/












Текст
2 КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 3151
Общая характеристика станка
Назначение станка. Станок предназначен для наружного шли-
фования в центрах цилиндрических, пологих конических и торцо-
вых поверхностей деталей.
Техническая характеристика станка
Наибольший диаметр шлифуемой детали в мм............ 200
Наибольшее расстояние между венграми в мм .... 750
Наибольшее перемещение стола в мм................... 780
Наибольший угол поворота стола в град ....... ±6
Наибольшее поперечное перемещение шлифовальной баб-
ки в мм ............................................ 200
Число оборотов шлифовального круга в минуту .... 1050
Число скоростей вращения патрона бабки изделия ... 3
Пределы чисел оборотов патрона бабки изделия в минуту 15—300
Скорость продольного перемещения стола в м/мак:
наибольшая.......................................... 10
наименьшая..................................... 0,1
Пределы величин радиальной подачи шлифовальной бабкн
на ход стола в мм..............-....................0,01—0,03
Мощность главного электродвигателя в кет............ 7
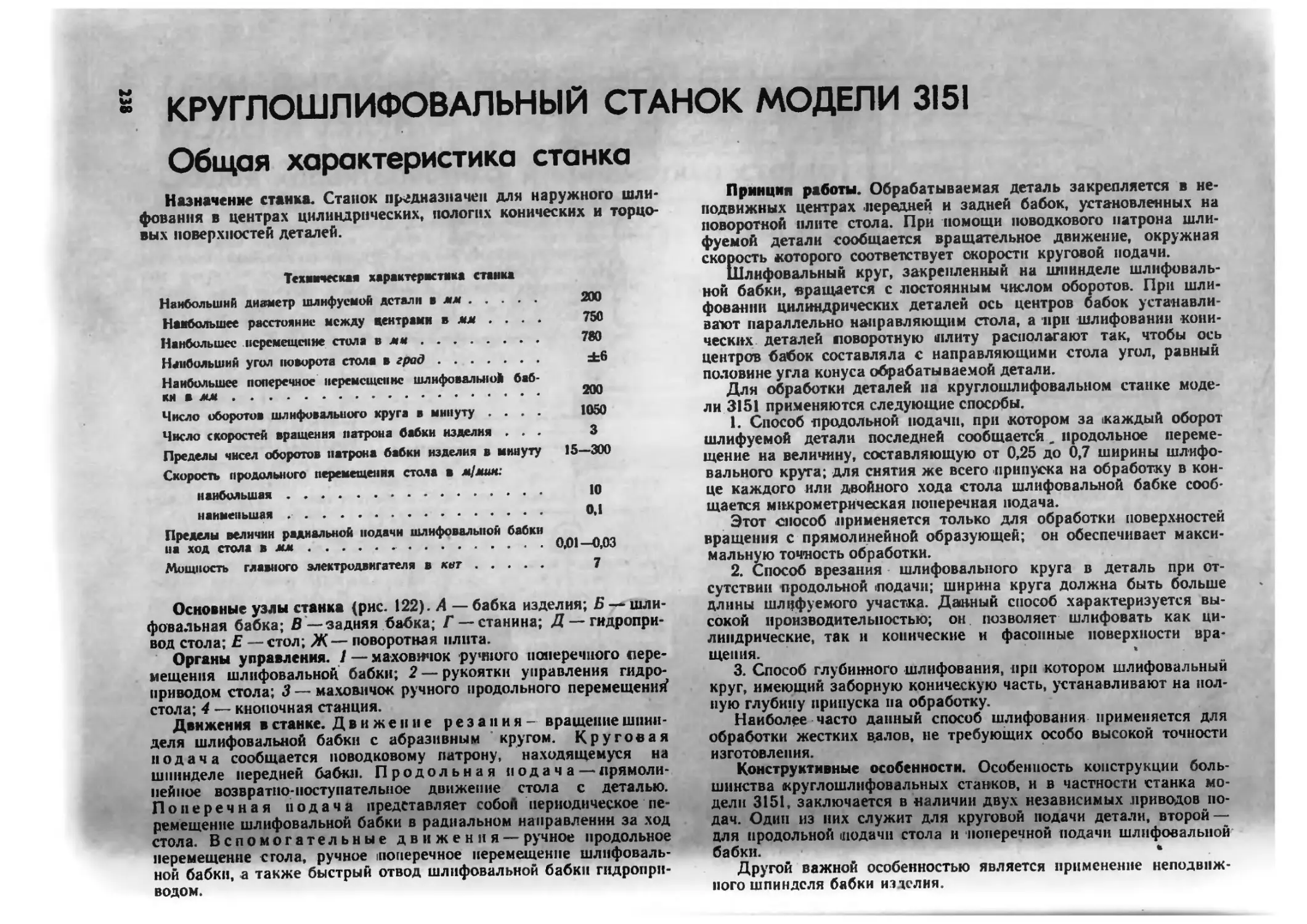
Основные узлы станка (рис. 122). А — бабка изделия; Б — шли-
фовальная бабка; В—задняя бабка; Г — станина; Д— гидропри-
вод стола; Е —стол; Ж— поворотная плита.
Органы управления. 1 — маховичок ручного поперечного пере-
мещения шлифовальной бабки; 2 — рукоятки управления гидро-
приводом стола; 3 — маховичок ручного продольного перемещений
стола; 4 — кнопочная станция.
Движения в станке. Движение резания - вращение шпин-
деля шлифовальной бабки с абразивным кругом. Круговая
подача сообщается поводковому патрону, находящемуся на
шпинделе передней бабки. Продольная подача — прямоли-
нейное возвратно-поступательное движение стола с деталью.
Поперечная подача представляет собой периодическое пе-
ремещение шлифовальной бабки в радиальном направлении за ход
стола. Вспомогательные д в и ж е н п я — ручное продольное
перемещение с гола, ручное (поперечное перемещение шлифоваль-
ной бабки, а также быстрый отвод шлифовальной бабкн гидропри-
водом.
Принцип работы. Обрабатываемая деталь закрепляется в не-
подвижных центрах передней и задней бабок, установленных на
поворотной плите стола. При помощи поводкового патрона шли-
фуемой детали сообщается вращательное движение, окружная
скорость которого соответствует скорости круговой иодачи.
Шлифовальный круг, закрепленный на шпинделе шлифоваль-
ной бабкн, вращается с .постоянным числом оборотов. При шли-
фовании цилиндрических деталей ось центров бабок устанавли-
вают параллельно направляющим стола, а при шлифовании кони-
ческих деталей поворотную плиту располагают так, чтобы ось
центров бабок составляла с направляющими стола угол, равный
половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовалыюм станке моде-
ли 3151 применяются следующие способы.
1. Способ продольной подачи, при котором за каждый оборот
шлифуемой детали последней сообщается, продольное переме-
щение на величину, составляющую от 0,25 до 0,7 ширины шлифо-
вального крута; для снятия же всего припуска на обработку в кон-
це каждого или двойного хода стола шлифовальной бабке сооб-
щается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей
вращения с прямолинейной образующей; он обеспечивает макси-
мальную точность обработки.
2. Способ врезания шлифовального круга в деталь при от-
сутствии продольной подачи; ширина круга должна быть больше
длины шлифуемого участка. Данный способ характеризуется вы-
сокой производительностью; он позволяет шлифовать как ци-
линдрические, так и конические и фасонные поверхности вра-
щения. *
3. Способ глубинного шлифования, при котором шлифовальный
круг, имеющий заборную коническую часть, устанавливают на пол-
ную глубину припуска па обработку.
Наиболее часто данный способ шлифования применяется для
обработки жестких в.алов, не требующих особо высокой точности
изготовления.
Конструктивные особенности. Особенность конструкции боль-
шинства круглошлифовальных станков, и в частности станка мо-
дели 3151, заключается в наличии двух независимых приводов по-
дач. Один из них служит для круговой подачи детали, второй —
для продольной июдачи стола и поперечной подачи шлифовальной
бабки. •
Другой важной особенностью является применение неподвиж-
ного шпинделя бабкн изделия.
239
Рис. 122. Общий БМД круглошдифоиа.1Ы1и1о станка модели 3151
S Кинематика станка модели 3151
Движение резания. Шлифовальный круг (рис. 123) приводится
во вращение электродвигателем мощностью 7 кет через клиноре-
менную передачу 110—150.
Движения подач. Круговая лодача осуществляется повод-
ковым патроном, приводящим во вращение обрабатываемую де-
таль. Патрон получает движение от электродвигателя мощностью
0,8 кет через клнноременную передачу с трехстуленчатыми шки-
вами, клиноременную передачу 90—215, вал 111 и плоскоременную
передачу 115—215.
Ступенчатошкивный привод обеспечивает три различных пере-
даточных отношения 15=0,45; 0,75; 1,51.
Зная диаметр шлифуемой детали d„ в мм можно по заданной
величине круговой подачи sv определить требуемое передаточное
отношение is ременной передачи.
Продольная лодача стола осуществляется гидроприво-
дом. Гидравлическим накосом Н производительностью 35 л/мин
через дроссель Д3, изменяющий скорость продольной подачи, мас-
ло нагнетается в напорную магистраль. Продольная подача вклю-
чается установкой пускового золотника 3« в положение, указанное
на схеме. При этом масло, находящееся в напорной магистрали,
сдвинет вправо золотник 3$, поступит в левую выточку золотника
управления 32 и через клапан попадет в левую полость ревер-
сивного золотника 3|, сместив его вправо.
Основной поток масла из напорной магистрали через левую
выточку золотника 31 направляется в левую полость рабочего ци-
линдра, смещая поршень со столом вправо.
Из правой полости рабочего цилиндра через правую выточку
золотника 3t и среднюю выточку золотника 32 масло сливается
в бак.
При подходе стола к правому крайнему положению находящий-
ся на столе левый переставной упор У] поворачивает рычаг Р, сме-
щая золотник Зг влево. Масло из напорной магистрали через пра-
вую выточку золотника 32 и дроссель Д2 попадет в правую полость
золотника 3|, сместив его влево, и основной поток масла поступит
в правую полость рабочего цилиндра, перемещая поршень со сто-
лом влево.
Остановка продольной подачи осуществляется смещени-
ем пускового золотника Зв вниз. При этом напорная магистраль
соединяется со сливным трубопроводом, масло от насоса непосред-
ственно сливается в бак, а золотник 3$ иод действием пружины
смещается влево, соединяя обе полости рабочего цилиндра.
Поперечная подача. В момент реверсирования хода стола
при смещении золотника 3) масло из его левой или правой полости
вытесняется и направляется через кран Kt и Кг в золотник З3 пе-
риодической поперечной подачи и далее под поршень /73, который
связан с собачкой храпового механизма.
Ход поршня, а следовательно, и величина поперечной подачи
регулируется жестким упором (на схеме не показан). Собачка
приводит во вращение храповое колесо, движение от которого че
рез вал V, шестерни 24—36, вал VI, колеса 24—96 и винтовую пе-
редачу сообщается шлифовальной бабке. Когда краны Kt и А»
открыты, шлифовальной бабке сообщается периодическая подача
за каждый ход стола.
При закрытии крана К> бабка получает периодическую подачу
за двойной ход стола.
Для отключения периодической подачи шлифовальной бабки
закрывается также кран К2. Краны Ki и Кг управляются одной
рукояткой.
Вспомогательные движения. Ручное продольное пере-
мещение стола достигается поворотом маховичкаЛ1х2,закреп-
ленного на валу VIII.
Когда вал VIII с шестерней 15 находится в положении, указан-
ном на схеме, движение передается через шестерни 15—60, вал /X,
шестерни 25—45, шестерни внутреннего зацепления 20—90, шес-
терни 30—30 и реечную передачу.
Для быстрого перемещения стола вал VIII с маховичком сме-
щаются в осевом направлении; при этом шестерня 15 сцепляется
с шестерней внутреннего зацепления 90 и передает вращение пос-
леднему непосредственно.
Возможность осуществления ручного продольного перемещения
стола определяется положением поршня П2. Когда включена про-
дольная подача от гидропривода, часть масла из напорной маги-
страли поступает в цилиндр; поршень П2, преодолевая сопротив-
ление пружины, смещается вверх и выводит при помощи вилки ко-
лесо 30 на валу XI из зацепления с колесом 30 на валу IX, разры-
вая цепь ручного перемещения стола. При выключении продольной
подачи, когда золотник Зе смещен вниз, давление в цилиндре па-
дает и поршень П2 под действием пружины смещается вниз, вводя
в зацепление шестерни 30 и 30.
Ручное поперечное перемещение шлифовальной
бабки осуществляется поворотом маховичка Л1Х|, закрепленно-
го на валу V. Движение передается через шестерни 24—36, вал
VI, шестерни 24—96 и винтовую передачу.
Быстрый отвод шлифовальной бабки производится посредством
цилиндра, поршень lit которого связан с винтом поперечной по-
дачи.
При перемещении поршня 111 винт движется вдоль своей
оси, увлекая за собой шлифовальную бабку, с которой он свяддн
гайкой.
Масло для перемещения поршня /7( поступает в соответствую-
щую полость цилиндра из насоса через золотник быстрых хо-
дов 34.
Рис 123. Кинематическая схема круглошлифовального станка модели 3151
ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 3724
Общая характеристика станка
Назначение станка. Станок модели 3724 предназначен для шли-
фования плоскостей различных деталей из . стали, чугуна или
цветных металлов периферией круга. Высокая жесткость станка п
значительная мощность электродвигателя шлифовальной бабкн
обеспечивают возможность использования его как для обдироч-
ных. так и для чистовых операций в условиях индивидуального н
серийного производства.
Техническая характеристика станка
Наибольшие размеры обрабатываемых деталей в мм . . 2000X400X600
Продольное перемещение стола в мм:
наибольшее .... 4.................................. 2300
наименьшее........................................... 300
Расстояние от оси шпинделя до стола в мм
наибольшее.......................................... 850
наименьшее........................................... 187
Наибольшее поперечное перемещение шлифовальной баб
ни в мм:
ручное................................................... 520
гидравлическое....................................... 500
Наибольшее вертикальное перемещение шлифовальной
бабки в мм............................................... 673
Диаметр шлифовального круга в мм:
наибольший.......................................... 500
наименьший........................................... 375
Ширина шлифовального круга в мм:
наибольшая.......................................... 100
наименьшая........................................... 60
Число оборотов шлифовального круга п минуту .... 1470
Скорость продольного перемещения стола в м!мин:
наибольшая...................'....................... 33
наименьшая...................................... 3
Поперечная подача шлифовальной бабки за ход стола
в мм:
наибольшая........................................... 50
наименьшая...................................... 3
Мощность приводного электродвигателя шлифовальной
бябкн в кит............................................. 27,5
Производительность насоса гидросистемы в л!мин:
основного........................................... 100
дополнительного . . • . ............................. 35
Основные узлы станка (рис. 128). Л —станина; Б — стол;
В — стойка; Г —шлифовальная бабка; Д — гидропривод.
Органы управления. / — маховичок ручного поперечного пере-
мещения шлифовальной бабки; 2—рукоятка включения и выклю-
чения поперечного перемещения шлифовальной бабки; 3 — руко-
ятка алмазной правки шлифовального круга; 4 — рукоятка вклю-
чения поперечной подачи шлифовальной бабки; 5—кнопочная
станция; 6 — рукоятка настройки скорости стола; 7 — рукоятка
реверсирования стола; 8—рукоятка пуска и останова стола; 9—
маховичок ручного вертикального перемещения шлифовальной
бабкн; 10 — кнопки включения быстрого вертикального перемеще-
ния шлифовальной бабки; 11 — рукоятка включения магнитной
плиты.
Движения в станке. Движение резания — вращение шпин-
деля шлифовальной бабки с абразивным кругом. Продольная
и од а ч а — прямолинейное возвратно-поступательное движение
стола с деталью. Поперечная и вертикальная нода-
ч н — периодические поступательные перемещения, сообщаемые
шлифовальной бабке с абразивным кругом. Вспомогатель-
ные движения — установочные и быстрые перемещения шли-
фовальной бабкн в поперечном н вертикальном направлениях.
Принцип работы. Дисковый абразивный круг закрепляют на
конце шпинделя шлифовальной бабки. Обрабатываемую деталь
в зависимости от формы и размера можно закрепить либо непо-
средственно на столе станка, либо на магнитной плите.
Стол с деталью получает прямолинейное возвратно-поступа-
тельное движение в продольном направлении. Длина и место хода
стола определяются длиной и расположением на столе, шлифуе-
мой детали и ограничиваются переставными упорами, которые
устанавливают в определенных местах и па нужном расстоянии
друг от друга. При шлифовании деталей, ширина которых больше
ширины круга, шлифовальной бабке сообщается периодическая
поперечная подача после каждого или двойного хода стола.
После каждого прохода шлифовальной бабке сообщается вер-
тикальная подача до полного снятия всего припуска.
Модели плоскошлнфовальных станков. Неизменный рост выпус-
ка машин высокой точности и высокого класса чистоты обработки
поверхностей привели к необходимости выпуска значительного
количества различных моделей плоскошлнфовальных станков.
В настоящее время выпускаются •следующие модели плоско-
шлифовальных станков, отличающиеся друг от друга главным об-
разом размерами рабочей поверхности стола: 371М, ЗБ71, 3A732,
373, 372Б, 3722, 3740, ЗА75Б, ЗА544 и др.
Рис 128 Общим вид плоскошлнфовального станка модели 3724
53 Кинематика станка модели 3724
Движение резания. Шлифовальный круг (рис. 129) укреплен на
шпинделе шлифовальной бабки н приводится в движение встро-
енным электродвигателем мощностью 27,5 кет, расположенным
внутри бабки.
Движения подач. Продольная подача стола. При по-
ложениях золотников 3\ и 32, указанных па схеме, масло от насо-
са Н\ через пусковой кран К\, дроссель Д| и правую выточку ре
версивного золотника 32 направляется в полость рабочего цилинд-
ра Ц\, перемещая плунжер и соединенный с ним стол станка вле-
во. Из полости рабочего цилиндра Нг через левую выточку ревер-
сивного золотинка 32 масло сливается в бак. При подходе стола
к крайнему левому положению укрепленный на столе упор У2
поворачивает рычаг Р, смещая золотник 3| влево, который пере
мешает вправо реверсивный золотник 32.
При правом положении реверсивного золотника 32 масло от на-
соса //| через пусковой кран Kt и дроссель Д| направляется в ле-
вую выточку реверсивного золотника 32 и далее поступает в по-
лость рабочего цилиндра Ц2, смещая плунжер со столом вправо.
Из полости рабочего цилиндра Ц\ масло сливается в бак.
При подходе стола к крайнему правому положению рычаг Р
под действием левого переставного упора Уь укрепленного на сто-
ле, переместит золотник управления 3( вправо; в этом случае ре-
версивный золотник 32 сместится влево, масло от насоса Hi будет
направляться в полость рабочего цилиндра Hi, и цикл работы по-
вторится.
Настройка станка на требуемую скорость хода стола осуще-
ствляется дросселем Д| Для выключения продольной подачи сто-
ла поворачивают кран К\, при этом масло, нагнетаемое насосом
Hi, сливается в бак.
Поперечная подача бабки осуществляется также гидро-
приводом. питаемым насосом //. Часть масла от этого насоса на-
правляется в гидравлическую коробку шлифовальной бабки, в ко-
торой находится кран К2 характера подач, дроссели Д2 и Д3, зо-
лотник управления З3, распределительный золотник 34 и золотник
35 порционной подачи.
В момент реверса стола зологннк управления 3( направляем
под давлением порцию масла под левый или правый торец пор-
ционного золотника З5, заставляя его перемещаться из одного
крайнего положения в другое. Порционный золотник 3$ может за-
нимать только крайние положения. При его перемсщеннн канал,
подводящий масло от насоса Hi, па короткий отрезок времени
соединится с выводным каналом, вследствие чего порция масла
от насоса Ht через дроссель Д3, центральную выточку золотни-
ка 3s, кран характера подачи К2 и левую выточку распределитель-
ного золотника З* попадает в блокировочный плунжер Пб , прой-
дет через его верхнюю выточку и направится далее в левую по-
лость цилиндра подачи шлифовальной бабки, осуществляя ее по-
перечную лодачу. Из правой полости цилиндра подачи шлифо-
вальной бабки через нижнюю выточку плунжера Пв и правою
выточку распределительного золотника 3< масло будет сливаться
в бак.
Величина поперечной подачи изменяется дросселем Д3 и шари-
ковыми клапанами, предназначенными для регулирования ско-
рости перебрасывания порционного золотника 3$. Блокировочный
плунжер Пв при включенном соленоиде всегда занимает верх-
нее положение (как указано на схеме), обеспечивая соединение
нагнетательных каналов с полостями гндроцплнидра подачи шли-
фовальной бабки. Выключение поперечной подачи производится
выключением соленоида, при этом плунжер Пб опускается, наг-
нетание отсекается, а полости гпдроцплиндра подачи шлифоваль-
ной бабки соединяются со сливом, создавая возможность ручного
перемещения.
Насос Н2 производительностью 35 л!мин является вспомога-
тельным и служит для управления движением реверсивного золот-
ника 32 н распределительного золотника 34.
Изменение направления поперечной подачи осуществляется ва-
ликом В. который под действием упоров (на схеме не показаны)
поднимается вверх или опускается вниз. При подъеме валика В
золотник управления З3 иод действием пружины сместится влево;
при этом масло от насоса Н2 через правую выточку золотника
управления З3 попадет в правую полость распределительного зо-
лотника 34 и сместит его влево.
При таком положении распределительного золотника 34 масло
от насоса Hi через дроссель Д3, кран характера подачи Кг, правую
выточку золотника 34 и нижнюю выточку блокировочного плун-
жера Пб при включенном соленоиде будет направляться в пра-
вую полость цилиндра подачи шлифовальной бабки, осуществляя
ее смещение в противоположном направлении.
Слив масла из левой полости цилиндра подачи шлифовальной
бабки произойдет через верхнюю 'выточку блокировочного плун-
жера Пл и левую выточку распределительного золотника 34. Для
быстрых перемещений шлифовальной бабки в поперечном направ-
лении от гидропривода кран характера подачи Кг поворачивают
на 90° против часовой стрелки. В этом случае масло от насоса //|
проходит через дроссель Д2 и кран Кг непрерывным потоком и в
зависимости от положения золотника управления З3 направляет-
ся через левую или правую выточку распределительного золотни-
ка 34, верхнюю или нижнюю выточку блокировочного плунже-
ра Пб соответственно в левую или правую полость цилиндра шли-
фовальной бабки.
Рис. 129. Гидравлическая схема плоскошлифовалъного станка модели 3724
Узлы станка модели 3724
Механизм вертикальных перемещений. В станке модели 3724
предусмотрена только ручная периодическая вертикальная пода-
ча шлифовальной бабки, осуществляемая маховичком Мх2
(рис. 130), причем величина подачи определяется визуально по
лимбу Л.
Для обработки партии одинаковых детален в станке имеется
механизм упоров, ограничивающий величину опускания шлифо-
вальной бабки в процессе ее вертикальной подачи в соответствии
с размером шлифуемых деталей по высоте. Механизм упо-
ров имеет микрометрическое устройство для компенсации износа
круга.
При работе без механизма упоров широкую шестерню 95 уста-
навливают, как показано на схеме, в среднее положение так, что-
бы упоры Уз и Уt находились в разных плоскостях и не могли
сцепиться друг с другом. Тогда ручная вертикальная подача шли-
фовальной бабки, осуществляемая маховичком Мх2 через вал IV,
шестерни 38—95, вал II, коническую передачу 16—51 и вертикаль-
ный ходовой винт 111 с шагом, равным 8 мм, ничем не ограничи-
вается, и рабочий прекращает подачу, 'когда достигает требуемой
высоты.
При шлифовании партии одинаковых деталей в целях сокра-
щения вспомогательного времени на промеры работа ведется по
упорам. В этом случае широкая шестерня 95 перемещается по ва-
лу 11 влево с таким расчетом, чтобы упоры Уз и У* находились в
одной плоскости.
Упор Уз закреплен в ступице червячного колеса 50, которое сво-
бодно установлено на валу // и находится в постоянном зацепле-
нии с однозаходным червяком. Последний так же, как и махови-
чок Мхи закреплен на валу V. Вращением маховичка Mxt упор Уз
устанавливается в требуемое положение, соответствующее задан-
ному размеру по высоте шлифуемой детали. После этого ма-
ховичком Мх2 шпиндельной бабке сообщается периодическая вер-
тикальная подача без промежуточных промеров детали до тех пор,
пока упор У4 не дойдет до упора Уз.
Время от времени с помощью маховичка Mxt и микрометри-
ческого лимба упор Уз перемещают по ходу на небольшую величи-
ну для компенсации износа круга
Быстрые вертикальные перемещения шлифовальной бабки осу-
ществляются переключением широкой шестерни 95 в крайнее пра-
вое положение, при котором винт вертикальной подачи /// приво-
дится во вращение от вспомогательного электродвигателя мощно-
стью 1,9 кет через шестерни 20—45, вал /, шестерни 18—95, вал II
и конические шестерни 16—51.
Механизм поперечных перемещений. Ручное .поперечное переме-
щение шлифовальной бабки осуществляется поворотом махович-
ка Mxz, который укреплен на валу VI и для удобства работы вы-
несен на переднюю стенку корпуса шлифовальной бабки.
Вал VI, на левом конце которого наглухо закреплен одноза-
ходнын червяк, эксцентрично смонтирован р гильзе, управляемой
рукояткой Р3. Такая конструкция обеспечивает ввод червяка в
зацепление с шестерней 32, на которой нарезаны винтовые зубья,
или вывод его из зацепления. Смещение осей червяка и гильзы со-
ставляет более половины высоты зубьев шестерни 32.
При повороте рукоятки Р3 для включения червячной передачи
и вращении маховичка Afx3 движение передается через червячную
передачу 1—32 шестерне 66, укрепленной на валу VII, и далее
реечной шестерне 21, находящейся в постоянном зацеплении с
рейкой /н=2,5 мм, прикрепленной к корпусу шлифовальной бабий.
Механизм упоров. Механизм упоров расположен в правой час-
ти станины и предназначен для настройки требуемой величины
хода шлифовальной бабки в поперечном направлении.
Механизм упоров состоит из зубчатой винтовой передачи
21—21, шестерен 41—72, зубчатого диска г с собачками и 32,
полых валов XI и XII, несущих на себе упоры У| и У2, рукояток Pt
и Р2 для настройки механизма на требуемую длину хода шлифо-
вальной бабки, ролика Р и рычажной системы, воздействующей на
валик В (см. также рис. 129).
При поперечном перемещении шлифовальной бабки гидропри-
водом реечная шестерня 21 начинает вращаться, передавая дви-
жение через промежуточное зубчатое колесо 36 шестерне 40, смон-
тированной в корпусе шлифовальной бабки и перемещающейся
с ним в вертикальном направлении. Шестерня 40 находится на
ходовом валу VIII н при своем вращении приводит его в движе-
ние.
От ходового вала VIII движение передается через винтовые
зубчатые колеса 21—21, вал IX и шестерни 41—72 валу X, на пра-
вом конце которого жестко укреплен зубчатый диск Z.
В зубцы диска Z входят собачки 3| и 32, которые при враще-
нии диска Z поворачиваются совместно с полыми валами XI и ХП
и упорами У\ и У2. Последние, воздействуя на ролик Р и рычаж-
ную систему (на схеме не показана), перемещают в вертикальном
направлении вверх или вниз валик В, который смешает влево или
вправо золотник управления З3 (см. рис. 129), обеспечивая изме-
нение направления подачи шлифовальной бабки.
Настройка механизмов упоров на требуемую длину 1попереч-
ного перемещения шлифовальной бабки производится после вы-
вода собачек 3t и 32 из зацепления с зубчатым диском Z поворо-
тами рукояток Pi п Р2. При этом Поворачиваются полые валы XI
и XII. и упоры и У2 раздвигаются на необходимый угол.
Рис. 130. Кинематическая схема плоскошлифовального станка модели 3724