/












































































































































































































































































































































































































Текст
СПРАВОЧНИК МОНТАЖНИКА
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
ГЛАВТЕПЛОМОНТАЖ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И ПРОЕКТНЫЙ ИНСТИТУТ ТЕПЛОПРОЕКТ
СООРУЖЕНИЕ
ПРОМЫШЛЕННЫХ
ПЕЧЕЙ
Под ред. канд. техн, наук И. А. Шишкова
Издание пятое, переработанное и дополненное
МОСКВА СТРОЙИЗДАТ 1978
6С4.3
С63
УДК 624.9 : 66.0411 (031 >
I
Авторы: И. А. Шишков, А. А. Айзенберг, В. И. Бельский, А. А. Бе-
резин, Е. Ф. Гойколов, М. И. Ижорин, А. В. Кудрявцев, М. А. Пашис-
тов, Ю. Ф. Синицын, А. В. Яшкин.
Главная редакционная коллегия серии: А. К. Волнянок шй
(гл. редактор), Г. Г. Судаков (зам. гл. редактора), В. М. Ор-
л о в, В. П. П у ш к и н, А. Н. Блинов, А. К. П е р е ш и в к и и,
Н. С. М о в с е с о в, А. С. О р л о в, В. Я. К о п е й к о, Г. Ф. Куз-
не ц о в , В. И. Перемысловский.
51287
С 63 Сооружение промышленных печей. Изд. 5-е.
перераб. и доп. Под ред. И. А. Шишкова. М., Строй-
издат, 1978.
413 с. с ил. (М-во монтажных и спец, строит, работ СССР.
Главтепломонтаж. Всесоюз. науч.-нсслед. н проектный ин-т
Теплопроект. Справочник монтажника).
На обороте тит. л. авт.: И. А. Шишков, А. А. Айзенберг,
В. И. Бельский и др.
Приведены сведения о конструкциях печей н дымовых труб, ме-
тодах их сооружения, оборудовании и строительных механизмах, при-
меняемых прн строительстве, о строительных материалах, затратах
рабочего времени и принципах организации строительства промышлен-
ных печей и дымовых труб. В справочник включен материал по изго-
товлению и монтажу печных конструкций, а также обработке огне-
упоров.
Справочник предназначен для инженерно-технических работников,
занимающихся строительством промышленных печей н дымовых труб.
30207—485
С-----------
047(01)—78
114-78
6С4.3
© Стройиздат, 1978
Предисловие
Основными направлениями развития народного хозяйства
СССР на 1976—1980 годы, принятыми XXV съездом КПСС, пре-
дусматривается дальнейший значительный рост выплавки метал-
лов, выпуска машин, химических товаров, строительных материалов
и т. д., что потребует увеличения производственных мощностей дей-
ствующих и строительства новых предприятий.
Важной частью современного производства являются тепловые
агрегаты, необходимые для выплавки чугуна, стали, цветных метал-
лов, термической обработки металлических изделий, переработки неф-
ти, получения химических продуктов и производства строительных
материалов.
Справочник по сооружению промышленных печей содержит в
сжатом виде комплекс сведений, необходимых строителям. В нем
представлены как общие сведения, характеризующие большинство
сооружаемых тепловых агрегатов в различных отраслях промышлен-
ности, так и данные по всем видам огнеупорных материалов, строи-
тельным материалам, машинам, инструментам^ приспособлениям и
устройствам для производства тепломонтажиых работ. В справочнике
содержатся указания по наиболее рациональным новым методам мон-
тажа и кладки тепловых агрегатов, обеспечивающим выполнение ра-
бот на высоком техническом уровне. Приведены сведения, необходи-
мые для разработки проектов производства работ, а также практичес-
кие указания и правила выполнения кладки и монтажа печей и кир-
пичных заводских труб.
Пятое издание справочника пополнено данными о новых про-
грессивных материалах и новых машинах, применяемых на строи-
тельстве печей. Эффективное использование достижений научно-тех-
нического прогресса позволит существенно повысить уровень меха-
низации работ н производительность труда, что предусмотрено
статьей 15 Конституции СССР.
Первый, третий и седьмой разделы написаны В. И. Бельским;
раздел второй — Е. Ф. Гойколовым (гл. I—IV), М. А. Пашистовым
(гл. V—VII), А. А. Айзенбергом (гл. VIII—XI); раздел четвертый —
В. И. Бельским (гл. I—VI) и М. Н. Ижориным (гл. VII); раздел пя-
тый—А. В. Кудрявцевым; раздел шестой —А. В. Яшкиным;
раздел восьмой — И. А. Шишковым (гл. I и II) и Ю. Ф. Синицы-
ным (гл. III); раздел девятый — А. А. Березиным.
1*
3
Раздел первый. СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
Глава I. ОБЩЕСТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
И РАСТВОРЫ
1. Кирпич глиняный обыкновенный (ГОСТ 530—71*)
Размеры кирпича одинарного 250X120X65 мм, модульного с
технологическими пустотами 250X120X88 мм. Допускаемые от-
клонения (мм) кирпича пластического прессования — по длине
±4, по ширине ±3, по толщине ±3; кирпича сухого прессова-
ния— по длине ±3, по ширине ±2, по толщине ±2; искривления
граней и ребер — до 3 мм. Кирпич различных марок обладает
различным пределом прочности (табл. 1).
Таблица 1. Предел прочности глиняного обыкновенного кирпича
Марка Предел прочности, МПа [кгс/см2]
при сжатии при изгибе
для кирпича пласти- ческого и полусу- хого прессования для кирпича пластического прессования для кирпича полу- сухого прессования
кирпича я к ° . Я 2 «
о “о 5 = леньши! отдель । образг s я в ь о Я К й х. я <л леньши# отделы бразца — я я « Н о Я Я Й SJ К сП {еиьши# отделы । образг
£ 5 S о к Ь. Q, ч \о о rt о я Е ° о Е а о ч Ф X Я С-<
sag X Чь х ci х
300 30(300] 25(250] 4,4(44] 2,2(22] 3,4(34] 1,7(17]
250 25(250] 20(200] 4(40] 2(20] 3(30] 1,7(17]
200 20J200] 15(150] 3,4(34] 1,7(17] 2,6(26] 1,3(13]
150 15(150] 12,5(125] 2,8(28] 1,4(14] 2(20] 1(10]
125 12,6(125] 10(100] 2,5(25] 1,2(12] 1,8(18] 0,9(9]
100 10(100] 7,5(75] 2,2(22] 1,1(11] 1.6(16] 0,8(8]
75 7,5(75] 5(50] 1,8(18] 0,9(9] 1,4(14] 0,7(7]
Водопоглощение глиняного кирпича марок выше 150 должно
быть не менее 6%, кирпича остальных марок — не менее 8% (от
массы кирпича, высушенного до постоянной массы). Насыщенный
водой кирпич должен без каких-либо внешних признаков разру-
шения в зависимости от марки кирпича по морозостойкости выдержи-
вать 15—50 повторных циклов переменного замораживания и от-
таивания. Объемная масса глиняного кирпича пластического прес-
сования 1700—1800 кг/м3, полусухого прессования 1900 кг/м3. Мас-
4
са одного одинарного кирпича 3,5—3,6 кг, модульного 4 кг. Глиня-
ный кирпич применяют для кладки фундаментов, боровов, дымовых
труб, сушил и печей, а также обмуровки котлов в местах, подвер-
гающихся воздействию температур не выше 700° С (дымовых труб
500° С).
2. Кирпич глиняный для дымовых труб (ГОСТ 8426—75)
Таблица 2. Формы и размеры кирпича глиняного для дымовых труб
Кирпич Тип Размеры, мм
а б
Прямой 120 Ф20 1 1 2 65 88 —
65 70
65 100
88 70
80 100
Радиальный поперечный
7 65 200
8 65 225
9 88 200
10 88 225
Кирпич выпускается полнотелым или пустотелым (с отверстия-
ми). Площадь пустот ие должна превышать 20% площади осно-
вания кирпича. Масса кирпича не должна превышать 6 кг. Тол-
щина наружных стенок должна быть не менее 30 мм. Форма и
размеры пустот не регламентируются; в табл. 2 они показаны ус-
ловно. Допускаются: притупленность или отбитость ребер и углов
размером по длине ребра не более 10 мм до двух на одном кир-
пиче; искривление граней кирпича не более 3 мм; трещины сквоз-
ные на всю толщину кирпича протяженностью по ширине кирпича
до 5 мм не более одной на одном кирпиче. Общее количество кир-
пича с трещинами в партии ие должно превышать 20%. Водопог-
5
лощение кирпича должно составлять не менее 6% массы кирпича,
высушенного до постоянной массы. По морозостойкости кирпич
подразделяется в зависимости от числа циклов попеременного за-
мораживания и оттаивания в насыщенном водой состоянии, кото-
рое кирпич выдерживает без признаков повреждения, на три мар-
ки: Мрз25, Мрз35 н Мрз50. Кирпич предназначается для кладки
промышленных кирпичных дымовых труб и футеровки их в слу-
чае нагрева кирпича дымовыми газами не более чем до 500° С.
Предел прочности глиняного кирпича для дымовых труб приведен
в табл. 3.
Таблица 3. Предел прочности глиняного кирпича для дымовых труб
Марка кирпича Предел прочности, МПа [кгс/см2]
при сжатии при изгибе
средний для пяти образцов наименьший для отдель- ного образца средний для пяти образцов наименьший для отдельно- го образца
300 30(300] 25[250] 4,4(44] 2.8(28]
250 25[250] 201200] 4[40] 2,6(26]
200 20(200] 15(150] 3,4(34] 2.4(24]
150 15Ц50] 12.5(125] 2.8(28] 2,2(22]
125 12,5(125] 10(100] 2,5(25] 2(20]
3, Кирпич кислотоупорный нормальный
Кислотоупорный кирпич подразделяется на два сорта (табл. 4).
Таблица 4. Характеристика кислотоупорного кирпича
Показатель I сорт 11 сорт
Кислотостойкость, %, не менее 97 95
Водопоглощенне, %, не более 7 9
Предел прочности прн сжатии, МПв 40(400] 30(300]
[кгс/см2], ие менее
Термическая стойкость — число теплосмеп, 3 2
не менее
Водонепроницаемость Через 24 ч с обратной сто- роны кирпича не должно быть капель
Кирпич выпускается прямой размером 230X113X65 мм, клин—
торцовый и ребровый двусторонний размером 230X43X65X55 мм,
объемная масса 2100—2300 кг/м3. Применяется кирпич для футе-
ровки кислотоупорных устройств, а также дымовых труб при со-
держании в отходящих газах агрессивных реагентов и температуре
газов не выше 700° С.
6
4. Изделия кислотоупорные керамические для футеровки
дымовых труб (ГОСТ 9221 -71*)
Изделия кислотоупорные (табл. 5, 6) подразделяются из два
сорта.
Таблица 5. Характеристика изделий кислотоупорных
Показатель Кирпич радиальный Слезник фасонный
I сорт II сорт I сорт II сорт
Кислотостойкость, %, ие менее 97 95 96 95
Водопоглощение, %, не более 7 9 8 10
Предел прочности при сжатии, МПа [кгс/см2], не меиее 40 [400] 30(300] 35(350] 30(300]
Термостойкость (количество теплосмен), ие менее 3 2 2 Не регла- ментиру- ется
размеры изделий кислотоупорных
Таблица 6. Типы и основные
Форма и наименование изделия Обозна- чение Размеры, мм Объем, м1 Масса, кг
а б 61 в
Кирпич радиальный по-
перечный:
большой
средний
малый
Кирпич радиальный про-
дольный:
большой
малый
Слезник фасонный:
большой
средний
малый
прямой
РП1 230 210 113
РП2 205 195 113
РПЗ 205 160 113
РП4 230 113
РП5 230 113
С6 205
С7 ___ 175
С8 __ 175
С9 175
65 0,0016 3,52
— 65 0,0015 3,23
65 0,0014 2,95
95 65 0,0016 3,52
70 65 0,0014 2,95
168 0,0061 13
168 — 0,0055 11
95 —. 0,0031 6,82
175 — 0,0057 11.4
7
Изделия предназначаются для футеровки дымовых труб, кото-
рые отводят газы, содержащие агрессивные вещества.
5. Стекло натриевое жидкое (ГОСТ 13078—67*)
Растворимое стекло поступает в виде силиката натрия раство-
римого (ГОСТ 13079—67 «Силикат натрия растворимый») или си-
ропообразной жидкости плотностью 1,27—1,69 г/см3 с модулем
2,6—3. Силикат натрия растворяется в автоклавах или силикатовар-
ках под воздействием пара давлением 0,4—0,6 МПа [4—6 кгс/
/см2]. Продолжительность растворения силиката натрия в силикато-
варках 4—6 ч. Жидкое стекло доводят до требуемой плотности,
разбавляя водой или выпаривая. Это стекло применяется для при-
готовления жаростойких и кислотостойких бетонов, растворов и
обмазок. Для жаростойких бетонов и растворов жидкое стекло
применяют с модулем 2,6—2,8 и плотностью 1,34 г/см3 (для бето-
нов с магнезиальными заполнителями) либо 1,38—1,4 г/см3
(с хромитовыми и шамотными).
6, Портландцемент, шлакопортландцемент и пуццолановый
портландцемент (ГОСТ 10178—76)
Марки цемента соответствуют пределу прочности при сжатии
половинок образцов-балочек, изготовленных в соответствии с
ГОСТ 310—60 (табл. 7). Начало схватывания для всех цементов
должно наступать не ранее чем через 45 мин, а конец схватыва-
ния— не позднее чем через 12 ч после начала затворения. Порт-
ландцемент используют для приготовления обычных и жаростойких
бетонов и растворов. Его не следует применять для кладки фунда-
ментов и конструкций, соприкасающихся с кислыми, мягкими, ми-
нерализованными сточными водами. В клинкерном портландцемен-
те содержание SiO2 не должно превышать 3%. Пуццолановый
портландцемент применяют для приготовления бетонов, укладывае-
мых в конструкции, которые подвержены действию воды (фунда-
менты, борова), и торкрет-массы. Из шлакопортландцемента при-
готовляют обычные бетоны и растворы, а также жаростойкий бе-
тон. Он медленнее схватывается и твердеет (в первые 7—10 дней),
чем портландцемент, особенно прн низких температурах. Поэтому
при кладке методом замораживания, а также при возведении же-
лезобетонных дымовых труб в зимних условиях с обогревом подо-
гретым воздухом шлакопортландцемент не применяют. При про-
паривании или электропрогреве шлакопортландцемент обеспечива-
ет наибольшую относительную прочность бетона к моменту окон-
чания тепловой обработки. Объемная насыпная масса портландце-
мента 1100—1400 кг/м3, шлакопортландцемента 1100—1250 кг/м3
и пуццоланового портландцемента 850—1150 кг/м3.
7. Цемент кислотоупорный кварцевый кремнефтористый
(ГОСТ 5050-69)
Это смесь тонкоразмолотого кварцевого песка и кремиефтори-
стого натрия, затворяемая жидким стеклом с модулем 2,6—3 и
плотностью 1,35. Начало схватывания после затворения — не ра-
нее чем через 20 мин, конец—не позднее чем через 8 ч. Предел
прочности при растяжении через 28 сут воздушного твердения пос-
ле кипячения в кислоте не менее 2 МПа [20 кгс/см2], при сжа-
тии— около 6 МПа [60 кгс/см2] (ГОСТом не регламентирован).
8
Кислотоустойчивость — не ниже 93%, объемная насыпная масса
1300—1500 кг/м3. Для твердения цемента требуется температура
не ниже 10° С.
Таблица 7. Пределы прочности образцов-балочек и их половинок
Вид цемента Марка цемента
200 300 400 500
Предел прочности через 28 суг, МПа [кгс/см2], не менее
при изгибе
Портл андцемент Шлакопортлаидцемент и пуццолановый портландце- мент 3,5 [35] 4.5 [45] 4,5 [45] 5.5 [55] 5,5 [55[ 6 [60] 6 [60[
Продолжение табл. 7
Марка цемента
600 | 200 | 300 | 400 | 500 | 600
Вид цемента
Предел прочности через 28 сут,
МПа [кгс/см!]. не менее
при сжатии
Портландцемент
Шлакопортлаидцемент н
пуццолановый портландце,
мент
20 [200]
30 [300]
30 [300]
40
[400|
40
[400|
50
[500]
50
[500]
60
[600|
Примечание. Размер
цемента с нормальным песком
образцов 40X40X160 мм;
(1 : 3).
раствор составлен на
8. Цемент глиноземистый (ГОСТ 969—66)
В СССР цемент изготовляется путем размола доменного шла-
ка, получаемого при плавке бокситовой железной руды, с добав-
кой извести и железного лома. Приобретает почти полную проч-
ность через 15—24 ч после затворения. Сроки схватывания: начало
не ранее 45 мин, конец не позднее 12 ч. Предел прочности при из-
гибе образцов-балочек, испытанных через 28 сут твердения, может
быть ниже прочности образцов, испытанных через 3 сут твердения,
но не более чем на 10% (табл. 8).
Твердение глиноземистого цемента сопровождается выделением
большого количества тепла. Лучшие условия для твердения глино-
земистого цемента — влажная среда и температура 15°С. При по-
вышении температуры прочность глиноземистого цемента снижает-
ся, поэтому подвергать искусственному нагреванию его не следует.
Объемная насыпная масса 1150—1350 кг/м3. Этот цемент исполь-
зуют при приготовлении жаростойких растворов и бетонов, а так-
же когда необходимо ускорить набор прочности для подливки ан-
керных болтов и рам механизмов. Подливку глиноземистым бето-
9
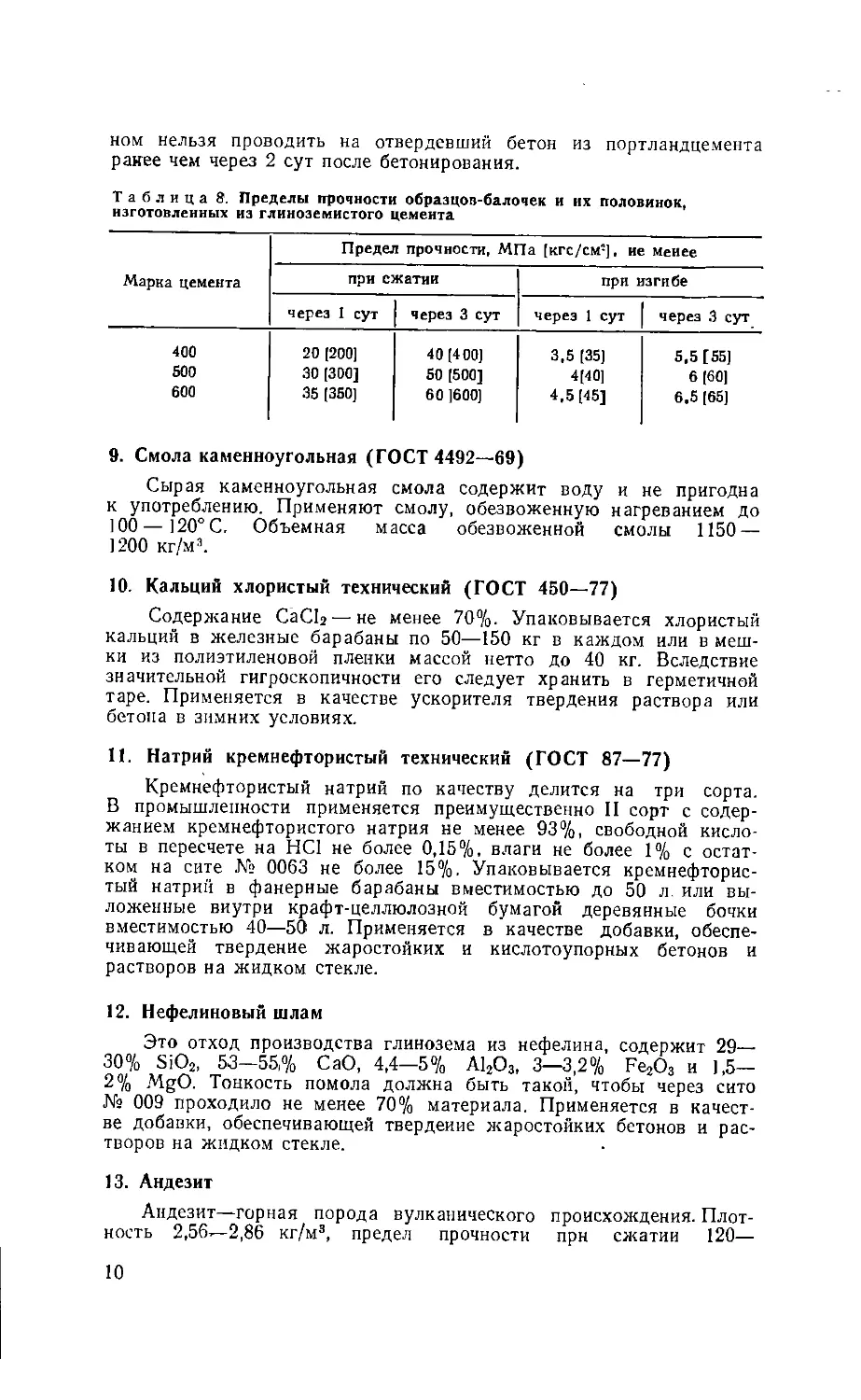
ном нельзя проводить на отвердевший бетон из портландцемента
ранее чем через 2 сут после бетонирования.
Таблица 8. Пределы прочности образцов-балочек и их половинок,
изготовленных из глиноземистого цемента
Марка цемента Предел прочности, МПа [кгс/см2], ие менее
при сжатии при изгибе
через 1 сут через 3 сут через 1 сут через 3 сут
400 20 1200] 40 1400) 3,5 135) 5,5[55)
500 30 [300] 50 [500] 4(40] 6 (60)
600 35 [350] 60 ]600] 4,5 [45] 6.5 (65]
9. Смола каменноугольная (ГОСТ 4492—69)
Сырая каменноугольная смола содержит воду и не пригодна
к употреблению. Применяют смолу, обезвоженную нагреванием до
100—120° С. Объемная масса обезвоженной смолы 1150 —
]200 кг/м3.
10. Кальций хлористый технический (ГОСТ 450—77)
Содержание СаС12— не менее 70%. Упаковывается хлористый
кальций в железные барабаны по 50—150 кг в каждом или в меш-
ки из полиэтиленовой пленки массой нетто до 40 кг. Вследствие
значительной гигроскопичности его следует хранить в герметичной
таре. Применяется в качестве ускорителя твердения раствора или
бетона в зимних условиях.
11. Натрий кремнефтористый технический (ГОСТ 87—77)
Кремнефтористый натрий по качеству делится на три сорта.
В промышленности применяется преимущественно II сорт с содер-
жанием кремнефтористого натрия не менее 93%, свободной кисло-
ты в пересчете на НС1 не более 0,15%, влаги не более 1% с остат-
ком на сите № 0063 не более 15%. Упаковывается кремнефторис-
тый натрий в фанерные барабаны вместимостью до 50 л. или вы-
ложенные внутри крафт-целлюлозной бумагой деревянные бочки
вместимостью 40—50 л. Применяется в качестве добавки, обеспе-
чивающей твердение жаростойких и кислотоупорных бетонов и
растворов на жидком стекле.
12. Нефелиновый шлам
Это отход производства глинозема из нефелина, содержит 29—
30% SiO2, 53—55% СаО, 4,4—5% А12О3, 3—3,2% Fe2O3 и ],5—
2% MgO. Тонкость помола должна быть такой, чтобы через сито
№ 009 проходило не менее 70% материала. Применяется в качест-
ве добавки, обеспечивающей твердение жаростойких бетонов и рас-
творов на жидком стекле.
13. Андезит
Андезит—горная порода вулканического происхождения. Плот-
ность 2,56—2,86 кг/м3, предел прочности при сжатии 120—
10
240 МПа [1200—2400 кгс/см2], кислотоупорность 95—98%. Приме-
няется в виде щебня и муки для изготовления жароупорных бето-
нов и в виде муки для приготовления кислотоупорного раствора
или замазки.
14. Диабаз
Диабаз — горная порода вулканического происхождения. Плот-
ность 2,8—3 кг/м9, предел прочности при сжатии 80—200 МПа
[1800—2000 кгс/см2]. Применяется в вяде щебня и муки для при-
готовления жароупорных бетонов и в виде муки для приготовле-
ния кислотоупорных растворов и замазок.
15. Гравий керамзитовый (ГОСТ 9759—76)
Керамзитовый гравий получается в результате вспучивания при
обжиге легкоплавких глин, трепела, сланцев или зол тепловых
электростанций. В зависимости от размера зерен гравий делится
на следующие фракции, мм: 5—10, 10—20, 20—40. Поставляется
гравий по фракциям в виде смеси нескольких фракций или же без
разделения по фракциям. По объемной насыпной массе гравий де-
лится на марки (табл. 9). Для высокопрочных конструктивных
легких бетонов допускается изготовление и поставка гравия марок
800 и 1000 с пределом прочности не менее 0,4 МПа [40 кгс/см2].
Влажность гравия не должна превышать 2% по массе. При по-
ставке смеси нескольких фракций гравия насыпная масса гравия
устанавливается по соглашению между поставщиком и заказчиком.
Прочность зернового состава гравия при сжатии, объемную насып-
ную массу н другие свойства гравия определяют в соответствии с
ГОСТ 9758—68. Гравий должен выдерживать не менее 15 циклов
попеременного замораживания н оттаивания с потерей при этом не
более 8% массы. Гравий не должен содержать включений извести,
приводящих к разрушению его зерен после кипячения в течение
4 мин. Содержание в гравии расколотых зерен не должно превы-
шать 15% по массе, а сернистых и сернокислых соединений в пе-
ресчете на SO3—1%.
Таблица 9. Характеристика керамзитового гравия
Марка гравия Объемная масса, кг/м3 Предел прочности при сжатии, МПа (кгс/см2], не менее, для классов
А Б
150 До 150 0,4 [4] 0,3 [3]
200 150—200 0,5 15] 0,4 (4]
250 200—250 0,7 [7] 0,6 [6]
300 250—300 1 ]Ю] 0.8 (8]
350 300—350 1,3 [13] 1 [Ю]
400 350—400 1,6 [16] 1,2 [12]
450 400—450 2 [20] 1,5(15]
500 450—500 2.5(25] 1,8 [18]
550 500-550 3 [30] 2,1 [21]
600 550—600 3,5 [35] 2,5 125]
700 600-700 4,5(45] 3 [30]
800 700—800 5,5 [55] 4 [40]
11
Для приготовления легкого жаростойкого бетона применяют ке-
рамзитовый гравий, ие содержащий свободных CaO, MgO и карбо-
натных включений с насыпной объемной массой не более 650 кг/м3.
В качестве заполнителя применяют фракции керамзита круп-
ностью до 20 мм:
Размер отверстий
сита в свету, мм . .
Полный остаток на
сите, % к массе . .
20; 10; 1.5; 1.25; 0,14
0,5; 25-40; 46-65; 70-75; 85-100
16. Щебень аглопоритовый (ГОСТ 11991—76)
Аглопоритовый щебень получают спеканием на агломерацион-
ной решетке шихты из глинистых пород и отходов от добычи, пе-
реработки и сжигания ископаемых углей (шлаков, зол) с после-
дующим дроблением и рассевом на фракции: 5—10, 10—20 и 20—
40 мм. В зависимости от насыпной массы аглопоритовый щебень
каждой фракции делится на марки. Помимо этого щебень делится
на марки по прочности, определяемой сдавливанием в цилиндре
(табл. 10).
Таблица 10. Насыпная масса я прочность при сдавливании в цилиндре
аглопоритового щебня
Марка по насыпной массе 400 500 600 700 800 900
Насыпная плот* До 400 401—500 501—600 601—700 701—800 801—900
ность, кг/ма Марка по прочно- П25 П35 П50 П75 П100 П125
стн Прочность, МПа 0,3-0,39 0,4—0,49 0,5-0,59 0,6-0,69 0,7-0,79 0,8-0,89
[кгс/см2] [3—3,9] [4-4,9 [5-5,9] [6—6.9] [7-7,9] [8-8,9]
17. Строительные растворы
В табл.. 11 приведены пределы прочности цементных, цементно-
известковых, цементно-глиняных и известковых растворов.
Таблица 11. Предел прочности раствора
Марка раствора Предел прочности, МПа [кгс/см=] Марка раствора Предел прочности раствора, МПа, [кгс/см2]
100 10—14,9 [100—149] 10 1-2,4 [10-24]
75 7,5-9,9 [75-99] 4 0,4-0,9 [4-9]
50 5-7,4 [50-74] 2 0,2—0,3 [2—3]
25 2,5-4,9 [25-49] 0 —
12
Марка 0 соответствует свежеуложенному раствору и в момент
оттаивания при зимней кладке методом замораживания; марка 2—
оттаявшему зимнему раствору. Пределы прочности (табл. 11) при-
ведены для растворов в возрасте 28 сут. При других возрастах
предел прочности, указанный в табл. 11, следует умножать на ко-
эффициенты, приведенные ниже:
Возраст образца,
сут............... 3; 7; 14; 28; 60
Коэффициент . 0,25; 0,5; 0,75; I; 1,2
Марка устанавливается по пределу прочности при сжатии ку-
ба 70,7X70,7X70,7 мм на 28-е сут твердения при температуре 15—
25° С.
При строительстве промышленных печей цементные строитель-
ные растворы (табл. 12) применяют для кладки наружных стен и
сводов больших пролетов из красного или диатомитового кирпича,
кладки методом замораживания в зимних условиях, кладки ды-
мовых труб, расшивки наружных швов лицевых стен. Во всех ос-
тальных случаях следует применять бесцементные растворы
(табл. 13).
Таблица 12. Составы растворов с применением цемента (в объемной
дозировке)
Раствор Марка Состав раствора по объему при марке цемента
ра- створа 500 | 400 | 300 | 200
Для кладки в условиях нормальной влажности
Цемеитио-извест- 100 1:0,3:4 1:0,2:3 — —
ковый 75 1:0,5:5 1:0,3:4 1:0,2:3 —
50 1:1:8 1:0,7:6 1: 0,4:4,5 1:0,1: 2,5
25 — 1:1,7: 12 1: 1,2:9 1:0,5:6
10 — — — 1:1,7:12
Цементно-глиня- 100 1:0,3:4 1: 0,2:3 — —
ный 75 1: 0,5:5 1:0,3:4 1: 0,2:3 —
50 1:1:8 1:0,7:6 1:0,4:4,5 1:0,1:2,5
25 — 1: 1: И 1:1:9 1:0,5:5
10 — — — 1:1: 9
Для кладки фундаментов, боровов (во влажных местах) и сушил
Цемеитио-извест- 100 1:0,3:4 1:0,2:3 — —,
ковый 75 1:0,5:5 1:0,3:4 1:0,2:3 —
50 1:0,7:8 1:0,7:6 1:0,4:5 1:0,1:2,5
25 — 1:0,7:11 1:0,7:9 1:0,5:5
10 — — — 1:0,7:9
Цементно-глиня- 100 1: 0,3:4 1:0,2:3 —
ный 75 1:0,5:5 1:0,3:4 1:0,2:3 —
50 1: 0,7:7,5 1:0,7:6 1: 0,4:5 1:0,1: 2,
25 — 1:0,7:8,5 1:0,7:8,5 1: 0.5:5
10 — — — 1:0,7:7
13
Продолжение табл. 12
Марка Состав раствора по объему при марке цемента
Раствор ра- створа 500 | 400 I 300 | 200
Для кладки фундаментов, боровов и стен печей, расположенных
ниже грунтовых вод
Цементный 100 1:4 1:3 — —
75 1:5 1:4 1:3 —
50 — 1:6 1:4,5 1:2,5
25 — — — 1:5
Глиияно-песчаные растворы применяют до температуры 900° С;
цементные и известковые — до температуры 250° С.
Таблица 13. Составы бесцемеитных растворов
Раствор Состав раствора Объемная дозировка Марка раствора в цементе
28 сут 3 мес О ф 2 СО
Глнняио-песчаные Глииа : песок 1:1—1:2 — — —
Известковые иа воздушной из- вести: I сорта Известь : песок 1:6 4 4 10
II > То же 1:5 4 4 10
Известково-глнняиые на воз- душной извести Известь : глииа : песок 1:0,3: (4-6) 4 4 10
В табл. 13 приведены дозировки для глиняного теста нор-
мальной консистенции с осадкой стандартного конуса 13—14 см
или для тощей глины грубого помола. При глине средней жирно-
сти объемная дозировка порошка уменьшается на 15%, а при жир-
ной глине на 25%. Дозировки извести даны для теста из гашеной
извести II сорта с объемной массой 1400 кг/м3. При применении
теста из извести I сорта количество теста уменьшается на 10%.
При применении молотой негашеной извести объем ее уменьшается
по сравнению с тестом для извести I сорта на 15%, II сорта на
20%. Растворы на молотой негашеной извести (кипелке) для клад-
ки дымовых труб не применяют. При использовании их для печной
кладки из красного кирпича следует предварительно проверить каче-
ство раствора на опытных образцах кладки (не менее 2 шт. для
каждой партии) размером 38X38X70 см. Раствор считается удов-
летворительным, если после 5-дневного хранения образцов кладки
в условиях, соответствующих производственным, не будет обна-
ружено разрушения швов кладки и ее деформации. Если раствор
не соответствует этим требованиям, необходимо увлажнить кирпич
до укладки. Кроме того, следует выдержать молотую негашеную
известь на складе (до 14 сут) и готовый раствор перед укладкой
(но не дольше 1 ч).
14
Дозировка воды в растворе, определяемая пробными замеса-
ми, должна соответствовать необходимой консистенции раствора.
Для строительных растворов применяют: песок по ГОСТ 8736—77,
известь по ГОСТ 9179—70, портландцемент по ГОСТ 10178—76.
Для кладки из глиняного обыкновенного или диатомитового
кирпича при сооружении промышленных печей, как правило, при-
меняют глиняно-песчаный раствор. При приготовлении строитель-
ных растворов в растворосмеситель вначале подают воду, затем за-
гружают заполнитель, вяжущее и пластификатор (известь, глину).
Раствор перемешивают с момента загрузки всех материалов в рас-
творосмеситель не менее 1 мин. Необходимо постоянно контроли-
ровать качество растворов как перед началом кладки, так и в
процессе ее. Для растворов марки 25 и выше контрольные опреде-
ления прочности раствора обязательны. Контрольные образцы из-
готовляют при всяком изменении сырья или состава. При отсут-
ствии изменений производят не менее одного испытания на каж-
дые 250 м3 кладки или на каждый крупный объект (ГОСТ 5802—66).
Для строительных бетонов применяются щебень по ГОСТ 8267—75
и цемент по ГОСТ 10178—76.
18. Растворы кислотоупорные
Для кислотоупорной кладки применяются кислотоупорные рас-
творы следующего состава (на 1 м3 раствора):
1) жидкого стекла плотностью 1,4—1,5 г/см3 и модулем 3—
3,2 400—500 кг; кремнефтористого натрия—15% массы жидкого
стекла; тонкомолотого наполнителя 425 кг; песка кварцевого с зер-
нами крупностью 0,15—0,6 мм 1275 кг. В качестве тонкомолотого
наполнителя применяют порошок № 2 для кислотоупорной замазки
по ВТУ МХП 9095—55 (тонкомолотая смесь содержит 80% по-
рошка из диабазового литья и 20 % базальта). Кварцевый песок
может быть заменен искусственным песком из андезита, бештауни-
та и других кислотостойких плотных пород;
2) диабазовой муки 70%, жидкого стекла плотностью 1,42 кг/см3
26,5%, кремнефтористого натрия 3,5% (по массе).
При приготовлении кислотоупорных растворов в растворосме-
ситель загружают вначале песок, затем предварительно приготов-
ленную смесь тонкомолотого наполнителя и кремнефтористого нат-
рия и перемешивают сухую смесь не менее 2 мин. Затем в раство-
росмеситель заливают требуемое количество жидкого стекла и
смесь дополнительно перемешивают 2—3 мин. Кладку на кислото-
упорном растворе можно вести при температуре не ниже 10° С.
Температура поверхности, на которую его наносят, должна быть
не ниже 10 и не выше 40° С.
Глава II. МЕТАЛЛЫ
1. Сталь прокатная
При сооружении промышленных печей используют двутавро-
вые балки (табл. 14), швеллеры (табл. 15), а также сталь угло-
вую (табл. 16, 17).
15
Таблица 14. Балки двутавровые
Про- филь I Масса £1 м, кг . Размеры, мм Площадь сечения, см2 см1 ш г’ см3 ly min* см
h 6 d
По ГОСТ 8239—72*
10 9,46 100 55 4,5 12 198 39,7 1,22
12 11,5 120 64 4,8 14,7 35Q 58,4 1,38
14 13,7 140 73 4,9 17,4 572 81,7 1,55
16 15,9 160 81 5 20,2 873 109 1.7
18 18,4 180 90 5,1 23,4 1290 143 1,88
20 21 200 100 5,2 26,8 1840 184 2,07 .
22 24 220 110 5,4 30,6 2550 232 2,27
24 27,3 240 115 5,6 34,8 3460 289 2,37
27 31,5 270 125 6 40,2 5010 371 2,54
30 36,5 300 135 6.5 46,5 7080 472 2,69
36 48,6 360 145 7,5 61,9 13 380 743 2,89
57 400 155 8,3 72,6 19 062 953 3,03
По ГОСТ 19425—74 (для подвесных путей)
24М 38,3 240 ПО 8,2 48,7 4640 387 2,38
ЗОИ 50,2 300 130 9 64 9500 633 2,74
36М 57,9 360 130 9,5 73,8 15 340 852 2,65
45М 77,6 450 150 10,5 98,8 31 900 1420 3
Таблица 15. Швеллеры (ГОСТ 8240—72)
Про- филь Масса 1 м, кг Размеры, мм Площадь сечения, см2 см1 см3 7 у см1 W . Г3 см3 ly min’ см
h ь d
5 4,84 50 32 4,4 6.16 22,8 9,1 5,61 2,75 0,954
6,5 5.9 65 36 4,4 7,51 48,6 15 8,7 3,68 1,08
8 7,05 80 40 4,5 8,98 89,4 22,4 12,8 4,75 1,19
10 8,59 100 46 4,5 10,9 174 34,8 20,4 6,46 1,37
16
Продолжение табл. 15
5р0‘ I филь Масса, 1 м, кг Размеры, мм Площадь сечения, см2 /л, см1 см3 /y’i СМ1 Wy ’ см3 £у min’ см
h Ь d
12 10,4 120 52 4,8 13,3 304 50,6 31,2 8,52 1,53
14 12,3 140 58 4,9 15,6 491 70,2 45,4 11 1,7
16 14,2 160 64 5 18,1 747 93,4 63,3 13,8 1,87
18 16.3 180 70 5,1 20,7 1090 121 85 17 2,04
20 18,4 200 76 5,2 23,4 1520 152 113 20,5 2,2
22 21 220 82 5,4 26.7 2110 192 151 25,1 2,37
24 24 240 90 5,6 30,6 2900 242 208 31,6 2,6
27 27,7 270 95 6 35,2 4160 308 262 37,3 2,73
30 31,8 300 100 6,5 40,5 5810 387 327 43,6 2,84
33 36,5 330 105 7 46,5 7980 484 410 51,8 2,97
36 41.9 360 110 7,5 53,4 10820 601 513 61,7 3,1
40 48,3 400 115 8 61,5 15 220 761 642 73,4 3,23
Таблица 16. Сталь угловая равнополочная
(ГОСТ 8509—72)
Профиль Масса 1 м, кг Размеры, мм Площадь сечения, см2 см1 см3 1У 1П>:П’ см
ь d
3,6 2,16 36 4 2,75 3,29 1,28 0,7
5 3,05 50 4 3,89 9,21 2,54 0,99
6.3 4,81 63 - 5 6,13 23,1 5,06 1 ,25
6,3 5,72 63 6 7,28 27,1 5,99 1,24
7,5 9,02 75 а 11,5 59,8 11,17 1,47
9 10,9 90 8 13,9 106 16,35 1,77
10 15,1 100 10 19,2 179 24,96 1,96
10 17,9 100 12 22,8 209 29,47 1,95
12,5 22,7 125 12 28,9 422 47,15 2,46
16 38,5 160 16 49,1 1175 102,6 3,14
20 48,7 200 16 62 2363 163,4 3,96
20 60,1 200 20 76,5 2871 200,8 3,93
2-з51 51287 *7
I 5.|!^Л. (ОТЕКА [
I Б;:иНИИ НИ I
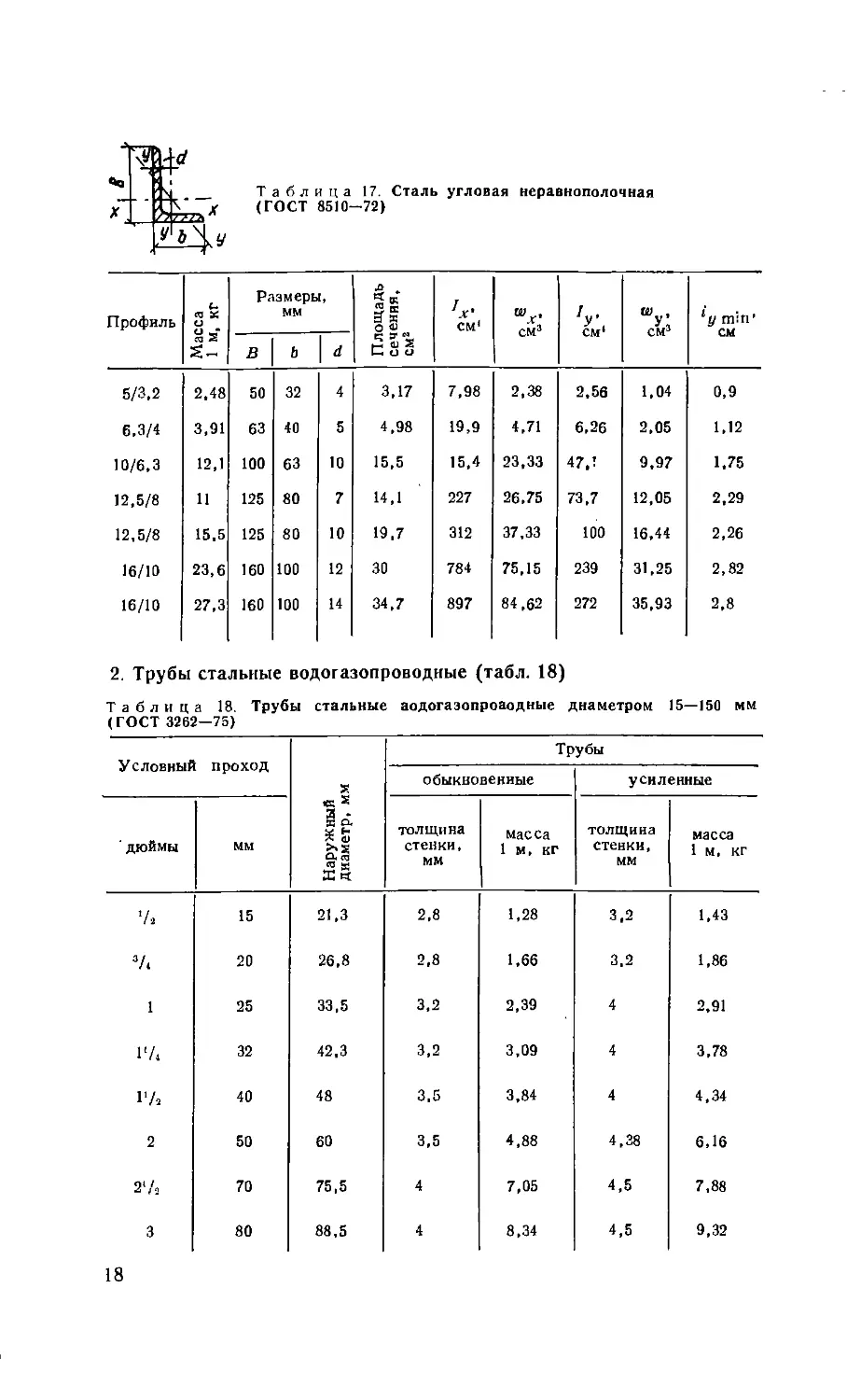
Таблица 17. Сталь угловая неравнополочная
(ГОСТ 8510—72)
Профиль Масса 1 м, кг Размеры, мм Площадь сечения, см2 см( wx' см3 V см‘ Иуз см3 Ly min’ см
В ь
5/3,2 2,48 50 32 4 3,17 7,98 2,38 2,56 1,04 0,9
6.3/4 3,91 63 40 5 4,98 19,9 4,71 6,26 2,05 1,12
10/6,3 12,1 100 63 10 15,5 15,4 23,33 47,1 9,97 1,75
12,5/8 11 125 80 7 14,1 227 26,75 73,7 12,05 2,29
12,5/8 15,5 125 80 10 19,7 312 37,33 100 16,44 2,26
16/10 23,6 160 100 12 30 784 75,15 239 31,25 2,82
16/10 27,3 160 100 14 34,7 897 84,62 272 35,93 2,8
2. Трубы стальные водогазопроводные (табл. 18)
Таблица 18. Трубы стальные аодогаэопроаодные диаметром 15—150 мм
(ГОСТ 3262—75)
Условный проход Ж Трубы
обыкновенные усиленные
' дюймы мм Наружный диаметр, м толщина стенки, мм масса 1 м, кг толщина стенки, мм масса 1 м, кг
72 15 21,3 2,8 1,28 3,2 1,43
3Л 20 26,8 2,8 1,66 3,2 1,86
1 25 33,5 3,2 2,39 4 2,91
17. 32 42,3 3,2 3,09 4 3,78
1’Л 40 48 3.5 3,84 4 4,34
2 50 60 3,5 4,88 4,28 6,16
27з 70 75,5 4 7,05 4,5 7,88
3 80 88,5 4 8,34 4,5 9,32
18
Продолжение табл. IS
Условный проход Наружный диаметр, мм Трубы
обыкновенные усиленные
дюймы ММ толщина стенки, мм масса 1 м, кг толщина стенки, мм масса 1 м, кг
4 100 114 4.5 12,15 5 13,44
5 125 140 4,5 15,04 5,5 18,24
6 150 165 4.5 17,81 5,5 21,63
3. Сталь горячекатаная для армирования
В зависимости от химического состава горячекатаная сталь для
армирования (табл. 19) делится на пять классов: А-1, А-2, А-3,
А-4, А-5. Сталь класса А-1 выпускается круглая гладкая; сталь
остальных классов — периодического профиля.
Таблица 19. Сталь горячекатаная для армирования железобетонных
конструкций (ГОСТ 5781—75)
Номинальный рас* четный диаметр, мм Наружный диаметр стержня периодиче- ского профиля, мм Расчетная площадь сечения, см2 Масса 1 м, кг Номинальный рас- четный диаметр, мм Наружный диаметр стержня периоди- ческого профиля, мм Расчетная площадь сечения, см2 Масса 1 м, кг
6 6,75 0,283 0,222 16 18 2,01 1,58
8 9 0,503 0,395 .8 20 2,54 2
10 11,3 0,785 0,617 20 22 3,14 2,47
12 13,5 1,131 0,888 22 24 3,80 2,98
14 15,5 1,54 1,21 25 27 4,91 3,85
4. Жаропрочные, жаростойкие и коррозионно-стойкие
стали и сплавы
Эти стали и сплавы (табл. 20) применяются в соответствии
со следующими ГОСТами: 5632—72**, 5949—75, 5582 75, 7350
77, 2176—77.
2:
19
Коррозионно-стойкими называются стали и сплавы, стойкие
против электрохимической и химической коррозии. Жаростойкие
стали и сплавы стойки против химического разрушения поверхно-
сти в газовых средах при температурах выше 550° С. Жаропроч-
ными называются стали и сплавы, способные работать в нагружен-
ном состоянии при высоких температурах в течение определенного
времени и обладающие при этом жаростойкостью.
Таблица 20. Жаропрочные, жаростойкие и коррозионно-стойкие стали
и сплавы
Марка Состояние металла в усло- виях поставки* 2 3) Максимальная температура применения в течение дли- тельного времени (до 10 000 ч), °C Температура начала интен- сивного окалинообраэоваиия в воздушной среде, °C Условный предел ползучес- ти при температуре3) (°C), МПа [кге/мм2] Допустимое напряжение при температуре3) (°C), МПа [кге/мм2]
12X13') с, л, т, п 500 750 (500) 220 [22] (500) 140 [14]
20X13 с, л, т, п 500 750 (550) 70 [7] (550) 60 [6]
45Х14Н14В2М с 650 850 (700) 30 [3] (700) 24 [2,4]
10Х14Г14Н4Т с, л 800 850 (800) 20 [2] (800) 16 [1,6]
2Х18Н9Т с. л, п 800 850 — —
12Х18Н10Т с, л, т, п 800 850 (700) 25 [2,5] (700) 20 [2]
2X17 с, л, т — 900 — —
20Х23Н13 с, л, т, п, о 1000 1050 (800) 20 [2] (800) 16 [1,6]
10Х23Н18 с. л, т, п 1000 1050 (850) 10 [1] (850) 8 [0,8]
20X2SH20C2 о 1050 1100 — —
20Х23Н18 с, л, т, п 1000 1100 (850) 10 [1] (850) 8 [0,8]
К обозначению марки отливки на конце добавляется буква Л: например,
марка стали 20Х23Н13, марка литья 20Х23Н13Л.
2) С — сортовой прокат; Л — лист толщиной до 25 мм; Т — трубы диамет-
ром 5—200 мм с толщиной стенки у труб диаметром до 50 мм 1—5 мм, диа-
метром 50—200 мм 5—30 мм; О — отливки; П — проволока.
3) При работе в продолжении Ю 000 ч.
20
5. Отливки из жаростойкого чугуна (ГОСТ 7769—75)
Жаростойкими называются чугуны (табл. 21), предназначен-
ные для эксплуатации при высоких температурах.
Таблица 21. Отливки из жаростойкого чугуна
Чугун Марка Максимальная тем- пература примене- ния, °C Предел прочности при тем- пературе 20°С, МПа [кгс/см2], не менее
при изгибе при растя- жении
Хромитовый жчх 500 360 [36] 180 [18]
> ЖЧХ2 600 320 [32] 150 [15]
» жчхз 650 320 [32] Не опреде- ляется
> ЖЧХ16 900 700 [70] 350 [35]
» жчхзо 1100 500 [50] 300 [30]
Кремнистый ЖЧС5 700 394 [40] 147 [15]
Кремнистый с шаровидным графитом ЖЧС5Ш 700 Не опреде- ляется 300 [30]
Алюминиевый ЖЧЮ7Х2 750 180 [18] 120 [12]
> ЖЧЮ6С5 800 240 [24] 120 [12]
> ЖЧЮ22 1000 240 [24] 120 [12]
» ЮЧЮЗО 1100 350 [35] 200 [20]
Алюминиевый с шаровид- ным графитом ЖЧЮ22Ш ЖЧЮ2ХШ 1100 650 400 [40] 600 [60] 300 [30] 400 [40]
21
“Глава III. ОГНЕУПОРНЫЕ МАТЕРИАЛЫ, БЕТОНЫ и РАСТВОРЫ
1. Характеристика огнеупорных изделий (табл. 22, 23)
Таблица 22. Физико-механические показатели огнеупорных изделий
Изделия Огнеупор- ность, °C, не ниже Температура начала деформации под нагрузкой 0,2 МПа [2кгс/см2], °C, не ниже Порис- тость объемная (кажу- щаяся), %, не более Предел прочности прн сжатии, МПа [кгс/см2]. ие менее Объемная масса, т/м3 Коэф фиш туриого (ГОСТом в темпера- тура, °C 1еит темпера- расширения не устанавли- 1ется) коэффициент Термическая стойкость (водя- ные теплосмены по ГОСТ 7875— 56), ие менее ГОСТ или ТУ
Тугоплавкие: I сорта II » Полукислые: ПА ПБ ПВ Шамотные общего назначения: ША ШБ ШВ ШУС Огнеупорные и вы- сокоогнеупорные для кладки доменных пе- чей: ШПД-42 ШПД-41 ШПД-39 ШПД-37 Огнеупорные и вы- сокоогнеупорные для воздухои агревателей доменных печей: 1400 1300 1710 1670 1580 1730 1670 1580 1580 1750 1750 1750 1730 1400 1350 Не нормирует- ся 1300 1 Не норми- 1 руются 1500 1500 1440 1400 30 30 Не норми- руется 30 30 ) Не нор- /мируются 12 12 16 17 10 [100] 8 [80] 12,5 [125] 15 [150] 10 [100] 15[150] 13 [130] 12,5 [125] 12,5 [125] 70 [700]=) 70 [700] 50 [500] 40 [400] (1,7-1,85)’) 1.9 2-2,1 1,9—2 1.9 1.9 2,35 2,33 2,26 2,2 20-1000 20—1300 “l 2 о н 2 Л ни 1 О 1 ем । иэ ю | о ° (10—15)’) (10-15) (10-15) j (10-15) 1 ГОСТ (4873—71 1 ГОСТ (390—69- ГОСТ 1598—75
дв 1690 1620 '22
МКВ-72 1550 21
МЛ В-62 Не нор- мируются 1500 21
МКРВ-50 1540 21
ШВ-42 1750 1520 21
ШВ-37 1730 1320 24
ШВ-28 Крупноблочные алюмосиликатные для стекловаренных печей: 1670 1270 25
ШС-33 — Не норми- руется 18
Ш СУ-40 — 1450 18
ШСП-40 — 1450 14
МЛСУ — 1520 18
МЛСП Шамотные и полу- кнслые для футеров- ки вагранок: 1520 14
ШАВ 1730 1 Не норми- 22
ШБВ и ПБВ Изделия для футе- ровки вращающихся трубчатых печей* ) 1670 ) руются 22
алюмосиликатные МЛЦ и МКРЦ 1750—1800 1400—1450 24—22
ШЦУ, ШЦО и ПЦ 1670-1710 1300 1370 20-26
ШЛЦ-1,3 1670 1350 —
магнезиальные ХМЦ, МХЦ и ПШЦ Выше 2000 1470—1540 20—24
Каолиновые 1850 15001 12J
30-27 ,5 [300-
275Г)
50—30
[500 —300]
40—30
[400—300]
640—30
[400—300]
40—30
[400—300]
17,5 [175]
15[150]
1,85
2,7
2,5
2,4
2,3
2,1
2
5
5
8
6
5
5
ГОСТ
20901 —
75
25 [250] (2.1)
25 [250] 2,2
60 [600 2,28
70 [700 2,5
80 [800 2,65
20Г200]
15 [150]
(10—15)
ГОСТ
7151—
74
1 ГОСТ
J 3272—71
25—30 [250—300] 18—25 2.1—2,5 1.9-2,15 — 3 4 ГОСТ 21436—
[180—250] 75
4,5[45] 1.3 —— — —
25-30 (2.9-3,1) — *— 2—8
[250—300] ТУ
40—70 14-8-72-
[400-700] (2—2,3) — (0,43- (15-20) 73
0.45)10—5
Изделия Огне- упорность, °C, не ниже Температура начала деформации под нагрузкой 0,2 МПа [2кгс-см2], °C не ниже Порно- тость объемная (кажу- щаяся) , %, ие более
Огнеупорные и вы- сокоогнеупориые алюмосиликатные для стекловаренных печей:
ШСУ-39 н ШСП-39 1730 1450 14—18
МЛСУ н МЛСП Высокоглнноземи- стые с содержанием А120з, %: 45 1850 1550 13,5-18
1750 1400—1450 18—24
62 1800 1450—1500 17—24
72 Выше 1800 1500 16—24
Высокоглиноземи- стые с содержанием А120з не менее 63% для лещадн домен- ных печей (типа си- лиманитовых н мул- литовых) Корундовые с со- держанием А120з не 1800 1500 15-19
менее 98%- Бадделито-корун- довые плавленые: — 1750 20
Продолжение табл. 22
Предел прочности прн сжатии, МПа[кгс-с№], не менее Объемная масса, т/м3 Коэффициент темпера- турного расширения (ГОСТом не устанавли- вается) Термическая стойкость (водя- ные теплосмены по ГОСТ 7875— 56), не менее гост или ТУ
темпера- тура, °C коэффициент
60—50 [600—500] (2,20— 2,281) (15-20) ) ТУ 14-8- | -134-74
70—80 (2,50— __ (10-15)
[700—800] 2,65)
20-40 (2,3—2,6) 20—1000 (0,48— 3 1 ТУ (14-8-8-71
[200—400] 25—60 [250—600] 0,55)10—5 3
30—80 [300—800] (2,5—2,8) 3
30—70 — (25) ГОСТ
[300—700] 10381—75,
ТУ
14-8-71-73
60[600] 2,96—3,1 — — 5 ТУ 14-8-66-73
«Бакор-33» «Бакор-37» «Бакор-41» 1780 (1750) (1-3)
Динасовые:
ДБУ 1710 1650 20
ДО-1 1710 1650 23
ДО-2 Динасовые для электросталепла- 1690 1640 25
внльных печей Динасовые для стекловаренных пе- чей: 1720 1660 22
ДСУ 1710 1650 20—21
ДСО 1710 1650 21—22
дс 1710 1630 22
Магнезитовые (пе-
риклазовые) высшей
огнеупорности:
МУ-91 МО-91 Выше 1550 1500 11-18 11-24
МУ-89 2000 1500 11-20
МО-89 1500 11-26
to
ся
— 3,35—3,5 3,45—3,6 3,5—3,7 . Сред- няя (0,7—0,76)Х X IO”5
20—1670 0,74 10—5
22,5 [225] — 20—1110 0,1910—5
22,5 [225] 1,95) 20—300 3,26-10—5
17,5 [175] 1,9 300-1100 0,46-10—5
1100-1670 0,11-10—5
25 [250] (1,9-1,95) — —
30 [300]
20 [200]
17,5[175]
60 [600]
50 [500]
50 [500]
40 [400]
(1,9-
1.95)
3
2,7
3
2,7
20 - 700
(1,1—1,2)Х
ХЮ?5.
ТУ
14-8-219-76;
ТУ 21-
- РСФСР-
467-76
ГОСТ
4157—69
ГОСТ
1566-71
ГОСТ
3910—75
ГОСТ
4689—74
Изделия Огне- упорность, °C, ие ниже Температура начала деформации под нагрузкой 0,2 МПа [2кгс/см2], °C не ниже Порис- тость объемная (кажу- щаяся), %, не более
Магиезито-хроми- товые и хромомагне- эитовые безобжиго- вые: БМХ и БМХЦ Выше 2000 1430 20
БХМ и БХМК то же 1400 18
Хромомагнезито- вые: подгруппа I 2000 1500 23
> II 2000 1450 25
Периклазохроми- товые для сводов мартеновских и электросталепла- внльных печей (тер- мостойкие): ПХСП (ВышеЮОО) 1560 16
ПХСУ то же 1540 20
пхсо » 1520 22
Периклазошпиие- лидные для марте- новских и электро- сталеплавильных пе- чей Выше 2000 1540 20—21
Продолжение табл. 22
Предел прочности при сжатии, 1Па [кгс/см2], не меиее, Объемная масса, т/мэ Коэффициент темпера- турного расширения (ГОСТом не устанавли- вается) Термическая стойкость (водя- ные теилосмены по ГОСТ 7875— 56) не менее ГОСТ или ТУ
темпера- тура, °C коэффициент
30 [300] 28 [280] 2,85—3 2,85—2,95 — — — 1 гост /13998-68
25 [250] 20 [200] 2,95 (2,95) у Средний (0,85—1)10—5 2 ГОСТ 5381-72
37,5 [375] 32,5 [325] — — — 4 6 1 ГОСТ 1 10888—76
27,5 [275] — — — 3
30 [300] 6 ТУ 14-8-49-72
Талькомагнеэнто- вый кирпич (1675) (1275—1440) (0,7—2.7) 10 [100] [2,8—2,855> - — — ГОСТ 1517-74
Хромитовые (Выше 1900) 1500—1600 10-15 25-80 [250—800] 2,8—3,2 До 1500 1 10^ (2—65) —
Форстеритовые 1750 1550—1570 25 25-35 [250—350] (2,4—2,6) — — (1.5) ГОСТ 14832—69
Доломитовые 1770—1780 1550—1610 — 100—130 [1000—1300] 2,8—2,9 — — — —
Карбид-кремние- вые: на кремнеземи- стой связке:
КК-1.2 — 1700 24 40 [400] 2,13 — (3,5—5)10“4 30
на алюмосиликат- ной связке: КА-3 1500 22 40 [400] 2,39 \ 20—1800 0,4710—5 30-50 ГОСТ 1(153—
КА-5 — 1500 25 40 [400] 2,03 — — 150
Блоки для футеров- ки доменных печей:
графитирован- ные углеродистые — | (1700-1800) >) 31 21 16,5 [165] 27,5 [275] (1.5) (1.6) 0—700 0,510-5 (100) ТУ 48-01-31-71 ТУ 48-12-18-73
^Значения величин, взятых в скобки, стандартом не устанавливаются.
2) Для изделий марок 5, 6, 7, 8, 13 и 14—40 МПа [400 кгс/см2).
Большие значения для насадочных изделий.
Подробные характеристики см. далее.
' Плотность динаса: марки ДБУ — не более 2,44—2,52; ДО-1—2,38; ДО-2—2,40.
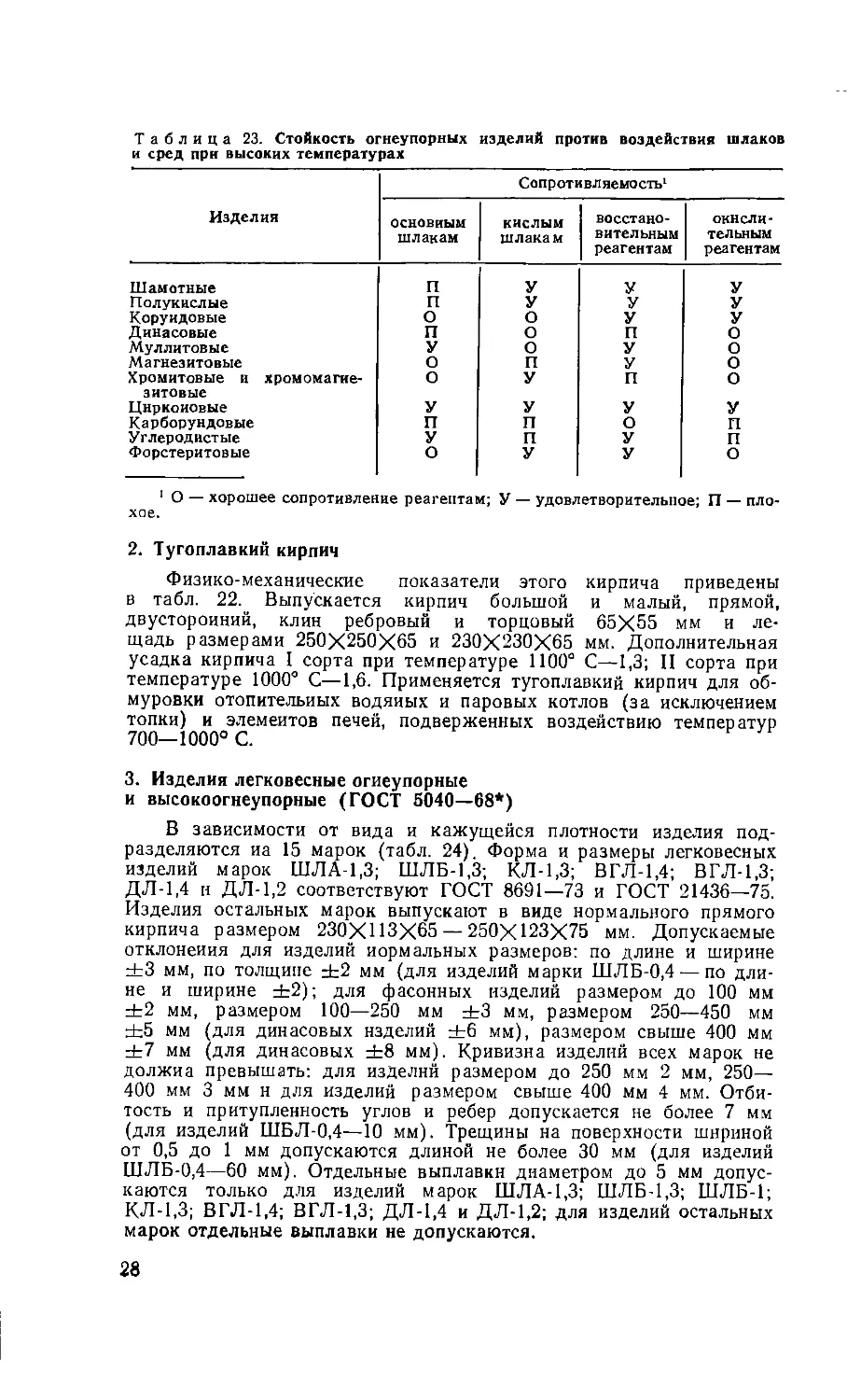
Таблица 23. Стойкость огнеупорных изделий против воздействия шлаков
и сред при высоких температурах
Изделия Сопротивляемость1
основным шлакам кислым шлакам восстано- вительным реагентам окисли- тельным реагентам
Шамотные п У У У
Полукнслые п У У У
Корундовые о о У У
Динасовые п о п о
Муллитовые У о У о
Магнезитовые о п У о
Хромитовые и хромомагие- о У п о
зитовые
Цирконовые У У У У
Карборундовые п п о п
Углеродистые У п У п
Форстеритовые о У У о
' О — хорошее сопротивление реагентам; У — удовлетворительное; П — пло-
хое.
2. Тугоплавкий кирпич
Физико-механические показатели этого кирпича приведены
в табл. 22. Выпускается кирпич большой и малый, прямой,
двусторонний, клин ребровый и торцовый 65X55 мм и ле-
щадь размерами 250X250X65 и 230X230X65 мм. Дополнительная
усадка кирпича I сорта при температуре 1100° С—1,3; II сорта при
температуре 1000° С—1,6. Применяется тугоплавкий кирпич для об-
муровки отопительных водяных и паровых котлов (за исключением
топки) и элементов печей, подверженных воздействию температур
700—1000° С.
3. Изделия легковесные огнеупорные
и высокоогнеупорные (ГОСТ 5040—68*)
В зависимости от вида и кажущейся плотности изделия под-
разделяются иа 15 марок (табл. 24). Форма и размеры легковесных
изделий марок ШЛА-1,3; ШЛБ-1,3; КЛ-1,3; ВГЛ-1,4; ВГЛ-1,3;
ДЛ-1,4 и ДЛ-1,2 соответствуют ГОСТ 8691—73 и ГОСТ 21436—75.
Изделия остальных марок выпускают в виде нормального прямого
кирпича размером 230X113X65 — 250X123X75 мм. Допускаемые
отклонения для изделий нормальных размеров: по длине и ширине
±3 мм, по толщине ±2 мм (для изделий марки ШЛБ-0,4 — по дли-
не и ширине ±2); для фасонных изделий размером до 100 мм
±2 мм, размером 100—250 мм ±3 мм, размером 250—450 мм
±5 мм (для динасовых изделий ±6 мм), размером свыше 400 мм
±7 мм (для динасовых ±8 мм). Кривизна изделий всех марок не
должна превышать: для изделий размером до 250 мм 2 мм, 250—
400 мм 3 мм н для изделий размером свыше 400 мм 4 мм. Отби-
тость и притупленность углов и ребер допускается не более 7 мм
(для изделий ШБЛ-0,4—10 мм). Трещины на поверхности шириной
от 0,5 до 1 мм допускаются длиной не более 30 мм (для изделий
ШЛБ-0,4—60 мм). Отдельные выплавки диаметром до 5 мм допус-
каются только для изделий марок ШЛА-1,3; ШЛБ-1,3; ШЛБ-1;
КЛ-1,3; ВГЛ-1,4; ВГЛ-1,3; ДЛ-1,4 и ДЛ-1,2; для изделий остальных
марок отдельные выплавки не допускаются.
28
Для рабочих температур 1250—1300° С выпускаются высоко-
глиноземистые легковесные изделия из дистенсиллимонитового кон-
центрата марок ВГЛДС-0,5 (ТУ 14-8-25-71) н ВГЛДС-0,8
(ТУ 14-8-83-73) с содержанием А12О3 не менее 50% и объемной
массой соответственно 0,5 и 0,8 т/м3; для температур до 1500° С —
ВГЛДС-0,7 с содержанием А12О3 не менее 55% и объемной мас-
сой 0,7 т/м3. Изделия пригодны для футеровки печей с восстанав-
ливающей углеродсодержащей средой, в которой обычные легко-
весные изделия стоят плохо.
Таблица 24. Физико-механические свойства легковесных изделий
Изделия Марка Огнеупорность, *С, не менее 1 Температура эксп- луатации, °C, не бо- лее Кажущаяся плот- ность, г/см'\ не бо- лее Предел прочности при сжатии, МПа [кгс/см2]► не менее Коэффициент тепло- проводности при тем- пературе 600 °C на горячей стороне, Вт/(м К) [ккал/(мХ Хчград)], не более
Шамотные и по- лукислые ШЛА-1,3 ШЛБ-1,3 ШЛБ-1 ШЛБ-0,9 ШЛБ-0,8 ШЛБ-0,6 ШЛБ-0,4 ШЛБ-0,4 высшей кате- гории 1730 1670 1670 1670 1670 1670 1670 1570 1400 1300 1300 1270 1250 1200 1150 1150 н 0,9 0,8 0,6 0,4 0,4 4,5 [451 3,5[35] 3 [30] 2,5 [25] 2,5 [25] 2 [20] 1 [Ю] 1,2 [12] 0,7 [0,6] 0,7 [0,6 0,6 [0,5 0.5 [0,4 0,5 [0,4] 0,3 [0,25] 0,23 [0,2] 0,23 [0,2]
Каолиновые КЛ-1,3 КЛ-0.9 1730 1750 1400 1400 1,3 0,9 3,5 [35] 3 [30] 0,6 [0,50] 0,5 [0,40]
Высокоглино- земистые ВГЛ-1,4 ВГЛ-1,3 ВГЛ-1 1830 1750 1750 1600 1550 1400 1,4 1.3 1 3,5 [35] 3 [30] 2,5 [25] 0.7 [0,6] 0,6 [0,5] 0,6 [0,5]
Динасовые ДЛ-1,4 ДЛ-1,2 1680 1670 1550 1550 1,4 1,2 5,5 [55] 4,5 [55] 0,7 [0,6] 0,7 [0,6]
4. Полукислые изделия
Содержание в полукислых изделиях Al2O3-rTiO2 не менее 28%
и SiO2 не менее 65%. Полукислые изделия (ГОСТ 4873—71) выпус-
кают трех марок: ПА, ПБ и ПВ. В зависимости от пористости из-
делия разбивают на две подгруппы: 1-я подгруппа с пористостью
не более 24%, 2-я — не более 30%. Физико-механические свойства
этих изделий приведены в табл. 22; формы и размеры — в табл.
27 и 28. Полукислые изделия применяют для кладки коксовых пе-
чей, вагранок, воздухонагревателей доменных печей, элементов на-
гревательных печей, не подвергающихся воздействию шлаков от ока-
лины, и нижнего строения мартеновских печей.
Допускаемые отклонения для полукислых изделий: размером
стороны до 100 мм ±2 мм; 100—150 мм ±3 мм; свыше 150 мм
29
±2%. Кривизна изделий допускается не более 3 мм; отбитость уг-
лов и ребер — не более 5 мм (для марок ПА и ПБ) и не более
7 мм (для ПВ); выплавки диаметром не более 5 мм (для марок ПА
и ПБ) и не более 6 мм (для ПВ). Посечки шириной до 0,5 мм до-
пускаются длиной не более 40 мм (для ПА и ПБ) или 50 мм
(для ПВ).
5. Изделия шамотные общего назначения (ГОСТ 390—69*)
В этих изделиях AljOa+TiOj должно быть ие менее 28%. В за-
висимости от огнеупорности выпускаются изделия четырех марок:
ША, ШБ, ШО и ШУС (табл. 25). По пределу прочности и пористо-
сти марки ША и ШБ делятся на две подгруппы. Физико-механичес-
кие свойства изделий приведены в табл. 22, формы и размеры из-
делий общего назначения — в табл. 27, для мартеновских печей —
в табл. 28. Дополнительная усадка кирпича при температуре 1250—
1400° С не более 0,7.
Таблица 25. Допускаемые отклонения для шамотных изделий общего
назначения, мм
Допускаемые отклонения Марки изделий
ША ШБ шв ШУС
Прямые и клиновые изделия нормальных размеров:
длина ±4 ±4 d=5 ±6
ширина ±2 ±2 ±3 ±4
толщина Фасонные нзделня размером, мм: ±2 ±2 ±2 ±3
до 100 +2 +2 +2 —
100—400 Кривизна для изделий, мм, не более: ±2* ±2* +2,5* —
до 250 1,5 1.5 2 3
250—400 Отбитость углов и ребер глубиной, мм: 2 2 3 —
на рабочей стороне 6 6 7 8
» нерабочей » 10 10 10 15
Выплавки отдельные диаметром, не более 5 5 8 10
Посечки отдельные шириной 0,25—0,5 мм, длиной, не более 40 40 60 —
* Допуски указаны в процентах.
6. Изделия огнеупорные и высокоогнеупориые общего назначения
(ГОСТ 8691—73) (табл. 26, 27)
По физико-химическим показателям, отклонениям по размерам
и показателям внешнего вида полукислые изделия должны соответ-
ствовать ГОСТ 4873—71, динасовые—ГОСТ 4157—69, легковес-
ные— ГОСТ 5040—68*. шамотные — ГОСТ 390—69*.
30
Таблица 2G. Марки и кажущаяся плотность изделий огнеупорных и
высокоогнеупорных общего назначения________________________________
Марка Наименование изделий Кажу- щаяся плот- ность, г/см' Марка Наименование изделий Кажу- щаяся плот- ность, кг/см'
ША-1 ША-2 ШБ-1 ШБ-2 ШВ ШУС Шамотные 2,1 2 2 1.9 1.9 1.9 КЛ-1,3 КЛ-0,9 Каолиновые Легковесные 1,3 0,9
ВГЛ-1,4 ) ВГЛ-1,3 > ВГЛ-1 ) Высокоглннозе- мнстые легковесные 1 1.4 V1-3
ШЛА-1,3 ШЛБ-1,3 ШЛБ-1 ШЛБ-0,9 ШЛБ-0,8 ШЛБ-0,6 ШЛБ-0,4 Шамотные легко- весные 1,3 1,3 1 0,9 0.8 0.6 0,4
. п Полукислые 1,9
д Динасовые 1,9
Д-1,4 | Динасовые ДЛ-1,2 1| легковесные {!:42
Таблица 27. Формы и размеры изделий огнеупорных и высокоогнеупорных
общего назначения
Форма изделия н его нанменованяе № изде- лия Размеры изделия, мм Объем, см1
а ai 6 б, в г
Кирпич примой 1 230 65 65 — — 972
2 230 — 85 — 65 — 1271
3 230 — 114 100 — — 2622
4 230 114 __ 75 — 1967
5 230 __ 114 65 — — 1704
1 6 230 114 40 — — 1049
1 7 250 124 75 2325
о [ 8 250 124 65 — 2015
9 300 150 65 — — 2925
10 345 — 150 — 75 — — 3881
А 1
Кирпич прямой полутор- 11 230 172 75 — — 2967
чый
12 230 — 172 — 65 — — 2571
13 250 — 187 — 75 — — 3506
14 250 — 187 — 65 — — 3039
15 300 — 225 — 65 — — 4388
16 172 — 114 — 75 — — 1471
17 172 114 65 1274
То же, трехчетвертной
18 187 — 124 — 75 — — 1739
19 187 — 124 — 65 — — 1507
31
Продолжение табл. 27
Форма изделия и его наименование <р et 51 к 4! я Размеры изделия, мм S CD Й-s О о
а а. б 6, в г
Клин торцовый (двусторон- ний и односторонний) 20 21 22 230 230 230 — 114 114 114 — 75 75 65 65 55 55 — 1835 1704 1573
й 23 230 114 65 45 — 1442
24 25 250 250 — 124 124 — 75 65 65 55 — 2170 1860
1 26 250 124 — 65 45 — 1705
1 27 172 114 65 55 — 1176
<3 1 28 172 114 — 65 45 — 1078
J 29 300 150 65 55 — 2700
/ 30 300 150 65 45 — 2475
31 345 150 75 65 __ 3622
32 345 — 150 — 75 55 — 3364
Клин торцовый полутор- 33 230 172 75 65 2769
ный 34 230 — 172 75 55 — 2571
35 230 — 172 — 65 55 — 2374
36 230 —— 172 — 65 45 — 2176
37 250 — 187 75 65 — 3272
38 250 — 187 65 55 2805
39 250 — 187 65 45 — 2571
40 300 225 65 55 — 4050
41 300 — 225 — 65 45 — 3712
Клин ребровый
42 230
43 230
44 230
45 230
46 250
47 250
48 250
Кирпич трапецеидальный
49 230
50 230
51 230
52 345
53 345
54 345
114 75 65
114 75 55
114 65 55
114 65 45
124 — 75 65
124 65 55
124 — 65 45
114 96 65
114 76 65 —
114 56 65 ——
150 125 75 —
150 90 75 —-
150 80 75 —
1835
1704
1573
1442
2170
1860
1705
1570
1420
1271
3557
3105
2976
То же, поперечный
55 230 180 114 — 65
56 230 190 114 — 65
57 230 200 114 — 65
58 230 210 114 — 65
59 230 220 114 — 65
1519
1556
1593
1630
1667
32
Продолжение табл. 97
Форма изделия и его
наименование
Кирпич пятовый
№ изде- лия Размеры изделия, мм S «J О о
а а, б б, в а г
60 114 35 114 56 114 60 133 1405
61 114 53 114 33 114 45 133 1359
62 124 26 124 61 124 60 133 1627
63 124 46 124 36 124 45 133 1571
64 172 53 230 145 114 60 201 4553
65 172 80 230 109 114 45 201 4436
66 230 39 230 68 114 45 201 3774
67 230 34 230 115 114 60 236 4864
68 230 69 230 115 114 60 269 5745
69 250 54 230 105 124 60 269 6006
70 300 59 230 80 75 60 269 3178
71 300 59 275 45 75 45 269 3737
72 300 59 345 135 75 45 269 5307
73 345 37 230 55 75 60 337 3845
74 230 30 230 115 —
75 345 145 172 56 —
2691
3103
Кирпич сводовый
подвесной
ребристый
Кирпич подвесной
.а 19 72 1925
76 — 25 — 135_2
77 25 — — 135_2
78 25 25 160_2
79 — — 135_2 — —
80 25 135_2
2485
2485
2680
2824
3240
3 351
33
Продолжение табл. 27
Форма изделия и его наименование № изде- лия Размеры изделия, мм Объем, см3
а aL б б, в а г
Кирпич подвесной „ №1 81 — — — — — — — 2991
4?.
• .ал) г
1/ , зоо $1
а 83^60 12.
34
Продолжение табл. 27
Форма изделия и его
наименование
! № изде- лия Размеры изделия, мм я 2 О S
а Oi б б, е а г
91 .4048
3*
35
Продолжение табл. 27
6975
Кирпич горелочный
а 1 б в D 1 * 1
98-1, 98-2 230 100 80 150 50 35 4385
99—1, 11 531
99-2 340 167 120 190 75 45 —
100—1 100—2, 340 167 120 210 100 45 — 10 976
101—1 101—2 340 167 130 240 125 40 — 10 166
102—1, 102—2 3 40 167 130 260 150 40 — 9405
а Г R
103 175 200 275 1040
104 188 275 350 — — — 1065
105 196 350 425 — —— — —— 1080
106 202 425 500 — —— —— — 1090
107 208 500 575 — — — 1100
108 214 650 725 — — — — 1110
109 218 910 985 1105
36
7. Изделия огнеупорные динасовые и шамотные
дли кладки мартеновской печи (ГОСТ 6024—75)
Изделия изготовляют марок ДМ — динасовые; ШАМ-1 н
ШАМ-П — шамотные огнеупорностью не ниже 1730° С I и II под-
группы; ШБМ-1 и ШБМ-П— шамотные огнеупорностью не ниже
1670° С I и II подгруппы и ШБВ — шамотные огнеупорностью не
ниже 1580° С. Изделия должны соответствовать ГОСТ 4157—69 и
ГОСТ 390—69*. Изделия марки ДМ выпускают номеров 4, 9, 12, 13,
15—29, 31—36, остальные марки— всех номеров, за исключением
13, 15—29 и 33—36. Средняя кажущаяся плотность изделий, г/см3,
для расчета массы: марок ДМ, ШБМ-П и ШВМ—1,9; марок
ШАМ-Н и ШБМ-1—2; марки ШАМ-1—2,1. Форма и размеры изде-
лий приведены в табл. 28.
Таблица 28. Формы и размеры динасовых н шамотных изделий для кладки
мартеновских печей _____________
Форма изделия н наименование Марка Размеры, мм Объ- ем, см3
а а, б б, в а, г
Прямой кирпич 1 2 230 230 — 150 150 50 75 — 1725 2590
3 300 150 — 50 — —— 2250
Й7 4 300 — 150 75 — 3375
А П 5 345 — 150 65 — — 3364
1 6 350 __ 150 50 2625
«а 1 7 360 150 — 65 —— — 3510
‘Т7 8 370 150 50 — 2775
V 9 380 150 — 75 —— — 4270
10 410 150 __ 65 —— —— 3997
11 460 150 65 — — 4485
12 460 150 75 — — 5175
13 460 —— 150 __ 90 — — 6200
14 520 170 80 — — 7072
15 540 — 150 — 90 — — 7290
16 380 — 225 — 75 — — 6410
Прямой полутор- 17 460 225 . 75 — 7762
ный кирпич
18 460 — 225 — 90 — — 9315
Клин торцовый
(двусторонний посторонний) и од- 19 300 — 150 — 75 68 — 3220
S 20 380 — 150 — 75 67 — 4005
21 460 — 150 — 78 70 — 5100
to ll 1 22 460 — 150 — 88 80 — 5800
23 540 150 90 80 6885
1 [
24 300 — 225 — 75 68 — 4830
Клин торцовый по- 25 380 — 225 — 75 67 6070
луторный (двусторон- ний н односторонний) 26 460 — 225 — 78 70 — 7660
27 460 — 225 — 88 80 — 8690
37
Продолжение табл. 28
Форма изделия
и наименование
Марка
Размеры, мм
а | at | б | б, в | в1 | г
Объ-
ем,
см1
Клин трапецеи-
дальный (односто-
ронний)
28
29
300
380
Клин ребровый (од-
носторонний)
6
30 230 —- Н4 —
31 300 — 150 —
32 300 — 150 —
33 225 75 300 257
34 265 75 369 326
35 330 100 438 380
36 370 100 508 450
150 135
100 50
65 75 — — 2780 2140
65 50 — 1510
65 50 — 2590
65 55 — 2700
75 — 40 3480
75 — 40 4870
75 — 40 7190
75 .— 40 9160
Т-образный наса-
дочный и поднаса- _
дочный кирпич
37 230 150 П4 25 50 — 40 1498
38 230 150 П4 25 65 — 40 1948
39 230 150 П4 25 75 — 40 2248
40 230 100 150 25 75 — 65 2775
41 260 180 114 73 75 — 40 2763
42 270 196 114 за 75 — 37 2749
43 270 196 120 30 75 — 37 2871
44 300 140 150 25 75 — 80 3637
45 300 220 114 56 75 — 40 3489
46 330 250 114 56 75 — 40 3871
47 350 230 114 56 75 — 60 3958
38
Продолжение табл. 28
форма изделия и наименование Марка Размеры, мм Объ-
а | а, | б б, | в | в, | г ем, м*
48
49
50
51
52
53
326
326
326
385
385
385
400
400
400
459
459
459
75
90
114
75
90
114
10 490
12 580
15 940
12 224
14 670
17 581
Поднасадочный
распорный кирпич
54
55
56
57
58
59
284
284
284
520
520
520
138
138
138
374
374
374
75
90
114
75
90
114
4350
5220
6614
9220
11 060
14 000
8. Изделии огнеупорные и высокоогнеупорные для кладки
доменных печей (ГОСТ 1598—75) (табл. 29, 30)
Изделия выпускают четырех марок: ШПД-42 с содержанием
А12О3 не меиее 42% для кладки горна, заплечиков, распара и шахты
в зоне охлаждения доменных печей объемом 2700 м3 и выше; ШПД-41
с содержанием А12О3 не менее 41% для кладки тех же элементов
доменных печей объемом 1719—2700 м3; ШПД-39 с содержанием
А12О3 ие менее 39% для кладки шахты в зоне охлаждения доменных
печей объемом свыше 1719 м3 и ШПД-37 с содержанием А12О3 не ме-
нее 37% для кладки доменных печей объемом менее 1719 м3. Со-
держание Fe2O3 у изделий всех марок должно быть не более 1,5%.
Дополнительная усадка изделий ШПД-42 и ШПД-41 при теперату-
ре 1450° С должна быть не более 0,2%; у ШПД-39 и ШПД-37 —
не более 0,3%.
Физико-механические свойства изделий приведены в табл. 22.
Максимальная кривизна изделий для кладки горна 0,5; изделий
для кладки остальных мест: 1 мм (ШПД-42 и ШПД-41) и 1,5 мм
(ШПД-39 и ШПД-37). Выплавки диаметром более 3 мм, а также
трещины шириной более 0,5 мм и длиной более 15 мм не допуска-
ются.
39
Таблица 29. Формы и размеры изделий огнеупорных и высокоогнеупорных
для кладки доменных печей
форма и наименование изделий № изделия Размеры, мм Объем, см3
а 1 б « «
930 150 75 2588
Кирпич прямой
2 345 150 75 — 3881
3 230 115 75 — 1984
(>/Х\ // 4 345 115 75 — 2970
/Sc 5 230 150 150 — 5170
6 325 150 150 — 7762
7 230 150 90 — 3105
Клин ребровый
S
8 230 150 109 62J 2949
а у |
9 230 150 75 135 2459
Кирпич трапецеидальный 10 345 150 75 125 3558
и 230 150 75 125 2329
12 345 150 75 110 3304
// ' /*ъ!$Т
✓ ✓* ^Jc
13 230 150 150 135 4910
14 345 150 150 125 7116
40
Таблица 30. Допускаемые отклонения в размерах изделий огнеупорных и
высокоогнеупорных для кладки доменных печей
Предельные отклонения, мм, для изде-
лий марок
Размеры
Длина:
для горна
для остальных мест кладки прн
длине, мм:
230
345
Ширина
Толщина:
для горна
для остальных мест кладки
ШПД-42 ШПД-41 ШПД-39, ШПД-37
Номера изделий
1- 2- 7; 8; 1; 2; 3; 1; 2; 3;
9; 10 5: 6 13; 14 4; 9; 10; И; 12 4; 9; 10; 11; 12
±1 ±2 ±1 ±1 —
±2 +2 =±:2
=*=2 d=3 =±=3
±:2 ±0.5 d=2 ±2 zt2
±0,5 ±0,5 +0,5 ±0,5
±1 — — ±1 +1
Примечание. Для кладки части горна выше уровня шлаковой летки
допускается не более 50% изделий № 1, 2, 3 и 10 марок ШПД-42 и ШПД-41 с
отклонением по длине ±2 мм и толщине ±1 мм.
9. Изделия высокоглиноземистые для кладки лещади
доменных печей (табл. 31)
Физико-механические показатели этих изделий (ГОСТ 10381—75
и ТУ 14-8-71-73) приведены в табл. 22. Содержание А12О3 не менее
63%. Дополнительная усадка при температуре 1500° С не более
0,2%. В соответствии с размером изделия сортируются по рядам
лещади. Для каждого ряда лещади размеры всех поставляемых из-
делий по длине и ширине должны отличаться не более чем на 1 мм.
Допускаемая кривизна изделий № 1—4 — не более 0,5 мм; № 5, 6 и
9—0,7 мм и № 7, 8 и 10—1 мм. Отклонения по размерам изделий не
должны превышать по длине +1 мм, —2 мм; по ширине ±2 мм; по
толщине ±3 мм. Разница по толщине в одном изделии ие должна
превышать 1 мм.
Таблица 31. Формы и размеры высокоглиноземистых изделий для кладки
лещади
Форма изделий и наименование Марка Размеры» мм Объем, см3 Мас- са, кг
а б 1 ’ 1 »
Прямой МЛЛД-1 550 200 150 — 16 500 42
МЛЛД-2 550 200 120 — 13 200 33
£ / /Г МЛЛД-3 400 200 120 — 9600 24
МЛЛД-4 400 200 100 — 8000 20
41
Продолжение табл. 31
Форма изделий и наименоваиие Марка Размеры, мм ь | б | в 0! Объем, см® Мас- са, кг
550 200
75 12 375
50 8250
МЛЛД-5
МЛЛД-6
МЛЛД-7
МЛЛД-8
550 200
400 200
400 200
150
100
120
120
7800
6800
30
20
19
17
10. Изделия огнеупорные и высокоогнеупорные
для кладки воздухонагревателей и воздухопроводов
горячего дутья доменных печей
Эти изделия (ГОСТ 20901—75, ТУ 14-8-71-73) выпускают крем-
неземистыми (одна марка) и алюмосиликатными (шесть марок)
(табл. 32 и 33). Физико-механические свойства изделий приведены
в табл. 22.
Для доменных печей объемом более 2000 м3 по ТУ 14-8-71-73
выпускаются изделия с уменьшенной кривизной: № 5 и 6 — с кри-
визной не более 0,5 мм и № 7, 8 и 9 — 0,7 мм.
Отклонения (мм) не должны превышать: по длине и радиусу
фасонных изделий при размере до 230 мм ±2, 230—350 мм ±3,
350—450 мм ±4; для насадочных шестигранных (дырчатых) изде-
лий —2; по ширине фасонных н насадочных изделий ±2; по
толщине всех изделий ±1. Для насадочных изделий отклонение рас-
стояния между параллельными гранями допускается ие более ми-
нус 2; по толщине ±2 и диаметру отверстий ±2. Кривизна изделий
(мм) для кладки насадки и купола допускается ие более 2, для клад-
ки стен при длине изделий до 345 мм — не более 2 и свыше 345 мм—
3, для кладки воздухопроводов — 1. Отбитость углов и ребер до-
пускается для насадочных и воздухопроводных изделий не более
5 мм, для остальных —8 мм. Выплавки допускаются диаметром не
более 5 мм. Длина посечек шириной до 0,5 мм не должна превы-
шать 50 мм.
42
Таблица 32. Характеристика изделий огнеупорных и высокоогнеупорных для кладки воздухонагревателей и воздухопроводов
горячего дутья доменных печей
Нормы для изделия марки
Показатель ШВ-28 ШВ-37 ШВ-42 МКРВ-50 МЛВ-62 МКВ-72 ДВ
Содержание. %, не менее:
SiOj — — — — — — 93
А12Оэ 28 37 42 50 62 72 —
Содержание FejOa, %, не более Не норм ируется 1,7 1.4 1.4 1.3 , —
Пористость открытая, %, не более, для изделий:
насадочных 25 24 21 21 21 21 22
стеновых, купольных, фасонных 27 26 24 23 24 24 24
со
Таблица 33. Формы и размеры изделий для кладки воздухонагревателей и воздухопроводов доменных печей
Форма и наименование изделий (кирпича) № изде- лия Размеры» мм Объем, см3
а 6 б. ° 81 г * г
Стеновой прямой
1 230 150 — 75 — — — — 2590
2 345 150 75 3880
3 450 150 —— 75 _— __ 5060
4 230 150 — 100 — — — — 3450
5 345 150 — 100 — — — — 5175
6 450 150 — 100 — — — — 6750
7 230 150 135 75 2460
Стеновой клин симметрич- ный 8 230 150 120 75 — — — — 2330
9 345 250 125 75 — — — — 3560
10 345 150 ПО 75 — — — — 3360
и 450 150 115 75 — — — 4470
12 230 150 135 100 — — — — 3280
13 230 150 125 100 — — — — 3160
14 345 150 120 100 — — — — 4660
15 345 150 ПО 100 — — — — 4480
16 450 150 115 100 — — — — 5960
Для лаза купола
а 1 Л,
64 450 480
65 450 480
66 450 480
67 450 480
68 450 480
69 450 450
70 450 450
117—150 84-110 65—103 64—110 57—103 3900—7190
90 129 136 — — — 5660
90 147 150 — — — 6350
76 143 136 — — — 5025
Л; Я.,
300 400 252 20 700
300 412 252 — — — 21 710
300 425 252 — — — 22 720
300 429 252 — — — 23 030
300 433 253 — — — 23 300
300 420 280 — — — 18 700
300 390 260 — — — 17 300
Продолжение табл. 33
Изделия для пробки купола
Объем 19 370 смэ
Объем 20 040 см3
Объем 17 050 см3
№ 74
Форма изделия № изделия а б в flj Объем, см3
Насадочный прямой
75 230 130 40 — 1200
76 170 150 50 — 1275
77 230 170 50 — 1950
78 230 150 50 — 1725
Насадочный фасонный № 79
Прямой
Клиновой ребровый
Изделия для воздухопроводов горячего дутья, штуцеров и фурменных
81 230 65 65 970
82 230 85 65 — 1270
83 230 113 65 — 1680
84 250 123 65 — 1990
85 230 65 65 45 820
86 230 85 65 45 1070
87 L 230 113 65 55 1560
88 230 113 65 45 1430
89 250 123 65 55 1845
приборов
Насадочный шестиг паяный
Хе 80
Объем 2450 см3
11. Изделия огнеупорные н высокоогнеупорные
для футеровки вращающихся трубчатых печей
По ГОСТ 21436—75 выпускается шесть марок алюмосиликатных
изделий и три марки магнезиальных (табл. 34—36).
Таблица 34. Свойства изделий для футеровки трубчатых вращающихся
печей
Алюмосиликатные'
МЛЦ (62) 1800 1450 24 25 [250] 3 2300
МКРЦ (45) 1750 1400 22 30 [300] 3 2100
ШЦУ (32) 1710 1370 20 25 ]250] 4 2150
ШЦО (28) 1670 1300 26 18 [180] Не норми- 1900
пц 1670 1350 26 18 [180] руется 1900
ШЛЦ-1,3 (28) 1670 Не нормируется 4,5 [45] То же 1300
Магнезиальные2
ХМЦ (42) Выше 2000 1470 24 25 [250] 2 3000
МХЦ (65) То же 1500 20 30 [300] 8 3100
ПШЦ (65) » 1540 23 30[300] 4 3100
1 В первой графе в скобках указано содержание AI2O3. %.
2 В первой графе в скобках указано содержание MgO, %.
Таблица 35. Форма и размеры изделий для футеровки вращающихся
трубчатых печей
Изделие
№ Размеры, мм
изде- лия а | а, | б | в
Объем,
см3
Клин торцовый двусто-
Алюмосиликатные изделия
1 100 88 150 300 4230
2 75 55 150 300 t 2925
3 100 92 150 200 ' 2880
4 75 65 150 200 2100
5 75 55 150 200 1950
6 100 95 150 230 3365
7 100 91 150 230 3295
8 120 113 150 230 4020
9 100 93 150 300 4340
10 100 93 200 300 5780
11 100 88 200 300 5640
12 100 91 200 230 4385
13 120 113 200 230 5370
14 100 92 200 200 3840
15 75 65 200 200 2800
48
Продолжение табл. 35
Изделие
изде-
лия
Размеры, мм
Объем,
см3
Клин ребровый двусторон-
ний
16
17
18
19
20
100 94 200 160
75 67 200 160
75 60 200 160
100 95 200 120
75 65 200 120
3105
2270
2160
2340
1680
Магнезиально-шпинелидные изделия
Клин торцовый двусторон- ний 21 22 23 80 120 65 73 113 55 200 200 200 230 230 230 3510 5355 2760
24 70 62 120 200 1580
25 70 62 150 200 1980
26 70 57 120 200 1520
27 70 57 150 200 1900
28 65 55 150 230 2070
29 80 73 150 230 2640
30 120 113 150 230 4015
31 103 92 150 230 3365
32 103 92 200 230 4485
33 103 97 150 230 3450
34 103 97 200 230 4600
35 80 75 150 160 1855
36 65 58 150 160 1475
37 120 115 150 160 2820
Таблица 36. Допускаемые отклонения, мм, по размерам изделий для
футеровки вращающихся печей
Показатель Норма для марки
МЛЦ; МКРЦ ШЦУ; ШЦО; ПЦ ХМЦ; МХЦ, ПШЦ ШЛЦ-1,3
Отклонения изделий размером, мм: до 100 ±1,5 +1 ±2 ±2
100—200 3=2 ±2 =1=2 =t3
200—300 ±3 ±3 ±=4 =fc3
Отклонение по разности a—щ +1 4-1 4-1 4-1
(см. табл. 35) —2 —2 —2
Кривизна шовных поверхностей изделий марок МЛЦ, МКРЦ,
ШЦО, ХМЦ допускается не более 1,5 мм; марок ШЦУ—1 мм; ма-
рок ПЦ, ШЛЦ-1,3, МХЦ, ПШЦ —2 мм. Отбитость углов и ребер у
изделий марок МКЦ, МКРЦ допускается на рабочей поверхности не
более 5 мм, на нерабочей поверхности не более 6 мм; ШЦО, ПЦ — со-
4-351
49
ответственно 5 и 10 мм; ШЦУ—4 и 8 мм; ШЛЦ-1,3, МХЦ, ПШЦ—7
и 10 мм и ХМЦ—5 н 8 мм. Выплавки допускаются диаметром не бо-
лее 5 мм. Посечки на рабочей поверхности шириной 0,5 мм допус-
каются на длине не более: для изделий марок МЛЦ, МКРЦ, ШЦУ,
ШЦО — 30 мм, ШЦО—15 мм, ПЦ, ХМЦ — 40 мм. Для остальных
марок посечкн не нормируются.
12. Изделия крупноблочные огнеупорные
и высокоогнеупориые алюмосиликатные
для стекловаренных печей
В зависимости от химико-минерального состава и открытой по-
ристости эти изделия по ГОСТ 7151—74 делятся на пять марок: ша-
мотные ШС-33, шамотные уплотненные ШСУ-40, шамотные плотные
ШСП-40, муллитовые уплотненные МЛСУ и муллитовые плотные
МСЛП (табл. 22, 37 и 38). Изделия выпускаются в виде прямоуголь-
ных брусьев.
Таблица 37. Технические требования к крупноблочным алюмосиликатным
изделиям
Показатель Изделия марки
ШС-33 ШСУ-40 1 1 ШСП-40 МЛСУ С О
Содержание А12Оз, %, не менее 33 40 40 62 62
Кривизна, мм, не более, для шовных поверхностей: торцовых 2 1,5 1,5 1,5 1.5
ребровых с размерами до 500 мм 2 3 3 3 3
то же, более 500 мм 2 6 6 6 6
Кривизна для остальных поверхно- стей 3 мм 1 % длины
Отбитость углов глубиной, мм, не бо- лее, иа поверхностях: рабочей 15 10 10 10 10
остальных 15 15 15 15 15
Отбитость ребер общей длиной не бо- лее ’/з длины ребра и глубиной, мм, не более, иа поверхностях: рабочей 10 10 10 10 10
остальных 10 15 15 15 15
Посечкн шириной 0,25—0,5 мм, дли- ной, мм, не более:
не пересекающие ребро 100 70 70 70 70
пересекающие ребро 50 40 40 40 40
50
Таблица 38. Размеры крупноблочных изделий
Номер изде- лия Длина, мм Ширина, мм Высота, мм 1 Объем, см4 Масса изделия марки, кг
I । ШС-ЗЗ i 1 ШСУ-40 ШСП-40 МСЛУ I мелп
1 1000 400 300 12-10' 252 267 276 312 326
2 1000 300 300 910' 189 200 207 234 245
3 1000 400 250 1010' — 223 230 260 272
4 1000 300 250 7,5-10' — 167 172 195 204
5 1000 400 200 8-10‘ 168 — — —
6 1000 300 200 6 -10* 126 — — .— —
7 600 400 300 7,2-i0‘ 151 160 166 187 196
8 600 300 300 5,4-10' 113 120 124 140 147
9 600 400 250 6 10* — 134 138 156 163
10 600 300 250 4,5-10* — 100 103 117 122
11 500 400 300 6-10' 126 134 138 156 163
12 500 300 300 4,5-10* 94 100 103 117 122
13 500 400 250 5-10* — 111 115 130 136
14 500 300 250 3,8 10* 80 84 86 98 102
15 400 300 300 3,6-10' 90 80 83 94 98
13. Высокоглиноземистые изделия (ТУ 14-8-8-71)
Высокоглиноземистыми называются изделия, содержащие свыше
45% А120з. Изготовляются они из технического глинозема и мине-
ралов с высоким содержанием глинозема (бокситы, кианит, андезит
и т. п.) путем обжига либо отливки из расплава. В зависимости от
содержания А120з высокоглиноземистые изделия подразделяются на
четыре группы: муллито-кремнеземистые (с содержанием А12О3 45—
62%), муллитовые (62—72%), муллито-корундовые (72—
90%) и корундовые (с содержанием А12О3 свыше 90%). Высокогли-
ноземистые изделия с содержанием А12О3 более 55% обладают зна-
чительной прочностью (см. табл. 22), в связи с чем почти ие подда-
ются обработке кирочкой; на станках режутся алмазными дисками.
14. Изделия для футеровки вагранок (ГОСТ 3272—71)
В шамотных изделиях содержится не менее 28% А120з+ТЮ2,
в полукислых — менее 20%; содержание SiO2 в полукислых изделиях
не более 85%. Дополнительная усадка при температуре 1400° С для
ШАВ не более 0,3%, для ШБВ и ПБВ 0,5%; пористость не более
22% (см. табл. 22).
Изделия № 1, 2 и 3 (табл. 39) применяются для футеровки ва-
гранок с внутренним диаметром 500—1000 мм; изделия № 4 и 5 —
для вагранок с внутренним диаметром 1000—1500 мм; изделия № 2
и 3 — прн двухслойной футеровке вагранок с внутренним диаметром
более 1000 мм. Для вагранок с внутренним диаметром более 1500 мм
изделия изготовляют по специальному заказу.
4* 51
Таблица 39. Форма и размеры изделий для футеровки вагранок
Форма изделия
230
230 113
75
80
113
125
150
1430 2,9
1560 3,1
1690 3,4
1990 4
1780 3,6
2610 5,2
2950 5,9
15. Изделия электроплавленые литые «Бакор»
для стекловаренных печей
Бадделеито-корундовые литые электроплавленые огнеупоры из-
готавливают из технического глинозема и цирконийсодержащих ма-
териалов. Изделия выпускаются трех марок («Бакор-33», «Бакор-37»
и «Бакор-41» (ТУ 21-467-76) с соответствующим содержанием оки-
си циркония не менее 33, 37 и 41%. Бакоровые изделия выпускают
в зависимости от способа изготовления обычного наполнения и повы-
шенной плотности (П). Изделия изготавливают как без механической
обработки поверхности, так и механически обработанные. Изделия
обладают высокой стеклоустойчивостью и, имея большую объемную
массу, не всплывают в ванне стекловаренных печей, в связи с чем
широко применяются для их кладки. Стеновые брусья выпускаются
размерами 600X300X250 и 600X400X250 мм, остальные изделия из-
готавливают по чертежам заказчика, согласованным с заводом-изго-
товителем. Для стеновых и стеновых нестандартных брусьев допус-
каемые отклонения линейных размеров по высоте кладки ±5 мм,
допуски на остальные размеры не регламентируются. Допуски на
размеры фасонных изделий, изготавливаемых по чертежам заказ-
чика, указывают на этих чертежах. Кривизна шовной поверхности
механически обработанных изделий для кладки протоков, загради-
тельных устройств, экранов допускается не более ±2 мм, остальных
изделий ±2,5 мм; для изделий без механической обработки — не бо-
±4 мм. Бакоровые брусья при температурах 800—1100° С предраспо-
52
ложены к образованию трещин; нагревать их при этих температурах
необходимо медленно. Физико-механические свойства изделий приве-
дены в табл. 22.
16. Изделия огнеупорные динасовые (ГОСТ 4157—69)
Изделия подразделяются по огнеупорности и физико-механнчес-
ким свойствам на изделия динасовые, уплотненные ДБУ, изделия
динасовые обычные 1-й группы ДО-1 и изделия динасовые 2-й груп-
пы ДО-2. Содержание SiO2 в изделиях ДБУ и ДО-1 не менее 94,5%,
в ДО-2 — 93,5% (см. табл. 22). Изделия применяют главным образом
для кладки коксовых и мартеновских печей, отражательных медепла-
вильных печей, печей для обжига динаса и элементов конструкций,
печей, подвергающихся воздействию высоких температур, сварочных
зон методических печей и т. п. В печах, работающих периодически
с небольшой продолжительностью периода, эти изделия применять
не рекомендуется, так как динасовые изделия имеют малую термо-
стойкость. Кривизна динасовых изделий размером до 250 мм не дол-
жна превышать 2 мм, свыше 250 мм — 3 мм. Отклонения допускают-
ся для изделий размером до 150 мм ±3 мм, 150—250 мм ±4 мм,
250—380 мм ±5 мм н свыше 380 мм ±6 мм. Отбнтость углов допус-
кается глубиной не более 5 мм на рабочей стороне и 8 мм на нера-
бочей (для изделий ДО-2 до 10 мм). Отбнтость ребер допускается не
более 5 мм. Отдельные выплавки допускаются на рабочей стороне
диаметром до 5 мм, на нерабочей 8 мм (для марки ДО-2 до 10 мм).
17. Изделия динасовые для кладки
электросталеплавильных печей (ГОСТ 1566—71)
В изделиях должно содержаться SiO2 не менее 96%, СаО не бо-
лее 2%, А120з не более 1,5%. Выпускается 18 марок—от ЭД-1 до
ЭД-18. Физико-механнческие свойства изделий приведены в табл. 22.
Отклонения в миллиметрах допускаются: для изделий размером до
100 мм ±1, 100—150 мм ±2, 150—360 мм ±3. Допускаемая кривиз-
на изделий размером до 150 мм 1 мм, более 150 мм 2 мм. Отбнтость
углов и ребер допускается на рабочей стороне не более 4 мм и на не-
рабочей 10 мм. Трещины не допускаются.
18. Изделия динасовые огнеупорные для стекловаренных печей
Изделия по ГОСТ 3910—75 выпускают трех марок (ДСЦ, ДСО
и ДС) с содержанием соответственно SiO2 не менее 95,595 н 93,5%;
СаО не более 2,5, 2,5 и 3%; Fe2O3 не более 0,5, 0,6 н 1,7% (табл. 22
и 40).
Допускаемые отклонения не должны превышать, мм: для изде-
лий размером до 100 мм ±2, 100—350 мм ±3 и свыше 350 мм
+6, —5. Кривизна, мм, изделий размером до 350 мм ие должна пре-
вышать 2,5 мм и размером свыше 350 мм — 3,5 мм. Отбнтость углов
и ребер по глубине не должна превышать: для изделий массой до
50 кг на рабочей поверхности для ДСУ 4 мм, ДСО н ДС 5 мм; Для
изделий свыше 50 кг на рабочей поверхности для ДСУ 6 мм, ДСО н
ДС 10 мм; на остальных поверхностях соответственно 12 н 15 мм.
53
Форма изделия и его наименование
Брус прямой
Брус клиновой двусторонний
Таблица 40. Формы и размеры динасовых изделий для кладки
стекловаренных печей
Номер изделия Размеры, мм Масса, кг
а б в г
1 250 500 120 28,5
2 250 600 100 28,5
3 250 600 150 42,8
4 300 250 100 14,3
5 300 380 100 21,7
6 300 500 100 28,5
7 400 250 100 19,0
8 400 380 100 28,9
9 500 250 100 23,8
10 500 380 100 36,1
11 250 600 100 120 31,4
12 300 250 50 100 10,7
13 300 250 75 100 12,5
14 300 250 100 108 14,8
15 300 380 50 100 16,2
16 300 380 75 100 19
17 300 380 100 108 22,5
18 300 330 100 115 23,3
19 300 500 100 108 29.6
20 300 500 100 115 30,6
21 400 250 100 111 20
22 400 250 100 120 20,9
23 400 380 100 111 30,5
24 400 380 100 120 31.8
25 500 250 100 из 25,3
26 500 250 100 125 26,7
27 500 380 100 ИЗ 38,4
28 500 380 100 125 40,6
29 700 200 152 160 41,5
30 700 300 152 160 62,2
Зуб
31 200
32 зоо
31,5
47,3
поверхность
33
68
54
Продолжение табл. 40
Форма изделия и его наименование
Зуб угловой левый
35
36
100
600
10,8
65
55
Продолжение табл. 40
Размеры, мм
Форма изделия и его наименование
а б в г
41 100 100 — 12,7
42 94 88 — 11,6
19. Магнезитовые изделия
Эти изделия изготовляют из намертво обожженного или плавле-
ного магнезита. В зависимости от открытой пористости и содержания
.MgO изделия по ГОСТ 4689—74 разделяются на четыре марки:
МУ-91, МУ-89, МО-91 и МО-89 (МУ — уплюненные, МО — обычные,
91 и 89 — минимальное содержание MgO). Физико-механические по-
казатели приведены в табл. 22.
Магнезит отличается хорошей устойчивостью против воздействия
основных шлаков. Применяется для кладки подов и стен основных
мартеновских печей, сварочных частей методических печей, подов
нагревательных печей. При деформации магнезитовые изделия не
расплавляются, а распадаются на отдельные части, вследствие чего
их не применяют для кладки сводов и арок. Под действием влаги
или пара магнезит гидратируется и рассыпается. Выпускается кир-
пич: прямой длиной 230, 300 и 380 мм, шириной 115 и 150 мм и тол-
щиной 65 и 75 мм; клин торцовый и ребровый соответствующих раз-
меров со сбавкой 10 и 20 мм; клин радиальный размерами 230X115Х
Х93Х65, 230ХИ5Х70Х65 и 230X225X115X65 мм.
20. Хромомагнезитовые высокоогнеупорные (ГОСТ 5381—72)
и высокоогнеупориые периклазохромитовые изделия
для кладки сводов сталеплавильных печей (ГОСТ 10888—76)
Хромомагнезитовые изделия (табл. 41) в зависимости от способа
производства разделяются на безобжнговые хромомагнезитовые,
обожженные хромомагнезитовые и обожженные термостойкие. Со-
держание Сг2Оз в первых двух видах изделий не менее 15%, в тер-
мостойком магнезитохромите не менее 7%; содержание MgO соот-
ветственно не менее 42 и 65% (обычно 60—70%). В зависимости от
применения высокоогнеупорные обожженные хромомагнезитовые
изделия делятся на две подгруппы: 1-я подгруппа должна выдержи-
вать не менее двух теплосмен, для 2-й подгруппы этот показатель не
лимитируется. Периклазохромитовые изделия (табл. 42) выпускают
56
Таблица 41. Форма и размеры хромомагнезнтовых изделий
Форма н наименова- ние изделий (кирпи- ча) Марка 1 Размеры, мм Объем, смэ Масса, кг
а б в
Прямой ХМ-1 ХМ-2 115 150 — 65 65 230 300 1720 2925 4,8 8,2
1 1 1 J—
Клии 7 орцовь Л/ 1Й ХМ-3 ХМ-4 ХМ-5 ХМ-6 45 55 60 62 65 65 65 70 115 115 115 120 230 230 230 200 1460 1590 1653 1580 4,1 4,45 4,6 4.4
V У
Ча 1 1 2 7
а
Клин ребровый Of ХМ-7 ХМ-8 45 55 65 65 230 230 115 115 1460 1590 4,1 4,45
У у 1 \_Л
) / У
- 4
Клин переходный двусторонний Д, с ХМ-9 ХМ-10 70 70 115 115 65 65 230 230 1380 1550 3,85 4,35
z л . 1
[ g [
57
Таблица 42. Форма и размеры изделий периклазохромитовых для сводов
мартеновских и сталеплавильных печей
Форма и наимено- вание изделий (кирпича) Номер изделия Размеры, мм
а "1 6 <51 в Si
Прямой 1 2 230 300 — 115 150 65 75 —
3 380 150 75 -
4 380 - — 150 90
1 5 460 150 75
1 6 400 — 150 90
1 7 520 — 150 75
’,1 8 520 — 150 — 90 —
t
Клин торцовый
(двусторонний)
В
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
230
230
300
300
300
380
380
380
380
380
380
460
460
460
460
460
460
520
520
Клин переходный
(двусторонний)
35
36
37
38
39
40
41
230
300
380
300
460
460
520
115
115
150
150
150
150
150
150
150
150
150
150
150
150
150
150
150
150
150
115
115
150
150
150
150
65 45
65 55
75 68
85 68
85 75
77 68
77 72
82 66
85 75
90 78
90 83
65 50
77 71
79 68
83 75
90 78
90 83
79 70
84 75
65
65
65
65
75
75
90
45
55
55
55
55
65
80
115 93 65
150 135 75
150 80 75
150 96 90
150 85 90
150 130 90
154 80 90
58
Продолжение табл. 43
форма и наимено-
вание изделий
(кирпича)
к
И
X s
Размеры, мм
a at б
6i в
«1
Клин пирамидаль-
ный (двусторонний)
42
43
44
45
46
230
300
380
460
520
150
150
150
150
135
80
90
90
78
83
78
78
55
68
75
68
68
47
48
49
380
460
520
220
220
220
150
150
125 90
125 90
125 90
а град
50
51
52
53
54
55
56
57
225 276 300
252 252 300
275 341 382
310 310 381
330 285 380
325 405 463
365 365 460
390 335 460
75 52
75 — 45
75 — 52
75 45
75 40
75 52
75 45
75 40
Расположение в
сводовом кирпиче от-
верстий для штырей
Допускаемые отклонения, мм:
в расположении отверстий — ±2
в диаметре отверстий — ±3
59
трех марок: ПХСП — сводовые плотные, ПХСУ — сводовые уплот-
ненные и ПХСО — сводовые обычные.
Изделия марки ПХСП предназначены для кладки сводов марте-
новских печей, работающих при повышенных режимах интенсифика-
ции процесса плавки или выплавляющих высоколегированный металл,
и сводов электросталеплавильных печей вместимостью свыше 50 т.
Изделия марки ПХСУ — для кладки сводов мартеновских печей, ра-
ботающих с умеренным режимом интенсификации, и электростале-
плавильных печей вместимостью менее 50 т. Изделия марки
ПХСО — для кладки сводов мартеновских печей, работающих без
кислорода, а также сводов головок, шлаковиков и регенераторов.
21. Периклазошпинелидные изделия
Периклазошпинелидные изделия по ТУ 14-8-49-72 изготовляют
из тонкомолотой смеси хромита с магнезитом и магнезита с круп-
ностью зерен 3—1 мм. В результате обжига тонкомолотого хромита
и магнезита при температуре около 1700° С получаются шпинелидные
соединения, придающие изделиям более тонкую структуру и боль-
шую плотность, чем у магнезито-хромитовых изделий. Изделии при-
мениют для кладки сводов мартеновских и электросталеплавильных
печей, футеровки сталеплавильных конверторов. Физико-мехаиичес-
кие свойства изделий приведены в табл. 22.
22. Хромитовые изделии
Хромитовые изделия (см. табл. 22) изготовляют из размолотого
хромистого железняка с добавкой небольшого количества каустичес-
кого магнезита, дунита и т. п. с последующим обжигом или безобжи-
говые на связке из глиноземистого цемента. Содержание Сг20з —
около 30%. Хромитовые изделия хорошо противостоят воздействию
как кислых, так и основных шлаков и являются нейтральным огне-
упорным материалом. Применяются как прослойка между кладкой
из основных и кислых огнеупоров, для кладки пода нагревательных
печей. Термостойкость обожженных изделий низкая, безобжиговых
хорошая.
23. Доломитовые изделия
Водоустойчивые доломитовые изделия (см. табл. 22) изготовля-
ют из доломитового клинкера на связке сульфитно-спиртовой барды
с сушкой и последующим обжигом при температуре 1550—1580® С.
Доломитовые изделия относятся к основным огнеупорным материа-
лам; применяютси в печах, где имеются основные шлаки. Доломито-
магнезитовые безобжнговые изделия на смоляной связке применяют
дли футеровки сталеплавильных конверторов. Они изготовляются в
огнеупорных отделениях кислородно-конверторных цехов непосредст-
венно перед укладкой в конверторы.
24. Форстеритовые и форстерито-хромитовые изделия
Изделии по ГОСТ 14832—69 изготовляют из магнезиально-сили-
катных материалов (дунита, оливинита, серпентина) с добавкой 20—
25% обожженного магнезита. Форстеритовые изделия стойки против
60
окислов железа и других реагентов основного характера и имеют
высокую температуру начала деформации под нагрузкой. Изделия
применяют главным образом для кладки верхних рядов насадки и
сводов регенераторов и шлаковнков мартеновских печей, подов на-
гревательных печей. Физико-механические свойства изделий приведе-
ны в табл. 22. Выпускается прямой кирпич размером от 230X115X50
до 520X150X75 мм и соответствующий клиновой торцовый кирпич.
В кирпичах для кладки сводов предусматриваются отверстия для
штырей, аналогичные отверстиям в магнезито-хромитовых кирпичах
для кладки сводов'(см. табл. 41).
25. Кирпич талькомагнезитовый цельнопиленый (ГОСТ 1517—74)
Талькомагнезнтовые изделия (см. табл. 22) получают выпилива-
нием из цельной горной породы Шабровского месторождения, состо-
ящей в основном из талька и магнезита с примесями в рассеянном
виде хлорита, магнезита и кальцита. Дополнительная усадка при
температуре 1400° С 1,3%. Кирпич применяют для футеровки вра-
щающихся печей цементной промышленности, кладки подов нагрева-
тельных печей. Выпускают кирпич: прямой размерами 345Х230Х
ХП5, 300Х200ХЮ0, 230X113X65 и 113ХПЗХ65 мм и клиновой
размерами 300X200X103X92 и 300Х200ХЮЗХ72 мм.
26. Углеродистые и графитированные изделия
Эти изделия (см. табл. 22) обладают высокой температурой на-
чала деформации под нагрузкой и высокой термостойкостью. Отли-
чительной чертой изделий является их высокая тепло- и электро-
проводность. Изделия хорошо противостоят воздействию жидких
шлаков и металлов, но боятся окислительной атмосферы (выгорает
углерод). Углеродистые изделия применяют главным образом при
кладке лещади и горна доменных печей, а также ванн для электро-
лиза алюминия и магния. Блоки графитированные для доменных печей
(ТУ 48-01-31—71) выпускают длиной 600—1600 мм, сечением 400Х
Х400 мм. Допускаемые отклонения по длине для блоков, устанавлива-
емых на торец, ±1, укладываемых горизонтально, ±5; по ширине
и высоте ±0,75. Блоки углеродистые для футеровки доменных печей
объемом менее 2000 м3 (ТУ 48-12-18-73) выпускают для лещади
длиной до 3200 мм, шириной до 410 мм (при высоте 400 мм) и до
550 мм (при высоте 550 мм); для горна и лещади трапецеидальной
формы — длиной до 2000 мм, шириной большого основания трапеции
410 при высоте 400 мм н 550 мм при высоте 550 мм. На заводе-изго-
товителе блоки проходят контрольную сборку и маркируются.
27. Карбид-кремниевые изделия
Карбид-кремниевые изделия по ГОСТ 10153—70 выпускают трех
марок (см. табл. 22): КК-1,2— на кремнеземистой связке с содержа-
нием А12О3 не более 1,2%; КА-3 и КА-5 — на алюмосиликатной связке
с содержанием А120з соответственно не более 3 и 5%. Содержание
SiC в изделиях КК-1,2 должно быть не менее 83%, в КА-3 — 82% и
КА-5 — 74%. Кривизна изделий размером до 400 мм не должна пре-
вышать 2 мм, свыше 400 мм — 0,8%. Допускаемая глубина отбито-
61
стей углов и ребер — ие более 6 мм. Отклонения не должны превы-
шать, мм: для изделий нормальных размеров по длине ±3,5, ширине
±2 и толщине 1; для фасонных изделий до 100 мм ±1,5, 100—400 мм
±2%, свыше 400 мм 4%; толщина стенки ±2 мм. Изделия применя-
ют при строительстве муфельных печей, для перекрытия нижних
топок термических печей, в виде подовых направляющих и рекупе-
ративных трубок.
28. Маркировка огнеупорных изделий (ГОСТ 1502—72*)
На огнеупорные изделия наносят следующие условные обозначе-
ния завода-изготовителя и марки изделий, включающие обозначения
химико-минерального состава, а при необходимости — назначения
изделий.
Ниже приведена маркировка огнеупорных изделий:
Динасовые...................................
Полукислые .................................
Шамотные....................................
Муллитовые..................................
Муллитокорундовые...........................
Корундовые .................................
Магнезитовые................................
Магнезитовые на шпинельной связке...........
Доломитовые.................................
Магнезнто-хромитовые........................
Периклазошпинелидные .......................
Хромомагиезитовые...........................
Хромитовые .................................
Форстеритовые...............................
Углеродистые . . ............................
Углеродистые графитированные.................
Д
П
Ш
МЛ
мк
к
м
мг
д
MX
пш
хм
X
ф
У
г
29. Растворы, мертели и порошки огнеупорные
Консистенцию раствора (табл. 43) определяют глубиной погру-
жения в раствор конуса СтройЦНИЛ массой 100 г. Раствор перед
погружением конуса перемешивают. Поверхность конуса протирают
влажной тряпкой и, поддерживая его за цепочку, подводят острием
к поверхности раствора и свободно в вертикальном положении опус-
кают в раствор. Операцию повторяют дважды и за результат прини-
мают среднее значение двух определений.
Из 1 м3 шамотной, высокоглиноземистой, полукислой или дина-
совой сухой смеси получается 0,85 м3 густого раствора, 0,95 полугу-
стого или 1,05 м3 жидкого. Воздушно-твердеющие растворы имеют
значительно меньшую (почти в 10 раз) газопроницаемость, чем обыч-
ные огнеупорные растворы.
Ниже приведены составы огнеупорных растворов, твердеющих
при нагревании (табл. 44); воздушно-твердеющих растворов (табл.
45); растворов, применяемых при футеровке вращающихся печей
(табл. 46), и жаростойких растворов для кладки бетонных блоков
(табл. 47).
Таблица 43. Консистенция раствора
Раствор Применение для кладки с толщиной швов, мм ’^Пределы осадки ко- нуса СтройЦНИЛ, см
Жидкий 0,5—2 6-9
Полупустой До 3 5-6
Густой Свыше 3 3-5
62
Таблица 44. Составы огнеупорных растворов, твердеющих при нагревании
Раствор Материалы для приготовления сухой смеси Состав сухой смеси, % по объему Ориенти- ровочное количест- во воды на 1 м’ сухой смеси, л
Высокоглиноземи- стый полугустой Мертель высокоглииоземис- тый пластифицированный ВТ-1 илн ВТ-2 (ГОСТ 6137—61) 100 350
То же, жидкий То же 100 450
Шамотный: густой Мертель шамотный пластифи- цированный ШК-1. ШК-2 нли ШК-3 (ГОСТ 6137—61) 100 450
Шамотный порошок Огнеупорная глина (ТУ 14-8-90-74) 60—70 40-30 400
полугустой Мертель шамотный пластифи- цированный ШТ-1, ШТ-2 или ШТ-3 (ГОСТ 6137—61) 100 500
жидкий Шамотный порошок Огнеупорная глина 70—80 30—20 550
Мертель шамотный пластифи- цированный ШТ-1, ШТ-2 илн ШТ-3 100 550
Шамотный порошок Огнеупорная глииа 70—80 30—20 600
Полукислый: густой Мертель полукислый пласти- фицированный ПК-2 (ГОСТ 6137—61) 100 350
полугустой То же, ПК-2 или ПК-1 100 450
жидкий То же, ПК-1 100 550
Динасовый по- лугустой Мертель динасовый пластифи- цированный ПД-1 или ПД-2 (ГОСТ 5338—60) 100 450
То же Динасовый порошок Огнеупорная глииа 85—90 15-10 500
Динасовый жидкий Мертель динасовый пласти- фицированный ПД-1 илн ПД-2 100 550
То же Динасовый порошок Огнеупорная глина 85—90 15—10 600
Углеродистый Углеродистая паста (ТУ 48-12-27-74) 100 —
Хромомагиези- товый Хромомагнезитовый или маг- незитовый порошок Огнеупорная глина 88—92 12—8 400
Магнезитовый или хромомагие- зитовый на смоле Магнезитовый или хромомаг- незитовый порошок Каменноугольная смола обез- воженная 90 10 —
63
Таблица 45. Составы воздушно-твердеющих растворов
Раствор Материалы для приготовления сухой смеси
Шамотно-глинозе- мистый Шамотный порошок ПШТА (ТУ 14-8-90-74) Молотая огнеупорная глина марки ПГОСА (ТУ 14-8-90-74) Глинозем технический
Алюмосиликатный с содержанием А120э ие ниже 39% Мертель ШТ (ЧМТУ 8-13-67)
То же, не ниже 35% Мертель ШБ (ЧМТУ 8-13-67)
То же, пластифи- цированный Мертель ШБ (ЧМТУ 8-13-67) Сульфитно-спиртовая барда (сверх 100%)
Шамотно-цемент- ный Шамотный порошок ПШТБ (ТУ 14-8-90-74) Молотая огнеупорная глина ПГОСБ (ТУ 14-8-90-74) Портландцемент 300
То же, пластифи- цированный Шамотный порошок ПШТБ (ТУ 14-8^90-74) Молотая огнеупорная глина ПГОСБ (ТУ 14-8-90-74) Портландцемент 300 Сульфитно-спиртовая барда (сверх 100%)
Состав смеси, % по массе Затворитель Расход затворите- ля на 100 кг сухой смеси, л Консистенция раствора
82 9 9 Жидкое стекло плотностью 1,35— 1,38 г/смэ Вода 15 33—35 Жидкий
100 Жидкое стекло плотностью 1,35— 1,38 г/смэ Вода 15 26—29 Полугустой
100 Жидкое стекло плотностью 1,35— 1,38 г/смэ Вода 15 26—29
100 0,1 Жидкое стекло плотностью 1,35— 1,38 г/см3 Вода 15 12—18 »
84—80 4-6 12—14 Вода 40-45 »
84—80 4-6 12—14 0,1 » 35—40 »
Таблица 46. Составы растворов, применяемых при футеровке вращающихся печей
1 со сл Раствор Материалы для приготовления сухой смеси Состав смесн, % по объему Затворитель Расход эатво- рителя на 100 кг сухой смеси, л Консистенция раствора
Для тальковой кладки
Портландцемент* Портландцемент марки не ниже 400 без Вода 30-40 Полугустая
ное тесто Шамотно-цемент- гидравлических добавок Для шамот Шамотный порошок ПШТА (ТУ ной кладки 50—60 » 30—40 >
ный Шамотно-глиняный 14-8-90-74) Портландцемент марки не ниже 400 без гидравлических добавок Мертель шамотный ШТ-1 50-40 > Жидкое стекло 35—40 > »
на жидком стекле Шамотно-глиня- То же плотностью 1,3— 1,35 г/см3 Вода 30—40
ный на воде1 Шамотно-цемент- Глиноземистый цемент марки 400 30 30-40 >
ный То же Мертель шамотный ШТ-1 (ГОСТ 6137—61) Глиноземистый цемент марки 400 70 50 30—40
> Мертель шамотный ШТ-1 (ГОСТ 6137—61) Глиноземистый цемент марки 400 50 10 > 30—40 »
Мертель шамотный ШТ-1 (ГОСТ 6137—61) 90 » >
Для магнезиальной кладки
Магнезитовый с Молотый магнезитовый порошок МПК-88 80 1 Жидкое стекло 30-40 »
огарками или МПК-87 Колчеданные огарки 20 1с модулем 2,6— 12,8 плотностью ) 1,35-1,38 г/см3
Хромомагнезито- Молотый хромомагнезит 85 1 к То же 30—35 >
вый с огарками Колчеданные огарки J а >
Магнезитовый с Молотый магнезитовый порошок МПК-88 90 > 30—35 >
шамотом или МПК-87 Шамотный порошок ПШТА (ТУ 14-8-90-74) 10 » »
О ---------------
0,71 1 Перед использованием в раствор добавляют портландцемент (10% массы сухого мертеля).
g> Таблица 47. Составы жаростойких растворов для кладки бетонных блоков
Состав и ориентировочный расход материалов, кг на 1 м3 раствора 1 Температура применения । в °C Область при- менения
Вяжущее Отвердитель Тонкомолотая добавка Заполнитель
вид расход вид расход вид | расход вид | расход
Портландцемент 400 Не применяет- ся — Шамот 200 Шамот 1300 1200 Для блоков лю- бого назначения
350J То же — » 175 Керамзит =400 хг/м3 Вермикулит “150 хг/м3 v= 200 100 1000 1000 Для стеновых и прочих блоков, кроме фундамен- тов
Жидкое стекло плотностью 1.36— 1,38 г/смэ 450 Кремнефторис- тый натрий 45 » 500 Шамот 1250 1000 То же
То же 450 Нефелиновый шлам 50 500 Шамот 1250 1100 Для блоков лю- бого назначения
> 500 Кремнефторн- стый натрий 40 Магнезит 500 1300 1300 То же
» 500 Нефелиновый шлам 50 500 1300 1300 »
Глиноземистый це- мент 600 Не применяется — Не приме- няется — » 1350 1300 Для стеновых, и прочих блоков, кроме фундамен- тов
ел То же « 600 75 То же » — То же » —
» 300 » — Силикат- глыба 45
» 400 » — То же —
Высокоглиноземн- стый цемент 600 » — » —
Быстротвердею- щий портландцемент ^300 Не ирнмеияется — » 45
о
Высокоглинозе- мистый 1700 1450
Вермикулит у= = 150 кг/м3 50 900
Асбест хризотило- вый VI сорта 150
Асбест хризотило- вый VI сорта 80 1000
Вермикулит 80
Керамзит 70
Керамзит у= = 400 кг/м3 250 1200
Вермикулит v= = 150 кг/м3 120
Высоког^иоземи- стый 1700 1600
Асбест хризотило- вый 80 1000
Вермикулит 80
Керамзит 70
Для блоков лю-
бого назначения
Для заделки
стыков
стыков
30. Приготовление растворов
Для приготовления обычных растворов в растворосмеситель вна-
чале подают воду, затем загружают заполнитель, вяжущее и пласти-
фикатор (в растворах, приготовляемых из огнеупорных порошков,
пластификатором служит глина). Продолжительность перемешива-
ния раствора с момента окончания загрузки материалов в растворо-
смеситель не менее 3 мии. Во время загрузки растворосмеситель
должен работать. При изготовлении воздушно-твердеющих раство-
ров перемешивание ведется не менее 5 мин. Растворы на жидком
стекле заготавливают за 2—4 ч до употребления и хранят в плотно
закрытой таре. Цементный раствор заготавливают в количестве, не
превышающем шестичасовую потребность.
31. Мертели и порошки огнеупорные
Мартели алюмосиликатные (ГОСТ 6137—61*) состоят из смеси
измельченного шамота и огнеупорной глины с добавками или без до-
бавок кварцита, песка и пластификатора. По содержанию AI2O3+
+ТЮ2 мертели разделяются на высокоглиноземистые, шамотные и
полукислые (табл. 48); по зерновому составу — на мертели тонкого
и крупного помола (табл. 49). Алюмосиликатные мертели всех ма-
рок, кроме ПК-2, должны изготовляться пластифицированными и
содержать сверх 100% сухих порошков 0,07—0,13% сульфитно-спир-
товой барды (на сухое вещество) и 0,12—0,18% кальцинированной
соды (по массе). Влажность мертелей, кроме полукислых, должна
быть не выше 5%; полукислых — не выше 6%. При поставке шамот-
ного порошка и молотой огнеупорной глины раздельно они должны
соответствовать ТУ 14-8-90-74. Влажность шамотного порошка не
должна превышать 4%, глины— 12%.
Для кладки доменных печей объемом 5000 м3 и выше по
ТУ 14-8-73-73 выпускается мертель ММКЦ-72, ММЛП-62 и МШП-42
с содержанием А12О3 соответственно не менее 72, 62 и 42%. Мертель
должен полностью проходить через сетку № 05.
Таблица 48. Физико-химические показатели алюмосиликатных мертелей
Показатели Мертели
выеокогливо яемистые шамотные пслухислне
ВТ-1 ВТ-2" ШТ-1, ШК-1 ШТ-2 ШК-2 шк-з ПТ-1 пк-1 ПК-2
Огнеупорность, “С, не ни- же 1800 1750 1730 1690 1650 1650 1610
Содержание А130з, %, не ниже 60 45 38 33 30 20 20
Мертель динасовый пластифицированный (ГОСТ 5338—60*) со-
стоит из смеси кремнеземистых материалов (кварцит, динасовый бой),
огнеупорной глины и пластификатора. Мертель подразделяется на
марки: МД-1 для печей с рабочей температурой более 1500е С я
МД-2 для печей с рабочей температурой ниже 1500° С.
М
Таблица 49. Зерновой состав алюмосиликатных мертелей, % по массе
Проход через сетку Мертели помола Проход через сетку Мертели помола
ТОНКОГО крупного тонкого крупного
ВТ-1, ВТ-2, ШТ-1. ШТ-2, ПТ-1 ШК-1, ШК-2, шк-з. ПК-1. ПК-2 ВТ-1. ВТ-2, ШТ-1, ШТ-2, ПТ-1 ШК-1. ШК-2, ШК-З. ПК-1. ПК-2
№ 2, не менее 100 J № 05, не более 94
№ 1, не менее 100 № 009, не менее 60 —
№ 05*, не менее 95 № 009, не более 85 —
* Через сетку № 05 мертелей тонкого помола, поставляемых для кладки
лещади и горна доменных печей, должно проходить не менее 98%.
Содержание кремнезема SiO2 в мертеле МД-1 94—96%, в мерте-
ле МД-2 90—93%; содержание А12О3 соответственно 2—3,5 и 4—6%
(на прокаленное вещество). Остатка мертелей на сетке № 2 не долж-
но быть, на сетке № 1 допускается не более 3%; через сетку № 02
должно проходить 65—80%, в том числе через сетку № 008 45—60%.
Влажность не должна превышать 4%. Разработан состав непылящих
динасовых мертелей в гранулах, содержащих вместо пластификато-
ра гигроскопическую добавку — 2,5%, хлористый кальций и клеющую
добавку — 0,4% (по сухой массе), сульфитно-спиртовую барду. Эти
мертели должны поставляться потребителям в бумажных мешках.
Мертели муллито-корундовые, корундовые (ТУ 14-8-24-71) и
цирконовые (ТУ 14-8-26-71). Муллито-корундовый и корундовый
мертель МКПТ-77 и МКТ-85 выпускается с содержанием А12О3 со-
ответственно не менее 77 и 85% для кладки муллито-корундовых
и корундовых огнеупоров. Для кладки циркониевых изделий при-
меняется циркониевый мертель ЦМ с содержанием ZrO2 не ме-
нее 60%.
Актюбинский завод хромовых соединений Министерства химиче-
ской промышленности СССР выпускает алюмохромофосфатную связ-
ку, получаемую из окислов алюминия, хрома и ортофосфорной кис-
лоты. Приготовленные на основе алюмохромофосфатной связки с за-
полнителями из огнеупорных порошков растворы имеют прочность
при сдвиге 6—8,5 МПа [60—85 кгс/см2], огнеупорность выше
1700° С и термостойкость 15—20 теплосмен.
32. Обмазки защитные (табл. 50) и уплотнительные (табл. 51)
Таблица 50. Составы защитных обмазок
Обмазка; темпе- ратура ее при- менения, °C Материал t для составления смеси Крупность зерен, мм Я 4) м о 8^2 о SB о О я к
Хромитовая; 1100—1400 Хромитовая смесь СХГ-6 (ТУ 14-8-84-73) Сульфит-целлюлозная бар- да плотностью 1,1 г/см® 0—3 96 4
69
Продолжение табл. 50
Обмазка; темпе* ратура ее при* Материалы для составления смеси Крупность зерен, мм □держа- ве, % о массе
менения, °C
U я с
Шамотная; Шамотный порошок 0—1 85
1100—1400 ПШТА (ТУ 14-8-90-74) Огнеупорная глина моло- тая ПГОСА (ТУ 14-8-90-74) 0-3 6
Сульфит*целлюлозная бар- да плотностью 1,1 г/см3 — 9
Хромомагнези- Хромитовый порошок 0—1 50
товая; 1400—1500 ЗХМ-ЗО (ТУ 14-8-114-74) 40
Магнезитовый порошок (ЧМТУ 8-74-70) 0—1
Огнеупорная глина моло* тая ПГОСА (ТУ 14-8-90-74) 0—1 10
Корундовая; Сульфнт-целлюлозная бар- да плотностью 1,1 г/см3 (сверх 100%) 5
Кианит сырой Составляющие ко- 10
1400—1600 Корундовый заполнитель рундовой, высокогли- 80
ЗК (ТУ 14-8-21-71) ноземистой и цирко-
Огнеупорная глина моло- ниевой обмазок раз* 5
тая ПГОСА (ТУ 14-8-90-74) малываются в поро-
Сульфит-целлюлозная бар- шок, дающий при 5
да плотностью 1,1 г/см3 просеивании через сн*
Высокоглино* Кианит обожженный то с 1000 отверстий 47
земистая; 1400— Боксит на 1 см2 остаток не 47
1600 Цирконневаи; Глина огнеупорная моло- тая ПГОСА (ТУ 14-8-90-74) более 2% 6 90
Циркониевый порошок
1400—1650 ПЦМ-93 (ТУ 14-8-62-72)
Глина огнеупорная моло- тая ПГОСА (ТУ 14-8-90-74) 6
Патока 4
Таблица 51. Составы уплотнительных обмазок
Макси- мальная темпера- тура при- менения, °C Материалы для составления смеси Круп- иость зерен, мм 1 Содержа- ние, % \ по массе
400 Кварцевый песок или динасовый порошок 0-1 45
Графит 0—1 30
400 Жидкое стекло плотностью 1,37 г/см3 — 85
Кварцевый песок или динасовый порошок 0—1 55
Асбест хризотиловый VI сорта — 25
400 Жидкое стекло плотностью 1,37 г/см3 — 20
Шамотный порошок ПШКВ (ТУ 14-8-90-74) 0—3 65
Асбест хризотиловый — 10
Глииа огнеупорная молотая ПГОСБ (ТУ 14-8-90-74) 1-3 15
400] Жидкое стекло плотностью 1,37 г/см3 10
Кварцевый песок 0-1 30
Асбозурнт — 50
700] *-;.з Жидкое стекло плотностью 1.37 г/см3 — 20
Шамотный порошок ПШКВ (ТУ 14-8-90-74) 0-3 35
Диатомитовый порошок 0-2 20
Асбест хризотиловый VI сорта — 20
70
Продолжение табл. 5i
Макея* мальная темпера- тура при- менения, °C Материалы для составления смеси Круп- ность зерен, мм Содержа- ние, % по массе
Глина огнеупорная молотая ПГОСБ (ТУ 14-8-90-74) 0-3 20
Жидкое стекло плотностью 1,37 г/см’ (сверх 100%) — 10
700 Диатомитовый порошок 0—2 65
Асбест хризотиловый V сорта —— 25
Жидкое стекло плотностью 1,37 г/см’ —— 10
120 Каустический магнезит — 15
Асбест хризотиловый V сорта —— 35
Пек каменноугольный — 20
Хлористый магний (раствор плотностью 1,2-1,3 г/сма) — 30
80 Глина огнеупорная молотая ПГОСБ (ТУ 14-8-90-74) 1-3 30
Асбест хризотиловый V сорта — 30
Отработанное минеральное масло 12
Ку'збасслак сорта А или Б — 14
Битум БН-4 нлн БН-5 14
33. Жаростойкие и огнеупорные бетоны
Жаростойкие н огнеупорные бетоны (ГОСТ 19038—73 и ГОСТ
20910—75) изготовляют на высокоглнноземнстом, глиноземистом и
периклазовом цементах, портландцементе с тонкомолотымн добавка-
ми, жидком стекле и фосфатных связках. В качестве мелкого и круп-
ного заполнителей применяют дробленые н рассеянные огнеупорные
материалы, доменный шлак, бой обыкновенного глиняного кирпича,
диабаз, базальт, андезит и другие местные материалы. Зерновой со-
став мелкого (песок с крупностью зерен до 5 мм) и крупного (ще-
бень с крупностью зерен 5—40 мм) заполнителей должен соответ-
ствовать табл. 52.
Таблица 52. Зерновой состав заполнителей (ГОСТ 20955—75)
Размер отверстий контрольных сит, мм Полный остаток на ситах, % по массе, для заполнителей крупностью, мм
До 5 5-10 5—20 5-40
40 0 0-5
20 0 0—5 20—40
10 0 0-5 30—60 50—70
5 0-5 95-100 95—100 95—100
2,5 5—20 __
1,25 15—45
0,63 35-70 ___ ___
0,315 65-90 — ___
0,14 80—100 — — —
В обычных конструкциях крупность зерен заполнителей не дол-
жна превышать 20 мм, в массивных конструкциях применяют запол-
нители с крупностью зерен до 40 мм. Перед дроблением бывших в
употреблении огнеупорных изделий их тщательно очищают от шлака,
71
раствора и других примесей; предел прочности их должен быть не
менее 100 кгс/см2. Необходимо следить за тем, чтобы заполнители
не были засорены известняком и доломитом, вызывающими разру-
шение бетонов при нагревании. Тонкомолотые добавки получают пу-
тем тонкого помола огнеупорных материалов, гранулированного до-
менного шлака, боя обыкновенного глиняного кирпича, золы-уноса.
Качество их должно соответствовать ГОСТ 20956—75. Тонкость по-
мола должна соответствовать следующему остатку на сите № 008:
для бетонов на жидком стекле не более 50%, для бетонов на порт-
ландцементе не более 15% и для магнезиальных добавок 15—35%.
Каждая партия заполнителя или тонкомолотой добавки должна
иметь паспорт с указанием: наименования и адреса предприятия-из-
готовителя; номера и даты выдачи паспорта; вида и фракции запол-
нителя или добавки; номера партии, количества, даты отгрузки и ре-
зультатов испытаний, предусмотренных ГОСТ или ТУ; обозначения
ГОСТ или ТУ.
В качестве заполнителей легких теплоизоляционных бетонов при-
меняют перлит с объемной массой 150—400 кг/м3, керамзит с объ-
емной массой не более 650 кг/м3, вермикулит с объемной массой не
более 400 кг/м3, бой огнеупорных легковесных изделий и диатомито-
вого кирпича. Огнеупорная промышленность выпускает следующие
заполнители для приготовления огнеупорного и жаростойкого бето-
нов: алюмосиликатные (ТУ 8-145-75)—высокоглиноземистые марок
ЗМКР, ЗМД и ЗМК с содержанием А12О3— 45—72%, шамотные ма-
рок ЗША, ЗШБ и ЗШВ с содержанием А12О3 28—36% и полукислые
марок ЗПБ и ЗПВ с содержанием А12О3 не менее 18%; каолиновые
(ТУ 14-8-20-71) с содержанием А12О3 ие менее 43%; корундовые
(ТУ 14-8-21-71) с содержанием А12О3 не менее 97%; кремнеземистые
(ТУ 14-8-92-74) с содержанием SiO2 87—97%; хромитовые
(ТУ 14-8-19-71) с содержанием Сг2С3 не менее 45%; хромомагнезито-
вые (ТУ 14-8-60-72) с содержанием Сг2О3 16—30%; магнезито-хро-
митовые (ТУ 14-8-109-74) с содержанием MgO не менее 60% и Сг2О3
8—18%.
Для изготовления легких теплоизоляционных бетонов выпуска-
ются алюмосиликатная смесь (ТУ 14-8-34-71) объемной массой
600 кг/м3, содержащая 50% А12О3, и заполнители корундовые пори-
стые (ТУ 14-8-106-74) марки ЗКП с содержанием А12О3 не менее
94% и объемной массой 1200 кг/м3.
Составы бетонов (табл. 53, 54) должны уточняться строительны-
ми лабораториями с учетом свойств имеющихся вяжущих, заполни-
телей и тонкомолотых добавок в соответствии с «Инструкцией по
приготовлению жаростойких бетонов» (СН 156-67). Для определения
остаточной прочности образцы бетона в виде кубов 100X100X100 мм
в семидневном возрасте для бетонов на портландцементе и в трех-
дневном возрасте для остальных нагревают до 800° С, после остыва-
ния выдерживают в течение 7 дней на воздухе, а затем испытывают
на сжатие. Для приведения полученного результата к показателям
для стандартных кубов размером 200X200X200 мм его умножают
на 0,85. Бетоны иа жидком стекле следует предохранять от продол-
жительного воздействия воды и паров, так как они могут размы-
ваться водой. После нагревания до 800° С бетоны на жидком стек-
ле воды не боятся.
В жаростойком железобетоне арматуру располагают в местах,
где температура не превышает 350° С. При более высоких темпера-
турах температурное расширение арматуры больше, чем у бетона,
72
Таблица 53. Основные характеристики жаростойких тяжелых бетонов
О к © § я - Материалы для приготовления бетона Расход <атериалов на 1 м3 бетонной смеси, кг
а 5 н ® 2 я £ 2 а_Я Я а> (У тонкомолотая заполнитель вяжущего отвер- О S заполк нтеля
я и о S и s вяжущее отвердитель добавка дителя ООО. В Ч Ef мел- кого круп- ного
1 2 3 4 5 6 7 8 9 10
1 350 Портландце- мент Не применяется Зола-унос, из обыкновенного глиняного кирпи- ча, пемзы, домен- ного гранулиро- ванного шлака Отвальный до- менный шлак 350 — — 1000 1000
2 700 То же То же То же Андезит, ба- зальт, диабаз, диорит 350 — 120 850 900
3 750 > Отвальный до- менный шлак 350 — 120 900 1000
4 1000 > » Шамотная ШВ, лёсс, зола-унос Шамотный ШВ 350 — 120 650 700
5 1100 » > Шамотная ШБ Шамотный ШБ 350 — 120 650 700
6 600 » > То же Андезит, ба- зальт, днабаз 350 40 500 700 900
7 900 » > Шамотная ШВ, из андезита, по- лукислая ПВ Шамотный ШВ, полукислая ПВ 400 50 500 500 750
В со 950 Жидкое стекло Кремиефторн- | стый натрий Шамотная ШБ Шамотный ШБ 400 50 500 500 750
состава | 1 Максимальная температура применения, °C Материалы для приготовления бетона
вяжущее отвердитель тонкомолотая добавка
£ 1 2 3 4
9 1200 1100 Кремнефтори-
Жидкое стекло стый натрий Магнезитовая
То же Нефелиновый Шамотная мар-
шлам или ферро- ки ШБ, из мар-
хромовый шлак ганцовистого
11 1200 » То же шлака Магнезитовая
1450 Кремнефтори- Динасовая
1200 стый натрнй
Глиноземистый Не применяется Не применяется
14 1300 цемент То же То же То же
15 1300 » » »
16 1300- Высокоглино- » т>
1400 земистый цемент
17 1350- Алюмофосфат- » Огнеупорная
ная связка глина
18 1250 То же т> То же
19 1300 Фосфатная связ- » Не применяется
ка
20 1480 То же * То же
Продолжение табл. 5,3
Расход материалов на 1 смеси, кг ма бетонной
заполнителя
{КОМО ГОЙ 5авки
заполнитель вяжущего отвер- дителя мел- круп-
ООО. кого ного
Н R К
5 6 7 8 9 10
Шамотный ШБ 400 35 500 600 800
То же 400 100 400 550 750
» 350 50 500 600 700
Бой динасовых изделий 265 19 — 750 865
Шамотный ШБ 400 — — 700 750
Хромитовый 400 — — 1150 1200
Высокоглиио- 400 850 900
земистый (ие ме- нее 62% А120э)
Высокоглиио- 400 — —— 850— 800-
земистый (48,68 и 80% А120з) 1050 900
То же 200 —- 140 950— 800—
1050 900
Шамотный (каолиновый) 200 — 140 900 800
Дунит обож- 150—200 — 2100—
женный 2350
Бой динасовых изделий 200 800 900
состава 1 Прочность бетона на сжатие после на- гревания до ПО °C» МПа [кгс/см2] Остаточная прочность иа сжатие после нагревания до 800 °C» % Огневая усадка при максималь- ной температуре применения, %
й 11 12 13
1 30 [300]
2 40 [400] 40* —
3 30 [300] 40*
4 30 [300] 30 0,6
5 30 [300] 30 0,6
6 20 [200] 40** —
7 20 [200] 70—90 0,4
8 20 [200] 70-90 0,4
9 20 [200] 50—70 0,4
10 20 [200] 100 0,6
11 20 [200] 70 0,4
12 15-26 [150-260] — +0,8 -1,6
13 25 [250] 30 0,6
14 30 [300] 30 0.8
15 25 [250] 30 0,6
16 30-35 [300—350] 50 0,2
17 24—38 [240—380] 160 0,1
18 20—27 [200—270] — 0,8—1.0
19 70 [700] 450 0,3
20 30—36 [300—360] 230 +0,8 -1,7
• После нагревания до 700° С.
После нагревания до 600® С.
Продолжение табл. S3
Температура деформации под нагрузкой 0,2 МПа [2 кгс/см2], °C Термическая стойкость при нагреве до 800 °C, водные тепло- смены Объемная масса в вы- сушенном состоянии, кг/м3
4%-иой разрушения
14 15 16 17
— — 2400
— — — 2400
— 2400
1100 1200 12 1900
1150 1250 15 1900
— — — 2400
950 1150 10 1900
1000 1200 12 1900
1300 1400 10 2000
1100 1150 12 2000
1300 1400 10 2100
1480 1560 1900
1250 1350 15 1900
1350 1450 12 3000
1350 1450 10 2300
1380 1440 20 2200—2400
1400 1450 20 2200—2400
1300 1340 20 2100
1280 1400 2500
1920 1600 — 1900
Таблица 54. Основные характеристики легких жаростойких бетонов
состава
Материалы для приготовления бетона
вяжущее отвердитель тонкомолотая добавка заполнитель
Портландце- мент марки не ниже 400 Не применяется Шамотная ШВ Перлитовый с на- сыпной объемной массой 120—400 кг/мэ
То же То же Шамотная ШБ, на обыкновенно- го глиняного кир- пича, керамзито- вая Керамзитовый с на- сыпной объемной массой 500—650 кг/м3
» > То же То же
> > » То же, 350— 450 кг/мэ
> > Вспученный верми- кулит с насыпной объемной массой 150 кг/м3 и керамзи- товый с насыпной объемной массой 350—450 кг/м3
Ориентировочный расход материалов
на 1 м3 бетонной смеси, кг
вяжуще- го отверди- теля , тонкомо- лотой до- 1 бавки заполнителя
мелкого крупного
350 — 140 130 130
350 — 250 850
270 — 160 730
220 — 90 460 —
350 — 105 Вермику- лита 700 Керамзи- та 240
6 Жидкое стекло Кремнефтори- стый натрий Шамотная ШБ
7 То же То же То же
8 » » »
9 Нефелиновый шлам или ферро- хромовый шлак »
10 » Кремиефтори- стый натрий »
11 Глиноземис- тый цемент марки не ниже 400 Не применяется Асбест распу- шенный
12 То же То же Не применяется
13
То же
14
15
Керамзитовый с на- сыпной объемной массой 500—650 кг/м3 300 30 420 650
То же 350 35 650 650
Керамзитовый с на- сыпной объемной массой 350—450 кг/м3 250 25 180 470
То же 370 150 ПО 340
Вспученный верми- кулит 500 50 170 250
Диатомитовый 210 — — Асбеста 100; диатомитовой крошки 435
Перлитовый с на- сыпной объемной массой 300—450 кг/см3 300 — — 310 280
Перлитовый песок. Бой шамотного лег- ковеса ШБЛ-1 500 — — 100 500
Вспученный верми- кулит 350 — — 1100
То же, с насыпной объемной массой 150 кг/м3 Керамзит с насып- ной объемной массой 400 кг/мэ 370 — — Вермику- лит 100 Керамзит 280
00
1 № состава Максимальная температура при- менения, °C Объемная масса бетона в высушенном состоянии, кг/м3 Коэффициент теплопроводности, Вт/(м-К) [ккалДм ч- °C)j, при средней температуре, °C
20 600
1 500 (при мухорта л« лниском перлите 800 °C) 800 0,21 [0,18] 0,37 [0,32] (500 °C)
2 1000 1500 0,43 [0,38] 0,89 [0,76]
3 1000 1200 0,37 [0,32] 0,63 [0,54]
4 900 800 0,21 [0,18] 0,37 [0,32]
5 1000 800 0,21 [0,18] 0.37 [0,32]
6 800 1200 0.44 [0,38] 0.93 [0,8]
7 900 1500 0,5 [0,43] 1,05 [0,9]
8 800 800 0,21 [0,18] 0.45 [0,39]
9 поо 750 0,19 [0,16] 0,30 [0,26]
10 800 650 0,15 [0,13] 0,33 [0,28]
11 900 800 0,27 [0,23] 0,35 [0,3]
12 1000 800 0,19 [0,16] 0,36 [0,31]
13 1200 1200 0,31 [0,27] 0,47 [0,40]
14 ноо 650 0,16 [0,13] 0,27 [0,23]
15 1000 850 0.24 [0,2] 0,35 [0,3]
Продолжение табл. 54
Максимально возможная проч- ность бетона на сжатие, МПа [кгс/см2] Остаточная проч- ность на сжатие после нагрева до 800 °с, % Огневая усадка при максимальной температуре нагрева, %
5 [50] — 0,4
17,5 [175] 40 0,2
10 [100] 40 0,2
5 [50] 40 0.2
3,5 [35] — —
15 [150] 80 0,2
20 [200] 80 0,2
5 [50] 70 0.2
2,5 [25] —
2,5 [25] 70 0.4
2,5 [25] . — 0,6
5 [50] 50 0.5—0,6
7,5 [75] — —
1,5 [15] . — —
1.5 [15] — —
сцепление арматуры с бетоном нарушается, арматура корродирует,
расширяется и разрушает бетон. При установке арматуры в местах,
где температура выше 350° С, применяют легированную арматуру и
предусматривают возможность ее свободного расширения, покрывая
выгорающими обмазками нли обертывая бумагой. Исключение со-
ставляет монтажная арматура, используемая для создания необхо-
димой прочности изделий из жаростойкого бетона при их транспор-
тировании и монтаже; при эксплуатации агрегата она не работает.
В качестве монтажной арматуры применяют сетки или прутья нз
стальной проволоки диаметром не более 8 мм.
34. Приготовление жаростойких бетонов
Подбор бетонной смеси с учетом свойств имеющихся материалов,
а также контрольное определение основных проектных характери-
стик бетона производится путем приготовления пробных замесов.
Обычно для пробного замеса берут 0,1 м3 бетонной смеси (на девять
образцов). Требующееся на замес количество материалов определя-
ют умножением данных о расходе материалов, приведенных в
табл. 53 и 54, на объем пробного замеса. Из полученного количества
материалов приготовляют бетонную смесь, одновременно определяя
расход воды или другого затворителя. Количество воды или другого
затворителя должно обеспечить необходимую подвижность бетонной
смеси для укладки ее в опалубку или формы н достаточную проч-
ность уложенного бетона. Подвижность бетонных смесей определяют
стандартным конусом или техническим вискозиметром. Подвижность
бетонных смесей для высокоогнеупорных бетонов характеризуется
нулевой осадкой конуса (показатель жесткости 50—100 с), а для
остальных жаростойких бетонов она не должна превышать 2 см
(показатель жесткости 35—25 с). Из пробных замесов изготовляют
девять кубов 100ХЮ0ХЮ0 мм, по которым определяют марку и
остаточную прочность бетона. Для высокоогнеупорного и огнеупор-
ного бетонов изготовляют также образцы, по которым определяют
температуру начала деформации под нагрузкой. Бетоны на жидком
стекле проверяют на схватывание и твердение, для чего через 24 ч
один из кубов раскалывают. Если бетон твердеет нормально, куб
должен быть равномерно затвердевшим по всему сечению без по-
верхностной корки; внутри образца не должно быть несхватившего-
ся бетона. В бетоне с керамзитовым заполнителем количество воды
устанавливают опытным путем. В сухую смесь добавляют воду до
тех пор, пока смесь не станет при сжимании рукой комковаться. За-
тем готовят еще два образца: один с увеличенным на 15% количест-
вом воды, а другой с уменьшенным. Образцы испытывают, и расход
воды принимают по образцу, давшему лучшие результаты. Путем
взвешивания для всех составов бетонов определяют объемную мас-
су; цилиндрический сосуд вместимостью 2 л наполняют бетонной
смесью с некоторым избытком, смесь уплотняют на виброплощадке,
избыток ее срезают, и сосуд со смесью взвешивают. Объемную массу
определяют по формула
Y6 = -^y^i- 1000,
где Рг и Pi — масса сосудов, соответственно наполненного смесью
и порожнего, кг; уе — объемная масса бетонной смеси, кг/м3.
79
По объемной массе смеси и массе всех составляющих пробного
замеса подсчитывают расход материалов, необходимых для приго-
товления 1 м3 бетонной смеси, по формулам:
ц + З + л + к + а]’
______д______
ч + д + л+ к + в’
ц + З + л + к + в ’
в
м
ч+3+л+к+а
где Ц, К, Д, В и М — соответственно искомые количества цемента,
крупного заполнителя, тонкомолотой добавки, воды или другого за-
творителя, мелкого заполнителя, кг (л) на 1 м3 бетонной смеси;
Ч, д, м, к и в — соответственно количества цемента, тонкомолотой
добавки, мелкого заполнителя, крупного заполнителя и воды или
другого затворителя, кг (л), израсходованных на приготовление
пробного замеса.
Число составляющих, необходимых на один замес бетоносмеси-
теля, получают, умножая расход материалов, требующихся для при-
готовления 1 м3 смеси, на вместимость бетоносмесителя. Составля-
ющие бетонной смеси следует дозировать по массе, за исключением
воды и других жидких затворителей, дозируемых по объему. Запол-
нители следует дозировать с точностью ±2%, а все остальные со-
ставляющие— ±1%. Цемент, тонкомолотая добавка и кремнефто-
ристый натрий, используемые для приготовления бетонной смеси, не
должны иметь слежавшихся комков. При наличии комков составля-
ющие просеивают через сито с отверстиями размером 0,6—1,2 мм.
Бетонные смеси следует готовить в бетоносмесителях принудитель-
ного перемешивания. Для высокоогнеупорных бетонов применение
бетоносмесителей принудительного перемешивания обязательно. Бе-
тоносмеситель загружают в соответствии с его паспортной вместимо-
стью, не допуская отклонения более чем на 10%. Коэффициент вы-
хода бетонной смеси 0,6—0,65. При приготовлении бетонной смеси в
смесителях принудительного действия в чашу загружают все сухие
составляющие и перемешивают их в течение 3 мин. После этого в
смесь заливают затворитель (воду, жидкое стекло, раствор серно-
кислого магния или алюмофосфатную связку) и чашу вращают еще
не менее 5 мин. При приготовлении бетонных смесей на глиноземи-
стом, высокоглиноземистом цементе или портландцементе в смеси-
телях со свободным падением в бетоносмеситель заливают 0,9 требу-
ющегося количества воды, после чего загружают цемент и тонко-
молотую добавку и смесь перемешивают в течение 1 мин. Затем, не
прерывая вращения барабана бетоносмесителя, загружают мелкий
и крупный заполнители и доливают оставшуюся воду. Бетонную
смесь перемешивают до полной однородности, но не менее 5 мин.
При приготовлении в смесителе со свободным падением бетон-
ной смеси на жидком стекле предварительно смешивают в раство-
росмесителе кремнефтористый натрий или нефелиновый шлам с тои-
комолотой добавкой в соотношении, принятом для данного состава
бетона. В бетоносмеситель заливают Уз требующегося количества
жидкого стекла, загружают половину крупного заполнителя и смесь
тонкомолотой добавки с кремнефтористым натрием (нефелиновым
шламом). Добавляют мелкий заполнитель и вторую половину круп-
80
ного заполнителя, после чего смесь перемешивают 2 мин. В бетоно-
смеситель добавляют оставшуюся часть жидкого стекла и перемеши-
вают бетонную смесь еще не менее 3 мин.
При приготовлении бетона на периклазовом цементе в бетоно-
смеситель со свободным падением загружают заполнитель, залива-
ют 0,9 заданного количества сернокислого магния, а при перемеши-
вании добавляют периклазовый цемент и остальное количество сер-
нокислого магния. Прн приготовлении бетона на высокоглиноземи-
стом цементе последний предварительно смешивают в сухом виде с
мелким заполнителем, после чего добавляют в барабан воду (13—
15%)- Крупный заполнитель, предварительно смоченный водой, до-
бавляют при перемешивании в жндкоподвижную смесь цемента с
мелким заполнителем. Прн приготовлении бетона на глиноземистом
и высокоглиноземистом цементах в жаркую погоду следует прини-
мать меры, предупреждающие разогревание смеси во время переме-
шивания: поливать бетоносмеситель холодной водой и т. п. При ра-
боте в зимних условиях применяют заполнители с положительной
температурой. Воду подогревают до температуры, обеспечивающей
выдачу бетонной смеси с температурой не ниже 15° С (бетон на
портландцементе) илн не ниже 7° С (бетон на глиноземистом цемен-
те). Жидкое стекло подогревают до температуры не выше 30° С,
обеспечивающей выдачу смесн с температурой не ниже 15° С. Жаро-
стойкие бетонные и железобетонные изделия должны иметь паспорт
завода-изготовнтеля, в котором указываются: завод-изготовнтель,
номер вагона, номер партии, название изделия, марки и остаточная
прочность бетона, число изделий, дата отгрузки. Жаростойкие из-
делия принимают партиями. Размер партии устанавливают в каж-
дом случае, но во всех случаях он не должен превышать выпуск
за одну смену работы.
Отклонения от проектных размеров изделий нз жаростойких
бетонов не должны превышать указанных в табл. 55.
Не допускаются: наличие сквозных трещин, отбитость ребер бо-
лее 15 мм и углов более 25 мм, высота шероховатости поверхности
изделий более 5 мм, отклонения в положении отверстий более
±5 мм, искривление поверхностей граней более 5 мм на 1 м н 10 мм
на всей длине грани Изделия должны иметь хорошо видимую мар-
кировку: обозначение верха и низа изделия, марка изделия, дата
изготовления, паспортный номер. Марки и штампы ОТК наносят не-
смываемой краской в местах, которые видны после укладки изде-
лий в штабель на складе н в конструктивные элементы.
Таблица 55. Допускаемые отклонения от проектных размеров бетонных
и железобетонных изделий (СНиП III-24-75)
Наименование элементов Допускаемые отклонения, мм
по длине по шири- не по высоте (толщине) по пере- косу (диагона- ли) по поло- жению заклад- ных дета- лей
Блоки фундаментов ±15 ±15 ±10 ±5
Стеновые блоки ±8 ±5 ±5 ±10 ±5
Сводовые блоки +8. -4 ±5 ±5 ±10 ±5
Колонны ±5 ±5 ±5 ±5
Подовые плиты ±8 ±5 ±5 f~‘ - ' ±10 ±5
6-351
81
J» 35. Торкрет-бетоны (табл. 56, 57)
Таблица 56. Основные характеристики тяжелых жаростойких торкрет-бетонов
I № состава! Материалы для приготовления бетона Расход материалов на 1 м3 бетонной смеси
вяжущее отвердитель тонкомолотая добавка заполнитель вяжущего отверди- теля тонкомо- лотой добавки заполнителя
1 Портландце- мент марки 500 Не применяется Шамот ШБ Шамот ШБ 500 — 170 1400
2 Жидкое стекло Кремнефтори- стый натрий То же То же 250—300 35 300 1400
3 То же Портландце- мент 250-300 50 300 1400
4 Кремнефтори- стый натрий Не применяется Хромомагне- эитовая смесь марки СХМ 250-300 20 — 2200
5 Феррохромовый шлак То же То же 250—300 60 — 2200
6 То же * Хромомагне- зитовый кирпич дробленый 250-300 60 — 2200
7 » Периклаэошпи- нелидный кирпич дробленый 250-300 60 — 2200
8 Глиноземистый цемент марки 500 Не применяется Шамот ШБ 500 — — 1300
9 То же То же » Шамот ШБ; ас- бест хризотило- вый марки 7—370 840 —. — 550 (шамот)й 240 (асбест)
0»
1 | № состава! Максималь- ная темпера- тура приме- нения. °C Прочность бетона на сжатие после нагревания до ПО °C. МПа 1кгс/смй| Остаточная прочность на сжатие после нагревания до 800 °C. % Огневая усадка при максималь- ной температуре применения» %
1 900 15 [150] 50 0,5
2 900 15 [150] 90 0.4
3 900 18 [180] 80 0,4
4 1400 10 [100] 50 +0.5
Б 1400 10 [100] 60 + 0.3
6 1400 16 [160] 60 + 0,3
7 1Б00 40 [400] 80 4-0.2
8 1200 14 [140] 50 0,5
9 1100 45 [450] 50 —
00 со
Продолжение табл. 56
Температура деформации под нагрузкой 0,2 МПа £2 кгс/см=], «С Термическая стойкость при нагреве до 800 °C, водные теплосмены Объемная масса в вы- сушенном сос- тоянии, Kf/М3
4% | разрушения
ИЗО 1200 18 1800
1160 1300 14 1850
1150 1250 15 1850
1470 1550 3 2600
1460 1560 3 2600
1500 1600 3 2700
1600 1600 10 2700
1250 1300 18 1800
1250 1270 20 1650
со Таблица 57. Основные характеристики легких жаростойких торкрет-бетонов
Материалы для приготовления бетона Расход материалов на 1 м8 бетонной смеси, кг я сх га в S х ?о вод- |/(м.чХ вмпера- лая :жатие, 1 стойкость 800 °C, водные
1 добав- зя темпер °C а> к о о га и и о и и т теплой] • К) [ккал редней т< Максимально возмож] прочность бетона на i МПа [кгс/см2]
вяжущее отверди- тель тонкомо• лотая добавка заполнитель вяжущего отвердителя 1 тонкомолото# кн заполнителя Максимально применения. Объемная мг высушенном кг/м3 Коэффициен ностн, Вт/(м Х®С)1 при с туре 20 °C Термическая после 600 н теплосмены
Портландце- мент марки 400 Не при- меняется Шамот шв Гранулирован- ный доменный шлак и керамзит объемной массой 450 кг/м3* 475 — 150 195 (шлак); 365 (керамзит) 600 1300 - 15 [150] 17
То же То же То же Шамот ШБ Керамзит объемной массой 450 кг/мэ 475 — 150 245 365 600 1300 — 15 [150] 20
» То же. 550 кг/мэ 450 — 150 620 800 1400 — 25 [250] 18
Глиноземистый цемент марки 400 » Не при- меняется Вермикулит объем- ной массой 150 кг/м3 Керамзит объем- ной массой 450 кг/м3 270 — 180 150 1000 600 0,19 [0,16] 0,8—1 [8-10] —
То же То же Вермикулит объем- ной массой 150 кг/м3 Керамзит объемной массой 450 кг/м3 375 — — 187,5 ‘ 187,5 1000 750 0,21 [0,18] 1,6—1,8 [16-18] —
58
Керамзит может быть заменен перлитом (215 кг) объемной массой 300 кг/мэ.
Я
я
я
S
вяжущего
ъ
rt>
Я
я
отвердителя
тонкомолотой добав-
ки
Максимальная температура
применения» °C
Объемная масса бетона в
высушенном состоянии»
кг/м3
Коэффициент теплопровод-
ности, Вт/(м«К) [ккал/(м-чХ
Х°С)] при средней темпера-
туре 20 °C
Максимально возможная
прочность бетона на сжатие,
МПа [кгс/см2]
Термическая стойкость
после 600 и 800 °C» водные
трплосмены
Продолжение табл.
да Глава IV. ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ (табл. 58)
Таблица 58. Физнко-мехаиические свойства теплоизоляционных материалов и изделий
Теплой эоляционные материалы и изделия Марка Максимальная тем- пература примене- ния, °C Объемная масса в сухом состоянии, кг/мэ, не более Коэффициент теплопровод- ности, Вт/(м-К) [шл/(мч°С)]* Предел проч- ности, МПа [кгс/см2] Вид поставки
При сжатии при изгибе
Асбест хризотиловый (ГОСТ 12871-67*) Картон асбестовый (ГОСТ 2850-75) Шнуры асбестовые (ГОСТ 1779—72) Изделия асбестовермику- литовые теплоизоляционные (ГОСТ 13450-68) 7—300 7—370 7—450 7—520 ШАОН 250 300 350 500 500 400 600 300 370 450 520 1000— 1300 250 300 350 0.085 +0,00016(Кср-273) [0,074+0,00014/ ср] 0,95 + 0,00016(Кср_273) [0,082+0,00014/ср] 0,107+0,00016 (Кср —273) [0,092+0,00014/ср] 0,124+0,00016 (Кср—273) * [0,105+0,00014/ср] 0,157+0,00014 (К с —273)1 [0,135 + 0,00012/ ] 0,112+0,ООО29(КСР-273) ' [0,096+0,00025/ср ] 0,08+0,00023 (Кср -273)2 [0,07+0,0002/ — ] 0,09 + 0,00023(7+ср —273)2 [0,76 + 0,0002/ср] ,0,095 + 0,00023(К —275)2 ‘ (0,082+0,0002/ ) 1 — — В натуральном виде Листы размером 900X900, 900X1000 и 1000X1000 мм, толщиной 2—10 мм (более 10 мм — по требованию по- требителя) Шнур диаметром 0,75— 25 мм Плиты длиной 1000 и 500 мм, шириной 500 мм и толщиной 40, 50, 80 и 100 мм
Маты из ваты каолиново- го состава (ТУ 14-8-78-73) мтк 1100 150 При 600°С—0,2 [0.18] > 800°С— 0,27[0.23) » ИОО’С—0,40(0.34] — | Плиты размером 600Х г Х400 мм, толщиной 30, 40 ' н 50 мм.
МТКУ 1100 300 » 600°С—0,22(0.19] — Маты размером 600X400 и
» 800°С—0.29[0,251 — — 700X500 мм, толщиной 30,
» 1100°С—0,4510,39] — — 40 и 50 мм
Вата высокоглиноземистая ВГВ-80 1150 80’ При 100°С—0,06 [0,051 ‘ — —
(ТУ 14-8-107-74)) » 400 С—0.16 0.10]4 — Рулоны длиной 2000 мм,
150 » 700°С—0,21 0,18]4 — шириной 400, 600, 800 и
Высокоглнноземнстый ру- ВГР- 1150 » 100°С—0,06 0,0514 —— — 1200 мм, толщиной 10, 20 и
лонный материал из ваты -150 » 400°С—0,12 0.10[4 — —— 30 мм
высокоглиноэемистой (ТУ 14-8-107-74) » 700°С—0,21 0,18J4 — —
Диатомитовые изделия ;Д-500 900 421— 0,!05 +0.00023(К ср-273)’ 0.6 [6] —
(ГОСТ 2694—67) Д-600 900 525 526- 630 [0,09+0,0002/ ср 0,14+0.00023(Лр [0,12+0.0002/ср 0,17+0,00023 (К,с Г , -273)’ 0,8 [8] — Кирпичи размером 250Х
Д-700 ПД-350 900 631— 735 р-273)’ 1 ПО] ' 0,6.[6] — Х123Х65 и 230X113X65 мм; блоки размером 500X250 мм, толщиной 65, 100 и 125 мм
[0,16+0,0002/ Ср 0,08+0,00019(/fc
Пенодиатомнтовые изде- 900 365 р-275)’ —
лия (ГОСТ 2694—67) 365— [0,07+0,00016/„ J
ПД-400 900 420 0,09+0.00018(/<сп —273)’ 0.8 [8] —
[0.08+0,00016/с ]
Диатомитовая крошка 500 900 500 0,11 +0,000175 (К ср-273)’ — —
обожженная (ТУ 36-888-67) [0,0095+0,00015/
600 900 600 0,0116+0.00023 (Ксо—275)’ — —
[0, 0,1+0,0002/q ,1
Известково-кремнеземи- — 600 225 0,069+0,00015(К ср-273)’ — 0,3 [3] Плиты размером 1000Х
стые изделия (МРТУ 34- [0,056 +0,00013/„ _1 Х500 мм толщиной 105 и
4601-68) 50 мм
Маты минераловатные прошивные на металличе- ской сетке (ГОСТ 21880—76) 75 100 j 600 50—75 76-100 0.067—0,00021 (К [0,058+0,00018/с 0,067 + 0.00021 (К ср-273)’ р! ср-273)’ — — Маты длиной 1000—2500 мм, шириной 500—2500 мм, толщиной 40—120 мм с ин- тервалом 10 мм
[0,058+0,00018/с р!
88
Маты минераловатные про- шивные на металлической сетке (ГОСТ 21880—76) Маты прошивные из мине- ральной ваты ВФ «75> на металлической сетке (ТУ 21-24-51-73) Изделия теплоизоляцион- ные вулканитовые (ГОСТ 10179—74) Перлитофосфогелевые пли- ты (ТУ 480-1-15-73) Теплоизоляционные материалы и изделия
125 150 МП/С 350 400 200 225 250 275 300 Марка
j 600 600 600 600 600 Максимальная тем- пература примене- ния, °C
101 — 125 126— 150 100 350 ' 400 200 225 250 275 300 Объемная масса в сухом состоянии, кг/м3, не более
0.070 + 0,00019(КС —273Р [0.060 +0,00016/ср] 0.072+ 0.00019(Кр —273Р [0.062+0.00016/ср] 0.046+0.00021 (Кср—273)2 [0.04+0.00018/ср] 0,078+0.00019(Кср—273)2 [0.67 +0.00016/ср] 0.080+0.00019(Ярр—273)2 [0.70 + 0.00016/cpf 0.0064+0.00016(Кср—300)2 [0.0055+0.00014(/ср —25)] 0,007+ 0.00016(К ср—зоор [0.006+0.00014(/ср—25)] 0,0075+0.00016(Крр—300Р [0.0065+0.00014(/ср—25)] 0.008+0.00016( Кср—300)2 [0.0070+0.00014(/рр—25)] 0,0087+0.00016(Кср—300)2 [0.0075+0.00014(/ср—25)] Коэффициент теплопровод- ности, Вт/(м К) [ккал/(мч«°С)]а
Продолжение табл. 58
Перлитовый ценный (ГОСТ песок вспу- 10832—74*) 75-500 900 75—500 — — — Крупность зерен от 0,14 до 5 мм
Перлитовый ценный (ГОСТ щебень вспу- 10832—74*) 300 До 300 — 0.5—0,89 [5-8,9] —
400 500 . 900 301 — 400 401 — 500 — 0,7—1,19 [7—11,9] 0,9—1.19 [9-11,9] — Выпускают двух фракций: от б до 10 мм и от 10 до- 20 мм
600 501 — 600 — 1,2—1,49 [12-14,9] —
Перлитовые изделия на керамической связке (перли- токерамические) (ГОСТ 21521—76) 250 250 0,076+0,00018(Хср—273)’ [0,065+0,000!6/ср ) 0,4 [4] —
3 00 300 0,081 + 0,00019 (/Сср —273)’ 0,7 [7] —
350 875 350 [0,076 + 0,00016/ ср] 0,093+0,00019(Хср—273)’ [0,080 + 0,00016/ср] 0,9 [9] — Плиты размером 500X500. 500X 250 и 250 X 250 мм, тол- щиной 50, 60, 75 и 80 мм; кирпич размером 250X113Х Х65 мм
400 400 0,105 + 0,000!9(Кср—273)’ [0,090 + 0,00016/ср] 1.2 [12] —
1 При объемной массе 1000 кг/м3.
2 В конструкции.
оо 3 При удельной нагрузке 0,002 МПа [0,02 кгс/см1 2].
(£> * При объемной массе 100—150 кг/м3.
Глава V. ОБЪЕМНАЯ МАССА, ТЕПЛОПРОВОДНОСТЬ,
ТЕПЛОЕМКОСТЬ И ДОПУСТИМЫЕ РАБОЧИЕ
ТЕМПЕРАТУРЫ МАТЕРИАЛОВ (ТАБЛ. 59, 60)
Таблица 59. Объемные массы, теплопроводность и теплоемкость
Материал Объемная масса в сле- жавшемся состоянии, кг/м3 Средний коэффициент теплоемкости, Дж/(кгК) (ккал/(кг°С)] Коэффициент теплопровод- ности при 30°С. Вт/(мК) [ккал/(м ч°С)]
Бетон:
легкий 800—1000 0,75 [0,18] 0,41 [0,35]
тяжелый сухой 2000—2200 0,87 [0,21] 1,4 [1,2]
шлаковый 1100—1450 0,75 [0,18] 0,58 [0,5]
Глина:
свежевырытая 1670—1850 — —
сухая 1500—1600 — —
огнеупорная молотая 1100—1350 — —
Дерево (сосна, ель) 600 2.72 [0,65] 0,17 [0,15]
Динасовый порошок 1300-1450 —— —
Доломит молотый 1400-1600 — —
Дунит молотый 2250 —
Железобетон 2200—2500 0,84 [0,2] 1,55 [1,33]
Строительный мусор 1100 0,84 [0,2] 0.41 [0,35]
Зола 450-800 — 0,15 [0,13]
Известь:
обожженная 900-1300 — —
гашеная 1150—1250 —• —
Известковое тесто 1200—1400 — —
Кирпич:
глиняный обыкновенный 1600—1900 —
силикатный легковесный 1700—1900 — —
строительный 700—1400 — —
Сухая кладка из кирпича:
глиняного 1700—1800 0,87 [0,21] 0,81 [0,7]
силикатного 1900 0,84 [0,2] 0,87 [0,75]
Магнезитовый порошок 1900-2100 — __
Опилки 150—200 2,5 [0,6] 0,065[0,075]
Песок сухой в засыпке 1400—1600 0,84 [0,2] 0,5 [0,4]
Растительная земля сухая 1300—1500 — 0,47 [0,37]
Раствор:
известковый 1600 0,84 [0,2] 0,81 [0,7]
цементно-песчаный 1800 0,84 [0,2] 0,93 [0,8]
Смола каменноугольная обезвоженная 1100-1200 — —
Сталь 7850 0,48 [0,115] 52 [45]
Толь 600 1,5 [0,36] 0,17 [0,15]
Углеродистая масса и па- ста 1500 — —
Уголь каменный 1400 —
Фанера клееная 700 —.
Хромистый железняк (по- рошок) 2350—2600 — —
Цемент 1100—1400 —
Чугун серый 6700—7600 —— —
Шамотный порошок 1350—1500
90
Продолжение табл. 59
Материал Объемная масса в сле- жавшемся состоянии, кг/м3 Средний коэффициент теплоемкости, Дж/кг К) [ккал/(кг°С)] Коэффициент теплопровод- ности при 30°С, Вт/(мК) [ккал/(мч°С)]/ /(мч°С)
Шлак:
в засыпке 700—1000 0,75 [0,18] 0,23 [0,2]
доменный 2700 — —
гранулированный 600—700 0,75 [0.18] 0.12 [0,1]
буроугольный 600—900 0,75 [0,18] 0,23 [0,2]
каменноугольный 700—1000 0,75 [0,18] 0,28 [0,24]
Щебень:
строительный 1300—1800 — —
шамотный 920—1000 —
хромомагнезитовый 1300—1600 — —
Примечание. Теплопроводность огнеупорных н изоляционных мате-
риалов, а также изделий из жаростойкого бетона приведена на рис. 1—3.
Таблица 60. Предельно допустимые температуры для материалов кладки
печен1
Материал Температура, °C, для материала кладки по поверхности, омываемой печными газами, в печах
непрерывно действующих периодическо- го действия
Шамотные и полукислые изделия марки:
ША и ПА 1300—1400 1400
ШБ и ПБ 1250—1300 1300
ШБ, ШУС и ПБ 1200—1250 1250
Динасовые изделия 1600-1700 —
Глиняный обыкновенный кирпич До 750 750
Талькомагнезитовые изделия 1275-1400 1400
Хромомагнезитовые » 1550-1700 До 1700
Силиманитовые > 1650 1650
Магнезитовые » 1650—1700 —
Тугоплавкий кирпич 1000—1100 1100
Карборундовые изделия 1400-1500 1500
Корундовые » 1600—1700 1700
Циркониевые > 1750—1800 1800 1
Хромитовые > 1650-1700 1700
1 Для изоляционных материалов и жаростойких бетонов соответствующие
данные приведены в табл. 24, 53, 54, 56—58.
91
Рис. 1. Коэффициенты теплопроводности огнеупорных изделий
(/—11) и жаростойких бетонов (12—16)
J — полукислых; 2 — шамотных: «? —хромитовых: 4 — высокоглиноземистых:
5 —динасовых; 6 — каолиновых; 7 — хромомагнезитовых; 8, 10 — форстерито-
вых, 25 и 50% MgO; 9 — магнезито-хромитовых; II— магнезитовых; 12— жа-
ростойких бетонов на глиноземистом цементе с шамотными заполнителями;
13 — на портландцементе с шамотными или из боя обыкновенного глиняного
кирпича заполнителями; 14 — иа жидком стекле с шамотными или полукис-
лымн заполнителями; /5 — иа портландцементе с андезитовыми, базальтовыми
или из отвального доменного шлака заполнителями; 16 — на глиноземистом
цементе с муллито-кремиеземистымн заполнителями
Рис. 2. Коэффициенты
теплопроводности легко-
весных огнеупорных из-
делий и легких жаро-
стойких бетонов
/, 2, 6 и 11 — шамотных из-
делий ШБЛ-0,4, ШБЛ-0,8,
ШБЛ-1 и ШБЛ-1,3; 3, 8, 9 и
10 — жаростойких перлито-
бетонов на глиноземистом
цементе 7й900 кг/м8, 7—
«800 кг/м3; 7=700 кг/м3 и
7—600 кг/см8; 4 — жаростой-
ких бетонов 7—900 кг/м3
на портландцементе с ке-
рамзитовым заполнителем;
5 — то же, 7=850 кг/м3 на
жидком стекле с керамзи-
товым заполнителем; 7 —
то же, 7=1200 кг/м3; 12—
динасовых изделий; 13 —
жаростойких бетонов Vй
«1400 кг/мэ
Рис. 3. Коэффициенты теплопроводности изоляционных материалов
1—3 — перлитового песка 7-150, 200 и 250 кг/м3; 4, 5 — ваты минераловатной
у-100 н 150 кг/м3; 6, 7 — пенодиатомитовых изделий 7—350 и 400 кг/м3; 8 — ва-
ты стеклянной; 9—11 — диатомитовых изделий 7-500, 600 и 700 кг/м3
При замене в кладке печей одних материалов другими необхо-
димо проверять, как отразится замена на теплопотерях через стены
и допустимы ли температуры для применяемых материалов. Для
определения теплопотерь через стены и температуры наружной по-
верхности, а также в плоскости соприкосновения слоев кладки слу-
жит диаграмма, приведенная на рис. 4, для стационарного потока
тепла. В диаграмме даны величины потерь тепла через стены и тем-
пература наружной поверхности стен в зависимости от термического
сопротивления стены:
n _ у
X Xi Х2 Х3 '
где S,, S2, S3 — толщина отдельных слоев кладки, см;
11. 31з. — теплопроводность материала этих слоев при их средней тем-
пературе (принимается по графикам иа рис. 1—3 с коэффи-
циентом 1,2, учитывающим газопроницаемость кладки).
Рис. 4. Определение потерь тепла через стены и температура наруж-
ной поверхности стен у непрерывно действующих печей. Без скобок
дано термическое сопротивление 7? в (м2-°С)/Вт; в скобках — в (м2Х
Хч-°C)/ккал
94
Температуру в плоскости соприкосновения слоев определяют по
формуле
Si
где температура поверхности слоя с более высокой температурой;
/а— температура второй поверхности в плоскости соприкосновения
слоев;
S,
---— отношение толщины соответствующего слоя (м) к его теплопро-
X,
водности, Вт/(м-К) (ккал/(м ч-°С)].
Пример. Определить потерю тепла через 1 м2 стены толщиной:
345 мм (шамот) и 230 мм (пенодитомитовый кирпич марки 400) при
температуре внутренней поверхности /вн = 1050° С. Задаемся темпе-
ратурой в плоскости соприкосновении шамота с пенодиатомитовым
кирпичом t2 = 900° С, температурой наружной поверхности стены
tn = 75° С. Тогда средняя температура шамотной части стены /Шам =
10504-90 _ 9004-75
= ---------= 975 С и пенодиатомитовой (пя - -------------= 487° С.
По кривым рис. 1 и 3 с учетом коэффициента 1,2 находим ХШам =
= 1,34-1,2 = 1,605 Вт/(м-К) [1,38 ккал/(м-ч-° С)]; %пд =
= 0,162-1,2 = 0,195 Вт/(м-К) [0,168 ккал/(м-ч-°С)]. Суммарное
S 0,23 , 0,345
термическое сопротивление кладки R = = g "Т =
= 1,18 + 0,215 = 1,395 м-К/Вт [1,62 м-ч-°С/ккал].
По кривым на рис. 4 температура наружной поверхности стены
/иаР = 74°С и потеря тепла через кладку ?=698 Вт/м2 [600
ккал/(м2-ч)]. Температура t2 в плоскости соприкосновения шамотно-
$1
го и диатомитового слоев будет равна t2 = — q — = 1050 —
Ат
— 698-0,215 = 900°С, что совпадает с принятой величиной. Следо-
вательно, расчет правилен. В противном случае следовало бы про-
извести перерасчет, задавшись другими средними температурами
шамотной и пенодиатомитовой кладок. Температуру t2 можно опре-
делить и по рис. 4. Для этого необходимо провести линии парал-
лельно осн абсцисс от точки с теплопотерей 698 Вт/м2 [600 ккал/
£
/(м2-ч)] до пересечения с кривой г = = 1,18 [1,02] и от точки
Л-ПД
пересечения параллельно оси ординат. Получаем t2 = 900° С.
Раздел второй. ПРОМЫШЛЕННЫЕ ПЕЧИ
Глава I. ДОМЕННЫЕ ПЕЧИ
И ВОЗДУХОНАГРЕВАТЕЛИ
1. Размеры доменных печей и их вспомогательных устройств.
Потребность в огнеупорных и теплоизоляционных материалах и
изделиях
Полезным объемом доменной печи называется ее внутреннее
пространство (м3) от оси чугунной летки до нижнего положения
большого конуса.
Гипромез типизировал печи объемом 5000, 3200, 2700, 2000,
1719, 1513, 1386 м3 (табл. 61—63). Наибольшее распространение по-
лучили печи объемом 1386, 1719, 2000 и 2700 м3. В последние годы
преимущественно строятся печи объемом 3200 и 5000 м3.
Таблица 61. Основные размеры доменных печей, мм
Показатель Условное обозначение (рнс. 5) Объем доменной печи, м3
5000 3200 2700 2000 1719 1386
Диаметр:
лещади Дл 17 000 13 860 13 060 12 210 12 260 11 260
горна Дг 14 700 12 000 11 000 9750 9100 8200
распара Др 16 100 13 100 12 300 10 900 10 200 9300
колошника Высота: Дк 10 800 8900 8100 7300 6900 6500
пня 2600 2570 2600 2550 2200 3360
кладки лещади Нл 4906 4906 4356 4356 5615 5874
Верх колошникового фланца — 45 100 44 350 41 050 41 050 39 650 39 925
Таблица 62. Объем огнеупорной н теплоизоляционной кладки доменных
печей и их вспомогательных устройств, м3
Объекты кладки комплекса доменной печи Объем доменной печи, м3
5000 3200 2700 2000 1719 1386
Доменная печь 2301 1745 1500 1470 1550 1330
Воздухонагреватели 19 820 10 800 9856 7750 6350 5760
Прямой н кольцевой воз- 600 555 500 195 145 ; 120
духопроводы
Газопровод грязного газа 325 200 158 120 120 120 !
Пылеуловитель 210* 120 120 140 119 146
Борова 280 300 348 245 138 138
Дымовая труба 1350 1200 1118 680 670 575
Всего 24 886 13 100 13 600 | 10 300 9092 8189
* Два пылеуловителя.
96
Рис. 5. Доменная печь
/ — лещадь; 2 —горн; 3 — заплечи-
ки; 4 — распар; 5 — шахта; б — ко-
лошник; 7 —купол; 8 — колошнико-
вый фланец
Таблица 63. Объем кладки конструктивных элементов доменных печей, м3,
и число рядов кладки, шт.
Объем доменной печи, м3
Конструктивные элементы 5000 3200 2700 2000 1719
ЧИСЛО рядов объем число | рядов 1 объем ЧИСЛО рядов объем ЧИСЛО рядов объем ЧИСЛО рядов объем
Лещадь
Графитированные блоки Углеродистые бло« к и 1 370 1 245 1 210 1 200 1 200
6 270 3 102 5 184 7 223 10 188
7-351
97
Продолжение табл. 63
Конструктивные элементы Объем доменной печи, м1
5000 3200 2700 2000 1719
число рядов объем число рядов 1 объем число рядов 1 объем число рядов объем число рядов объем
Высокоглнноземи- стый кирпич разме- ром, мм : 400X200X100 550X200X150 Углеродистый кир- пич Углеродистые бло- ки Углеродистый кир- пич Шамотный кирпич Каолиновый кирпич Заплечики Распар Шахта Колошник 6 12 38 46 22 266 31 500 .120 100 30 93 66 51 663 38 6 9 Го 13 31 46 29 253 22 290 102 рн 165 161 70 60 432 55 5 6 19 37 23 235 32 202 152 220 48 58 305 52 7 5 31 37 23 235 32 260 121 183 38 41 452 .52 10 5 21 39 26 232 29 277 125 65 35 85 539 36
Всего 2301 1682 1431 | 1570 1550
Лля кладки доменных печей применяют различные огнеупорные
материалы (табл. 64), а также пасты, мертели и порошки (табл. 65).
Таблица 64. Огнеупорные материалы для кладки доменных печей, т
(с учетом 5% потерь)
Объем доменной печи, м3
Материалы 5000 | 3200 | 2700 | 2000 | 1719
Лещадь
Высокоглнноземистый кирпич мар-
кн и размером, мм:
МЛО-62. 400X200X100 — — —— —— 700
МКО-45, 550X200X150 —— 542 665 —
МЛО-62, 550X200X150 1320 760 — — ——
Блоки:
углеродистые 420 170 222 346 308
-гр а фитир ов ани ые 584 400 300 316 297
Углеродистый кирпич — 170 — — —
Итого 2324 1500 1064 1327 1305
Горн, заплечики и защитный слой углеродистых блоков
Углеродистые блоки Кирпич: 165 160 275 235 188 192
углеродистый — — —
каолиновый 426 — — — —
высокоглииоземнстый МКП-72 — 60 — — —
шамотный класса А —— 392 372 306 100
шамотный класса Б 62 53 70 60 45
Итого 813 780 677 554 337
98
Продолжение табл. в4
Материалы Объем доменной печив м1
1 | 2700 | 2000 |
5000 | 3200 1719
Распар, шахта и колошник
Кирпич:
каолиновый 1200 — — — —
шамотный плотный ШПД — 1085 1092 1067 —
шамотный класса А — 130 — — —
то же, Б 546 ИО 120 104 1392
Итого 1666 1325 1212 И74 1392
Всего '803 | 3560 2953 3052 3034
Таблица 65. Углеродистые массы, пасты, мертели и порошки для кладки
и заполнения зазоров при строительстве комплекса доменных печей, т
(с учетом потерь)
Материал Объем доменной печи, м''
5000 3200 2700 2000 1719
Углеродистая масса (ЦМТУ 01-36-69) 300 250 180 180 180
Углеродистая паста (ТУ 48-12-27-74) 15 15 15 15 15
Углеродистая бетонная смесь Мертель пластифицированный (ГОСТ 6137-61): 105 66 60 60 —
высокоглиноземистый 265 420 330 103
шамотный 849 1112 400 237 327
Мертель пластифицированный ди- насовый (ГОСТ 5338—60) 400 — — — —
Огнеупорная масса для фурмен- ных приборов (УкрНИИО) 70 70 — — —
Шамотный порошок ШКВ (ТУ 14-8-90-74) — 66 — — —
Всего мертелей всех видов, за- сыпок и порошков 1900 1598 838 488 447
Для кладки воздухонагревателей (табл. 66, 67) используют ша-
мотный, каолиновый, динасовый и высокоглиноземистый огнеупорный
кирпич (табл. 68).
Т а б л и ц а 66. Основные размеры воздухонагревателей, мм
Размеры Объем доменной печи, м3
5000 3200 2700 2000 1719
Отметка верха купола 54 170 51 000 49 000 45 000 36 400
> > стены камеры го- рения 46 836 43 777 41 900 39 442 30 800
Высота цилиндрической части воз- духонагревателя 29 000 33 000 43 600 40 100 30 954
Отметка верха поднасадочной ре- шетки 7* 4505 2760 2500 2430 2370 9S
Продолжение табл. 66
Размеры Объем доменной печи, м
5000 3200 2700 2000 1719
Высота насадки:
шамотной класса Б 7740 10 625 17 940 19 780 15 600
то же, А 6545 10 710 6440 9200 7500
каолиновой 13 175 —
динасовой или высокоглинозе- мистой 14 875 10 795 14 720 6900 4500
муллито-корундовой Диаметр воздухонагревателя 12 500 8515 10 488* 10 000* 9000 8972
9948 9500
внутренний по кожуху
Диаметр выносной камеры горе- ния внутренний по кожуху 5600** И 000 — — — —
Расстояние между осями возду- хонагревателя и выносной камеры горения
* В числителе — диаметр верхней
ле — нижней. Воздухонагреватели для
10 500 11 000
также с размерами -------и -------
10 000 9840
части воздухонагревателя, в знаменате-
указаниого объема печи проектируются
** В воздухонагревателях доменных печей объемом 5000 м3 камера .горения
вынесена наружу и заключена в самостоятельный металлический кожух.
Таблица 67. Объем кладки конструктивных влементов воздухонагревателей,
м3, и число рядов кладки, шт.
Объем доменной печн, м3
5000 3200 2700 2000 1719
Конструктивные элементы число рядов объем число рядов объем число рядов объем число рядов объем число рядов 3 ф £ \о о
Днище, запол- нение камеры го- рения, штуцера и лазы — 90 — 100 — 85 — 75 — 74
Стены 343 1200 311 970 316 675 520 460 402 390
Камера горения 438 440 480 450 380 350 360 230 276 183
Насадка 498 2450 478 1200 168 1325 158 1090 120 860
Купол 163 440 47 100 47 125 41 85 43 85
Итого: на одни воз- духонагрева- тель на четыре воз- духонагрева- теля — 4620 18 480 — 2820 11 280 — 2560 10 240 — 1940 7760 — 1592 6368
1G0
Таблица 68. Огнеупорные материалы для кладки воздухонагревателей, т
(с учетом 5% потерь)_________________________________________________________
Огнеупорный кирпич Объем доменной печи, м1
5000 | 3200 | 2700 ( 2000 | 1719
Днище и стены воздухонагревателя, заполнение углов камеры насадки
Шамотный класса: Б А 517 231 470 440 29 509 740 402 290
Каолиновый Высокоглиноземнстый: 530 — — —
МКО-45 — — 200 188 —
МЛО-62 — 360 35b — —
МКО-72 — зьь — — —
Динвсовый 4/5 — — —
Динасовый легковесный 150 — —— — —
Шамотный легковесный 267 125 58 28
Итого Каме[ Шамотный класса: 2170 а горем 1750 1Я 1212 956 692
Б 176 220 194 169
А Высокоглиноземнстый: — 96 134 67 180
МКО-45 — 66 202 —
МЛО-62 —— 105 364 — ——
МКО-72 335 — — — —
Динасовый 175 — — — —
Динасовый легковесный 77 — —— — ——
Каолиновый легковесный 67 — — — —
Шамотный легковесный 107 — — — —'
Итого Шамотный класса: 761 '(упол 787 784 463 349
Б 3 — —
А Высокоглиноземнстый: 3 — — — 106
МКО-45 — — — 115 —
МЛО-62 — — 148 — —
МКО-72 131 152 —— — —
Динасовый 328 — — — —
Динасовый легковесный 212 — — — ——
Шамотный легковесный 36 38 32 13 —
Итого: Н Шамотный класса: 710 зсадка ,.з 180 118 106
Б 990 655 ИЗО 1170 960
А Высокоглиноземнстый: 900 700 405 544 764
МКО-45 —— 470 476 —
МЛО-62 — 755 645 — —-
МКО-72 650 ——
Динасовый 1550 — — —
Каолиновый 1875 — 1— — —
Итого 5315 2760 2650 2190 1724
101
Продолжение табл. 68
Огнеупорный кирпич Объем доменной печи, м3
5000 3200 2700 2000 1719
Штуцера и лазы
Шамотный класса: 11
Б 15 6 10 21
А 1 9 — 2 —
Высокоглнноземнстый: 16
МКО-45 — —— 13 —
МКУ-45 14 — — — —
МЛО-62 26 3 14 — —
МЛУ-62 7 — —• — —
МКО-72 19 16 — — —
Динасовый 4 — — — —
Шамотный легковесный 27 в 5 — —
Итого: 103 47 41 25 21
Всего:
на одни воздухонагреватель 9059 5537 4867 3752 2892
на четыре воздухонагревателя 36 236 22 148 19 468 15 008 И 568
Для кладки газовоздухопроводов, пылеуловителей и желобов
используют шамотный и высокоглиноземистый огнеупорный кирпич
(табл. 69).
Таблица 69. Огнеупорные материалы для кладки газовоздухопроводов,
пылеуловителей и желобов доменных печей, т (с учетом 5% потерь)
Объем доменной печи, м3
Огнеупорный кирпич 5000 | 3200 | 2700 | 2000 | 1719
Прямой и кольцевой воздухопроводы
Шамотный класса: Б А Высокоглнноземнстый: МКО-45 МЛО-62 МКО-72 Шамотный легковесный 7 296 315 280 3 450 144 325 3 278 261 304 94 75 81 70 50 70
Итого 898 922 846 445 325
Желоба
Шамотный класса Б 145 12» »s S! 30
Г азопровод грязного газа а пылеуловители
Шамотный класса Б 1070 640 570 470 450
Всего: 2113 1682 1511 967 805
102
В качестве теплоизоляционных материалов при кладке доменных
Печей используют различные массы, засыпки, асбестовый картон,
каолиновые маты, трепельный и диатомитовый кирпич (табл. 70).
Общее количество огнеупорных и теплоизоляционных материалов
для кладки доменной печи приведено в табл. 71.
Таблица 70. Теплоизоляционные материалы и изделия для кладки
доменных печей и их вспомогательных устройств, т (с учетом 5% потерь)
Изделия и материалы Объем кладки доменной печи, м’
5000 3200 2700 2000 1719
Шахта и колошник доменной печи
Массы (в том числе асбест хризоти- ловый); глимистоасбестовая шлакоасбестовая шамотноасбестовая 14 21 5 20 40 25 22 22
Итого Воздухонас Шлакоасбестовая засыпка (в том чи- сле асбест хризотиловый) Легкий жаростойкий торкрет-бетон (в том числе асбест хризотиловый) Асбестовый картон 6=5—10 мм Рулонный материал каолинового со- става В ГР-150 и др. (ТУ 14-8-107-74) Каолиновые маты (ТУ 14-8-78-73) Трепельный и диатомитовый кирпич Трепельная крошка 35 ревател 34 10 8 98 65 и 43 15 6 100 25 55 J5 Т2 22 104 66 22 1 50
Итого: иа один воздухонагреватель на четыре воздухонагревателя 150 600 164 656 142 568 170] 680 51 204
Прямой и кольцевой воздухопровод
Асбестовый картон 6=5—10 мм 90 70 : 67] 30 15
Асбестовый шнур 2,5 2 1.5 1,5 1
Трепельный и диатомитовый кирпич — — — 30 —
Итого 92,5 72 68 61,5 16
Всего 727,5 793 661,5 763,5 239
Таблица 71. Количество огнеупорных и теплоизоляционных материалов
для кладки комплекса доменной печи, т (с учетом потерь)
Объект кладки комплекса доменной печи Объем доменкой печи, м3
5000 3200 2700 2000 1719
Доменная печь 4838 3625 2978 3074 3056
Воздухонагреватели 36 836 23 804 20 036 15 688 11 771
Прямой и кольцевой воздухопро- 991 994 978 445 325
воды Газопровод грязного газа и пыле- 1070 640 570 520 470
уловители Желоба 145 120 95 52 30
Борова 550 595 690 500 280
Дымовая труба 2675 2415 2350 1365 1390
Итого 47 105 32 193 27 697 21 644 17 272
103
2. Требования ц огнеупорным материалам для кладки доменной печи
и ее вспомогательных устройств
Огнеупорные материалы, применяемые для кладки лещади,
должны быть устойчивы против воздействия чугуна и шлака при
высокой температуре, иметь минимальную пористость, а также вы-
сокую точность форм и размеров для выполнения кладки с мини-
мальной толщиной швов без предварительной обработки кирпича.
Для кладки лещади применяют высокоглиноземистые изделия (ГОСТ
10381—75) и шамотный доменный кирпич (ГОСТ 1598—75) в соче-
тании с графитированными (ТУ 48-01-31-71), а также углеродисты-
ми (ТУ 48-12-18-73) блоками. Графитированные и углеродистые
блоки обладают высокой теплопроводностью. Их назначение — ин-
тенсивно отводить тепло от центральной (кирпичной) части лещади
к холодильникам воздушного и водяного охлаждения.
Зазоры между углеродистыми блоками и периферийными холо-
дильниками, а также кирпичной частью лещади заполняют углеро-
дистой массой для компенсации температурных расширений. Швы
в кладке графитированных н углеродистых блоков заполняют угле-
родистой пастой (ТУ 48-12-27-74).
Для футеровки металлопрнемника применяют высокоглинозе-
мистый кирпич (ТУ 14-8-8-71), углеродистые блоки и углеродистый
кирпич (импорт). В большегрузных печах в районе леток кладка
ведется из каолинового кирпича (ТУ 14-8-70-73).
Для кладки фурменной зоны используют шамотный доменный
кирпич класса А, сорта I (ГОСТ 1598—75), а также каолиновый
кирпич.
Кладка заплечиков и распара выполняется из шамотного домен-
ного кирпича класса А или каолинового кирпича.
Для футеровки шахты применяют высокоплотные алюмосиликат-
ные блоки (ГОСТ 1598—75) с содержанием А120з не менее 45% и
пределом прочности при сжатии 75 МПа [750 кгс/см2], каолиновый
кирпич (ТУ 14-8-72-73), шамотный плотный доменный кирпич
(ЧМТУ 8-25-68) и доменный кирпич (ГОСТ 1598—75). В зазор меж-
ду холодильниками и кладкой шахты укладывают углеродистую
массу, а в неохлаждаемой части зазор заполняют смесью хризоти-
лового асбеста (ГОСТ 12871—67*) с гранулированным доменным
шлаком (ГОСТ 3476—74) или шамотным мертелем крупного помола
с хризотиловым асбестом.
Воздухонагреватели выкладывают из шамотного кирпича (ГОСТ
20901—75) (нижняя часть).
Кирпич для кладки верхней части воздухонагревателей должен
иметь малую дополнительную усадку или рост, высокие огнеупор-
ность и температуру начала деформации под нагрузкой, хорошую
термостойкость, высокую теплоемкость и теплопроводность, хими-
ческую устойчивость.
В зоне высоких температур для кладки применяются: каолино-
вый кирпич (ТУ 14-8-70-73), высокоглиноземистый кирпич марок
МКО-45, МКУ-45, МЛО-62, МЛУ-62 и МКО-72 (ТУ 14-8-8-71) и ди-
насовый кирпич: для стен по ТУ 14-8-70-73, для купола по ТУ УССР
14-6-344-68. Выше уровня кладки шамотного кирпича класса Б до
начала футеровки высокоглиноземистым кирпичом стены и насадку
воздухонагревателя выкладывают из шамотного кирпича класса А.
В связи с повышением температуры дутья при кладке стен и купола
воздухонагревателя, кроме диатомитового и трепельного кирпича
104
марок 500 и 600 (ГОСТ 2694—67), применяют шамотный легковес-
ный кирпич, каолиновый легковесный и динасовый легковесный кир-
пич (ГОСТ 5040—68*).
Воздухонагреватели доменной печи объемом 5000 м3 теплоизоли-
руют также каолиновыми матами (ТУ 14-8-78-73) и рулонным ма-
териалом каолинового состава (ТУ 14-8-107-74).
Современные высокотемпературные воздухонагреватели в верх-
ней части имеют несколько больший диаметр, чем внизу, для более
экономичного расположения слоя теплоизоляции с утолщением его
в зонах с более высокими температурами. Купол и поверхность стен
до места перегиба кожуха воздухонагревателя изнутри торкретиру-
ют по металлической сетке теплоизоляционным жаростойким бето-
ном на глиноземистом цементе (ГОСТ 969—66).
Для футеровки воздухопроводов горячего дутья применяют
высокоглиноземистый кирпич с содержанием 45—72% Л120з. Для
компенсации температурного расширения футеровки и снижения
теплопотерь между кожухом и футеровкой укладывают асбестовый
картон (ГОСТ 2850—75) слоем толщиной до 40 мм. Для устройства
температурных швов по длине воздухопроводов используют асбе-
стовый шнур (ГОСТ 1779—72).
Глава II. СТАЛЕПЛАВИЛЬНЫЕ КОНВЕРТОРЫ
Материалы, применяемые для футеровки конверторов, должны
обладать высокими огнеупорностью и температурой начала размяг-
чения, шлакоустойчивостью, высокой механической прочностью и
плотностью, правильной формой для выполнения кладки с тонкими
швами. В кислых конверторах стены футеруют динасовым кирпи-
чом, днище набивают кварцевой массой, в которую закладывают
фурмы из шамотного огнеупора. Вместимость кислых конверторов
10—30 т. Футеровка основных кислородных конверторов выполня-
ется смолодоломитовым кирпичом (ТУ НЛМЗ), периклазошпинелид-
ным кирпичом (ТУ завода «Магнезит» и ТУ УССР 14-6-276-67),
хромомагнезитовым высокоогнеупорным кирпичом 1 сорта (ГОСТ
5381—72), смоломагнезито-доломитовой массой (ТУ НЛМЗ) и смо-
ломагнезитовой массой (ТУ Стальпроекта). Номинальная вмести-
мость основных кислородных конверторов установлена ГОСТ
20067—74: 500, 400, 350, 300, 250, 200, 160, 130, 100, 50 т. Номиналь-
ной вместимостью конвертора считают массу жидкой стали выпу-
щенной плавки.
Для кладки конверторов различных размеров (табл. 72) требу-
ется различное . количество огнеупорных материалов (табл. 73).
Т а б л и ц а 72. Основные размеры кислородных конверторов, мм
Показатель Номинальная вместимость конвертора, т
400 300 250 200 100
Внутренний диаметр 6950 6650 6600 6530 5700 4600
Диаметр горловины Высота рабочего объема 4000 10 075 3450 9215 3230 8860 2930 8355 2330 7200
105
Таблица 73. Огнеупорные материалы для кладки конверторов, т
(с учетом 5% потерь)
Огнеупорный материал Вместимость конвертора,т Огнеупорный материал Вместимость конвертора,т
400 300 400 300
Корпус с горловиной Корпус, горловина, днище и летка
Кирпич: смолодоломитовый (ТУ НЛМЗ) хромомагиезито- вый высокоогне- упорный I сорта 525 183 408 145 Масса: смоломагнезитодо- ломитовая (ТУ НЛМЗ) смоломагнезитовая (ТУ Стальпроекта) 60 16
(ГОСТ 5381-72) перикл азошпине- лидный (летка) (ТУ УССР 14-6-276-67) Днище Кирпич: 0,5 1 Итого кирпича: смолодоломитового хромомагнезитов©- го высокоогнеупор- ного I сорта перикл азошпине- лидного (спецза- каз) 532 210 0,5 446 217 1
смолодоломитовый хромомагнезито- вый высокоогне- 7 27 38 72 Итого массы: смоломагнезитодо- ломитовой смоломагнезитовой 60 16
упорный I сорта Всего 802,5 680
Глава III. МАРТЕНОВСКИЕ ПЕЧИ
1. Классификация мартеновских печей и материалы для их кладки
Мартеновские печи классифицируют:
1) по массе металлической садки. Принят следующий типовой
ряд мартеновских печей: газовые печи — 900, 700, 600, 500, 380,
260, 200 (185), 125, 85, 50, 35, 20, 10, 5 т; мазутные печи — 200 (185),
125, 85, 50, 35, 20, 10, 5 т. На металлургических заводах наибольшее
распространение получили печи вместимостью 500—600 т;
2) по виду топлива — газовые и мазутные. Газовые печи делятся
на две группы: печи, работающие на газогенераторном и коксоваль-
ном газе или их смеси с доменным газом, и печи, работающие на
высококалорийном природном или попутном нефтяном газе;
3) по химическому составу материалов ванны: основные и кис-
лые печи. У основных печей подина, передняя и задняя стенки и тор-
цовые откосы выполняются из высокоогиеупорного магнезита, а
наварка подйны производится смесью магнезитового порошка и мо-
лотого основного мартеновского шлака. У кислых печей те же эле-
менты выполняются из динасового кирпича. Наварка подины вы-
полняется из чистого кварцевого песка;
4) по конструкции рабочего пространства печи могут быть ста-
ционарными и качающимися. Рабочее пространство у стационарных
печей неподвижно, у качающихся оно может наклоняться в сторону
106
выпускного отверстия (приблизительно на 25°) или в сторону за-
грузочных окон (приблизительно на 10—12°);
5) по конструкции главного свода мартеновские печи разделя-
ются на печи с распорным, подвесным и распорно-подвесным сводом;
6) по конструкции ванны. В последние годы широкое распрост-
ранение получили, как более производительные двухванные печи вме-
стимостью 500 т (по 250 т в каждой ванне).
В зависимости от вида топлива для кладки мартеновских печей
требуется различное количество огнеупорных и теплоизоляционных
материалов (табл. 74, 75).
Таблица 74. Количество огнеупорных и теплоизоляционных материалов
для кладки мартеновских печей, отапливаемых смешанным газом, т
(с учетом 5% потерь)
Зона кладки Объем мартеновской печи, т
иа смешанном газе на ма- зуте
600 | 500 | 380 | 260 | 200 125
Верхнее строение
Свод рабочего пространства н 320 292 268 250 208 120
головок
Подина 510 512 500 416 368 216
Передняя стенка 75 75 70 52 29 26
Задняя стенка 90 90 90 80 79 40
Стенки и лещади головок 350 356 302 282 263 165
Вертикальные каналы 520 517 490 415 340 190
Итого 1865 1842 1720 1495 1310 760
Нижнее строение
Регенераторы и шлаковнкн 3150 2739 2465 3040 1618 1190
Насадка 755 634 542 548 540 405
Борова 620 515 453 540 1162 165
Итого 4525 3888 3460 4128 3320 1760
Всего 6320 5710 5180 5623 4630 2520
Таблица 75. Огнеупорные н теплоизоляционные материалы для кладки
мартеновских печей, отапливаемых высококалорийным газом, т
(с учетом 5% потерь)
Материал Вместимость мартеновской печи, т
900 | 600 900 600 900 600 900 600
Рабочее пространст- во и головки Шлаковнкн н регенера- торы Борова Всего
Магнезит высокоогнеупор- ный (ГОСТ 4689—74) Магнезнто-хромит сводо- вый (ГОСТ 10888—64*) 943 350 723 307 — — — - л 943 350 723 307’
107
Продолжение табл. 75
Вместимость мартеновской печи т
900 I 600 900 600 900 1 600 900 I 600
Материал
Рабочее шлаковики
пространст- и регенера- Боро ва Всего
во и головки торы
Термостойкий магнезито- хромит 18 31 2-30 214 — — 248 245
Хромомагнезит высокоог- неупорный (ГОСТ 5381—72) 360 274 475 330 — — 835 604
Кирпич:
периклазошпинелидный 231 — — — — — 231 —
шамотный класса А 42 20 125 — 108 54 275 74
то же, Б — — 1025 1086 925 495 1950 1581
высокоглиноземистый термостойкий (ТУ Семи- лукского завода) — — 158 137 — — 158 137
динасовый — — 1866 680 — — 1866 680
форстерит — — 630 306 — — 630 306
шамотный легковесный 21 9 122 48 — — 143 57
диатомитовый — — — 22 — — — 22
Асбестовый картон 15 12 — — — — 15 12
Минеральная вата марки 150 — — 10 10 — — 10 10
Всего 1980 1376 4641 2833 1033 549 7654 4758
2, Требования к огнеупорным материалам для кладки
мартеновских печей
К огнеупорным материалам для верхнего строения мартеновских
печей предъявляют следующие требования: большая механическая
прочность и высокая износоустойчивость и огнеупорность; высокая
температура начала размягчения под нагрузкой; стойкость против
химического воздействия расплавленных металла и шлаков; тер-
мостойкость и плотность; низкая газопроницаемость; правильные
формы и точные размеры кирпича в целях получения тонких швов.
Для подины и откосов основных мартеновских печей применяют
магнезитовый кирпич М-91, МП-91 и МП-89 (ГОСТ 4689—74) с
температурой начала деформации не менее 1500° С и механической
прочностью 40—50 МПа [400—500 кгс/см2].
Для стен рабочего пространства применяют магнезитовый
(ГОСТ 4689—74) и хромомагнезитовый высокоогнеупорный кирпич
(ГОСТ 5381—72), а для кислых печей — динасовый кирпич. Для
свода рабочего пространства мартеновских печей используют тер-
мостойкий магнезито-хромитовый кирпич (ГОСТ 10888—64*). Стены
108
шлаковиков выполняют из динасового кирпича с облицовкой из
хромомагнезнтового кирпича. Обычно внизу 2/з высоты стен регене-
раторов выкладывают из шамотного кирпича и '/з — из динасового
кирпича.
В большегрузных печах своды регенераторов н шлаковиков де-
лают подвесными. Для подвесных сводов регенераторов применяют
высокоглиноземнстый термостойкий гофрированный фасонный кир-
пич Семилукского завода, а для подвесных сводов шлаковиков —
термостойкий магнезито-хромитовый кирпич. Насадку до уровня вы-
соты шамотных стен регенераторов выкладывают из шамотного кир-
пича, в зоне повышенной температуры — из динасового кирпича.
В верхних частях насадки применяют также форстеритовый, глино-
земистый и высокоглиноземистый кирпич.
Глава IV. МИКСЕРЫ
Назначение миксера— временное хранение жидкого доменного
чугуна и усреднение его состава и температуры. Вместимость миксе-
ров 600—2500 т (табл. 76).
Т а б л и ц а 76. Основные размеры миксеров, м
Показатели Вместимость миксера, т
2500 1300 600
Диаметр бочки: максимальный (по кладке) 8,06 6,9 5,4
минимальный 8,06 5,8 4,6
Длина бочки: по ее оси 11,33 8,3 5,1
до начала кладки торцовых стен 9,45 6,9 5,1
Общая толщина футеровки 0,83 0,65 0,65
До отметки, лежащей на 300—400 мм выше уровня заливки чу-
гуна, ванну миксера футеруют магнезитовым кирпичом. Свод выкла-
дывают шамотным доменным кирпичом класса Б (ГОСТ 1598—75).
В качестве теплоизоляционного материала применяют диатомитовый
кирпич (табл. 77). Компенсирующие зазоры заполняют диатомито-
вым порошком.
Для кладки миксера вместимостью 2500 т требуются следую-
щие порошки: 12 т магнезитового тонкого помола, 20 т диатомито-
вого порошка, 2,5 т шамотного мертеля ШТ1, 3,5 т шамотного мер-
теля ШКЗ; для миксера 1300 т—Ют магнезитового тонкого по-
мола, 15 т диатомитового порошка, 15 т шамотного ШТ1, 1,5 т ша-
мотного мертеля ШКЗ.
109
Таблица 77. Огнеупорные н теплоизоляционные материалы для кладки
миксеров, т (с учетом 5% потерь)
Вместимость миксера, т
2500 1300
Зона кладки S а i и
Кирпич £и о о" «и Кирпич Колич ство.
Стены Шамотный клас- са А То же, Б Магнезитовый Диатомитовый Д-600 1 86 2571 12 Шамотный клас- са Б Магнезитовый Диатомитовый Д-600 10! 159 6
Итого — 356 — 175
Свод Шамотный класса: А Б 56 49 Шамотный класса А 77
Итого — 105 — 77
Днище Шамотный класса: А Б Магнезитовый Диатомитовый Д-600 48 53 121 7 Шамотный клас- са Б Магнезитовый Диатомитовый Д-600 29 87 3
Итого — 229 — 119
Носок, свод н опорная арка Шамотный клас- са Б Спецфасон Магнезитовый Диатомитовый Д-600 23 4,7 73 3 Шамотный клас- са Б Спецфасон Магнезитовый Диатомитовый 27 0,1 37 0,5
Итого — 103,7 — 58,6
Заливочное от- верстие, горлови- на, крышки, смот- ровые окна Шамотный клас- са: А Б Спецфасон 3 3,7 2,6 Шамотный клас- са А 5,4
Итого — 9,3 — 5,4
Всего — 803 | — | 435
по
Глава V. ВАГРАНКИ
Назначение вагранок — переплавка доменного чугуна и чугун-
ного лома, а также плавка минерального сырья при производстве
минеральной ваты.
Для футеровки вагранок применяют шамотный или полукислый
кирпич; толщина футеровки ИЗ—250 мм. При толщине футеровки
больше ИЗ мм она выполняется в два ряда. У крупных вагранок
производительностью 10—20 т/ч плавильный пояс дополнительно
футеруется шамотным кирпичом класса А вполкирпича. Для вагра-
нок с внутренним диаметром плавильного пояса до 1500 мм для фу-
теровки применяют огнеупорные изделия по ГОСТ 3272—71, а при
внутреннем диаметре свыше 1500 мм огнеупорные изделия изготов-
ляют по специальному заказу. Верхнюю часть шахты в зоне зава-
лочного окна, подвергающуюся ударному действию кусков шихты,
футеруют чугунными полыми сегментами с заполнением пустот шла-
ком или песком. Зазор между футеровкой и кожухом величиной
20—50 мм, оставляемый для температурного расширения кладки,
заполняют густым шамотным раствором или песком. На футеровку
вагранок с внутренним диаметром плавильного пояса 1800 мм требу-
ется: шамотного ваграночного кирпича 14 т, нормального шамотного
кирпича 23 т, глины огнеупорной 1,5 т, шамотного порошка 2,5 т.
Ниже приведены характеристики типовых вагранок для плавки
чугуна:
Внутренний диаметр пла-
вильного пояса, мм . . . 700; 800; 900; 1100;
Производительность, т/ч . 2,7—3,5; 3,6—4,6; 4,8—6,1; 6,5—8,3
Диаметр кожуха, мм . . 1100; 1200; 1400; 1600
Высота (от подовой плиты
до нижней кромки эагрузоч- 6000—7000
ного окна), мм............ 4500—5000;
П родолжение
Внутренний диаметр пла-
вильного пояса, мм . . . 1300; 1500; 1800; 2100
Производительность, т/ч . 19—12; 12,5—16; 18—23; 25—32
Диаметр кожуха, мм . . 1850; 2050; 2400; 2750
Высота (от подовой плиты
цо нижней кромки загрузоч-
ного окна), мм............ 6000—7000; 7500—8500
Глава VI. ПРОКАТНЫЕ И КУЗНЕЧНЫЕ
НАГРЕВАТЕЛЬНЫЕ ПЕЧИ
Прокатные и кузнечные нагревательные печи предназначены для
нагрева металла перед горячей обработкой (прокаткой, свободной
ковкой или штамповкой) при температуре 1100—1250° С в зависи-
мости от вида обработки и химического состава нагреваемой стали.
Существует три вида нагрева металла перед горячей обработкой:
обычный, безокислительный и скоростной. При обычном' нагреве
температура в печи не более чем на 100° С выше конечной темпера-
туры нагреваемого металла; атмосфера в печи окислительная; угар
металла — до 3%; скорость нагрева обычная (5—7 мин/см толщины).
При безокислительном нагреве угар металла до 0,25% (при мало-
окислительном до 0,5—0,7%); атмосфера в печи безокислительная;
остальные параметры — как при обычном нагреве. Скоростной
нагрев подразделяется на конвективный, осуществляемый за счет
обтекания металла продуктами сгорания с большой скоростью
(150—300 м/с), и радиационный, создаваемый за счет большого пе-
репада температур между металлом и кладкой печи. Скорость на-
111
грева при скоростном нагреве достигает 1,5—2 мин/см толщины за-
готовки.
Печи для безокислительного нагрева очень мало распростране-
ны из-за сложности конструкции и трудоемкого обслуживания. Кон-
вективный скоростной нагрев получает все большее распространение
в кузнечных цехах машиностроительных заводов. Распространение
радиационного скоростного нагрева затруднено из-за отсутствия вы-
сокотемпературных огнеупоров, выдерживающих большое число
теплосмен.
Наиболее распространенный материал для кладки нагреватель-
ных печей — шамотный кирпич. Под печей выкладывают из магне-
зитового или талькового кирпича, как наиболее устойчивого против
воздействия окалины и шлаков. Имеется положительный опыт ра-
боты методических печей, в которых под выложен из бетонных бло-
ков с форстеритовым заполнителем.
1. Рекуперативные колодцы Стальпроекта с односторонним
подводом тепла
Колодец (рис. 6) отапливается природным газом, который сжи-
гается с помощью двухпроводной горелки, расположенной ниже
верхнего края стены на 1000 мм по продольной оси колодца. Воздух
подогревается до 300—400° С в керамическом рекуператоре.
Рис. 6. Рекуперативный колодец Стальпроекта с односторонним под-
водом тепла
1 — рабочее пространство колодца; 2— горелка; 3 — керамический рекуператор
Размеры рабочего пространства колодца, мм: длина 7900, шири-
на 2700, высота 4220. Температура нагрева металла 1200—1250° С.
На группу из двух колодцев устанавливают дымовую трубу. Ко-
112
лодец выкладывают из шамота-легковеса и шамота, внутреннюю
часть — из динаса, под — из хромомагнезита; крышку футеруют фа-
сонным шамотным кирпичом.
Расход материалов на одну группу колодцев: стального литья
55 т, чугунного литья 16 т, проката 708 т (в том числе площадок
250 т), шамотных изделий 1176 т, динасовых 76 т, хромомагнезито-
вых 150 т, шамотного легковесного кирпича 160 тыс. шт., диатоми-
тового кирпича 56 тыс. шт., глиняного кирпича 2,5 тыс. шт.
2. Пятизонная методическая печь Стальпроекта
Печь (рис. 7) имеет пять самостоятельных зон; три верхнего и
две нижнего нагрева металла. Выдача металла торцовая. Металл
движется в печи по водоохлаждаемым глиссажным трубам. Печь
отапливается газом, сжигаемым с помощью двухпроводных горелок.
Воздух для горения подогревается в керамическом рекуператоре,
расположенном под печью. Заготовки через печь продвигаются при
помощи толкателя. Площадь пода печи 360 м2 при ширине рабочего
пространства 10 300 мм. Температура иагрева металла 1200—1250° С.
378/4(по кладке)
Рис. 7. Пятизонная прокатная методическая печь Стальпроекта
1 — горелки; 2 — керамический рекуператор
Расход материалов на строительство одной печи: стального
литья 2,5 т, чугунного литья 95 т, проката 892 т (в том числе пло-
щадок 164 т), шамотных изделий 1907 т, фасонных шамотных изде-
лий для рекуператора 550 т, хромомагнезитовых изделий 327 т, диа-
томитового кирпича 91,5 тыс. шт., глиняного кирпича 9,4 тыс. шт.
3. Печи с шагающими балками (подом) конструкции
институтов Стальпроект и ВНИПИ Теплопроект
В печах с шагающими балками (рис. 8) заготовки располага-
ются с определенным шагом, что существенно сокращает продолжи-
тельность нагрева. Заготовки через печь продвигаются благодаря
кругообразному движению балок (пода). Такая механизация обес-
печивает полное освобождение печи от металла при остановках печи.
8—351 ИЗ
Применение двухпроводных плоскопламенных горелок, распо-
лагаемых в своде, позволяет сократить время нагрева на 25—30%.
Однако установка горелок в своде несколько усложняет кладку сво-
да. Печи оборудуют рекуператорами для подогрева- воздуха.
Рис. 8. Печь термическая с ша-
гающим подом на газе и мазуте
Теплопроекта (размер пода 2,7Х
Х14.3 м)
1 — вытаскиватель; 2 — шагающий под;
3 — механизм шагающего пода; 4 —
стол загрузки; 5 — рабочее пространст-
во печи; 6—-горелка; 7—форсунка
Расход материалов на строительство одной печи с шагающим
подом Теплопроекта 2,7 X 14,3 м (на газе и мазуте): стального литья
16,3 т, серого чугуна 1 т, проката 36 т, шамотных изделий 185 т,
фасонных шамотных изделий 15 т, диатомитового кирпича 6000
тыс. шт., обыкновенного глиняного кирпича 10 000 тыс. шт.
4. Кольцевые и карусельные печи конструкции Гипромеза
и Теплопроекта
Печи отапливаются как газом, так и мазутом. Воздух для го-
рения подогревается в рекуператоре.
Печи большой производительности и размеров (наружный диа-
метр печи до 36 м) устанавливают в трубопрокатной промышленно-
сти перед прокатными станами, а средней и малой производитель-
ности (20 т/ч п ниже) — перед радиально-ковочными машинами и
штамповочными молотами.
Кольцевые печи позволяют существенно сократить время нагре-
ва и угар металла, а также механизировать и автоматизировать все
трудоемкие процессы. На печах можно применять плоскопламенные
горелки (рис. 9).
Расход материалов при строительстве одной кольцевой печи
(рис. 9): стального литья 2,9 т, серого чугуна 3 т, проката 87 т,
шамотных изделий 266 т, фасонных шамотных изделий 27 т, шамот-
ных легковесных изделий 46 т, хромомагнезитовых изделий (хроми-
товой набивки) 18 т, диатомитового кирпича 18 тыс. шт.
114
Рис. 9. Печь кольцевая нагревательная на газе и мазуте конструкции
ВНИПИ Теплопроект
I — механизмы загрузки-выгрузки; 2 — рекуператор; 3— плоскопламенная го-
релка; 4 — форсунка; 5 — механизм вращения пода
8*
115
5. Типовые камерные печи Теплопроекта (табл. 78)
Существует пять типоразмеров печей, каждый из которых мо-
жет быть выполнен в трех вариантах: на газе низкого и среднего
давления, а также на газомазутном отоплении. Каждый из этих ва-
риантов может быть применен с отводом продуктов сгорания вверх
или в боров. Кладку печи выполняют из шамотного, талькомагнези-
тового или хромомагнезитового, шамотного легковесного и диатоми-
тового кирпича. Применяют плоскопламенные горелки на газе и га-
зомазутные горелки для двух видов топлива.
Та б ли ца 78. Расход металла в строительных материалов иа одну камерную
печь (на газе, с отводом продуктов сгорания в боров)
Типоразмер Размеры пода, м Чугун, т Поковки, т Прокат, т Шамотные из- делия, т Т алькомагиеэи - товые изделия, т Диатомовый кир- пич, тыс. шт. Шамотные легко- весные изделия, т
1 серый । жаро- упорный
1 0,6X0,6 0,1 0,1 0,02 2 1,85 0,19 0,2 1
2 0,7X0,7 0,1 0,1 0,02 2,1 2,36 0,22 0,25 1,3
3 0,9X0,7 0,15 0,11 0,02 2,4 2,9 0,32 0,3 1,5
4 1,0X1,0 0,15 0,02 0,03 3,5 3,7 0,45 0,33 2,1
5 1,16X1,5 0,28 0,05 0,05 4,55 5,6 0,65 0,42 3,5
Кроме того, разработаны типовые щелевые нагревательные печи
конструкции Теплопроекта с отводом только вверх.
6. Печи Теплопроекта для нагрева штангового металла
перед резкой на пресс-ножницах
Печи с отводом дыма вверх на природном газе имеют шагающие
балки для передвижения штанг через печь, механизм загрузки и
рольганг для выгрузки. Печн (рис. 10) рассчитаны для заготовок
диаметром до 180 мм и нагрева до 400—600° С. На своде располо-
жено несколько рядов плоскопламенных горелок.
Для строительства одной печи необходимы следующие материа-
лы: стального литья 1,2 т, лнтья стального жароупорного 4,5 т, литья
из жаропрочного чугуна 0,5 т, литья из серого чугуна 0,5 т, проката
21 т, шамотных изделий 20 т, шамотных фасонных изделий 2 т,
диатомитового кирпича 4000 шт.
116
3310 ('г оВшибтй)
Рис. 10. Печь для нагрева штангового металла перед резкой на пресс-ножницах конст-
рукции ВНИПИ Теплопроект
/ — конвейер подачн металла от печи к пресс-ножницам; 2 — плоскопламенная горелка; 3 —трубо-
проводы для удаления дыма; 4 — стол загрузки; 5 —механизм передвижения металла в печи (ша-
гающие балки)
Глава VII. ТЕРМИЧЕСКИЕ ПЕЧИ
Термические печи служат для нагрева металла с целью измене-
ния его кристаллической структуры (закалка, отжиг, нормализа-
ция, азотирование и т. и.). В большинстве случаев температура в
рабочем пространстве термических печей 800—900° С. Однако есть
термические печи и с более низкой температурой (низкий отпуск при
200—300° С) и более высокой (термическая обработка некоторых
специальных марок стали проводится при температуре нагрева до
1300° С).
Термические печи разнообразны по конструкции. Почти ко всем
печам для термообработки предъявляют требование нагрева металла
с точностью до ± 20°. В современных печах это обеспечивается бла-
годаря интенсивной циркуляции продуктов сгорания в рабочем
пространстве за счет энергии струи факела, за счет энергии воздуш-
ных струй, которые вдуваются в печь через сопла, расположенные
у горелок, или при помощи вентилятора, устанавливаемого в рабо-
чем пространстве печи. Особое место среди термических печей зани-
мают печи с контролируемыми атмосферами, применяемые для на-
грева металла без образования окалины и для химико-термической
обработки в газовой среде. Эти печи сложны по конструкции и тре-
буют значительного количества жаропрочных сталей и высококаче-
ственных огнеупоров.
1. Печи Теплопроекта с выкатным подом
Для различных видов термообработки при температурах 500—
1150° С (отпуск, отжиг, старение, нормализация и др.) штучного и
мелкосерийного производства предназначены печи с выкатным по-
дом. В печах используется принцип рециркуляции продуктов сгора-
ния за счет энергии воздушных струй, подаваемых через сопла к
корню факела горелки. Каждая горелка имеет постоянно горящий
запальник, пламя которого контролируется. Горелка, сопла и за-
пальник монтируются на одной плите. В стенах печи предусматрива-
ют каналы для подсоса дыма из рабочего пространства.
Расход металла и строительных материалов на строительство
печи с выкатным подом (рис. 11): чугунного литья 10 т, чугунного
жароупорного литья 28,3 т, стального литья 5,2 т, стального жаро-
упорного литья 2,1 т, поковок 2 т, проката 61 т, шамотных изделий
284 т, диатомитового кирпича 15 тыс. шт., глиняного кирпича 40
тыс. шт.
2. Типовые термические камерные печи Теплопроекта
Существует четыре типоразмера камерных печей для различной
термообработки металла при температурах 650—1050° С на газе
низкого и среднего давления и мазуте (табл. 79).
Расход металла и строительных материалов при строительстве
печи 4-го типоразмера: литья чугунного жаропрочного 0,5 т, литья
стального жаропрочного 0,95 т, проката 2,1 т, шамотных фасонных
изделий 0,35 т, шамотных изделий 6 т, диатомитового кирпича 750
шт. шамотных легковесных изделий 0,5 т, карборундовых изделий
0,15 т.
118
Рис. 11. Термическая печь с выкатным подом (3,5X10 м) с рециркуляцией на газе конструкции ВНИПИ
Теплопроект
X 1 — горелка; 2— рециркуляционные каналы; 3— механизм подъема заслонки; 4 — заслонка; 5 — выкатной пол
со
ления с отводом дыма вверх
пода 0,58X16 м) на газе низкого дав-
1 — поддон; 2 — заслонка; 3 — роликовые направляющие; 4—горелка
Таблица 79. Основные параметры термических камерных печей
Теплопроекта (рис. 12)
Типо- размер Размеры рабочего пространства, мм Размеры загру- зочного ониа, мм Площадь пода, м2 Производитель- ность, кг/ч, при
шири на длина высота высота ширина закалке, отжиге, норма- лизации отпуске
1 348 580 512 356 348 0,2 40 30
2 464 1044 595 374 464 0,48 90 60
3 580 1160 657 286 464 0,67 130 90
4 812 1160 690 318 696 0,94 180 120
3. Закалочно-отпускной и нормализованный агрегаты
Теплопроекта
Агрегаты предназначены для закалки поковок и литых детален
(800—850° С), их отпуска (550—620° С) и для нормализации и от-
жига (850—1050° С).
Закалочно-отпускной агрегат состоит из закалочной и отпуск-
ной печи, механизированных баков для закалки и замочки, печных
конвейеров. При передаче деталей на поддонах вместо конвейеров
дополнительно используются толкатель, толкатель-вытаскиватель,
вытаскиватель и механизм возврата поддонов.
Нормализационный агрегат состоит из печи, камеры охлажде-
ния и механизмов, аналогичных механизмам закалочно-отпускного
агрегата.
Расход материалов при строительстве закалочно-отпускного аг-
регата (без механизмов): литья стального жаропрочного 9 т, про-
ката 35 т, диатомитового кирпича 5 тыс. шт., шамотных фасонных
изделий 0,8 т, шамотных изделий 90 т, шамотных легковесных из-
делий 20 т.
4. Агрегаты с контролируемой атмосферой
Агрегаты с контролируемой атмосферой (рис. 13) служат для
термообработки деталей после механической обработки. Такие агре-
гаты применяют для газовой цементации, нитроцементации, нагрева
под закалку и отпуск и т. д. Агрегаты, состоящие из проходных пе-
чей, могут встраиваться в механизированные поточные линии.
Печи с контролируемыми атмосферами требуют обязательной
герметизации загрузочных и выгрузочных тамбуров.
Расход металла и строительных материалов для строительства
одного закалочно-отпускного агрегата с контролируемой атмосфе-
рой: литья стального жароупорного 3 т, проката 22,3 т, шамотных
фасонных изделий 3,2 т, шамотных легковесных изделий 7,5 т, теп-
лоизоляционных материалов 1 т.
121
J050
Рис. 13. Агрегат закалочно-отпускной с контролируемой атмосферой производительностью 210 кг/ч
/ — рольганг загрузки и выгрузки поддонов; 2 — камера охлаждения; 3 — отпускная печь; -/ — сушильная камера; 5 —моечная ма
шина; о — закалочный бак; 7 — закалочная печь
5. Вертикальные печи конструкции Теплопроекта
Вертикальные печи служат для термообработки деталей удли-
ненной формы при температурах 500—1100° С.
Как правило, вся печь располагается в бетонном кессоне ниже
пола, на уровне которого находятся крышки печи. Для обеспечения
равномерного нагрева в печах используют принцип рециркуляции
продуктов сгорания в рабочем пространстве печи. Расход материа-
лов для строительства одной печн диаметром рабочего пространства
3 м, высотой 8 м (без крышек и механизмов): литья чугунного жа-
ропрочного 0,9 т, проката 21 т, шамотных фасонных изделий 3,2 т,
шамотных изделий 119 т, шамотных легковесных изделий 15,5 т,
глиняного кирпича 3 тыс. шт., диатомитового кирпича 3 тыс. шт.
Глава VIII. СУШИЛА ДЛЯ ЛИТЕЙНЫХ ЦЕХОВ
Рабочая температура в литейных сушилах 200—600° С. Огне-
упорным материалом футеруется только топка. Рабочая камера су-
шила выполняется из глиняного обыкновенного кирпича или полых
панелей из листовой стали, заполненных теплоизоляционным мате-
риалом.
1. Камерные литейные сушила Теплопроекта
Сушила применяют для сушки средних и крупных стержней и
для сушки литейных форм. Камерное сушило с принудительной ре-
циркуляцией продуктов сгорания и объемом рабочей камеры 12,5 м3
(рис. 14) предназначено для сушки литейных стержней. Сушило
отапливается газом, сжигаемым с помощью горелки с переменным
избытком воздуха. Стены и свод рабочего пространства выполнены
из панелей из листовой стали, заполненных теплоизоляционным ма-
териалом.
3210
Рис. 14. Камерное литейное сушило Теплопроекта
/ — циркуляционная система; 2 —камера; <3 — выкатная тележка
Расход металла и строительных материалов для камерного ли-
тейного сушила (объем рабочей камеры 12,5 м3): литья н поковок
0,5 т, проката 4,3 т, плит минераловатных полужестких марки 150
2,75 м3, матов минераловатных прошивных 0,6 тс
123
2. Горизонтальные конвейерные сушила Теплопроекта
Сушила предназначены для сушки литейных стержней. Тепловая
схема сушил рециркуляционная. Отопление производится за счет
сжигания газа горелками со струйной стабилизацией, которые уста-
навливаются в трубопроводах подачи теплоносителя в рабочее про-
странство сушила.
Сушило (рис. 15) состоит из камеры сушила, внутренних при-
точных и вытяжных коробов, систем циркулиции теплоносителя, ох-
лаждения, завесы, выброса. Изделия укладывают на специальные
поддоны на полках подвесок, подвешенных к конвейеру.
•Л-*1
Рис. 15. Горизонтальное конвей-
ерное пятиходовое сушило произ-
водительностью 10 т/ч
1 — камера сушила; 2 — подвеска; 3—
циркуляционная система
Расход металла, стройматериалов и оборудования для горизон-
тального конвейерного пятиходового сушила производительностью
10 т/ч: литья н поковок 0,8 т, проката 13,9 т, фасонных шамотных
изделий 1,15 т, матов и плит минераловатных 200 м3, оборудова-
ния 4,6 т.
3. Типовые барабанные сушила Теплопроекта
Эти сушила (табл. 80, 81) работают на природном газе и мазу-
те. Разработаны три типа сушил: двухходовые (1-й типоразмер),
трехходовые (2-й типоразмер), одноходовые (3—7-й типоразмеры).
Конструкция внутреннего устройства барабана в сушилах 1-го и 2-го
типоразмеров перевалочная, в остальных сушилах — смешанная,
лриемио-вннтовая, лопастная и секторная.
124
Таблица 80. Типовые барабанные сушила
Типо- размер Сушка Размеры барабана, м Размеры сушила, мм (рис. 16)
диа- метр длина А Б В Г Д Е Ж И К Л М Н
3 Глины песка 1 4 4900 4900 3000 3000 1500 2604 1000 7260 1932 1944 35 1834 3230 3230 600 600
1500 2784 1000 7420 2320 1944 1095 1864
4 Глины песка 1,2 6 6942 3400 1700 3248 1200 9820 2668 2414 70 2374 2606 4066 4066 600 600
6942 3400 1700 3480 1200 10 700 2668 2790 1400
5 Глины песка 1,6 8 8950 9290 4150 2100 3712 1600 12 640 2900 3234 50 2668 5100 450 750
4150 2100 4872 1600 14 630 3132 3630 1585 3828 5735
6 Глины песка 1,6 12 13 150 4360 2310 4872 1600 18 080 2900 3190 0 3828 4060 4316 5267 850 830
13 700 4360 2310 5104 1600 18 800 3132 4100 2555
7 Песка нлн глины песка 2,2 12 13 610 13 610 6270 6270 3500 3500 4836 2200 19 100 4024 4300 500 3636 3636 6430 6430 500 500
4836 2200 19 100 4024 4300 1590
Примечание. В таблице даны габаритные и присоединительные размеры барабана, работающего на мазуте. Установка дуть-
евых и вытяжных вентиляторов, аппаратов мокрой очистки, щитов теплового контроля, стендов подготовки мазута на рис. 16 дана
условно.
Сушила 1-го и 2-го типоразмеров предназначены для сушки
песка, сушила остальных типоразмеров выполнены в двух вариан-
тах: для сушки песка (с охлаждением) и для сушки глины (без ох-
лаждения). Для очистки теплоносителя применяют циклоны типа
НИИОГаз-ЦН15.
Рис. 16. Сушило барабанное с холодильником
/ — топка; 2 — загрузочная камера; <3 — барабан; 4 — циклоны; 5 — холодильник
Таблица 81. Расход строительных материалов на установку сушила для
сушки песка и масса сушильного барабана заводской поставки
Типо- размер сушила Литье чугун- ное» т Поков- ки, т Шамот- ные из- делии, т Тепло- изоляци- онные изделия, т Кирпич глиняный, тыс. шт. Прокат, т Общая масса сушиль- ного ба- рабана, т
3 0,18 0,14 8,73 3,58 0,3 6,35 4,77
4 0,2 0,16 13,31 4,61 0,3 8,16 7,02
5 0,24 0,22 20,29 8,1 0,35 13,31 13,51
6 1,1 0,38 45,7 11,17 0,45 28,51 32,67
Глава IX. ПЕЧИ ЦВЕТНОЙ МЕТАЛЛУРГИИ
И ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
В цветной металлургии для обжига руд н концентратов приме-
няют многоподовые механические печи, барабанные вращающиеся
печи, печи для обжига во взвешенном состоянии, печи для обжига
в кипящем слое, шахтные печи, печи для плавки концентратов и др.
1. Миогоподовые печи
Печь (рис. 17) представляет собой металлический кожух в фор-
ме цилиндра, зафутерованного шамотным кирпичом. Между кожу-
хом и футеровкой уложен слой тепловой изоляции. Обжиговые поды
/—VII выложены в виде сферических сводов из фасонного шамот-
ного кирпича толщиной 150—250 мм. Число подов в печи 6—16.
126
Шихта и печь поступает сверху. Во время обжига материал в печи
проходит зигзагообразный сложный путь сверху вниз, а юрячпй газ
идет навстречу движущемуся материалу. В последнее время при-
меняют поды из жаростойкого бетона.
Рис. 17. Семииодовая обжиговая печь
1 — форсунка; 2 — люки; 3 — огнеупорная кладка из фасонного кирпича;
4 — гребки для сгребания обжигаемого материала; 5 — отверстия в подах для
прохождения материала; /—VII — поды
2. Печи для обжига во взвешенном состояния
Печь (рис. 18) представляет собой вертикальный цилиндрический
кожух, футерованный шамотным кирпичом; толщина футеровки
230—250 мм. Обжигаемый материал в виде пыли вдувается в рабо-
чее пространство печи пылевыми горелками. В нижней части печи
расположен приемный бункер для обожженного материала. В стен-
ках камеры имеются отверстия для отвода газов и подачи вторич-
ного воздуха, а также лазы для осмотра и чистки печи. Объем ра-
бочего пространства печи 100 м2 3. Потребность в огнеупорах: шамот-
ного кирпича 60 т, шамотных изделий фасонных 14 т.
3. Печи для обжига в кипящем слое
Печь (рис. 19) состоит из цилиндрической обжиговой камеры,
пода с отверстиями, через которые подается воздух, устройств для
загрузки шихты и удаления готового продукта, а также газоотводя-
щей системы. Под представляет собой плиту из жаростойкого бе-
тона или жаропрочного чугуна с большим числом отверстий, защи-
щенных от попадания в них материала грибообразными соплами
или шарами, свободно лежащими в отверстиях. В печь материал за-
гружается через бункер, а после обжига удаляется самотеком.
127
Рис. 18. Цилиндрическая
печь для обжига во
взвешенном состоянии
Рис. 19. Печь для обжига
в кипящем слое
I — подвод воздуха; 2 —
воздушная камера; 3 — дни-
ще с отверстиями; 4— фор-
сунки (горелки); 5 —загруз-
ка сырья; 6 — шамотная
футеровка; / — теплоизоля-
ционный слой; 8 — кожух;
9— вывод отходящих газов;
10 — разгрузочные окна
4. Отражательные плавильные печи
Эти печи (рис. 20) применяются для плавки медио-никелевых
концентратов при производстве меди, никеля и олова. Под и стены
печи выкладывают из динаса. Во избежание разъедания шлаками
иижнюю часть динасовых стен защищают магнезитовой или хромо-
магнезитовой кладкой толщиной в один кирпич на высоту немного
выше уровня шлаков. Торцовую стену, в которой устанавливают
горелки или форсунки, выкладывают из шамота и магнезита или
хромомагнезита. Свод печи арочного типа выкладывают из больше-
мерного динасового кирпича. Чаще применяют подвесные магнези-
товые или хромомагиезитовые своды. Печи загружают твердой ших-
той через отверстия в своде. Расход основных материалов на отра-
жательную плавильную печь с площадью пода 240 м2: шамотных
изделий 260 т, легковесных 77 т, магнезито-хромитовых 1014 т,
диатомового кирпича 52 тыс. шт., жаростойкого бетоне 11 м3, ме-
талла 240 т.
128
2
Рис. 20. Отражательная плавильная печь
/ — форсунки; 2 — кварцевый бункер; 3 — отверстие для шлака; 4 — отверстие
для штейна
5. Шахтные печи
Шахтные печи (рис. 21), как и отражательные, применяются
для плавки руд меди, никеля и свинца. Печь представляет собой
шахту, собранную из металлических водоохлаждаемых кессонов.
В нижней части шахты в кессонах имеются отверстия (фурмы), через
которые подается воздух для горения топлива. Продукты плавки
выпускают через летки, находящиеся на уровне лещади. Газообраз-
ные продукты уходят через надколошниковую камеру в пылеулови-
тели и далее в дымовую трубу. Печь загружают рудой, флюсом и
коксом с колошниковой площадки. Лещадь печи, лежащая на сталь-
ных или чугунных водоохлаждаемых плитах, футеруют магнезито-
вым или хромомагнезитовым кирпичом.
Печи, используемые в химической промышленности, весьма раз-
нообразны по назначению, конструкции и тепловому режиму. Неко-
торые из них по конструкции мало отличаются от печей, описанных
в настоящей главе.
9—351 129
Рис. 21. Шахтная печь для плавки медных руд
/ — фундамент печи; 2 — колонны; 3 —опорная плита; 4 — фурма; 5 —кессон;
6 — воздуховод; 7 — подвод воды; 3— колошниковая площадка; 9 — загрузоч-
ное окно; 10—шатер; 11— газоход; 12 — лещадь; /3 — переливной желоб;
14— передний горн; /5 — фундамент переднего горна
Глава X. ПЕЧИ ПРОМЫШЛЕННОСТИ
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
1. Печи для обжига кирпича и керамических блоков
Туннельная печь конструкции ВНИПИ Теплопроект (рис. 22)
работает на твердом топливе. Ширина канала 1,74 м, длина печи
70 м. Расход основных материалов и конструкций на одну печь: жа-
ростойкого бетона 114 м3, бетона марки «200» 62 м3; кирпича огне-
упорного и изоляционного 42 м3, кирпича обыкновенного глиняного
28 м3.
Туннельная печь производительностью 26 млн. шт. условного
кирпича в год (рис. 23) конструкции ЭКБ ЦНИИСК им. Кучеренко
имеет ширину канала 2,9 м; длина печи 124 м. Печь работает на га-
зообразном топливе. Для ограждающих конструкций в качестве ос-
130
Рис. 22. Туннельная печь для обжига кирпича ВНИПИ Теплопроект
/ — плиты сводовые из жаростойкого железобетона; 2 — изоляционный слой
из диатомового кирпича; 3 — блоки стеиовые из жаростойкого бетона; 4— ма-
ты из минеральной ваты; 5 — блоки цокольные из жаростойкого бетона
новного материала приняты блоки из жаростойкого железобетона.
Максимальная масса монтируемого элемента 3 т. Вагонетки футеру-
ют также блоками из жаростойкого железобетона. Расход основ-
ных материалов и изделии: жаростойкого бетона 550 м3, бетона
марки «200» 180 м3, прочих огнеупоров 30 м3.
Туннельная печь производительностью 26 млн. шт. условного
кирпича в год ПКБ Новосибирского управления Промстройматериа-
лов и треста Тепломонтаж (рис. 24) имеет ширину канала 2,9 м;
9* 131
длина печи 120 м. Печь работает на твердом топливе. Основным
материалом для ограждения конструкций принят жаростойкий желе-
зобетон. Вагонетку футеруют также жаростойким бетоном. Для
строительства печи требуется 430 м3 жаростойкого бетона.
Рис. 23. Туннельная печь для обжига кирпича производительностью
26 млн. шт. условного кирпича в год ЭКБ ЦНИИСК им. Кучеренко
1 — тяжелый жаростойкий бетон; 2 — плиты из жаростойкого легкого бетона
с обрамлением из жаростойкого тяжелого железобетона; 3 — каолиновая вата;
4 — вермикулито-керамзитобетон
Аналогичная печь производительностью 10—12 млн. шт. условно-
го кирпича запроектирована с той же шириной канала, но длиной
62 м. Для ее строительства требуется 280 м3 жаростойкого бетона.
Туннельная печь для обжига дренажных труб конструкции Юж-
гипрострома (рис. 25) имеет ширину канала 3,2 м; длина печи 105 м.
Печь работает на газообразном топливе. Основной материал для
ограждающих конструкций — жаростойкий железобетон. Для по-
вышения теплотехнических показателей печь в зоне обжига обору-
дована надсводовым пространством с температурой воздуха в нем
не более 150 °C. Расход основных материалов и изделий; жаростой-
кого бетона 270 м3, бетона марки «200» 210 м3, прочих огнеупоров
200 м3.
1132
ж
Рис. 24. Туннельная печь для обжига кирпича производительностью
26 млн. шт. усл. кирпича в год ПКБ Новосибирского управления
Промстройматериалов
/ — жаростойкий бетой; 5 — сводовая панель; 3 — жаростойкий бетон; 4 —
изоляция диатомитовым кирпичом
Рис. 25. Туннельная
печь для обжига дре-
нажных труб Южги-
прострома
/ — блоки из холодного
бетона; 2— каркас ме-
таллический; 3, 4 — бло-
ки из жаростойкого бе»
гона; 5 — плиты подвес-
ного свода нз жаростой-
кого легкого бетона, об-
рамленные тяжелым жа-
ростойким бетоном; 6—
перекрытие иадсводового
пространства; 7 —экран
алюминиевый; 8 — под-
вески
2. Известеобжигательные печи
Росстромпроект разработал проекты типовых шахтных пересып-
ных известеобжигательных печей (рис. 26) производительностью 35,
50, 100 н 200 т нзвестн в сутки. Печь представляет собой металли-
ческий кожух круглого сечения, футерованный шамотным доменным
133
кирпичом. От уровня распара и ниже сечение шахты на уровне верх-
ней кромки проемов выгрузочного механизма постепенно переходит
в квадратное. Для строительства печи производительностью 200 т/сут
требуется 150 т доменного кирпича Д-4 и 15 т кирпича Д-2.
Печи производительностью более 200 т/сут перехода на квад-
ратное сечение не имеют. Загрузка печи известняком и топливом
. производится скиповым подъем-
i ником через загрузочное устройст-
«л во, оборудованное двумя конус-
//// м ными затворами. Известь выгру-
я/ \\\ жается из печи с помощью нецре-
рывно действующего механизма.
Рис. 26. Известеобжигательная
печь
/ — загрузочный механизм; 2 — ме-
таллический отбойный панцырь;
3 — кожух печи; 4 — выгрузочный
механизм
3. Стекловаренная ванная печь
Ванная печь (Гипростекло),
показанная на рис. 82 и 83, пред-
ставляет собой непрерывно дейст-
вующий агрегат. Стекло варится
при температуре 1450—1600° С,
получаемой в результате сжигания
естественного газа с предваритель-
ным подогревом воздуха в реге-
нераторах до температуры 1000° С.
Регенеративное устройство состоит
из системы поочередно переключае-
мых камер.
При строительстве стеклова-
ренных печей вместо кирпичных
опорных столбов под варочной и
студочной частью применяют стол-
бы из блоков, изготовленных из
жаростойкого железобетона. При-
менение жаростойкого железобето-
на значительно сокращает объемы
работ: вместо 650 м3 штучной
кладки объем столбов из жаростой-
кого железобетона всего 390 м3.
В настоящее время получают
распространение ванны расплава,
предназначенные для полировки
стекла в расплаве олова. Ванна
представляет собой бассейн, вы-
полненный из многошамотного
бруса 940X600X400 мм. Рабочее
пространство шириной 5880 мм,
высотой 440 мм перекрыто сборно-
подвесным сводом из высокогли-
ноземистых балок и плит ВГО-2.
Расход огнеупорных материа-
лов для строительства печи: фасон-
ного шамота 615 т, высокоглинозе-
мистого бруса 115 т, бакорового
бруса 19,5 т, каолинового бруса
96 т, фасонного динаса 635 т, ша-
134
мотного кирпича 1293 т, насадочного кирпича 544 т, динасового кир-
пича 516 т, легковеса БЛ-1 282 т, кирпича глиняного обыкновенного
1195 тыс. шт., кирпича диатомитового 18 тыс. шт.
4. Тепловые агрегаты цементной промышленности
Производство цемента в СССР ведется мокрым и сухим спосо-
бами.
При производстве цемента мокрым способом материал до об-
Рис. 27. Схема производства
цемента сухим способом
1 — газоход II ступени; 2— тепло-
обменник II ступени; 3 — газоход
IV ступени; 4—теплообменник IV
ступени; 5— теплообменник III сту-
пени; « — газоход III ступени; 7 —
теплообменник I ступени; в — газо-
ход I ступени; 9 — печь; 10 — холо-
дильник
8900 ЩЮО
жига замачивают в специальных бассейнах и с влажность до 40%
подают во вращающуюся печь для обжига. Установка состоит нз
пыльной камеры, вращающейся печи, холодильника. Обжнг мате-
риала производится во вращающейся печи, в которой дымовые
газы движутся навстречу обжигаемому материалу. Для повыше-
ния теплоотдачи от газов обжигаемому материалу печи оборуду-
ют различными теплообменными устройствами; цепными завесами,
ячейковыми, экранизирующими, полочными и другими теплообмен-
никами.
Для кладки установки требуется следующее количество мате-
риалов, м3:
Кирпич для пыльной камеры............................ 80
Огнеупорный кирпич для:
вращающейся печн................................. 460
холодильника .................................... 310
Жаростойкий бетон для вращающейся печи .............170
При производстве цемента сухим способом (рис. 27) материал
поступает в циклонные теплообменники, где помимо сушки начина-
ется и его декарбонизация. Обычно применяют 3—4 ступени тепло-
обменников. Из теплообменников материал, нагретый до 900° С, по-
ступает в печь с влажностью 3—4%.
135
Ниже приведены основные объемы футеровочных работ, mss .
Циклонные теплообменники .................... 775
Вращающаяся печь 7/6,4x95 ................... 460
Пылеугольная вертикальная топка к угольной мель-
нице ШБ-50А.................................140
Разгрузочная головка, переходная вставка, холо-
дильник «Волга-150».........................310
Глава XI. ПЕЧИ НЕФТЕПЕРЕРАБАТЫВАЮЩЕЙ
ПРОМЫШЛЕННОСТИ
Печи нефтеперерабатывающей промышленности входят в состав
установок для обезвоживания и обессоливания нефти, получения из
нефти фракций, различных по температуре кипения, путем отделения
метана, пропана и этана, а также для переработки остатков нефти
после первичной перегонки — мазута, гудрона и т. д.
В последнее время при переработке нефти все больше применя-
ют высокопроизводительные установки для комплексной переработ-
ки нефти ЭЛОУ-АВТ-6, ЛК-6У, состоящие из печей, футеровка ко-
торых выполнена из жаростойкого бетона.
Реже встречаются трубчатые печи с горизонтальным располо-
жением продуктового змеевика, предназначенные в основном для
высокотемпературного нагрева нефти, продуктов ее переработки
и т. п.
1. Перегреватель водяного пара и других газообразных
продуктов
Проект перегревателя (рнс. 28) разработан Гипрокаучуком, фу-
теровка ЭКБ ЦНИИСК и Теплопроектом.
Перегреватель предназначен для перегрева 100 000 кг/ч водяного
пара от 158 до 750° С. Режим работы непрерывный. Печь вертикаль-
ная. В нижней части расположена радиантная камера, в верхней —
конвекционная.
Перегреватель оборудован 40 газовыми горелками, расположен-
ными в поду печи. Три дымовые металлические трубы расположены
сверху печи. Температура дымовых газов на выходе из радиантной
камеры 990° С, из конвекционных секций: нижней (паровой) 660°,
продуктовой 510° С. Температура дымовых газов на выходе из паро-
перегревателя 350° С.
Печь состоит из металлического каркаса и навешенных на него
панелей размером 5155X1510 мм. Футеровка панелей двухслойная
(рис. 29). Первый слой состоит из высокоэффективных теплоизоля-
ционных изделий, второй — из керамзитобетона.
Свод подвесной наклонный из панелей таких же размеров.
Общая масса перегревателя 1445,1 т, каркаса 372 т, змеевика
и гарнитуры 229 т. Расход огнеупорных и изоляционных материа-
лов: жаростойкого бетона 260 м3, жаростойкого раствора 14 м3,
шиура асбестового 2 т, ваты каолиновой и комбинированных тепло-
изоляционных изделий 67 м3.
136
Рис. 28. Схема перегревателя
водяного пара
1 — каркас; 2 — металлическая тру-
ба; 3 — зона конвекции; 4 — на-
клонный свод; 5 — радиантная зона;
6 — панели футеровки; 7 — раздели-
тельная стенка; 8—горелки
2. Печь для нагрева жидких
и газообразных продуктов
нефтепереработки
Эти печи (рис. 30), спро-
ектированные ВНИПИнефтью,
применяют для нагрева и ис-
парения жидких и газообраз-
ных продуктов, а также для
первичной и вторичной перера-
ботки нефти. В зависимости от
разделения основного техноло-
гического потока змеевики мо-
гут быть одно-, двух-, трех- и
четырехпоточными. При необ-
ходимости раздельной регули-
ровки температуры двух ос-
новных потоков в печи уста-
навливают разделительную
стейку. Печи устанавливают
также в спаренном варианте.
Отходящие газы через газо-
сборник попадают в дымовую
трубу. Рабочая температура
950—980° С.
Печь состоит из металли-
ческого каркаса и навешенных
на него панелей, зафутерован-
ных жаростойким бетоном. Па-
нель (рис. 31) представляет со-
бой металлический лист тол-
щиной 4 мм; кромки листа за-
гнуты, что увеличивает жест-
кость панели. Загнутые кром-
ки образуют фланец, в котором
высверлены отверстия для креп-
ления панелей между собой.
Материал футеровки — жаро-
стойкий керамзитобетон. Раз-
мер панели 2180X2480 мм; свод
плоский подвесной, выполнен-
ный из аналогичных панелей.
Расход материалов на одну печь: металлоконструкций 105 т,
жаростойкого бетона для футеровки около 200 м3.
137
Рис. 29. Панель
1 — металлоконструкции панели; 2 — керамзитобетон; 3 — высоко-
эффективные теплоизоляционные изделия; 4 — анкеры
Рис. 30. Печь для нагрева жидких и газообразных про-
дуктов нефтепереработки
1 — блоки из жаростойкого керамзитобетона на металлическом под-
доне; 2 — панели сводовые из жаростойкого керамзитобетона; 3 —
змеевик; 4—-каркас металлический
138
1 — температурные швы; 2 — керамзитобетон жаростойкий; 3 — поддон штам-
пованный
3. Печи установки ЛК-6У
Эти печи (рис. 32), спроектированные Ленгипрогазом и Тепло-
чроектом, предназначены для обессоливания нефти, подогрева диз-
топлива, бензина и т. д. Рабочая температура зависит от техноло-
гических требований по подогреву продукта. Наибольшая рабочая
температура — в печах гидроочистки дизтоплива (920°С на перева-
ле и 580° С на выходе), а наименьшая — в печах подогрева инерт-
ного газа (около 570° С).
Печь представляет собой металлический каркас, обшитый метал-
лическим листом. Футеровка предусматривается из отдельных пер-
литобетонных блоков, которые навешиваются на кожух печи.
Своды печей, стены камеры конвекций печей и котла-утилиза-
тора выполняют из монолитного сборного жаростойкого бетона. По-
дины отдельных печей и дымопроводы, отводящие дымовые газы в
трубу, выполняют из монолитного бетона. Отдельные узлы футеруют
шамотным кирпичом! и высокоглиноземистым фасоном.
Расход материалов на одну печь: металлоконструкций каркаса
35—65 т, футеровки 40—85 м3.
4. Трубчатые печи с горизонтальным расположением змеевика
Печи двускатные двухкамерные, состоящие из двух радиант-
ных н одной конвекционной камер. Змеевик печи собирают из пря-
мых труб длиной 6—18 м, соединенных между собой специальными
двойниками (ретурбендами) со съемными пробками или калачами.
Печи малой мощности имеют одну радиантную камеру. Змеевики об-
разуют в радиантных камерах потолочный и подовый экраны. Труб-
чатый пароперегреватель смонтирован в конвекционной камере. В ка-
честве топлива, как правило, применяют газ и мазут, сжигаемые в
комбинированных горелках. Дымовые газы из радиантной камеры
попадают в конвекционную и из нее в расположенный над ней
боров. Из борова отходящие газы проходят через рекуператор в ды-
мовую трубу.
Расход материалов для трубчатой печи с горизонтальным рас-
положением продуктоиого змеевика: изделий высокоглиноземистых
фасонных 8,5 т, шамотных фасонных 90,7 т, шамотных 145 т, лег-
ковеса «БЛ-1,3» 11,4 т, кирпича диатомитового 25 тыс., шт., кирпича
глиняного обыкновенного 9 тыс. шт.
139
Рис. 32. Печь установки ЛК-6У
/ — каркас печи; 2— блоки стеновые из легкого жаростойкого железобетона;
3 — металлический кожух; # — свод печи; 5 — подина
140
Раздел третий. СТРОИТЕЛЬНЫЕ МЕХАНИЗМЫ,
РУЧНЫЕ МАШИНЫ И ТРАНСПОРТ
Глава I. МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ
И ТРАНСПОРТИРОВАНИЯ РАСТВОРА И БЕТОНА.
ОБОРУДОВАНИЕ ДЛЯ ТОРКРЕТИРОВАНИЯ
Для приготовления раствора и бетона, для подачи растворов,
а также для торкретирования применяют различные машины, харак-
теристики которых приведены в табл. 82—85.
Таблица 82. Техническая характеристика растаоросмесителей
я бетоносмесителей
Показатели Растворосмесители Бетоносмесители Бункер-мешалка БМ-1,5- 73 (Теплопроекта)
пере- движные стационарные передвижной СБ-27 (С-674А) стационар- ные
СБ-43 РП-65 СР-40 CP-8D СБ-8 СБ-80 СБ-35 (С-773)
(Теплопроекта)
Вместимость смесительного ба- рабана, л 100 80 40 л
Расчетная про- изводительность за один замес, л 65 65 32
Конструктивное число замесов* в 1 ч 12/30 12/30 12/30
Производитель- ность*, м3/смена 5/12 5/12 2,5/6
Электродвига- тель:
мощность, кВт 3 1,5 1
частота вра- щения, мин"1 1420 950 1410
80 325 100 3 250 550 1500
64 250 65 165 375 —
12/30 12/30 24/27 32/38 32/38 —
5/12 25/60 10/12 38/45 84/100 —
1.7 4 0,6 5,5 13 7,5
1420 1500 — 1440 1000 970
141
Продолжение табл. 82
Показатели Растворосмесители 1 Бетоносмесители ‘ Бункер-мешалка БМ-1,5- 73 (Теплопроекта)
пере- движные стационарные передвижной СБ-27 (С-674А) стационар- ные
СБ-43 РП-65 СР-40 СР-80 СБ-8 СБ-80 1 СБ-35 (С-773)
(Теплопроекта)
Габарит, мм: длина ширина высота Масса, кг 1470 595 895 160 1448 660 1100 239 960 575 981 177 1165 574 981 213 1755** 2450 2035 2130** 1772 1260 1680 1030 1340 228 1900 2070 1200 700 2200 1970J 1960 2000 3146 1263 1560 1360
* В числителе — данные для огнеупорного раствора, в знаменателе—для
строительного; для бетоносмесителей — соответственно для жесткого и пла-
стичного бетона.
* * В числителе — с поднятым ковшом, в знаменателе — с опущенным.
Таблица 83. Техническая характеристика машин для подачи растворов
Показатели Растворонасосы
пневмати- ческий (Тепло- проекта) механические**
СО-48 (С-854) [С-29] СО-49 (С-855) [С-30] СО-50 (С-856) [С-10]
Вместимость бака, л 125
Производительность, м’/ч 1,2 2 4 6
Расход воздуха, м3/мин 0,5 — —-.
Наибольшее рабочее давление, МПа [кгс/см2] Дальность подачи, м: 0,6 [6] 1.5 [15] 1,5 [15] 1,5 [15]
по горизонтали 150 50 150 200
по вертикали 40 15 30 40
Мощность электродвигателя, кВт Габарит, мм: — 2,2 4 7
ширина 830 1160* 1470* 1200*
высота 850 470 520 560
Масса, кг 1820 760 900 1000
Диаметр растворопроводов 342 195 254 400
(условный проход), мм 50 38 50 50
* С ручками тележки.
** В квадратных скобках приведена марка растворонасоса, без них — мар-
ка установки, в которую входит приемный бункер.
142
Т а б л и ц а 84. Техническая характеристика цемеит-пушек
Показатели Цемент-пушка
ЦПК-1М ППК-2 СБ-13 (С-320) СБ-66 (С-Ю04) СБ-67 (С-1007)
(Тепло проекта)
Максимальная производитель- ность по сухой смеси, м3/ч 1 2,5 6 (9) 1,5 4 4
Расход сжатого воздуха, и’/мии* 3,2 (5) 3 6-8 6—8
Наибольшее давление воздуха. 0,6 [6] 0,6 [6] 0,35 0,6 [6] 0,5 [5]
МПа [кгс/см2] [3,5] 25
Наибольший размер зерен, мм Дальность подачи, м: 7 10 8 20 200
200
по горизонтали 200 200 70
по вертикали Электродвигатель: 100 100 30 35 30 2,8
мощность, кВт 1,3** 2** 5,5 3
частота вращения, мин“ — — 1000 955 —
Габарит, мм: длина ширина высота 1070 1500 1500 2185 2000
675 825 1000 1100 1100
1400 1615 1550 1860 1700
Диаметр шлангов, мм: материального 25/32 25/38 38 50/70 50
водяного 16 16 — —
воздушного Масса (без шлангов), кг 18 337 z5 520 850 930 1000
* В скобках — общий расход воздуха, включая пневмодвигатель.
• * Пневмодвигателя — в л. с.
Примечание. Цемент-пушка СБ-13 [С-320] со шлюзовым барабаном,
остальные со шлюзовой камерой.
Таблица 85. Техническая характеристика баков пневматических
передвижных и насосиой установки для торкретирования
Показатели Баки передвижные Насосная установка УНП-2
БПП-1000 БПП-150М
Полезная вместимость, л 1000 150
Наибольшее рабочее давление, МПа [кгс/см2] 0,6 [6] 0.6 [6] 1,6 [16]
Наибольшая производительность, м8/ч 0,25 0,2 1
Расчетный расход воздуха, мэ/лжн 0,025 0,02 —-
Мощность электродвигателя, кВт Габарит, мм: — — 0,8
длина 3210 710 1270
ширина 1820 700 718
высота 2055 1305 907
Масса (без шлангов), кг 1160 140 214
143
Глава II. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ГОРИЗОНТАЛЬНОГО И ВЕРТИКАЛЬНОГО ТРАНСПОРТИРОВАНИЯ
1. Автопогрузчики (табл. 86)
Таблица 86. Техническая характеристика автопогрузчиков
Автопогрузчик
Показатели 4020 4022-01 4023 4043 4016 4045М 4075 4008 4028
Грузоподъемность на вилах, кг Наибольшая высота подъема груза на вилах, 1000 1800; 2800;4500 2000 2800; 3200; 4500 3200 2800; 4500 3200 4000 5000 4200 5000 ' 4000 5000 2800; 4500 10 000 4500; 7500 10 000 4500; 8240
Наибольшая скорость передвижения с грузом. 16 22 36 30 40 25 55 15 40
км/ч Наибольшая скорость подъема груза, м/мин 17 30 22 18 18 17 10 6,5 14
Угол наклона рамы грузоподъемника, град: назад вперед База, мм 10 3 1000 12 3 1500 12 3 1920 10 3 1850 10 1 2600 10 3 2200 12 3 2550 12 3 2900 12 3 2950
Колея колес, мм: задних передних Наименьший радиус поворота по наружному га» 790 950 1200 1620 1620 1800 1950 1950
790 1050 1274 1645 —— 1740 1800 1920 1920
1630 2150 2820 3700 4200 3900 7200 5800 4800
бариту, мм Дорожный просвет, мм Длина вил, мм 100 750 100 1000 180 1100 240 1200 200 1100 240 1100 300 1100 200 1500 240 1500
Нагрузка с грузом, кг, на ось: заднюю переднюю 470 440 1000 755 875 1435 1430
2780 4730 7900 7300 — 10 000 — 21 840 21 800
Габарит, мм: длина (с вилами) 2590 3422 4130 4650 4960 5340 6600 6515
ширина высота 965 1400 1775 2100 2330 2250 2250 2700 2600
1500; 2050; 2300; 3150 3200 3400 3260 2700; 3390 3780 3750
2000; 2850 2250; 2900
Масса, кг ,2250* 3500» 4700* 4760 8250 5600 7100 13 200 13 300
При наименьшей высоте подъема груза.
10—351
2. Электропогрузчики (табл. 87)
Таблица 87. Техническая характеристика электропогрузчиков
Показатели ЭП-0601 ЭП-0801
Грузоподъемность на вилах, кг Наибольшая высота подъема груза на вилах, мм Наибольшая скорость передвижения, км/ч: без груза с грузом Наибольшая скорость подъема груза, м/мин База, мм Колея колес, мм: задних передних Наименьший радиус поворота по наружному габариту, мм Дорожный просвет, мм Длина вил, мм Нагрузка с грузом на ось, кг: заднюю переднюю Габарит, мм: длина (с вилами) ширина высота Масса, кг 630 3000 9 12 875 780 1080 100 750 840 1840 2075 915 1960 1525 800 3000 8,2 945 780 1150 100 750 2075 985 1960 1650
Электро погрузч ик
ЭП-103 ЭП-1201 02-(04) 1 ЭП-201 ЕВ-676 1 ЕВ-6701 ЕВ -732
1000 1250 1500 2000 1000 2000 3000
1800; 3000 2750 1800; 3200 3200 3200
2800; 4500 (1500) 2800; 2500
9 7,5 12 10 12 10
11,5 —— 6,5 10 8 10 8,5
9 9 7 10 8.5 8,5 5,5
1000 1110 1120 1350 1000 1200 1470
740 810 820 760 875 875
760 780 815 1000 785 885 885
1600 1315 2100 1200 1850 2200 2660
76 100 60 100 100 100 100
750 915 915 1000 900 1000 1120
930 340 578 -
2930 — 1575 2067 — — —
2500 '345 2970 3150 2840 3080 3670
910 182 1000 1350 1085 1235 1150
1495 160 2100 1600 2200 2200 2200
2080 _ 70 2800 3500 2500 3800 5100
3. Ленточные конвейеры (табл. 88)
Таблица 88. Техническая характеристика ленточных конвейеров
Конвейеры
конструкции Теплопроекта передвижные
Показатели 19 типа 6А CN 57 13-200X15 ТК-12 -Г ТК-13
СМ ^* О Ю СО К £
Расстояние между центра- 80 32 15 15 10 S
ми барабанов, м Ширина ленты, мм 500 300 200 500 400 400
Скорость движения ленты, 1 0,88 1 1,6 1,6 1.6
м/с Предельный угол подъема, 22 22 45* 22 22 22
град Наибольшая высота подъ- 15 И 10 5,5 3,8 2.1
ема прн транспортировании кирпича, м Производительность при 5000 5000 3000 5000 5000 5000
транспортировании кирпича, шт/ч Длина эвена, мм Электродвигатель: мощность, кВт 2700 2705 2830 —
7 2,8 1,5 3 2,2 1,5
частота вращения, об/мин Габарит, мм: длина — — 1400 1430 1430 1400
80 500 33 000 15 640 15 350 10 555 5700
ширина 875 735 434 2000 1460 920
высота 730 830 551 1800 1500
Масса (без ленты) кг 2730 1022 333** 1200** 1460** 490**
* С набитыми на ленту уголками.
** Масса с лентой.
4. Рольганги
Приводные рольганги (табл. 89) состоят из приводной и натяж-
ной станций, промежуточных секций и упорной тележки с тяговой
цепью. В зависимости от длины рольганга между приводной и на-
тяжной станциями устанавливают 1—9 промежуточных секций дли-
ной по 2240 мм с закрепленными на них роликами.
Таблица 89. Техническая характеристика приводных рольгангов
Показатели Рольганги конструкции
Теплопроекта ПроектстроЙ- механизации
Максимальная длина подачи, м Тягоаое усилие, Н [кгс] Наибольшая масса пакета, кг Скорость передвижения пакета, м/с Производительность в 1 ч, пакеты Мощность электродвигателя, кВт Масса рольганга, кг 22 До 3000 [300] 2000 18 30 1 740 11,5 9400 [940] 2000 4.6 20-25 1.1 1940
146
— 5. Электротали (табл. 90)
* Таблица 90. Техническая характеристика электроталей
Показатели Электротали
ТЭ-1-511 ТЭ-1-521 ТЭ-1-531 ТЭ-2-511 ТЭ-2-521 ТЭ-2-531 ТЭ-2-541 ТЭ-2-551 ТЭ-3-511 ТЭ-З-521 ТЭ-3-531 ТЭ-3-541
Грузоподъемность, т I 1 I 2 2 2 2 2 3 3 3 3
Высота подъема, м 6 12 18 6 12 18 24 26 6 12 18 24
Номер двутавровых балок моно- рельсового пути (ГОСТ 19425—74) 24—36 30- -45
Наименьший радиус закругления пути, м 1 1 1,5 1 1 1,5 1.5 1.5 1,5 1.5 2 2
Диаметр каната, мм 8 8 8 11 11 11 11 11 13 13 13 13
Расстояние от нижней полки балки пути до крюка в стянутом состоянии, мм 855 855 855 - 1030 1030 1030 1030 1030 1310 1310 1310 1310
Суммарная мощность электродви- гателей, кВт 1,88 1,88 1,88 3,07 3,07 3,07 3,07 3,07 4,9 4,9 4,9 4,9
Габарит, мм: длина 635 850 1065 700 940 1180 1320 1660 792 1008 1222 1440
ширина 320 320 320 350 350 350 350 350 440 440 440 440
высота 855 855 855 1030 1030 1030 1030 1030 1310 1310 1310 1310
Масса, кг 195 220 245 290 325 360 — — 470 515 560 —
Примечания: I. Скорость подъема груза всех электроталей 8 м/мин, скорость передвижения 20 м/мин, максимальное число
включений 120 шт/ч.
2. Выпускаются двух- и трехтонные электротали с высотой подъема до 36 м.
Т 6. Тали с ручным приводом (табл. 91)
ОО
Таблица 91. Техническая характеристика талей с ручным приводом
Показатели Тали
с червячной передачей н сварными калиброванными цепями с червячной передачей и пластинчатыми цепями (облегченные) типа шестеренчатые с калиб- рованными сварными цепями типа
ТЧ-1- п ТЧ-3.2-П ТЧ-5-п А Б
Грузоподъемность, т 1 3 5 10» 1 3,2 5 0.5 1 2 3
Ориентировочное тяговое усилие, Н [кгс] 300 [30] 600 [60] 750 [75] 750 [75] 350 [35] 560 [56] 730 [73] 200 [20] 200 [20] 500 [50] 400 [40]
Ориентировочная скорость подъ* ема, м/мин 0,55 0,33 0,23 0,12 0.6 0,33 0,23 1,45 0.9 0,65 0.5
Высота подъема, м 3 3 3 3 3 3 3 3 3 3 3
Масса с цепями, кг 40 80 145 410 26 70 145 22 30 45 70
Высота в стянутом состоянии, мм 610 960 1150 1610 420 680 835 315 460 540 680
* С пластинчатыми цепями.
Неприводные рольганги изготовлиют секциими длиной 2—5 м.
Для подачи кирпича на ребро выпускают рольганг шириной 85 мм.
Масса секции длиной 2000 мм такого рольганга 30 кг. Масса секции
рольганга шириной 850 мм и длиной 3,5 м 200 кг. Наименьший угол
наклона неприводных рольгангов ГЗО', допускаемая равномерно рас-
пределенная нагрузка на ролик 520 Н.
7. Подвесные краи-балки типа ЭД (табл. 92)
Таблица 92. Техническая характеристика подвесных кран-балок типа ЭД
(ГОСТ 7890—73)
Грузоподъемность, т Полная длина» м Длина консолей, мм Ширина крана, мм Подвесной путь, номер двутавра (ГОСТ 19425—74) Крайнее положение крюка, мм Масса крана, кг
наибольшая наименьшая от нижней полки двутав- ра пути от края балки крана
5,1-5,7 0,6 0,3 1350 18М—36М 1125 600 695—720
6,6—в,4 1,2 0,3 1850 1125 800—890
10,2—12 1,5 0,6 2150 1125 1025—1100
13,2-15 1.5 0,6 2450 1185 1330—1440
2 5,1-5,7 0,6 0,3 1350 24М—36М 1360 710 895—930
6,6—8,4 1,2 0,3 1850 1360 1025—1135
10,2—12 1.5 0,6 2150 1420 1390—1505
13,2—15 1,5 0,6 2450 1600 1755—1890
3,2 5,1-5,7 0,6 0,3 1350 ЗОИ—36М 1645 750 1180—1215
6,6-8,4 1.2 0,3 1865 1705 1380-1500
10,2—12 1,5 0,6 2165 1795 1895-2045
13,2-15 1,5 0,6 3465 1945 2175-2395
149
8. Вагонетки узкой колеи для шахтоподъемников
(табл. 93)
Таблица 93. Техническая характеристика вагонеток узкой колеи
для шахтоподъемника
Показатели Шахта 900X900 мм Шахта 1150X1150 мм
без контей- нера с контей- нером без кон- тейнера с контей- нером
Вместимость, м3 — 0,25 — 0,3
Грузоподъемность, кг 800 — 900 —
Ширина колеи, мм 600 600 750 750
Габарит, мм: длина 800 800 885 915
ширина 670 и 810 728
высота 300 1135 293 1175
Масса, кг 102 240 83 195
9. Лебедки ручные (табл. 94)
Таблица 94. Техническая характеристика ручных барабанных и рычажных
лебедок
Показатели Барабанные лебедки Рычажные лебедки
ТЛ-2 (Т68-Б) ТЛ-3 (Т69-В) ТЛ-5 (Т102-Б) ТЛ-4 (Т78-Б) ЛР-1,5 ЛР-3
Тяговое усилие, Н [кгс] 12 500 [1250] 32 000 [3200] 50 000 [5000] 80 000 [8000] 15 000 [1500] 30 000 [3000]
Диаметр барабана, мм 110 160 250 330 — —
Диаметр каната, мм И 16,5 21 27,5 12* 16.5*
Канатоемкость, м 100 100 150 200 — —
Масса (без кана- та), кг 140 220 460 810 18 26
* Канат ТК7Х19 с металлическим сердечником.
150
10. Лебедки электрические (табл. 95)
Таблица 95. Техническая характеристика электрических лебедок
Показатели Лебедки
ЭЛ-250-73 ЭЛ-320-Т ЭЛДС-320 ЭЛ-500Т тл- (Т-66Д) ЛМ-1М ТЛ-9 (Т-224В) Л-2,5 ЛМ-5 ТЛ-7 (Т-145Г)
Тяговое усилие. 2500 3200 3200 5000 5000 10 000 12 500 25 000 50 000 50 000
Н [кГс] [250] [320] [320] [500] [500] [1000] [1250] [2500] [5000] [5000]
Диаметр каната, мм 5-5,4 6,3-6,7 6,3—6,7 7,6 7,7 11 11,5 17,5 22 22
Диаметр барабана, мм 127 140 200 150 — — — — — —
Каиатоемкость, м 150 150 170 100 80 60 80 140 250 250
Скорость навивки каната, м/мии Электродвигатель: 30-40 26—34 28-33 14—16 27,5-32,5 26 13,6—16,8 30 8,25—11,5 5,04—7,26 30-32,3
мощность, кВт 2,2 2,2 3,3—3,9 3 3 2.8 7 7 7 16
частота враще- ния, мни 1 Габарит, мм: 1430 — 685—1370 — 1350 2700 1335 1440 1335 750
длина 882 900 1123 900 810 750 960 1385 1465 1785
ширина 755 962 935 962 870 745 1040 1162 1404 1720
высота 390 515 790 515 840 653 770 850 795 1175
Масса (без каната), СП кг 143 298 510 300 260 147 470 808 1150 2050
Рис. 33. Одношахтный подъемник (головка подъемника)
/ — верхние блоки; 2 — верхняя рама тепляка; 3 — подъемная головка; 4 —
ключ-трещотка; 5— винт с ленточной резьбой; 6 — дверь; 7—рабочая пло-
щадка; 8— опорные башмаки; 9 — расчалки; Ю—гайка; // — боковые щиты
тепляка; 12 — брезентовая юбка
152
11. Шахтные подъемники для строительства
кирпичных дымовых труб (табл. 96)
Таблица 96. Техническая характеристика шахтоподъемников
Одношахтные подъемники Четырех- шахтный подъемник
Показатели ПШ-4- 1150X1150 мм. пр. 38016 1150X1150 мм. пр. 15719 900X900 мм. пр. Н1281 900X900 мм, пр. 17997
Грузоподъемность, кг 1000 1000 900 900
Диаметр выходного отверстия трубы, мм 2500-3600 2500—3600 2000-3200 3500- 5000
Максимальная высота подъ- емника, м 100 100 60 100
Тяговое усилие каната лебед- ки, кН [кгс] 20 [20001 15 [15001 15 [15001 15 [15001
Скорость подъема клети, м/с 0,6—1 0.6-1 0,6-1 0,6-1
Размер шахты по осям сто- ек, мм 1150X1150 1150X1150 900X900 900X900
Расстояние между расчалка- ми, м 5 10* 5 5
Предельные размеры груже- ной вагонетки, мм: длина 1030 950 650 650
ширина 900 950 650 650
высота 1300 1300 1200 1200
Вместимость вагонетки для кирпича, шт. — 280 200 200
Вместимость контейнера, ма 0,3 0,45 0,3 0,3
Допускаемая нагрузка на ра- бочую площадку: материала, т 1,5 1,5 1 3,5
рабочих, чел. 8 8 6 3.5
Максимальный диаметр рабо- чей площадки, мм 7000 6350 4500 8000
Масса**, т 21 16,5 11,8 36,8
* При работе с тепляком расстояние между расчалками б м.
*♦ Без лебедки, троса, вагонеток и контейнеров.
153
, 900 900
^Ю2,3н j f f
Рис. 34. Четырехшахтный
подъемник
/— опорная рама; 5 — опорный
стакан; 3 — стойки; 4 — раско-
сы; 5 — отводные ролики; 6 —
направляющие; 7 — ригели; 8 —
лестница; Р —клеть с ловите-
лем; 10 — щит ограждения;
// — расчалки; 12 — рабочая
площадка; 13— подъемные вин-
ты; 14 — ключ-трещотка; 15 —
подъемная головка
Шахтоподъемник (табл.
96) состоит из шахты, подъ-
емной головки с рабочей
площадкой, клети и комп-
лекта приспособлений для
подъема материалов на ра-
бочую площадку. Одношахт-
ный подъемник (рис. 33)
оборудован одной клетью,
четырехшахтный (рис. 34) —
двумя. В третьей шахте че-
тырехшахтного подъемника
расположена лестница для
подъема людей. В одио-
шахтном подъемнике лест-
ницу монтируют снаружи
шахты. Шахта по мере уве-
личения высоты трубы нара-
щивается звеньями по 2,5 м
и раскрепляется расчалками
с фаркопами. В верхней ча-
сти головки закреплены
подъемные блоки н верхняя
рама тепляка, служащая од-
новременно монтажной пло-
щадкой для наращивания
шахты. На высоту 1250
(или 625) мм головка под-
нимается четырьмя гидро-
домкратами или с помощью
винтов.
12. Строительные подъемники и переносные краны (табл. 97)
Двухстоечный подъемник ДП-1-64М состоит нз ннжней и верх-
ней рам с блоками, вертикальных направляющих, клети, раздвиж-
ных дверей и лебедки с тросом. Стойки закрепляют к примыкающим
строительным конструкциям с помощью кронштейнов. Клеть обо-
рудована рольгангом, что облегчает закатывание в нее поддонов с
кирпичом, и автоматическим ловителем. Управление лебедкой подъе-
ма дистанционное.
154
Таблица 97. Техническая характеристика строительных подъемников
и переносных кранов
Показатели Двухсто- ечный подъем- ник Мачтонне подъемники Переносные краны
ДП-1-64М ТП-5 (С-953) ТП-9 ТП-7 (С-417М) ТП-2 кл-1 Т-37
Грузоподъемность, кг 2000 500 500 500 500 1000 300
Наибольшая высота подъема груза, м 60* 50 18 28 16,6 20 50
Высота подъема от основания крана, м — — — — — 5,6 (4,5) 3
Вылет крюка, м — — — — — 2(4) 2,5
Скорость подъема груза, м/мнн 60 30 24 22 21 15 30
Размер платфор- мы, м 1X1,3 1X1,5 1X2,5 1X1,5 1X1,5 —
Угол вращения стрелы, град — — — — — 360 '360
Диаметр грузового каната, мм 19,5 11,5 7,7 7,7 7,7 7,7 7,7
Мощность электро- двигателя, кВт 30 7 3 3 3 2,8 2,2
Масса подъемника Экрана) в рабочем со- стоянии, кг 5250** 5700 1800 2200 1400 1635 640
* С самостоятельным креплением верхней рамы.
** Без лебедки.
.155
13. Автомобильные краны (табл. 98)
Л Таблица 98. Техническая характеристика автомобильных кранов
Показатели Краны
КС-2561Д КС-2571’ АК-75В К-104М КС-3562А КС-3571’ МКА- 10М КС-4561 (К-162) КС-4571 МКА-16 МКШ-16
Длина стрелы, м Вылет крюка, м: 8—12 6,8—13,8 7.3-11,8 10; 18 10-18 8—14 10-18 10—22 10—22 10-23 11,3- 23,8
без выносных опор — 3,3—5 — 4—15 — 2,8-7,1 — — 3,5—8,5 4—22 4-13
с выносными опорами Грузоподъем- ность. т: 3,3—11 1.9 2,8-9 4—15 4—20 4-19,1 4-16 10-22 3,8—20 10-23 4-15
без выносных опор 0,09-1 1.9 1.65 4-0,25 2.5—0,4 2.5-0,5 2,4—0,45 4,4—0,9 5-1 4-0,5 8
с выносными 6,3-1,9 6.3—1.9 7,5—2,5 10-0,75 10-1.6 10-0,5 10-2,4 16—1,2 16-1.5 16-1,6 16
инирими Наибольшая вы- сота подъема крюка (при раз- личной длине стрелы), м 8—12 8,5-12 7,5—12,4й 9.5; 16,4* 5—22= 8—16s 10-18= 243= 1,5—26= 0,5—26 10-22
Скорость подъе- ма груза, м/мин 1,2-15,3 12,3—25 1,7—14,8 9-12,5 15—26 0,4—20 0,14-26 0,25— 22.5 0,2-8 2.7— 12,7 0-10
Скорость пово- рота стрелы, об/мин 0,3-2,5 0,75-2 0,5—2,4 0,5—1.5 0,1—0,75 0,3-1,6 0.4—2 0,34—1 10,5 0.49— 2.34 0-1,5
Скорость пере- движения крана8, км/ч 75/5 85 70 До 36/5 25 77/5 50/5 50/5 55/5 55/5 65/2.3
Масса4, т 8.9 9,8 8.7 22,8 14,1 14,06 14,6 21,8 24,3 23,6 26
* С телескопической стрелой.
2 С гуськом.
8 В числителе — без груза, в знаменателе — с грузом до 3 т при стреле 10 м и вылете крюка 4 м.
4 С основной стрелой.
14. Пневмоколесные и гусеничные краны (табл. 99)
Таблица 99. Техническая характеристика пневмоколесмых и гусеничных кранов
Показатели П невмоколесные краны Гусеничные краны
мкт-6-45 КС-5363 (К-255А) МКП-25А КС-6362 (К-406 > М КП-40 КС-7361 (К-631) МКГ-25 мкг- 25Бр СКГ-30* С КГ-40 СКГ-63А
Вылет крюка, м: без выносных 4-17,5 12—16
опор с выносными 7-16 4,5—26 3,8—20 4,5—27 4,5—25 4,2—26 3,8—20 4.2— 5—30 4,5-25 4,5-31
опорами Грузоподъем- вость, т: без выносных 14-0,5 12,5—0,5 20-3,3 11—0,8 30-4,5 21,2
опор с выносными 10—2,8 25—3,5 25—2,1 40-6,4 40-4,8 63—7,5 25—4,7 20-7,2 30—8,3 40—8 63—12,2
опорами Длина стрелы, 28-43 15—30 12,5—27,5 15—35 15-35 15—38 12,5— 18,5— 15-30 15—35 15-40
м Наибольшая 28—48 14-38 12—30 6,5—14,2 9,5—39,5 4,5— 48,7 32,5 7-35 28.5 19,2-47 8,4— 7,4— 9,5-
высота подъема крюка (прн раз- личных длинах стрелы)1, м Скорость подъе- 0,73-14,5 0,7—9 0,8—16,5 0,25—6,2 0,6—8,7 0,5-7,5 0,9— 0,9- 33,8 6—19,8 38,6 0,75—21 61,2 0,65—22
ма груза, м/мнн Скорость пово- 0,37 0.1—1,3 0,56 0,1—1 0,54 0,1—1 16,8 0,56 16,8 0,56 0,55 0,45 0,27
рота стрелы, об/мнн Скорость пере- 30/1—2,2 21/2 7,5/2 16/2 25/1,4 14/3 0,75 0,75 0,7 0,8 0,7
движения кра- на5, км/ч Масса3, т 41,5 39 39 48 50 69 39,5 40,8 61,6 57,8 87,2
1 Все краны, кроме-КС-6362 н СКГ-30, с гуськом;
2 В числителе — без груза, в знаменателе — с грузом до 3 т при стреле 10 м и вылете крюка 4 м.
3 С основной стрелой.
4 Сняты с производства, но много этих кранов находится в эксплуатации.
сл
15. Башенные краны (табл. 100)
Таблица 100. Техническая характеристика башенных кранов
Показатели МСК-250 БКСМ- 14ПМЗ БК-300 БК-Ю00
Пределы вылета крюка, м 3,65—22 3,75—30 9-30 12,5-45
Грузоподъемность, т 16—8 5 25-8 50-16
Наибольшая высота подъема, м 27-35 13,2 72 88,5
Скорость подъема груза, м/мнн 1,1-11,3 12 12 1,3-10,7
Скорость посадки груза, м/мнн 1,5—12.5 — 3.5 1,3-10,7
Скорость поворота стрелы, об/мин 0,4 0,5 0,24 0.2
Скорость перемещеняя груза по горизонтали, м/мии 5,2—15,6 32 — —
Скорость передвижения кра- на, м/мии — 24 8,65 12,2
Установленная мощность злек- тродвигателей, кВт 62.5 38,2 78 . 193
Вааа крана, м 7.5 6 7.5 15,95
Колея, м — 6 7.5 10
Масса крана, т: с балластом 87.5 80,6 159 294
без балласта — 46,6 105 175
16. Универсальный козловой кран
Кран (рис. 35) предназначен для монтажа промышленных печей,
обслуживания открытых складов н‘ полигонов. Благодаря примене-
нию вставок в конструкции моста и опорных ног кран может мон-
тироваться по нескольким схемам с различной длиной консолей, про-
лета моста и высотой подъема груза. Ниже приведена техническая
характеристика крана.
Грузоподъемность, т . . . ...................... 3,2
Пролет (расстояние между осями путей), м 6—16
Высота подъема крюка, м . .................... 3’45’
4,5
Скорость подъема груза, м/мин............... 8
Скорость передвижения электротали, м/мин . 20
Установленная мощность электродвигателей,
кВт . ........................................ 5,3
158
Рис. 35. Универсальный
козловый кран
17. Автоцементовозы и авторастворовозы (табл. 101)
Таблица 101. Техническая характеристика автоцементовозов и
авторастворовозов
Показатели Автоцементовозы Авторастворовозы
С-927 С-972 АВЦ-1.7 АВВ-2 СБ-89
Тип автотягача ЗИЛ-130- МАЗ-504 — — —•
Вместимость цистерны, м’ В1 7,5 11 1,7 2 *•5
Максимальное рабочее давле- 0,2 [2] 0,25 [2,5] •— —- —
ние, МПа (кгс/см2) Диаметр загрузочных люков, 400 400 — —
мм Время опорожнения цистерны, 8 12 5 6 5-8
мни Высота подачи, м 25 25 — — — .
Габарит, мм: длина 9000 9255 5655 5525 6550
ширина 2350 2700 2342 2230 2450
высота 2900 3600 2440 2130 2350
159
— 18. Автомобили грузовые (табл. 102)
° Таблица 102. Характеристика грузовых автомобилей
Показатели Бортовые автомобили Самосвалы Тягачи
УАЗ-451 ГАЗ-51А ГАЗ-53А ЗИЛ-130Г ЗИЛ-130 МАЗ-501 МАЗ-516 КрАЗ-257 ГАЗ-93А ГАЗ-53 Б ЗИЛ-ММЗ МАЗ-6ОЗБ ГАЗ-51П 1 ЗИЛ-131В
Грузоподъемность, т Размеры кузова внутрен- ние, мм: 0,8 2,5 4 5 5 7,5 14 12 2,25 3,5 3,5 7 6* 7,5*
длина 2600 3070 3740 4685 3750 4860 6200 5770 2300 3740 2595 3500 — —
ширина 1870 2070 2170 2325 2325 2350 2340 2250 1800 2170 2210 2280 — —
высота бортов 420 605 680 575 685 609 950 825 400 680 650 520 — —
Погрузочная высота плат- формы, мм Габарит, мм: — 1080 1350 1425 1430 1500 1550 1520 1065 1000 1250 1470 — —
длина 4460 5715 6395 7610 6675 7330 8520 9660 , 5240 6380 5475 5020 4950 6480
ширина 2044 2280 2380 2500 2500 2650 2500 2650 2100 2450 2415 2500 2110 2420
высота 2020 2130 2220 2340 2350 2640 2650 2620 2130 2215 2510 2620 2130 2480
Вместимость кузова, м3 — — — — — — — — 1.5 1.5 3,7 4 — —
Максимальная масса прицепа с грузом, т.
Глава Ш. МАШИНЫ ДЛЯ ОБРАБОТКИ ОГНЕУПОРНЫХ
ИЗДЕЛИИ, РАЗГРУЗКИ И ПОДАЧИ СЫПУЧИХ ГРУЗОВ
1. Машины для обработки огнеупорных изделий
Таблица 103. Техническая характеристика машин для обработки
огнеупорных изделий
Показатели Станки для резки (конструкции Теплопроекта) Машинка для шли- фовки лещади МПЛ-1
CRK-500M СРК- 400/500 СРКГ- 500/800
Производительность1, м2/ч Максимальная глубина реза- ния, мм 3-5 3-5 6-9 5-6
160; 130 160; 130 300; 160 —
Наибольшая длина резания, мм 390 400 640 —
Размеры стола в плане, мм 390X530 400X615 715X900 —
Диаметр отрезного круга, мм 500; 400 500; 400 800; 500 300s)
Мощность электродвигателя привода, кВт Габарит, мм: 3,3-4,1 3,3-4,1 7,5 3
длина 1200 1565 2520 1065
ширина 725 765 1092 300
высота 1508 1520 2000 985
Масса сухого станка, кг 248 465 1405 227d>
' При резке шамотных изделий; коэффициент для динасовых 0,5, высоко-
глиноземистых 0,4—0,5; магнезитовых 0,8.
2 Диаметр диска.
3 Масса машины с диском и грузом.
Для ликвидации пылеобразования в процессе резки, а также для
охлаждения алмазных кругов станки (табл. 103) оборудованы систе-
мой водяного орошения циркуляционной водой. Струя воды подает-
ся к центру круга и вращающимся кругом направляется к месту ре-
за. Количество охлаждающей воды 5—10 л/мин. У станков
СРК-500М (рис. 36) и СРК-400/500М стол с обрабатываемыми изде-
лиями передвигается вручную, а у станка СРКГ-500/800 (рис. 37) —
от гидропривода. Бесступенчатое изменение рабочей подачи приво-
да 0,1—0,6 м/мин, обратного хода 0,2—2,4 м/мин. Станки снабжены
приспособлениями для закрепления изделий при резке на фаску,
клин и т. п. (проект Теплопроекта № 37704). Для резки применяют
алмазные отрезные сегментные круги на металлической связке (ГОСТ
16115—70*) с концентрацией алмазов 50%, с диаметром посадочного
отверстия 90 мм (у кругов диаметром 500 и 800 мм) и 80 мм (у кру-
гов диаметром 400 мм) или абразивные отрезные круги для резки
огнеупоров 500X5X32 (400X4X32) Пермского завода УПП Мин-
монтажспецстроя СССР. В станке для шлифовки лещади применя-
ют диск с пластинами из твердого сплава (проект Теплопроекта
№ 31009).
11—351
16.1
Рис. 36. Станок для резки керамических изделий СРК-500М
/ — станина; 2 —каретка; 3 —отрезной круг; 4 — защитный кожух; 5 —под-
вод охлаждающей воды; 6 — электродвигатель; 7 —кронштейн; 3 —насосная
станция; 9—-вентиль, регулирующий подачу воды
Рис. 37. Станок для резки керамических изделий СРКГ-500/800
1 — станина; 2 — направляющие; 3 —каретка; 4 — отрезной круг; 5 —защит-
ный кожух; б — электродвигатель; 7 — кронштейн; 3 — гидропривод; 9 — насос-
ная станция системы охлаждения; 10 — кнопки управления; 11 — гидроцнлиндр
162
2. Винтовые шнековые питатели (табл. 104)
Таблица 104. Техническая характеристика шнековых питателей
Показатели Питатель длиной
2.5 м (Теплопро- екта) 7 м (ВНИИСиДМ)
Диаметр шиека, м Диаметр трубы, мм 71 92
83X5 114X5
Производительность, м3/ч 1.6 3
Высота подъема материала, м 1,8 6
Минимальный угол наклона к горизонту, 60 60
град Мощность электродвигателя, кВт 0,6 2.8
Масса, кг 80 120
3. Пневматические разгрузчики и подъемники цемента (табл.105) Таблица 105. Техническая характеристика разгрузчиков и подъемников
Показатели Разгр ТА-5 ГЗЧНКИ ТА-26 Подъемник ТА-20
Производительность, т/ч Дальность подачн, м: по горизонтали по вертикали Диаметр гибкого цементовода, мм Установочная мощность (включая ваку- ум-насос), кВт Расход сжатого воздуха, м3/мнн Общая масса установки, кг Масса заборного устройства, кг * Без компрессора. Установка ТА-5 (табл. 105) вкл устройство с дистанционным управле! цементоводом с осадительной камерой чик ТА-26 выполнен на базе установк Глава IV. ОБОРУДОВАНИЕ ДЛЯ Э И ГАЗОВОЙ СВАРКИ И РЕЗКИ МЕ1 15 9 100 27,8 1850 694 ючает са шем, соед и вакуу и ТА-5 и ЛЕКТРИ" АЛЛА 20 40 35 100 31,8 2500 680 моходное мнительны м-насосом подъемни 1ЕСКОЙ 20 40 35 100 13* 3,5 510 заборное м гибким Разгруз- ка ТА-20.
1. Трансформаторы сварочные однопостовые (табл. 106)
Таблица 106. Характеристика сварочных трансформаторов
Трансфор- матор Сварочные параметры Мощ- ность, кВт Масса. КР Аналогичные машины
номнаиль* ный сва - рочный ток режим работы ПР. % номи- нальное напря- жение, В
тд-зоо 300 60 30 19,4 137 ТД-304
ТД-500 500 60 30 32 210 ТС-500
СТЭ-34 500 65 30 30 160
ТСП-2 300 20 30 19,4 100 —
11* 163
2. Преобразователи сварочные (табл. 107)
Таблица 107. Характеристика сварочных преобразователей
Преобразо- ватель Сварочные параметры Электродви- гатель Масса, кг Аналогичные маши- ны
1 номинальный сварочный ток, А режим рабо- ты ПР, % номинальное напряжение, В скорость вращения, мин—1 мощность, кВТ
ПС-ЗООА 300 *' 60 32 2920 17 330 ПД-303
ПСО-500 500 60 40 2930 28 540 ПД-501
ПСУ-500-2 500 60 40 2930 30 545 —
3. Выпрямители сварочные однопостовые (табл. 108)
Таблица 108. Характеристика сварочных выпрямителей
Выпрямитель Сварочные параметры Масса, кг
номинальный сварочный ток, А режим рабо- ты ПР, % номинальное “ напряжение, В
ВС-300 300 65 30 243
ВД-301 300 60 32 230
ВС-600 600 65 40 490
ВКС-500-1 500 60 40 395
4. Агрегаты сварочные (табл. 109)
Таблица 109. Характеристика сварочных агрегатов
.Сварочные пара-
метры
Электродвигатель
марка
мощность,
кВт [л. с.]
АСБ-300М ГСО-ЗООМ 300 60
АДБ-306 ГСО-ЗОО-5 315 60
32 407-Д1
32 3M3-320-
01-100010
14,7(20]
29,4 [40]
550 АСБ-300-7
640 АДБ-309,
АДБ-311 ,
С дизельным- двигателем
АДД-305 | ГД-310 | 315 | ВО | 32 | 44-10,5/121 29,4(40] | 95о| АДД-304
С электродвигателем
САМ-300 ГСО-ЗООМ 300 65 30 П-62М 16 680 —
164
5. Газовые горелки (табл. ПО)
Таблица 110. Характеристика горелок газовых
Горелка Толщина обрабаты- ваемого металла, мм Расход газа, л/ч Давление, МПа [кгс/см2] [нутренний диаметр езинотканевого ру- ава, мм
ацетилена кислоро- да ацетилена кислоро- да
ш G. а
ГС-2 0,25—4 24—400 28—440 0,001-0,035 10,01—0,351 0,05—0,4 [0.5-41 6
гс-з 0,5—30 50-2800 55-3100 Не менее 0,001 [не менее 0,01] 0,1—0,4 (1-4) 9
«Звезда» 0,5-30 50—2800 55-3100 — 0,1-0,4 (1-4) 9
6. Резаки (табл. 111)
Т а б л и ц а 111. Характеристика резаков
Резак Толщина разрезае- мой стали, мм Расход газа, л/ч Давление, МПа [кгс/см-] Внутренний диаметр резинотканевого ру- кава, мм
ацетилена кислоро- да ацетилена кислоро- да
«Факел» 3—300 0,4—1,2 3-40 0,001 10,01) 0,3-1,2 (3-12) 9
«Ракета-1» 3—300 0,4—1,2 3-40 0,001 (0,01] 0,3—1,2 13-12) 9
Вставные резаки к горелкам ГС-3 и «Звезда»
РГС-70 3-70 0.4-0,6 3—10 Не менее 0,3—0,6 (3-61 —
РГМ-70 3-50 0,3-0,6 3-8 0,001 0,3-0,5 (3-5] —
РАТ-70 3—20 0,3—0,4 2-3 (0,011 0,2-0,3 (2-31 —
Для керосино- реза РК-63 До 200 0,7—1,3* 5,5—32 0,15—0,3 (1.5-2) 0,4—1,1 [4-11]. —
* Керосина.
Керосинорез состоит из резака и бачка вместимостью 6,5
(БГ-63) или 7,5 (БГ-68) л. Давление керосина в бачке 0,15—0,3 МПа
[1,5—3 кгс/см2].
165
7. Редукторы (табл. 112)
Таблица 112. Техническая характеристика редукторов
Редуцируемый газ Марка редуктора Окраска Число камер Давление газа, МПа (кгс/см2! Пропускная способность, м3/ч
наиболь- шее иа входе рабочее
Кислород ДКП-1-65 1 20 [200] 0,1-1,5 [1-15] 60
ДКМ-1-70 Д КД-8-65 Голубая I 2 20 (200] 20 [200] 0,02—0,3 [0,2—3] 0,05—0,8 [0,5—8] I 25
Ацетилен ДАП-1-65 1 3 ]30] 0,01-0,12 5
ДАМ-1-70 Белая 1 3 [30] [0,1-1,2] 0,02—0,1 0,5
[0,2-1]
ДАД-1-65 2 3 [30] 0,01-0,12 [0,1-1.2] 5
Пропан-бутан ДПП-1-65 Красная I 2.5 [25] 0,01-0,3 [0,1-3] 5
8. Баллоны для хранения и перевозки газов (табл, 113)
Таблица 113. Характеристика баллоноа
Назначение Окраска гост Вместимость, L Давление, МПа (кгс/см2! 1 . Периодич- ность осмотр- ремонта, годы Масса без газа, кг
Для кислорода Голубая 949—73 40 15 [150] 5 58-67
Для ацетилена Белая 5948— 60 40 1,9 [19] 3 —
Для пропан-бу- тана Красная 50 1.7 [17] 5 35
Для прочих га- зов » 949— 73 40 15 [150] 5 58-67
9. Генераторы ацетиленовые (табл, 114)
Таблица 114. Характеристика генераторов
Генератор Произво- дитель- ность, м3/ч Давление ацетилена, МПа (кгс/см2] Размер зерен кар- бида, мм Габарит (диаметр х X высота), мм JMacca, кг
рабочее в корпусе
АНВ-1 , 25-72 1.25 0.0015— 0.002 [0,015—0,02] 0,003-0,035 [0,03-0,35] 25/80 446X1130 42
АНВ-1 , 25-72 1.25 0,0009—0,0012 [0,009—0,012] 0,0025—0,003 [0,025—0,03] 25/80 446X1130 42
АСВ-1 25-4 1.25 0,01—0,07 10,1-0,7] 0,015-0,5 [0,15-1,5] 25/80 300Х400Х Х908- 19
* ДлинаХширинаХвысота.
166
Глава V. РУЧНЫЕ МАШИНЫ И КОМПРЕССОРЫ
1. Пневматические ручные машины (табл. 115)
Таблица 115. Характеристика пневматических ручных машин
Ручная машина Работа единичного удара, МПа Число ударов в 1 мин Наибольший диаметр сверла, мм Число оборо- тов шпинделя в 1 мин Мощность, л. с. Расход воздуха, м3/мин Масса1, кг Длина1, мм Диаметр шланга в свету, мм
на холостом ходу под нагруз- кой
Сверлильные машины
ИП-1020 — — 12 2000 1000 0,6 0,9 1,9 220 12
ИП-1022 — — 14 1000 500 0,8 1 2,6 350 12
ИП-1012А — — 23 — 300 1,3 1,7 8 562 16
ИП-1014А — — 32 — 220 2,5 2 12 600 16
ИП-1016 - - 32 550 330 2,5 1,9 9 300 18
(угловая)
Рубильные молотки
ИП-4112 0,8 2800 — — — 0,5 1,15 4,2 328 16
ИП-4113 1,2. 2200 — _ — 0,59 1,2 5 351 16
ИП-4114 1,6 1600 _ — _ 0,57 1,15 6 390 16
Отбойные молотки
МО-8П 3 1600 — — — — 1,25 9,2 490 15
МО-9П 3,7 1400 _ — _ _ 1,25 ю,2 593 15
МО-ЮП 4,5 1200 _____ 1,25 11,2 645 15
Бетоноломы
ПЛ-1М 7 1250 — — — — 1,2 31,8 635 16
С-358 8 900 — — — — 1,6 19 710 16
Трамбовки
ТР-1 — 1200 _ _ _ _ 0,55 11,5 1200 16
И-157 П 600 — — — — 2 41 890 16
Пневматическое зубило
П-6 0,2 | 50 | — | — | — _ 0,3 | 2,5 444 | 12
' Без наконечника.
167
2. Электрические ручные машины (табл. 116, 117)
Таблица 116. Характеристика сверлильных машин
Сверлиль- ная маши- на Наиболь- ший диаметр сверла, мм Число оборотов шпинделя в 1 мин Мощность электро- двигате- ля, кВт Напряже- ние, В Масса (без кабе- ля), кг Длина машины, мм
ИЭ-1008 9 1380 0,12 220 1,54 262
ИЭ-1022А 14 700 0,25 220 3,2 405
ИЭ-1023 23 250 0,4 220 6,5 472
ИЭ-1015А 23 450 0,6 36 9,5 360
Таблица 117. Характеристика вибраторов
Показатели Вибраторы с гибким валом Вибробулавы Наружные вибраторы Поверх- ностный вибратор
ИВ-66 ИВ-67 ИВ-47 ИВ-59 ИВ-60 ИВ-61 ИВ-70 ИВ-2
Наружный диаметр нако- нечника, мм 38 51 76 144 153 — — —
Длина нако- нечника, мм 360 410 440 520 510 — — —
Возмущаю- щая сила, кН[кгс] 1,5 [150] 3 [300] 3,6 [360] 5 [500] 8 [800] 2,5—5 [250- 500] 2—4 [200- 400] 5,65 [565]
Частота ко- лебаний в 1 мин 20 000 16 000 10 000 5700 5700 14 000 2800 2800
Электродви- гатель:
напряже- ние, В 36 36 36 36 36 230/380 230/380 36
мощность, кВт 0,8 0,8 1,2 0,6 1,1 0,4 0,4 0,7
Частота то- ка, Гц 50 50 50 200 200 50 50 50
Масса об- щая, кг 39 46 39 22 30 12 20 43
Масса нако- нечника, кг 1.8 4,4 8,7 — — — — —
Примечание. Длина
гибкого вала 3600 мм.
168
3. Компрессоры (табл. 118, 119)
Таблица 118. Характеристика компрессоров
Показатели Компрессор
СО-7А ПП-1.5 i ПКС-5.25 ЗИФ-51 ЭК-9М ДК-9М ПВ-10 пк-ю
Производитель- ность, м3/мин 0,5 1,5 5,25 4,65 9 9,5-10 10 10
Давление, МПа [кгс/см2] 0,5 [5] 0,7 [7] 0,7 [7] 0.7 [7] 0.6 [6] 0.6 [6] 0,8 [8] 0.8 [8]
Мощность дви- гателя, кВт 4 25 л. с 45 40 75 79,5 132 80
Габарит, мм:
длина 1230 3110 3300 3455 5665 5165 3370 4700
ширина 480 1685 1800 1820 1940 1940 1730 1880
высота 820 1600 1600 1715 2030 2620 1870 2610
Масса, кг 140 1200 1140 2306 4000 5200 3200 5000
Таблица 119. Диаметр труб в зависимости от длины воздухопровода
и количества подаваемого воздуха (давление 0,6 МПа [6 кгс/см2])
Объем воздуха, засасыва* емого ком- прессором, м3/мии Диаметр трубы, мм, при длине
50 100 200 300 400 500
4 37 43 49 54 54 58
5 40 46 54 58 58 64
6 43 49 58 64 70 70
7 46 54 64 70 70 76
8 49 58 64 70 76 76
9 49 58 64 76 76 82
10 52 58 70 76 82 82
12,5 58 64 76 82 88 88
15 64 70 82 88 94 94
Раздел четвертый. КЛАДКА ПРОМЫШЛЕННЫХ
•ПЕЧЕЙ
Глава I. ЗАТРАТЫ МАТЕРИАЛОВ И РАБОЧЕГО
ВРЕМЕНИ НА 1 м3 КЛАДКИ
В этой главе приведены данные о расходе материалов (с уче-
том боя, раструски) и рабочего времени на 1 м3 кладки различных
элементов печей. Расход материалов дан по сметным нормам, затра-
ты рабочего времени огнеупорщиков даны по практическим данным
печестроительных трестов. Количество прямого и клинового кирпи-
ча для кладки арок, сводов и кольцевых стен определяется по фор-
мулам и данным, приведенным на с. 176 и в табл. 128. Чтобы опре-
делить затраты рабочего времени подсобных рабочих на приготов-
ление раствора и транспортирование материалов в пределах рабочей
зоны, нужно затраты рабочего времени огнеупорщиков в зависимо-
сти от степени механизации работ, тщательности и сложности клад-
ки умножить на коэффициент 0,5—1,4 (чем проще кладка и хуже
механизация, тем больше коэффициент).
1. Кладка из глиняного, силикатного, диатомитового
и легковесного шамотного кирпича (табл. 120)
Таблица 120. Затраты материалов и времени на 1 м3 кладки из глиняного,
силикатного, диатомитового и легковесного шамотного кирпича
Элементы Расход материалов на 1 м3 кладки из кирпича Затраты рабо- чего времени огнеупорщиков иа 1 м3кладки, чел.-ч,
глиняного или ликатного сн- диатомитового легко- весного огнеупор- ного1
кладки кирпича, шт. глины обык- новенной, м'1 песка, м3 СЛОЖНОГО раствора, м3 кирпича, м3 порошка диа- томитового, т цемента мар- ки 400, т кирпича, т мертеля ша- мотного, т глиняного, силикатного или диатоми- тового 1 легковесного шамотного
Стены пря- мые Массивы в выстилки 440 470 0,1 0,07 0,22 0,92 0,13 0,05 0,99 0,17 2,8 3,5
Стены за- кругленные 490 — — 0,22 — — — — — — —
Своды ци- линдрические пролетом бо- лее 1 м 500 0,1 0,07 — 1,01 0,13 0,05 1,02 0,13 3,5 4,2
170
Продолжение табл. 120
Расход материалов на 1 м3 кладки из кирпича
легко-
глиняного диатомитового весного
или силикатного огнеупор-
ного'
Затраты рабо-
чего времени
огнеупорщн-
ков на 1 м3
кладки, чел.-ч
Элементы
кладки
Арки, своды
цилиндричес-
кие до 1 м
Своды ку-
польные
526
540
1 Нормы составлены для легковесных огнеупоров с объемной массой 1 т/м3;
при другой объемной массе расход кирпича пересчитывается.
2. Кладка из шамотного или динасового кирпича (табл. 121)
Таблица 121. Затраты материалов и времени иа 1 м3 кладки
из шамотного или динасового кирпича (прямого и клинового)
Элементы кладки Толщина швов, мм Расход, т, на 1 м3 кладки Затраты рабочего вре- мени огнеупорщика на 1 м3 кладки, чел.-ч
кирпича пря- мого кирпича кли- нового или радиального мертеля шамотного или динасового
шамотного динасового шамотного динасового 1
Стены прямые, мае** сивы, поды или вы- стилки 4 3 2 1 1,92 1,97 2,01 2,04 1,88 1,92 1,96 — — 0,2 0,17 0,08 0,05 3.5 4,2 5,6 8.4
Стены закруглен- ные и своды цилин- дрические пролетом более 1 м 3 2 1 1.15 1,17 1.19 1,09 1.11 1,13 0,87 0,88 0,9 0,83 0,84 0,86 0,17 0,08 0,05 4.9 6,3 10
Арки, мелкие сво- ды пролетом до 1 м н купольные своды 3 2 1 — — 2,06 2,08 2,12 1,95 1,98 2,01 0,17 0,08 0,05 7 8,4 И
171
3. Кладка из магнезитового и хромомагнезитового кирпича
(табл. 122)
Таблица 122. Затраты материалов и времени на 1 м3 кладки
из магнезитового и хромомагнезитового кирпича (прямого и клинового)
Расход, т, на 1 м3 кладки
кирпича
Элементы'кладки
к
ч
с
V О
К н
(- о
о ч
X
S <5
Eg
Стены прямые, массивы, поды или 2.96
выстилки
Стены закругленные и своды ци- 1.57
ляидрнческие пролетом более 1 м
Арки, мелкие своды пролетом до —
1 м и купольные своды
— 0,17
1,42 0,14
3,02 0.1
0,01
0,01
0,01
7
8,4
11
4, Футеровка газовоздухопроводов (табл. 123)
Таблица 123. Затраты материалов и времени на 1 м3 футеровки
газовоздухопроводов
Элементы затрат Единица измерения Расход материалов, т, на 1 м3 кладки
шамотной шамотной легковесной диатомитовой
прн диаметре газовоздухопроводов, м
ДО 1 более 1 До 1 более 1 ДО 1 более 1
Кирпич: шамотный: клиновой легковесный кли- новой ШБЛ-1 диатомитовый Мертель шамотный Порошок диатоми- товый Цемент марки 400 Рабочее время ог- иеупорщика т » м3 т » » чел.-ч 2,02 0,08 0,012 10 1,98 0,08 0,012 8,4 1,03 0,17 0,025 10 0,99 0,17 0,025 8,4 1,4 0,13 0,044 4,9 1,2 0,13 0,044 4,2
172
5, Футеровка газовоздухопроводов (табл. 124)
Таблица 124. Расход кирпича длиной 230 мм для футеровки
газовоздухопроводов (без учета боя)
Расход кирпича, шт., для футеровки газовоэдухопровода диаметром в свету, м
0,6 0,8 1 1,2 1.4 1,6 V1 1.8 2
Футеровка марка количество марка количество марка количество марка количество марка количество марка количество марка количество марка количество
Объем кледки 1 м газовоэдухопровода, В 'А кирпича — 0.26 — 0,32 — 0,39 — 0,46 — 0,54 — 0,6 — 0,68 — 0,75
м1 В 1 кирпич — 0,6 — 0,74 — 0,89 — 1,02 — 1.17 — 1,33 — 1.46 — 1,61
Потребное колнче- В ’А кирпича 44 22 44 109 44 187 44 264 44 313 44 313 44 313 44 313
ство кирпича, шт., на 1 м кладки газовоз* (1 окат) 46 148 45 104 45 67 45 26 5 22 5 61 5 109 5 144
духопровода со швом В 1 кирпич 44 131 44 305 44 470 44 577 44 616 44 616 44 61 44 61
2 мм (2 оката) 45 248 45 165 45 84 45 5 26 26 5 87 5 170 5 257 5 331
Рабочее время огие- упорщиков на 1 м В Уг кирпича — 2,8 — 3,5 — 3,5 — 3,5 — 4,2 — 6.3 — 4,9 — 5.6
кладки гаэовоэдуко- провода, чел.-ч В 1 кирпич 4,9] 5,6 7 6,3 7 7.7 8,4 9.1
со Примечание. Марки изделий даны по ГОСТ 8691—73.
6. Кладка доменной печн н воздухонагревателей (табл. 125)
Таблица 125. Затраты материалов и времени на 1 м3 кладки
доменной печи и воздухонагревателей
Элементы затрет
Огнеупорные изде-
лия на 1 м9 кладки
Мертель шамотный
или высокоглинозе-
мистый
Паста углеродистая
Цемент марки 300
Рабочее время ог-
неупорщиков на 1 мэ
кладки**
чел.-ч
Доменная печь
Воздухонагреватели
лещадь из изделий горн из из- делий заплечики распар и шахта стены из изделий купол из изделий арки из из- делий насадка (расход на 1 т) Возду- хопроводы
высокоглнно- земнстых углероди- стых шамотных углеродистых шамотных высокоглн- ноэемистых шамотных высокоглино- земистых шамотных высокоглино- земистых прямой кольцевой
2,65 1,61 2,21 1.61 2,19 2,05 2,09 2,19 2,12 2,23 1,91 2,12 1,04 2,19* 1,89 2,19» 1,89
0,06 — 0,05 — 0,05 0,08 0,08 0,11 0,07 0,09 0,08 0,11 — 0,09 0,09
0,03
11,5 22 10
В числителе — при кладке нэ высокоглиноземистых изделий, в знаменателе — из шамотных.
С учетом пригоночной тески.
7. Кладка основной мартеновской печи (табл. 126)
Таблица 126. Затраты материалов и времени на 1 мэ кладки мартеновской печи
Элементы затрат | Единица измерения Под и стены ванны из изделий
шамотных хромомагне* ЗИТО вых магнезитовых
Огнеупорные нзделня на 1 м3 кладки т 1,91 2,89 2,69
Мертель шамотный или динасовый » 0,07 — —
Магнезитовый порошок » — — 0,19
Глина огнеупорная моло- тая > — — —
Хромистый порошок — 0,29 —
Прокладки металлические » — — 0,16
Штыри металлические » — — 0,013
Рабочее время ‘огнеупор- , . щиков иа 1 м3 кладки чел.-ч 5.6 8,4 8,4
сл
Главный свод из магиезито- хромито- вых изделий Вертикальные кана- лы из хромомагне- эитовых изделий Головки из магне- зито- хромитовых изделий Регенераторы и шлаковики
стены свод поднасадочные арки иа шамот- ных изделий насадка (расход на 1 т)
шамотные изделия . . 1 динасовые изделия динасовые изделия магнезито- хромитовые изделия
3,01 2,89 * 3,01 1.91 1,91 2 3,01 1,91 1,04
— — — 0,07 0,07 0,07 — 0,07 —
— — — — — — — — —
— 0,01 — — — — — — —
— 0,17 — — — — — — —
0,16 — 0,16 — — — 0,16 — —
0,013 — 0,013 — — — 0,013 — —
14 10 18 5.6 5,6 7 8.4 15 1,05
8. Кладка стекловаренной ванной печи (табл. 127)
Таблица 127. Затраты материалов и времени на 1 ма кладки
стекловаренной ванной печи
Огнеупорные
изделия
Мертель дина-
совый
Рабочее время
огнеупорщиков на
1 м3 * * * * В кладки1
Элементы затрат
чел.-ч
2,08
J5/22
3.43
3,7/26
2,08 2,03
— 0,08
15/17 11
1,83
0,17
8,4
3 В знаменателе — с ручной теской.
9. Потребность в прямом н клиновом кирпиче на одно кольцо
при кладке арок, сводов и кольцевых стен
Общее количество кирпича п, идущего на одно кольцо оката,
и разность в длине верхней и нижней дуг оката (общий сбавок) /
определяют по формулам:
_ л (/? + с) _ ЛСф
п~ 180 (6 4-d) ’ ~ 180 ’
где R— радиус свода, арки или стены, мм;
о—толщина одного оката, мм;
Ь— толщина кирпича, мм;
d— толщина швов, мм;
ф— центральный угол, град.
Потребное количество клинового кирпича определяют по фор-
муле
I
пкл — , •
к
где/. — сбавок клинового кирпича, мм.
Количество прямого кирпича определяется как разность общего
количества кирпича и клинового:
пПр = п — лкл-
В табл. 128 приведены величина общего сбавка для разной
толщины сводов и наиболее распространенных центральных углов,
а также величины стрелы, пролета и дуги свода или арки при ра-
диусе, равном 1.
Пример. Определить количество клинового и прямого кирпича
для кладки свода толщиной с=230 мм с радиусом 7? = 2750 мм
176
и отношением стрелы к пролету h.js = 1:7,5 при толщине швов
2 мм.
Центральный угол свода с отношением стрелы к пролету 1 : 7,5
по табл. 128 равен 60°; общий сбавок при толщине свода 230 мм
Таблица 128. Величина общего сбавка свода или арки в зависимости
от центрального угла и толщины свода, величины стрелы, пролета и дуги
свода или арки при радиусе, равном I
Центральный угол <р, град
38 45 56 60 74 90 103 120 180 360
Отношение стрелы свода или арки к пролету Л/$
1/2
1/12 1/10 1/8 1/7,5 1/6 1/4,75 1/4 1/35 полу- цирку- льный кольцо
Толщи- Величина стрелы h
да, мм 0,055 0,076 0,117 0,134 0,201 0,283 0,398 | 0,5 1 1 1 >
Величина пролета S
0.651 0,765 0,939 1 | 1,204 1,414 1,598 | 1.732 1 2 2
Длина дуги L
0,663 0,785 .0,977 I,1.047 |1,292 | 1,571 | 1.85 | 2,025 | 3,14 | 6,28
Общий сбавок свода 1
115 75 90 110 120 150 180 210 240 360 725
230 150 180 225 240 295 360 425 480 720 1440
250 165 195 245 260 325 390 460 520 785 1570
300 200 235 295 315 385 470 555 625 945 1890
345 230 270 335 360 445 540 635 720 1080 2160
380 250 300 370 400 490 595 700 795 1190 2380
460 305 360 450 480 590 720 850 960 1440 2880
540 360 425 530 565 700 850 1000 1160 1700 3400
(2750+230) 60
равен 240 мм. Общее количество кирпичей п— — =
1о0 (оо+2)
= 47 шт. Количество клинового кирпича № 22 (ГОСТ 869—73)
размером 230X114X65X55 при /, = 10 мм пКл = 240 : 10=24 шт.;
количество прямого кирпича пВр=47—24 = 23 шт.
12—351
177
10. Укладка жаростойкого бетона и забивка зазоров
Ниже приведены затраты рабочего времени, чел.-ч., иа кладку
1 м3 монолитного бетона (из бадей с помощью крана):
Массивы.....................................0,35
Ленточные фундаменты.......................0,25
Колонны.....................................1,8
Балки.......................................1,25
Стены толщиной до 300 мм....................0,87
То же, более 300 мм.........................0,6
Перекрытия................................. 0,75
Своды.......................................0,7
Купольные своды.............................1,25
Ниже приведены затраты рабочего времени на изготовление
бетонных и железобетонных плоских и ребристых армированных
панелей (с учетом установки готовой арматуры):
Площадь панели, м2 . . .
Затраты времени, чел.-ч, на
изготовление 1 м3 панелей:
плоских ...................
ребристых ..............
0,5; 1; 2; 4; 6
5; 4,2; 3,8; 2,5; 1,5
9,1; 7; 5,8; 5,1; 4,4
Для изготовления 1 м3 бетонных блоков требуется 1,8 чел.-ч
(при объеме до 0,5 м3) или 1,6 чел.-ч (при объеме 0,5—1 м3); для
изготовления 1 м3 железобетонных блоков требуется соответственно
2,1 или 1,7 чел.-ч.
На электродуговую сварку монтажных стыков (на стык) требу-
ется 0,85 чел.-ч; иа заделку монтажных стыков (на узел) —
2,2 чел.-ч; на заливку швов (на 1 м шва) — 1,2 чел.-ч.
На зачистку 1 м3 зазоров углеродистой массой нагретыми трам-
бовками (включая размельчение и разогрев массы) требуется
28 чел.-ч.
11. Определение объема, поверхности кладки и площади опалубки
Объем и поверхность кладки различных конструктивных элемен-
тов, а также площадь опалубки определяется по формулам, приве-
денным ниже.
Свод цилиндрический прямой или наклонный
Площадь сечения
Лф
F =------(R2 — г2).
360 1
Объем
V = FI = (R2 - Г2) ;
Внутренняя поверхность
1 180
178
Наружная поверхность
Кольцевая стена, газовоздухопроводы
Площадь сечення
F = 0,785 (О2 —d2).
Объем
V = Fl = 0,785/ (D2 — d2).
Внутренняя поверхность
F], = nd/:
Наружная поверхность
F2 = nDli
Дымовая труба (коническая)
Площадь сечення
где Dn и dn — наружный и внутренний диаметры в плоскости сечения.
Объем
V-1,57(01+^-26)6/1; 6 = -Pi ,
Внутренняя поверхность
12*
179
Наружная поверхность
F2 = nS|
Di + dr
2
Кольцевой воздухопровод
Площадь сечения
F = 0,785 (4~4)-
Объем
V = — — df) ~ 2.467D (4 — 4)
Круговой сегмент (кружала)
Площадь сегмента
F = y-(3^+4S“); г = +
OS 2 on
Площадь сегмента при малых центральных углах:
F и -^-Sh;
3
Площадь круга
Круговой сектор
Площадь
лг2<р°
360
180
Длина дуги
лг®
/= —7- =0,017гф.
180
Объем клина
V =-^(2а+а!) bh.
6
Глава II. РАБОЧИЙ ИНСТРУМЕНТ И ИНВЕНТАРЬ
Типовой инструмент и инвентарь (рис. 38, табл. 129) изготовля-
ют из различного материала: кельмы нз стали У-7, У-8, У-8ГА; ки-
рочки из мягкой стали с напаянными концами из твердого сплава;
киянки из специальной пластмассы. Ломы, клинья, зубила для
ломки кладки изготовляют из стали У-7. Ручки кирочек и киянок
делают из березы. Для раствора при особо тщательной кладке при-
меняют ящики с крышками, в остальных случаях пользуются от-
крытыми ящиками.
Таблица 129. Потребность в инструменте и инвентаре
Инструмент Для од- ного ог- неупор- щнка Для бригады огне- упорщнков
б чел. 12 чел.
Кирочка с ручкой 1 7 14
Кельма 1 6 12
Киянка 1 6 12
Правйло деревянное 1 2-3 3-5
Рейка — I 1
Ковш ручной 1 4 8
Расходный ящик для раствора 1 4-6 8—10
Уровень — 1 2
Отвес 1 1 2
Шнур крученный, м 10 30 60
Щупы (набор) 1 6 12
Метр складной 1 1
Веннкн — 1 2
Отвес для проверки ячеек1 — 1 1
Отвес для прочистки ячеек1 — 1 1
Скобы для кладки купольного свода1 2 5 30 60
Кисти для нанесения раствора3 1 6 12
1 При кладке воздухонагревателей доменных печей.
2 При кладке купольных сводов.
3 При особо тщательной кладке со швами 0,5—1 мм.
181
Рис. 38. Типовой
•а — кирочка с лезвием из твердого сплава; б — кирочка-молоток; в — кияика;
для раствора; и—отвес для прочистки ячеек воздухонагревателя; к—отвес
ки (0,15 кг); м — шомпол; н — шаблон для правки ячеек воздухонагревателя;
нечники для
182
инструмент
г — кельма; д — ковш для раствора; е — расшивка; ж — щуп рабочий; з — ящик
для разбивочных работ (0,4 кг); л — отвес для проверки вертикальности клад-
о — скоба для кладки купольных сводов; п — уровень; р — правйло; с — нако-
пневмотрамбовок
183
Глава Ш. КРУЖАЛА И ОПАЛУБКА
1. Кружала и опалубка для кладки сводов (табл. 130)
Таблица 130. Размеры кружал и опалубки (рис. 39)
Толщина свода, мм Позиции на рнс, 39 Пролет, м Толщина ДОСОК кружала, мм Расстояние между кру- жалами, мм Толщина досок опалубки, см
114 а, в I 2,5 0,8 2
а, в 2 4 0,8 2
а, в 1 2,5 0,8 2
а, в 2 4 0,8 2
230 г 3 4 0,8 2
г 4 По рисунку 0,8 2
а, в 2 4 0,8 2.5
г 3 4 0,8 2,5
300 е 4 По рисунку 0.8 2.5
е 5 То же 0,8 2.5
Кружала для сводов с очень малым подъемом изготовляют при
веек пролетах в соответствии с рис. 39, в. При кладке значительного
числа сводов одного пролета, а также при ремонтных работах при-
меняют инвентарную опалубку (рис. 40).
2. Разметка кружал
Кружала изготовляют в соответствии с радиусом арки или сво-
да с учетом толщины досок опалубки. На чертежах печей обычно
даются размеры пролета и радиуса свода или пролета и стрелы.
Стрелу или радиус определяют по формуле
где Л — стрела;
г— радиус;
s— пролет;
<р — центральный угол, град.
Стрелу, пролет (хорду) и . длину дуги свода можно определять
также по табл. 128, где они приведены для радиуса, равного 1.
Для радиуса, равного г, величину дуги, стрелы и пролета определя-
ют умножением табличных величин /, h и s на величину радиуса.
Пример 1. Определить величину стрелы при центральном угле
<р = 60° и радиусе г=3,3 м; hr — hr=0,134-3,3=0,442 м.
Пример 2. Пролет s=2500 мм, центральный угол ср = 38°. Опре-
делить величину радиуса. По табл. 128 находим для угла 38° при
184
Рис. 39. Типы кружал
а, в — сплошные кружала из досок; б — разметка полуциркульных кружал;
а — решетчатые кружала легкого типа; д — узлы соединения досок и раскоса;
е — решетчатые кружала тяжелого типа; / — гвозди 125 мм; а=100—200 мм;
Г1=г+а
радиусе, равном 1; пролет s = 0,65. Следовательно, радиус г=
2500
=-----=3864 мм.
0,65
Для полуциркульных сводов большого пролета (за исключени-
ем динасовых) кружала размечают радиусами ri=r+a мм из двух
центров, расположенных от основного центра соответственно на
185
Рис. 40. Инвентарная опалубка для кладки свода мартеновской печи
а — фрагмент установки опалубки; б — опалубка; в — кружала; 1 — опорный
брус; 2— клинья; 3 — кружала; 4 —раскосы; 5 —опалубка; 6 — патрубок
Я 24 мм; 7 — коивейрная лента; в —гвозди; 9 — доски толщиной 25 мм; 10 —
бруски 75X120 мм; 11 — стальные накладки; /2 —уголок 35X35X4; 13 — болт
(D—10 мм)
расстоянии а=100—200 мм в зависимости от пролета свода, тол-
щины швов и качества шамотного кирпича (см. рис. 39, б). Чем
больше пролет свода, толще швы и хуже обжиг кирпича, тем боль-
ше величина а. Этим компенсируется усадка свода при сушке и ра-
зогреве печи, чтобы после разогрева получить полуциркульную фор-
му свода.
3. Установка кружал
Кружала для арок рабочих и загрузочных окон, а также низко
расположенных сводов устанавливают на столбиках из кирпича,
186
выложенных насухо. Кружала для кладки сводов, расположенных
высоко, устанавливают на продольных брусьях, уложенных и укреп-
ленных на стойках (рис. 41, а) нлн на пальцах, уложенных в гнезда
кладки (рис. 41,6). После того как пальцы убраны, гнезда заклады-
вают. Между кружалами и брусьями следует помещать деревянные
клинья, чтобы было легче снять опалубку. Стойки опалубки необхо-
димо хорошо раскреплять между собой раскосами как в продоль-
ном, так и в поперечном направлении. Кружала для сводов с не-
большим пролетом можно устанавливать на выпущенных из кладки
кирпичах (рис. 41, г). Изготовляя опалубку для сводов, имеющих
Рис. 41-. Установка кружал
а —на стойках; б — на пальцах; в — па кирпичных столбиках; г — на выпу-
щенных на кладки кирпичах; д — подвесная опалубка; 1 — деревянные клинья;
2 кирпичные столбики; 3 — кирпичи, подложенные под кружала; 4— выпу-
щенные из кладки кирпича; 5— рельс; 6 — деталь крюка; 7 — деталь прохода
крюка через свод
187
в плане закругленную форму, кружала устанавливают чаще, а дос-
ки опалубки берут тоньше, чтобы они плавно выгибались по форме
свода. Ширина досок для опалубки не должна превышать 100 мм.
Опалубку сводов, сложенных на растворе, снимают не ранее чем
через 2 ч после забивки замка и затяжки нежестких связей. При-
мерный расход материалов на кружала и опалубку приведен
в табл. 131.
Таблица 131. Расход материалов на кружала и опалубку
Материалы Единица измерения Расход материалов на 10 м- опалубки
при кладке арок и сводов прн бетонировании
стен арок н сводов
Бревна Доски толщиной, мм: 40—50 20—30 Гвозди Проволока стальная м3 > > кг кг 0,12 0,41 0,34 5,3 0,24 0,18 1,6 2 0,12 0,65 0,52 6,9 2
Расход времени плотников на устройство кружал и опалубки на
каждые 10 м2 опалубки: при кладке арок и сводов 3,2 чел.-дня;
при бетонировании стен 6 чел.-дней; при бетонировании арок и сво-
дов 10 чел.-дней.
4. Опалубка для укладки жаростойкого бетона (табл. 132)
Таблица 132. Размеры опалубки для укладки жаростойкого бетона
в стены печей
Толщина стены, мм Толщина досок опалубки, мм Расстояние между ребрами, мм Сечение ребер, см
150 2 600 4X10
2,5 750 5X10
300 2,5 650 5X12
3 750 5X12
500 2,5 600 5X12
3 750 5X14
Ниже приведены допускаемые отклонения, мм, размеров опа-
лубки и расстояний между ее отдельными элементами.
Деревянные щиты
Отклонения от проектных размеров по длине
и ширине щитов............ : . :...............+5
Разница в толщине смежных досок нестроганой
опалубки........................................±2
То же, строганой опалубки.....................±0,5
Ширина щелей между досками щитов.............. -
188
Стальные щиты
Отклонения длины и ширины щитов и каркасов
для них:
на 1 ........................................
на всю длину, не более......................±5
Отклонение кромок щитов от прямой линии:
в плоскости щита.............................0.5
из плоскости » .......................0,1
Отклонения расположения отверстий для соеди-
нительных элементов (клиньев, болтов и т. п.) . 0,5
Установленная опалубка
Отклонения расстояния между опорами изгиба-
емых элементов опалубки (стойками, тяжами
и пр.) и расстояния между расшивинами, рас-
крепляющими стойки лесов:
на 1 м длины................................. ±25
на весь пролет, не более...................±75
Отклонение от вертикали или от проектного на-
клона плоскостей опалубки и линий их пересе-
чений на 1 м высоты............................ 5
То же, на всю высоту конструкции:
фундаментов.................................20
стен и колонн высотой до 5 м, поддерживаю-
щих монолитные перекрытия...................10
то же, высотой более 5 м................... 15
колонн каркаса, связанных балками ....
балок, сводов, арок .......................
Смещение осей опалубки от проектного поло-
жения:
фундаментов...................................
фундаментов под стальные конструкции . .
(/—длина пролета или
шага конструкции, м)
10
5
15 _
1.1К/
балок, прогонов арок н сводов...................... 10
стен и колонн ...................................... 8
Отклонения внутренних размеров поперечных
сечений коробов опалубки и расстояния между
внутренними поверхностями опалубки стен . . •. +5
Местные неровности опалубки плит (при про-
верке двухметровой рейкой) ............................ 3
Щиты сборно-разборной опалубки изготовляют из обрезных до-
сок, строганных со стороны, прилегающей к бетону. Концы досок
и крайние доскн щитов прибивают к ребрам (планкам) в каждом
пересечении двумя гвоздями, в остальных местах одним. Длина
гвоздей равна толщине сбиваемых досок плюс 1 см па загиб гвоз-
дей. Длина гвоздей, забиваемых на месте установки, примерно рав-
на тройной толщине прибиваемых досок. Металлические щиты изго-
товляют из стальных листов с ребрами жесткости из полосовой
стали, угольников, швеллеров или двутавров. Леса, поддерживаю-
щие опалубку, должны быть надежно раскреплены.
5. Формы для изготовления изделий из жаростойкого бетона
При изготовлении в одной форме 15—25 изделий целесообразно
выполнять ее из деревянных строганых досок, сплачивая их в чет-
верть. Древесину пропитывают горячим маслом или водонепрони-
цаемым составом. Для уменьшения нзнашнваемостн формы со
стороны, прилегающей к бетону, формы иногда обшивают листовой
сталью; оборачиваемость таких форм доходит до 200, Металличес-
кие формы используют 1000 и более раз с производством профилак-
189
тического ремонта после изготовления в них 30—40 изделий. Раз-
меры форм проверяют в собранном виде; отклонения от проектных
размеров не должны превышать указанных в табл. 133.
Таблица 133. Допускаемые отклонения размера форм от проектных
размеров изделий
Отклонения Отклонения размеров форм
сводовых панелей стеновых блоков балок фундамент- ных блоков
По длине +0, —5 -4-0, —5 +0. -5 4-0, -5
По ширине +0, —5 +0, —5 +0, -3 4-5, —5
По высоте (толщина) +3, —0 -4-2, —0 +5, -0 4-5. —5
Разность диагоналей +5, —5 4-5, -5 — 4-5, —5
Кривизна рабочей поверхности поддонов не должна превышать
1,5 мм на 1 м его длины и 3 мм на всю длину. Отклонение распо-
ложения отверстий для соединения элементов не должно превышать
0,5 мм. Внутренняя поверхность поддона и бортов ие должна иметь
трещин глубиной более 0,5 мм и шириной 2 мм, прожогов, раковнн
н наварок. Для предупреждения вытекания цементного молока ши-
рина щелей между продольными и торцовыми бортами, а также
между бортами и поддоном должна быть не более 1 мм. На каж-
дую форму наносят несмываемой краской марку изделий и инвен-
тарный номер формы.
Глава IV. ОБРАБОТКА ОГНЕУПОРНЫХ ИЗДЕЛИЙ
1. Сортировка изделий
При сортировке на складах отбраковывают изделия с отбитыми
углами и ребрами, половняк, недопал, изделия с трещинами, и силь-
но ошлакованные. Изделия сортируют по маркам и сортам. Изделия,
предназначенные для тщательной кладки, сортируют дополнительно
по толщине, а для лещади доменной печн — по толщине (ширине)
и длине. Разница в калибрах по толщине (ширине) и длине из-
делий — 1 мм. Изделия сортируют на сортировочном станке
(рис. 42, а) или ручным калибром из листовой стали толщиной
2—3 мм (рис. 42,6). При сортировке ручным калибром один рабо-
чий за смену может рассортировать и замаркировать 800—1000 из-
делий, а на сортировочном станке— 1200—1500 изделий. Через
сортировочный станок кирпич пропускают заводской маркой вниз,
размер пишут на противоположной стороне изделий (при сортиров-
ке по толщине) и на торце (при сортировке по длине).
2. Механическая резка и теска изделий
Для резки огнеупорных изделий применяют станки с алмазными
илн абразивными кругами (см. табл. 103). Для резки шамотных из-
делий рекомендуется применять абразивные круги. Высокоглинозе-
190
Рис. 42. Сортировочный станок (а) и ручной калибр (б)
1 — станина; 2 — кирпич; 3 — пружина; 4—стрелка; 5 — ролик
мистые, динасовые и магнезиальные изделия режут алмазными кру-
гами. Стойкость алмазных кругов примерно в 30 раз выше абразив-
ных кругов; скорость резання в 2,5 раза больше, чем у абразивных.
Продолжительность резки алмазными кругами нормального кирпи-
ча по длине на плашку составляет, с: для шамотного кирпича около
8, магнезитового 10, динасового 12 и высокоглиноземистого 15—20.
Количество охлаждающей воды составляет 5—10 л/мии. После окон-
чания работы алмазные круги должны быть просушены на холостом
ходу стайка. Рекомендуется хранить их в висячем положении: при
хранении в наклонном положении круги коробятся. Для пневмати-
ческой тески крупных блоков используют клепальные или рубильные
молотки. Для обрубки применяют конусные зубила, для грубой
и пригоночной тески — зубила соответственно с узким и широким
концом, вставляемые в пневматический молоток. Для отделки под
линейку применяют специальные бучарды. Производительность тру-
да при применении пневматического инструмента повышается на
50—60% по сравнению с ручной теской.
Глава V. РАЗБИВОЧНЫЕ РАБОТЫ
Разбивку печи в натуре проводят по рабочим чертежам от за-
ранее нанесенных, прочно закрепленных основных отметок цеха или
от соседнего сооружения. Основные отметки цеха геодезисты нано-
сят обычно от реперов на колоннах и стенах зданий. Проектные
расстояния отмеривают от этих отметок с помощью стальной рулет-
ки и основные оси сооружения фиксируют на деревянной обноске
вокруг котлована. До начала монтажа или кладки необходимо про-
191
верить правильность расположения фундамента, а также его гори-
зонтальные и вертикальные размеры. Фундамент, который при про-
верке оказывается ниже проектного, наращивают бетоном. Слишком
высокий фундамент срубают до проектной отметки (если другое
решение невозможно). Если поверхность фундамента имеет перекос
более ±20 мм, ее выравнивают по уровню. Обноска для разбивки
Рис. 43. Обноска и
схема разбивки печи
/ — проволока, натяну-
тая по главным осям:
2 — контур печп; 3 — от-
весы; 4 — обноска
Рис. 44. Примеры разбивки печи
п —разбивка печи, имеющей пережим; б — вертикальная разбивка печи; 1—5 —
вертикальные отметки кладки печи; 6 —рейка; 7 —уровень
печи состоит из стоек и пришитых к ним досок. На досках зарубка-
ми отмечают все оси, необходимые для производства разбивки
(рис. 43). Обноски располагают не ближе 0,5 м от края котлована.
Для мелких объектов высота обноски 0,5 м от уровня пола (земли),
для крупных— 2,5 м с учетом возможности движения под нею. Пос-
ле установки каркаса печн оси переносят с обноски иа каркас.
Отметки на каркасе делают с внутренней стороны в виде рисок, на-
носимых яркой краской. Горизонтальную разбивку кладки внутри
печи проводят отмериванием проектных расстояний от двух взаимно
192
перпендикулярных осей печи. По окончании горизонтальной разбив-
ки размеры печи проверяют путем промера диагоналей (во избежа-
ние перекосов). Вертикальную разбивку печи (рис. 44) проводят
отмером проектных расстояний стальной рулеткой от основной гео-
дезической отметки, нанося отметки различных элементов кладки на
установленном и выверенном каркасе печи. Отметки переносят на
кладку рейкой и уровнем (рис. 44,6). Печи больших размеров (тун-
нельные, многозонные, нагревательные колодцы и т. п.) разбивают
при помощи геодезических инструментов. Установку металлических
шпал и рельсов в туннельных печах выверяют геодезическими ин-
струментами.
Г л а в а VI. ОСНОВНЫЕ ПРАВИЛА КЛАДКИ
4. Толщина строительных швов кладки
Толщину швов кладки (табл. 134, 135) проверяют с помощью
щупов шириной 15 мм и толщиной, равной толщине контролируемо-
го шва. Швы считаются годными, если соответствующий щуп не
Таблица 134. Толщина швов в зависимости от категории кладки
Категория кладки Характеристика кладки Максималь- ная толщина швов» мм Области применения
I Особо тщатель- ная огнеупорная 0,5 1 Плавильные и шлаковые зоны печей. Зо- ны, где напор газов превышает 0,04 МПа [0,4 кгс/см2], если раствор не воздушно- твердеющий. Своды при температуре на- грева выше 1400° С, а при пролете более 4 м при температуре выше 1300° С
II Тщательная ог- неупорная 2 Зоны печей, где имеются: напор газов 0,01—0,04 МПа [0,1—0,4 кгс/см2], истираю- щее действие шихты, появление шлаков, материалы шихты и продукция с темпера- турой до 1250° С. Главные своды и архи больших пролетов при температуре нагре- ва до 1400° С
III Обыкновенная огнеупорная 3 Зоны печей, где отсутствуют шлаки, жидкий металл, давление газов не выше 0,01 МПа [0,1 кгс/см2], отсутствует истира- ющее действие материалов и температура не превышает 1200° С
IV Простая огне- упорная 4 Выстилки и поды печей, ие подвергаю- щиеся действию шлаков и истирающему действию материалов, выстилка боровов
Из обыкновен- ного глиняного и диатомитового кирпича 5 Кладка зон печей и сушил, подвергаю- щаяся воздействию горячих газов с тем- пературой до 700—800° С
. То же 8—10 Наружная обкладка печей, когда внутри имеется огнеупорный слой
13—351
193
Таблица 135. Толщина швов огнеупорной кладки отдельных элементов
промышленных печей
Объект Элементы кладки — Максимальная толщина швов, мм
Доменная печь Лещадь нз алюмосиликатного кирпича высотой 550 мм: горизонтальные швы вертикальные швы Лещадь нз графитированных блоков: горизонтальные швы вертикальные швы Лещадь из углеродистых блоков (коль- цевая кладка): горизонтальные швы вертикальные швы Горн из алюмосиликатного кирпича Горн из углеродистых блоков: горизонтальные швы вертикальные швы Заплечики и распар Шахта в зоне холодильников, воздухо- провод горячего дутья, фурменные рукава Шахта вне зоны холодильников Шахта в зоне футеровочных плит, за- щитная кладка 1 0,7 1 2,5 1 0,5 0,5 1 0,5 1 1,5 2 3
Воздухонагреватели Стены камеры насадки и камеры горе- ния (включая арки н люки) Штуцера и купол Днище и изоляционная кладка из легко- весного огнеупора Днище 2 1,5 3 5
Газопровод грязного газа — 2,5
Пылеуловитель н же- лоба для чугуна и шла- ка — 3
Чугуновозные ковши Днище Стены 1 ; 2
Мартеновская печь Главный свод Стены, арки и своды регенераторов и шлаковиков, пролеты, под ванны, задняя и передняя стены рабочего пространства и головки Арки сталевыпускного, чугунного и шла- кового отверстий Выстилка и стены шамотной части реге- нераторов и шлаковиков, газовоздушные каналы и дымоходы, футеровка желобов и крышек, кладка из легковесного огне- упора Кладка из диатомитового кирпича и своды из глиняного обыкновенного кир- пича Стены из глиняного обыкновенного кир- пича 1,5 2 1 3 5 10
194
Продолжение табл. 135
о
Объект Элементы кладки Максима- льная тол- щина швов, м М
Миксеры Радиальные стены до уровня металла н днище Огнеупорная кладка выше уровня ме* талла 1 2
Конверторы Вся огнеупорная кладка 2
Вагранка Горн, фурменная зона, копильник и шахта Искрогаситель 2 5
Плавильные электро- печи _ Свод Под, стена и арки Выстилка под подину 1,5 2 3
Нагревательные н колодцы печи Своды обычные, подвесные, съемные, ар- ки печей, регенераторов н рекуператоров, под сварочной зоны Стены, выстилка печи, регенераторов и рекуператоров Насадка рекуператоров 2 3 1
Термические печи Своды, арки Остальная огнеупорная кладка 2 3
Стекловаренные печи Кладка донных и стеновых брусьев ша- мотных Кладка донных брусьев с последующей облицовкой бакоровыми плитками Облицовка бакоровыми плитками Кладка главного свода, горелок, влетов, поднасадочного устройства, подвесных стен, стен н сводов регенераторов Остальная огнеупорная кладка 1 2 0,5 2 3
Туннельные печи огне- упорной промышленно- сти Свод, арки в зонах обжига, подогрева, охлаждения, стены зоны обжига Стены зоны подогрева и охлаждения 2 3
Отражательная плавильная печь меде- Своды, арки и стены Стены аптейка, лещадь 1 3
Вращающиеся печи Кладка теплообменника Кладка шамотная и из беэобжнговых изделий в кассетах Магнезиальная кладка, футеровка пыль- ных камер и циклонов 1 2 3 м
Шахтные обжиговые печи Стены зоны обжига, арки, своды Остальная огнеупорная кладка 2 3
Трубчатые нефтепере- гонные печи Подвесной свод, арки и мелкие своды Выстилка и стены 2 3
Борова Шамотная кладка: сводов стен выстилки Диатомитовая кладка Кладка из обыкновенного глиняного кир- пича 2 3 5 8 10
13’
195
проходит в шов глубже чем на 20 мм. Пользоваться щупом с за-
остренным концом либо щупом нестандартного образца запрещает-
ся. Из десяти проб, взятых на 5 м2 поверхности кладки, допускается
не более пяти швов для выстилки и стен и четырех для прочих эле-
ментов кладки, имеющих толщину до 50% больше предусмотренной
проектом. Допуск по толщине щупов должен соответствовать
ГОСТ 2284—69 *. Все швы, как наружные, так и внутренние, долж-
ны быть хорошо заполнены раствором, а при кладке насухо — по-
рошком. Для этого кладку простукивают киянкой.
2. Кладка стеи, столбов и простенков
Неровности поверхности стены, обращенной внутрь печи, не
должны превышать ±10 мм (за исключением особых случаев). От-
клонения поверхности стен от вертикали не должны превышать
5 мм на каждый метр высоты и 20 мм на всю высоту стены. Исклю-
чение составляют стены выше 10 м, где допускаемое отклонение
Рис. 45. Перевязка кладки стен и прямых углов
/, II — ряды кладки
Рис. 46. Кладка и перевязка пересекающихся стен
I, II — ряды кладки
должно быть оговорено в каждом отдельном случае проектом. От-
клонения кладки фундаментных (опорных) столбов от вертикали
не должны превышать 5 мм на каждый метр высоты и 15 мм на всю
высоту столба. Отвесная штраба в огнеупорной кладке не допуска-
ется. При необходимости перерыва кладки допускается штраба
убегом с последующей тщательной заделкой ее. Смачивать водой ог-
неупорный и изоляционный кирпич, а также поливать кладку запре-
щается. Изделия с отбятыми углами, ребрами и стесанной поверх-
ностью укладывают внутрь кладки. Изделия с трещинами, образо-
вавшимися при обработке изделий, использовать для кладки не
допускается. Швы кладки должны быть перевязаны (рис. 45—47):
номера кирпичей проставлены по ГОСТ 8691—73. Два кирпича
№ 16—19 (трехчетвертные), применяемые для перевязки кладки,
могут быть заменены одним кирпичом № 11 —15 (полуторным).
Кладка из различных материалов между собой не перевязывается,
за исключением мест, указанных в проекте. В этом случае для сое-
динения огнеупорной кладки с кладкой-следующего слоя огнеупор-
ные кирпичи выпускают в наружный слой на полкирпича в местах
совпадения этих рядов по высоте стены. В некоторых случаях огне-
упорную кладку крепят специальными металлическими анкерами.
197
Рис. 47. Кладка столбов и простенков
/, // — ряды кладки
3. Кладка сводов и арок
При нежестком каркасе и применении связей последние до на-
чала кладки свода должны быть затянуты так, чтобы гайки на кон-
цах связей плотно прижимали шайбы к стойкам каркаса. Опалубку
из-под свода печи удаляют только после окончательного натяжения
связей. Чтобы обеспечить правильную осадку свода, ослабляют сна-
чала средние стойки опалубки, затем крайние. Если кружала стоят
на двух стойках, то их ослабляют одновременно. Своды и арки
с пролетом до 3 м забивают одним замком, при больших проле-
тах — тремя — пятью замками из расчета, чтобы расстояние по дуге
между замковыми кирпичами не превышало 1,5 м. Один централь-
ный замок забивают по оси свода или арки, а другие равномерно
распределяют по остальной части свода или арки. Как правило, за-
мок должен быть забит нетесаным кирпичом. Отклонение замково-
го кирпича от оси печи допускается до 0,03 пролета арки или свода,
но не более ±65 мм. Радиус свода должен быть выдержан строго
по проекту. Отклонение радиуса опалубки от проектного не должно
превышать ±15 мм. Пяты арок и сводов у печей с рабочей темпе-
ратурой выше 1200° С должны быть углублены в стены не меиее чем
на 30 мм (рис. 48, а). Отклонение пят сводов от параллельности не
должно превышать ±5 мм, от проектной отметки на 1 м—±5 мм,
на всю длину свода—±10 мм. Пятовые кирпичи сводов должны
198
Рис. 48. Перекрытие отверстий
в стенах
а — аркой: б — ширииой до
250 мм — кирпичами: в — напуском;
S — пролет; h — стрела подъема;
Ф — центральный угол; К — раднуе
плотно прилегать к подпятовым балкам. Пролеты сводов и арок
выбирают с учетом укладки целого ряда кирпичей (по возможности
нечетного). Число прямых и клиновых кирпичей в зависимости от
центрального угла, пролета и толщины свода определяют по форму-
лам, приведенным на с. 176. Перекрытия пролетом до 450 мм кладут
напуском (рис. 48,в), за исключением мест, подверженных воздей-
ствию температуры выше 1250° С, где обычно выкладывают ароч-
ные перекрытия. При натесе на арки не допускается стесывание
кирпича более чем на половину его толщины; в этих случаях кирпич
укладывают на ребро (рис. 48, а). Укладка в своды торцового клина
по ребру не разрешается. Арки и своды толщиной более одного
кирпича с перевязкой по высоте не делают, а выкладывают в не-
сколько окатов. Шов между окатами заполняют раствором. Перед
забивкой замка в сводах подземных боровов пустоты за стенами
до уровня пят предварительно хорошо утрамбовывают землей. Пе-
реходную часть в сводах с изменяющимся пролетом выполняют:
в пятах и своде — кладкой ступенчатой формы (рис. 49), в стенах —
обычным откосом. При кладке сводов с изменяющимся направле-
нием при угловом повороте свод на участке поворота выполняют
вперевязку (рис. 50, а), а при плавном повороте — путем вставки,
выполненной кольцами (рис. 50,6). При соединении сводов под
углом стыковую часть кладки выполняют «в елку» (рис. 51): ряды
примыкающего и основного сводов поочередно опираются друг на
друга. Прямоугольные отверстия в сводах выполняют: размером до
200 мм — закладкой двух кирпичей (рис. 52, а), размером более
200 мм — двумя арочками (рис. 52,6), круглые отверстия—заклад-
199
Рис. 50. Кладка свода с изме-
няющимся направлением
а — свод с угловым поворотом;
б — свод с плавным поворотом
Рис. 49. Кладка сво-
да с изменяющимся
пролетом
а — общий вид пят; б —
продольный разрез по
своду; 1 — ступенчатые
пяты; 2 — кладка между
пятовыми изделиями и
подпятовой балкой; 3 —
подпятовая балка
Рис. 51. Соединение сводов под прямым (а) и острым (б) углами
(вид сверху)
1 — главный свод; 2 — примыкающий свод
кой кольца (рис. 52, в). Круглые отверстия с вертикальными стена-
ми выполняют из кирпича, нарезанного на станке (рис. 52,г). От-
верстия можно выполнять, применяя жаростойкий бетон. В предва-
рительно выложенное штрабой отверстие (рнс. 52, б) устанавливают
деревянный шаблон. Зазоры между шаблоном н штрабой забивают
жаростойким бетоном. Чтобы облегчить удаление шаблона, его
обертывают толем: толь укладывают и на опалубку. Для подвесных
сводов применяют изделия № 76—91 (ГОСТ 8691—73), подвеши-
ваемые к каркасу печи с помощью металлических балок или брусков
и подвесок. В местах излома применяются клиновые изделия с со-
ответствующим сбавком (рис. 53, в). Изделия подвешивают секцня-
200
Рис. 52. Выполнение отверстий в сводах
а — прямоугольных; б — арочных; а —круглых; а —с вертикальными стен-
ками; д — из жаростойкого бетона; 1— вытеска из кирпича фасонного клина;
2 —конический вкладыш; 3 — прокладка из рубероида; •/ — жаростойкий бетон
ми. Для нагревательных печей и котлов наиболее распространены
подвесные своды из шамотных или высокоглиноземистых изделий —
гладкий и рифленый, а также свод из магнезито-хромитового кир-
пича (рис. 53). Своды из рифленых изделий более стойки, так как
треснувшие во время эксплуатации изделия держатся своим рифле-
нием за соседние изделия, а также более газоплотны. Быстрота
сборки подвесных сводов зависит от качества изготовления и мон-
тажа деталей свода, поэтому перед началом кладки необходимо
проверять правильность установки несущих жароупорных балочек.
Нижние кромки всех балочек прямолинейного участка должны
находиться в одной плоскости. Это достигается подтягиванием или
опусканием болтов, на которых подвешены балочки, и проверяется
линейкой. Концы смежных балочек должны находиться на одной
прямой линии. Расстояния между осями как прямых, так и криво-
линейных балочек должны быть одинаковы и соответствовать чер-
тежу. Отклонение положения балочек от проектной отметки по
высоте допускается не более ±10 мм; непараллельность не должна
превышать 20 мм; несовпадение стыков отдельных элементов бало-
чек 10 мм. До начала подвески свода стены печи доводят до уров-
ня нижней плоскости свода. Дальнейшая кладка стен производится
после наборки свода. Между кладкой стен и свода по всему пери-
метру оставляют зазор, заполняемый густым шамотным раствором
с асбестом. Подвесные своды набирают рядами по ширине печи,
начиная от продольной оси печи в обе стороны. В местах изгиба
подвесного свода в криволинейных подвесных балочках нижние
полки отсутствуют, и изделия закрепляют за расположенные выше
201
Рис. 53. Подвесные своды
а — свод из рифленого кирпича; б — свод из гладкого кирпича; в — набор кри-
волинейной части свода; г — магнезито-хромитовый свод; 1— кирпич; 2 — жа-
роупорные балочки; 3 — вкладыш; 4 — болт; 5 — скоба; 6 — сводовая балка;
7— тяга; 8—водоохлаждаемая балка; 9— приливы; 10— литая деталь; // —
направление набора свода; 12— стальной стержень; 13— стальная прокладка;
14 — подвески
нижнего ребра балочки прилиры с помощью литых деталей. Для
этого в клиновых изделиях, укладываемых в месте изгиба, преду-
смотрены пазы. Криволинейный участок свода начинают набирать
с нижней горизонтальной части. После окончания ее кладки наби-
рают сначала клиповые изделия, а затем изделия вертикальной ча-
сти участка. Наклонные участки свода .набирают, начиная с самой
низкой части участка. Свод из гладких изделий кладут на полугу-
202
стом растворе, а рифленых — насухо н сверху покрывают уплотни-
тельной обмазкой. При наборе рядов свода необходимо следить,
чтобы боковая сторона ряда представляла собой прямую линию.
Для мартеновских печей применяют лучковые распорно-подвесные
своды (см. с. 241).
4. Футеровка цилиндрических газовоздухопроводов
Необходимое число клинового н прямого кирпича на одно коль-
цо рассчитывают по формулам, приведенным на с. 176, при <р = 360°.
Кладку футеровки начинают с иижней части газовоздухоировода.
По нижней образующей цилиндра укладывают 5—10 кирпичей н по
обе стороны от них ведут кладку (рис. 54). По достижении футеров-
кой положения а—а устанавливают опалубку длиной 250 мм и по
ней укладывают верхнюю часть футеровки. Замок забивают сбоку.
Далее верхнюю часть футеровки газовоздухопроводов диаметром до
Рис. 54. Футеровка цилиндрических газовоздухопроводов
а — кладка нижней части футеровки; б — кладка верхней части футеровки;
в — стык футеровки газопровода и патрубка; г — закладка верхней части фу-
теровки; 1 — направление движения огиеупорщиков; 2 — штрабы; 3 — патрубок;
4 — кружало •
2,5 м ведут без опалубки: кирпич вставляют в штрабы, получившиеся
после укладки первого кольца. Стык цилиндрической футеровки
с цилиндрическим патрубком выполняют без перевязки со свободным
конусным примыканием (рис. 54, в). Это обеспечивает свободное тер-
мическое расширение кладки патрубка и футеровки. Перевязка
обычно приводит к расстройству кладки и иногда к обвалу ее
в стыке.
203
5. Кладка люков в дымоходах
Прямоугольные люкн выкладывают напуском рядов кладки стен
боровов (рнс. 55, а). Прн кладке круглого люка по его центру уста-
навливают деревянную опалубку, соответствующую размеру внут-
реннего диаметра люка, и изготовляют шаблоны, по форме соответ-
ствующие опорным кирпичам люка (рнс. 55,6). Кладку свода борова
Рис. 55. Кладка люков в дымоходах
а — прямоугольный люк; б — круглый люк; 1 — напуск рядов; 2 — кольца в
один кирпич; 3— форма шаблона; 4— барабан; 5 — опорные кирпичи; 6 — ли-
ния радиуса свода
заканчивают по линии а — а в соответствии с заготовленным шаб-
лоном. По образующемуся таким образом опорному кольцу
укладывают заранее заготовленные по шаблону опорные кирпичи.
6. Кладка регенеративной насадки
Кладка насадки (рис. 56, а — г) ведется с помощью деревянного
шаблона, сделанного по размерам просвета между рядами; этим же
шаблоном пользуются при кладке поднасадочнон решетки (рис.
56, <Э). Для удобства подачи материалов кладку ведут убегом по
направлению к лазу.
204
Рис. 56. Кладка регенеративной насадки
а — насадка с прямыми каналами; б — насадка вразбежку; а “Насадка со
сплошными каналами (каупера); г — шаблон для укладки насадки; д — кладка
поднасадочной решетки
7. Кладка рекуператоров
Наиболее распространены керамические рекуператоры из труб- .
чатых элементов и из фасонных изделий с четырьмя каналами (рис.
57 и 58). В рекуператорах первого типа дымовые газы проходят по
трубам рекуператора сверху вниз, а воздух омывает трубы снару-
жи, несколько раз меняя свое направление; в рекуператорах второго
типа по каналам снизу вверх проходит воздух, а дымовые газы омы-
вают фасонные изделия снаружи. Особое внимание следует уделять
плотности стыков отдельных элементов рекуператора, полному за-
полнению швов раствором и подбору раствора, обладающего наи-
большей газоплотностью. Для увеличения газоплотности стыков
между воздушной и дымовой сторонами предусмотрено лабиринт-
205
Рис. 57. Керамический трубчатый рекуператор
а — общий вид; 6 — горизонтальные разрезы; 1 — керамические трубки; 2 —
промежуточные звездочки; 3 — нижние и верхние звездочки; 4 — керамические
ставки; 5 — уплотнительные цилиндры; 6 — нижние опорные изделия; 7 —
перекрывающие плиты; 8 — песочный затвор
ное уплотнение. С этой же целью элементы рекуператоров распола-
гают вертикально, что способствует уплотнению горизонтальных
швов. Кладку рекуператоров ведут на воздушно-твердеющих
растворах из шамотно-бокситового мертеля. Все огнеупорные
изделия следует перед началом работы тщательно осмотреть, чтобы
не допустить в кладку изделия с трещинами, и рассортировать тру-
бы и изделия с каналами по высоте, а звездочки, промежуточные,
верхние и нижние плитки по толщине. Рекуперативную решетку
выкладывают отдельными горизонтальными рядами. Фасонные изде-
лия должны быть тщательно подогнаны одно к другому; торцы
труб и изделий с каналами обычно шлифуют на заводе-изготовителе.
На каждый горизонтальный ряд подбирают элементы одной высоты.
Перед закладкой камер рекомендуется выложить один ряд рекупе-
ративной насадки насухо и стены камеры заложить точно по габа-
риту насадки. Кладку каждого ряда насадки начинают со стороны,
противоположной подаче материалов, от продольной оси камеры, и
ведут строго по уровню в направлении к стенам. Каждый выложен-
ный ряд до полного схватывания раствора должен быть выдержан
24 ч без механического воздействия на него. В связи с этим для
ускорения работ рекомендуется вести кладку одновременно двух-
206
113,151 .113,154
Б-Б
Рис. 58. Керамический рекуператор
из изделий с четырьмя каналами
1 — изделие с четырьмя каналами; 2 — про-
межуточные фасонные изделия; 3 — ниж-
ние и верхние фасонные изделия; 4 — поло-
вина изделия с четырьмя каналами
трех рядов уступами. Для предохранения от засорения ранее вы-
ложенную насадку перекрывают деревянным щитом, передвигаемым
по мере кладки вышележащего ряда. Укладывать раствор в швы
между трубами н звездочками нлн между изделиями с каналами и
промежуточными плитками в рекуператорах второго типа следует
особенно тщательно с удалением лишнего раствора во избежание
наплывов внутри трубок нли каналов, уменьшающих нх рабочее
сечение. Нельзя отбивать застывшие наплывы, так как это приводит
к расстройству насадки. Швы уплотняют огнеупорщики на ощупь
пальцами нлн палочкой с закругленным концом, обмотанным куском
материи. Для уплотнения внутренних швов рекомендуется по оконча-
нии кладки насадки тщательно промазать трубки или каналы внутри
жидким воздушно-твердеющим раствором, опуская и поднимая
внутри трубки или канала тампон из тряпок, намоченный в растворе.
Каналы перед промазкой очищают от мусора, который мог в ннх
попасть в процессе кладки. Чтобы при изменении высоты столба
удлинившихся при нагреве труб воздух не мог просочиться на ды-
мовую сторону, верхнюю решетку рекуперативной насадки соеди-
няют со стенами песочным затвором (см. рис. 57).
8. Температурные швы
Конструкцию и расположение температурных швов (рнс. 59)
проектируют таким образом, чтобы они не уменьшали прочность
кладки и не служили каналами для движения газа, шлака, жидкого
металла и т. п. Размер температурного шва определяют расчетом
Рис. 59. Конструкция
температурных швов
а — в однослойных стенах;
б — в многослойных стенах;
в — в углах стен; г, д — в
сводах; е — в шахтных ци-
линдрических печах; ж — в
газопроводах; з —в своде
замкового типа (вид сверху);
1 — температурный шов; 2 —
торцовая стена; 3 — кожух;
4—боковая стена; 5 —
кирпич на плашку; 6 — свод;
7 — кольцевой температур-
ный шов
208
в зависимости от температуры печи и коэффициента температурного
расширения материала кладки. Во избежание подсоса воздуха или
потерь газа температурные швы обычно заполняют маловлажной
огнеупорной массой с добавкой 25—30% асбеста по объему или
керамической ватой. При заделке в кладку пода стелюг, балок и
т. п. между кладкой и металлом оставляют температурные швы для
свободного расширения металла при нагревании. При укладке жаро-
стойких бетонов температурные швы должны быть предусмотрены
проектом. Ниже приведены средние величины температурных швов,
мм, на 1 м различной кладки.
Шамотная, полукислая, высокоглиноземистая 5—6
Магнезитовая, хромомагнезитовая, хромитовая
для нагревательных печей.....................12—14
То же, для сталеплавильных печей..............20—25
Динасовая..................................... 12
Тальковая.....................................8—10
Корундовая.....................................8—9
9. Кладка печей в зимних условиях
В зимних условиях кладку на растворе разрешается проводить
только в отапливаемых зданиях или тепляках. Температура воздуха
в зданиях или в тепляке должна быть не ниже 5° С. Положительная
температура не ниже 5° С должна поддерживаться до постановки
печи на сушку. До этого разборка и удаление опалубки не разре-
шаются. Если кладку ведут на цементном растворе или на растворе
с жидким стеклом, тепляк и опалубку можно разобрать после дос-
тижения раствором 70%-ной проектной прочности. Кладку «насухо»
можно вести при отрицательных температурах.
10. Проверка правильности кладки (рис. 60)
Правильной формы кладки достигают применением правильно
изготовленных кружал, шаблонов, подвижных радиусов, нивели-
ровкой, натяжением шнуров по габаритным линиям и т. п.
11. Укладка жаростойкого бетоиа
Перед укладкой жаростойкого бетона предварительно должна
быть собрана опалубка или форма с точностью, предусмотренной
на с. 190. При этом необходимо обеспечить жесткость и неизменность
положения щитов опалубки или формы. Чтобы предотвратить сцеп-
ление бетона со щитами, рабочие поверхности их перед установкой
арматуры покрывают одним из следующих составов: 1) 12 частей
по массе отработанного машинного масла, 1 часть цемента или тон-
комолотой добавки и 0,5 части воды; 2) известковым молоком;
3) отработанным машинным маслом или другим не схватывающимся
с бетоном составом. В железобетонных конструкциях в опалубку
или в формы устанавливают в соответствии с проектом арматуру
по заранее разработанной схеме, предусматривающей такую после-
довательность работы, при которой уже установленные элементы
не мешают установке последующих.
14-351
209
Рис. 60. Проверка правильности кладки
а — проверка горизонтальности кладки; б — проверка вертикальности кладки;
в, а — проверка уклона кладки; д, е — проверка кладки кольцевых стен под-
вижным радиусом и шаблоном; ж— проверка кладки вращающихся печей или
подин плавильных печей; з — проверка кладки свода; 1 — правило; 2 — уро-
вень; 3— отвес; 4 — шаблон; 5—подвижной радиус; б — линия радиуса; 7 —
опалубка
210
Ниже приведены допускаемые отклонения, мм, при установке
арматуры.
Отклонения расстояния между отдельно установ-
ленными рабочими стержнями Для:
колонн, балок, сводов и арок................±10
плит, стен и фундаментов под каркасные кон-
струкции ...................................±20
массивных конструкций.......................±30
Отклонения расстояния между рядами армату-
ры при армировании в несколько рядов по высоте:
в конструкциях толщиной более 1 м и в фун-
даментах под конструкции и технологическое
оборудование ................................ ±20
в балках, сводах, арках и плитах толщиной
более 100 мм................................ ±5
в плитах толщиной до 100 мм при проектной
толщине защитного слоя 10 мм.................±3
Отклонения расстояния между хомутами балок
и колонн, а также между связями арматурных
каркасов и ферм................................±10
Отклонения в отдельных местах толщины за-
щитного слоя:
в массивных конструкциях (толщиной более
1м).........................................±20
в фундаментах под конструкции и технологи-
ческое оборудование ....................... ±10
в колоннах, балках, сводах и арках .... ±5
в плитах и стенах толщиной более 100 мм . ±5
в плитах и стенах толщиной до 100 мм при
проектной толщине защитного слоя 10 мм . . ±3
Отклонения расстояния между распределитель-
ными стержнями в одном ряду для:
плит, стен и фундаментов под каркасные кон-
струкции ...................................±25
массивных конструкций.......................±40
Отклонения от вертикали или горизонтали поло-
жения хомутов, ва исключением случаев, когда
наклонные хомуты предусмотрены проектом . . 10
Отклонения положения осей стержней в торцах
сварных каркасов, стыкуемых на месте с другими
каркасами........................................±5
Отклонения расположения стыков стержней по
длине элемента:
в каркасах и тонкостенных конструкциях . . ±25
в массивных конструкциях . .................±50
Смещение осей закладных деталей для:
колонн, ферм, сводов и балок.................±5
остальных конструкций и изделий.............±10
Для предохранения от смещения при укладке бетона арматура
должна быть прочно закреплена в опалубке или в форме. Закладные
детали закрепляют за арматуру (в железобетонных конструкциях)
или за щиты. Проектные расстояния между стержнями арматуры и
особенно толщина защитного слоя бетона должны быть точно выдер-
жаны. Для фиксации толщины защитного слоя применяют бетонные
подкладки (рис. 61). Перед установкой арматуру очищают от от-
слаивающейся окалины, грязи, масла и т. п. Для вязки арматуры
применяют отожженную проволоку диаметром 0,8—1 мм. Для пре-
дохранения от расслаивания и для сохранения однородности бетон-
ную смесь следует доставлять к месту укладки с минимальным
числом перегрузок. Тару необходимо регулярно очищать от налип-
ших и затвердевших частиц бетона и промывать. Укладка бетонной
смеси должна заканчиваться не позже чем через 1 ч после выгрузки
ее из бетоносмесителя. Если на это уходит более 1 ч, то в лабора-
14*
211
тории проверяют, допустимо ли это. Бетонную смесь доставляют
к месту укладки в бадьях (рис. 62), бункерах, а в заводских усло-
виях — самоходными бетоноукладчиками. Во избежание расслаива-
ния смеси высота свободного падения ее не должна превышать 2 м.
При большей высоте для укладки смеси применяют наклонные лотки,
конвейеры, хоботы или виброжелоба (рис. 63). Угол наклона лотков
должен быть не менее 65°, конвейеров при подъеме —18°, при
спуске— 12°. Хоботы можно оттягивать в сторону до 25 мм на каж-
Рис. 61. Установка
подкладок под арма-
туру
а — под нижние стержни
в балках; б — между
вертикальными стержня-
ми н опалубкой; в — под
нижнюю сетку в плитах;
1 — опалубка; 2 — мон-
тажные стержни; 3 —
подкладки; 4 — рабочие
стержни
дый метр высоты, оставляя при этом два нижних звена вертикаль-
ными. Бетонирование осуществляют, как правило, непрерывно, без
образования рабочих швов. Перерыв между окончанием укладки
одного слоя и укладкой следующего не должен превышать 1 ч. Если
устраиваются рабочие швы, то перерыв должен быть такой, чтобы
уложенный бетон к моменту укладки свежей бетонной смеси набрал
прочность не менее 1,5 МПа [15 кгс/см2]. Бетонную смесь уплотня-
ют вибраторами, в заводских условиях — на виброплощадке. Высо-
котемпературные бетоны уплотняют на многочастотных вибропло-
щадках или пневматическими трамбовками. Поверхностными вибра-
торами уплотняют конструкции толщиной не более 200 мм. При
уплотнении глубинными вибраторами толщина укладываемых слоев
не должна превышать длины рабочей части вибраторов, при уплот-
нении пневматическими трамбовками — 50 мм. Шаг перестановки
внутренних вибраторов с гибким валом при малом наконечнике 25—
30 см, при большом — 35—45 см, у вибробулавы — 40—60 см.
Вибраторы при вибрировании не должны касаться арматуры и опа-
лубки; извлекать их следует медленно, чтобы на поверхности бетона
не образовывались лунки. Для лучшей связи между слоями вибратор
следует погружать на 50—100 мм в нижележащий слой. Вибрирова-
ние в одном месте продолжается 30—60 с до прекращения оседания
смеси, выделении из нее пузырьков воздуха и появления на ее по-
212
Рис. 62. Поворотная бадья вместимостью 0,4 м3 (а) и вибробадья
вместимостью 0,8 м3 (б)
/ — петли для подъема бадьи; 2 — затвор; 3— рычаг; 4 — вибратор; 5 — штеп-
сельная вилка
верхности цементного молока. Наиболее благоприятная температура
твердения бетонов на цементных вяжущих 15—25° С, а на жидком
стекле 60° С. В период твердения бетонов на портландцементе и
жидком стекле нельзя допускать температуры ниже 15ю С, а на гли-
ноземистом — ниже 7° С. Бетоны на цементах предохраняют от быст-
213
214
SIZ
woo
Рис. 63. Виброжелоб (а), хобот (б)
рого высыхания, поливая их водой, укрывая мокрой рогожей, опил-
ками, песком и т. п. В сухую погоду бетон на портландцементе
поливают водой в течение 6 сут, а на глиноземистом цементе — в те-
чение 3 сут. Поливку проводят не реже чем каждые 3 ч днем и один
раз ночью. При укрытии опилками или песком перерывы между
поливками могут быть в 1,5 раза большими. Бетон на портландце-
менте начинают поливать через 10—12 ч после укладки, на глино-
земистом— через 3—4 ч. Бетон на жидком стекле и на периклазовом
цементе твердеет в сухих условиях, при этом необходимо обеспечить
хорошую вентиляцию для удаления паров воды. Для бетонов на
глиноземистом цементе температура разогрева в процессе твердения
ие должна превышать 40° С; при разогреве выше этой температуры
опалубку и бетон обильно поливают холодной водой. Срок наиболее
интенсивного твердения при температуре 15—25° С составляет для
бетонов: на портландцементе 7 сут, на глиноземистом цементе 1 сут,
на жидком стекле и периклазовом цементе 3 сут. Для ускорения
твердения применяют искусственный обогрев уложенного бетона.
Бетон иа портландцементе подвергают тепловлажностной обработке
или электропрогреву, на жидком стекле — сушке или электропрогре-
ву. При выгрузке изделий нз пропарочных камер на воздух при
отрицательной температуре перепад температур изделий и окружаю-
щей среды не должен превышать 40° С. Изделия следует укладывать
в штабеля и укрывать брезентом, толем и т. п. до выравнивания
температуры изделий и окружающего воздуха. Расход пара на изго-
товление 1 м3 бетона в плотном теле при тепловлажностной обра-
ботке в пропарочных камерах составляет 300—500 кг. Электропро-
грев проводят переменным током напряжением 36—220 В (табл.
136) с применением трансформаторов, позволяющих плавно
Таблица 136 Рекомендуемое напряжение тока в зависимости
от расстояния между электродами
Напряжение, В
Расстояние между электродами, см при подъеме темпера- туры при изотермическом прогреве
До 20 36—50 36—50
20—30 87—100 87
30—40 110—127 100-120
40—50 127—220 127
Более 50 127-220 127—220
Примечание. Напряжение 220 В применяют только Для неармиро-
ванных изделий.
регулировать температуру бетона. Жаростойкий бетон на портланд-
цементе прогревают (табл. 137), укрывая все не защищенные опа-
лубкой поверхности. В процессе прогрева, как только начинается
высыхание, поверхность поливают водой; во время поливки ток
должен быть включен. При электропрогреве бетоиа на жидком
стекле (табл. 138) поверхность бетона не укрывают. Бетон на гли-
ноземистом цементе нельзя подвергать электропрогреву. При прогре-
ве жаростойкого бетона на жидком стекле максимальная величина
напряжения должна выбираться с таким расчетом, чтобы получаю-
Таблица 137. Оптимальные режимы электропрогрева жаростойкого бетона
на портландцементе
Предварительное выдерживание бе- тона перед прогре- вом. ч Скорость подъема температуры при прогреве, °С/ч Температура изотермического прогрева, °C Время изотерми- ческого прогре- ва, ч
3—6 40 100 2
3—6 40 80 4
3-6 40 60 6
Таблица 138. Ориентировочные режимы электропрогрева жаростойких
бетонов на жидком стекле с шамотным заполнителем
Добавка, обес- печивающая твердение Тонкомолотая добавка Предварительная выдержка бетона : перед прогревом, ч 1 льяаи подъема уры. Температура изо- термического прогрева, ч Длительность изотермического прогрева, ч
я № «я •о Й Е-а Я о а о о а с sr* Oho
Нефелиновый шлам, кремне- фтористый нат- рий, гранулиро- ванный доменный шлак Тонкомолотый шамот 3 so 100 80 60 4 6
Кремнефтори- стый натрий То же 3 50 80 60 4 6
То же Тонкомолотый магнезит 3 20 80 60 4 6
Феррохромовый шлак То же 3 20 100 80 60 2 4 6
щаяся сила тока ие превышала допускаемой для применяемого
оборудования.
На прогрев 1 м3 бетона расходуется 70—140 кВт-ч электроэнер-
гии. Производство работ под напряжением выше 60 В запрещается.
При напряжении 60 В работы, а также измерение температуры
следует производить в резиновых перчатках и галошах, инструмент
должен иметь изолированные рукоятки. Работы по электропрогреву
могут выполняться только специально обученными рабочими. Распа-
лубку боковых поверхностей конструкций и изделий можно про-
водить при температуре твердения 15—20° С примерно через сутки
после укладки бетонной смеси по достижении бетоном прочности,
обеспечивающей сохранность поверхностей, кромок и углов при сня-
тии опалубки. Распалубка несущих монолитных конструкций разре-
шается после достижения бетоном 70% проектной прочности. Для
бетонов на портландцементе это наступает обычно через 7 сут после
окончания бетонирования, на высокоглиноземистом и глиноземистом
цементах — через 2 сут, на жидком стекле и периклазовом цемен-
те — через 3 сут.
216
Обнаруженные после распалубки поверхностные трещины И
раковины сразу очищают на всю глубину, продувают сжатым воз-
духом илн промывают водой и заполняют под давлением или тор-
кретированием раствором той же марки, что и бетон.
12. Нанесение защитных и уплотнительных обмазок
Защитные и уплотнительные обмазки наносят на чистую просу-
шенную поверхность. При нанесении обмазки на новую поверхность
в ней предварительно расчищают и углублиют швы: в старой кла-
дке отбивают застывший на ее поверхности шлак и удаляют отслаи-
вающиеся поверхностные слои кладки. Защитные обмазки наносят
на расчищенную поверхность сначала в жидком состоянии широкой
кистью, а затем натирают ровным слоем густой обмазки. Толщина
обмазки примерно 4—5 мм; более толстый слой обмазкн часто от-
слаивается. Обмазки лучше всего наносить на предварительно нагре-
тую до 50—75° С кладку; в этом случае сушку обмазки можно на-
чинать через 1 сут после нанесения. При нанесении обмазок на
жидком стекле на холодную поверхность необходимо сразу присту-
пать к сушке обмазки, так как жидкое стекло диффундирует на
поверхность и клеящая способность его не используется. Подъем
температуры при сушке и первом разогреве до 200° С ведется со
скоростью 10—20° С в 1 ч, при сушке до 200—600° С — 30—40° в 1 ч.
Составы уплотнительных и защитных обмазок приведены в табл.
50 и 51.
13. Торкретирование
Торкрет-бетон применяют как с армированием, так н без него.
Торкретирование производят в один нли в несколько слоев в зависи-
мости от толщины слоя, вида армирования н быстроты схватывания
бетона. Крупность заполнителя в торкрет-массе не должна превы-
шать 10 мм при применении обычных цемент-пушек н 20—25 мм при
использовании цемент-пушек СБ-66 нли СБ-67. Составы торкрет-
бетонных смесей приведены в табл. 56 и 57. Сухне составляющие
перед загрузкой в цемент-пушку должны быть хорошо перемешаны
в растворосмесителе. Сухая смесь смешивается с жидкостью в соп-
ле, подающем массу на торкретируемую поверхность. Вода (жидкое
стекло) должна подаваться к соплу под постоянным давлением, что
обеспечивается подводом к водяному баку сжатого воздуха нлн под-
ключением в лннню насосной установки. Сжатый воздух подается
через воздухоочиститель для удаления нз него следов масла. Давле-
ние воздуха в пушке устанавливается в пределах 0,15—0,6 МПа
[1,5—6 кгс/см2] в зависимости от расстояния машины от торкрети-
руемой поверхности, вида и размера заполнителей. Вода к соплу
подается под давлением на 0,05—0,15 МПа [0,5—1,5 кгс/см2] выше
давления воздуха в цемент-пушке. Влажность заполнителей должна
составлять для обычных жаростойких бетонов 2—6% прн примене-
нии цемент-пушек с шлюзовой камерой н 8—10% для цемент-пушки
с шлюзовым барабаном; для легких бетонов влажность заполнителя
доводится до 10—12%. Торкретируемая поверхность должна быть
очищена от отслаивающейся окалины, масла и грязи. Проще всего
это выполнить с помощью дробеструйного аппарата металлическим
песком крупностью 2—3 мм. Перед началом работы регулируют ве-
личину давления воздуха в машине и подачу воды путем нанесения
пробных слоев торкрет-бетона на переносной щит, установленный
217
от машины на расстоянии, примерно равном расстоянию до торкрети-
руемой поверхности. Сопло должно находиться на расстоянии 0,7—
1 м от торкретируемой поверхности, а направление струи должно
быть по возможности перпендикулярно поверхности, на которую на-
носят торкрет. В процессе торкретирования сопло непрерывно кру-
гообразным движением перемещают, нанося торкрет ровным слоем.
Рис. 64. Устройство мая-
ков для торкретирования
а — установка шаблона по
маякам; б — маячная скоба
и кольцо; 1 — ранее нанесен-
ный торкрет; 2 — вновь на-
несенный торкрет; 3 — шаб-
лон; 4 —маячные скобы D =
•=6 мм; 5 —маячные кольца
/)“=8 мм; 6 — арматурные
шпильки; 7 — кожух; S —
пазы от шаблона
Толщина одновременно наносимого слоя зависит от вида торкрет-
массы. Быстросхватывающиеся массы можно наносить сразу
толщиной до 150 мм, обычные массы наносят слоями толщиной
25—50 мм. При торкретировании горизонтальных поверхностей слой
Рис. 65. Инструменты
для торкретирования
а — шаблон; б — обрезовка
наносят сверху вниз сразу на всю проектную толщину. Перерыв
между нанесением на одной захватке смежных слоев устраивают
с учетом того, чтобы под действием свежей струи не разрушался
ранее нанесенный слой и одновременно обеспечивалось вдавливание
свежего слоя в предыдущий и хорошее сцепление между слоями.
218
Арматура и закладные части, остающиеся не покрытыми торкрет-
массой, следует перед длительным перерывом в торкретировании
очистить от иаброса бетона до того, как он схватится. Большие по-
верхности торкретируют захватками на всю проектную толщину.
Там, где необходимо точное соблюдение проектной толщины торкре-
та, устраивают маяки высотой, равной толщине слоя, путем приварки
к кожуху скоб из круглой стали диаметром 8 мм (рис. 64). Маяки
располагают по высоте на расстоянии 600—800 мм один от другого;
скобы приваривают на расстоянии 300—350 мм одна от другой.
Торкрет наносят толщиной, несколько большей проектной, затем
на ранее уложенный торкрет и маяк накладывается шаблон (рис.
65, а) и ударами молотка по нему во вновь нанесенном слое делают
риски иа расстоянии 150—200 мм одна от другой. Излишек торкрета,
обозначенный этими рисками, удаляют специальными ножами — об-
резовками (рис. 65, б) точно по проектной конфигурации внутренней
поверхности торкрет-бетона.
Глава VII. КЛАДКА ОТДЕЛЬНЫХ КОНСТРУКТИВНЫХ
ЭЛЕМЕНТОВ ПЕЧЕЙ
1. Доменная печь
К огнеупорной кладке доменной печи разрешается приступать
после проверки правильности монтажа кожуха относительно его гео-
метрической оси.
Центричность проверяют на уровне бетонного основания лещади,
осей фурм, мораторного кольца, первого ряда зоны защитных сег-
ментов и опорного кольца на колошнике. Результаты проверки запи-
сывают в акте с приложением геодезической схемы.
Перед началом кладки лещади должен быть выполнен монтаж
кожуха печи, установлено опорное кольцо на колошнике, смонтиро-
ваны вертикальные холодильники лещади и горна и подготовлено по
уровню основание под закладку вертикальных углеродистых блоков.
Кладка фурменной зоны допускается только при наличии шлако-
вых и фурменных кадушек; кладка шахты — после установки хо-
лодильников и врезки приборов КИП.
Футеровку газоотводов и свечей частично выполняют до их
установки, а заканчивают после полного завершения монтажных
работ.
К кладке воздухонагревателя разрешается приступать по окон-
чании всех работ по монтажу его металлических конструкций, про-
верки кожуха на плотность швов, подливки днища и актирования
правильности формы и вертикальности кожуха. Перед укладкой на-
садки проверяют и актируют с составлением карты качество литьи
поднасадочного устройства и правильность его установки.
Футеровка прямого и кольцевого воздухопроводов производится
после испытания их на плотность. Футеровка пылеуловителя начи-
нается по окончании монтажных работ по нему и присоединяемому
наклонному газопроводу.
Работа по собственно доменной печи начинается с подливки
жароупорным раствором с осадкой конуса 8—11 см установленных
и выверенных плит подлещадного воздушного охлаждения. Заливать
раствор следует одновременно в нескольких местах так, чтобы путь
219
раствора под плиты не превышал 3—4 м от места заливки. Когда
раствор поднимется в стыковых щелях между холодильниками и не
будет доходить на 2—3 см до их поверхности, заливку прекращают
и после твердения раствора монтируют каркас под донышко
лещади.
По окончании монтажа каркаса пространство между его эле-
ментами, выполняемыми обычно из швеллеров или двутавров
№ 12, заполняют углеродистой массой, предварительно нагретой до
80—90° С, с утрамбованием пневматическими трамбовками со смен-
ными наконечниками, подогретыми до вишневого цвета, либо угле-
родистым бетоном, уплотняемым вибраторами. В. обоих случаях
необходимо тщательно следить за тем, чтобы поверхность слоя не
оказалась ниже проектного уровня.
После укладки и уплотнения углеродистой массы или бетона
монтируют днище лещади с приваркой к элементам каркаса.
Плотность прилегания днища к углеродистому основанию опре-
деляют простукиванием и, обнаружив пустоты, прожигают или про-
сверливают в этих местах отверстия, через которые нагнетают жид-
кий жароупорный раствор либо подогретую углеродистую пасту
до полного заполнения обнаруженных пустот, после чего отверстия
заваривают. По поверхности днища набивают слой углеродистой
массы под вертикальные графитированные блоки. Для того чтобы
обеспечить горизонтальность этого слоя, к днищу по границам полос
его, т. е. по хордам окружности, вертикально приваривают стержни
из арматурной стали, на которых отмечают низ вертикальных гра-
фитированных блоков. Срезанные по эту отметку стержни являются
маяками.
Углеродистую массу укладывают и уплотняют описанными ра-
нее приемами. Плотность трамбования считается достаточной, если
металлический стержень диаметром 5 мм не входит в массу неза-
остренным концом при нажиме на него рукой.
Кладка лещади
Нижнюю часть лещади монтируют из одного ряда вертикальных
графитированных блоков, кратных по высоте четырем рядам блоков,
укладываемых горизонтально по периферии (рис. 66). Монтаж про-
изводят при помощи цангового захвата. Отверстия в блоках для
вставки захватов высверливают заранее в центре тяжести блока.
Глубина отверстия 190—200 мм. диаметр 40 мм.
Блоки подают на лещадь по рольгангу через отверстие под
шлаковую летку или отверстие в кожухе печи, оставляемое для по-
дачи холодильных плит. Блоки начинают укладывать со стороны,
противоположной отверстию, через которое материал поступает
внутрь печи.
Сначала укладывают ряд горизонтальных блоков 1, 2, 3, распо-
ложенных между холодильниками и первой ниткой вертикальных
блоков ]]—22 (рис. 67). Рядом называют уложенные в одной
плоскости горизонтальные блоки, ниткой — установленные по одной
линии вертикальные блоки.
Строго по выбранному диаметру располагают центральный блок
1 первого ряда на расстоянии 75—150 мм от ближайшего холодиль-
ника. Вначале проверяют плотность его прилегания к основанию
насухо, а затем, если прилегание хорошее, приподнимают блок и
подливают под него разогретую предварительно до 40—50° С угле-
220
Рис. 66. Кладка лещади и горна
/ — бетонный фундамент; 2 — плиты воздушного охлаждения лещади; 3 — гра-
фитированные блоки; 4 — углеродистые блоки; 5 — высокоглиноземистые бло-
ки; 6 — защитная шамотная футеровка; 7 — набойка из углеродистой массы;
8 — периферийные холодильники: 9— вертикальные блоки; 10— швы, запол-
няемые углеродистой пастой; 11— горизонтальные блоки
221
родистую пасту. После этого блок окончательно укладывают на
место. Аналогичным образом устанавливают блоки 2 и 3, затем 4
и 5 и далее 6 и 7.
Блоки следует укладывать по шнуру, чтобы стороны продольных
блоков 4, 5, 6, 7 составляли с торцами поперечных, блоков 1, 2, 3
прямую линию, так как к ним будут примыкать вертикальные блоки
первой нитки.
После выверки положения горизонтальных блоков 1—7 укла-
дывают блоки 8, 9 так, чтобы не сдвинуть ранее уложенные.
Рис. 67. Схема монтажа углеродистых блоков лещади (цифрами обо-
значены блоки)
Далее такими же приемами устанавливают горизонтальные
блоки второго ряда. Поверхности их, примыкающие к вертикаль-
ным блокам, должны находиться в одной плоскости.
Затем переходят к установке вертикальных блоков первой нит-
ки. Каждая нитка вертикальных блоков начинается и заканчивает-
ся горизонтальными блоками. Первую нитку начинают укладывать
от вторых рядов горизонтальных блоков 10.
При установке блока проверяют плотность прилегания к сосед-
ним, ранее установленным блокам и их совпадение по высоте.
Плотность примыкания контролируют 2-мм щупом, положение
блока по высоте и в ряду нитки — металлической линейкой.
Если блок при установке насухо неплотно примыкает к ранее
установленным, его приподнимают и выравнивают основание, под-
сыпая холодную, размельченную угольную пасту. Горячую пасту
наносят на плоскости устанавливаемого и ранее установленных
смежных блоков мочальными или волосяными кистями. Для полу-
чения более тонкого шва блок подгоняют ударами кувалды через
деревянную прокладку.
После установки последнего вертикального блока 22 первой
ннтки к нему вплотную торцами прикладывают два горизонтальных
блока 23. От их скошенных торцов до плитовых холодильников
должно быть расстояние 75—150 мм, что позволяет уложить ик
впритык к последнему вертикальному блоку нитки. Если это рас-
стояние меньше, блок подрубают до нужных размеров со стороны
примыкающего к холодильнику торца.
222
После этого начинают устанавливать блоки второй нитки: при-
чем горизонтальный блок 24 смещают на полтора вертикальных
блока для обеспечения их перевязки.
Перед установкой второй иитки вертикальных блоков и забивки
зазора между блоками первого и второго рядов и холодильниками
необходимо уложить третий и четвертый ряды горизонтальных бло-
ков первой нитки, иначе их придется устанавливать в нишу, что
крайне затруднительно.
В такой же последовательности устанавливаются вертикальные
блоки третьей и четвертой ииток, после чего начинают забивать
углеродистой массой зазоры между блоками и холодильниками.
Сначала забивают зазор на участке 1—9 на высоту уложенных
двух рядов (см. рис. 67). Затем укладывают третий и четвертый
ряды этих блоков. Так как забивать зазор в два приема удобнее,
после того, как установлено более половины всех блоков, перехо-
дят иа забивку зазора иа высоту двух блоков, а после этого уста-
навливают блоки третьего и четвертого рядов.
После установки всех вертикальных блоков проверяют правиль-
ность поверхности первого пояса 2-м рейкой и шлифуют при помощи
шлифовальных машин под кирпичную кладку лещади и углероди-
стые блоки кольцевой стены.
Периферийную углеродистую кладку лещади выкладывают из
клиновых блоков высотой 550 мм и длиной до 1800 мм. Для каж-
дого кольца предусматривают один замковой блок увеличенной дли-
ны с целью погашения возможной неточности при сборке блоков за
счет выдвижения его внутрь печи. Замковые блоки слишком боль-
шой длины обрубают на месте при укладке ряда.
Блоки каждого ряда вначале верстают насухо. Блоки уклады-
вают в обе стороны от первого при помощи крана МПО и электро-
талей, смонтированных на полноповоротиых краи-балках (или коль-
цевых монорельсах). При этом щупом проверяют толщину горизон-
тальных и вертикальных швов, металлической линейкой с уровнем —
правильность горизонтальной поверхности.
Периферийные блоки лещади начинают набирать от точки, про-
тивоположной шлаковой летке (если она предусмотрена).
После набора насухо 70—80% ряда блоки укладывают на па-
сту, причем начинают с того же места, что и верстовку насухо. Для
этого снимают три блока и смещают их в сторону. Затем ковшом
наливают на поверхность нижележащего ряда пасту, расстилают ее
кельмой под первый блок и укладывают его иа пасту.
После этого наносят пасту под второй блок и на прилегающие
друг к другу боковые поверхности первого и второго блоков.
Второй блок также укладывают иа место и проверяют положе-
ние обоих блоков относительно радиуса. Зазор между блоками
и холодильниками фиксируют деревянными клиньями. Окончательно
прижимают блоки при помощи домкрата, вставляемого иа место вы-
нутого третьего блока. Для прижима блоков к нижележащему ряду
на иих нагружают блоки следующего ряда. В такой же последова-
тельности укладывают и остальные блоки ряда. По окончании
укладки иа пасте около одной трети длины кольца начинают забив-
ку зазора между блоками и холодильниками углеродистой массой.
Укладывать блоки следует в определенном порядке, предусмот-
ренном монтажной схемой завода-изготовителя.
Центральную часть лещади выкладывают из высокоглиноземи-
стых блоков размером 550X200X150 мм. Кладку высокоглииоземи-
223
стой части лещади и периферийной углеродистой части ведут после-
довательно: сначала монтируют ряд блоков, затем заполняют клад-
кой пространство внутри него.
Кладку высокоглиноземистой части лещади ведут крестом от-
дельными горизонтальными рядами с укладкой кирпича на торец.
Закладку креста ведут при помощи четырех брусьев (рис. 68).
Рис. 68. Закладка креста лещади
а — схема закладки креста; б —деталь закладки креста; в — закрепление
клиньями крайних кирпичей; 1 — ось креста; 2— шнур; 3 — направление дви-
жения огнеупорщиков; 4—брусья; 5—крест; 6 — блоки, удерживающие
брусья; 7 — причальные кирпичи; а —деревянные клинья; 9 — углеродистые
блоки
Перевязка вертикальных швов достигается смещением вышеле-
жащего ряда кладки по отношению к нижележащему на 22,5° во-
круг вертикальной оси лещади. Последний (верхний) ряд лещади
должен быть выложен так, чтобы вертикальные продольные швы
ряда были расположены под углом 22,5 или 45° к осям чугунных
леток.
Одновременно можно укладывать два ряда лещади. Когда за-
канчивают укладывать углы нижиего ряда, начинают новый ряд.
Так как высокоглиноземнстый кирпич практически не поддается
обработке Кирочкой, кладка лещади ведется с вертикальными шва-
ми 0,8 мм и горизонтальными швами до 1,2 мм. Кладка ведется иа
высокоглиноземистом пластичном растворе жидкой консистенции
(осадка конуса 8—9 см).
Весь кирпич на заводе-изготовителе сортируют и подбирают по
ширине, длине и кривизне, после чего маркируют по рядам.
Поверхность выложенных рядов лещади выравнивают одновре-
менно с периферийными углеродистыми блоками при помощи шли-
фовальных машинок, снабженных дисками с победитовыми резцами.
Зазоры между высокоглиноземистой кладкой и углеродистыми
блоками забивают углеродистой массой.
Зазор между кожухом печи и вертикальными холодильниками
лещади заливают раствором, приготовленным из смеси 35—40% це-
224
мента и 65—60% шамотного мертеля (по объему) крупностью зерен
до 3 мм.
Кладка горна. В современных доменных печах объемом 3000—
5000 м3 горн выкладывают из высокоглиноземистого кирпича или
графитированных крупноразмерных блоков, поставляемых Японией
и ФРГ.
Кладка каждого ряда стенки горна из кирпича ведется путем
набора замкнутых, не перевязанных между собой концентрических
Рис. 69. Кладка вокруг чугунной летки (а) и вокруг шлаковой летки
и фурм (б)
/ — кожух печи; 2 — периферийные холодильники; 3 — футляр; 4 — углероди-
стая масса; 5 — шамотно-цементная заливка; 6 — шамотно-цементная масса
колец с пригонкой соприкасающихся поверхностей и расположением
радиальных швов вразбежку. Все радиальные и кольцевые швы в
смежных по высоте рядах кладки должны выполняться вперевязку.
Выступы отдельных кирпичей, обращенных внутрь печи и к ее кожу-
ху, не выравнивают.
Для уменьшения пригонки кирпичей кладку каждого ряда начи-
нают со второго кольца от центра печи. Допускается кладка стен
горна штрабой одновременно не более трех рядов по высоте.
15—351
2Q5
Отверстие для выпуска чугуна (чугунная летка) делают одно-
временно с кладкой стен металлоприемника. Поперечное сечение от-
верстия прямоугольное (рис. 69, а). Кладка стен горна в этом месте
должна начинаться от стен канала. Кладку внутри рамы чугунной
летки производят раньше, чем соответствующих по высоте рядов
горна.
Отверстие летки перекрывают кирпичом Д-2 и Д-1, укладыва-
емым на ребро в области футляра, и кирпичом Д-2, укладываемым
на плашку в остальной части канала.
Кладку вокруг отверстия шлаковой летки и воздушных фурм
выполняют по установленным амбразурам либо по шаблону. Кладку
выполняют уступами, образуемыми кирпичом горизонтальных рядов
кладки горна (рис. 69, б).
Зазор между кладкой горна и вертикальными холодильниками
забивают углеродистой массой. Зазоры между кладкой и амбразура-
ми шлаковых приборов и воздушных фурм заполняют густым шамот-
но-глинистым раствором (валюшкой).
Горн из углеродистых шлифованных блоков монтируют, как
правило, без сверления блоков, специальными вакуум-захватами.
Три нижних пояса горна из блоков делаются двойными с пере-
вязкой по высоте горизонтальных швов и зазорами между блоками,
забиваемыми углеродистой массой. В этом случае вначале набирают
периферийный ряд, укладывают на пасту, затем верстают и уклады-
вают внутренний ряд блоков. Зазоры между холодильниками и пери-
ферийным рядом, а также между рядами блоков выдерживают при
помощи деревянных клиньев. Зазоры забивают углеродистой массой
по участкам, причем периферийный зазор должен опережать внут-
ренний иа 2—2,5 м.
Верстовку блоков проводят согласно их монтажной схеме от точ-
ки, расположенной посередине между двумя чугунными летками, и
ведут одновременно в обе стороны. При верстовке щупами проверяют
плотность прилегания блоков друг к другу и нижележащему ряду.
Поверхность ряда проверяют металлической линейкой.
После пригонки и проверки наверстанного ряда блоки уклады-
вают иа углеродистой пасте. Для этого вакуум-захватами снимают
3—4 соседних блока и откладывают их в сторону. Пасту наносят
на поверхность нижележащего ряда и на нижнюю и боковые поверх-
ности каждого блока, после чего укладывают их на место. Каждый
блок прижимают к соседнему домкратом, а сверху — другим бло-
ком для уплотнения горизонтального шва.
Выше чугунных леток каждый ряд замыкается специальным бло-
ком увеличенной длины. Замыкающий блок подгоняют насухо и при
укладке на пасте плотно вдвигают на место со стороны холодильни-
ков. Излишнюю часть блока обрубают.
По окончании кладки лещади и горна выкладывают защитный
слой из шамотного кирпича по всей внутренней поверхности углеро-
дистой части горна.
Кладка заплечиков, распара, шахты и купола. Кладку заплечиков
ведут впритык к холодильникам горизонтальными кольцами с соблю-
дением перевязки вертикальных швов (рис. 70). Толщина пристенного
шва не нормируется. Неплотности между кладкой и холодильниками
заполняют тем же раствором, на котором ведется кладка.
При кладке доменной печи в два яруса из-за наличия защитного
перекрытия, упирающегося рамой в верхнюю часть заплечиков, клад-
ку примыкания заплечиков к штрабе распара приходится выполнять
226
Рис. 70. Доменная печь
/-шамотно-цементная заливка; 2 — графитированные вертикальные блоки;
3— углеродистые блоки; 4 — углеродистая часть горна; 5 — засыпка; 6— зона
защитных сегментов; 7 — шахта; в — периферийные холодильники; 9— распар;
10 — заплечики; 11 — кольцевой воздухопровод; 12— алюмосиликатная часть
горна; 13 — алюмосиликатная часть лещади; 14 — периферийные холодильни-
ки; 15 — воздушное охлаждение лещади; 16 — печь из жаростойкого бетона
15*
227
Рис. 71. Кладка толстостенно-
го распара печи без мораторно-
го кольца
в последнюю очередь после удаления перекрытия. Примыкание вы-
полняют с тщательной притеской кирпича по месту укладки и соблю-
дением перевязки швов.
Кладку толстостенного распара (рис. 71) начинают с выравни-
вания поверхности холодильников слоем шамотно-глинистой набойки.
Толщина слоя зависит от размеров выступающих деталей.
При незначительном эксцентриситете кожуха, не превышающем
50 мм, кладку ведут по шаблону от брони.
Величина зазора между кладкой и кожухом определяется проек-
том, как и материал для его заполнения. В большинстве случаев это
мертель III класса крупностью зе-
рен до 4 мм с асбестом или грану-
лированный шлак с асбестом. За-
зор засыпают параллельно с воз-
ведением кладки, уровень засыпки
может отставать не более чем на
шесть рядов. Выступы отдельных
кирпичей, обращенных внутрь пе-
чи и к кожуху, ие выравнивают.
Шахту выкладывают концент-
рическими кольцами с соблюдени-
ем перевязки вертикальных, ради-
альных и кольцевых швов. Кладку
можно вести штрабой не более
трех рядов по высоте. Между
кладкой и выступами холодильни-
ков для компенсации температур-
ного роста оставляют зазор 30—
40 мм.
Самоуплотнение засыпки тем
больше, чем выше слой. Поэтому
его высоту уменьшают за счет вы-
пуска из кладки через каждые
1,5—1,8 м поясков из двух рядов
дополнительных колец, сокращая
ширину зазора до 10—15 мм.
Укладывать их впритык к кожуху
не следует, так как при росте
кладки, опережающем рост кожу-
гя. В последнее время зазор пере-
крывают кольцами из смолоасбестовых изделий.
Уклон шахты образуют напуском поясков, каждый из которых
состоит из 5—6 рядов кладки. Зазор между последним рядом кладки
шахты и нижиим рядом футеровочных плит колошника забивают
плотно утрамбованной глинисто-асбестовой массой.
Зону защитных колец выкладывают, прикалывая огнеупорный
кирпич к головкам болтов, скрепляющих сегменты. Пустоты в местах
приколки заполняют густым раствором с добавлением портландце-
мента. Отверстия газоотводов оформляют с напуском кирпичей и
притеской их к амбразурам газоотводов.
Футеровка газоотводов и пылеуловителя. Футеровку газоотводов
делают толщиной в ’/2 кирпича с перевязкой по длине на полугустой
шамотно-цементном растворе с глиной. Кладку ведут впритык к ко-
жуху с заполнением зазоров между кладкой и кожухом густым рас-
твором состава, идущего на кладку. Футеровку газоотводов выпол-
1 — шамотный каолиновый кирпич:
2—углеродистая
мотно-глииистая
зонтальные
масса; 3 — ша-
масса; 4 — гори-
холодильникн
ха, эти пояски
228
няют отдельными участками длиной 1,5—1,65 м с опиранием на
стальные кольца, приваренные к кожуху.
Футеровку конусной части пылеуловителя выполняют нз кирпи-
ча, укладываемого на ребро, замкнутыми кольцами, без перевязки
колец между собой, а цилиндрической — вперевязку по длине кирпи-
чей, которые укладывают на ребро вдоль образующей цилиндра. Для
в-в
Рис. 72. Воздухонагреватель со встроенной камерой горения
1— диатомитовая кладка; 2— засыпка; 3— кладка кольцевой стены; 4 — на-
садка; 5 — торкрет-бетонная изоляция; 6 — купол; 7— футеровка камеры го-
рения; 8 — кладка камеры горения; 9 — штуцер газовой горелки; 10— штуцер
холодного дутья; 11 — колонны поднасадочного устройства; 12 — подиасадоч-
ная решетка; 13 — дымовые клапаны
кладки используют тот же раствор, что и для футеровки газоотводов.
Неплотности между кожухом и кладкой заполняют раствором.
Пылеуловители футеруют отдельными участками высотой 2—
2,5 м, шириной 2,5—3 м, ограниченными приваренными к кожуху пы-
леуловителя стальными полосами. Между верхним рядом каждого
229
участка кладки и полосой оставляют зазор 15—20 мм, заполняемый
густым раствором того же состава, на котором ведут кладку. В по-
следние годы для футеровки газоотводов и пылеуловителя применя-
ют жаростойкий торкрет-бетон.
Кладка стен воздухонагревателя. Воздухонагреватели современ-
ных доменных печей объемом 3200 м3 и менее проектируют и выпол-
няют с встроенной камерой горения (рис. 72), а печей объемом
5000 м3 и выше—с выносной, отдельно стоящей камерой горения
(рис. 73), связанной с камерой насадки лишь в верхней, купольной
ее части.
Ниже описана кладка воздухонагревателя с встроенной камерой
горения, как более сложная по исполнению. Кладка купола с вынос-
ной камерой горения воздухонагревателя описана на с. 231.
Перед футеровкой металлического днища воздухонагревателя
под него подливают цементный раствор через специальные отверстия
в дннще, которые после Подливки заваривают. Верхний ряд выстилки
230
днища укладывают на ребро. Вокруг колонн поднасадочного устрой-
ства разрешается оставлять штрабу с последующим заполнением
зазора (до 50 мм) густым шамотно-цементным раствором с глиной.
Кладку стен камеры горения и камеры насадки ведут параллель-
но и выполняют кольцами.
Перед закладкой камеры горения проводят ее пробный набор из
имеющихся огнеупоров. Если при заданных размерах камеры горе-
ния не получается целое число кирпичей, то очертания ее изменяют:
сужают до замыкания щели между кирпичами или расширяют, что-
бы можно было вложить один кирпич дополнительно. Такое измене-
ние очертания вызывает ничтожное изменение проектного радиуса,
но избавляет от резки и тески кирпича по всей высоте воздухонагре-
вателя.
По полученному очертанию камеры горения изготавливают шаб-
лон, которым и пользуются в дальнейшем при производстве работ.
При кладке необходимо обеспечить строгую вертикальность ка-
меры горения и предотвращение ее поворота вокруг вертикальной
оси. Для этого на кожух воздухонагревателя по его диаметру, про-
ходящему через центр камеры горения, выносят риску, которую по
мере роста кладки с помощью отвеса переносят с горизонта на гори-
зонт и по которой контролируют положение шаблона камеры горения,
совмещая риску на шаблоне с риской на кожухе.
Кладку кольцевой стены ведут по шаблону от кожуха. Зазор
между кладкой и кожухом в нижней части воздухонагревателя (при-
мерно до отметки +25 м) заполняют диатомитовым кирпичом, укла-
дываемым нй огнеупорном растворе, и засыпкой (смесь асбеста с
мертелем или гранулированным шлаком). Засыпку слегка уплотняют
деревянными трамбовками, а зазор через 2—2,5 м по высоте перекры-
вают двумя кольцами диатомитового кирпича, укладываемого на
плашку. Заполнение зазора не должно отставать от кладки стен бо-
лее чем на 400 мм.
В верхней, горячей части воздухонагревателя тепловую изоля-
цию обычно устраивают из нескольких слоев шамотного легковесного
кирпича в комбинации с изделиями из каолинового волокна.
Стены камеры горения кольцевого сечения не перевязывают со
стенами воздухонагревателя, между ними оставляют зазор около
10 мм, заполняемый сухим мертелем III класса крупного помола;
стены камеры горения секторного сечения перевязывают со стенами
воздухонагревателя.
Вокруг штуцеров газовой горелки и горячего дутья на участках
шириной по радиусу около 1 м кладку ведут впритык к кожуху, а
вокруг лазов на таком же расстоянии зазоры заполняют набойкой из
шамотно-глиняной массы. Отверстия в стенах воздухонагревателей
для лазов и штуцеров оформляют кольцевыми арками, выполняемы-
ми с соблюдением продольной перевязки кирпича по толщине стены.
Нижнюю половину арок выполняют в один окат, верхнюю — в два.
К особенностям выполнения кладки выносной камеры горения
относится изоляция кожуха легким торкрет-бетоном, которая выпол-
няется на всю высоту камеры горения до начала огнеупорной кладки
из кирпича.
Кладка купола воздухонагревателя. Перед началом кладки купо-
ла для сокращения теплопотерь через его кожух и защиты от пере-
грева при образовании сквозных трещин в кладке внутреннюю по-
верхность кожуха торкретируют легким теплоизоляционным бетоном.
Целесообразно торкретировать кожух купола на земле, до подъема
его в проектное положение.
231
Перед кладкой купола проверяют горизонтальность верхнего
ряда кольцевой стены и правильность установки опорного кольца
по отношению к кожуху воздухонагревателя. Пятовые кирпичи плот-
но пригоняют к опорному кольцу.
Кладку купола ведут концентрическими замкнутыми кольцами
без применения опалубки при помощи поддерживающих стальных
скоб и клиньев. Правильность кладки контролируют подвижным ра-
диусом. Изоляционный слой выполняют с небольшим отставанием от
основной кладки.
Конструкция купола воздухонагревателя с выносной камерой
горения существенно отличается от конструкции купола со встроен-
ной камерой горения.
Футеровка купола воздухонагревателя с выносной камерой го-
рения имеет вид двух половин полусфер — большой и малой, соеди-
ненных между собой сводом конической формы. У воздухонагревате-
лей доменной печн объемом 5000 м3 большая полусфера имеет радиус
6320 мм, малая — 2700 мм; расстояние между нх центрами 11 000 мм.
Футеровка купола выполнена из слоя динасового кирпича толщиной
450 мм, слоя легковесного динасового кирпича толщиной 380 мм и
слоя торкрет-бетона толщиной 80 мм.
Между кладкой из динасового и динасового легковесного кирпи-
ча предусмотрен зазор 30 мм, а между кладкой и торкрет-бетоном—
170 мм (см. рис. 73). Кладку сферических частей купола ведут без
опалубки с применением металлических скоб, кладку конической
части — по деревянной опалубке с металлическими кружалами.
Работу ведут в такой последовательности. После верстовкн н
укладки первого ряда по всему периметру выполняют с опережени-
ем кладку конической части, к которой примыкают потом ряды кир-
пичей большой и малой полусфер, опирающихся на выполненную
кладку конической части свода.
Кладка насадки воздухонагревателя. До начала стен воздухона-
гревателя тщательно проверяют качество литья н монтажа подиаса-
дочного устройства и соответствие его проектным размерам. Распо-
ложение поднасадочной решетки должно быть ориентировано по
чертежу. Поэтому проверяют положение главных осей поднасадоч-
ного устройства, расположение поднасадочной решетки внутри воз-
духонагревателя и увязку поднасадочного устройства с осью каме-
ры горения, (при встроенном ее положении). Проверяют соответствие
размеров поднасадочной решетки проектным, правильность монтажа
решетки и расстояний между центрами ячеек. Монтаж поднасадоч-
ного устройства должен обеспечить совпадение расположения ячеек
насадки с проектным (без тески кирпича) и соблюдением вертикаль-
ности каналов насадки по высоте. Данные проверки оформляют ак-
том, после чего приступают к кладке насадки.
Кладку первого ряда проводят из целого насадочного кирпича
по шнуру, по выравнивающему слою густого шамотно-глиияного рас-
твора. Толщина слоя не должна превышать 10 мм. Горизонтальность
верхней поверхности ряда проверяют уровнем и рейкой длиной 2 м.
Обнаруженные неровности устраняют за счет регулирования толщи-
ны подстилающего слоя раствора.
По окончании кладки первого ряда проверяют совпадение ячеек
ряда насадки с ячейками поднасадочной решетки. Полными ячейка-
ми считают ограниченные со всех сторон без притески к стене, а не-
полными — те, которые открыто примыкают к кладке радиальных
стен или камеры горения.
232
По наличию полных ячеек в нижнем ряду насадки составляют
карту действительного расположения полных ячеек (рис. 74).
После укладки первого ряда сразу принимают меры для обеспе-
чения вертикальности каналов ячеек: на пересечении горизонтальных
осей воздухонагревателя выбирают ячейку, принимаемую за цент-
ральную. В центральную ячейку вставляют на глубину около 1 м
Рис. 74. Схема заполнения карты первого ряда ячеек (точками обо-
значены ячейки, потерянные в результате дефектности поднасадоч-
ного устройства)
контрольную рейку длиной не менее 2,5 м, по которой перед заклад-
кой каждого ряда проверяют вертикальность центрального канала
отвесом с двух взаимно перпендикулярных сторон.
Все ряды насадки, кроме первого, выкладывают насухо. Между
насадкой и стенами оставляют зазоры, регламентируемые проектом.
Для сохранения этих зазоров применяют деревянные клинья.
В процессе кладки насадки регулярно проверяют чистоту ячеек
путем их просвечивания и прочистки. Особенно тщательно нужно
следить за чистотой ячеек у стен и в углах насадочной камеры.
При попеременной кладке стен и насадки на время кладки стен
насадку закрывают брезентом и щитами во избежание засорения
ячеек. Перед началом кладки ряда с поверхности насадки удаляют
попавшие комки раствора, щебенку и крошки кирпича. Подколку
кирпича для периферийных рядов проводят над ящиками.
Как правило, насадочный кирпич разных классов отличается
своими размерами, что затрудняет сохранение ячеек при переходе г
одного класса на другой. Для нейтрализации этого явления приме-
няют веерный метод перехода от одного класса к другому, на не-
скольких рядах постепенно увеличивая долю кирпича другого класса.
233
При наличии веерных переходов ячейки у периферии полностью или
частично перестают светиться. Такие ячейки проверяют обычно отве-
сом либо шариком. При прохождении шарика через канал ячейка
считается годной.
По окончании кладки насадки прочищают засоренные ячейки
стальными круглыми отвесами диаметром 20—25 мм, длиной 250—
300 мм, осторожно опускаемыми на тонком стальном тросе диаметром
3—4 мм, чтобы избежать заклинивания, вплоть до засоренного участ-
ка. Для ликвидации пробки отвес попеременно поднимают на высо-
ту 300—500 мм и опускают (свободным падением), й результате чего
мусор проталкивается в поднасадочное пространство.
Ячейки, не поддающиеся прочистке сверху, прочищают снизу
шомполами, изготовленными из отдельных звеньев труб длиной 1—
1,2 м и диаметром 20 мм. Шомполы соединяются между собой шты-
рем, приваренным к одному звену и ввинчивающимся по внутренней
нарезке в другое звено.
Для прочистки ячеек одного воздухонагревателя обычно требует-
ся 600—800 м троса диаметром 3—4 мм, 10 отвесов и 4 комплекта
шомполов на всю высоту насадки.
По окончании прочистки и проверки всех ячеек приводят в поря-
док верхний ряд насадки, после чего определяют: число чистых яче-
ек, число потерянных ячеек, потери вследствие засорения (в процен-
тах от числа полных ячеек по первому ряду насадки). Эти потери не
должны превышать 1%. Данные проверки ячеек заносят на карту и
в акт приемки насадки.
Кладка воздухопроводов горячего дутья. Футеровку воздухопро-
вода выполняют участками длиной до 10 м с оставлением между
ними температурных швов шириной до 40 мм. Температурные швы
наружного оката перекрывают кладкой внутреннего оката. Швы за-
полняют асбестовым шнуром. Между кладкой и кожухом воздухо-
провода укладывают изоляционный слой из асбестового картона тол-
щиной до 40 мм.
Кладку ведут сплошными рядами с перевязкой поперечных швов.
Каждый следующий окат ведут впритык к предыдущему на слое
раствора толщиной до 3 мм.
Предварительно выкладывают обычно нижнюю половину первых
двух изоляционных окатов, затем при помощи переставных кружал
закладывают верхнюю половину. Замковые кирпичи забивают сбоку
посередине верхней половины окружности.
Уложенный кирпич первого (наружного) ряда должен быть плот-
но прижат к асбестовой изоляции и не давать осадки при ударах
киянкой.
По окончании кладки первых двух окатов приступают в анало-
гичном порядке к кладке рабочих окатов из высокоглиноземистого
кирпича.
Все патрубки и люки начинают футеровать до начала футеровки
самого воздухопровода. Футеровку фурменных рукавов ведут в один
слой кирпича впритык к корпусу с заполнением раствором неплот-
ностей между корпусом и кирпичом.
2. Мартеновские печи (рис. 75, 76)
Регенераторы и шлаковики. Поверхность выстилки должна соот-
ветствовать проектной отметке. Чтобы правильно заложить выстил-
ку, по бетонной плите под уровень (с помощью рейки длиной 2—3 м)
234
предварительно выкладывают на цементном растворе кирпичные
столбики (маяки). По этим маякам и выравнивают выстилку. По
окончании выстилки проводят разбивку стен шлаковиков и регенера-
торов, а также поднасадочных простенков в регенераторах. Стены
шлаковиков и регенераторов кладут одновременно по всему пери-
метру. Изоляционную кладку из диатомитового или легковесного
шамотного кирпича между кожухом и огнеупорной кладкой выпол-
Рис. 75. Типовая мартеновская печь вместимостью 600 т, отапливае-
мая природным газом или мазутом (продольный разрез и план)
/ — задняя стена; 2 —шлаковик; 3— торцовые откосы; 4 — водоохлаждаемый
кессон; 5 — горелка (форсунка); 6 — головка; 7 — свод рабочего пространства;
в — рабочее пространство; 9 — вертикальные каналы; 10— под печи; // — путь
для шлакового ковша; 12 — фундамент; 13 — рабочие окна печи
няют одновременно с огнеупорной кладкой с отставанием от нее на
один — три ряда. Зазоры между шамотной (динасовой) и изоляци-
онной кладкой, а также между изоляционной кладкой и обшивкой
заполняют густым шамотным раствором.
Кладку стен из обыкновенного кирпича выполняют на цемент-
ном растворе с тщательным заполнением швов раствором для обес-
печения газонепроницаемости кладки. Динасовую кладку ведут на
полугустом растворе из высокотемпературного динасового мертеля,
хромомагнезитовую — на хромистом растворе. Температурные швы
в стенах регенераторов и шлаковиков образуют закладкой между
кирпичами дощечек, нарезаемых заранее и закладываемых в шахмат-
ном порядке, чтобы не было сквозных швов. Кладку перевальных
стен выполняют вперевязку с кладкой стен шлаковиков и регенера-
235
Разрез по рабочему пространству
Рис. 76. Типовая мар-
теновская печь вме-
стимостью 600 т (по-
перечные разрезы)
/ — задняя стена; 2 — ра-
бочее окно; 3 — летка
для выпуска стали; 4 —
шлаковик; 5 — вертикаль-
ный канал; 6 — водоох-
лаждаемый кессон; 7 —
свод шлаковика; 8—ре-
генератор; 9— насадка
регенератора; 10 — бо-
ров; // — перевальная
стена
торов, а разделительных стен (в печах с двумя парами регенерато-
ров) — вперевязку с перевальной и торцовой стенами.
Хромомагнезитовую облицовку стен шлаковиков и перевальной
стены во избежание выпучивания во время эксплуатации кладут впе-
ревязку с шамотной (динасовой) кладкой.
При параллельной кладке стен и насадки к кладке насадки при-
ступают после того, как стены регенераторов будут выположены до
пят поднасадочных арок. Сначала из прямого шамотного кирпича на
полугустом шамотном растворе выкладывают поднасадочные стены
236
и выравнивают их с помощью правйла и уровня, а затем из фасон-
ного кирпича кладут поднасадочные арки. Для соблюдения между
поднасадочными арками постоянного расстояния их закладывают по
шаблону, равному требующемуся просвету. Затем поднасадочное
устройство закрывают щитами и стены поднимают еще на 1,2—1,5 м,
после чего щиты убирают и укладывают насадку на эту же высоту.
Далее операции попеременной кладки стен и насадки повторяют.
Кладку насадки ведут убегом от перевальной стены к окнам регене-
раторов. Чтобы обеспечить постоянное сечение ячеек, насадку укла-
дывают по деревянному шаблону. Ряды насадки должны быть гори-
зонтальны; для их выравнивания разрешается подкладывать под
кирпич густую массу из шамотного мертеля толщиной не более 10 мм.
Между иасадкой и стенами регенераторов оставляют темпера-
турный шов 25—30 мм. Во избежание засорения насадки под ноги
рабочих укладывают фанерные щиты, на которых устанавливают и
пакеты с кирпичом. По окончании кладки насадки ячейки проверяют
на просвет электролампой; засоренные ячейки прочищают.
Плоские своды шлаковиков и регенераторов из термостойкого
высокоглиноземистого кирпича подвешивают на групповых литых
подвесках (рис. 77). В местах присоединения к стенам вертикальных
каналов подвесные своды шлаковиков выполняют закругленными из
термостойкого магнезито-хромитового кирпича с применением сталь-
ных прокладок. Закругление получают за счет вставки клиновых
кирпичей. Прямоугольные проемы, образуемые при сопряжении со
сводом закругленных переходных участков, закладывают прямым
магнезито-хромитовым кирпичом с подвесками, удерживающими по
два кирпича каждая. Кирпичи крепят к подвескам стальными шты-
рями диаметром 16 мм, входящими в отверстия, имеющиеся в кир-
пиче. К подвеске кирпичей свода приступают после окончания кладки
стен шлаковиков и регенераторов. При этом стены не доводят до от-
метки нижней поверхности свода на 130 мм.
Наборку свода проводят без опалубки с подмостей, устраивае-
мых на выстилке шлаковиков или регенераторов или на насадке ре-
генераторов, если она к этому времени выложена. Кладку свода на-
чинают с набора горизонтальных рядов закругленных переходных
участков из магнезито-хромитового кирпича, затем укладывают свод
шлаковика. Швы в подвесном своде из высокоглиноземистого ребри-
стого кирпича заполняют раствором из высокоглиноземистого мерте-
ля. Первый ряд высокоглиноземистого кирпича располагают иа рас-
стоянии около 15 мм от последнего ряда магнезито-хромитового уча-
стка и отделяют от него стальными волнистыми прокладками. Для
компенсации температурного расширения в магнезито-хромитовую
кладку переходного участка вставляют несколько рядов волнистых
прокладок из стали толщиной 0,5 мм. Температурный шов толщиной
130 мм между верхом стен шлаковиков и регенераторов и нижней
поверхностью плоского свода на время разогрева закладывают ми-
неральной ватой. По окончании роста кладки при разогреве шов за-
кладывают кирпичом и заканчивают кладку верха примыкающих к
своду стен шлаковиков и регенераторов.
Вертикальные каналы и головки, у печей с подвесными сводами
шлаковиков кладку стен вертикального канала начинают после окон-
чания кладки переходных закругленных участков и установки опор-
ных плит. В полость опорных плит закладывают фасонные термостой-
кие магнезито-хромитовые кирпичи с металлическими прокладками
между ними. Выше опорного ряда стены кладут насухо вперевязку
237
из обычного хромомагнезитового кирпича. Ряды кладки засыпают
магнезитовым порошком с добавлением чистой молотой окалины
(20—30% по объему). Для предотвращения выпучивания кладки
через шесть-семь рядов по высоте от опорных плит по периметру
кладки укладывают металлические пластины, загибаемые на уголках
каркаса каналов. Пяты арок под основание кессона закладывают на
£____ В-В
Рис. 77. Кладка подвесных сводов шлаковиков и регенераторов
/ — плоский свод шлаковика; 2 — закругленные переходные участки свода;
3— фасонная подвесная обойма; -/ — упоры боковых стен шлаковиков; 5 —
закругленные переходные участки свода; 6 — Т-образная подвеска; 7 — фасон-
ная подвесная обойма; 8 — групповая литая подвеска
опорных литых плитах. Уклон выстилки под кессон выдерживают за
счет толщины набивки хромомагнезитовой массы. После установки
кессона выкладывают по бокам его защитные стенки и перекрывают
кессон двумя окатами полуциркульного свода. Внутреннюю футеров-
ку кессона начинают с узкой части. Между кессоном н футеровкой
оставляют температурный зазор 15—30 мм, заполняемый густым рас-
твором или диатомитовой лещадкой, а под первый ряд кирпичей на
внутренние выступы кессона закладывают с обеих сторон доски тол-
щиной 15—20 мм.
Рабочее пространство. Разбивку рабочего пространства ведут по
проволокам, натянутым по продольной и поперечной осям печи, на
238
такой высоте, чтобы они не мешали работе. Вертикальные отметки
наносят краской на каркас печи и переносят оттуда с помощью уров-
ня на кладку. В крупных печах уклон пода начинают с укладки слоя
асбестового картона на горизонтальной части пода и на откосах.
Первые слои асбеста кладут для выравнивания поверхности запод-
лицо с имеющимися на поду накладками и головками болтов. По-
следующие слои перекрывают весь под. Кирпичную кладку пода,
состоящую из нескольких слоев легковесного шамотного, шамотного
и магнезитового кирпича, кладут горизонтальными, не перевязанными
между собой рядами, причем каждый последующий по высоте ряд
кладут под углом 90° по отношению к нижележащему. Направле-
ние нижнего ряда рассчитывают заранее в зависимости от числа
рядов так, чтобы торцы кирпичей самого верхнего ряда укладыва-
лись вдоль оси печи.
Правильность закладки пода следует проверять по нулевой от-
метке, вынесенной геодезистом на каркас печи. Уступы в шамотной
кладке образуют правильные прямоугольники с осевой линией, про-
ходящей через центр выпускного отверстия. Для получения пра-
вильных уклонов на поду по оси, проходящей через выпускное от-
верстие, устанавливают в соответствии с проектным уклоном дере-
вянные рейки либо проверяют уклон изготовленным по проектному
уклону шаблоном и уровнем. В дальнейшем до кладки магнезитового
кирпича все обрезы уступов выравнивают набойкой из магнезитового
порошка с обезвоженной каменноугольной смолой. Массу трамбуют
нагретыми металлическими трамбовками.
Шамотную кладку ведут без температурных швов. Лишь между
кладкой из легковесного шамота и шамотного кирпича по передней и
задней стенам оставляют вертикальные температурные швы 30—
65 мм, для чего в этих местах закладывают доски соответствующей
толщины. По окончании кладки доски вынимают и зазоры заполняют
слегка утрамбованными опилками. Магнезитовую кладку пода и от-
косов ведут насухо с засыпкой швов просушенным магнезитовым
порошком; кладку слегка простукивают киянками.
Магнезитовую кладку выкладывают с уклоном, образованным
нижележащей шамотной кладкой. Температурные швы в магнезито-
вой кладке пода образуют с помощью прокладок соответствующей
толщины из толя, картона или фанеры в шахматном порядке. Тем-
пературные швы двух смежных по высоте рядов не должны совпа-
дать. Для компенсации роста кладки при нагревании кроме указан-
ных зазоров по передней и задней стенкам оставляют зазоры 60—
100 мм по поперечной стороне под основанием откосов, засыпаемые
крупным магнезитовым порошком.
По окончании кладки пода выкладывают насухо торцовые отко-
сы горизонтальными рядами с оставлением температурных швов по
проекту. Кладку ведут одновременно с кладкой откосов передней и
задней стен, перевязывая их между собой. Вокруг сталевыпускного
отверстия (иа 1 м по обе стороны от него) магнезитовую кладку
укладывают вплотную к арматуре без температурных швов. Кладку
пода штрабами выполняют обычно 12 огнеупорщиков. Продольные
ряды выкладывают по обе стороны от поперечной оси печи, а попе-
речные— по обе стороны от продольной оси. К кладке задней и пе-
редней стен приступают одновременно с кладкой торцовых откосов,
тщательно перевязывая их с углами ванны печи. Кладку стен выпол-
няют горизонтальными рядами или с небольшим уклоном в сторону
каркаса печи, тычками, применяя ложки только для перевязки
239
кладки. Кирпичи выкладывают насухо с засыпкой швов просушенным
магнезитовым порошком или смесью сухого магнезитового порошка
и молотой прокатной окалины (30%). Чтобы магнезитовый порошок
не высыпался из швов, торцы их промазывают густой огнеупорной
глиной. Уклон стен образуется за счет уступов в кладке. Для выдер-
живания уклона внутренней поверхности стен устанавливают не-
сколько деревянных шаблонов на расстоянии 4—6 м друг от друга.
По шнурам, натягиваемым по шаблонам, закладывают внутренние
ряды кладки. Кладку задней стены начинают с перекрытия выпуск-
ного отверстия тремя-четырьмя полуциркульными арками. Затем
устанавливают шаблоны и в обе стороны от выпускного отверстия
ведут кладку задней стены. В задней стене, закладывая листы толя
или картона, оставляют в соответствии с проектом температурные
швы вразбежку как по высоте, так и по толщине кладки.
Столбики передней стены выкладывают в виде усеченной пира-
миды. Если верхнюю часть передней стены (столбиков) кладут из
динаса, то между магнезитовой н динасовой кладкой прокладывают
два ряда хромистого кирпича. Температурные швы в передней стене,
выполняемые вразбежку между завалочными окнами, оставляют
только до уровня завалочных окон. Пороги передней стены в оконных
проемах не доводят на три ряда до верхней отметки, их выкладыва-
ют только после окончания кладки столбиков. Кладку задней и пе-
редней стен не доводят до верха на 500—600 мм, чтобы она не ме-
шала установке кружал для кладки главного свода и разборке опа-
лубки. Кладку заканчивают после того, как выложен свод и удалены
кружала. Между верхними кромками стен и сводом оставляют зазор
40—60 мм, заполняемый массой из 95% хромистого порошка и 5%
огнеупорной глины.
Распорно-подвесной свод набирают насухо из термостойкого
магнезито-хромитового кирпича (рнс. 78). В радиальные швы между
кирпичами закладывают стальные пластины. В каждом кирпиче и
пластине имеются отверстия, в которые при наборе вставляются шты-
ри диаметром 16 и длиной 50 мм, препятствующие выпадению от-
дельных кирпичей. Через восемь — десять кирпичей укладывают спе-
циальные удлиненные клиновые кирпичи с пазами для подвесок, в
качестве которых применяют стальные полосы шириной 50 мм и тол-
щиной 8—9 мм. Клиновые кирпичи и стальные полосы также имеют
отверстия, куда вставляются штыри.
Полосы подвешивают при помощи скоб к парным уголкам, ко-
торые в свою очередь подвешивают тягами к дуговым балкам кар-
каса. В каждом кольце свода устанавливают только один замок —
в пуйке свода. Его забивают сразу же после окончания наборки
кольца. Замковый кирпич армируют стальными пластинами без при-
менения штырей.
Кольца свода должны быть строго перпендикулярны к продоль-
ной осн свода н плотно подогнаны одно к другому. Допускается за-
зор не более 2 мм.
После укладки участка свода, соответствующего длине парных
уголков, производят монтаж подвесной арматуры.
На наклонных частях свода к опалубке под каждый кирпич
пришивают рейку такой толщины, чтобы кирпич становился верти-
кально.
Кладку свода производят кольцами из прямого и клинового кир-
пича от передней и задней пят по направлению к центру. Первое
кольцо набирают точно по рейке, нашитой на опалубке по попереч-
240
ной оси свода, совпадающей с осью среднего завалочного окна. По-
следующие кольца укладывают одновременно в обе стороны от пер-
вого кольца по направлению к головкам.
По окончании кладки свода и удаления опалубки заканчивают
кладку передней и задней стен и оформляют головки.
Рис. 78. Свод рабочего пространства мартеновской печи
а — поперечный разрез свода; б — фрагмент продольного разреза свода; 1 —
водоохлаждаемые балки; 2 — металлоконструкции печи; 3 — стальные про-
кладки; 4 — кирпичи свода; 5 — стальные прокладки; б — уголок 125X80; 7 —
штыри диаметром 16 мм
3. Миксер
Кладку миксера (рнс. 79) разрешается производить только в
закрытом помещении после окончания всех монтажных работ. Перед
кладкой миксер устанавливают в нормальное положение, а электро-
двигатели обесточивают.
Внутреннюю поверхность бочки миксера покрывают асбестовым
картоном, по которому выкладывают слой диатомитового кирпича
на шамотно-глинистом растворе. Этим слоем выравнивают все не-
ровности и закрывают выступающие части бочки.
Кладку ведут сразу по всему фронту, т. е. с одновременной
выкладкой продольных и торцовых стеи для создания распора в
углах.
Сначала выкладывают несколько выше оси миксера шамотную
кладку, затем удаляют весь мусор и выполняют магнезитовую клад-
ку с заполнением швов просушенным магнезитовым порошком и
простукиванием киянками.
16—351
241
№
to
незитовая кладка
Как шамотную, так и магнезитовую кладку ведут комбиниро-
ванно из прямого и клинового кирпича, боковые днища выкладывают
по деревянному шаблону с кривизной, соответствующей проектному
радиусу диища.
При кладке соединения стен миксера с кладкой сливного носка
кирпичи должны быть тщательно притесаны друг к другу и уложены
вперевязку.
В шамотной кладке днища температурные швы не оставляют.
В магнезитовой кладке продольные и поперечные температурные швы
(5—7 мм иа 1 м кладки) оставляют в первом и втором окате враз-
бежку, чтобы швы в обоих окатах ие совпадали. В температурные
швы закладывают заранее нарезанные деревянные или толевые про-
кладки.
На 500—600 мм выше горизонтальной оси миксера начинают рас-
креплять кладку во избежание ее смещения.
По окончании магнезитовой кладки приступают к набору свода
по предварительно установленным кружалам и опалубке. Свод наби-
рается кольцами с обоих торцов одновременно и замыкается у зали-
вочного отверстия. Свод выполняют из шамотного большемерного
кирпича со швами до 2 мм на полугустой растворе. На этом же рас-
творе ведут кладку торцовых стен и сливного носка выше зоны маг-
незитовой кладки, а также кладку горловины заливочного отверстия.
Замки в своде забивают сбоку, причем кладка нижнего оката опере-
жает кладку верхнего иа одно кольцо. Одновременно с кладкой свода
сбоку забивают изоляционным материалом компенсирующий зазор
и утрамбовывают его вручную трамбовками.
Заливочное отверстие в своде оформляют кольцевыми арками,
служащими основанием для стен горловины. Крышки заливочного
отверстия и сливного носка футеруют отдельно и устанавливают на
место готовыми.
4. Сталеплавильные конверторы
Конвертор состоит из днища, цилиндрической части и горловины,
в которой расположено сталевыпускное отверстие (рис. 80).
Кладку конвертора начинают с укладки выравнивающего слоя
толщиной до 20 мм из магнезитового крупного порошка. По этому
слою выкладывают арматурный слой из магнезитового кирпича.
Обычно арматурный слой днища состоит из трех окатов магнезито-
вого кирпича: нижнего ряда, выложенного иа ребро, и двух верхних
рядов, выложенных на торец.
Работу начинают с закладки «креста» точно так же, как при
кладке лещади, и ведут ее во всех четырех секторах днища од-
новременно.
Кладку арматурного слоя ведут насухо без прокладок на магне-
зитовом порошке с крупностью зерен не более 1 мм. После укладки
каждого ряда кирпича для лучшего заполнения швов его простуки-
вают киянкой. Кладку арматурного слоя стен цилиндрической части
и горловины выполняют прямым и клиновым магнезитовым кирпичом
на ребро. Кладку рабочего слоя конвертора ведут с отставанием от
арматурного на высоту одной рештовки.
Рабочий слой днища выкладывают на торец крестом. По пери-
ферии, в местах сопряжения рабочих слоев днища и цилиндрической
части, пазухи забивают смоломагнезитовой массой состава: магнези-
товый порошок фракцией 5—8 мм—10%, то же, 3—5 мм—12%, то же,
16*
243
I—3 мм — 24%, то же, 0—1 мм — 54%, препарированная каменно-
угольная смола — 2—3% веса порошков.
В кладке рабочего слоя оставляют температурные швы, в кото-
рые вставляют выгорающие прокладки.
Зазор между арматурным и рабочим слоями толщиной 10—12 мм
заполняют хромомагнезитовым порошком.
Рис. 80. Футеровка конвертора
/ — днище; 2 — цилиндрическая часть; 3 — горловина; 4 — сталевыпускное от-
верстие
Для кладки сталевыпускного отверстия применяют специальный
фасонный кирпич, который после установки разделывают магнезито-
вым кирпичом либо смоломагнезитовой массой.
Рабочий слой из смолодоломитового кирпича рекомендуется
укладывать непосредственно перед разогревом зафутерованного кон-
вертора.
244
5. Методические печи и нагревательные колодцы
Кладка керамического рекуператора методической нагреватель-
ной печи. К кладке рекуперативной камеры предъявляют жесткие
требования: камера должна быть выложена с отклонениями от про-
ектных размеров в пределах 1%, но не более 10 мм; углы камеры в
плане должны быть прямыми; стены камеры должны быть плоскими
и вертикальными — отклонение внутренней поверхности стены от вер-
тикали не должно превышать 5 мм.
В методических печах чаще всего применяют рекуперативные
насадки из фасонных камней с четырьмя каналами, реже — рекупера-
торы с трубчатыми насадками. Для точного примыкания стен каме-
ры к насадке перед кладкой камеры сначала насухо выкладывают
(с учетом швов) один ряд насадки, а затем точно по контуру насад-
ки закладывают стены камеры. Выложенные стены рекуперативных
камер для уплотнения покрывают на всю высоту слоем шамотио-
бокситового раствора на жидком стекле.
Для кладки каждого ряда подают изделия одного размера. На-
садку ведут на воздушно-твердеющем шамотно-бокситовом растворе.
Чтобы раствор затвердел, кладка каждого ряда насадки должна
быть выдержана в течение 16 ч без механического воздействия на
нее.
Кладку насадки начинают со стороны, противоположной месту
подачи материалов; каждый ряд начинают укладывать от продольной
оси камеры по направлению к стенам. Во избежание засорения ранее
выложенной насадки ее закрывают деревянными щитами. По оконча-
нии кладки насадку перекрывают деревянными щитами, по которым
устанавливают переставную опалубку. С них же ведут кладку сводов
камер и воздушных каналов. По окончании кладки сводов убирают
кружала, опалубку и деревянные щиты, прочищают все дымовые и
воздушные каналы и закладывают насухо пробки в торцовых на-
ружных стенах.
Кладку основного плоского свода из специального фасонного
подвесного кирпича начинают после монтажа и выверки по шнуру
подвесок из жаростойкой стали. Участки свода в отдельных зонах
печи можно начинать укладывать независимо друг от друга.
Свод начинают с наиболее низкого участка — пережима и ведут
в методической зоне одновременно в обе стороны для компенсации
веса кирпича на наклонном участке. В сварочной и томильной зонах
вначале набирают горизонтальный участок пережима свода, затем
закругленную часть в районе горелок, а далее основную наклонную
и горизонтальные части.
Боковые стены ведут с небольшим отставанием от кладки свода,
раскрепляя последний забиванием зазора между сводом и стеной
шамотно-асбестовой массой.
Футеровку всех балок на печах с шагающим подом выполняют
одновременно после приведения балок в нейтральное положение.
Нужно строго следить за горизонтальностью кладки, особенно в на-
правлении, перпендикулярном ходу металла.
Кладка нагревательных колодцев. Кладку самого колодца начи-
нают с кладки рекуператоров. В нагревательных колодцах обычно
применяют рекуператоры с насадкой из восьмигранных труб. При
возведении рекуператоров этого типа кладку стен камеры и насадки
ведут параллельно. Сначала выкладывают стены на высоту ’/а ряда
насадки, затем укладывают насадку.
245
Кладку рекуперативных камер начинают с выкладки вентиляци-
онных каналов, служащих для охлаждения бетонных фундаментов.
Выше вентиляционных каналов выстилают дымовые каналы под ре-
куператорами и затем выкладывают боковые и разделительные стены
дымовых каналов до отметки низа пятовых кирпичей. Кладку насад-
ки производят на шамотно-бокситовом растворе. При кладке уплот-
нительных керамических вставок и цилиндров раствор должен пол-
ностью заполнять зазор между ними и звездочками. После выдержки
ряда в течение 16 ч снова последовательно кладут стены камер на
высоту '/з ряда насадки и ряд насадки.
Ступенчатый свод удобнее выкладывать с помощью переставной
опалубки, ширина которой равна секции из двух колец. Опорой опа-
лубки служат поставленные на козлы деревянные бруски, поднимае-
мые по мере надобности на требуемые отметки. Кольца свода кладут
обычным способом. Так как опалубку после укладки секции свода
переносят для кладки следующей секции, замки в кольцах забивают
сразу после кладки. Во избежание выпучивания колец свода перед
забивкой их следует укреплять брусьями, которые вторым концом
упираются в швеллер, временно привариваемый к металлоконструк-
циям печи. Кромка металлического шлакового стакана не должна
выступать над кладкой пода; ее выполняют заподлицо с кладкой или
немного заглубляют.
Необходимо точно выдерживать проектную отметку верхней
части кладки стен рабочей ячейки. Верхний ряд огнеупорных блоков
из динасового бетона должен по высоте увязываться с отметкой го-
ловки рельсов на рабочей площадке, по которым движется машина
для перемещения крышек. Необходимо следить за правильным вы-
полнением песочного затвора в месте стыка верхнего ряда камней
рекуперативной насадки с кладкой рекуперативной камеры. Футе-
ровку крышек производят на стороне, выполняя ее, как подвесной
свод, из фасонных ребристых кирпичей тех же марок, какие приме-
няют при устройстве подвесных сводов печей.
Кладка кольцевой нагревательной печи с вращающимся подом
(рис. 81). Разбивку внутренних боровов выполняют геодезическими
инструментами. Кладку внутренних боровов начинают с кладки стоя-
ков под дымоотборы и ведут по направлению к наружным боровам.
Крышки стояков дымоотборов футеруют отдельно и укладывают на
постель из густого раствора. Зазор между опорными балками под
стены и плитами заполняют распушенным асбестом до начала клад-
ки стен. Сначала выкладывают нижнюю часть наружной и внутрен-
ней стены до кольцевого выступа, затем по шамотной выстилке укла-
дывают бортовой фасонный кирпич по наружной и внутренней окруж-
ности вращающегося пода.
Верхняя поверхность всех бортовых кирпичей внутреннего и
внешнего колец должна лежать в одной горизонтальной плоскости
с отклонением не более ±5 мм. Положение бортовых камней прове-
ряют водяным уровнем или нивелиром. Расстояние между бортовы-
ми камнями пода и кладкой стен не должно отличаться от проектного
более чем на ±10 мм, что проверяют во время вращения пода.
После проверки и окончательной рихтовки фасонных камней уклады-
вают под в соответствии с проектом. В кладке пода оставляют темпе-
ратурные швы толщиной 10 мм; кольцевые — через каждые четыре
кольца и через каждые 1200—1400 мм по длине колец. Швы образу-
ются закладкой тонких дощечек. Кольцевые и радиальные темпера-
турные швы в двух смежных рядах и радиальные в одном ряду не
246
должны совпадать. По верхнему ряду кладки пода после окончания
кладки стен и свода делают слой хромитовой набойки толщиной
80 мм.
Шамотную и изоляционную кладку стен перевязывают между
собой путем выпуска через 3—5 рядов шамотных кирпичей в массив
кладки из легковесного шамота. Зазор между кладкой и кожухом за-
Рис. 81. Кладка кольцевой печи (нагревательная зона)
/ — жаростойкий бетон; 2 — рама вращающегося пода; 3 — опорные катки; 4 —
водяной затвор; 5 —ножи; 6 — опорная балка; 7 — кожух; 8 — бортовой ка-
мень; 9 — температурные швы; 10 — шамотная кладка; 11— диатомитовая
кладка; 12— хромитовая набойка; 13— слой шамотного порошка; 14 — горе-
лочные камни; 15 — легковесный шамот; 16 — шамот ША; /7 — асбестовая на-
бивка; 18 — водопровод
сыпают диатомитовым порошком крупного помола. В кладке стен
оставляют отверстия для монтажа труб перегородок, охлаждаемых
водой. Эти отверстия закладывают одновременно с кладкой перего-
родок. Внутреннюю кольцевую стену во избежание выпучивания кре-
пят к кожуху анкерными скобами, устанавливаемыми через каждые
четыре горизонтальных ряда кладки в шахматном порядке на рас-
стоянии примерно 700 мм друг от друга. Скобы приваривают в про-
цессе кладки стен с таким расчетом, чтобы каждая скоба попадала
в вертикальный шов ряда кирпичей. Это уменьшает подтеску кирпи-
чей в местах, где проходят скобы. Температурные швы оставляют в
кладке стены, как внешней, так и внутренней. Температурный шов
в месте примыкания дымоотбора делают вертикальным отрезным.
После окончания кладки стен всю внутреннюю поверхность для уп-
лотнения швов затирают густым шамотным раствором.
Подвесной свод состоит из ряда секторов, набираемых самостоя-
тельно. Балочки подвесного свода следует подвешивать до оконча-
ния кладки стен, чтобы огнеупорщики после кладки стен могли при-
247
ступить к набору свода. Набор кирпичей каждого ряда начинают от
оси сектора и ведут в обе стороны его до замка между секторами.
Свод начинают набирать от середины и ведут к стенам. Благодаря
этому набор свода каждого сектора могут выполнять четыре огне-
упорщика. Так как запроектировано по одной подвесной балочке на
два кирпича, то для закрепления двух смежных кирпичей в стыке,
где отсутствует балочка, необходимо заранее заготовить деревянные
планки с сечением, равным сечению нижней полки подвесной балоч-
ки, и длиной 15 см. В процессе набора ряда эти планки вставляют
в свободные от балочки пазы двух смежных кирпичей. Планки вы-
нимают после окончания кладки ряда. После набора свода выклады-
вают последний ряд стены и по окончании кладки свода монтируют
трубы перегородок, охлаждаемые водой. Трубы футеруют фасонным
огнеупорным кирпичом, поверх которого из специального большемер-
ного легковесного кирпича выкладывают перегородки.
6. Стекловаренная ванная печь (рис. 82, 83)
Кладка бассейна. Дно бассейна выкладывают из крупных мно-
гошамотных брусьев. Брусья укладывают длинной стороной парал-
лельно продольной оси печи, проверяя толщину швов щупом и про-
свечивая их электролампой. Перед началом кладки брусья сортиру-
ют по размерам и шлифуют с четырех сторон. На каждый попереч-
ный ряд отбирают брусья одной длины и. на каждую продольную
полосу — брусья одной толщины. При сортировке отбраковывают
брусья с посечками, выплавками и раковинами, а также с отбито-
стями ребер и углов выше допускаемых ГОСТом. Брусья обрубают,
пневматическими молотками с зубилами и бучардами. Лучшие брусья
укладывают в зоны высоких температур, брусья с допускаемыми
ГОСТом пороками идут в выработочную часть.
Первый ряд брусьев укладывают посередине дна по поперечной
оси ванны печи. В дальнейшем кладку ведут по обе стороны этого
ряда от поперечной оси бассейна к засыпочному карману и вырабо-
точному каналу. Место закладки первого поперечного ряда размеча-
ют таким образом, чтобы в обе стороны от него до торцов кладки
дна было расстояние, кратное длине бруса. По мере кладки дна от-
дельные поперечные ряды брусьев нужно хорошо закреплять, чтобы
предотвратить сдвигание брусьев и попадание в швы строительного
мусора, который в дальнейшем не позволит прижать вновь брусья
друг к другу. Поперечные ряды закрепляют установленными на ко-
лоннах каркаса распорными болтами или, если еще болты не уста-
новлены, деревянными брусьями, положенными вдоль колонн кар-
каса, и деревянными клиньями, забиваемыми между балками и
брусьями.
При кладке некоторых печей дно выкладывают из шамотных
брусьев с облицовкой их бакоровыми плитками. В этом случае клад-
ку шамотных брусьев ведут со швами до 2 мм без проверки на про-
свечивание. Бакоровые плитки укладывают после окончания кладки
первого нижнего ряда стен бассейна насухо таким образом, чтобы
они перекрывали продольные и поперечные швы шамотных брусьев.
В облицовочных бакоровых плитках в продольном и поперечном на-
правлении, делая прокладки из картона, оставляют температурные
швы из расчета 3 мм на 1 м облицовки. Так как донные и стеновые
брусья значительно тяжелее обычно применяемых огнеупорных из-
248
со
Рис. 83. Стекловаренная ванная печь (поперечный разрез)
1 — дно бассейна; 2 —свод; 3 — влеты горелок; 4 — регенераторы; 5 — опорные столбы (из жаростойкого бетона)
делий, огнеупорщики работают попарно. Каждая пара ведет кладку
одного бруса размером 1000X400X300 мм, массой 240 кг.
Для окончательной пригонки одного бруса к другому их под-
тесывают и притирают. Чтобы прижать донные брусья к ранее уло-
женным, пользуются специальным ломиком-крючком. Осаживают
стеновые брусья с помощью тяжелой киянки.
Если кладку дна бассейна выполняют из литых брусьев (мулли-
товых, бакоровых или корвишитовых), не поддающихся обработке,
их укладывают литниками вниз со швами между брусьями до 5 мм.
Стены бассейна кладут из многошамотных, высокоглиноземистых
и бакоровых брусьев насухо с перевязкой вертикальных швов брусья-
ми разной длины. Для кладки криволинейных участков стены исполь-
зуют брусья закругленной формы. Предварительно укладывают по
обе стороны бассейна у кармана и пережима по одному брусу, слу-
жащему маяком, по которому натягивают шнуры и укладывают ниж-
ние ряды стен. Кладку стен начинают с обеих сторон бассейна от
средней поперечной оси печи и ведут в обе стороны. Как и при клад-
ке дна, первый брус закладывают таким образом, чтобы в обе сто-
роны от него до крайних брусьев стены оставалось расстояние, крат-
ное целому числу брусьев. Основание под стены должно находиться
на одном горизонтальном уровне. Для этого часть донных брусьев,
приходящуюся под основание стен, подтесывают. Все стеновые брусья
перед началом работы следует рассортировать по высоте. Для клад-
ки одного горизонтального ряда подбирают брусья одной высоты.
При кладке стен их лицевую сторону выдерживают по наружной
стороне. Выступы, образующиеся в результате неодинаковой шири-
ны брусьев, должны быть обращены внутрь бассейна. Для облегче-
ния пригонки брусьев друг к другу рекомендуется применять шли-
фовальную переносную машину.
Кладка стеи и свода пламенного пространства. В современных
стекловаренных печах стены пламенного пространства не опирают-
ся на стены бассейна, а подвешиваются к каркасу печи. Для кладки
стен иа колоннах каркаса закрепляют кронштейны, по которым укла-
дывают металлические полосы (лафеты). На лафеты укладывают
фасонные динасовые кирпичи с выступами, закрывающими полосу и
предохраняющие ее от непосредственного воздействия пламени. Вы-
ше кладку стен до пят свода ведут вперевязку из крупного динасо-
вого кирпича на растворе из динасового мертеля. В стенах посереди-
не между влетами оставляют температурные швы толщиной 25 мм.
Между кладкой стен и пятовыми кирпичами свода также оставляют
температурный шов 15—20 мм. Кладку стен ведут захватками, рав-
ными по длине одному простенку и одному влету; на каждой захват-
ке работают по два огнеупорщика, которые в дальнейшем переходят
на кладку свода. .
Своды кладут секциями длиной 3—6 м с температурными швами
между ними. Для перевязки в начале и конце каждой секции укла-
дывают полуторные кирпичи. Кладку каждой секции ведут четыре
огнеупорщика — по два с каждой стороны.
Плоскую арку засыпного кармана выкладывают из фасонного
кирпича или из брусьев, вытесываемых по шаблону, который вы-
полняется по форме верхней кривой арки. Одновременно на отметке
нижней поверхности арки для опоры брусьев во время кладки уста-
навливают плоскую опалубку. Брусья укладывают таким образом,
чтобы верхняя плоскость их прилегала к контрольному шаблону, а
нижняя была обрублена так, чтобы она легла на опорную опалубку.
251
Арку выполняют по ширине из двух брусьев вперевязку. Выше пло-
ской арки выкладывают обычную разгрузочную арку. Аналогично
выкладывают плоские арки, отделяющие студочную часть от вароч-
ной и машинного канала.
7. Вращающаяся печь для обжига цемеитиого клинкера
В зависимости от способа получения цемента (мокрый или су-
хой) вращающиеся печи могут иметь длину 60—180 м.
Футеровку циклонных теплообменников при сухом способе по-
лучения цементов можно проводить в любой последовательности по
мере их монтажной готовности.
Перед началом огнеупорных работ проверяют наличие и пра-
вильность установки металлических разгрузочных поясов и балочек
для монтажа подвесного свода.
Кладку начинают с конусной части. Причем вначале кладут изо-
ляционный слой обычно из диатомитового кирпича, а затем с неболь-
шим отставанием — рабочий слой из шамотных огнеупоров.
Кладку цилиндрической части циклонов ведут кольцами и при
выходе на уровень соединяющих газоходов перевязывают с их сте-
нами.
Подвесные своды циклонов и газоходов ведут отдельными нит-
ками без перевязки. Подвесные кирпичи крайних ниток образуют на-
пуски над стенами. Зазор между верхним рядом кладки стеи и под-
весным сводом забивают шамотно-глиноасбестовой массой.
Футеровку стен газохода первой ступени (от печи до уровня цик-
лонов первой ступени) ведут подвесным кирпичом по специально
смонтированным вертикальным балочкам. Зазор между кирпичной
кладкой и кожухом заполняют засыпным изоляционным материалом.
Печь по длине разбивают на участки, укладываемые последова-
тельно, которые, в свою очередь, с учетом трудоемкости футеровки
разбивают на захватки.
Кладку ведут вперевязку, за исключением футеровки конусных
частей, которые разрешается выполнять кольцами. Магнезиальную
кладку ведут насухо с прокладкой между кирпичами пластин из ли-
стовой стали. По окончании кладки следует проверить, нет лн ша-
тающихся кирпичей. Если такие обнаруживаются, их дополнительно
подклинивают стальными пластинами.
В местах стыков кладки из различных материалов делают от-
резной шов в плоскости, перпендикулярной продольной оси печи.
Начальный ряд кладки выполняют посередине нижней полуокруж-
ности печи по шнуру, натягиваемому параллельно оси печи. Дальше
кладку ведут по обе стороны от начального ряда до отметки на 1,5—
1,6 м выше уровня подмостей. •
После этого приступают к закреплению футеровки (рис. 84).
Крепление состоит из приваренной к кожуху печи пластины (или гай-
ки), вилочного болта с гайкой, закрепляемой на пластине штифтом,
или шпильки и опорной плиты, прижимающей доску к кладке. В ме-
сте приварки пластины оставляют отверстия в кладке, кратные раз-
мерам кирпича, для обеспечения возможности последующей срезки
пластины. Шамотную кладку, выложенную на растворе, закрепляют
одним креплением. Кладку из магнезиального кирпича, выполненную
насухо, крепят тремя рядами крепления.
После закрепления проверяют плотность прилегания досок к кир-
пичам. В местах неплотного прилегания применяют дополнительное
?5? ,1Г.
расклинивание широкими тонкими деревянными клиньями. Доска
должна перекрывать не менее 2/з кирпича крайнего ряда.
По окончании раскрепления печи очищают от мусора, оставший-
ся кирпич укладывают вдоль футеровки со стороны, противополож-
ной направлению вращения печи, убирают инструмент и печь пово-
рачивают примерно на 40°. Затем выполняют кладку футеровки еще
Рис. 84. Безраспорочное крепление футеровки
а — типа БКШ (при помощи шпилек); б — типа БКП (при помощи пластин);
/ — кожух; 2—гайка; 3 — шпилька; 4 — прижимная доска; 5 — опорная плнта;
6 — прижимная гайка; 7 — пластинка; 8— вилочный болт; 9— штифт
на1,5—1,6 м от'уровня подмостей и вновь поворачивают печь. Пос-
ле последнего поворота выкладывают оставшуюся часть футеровки
с забивкой замка. Замковые кирпичи, забиваемые сбоку, должны
иметь форму клина и плотно прилегать к кожуху. Теска замковых
кирпичей не разрешается. Если необходимо, растесывают два смеж-
ных ряда кладки. Замок из магнезиального кирпича дополнительно
расклинивают стальными пластинами.
Перед каждым поворотом и сразу после поворота руководитель
работ обязан лично проверить крепление кладки и только после это-
го разрешить поворот печи или продолжение работ по кладке.
В конусных частях печи футеровку выполняют из кирпича спе-
циальных марок. В футеровке из магнезиальных изделий оставляют
в соответствии с проектом температурные швы, которые заполняют
выгорающими прокладками: поперечные — фанерой или картоном,
продольные — картоном или толем.
Выгорающие прокладки должны доходить до рабочей поверхно-
сти футеровки. В магнезиальной футеровке, выложенной на гофри-
рованных пластинах или кирпичом в кассетах, а также в шамотной
футеровке, температурные швы не оставляют.
При футеровке холодной части зоны испарения жаростойким бе-
тоном (при мокром способе получения цемента) арматура должна
быть расположена под слоем бетона толщиной не менее половины
толщины футеровки.
По окончании футеровки крепление снимают. Пластины (гайки),
приваренные к кожуху, срезают, а оставленные по размерам кирпича
отверстия в кладке закладывают кирпичом на растворе с расклинкой
лри необходимости стальными пластинами.
Раздел пятый. МОНТАЖ ПЕЧНЫХ
КОНСТРУКЦИЙ
Глава I. ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ
ПРИ МОНТАЖЕ
При монтаже металлических конструкций промышленных печей,
а также сборных жаростойких бетонных и железобетонных печных
конструкций применяются тали, домкраты, блоки, лебедки, краны.
Техническая характеристика оборудования приведена в третьем раз-
деле.
1. Канаты
Пеньковые канаты (табл. 139) применяют при монтажных ра-
ботах для вспомогательных целей, например для подъема через бло-
Таблица 139. Обыкновенные трехпрядные пеньковые канаты нормальные
(ГОСТ 483—75)
Диаметр каната, мм Канаты бельные Канаты смольные
масса 1 м каната, кг разрывное уси- лие, Н(кгс] масса 1 м каната, кр разрывное уси- лие, Н(кгс]
12,7 0,11 9070(9071 0,13 8620(862]
14,3 0,14 11 210(1121] 0,17 10 650(1065]
15,9 0,17 13 230(1323] 0,2 12 570(1257]
19,1 0,25 18 420[ 1842] 0,3 17 50011750]
20,7 0,3 21 17012117] 0.35 20 110(2011]
23,9 0,4 28 220(2822] 0,47 26 810(2681]
Таблица 140. Коэффициент запаса прочности для стальных канатов
Назначение канатов Коэффи- циент за- паса проч- ности Наименьшее допу- стимое отношение диаметра каната к Диаметру барабана лебедки нли диамет- ру блока
Канаты лебедок, предназначенных для подъема людей 9 —
Строп для обвязывания 8 —
Стропы, имеющие на концах петли, серьги, крюкн 6 —
Подъемный канат машинного привода 5—6 1:16—1:20
То же, ручного привода 4 1:16
Ванты и оттяжки 3—5 —
254
Таблица 141. Характеристика наиболее часто употребляемых канатов
Диаметр, мм Расчетная масса 1000 м ка- ната, кг Маркировочная группа по временному сопро- тивлению разрыву, МПа [кгс/мм2]
прово- 1400 [140] 1600 [160] 1800 [180] 2000 [200] 2200 [220]
та ЛОКИ Расчетное разрывное усилие каната в целом, Н [кгс], не меиее
тк 6X19=114 проволок, с органическим сердечником (ГОСТ 3070—74)
3,3 0,2 35,5 — — 5330 [533] 6150 [615] 6760 [676]
3,6 0,22 42,9 — — 6690 [569] 7440 [744] 8180 [818]
3,9 0,24 51 — — 7950 [795] 8840 [884] 9690 [969]
4,2 0,26 59,8 — — 9300 [930] 10 350 [1035] 11 350 [1135]
4,5 0,28 С9,3 — — 10 750 [1075] 11 950 [1195] 12 850 [1285]
4,8 0,3 79,6 — — 12 400 [1240] 13 750 [1375] 14 750 [1475]
5,5 0,34 102,5 — 14 140 [1414] 15 900 [1590] 17 200 [1720] 18 600 [1860]
5,8 0,36 114,5 — 15 850 [1585] 17 850 [1785] 19 250 [1925] 20 800 [2080]
6,5 0,4 142,5 — 19 700 [1970] 22 200 [2220] 24 000 [2400] 25 950 [2595]
8,1 0,5 222 — 30 750 [3075] 33 700 [3370] 36 750 [3675] —
9,7 0,6 319 — 44 200 [4420] 48 400 [4840] 52 800 [5280] —
11 0.7 433,5 52 550 [5255] 60 050 [6005] 65 800 [6580] 71 800 [7180] —
13 0,8 565,5 68 600 [6860] 78 450 [7845] 85 600 [8560] 93 400 [9340] —
14,5 0,9 715 85 700 [8670] 99 000 [9900] 108 000 [10 800] 118 000 [11 800] —
16 1 882,5 107 000 [10 700] 122 000 [12 200] 134 000 [13 400] 146 000 [14 600] —
17,5 1 1070 129 000 [12 900] 147 500 [14 750] 161 500 [16 150] 176 500 [17 650] —
19,5 1,2 1275 154 500 [15 450] 176 500 [17 650] 193 500 [19 350] 211 000 [21 100] —
-21 1.3 1495 181 000 [18100] 207 000 [20 700] 227 000 [22 700] 247 500 [24 750] —
22,5 1,4 1735 210 000 [21 000] 240 000 [24 000] 263 000 [26 300] 287 000 [28 700] —
24 1.5 1990 241 000 [24 100] 275 500 [27 550] 302 000 [30 200] 329 000 [32 900] —
25,5 1.6 2265 274 500 [27 450] 313 500 [31 350] 343 000 [34 300] 374 500 [37 450] —
27 1,7 2550 309 500 [30 950] 354 000 [35 400] 387 500 [38 750] 422 540 [42 254]
29 1,8 2860 374 000 [37 400] 396 500 [39 650] 434 000 [43 400] 474 000 [47 400] —
ТК 6 X 37 = 222 проволоки с органическим сердечником ( I | 12 500 ГОСТ 3071—74) 13 850 1 15 250
5 0,22 82,5 - - [1250] [1385] [1525]
255
Продолжение табл. 14!
Диаметр, мм Расчетная масса 1000 м ка- ната, кг Маркировочная группа по временному сопро- тивлению разрыву, МПа [кгс/мм2]
кана- та прово- локи 1400 [140] 1600 [160] 1800 [180] 2000 [200] 2200 [220|
Расчет* ое разрыв Н [ <ое усилие <гс], не ме каната в нее целом.
5,4 0,24 98,1 — — 14 800 [1480] 16 500 [1650] 18 150 Д1815]
5,8 0,26 115,5 — — 17 450 [1745] 19 350 [1935] 21 300 [2130]
6,3 0,28 134 — — 20 250 [2025] 22 500 [2250] 23 900 [2390]
6,7 0,3 153,5 — — 23 200 [2320] 25 800 [2580] 27 450 [2745]
7,6 0,34 197 - 26 500 [2650] 29 800 [2980] 32 000 [3200] 34 400 [3440]
8,5 0,38 246 — 33 100 [3310] 37 250 [3725] 40 000 [4000] 43 050 [4305]
9 0,4 273,5 — 36 850 [3685] 41 450 [4145] 44 550 [4455] 47 850 [4785]
11,5 0,5 427 — 57 500 [5750] 62 550 [6255] 67 950 [6795] —
13,5 0,6 613,5 — 82 400 [8240] 89600 [8950] 97 650 [9765] —
15 0,7 834,5 98 400 [9340] 112 000 [11 200] 122 000 [12 200] 132 500 [13 250] —
18 0,8 1090 128 000 [12 800] 146 500 [14 650] 159 500 [15 950] 173 000 [17 300]
20 0,9 1380 162 000 [16 200] 185 500 [18 550] 202 000 [20 200] 219 000 [21 900] —
22,5 1 1705 200 000 [20 000] 229 000 [22 900] 249 000 [24 900] 270 500 [27 050] —
24,5 1,1 2030 242 500 [24 250] 277 000 [27 700] 301 500 [30 150] 327 500 [32 750] —
27 1,2 2455 289 000 [28 900] 330 500 [33 050] 360 000 [36 000] 390 500 [39 050] —
29 1,3 ТЛК-0 2880 6X37 (1 + 6 339 000 [33 900] + 15 + 15) 4 387 500 [38 750] - / о. с. 422 000 [42 200] ’ГОСТ 301 458 000 [45 800] 9—69)
13,5 10,7—0,5 662,5 — 90 500 [9050] 99 100 [9910] 108 000 [10 800] —
15,5 0,8—0,55 851,5 — 116 000 [И 600] 127 000 [12 700] 139 000 [13 900] —
17 0,9—0,6 1065 — 145 000 [14 500] 159 000 [15 900] 173 500 [17 350] —
19,5 1—0,7 1350 161 000 [16100] 184 000 [18 400] 201 500 [20 150] 220 000 [22 000] —
21,5 1,1—0,8 1670 199 000 [19 900] 227 500 [22 750] 249 500 [24 950] 272 000 [27 200]
23 1,2—0,85 1961 234 000 [23 400] 267 500 [26 750] 293 000 [29 300] 320 000 [32 000]
25 1,3-0,9 2245 268 000 [26 800] 306 500 [30 650] 335 500 [33 550] 366 000 [36 600]
27 1,4-1 2650 316 500 [31 650] 362 000 [36 200] 396 500 [39 650] 432 500 [43 250]
256
Продолжение табл. 141
Диаметр, мм Расчетная масса 1000 м ка- ната, кг Маркировочная группа по временному сопро- тивлению разрыву, МПа [кгс/мм2]
прово- 1400 [140] 1600 [160] 1800 [180] 2000 [200] 2200 [220]
та ЛОКИ Расчетное разрывное усилие каната в Н [кгс], не менее целом,
29 1,5-1,05 3015 360 500 [36 050] 412 000 [41 200] 451 000 [45 100] 492 000 [49 200] —
30,5 1.6—1,1 3405 407 000 [40 700] 465 000 [46 500] 509 500 [50 950] 556 000 [55 600]
33,5 1.7—1.2 3905 466 500 [46 650] 533 000 [53 300] 583 500 [58 350] 637 000 [63 700] —
35 1,8—1,3 4435 530 000 [53 000] 605 500 [60 550] 663 500 [66 350] 723 500 [72 350] —
ки мелких деталей и элементов конструкций, дли блоков и талей не-
большой грузоподъемности, для оттяжки при подъеме груза и т. п.
Расчет канатов на растяжение производят по формуле
где S— наибольшее допускаемое усилие в канате, Н [кгс];
Л — раарыаное усилие каната в целом, Н (кгс];
К — коэффициент запаса прочности, для пеньковых палочных канатов,
равный 8; для стальных канатов принимается по табл. 140.
Для вант и расчалок рекомендуется применять стальные кана-
ты ТК 6X19, не подвергающиеся изгибу; для запасовки полиспастов,
изготовлении стропов, чалочных приспособлений — ТК 6X37 и ТЛК-0
6X37, подвергающиеся изгибу (табл. 141).
Иногда в сертификатах указывают не разрывное усилие каната
в целом, а суммарное разрывное усилие всех проволок в канате.
В этих случаих для получения величины разрывного усилии каната
нужно суммарное усилие умножить на коэффициент 0,83.
Стальные канаты должны храниться в закрытых, сухих и теп-
лых складах с деревянным или асфальтовым полом. При временном
хранении на открытом воздухе барабан с канатом должен быть уло-
жен на подкладки из брусьев и закрыт листами толя, рубероида или
колпаком. Для предохранении от коррозии канат смазывают техни-
ческим вазелином УН, канатной мазью, солидолом или смесью гра-
фита с вазелином. При работе каната и при перемотке каната с ба-
рабана на барабан не допускается образования петель и заломов. До
выдачи бывшего в употреблении каната в производство его следует
очистить и смазать, а также проверить степень его износа. Износ ка-
ната определяетси по числу обрывов проволок на длине одного шага
свивки каната и характеризуется браковочной нормой (табл. 142).
Если канат, кроме обрыва проволок, имеет еще и поверхностный
износ или коррозию, то указанное в табл. 142 допустимое число обры-
вов должно быть умножено на коэффициент от 0,5 (при уменьшении
диаметра проволок на 30%) до 0,85 (при уменьшении диаметра про-
волок в результате поверхностного износа на 10%). При поверхно-
17—351
257
Таблица 142. Браковочные нормы обрывов проволок каната
Конструкция каната Тип свивки Допускаемое число об- рывов на длине шага свивки
6X19 Крестовая 12
6X37 Односторонняя 6
Крестовая 22
6X61 Односторонняя 11
Крестовая 36
Односторонняя 18
стном износе или коррозии 40% и более проволоки канат бракуется.
Для крепления к петлям, крюкам, грузам применяют сжимы, за-
крепляющие канат после образования на конце каната петли, оги-
бающей коуш или валик. Ниже приведены число сжимов и расстоя-
ние между ними в зависимости от диаметра каната:
Диаметр каната, мм . . .
Число сжимов.............
Расстояние между сжима-
ми, мм...................
Диаметр каната, мм . . .
Число сжимов ............
Расстояние между сжима-
ми, мм...................
8; 13; 15,5; 17,5; 19,5
3; 3: 3; 3; 4;
90- 100; 100; 120; 120;
22; 24; 26; 28; 35
4; 5; 5; 5: 7
140; 150; 160; 180; 230
Сжимы следует устанавливать так, чтобы их дужка располага-
лась со стороны короткого конца каната, а планка и ганки распола-
гались со стороны длинного. Прямое сращивание, т. е. стыковка кон-
цов каната на сжимах внахлестку, запрещается. Для предохранения
каната от истирания о детали крепления и во избежание залома ка-
ната применяют коуши.
2. Якоря
Якоря применяют для крепления лебедок, растяжек мачт, отвод-
ных блоков и т. п. В качестве якорей могут использоваться элементы
существующих зданий или фундаменты под оборудование. Однако
в каждом случае возможность использования должна быть провере-
на расчетом. При необходимости устраивают специальные якоря:
свайные (табл. 143, рис. 85, а), горизонтальные (табл. 144, рис. 85,6)
и наземные (рис. 86).
Наземный якорь, обычно бетонный, железобетонный, выполнен-
ный в виде массива, или металлический, нагруженный бетонными
плнтамн, рассчитывают на устойчивость при опрокидывании по фор-
муле (рис. 86, а)
Qb > KN а,
где Q — масса бетонного массива, в кг;
К — коэффициент устойчивости якоря, равный 1,4;
TV — усилие, действуюцщее на якорь, Н [кгс];
а, Ь — расстояния от направления сил до ребра опрокидывания, м.
Якорь рассчитывают также иа сдвиг по формуле
Qkf > 1,47V,
где kf— коэффициент трения скольжения, который в зависимости от грунта
и климатических условий составляет 0,3—0,5.
258
Рис. 85. Якоря
а — одно-, двух- и трехсвай-
иые; б — горизонтальный;
1 — узел крепления; 2 — ско-
ба; 3 —косынка; 4 — тяга;
5 — бревна диаметром 200—
240 мм
Рис. 86. Наземный
якорь
а —расчетная схема
наземного якоря; б —
наземный переносный
металлический якорь
конструкции Гипро-
хнммонтажа; / —ра-
ма; 2 — траверса-тя-
га; 3 — ось; 4 — же-
лезобетонные блоки;
5 — площадка под ле-
бедку; 6 — лебедка
17*
25?
Таблица 143. Свайные якоря
Усилие якоря, кН Размеры’свай (рис. 85, а), см
1а] в первой второй третьей
С1 di С, d, с3 d3
10 30 150 40 18 —
15 30 150 40 20 — — — —
20 30 150 40 26 — — — —
30 30 150 40 20 90 22 — —
40 30 150 40 22 90 25 — —
50 30 150 40 24 90 26 — —
60 30 150 40 20 90 22 90 28
80 30 150 40 22 90 25 90 30
100 30 150 40 24 90 26 90 33
Таблица 144. Горизонтальные якоря
Усилие якоря, кН Размеры якорей (см. рис. 85, б), см Объем лесо- материала, м3 Объем земля- ных работ, м3
а Л В 1
30 150 135 250 200 0,34 4,2
50 150 175 250 200 0,34 5,6
75 160 185 300 250 0,6 8,2
100 160 185 300 250 0,6 10,6
Величина пригруза якорей зависит от усилий (табл. 145).
Таблица 145. Техническая характеристика инвентарных наземных
якорей конструкции Гипрохиммоитажа
Допускаемое усплце_иа_ якорь, кН Габарит, мм Масса якоря, т Число железобе- тонных блоков размером ISOO’X X1000X450 мм и массой 1400 кг
длина ширина высота
50 4700 2800 1300 10,75 8
100 4700 2800 2200 21,5 16
. 150 4700 2800 2400 32,25 24
200 5000 4200 2850 43 30
250 5000 4200 3300 53,75 36
300 5000 4200 2600 64,5 48
400 6500 5200 3050 86 60
500 6500 5200 3950 107 74
Примечания: 1 Железобетонные блоки не скреплены между собой.
2. Допускаемые усилия иа якорь указаны при приложении к нему нагруз-
ки под наиболее невыгодным углом — 27*40'.
260
3. Стропы, траверсы, захваты
Стропы, применяемые для подвешивания поднимаемого груза к
крюку или к траверсе грузоподъемного устройства, должны изго-
товляться из мягкого стального каната или цепей. До поступления
иа монтаж стропы испытывают под нагрузкой, вдвое превышающей
вес поднимаемого груза. Каждый строп должен иметь бирку с ука-
занием грузоподъемности и даты испытания.
Стропы используют вместе со скобами для изготовления двух-
и четырехветвевых стропов грузоподъемностью 0,4—32 т, предназна-
ченных в основном для подъема грузов, имеющих приспособления
для строповки. Универсальные стропы (рис. 87, 88) предназначены
для строповки грузов обвязкой.
Рис. 87. Универсальный канатный строп УСК
а — исполнение I: б — исполнение II; / — канат; 2 —заплетка
261
Усилие в ветвях стропа определяют по формуле
л___Qfl
mk
где S — усилие в ветви стропа, Н [тс];
Q— масса поднимаемого груза, т;
т—число ветвей стропа;
коэффициент неравномерности нагрузки на ветви стропа;
число ветвей в стропе . .
коэффициент неравномерно-
сти нагрузки иа ветви
стропа k ........
1; 2; 4; 8
1; 1; 0.75; 0,75
п— величина, зависящая от угла
между ветвями стропа и вертикалью:
угол наклона ветви стропа
к вертикали, град. . . .
п ...........
0; 20; 30; 40; 45; 50; 60
1; 1.06; 1.15; 1,31; 1.42; 1,56; 2
При выборе сечения каната для стропов разрывное усилие кана-
та в ветви стропа определяется как
R = SK„,
где Кп — коэффициент запаса прочности (см. табл. 140).
Для удобства расстроповки поднятых конструкций без подъема
людей к месту строповки применяют полуавтоматические стропы.
Верхнюю петлю стропа надевают на крюк крана, груз охватывается
стропом; петли нижнего конца надевают на подвижной штырь. После
подъема груза натяжением с земли или подмостей тросика штырь
выводится из гнезда, освобождая петли стропа.
Канатные стропы изготавливают следующих типов: 1СК—(од-
новетвевые); 2СК — двухветвевые; ЗСК — трехветвевые; 4СК — че-
тырехветвевые; УСК — универсальные.
Цепные стропы изготавливают следующих типов: 1СЦ — одно-
ветвевой; 2СЦ — двухветвевой; ЗСЦ — трехветвевой; 4СЦ — четырех-
ветвевой.
Основные элементы грузовых стропов должны соответствовать:
7679—69*; цепи ГОСТ 2319—70.
Крюки, скобы и карабины для применения в местностях
с умеренным климатом следует изготавливать из стали 20 (ГОСТ
1050—74) гибкой и штамповкой. Применять сварку при изготовлении
крюков не разрешается. К стропам, применяемым в холодном кли-
мате, предъявляют повышенные требования. В частности, для крю-
ков, карабинов и скоб применяют сталь 15ХСНД. 09Г2С. При
приемке стропов правильность комплектации, свободу перемеще-
ния пластин карабинов, цельность каната, отсутствие трещин про-
веряют визуально; качество материалов — по сертификатам. Ис-
пытание на прочность проводят статической нагрузкой в со-
ответствии с «Правилами устройства и безопасной эксплуатации гру-
зоподъемных кранов».
262
При подъеме металлических, а также сборных железобетонных
конструкций пользуются траверсами (рис. 89). Для подъема круп-
ных металлических конструкций и тяжелых железобетонных конст-
рукций изготавливают специальные траверсы (рис. 90). Стропы и
траверсы в основном рассчитаны на наличие в конструкциях петель
Рис. 89. Траверсы грузоподъемностью 3—5 т
а — универсальная; б — обычная для подъема бетонных изделий
Рис. 90. Траверса для подъема балок и ферм грузоподъемностью 10 т
или крюков, за которые закрепляют крюки или петли стропов. При
отсутствии петель поднимаемый груз охватывают стропом. В сбор-
ных бетонных элементах оставляют круглые отверстия. Такне эле-
менты поднимают с помощью цанговых захватов (рис. 91), а грузы,
не имеющие петель, — с помощью клещевых захватов. При подъеме
сборных изделий из жаростойкого бетона или керамики, обладаю-
щих высокой плотностью, на небольшую высоту используют вакуум-
ные захваты.
4. Расчет монтажных приспособлений и устройств
Расчет траверсы, работающей иа изгиб (рис. 92, а):
.. Qa
м = — ,
2 ’
где Q— масса поднимаемого груза, кг (с учетом собственной массы траверсы
и коэффициента динамичности, равного 1,10);
а—длина консоли, см.
263
ю
5
Рис. 91. Захваты
а —клиновой грузоподъемностью О,Б т; б —клещевой 0,9 т; / — скоба; 2 —
трос; 3 — обойма; 4 — ползун; 5 — кулачки; 6 — рычаги; 7 —траверса; в—па-
лец; 9 — защелка; 10 — шток
Напряжение в траверсе а равно:
М
а = — < а допускаемого.
Рекомендуемое напряжение 160 МПа [1600 кгс/см2]. W — мо-
мент сопротивления сечения траверсы, см3.
Расчет траверсы, работающей на сжатие (рис. 92,6). Опреде-
ляют усилие в канатах, соединяющих траверсу с крюком подъемного
механизма:
2 cos а ’
Рис. 92. Расчетные схемы траверс, работающих
а — на изгиб; б — на сжатие
По найденному усилию рассчитывают канат.
Находят сжимающее усилие в балке траверсы:
Q
= — tga.
Проверяют балку траверсы на устойчивость. Напряжение в балке
не должно превышать допускаемого:
Ni
о = — < а,
Ftp
где F— площадь сечення балки траверсы, см2;
ф— понижающий коэффициент от продольного изгиба зависит от гибкости
траверсы А.
Гибкость определяют по формуле
х = —1—,
rmin
где Z—длина траверсы, см;
гш1п— минимальный радиус инерции выбранного сечения балки траверсы,
см.
265
Расчет отводных блоков. Усилие Р, действующее на отводной
блок, равно:
Р =
- --'U »
где 5—усилие, действующее иа канат, Н [кгс];
Ко— коэффициент, зависящий от угла охвата канатом ролика блока:
Угол град ... 0: 45; 60; 90; 120; 150; 180
ко ’............. 2; 1,9; 1,8; 1,7; 1.4; 1; 0,8; 0
Расчет полиспастов. По максимальному усилию, возникающему
в полиспастах, подбирают полиспастные блоки, определяют грузо-
подъемновть, массу блоков, общее число рабочих нитей и диаметр
роликов.
Усилие в сбегающем конце полиспаста определяют по формуле
тх\
где Q— максимальное усилие, возникающее в полиспасте, Н [кгс];
т— общее число рабочих нитей;
т| — коэффициент полезного действия полиспаста (табл. 146).
Таблица 146. Коэффициент т]
Подшип- ники Значение коэффициента при общем числе роликов полиспаста
1 2 3 4 5 6 7 8 9 10
Скольже- ния 0,96 0,92 0,885 0,85 0,815 0,785 0,75 0,72 0,695 0,665
Качения 0,98 0,96 0,94 0,92 0,905 0,885 0,87 0,85 0,835 0,816
По усилию в сбегающем конце полиспаста подбирают лебедку.
Расчет монорельса. Нагрузку, действующую на монорельс, опре-
деляют по формуле
Р = <21*+<22 + <2з,
где Ql — грузоподъемность тали, т;
Qu —собственная масса тали, т;
— то же, монорельса, т;
К — коэффициент динамичности, равный для электрической тали 1,1.
Максимальный изгибающий момент
„ (<2i*+Q2)Z , gl2
4
где Z— пролет монорельса, см;
g—масса 1 см балки монорельса.
Напряжение в балке монорельса равно ~, где W — момент
противления сечения балки, см3 (рекомендуемое напряжение не
лее 160 МПа [1600 кгс/см2]).
Прогиб монорельса
со-
бо-
М
Qcl3 5 gl*
48EJ + 384EJ '
266
где Ос— сумма массы электротали и груза;
Е— модуль упругости для стали; £=2,1-10’;
J — момент инерции балки.
Прогиб монорельса не должен быть более */400 пролета. Для мо-
норельсов, работающих длительное время, должны применяться дву-
тавровые балки по ГОСТ 19425—74.
Г л а в а II. ЗАТРАТЫ ТРУДА НА МОНТАЖ
ПРОМЫШЛЕННЫХ ПЕЧЕЙ
Монтажные работы следует проводить в соответствии с проек-
том производства работ. Для монтажа сложных объектов должны
быть разработаны технологические карты, а для небольших и техни-
чески несложных объектов с малой массой монтажных элементов —
проект производства работ в сокращенном объеме (стройгенплан,
график работ, схемы строповки, перечень оборудования). Основным
методом производства работ должен быть монтаж крупными блоками,
включающими по возможности, кроме собственно стальных конст-
рукций, механические детали и футеровку.
К монтажным работам, как правило, разрешается приступать
только после окончания и приемки работ нулевого цикла, в том чис-
ле после готовности оснований, фундаментов и других опор под мон-
тируемые конструкции; а также после выполнения всех подготови-
тельных работ в соответствии с проектом производства работ.
Ниже приведены средние затраты труда на монтаж различных
конструкций мелких и средних промышленных печей (ЕНиР, сб. 15,
25, 30, 31, 33 и местные нормы).
Элементы металлических конструкций и
каркасов печей при массе, т, до:
I..................................
2...................................
5...................................
более 5 ............................
Кожухи с обвязкой при массе, т:
до 2.................................
>5.................................
более 5 ............................
Лестницы, перила, площадки...........
Гарнитура простая при массе, кг:
20...................................
65..................................
более 100 ..........................
Гарнитура сложная с уплотнением сты-
ков при массе, кг:
до 20..................................
>65................................
более 100 ..........................
20 чел-ч/т
15 »
11,5 »
7 »
19,5 »
16 >
12,5 »
24 >
17,5 »
11,5 »
6 »
22 »
15,5 »
9,5
Газовоздухопроаоды при длине окруж-
ности, мм, до:
700 .................................... 25 «
2000 .................................... 18 »
4500 . . '............................... 13 »
6000 .................................... 11 *
267
П родолжение
Фасонные части газовоздухопроводов при
длине окружности, мм до:
700 ............г..................
2000 .................................
4500 .................................
6000 .................................
Мазутная форсунка печей нефтеперера-
батывающей промышленности массой до
200 кг....................................
Газовая горелка при массе 0.9 т . . .
Центробежные вентиляторы при массе, т:
0,05..................................
0,12..................................
0,4...................................
0.6...................................
0.9...................................
30 чел.
21
17,5
15,5
-ч/шт
Дымососы при массе, т, до:
2,5.................................. 72 >
4.................................. 92 >
7.................................. 140 >
Рольганги неприводные длиной 10 м, ши-
риной 500 мм.......................... 24 »
То же, шириной 1000 мм.............. 15,5 »
Редукторы при массе, т, до:
2..................................
Толкатель реечный усилием 100 кН (мас-
са 17 т) .............................
Клапан дымовой или газовый диаметром
1200—1800 мм..........................
Приводы шиберов на одну лебедку . .
Подины, выстилки печей из блоков жа-
ростойкого бетона, прн массе блоков, т:
до 0,5................................
> 1................................
>1,5..............................
более 1,5..........................
11,5
15,5
23
29
275
102
31
2,4
1.9
1,6
1,3
>
Стены при массе блоков, т:
до 0,5...............................
> 1.................................
>1,5................................
более 1,5............................... Ь®
Своды и арки из крупных блоков при
массе, т:
до 0,5................................. 6,7
>1..................................... 5,6
>1.5................................... 4,4
более 1,5.............................. 3,6
Затраты рабочего времени: на электродуговую сварку монтаж-
ных стыков 0,12 чел.-дня на стык; на заделку (замоноличивание)
монтажных стыков 0,31—0,43 чел.-дня на узел; на заливку швов
0,17 чел.-дня на 1 м шва.
268
Глава Ш. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
1. Хранение и транспортирование
При большом объеме работ по монтажу стальных конструкций
организуют открытый центральный склад для приема, хранения и
подготовки конструкций к монтажу. Склад оснащают кранами необ-
ходимой грузоподъемности, транспортными путями и средствами
связи. У крупных объектов организуют приобъектные склады конст-
рукций. Склады должны организовываться только в тех случаях,
когда по условиям поставки конструкций необходимы их длительное
хранение и укрупнительная сборка. Для сокращения стоимости мон-
тажа целесообразно вести монтаж с колес, минуя склады, при этом
конструкции должны поставляться по согласованному графику.
Склады следует располагать на местности, не затопляемой во-
дой, как можно ближе к месту монтажа. Расчетная норма для опре-
деления площади склада конструкций (с учетом сортировки) 0,15—
0,2 т на 1 м2. Склады для хранения мелких конструкций оборудуют
стеллажами. Крупные конструкции укладывают на подкладки. Об-
щая высота штабеля не должна превышать 1,5 м.
Конструкции до подачи их со склада должны быть рассортирова-
ны по объектам, маркам и очередности монтажа, осмотрены и подго-
товлены к монтажу, т. е. выявленные повреждения должны быть
устранены, конструкции очищены от грязи и ржавчины, при необхо-
димости укрупнены в соответствии с проектом производства монта-
жа. На элементы конструкций следует нанести необходимые риски,
знаки, обозначить места строповки, центры тяжести. Конструкции
должны быть обстроены монтажными приспособлениями и, как пра-
вило, окрашены (кроме мест стыковки).
Транспортировать элементы на монтаж следует комплектно в по-
рядке, соответствующем последовательности монтажа. Положение
элементов на транспортных средствах должно обеспечивать соблю-
дение железнодорожных и автодорожных габаритов, безопасность
перевозки и удобство строповки при разгрузке. При разгрузке и ук-
ладке конструкций их тщательно осматривают и проверяют соответ-
ствие рабочим чертежам и нормам допускаемых отклонений в соот-
ветствии со СНиП «Металлические конструкции. Правила изготовле-
ния, монтажа и приемки».
2. Приемка фундаментов
Перед сдачей под монтаж фундаменты должны быть освобож-
дены от опалубки и очищены от остатков раствора, бетона и мусо-
ра. Разбивочные оси, необходимые для монтажа стальных конструк-
ций, наносят на металлические детали, забетонированные в тело фун-
дамента вне контура опоры конструкции. Отметку верхней поверх-
ности фундамента фиксируют на реперах, заделанных в тело фунда-
мента. Расположение осей и реперов должно позволять использовать
их в течение всего времени производства работ до сдачи сооружения
в эксплуатацию. Положения осевых знаков в плане и по высоте сле-
дует заносить в специальную ведомость и схему, прилагаемую к ак-
ту приемки фундаментов. Допускаемые отклонения при разбивке
осей основания, фундаментов и других опор под стальные конструк-
ции не должны превышать 1,1 ]/£ (—L — длина пролета или шага
269
конструкции, м). Для конструкций с фрезерованными торцами эти
втклопспия не должны превышать 0.7 V"L мм. Опорные поверхности
фундаментов должны точно соответствовать предусмотренным в
проекте способам опирания конструкций на фундаменты. Отклонения
поверхности фундаментов, опорных плит, специальных опорных уст-
ройств и положения анкерных болтов не должны превышать приве-
денных ниже.
Поверхности фундаментов, возведенных до
отметки подошвы колонны, без последующей
подливки или поверхности установленных н
выверенных ранее опорных деталей:
по высоте................................. +5мм
» уклону...............................1/1000
Поверхности заранее установленных опорных
плит, фрезерованных при башмаках колонн,
также фрезерованных:
по высоте................................. ±5мм
» уклону...............................1/1500
Смещения анкерных болтов в плане, распо-
ложенных, мм:
внутри контура опоры конструкций ... 5
вне » » » ... 10
Отклонение отметки верхнего торца анкер-
ного болта от проектной...................Тол — 0
Отклонение длины нарезкн анкерного болта +30;—0
3. Установка, выверка и сдача стальных конструкций
При монтаже стальных конструкций необходимо обеспечить
устойчивость и неизменяемость смонтированных частей сооружения
на всех стадиях монтажа, прочность при монтажных нагрузках, без-
опасность ведения монтажных работ. Устойчивость конструкций прн
действии ветра, собственного веса и монтажных нагрузок должна
обеспечиваться соблюдением правильной последовательности монта-
жа вертикальных и горизонтальных элементов конструкций, установ-
кой постоянных или временных связей. Производство последующих
работ на смонтированных конструкциях допускается только после
окончательного закрепления этих конструкций. Подъем конструкций
при монтаже должен осуществляться с помощью средств, предусмо-
тренных в проекте производства работ, а при отсутствии последне-
го — с помощью выбранных на основании расчета стропов, механиз-
мов и приспособлений. До подъема элементов, вес которых близок к
предельному для вылета крюка данного крана, необходимо произве-
сти пробный подъем элемента на 20—30 см, чтобы проверить устой-
чивость крана, надежность работы тормозов, а также строповки.
Поднимаемый элемент нужно удерживать от вращения одной
или двумя оттяжками Соприкасающиеся поверхности в стыках н
узлах должны быть очищены от грязи, ржавчины и наледи. Осво-
бождать конструкцию от подвески к крюку подъемного механизма
следует после ее закрепления. Верхние связи между стойками (ко-
лоннами) каркаса должны устанавливаться немедленно после монта-
жа каждой пары противоположных стоек каркаса. Мелкие элементы
(конструкции для крепления механизмов подъема заслонок, мазу-
топроводов, газо- и воздухопроводов и т. п.) необходимо устанав-
ливать вслед за установкой основных элементов каркаса. Стойка
каркаса, подподовые конструкции, пути туннельных печей и сушил
270
и другие конструкции, определяющие геометрическое положение печ-
ных агрегатов, выверяют сразу после их установки.
Окончательно закреплять монтажные стыки следует непосред-
ственно после сборки н выверки конструкций с тем, чтобы собран-
ным частям конструкций придавалась устойчивость н неизменяе-
мость геометрической схемы сооружения. Монтажные подмости для
постановки постоянных креплений устраивают одновременно с уста-
новкой конструкций.
Длина иенарезанной части постоянных болтов должна быть рав-
на толщине соединяемых деталей; допустимо увеличение этой длины
не более чем на 5 мм. Число шайб на постоянных болтах должно
быть ие более двух (н не менее одной) под гайкой и не более одной
под головкой болта. Гайки на постоянных болтах должны закреп-
ляться постановкой пружинных шайб.
Стальные конструкции сваривают по заранее разработанной
технологии, устанавливающей способы сварки, порядок наложения
швов н режимы. При отсутствии этих указаний в проекте органи-
зации работ следует руководствоваться справочником по специаль-
ным работам «Сварочные работы в строительстве» (М., Стройиздат,
1971).
Сдача смонтированных стальных конструкций производится до
начала работ по кладке печных агрегатов. Документация, предъяв-
ляемая при сдаче конструций, должна содержать рабочие чертежи,
заводские сертификаты на изготовленные стальные конструкции, до-
кументы о согласовании отступлений от проекта (если они были при
монтаже), акты приемки скрытых работ, данные о результатах
инструментальной проверки установки конструкций, копии дипломов
сварщиков. Отклонения в размерах смонтированных металлических
конструкций не должны превышать величии, указанных в СНиП
Ш-24-75.
4. Примеры монтажа стальных конструкций
промышленных печей.
Монтаж стальных конструкций печных агрегатов проводят пу-
тем сборки конструктивными элементами: сборки укрупненными мон-
тажными элементами; установки вертикальным подъемом, установки
надвижкой.
Пример 1. Каркасы небольших камерных термических и нагре-
вательных печей с неподвижным креплением, поставляемые завода-
ми-изготовителями в собранном виде, устанавливают на опоры с
помощью цеховых или самоходных кранов. При отсутствии крано-
вого оборудования каркасы устанавливают надвижкой иа фунда-
мент с помощью лебедки по специальным настилам. Окончательную
рихтовку каркаса осуществляют домкратами.
Каркасы более крупных печей монтируют укрупненными мон-
тажными узлами и конструктивными элементами с помощью авто-
мобильных или цеховых кранов, а при их отсутствии — с помощью
индивидуальных полиспастов, закрепляемых за конструкции цеха.
Конструкции печей небольшой длины укрупняют в крупные мон-
тажные узлы большой длины в одну или в несколько панелей.
Боковые конструкции печи устанавливают парными стойками.
Каркасы мелких и средних печей с подвижным креплением,
представляющие собой ряд ст®ек, попарно соединяемых между со-
271
бой связями, при наличии продольных балок, связывающих отдель-
ные стойки в жесткую раму (панель), собирают панелями с помо-
щью цеховых или самоходных кранов. Если стойки не связаны
продольными балками, каркас монтируют отдельными стойками.
Для упрощения временного закрепления панелей и стоек в процессе
монтажа рекомендуется до начала сборки каркаса выполнить клад-
ку по всему периметру печи на высоту 0,6—0,8 м и заложить нижние
связи или анкеры.
Конструкции крупных печей монтируют укрупненными узлами
и отдельными элементами с помощью стреловых, самоходных и це-
ховых кранов, а при отсутствии кранового оборудования — с по-
мощью стрел, шарнирно-закрепляемых за колонны здания, и инди-
видуальных полиспастов или мачт.
Монтаж металлических конструкций, гарнитуры и печного обо-
рудования наиболее целесообразно проводить, используя цеховые мо-
стовые краны. При невозможности этого монтаж следует проводить
стреловыми самоходными кранами.
На плане расположения в кузнечном цехе машиностроитель-
ного завода агрегатов термической обработки поковок (рис. 93)
показаны последовательность монтажа металлоконструкций карка-
сов и оборудования, пути транспортирования, места складирования
конструкций и оборудования печей. Незначительное пространство
между печами не позволяет крану проехать, поэтому монтаж начи-
нают с крайних агрегатов и ведут по направлению к средним. Кра-
ны ведут монтаж печей в направлении «на себя», отступая друг к
другу. Заштрихованы агрегаты, металлические конструкции которых
уже смонтированы; пунктиром обозначены еще не смонтированные
агрегаты.
Монтаж осуществляют с помощью автомобильных кранов
МКА-10 и МКА-16 со стрелами длиной 6—10 м. Каркасы, достав-
ленные на площадку в собранном виде, а также в виде крупных
узлов — панелей, завозят в цех на прицепах-тяжеловозах, которые
разгружают автокранами и автопогрузчиками грузоподъемностью
10 т.
Полностью собранные каркасы устанавливают на фундаменты
двумя кранами. Каркасы печей больших размеров монтируют па-
нелями с помощью кранов МКА-10 и МКА-16.
Для выполнения монтажа печей внутри цехов небольшой высоты
монтажные краны МКА-10 и МКА-16 оборудуют стрелами длиной
6—6,5 м. При этом грузоподъемность их на вылете 6 м равняется
4,5 и 6 т.
В кузнечном цехе монтируют 12 агрегатов, в составе кото-
рых 22 печи. Указанный порядок и последовательность выполне-
ния работ обеспечивает монтаж не только металлических кон-
струкций каркасов, но и гарнитуры н относящегося к печам обору-
дования.
Пример 2. На установках по нефтепереработке и нефтехимии
через каждые 10—15 лет меняются характер и конструкции печей-
подогревателей. В настоящее время начинают распространяться
трубчатые подогреватели с вертикальным расположением труб-
змеевиков в радиантных камерах параллельно с печами, в которых
трубы змеевика расположены горизонтально. Печи-подогреватели
(рис. 94) имеют мощный металлический каркас, состоящий из рам
или из колонн (двутавры № 36 сварные или из прокатных профилей
для колонн), продольных балок с обшивкой стальным листом. Внут-
272
18—351
to
Со
Рис. 93. План распо-
ложения в цехе агре-
гатов термообработки
поковок
1 — монтажные краны
МКА-10 и МКА-16 с уко-
роченнымн стрелами;
2—сварочные транс-
форматоры; 3 — кисло-
родные рампы; 4 — места
складирования конструк-
ций н оборудования;
5 — щиты силовой и ос-
ветительной подводок
электроэнергии; 6 — ав-
тодороги; 7 — помещения
(инструментальная, кон-
торка, гардероб)
Рис. 94. Схема монтажа
металлоконструкций кар-
каса печи-подогревате-
ля нефтеперерабаты-
вающей установки
Л-35-11/600
— печь-подогреватель; 2 —
места складирования и сбор-
ки конструкций; 3 — авто-
дорога; 4 —рама каркаса
печн; 5 — монтажный кран
К-162
8000
1950
ри кожуха пв стенам укреплены литые кронштейны, поддерживаю-
щие футеровку.
Металлические конструкции завоеят на площадку укрупнитель-
ной сборки, расположенную рядом с фундаментом печи, на прице-
пах-тяжеловозах, тягачами. На площадке собирают рамы каркаса,
укрупненные блоки конструкций стен и перекрытия печи. Работы
Рис. 95. Схема монтажа металлоконструкций печей установки АВТ-6
/ — бетонированная площадка; 2 — контейнеры на автомашине; 3 —прицеп-
тяжеловоз; 4 — одинарные печи; 5 — сдвоенные печи; 6 — башенный край
БКСМ-14ПМЗ; 7 — пути крапа; 8 — различные положения крана; 9— укрупне-
ние конструкций до массы 5 т; 10—место складирования конструкций
ведут автомобильным краном К-162 грузоподъемностью 15 т. При
интенсивном завозе конструкций для разгрузки может быть исполь-
зован автокран МКА-6,3. Монтаж конструкций каркаса осущест-
вляется краном, длина стрелы которого 18 м.
Кровля над печью, имеющая верхнюю отметку 17 м, должна
монтироваться краном со стрелой 23—25 м. Для этой цели следует
использовать кран грузоподъемностью 40 т. Такой кран обычно име-
ется на этой же монтажной площадке и используется для монтажа
продуктовых змеевиков внутри печи, монтируемых крупными блока-
ми массой до 15—18 т.
18*
275
Конструкции кровли печи собирают на земле в один или в два
блока, поднимаемых с помощью траверсы указанным краном.
Б отдельных случаях возможны иные решения. При сооружении
печи монтаж металлических конструкций, монтаж продуктовых зме-
евиков (выполняемых блоками меньшего веса), пакетное транспор-
тирование огнеупорных материалов на рабочие места при выполне-
нии футеровки печи могут выполняться одним и тем же монтажным
механизмом.
Пример 3. При монтаже группы печей установки АВТ-6 (рис.
95) в целях сокращения затрат и увеличения коэффициента исполь-
зования механизмов в качестве основного механизма используют
башенный кран-погрузчик БКСМ-14ПМЗ, оборудованный вставкой
мачты с расчетом получения высоты подъема крюка 16,3 м при го-
ризонтальном положении стрелы. Кран располагают иа монтажной
площадке, пути крана монтируют вдоль торцов всех восьми печей
установки. Грузоподъемность крана на любом вылете при длине
стрелы 30 м равна 5 т. Таким образом, все основные металлокон-
струкции должны быть смонтированы краном. Небольшая часть
конструкций должна быть приведена к массе 5 т за счет снятия с
них вспомогательных балок и связей. Укрупнительная сборка ме-
таллоконструкций осуществляется на монтажной площадке, куда
конструкции подвозят на автомашинах с прицепом. На погрузоч-
но-разгрузочных работах используют автокран.
Для обеспечения возможности транспортирования змеевиков
(продуктовых трубопроводов) внутрь печей не монтируют торцовую
стену каждой печи.
5. Расход материалов и электроэнергии иа изготовление и монтаж
сварных стальных конструкций
На изготовление и монтаж 1 т
расходуется следующее количество
Электроды, кг....................
Электроэнергия (переменный ток),
кВт-ч............................
Кислород, л, прн резке:
ацетиленовой ................
бензорезом ...................
Ацетилен, л......................
Карбид, кг.......................
Бензин, кг:
при резке бензорезом ....
при сварке агрегатом ....
с двигателем внутреннего сго-
рания ........................
сварных стальных конструкций
материалов и электроэнергии:
Изготовление Монтаж
18—45 3
150 15
3400 250
3500 300
360 25
1,5 0,1
0,56 0,04
0,9 0,06
При изготовлении 1 т стальных
ных швов 18—45 м, при монтаже — 3
конструкций количество свар-
м.
276
Глава IV. МОНТАЖ СБОРНЫХ ПЕЧЕЙ
ИЗ ЖАРОСТОЙКОГО БЕТОНА И ЖЕЛЕЗОБЕТОНА
1. Приемка, транспортирование и хранение
Блоки и конструкции из жаростойкого бетона и железобетона
должны соответствовать рабочим чертежам, а размеры их находить-
ся в пределах разрешенных допусков. Приемка конструкций осу-
ществляется в соответствии со СНиП Ш-24-75 и СИ 156-67. Конст-
рукции н блоки должны иметь паспорта, удостоверяющие их со-
ответствие рабочим чертежам.
При перевозке к месту монтажа элементы конструкций должны
находиться в положении, близком к проектному, за исключением
колонн, которые перевозят в горизонтальном положении. Крупно-
размерные элементы толщиной более 20 см перевозят в горизон-
тальном положении. Крупноразмерные элементы из легких бетонов,
не рассчитанные на работу при изгибе, а также элементы толщиной
лченее 20 см перевозят в вертикальном положении. Элементы кон-
струкций должны опираться на подкладки и прокладки, располага-
емые в местах, обозначенных метками на элементах при изготовле-
нии. Транспортные средства с прицепами или удлиненными кузо-
вами для перевозки длинномерных конструкций оборудуют
шарнирными устройствами для свободного поворота прицепов.
При перевозке конструкций по железной дороге следует соб-
людать действующие правила погрузки, крепления и перевозки гру-
зов по железным дорогам СССР. Строповать сборные конструкции
разрешается только за петли или специальные отверстия в изделиях.
Погрузочно-разгрузочные работы необходимо выполнять под руко-
водством мастера, имеющего специальную подготовку.
Изделия из жаростойких бетонов при транспортировании и хра-
нении следует защищать от увлажнения, особенно изделия из бе-
тонов, в которые входят магнезнто-хромнтовые составляющие, а
также из бетонов на жидком стекле.
2.Монтаж сборных железобетонных, бетонных и панельных кон-
струкций
Приемка фундаментов и монтаж сборных конструкций дол-
жны производиться с соблюдением основных требований, изложен-
ных в гл. III данного раздела. Элементы сборных конструкций
следует сразу устанавливать в проектное положение, плавно, без
толчков и ударов на постель из раствора. Дли облегчения установ-
ки блоков в проектное положение, раствор должен быть нанесен на
опорную поверхность слоем равномерной толщины.
При монтаже крупных тяжелых блоков на горизонтальную по-
верхность нижележащих блоков разрешается укладывать проклад-
ки. Толщина прокладок на 2—3 мм меньше толщины горизонтально-
го шва; нх вырезают нз огнеупорного кирпича; они должны иметь
свойства, однородные со свойствами монтируемых блоков. Про-
кладки укладывают через 0,6—0,8 м; их длина должна быть менее
толщины стены. Прокладки закрывают раствором.
Горизонтальные, вертикальные и температурные швы между
крупными блоками должны выполняться строго по проекту. Гори-
277
зоитальные и вертикальные швы полностью заполняют раствором.
Вертикальные швы между соседними блоками при значительной вы-
соте последних заполняют после их установки. Вертикальные швы
закрывают с боковых сторон брусками, после чего в шов заливают
раствор, уплотняемый с помощью стержня глубинного вибратора.
При монтаже длинноразмерных элементов, изготовленных с пре-
дельными допусками, рекомендуется устанавливать их в проектное
Рис. 96. Пакет из легких перлитобетонных блоков
I — поддон 800X1200; 2 — блок перлитобетонный; 3 —проволока или стальная
лента для крепления; 4 — рубероид или толь
положение предварительно насухо с целью проверки. После пред-
варительной установки и проверки соответствия рисок опоры и
устанавливаемого элемента (блока) последний приподнимают и
смещают с опоры, на которую наносится раствор. После этого эле-
мент устанавливают окончательно.
В настоящее время получает распространение ограждение печей
нефтеперерабатывающей и нефтехимической промышленности, со-
278
стоящее из металлических панелей с закрепленной на них футеров-
кой из легких теплоизоляционных материалов и легкого жаростой-
кого бетона, а также футеровка печей крупными блоками из
легких жаростойких керамзитобетона и перлитобетона. Эти конст-
рукции транспортируют в виде объединенных пакетов, в которых из-
делия устанавливают вертикально (рис. 96). Швы между панелями
лучше всего заполнять высокоглиноземистой ватой.
Ниже приведены допускаемые отклонения, мм, в положении
сборных железобетонных конструкций при их монтаже.
Смещение относительно разбивочных осей фун-
даментов блоков илн фундаментов колонн . . . ±10
Отклонение отметок верхних опорных поверхно-
стей фундаментов от проектных...............±5
Смещение осей колонн в ннжнем сечении отно-
сительно разбивочных осей.....................±5
Отклонение осей колонн от вертикали в верхнем
сечении при высоте колонн, м:
до 4,5...................................±10
более 4,5................................±15
Смещение осей панелей стен в ннжнем сечении
относительно разбивочных осей.................±4
Отклонение плоскости панелей стен от вертикали
в верхнем сечении.............................±5
Разница в отметках верхней поверхности пане-
лей стен н пода, опорных площадок, балок, ферм,
арок и сводов, а также стальных кронштейнов,
столиков и т. д.............................±Ю
Сварочные работы должны выполнять дипломированные свар-
щики. Допускаемые отклонения и размеры сварных соединений
сборных железобетонных конструкций должны соответствовать
СНиП П1-16-75.
3. Организация работ
Монтаж перегревателя пара и бутиленов с ограждающими кон-
струкциями из панелей с применением легкого жаростойкого бетона.
Каркас печи-перегревателя включает в себя 390 т металлоконструк-
ций, ограждение— 190 панелей, состоящих из металлического листа
с ребрами жесткости, на котором с помощью анкеров закреплены
легковесные изоляционные плиты и легкий жаростойкий бетон. Ме-
таллические конструкции, подвезенные к месту монтажа, проходят
укрупиительную сборку на монтажной площадке в блоки массой до
10 т (рис. 97). Разгрузку конструкций н укоупнительную сборку
проводят автокраном грузоподъемностью 16 т. Блоки металлокон-
струкций монтируют стреловым гусеничным краном МКГ-25БР
грузоподъемностью 25 т, выполненным в башенно-стреловом испол-
нении. Применение такого краиа для монтажа в данном случае
целесообразно, так как подогреватель имеет большую высоту и ши-
рину. Монтаж печи совмещенный: одновременно монтируют кон-
струкции каркаса, ограждений из жаростойкого бетона, змеевика.
Эти работы совмещаются дважды — по камерам радиации и конвен-
ции. Кроме того, выполняется кладка подины и стенки. Работы
проводят в последовательности, показанной на рис. 98.
В целях обеспечения ритмичной работы монтажных бригад и
звеньев при совмещении работ необходимо разрабатывать техноло-
гические карты.
279
Монтаж печей установки ЛК-бу. Комплексная установка ЛК-6у
состоит из 12 печей, расположенных тремя обособленными группа-
ми, дымоотводов от печей диаметром до 5 м, расположенных на вы-
соте 20 м над поверхностью земли, и двух котлов-утилизаторов,
расположенных над печами.
Ввиду большого объема работ, наличия конструкций легких
футеровок, особенно в дымоотводах и котлах-утилизаторах, целе-
сообразно выполнять как можно больше работ на земле, в том чис-
ле выполнять домонтажную футеровку. Для монтажа па-
нелей стен котлов-утилизаторов до 30 т применяют кран СКГ-63
или СКГ-100. Каркасы самих печей монтируют краиом МКГ-25,
вспомогательные работы выполняют автокранами МКА-10, МКА-16.
Рис. 97. Монтажная площадка сборки печи-перегревателя пара и бу-
тиленов
/ — фундамент печи; 2 — монтажный кран МКГ-25БР; 3 — автомобильная до-
рога; 4 — места складировании металлических конструкций; 5 — кран К-162;
6 — места укрупнительной сборки; 7 — конторка и инструментальная
280
Рис. 98. Последовательность
монтажа печи-перегревателя
пара и бутиленов
I — укрупнятельная сборка и мон-
таж каркаса радиантной камеры
печи; II — монтаж панелей ограж-
дения радиантной камеры; III —
монтаж труб змеевика радиантной
камеры; IV — сборка и монтаж
металлоконструкций камеры кон-
векции; V— монтаж панелей каме-
ры конвекции, решеток, змеевика и
торцовых стен; VI — футеровка по-
дины и кладка разделительной
стенки; VII — монтаж дымовых
труб; VIII — монтаж кровли
Рис. 99. Деление кожухов
печей на монтажные блоки
и очередность установки
блоков
1, 4, 5, 8 — блоки массой 4,6 т;
2, 3, 6, 7 — то же, 10,2 т
Рис. 101. Схема монтажа
дымоотводов
1 — блок дымоотвода с футеров-
кой; 2— контуры печей; 5 —
кран СКГ-63
Рис. 100. Площадка монта-
жа каркасов печей установ-
ки ЛК-6У
/ — автодорога; 2 — сидельный
тягач с автоприцепом; 3 — бе-
тонная площадка; 4— кран
СКГ-63; 5 —фундаменты трех
печей; 6 — место укрупннтель-
ной сборки
282
Кожухи печей делятся на укрупненные монтажные блоки
(рис. 99).
Схемы монтажа блоков печей и дымоотводов показаны на
рис. 100 и 101.
Блоки футеровки печей монтируют автокраном и краном под-
весным однобалочным, смонтированным на специальной инвентар-
ной эстакаде (рис. 102), которую перемещают по мере выполнения
футеровки с одной группы печей на другую. Блоки футеровки под-
возят к крану автопогрузчиком.
Рис. 102. Монтаж перлитобетонных блоков футеровки
а — автокраном со стрелой 18 м; б — краном однобалочным; 1 — автокран
МКА-16; 2 — кожух печи; 3 — инвентарные леса; 4 — кран одиобалочиый;
5 — эстакада инвентарная
Туннельные печи для обжига глиняного кирпича конструируют
с применением жаростойкого бетона с сохранением металлического
каркаса либо с колоннами и плитами перекрытия из жаростойкого
железобетона. В обоих случаях футеровки стен н сводов выполня-
ют из крупных блоков жаростойкого бетона. Монтаж проводят в
такой последовательности.
На принятом фундаменте монтируют рельсовый путь, являю-
щийся основой для контрольной проверки правильности установки
всех последующих элементов. Устанавливают колонны каркаса.
Монтируют стеновые блоки, изолируют их и обшивают металличес-
ким или асбошиферным листом. Устанавливают ригели и связи
между колоннами. Монтируют блоки подвесного перекрытия печи
совместно с несущими балками либо блоки перекрытия: устанавли-
283
вают на тележке на отметке проектного уровня, затем укладывают
несущие балки, к которым прикрепляют блоки перекрытия. Запол-
няют швы асбестовым шнуром нли каолиновой ватой. Устанавлива-
ют горелкн. Выполняют теплоизоляцию перекрытия и пол по пере-
крытию печи. Блоки монтируют автомобильным краном грузоподъ-
емностью Юте укороченной стрелой.
Монтаж блоков ячеек нагревательных колодцев. Монтаж сте-
новых блоков ячеек нагревательных колодцев, получивший большое
распространение, выполняют различными способами. Блоки массой
до 600 кг наиболее рационально монтировать с помощью электри-
ческих талей на монорельсах, закрепленных на конструкциях меха-
низма откатывания крышек. Эти же блоки можно монтировать спе-
циализированным краном ПКО грузоподъемностью 1 т, устанав-
ливаемым на подине ячеек. Укрупненные блоки массой 12—15 т сле-
дует монтировать цеховым мостовым краном.
Раздел шестой. МОНТАЖ ПЕЧНОГО
ОБОРУДОВАНИЯ
Глава I. ПРИБОРЫ ДЛЯ СЖИГАНИЯ ЖИДКОГО
И ГАЗООБРАЗНОГО ТОПЛИВА
1. Форсунки
По способу распыления жидкого топлива форсунки, применяемые
в промышленных печах и паровых котлах, делятся на механические
форсунки, форсунки высокого и низкого давлений. Появившиеся в по-
следние годы форсунки с распылением жидкого топлива посредством
ультразвуковых колебаний (акустические форсунки) и с электроста-
тическим распылением широкого применения не нашли.
В промышленных печах и паровых котлах наиболее часто приме-
няются форсунки высокого и низкого давлений. В форсунках высокого
давления распиливающим топливо агентом служит пар с давлением
0,3—1,2 МПа [3—12 кгс/см2] или компрессорный воздух с давлени-
ем 0,3—0,7 МПа [3—7 кгс/см2]. Расход пара 0,3—0,4 кг на 1 кг
мазута, расход компрессорного воздуха 0,5—1 м3 на 1 кг мазута.
В форсунках низкого давления распиливающим топливо агентом слу-
жит воздух с давлением 0,003—0,01 МПа [0,03—0,1 кгс/см2], пода-
ваемый вентилятором.
Наиболее распространенными форсунками высокого давления яв-
ляются форсунки конструкции Шухова и Карабина (рис. 103, 104),
низкого давления — конструкции Карабина и Стальпроекта
(рис. 105, 106).
Форсунки высокого давления конструкции Шухова типизирова-
ны в 11 номеров с пределами расхода мазута 3—400 кг/ч, конструк-
ции Карабина — в 12 номеров с пределами расхода мазута 100—
2500 кг/ч. Форсунки низкого давления конструкции Карабина типи-
зированы в два номера с диапазоном расхода мазута 8—50 кг/ч,
конструкции Стальпроекта — в пять номеров с диапазоном расхода
мазута 3,5—200 кг/ч.
Форсунки, как правило, устанавливают на форсуночной плите с
присоединением мазутопровода и воздухопровода. Некоторые фор-
сунки, например типа Шухова, устанавливают на специальном шар-
нире.
При установке форсунок необходимо обратить особое внимание
на качество изготовления форсунки; совпадение осей форсунки и
форсуночного камня; плотность прилегания форсуночной плиты
к кладке (для большей плотности желательно между плитой и клад-
кой прокладывать асбестовый лист толщиной 5—10 мм); на качест-
во кладки в районе установки форсунок и особенно стен форкамер.
Мазут и воздух подаются к форсункам по мазуто- и воздухопро-
водам, изготавливаемым из газоводопроводных труб. Как правило,
йазут подводится снизу форсунки, воздух — сверху. На мазуто- и
воздухопроводах устанавливают регулирующую и запорную аппа-
285
ратуру, а также контрольно-измерительные приборы. Состав аппа-
ратуры и приборов определяется проектом. Вся аппаратура устанав-
ливается непосредственно на каркасе печи либо на специальных стен-
дах подготовки мазута.
Рнс. 103. Форсунка высокого давления конструкции Шухова
Рис. 104. Короткопламениая турбулентная форсунка высокого дав-
ления конструкции Карабина
а — ФК-I; б —ФК-П; / — маховик; 2 —нажимная гайка; 3 — сальниковая на-
бивка; 4 — труба наружная для распылителя; 5 — труба внутренняя для ма-
зута; б — игла; 7 — сопло внутреннее; 8 — сопло наружное
Как правило, перед монтажом форсунка и запорная арматура
должны пройти ревизию. Форсунку разбирают, очищают от грязи
и промывают в керосине. При сборке необходимо набить сальники,
поставить прокладки, предусмотренные чертежом, и проверить совпа-
дение осей выходного отверстия для мазута и выходного отверстия
наконечника или носика форсунки (эксцентриситет должен быть
устранен). _ .
286
SSSSi^S
Рис. 105. Форсунка низквго давления конструкции Карабина
Рис. 106. Форсунка низкого давления системы Стальпроекта
287
Для качественного распыления мазута его подогревают в специ-
альных подогревателях, а трассу мазутопроводов изолируют совмест-
но с паровым спутником. Температура подогрева мазута не должна
превышать 90° С.
Для установки всей аппаратуры используются фитинги. При
монтаже мазуто- и воздухопроводов необходимо контролировать до-
ступность всей аппаратуры и возможность ее легкой замены.
При изготовлении мазуто- и воздухопроводов допускаются сле-
дующие отклонения от проектных размеров: длина элемента трубы
(между торцами при монтажной сварке встык или между фланцами
при соединении на фланцах) 0,0015 D; диаметр, замеренный по торцу
трубы при монтажном соединении встык и между отверстиями при
фланцевом соединении, 0,0015 D; стрела прогиба элемента трубы
1/1000 длины, но не более 10 мм; наклон монтажного стыка к про-
ектному 1/1500.
2. Газовые горелки
По способу приготовления газовоздушной смеси перед ее пода-
чей в камеру горения горелки можно разделить на горелки предва-
рительного перемешивания газа, горелки без предварительного сме-
шения и горелки с частичным перемешиванием газа и воздуха.
Из горелок с предварительным смешением наиболее распростра-
нены горелки со смесительными устройствами инжекционного типа,
в которых необходимый для горения воздух подсасывается за счет
энергии газа, вытекающего с высокой скоростью из газового сопла.
Примером горелок со смешением газа и воздуха после выхода
из горелок могут служить «головки» некоторых плавильных печей
(мартеновских, регенеративных стекловаренных) и горелки типа
«труба в трубе» с выходными сечениями газового и воздушного со-
пел, расположенными в одной плоскости.
Наибольшее распространение получили горелки третьего типа —
с раздельной принудительной подачей газа и воздуха и предвари-
тельным неполным их смешением за счет специальных устройств, пре-
дусмотренных конструкциями горелок (двухпроводные горелки).
Из горелок инжекционного типа наиболее распространены ин-
жекционные горелки В (прямые) и ВП (с поворотом смесителя — уг-
ловые) и многосопловые горелки ГИМП конструкции ВНИПИтеп-
лопроект (рис. 107, 108). Инжекционные горелки каждого типа раз-
деляются на 20 номеров с диапазоном расхода природного газа 0,5—
330 м3/ч. Горелки ГИМП разделяются на два типоразмера с номи-
нальной мощностью 350-1О3 и 600-103 ккал/ч. Каждый типоразмер
выполнен в двух вариантах (исполнениях): вариант А с охлаждени-
ем кратера горелки водой и вариант Б с охлаждением кратера го-
релки сжигаемым газом.
Из двухпроводных горелек наибольшее распространение получи-
ли горелки ГНП, предназначенные для сжигания природного и сжи-
женного газов (рис. 109). ВНИПИтеплопроект разработал девять
типоразмеров этих горелок — от ГНП-1 до ГНП-9 с номинальными
мощностями 34-103 — 3100-Ю3 ккал/ч.
В последнее время все большее распространение получают плос-
копламенные горелки для сжигания природного газа (рис. НО).
ВНИПИтеплопроект разработал семь типоразмеров плоскоплазмен-
ных горелок для газа низкого давления порядка 0,003 МПа
288
Рис. 107. Горелки инжекционные
а — типа В; б —типа ВП
Рис. 108. Горелка инжекционная
многосопловая типа ГИМП
19—351
289
[0,03 кгс/см2] (ГППН), среднего —0,012 МПа [0,12 кгс/см2]. (ГППС)
и высокого (ГППВ). Тепловая мощность их 42,5-Ю3—1400Х
ХЮ3 ккал/ч.
Горелки монтируют, как правило, на горелочной плите с присо-
единением газопровода и воздухопровода. При монтаже горелок не-
обходимо соблюдать те же условия, что и при монтаже форсунок.
Горелки можно устанавливать как на сводах, так и па боковых сте-
нах печей. Особое внимание должно быть обращено на плотность
примыкания горелочной плиты к каркасу, качество кладки в районе
горелок, правильную заделку носика горелки в горелочный камень с
соблюдением соосности горелки и горелочного камня, на плотность
стыков газопровода и горелки.
Рис. 109. Горелка низкого дав-
ления типа ГНП для природ-
ного и сжиженного газов
Рис. 110. Горелка плоскопла-
менная для сжигания природ-
ного газа
К воздухопроводам горелок предъявляют те же требования, что
и к воздухопроводам форсунок.
Газопроводы горелок следует проектировать, монтировать и про-
верять в соответствии со СНиП и «Правилами техники безопасности
в газовом хозяйстве».
Глава II. РЕКУПЕРАТОРЫ
Рекуператоры предназначены для утилизации тепла отходящих
продуктов сгорания за счет подогрева воздуха или горючих газов.
При этом тепло передается через стенку, разделяющую теплообме-
нивающие среды.
Рекуператоры делятся на керамические и металлические. Конст-
рукция и порядок кладки керамических рекуператоров, как правило,
устанавливаются проектной организацией. Металлические рекупера-
290
торы могут выполняться литыми из чугуна, сварными из труб или
стального листа. Конструкции металлических рекуператоров весьма
разнообразны. В зависимости от способов передачи тепла металли-
ческие рекуператоры делятся на конвективные, радиационные и ком-
бинированные.
А-А
Рис. 111. Установка двухходового игольчатого рекуператора
I — игольчатые трубы; 2 — крепежные рейки; 3 — воздушные коробки; 4 — ра-
ма из прокатного профиля; 5 — теплоизоляция; 6 — температурный шов
Примером конвективного рекуператора, собранного из чугунных
труб, может служить двухходовой игольчатый рекуператор (рис. 111).
Рекуператор собирается из стандартных чугунных литых труб. На-
греваемый воздух проходит внутри труб, а дымовые газы обтекают
трубу снаружи. Для увеличения теплопередачи трубы выполняют
игольчатыми на внутренней и наружных сторонах (двусторонне-
игольчатые трубы) или только на внутренней стороне (односторон-
не-игольчатые) при.загрязненных дымовых газах.
19*
291
Трубчатый конвективный рекуператор (рис. 112) может быть со-
бран из петлеобразно согнутых труб. Нагреваемый воздух идет внут-
ри труб, а дымовые газы омывают их снаружи.
По конструкции радиационные рекуператоры делятся на щеле-
вые (рис. 113) и трубчатые (рис. 144). Комбинированный рекупера-
тор изображен на рис. 115.
Рис. 112. Трубчатый конвективный рекуператор
Рис. 113. Щелевой радиационный рекуператор
/ — внутренний цилиндр; 2 —внешний цнлнндр; 3 — линзовый компенсатор
термических удлинений; 4 — кольцевые воздушные короба; 5 — патрубки для
подачи и отвода воздуха
292
Рекуператоры перед монтажом необходимо проверить на плот-
ность («на керосин»). Неплотные чугунные элементы отбраковыва-
ются или заваривают. Помятости на стальных листах, коробках или
трубах устраняют. Литые чугунные рекуператоры проверяют на чис-
тоту поверхностей элементов как внутри, так и снаружи. Не допу-
скается наличия остатков формовочной земли, большого числа поло-
манных игл или ребер, глубоких раковин и других дефектов, кото-
рые могут ухудшить газоплотность рекуператоров.
Рис. 114. Трубчатый радиа-
ционный рекуператор
1 — кольцевой трубопровод для
подачи воздуха в рекуператор;
2 — распределительные коллек-
торы трубчатых панелей реку-
ператора; 3— трубчатая поверх-
ность нагрева рекуператора:
4 — сборные коллекторы труб-
чатых панелей; 5 — кольцевой
воздуховод нагретого воздуха
Устанавливают рекуператоры в строгом соответствии с черте-
жом. Зазоры между кладкой и элементами рекуператора должны
соответствовать чертежам. Контакты между кладкой и элементами
рекуператоров не допускаются.
Все элементы рекуператоров и трубы, проходящие через кладку,
должны быть изолированы асбестовым шнуром или листом толщи-
ной 10 мм. При наличии опорных рам их плоскости строго выверя-
ют по уровню.
Воздухосборные коробки и другие элементы присоединяются
к рекуператорам с прокладками, указанными в чертеже. Все ком-
пенсаторы и компенсирующие устройства должны иметь возмож-
ность свободно изменять свое положение.
Для уплотнения соединений ребристых или игольчатых блоков
применяют специальную замазку, % по массе: порошок, получаемый
при обработке металла карборундовыми кругами, — 25; минераль-
ная вата — 25; жидкое стекло с удельным весом 1,45—1,46 — 50.
-woo
Рис. 115. Комбинированный радиационно-конвективный воздухона-
греватель
1 — газовая горелка; 2— трубчатый радиационный воздухоподогреватель; <?-•
конвективный петлевой трубчатый воздухонагреватель; 4 — дымоотводящяй
патрубок, подсоединяемый к дымососу; 5 — воздухоохлаждаемые трубы, слу-
жащие для закрепления петлеобразных труб воздухонагревателя
294
Глава III. МЕХАНИЗМ ПОДЪЕМА ЗАСЛОНОК И ШИБЕРОВ
Для подъема заслонок массой до 600 кг применяют ручные ме-
ханизмы подъема или пневматические. Заслонки с ручными механиз-
мами уравновешиваются контргрузами. Ручные механизмы подъема
разделяются на секторные, рычажные и цепные (рис. 116). Пнев-
матические механизмы подъема устанавливают с полным или ча-
стичным уравновешиванием либо без уравновешивания. Пневмо-
цилиндры крепят непосредственно к каркасу печи или к фундамен-
ту. Для подъема заслонок массой более 600 кг применяют механиз-
мы подъема с электрическим приводом, пневмо- или гидрОцилнндра-
ми. Приводы механизмов подъема выбирают в зависимости от мест-
ных условий н наличия того или иного вида энергии в цехе.
Рис. 116. Ручные механизмы подъема заслонок
а — секторный; б — рычажный; а — ценной
Для регулирования давления в рабочем пространстве печей ма-
шиностроения используют вертикальные или наклонные подъемные
шиберы и вращающиеся шиберы. Для подъема шиберов применяют
ручные лебедки с указателями подъема или без них. Для подъема
шиберов массой более 500 кг применяют ручные лебедки или лебед-
ки с электрическим приводом специальной конструкции.
В настоящее время в СССР нет централизованного изготовле-
ния механизмов подъема заслонок и подъема и вращения дымоиых
шиберов; они изготавливаются по индивидуальным проектам.
Механизмы подъема заслонок собирают по сборочному чертежу,
как правило, иа месте монтажа. При подвеске заслонки на тяговой
цепи с помощью тяг, установленных под углом, необходимо отрегу-
лировать длину одной нз тяг так, чтобы при правильно уравнове-
шенной заслонке она двигалась без перекосов. Перед сборкой и
установкой блоков, подшипников все детали должны быть очищены
от грязи; посадочные места блоков, осей, валиков и подшипников —
промыты в керосине. При наличии на деталях острых кромок и за-
усенцев необходимо их снять. Валы блоков и сами блоки устанав-
ливают в строгом соответствии со сборочным чертежом; должен
быть выдержан наклон средней плоскости блоков, указанный в чер-
теже. В местах вращения (в подшипниках, в блоках, на осях)
должна быть проверена установка масленок нли других средств по-
дачи смазки, предусмотренных чертежом, а также наличие смазки.
При сборке оборудования приводов механизма подъема засло-
нок и шиберов ручные лебедки крепят в соответствии со сборочным
чертежом. Перед установкой ручную лебедку следует очистить от
грязи, смазать и проверить на легкость проворачивания. При тугом
проворачивании рукоятки и заедании лебедку необходимо разобрать,
295
промыть в керосине, смазать и собрать, добившись устранения при-
чин заедания. Ось лебедки устанавливают горизонтально; допускае-
мое отклонение 5 мм на 1 м. Для выравнивания лебедки можно
применять металлические прокладки. После установки лебедки не-
обходимо испытать ее грузоподъемность и самоторможение путем
подъема и опускания груза.
Электрические лебедки, как правило, должны поступать на ме-
сто монтажа в собранном виде. Устанавливать их, а также крепить
трос необходимо в соответствии с требованиями чертежа. При уста-
новке на полу цеха, после выверки и подбивки клиньев под раму
лебедки необходимо выполнить подливку цементом в соответствии
с требованиями чертежа. При установке лебедки на полу цеха
после выверки и подбивки клиньев под раму необходимо выполнить
подливку цементом в соответствии с чертежами фундамента лебед-
ки и убедиться в полном схватывании бетона. Только после этого
можно проверять грузоподъемность, торможение и регулировать
конечные выключатели илн командоаппараты.
Пневматические цилиндры перед установкой должны быть ра-
зобраны, очищены от грязи, промыты в керосине, смазаны. Все за-
меченные дефекты необходимо устранить. Цилиндр крепят к карка-
су печн или к полу цеха таким образом, чтобы ось штока совпадала
с направлением движения тягового троса. Краны для управления
цилиндром проверяют на плотность. После установки цилиндра
нужно отрегулировать скорость движения поршня, проверить всю
пневматическую систему на плотность.
Глава IV. МЕХАНИЗМЫ ВЫКАТКИ ВЫДВИЖНЫХ
ПОДОВ ПЕЧЕЙ
Выкатка выдвижных подов, имеющих в качестве опор ролики,
колеса или шары, производится специальными механизмами. В ка-
честве тягового органа используют рейку, укрепляемую на раме
пода, реже цепь, укрепленную на концах пода. Для выкатки подов
нз рядом стоящих печей иногда применяют трансбордеры, на кото-
рые с помощью особых захватов под закатывают, перевозят к каме-
рам охлаждения или под разгрузку и сталкивают на запасный путь.
Для выкатки подов на расстояния в 1,5—2 раза и более, превышаю-
щие длину самого пода, применяют цепные траншейные механизмы.
На случай неисправности механизмов выкатки подов устанавлива-
ют аварийные блоки для вытаскивания пода, например, мостовым
краном. Механизмы выкатки подов не нормированы н выполняются
по индивидуальным проектам.
Выдвижной под состоит из несущей сварной рамы, футеровки,
ножей песочного затвора, обрамляющих плит и опор в виде роли-
ков, шаров илн колес. Для обеспечения нормальной выкатки пода
необходимо совпадение осей пути в печн н вне печи, песочных затво-
ров, опорных брусьев (для роликов илн шаров).
Выкаткой под рекомендуется устанавливать в следующем по-
рядке. Рельсы пути в печн и вне печи укладывают на заданной сбо-
рочным чертежом отметке, тщательно отрнхтовывают относительно
продольной оси печи и в горизонтальной плоскости; продольная
ось печн должна быть зафиксирована. После выверки путей ставят
прокладки под все шпалы, у которых образуется зазор с подошвой
296
рельса. В дальнейшем установку всех элементов печи по горизон-
тали ведут от продольной оси печи, а по вертикали — от головки
рельсов. Песочные затворы устанавливают параллельно продольной
оси печи и головкам рельсов; допускаемые отклонения по горизон-
тали и вертикали ±5 мм. Перед установкой рамы пода на ролики,
шары или колеса должны быть проверены размеры рамы, роликов,
шаров или колес, а также правильность монтажа песочных затво-
ров, ножей, реек или цепи и размеров кладки в местах прохода вы-
катного пода. При установке механизмов выкатки следует руковод-
ствоваться «Указаниями по сборке передач движения». Средняя
плоскость аварийного блока для выкатывания пода должна совпа-
дать с продольной осью печи и рельсового пути.
Глава V. ТОЛКАТЕЛИ
Для проталкивания изделий, заготовок, поддонов с изделиями
и вагонеток применяют толкатели. По конструкции и виду потреб-
ляемой энергии различают следующие типы толкателей: поршневые
(пневматические и гидравлические), рычажные (пневматические и
электрические), винтовые и реечные (электрические). Толкатели ие
нормированы и выполняются по индивидуальным проектам.
Толкатели, доставленные на место монтажа, должны быть рас-
пакованы, очищены от пыли и грязи и осмотрены. При осмотре
особое внимание необходимо обратить на состояние рабочих частей
толкателя. У винтовых и поршневых толкателей проверяют прямо-
линейность винта, штока направляющих, их взаимную параллель-
ность, состояние трущихся частей, перпендикулярность тарана, тол-
кающего бруса к осям направляющих, а также состояние открытых
'.убчатых передач и пр. У рычажных толкателей, кроме того, прове-
ряют прямолинейность и параллельность рычагов.
Все замеченные дефекты устраняют, царапины н забоины на
рабочих местах зачищают, все болты подтягивают. Трущиеся по-
верхности очищают керосином от противокоррозийной смазки и
смазывают маслом. Если есть серьезные дефекты, составляют акт
и предъявляют рекламацию заводу-изготовителю. При разборке
отдельных сборочных единиц толкателей обращают внимание на
заводские метки (риски); если нх нет, делают при разборке.
Перед установкой толкателя на «черный» фундамент последний
должен быть тщательно очищен от грязи и пыли. При установке
толкателя на подготовленный фундамент необходимо следить за
совпадением его продольной оси с продольной осью печи на строго
аданной отметке по отношению к фактической отметке пода печи,
горизонтальностью и вертикальностью его элементов. Для вы-
гавнивания толкателя по обе стороны фундаментных болтов и под
ребра рамы забивают клинья (лучше двойные). После выверки го-
ризонтальности и вертикальности толкателя клинья заменяют сталь-
ными прокладками. Набор прокладок должен состоять из пластин
толщиной 0,5—15 мм. После окончательной проверки правильности
установки толкателя и затяжки фундаментных болтов проводят
подливку рамы жидким цементным раствором (одна часть цемента
и одна часть песка). Затем заправляют маслом смазочные устрой-
ства, редукторы и пр. После этого проверяют ход толкателя, одно-
временно регулируя командоаппарат или конечные выключатели.
Раздел седьмой. ОРГАНИЗАЦИЯ
И МЕХАНИЗАЦИЯ РАБОТ ПО СТРОИТЕЛЬСТВУ
ПРОМЫШЛЕННЫХ ПЕЧЕЙ
Глава I. РАЗРАБОТКА ПРОЕКТА ПРОИЗВОДСТВА
РАБОТ
1. Состав проекта производства работ
В соответствии с «Инструкцией по составлению проектов про-
изводства работ (ППР) для сооружения промышленных печей и
кирпичных дымовых труб» (ВСН 328—74/ММСС СССР) проект
производства работ должен содержать: 1) календарный план про-
изводства основных работ; 2) строительный генеральный план объ-
екта со схемами водо-, электро- и теплоснабжения с указанием
расположения постоянных и временных транспортных путей, кранов,
машин, складов и других устройств и сооружений, необходимых
для строительства; 3) схемы производства работ (на сложные ра-
боты и работы, выполняемые новыми методами, — технологические
карты); 4) правила техники безопасности и охраны труда; 5) рабо-
чие чертежи приспособлений, а также временных сооружений;
6) пояснительную записку с кратким описанием и обоснованием
принятых методов производства работ с приведением технико-эко-
номических показателей, продолжительности строительства, уровня
механизации, среднедневной выработки одного рабочего в физиче-
ских объемах и денежном выражении, а также определение потреб-
ности в транспортных средствах, воде, электроэнергии, паре, сжатом
воздухе, горючем газе н кислороде; 7) ведомость объемов работ;
8) ведомость потребности в основных строительных материалах,
конструкциих, деталях, полуфабрикатах и оборудовании; 9) ведо-
мость потребности в строительно-монтажном оборудовании, меха-
низмах, приспособлениях, устройствах, инвентаре, инструменте и
вспомогательных материалах; 10) данные для составления сетевого
графика строительства; 11) ведомость относящихся проектов.
По специальному заданию строительной организации должны
быть также разработаны калькуляции затрат труда на все основные
и вспомогательные работы. Проекты производства работ по соору-
жению небольших и технически несложных объектов составликп
в сокращенном виде (пп. 1,2 и краткая пояснительная записка).
Проект производства работ составляют на основании след?
щей документации: 1) рабочих чертежей сооружаемого объекта,
2) спецификации на материалы, металлоконструкции, гарнитуру,
оборудование, сборный жаростойкий бетон и прочие материалы и
изделия, идущие на сооружение объекта; 3) сметы на сооружение
объекта; 4) чертежей оснований и фундаментов (в необходимых
случаях); 5) технологических чертежей цеха в районе расположения
объектов и в случае необходимости строительных чертежей цеха;
6) стройгенплана объекта и календарного плана производства работ
по объекту; 7) данных о доставке материалов, металлоконструкций,
298
Рис. 117. Инвентарный сборно-разборный растворный узел
/ — раздаточные бункера; 2 — элеватор; 3 — бункера; 4 — воздухосборник; 5 — растворонасос; 6— растворосме-
ситель; 7 — растворопровод; 8 — водомерный бак; 9—дозатор; 10 компрессор; 11 — бак для раствора
Рис. 118. Передвижной инвентарный растворный узел
а — растворосмесительный узел; б— общий вид установки; / — растворосме-
ситель вместимостью 80 л; 2— бак с водой; 3 — пылеотводная труба; 4 — мас-
совый дозатор; 5 — шнековый питатель; 6 — сменный бункер; 7 — ограждение;
8— растворонасос; 9 — пульт управления; 10 — растворный узел; 11 — моно-
рельс с электроталью; 12 — автомашина; 13 — рольганг
300
гарнитуры, оборудования н прочих изделий; 8) данных об оборудо-
вании, приспособлениях, устройствах и помещениях, которые могут
быть использованы для проведения работ; 9) данных об электро-
энергии, воде, паре и сжатом воздухе, которые могут быть предо-
ставлены для производства работ, и возможных местах их присое-
динений.
2. Растворные узлы
Раствор на крупных участках готовят на центральном раствор-
ном узле. На рис. 117 показан растворный узел, выпускаемый по
проекту Теплопроекта Ленинградским механическим заводом треста
Союзтеплострой. Узел оборудован четырьмя бункерами для хране-
ния мертеля вместимостью по 70 т каждый. Прибывающий в ваго-
нах мертель пневматическим разгрузчиком подается в приемную во-
ронку элеваторов и последними — в бункера. Из бункеров мертель
дозаторами загружается в растворосмесители. Готовый раствор вы-
Рис. 119. Механизированный сборно-разборный склад огнеупорных
материалов
/ — колонны; 2—пандус; 3 — рампа; 4 — кран-балки грузоподъемностью 3 т;
5 —эстакада; S — электропогрузчик; 7—зарядная мастерская; 8 — контора;
9 — кладовая; 10— транспортный шпнль для передвижения вагонов; 11 —
фермы; 12 — электроталь для погрузки и разгрузки железнодорожных плат-
форм; 13 — ходовые мостики
301
дается в бункера растворонасосов; которыми непосредственно пода-
ется в растворопроводы нлн перекачивается в раздаточные бункера
и из них раздается в контейнеры, установленные на автомашине,
либо в растворовозы. Раздаточные бункера при работе в зимних
условиях утепляют, а раствор подогревают с помощью паровых
регистров, расположенных на боковых сторонах бункеров, так что
он выдается из них с температурой 40—50° С. Управление дозатора-
ми, растворосмеснтелями н растворонасосами выведено на централь-
ный пульт. Узел обслуживается одним рабочим. Раствор, привезен-
ный в контейнерах, подается на рабочие места по тракту подачн
пакетов с огнеупорными изделиями. Раствор из растворовозов вы-
гружается в контейнеры, подаваемые на рабочие места, как указы-
валось выше.
При небольшой потребности в растворе он готовится в инди-
видуальных растворосмесителях или в небольших инвентарных
растворных узлах (рис. 118). Мертель к растворному узлу, показан-
ному на рис. 118, подается в бункерах, которые снимают с автома-
шины н устанавливают на узел с помощью электротали, передвигаю-
щейся по монорельсу. Запас бункеров (4 шт.) и порожние бункера
устанавливают на рольганг н по нему откатывают или сдвигают под
монорельс. Растворный узел массой 2,5 т перевозят на автомашине.
3. Установки для обработки огнеупорных изделий
Установки для обработки огнеупорных изделий состоят из стан-
ков для сортировки и резки огнеупоров. Станки для резки огнеупор-
ных изделий устанавливают обычно невдалеке от рабочего места,
станки для сортнровкн — на складе огнеупоров. Производительность
станков для резки огнеупоров указана в разделе третьем, сортиро-
вочных станков — разделе четвертом. Сортировочный станок так же,
как и станок для резки огнеупоров, обслуживает один рабочий.
4. Складское хозяйство
Площадь склада F, м2, определяют по формуле
где Р—запас материалов (основной н текущий) в соответствующих единицах
измерения;
^—количество материала, укладываемого на 1 м2 площади склада в тех
же единицах измерения (табл. 147);
0 — коэффициент, учитывающий резервную складскую площадь, необхо-
димую для проездов, проходов и т. п., равный 1,4—1,6.
Склад должен иметь достаточный фронт разгрузки и отпуска
материалов. В связи с развитием пакетного транспортирования ма-
териалов н возможностью доставки пакетов к строящемуся объекту
по железной дороге нлн автомашинами приобъектные склады огне-
упорных материалов, как правило, не строят. Для хранения этих ма-
териалов используют эксплуатационные склады или другие свобод-
ные помещения. Если необходимо, приобъектные склады выполняют
в виде деревянных навесов или устраивают металлические сборно-
разборные склады, обслуживаемые автопогрузчиками и подвесными
302
Таблица 147. Количество материалов, укладываемого на 1 м’ площади
склада и вид хранения
Материалы Количество на 1 м2- Вид хранения
1 2 3
Бутовый камень 1—2 м3 Штабель
Гвозди 2,5—2,7 т Штабель в ящиках
Глина 1,35—1,55 м3 Навалом
Гравий 1,5-2 м1 Штабель на настиле
Диатомитовый порошок 1 — 1,25 т В закромах
Известь комовая 2 т Навалом
Изделия шамотные, полукис- 3,5-4 т Пакеты па поддонах
лые или динасовые 2—2,5 т
Изделия сложной или осо- В клетках
босложной формы огне- упорные Пакеты на поддонах
Изделия магнезитовые или 5—6 т
хромомагнезитовые 0,9—1 т Штабель
Карбид (барабаны)
Кирпич строительный 650—750 шт. Пакеты на поддонах
Лес круглый 1,3—2 м3 Штабель на подкладках
Лес пиленый 1,2—1,8 м3 То же
Метнзы разные 2—3,5 т Штабель в ящиках
Огнеупорная глииа молотая 2—2,7 т На настиле в закромах
То же, комовая 2,5—3,3 т То же
Песок 1,5—2 м3
Порошок шамотный или ди- 1,5—2 д На настиле в закромах
н'асовый (мертель) 2,8—4 т
Порошок магнезитовый То же
Рубероид 15—22 рулона На пастиле
Сталь листовая 0,8—1,2 т Штабель
Сталь кровельная 4—4,5 т
Стальная катанка 1,5—1,9 т
Сталь сортовая 0,8—1,2 т На стеллаже
Стальные швеллеры и дву- 0,7—1 т Штабель
тавры
Стальные угольники 2—3 т
Стальное литье 1,5—2 т 70—200 м2 Навалом
Стекло оконное Ящики в штабеле
Смола 0,5—0,6 т На пастиле
Спецодежда 100 компл. На стеллаже
Толь 30—35 рулонов Штабель
Трубы стальные крупных 0,5—0,8 т На стеллаже
диаметров 1,5—1,7 т
То же, мелких диаметров То же
Трубы чугунные Трос 0,7—1,1 т 1,2—1,3 т Штабель Штабель на подкладках
Фанера 200—300 листов То же
Цемент навалом 2—2,8 т На настиле в закромах
Цемент в мешках 1,3 т Штабель
Цемент в силосах 7—12 т —-
Щебень 1,5—2 м= Штабель
Инвентарь и инструмент В среднем на од- —
Металлические конструкции иого рабочего 0,05—0,1 м2 0,2 т Штабель
разные 0,6 т
Колонны стальные средние
и тяжелые 0,5 т
То же. легкие
Лестницы, площадки 0,08 т
Листы резервуарных конст- 1 т »
рукцнй 0,25—0,75 м3
Сборные бетонные н желе- »
зобетопные конструкции мелкие 1,5—2,5 м3
То же, крупные
303
кран-балкамн. Механизированный инвентарный сборно-разборный
склад (рис. 119) оборудован рампой, предусматривающей разгрузку
одновременно двух 60-тонных вагонов с помощью электропогрузчи-
ков. Пакеты подаются электропогрузчиками на эстакаду, располо-
женную по поперечной осн склада, и отсюда развозятся по складу
подвесными кран-балкамн. Погрузка пакетов на железнодорожный
транспорт проводится в обратном порядке. В складе имеются ворота
для заезда автомашин. Инвентарный сборно-разборный склад
(рис. 120) обслуживается автопогрузчиками.
Вча б
6.2 Вм
Вид А
Рис. 120. Инвентарный сборно-разборный склад
/ — вспомогательные помещения; 2 — стойки из труб диаметром 102 мм; 3 —
металлические фермы; 4 — кровля из асбестоцементных листов; 5 — ферма
жесткости; 6 — деревянные щиты; 7 — фундаментные плиты
5. Основные правила хранения изделий и материалов
Хранение огнеупорных изделий (ГОСТ 8179—69*). Все огнеупор-
ные изделия должны храниться в крытых складах и иметь паспорта.
Шамотные и полукислые нормальные изделия можно хранить вне
крытых складов в условиях, не допускающих нх увлажнения. Укла-
дывают огнеупорные изделия на поддоны (в клетки) и в штабеля
раздельно по группам (динасовые, шамотные, полукислые н др.),
способу изготовления (пластичный, полусухой и др.), маркам и сор-
там. Прямые и клиновые изделия нормальных размеров, а также
прямые и клиновые изделия массой до 16 кг укладывают на поддоны
или в клетки (рис. 121, а, б). При укладке нормальных изделий в
клетку основание ее должно быть не более 0,7X0,7 м, прямых и
304
клиновых изделий массой до 16 кг— 1X1 м. Высота клетки не долж-
на превышать 1,8 м. Большая высота укладки изделий в клетки (до
3,6 м) допускается, если при этом обеспечивается их устойчивость.
Высота каждого пакета с изделиями не должна превышать 1,2 м.
Допускается укладка пакетов друг на друга в несколько ярусов об-
щей высотой ие более 3,6 м.
Простые фасонные изделия массой более 16 кг или изделия
сложной формы укладывают на поддоны и в штабеля одинаковыми
столбиками с равным количеством изделий в каждом (рис. 121, а).
Высота столбика в штабеле не должна превышать 1,6 м. На каждом
штабеле в нескольких местах делают надписи с указанием завода-
поставщика, марки и сорта изделий, а также номера вагона, в кото-
ром изделия прибыли. Пакеты могут укладываться автопогрузчиком
на складе в штабеля, располагаемые в плане прямолинейно
(рис. 122, а) или под углом 45° (рис. 122,6). При укладке под углом
Рис. 121. Укладка огнеупорных изделий в штабель
а — нормальных изделий в клетки; б — то же, пакетами на поддонах; а — из-
делий массой более 16 кг сложной формы
$
Рис. 122. Устройство проездов для автопогрузчиков в складах
а — при установке поддонов параллельно оси склада; б —то же, под углом;
а — расположение главных проездов при а^а; г — то же, при а^а; /—глав-
ные проезды; 2 — транспортные проезды
20-351
305
45° расстояние между штабелями или штабелем и стеной склада для
разворота автопогрузчика может быть в 2 раза меньше, чем при пря-
молинейном, однако при этом площадь склада используется на 15—
20% меньше. Между штабелями предусматривают главные и транс-
портные проезды; Ширину главных проездов L для перемещения по-
грузчика и разворота его на 90° при укладке пакетов в штабель для
пакетов шириной йГрг^2 /Гр (рис. 122, а) определяют по формуле
L = Ri + li + 1гр + Ь,
где -R1 — минимальный наружный радиус поворота автопогрузчика, мм;
h —расстояние от центра ведущих колес до груза, мм;
/гр — длина груза, мм;
b — зазор, необходимый для компенсации неточности при управлении
погрузчиком (300—400 мм).
Ширину транспортных проездов для передвижения погрузчиков
только в прямом и обратном направлениях принимают обычно на
0,5 м больше ширины погрузчика или груза (в зависимости от того,
что больше). С точки зрения лучшего использования площади склада
главные проезды при ширине склада а, большей или равной расстоя-
нию между дверными проемами b (рис. 122, в), следует располагать
поперек склада, при а^Ь — вдоль склада (рис. 122, г). При попереч-
ном расположении главных проездов путь маневрирования погрузчи-
ков с пакетом значительно сокращается. Проход между штабелями
должен быть не менее 0,6 м.
Хранение изделий из жаростойкого бетона. Изделия из жаро-
стойкого бетона хранят под навесом или в штабелях, укрытых бре-
зентом, толем и т. п. Площадки под склад должны быть спланирова-
ны и иметь сточные канавы для отвода ливневых вод. Изделия скла-
дируют на приобъектном складе в порядке, соответствующем
технологической последовательности монтажа, чтобы не переклады-
вать их при подаче на монтаж. Каждое изделие при хранении долж-
но опираться на деревянные прокладки. При укладке изделий в не-
сколько рядов по высоте прокладки располагают по вертикали одна
над другой. Толщина прокладки должна быть не менее высоты петель
и других выступающих частей изделия, но не менее 25 мм. Высота
штабеля не должна превышать 2,5 м. Между штабелями оставляют
проходы шириной не меиее 1 м в продольном направлении через каж-
дые два смежных штабеля, а в поперечном — не реже чем через 25 м.
Зазоры между смежными штабелями должны быть не менее 0,2 м.
Кирпич глиняный обыкновенный н диатомитовый хранят на от-
крытом складе в пакетах, на поддонах, в штабелях.
Хранение сыпучих материалов. Песок, гравий, щебень, шлаки,
красную глину хранят на открытых складах штабелями или в закро-
мах. Диатомитовую крошку, андезитовый и диабазовый порошки хра-
нят в закромах в закрытых складах. Мертели, огнеупорные порошки,
огнеупорные заполнители для жаростойких бетонов хранят в бунке-
рах (силосах), в закромах, в закрытых складах или под навесом раз-
дельно в условиях, не допускающих их перемешивания между собой,
загрязнения посторонними примесями и увлажнения осадками. Це-
мент и негашеная известь (кипелка) хранятся в силосах или в закры-
тых складах с плотным деревянным полом. При хранении негашеной
извести необходимо особенно тщательно предохранять ее от попада-
ния влаги.
Хранение металлов н оборудования. Поступающий на склад ме-
талл должен иметь паспорта. Балки, швеллеры, уголки, рельсы, тол-
столистовую сталь, чугунный трубы и стальные трубы крупных диа-
306
метров хранят в штабелях и стеллажах в открытых складах. Тонко-
листовая и кровельная сталь, поковки, литье, цветные металлы,
стальные трубы мелких диаметров, трос, проволока и оборудование
хранятся под навесом или в закрытых складах. Металл укладывают
на подкладках в штабеля по маркам и размерам.
6. Транспортирование
Транспортирование огнеупорных изделий и глиняного кирпича
в пакетах и контейнерах. Огнеупорные изделия и глиняный кирпич
должны транспортироваться непосредственно с заводов-изготовнте-
Рис. 123. Типы плоских
деревянных поддонов по
ГОСТ 9078—74
Рис. 124. Поддоны и са-
лазки для передвижения
пакетов по рольгангу
а—в — деревянные поддоны
конструкции Теплопроекта;
г — поддон конструкции Кок-
сохнмтепломонтажа; д—ме-
таллический поддон конст-
рукции Донииичермета; е~
поддон для транспортиро-
вания обыкновенного гли-
няного кирпича (ГОСТ
18343—73); ж — салазки
20* 307
лей до рабочего места в пакетах на поддонах, изделия сложной фор-
мы — в контейнерах. В связи с низкой стоимостью и легкостью ре-
монта наиболее распространены деревянные поддоны. Для увеличе-
ния оборачиваемости поддоны часто выполняют с обрамлением из
уголков. Типы и условные обозначения поддонов номинальной грузо-
подъемностью 1 т определяются ГОСТ 9078—74 (рис. 123). Поддоны
бывают двух- и четырехзаходные однонастильные (П2 и П4) и двух-
настильные (2ПВ2, 2П4 и 2П04). Буква В обозначает наличие у на-
стилов выступов, О — нижний настил с отверстиями. Наиболее рас-
пространены поддоны размером 800X1200 мм. Поддоны размером
Рис. 125. Пакеты огнеупорных изделий
а — иа поддоне, скрепленный стальной лентой; б — уложенный на поддон
«в елку»; 1— картонные прокладки; 2 — бруски треугольного сечения
1000X1200 мм применяют преимущественно на автомобильном транс-
порте. При печестроительных работах широко применяют разработан-
ные ВНИПИтеплопроект поддоны размерами 800X1200 мм, грузо-
подъемностью до 2 г, 840X840 мм грузоподъемностью 1—1,5 т и
1100X520 мм, грузоподъемностью 0,5 т (рис. 124, а—в). Поддоны
размером 1100X520 мм предназначены для подачи огнеупорных изде-
лий в стесненных условиях (например, через шлаковую летку домен-
ной печи). Трест Коксохимтепломонтаж применяет поддоны, окован-
ные снизу полосовой сталью, с крючками для крепления захвата
(рис. 124,г). Донниичермет разработал металлический поддон раз-
мером 800X1200 мм (рис. 124, д').
Огнеупорные изделия укладывают на поддоны преимущественно
на плашку с перевязкой вертикальных швов. Изделия должны вы-
ступать за кромки поддона не более чем на 50 мм. При перевозке па-
кетов на большие расстояния их скрепляют стальной лентой марки
40—45 (ГОСТ 2284—69*) или марки ПМ (ГОСТ 3560—73) толщиной
0,5—1 мм и шириной 20 мм с помощью специальных стяжных маши-
нок. Под ленту в местах перегибов для предохранения кромок изде-
лий от повреждения помещают картонные подкладки (рис. 125, а).
Расход стальной ленты на крепление пакетов около 1,4—1,6 кг на 1 т
огнеупоров. Максимальная масса пакетов, перевозимых в крытых ва-
308
гонах, 1,5 т (по правилам МПС, заезд в вагоны автопогрузчиков гру-
зоподъемностью более 1,5 т не разрешается). При перевозке пакетов,
не перевязанных стальной лентой, на автомашинах последние обору-
дуются раздвижными ограждениями (проекты Теплопроекта
№ 31424-25 н 31703-05). Обыкновенный глиняный кирпич перевозят
на поддонах размером 1030X520 мм (ГОСТ 18343—73), грузоподъ-
емностью 750 кг, уложенными «в елку». Огнеупорные изделия, имею-
щие форму правильного параллелепипеда, также можно укладывать
«в елку» (рнс. 125, б). Пакеты, уложенные «в елку», отличаются боль-
шой устойчивостью, и их можно перевозить на автомашинах без до-
полнительного крепления.
Рис. 126. Захваты для подъема пакетов крюком грузоподъемного
механизма
а — закрытый; б — полузакрытый (в круглых скобках указаны размеры захва-
тов для пакетов 840X840 мм, в каадратных— для пакетов 520x1100 мм, без
скобок — для пакетов 800X1200 мм); 1 — скоба для подъема; 2 — боковые стен-
ки; 3 —задняя стенка; 4— ручки; 5 —штырь на цепочке; 6 — поддон; 7 — под-
хваты; 8 — цепь
309 1
Пакеты транспортируются на рабочие места авто- или электро-
погрузчиками, электроталями, кран-балками, мостовыми н стреловы-
ми кранами, приводными и неприводными рольгангами, вагонетками
узкой колеи, двухстоечными и шахтными подъемниками. Для подъема
пакетов крюком применяют закрытые захваты корзинного типа (рис.
126, а). Масса закрытого захвата для пакетов 800x1200 мм— 100 кг
и 840x840 мм — около 90 кг. При погрузочно-разгрузочных работах,
когда пакеты не поднимаются выше роста человека, применяют полу-
закрытые захваты (рис. 126,6). Масса полузакрытых захватов для
пакетов 800X1200 мм — 75 кг, 840x840 мм — 60 кг и 520ХН00 мм—
50 кг. Ориентировочный расход рабочего времени, чел.-день, на
укладку в пакеты на плашку огнеупорных изделий массой 3 кг со-
ставляет 0,2 на 1000 шт.; массой 4 кг — 0,33 на 1000 шт.; массой
5 кг — 0,085 на 1 т; массой 7 кг — 0,065 на 1 т; массой 8—30 кг —
0,06 на 1 т. Укладка пакетов «в елку» занимает на 7—10% больше
времени, чем укладка на плашку. Укладка обыкновенного глиняного
кирпича занимает 0,2 чел.-дня на 1000 шт. Одно звено из двух чело-
век может закрепить стальными лентами 25—30 пакетов за смену.
Расход времени на перемещение и подъем огнеупорных изделий
в пакетах на поддонах зависит от массы пакета (табл. 148).
Таблица 148. Расход рабочего времени на перемещение и подъем
огнеупорных изделий в пакетах иа поддонах кранами, электроталями
Масса пакета, т Расход рабочего времени на 1 т, чел.-день
перемещение по горизонтали подъем на высо- ту до 8 м плюс на каждые сле- дующие 6 м подъема
0,5-1 0,035 0,06 0,1
1—1,5 0,045 0,045 0,09
Более 1, 5 0,032 0,03 0,08
Подача материалов конвейерами. В последние годы конвейеры
на печестроительных работах применяют сравнительно редко, только
в тех случаях, когда нельзя транспортировать материалы в пакетах
непосредственно на рабочее место. При этом в основном используют
узколенточные конвейеры; конвейеры с шириной ленты 400—500 мм
используют главным образом для подачи бетонных смесей при уклад-
ке в монолитные конструкции, сыпучих, а также при большом коли-
честве подаваемого за единицу времени кирпича (например, при
возведении цокольной части кирпичных дымовых труб). На переме-
щение огнеупорных изделий для 1 м3 кладки затрачивается в среднем
0,12—0,17 чел.-дня.
Транспортирование растворов. При централизованном приготов-
лении огнеупорный раствор подается к строящемуся объекту в рас-
творовозах (автоцистернах) или в контейнерах (бункерах), или авто-
самосвалами. Из растворовоза раствор сливается в бункера, подава-
емые на рабочее место но тракту подачи пакетов с огнеупорами. При
приготовлении раствора в приобъектном растворном узле его раство-
ронасосами подают на рабочие места. Раствор может подаваться
механическим или пневматическим растворонасосом. Пневматическим
растворонасосом рекомендуется подавать только жидкие и полугу-
стые растворы; при подаче густых растворов растворопровод быстро
310
засоряется. При прокладке растворопроводов следует избегать гори-
зонтальных участков: растворопровод должен иметь уклон для сте-
кания оставшегося в нем раствора. При подаче раствора по горизон-
тали растворопровод ведут сначала вверх, а затем с небольшим
уклоном к месту потребления. Растворопровод изготавливают из
труб диаметром 38—50 мм, соединяемых на фланцах с резиновыми
прокладками. Растворонасосами раствор можно подать на расстоя-
ние 150—200 м по горизонтали и 40—50 м по вертикали. Строитель-
ный раствор, доставляемый автосамосвалами, выгружают обычно в
буикер-мешалку и из него выдают в контейнеры, подаваемые на ра-
бочие места.
7. Погрузочно-разгрузочные работы
При транспортировании пакетов в крытых вагонах пакеты по-
гружают и выгружают электропогрузчиками. При отсутствии рампы
для заезда электропогрузчиков в вагон применяют переставную
эстакаду с пандусом (рис. 127), устанавливаемую у дверей вагона.
Погрузка-разгрузка пакетов с железнодорожных платформ или полу-
вагонов, а также с автомашин осуществляется автопогрузчиками с
вилами с безблочными либо телескопическими стрелами, стреловыми
кранами, кран-балками, электроталями на монорельсе, мостовыми
кранами. Для подъема пакетов применяют закрытые или полузакры-
тые захваты. Если огнеупорные изделия прибывают на строительную
площадку не в пакетах, их разгружают из вагонов сразу на поддоны
и подают на склад уже в пакетах. Для разгрузки изделий из ваго-
нов поддоны устанавливают перед дверями вагонов на козелках. По-
сле того как в вагоне освобождается место против дверей, автопо-
грузчик ставит порожние поддоны прямо на пол вагона. Нагружен-
ные поддоны автопогрузчиком устанавливаются в складе в штабеля.
Автомобильный транспорт. Строительные грузы по коэффициен-
ту использования грузоподъемности транспортных единиц делятся иа
три класса: первый (коэффициент равен 1), второй (0,8 )и третий
(0,6). К третьему классу относятся теплоизоляционные материалы,
ко второму — газовые и кислородные баллоны, войлок, керамические
трубы и к первому — строительные материалы, металл, металлокон-
струкции, оборудование, бетонные и железобетонные изделия, огне-
упорные изделия, шлак. Производительность автомобиля q, т/смену,
и число автомобилей т для перевозки Q, т, груза в сутки определяют
по формулам:
v
где Р—грузоподъемность автомобиля, т;
Т— продолжительность работы автомобиля за смеиу, ч;
— коэффициент использования грузоподъемности автомобиля, равный 1;
0,8 или 0,6;
о—средняя скорость движения в оба конца, км/ч (табл. 149);
t—время простоя автомобиля под погрузкой и разгрузкой за одну ездку,
ч (табл. 150, 151);
Д: — число рабочих смен в сутки;
/—расстояние перевозки в один конец, км.
Производительность автомобилей q, исчисленная по данной фор-
муле для грузов первого класса с коэффициентом использования гру-
311
/ — эстакада для электропогрузчиков грузоподъемностью 1,5 т; 2 — секция трапа; 3 — въезд
Таблица 149. Ориентировочное средние технические скорости движения
автомобилей но дорогам с усовершенствованным покрытием'
Грузоподъем- ность авто- мобиля, т Средства перевозки Средняя скорость, км/ч, при рельефе местности
равнинном пересе- ченном горном и внутри- площадоч- ных доро- гах
До 4 Одиночный 40 33 26
Одиночный с прицепом нли полуприцепом 37 22 —
6-7 Одиночный 40 31 18
Одиночный с прицепом нлн полуприцепом 36 21
1 При покрытиях переходного типа средние технические скорости принима-
ют равными 80% указанных в таблице, при покрытиях низшего типа — 70—75%.
Таблица 150. Время простоя автомобиля под механизированной погрузкой
и разгрузкой за одну ездку, ч
Грузоподъем- ность автомо- биля, т Грузы
навалочные, лег- ко отделяемые от кузова вязкие штучные массой, т
до 1 1,1—3 3,1—5
До 2,5 0,17 0,53 0,5 0,27
3—4 0,21 0.75 0,73 0,33 0,23
5—7 0,23 0,87 1,19 0,52 0,3
Таблица 151. Время простоя автомобиля-самосвала под механизированной
погрузкой и разгрузкой грузов за одну ездку, ч
Грузоподъемность автомо- биля. т Грузы
навалочные, легко отделя- емые от кузо- ва (песок.ще- бень , и т. п.) вязкие н полу- вязкне (сырые грунты, вяжущие и т. п) растворы н бе- тоны при пог- рузке
нз бун- кера из сме- сителя
До 2,5 включительно 0,12 0,13 0,17 0,25
2,6-4 0,13 0,6 0,22 0,35
зоподъемностн автомашины, равным 1, приведена в табл. 152. Для
грузов второго и третьего классов величины, приведенные в табл. 152,
соответственно умножают на 0,8 или 0,6.
Полученное по формуле число автомобилей т следует увеличи-
вать с учетом коэффициента использования автопарка в зависимости
от местных условий (состояния дорог, ухода за машинами и т. п.)
в 1,4—1,25 раза.
313
Таблица 152. Производительность автомобилей в 8-часовую смену, т, прн
механизированной погрузке н выгрузке грузов штучных и в контейнерах
(пакетах)
Тип дорожного покрытия
усовершенствованный | переходный | низший
Дальне возки, Грузоподъемность автомобиля, т 2,5 | 3,5 | 4 | 6 | 7 | 2,б| 3,б| 4 | 6 | 7 | 2,5 | 3,5 | 4 | 6 | 7
Подъездные дороги
1 39 43 49 58 68 38 42 48 57 66 36 41 47 56 64
2 34 39 44 54 63 33 38 43 52 60 32 36 42 51 58
3 31 36 41 50 58 30 34 39 48 56 28 32 36 46 53
4 28 33 48 47 55 26 31 35 43 51 24 28 33 40 48
6 24 28 33 41 48 23 26 30 39 44 22 24 26 36 41
8 20 25 28 38 43 18 23 26 33 39 16 21 24 31 34
10 18 23 25 33 39 16 21 23 31 34 14 18 21 28 30
15 14 18 21 27 32 12 16 18 24 27 11 14 16 21 23
20 И 15 17 22 26 9,4 12 15 19 23 8 10,3 12 17 19
25 9,3 12 15 19 23 8 11 12 16 18 6,6 9,1 10,3 12 14
30 8,3 11 12 16 19 7 9,2 10 14 17 5,6 7,4 8,5 11 12
40 6,5 8,8 10 14 16 5,5 7,3 8,4 11 14 4,4 5,8 6,8 9,1 11
50 5,5 7,3 8,3 11 14 4,7 6.2 7,5 8,5 11 3,9 5,2 6,7 7,5 8,4
Внутрипостроечные дороги
1 33 42 48 55 64 36 41 47 53 63 35 40 46 52 61
2 23 38 43 48 57 32 35 40 46 54 31 33 36 43 50
3 28 34 39 44 50 26 32 36 40 47 24 30 34 36 43
4 25 31 35 40 46 24 28 33 35 43 23 26 31 32 41
6 22 26 30 33 39 18 23 26 28 33 15 19 23 24 27
8 18 23 26 28 33 16 19 23 25 28 14 16 19 22 24
10 16 21 23 24 28 14 17 19 22 25 11 14 16 16 22
15 11 16 18 19 22 9,8 12 15 16 18 8,2 9,1 11 12 15
20 8,5 12 15 15 19 7,8 И 12 12 15 6,2 8,6 10,3 10,3 11
Железнодорожный транспорт. Уклон на путях с нормальной
(1520 мм) и узкой колеей (750 мм) при нормальных условиях допус-
кается до 20%о, При производстве на путях погрузочно-разгрузочных
работ уклон допускается не более: для нормальной колеи 2,5%о, для
узкой колеи 4%о. Наименьшие радиусы кривизны на путях широкой
колеи при подаче мотовозом для двухосных вагонов 50—80 м, для
четырехосных 60—90 м. При подаче вагонов тепловозами или электро,
возами радиус кривизны должен быть в зависимости от типа тепло-
воза или электровоза ие менее 180, 150 или 120 м. Высота перевози-
мых конструкций не должна превышать 3,75 м, ширина — 3,25 м.
Железнодорожные габариты для путей, сооружений и устройств на
территории предприятий (ГОСТ 9238—73*) показаны на рис. 128. Ха-
рактеристика подвижного железнодорожного состава приведена в
табл. 153. ’ ,
314
Рис. 128. Железнодорожные габариты (звездочкой обозначены раз-
меры для неэлектрифицируемых путей; в скобках указаны размеры,
допускаемые внутри зданий)
— •----линия приближения зданий, сооружений н устройств, расположенных
с внешней стороны крайних путей; — о--то же, подкрановых балок, прое-
мов ворот на путях, предназначенных только длм подвижного состава высотой
более 4700 мм; —о»---то же, отдельно стоящих колонн, стоек и выступаю-
щих частей зданий при нх длине вдоль пути не более 1 м; —----то же,
выдвижных и откидных лотков, конвейеров и т. п., связанных с грузовыми
операциями, в нерабочем положении
8. Уборка строительного мусора
При кладке печей строительный мусор обычно убирают по трак-
ту подачи пакетов в обратном направлении. Материалы после раз-
борки кладки при ремонтных работах при расположении рабочего
места ниже уровня пола (регенераторы, шлаковики, ямные печи
н т. п.) убирают ленточными и скребковыми конвейерами, скиповыми
подъемниками, подъемными кранами с бадьями; прн расположении
рабочего места выше уровня пола: при небольших высотах — откры-
тыми желобами, при высоте более 4 м — глухими, наклонными и
вертикальными желобами.
9. Организация рабочего места огнеупорщика
Рабочее место должно быть организовано так, чтобы материалы
были расположены близко к рабочему, чтобы ему удобно было брать
материал, но при этом материалы, раствор, а также работающие ря-
315
Таблица 153. Техническая характеристика платформ, вагонов
и полувагонов с нормальной колеей (1520 мм)
Показатели Тип и число осей
платформы вагоны крытые полувагоны, гондолы,
Грузоподъем- ность, т 20 50 60 20 50 60 57 60
Длина по осям автосцепки, м Внутренние раз- меры кузова, м: 10,4 14,22 14,19 7,9* 8,59 15,35 14,73 14,19 13,92* 14,41
длина 8,36* 9,15 12,91 12,1* 12,87 6,6 13,43 13,43 12,95 12,05 12
ширина 2,75 2,78 2,77 2,75 2,75 2,75 2,88 2,96* 2, 5
высота Размеры две- рей, м: 0,62 0,45 0,45 2,5 2,41 2,41 1,6 1.8
ширина — — 1,83 1,83 1,83
высота — — . 2,1 2,13 2,13 __
Уровень пола вагона или плат- формы, м 1,32 1,27 1,28 1,26 1.3 1.3 — —
• В числителе указаны размеры вагонов
теле —с ручным тормозом.
без ручного тормоза, в знамена-
дом с ним другие рабочие не стесняли его движений. При кладке
стен рабочее место огнеупорщика находится, как правило, с лицевой
(обращенной внутрь печи) стороны кладки. При кладке прямых стен
пакеты с кирпичом н раствор располагают вдоль кладки иа расстоя-
нии от нее 0,6—0,7 м. Ящики с раствором располагают между паке-
тами с кирпичом на расстоянии 1,2—1,4 м друг от друга. По дости-
жении кладкой 1,4 м в высоту устанавливают подмости на высоте
1,2 м. В дальнейшем подмости поднимают каждый раз на 0,7 м, так
как при кладке с отметками 0,4—1,1 от уровня, на котором стоит
огнеупорщик, обеспечивается его наибольшая производительность.
Фронт работ на одного кладчика должен быть не менее 2 м и не
более 5 м.
Аналогично следует организовать рабочее место и при кладке
радиальных стен. Движение огнеупорщика вдоль захватки поступа-
тельно-возвратное. Схема движения огнеупорщиков зависит от вида
кладки (рис. 129), При последовательном методе кладки уменьшает-
ся объем притески кирпича в местах стыков. Длина захватки при
кладке сводов вперевязку должна составлять 3—6 м по длине свода,
при кладке кольцами — половину кольца и при сводах большого про-
лета — четверть кольца. При кладке сводов материалы кладут на
опалубку, а при кладке поднн и выстилки — иа поверхность уложен-
ного ряда или подготовку.
316
Рис. 129. Схемы движения огнеупорщиков при производстве кладки
а, б —прямых и радиальных стен при параллельном методе ведения кладки;
в, г — то же, при последовательном методе кладки; д — подин н выстилки;
е —свода вперевязку; ас — свода кольцами
317
10. Леса, подмости и подвесные площадки
Для кладки стен высотой до 4 м применяют инвентарные сборно-
разборные подмости на металлических телескопических стойках из
труб системы Руффель—Гппрооргстрой. Настил набирают из доща-
тых щитов. При кладке более высоких стен применяют инвентарные
трубчатые леса конструкции Промстройпроекта с креплением про-
гонов и раскосов к стойкам крюками и патрубками, приваренными
к ним, нли конструкции ЦНИИОМТП с креплением прогонов и рас-
косов к стойкам хомутами с болтами (рис. 130). Шаг стоек в лесах
обоих типов 2 м в продольном и поперечном направлениях. Преиму-
ществом первого типа лесов является простота сборки, второго —
возможность устройству настила на любой высоте (в лесах Пром-
стройпроекта высота регламентируется приваренными к стойкам па-
трубками) и установки лесов при кладке кольцевых стен без замены
прогонов, так как хомуты позволяют крепить их при любом расстоя-
нии между стойками в пределах длины прогона. Однако монтаж ле-
сов ЦНИИОМТП более сложен и трудоемок. Щиты настила длиной
2—2,5 м и шириной 0,5 м изготовляют из досок толщиной 40—50 мм.
Техническая характеристика инвентарных металлических лесов и
подмостей приведена в табл. 154. По условиям техники безопасности
Таблица 154. Техническая характеристика инвентарных металлических
лесов и подмостей1
Тип лесов или
подмостей
Расход
материалов
Трудоемкость,
чел.-ч
Трубчатые безбол- 43
товые леса типа
Промстройпроекта
Трубчатые леса 54
конструкции
ЦНИИОМТП
Подмости типа 26
Руффель • — Гипро-
оргстроя
Стоимость,
руб.
20,3 0,016 5.5 0,22 0,12 1,28 0,28 0,16
19,9 0,015 4.96 0,25 0,14 1,68 0,32 0,19
12^97 0,06 10 0,27 0,27 3,1 0,37 0.11
Данные приведены на 1 мг вертикальной проекции лесов.
настил подмостей и лесов необходимо ограждать входящими в ком-
плект лесов поручнями, расположенными на высоте не менее 1 м
от рабочего настила, промежуточным горизонтальным элементом и
бортовой доской. Стойки лесов и подмостей необходимо через каждые
8—10 м раскреплять раскосами; при высоте стен более 4 м стойки ле-
сов дополнительно крепят анкерами за возводимую стену. При клад-
ке высоких шахтных печей применяют подвесные площадки (с. 344).
При расчете подмостей лесов необходимо учитывать сочетание
следующих нагрузок: собственной массы, принимаемой с коэффицн-
318
Рис. 130. Инвентарные трубчатые леса
а —типа конструкции Промстройпроекта; б — конструкции ЦНИИОМТП;
в — крепление раскоса шарнирным хомутом; / — стойка; 2 — ригель; 3 —крю-
чок; 4— патрубки; 5 — перила: 6 — иастил; 7 — раскос; 8 — хомут; 5 — шарнир;
10 — накидной болт с гайкой
319
ентом перегрузки 1,1, полезной нагрузки, принимаемой с коэффици-
ентом перегрузки 1,3, и ветровой нагрузки (если леса расположены
на открытом воздухе). Полезная нагрузка по СНиП Ш-А.11-70 при-
нимается равной 2500 Н [250 кгс/м2]. Согласно «Инструкции по про-
ектированию, изготовлению и эксплуатации грузоподъемных, грузо-
захватных и сборочных монтажных приспособлений и подмостей»
(ВСН 42-74/ММСС СССР), при расчете подвесных и монтажных под-
мостей нагрузка должна приниматься:
для подвесных люлек на одного ра-
бочего ............................. 1000 Н [100 кгс]
то же, для двух рабочих .... 2000 Н [200 кгс]
для настила прочих подмостей рав-
номерно распределенная нагрузка 2000 Н/м’^
то же, сосредоточенная нагрузка ' 1300 Н [130 кгс]
1 Считается передающейся на три доски настила, ес-
ли они соединены рейками на гвоздях.
При расчете конструкций, поддерживающих настил (кронштей-
ны, прогоны и т.п.), при больших площадях настила принимают на-
грузку на настил 1000 Н/м2 [100 кгс/м2] в местах возможного скоп-
ления людей и материалов и 500 Н/м2 [50 кгс/м2] в местах, где
скоплений нет. Ступени лестниц и тетивы приставных лестниц рассчи-
тывают на сосредоточенную нагрузку 1000 Н [100 кгс], а крюки под-
весных лестниц и люлек — 2000 Н [200 кгс]. Полезные нагрузки для
расчета принимают с коэффициентом перегрузки 1,3. Перила подмо-
стей рассчитывают на сосредоточенную нагрузку 700 Н [70 кгс] (без
коэффициента перегрузки).
Расчетные сопротивления, МПа [кгс/см2], прокатной стали СтЗ
следующие:
Растяжение, сжатие, изгиб...............210 [2100]
Срез....................................130 [1300]
Смятие торцовой поверхности............ 320 [3200]
Диаметральное смятие шарниров в непод-
вижных соединениях..................... 260 [2600]
То же, в малоподвижных соединениях . . 160 [1600]
Расчетные сопротивления стали следует умножать на коэффици-
ент условий работы конструкций, который для лесов и подмостей
равен 0,9, за исключением перил, для которых этот коэффициент ра-
вен 1,5. Ветровая нагрузка для районов 1—III принимается равной
500 Н/м2 [50 кгс/м2]. Расчетная поверхность лесов равна теоретиче-
скому контуру поверхности, умноженному на коэффициент сплошно-
сти, равный: для перил 0,4; полос настила и прогонов 1; опор лесов
сквозной конструкции 0,4 и металлических балочных ферм и опор
0,4. Ветровую нагрузку для лесов на отметках от + 10 до +20 м
умножают на коэффициент 1,35. Свободно стоящие леса проверяют
на устойчивость; коэффициент устойчивости незагруженных лесов
должен быть не менее 1,8. Перед началом работ леса испытывают
нагрузку, равную 1,25 расчетной. Подвесные (подъемные) леса, кро-
ме того, испытывают подъемом и спуском с грузом, на 10% превыша-
ющим расчетные нагрузки. Крючья и приспособления для подвески
площадок и люлек испытывают нагрузкой, превышающей рабочую
в 2 раза, в течение не менее 15 мин. При расчете лесов, подмостей,
эстакад, переходных мостиков н т.п. следует пользоваться данными,
приведенными в табл. 155—157.
320
Таблица 155. Допускаемые нагрузки на деревянные сосновые балки при
R^ =15 МПа (150 кгс/см2] (без собственной массы балок)
Длина балок, м
Сечеиие, см 2 2,5 3 3,5 4 4.5 5 5,5 6
Допускаемая нагрузка, Н/м {кгс/м]
6480 5150 2940 2600 1620 1300 1040 850 710
(648] 1515] [294] [260] [162] [130] [104] [85] [71]
5X18 8050 5180 3580 2640 2020 1600 1320 1060 900
[805] [518] [358] [264] [202] [160] [132] [106] [90]
5X20 10 000 6400 4450 3250 2500 1980 1600 1300 ' 1110
[1000] [640] [445] [325] [250] [198] [160] [130] [111]
6X20 12 000 7680 5320 3940 3000 2340 1920 1590 1320
[1200] [768] [532] [394] [300] [234] [192] [159] [132]
5X22 12 100 7250 5370 3960 3020 3020 1940 1600 1340
[1210] [725] [537] [396] [302] [302] [194] [160] [134]
5X24 14 400 9200 6380 4700 3580 2840 2300 1900 1600
11440] 1920] [638] [470] [358] [284] [230] [190] [160]
8X20 16 000 10250 7120 5200 4000 3150 2520 2120 1760
[1600] [1025] [712] [520] [400] [315] [252] [212] [176]
6X24 17 250 1110 7700 5640 4320 3420 2750 2300 1930
[1725] [1И] [770] [564] [432] [342] [275] [230] [193]
10X20 20 000 12 800 8900 6520 5000 3940 3200 2650 2220
[2000] [1280] [890] [652] [500] [394] [320] [265] [222]
12X20 15 700 10 650 7800 6000 4730 3840 3180 2650
[1570] [1065] [780] [600] [473] [384] [318] [265]
10X22 15 900 10 750 7860 6050 4770 3860 3190 2670
[1590] [1075] [786] [605] [477] [386] [319] [267]
10X24 18 400 12 700 9350 7180 5660 4600 3800 3200
[1840] [1270] [935] [718] [566] [460] [380] [320]
12X22 13 400 9850 7550 5980 4950 4000 3350
[1340] [985] [755] [598] [495] [400] [335]
10X26 15 000 11 000 8450 6650 5400 4450. 3750
[1500] [1100] [845] [665] [540] [445]‘ [375]
14X22 15 050 11 150 8470 6680 5420 4470 3760
[1505] [1115] [847] [668] [542] [447] [376]
18X20 16 000 11 750 9000 7100 5750 4750 4000
[1600] [П75] [900] [710] [575] [475] [400]
18X22 19 400 14 200 10 800 8550 6950 5750 4830
[1940] [1420] [1080] [855] [695] [575] [483]
12X26 19 450 14 250 10 900 8610 7000 5770 4860
[1945] [1425] [1090] [861] [700] [577] [486]
14X24 15 000 11 500 9050 7350 6050 5100
[1500] [1150] [905] [735] [605] [510]
14X26 . 15 400 11 800 9300 7550 6250 5250
[1540] [1180] [930] [755] [625] [525]
20X22 15 800 12 100 9550 7800 6400 5360
[1580] [1210] [955] [780] [640] [536]
18X24 16 900 12 950 10 200 8250 6820 5750
[1690] [1295] [1020] [825] [682] [575]
16X26 17 600 13 500 10 700 8650 7100 6000
[1760] [1350] [1070] [865] [710] [600]
20X24 18 700 14400 11 350 9250 7600 6350
[1870] [1440] [1135] [925] [760] [635]
20X26 .— 16 900 13 300 10 700 8900 7500
[1690] [1330] [1070] [890] [750]
22X26 .— 18 500 13 400 11 900 9800 8200
[1850] [1340] [1190] [980] [820]
21—351
321
Т а б лица 156. Опорные реакции, максимальные изгибающие моменты и
прогибы однопролетных балок
А и В— реакции опор;
Мтах— максимальный изгибающий момент;
максимальный прогиб;
х0—место максимального изгибающего момента;
Р—сосредоточенная нагрузка;
4— распределенная нагрузка иа единицу длниы
322
Продолжение табл. 156
А и В~ реакции опор:
М„максимальный изгибающий момент;
ГП ЯЛ
1^— максимальный прогиб;
место максимального изгибающего момента;
Р — сосредоточенная нагрузка;
q— распределенная нагрузка на единицу длины
— ; В= — ; *„=0.578 Z;
6 3
Mm=0,0642 ql-;i /=0,00652-—
д/
Л=В= -1— ; *0=0; х0=/;
. 2
Л«т=.—: /= • - ‘
m 12 384Е/
А=В=Р, *„=0 до I: Мт= —Ра.
В середине расстояния между опорами
. Pal- в . Р 'a- v
f,=---- ; на консолях f2=-------X
SEI El 3
1 2
А =-----ql; В=------ql; х0=1;
10 5
Л/т-----Z=—
15 419.26Е/
p/а
л=Р; *„=0; м ==-Pi; 1=——
т ЗЕ1
21*
323
Таблица 157. Значения коэффициентов В и с
Таблица 158. Допускаемые усилия при центральном сжатии прямых
сосновых или еловых стоек круглого сечения со сбегом, равным 0,8%
Диаметр сечения в тонком конце, мм Допускаемые усилия, кН [тс], при свободной длине стойки, и
1 зь f 4 5 6 7
12 130 [13] 75 [7,5] 50 [5] 35 [3,5] 25 [2,5] 45 [4,5] —
14 1170 [17] 130 [13] 80 [8] 60 [6] 35 [3,51
16 310 [31] 240 [24] 150 [15]' 110 [11] 80(8] 60 [6]
18 400 [40] 340 [34] 250 [25] 160 [16] 120 [12] 100 [10]
20 510 [51] 450 [45] 350 too] 240 [24] 180 [18] 140 [14]
22 630 [63] 570 [57] 470 I**] 340 [34] 250 [25] 200 [20]
24 760 [76] 700 [70] 600 [60] 470 [47] 350 [35] 270 [27]
На рис. 131 и 132 приведены графики для подбора сечения балок
Из прокатных профилей при равномерно распределенной нагрузке и
допускаемом напряжении 7?а = 180 МПа [1800 кгс/см2]. На кривых
324
5
to*1
12
11
10
3
a
7
6
5
Ц
3
2
1
0
Hniiim
...............................tlllllllllllllllllllllllllllllllllllllllllllllllllll
lllllllllllllllllllllllllllllllllllllllllllllllllll
iiiiiiiiiib
HIHIIRUWN
I! иод ет
!! ! I
!!! .ih!iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiii
N| h fl lirili!l|||||||||||||||||||||||||
1II IKi|li!ilb'IK!lli:!llli!i||||||| llllllllll I
...................................1 llllllllll I
^!li:iliMill|li;(li!llli|i||IHIIIIIII
|| Hk' klBII'ila №« 11' «.
lllllllllllllllllltiiiiiiiiiiiiiiiiiil
Ч, m Iм
Рис. 131. Подбор сечения прокатных швеллеров, работающих на изгиб
нанесены также величины соответствующих прогибов балок F/1. Точ-
ки, соответствующие ряду одинаковых прогибов, соединены между
собой. При нагрузках, отличных от равномерных и других опорных
условиях, принимают эквивалентную нагрузку, получаемую умноже-
нием нагрузки на коэффициент 0, приведенный в табл. 157; РЭКв=0Р.
Максимальный прогиб, полученный по графику, следует умножать на
коэффициент с, приведенный в табл. 157:
f = сГэкв<
Пример. Подобрать сечение двутавровой балки. Нагрузка сосре-
доточенная: Р=50 кН [5 т/м2]; по схеме 5 табл. 157 Z=6 м. Эквива-
325
Рис. 132. Подбор сечения прокатных двутавровых балок, работаю-
щих на изгиб
Р 50
лентная нагрузка 9экв = Р_7“ —2 “7 =^6,7 кН/м [1,67 т/м2]. На
I 6
рис. 132 находим точку пересечения: </=16,7 кН [1,67 тс] и /=6 м.
Ближайшая верхняя кривая соответствует двутавру № 30. Прогиб
находится в пределах f=cf3KB=0,8^—^=1/320.
Допускаемое напряжение сжатии при диаметрах 12 и 14 см
равно 15 МПа [150 кгс/см2]; при остальных диаметрах—15Х1>15=
326
17,2 МПа [150X1,15=172 кгс/см2]. Расчетная жесткость стоек оп-
ределена по радиусу инерции:
Расчетная площадь сечення принята
F==T'
где Di и Di — диаметры сечения стоек в тонком и толстом концах.
11. Производство работ в зимних условиях
Тепляки. При краткосрочных работах используют легко возво-
димые тепляки облегченной конструкции, но требующие большого
расхода тепла. Брезентовый тепляк представляет собой каркас нз
стоек, раскрепленных проволочными тягами и натянутыми между
ними проволоками. Поверх каркаса натягивают брезент. При кладке
печей ямного или колодцевого типа и подземных боровов приме-
няют шатровые тепляки. Тепляк каркасно-обшивного типа (рис. 133)
выполнен из стоек, обшитых с обеих сторон досками толщиной
25 мм, с засыпкой между ними шлаком или опилками. Для обо-
грева кирпича внутри тепляка устраивают изолированные камеры,
обогреваемые острым паром, змеевиками, проложенными под нас-
тилом, или калориферами.
Каркасы инвентарных тепляков, разработанных Теплопроектом
(рис 134), собирают из стальных труб и уголков. Стеновые и пото-
лочные щиты ограждения выполнены из двух слоев досок со слоем
минеральной ваты между ними. Для уменьшения продуваемости меж-
ду слоем минеральной ваты и досками проложен толь. Щиты крепят
к каркасу хомутами. Максимальная масса элемента тепляка 130 кг.
Набор элементов каркаса, стеновых и потолочных щитов позволяет
собрать тепляк почти любой конфигурации, требующейся при строи-
тельстве промышленных печей. Для утепления металлических ко-
жухов печей можно использовать минеральные маты толщиной
80—100 мм или маты из поропласта; последние более практичны и
являются инвентарными. Поропластовые маты выполняют из эластич-
ного трудносгораемого поропласта марки ППУ-ЭТ (ТУ 6-05-1734-75)
толщиной 30—40 мм, покрытого с двух сторон водонепроницаемым
брезентом. Брезент по контуру приклеивают сплошь, а в
остальной части — участками по 1 — 2 дм2, расположенными
в шахматном порядке. Для наклейки брезента используют
клей БФ-2, БФ-4, 88-Н или К6-3. Масса 1 м2 такого мата 2,5—
3 кг. В качестве стен тепляков можно использовать металлические
кожухи печей и наружную кладку стен из обыкновенного глиняного
кирпича, выложенную методом замораживания.
Расход материалов и времени на постройку различных тепля-
ков приведены в табл. 159.
Расчет тепловых потерь тепляка. Количество тепла, необходи-
мое для обогрева тепляка, определяется суммой потерь его тепло-
ограждающих поверхностей:
<Э = 2Р,
327
А-А
Рис. 133. Тепляк с камерой подогрева кирпича для
строительства кирпичной дымовой трубы
отвк! из 24 Ть: 2~стойка диаметром 16 см; 3 -об-
опилками-2? - иК ? двух "орои с засыпкой шлаком или
настил « 24 Л о6Рете'гка 25 мм, засыпка 8 см,
настил из 25-мм досок, стропила из горбыля)
Рис. 134. Инвентарные тепляки
а — тепляк для подогрева кирпича в складе огнеупоров; б — тепляк для строи-
тельства методической печи; 1 — стойки из труб; 2 — каркас склада огнеупо-
ров; 3— щиты крыши; 4 — стеновые щиты; 5 — прогоны
где Q —количество тепла, необходимое для обогрева тепляка Вт [ккал/ч];
—сумма потерь тепла ограждающими поверхностями.
Сумма потерь тепла Л Вт [ккал/ч], равна:
P = KF (ta — ta) а,
где К — коэффициент теплопередачи ограждения, Вт/(м2«К) [ккал/(м2-ч-°С];
F — поверхность ограждения, м2;
/в и ^-соответственно внутренняя и наружная температуры, °К [°C];
а — коэффициент потери тепла через щели, двери в результате обдува-
ния ветром, равный 1,25—2,5.
329
Таблица 159. Расход основных материалов и рабочего времени
на постройку тепляков
Конструкции тепляков Пилоле- соматери- ал, ма Металл, кг Брезент, м1 Толь, м3 Расход рабо- чего време- ни,чел. -День
На 1 м1 площади пода
Стационарные засыпные 0,175 1,05 — 1,5 0,45
Щитовые 0,057 0,58 — — 0,26
Брезентовые 0,023 0,88 1,35 — 0,2
На один тепляк
Инвентарные: для строительства методической 34 2530 445 0,35
печи в складе огнеупоров 36 2100 340 0,35
у воздухонагревателей 54 5500 — 485 0,35
Коэффициент теплопередачи ограждения,
[ккал/(м2-ч-° С)], определяют по формуле
Вт/(м2-К)
Ro RB 4" ST? +
где RB н R„— сопротивления тепловосприятию у внутренней н теплоотдачи у
наружной поверхностей ограждения, значения которых приве-
дены ниже:
RB или RH
м3-К/Вт[м:-ч-°С/ккал]
Наружные поверхности, гранича-
щие непосредственно с наружным
воздухом............................ 0,043 [0,05]
То же, выходящие в холодное по-
мещение ............................ 0,086 [0,1]
Внутренние поверхности стен, по-
лов н потолков...................... 0,114 [0,133]
BR— сумма термических сопротивлений всех слоев ограждения, включая воз-
душные прослойки, м2-К/Вт [м2-ч-°С/ккал]:
где в— толщина слоя, м;
X—коэффициент теплопроводности слоя, Вт/(м-К) [ккал/(м-ч °С)].
Величины Л приведены в табл. 58, 59. Термические сопротив-
ления воздушных прослоек берутся по табл. 160.
Пример. Определить количество тепла для обогрева тепляка пло-
щадью 15X35 м, высотой 5 м. Температура наружная —15 °C,
внутренняя 10° С. Пол деревянный из 25-мм досок, уложенных по
330
Таблица 160. Термическое сопротивление замкнутых воздушных прослоек
Толщина про- слойки, мм Сопротивление/?, м2 К/Вт [(м2 ч °С) /ккал], прослойки
вертикальной н горизонталь- ной при потоке тепла снизу вверх горизонтальной при потоке тепла сверху вниз
50 0,15 [0.18] 0,2 [0,23]
100 0,16 [0,19] 0,21 [0,24]
150—300 0.17 [0,2] 0,22 [0,25]
земле; стены из 25-мм досок с засыпкой между ними гранулирован-
ным доменным шлаком толщиной 10 см; потолок из 25-мм досок с
10-см засыпкой из опилок, покрытых сверху 19-мм досками. В сте-
нах тепляка сделаны восемь окон размером 1,5X1,5 м с двойными
рамами, воздушная прослойка между которыми 5 см.
Поверхности стен /'=5(15-2-1-35-2) =500 м2. Поверхность кры-
ши и пола Р= 15-35=525 м2. Поверхность окон /7=1,5-1,5Х
Х8=18 м2.
Коэффициент теплопередачи К:
для стен
1 1
rs _ . _ _____
/0,025 , 0,1 \ , 1,314
0,114+ -------2Н------— +0,05
\0,174 0,116/
= 0,76 кВт/(м2 • К) [0,65 ккал/(м2 • ч • °C) ];
для крыши
_______________________1_______________________1_
, /0,025 , 0,1 , 0,019\ , “1,497
\0,174 0,093 ' 0,174/“ ’
= 0,68 кВт/(м2-К) [0,58 ккал/(м2-ч-°С)];
для пола
* =--------4гО2[Г = 0~28 =3>58кВт/(м2'1<) 13,08ккал/(м2.Ч.°С)];
для окон
0,114 + 0,15 + 0,043 0,307
= 3,26 кВт/(м2-К) [2,8 ккал/(м2-ч-°С)].
Общая потеря тепла при коэффициенте а, принятом в среднем
для всех поверхностей равным 1,5:
2Р = [(0,76-500 + 0,68-525 + 3,26-18) 25 + 3,58-525-10] 1,5 =
= 57 750 кВт/ч [49 600 ккал/ч];
331
& печах со сплошным металлическим кожухом наиболее целе-
сообразно использовать последний в качестве тепляка, заизолировав
кожух снаружи минераловатными матами. Чаще всего применяют
минераловатные маты на металлической сетке (ГОСТ 21880—76).
Маты навешивают на приваренные к кожуху штыри из проволоки
диаметром 5 мм, после чего концы штырей загибают или поверх
матов натягивают по штырям отожженную проволоку. При распо-
ложении печей на открытом воздухе (печи нефтеперерабатываю-
щей промышленности) для защиты от атмосферных осадков по-
верх матов устраивают покрытие из стеклоткани илн рубероида.
По окончании работ маты убирают для повторного использования,
штыри срезают и места их приварки зачищают. Ниже приведены
потерн тепла с 1 м2 такого тепляка при разной толщине матов и
разности температур внутри тепляка и окружающего воздуха 30 и
40° С(—20, +20° С; —30; +10° С; —20; +10° С и т. д.).
Толщина матов, мм . . . 60
Потери тепла с 1 м2 по-
верхности тепляка, кВт/
/ч [ккал/ч], при разности тем-
ператур наружного воздуха
и внутри тепляка, °C: 30 .
40 .
80 100
. 69 59 47 4 0 39 34
. 92 79 63 5 4 52 45
При расчете потерь тепла в расчете принималось теплосопро-
тивление мннераловатных матов, а также сопротивление теплопере-
ходу у поверхностей ограждения и не учитывалось сопротивление
теплопередаче кожуха печи, рубероида и контактов между кожу-
хом и матами, матами и покрытием. Коэффициент потери тепла
через щели, отверстия и в результате обдувания ветром принят
а=2.
Приборы для временного отопления. Прн наличии на площад-
ке пара илн горячей воды всегда следует использовать их для
отопления помещений. Наиболее удобны для отопления тепляков,
растворных узлов и т. д. отопительные агрегаты типа СТД, АПВС
и АПВ, состоящие из пластинчатого калорифера и осевого
вентилятора с мотором. Теплопроизводительность агрегатов,
работающих с рециркуляцией, при температуре входящего возду-
ха 15°С, приведена в табл. 161. При других температурах входящего
воздуха теплопроизводительность агрегата, Вт [ккал/ч], определяют
по формуле.
л „ ^с.т ^вх.в
Ч — «табл , , _
I ---- 1 О
где tc т — средняя температура теплоносителя, °C;
*вх.в —т0 же’ входящего воздуха, °C.
При обогреве помещений паровыми регистрами длину труб
можно рассчитать исходя из теплоотдачи 1 м ребристых труб, рав-
ной 500 ккал/ч. Расход пара на отопление, кг/ч, определяют по
формуле
W= — ,
/р.
где Q — теплоотдача приборов, Вт [ккал/ч];
Г — теплосодержание пара, (табл. 162);
Ц — коэффициент полезного действия, принимаемый для парового отопле-
ния равным 0,65.
332
Таблица 161. Характеристика отопительных агрегатов
Агрегат
Показатели Единица измерения СТД-100 СТД-200 СТД-300М АПВС-50- 30 АПВС-70- 40 АПВС-Н0- 80 АПВ-200- 140 АПВ-280- 190
Теплопронзводнтельность
при температуре входящего
воздуха 15° С:
при давлении пара, МПа [кгс/см2]:
0,2 [2] Вт 214 000 300 000 52 000 67 500 116 300 200 000 280000
[ккал/ч] [184 000] [256 000] [45 000] [58 000] [100 000] [170 000] [24 0 000]
0.3 [3] то же __ 232 000 324 000 58 000 80 000 128 000 232 000 3260000
[200 000] [278 000] [50 000] [68 500] [110 000] [200 000] [280 000]
0,4 [4] » 116 300 280 000 344 000 — — —
[100 000] [214 000] [296 000] — — — — —
при воде ^«130° С » 116 000 214 000 366 000 34 800 45 300 93 000 166 000 220 000
кВт [97 000] [184 000] [306 000] [30 000] [39 000] [80 000] [140 000] [190000)
Мощность электрод внга те- 0,6 2,8 1 1 1,7 3 3
ля
Производительность агре* кг/ч 8770 19 700 28 800 3300 3900 6900 13 900 18 800
га та по воздуху
Температура выходящего °C 55 55-60 50—ео 58—68 60—79 55 50 50
из агрегата воздуха
Габарит: 1200 1420
длина ММ 1092 1760 635 735 737 1191
ширина » 790 750 1171 540 696 852 1080 1230
высота » 790 2500 3166 532 682 852 904 1100
Таблица 162. Теплосодержание и температура насыщенного пара
Давление пара, МПа [кгс/см2] Теплосодержание: Дж/кг ккал/кг Температура, “С 0,1 И] 2670 639 99,1 0,11 [1.1] 2680 640,1 101,8 0,12 [1.2] 2685 641,1 104.2 0,14 [1.4] 2690 642,8 108,7 0,15 [1,5] 2695 643,6 110,8 0,16 [1.6] 2700 644,3 112,7
Давление пара: МПа кгс/см2 Теплосодержание: Дж/кг ккал/кг Температура, °C 0,18 1,8 2705 645,7 116,3 0,2 2 2710 646,9 119,6 0,25 2,5 2720 649,9 126,8 0,3 3 2725 651,6 132,9 0,35 3,5 2735 653,4 138,2 0,4 4 2740 654,9 142,9
Диаметры трубопроводов в зависимости от потребляемого теп-
ла определяют по табл. 163. Трубопроводы изолируют минераловат-
ными матами или скорлупами толщиной 40—60 мм.
При сравнительно небольших количествах тепла можно пользо-
ваться электрическими тепловоздуходувками (табл. 164).
Для обогрева небольших помещений можно также использовать
трубчатые электронагреватели (ТЭНы) мощностью 0,4—1 кВт и
массой 0,6—1,4 кг. Электронагреватель представляет собой изогну-
тую трубку, внутри которой помещена спираль из проволоки высо-
кого омического сопротивления. Пространство между трубкой и
спиралью заполнено порошком окиси магния. Для приближенных
расчетов можно принять, что на каждый киловатт мощности кало-
рифер выделяет 800 ккал/ч тепла. Если на площадке нет пара или
горячей воды, а потребность в тепле значительная, устанавливают
огневые воздухоподогреватели (табл. 165). При небольших потреб-
ностях в тепле применяют металлические или кирпичные печи,
отапливаемые газообразным или твердым топливом. Часовой расход
топлива, кг, нагревательными устройствами определяют по фор-
муле
В =—-— ,
где Q — теплоотдача печи, Вт [ккал/ч];
QP — низшая рабочая теплотворная способность топлива, Вт [ккал/ч илн
ккал/м3];
В — КПД печн, равный для кирпичных тонкостенных печей 0,4—0,6, для
металлических печей 0,4—0,5 и для осевых калориферов 0,45—0,6.
Подогрев воды, инертных материалов и кирпича. Предельные
температуры подогрева воды 80° С, песка и шлака 50° С, щебня и
гравия 40° С. Кирпич подогревают до температуры 3—5° С; цемент,
глину и известковое тесто не подогревают. При приготовлении ог-
неупорных растворов подогревают, как правило, только воду. По-
лезный расход тепла для нагрева в течение 1 ч V м3 воды от тем-
пературы / до V определяют по формуле
Q = (/' — i) V • 1163 Вт [Q = (/' — О V • 1000 ккал/ч].
334
Таблица 163. Определение диаметра трубопровода
Диаметр, мм Пропускная способность. Вт[ккал/ч], в зависимости от теплоносителя Диаметр, мм Пропускная способность, Вт[ккал/ч], в зависимости от теплоносителя
пар вода пар вода
25 35 000 70 000 75 290 000 580 000
(30 000] [60 000] [250 000] [500 000]
38 70 000 140 000 100 870 000 1 740 000
[60 000] [120 000] [750 000] [1 500 000]
50 140 000 280 000 125 1 570 000 3 140 000
[120 000] [240 000] [1 350 000] [2 700 000]
Таблица 164. Техническая характеристика электрических
тепловоздуходувок
Показатели Тепловоэдуходувка (калорифер)
ТВ-18 |сФОА-20 СФОА-40 СФОА-60 СФОА-ЮО
Теплопроизводитель- 17 400 21 000 42 000 64 000 85 000
ность, Вт [ккал/ч] [15 000] [18 000] [36 000] [55 000] [73 000]
Потребляемая мощность, кВт 18,6 23,3 46,5 69 94
Количество нагретого воз- духа, м3/ч 600 1480 2480 358 5940
Температура выходящего воздуха, °C 80-100 50 50 50 50
Напор выходящего воз- — 3,5 6,5 8,5 7-8
духа, МПа [кгс/см3] [35] [65] [85] [70-80]
Габарит, м:
длина 1400 1540 1540 1540 1540
ширина 675 790 900 900 1100
высота 770 1025 1200 1200 1600
Таблица 165. Техническая характеристика воздухонагревателей
Показатели Воздухонагреватель
УСВ-100 У СВ-200 ОП-7 ТВУ-3
Теплопроизводительность, Вт 116 300 232 000 46 500 700 000
[ккал/ч] [100 000] [200 000] [40 000] [600 000]
Температура воздуха иа вы- 90—130 80—14(Г 180 100—130
ходе, вС Количество нагретого возду- 4000 8550 1200 17 050
ха, м3/ч Расход горючего: жидкого, кг 11-12 22 4,5 70
сжиженного газа, м3/ч 5-6 и 3,8 —
природного газа » 15—16 30 5 —
Суммарная мощность электро- 2,7 3,8 1,7 —
двигателей, кВт Габарит, мм: длина 2090 2750 650 6000
ширина 900 1000 450 2400
высота 1170 1400 1300 2700
Масса, кг 375 525 65 4000
335
Полезный расход тепла на подогрев инертных от температуры t
до f вычисляют по формуле
Q = G [А (0,58/ + 93 — /') + 0.23 (/' + /) Вт [Q=G [А (0,505/ +
+ 80 — /') + 0,2 (/' + /) ккал/м3],
где fe—влажность инертных, % от их массы, деленная на 100.
Теплоемкость инертных равна 0,23 Вт [0,2 ккал/(кг-град)].
Воду и инертные материалы чаще всего подогревают острым
паром или паровыми змеевиками. Подогрев воды острым паром
осуществляют с помощью трубы с отверстиями, опущенной в бак
с водой (рнс. 135, а). Расход пара 120—130 кг на 1 м3 воды, подо-
греваемой от 5 до 70° С. При подогреве воды змеевиками с паром
(рис. 135,6) расход пара составляет 150—200 кг/м3. Поверхность
Рис. 135. Подогрев воды острым паром (а) и змеевиками (б)
/ — водопровод; 2 — бак с шаровым краном; 3— переливная труба; 4— выпар-
ная труба; 5 — дверка люка; 6 — паропровод; 7 — горячая вода; 8— труба с
отверстиями; 9 — спускная труба; 10 — змеевики; 11 — отвод конденсата; 12—
конденсационный горшок
змеевиков принимается из расчета 2 м2 на каждый кубический метр
воды, подогреваемой за 1 ч от .5 до 70° С. Инертные материалы
подогреваются в бункерах змеевиками, по которым пропускается
пар или горячая вода. На открытом воздухе инертные подогревают
острым паром с помощью паровой иглы. Производительность иглы
при нагреве инертных от —10 до +55° С равна 10 м3/ч. Средний
расход тепла 2300 Вт [2000 ккал/ч], пара давлением 0,1 МПа
[1 кгс/см2]—40 кг/ч. Максимально допустимое давление пара
0,3 МПа [3 кгс/(см2]; при более высоком давлении ставят редукцион-
ный клапан. Воду можно подогревать электроэнергией, погружая
в нее электросопротивление. При обогреве в тепляках с температу-
рой 25—30° С кирпича в пакетах массой 1—1,5 т, поступающего с
температурой —20° С, кирпичи, расположенные в центре пакета,
прогреваются до положительной температуры через 6—8 ч после
помещения в тепляк.
12. Электроснабжение
При определении потребной мощности освещенность 4 лк приня-
та приблизительно равной 1 Вт/м2; коэффициент запаса, учитывающий
336
загрязнение светильников, принят для открытого пространства 1,3
и для помещений 1,5—1,7. Ниже приведена потребляемая мощность,
Вт/ма, для освещения рабочих мест и участков территории в соот-
ветствии с «Нормами электрического освещения строительных и мон-
тажных работ» (СН 81-70):
Строительная площадка в районе производства
работ............................................ 1
Автодороги, главные проходы и проезды .... 1,5
Прочие проходы и проезды....................... 0,5
Погрузочно-разгрузочные операции, выполняе-
мые механизмами.................................. 5
Крановые н такелажные работы.................... 5
Места разгрузки, погрузки транспорта .... 1
Открытые склады инертных, металлоконструк-
ций ........................................... 1>5
Закрытые склады громоздких предметов и сы-
пучих ........................................... 2
То же, мелкого технологического оборудования
и монтажных материалов........................... 4
Бетонные и растворные узлы, помещения для
компрессорных установок, для лебедок .... 7,5
Механические мастерские......................20—30
Изготовление н монтаж металлоконструкций . 10—12
Монтаж печного оборудования..................15—20
Сборка оборудования с пригонкой частей . . . 20—25
Установка опалубки, арматуры, бетонирование 5
Монтаж печей из сборного жаростойкого бетона 8—10
Кладка печей со швами 2—3 мм...............15—20
То же, до 1 мм...............................30—40
Конторские помещения.........................15—20
Бытовки.................................... 5
При работе в тесных условиях (металлических кожухах, га-
зопроводах, котлах и т. п.) для освещения внутри, а также для пе-
реносных ламп применяют низковольтное освещение 12—36 В через
понижающий трансформатор (табл. 166).
Таблица 166. Трансформаторы понижающие
Показатели Трансформатор
ТС-1,5/0,5 ТС-2,5/0,5 ОСО-0,25 ОС-2/0,5
Мощность, кВт 1.5 2.5 0,25 2
Номинальное напряжение об- моток. В: ВН 220-500 86-500 220-500 220-500
НН 12—380 12—380 12—200 40—230
Габарит, мм: длина 375 445 126 250
ширина 251 251 117 154
высота 482 482 225 390
Масса, кг 35 — 13,6 —
Силовая энергия. Потребную мощность, кВт, исчисляют исходя
из установочной мощности механизмов (см. раздел третий). Уста-
новочную мощность умножают на коэффициент одновременности
работы механизмов. Ниже приведен коэффициент одновременности
в зависимости от числа потребителей силовой установки:
трн.................................. 0,75
пять.................................. 0,6
десять и более................. 0,5—0,4
22—351
337
Для включения электродвигателей лучше всего применять маг-
нитные пускатели (табл. 167). Для пуска электродвигателей мощ-
ностью до 1,7 кВт при напряжении 220 В и до 2,8 кВт при на-
тай л и ц а 167. Характеристика магнитных пускателей серии ПМЕ-200 и
ПАЕ-300
Пу скатель Максимальная мощность двигателя, кВт, при напряжении, В Наименьшая мощность двигателя, кВт, для кото- рого обеспе- чивается теп- ловая защита при напря- жении, В 1 | Номинальный ток пускателя, А Габарит, мм (длинаХши- ринаХ высота) 1 Масса, кг 1
220 380 | 500 220 380 500
ПМЕ-221 нереверсив- ный* 5,5 10 10 1,1 — — 28 143X210X153 2,3
ПМЕ-222 » 5,5 10 10 1.1 2,2 4 23 155X285X153 3
ПМЕ-223 реверсивный 5,5 10 10 1,1 23 255X75 Х181 5,2
ПМЕ-224 » 5,5 10 10 1,1 2,2 4 23 255X275X181 Ь,5
ПАЕ-321 нереверсив- ный 10 17 17 — — — 40 305X175X132 3,7
ПМЕ-222 » 10 17 17 — — — 40 375X175X137 4,5
ПАЕ-323 реверсивный 10 17 17 — . 40 305X200X132 7
ПАЕ-324 » 10 17 17 — — — 40 375X300X137 8,3
1 ПМЕ-221, ПМЕ-223, ПАЕ-321 и ПАЕ-323 без тепловой защиты; ПМЕ-222.
ПМЕ-224, МПЕ-322 и ПАЕ-324 с тепловой защитой.
пряжении 380 В можно применять трехполюсный пакетный выклю-
чатель ПВМЗ-10 или ГПВМЗ-10 без тепловой защиты. Ниже при-
ведены укрупненные показатели потребной мощности, кВт, при
строительстве печей и труб в зависимости от вида работ:
Строительство:
доменной печи.............................. 250
мартеновской печи.......................... 100
нагревательных колодцев.................. 30—40
нагревательной методической печи ... 60
туннельной печи........................... 30—40
трубчатых печей НПЗ из огнеупорных из-
делий ................................. 15—20
Монтаж печей НПЗ из сборного жаростой-
кого бетона............................... 20—100
Футеровка вращающейся барабанной печи 55
Футеровка миксера.................... 30
Торкретирование реакторов ................... 60
Строительство кирпичных дымовых труб:
с краном-косиной.................... 5—6
с одношахтным подъемником.......... 25
с четырехшахтным подъемником .... 40
Выбор электрических проводов. Провода, служащие для под-
вода тока к моторам или иным приемникам энергии от групповых
щитков для рубильников, при небольшой длине выбирают исходя
из допустимого в них тока (табл. 168).
338
Таблица 168. Сечение алюминиевых проводов, подводящих ток к статорам
трехфазных двигателей А-2, АО-2 и АОЛ-2
Мощность электро- двигателя, кВт Номинальный ток, А, при напряжения 380 В 1 Сечение проводов, мм2, прн напряжении, В Мощность электро- двигателя, кВт Номинальный ток, А, при напряжении 380 В Сечение проводов, мм8, прн напряжении 380 В
220 380
0,6 1,6 2,5 1 7 14,2 6
1 2,2 2,5 1 10 19,7 16
1,7 3,7 2,5 1 14 27,5 16
2,8 5,8 4 1,5 20 . 39 16
4,5 9,4 — 2 28 54 35
Таблица 169. Сечение проводов для подключения электросварочных
агрегатов и сварочных трансформаторов и сети
Агрегат или трансформатор Сечение проводов, мм2, прн напряжении 220 В Сечение проводов, мм2, при напряжении 380 В
медных алюминие- вых медных алюминие- вых
ПС-300, ПСО-ЗОО, ПСГ-350, 10 16 4 6
СУГ-2р-У ПС-500, ПСО-500, СТЭ-24 и 16 25 10 16
ТС-300 САМ-400 25 35 16 25
ПСГ-500, СТЭ-34, ТС-500, 35 50 16 25
GTH-500
Таблица 170. Нормы нагрузок гибких сварочных проводов для
электродержателей (при длине до 1,5 м)
Максимальный ток, А Сеченне проводов, мм2 Максимальный ток, А Сеченне проводов, мм*
одинар- ного ДВОЙНОГО одинар- ного двойного
200 25 — 450 70 2X23
300 50 2X16 600 95 2X35
Таблица 171. Провода н кабели, применяемые на строительной площадке
Марка ГОСТ нли ТУ Тнп провода илн кабеля Область применения и способ прокладки
А 839—74 Провод алюминиевый голый Для воздушных линнй; снаружи по изоляторам
22*
339
Продолжение табл. 171
Марка ГОСТ или ТУ Тип провода или кабеля Область применения и способ прокладки
АПВ 6323—71* Провод с алюминие- выми жилами и поли- хлорвиниловой изоля- цией Осветительные н сило- вые сети в сухих и сы- рых помещениях при температуре среды не эыше 40е С; в трубах, на роликах и клицах, по ме- таллическим и бетонным поверхностям с проклад- кой под провод изолиру- ющих материалов
ПГВ 6323—71* Провод гибкий с мед- ными жилами и поли- хлорвиниловой изоля- цией Осветительные и сило- вые сети по станкам и механизмам в трубах
АПР-500 20520—75 Провод с алюминиевы- ми жилами, резиновой изоляцией, в оплетке из хлопчатобумажной пря- жи, одножильный Провод с медными жи- лами и резиновой изоля- цией То же, внутри помеще- ний и вне зданий в по- жароопасных цехах, на роликах и клицах
ПРГД 6731—68 Присоединение элект- родержателей к свароч- ным аппаратам
КРПТ 13497—68* Кабель с резиновой изоляцией, переносной, тяжелый Присоединение перед- вижных токоприемников при значительных меха- нических воздействиях
АПРТО ТУ КП 240-68 Провод с алюминиевы- ми жилами и резиновой изоляцией в оплетке из хлопчатобумажной пря- жи Для прокладки в сухих и сырых помещениях и снаружи в стальных тру- бах
АПН ТУ КП 36-58 Провод с алюминиевы- ми жилами и капритовой изоляцией Осветительные сети; допускается открытая проводка по стенам и по- толкам в сухих н влаж- ных помещениях
АППВ 6323-71* Провод с алюминиевы- ми жилами и полихлор- внниловой изоляцией То же
ПРГ 20520-75 Провод гибкий с мед- ными жилами и резино- вой изоляцией в оплет- ке из хлопчатобумажной По станкам в металли- ческих рукавах и трубах
ААБ 18410-73 Кабель с изоляцией из пропитанной кабельной бумаги, с алюминиевы- ми жилами в алюминие- вой оболочке, брониро- ванной, с наружным по- кровом из кабельной пряжи В земле, в траншеях, под водой
ААГ 18410—73 То же, небронирован- ный В каналах, помещени- ях с нормальной средой
ААБГ 18410-73 То же, бронированный, покрытый битумным сос- тавом То же и вне помеще- ний, в сырых помещени- ях
ВРБГ 433—73 Кабель с резиновой изоляцией в полихлор- виниловой оболочке, бро- нированный В каналах вне помеще- ний
НРГ 433—73 Кабель с медными жи- лами и резиновой изоля- цией в резиновой него- рючей оболочке В сырых помещениях
АНРГ 433—73 То же, с алюминиевы- ми жилами То же
340
Сечение проводов, подводящих ток к электросварочным агре-
гатам, приведено в табл. 169, к электродержателям —в табл. 170;
марки проводов и кабелей, применяемых на строительной площадке,
даны в табл. 171.
13. Нормы выдачи спецодежды, спецобуви
и предохранительных приспособлений
Рабочим, занятым на строительстве промышленных печей и ды-
мовых труб, бесплатно выдают специальную одежду, обувь и при-
способления (табл. 172).
Таблица 172. Нормы выдачи спецодежды, спецобуви и предохранительных
приспособлений_________________________________________________
Профессия Наименование спецодежды и спецобуви Срок нос- ки, мес
Арматурщик Бетонщик Газорезчик Газосварщик Грузчик, занятый погруз- кой и разгрузкой непылящих и неедких материалов Монтажник конструкций Огнеупорщнк Плотник Слесарь Такелажник Трубокладчик Футеровщик-каменщик, рабочий по выламыванию футеровки Электросварщик Костюм брезентовый Рукавицы брезентовые Костюм брезентовый Рукавицы комбинированные Костюм хлопчатобумажный с ог- нестойкой пропиткой Ботинки кожаные Рукавицы брезентовые Очки защитные Костюм хлопчатобумажный с ог- нестойкой пропиткой Ботинки кожаные Рукавицы брезентовые Куртка брезентовая Брюки хлопчатобумажные с бре- зентовыми наколенниками Рукавицы брезентовые Очки защитные Комбинезон хлопчатобумажный Рукавицы комбинированные Комбинезон хлопчатобумажный Рукавицы комбинированные На горячих работах дополнитель- но: куртка ватная брюки ватные валенки Фартук хлопчатобумажный Рукавицы комбинированные Костюм хлопчатобумажный Рукавицы комбинированные На работе по монтажной прихват- ке электросваркой — костюм брезен- товый вместо костюма хлопчатобу- мажного Комбинезон хлопчатобумажный Рукавицы брезентовые Полукомбинезон хлопчатобумаж- ный Рукавицы комбинированные Костюм брезентовый Куртка ватная Брюки ватные Валенки (прн горячих работах) Шлем суконный Рукавицы брезентовые Очки защитные Костюм брезентовый Ботинки кожаные Рукавицы брезентовые 12 1 12 2 12 12 2 До износа 12 12 3 12 12 1 До износа 12 2 12 2 12 12 18 9 2 12 3 12 12 1 12 2 12 12 12 Дежурные 12 2 До износа 12 12 2
341
Таблица 173. Нормы времени на теплую спецодежду и спецобувь по
климатическим поясам, мес
Спецодежда Климатические пояса
1 II III IV особый* 1
Куртка ватная 3S 30 24 18 18
Брюки ватные 36 30 24 18 18
Валенки 48 36 30 24 24
' В особом поясе дополнительно выдают полушубок на 48 мес, меховые
рукавицы иа 24 мес. шапку-ушанку на 36 мес.
На наружных работах зимой газорезчику, газосварщику, мон-
тажнику конструкций, плотнику, огнеупорщику, слесарю-монтажни-
ку, такелажнику, трубокладчику, электросварщику дополнительно
выдают куртку и брюкн ватные и валенки, а грузчику — куртку и
брюки ватине на срок в зависимости от климатического пояса
(табл. 173).
Глава II. ПРИМЕРЫ ОРГАНИЗАЦИИ РАБОТ
ПО КЛАДКЕ ПЕЧЕЙ
Изложенные ниже методы организации работ по кладке некото-
рых промышленных печей не являются обязательными: они могут
быть использованы с учетом расположения транспортных путей,
путей подачи материалов и применяемого оборудования. Организа-
ция производства работ может изменяться в зависимости от осо-
бенностей строительной площадки, например от расположения
складов, растворных узлов и т. п.
1. Комплекс доменной печи
На рис. 136 показан стройгенплан при кладке комплекса домен-
ной печи объемом 3200 м3. Для хранения углеродистых, высокогли-
ноземистых, шамотных и динасовых изделий выделяют закрытый
механизированный склад огнеупоров площадью 4500—5000 м2. Для
хранения насадочных изделий и изделий из шамота марки ШБ вы-
деляют площадку открытого хранения площадью 2000 м3, оборудуе-
мую башенным или козловым краном.
Огнеупорные изделия со складов транспортируют на железнодо-
рожных платформах, раствор и засыпки — на автомашинах. Для
разгрузки платформ и машин у воздухонагревателей и печи предус-
матривается установка подвесных кран-балок. Огнеупорный раствор
приготовляют на растворном узле и подают на рабочие места в кон-
тейнерах. Кирпич и раствор на кладку дымовой трубы подают на
автомашинах н разгружают при помощи козлового крана.
Доменная печь. Работы по кладке доменной печи разделяются
на две зоны: первая — лещадь, горн, заплечники, распар и шахта до
зоны защитных сегментов; вторая — шахта в зоне защитных сегмен-
тов. Кладка первой зоны ведется в один ярус последовательно снизу
342
Рис. 136. Стройгенплан расположения сооружений и основных механизмов при кладке комплек-
са доменной печи объемом 3200 м3
1— доменная печь; 2—кран МПО-2; 3 — установка для подогрева углеродистой массы к пасты; 4 —моно-
рельс; 5-* башенный кран; 6 — консольный мостик с рольгангом; 7 — кольцевые монорельсы; 8 — кран-балки;
9— шахтный подъемник; 10— пылеуловитель; // — воздухонагреватели; 12— рольганги; 13 — дымовая
труба; 14 — узкоколейный путь; 15 — вагонетка; 16 — лебедочная станция; 17 — кран козловой
вверх. Кладка второй зоны выполняется до начала работ по первой
зоне параллельно с монтажом защитных сегментов. Кирпич для
кладки в зоне защитных сегментов подают башенным краном на ко-
лошниковую площадку, а к рабочим местам — узколеиточным кон-
вейером.
Рис. 137. Схема организации работ при кладке доменной печн в два
яруса
а — нижней части; 6 — верхней части; 1 — перекрытие; 2 — край МПО-2; 3 —
кольцевые монорельсы; 4 — консольный мостик с рольгангом; 5 — ось шлако-
вой летки; 6 — гидравлический шагающий механизм; 7 — подъемная площад-
ка; 8 — опора под мостик с рольгангом
По окончании работ во второй зоне под ней устанавливают пере-
крытие, к которому крепят полноповоротный кран МПО-2 и подъем-
ную площадку для кладки первой зоны (рис. 137). Графитированные
блоки внутрь печи подаются через отверстие в кожухе лещадн, пре-
дусмотренное для подачн плитовых холодильников. Блоки с автома-
шины (платформы) снимаются автокраном и по рольгангу, установ-
ленному в отверстии кожуха, подаются внутрь печи. Блоки, кнрпнч,
344
раствор, углеродистая паста и масса для кладки последующих эле-
ментов печи подаются через шлаковую летку, а при отсутствии ее —
через специально вырезаемое отверстие в кожухе. Поддоны с кирпи-
чом, блоки, раствор и засыпки в контейнерах снимаются соответству-
ющим механизмом (кран-балкой, козловым краном, электроталью,
на монорельсе и т. п.) с платформы (автомашины) н устанавливаются
на рольганг, проходящий через шлаковую летку (отверстие в кожу-
хе) (см. рис. 137).
По рольгангу поддоны и контейнеры транспортируют внутрь пе-
чи на консольный мостик, а затем краном МПО-2 или электроталями
на кольцевом монорельсе—к месту укладки. Установку для подогре-
ва углеродистой массы и пасты обычно монтируют на рабочей пло-
щадке литейного двора вблизи шлаковой леткн. Подогретые массу
и пасту подают к рабочим местам по пути подачи огнеупорных ма-
териалов.
Кладку нижней части горна производят с лещади. После окон-
чания кладки осуществляют сборку и подвеску подъемной площадки,
для чего консольный мостик с рольгангом внутри печи временно де-
монтируют; одновременно демонтируют и кольцевые монорельсы.
После подвески площадки вновь монтируют консольный мостик с
рольгангом. При этом для обеспечения возможности подачи материа-
лов краном МПО-2 через центральное отверстие подъемной площадки
консольный мостик с рольгангом удлиняют. Для закрепления удли-
ненной части мостика на лещадь устанавливают временную опору.
Кладку верхней части горна, заплечиков, распара и шахты произво-
дят с подъемной площадки.
Площадку поднимают при помощи гидравлического шагающего
механизма. Вход рабочих внутрь печи предусматривается через чу-
гунную летку; подъем (спуск) рабочих иа подвесную площадку — по
секционным лестницам, закрепляемым на плитовых периферийных хо-
лодильниках.
При необходимости форсировать работы кладку доменной печи
иногда ведут в три яруса (рнс. 138): первый ярус — лещадь, горн
и заплечики; второй — распар и шахта до зоны защитных сегментов;
третий — зона защитных сегментов. При этом на уровне верха запле-
чиков устанавливают дополнительное защитное перекрытие, к кото-
рому крепят кольцевой монорельс и двойную полноповоротную кран-
балку, обеспечивающие монтаж углеродистых блоков и подачу паке-
тов с материалами на кладку первого яруса. Горн и заплечики
кладут с инвентарных стоечных лесов. Кладку шахты осуществляют
с подъемной площадки. Материалы на нее подают при помощи шах-
топодъемника, установленного на защитном перекрытии, илн краном
МПО-2 через прорезаемое в шахте отверстие.
По окончании кладки шахты с опущенной площадки закладыва-
ют проем в шахте, разбирают и удаляют механизмы и устройства,
находящиеся внутри печи, опускают на лещадь и демонтируют подъ-
емную площадку.
Воздухонагреватели. При кладке воздухонагревателей со встро-
енной камерой горения пакеты с огнеупорами снимают кран-балками
с железнодорожных платформ или автомашин и устанавливают на
приводной рольганг, подающий их внутрь камеры горения (рис. 139).
Затем пакеты при помощи автоматического захвата и краиа МПО-2
поднимают внутри камеры горения и устанавливают на рабочее мес-
то. Кладку воздухонагревателя ведут в один ярус: сначала выклады-
вают иа высоту 1,25—1,5 м стены камеры насадки и камеру горения,
затем на эту же высоту укладывают насадку, перекрывают ее для
345
9И>
Рис. 139. Схема органи-
зации работ при кладке
воздухонагревателей со
встроенной камерой го-
рения
/ — камера горения; 2 —эс-
такада; 3 — кран-балка; 4 —
пакеты с огнеупорами; 5 —
железнодорожная платфор-
ма; 6 — захват; 7 —привод-
ной рольганг; 8—-автомати-
ческий захват; 3 — насадка;
/О —кран МПО-2; // — воз-
духонагреватель; /2— шаб-
лон
предохранения от засорения фанерой или кровельным железом и с
иасадкн снова поднимают стены иа 1,25—1,5 м. Кладку купола ведут
с лесов. Изоляционный слой торкрет-бетона лучше всего наносить на
купол внизу на земле с последующим монтажом уже заторкретиро-
ванного купола. Огнеупоры для кладки купола частично накаплива-
ют на выложенной насадке, после чего кран МПО-2 демонтируют.
Остальной огнеупор подают башенным краном на купольную пло-
Рис. 138. Схема организации работ при кладке доменной печи в три
яруса
1 — защитное перекрытие по заплечикам; 2 — двойная полноповоротная кран-
балка; 3 — кольцевой монорельс; 4 —подъемная площадка; 5 — перекрытие по
защитным сегментам; 6 — шахтоподъемник; 7 — защитное перекрытие; 8 —
консольный мостик с рольгангом; 9—ось шлаковой летки
347
щадку и оттуда узколенточным конвейером на рабочее место. Кладку
камеры горения ведут по шаблону, одновременно являющемуся за-
щитным перекрытием.
Для кладки воздухонагревателей с выносной камерой горения
(рис. 140) на кладку камеры насадки материал подают двухстоечным
подъемником на уровень одного из трех вырезанных в кожухе отвер-
стий, затем по рольгангу — на вагонетку с роликами, вагонеткой —
на консольный мостик внутрь воздухонагревателя и краном МПО-2 —
Рис. 140. Схема организации работ при кладке воздухонагревателей
с выносной камерой горения
/ — шахтоподъемник; 2 — монорельс с электроталями; 3 —захваты с пакетом;
4 —вагонетка; 5, 9 — рольганги; 6 — двухстоечный подъемник; 7 —кран-бал-
ка; 8 — железнодорожная платформа; 10 — кран МПО-2; // — консольный
мостик
на рабочее место; на кладку камеры горения материал подают по
рольгангу в клеть шахтоподъемника, подающего пакеты на отметку
рабочей площадки подъемной головки подъемника. Кладку камеры
насадки ведут в один ярус аналогично кладке воздухонагревателя со
встроенной камерой горения; кладку камеры горения — с рабочей
площадки подъемной головки шахтоподъемника.
При кладке верхней части купола пакеты подают двухстоечным
подъемником на рольганг, расположенный на отметке верхнего от-
верстия в кожухе камеры насадки, и отсюда электроталью, передви-
гающейся по монорельсу, через люк в куполе — внутрь воздухонагре-
348
Рис. 141. Схема организации
работ при футеровке пылеуло-
вителя
] — монорельс; 2 — подвесная пло-
щадка на талях; <3 —конвейер; 4 —
пакет кирпича на поддоне; 5 —
электроталь; 6 — автомашина
вателя. Кладка купола ведет-
ся с лесов по опалубке. Кожух
камеры горения и высокотем-
пературную зону камеры на-
садки торкретируют участками
с опережением кладки стен иа
2—2,5 м. Кожух купола тор-
кретируют предварительно на
земле либо до начала кладки
купола.
Прямой и кольцевой возду-
хопровод горячего дутья. Ма-
териалы для кладки подают
как со стороны воздухонагре-
вателей, так и со стороны до-
менной печи. В первом случае
пакеты кирпича снимают с же-
лезнодорожных платформ мо-
стовым краном здания возду-
хонагревателей или тельфером
на монорельсе и подают непо-
средственно к люкам, вырезан-
ным в кожухе воздухопровода.
При подаче материалов с по-
мощью тельфера на монорель-
се необходимо устраивать до-
полнительно площадки для
приема пакетов. Вдоль возду-
хопровода кирпич подают узколенточными конвейерами. Со стороны
доменной печи кирпич подают конвейером.
Пылеуловители. Футеровку пылеуловителя (рис. 141) произво-
дят с площадки, подвешиваемой к верхнему конусу пылеуловителя.
Материалы подают шахтным подъемником, устанавливаемым внутри
пылеуловителя. Внутреннюю трубу пылеуловителя футеруют с реш-
товок на пальцах. Элементы свечей и подсвечников футеруют на зем-
ле до подъема.
Нисходящие газопроводы футеруют смонтированными в проект-
ном положении. Футеровка выполняется с рештовок на пальцах, мон-
тируемых заблаговременно на земле. Материалы подают как со сто-
роны пылеуловителя, так и через люки у балансирных площадок. Кир-
пич доставляют по узколенточным конвейерам, устанавливаемым
внутри газопровода. На балансирные площадки кирпич подают ба-
шенным краном.
В последнее время футеровку газоотводов и пылеуловителя
производят методом торкретирования.
Продолжительность основных работ по кладке комплекса домен-
ной печи объемом 3200 ма и ее вспомогательных устройств 219 рабо-
349
чих дней. При трехсменной работе максимальное число рабочих в
сутки 240, в том числе огнеупорщиков 108. Общий расход рабочего
времени с учетом перевыполнения норм 25 575 чел.-дней. Установоч-
ная мощность механизмов 317 кВт.
2. Мартеновские печи
Новое строительство мартеновских печей в настоящее время поч-
ти прекращено, так как для выплавки стали в основном строят кон-
верторные или электросталеплавильные печн. В связи с этим кладку
мартеновских печей производят главным образом при ремонтах и ре-
Рис. 142. Схема подачи материалов при кладке нижней части мар-
теновской печи
1— U-образный монорельс; 2—пакеты кирпича; 3 — электроталь грузоподъ-
емностью 2 т с кабиной; 4 — автопогрузчик; 5 — железнодорожная платформа;
6 — кольцевой монорельс; 7 —рольганг; 8 — площадка; 9 — магистральный
растворопровод
конструкции существующих мартеновских печей. При этом пользуют-
ся постоянной цеховой механизацией, весьма разнообразной в разных
цехах. Однако во всех цехах при механизации работ предусматри-
вается транспортирование огнеупоров в пакетах.
Ниже приведено описание организации и механизации работ при
строительстве мартеновской печи вместимостью 600 т в соответствии
с типовым проектом производства работ по строительству мартенов-
ских печей, также предусматривающее подачу огнеупоров в пакетах.
350
Огнеупорные изделия с центрального склада перевозят к строя-
щейся печи иа железнодорожных платформах. Раствор готовят иа
центральном узле и доставляют к месту работ на бортовых автома-
шинах в контейнерах или подают раствороиасосами по растворопро-
водам. Контейнеры с раствором подают по тракту подачи пакетов с
огнеупорами.
На рис. 142 и 143 приведены схемы подачи огнеупорных изделий
при кладке иижней (с двумя парами регенераторов) и верхней части
мартеновской печи. Для кладки боровов, шлаковиков и регенераторов
железнодорожные платформы с пакетами огнеупорных изделий пода-
ют иа хозяйственный путь под рабочей площадкой или на путь, про-
Рнс. 143. Схема подачи материалов при кладке верхней части мар-
теновской печи и сводов регенераторов и шлаковиков
а — подача кирпича для верхнего строения печи; б — подача кирпича для
кладки сводов шлаковиков и регенераторов; I — подмости; 2 — пакеты кирпи-
ча; 3 — автопогрузчик; 4 — рабочая площадка; 5 — установка кружал; 6 —
узколенточные конаейеры; 7 — консольный монорельс с электроталью
ходящий снаружи цеха за дымовой трубой. На внешний путь подают
также материалы для кладки верхнего строения печи и кирпич для
кладки дымовой трубы. Для подачи пакетов с огнеупорными изделия-
ми и контейнеров с раствором к рабочим местам запроектированы
три монорельса с электротельферами: одни кольцевой для подачи па-
кетов иа кладку боровов и два U-образных для подачн пакетов на
кладку шлаковиков и регенераторов. При кладке печей с одной парой
регенераторов U-образиые монорельсы заменяют прямыми. При от-
сутствии хозяйственного пути кольцевой монорельс служит также для
подачи пакетов внутрь цеха к U-образным монорельсам. В этом слу-
чае для передачи пакетов от кольцевого монорельса к U-образным
устанавливают рольганг.
Монорельсы крепят в здании цеха к конструкциям рабочей пло-
щадки, а вне цеха к специально устанавливаемым опорам. Пакеты с
платформ снимают автопогрузчиком и подают под монорельсы. Здесь с
помощью траверсы с двумя корзиночными захватами поднимают по
два пакета тельфером и развозят по рабочим местам.
351
Стены регенераторов возводят с насадки, которую укладывают
с некоторым отставанием от стен. Чтобы предохранить насадку от
засорения во время кладки стен, ее закрывают деревянными щитами.
Стены шлаковиков кладут с выдвижных подмостей. Пакеты с кирпи-
чом устанавливают на насадку нлн подмости. Чтобы переваль-
ная стена не мешала подаче пакетов, ее выкладывают по окончании
кладки стен шлаковиков. Выполнив кладку стен до уровня пят сво-
дов, завозят в регенераторы кирпич, необходимый для окончания
кладки насадки, и демонтируют монорельсы.
Для кладки верхнего строения печи, а также сводов шлаковиков
и регенераторов и стен вертикальных каналов пакеты с огнеупорами
подают на железнодорожных платформах на рабочую площадку на
пути шихтового открылка или на те же пути, что и для нижнего
строения печи. В первом случае пакеты снимают с платформ тель-
фером и подают на кладку печи или складируют на рабочей площад-
ке. Во втором случае пакеты подают на рабочую площадку грузовым
шахтоподъемником, предусмотренным в проекте цеха, либо консоль-
ным монорельсом, монтируемым на рабочей площадке. Далее изделия
для кладки сводов регенераторов и шлаковиков, а также стен верти-
кальных каналов подают с рабочей площадки через отверстия для
вертикальных каналов или через специально оставляемые в рабочей
площадке отверстия с помощью узколенточных конвейеров.
Раствор для кладки нижнего строения печи и боровов подают в
контейнерах на рабочие места либо контейнеры устанавливают на
рабочей площадке и подают раствор в расходные ящики огнеупорщи-
ков гибкими шлангами. Чтобы не провозить пакеты с кирпичом над
головами людей, кладку следует вести захватками. Такими захват-
ками при кладке шлаковиков и регенераторов являются правые или
левые шлаковикн и регенераторы. В то время как кладку ведут на
одной захватке, иа другую доставляют пакеты. Разгрузку платформ,
подачу пакетов в клеть шахтоподъемника или под консольный моно-
рельс, а также подачу пакетов к печн осуществляют автопогрузчика-
ми. У печн монтируют подмости высотой 3 м, на которые устанавли-
вают пакеты с огнеупорными изделиями. Далее к рабочим местам
кирпич подают поштучно узколенточными конвейерами. Порошок для
засыпки швов при кладке рабочего пространства подают в контейне-
рах по тракту подачи пакетов с огнеупорами.
В зимнее время кладку нижнего строения печи и боровов ведут
в тепляках, собираемых из инвентарных элементов — металлических
стоек и балок и деревянных двухслойных щитов с минераловатным
утеплением. Над боровами перекрытие устанавливают в виде
двускатного шатра. Стены шлаковиков и регенераторов утепляют
щитами, устанавливаемыми до уровня рабочей площадки. Так как
кладка рабочего пространства выполняется насухо, ее ведут без
тепляка. Небольшое количество выстилки из шамотного кирпича вы-
полняют, утепляя рабочие места и обогревая их электровоздухона-
гревателями.
Кирпич подогревают на рабочих местах или в тепляках, смонти-
рованном на складе огнеупоров. Подогретый кирпич перевозят в
утепленных контейнерах. Тепляки и растворный узел обогревают ка-
лориферами. Для прохода тельфера с пакетами в регенераторы в
тепляках оставляют проемы, закрываемые брезентовыми шторами.
Для удаления конденсата в котловане боровов устанавливают стан-
цию перекачки конденсата. Расход пара давлением 0,3—0,4 МПа
[3—4 кгс/см2] при установке семи-восьми калориферов составляет
352
около 0,7 т/ч. Установленная мощность механизмов прн кладке печи,
боровов, котла-утилизатора и дымовой трубы составляет 106 кВт;
потребляемая мощность, включая 10 кВт, на освещение, — 85 кВт.
Продолжительность работ по кладке мартеновской печн вмести-
мостью 600 т (с одной парой регенераторов) с боровами и дымовой
трубой 166 рабочих дней, из них по кладке собственно печи 86 рабо-
чих дней. При двухсменной работе максимальное число рабочих
136 человек, в том числе 72 огнеупорщика.
3. Сталеплавильный конвертор
При организации работ по футеровке конверторов обычно ис-
пользуют эксплуатационные устройства и приспособления, предназна-
ченные для ремонтов футеровки. Огнеупорные изделия, массу для
набивки и порошки завозят в цех на поддонах или в контейнерах
железнодорожными платформами илн автомашинами и подают элек-
тропогрузчиками в клеть грузового лифта, доставляющего нх на не-
обходимую отметку.
Далее для кладки футеровки глуходонных конверторов нсполо-
зуют футеровочную машину кранового устройства с телескопической
площадкой. Машину подают по крановым путям и устанавливают над
горловиной конвертора. Телескопическая рабочая площадка сначала
опускается вниз, а затем по мере роста футеровки постепенно подни-
мается вверх.
Для футеровки конверторов со съемным днищем используют те-
лескопический подъемник, устанавливаемый под конвертором (пос-
ле удаления днища). Обе машины снабжены устройством для подачи
пакетов или контейнеров на рабочую площадку, с которой ведется
кладка футеровки. У конверторов со съемным днищем последнее фу-
теруется отдельно, для чего устанавливается вблизи конвертора на
одном из стендов. Прн работе в трн смены, в каждой из которых за-
нято восемь огнеупорщиков и шесть подсобных рабочих, футеровка
конвертора вместимостью 300 т занимает 30 рабочих суток.
4. Миксер
На рнс. 144 показана схема организации работ при футеровке
миксера вместимостью 2500 т. Огнеупорные материалы и изделия
подают в цех в пакетах и контейнерах железнодорожными платфор-
мами. С платформ пакеты снимают н подают внутрь через заливоч-
ное отверстие миксера универсальным козловым краном, передвига-
ющимся по путям, смонтированным на верхней площадке миксера.
Чтобы кран мог брать пакеты непосредственно с железнодорожной
платформы, его консоль удлиняют до 4,8 м. Кладку миксера ведут с
инвентарных стоечных лесов.
По правилам техники безопасности перед началом футеровочных
работ механизм наклона миксера должен быть обесточен. При работе
в три смены, в каждой из которых заняты девять огнеупорщиков н
четыре подсобных рабочих, футеровка миксера занимает 30 дней.
23—351
353
Рис. 144. Схема подачи материалов при кладке миксера
/ — миксер; 2 — козловой кран; 3 — захват с пакетом огнеупоров; 4 — желез-
нодорожные платформы
5. Нагревательные печи и колодцы
При организации работ по кладке методической нагревательной
печи мелкосортного стана 250 в первую очередь выполняют кладку
боровов. Для кладки рекуператоров, пода и нижней части стен рабо-
чего пространства печи (рис. 145) пакеты огнеупорных изделий, а
также бачки с шамотно-бокситовым раствором подвозят автопогруз-
чиком и внутрь печи подают с помощью тельфера по монорельсу.
К рабочим местам изделия доставляют узколенточным конвейером
354
co
А-Д
Рис. 145. Схема организации работ по кладке керамического рекуператора методической печи
/ — узколенточные конвейеры; 2 — выталкиватель заготовок; <7— автопогрузчик; 4 —станок для резки кирпича, 5
пакеты огнеупорных изделий; 6 —~ электроталь; 7 — контейнеры с раствором на поддонах; 8 — втаскивающий роль*
анг печн; 9— монорельс; /0—подвесное защитное перекрытие; 11— направляющие шахты для опускания пакетов
А-А
Рис. 146. Схема организации работ по кладке пода и нижней части стен (а) и верхней
части стен и свода (б) методической печи
/ — монорельс; 2 — узколенточные конвейеры; 3 — опоры под конвейер; 4— электроталь; 5 — роль-
ганг; 6 — автопогрузчики; 7 — пакет кирпича
(шириной 200 мм). По окончании кладки низа печи монорельс де-
монтируют, по поду устраивают деревянные подмости, на которых
монтируют узколенточные конвейеры и рольганг. Пакеты кирпича
устанавливают автопогрузчиком на рольганг и далее передают к ра-
бочим местам узколенточными конвейерами (рис. 146). По окончании
кладки нижней части рабочего пространства рольганг с подмостей
переставляют на площадку, устраиваемую на несущих балках кар-
каса печи. Чтобы автопогрузчик мог устанавливать пакеты кирпича
на рольганг, устраивают деревянную эстакаду.
Кладку подвесного свода выполняют без опалубки, навешивая
кирпич на специальные подвески. К газовоздухопроводам кирпич по-
дают узколеиточными конвейерами. Шамотный раствор транспорти-
руют из растворного узла по растворопроводу к рабочим местам.
Кладку ведут в две смены. На кладке керамического рекуператора
и нижней части печи работают по 15 огнеупорщиков в смену, на клад-
ке верхней части печи — по восемь огнеупорщиков в смену.
При строительстве нагревательных колодцев можно самостоя-
тельно вести кладку боровов и колодцев. Работу по кладке самих
колодцев ведут последовательно: выкладывают сначала борова под
рекуператорами, затем рекуператоры и, наконец, рабочее пространст-
во колодцев. Крышки футеруют на стороне. На кладке боровов, реку-
ператоров и рабочего пространства работают по восемь огнеупорщи-
ков в смену, на кладке крышек — четыре огнеупорщика в смену.
Огнеупорные изделия и обыкновенный глиняный кирпич па
кладку колодцев, рекуператоров и боровов под ними доставляют с
центрального склада в пакетах на железнодорожных платформах на
путь, проходящий вдоль фронта колодцев. С железнодорожной плат-
формы пакеты с материалами разгружают и подают на рабочие мес-
та самоходным козловым краном с консолью грузоподъемностью 3 т,
установленным на путях напольной машины для съема крышек ко-
лодцев. На кладку участков боровов от колодцев к трубе материала
подают с центрального склада на автомашинах со стороны дымовой
трубы. При наличии смонтированного в пролете над боровами и над
рабочей площадкой мостового крана подачу пакетов организуют че-
рез оставляемые в настиле площадки отверстия. Раствор готовят на
центральном растворном узле и подают в цех в контейнерах, уста-
навливаемых козловым краном на рабочую площадку. Отсюда раст-
вор по гибким шлангам подают в расходные ящики огнеупорщиков.
Общая продолжительность работ при двухсменной работе составля-
ет 45 рабочих дней, из них на кладке боровов— 15, рекуператоров —
16, рабочего пространства — 8 и крышек — 6 дней.
При кладке кольцевой нагревательной печи с вращающимся по-
дом приобъектный склад огнеупорных изделий и растворный узел
располагают в пределах цеха вдоль железнодорожного пути (рис.
147).
Площадь склада должна быть рассчитана на размещение 70%
требующихся огнеупорных изделий. Растворный узел оборудуют дву-
мя растворосмесителями вместимостью 40 л для огнеупорного и диа-
томитового раствора, двумя растворонасосами, шнековыми питателя-
ми и бункерами для сыпучих материалов. Кирпич подают к рабочим
местам ленточными конвейерами, растворы — по растворопроводам в
баки, из которых по гибким шлангам они поступают в расходные
ящики огнеупорщиков.
Кладка внешних и внутренних боровов должна быть закончена
до начала монтажа каркаса печи. К кладке самой печи разрешается
357
приступить после полного окончания монтажа каркаса печи, пода
(включая песочные затворы), приборов сжигания и механизма вра-
щения пода при наличии фактических геодезических схем каркаса
печи, пода и установки горелок-форсунок с основными размерами и
отметками. Приборы сжигания должны быть точно отцентрированы,
так как по ним выкладывают горелочные отверстия. Перед началом
Рис. 147. Схема подачи материалов при кладке нагревательной печи
с вращающимся подом
а — при кладке внутренних н внешних боровов; б — при кладке печн; 1 — ды-
моотборы; 2— растворопроводы; 2— растворный узел; 4 — расходные баки для
раствора; 5— ленточные конвейеры; 6 — склад кирпича; 7 — железнодорож-
ный путь; 8 — эстакада под конвейер; 9— желоба; 10 — рольганг
358
кладки пода опробуют механизм вращения пода и проверяют зазоры
песочных затворов. Кирпич для кладки пода и свода подают по ма-
гистральному ленточному конвейеру, расположенному на временной
эстакаде, и далее по желобам. После набора подвесного свода для
окончания кладки пода внутри печи и кладки перегородок кирпич
подают с магистрального конвейера на промежуточную площадку
по узколенточному конвейеру через окно в стене внутрь печи. Для
кладки верхней части стен и набора подвесного свода устанавливают
инвентарные подмости. Дымоотборы выкладывают с переставных
подмостей на пальцах.
6. Ваииая стекловаренная печь для прокатки стекла
Монтаж и кладку печи и боровов проводит одна организация
по совмещенному графику. Все огнеупорные изделия и металлокон-
струкции завозят на склады завода; площадь склада огнеупоров
около 500 м2, металлоконструкций — 800 м2.
К цеху огнеупоры подвозят со склада автотранспортом в паке-
тах массой 0,6—2 т, обыкновенный глиняный кирпич — на поддонах
массой до 0,75 т. Сложный раствор (от растворного завода) и огне-
упорный (от растворного узла) доставляют в контейнерах иа авто-
машинах; промежуточные склады устраивают рядом с цехом; пакеты
и контейнеры разгружают автокраном или автопогрузчиком.
Для удобства ведения монтажных и кладочных работ, правиль-
ного соблюдения их последовательности и целесообразного исполь-
зования механизмов работы разбивают на четыре этапа.
Первый, этап — монтаж каркасов регенераторов, кладка стеи ре-
генераторов до отметки 2,3 м, кладка насадки наружных боровов и
наружных рядов столбов, поддерживающих варочную часть рабо-
чего пространства печи (рис. 148).
Второй этап — кладка внутренних боровов и внутренних рядов
столбов, монтаж раскрепляющих столбы балок, кладка столбов сту-
дочной части печи, кладка горелок и студочной части печи, кладка
главного свода (рис. 149). Основными механизмами при монтаже
н кладке являются две кран-балки грузоподъемностью 2 т каждая,
предусмотренные в проекте здания печи, два автопогрузчика и трех-
тонный автокран, с помощью которого с автомашин разгружают
пакеты кирпича и контейнеры с раствором. В первом и втором эта-
пах используют эти механизмы. С помощью кран-балок пакеты ста-
вят на подмости, с которых ведут кладку.
В третьем этапе при кладке боровов используют электроталь на
монорельсе, а при кладке верха регенераторов — электропогрузчики,
оборудованные боковыми сталкивателями.
В четвертом этапе кладку дна и стен печи обслуживают в ос-
новном электропогрузчиками. Два электропогрузчика транспортиру-
ют брусья внутрь печи и пакеты с изделиями для кладки горелок.
Внутри печи брусья транспортируют также домкратными тележками.
Для повышения эффективности работы кран-балок и уменьшения их
пробега две крайние нитки подкрановых путей удлиняют и выводят
за стены цеха. На этих путях монтируют электротали грузоподъемно-
стью 2 т. С их помощью пакеты кирпича и металлоконструкции заби-
рают за пределами цеха и подвозят внутрь рабочей зоны. Общая
продолжительность монтажа и кладки печи, включая борова, 115 ра-
359
A-A
Рис. 148. Схема транспортирования материалов при кладке регене-
раторов до отметки 2,3 м и прилегающих к ним боровов стекловарен-
ной ванной печи
/ — кран-балка грузоподъемностью 2 т; 2 — ось монорельса; 3 — электроталь;
4— автопогрузчик; 5 — контейнеры с раствором; 6 — пакет кирпича; 7 — ин-
вентарные леса
360
бочих дней. Максимальное число занятых монтажников 18, огнеупор-
щиков 60, подсобных рабочих 12, мотористов (машинистов) 8.
На время производства работ около цеха устанавливают инвен-
тарные передвижные будки, конторку производителя работ и кладо-
вую для мелких материалов и инструмента.
Рис. 149. Схема транспортирования материалов при кладке горелок,
дна, стеи и сводов верхнего строения стекловаренной печи
1 — кран-балки грузоподъемностью 2 т; 2 — кружала и опалубка свода; 3 —
промежуточные склады огнеупоров; 4— монорельс с электроталью ТЭ2-531;
5 — автомашина с огнеупорами; 6 — автокран грузоподъемностью 3 т; 7 —
контейнеры для раствора; 8 — электропогрузчик (кружала и опалубка показа-
ны условно не по всей длине свода)
7. Туннельная печь
Приобъектный склад материалов располагают вдоль линии же-
лезной дороги, проходящей около цеха, в которой расположена тун-
нельная печь. Отсюда огнеупорные изделия, обыкновенный глиняный
и изоляционный кирпич в пакетах на поддонах доставляют автопо-
грузчиком к печи в зону действия козлового крана. Козловый кран
устанавливают на путях, проходящих по сторонам печи и сушила.
Кран оборудован электроталью грузоподъемностью 2 т. Пакеты с ма-
териалами подают краном непосредственно на рабочие места (рис.
150).
Раствор готовят в инвентарном передвижном растворном узле
361
Рис. 150. Стройгенплан организации работ по кладке туннельной печи
I — сушило; II— туннельная печь; 1— козловой кран; 2 — автопогрузчик; 3 —растворный узел; 4— шаблон
на вагонетке; 5 — подмости на вагонетках, с которых ведется кладка; 6 — пакеты кирпича; 7 —контейнеры с
раствором; 3 — ящнкн с раствором; 9 — место футеровок вагонеток; /0 —лафетный путь; // — пути козлового
крана; 12 железнодорожные вагоны; 13— контейнеры с мертелем; 14 — приобъектный склад огнеупоров; 15 —
станок для резки кирпича; 15 — аафутерованные вагонетки
и растворонасосом подают в расходные ящики, установленные по Иё-
скольку штук на поддон, расположенный в зоне действия крана.
Кран подает поддоны иа рабочие места. Сложный раствор в контей-
нерах доставляют под кран с растворного узла общестроительной ор-
ганизации и далее краном на рабочее место. Для производства работ
сушило разбивают на два участка, а туннельную печь —на семь
(границами участков служат температурные швы). Кладку ведут од-
новременно на двух участках—на одном кладут стены, а на втором,
где стены уже выложены, — свод. Кладку сводов ведут по передвиж-
ной опалубке. На кладку печи и сушила ставят 16 огнеупорщиков в
смену. Вагонетки футеруют на обгонном пути, передвигая их по мере
окончания кладки подов приводной лебедкой. Кладку подов ваго-
неток выполняют шесть огнеупорщиков в смену.
8. Вращающаяся печь цементной промышленности
В качестве склада для огнеупорных изделий используют блок
ремонтных цехов и складов. Пакеты с огнеупорным кирпичом шта-
белируют в два ряда по высоте на заранее размеченных участках
склада. Обыкновенный глиняный кирпич подвозят на автомашинах и
складывают непосредственно у объектов. С приобъектного склада к
объектам пакеты кирпича и другие материалы доставляют автопо-
грузчиком. Для приготовления раствора используют передвижной
растворный узел. В типовом проекте предусмотрена пакетная подача
огнеупоров в печь непосредственно на рабочие места электропогруз-
чиком. Такой способ подачи огнеупоров применяется только при без-
распорном креплении футеровки. В качестве приспособления для
кладки футеровки используют легкие переставные подмости.
Всю печь разбивают на три участка. Футеровку ведут в направ-
лении от холодного конца печи к горячему. На каждом участке фу-
теровку выполняют последовательно за восемь этапов работы
(рис. 151).
На первом этапе подлески устанавливают на кожух в шахматном
порядке, выполняют кладку полосы шириной 1500 мм и между под-
лесками. После этого (второй этап) подлески переставляют на уло-
женную футеровку н устанавливают с обеих сторон, с них выполняют
футеровку на высоту 1500 мм и устанавливают безраспорочные креп-
ления, которые описаны в гл. VII четвертого раздела. Затем произ-
водят первый поворот печи (четвертый этап). Во время поворотов
подлески остаются в печи. После первого поворота кладка футеровки
ведется только с одной стороны. Повороты (пятый — восьмой этапы)
производят так, чтобы после поворота между обрезом зафутерован-
иой части и вертикальной осью печи был угол не менее 50°, что обес-
печивает безопасное ведение работ. Во время футеровки каждого
участка производят пять поворотов печи. Переход с одного участка
футеровки на другой разрешается после полного окончания огнеупор-
ных работ на предыдущем участке.
Чтобы обеспечить проезд электропогрузчика, теплообменник сле-
дует монтировать после окончания футеровки. В цепной зоне для
проезда электропогрузчика необходимо устроить деревянный настил,
который разбирают по мере выполнения футеровки. Поскольку на
повороты печи требуется мало времени и их можно производить во
время различных перерывов, работу можно организовать не с пятью,
а с большим числом основных поворотов. В этом случае кладку мож-
но вести на наиболее удобной для огнеупорщиков высоте.
363
Для разворотов электропогрузчика, который берет пакеты, и за-
езда в печь у горячего конца печи устраивают временную рабочую
площадку (рис. 152). На ней устанавливают зарядную станцию для
подзарядки аккумуляторных батарей электропогрузчика, станки для
резки кирпича и заточки кирочек, сварочный аппарат, понижающий
трансформатор и два прожектора. Около рабочей площадки иа земле
размещают передвижной растворный узел.
Рнс. 151. Этапы футеровки вращающейся печи
/ — подлески; 2 — пакеты с изделиями; 3 — упорная пластинка; -/—крепление
футеровки
Раствор по растворопроводу подают па рабочую площадку и
разливают в ящики, которые электропогрузчик подает на рабочее
место. Пакеты кирпича, подвезенные со склада автопогрузчиком или
автомашиной, подают на рабочую площадку эксплуатационной цехо-
вой кран-балкой или электроталью на монорельсе. Чтобы электропо-
грузчик мог устанавливать пакеты на подлески, стоящие в стороне,
он оборудуется боковым сталкпвателем.
364
Освещение внутри печи низковольтное (12 В). Связь рабочих
внутри печи с рабочими на площадке у горячего конца и мотористом
осуществляется с помощью громкоговорящей установки. Если к на-
чалу работ по футеровке постоянное железобетонное перекрытие у
горячего конца печи смонтировано, то все оборудование может быть
расположено на перекрытии и надобность в устройстве временной ра-
бочей площадки отпадает.
Вид Я
Рис. 152. Временная рабочая площадка у горячего конца вращаю-
щейся печи
1 — передвижной растворный узел; 2 — растворопровод; 3 — пандус для про-
езда электропогрузчика с уклоном 8°; 4 — ось печи; 5 — прожектор; 6 — ось
шахты холодильника; 7— распределительный силовой шкаф; 8— зарядная
станция; 9 — поддон с ящиками для раствора; 10 — станок для резки кирпи-
ча; 11 — электропогрузчик; 12— пакеты кирпича; 13 — понижающий трансфор-
матор; 14— сварочный аппарат
Откатную головку футеруют внизу (на земле). Пакеты кирпича
доставляют к ней автопогрузчиком. Коническую часть пыльной каме-
ры футеруют с рештовки на пальцах, прямую часть — с подвесной
площадки, которая подвешивается за балки, уложенные на металло-
конструкции пыльной камеры. Площадку поднимают четырьмя руч-
ными талями грузоподъемностью 3 т каждая. Плиты перекрытия
пыльной камеры укладывают после окончания футеровки. На пло-
щадку пакеты поднимают в клети грузоподъемностью 0,6 т с помо-
щью электролебедки.
При производстве работ в зимнее время кирпич подогревают до
положительной температуры. Пакеты кирпича подогревают в тепля-
ке, расположенном вдоль путей кран-балки.
Тепляк обогревают паровыми калориферами. В тепляке устанав-
ливают два механизированных рольганга с выходом их из тепляка
с обеих сторон. Пакеты кирпича устанавливают на рольганги и сни-
мают с них кран-балкой. Постепенно продвигаясь по рольгангу через
тепляк, кирпич нагревается. Для футеровки вращающейся печи и
кладки холодильника пакеты подают кран-балкой в тепляк на рабо-
чей площадке у горячего конца печи.
365
Рис. 153. Схема организации работ по футеровке циклонных тепло-
обменников и газоходов
/ — узкоколейный путь; 2 — циклонные теплообменники; 3 — газоход; 4 —
электроталь; 5 *-монорельс; 6 — вагонетка с пакетом огнеупоров; 7 —под-
весные площадки; 3 —холодный конец печи; 9 — шахтоподъемник; 10 —
электрокалорифер
366
Воадух внутри печи подогревают паровым калорифером. Для
уменьшения потерь тепла через кожух печь снаружи покрывают теп-
лоизоляционным материалом. В зимнее время всю печь разбивают не
иа три, а на пять участков работ. Футеровку ведут в направлении от
горячего конца печи к холодному. Длина каждого участка должна
быть не более 40 м. Утепленная часть печи отделяется от неутеплен-
ной перегородкой из теплоизоляционного материала.
Раствор приготовляют в утепленном передвижном растворном
узле, оборудованном растворосмесителем и растворонасосом. Раствор
по утепленному растворопроводу подают на рабочую площадку и
разливают в ящнкн, которые электропогрузчиком доставляют на ра-
бочие места. На рабочей площадке устраивают тепляк. Пакеты кир-
пича из тепляка, расположенного внизу, подают на рабочую пло-
щадку кран-балкой и устанавливают на неприводной рольганг, но
которому их закатывают внутрь тепляка, расположенного на пло-
щадке.
Работы по футеровке откатных головок и холодильников произ-
водят в одну смену, по всем остальным объектам — в две смены. На
футеровке вращающейся печи максимально занято 38 огнеупорщиков.
Продолжительность основных работ по футеровке вращающейся пе-
чи составляет 20 дней. Установочная мощность механизмов 52 кВт.
При сухом методе производства цемента схема организации ог-
неупорных работ отличается тем, что вместо пыльной камеры фу-
теруются циклонные теплообменники и газоходы. Схема работ по
футеровке самой печи остается без изменения.
Для подачи материалов на футеровку теплообменников у холод-
ного конца печи монтируют шахтный подъемник (рис. 153). На ва-
гонетку шахтоподъемника на нулевой отметке пакет с огнеупорами
подают автопогрузчиком или снимают с автомашины и устанавлива-
ют на вагонетку электроталью, передвигающейся по монорельсу,
смонтированному на отметке +9,6 м. Вагонетку подают в клеть подъ-
емника и поднимают на отметку 15,6; 24,4; 30,85; 38,05 или 48,25.
Здесь вагонетку выкатывают из клети подъемника п подают по уз-
коколейному пути под соответствующую электроталь на моно-
рельсе, которой снимают пакет с вагонетки, поднимают на необхо-
димую отметку и устанавливают на площадку, с которой ведут фу-
теровку соответствующего теплообменника или газохода. Футеровку
циклонных теплообменников и газоходов осуществляют с подвес-
ных площадок, поднимаемых при помощи ручных талей. В кониче-
ской части циклонов футеровку ведут с площадок на па льнах.
9. Радиантно-конвективиая печь нефтехимической
промышленности
Пакеты с материалами и бункера с раствором разгружают с ав-
томашин на приобъектной площадке автокраном или автопогрузчи-
ком. Из бункеров раствор поступает в расходные ящики, установлен-
ные по нескольку штук на поддоне. Пакеты с материалами н ящики
внутри печи вдоль нее подают электроталями грузоподъемностью
0,5 т, передвигающимися по монорельсам, а поперек — по иепривод-
ным рольгангам на подкладываемых под поддоны салазках (рис.
154).
В двускатных печах устанавливают три или пять монорельсов,
а в односкатных — один, два в камере радиации и один по оси каме-
367
Рис. 154. Схема организации работ по футеровке трубчатой радиантно-конвективной печн нефтепере-
рабатывающего завода
/ — монорельс; 2 — электротали грузоподъемностью 0,5 т; 3 — пакет кирпича; 4 — непрнводные рольганги; 5 — инвен-
тарные леса
ры конвекции. Монорельсы крепятся к металлоконструкциям ферм
подвесного свода и выходят из печн примерно на 1,5 м. Пакеты с
кирпичом и поддоны с ящиками раствора устанавливают под высту-
пающий конец монорельса автокраном илн автопогрузчиком. Кладка
стен н свода ведется с лесов.
Монтаж и кладку печи выполняет одна организация по совме-
щенному графику. Продолжительность работ по монтажу и кладке
печн 62 рабочих дня. Максимальное число огнеупорщиков — семь,
монтажников — четыре, мотористов — три, других рабочих — шесть.
В последнее время практикуется монтаж стен и сводов печи из
блоков, состоящих нз собранных металлоконструкций, кронштейнов
и навешенных на них фасонных огнеупорных изделий.
10. Форма журнала работ по кладке печей
Нач ало__________________
оконч анне_________________
S
ай
з а писей
ж
о
ай
я 2
s £
« и
я в
ё"
Ж X
5 Я
X ж
л
сх
К
я
CQ
Я
Kt
Ш
Примечание. Журнал работ ведут отдельно на каждый крупный
объект (доменная печь, мартеновская печь, мощный котел и т. п.) илн на
группу мелких объектов (нагревательные, термические и тому подобные печи).
24—351
Раздел восьмой. КИРПИЧНЫЕ И СБОРНЫЕ
ЖЕЛЕЗОБЕТОННЫЕ ДЫМОВЫЕ ТРУБЫ
Глава I. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
КИРПИЧНЫХ ТРУБ
Дымовые трубы (рис. 155) служат для образования разрежения
(тяги) в трубе н притока воздуха в топки печей, а также для отвода
продуктов горения и вредных газов производства в верхние слон ат-
мосферы. Трубы соединяют с тепловыми и вентиляционными установ-
ками подземными, наземными и надземными газоходами-боровами.
1. Основания и фундаменты
Фундаменты дымовых труб, выполняемые обычно из бетонного
массива илн железобетона, рассчитывают на воздействие собственно-
го веса ствола и фундамента с учетом веса грунта, расположенного
на консолях плиты фундамента, на ветровое давление н сейсмиче-
ские нагрузки, передаваемые на фундамент через ствол трубы. Боль-
шей частью фундаменты в плане имеют круглую форму. Размеры
фундамента н глубина его заложения зависят от нормативных и рас-
четных характеристик грунта основания, глубины промерзания, глу-
бины заложения подводящих боровов и фундаментов прилегающих
зданий и сооружений. Основание рассчитывают по деформациям или
по несущей способности. Расчетные предельные деформации основа-
ний дымовых труб определяют по формулам согласно СНиП 11-15-74.
Фундаменты с подземными вводами боровов применяют для марте-
новских и доменных печей, нагревательных колодцев и других печей
н отопительных котельных. Прн наличии грунтовых вод, большом
скоплении подземных коммуникаций в районе строительства дымовой
трубы или по технологическим условиям вводы боровов в стакане
фундамента могут не устраиваться.
2. Ствол и футеровка
Ствол кирпичной дымовой трубы выполняется в виде полого
усеченного конуса кольцевой формы с уклоном стенок 1,5—3,5%. Цо-
коль трубы имеет коническую или цилиндрическую форму. Как пра-
вило, наземные и надземные проемы располагают в цокольной части
трубы. Прн наличии одного и двух проемов они перекрываются гори-
зонтальными железобетонными перемычками нлн кирпичными полу-
циркульными сводами. Толщина свода над проемами равна '/4 шири-
ны проема, но не более 770 мм. Лучковые своды над проемами не
допускаются. При двух вводах внутри трубы делают разделительную
370
стенку без перевязки с футеровкой, причем верх разделительной стен-
ки должен быть выше верха проема не менее чем на половину высо-
ты проема.
Ствол трубы по высоте разбивают иа звенья (пояса); при этом
толщина кладки изменяется уступами, кратными половине кирпича.
Толщину стенок определяют расчетом. В верхней части трубы тол-
щина стенок ствола должна быть не менее 17з кирпича для обеспе-
чения безопасных условий тру-
да при строительстве.
Необходимость футеровки
в кирпичных трубах определя-
ется составом отводимых газов
и теплотехническим расчетом.
Футеровку ствола трубы вы-
полняют в виде отдельных по-
ясов, опирающихся на высту-
пы кладки ствола. Нижний
пояс футеровки опирают на
плиту фундамента или на золь-
ное перекрытие. Высота поясов
футеровки в целях ее устойчи-
вости должна быть не более
12 м при толщине 7з кирпича;
при этом принимают во внима-
ние диаметр трубы. Между
кладкой ствола и футеровкой
оставляют воздушный зазор
50 мм или укладывают тепло-
изоляцию (полужесткие мине-
раловатные плиты, диатомито-
вый кирпич н др.). При темпе-
ратуре отводимых газов до
500° С футеровку выполняют
из глиняного обыкновенного
или лекального кирпича пла-
стического прессования, а при
агрессивных газах — из кисло-
тоупорного кирпича. При тем-
пературе газов 500° С и более
применяют футеровку из ша-
мотного кирпича марки ШБ
второй подгруппы.
3. Противокоррозионная
защита
Дымовые газы, содержа-
щие агрессивные примеси (SO2,
SO3 и др.), разрушают строи-
тельные материалы. Природное
газовое топливо и мазут силь-
но увлажняют и разрушают
дымовые трубы, особенно в
зимнее время. В целях повы-
шения долговечности кирпич-
Рис. 155. Кирпичная дымовая
труба
1 ~ фундамент; 2 — ствол; 3 — футе-
ровка; 4 — теплоизоляция; 5 — свето-
форная площадка; 6 — грозозащита;
7 — защитный колпак; 3 — полосы ог-
раждения; 9 — ходовые скобы; 10 —
стяжные кольца; 11 — ввод газоходов
24*
371
tibtx дымовых труб к качеству кирпича, применяемого для кладки
ствола н футеровки, предъявляют повышенные требования: кирпич
должен быть пластического прессования и хорошо обожженный;
водопоглощенне кирпича, особенно для футеровки, должно быть не
более 12%. В узлах сопряжения футеровочных поясов необходимо
устраивать слезниковые пояса нз кислотоупорной керамики.
Высокое качество кирпича и тщательность его укладкн, а также
плотность швов в конструкции — важные средства повышения долго-
вечности трубы. Противокоррозионная защита внутренней поверхно-
сти ствола трубы обеспечивается лакокрасочными покрытиями и
шпаклевками из полимерных материалов. Такая защита необходима
прн слабоагресснвных газах с температурой 80—150° С. При средней
и сильной агрессивности газов с температурой менее 80° С пользуются
полиизобутиленом, который при двухслойном покрытии и тщатель-
ном выполнении работ является эффективной противокоррозионной
защитой.
Способы противокоррозионной защиты стволов труб разнообраз-
ны; они определяются в каждом конкретном случае проектом. Боль-
шой недостаток противокоррозионных покрытий — нх старение и
трудность восстановления. В дымовых трубах, работающих только
на газовом топливе при температуре отводимых газов до 150° С, фу-
теровку можно защитить от увлажнения с внутренней стороны тор-
крет-пластобетоном толщиной 25—30 мм.
4. Объем работ по отдельным конструктивным элементам при
сооружении труб (табл. 174—181)
Для кладки 1 м3 ствола и футеровки из лекального кирпича со
швом 10 мм требуется 0,23 м3 раствора; из стандартного кирпича
Таблица 174. Ориентировочные объемы кладки стволов кирпичных труб,
м3*
Диаметр верхнего внутрен- него от- верстия, м Высота трубы, м
30 45 60 80 100 120
1,2 92 182 .
1.5 118 182 — —
2,1 ПО 200 348
3 — 304 503 935 —
3.5 — —. 1785 ——
6 — — — — — 3890
’ Данные табл. 174—178 основаны на типовых проектах, действующих на
1 января 1976 г.
Таблица 175. Ориентировочные объемы футеровки кирпичных труб
из глиняного обыкновенного кирпича, м3____________________________
Д иаметр верхнего внутрен- него от- верстия, м Высота трубы, м
30 45 60 80 100 120
1.2 24 39
1.5 28 40 —
2,1 31 52 73 .— —
3 — 69 98 И9 —.
3,5 — — — — 305
6 — — — — — 350
372
со швом 10 см—0,28 м3 раствора. Для кладки i м3 футеровки из
огнеупорного кирпича со швом 4 мм требуется 0,15 м3 раствора.
Таблица 176. Ориентировочная масса стяжных колец кирпичных труб, т
Диаметр верхнего внутрен- него от- верстия, м Высота трубы, м
30 45 60 80 100 120
1.2 1,37 2,34
1.5 1,52 2,49 — — —— —.
2,1 1,66 2,75 4,16 —. — —.
3 3,59 5,24 11,41 — —
3,5 —. — — -— 9,99 —
ё — — — — 21,13
Таблица 177. Ориентировочная масса металлических конструкций
светофорных площадок кирпичных труб, т
Диаметр верхнего внутрен- него от- верстия, м Высота трубы, м
30 45 60 80 100 120
1.2 0,91 0,91
1,5 0,95 0,95 — — —
2,1 1.03 1,05 1,03 — — ——
3 1,21 1.21 4,49 — —
3,5 — — — 6,62 —
6 — —• — — 4.05
Таблица 178. Ориентировочная масса ходовых скоб с ограждениями
кирпичных труб, т__________________________________________________
Диаметр верхнего внутрен- него от- верстия, м Высота трубы, м
30 45 60 80 100 120
1,2 1,18 1,86
1,5 1,18 1,98 __ — — ——
2,1 1,18 2,22 2,82 — — ——
3 2,98 2,82 2,43 —— —
3,5 — — 3,05 ——
6 — — — — — 4,15
Таблица 179. Расход глиняного обыкновенного кирпича, шт., на 1 м3
кладки ствола (с учетом потерь)
Толщина стены (в кирпи- ч ах) Внутренний диаметр ствола, м
1 1,5 2 3 4 6 8 10 12 14
1 526 499 486 472
1 7, 504 482 473 460 455 449 447 443 441 440
2 и более 505 486 475 464 457 450 445 442 439 439
373
Таблица 180. Расход глиняного обыкновенного и огнеупорного кирпича,
шт., на 1 м3 футеровки трубы (с учетом потерь)
Таблица 181. Количество кирпича, подлежащего наколке н резке на 1 м3
кладки ствола и футеровки _________________________________
Наколка при кладке ствола Наколка и резка при кладке футеровки
средний внут- ренний диа- метр отдель- ных поясов, м число кирпичей, подлежащих на- колке, % от об- щего количества средний внутренний диаметр отдельных поясов футеровки, м число кирпичей, подлежащих теске и резке, % от общего ко- личества
1—2 50 1-1,5 80
2-3 30 1.5-2 60
3-5 15 2-3 40
Более 5 5 3—4 10
Более 4 20
5. Размеры стяжных колец (табл. 182)
Рнс. 156. Стяжные кольца кирпичных труб
Таблица 182. Размеры стяжных колец кирпичных труб (рнс. 156)
Диаметр труб D, см Длина окружности £, см Число звень- ев, шт. га о я га га а: S Ч S Г? О Развернутая длина звена, см Диаметр труб см Длина окружности L, см Число звень- * ев, шт. Длина звена, см « та га я Е-. О И X та & S CQ Я га к га с- s СХ < w
100 314 2 158 194 125 393 2 192 233
105 330 2 161 202 130 408 2 200 241
ПО 346 2 168 209 135 424 2 208 249
115 361 2 176 217 140 440 2 216 257
120 377 2 184 225 145 456 2 223 264
374
375 380 385 390 395 350 355 360 365 370 325 330 335 340 345 300 305 310 315 320 275 280 285 290 295 250 255 260 265 270 225 230 235 240 245 200 205 210 215 220 С© «ОСО 00-4 сл о сл о сл 150 155 160 165 170 Диаметр труб £>, см
1178 1194 1210 1225 1241 1100 1115 1131 1147 1162 1021 1037 1052 1068 1084 943 958 974 990 1005 864 880 895 911 927 785 801 817 833 848 707 723 738 754 770 628 644 660 675 691 550 565 581 597 613 471 487 503 518 534 Длина окружности L, см
СО СО СО СО СО СО со со СО со СО СО СО СО СО со СО со Со Со , со со со co со ' СО СО to to to tototototo to to to to to ГО to кэ to Ю to to to to to Число звень- ев, шт.
388 393 398 414 409 СО СО со СО СО 00-4*4 Qi Ci со -4 to -о to 335 341 346 351 356 309 314' 320 325 330 283 288 294 299 304 388 396 404 273 278 349 357 365 373 380 310 418 326 333 341 со to to to to © <O DO -4 —4 to 4^ Cl 00-. 231 239 247 255 263 Длина звена, см
429 434 439 445 450 403 408 413 418 424 376 382 387 392 397 350 355 361 366 371 324 329 335 340 345 429 437 445 314 319 390 398 406 414 421 351 359 367 374 i 382 312 319 327 336 342 272 280 288 296 304 Развернутая дляяа эвена, см
850 860 870 880 890 800 810 820 830 840 750 760 770 780 790 700 710 720 730 740 650 660 670 680 690 600 610 620 630 640 550 560 570 580 590 500 510 520 530 540 450 460 470 480 490 400 410 420 430 440 Д наметр труб 2>, см
2670 2702 2733 2765 2796 2513 2545 2576 2608 2639 2356 2388 2419 2450 2482 2199 2231 2262 2293 2325 to to Ю tO ю — — о о СО о-ч ** СО CD А- 4» to 1885 1916 1948 1979 2011 1728 1759 1791 1822 1854 О ©Oi CD СЛ tO Ci co о -о Ч СЛ 4» Ю — 1414 1445 1477 1508 1539 1257 1288 1320 1351 1382 Длина окружности L, см
Ci о Ci Qi СТ> Qi Oi Qi Oi Qi Oi Oi Qi сл ся СЛ СП СЛ СЛ СЛ СЛ СЛ сл сл сл СЛ СЛ** 4*- **• Число звень- ев, шт.
376 380 385 389 393 354 358 1 363 367 371 387 393 398 403 408 361 366 372 377 382 403 409 345 351 356 372 378 384 391 397 340 347 353 : 359 365 388 395 403 328 334 348 356 364 372 380 CoWWeoW ** CO to — © © СОСЛ -4 © Длина звена, см
СО 417 421 426 430 434 395 399 404 408 412 428 433 438 444 449 402 407 413 418 423 444 450 386 392 397 413 419 425 432 438 381 388 394 400 406 429 436 444 369 375 389 397 405 413 421 350 358 366 374 381 Развернутая длина звена, см
Сл
Продолжение табл. 182
Продолжение табл. 182
Диаметр труб D, см Длина окруж- ности L, см Число звень- ев, шт. 1 . Длина звена, см « та я к Н О д S Я S л 5 s Рч О 1 Диаметр труб D, см 1 Длина окруж- ности L, см Число звень- ев шт Длина ззена, см а « та as Н <U >» Л as « о та л 5 Л X Л 4 8 CU Kt и
900 2827 7 398 439 1180 3707 9 406 447
910 2859 7 403 444 1200 3770 10 371 412
920 2890 8 356 397 1225 3849 10 379 420
940 2953 8 364 405 1250 3927 10 387 428
960 3016 8 371 412 1275 4006 10 395 436
980 3079 8 739 420 1300 4084 10 403 444
1000 3142 8 387 428 1325 4136 11 373 414
1020 3204 8 395 436 1350 4241 11 380 421
1040 3267 8 402 443 1375 4 320 11 387 428
1060 3330 9 364 405 1400 4398 и 394 435
1080 3393 9 371 412 1425 4477 'и 401 442
1100 3456 9 378 419 1450 4555 11 408 449
1120 3519 9 385 426 1475 4634 12 380 421
1140 3581 9 392 433 1500 4712 12 387 428
1160 3644 9 399 440
Глава II. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ
Одним из путей индустриализации строительства дымовых труб
небольших высот является переход на сборные железобетонные тру-
бы (табл. 183), Основания н фундаменты под сборные железобетон-
ные дымовые трубы должны отвечать требованиям, приведенным в
гл. I настоящего раздела.
Таблица 183. Трубы сборные железобетонные1___________
| Высота трубы, м Диаметр верхнего внутрен- него отвер- стия, м Расход на трубу
жаростойко- го бетона марки 300, мэ цемента марки 400, кг стали AI, кг £ Е - Ч £ та » Sc стали BI, кг закладных деталей СтЗ, кг стали 40Х, кг стали 5, кг
30 1 13,6 5 780 148 2470 100 2130 167 69
30 1.2 14,7 6 250 87 2380 95 2150 167 69
30 1.5 18,7 7 950 100 2990 125 2230 205 83
45 2,1 36,8 15 640 97 4300 217 3320 257 105
Данные основаны на типовых проектах, действующих на 1 января 1976 г.
Ствол сборной железобетонной дымовой трубы выполняют из
цилиндрических царг со стержневой арматурой без предваритель-
ного натяжения (рис. 157, а). Продольную арматуру прн монтаже
соединяют прн помощи высокопрочных шпилек (рис. 157,6). Царги
выполняют из жаростойкого бетона на портландцементе с тонкомо-
лотым шамотом и шамотным заполнителем.
Сборные трубы монтируют методом вертикального наращива-
ния царг длиной по 6 м или методом сборки трубы в горизонталь-
ном положении с последующим подъемом в вертикальное поло-
жение.
376
Применение сборных труб позволяет значительно сннзйть мате-
риалоемкость конструкций, уменьшить трудозатраты, повысить про-
изводительность труда при возведении дымовых труб и сократить
сроки строительства в 5 раз.
5)
a)
20,00 1200
in
Ifcj—4-1
Tin
-UI
.LL»r
1U
4
№00
3-
iOOO
100
200
ЯЯ
210
-ЗЛО 1
Ф1000
Ф1ВОО
Рис. 157. Сборная же-
лезобетонная дымо-
вая труба
а — общий вид; б — узел
крепления; 1 — верхняя
царга; 2 — ниша; 3 — вы-
сокопрочная шпилька;
4 — нижняя царга
377
Глава III. ПРОИЗВОДСТВО РАБОТ
Кладка ствола кирпичных труб выполняется из обыкновенного
глиняного кирпича марки не ниже 100 (ГОСТ 530—71*) или из гли-
няного кирпича для дымовых труб марки не ниже 125 (ГОСТ 8426—
75) морозостойкостью Мр325, Мр335 и Мр350.
Кирпич, предназначенный для кладки ствола трубы, должен
быть отсортирован по внешнему виду; применять недожженный и
трещиноватый кирпич для кладки труб не допускается.
Силикатный кирпич разрешается применять только для труб с
температурой на внутренней поверхности стенки ствола не менее 100
и не более 250° С. Внутреннюю сторону стенки ствола при этом не-
обходимо облицовывать глиняным обыкновенным кирпичом впере-
вязку с основной кладкой. Кладку ствола труб выполняют на це-
ментных растворах марок 25, 50, 75 и 100.
Кладку ствола кирпичных труб следует производить под лопат-
ку на растворе, подвижность которого должна соответствовать
осадке стандартного конуса 8—10 см. Толщина горизонтальных и
вертикальных швов кладки не должна превышать 12 мм. Допуска-
ется увеличение толщины швов на 5 мм в пяти швах на десять
проб, взятых на 5 м2 поверхности кладки. Швы кладки должны быть
тщательно заполнены раствором. Ряды кладки должны быть гори-
зонтальны или с уклоном к центру, равным уклону наружной по-
верхности ствола.
Кладка ствола кирпичных труб при наружном диаметре до 5 м
должна производиться тычковыми рядами. При диаметре более 5 м
и многогранных цоколях допускается кладка лицевых рядов лож-
ками. Наружные швы кладки по всей высоте ствола должны быт»
расшиты, а внутренние тщательно затерты. Вертикальные кольцевые
швы должны быть перевязаны на '/2 кирпича, а радиальные — на
’А кирпича.
Допускается применение половника не более 30% для кладки
стен толщиной более 2'/2 кирпича при соблюдении равномерного
чередования половинок с целым кирпичом и тщательной перевязке
швов. Кирпичный бой размером менее '/2 кирпича для кладки труб
не допускается.
Уклон кладки ствола систематически проверяют сбавочным
уровнем, а вертикальность оси — отвесом через каждые 5 м по вы-
соте. При проверке вертикальности проверяют размеры горизон-
тального сечения ствола. Отклонения от вертикали для труб высо-
той до 100 м допускаются 0,002 высоты (но не более 150 мм), для
труб высотой более 100 м — 0,0015 высоты (но не более 200 мм).
Отклонения от проектных размеров диаметра трубы и неровности
на поверхности не должны превышать 1 % величины диаметра в дан-
ном сечении, но не более 100 мм.
Вертикальную арматуру в армокирпичных трубах располагают
равномерно по окружности ствола с шагом не менее 260 мм (один
кирпич) и на расстоянии не менее 125 мм от наружной поверхности
кладки. Стержни вертикальной арматуры изготовляют длиной ие бо-
лее 3 м и устанавливают в вертикальных швах кладки. В местах
установки арматуры при диаметре стержней 10—12 мм толщину шва
разрешается увеличивать до 14 мм. При большем диаметре армату-
ры в местах установки необходимо выполнять приколку кирпича.
Стыкование арматуры производится путем нахлестки не менее 30
378
диаметров стыкуемых стержней. Стыки располагают вразбежку из
расчета наличия в одном горизонтальном сечении не более 50% вер-
тикальных стержней от общего числа.
Кольцевую (монтажную) арматуру выполняют из составных
стержней, располагаемых через 3—4 ряда кладки по высоте ствола.
В процессе кладки ствола устанавливают и заделывают ходо-
вые скобы, скобы ограждения, закрепы кабеля грозозащиты и кон-
соли для светофорных площадок. Закладываемые в кладку металли-
ческие детали перед установкой должны быть окрашены 2 раза ус-
тойчивыми противокоррозионными красками. Ходовые скобы
устанавливают через 375—400 мм по высоте ствола вразбежку с
расстоянием по осям 300 мм.
Внутренние скобы устанавливают через 420—490 мм по одной
вертикальной оси, так как их используют для крепления крана-уко-
сины. Скобы ограждения устанавливают через 1,5 м по высоте ство-
ла. Монтаж полос ограждения должен производиться параллельно
с кладкой ствола. Ходовые скобы и скобы ограждения закладывают
в кладку на глубину не менее 250 мм.
Для установки и закрепления консолей светофорных площадок
закладывают вертикальные скобы на глубину не менее пяти рядов.
Консоли закладывают на глубину не менее 380 мм. Заделка закре-
пов для кабеля грозозащиты допускается на глубину 125 мм.
Проемы в стволе трубы, предназначенные для ввода боровов,
делают прямоугольными, овальными или круглыми. Прямоугольные
проемы перекрывают железобетонными перемычками или полуцир-
кульными арками в несколько окатов.
Каждый окат забивают своим замком, кирпичи верхнего оката
должны перекрывать швы нижнего оката. Овальные проемы образу-
ются прямыми и обратными арками. Кладка обратной арки ведется
от центра к пятам. Карнизы на наружной или внутренней поверхно-
сти ствола образуются путем выпуска рядов кладки. Размер каж-
дого выпуска не должен превышать 65 мм.
Кладку футеровки из глиняного обыкновенного кирпича для
дымовых труб при температуре отходящих газов до 350° С выпол-
няют на глиноцементном растворе, при температуре отходящих га-
зов более 350° С — на жаростойком растворе. Кладку футеровки из
кислотоупорного кирпича выполняют на андезитовой или диабазо-
вой замазке.
Футеровка должна выполняться, как правило, одновременно с
возведением ствола трубы. Кладку футеровки производят под ло-
патку с тщательным заполнением швов раствором с перевязкой швов
на ‘/2 кирпича при толщине футеровки 125 мм и на '/4 кирпича при
большей толщине. Футеровку толщиной 125 мм выкладывают только
ложковыми рядами, а большей толщины — чередующимися ложко-
выми и тычковыми рядами.
Швы лицевой поверхности футеровки должны быть тщательно
затерты. Воздушный зазор между стволом и футеровкой должен
предохраняться от попадания в него раствора и боя кирпича. За-
зор заполняют теплоизоляционными материалами после укладки
4—5 рядов футеровки. Устройство штр4б и установка шанцевых
кирпичей (выпуска отдельных кирпичей вплотную к стенке ствола)
при кладке футеровки не допускаются.
Толщина швов футеровки (табл. 184) зависит от вида футе-
ровки.
379
Неровности на поверхности футеровки в радиальном направле-
нии ие должны превышать 1% размеров внутреннего диаметра футе-
ровки.
Таблица 184. Толщина швов футеровки
Футеровка Толщина швов, мм Допуска емое увеличение толщины, мм Допускаемое чис- ло утолщенных швов иа 10 проб, взятых на 5 м4 поверхности
Из глиняного обыкновенного и диатомового кирпича 8 +4 7
Из шамотного илн кислото- упорного кирпича 4 +2 6
1. Кладка кирпичных труб в зимних условиях
Кладка кирпичных труб в зимних условиях производится в пе-
редвижных тепляках с обогревом внутреннего пространства трубы
или без тепляка с обогревом внутреннего пространства трубы до
уровня рабочей площадки. Кладку выше рабочей площадки допуска-
ется временно замораживать с последующим обогревом ее после пе-
реноса площадки на следующий уровень.
В передвижных тепляках кладка должна быть выдержана в те-
чение 4—5 сут при температуре не менее 15° С. Кладка иижней час-
ти трубы, ослабленной проемами, должна производиться в тепляке
и выдерживаться не менее 7 сут при температуре 15° С.
Кладку ствола кирпичных труб высотой до 60 м можно произ-
водить способом замораживания с обязательным прогревом ее из-
нутри трубы на всю высоту до наступления весеннего периода. Ото-
грев кладки производят равномерно по всему периметру ствола
трубы.
Кладка футеровки и теплоизоляция труб, выполненных методом
замораживания, должны производиться после прогрева кладки
ствола. До начала обогревания кладки на стволе трубы должны
быть установлены стяжные кольца. Расчетные напряжения в кладке
труб из глиняного обыкновенного кирпича, выполняемой методом
замораживания, не должны превышать 0,8 МПа [8 кгс/см2] для кир-
пича марки 150, 0,7 МПа [7 кгс/см2] для кирпича марки 125 и
0,6 МПа [6 кгс/см2] для кирпича марки 100.
Марка раствора для кладки кирпичных труб в зимних условиях
должна быть повышена на одну ступень против марки раствора,
применяемого для кладки в летних условиях. Кирпич для кладки в
зимнее время должен быть очищен от снега н иаледи. Раствор дол-
жен иметь температуру не ниже 10° С.
При централизованном получении раствора приемные ящики
или бункер-мешалки должны обогреваться. Для ускооения тверде-
ния и повышения прочности раствора в него добавляют хлористый
кальций в количестве ие более 2% веса цемента.
Если часть ствола трубы высотой более 60 м выполнена в лет-
них условиях, то оставшуюся верхнюю часть ствола можно возво-
дить методом замораживания высотой не более 60 м при условии,
что расчетные напряжения в кладке, ведущейся методом заморажи-
вания, rte превосходят значений, приведенных ниже.
380
Температура воздуха, °C
Рекомендуемая температура
раствора при его укладе, °C
От 0 до —10............................... 10
От — 10 до —15............................ 15
Ниже —15.................................. 20
Кладка футеровки кирпичных и металлических труб огнеупор-
ным и кислотоупорным кирпичом в зимних условиях должна произ-
водиться при положительной температуре. Температура воздуха на
рабочем месте при футеровке огнеупорным кирпичом должна быть
не менее 5° С, при футеровке кислотоупорным кирпичом и при про-
тивокоррозионной защите ствола и футеровки — не менее 10° С.
Кладка футеровки кирпичных и металлических труб из обыкно-
венного глиняного кирпича на сложных и цементных растворах до-
пускается методом замораживания.
Во время отогревания кладки ствола труб, выполненных мето-
дом замораживания, необходимо наблюдать за осадкой кладки и
вертикальностью с помощью геодезических приборов.
Ниже приведена минимальная температура, °C, внутри трубы
под рабочей площадкой при кладке труб без тепляка с внутренним
обогревом в зависимости от температуры наружного воздуха, °C:
От 0 до —10................... 15
От —10 до —20................. 20
Ниже —20...................... 25
2. Организация строительных работ
Строительство кирпичных труб высотой до 40 м с диаметром
устья до 3 м и высотой до 60 м с диаметром устья до 2,5 м может
производиться с переставных подмостей, опирающихся на кладку
(рис. 158). Переставные подмости состоят из деревянных щитов,
уложенных на балки (пальцы). Балки должны заходить в кладку
на глубину не менее 125 мм (рис. 159).
При одновременном возведении ствола и футеровки балки опи-
раются иа футеровку.
Материалы поднимают снаружи трубы при помощи инвентарной
металлической нли деревянной крана-укосины (рис. 160). Масса алю-
миниевой крана-укосины 74 кг, стальной — 131 кг.
Мачту крана-укосины устанавливают во внутренних ходовых
скобах и расклинивают деревянными клиньями с трех сторон не ме-
нее чем в трех через одну скобах, не считая верхней скобы (рис. 161).
Для кладки нижней части трубы материалы подаются на рабо-
чую площадку автокраном. При возведении футеровки после окон-
чания кладки ствола материалы подают внутрь трубы.
При строительстве кирпичных труб высотой 60 м и более с диа-
метром устья 2,5 м и более применяют шахтные подъемники
(рис. 162 и 163). Работы ведут с рабочей площадки подъемной го-
ловки подъемника.
Шахту подъемника наращивают по мере роста ствола с монтаж-
ной площадки. По высоте шахту раскрепляют к стенке ствола тру-
бы прн помощи винтовых растяжек. Материалы поднимают на ра-
бочую площадку в клети подъемника. Для подъема клети применя-
ют лебедочную станцию ИЛС-2000 с лебедкой грузоподъемно-
стью 2 т.
381
1
2
J
Рис. 158. Стройген-
п л а н стро ительств а
трубы при помощи
крана-укосины
1 — опасная зона; 2 — за-
щитный козырек; 3 —тру-
ба; 4 — узколенточный
транспортер; 5 — защит-
ный навес; 6 — штабель
кирпича; 7 — автомаши-
на с кирпичом; 8 —
временная автодорога;
9 — склад материалов;
10 — инвентарная лебе-
дочная станция ИЛС
320-75; 11 — трос лебед-
ки; 12 — деревянный ко-
роб; 13 — ящик для рас-
твора; 14 — бадья для
раствора; 15 — кран-уко-
сина
Рис. 159. Установка
раздвижного метал-
лического пальца
1 -болт М12Х120; 2 —
труба бесшовная; 3—гай-
ка М.12
Кладку нижней части ствола трубы па высоту до 7 м произво-
дят с подмостей на пальцах. Материалы подают автокраном.
Четырехшахтный подъемник применяют при строительстве труб
с минимальным диаметром устья трубы 3,5 м. Одношахтный подъем-
ник с шахтой 1150ХН50 мм применяют для строительства труб с
минимальным диаметром устья трубы 2,5 м. Кирпич доставляют
к трубе автомашинами и разгружают автокраном. С поддонов кир-
пич перегружают на вагонетки и по узкоколейному пути транспор-
тируют в клеть подъемника.
382
Раствор для кладки доставляют самосвалами с растворного узла
и выгружают в буикер-мешалку. Из бункера раствор загружают в
контейнер на вагонетке н транспортируют в клеть.
На рабочей площадке подъемной головки вагонетку выкатыва-
ют из клети и разгружают.
Рнс. 160. Деревянная двусторонняя поворотная укоснна (а) и
металлическая поворотная укоснна (б)
1 — поворотная головка; 2 — верхняя стойка; 3 — нижняя стойка
Футеровку металлических труб ведут с подвесных площадок с
выдвижными пальцами (балками), опирающимися на кладку футе-
ровки. Материалы подают внутри трубы электролебедкой. На верху
трубы для крепления грузового блока монтируют металлическую
балку.
Стяжные кольца устанавливают с наружных подмостей на ме-
таллических кронштейнах (рис. 164). Кронштейны навешивают на
установленное ниже кольцо. Звенья стяжных колец поднимают ле-
бедкой крана-укосины или в верхних скобах закрепляют блок
(рис. 165).
383
Рис. 161. Кладка трубы с краном-укосиной
1 — переставные подмости на пальцах; 2 — кран-укосина; 3 —направляющий
щит-желоб; 4— навес; 5 — оттяжка; 6 — отводной блок
384
Светофорные площадки монтируют с подмостей на кронштейнах.
На строительстве труб применяют световую и звуковую сигнализа-
цию и телефонную связь. Сигналы подают с помощью системы кно-
пок, соединенных со звонками и лампочками.
Рис. 162. Стройгенплан
строительства трубы при
помощи одношахтного
подъемника
/ — склад кирпича; 2 — навес
для хранения материалов;
3 — поворотный круг; 4 — уз-
коколейный путь; 5 — инвен-
тарная лебедочная станция
ИЛС1-500 (ИЛС2-75); 6 —
ограждение опасной зоны;
7 — защитный козырек; 5 —
навес в опасной зоне; 9 —
ящики для огнеупорного
раствора; /0 — бункер-ме-
шалка; 11— автомашина с
кирпичом; 12 — автокран
3. Обследование и ремонт кирпичных труб
До начала обследования просматривают техническую докумен-
тацию и изучают режим эксплуатации трубы. Общий осмотр произ-
водят с земли биноклем. Прн удовлетворительном состоянии кладки
более детальный осмотр производят при подъеме на трубу по ходо-
вым скобам и со светофорных площадок.
Внутренний осмотр проводят после устранения наружных по-
вреждений ствола трубы. Для внутреннего осмотра на обрез голов-
ки трубы устанавливают балку с роликами н крепят ее тросами к
светофорной площадке или к головке трубы. Внизу трубы собирают
люльку. Трос от лебедки через отводной блок, прикрепленный жест-
ко к стволу трубы, и через ролики балки опускают внутрь трубы
н крепят к люльке. Осмотр проводят сверху вниз, при этом разбира-
ют участки футеровки, которые могут обрушиться. Футеровку раз-
бирают с подвесной площадки сверху вниз.
Внутренний осмотр труб высотой до 45 м можно производить,
поднимаясь по внутренним ходовым скобам.
Покраску металлоконструкций труб и заделку трещин на на-
ружной поверхности ствола трубы производят с переставных подмо-
стей на кронштейнах, навешанных на стяжные кольца.
Перед перестановкой подмостей необходимо тщательно осмот-
реть и простучать кольцо. Трещины очищают н заделывают раство-
ром. Если требуется установка дополнительных стяжных колец, тре-
25—351
385
Рис. 163. Кладка трубы с применением одношахтного подъемника и
загрузкой материалов в клеть электропогрузчиком
/ — защитный козырек; 2 — защитное перекрытие; 3 — гибкие свизи; 4— под-
вижная головка подъемника; 5 — навес; 6 — электропогрузчик
386
Рис. 164. Металлический кронштейн
Рис. 165. Установка стяжных колец
1 — замок стяжного кольца; 2 — кронштейн
для подмостей; 3 — обводной трос; 4 — монти-
руемое стяжное кольцо; 5 — блок; 6 — костыль
для установки стяжных колец; 7 — звено стяж-
ного кольца; 8 — строп из пенькового каната;
9 — оттяжка; 10 — настил; 11 — отводной блок
щины заделывают после их установки и подтяжки ранее установлен-
ных колец.
Трубы разбирают с наружных лесов на кронштейнах или с под-
мостей, подвешенных к балкам. Балки кладут на верхний обрез
кладки и по мере разборки переставляют на нижележащий участок
стены. Верхние опасные участки трубы можно разбирать с шахты
подъемника, смонтированной снаружи трубы.
Валку труб проводят взрывным способом или путем подрубки
кладки в цокольной части ствола. Валку можно осуществлять при
наличии свободной площадки около трубы.
4. Монтаж сборных труб
Строительство промышленных труб из обыкновенного глиняного
кирпича с укладкой последнего вручную представляет собой весьма
трудоемкий и малопроизводительный процесс. Переход от ручной
укладки кирпича к механизированному монтажу сборных труб обес-
печивает повышение производительности труда и сокращение сроков
строительства.
Царги сборных труб изготавливают на заводах и комплектно
поставляют на строительную площадку.
До начала работ по монтажу трубы вокруг фундамента подго-
тавливают площадку, где устанавливают кран, складируют блоки
и металлоконструкции трубы. Площадка должна быть ровной и
25*
387
иметь уклон не более 0,003. Необходимо также сделать ровную пло-
щадку с твердым покрытием для подготовки блока к монтажу.
Блоки трубы завозят на строительную площадку и укладывают
на деревянные прокладки в один ярус в зоне действия монтажного
крана. Трубы монтируют краном нли краном-укосиной, которую под-
ращивают снизу по мере монтажа трубы.
Проектное положение царги проверяют теодолитом с двух точек,
указанных на стройгенплане. Установка царг, затяжка шпилек, че-
канка шва и заделка ниш производятся с монтажной площадки.
Толщина горизонтального шва не должна превышать 20 мм.
Для установки царги в вертикальное положение допускается
применение металлических пластинок. Затяжка шпилек должна про-
водиться равномерно с двух диаметрально противоположных сторон.
Затяжку шпилек контролируют динамометрическим ключом. Перед
монтажом на блоке устанавливают ходовую лестницу и закрепля-
ют монтажную площадку.
Раздел девятый. СУШКА И РАЗОГРЕВ
ПРОМЫШЛЕННЫХ ТЕПЛОВЫХ АГРЕГАТОВ
Вновь выложенная кладка тепловых агрегатов содержит влагу,
количество которой зависит от толщины кладки, размеров швов, ат-
мосферных условий, при которых производилась кладка и хранились
материалы, и ряда других факторов. Чтобы повысить срок службы
кладки, необходимо перед вводом в эксплуатацию теплового агрега-
та осторожно просушить и разогреть кладку до рабочей температу-
ры. Следует учитывать, что все огнеупорные материалы, применя-
емые для кладки, в большей или меньшей степени увеличиваются в
объеме по мере повышения температуры в процессе сушки и разо-
грева. Прн этом в определенных интервалах температуры некоторые
огнеупоры расширяются с большой скоростью, что может привести
к их разрушению. Лучше других огнеупорных материалов изменение
температуры переносят шамотные изделия. Динасовые изделия об-
ладают низкой температурной устойчивостью и имеют несколько
критических температурных точек: 135, 235, 575 и 875° С, которые
обусловлены кристаллическими превращениями кремнезема, дающи-
ми резкое увеличение объема. При разогреве магнезитовых и хро-
момагнезитовых изделий следует помнить, что эти материалы при
температуре выше 1600° С дают значительную дополнительную
усадку.
Кроме самой природы огнеупоров на устойчивость кладки прн
повышении температуры влияют качество строительных работ, кон-
структивное оформление элементов кладки, размеры печи и время
года, в которое выполнялась кладка. Строгое соблюдение проектных
размеров и технических условий на кладку способствует увеличению
срока ее службы и облегчает проведение сушки и разогрева агрега-
та. Чем толще стены и своды агрегатов, тем значительнее разность
температур наружной и внутренней сторон и тем неравномернее
расширение материала в разных точках кладки. Поэтому особенно
осторожно следует разогревать агрегаты, имеющие толстостенные
элементы кладки.
Кладку, выполненную поздней осенью или зимой, следует разо-
гревать более осторожно н медленнее, чем летнюю кладку. Для та-
кой кладки сроки сушки и разогрева увеличивают на 20—30%.
Агрегаты, имеющие серьезные дефекты кладки и отклонения от
проекта и технических условий, сушат и разогревают по специально
составляемым графикам, в которых срок сушки и разогрева увели-
чивается до 50—100% по сравнению со сроками, приведенными в
табл. 185.
389
Таблица 185. Длительность сушки и разогрева печей и расход топлива
Печи и сушила Длитель- ность сушки, сут Расход топлива на сушку 1 м3 кладки
воздушно- сухих дров, м3 природ- ного газа, м3 мазу- та, кг
А. Печи Малые термические и нагрева- 1-3 0,5 81 65
тельные печи на жидком и газооб- разном топливе с объемом кладки до 20 м3 Термические и нагревательные 2—4 0,4 65 52
печи с объемом кладки 21—50 м3 То же, 51—100 м3 4—6 0,35 58 46
Обжиговые печи периодического 6—10 0,3 49 39
н непрерывного действия с объе- мом кладки 101—500 м3 Кольцевые разные печи объемом 3-12 0,3 48 40
кладки до 500 м3 Туннельные печи с объемом клад- 12—15 0,25 41 33
ки из шамотного кирпича более 500 м3 Туннельные печи с зоной обжи- 15-20 0,25 41 33
га из дииаса Кольцевые печи объемом кладки 10-15 0,25 41 33
свыше 500 м3 Мартеновские печи с динасовым 6-10 0,25 41 33
сводом То же, с хромомагиезитовым сво- 6-11 0,25 41 33
дом Ванные печи для мниераловатиых 8-12 0,25 41 33
расплавов Сушила литейных цехов с объе- 1-3 0,3 49 39
мом рабочего пространства до 20 м3 То же, до 100 м3 3-4 0,25 33 26
То же, свыше 100 ма 4-6 0,25 33 26
Примечание. В таблице указаны ориентировочные сроки и нормы.
Сроки относятся к печам, футеровка которых выполнена в летнее время из
доброкачественных огнеупорных материалов с соблюдением технических усло-
вий и строительных норм на кладку. Для печей, футеровка которых сложена
зимой н осенью, сроки удлиняются на 10—20%.
Прн составлении графиков сушки и разогрева необходимо в пределах сро-
ков, приведенных в таблице, выбирать скорость подъема температуры, учиты-
вая материалы футеровки, качество кладки, состояние ее перед сушкой, ос-
нащенность печей механизмами, а также другие факторы, которые могут по-
влиять на скорость сушкн и разогрева.
Особого внимания требуют при разогреве динасовые своды с
большим пролетом. Внутренняя сторона свода расширяется вследст-
вие более ранних кристаллических превращений модификаций крем-
незема при разогреве в большей степени, чем менее нагретая наруж-
ная сторона. Поэтому в интервале температур 0—600° С нагревать
свод следует очень медленно и осторожно, чтобы не нарушалось
соприкосновение плоскостей отдельных кирпичей свода. При расши-
рении кладки свода происходит его рост. При гибких связях необ-
ходимо регулировать их натяжение во избежание роста свода. Ре-
жимы сушки и разогрева назначаются и выполняются специализи-
рованными пусконаладочными организациями.
390
В последнее время стали применяться тепловые агрегаты, футе-
ровка которых выполнена полностью нли частично из тяжелых и
легких жаростойких бетонов, а также из жаростойких торкрет-бето-
нов. Футеровки из жаростойкого бетона имеют сравнительно высо-
кую влажность перед сушкой. Поэтому при подъеме температуры и
испарении влаги может возникнуть значительное давление пара
внутри бетона, что в сочетании с термическими напряжениями может
привести к разрушению футеровки.
Сушку и разогрев футеровки тепловых агрегатов из жаростой-
ких бетонов ведут по специальным графикам в зависимости от со-
става и компонентов бетона, конфигурации печи, ее оснащенности
механизмами и других факторов.
Сушка футеровки из бетона на портландцементе выполниется
не раньше чем через 7 сут после изготовления и соответствующего
режима твердения. К сушке и разогреву футеровки, состоящей из
бетонов на жидком стекле и глиноземистом цементе, приступают не
раньше чем через 3 сут после изготовления и соответствующего ре-
жима твердения.
Футеровка, выполненная из торкрет-бетонов на жидком стекле,
сушится и разогревается после выдержки в воздушно-сухих усло-
виях в течение не менее 24 ч при температуре не ниже 25° С и не
выше 80° С. К сушке футеровки, выполненной из торкрет-бетона на
глиноземистом цементе, можно приступать только после выдержки в
воздушно-влажностных условиях в течение 3 сут при температуре
не ниже 15° С и не выше 35° С.
Сушку и разогрев динасового бетона проводят после его твер-
дении и тепловой обработки при температуре 200° С. Начальная
влажность динасового огнеупорного бетона перед началом разогре-
ва не должна превышать 2%.
Режимы сушки, нагрева и охлаждения, а также технология их
выполнения дли каждого конкретного случая назначаются пускона-
ладочными организациями перед началом сушки теплового агрегата
в соответствии с «Инструкцией по сушке и первому нагреву тепло-
вых агрегатов из жаростойкого бетона» (ВСН 199-74/ММСС СССР).
При строительстве, сушке и разогреве тепловых агрегатов особо
сложных конструкций (применение новых видов бетонов, значитель-
ная толщина блоков и т. д.) режимы сушки и нагрева должны быть
согласованы с ВНИПИ Теплопроект Минмонтажспецстроя СССР
нли НИИЖБ Госстроя СССР.
1. Подготовительные работы к сушке и разогреву футеровки
тепловых агрегатов
Прежде чем приступить к розжигу законченного монтажом теп-
лового агрегата (печи, сушила нли дымовой трубы), следует озна-
комиться с проектом, журналом ведения строительных работ и ак-
тами на скрытые работы; проверить по сертификатам и анализам
качество материалов, примененных при строительстве; тщательно
осмотреть кладку и каркас дли установления соответствия выпол-
ненных работ проекту; проверить качество работ и соблюдение тех-
нических условий. При проверке качества кладки необходимо обра-
тить внимание на правильность перевизки, горизонтальность рядов,
толщину швов, полноту заполнения швов раствором, качество за-
бивки замков сводов и арок, соответствие температурных швов
391
проекту, техническим условиям или строительным нормам и пра-
вилам.
Необходимо полностью очистить тепловой агрегат от строитель-
ного мусора, опалубки, рештовок, строительного инвентаря и при-
способлений; проверить качество резьбы болтовых связей каркаса
и гаек, состояние сопряжений металлических частей, особенно опор-
ных, заложенных или соприкасающихся с огнеупорной футеровкой;
обратить внимание на наличие температурных зазоров в соответ-
ствии с техническими условиями и возможность температурного рас-
ширения металлических деталей; проверить соответствие проекту
и правильность сборки и установки топочных устройств и приборов
для сжигания топлива.
У тепловых агрегатов, работающих на твердом топливе, следу-
ет проверить основные размеры топки, площадь и живое сечение
колосниковой решетки, а также поддувало топки на герметичность.
На всех тепловых агрегатах проверяют работу дутьевых вентилято-
ров и соответствие их проекту (напор и производительность), про-
веряют на плотность воздухопроводы, шиберы и задвижки.
Опробование и пуск вентилятора необходимо производить при
закрытом шибере на иагиетательиой линии вентилятора во избежа-
ние перегрузки электродвигателя; при отсутствии шибера не реко-
мендуется осуществлять пуск вентилятора. Проверяют также дымо-
отводящую систему (дымосос или естественное дымоудаление).
Далее проверяют опрессовкой плотность мазутоподводящей си-
стемы, состояние системы подогрева мазута, давление мазута перед
форсунками, работу циркуляционной системы, правильность уста-
новки форсунок относительно форсуночных окон и исправность ме-
таллической части форсунок.
У тепловых агрегатов, работающих на газообразном топливе,
следует проверить соответствие проекту газо- и воздухоразводок.
Особое внимание обращают на наличие и состояние предохранитель-
ных устройств и системы безопасной работы агрегата.
Необходимо проверять соответствие проекту диаметров и дли-
ны участков газопроводов, все ли тупики газопровода обеспечены
продувкой. Газопроводы испытывают на прочность и плотность со-
гласно существующим «Правилам безопасности в газовом хозяй-
стве» и составляют согласно Правилам соответствующую докумен-
тацию. Если тепловые агрегаты оборудованы рекуператорами, их
проверяют на плотность, замерив потери давления воздуха в нем
при плотно закрытой задвижке за рекуператором.
Утечка (потери) не должны превышать 3—5% количества воз-
духа, входящего в рекуператор при нормальной его работе.
В регенеративных печах необходимо проверить работу перекид-
ных устройств, обратив особое внимание на герметичность отсекаю-
щих шиберов перекидного устройства.
У агрегатов, оснащенных механизмами, необходимо, ознакомив-
шись с актами обкатки, произвести «холодную» проверку и опробо-
вание механизмов проворачиванием вручную и вращением от элек-
тродвигателя: без нагрузки на холостом ходу — в течение 2—3 ч,
при максимальной нагрузке — в течение 2—3 ч.
В туннельных методических, нагревательных и термических про-
ходных печах с толкателями, конвейерных и других печах, в зака-
лочно-отпускных агрегатах и агрегатах химико-термической обра-
ботки особое внимание должно быть уделено качеству монтажа ме-
ханических частей как внутри агрегатов, так и вне их с соблюдением
392
мероприятий, обеспечивающих температурное расширение металли-
ческих частей. Необходимо проверить водоохлаждаемые элементы
на плотность и убедиться в возможности циркуляции воды. Следует
проверить также механизмы толкания и конвейеры. Например, в
туннельных печах при опробовании толкателей обращают внимание
на четкость работы блокировки толкателя с подъемом и опусканием
загрузочной заслонки.
Проверяют качество монтажа рельсовых путей или конвейеров
и соблюдение проектных допусков на точность установки; соосность
футеровки печи, рельсового пути конвейера вагонеток; качество фу-
теровки и состояние ходовой части вагонеток; состояние песочных
затворов и качество монтажа песочных затворов; наличие зазоров
между ребордами скатов и рельсами.
Кроме того, в туннельных печах следует проверить наличие га-
баритного контура перед входным вестибюлем печи. Для этого через
печь пропускают вручную контрольную вагонетку; при этом по всей
длине печи проверяют правильность положения ножей вагонетки
в песочных желобах и наличие проектных зазоров в лабиринтных
замках. Затем пропускают через печь все имеющиеся предваритель-
но проверенные вагонетки.
В закалочно-отпускных агрегатах и агрегатах химико-термиче-
ской обработки, которые полностью механизированы и автоматизи-
рованы, перед сушкой и разогревом необходимо проверить механиз-
мы и систему автоматического управления ими. Проверяют движе-
ние механизмов агрегата каждого последовательно по циклу на
ручном управлении, затем движение механизмов агрегата всех в со-
вокупности по циклу в автоматическом управлении. После этого
проверяют непрерывное толкание поддонов (с изделиями) или изде-
лий в цикле автоматического управления, добиваясь четкости взаи-
модействия электрической, гидравлической и механической систем.
В агрегатах химико-термической обработки перед сушкой и разо-
гревом кладки необходимо проверить агрегаты (печи) на герметич-
ность. Для этого печи заполняют инертным газом (обычно экзога-
зом) и добиваются избыточного положительного давления, преду-
смотренного проектом.
При проверке состояния боровов, системы удаления дыма (ды-
мовой трубы, дымососа) и состояния шиберов нужно убедиться в
отсутствии грунтовых вод и строительного мусора в боровах и при-
ямках.
Следует проверить соблюдение противопожарных мер и техники
безопасности и получить разрешение от руководства предприятия
на розжиг печей агрегатов, предварительно убедившись в наличии
достаточного количества топлива для сушки и разогрева; укомплек-
товать смены рабочими (нагревальщиками, слесарями, электриками
и пр.) на весь период сушки и разогрева.
Необходимо проверить установку контрольно-измерительных
приборов (соответствие проекту) и при необходимости установить
дополнительные приборы, необходимые для полной характеристики
работы теплового агрегата во время сушки. При отсутствии проекта
теплового контроля необходимо разработать схему временной уста-
новки КИП, подготовить и установить их.
По окончании подготовительных работ составляют акт о состоя-
нии агрегата и приступают к сушке.
393
2. Сушка и разогрев тепловых агрегатов (печи, сушила,
дымовые трубы, борова)
Перед сушкой и разогревом теплового агрегата необходимо со-
ставить график сушки и разогрева (рис. 166). Для печей, футеров-
ка которых выполнена зимой или осенью, сроки сушки увеличивают-
ся на 20—30%. Тепловые агрегаты, имеющие серьезные дефекты
кладки и отклонения от СНиП и ТУ, сушат и разогревают по спе-
Рис. 166. График сушки и разогрева печей с футеровкой из огнеупор-
ной кладки
1 — туннельные; 2 — кладка из динаса; 3 — кладка из шамота; 4—мартенов-
ские печи; 5 — печь с динасовым сводом; 6 — печь с хромомагиезитовым сво-
дом; 7 — термические и нагревательные печи; цифры на кривых обозначают
скорость нагрева, °С/ч
циально составляемым графикам со значительным удлинением сро-
ков сушки и разогрева — на 50—100% больше приведенных на
рис. 166.
Сушку тепловых агрегатов следует вести сначала большими
объемами теплоносителя, который получают из продуктов горения,
разбавляемых избытком воздуха. Для этого необходимо по возмож-
ности увеличить разрежение в рабочем пространстве, а окна и
проемы печей оставить открытыми. По мере повышения температу-
ры теплоносителя подачу избытка воздуха постепенно уменьшают,
В начальный период сушки кладки агрегатов, работающих иа
твердом или жидком топливе, сушку следует вести на дровах, сухом
торфе или угле, сжигаемом в специальной выносной топке. При до-
стижении температуры в рабочем пространстве агрегата 600—700° С
переходят на технологическое топливо,
394
При переходе на отопление мазутом необходимо мазут перед
поступлением в форсунки подогреть в зависимости от марки до
65—90° С; прн этом температура в рабочем пространстве агрегата
должна быть не менее 700° С. Если в рабочем пространстве печи
(топки сушила) температура ниже, розжнг форсунок производят
на горящий факел или костер из дров. Сначала подают воздух нли
пар, распиливающие мазут, а затем мазут. Прн розжнге форсунок
необходимо следить за качеством распыления, не допуская подтека-
ния мазута. Не следует допускать сильно коптящего факела (это
показатель недостатка воздуха), так как в этом случае возможно
догорание несгоревшнх продуктов сгорания в боровах. Резкий ост-
рый факел указывает на избыток воздуха.
В тепловых агрегатах, работающих на газообразном топливе,
сушку с самого начала можно вести на газе, сжигаемом в горелках,
с обеспечением горения с большим избытком воздуха. Прн подаче
газа на агрегат необходимо предварительно тщательно продуть всю
газоподводящую систему через продувочные газопроводы (свечи
безопасности), проверить состав газа (допустимо наличие кислоро-
да в газе не выше 1% по объему), продуть воздухом рабочее про-
странство теплового агрегата.
Горелкн зажигают, подавая газ на горящий факел от запальни-
ка, установленного перед устьем горелкн. После того как струя га-
за в горелке загорелась, пускают воздух. При увеличении произво-
дительности горелки подают сначала газ, затем воздух, а при умень-
шении пронзводнтельностн прикрывают воздух, а затем газ. При ре-
гулировке нужно следить, чтобы ие было отрыва факела от горелки
или проскока в устье горелки.
Коптящий факел илн соломенный его цвет указывает на недо-
статок воздуха; наличие светло-голубого пульсирующего факела
указывает на избыток воздуха. Прн внезапном затухании факела
следует газ немедленно перекрыть, продуть воздухом или за счет
имеющегося разрежения в течение 3—5 мин рабочее пространство
печи (топки сушила), чтобы предотвратить скопление газа в рабо-
чем пространстве.
При сушке агрегатов, оборудованных мощными горелками (мар-
теновских, ванных и др.), следует устанавливать в рабочем прост-
ранстве печи временные диффузионные горелкн в виде труб с про-
сверленными отверстиями. Каждая труба-горелка должна иметь.за-
порный н регулировочный краны. Газ зажигают быстрым проведе-
нием факела горящего запальника вдоль отверстий трубы-горелки.
Пуск газа через головки в мартеновских или ванных печах произво-
дится после того, как температура насадок регенератора достигнет
700—900° С, а температура свода — не менее 900° С.
Прн сушке агрегатов с большими объемами кладки, когда рав-
номерный прогрев с помощью одной топки или временной горелкн
затруднен, устанавливают одновременно несколько очагов сжига-
ния топлива.
Необходимо избегать сосредоточенных прогревов отдельных ча-
стей внутренней футеровки агрегатов и следить за тем, чтобы тем-
пература футеровки кладки подяямалась постепенно н строго по
графику. Места установки термопар и их число выбирают в зави-
симости от типа печей и доступности замеров. Как правило, темпе-
ратурный график сушки и разогрева печи контролируют по темпера-
туре свода, для измерения которой устанавливают несколько термо-
пар по осн свода. Так, в мартеновских или ванных печах устанав-
395
ливают термопары на своде против первого, третьего п пятого зава-
лочных окон, в туннельной печи — в начале, середине и конце зоны
обжига; в термических, нагревательных проходных печах, печах с
выкатным подом — в своде каждой зоны (если печи с многозонным
регулированием). Для установки термопар обычно предусматривают
проектом специальные огнеупорные трубки. Если этнх трубок нет,
в своде или в стенке просверливают электродрелью отверстия для
установки термопар. Фактическое расстояние от внутренней поверх-
ности свода до горячего спая термопары должно быть точно заме-
рено и записано в производственный журнал сушки и разогрева.
Горячий спай термопары выпускают в рабочее пространство на 20—
50 мм ниже рабочей поверхности свода.
Для измерения температур в пределах 0—400° С рекомендуется
пользоваться ртутными термометрами или термопарами ТХК (хро-
мель—копель). Для измерения температур в пределах 0—1100°С
следует применять термопары ТХА (хромель—алюмель), для изме-
рения температур 0—1600° С — термопары ТПП (платинородий —
платина), а для температуры 0—1800° С — термопары ПР-30/6 (пла-
тннородий 30 — платинородий 6).
В процессе сушки и разогрева кладки необходимо непрерывно
наблюдать за видимыми изменениями ее элементов: расширением
свода, натяжением связей, поведением (перекрытием) температур-
ных швов, местами сопряжения каркаса с кладкой.
Для наблюдения за расширением свода и стен, выложенных из
динасового кирпича, устанавливают маяки, фиксирующие расстоя-
ние между отдельными точками расширяющегося свода и какой-то
неподвижной точкой конструкции помещения цеха. Например, мож-
но укрепить на перекрытии цеха несколько проволочных отвесов над
теми точками свода, расширение (рост) которых желательно наблю-
дать. До начала разогрева необходимо точно измерить расстояние
(начальную величину) между отвесами и точками на своде. Осо-
бого внимания и осторожности требует разогрев кладки, выло-
женной из динаса в интервале температур 0—300 и 500—600° С. Не-
обходимо каждый час проверять состояние свода и записывать ве-
личину, на которую он расширяется (поднимается). Прн образова-
нии в каком-либо месте впадины стягивают соответствующие по-
перечные связи. Если поперечные связи каркаса излишне затянуты,
свод быстро и чрезмерно начинает подниматься (расти), внешние
швы начинают раскрываться (образуются трещины). В таких слу-
чаях излишне затянутые связи нужно ослабить. Если этого не сде-
лать, связи могут разорваться или разрушатся отдельные кирпичи
свода, чаще всего замковые. Необходимо иметь в резерве не менее
двух связей (каждого размера по длине) с гайками, чтобы можно
было быстро заменить разорвавшиеся связи.
Если связи каркаса окажутся недостаточно затянутыми, свод
при разогреве может опуститься и могут образоваться трещины с
внутренней стороны свода.
При появлении трещин в кладке свода сразу в большом коли-
честве необходимо снизить скорость разогрева. При этом необхо-
димо сразу установить контроль за трещинами. Во время каждой
смены следует проверять и регулировать связи, ослабляя и подтя-
гивая их постепенно по мере надобности. Степень натяжения связей
контролируют замерами между стойками по длине, по степени сжа-
тия деревянных прокладок на концах связей, по высокому чистому
звуку, издаваемому при простукивании связей деревянным молот-
396
ком. Величину н равномерность расширения (роста) свода контро-
лируют по установленным маякам.
При возникновении во время сушки сильного испарения следу-
ет сушить кладку без подъема температуры до прекращения испа-
рения.
Предусмотренные проектом теплоизоляцию или штукатурку сво-
да следует выполнять после разогрева, так как изоляция или шту-
катурка мешает наблюдению за поведением кладки в процессе суш-
ки н разогрева. Если изоляция нлн штукатурка выполнена до разо-
грева, необходимо потребовать их расчистки.
Во время разогрева необходимо наблюдать и поддерживать при-
нятое разрежение в рабочем пространстве тепловых агрегатов. Ана-
лиз продуктов сгорания в процессе сушки и разогрева производить
не требуется, однако не следует допускать неполного сгорания
топлива.
При сушке и разогреве механизированных агрегатов (конвейер-
ных, толкательных, с шагающим подом, проходных для химико-тер-
мической обработки и т. п.) в интервале температур 100—300° в ра-
бочем пространстве следует механизмы привести в движение. Не-
обходимо в этот период установить тщательный контроль за рабо-
той механизмов, и при появлении каких-либо недостатков разогрев
агрегата приостановить до их устранения.
В тепловых агрегатах с водоохлаждаемымн элементами (сте-
люгами, заслонками, рамами окон, валами и т. д.) при температу-
ре в рабочем пространстве выше 100° С следует включить циркуля-
цию воды. После этого необходимо установить тщательный контроль
за температурой выходящей нз водоохлаждаемых элементов воды,
Таблица 186. Продолжительность сушки дымовых труб, сут
Сушка кирпичных труб, построенных
Сушка железобетон-
ных труб, футерован-
ных
в летнее время
Высота
трубы, м
поздней осенью
и зимой
До 40 2
41—60 4
61—80 6
81—100 7
Более 100 9
6
8
10
14
18
5 7
6 8
8 10
10 13
12 15
10
12
16
20
24
3
3
3
4
6
7
7
7
8
10
к S
И к О
еа 2 м
Примечание. Продолжительность сушки футеровки металлических
труб следует принимать такую же, как и для футерованных железобетонных
труб.
397
не допуская ее нагрева выше 50° С. Если температура выходящей
воды будет неуклонно повышаться, нужно приостановить разогрев
агрегата н принять меры против перегрева воды.
В туннельных печах по достижении температуры в интервале
100—300° С следует начать проталкивать вагонетки, загруженные
балластной садкой.
Сушку и разогрев печей для обжига керамики можно проводить
вместе с обрабатываемой продукцией, что ускоряет ввод печи в экс-
плуатацию.
Дымовые трубы (кирпичные с футеровкой и без футеровки, же-
лезобетонные и металлические с футеровкой), предназначенные для
отвода дымовых газов с температурой выше 100° С, независимо от
времени постройки перед вводом в эксплуатацию должны быть про-
сушены (табл. 186) и прогреты.
Трубы можно сушить как непосредственно перед вводом их в
эксплуатацию, так и с последующей временной консервацией. Не-
посредственно перед вводом в эксплуатацию просушивают трубы,
построенные в летний период. Трубы, построенные в зимний период
с применением способа замораживания, независимо от срока ввода
в эксплуатацию просушивают немедленно по окончании постройки.
Подготовку к сушке и сушку следует проводить в соответствии с
«Инструкцией по сушке и разогреву труб и боровов» (ВСН 374-76/
/ММСС СССР).
Борова сушат одновременно с тепловым агрегатом. Борова,
сооруженные методом замораживания, нужно сушить немедленно
после постройки независимо от срока ввода их в эксплуатацию.
ПРИЛОЖЕНИЯ
Приложение 1. Краткий перечень важнейших действующих норматив-
ных документов по сооружению промышленных печей и кирпичных дымовых
труб
Индекс и номер Наименование документа Орган, утвердивший документ, и дата л утверждения
СНиП Ш-24-75 Кладка промышленных печей и кирпичных дымовых труб. Правила производства н прием- ки работ Госстрой СССР, 1975
СНиП 111-18-75 Металлические конструкции. Правила изготовления, монтажа и приемки То же
СНиП Ш-31-74 Технологическое оборудова- ние. Общие правила производ- ства и приемки монтажных ра- бот То же, 1974
СНиП П1-А.11-70 Техника безопасности в строи- тельстве То же, 1970
СНиП Ш-16-73 Бетонные и железобетонные конструкции сборные. Правила производства и приемки работ То же, 1973
СНиП Ш-В.4-72 Каменные конструкции. Пра- вила производства и приемки работ То же, 1972
СН 81-70 Нормы электрического осве- щения строительных и монтаж- ных работ То же, 1970
ВСН 367-76/ММСС Инструкция по кладке и фу- Минмонтажспец-
СССР теровке Промышленных печей строй СССР, 1977
СНиП Ш-19-75 Деревянные конструкции. Правила производства и при- емки работ Госстрой СССР, 1975
СН 440-72 Нормы продолжительности строительства предприятий, зданий и сооружений Госстрой СССР, 1972
СН 47-74 Инструкция о порядке состав- ления и утверждения проектов организации строительства и производства работ То же, 1974
СН 290-74 Инструкция по приготовлению и применению строительных растворов То же
СН 156-67 Инструкция по приготовлению и применению жаростойких ра- створов Госстрой СССР, 1967
СН 290-74 Указания по проектированию и применению строительных растворов То же, 1974
399
Продолжение прилож. /
Индексам номер документа Наименование документа Орган, утвердивший документ, и дата утверждения
СН 319'65 Инструкция по монтажу сборных железобетонных кон- струкций промышленных зданий и сооружений Госстрой СССР, 1965
СН 202-76 Инструкция по разработке проектов и смет для промыш- ленного строительства То же, 76
ВСН 374-77/ММСС Инструкция по сушке и разо- Минмонтажспец-
СССР греву труб и боровов строй СССР, 1977
ВСН 328-74/ММСС СССР Инструкция по сушке и пер- вому разогреву тепловых агре- гатов из жаростойкого бетона То же, 1974
ВСН 42-74/ММСС СССР Временная инструкция по про- ектированию, изготовлению и эксплуатации монтажных при- способлений То же
ВСН 320-73/ММСС Временная инструкция по Минмонтажспец-
СССР выбору, расчету н применению стальных канатов такелажных средств строй СССР, 1973
ВСН 328-74/ММСС СССР Инструкция по составлению проектов производства работ для сооружения промышленных печей и кирпичных дымовых То же, 1974
— труб Правила устройства и безопас- ной эксплуатации грузоподъем- ных кранов Госгортехнадзор СССР, 1969
Типовая инструкция для стро- пальщиков (такелажников, за- цепщиков), обслуживающих грузоподъемные краиы То же, 1966
—* Положение о расследовании и учете несчастных случаев на производстве Президиум ВЦСПС, 1966
Инструкция о порядке выда- чи, хранения и пользования спецодеждой, спецобувью и предохранительными приспособ- лениями Госкомитет по труду и заработной пла- те. ВЦСПС, 1960
Приложение 2. Таблица соотношений между единицами физических
величин в метрической системе и системе СИ
Наименование величины Наименование единицы Соотношение единиц
метрическая система система СИ
Сила, нагрузка, вес килограмм-сила тонна-сила ньютон 1 кгс ~ 10 Н 1 тс ~Ю кН
Линейная нагрузка Поверхностная на- грузка килограмм-енла на метр килограмм-сила на квадратный метр ньютон иа метр ньютон на квадратный метр 1 кге/м ~ 10 Н/м 1 кгс/м2~10 Н/м2
400
Продолжение прилож. 2
Наименование величины Наименование единицы Соотношение единиц
метрическая система | система СИ
Давление килограмм-сила на квадратный санти- метр миллиметр водяно- го столба паскаль 1 кгс/см2 ~ 0,1 МПа 1 мм вод. ст.— 10 Па
Механическое на- пряжение килограмм-сила на квадратный санти- метр килограмм-сила на квадратный милли- метр паскаль 1 кгс/см2 ~ 0,1 МПа I кгс/мм2— 10 МПа
Момент силы килограмм-сила на метр ньютон-метр 1 кгс-м —10 Н’М
Работа (энергия) килограмм-сила на метр джоуль 1 кгс- м — 10 Дж 1 кгс-м/с — 10 Вт
Количество теплоты килокалория джоуль 1 ккал —4,2 кДж
Мощность килограмм-сила на метр в секунду лошадиная сила килокалория в час ватт 1 кгс-м/с — 10 Вт 1 л. с. ~ 735,5 Вт 1 ккал/ч— 1,16 Вт
Удельная теплоем- кость килокалория на кило- грамм-градус Цель- сия джоуль на килограмм- кельвин 1 ккал/(кг-°С)~ ~ 4,2 кДж(кг-К)
Теплопроводность килокалория в час на метр-градус Цельсия ватт на метр- кельвин 1 ккал/(ч-м-°С) — - 1,16 Вт/(м-К)
Коэффициент теп- лопередачи: коэффи- циент теплообмена (теплоотдачи) килокалория в час на квадратный метр- градус Цельсия ватт на квадратный метр-кельвин 1 ккал/(ч-м2-°С) — - 1.16 Вт/(м2-К)
26—351
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автомобили грузовые 160, 276,
311
Автопогрузчики 144, 272, 304,
311
Авторастворовозы 159
Автоцементовозы 159
Агрегаты сварочные 164, 339
Андезит 10
Б
Балкн двутавровые 16, 324
Баллоны для хранения и пере-
возки кислорода и газов 166
Бетоносмесители 141
Бетоны жаростойкие 71, 72,
178, 209, 216, 391
— легкие теплоизоляционные
72, 76, 279
— тяжелые 73
Бетоны огнеупорные 71
Блоки 27, 268
— графитированные 27, 104
— углеродистые 27, 104
В
Вагонетки 150, 382, 393
Вагранки 111, 195
Вибраторы 168
Воздухонагреватели 99, 174,
194, 335
Выпрямители сварочные 164
Г
Генераторы ацетиленовые 166
Горелки газовые 165, 268, 288,
395
Гравий керамзитовый 11
Д
Диабаз 11
402
3
Захваты 263, 264
И
Изделия кислотоупорные кера-
мические для футеровки ды-
мовых труб 7
— тугоплавкие 22
Изделия огнеупорные 190, 304
— алюмосиликатные 48, 50
— бадделито-корундовые
электроплавленые 24, 52
—• высокоглиноземнстые 24, 41,
51, 104, 109
— динасовые 25, 28, 37, 53, 62,
108, 171, 389, 396
— для воздухонагревателей до-
менных печей 22, 31, 40, 42,
44
— для футеровок вращающих-
ся трубчатых печей 23, 48,
49
— доломитовые 27, 60, 62
— каолиновые 23
— карбид-кремниевые 27, 61
— карборундовые 28
— корундовые 24, 28, 62
— крупноблочные алюмосили-
катные для стекловаренных
печей 23
— магнезиально-шпинелидные
49
— магнезиальные 23, 48
— магнезитовые (периклазо-
вые) высшей огнеупорности
25, 28, 56, 62, 108, 172, 389
— магнезито-хромитовые 26,
62
— муллитовые 28, 62
— периклазошпинелидные 26,
60, 62
— полукислые 22, 28, 29, 62
— талькомагнезитовые 27, 61
— углеродистые 28, 61, 62
— форстеритовые 27, 60, 62,
109
— хромитовые 27, 28, 60, 62
— хромомагнезитовые 26, 28,
56, 62, 108, 172
— цирконовые 28
— шамотные 22, 23, 28, 30, 37,
51, 62, 104, 109, 114, 170, 389
Изделия огнеупорные легковес-
ные 28, 170
— высокоглиноземистые 29
— динасовые 31
— каолиновые 31
Изделия шамотные и полукис-
лые 31
Инструмент пневматический
167
— электрифицированный 168
К
Кабели 339
Канаты пеньковые 254
— стальные 254
Кельма 181
Керосинорез 165
Кирочка с ручкой 181
Кирпич глиняный для дымовых
труб (пластического прессо-
вания) 5, 380
— криняный обыкновенный 5,
114, 170, 378
— кислотоупорный нормаль-
ный 6
— силикатный 378
— тугоплавкий 28
Киянка 181
Кладка воздухонагревателя до-
менной печи 230, 231, 232,
234, 345
— доменной печи 219, 220, 225,
226, 234, 342, 349
— дымовой трубы 378, 380
— кольцевой нагревательной
печи с вращающимся подом
246
— конвертеров 243, 353
— люков в дымоходах 204
— мартеновских печей 234,
237, 350
— методических печей 245, 354
- миксера 241, 353
— нагревательных колодцев
245
— регенеративной насадки 204
— рекуператоров 205, 245
— сводов и арок 198
— стекловаренной печи 248,
359
— стен, столбов и простенков
196
— туннельной печи 361
Ковш ручной 181
Кольца стяжные 372, 374, 380,
383
Компрессоры 169
Конвейеры ленточные 146, 310
Конвертеры сталеплавильные
105, 195, 243, 353
Контейнеры 307, 342
Краны автомобильные 156, 271,
272, 381
— башенные 158, 276
— пневмоколесные и гусенич-
ные 157, 279
— переносные 155
— универсальные козловые 158
Кран-балки подвесные 149,304,
311, 342
Кран-укосина 383, 388
Кремнефтористый натрий тех-
нический 10
Кружала 184
Л
Лебедки ручные 150, 295
— электрические 151, 271, 295,
381
Леса 318, 387
М
Мертель алюмосиликатный 68
— динасовый 68
— корундовый 69
— муллитокорундовый 69
— цирконовый 69
Механизмы печей
— выкатки выдвижных подов
печей 296
— подъема заслонок и шибе-
ров 295
— подъема и вращения дымо-
вых шиберов 295
— колкатели 297
Миксеры 109, 195, 241, 353
Монорельс 266, 351
26*
403
н
Нефелиновый шлам 10
О
Обмазки защитные 69, 217
— уплотнительные 69, 217
Объемная масса 90
Опалубка 184, 188
Освещение строительных пло-
щадок 337
Отвес 181, 378
Отливки из жаростойкого чугу-
на 21
Отопительные агрегаты 333
— воздухонагреватели 335
— электрические тепловоздухо-
дувки 335
П
Пакеты 307, 310
Панели бетонные и железобе-
тонные 277
Перегреватель водяного пара
136
Печи вращающиеся 135, 195,
252, 363
— для обжига во взвешенном
состоянии 127
— для обжига в кипящем слое
127
— для нагрева жидких и газо-
образных продуктов 137
— доменные 96, 102, 103, 174,
194, 219, 342
— известеобжигательиые 133
— мартеновские 106, 175, 194,
234, 350, 390, 395
Печи многоподовые 126
— нагревательные 111, 195,
271, 354, 390, 392
— отражательные плавильные
128, 195
— стекловаренные ванные 134,
176, 195, 248, 359
— термические 118, 195, 271,
390, 392
— трубчатые 139, 195
— туннельные 130, 195, 283,
361, 390, 392
— установки ЛК-6У 139, 280
— шахтные 129, 195
Питатели винтовые шнековые
163
Площадки подвесные 318, 385
— светофорные 372
Поверхность кладки 178
Поддоны 307
Подмости 318, 381, 385
Подогрев воды, инертных и
кирпича 334
Подъемники строительные 154
— цемента 163
— шахтоподъемники 153, 386
Полиспаст 266, 271
Порошки огнеупорные 62, 109
Правило деревянное 181
Преобразователи сварочные
164
Провода электрические 338
Проект производства работ
298
Противокоррозионная защита
371, 375
Пускатель магнитный 338
Р
Рабочее место огиеупорщика
315
Разбивочные работы 191
Разгрузчики пневматические
163
Раствор строительный 12, 62,
65, 66, 277, 378, 380, 381
— кислотоупорный 15
— огнеупорный 64
Растворимое, или жидкое стек-
ло 8
Растворные узлы 301, 337, 361
Растворонасосы 142, 310
Растворосмесители 141
Редукторы кислородные 166
— ацетиленовые 166
— пропанбутановые 166
Резка огнеупорных изделий
190, 302
Рейка 181
Резаки 165
Рекуператоры 205, 290
Рольганги 146, 268
С
Складское хозяйство 302, 337,
342
Скобы ходовые 373
Смола каменноугольная 10
Сортировка изделий 190
Стали и сплавы жаропрочные,
жаростойкие и коррозионно-
стойкие 20
Сталь угловая равнополочная
17
404
— угловая неравнополочная 18
— периодического профиля 19
Стальные конструкции 269,
270, 271
Станки для резки огнеупорных
изделий 161
Ствол трубы 370, 372, 376, 382
Строительный шов кладки 193
Стропы 261
Сушила для литейных цехов 123
Сушка и разогрев промышлен-
ных тепловых агрегатов 389,
391, 394
Т
Тали с ручным приводом 148
Температурные швы 208
Теплоемкость 90
Теплоизоляционные материалы:
86, ПО, 279, 379
асбест хризотиловый 86
асбестовермикулитовые из-
делия 86
вата высокоглиноземистая
87
вулканитовые изделия 88
диатомитовые изделия 87,
170
известково-кремнеземи-
стые изделия 87
картон асбестовый 86
крошка диатомитовая
обожженная 87
маты нз ваты каолинового
состава 87
маты минераловатные про-
шивные на металлической
сетке 87
маты прошивные из мине-
ральной ваты ВФ-75 на
металлической сетке 88
пенодиатомитовые изделия
87
перлитовые изделия на ке-
рамической связке (перли-
токерамические) 89
перлитофосфогелевые пли-
ты 88
шнур асбестовый 86
Теплопроводность 90
Тепляки 327, 330, 352
Теска огнеупорных изделий 190
Торкрет-бетон 82, 391
Торкретирование 143, 217
Торкрет-бетоны 82
Траверсы 263
Транспортирование автомоби-
лями 311, 342, 314
— в вагонах 314
— в пакетах и контейнерах
307, 350
— в полувагонах 316
— конвейерами 310
— на платформах 316
— растворов 310
Трансформаторы понижающие
337
— сварочные 163, 339
Трубы дымовые кирпичные
370, 378, 380, 385
— дымовые металлические 383
— дымовые сборные железо-
бетонные 377
— стальные водогазопровод-
ные 18
У
Уровень 181, 378
Ф
Форсунка 285, 268, 395
Формы 189
Фундамент 269, 369, 376
Футеровка газоотводов н пы-
леуловителя 228, 349
— дымовых труб 370, 371, 379,
380, 383, 385
— купола 232
— миксеров 353
— сталеплавильных конверте-
ров 353, 243
— фурменных рукавов 234
— циклонных теплообменни-
ков 252
X
Хлористый кальций 10
Хранение глиняного обыкно-
венного и диатомитового кир-
пича 306
— изделий из жаростойкого
бетона 306
— металлов и оборудования
306
— огнеупорных изделий 304
— сыпучих материалов 306
Ц
Царги цилиндрические 376, 387
Цемент глиноземистый 9
405
— портландцемент 9
— пуццолановый портландце-
мент 9
— шлакопортландцемент 9
Цемент-пушки 142
Ш
Швеллеры 16, 325
щ
Щебень аглопоритовый 12
Щупы 181
Э
Электропогрузчики 145, 304,
311
Электротали 147, 310, 311
Я
Якоря горизонтальные 260
— наземные 259
— свайные 260
Ящик расходный для раствора
181
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
Раздел первый. Строительные материалы...................... 4
Глава I, Общестроительные материалы и растворы ... 4
1. Кирпич глиняный обыкновенный.................... 4
2. Кирпич глиняный для дымовых труб................ 5
3. Кирпич кислотоупорный нормальный................ 6
4. Изделия кислотоупорные керамические для футе-
ровки дымовых труб.................................. 7
5. Стекло натриевое жидкое......................... 8
6. Портландцемент, шлакопортландцемент и пуццола-
новый портландцемент ............................... 8
7. Цемент кислотоупорный кварцевый кремнефтори-
стый ............................................... 8
8. Цемент глиноземистый............................ 9
9. Смола каменноугольная.......................... 10
10. Кальций хлористый технический................. 10
406
Стр.
11. Натрий кремнефтористый технический............ 10
12. Нефелиновый шлам............................... Ю
13. Андезит ....................................... Ю
14. Диабаз......................................... И
15. Гравий керамзитовый............................ И
16. Щебень аглопоритовый.......................... 12
17. Строительные растворы....................... 12
18. Растворы кислотоупорные..................... 15
Глава II. Металлы......................................... 15
1. Сталь прокатная................................ 15
2. Трубы стальные водогазопроводные (табл. 18) . . 18
3. Сталь горячекатаная для армирования............ 19
4. Жаропрочные жаростойкие и коррозионно-стойкие
стали и сплавы.................................... 19
5. Отливки из жаростойкого чугуна................. 21
Глава III. Огнеупорные материалы, бетоны и растворы . 22
1. Характеристика огнеупорных изделий............. 22
2. Тугоплавкий кирпич............................. 28
3. Изделия легковесные огнеупорные и высокоогне-
упорные .......................................... 28
4. Полукислые изделия ,........................... 29
5. Изделия шамотные общего назначения............. 30
6. Изделия огнеупорные и высокоогнеупорные общего
назначения........................................ 30
7. Изделия огнеупорные динасовые и шамотные для
кладки мартеновской печи.......................... 37
8. Изделия огнеупорные и высокоогнеупорные для
кладки доменных печей............................. 39
9. Изделия высокоглиноземистые для кладки лещади
доменных печей.................................... 41
10. Изделия огнеупорные и высокоогнеупорные для
кладки воздухонагревателей и воздухопроводов горя-
чего дутья доменных печей......................... 42
11. Изделия огнеупорные и высокоогнеупориые для
футеровки вращающихся трубчатых печей .... 48
12. Изделия крупноблочные огнеупорные и высокоог-
неупорные алюмосиликатные для стекловаренных
печей ............................................ 50
13. Высокоглиноземистые изделия................... 51
14. Изделия для футеровки вагранок................ 51
15. Изделия электроплавленые литые «Бакор» для
стекловаренных печей.............................. 52
16. Изделия огнеупорные динасовые................. 53
17. Изделия динасовые для кладки электросталепла-
вильных печей..................................... 53
18. Изделия динасовые огнеупорные для стекловарен-
ных печей......................................... 53
19. Магнезитовые изделия.......................... 56
20. Хромомагнезнтовые высокоогнеупорные и высоко-
огнеупорные периклазохромитовые изделия для клад-
ки сводов сталеплавильных печей................... 56
21. Периклазошпинелидные изделия................. 60
407
Стр.
22. Хромитовые изделия........................ 60
23. Доломитовые изделия....................... 60
24. Форстеритовые и форстерито-хромитовые изделия 60
25. Кирпич талькомагнезитовый цельнопиленый . . 61
26. Углеродистые и графитированные изделия ... 61
27. Карбид-кремниевые изделия................. 61
28. Маркировка огнеупорных изделий............ 62
29. Растворы, мертели и порошки огнеупорные . . 62
30. Приготовление растворов................... 68
31. Мертелн и порошки огнеупорные............. 68
32. Обмазки защитные и уплотнительные......... 69
33. Жаростойкие и огнеупорные бетоны.......... 71
34. Приготовление жаростойких бетонов......... 79
35. Торкрет-бетоны............................ 82
Глава IV. Теплоизоляционные материалы и изделия ... 86
Глава V. Объемная масса, теплопроводность, теплоемкость
и допустимые рабочие температуры материалов .... 90
Раздел второй. Промышленные печи........................... 96
Глава I. Доменные печи и воздухонагреватели................ 96
1. Размеры доменных печей и их вспомогательных
устройств. Потребность в огнеупорных и теплоизоля-
ционных материалах и изделиях ...................... 96
2. Требования к огнеупорным материалам для кладки
доменной печи и ее вспомогательных устройств . . 104
Глава II. Сталеплавильные конверторы...................... 105
Глава III. Мартеновские печи.............................. 106
1. Классификация мартеновских печей и материалы
для их кладки...................................... 106
2. Требования к огнеупорным материалам для кладки
мартеновских печей ................................ 108
Глава IV. Миксеры......................................... 109
Глава V. Вагранки......................................... 111
Глава VI. Прокатные и кузнечные нагревательные печи . 111
1. Рекуперативные колодцы Стальпроекта с односто-
ронним подводом тепла........................... 112
2. Пятизонная методическая печь Стальпроекта . . 113
3. Печи с шагающими балками (подом) конструкции
институтов Стальпроект и ВНИПИ Теплопроект . . 113
4. Кольцевые и карусельные печи конструкции Гипро-
меза и Теплопроекта................................ 114
5. Типовые камерные печи Теплопроекта............. 116
6. Печи Теплопроекта для нагрева штангового метал-
ла перед резкой на пресс-ножницах.................. 116
Глава VII. Термические печи............................... 118
1. Печи Теплопроекта с выкатным подом.............. 118
2. Типовые термические камерные печи Теплопроекта 118
3. Закалочно-отпускной и нормализованный агрегаты
Теплопроекта....................................... 121
408
Стр.
4. Агрегаты с контролируемой атмосферой . . . . 121
5. Вертикальные печи конструкции Теплопроекта . . 123
Глава VIII. Сушила для литейных цехов......................... 123
1. Камерные литейные сушила Теплопроекта ... 123
2. Горизонтальные конвейерные сушила Теплопроекта 124
3. Типовые барабанные сушила Теплопроекта . . . 124
Глава IX. Печи цветной металлургии и химической про-
мышленности .......................................... 126
1. Многоподовые печи....................... 126
2. Печи для обжига во взвешенном состоянии . . . 127
3. Печи для обжига в кипящем слое......... 127
4. Отражательные плавильные печи.......... 128
5. Шахтиые печи........................... 129
Глава X. Печи промышленности строительных материалов 130
1. Печи для обжига кирпича и керамических блоков 130
2. Известеобжигательные печи.............. 133
3. Стекловаренная ванная печь............. 134
4. Тепловые агрегаты цементной промышленности . 135
Глава XI. Печи нефтеперерабатывающее промышленности 136
1. Перегреватель водяного пара и других газообраз-
ных продуктов.......................................... 136
2. Печь для нагрева жидких и газообразных продук-
тов нефтепереработки................................... 137
3. Печи установки ЛК-6У............................... 139
4. Трубчатые печи с горизонтальным расположением
змеевика............................................... 139
Раздел третий. Строительные механизмы, ручные маши-
ны и транспорт........................................ 141
Глава I. Машины для приготовления и транспортирования
раствора и бетона. Оборудование для торкретирования . 141
Глава II. Машины и оборудование для горизонтального и
вертикального транспортирования ...................... 144
1. Автопогрузчики...................................... 144
2. Электропогрузчики................................. 145
3. Ленточные конвейеры................................ 146
4. Рольганги.......................................... 146
5. Электротали........................................ 147
6. Тали с ручным приводом............................. 148
7. Подвесные кран-балки типа ЭД............... 149
8. Вагонетки узкой колеи для шахтоподъемников . 150
9. Лебедки ручные..................................... 150
10. Лебедки электрические.............................. 151
11. Шахтные подъемники для строительства кирпич-
ных дымовых труб....................................... 153
12. Строительные подъемники и переносные краны . 154
13. Автомобильные краны............................... 156
14. Пневмоколесные и гусеничные краны................. 157
409
Стр.
15. Башенные краны................................ 158
16. Универсальный козловой кран................... 158
17. Автоцементовозы и авторастворовозы ..... 159
18. Автомобили грузовые . . ...................... 160
Глава III. Машины для обработки огнеупорных изделий,
разгрузки и подачи сыпучих грузов.................... 161
1. Машины для обработки огнеупорных изделий . . 161
2. Винтовые шнековые питатели.................... 163
3. Пневматические разгрузчики п подъемники цемента 163
Глава IV. Оборудование для электрической и газовой свар-
ки и резки металла................................... 163
1. Трансформаторы сварочные однопостовые . . . 163
2. Преобразователи сварочные..................... 164
3. Выпрямители сварочные однопостовые............ 164
4. Агрегаты сварочные............................ 164
5. Газовые горелкн............................... 165
6. Резаки........................................ 165
7. Редукторы..................................... 166
8. Баллоны для хранения н перевозки газов ... 166
9. Генераторы ацетиленовые....................... 166
Глава V. Ручные машины и компрессоры..................... 167
1. Пневматические ручные машины................... 167
2. Электрические ручные машины................... 168
3. Компрессоры................................... 169
Раздел четвертый. Кладка промышленных печей . . . 170
Глава I. Затраты материалов и рабочего времени на 1 м3
кладки............................................. 170
1. Кладка из глиняного, силикатного, диатомитового
и легковесного шамотного кирпича.................. 170
2. Кладка нз шамотного или динасового кирпича . 171
3. Кладка из магнезитового и хромомагнезитового
кирпича........................................... 172
4. Кладка газовоздухопроводов................... 172
5. Футеровка газовоздухопроводов................. 173
6. Кладка доменной печи и воздухонагревателей . . 174
7. Кладка основной мартеновской печи............ 175
8. Кладка стекловаренной ванной печи............ 176
9. Потребность в прямом и клиновом кирпиче на одно
кольцо при кладке арок сводов и кольцевых стен . 176
10. Укладка жаростойкого бетона и забивка зазоров 178
11. Определение объема, поверхности кладки и пло-
щади опалубки..................................... 178
Глава II. Рабочий инструмент и инвентарь................. 181
Глава III. Кружала и опалубка............................ 184
1. Кружала и опалубка для кладки сводов .... 184
2. Разметка кружал............................... 184
3. Установка кружал.............................. 186
410
Стр.
4. Опалубка для укладки жаростойкого бетона . . 188
5. Формы для изготовления изделий из жаростойкого
бетона............................................ 189
Глава IV. Обработка огнеупорных изделий.................. 190
1. Сортировка изделий............................. 190
2. Механическая резка и теска изделий............. 190
Глава V. Разбивочные работы.............................. 191
Глава VI. Основные правила кладки........................ 193
1. Толщина строительных швов кладки.............. 193
2. Кладка стеи, столбов и простенков............. 196
3. Кладка сводов и арок.......................... 198
4. Футеровка цилиндрических газовоздухопроводов . 203
5. Кладка люков в дымоходах...................... 204
6. Кладка регенеративной насадки................. 204
7. Кладка рекуператоров.......................... 205
8. Температурные швы............................. 208
9. Кладка печей в зимних условиях................ 209
10. Проверка правильности кладки................. 209
11. Укладка жаростойкого бетона................. 209
12. Нанесение защитных и уплотнительных обмазок 217
13. Торкретирование.............................. 217
Глава VII. Кладка отдельных конструктивных элементов
печей.................................................... 219
1. Доменная печь................................. 219
2. Мартеновские печи : : : :..................... 234
3. Миксер........................................ 241
4. Сталеплавильные конверторы.................... 243
5. Методические печи и нагревательные колодцы . . 245
6. Стекловаренная ванная печь.................... 248
7. Вращающаяся печь для обжига цементного клин-
кера ............................................. 252
Раздел пятый. Монтаж печных конструкций...................254
Глава I. Приспособления применяемые при монтаже . . 254
1. Канаты........................................ 254
2. Якоря......................................... 258
3. Стропы, траверсы, захваты.....................261
4. Расчет монтажных приспособлений и устройств 263
Глава II. Затраты труда на монтаж промышленных печей 267
Глава III. Монтаж стальных конструкций 269
1. Хранение и транспортирование.................. 269
2. Приемка фундаментов........................... 269
3. Установка, выверка и сдача стальных конструкций 270
4. Примеры монтажа стальных конструкций промыш-
ленных печей...................................... 271
411
Стр.
5. Расход материалов и электроэнергии на изготовле-
ние и монтаж сварных стальных конструкций . . . 276
Глава IV. Монтаж сборных печей из жаростойкого бетона
и железобетона ................ 277
1. Приемка, транспортирование и хранение .... 277
2. Монтаж сборных железобетонных, бетонных и па-
нельных конструкций....................... 277
3. Организация работ..................... 279
Раздел шестой. Монтаж печного оборудования .... 285
Глава I. Приборы для сжигания жидкого и газообразного
топлива.......................................... 285
1. Форсунки................................ 285
2. Газовые горелки......................... 288
Глава II. Рекуператоры............................ 290
Глава III. Механизм подъема заслонок и шиберов . . . 295
Глава IV. Механизмы выкатки выдвижных подов печей . 296
Глава V. Толкатели ............... 297
Раздел седьмой. Организация и механизация работ по
строительству промышленных печей..................298
Глава I. Разработка проекта производства работ .... 298
1. Состав проекта производства работ....... 298
2. Растворные узлы.............................. 301
3. Установки для обработки огнеупорных изделий . . 302
4. Складское хозяйство.................... 302
5. Основные правила хранения изделий и материалов 304
6. Транспортирование...................... 307
7. Погрузочно-разгрузочные работы......... 311
8. Уборка строительного мусора............ 315
9. Организация рабочего места огнеупорщика ... 315
10. Леса, подмости и подвесные площадки . . . . 318
11. Производство работ в зимних условиях .... 327
12. Электроснабжение....................... 336
13. Нормы выдачи спецодежды, спецобуви и предо-
хранительных приспособлений ...................... 341
Глава II. Примеры организации работ по кладке печей . . 342
1. Комплекс доменной печи.................. 342
2. Мартеновские печи...................... 350
3. Сталеплавильный конвертор............... 353
4. Миксер.................................. 353
5. Нагревательные печи и колодцы........... 354
6. Ванная стекловаренная печь для прокатки стекла 359
7. Туннельная печь........................ 361
8. Вращающаяся печь цементной промышленности . 363
9. Радиантно-конвективная печь нефтехимической
промышленности.................................... 367
10. Форма журнала работ по кладке печей .... 369
412
Стр.
Раздел восьмой. Кирпичные и сборные железобетонные
дымовые трубы.................................. 370
Глава I. Конструктивные элементы кирпичных труб . . . 370
1. Основания и фундаменты.................. 370
2. Ствол и футеровка....................... 370
3. Противокоррозионная защита.............. 371
4. Объем работ по отдельным конструктивным эле-
ментам при сооружении труб................. 372
5. Размеры стяжиых колец................... 374
Глава II. Конструктивные элементы сборных железобетон-
ных труб ................... 376
Глава III. Производство работ..................... 378
1. Кладка кирпичных труб в зимних условиях . . . 380
2. Организация строительных работ.......... 381
3. Обследование и ремонт кирпичных труб .... 385
4. Монтаж сборных труб..................... 387
Раздел девятый. Сушка и разогрев промышленных теп-
ловых агрегатов................................ 389
1. Подготовительные работы к сушке и разогреву фу-
теровки тепловых агрегатов................. 391
2. Сушка и разогрев тепловых агрегатов (печи, су-
шила, дымовые трубы, борова)............... 394
Приложения........................................ 399
Абрам Аронович Айзенберг
Виктор Исенович Бельский
Анатолий Аронович Березин
Евгений Федорович Гойколов
Михаил Николаевич Ижорив
Анатолий Васильевич Кудрявцев
Марлен Александрович Пашистов
Юрий Федорович Синицын
Иван Алексеевич Шишков
Алексей Васильевич Яшкин
СООРУЖЕНИЕ ПРОМЫШЛЕННЫХ ПЕЧЕН
Редакция литературы по технологии строительных работ
Зав. редакцией Е. А. Ларина
Редактор Л. А. Кашани
Мл. редактор И. Н. Смирнова
Внешнее оформление художника А. А. Бекназарова
Технический редактор Н. Г. Бочкова
Корректоры Л. С. Лелягнна, Н. П. Чугунова
ИБ № 708
Сдано в набор 09.11.77. Подписано в печать 04.05.78.
Т-06662. Формат 84X108732 д. л. Бумага типографская № 2.
Гарнитура литературная. Высокая печать. 21,84 усл. печ. л.
27,34 уч.-изд. л. Тираж 16.000 экз. Изд. № АХ—6285. Зак. 351.
Цена 1 р. 70 к.
Стройиздат, 103006, Москва, Каляевская ул., д. 23а
Владимирская типография Союзполнграфпрома
при Государственном комитете-Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7
ТАБЛИЦА СООТНОШЕНИИ МЕЖДУ НЕКОТОРЫМИ ЕДИНИЦАМИ ФИЗИЧЕСКИХ ВЕЛИЧИН,
ПОДЛЕЖАЩИМИ ИЗЪЯТИЮ, И ЕДИНИЦАМИ СИ
Наименование величины Единица Соотношение единиц
подлежащая изъятию СИ
наименование обозна- чение ' наименование обозна- чение
Сила; нагрузка; вес килограмм—сила тонна—сила грамм—сила КГС ТС ГС ньютон н 1 кгс ~ 9,8 Н~10 Н 1 тс~9,8-103 Н~10 кН 1 гс~9,8-]0~3 Н~10 мН
Линейная нагрузка Поверхностная нагрузка килограмм—сила на метр килограмм—сила на квадратный метр кгс/м кгс/м2 ньютон на метр ньютон на квад- ратный метр Н/м Н/м2 1 кгс/м ~ 10 Н/м 1 кгс/м2 ~ 10 Н/м2
Давление килограмм—сила на квадратный сантиметр миллиметр водяного столба миллиметр ртутного столба кгс/см2 мм вод. ст. мм рт. ст. паскаль Па 1 кгс/см2~9,8-104 Па~ ~105 Па ~ 0,1 МПа 1 мм вод. ст. ~ 9,8 Па ~ ~ 10 Па 1 мм рт. ст. ~ 133,3 Па
Механическое напряже- ние Модуль продольной уп- ругости; модуль сдви- га; модуль объемного сжатия килограмм—сила на квадратный миллиметр килограмм—сила на квадратный сантиметр кгс/мм2 кгс/см2 • паскаль Па 1 кгс/мм2~9,8-106 Па~ ~107 Па~10 МПа 1 кгс/см2 ~ 9,8 • 104 Па~ ~105 Па~0,1 МПа
Продолжение
Наименование величины Единица Соотношение единиц
подлежащая изъятию си
наименование обозна- чение наименование обозна- чение
Момент силы; момент пары сил килограмм—сила—метр кгс-м ньютон—метр Нм 1 кгс-м~ 9,8 Н-м~ ~ 10 Н-м
Работа (энергия) килограмм—сила—метр кгс-м джоуль Дж 1 кгс-м~9,8 Дж ~ ~10 Дж
Количество теплоты калория килокалория кал ккал джоуль Дж 1 кал ~ 4,2 Дж 1 ккал ~ 4,2 кДж
Мощность килограмм—сила—метр в секунду лошадиная сила калория в секунду килокалория’в час кгс-м/с л. с. кал/с ккал/ч ватт Вт 1 кгс • м/с ~ 9,8 Вт~ ~ 10 Вт 1 л. с. ~ 735,5 Вт 1 кал/с ~ 4,2 Вт 1 ккал/ч ~ 1,16 Вт
Продолжение
Наименование величины Единица Соотношение единиц
подлежащая изъятию СИ
наименование обозна- чение наименование обозна- чение
Удельная теплоемкость калория на грамм— градус Цельсия килокалория на кило- грамм—градус Цельсия кал/ /(г °C) ккал/ /(кг- °C) джоуль на кило- грамм—кельвин Дж/(кгХ ХК) 1 кал/(г-°C) — -4.2-103 Дж/(кг-К) 1 ккал/(кг-°С) ~ — 4,2 Дж/(кг-К)
Теплопроводность калория в секунду на сантиметр—градус Цельсия килокалория в час на метр—градус Цельсия кал/ /(с-см-°С) ккал/ /(ч-м-°С) . ватт на метр— кельвин Вт/(м-К) 1 кал/(с-см-°С)— -420 Вт/(м-К) 1 ккал/(ч-м-°С) — -1,16 Вт/(м-К)
Коэффициент теплообме- на (теплоотдачи); ко- эффициент теплопере- дачи калория в секунду на квадратный сантиметр— градус Цельсия килокалория в час на квадратный метр—градус Цельсия кал/ /(с-см2Х Х°С) ккал /(чХ Хм2-°C) ватт на квадрат- ный метр — кель- вин Вт/(м2Х ХК) 1 кал/(с-см2-°С) — — 42 кВт/(м2-К) 1 ккал/(ч-м2-°С)— — 1,16 кВт/(м2-К)