температуры в них. j
При службе динаса в печах в нем происходят слож-
ные процессы: полиморфные превращения минералов
кремнезема, рост кристаллов, образование расплава и пе-
ремещение его из горячих зон в холодные с одновремен-
ной кристаллизацией разных силикатов. Эти явления ос-?
ложняются воздействием на динас шлаков плавильного!
пространства печей, паров железа, плавильной пыли и’
газов и существенно зависят от перепада температур :
между горячим и холодным концами изделия.
Наличие температурного градиента приводит к тому,.
что в службе динас приобретает зональное строение. Ди- :
насовые изделия, служившие в своде мартеновской печи,
имеют четыре зоны: 1) неперерожденную светло-желтую,
2) переходную светло-бурую, 3) тридимитовую черную <
и 4) кристобалитовую светло-серую.
Неперерожденной зона называется потому, что она}
176
не подвергается в службе каким-либо заметным допол-
нительным изменениям и имеет химический и фазовый
состав исходного динаса.
Переходная зона по микроструктуре и минералоги-
ческому составу примыкает к неперерожденной; она от-
личается от нее лучшей, более крупной кристаллизацией
тридимита и псевдоволластонита, большой метакристо-
балитизацией обломков кварца и некоторой его триди-
митизацией, большим количеством стекловидной фазы и
частичной ее кристаллизацией.
Для тридимитовой зоны характерно наличие большо-
го количества хорошо развитых кристаллов тридимита,
бурого сильно железистого стекла, силикатов железа и
ортосиликатов других металлов и скелетных кристаллов
магнетита. Метасиликатов и псевдоволластонита нет.
Самая горячая кристобалитовая зона имеет равно-
мернозернистую плотную структуру; тридимит исходного
динаса здесь почти полностью перекристаллизовался в
стабильный, устойчивый выше 1470° С кристобалит.
В заметных количествах содержится также магнетит.
Химический анализ отдельных зон динаса из свода
основной мартеновской печи показывает, что ТЮ2, А120з
и СаО собираются преимущественно в переходной зоне,
a Fe2O3, FeO и МпО в большом количестве концентри-
руются в тридимитовой. В самой горячей кристобалито-
вой зоне сумма плавней обычно меньше, чем в переход-,
ной и тридимитовой. Иногда их меньше, чем в исходном
динасе, поэтому кристобалитовая зона оказывается впол-
не огнеупорной.
Динас с плотной структурой зон изнашивается в сво-
дах печей обычно путем постепенного оплавления. Ди-
нас с рыхлой структурой зон и слабо развитой кристоба-
литовой зоной изнашивается путем обрывов больших
кусков горячей зоны либо путем местного выплавления,
что приводит к образованию в горячей зоне каверн диа-
метром 15—25 и глубиной 25—30 мм. Структура зон за-
висит в основном от свойств изделий, их минералогичес-
кого и химического составов и плотности.
’ Динасовые изделия широко используют в воздухона-
гревателях доменных печей при подогреве воздуха до
1400° С. Основные преимущества динаса в условиях воз-
духонагревателей: устойчивость к деформации при по-
вышенных температурах, отсутствие дополнительной
усадки при высоких температурах и низкий коэффици-
12—298
177
ент термического расширения от 600° С и выше. Недо-
статками динаса как насадочного материала являются
его низкая объемная плотность и невысокий коэффищн
ент теплопроводности.
В настоящее время установлено, что для увеличена
стойкости динаса при воздействии на него железистых
шлаков необходимо: 1) значительно повысить в нем со-
держание кремнезема и, что особенно важно, снизит^»
содержание А120з; 2) резко уменьшить пористость и раз-
меры пор;
3) устранить разрыхление при высоких температурах.
Высококачественный динас должен обладать всеми
этими свойствами одновременно, т. е. динас должен быть
высокоплотным и высококремнеземистым. Повышение
содержания SiO2 в динасе достигается применением чи-
стых кварцитов с весьма малым содержанием примесей
при одновременном уменьшении количества добавляемых
минерализаторов.
Снизить пористость динаса можно, применяя при его
изготовлении более высокое прессовое давление, вибро-
уплотнение или прессотрамбование до получения сырца
с объемной плотностью, например 2,4 г/см3, и кажущейся
пористостью 12—13%. Режим обжига подбирают так,
чтобы разрыхления в обжиге совсем не было или не пре-
вышало 0,5%. Высокоплотный и высококремнеземистый
динас производства Первоуральского динасового завода
является преимущественно кристобалитовым (непере-
рожденного кварца около 10%), содержит более 97%
SiО2, прочность при комнатной температуре более 60 МПа
и при 1600° С 17 МПа, газопроницаемость почти на два
порядка ниже, чем у обычного динаса, теплопроводность
1, 86 Вт/(м-К)*.
Динас для воздухонагревателей доменных печей дол-
жен содержать неперерожденного кварца не более 5%.
Дальнейшее повышение динаса для высокотемпера-
турных воздухонагревателей возможно за
счет использо-
вания масс крупностью ниже 2 мм (вместо применяемы:
ниже 3 мм) и минерализатора с Fe2O3: СаО— (2-4-4) :
(вместо используемого 1:1) ив меньшем количеств!
(3 вместо 4—4,5%). Эти технологические мероприяти:
* Динас высокоответственного назначения
Англии и ФРГ содержит ^97% SiO2, <0,3%
и <0,10% щелочей. Плотность его 2,30 г/см3
стость 17—20%.
производства
А12О3, <0,5%
США,
Т1О2
и кажущаяся пори-
178
повысят содержание кремнезема, облегчат перерождение
кварца, обеспечат неразрыхляемость динаса при высоких
температурах. Для повышения качества коксового дина-
са необходимо исключать из шихты бой динаса, увели-
чивать содержание фракции <0,55 мм и особенно ча-
стиц <0,088 мм.
Добавки, способствующие хорошему спеканию дина-
са и его тридимитизации, также повышают его сопротив-
ление истиранию; с увеличением содержания кристоба-
лита сопротивление истиранию понижается. Следова-
тельно, улучшенный динас для коксовых печей должен
быть высокоплотным тридимитовым динасом (ВПТ) с
плотностью <2,34*.
Динас для простенков должен обладать высокой теп-
лопроводностью, низкой газопроницаемостью и обеспе-
чивать строительную прочность стен камеры высотой до
8 м.
Теплопроводность динаса повышается до 2,3 Вт/(мХ
ХК) благодаря снижению пористости до 10% и введе-
нию добавок, способствующих тридимитизации и образо-
ванию прямых связей кристаллов.
Дальнейшая интенсификация коксования идет по пу-
ти повышения температур. Для этого необходимо сни-
зить испаряемость диоксида кремния в динасе или заме-
нить динас в простенках печей на более устойчивые и
более теплопроводные огнеупоры —корундовые или
магнезитовые.
На динасовых заводах освоено производство изделий
для кладки коксовых батарей с камерами коксования
объемом более 41 м3 и суммарной мощности свыше
1 млн. т кокса в год. Для кладки третьей и четвертой
зон камер коксования выпускается динас с плотностью
не более 2,34 и 2,35 г/см3, дополнительным ростом при
выдержке 2 ч и температуре 1450° С не более 0,2% и ка-
жущейся пористостью не более 19%.
§ 7. СПЕЦИАЛЬНЫЕ ВИДЫ
ОБОЖЖЕННЫХ ДИНАСОВЫХ ИЗДЕЛИЙ
1. ДИНАСОХРОМИТ
Динас с добавкой хромовой руды называют динасохромитом.
Введение в связующую часть шихты динаса оксидов хрома резко по-
вышает шлакоустойчивость. Производство динасохромита осуществ-
ляют по обычной схеме динасового производства.
* Плотность коксового динаса США 2,32—2,35 г/см3.
12* 179
Сырьем служит кварцит с содержанием !>97 % SiO2 и хроми:
с содержанием ^50% Сг2О3. :
Хромит содержит <:5% зерен крупностью 0,088 мм (трубо-мель
ничный помол).
Состав шихты, % (по массе): 85 кварцита, 15 хромита, 1,5 Cai
(сверх 100%), ~ 1,0 с. с. б.
Кажущаяся плотность свежеспрессованного сырца ^2,4 г/см
сушка и обжиг аналогичны металлургическому динасу. ,
Динасохромит обладает повышенной сопротивляемостью воздей- [
ствию оксидов железа и шлаков, содержащихся в плавильной пыли !
мартеновских печей. Его примерный химический состав следующий,
%: 83,06 SiO2; 2,56 А12О3; 1,25 Fe2O3; 1,02 FeO; 7,80 Cr2O3; 1,10 СаО;%
1,90 MgO; 0,36 п. п. п.
Свойства динасохромита:
Открытая пористость, %.......................... 17,5
Кажущаяся плотность, г/см3.......................2,07
Плотность, г/см3................................ 2,53
Предел прочности при сжатии, МПа ... 38
Огнеупорность, °C............................... 1690
Температура начала деформации под на-
грузкой 0,2 МПа, °C.......................... 1580—1630
Газопроницаемость, Пм ............................ 5
Теплопроводность, Вт/(м-К)...................... 1.86
По совокупности свойств динасохромит оказался эффективным!
материалом для насадок регенераторов мартеновских печей. ;
2. МАЛОЖЕЛЕЗИСТЫИ ДИНАС
•Для кладки высокотемпературных зон стекловаренных печей,
в которых не допускается переход соединений железа из огнеупора
в стекломассу, применяют высокоплотный высококремнеземистый ди-
нас без железосодержащих добавок.
Основные технологические параметры производства такого ди-
наса следующие: шихта состоит из 100% отборного кварцита с со-
держанием ^98,5% SiO2. Минерализующей добавкой служит толь-
ко известковое молоко, а клеящей — с. с. б. из расчета 1% на сухой
остаток.
Зерновой состав шихты (кварцита):
Размер фракции, мм . .
Содержание, % . . . .
2—0, 5 <0,088
70 30
Добавка боя или брака сырца не допускается.
Прессование сырца производят на гидравлических прессах,
делия массой до 20 кг прессуют на 630- и 1000-т, а массой более
20 кг на 3000-т гидравлических прессах. Режим прессования (дав-
ление, число ударов) должен обеспечить кажущуюся плотность све-
жесформованного сырца 2,4 г/см6.
Сушку и обжиг производят по режимам, принятым для элект]
динаса.
3. ДИНАСОЦИРКОН I,
Динасоциркон представляет собой кислый огнеупор, состоящий
из смеси циркона ZrO2-SiO2 и кварцевого стекла. Химический со-
став динасоциркона следующий, %: 48,2 ZrO2; 50,4 SiO2; 0,9 А12О3;
0,2 TiO2; 0,3 Fe2O3.
180
Свойства опытного дйиасоЦиркоиа:
Плотность, г/см3.................. 3,69
Кажущаяся плотность, г/см3......... 2,80
Открытая пористость,"%............. 24,1
Предел прочности при сжатии, МПа ... 63
Температура деформации под нагрузкой
0,2 МПа, °C:
начало............* . . . . .... 1730
конец................................ 1780
Термическое расширение в интервале 20—
1000° С, %.............................. 0,65
Усадка при 1600°С (выдержка 4 ч), % • • 0,2
Теплопроводность, Вт/(м-К).............. 1,8—1,9
Динасоциркон обладает высокой термической стойкостью, усту-
пая лишь кварцевому стеклу и карборунду, применяется в электро-
сталеплавильных печах и в печах для плавки фосфатов.
4. ДИНАСОКАРБОРУНД
Динасокарборунд изготовляют из смеси зернистого кварцита и
тонкомолотого карборунда. Кварцит измельчают до фракции разме-
ром ниже 3 мм, а карборунд — до прохода 90% через сито 0,06 мм.
Шихту составляют из 70% кварцита и 30% карборунда. В качестве
добавок применяют 1% СаО и 1—1,5% с. с. б. Прессование, сушку
и обжиг ведут по обычным для динаса режимам.
Динасокарборунд относится к кислым огнеупорам: он содержит
73% SiO2; 22% SiC и 5% CaO + Fe2O3+Al2O3+MgO.
Особенностью динасокарборунда является высокая его термиче-
ская стойкость, а также малая истираемость, высокая теплопровод-
ность и значительно меньший, чем у динаса, коэффициент термиче-
ского расширения. Благодаря хорошей теплопроводности и устойчи-
вости к истиранию динасокарборунд может быть успешно использован
для кладки некоторых элементов коксовых печей, например в
качестве крайних изделий перекрытий камер коксования и кладки
пода.
5. ДИНАСОКОРДИЕРИТ
Динасокордиерит 2MgO-2Al2O3-5SiO2 плавится с разложением
при температуре около 1460° С. Образующаяся жидкая фаза компен-
сирует объемные изменения диоксида кремния, при этом в смеси
кварцит — кордиерит несколько снижается огнеупорность, но повы-
шается термостойкость. При добавке 10% кордиерита огнеупорность
динасокордиерита 1610° С, а термостойкость 16 теплосмен. Техноло-
гия производства заключается в том, что в динасовую шихту вводят
предварительно синтезированную шпинель, которая уже при обжи-
ге изделий с тонкомолотой кварцитовой составляющей образует кор-
диерит: 2(MgO-Al2O3) +5SiO2=2MgO-2Al2O3-5SiO2.
Сама кордиеритовая связка, как и кварцевое стекло, имеет ис-
ключительно низкий температурный коэффициент линейного расши-
рения, равный 0,53-10 °C-1.
181
6. Легковесный динас
Легковесный теплоизоляционный динас получают методом выго-
рающих добавок. Опытным путем находят компромиссные условия
для получения максимальной пористости при достаточной прочно-
сти. Так, предел прочности при сжатии при комнатной температуре
4—8 МПа и пористость динаса 50—55% достигается при введении-
в шихту 30—35% коксика. Смешение, прессование изделий произво-
дят как обычно. Наибольшие трудности в связи с медленным выго-
ранием кокса вызывает обжиг изделий. Легковесный динас обжига-
ют совместно с обычным динасом в верхних рядах садки при вос-
становительной среде.
Легковесный динас имеет следующие свойства: огнеупорность
1680—1700° С, температуру начала деформации под нагрузкой
0,2 МПа 1620—1640° С, плотность 2,35—2,37 г/см3, пористость 50—
55% (при нагревании до 1500° С пористость не изменяется), проч-
ность прн нормальной температуре 4—8 МПа, предел прочности при
сжатии при 1000° С ~3 МПа, теплопроводность при 1000° С
0,69 Вт/(м-К).
§ 8. БЕЗОБЖИГОВЫЙ ДИНАС
Безобжиговый динас имеет ряд преимуществ в некоторых усло-
виях службы перед обожженными изделиями: отсутствие брака при
обжиге1, повышение термической устойчивости. Структура и фазо-
вый состав безобжиговых изделий формируются в процессе службы
и находятся в соответствии с температурами службы, что обуслов-
ливает меньшие внутренние напряжения в объеме изделий и, следо-
вательно, их общую устойчивость.
На начальной стадии освоения технология безобжнгового дина-
са в качестве сырья использовали бой динасовых изделий (80—90%)-
или обожженный (тридимитизированный) кварцит с добавками све-
жего кварцита.
По более совершенной технологии ВостИО кварцит подвергает-
ся остекловывающему обжигу при температуре не ниже 1600° С, при
этом некоторая часть кварцита переходит в стекло. Остеклованный
кварцит при нагревании расширяется примерно в два раза меньше,
чем свежий. Изделия из остеклованного кварцита могут быть по-
лучены с применением различных связок и различными методами:
на известковой связке по обычной технологии (исключая, конечно,
обжиг); на связке гидросиликатов кальция при автоклавной обработ-
ке; на фосфатных связках при последующей термообработке при
температуре 400° С.
При гидротермальном твердении известь и другие добавки вво-
дят в тех же количествах, что и при получении обожженных изде-
лий. Твердение сырца происходит в автоклаве при температуре 150—
170° С и давлении водяного пара ~784 кПа. Время твердения в за-
висимости от объема изделий составляет 10—15 ч.
Для получения динаса на фосфатных связках применяют орто-
фосфорную кислоту Н3РО4 или алюмофосфаты различной степени
замещения.
1 Брак при обжиге фасонных динасовых изделий большой мас-
сы в промышленных условиях достигает 50%.
182
В первом случае динасовая шихта (не содержащая извести)
увлажняется 75% Н3РО4 из расчета 5% Р2О5 на сухую массу. Сы-
рец подвергается термообработке при 250—300° С, при этом проис-
ходит реакция: SiOs+SHsPO^SiOsPsOs+SHsO. Образующийся пи-
рофосфат кремния имеет полимерную структуру, он связывает зерна
кварцита в прочную камневидную монолитную структуру. При вы-
соких температурах (1300—1450° С) Р2О5 возгоняется и улетучи-
вается.
Во втором случае к динасовой шихте добавляют алюмофосфа-
ты, обладающие при комнатной температуре клеящими свойствами.
Сырец подвергают термообработке при 400° С, изделия при этом
приобретают прочность камня.
Алюмофосфатные связки составов: однозамещенный алюмофос-
фат 1АФС [А1(Н2РО4)з], двузамещенный 2АФС [А12(НРО4)3] и трех-
замещенный ЗАФС [А1РО4] — готовят из смеси ортофосфорной кис-
лоты и гидроксида алюминия при 70—90° С.
§ 9. ОГНЕУПОРЫ С ПРИМЕНЕНИЕМ
КОЛЛОИДНОГО КРЕМНЕЗЕМА
И КВАРЦЕВОГО СТЕКЛА
Из всех используемых огнеупорных оксидов только
кремнезем способен образовывать расплав с весьма вы-
сокой вязкостью при высоких температурах. Благодаря
этой способности кремнезем в расплавленном состоянии
практически является условно твердым и огнеупорным
телом вплоть до 2000—2500° С.
В самом деле, как было показано в гл. II, склонение
пироскопа происходит при вязкости 103—102 Па-с. Та-
кую вязкость кварцевое стекло имеет при 2000—2500° С:
Температура, °C . 1450 1720 1880 2000 2500*
Вязкость, Па-с . 9,7-Ю8 2,9-10® 1,5-Ю4 2,8-Ю3 1 • 10«
* По В. П. Прянишникову.
Как огнеупор кварцевое стекло отличается уникаль-
ными свойствами: его коэффициент линейного расшире-
ния а в интервале температур 20—1250° С равен 0,5Х
ХЮ-6 ° С-1, что на один-два порядка меньше, чем у огне-
упорных оксидов и их соединений (кроме кордиерита).
Модуль упругости кварцевого стекла Е = 74 ГПа, тог-
да как у огнеупорных оксидов и их соединений он мень-
ше в 2—5 раз. Теплопроводность увеличивается от 1,66
при 200° С дэ 4,56 Вт/(м-К) при 1000° С.
Структура кварцевого стекла представляется как не-
органический трехмерный полимер каркасного типа из
атомов кремния, тетраэдрически окруженных атомами
153
кислорода и связанных ими преимущественно ковалент-
ными связями.
Кварцевое стекло играет исключительную роль для
научно-технического прогресса в космической и ракетной
технике. Из особо чистого кварцевого стекла выполнены
наружные панели иллюминаторов всех кораблей «Апол-
лон». Кварцевое стекло применяют при изучении солнеч-
ной короны, «черных дыр», при изготовлении основных
деталей управляемых снарядов, генераторов инфракрас-
ных лучей и т. п.
Кварцевое стекло получается путем плавки особо чи-
стого сырья (типа горного хрусталя; прозрачных гранул
SiO2, получаемых из структурной разновидности жиль-
ного кварца, называемой гранулированным жильным
кварцем) при температуре 1800° С. При очень быстром
нагреве а-кварц переходит в расплав, согласно диаграм-
ме Феннера, при 1610° С.
Из коллоидного состояния диоксида кремния квар-
цевое стекло может быть получено и при более низких
температурах.
Коллоидный кремнезем1 представляет собой золь
кремнезема в водно-щелочной среде. Размер частиц
О
кремнезема лежит в коллоидной области, т. е. 80—180 А.
Процесс получения кремнезолей идет через стадию
образования кремниевых кислот xSiO2--Z/H2O. Кремниевые
кислоты склонны к поликонденсации с образованием си-
локсановых связей ( = Si—О—Si = ) и таким образом к
появлению коллоидных частиц. Этот процесс регулирует-
ся pH среды. Известно несколько способов получения
кремнезоля: растворение кремнезема в воде при высоких
температурах и давлениях; электролиз растворов силика-
та натрия; гидролиз раствора четыреххлористого крем-
ния; SiCK + 2 H2O^-SiO2 + 4 НС1; обработка силиката
натрия газообразным фтором; диспергация суспензий
силикагеля; разложение этилсиликата (C2H5O)4Si и т. п.’
Наиболее простым и экономически выгодным спосо-
бом является ионообменный способ. Разбавленный вод-
ный раствор жидкого стекла (Na2O-SiO2) пропускают
через катионный фильтр (смола марки КУ-2). В резуль-
тате обмена катионов натрия в жидком стекле на катион
водорода из катионита получается поликонденсированная
1 Термины-синонимы: кремнезоль, золь кремнезема, силнказоль,
коллоидный кремнезем, ;
смесь кремниевых кислот хЗЮг-уНгО, которая выпари-
вается до нужной концентрации по SiOa- Условиями вы-
парки регулируют в определенных пределах и размер
коллоидных частиц кремнезоля.
Характеристика коллоидного кремнезема: концентра-
ция SiO2 200—350 г/л (20—35%); pH среды 10—10,2.
Устойчивость против коагуляции—-за год хранения оса-
док 10%. Кремнезоль нельзя охлаждать до температуры
ниже 0° С.
Из коллоидного кремнезема объемных огнеупорных
изделий, конечно, не делают, его применяют в качестве
связущего при производстве различных огнеупорных из-
делий и покрытий.
При производстве покрытий на поверхность металла
(изложницы) в качестве заполнителя используют огне-
упорные материалы с минимальным температурным ко-
эффициентом линейного расширения, например плавле-
ный кварц. Кварц в зернах размером ниже 0,063 мм сме-
шивают с примерно равным количеством кремнезоля до
получения сметанообразной массы плотностью 1,6—
1,9 г/см3; в таком виде смесь готова к употреблению.
Коллоидный кремнезем используют для получения
композиционных материалов, в том числе работающих в.
условиях абляции.
Из кварцевого стекла получают широкий ассортимент
огнеупорных изделий специального назначения, напри-
мер стаканов «под уровень», применяемых при непрерыв-
ном литье стали. Основное преимущество огнеупоров из
кварцевого стекла — исключительно высокая термостой-
кость. Температура длительной службы изделий из квар-
цевого стекла, однако, невысока (1200—1300° С), крат-
ковременно (несколько часов) изделия служат при
1600—1700° С.
Причина низкой температуры применения заключает-
ся в кристаллизации стекла (образовании кристобалита)
и, как следствие, потере прочности. Причиной же крис-
тобалитизации являются различные примеси, поэто-
му основное требование к кварцевым огнеупорам — чис-
тота.
Изделия из кварцевого стекла готовят методом шли-
керного литья и последующего обжига. Сырьем для про-
изводства является прозрачное и непрозрачное кварце-
вое стекло с содержанием 99,6—99,9% SiO2. Сырье из-
мельчают в шаровой мельнице с кварцевой футеровкой
185
и кварцевыми мелющими телами при отношении мате-
риал : шары : вода = 1 : 1,6 : 0,3 продолжительностью 24 ч.
После помола шликер подвергают стабилизации, т. е. не-
прерывному перемешиванию в течение 1—4 сут в специ-
альной мешалке.
Изделия отливают в гипсовые формы через при-
быльную надставку. Поскольку шликер расслаивается,
каждые 10—20 мин отбирают из прибыльной надставки
осветленный верхний слой и доливают свежий шликер.
При влажности шликера 24% продолжительность набо-
ра стакана 10 ч. Изделия сушат 3—5 сут при 22—25° С
до влажности 1,0—1,5%. Обжигают в туннельной печи до
1200° С с выдержкой при этой температуре 2 ч 40 мин.
Кроме формования изделий из шликера в гипсовые
формы, применяют электрофоретический метод, заключа-
ющийся в осаждении твердого материала из суспензий
на формующий электрод под действием постоянного
электрического поля (электрофорез). При электрофоре-
тическом формовании скорость набора толщины значи-
тельно выше, чем при шликерном литье в гипсовые фор-
мы, несколько выше и кажущаяся плотность.
Кварцевые стаканы имеют прочность 35—60 МПа и
пористость 13—18%, колебание пористости в этих пре-
делах несущественно влияет на износ стаканов в службе;
термостойкость (1300—20° С) 35 воздушных теплосмен.
Структура до службы характеризуется зернами кварце-
вого стекла размерами от 0,001 до 0,13 мм, встречаются
единичные мелкие зерна кварца и кристобалита, поры
мелкие изолированные.
Если термостойкость оценивать по величине первого
показателя R — ог/Еа и принять термостойкость кварцево-
го стекла за 100%, то термостойкость других огнеупоров
будет: циркона 7,0%; муллита 3,6%; шамота 1,8%; ко-
рунда 1,6%.
Наиболее разнообразно применение огнеупоров из
кварцевого стекла (кварцевой керамики) в. ракетной,
космической и ядерной технике. Кварцевая керамика вы-
сокой чистоты при 2200° С в аэродинамических условиях
даже при вертикальном расположении не стекает капля-
ми подобно другим материалам в расплавленном состоя-
нии, а испаряется и при этом значительного уноса не
наблюдается. Высокая радиационная устойчивость квар-
цевой керамики обусловливает ее применение в ядерной
технике.
186
ГЛАВА VI. ШАМОТНЫЕ, ПОЛУКИСЛЫЕ
И КАОЛИНОВЫЕ ОГНЕУПОРЫ
§ 1. ОПРЕДЕЛЕНИЕ
Шамотными, или среднемуллитовыми, называют огне-
упорные изделия с содержанием AI2O3 от 28 до 45%, из-
готовленные путем обжига сырца, сформованного из сме-
си огнеупорных глин или каолинов и шамота.
Полукислыми, или низкомуллитовыми, называют ог-
неупорные изделия с содержанием менее 28%и более
65% SiO2, изготовленные путем обжига сырца, сформо-
ванного из огнеупорных глин или каолинов, отощенных
обычно шамотом из полукислых глин и первичных као-
линов, а также кварцевым песком, молотым кварцитом
и кварцевым перлитом.
В зависимости от исходного сырья различают шамот-
нокаолиновые огнеупоры, которые получают с примене-
нием каолина, и обычные шамотные огнеупоры, изготов-
ляемые из одних огнеупорных глин.
Полукислые изделия в зависимости от исходного
сырья делят на кварцекаолиновые, изготовляемые из пер-
вичных, естественно отощенных примесью кварца, као-
линов с добавкой или без добавки огнеупорной глины в
качестве связки, и на кварцеглинистые, получаемые из
полукислых или основных огнеупорных глин с добавкой
или без добавки шамота, кварцевого песка, молотого
кваоцита и т. п.
По количеству шамота в массе различают бесшамот-
ные и малошамотные изделия, когда количество шамота
в массе не превышает 20—30%; шамотные—с содержа-
нием шамота 40—65% и многошамотные—с содержанием
его более 80%.
В зависимости от влажности шамотных масс, исполь-
зуемых при производстве, различают шамотные и полу-
кислые изделия, изготовленные из пластических и полу-
сухих масс.
Огнеупорной основой шамотных, полукислых и каоли-
новых огнеупоров являются муллит 3 А12О3-2 SiO2 и крис-
тобалит SiO2 (частично корунд А12О3). Шамотные, полу-
кислые и каолиновые огнеупоры входят в группу алюмо-
силикатных, или глиноземокремнеземистых, огнеупоров
системы А12О3—SiO2.
187
Огнеупоры алюмосиликатной группы являются самы-
ми распространенными: они у нас составляют ~72%, в
США 75% и в Японии 68% от всех огнеупорных изделий.
§ 2. ОГНЕУПОРНЫЕ ГЛИНЫ И КАОЛИНЫ
Огнеупорными глинами называют землистые обломоч-
ные горные породы осадочного происхождения, которые
состоят в основном из высокодисперсных гидроалюмо-
силикатов, дают с водой пластичное тесто, сохраняющее
при высыхании форму, и приобретают после обжига проч-
ность камня. Кроме пластичных огнеупорных глин, в при-
роде встречаются камневидные или сухарные глины, не
образующие с водой пластичного теста. Такие глины на-
зывают сухарями, кремневками, флинтами и т. п.
Главнейшие первичные породы, из которых образова-
лись огнеупорные глины и каолины, — граниты и гнейсы.
При выветривании сначала происходит их распад на со-
ставляющие минералы — кварц, слюду и полевые шпаты,
затем под действием водных растворов углекислоты бо-
лее глубокое разложение двух последних материалов.
Полевой шпат, например, разлагается по следующей ве-
роятной схеме:
K2O-Al2O3-6SiO2 + 2Н2О + СО2^
полевой шпат
Al2O3-2SiO2.2H,O + К,СО3 + 4SiO2.
каолинит
К2СО3 как растворимое соединение вымывается;
остальные продукты реакции Образуют горную породу,
называемую каолином.
Основным слагающим каолин минералом является;
каолинит Al2O3-2SiO2-2H2O. Кроме каолинита, при вы-;
ветривании полевых шпатов и слюд образуются и другие;
гидроалюмосиликаты: галлуазит А12О3-2 SiO2-4 Н2О,
пирофиллит А12О3-4 SiO2-H2O, монтмориллонит А12О3-
• 4 SiO2-«H2O, монотермит 0,2 ЛК’2О-А12ОЭ-3 SiO2-
1,5Н2О + <2щ
Из этих минералов только монотермит, подобно као-
линиту, является минералом, образующим большие мес- :
торождения огнеупорных глин; монтмориллонит слага-
ет бентониты, не относящиеся к огнеупорным материалам; ;
пирофиллит, хотя и встречается в больших скопле-
188
ниях, имеет пока значение только для тонко керамичес-
кой промышленности; галлуазит и аллофан — редкие
примеси в глинах и каолинах.
Каолины, оставшиеся на месте разрушения первичных
горных пород, называют первичными в отличие от вто-
ричных, перенесенных водными или воздушными пото-
ками и переотложенных на более или Менее далеком
расстоянии от места образования. Месторождений таких
каолинов сравнительно мало.
Огнеупорные глины отличаются от вторичных каоли-
нов большей загрязненностью и более высокой дисперс-
ностью. Так, например, содержание соединений железа
во многих каолинах не превышает десятых долей процен-
та, а в огнеупорных глинах оно доходит до 3—5%; со-
держание К2О, Na2O, СаО, MgO и др. в каолинах в об-
щей сложности редко достигает 1 —1,5%, в огнеупорных
же глинах оно часто составляет 3—4%.
В каолинах обычно встречаются остатки горных по-
род, из которых образовался каолинит (кварцевый песок,
гравий, полевые шпаты, слюды). Эти примеси не содер-
жатся или содержатся в существенно меньшем количест-
ве в огнеупорных глинах. В каолинах большая часть при-
месей легко удаляется путем обогащения, так что содер-
жание каолинита в них может быть доведено до 95—98%;
глины же трудно поддаются обогащению.
Механические примеси песка, пирита и другие приме-
си целесообразно отделять от глины при добыче гидро-
способом. По этому способу глину на карьере размывают
водой под большим давлением. Из получающейся сус-
пензии с влажностью 65—70% примеси выпадают, а от-
стоявшуюся глину экскаватором берут в производство.
Различия в образовании глин настолько велики, что,
несмотря на большое их количество, трудно найти гли-
ны разных месторождений с одинаковыми во всех отно-
шениях составом и свойствами.
Благоприятные условия для образования огнеупор-
ных глин существовали лишь в некоторые геологические
периоды; на территории СССР—в каменноугольный, юр-
ский, меловой и третичный. Месторождения, относящие-
ся к каменноугольному периоду, встречаются в Подмос-
ковном бассейне, Донбассе, Кузбассе, а также в Казах-
ской ССР. Крупнейшими месторождениями каменно-
угольного периода являются Боровичско-Любытинское и
Суворовское.
189
По качеству и запасам глин большое промышленное
значение имеют Латненское месторождение огнеупорных
глин, расположенное в Воронежской области, Белкинс-
кое и Богдановичское—на восточном склоне Урала (в
Свердловской области), относящиеся к меловому пе-
риоду.
Исключительно ценные месторождения огнеупорных
глин третичного периода—это Часов-Ярское (Украина),
а на восточном склоне Урала—Бускульское и Южно-
Уральское (Берлинское) (в Челябинской области).
1. ЗЕРНОВОЙ, ХИМИЧЕСКИЙ И МИНЕРАЛОГИЧЕСКИЙ
СОСТАВЫ ОГНЕУПОРНЫХ ГЛИН И КАОЛИНОВ
Глины и каолины относят к полидисперсным материа-
лам. Они не однородны по составу и свойствам. Фракция
глин 0,01—0,005 мм имеет обломочный характер; мине-
ралогический (и химический) состав этой фракции опре-
деляется составом пород, при выветривании которых об-
разовались данные глины. В их состав входят кварц,
полевые шпаты, слюды и тяжелые минералы: гранат,
магнетит, пирит, марказит, циркон и др. Фракция раз-
мером 0,005—0,001 мм является промежуточной, в ней
содержится обломочный материал и продукты химичес-
кого разложения первичных горных пород. В материалах
фракции мельче 0,001 мм первичные продукты механи-
ческого выветривания горных пород обычно не содержат-
ся. Фракция мельче 0,001 мм состоит из продуктов хи-
мического выветривания—каолинита, монотермита и дру-
гих алюмосиликатов, ее называют глинистой субстан-
цией.
Зерновой состав. Частицы каолина имеют форму
пластинок, листочков или чешуек толщиной около 7,2 А.
Эти листочки и чешуйки плотно соединяются друг с дру-
гом своими широкими плоскостями, образуя призмы и
червеобразные сростки, или находятся раздельно, имея
размеры, одинаковые с коллоидными частицами. Этим и
объясняется, что собственно глинистое вещество облада-
ет свойствами коллоидов. Примерный зерновой состав
некоторых огнеупорных глин приведен в табл. VI. 1.
Зерновой состав глин (одного и того же типа) харак-
теризуется большими отклонениями. Глины с содержани-
ем фракции мельче 0,001 мм в количестве 50—60% от-
носят к тонкодисперсным.
190
Таблица VI. 1
Зерновой состав образцов огнеупорных глии
Глина Содержание, %, фракций размером, мм
>0.05 0, OS- fl,01 0,Ol- О. 05 0,005- 0,001 <0,001
Часов-ярская пластичная 0,1 0,3 9,3 12,5 78,6
Латненская пластичная . 0,7 2,6 15,1 15,0 67,4
» полукислая . 7,4 10,1 21,4 14,5 47,6
Любытинская пластичная 1,6 2,0 0,8 9,0 86,6
Владимирский каолии (вторичный) 12,5 29,5 12,0 12,5 33,5
Химический состав. В природе никогда не встречают-
ся каолины и огнеупорные глины с составом, точно отве-
чающим формуле каолинита Al2O3-2SiO2-2H2O (39,5%
А12О3; 46,6% SiO2; 13,9% Н2О). Основные примеси в као-
линах и огнеупорных глинах: свободные кремнезем и
глинозем, коллоидный кремнезем, щелочные и щелочнозе-
мельные оксиды, соединения железа, титана и других ме-
таллов, органические примеси в виде углистых включе-
ний, гумусовых кислот и др. Содержание SiO2 в огне-
упорных глинах и каолинах доходит до 70% и более.
Кремнезем как примесь в глинах находится обычно в ви-
де кварцевого песка, снижающего пластичность и огне-
упорность глин, повышающего температуру их спекания,
обусловливающего в некоторых случаях разрыхление
глии при обжиге в условиях высоких температур.
По содержанию глинозема А12О3 (в прокаленном со-
стоянии) глины подразделяют на высокоосновные
(>40%), основные (28—40%), полукислые (15—28%)
и кислые (< 15%). При увеличении содержания глино-
зема в огнеупорных глинах повышается их огнеупорность.
Глинозем в глинах содержится связанным в каолините,
в других гидроалюмосиликатах и иногда в виде гидратов
глинозема.
Неорганические примеси снижают огнеупорность
глин и каолинов, и поэтому их называют плавнями. Ко-
личество примесей в огнеупорных глинах обычно не пре-
вышает 6—7%. Плавнями могут быть соединения желе-
за, кальция, магния, калия, натрия, титана и др. Железо
в глине содержится в виде минералов, пирита, маркази-
та FeS2, сферосидерита и гидроксидов.
191
’Особенно вредными, подлежащими удалению приме-
сями являются пирит и марказит, когда они находятся в
виде образований размером до 3—5 см и выше. Мелкие
зерна пирита (размером до 2 мм) образуют на изделиях
при обжиге «выплавки» и «мушку». Другие примеси же-
леза, как правило, тонкодисперсны, распределены более
равномерно и поэтому менее вредны, чем пирит и марка-
зит. Содержание железа в пересчете на Fe2O3 в огне-
упорных глинах составляет 0,5—3,5, в каолинах оно не
превышает 0,5—1,5%.
Щелочи встречаются в глинах чаще всего в виде слю-
да K2O-3Al2O3-6SiO2-2H2O, реже в виде полевых шпа-
тов Na2O-Al2O3-6SiO2 и К2О-Al2O3-6SiO2, а в глинах
некоторых месторождений входят в состав основного ми-
нерала, например монотермита — 0,2K2O-Al2O3-3SiO2-
•1,5Н2О + ащ Щелочи в глинах содержатся в количест-
ве 0,5—3,5%.
Довольно распространенной примесью в огнеупорных
глинах является ТЮ2, чаще всего присутствующая в ви-
де минерала рутила. Содержание TiO2 составляет 0,5—
2,0%. Обычными примесями в глинах служат СаО и MgO.
Их суммарное содержание составляет 0,1—1,50%. Из ор-
ганических примесей в глинах присутствуют каменный
уголь, торф и др.; при содержании их до 10—15% глины
называют углистыми.
Потери при прокаливании (п. п. п.). При прокалива-
нии глин до 900° С из них удаляются химически связан-
ная вода, углекислота карбонатов, выгорают органиче-
ские примеси и сера. В глинах с незначительным содер-
жанием органических веществ и обычным количеством
Химический состав огнеупорных глин и каолинов, %
Глина S1O2 тю2 A12O3 Fe2O.i СаО MgO
Часов-ярская пластичная, высший сорт 51,60 1,37 33,32 0,90 0,53 0,57
Латненская полукислая . . 61,01 1,71 25,52 1,00 0,39 0,29
Любытинская полусухарная 45,54 1,18 36,03 1,93 0,55 0,37
Владимирский каолин, вто- ричный 42,27 0,78 36,70 0,83 0,30 0,33
Просяновский каолин, обо- гащенный (по Августинику) 46,48 0,30 38,83 0,45 0,35 —
192
примесей п. п. п. зависят в основном от присутствия в них
глинистого вещества. В связи с этим по потере при про-
каливании, которая определяется быстро и легко, можно
косвенно судить о количестве каолинита, а следователь-
но, и глинозема (табл. VL2).
Минералогический состав. Огнеупорные глины основ-
ных месторождений СССР подразделяют на три мине-
ралогических типа: 1) каолинитовые; 2) гидрослюдис-
тые-монотермитовые; 3) гидр ар тиллитовые. Встречаются
глины промежуточных типов, состоящие из смеси этих
минералов; наиболее распространены каолинитовые гли-
ны. Каолинитовые и гидрослюдистые глины могут иметь
близкий химический состав, но, как правило, глины с вы-
соким содержанием глинозема являются каолинитовыми
и высокоспекающимися, а глины гидрослюдистые с вы-
соким содержанием щелочей—монотермитовыми и низ-
коспекающимися.
Каолинит Al2O3-2SiO2-2H2O имеет плотность 2,58—
2,59, твердость около 1; цвет белый или окрашенный ор-
ганическими либо железистыми примесями в светло-жел-
тые тона. Под микроскопом каолинит наблюдается толь-
ко при больших увеличениях в виде отдельных пласти-
нок. В глинах некоторых месторождений (Трошковского)
пластинки каолинита цементируются коллоидной крем-
некислотой в призматические скопления. При обжиге
такие скопления расширяются подобно гармошке; от-
дельные же пластинки каолинита спекаются, уменьшаясь
в объеме. НС1 и HNO3 на каолинит почти не действуют.
H2SO4, особенно при нагревании, разлагает каолинит
Таблица VI.2
К2О Na2O SiO2 П.п.п. Всего
2,59 0,69 0,18 8,42 100,17
0,37 0,36 0,06 9,79 100,50
0,77 0,09 0,26 13,19 99,91
0,39 0,38 0,17 12,51 100 66
— — — 13,6 100,02
сравнительно легко.
Монотермит 0,2Л1е2О-
•Al2O3-3SiO2-1,5 Н2О + aq
имеет кристаллы пластин-
чатой формы, но не образу-
ет скоплений: он отличается
от каолинита оптическими и
физическими свойствами.
Открыт академиками Бе-
лянкиным и Куманиным.
Содержание монотермита в
глинах обусловливает их по-
ниженную температуру спе-
кания и высокую пластич-
ность.
13—298
193
Гидраргиллит А1(0Н)3 (65,4% А12О3, 34,6% Н20)
имеет плотность 2,35, твердость 2,5—2,5, цвет—белый,
кристаллы тонкочешуйчатого сложения. Гидраргиллит
часто встречается вместе с другими гидратами глинозе-
ма—бемитом и диаспором.
р-кварц SiO2 содержится в глинах как в крупных
фракциях, так и в тонких. В зависимости от этого кварц
по-разному влияет на технические свойства глин. По сте-
пени окатанности крупных зерен кварца можно сделать
некоторые заключения о происхождении огнеупорных
глин. Кварц, содержащийся в огнеупорных глинах неко-
торых месторождений, растрескивается при обжиге, уве-
личивая пористость массы. С кислотами, за исключени-
ем HF, не реагирует, при взаимодействии с последней об-
разует летучее соединение SiF4.
Пирит FeS2, имеющий твердость 6—6,5, легко опреде-
ляется по светлому латунно-желтому цвету и штрихова-
тости граней. В глинах встречается обычно в виде мелких
зерен, а иногда в виде крупных агрегатов разме-
ром >5 см.
Марказит FeS2 отличается от пирита копьевидными
или таблитчатыми формами. В глинах Богдановичского
месторождения встречается в виде крупных сростков
шаровидной формы.
Кальцит СаСОз встречается чаще в виде единичных
зерен. С разбавленной соляной кислотой легко реагиру-
ет с шипением, выделяя СО2.
Рутил ТЮ2 встречается в тонкораспыленном состоя-
нии.
В качестве других примесей в огнеупорных глинах
встречаются сидерит FeCO3, гипс CaSO4-2H2O, турма-
лин (Na, Са) • (Mg, А1)6[В3А1з516(О, ОН)30], цир-
кон ZrSiO4, дистен Al2O3-SiO2 и др.
В производстве глиноземокремнеземистых изделий
могут применяться в виде добавки в связку в качестве
пластификатора монтмориллонитовые глины и взамен
шамота пирофиллит Al2O3-4SiO2-H2O.
2. СВОЙСТВА ОГНЕУПОРНЫХ ГЛИН И КАОЛИНОВ
Физические свойства, цвет и огнеупорность. Цвет огне-
упорных глин преимущественно серый,-разных оттенков.
Некоторые глины и особенно каолины имеют белый цвет.
Плотность каолинов, определенная после высушивания
194
При 150° С, 2,58—2,62, твердость 2—2,5. Плотность глин
изменяется в более широких пределах (2,5—2,8). Огне-
упорность глин и каолинов равна 1580—1770° С и зави-
сит в основном от их химического состава.
Пластичность. Наиболее характерным свойством
огнеупорных глин является пластичность. Этим свойст-
вом называют способность увлажненных глин под дей-
ствием незначительных внешних усилий изменять свою
форму без появления трещин и сохранять ее в статиче-
ском состоянии.
Глины пластичны только во влажном состоянии. Су-
хие глины хрупки, имеют землистый или жирный излом.
При добавлении к высушенной глине воды ее пластич-
ность сначала повышается до некоторого максимума, а
затем падает вследствие перехода глины при большом
количестве воды в текучую суспензию. Пластичность глин
обусловливается их коллоидно-дисперсными свойствами.
Она повышается с уменьшением размера слагающих их
частиц.
Величина пластичности у разных глин различна,
некоторые глины вообще ее не имеют. Глины подразде-
ляют на высокопластичные, пластичные, среднепластич-
ные, малопластичные и непластичные. Характеристика
пластичности глин некоторых месторождений приведена
ниже:
Высокопластичные глины: часов-ярские 40, 41, 42,
43.
Пластичные: белкинская Б1, берлинские БУО, БУ1,
БУ2, кумакские КУ1, КУ2, латненские ЛТО, ЛТ1, ЛТ2,
боровичско-любытинские БЛШ, БЛ2П, БЛЗП, мойские
MOI, М02, нижнеувельские НУ1, НУ2, часов-ярские
41 ПК, 42ПК.
Среднепластичные: аркалыкская АРО, белкинские
Б2, БЗ, Б4, ВПК, троицко-байновские БГО, ГБ1, киров-
ские KI, К2, КЗ, латненские ЛТЗ, ЛТ1ПК, ЛТ2ПК,
ЛТЗПК, нижнеувельские НУЗ, НУШК, положение
ПЛГ1, ПЛГ2, ПЛГЗ, пятихатские ПО, П1, П2, ПЗ, су-
воровские Cl, С2, СЗ, С1ПК, С2ПК.
Малопластичные и непластичные: аркалыкская АРВ,
владимирские каолины ВК1, ВЛ2, ВЛ5, боровичско-лю-
бытинские БЛОПС, БЛ1ПС, БЛ2ПС, БЛЗПС, БГ2, БГЗ,
положение каолины ПЛКО, ПЛК1, ПЛК2, просяиовские
каолины Са и Сб, туманянские камнеподобные глины Т1,
Т2, чикмакульский (елейинский) каолин 4К.
13*
195
Каждому сорту огнеупорных глин присваивается буквенное обо-
значение месторождения (одна или две буквы), затем следует циф-
ра, указывающая сорт глины; полукислые и углистые глины
дополнительно обозначают буквами ПК и У соответственно. Для
некоторых глин имеются дополнительные обозначения: полусухар-
ная — ПС, пластичная — Пи сухарная — С.
Количественно пластичность глин оценивается по
критерию пластичности Волоровича [см. формулу
(IV.43) ] или Аттерберга.
Связанность и связующая способность. Из-за боль-
шой усадки глин при сушке и обжиге из одних глин
трудно изготовлять изделия правильной.формы и точных
размеров, поэтому в технологии шамотных огнеупоров к
глинам добавляют шамот. Количество добавляемого ша-
мота зависит от связующей способности глин, под кото-
рой понимают свойство глин в присутствии воды связы-
вать непластичные материалы (шамот) с получением
после формования или прессования достаточно прочных
изделий. Чем выше пластичность глин, тем выше их свя-
зующая способность. Однако связующая способность и
пластичность — это различные свойства.
Глины делят на четыре группы по связующей спо-
собности, т. е. по количеству песка, связываемого гли-
ной, %:
Связующие.................................. 50
Пластичные.......................... 20—50
Тощие...................................... 20
Камнеподобные (сухари и сланцы) ... Не образуют
теста и не свя-
зывают
3. ИЗМЕНЕНИЯ, ПРОИСХОДЯЩИЕ В ГЛИНЕ
ПРИ УВЛАЖНЕНИИ
При увлажнении абсолютно сухой глины происходят
следующие физико-химические процессы: 1) выделяется
тепло (теплота смачивания); 2) происходит набухание,
т. е. увеличение глины в объеме; 3) в зависимости от ко-
личества добавленной воды глина образует полусухую,
в той или иной мере связанную массу, пластичное тесто
или текучую суспензию (шликер) с различной склонно-
стью к коагуляции.
Теплота смачивания глин составляет от 2 до
20 кДж/кг. Набухание глин имеет технологическое зна-
чение, особенно когда глина не увлажняется до образо-
вания пластичного теста. Коагуляция также влияет на
196
технологический процесс, так как вследствие уменьше-
ния при этом общей поверхности частиц глины снижает-
ся их связующая способность, и такой шликер трудно
перекачивать. К коагулирующим глиняным суспензиям
для повышения их устойчивости добавляют электролиты.
В глинах различают равновесную, или гигроскопиче-
скую, воду, воду затворения и химически связанную.
Равновесной называют воду, которую глины погло-
щают из окружающей среды вследствие своей гигроско-
пической способности. Ее количество всегда значительно
ниже содержания воды в глинах при состоянии наиболь-
шей пластичности последних. Глины с оптимальным ко-
личеством воды образуют тесто нормальной густоты; в
этом состоянии глина пластична, но не клейка. Она толь-
ко слегка, подобно мелу, пачкает руки. По этому просто-
му признаку удобно контролировать количество добав-
ляемой воды, необходимой для получения глиняной мас-
сы, в состоянии наибольшей пластичности.
При определении величины водозатворения пользу-
ются двумя выражениями: абсолютным водозатворени-
ем, когда количество необходимой для этого воды вы-
ражено в процентах по отношению к массе абсолютно
сухой глины, и относительным водозатворением, когда
берут отношение количества воды к массе увлажненной
глины. Ниже дано водозатворение тонкодисперсных
глин, %:
Высокопластичные .
Среднепластичные .
Малопластнчные .
35—40
25—30
20—25
25—30
20—25
15—20
Предпочтительнее пользоваться абсолютным водо-
затворением. Абсолютное водозатворение 1Еа и относи-
тельное Wo вычисляют по формулам:
Fa= [(& —а)/а] 100%; (VI. 1)
Wo = [(Ь — а)1Ь] 100%, (VI.2)
где а — масса абсолютно сухой глины; b — масса увлаж-
ненной глины.
4. РАЗЖИЖЕНИЕ ГЛИН
Шликером пользуются для равномерного распределе-
ния небольшого количества глины в относительно боль-
шом количестве отощающих материалов и при изготов-
197
лении изделий методом литья. Во всех случаях стремят-
ся получить устойчивый шликер с возможно большим
содержанием глины. В качестве электролитов добавля-
ют щелочи, соду, растворимое стекло, NH4CI; из органи-
ческих соединений добавляют таннин, галловую кислоту
и др. При концентрации электролитов выше некоторого
предела часто происходит коагуляция суспензии, поэто-
му электролиты и их концентрацию для каждой глины
подбирают опытным путем.
Важным показателем, характеризующим шликер,
служит водородный показатель pH. Устойчивый шликер
и тонкодисперсные глинистые суспензии имеют рН>7;
кислые глины более грубодисперсны, и при рН<7 мо-
жет иметь место коагуляция шликера. Значение pH
глин 3,5—8.
5. УСАДКА ГЛИН ПРИ СУШКЕ И ОБЖИГЕ
Различают усадку, т. е. уменьшение первоначально-
го объема заготовок, при сушке (воздушную), при об-
жиге (огневую) и полную, равную сумме воздушной и
огневой. Линейную усадку рассчитывают по формуле
а = [(Zx —Z^/ZJ 100%, (VI.3)
где 1\ и 1%-—линейные размеры образца соответственно
до и после сушки или обжига. Объемная усадка пример-
но равна утроенной линейной. Воздушная усадка глин
составляет от 3 до 12%, огневая от 3 до 16%.
Усадка пластичных глин больше, чем тощих. Введе-
ние отощающих материалов в глины уменьшает их об-
щую усадку. С ростом содержания в глинах влаги усад-
ка при сушке увеличивается, что видно из следующих
данных:
Влажность глнны, °/о . . . . 5 10 15 20 25
Объемная усадка прн сушке, % 0 1 4 7 11
Объемная усадка меньше объема удаленней воды,
что указывает на наличие в высушенной глине пор, за-
полненных воздухом.
6. УПРУГОЕ РАСШИРЕНИЕ ГЛИН ПРИ ПРЕССОВАНИИ
Огнеупорные глины при прессовании сжимаются. По-
сле снятия давления происходит упругое расширение
сначала в прессформе, а затем и после освобождения из
198
формы в направлении, обратном сжатию. Величина уп-
ругого расширения составляет в зависимости от влажно-
сти у различных глин 3—9% при давлении прессования
40 МПа, что имеет большое технологическое значение.
Упругое расширение составляет 2—3%.
7. ИЗМЕНЕНИЯ, ПРОИСХОДЯЩИЕ В ГЛИНАХ
ПРИ ОБЖИГЕ
При обжиге в глинах и каолинах происходят слож-
ные и глубокие изменения: проявляется огневая усадка,
изменяется минералогический состав, при нагревании
до 400° С постепенно удаляется слабосвязанная вода из
кристаллической решетки каолинита (эти потери в но-
воселицком каолине достигают 3,2%).
В интервале 450—600° С удаляется химически свя-
занная вода вследствие разложения каолинита по реак-
ции
Al2O3-2SiO2-2H.,O-> [А13О3 + 2SiO2] + 2Н2О.
Реакция идет с поглощением тепла (первый эндотер-
мический эффект, см. рис. VI.2) [Al2O3+SiO2] —аморф-
ный продукт, представляющий собой не механическую,
а более тесную смесь глинозема и кремнезема с взаим-
ным проникновением компонентов и частичным сохране-
нием структуры каолинитовой решетки. Аморфный про-
дукт состава [Al2O3-2SiO2] называют метакаолинитом.
Каолинит, лишенный химически связанной влаги, необ-
ратимо теряет пластичность.
При 400—1000° С карбонаты диссоциируют с выделе-
нием углекислоты, сульфиды окисляются с образовани-
ем сернистого газа, органические примеси выгорают. Пе-
речисленные процессы сопровождаются значительной по-
терей массы, некоторым увеличением пористости и
уменьшением объема. Механическая прочность при
этом не уменьшается, а увеличивается. При температу-
ре 1100° С с выделением тепла метакаолинит перестраи-
вается с образованием в конечной стадии муллита
ЗА12О3.2SiO2:
3 [А12О3-2SiO3] 3Al2O3-2SiO2 + 4SiO2.
С ростом температуры количество муллита непре-
рывно увеличивается и достигает максимума при 1250—
1350° С. Длительная выдержка при температурах свыше
199
1200° С не влияет на увеличение выхода муллита, но спо-
собствует росту его кристаллов. Теоретически весь гли-
нозем, содержащийся в глине или каолине, должен пе-
рейти в муллит, практически выход муллита никогда не
достигает теоретического. В чистых и богатых глиноземом
материалах фактически выход муллита по сравнению с
теоретическим выше, чем в материалах, содержащих
больше примесей.
Ниже приведен выход, %, муллита для некоторых
глин и каолинов при различных температурах, опреде-
ленный методом рационального анализа:
1300°С 1500°С
Часов-ярская 41 ..... . . . 33,4 - —
Латненская ЛТ1 Боровичско-любытинская: . . . 50,3 54,8
пластичная . . . 42,3 48,3
полусухарная . . . 40,1 52,1
сухарная Троицко-байновская: . . . 31,6 58,10
полдневская . . . 42,5 44,5
межниковская . . . 39,0 —
Различие, наблюдаемое в выходе муллита при 1300
и 1500° С, в основном обусловливается различной вели-
чиной его кристаллов: при 1300°С кристаллы относи-
тельно мелкие и в ходе анализа частично растворяются
в плавиковой кислоте. Одновременно с образованием
муллита идет процесс спекания. Температура начала
спекания соответствует резкому изменению усадки. За
температуру окончания спекания принимают ту, при ко-
торой усадка практически прекращается, а водопогло-
щение спекшейся глины будет около 2% (рис. VI. 1).
Температура начала и окончания спекания зависит
не от огнеупорности глин, а от их химического и мине-
ралогического составов и дисперсности. У монотермито-
вых глин более низкая температура спекания, чем у ка-
олинитовых; чистые каолины обычно являются трудно-
спекающимися.
У большинства огнеупорных глин огневая усадка на-
чинается при 600—650° С и протекает медленно и рав-
номерно до 900—1000° С. Выше этой температуры усад-
ка идет интенсивно и заканчивается при 1250—1400° С.
Увеличение в объеме, наблюдаемое у часов-ярской,
а также у некоторых других глин при температуре вы-
ше 1300° С, вызывается вспучиванием. Последнее обус-
ловливается выделением газообразных продуктов и их
200
расширением, что наблюдается при пережоге глины,
т. е. при обжиге выше температуры спекания. Присутст-
вие кремнезема вследствие его роста при обжиге в зна-
чительной степени компенсирует усадку глин.
Муллит, образующийся при обжиге глин и каолинов,
содержит различные примеси и этим отличается от син-
тетического.
В решетке муллита име-
ются пустоты радиусом
О
0,6А, в которые могут внед-
ряться ионы меньшего и
близкого радиусов: Al^,
Ti4+, Fe3+, Сг3+ и др. Коли-
чество внедренного А13+ мо-
жет достигать 6%, Ti4+ 1,5%
и Fe3+ 3%. Вследствие бли-
зости ионных радиусов А134
Рис. VI.1. Потеря массы (/) и ог-
невая усадка (2) белкииской гли-
ны в зависимости от температуры
(температура начала спекания
1120° С)
и Fe3+ (0,57 и 0,67 А) проис-
ходит частичное изоморф-
ное замещение А13+ в решет-
ке муллита на Fe3+.
Общее количество железа в решетке муллита (внед-
рение и замещение) зависит от температуры обжига.
При 1200° С все железо находится в стеклофазе, при
1350° С Fe3+ частично входит в решетку муллита, а стек-
ло обедняется железом; при температуре выше 1350° С
железо частично выходит обратно из решетки. Внедре-
ние Са2+ и Mg2+ неосуществимо, так как влечет за со-
бой распад муллита на корунд и соответственно анор-
тит и сапфирин. Точно так же КгО и другие щелочи уже
при 1200° С разлагают муллит.
Отдельные кристаллы муллита не образуют между
собой прямой связи. Муллит встречается в двух кри-
сталлографических формах: игольчатой и короткоприз-
матической.
Игольчатый муллит армирует стекловидную фазу,
поэтому огнеупорность материала, содержащего иголь-
чатый муллит, выше огнеупорности материала, содер-
жащего короткопризматический муллит, при одинако-
вом химическом составе материалов. Образование той
или иной формы муллита зависит от температурных ус-
ловий. При очень медленном нагреве до сравнительно
невысоких температур муллит образуется в призматиче-
80J
ской изометричной форме, так как эта форма термодиЯ
намически более устойчива. При быстром нагреве дот!
высоких температур (1300—1400°С и выше) образуется I
игольчатый муллит. Очень мелкие кристаллики мулли- |
та этой формы при длительном нагревании и срав- |
нительно невысоких температурах (1200° С) могут |
переходить в короткопризматический муллит. А он в |
игольчатый не переходит. |
При обжиге глин и каолинов в них одновременно с
муллитом образуется кристобалит, аморфная часть и
жидкая фаза (после охлаждения — стеклофаза). Ще-
лочи сильно взаимодействуют с кристобалитом и пере-
водят его в жидкую фазу, количество которой прямо за-
висит от содержания щелочей в алюмосиликатах. Соот-
ношением и составом фаз, получающихся при обжиге
глин и каолинов, определяются важнейшие свойства
алюмосиликатных огнеупоров. На основании физико-
химических представлений об устойчивости считается,
что кристаллическая часть наиболее стабильна, так как
потенциальная энергия у нее более низкая. Стекловид-
ная часть, которая, помимо собственно стекловид-
ной фазы, включает некоторое количество аморф-
ного вещества, метастабильна, так как ее потенци-
альная энергия более высока. С этой точки зрения
следует стремиться к получению алюмосиликатных -из-
делий с возможно меньшим содержанием стекловид-
ной части.
Однако вследствие гетерогенности строения разру-
шение изделий обычно идет по более слабому месту —
стеклофазе, поэтому состав стеклофазы имеет сущест-
венное значение. Нельзя считать, что из двух одинако-
вых по химическому составу и пористости алюмосили-
катных изделий будет устойчивее то, в котором больше
содержится муллита.
Стекловидная часть образуется в результате плавле-
ния примесей и частичного растворения кристобалита в
его метастабильной субмикроскопической форме. Хими-
ческий состав стекловидной части зависит от общего со-
става глины или каолина до обжига и количества обра-
зующегося муллита. При выходе муллита, близком к
теоретическому, содержание глинозема и кремнезема в
стекловидной части приближается к эвтектическому со-
ставу глинозема и кремнезема в системе А12О3—SiO2
(температура плавления эвтектики 1595°С),
202
Характерный состав стекловидной части следующий;
о/0: ~ 80,0 SiO2; 10,0—17,7 А12О3; 0,7—2,6 Fe2O3; 1,1—3,2
TiO2; 0,4—1,7 СаО; 0,4—0,9 MgO и 1,3—5,4 ЛД2О.
8. ТЕРМИЧЕСКАЯ ХАРАКТЕРИСТИКА ГЛИН И КАОЛИНОВ
Важнейшие физико-химические превращения при
обжиге показаны на термограммах глин и каолинов
(рис. VI.2). Термические эффекты этой кривой обуслов-
лены следующими про-
цессами. Эндотермичес-
кий эффект, начинаю-
щийся при 510° С, связан
с дегидратацией каолини-
та. Первый экзотермиче-
ский эффект при 900 С
(начало) приписывают
кристаллизации муллита;
второй экзотермический
эффект при 1100—1250° С
объясняют переходом в
кристобалит аморфного
кремнезема, оставшегося
после распада каолинита.
Однако такое объяснение
Рис. VI.2. Дифференциальная кри-
вая нагрева чистого каолинита
последнего эффекта сделано
предположительно, поскольку по этому вопросу нет еди-
ной точки зрения.
9. ГЛАВНЕЙШИЕ МЕСТОРОЖДЕНИЯ
ОГНЕУПОРНЫХ ГЛИН В СССР
На территории СССР учтено более 170 месторожде-
ний огнеупорных глин и каолинов с общими запасами
по категориям A-J-B-J-C более 2,6 млрд. т. Наиболее
крупные из них — Часов-Ярское, Латненское, Борович-
ско-Любытинское, Южно-Уральское (Берлинское),
Трошковское, Новоселицкое. На перечисленных место-
рождениях добывается более 50% всех огнеупорных
глин, потребляемых в производстве шамотных огнеупо-
ров.
Важное значение имеют также Суворовское, Пяти-
хатское, Павлодарское, Богдановичское, Положское,
Кумакское, Бускульское, Дружковское, Нижнеураль-
ское, Вознесенское, Мойское, Кировское и другие место-
203
рождения огнеупорных глин, а также Владимирское,
Просяновское, Чекмакульское, Еленинское, Кыштым-
ское и другие месторождения каолинов.
Глины Часов-Ярского месторождения. Это месторож-
дение огнеупорных глин находится в Донбассе, его гли-
ны отличаются высокой пластичностью. Большинство
их малозапесоченных разновидностей имеет температу-
ру спекания 1100—1180° С и большой интервал спека-
ния (200—300°С). Кроме монотермита, часов-ярские
глины содержат тонкий кварцевый песок и другие приме-
си. Содержание оксидов в отдельных разновидностях
этих глин находится в следующих пределах %: 50—
78 SiO2; 21—35Al2O3+TiO2; 0,3—2,3 Fe2O3; 0,19—
0,75 СаО; 0,21—0,67 MgO; 1,34—2,95 К2О и 0,2—
0,97 Na2O.
Глины Латненского месторождения. Это месторож-
дение находится в Воронежской области и содержит
каолинитовые глины. Лучшие из них тонкодисперсные и
пластичные. Глины отличаются высоким содержанием
глинозема при малом количестве оксидов, щелочных,
щелочноземельных металлов и железа и значительном
содержании ТЮ2. Химический состав глин находится в
следующих пределах, %-. 46,52—74,4 SiO2; 17,03—
36,63 А12О3; 1,24—2,87 ТЮ2; 0,56—1,54 Fe2O3; 5,98—13,45
п. п. п.
Глины Боровичско-Любытинского месторождения
(Новгородской области). По внешним признакам и ке-
рамическим свойствам эти глины каолинитовые и их
можно подразделить на три группы: пластичные, полу-
сухарные, сухарные. Как в пластичных, так и в сухар-
ных глинах кварц присутствует иногда в значительных
количествах. В пластичных глинах содержание Al2O3-j-
4-TiO2 меньше, а содержание Fe2O3, наоборот, больше,
чем в полусухарных и сухарных глинах.
Глины Троицко-Байновского '(Богдановичского) ме-
сторождения (Свердловская область). Это — каолини-
товые глины, кроме каолинита, они содержат в перемен-
ном количестве кварц в виде крупных зерен и тонкого
песка; почти все глины в той или иной мере засорены си-
деритом, марказитом и пиритом. Глины характеризуют-
ся умеренной температурой спекания (1300—1350°С).
Химический состав глин следующий, %: 43—73 SiO2;
19—42 А120з4-ТЮ2; 0,5—3Fe2O3; 6—18 п. п. п.
204
16. КАМНЕПОДОБНЫЕ ГЛИНЫ
По химическому составу камнеподобные глины нё
отличаются от обычных огнеупорных глин как содержа-
нием SiO2 и AI2O3, так и количеством химически связан-
ной воды и присутствующих в них примесей. По мине-
ралогическому составу камнеподобные глины относят к
каолинитовым. Для них характерны полное отсутствие
пластичности, нераспускаемость в воде и незначитель-
ное изменение объема при обжиге. В связи с этим их
можно применять в качестве отощающего материала
вместо шамота. Месторождения камнеподобных глин
в СССР: Дсехское (Армянская ССР), Пашийское
(Пермская область), Акташское (вблизи Ташкента)
и др.
11. ГИДРАРГИЛЛ ИТОВЫЕ ГЛИНЫ
Определяющим признаком этих глин является нали-
чие на термограмме большого эндотермического эффек-
та при 350° С, обусловленного дегидратацией содержа-
щегося в них гидраргиллита. Химический состав глин в
абсолютно сухом состоянии, % : 50—52 А^Оз+ТЮг;
25—22SiO2; l,14Fe2O3 и 22 п. п. п. Огнеупорность таких
глин 1820—1850° С. Глины относятся к трудноспекаю-
щимся, их усадка при обжиге (1380° С) составляет 22—
26%.
12. ОБОГАЩЕНИЕ ОГНЕУПОРНЫХ ГЛИН
И КАОЛИНОВ
Большое содержание кварца, а также железистых
минералов и других примесей снижает качество огне-
упорных глин и каолинов, что вызывает в некоторых
случаях необходимость их обогащения.
Для обогащения применяют мокрый, сухой, электро-
магнитный и комбинированный способы. Мокрое обога-
щение, или отмучивание, основано на различной скоро-
сти осаждения частиц различной массы и величины из
взвеси под действием силы тяжести. Этот метод в на-
стоящее время широко применяют для обогащения пер-
вичного каолина, он состоит из следующих операций:
размола, отделения песка путем его осаждения, коагу-
ляции суспензии, обезвоживания, сушки коржей.
205
Помол каолинов производят мокрым способом, ис^
пользуя воду, подогретую до 35—40° С, и добавляя в
нее электролит (жидкое стекло или соду) для увеличе-
ния концентрации суспензии до плотности 1,15—
1,17 г/см3. Примеси крупнее 0,005 мм отделяют на меха-
нических классификаторах спирального, реечного и ча-
шевого типов, а обезвоживают на фильтрпрессах. С этой
целью на фильтрпрессы насосом под давлением 490—
588 кПа подают каолиновую суспензию с влажностью
85—90%. Коржи после фильтрпресса имеют влаж-
ность 33—35%, иногда до 45%. Сушат коржи в туннель-
ных сушилках при 140° С в течение 20—24 ч до остаточ-
ной влажности 15—17%.
Существенный недостаток описанного способа обо-
гащения— большая трудоемкость его основных опера-
ций (отмучивания, фильтрации), осуществляемых в ап-
паратах периодического действия.
Примеси тоньше 0,005 мм можно отделить осади-
тельной центрифугой непрерывного действия. Для от-
деления более грубых примесей, крупнее 0,010—
0,015 мм, может быть применен гидроциклон, по конст-
рукции и принципу действия аналогичный воздушным
циклонам, широко используемым в промышленной пра-
ктике для улавливания пыли.
Пульпу в гидроциклон подают по касательной под
давлением 98—197 кПа. Под действием центробежных
сил взвешенные твердые частицы материала отбрасыва-
ются к стенкам циклона и постепенно перемещаются к
разгрузочному отверстию для песка. Более тонкие ча-
стицы, не выпадающие под действием центробежных
сил, остаются во взвешенном состоянии и выносятся из
гидроциклона вместе со сливом.
В гидроциклон, так же как и в центрифугу, подает-
ся значительно более плотная взвесь, чем при отмучива-
нии, поэтому взвесь из гидроциклона или центрифуги в
виде шлама может быть направлена непосредственно во
вращающуюся печь для обжига на шамот, или шлам мо-
жет быть высушен в распылительных башенных сушил-
ках.
При обогащении полукислых глин в гидроциклонах
глины по содержанию глинозема получаются основными
(табл. VI.3). Это особенно важно, так как значитель-
ную часть запасов огнеупорных глин составляют полу-
кислые.
206
Таблица VI.3
результаты обогащения латненской глины ЛТ2ПК в гидроциклоне
Суспензия Содержание, % Огнеупор иость, °C
А12о3 4" Т10з SiO2 Fe2O,
Исходная - 23,08 72,75 0,87 1670 ,
Обогащенная 34,51 60,96 1,07 1730 )
Нижний слив 5,28 91,36 0,3 ——
Сущность сухого способа обогащения состоит в том,
что каолин просушивают до содержания 3—5% влаги,
а затем подвергают избирательному дроблению (дезин-
теграции) и воздушной сепарации. Вследствие более
легкой по сравнению с примесями истираемости каолин
после дробления будет представлен мелкими частица-
ми, легко уносимыми воздушными потоками, так как тя-
желые (крупные) примеси потоком не увлекаются.
Способ сухого обогащения может оказаться наибо-
лее эффективным при обработке каолинов, содержащих
крупнозернистые примеси размером 0,06—0,08 мм. От-
ходы, получаемые при обогащении («хвосты»), можно
использовать для отощения пластичных или полусухих
масс вместо шамота при производстве полукислых огне-
упоров.
Электромагнитное обогащение одновременно с воз-
душной сепарацией применяется в том случае, если гли-
ны содержат такие примеси, как гематит, магнетит и си-
дерит. Для выделения железистых примесей с низкой
магнитно?! реакцией может оказаться необходимым
предварительный восстановительный (пирит, марказит)
или окислительный (сидерит) обжиг глины.
Значительный интерес может представлять комби-
нирование обогащения — по сухому способу с дополни-
тельной обработкой хвостов мокрой классификацией.
§ 3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ТЕХНОЛОГИИ ШАМОТНЫХ, КАОЛИНОВЫХ
И ПОЛУКИСЛЫХ ИЗДЕЛИЙ
В основе технологии алюмосиликатных огнеупоров
лежит диаграмма состояния системы А12О3—SiO2 (рис.
VI.3). Согласно диаграмме, единственной твердой фа-
207
зой, устойчивой при достаточно высоких температурах
(>•1585°С), у шамотных и полукислых огнеупоров яв-
ляется муллит 3 А12О3-2 S1O2. Муллит содержит
72% А12О3 и 28% SiO2, кристаллизуется в ромбической
сингонии, габитус кристаллов — иглы, призмы, волок-
на; плотность 3,03; твердость по Моосу 6, температура
% [помассе) 24l20j-Si02
Рис. VI.3. Диаграмма состояния системы А12О3— SiO2
(<Тв. р. муллита» означает твердый раствор муллита
с корундом)
плавления 1910°С (по Торопову и Галахову), в кисло-
тах не растворяется. При содержании А12О3 от 72 до
78% (что соответствует 2Al2O3-SiO2) муллит образует
твердые растворы с корундом. Кроме муллита, в мате-
риале при температуре выше 1585° С в равновесном со-
стоянии всегда присутствует то или иное количество
жидкой фазы. Нижняя температура появления распла-
ва в системе А12О3—SiO2 равна 1585° С. Эвтектика со-
держит 5,5% А12О3 и 94,5% SiO2. Присутствующие в гли-
нах примеси снижают температуру появления расплава
до 1345° С, химический состав природных примесей при
общем их количестве в пределах 2—5% не имеет суще-
ственного значения.
Соотношение твердой и жидкой фаз в системе
А12О3—SiO2 может быть определено по правилу рыча-
га. Так, для полукислого материала С содержанием
208
20% А12О3 и 80% SiO2 при 1650° С количество расплава
достигает 80%. Для каолинитового материала (46%
Д120з и 54% SiO2) количество расплава при этой темпе-
ратуре составляет только 40%.
В полукислых изделиях количество жидкой фазы с
как линия ликвидуса на участ-
SlOj
Сс.0 AljOj
Рис. VI.4. Составы шлак — огнеупор в
системе СаО—А120з—SiOs; крестиками
обозначены составы 1 : 1, состав трех-
лучевой звезды обозначен кружочками
полукислых и шамотных изде-
в них глинозема повыша-
повышением температуры нарастает медленнее, чем в
шамотных изделиях, так
ке полуплоских изде-
лий имеет крутой по-
дъем, на участке же
шамотных изделий —
более пологий.
Из двойной диа-
граммы А120з—SiO2
следует, что для полу-
кислых, шамотных и
каолиновых огнеупо-
ров с повышением со-
держания глинозема
количество жидкой фа-
зы при одной и той же
температуре монотон-
но уменьшается; мож-
но полагать, что каче-
ство алюмосиликатных,
лий с увеличением содер'
ется. Однако практика этого вывода не подтверждает.
На рис. VI.4 (см. также рис. V.7) изображена трой-
ная диаграмма СаО—А12О3—SiO2. На диаграмме нане-
сена точка, соответствующая приведенному составу
ковшового шлака. Смеси огнеупор — шлак лежат на со-
ответствующих коннодах. Если принять, что при взаи-
модействии огнеупора со шлаком (плавнями) в реакции
участвует 50% огнеупора и 50% шлака (точки на диа-
грамме помечены крестиком), то температура плавле-
ния таких составов будет соответствовать температуре
плавления эвтектик (трехлучевой звезде) элементарных
треугольников.
Так, составы шлак — огнеупор с содержанием глино-
зема ес25% начнут плавиться в эвтектике (трехлуче-
вой звезде) элементарного треугольника SiO2—СаО-
•SiO2—СаО-А12О3-2 SiO2 при II65°С независимо от со-
держания глинозема. Составы шлак — огнеупор с со-
держанием глинозема от 25 др 50% будут плавиться в
14—298
209
эвтектике (трехлучевой звезде) элементарного тре-
угольника CaO-SiO2—СаО-А12О3-2 SiO2—2 СаО-
-Al2O3-SiO2 при 1256°С. Состав шлак — огнеупор с со-
держанием глинозема от 50 до 80% будут плавиться в
эвтектике (трехлучевой звезде) элементарного тре-
угольника А12О3—СаО-А12О3-2 SiO2—2 СаО-А12О3- SiO2
при 1380° С также независимо от содержания глинозе-
ма в указанных выше пределах.
На основании разобранного примера становится, ка-
залось, бы, обоснованной классификация алюмосили-
катных огнеупоров в зависимости от содержания в них
СаО 20 40 60 80 А1г03,% /мол.)
Рнс. VI.5. Вязкость шлаков системы СаО—А12Оз—
SiO2 прн 1900° С. Цифры на нзокомах обозначают
вязкость в Па-с
глинозема на группы: полукислые (^28%А12О3), ша-
мотные и каолиновые (28—45%А12О3), высоко глинозе-
мистые (>45% А12О3), и то обстоятельство, что в преде-
лах этих групп огневые свойства изделий примерно оди-
наковы.
Однако такое представление является весьма при-
ближенным. Хотя жидкая фаза в полукислых огнеупо-
рах появляется при более низкой температуре; количе-
ство жидкой фазы при 1300° С в смесях, содержащих
огнеупор с 60—65% SiO2 (шамотные) и шлак в соот-
ношении 1:1, на 20% больше, чем в смесях, содержа-
щих огнеупор с 72—85% SiO2 (полукислые). С увели-
чением содержания кремнезема поверхностное натяже-
ние и смачиваемость уменьшаются. Вязкость расплавов
смесей шлак — огнеупор при соотношении 1:1 бо-
лее высокая у полукислых огнеупоров (рис, VI.5).
?IQ
ОгнеуПорЫ с содержанием 35—38% AI2O3 образую?
со шлаком менее вязкий расплав и в большем количе-
стве, чем огнеупоры, содержащие 15 или 45% А12О3,
поэтому следует считать более устойчивыми огнеупоры
с содержанием либо более 45% AI2O3, либо 15—20%
AI2O3. То обстоятельство, что в настоящее время вы-
пускают алюмосиликатные огнеупоры преимуществен-
но с содержанием А12О3 30—38%, объясняется стабиль-
ностью огнеупорных глин с таким содержанием глино-
зема и крайней нестабильностью состава полукислых
глин.
Полиморфные превращения кремнезема в полукис-
лых и шамотных огнеупорах тождественны таковым в
динасовых огнеупорах. На эти превращения сущест-
венно влияют примеси в сырье и крупность частиц
кремнезема, при этом надо иметь в виду, что превра-
щение а-кварца в a-модификации низкой плотности
происходит значительно медленнее, чем в динасе (А120з
задерживает перерождения SiO2). Поэтому в шамот-
ных изделиях содержится в относительно больших ко-
личествах неперерожденный кварц.
Технология шамотных, каолиновых и полукислых
огнеупоров определяется в основном свойствами сырья
и изменениями, происходящими при его сушке и обжи-
ге, а также влиянием на качество изделий соотношения
глины и шамота и их зерновой характеристики.
Общая усадка (при сушке и обжиге) у большинства
пластичных огнеупорных глин составляет 15—20%, а
при такой большой усадке получить изделия с задан-
ными размерами из одних пластичных глин невозмож-
но. При современных способах обжига сырца брак из-
делий, вызываемый усадкой, находится в допустимых
пределах, если общая усадка не превышает 6—9%, по-
этому при изготовлении шамотных изделий шихту со-
ставляют из пластичной глины и шамота или другого
безусадочного отощителя.
Количеством шамота и величиной его частиц регули-
руют не только усадку, но и такие важнейшие свойства
изделий, как прочность, пористость, термическую стой-
кость и текстуру.
При изготовлении изделий из полукислых глин, име-
ющих небольшую усадку, количество отощителя может
быть уменьшено или его совсем исключают. Если полу-
кислые глины отощать не шамотом, а кварцевым пес-
14*
211
ком, кварцевыми отходами, Получаемыми При отмучи-
вании каолина, кварцитами и др., то усадку полукис-
лых изделий при обжиге можно полностью устранить и
даже получить рост.
Формовочная способность массы уменьшается с уве-
личением в ней содержания шамота. Улучшение фор-
мовочной способности шамотных масс при пластичном
способе производства может быть достигнуто вылежи-
ванием, дезаэрацией в вакуумных ленточных прессах
и введением соответствующих электролитов.
Имеет значение распределение глинозема в готовых
изделиях между крупными зернами и мелкими (связ-
кой). Шлак, проникая в огнеупор или растворяя его, в
первую очередь взаимодействует с материалом, приле-
гающим к поверхности пор, и с мелкими зернами. Если
зерновой и вещественный составы шихт подобрать так,
что мелкие зерна (связка) будут содержать больше
глинозема, то и количество образующегося расплава
уменьшится. Следовательно, имеет значение не столько
общее содержание глинозема, сколько содержание гли-
нозема в связке (тонкой части шихты).
Свойства шамотных изделий в значительной степени
зависят от выбора глины, предназначенной на связку, и
глины, предназначенной на шамот. В качестве связки
предпочтительнее выбирать глины, обладающие следу-
ющими свойствами: высокой связующей способностью,
меньшими коэффициентом чувствительности к сушке и
упругим расширением при прессовании, более высоким
содержанием глинозема, но с меньшим выходом мулли-
та и меньшей способностью отделять жидкую фазу.
Для производства шамота могут быть использованы
любая огнеупорная глина и каолин.
§ 4. ТЕХНОЛОГИЯ ШАМОТНЫХ ОГНЕУПОРОВ
Схема производства шамотных и полукислых огне-
упоров в общем виде следующая:
. Приготовление Приготовление
шамота глины-связки
I I
Дозирование, смешение шамота с глиной-связкой
и приготовление массы
Формование и прессование
I
Сушка
I
Обжнг
212
Большой сходство между шамотными, полукислыми
и каолиновыми массами позволяет рассматривать про-
изводство изделий из них совместно.
1. ПРОИЗВОДСТВО ШАМОТА
Шамот готовят путем обжига глины. Критерием ка-
чества шамота служит его водопоглощение: у качест-
венного шамота оно должно быть <5%, у особо каче-
ственного <2% (в зернах 2—3 мм). Водопоглощение
шамота зависит от свойств глины, температуры обжига
и способа подготовки глины.
Наиболее распространен обжиг глины на шамот во
вращающихся печах. Применение вращающейся печи
позволяет организовать поточный процесс с высокой
степенью механизации и автоматизации, использовать
для получения шамота трудноспекающиеся глины и
каолины, сочетать, когда это необходимо, обжиг с обо-
гащением. Ниже приведена схема обжига глины на ша-
мот по сухому способу:
Склад глины
Грубое дробление------------------
(менее 50 мм, влажность карьерная)
Топливо—’Вращающаяся печь—^Улавливание пыли
4
Холодильник
4
Склад шамота
+
Помол шамота
4
Рассев
4
Бункера шамота-
порошка (силосы)
— | I ;----Шликер
Смеситель
+
Ленточный пресс
Глины и каолины, рассыпающиеся при обжиге, нель-
зя подавать непосредственно во. вращающиеся печи, а
следует предварительно брикетировать или гранулиро-
вать. С этой целью глины сушат, измельчают в дезин-
213
terpaTope, увлажняют в двухвальном смесителе и бри-
кетируют на пресс-вальцах или гладких вальцах.
Некоторые затруднения при обжиге глины на шамот
во вращающихся печах связаны с улавливанием и ис-
пользованием пыли. От одной вращающейся печи дли-
ной 60 м системой пылеочистки улавливается 60—
70 т/сут (10—12% от обожженного шамота). Улавлива-
емая пыль представляет собой смесь мелких частиц
глины разной степени обжига, и в таком виде ее ис-
пользование ограничено, поэтому пыль направляют об-
ратно в печь на обжиг. Но предварительно пыль в сме-
си со свежей пластичной глиной обрабатывают в двух--
вальных смесителях и затем подают в ленточный пресс,
в пресс-вальцы или бегуны с дырчатой чашей.
Уловленную и брикетированную пыль обжигают сов-
местно с сырой глиной. Если же по химическому соста-
ву уловленная пыль существенно отличается, то ее об-
жигают отдельно.
По мере продвижения во вращающейся печи в гли-
не протекают последовательно процессы удаления вла-
ги (сушка), дегидратации и спекания. Вместе с этим
происходят измельчение глины и унос пыли.
В соответствии с физико-химическими процессами,
протекающими при обжиге глин, по длине печи образу-
ются зоны подготовки и спекания. Протяженность зон и
соответствующее время пребывания материала в печи
влияют на полноту протекания физико-химических про-
цессов и образование пыли. Увеличение длины зоны
спекания при соответствующем уменьшении длины зо-
ны подготовки благоприятно влияет как на спекание
глины, так и на уменьшение пылеуноса, хотя прямой
зависимости и нет.
Общее время пребывания материала в печи зависит
от размеров печи, числа ее оборотов, коэффициента за-
полнения по объему, угла наклона и свойств материала
(угла трения).
Подсчет скорости движения материала во вращаю-
щейся печи производят по формуле
v = 4,2Z)n (0,786 — е) (tg a/sin <р), (VI.4)
где D — диаметр печи в свету, м; п — число оборотов
печи в минуту; е — коэффициент заполнения по объему,
в долях единицы; a — угол наклона печи, град; <р —
угол взаимного трения материалов, град.
214
При обычных условиях, т. е. при скорости вращения
печи от 0,8 до 1,5 об/мин, угле наклона а«5°, диаметре
в свету ~2,0 м и длине печи 60 м, время пребывания
материала составляет 3—3,5 ч. За такое сравнительно
небольшое время глины многих месторождений полно-
стью и равномерно спекаются. Равномерности спекания
способствует непрерывное пересыпание глиняной кус-
ковой массы при движении.
Шамот, полученный во вращающейся печи, не под-
вергают грубому дроблению, что является преимущест-
вом этого способа обжига глины.
Унос части глины в виде пыли совместно с дымовы-
ми газами снижает экономичность обжига во вращаю-
щейся печи. Унос пыли зависит от свойств глины, режи-
ма обжига, размеров печи и скорости движения в ней
дымовых газов. Повышение скорости движения газов
(более 0,8—1,0 м/с по объему продуктов сгорания) вы-
зывает резкое увеличение уноса пыли. Около половины
ее уносится из зоны подсушки (до гидратации глины).
Посредством пылеулавливающей аппаратуры — пыль-
ных камер, электрофильтров — возможно осаждение до
90% всей пыли, а тем самым снижение безвозвратных
потерь глины до 1,0—0,5%.
Показатели работы вращающихся печей (длина пе-
чи 60 м) для обжига глины на шамот приведены в табл.
VI.4. Удельный расход условного топлива составлял
0,14 тут/т.
Снизить расход топлива и уменьшить унос пыли
можно применением двухзонной испарительной решет-
ки, подачей на решетку брикетированной глины, ис-
пользованием шахтных теплообменников, изменением
профиля вращающихся печей и т. д.
Таблица VI.4
Показатели работы вращающихся печей
для обжига глины на шамот
1 Заводы 1 Диаметр пе- чи, м Производи- тельность, т/ч Унос пыли, % Водопо,- глоще- ние, % Содержание, %, зерен размером, мм
>10 10-3 3-1 <1.0
А 3,о 12-15 14 4,0—6,0 9 14 12 65
Б 3,0 12—13 10 1,7—5,0 50 18 12 20
В 3-3,6 14,5—19,0 25 1,6-6,0 10 40 25 25
215
Внедрение вращающихся печей для обжига глины
на шамот на некоторых заводах встретило затруднения;
так, изделия, приготовленные из шамота, обожженного
во вращающихся печах, в обжиге дают не усадку, а
рост.
Это наблюдается при использовании некоторых
видов глин, например на Запорожском огнеупорном за-
воде при применении кировградской глины. Причина
роста — незавершенность процесса муллитизации во
время обжига во вращающейся печи. При быстром за-
твердевании жидкой фазы муллит не успевает кристал-
лизоваться.
Удлинение времени обжига и повышение температу-
ры, а также добавки 0,5—1,0% минерализаторов типа
MgO и NasO ускоряют процесс муллитизации. Внедре-
ние этих мероприятий, а также более тонкий помол ша-
мота устраняют рост изделий в обжиге.
Перспективным агрегатом для обжига глины на ша-
мот является многозонный реактор кипящего слоя. Об-
жиг в кипящем слое обеспечивает получение более рав-
номерного продукта и проходит значительно интенсивнее
и эффективнее. Первые опыты применения кипяще-
го слоя для обжига глины на шамот показали, что гли-
на слипается и получаются свары. По опыту обжига
аналогичных материалов слипание глины может быть
устранено соответствующей организацией сжигания
топлива и кипения слоя.
Зерновой состав шамота. В пластичных массах, со-
держащих 35—40% глины и соответственно 65—60%
шамота, зерновой состав последнего оказывает сущест-
венное влияние на механическую прочность, термостой-
кость, шлакоустойчивость, газопроницаемость и не-
сколько меньше на пористость изделий. Кажущаяся
плотность изделий из таких масс в большей степени за-
висит от верхнего предела крупности шамота, а не от
соотношения его отдельных фракций.
Величина шамотных зерен в этом случае влияет
также на размер пор. С увеличением крупности зерен
шамота в изделиях растет число трещинок разрыва по
границе между шамотом и глиной, так как глина при
обжиге дает усадку, а зерна шамота почти не изменя-
ют своего объема. В крупнозернистых массах такие
трещинки нередко оконтуривают зерна шамота и разби-
вают изделие на отдельные участки,
216
В массах, содержащих >75% шамота, его зерновой
состав оказывает решающее влияние на пористость из-
делий, поскольку последний зависит от структурной ук-
ладки частиц.
При производстве многошамотных изделий обычно
используют шамот двух, реже трех фракций; при про-
изводстве нормальных (рядовых) шамотных изделий
Рис. VI.6. Зависимость ка-
жущейся плотности н пори-
стости изделий от величины
зерна шихты совместного
помола и отношения поверх-
ности частиц F к их объему
V (Г : 7);
I — пористость; 2 — кажуща-
яся плотность; 3—отноше-
ние F : V
шамот не фракционируют. В двухфракционном шамоте
размер крупной фракции должен быть по крайней мере
больше мелкой в 10—20 раз. Размер крупных частиц
берется в пределах 2—3 мм, так как фракции >3 мм
не обеспечивают получения четких ребер и углов изде-
лий. Размер мелкой фракции шамота влияет не только
на плотность укладки, но и на физико-химические про-
цессы при обжиге изделий, прежде всего на спекание.
Зависимость между пористостью изделий при обжи-
ге и тониной помола компонентов, заполняющих проме-
жутки между частицами крупной фракции шамота, ана-
логична зависимости между отношением поверхности к
объему частиц (рис. VI.6). Согласно рисунку, порис-
тость изделий из часов-ярского шамота незначительно
зависит от изменения размеров частиц шамота в преде-
лах 0,54—0,2 мм и резко увеличивается при измельче-
нии частиц менее 0,15 мм.
Количество крупной и мелкой фракций шамота на-
ходят опытным путем для каждой разновидности глин и
условий производства. Например, для многошамотных
изделий, изготовляемых из часов-ярских глин, наиболь-
шая плотность достигается в случае применения 40—
50% шамота крупной фракции размером 2—3 мм й
60—50% глины и шамота совместного помола.
Оптимальное содержание крупной фракции шамота
в массе близко к теоретическому содержанию шаров,
соответствующему кладке с шестью точками касания.
217
Непрерывный зерновой состав Масс, содержащих
<70% шамота, следующий:
Размер фракции, мм ... . 2—3 2—0,5 <0,5
Содержание, %.......... 10—25 10—30 30—50
Такой состав получают помолом в какой-либо одной
машине, обычно в шаровых мельницах. Выбор типа
мельницы в этом случае- зависит от требуемого верхне-
го предела крупности частиц шамота. При помоле ша-
мота на бегунах и особенно в шаровых мельницах в по-
рошках наблюдается заметное увеличение содержания
железа из-за истирания шаров и футеровки; количество
его достигает 0,3—0,6% массы измельчаемого материа-
ла. Удаляют железо магнитными сепараторами, улав-
ливающими <50% его.
Для рассева шамота обычно применяют вибрацион-
ные сита или течки-сита. Расфракционированный поро-
шок шамота в случае применения прерывного зернового
состава хранят раздельно в бункерах. Рассев шамота
на ситах с ячейками размером ниже 1 мм вызывает ин-
тенсивное пылеобразование и малоэффективно (т. е. не-
обходимая фракция выделяется неполностью). Увлаж-
нение материала с целью снижения пылеобразования
еще более снижает эффективность рассева и поэтому
неприемлемо. Установлено, что сухие минеральные час-
тицы крупнее 50 мкм при транспортировке и фракцио-
нировании практически не пылят. Это существенное об-
стоятельство используется при комбинированной схеме
классификации. Весь продукт измельчения сначала по-
ступает на пневматическую сепарацию, в которой отде-
ляется фракция ниже 0,5 мм (эта фракция может быть
направлена на совместный помол), а остальной мате-
риал рассеивают на механических ситах (без пылевы-
деления) или разделяют по фракциям на воздушных
сепараторах.
2. ПРОИЗВОДСТВО глины для СВЯЗКИ
Глина служит связующим компонентом в шамотной
массе, поэтому она должна быть равномерно распреде-
лена между частицами шамота, для этого ее необходи-
мо вводить в тонкоизмельченном виде. Для приготовле-
ния глины в качестве связки широко применяют схему
с сушильным барабаном, включающую грубый помо/
глины, ее сушку, тонкий помол и транспорт в бункера.
218
*
Грубое измельчение глины осуществляют на зубчатых
вальцах и глинорезках. Для равномерной сушки совер-
шенно обязательно получение кусков глины примерно
одинакового размера (рис. VI.7).
Максимальный размер кусков глины, загружаемой в
сушильные барабаны, ~,50 мм. Влажность глин при
поступлении в су-
шильный барабан в
зависимости от вре-
мени года равна 15—.
25%, а конечная по-
сле сушки 8—13%,
При длине барабана
от 8 до 14 м время
сушки составляет
20—30 мин при за-
полнении глиной
примерно 10—15%
площади его сечения.
О 20 40 60
Диаметр частиц,к»
Рис. VI.7. Зависимость влаж-
ности глины от размера ее
кусков прн сушке в бара-
бане
Рис. VI.8. Установка для сушки глины во
взвешенном состоянии:
1 — загрузка материала (двухвальный смеси-
тель); 2 —возврат крупного материала; 3 —
центробежная мельиица; 4 — подъемная труба;
5 — сушильная шахта; 6 — воздухонагреватель;
7 — шамотная футеровка; 8— горелка; 9—воз-
духодувка для горелки; 10 — наклонное виб-
рационное сито; // — трубы пневмотранспорта;
12 — пылеуловитель; 13 — воздушный фильтр;
14—вытяжной вентилятор; 15 — готовый ма-
териал
Молотая глина при влажности до 7% имеет боль-
шую текучесть и пылит.. Обычно глину сушат до 12%
влажности. При рассеве такой глины применяют сита с
электрообогревом.
Температура глины на выходе из барабана выше,
чем окружающей среды, поэтому парциальное давление
водяных паров вокруг ее кусков также несколько избы-
точное по сравнению с парциальным давлением в окру-*.
219
жающей среде. Это обусловливает перемещение части
влаги из глины в окружающую среду и конденсацию
влаги на более холодных предметах. Во избежание не-
желательных последствий конденсации влаги глину
после сушильного барабана быстро размалывают. При
помоле на дезинтеграторе различных огнеупорных глин
с влажностью 10—12% получают >70% частиц разме-
ром <0,54 мм. После дезинтегратора глину просеивают
через вибрационное сито, крупные частицы (отказ) на-
правляют обратно в помол в дезинтегратор.
Другим, более эффективным методом подготовки
связывающей глины является одновременно сушка и
помол глины во взвешенном состоянии в комбинирован-
ном агрегате (рис. VI.8). Новым методом подготовки
глины-связки является сушка глиняного шликера (40%
воды) в вертикальных газовых распылительных сушил-
ках конструкции НИИстройкерамика.
3. ПРЕССОВАНИЕ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ МАСС
В полусухих массах соотношение шамота и глины
может достигать широких пределов. При увеличении
содержания шамота в массах улучшается передача дав-
ления и в меньшей степени проявляются упругие свой-
ства после снятия нагрузки, что имеет особенно сущест-
венное значение в случае прессования при высоких дав-
лениях.
При производстве огнеупоров из полусухих масс
лучшие результаты достигаются при изготовлении изде-
лий из многошамотных шихт, когда содержание глины
и шамота находится соответственно в пределах 30—10
и 70—90%. Оптимальное количество глины находится
в пределах 8—12%.
Приготовление массы заключается в тщательном
смешении всех компонентов шихты с целью равномер-
ного распределения отдельных фракций, отощающих и
связывающих материалов, в равномерном их увлажне-
нии и некотором уплотнении смеси в целом для прида-
ния ей известной связанности, препятствующей рас-
фракционированию при транспортировке.
При полусухом прессовании масса увлажняется до
5—8%. Установлено, что влажность массы существенно
влияет при одних и тех же условиях прессования на
свойства сырца и обожженных изделий. Повышение
220
влажности до известного предела при данном давле-
нии способствует получению более плотных, прочных и
менее газопроницаемых изделий.
Применяют следующие способы приготовления масс:
1) шамот предварительно увлажняют водой или шлике-
ром и затем смешивают с сухой глиной при одновре-
менном доувлажнении массы; 2) мелкую фракцию ша-
мота смешивают с глиной при совместном помоле в
шаровой (трубной) мельнице, затем смесь мелких фрак-
ций глины и шамота смешивают с крупной фракцией
шамота, предварительно увлажненного водой или шли-
кером.
В обоих случаях стремятся со шликером ввести
максимальное количество глины-связки. С этой целью
шликер подогревают до 40—60° С. В шликер вводят
0,5% с. с. б., 0,1—0,2% ПАВ (жирные кислоты С7—С9,
соду и т. п.). При влажности массы около 5% удается
ввести со шликером до 4% глины.
Смешение шамота с глиной при их совместном по-
моле обычно служит лучшим способом приготовления
массы. Однако такой совместный помол в трубных
мельницах вызывает некоторые осложнения в техноло-
гическом процессе, так как резко снижается производи-
тельность трубной мельницы. Влажность глины не
должна превышать 5%, иначе в массе образуются плас-
тинки и «коржи», а получение глины с такой влажно-
стью затруднительно. Преимущество смешения при сов-
местном помоле глины и шамота заключается в том,
что здесь достигается хороший контакт с частицами
шамота, поэтому исключается расфракционирование
(сегрегация) массы. Глина совместного помола с шамо-
том дает меньшую усадку в обжиге.
В широко применяемых смесительных бегунах про-
изводится одновременно смешение компонентов и уп-
лотнение массы; при этом создается хороший контакт
между частицами глины и шамота. Недостаток смеси-
тельных бегунов заключается в том, что в них происхо-
дит измельчение шамота и в некоторых случаях образу-
ются коржи; поэтому после смешения на бегунах массу
приходится пропускать через протирочное сито. Произ-
водительность смесительных бегунов с массой катка
3100 кг при 6—8 замесах в час составляет 8 т/ч.
В настоящее время смесительные бегуны все чаще
Заменяют бегунковыми смесителями с более легкими
221
катками или бегунами-смесителями центробежного дей-
ствия СМ-842, СМ-143, С-568 и СМ-1085.
Для прессования полусухих шамотных масс харак-
терны те же закономерности, что и для прессования
других, порошкообразных, материалов.
Зависимость плотности сырца от времени прессова-
ния (рис. VI.9) показывает, что увеличение времени
прессования шамотных
масс сверх некоторой вели-
чины лишь незначительно
повышает кажущуюся плот-
ность и, следовательно, ма-
лоэффективно. Исходя из
этого, период собственно
прессования принимает при-
мерно 3—4 с, скорость прес-
сования 20—40 мм/с.
Массы для полусухого
Рис. VI.9. Зависимость плотности
сырца от времени прессования
прессования, содержащие
50% глины-связки, прессуют при давлении 25 МПа.
Многошамотные массы прессуют при значительно боль-
шем давлении (80—100 МПа). С увеличением давления
прессования улучшаются все свойства многошамотных
изделий, в частности снижается пористость и увеличи-
вается шлакоустойчивость.
При . л
h/RT > 3, (VI.5)
где h — высота сырца; 7?г — гидравлический радиус, при-
меняют двустороннее сжатие.
Прессование фасонных изделий происходит с пере-
распределением массы между различными их частями;
оно зависит от конфигурации изделия, а способность к
перераспределению — от условий прессования и свойств
массы.
В первый период прессования под влиянием переме-
щения штампелей крупные частицы раздвигают более
мелкие, приходят в соприкосновение друг с другом и
образуют каркас. При дальнейшем сжатии происходят
пластическая, упругая и хрупкая деформации. Контакт-
ные поверхности частично разрушаются. Вода выжима-
ется в промежутки между частицами. Воздух сжимает-
ся в свободных от воды порах и частично растворяется
в воде.
222
а
Вакуум-прессование масс при полусухом способе бо-_
лее эффективно при соотношении глины к шамоту
50:50. Вакуумирование грубозернистых высокоотощен-
иых масс малоэффективно и поэтому не применяется.
Механическая прочность сырца до сушки составляет
1—3,5 МПа, что позволяет укладывать сырец непосред-
ственно на печные вагонетки и направлять его в сушку
и обжиг в туннельные печи без перекладки.
Полусухое прессование осуществляют на прессах ти-
па ПК-630, СМ-143, СМ-1085 и др., в которых прессовое
давление регулируется глубиной заполнения формы
массой. Чтобы масса не прилипала к стенкам прессфор-
мы, производят электрический нагрев верхних и нижних
ее штампов. Сложный шамотный фасон изготовляют
способом полусухого прессования на специальных прес-
сах, из которых наиболее распространены фрикцион-
ные. При полусухом прессовании наиболее часто возни-
кает брак в виде трещин и нарушений размеров и фор-
мы сырца. Причина этого — несоблюдение технологии
как в подготовке массы, так и в процессе ее прессова-
ния, а также неисправность пресса и износ прессформ.
Надо иметь в виду, что не все нарушения технологии
до прессования и во время его проявляются сразу. Од-
ни нарушения технологического процесса выявляются
после сушки, другие — после обжига, а некоторые — в
процессе службы огнеупоров. Чтобы избежать трещин
перепрессовки, необходимо особенно тщательно следить
за глубиной засыпки массы в прессформы, за зерновым
ее составом и влажностью. Трещины могут возникать
также при неравномерном износе пластин у прессформ.
При полусухом прессовании получается осыпь.
Осыпь от прессов падает вниз, собирается транспортной
лентой или виброконвейером под прессом и направля-
ется в смесительные бегуны или на растирочное сито
Для использования.
4. ПРЕССОВАНИЕ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНЫХ МАСС
Способ пластичного прессования и формования ша-
мотных изделий применяют издавна. По этому способу
массу приготовляют на двух последовательно располо-
женных двухвальных смесителях, в первом из которых
смешивают глину и шамот, а во втором увлажняют
смесь. Начальное уплотнение и придание массе грубой
223
формы Изделия осуществляются в ленточных прессах,
на которых получают заготовку. Окончательную форму
и размеры изделиям придают допрессовкой заготовок
на допрессовочных прессах.
Соотношение между глиной и шамотом в массах для
пластичного прессования определяется формовочными
свойствами глины и характером изделий. В зависимо-
сти от природы глин и вида изделий содержание шамо-
та в массе составляет 45—65%, общая усадка изготов-
ленного сырца при этом достигает 6—8%.
Увлажнение массы в двухвальном смесителе не
. обычной водой, а омагниченной обусловливает некото-
рое повышение прочности получающихся изделий.
Омагниченная вода получается путем пропускания во-
ды в трубе из немагнитного материала через сильное
электромагнитное поле. Свойства омагниченной воды и
механизм ее действия раскрыты неполностью*. Примене-
ние такой воды получило широкое распространение,
особенно в керамической промышленности.
Измельчение глины-связки должно обусловливать
распускание ее в воде при смешении за 1,5—3 мин.
Увлажнение массы водой, подогретой до 80° С, или па-
ром улучшает условия распускания глины и обеспечи-
вает более равномерное ее распределение в шамотной
массе, тем самым улучшая ее формовочные свойства и
облегчая сушку сырца.
Большое положительное влияние на качество массы
применяемой для пластичного прессования изделий
оказывает ее дезаэрация (вакуумирование). При уда-
лении воздуха из массы пластичность и связность е4
сильно увеличиваются. Для получения эффекта ваку
умирования необходимо создавать остаточное давление
ниже 2,66 кПа. Кроме вакуумирования, с целью повьг
шения однородности и формовочных свойств масс при-
меняют их вылеживание и вторичную переработку £
ленточном прессе.
При допрессовке изделий из пластичных масс возни
кают следующие виды брака: 1) заусенцы, образующи-
еся при большом износе форм (поэтому зазор межд)
пуансоном и пластинами прессформы не должен превы
шать 0,5—1,0 мм); 2) налипы вследствие прилипанш
обрезков массы; 3) недопрессовка при недостаточно!
* Сама вода диамагнитна. Магнитное поле действует на приме
си ее.
224
толщине заготовки или при низкой влажности сырца;
4) поверхностные трещины, образующиеся при чрезмер-
но обильной и густой смазке в изделиях, в месте отвер-
стий для выхода избыточной массы из прессформ и др.
Способ пластичного прессования применяют в на-
стоящее время при изготовлении сифонных изделий, а
также особо сложной формы, производство которых из
полусухих масс экономически нецелесообразно.
Изделия пластичного прессования сушат в специаль-
ных сушилах на полочных вагонетках.
5. ОБЖИГ ШАМОТНЫХ ИЗДЕЛИЙ
При обжиге шамотных изделий происходят спека-
ние, а также изменение фазового состава, обратимое
термическое расширение и необратимое изменение объ-
ема изделия.
Основные физико-химические процессы при обжиге
изделий происходят в связующей глине, однако и в ша-
моте некоторые процессы также продолжаются. В пре-
делах 150—200° С из сырца выделяется остаточная вла-
га (вода затворения, гигроскопическая вода). В этот
период обжига при недостаточной тяге и большом вы-
делении паров воды может возникнуть их конденсация
на изделиях, приводящая к образованию посечек и тре-
щин. Чем выше остаточная влажность сырца и больше
трещина изделия, тем медленнее следует подогревать
сырец. Скорость обжига в этот период зависит от кон-
струкции печи, массы и влажности не только сырца, но
и глины-связки и шамота. Наблюдаются случаи, когда
при использовании шамота с низким водопоглощением
глина-связка оказывается переувлажненной и при суш-
ке в туннельных печах на изделиях образуются трещи-
ны. При дальнейшем нагревании шамотных изделий при
400—600° С в глине-связке происходит разложение као-
линита с выделением химически связанной воды: при
этом возникает лишь незначительная линейная усадка
(до 0,5%). В интервале 600—900°С происходит равно-
мерное и небольшое объемное изменение, в общем со-
ответствующее линейной усадке 2—2,5%, и дальнейшее
повышение прочности изделий. При этих же температу-
рах окисляются углеродные примеси и сульфиды, раз-
лагаются карбонаты кальция и магния.
При повышении температуры обжига до 1000—
16—298
225
1100°С начинается спекание изделий. В этом темпера-
турном интервале возможно образование трещин.
Объемные изменения при обжиге рассчитываются по
уравнению
Р = [р0(1 - е0)]/[Р1(1 - ei)], (VI.6)
где р — объемная усадка, доли единицы; е0, ei — истин-
ная пористость до и после обжига, доли единицы; р0>
Pi — плотность до и после обжига.
Уравнение (VI.6) может быть представлено также в
виде
₽ = 1—(Vn + VM), _ (VI.7)
где Vn, VM — объемы пор и материала после обжига,
рассчитанные из условия, что их сумма до обжига рав-
на единице.
Использование высокожженого шамота, многоша-
мотных масс, совместного помола глины и шамота и
применение высоких давлений при прессовании умень-
шают усадку при обжиге.
Допустимая скорость повышения температуры при
обжиге в интервале 1000—1300°С зависит в основном
от соотношения количества глины и шамота в массе и
температуры обжига последнего. Чем больше шамота в
массе и чем при более высокой температуре он обож-
жен, тем выше может быть скорость роста температуры
в печи для изделий одинакового типоразмера. Обжиг
шамотных изделий завершают обычно при температу-
ре, превышающей на 100—150° С температуру полного
спекания связующей глины. При коротком температур-
ном интервале спекания связующей глины температуру
обжига принимают на 50—100° С выше температуры
спекания связки. Конечная температура обжига изде-
лий, изготовленных из каолинитовых глин, богатых
глиноземом, составляет 1350—1400° С. Дальнейшее по-
вышение ее до 1430—1450° С способствует более полно-
му спеканию и снижению дополнительной усадки. Од-
нако наступающее при этом размягчение материала
вызывает деформацию изделий, особенно в нижних на-
груженных рядах садки, а чрезмерное уплотнение изде-
лий при потере зернистой структуры материала приво-
дит к снижению термостойкости. Каолиновые изделия
обжигают при 1450—1500° С. При использовании низко-
спекающихся огнеупорных глин может возникать пере-
226
жог изделий, выражающийся в уменьшении их кажу-
щейся плотности, сильном увеличении закрытой порис-
тости и появлении вспучивания на поверхности изделий.
В интервале 1300—1400° С для выравнивания темпе-
ратуры в печи скорость доводят до 10—16° С/ч в зави-
симости от типа садки. Выдержка при конечной темпе-
ратуре обжига шамотных изделий составляет 5—6 ч.
Процесс охлаждения шамотных изделий сопровож-
дается уменьшением объема материала, поэтому до
800—1000° С охлаждение проводят со скоростью 25—
45° С/ч. Ниже этих температур скорость охлаждения не-
сколько замедляют вследствие наличия в печах боль-
шого количества тепла, аккумулированного кладкой.
При обжиге шамотных изделий в них возникают на-
пряжения двух видов: первые связаны с линейным рас-
ширением и разностью температур по толщине изделий,
вторые — с превращениями, протекающими в связую-
щей глине и отощителе. На величину первых напряже-
ний оказывают влияние в основном размеры и формы
изделий, от которых зависит температурный градиент.
На величину вторых напряжений влияют объемные из-
менения сырца во время обжига, которые зависят от
природы глины и шамота, их количества в шихте и от
температуры обжига изделий. Оба вида напряжений
зависят также от скорости подъема температуры в печи.
В настоящее время шамотные изделия обжигают
главным образом в туннельных печах. В периодических
и кольцевых печах допустимо обжигать разнообразные
фасонные и крупногабаритные изделия, требующие
дифференцированного режима обжига. Садка таких из-
делий получается довольно сложной. Иногда необходи-
ма защита фасонных изделий от непосредственного
воздействия пламени. Устойчивость садки из фасонных
изделий значительно ниже, чем из нормальных изделий,
поэтому первые садят на подсад (нижняя треть садки)
из нормальных изделий, которых требуется 30—40%, а
иногда и больше.
Современные туннельные печи позволяют полностью
автоматизировать процесс обжига. Их применение ис-
ключает ручной труд в тяжелых условиях при садке и
выгрузке изделий.
Ниже дана характеристика типовой туннельной пе-
чи для обжига нормальных и близких к ним по разме-
рам простых и сложных фасонных изделий:
15'
227
Производительность (по нормальным издели-
ям), т/год ................................. 120000
Длина, м:
печи .......................................... 131,93
сушила........................................ 29,9
Размеры, м:
вагонетка в плане .................... 3,0x3,1
высота от пода вагонетки до свода ... 2,1
Масса изделий на одной вагонетке, т . . . . 13
Число вагонеток:
в печи..................................... 44
в сушнле................................ 10
Температура обжига, °C.............. . . , 1450
Рис. VI.10. Карты садки
шамотных изделий иа вагонетки туннельной печн
График обжига ковшовых изделий в туннельных пе-
чах приведен в табл. VI.5.
Для выравнивания температур во внутренних и в
периферийных участках садки необходимо, чтобы отно-
шение площадей поперечного сечения периферийных
каналов (у стен и свода) к внутренним составляло 1,3—
1,5 (рис. VI.10).
Брак при обжиге шамотных изделий составляет по
нормальным изделиям 0,5—2% и по фасонным издели-
ям до 5%.
Во избежание свариваемости изделий между собой
применяют подсыпку из чистого кварцевого песка, про-
228
Таблица VI.5
Режим обжига ковшовых изделий в туннельных печах
Интервал температур, °C Скорость подъема и снижения температуры, °С/ч Продол- житель- ность об- жига, ч Интервал температур, °C Скорость подъема н сниже- ния тем- пературы, °С/ч Продол- житель- ность об- жига, я
100—400 400—1300 1300—1450 1450 Обжиг 37,5 72 50 8 12,5 3 2 0> 1450—700 700—400 400—75 лаждение 125 60 34 6 5 9,5
Итого . 25,5 Итого . 20,5
Всего . — 46
сеянного через сито с отверстиями 1—2 мм; песок не
должен спекаться при температурах обжига. В тун-
нельных печах подсыпку не применяют.
Изменение пористости при обжиге не так велико в
сравнении с изменением пористости при прессовании,
поэтому можно сделать вывод, что «структура изделий
закладывается в сырце». Однако структура сырца при
обжиге меняется качественно: размер пор увеличивает-
ся, а удельная поверхность уменьшается (табл. VI.6).
Таблица VI.6
Изменение размера пор при прессовании и обжиге
шамотных изделий
Огнеупор Удельное давление прессова- ния, МПа Открытая пори- стость, % Средний размер пор, мм Удельная поверх- ность, см’-/см3
Сырец после сушки . . . Изделие после обжига прн 30 21,4 3,87 1530-
1380°С 30 19,8 8,72 600
Сырец после сушки .... Изделие после обжига при .200 19,8 0,76 2000
1380°С 200 18,0 3,62 1012
229
При обжиге шамотных изделий образуются харак-
терные поры размером 0,1—1,0 мкм в результате отры-
ва глины от шамота вследствие ее усадки. Такие поры
не появляются при применении низкожженого шамота,
так как в этом случае шамот и глина имеют примерно
одинаковую усадку. Изделия на низкожженом шамо-
те, естественно, более плотные. Каолиновые изделия ха-
рактеризуются более крупными порами.
Шамотные, полукислые и каолиновые изделия, кро-
ме полусухого и пластического прессования, получают
также методом термопластического прессования, шли-
керного литья, гидростатического прессования и др.
§ 5. МАТЕРИАЛЬНЫЙ БАЛАНС ПРОИЗВОДСТВА
•h
Материальным балансом производства называется расчетное pa- j ‘
венство количеств сырья и вспомогательных материалов, поступаю- у.
щих на предприятие, с готовой продукцией, отгружаемой потреби-
телю, с учетом химических превращений и механических потерь на
всех стадиях технологического процесса.
Результаты материального баланса по переделам и предприятию
в целом служат исходными данными для подбора основного и вспо-
могательного технологического оборудования, расчета необходимых
складских площадей для приема сырьевых и вспомогательных мате-
риалов, готовых изделий и тары, определения емкости промежуточ-
ных и отгрузочных бункеров, а также расходных коэффициентов
сырья и материалов на единицу товарной продукции.
Для составления материального баланса необходимы следую-
щие исходные данные:
годовая производительность предприятия по готовой продукции
(в ассортименте и в целом);
химический состав исходного сырья н вспомогательных мате-
риалов;
. Таблица VI.7
Норма механических потерь при обжиге огнеупорного сырья, %
Операция Вид сырья
глина и каолины магиезит доломит
Разгрузка сырья 0,5 0,5 0,5
Хранение сырья на складе .... 1,0 1 ,о 1 ,о
Дробление и рассев 0,3 0,3 0,3
Транспортировка в процессе перера- ботки 0,2 0,2 0,2
Дробление и рассев обожженного ма- териала 0,1 0,1 0,1
Упаковка и отгрузка 0,1 о,1 0,1
230
Таблица VI.8
Нормы механических потерь основных материалов
прн производстве огнеупорных изделий, %
Операция Молотая глина | Кусковой 1 шамот Магнезит (поро- шок) Обожжен- ный Доло- мит Хромит
Разгрузка сырья 0,5 0,5 0,5 0,5 0,5
Разборка и сортировка . . — 0,3 — 0,3 1,0
Дробление н рассев . . . 0,3 0,3 0,1 0,3 0,2
Помол 0,3 0,3 0,3 0,3 0,3
Вылеживание ...... Транспортировка в процессе — *— 0,1 — —
переработки 0,2 0,2 0,2 0,2 0,2
Смешение и формовка . . Обжиг изделий, сортировка 0,4 0,3 0,3 0,3 0,3
и отгрузка 0,6 0,6 0,6 0,6 0,6
химический состав готовой продукции;
вещественные составы полуфабрикатов н готовых изделий;
технологическая схема производства проектируемого пред-
приятия;
основные нормативные данные: влажность сырья и полуфабри-
катов до и после термообработки;
процент брака и механических потерь сырья, полуфабрикатов и
готовой продукции на отдельных стадиях технологического процесса,
а также степень возврата их в производство (табл. VI.7 и VI.8).
Пример. Определить расход сырья на 1 т готовых изделии
и необходимую производительность отдельных переделов предприя-
тия при условии выпуска 60,0 тыс. т/год сложнофасонных изделий.
Технологическая схема производства следующая:
Склад глины для шамота
4
Грубое дробление
Склад глины для связки
Грубое дробление
I I
Вращающаяся печь с холо-
дильником, склад шамота
Газо-
очист-
ка
I I
Сушильный барабан •* Газо-
I очнст-
I ка
I
’ I I
Отказ Бегуны сухого помола
----- Сито
I
Бункер шамота
I
Дозатор
Вода
Дезинтегратор*------1
Сито с электро- |
подогревом Отказ
Бункер глины-связки
Дозатор
II I
231
II I
Смешение массы
I
Питатель пресса
I
Пресс полусухого прессования
I
Сушка
I
Обжиг
I
Склад готовых изделий .
Технологические нормативы производства, %:
Влажность глины, поступающей на склад ....... 22
Потери при прокаливании глины, предназначаемой: ;
для обжига на шамот.................................. 13
для связки............................................ 12
Влажность глины-связки после сушильного барабана . . 8
Безвозвратные потери глины в виде пыли:
при сушке в барабане.............................. 0,5
при обжиге на шамот во вращающихся печах .... 1,0
при транспортировании глины и шамота (распыл) . . 1 >0
Соотношение глины-связки и шамота..................... 30—70
Влажность массы............................................ 8
Потери массы при прессовании.............................. 0,2
Влажность изделий после сушки.............................. 2
Брак изделий:
после прессования..................................... 0,0
при сушке............................................. 0,5
при обжиге........................................ 1,5
Примечание. Брак изделий при обжиге и сушке полностью возвра-
щается в производство.
Производителъностъ печей
Объем выгрузки. Из печен должно выйти изделий с учетом бра-
ка обжига: 60000-100: (100—1,5) «61000 т/год, где 1,5—-количество
брака по обжигу, %.
Количество брака составляет 61000—60000=1000 т/год.
Объем садки. В печи должно быть загружено изделий в нату-
ральной массе >61000 т на величину п. п. п. глины-связки и на
влажность сырца перед садкой.
Потери при прокаливании изделий перед садкой зависят от со-
держания в них глины в абсолютно сухой массе (30—30-0,08)100:
: (100—30-0,08) =28,2% и составляют 28,2-12:100=3,38%.
Следовательно, объем садки в абсолютно сухой массе составит:
61000-100:(100 — 3,38) = 6300 т/год,
а в натуральной массе с влажностью 2%
63000-100 (100 — 2) = 64500 т/год.
Производительность сушил и прессов
Объем сортировки (выход из сушил). Из сушил с учетом коли-
чества брака по сушке должно выйти изделий более 64500 т/год или
64500-100 : (100—0,5) =64800 т/год.
232
Количество брака 64800—64500=300 т/год.
Объем загрузки сушил изделиями с влажностью 8%
64800 (100 — 2): (100 — 8) = 69000 т/год,
что равно также объему прессования.
- Производительность сушил по влаге
69000 (8 — 2): (100 — 2) = 4200 т/год,
что равновелико 69000—64800=4200 т/год воды.
Производительность смесителей по массе с 8% влажности
69000-100:(100 — 0,2) = 69100 т/год.
Производительность дозаторов
Требуется воды для увлажнения массы
69100 (8 — 2,4): (100 — 2,4) = 3900 т/год,
где 2,4 — влажность шихты (30-0,08 = 2,4%).
Масса шихты с влажностью 2,4%
69100 (100 — 8):(100 — 2,4) = 65200 т/год
(или 69100—3900=65200 т/год).
Производительность дозатора глины
65200-30:100= 19560 т/год.
Производительность дозатора шамота
65200-70:100 = 45640 т/год.
Производство глины-связки
Производительность дезинтегратора, сита и транспортного обо-
рудования после сушильного барабана по глнне с влажностью 8%
19560 т/год.
Производительность сушильного барабана
Выход глины из сушильного барабана 19560 т/год.
Подача глины в сушильный барабан
19560 (100 — 8): (100 — 22) = 23000 т/год,
с учетом уноса пыли
23000-100:(100 — 3) = 23600 т/год.
Производительность сушильного барабана по влаге
23600 (22 — 8): (100 — 8) = 3600 т/год воды.
Производительность передела грубого дробления, транспортного
оборудования до сушильного барабана и масса глины с влажно-
стью 22% на складе составляет 23600 т/год.
Производство шамота
Производительность помольного и транспортного оборудования
после вращающейся печи
45640 • 100: (100 — 011) = 45700 т/год,
233
Производительность вращающейся печи
Выход шамота из вращающейся печи
45700 — (1000 + 300) = 44400 т/год,
где (1000+300) — брак изделий в обжиге н сушке.
Подача глины во вращающуюся печь (с учетом п. п. п., влаж-|1
ности и пылеуноса):
в абсолютно сухой массе (без пылеуноса)
44400-100: (100 — 13) = 51000 т/год;
глины с влажностью 22% (без пылеуноса)
51000-100: (100 —22) = 65400 т/год;
с учетом уноса пыли
65400-100:(100 — 8) = 71000 т/год.
Сводная ведомость производительности Таблица VI.91
Производитель-
Основные переделы ность, натураль- ный вес, Влажность, %
т/год
Грубое дробление глины-связки . . 23 600 22
Грубое дробление глины иа шамот . 71 000 22
Обжиг во вращающейся печи . . . 44 400 По жженой
массе
Дробление шамота 45 700 То же
Сушка в сушильном барабане . . . 19 500 8
Помол глины 19 560 3
Смешение 69100 8
Прессование 69 000 8
Сушка 64 800 2
Обжиг 61 000 По жженой
, массе
Исходи из этого количества (71000 т/год), определяют произ-
водительность помольных машин н транспортных средств.
Табл. VI.9 представляет собой сводную ведомость производства
по отдельным переделам.
Расходный коэффициент
Общее количество глины на складе
23600+ 71000 = 94600 т/год.
Расход глины на 1 т готовой продукции
94600:60000= 1,57 т.
234
§ 6. ОСНОВНЫЕ СВОЙСТВА ШАМОТНЫХ,
ПОЛУКИСЛЫХ И КАОЛИНОВЫХ ИЗДЕЛИЙ
я
1. ТЕКСТУРА ИЗДЕЛИЙ
Текстура изделий зависит в основном от способа про-
изводства.
Ниже приведена пористость шамотных изделий, %,
при полусухом прессовании (1) и пластичном формова-
нии (II):
I П
Общая .... 18—20 23—28
Закрытая . . . 1—2 2—4
Капиллярная . 20 15
Канальная . . . 8—14 4—7
Размер канальных пор 5—25 мкм. Распределение пор
по размерам: ,
ч, мкм ................. <5 1—5 0,1—1 <0,1
Количество (объем), % . . . 35—64 0,5—45 2—50 0—8
Удельная поверхность (БЭТ) 2600 см2/см3. Структура
пор бидисперсна: на кривой распределения пор имеется
О
два максимума при 10 мкм и 100 А.
После повторных недлительных обжигов общая по-
ристость мало меняется, а закрытая возрастает за счет
открытой. При резких теплосменах открытая пористость
возрастает за счет закрытой, а общая пористость изме-
няется мало. При длительном нагревании в шамотных
изделиях увеличивается количество стекловидной фазы
в результате растворения зерен кварца, что сопровож-
дается уменьшением пористости.
2. ОГНЕУПОРНОСТЬ И ХИМИЧЕСКИЙ СОСТАВ
Огнеупорность шамотных, каолиновых и полукислых
изделий находится в пределах 1580—1770° С, она обус-
ловливается химическим составом применяемого сырья
и фазовым составом получаемых изделий. Шамотные из-
делия в зависимости от огнеупорности подразделяют на
четыре класса (по стандарту США шамотные огнеупоры
подразделяются на группы в зависимости от температу-
ры применения, а не огнеупорности; в каждой группе
выделяют классы термостойких и шлакоустойчивых из-
235
Делий). В СССР принята следующая классификация^
шамотных огнеупоров:
Класс................
Огнеупорность, °C, не ниже . .
О А Б В И
1750 1730 1670 1610 *'
Шамотнокаолиновые изделия из обогащенного- или
вторичного каолина в зависимости от огнеупорности сырья
делятся на два класса:
Класс . ...........
Огнеупорность, °C, не ниже . . . .
О А
1750 1730
Содержание А120з в шамотных изделиях составляет
28 до 45%.
Полукислые изделия из первичных каолинов с при-
родной примесью кварца— кварцекаолиновые — имеют
огнеупорность 1710° С. В этих изделиях содержится
70—80% SiO2 и 15—25% А12О3.
Огнеупорность полукислых огнеупоров обычно ни-
же, чем шамотных. Однако если определять огнеупорность
смесей, состоящих из 50% шамотного или полукислого
огнеупора и 50% ковшового шлака, то смеси с полукис-
лым огнеупором и шлаком имеют более высокую огне-
упорность, чем смеси с шамотным огнеупором и шлаком.
3. ДЕФОРМАЦИЯ ПОД НАГРУЗКОЙ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Деформация шамотных изделий под нагрузкой при
высоких температурах зависит от химического состава и
структуры материала. Наиболее сильно температуру де-
формации под нагрузкой понижают примеси А4е2О, не-
сколько меньше—MgO и МпО и еще меньше—Fe2O3 и
СаО.
Количество муллита в шамотных изделиях не влияет
на их деформацию под нагрузкой. В шамотном огнеупо-
ре при 39% А12О3 содержится ~ 50% муллита, причем
отдельные кристаллики его разобщены большим коли-
чеством стекловидного вещества и не образуют сростка.-
Деформация в таких массах определяется количеством и ;
температурой размягчения стекловидной фазы. '
Технологические факторы, обеспечивающие более
плотную и прочную структуру материала, повышают
температуру начала размягчения под нагрузкой и срав-
нительно меньше повышают температуру конца дефор-
мации (40% сжатия). Повышению температуры дефор-
236
мации способствует, при прочйх равных условиях, заме-
на пластичного формования способом полусухого прес-
сования.
Особое значение для начала деформации имеет тем-
пература обжига. Изделия, обожженные при температу-
рах ниже спекания исходных глин, имеют большую до-
полнительную усадку, чем высокообожженные. Высокую
дополнительную усадку часто неправильно принимают
за начало деформации шамотных изделий.
Температура начала деформации шамотных изделий
под нагрузкой 0,2 МПа составляет 1250—1440° С, а конца
деформации (40% сжатия) 1500—1600° С. Температура
начала деформации под нагрузкой полукислых изделий,
содержащих^75% S1O2, как правило, выше чем у ша-
мотных. Однако температура полной деформации (40%
сжатия) таких изделий все же ниже, чем шамотных, и
обычно не превышает 1450—1500° С, каолиновые изделия
имеют температуру начала деформации и разрушения
соответственно 1450—1550 и 1600—1650° С. Шамотные
изделия характеризуются пластичным характером де-
формации: интервал деформации составляет 200—250°С.
4. ПОСТОЯНСТВО ОБЪЕМА
Шамотные изделия при длительной службе в топках
и печах при температурах, превышающих их обжиг,
дают ту или иную дополнительную усадку. При больших
перегревах шамотная кладка деформируется и теряет
свою строительную прочность. Величина дополнительной
усадки зависит в основном от состава масс и температу-
ры обжига изделий.
Изделия из масс с пережженным шамотом, т. е. обож-
женным выше температуры максимальной усадки, дают
наибольшую дополнительную усадку.
Полукислые изделия в службе имеют меньшую усад-
ку, чем шамотные, а некоторые из них дают рост. Посто-
янство объема полукислых изделий в службе может быть
обеспечено подбором количества и размера частиц квар-
цевого компонента шихты. В этом преимущество полу-
кислых изделий перед обычными шамотными. Однако
преимущества полукислых изделий трудно реализовать,
так как природное полукислое сырье, как уже отмечалось
(§ 3), неоднородно по составу и свойствам. В связи с
этим возникает задача производства синтетических полу-
кислых огнеупоров.
237
5. ТЕРМОСТОЙКОСТЬ
Шамотные изделия имеют вполне удовлетворитель-
ную и высокую термостойкость—• это типично для всех
зернистых алюмосиликатных огнеупоров. Однако термо-
стойкость этих огнеупоров изменяется в широких преде-
лах и зависит от состава масс, способа прессования, фор-
мования, температуры обжига и структуры изделий.
Так, термостойкость пластичных масс составляет 6—12,
полусухих 7—50 водяных теплосмен.
С увеличением содержания шамота термостойкость
изделий, как правило, повышается. Так, термостойкость
изделий из полусухих масс возрастает от 10—25 водяных
теплосмен при отношении шамота и глины 40:60 -4-
-Ьб0:40 до 150 водяных теплосмен при отношении 90:10.
Прямой зависимости термостойкости от пористости
шамотных изделий нет. Термостойкость шамотных, као-
линовых и полукислых изделий зависит от температуры
их обжига; при пережоге изделий, когда видимая зер-
нистая структура заменяется фарфоровидной, термостой-
кость шамотных изделий резко понижается. Для повы-
шения термостойкости в некоторых случаях снижают
температуру обжига изделий до 1200° С.
6. ШЛАКОУСТОЙЧИВОСТЬ
На шлакоустойчивость шамотных, каолиновых и по-
лукислых изделий влияют структура, плотность и хими-
ческий состав, если его рассматривать в широком диапа-
зоне содержания глинозема.
Всегда надо иметь в виду, что в шамотных изделиях
для шлака в равной мере доступны и открытые и закры-
тые поры, поэтому для снижения шлакоразъедания не-
обходимо стремиться уменьшать общую пористость, а
не только кажущуюся.
Химический состав шамотных изделий при содержании
30—40% А12О3 не оказывает существенного влияния на
шлакоустойчивость. Содержание >40% А12О3 повыша-
ет устойчивость шамотных изделий к одним и тем же
шлакам. Полукислые изделия имеют лучшую устойчи-
вость против сильнокислых шлаков, чем шамотные.
Вязкость смесей, состоящих из 50% огнеупора и шла-
ка как кислого (CaO/SiO2 = 0,7), так и основного
(CaO/SiO2 = 2,5), при температуре 1500° С у смесей с по-
238
лукислым огнеупором выше,
чем у смесей с шамотным (рис.
vi.ii).
Следует отметить, что шамот-
ные, полукислые и каолиновые
огнеупоры в общем более устой-
чивы к кислым шлакам, чем к ос-
новным.
Особое влияние на шлакоус-
тойчивость оказывают содержа-
ния в шлаке FeO и МпО. При со-
держании МпО до 14% полукис-
лый огнеупор более устойчив,
чем шамотный, а при дальней-
шем увеличении МпО износ полу-
кислого резко возрастает.
Специфическими свойствами
обладают изделия из низкожже-
ного шамота, изделия без шамо-
та, низкообожженные и безобжи-
говые.
ДЦ 0^ (%
Рис. VI.11. Изменение вязко-
сти смесей шлака+огнеупор
(1:1) в зависимости от от-
ношения CaO/SiO2 в шлаке *
и содержания А12О3 в огне* ’
упоре:
1 — CaO/SiO2=2,5*> 2 — 0,7
§ 7. КРАТКИЕ СВЕДЕНИЯ О ПРИМЕНЕНИИ
ШАМОТНЫХ, ПОЛУКИСЛЫХ
И КАОЛИНОВЫХ ИЗДЕЛИЙ И ОСНОВНЫЕ ПУТИ
ПОВЫШЕНИЯ ИХ КАЧЕСТВА
Шамотные, полукислые и каолиновые огнеупоры ши-
роко применяются в соответствующих температурных
зонах почти всех наиболее распространенных тепловых
агрегатов. В процессе эксплуатации на поверхности кон-
такта шамотных огнеупоров с агрессивной средой обра-
зуется слой переменного состава из продуктов взаимо-
действия реагентов среды (корродиентов) с огнеупорным
материалом. Под таким слоем обычно находится дру-
гой— уплотненный, фарфоровидный, толщиной в нес-
колько миллиметров. Шамотные, каолиновые и полукис-
лые огнеупоры изнашиваются без скалывания, равно-
мерно, путем оплавления, растворения и эрозии шлаком.
Служба в производстве чугуна. Доменные печи
подразделяют на следующие конструктивные части:
лещадь, горн с чугунной и шлаковой летками, зону воз-
душных фурм, заплечики, распар, шахту и колошник.
239
По условиям работы огнеупоров в доменной печи
обычно выделяют две зоны: 1) нижнюю — горн, район
фурм, заплечики; условия службы огнеупоров в этой зоне
характеризуются высокой температурой (1300—1800° СУ»
жидкого чугуна и шлаков, воздействующих на кладкуй
длительная работа огнеупоров возможна лишь при водяИ
ном охлаждении кладки печи;
2) верхнюю — распар, шахту и колошник; здесь не*
особенно высоких температур (200—1300°С); в этой
части огнеупоры подвергаются механическому износу и
химической коррозии в результате воздействия газов и
паров.
Лещадь в течение всей кампании покрыта жидким
чугуном с температурой 1450—1500° С и подвергается
значительному давлению — до 5-Ю2 кПа. При плохой
кладке отдельные изделия вследствие меньшей сравни-
тельно с чугуном плотности всплывают, и кладка разру-
шается. Поэтому для кладки лещади требуются наиболее
огнеупорные и плотные шамотные изделия с мини-
мальной дополнительной усадкой при температуре
службы.
В результате физико-химического взаимодействия
шлаков с шамотной кладкой, охлаждаемой снаружи, на
внутренней (рабочей) поверхности стенок распара, за-
плечиков и горна образуется защитный слой из продук-
тов взаимодействия шлаков с огнеупором, называемый|
гарниссажем. В установившемся режиме при соответству-1
ющем охлаждении наступает равновесие между ско-|
ростью нарастания гарниссажа и скоростью его износа. I
Это позволяет работать при незначительной толщине!
кладки и способствует удлинению сроков службы футе-1
ровки. I
В шахте доменной печи огнеупоры пропитываются па-1
рами цинка, образующимися при 800—1000°С в процессе!
восстановления оксида цинка, часто присутствующего в!
железных рудах. Отложение цинка в порах изделий и I
затем его окисление при 500°С приводит к разрыхлению I
структуры огнеупоров. Более сильное разрушение клад- I
ки шахты происходит при отложении в порах изделий |
сажистого углерода из газовой фазы. I
Сажистый углерод с железом образует цементит Fe3C. |
Образование цементита идет со значительным увеличени-1
ем объема, чем и обусловливаются разрыхление и поте-1
ря изделиями прочности, Следовательно, пористость, раз-1
240
мер пор, газопроницаемость и прочность изделий для
верха доменной печи имеют первостепенное значение.
В нижней части доменной печи применяют плотные
каолиновые изделия, в верхней — тоже каолиновые и
плотные шамотные. Шамотные и каолиновые изделия
подвергаются алмазной шлифовке для обеспечения до-
пусков по размерам ±1 мм. (Расход алмаза составля-
ет 24 карата на тонну изделий, карат=0,2 г.)
В воздухонагревателях доменных печей относительно
быстрый износ и разрушение шамотной футеровки и на-
садки возникают в верхней части. Внутренний слой ку-
пола под влиянием высокой температуры в течение дли-
тельного времени размягчается, и изделия вытягиваются
в свисающие сталактиты, которые затем оплавляются и
падают на насадку. Для купола верхней четверти насад-
ки и стен камеры горения стандартом предусматривается
применение изделий класса А (шамотных). Изделия
класса Б (шамотные и полукислые) применяют для
стен камеры горения и для 3/4 насадки снизу.
Продолжительность службы огнеупоров в доменной
печи и воздухонагревателях составляет 10—16 лет.
Служба при разливке стали. Применяется три спосо-
ба разливки стали: разливка сверху непосредственно из
ковша в каждую изложницу (10—30 т), разливка сни-
зу сифонным способом сразу в группу изложниц и неп-
рерывное литье. При разливке сверху работают огнеупо-
ры: ковшовые изделия, которыми футерован сталераз-
ливочный ковш, стопорные трубки, пробка и стакан. При
разливке снизу к этим изделиям добавляются воронка,
литниковые трубки, звездочка, сифонные изделия.
Из всех изделий только ковшовая футеровка работа-
ет более 10—15 плавок, обеспечивая многократно раз-
ливку стали, остальные виды огнеупоров независимо от
их качества служат лишь в течение одной разливки.
Поэтому высокое качество этих изделий необходимо для
предупреждений аварий при разливке стали и возможно
меньшего попадания в нее неметаллических включений.
Сталь из мартеновской печи поступает в ковш при
1550—1600° С, поэтому все огнеупоры в ковше — футе-
ровка, стопорные трубки, пробки, стаканы — в момент
заливки подвергаются резкому термическому ? удару.
Следовательно, они должны быть термостойкими, при-
чем наибольшие требования в этом отношении предъяв-
ляют к пробкам и стопорным трубкам,
16-298 ?41
Разливка металла из ковша продолжается от 20 мин
до 2 ч. Футеровка дна и нижней трети стен ковша наи-
более длительное время находится в контакте с жидким
металлом и работает в самых тяжелых условиях. Поэто-
му футеровку делают по высоте ступенчатой, утолщен-
ной в нижней трети.
На стойкость футеровки влияет количество вертикаль-
ных швов, для сокращения которых применяют изде-
лия специальной трапециевидной формы. С повышением
кажущейся плотности шамотных огнеупоров уменьша-
ется их шлакоразъедание. Высокую стойкость при служ-
бе в ковше имеют каолиновые многошамотные огнеупо-
ры. С успехом применяют также полукислые изделия,
особенно расширяющиеся в службе. Наиболее перспек-
тивной футеровкой ковшей является набивная или нане-
сенная массометом кварцитовая футеровка.
Главное назначение стопорных трубок — предохра-
нять металлический стержень, на который навинчивает-
ся пробка, от чрезмерного разогрева жидким металлом,
способным расплавить его. Очевидно, этому будет содей-
ствовать малая теплопроводность, высокая термическая
стойкость и огнеупорность стопорных трубок.
Пробка и стакан работают совместно в примерно
одинаковых условиях. В ковше они должны образовывать
плотный затвор, который получается плотнее, если проб-
ка размягчается несколько больше, чем стакан. Специ-
фическое требование, предъявляемое к стакану, заклю-
чается в том, что он должен выпускать металл ровной
струей в одинаковом по времени количестве, т. е. размы-
ваться пропорционально уменьшению ферростатического
напора стали в ковше.
В ковшах большой емкости применяют обычно маг*
незитовые стаканы и два стопорных устройства. д
Использование сифонного припаса (воронок, литни-'
ковых трубок, звездочек, пролетного и концевого сифо-
нов) не только однократно, но и кратковременно и про-
исходит в течение 5—7 мин. Все сифонные изделия кон-
тактируют только с расплавленным металлом, подвер-
гаясь в момент заливки стали резкому нагреванию с )
внутренней стороны. Износ их заключается в растрес-
кивании и шелушении при недостаточной термостой-
кости и в размывании жидкой сталью. С целью повы-
шения термостойкости сифонных трубок их обжигают
при более низкой температуре (1200°С), чтобы избежать
образования большого количества нетермостойкой стек-
лофазы. Качество, а следовательно, и степень размыва-
емости рабочего канала литниковой системы зависят от
химического состава и структуры изделий, температуры
стали и длительности цикла разливки.
В СССР созданы машины для непрерывного литья
заготовок (М.НЛЗ). Принцип действия машин заклю-
чается в том, что расплавленная сталь поступает в кри-
сталлизатор, где благодаря интенсивному охлаждению
кристаллизуется и образуется слиток, сечение которого
равно сечению кристаллизатора (0,3X1,5 м). Слиток не-
прерывно вытягивается из кристаллизатора со скоро-
стью, равной скорости кристаллизации. Слитки, получае-
мые в этих машинах, более однородны по химическому
составу и структуре, чем слитки, отливаемые в изложни-
цы. Надежность работы МНЛЗ зависит от стойкости
применяемых огнеупоров.
Сталь из разливного ковша сначала поступает через
обычное стопорное устройство (стопор—пробка—ста-
кан) или через шиберное устройство (без стопора и
пробки, см. рис. IX. 13) в промежуточный ковш, в кото-
ром поддерживается необходимый и постоянный уровень
металла. Из промежуточного ковша сталь через стакан-
дозатор и шиберное устройство (или обычные стопор-
ные устройства) поступает в кристаллизатор.
Дозирующее устройство должно подводить сталь в
кристаллизатор компактной и стабильной струей посто-
янного сечения без разбрызгивания; не допускается
разъедание и затягивание стакана. Размывание или за-
тягивание канала стакана зависит от физико-химичес-
ких процессов в контактном слое огнеупор—сталь, от
вязкости контактного слоя, и соотношения сил адгезии
между контактным слоем, огнеупором и сталью. Соот-
ношение этих факторов может создать четыре крайние
случая: 1) образуется жидкотекучий контактный слой,
который непрерывно смывается струей стали; 2) образу-
ется вязкий контактный слой, адгезия которого к стали
больше, чем к огнеупору, и поэтому слой будет увлекать-
ся сталью; 3) образуется вязкий контактный слой, адге-
зия которого к огнеупору больше, чем к стали — канал
стакана в этом случае будет медленно затягиваться и
4) то же, что и третий случай, но при значительной ад-
гезии контактного слоя к огнеупору — канал при этом
будет сильно затягиваться.
16*
243
В зависимости от состава стали применяют различ-
ные стаканы: шамотные (трансформаторная сталь, спо-
койная), цирконовые (марганцовистые, кипящие углеро-
дистые и стали с повышенным содержанием алюминия),
корундовые и корундомуллитовые с 82% А12О3 (особо
агрессивные низкоуглеродистые кипящие стали). В слу-
чае использования циркона или корунда из этих матери-
алов изготовляются вставки, а стакан делают шамотным.
Из стакана-дозатора сталь поступает в стакан «под
уровень». Этот стакан защищает сталь от окисления в
контакте с воздухом и погружается
уровня стали в кристаллизаторе. Сталь
несколько ниже
из этого
стакана?
выходит или вертикально вниз или в стороны под неко-?
торым углом.
Стаканы «под уровень» изготовляют графитошамот-
ными, графитовысокоглиноземистыми, корундографито-
выми или из кварцевого стекла.
В последнее время стакан-дозатор изготовляют как
одно целое со стаканом, погруженным под уровень в
кристаллизатор. В этом случае укрытие струи стали по-
лучается более надежным. Такие стаканы имеют длину
950 мм, и их изготовление возможно только на установ-
ках гидростатического прессования.
1. НОВАЯ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
АЛЮМОСИЛИКАТНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ
МОКРОГО ПОМОЛА
С целью полного исключения пыли
при
производстве
все операции измельчения и рассева рекомендуется про-
водить по мокрому способу.
При этом
одновременно
удачно решаются такие технологические задачи, как ус-
реднение сырья, обогащение, введение добавок, в том
числе на молекулярном и коллоидном уровнях, получе-
ние равномерной смеси шамота и глины.
Мокрый помол глины осуществляется в шаровой
мельнице. Вода подогревается до 50°С. В мельницу вво-
дят отдельно приготовленные пластификаторы: жидкое
стекло, метилцеллюлозу, поливиниловый спирт и т. п.,
чтобы глиняная суспензия обладала необходимой теку-
честью при минимальной влажности (<?5О°/о). Суспен-
зию после отдельных грубых примесей, фракций песка,
намола железа (электромагнитом) обезвоживают в рас-
пылительных сушилках, например конструкции ПКБ
244
Минского комбината строительных материалов, произво-
дительностью 10—15 т/ч.
Распылительная сушилка представляет собой башню,
в которую в виде фонтана высотой 6—7 м подается мем-
бранным насосом суспензия (снизу вверх) под давлением
1,76—1,96 МПа. Навстречу фонтану шликера подается
факел природного газа с температурой 900—1000° С.
При этом устанавливается температура: в зоне сушки
250—350° С, внизу 150—200° С и отходящих газов 100—
120° С. Время пребывания материала в сушилке 5—15 с.
Глина образует полые гранулы с влажностью от 0 до
6% округлой формы, в основном ниже 0,5 мм, обладаю-
щие хорошей сыпучестью. В распылительную сушилку
вместе с глиной может быть подана тонкая фракция ша-
мота. В этом случае получаются шамотированные гра-
нулы. Шамот измельчают мокрым способом в стержне-
вых мельницах. Зерновой состав помола шамота при
влажности 35% получается следующим: фракции 3—1 мм
10,4%; 1—0,5 мм 38,4%; 0,5—0,2 мм 30,3% и ниже 0,2 мм
22,3%.
Обезвоживают шамот в сушилках кипящего слоя КС.
Одновременно пневматической форсункой напыляют на
шамот фракции 3—0,1 мм суспензию глины. Тонкие
фракции шамота сушат отдельно или вместе с глиной в
башенной сушилке. Все операции классификации взве-
сей осуществляют на виброгрохотах, при этом смесь по-
дается под давлением 0,196—0,294 МПа вихревыми на-
сосами. Смешение масс предусматривается непрерыв-
ным способом; прессование — как и в обычных схемах.
Распылительную сушку применяют также при произ-
водстве шамотных и динасовых мертелей (см. гл. XII).
Недостаток мокрой технологии — безвозвратный расход
воды — компенсируется санитарно-гигиеническими и
техническими преимуществами этого способа.
ГЛАВА VII. ВЫСОКОГЛИНОЗЕМИСТЫЕ
И КОРУНДОВЫЕ ОГНЕУПОРЫ
§ 1. ОПРЕДЕЛЕНИЕ
Высокоглиноземистыми называют огнеупорные изделия,
содержащие более 45% AI2O3. В зависимости от содер-
жания глинозема они подразделяются на муллитокрем-
неземистые (силлиманитовые), содержащие 45—62%
245
Таблица VII.1
Фазовый состав высокоглиноземистых изделий
Огнеупоры Основные кристалли- ческие фазы, % Количество стеклофазы, %
муллит корунд '
Домуллитовые (или муллито-
кремнеземистые) 60-85 <15 35—12*
Муллитокорундовые (или ко- рундомуллитовые) <90 12—6
Корундовые 3—5 <95 6—0
* Снижается с увеличением содержания глинозема.
А1гО3; муллитовые (62—72% А1гО3); муллитокорундовые
(72—90% А120з) и корундовые (>90% А12О3). i
Огнеупорной основой высокоглиноземистых огнеупо-
ров являются муллит и корунд (табл. VII.I).
§ 2. СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА
ВЫСОКОГЛИНОЗЕМИСТЫХ ИЗДЕЛИЙ
Для производства высокоглиноземистых изделий при-;
меняют силикаты глинозема, гидраты глинозема, техни-'
ческий глинозем и электрокорунд.
1. СИЛИКАТЫ ГЛИНОЗЕМА
Силикаты глинозема — кианит (дистен), андалузит,!
силлиманит и дюмортьерит — относят к минералам сил-'
лиманитовой группы. Первые три минерала имеют оди-,
наковый состав, отвечающий формуле Al2O5-SiO2 (62,9%
AI2O3. и 37,1% SiO2). После обжига при соответствую- ;
щих (разных) температурах все они переходят в муллит !
по реакции 3[Al2O3-SiO2]->3Al2O3-2SiO2 + SiO2.
Теоретический выход муллита из них составляет
86%, остальные 14%—кремнекислота, переходящая в
процессе обжига в кристобалит. Все минералы силлима-
нитовой группы при обжиге до некоторой температуры
увеличиваются в объеме (табл. VII.2), особенно кианит. !
Температура, при которой наблюдается максимальный ;
246
Таблица VII.2
Свойства минералов группы силлиманита
Li-ssi - Плотность, г/см3 Увеличе- ние объ- ема при обжиге, % Темпера-
Минерал Твердость по шкале Мооса Кристал- лографи- ческая система до обжига после обжига тура на- чала крис- сталлн- зации муллита, °C
Кианит 4,5— 7 Триклин- ная 3,50— 3,70 3,02— 3,09 16,3— 18,0 1300
Андалузит 7— 7,5 Ромби- ческая 3,10— 3,20 3,02— 3,20 3,0— 5,4 1400
Силлиманит 6—7 Ромби- ческая 3,23— 3,25 2,92— 3,02 7,0— 8,0 1550
рост и величина его, а также последующая усадка, за-
висит от природы минералов и частично от степени из-
мельчения (рис. VII.1).
Алюминий в кристаллической структуре силлиманита
находится в четверной и шестерной координации, в ан-
далузите — в пятерной и шестерной, в дистене — только
в шестерной, следова-
тельно, структура дисте-
на наиболее плотная, а
связь алюминия с кисло-
родом более прочная в
Силлиманите.
Дюмортьерит, отвеча-
ющий формуле А14
[A14BSi3Oi9(OH)], встре-
чается редко и пока не
получил промышленного
значения.
Минералы силлимани-
товой группы встречают-
ся в основном в кварцевых
породах, где одновремен-
но присутствуют и другие
Рис. VII.I. Объемные изменения ди-
стенснллиманитового концентрата
при нагревании:
1 — концентрат исходной зернисто-
сти; 2 — концентрат, измельченный
в струйной мельнице; 3 — концент-
рат, намельченный в вибромельнице
минеральные примеси (в
первую очередь мусковит
и серицит), содержащие
щелочи. Поэтому породы,
содержащие кианит и ац-
247
далузит, для производства высокоглиноземистых огне-
упоров предварительно обогащают.
В обогащенном концентрате должно содержаться
около 60% А12О3. Сумма плавней СаО, MgO, Na2O, К2О
и Fe2O3 не должна превышать 2—3%. Трудность дости-
жения такой высокой степени обогащения минералов
силлиманитовой группы и служит основной причиной
слабого развития производства из них высокоглиноземи-
стых огнеупорных изделий, несмотря на значительные
запасы этого сырья.
Месторождения кианита, не требующего обогащения,
встречаются редко. Крупным месторождением наиболее
чистого кианита в СССР является Чайнытское в Яку-
тии. Месторождения Урала (Малокаслинское, Карта-
линское, Карабашское, Златоустовское, Абрамовское и
др.) не могут быть использованы без предварительного
обогащения содержащих кианит пород. Более богаты
кианитом породы Кейвского месторождения в Карелии.
Месторождения андалузитов имеются в Казахстане, дис-
тенсиллиманита — в УССР.
2. ГИДРАТЫ ГЛИНОЗЕМА Л
Гидраты глинозема: гидраргиллит, бемит, диаспор —
отвечают общей формуле А12Оз-пН2О (табл. VII.3).
Таблица VII.3
Состав и свойства гидратов глинозема
Гидраты ' глинозема Формула Теорети- ческое со- держание AI2O3 Плот- ность, г/см3 Изменения прн ; нагревании
Гидраргиллит (гиббсит) . . А1аО3-ЗН2О 65,4 2,3—2,4 При 155° С перед! дит в бемит ,1
Бемит .... А12О3- Н2О 85,0 3,01 При 280°Свку-гл| нозем Я
у-Глинозем . . А1аО3 100,0 3,47 При 1200° С поста пенно в а-глиия зем Я
Диаспор . . . А1А-нао 85,0 3,39 При 450° С | а-глинозем 1
а-Глинозем . . А12О3. 100,0 14,00 Не изменяется 1
?48
В природе гидраргиллит, бемит и реже диаспор обыФ
но входят в состав горной породы — боксита. Бокситы
залегают в смеси с засоряющими их минералами, к кото-
рым в первую очередь относятся оксиды и гидроксиды
железа, каолинит, кварц, кальцит и др. Содержание в
бокситах Fe2O3 обычно более 5—10%, что редко позво-
ляет использовать их для производства высокоглиноземи-
стых огнеупоров. Кроме того, бокситы имеют непостоян-
ный химико-минералогический состав и при обжиге
дают болыцую огневую усадку.
Практическое значение для огнеупорной промышлен-
ности имеют диаспоровые породы, которые в некоторых
случаях образуют большие залежи. Крупное Акташское
месторождение диаспора находится в Казахстане, его
диаспоровая порода содержит до 60% AI2O3. Совместно
с диаспором в породе находятся каолинит, пирофиллит
и кварц в разных соотношениях, в связи с чем ее необ-
ходимо обогащать. После обогащения получается кон-
центрат примерно следующего химического состава (на
прокаленное вещество) :70—72% А12Оз,<;20% SiO2, 3—
3,5% плавней; огнеупорность 1850—1880° С.
Бокситами называют осадочные горные породы, со-
стоящие в основном из гидратов глинозема и оксидов же-
леза. В огнеупорной промышленности вследствие боль-
шого содержания оксидов железа (до 20%) бокситы не
применяются. Имеются разновидности бокситов с содер-
жанием оксидов железа до 5% —маложелезистые бок-
ситы, их применение на шамот может быть рекомендо-
вано.
3. ТЕХНИЧЕСКИЙ ГЛИНОЗЕМ
Технический глинозем производят в большом количе-
стве в основном для получения алюминия путем прока-
ливания искусственного гидрата глинозема А12Оз-ЗН2О.
Технический глинозем представляет собой тонкодисперс-
ный порошок белого цвета и имеет примерно следую-
щий химический состав (на прокаленное вещество):
99,0—99,8% А12О3; 0,1—0,25% SiO2; 0,30—0,50% Na2O.
и 0,05—0,1 % прочих оксидов. Огнеупорность глинозема
приведенного состава около 2000° С.
В минералогическом отношении технический глино-
зем представляет собой у-глинозем, находящийся в ста-
дии перехода в а-глинозем. При 1200° С у-глинозем мо-
249
йотр'опно переходит в устойчивую a-форму. Плотности
технического глинозема (преимущественно у-АЬОз) 3,47;|
плотность а-А12О3 4,0; уменьшение объема при переход^
Y-AI2O3 в a-AUOs составляет 14,3%. 1
Особенность строения технического глинозема, по-|
лученного прокаливанием искусственного гидрата глино|
зема, заключается в том, что он представляет собой по^
ристые сферолиты у-глинозема диаметром от 20 до
70 мкм. Такое строение затрудняет спекание и получе-
ние из товарного глинозема плотных изделий, поэтому
технический глинозем обычно измельчают до крупности
частиц ниже 3 мкм.
Технический глинозем используется в качестве ос-
новного сырья при производстве корундовых и муллито-
корундовых изделий. При производстве домуллитовых
огнеупоров его применяют в качестве добавки к при-
родным сырьевым материалам для доведения содержа-^
ния глинозема до требуемого уровня. 1
4. ЭЛЕКТРОКОРУНД ]
Электрокорунд получают плавлением технического
глинозема (или боксита) в электропечах при 2000—
2400° С. Получают или белый электрокорунд с содержа-
нием 99% А12О3, или нормальный электрокорунд с со-
держанием 97—98% А12О3 — монокорунд. При плавле-
нии объем увеличивается на ~20%.
Корунд в основном используется как абразивный
материал, его зерновой состав обозначается номерами.
В производстве огнеупоров корунд не измельчают и
употребляют в виде зерна № 100 (1,6—2,0 мм) или в
виде тонкой фракции № 4 (0,040—0,050 мм).
Корунд отличается значительной устойчивостью
к действию как кислых, так и основных шлаков, метал-
ла и стекла, восстановительных и окислительных реа-
гентов. Твердость корунда 9, плотность в форме а-А120з
колеблется от 3,95 до 4,01 г/см3. Предел проч-
ности при сжатии чистого корунда при плотности 3,75—
3,85 г/см3 составляет 1000—1500 МПа. Электрокорунд
используют как компонент шихты и, в частности, в
связке муллитокорундовых изделий.
§ 3. физико-химические основы
ТЕХНОЛОГИИ
ВЫСОКОГЛИНОЗЕМИСТЫХ ИЗДЕЛИИ
В основе технологии лежит диаграмма состояния
системы А120з—SiO2 (см. рис. VI.3). В правой части
диаграммы, соответствующей области высокоглинозе-
мистых огнеупоров, находятся три кристаллические фа-
зы: муллит, с содержанием 72% А12О3, твердый рас-
твор муллита с корундом с содержанием А120з от 72%
до 78% и корунд.
Эвтектика между твердым раствором муллита с ко-
рундом и корундом имеет температуру 1850° С. Следо-
вательно, при повышении содержания А12О3 от 72 до
78% температура плавления снижается с 1910 до
1850° С, при повышении содержания А12О3 до 100%
температура плавления повышается до 2050° С.
Оксид алюминия известен в основном в трех фор-
мах: а, у и р (известны еще и другие формы).
а-А12О3 — корунд — кристаллизуется в гексагональ-
ной системе. Температура плавления находится в пре-
делах 2015—2050° С, точка кипения 2980+60° С. По
своей химической природе А12О3 относится к амфотер-
ным оксидам. Плотность корунда ~3,99 г/см3.
у-АЬОз кристаллизуется в кубической системе, име-
ет плотность 3,6 г/см3 и при 1200° С переходит в
а-А120з со значительным уменьшением объема, на 17%
(объемн.).
р-А12О3, или щелочной глинозем, представляет собой
соединения глинозема со щелочными или щелочнозе-
мельными оксидами состава: Na2O(ll—12)А12О3; К2О
(И—12)А12О3; СаО-6А12О3; ВаО-6А12О3.
Отличительной особенностью спеченного (плавлено-
го) глинозема является высокая механическая проч-
ность при обычных температурах, сохраняющаяся при
высоких температурах вплоть до температуры, равной
0,8—0,9 температуры плавления, т. е. 2000°С. Предель-
ная температура длительного применения составляет
1950° С.
Домуллитовые огнеупоры изготовляют из силикатов
глинозема, муллитовые и муллитокорундовые — из
гидратов глинозема, а корундовые — из технического
глинозема и электрокорунда. Технология производства
во многом определяется свойствами сырья.
251
i
Для перевода кремнезема, образующегося при обжи- I
ге силикатов глинозема в муллит, добавляют техниче- I
ский глинозем. В качестве связующего компонента [ р
шихты при производстве высокоглиноземистых изделий ? |
часто вводят огнеупорную глину. Муллит, образую- ! р
щийся в реакциях с техническим глиноземом, называ- ; i
ют вторичным. Реакции образования вторичного мул- ”
лита идут с увеличением объема («разрыхление»), что |
ухудшает спекание. Огнеупорная глина-связка может , I
быть заменена органическими пластическими массами, |
что не только ликвидирует разрыхление, но и повыша- |
ет содержание глинозема. Основные трудности при про- г
изводстве высокоглиноземистых изделий связаны с , К
большой усадкой технического глинозема при обжиге
в результате перехода у-глинозема в а, слабой спекае-
мостью а-глинозема и получением заданной структуры
изделий.
Чтобы уменьшить усадку при обжиге изделий, при-
меняют шамотную схему технологии, т. е. часть матери-
ала предварительно обжигают «на шамот». Для того
чтобы технический глинозем лучше спекался, его из-
мельчают в шаровой мельнице периодического действия
мокрым способом в течение 20—30 ч до получения зе-
рен размером менее 5 мкм, при этом намол железа
составляет 1—2%. Железо отмывают в горячей HCI;
одновременно с железом растворяются и примеси Na2O,
Fe2O3, СаО и др. Раствор сливают в суспензию, отмы-
вают от соляной кислоты декантацией. Так как декан-
тация идет медленно, то чаще применяют сухой помол
в трубных периодических или вибромельницах. В этом
случае намол железа также неизбежен, но он меньше, г
чем при мокром помоле, и железо отделяется в этом
случае магнитной сепарацией.
Для улучшения спекания технического глинозема
вводят добавки: ТЮ2, A1F3 и др. Заслуживает внима-
ния технология спекания технического глинозема без
его предварительного измельчения (полностью или час-
тично схема Днепропетровского металлургического
института). В этом случае в шихту вводят Na2O. При
обжиге Na2O дает расплав при ~1000° С. Расплав впи-
тывается капиллярами в сферолит технологического
глинозема. В восстановительной среде Na+ меняет свою
координацию по кислороду с 8 до 6, в результате чего
ион натрия становится более активным и способным
252
давать соединения типа шпинели Na2O-nA12O3. Так об-
разуется |3-А12О3, а содержание Na+ в расплаве резко
снижается. |3-глинозем сравнительно легко спекается, а
при температуре выше 1700° С он разлагается, и Na2O
испаряется. В окислительной среде и с измельченным
техническим глиноземом эти процессы не про-
ходят.
Структура а-АЬОз зависит от его «тепловой исто-
рии» получения. Кристаллы корунда в зависимости от
времени и температуры от изометрической формы пере-
ходят к призматической и, наконец, к пластинчатой
(«табулярный или таблитчатый глинозем»). Соответст-
венно повышаются механические свойства, так как
свойства корунда анизотропны. Параллельно длинной
оси предел прочности при изгибе, например, почти в
два раза больше (679,5 МПа), чем в перпендикулярном
направлении (347,5 МПа).
Таким образом, переход кристаллов корунда от
изометрической формы к таблитчатой сопровождает-
ся общим повышением механической прочности ко-
рунда.
Пластинчатый глинозем получают спеканием при
температурах, близких к температуре плавления. При
обычной электроплавке корунд пластинчатой формы
не получается. При спекании кристаллы образуются и
растут главным образом в условиях повышения темпе-
ратуры, а при плавке кристаллы образуются и растут
при охлаждении расплава при понижающейся темпе-
ратуре. При плавке с перекристаллизацией также по-
лучают пластинчатый корунд, в этом случае в шихту
вводят плавень, в образующемся расплаве глинозем
растворяется и при пересыщении выпадает в пластин-
чатой форме при температурах ниже его плавления.
Плавень затем отделяют от глинозема растворением в
кислотах или другими методами.
Спекание глинозема в первый период до 1500°С
идет за счет уменьшения открытых пор. Затем при
остаточной пористости примерно 10% происходит ре-
кристаллизация кристаллов корунда, сопровождающая-
ся образованием закрытых пор и ростом крупных кри-
сталлов корунда. Закрытые поры образуются в резуль-
тате движения границ зерен через оставшиеся
открытые поры и восстановлением' границ на другой
стороне этих пор.
253
Крупнозернистые корундовые изделия характеризу- Ц
ются значительно меньшей прочностью, чем мелкозер- Ц
нистые. Для получения плотного беспористого и мелко-
зернистого корунда необходимо замедлить рост кри- Ц
сталлов до полного удаления пор. Это достигается вве- Ц
дением соответствующих добавок, например 0,1—0,4% Ц
MgO; другие добавки (М.пО, ТЮг), наоборот, способст- Д
вуют росту кристаллов корунда.
§ 4. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ fl
ПРОИЗВОДСТВА jfl
1. ПРОИЗВОДСТВО ВЫСОКОГЛИНОЗЕМИСТЫХ ИЗДЕЛИЙ
Высокоглиноземистые изделия готовят по многоша^И
мотной схеме из высокоглиноземистого плотного зернич»
стого наполнителя — шамота —и связки из огнеупор-И
ной глины в количестве 10—20%. Я|
Для предупреждения разрыхления в результате об- 1
разования вторичного муллита в глину-связку необхо- я
димо вводить достаточное количество тонкомолотой Я
фракции высокоглиноземистого наполнителя или ди- Я
сперсного глинозема. В этом случае образование
вторичного муллита также происходит, но без разрых- я
ления изделий, так как последнее компенсируется усад- Я
кой тонкодисперсной глиняной массы.
Главное отличие технологии высокоглиноземистых 1
огнеупоров от технологии многошамотных изделий за- Ц
ключается в производстве высокоглиноземистого напол- Я
нителя, который готовят различными способами. При и
получении брикета из технического глинозема и огне-
упорной глины технический глинозем предварительно
измельчают до крупности 3—5 мкм. Брикет готовят ме-
тодом пластического формования и обжигают при
1700° С. При использовании в качестве наполнителя
' андалузита, силлиманита или электрокорунда предва-
- рительного обжига (шамота) не требуется, а при ис-
пользовании кианита, естественных гидратов глинозема J
предварительный обжиг сырья необходим. I
Муллитовые огнеупоры получают обычно в две ста- I
дии: сначала синтезируют муллит, а потом изделия из I
него. В качестве исходных материалов для синтеза й
муллита применяют в основном технический глинозем, I
чистые огнеупорные глины, каолины и кварц. |
254
При изготовлении синтетического муллита спекани-
ем приготовляют брикет из исходных материалов с мо-
лярным отношением А12О3: SiO2= (1,44-1,6) и обжига-
ют в туннельных печах при 1700—1800° С. Плавленый
муллит получают в электропечах плавкой муллитовой
смеси при 1900—2000° С. Изделия из синтетического
муллита с добавлением связки получают обычным спо-
собом.
2. ПРОИЗВОДСТВО КОРУНДОВЫХ ИЗДЕЛИЙ
Производство корундовых изделий с использованием
электрокорунда осуществляют по схеме:
Технический глинозем
Обжиг при /580° С
+
Дробление
(вальцы)
4
Помол в вибромельнице
емкостью 230 л (мельче
0,06 мм)
50
Электрокоруид Электрокорунд
№ 50 № 8
4 Дозировка 4 Дозировка
20 % 30 % С. с. б.
% >- Civ 4 Гидравл пресс есительные бегуиь ический Фрикцж 630-т £ 1 2% на + сухую массу жиый пресс 50-т
Обжиг т в туннельной печи (1700° С)
Сортировка------->- склад
При изготовлении корундовых изделий, содержащих
более 98% AI2O3, используют технический .глинозем
следующего состава, %: >99,56 А120з; 0,03 SiO2;
<0,01 TiO2; 0,03 Fe2O3; 0,03 СаО; <0,004 MgO; 0,36
Na2O.
Сухой глинозем (влажность ниже 0,6%) измельча-
ют в вибромельнице 6—8 ч до размеров зерен 6—9 мкм.
Порошок увлажняют с. с. б., и из массы прессуют бри-
кет под давлением 30МПа, затем брикет обжигают в
туннельной печи при 1700°С (водопоглощение 0,7—2%)
и измельчают на фракции 2—0,5 мм и мельче 0,5 мм.
Материал обеих фракций пропускают через электро-
магнитный сепаратор. Шихта состоит из 45% корундо-
вого шамота фракции 2—0,5 мм, 10% фракции мельче
0,5 мм и 45% тонкомолотой связки, состоящей из не-
обожженного и обожженного при 1500° С глинозема.
Сырец прессуют на гидравлическом прессе под давле-
255
нйем 120 МПа и обжигают, при 1750° С. Изделия, полу-
ченные таким путем, имеют кажущуюся плотность
3,18 г/см3, пористость 17,6% и предел прочности при
сжатии 82 МПа.
Корундовые изделия сложных форм объемной плот-
ности 1,2—1,3 г/см3 изготовляют методом литья масс в
гипсовые формы. Для более полного заполнения фор-
мы массу непрерывно перемешивают в механической
мешалке, что снижает ее вязкость, а форму в процессе
наполнения вибрируют в течение 4—8 с с частотой
5 Гц и амплитудой 20 мм.
Крупные корундовые блоки получают методом литья
из расплава (плавленолитые изделия). Плавку ведут в
печи ОКБ-2126. Изделия (600X300X200 мм) получают
разливкой расплава при температуре 1900—2000° С в
разъемные графитовые или чугунные формы. После
выдержки в форме около 15 мин отливки в форме пе-
реносят в термический ящик, в котором происходит их
самоотжиг под слоем диатомитовой изоляции в течение
9—10 сут. Корундовые брусья кор-93 имеют химический
состав, %: 95,92 Д12О3 (а-форма); 2,9 SiO3; 0,01 TiO2;
0,27 Fe2O3; 0,32 СаО; следы MgO; 0,05 К2О и 0,56 Na2O;
кажущаяся плотность 2,9—3,2 г/см3. Структура отливки
получается неравномерной. В верхней части отливки
образуется усадочная раковина (объем раковины 6%
объема отливки), нижняя часть высотой не менее по-
ловины высоты бруса характеризуется небольшой от-
крытой пористостью (1,5—4,0%). Поры в основном
изолированные, округлые, размером 0,01—0,3 мм. В по-
верхностном слое отливки пор больше и они крупнее
(1,4 мм).
. При обжиге корундовых отливок сразу после за-
твердевания центральной части может происходить рас-
трескивание; трещина выходит на поверхность, и отлив-
ка обычно раскалывается на две части. Установлено,
что на растрескивание влияет общая теплоемкость фор-
мы, т. е. количество тепла, которое форма берет на
себя. Увеличение массы формы может влиять отрица-
тельно, поэтому отношение массы формы к массе от-
ливки нормируется и должно быть для графитовых
форм ^2, для металлических ^3,8.
Дуговая плавка не обеспечивает получения чистых
плавленых материалов, так как материал загрязняется
электродами до 0,8%. Чистые материалы из Д12О3 и
256
других оксидов плавят В холодных тиглях с индукци-
онным нагревом. При индукционном нагреве макси-
мальное загрязнение не превышает 10—3,%.
§ 5. ОСНОВНЫЕ СВОЙСТВА
И ОБЛАСТИ ПРИМЕНЕНИЯ
По мере увеличения содержания AI2O3 в изделиях,
как правило, улучшаются все механические свойства.
Одновременно повышается предельная температура
службы.
Огнеупорность высокоглиноземистых огнеупоров за-
висит от содержания в них глинозема и на 50—80° С
ниже соответствующих температур ликвидуса по диа-
грамме состояния системы AI2O3—SiO2. Домуллитовые
изделия (45—60% А12О3) имеют огнеупорность 1750—
Рис. VII.2. Зависимость между
содержанием А120з и темпера-
турой деформации под нагруз-
кой 0,2 МПа высокоглиноземи-
стых спеченных изделий:
1 — температура начала размяг-
'чеиия; 2 — температура 40%-но-
хо сжатия
1820° С, муллитокорундовые (при 70—95% AI2O3)
1780—1850°С и корундовые 1900—2000° С.
Кристаллические фазы — муллит и корунд — в
обычных высокоглиноземистых изделиях не образуют
кристаллического сростка, и поэтому изделия имеют
сравнительно невысокую температуру начала деформа-
ции. Изменение температуры деформации в зависимо-
сти от содержания глинозема показано на рис. VII.2.
Повышение содержания глинозема в высокоглино-
земистых изделиях способствует росту их химической
устойчивости по отношению к разнообразным агрессив-
ным агентам. Но по отношению к основным шлакам не
только высокоглиноземистые, но и корундовые огне-
упоры менее устойчивы по сравнению с магнезитовыми.
17—298
257
Корундовые огнеупоры являются как бы вершиной
прочности в системе AI2O3—S1O2. Термостойкость обыч-
ных корундовых изделий равна термостойкости хоро-
ших шамотных изделий. Большую термостойкость име-
ют специальные плотные и термостойкие корундовые
изделия, разработанные УНИИО. Такие изделия по со-
ставу являются корундовыми (крупнокристаллические
корундовые зерна) на муллитокорундовой связке.
Применение высокоглиноземистых огнеупоров разно-
образно. Они применяются вместо шамотных, полу-
кислых и каолиновых изделий на более высоком темпе-
ратурном уровне. Корундовые огнеупоры с успехом
применяют для футеровки канальных печей перегрева
чугуна, установках внепечного вакуумирования стали,
в конструкции скользящих затворов ковшей при раз-
ливке стали, производстве аммиака и др.
Плавленые корундовые изделия применяются в
наиболее ответственных местах, например в подинах
нагревательных печей, где они благодаря высокой
прочности выдерживают давление и удары тяжелых
слитков и не взаимодействуют с оксидами железа при
температуре службы. Для продувки стали в ковше
инертными газами применяют пористые корундовые
фурмы. Требования к таким фурмам очень сложные.
Фурмы не должны спекаться в службе, пропитывать-
ся шлаками и сталью, их газопроницаемость в сотни
раз должна быть выше, чем обычных изделий. При
взаимодействии связующей части фурмы со шлаком
должны образовываться соединения, имеющие темпера-
туру плавления ниже температуры стали, чтобы при
последующей заливке стали эти соединения плавились
и выдувались газом, а не заплавляли поры фурмы. Таким
требованиям удовлетворяют специальные корундовые
фурмы.
На основе оксида алюминия создано много новых
огнеупоров: на нитридной связке, на фосфатных связ-
ках, на оксидной связке, когда в шихту вводят метал-
лический алюминий, и т. п.
Корундовые изделия являются конструкционными во
многих областях новой техники.
ГЛАВА VIII. АЛЮМОСИЛИКАТНЫЕ И КОРУНДОВЫЕ
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
(ОГНЕУПОРНЫЕ ЛЕГКОВЕСЫ)
§ 1. КЛАССИФИКАЦИЯ
Производство и применение теплоизоляционных матери-
алов снижает материалоемкость, экономит топливо и
способствует интенсификации тепловых процессов. По-
этому теплоизоляционные материалы входят в обяза-
тельный ассортимент огнеупорной промышленности.
' Таблица VIII.1
Классификация и некоторые свойства огнеупорных легковесов
Марка огнеупора Кажущаяся плотность, г/см3 Огнеупорность, °C Температура эксплуатации, °C, не выше Предел прочно- сти при сжатии, МПа, ие ниже Теп ло п рово дность при 600° С на го- рячей стороне, Вт/(м-К) Дополнитель- ная усадка, % (темпера- тура, °С>
Шамотные и полукислые
ШЛА-1,3 1,3 1730 1400 450 0,7 1,0(1400)
ШЛБ-1,3 1,3 1670 1300 350 0,7 1,0(1300)
ШЛБ-1,0 1,0 1670 1300 300 0,58 1,0(1300)
ШЛБ-0,9 0,9 1670 1270 — — —
ШЛБ-0,8 0,8 1670 1250 200 0,46 1,06(1250)
ШЛБ-0,6 0,6 1670 1200 —— — —
ШЛБ-0,4 0,4 1670 1150 100 0,23 1,0(1250)
Каолиновые
КЛ-1,3 1,3 — 1400 350 0.7 1,0(1400)
КЛ-0,9 0,9 — 1400 — — —
В ысокоглиноземистые
ВГЛ-1,4 1.4 1600 -
ВГЛ-2,3 1,3 —- 1550 —
ВГЛ-1,0 1,0 — 1400 —— —
Динасовые
ДЛ-1,4 1,4 1550 -
ДЛ-1,2 *— — • 1550 350 0.7 —
17*
259
К теплоизоляционным относят большую группу
разных по своему составу материалов, отличительные
особенности которых — высокая пористость и обуслов-
ленные ею малая объемная плотность и низкая тепло-
проводность.
По своему характеру тепловая изоляция промыш-
ленных печей может быть двух типов: 1) наружная
(защищенная), выполняемая, как правило, из изоляци-
онных материалов с относительно низкой огнеупорно-
стью; 2) внутренняя (незащищенная), служащая в ка-
честве огнеупорного слоя в печи и выполняемая из
легковесных огнеупоров материалов. В печах металлур-
гической промышленности применяют изоляцию обоих
типов.
Теплоизоляционные материалы по температуре при-
t менения подразделяют на три группы: низкотемпера-
' турные (900°С); среднетемпературные (900—1200° С);
высокотемпературные (1200° С). Для низкотемператур-
ной изоляции успешно используют диатомитовые (тре-
пельные), асбестовые и вермикулитовые изделия. Для
средне- и высокотемпературной изоляции печей приме-
няют разные легковесные огнеупоры (табл. VIII.1).
§ 2. ПРОИЗВОДСТВО ШАМОТНЫХ,
ПОЛУКИСЛЫХ И КАОЛИНОВЫХ ЛЕГКОВЕСОВ
Существуют следующие способы производства лег-
ковесов:
а) с использованием выгорающих добавок; б) с ис-
пользованием пены; в) химический. '
1. ПРОИЗВОДСТВО ИЗДЕЛИЙ ПО СПОСОБУ
ВЫГОРАЮЩИХ ДОБАВОК
Опилки. В качестве выгорающих добавок чаще дру-<
гих применяют древесные опилки. Они являются деше-«
вым отходом деревообрабатывающего пространства и,
что главное, легче других добавок выгорают при обжи-i
ге изделий. Опилки твердой древесины (например, ду-
ба) качественнее, чем мягкой (например, сосны), так'
как они обеспечивают массе лучшую формующую спо-
собность.
Опилки — рыхлый материал; они сильно отощают
массу, уменьшают ее связность и повышают упругость.
Эти отрицательные свойства опилок ограничивают со-
держание их в массе; при 25—30% (по массе) опилок
масса не перерабатывается или трудно перерабатыва-
ется в ленточных прессах. Опилки рекомендуется дро-
бить на молотковой дробилке:
До дроб- После дроб-
ления ления
Содержание, %, фракций раз-
мером, мм:
>10 .... 18 0,2
7...................... 9 1,0
5.......................... 3 5
3........................... 15 17
< 3 .......................... 55 75—80
Насыпная масса, г/м3 .... 0,27 0,24
Существенное значение для улучшения структуры
легковесных шамотных изделий и понижения их тепло-
проводности имеет применение тонкодисперсных выго-
рающих добавок. Лучшие результаты получают при
добавке к опилкам лигнина, являющегося отходом бу-
мажного производства. Лигнин хорошо выгорает; яв-
ляясь тонкодисперсным порошком, он меньше, чем
опилки, отощает массу, и поэтому его можно вводить
в шихту в большем количестве. Масса с лигнином ме-
нее упруга, чем с одними опилками. Легковесные изде-
лия с применением опилок и лигнина формуют пластич-
ным прессованием.
Антрацит и коксик. Применение вместо опилок тон-
коизмельченного коксика или антрацита позволяет по-
лучать легковесные изделия по схеме полусухого прес-
сования, так как их упругие свойства значительно
ниже, чем у опилок.
Шамот. В производстве теплоизоляционных изделий'
применяют обычный и специальный пористый шамот.
Содержание шамота в массе составляет 15—25%. Зер-
новой состав шамота может изменяться в широких
пределах, но верхний предел крупности зерен не дол-
жен превышать 2—3 мм. При использовании для про-
изводства сильно отощенных кварцем полукислых огне-
упорных глин добавка шамота может оказаться не-
нужной.
Глина. Глина имеет то же значение, что и в произ-
водстве обычных шамотных изделий. Глину вводят в
шихту в количестве 30—40%. Опыт показывает, что
часть глины (около 3—4%) лучше вводить в виде
261
шликера, предварительно смачивая им шамот и опил-.,
ки. Влажность масс изменяется в пределах 25—35%. j
К другим технологическим особенностям производ-
ства легковесов из пластичных масс относят: j
1) тщательность дозировки, смешения и увлажне-
ния масс; ;
2) целесообразность вылеживания смешанной ших- \
ты: в течение 1 сут перед переработкой в массу и сро-
ком 5—8 сут перед формованием изделий; это суще- <
ственно улучшает ее формуемость. Однако даже при
формовке сложных фасонных изделий вылеживание
применяют в исключительных случаях. Массы легко-
весных изделий перерабатывают на вакуумных ленточ-
ных прессах;
3) целесообразность замедленного режима сушки
сырца, так как сырец при содержании выгорающих до-
бавок сохнет медленнее, чем сырец из обычных шамот-
ных масс;
4) необходимость обжига легковесов
в специальных
туннельных печах, в которых обжигают только легко- ’
весные изделия. Обжиг легковесных каолиновых изде-
лий кажущейся плотностью 1,3 г/см3 с выгорающей до-
бавкой антрацитом, полученных способом полусухого :
прессования, производится в специальной туннельной •
печи длиной 135 м, высотой садки 1,07 м, масса изде-
лий на вагонетке (3,1X3,0 м) 4,8 т. Длительность об-
жига 88 ч, из них зона выгорания антрацита 47 ч
(73 м), спекание 20 ч (30 м) и охлаждение 21 ч (32 м).
При совместном с обычными изделиями обжиге легко-
весы укладывают в верхних рядах садки. В интервале
температур 500—1000° С при обжиге легковесов необхо-/
димо держать в печи резко выраженную окислительную
среду. Особенно это важно при обжиге изделий с тон- 1
кодисперсной углистой выгорающей добавкой.
Шамотные легковесы, полученные по способу выго-
рающих добавок (опилок), имеют кажущуюся плот-
ность 1,0—1,3 г/см3, а с применением лигнина 0,8—
1,0 г/см3. При применении в качестве выгорающей )
добавки целлюлозы, бумаги или специальных высоко-1
пористых выгорающих заполнителей кажущаяся плот-1
ность может быть снижена до 0,4 г/см3. *
2. ШАМОТНЫЕ ЛЕГКОВЕСНЫЕ ИЗДЕЛИЯ,
ПОЛУЧАЕМЫЕ С ПРИМЕНЕНИЕМ ПЕРЛИТА
Изделия класса ШЛБ-0,4 (ультралегковесные) в на-
стоящее время изготавливают с применением вспучен-
ного перлита. [Название перлит обусловлено внешним
видом горной породы, имеющей перламутровую поверх-
ность, напоминающую жемчуг; perle (англ.) —жемчуг.]
Сырьем для получения вспученного перлита служат
кислые вулканические водосодержащие горные породы:
перлиты, обсидианы и др. Химический состав перлита,
%: 70—75 SiO2; 11—15 А12О3; 0,4—4 Fe2O34-FeO; 0,8—
2,5 CaO+MgO; 2,5—6,5 K2O+Na2O; 0,2—3,5 п. п. п.
при 100° С.
При нагревании 760—1260° С перлит вспучивается,
увеличиваясь в объеме в 3—15 раз — коэффициент
вспучивания.
Обсидиан (горное стекло различного цвета) имеет
средний химический состав, %: 76 SiO2; 14 А12О3; 0,9
Fe2O3; 1,3 CaO + MgO; 6,2—6,5 K2O + Na2O; коэффици-
ент вспучивания 4—10.
Перлиты зернами в несколько миллиметров вспучи-
вают в небольших (длиной 6 м) вращающихся печах.
Вспученный перлит называют перлитовым песком, его
зерновой состав: фракции 3—0,5 мм 24%; 0,5—0,25 мм
31%; мельче 0,25 мм 45%; объемная плотность
0,07 г/см1 * 3; огнеупорность перлита 1390—1400° С. Техно-
логия производства перлитошамотных изделий заключа-
ется в следующем. Массу получают в двух горизонталь-
ных мешалках, расположенных одна над другой.
В первой мешалке готовят шликер, состоящий из гли-
ны, шамота, воды, специально приготовленных воздухо-
вовлекающих добавок и стабилизаторов пены.
При перемешивании в течение 8—12 мин шликер
становится пористым с плотностью 0,52—0,56 г/см3 и
самотеком поступает во вторую мешалку. Во вторую
мешалку к шликеру подают перлитовый песок; после
перемешивания в течение 8—10 мин получается формо-
вочная масса плотностью 0,5 г/см3 и влажностью 50%.
Массу заливают в форму, сушат в формах на полоч-
ных вагонетках в туннельных сушилах при 110° С в
1 Ультралегковесные шамотные изделия без применения перли-
та более высокоогнеупорны, но имеют неоднородную структуру
(большое количество крупных пустот).
263
течение 45 ч. После сушки сырец вынимают из формьш
с прочностью 0,12—0,14 МПа и обжигают (в 2—3 изде-'И
лия по высоте) при 1260—1270° С в течение 30 ч. Пос-J
ле обжига необходимые размеры и форму изделиям Я
придают шлифовкой. 1
Состав шихты, % (по массе): 45 глины, 42 шамота, Я
13 перлита (по объему 66); воздушная усадка 12—ж
14%, общая усадка 40—42%.
В качестве воздухововлекающих веществ применяют»
растворы абиетата натрия из расчета 4—5 см3 и каниЯ
фольноклеевой эмульсии из расчета 9—11 см3 на 1 Л
сухих компонентов. В качестве стабилизатора примеЯ
няют раствор мочевино-формальдегидной смолы М.Ф-ПШ
из расчета 6—7,5 см3 на 1 л сухих компонентов илйИ
квасцы. Я
По свойствам легковесные перлитошамотные издеЯ
лия полностью отвечают требованиям стандарта к из- 1
делиям ШЛБ-0,4; объемная плотность их ниже 0,4 г/см3,
предел прочности при сжатии 1 —1,4 МПа, коэффициент
теплопроводности при 600°С на горячей стороне 0,17—
0,19Вт/(м-К), температура начала деформации под
нагрузкой 40 кПа 1120—1140° С, 4%-ного сжатия
1160—1190°С, огнеупорность 1680—1690°С. Изделия J
имеют однородную, мелкопористую структуру без тре-»
щин и пустот. Недостатком применения перлита явля-Я
ются некоторое снижение огнеупорности шамотных масйЯ
и большая общая усадка. Я
Эти недостатки устраняются при введении перлитаИ
в дистенсиллиманитовые массы. При нагревании объема
дистена увеличивается на 17—18%; силлиманита на 7— |
8%. Увеличение объема дистена и силлиманита оказы- |
вает благоприятное компенсационное влияние при про-J
изводстве легковесных изделий с перлитом, снижали
общую усадку. Я
Таким способом получают перлитосиллиманитошаЯ
мотные легковесы (ПСШЛ) и при введении в массыЯ
технического глинозема — муллитокремнеземистые перЯ
литосиллиманитовые легковесы (МПСЛ). Я
Ниже приведена характеристика свойств легковесЯ
ных изделий с перлитом марок ПСШЛ-0,4 и МПСЛ-0,4: 1
ПСШЛ-0,4 мпсл-оЛ |
Содержание, %: 1
А12О3> не менее..................... 40 54 J|
Fe2O3, не более..................... 1 0,9 ЯЛ
264
Огнеупорность, °C, не ниже................. 1710 1770
Кажущаяся плотность, г/см3, не более . . . 0,4 0,4
Дополнительная усадка не более 1% при тем-
пературе, °C............................... 1200 1300
Предел прочности при сжатии, МПа, не менее
Коэффициент теплопроводности при 600° С на
горячей стороне, Вт/(м-К), не более .... 0,23 0,23
§ 3. ПРОИЗВОДСТВО корундовых
ЛЕГКОВЕСНЫХ ИЗДЕЛИЙ
1. МЕТОД ЛИТЬЯ
Сырьем служит технический глинозем AI2O3 (95%),
который размалывают в трубной мельнице до получе-
ния порошка с содержанием не более I % фракции
крупнее 0,06 мм и не менее 35% фракции мельче 1 мкм.
Вторым компонентом является мел СаСО3 (5%). Из
мела в пропеллерной мешалке готовят меловое молоко
плотностью 1,25—1,30 г/см3, которое в другой пропел-
лерной мешалке смешивают с водным раствором суль-
фитно-дрожжевой бражки (с. д. б.). Плотность раство-
ра мелового молока и с. д. б. 1,045—1,050 г/см3. Треть-
им компонентом служат опилки (15—20% сверх 100%),
измельченные до размеров менее 3 мм. Массу готовят
в горизонтальной мешалке периодического действия.
Сначала опилки смачивают меловым молоком, по-
том подают Т1ехнический глинозем, перемешивают 12—
15 мин, влажность массы 31—35%. Изделия формуют
методом литья в металлические формы. Сначала изде-
лия сушат в формах до остаточной влажности 15%,
затем вынимают из форм, перекладывают на печные
вагонетки на ребро в 5 рядов по высоте. Вагонетки с
сырцом сначала поступают в туннельное сушило, а за-
чтем без перекладки в туннельную печь и обжигаются
при температуре 1480—1540° С, время обжига 80—
100 ч. После обжига изделия обрезают до заданных
размеров на трехпозиционных резательных станках.
Свойства изделий: кажущаяся плотность 1,13—
1,26 г/см3, открытая пористость 66—69%, предел проч-
ности при сжатии 3,8—4,2 МПа, дополнительная усадка
при 1500° С и выдержке 2 ч 0,4—0,6%, коэффициент
теплопроводности 0,51 Вт/(м-К) при 800° С на горячей
стороне и 0,67 Вт/(м-К) при 1200° С, термическая стой-
кость 7—8 теплосмен (1300° С — воздух).
265
Структура корундовых легковесов однородная и соД
стоит из изометрических зерен корунда размером 3—зз
5 мкм (75—80%) и тонкопризматических кристаллом!
гексаалюмината кальция СаО-бАЬОз (20—25%). '
2. ПРОИЗВОДСТВО КОРУНДОВЫХ легковесных j
ОГНЕУПОРОВ С ДОБАВКОЙ ПОЛИСТИРОЛА
Такие выгорающие добавки, как уголь, кокс, древес-Ц
ные опилки, лигнин, позволяют получить пористость доII
60%. Для того чтобы получить корундовые легковесы сЦ
объемной массой ниже 1 г/см3, пористость должна со-Я
ставлять не менее 80%.
Для получения корундовых легковесных изделий ме-
тодом выгорающих добавок в качестве выгорающей
добавки рекомендуется пенополистирол, представляю-
щий собой сыпучий материал насыпной массой 20—
50 г/л. При его выгорании образуются сферические
поры, зольность полистирола 0,01%. Полистирол обла-
дает упругими свойствами, поэтому изделия следует
формовать методом вибрации (частота 50 Гц, ампли- |
туда 0,6 мм, давление пригруза 50 кПа, влажность J
массы 28%). Схема производства:
ТЮ2
+
Доватор 1 %
Технический
глинозем нео-
божженный
(Т - А1аО:)
+
Дозатор 99 %
---- I
j. j.
Трубная
мельница
+
Бункер
I
Дозатор
Бисерный
полистирол
Дозатор, 8 %
сверх 100 %
I
Вспенивание
при 100° С
I
Бункер
+
Дозатор
Вода +
I—=
+ I
мешалка
Объемный
мерник
Лопастная
1
Формующаяся установка с виброукладкой
I
Туннельное сушило (10 ч, остаточная влажность 5—7 %)
I
Печь обжига 1450—1500° С (усадка 50 %)
1
Шлифование-------„--,—н-*Склад
266
Свойства корундового легковеса, полученного с при-
менением полистирола:
Кажущаяся плотность, г/см3.........................0,78—1,0
Коэффициент теплопроводности, Вт/(м-К), при темпера-
туре горячей поверхности 600° С.................... 0,64
Дополнительная усадка, %, при температуре 1600° С и
выдержке 2ч.. 0,6
Температура начала деформации под нагрузкой
0,1 МПа, °C.......................................... 1430
Предел прочности при сжатии, МПа...................4,0—9,6
§ 4. ВОЛОКНИСТЫЕ МАТЕРИАЛЫ
Материалы, состоящие из волокон или содержащие
волокна, могут иметь объемную плотность значительно
более низкую, чем плотность массивного материала.
Это свойство волокнистых материалов используют для
сверхтеплоизоляционных огнеупоров. Применение таких
материалов в технике не только способствует уменьше-
нию потерь тепла, но и эффективно решает задачу сни-
жения материалоемкости.
Волокнистые материалы подразделяются по длине
волокна на длинноволокнистые с непрерывным волок-
ном и штапельные с коротким волокном. По кристалли-
ческому состоянию волокнистые материалы подразде-
ляются на стекловолокнистые, кристалловолокнистые,
называемые также «усами» или «вискерсами» и микро-
стеклокристаллические.
Большой класс составляют материалы из волокон
и матрицы (массивного вещества), называемые компо-
зитами. В настоящее время волокнистые материалы и
композиты применяют почти во всех отраслях техники
(конструктивные материалы, высокотемпературные
сверхтеплоизоляторы, полупроводящие волокна; волок-
на с высокой и низкой диэлектрической проницаемо-
стью; волокна с измененной геометрией — полой капил-
лярной структурой, стекло-, боро- и углепластики, оп-
тические волокна и т. п.).
Волокнистые теплоизоляционные материалы: асбест,
шлаковата, минеральная силикатная шерсть, стеклово-
локно и большое разнообразие теплоизоляционных из-
делий на их основе играют важную роль в промышлен-
ности, но всегда имеют ограниченное применение — до
температур не выше 800° С. Эти ограничения недавно
были сняты благодаря введению новой области воло-
267
кон, базирующихся на бинарной системе глинозем —
кремнезем, длительно работающих при 1260° С, а с до-
бавками оксидов хрома при 1400—1500° С. Повышение
температурного уровня применения теплоизоляционных
волокнистых материалов создало в технике высоких
температур прорыв, который сравнивается с революци-
ей в электронной промышленности в связи с примене-
нием полупроводников.
1. КАОЛИНОВАЯ ВАТА И ПЛИТЫ
Каолиновая вата относится к огнеупорным материа-
лам, поскольку ее производят из натуральных огнеупор-
ных глин и каолинов или из синтетических смесей као-
линового и высокоглиноземистого составов. Нормаль-
ный химический состав каолинового волокна находится
в следующих пределах, %: 43—54 А12О3; 43—54 SiO2;
0,6—1,8 Fe2O3; 0,1—3,5 TiO2; 0,1—1,0 СаО; 0,2—2,0
Na2O + K2O; 0,08—1,2 В2О3.
Каолиновые волокна относятся к штапельным и
представляют собой затвердевшее высокотемпературное
стекло. При нагревании каолинового волокна выше не-
которой температуры и в широком интервале темпера-
тур в течение длительного времени происходит расстек-
ловывание, т. е. кристаллизация.
При этом волокна теряют гибкость, эластичность и
прочность. Для волокон с содержанием глинозема от
43 до 54% температура длительного применения состав-
ляет 1260°С и температура плавления около 1780° С.
Повышение содержания глинозема в пределах 43—55%
несущественно влияет на температуру и скорость рас-
стекловывания. Однако повышение содержания глинозе-
ма до 60% обусловливает меньшую степень расстекло-
вывания, чем расстекловывание волокон с меньшим со-
держанием глинозема. (Экономическая эффективность
повышения содержания А12О3 сверх 55% пока не уста-
новлена.)
Добавка оксидов хрома в количестве 2—5% повы-
шает вязкость стекла, что задерживает процесс кри-
сталлизации и как следствие повышает температуру
длительного применения каолиновой ваты до 1450° С.
Добавки около 3% диоксида циркония способствуют
получению более длинного волокна. Применяют также
различные модифицирующие добавки: Na2O, В2О3, Fe2O3,
268
MgO, TiO2, МпО2. Схема производства каолиновой ва-
ты представлена ниже.
Каолиновый
шамот фрак-
ции 3—0 мм
Технический
глинозем
Кварцевый
песок
Модифи-
цирую-
щие
добавки
Батарей-
ные
циклоны
t t
I
Дозировка-»-
I
Смеситель,
увлажнение
До 5%
Вытяжка
t
Питатель
---------Электропечь СКБ-6098
I <
| Водяное охлаждение ч- Вода
Волокнообразующее
устройство
Ф---Водяной пар
I-----Эмульсол
Пылевая
камера
Осадительная,— Связующие
камера вещества
Звукоизолированное
помещение
Отсос
Каолиновая------------
вата
*
Рулонный материал
Полимеризационная
камера
Раскрой, фактуровка
На производство волок-
нистых изделий
Исходным сырьем служит смесь технического гли-
нозема (99% А12О3) и кварцевого песка (более 97,5%
SiO2) в отношении по массе 1:1. При использовании
природного сырья — обогащенного каолина, гидраргил-
литов и т. п. — его предварительно обжигают на шамот
и дробят до зерна размером ниже 3 мм. Модифициру-
ющие добавки применяют в тонкоизмельченном виде.
Плавление шихты производят в 5-т электродной
руднотермической печи СКБ-6098 (рис. VIII.1). Печь
питается от трансформатора трехфазного тока мощно-
стью 2000 кВ-А. Кожух печи кессонирован, в результа-
те чего на футеровке из каолиновой ваты образуется
269
гарниссаж. Производительность печи по проекту 1 тыс.|
т/год, фактически до 1,5 тыс. т/год. j
Электродуговая печь СКБ-6098 конструкции Ново-
сибирского завода электротермического
оборудования
имеет две зоны. В первой расположены три электрода, !
здесь при температуре 2000—2200° С происходит плав- :
ление, во второй — зоне выработки — находятся два
электрода, здесь происходит гомогенизация расплава,
Рис. VIII.1. Схема печи СКВ- ?
6098: 1
/ — гидропривод наклона печи;5
2— механизм подъема электро-1
дов; 3—графитированные элект-|
роды, 5 шт.; диаметр 150 мм;<
4 — уплотнение электродов; 5 — '
водоохлаждаемый свод; 6 — вы- •
пускиое водоохлаждаемое от-;
верстие; 7 — водоохлаждаемый ;
цилиндрический корпус печи;
внутренний диаметр 2000 мм
(зона плавления)
который при выходе из печи должен иметь вязкость ;
около 1 Па-с.
Расплав с температурой 1860—19600 С выпускается 1
через водоохлаждаемую выпускную втулку с отверсти-,
ем 7—9 мм со скоростью (3,5—4,3) кг/мин. С целью :
обеспечения постоянства расхода печь может накло’
няться на 15° вперед и на 5° в обратную сторону1
Струя расплава, вытекая из печи, расщепляется в спе
циальном волокнообразующем устройстве на отдельны'
штапельные волокна струей острого перегретого naps
с температурой 180—190° С под давлением 637—
735 кПа и увлекается этой струей в камеру волокно-
образования. Для улучшения структуры волокна, глад-
кости поверхности стеклонитей в перегретый пар вво
дят поверхностно активное вещество — эмульсол.
При плавке сырья, содержащего оксиды железг
(например, при плавке обогащенного каолина), в рас
плаве образуется ферросилиций, не смешивающийсг
с каолиновым расплавом и скапливающийся на дне
зоны плавления. Его периодически удаляют во избежа
ние замыкания электродов.
270
В волокнообразующем устройстве пар выходит со
сверхзвуковой скоростью 600—700 м/с, что создает рез-
кий шум. Звуковое давление на площадке печи состав-
ляет 110—120 дБ (децибел) при максимально допусти-
мой санитарной норме 80 дБ. Поэтому печь с волокно-
образующим устройством отделяется от других помеще-
ний звуконепроницаемыми стенами и оборудуется
дистанционным полностью автоматическим управле-
нием.
В камере осаждения скорость струи резко падает,
волокна осаждаются на движущийся сетчатый конвей-
ер, который является днищем камеры. Осаждению спо-
собствует отсос воздуха сквозь сетку конвейера. Ско-
рость конвейера может регулироваться, что позволяет
получать слой ваты требуемой толщины.
Каолиновая вата. В непрерывном потоке может
быть получено несколько видов' волокнистых материа-
лов. Выходящий из камеры осаждения пухлый слой
состоит из массы слабоориентированных волокон вме-
сте с нераспущенными частицами — «корольками».
Этот материал называют каолиновой ватой.
Удельные расходы материалов и энергоресурсов на
получение 1 т ваты:
Технический глинозем, т 0,66
Кварцевый песок, т . . 0,62
Эмульсол, кг.................. 3
Электроды, кг ... . 120
Электроэнергия, кВт-ч . 6255
Вода, м3..................... 67
Пар, т....................... <5
Сжатый воздух, м3 . . 1,5
Рулонный материал. Если слой каолиновой ваты на
выходе из камеры уплотняется валками до заданной
объемной плотности и бока краев ковра ваты обрезают-
ся специальным механизмом, то такой продукт называ-
ют рулонным материалом. Выпускают сухой рулон и
влажный. В последнем случае вату смачивают термо-
реактивными органическими полимерами. Влажный ру-
лон легко принимает необходимый профиль футеровки
печей. При разогреве благодаря твердению полимеров
футеровка из рулонного материала приобретает проч-
ность камня. Термореактивные полимеры дают как на
ковер ваты, так и вместе с паром и эмульсолом в волок-
нообразующее устройство. По выходе из осадительной
271
камеры материал с помощью механического приспособ-
ления свертывается в рулон определенной массы и упа-
ковывается в картонную коробку (сухой рулон) или в
полиэтиленовый герметичный мешок (влажный).
Производство матов. Гибкий, мягкий ковер неуплот-
ненной ваты сверху и снизу или только с одной стороны
покрывают бумагой или полотном тканного материала,
например стеклоткань, прошивают кварцевыми нитка-
ми или приклеивают и получают так называемые про-
шивные маты.
Волокнистые плиты. Непрерывное производство во-
локнистых плит осуществляют двумя способами. В оса-
дительную камеру распыляют связущее: поливинилаце-
татную эмульсию (ПВАЭ) или фенолформальдегидную
смолу, или кремнезоль, или алюмогель и т. п. Связущее
оседает на волокнах на приемно-формующем конвейере
(расход связующего составляет 14—16 кг на 1 м3 гото-
вых изделий). Смоченный ковер ваты на выходе уплот-
няется валками под давлением 10—20 кПа. По выходе
из осадительной камеры ковер поступает в сушильно-по-
лимеризационную камеру, где происходит сушка ковра
при одновременной его подпрессовке и отверждении
связующего. Камера полимеризации имеет длину 22 м.
Она разделена на 4 равные секции, каждая из которых
имеет циркуляционный вентилятор для подачи сушиль-
ного агента. Сушильным агентом обычно бывает дымо-
вой газ от сжигания природного газа. Сушильный агент
со скоростью 0,8—1,8 см/с в 1- и 3-ю секции подается
снизу под ковер и отсасывается сверху, а во 2-ю сек-
цию— сверху, а отсасывается снизу. Температуры газов
в секциях соответственно 180, 160 и 150°С. Ковер прохо-
дит между двумя сетчатыми лентами верхнего и нижне-
го транспортеров. Толщина ковра регулируется подъе-
мом или опусканием верхней ленты. Давление на ковер
постепенно доводят до 10 кПа. В 4-й секции ковер ох-
лаждается холодным воздухом. После тепловой обра-
ботки он поступает на выпускной конвейер, в котором,
происходит продольный и поперечный раскрой. |
Производство плит методом полива связующегЛ
включает следующие операции: приготовление и дозиро!
ванне связки из расчета 25—30 кг связки на 1 м3 гото-л
вых изделий, подача связки на ковер и пропитывание
его, отжим излишка связки с помощью отжимного ба-
рабана и вакуум-отсоса. Насыщенный связкой .ковер
поступает в сушильно-полимеризационную камеру и да-
лее идет по непрерывному технологическому потоку ана-
логично описанному выше.
2. ОБЩИЕ СВОЙСТВА КАОЛИНОВОГО ВОЛОКНА
Каолиновое волокно и изделия из него легки, эла-
стичны, упруги, имеют низкую теплопроводность, низкое
аккумулирование тепла, исключительно термостойки,
обладают хорошими акустическими свойствами, прек-
расной химической стойкостью (за исключением плави-
ковой кислоты, фосфорной кислоты и сильных щелочей)
и не подвержены воздействию масел, пара и воды. Као-
линовое волокно хорошо выдерживает вибрацию. Когда
волокна входят составной частью в другие материалы,
они придают им прочность и термостойкость.
Физические свойства каолинового волокна:
Диаметр волокна, мкм.......................... 2—8
Длина, мм..................................... До 250
Плотность, г/см3................................... 1,56
Содержание «корольков», % (по массе) .... До 8
Модуль Юнга (собственно волокна), ГПа ... 128
Объемная масса, кг/м3 ........................ 48—200
Температура длительного применения, °C . . . . 1150—1260
Точка плавления, °C................................ 1760
Твердость по Моосу............................ 6
Свойства, имеющие особое значение для дизайнеров
и конструкторов.
Упругость. Обмуровка печей из обычных штучных
огнеупоров требует, как известно, прочного массивного
стального каркаса для удержания огнеупорной футеров-
ки от смещения. Когда используется упругая волокни-
стая облицовка, нет необходимости в массивной сталь-
ной конструкции. Дизайнер освобожден от связываю-
щих его конструктивных ограничений и ему нужно лишь
рассмотреть непосредственный метод удержания покры-
тия на месте.
Термическое расширение. Волокнистые материалы
практически имеют нулевой коэффициент термического
расширения. Это исключает необходимость в темпера-
турных швах и связанных с ними конструктивных
проблемах.
Масса. Минимальная масса волокнистых материалов
обусловливает и минимальную примерно в четыре раза
меньшую аккумуляцию тепла кладкой печи.
18—298 273
Термостойкость. Волокнистые материалы обладают
совершенной
тер мостой костью,
они
не
боятся
тепловых
ударов.
Механический удар. Для волокнистой футеровки опа-
сен механический удар, ее следует защищать от него.
Звукопоглотительная способность. Это свойство во-
локон новое и очень важное. Волокнистые мате-
риалы с низкой плотностью лучше поглощают высоко-
частотные звуковые волны, а с высокой плотностью луч-
ше поглощают низкочастотные.
Теплопроводность и аккумуляция тепла. Теплопро-
водность волокнистых изделий самая низкая среди огне-
упорных материалов. Известно, что наименьшей тепло-
проводностью обладают вакуум и воздух, для которых
коэффициент теплопроводности в неподвижном состоя-
нии при 20°С составляют 0,0255 Вт/(м-К). В природе нет
материалов с более низкой теплопроводностью. Все
теплоизоляционные материалы благодаря высокой по-
ристости имеют низкий коэффициент теплопровод-
ности.
Тепло через воздух, находящийся в порах, передает-
ся собственно теплопроводностью, конвекцией и излуче-
нием. Передача тепла конвекцией и излучением зависит
от размера пор, а конвективная составляющая зависит
также от степени замкнутости пор. Зависимость эквива-
лентного коэффициента теплопроводности воздуха, учи-
тывающего все виды теплопередачи, от диаметра и тем-
пературы приведена ниже:
Средняя температура, °C.................. О 300 500
Эквивалентный коэффициент теплопровод-
ности, Вт/(м-К), при диаметре пор, мм:
0,5 ................................. 0,0255 0,0615 0,103
1,0 ................................. 0,0278 0,080 0,146
5,0 ................................. 0,044 0,231 0,510
Эквивалентная теплопроводность волокнистых мате-
риалов в зависимости от объемной плотности (величины
обратной пористости) и температуры изменяется сле-
дующим образом.
Наименьшую [0,11 Вт/(м-К)] теплопроводность в
интервале температур 100—600°С имеют материалы и
изделия с объемной плотностью около 200 кг/м3, изделия
и материалы с меньшей плотностью (от 50 до 200 кг/м3)
вследствие увеличения размера пор и уменьшения степе-
ни их замкнутости, а следовательно, увеличения излу-
274
чающей и конвективной составляющих имеют более вы-
сокую теплопроводность. При объемной плотности 50
кг/м3 теплопроводность равна 0,232 Вт/(м-К) при 600°С.
Теплопроводность изделий плотностью от 200 до 400
кг/м3 находится пример-
но на одном уровне. С
увеличением объемной
плотности более 400 кг/м3
теплопроводность увели-
чивается и становится
равной теплопроводности
ультралегковесных ша-
мотных изделий. На рис.
VIII. 2 приведена зави-
симость теплопроводнос-
ти каолиновой ваты и ру-
лонного материала в воз-
духе в зависимости от
температуры и объемной
плотности.
Технико-экономичес-
кая целесообразность
применения волокнистых
материалов и изделий с
объемной плотностью ни-
же 200 кг/м3 заключается
в меньшей аккумуляции
тепла такими изделиями,
Рис. VIII.2. Теплопроводность као-
линовой ваты, матов, плит и рулон-
ного материала в зависимости от
температуры и объемной плотности
(цифры на кривых)
так как аккумуляция
Рис. VIII.3. Сравнение теплотехнических свойств футеровок различной конст-
рукции при одинаковых температурах наружной и внутренней поверхностей:
/ — каолиновая вата; 2— минеральная вата; 3 — легковесные огнеупорные из-
делия; 4 — плотные огнеупорные изделия
Потери тепла, кДж/(см2,с) . ,«*•«.«« 0,533 0,533 0,613
Аккумулируется тепла, кДж/м1 ....... 20600 62 500 550000
Масса футеровки, кг/м2 . .............. . . ♦ 36 115 556
18*
275
Тепла прямо пройорцйональна объемной плотности (рис.
VIII. 3).
Линейная усадка рулонного материала при нагреве
с одной стороны при температуре 1260°С характеризу-
ется следующими данными:
Время нагрева, мин................ 5 10 15 30 60
Линейная усадка, %, при плотности,
кг/м3:
64 ........................ 3,6 4,3 5,0 5,Г 5,7
96 ............................... 4,5 4,9 4,1 7,4 6,1
128 .............................. 3,7 3,6 4,5 4,2 5,2
Прочность на сжатие, т. е. нагрузка, необходимая, J
для сжатия рулона на 10%, в зависимости от плотности 1
рулона составляет от 0,3 до 1,8 кПа. |
3. ИЗДЕЛИЯ ИЗ КАОЛИНОВОЙ ВАТЫ
Штучные изделия сложной формы из волокнистых
материалов получают вакуум-формованием из гидравли-
ческой массы или методом насыщения. По гидроспособу
каолиновая вата распускается в воде в гидросбивателе
(число оборотов лопастей 45 об/мин). Одновременно в
гидросбиватель подают в качестве связки поливинил-
ацетат из такого расчета, чтобы концентрация эмульсии
составляла 1,25%. Вместо поливинилацетата применя-
ют также кремнезоль плотностью 1,1 г/см3, карбамид-
ную смолу, универсальный клей «Бустилат» и т. п. Об-
щая влажность массы составляет 90—92% при плотно-
сти 1,05—1,15 г/см3. Готовая масса подается в
раздаточный лопастной смеситель или двухвальную
мешалку, из которых затем поступает в формы вакуум-
пресса.
Заполняют форму на высоту, примерно в 2 раза
большую высоты изделия. Изделия формуют путем обез-
воживания массы вакуумированием через сетчатое дно
прессформы (размер отверстий 1 мм) с одновременной
подпрессовкой под давлением 0,3—0,4 МПа. Время фор-
мования составляет 2—3 мин. Влажность отформован-
ных изделий 45—50%. С такой влажностью изделия су-
шат в течение 12—14 ч на полочных вагонетках при тем-
пературе в начальной стадии 100—130°С и в конечной
160—180°С до остаточной влажности 1,0%. Полимериза-
ция связки, происходящая при сушке, придает необхо-
димую механическую прочность.
276
По способу насыщения (без смешения) волокно укла-
дывается в сетчатую форму и пропитывается путем по-
гружения в раствор связующего (время пропитки 45—60
мин), затем форма с волокном, пропитанным связующим,
устанавливается непосредственно в вакуум-пресс. Даль-
нейшие операции аналогичны методу получения изделий
из гидромассы. Штучные изделия при объемной массе
около 300 кг/м3 имеют коэффициент теплопроводности
при 600°С около 0,232 Вт/(м-К).
Технологический процесс производства картона и бу-
маги из каолиновой ваты. Исходными материалами слу-
жат: каолиновая вата (85—92%), волокнистый асбест
№ 4 (5—10%) и крахмал или поливинилацетатная
эмульсия (3—5%). Применение асбеста необязательно,
вместо него могут быть использованы другие волокни-
стые материалы (целлюлозная масса, бумажная маку-
латура, хлопковые очесы и т. п.). Поливинилацетатную
эмульсию могут заменить этилсиликат, гель кремнекис-
лоты, бентонит, алюмогель и т. п. Все материалы сме-
шивают гидроспособом, концентрация сухого вещества
в гидромассе при этом составляет 8—10%. Обезвожива-
ние волокнистой гидромассы, формование и вакуумиро-
вание листов картона и бумаги производят по способу,
принятому в бумажной промышленности на листофор-
мовочной машине. По другому способу бумагу получают
термопрессованием тонкого слоя ваты с кремнеорганиче-
скими веществами при температуре до 100° С.
Технологическая схема производства картона анало-
гична, но берется более толстый слой ваты.
Толщина картона от 2 до 20 мм, толщина бумаги
менее 2 мм. Сухой термопластичный способ получения
картона из каолиновой ваты экономичнее гидроспособа.
Качественные показатели картона:
Содержание глинозема, %, ие менее................... 45
Объемная плотность, кг/м3...........................700—1000
Потери при прокаливании при 1000° С, %, не более •. . 12
Влажность, %, не более........................... . 3
Предел прочности при растяжении во взаимно перпенди-
кулярных направлениях, МПа, ие менее:
в одном направлении . . ........................ 2
в другом направлении ........................... 1
Коэффициент теплопроводности, Вт/(м-К), при темпера-
туре, °C:
800 ......................................... 0,32
1000 ............................................ 0,313
277
Производство текстильных изделий. К таким издели-
Ям относят: ровницу, пухшнур, шнур, фетр, пряжу, нит-
ки, ткани, ленты и др. В качестве исходных материалов
используют: каолиновую вату, хлопковое волокно и
стальную проволоку диаметром 0,1 мм. Текстильные
материалы изготовляют по способу и на оборудовании,
принятыми при производстве асбестовых технических
изделий.
Производство складывается из следующих тех-
нологических операций: обработки сырьевых мате-
риалов; приготовления смески; чесания смески и приго-
товления ровницы — волокнистого нитевидного продук-
та, служащего полуфабрикатом в дальнейшем производ-
стве; изготовления из ровницы пряжи или пухшнура!
изготовления нити из пряжи; получения ткани. |
Смеску из 95% ваты и 5% хлопка готовят на щи|
пально-замасливающих машинах. Ровницу получают на
кордочесальных аппаратах, на которых осуществляется
параллелизация волокон. Путем ссучивания ровницы
на хлопчатобумажную или проволочную нить получа-
ется пухшнур, который служит сердцевиной для изго-
товления шнуров диаметром 13—25 мм. С этой целью
пухшнур на перемоточных машинах оплетается огне-
упорной ватой в несколько рядов и снаружи металли-
ческой сеткой. Пряжа получается скручиванием ровни-
цы на прядильных машинах. Скручиванием 3—6 пряж
получают нити.
Для получения нитей с металлической основой ме-
таллическую проволоку диаметром 0,1 мм из жаропроч-
ной стали оплетают каолиновой нитью. Из таких ком-
бинированных нитей, а также из нитей без проволоки на
ткацких станках получают ткани.
4. ПРИМЕНЕНИЕ ВОЛОКНИСТЫХ ОГНЕУПОРОВ
В ЧЕРНОЙ МЕТАЛЛУРГИИ
По оценке Восточного института огнеупоров возмож-
ный удельный расход волокнистых материалов на 1 т
стали составит около 0,08 кг. Благодаря существенным
преимуществам волокнистых материалов их применение,
безусловно, будет расширяться.
Коксовые печи. Рулонный материал используется
как наружная изоляция огнеупорных фурм в люках кок-
совых печей. Его низкая теплопроводность приводит к
278
возрастанию температуры горячей поверхности огнеупора
и предотвращает отложение смолистых продуктов. Сни-
жаются также тепловые потери. Комбинация хо-
рошей сжимаемости и упругости каолинового волок-
на делает его идеальным уплотняющим материалом.
Он успешно используется в качестве уплотнительной
среды между изделиями и рамами люков в коксовых
печах.
Агломерационные установки. Волокнистые покрытия
успешно используют в качестве наружной изоляции ог-
неупорной облицовки в вытяжных зонтах агломераци-
онных установок. При этом исключается водяное охлаж-
дение, а также достигается экономия топлива на спека-
ние агломерата.
Производство чугуна. Волокнистые материалы при-
меняют для изоляции горячей поверхности огнеупорной
кладки трубопроводов горячего дутья. При применении
волокнистых материалов в воздуховодах и при темпера-
туре горячего дутья 950—1050°С наружная температура
кожуха снижается с 75—90 до 60—70°С. Волокнистые
материалы явились совершенным уплотнительным ма-
териалом в конструкции отсечного клапана, пробки на
уровне колошника, люков и т. п. Другим примером ус-
пешного использования волокнистых материалов явля-
ется их применение в компенсационном слое воздухо-
нагревателей между кожухом и огнеупорной клад-
кой.
Производство стали. В мартеновских печах волокни-
стые огнеупоры применяют для заделки температурных
швов, теплоизоляции сводов печей, уплотнения конст-
рукции. В конверторном производстве волокнистыми
материалами изолируют тепловые экраны. Волокнистые
чехлы защищают термопары погружения и приборы для
определения степени окисленностн стали.
Разливка стали. Волокнистые картон и бумага ис-
пользуют в качестве уплотнения между изложницей и
опорной плитой; в этом случае предотвращается обра-
зование «подтека». Из волокнистых материалов делают
вкладыши для теплоизоляции верхней части изложниц
при разливке дорогостоящих спокойных сталей. В стале-
разливочных ковшах волокнистую изоляцию применяют
в арматурном слое, что увеличивает полезный объем
ковша или дает возможность увеличить толщину слоя
рабочей футеровки.
279
Нагрев металла перед прокаткой. Волокнистыми ма-
териалами футеруют колпаковые печи, включая уплот-
нение затворов, глиссажные трубы. Вообще футеровка
всех нагревательных печей может быть выполнена из
волокнистых материалов. Футеровка термосов из волок-
нистых материалов обеспечивает, например, перевозку
слитков в горячем состоянии в таких термосах на боль-
шие расстояния (междугородние перевозки на расстоя-
нии нескольких сот километров).
Полностью волокнистая футеровка печей выполня-
ется по схеме: горячая сторона-жерамическое волок-
ножминеральная вата-жожух печи.
, Толщина слоев футеровки рассчитывается по тепло-
проводности материалов и допустимым температурам
на границах слоев, при этом максимальная температу-
ра минеральной (шлаковой) ваты не должна превы-
шать 780°С.
Волокнистые материалы крепятся к кожуху печи
болтами из легированной стали, один конец которых
приварен к кожуху. Болт проходит через слой волокни-
стой футеровки. Шайба и гайка, завинчиваемые на болт,
крепят футеровку. Гайка защищается от воздействия
высокой температуры слоем волокнистой плиты, при-
клеиваемой к футеровке. Керамическое волокно может
выдерживать скорости газов у поверхности 15 м/с. Во-
локно, защищенное кремнеземистым цементом с образо-
ванием жесткой корки толщиной 0,25—0,5 мм, может
работать при скорости газа до 35 м/с.
Волокнистая футеровка должна быть защищена от
механических ударов опорными поясами, колоннами, до-
полнительными опорами из огнеупорного бетона или
кладкой из огнеупорных изделий.
§ 5. ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ
ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
С помощью огнеупорных легковесов по расчетам со-
ветских специалистов можно снизить массу печей в 9—
12 раз, а количество тепла, отнимаемого кладкой (теп-
лоемкость кладки), в 10—И раз. Толщина стенки из лег-
ковеса в одно изделие заменяет кладку толщиной 3,5
нормальных изделий; потери тепла на аккумуляцию при
этом снижаются в 10 раз.
280
Применение огнеупорных легковесов позволяет эко-
номить время на разогреве и охлаждении печей в 5 раз
Общее сокращение расхода топлива при применении
огнеупорных легковесов составляет на печах непрерыв-
ного действия 10—15% и в печах периодического дейст-
вия 45%. Футеровка печей легковесами в 5—10 раз со-
кращает капитальные вложения на строительство печей
(по данным США). Из приведенных показателей видно
исключительное народнохозяйственное значение произ-
водства и применения огнеупорных теплоизоляционных
материалов.
ГЛАВА IX. МАГНЕЗИТОВЫЕ
(ПЕРИКЛАЗОВЫЕ) ОГНЕУПОРЫ
§ 1. ОПРЕДЕЛЕНИЕ
Магнезитовыми (периклазовыми) называют огнеупоры,
содержащие не менее 85% оксида магния. Огнеупорной
основой магнезитовых материалов служит периклаз
MgO. Главные примеси (СаО, SiO2, Fe2O3), содержащи-
еся в сырье, связаны в монтичеллит, форстерит и маг-
незиоферрит, из которых первые два образуют твердый
раствор и являются по отношению к периклазу связы-
вающим минералом. Последний распылен во всей массе
кристаллов периклаза и образует с ним при высоких тем-
пературах твердый раствор и влияет на природу магне-
зитовых изделий, поскольку изменяет состав и свойства
основной фазы — кристаллов периклаза. При соотноше-
нии CaO/SiO2^2 присутствует свободная известь.
Магнезитовые огнеупорные материалы делят на
штучные изделия и порошки. Главный вид штучных —
это простые изделия, используемые для кладки разных
печей, футеровка которых контактирует с расплавами
металлов и основных шлаков.
Магнезитовые порошки служат материалом для уст-
ройства подин металлургических печей и торкретирова-
ния, а также сырьем для производства периклазсодер-
жащих изделий.
§ 2. СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА
МАГНЕЗИТОВЫХ ОГНЕУПОРОВ
1. ПРИРОДНЫЕ МАГНЕЗИТЫ
Сырьем для производства магнезитовых огнеупоровИ
служит горная порода магнезит, а также морская вода,И
из которой химической и термической переработкой по- тИ
лучают оксид магния. Морскую воду используют в тех Я
случаях, когда нет достаточных запасов магнезита1. Я
В СССР в качестве основного сырья для производства Ц
магнезитовых огнеупоров применяют природный магне- Я
зит. В Крыму работает опытный завод по получению ок- '1
сида магния из рапы озера Сиваш и проектируется боль- Я
шой завод для снабжения южной металлургии магнези- Я
товыми огнеупорами. 1
Магнезит (горная порода) состоит исключительно из я
кристаллического минерала — магнезита MgCO3. Чис- 1
тый минерал магнезит содержит 47,6% MgO и 52,4% СО2. I
Цвет магнезита белый с сероватым или желтоватым от-
тенком, иногда снежно-белый, блеск стеклянный; твер-
дость 4—4,5, плотность 2,9—3,1, распространен чаще в
виде крупнозернистых агрегатов. Магнезит образует не-
прерывный ряд твердых растворов с сидеритом
MgFe(CO3)2. При содержании в магнезите ^30% сиде-
рита минерал называют брейнеритом. С кальцитом
СаСОз магнезит образует двойное соединение — доло-
мит CaCO3-MgCO3. i
Кристаллический магнезит представляет собой про- I
дукт изменения известняков (реакция IX.1) или доломи- 1
тов (реакция IX.2), полученный при воздействии на них л|
растворов, содержащих двууглекислый магний: Я
СаСО3 + Mg (НСО3)2 -> MgCO3 + Са (НСО3)2; (IX. 1Д
раствор осадок раствор Я
CaMg (СО3)2 + Mg (НСО3)2 = 2MgCO3 + Са (НСО3)2. |
(IX.2) 1
Кроме кристаллических, известны аморфные магне- В
зиты, представляющие собой продукты разрушения гид- В
росиликатов магния, например, змеевика (реакция IX.3) В
1 В США, Англии, Японии и некоторых других странах, где нет
крупных залежей магнезита, оксид магния получают из морской
воды.
282
или форстерита (реакция IX.4) при воздействии на них
воды и углекислоты:
H4Mg3Si2O9 + 2Н2О + ЗСО2 =3MgCO3 + 2SiOa + 4Н2О;
(IX.3)
Mg2SiO4 + Н2О + 2СО2 = 2MgCO2 + SiO2 + Н2О.
(IX.4)
К аморфным относятся магнезиты Халиловского мес-
торождения. Месторождения магнезита распространены
значительно реже, чем известняка и доломита. Многие
высокоразвитые в промышленном отношении страны не
имеют месторождений магнезита. В СССР имеются
большие запасы высококачественного магнезита, что
создает благоприятные условия для развития магнезито-
вой промышленности. Крупными среди используемых
месторождений магнезита являются Саткинское и Таль-
ское в Красноярском крае, готовится к разработке Си-
винское в Иркутской области. Химический состав маг-
незитов приведен в табл. IX.1.
Таблица IX.1
Химический состав магнезитов, %
Месторож дение MgO GaO Fe2O + + А! Д S1O2 П.п.п. й другие примеси
Саткинское (Кара- гайское) .... 45,0— 47,5 0,2— 2,0 1,3— 3,5 0,5— 2,5 49,5— 52,0
Тальское .... -46,20 -1,21 -0,95 -0,60 -50,20
Савннское ... 45.2— 46,4 0,42— 0,88 1,42— 1,58 0,96— 3,88 52,0— 48,0
В морской воде (океанической) содержится оксида
магния 2—3 г/л. Для извлечения его морскую воду обра-
батывают обожженным гашеным доломитом или из-
вестью (доломитовое или известковое молоко). Реакция
осаждения идет по уравнению:
MgCl2 + Са (ОН)2 ->Mg(OH)2 + СаС12.
Осажденный Mg(OH)2 фильтруют на вакуум-фильт-
рах, пасту обжигают во вращающихся печах или пред-
варительно подвергают химическому обогащению. В
383
высококачественном магнезите после обжига должно со!
держаться <2—3% SiO2 и >85% MgO для металлурги!
ческого порошка и >91% MgO для изделий. Допустима
содержание ^5% SiO2 и Fe2O3. I
Главные примеси в кристаллическом магнезите доло|
мит, кальцит, диабаз и кварц, а в аморфном — змеевик
и кварц. Особенно вредны в сырье примеси минералов,
содержащих оксид кальция и кремнезем. СаО после об-
жига присутствует в свободном виде или при наличии
кремнезема в форме легкоплавкового монтичеллита
CaO-MgO-SiO2 и очень редко как двухкальциевый си-
ликат 2CaO-SiO2. Небольшое содержание кремнезема
образует в магнезитовых изделиях форстеритовую связ-
ку, которая увеличивает температуру деформации под '
нагрузкой. При большом содержании SiO2 и при отно-
шении CaO:SiO2^2 образуются легкоплавкие соедине- А
ния — монтичеллит и мервинит и увеличивается возмож- Л
-ность образования форстерита. Я
Диабаз1 оказывает (рис. IX.1) особенно отрицатель-И
ное влияние на огнеупорность магнезитовых матери- т
алов.
Примесь Fe2O3 вредна, поскольку она снижает огне-
упорность магнезита. Оксиды железа с оксидом кальция
образуют легкоплавкие соединения. Ре20з, связанный в
магнезитоферрит, образующий при температуре
>1000° С твердый раствор с периклазом, улучшает спе-
кание изделий.
В Саткинском месторождении магнезита доломиты
залегают в виде незакономерно расположенных линз и
прослоек; диабаз сосредоточен в почти вертикально рас-
положенных дайках, в основном по периферии магнези-|
товой залежи. J
2. ОБОГАЩЕНИЕ МАГНЕЗИТОВ |
Наличие в магнезитах доломита и диабаза вызывает
необходимость обогащения. В промышленных условиях
1 Диабаз — древняя изверженная горная порода, состоящая из ||
титансодержащего авгита, основного плагиоклаза, хлорита и других I
минералов. Хлорит придает диабазу зеленоватую окраску. Диабаз, II
не содержащий хлорита, имеет окраску от светло-серой до темно- II
серой. Химический состав, %: 28—57 SiO2, 2,6—22,1 А12О3, 4,5— Я
21,7 Fe2O3, 0,6—11,4 СаО, 6,4—34,7 MgO, 0,6—3,2 Me2O3, <2 TiO2, Я
3,2—11,0 п. п. п.; огнеупорность 1140—1270° С. 11
284
удаление кусков доломита из горной массы, содержа-
щей смесь магнезита с доломитом, производят обогаще-
нием в тяжелой водной суспензии ферросилиция плот-
ностью 2,87—3,0 г/см3. Сущность этого способа заключа-
ется в том, что доломит имеет плотность ниже магнези-
та и в процессе обогащения всплывает, а магнезит то-
нет.
Для обогащения магнезит
и отделяют фракцию <5—с
раздельно: фракции 150—
60 и 60—8 мм в две стадии.
В результате обогащения вы-
деляют магнезитовые кон-
центраты. Эффективность
обогащения видна из следу-
ющего сравнения: если со-
держание СаО до обогаще-
ния было 2,8—3,0%, то пос-
ле обогащения 0,8—1,2%.
Примеси S1O2 и FeO при
обогащении в тяжелых сус-
пензиях не отделяются.
Для более полного обо-
гащения применяют флота-
цию. Сущность этого спосо-
ба заключается в различной
дробят до размера < 15 мм
1 мм. Обогащают магнезит
^обожженные) %(пдмше)
Рис. IX.I. Влияние диабаза на огне-
упорность магнезита (I) и доломи-
та (2)
смачиваемости и прилипае-
мости собственно магнезита и его примесей к флотацион-
ным реагентам (смесь технических жирных кислот). Для
проведения флотации магнезит измельчают до получе-
ния фракции менее 0,1—0,2 мм в количестве 70—85%.
Флотацией удается из исходного магнезита с содержани-
ем 37—41 % MgCO3 получить концентрат с 45,5—46,5%.
В пересчете на прокаленное вещество полученный мето-
дом флотации концентрат содержит до 96,5% MgO. Это
в ряде случаев ниже требований к чистоте исходного ма-
териала, поэтому встает вопрос о химических методах
обогащения.
Известно несколько методов химического обогащения,
наиболее перспективные из них: солянокислый с гидро-
лизом хлористого магния, бикарбонатный, аммонийный.
По гидролизному способу природный магнезит разла-
гают соляной кислотой:
MgCO3 + 2НС1 MgCl2 + Н2О + СО2.
285
В осадке остаются силикаты и сульфидное железо.
Раствор хлористого магния подвергается гидролизу в
распылительном реакторе при 900—1000° С:
MgCl2 + Н2О -> MgO + 2НС1.
Образующийся газообразный хлористый водород ад-
сорбируется водой и регенерируется до соляной кисло-
ты, которая возвращается в начало процесса. Таким
путем удается получить продукт с содержанием MgO
98,4%.
По бикарбонатному методу природный магнезит об-
жигают при 700—800° С и затем измельчают до 0,25 мм.
Карбонизацию полученного оксида магния осуществля-
ют в две стадии:
MgO + СО2 + ЗН2О MgCO3-3H2O.
Гидрокарбонат получается в трудноосаждаемом со-
стоянии и отделяется от неразложившихся примесей в
гидроциклоне. На второй стадии суспензия гидрокарбо-
ната карбонизируется под давлением углекислого газа
686—784 кПа:
MgCO3 • ЗН2О + СО2 Mg (НСО3)2 + 2Н2О.
Раствор бикарбоната магния после отделения от ос-
тавшихся нерастворимых примесей разлагается при на-
гревании с образованием нерастворимого основного кар-
боната:
4Mg (НСО3)2^ 4MgO- ЗСО2-4Н2О + 5CO2f.
Выделяющийся при этом углекислый газ после сжа-
тия возвращается в процесс. Выделенная из раствора
паста основного карбоната магния прокаливается до ок-
сида магния:
4MgO-3CO2-4H2O 4MgO + ЗСО2 + 4Н2О.
Получаются легкие формы оксида магния—магне-
зия «альба» (недоразложенный основной карбонат) или
магнезия «уста». Содержание MgO в них на прокален-
ное вещество 98—99%. При высокотемпературном про-
каливании основного карбоната магния получаются
плотные формы периклаза.
В аммонийном способе используется способность ок-
сида магния растворяться в растворах аммонийных со-
лей. Для этого исходную породу предварительно прока-
286
ливают при 600—800° С, измельчают до 0,1 мм и обраба-
тывают хлористым аммонием и карбонатом аммония:
MgO + СаО + 2Н2О + 2NH4C1 + (NH4)2COS^
z MgCl2 + CaCO3 + 4NH4OHt.
Для смещения равновесия вправо реакцию проводят
при нагревании до 70—80° С и под вакуумом, аммиак
при этом удаляется в газообразном состоянии. Хлорис-
тый магний подвергается гидролизу, как и в солянокис-
лом способе.
Химические способы обогащения позволяют получить
не только чистый оксид магния, но и разнообразные ком-
позиционные материалы путем соосаждения с регулиру-
емым соотношением компонентов, в том числе материа-
। лы на основе системы MgO—СаО. При химическом обо-
гащении существует возможность регулировать
способность оксида магния к спеканию,- В экономиче-
ском отношении химические способы обогащения вполне
эффективны.
§ 3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПРОИЗВОДСТВА МАГНЕЗИТОВЫХ
(ПЕРИКЛАЗОВЫХ) ИЗДЕЛИЙ
' При 400°С магнезит начинает разлагаться по урав-
нению
MgCO3 = MgO + СО2— 1210 кДж/кг,
превращаясь в оксид магния в виде периклаза; быстрое
разложение наступает при 640° С (рис. IX.2).
Скорость разложения природного магнезита зависит
не только от температуры, но и от характера примесей,
строения и плотности вещества. При обжиге чистого уг-
лекислого магния из 1 т MgCOa получают 476 кг оксида
магния, что соответствует расходному коэффициенту
1000:476=2,1 т MgCO3/T MgO.
Практически расходный коэффициент из-за производ-
ственных потерь, особенно из-за уноса пыли, значитель-
но выше и составляет 2,5—2,8 т/т обожженного продукта.
В зависимости от температуры в процессе обжига
магнезита получают два вида продуктов: при 800—
1000° С — каустический магнезит и при 1500—1700° С —
287
спеченный магнезит. Каустический магнезит при обыч-
ной температуре взаимодействует с водой (гидратирует-
ся) по реакции MgO+H2O=Mg(OH)2-f-410 кДж/кг.
Объем получающегося примерно в 1,97 раза больше ис-
ходного, поэтому нельзя применять каустический магне-
зит в качестве основного компонента шихты для произ-
водства магнезитовых изделий.
Каустический магнезит при затворении его водными
растворами солей MgCl2, СаС12, ZnCl2, MgSO4 и др.
Рис. IX.2. Кривая дифференциаль-
ного термического анализа углекис-
лого магния:
/—кривая температуры нагрева об-
разца; 2 — дифференциальная тем-
пература
Рис. IX.3. Гидратация магнезита в
зависимости от времени и темпера-
туры его обжига: влажность 25%,
температура среды 20° С (цифры на
кривых — температуры обжига маг-
незита, °C)
твердеет, образуя прочные камни. В связи с этим его
применяют в производстве безобжиговых изделий и ог-
неупорных бетонов.
С повышением температуры обжига способность пе-
риклаза к гидратации уменьшается и при нагревании до
1600—1650° С получают «намертво» обожженный магне-
зит. Однако надо иметь в виду, что и этот магнезит при
60—80° С, как и каустический, гидратируется и при за-
творении его растворами указанных солей схватывается,
поэтому тонкомолотый порошок обожженного магнезита
называют периклазовым цементом.
Различная гидратируемость периклаза в зависимости
от температуры обжига магнезита объясняется различ-
ной величиной кристаллов и различной степенью их де-
фектности. Несмотря на различную плотность продуктов,
получаемых при обжиге магнезита в условиях разной
температуры, оксид магния кристаллизуется во всех
случаях одинаково в кубической форме. Если принять
для периклаза а=4,2 А, то рентгеновская плотность его
288
равна 3,596. Плотность спеченного магнезита в зависи-
мости от примесей составляет 3,56—3,65 г/см3.
Гидроксид магния первоначально выпадает в колло-
идном виде и поэтому придает массе некоторую пла-
стичность, затем он кристаллизуется в виде минерала
брусита (рис. IX.3). Гидратация магнезита (вылежива-
ние) имеет технологическое значение и зависит не только
MgO МдГег04 Fez03
% (по массе)
Рис. IX.4. Диаграмма состоянии сн- Рис. IX.5. Диаграмма состояния си-
стемы MgO—FeO стемы MgO—РегОз
от времени и температуры, но и размера частиц. Поэто-
му гидратацию проводят отдельно по фракциям в спе-
циальных бункерах, устанавливая опытным путем для
каждой фракции необходимые время и температуру. При
вылеживании равномерность гидратации массы обычно
не достигается. Гидратацию можно не делать, если в мас-
се нет свободной извести.
Приводимые ниже диаграммы состояния MgO с дру-
гими оксидами позволяют в первом приближении ре-
шать вопросы о минералогическом составе магнезитовых
изделий. Оксид магния образует непрерывный ряд твер-
дых растворов с оксидом железа FeO (рис. IX.4). Тем-
пература плавления твердого раствора остается высо-
кой даже при содержании в нем 50% FeO.
В окислительной атмосфере MgO и Fes Оз образуют
Магнезиоферрит MgO-FesOg. Периклаз и магнезиофер-
19—298
289
рйт при высоких температурах взаимно растворимы.
С понижением температуры растворимость уменьшается '
(рис. IX.5). Добавка оксида железа к оксиду магния в ?
этом случае ускоряет спекание и рекристаллизацию пе- §
риклаза. Из диаграмм на рис. IX.5 и IX.6 становится по- >
нятным, почему оксид магния оказывается столь стой-
ким против действия на нее оксидов железа.
В системе MgO—А12О3—SiO2 (рисЛХ.6) наиболее
легкоплавкая эвтектика, содержащая 20,3% MgO;
18,3%АЬОз; 61,4% SiO2, плавится при 1355°С; инкон- .
груэнтное плавление кордиерита 2MgO-2A12O3-5SiO2 ‘
происходит при 1425° С, поэтому магнезитовые изделия
при высоких температурах не могут работать в контакте
с алюмосиликатными, в том числе и шамотными.
В-системе MgO—СаО—SiO2 (рис. IX.7) наиболее ;
легкоплавкая эвтектика состава 8,0% MgO; 61,4% SiO2;
30,6% СаО плавится при 1320° С. В этой системе имеют-
Рис. IX.6. Диаграмма состояния системы MgO—Al»Oj—SiOs
290
Рис. IX.7. Диаграмма состояния системы MgO—СаО—SiOa
ся четыре тройных соединения: диопсид СаО-MgO-2SiOa,
монтичеллит СаО-MgO-SiO2, мервинит 3CaO-MgO-
• 2SiO2 и окерманит 2CaO-MgO-2SiO2. Эти соединении
неогнеупорны, чем объясняется резко отрицательное
влияние на качество магнезитовых изделий одновремен-
ного присутствия оксида кальция и кремнезема.
Магнезитовые изделия изготовляют, как правило, из
сравнительно тонкозернистых масс, а вязкость образую-
щихся при обжиге расплавов значительно меньше, чем
в шамотных или динасовых огнеупорах. Можно допус-
тить, что при обжиге химические реакции протекают до
конца, и достигается полное фазовое равновесие. Ниже
приведены некоторые опытные данные о влиянии фазо-
вого состава на свойства магнезитовых изделий, полу-
ченных в обжиге при 1600° С.
Химический состав магнезитовых огнеупоров харак-
теризуется содержанием оксидов MgO, СаО, SiO2 и
19* , S91
Fe2O3, поэтому его фазовый состав описывается четырех-
компонентной диаграммой состояния MgO—СаО—
—Fe2O3—SiO2 (рис. IX.8). В разных ее составах в рав-1
МдО
СаО
s
510г
Рис. IX.8. Диаграмма состояния
системы MgO—СаО—Fe2O3—SlOj
новесии с периклазом могут находиться следующие сое- !
динения: оксид кальция (известь) СаО, трехкальциевый
силикат 3CaO-SiO2, двухкальциевый силикат СаО- ;
•MgO-SiO2, мервинит 3CaO-MgO-2SiO2, монтичеллит.'
СаО-MgO-SiO2, форстерит 2MgO-SiO2, магнезиоферрит:
MgO-Fe2Os, двухкальцие-j
вый феррит 2СаО • Fe2O3. i
Изменение свойств маг-1
незитовых изделий в усло-
виях равновесия в .зависи-
мости от содержания в них ;
свободной извести характе-
ризуется кривыми, изобра-
женными на рис. IX.9. Од-;
нако чаще всего известь на-
ходится в виде крупных
включений, и равновесие не
достигается.
С увеличением количест-
ва свободной извести повы-
шаются пористость и темпе-
ратура деформации под на-
предел прочности при сжатии
грузкой, но понижаются
и усадка при обжиге. Кроме того, наличие свободной из-
вести в магнезитовых изделиях повышает склонность их
к гидратации, которая может вызвать и разрушение.
Магнезитовые изделия нормальных размеров (230Х
XI15X65 мм) рассыпаются при содержании 3—5% не-
стабилизированного двухкальциевого силиката. Мерви-
нит в магнезитовых изделиях ведет себя подобно монти-
челлиту, который способствует спеканию магнезитовых
изделий из-за своей низкой температуры плавления, рав- j
ной 1498° С, но значительно (рис. IX.10) снижает тем-
пературу деформации их под нагрузкой и увеличивает-
усадку, поэтому монтичеллит и мервинит относят к вред-у
ным составляющим в магнезитовых огнеупорах.
Магнезитовые изделия, содержащие в качестве связ-
ки форстерит, имеют высокую температуру деформации
под нагрузкой вследствие плавления последнего при ’
1890° С. Но они трудно спекаются, поэтому их обжигают
при температурах выше 1600° С.
292
Железистые добавки способствуют спеканию изделий
вследствие образования магнезиоферрита MgO-Fe2O3,
образующего с периклазом твердые растворы внедрения,
что сопровождается большим ростом кристаллов послед-
него. В то же время температура начала деформации
Рис. IX.9. Изменение свойств
магнезитовых изделий в за-
висимости от содержания
свободной извести:
1—температура начала де-
формации под нагрузкой, °C;
2 — пористость, %; 3 — пре-
дел прочности при сжатии,
МПа; 4 — изменение разме-
ров, %
Содержание СаО
под нагрузкой и термостойкость магнезитовых изделий
мало зависят от содержания Fe2O3 в них, когда оно не
превышает 10%. Большее количество магнезиоферрита
Содержание монтичемита’Л
Рис. IX.10. Изменение
свойств магнезитовых изде-
лий в зависимости от содер-
жания монтичеллита:
1—температура начала де-
формации под нагрузкой,
°C; 2 — пористость, %; 3 —
предел прочности при сжа-
тии, МПа; 4 — изменение
размеров, %
в магнезитовых огнеупорах нежелательно, так как сни-
жается огнеупорность.
Степень окисления железа зависит от температуры
печи и состава газовой среды. Окисление и восстановле-
ние железа в периклазе сопровождаются объемными из-
менениями, которые не проявляются в виде усадки или
роста изделий, а приводят к объемным изменениям в
зернах периклаза, вызывая в них упругие и пластиче-
ские деформации и увеличение пористости. Все это не-
избежно снижает механическую прочность и термостой-
кость.
В диаграмме СаО—MgO—Fe2O3—SiO2 (см. рис. IX.8)
показаны различные фазы, которые могут существовать
в присутствии свободного оксида магния. Каждая груп-
293
па состоит из четырех фаз, составы которых отложены
в углах тех или иных элементарных тетраэдров, располо-
женных внутри общего (большого) тетраэдра всей сис-
темы.
Критическое значение имеет отношение CaO/SiO2.
Когда молекулярное отношение CaO/SiO2 равно 2, сое-
динения лежат в плоскости MgO—2CaO-SiO2—MgO-
Fe2O3. Когда оно больше 2, то вся или часть Fe2O3 на-
ходиться в соединении с СаО в виде низкоплавкого
(1449° С) двухкальциевого феррита. Силикаты в этом
случае образуют высокоогнеупорные соединения 2СаО-
•SiO2 (2130°С) и ЗСаО-SiOo (2070°С). Когда же оно
меньше 2, то вся Fe2O3 находится в соединении с MgO
в виде магнезиоферрита (1713° С), а силикаты обра-
зуют монтичеллит CaO-MgO-SiO2 (1430° С) и мер-
винит 3CaO-MgO-2SiO2 (1436° С). Указанные зави-
симости сохраняются и в присутствии FeO, А12О3 и
Сг2О3.
Свойства магнезитовых изделий еще больше зависят
от количества силикатной связки, которая в свою оче-
редь определяется содержанием диоксида кремния. Из-
делия худшего качества получаются при составах сили-
катной связки, близкой к монтичеллиту.
Химический состав магнезитовой шихты .должен
удовлетворять следующим требованиям:
1) общее количество силикатов в шихте должно быть
минимальным, так как они представляют собой наиболее
вредную примесь в магнезитовых огнеупорах; 2) моле-
кулярное отношение CaO/SiO2 должно быть выбрано
в зависимости от содержания оксидов железа. При
большом содержании железистых оксидов и малом со-
держании SiO2 выгоднее иметь CaO/SiO2<2; 3) содер-
жание ферритов должно быть ограничено.
Химический состав шихты из магнезитов высокого
качества, по данным завода «Магнезит», следующий,
%: 93,3 MgO; 1,2 СаО; 2,4 SiO2; 2,6 Mn2O3; CaO/SiO2 =
= 0.5.
В изделиях, полученных из шихты приведенного соста-
ва, содержится примерно 90% периклаза, 6% силикатов
и 7% шпинелей, в основном магнезиоферрита.
Технология магнезитовых изделий содержит два пе-;
редела: производство спеченного магнезита и изготовле-j
ние собственно магнезитовых изделий. f
294
§ 4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
МАГНЕЗИТОВЫХ ОГНЕУПОРОВ
1. ПРОИЗВОДСТВО СПЕЧЕННОГО МАГНЕЗИТА
Сырой магнезит при обжиге до 1550—1600° С дает
усадку около 25%; при этом происходит спекание, сопро-
вождающееся ростом кристаллов периклаза и повыше-
нием плотности. Магнезит обжигают во вращающихся
печах, работающих по сухому способу и отапливаемых
природным газом или мазутом, а также в шахтных пе-
чах (крупные куски 40—250 мм) при температуре 1600—
1650° С. При обжиге легкоплавкие примеси, в первую оче-
редь диабаз, плавятся. На капельки расплава (во вра-
щающихся печах) налипают мелкие частицы магнезита,
в результате чего образуются зерна и крупные окатыши,
свары. Обожженный магнезит измельчают и рассеивают.
Вследствие образования сваров различные фракции
обожженного магнезита имеют различный химический
состав. В крупных фракциях содержится больше СаО
и меньше MgO, чем в мелких фракциях. Для производ-
ства изделий применяют порошок с зернами мельче
4 мм. Такие порошки имеют более низкую пористость
и хорошо выраженные кристаллы периклаза. Порошки
с зернами крупнее 4 мм применяют для изготовления
заправочных (металлургических) порошков, торкрет-
масс и бетонов.
Основной недостаток при обжиге магнезита во вра-
щающихся печах по сухому способу заключается в боль-
шом уносе пыли, достигающем 20—25%. Он возникает'
вследствие полной потери кристаллическим магнезитом
прочности при разложении MgCO3, а также вследствие
значительного истирания.
Для улавливания пыли применяют грубую очистку в
осадительных камерах и последующую тонкую очистку
дымовых газов в батарейных циклонах (мультицикло-
нах) и электрофильтрах. Уловленную пыль называют
каустическим магнезитом. Она содержит более 80% ча-
стиц размером менее 0,06 мм. Пыль, состоящая преиму-
щественно из каустического и неразложившегося магне-
зита, возвращается обратно на обжиг во вращающуюся
печь непосредственно или в переработанном виде. Пере-
работка заключается в тонком (~0,06 мм) измельчении
пыли в трубных мельницах (полностью или частично) и
295
брикетировании на плоских пресс-вальцах (со спекаю-
щими добавками или без них). Давление прессования на
гладких вальцах составляет 80—90 МПа; брикет в виде
пластинок толщиной ~10 мм имеет кажущуюся плот-;
ность 2,1 г/см3; после обжига кажущаяся плотность бо-
лее 3,1 г/см3.
Производительность 170-м вращающихся печей со-
ставляет 20—24 т/ч; расходный коэффициент сырья без
учета использования пыли 2,6—2,7 (3,0); удельный рас-
ход условного топлива 0,33 т/т.
А!агнезит, обогащенный флотацией и содержащий
94—96,5% MgO; 0,4% SiO2 и 1,4—2,87% СаО (на про-
каленную массу), при обжиге по технологии, рассчитан-
ной на спекание магнезита с содержанием до 92% MgO,
не спекается.
Для спекания обогащенного флотацией магнезита
рекомендуется следующая схема:
Обогащенный флотацией Каустический магнезит
высушенный магнезит I
(мельче 0,2 мм) ]
I +
Пневмотранспорт Пневмотранспорт
I Ф
Бункера Бункера
+ +
Питатель (90—70%) Питатель (10—30%)
+ I
Трубная мельница
I
Пневмотранспорт
I
Бункер
Ф
---1 Питатель
I +
Бегуны непрерывного действия-
С. с. б.,
вода,
MgSO4
или MgCl2
I
Ленточный конвейер
I
Дозатор
I
Гладкие пресс-вальцы (брикетирование)
I
Ленточный конвейер (сушка брикета)
I
Бункер
Вращающаяся печь, обжиг при 1700° С
По такой схеме получается высококачественный поро-
шок, кажущаяся плотность которого 3,13—3,32 г/см3, с
развитой прямой связью кристаллов периклаза. Порошок
296
не содержит свободного оксида кальция и может быть
без вылеживания использован для производства изделий.
Для получения более плотного спеченного магнезита
применяют обжиг с обогащением воздуха (для горения)
кислородом. В этом случае температура обжига во вра-
щающихся печах повышается до 1980° С и в шахтных пе-
чах до 2200° С.
2. ПРОИЗВОДСТВО МАГНЕЗИТОВЫХ ИЗДЕЛИИ
Производство магнезитовых изделий включает такие
переделы: измельчение спеченного магнезита, приготов-
ление массы, прессование и
обжиг.
На рис. IX.И показано
влияние зернового состава
на плотность укладки при
трехфракционной шихте:
1) 0,8—2,0 мм; 2) 0,88—
0,8 мм и 3) <0,088 мм.
Оптимальные зерновые
составы магнезитовых шихт
находятся в области, содер-
жащей 45—55% крупной
фракции 2—0,8 мм; 5—15%
средней фракции 0,8—
0,088 мм и 30—45% фрак-
ции мельче 0,088 мм. Для
получения порошка такого
о,в-2мм
О 20 40 60 80 100
0,088-0,8мм 0-0,088мм
Рис. IX.И. Пористость сырца, °/о» из
трехфракционных масс в зависимо-
сти от зернового состава при дав-
лении прессования 90 МПа
зернового состава нельзя
ограничиться отсевом размолотого спекшегося магнезита
на сите с отверстиями 2 мм, необходимо разделение его
на фракции с частичным домолом некоторых из них.
Примерная схема производства порошков приведена
ниже:
Возврат*Спекающийся магнезит
I II
Размол на роликовой мельнице
I
-----Отсев иа сите с отверстиями 2 мм
I
Зерна <2 мм
I
Отсев иа сите с отверстиями 0,5—0,8 мм
I I
297
Зерна > 0,5—0,8 мм
I +
-----------Зерна0,5—0,8 мм
I
Домол на трубной мельнице
до величины зерен <0,088 мм
Бункер (зерна
крупной фракции)
Бункер (зерна
средней фракции)
4
Бункер (зерна
мелкой фракции)
I Г . ♦
Дозировка по массе
Прессовки с пористостью не выше 18% при давлении
прессования 80 МПа получают при следующем зерновом •
составе:
Размер фракции, мм . ,
Содержание, % ... .
1—0,55
20—30
0,5—0,088
30—50
Прессовки с пористостью 16% при давлении прессо-
вания 120 МПа получают при следующем зерновом со-
ставе:
Размер фракции, мм .
Содержание, % . . .
1—0,5
10—20
0,5—0,088 <0,06
40—50 30—50
После обжига при 1600° С изделия из таких масс име-
ют пористость 14—18% при усадке до 2,5%.
На способ приготовления массы в производстве маг- -
незитовых изделий влияет содержание свободного окси-
да кальция в спеченном магнезите. При наличии в порош-
ке свободного СаО до прессования необходимо ее гидра-
тировать. Этот процесс осуществляют в бункерах, куда
поступает предварительно увлажненный в двухвальных
смесителях порошок. При вылеживании температура по-
рошка не должна превышать 40—45° С, а скорость повы-
шения температуры до 3—3,5° С/сут. После вылеживания
в течение 2—3 сут порошки перемешивают и увлажняют
раствором с. с. б. При избыточном времени вылеживания,
масса «перезревает» и плохо формуется, что связано 6
кристаллизацией брусита.
Для ускорения гидратации массу подогревают в су-
шильных барабанах, однако температуру подогрева под-
бирают так, чтобы не было кристаллизации брусита. Бун-
кера для гидратации и сушильный барабан работают
сблокированно. Если температура в гидратационном бун-'
кере не повышается, т. е. гидратации це происходит, мае*
298
Су из бункера Подают в сушильный барабан, где она по-
догревается и направляется затем в другой бункер для
продолжения гидратации.
Если температура в гидратационном бункере подни-
мается быстро и достигает более 60° С, то, чтобы избе-
жать образования брусита, массу направляют в сушиль-
ный барабан, где она охлаждается при контакте с холод-
ным воздухом. Сушильный барабан в этом случае не
отапливают. Часть свободной воды в процессе вылежива-
ния переходит в химически связанную, часть испаряется.
Магнезитовые изделия прессуют на гидравлических и
коленно-рычажных прессах. В данном случае этот про-
цесс нельзя рассматривать только как средство уплотне-
ния и формообразования массы.
При высоких давлениях (80 МПа и выше) происходит
некоторое измельчение крупных зерен массы и сдвиги в
зернах (монокристаллах) периклаза, в результате чего
в них появляется оптическая анизотропность. Уплотне-
ние магнезитовых масс подчиняется уравнению прессо-
вания Бережного. Продолжительность прессования (вы-
держка при конечном давлении) должна быть около 2 с.
Энергетическая эффективность понижения пористос-
ти магнезитовых огнеупоров путем прессования почти р
1000 раз больше, чем при обжиге, поэтому при производ-
стве магнезитовых изделий предпочтительно давление
прессования 150 МПа, обеспечивающее получение более
плотного полуфабриката.
Процесс прессования на гидропрессах происходит в
две стадии: максимальное давление на первой стадии
около 20 МПа и на второй 90 МПа. Гидравлические прес-
сы с вращающимся столом имеют большую производи-
тельность и создают высокое давление прессования. Су-
щественный недостаток этих прессов заключается в том,
что вследствие периодических остановок стола возника-
ют толчки, которые сдвигают массу в формах в сторону
вращения стола, создается неравномерность уплотнения
и даже брак.
Сырец нормальных изделий сразу после пресса имеет
прочность на сжатие 0,8—2 МПа. Его сушат на печных
вагонетках в туннельных сушилах или непосредственно
на первых позициях туннельных печей дымовыми газами.
При температуре сушильного агента ПО—120° С время
сушки составляет 12—15 ч при конечной влажности
0,6—1,0%.
299
Магнезитовые изделия обжигают в туннельных печа£.
Существенная особенность их обжига заключается в
сравнительно небольшой (1,0—1,5 м) высоте садки. Не-
обходимость такого ограничения высоты садки обусловле-
на совпадением температуры начала деформации под на-
грузкой 0,2 МПа у обычных магнезитовых изделий с тем-
пературой их обжига. Нормальные изделия садят на
площадку в виде столбиков или стенок шириной 230 мм.
Какой-либо порошок для выравнивания, как правило, не
подсыпают.
Туннельные печи для обжига магнезитовых изделий
имеют длину 150 м, ширину печного канала 3 м, высоту
садки 1,0 м; свод печей подвесной; температура обжига
1600—1750° С. Туннельные печи имеют некоторые недос-
татки: неравномерность температурного поля—перепад
температур по высоте достигает 170—180° С, перепад в
горизонтальной плоскости между центром и периферией
столбика также около 180° С и, наконец, газовая среда
переходит из окислительной в восстановительную при пе-
реходе от подогрева к обжигу и из восстановительной к
окислительной на границе зон обжига и охлаждения.
Для выравнивания температурного поля рекоменду-
ется или существенно уменьшить массу футеровки ваго-
нетки путем использования теплоизоляционных огнеупор-
ных изделий, или обогревать под вагонетки путем устрой-
ства газовых каналов в футеровке вагонеток. Для вырав-
нивания температур в горизонтальных сечениях рекомен-
дуется более разреженная садка обжигаемых изделий.
Фазовый состав сырца магнезитовых изделий при об-
жиге существенно не изменяется; процессы спекания и
охлаждения здесь не осложняются модификационными
превращениями. В интервале 400—1200° С цемент из
гидроксидов кальция и магния вследствие их дегидрата-
ции разрушается;
жидкая фаза
еще не образуется и
ма изделий сохраняется исключительно благодаря силам!
трения между частицами. В этом температурном интер-'
вале изделия весьма непрочны, поэтому при неравно-
мерном обжиге легко может возникнуть брак по трещи-
нам.
При нагреве >1200° С изделия спекаются; при 1450—
1500° С жидкая фаза устраняет или уменьшает напряже-
ния в изделиях, поэтому скорость обжига в этом интер
вале повышается. В конце обжига при 1500—1600° С
прочность изделий вследствие увеличения количестве
300
Скидкой фазы опять сильно снижается; изделия могут
деформироваться с образованием трещин, хотя при об-
жиге усадка магнезитовых изделий не превышает 1—2%.
По мере повышения температуры наряду с уменьшением
пористости увеличивается размер пор. Во время обжига
при /=1600—1750° С пористость уменьшается незначи-
тельно, а размер пор заметно увеличивается.
Обожженные изделия можно охлаждать быстро, пока
в изделиях находится жидкая фаза. Ниже температуры
кристаллизации и затвердевания жидкой фазы
(~ 1300° С) изделия становятся более хрупкими, однако
при существующих в туннельных печах скоростях охлаж-
дения специфический брак в связи с этим не возникает.
Однако на изделиях сложной формы возможны образо-
вания тонких трещин.
3. ПРОИЗВОДСТВО ПЛОТНЫХ МАГНЕЗИТОВЫХ ИЗДЕЛИЙ
Свойства магнезитовых изделий при нулевой порис-
тости, по ориентировочным расчетам Бережного, должны
быть следующими:
Предел прочности при сжатии, МПа...................... 760
Кажущаяся плотность, г/см3.............................3,56
Температура начала деформации под нагрузкой
0,2 МПа, °C...........................................2180
Известны следующие способы повышения плотности
магнезитовых изделий: 1) использование мелкого зер-
нового состава в массах из плотного, хорошо спеченного
порошка; 2) введение в массы спекающих добавок; 3) вы-
сокое давление прессования; 4) высокотемпературный
обжиг; 5) применение промежуточного брикетирования.
Используя промышленный спеченный магнезит сле-
дующего зернового состава:
Размер фракции, мм.......... 1—0,5 0,5—0,088 <0,06
Содержание, %............... 20 40 40
при прессовом давлении 98 МПа, обжиге при 1600° С и
без введения спекающих добавок, можно при усадке око-
ло 2,5% изготовлять магнезитовые изделия с кажущейся
пористостью 12—13%. Повышение температуры обжига
до 1700°С снижает пористость до 6—10%, а при 1750°С
кажущаяся пористость нормальных изделий снижается
до 4—8%, но линейная усадка при этом увеличивается
До 4,5%.
301
2
1—3
174—280
2,7—6,4
0,35—1,5
3,08—3,38
6,7—13,4
4,0—12,5
В условиях ДЛИ'
Предел прочности при сжатии высокоплотных магне-i
зитовых изделий в условиях обычных температур 115—
230 МПа, а при 1400° С 15 МПа, они не деформируются
под нагрузкой 0,2 МПа до 1720—1750° С;
Газопроницаемость, нПм..........1
Кажущаяся плотность, г/см3 . . .
Пористость, %:
истинная’.......................
кажущаяся....................
Дополнительная усадка при 1750°С
тельной выдержки составляет 0,2—0,8%; в процессе усад-
ки открытые поры закрываются, и изделия становятся,
газонепронициемыми. Термостойкость плотных изделий
выше обычных.
Технология изготовления высокоплотных магнезито-
вых изделий с применением промежуточного брикетирова- 5
ния заключается в следующем. Магнезитовый порошок
со спекающими добавками или без них подвергают тон-
кому помолу до прохождения 95% частиц через сито
10000 отв/см2. Затем из порошка с добавкой с. с. б. полу-
чают под давлением 80 МПа брикет, который обжигают
при 1250—1350° С. Из брикета получают порошок с раз- '=
мерой частиц ^4,0 мм, из которого обычным путем из-
готовляют магнезитовые изделия, обжигаемые при 1650—
1720° С.
Изделия обжигают в верхнем ряду садки на подсып-•
ке из металлургического порошка и при садке на торец,
так как сырец дает огневую усадку в пределах 9—10%.
Изделия, изготовленные по этой схеме, имели следую-'
щие свойства:
Предел прочности при сжатии, МПа..........
Кажущаяся пористость, %...................
Температура деформации под нагрузкой 0,2 МПа,
°C:
начало разрушения . ......................
разрушение.............................
Термостойкость, водяные теплосмеиы (1300°С):
до появления трещин........................
до потерь 20% массы....................
Дополнительная усадка при 1650° С и выдержке
2 ч, %....................................
1580—1590
1690—1700'
Химические составы высокоплотных магнезитов
изделий и обычных аналогичны.
302
4. ПРОИЗВОДСТВО ТЕРМОСТОЙКИХ
МАГНЕЗИТОВЫХ ИЗДЕЛИЙ
Термостойкость магнезитовых изделий повыша-
ется при введении в шихту технического глинозема
(5-8%).
При взаимодействии глинозема с периклазом образу-
ется шпинель MgO-Al2O3. Такие изделия называют маг-
незитовыми на шпинельной связке. Глиноземистая шпи-
нель обладает наивысшей прочностью среди двойных
оксидных соединений и пониженным в сравнении с пе-
риклазом термическим коэффициентом линейного рас-
ширения, чем и объясняется повышенная термостой-
кость магнезитовых изделий на шпинельной связке. Од-
новременное повышение плотности и термостойкости
достигается, если вместо технического глинозема
вводится металлический алюминий (4%, крупно-
стью 16 мкм).
Реакция окисления металлического алюминия идет
с увеличением объема, что сопровождается уменьшением
пористости.
Высокая химическая инертность глиноземмагнезиаль-
ной шпинели MgO-Al2O3 к воздействию щелочных аген-
тов— каустической соде, сульфату натрия и др.—
проявляется в полной мере лишь в беспористых из-
делиях.
Технологическая схема производства особоплотных
огнеупоров на основе магнезиальной шпинели разрабо-
тана УНИИО.
Характерной особенностью технологии является по-
лучение ложного зернового состава и значительная усад-
ка сырца при обжиге: 15—17%. Чтобы избежать брака
при обжиге, сырец садят в один слой на торец на шпи-
нельный подсад с подсыпкой из боя обожженных шпи-
нельных изделий крупностью 2—1 мм.
Шпинельномагнезиальные изделия имеют следующие
свойства:
Открытая пористость, %................... 1—4
Предел прочности при сжатии, МПа . . . 150—243
Термическая стойкость, теплосмены
(1300° С — воздух)....................... 6—9
Температура, °C, начала деформации под
нагрузкой 0,2 МПа 1800
393
Спекшийся магнезит
4
Технический глинозем
I
тонкое измельчение тонкое измельчение
(30—50 мкм) (10—30 мкм)
I I -----------
4 4 4
Смешение в стехиометрическом соотношении шпинели
.1—2% с.с.б. 4-10%-ный
раствор MgCl2 влажно-
стью 12%
4
Прессование брикета
4
Сушка, 60°С
4
Дробление и рассев
4
Щековая дробилка -> валковая дробилка
3,0—0,5 мм менее 0,5 мм
63% I | 15%
4 4
--------------->- Шихтование
Получение
сложного
зернового
состава
Смешение до влажности 12±0,4%
4
Прессование, 20 МПа
4 -
Сушка до влажности 0,8—1 % — (72 ч)
4
Обжиг при 1650° С, общая продолжительность 107 ч
5. ПРОИЗВОДСТВО ПЛАВЛЕНОГО ПЕРИКЛАЗА
Для производства изделий ответственного назначение
применяют плавленый периклаз. Плавку ведут в трех
фазной электропечи ОКБ-955 «на блок». Так как темпе
ратура расплава очень высокая (3000°С), то разлит;
расплав не удается, поэтому в печь постепенно по рас
плавлении одной порции подают другую и таким обра-
зом за 40—44 ч наплавляют 10-т блок. Блок охлаждают
В течение 100 ч в печи, застывший блок дает некоторую
усадку и поэтому легко извлекается. После извлечения
блок еще охлаждают 20 ч и затем разбивают буто-боем,
измельчают, рассеивают по фракциям и получают гото
вые порошки электроплавленого периклаза. Исходные
304
материалом для плавки служит спеченный магнезит,
природный брусит и сырой магнезит.
Расход электроэнергии при плавке в 10-т печи состав-
ляет 5800—6800 кВт-ч/т. По химическому составу цент-
ральная часть блока получается более богатой оксидом
магния (до 98% MgO), чем периферийные участки бло-
ка. Спеченный периклаз нашел широкое применение для
производства трубчатых электронагревателей,ТЭНов.
6. МАГНЕЗИТОВЫЕ ИЗДЕЛИЯ ДЛЯ РАЗЛИВКИ СТАЛИ
Для разливки стали изготовляют из магнезита стака-
ны и вкладыши, пористые фурмы для продувки стали в
ковше инертными газами и шиберные плиты в установках
бесстопорной разливки ста-
ли.
Для производства магне-
зитовых сталеразливочных
стаканов и вкладышей ис-
пользуют спеченный магне-
зит. Стаканы изготовляют
как по технологии с обжи-
гом изделий, так и по без-
обжиговой технологии.
Связкой в безобжиговых
стаканах служит с. с. б.
Безобжиговые стаканы су-
шат до остаточной влажнос-
ти не более 0,4%. Затем их
погружают в расплавлен-
ный парафин (100° С), ста-
каны при этом покрываются
пленкой парафина толщи-
ной 0,3 мм, предохраняющей
Рис. IX.12. Деталь шиберного за*
твора в закрытом положении:
1 — ковшовый стакан; 2 — гнездовой
шамотный кирпич; 3 — неподвижная
плита; 4— подвижная плита; 5 —
присоединение к гидравлической
системе; 6 — стакан-коллектор
их впоследствии от гидра-
тации.
Для изготовления пористых фурм применяют шихту
из 90% зернистого спеченного или плавленого магнезита
и 10% тонкомолотого. Фурмы обжигают при 1750° С.
На рис. IX.12 изображен комплект огнеупорных из-
делий для шиберной бесстопорной разливки стали.
Стаканы и коллекторы производят по технологии бе-
зобжиговых изделий из магнезитовых и периклазошпи-
_____________ -га
* Чтобы сталь не проникала между плитами, зазор должен быть
r=ocos 0/Р«2 мкм (зазор <4 мкм).
20—298
305
нелидных масс. Плиты являются наиболее ответствен- j
ными элементами бесстопорного устройства. Их готовят !
по технологии обожженных изделий из обогащенного или |
плавленого периклаза. Особенность производства заклю- 1
чается в пропитке плит после их обжига бакелитом или I
каменноугольным пеком, термообработке и шлифова-1
нии. Зазор между плитами допускается менее 0,03 мм*,Я
следовательно, необходима шлифовка, а чтобы зерна '|
при шлифовке не выкрошивались, — пропитка пеком и |
последующая термообработка. Пропитка необходима 1
также для снижения пористости. |
Пропитка пеком и термообработка делаются так. |
Плиты нагревают до 300° С и помещают в автоклав; в|
автоклаве вакуумируют 20 мин, затем дают пек, подо-1
гретый до 180° С, и создают давление сжатым воздухом !
до 392 кПа в течение 1,5 ч; после пропитки изделия под-1
вергают термообработке при 500° С в течение 10 ч. |
Применяют пек, у которого отношение летучих л, |
коксового остатка к и свободного углерода С равно л'. |
:/с:С = 1,6:2,4:1. Лучшие результаты получаются при]
двухкратных пропитке и термообработке. |
Шлифуют плиты на плоскошлифовальных станках I
ЗБ722, ЗБ724 периферией алмазного круга и на станке |
ЗД756 торцом алмазного инструмента. Магнезиальные J
плиты стабильно служат более 20 перекрытий. 1
7. ПРОИЗВОДСТВО МАГНЕЗИТОВОГО
МЕТАЛЛУРГИЧЕСКОГО ПОРОШКА
Металлургические порошки из спекшегося магне- |
зита применяют для изготовления и заправки (ремонта)
подин и откосов мартеновских и электросталеплавиль-
ных печей.
Периклаз исключительно стоек по отношению к за- J
киси железа, содержащейся в шлаках сталеплавильных |
печей. При нагреве до ^1600° С, близком к рабочей ,|
температуре подины, расплав в системе MgO—FeO воз- 1
никает лишь при содержании 80% FeO, тогда как в |
смесях с доломитом, СаО, SiO2, А12О3 и Ca2SiO4 100% 1
расплава получается уже при содержании 40—70% FeO. |
Металлургические порошки классифицируют по хими- |
ческому и зерновому составу. I
Для уменьшения пылеобразования при транспорте, а ]
особенно при заправке печей, порошок обмасливают. 1
306
§ 5. СВОЙСТВА ИЗДЕЛИЙ
Согласно стандарту в изделиях из саткинского магнё*
зита может содержаться 89—91% MgO, а СаО^4%. Со-
держание остальных оксидов не нормируется. Огнеупор-
ность изделий такого состава вследствие трудности ее
определения стандартом не устанавливается.
Температура начала деформации под нагрузкой,
0,2 МПа у магнезитовых изделий намного ниже огнеупор-
ности и равна 1500—1650° С. Изделия с монтичеллитовой
связкой имеют особенно низкую (<11500° С) температуру
начала деформации под нагрузкой, а с форстеритовой
связкой — обычно > 1600° С. Эти изделия и шлакоустой-
чивы. Повышается температура деформации под нагруз-
кой и при введении в шихту глинозема, способствующего
образованию шпинельной связки.
Из очень чистых магнезитов с содержанием <0,5% .
SiO2 могут быть получены изделия с температурой де-
формации под нагрузкой 1700° С.
Термостойкость магнезитовых изделий составляет 4—
9 воздушных теплосмен или 1—2 водные. Такая низкая
термостойкость обусловливается их большим термичес-
ким коэффициентом линейного расширения и высоким
модулем упругости, а также значительной разницей
между термическими коэффициентами линейного расши-
рения периклаза (1,35-10-5) и силикатной связки
(10,764-1,1) -10-5.
С уменьшением содержания силикатной составляю-
щей термостойкость магнезитовых изделий несколько
увеличивается. Для этого в шихту вводят 5—10% глино-
зема в виде технического оксида алюминия.
Шлакоустойчивость магнезитовых изделий по отно-
шению к шлакам, богатым оксидом железа и известью,
исключительно высокая.
Магнезитовые изделия при приложении нагрузки и
высокой температуры начинают течь. Пластическая де-
формация периклаза заметна уже при температуре выше
1100° С и увеличивается пропорционально приложенной
нагрузке. Добавка Сг2О3 снижает ползучесть, а добавка
B2iO3 даже около десятых долей процента увеличивает
ползучесть. Магнезитовые изделия при высоких темпера-
турах испаряются. В газовой фазе находятся пары метал-
лического магния и кислорода. Испарение усиливается в
восстановительных средах.
20!
307
ГЛАВА X. МАГНЕЗИТОХРОМИТОВЫЕ
И ХРОМОМАГНЕЗИТОВЫЕ
(МАГНЕЗИАЛЬНОШПИНЕЛИДНЫЁ)
ОГНЕУПОРЫ
§ 1. ОПРЕДЕЛЕНИЕ
Хромомагнезитовыми и магнезитохромитовыми называ-
ют огнеупоры, получаемые из хромита и спеченного маг-
незита, огнеупорной основой которых служат периклаз
и хромошпинелиды. Эти огнеупоры составляют группу
магнезиальношпинелидных огнеупоров. Магнезитохро-
митовые огнеупоры подразделяют на собственно маг-
незиохромитовые (MX) и периклазошпинелидные
(ПШ)*. В хромомагнезитовых огнеупорах содержится
>20% Сг20з и >40% MgO, в магнезитохромитовых
>55% MgO и >8% СггОз. Такое подразделение чисто
условно, и иногда все изделия из хромита и магнезита
называют хромомагнезитовыми. Магнезиохромитовые
огнеупоры стали широко применять в связи с заменой
динаса в сводах и других элементах кладки сталепла-
вильных печей основными огнеупорами.
Магнезиохромитовые своды по сравнению с динасо-
выми допускают повышение температуры в плавильном
пространстве мартеновской печи примерно на 100° С, что
облегчает выплавку сталей легированных марок. Кроме
того, эти -своды увеличивают длительность кампании
печей.
§ 2. ХРОМИТ (ХРОМИСТЫЙ ЖЕЛЕЗНЯК)
Название хромит относится как к минералу состава
(Mg, Fe)O- (Сг, А1)2О3, так и к горной породе, содержа-
щей большое количество (около 80%) этого минерала.
Минералы, отвечающие общей формуле (Mg, Fe)O-
• (Cr, А1)гОз, называют также хромшпинелидами.
По составу различают следующие виды шпинелидов:
собственно хромит FeO-Cr2,O3 (в чистом виде встречает-
ся очень редко), алюмохромит FeO- (Ст, А1)20з, магно-
* Технология периклазошпинелидных изделий впервые была
разработана Панариным и в настоящее время их производят во
многих странах.
308
хромит (Mg, Fe)O-Cr2O3 й хромпикотйт (Mg, Fe)O-
• (Cr, А1)20з.
В указанных хромшпинелидах отдельные шпинели на-
ходятся в виде твердых растворов. Это объясняется тем,
что все соединения группы MeO-Me2O3, кристаллизую-
щиеся в кубической ситеме, имеют одну и ту же структу-
ру и близкие значения постоянных кристаллических ре-
О
щеток (8,1—8,3 А) вследствие близости ионных радиу-
сов входящих в них кати-
онов;
Химический состав
природных хромшпине-
лидов неоднороден:
18—62% Сг2О3; 10—20%
FeO; 6—16% MgO: 0—
33% AlaO3; 2-3% Fe2O3.
Кроме того, в виде изо-
морфных примесей в них
иногда присутствуют
<2% ТЮ2; <0,2% V2O3;
<1,0% MnO; <0,1%
NiO: <0.01% CoO. и
Хромит „ Змеевик
Содержание, %
Рис. Х.1. Огнеупорность смесей хро-
мит — змеевик
<2% СаО.
Хромитовые руды подразделяют на следующие- груп-
пы в зависимости от содержания Сг2О3, %: 1) <40,
2) 40—45, 3) 45—50, 4) >50. Твердость хромитовых руд
5,5—7,5, плотность 4—4,8 г/см3. Цвет черный, блеск ме-
таллический, черта бурая, сингония кубическая. Хром-
шпинелиды встречаются почти исключительно в магма-
тических ультраосновных породах в виде вкраплений и
сплошных скоплений.
Температура плавления минерала хромита 2180° С.
Примеси в хромитовых рудах: змеевик (гидросиликат
магния), оливин, хромсодержащие хлориты и др. — сни-
жают огнеупорность руды (рис. X. 1). Другая, еще более
вредная примесь — хлорит, или гидроалюмосиликат маг-
ния, — присутствует часто вместе со змеевиком.
Чистый хромит при нагревании не претерпевает ка-
ких-либо существенных изменений и сохраняет почти
полное постоянство объема вплоть до 1700° С. При более
высоких температурах он дает небольшую усадку.
Для производства огнеупоров пригодны руды с со-
держанием не ниже 33% Сг2|О3. Руды с меньшим ее со-
309
держанием сильно загрязнены силикатами И для Произ-
водства огнеупоров непригодны.
Важнейшие месторождения хромитовых руд в СССР
расположены на Урале и в Казахстане. Наиболее цен-
ные из них: Донское (Кимперсайское) на восточном
склоне южной части Урала и Сарановское месторожде-
ние на Западном Урале (табл. Х.1).
Из приведенных данных следует, что хромшпинелид-
ная часть этих руд представляет собой хромпикотит. Не-
Таблица Х.1
Химический состав хромитов, %
Оксиды Хромиты . .
кимперсайские сарацовские Я
SiO2 А12Оз РеО+Ре2Оз 4,32—9,14 9,18—15,98 4,48—14,59 1 15,49—21,66 Я
в пересчете на: 1-'е2О3 СаО MgO Сг2О2 12,42—16,56 0,24—1,64 11,08—18,42 48,36—55,19 10,40—19,33 Я 0,84—2,01 Я 14,73—13,48 1 34,32—39,75 1
П. п. п. 1,24—3,70 1,56—2,58
рудная часть представлена смесью змеевика и хлорита
(Mg, Fe)4,75Ali,25’ [Si2,75Ali,250io]
ем змеевика. Другие загрязняющие хромит примеси —
это халцедон, гематит, карбонаты.
Руды названных месторождений существенно разлй
чаются по своим физическим свойствам и структуре 1
природном состоянии. Сарановская руда имеет массив^
ную, каменистую структуру. Физическое состояние киМ'
персайских руд менее постоянно, здесь встречаются так-
же порошковатые и рыхлые руды.
Для производства нормальных огнеупоров саранов-
ский хромит должен содержать не менее 33% Сг2О3, не
более 9% SiO2 и 1,5% СаО; для производства сводовых
изделий — не менее 36% Сг2О3 и не более 7% ЗЮг,
1,3% СаО. Хромит должен быть в кусках размером око-
ло 100 мм.
Кимперсайский хромит по внешнему виду и химичес-
кому составу обычно делят на 4 группы. Первая группа—
массивные плотные руды, содержащие 85—95% хром-
шпинелида, с размером зерен (кристаллов) 0,5—2,0 мм.
310
(ОН)8 с преобладать -
В этих рудах содержится >49% Сг2О3, <6% SiO2,
15% FeO + Fe2O3 (в пересчете на Fe2O3) и 0,1—1,0% СаО.
Вторая группа — вкрапленные плотные руды, содержа-
щие 75—80% хромшпинелида, с размером зерен 0,5—
2,0 мм и содержанием 45—49% Сг2О3; 6—8% SiO2; 0,1—
1,0% СаО. Третья — рыхлые руды с содержанием 55—
75% хромшпинелида и размером зерен 2—3 мм. Такие
руды содержат 35—45% Сг2О3, <15% SiO2, <12% FeO +
Fe2O3 (в пересчете на Fe2O3) и <4% СаО. Четвертая
группа — ожелезненный хромит, содержащий Сг2О3 и
SiO2 в весьма непостоянном количестве.
Для производства огнеупоров по общепринятым схе-
мам пригодны только хромиты первой и второй групп.
Кимперсайская хромитовая руда, применяемая для
изготовления хромомагнезитовых огнеупоров, должна'
содержать >48% Сг2О3, <7% SiO2, <15% FeO%-
-j-Fe2O3 (в пересчете на Fe2O3) и <1,3% СаО. Кимпер-
сайские хромиты обогащают. Технологическая схема
предусматривает двустадийное обогащение этих руд: в
тяжелых суспензиях и отсадку, и концентрацию на сто-
лах. При таком способе обогащения хромитовый концен-
трат, предназначенный для огнеупорной промышленнос-
ти, в среднем содержит 57% Сг2О3, 2% SiO2 и 0,5% СаО.
Периклазошпинелидные изделия, полученные из обыч-
ных магнезитовых порошков и обогащенного кимперсай-
ского хромита, обладают повышенными температурой
начала деформации под нагрузкой (1630 против 1590° С)
и термостойкостью (10 теплосмен против 7 у рядовых из-
делий). Для периклазошпинелидных изделий, получен-
ных при соотношении тонкомолотого обогащенного хро-
мита и магнезита 90:10, термостойкость повышается от
10 до 18 при среднем значении 14 теплосмен.
Периклазошпинелидные огнеупоры из обогащенного
хромита по структуре близки к изделиям с прямой свя-
зью между кристаллами периклаза и шпинелей. Они со-
держат 7—8% силикатов вместо 11% у рядовых изделий.
§ 3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПРОИЗВОДСТВА
МАГНЕЗИАЛЬНОШПИНЕЛИДНЫХ ОГНЕУПОРОВ
При производстве хромомагнезитовых изделий магне-
зит взаимодействует с хромитом и неогнеупорные приме-
си, присутствующие в хромите, переходят в огнеупорные
ЭН
соединения в результате реакции с избытком периклаз
Змеевик 3MgO-2SiO2-2H2O хромитовой руды при об-
жиге теряет воду при 650—700° С
1000—1100° С с образованием при
силиката — магния MgO-SiO2 —
— форстерита 2MgO-SiO2 — с температурами
1557 и 1890° С соответственно. Эти процессы
и разлагается при
1350—1450°С мета
и ортосиликата —
реакция
+2Н2О.
3MgO • 2SiO2 • 2H2O->2MgO
SiO2+MgO
плавления
отражает
ЗЮг-ф-
Дегидратация змеевика сопровождается его
большим
разрыхлением.
В присутствии оксида магния происходит реакция об-
разования форстерита: MgO- SiO24-MgO->-2MgO- SiO2|
Скорость этой реакции зависит от дисперсности реагиру
Ющих веществ, их структурных дефектов и температуры
Взаимодействие хромита с магнезитом приводит г
замещению в хромите закиси железа оксидом магния, по-
скольку MgO имеет более основной характер, чем FeO
в соответствии с реакцией
(Fe„, Mgm) (Cr, А1)2О4 + MgO -> (Fen_1, Mgm+1) X
X (Cr,Al)A+FeO; J
при этом объем уменьшается на 0,5%. Эта реакция прв
1450° С зависит от крупности реагирующих частиц: «
Размер частиц, мм:
хромита . ...........................0,1 1,5
спекшегося магнезита . . , .0,1 0,1
Относительное связывание оксида
магния, % ... ................... . 100 87
0,1
1,5
18
В системе MgO—Сг2О3 (рис. X. 2) обнаружено одно
соединение — магнезиохромит MgO-Сг2О3 с температу-
рой плавления ~2400° С, образующий твердые растворы
с периклазом.
На связывание оксида магния очень сильно влияет ве-
личина частиц спекшегося магнезита. Получающаяся по
реакции закись железа при нагреве ниже температуры
1380°С
инверсии оксидов железа FcO^Fc2O3 в окислительной
среде переходит в оксидную форму, которая с оксидом
магния образует магнезиоферрит MgO-Fe2O3.
Оксидное железо может реагировать также с форсте-
ритом, образуя метасиликат магния и магнезиоферрит:
2MgO-SiO2-FFe2O3—MgO-Fe2O3. При избытке оксид
магния — метасиликат — переходит в форстерит,
31?
Если в хромите содержится только змеевик, то в ре-
зультате приведенных выше реакций при достаточном
содержании MgO в шихте весь исходный материал мо-
жет быть переведен в высокоогнеупорные хромшпинели-
ды и форстерит. Монтичеллит, присутствующий в магне-
зите в хромомагнезитовых массах, остается без изме-
нения.
. Хлорит при взаимо-
действии с периклазом
также образует форсте-
рит и шпинелиды (MgO-
•Fe2O3 и MgO-Al2O3).
В табл. Х.2 приведены
некоторые свойства- мине-
ралов, присутствующих в
хромомагнезитовых изде-
лиях.
Наиболее легкоплав-
кие точки в системах
шпинель — силикаты, °C:
MgO-Fe2O3—2MgO-SiO2 . 1670
MgO-Fe2O3—2CaO-SiO2 . 1330
MgO • A12O3—MgO SiO2 . .1730
MgO-Al2O3—CaO-MgO-SiOi 1330
MgO-Al2O3—2CaO-SiO2 . 1370
Рис. Х.2. Диаграмма состояния си*
стемы М§О—Сг2Оз
Таблица Х.2
Свойства минералов, входящих в состав хромомагнезитовых изделий
Минерал, формула Средний ко- эффициент а-10» Молекуляр- ный объем, м3/моль Температура плавления, °C
Периклаз, MgO 14,1 11,3 2800
Благородная шпинель, MgO-Al2O3 8,6 39,7 2135
Шпинель, FeO-AlaOs 9,0 39,6 1440*
9,0 43,6 2330
Хромит, MgO-Cr2O3, РеО-СггО3 8,5 44,8 2180
Магнезиоферрит, MgO-Cr2O3 12,8 44,4 1750*
Магнезит, FeO-Fe2O3 15,3 44,5 1538*
Форстерит, 2MgO-SiO2 11,9 — 1890
Монтичеллит, CaO-MgO-SiO2 12,5 — 1498**
* Разлагается.
** Плавится инкоигруэнтно (по Карякину).
313
Силикаты кальция оказывают наиболее вредноевлия]
ние на огнеупорность изделий, поэтому диоксид кремния
и оксид кальция для хромомагнезитовых изделий явля!
ются основными вредными примесями. I
Получающийся при обжиге магнезитового порошка
магнезиоферрит обладает сравнительно невысокой тем-
пературой плавления (разлагается при 1750°С), поэтому
стремятся получить более высокоогнеупориые шпине-,
лиды. I
Применение в качестве связки шпинелидов, отвеча-1
ющих общим формулам Mg (Ah—ж, Сгж)2О4; MgAl2oJ
MgAli,6 Cr0,4O4; MgAlCrCU; MgAl0,4 Crii6O4; MgCr2O4, при
некоторых условиях существенно повышает свойства ма!
гнезиальных изделий. I
В системе MgO—Mg(Ali-x, Сгж)2О4 пористость сни-
жается и прочность повышается, когда шпинелид синте-
зирован при минимально возможной температуре, но при
условии полного протекания синтеза. Шпинелид низко-
температурного синтеза в количестве 5—10% образует
твердый раствор с периклазом и активизирует рекристал-
лизационное спекание. Избыток шпинелида препятствует
спеканию и ухудшению свойства изделий.
Состав шпинелида при оптимальном его количестве!
также существенно влияет на свойства: изменение соста-1
ва в направлении от магнезиальноглиноземистой шпине-|
ли к магнезиохромиту снижает прочность и термостой-
кость. С точки зрения получения максимальной термо-
стойкости хромит —• наиболее желательный компонент в
смеси с магнезитом. Ни спеченный магнезит, ни хромит
отдельно не термостойки. Их сочетание при высоких тем-
пературах создает микротрещиноватую структуру, так
как магнезит дает усадку, а хромит не дает, что и обу-
словливает высокую термостойкость магнезитохромито-
вых изделий.
§ 4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА И СВОЙСТВА
МАГНЕЗИАЛЬНОШПИНЕЛ ИДНЫХ ОГНЕУПОРОВ
I
I. ПРОИЗВОДСТВО обожженных изделий
Кривые на рис. X. 3 показывают изменение свойств
изделий в зависимости от количества хромита и магнези-
та в них при прочих одинаковых условиях производства.
Оптимальное содержание хромита и спекшегося магне-
314
зита для получения изделий с максимальной термостой-
костью соответствует отношению 30:70. Шлакоустойчи-
вость изделий повышается с уменьшением содержания
хромита до 20%.
При службе в сводах мартеновских печей магнезито-
хромитовые изделия с 20—30% хромита более стойки,
чем содержащие большее его количество (65—70%). Из-
делия, содержащие 30% хромита, имеют следующий фа-
Рис. Х.З. Изменение свойств
обожженных хромомагнезито-
вых огнеупоров:
/ — температура начала дефор-
мации под нагрузкой, °C; 2 —
термостойкость, водяные тепло-
смены; 3 — пористость, %; 4 —
предел прочности при сжатии,
МПа; 5 — дополнительная усад-
ка, %, при температуре 1600° С
и выдержке 2 ч
Спекшийся Сарановский
магнезит хромит
- Состав шихты, 7<>
зовый состав: 58% периклаза, 14% магнезиоферрита,
17% хромшпинелидов, 6% форстерита и 5% монтичел-
лита. В изделиях с 60% хромита резко возрастает содер-
жание хромшпинелидов в результате обменной реакции
хромита с оксидом магния, сопровождающейся ростом и
разрыхлением материала. Такие огнеупоры применяют
для изготовления менее ответственных изделий.
Характерной особенностью зернового состава для тер-
мостойких магнезитохромитовых изделий марки MX яв-
ляется отсутствие в нем фракций хромита <0,5 мм.
Магнезит, наоборот, вводят преимущественно в виде
фракции <1,0 мм. Термостойкие изделия марки ПШ из-
готовляют из шихты, содержащей 30—50% крупных
фракций магнезита и тонкоизмельченной смеси хромита
и магнезита. В шихту обычных хрбмомагнезитовых изде-
лий хромит вводят в зернах размером <1,0 мм.
Зерновой состав шихты влияет на завершение процес-
сов минералообразования в обжиге и в службе изделий.
В магнезитохромитовых изделиях, получаемых из круп-
номолотого хромита, вторичные шпинелиды близки к
составу магнезиоферрита с температурой плавления
1800° С. В периклазошпинелидных изделиях вторичные
315
шпинелиды близки к составу магнохромита с темпера-
турой плавления 2100° С.
Вторичные шпинелиды, образующиеся в периклазо-
шпинелидных изделиях, устойчивы при высоких темпера-
турах к воздействию оксидов железа. Даже после погло-
щения 30% магнетита они сохраняют температуру плав-
ления >1900° С. Такие шпинели в отличие от магнези-
оферрита устойчивы к воздействию переменной окис-
лительной и восстановительной среды. При взаимо-
действии с оксидами железа они мало подвержены 'ин-
версии, приводящей к объемному изменению и разруше-
нию исходной структуры огнеупора.
Характер износа основных сводов мартеновских пе-
чей также доказывает некоторое преимущество перикла-
зошпинелидного состава изделий (связка шпинельного
состава) по сравнению с магнезитохромитовым (связка
периклазового состава). Перерождение периклазовой
связки развивается активно в такой последовательности:
перикл аз->хромпикотит->магнезиоферрит->магнетит с
понижением температуры плавления с 2800 до 1600° С.
Перерождение хромшпинелидной связки протекает ме-
нее активно и в иной последовательности: магнезиальный
хромит->магноферрихромпикотит, при этом шпинель
обычной структуры превращается частично в обращен-
ную с понижением температуры плавления с 2100 до
1900° С. Поэтому изделия типа ПШ более шлакоустой-
чивы, но менее термостойки. Сочетание свойств получа-
ется при комбинированном зерновом составе шихты:
вариант 1: хромит фракции 3—1 мм 15—21%; магне-
зитовый порошок фракции 2—0 мм 51—52%; тонкомо-
лотая магнезитохромитовая смесь 34—27%; состав сме-
си: магнезита 85%, хромита 15%;
вариант 2: хромит фракции 3—1 мм 14—18%; магне-
зитовый порошок фракции 2—0 мм 48—52%; тонкомоло-
тая магнезитохромитовая смесь 32—36%; состав смеси:
83—88% магнезита и 13—17% хромита.
Смешение осуществляют в бегунковых мешалках и в
бегунах. Влажность массы 3—3,5%.
Хромомагнезитовые изделия трудно спекаются при
обжиге, поэтому для получения плотных изделий исклю-
чительно важно получить плотный сырец. Сырец прес-
суют под давлением 150 МПа. Известно, что при повы-
шении давления более 150 МПа пористость сырца суще-
ственно не уменьшается, но при этом резче, чем под
316
давлением 100 МПа, проявляется его упругое расшире-
ние. Введение в состав массы с. с. б. уменьшает началь-
ную пористость и способствует уплотнению массы при
прессовании. Присутствие силикатов в хромомагнезито-
вых массах усложняет их прессование вследствие значи-
тельно большего коэффициента объемной сжимаемости,
чем у шпинелидов. Широкое распространение для прес-
сования изделий из магнезита и хромита получил гидрав-
лический пресс ПР-7 с усилием прессования МН.
Т а блица Х.З
Технические требования к магнезитохромитовым
и хромомагнезитовым изделиям
Показатели ПШСП МХСП ПШСО МХСО 1 ХМ
Содержание СггОз, %: при применении кимперсай- ской руды 7-15 7—12 7—15 7—15 15
сараиовской руды . . . 5—11 5-^8 5—11 5—11 —
Содержание MgO, %, не менее 65 70 65 65 42
Предел прочности при сжатии, МПа, не менее 35 35 30 25 25
Кажущаяся пористость, %, ие более 15 15 20 22 24
Температура начала деформа- ции под нагрузкой 0,2 МПа, °C, ие менее 1540 1500 1540 1500 1450
Сушку производят на печных вагонетках дымовыми
газами. Обжигают изделия в туннельных печах при тем-
пературах от 1650 до 1750° С.
В зависимости от физико-химических свойств магне-
зитохромитовые изделия для сводов мартеновских и
электросталеплавильных печей подразделяют на перик-
лазошпинелидные (ПШС) и магнезитохромитовые
(МХС), которым присвоены следующие марки:
ПШСП— периклазошпинелидные плотные с тонкомо-
лотой хромитовой рудой в шихте;
МХСП — магнезитохромитовые плотные с крупнозер-
нистым хромитом в шихте;
ПШСО— периклозошпинелидные обычные с тон-
комолотой хромитовой рудой в шихте;
МХСО — магнезитохромитовые обычные с крупно-
зернистой хромитовой рудой в шихте.
317
Хромомагнезитовые изделия имеют марку ХМ. Техни-
ческие показатели их приведены в табл. X. 3. Термостой-
кость этих изделий должна составлять не менее 5 тепло-
смен (1300°С — вода).
2. ПРОИЗВОДСТВО ИЗДЕЛИЙ
ПО КЛИНКЕРНОЙ ТЕХНОЛОГИИ
Исходное сырье: обогащенные магнезит и хромит под-
бирают так, чтобы клинкер имел следующий химический
состав: 66—70% MgO, 13—15% Сг20з, не более 2% SiOa,
Ca0/Si02=0,4:0,6.
Зерновой состав хромита 0,5—0,3 мм, магнезита ниже
0,06 мм. Смесь брикетируется на гладких вальцах и об-
жигается во вращающейся печи с подачей кислорода при
1900—2000° С. Изделия из клинкера изготовляются по
схеме магнезитохромитовых огнеупоров. Обжиг произво-
дят в туннельных печах при 1900—2000° С. Клинкерные
изделия применяют в футеровках большегрузных элект-
росталеплавильных печей.
3. ПРОИЗВОДСТВО БЕЗОБЖИГОВЫХ ИЗДЕЛИЙ
Незначительная усадка магнезитохромитового и хро-
момагнезитового сырца при обжиге послужила основа-
нием для разработки технологии изготовления безобжи-
говых изделий. При производстве безобжиговых огнеупо-
ров химический состав шихты остается примерно таким
же, как и для соответствующих обжиговых изделий. В
зерновом составе ограничивают содержание мелких
фракций, так как увеличение содержания частиц 0,088 мм
свыше 30—35% вызывает усадку изделий.
Для снижения усадки изделий в службе при их про-
изводстве необходимо применять хорошо спеченный, воз-
можно более плотный магнезит. В качестве клеящей
добавки обязательно используют с. с. б. в количестве
1,5—2,5% на сухую массу шихты или химические связки.
Особо важным условием получения качественных
безобжиговых изделий считают применение высокого
давления при их прессовании (не ниже 80—100 МПа).
Отпрессованные изделия сушат при температуре тепло-
носителя 120° С, после чего они готовы к употреблению.
Их остаточная влажность составляет около 0,5%. Гото-
вые изделия вполне морозостойки и транспортабельны.
318
Большой интерес представляют армированные безоб-
жиговые хромомагнезитовые изделия в металлических
кассетах.
Безобжиговые изделия по сравнению с обжиговыми
имеют более низкую температуру деформации под на-
грузкой. После обжига температура их деформации ока-
зывается одинаковой с обжиговыми изделиями. Отрица-
тельным свойством безобжиговых изделий является
значительная потеря прочности и кажущейся плотности
при нагреве до 500—1000° С вследствие выгорания бар-
ды. Безобжиговые изделия на химических связках зна-
чительно меньше снижают свою прочность в начальный
период службы.
В качестве добавки, образующей химическую связку,
вводят сернокислый магний MgSO4-7H2O в виде раство-
ра плотностью 1,25—1,29 г/см3 и частью в виде сухого
порошка из расчета 2,5—1,5% по сухой массе сверх
100%.
Применяют также комбинированную связку из
MgSO4-7H2O и борной кислоты Н3ВО3 (борной кислоты
берут около 1—1,5% по сухой массе сверх 100%). Бор-
ная кислота обеспечивает более раннее спекание в служ-
бе, но понижает температуру начала деформации под
нагрузкой. В массу вводят также 1—1,5% (по сухой мас-
се) с. с. б., изделия прессуют на гидравлическом прессе
сначала под давлением 7МПа, а затем 20 МПа. Сушат
изделия при 120—180° С.
Одной из мер, повышающих стойкость безобжиговых
магнезитохромитовых огнеупоров в сводах мартеновских
печей, является не только наружное, но и внутреннее
армирование металлическими кассетами.
Безобжиговые магнезитохромитовые изделия оказа-
лись весьма износоустойчивыми материалами в кладке
низа (вертикальных каналов, стен и сводов шлаковиков
и др.) всех мартеновских печей. Они широко испытаны
в сводах мартеновских печей емкостью 50—100 т, где
показали стойкость от 340 до 546 плавок, т. е. в 2—3 ра-
за больше динасовых сводов в этих условиях.
Безобжиговые сводовые магнезитохромитовые изде-
лия, как и обжиговые, в процессе службы приобретают
четко выраженное зональное строение с примерно таким
же фазовым составом. Однако окислы железа, кальция и
диоксид кремния в безобжиговых изделиях диффундиру-
ют несколько глубже, чем в обжиговых.
319
§ 5. ПРИМЕНЕНИЕ
МАГНЕЗИАЛЬНОШПИНЕЛИДНЫХ ОГНЕУПОРОВ
Хромомагнезитовые изделия применяют для кладки
стен сталеплавильных и других печей, а магнезитохро-
митовые и периклазошпинелидные в основном для сво-
дов мартеновских и электросталеплавильных. Для успеш-
ной службы сводовых изделий наряду с их высоким ка-
Рис. Х.4. Конструкция распорно-подвесно-
го свода Френкеля
чеством имеют значение конструкции свода. Принятая
в СССР распорно-подвесная конструкция свода печи
изображена на рис. X. 4.
В условиях одностороннего нагрева при насыщений
изделий со стороны рабочего пространства жидким шла-
ком, богатым оксидами железа, сводные магнезитохро-
митовые изделия приобретают зональное строение. Ясно
различаются три зоны; а) неизмененная; б) переходная,
в которой изменилась структура; в) рабочая, в которой из-
менились и химический состав, и структура.
В рабочей зоне выделяются три характерные подзо-
ны; горячая, контактирующая с реагентами рабочего
пространства, средняя и верхняя.
Горячая подзона имеет плотную структуру, излом с
металлическим блеском и состоит из шпинелидов слож-
ного состава, не прозрачных при рассмотрении под мик-
роскопом в проходящем свете и напоминающих металл
в отраженном; здесь не видно отдельных частиц (зерен)
хромита и периклаза; это самая плотная часть изделия.
Средняя подзона слагается из периклаза и шпинелидов;
320
зерна хромита здесь также отсутствуют, на их месте наб-
людаются поры. Верхняя часть рабочей зоны слагается
из хромита, периклаза и силикатов форстерита и монти-
челлита. Эта подзона такая же плотная, как и горячая.
Химический состав рабочей зоны меняется так: содер-
жание оксидов железа увеличивается с 5—10 в верхней
части зоны до 30—46% в горячей подзоне; содержание
MgO и Сг20з уменьшается и составляет соответственно
вверху зоны около 60 и 8—9%, в горячей подзоне 30—
40 и 6—7%; СаО и SiO2 концентрируются в верхней части
рабочей зоны.
Изменение химического состава происходит в основ-
ном в результате капиллярной миграции расплавов под
влиянием градиента температур. Силикатные расплавы
мигрируют в направлении от высоких температур, а не-
смешиваемые с ними железо-марганцевые — в направле-
нии к высоким температурам. Изменение структуры в
переходной зоне заключается в увеличении пористости и
размера пор.
Вследствие колебания температуры в рабочем прост-
ранстве печей в кладке свода возникают напряжения,
приводящие к образованию трещин и затем к сколам
части изделий. Магнезитохромитовые изделия в сводах
печей изнашиваются преимущественно в результате этих
сколов, а не вследствие оплавления, как динасовые. Но
и магнезитохромитовые изделия под действием высоких
температур и реагентов плавильного пространства также
несколько оплавляются. Износ оплавлением зависит от
основности шлака.
Действие кислых шлаков сопровождается переносом
материала огнеупора в шлак, вследствие чего граница
огнеупор—шлак перемещается в направлении огнеупора
(плавление). При воздействии основных шлаков преиму-
щественное развитие получает адсорбция шлака, поло-
жение границы огнеупор—шлак при этом практически
остается длительное время неизменным. И лишь при вы-
соких температурах (более 1700° С) адсорбционный
слой и поверхность огнеупора оплавляются.
Различают два вида сколов: скол небольших пласти-
нок изделий толщиной до 1—3 см (шелушение) и скол
кусков толщиной 5—8 см. Первые сколы происходят по
границе между горячей и средней подзонами, вторые —
между рабочей и переходной зонами. Тот или иной вид
скола зависит от капиллярной структуры огнеупора и
21-2298
321
градиента температур. С уменьшением градиента тем-
ператур мощность зон увеличивается. Частота сколов за-
висит от колебаний температур. Устранение колебаний
температуры в рабочем пространстве печей и недопусти-
мость ее снижения <1450° С при работе являются основ-
ными мерами, способствующими уменьшению сколов.
На износ сводов существенно влияют напряжения в
нем, зависящие от многих факторов. Известны конструк-
ции сводо.в, позволяющие регулировать напряжения и
тем самым обеспечивать более длительную работу свода.
Чтобы повысить качество сводовых изделий, необхо-
димо применять: плотные исходные порошки обожженно-
го магнезита и хромита, стабильные по зерновому и бо-
лее чистые по химическому составу; высокие прессовые
давления; высокотемпературные печи для обжига изде-
лий при 1750° С и выше. Для этих целей перспективно
применение обогащенных магнезитов и хромитов, рапно-
го оксида магния и плавленого магнезита, содержа-
щих наименьшее количество кремнезема и оксида
кальция.
На основании изучения процессов минералообразова-
ния, происходящих при производстве и службе магнези-
тохромитовых огнеупоров, вытекает, что присутствие в
них 9—12% форстерита (плавление при 1890° С) и мон-
тичеллита (1498° С), цементирующих высокоогнеупорные
минералы периклаза (2800° С) и хромшпинелида
(2100° С), является существенным недостатком перикла-
зошпинелидных и магнезитохромитовых изделий. Такие
огнеупоры обладают недостаточной стойкостью в сводах
мартеновских печей потому, что поглощение оксидов же-
леза и кальция приводит к ползучести и разрыву связей
между высокоогнеупорными зернами периклаза и хром-
шпинелида. Здесь полностью не реализуются свойства
периклаза и хромшпинелида, позволяющие таким огне-
упорам успешно работать при 2000° С и выше.
Для повышения качества сводовых изделий необходи-
мо в основном получение изделий или с прямой связью
кристаллов или со связкой вторичными высокоогнеупор-
ными шпинелидами. В обоих случаях исходные материа-
лы должны обладать высокой степенью чистоты, что мо-
жет быть достигнуто обогащением природного сырья. Для
получения прямой связи между зернами периклаза и
хромита, а также синтеза высокоогнеупорных шпинели-
дов необходимы высокие температуры обжига и приме-
322
нение высокотемпературных поверхностно активных ве-
ществ.
Прямосвязанные магнезитохромитовые изделия приз-
наются перспективными для сводов мартеновских печей,
работающих с применением кислорода. Их стойкость на
25—30% выше обычных, что обеспечивает экономичность
производства огнеупоров этого типа.
§ 6. ОГНЕУПОРЫ ДЛЯ УСТАНОВОК
ВНЕПЕЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ
В последние годы эффективным методом повышения
качества стали является внепечное вакуумирование. На-
ибольшее развитие получили установки порционного и
циркуляционного вакууми-
рования, вакуумирования в
ковше и струе (рис. Х.5).
Огнеупоры, предназна-
ченные для футеровки агре-
гатов вакуумирования ста-
ли, должны быть устойчи-
выми к испарению в ваку-
уме, иметь постоянный объ-
ем при температурах служ-
бы, обладать высокой тер-
мостойкостью к химическо-
му и эрозионному воздейст-
вию расплавленных метал-
лов, шлака и углеродсо-
держащих газов, образую-
щихся при раскислении.
Условия службы огнеупо-
ров установок циркуляцион-
Рис. X.5. Вакуумирование из откры-
того ковша:
а — циркуляционное; б — порцион-
ное
ного и порционного вакуумирования стали практически
аналогичны. По условиям службы различаются три уча-
стка футеровки установок: нижняя часть вакуумных ка-
мер, заполняемая сталью и шлаком; верхняя, включаю-
щая свод, крышку и трубы для ввода легирующих; вса-
сывающие и сливные патрубки.
Наиболее стойкими в футеровке вакуум-камеры яв-
ляются огнеупоры системы MgO—Сг20з—А120з. Оксид
магния входит в состав огнеупоров для вакуумирования
стали как наиболее устойчивый по отношению к окси-
дам железа и основным шлакам. Оксид хрома увеличи-
21*
323
вает термостойкость. Роль оксида алюминия заключает-
ся в следующем. Жидкие шлаки в условиях вакуума
глубоко проникают в поры огнеупора и образуют форсте-
рит и монтичеллит. Образование форстерита и его
кристаллизация сопровождаются значительным увели-
чением объема твердой фазы по сравнению с исходным
шлаковым расплавом, что приводит к появлению трещин
и сколов. В системе MgO—СаО—А12О3(Сг2О3)—SiO2 при
содержании А12О3 или Сг2О3 около 20% область кристал-
лизации форстерита сокращается. Учитывая идентич-
ность поведения А12О3 и Сг2О3 в реакции образования
форстерита, огнеупоры для вакуумирования стали мо-
гут лежать в системе MgO—Сг2О3.
Нижнюю часть футеровки вакуум-камеры рекоменду-
ется выполнять из плавленолитых магнезитохромитовых
огнеупоров. На заводе «Магнезит» выпускают спечен-
ные изделия из плавленого периклазохромита. Пери-
клазохромит плавят в электропечах; состав смеси: 85—
80% спеченного магнезита и 15—20% хромита.
Химический состав периклазохромита, %: 0,7—1,5
SiO2; 3,4—4,5 Fe2O3; 0,9—1,8 А12О3; 4,5—10,2 Сг2О3; 0,9—
1,3 СаО; 82,0—90,1 MgO.
Технология производства изделий следующая: плав-
леный периклазохромит применяют в зерне 4—1 мм, связ-
кой (25% в составе шихты) служит смесь из 75% хроми-
та и 25 % спеченного магнезита. Изделия прессуют под
давлением 170 МПа и обжигают при 1770° С.
Изделия собирают на стенде, их подгоняют друг к
другу, шлифуя алмазным инструментом, маркируют,
разбирают стенд, упаковывают и отправляют потреби-
телям.
Свойства изделий: предел прочности при сжатии 35—
70 МПа, открытая пористость 10—15%, канальная по-
ристость 4,6—6,8%, температура начала деформации под
нагрузкой 0,2 МПа 1640—1750° С, термостойкость 3—
12 теплосмен, дополнительная усадка при 1650°С 0,0—
0,2%, термический коэффициент линейного расширения
12,7-10~6 К-1, газопроницаемость 12,5—13,5 нПм, хими-
ческий состав, %: 1,5—2,0 SiO2; 5,5—5,9 Fe2O3; 2,1—2,7
А12О3; 1,2—1,7 СаО; 74—81 MgO и 10—15 Сг2О3; мине-
ральный состав: 88—90% периклаза с включениями вто-
ричного шпинелида сложного состава, 4—8% остаточ-
ного шпинелида примерного состава (Mg, Fe2+) (Cr,
Fe3+, A1)2O4, 3—5% силикатов в виде монтичеллита, фор-
324
стерита и p-2CaO-SiO2. Изделия характеризуются пря-
мыми связями: периклаз—шпинелид—периклаз и пери-
клаз—периклаз.
Наиболее изнашиваемым элементом вакуум-устано-
вок являются всасывающие патрубки, которые с внутрен-
ней стороны размываются сталью, а с наружной — шла-
ком. В этих условиях наиболее устойчивыми оказались
корундовые изделия и корундовый бетон. Стойкость фу-
теровки патрубков по лучшим американским результа-
там составляет 50—80 плавок. Футеровка всасывающего
патрубка на ММК из периклазохромитовых изделий за-
вода «Магнезит» имеет такую же стойкость (0,54—
0,78 мм за плавку).
ГЛАВА XI. ДОЛОМИТОВЫЕ
(МАГНЕЗИАЛЬНОИЗВЕСТКОВЫЕ)
ОГНЕУПОРЫ
§ 1. ОПРЕДЕЛЕНИЕ
Магнезиальноизвестковые огнеупоры составляют боль-
шую и разнообразную по химическому составу группу
основных огнеупоров системы MgO—СаО. Наиболее
распространенными представителями группы являются
изделия на смоляной связке: смолодоломитовые (СДО),
смоломагнезитовые (СМО) и смолодоломитомагнезито-
вые (СДМО). Огнеупорной основой здесь, кроме окси-
дов магния и кальция, служит углерод.
Большое народнохозяйственное значение этих огне-
упоров определяется тем, что они играют основную
роль в кислородно-конверторном производстве стали.
В группу магнезиальноизвестковых огнеупоров входят
собственно доломитовые в виде металлургического по-
рошка сырого и обожженного доломита и в виде изделий,
а также чисто известковые изделия.
§ 2. ИСХОДНЫЕ МАТЕРИАЛЫ
1. ДОЛОМИТ
Доломит представляет собой кристаллическую гор-
ную породу, сложенную исключительно из минерала
того же названия. Минерал доломит является двойной
21а—298
325
Химический состав доломитов, %
Таблица XI. 1
Месторождение О <75 о «и £ • 9, о б MgO П.п.п. CaO/MgO
Алексеевское (Ка- захстан) .... 0,1 — 0,2 1,55 30,5^— 30,6 20,9— 22,2 46,0— 46,5 1,41
Билимбаевское (Урал) 0,68 0,74 31,1 20,2 46,4 1,54
Стыльское (Украи- на) ...... 0,20— 0,37 0,40— 1,95 30,8— 31,0 19,9— 21,2 46,5— 47,1 1,51
углекислой солью кальция и магния CaMg(CO3)2. В до-
ломите теоретического состава содержится 30,4% СаО;
27,9% MgO и 47,7% СОг, соотношение по массе
CaO/MgO = l,39.
Образование доломита связывают с воздействием
растворенных в морской воде магнезиальных солей на
продукты осаждения — известняки — по реакции
2СаСО3 + MgSO4 + 2Н2О -+ CaMg (СО3)2 +CaSO4-2H2O.
В доломитах содержатся примеси SiO2, А12О3, Fe2O3,
Мп3О4, редко — щелочи (табл. XI.1). Цвета доломитов
разнообразны, но преобладает светлая окраска. Твер-
дость доломитов 3,5—4,0, плотность 2,8—2,9.
При обжиге доломита получаются свободная из-
весть, периклаз и силикаты.
2. ПРЕПАРИРОВАННАЯ СМОЛА
Препарированная смола, являющаяся связкой в смо-
лодоломитовых огнеупорах, состоит из каменноугольно-
го пека, антраценового и поглотительного масла, взятых
в различных соотношениях. Назначение препариро-
ванной смолы состоит в том, чтобы предотвратить гид-
ратацию свободной извести и образовать при высоких
температурах коксовый остаток, цементирующий зерна
доломитовых изделий.
326
Каменноугольный пек различают по температуре
размягчения, °C:
Мягкий (низкотемпературный) . 40—45
Средний . .................65—90
Твердый...................>90
Пек содержит в небольшом количестве воду в ка-
пельножидком и тонкораспыленном состоянии. Вода
удаляется при нагревании пека до 130° С.
Для производства огнеупоров применяют среднетем-
пературный пек с зольностью не более 0,6% и влажно-
стью до 5%. При нагревании пек образует коксовый ос-
таток.
Антраценовое масло — продукт перегонки каменно-
угольной смолы, это жидкость с плотностью 1,10—
1,16 г/см3. При нагревании из масла удаляются лету-
чие и остается небольшой коксовый остаток. Вредной
примесью антраценового масла является нафталин, ко-
торый ухудшает смачивание зерен доломита, а при на-
гревании улетучивается, не оставляя коксового остатка.
Содержание нафталина в антраценовом масле по нор-
мам не допускается выше 2%.
Поглотительное масло — тоже продукт перегонки
каменной смолы, это жидкость с плотностью 1,06 г/см3.
Содержание нафталина в поглотительном масле допус-
кается до 8%. При нагревании поглотительного масла
также образуется небольшой коксовый остаток. В об-
щем препарированная каменноугольная смола дает кок-
совый остаток 30—40%.
Наибольший коксовый остаток (около 50%) Дает
цек, благодаря этому его можно использовать без до-
бавки масел в качестве связки зерен.
Назначение масел заключается в регулировании
вязкости препарированной смолы, зависящей как от со-
става масел, так и их количества. Наиболее резко сни-
жает вязкость поглотительное масло. Препарированная
смола приготовляется на коксохимических производст-
вах и поставляется в готовом виде. Приготовление смо-
лы заключается в составлении смеси пека и масел и в
обезвоживании. Использование связующих двух типов
(одного пека или пека и масел) обусловлено способом
прессования: горячим или холодным. При горячем прес-
совании температура массы 65—85° С, а при холодном
25—35° С.
21а*
327
Состав препарированной смолЬ! для холодного прес-
сования следующий, %:
Среднетемпературный
пек...................85
Антраценовое масло . . 8—13
Поглотительное масло . 7—12
Содержание воды, не бо-
лее ..................0,2
Смола такого состава дает коксовый остаток ~ 45%.
Препарированная смола для горячего прессования
состоит из антраценового масла и пека. При горячем
прессовании употребляется в качестве связки также
один пек. Качество препарированной смолы контроли-
руется по ее вязкости, определяемой по времени в се-
кундах истечения 100 см3 смолы через отверстие 10 мм
при температуре 80° С. Введено обозначение вязкости
смолы, например С|°=30 с, это обозначает, что время ис-
течения 100 см3 смолы через отверстие 10 мм при 80° С
составило 30 с.
§ 3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ТЕХНОЛОГИИ МАГНИЙ-ИЗВЕСТКОВЫХ
ОГНЕУПОРОВ
Доломит при нагревании разлагается по реакции
п [MgCa (СО3)2] -+ (« — 1) MgO + MgCO3-nCaCO3 +
+ (п- 1)СО2; (XI.1)
MgCO3 • пСаСО3 MgO + «СаО + (п + 1) СО2. (XI.2)
Первая реакция необратима и происходит при 750° С,
вторая обратима и происходит при ~950°С.
В системе СаО—MgO (рис. XI.1.) нет бинарных хи-
мических соединений. Оксиды кальция и магния дают
твердые растворы с ограниченной растворимостью. Ок-
сид кальция в чистом виде в природе не встречается и
получается при разложении природных кальцийсодер-
жащих соединений. Он имеет температуру плавления
2625° С.
Оксид кальция энергично соединяется с водой:
СаО + Н2О->Са(ОН)2. '
Реакция сопровождается увеличением объема почти
в два раза.
Гидратация оксида кальция вызывает большие
трудности в технологии известковых огнеупоров.
328
Применяются три способа предотвращения гидрата-
ции:
1) покрытие зерен извести смолой или пеком и та-
ким путем изолировать их от паров воды (смолосодер-
жащие огнеупоры);
2) связывание свободного оксида кальция в высоко-
огнеупорные силикаты, не разрушающиеся от гидрата-
ции на воздухе (стабилизированный доломит);
3) получение плотных из-
делий с низкой пористо-
стью.
На свойства изделий из
доломита большое влияние
оказывают реакции взаимо-
действия продуктов разло-
жения доломита с примеся-
ми.
Оксид магния как менее
активный по сравнению с
оксидом кальция в реакции-
с примесями не вступает и
остается свободным.
Оксид кальция реагирует
с примесями Fe2O3, А12О3 и
SiO2. Получающиеся про-
дукты реакции зависят от
соотношения Al2O3/Fe2O3
(табл. XI.2).
При Al2O3/Fe2O3=0,64
t,°c
2800
2600
2400
2200
2000
1800
, 1600
1400
О 20 40 60 80 100
СаО о/, , Figo
% (по массе)
Рис. XI.1. Диаграмма состояния
системы MgO—СаО
образуется только браунмиллерит 4СаО-Al2O3-Fe2O3, а
ЗСаО-А12О3 и 2CaO-Fe2O3 в этом случае не образуются.
На практике фазовое равновесие может не дости-
гаться. В этом случае образуется стекловидное вещест-
во и двухкальциевый силикат a = 2CaO-2SiO2 (/цл =
= 2130° С). Двухкальциевый силикат при ~ 1440° С пере-
ходит в |3 = 2CaO-SiO2 и при ~840°С в у-2СаО-SiO2.
Переход в у-форму сопровождается увеличением объ-
ема на 10%, что при большем количестве силиката при-
водит всю массу к рассыпанию.
Для стабилизации доломита путем перевода всего
Оксида кальция в трехкальциевый силикат его обжига-
ют с добавкой активного кремнезема по шламовому
способу. Для образования 3CaO-SiO2 отношение
CaO/SiO2 должно быть 2,8.
329
Фазовый состав обожженного доломита
Таблица XI.2
Фаза Темпера- тура плавления фазы, °C Количество фазы, % (по массе), при Al.,0,/Fe,O.i
>0,64 <0,65
4СаО- А1А • Fe2Oa 1415 3,04FeА 4,77 Al A
ЗСаО-AlA 1535 _ 2 ,65 (А12О3 — 0,64 Fe А) —
SCaO-SiOa 2070* 3,8SiO2 3,8 sa
2CaO-FeaO3 Г436 — 1,7(FeA-l ,57 ai2o3)
СаОсвоб 2625 СаО —(0,35 Fe2O3+ 1,65 А1аО3 + 2,8 SiO2) CaO—(1,1 AlA + 0,7 Fe2O3 + 2,8 SA)
МёОсвОб 2828 MgO MgO
* Разлагается.
Примечание. Данные получены расчетом при равновесии многокомпо-
нентной системы. В графах «Количество фазы» масса окиалов соответствует
содержанию их в доломите.
Согласно предыдущему при А!2Оз/Ре2О3>-0,64 оксид
кальция частично связывается с глиноземом и оксидами
железа и частично остается свободным:
СаОсвоб = СаО — (0,35Fe2O3 + 1,65А1гО3).
Для связывания всего оставшегося оксида кальция в
трехкальциевый силикат должны, как указано выше,
соблюдаться равенства:
СаОсвоб^^Оа = 2,8
или
[СаО — (0,3<5Fe2O3 + 1,65 Al2O3)]/SiO2 = 2,8, (XI.3)
или
КН = [СаО — (0,35Fe2O3 + 1,65 А13О3)1 /2,8SiO2. (XI.4)
Величину КН называют коэффициентом насыщения.
Когда КН=Л, весь кремнезем может быть связан в
трехкальциевый силикат.
Для случая, когда Al2O3/Fe2O3<0,64:
КН = [СаО — (0,7Fe2O3 + 1,1 Al2O3)]/2,8SiO2. (XI. 5)
ззо
По мере уменьшения КН в обожженном доломите
появляется двухкальциевый силикат, у которого
CaO/SiO2=l,87, трехкальциевый силикат исчезает при
КН= 1,87:2,8=0,67. Таким образом, при КН>1 име-
ются свободный оксид кальция и трехкальциевый сили-
кат, при КН= (14-0,67) имеется смесь трех- и двух-
кальциевых силикатов и при /(//<0,67 трехкальциевый
силикат исчезает, количество двухкальциевого силика-
та уменьшается и образуются легкоплавкие силикаты
кальция и магния: монтичеллит CaO-MgO-SiO2
(1498°С), мервинит 3CaO-MgO-2SiO2 (1575°С), окер-
манит 2CaO-MgO-2SiO2 (1458°С) и диопсид СаО-
-MgO-2SiO2 (1390° С) (см. рис. IX.7). Сначала образу-
ются более легкоплавкие соединения.
Поскольку при переводе СаО в 3CaO-SiO2 частично
получается и двухкальциевый силикат, то для стабили-
зации 2CaO-SiO2 в 0-форме вводят Р2О5. Введение
Р2Об тормозит превращение двухкальциевого силиката
в у-форму благодаря образованию с ним твердого рас-
твора.
Одно из существенных преимуществ известьсодер-
жащих огнеупоров в черной металлургии заключается
в том, что оксид кальция огнеупора участвует в десуль-
фурации и дефосфоризации чугуна и стали.
§ 4. ТЕХНОЛОГИЯ
МАГНЕЗИАЛЬНОИЗВЕСТКОВЫХ ОГНЕУПОРОВ
1. ПРОИЗВОДСТВО НЕОБОЖЖЕННОГО (СЫРОГО)
МЕТАЛЛУРГИЧЕСКОГО ДОЛОМИТА
Сырой металлургический доломит получают измель-
чением и классификацией природного доломита. По хи-
мическому составу, % (по массе), доломит подразделя-
ют на два класса:
I п
MgO, не менее ........................19 17
SiO2, не более........................3,5 6
Полуторные окислы, не более .... 4 5
Сырой доломит применяют в основном для подсып-
ки порогов завалочных окон мартеновских печей («лож-
ные пороги»).
331
2. ОБЖИГ ДОЛОМИТА
Природный доломит для получения металлургиче-
ского доломита и производства смолосодержащих из-
делий обжигают по сухому способу во вращающихся
печах при 1800°С (по факелу). Обжиг ведут по так на-
зываемому зернистому способу, по которому путем из-
мельчения и классификации природного доломита вы-
деляют фракцию 5—25 мм и подвергают обжигу,
а фракция ниже 5 мм используется в сельском хозяйстве
или для тушения пожаров в шахтах.
Отсев мелкой фракции необходим для того, чтобы
избежать образования наварки на футеровке и для
улучшения химического состава.
Характеристика работы вращающейся печи при-об-
жиге доломита:
Загрузка сырого доломита, т/ч..................... 25—26
Число оборотов печи в минуту...................... 1,1
Температуры в зоне спекания по факелу, °C......... 1800—1850
Расход условного топлива на 1 т обожженного мате-
риала, т..........................................0,39—0,4
Производительность печи, т,/ч..................... 10—11
Объемная плотность материала, г/см3................... 3,03
Химический состав обожженного доломита, %:
СаО............................................... 56
MgO........................................... 36
SiO2.......................................... 1,9
Ме2О3............................................. 2,68
П. п. п........................................... 4,05
При обжиге доломита проходят следующие реакции.
В интервале 450—1100° С доломит декарбонизируется.
При 1000° С начинаются реакции образования алюми-
натов, ферритов и алюмоферритов кальция и силикатов
кальция, которые протекают с большой скоростью и в
интервале 1300—1400° С (т. е. уже в присутствии рас-
плава) завершаются образованием ЗСаО-А12О3 или
2CaO-Fe2O3, 4СаО-А12О3-Fe2O3 и 2CaO-SiO2.
При температуре >1400° С 2CaO-SiO2 переходит в
3CaO-SIO2. Реакция между 2CaO-SiO2 и СаО приоб-
ретает большую скорость лишь при >1600° С. Присут-
ствие расплава заметно ускоряет ее ход. Количество
4CaO-Al2O3-Fe2O3 и ЗСаО-А12О3 или 2CaO-Fe2O3 на-
ходится, как было описано, в зависимости от соотноше-
ния примесей А12О3 и Fe2O3.
Для улучшения спекания трудноспекающихся доло-
митов и снижения способности спеченного доломита к
332
гидратации применяется добавка немолотой (чтобы не
было уноса) железной окалины в количестве 2—3%.
Поскольку обожженный доломит подвергается при его
хранении и транспортировании гидратации из-за водя-
ных паров воздуха, то получение хорошо спекшегося1
доломита является особой заботой технологов. Чем чи-
ще доломит, тем труднее он спекается. Известны раз-
личные методы получения плотно спеченного продукта
из чистого сырья. Обжиг во вращающейся печи с обо-
гащением воздуха кислородом позволяет получать до-
ломитовый клинкер с кажущейся плотностью 3,02 г/см3
(относительное спекание 0,9) против 2,68 г/см3 без по-
дачи кислорода.
Обжиг крупных кусков доломита в шахтной печи по
пересыпному способу с малозольным коксом при темпе-
ратуре обжига около 2000° С также дает хорошо спе-
ченный продукт. Трудноспекающиеся доломиты обжи-
гают с предварительной активацией, для чего природ-
ный доломит обжигают при 1200—1400° С, превращая
его в каустик (п. п. п. 10%). Затем каустик размалыва-
ют в порошок, содержащий около 70% зерен менее
0,075 мм. Порошок брикетируют под давлением
196 МПа и обжигают во вращающейся печи при 1700° С.
Кажущаяся плотность доломита равна 3,1—3,2 г/см3.
Технические требования к обожженному металлур-
гическому доломиту приведены в табл. XI.3.
В доломитах марки ДОК размер зерен находится в
пределах 2—20 мм, а марки ДОМ 0,3—4 мм. Доломиты,
Таблица XI.3
Технические требования к металлургическому доломиту
Марка Химический состав, % (по массе)
MgO, не менее SiO2, ие более Ме.Оз не более п.п.п. ие более
ДОК-32,5 ДОМ-32,5 - 32,5 7,0 7,0 9,0
ДОК-29 ДОМ-29 29,0 И,0 2,0 2,0
1 Практическим показателем хорошо спекшегося доломита слу-
жит царапание стали. Плохо спекшийся доломит оставляет на ней
только белую черту, хорошо спекшийся царапает сталь без белого
прочерка.
333
предназначенные для производства изделий, должны
быть особо чистыми по содержанию SiO2. В сыром до-
ломите должно быть не менее 19% MgO, не более 33%
СаО и не более 1% SiO2, в обожженном >34% MgO и
<2% SiO2, <4%> (А12О3+Ее2Оз+МпзО4), п. п. i£
<1,0%; кажущаяся плотность >3 г/см3. /
Обожженные доломиты, предназначенные, для про4
изводства смолодоломитовых изделий без измельчения,
хранятся в бункерах, обогреваемых горячим газом
(чтобы избежать гидратации). Срок хранения до15сут.
3. ПРОИЗВОДСТВО СМОЛОДОЛОМИТОВЫХ, 5
СМОЛОДОЛОМИТОМАГНЕЗИТОВЫХ !
И СМОЛОМАГНЕЗИТОВЫХ ИЗДЕЛИИ 5
Изделия этой группы изготовляют из спеченного до-*
ломита или магнезита, из их смеси с препарированной
каменноугольной смолой или с пеком. Спеченный доло-
мит используют в крупных фракциях до 8 мм, так как
доломит в крупных зернах гидратируется значительно
меньше, чем в мелких. В связи с чем доломит, обож-
женный по зернистому способу крупностью 25—5 мм,
измельчают и отсеивают мелкую фракцию.
Измельчение, с одной стороны, способствует гидра-
тации, с другой, свежеполученное зерно значительно
лучше смачивается смолой.
Мелкую фракцию (ниже 1 мм), необходимую для
получения плотной упаковки, в количестве 30—40% по-
лучить из обожженного доломита очень трудно, так как
тонкие фракции доломита легко гидратируются, поэто-
му тонкую фракцию берут из спеченного магнезита,
при этом получаются смолодоломитомагнезитовые из-
делия.
Количество связки определяется следующими усло-
виями. При большом количестве смолы масса сильно
комкуется, прилипает на стенки прессформы и стано-
вится непригодной для прессования. В условиях служ-
бы связующее коксуется, а кокс связывает зерна доло-
мита (магнезита) и участвует как огнеупорный матери-
ал в работе футеровки, повышая ее сопротивление
воздействию металла и шлака.
Одновременно кокс частично выгорает и при этом
увеличивается пористость футеровки, что снижает ее
стойкость. Таким образом, существует оптимальное ко-
334
личество связующего, оно находится в пределах 4—6%
от массы доломита (магнезита).
Содержание углерода в изделиях при этом количе-
стве смолы составляет 2—2,5%. При применении в ка-
честве связки одного среднетемпературного пека макси-
мальное количество его, приемлемое по технологиче-
ским условиям, доходит до 7%, при этом содержание
углерода в изделиях повышается до 4,0—4,3%.
Смолодоломитовую (магнезитовую) массу готовят в
смесителях, обогреваемых паром (125—135° С) или га-
зом. Сначала в течение 5 мин смешивают крупные
фракции доломита 1—12 мм, нагретые до 95° С, и 2/з
смолы, нагретой до 100°С, затем загружают мелкие
фракции магнезита 0,1 мм, нагретые до 60° С, и смеши-
вают 4 мин. Добавляют оставшуюся ’/з смолы и еще
смешивают 5 мин. Весь процесс смешения длится 18—
20 мин при температуре 90±5°С.
При прессовании по холодному способу массу, по-
лученную описанным способом, охлаждают в контейне-
ре до 30+5° С в течение нескольких суток. Верхний гид-
ратированный слой перед прессованием удаляют, массу
разрыхляют в рыхлительной машине, засыпают в пресс-
форму и прессуют.
При прессовании по горячему способу массу перед
прессованием не охлаждают и прессуют при темпера-
туре 75+10° С. Массы на связке из одного пека прессу-
ют при температуре ~100°С.
Разница в способах заключается в том, что охлаж-
денная масса лучше заполняет форму и по этому спосо-
бу можно несколько больше ввести связки. Существен-
ный недостаток — гидратация части массы при охлаж-
дении.
Снижение температуры массы , вызывает необходи-
мость увеличения давления прессования, а это в свою
очередь увеличивает раздавливание крупных зерен, т.е.
образование свежих поверхностей доломита, не покры-
тых смолой, что снижает устойчивость изделий к гид-
ратации.
Особенность формования смолодоломитомагнезито-
вых и смоломагнезитовых изделий заключается в прес-
совании сырца в положении на ребро. Это стабилизиру-
ет размеры изделий по толщине, что обусловливает по-
вышение плотности кладки конвертора. Вместе с тем
затрудняется заполнение формы массой. Давление
335
прессования при холодном способе составляет 100 МПа^И
при горячем 70 МПа. Цикл прессования длится 25—
30 с. Кажущаяся плотность изделий колеблется в пре^И
делах 2,91+0,03 г/см3.
Сырец снимается с пресса автоматическим съемниЦ^И
ком, укладывается рядами на поддоны. После укладки^
пяти рядов сырец закрывают колпаком, нижние кромки I
которого входят в затвор, засыпаемый тонкомолотым |
доломитом. Это делается для предохранения изделий от
гидратации. fe
Хранение под колпаком допускается в течение 2—ggfl
3 сут. Изделия, полученные на пековой связке, несколь^И
ко более устойчивы к гидратации.
Смоломагнезитовые изделия готовятся аналогичиоИВ
Основное их преимущество заключается в значительно^^
большей устойчивости к гидратации. Их можно хранить |
более 60 сут и транспортировать на дальние расстоя- f
иия. Порядок смешения следующий; сначала в смеси- |
тель с паровым обогревом загружают крупные фрак- i
ции магнезита, затем из дозатора смолы подают 2/3 об- 4
щего ее количества и перемешивают 6 мин; после этого
подают мелкие фракции и смешивают 4 мин, наконец,
2,80 — 2,88
45 — 55
6 — 10
подают оставшуюся часть смолы и продолжают даль-
нейшее перемешивание еще 10 мин. Таким образом,
приготовление одного замеса в 1500 кг продолжается
20 мин.
В нижнем смесителе массу охлаждают до 70—80'
и прессуют на ребро в три ступени при конечном давле
нии 150 МПа, с выдержкой при максимальном давле
нии 5 с и продолжительности цикла 27—30 с.
Свойства смоломагнезитовых изделий:
Кажущаяся плотность, г/см3.......
Предел прочности при сжатии, МПа . .
Пористость, %....................
изготовлений
целесообраз-
Применение виброформования для
смолосодержащих доломитовых изделий
нее, чем прессование, так как при виброформовании
зерна не разрушаются. Кроме того, трение массы о
стенки прессформы и сырца при выталкивании сдирает
смоляную пленку с зерен в поверхностном слое. Уста-
новлено, что на боковых поверхностях свежесформо-
ванных изделий на 20—30% разрушены зерна и не по-
крыты смолой.
и
336
Схема производства:
Обожженный магнезит
(85%MgO)
. 4
Приемный бункер
4
Силос
4
Классификация, мм
8—5 5—3 3—1
4 I 4
Бункера Бункера
I
Шаровая мельница
<15% 0,063 мм
Смола в термоцистерне
4
Приемный резервуар
4
Циркуляционный
резервуар
4
Расходный резервуар
4
Объемный дозатор
смолы, 6%
I------
4 1 1 4
Дозаторы; % (по массе)
35 15 10 40
III
Винтовой нагреватель Винтовой нагреватель
I Нагрев до 70 °C j
I |
Тензовесы -----------, Тензовесы
4 4 I
Паровой обогрев--> Смеситель| Анод-4
80-90 °C |
4
Водяное охлаждение---------> Смеситель Анод-4
60—70 °C |
ф
Гидравлические прессы Пр-7
Ф
Поддоны------- Колпаки
Смолосодержащие доломитовые изделия, получен-
ные виброформованием, обладают более высокими по-
казателями свойств и существенно меньшей склонно-
стью к гидратации (по опытным данным почти на по-
рядок) .
Смолосвязанные доломитсодержащие изделия име-
ют два наиболее существенных недостатка: 1) неболь-
шой срок хранения от изготовления до применения —
всего 2—3 сут, что делает изделия нетранспортабельны-
ми и вызывает ряд других неудобств, и 2) низкую проч-
ность при температурах 200—300° С, что вызывает опас-
337
йость сползания футеровки при разогреве. Оба недос"
татка устраняются при термообработке изделий, которая
заключается в нагревании изделий при 400—600° С
в условиях, исключающих гидратацию (т. е. нагрев
должен производиться не дымовыми газами, а в инерт-
ной среде).
При термообработке смола сначала покрывает све-
жие поверхности зерен доломита, которые образовались
при прессовании, затем разлагается и коксуется. При
соответствующем режиме термообработки летучие при
разложении смолы подвергаются пиролизу с выделени-
ем пиролитического углерода, что увеличивает общее
содержание углерода в изделиях.
При термообработке образование коксового остатка
происходит без выгорания углерода в поверхностном
слое, как это происходит при разогреве футеровки
конвертора. Время разогрева футеровки из термо-
обработанных изделий значительно сокращается. Термо-
обработанные изделия можно хранить более меся-
ца, и таким образом они становятся транспортабель-
ными.
Существенным преимуществом термообработанных
изделий является возможность пропитки их в смоле и
повторной термообработке. Многократная пропитка и
термообработка позволяет получать беспористые изде-
лия с содержанием углерода до 20%• Термообработку
производят в печах колпакового типа, в которых изде^
лия нагреваются в муфеле или в туннельных печах в
азотной среде (схема УПИ). Туннельная печь имеет
форкамеру и зону охлаждения, отделенные от печи ши-
берами.
Азот в смеси с газами, выделяющимися из смолы,
нагревается в калорифере и поступает в туннель, из
туннеля охлажденный газ снова поступает в калори-'
фер. Таким образом осуществляется замкнутый цикл
теплоносителя. Избыток его отбирается и дожигается с
» катализаторами в специальной топке с целью разложе-
ния и сжигания вредных веществ, образующихся при
разложении смолы. В зоне охлаждения имеется свой
отсос прямо в атмосферу. Воздух для охлаждения бе-
рется из атмосферы. Температура термообработки
~300° С, изделия охлаждаются до 50° С, время термо-
обработки 8 ч, в том числе в зоне собственно термооб-
работки 5 ч. Изделия после охлаждения гладкие, не
338
пачкают, конденсата илй натеков смоЛы Нет. Термооб-
работка имеет также ряд санитарно-гигиенических
преимуществ.
§ 5. СВОЙСТВА И ПРИМЕНЕНИЕ
СМОЛОДОЛОМИТОМАГНЕЗИТОВЫХ
ИЗДЕЛИЙ
Химический состав и свойства смолодоломитомагне-
зитовых огнеупоров описываются семикомпонентной
системой СаО—MgO—FeO—А12О3—Fe2O3—SiO2.
Содержание основных оксидов следующее, %:
Огнеупоры MgO СаО
СДО .......... 35—55 38—55
СДМО.......... 51—71 17—38
СМО........... 81—92 2,5—8
Примесями являются оксиды FeO + Fe2O3, А12О3,
SiO2. Наиболее вредная примесь SiO2, так как кремне-
зем образует легкоплавкую жидкую фазу. Содержание
SiO2 в смолодоломитовых огнеупорах составляет 2,1 —
3,5%. Содержание углерода (коксовый остаток) зави-
сит от количества и вида смоляной связки и находится
в пределах 2,0—4,3%.
Открытая пористость,' %, смолосвязанных изделий
весьма низкая, но после коксующего обжига она возра-
стает:
Огнеупоры
СДО.....................
СДМО....................
СМО.....................
После хране-
ния в течение
1 сут
2,3 —7,2
1,2—63
1 — 11,0
После коксу-
ющего обжига
11,7 — 24,9
10,0 — 22,7
12,5 — 24,4
Пористость после коксующего обжига включает по-
ры в зернах, между зернами и поры в коксовом остатке.
Стойкость изделий в конверторах в общем повышается
с увеличением коксового остатка и уменьшением порис-
тости после коксования.
Газопроницаемость смолоизделий после коксующего
обжига низкая (~1,5 нПм), что является следствием
неканального характера пористости. В изделиях с хо-
рошей стойкостью около 4,0% пор имеют размер менее
5 мкм.
Прочность смолосвязанных изделий в первые сутки
хранения составляет 30—60 МПа, затем она резко сни-
339
жается в результате разрыхления структуры при гидра-
тации оксида кальция. Поэтому сроки хранения смоло-
связанных изделий до их установки в конвертер
ограничены (до 3 сут под колпаком). Прочность
смолоизделий при высоких температурах выше, чем
обычных обожженных изделий:
Огнеупоры
Предел прочности при
сжатии, МПа, при
t, °C
1400 1600
СМО.................................................... 13,2 3,9
Обычные магнезитовые................................... 8,7 1,2
ПШ..................................................... 13,0 2,8|
Температура начала деформации под нагрузкой
(1760—
плот-
0,2 МПа у смоломагнезитовых изделий высокая
1800° С) и значительно выше, чем у обычных и
ных магнезитовых изделий (1510—1570 и 1670° С) и
чем у ПШ (1580—1670°С).
Значения термического коэффициента линейного
расширения у смоло- и обычных изделий примерно оди-
наковы. Теплопроводность смолоизделий выше, чем со-
ответствующих обычных изделий (без смолы). Хотя уг-
леродистая связка и повышает термостойкость, но все
же термостойкость смолоизделий остается низкой: у
СДО 3 воздушные теплосмены от 1300° С.
Оксид кальция, будучи химически более активным,
чем оксид магния, быстрее взаимодействует с силика-
тами конверторного шлака, образуя соединения более
огнеупорные, чем шлак. Благодаря этому уменьшается
глубина проникания шлака в футеровку, образуется на
поверхности изделий гарниссаж. Оксиды магния и
кальция с оксидами железа и силикатами конверторно-
го шлака образуют в конечном итоге легкоплавкие фер-
риты. В результате происходит смывание шлакопропи-
танного слоя. Но растворимость оксида магния в обыч-
ных конверторных шлаках в три раза ниже, чем оксида
кальция.
Вопрос об оптимальном соотношении CaO/MgO в
СДМО окончательно не решен. При интенсификации
конверторного производства стали наметилась тенден-
ция увеличения оксида магния в СДМО. Для производ-
ства конверторных огнеупоров используют синтетиче-
ский клинкер из очень чистых оксидов магния и каль-
ция с небольшим содержанием оксида кальция.
340
Действие углерода многообразно. Углерод создает
восстановительную среду, что сильно влияет на образо-
вание жидкой фазы. При 1500° С смесь MgO и СаО
(1:1) поглощает при восстановительных условиях до
образования жидкой фазы 22% Fe2O3, тогда как в окис-
лительных условиях жидкая фаза появляется уже при
3% Fe2O3. Углерод препятствует капиллярному проник-
новению шлака и замедляет реакции между шлаком и
огнеупором из-за своей плохой смачиваемости шлака-
ми. Взаимодействие углерода со шлаками зависит от
основности шлака. Если основность высокая, то угле-
род восстанавливает ионы тяжелых металлов, и остав-
шийся расплав при этом затвердевает. При низкой ос-
новности шлака эта реакция не происходит. Углерод не
смачивается расплавом кислых шлаков.
При высоких температурах (1650° С) оксиды железа
окисляют углерод и обезуглероживают контактный слой
огнеупора, делая его доступным для взаимодействия со
шлаком. Выделение газов при окислении углерода за-
держивает проникновение шлака в огнеупор. Задача
технологии основных огнеупоров на смоляной связке
заключается в защите углерода от окисления.
В футеровке конверторов находят применение в от-
ветственных участках кладки обожженные магнезито'
вые изделия, пропитанные смолой, с термообработкой
или без нее.
ГЛАВА XII. ОГНЕУПОРНЫЕ БЕТОНЫ И МЕРТЕЛИ
§ 1. ОПРЕДЕЛЕНИЕ
Огнеупорные мелкоштучные (нормальных размеров)
изделия как массовые огнеупорные материалы, несмот'
ря на высокие показатели свойств, имеют и свои специ-
фические технико-экономические недостатки. Производ-
ство мелкоштучных огнеупорных изделий трудно под-
дается механизации и автоматизации, и в настоящее
время уровень механизации составляет немного больше
50%. Механизация кладки различных промышленных
печей из нормальных изделий не превышает 5% и, что
особенно важно отметить, требует высококвалифициро-
ванного труда каменщиков и часто выполняется в не-
341
благоприятных санитарно-гигиенических условиях.;
В результате развития техники строительства и эксплу-«
атации печей выявилась целесообразность производства|
огнеупорных бетонов и замена ими мелкоштучных из-
делий. Такая замена позволяет полностью механизиро- '
вать и автоматизировать производство огнеупоров и :
индустриализировать строительство печей, заменив труд
каменщика трудом монтажника.
Огнеупорный бетон по структуре является аналогов
строительных бетонов. Он состоит из заполнителя и вя!
жущего и отличается от обычного строительного тем
что имеет огнеупорность выше 1580° С и сохраняет до;
статочную строительную прочность в службе, т. е. огне-
упорный бетон изготовлен из огнеупорных материалов.
Огнеупорные бетоны отличаются от обычных огне-
упоров тем, что в результате применения специальных
вяжущих материалов образуется прочная камнеподоб-
ная структура при нормальной или несколько повы-
шенной температурах, которая не разрушается при вы-
соких температурах службы. Таким образом, при произ-
водстве огнеупорных бетонов отпадает необходимость
высокотемпературного обжига. В этом отношении огне-
упорные бетоны и безобжиговые мелкоштучные огне-
упорные изделия аналогичны.
Огнеупорные бетоны имеют некоторые преимущест-
ва перед обожженными изделиями. При монолитной
бетонной футеровке полностью отсутствуют швы в клад-
ке. Обжиг изделий, как правило, происходит в окисли-
тельной атмосфере, и фазовый состав обожженных из-
делий характеризуется соответственно оксидными фор-
мами тех или иных компонентов. Служат же эти
огнеупоры во многих случаях в восстановительной сре-
де или при температурах, когда оксидные формы стано-
вятся неустойчивыми, поэтому в обожженных изделиях
любого типа в службе происходят изменения фазового
состава, сопровождающиеся часто изменением объема
минералов, приводящим к разупрочнению изделий.
В технологии обожженных изделий, в процессе их
охлаждения, происходит кристаллизация минералов из
жидкой фазы, образовавшейся при высоких температу-
рах. В службе наблюдается обратный процесс — рас-
творение этих минералов в жидкой фазе. Поскольку
объемы жидкого и твердого состояний различны (для
оксидных веществ объем расплава примерно на 10—
342
15% больше, чем твердого состояния), то при Кристал-
лизации образуется субмикроскопическая пористость,
обусловливающая повышение свободной энергии огне-
упора. Другими словами, структура и фазовый состав
обожженных изделий часто не соответствуют условиям
службы. В огнеупорных бетонах структура и фазовый
состав в значительной степени создаются в службе и по-
этому находятся в соответствии (равновесии) с услови-
ями службы.
Огнеупорные бетоны всегда более термостойки и ме-
нее теплопроводны, чем соответствующие обожженные
изделия. Во многих случаях огнеупорные бетоны ока-
зываются лучше, чем обожженные изделия. Вместе с
тем огнеупорные бетоны всегда менее прочны, особенно
к истиранию. Поэтому вообще нельзя противопостав-
лять огнеупорные бетоны обожженным изделиям.
В технологии огнеупорных бетонов общеупотреби-
тельна специфическая терминология. Огнеупорным бе-
тоном называют безобжиговый композиционный матери-
ал, состоящий из огнеупорного заполнителя — вяжуще-
го— и добавок, затвердевающий при нормальной или
повышенной температуре и обладающий ограниченной
усадкой при температурах применения.
Огнеупорные порошки называют заполнителями
(крупный, мелкий, тонкомолотый). Огнеупорные порош-
ки, содержащие все фракции, необходимые для произ-
водства бетона и сухие вяжущие вещества, называют
бетонными смесями. Смеси вместе с водой или жидки-
ми затворителями называют бетонными массами.
Огнеупорные бетоны классифицируют по типу изде-
лий: бетонные блоки, бетонные смеси, бетонные массы и
виду вяжущих, используемых при их производстве';
а) с применением гидравлических вяжущих мате-
риалов (портланд-цемента, глиноземистого, высокогли-
ноземистого и периклазового цементов);
б) с применением химических (неорганических и ор-
ганоминеральных) связок (ортофосфорной кислоты и ее
производных, растворимого стекла, кремнеорганичес-
ких соединений и др.).
В зависимости от химико-минерального состава ог-
неупорные бетоны классифицируются так же, так и
другие огнеупорные материалы (см. гл. I).
Многообразие бетонов по составу заполнителя вели-
ко. В конечном счете всякий огнеупорный безусадочный
343
материал может быть заполнителем. Независимо от
вида инертного заполнителя и вяжущего состав свойст-
ва их должны удовлетворять некоторым общим требо-
ваниям.
Инертный заполнитель и вяжущее вещество при тем-
пературе службы изделий не должны образовывать лег-
коплавкой эвтектики; если же таковая имеется, то ко-
личество жидкой фазы в материале должно быть впол-
не определенным Огнеупорные бетоны должны иметь
минимальную усадку при температурах службы. По-
скольку усадка для бетона вообще нежелательна, зер-
новой состав огнеупорного заполнителя следует выби-
рать так, чтобы создавался жесткий каркас зерен
заполнителя. По данным практики, размер зерен запол-
нителя находится в пределах 2—25 мм.
§ 2. ВЯЖУЩИЕ МАТЕРИАЛЫ
Вяжущие материалы по механизму твердения мож-
но подразделить на четыре группы: 1) гидравлические;
2) коагуляционные; 3) химические; 4) органические и
минерально-органические термореактивные.
I. ГИДРАВЛИЧЕСКИЕ ВЯЖУЩИЕ
Пор'тланд-цемент— это гидравлическое вяжущее
вещество, твердеющее с водой. Для приготовления жа-
ростойких бетонов применяют цемент марки 400 и вы-
ше. Начало схватывания цемента должно наступать не
раньше, чем через 45 мин от начала затворения, а ко-
нец— не позднее чем через 12 ч. Жаростойкие бетоны
на портланд-цементе применяют для службы в различ-
ных тепловых агрегатах при температуре не выше
900° С. Заполнителем в этом случае служат: шамот, бой
шамотных изделий, шлак и др. Кремнеземистые запол-
нители с портланд-цементом дают огнеупорный бетон.
Бетоны готовят путем смешения сухих порошков
инертного заполнителя двух или трех фракций с 20—
30% цемента с водой. Смешение осуществляют в бегу-
нах или бетономешалках.
Глиноземистый цемент — быстротвердеющее гидрав-
лическое вяжущее, получаемое путем тонкого измельче-
1 Количество жидкой фазы в некоторых бетонах определяется
оптимумом положительной капиллярной контракции.
344
ч
ния сплава или клинкера, изготовляемых расплавлени-
ем (обычно в доменных печах) или обжигом до спека-
ния смеси, обеспечивающей преобладание в готовом
продукте низкоосновных алюминатов кальция, с содер-
жанием 35—50% глинозема.
Глиноземистый цемент начинает схватываться через
30 мин и затвердевает через 12 ч после затворения. Вы-
сокоглиноземистый цемент (диалюминат кальция) со-
держит не менее 70—75% А12О3 при огнеупорности не
ниже 1800° С и состоит на 95—98% из диалюмината
кальция СаО-2А12О3. Примерный химический состав,
%: 0,18 SiO2; 76,25А12О3; l,10Fe2O3; 0,05MgO; 21,9 СаО;
0,34 щелочей. Наиболее современными способами полу-
чения высокоглиноземистого цемента является плавка
диалюминатной кальциевой смеси в электропечах или
обжиг во вращающейся печи.
Начало схватывания цемента 45—50 мин, конец
схватывания от 3 ч 40 мин до 4 ч. Предел прочности при
сжатии: через 1 сут после затворения 37, через 7 сут 66
и через 28 сут 76,8 МПа. Особенностью как глиноземи-
стого, так и высокоглиноземистого цементов является
не только быстрота схватывания, но и большое количе-
ство тепла, выделяющееся при твердении.
Высокоглиноземистый цемент — наиболее перспек-
тивное вяжущее для производства огнеупорных бето-
нов. Твердение гидравлических вяжущих сопровожда-
ется образованием многочисленного ряда гидросилика-
тов и гидроалюминатов кальция, содержащих большое
количество химически связанной воды. При нагревании
вода удаляется, образуется пористость и снижается
прочность.
Периклазовый цемент получают тонким помолом ме-
таллургического магнезита до частиц менее 60 мкм. Пе-
риклазовый цемент твердеет при затворении подогретой
до 80° С водой и при обычной температуре с водными
растворами солей MgCl2, MgSO4-7H2O и др.
2. ЖИДКОЕ СТЕКЛО
Жидким стеклом называют* Водный раствор силиката
натрия Na2O-«SiO2 (силикат-глыба). Оно подразделяет-
ся на содовое, содово-сульфатное и сульфатное. Для при-
готовления огнеупорных бетонов применяют все три ви-
да стекол. Жидкие силикатные стекла характеризуют
модулем SiO2/Na2O (табл. XII.1).
22—298
345
Состав силиката натрия (глыбы и гранулята)
Т а б л иц а XII.1
Показатели Силикат натрия
содовый содово-сульфат- НЫЙ ’
Содержание окислов иа прокаленное вещество, %: SiO2 Na2O FeaOa+AhOs, не более .... H2SO4 в пересчете на S : . . . Снлнкатный модуль 71,5—76,5 22,5-27,5 0,6 0,12 2,7-3,5 71,5—73,5 - 25,3—27,3 1,0 0,5 2,7—3,0
Жидкое стекло получают растворением силикат-глы-
бы в автоклавах или при обычном давлении и длитель-
ном кипячении тонко измельченной силикат-глыбы.
Жидкое стекло представляется состоящим из мицеля
сложного состава. Коагуляция мицеля с образованием
геля обеспечивает твердение. Существуют две точки зре-
ния на механизм твердения. По одной из них жидкое
стекло вступает в химическое взаимодействие с кремне-
фтористым натрием с образованием коллоидной кремне-
кислоты, которая вследствие синерезиса уплотняется,
образуя гель, цементирующий зерна заполнителя:
2Na2O-MSiO2 + 2 (М + 1) Н2О -+ 4NaOH + 2MSi (ОН)4
Na2SiFe + 4Н2О-> 2NaF + 4HF + Si (ОН)4
______4NaOH + 4HF -» 4NaF + 4H2O
2Na2O-AlSiO2 + Na2SiFe + 2 (2M + 1) H2O ->
6NaF + 2 (M + 1) Si (OH)4 + 4H2O,
где M — силикатный модуль.
Твердение происходит в результате перекристаллиза-
ции образовавшегося геля кремнекислоты по схеме
n[Si (ОН)4] -* [SiO (ОН)2]П + п/2 Н2О -> (SiO2)n +
~F ti/2Н 2О.
В соответствии с другой точкой зрения процесс твер-
дения обусловливается не химическим взаимодействием,
а коагуляцией золя кремнекислоты и перехода его в
346
(XII. 1)
(XII.2)
(ХП.З)
(ХП.4}
форму геля (SiO2)n. Оксид натрия при высоких темпе-
ратурах испаряется и не становится плавнем. Аналогич-
но жидкому стеклу происходит твердение при примене-
нии гидролизованного этилсиликата. При гидролизе
этилсиликата образующийся золь кремниевой кислоты
переходит в гель, связывая зерна заполнителя.
3. ФОСФАТНЫЕ СВЯЗКИ
К фосфатным связкам относятся: ортофосфорная ки-
слота, фосфаты натрия (применяемые так же, как мою-
щее средство), алюмохромофосфаты [СгпА1(4—п)Х
Х(Н2РО4) is]п=\,2,з> глинистофосфатные связки, алю-
мофосфаты и др.
Твердение бетонов с фосфатными связками обуслов-
ливается образованием кислых фосфатов, полимериза-
цией и поликонденсацией при их нагревании, а также
образованием нерастворимых фосфатов при взаимодей-
ствии с оксидами огнеупорных заполнителей.
В общем процесс связывающего действия фосфатных
препаратов представляется довольно сложным. В сме-
сях фосфатных связок с кремнеземсодержащими мате-
риалами происходит частичное замещение группы
[SiO4]4- на группу [РО4]3-, в которой «мостиковые»
кислороды ssP—О—Ре имеют большую силу связи, чем
в =Si—О—Si=, а в целом группа [РО4]3~ более склонна
к полимеризации, чем кремнекислородные тетраэдры.
Водород в кислых фосфатах способен образовывать так
называемые водородные связи: 2И(А)—Н...М(В). С одним
из атомов (А) «мостиковый» водород связан значитель-
но сильнее (за счет ковалентной связи), чем с другим
(В), последняя связь и называется водородной, ее изо-
бражают точками. Водородная связь по прочности не-
сколько сильнее ван-дерваальсовой. Однако она на по-
рядок слабее ковалентной связи. Водородные связи иг-
рают важную роль в процессах ассоциации молекул,
связывания и твердения.
Ортофосфорная кислота при нормальной температуре
связывает оксиды: CuO, NiO, FeO, Fe2O3, Мп2О3иУ2О3.
Оксиды: А120з, Сг2О3, Со2О3, SiO2, TiO2, MnO2, ZrO2
связываются H3PO4 при нагревании в интервале темпе-
ратур 100—300° С. Смеси с Na2O, MgO и СаО при обыч-
ных температурах взаимодействуют бурйо, образуя
хрупкие структуры.
347
22*
Алюмофосфатные связки представляют собой колло-
идные растворы алюмофосфатов, полученные в резуль-
тате взаимодействия гидрата технического глинозема с
разбавленной ортофосфорной кислотой.
Используют три вида связок в зависимости от степе-
ни замещения водорода катионами:
1) раствор однозамещенного алюмофосфата (услов-
ное обозначение 1АФС) А1(Н2РО4)3; его готовят из сме-
си 14% гидрата глинозема А1(0Н)3 (полупродукт про-
изводства глинозема марок ГО и Г00) и 86% технической
60%-ной ортофосфорной кислоты. Плотность раствора
•1,54—1,55;
2) раствор двузамещенного алюмофосфата (2АФС)
А12(НРО4)3; его готовят из смеси 21% гидрата глинозе-
ма и 79% технической 50 %-ной ортофосфорной кислоты.
.Плотность раствора 1,49—1,51;
3) раствор трехзамещенного алюмофосфата (ЗАФС)
,А13(РО4)3; его готовят из смеси 22% гидрата глинозема
и 78% технической 50 %-ной ортофосфорной кислоты.
Плотность раствора 1,55—1,56.
Растворы приготовляют на месте производства огне-
упорных бетонов. Для этого гидрат технического глино-
зема размалывают в шаровых мельницах дополучения
частиц менее 60 мкм и засыпают при перемешивании в
кислотоупорный реактор с разбавленной ортофосфорной
кислотой. Раствор можно хранить до 2 мес.
Глинофосфатная связка образуется при взаимодейст-
вии ортофосфорной кислоты с каолинитом. В результате
взаимодействия получается ряд соединений в зависимо-
.сти от температуры реакции и отношения Al2O3/P2Os.
Взаимодействие начинается при 60—80° С и протекает
.медленно с образованием тетра-ортофосфата алюминия.
С повышением температуры и началом дегидратации ка-
олинита процесс ускоряется. Образование только орто-
.фосфата алюминия А1РО4 получается при молярном от-
ношении А12О3/Р2О5^ 1, силикофосфатов (SiO2-2P2O5) и
тетраалюмофосфата при А12О3/Р2О5<1.
Дегидратация и кристаллизация образовавшихся
фосфатов заканчиваются в интервале 800—1000° С по-
сле полной дегидратации каолинита. Плавление силико-
.фосфатов происходит в интервале 1120—1290° С. Наибо-
лее интенсивно расплавленные силикофосфаты и тетра-
-алюмофосфаты разлагаются с выделением газообразно-
го Р2О5 при 1400—1500° С. Ортофосфат алюминия в этих
348 '
условиях не плавится и разлагается значительно медлен-
нее. Фосфатные связки при одновременном присутствии
глиноземсодержащих добавок при Al2O3/P2Os^2 замед-
ляют перерождение кварца в кристобалит.
Натрийфосфатные связки: ортофосфат натрия Na3PO4,
триполифосфат натрия ИаьРэОю, гексаметафосфат нат-
рия (NaPO3)6 в товарном виде представляют собой су-
хие растворимые в воде порошки. Они подразделяются
на полифосфаты общей формулы (Nan+2PnO3n+i) и мета-
фосфаты общей формулы (NaPO3)n, где п от 1 до 10е.
Вяжущие свойства определяются анионной частью нат-
рийфосфатов и степенью полимеризации.
4. ОРГАНИЧЕСКИЕ ВЯЖУЩИЕ
Органические полимеры с поперечными связями от-
носятся к термореактивным материалам, при повышении
температуры они твердеют и связывают таким путем
зерна заполнителя. К термореактивным органическим
соединениям относятся: бакелит, фенолформальдегидная
смола, карбамидная смола, пек и т. п. Другой характер
твердения имеют кремнийорганические полимеры. В них
при взаимодействии с кремнистым заполнителем связи
С—С заменяются на связи Si—О, которые прочнее пер-
вых на 60% .
§ 3. РАСЧЕТ СОСТАВА
ОГНЕУПОРНЫХ БЕТОНОВ
I. ИСХОДНЫЕ ПОЛОЖЕНИЯ
Расчет состава бетонов дан на примере виброформо-
вания подвижных масс с применением гидравлических
вяжущих. Описанный метод, разработанный НИИЖБ,
применим с соответствующими корректировками и для
других вяжущих и других методов формования. Извест-
но, что глиноземистые и высокоглиноземистые цементы
являются плавнями по отношению к большинству огне-
упорных заполнителелй. При высоких температурах
(в службе) большую усадку дают цементы или продукты
их взаимодействия с заполнителем, а не заполнитель.
Поэтому образуются поры между цементом и заполните-
лем тем в большем объеме, чем больше цемента. С этих
точек зрения количество цемента должно быть мини-
мальным.
349
Однако из сказанного не следует, что можно произ-
вольно установить минимальное количество цемента. Со-
держание цементирующей составляющей определяется и
другими свойствами, такими как прочность, плотность и
удобоукладываемость.
Для получения (условно) абсолютно плотного бетона
весь объем межзеренного пространства необходимо за-
полнить связкой. Если объем связки будет только равен
объему межзернового пространства, то бетон не будет
обладать нужной удобоукладываемостью, т. е. способно-
стью уплотняться при вибрации. Требуемая удобоукла-
дываемость может быть достигнута, если объем связки
будет несколько больше межзернового пространства.
Удобоукладываемость зависит также от подвижности
самой связки, в основном от ее влажности. Следователь-
но, для увеличения удобоукладываемости необходимо
увеличить содержание связки. Если связка будет состо-
ять из одного цемента, то это невыгодно как из-за сни-
жения огневых свойств, так и с точки зрения получения
бетона с минимальной пористостью. Дело в том, что в це-
мент дают воды больше, чем необходимо для его гидра-
тации. После сушки вместо этой избыточной воды обра-
зуются поры. При службе бетона при температурах выше
дегидратации цемента также образуются поры в резуль-
тате разложения цемента. Чтобы снизить расход цемен-
та и одновременно с некоторым превышением заполнить
объем межзернового пространства, часть цемента заме-
няют заполнителем мелкой фракции (менее 0,15 мм).
Тонкомолотый заполнитель с цементом образует смешан-
ное вяжущее. Активность смешанного вяжущего пропор-
циональна содержанию в нем цемента. Замена части це-
мента тонкомолотым заполнителем положительно сказы-
вается на огнеупорных свойствах бетона, его плотности и
огневой усадке, но при этом вследствие снижения актив-
ности цемента несколько уменьшается начальная проч-
ность бетона. Следует, однако, отметить, что снижение
прочности такого бетона после нагревания будет меньше,
чем бетона без тонкомолотого заполнителя.
Состав бетона рассчитывают на основании следую-
щих положений:
начальная прочность (прочность после твердения) бе-
тона задается техническими условиями, она зависит от
количества цемента, его активности и водовяжущего от-
ношения;
3S0
содержание вяжущего предопределяет подвижность
бетонной смеси;
для уменьшения содержания плавней и снижения
усадки при нагревании в бетон следует вводить мини-
мально необходимое количество цемента;
для получения (условно) абсолютно плотного бетона
все межзерновое пространство должно быть заполнено
цементом и тонкомолотым заполнителем, а для обеспе-
чения нужной удобоукладываемости (подвижности) бе-
тонной смеси объем смешанного вяжущего должен быть
с некоторым, вполне определенным избытком по отноше-
нию к объему межзернового пространства;
с целью минимального расхода вяжущего заполни-
тель в бетоне должен иметь минимальное количество пу-
стот, для чего соотношение между крупным и мелким
заполнителем должно быть установлено по наибольшей
насыпной массе (с утряхиванием) их смеси.
2. ОБЕСПЕЧЕНИЕ ЗАДАННОЙ ПРОЧНОСТИ БЕТОНА
НА ГЛИНОЗЕМИСТОМ
И ВЫСОКОГЛИНОЗЕМИСТОМ ЦЕМЕНТАХ
Экспериментальным путем установлено, что между
прочностью бетона, активностью смешанного вяжущего
(цемент и тонкомолотый заполнитель) и водовяжущим
отношением имеется зависимость:
т?б = «Л (-^7Б7 -1 .з), (ХП.5)
где fa — начальная прочность бетона, т. е. предел проч-
ности при сжатии кубиков с ребром 7 см на высокогли-
ноземистом цементе после 7 сут и на глиноземистом це-
менте после 3 сут твердения в нормальных условиях
(температура 20+2° С, относительная влажность возду-
ха не ниже 90%); В/Вв— водовяжущее отношение, т. е.
отношение воды в бетоне (за вычетом воды, поглощен-
ной заполнителем) к массе цемента и тонкомолотого за-
полнителя; п — коэффициент, зависящий от интенсивно-
сти твердения цемента, размера образцов и качества за-
полнителя. Для бетонов с плотным заполнителем — хро-
митом, шамотом с водопоглощением <3%—п=0,7;
для заполнителя из шамота с водопоглощением <7%
п.=0,4 и для малопрочных заполнителей п=0,35: Ав —
активность вяжущего вещества, выражается пределом
прочности при сжатии кубиков с ребром 7 см, изготовлен-
351
Них из бетона состава 1:3 (цемент: заполнитель) жест-
кой консистенции и испытанных через 7 сут для высоко-
глиноземистого цемента и 3 сут для глиноземистого це-
мента после хранения в нормальных условиях.
Активность вяжущего может быть определена по
уравнению:
Ав = ад/(1+т), (XII.6)
где ТИц — марка цемента (ГОСТ 310—41); т — доля
тонкомолотого заполнителя от массы цемента; Ка— ко-
эффициент активности, численно равный отношению вы-
хода теста из 1 кг цемента к выходу теста из 1 г тонко-
молотого заполнителя. Например, для высокоглиноземи-
стого шамота с водопоглощением около 1%. и содержа-
ния глинозема ~80% 7(а=1,25, а для обычного шамота
Аа=1.
Поскольку прочность бетона R& и марка цемента Ав
задаются техническими условиями, то неизвестными в
формуле (XII.5) является отношение В/Вв, которое на-
ходят из выражения
В/Вв = nAB/(R6 + 1,3nAB). (XII.7)
3. ПОЛУЧЕНИЕ ЗАДАННОЙ УДОБОУКЛАДЫВАЕМОСТИ
БЕТОННОЙ СМЕСИ
Экспериментально установлена зависимость между
параметрами бетонной смеси
1ёЯиз = 0,6385 - р (В/Вв) IgS, (ХП.8)
где /(из — коэффициент избытка объема вяжущего по
отношению к объему пустот заполнителя, обычно при-
нимают /Сиз=1,1; Р — коэффициент, зависящий от нор-
мальной густоты цементного теста и равный 0,9 для вы-
сокоглиноземистого цемента и 1,0 для обычного глино-
земистого; S — жесткость, или удобоукладываемость
бетонной смеси по техническому вискозиметру, с.
Жесткость бетонной смеси в производственных усло-
виях обычно составляет 25—45 с. С применением при-
груза хорошо уплотняются бетоны жесткостью 80—
100 с. Из уравнений (XII.5—XII.8) следует, что расход
цемента в бетоне нужно уменьшать не повышением во-
довяжущего отношения, а заменой части цемента тон-
комолотым заполнителем. Например, необходимо полу-
чить бетон с оСж=25 МПа; заполнитель — кусковой
352
шамот, цемент — высокоглиноземистый марки 500. Тре-
буется определить, какое количество тонкомолотого за-
полнителя (в долях от цемента) может быть введено в
бетон для обеспечения заданных условий?
Для этого решаем уравнение (XII.5) относительно
Дв. Полученные выражения приравниваем к уравнению
(Х.6) и решаем относительно т:
1,з);
Ro! п— 1 ,з) = Af цКа/(1 + m);
т = Л4ц/(ап (jg/jgB
-1,3]-R6 IR6
или
т = [500-1-0,4 (1/0,29— 1,3) — 2501/250 = 0,72. (XII.9)
Уравнение (XII.9) позволяет решать различные за-
дачи, например определять условия получения макси-
мальной прочности бетона, максимальную марку цемен-
та для получения той или иной прочности бетона и т. д.
4. ОПРЕДЕЛЕНИЕ РАСХОДА КОМПОНЕНТОВ
НА 1 М3 БЕТОННОЙ СМЕСИ
Расход материалов на 1 м3 бетонной смеси равен
сумме объемов компонентов:
У6 = V3 + VB.T = 1000, (XII. 10)
где Уб — объем бетона; У3— объем заполнителя, т.е.
зерен крупнее 0,15 мм; Ув.т— объем вяжущего, состоя-
щего из цемента, тонкомолотого заполнителя и воды.
Объем вяжущего:
Ув.т = УЛиз, (ХП.Н)
где Уп — объем пустот; /(из — см. формулу (II.4).
Объем пустот в единице объема заполнителя опреде-
ляется по формуле
Va = (pA№3> (XII. 12)
где Р3 —расход заполнителя на 1 м3 бетонной смеси; кг;
а3 — относительная пустотность заполнителя, т.е. доля
пустот в свободно насыпанном объеме заполнителя;
353
у'— насыпная масса заполнителя в уплотненном (виб-
рацией) состоянии.
Следовательно, необходимый объем смешанного вя-
жущего составит
^в.т = рз“зад. - 6ХП.13)
а объем бетона
V = 1000 = Р /у 3 + Рза37Сиз/у-. (ХП. 14)
Решая уравнение (XII.14) относительно Р3, полу-
чим:
Р = 1000/11/ук 3 + аЛХ], ' (XII. 15)
где ук.з — кажущаяся плотность заполнителя (объемная
масса в куске).
Расход цемента определяется формулой
И = УВ.Л 1 /Тц + (rn/?m) (1 + т) В1ВЪ}, (XII. 16)
где уц— кажущаяся плотность цемента.
§ 4. СОСТАВЫ И СВОЙСТВА
ОГНЕУПОРНЫХ БЕТОНОВ
1. ДИНАСОКВАРЦИТОВЫЕ КРУПНЫЕ БЕТОННЫЕ БЛОКИ
Эти бетоны готовят из боя и брака динаса, кварцита
(кварца) на жидком стекле или алюмофосфатных связ-
ках. В случае применения жидкого стекла для ускоре-
ния процессов твердения в бетон вводят кремнефтори-
стый натрий Na2SiF6, представляющий собой мелкий
(60 мкм и ниже) кристаллический порошок белого цве-
та (табл. XII.2).
Таблица XII.2
Состав шихт динасового бетона на жидком стекле
Материал Фракция, мм Содержание, % в шихте
I II
Динасовый бой 40—5 15—20 15—20
5-0,0 40—45 40—45
Тонкомолотый динас 0,2 17—20 —
» кварцит . 0,2 — 17—20
Жидкое стекло, плотность 1,3 г/см3 . — 17—18 17—18
Кремнефтористый натрий . . . . . — 1,0 1 ,0
354
Бетонную массу приготовляют в бетономешалках
Принудительного действия. Смешение производят в два
приема: сначала загружают крупнозернистый наполни-
тель с жидким стеклом и смешивают 3—4 мин, а затем
загружают смесь тонкомолотых составляющих с крем-
нефтористым натрием и смешивают еще 3—4 мин.
Массу следует приготовлять непосредственно перед
формовкой и она может храниться не более 2 ч. Уклад-
ку бетонной массы в форму блока или в опалубку про-
изводят вибрацией на виброплощадках или уплотняют
глубинными вибраторами. Уплотненный бетон выдер-
живают при 10—30° С без увлажнения в течение 3 сут,
после чего форму блока разбирают, опалубку снимают.
Сушат бетонные блоки или монолитные футеровки
обычно до остаточной влажности 0,5—2%. При доста-
точно высокой газопроницаемости бетонов и в тех слу-
чаях, когда они работают без контакта с расплавами
металла, шлака или стекла, бетонную футеровку или
блоки можно предварительно вообще не сушить. Уда-
ление влаги из них в этом случае происходит при ра-
зогреве печей. Если бетоны в условиях службы нахо-
дятся в контакте с расплавами, то сушат их до оста-
точной влажности ниже 0,5%.
При уплотнении блоков методом пневмотрамбовки
количество вводимого жидкого стекла уменьшают па
8-10%.
Динасовые бетоны на алюмофосфатных связках го-
товят так же, но вместо жидкого стекла и кремнефто-
ристого натрия вводят 7—8% раствора алюмофосфат-
ных связок. Свежеформованные изделия твердеют в те-
чение 1—2 сут, а затем их сушат 25—30 ч с выдержкой
при 100—-150° С в течение 15 ч. Аналогично готовят
кварцитовые и кварцитоглинистые бетоны (табл. ХП.З).
Динасокварцитовые бетоны в виде крупных блоков
массой 13 и 18 т применяют для футеровки нагрева-
тельных колодцев прокатных цехов.
Преимущества крупных блоков перед нормальными
динасовыми изделиями видны из следующего сравнения
(по данным ММК):
Нормаль-
Блоки ные изде-
лия
Продолжительность службы, мес. .... 12 2,5—3
Число рабочих, занятых на футеровке ячей-
ки колодца............................. 3—4 20
Время футеровки, ч.....................0,7—1,0 16—18
355
Свойства динасовых (кремнеземистых) бетонов
Марка бетона Химический состав, % Огнеупорность, °C, не менее
SIO.,, ие менее AlaOg Р2О„ №2О
ие более
БКФ — кварцитовый на алюмо- фосфатной связке 93,0 1,5 2,0 1700
БКГФ — кварцитоглинистый на алюмофосфатной связке . . . 86,0 8,0 2,0 — 1700
БДКЖ — динасокварцитовый на жидком стекле 92,0 1,5 — 3,0 1620
БДЖ— динасовый на жидком стекле 90,0 1,5 — 3,0 1580
Примечание. Предел прочности при сжатии бетона всех марок 15 МПа.
2. КРЕМНЕЗЕМИСТЫЙ ОГНЕУПОРНЫЙ БЕТОН
ДЛЯ МОНОЛИТНОЙ ФУТЕРОВКИ
СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ МЕТОДОМ ЛИТЬЯ
Бетон состоит из кристаллического кварцита фрак-
ции 3—0 мм с содержанием 96—98% SiO2, 20—25% рас-
творимого стекла с силикатным модулем 2,5—3,0 плот-
ностью 1,10 г/см* * 3 и шлака, содержащего: 24—27% SiO2;
50—55% СаО; 8—12% MgO; 3—7% Сг2О3 в количестве
2—4%) от массы бетона. Шлак имеет удельную поверх-
ность 2000—2200 см2/г. Шлак выполняет роль отверди-
теля жидкого стекла (подобно Na2SiF6).
Масса жидкоподвижна (влажность 15—18%) и лег-
ко заливается в зазор между арматурным слоем футе-
ровки ковша и опалубкой. Время отливки футеровки
130-т ковша 1 ч; затраты труда на футеровку в сравне-
нии с футеровкой нормальными изделиями более чем в !
3 раза ниже. После сушки бетон имеет пористость 27— |
30%; в процессе службы благодаря быстрому нагреву!
(от расплавленной стали) p-кварц сразу переходит в |
стекло с расширением объема на 20%, пористость при !
этом уменьшается до 12—16%. Ферростатическое дав- |
ление способствует уплотнению. Ч
356
Таблица ХП.З’
Рост в обжи- ге при 1400°С и выдержке 2 ч, % Кажущаяся пористость, % Область применения
ие б олее
2,0 22 Плавильные пе- чн
0,8 15 Сталеразливоч- ные и чугуно- возные ковши
2,0 21 Нагревательные печи
1,2 24 То же
Стекло кремнеземи-
стого состава образу-
ется также в результа-
те взаимодействия
кварцитовой набивкой
футеровки с элемента-
ми стали по реакциям:
^^2(тв) + $’(ж)
- 2SiO(r);
3SiO2(TB) + 2А1(Ж) ->
-> 3SiO(r) + А12О3(тв);
S'O2(tb) + МП(ж)
-SiO(r) + Мпо(тв) ;
SiOz(TB) + ^е(ж>
-> SiO(r) + FeO(TB).
При температуре ниже 1400° С происходит конден-
сация SiO и диспропорционирование 2SiO(TB)->Si(TB)+
4-SiO2(TB)- В окислительной среде SiO^+'/zO^SiO^TB),
в восстановительной среде SiO(r)-[-2 CO(r)->SiC(TB)+
+2СО2(Г). Продукты окисления и диспропорционирова-
ния SiO конденсируются в зоне реакции, образуя стек-
лофазу состава кварцевого стекла.
Таким образом, высокая стойкость различных крем-
неземистых масс в сталеразливочных ковшах объясня-
ется образованием кварцевого стекла и его устойчиво-
стью к стали и шлакам.
3. ГЛИНИСТОКРЕМНЕЗЕМИСТЫЕ МАССЫ
НА ФОСФАТНОЙ СВЯЗКЕ
Такие массы обладают высокой устойчивостью к ос-
новным шлакам. Основной шлак с основностью ~-2,6
более чем на половину состоит из расплавленного двух-
кальциевого силиката 2CaO-SiO2. Двухкальциевый си-
ликат с кремнеземом и муллитом может вступать в раз-
личные химические реакции. Термодинамические расче-
ты реакций показывают, что кремнезем значительно бо-
лее устойчив к двухкальциевому силикату, чем муллит.
Это послужило основой для применения кварцитовых
357
масс в контакте с основными шлаками. ОдНако кварцй*
товые массы при нагревании вследствие полиморфизма
кремнезема разрыхляются, образуя крупные поры.
С целью снижения пористости в массы вводят 10—
15% огнеупорной глины, что положительно влияет и на
уменьшение роста массы
Рис. XII.1. Изменения кажущейся
пористости (/) н линейного роста
(2) кремнеземистых образцов в за-
висимости от содержания глины в
бетоне
при нагревании (1600° С)
(рис. XII.1).
Для повышения прочно-
сти в массу вводят 2—5%
(сверх 100%) 85% ортофос-
форной кислоты Н3РО4 (3%
на РаО5).
Рациональный зерновой
состав получается при при-
менении крупных фракций
кварцита 5—0,5 мм (40%) и
тонкомолотой смеси (60%),
состоящей из 20% глины и
80% кварцита и содержа-
щей не менее 85% зерен ни-
же 0,088 мм. Глинистокрем-
неземистые массы на фос-
фатной связке применяют
футеровки для разливоч-
ных ковшей методом набив-
ки. Стойкость набивной фу-
теровки ковшей (130 т) в сравнении со стойкостью ков-
шовых шамотных изделий увеличивается в 1,5—2 раза.
Введение 10% графита в кремнеземистую массу повы-
шает ее шлакоустойчивость, но несколько снижает проч-
ность при 500° С. Для упрочнения в этом случае вместо
Н3РО4 вводят 3—5% 1АФС и 5% ферросилиция крупно-
стью ниже 0,06 мм. Ферросилиций снижает степень окис-
ления графита в результате образования карбида крем-
ния и оплавления зерен графита.
Дальнейшим повышением плотности набивки явля-
ется применение обожженных (остеклованных) кварци-|
тов, расширение которых в службе значительно ниже.
§ 5. ТОРКРЕТ-БЕТОН
Для изготовления новых футеровок или ремонта ме-
тодом торкретирования используют специальные тор-
крет-порошки. Применяют различные схемы торкрети-
358
рования. Торкрет-порошок смешивают с водой и в виде
пульпы сжатым воздухом с помощью сопла наносят на
поверхность печи. По другому способу торкрет-порошок
в сухом виде подается к соплу, в сопле увлажняется и в
виде массы различной влажности также сжатым возду-
хом наносится на поверхность печи (рис. XII.2). Высо-
// 12
Рис. XII.2. Торкрет-машина конструкции «Запорожсталь»:
/ — загрузочная воронка; 2—верхний конусный клапан; 3 — ем-
кость для торкрет-порошка; 4 — нижний конусный клапан; 5 —
рабочая камера; 6 — распределительный барабан; 7 — пневмо-
двигатель: 8 — выход сжатого воздуха; 9— отводящий патру-
бок; 10 — шланг для сухой смеси; 11— сопло: 12 — шланг для
подачи воды; 13 — трубопровод сжатого воздуха
кую эффективность имеет метод пламенного торкрети-
рования. По этому методу токрет-порошок подается в
факел пламени при сжигании керосина в кислородной
среде. Температура факела выше 2000° С. Собственно
токрет-бетоном называют слой массы, нанесенный мето-
дом торкретирования. Торкрет-порошок представляет
собой смесь огнеупорного заполнителя, вяжущего и до-
бавки, обеспечивающей прилипание порошка к поверх-
ности и уменьшающей отскок.
В качестве вяжущих применяют цементы, огнеупор-
ную глину, фосфатные связки и др. Для примера приве-
дем несколько составов торкрет-порошков.
Торкрет-порошки для торкретирования мартенов-
ских печей имеют следующий состав, %:
359
Металлургический магнезит................60
Хромит...................................40
Глина огнеупорная, сверх 100%............5
Тринатрийфосфат или гексаметафосфат нат-
рия ....................................5—10
Смесь измельчается совместно в трубной мельнице
до прохода через сито № 009 не менее 90%.
Торкрет-порошки для торкретирования конверторов
имеют следующий состав, %:
Металлургический магнезит . . . 70—80
Шлак конверторный............. 10—20
» доменный..................' 10—20
Шлаки могут быть заменены угольным коксиком.
В порошок вводится также алюминиевая пудра. Смесь
порошков должна полностью проходить через сито
№ 009. Торкрет-порошки с влажностью 0,2% поставля-
ются в герметично запаянных полиэтиленовых мешках
массой по 50 кг.
Существует много разнообразных масс, порошков,
обмазок, паст, глазурей и других вспомогательных ог-
неупорных материалов, обладающих специфическими
свойствами.
§ 6. ОГНЕУПОРНЫЕ РАСТВОРЫ И МЕРТЕЛИ
Огнеупорные растворы представляют собой водные
суспензии специальных смесей разной консистенции, ис-
пользуемые при выполнении кладки для связывания от-
дельных ее элементов. Каждый раствор обычно состоит
из четырех компонентов: основной инертной массы в ви-
де тонкозернистого порошка, пластичного компонента,'
разных добавок, увеличивающих связывающие свойства
раствора и воды.
Иногда кладку ведут насухо, засыпая остающиеся
после притирки изделий тонкие швы порошком того же
состава, что и изделия. В некоторых случаях для свя-
зывания кладки применяют металлические пластины —
прокладки (гладкие или гофрированные).
Растворы классифицируют на: шамотные; динасо-
вые; для углеродистых блоков и т. д. Каждая из этих
групп содержит свои особые классификационные при-
знаки. Они обычно характеризуют не сам раствор, а его
твердую субстанцию — порошок, состоящий из инерт-
ных и вяжущих веществ, называемый мертелем.
360
Растворы должны удовлетворять некоторым общим
требованиям, вытекающим из основного их назначе-
ния,— обеспечивать плотный шов, прочно связываю-
щий элементы кладки. Эти общие требования таковы.
Химический состав растворов, как правило, должен
быть близким к химическому составу связываемых из-
делий. Раствор не должен давать большой усадки.
В случае шамотной кладки лучше применять расширя-
ющийся мертель. Например, растворы, используемые
при шамотных кладках, обычно приготавливают из
сильно отощенных шамотом порошков. Содержание ша-
'мота в них доводят до 80—85%. Эти многошамотные по-
рошки позволяют получать растворы с общей усадкой
не больше 4—5%.
Зерновой состав порошка зависит от минимально до-
пускаемой толщины шва кладки. Для получения проч-
ного шва необходимо, чтобы размер наиболее крупных
зерен был по крайней мере в 2—3 раза меньше толщи-
ны шва.
Термическое расширение' шва и связываемых им из-
делий должно быть всегда достаточно согласованным.
В противном случае может происходить полный отрыв
раствора от изделий кладки.
Схватываемость сырых растворов при обычной тем-
пературе и в службе при высоких температурах регули-
руют введением специальных добавок, раствора с. с. б.,
крахмального клейстера, кальцинированной соды, рас-
творимого стекла и др. Введение таких добавок в коли-
честве 0,07—0,13% называют пластифицированием. Бла-
годаря пластифицирующим добавкам огнеупорные рас-
творы приобретают необходимые пластические свойства
при меньшем (примерно в два раза) содержании воды,
что позволяет получить прочный шов со значительно
меньшими толщиной, пористостью и усадкой. Это под-
тверждается приведенными ниже показателями огне-
упорных растворов, приготовленных из мертеля:
Без доба- С пластифицирую-
вок щими добавками
Водозатворение, %....................... 45 21,5
Усушка, %................................ 3 1,5
Усадка при 1500°С, %..................... 2,6 2,0
Предел прочности при сжатии, МПа . 45,2 75,5
Кажущаяся пористость, %................. 41,5' 30,2
Пластифицирующие добавки в виде водного раство-
ра, подогретого до 45—50° С, вводят в мертель при по-
23-298
361
моле его в мельнице. Опыт показал, что при этом комки
не образуются. Качественный раствор должен быть ус-
тойчивым и одновременно податливым, т. е. при надав-
ливании изделием заполнять все неровности поверхно-
сти кладки, обеспечивая при этом легкое перемещение
последнего по раствору в процессе укладки. Кроме того,
раствор не должен обезвоживаться раньше времени,
должен сохранять свою пластичность и не расслаивать-
ся до кладки на его изделия.
На практике применяют следующие растворы при
толщине шва, мм:
Густой (аналогичный вязкой сметане)....3—4
Полугустой................................ 2
Жидкий (коисистеиции сливок).............. 1
Сухой мертель при пересыпке пылит. Достаточно
иметь небольшую влажность (3—4%) и пыления порош-
ка не наблюдается. УНИИО разработал технологию по-
лучения такого мертеля, чтобы порошок всегда имел
необходимую влажность и не высыхал.
Известны вещества, называемые кристаллогидрата-
ми, которые содержат определенное количество воды, и
если воду отнять прокаливанием, то кристаллогидраты
снова набирают ее из воздуха. Таким кристаллогидра-
том является хлористый кальций СаСЬ-бНгО. Прибав-
ление к мертелю 2,5 СаС12-6 Н2О и 0,4% с. с. б. обеспечи-
вает равновесную влажность мертеля в летних услови-
ях около 3,0—3,5%, ниже которой мертель и изготов-
ленный из него раствор не высыхают на воздухе и не
пылят. С. с. б. склеивает дисперсные зерна в более круп-
ные агрегаты и способствует пластификации мертеля.
Мертели с добавкой СаС12 и с. с. б. называют гигроско-
пическими пластифицированными. Они могут изготов-
ляться в виде гранул (гранулы должны хорошо распус-
каться в воде) или в виде обычного порошка крупно-
стью ниже 2 мм.
Некоторые свойства мертелей приведены в табл.
XII.4.
Кладку магнезиальных изделий ведут или с магне-
зитовым порошком без воды, или на цементах ВЦЗ и
гексаметафосфате натрия. Цемент ВЦЗ состоит из 30—
35% чугунной стружки и 65—70% магнезитового по-
рошка. Раствор приготовляют с сернокислым магнием.
Магнезитовый мертель на связке из гексаметафосфата
натрия состоит из 50±15% магнезитового порошка
362
Таблица Xlt.4
Свойства мертелей
Марка Мертель Состав, % (по массе) Огнеупор- ность, °C Темпера- тура при- менения, °C
А12О, + + тю2 SiQ,
мд-1 Динасовый 2-3,5 94—96 1500
МД-2 4—6 90-93 — 1500
ШТ1; ШК1 Шамотный 38 — 1730 -—
ШТ2; ШД2 33 — 1690
шкз » 30 — 1650 —
ВТ1 Высокоглииозе- 60 — 1800 —
ВТ2 мистый 45 — 1750 —
ПК1; Полу кислый 20 — 1650 —
ПК2 » 20 — 1610 —
фракции 1,0—0,063 мм и 50±15% фракции менее 0,063.
Сверх 100% вводят 25—35% гексаметафосфата натрия
плотностью 1,38—1,43 г/см3.
В перспективе кладка огнеупорных изделий на рас-
творах заменится кладкой, когда между изделиями ле-
жат пластинки из пластмассы толщиной 1—2 мм. В пла-
стмассе тонко диспергирован огнеупорный заполнитель,
расширяющийся при нагревании.
При службе пластмасса выгорает при температуре
выше 800° С, а огнеупорный заполнитель, расширяясь,
благодаря полиморфизму заполняет объем шва. На
участках кладки с температурой ниже 800°С пластмас-
са сохраняется.
Применение таких пластмассовых прокладок имеет
ряд преимуществ: постоянство швов, совершенное за-
полнение пространства между двумя изделиями, высо-
кая газоплотность кладки, нормальные санитарно-ги-
гиенические условия работы каменщиков.
ГЛАВА XIII. ФОРСТЕРИТОВЫЕ
(МАГНЕЗИАЛЬНОСИЛИКАТНЫЕ]
ОГНЕУПОРЫ
§ 1. ОПРЕДЕЛЕНИЕ
Форстеритовыми называют огнеупорные материалы,
в которых основными слагающими минералами служат
форстерит (до 85%), периклаз, магнезиоферрит. Прочие
23*
363
Минералы — йримеси обычно содержатся в небольшом
количестве и оказывают незначительное влияние на свой-
ства.
§2. СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА
Сырьем для производства форстеритовых изделий
служат: оливиниты [(Mg, Fe)2SiO4-|-примеси]; серпен-
тиниты [3(Mg, Fe) О-2SiO2-2H2O +примеси]; дуниты,
представляющие собой оливиниты в стадии их серпенти-
зации и содержащие 45—60% оливинита и 40—55% сер-
пентинита; талька [3(Mg, Fe) О-4SiO2-H2O +примеси].
Примесями во все эти породы входят окислы NiO,
СаО, МпО, А120з, Сг2О3 и др. Особенно вредны из них
СаО и А120з. Наличие СаО приводит к образованию не-
огнеупорного монтичеллита СаО-MgO-SiO2, а наличие
А12О3 — к образованию легкоплавкого кордиерита
2MgO-2Al2O3-5SiO2.
Встречающийся в некоторых породах, например в ду-
нитах, брусит Mg (ОН) 2 является полезной примесью.
В табл. XIII.1 приведен примерный химический состав
некоторых из указанных выше пород.
Для оценки качества сырья имеют значение магнези-
ально-силикатный модуль MgO/SiO2, магнезиально-же-
лезистый модуль MgO/ (FeO + Fe2Os) и потери при про-
каливании.
Таблица XIII.1
Химический состав магиезиальио-силикатиых пород
важнейших месторождений
Порода Месторож- дение Содержание, %
О” о % О (У Р-> FeO А1аОз О о i СаО К к, гз
Дунит Нижнета- гильское 34,30 44,40 6,10 1,60 0,20 0,40 Сл. 13,0
Оливинит Хабозерское 38,40 47,0 6,21 7,18 0,23 0,46 1,00 0,0
Серпен- тинит Белоречен- ский массив (Северный Кавказ) 39,00 39,30 7,35 1,80 0,38 0,43 — 12,94
Тальк Киргитей- ское (Сибирь) 63,64 31,80 0,30 — 0,05 — Сл. 4.М
364
Чем больше Значение модулей, тем выше качество
сырья, так как при этом порода будет более огнеупорной
и потребует добавки меньшего количества окиси магния
для связывания всего кремнезема в огнеупорный форсте-
рит, а окислов железа — в магнезиоферрит.
Потери при прокаливании характеризуют усадку по-
роды при обжиге.
Разрыхление дунита при обжиге до 1000° С связано
Прежде всего с большой дегидратацией вследствие нали-
чия в нем серпентинита и брусита.
Как видно из табл. ХШ.1 и XIII.2, лучшим сырьем
для производства форстеритовых огнеупоров служит
оливинит, а затем дунит. Серпентинит и тальк равно-
ценны, поскольку в обоих случаях необходимо их пред-
варительно брикетировать с каустическим или металлур-
гическим магнезитом.
Таблица XIII.2
Значение модулей некоторых пород
Породы 5OIS/O3w MgO/(FeO+ +Fe2O3) Породы MgO/SIO2 MgO/(FeO+ +Fe2Oj)j
Форстерит (минерал) . . 1,34 1 и Дунит . . . Серпентинит . 1,20 1,0 4,3 4,4
О'ливинит . . 1,24 3,5 Тальк . . . 0,5 106
Из крупных месторождений дунита, которые в насто-
ящее время используются для производства форстерито-
вых изделий, можно отметить Нижнетагильское (гора
Соловьева).
Из оливинитов достаточно полно изучено большое
Хабозерское месторождение (Карелия).
Исследована также возможность производства фор-
стеритовых изделий из серпентинитов, тальков, талько-
карбонатных пород, асбестовых отходов и пр.
§ 3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПРОИЗВОДСТВА ФОРСТЕРИТОВЫХ ОГНЕУПОРОВ
При обжиге исходного сырья происходит распад оли-
вина, серпентинита или талька. Схема реакции распада
примерно такова:
365
(Mgni, Femi)2SiO4+7i~*(Mgn2, FemJ2SiO4+(Mg^,
Femj)SiO3,
где П1 + т1 = ге2+от2 = »з+^з=1 и «i<«2> a /«i>/n2;
3MgO • 2SiO2+2H2O + q2 -* 2MgO • SiO2 +MgO • SiO2 +
+2H2O;
3MgO • 4SiO2 • H20 -f-^з->3 (MgO - SiO2) -}- SiO2+H2O.
Здесь q — тепло, сообщаемое породе при нагревании.
Закись железа, присутствующая в изоморфной смеси
всех пород, переходит в Fe2O3 или Fe3O4 в зависимости
от температуры обжига.
Таким образом получается форстерит 2MgO-SiO2,
энстатит MgO-SiO2 и кристобалит SiO2. Эти соединения
описываются диаграммой состояния MgO—SiO2 (табл.
XIII.3).
Задача технологии получения форстеритовых огне-
упоров заключается в том, чтобы перевести энстатит,
кристобалит и окислы железа, получающиеся при обжи-
ге магнийсиликатных пород, в форстерит в результате
реакции этих соединений с окисью магния, которую вво-
дят в реакционную смесь в необходимом количестве.
При избытке окиси магния в обжигаемых форстери-
товых массах происходят следующие химические реак-
ции: MgO-SiO2+MgO->-2MgO-SiO2; SiO2 + 2MgO->-
->-2MgO • SiO2; Fe203 + MgO^MgO • Fe2O3; 4Fe3O4+6MgO+
Таблица XIII.3
Инвариантные точки системы MgO—SiO2
№ п.п. Фазы Процесс Состав, %. (по массе) Темпера- тура, °C,
MgO SiO2
1 MgO+2MgO.SiO2+M Эвтектика 63 37 1850
2 2MgO-SiO2+M Плавание 57, Г 42,9 1890
3 MgO-SiO22MgO-SiO+X Инконгру- энтное 37,5 62,5 1557
4 MgO-SiO2+KpHCTO- балит+Ж Эвтектика 35,0 65,0 1543
5 Кристобалит- i -/Д’. Д| - Ж • В Ликвация 0,8 99,2 1695
6 Кристобалит-НЖ • Л+Ж • В » 31,0 69,0 1695
366
+ O2->6(MgO-Fe2O3) (в окислительной среде); Fe3O4+
+ MgO->MgO-Fe2O3+FeO (в восстановительной среде).
Длительное воздействие восстановительной атмосфе-
ры на форстеритовые изделия приводит к разрушению
магнезиоферрита и образованию оливина. Поэтому фор-
стеритовые изделия необходимо обжигать в окислитель-
ной среде.
При обжиге некоторых дунитов и та'лькокарбонатных
пород могут происходит также реакции разложения: бру-
сита Mg(OH)2-^-MgO + H2O; магнезита MgCO3->MgO +
СО2; брейнерита (Mg, Fe)CO3-*MgO+MgO-Fe2O3 + CO2
(в окислительной среде). В дальнейшем эти продукты
могут участвовать в реакциях, приведенных выше.
Процесс термического разложения оливинита начи-
нается при 1000—1150° С и завершается при 1450—
1500° С, при этом образующаяся вначале Fe2O3 при тем-
пературах выше 1150—1200° С превращается в Fe3O4.
Термический распад серпентинита начинается при
600—700° С; повышение температуры способствует ин-
тенсификации перестройки кристаллической решетки
так, что при 1300° С начинают кристаллизоваться клино-
энстатит и форстерит, но фазы эти остаются еще слабо
дифференцированными. После обжига при 1450—1500° С
наблюдаются мелкозернистые агрегаты клиноэнстатито-
вой группы с зернами форстерита в их массе.
В тальке разрушение кристаллической решетки и его
дегидратация начинаются при более высокой температу-
ре, чем у серпентинита, — при 1000° С; конечные же фа-
зы — клиноэнстатит и кристобалит — совершенно отчет-
ливо наблюдаются только после обжига при 1300——
1400° С.
Указанные выше реакции образования форстерита
и магнезиоферрита протекают в твердой фазе. Реакция
между окисью магния и кремнеземом начинается при
650° С, первичным продуктом в ней всегда независимо
от соотношения исходных материалов является форсте-
рит. Это обусловливается более простым строением его
решетки, состоящей из изолированных кремнекислород-
ных тетраэдров с ионами магния, тогда как для образо-
вания метасиликата необходимо связывание тетраэдров
в цепи.
Фазовый состав некоторых обожженных при 1450° С
сырьевых материалов, применяемых при производстве
форстеритовых изделий, приведен в тдбл. ХШ4-
367
Таблица XIII.4
Фазовый состав обожженных прн 1450° С сырьевых материалов, °/о
Минералы Дунит ниж- нетагильский Оливинит хабозерский Талькомагне- зит веселян- ский Минералы Дунит ниж- нетагильский Оливинит хабозерский Талькомагие- зит веселян- ский
Форстерит . . Клиноэнста- 76 57 55 Магнезиофер- рит .... 12 19 17-
ТИТ 11 18 19 Анортит . .' . Кордиерит . . 1 3 3 4 5
Хотя реакции образования форстерита и заканчива-
ются уже при 1450° С, рост кристаллов форстерита, а
следовательно, и спекание форстеритовых изделий про-
исходит исключительно медленно. Форстерит трудно спе-
кается. Этим обусловливается необходимость обжига
форстеритовых изделий при высокой температуре
(-1650° С).
На спекание форстеритовых масс на основе талька
оказывает очень сильное влияние добавка TiO2. При од-
ной и той же пористости исходного сырца, равной 39,5%,
после обжига в криптоловой печи образцы без добавки
имели кажущуюся пористость 28,6%, а с добавкой 2%
ТЮ2 5-8%.
Механизм действия добавок на спекание зависит от
их состава и количества. Некоторые добавки при высо-
ких температурах образуют жидкую фазу. Другие при
спекании в твердой фазе повышают энергетическое со-
стояние материала. Катионы спекающей добавки имеют
заряд (валентность) выше, чем у спекаемого материала
(окисла). Если при этом ионный радиус катиона спека-
ющей добавки меньше размера пустот в кристалличе-
ской решетке спекаемого окисла, то происходит внедре-
ние спекающей добавки в кристаллическую решетку и
повышение ее энергетического уровня, что и обусловли-
вает лучшую спекаемость.
Влияние двуокиси титана на спекание форстерита и
многих других веществ объясняется приведенной выше
энергетической теорией.
Магнезиоферрит в разных сырьевых материалах,
используемых в производстве форстеритовых изделий,
может образоваться и по реакции Mg2SiO4 + Fe2O3-*-
-»-MgO- SiO2+MgO- Ре20з, которая начинается приблизи-
тельно при 1150—1200°С и протекает практически до
конца при температуре 1450° С.
Увеличение объема, обусловливаемое этой реакцией,
равно около 1 %, поэтому она не разрыхляет материал.
j §4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ФОРСТЕРИТОВЫХ ИЗДЕЛИЙ
При производстве изделий из дунитов применяют
I предварительный их обжиг при 1450° С, который устра-
। няет последующее разрыхление в обжиге изделий и тем
самым способствует повышению их качества.
Окись магния входит в состав шихт в различных ко-
личествах в зависимости от состава исходного сырья.
Минимальное ее количество должно быть достаточным,
чтобы всю кремнекислоту шихты связать в форстерит, а
окислы железа •— в магнезиоферрит. В зависимости от
сырья эта добавка берется в количестве 15—25%.
Избыток окиси магния сравнительно с теоретически
необходимым количеством обычно повышает качество
форстеритовых изделий.
Зерновой состав массы для производства форстери-
товых изделий должен быть примерно следующим:
Размер фракции, мм.......... 0,5—2,0 0,09—0,5 <0,09
Содержание, %............... 50 10—15 35—40
Более тонкозернистые порошки плохо прессуются, а
грубозернистые трудно спекаются.
Для облегчения процесса спекания связку, представ-
ляющую собой во всех случаях смесь тонкой фракции
магнезиально-силикатного компонента и окиси магния,
лучше получать совместным помолом в трубомельнице.
Влажность форстеритовых масс равна 3,0—4,0% при
добавке с. с. б. в количестве 0,5—1% на сухую массу.
Давление прессования должно быть в пределах 80—
100 МПа, кажущаяся плотность сырца 2,55—2,60 г/см3.
Форстеритовые массы прессуются труднее магнезито-.
вых, так как у первых коэффициенты сжимаемости выше,
чем, у периклаза.
I Прессование форстеритовых изделий осуществляют
на механических револьверных, фрикционных (прессо-
трамбование) и гидравлических прессах.
< Сушка форстеритового сырца, как показала практи-
369
ка, не требует особого режима и может быть успешно
осуществлена в туннельных сушилах на печных вагонет-
ках до требуемой влажности 0,5% в течение 20—24 ч.
Высушенный сырец характеризуется высоким преде-
лом прочности при сжатии, превышающем 10 МПа. Об-
жигают изделия в туннельных печах при 1550° С. Я
Изделия с большим избытком MgO, полученные из
шихты 70% магнезита и 30% дунита, называют перикла-
зофорстеритовыми. Они характеризуются большей проч-
ностью и плотностью. Изделия с содержанием хромита
называют хромофорстеритовыми. Они термостойки.
§ 5. СВОЙСТВА ФОРСТЕРИТОВЫХ ИЗДЕЛИЙ
Минерал форстерит имеет большую анизотропию
термического коэффициента линейного расширения по
осям: х—13,6-10_6; у—22-10-6 и z—7,6-10“6, что обуслов-
ливает низкую термостойкость этих огнеупоров.
Свойства форстеритовых огнеупорных изделий: пре-
дел прочности при сжатии 25—30 МПа; открытая порис-
тость 22—28%; температура начала деформации под на-
грузкой 200 кПа 1610—1620° С, то же разрушения 1650—
1720° С. Термический коэффициент линейного расшире-
ния при 20—800° С 11,5-10“5. Газопроницаемость 10
нперм. Термостойкость 7 воздушных теплосмен.
СПИСОК ЛИТЕРАТУРЫ
Аристов Г. Г. Огнеупорные изделия ДЛя разливки стали. М., «Ме-
таллургия», 1969. 260 с. j
Будников П. Л., Балкевич В. Л., Бережной А. С.. Булавин И. А.,
Куколев Г. В., Полубояринов Д. Н„ Попильский Р. Я. Химическая
технология керамики и огнеупоров. М., Стройиздат, 1972. 550 с.
Гузман И. Я., Сысоев Э. П. Технология пористых керамических
материалов н изделий. Тула, Приокское книжное изд-во, 1975. 196 с.
Кайнарский И. С. Динас. М„ Металлургиздат, 1961. 469 с.
Кайнарский И. С. Процессы технологии огнеупоров. М., «Метал-
лургия», 1969. 350 с.
Карклит А. К, Ларин А. П., Лосев С. А., Берниковский В. Е.
Производство огнеупоров полусухим способом. М„ «Металлургия»,
1972. 336 с.
Кингери У. Д. Введение в керамику. М., Стройиздат, 1967. 499 с.
Мамыкин П. С„ Левченко П. В., Стрелов К. К. Печи и сушила
огнеупорных заводов. Свердловск, Металлургиздат, 1963. 672 с.
Попильский Р. Я-, Кондрашов Ф. В. Прессование керамических
порошков. М., «Металлургия», 1968. 272 с.
Стрелов К. К. Технический контроль производства огнеупоров.
Изд. 2-е. М., «Металлургия», 1970. 280 с.
370
ОГЛАВЛЕНИЕ
Предисловие к третьему изданию............................ 3
Введение ................................................. 4
Глава ГКлассификация огнеупорных материалов ... 9
Глава II. Свойства огнеупорных материалов................
§ 1. Огнеупорность.......................................
§ 2. Макроструктура (текстура) огнеупорных изделий
1. Пористость......................................
2. Газопроницаемость ..............................
3. Удельная поверхность............................
4. Анизотропия текстуры............................
5. Характеристика текстуры.........................
§ 3. Термомеханические (прочностные) свойства '. . .
1. Механическая прочность при обыкиовеииой темпе-
ратуре ............................................
2. Теория Гриффитса . ...................
3. Статистический характер прочности...............
4. Мера хрупкости..................................
5. Зависимость прочности от пористости.............
6. Температура деформации под нагрузкой ....
7. Ползучесть (крип)...............................
§ 4. Теплофизические свойства....................
1. Теплоемкость...................................
2. Термический коэффициент линейного расширения
3. Температурные швы...............................
4. Теплопроводность ...............................
5. Температуропроводность..........................
6. Испарение.......................................
§ 5. Термические свойства.........................
1. Постоянство объема при высоких температурах . .
•2. Термостойкость.................................
Напряжения I рода................................
Теория термостойкости хрупких тел при развитии в
них максимальных напряжений......................
Теория «двух стадий» ............................
Структурная (фрагментальиая) теория термостой-
кости . ... :............................
Статистическая теория термостойкости нли теория
«слабого, звена» . ..............................
Термостойкость при напряжениях II рода . . . .
Определение термостойкости.......................
3. Усталость.......................................
4. Термическое старение............................
§ 6. Химическая стойкость................................
1. Краткая характеристика металлургических шлаков
2. Капиллярные явления на границе огнеупор — расплав
3. Смачивание и растекание..................
4. Химическое взаимодействие......................
5. Шлакоустойчивость..............................
6. Разрушение огнеупоров газами...................
13
13
14
15
17
19
20
20
21
21
23
23
24
24
26
28
32
32
32
33
34
35
36
36
36
36
37
38
40
41
42
42
42
42
43
44
45
48
50
53
55
58
371.
Глава III. Физико-химические основы производства огне-
упоров .................................’...................58
8 1. Химические соединения с температурой плавления вы-
ше 1580°С ..............................................59
§ 2. Распространенность химических элементов в природе и
выбор веществ для производства огнеупоров.................. 60
§ 3. Статистические закономерности огнеупорных веществ . 62
§ 4. Взаимное расположение твердых и жидкой фаз ... 64
§ 5. Спекание..........................................66
1. Припекание ........................................67
2. Залечивание пор............................. 70
3. Активность порошков..........................72
Глава IV. Процессы технологии огнеупорных материалов 72
§ 1. Измельчение и разделение по крупности..............
. 1. Измельчение...................................
2. Форма и размеры частиц продукта помола
3. Кинетика измельчения...........................
4. Помол с применением понизителей твердости
5. Расчет производительности дробильно-помольного
оборудования ......................................
6. Рассев порошков................................
7. Хранение порошков в бункерах...................
§ 2. Дозировка и смешение..............\................
1. Дозировка.......................................
2. Смешение.......................................
3. Введение добавок при смешении .
4. Выбор смесителей...............................
§ 3. Зерновой состав.....................................
§ 4. Прессование и формование огнеупорных изделий . . .
1. Обзор методов прессования и формования
2. Полусухое прессование..........................
3. Пластическое прессование........................
4. Реологические свойства пластических масс . . . .
5. Гидростатическое прессование....................
6. Вибрационное формование.........................
§ 5. Термическая обработка...............................
1. Сушка...............................
2. Обжиг..........................*.....
Глава V. Динасовые огнеупоры.............................
§ 1. Определение.........................................
§ 2. Сырье для изготовления динаса.....................
§ 3. Физико-химические основы технологии динаса
§ 4. Технология динаса .... ....................
1. Дробление, помол, рассев кварцитов..............
2. Вещественный и зерновой состав шихты . . . .
3. Приготовление минерализаторов..............
4. Клеящие добавки..................................
5. Влажность динасовой массы.......................
6. Смешение динасовой шихты.......................
7. Прессование и формование динасовых изделий
8. Сушка динаса....................................
72
72
77
78
78
79
80
84
90
90
92
96
96
96
102
102
103
115
119
123
124
125
125
131
137
137
138
141
152
152
153
155
159
160
162
372
9. Обжиг динаса......................................163
10. Технологические схемы производства динаса, обес-
печивающие минимальную запыленность помещений 167
§ 5. Состав и основные свойства динасовых изделий . . . 168
1. Химический состав и огнеупорность............168
2. Фазовый состав и плотность................... 169
3. Текстура динаса..............................169
4. Предел прочности при сжатии..................170
5. Температура деформации под нагрузкой и ползучесть 171
<6. Постоянство объема при изменении температуры . 171
7. Разрыхление динаса...........................173
:8. Термостойкость..............................173
9. Теплопроводность.............................173
10. Шлакоустойчивость............................174
11. Постоянство свойств изделий..................174
§ 6. Основные понятия о физико-химических процессах при
службе динасовых огнеупоров в металлургических печах
и пути повышения качества..................................176
§ 7. Специальные виды обожженных динасовых изделий . 179
1. Динасохромит......................................179
2. Маложелезистый динас..............................180
3. Динасоциркон......................................180
4. Динасокарборунд...................................181
5. Динасокордиерит...................................181
6. Легковесный динас.................................182
§ 8. Безобжиговый динас....................................182
§ 9. Огнеупоры с применением коллоидного кремнезема и
кварцевого стекла.........................................183
Глава VI. Шамотные, полукислые и каолиновые огнеупоры 187
§ 1. Определение......................................... 187
§ 2. Огнеупорные глины и каолины..........................188
1. Зерновой, химический и минералогический составы
огнеупорных глин и каолинов.......................190
2. Свойства огнеупорных глин и каолинов . . . . 194
3. Изменения, происходящие в глине при увлажнении 196
4. Разжижение глин................................. 197
5. Усадка глин при сушке и обжиге....................198
6. Упругое расширение глин при прессовании ... 198
7. Изменения, происходящие в глинах при обжиге . 199
8. Термическая характеристика глин и каолинов . . 203
9. Главнейшие месторождения огнеупорных глин в СССР 203
10. Камнеподобные глины...............................205
И. Гидраргиллитовые глины ........ 205
12. Обогащение огнеупорных глин и каолинов . . . 205
§ 3. Физико-химические основы технологии шамотных, као-
линовых н полукислых изделий...............................207
§ 4. Технология шамотных огнеупоров........................212
1. Производство шамота ... 213
2. Производство глины для связки.....................218
' 3. Прессование изделий из полусухих масс .... 220
4. Прессование изделий из пластичных масс . . . 223
5. Обжиг шамотных изделий............................225
§ 5. Материальный баланс производства......................230
373
§ '6. Основные свойства шамотных, полукислых и каолиновых
изделий..........................................: 235
1. Текстура изделий....................• • • 235
2. Огнеупорность и химический состав...............235
3. Деформация под нагрузкой при высоких темпера-
турах ..............................................236
4. Постоянство объема..............................237
5. Термостойкость .................................23В
6. Шлакоустойчнвость...............................238
§ 7. Краткие сведения о применении шамотных, полукислых и
каолиновых изделий и основные пути повышения их ка-
чества .................................................. 239
1. Новая технология производства алюмосиликатных ,
изделий с применением мокрого помола .... 244
Глава VII. Высокоглиноземистые и корундовые огнеупоры 245
§ 1. Определение....................................... 245
§ 2. Сырье для производства высокоглииоземистых изделий 246
1. Силикаты глинозема...............................................................................246
2. Гидраты глинозема................................................................................248
3. Технический глинозем ............................................................................249
4. Электрокорунд....................................................................................250
§ 3. Физико-химические основы технологии высокоглииозе-
мистых изделий.......................................251
§ 4. Технологические схемы производства.............254
1. Производство высокоглиноземистых изделий . . 254
2. Производство корундовых изделий............255
§ 5. Основные свойства и области применения ...... 257
Глава VIII. Алюмосиликатные и корундовые теплоизоля-
ционные материалы (огнеупорные легковесы).............................................................. 259
§ 1. Классификация........................................................................................259
§ 2. Производство шамотных, полукислых и каолиновых лег-
ковесов ..................................................................................................260
1. Производство изделий по способу выгорающих до-
бавок ......................................... ... 260
2. Шамотные легковесные изделия, получаемые с при-
менением перлита ....................................................................................263
§ 3. Производство корундовых легковесных изделий .... 265
1. Метод литья.......................’ . . . . 265
2. Производство корундовых легковесных огнеупоров с
добавкой полистирола ............................................................................... 266
.§ 4. Волокнистые материалы...............................................................................267
1. Каолиновая вата и плиты..........................................................................268
2. Общие свойства каолинового волокна .... 273
3. Изделия из каолиновой ваты.......................................................................276
4. Применение волокнистых огнеупоров в черной ме-
таллургии ......................................................................................278
§ 5. Эффективность применения теплоизоляционных мате-
риалов ............................................ : . 280
Глава IX. Магнезитовые (периклазовые) огнеупоры . . . 281
§ 1. Определение.281
§ 2. Сырье для производства магнезитовых огнеупоров . . 282
1. Природные магнезиты............................................................................ 282
2> Обогащение магнезитов............................................................................284
374
§ 3. Физико-химические основы производства магнёзйтоёыХ
(периклазовых) изделий....................................287
§ 4. Технология производства магнезитовых огнеупоров . • 295
1. Производство спеченного магнезита..........295
2. Производство магнезитовых изделий..........297
3. Производство плотных магнезитовых изделий . я- 301
4. Производство термостойких магнезитовых изделий 303
5. Производство плавленного периклаза.........304
6. Магнезитовые изделия для разливки стали . . • 305
7. Производство магнезитового металлургического по-
рошка .................................................306
§ 5. Свойства изделий........................................307
Глава X. Магнезитохромитовые и хромомагнезитовые (маг-
иезиальношпинелидные) огнеупоры............................. 308
§ 1. Определение.............................................308
§ 2. Хромит (хромистый железняк).............................308
§ 3. Физико-химические основы производства магнезиально-
шпинелидных огнеупоров..................................311
§ 4. Технология производства и свойства магиезиальношпи-
нелидных огнеупоров.....................................314
1. Производство обожженных изделий.....................314
2 Производство изделий по клинкерной технологии , . . 318
3. Производство безобжиговых изделий..................318
§ 5. Применение магнезиальношпинелидных огнеупоров . . 320
§ 6. Огнеупоры для установок внепечного вакуумирования
стали..........................: : . . : , . 323
Глава XI. Доломитовые (магнезиальноизвестковые) огне-
упоры ...................................................... 325
§ 1. Определение.............................................325
§ 2. Исходные материалы......................................325
1. Доломит............................................325
2. Препарированная смола ......... 326
§ 3. Физико-химические основы технологии магнийизвестко-
вых огнеупоров............................................328
§ 4. Технология магнезиальноизвестковых огнеупоров . . 331
1. Производство необожженного (сырого) металлурги-
ческого доломита...................................331
2. Обжиг доломита.....................................332
3. Производство смолодоломитовых, смолодоломито-
магнезитовых и смоломагнезитовых изделий . . . 334
§ 5. Свойства и применение смолодоломитомагнезитовых
изделий.............................: . : . . 339
Глава XII. Огнеупорные бетоны и мертели......................341
§ 1. Определение ............................................341
§ 2. Вяжущие материалы.......................................344
1. Гидравлические вяжущие.............................344
2. Жидкое стекло......................................345
3. Фосфатные связки................................. 347
4. Органические вяжущие . ,...........................349
§ 3. Расчет состава огнеупорных бетонов......................349
1. Исходные положения.................................349
375
2. Обеспечение заданной прочности бетона на глино-
земистом и высокоглиноземистом цементах . . . 351
3. Получение заданной удобоукладываемости бетоииой
смеси......................................... 352
4. Определение расхода компонентов на 1 м3 бетонной
смеси..........................................353
§ 4. Составы и свойства огнеупорных бетонов.........354
1. Динасокварцитовые крупные бетонные блоки . . 354
2. Кремнеземистый огнеупорный бетон для монолитной
футеровки сталеразливочных ковшей методом литья 356
3. Глинистокремнеземистые массы на фосфатной связке 357
§ 5. Торкрет-бетон.........................................358
§ 6. Огнеупорные растворы и мертели................ . . 360
Глава ХШ. Форстеритовые (магнезиальиосиликатные)
огнеупоры..................................................363
§ 1. Определение........................................: 363
§ 2. Сырье для производства................................ 364 ,
§ 3. Физико-химические основы производства форстеритовых |
огнеупоров.........................................: 365 *
§ 4. Технология производства ............................ 369
§ 5. Свойства форстеритовых изделий . ...............370
Список литературы.......................-.................370
ИБ № 1190
Константин Константинович СТРЕЛОВ
Петр Сергеевич МАМЫКИН
ТЕХНОЛОГИЯ ОГНЕУПОРОВ *
Редактор издательства Г. Л. Позднякова
Художественный редактор Г. А. Ж е г и и
Технический редактор Г. Н. Каляпина _
Корректоры Л. Ф. Дурасова, К. В. Шин
Переплет художника А. Т. Ординарцева
Сдано в набор 22.09.77. Подписано в печать 10.03.78. Т-05394. Формат бумаги
84X108V32. Бумага типографская № 2. Гарнитура литературная. Печать высо-
кая. Усл. печ. л. 19,74. Уч.-изд. л. 21,81. Тираж 7200 экз. Заказ Na 298.
Цена 1 руб. Изд. № 3515.
Издательство «Металлургия», 119034, Москва, Г-34, 2-й Обыденский пер.,’д. 14
Владимирская типография Союзполиграфпрома при Государственном комитете
Совета Министров СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7