







































































































































































































Автор: Иноземцев Г.Г.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства металлорежущие станки металловедение резка металлов
Год: 1984




Г. Г. Иноземцев
ПРОЕКТИРОВАНИЕ
МЕТАЛЛОРЕЖУЩИХ
ИНСТРУМЕНТОВ
МАШИНОСТРОЕНИЕ
1984
ББК 34.63-56
И67
УДК 621.9.02.061.63(075.8)
Рецензенты: кафедра «Теория механической обработки и инструмента»
Московского высшего технического училища им. Н. Э. Баумана,
канд. техн, наук И. 4. Ординарцев
Иноземцев Г, Г.
И67 Проектирование металлорежущих инструментов: Учеб, по-
собие для втузов по специальности «Технология машинострое-
ния, металлорежущие станки и инструменты». — Мл Машино-
строение, 1984. — 272 с., ил.
В пер.: 1 р. 10 к.
2703000000-013
И 038(01)-84
13-84
ББК 34.83-50
6П4.6.08
© Издательство «Машиностроение», 1984 г.
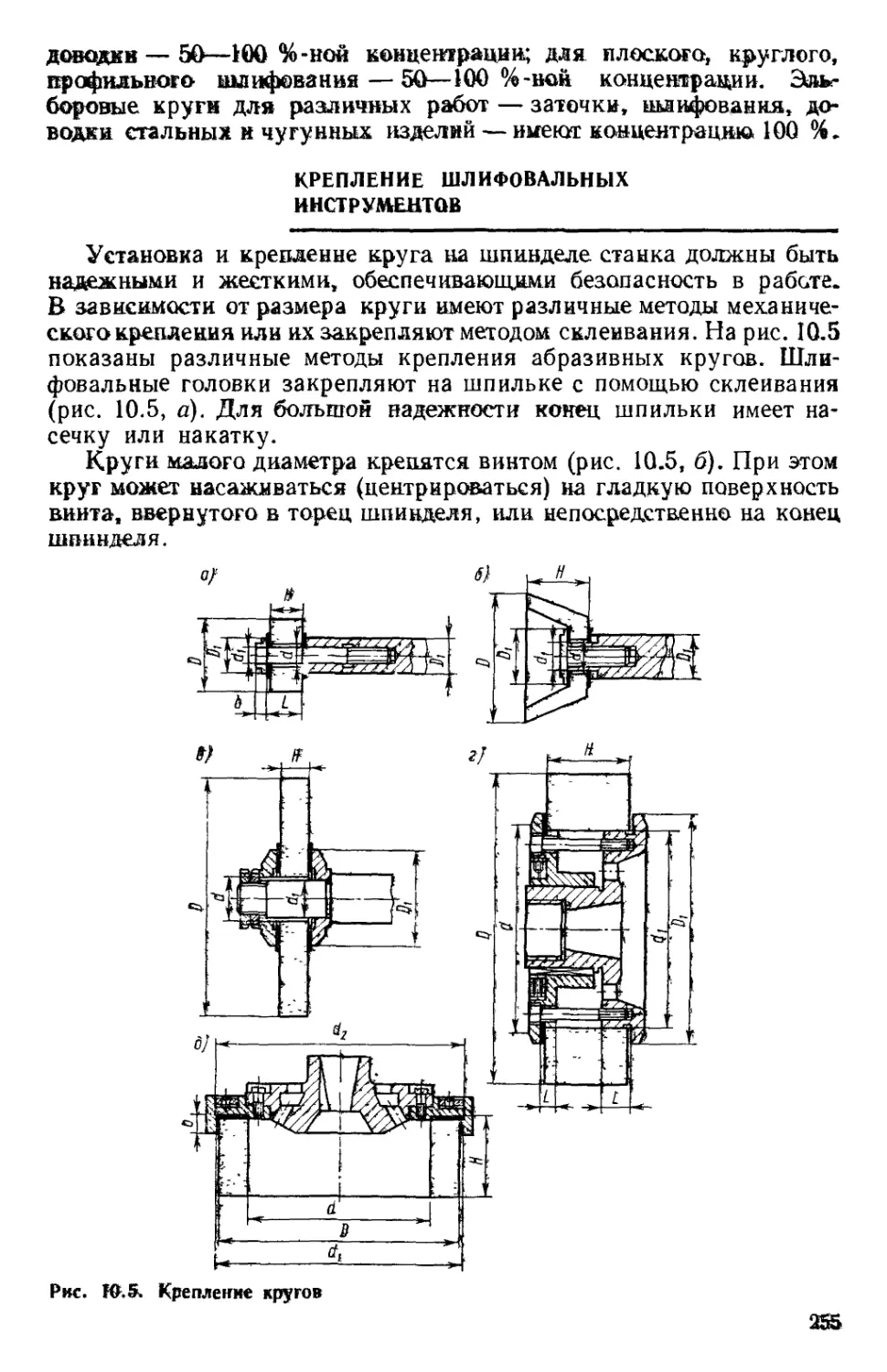
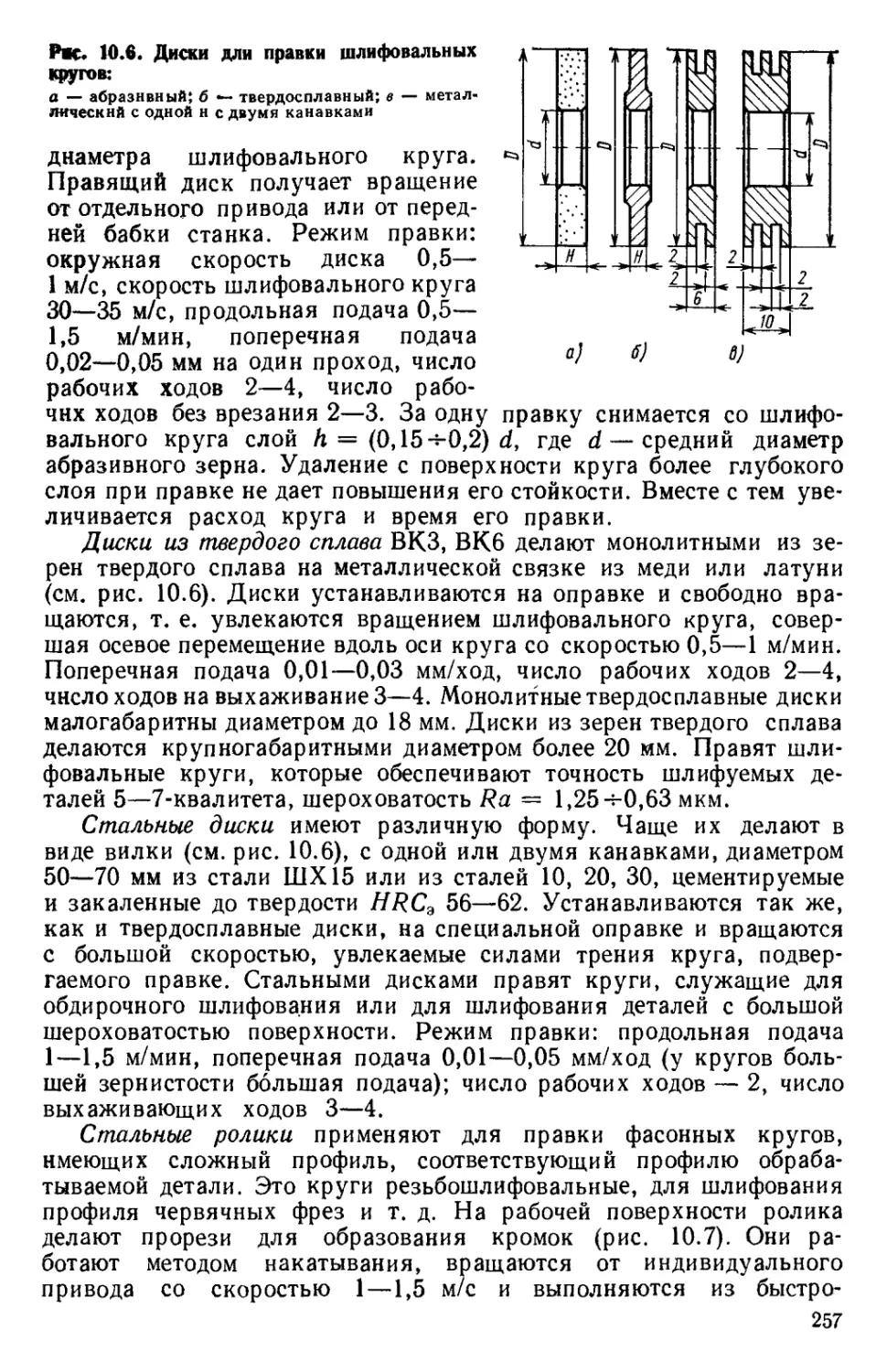
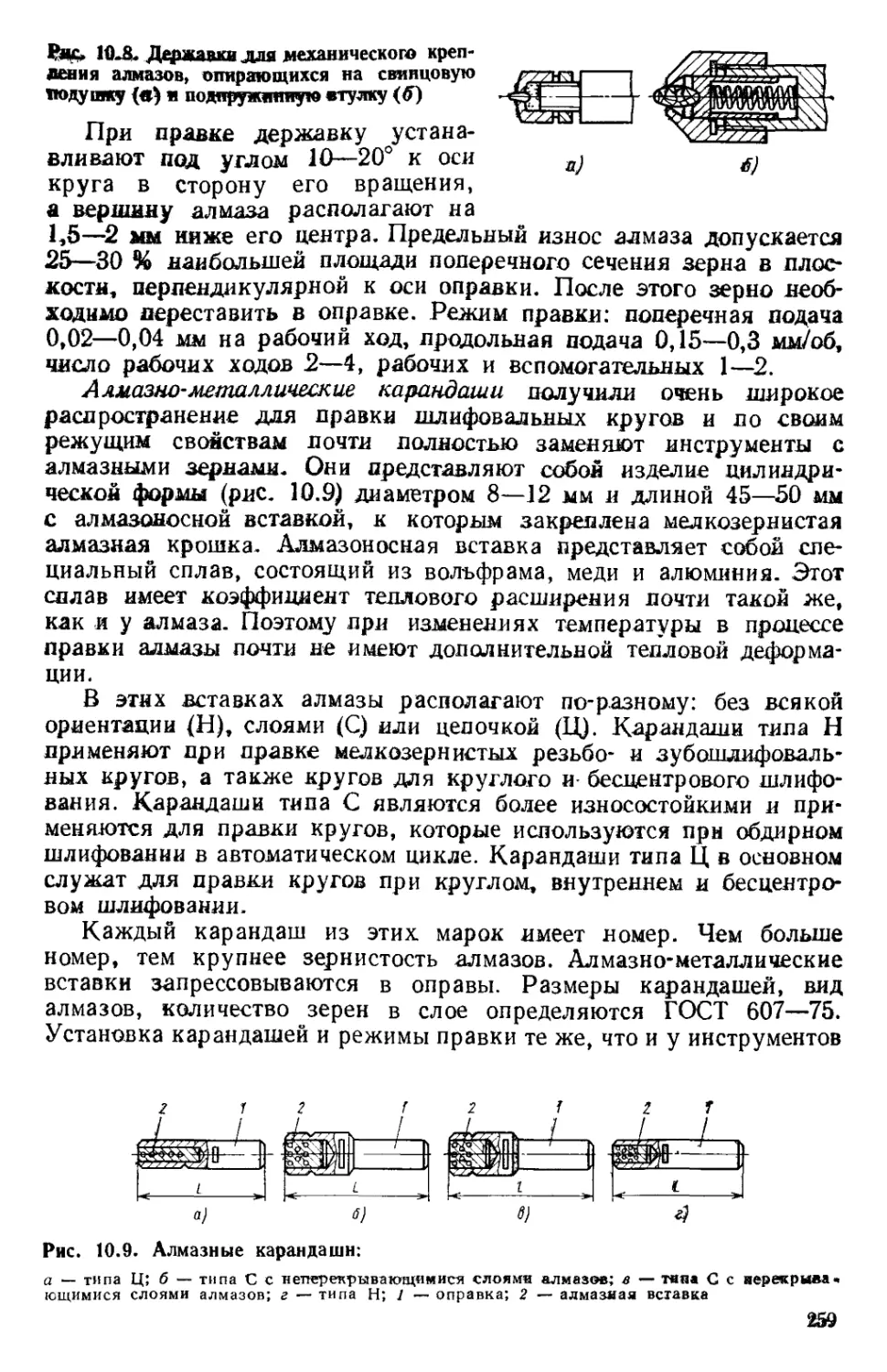
Введение
Решения XXVI съезда КПСС предусматривают дальнейшее раз-
витие машиностроения. Сердцевиной машиностроения является стан-
коннструментальная промышленность. Металлорежущие инстру-
менты имеют исключительное значение в производстве машин и
приборов.
Инструментальная база машиностроения СССР состоит из пред-
приятий инструментальной промышленности и инструментальных
цехов машиностроительных заводов. За годы Советской власти
в стране созданы десятки мощных инструментальных заводов, кото-
рые производят стандартные инструменты, и тысячи инструменталь-
ных цехов на машиностроительных и приборостроительных заводах,
где изготавливают специальные режущие инструменты, штампы,
приспособления для нужд предприятия.
Для повышения эффективности металлообработки необходима
дальнейшая специализация инструментальных заводов и цехов со
значительным сокращением номенклатуры выпускаемых инстру-
ментов на каждом заводе. На этой основе будет расширяться поточ-
ное и автоматизированное производство инструментов, повышаться
производительность труда и качество инструментов, снижаться себе-
стоимость их .изготовления. Основными вопросами дальнейшего
развития инструментальной промышленности являются также уве-
личение выпуска инструментов из высокоэффективных инструмен-
тальных материалов, более широкое применение инструментов с из-
носостойкими покрытиями, внедрение упрочняющей технологии,
дальнейшее расширение производства инструментов с механическим
креплением режущих элементов, в том числе и многогранных пла-
стинок из твердого сплава.
Инструменты должны иметь высокие режущие свойства и обеспе-
чивать заданную точность и качество обработанных деталей. Режу-
щие свойства инструментов зависят от инструментального материала,
качества поверхностей режущей части, схемы резания, геометрии
инструмента, состава и способов подвода СОЖ. Точность и качество
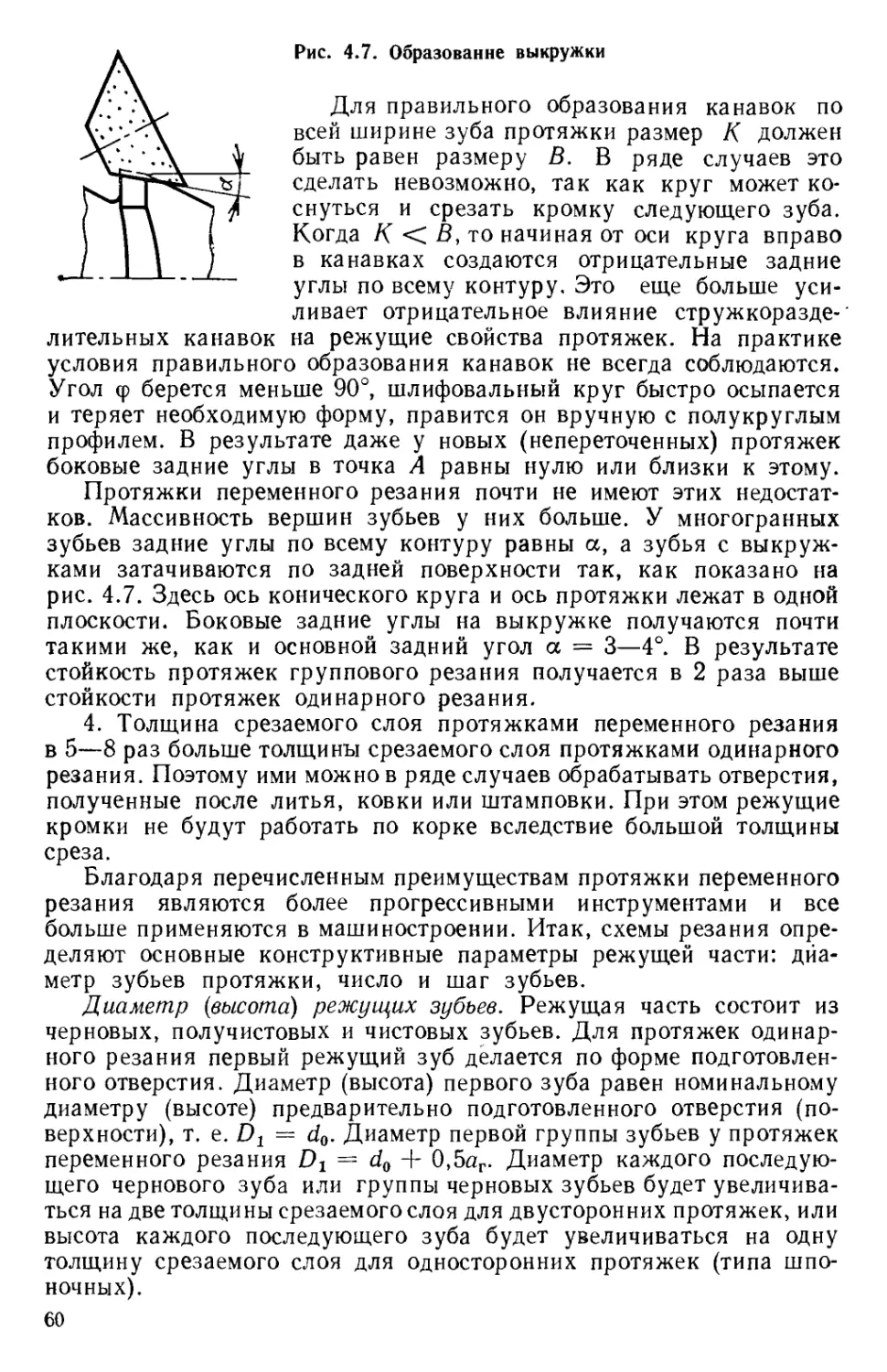
изготовления деталей зависят от точности и качества самого инстру-
мента, параметров его установки, режимов резания и движений фор-
мообразования. Металлорежущие инструменты имеют большое раз-
нообразие видов и конструктивных разновидностей. У каждого вида
инструмента есть свои особенности, которые определяются усло-
виями формообразования детали. Эти особенности в ряде случаев
имеют принципиальное значение, которые должны быть учтены
на стадии проектирования. Некоторые особенности инструментов
3
для автоматизированного производства и для станков с ЧПУ рас-
смотрены в соответствующих главах по видам инструмента.
Проектирование металлорежущих инструментов включает ре-
шение следующих основных вопросов.
1. Определяется область назначения инструмента с учетом ре-
жима резания.
2. Обоснованно выбирается необходимый инструментальный ма-
териал для режущей части и конструкционная сталь для корпуса
и крепежной части инструмента.
3. Из условий прочности, жесткости инструмента и объема
стружки определяются его основные конструктивные параметры
Из условия резания принимается или экспериментально устанав-
ливается оптимальная геометрия режущей части.
4. Находится необходимый профиль инструмента.
5. Определяются метод переточки инструмента и погрешности,
возникаемые при этом, а также возможность его регулирования
на размер.
6. С учетом точности изготовления деталей назначаются допуски
на размеры инструмента, указываются технические условия на его
изготовление высокого качества.
главаИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
Инструментальные материалы играют решающую роль в повы-
шении режущих свойств инструмента и производительности труда,
в формировании точностных параметров и качественных характе-
ристик обрабатываемых деталей. Для получения инструментов с вы-
сокими режущими свойствами инструментальные материалы должны
удовлетворять следующим основным требованиям: 1) иметь высо-
кую теплостойкость и износостойкость; 2) быть высокотвердыми
и прочными; 3) иметь возможность обрабатываться в холодном и
нагретом состоянии; обладать определенными свойствами при термо-
обработке, сварке, напайке, заточке и т. д.; 4) обладать достаточной
теплопроводностью, малой чувствительностью к циклическим коле-
баниям температуры; 5) быть экономичными.
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Инструментальные стали подразделяют на углеродистые, легиро-
ванные и быстрорежущие.
Углеродистые инструментальные стали разделяются на стали
обыкновенного качества и высококачественные (ГОСТ 1435—74).
В последних содержится меньше серы и фосфора, до 0,03 % каждого.
К сталям обыкновенного качества относятся стали У7—У13, а к вы-
сококачественным У7А—У13А, где цифры означают в среднем деся-
тые доли процентного содержания углерода. Кроме этого, в состав
сталей входят Cr, Ni и М в пределах 0,15—0,20 % (как остаточ-
ных примесей в стали), а также Мп и Si от 0,15 до 0,30 % каж-
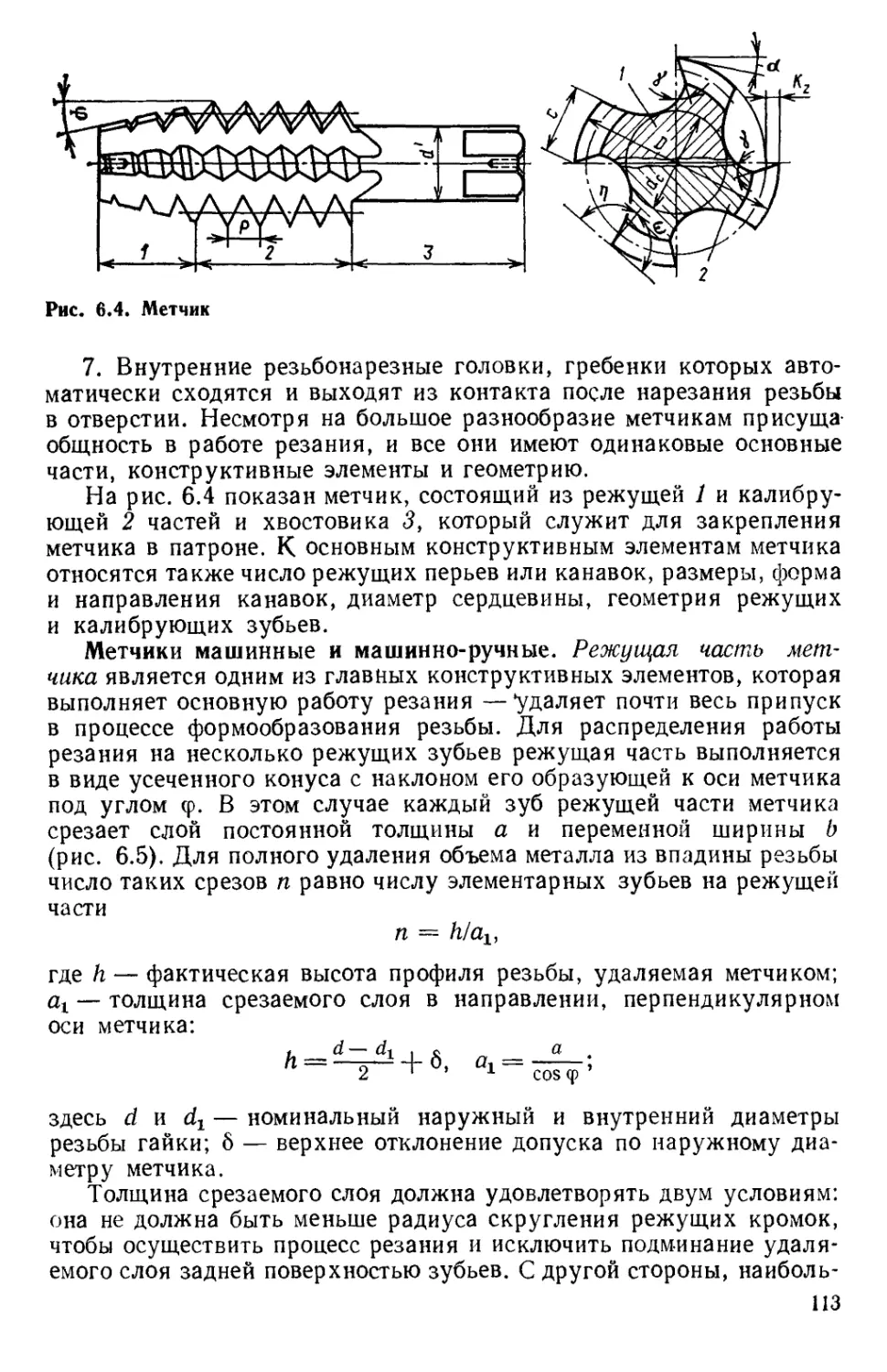
дого.
Углеродистые инструментальные стали имеют низкие режущие
свойства. Их теплостойкость до 200 °C. При температуре резания
более 200 °C стали резко теряют твердость и стойкость, что объяс-
няется строением и свойством структуру мартенсита. В закаленном
состоянии мартенсит закаленной углеродистой стали представляет
собой твердый раствор углерода в a-железе. До температуры
200 °C мартенсит устойчив. Закаленная сталь сохраняет достаточную
твердость и износостойкость. При температуре более 200 °C мартен-
сит начинает распадаться,из него выделяются карбиды железа (це-
ментит), он коагулирует (укрупняется), и твердость понижается.
Поэтому отпуск закаленной стали проводят при 160—180 °C на воз-
духе, после чего ее твердость повышается до HRC3 60—63.
Инструменты из этих сталей должны применяться, когда темпера-
тура резания не превосходит 200 °C.
5
Углеродистые инструментальные стали имеют малую прокали-
ваемость, большую чувствительность к перегреву при закалке, что
приводит к росту зерна. Следствием этого является повышенная
хрупкость и выкрашивание режущих кромок инструмента.
Пониженная прокаливаем ость этих сталей вынуждает применять
при их закалке резкие охладители (чистую воду или воду с приме-
сями солей), хотя резкое охлаждение вызывает значительные дефор-
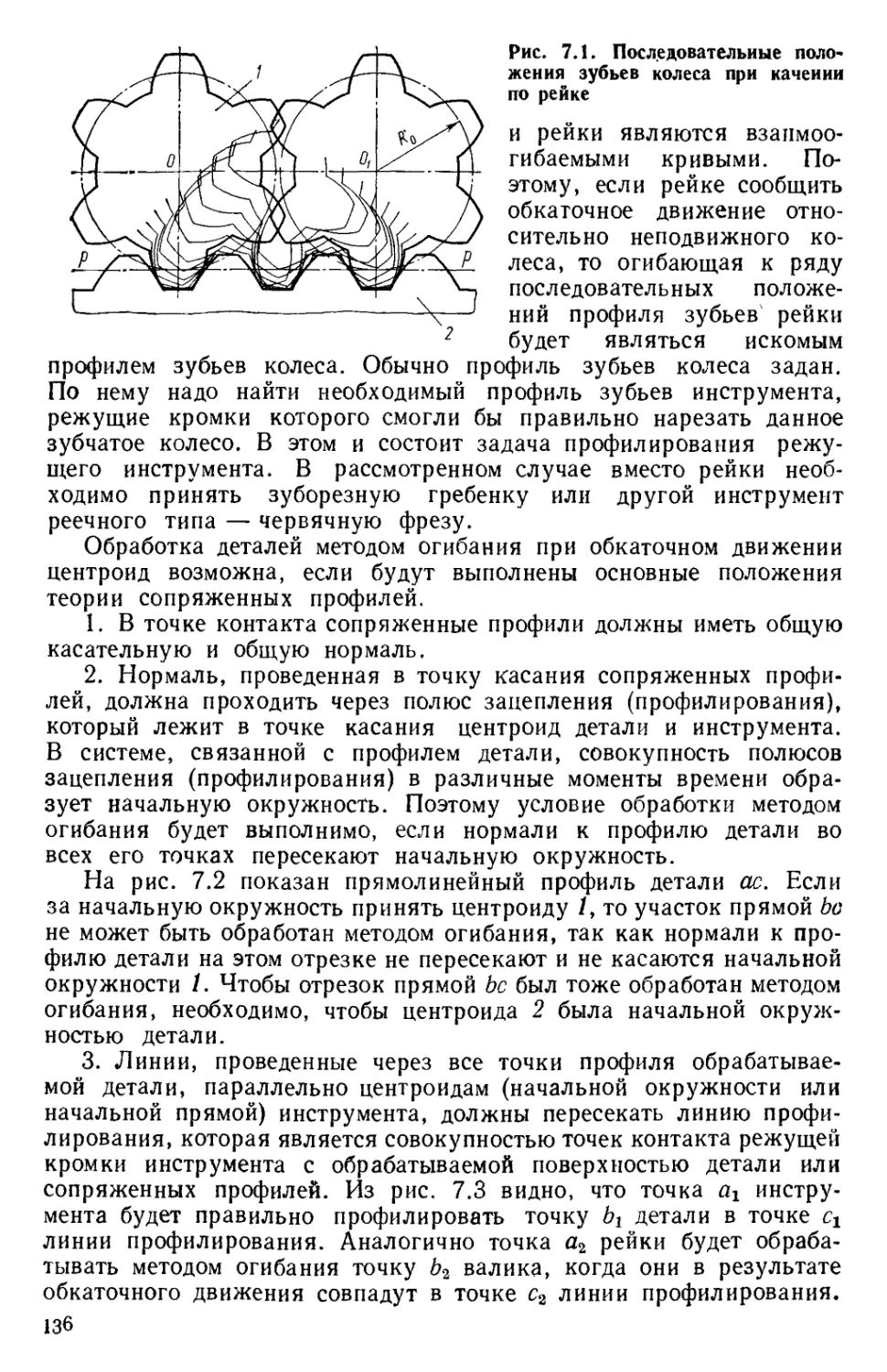
мации, трещины и даже поломку закаленного инструмента. Из-за
низкой режущей способности применяют углеродистые стали: У7—
У9 — для слесарных, деревообрабатывающих и кузнечных инстру-
ментов; У10А—У13А — для ручных режущих инструментов (на-
пильники, метчики, плашки, развертки), а также для машинных
инструментов, работающих на низких скоростях резания. Вследствие
большой деформации при термообработке не рекомендуется изго-
товлять из этой стали инструменты большой длины, а также инстру-
менты, имеющие сложный профиль. Из-за склонности этих сталей
к обезуглероживанию не следует шлифовать профиль инструмента,
так как при этом возникает высокая контактная температура и в ре-
зультате обезуглероживания поверхностного слоя снижается его
твердость и режущие свойства инструмента.
Легированные инструментальные стали имеют в своем составе
небольшое содержание таких легирующих элементов, как Мп, Si,
Cr, W, V. Легированные стали имеют более высокие режущие свой-
ства, чем углеродистые стали. Их теплостойкость 250 °C, они более
износостойки, меньше коробятся при термообработке, лучше прока-
ливаются. Стали применяются для изготовления штампов, режущего,
измерительного и слесарного инструмента. Основными марками для
режущих инструментов являются 9ХС, ХВГ, ХВСГ, Х6ВФ.
В табл. 1.1 приведен химический состав указанных марок по
ГОСТ 5950—73.
Из этих сталей для режущих инструментов наиболее распростра-
ненными являются 9ХС и ХВГ. Сталь 9ХС применяют для изготов-
ления сверл, разверток, метчиков, плашек, гребенок, фрез, работа-
ющих при сравнительно низких скоростях резания. В этой стали
карбиды более равномерно распределены, что позволяет изготовлять
из нее инструменты с более тонкими режущими элементами. Однако
сталь 9ХС имеет и некоторые недостатки: плохо шлифуется, на
1.1, Химический состав основных марок легированных сталей
Марка стали Содержание элементов. %
С Мп Si Сг W V
9ХС 0,85—0,95 0,30—0,60 1,20—1,60 0,95—1,25
ХВГ 0,90—1,05 0,80—1,10 0,15—0,35 0,9—1^ 1,2—1,6
ХВСГ 0,95—1,05 0,6-0,9 0,65—1,0 0,6—1,1 0,5—0,8 0,05— 0,15
Х6ВФ 1,05—1,15 0,15—0,4 0,15—0,35 5,5—6,5 1,1—1,5 0,5—0,8
6
1.2. Химический состав вольфрамовых и вольфрамомолибденовых
быстрорежущих сталей
Марка стали Содержание элементов, %
С W V Мо Ст
Р9 0,85—0,95 8,5—10,0 2,0—2,6 1 3,8—4,4
Р12 0,8—0,9 12,0—13,0 1,5—1,9 1 3,1—3,6
Р18 0,7—0,8 17,0—18,5 1,0—1,4 1 3,8—4,4
Р6МЗ 0,85—0,95 5,5—6,5 2,0—2,5 3,0—3,6 3,0—3,6
Р6М5 0,8—0,88 5,5—6,5 1,7—2,1 5,0—5,5 3,8—4,4
Примечание. Мп 0,4 %; Si 0,5 %.
поверхности образуются надиры; имеет повышенную чувствитель-
ность к обезуглероживанию.
Сталь ХВГ отличается меньшим короблением при термообра-
ботке, поэтому из нее изготовляют инструменты сравнительно боль-
шой длины: протяжки, длинные развертки и метчики и другие,
работающие с невысокими режимами резания по металлу. Ее также
применяют для изготовления деревообрабатывающих инструментов.
Сталь ХВСГ по своим режущим свойствам и характеристикам зани-
мает промежуточное положение между 9ХС и ХВГ. В основном
из нее делают ручные инструменты по металлу (сверла, развертки,
метчики, плашки и др.), а также машинные деревообрабатывающие
инструменты. Сталь Х6ВФ является более износостойкой вследствие
повышенного содержания хрома, поэтому целесообразно ее приме-
нять для изготовления резьбонакатных роликов, ножовочных по-
лотей.
Быстрорежущие стали имеют более высокие режущие свойства,
чем легированные инструментальные стали. Они допускают в 2—3
раза большую скорость резания по сравнению с легированными
инструментальными сталями. Быстрорежущие стали являются ос-
новными сталями при изготовлении инструментов. Из этих ста-
лей делают около 70 % лезвийных инструментов.
Марки быстрорежущих сталей приведены в ГОСТ 19265—73.
В табл. 1.2 даны марки вольфрамовых и вольфрамомолибденовых
быстрорежущих сталей. Марки этих сталей отличаются в основном
процентным содержанием W, V, Мо. Они применяются для изго-
товления различных инструментов, служащих для всех видов обра-
ботки конструкционных сталей, чугунов, цветных металлов и спла-
вов при соответствующих режимах.
Быстрорежущие стали, приведенные в табл. 1.2, имеют высокие
режущие свойства. У этих сталей износостойкость в 2 раза, а тепло-
стойкость в 3 раза выше, чем у углеродистых инструментальных
сталей. Это объясняется наличием легирующих элементов, влия-
ющих на строение и свойства мартенсита.
В отличие от углеродистых инструментальных сталей мартенсит
закаленной быстрорежущей стали представляет собой твердый рас-
7
твор в a-железе не только углерода, но и легирующих элементов,
которые образуют карбиды, устойчивые при более высоких темпе-
ратурах. Они выделяются из мартенсита и коагулируют при темпе-
ратуре свыше 500—600 °C.
Следовательно; чтобы получить сталь с высокими режущими
свойствами, прежде всего по теплостойкости, необходимо использо-
вать весь углерод или большую его часть для образования в стали
специальных карбидов WC, VC, Мо2С и исключить цементит или
довести содержание его до минимального.
Сталь Р9 рекомендуется применять для изготовления инстру-
ментов более простой конфигурации (ножей и пластинок для инстру-
ментов, а также резцов, зенкеров, фрез). Простая конфигурация
инструментов упрощает термические и заточные операции. Эта
сталь плохо шлифуется, при этом возникают значительные прижоги.
Причиной этого является повышенное содержание ванадия.
Стали Р12 и Р18 рекомендуется применять для изготовления
сложных и ответственных инструментов, например, таких, как фасон-
ные резцы, инструменты, работающие методом огибания, резьбонарез-
ные и зуборезные инструменты, а также для инструментов, работа-
ющих при низких скоростях резания при условии высокой износо-
стойкости (протяжки, развертки).
Инструменты из высоковольфрамовых сталей должны приме-
няться в ограниченном количестве, так как вольфрам дефицитен.
Учитывая это, в последние годы созданы быстрорежущие стали
Р6МЗ, Р6М5.
Известно, что 1 % молибдена эквивалентен по содержанию 1,5—
2 % вольфрама, поэтому вышеуказанному условию из этих сталей
в лучшей мере отвечает сталь Р6М5. Быстрорежущие стали с повышен-
ным содержанием молибдена более прочны и имеют карбидную
неоднородность на 1—2 балла меньшую, чем у быстрорежущих
сталей. Но вместе с тем они менее тверды, более чувствительны к обез-
углероживанию и перегреву, вследствие чего происходит рост зерна
и образуется разнозернистость стали. В результате снижается проч-
ность и вязкость. Для устранения этого недостатка сталь Р6М5
микролегируют цирконием (0,15 %) и ниобием (0,13 %). Сталь
Р6М5 с микродобавками имеет низкую разнозернистость, высокую
вторичную твердость и теплостойкость. Вследствие повышенной
вязкости молибденовых сталей из них предпочтительно изготовлять
инструменты методом пластической деформации и работающие с удар-
ными нагрузками. В настоящее время производство стали Р6М5
составляет около 75 % общего выпуска быстрорежущих сталей.
При обработке жаропрочных, коррозионно-стойких, высоколе-
гированных, т. е. труднообрабатываемых сталей, а также при об-
работке конструкционных сталей на более высоких скоростях реза-
ния (до 50—80 м/мин) применяются для изготовления инструментов
быстрорежущие стали с более высокими режущими свойствами. Эти
стали условно можно разделить на четыре группы: вольфрамокобаль-
товые; вольфрамованадиевые; вольфрамокобальтованадиевые; воль-
фрамокобальтомолибденовые. Основные марки этих сталей и их
8
химический состав по ГОСТ 19265—73
приведены в табл. 1.3.
Кобальтовые стали имеют более
высокие теплостойкость (630—640 °C)
и твердость после термообработки
(НЦСЭ 64—67), поэтому их режущие
свойства выше режущих свойств
стали Р18. Кобальт не образует кар-
бидов, он увеличивает вторичную
твердость стали. Однако кобальто-
вые стали имеют недостатки: более
хрупки, малопрочны и склонны к об-
разованию трещин при работе ин-
струмента с нестабильной нагрузкой;
имеют большую чувствительность
к обезуглероживанию и дороже, чем
сталь Р18. Поэтому инструменты,
изготовленные из этих сталей, реко-
мендуется применять при обработке
жаропрочных и коррозионностойких
сталей при достаточной жесткости
системы СПИД, без вибраций во избе-
жание выкрашивания режущих кро-
мок и поломки режущей части ин-
струмента.
С увеличением содержания ко-
бальта прочность стали снижается.
Увеличение содержания ванадия до
1,8—2,6 % повышает износостой-
кость вольфрамокобальтовой стали.
Вольфрамованадиевые стали более
износостойкие и прочные, чем вольф-
рамовые и вольфрамомолибденовые
стали, но теплостойкость (620—
630 °C}, ковкость и шлифуемость их
несколько ниже.
Вольфрамокобальтованадиевые
стали по своим режущим свойствам
не уступают вольфрамокобальтовым
сталям, новместе с тем имеют боль-
шую прочность и износостойкость.По-
этому эти марки являются более
универсальными, т. е. их можно при-
менять как при черновой, так и при
чистовой обработке высоколегиро-
ванных сталей и сплавов.
Вольфрамокобальтомолибденовые
стали созданы для замены высо-
ковольфрамовых быстрорежущих
Теплостой- кость, °C о о о о о о о СО 00 ХН ч* со СО С0 С0 С0 С0 <0 <0 с©
Содержание элементов, % in 0,5
Мп 0,4
и ”* О О ”* <0 ”* ”* ”* т* СО 1 1 1 II II 00 00 IO IO 00 оо о СО со 00 СО СО 00 со
Мо со СО 10 оц ”*ОО
> <0 <0 О —04 10 of of 00 L0 of of of 1 1 1 1 1 1 1 10 СО СП ь- — of of of т* ~ — cf
о и 10 °, o' °.°.c4Lfi с©" — С©" C0* L0 ОС? 1 1 o- 1 1 J, 1 0.0. 0.0 00 LO 10 of Lff L0 bf
£ 10 10 10 10 10 О Cf CQ — 00 TT’TT’TTT O~O О О 0^0 L0 of of of о bf co" 00~
и i© i© 00 OOOlC'OCO — ~ ~ о о —" 1 1 1 1 1 1 1 CD O> 10 10 о о oo0^00-00-- 0—00
Марка стали ogSSgg Oi O^> *— qo
Под- группа стали — 04 CO **
9
сталей, уменьшения хрупкости и увеличения прочности вольфрамо-
кобальтовых сталей, а также для устранения недостатков вольф-
рамомолибденовых сталей, т. е. повышения их твердости и тепло-
стойкости. По твердости стали четвертой подгруппы почти не
уступают вольфрамо кобальтовым сталям, теплостойкость их не-
много ниже, а прочность выше, поэтому они более универсальны,
чем вольфрамомолибденовые стали. Эти стали применяют для изго-
товления инструментов, которыми обрабатывают жаропрочные и
коррозионностойкие стали в различных условиях резания.
Основными путями дальнейшего повышения режущих свойств
быстрорежущих сталей являются:
L Выплавка сталей в вакуумно-дуговых, электронно-лучевых
печах, а также методом электрошлакового переплава (ЭШП). При-
менение метода ЭШП позволяет уменьшить размеры карбидов и кар-
бидной неоднородности, он наиболее эффективен для получения за-
готовок больших сечений, с последующей ковкой на прессах с вы-
сокотемпературным ступенчатым нагревом под деформацию.
2. Применение способа порошковой металлургии для некоторых
композиций быстрорежущих сталей, который обеспечивает получе-
ние стали с мелкозернистой структурой независимо от размеров
заготовок.
Испытания резцов, фрез, сверл показали, что инструменты, изго-
товленные из быстрорежущих сталей Р6М5К5П, Р9М4К8П, полу-
ченных методом порошковой металлургии, имеют стойкость в 1,2—
2 раза выше чем стойкость инструментов, изготовленных из ана-
логичных марок сталей Р6М5К5 и Р9М4К8, полученных обычным
способом металлургического производства.
3. Нанесение покрытий из карбида титана TiC на пластинки или
на режущие поверхности инструментов из быстрорежущих сталей.
Этим способом можно повысить стойкость инструмента в 5—10 раз.
4. Применение химико-термической обработки, обработка инстру-
мента в магнитном поле, поверхностного пластического упрочнения.
5. Проведение более глубоких и всесторонних исследований ре-
жущих свойств различных марок быстрорежущих сталей.
ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы являются продуктом порошковой металлургии.
Они получаются в результате металлургического процесса при на-
личии карбидов вольфрама, карбидов или карбонитридов титана
или сложных карбидов вольфрама, титана и тантала, а также це-
ментирующего элемента—кобальта, никеля и молибдена, расплав-
ленного до жидкого состояния.
С появлением твердых сплавов и использованием их для инстру-
ментов произошел резкий скачок в металлообработке. Скорости
резания увеличились в 4—10 раз по сравнению с обработкой инстру-
ментами, изготовленными из быстрорежущей стали. В настоящее
время в нашей стране выпускаются однокарбидные, двухкарбидные
и трехкарбидные твердые сплавы — вольфрамовые, титановольфра-
!0
мовые и танталотитановольфрамовые. Вольфрамовые сплавы имеют
основные марки: ВКЗ, ВКЗМ, ВК4, ВК6, ВК6М, ВК8, ВК8В, ВК15.
Их твердость HRA 91—86, предел прочности при изгибе оа =
= 1100-4- 1800 МПа. Буква М означает, что сплав мелкозернистый,
величина зерна равна 1 мкм и менее. Буква В означает, что сплав
высокопрочный, крупнозернистый, в котором размер зерен 3—5 мкм.
Без литеры зерна карбидов равны 1—2 мкм. Основными марками
титановольфрамовой группы являются Т30К4, Т15К6, Т14К8,
Т5КЮ, Т5К12. Они имеют твердость HRA 92—87 и предел проч-
ности при изгибе ои = 950-5-1550 МПа. Трехкарбидные тантало-
титановольфрамовые твердые сплавы выпускаются марок ТТ7К12,
ТТ10К8Б, ТТ20К9, у которых твердость HRA = 87-5-89 и предел
прочности при изгибе ои = 1650-4-1300 МПа.
Химический состав твердых сплавов легко расшифровывается
по обозначению марок. Так, в сплаве ВКЗ содержится 97 % WC и
3 % Со, в сплаве ВК8 — 92 % WC и 8 % Со. В сплаве Т15К6 —
79 % WC, 15 % TiC и 6 % Со. Трехкарбидный сплав ТТ7К12 со-
держит 81 % WC, 7 % TiC и ТаС и 12 % Со, причем здесь 4 % TiC
и 3 % ТаС. Сплав ТТ10К8Б имеет 82 % WC, 3 % TiC, 7 %
ТаС и 8% Со. Последняя марка трехкарбиднбго сплава ТТ20К9
содержит карбидов титана 8 % и карбидов тантала 12 %, 71 %WC
и 9 % Со.
Карбиды вольфрама, титана или тантала являются как бы ре-
жущими составляющими. В отличие от быстрорежущих сталей ко-
бальт в твердом сплаве выполняет функцию связки, цементирующей
соответствующие карбиды. Чем меньше кобальта в сплаве, тем он
более твердый, но менее прочный и более хрупкий. С увеличением
содержания кобальта сплав становится менее твердым, но более
вязким. Как уже было сказано, твердые сплавы характеризуются
высокими режущими свойствами. Их теплостойкость 800—950 °C,
износостойкость выше в 50 раз закаленной быстрорежущей стали
и в 100 раз закаленной углеродистой инструментальной стали.
Вольфрамовые сплавы менее износоустойчивы, чем титановольфра-
мовые, поэтому их целесообразно применять для обработки хрупких
материалов. Это объясняется тем, что при обработке хрупких мате-
риалов образуется стружка надлома, элементы которой не связаны
между собой.
Сплавы с меньшим содержанием кобальта (например, ВКЗ,
ВК4), как наиболее твердые и хрупкие, следует применять для чи-
стовой и получиетовой обработки при плавной нагрузке. Сплавы
с большим содержанием кобальта (ВК8, ВК15), как более прочные
(вязкие), применяются при черновой обработке.
Сплавы ВК4, ВК6, ВК6М, ВК8 и ВК8В при одинаковом содер-
жании кобальта имеют большую прочность, чем сплавы второй
группы ТК. Поэтому их также рекомендуется применять при обра-
ботке закаленных, жаропрочных, коррозионно-стойких и других
труднообрабатываемых сталей и сплавов.
Титановольфрамовые твердые сплавы более износостойки я
имеют повышенную теплостойкость, чем вольфрамовые сплавы.
и
Повышенные режущие свойства им придает титан, поэтому эти сплавы
эффективнее применять для обработки вязких металлов, которые
при резании образуют элементную или сливную стружку. В этом
случае изнашивание инструмента происходит более интенсивно,
так как этот процесс протекает одновременно как по задней, так
и по передней поверхности.
Кроме того, титановые сплавы менее склонны к адгезионному
взаимодействию, т. е. к слипанию и свариванию с обрабатываемым
металлом. У них на 100—150 °C выше температура слипания со
сталью и чугуном, а прочность такого схватывания ниже, чем у
вольфрамовых твердых сплавов. Все это уменьшает изнашивание
и увеличивает стойкость инструмента.
Марки твердых сплавов этой группы рекомендуется применять
по тому, же принципу, что и для вольфрамовой группы.
Сплавы третьей группы — танталотитановольфрамовые — пред-
почтительнее применять для обработки труднообрабатываемых ста-
лей и сплавов (коррозионно-стойких и жаропрочных), а также дру-
гих легированных сталей. В этой группе сплавов чем больше ко-
бальта, тем сплав более вязкий, но менее твердый. Тантал придает
сплаву большую вязкость и прочность, но он более дорогой, чем
титан и вольфрам.
Безвольфрамовые твердые сплавы. Как уже говорилось, воль-
фрам является дефицитным металлом, поэтому изыскиваются воз-
можности создания твердых сплавов, в которых вольфрам отсут-
ствует. Основой безвольфрамовых твердых сплавов являются TiC,
(TiNb)C и TiNC, т. е. карбиды титана, карбиды титана и ниобия или
карбонитриды титана, а связкой — никель или никель и молибден.
Эти сплавы имеют высокую теплостойкость, низкую теплопровод-
ность, меньший коэффициент трения и пониженную склонность
к адгезионному взаимодействию с обрабатываемым материалом.
Они недостаточно прочны, но имеют высокую твердость. Для раз-
личных сплавов прочность <ти — 1000—1200 МПа, а твердость
HRA 89—90. Эти сплавы применяют для чистовой и получистовой
обработки при плавной нагрузке. Стойкость инструментов, изго-
товленных из этих сплавов, в 1,2—1,5 раза выше, чем из твердого
сплава Т15К6.
На никельмолибденовой связке выпускают следующие основные
марки безвольфрамовых сплавов: ТМ-3, ТН-20, КНТ-16: сплав
КНТ-16 — 84 % карбонитридов титана TiCN, MoNi—16%.
Эффективным путем повышения режущих свойств твердых спла-
вов является создание марок с более мелкозернистой структурой,
а также изыскание составов износостойких покрытий и разработка
способов их нанесения.
Твердые сплавы с особомелким (субмикронным) зерном имеют
повышенную прочность и стойкость, особенно в условиях адгезион-
ного износа инструмента. Мелкозернистая структура сплавов до-
стигается специальной технологией их изготовления при введении
в сплав до 2 % тантала или небольшого количества хрома. Выпу-
12
скают такие сплавы на основе карбида вольфрама: ВК6-ХОМ,
ВКЮ-ХОМ, ВК15-ХОМ. Они рекомендуются для обработки корро-
зионно-стойких и жаропрочных сталей и сплавов и других трудно-
обрабатываемых материалов. Исследования ЦНИИТмаша показали,
что эти сплавы позволяют значительно повысить стойкость инстру-
ментов (до 3—4 раз).
Нанесение тонкого износостойкого покрытия (толщиной 5—10мкм)
на твердые сплавы является весьма перспективным способом упроч-
нения поверхностного слоя и повышения режущих свойств инстру-
ментов. Этот способ в настоящее время главным образом реализуется
на многогранных сменных пластинах. Эффективность способа за-
висит от состава, толщины слоя и технологии нанесения покрытия.
В промышленности получили применение два способа покрытия:
осаждение из газовой фазы и термодиффузионный. Для покрытия
пластин в основном применяются карбиды и нитриды титана (TiC
и TiN) или их сочетание — карбонитриды. Они наносятся на
поверхность одним, двумя и несколькими слоями различными
способами. Повышение износостойкости покрытых пластин про-
исходит вследствие низкой теплопроводности и высокой теплостой-
кости покрытия, которое в то же время уменьшает коэффициент
трения.
Однослойное покрытие TiC получается хрупким. Однослойное
покрытие TiN этого недостатка не имеет, но соединение его с пла-
стиной получается непрочным, поэтому пластины с однослойным
покрытием рекомендуется применять при получистовой и чистовой
обработке сталей и чугунов при плавной нагрузке. В этих условиях
стойкость пластин с покрытием повышается от 3 до 8 раз. Двух-
и трехслойное покрытие повышает вязкость, обеспечивает более
высокую прочность соединения, а также повышает стойкость пла-
стины в 4—5 раз по сравнению с однослойным покрытием. Пластины
могут работать в условиях прерывистого резания. Лучшие резуль-
таты по износостойкости дают твердосплавные пластины, покрытые
керамикой и кубическим нитридом бора, чем пластины, покрытые
TiC, TiN и карбонитридом. Технология и составы покрытия совер-
шенствуются. Учитывая высокую эффективность этого метода, пла-
стинки из твердого сплава должны выпускаться только с упроч-
няющими покрытиями. Твердые сплавы целесообразно подвергать
термообработке с нагревом под закалку до 1100 °C. Стойкость термо-
обработанных сплавов увеличивается в 1,3—1,4 раза.
МИНЕРАЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
В основе минералокерамики находится окись алюминия А12О3
(около 95 %), которая получила название оксидной режущей ке-
рамики. По сравнению с другими инструментальными материалами
она дешевле. Физико-механические свойства оксидной минералоке-
рамики существенно отличаются от физико-механических свойств
твердых сплавов. Оксидная минералокерамика имеет на 2—5 еди-
ниц более высокую твердость, ее теплостойкость 1200 °C, она харак-
13
теризуется повышенной износостойкостью по сравнению с твердыми
сплавами. Но этот материал малоирочен и весьма хрупок.
Всесоюзный научно-исследовательский институт абразивов и
шлифования (ВНИИАШ) создал оксидную керамику марки ВШ,
которая имеет прочность он — 500<-600 МПа. Эту марку керамики
рекомендуется применять при получистовой и чистовой непрерыв-
ной токарной обработке сталей и чугунов и при прерывистой обра-
ботке цветных металлов и сплавов, а также неметаллических мате-
риалов в условиях жесткой системы СПИД. Минералокерамика
допускает скорость резания в 1,5—2 раза выше, чем твердые сплавы.
Особенно эффективно ее применение для инструментов, от которых
требуется высокая размерная стойкость.
Всесоюзный научно-исследовательский институт тугоплавких
металлов и твердых сплавов (ВНИИТС) разработал минералокера-
мику оксидно-карбидиого типа марок В-3, ВОК-®) я ВОК-63 с
пределом прочности аи — 700 МПа. В основе ее находятся окись
алюминия и добавки карбидов тугоплавких металлов — вольфрама,
титана. Режущие свойства минералокерамики оксвдно-карбидного
типа выше, чем керамики марки ВШ. Стойкость указанных ма-
рок минералокерамики в 3—5 раз выше, чем стойкость сплава
Т30К4. Минералокерамика марок В-3, ВОК-60 и ВОК-63 применя-
ется для получистовой и чистовой скоростной обработки сталей, в
том числе закаленных и высокопрочных чугунов в прерывистых
условиях резания. Как указывалось ранее, минералокерамика так-
же используется в качестве материала для упрочняющего покры-
тия пластин из твердых сплавов.
АБРАЗИВНЫЕ МАТЕРИАЛЫ
Абразивным материалом называют вещества природного или син-
тетического происхождения, содержащие минералы высокой твер-
дости и прочности, зерна и порошки которых способны обрабатывать
поверхности других твердых тел путем царапания, скобления или
истирания. Их применяют для изготовления шлифовальных и за-
точных кругов, головок, брусков, хонов, а также для доводочных
и полировочных паст и порошков.
Абразивные материалы разделяются на естественные и искус-
ственные. К первым относятся кварц SiO2, наждак и корунд. Все
они содержат природные примеси, имеют сравнительно низкие ре-
жущие свойства и поэтому мало применяются в абразивной промыш-
ленности. Кроме того, запасы корунда в природе ограничены. Его
применяют только для доводочных операций и обработки опти-
ческого стекла. Для абразивных инструментов в основном приме-
няют искусственные абразивные материалы: электрокорунд, карбид
кремния, карбид бора, силикокарбид бора.
Электрокорунд получают методом электрической плавки в дуго-
вых печах при температуре 2000—2050 °C из материалов, богатых
окисью алюминия (боксита, глинозема). Электрокорунд весьма
твердый, плотный и термостойкий материал. В зависимости от про-
14
центного содержания А12О3 электрокорунд бывает нормальный,
белый, легированный и монокорунд.
Электрокорунд нормальный содержит до 95 % А12О3; выпускают
его марок 12А, 13А, 14А, 15А, 16А. В основном этот материал выпус-
кается марки 15А (в марке 95 % А12О3). Он имеет цвет от серо-ко-
ричневого до темно-коричневого и от розового до темно-красного.
Применяется для менее ответственных кругов при шлифовании
сталей, ковких чугунов и твердой бронзы.
Электрокорунд белый содержит более 97 % А12О3; выпускают
его четырех марок 22А, 23А, 24А, 25А. Марка 22А содержит 97 %
А12О3, а марки 24А и 25А — 99 % и более. Имеет белый, серовато-
белый или светло-розовый цвет; является более твёрдым, чем нор-
мальный электрокорунд; применяется для более ответственных кру-
гов (резьбошлифовальных, заточных), выполняющих более точные
работы, а также для изготовления брусков к хонинговальным и
суперфинишным головкам.
Легированный электрокорунд (хромистый, титанистый, цирконие-
вый). Электрокорунд хромистый (технический рубин) получают
так же, как и предыдущие электрокорунды, из глинозема с добав-
кой от 0,4 до 2 % Сг2О3, содержит до 97 % А12О3. Зерна хромистого
электрокорунда по сравнению с белым обладают более высокой
стабильностью физико-механических свойств и содержат больший
процент монокристаллов. Он более твердый, чем белый электро-
корунд, по цвету сходен с рубином, имеет темно-розовую или темно-
вишневую окраску, выпускается марок 32А, ЗЗА, 34А.
Электрокорунд титанистый (технический сапфир) получают также
путем плавки глинозема с присадками 2—3 % окиси титана. Его
зерна имеют повышенную режущую способность, он тверже хро-
мистого электрокорунда и выпускается под маркой 37А.
Электрокорунд циркониевый получают из глинозема, двуокиси
циркония (10—40 %) и окислов титана, более твердый и износостой-
кий, чем титанистый электрокорунд; выпускается под маркой 38А.
Монокорунд — одна из разновидностей электрокорунда, зерна
которого состоят из отдельных кристаллов или их осколков; содер-
жит до 97 % А12О3. Твердость его выше твердости белого электро-
корунда. Он обозначается. 4А и имеет марки 43А, 44А, 45А. Его
особенность — наличие большого числа граней, а значит, и режу-
щих кромок зерна. С увеличением размера зерна структура его
ухудшается и снижается прочность. Применяется для скоростных
и заточных кругов, а также для микропорошков, обеспечивающих
шероховатость Обработанной поверхности Rz 0,10—0,05 мкм.
Карбид кремния SiC получают в электропечах при темпера-
туре 1800—1850 °C из материалов, богатых кремнеземом и мате-
риалов с высоким содержанием углерода (нефтяного кокса, антра-
цита и т. д.). Карбид кремния обладает большей твердостью и хруп-
костью, чем электрокорунд, имеет более острые режущие кромки.
Он разделяется на черный и зеленый карбид кремния.
Карбид кремния черный обозначается 5С, содержит' 95—98 %
SiC и имеет черный или темно-синий цвет, выпускается марок 52С,
15
53С, 54С и 55С. Марка 52С содержит 95 %, а марка 55С — 98 %
карбида кремния. Применяется для заточки инструментов, шлифо-
вания твердых сплавов, твердых и хрупких металлов.
Карбид кремния зеленый обозначается 6С, содержит более 97 %
SiC и имеет цвет от светло-зеленого до темно-зеленого, выпускается
марок 62С, 63С, 64С. Марка 62С содержит 97 % SiC, марка 63С —
98 % SiC, а марка 64С имеет 99 % карбида кремния. Он лучше
черного карбида кремния, имеет большую твердость и более острые
режущие кромки. Применяется для заточки быстрорежущих и твер-
досплавных инструментов, правки шлифовальных кругов, для более
ответственных случаев шлифования.
Карбид бора В4С получают при плавке борной кислоты В2О3
и нефтяного кокса в электрических печах. Он имеет серовато-черный
цвет, содержит до 93 % В4С и 1,5 % свободного углерода. Карбид
бора значительно тверже карбида кремния, но термостойкость его
ниже. Поэтому применяется в виде мелких порошков или паст Для
доводки твердосплавных инструментов.
Силикокарбид бора получают методом восстановительной плавки
в дуговой печи смеси борной кислоты, нефтяного кокса и кварцевого
песка. Его режущая способность немного выше, чем режущая спо-
собность карбида бора. Используется в виде высококачественных
микропорошков для обработки технических рубинов, твердых спла-
вов и других весьма твердых материалов.
Качество абразивных материалов определяется формой" и вели-
чиной зерен, твердостью, теплостойкостью и другими физико-меха-
ническими свойствами.
Форма абразивных зерен характеризуется длиной I, высотой Л,
шириной Ь. Если все три измерения равны или их отношение близко
к единице, то такие зерна называют изотермическими или нормаль-
ными. Они имеют наибольшую прочность. Если I > Л, то зерна
называют пластинчатыми, и при большем превышении — мечевид-
ными. Абразивные зерна имеют закругление вершины радиусом
1.4. Размер зерен и их обозначение
Шлифзерна Шлифпорошки Микропорошки
Размер, мкм Обозначение Размер, мкм Обозначение Размер, мкм Обозначение
2500—2000 200 160—125 12 63—50 М63
2000—1600 160 125^-100 10 50—40 М50
1600—1250 125 100—80 8 40—28 М40
1250—1000 100 80—63 6 28—20 М28
1000—800 80 63—50 5 20—14 М20
800—630 63 50—40 4 14—10 М14
630—500 50 40—30 3 10—7 М10
500—400 40 7-5 М7
400—315 32 5—3 М5
315—250 25 — 3—1 М3
250—200 20 1 и менее Ml
200—160 16 — —
16
3—30 мкм. Зернистость характеризует крупность зерен. В зависи-
мости от размера зерен абразивные материалы по ГОСТ 3647—80
делятся на три группы: шлифзерна, шлифпорошки и микропорошки.
Размер зерен и обозначение зернистости по ГОСТ 3647—80 приве-
дены в табл. 1.4.
Шлифзерна и шлифпорошки получаются способом рассева на
ситах с контролем зернового состава ситовым методом. Верхний
предел размера зерна соответствует размеру ячейки сита, сквозь
которое зерно, основной фракции проходит, а нижний предел —
ячейке сита, на котором зерно основной фракции задерживается.
Микропорошки получаются методом статического осаждения в жид-
кости. При этом чем больше время оседания порошка, тем мельче
будет зерно. Контроль зернового состава проводят микроскопиче-
ским методом. Абразивные материалы характеризуются высокой
твердостью и теплостойкостью. Так, микротвердость электрокорунда
(18—26)103МПа, а термостойкость 1300—2000 °C. Карбид кремния
имеет микротвердость (28—36)103 МПа и термостойкость 1300—
1400 °C.
АЛМАЗЫ
Природные алмазы кристаллизовались на большой глубине при
огромном давлении земных недр и высокой температуре (2000—
2500 °C) из расплавленной магмы, содержащей углерод. Алмаз
самый твердый в природе минерал (105 МПа), устойчивый к физиче-
ским и химическим воздействиям. Твердость алмаза зависит от кри-
сталлического строения, т. е. от расположения атомов углерода.
Наиболее твердый алмаз, имеющий атомную решетку в виде окта-
эдра, затем ромбододекаэдра и менее твердый — куб. Обрабатывае-
мость (шлифуемость) алмаза легче в направлении, параллельном
граням кристалла, так как в этом направлении атомы наиболее
удалены друг от друга. Термостойкость алмаза сравнительно невы-
сокая. В неокисляющейся атмосфере (водороде, азоте) алмаз можно
нагревать до температуры более 1000 °C без изменения его свойств.
Заметное окисление алмаза в среде кислорода начинается при тем-
пературе 700 °C. Тепловое расширение алмаза самое низкое, а тепло-
проводность высокая. Она в 7 раз выше теплопроводности быстро-
режущей стали и в 5 раз выше теплопроводности твердого сплава
Т15К6. Алмаз отличается низким коэффициентом трения, который
в 3—4 раза ниже коэффициента трения твердого сплава с обрабаты-
ваемым материалом.
Алмазы бывают ювелирные и технические. Ювелирные — наи-
более высокосортные алмазы. На технические цели используют
80 % природных алмазов, особенно для изготовления шлифоваль-
ных кругов и доводочных паст, а также для алмазно-металлических
карандашей. Технические алмазы разделяются на бортсы, балласы
и карбонадо. Наиболее лучшие из них — карбонадо. Это весьма
тонкозернистые, твердые и плотные кристаллы, имеющие острые
ребра.
17
Учитывая высокую стоимость природных алмазов, а также их
недостаточность для удовлетворения нужд промышленности, Инсти-
тут физики высоких давлений Академии наук СССР в 1960 г. синте-
зировал алмаз в лабораторных условиях 121, а Киевский институт
сверхтвердых материалов в 1961 г. начал промышленное произ-
водство синтетических алмазов из графита при высоких давлении
и температуре, т. е. при тех же условиях, при которых обра-
зовался природный алмаз. Графит имеет гексагональную структуру.
При этих условиях углерод кристаллизуется в более плотную ку-
бическую структурную решетку, свойственную природному алмазу.
Синтетические алмазы имеют те же химические и физико-механиче-
ские свойства, что и природные.
Наиболее эффективно алмазные инструменты применяются при
обработке твердых и хрупких материалов — твердых сплавов, полу-
проводников (германий, кремний), рубинов, керамики, мрамора,
стекла и др.
Алмазные инструменты нельзя применять для шлифования ста-
лей, так как при этом возникает высокая контактная температура
800—1000 °C, и алмаз в атмосфере кислорода сгорает. Все синтети-
ческие алмазы и 70—80 % природных алмазов подвергаются дроб-
лению для получения алмазных порошков. При этом около 80 %
алмазных порошков используется в связанном состоянии для изго-
товления различных алмазно-абразивных инструментов (шлифо-
вальных кругов, хонов, притиров и др.), а остальные 20 % при-
меняются в свободном состоянии в виде абразивных порошков и
паст для доводки и полирования изделий из указанных ранее ма-
териалов.
Монокристаллы или поликристаллы алмаза или осколки раз-
мером более 800 мкм называются алмазным зерном. Совокупность
алмазных зерен размером менее 800 мкм называется алмазным
порошком.
В зависимости от размера зерен и метода их получения алмазные
порошки по ГОСТ 9206—80 Е делятся на две группы: шлифпорошки
и микропорошки. Шлифпорошки выпускают с размером зерен от
800 до 40 мкм. Классификация зернистости та же, что и абразивных
материалов, но обозначается через дробь, например, 800/630,
630/500, ..., 50/40. Микропорошки выпускают с размером зерен
от 63 до 0,5 мкм и обозначаются также через дробь: 63/50, 50/40, ...,
2/1, 1/0. Они применяются в основном для доводочных паст. Шлиф-
порошки из природных алмазов выпускаются марки А и приме-
няются для инструментов на металлических связках, работающих
в условиях высоких удельных нагрузок. Шлифпорошки из синте-
тических алмазов выпускаются пяти марок: АСО, АСР, АСВ, АСК
и АСС. Здесь последние буквы означают, соответственно: обычной,
повышенной, высокой прочности, крупные К, самые крупные С
и прочные. Кроме того, выпускаются микропорошки с покрытием,
упрочняющим зерна, способствующим отводу тепла из зоны резания
и увеличивающим сцепляемость алмазного зерна со связкой. При
обозначении порошка с покрытием к его марке добавляется буква М.
СВЕРХТВЕРДЫЕ МАТЕРИАЛЫ
Кубический нитрид бора — новый сверхтвердый материал. Он
представляет собой соединение двух химических элементов — бора
43,6 % и азота 56,4, имеющего так же, как и графит, гексагональную
кристаллическую решетку.
При высоких давлении и температуре гексагональная решетка
нитрида бора превращается в более плотную и твердую кубическую
кристаллическую решетку, т. е. в кубический нитрид бора.
Кубический нитрид бора КНБ — весьма твердый, теплостойкий
и химически устойчивый материал. По твердости он близок к алмазу.
Теплостойкость КНБ 1300 °C, т. е. значительно превосходит тепло-
стойкость алмаза. В отличие от алмаза этот материал химически
инертен к железоуглеродистым сплавам, не вступает с ними во взаи-
модействие. Это особенно важно при шлифовании твердых закален-
ных сталей, высокопрочных и труднообрабатываемых сплавов и
при заточке быстрорежущих инструментов, когда контактная тем-
пература в зоне резания достигает 1000 °C и более. Кубический
нитрид бора выпускается под названием эльбор. Цвет эльбора от
белого и желтого до аметистового и черного. В обозначении мате-
риала ставится буква Л.
В зависимости от размера зерен эльбор выпускается двух групп:
шлифпорошки и микропорошки. Шлифпорошки имеют зернистость
250/200—50/40 мкм. Зернистость микропорошка из эльбора та же,
что и из алмазов.
Сверхтвердые синтетические материалы—это композиционные
пол и кристаллические материалы, обладающие весьма высокой твер-
достью, приближающиеся к твердости алмаза.. Наибольший интерес
для режущих инструментов представляют три разновидности: ком-
позиты, карбонадо и силинит. Они подразделяются на композит
01 (эльбор-Р); композит 05, композит 10 (гексанит-Р), исмит. Ком-
позит 05— материал по твердости и хрупкости занимает проме-
жуточное положение между композитами 01 и 10. Композиты
весьма теплостойкие материалы, химически инертны к железо-
углеродистым сплавам, поэтому их применяют для лезвийных ин-
струментов (резцов, фрез, разверток и др.) при плавной полу-
чистовой и тонкой чистовой обработке стальных и чугунных де-
талей.
Сверхтвердый материал карбонадо представляет собой более
плотные модификации синтетического алмаза. По твердости он пре-
восходит композиты, но значительно уступает им по теплостойкости.
Карбонадо применяется для тех же целей, что и композиты, но при
обработке цветных металлов и сплавов, керамики, твердых сплавов
и других материалов. Эльбор-Р, гексанит, исмит и карбонадо вы-
пускаются в виде цилиндров диаметром 4—6 мм и высотой 3—6 мм
или в виде пластин таких же размеров, вставки из которых механи-
чески закрепляются в инструментах или же впаиваются, запрес-
совываются, зачеканиваются в гнезда или корпуса.
19
Силинит-Р — новый сверхтвердый синтетический материал. Он
имеет высокую твердость HRA 94—96, но недостаточную проч-
ность. Отсутствует склонность к адгезии к сталям, к медным и алю-
миниевым сплавам. Применяется для лезвийных инструментов в виде
пластин, при получистовой и тонкой скоростной обработке при
весьма спокойной нагрузке.
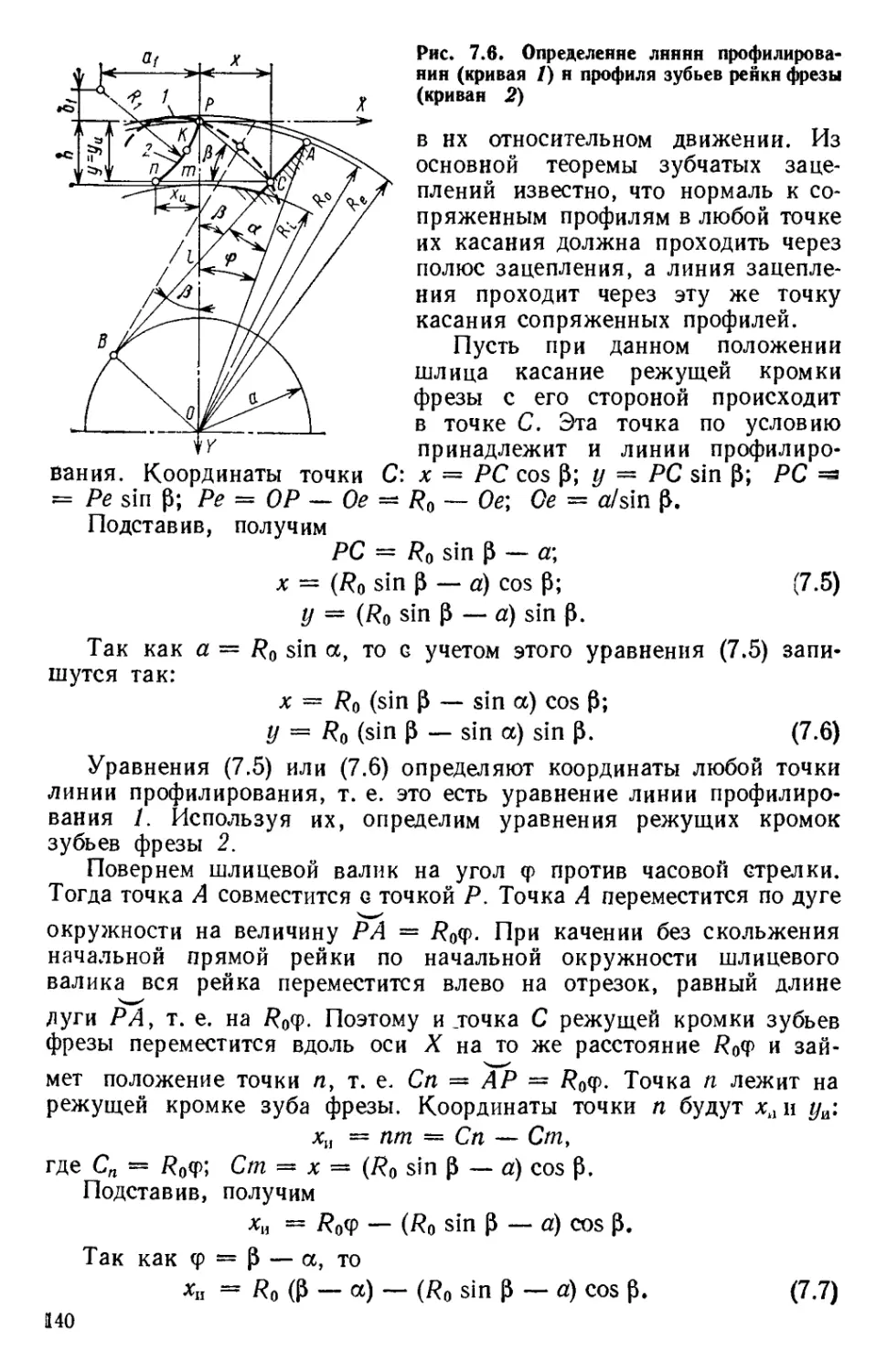
глава
ФАСОННЫЕ РЕЗЦЫ
Резцы являются наиболее простыми инструментами. Они широко
применяются для обработки деталей на токарных, револьверных,
расточных, строгальных и долбежных станках, а также на токарных
автоматах и полуавтоматах. Резцы подразделяются на простые
и фасонные.
Геометрия и конструкция простых резцов подробно рассмотрены в
работах [3, 20, 23, 25], поэтому в данной книге описана методика
проектирования только фасонных резцов.
Фасонные резцы широко применяют в массовом и крупносерий-
ном производстве для обработки сложного профиля деталей тел
вращения или призматических деталей. На деталях тел вращения
обрабатывают как наружные, так и внутренние поверхности на
токарных, револьверных станках, полуавтоматах и автоматах. Фа-
сонные поверхности на призматических деталях изготовляют фасон-
ными резцами на фрезерных и строгальных станках.
Фасонные резцы имеют ряд преимуществ по сравнению с обыч-
ными токарными резцами. Они обеспечивают:
1) высокую производительность вследствие значительного умень-
шения машинного и вспомогательного времени за счет сокращения
пути резания при радиальной подаче и времени на установку и
наладку резца;
2) высокую точность формы и размеров обрабатываемых деталей,
а также их идентичность и взаимозаменяемость;
3) простоту эксплуатации, так как их перетачивают только
по передней поверхности.
Однако стоимость фасонных резцов выше, чем простых токарных
резцов. Несмотря на это, в массовом и крупносерийном производстве
они вполне рентабельны. Фасонные резцы подразделяют по форме
на круглые и призматические (рис. 2.1, а, б); по виду обрабатывае-
мой поверхности — на наружные и внутренние (рис. 2.1, а, г); по
установке и направлению подачи относительно обрабатываемой
детали — на радиальные и тангенциальные (рис. 2.1, б, в); по форме
образующих фасонных поверхностей — на кольцевые и винтовые
(рис. 2.1, е, ж, и); по расположению резца относительно детали —
с параллельным расположением осей или баз или с повернутым
(рис. 2.1, е, ж) и по расположению передней поверхности — без
наклона и с наклоном под углом X (рис. 2.1, а, д). Призматические
резцы изготовляют только для обработки наружных- поверхностей.
Круглые резцы, как правило, работают с радиальной подачей и их
21
Рис. 2.1. Типы фасонных резцов
применяют для обработки как наружных, так и внутренних поверх-
ностей. При этом для последних применяют кольцевые и винтовые
резцы.
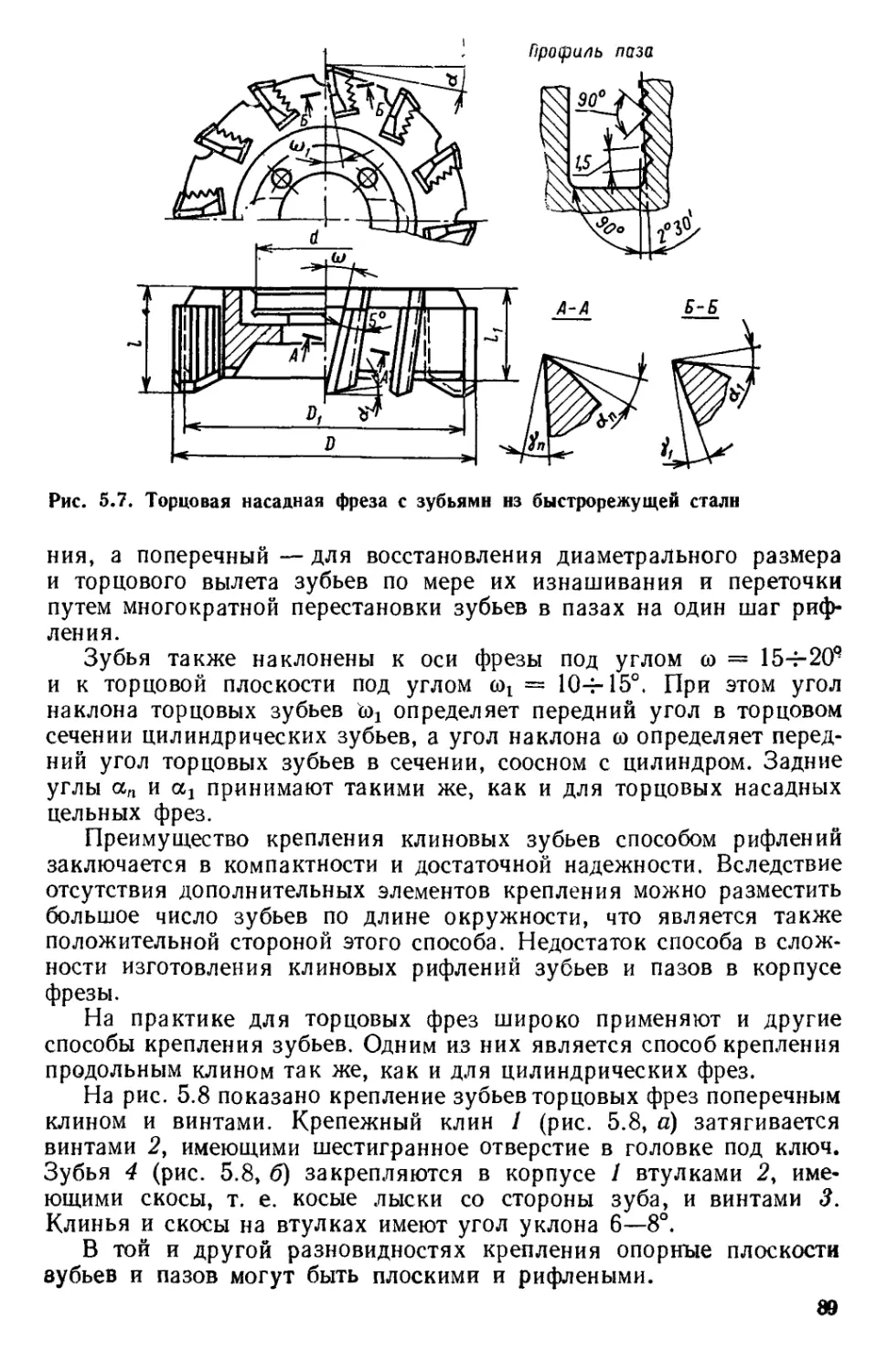
Причины искажения профиля фасонного резца. Профиль фасон-
ного резца определяется в сечении, нормальном к его задней поверх-
ности. В этом сечении рассчитывают и задают размеры профиля и
осуществляют его контроль. Однако формообразующей поверх-
ностью детали является режущая кромка. Профиль резца в нормаль-
ном сечении не совпадает с линией режущей кромки. В свою очередь,
линия режущей кромки резца может отличаться от профиля обра-
ботанной детали в ее осевом сечении. Следовательно, профиль фа-
сонного резца отличается от профиля обработанной детали. Причи-
ной этого несоответствия является наличие у резца переднего и зад-
него углов. Для уяснения этого вопроса рассмотрим рис. 2.2.
Возьмем один участок детали в виде усеченного конуса. В пер-
вом случае (рис. 2.2, а), когда передний и задний углы резца равны
нулю, высота профиля резца Вг равна разности радиусов обработан-
ной детали, т. е. Вх = г2 — rv Профиль резца соответствует режу-
щей кромке и профилю детали. Но это нереальный случай, т. е.
резец не может иметь нулевой задний угол. Заметим, что для непо-
вернутых резцов их размеры в осевом направлении детали не изме-
няются.
Во втором случае (рис. 2.2, б) у резца передний угол yj > О,
а задний угол 04 = 0. При этом высота профиля резца В2 < (г2 — rj,
т. е. меньше Bv Отсюда следует, что если угол у =# 0, то профиль
резца будет отличаться от профиля режущей кромки, а значит и
22
Рис. 2.2. Влияние у и а на высоту профиля резца
от профиля обрабатываемой детали. В третьем случае (рис. 2.2, в)
угол у = 0, а угол а > 0. Здесь также высота профиля резца меньше
высоты профиля детали, т. е. В3 < (г3 — ti); В = Bt cos аг Следо-
вательно, задний угол также создает отклонение профиля резца от
профиля детали. Наконец, последний случай (рис. 2.2, г) соответ-
ствует реальным условиям, когда у резца a > 0 и у > 0. В этом
случае Bt < В3 и Bt < В2. Таким образом, совместное влияние перед-
него у и заднего а углов увеличивает отклонение профиля резца
от режущей кромки и от профиля детали.
Будем считать передние и задние углы основными причинами,
которые вызывают указанное отклонение. Это отклонение не создает
погрешность, оно является необходимым, преднамеренным. Вслед-
ствие этого профиль фасонного резца должен быть определен расчет-
ным путем. Только при таком определенном отличии профиля резца
от профиля детали, которое устанавливается расчетным путем, за-
данная деталь будет обработана точно.
Профилирование фасонных резцов. Существуют графический
и аналитический методы определения профиля фасонных резцов.
Графический метод наглядный, но неточный, поэтому в инженерной
практике не применяется. Аналитический метод лишен этого не-
достатка, но более сложный. Несмотря на это, высокие требования
к точности проектирования фасонных резцов обусловили примене-
ние на практике аналитического метода. Существует несколько
п
2.1. Значения переднего угла для фасонных резцов
Обраба- тываемый материал Сталь ав> МПа Чугун НВ Латунь Бронза свннцови- i стая Красная медь, алю- миний
1200 — 800 800 — 500 о о 250 — 200 200 — 150 о из ЛС59 Л62
Передний угол,0 10—15 20—25 25 8 12 15 0—5 5—10 0—5 25—30
способов расчета профиля фасонных резцов. Рассмотрим общий
способ точного аналитического решения задачи профилирования
резцов, а также один из способов, основанный на решении трехчлен-
ных уравнений, который является также точным, но простым и
наглядным.
Решение задачи сводится к тому, чтобы определить необходимый
профиль резца в нормальном сечении к его задней поверхности,
при котором режущие кромки резца могли бы правильно обработать
заданную деталь. Исходными параметрами для расчета являются
размеры обрабатываемой детали, заданные чертежом, и свойства
обрабатываемого материала. Вначале задаются значением переднего
и заднего углов резцов. Для фасонных резцов из быстрорежущей
стали, работающих с радиальной подачей, оптимальный задний
угол а = 10-4-15°. Для резцов из твердого сплава а = 8-5-12°. Перед-
ний угол у в зависимости от свойств обрабатываемого материала для
резцов из быстрорежущей стали рекомендуется принимать по
табл. 2.1. Для резцов из твердого сплава передний угол принимают
на 5—10° меньше.
Фасонные резцы можно устанавливать по высоте центров обра-
батываемой детали (по центру) одной вершинной точкой или же
линией — режущей кромкой. В последнем случае это может быть
только для цилиндрического или конического участка детали. Для
поверхностей криволинейного профиля или торцовых этого достиг-
нуть невозможно. На практике чаще применяются резцы первого
вида, устанавливаемые по центровой линии детали одной точкой,
расположенной в вершине режущей кромки. Для обработки наруж-
ных поверхностей тел вращения эта точка контакта находится
на наименьшем диаметре обрабатываемой детали; для обработки
внутренних поверхностей — на наибольшем диаметре отвер-
стия.
Общий аналитический способ профилирования резцов. Для опре-
деления профиля фасонного резца общим. аналитическим способом
необходимо найти режущую кромку как линию пересечения поверх-
ности детали с плоскостью передней грани резца, принять ее за об-
разующую поверхности резца и определить линию сечения резца
плоскостью, нормальной к задней поверхности инструмента. Для
этого необходимо решить следующие задачи.
24
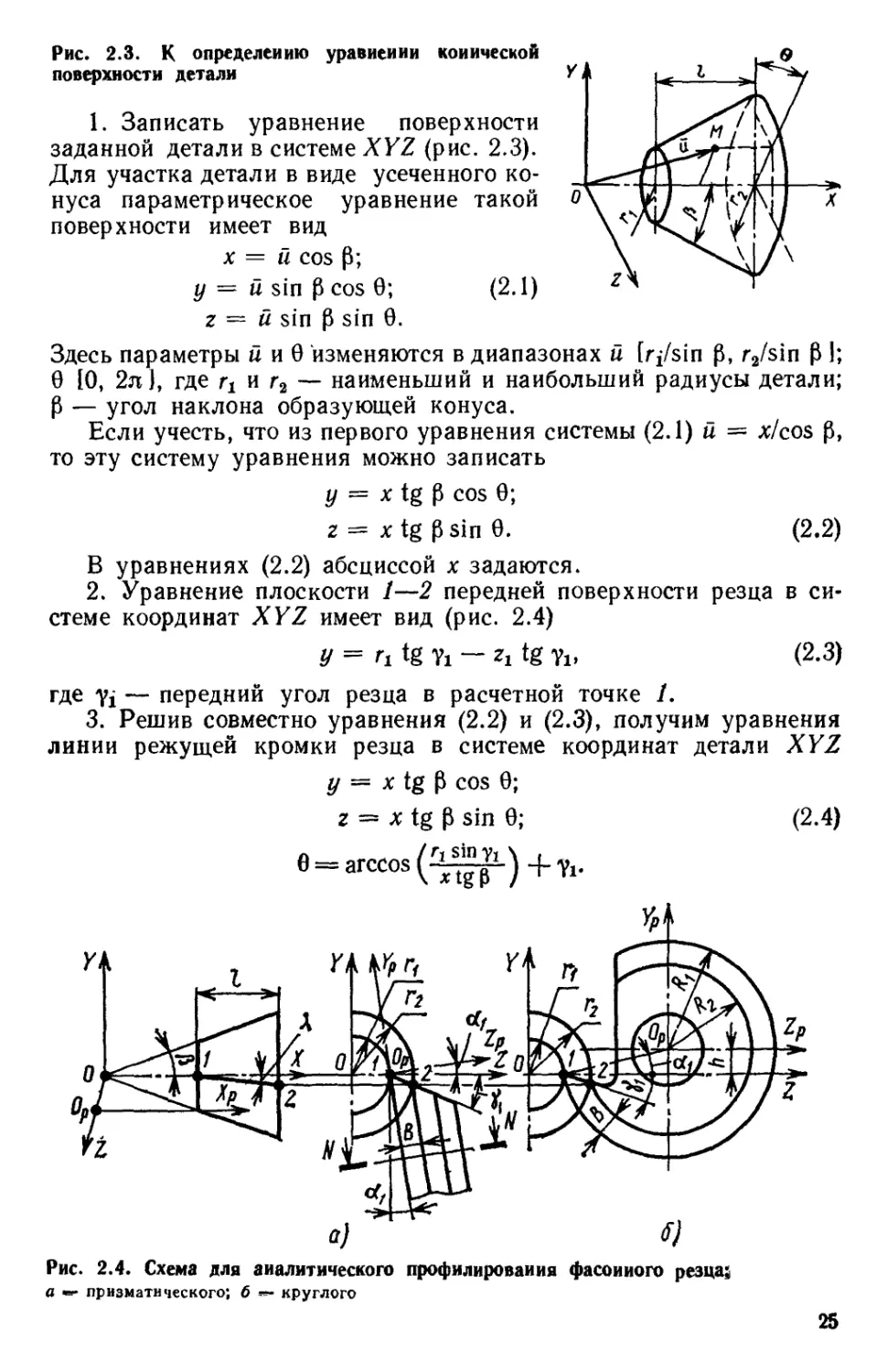
Рис. 2.3. к определению уравнении конической
поверхности детали
1. Записать уравнение поверхности
заданной детали в системе XYZ (рис. 2.3).
Для участка детали в виде усеченного ко-
нуса параметрическое уравнение такой
поверхности имеет вид
х = й cos Р;
у = й sin р cos 0; (2.1)
z = й sin Р sin 0.
Здесь параметры й и 0 изменяются в диапазонах й [rj/sin р, r2/sin Р J;
0 10, 2л), где н и г2 — наименьший и наибольший радиусы детали;
Р — угол наклона образующей конуса.
Если учесть, что из первого уравнения системы (2.1) й = x/cos р,
то эту систему уравнения можно записать
у = х tg р cos 0;
z = х tg р sin 0.
(2.2)
В уравнениях (2.2) абсциссой х задаются.
2. Уравнение плоскости 1—2 передней поверхности резца в си-
стеме координат XYZ имеет вид (рис. 2.4)
У = ri tg Yi — z2 tg Tl (2.3)
где Yj — передний угол резца в расчетной точке 1.
3. Решив совместно уравнения (2.2) и (2.3), получим уравнения
линии режущей кромки резца в системе координат детали XYZ
у — х tg Р cos 0;
z — х tg Р sin 0; (2.4)
0 = arccos(^i-)+T1.
Рис. 2.4. Схема для аналитического
а •• призматического; б круглого
профилирования фасонного резцам
25
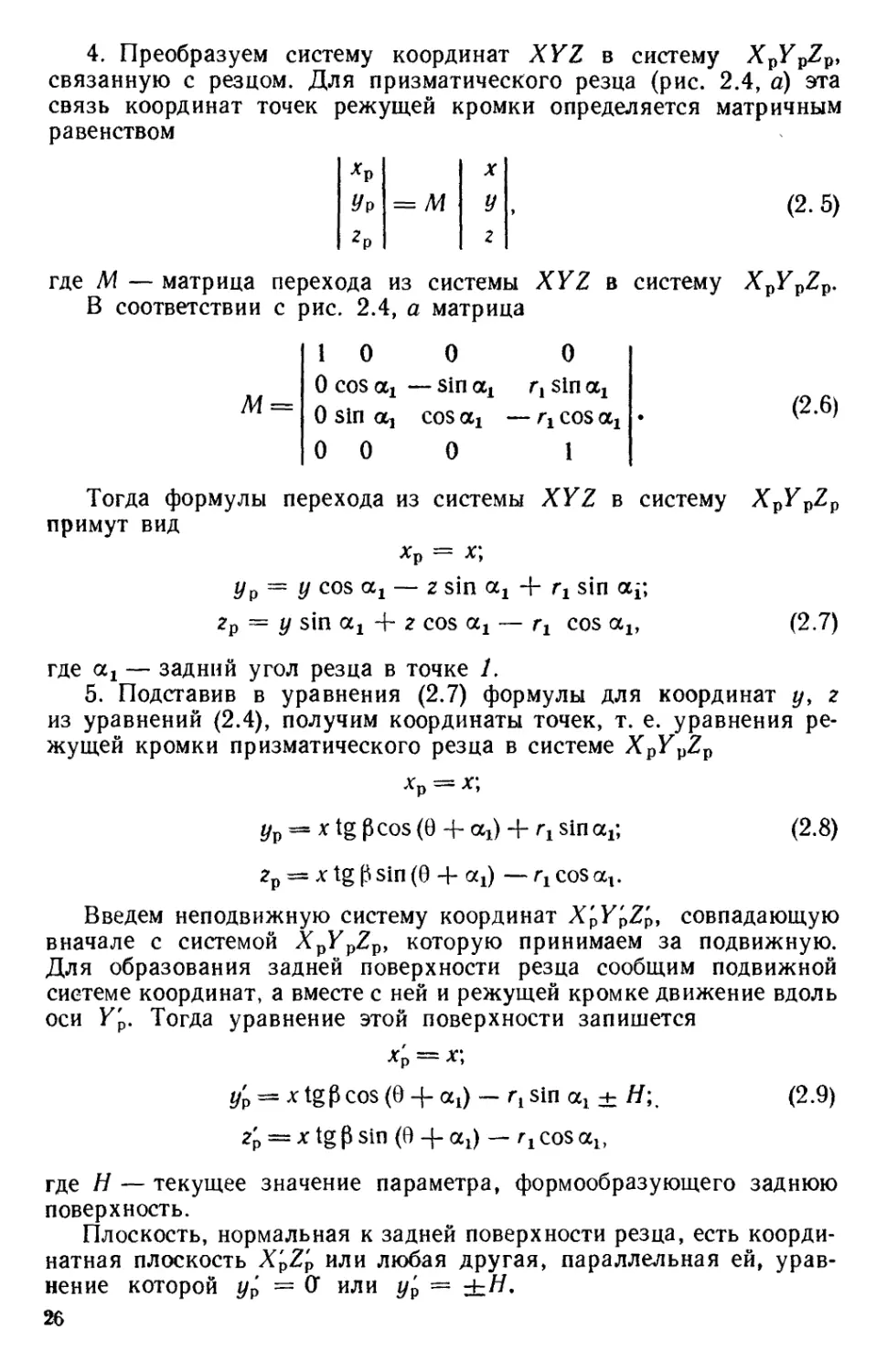
4. Преобразуем систему координат XYZ в систему ХрУр2р,
связанную с резцом. Для призматического резца (рис. 2.4, а) эта
связь координат точек режущей кромки определяется матричным
равенством
хр X
Ур = м У
2Р Z
(2. 5)
где М — матрица перехода из системы XYZ в систему ХРУР2Р.
В соответствии с рис. 2.4, а матрица
1 0 0 0
0 cos «х — sin at r, sin «X
м = 0 sin a, cos ax — Гх COS «I (2-6)
0 0 0 1
Тогда формулы перехода из системы XYZ в систему ХРУР2Р
примут вид
Хр = х;
ур = у cos 04 — z sin aj + rj sin af,
zp = у sin + z cos cos ab (2.7)
где — задний угол резца в точке 1.
5. Подставив в уравнения (2.7) формулы для координат у, г
из уравнений (2.4), получим координаты точек, т. е. уравнения ре-
жущей кромки призматического резца в системе XPYPZP
хр = х;
Ур = х tg р cos (0 + «1) + fl sin af, (2.8)
zp = х tg P sin (0 + aj —1\ cos av
Введем неподвижную систему координат X'pY'pZ'p, совпадающую
вначале с системой XPYPZP, которую принимаем за подвижную.
Для образования задней поверхности резца сообщим подвижной
системе координат, а вместе с ней и режущей кромке движение вдоль
оси Ур. Тогда уравнение этой поверхности запишется
х; = х;
yp = xtgPcos(0 + a1) — GSin aL ± Н9, (2.9)
= х tg р sin (0 + aj — r± cos a1?
где И — текущее значение параметра, формообразующего заднюю
поверхность.
Плоскость, нормальная к задней поверхности резца, есть коорди-
натная плоскость XpZp или любая другая, параллельная ей, урав-
нение которой ур = О’ или ур = ±Н.
26
6. Если принять i/p = 0, то искомый профиль призматического
фасонного резца в сечении нормальной плоскостью запишется
уравнением
г' = х tg р sin (9 4- aj) — rj cos o^; (2.10)
0 = arcc°S(^-)+V1.
Анализ уравнения (2.10) показывает, что профиль резца полу-
чается криволинейным (вогнутым). Если режущую кромку совме-
стить с образующей конуса так, чтобы X = 0, то она будет прямо-
линейной. В этом случае профиль призматического резца будет тоже
прямолинейным. Для образования круглого резца найденной режу-
щей кромке необходимо сообщить круговое движение относительно
оси резца Хр. Задача по отысканию профиля круглого фасонного
резца в нормальном (осевом или радиальном) сечении сводится
к определению расстояний точек режущей кромки, описываемой
уравнением (2.4), до оси круглого резца.
Положение оси резца задается координатами ур и zp (рис. 2.4, б),
которые определяются через исходные постоянные величины Гр
/?1 и ах:
Ур = sin а/,
гр = Г1 + 7?! cos aj. (2.11)
Ось круглого резца в системе XPYPZP проще задать единичным
вектором I с направляющими коэффициентами
/я = 1; = lz = Q, (2.12)
который проходит через точку центра резца с координатами хр,
Ур> 2р.
Расстояние R от точки режущей кромки с координатами х, у, г
до прямой I (1Х, 1и, 1г), заданной единичным вектором (2.12) и про-
ходящей через ось Хр резца, определяется по формуле
[(X — Хр) /р — (у — Ур) 1Х]2 4- [(*/ — Ур) 1г—(г — гр) 1Р12 4-
г>2_ + 1(2 Zp) lx (Х Хр) /zP____________ /О |
К— /2+/2 + /2 ’ (2-13)
Подставив в формулу (2.13) значения х, у, г из уравнения (2.4)
и учитывая коэффициенты lx, lu, lz и координаты точки Ор (О, ур, zp),
получим уравнение для определения искомого радиуса резца
R = у/ (х tg 0 sin 0 — rj — Rt cos (Xi)2 — (x tg 0 cos Q — Rk sin aa)2,
(2-14)
где угол 0 находится из совместного решения уравнений (2.2) и (2.3):
0 = arccos () + ft. (2.15)
27
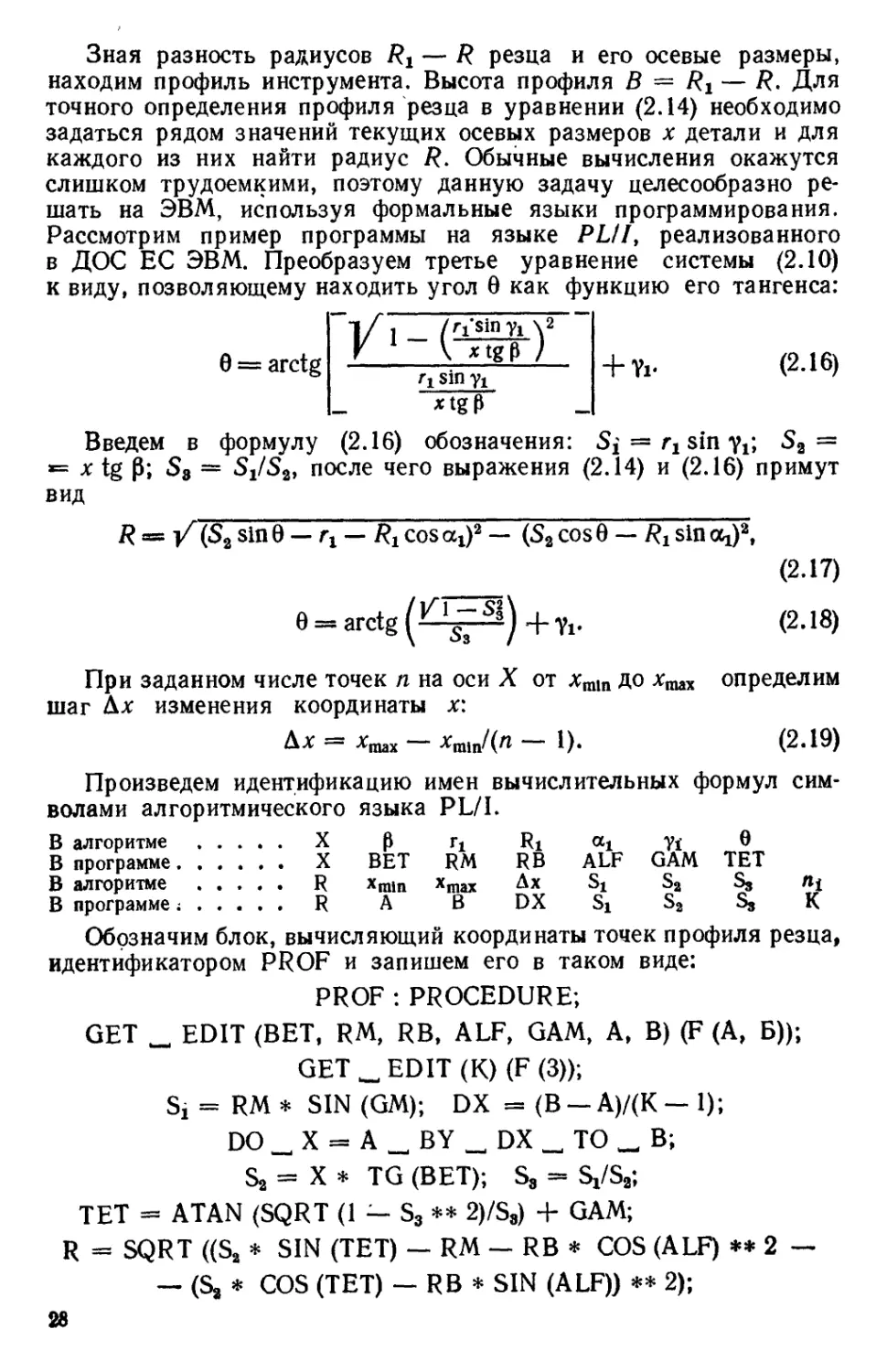
Зная разность радиусов Rt — R резца и его осевые размеры,
находим профиль инструмента. Высота профиля В = Rx — R. Для
точного определения профиля резца в уравнении (2.14) необходимо
задаться рядом значений текущих осевых размеров х детали и для
каждого из них найти радиус R. Обычные вычисления окажутся
слишком трудоемкими, поэтому данную задачу целесообразно ре-
шать на ЭВМ, используя формальные языки программирования.
Рассмотрим пример программы на языке PLU, реализованного
в ДОС ЕС ЭВМ. Преобразуем третье уравнение системы (2.10)
к виду, позволяющему находить угол 0 как функцию его тангенса:
0 = arctg
'1 sin ?1
xtgP
(2.16)
Введем в формулу (2.16) обозначения: Sx = rx sin ух; =
= х tg 0; $з — Si/S2, после чего выражения (2.14) и (2.16) примут
вид
R = (S3 sin 0 — rx — Rx cos ax)2 — (S3 cos 0 — Rx sin o^)2,
(2Л7)
0 = arctg (^-g—-) +Yi-
(2.18)
При заданном числе точек п на оси X от xmm до хт„ определим
шаг Дх изменения координаты х:
Дх Хцщи — хпцп/(л — 1). (2.19)
Произведем идентификацию имен вычислительных формул сим-
волами алгоритмического языка PL/I.
В алгоритме . . . . . X ₽ Г1 Ri «1 Ti 0
в программе. . . ... X ВЕТ RM RB ALF GAM TET
в алгоритме . . ... R xmin хшах Дх Sa Sa nt
в программе; . , ... R А В DX Si s2 S» К
Обозначим блок, вычисляющий координаты точек профиля резца,
идентификатором PROF и запишем его в таком виде:
PROF : PROCEDURE;
GET _ EDIT (BET, RM, RB, ALF, GAM, A, B) (F (А, Б));
GET _ EDIT (K) (F (3));
Si = RM * SIN (GM); DX = (В — A)/(K — 1);
DO _ X = A _ BY „ DX _ TO _ B;
Sa = X * TG (BET); Sa = S,/S,;
TET = ATAN (SQRT (1 — S3 ** 2)/Se) + GAM;
R = SQRT ((Sa * SIN (TET) — RM — RB * COS (ALF) ** 2 —
— (Sa * COS (TET) — RB * SIN (ALF)) ** 2);
28
PUT _ EDIT (’КООРДИНАТА _ X”,
РАДИУС _ R’) (SKIP, X (15), A, X (15), A);
PUT _ EDIT (X, R) (SKIP (2), X (15), F (8,6), X (5), F (8, 6);
END; /*ЦИКЛА _ ПО _ X */
END; /* PROF */
Определение профиля фасонных резцов геометрическим способом.
Как уже отмечалось, этот способ основан на решении простых трех-
членных уравнений, широко используемых на практике. Пусть
размеры обрабатываемой детали заданы в соответствии с рис. 2.5.
С учетом качества обрабатываемого материала по табл. 2.1 выбираем
передний угол Задний угол ах принимаем равным 10—12°. Для
примера рассмотрим методику профилирования круглого фасонного
резца. Расчет профиля резца для обработки различных участков
детали ведут последовательно от одной базовой точки 1 или ли-
нии 1—1, в которой для неповернутых резцов его вершину устанав-
ливают по высоте центров детали. Расчетная схема строится без
масштаба. Для конического участка детали 1—2 она показана на
рис. 2.6. Прежде всего определим исходный наружный диаметр
резца или радиус Для этого рассчитаем диаметр оправки d
из условия ее работы на сложное сопротивление. Исходный наруж-
ный диаметр резца Dj (2,5 н-З) d. Диаметр оправки принимают
из соотношения d « 0,4/, где / — длина обрабатываемой детали.
Расчетные диаметры резца и оправки принимаются по приведенному
ниже нормальному ряду.
d, мм.......... 12 16 20 22 24 28—30 32—36
D, мм.......... 30—40 40—50 50—60 60—70 70—80 80—90 90—100
Центр круглого резца выше центра обрабатываемой детали на
величину h. Это необходимо, чтобы образовать задний угол у резца:
h — Ri sin аь где cq— задний угол резца в точке 1.
Рис. 2.5. Обрабатываемая деталь
Рис, 2,6, Схема для расчета профиля круглого фасонного резца
29
Методика определения профиля резца следующая. Сначала ре-
шают систему прямоугольных треугольников, связанных с обраба-
тываемой деталью, из которых находят
sin а2 = f'l cos sin у2 =
а3 = г2 cos у2> а4 = а3 —
где у2 — передний угол резца в точке 2 его контакта с деталью.
Затем решают систему двух прямоугольных треугольников, свя-
занных с резцом, из которых
= /?i sin фь Ь2 = cos фъ b3 = й2 — &4, a й4 = п4,
где фх — угол искажения в точке 7, $1 = 7! + а4; — угол иска-
жения в точке 2, ф2 = у2 + а2; tg ф2 = а2 — задний угол
резца в точке 2. Тогда искомый радиус резца
/?2 = ftj/sin ф2, (2.20)
а высота профиля резца Вг = — /?2.
Для условных (нереальных) участков 1—3 и 1—4 детали (см.
рис. 2.5) профиль резца рассчитывают таким же способом. Рассмо-
тренная последовательность решения задачи по определению про-
филя фасонных резцов однозначно является и алгоритмом программы
для расчета на ЭВМ. Определение профиля фасонного резца от одной
базовой точки 1 имеет то преимущество, что при построении расчет-
ных схем для условных участков детали 1—3, 1—4 и т. д. малый
треугольник Оа1, связанный с деталью, и большой прямоугольный
треугольник ОРВ/, связанный с резцом, остаются неизменными
(см. рис. 2.6). Поэтому их размеры определяются только один раз
по первой расчетной схеме. Вследствие этого сокращаются вычис-
ления. Кроме того, найденные размеры профиля резца определяются
от этой базовой точки 1 или линии 1—1, Во всех случаях высота
профиля резца получается меньше высоты профиля обрабатываемой
детали. Анализ приведенных уравнений показывает, что профиль
фасонных резцов зависит от параметров обрабатываемой детали и
инструмента. Наибольшее влияние на профиль резца оказывает
угол конуса детали 0, затем передний и задний углы и в меньшей
мере размеры резца.
Профиль резца по крайним точкам можно рассчитать только для
участков детали, имеющих торцовые уступы. Резцы, рассчитанные
таким способом для конических поверхностей, имеют погрешности
при обработке. Если передний угол положительный и режущая
кромка принимается прямолинейной, то она не будет совпадать с об-
разующей конуса (рис. 2.7), а является наклонной к ней под углом X.
Так как режущая кромка является формообразующей, то обра-
ботанная поверхность детали будет не конической, а вогнутой в виде
гиперболоида вращения. В результате возникнет погрешность Ах,
которую можно устранить, совместив режущую кромку с образу-
ющей конуса путем поворота резца на угол К или заточкой его перед-
ней поверхности под этим углом. Но так можно делать только для
деталей, состоящих из одного конического участка. Для сложного
30
Рис. 2.7. Образование погрешностей
детали круглым фасонным резцом
контура деталей, имеющих
несколько участков, этого
сделать нельзя. В более об-
щем случае такая погреш-
ность будет устранена, если
для расчета профиля резца
взять несколько точек (сече-
ний) на конической поверх-
ности детали. Тогда режу-
щая кромка и профиль резца
будут криволинейными — вогнутыми. Однако резцы с криволиней-
ным профилем нетехнологичны. В ряде случаев сложная поверх-
ность круглого резца заменяется более простой — конической.
В этом случае режущая кромка резца будет выпуклой, так как она
лежит в передней плоскости, которая не проходит через ось резца,
а отстоит от нее на расстоянии /У..В результате возникнет погреш-
ность обработки детали, равная’ Д2 (рис. 2.7). Суммарная погре-
шность обработки резцом конической формы Д = Д2 -|- Д2. Вы-
пуклость режущей кромки аналитически определена в работе [4 ].
На рис. 2.8 показана схема для решения этой задачи. Находим
наибольшее отклонение Дг/. Режущая кромка с наибольшей выпук-
лостью лежит в плоскости передней поверхности резца. Отклонение
Дг/ есть проекция Д2 на осевую плоскость резца, определяемое
в направлении, перпендикулярном его оси. Запишем уравнение
конической поверхности резца
у2 + г2 = р2;
(2.21)
р = Ri — Ъ,
Рис. 2.8. Определение выпуклости режущей кромки резца
31
где b = х tg p; p — текущий радиус-вектор на конической поверх-
ности резца; Ri — радиус резца в точке Г, р — угол наклона обра-
зующей конической поверхности резца.
Уравнение передней плоскости у — а + где а = а3 + а8;
а3 = Ri cos di, а3 = Rx sin cq/tg у; ax = г ctg yP
Таким образом, у = а + г ctg ух или
Решив совместно уравнения (2.21) и (2.22), получим квадратное
уравнение, которое описывает гиперболическую режущую кромку
, .и2 — lay 4- а2 а
резца У2 +' ctg^--------=Р2. откуда
У -------------2(1 + ctg2y1)---------’ <2-2d>
Из рис. 2.8 видно, что
а = ctg у/,
fti = Ri (sin ах + cos ах tg yx). (2.24)
Подставим значение а в уравнение (2.23) и после некоторого
преобразования получим окончательное уравнение режущей кромки
резца _____________
у — bl cos ух sin ух + cos ух/ ра — b2 cos2y1, (2.25)
где уг — передний угол резца в точке 1.
Уравнение прямой линии, проходящей через крайние точки 1—2
(см. рис. 2.8) режущей кромки,
Уо - У1 - -р ~ У^> (2.26)
где ух и уг — ординаты точек 1 и 2.
Из уравнения (2.21) имеем
х = (Ri - p)/tg ₽. (2.27)
Подставив уравнение (2.27) в уравнение (2.26), получим
и — и — R1 ~ 4- Р~ (ч 281
У о У*------Ttgp г Ztgp '
Величина стрелы выпуклости режущей кромки Дг/ = у — уй, т. е.
Д г/ = b-i cos ух sin ух + cos ух/ р2 — b] cos2yi —
„ t Я1 (У1 — Уг) Р (У1 — Уг) /о от
-У1 + —ugB Ttgr-’ (2,2У'
Максимальная выпуклость получится при значении р, для ко-
торого первая производная d (&y)/dp = 0.
Дифференцируя уравнение (2.29) и подставив значение из
(2.24), получим
_ R1 (У1 — Уг) Sin (« + у)
PmaX /(yi-^-^tg^cos^ *
(2.30)
32
Н L
Рнс. 2.9. Призматический (а)
и круглый (б) фасонные резцы
Подсчитав по уравнению (2.30) ртах и подставив его в уравне-
ние (2,29), получим максимальную выпуклость режущей кромки
круглого конического резца, который установлен только одной
вершинной точкой на высоте центра изделия. Подставив зна-
чение рщах в уравнение (2.27), получим значение абсциссы х, опре-
деляющей точку режущей кромки, к которой относится максималь-
ная выпуклость. Исследования, приведенные в работе [4], пока-
зали, что наиболее точными являются призматические резцы, у ко-
торых прямолинейная режущая кромка совпадает с образующей
конуса обрабатываемой детали. В этом случае не возникает погреш-
ность обработки. Это справедливо и для призматических танген-
циальных резцов.
Призматические резцы, устанавливаемые только одной точкой
режущей кромки по центру обрабатываемой детали, создают незна-
чительную погрешность. Наибольшая погрешность возникает при
работе круглыми коническими резцами. Для конических резцов
95 % общей погрешности составляет выпуклость режущей кромки.
Детали, обработанные такими резцами, могут иметь вогнутость
0,5—1,5 мм. Задача по определению профиля призматических рез-
цов решается более просто, чем для круглых. Для участка 1—2
высота профиля призматического резца Вг = cos^j (см. рис. 2.6).
Для радиусных участков деталей фасонные резцы профилируют по
приведенной выше методике. Задаются несколькими точками на
радиусном участке детали и находятся также координаты соответ-
ствующих точек профиля резца. Расчетный профиль резца полу-
чается криволинейным. Для несопряженных радиусных участков
с невысокой точностью криволинейный профиль резца заменяют
соответствующим радиусом.
33
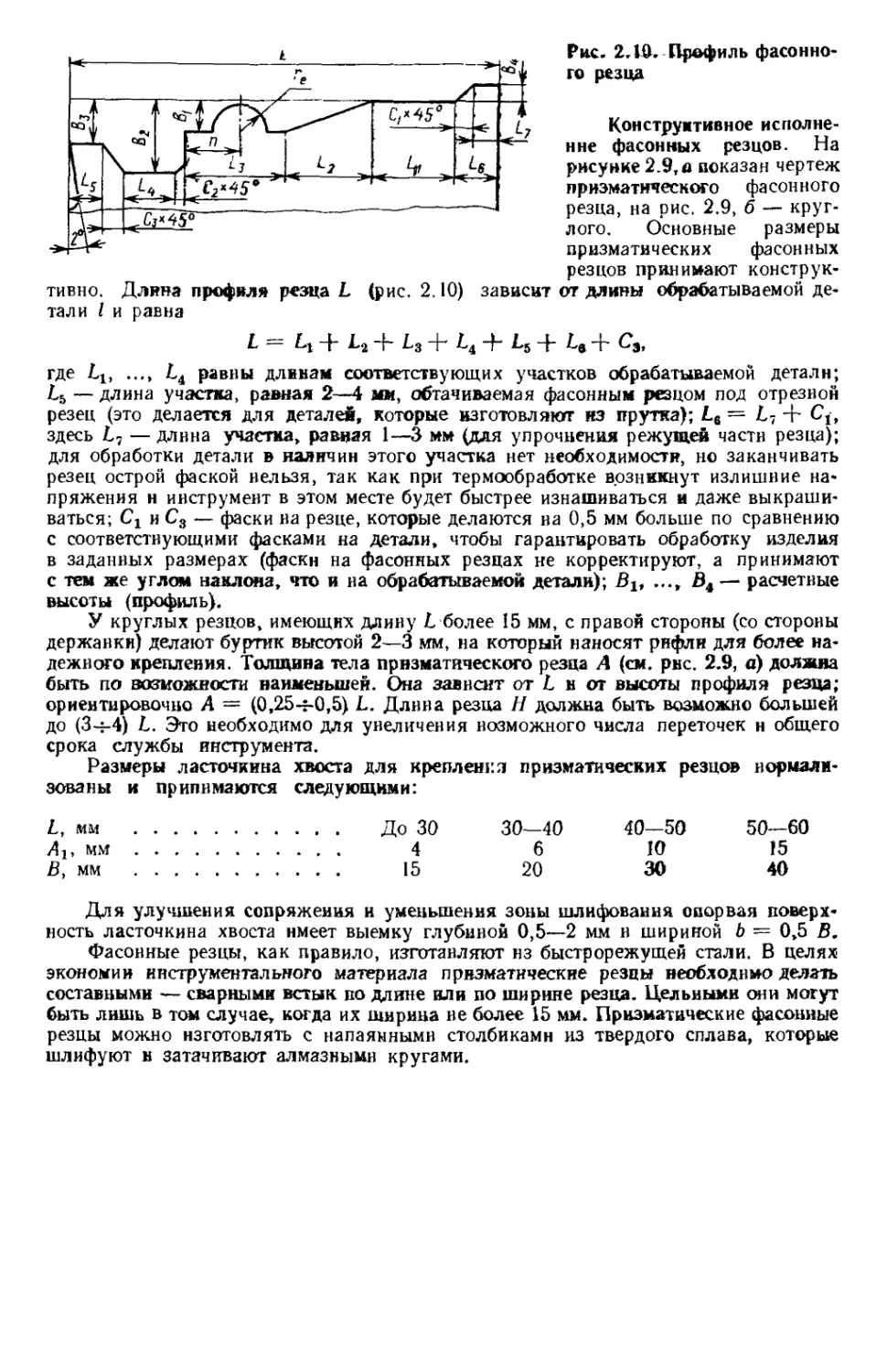
Рис. 2. Ш. Профиль фасонно-
го резца
Конструктивное исполне-
ние фасонных резцов. На
рисунке 2.9, в показан чертеж
призматического фасонного
резца, на рис. 2.9, б — круг-
лого. Основные размеры
призматических фасонных
резцов принимают конструк-
тивно. Длина профиля резца L (рис. 2.10) зависит от длины обрабатываемой де-
тали I и равна
L — £-1 + + L3 + L4 + 15 + + С3,
где £х, £4 равны длинам соответствующих участков обрабатываемой детали;
£5 — длина участка, равная 2—4 мм, обтачиваемая фасонным резцом под отрезной
резец (это делается для деталей, которые изготовляют из прутка); £в = £7 + Сх,
здесь L1 — длина участка, равная 1—3 мм (для упрочнения режущей части резца);
для обработки детали в наличии этого участка нет необходимости, но заканчивать
резец острой фаской нельзя, так как при термообработке возникнут излишние на-
пряжения н инструмент в этом месте будет быстрее изнашиваться и даже выкраши-
ваться; Сх и С3 — фаски на резце, которые делаются на 0,5 мм больше по сравнению
с соответствующими фасками на детали, чтобы гарантировать обработку изделия
в заданных размерах (фаскн на фасонных резцах не корректируют, а принимают
с тем же углом наклона, что и на обрабатываемой детали); Blf В4 — расчетные
высоты (профиль).
У круглых резцов, имеющих длину £ более 15 мм, с правой стороны (со стороны
держанки) делают буртик высотой 2—3 мм, на который наносят рнфли для более на-
дежного крепления. Толщина тела призматического резца А (см. рис. 2.9, а) должна
быть по возможности наименьшей. Она зависит от L и от высоты профиля резца;
ориентировочно А — (0,25-5-0,5) L. Длина резца Н должна быть возможно большей
до (3-5-4) L. Это необходимо для увеличения возможного числа переточек н общего
срока службы инструмента.
Размеры ласточкина хвоста для крепления призматических резцов нормали-
зованы и принимаются следующими:
£, мм
Лх, мм
В, мм
До 30
4
15
30—40
6
20
40—50
10
30
50—60
15
40
Для улучшения сопряжения и уменьшения зоны шлифования опорвая поверх-
ность ласточкина хвоста имеет выемку глубиной 0,5—2 мм н шириной b = 0,5 В.
Фасонные резцы, как правило, изготанляют нз быстрорежущей стали. В целях
экономии инструментального материала призматические резцы необходимо делать
составными — сварными встык по длине или по ширине резца. Цельными они могут
быть лишь в том случае, когда их ширина не более 15 мм. Призматические фасонные
резцы можно изготовлять с напаянными столбиками из твердого сплава, которые
шлифуют в затачивают алмазными кругами.
1лаваинструменты для обработки
J ОТВЕРСТИЙ
Для обработки отверстий в деталях машин применяют различ-
ные инструменты: расточные резцы и пластинки, фасонные резцы,
сверла, зенкеры, развертки, протяжки, абразивные инструменты.
Инструменты для глубокого сверления. Многие детали машин
и приборов имеют отверстия, длина которых более 1QD. Сверление
таких отверстий связано с большими трудностями, так как инстру-
мент получается длинным и маложестким, образующаяся стружка
плохо удаляется из канала, значительно сложнее подавать СОЖ
в зону резания. Все это снижает режущие свойства инструмента
и производительность процесса. В то же время обработанные отвер-
стия должны быть прямолинейны и иметь малые параметры шеро-
ховатости поверхности. Эти требования к отверстию детали обуслов-
ливают конструкцию инструмента и его геометрию. Для сверления
глубоких отверстий применяют различные инструменты.
В зависимости от диаметра обрабатываемого отверстия их под-
разделяют на инструменты сплошного сверления (D = 80 мм) и
инструменты кольцевого сверления (D > 80 мм). Для сплошного
сверления применяют сверла одностороннего резания (однокромоч-
ные) н двустороннего резания (двухкромочные), а для кольцевого —
головки однорезцовые и многорезцовые. Сверла одностороннего
резання бывают полукруглые (пушечные) и трубчатые (ружей ные),
которые, в свою очередь, подразделяются на сверла с наружным
и с внутренним удалением стружки. Сверла двустороннего резания—
перовые, шнековые, спиральные и эжекторные.
Полукруглые сверла применяют для сверления глубоких отвер-
стий диаметром до 10 мм. Их конструкция и геометрия показаны
на рнс. 3.1. Сверло представляет собой круглый стержень, срезан-
ный примерно на 0,50. Главная режущая кромка расположена пер-
пендикулярно к оси сверла, вспомогательная — под углом <рх = 10°.
Вдоль сверла делается калибрующая ленточка шириной f — 0,54-
1 мм. Фасочная режущая кромка располагается выше осн сверла
на Л = 0,24-0,5 мм во избежание заедания. В последнем случае
образуется небольшой положительный передний угол для боковой
фасочной режущей кромки.
У главной режущей кромки у = 0, а — 84-10°. Сверло имеет
утонение к хвостовику в пределах 0,03—0,05 мм на 100 мм длины.
Как видно, такое сверло имеет нерациональную геометрию, создает
значительные силы трения вследствие большой опорной поверх-
ности, работает без охлаждения. Поэтому для удаления стружки
и охлаждения сверла необходимо периодически продесв резання
35
Рис. 3.1. Полукруглое сверло для глу-
бокого сверления
Рис. 3.2. Твердосплавное трубчатое
сверло с наружным удалением стружки
прекращать и выводить сверло из канала, в результате чего сни-
жается производительность. В процессе работы сверло уводит, вслед-
ствие чего не обеспечивается достаточная прямолинейность отвер-
стия.
Ружейные (трубчатые) сверла оснащены твердым сплавом. Ра-
бочая часть может быть цельной из твердого сплава и с напаянными
твердосплавными пластинками. В первом случае рабочая часть при-
паивается встык к трубчатому корпусу из стали 40Х или 35ХГСА.
Такие сверла делаются диаметром D — 24- 15 мм. Сверла имеют вну-
тренний канал круглого или серпообразного поперечного сечения
для подвода СОЖ под давлением 2—4 МПа. СОЖ вместе со стружкой
вымывается по наружной прямой канавке, образованной фрезеро-
ванием или прокатом.
На рис. 3.2 показано ружейное сверло с напаянными твердосплав-
ными пластинками на рабочей части. Твердосплавная пластинка L
является режущей, направляющие пластинки 2 и 3 из твердого
сплава группы ТК — соответственно опорная и упорная. Чтобы
создать более благоприятные условия резания в вершине сверла,
пластина смещена на (0,24-0,25) D вперед от центра сверла. С этой
же целью режущая кромка в вершине сверла опущена немного ниже
его центра. В результате этого при сверлении в центре образуется
стержень диаметром до 0,020, который легко ломается и удаляется.
Вместе с тем он повышает устойчивость сверла.
Канавки для выхода стружки, удаляемой СОЖ, прокатывают
или фрезеруют. СОЖ под давлением подают по внутреннему каналу,
который имеет серпообразное или круглое сечение в зависимости
от способа формообразования стружечных канавок. Ширина фаски
f = 0,34-0,8 мм. Такие сверла делают диаметром 8—30 мм.
На рис. 3.3 показана более совершенная конструкция твердо-
сплавного трубчатого сверла с внутренним удалением стружки,
разработанная Саратовским политехническим институтом. СОЖ
под давлением 3—5 МПа поступает в зону резания по кольцевому
зазору между наружным диаметром корпуса сверла и поверхностью
36
ь
Рнс. 3.3. Трубчатое сверло одностороннего резания с внутренним удалением стружки
обрабатываемого отверстия, а удаляется вместе со стружкой по
внутреннему каналу корпуса сверла. Трубчатое сечение корпуса
придает сверлу более высокую жесткость. Такие сверла делают
диаметром D = 64-30 мм. Наружный диаметр корпуса сверла d =
= (0,754-0,98) Z), внутренний диаметр d0 = (0,604-0,7) D.
Толщина режущей и опорной пластинок из твердого сплава
h = b = 0,20, длина 1г = (1,14-2) D. Вершина пластинки смещена
от оси на I = 0,10. Наружную режущую кромку делают ступен-
чатой для разделения стружки на несколько более узких полосок.
Для лучшего ее ломания на передней поверхности пластинки делают
уступ глубиной 0,3—0,5 мм. Главный угол в плане для наружной
ступени принимают 70—75°, увеличивая на 1,5—2° на каждой сту-
пени по мере приближения к центру. Задний угол на наружной
ступени делают 10—12°, увеличивая на каждой ступени к центру
на 1—1,5°. Угол в плане внутренней кромки ф' принимают на 2—3°
меньше, чем для наружной. Число ступеней на наружной режущей
кромке п = 2 для D < 10 мм, п ~ 3 для D = 104-20 мм и п = 4
для D = 20—30 мм. Опорные поверхности пластинок обеспечивают
надежное направление сверла в работе.
Точность обработанного отверстия такими сверлами 7—9 квали-
тет, Ra = 2,5—1,25 мкм.
Вследствие недостаточной жесткости инструментов для- глубо-
кого сверления их подача ограничена. Поэтому интенсифицировать
процесс резания можно только за счет увеличения скорости резания.
Трубчатые сверла, оснащенные твердым сплавом, допускают скоро-
сти резания в 2—3 раза выше, чем быстрорежущие. Рекомендуемые
скорости резания v = 804-120 м/мин при обработке сталей и v =
— 65 4- 100 м/мин при обработке чугуна. Подача s = 0,01 4-
0,2 мм/об. Особенно эффективно подобные сверла применяют при
обработке высоколегированных сталей и сплавов. Для повышения
37
производительности, более надежной устойчивости и лучшего на-
правления для обработки глубоких отверстий применяют сверла
двустороннего резания с наружным и внутренним удалением стружки.
Они имеют две главные режущие кромки и бывают прямые, спираль-
ные, шнековые, эжекторные.
Прямые сверла двустороннего резания обычно делают диаме-
тром более 30 мм, насадными, оснащенными твердосплавными пла-
стинками. На рис. 3.4 показано такое сверло, имеющее D = 100 мм.
Головка сборной конструкции навинчивается на стебель сверла.
Стружка удаляется по внутреннему каналу под действием СОЖ.
В корпусе головки 1 закреплены три резца 4, 6,7 с напаянными пла-
стинками из твердого сплава, расположенными в шахматном по-
рядке, образуя ступенчатую схему резания. Крепятся они винтами 3,
3. Перед каждым резцом имеется отверстие для выхода стружки во
внутренний канал корпуса и стебля сверла.
Три упорные и направляющие планки 2 и 5 из твердого сплава
ВК8 создают надежную устойчивость сверла в работе. Направля-
ющая планка 5 подпружинена н крепится винтом 10.
Спиральные сверла для обработки глубоких отверстий делают
четырех ленточными. Оии бывают с наружным удалением стружки
(диаметр сверла до 30 мм) н с внутренним (диаметр 30—70 мм).
Последние могут оснащаться пластинками из твердого сплава.
На рис. 3.5 показано спиральное сверло с внутренним удале-
нием стружки, которое навинчивается на трубчатый стебель. СОЖ
в зону резания поступает по кольцевому зазору между стеблем
38
Рис 3.5. Сверло спиральное для глубокого сверления
и обрабатываемым отверстием, затем между ним и выемками на
спинке сверла. Из зоны резания СОЖ вместе со стружкой вначале
удаляется по спиральным канавкам сверла, а затем по внутреннему
каналу. На главных режущих кромках по задней поверхности про-
резают канавки в шахматном порядке для разделения стружки на
более узкие цолоски в целях облегчения ее удаления. Ширина
калибрующих f и опорных fL ленточек у таких сверл значительно
больше, чем у обычных спиральных сверл, и достигает 3—5 мм.
Угол в плане 2ф = 118—120°, угол наклона винтовых канавок
ш = 204-25°. Сверло имеет обратную конусность на калибрующих
ленточках 0,03—0,05 мм. Диаметр сердцевины равен 0,25Z>. Для
уменьшения длины поперечной режущей кромки она подтачивается.
Диаметр отверстия d для выхода стружки примерно 0,50.
Шнековые сверла. При глубоком сверлении удаление стружки
является одной из главных задач. Сверла с прямыми канавками
в ряде случаев плохо выводят стружку из отверстия. Шнековые
сверла устраняют этот недостаток.
На рис. 3.6 показано такое сверло с твердосплавной пластинкой.
Оно может быть изготовлено из быстрорежущей стали. Шнеко-
вые сверла делают диаметром 3—30 мм. Такое сверло — спи-
ральное с большим углом наклона винтовых канавок со = 60°, что
облегчает транспортирование стружки из зоны резания. У шнеко-
вых сверл канавки в осевом сечении имеют прямолинейный тре-
угольный профиль. Образующая рабочей стороны канавки направ-
лена перпендикулярно к оси сверла, плавно сопрягаясь с прямой
линией спинки, наклоненной к оси сверла под углом Р = 25°. Ка-
навки по всему профилю полируют. Для повышения жесткости шне-
ковые сверла имеют утолщенную сердцевину, равную 0,3—0,35
диаметра сверла. Поперечная режущая кромка подтачивается до
Рис. 3.6. Шнековое сверло
39
Рис. 3.7. Эжекторное сверло
длины (0,1-4-0,15) D. Применяются они при сверлении отверстий
в чугуне и в высокопрочных сталях.
Ширина ленточки f у шнековых сверл принимается равной 0,5—
0,8 ширины ленточки спирального сверла. Геометрические пара-
метры несколько изменяются в зависимости от обрабатываемого
материала. Например, при обработке чугуна о = 60°, 2ф = 1204-
130°, = 12-4-18°, а = 124-15°; при обработке высокопрочных
сталей 2ф = 120°; а = 84-10°, = 124-15°, о) = 354-40°.
Эжекторное сверло для глубокого сверления показано на рис. 3.7.
Такие сверла делают диаметром 20—65 мм, имеют две главные ре-
жущие кромки, т. е. являются инструментами двустороннего реза-
ния. Головку 2 сверла навинчивают на наружную трубку 5, явля-
ющуюся несущим корпусом или стеблем. Режущую часть 1 сверла
оснащают пластинками из твердого сплава, расположенными в шах-
матном порядке.
В результате стружка срезается в виде сравнительно узких лен-
точек и легче удаляется. На передней поверхности твердосплавных
пластинок сделаны уступы шириной b = 1,54-2 мм и высотой а =*
= 0,44-0,55 мм для ломания стружки. Особенностью эжекторных
сверл является эффект подсоса СОЖ, уходящей вместе со стружкой
в результате разрежения и перепада давления, создаваемого внутри
корпуса сверла. Разрежение происходит вследствие разделения
прямого потока жидкости на два направления.
Прямой поток СОЖ подается под давлением 2—3 МПа по ка-
налу А. Не доходя до режущей части, он разделяется: примерно
0,7 части жидкости продолжает движение в зону резания, а 0,3
части направляется обратно через щели или прорези Б во внутрен-
ний канал трубы 4. Между потоком жидкости со стружкой, идущим
от режущих кромок, и потоком, уходящим через щели Б по
трубе 4, создается разрежение и перепад давления. В результате
основной поток СОЖ, захвативший стружку, как бы засасывается
предыдущим потоком и движется с большой скоростью. Это не-
сколько повышает эффективность удаления стружки при глубоком
сверлении. Такие сверла также имеют направляющие планки 5
из твердого сплава.
40
Рис. 3.8. Головка для кольцевого сверления
Эжекторные сверла работают при скоростях резания 25—200 м/мин
с подачей 0,15—0,7 мм/об. Их применяют при глубоком сверлении
различных обрабатываемых материалов. Сверла обеспечивают точ-
ность обработки 9—11-го квалитета и шероховатость поверхности Ra
1,25—0,63 мкм.
Производительность обработки такими сверлами увеличивается
в 5 раз за счет повышения скорости резания и подачи.
Головки для кольцевого сверления глубоких отверстий бывают
цельными из быстрорежущей стали (диаметр 30—60 мм), с напаян-
ными твердосплавными пластинками (диаметр 30—150 мм), сборные
со вставными зубьями из быстрорежущей стали (диаметр более
70 мм) и сборные со вставными зубьями, на которые напаяны пла-
стинки из твердого сплава (диаметр более 100 мм). Головка соеди-
няется с несущим ее пустотелым стеблем с помощью резьбы.
Сущность кольцевого сверления состоит в том, что по всей длине
детали как бы прорезается кольцевая полость. В результате полу-
чается отверстие нужного диаметра и сердечник остается цельным
при сравнительно большом диаметре, или же он ломается при свер-
лении, если его диаметр небольшой. Сердечник проходит внутри
головки и стебля. Вследствие этого значительно уменьшается пло-
щадь срезаемого слоя и работа резания. На рис. 3.8 показана го-
ловка для кольцевого сверления. СОЖ под давлением до 5 МПа
подается во внутреннюю кольцевую полость Л; проходя через зону
резания, она направляется по наружным канавкам Б головки,
унося с собой стружку. Эти канавки расположены на наружной по-
верхности несущего стебля.
Длина головки /=(1,54-0,8)7), где D—диаметр обрабаты-
ваемого отверстия или головки; длина рабочей части li ~ 0,7. В за-
висимости от Диаметра головки число зубьев z = 44-12. На зубьях
делается направляющая ленточка шириной 0,8—1,5 мм с обратной
конусностью 30—45'. Ширина реза (зубьев) для головок диаметром
30—150 мм В = (0,05 4- 3) L0J5 мм и для головок диаметром
более 150 мм В = (0,037) 4- 6) ТА15 мм, где L — длина обрабаты-
ваемого отверстия. Ширина стружечной канавки т = В. Зубья
41
и канавки в головке имеют наклон к оси под углом = 5° и затачи-
ваются по задней поверхности под углом а = 64-8°. Главный угол
в плане ср = 60°.
Головки, оснащенные твердым сплавом, работают при скорости
резания до 160 м/мин и подаче 0,008—0,012 мм на зуб.
Кольцевое сверление обеспечивает обработку отверстий 11 —
12-го квалитетов точности и шероховатость поверхности Rz 20—
40 мкм.
ЗЕНКЕРЫ
Зенкеры — многолезвийные вращающиеся инструменты, пред-
назначенные для обработки цилиндрических отверстий, полученных
после сверления, отливки или штамповки; цилиндрических углуб-
лений под головки винтов; конических отверстий и торцовых по-
верхностей на выступах корпусных деталей (бобышках, приливах
и т. п.). Основные типы зенкеров показаны на рис. 3.9. Из всех ти-
пов наиболее широкое применение имеют цилиндрические зенкеры,
которые служат для увеличения диаметра предварительно подготов-
ленного отверстия, повышения его точности и уменьшения шеро-
ховатости поверхности.
Цилиндрические зенкеры бывают концевые цельные или свар-
ные диаметром 10—32 мм; концевые сборной конструкции диамет-
ром 32—75 мм; иасадные цельные диаметром 25—60 мм; насадные
сборной конструкции диаметром 40—120 мм. Кроме того, зенкеры
делают с напаянными пластинками из твердого сплава. Для обра-
ботки цилиндрических отверстий они бывают концевые диаметром
14—40 мм и насадные, имеющие D — 344-80 мм. Указанные размеры
характерны для стандартных зенкеров.
Зенкеры обрабатывают отверстия по 11-му квалитету точности
и обеспечивают шероховатость поверхности Rz 204-40 мкм. По
сравнению со сверлами зенкеры повышают точность и снижают
шероховатость поверхности обработанного отверстия. Это объяс-
няется тем, что конструкция зенкера более жесткая, чем конструк-
ция сверла, у него большее число режущих зубьев. Вследствие этого
зенкер имеет лучшую устойчивость и направление в работе, что
способствует повышению точности обработки. Припуск под зенке-
рование меньше, чем при сверлении. В результате этого уменьшается
толщина срезаемого слоя каждым зубом и шероховатость обработан-
ной поверхности. На рис. 3.10 показан концевой зенкер. Он похож
на спиральное сверло. Но в отличие от сверла зенкер не имеет по-
перечной режущей кромки и
-к число зубьев у него 3—4.
Диаметр зенкера устанав-
ливают в зависимости от его
==>^ назначения. Для окоичатель-
ной обработки диаметр зенкера
определяют по диаметру обра-
Рис. 3.9. Типы зенкеров батываемого отверстия с учетом
42
допуска на отверстие, величины разбивки и запаса на изнаши-
вание. Ориентировочно величина разбивки принимается 0,3—0,4
допуска на обрабатываемое отверстие. При зенкеровании допуск
на отверстие принимают по 11-му квалитету точности, а допуск на
изготовление по наружному диаметру в среднем 0,25 допуска на
отверстие. Для предварительной обработки диаметр зенкера прини-
мается с учетом припуска под последующую обработку отверстия.
Диаметр сердцевины у цельных зенкеров d = 0,5D. Для повы-
шения прочности и жесткости зенкера диаметр сердцевины к хво-
стовику может увеличиваться на 1—2 мм. Так же как и у сверл,
рабочий участок зенкера состоит из режущей и калибрующей частей.
Режущая часть имеет небольшую длину /4. Она расположена на
конической поверхности с углом конусности 2ф = 904-120°. Диаметр
зенкера в начале режущей части di = d0 — (14-2) /, где^0 — диаметр
предварительно подготовленного отверстия; t — глубина резания
при зенкеровании. У режущих кромок на заборном конусе задние
углы а = 84-10°. Они образуются заточкой режущей части зенкера
по коническим, винтовым и плоским поверхностям.
С учетом направления схода стружки лезвия на режущей части
относительно осевой плоскости могут иметь различный наклон:
нулевой, отрицательный или положительный (рис. 3.10 по стрелке N).
В первом случае угол наклона X = 0, делают для зенкеров универ-
сального назначения. Во втором случае угол % < 0. Так затачивается
зенкер, если стружка должна выходить по направлению подачи.
Если отвод стружки направляется на хвостовик зенкера, то угол
наклона режущих лезвий 1 > 0. Угол % — от —5 4 КУ до +104-
+ 15°.
Калибрующая часть имеет длину 60—130 мм для коротких и
80—170мм для длинных концевых зенкеров в зависимости от диаметра.
Она не является строго цилиндрической, а выполняется с обратной
конусностью к хвостовику на 0,04 до 0,1 мм на 100 мм длины. Эго
необходимо для уменьшения трения и изнашивания калибрующих
зубьев. Зубья делают на задней поверхности по дуге окружности
в виде ленточки шириной / = (0,14-0,05) D и шлифуют под указан-
ной конусностью к хвостовику. Высота ленточек 0,2—1 мм. Кон-
43
Рис. 3.11. Зенкеры цилиндри-
ческие насадные
цевые зенкеры обычно делают с винтовыми канавками, имеющими
угол наклона со = 15—25°. Большее ч значение угла со принимается
для обработки более вязких материалов. Угол (о определяет перед-
ний угол в осевом направлении. Хвостовик зенкера обычно кони-
ческий с конусом Морзе 2 и 3, служащий для более надежного креп-
ления и лучшего центрирования инструмента.
В целях экономии инструментальных материалов зенкеры боль-
ших диаметров делают насадными цельными и насадными сборными
(рис. 3.11). ,
Насадные цельные зенкеры (рис. 3.11, а) проектируются с вин-
товыми канавками, имеющими угол наклона со = 154-20°, профиль
которых криволинейный. Число зубьев у таких зенкеров 4, их диа-
метр D = 324-80 мм.
На рис. 3.11,6 показан насадной зенкер сборной конструкции.
Такие зенкеры делают диаметром 40—120 мм. Зубья крепятся с по-
мощью рифлений (рис. 3.12, а), клина (рис. 3.12,6) или без клина
(рис. 3.12, в). Они допускают регулирование диаметра. Зубья могут
быть из быстрорежущей стали или из стали 45 с напаянными твердо-
сплавными пластинками. Передняя поверхность плоская; зубья
имеют наклон вдоль оси под углом со = 10-415°. Для образования
переднего угла зубья в торцовой плоскости устанавливают в корпусе
зенкера под углом у. Число зубьев у таких зенкеров z = 44-6.
На рис. 3.11, в показан насадной зенкер, у которого пластинки
из твердого сплава непосредственно припаяны к корпусу. Обычно
их делают диаметром 34—80 мм
с числом зубьев z = 4.
В торцовом сечении перед-
ний угол зубьев у — 0 или не-
большой (у = —34—5°).
Для обработки стальных
деталей главный угол в плане
Рис. 3.12. Крепление ножей сборных
зенкеров рифлями
44
двойной q> = 60° и == 30°. Это упрочняет режущую часть, повы-
шает массивность периферийных участков режущей части и стой-
кость инструмента. Угол наклона зубьев у них также 10—15°.
Все виды насадных зенкеров так же, как и цельных концевых,
имеют цилиндрические ленточки шириной / = (0,14-0,03) D, а также
обратную конусность 0,044-0,1 мм на длине зубьев. Задний угол
у главных режущих кромок а = 84-10°.
РАЗВЕРТКИ
Развертки применяют главным образом для окончательной обра-
ботки отверстий 6—9-го квалитета точности с шероховатостью по-
верхности Ra = 0,324-1,25 мкм. Процесс развертывания прин-
ципиально не отличается от процесса зенкерования. Здесь та же
кинематика резания, что и при зенкеровании.
Однако при развертывании точность обработки отверстий выше,
а шероховатость поверхности ниже, чем при зенкеровании. Это
объясняется тем, что развертки имеют большее число режущих
зубьев и удаляют меньший припуск. В результате уменьшается
толщина срезаемого слоя, улучшается направление и повышается
устойчивость в работе, что благоприятно влияет на точность обра-
ботки. Кроме того, развертки, как чистовой инструмент, делаются
более качественно и более точно, чем зенкеры. Во всех случаях под
развертывание отверстие предварительно обрабатывают сверлением,
зенкерованием, растачиванием.
Развертки разделяются: по способу применения — на ручные
и машинные, по форме обрабатываемого отверстия — на цилиндри-
ческие и конические, по методу закрепления — на концевые (хво-
стовые) и насадные, по конструкции — на цельные и сборные.
Ручные развертки применяют для обработки цилиндрических
и конических отверстий вручную. Развертки диаметром 3—40 мм
имеют цилиндрический хвостовик с квадратом, которым они закреп-
ляются в воротке. Для уменьшения осевой силы резания и лучшего
направления развертки во время ее врезания угол заборного конуса
у режущей части делают небольшим, а длину калибрующей части
больше, чем у машинных разверток. В остальном режущая часть
ручных разверток не отличается от машинных.
Машинные развертки применяют для обработки отверстия на
сверлильных, токарных, револьверных, координатно-расточных и
других станках.
Конические развертки служат для обработки конических отвер-
стий под конические штифты, коническую резьбу, метрические ко-
нусы, конусы. Морзе и др. Предварительное цилиндрическое отвер-
стие подготавливается сверлением, зенкерованием. Конические раз-
вертки, как правило, выполнены концевыми с коническим или ци-
линдрическим хвостовиком для закрепления в патроне станка или
ручного воротка.
На рис. 3.13 показаны чистовые конические развертки. Их изго-
товляют в комплекте из 2—3 шт., когда отверстие после оконча-
45
Рис. 3.13. Конические развертки
Рис. 3.14. Части и элементы цилинд-
рической развертки
тельной обработки имеет сравнительно большую конусность. В этом
случае припуск под развертывание получается значительно нерав-
номерным, имеющим наибольшую величину на большом диаметре
отверстия.
Для снятия основной части припуска первые развертки в комп-
лекте являются черновыми. У инх режущие зубья ступенчатые,
расположенные по винтовой линии. Чистовая развертка имеет
прямые зубья, вершины которых расположены на конической по-
верхности. В зависимости от диаметра разверток число зубьев
принимается 6—12. Передний угол у иих равен нулю, а задний
угол за ленточкой 6—8°. Ширина ленточки небольшая 0»12—
0,15 мм.
По окружности зубья располагаются равномерно, так как в раз-
личных поперечных сечениях получаются разные диаметры развертки,
что уменьшает возможность возникновения вибраций в процессе
резания.
Цилиндрические развертки имеют наибольшее применение в ма-
шиностроении и приборостроении. Независимо от конструктивных
разновидностей режущие элементы у них почти одинаковы.
На рис. 3.14 показаны основные части и элементы цельной ци-
линдрической развертки. Развертка состоит из рабочей части 1и
шейки Z2 и хвостовика /3, который служит для закрепления развертки
и выполняется цилиндрическим для разверток диаметром 1—9 мм
или коническим в виде конуса Морзе 1—3 для разверток диаметром
10—32 мм. В последнем случае хвостовик может быть цилиндри-
ческим, но с квадратным концом для захвата развертки в патроне.
По ГОСТ 1672—80 развертки диаметром 25—50 мм изготовляют
насадными цельными.
Рабочая часть состоит из режущей части /4 н калибрующей части Z5,
которая, в свою очередь, имеет цилиндрический участок /7 и участок
с обратной конусностью /8. Направляющий конус /в служит для пре-
дохранения от повреждения начала режущей части н облегчения
попадания развертки в отверстие. Длина направляющего конуса
принимается равной 1,5—3 мм, а конус имеет угол 2<р = 90°.
46
Рис. 3.15. Схема расположения допуска на диа-
метр развер тки:
фд — допуск на диаметр отверстия; бр — допуск на
диаметр развертки; — величина разбивки отверстия»
б2 __ допуск на погрешность изготовления диаметра
развертки; ба — аапас на изнашивание развертки
Основными конструктивными элемен-
тами рабочей части развертки являются
диаметр, длина соответствующих участков,
угол заборного конуса, число и направ-
ление зубьев, размеры и форма стружеч-
ных канавок, а также геометрия зубьев.
Диаметр развертки на цилиндрическом участке калибрующей
части зависит от диаметра обработанного отверстия. При определе-
нии диаметра развертки необходимо учитывать разбивку отверстия
разверткой, допуск на изготовление развертки, изнашивание раз-
вертки.
На рис. 3.15 показана схема расположения допуска на диаметр
развертки с учетом приведенных выше основных положений.
Развертки разбивают отверстие, поэтому наибольший диаметр
развертки делается меньше наибольшего диаметра отверстия. Раз-
бивка зависит от многих факторов. На величину разбивки влияют
диаметр отверстия, свойства обрабатываемого материала, режимы
резания, род охлаждающей жидкости, конструктивные и геометри-
ческие элементы развертки, способ ее крепления, образование на-
роста и др. Одной из главных причин разбивки является несовпа-
дение оси развертки с осью шпинделя станка и с осью предварительно
подготовленного отверстия. В некоторых случаях разбивка может
быть отрицательной, например, при обработке деталей с тонкими
стенками, а также при обработке вязких, пластичных металлов
недостаточно острой разверткой. В таких случаях в результате упру-
гого последствия обработанный диаметр отверстия получается меньше
диаметра развертки.
В случае положительной разбивки отверстия допуск = 1/36А
для отверстий 5—8-го квалнтета точности. Допуск на погрешность
изготовления диаметра разверток 62 также принимается равным 1/3
допуска на диаметр отверстия, т. е. 62 = 1/36А.
После окончательного изнашивания диаметр перешлифованной
развертки DmIn должен быть меньше диаметра отверстия dmin,
если происходит положительная разбивка отверстия. Запас на из-
нашивание развертки 63 ж 0,66л при обработке отверстий 5-го ква-
литета точности и 63 0,556А при обработке отверстий 7-го
квалнтета точности. Для отверстий 8-го квалитета точности
63~0,45 6А. ‘
Диаметр развертки в начале режущей части (заборного конуса)
делается меньше диаметра предварительно подготовленного отвер-
стия на 0,3—0,4 припуска под развертывание. Это необходимо, чтобы
обеспечить свободный вход и улучшить первоначальное направле-
ние развертки в отверстие.
47
Диаметр в конце калибрующей части принимается меньше диа-
метра на цилиндрическом участке. В результате создается обратный
конус.
Опыт показывает, что обратная конусность уменьшает разбивку
отверстия и снижает трение ленточек развертки об обработанную
поверхность, а также облегчает обратный вывод ее из отверстия.
Уменьшение диаметра к хвостовику делается на 0,010—0,015 мм
для ручных и на 0,04—0,10 мм для машинных разверток. Вследствие
незначительной конусности у ручных разверток уменьшение диа-
метра к хвостовику часто начинается сразу от режущей части.
Длина рабочей части развертки li изменяется сравнительно
в широких пределах. По ГОСТ 1672—80 и ГОСТ 11172—70 длина
li (4^-2) D, если диаметр развертки более 3 мм, и (204-5) D
для диаметров 0,1—3 мм.
Вместе с тем экспериментальные исследования и производствен-
ные испытания показали, что так называемые дисковые развертки
с короткой рабочей частью длиной I (0,14-0,3) D, имеют высокую
точность обработки и низкую шероховатость поверхности отверстия.
Они не имеют обратной конусности, но такие развертки обязательно
требуют наличия передней направляющей цапфы.
Длина режущей части зависит от припуска под обработку и угла
заборного конуса 2ф. Половина этого угла — угол наклона режу-
щей части — является углом в плане. Чем больше угол ср, тем при
прочих равных условиях короче длина режущей части, тем меньше
времени требуется на врезание развертки. Вместе с тем с увеличе-
нием ф увеличивается толщина срезаемого слоя и более интенсивно
изнашиваются режущие зубья, возрастает осевая составляющая
силы резания, затрудняется продвижение развертки и ухудшается
ее первоначальное направление. Главный угол в плане ф принимается
в зависимости от способа применения разверток, от качества обра-
батываемого материала и от вида обрабатываемого отверстия. На-
пример, для ручных разверток, чтобы преодолеть меньшую осевую
силу, ф = 14-2° для всех обрабатываемых материалов. Для машин-
ных разверток при обработке хрупких материалов ф = 34-5°, при
обработке вязких материалов (сталей) ф = 124-15°. Для обработки
глухих отверстий ф = 454-60° как для ручных, так и для машинных
разверток. Поэтому в среднем длина режущей части Ц « 0,25^
для ручных разверток и Z4^ (0,24-0,1) lv для машинных.
Длина цилиндрического участка калибрующей части Z7 прини-
мается равной (0,54-0,4) Длина участка с обратной конусностью
Z8 (0,254-0,5) Zx. Однако слишком большую длину • обратного
конуса делать нежелательно. Развертки, у которых длина обрат-
ного конуса на калибрующей части равна 3—5 мм, хорошо зареко-
мендовали себя в работе, особенно при развертывании коротких
отверстий.
Число и направление зубьев. У разверток число зубьев г делается
больше, чем число зубьев у зенкеров, для того чтобы получить отвер-
стие более высокой точности и низкой шероховатости, и принимается
6—14 в зависимости от диаметра.
48
Для машинных и ручных цельных разверток диаметром 3—50 мм
ориентировочно г = 1,5 j/D + (24-4), для машинных сборной кон-
струкции z = 1,2/7). В последнем случае число зубьев уменьшается
из условия их размещения в корпусе, т. е. в зависимости от допол-
нительного пространства, занимаемого элементами крепления зубьев
клиньями. Котельные развертки с винтовыми зубьями, применяе-
мые для обработки отверстий в листовом материале, обычно имеют
число зубьев z = 4.
Для лучшего контроля число зубьев у разверток, как правило,
четное. Развертки изготовляют с равномерным и неравномерным
окружным шагом зубьев.
Положительное влияние на снижение шероховатости поверх-
ности оказывает неравномерное расположение зубьев по окруж-
ности, т. е. изготовление разверток с неравномерным окружным
шагом. Развертки с равномерным окружным шагом, особенно пря-
мозубые, больше склонны к образованию так называемой гранености
отверстия. Причина заключается в периодическом изменении на-
грузки на зубья, обусловленном неоднородностью обрабатываемого
материала, наличием твердых или мягких включений.
При встрече зубьев с такими включениями развертка будет отжи-
маться, и при равномерном расположении зубья будут оставлять
в одном и том же месте более уплотненные следы на поверхности
отверстия в виде продольных полос. Явление это нежелательно, так
как оно указывает на неравномерную твердость поверхностного
слоя обработанного отверстия.
Для устранения этого рекомендуется делать неравномерный ок-
ружной шаг зубьев у разверток. Если обозначить угловой шаг
между зубьями через 0, то его неравномерность на полуокружности
принимается Д0 = 3° для разверток, имеющих z = 6, Д0 = 2°
для z = 8, Д0 = 1,5° для z = 10 и Д0 = 1°, если z = 12.
Например, развертки с z = 10 имеют угловые шаги 0Х = 33°,
02 = 34° 30', 03 = 36°, 07 = 37° 30' и 0б = 39°, а затем на другой
полуокружности шаги повторяются. При таких углах каждая пара
противоположных зубьев лежит на одном диаметре, вследствие чего
становится проще изготовлять и контролировать развертки.
Направление зубьев или канавок у разверток прямое, косое и
винтовое. Прямые и винтовые зубья могут быть только у цельных
разверток, а прямые и наклонные — только у разверток сборной
конструкции со вставными зубьями. Развертки с прямыми и косыми
зубьями проще в изготовлении, в заточке и контроле. При изготов-
лении сплошных отверстий они обеспечивают достаточно высокую
точность и качество обработанной поверхности, поэтому такие раз-
вертки широко применяют в работе.
Для обработки отверстий с продольными канавками или преры-
вистых по длине лучше применять развертки с винтовыми зубьями.
Для того чтобы осевая сила при развертывании была направлена
на шпиндель станка, а также чтобы исключить самозатягивание и
заедание развертки в отверстии и тем самым повысить качество
49
Рис. 3.16. Форма и геометрия зубьев
развертки
обработанной поверхности, на-
правление винтовых зубьев
должно быть обратно направ-
лению вращения развертки,.
Угол наклона зубьев <о коей
развертки зависит от качества обрабатываемого материала: для
серого чугуна и твердой стали о> = 74-8°; для ковкого чугуна и
стали средней твердости со= 12ч- 20°, для алюминия и легких
сплавов © = 35ч-45°. Для котельных разверток со = 254-30°.
Кроме того, что такие развертки несколько сложнее в изготов-
лении, они еще имеют тот недостаток, что увеличивают осевую силу
резания.
Профиль и геометрия зубьев. У разверток профиль зубьев обычно
трапециевидный (рис. 3.16, а, б). Для увеличения объема стружеч-
ной канавки при обработке вязких металлов у разверток средних
и крупных размеров иногда спинка зуба делается вогнутой
(рис. 3.16, в).
После термообработки зубья затачивают с необходимой геоме-
трией (см. рис. 3.16). На режущей части зубья затачиваются остро,
т. е. задний угол а = 64-8° образуется сразу же от режущей кромки.
На калибрующей части вначале оставляют цилиндрическую ленточку
шириной f = 0,054-0,3 мм в зависимости от диаметра развертки,
а затем заднюю поверхность затачивают под тем же углом а =
= 64-8°.
Передний угол у чистовых разверток обычно равен нулю, так
как они удаляют небольшой припуск и снимают малую толщину
срезаемого слоя. Силы резания в этом случае получаются неболь-
шими. Для черновых разверток рекомендуется положительный
передний угол у = 54-10°.
Развертки сборной конструкции проектируют и изготовляют
с ножами из быстрорежущей стали и с ножами, оснащенными пла-
стинками из твердого сплава. Те и другие делают концевыми и на-
садными. Первые диаметром 32—50 мм имеют конический хвосто-
вик, а диаметром 40—100 мм—насадные.
Развертки, оснащенные пластинками из твердого сплава, диаме-
тром до 12 мм можно выполнять с монолитной рабочей частью, при-
паянной к цилиндрическому хвдетовику, диаметром 10—32 мм,
с пластинками, припаянными к корпусу, имеющему конический
хвостовик, и диаметром 32—100 мм их делают насадными С пла-
стинками, припаянными к корпусу или же к вставным ножам.
Сборные конструкции разверток позволяют экономить инстру-
ментальный материал, создать более оптимальную геометрию и,
как следствие, повысить режущие свойства и размерную стойкость,
особенно разверток, оснащенных твердым сплавом. Такие конструк-
ции, как правило, допускают регулирование диаметра раз-
верток.
50
1 2
Рис. 3.17. Крепление ножей втулкой и винтом
Рис. 3.18. Крепление ножей развертки цилиндрической втулкой и винтом
Существуют различные способы крепления ножей и их регули-
рования по диаметру после изнашивания и переточки разверток.
На рис. 3.17 показано крепление плоских ножей с помощью
втулки 1 со срезом и винта 2. Регулирование на размер производится
гайкой 3 через упорное кольцо 4. Ножи фиксируются контргай-
кой 5. Ножи и дно пазов в корпусе имеют наклон к хвостовику под
углом 3—5°.
На рис. 3.18 изображена развертка с прямыми плоскими зубь-
ями /, которые крепятся в корпусе цилиндрической втулкой 2 и
винтом 3. Втулка фиксирует два зуба, в которых сделаны продоль-
ные канавки, параллельные диу пазов. Дно пазов также наклонено
к хвостовику развертки на 3—5°. Ножи клиновые, и по диаметру
их регулируют так же, как в предыдущем случае.
На рис. 3.19 показано крепление ножей 1 развертки продоль-
ным плоским клином 2. Ножи имеют рифления с шагом 0,75—1 мм,
параллельные дну пазов, которые наклонены к хвостовику под
углом 3—5°.
Тонкое регулирование на размер здесь производится перемеще-
нием ножей вдоль корпуса с помощью гайки 3 и контргайки 4.
Кроме того, после предельного изнашивания и переточки можно
производить перестановку ножей на один шаг рифления. Такая
регулировка диаметрального размера является грубой, поэтому
после перестановки ножей необходимо развертку прошлифовать
на нужный размер. Ножи могут быть из быстрорежущей стали или
из стали 40Х с напаянными пластинками из твердого сплава.
Дополнительные элементы крепления ножей занимают опреде-
ленное место, поэтому число зубьев у сборных разверток получается
меньше, чем у цельных. Для разверток сборной конструкции г =
== 1,2}/7). Длина рабочей части
у них также меньше, чем у цель-
ных разверток 4 = (0,34-0,5) D.
У насадных сборных развер-
ток ножи прямые, которые лежат
Рис. 3.19. Крепление ножей развертки
продольным клином
Г 30
51
в осевой плоскости или наклонены к оси под углом со = 104-15°
в направлении, противоположном направлению ее вращения. Зубья
или нож по окружности располагаются неравномерно так же, как
у цельных разверток. Геометрия зубьев принципиально не отли-
чается от геометрии зубьев цельных разверток.
Отверстие под оправку у насадных разверток делают кониче-
ским для лучшего ее центрирования с конусностью 1 : 30. Крутя-
щий момент передается торцовой шпонкой.
ВНИИалмазом разработаны конструкции алмазных разверток
и зенкеров для обработки отверстий в твердых неметаллических
материалах. Диаметром до 20 мм их делают нерегулируемыми по
диаметру, а свыше 20 мм — сборной конструкции, регулируемыми
по диаметру.
У нерегулируемых зенкеров и разверток алмазоносный слой на
поверхности наносится методом гальваностегии; у регулируемых
в корпусе устанавливают и закрепляют ножи, к которым припаивают
или приклеивают алмазные хонинговальные бруски.
Под развертывание рекомендуется оставлять припуск 0,05—
0,20 мм на диаметр.
Комбинированные инструменты для обработки отверстий. Для
обработки отверстий одного диаметра или ступенчатых соосных
отверстий применяют комбинированные инструменты. К ним отно-
сятся ступенчатые сверла, зенкеры, развертки. Используются они
на сверлильных, револьверных, расточных и агрегатных станках,
а также на токарных автоматах.
Вследствие совмещения операций или переходов при обработке
отверстий значительно сокращается машинное и вспомогательное
время и повышается производительность.
При работе комбинированными инструментами почти исключается
отклонение от соосности обработанных ступенчатых отверстий и
повышается точность размеров между торцовыми поверхностями.
Однако комбинированные инструменты более сложны по своей кон-
струкции и в изготовлении, имеют высокую стоимость, поэтому
применяют в крупносерийном и массовом производстве.
Рис. 3.20. Комбинированный составной зенкер со вставными зубьями
Рис. 3.21. Комбинированные разнотипные инструменты:
а «- сверло-зенковка; б — сверло-развертка; в = зенкер-развертка
52
Комбинированные инструменты бывают однотипные и разнотип-
ные. К первым относятся ступенчатые сверла, зенкеры, развертки.
Каждый из них состоит из двух-трех инструментов одного типа,
разного диаметра, расположенных на одной оси. Как правило, такие
инструменты применяют для обработки ступенчатых отверстий.
Ко вторым относятся такие инструменты, которые представляют
собой сочетание разнотипных инструментов, как, например, сверла—
зенкеры, зенкеры — развертки или сверла — зенкеры — развертки.
Эти инструменты в основном применяют для обработки отверстий
одного диаметра.
Комбинированные инструменты могут быть цельными, цельными
с напаянными пластинками из твердого сплава и сборными. По-
следние имеют вставные зубья из быстрорежущей стали или из
стали 40Х с напаянными твердосплавными пластинками.
На рис. 3.20 показан двухступенчатый составной зенкер сборной
конструкции, который одновременно с отверстием обрабатывает и
торцовую поверхность. Зенкер представляет собой набор простых
инструментов, закрепленных на общей оправке. Такой инструмент
проще в изготовлении и в эксплуатации.
Разнотипные комбинированные инструменты для обработки от-
верстий показаны на рис. 3.21.
Геометрические элементы у комбинированных инструментов та-
кие же, как и у соответствующих одинарных инструментов. Комби-
нированные инструменты работают в более тяжелых условиях, чем
одинарные, поэтому при их проектировании и изготовлении необ-
ходимо особенно учитывать и создавать нормальные условия для
стр у жкоу дал ен и я.
глава
ПРОТЯЖКИ
Протягивание является одним из наиболее высокопроизводи-
тельных процессов обработки деталей резанием. Высокая произ-
водительность процесса протягивания объясняется тем, что одно-
временно находится в работе несколько зубьев инструмента с боль-
шой суммарной длиной режущих кромок. Исключение составляет
протягивание деталей тел вращения, где это условие в большинстве
случаев не соблюдается.
Протяжки позволяют получать поверхности высокой точности
(7—8-й квалитет) и низкой шероховатости (Ra 0,63—25 мкм). При
обработке отверстий протягивание с успехом заменяет зеикерование
и развертывание, а также чистовое растачивание.
При обработке наружных поверхностей по производительности,
точности и качеству обработанной поверхности протягивание во
многих с«лучаях значительно эффективнее строгания, фрезерования,
а иногда и шлифования.
При правильной эксплуатации протяжки имеют высокую стой-
кость и долговечность. Однако протяжки — это сложный и доро-
гостоящий многолезвийный инструмент. Он узко специализирован
для обработки одной или группы деталей с определенным контуром
обрабатываемой поверхности, поэтому его применяют главным обра-
зом в массовом и крупносерийном производстве. В мелкосерийном
производстве протяжки используют лишь тогда, когда другим спо-
собом нельзя получить необходимую точность обработанной поверх-
ности детали, например, многошпоночных и многошлицевых отвер-
стий. Другой случай рентабельного применения протяжек в мелко-
серийном производстве, когда формы обрабатываемых поверхностей
и их размеры нормализованы.
Для некоторых видов поверхностей, таких как эвольвентные,
шлицевые, винтовые отверстия, протягивание является единствен-
ным методом их формообразования. Протягивание инструментами
из быстрорежущей стали производится при сравнительно низких
скоростях резания 3—8 м/мин, получаемых в результате поступа-
тельного или вращательного движения протяжки. Исключением
является обработка деталей тел вращения, когда окружная скорость
вращения деталей 25—35 м/мин.
При протягивании движения подачи, как такового нет, так как
у протяжки каждый последующий зуб имеет превышение по высоте
и ширине относительно предыдущего. Это превышение называется
подъемом зуба протяжки, которое определяет толщину срезаемого
слоя. Ширина срезаемого слоя будет равна длине режущей кромки
по периметру зуба.
54
Протяжки подразделяются на внутренние и наружные. Внутрен-
ние протяжки служат для обработки отверстий как простых цилинд-
рических, так и сложного профиля (шлицевых, эвольвентных,
многогранных). Наружные протяжки применяют для обработки
плоскостей и фасонных поверхностей на призматических деталях,
а'также цилиндрических и фасонных поверхностей на деталях тел
вращения.
По конструкции протяжки бывают цельные и сборные. По схе-
мам резания они различаются на одинарные (обычные) и групповые
(протяжки переменного резания). Протяжки чаще всего делают
комбинированными, выполняющими черновую и чистовую оконча-
тельную обработку. Однако в некоторых случаях протяжки изго-
товляют только с режущими или только с калибрующими или вы-
глаживающими зубьями. Первые удаляют основной припуск под
протягивание. Вторые имеют несколько чистовых и калибрующих
зубьев, которые окончательно обрабатывают отверстие.
Выглаживающие или уплотняющие протяжки пластически уп-
лотняют поверхностный слон металла при получении низких пара-
метров шероховатости обработанной поверхности. Обычно их при-
меняют для изготовления только круглых отверстий.
В работе протяжки испытывают растягивающие усилия. Если
инструмент этого класса работает на сжатие, то он называется про-
шивкой. Для обеспечения продольной устойчивости длина прошивки
не должна превышать 15D. Прошивки по сравнению с протяжками
применяют редко.
Из всех разновидностей чаще всего применяют протяжки для
обработки круглых отверстий, поэтому ниже будут рассмотрены
основы проектирования именно этих протяжек. Основные положе-
ния проектирования круглых протяжек справедливы и для других
видов протяжных инструментов. Далее приведены особенности их
расчета и конструирования.
ПРОТЯЖКИ ДЛЯ ОБРАБОТКИ КРУГЛЫХ
ОТВЕРСТИЙ
Основными размерами цилиндрических отверстий, обрабатывае-
мых протяжками, являются диаметр d = 54-80 мм, длина L —
~ (34-5) d. Основные части протяжки показаны на рис. 4.1.
Хвостовик служит для закрепления протяжки в патроне станка.
Хвостовик делается под патрон с клиновым креплением и под
быстродействующий патрон с автоматическим креплением. В хво-
стовике первой разновидности делается продолговатое отверстие,
в которое через патрон вставляют клин, удерживающий протяжку
в работе. Такое крепление неэффективно, поэтому его редко приме-
няют на практике. Достоинством хвостовика с круговой выточкой
являются быстрота закрепления и раскрепления протяжки, простота
изготовления, достаточно высокая прочность.
Диаметр хвостовика dj = d0 — (0,54-1) мм, где d0 — диаметр
предварительно подготовленного отверстия. Длина хвостовика 4 =
55
Рис. 4.1. Части цилиндрической протяжки:
1 — хвостовик; 2 — шейка; 3 — переходный конус; 4 — передняя направляющая часть?
5 — режущая часть; 6 — калибрующая часть; 7 — концевое направление; 8 — опорная
цапфа (для длинных н тяжелых протяжек); 9 •=- центровое отверстие, которое является
базой для изготовления и переточки протяжек
= (2^-5) d^ здесь меньший коэффициент принимается для больших
протяжек. Диаметр выточки d' = (0,74-0,8) dlt Указанные размеры
хвостовика должны быть согласованы с нормализованными значе-
ниями диаметров в соответствии с имеющимся на станке патроном.
Допуск на диаметр хвостовика обычно принимают по по-
садке /9.
Для крепления шпоночных и подобных им протяжек применяют
призматические хвостовики, которые также выполняют под кли-
новое крепление и под кулачковые быстродействующие патроны
(рис. 4.2).
При протягивании одного шпоночного паза или при односторон-
нем протягивании других поверхностей возникает внецентренное
приложение нагрузки. Протяжка будет работать не только на растя-
жение, но и на изгиб. Для уменьшения изгибающего момента у приз-
матических хвостовиков, показанных на рис. 4.2, б, в, паз необ-
ходимо располагать со стороны режущих зубьев протяжки. Хво-
стовик, показанный на рис. 4.2, а, сложнее в изготовлении, но
имеет большую жесткость, и для случая протягивания двусторон-
него паза протяжка испытывает относительно меньшие напряжения,
так как работает только на растяжение.
Шейка является вспомогательным элементом, связывающим хво-
стовик с направляющей и рабочей частями протяжки. Длина ее
зависит от толщины стола и опорного кольца протяжного станка.
Диаметр шейки d2 равен или на 0,5—1 мм меньше диаметра хво-
стовика, Обычно на ней маркируют протяжку.
Переходный конус облегчает направление детали или протяжки
в момент входа направляющей части в отверстие. Его шлифуют,
длина 13 = 10 4-25 мм с учетом
диаметра протяжки.
Направляющая часть служит
для центрирования обрабатывае-
мого отверстия относительно оси
протяжки, а также исключает
перекос детали на протяжке.
Рис. 4.2. Призматические хвостовики
56
Рис. 4.3. Одинарная (а) и переменная (б) схемы резания
Форма направляющей части должна соответствовать форме предва-
рительно подготовленного отверстия. Диаметр направляющей части
равен наименьшему диаметру подготовленного отверстия, т. е.
d4 = Допуск на погрешность изготовления принимается
по посадке /7. Длину направляющей части делают равной от 0,75
до 1 длины обрабатываемого отверстия.
Режущая часть протяжки является основной, которая срезает
необходимый металл в заготовке. Она состоит из черновых, полу-
чистовых и чистовых зубьев. Режущая часть протяжки определяется
схемой протягивания, параметрами срезаемого слоя, конструктив-
ными элементами и геометрическими параметрами зубьев, числом
зубьев и длиной.
Нод схемой резания при протягивании понимают картину посте-
пенного изменения формы и размеров обрабатываемого отверстия
или способ распределения работы между режущими зубьями про-
тяжки: Существуют две схемы резания при протягивании: одинар-
ная и групповая, или переменного резания.
Одинарная, или обычная, схема — это схема, когда каждый режу-
щий зуб срезает широкий Ь, но тонкий а слой (рис. 4.3, а). В этом
случае диаметр или высота каждого последующего эуба режущей
части протяжки больше предыдущего на определенную, обычно
постоянную величину, равную 2а или а.
Схема переменного резания такая, когда каждый режущий зуб
срезает короткий b2t но толстый слой а2. Режущая часть протяжки
конструируется так, что она состоит из нескольких групп зубьев
разного диаметра или разной высоты, а каждая группа имеет не-
сколько зубьев (2—5) одного диаметра или одной высоты (рис. 4.3, б).
Здесь цифрами Г—3 обозначены режущие зубья одной группы, ле-
жащие на одном диаметре, кроме последнего, т. е. третьего. Срезае-
мые слои с параметрами а2 и Ь2 обозначены соответственно теми же
цифрами.
Выкружки на зубьях делаются так, чтобы площадь, срезаемая
каждым зубом данной группы, была одинаковая. Последний зуб
третьей группы без выкружки, сплошной. Он срезает слои не сплошь
по всей окружности, а то, что осталось не срезанным первыми двумя
зубьями (на рисунке незаштрихованный слой). Его диаметр на
57
Рис. 4.4. Многогранные зубья групповой протяжки
0,02—0,04 мм меньше диаметра предыдущих зубьев данной группы.
Делается это для того, чтобы исключить резание зубом по всей длине
окружности. Такое явление может возникать при уменьшении диа-
метра отверстия за счет упругих деформаций после прохода преды-
дущих зубьев этой группы.
Формообразование профиля отверстия по схеме переменного
резания производится последовательным или генераторным мето-
дом, при котором контур поверхности формируется по участкам
последовательно режущими кромками различных зубьев.
При одинарной схеме резания поверхность образуется, как пра-
вило, методом подобия или профильным, когда контур режущей
кромки каждого зуба подобен профилю окончательно обработанного
отверстия (поверхности).
Чем больше число зубьев в группе, тем круговые вырезы полу-
чаются более длинными и глубокими. Когда число зубьев в группе
больше трех, то выкружки можно заменить плоскостями. Тогда
каждый зуб в группе, кроме последнего, будет представлять много-
гранник, повернутый относительно другого на некоторый угол
(рис. 4.4). Для гг = 4 угол 9 = 30°. Такие многогранные зубья
легче изготовить, их плоскости шлифуются напроход. На последнем
зубе группы лыска не снимается. Он остается круглым, но срезает
площадь такую же, как и каждый предыдущий зуб данной группы.
В соответствии со схемами резания существуют также и протяжки
одинарного резания и группового, или переменного, резания. Про-
тяжки переменного резания имеют ряд преимуществ по сравнению
с протяжками одинарного резания.
1. Чем больше толщина срезаемого слоя, тем меньше давление
резания. Зависимость между толщиной срезаемого слоя и давлением
резания показана на рис. 4.5. Давление резания р резко возрастает
при толщине срезаемого слоя а < 0,025 мм. Такая толщина срезае-
мого слоя принимается лри обработке
отверстий из стали круглыми протяж-
ками одинарного резания. Толщина сре-
заемого слоя протяжками переменного
резания в несколько раз больше. Следо-
вательно, давление резания будет значи-
тельно меньше, чем при работе протяж-
ками одинарного резания.
Рис. 4.5. Зависимость давления резан ня от тол*
щины срезаемого слоя
58
Рис. 4.6. Образование и геометрия стружко-
разделительных каиавок
При равной площади сечения
срезаемого слоя протяжки перемен-
ного резания будут создавать мень-
шие силы резания, или прн одина-
ковой силе ими можно срезать боль-
шую площадь. Конструктивно это
скажется на уменьшении числа режущих зубьев, а следовательно,
и длины протяжки.
2. Одинарные протяжки срезают тонкие слои, но большей ши-
рины. При обработке отверстий образующуюся дугообразную струж-
ку большей ширины трудно деформировать в кольцевой виток.
Такой виток получается недостаточно плотным, ои требует большего
объема канавки для своего размещения. Поэтому увеличивается шаг
между режущими зубьями протяжки, а следовательно, и ее
длина.
Для лучшего свертывания стружки ее ширину уменьшают путем
прорезания на режущих кромках стружкоразделительных канавок,
которые располагаются на соседних зубьях в шахматном порядке.
Но в этом случае возникает определенный недостаток: канавки пре-
дыдущего зуба не срезают металл. В этом месте режущие кромки
последующего зуба срезают двойную толщину слоя (см. рис. 4.3).
В результате у укороченной, но дугообразной стружки создается
ребро жесткости, которое затрудняет ее свертывание в плотный
виток или спираль.
Протяжки переменного резания этого недостатка почти не имеют.
Короткая прямая стружка, имеющая большую, но постоянную
толщину, равномерно деформируется при завивании и более плотно
укладывается во впадине между зубьями. От этого относительная
длина шага между режущими зубьями и длина режущей части про-
тяжки уменьшаются на 30 % [15].
3. Стружкоразделительные канавки у протяжек одинарного ре-
зания наряду с положительными их функциями имеют существенный
недостаток. Их прорезают дисковым кругом, ось которого перпен-
дикулярна к оси протяжки. Протяжку в центрах устанавливают так,
чтобы образовать задний угол на дне канавки, равный заднему углу
иа вершине зубьев. Для цельных круглых протяжек он обычно при-
нимается 2—3°. В результате режущая кромка получается ломаной,
ослабленной массивностью yrj/Ьвых участков (рис. 4.6).
В окрестности точек А создается повышенная тепловая напря-
женность, что ведет к более интенсивному изнашиванию зубьев.
Кроме того, боковые задние углы аб вспомогательных режущих
кромок получаются очень малыми tg аб = tg a sin <р/2, что также
способствует более интенсивному изнашиванию угловых режущих
кромок. Для уменьшения этого отрицательного влияния угол про-
филя абразивного круга ф для канавок необходимо принимать не
менее 90—100°»
59
Рис. 4.7. Образование выкружки
Для правильного образования канавок по
всей ширине зуба протяжки размер должен
быть равен размеру В. В ряде случаев это
сделать невозможно, так как круг может ко-
) -4 снуться и срезать кромку следующего зуба.
I \ | Когда К <2 В, то начиная от оси круга вправо
I | ] в канавках создаются отрицательные задние
углы по всему контуру. Это еще больше уси-
ливает отрицательное влияние стр у ж кор а зде-‘
лительных канавок на режущие свойства протяжек. На практике
условия правильного образования канавок не всегда соблюдаются.
Угол ср берется меньше 90°, шлифовальный круг быстро осыпается
и теряет необходимую форму, правится он вручную с полукруглым
профилем. В результате даже у новых (непереточенных) протяжек
боковые задние углы в точка А равны нулю или близки к этому.
Протяжки переменного резания почти не имеют этих недостат-
ков. Массивность вершин зубьев у них больше. У многогранных
зубьев задние углы по всему контуру равны а, а зубья с выкруж-
ками затачиваются по задней поверхности так, как показано на
рис. 4.7. Здесь ось конического круга и ось протяжки лежат в одной
плоскости. Боковые задние углы на выкружке получаются почти
такими же, как и основной задний угол а = 3—4°. В результате
стойкость протяжек группового резания получается в 2 раза выше
стойкости протяжек одинарного резания.
4. Толщина срезаемого слоя протяжками переменного резания
в 5—8 раз больше толщины срезаемого слоя протяжками одинарного
резания. Поэтому ими можно в ряде случаев обрабатывать отверстия,
полученные после литья, ковки или штамповки. При этом режущие
кромки не будут работать по корке вследствие большой толщины
среза.
Благодаря перечисленным преимуществам протяжки переменного
резания являются более прогрессивными инструментами и все
больше применяются в машиностроении. Итак, схемы резания опре-
деляют основные конструктивные параметры режущей части: дйа-
метр зубьев протяжки, число и шаг зубьев.
Диаметр (высота) режущих зубьев. Режущая часть состоит из
черновых, получистовых и чистовых зубьев. Для протяжек одинар-
ного резания первый режущий зуб делается по форме подготовлен-
ного отверстия. Диаметр (высота) первого зуба равен номинальному
диаметру (высоте) предварительно подготовленного отверстия (по-
верхности), т. е. Dr = d0. Диаметр первой группы зубьев у протяжек
переменного резания = d0 + 0,5аг. Диаметр каждого последую-
щего чернового зуба или группы черновых зубьев будет увеличива-
ться на две толщины срезаемого слоя для двусторонних протяжек, или
высота каждого последующего зуба будет увеличиваться на одну
толщину срезаемого слоя для односторонних протяжек (типа шпо-
ночных).
60
Так, для двусторонних протяжек
D2 = Di + 2а'; D3 = D2 + 2a' = Df + 2,2a';
Dn - D. + (n - 1) 2a',
для односторонних протяжек
H2 = Нг + a'; Н3= Hr + 2а'; Нп= Hi + (п — 1) а\
где а' = а — толщина срезаемого слоя для протяжек одинарного
резания; а' = аг — толщина для протяжек переменного резания;
Hlt Hh — высота зуба соответственно шпоночной или другой
призматической протяжки, измеряемая от ее опорной плоскости.
Для устранения неровностей и других дефектов поверхностной
деформации, оставшихся после черновых зубьев, а также для более
плавного перехода режущих зубьев к калибрующим и для повы-
шения равномерности протягивания после черновых выполняют
получистовые и чистовые зубья или группы зубьев.
У протяжек одинарного резания число таких переходных зубьев
принимается от 2 до 5 в зависимости от формы, точности и шерохо-
ватости поверхности обработанного отверстия.
Большее число получистовых и чистовых зубьев делается для
обработки круглых отверстий.
Переходными зубьями удаляется припуск, равный толщине слоя,
срезаемого черновым зубом протяжки. Толщина срезаемого слоя
каждым переходным зубом уменьшается от первого к последнему.
Еслц> рассмотреть три переходных зуба, то первый — получистовой
срезает слой шириной аг = 0,5a, второй — чистовой — а2 = 0,3а,
третий — чистовой — а3 = 0,2а.
При; этом минимальная толщина слоя, срезаемая последним
чистовым зубом а3, должна быть не менее 0,008—0,01 мм. При
меньших толщинах вследствие наличия радиуса скругления режу-
щей кромки слой режущей кромкой не срезается, а подминается и
вдавливается в. обрабатываемую поверхность.
В соответствии с этим будут увеличиваться и диаметры или вы-
соты получистового и чистовых зубьев. Диаметр последнего чисто-
вого зуба D = dmax при протягивании отверстий в вязких метал-
лах тонкостенных деталей, когда происходит усадка отверстия,
и D = dmax —0,36 при протягивании отверстий в толстостенных
деталях, для которых наблюдается разбивка отверстия, где dmax —
наибольший диаметр протягиваемого отверстия; б—допуск на
изготовление отверстия.
Диаметр последнего чистового зуба можно принимать равным
номинальному диаметру обрабатываемого отверстия. Тогда усадка
или разбивка отверстия, а также допуск на погрешность его изго-
товления будут восприниматься и корректироваться калибрующими
зубьями. На получистовых и чистовых зубьях стружкораздели-
тельные канавки не делают.
Для протяжек группового резания обычно одну-две секции
выполняют получистовыми и одну-две секции, или три—пять зубьев,
чистовыми. Припуск на все переходные зубья принимается также
61
равным толщине срезаемого слоя одной группой черновых зубьев.
Первая получнстовая секция или группа зубьев срезает толщину,
равную 0,6аг. Она имеет столько же зубьев, сколько их в каждой
черновой группе. Обычно число чистовых зубьев в группе равно
количеству черновых. Они также имеют выкружки, но диаметр
их в группе одинаковый. Если же чистовые зубья выполнены коль-
цевыми, то они работают по одинарной схеме резания. Толщины
срезаемого слоя каждым чистовым зубом, и их диаметры или высот-
ные размеры определяются так же, как для чистовых зубьев оди-
нарных протяжек. Стружкоразделительных канавок на них также
нет.
Число черновых зубьев для протяжек одинарного резания
гч = ^- + 1, (4-1)
где Ач—припуск на сторону, оставляемый под черновые зубья;
Ач = А — Alt здесь А — общий припуск на сторону под протя-
гивание; А} — припуск на сторону, оставляемый под чистовые
зубья. Как указывалось ранее, = а. Единица в формулу (4.1)
добавляется потому, что первый зуб протяжек одинарного резания
номинально не работает, его размер равен размеру предварительно
подготовленного отверстия (поверхности).
.В отличие от протяжек одинарного резания для групповых про-
тяжек первая секция зубьев снимает половину толщины срезаемого
слоя, т. е. 0,5аг. Поэтому для протяжек переменного резания число
черновых зубьев
гч г== &, 4" гс»
здесь Ач = Av — 0,5яг. Тогда
г, = т- 2г + 0.5?г( (4.2)
аг
где гг — число зубьев в каждой группе; ар — толщина слоя, сре-
заемого каждой группой зубьев; А'ч — припуск на сторону, сре-
заемый черновыми зубьями без первой группы зубьев.
Отношение Ач/аг = п, т. е. равно числу черновых групп протяжки.
Число получистовых и чистовых зубьев, как указывалось ранее,
для протяжек одинарного резания г± = 2-^5, а для протяжек пере-
менного резания — zr + (3-ь5).
Припуск под протягивание определяется профилем отверстия
или поверхности и зависит от их размеров. Он на основании экспе-
риментальных исследований и производственного опыта опреде-
ляется по нормативным таблицам НИИТавтопрома или по эмпири-
ческим формулам. Для протяжек одинарного и переменного реза-
ния припуск одинаковый. Для круглых отверстий припуск под про-
тягивание на диаметр (рис. 4.8) можно рассчитывать по уравнениям;
при подготовке отверстия сверлом
= 2Л = 0,005d 4- (0,1 -г- 0,2) /Т 4- (0,7 4- 1) 6, (4.3)
62
Рис. 4.8. Припуск под протягивание
при подготовке отверстия зенке-
рованием или растачиванием
Л = 2Л = 0,005d + (0,05 4- 0,1) /Т +
+ (0,7 4-1)6, (4.4)
где — припуск под протягивание
на диаметр; d — минимальный диаметр
обрабатываемого отверстия; / — длина
протягиваемого отверстия; 6 — допуск
на изготовление отверстия.
Для шпоночных и шлицевых пазов, а также для многогранных
отверстий к найденному припуску по формулам (4.3) и (4.4) необ-
ходимо добавлять высоту пазов и высоту угловых элементов. Тогда
диаметр отверстия, подготовленного под протягивание, dQ — —
— А, где 4, = d+(0,7-H)S.
Толщина срезаемого слоя для протяжек одинарного резания
принимается небольшая. Она зависит от вида протяжек или протя-
гиваемого отверстия и от обрабатываемого материала. В табл. 4.1
приведены толщины срезаемого слоя при обработке протяжками
одинарного резания для наиболее употребительных типов протяжек
и обрабатываемых материалов [22].
Трлщина срезаемого слоя менее 0,010—0,015 мм нежелательна,
так как она становится соизмеримой с радиусом скругления режу-
щей кромки зуба. В этом случае процесс резания затрудняется,
режущая кромка не захватывает такую малую толщину слоя, кото-
рый подминается задней поверхностью и вдавливается в заготовку.
Обработанная поверхность упрочняется, получается наклепанной.
Вследствие этого давление резания резко возрастает, и при малых
значениях задних углов происходит интенсивное изнашивание
зубьев инструмента.
Большие значения толщины срезаемого слоя ограничиваются
силами резания, условиями размещения стружки во впадине между
зубьями, прочностью протяжки и качеством обработанной поверх-
ности.
4.1. Толщина срезаемого слоя при протягивании, мм
Протяжка Обрабатываемый материал
Сталь Чугу»
Круглая Шлицевая, эвольвентно-шлицевая, для наруж- ных пазов Квадратная и шестигранная Шпоночная 0,015—0,04 0,03—0,10 0,03—0,15 0,05—0,12 0,03—0,10 0,05—0,12 0,05—0,20 0,05—0,20
63
Рис. 4.9. Элементы зубьев и канавок протяжки
Для протяжек переменного резания толщина срезаемого слоя
значительно больше, чем для протяжек одинарного резания. Он?
составляет 0,3—0,4 мм при обработке сталей и 1,0—1,2 мм прй
обработке чугуна. Объясняется это тем, что срезаемый слой корот-
кий, стружка почти прямая, относительно легче деформируется и
более плотно укладывается во впадине между зубьями. Этому спо-
собствует и лучшая геометрия режущих зубьев у протяжек перемен-
ного резания.
Шаг и стружечные канавки между зубьями. На выбор шага влияют
два противоречивых направления. С одной стороны, желательно
Проектировать протяжки с наименьшим шагом. Чем меньше шаг,
тем короче протяжка и ниже ее стоимость, больше число зубьев,
одновременно участвующих в работе, и выше плавность процесса
протягивания, повышается производительность и качество обра-
ботанной поверхности.
С другой стороны, чем меньше шаг, тем больше сила протяги-
вания и возникает опасность разрыва самой протяжки, тем меньше
толщина зуба и пространство для размещения стружки. Отсюда
видно, что на шаг влияет большое число факторов, которые учесть
весьма трудно. Поэтому предварительно шаг зубьев определяют
по формулам:
для протяжек одинарного резания
/=(1,25 4- 1,50)/Т, (4.5)
для протяжек группового резания
/= (1,45 ч-1,90)/Т, (4.6)
где I — длина обрабатываемого отверстия.
Затем в зависимости от шага определяются другие элементы зуба
и основные размеры стружечной канавки (рис. 4.9): толщина зуба
с = (0,304-0,35) /; высота зуба или глубина канавки h = (0,354-
0,45) /; радиус дна канавки г = 0,5/г или г = (0,18 4-0,22) /;
ширина канавки Е = (0,65 4-0,7) /; радиус спинки зуба, если она
вогнутая, г' = (0,65 4-0,7) t.
Вогнутую спинку зуба (рис. 4.9, а) делают у протяжек для об-
работки вязких материалов, когда образуется сливная стружка,
требующая большого объема для осевого размещения. Для таких
материалов принимается и больший коэффициент при определении
глубины канавки h в целях увеличения ее объема.
Для обработки хрупких материалов спинку зуба делают пря-
молинейной (рис. 4.9, б). В этом случае образуется элементная
64
Рис* 4.10. Схема расчетной площади канавки
стружка, которая более равномерно
и полнее заполняет канавку. По-
этому она может иметь относи-
тельно меньший объем.
При обработке длинных отвер-
стий шаг зубьев получается сравни-
тельно большим, объем срезаемого слоя увеличивается. Поэтому
для увеличения объема стружечных канавок их дно рекомендуется
делать с прямолинейным участком (рис. 4.9, в). Относительная
толщина зуба для них уменьшается с = (0,2 4-0,25) t. Прямоли-
нейная спинка зуба имеет угол наклона = 504-55°.
Более правильно элементы зубьев и канавок определять с уче-
том не только длины протягиваемого отверстия, но и толщины сре-
заемого слоя, а также объемного коэффициента стружки. При рас-
чете учитывается нормальное, свободное размещение стружки в объ-
еме или в площади активной части канавки.
Как показано на рис. 4.10, площадь активной части канавки
принимается равной площади окружности радиуса г или диаметра Л,
т. е. FK = лЛ2/4.
Дополнительная площадь канавки FAOn составляет 25—30 %
общей площади канавки. Она является как бы резервной; при нор-
мальном размещении сливной стружки она почти не участвует
в работе. Площадь, занимаемая стружкой, FG — F^ Площадь осе-
вого сечения слоя металла, срезаемого одним зубом протяжки,
FM ~ aL
Отношение площади объема, занимаемой стружкой, к площади
осевого сечения (объему) срезаемого слоя называется коэффициентом
заполнения стружечной канавки, или объемным коэффициентом
стружки, т. е.
A = Fc/Fm = Vc/Vm,
где Vc = Fcb, a VM = FMb. Откуда Fc = kF^ = kal.
Так как Fc = FK = лЛ2/4, получим
Л = 1,13 (4.7)
Уравнение (4.7) справедливо для обработки вязких металлов,
когда образуется сливная стружка.
При обработке хрупких материалов образуется элементная
стружка, которая более равномерно заполняет почти весь объем
канавки. При т^кой обработке площадь канавки может быть меньше
Л = (0,9-ь 1)/о&. (4.8)
Коэффициент заполнения стружечной канавки, или объемный
коэффициент стружки, определяется экспериментальным путем. Он за-
висит от толщины срезаемого слоя и обрабатываемого материала. Его
значение всегда больше единицы и изменяется от 2 до 5 в зависимости
от указанных условий обработки. Так, для протяжек одинарного
65
Ь - А
12 3 4
Рис. 4.11. Положение зубьев протяжки относи-
тельно поверхности детали
резания k = 2,5-4-5, для протяжек группового резания k ~ 2-4-3,5.
Причем, чем меньше толщина срезаемого слоя а и чем болре вязкий
обрабатываемый материал, тем больше коэффициент k.
Все элементы зуба и канавки определяются в зависимости от й:
t = 2,75ft; с = 1,25ft; Е = 1,5/t; г = 0,5ft; г' = 0,75/г. (4.9/
Этот способ расчета позволяет более правильно определить
площадь или объем стружечной канавки, не завышать ее размеры,
вследствие чего уменьшается шаг t и длина режущей части протяжки.
Определив шаг, необходимо проверить, чтобы число зубьев,
одновременно участвующих в работе, было не менее двух
годн = (4.Ю)
Чаще всего это отношение — целое число с десятыми долями.
По времени оно означает усредненное число зубьев, одновременно
участвующих в работе. Например, если г0Дн = 3,5, то половину
определенного времени работают три зуба, а полежи ну — четыре
зуба. Таким образом, в действительности в каждый момент времени
одновременно работает целое число зубьев. Если учитывать только
номинальный размер шага без допуска, то всегда разница между
максимальным и минимальным числом зубьев, одновременно нахо-
дящихся в работе,
Zmax ^mln — 1 • (4-11)
Для повышения плавности процесса протягивания лучше, когда
zmln = 3-М. При обработке длинных отверстий число одновре-
менно работающих зубьев может достигать 7—8, если это допускается
прочностью протяжки и тяговой силой протяжного станка. Во всех
случаях процесс протягивания является неравномерным, силы
резания не остаются постоянными, так как число одновременно
работающих зубьев изменяется на единицу.
Для повышения плавности процесса протягивания расчетный шаг
необходимо корректировать.
Целесообразно расчетный шаг t сделать равным /', подчинив
его’условию, по которому при выходе очередного зуба из детали
входящий зуб должен отстоять от торца детали на расстояние х =
= 0,1/' (рис. 4.11). Тогда fzmax = / + 0,1/'. Откуда
где zmax = -j- -ф 1.
Качество поверхности в основном определяется работой чисто-
вых зубьев протяжки. Для устранения волнистости обработанной
поверхности шаг чистовых зубьев делается переменным. Номиналь-
66
ное значение шага чистовых зубьев принимают равным шагу черно-
вых зубьев или же уменьшенным примерно на 0,25. Шаг между пер-
вым и вторым чистовым зубом принимается равным номинальному,
между последующими зубьями на 5—10 % меньше.
Геометрия режущих зубьев. Передний угол зубьев протяжек
в основном зависит от качества обрабатываемого материала. Для
обработки сталей он принимается 12—18°, чугуна у = 5-4-10°, для
вязких цветных металлов и сплавов у = 25°.
Переточку протяжек по мере изнашивания зубьев производят
по передней поверхности. При.небольших значенияхзаднего угла этим
достигается незначительное изменение диаметра или высоты зубьев
и увеличение срока службы протяжки. Для сохранения диаметраль-
ных или высотных размеров после переточки задние углы у зубьев
многих видов протяжек принимаются малыми. Так, для внутренних
протяжек а = 2 4-3-° при обработке отверстий 6-го квалитета точ-
ности, а = 34-4° при обработке отверстий меньшей точности. Для
шпоночных и наружных нерегулируемых протяжек а = 4 4-7°.
Для наружных протяжек сборной конструкции с зубьями, регу-
лируемыми по высоте, задний угол а = 84-12°.
Как указывалось ранее, для лучшей деформации стружки, т. е.
для более плотного ее завивания и размещения во впадине, на чер-
новых зубьях у протяжек одинарного резания при обработке вязких
металлов делают стружкоразделительные канавки (см. рис. 4.6).
Их располагают в шахматном порядке на последующем зубе на
расстоянии 8—12 мм. На переходных режущих зубьях, т. е. на полу-
чистовых и чистовых, стружкоразделительные канавки не выпол-
няют. .
Калибрующая часть протяжек имеет несколько зубьев, которые
придают поверхности или отверстию окончательную точность и
шероховатость. Теоретически калибрующие зубья не режут, так
как они не имеют подъема на зуб. Практически первый калибрующий
зуб может срезать весьма тонкие стружки за счет его некоторого
превышения над размером последнего чистового режущего зуба.
По мере изнашивания протяжки получистовые и чистовые зубья
постепенно переводят в черновые, а калибрующие зубья — в режу-
щие чистовые.
Число калибрующих* зубьев зависит от точности обработки и
принимается от 2 до 7. С повышением точности обработки число
калибрующих зубьев увеличивается.
Шаг калибрующих зубьев принимается такой же, как и у режу-
щих, если обработка ведется по 11-му и более низкому квалитету
точности. Для изделий 7—9-го квалитета точности /к = 0,75'.
Шаг калибрующих зубьев неравномерный, так же как у чистовых
зубьев. Передний угол у калибрующих зубьев обычно берется та-
ким же, как у черновых. Однако для более точных протяжек перед-
ний угол рекомендуется делать значительно меньше (для стали 5°
и для чугуна 0°).
В целях повышения размерной стойкости протяжек задний угол
калибрующих зубьев меньше, чем режущих. Для внутренних про-
67
тяжек у калибрующих зубьев а = 0,5 ч-Iй, для шпоночных и наруж-
ных а = 1,5—2°, для протяжек с регулируемыми зубьями а =
= Зч-4°. Для внутренних протяжек диаметр калибрующих зубьев
такой же, как у последнего чистового режущего зуба.
В более общем случае на практике диаметр калибрующих зубьев
принимают равным наибольшему диаметру обработанного отвер-
стия. Окончательно диаметр устанавливается опытным путем после
первого пробного протягивания отверстия. Затем размер калибрую-
щих зубьев доводится до необходимого. Допуск на изготовление
калибрующей части внутренних протяжек би берется по системе
вала. При этом для обработки отверстий 7—9-го квалнтета точ-
ности би = Л5, для отверстий 11-го и больших квалитетов точности
S„ = Лв или 6И =
Концевое направление не допускает перекоса обработанной де-
тали в момент выхода из нее последних калибрующих зубьев про-
тяжки и тем самым устраняет повреждение обработанной поверх-
ности и поломку зубьев инструмента. Форма концевого направле-
ния может не соответствовать профилю обработанного отверстия.
Так, концевое направление может быть цилиндрическим не только
для круглого, но и для квадратного, многогранного и шлицевого
отверстия. У одношпоночных и наружных протяжек нет концевого
направления. Длина концевой направляющей части /7 = (0,5ч-0,75) /,
но не более 60—70 мм. Диаметр концевого направления равен но-
минальному диаметру обрабатываемого отверстия, допуск на изго-
товление выполняется по посадке /7.
Для длинных и тяжелых протяжек, работающих на горизон-
тально-протяжных станках, за концевой направляющей делается
цапфа, которая в скользящем люнете поддерживает протяжку от
провисания.
Выглаживающие зубья. Для обработки круглых отверстий высо-
кой точности и низкой шероховатости, от которых требуется повы-
шенная износостойкость, применяют комбинированные протяжки,
которые имеют еще и выглаживающие зубья (как правило, из твер-
дого сплава). Их в виде колец или общего блока насаживают на
цилиндрическую выточку протяжки и располагают за концевым
направлением.
Число выглаживающих зубьев выбирают от 1 до 5 в-зависимости
от точности, шероховатости отверстия и качества обрабатываемого
материала. Выглаживающие зубья сферические или двусторонне
конические с цилиндрическим пояском посередине. Они не ре-
жут, а уплотняют поверхностный слой вследствие пластического
деформирования, в результате чего повышается износостойкость
детали.
Припуск на диаметр под выглаживающую часть протяжки не-
большой 0,05—0,1 мм. Он распределяется между зубьями нерав-
номерно. От первого выглаживающего зуба до последнего натяг,
т. е. толщина деформируемого слоя, уменьшается. Диаметр послед-
него выглаживающего зуба берется по максимальному размеру
68
заданного отверстия. Затем после пробного прохода он доводится
до нужного диаметра.
При наличии выглаживающей части протяжки диаметр чисто-
вых и калибрующих зубьев уменьшается на величину натяга, остав-
ляемого под выглаживание. Шаг выглаживающих зубьев такой же,
как и калибрующих. После выглаживающих зубьев также делается
концевое направление, но более короткое, чем после калибрующих
зубьев. Оно тоже насадное и закрепляется в конце протяжки гайкой.
ПРОЧНОСТЬ протяжек
Протяжки работают на растяжение, поэтому их рассчитывают
на прочность при растяжении от основной составляющей силы ре-
зания Р, направленной вдоль оси протяжки. Условие прочности
протяжки выполняется, если
ст==фе. <[ст] (413)
Г mln
где, о — нормальные напряжения, возникаемые в опасном сечении
протяжки; Pjmax — наибольшая сила резания при протягивании;
/'min —наименьшая площадь поперечного сечения протяжки; [ст]—
допускаемое напряжение на разрыв.
Сила резания при протягивании
шах = СрЬаугтахК.^КиКа> (4.14)
где Ср — коэффициент, зависящий от обрабатываемого материала
и формы протяжки; b — ширина срезаемого слоя, равная длине
периметра или длине окружности чернового режущего зуба, имею-
щего наибольший диаметр; а — толщина срезаемого слоя; у — пока-
затель степени; гШах — максимальное число зубьев, одновременно
находящихся в работе, zmajI =-^-+ 1; Kv, Ка, Кс — поправоч-
ные коэффициенты соответственно на передний угол, на изнашива-
ние зубьев и на СОЖ-
Коэффициент Ср представляет собой единичную силу, приходя-
щуюся на 1 мм2 площади сечения срезаемого слоя. Давление реза-
ния зависит и от толщины срезаемого слоя а. Чем меньше толщина
срезаемого слоя, тем больше давление резания. Зависимость дав-
ления резания от толщины срезаемого слоя при протягивании по-
казана на рис. 4.5.
Значения коэффициента Ср и показателя степени у приведены
в табл. 4.2.
Поправочные коэффициенты для измененных условий резания
можно принимать следующие: Kv = 1, если у — 10°. Изменение
переднего угла на 1° приводит к изменению силы резания на 1—1,5%.
Для острых протяжек Ки = 1 и для затупившихся Ка — 1,15.
При обработке сталей 7<с = 1, если применяется сульфофрезол
илн эмульсия; Кс = 0,9, если применяется растительное масло.
69
4.2. Значение коэффициента Ср при протягивании
Обрабатываемый материал а, МПа, или НВ Коэффициент Ср, МПа, для протяжек У
шпоноч- ных и пазовых шлице- вых круглых
Сталь углеродистая конструк- ционная До 700 700—800 Св. 800 1770 2020 2500 2120 2300 2840 7 000 7 620 8 420 0,85
Сталь легированная конструк- ционная До 700 700—800 Св. 800 2020 2500 2820 2300 2840 3150 7 620 8 420 10 000 0,85
Чугун серый ЯВ>200 1150 1370 1250 1500 3 000 3 540 0,73
При обработке чугуна /<с = 0,9 для эмульсии и /<с = 1 без смазы-
вания и охлаждения.
Наибольшая сила резания при протягивании должна быть равна
или меньше тягового усилия Q протяжного станка, а точнее, чтобы
не вызывать перегрузки станка Лтах = (0,8 4-0,9) Q, Опасным
у протяжек является то поперечное сечение, которое имеет наимень-
шую площадь (с учетом материала инструмента). Это шейка хво-
стовика под патрон или же сечение во впадине перед первым режу-
щим зубом. В первом случае
ММ2, (4.15)
во втором
г л (D — 2Л)2 2
Fmln =-----j--L ММ2. (4.16)
Допускаемое напряжение следует принимать Гаи 1 = 200 МПа
для хвостовика, если он сделан из сталей 45 и 40 X и сварен встык
с рабочей частью протяжки; [о0 ] = 250 для протяжек из стали
ХВГ; [аи] = 350-Г-400 МПа для протяжек из быстрорежущих
сталей.
Если спроектированная протяжка не удовлетворяет условиям
прочности, необходимо увеличить шаг зубьев или уменьшить тол-
щину срезаемого слоя, т. е. уменьшить Р2Шах и провести повероч-
ный расчет на прочность при измененных условиях.
КОМПЛЕКТ ПРОТЯЖЕК
В ряде случаев нельзя одной протяжкой окончательно обрабо-
тать отверстие. Это имеет место главным образом тогда, когда тре-
буется удалить большой припуск под протягивание. Для этого
потребовалась бы очень длинная протяжка. Очень длинные протяжки
70
делать нельзя, так как предельная длина ограничивается рядом
условий: короблением при термообработке, длиной рабочего хода
протяжного станка, технологическими возможностями инструмен-
тального цеха (расстояниями между центрами токарных и шлифо-
вальных станков, габаритами закалочных печей и отпускных ванн
и др.). Поэтому, когда невозможно сделать одну длинную протяжку,
ее разбивают на две-три более короткие протяжки, работающие
последовательно одна за другой. В этом случае будем иметь комплект
протяжек.
Предельная длина каждой протяжки в комплекте примерно долж-
на быть не более (50-i-55) D для протяжек малых диаметров и не
более 300 для протяжек диаметром более 50 мм.
При проектировании комплекта протяжек необходимо руковод-
ствоваться следующим.
1. Протяжки в комплекте должны иметь примерно одинаковую
длину. Желательно, чтобы нагрузка для последней протяжки была
меньше, чем для предыдущих протяжек в комплекте.
2. Направляющая часть каждой последующей протяжки должна
соответствовать форме и размерам отверстия, полученного после
предыдущей протяжки.
3. Первый зуб каждой последующей протяжки одинарного реза-
ния не должен резать, так как он имеет диаметр, равный номиналь-
ному диаметру отверстия, полученного после предыдущей протяжки.
Для групповых протяжек на первую секцию допускается толщина
срезаемого слоя, равная 0,5аг.
4. Каждая протяжка комплекта должна иметь калибрующую
часть. В первых протяжках это необходимо для запаса на пере-
точку, т. е. для пополнения режущих зубьев за счет калибрующих
после их изнашивания и переточки. В последней протяжке комплекта
калибрующие зубья выполняют для тех же целей, что и у одинарных
протяжек. Число калибрующих зубьев у первых протяжек комплекта
может быть меньше, чем у последней протяжки.
5. Каждая протяжка комплекта имеет концевое направление,
длина которого может быть меньше у предыдущих протяжек, чем
у последней.
6. Все другие элементы у комплекта проектируются так же,
как и у одинарных протяжек.
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
МНОГОШЛИЦЕВЫХ И ЭВОЛЪВЕНТНЫХ
ПРОТЯЖЕК
Многошлицевые и эвольвентные соединения деталей машин
(втулки и вала) широко применяют в различных отраслях машино-
строения, обеспечивающих высокую надежность работы и точность
центрирования сопряженных пар. Шлицевые и эвольвентные про-
тяжки являются сложными инструментами, которые служат для
обработки соответствующих отверстий, т. е. многошлицевых н
эвольвентных.
71
Рис. 4.12. Способы удаления припуска шлицевыми протяжками
Рис. 4.13. Шлицевой зуб протяжки одинарного резания
В основе проектирования многошлицевых и эвольвентных протя-
жек лежат те же принципы, что и для круглых и других многогран-
ных протяжек. Они также проектируются и работают по одинарной
и переменной схемам резания. Причем протяжка может быть ком-
бинированная, удаляющая припуск на цилиндрическом участке по
внутреннему диаметру отверстия и формирующая шлицевые и эволь-
вентные впадины; протяжки изготовляют комплектно из двух-че-
тырех штук, которые работают последовательно одна за другой.
Комплект проектируется тогда, когда из-за ограничения длины
невозможно сделать и применить одну длинную протяжку.
Последовательность удаления припуска и способ образования
отверстия в том и другом случае могут быть разные. На рис. 4.12
показано два способа удаления припуска шлицевой протяжкой.
Первый способ (рис. 4.12, а) рекомендуется для коротких отверстий.
Сначала подготавливается цилиндрическое отверстие 7, затем
прорезаются шлицевые впадины 2 и срезаются фаски 3 у основания
шлицев. Впадина формируется постепенно путем последовательного
срезания слоев каждым зубом или группой зубьев. По второму
способу (4.12, б) сначала протяжка работает фасочными зубьями /,
затем образуются пазы 2 и в последнюю очередь протягивается
цилиндрическое отверстие 3. Припуск получается разорванным по
окружности, толщина срезаемого слоя может быть увеличена,
протяжка становится короче. Этим способом рекомендуется удалять
припуск для шлицевых отверстий длиной более 30 мм. Чтобы полу-
чить боковые стороны впадины ровными, последние чистовые зубья
режущей части протяжки по всему контуру делаются полнее, т. е.
большей высоты и толщины. Размеры калибрующих зубьев будут
равны размерам последнего чистового зуба-
Геометрия режущих зубьев шлицевой части протяжки такая же,
как у одношпоночных протяжек (рис. 4.13). Для уменьшения тре-
ния на боковых сторонах зубьев делают поднутрение, образуемое
вспомогательным углом в плане <Pi == 14-2°. Поднутрение начинается
не от вершины шлица, а ниже на расстоянии f0 == (0,84-1) мм. У ос-
нования шлицевых зубьев протяжки делают продольные канавки
шириной 1—2 мм, глубиной 0,8—1 мм с углом профиля 609, которые
необходимы для выхода шлифовального круга.
72
Рис. 4.14. Двузубые секции шлицевых про-
тяжек переменного резания
У черновых режущих зубьев
протяжек одинарного резания, име-
ющих ширину шлица b более 8—
10 мм, делают стружкоразделитель-
ные канавки, расположенные в шах-
матном порядке от зуба к зубу. Их размеры такие же, как для
цилиндрических протяжек. Таким канавкам присущи те же не-
достатки, которые характерны для канавок круглых протяжек.
Поэтому для многошлицевых протяжек также более целесообраз-
ной является переменная схема резания.
Каждая группа у них состоит из двух зубьев. Первый зуб в группе
имеет плоские (рис. 4.14, а) или радиусные (рис. 4.14,6) фаски.
Для шлицев шириной более 18 мм, кроме того, делают еще и вы-
кружку посередине для лучшего разделения стружки (рис. 4.14, в).
Во всех случаях длина режущей кромки шлицевого зуба 1 в группе
должна быть равна длине режущей кромки, участвующей в работе
второго зуба 2, т. е. Ьг = Ь2 = Ъ/2. Зуб 2 в группе сплошной, но его
диаметр на 0,03—0,04 мм меньше диаметра зуба 1.
комплекта протяжек направляющая часть каждой после-
дующей протяжки должна быть ребристая шлицевого или эволь-
вентного профиля. Внутренний диаметр ее равен внутреннему
диаметру шлицевого отверстия с допуском по посадке /6 или /7.
Наружный диаметр направляющей части берется на 0,1—0,2 мм
меньше диаметра калибрующих зубьев предыдущей протяжки.
Эвольвентные протяжки служат для образования эвольвентных
зубьев в отверстиях деталей, используемых в эвольвентно-шлице-
вых соединениях. Профиль зубьев протяжки рассчитывается так же,
как профиль зубьев эвольвентного колеса.
Протяжки, имеющие модуль до 3 мм, работают по одинарной
схеме резания. Протяжки больших размеров проектируют по пере-
менной схеме резания. У них так же, как и многошлицевых протя-
жек, каждая группа состоит из двух зубьев и имеет такой же способ
деления стружки по длине.
Если отсутствует приспособление для правки шлифовального
круга по эвольвентному профилю, то круг профилируется по дуге
окружности, заменяющей эвольвентную кривую. Погрешности про-
филя от такой замены должны быть минимально допустимыми.
ОСОБЕННОСТИ НАРУЖНЫХ ПРОТЯЖЕК
Наружные протяжки применяют для обработки наружных по-
верхностей — плоскостей, пазов, зубьев колес, различных много-
гранных и радиусных поверхностей. Особенностями наружных про-
тяжек является их конструктивное решение, наличие больших
задних углов и то, что они имеют только режущие и калибрующие
зубья. Это объясняется тем, что они жестко закрепляются на пол-
73
Рис. 4.15. Плоские наружные протяжки
вуне протяжного станка, за счет чего обеспечивается их правильное
взаимное положение относительно обрабатываемой детали. Поэтому
наружные протяжки не нуждаются в других частях, присущих
внутренним протяжкам.
Конструкция протяжки в значительной мере определяется схемой
резания. При наружном протягивании так же, как и при внутреннем,
в зависимости от размера и профиля обрабатываемой поверхности
применяют одинарную и переменную схемы резания с профильным
или последовательным методом образования поверхности. Наиболь-
шее распространение имеют протяжки для обработки плоскостей
или их сочленений, расположенных под различными углами.
Для обработки сравнительно широких плоскостей с небольшим
припуском (рис. 4.15, а) целесообразно применять протяжки оди-
нарного резания с профильным методом образования поверхности.
В этом случае режущие зубья имеют стружкоразделительные ка-
навки, срезающие слои толщиной 0,04—0,2 мм.
Узкие плоскости с большим припуском можно протягивать тоже
по одинарной схеме резания, но генераторным, т. е. последователь-
ным, методом (4.15, б—д). Такие протяжки применяют для обра-
ботки заготовок, полученных после ковки и штамповки, срезают
боковыми кромками короткие, но толстые слои а = 0,154-1,0 мм.
Плоские протяжки могут быть цельные и составные. Протяжки
с последовательным методом образования поверхности подразделяют
на прямые (рис. 4.15, б, в) и наклонные (рис. 4.15, г, б). Каждые
из них могут быть односторонними (рис. 4.15, б, г) и двусторонними
(рис. 4.15, в, д). Двусторонние протяжки являются более произ-
водительными, уравновешивают боковые силы резания, но требуют
и большей мощности станка.
Односторонние протяжки создают боковую силу резания, направ-
ленную перпендикулярно движению протяжки. Она увеличивается,
когда зубья наклонены к направлению движения протяжки. Направ-
74
Рис. 4.16. Расположение зубьев наружной
протяжки:
1 — протяжка; 2 — деталь
ление наклона зубьев должно быть
такое, чтобы боковая сила резания
прижимала протяжку к опорной
поверхности, воспринималась же-
сткой опорой и более прочной
частью обрабатываемой детали.
Угол ₽ наклона зубьев к продольной оси протяжки составляет
60—85°. Желательно его делать таким, чтобы он удовлетворял усло-
вию равномерности протягивания. Это будет тогда, когда суммар-
ная длина режущих кромок, находящихся в работе, а следовательно,
и сила резания при протягивании постоянна. Условие выполняется,
если поперечный шаг ta зубьев протяжки кратен ширине обрабаты-
ваемой плоскости В (рис. 4.16)
К = B/ta, tu = tig ₽.
Принимая коэффициент равномерности К целым числом (2—3),
необходимый угол наклона зубьев найдем из соотношения
(4-17)
где t — расчетный шаг зубьев, который определяется так же, как
и для внутренних протяжек.
Задние углы на режущих зубьях наружных протяжек могут быть
больше, чем у внутренних, достигая 8—10°. Здесь изменение высоты
зубьев при переточке не имеет того значения, как для внутренних
протяжек, так как наружные протяжки могут регулироваться по
высоте, т. е. по расположению отно-
сительно обрабатываемой поверхности.
Наружные протяжки также имеют
два-три переходных (получистовой и
чистовые) и четыре—шесть калибру-
ющих зубьев, которые работают по про-
фильному методу, т. е. они подобны
контуру обрабатываемой поверхности.
Для обработки широких плоскостей
более целесообразными для обработки
являются протяжки с трапецеидальной
схемой резания, удаляющие припуск
тремя группами зубьев. Первая группа
зубьев последовательно прорезает тра-
пецеидальные впадины в заготовке,
имеет разделенные зубья (рис. 4.17).
Рис. 4.17. Трапецеидальная схема резания
плоскими наружными протяжками
75
Рис. 4.18. Протяжка 1 с твердосплавными
зубьями 2
Вторая группа имеет сплошные
зубья, но они срезают припуск не
сплошь, а прерывисто в виде тра-
пецеидальных выступов, остав-
шихся несрезанными первой груп-
пой зубьев. Здесь также подъем
происходит на каждый зуб. Вслед-
ствие такого разделения каждым участком одного зуба срезаются
короткие, но толстые слои со всеми вытекающими отсюда преимуще-
ствами, присущими внутренним протяжкам переменного резания.
Третья группа зубьев является чистовой и калибрующей, которая
работает по обычной одинарной схеме резания. Наклон боковых
режущих кромок у первой группы зубьев обычно деДают под углом
45°. При заточке по задней поверхности на них создаются бла-
гоприятные задние углы.
Для обработки жаропрочных и коррозионно-стойких трудно-
обрабатываемых сталей и сплавов применяют наружные протяжки,
оснащенные твердым сплавом. При протягивании пазов и нешироких
плоскостей для зубьев используют стандартные твердосплавные пла-
стинки. Для сложных профилей деталей из пластифицированных
заготовок изготовляют фасонные твердосплавные пластинки или
секции. Пластинки припаивают к корпусу или крепят клиньями
с помощью винтов. Одна из конструкций такого крепления показана
на рис. 4.18. Твердосплавные режущие элементы в несколько раз
увеличивают стойкость и долговечность протяжек, а также по-
зволяют повысить производительность обработки за счет увеличения
скорости протягивания.
Для обработки наружных поверхностей сложного контура при-
меняют наборы протяжек. Они представляют собой инструменты
сборной конструкции, состоящие из корпуса, к которому прикре-
пляют отдельные протяжки, обрабатывающие соответствующие уча-
стки поверхности детали.
С учетом конкретных условий набор протяжек проектируется
так, что в работу могут вступать отдельные протяжки последова-
Рис. 4.19. Способы крепления наружных протяжек
76
Рис. 4.20. Регулирование протяжек клиньями:
1 — корпус; 2 — протяжка; 3 — упор; 4 — клин;
6 — регулировочный винт
тельно, параллельно или смешанно-параллельно-последовательно.
Эти условия определяются мощностью протяжного станка и длиной
его хода, возможностью свободного удаления стружки и крепления
протяжек к корпусу, жесткостью детали.
Крепятся протяжки к корпусу винтами и клиньями, затягива-
емыми винтами. Существует большое разнообразие различных спо-
собов крепления протяжек (рис. 4.19). Крепление клиновыми план-
ками (рис. 4.19, а, б) производится для сравнительно тонких про-
тяжек. Оно надежно, но требует дополнительного места для разме-
щения прижимных планок. Крепление винтами снизу (рис. 4.19, в)
является наиболее компактным и простым. Но в этом случае для
переточки и настройки протяжки необходимо снимать ее со станка
вместе с корпусом. В этом отношении способ, показанный
на рис. 4.19, г, является лучшим. При таком способе протяжка кре-
пится винтами снизу к плите-державке, а плита винтами сверху
прикрепляется к корпусу. Для переточки протяжку снимают вместе
с плитой.
От продольного сдвига протяжки удерживаются концевыми
упорами. Они представляют собой призматический брусок, который
помещается в поперечный паз корпуса и закрепляется двумя вин-
тами.
Наборы протяжек должны допускать их регулирование по вы-
соте. Для этой цели очень часто применяются регулировочные.
Рис. 4,21, Непрерывный способ протягивания
77
клинья (рис. 4.20). В первом случае (рис. 4.20, я) регулировочный
винт неподвижен относительно регулировочного клина, во втором
(рис. 4.20, б) — относительно корпуса. Регулировочные винты рас-
полагаются со стороны толстого конца клина. Регулировочные
клинья имеют угол наклона 1° 30'—2°.
В массовом и крупносерийном производстве широко применяют
метод непрерывного протягивания, отличающийся высокой произ-
водительностью. На рис. 4.21 показан способ непрерывного протяги-
вания коромысла 2 клапана гидросистемы, неподвижно закреплен-
ного призматической протяжкой 1. Обрабатываемую деталь уста-
навливают в приспособлении-спутнике 3, которое закрепляют на
конвейере непрерывного действия, получающим движение от при-
вода 4. Загрузка заготовок и выгрузка деталей автоматизированы.
Таким способом обычно обрабатывают небольшие детали. Для круп-
ногабаритных деталей применяется способ непрерывного действия
с транспортером, несущим режущие блоки протяжки. Протяжка
получается большой длины. Поэтому она позволяет снимать значи-
тельный припуск. Протяжные станки непрерывного действия вы-
пускает Минский завод им. С. М. Кирова.
глава
ФРЕЗЫ
Фрезерование широко применяют в машиностроении и приборо-
строении для обработки различных поверхностей корпусных и приз-
матических деталей, а также винтовых поверхностей деталей тел
вращения. В машиностроении фрезерные станки составляют 10—
20 % общего парка металлорежущих станков. Имеются производ-
ства, где фрезерные станки составляют до 50 % парка станков на
заводе. Метод фрезерования является высокопроизводительным,
простым и в ряде случаев достаточно точным.
Фреза — многолезвийный вращающийся режущий инструмент,
зубья которого последовательно вступают в контакт с обрабатыва-
емой поверхностью в процессе резания. Относительно медленная
подача производится движением обрабатываемой детали, закреплен-
ной на столе фрезерного станка.
В зависимости от вида обрабатываемой поверхности равномерное
движение подачи может быть прямолинейно-поступательным, вра-
щательным или винтовым. Фрезерованием выполняют разнообраз-
ные операции, что обусловило значительное разнообразие типов,
форм, конструкций и размеров фрез. На рис. 5.1 показаны основные
типы фрез и схема обработки ими деталей.
Рис. 5.1. Основные типы фрез:
а — цилиндрическая; б — торцовая; в — концевые; г —• дисковая; д шлицевая; е — угле*
вая; М — дисковая фасонная; э »=- шпоиочиая; и шпоночная сегментная; к — для Т-об-
разных лазов
79
ЦИЛИНДРИЧЕСКИЕ НАСАДНЫЕ ФРЕЗЫ
Такие фрезы применяют для фрезерования плоскостей; их де-
лают насадными цельными или же сборной конструкции. Насадные
цельные фрезы выпускают с мелкими зубьями для чистовой обра-
ботки и с крупными зубьями для чернового фрезерования плоско-
стей. Как правило, такие фрезы имеют винтовые остроконечные
зубья.
На рис. 5.2 показаны основные параметры цилиндрических
фрез, выпускаемых по ГОСТ 3752—71.
Диаметр фрезы оказывает существенное влияние на процесс
резания и режущие свойства инструмента. При конструировании
цилиндрических фрез определяют наименьший диаметр с учетом
обеспечения необходимых размеров элементов, показанных на
рис. 5.2, т. е. R ~ 0,5d + hi + Т + h, где d — диаметр отверстия
под оправку; /ц — высота шпоночного паза; Т — толщина стенки
фрезы; h — высота зуба или глубина канавки. Для повышения же-
сткости расчетный диаметр оправки увеличивают в 1,25—1,3 раза.
По диаметру оправки определяют высоту
Толщина стенки принимается конструктивно в пределах 5— 12 мм
так, чтобы 2Ri (1,64-2,5) d. Высота зуба h должна определяться
из условия, чтобы объем канавки был достаточным для размещения
стружки. Практически она также принимается конструктивно. Для
чистовых мелкозубых фрез h = 5-410 мм; для черновых крупно-
зубых фрез h = 84-16 мм или h = (0,44-0,5) t, где t — окружной
шаг зубьев фрезы. Расчетный диаметр фрезы должен соответство-
вать нормальному размерному ряду диаметров.
Р, мм ........ 40 50 62 80 100 125 160 200 , 250
d, мм......... 16 22 27 32 32—40 40—50 50—60 60 60 с выточками
Для насадных фрез диаметром до 200 мм D = (2,54-3) d. Стан-
дартные цилиндрические насадные цельные фрезы изготовляют
диаметром 40—100 мм, длиной до 160 мм; насадные сборные со встав-
ными зубьями из быстрорежущей стали — диаметром 100—250 мм;
насадные, оснащенные винтовыми пластинками из твердого сплава —
диаметром 63—125 мм, длиной 45—100 мм.
Цилиндрические фрезы сборной конструкции с зубьями из бы-
и составные. Одинарные фрезы
выпускают длиной 40, 50,
65 мм. Длина составных фрез
определяется числом фрез
в комплекте.
Число зубьев должно быть
по возможности наибольшим.
Чем больше число зубьев,
тем при прочих равных усло-
виях большее число зубьев
строрежущей стали бывают одинарные
Рис, 5.2. Цилиндрическая фреза
80
находится в контакте с заготовкой в процессе резания, тем
больше суммарная длина режущих кромок, одновременно уча-
ствующих в работе, тем выше производительность и плавность
процесса или же при неизменной производительности уменьшается
подача на каждый зуб. Вследствие этого уменьшается шерохова-
тость обработанной поверхности.
Однако возможность увеличения числа зубьев фрез ограничи-
вается прочностью зуба и числом его переточек, необходимым объ-
емом канавок для размещения стружки, конструкцией его крепления
в корпусе (для сборных фрез). С учетом этого на основании много-
летнего опыта проектирования и эксплуатации цилиндрических
фрез стандартами предусмотрено число зубьев г = 10-4-18 для фрез
с мелкими зубьями, что примерно соответствует (1,74-1,8) VD;
z = 64-12 для фрез с крупными зубьями или z — (1 -н1,2)
z = 84-12 = 0,8 /О для фрез со вставными зубьями из быстро-
режущей стали; г = 84-12 — D для цилиндрических насадных фрез,
оснащенных винтовыми пластинками из твердого сплава.
Фрезы цилиндрические с мелким зубом служат для чистовой
обработки плоскостей. Они работают g небольшими подачами, сре-
зают сравнительно тонкие слои. Размер зубьев и объем стружечных
канавок для этих целей требуются небольшие. Поэтому зубьев на
длине окружности данного диаметра фрезы разместится больше,
чем у фрез с крупным зубом того же диаметра, которые используют
для черновой обработки.
Фрезы сборной конструкции со вставными ножами из быстро-
режущей стали и с напаянными твердосплавными пластинками
имеют меньшее число зубьев, чем цельные насадные фрезы, потому
что элементы и условия крепления ножей требуют дополнительного
пространства для их размещения, что неизбежно ведет к увели-
чению окружного шага между зубьями.
Для уменьшения возможности возникновения вибраций при
черновой обработке с большой глубиной резания насадные цельные
фрезы с крупным зубом рекомендуется делать с неравномерным
окружным шагом зубьев. Неравномерность окружного шага Д9 =
== 6° для фрез, имеющих число зубьев г == 64-8, и ДО = 4—5° для
фрез с г = 10-н12. Величину окружного шага через зуб принимают
одинаковой. В этом случае все парные зубья будут располагаться
в диаметральных плоскостях, вследствие чего облегчается их изго-
товление и контроль по диаметру.
Направление и угол наклона зубьев. Цилиндрические фрезы для
обработки плоскостей изготовляют с винтовыми и косыми зубьями.
При фрезеровании возникает осевая составляющая силы резания.
Для одинарных фрез исключить ее невозможно. Для повышения
устойчивости процесса резания желательно, чтобы осевая сила была
направлена на шпиндель станка. Это возможно тогда, когда право-
режущая фреза имеет левозаходное направление зубьев, и наоборот.
Угол наклона зубьев к оси фрезы со оказывает существенное
влияние на равномерность процесса фрезерования. Наиболее благо-
81
Рис. 5.3. К определению площади сечения
срезаемого слоя н равномерности фрезерова-
ния
приятные условия резания полу-
чаются при таком угле наклона
зубьев, при котором процесс фрезе-
рования становится равномерным.
Под равномерным фрезерованием
понимают такой процесс, при кото-
ром сила резания постоянна. Это
происходит тогда, когда суммарная
площадь сечения срезаемого слоя
всеми зубьями, одновременно уча-
ствующими в работе, — величина
постоянная. Для цилиндрических
фрез с винтовыми зубьями равно-
мерное фрезерование может быть вы-
полнено при определенных усло-
виях, несмотря на то, что каждым
зубом в данный момент времени сре-
заются слои разной толщины и в раз-
ные моменты времени—разной пло-
щади сечения.
Элементарная площадь сечения срезаемого слоя (рис. 5.3) dF-^
D л sz sin ф£> ,
= a^dl. Так как а<р = s2 sin ф, dl = ^-n ~йф,той? = 2-”-jn<0 йф.
Площадь сечения срезаемого слоя одним зубом в любой момент
времени
г f Sz sin <pD ,
J
Интегрируя это выражение по всей длине режущей кромки#
участвующей, в работе, и учитывая, что подача на один зуб фрезы sz,
диаметр фрезы D и угол наклона зубьев со являются постоянными
величинами, получим
F^2^(COS^-COS^bl),
где и — мгновенные углы контакта начальной и конечной b
точек режущей кромки зуба фрезы с заготовкой.
Суммарная площадь сечения срезаемого слоя всеми зубьями,
одновременно находящихся в работе,
и п
^JM=2f==S®S(cosq’i“cos<p,«)’ <5Л)
1 1
82
где <р,, и cpt соответствует также мгновенным углам контакта с за-
готовкой начальной и конечной точек режущих кромок; п — число
зубьев, одновременно находящихся в работе (в контакте).
Если FcyM является постоянной величиной, то фрезерование
равномерное. Если же FcyM #= const, то процесс фрезерования
неравномерный.
Так как в уравнении (5.1) параметры D, s2 и со для данных усло-
вий резания всегда постоянные, то равномерность процесса будет
определяться только разностью косинусов углов.
Для рассматриваемого случая
Е (COS ф, — COS ф21) = (COS фа — COS ФО1) + (COS ф* — cos ф&1) 4-
+ (cos фс — COS фС1).
Так как Фа = фь = Фтш = 0, а ф/, = фС1 = фтах = Фо, то
S (COS ф; — COS ф^) = 2 (COS фга1п — cos фгаах) 4- (cos фс — cos фа1).
Величина 2 (cos фтш — cos фтах) является постоянной, так как
угол фга1п = а фтах = Фо» т. е. наибольшему углу контакта.
Выражение (cos фе — cos ф01) не может быть постоянным, но
может быть выполнено условие, при котором эта разность равна
нулю. Это возможно, когда углы контакта фс = фа,. Для выполне-
ния данного условия необходимо иметь вполне определенный угол
наклона зубьев со или же фрезеровать деталь шириной не В, а Вх.
Тогда угол контакта начальной точки аА входящего зуба будет равен
углу контакта конечной точки с зуба, выходящего из работы. В этом
случае осевой шаг между зубьями фрезы будет целое число раз
укладываться на ширине Вг фрезеруемой детали.
Таким образом, условием равномерности фрезерования должно
быть равенство или кратность осевого шага зубьев фрезы ширине
поверхности фрезеруемой детали, т. е. К = В//о, где — коэффи-
циент равномерности фрезерования.
Если коэффициент К целое число, как, например, при В ~ Въ
то фрезерование равномерное. Если же К не равно целому числу,
то фрезерование неравномерное.
tiD
Так как осевой шаг зубьев фрезы /0 — — ctg со, то
(5.2)
При проектировании новых фрез для заданной детали определяют
диаметр D и число зубьев г фрезы, затем по уравнению (5.2) находят
необходимый угол наклона зубьев к оси фрезы со, при котором про-
цесс фрезерования будет равномерным.
83
Желательно, чтобы угол со был по возможности большим. Чем
больше со, тем больше передний угол в торцовой плоскости и в пло-
скости схода стружки при одном и том же значении переднего угла
в нормальном сечении, так как tg ух — tg yn/cos со.
Исследования и опыт работы показывают, что если по конструк-
тивным условиям нет ограничений, то цилиндрические фрезы целе-
сообразно делать с углом наклона зубьев со = 454-50°. Стандартные
фрезы имеют со = 304-35° для мелкозубых и со = 40° для крупно-
зубых фрез.
Форма и геометрия зубьев. Цилиндрические фрезы имеют остро-
конечную трапециевидную форму зубьев (см. рис. 5.2) или же пара-
болическую — выпуклую. Причем для мелкозубых фрез форма
зуба трапециевидная одноугловая с шириной ленточки с = 0,64-
н-0,8 мм, образующей задний угол а Для крупнозубых фрез форма
зуба усиленная двуугловая с шириной ленточки с = 1,2-И ,5 мм.
По прочности она приближается к параболической форме зуба, но
более технологична.
Параболическая форма зуба обеспечивает высокую прочность
зуба, но она сложнее в изготовлении. Применяется для тяжело-
нагруженных крупнозубых цилиндрических фрез при черновом
фрезеровании.
Угол тела зуба г|, определяющий его прочность, принимается
47—52°. Угол впадины для крупнозубых фрез ф = 504-60° и для
фрез с мелкими зубьями ф = 65—85°. Чтобы уменьшить число фрез,
применяемых для фрезерования канавок, уголф изменяется через 5-,
начиная от 45 и до 110°. Угол ф == rj + е — ут. Так как е = 0 + ут,
то ф = ц + 0, где 0 = 360%, а ух — передний угол в торцовой
плоскости.
В зависимости от качества обрабатываемого материала для
фрез из быстрорежущих сталей рекомендуется принимать передний
угол зубьев в нормальном сечении в следующих пределах: при об-
работке вязких металлов уп = 254-30°, при обработке сталей в ои <
< 600 МПа уп = 204-25°, при обработке сталей с ои = 6004-
1000 МПа у0 = 154-18°, при обработке сталей с ои > 1000 МПа
уц == 104-12°. Для чугуна в зависимости от твердости и для
хрупких цветных металлов и сплавов уп = 54-15°. Для фрез,
оснащенных пластинами из твердого сплава, передний угол при-
нимается на 5—10° меньше, чем для быстрорежущих. Для обра-
ботки твердых материалов его делают даже отрицательным до —
(54-7)°.
Задний угол для чистовых мелкомодульных фрез а = 124-.169,
для черновых крупнозубых а = 104-12°, для твердосплавных а ==?
= 64-8°.
Фрезы сборной конструкции изготовляют сравнительно больших
диаметров и оснащают ножами из быстрорежущей стали или твер-
дого сплава. Фрезы с быстрорежущими ножами выпускают диа-
метром 100—250 мм. Фрезы с винтовыми твердосплавными зубьями
по ГОСТ 8721—69 изготовляют диаметром 63—125 мм.
34
Рис. 5.4. Крепление зубьев из быстро-
режущей стали в корпусе цилиндриче-
ской фрезы:
1 — корпус; 2 — нож; 3 — клин
Рис. 5.5. Цилиндрическая фреза, оснащенная винтовыми пластинками из твердого
сплава
Ножи из быстрорежущей стали делают прямыми и располагают
в корпусе наклонно к оси фрезы. Такие фрезы называются косо-
зубыми. Они бывают одинарные и составные.
Одинарные могут быть длинными и короткими. Длинные имеют
длину до 150 мм с углом наклона зубьев к оси <о = 154-20°. С уве-
личением длины фрезы угол наклона уменьшается. Это вызывается
косым расположением паза и зуба в корпусе фрезы. Короткие оди-
нарные фрезы имеют длину 40, 50 и 65 мм, угол наклона зубьев
го = 45°, число зубьев z = 84-12.
Составные цилиндрические фрезы с зубьями из быстрорежущей
стали представляют собой комплект, состоящий из нескольких ко-
ротких одинарных фрез, насаженных на одну оправку. В зависимо-
сти от ширины фрезерования число фрез в комплекте от 2 до 6. Фрезы
имеют разное направление ножей для взаимной компенсации осевой
составляющей силы резания.
Способ крепления зубьев или ножей рассматриваемых фрез
показан на рис. 5.4. Продольный клин 3 имеет угол наклона 3—5°.
Для большей надежности крепления опорные стороны ножа 2 и паза
в корпусе / сделаны рифлеными. Корпус изготовлен из стали 40Х,
а клинья из стали 40Х или У7, У8.
На рис. 5.5 приведены цилиндрическая насадная фреза, осна-
щенная винтовыми пластинками из твердого сплава, припаянными
к корпусу из стали 40Х. ГОСТ 8721—69 предусматривает диаметры
таких фрез 63, 80, 100 и 125 мм, рабочая длина которых 45—100 мм.
Они имеют число зубьев z == 84-12 мм, угол наклона винтовых
зубьев го = 244-26°.
Цилиндрические фрезы можно изготовлять с прямыми твердо-
сплавными пластинками, напаянными на вставные зубья, которые
крепят так же, как показано на рис. 5.4 для быстрорежущих фрез.
Пластинки выпускаются небольшой длины, поэтому на каждый зуб
цилиндрической фрезы их напаивается несколько штук. Стыки
пластинок на смежных зубьях располагают г шахматном порядке,
и они выполняют роль стружколомателей. Они делаются радиус-
ными или лучше в виде призмы под углом 120° шириной 2—2,5 мм,
глубиной 0,5—0,7 мм и затачиваются на необходимый задний угол.
В нормальном сечении к винтовому зубу передний угол у = —54-
+5°, задний угол а — 164-20°»
85
КОНЦЕВЫЕ ЦИЛИНДРИЧЕСКИЕ ФРЕЗЫ
Такие фрезы широко применяют для фрезерования нешироких
плоскостей, пазов и контурного фрезерования на станках с ЧПУ.
Они бывают цельные, сварные встык и сборной конструкции. Сбор-
ные концевые фрезы оснащают зубьями из быстрорежущей стали
или твердого сплава. Последние диаметром 10—25 мм делают с мо-
нолитной твердосплавной коронкой, которую припаивают к оправке.
Цилиндрические концевые фрезы изготовляют двух типов: с цилин-
дрическим хвостовиком диаметром 3—20 мм и с коническим хвосто-
виком диаметром 14—63 мм.
Схема работы концевых фрез показана на рис. 5.1, в. По
ГОСТ 15086—69 и ГОСТ 4675—71 выпускают концевые обдирочные
фрезы с коническим хвостовиком диаметром 25—80 мм со стружко-
разделйтельными канавками на зубьях и с затылованными зубьями.
В настоящее время разработаны конструкции концевых фрез с вол-
новой передней поверхностью. При плоской заточке задней поверх-
ности зубьев на необходимый задний угол волновая передняя по-
верхность образует как бы волновую режущую кромку. Гребни
(выступы) ее смещены в осевом направлении на А/ = t: z, где t —
шаг волны; z — число зубьев в торцовом сечении. Схема резания
такой фрезы принципиально остается такой же, как и фрезы с за-
тылованными зубьями (кукурузной), т. е. с разделением срезаемого
слоя вдоль зуба. Исследования показали высокие режущие свойства
этих фрез.
Такую же схему срезания слоев и эффективность процесса реза-
ния можно получить, если создать фрезы с волновой острозаточенной
задней поверхностью зубьев. Такие фрезы более технологичны в из-
готовлении и эксплуатации, чем фрезы с затылованными зубьями
и с волновой передней поверхностью.
Дпя станков с ЧПУ концевые фрезы применяют с неравномерным
окружным шагом зубьев, чтобы исключить или уменьшить вибрации.
Неравномерность окружного шага зубьев 4—6°. Такие фрезы имеют
увеличенный угол наклона зубьев о = 454-50°. Лучше его делать
таким, при котором обеспечивается равномерность фрезеро-
вания.
Для увеличения жесткости концевые фрезы должны иметь утолще-
ние сердцевины к хвостовику. Если концевые фрезы работают с ра-
диальным врезанием при изготовлении пазов, то торцовые зубья
затачиваются с поднутрением режущих кромок к центру. Вследствие
этого облегчаются условия врезания инструмента и повышается.его
устойчивость в процессе работы.
Установочные размеры инструмента и его параметры заклады-
ваются в программу при обработке деталей на обрабатывающих
центрах и на станках с ЧПУ. Поэтому для контурного фрезерования
диаметр концевой фрезы должен быть вполне определенным и по-
стоянным для заданной программы. При других видах обработки
это справедливо и для вылета инструмента. Для регулирования
осевого размера концевых фрез в их торце устанавливается регули-
86
ровочный винт. Концевые фрезы с коническим хвостовиком закре-
пляют в переходной втулке, имеющей резьбу на наружном диаметре
и регулировочную гайку.
ТОРЦОВЫЕ ФРЕЗЫ
Торцовые фрезы применяют для обработки широких плоскостей.
Такие фрезы имеют ряд преимуществ перед цилиндрическими.
1. При торцовом фрезеровании плоскостей большее число зубьев
одновременно находится в работе вследствие большого угла кон-
такта. При постоянной подаче на зуб увеличивается минутная подача
и повышается производительность.
2. Торцовые фрезы обеспечивают более низкую шероховатость
обработанной поверхности. У них имеются главные и вспомогатель-
ные режущие кромки. Главные расположены на цилиндрической
поверхности и выполняют основную работу резания при снятии
припуска, вспомогательные — на торцовой поверхности, режущие
кромки лежат в плоскости, перпендикулярной к оси фрезы. Они
как бы являются чистовыми, удаляют небольшой объем металла
и зачищают обработанную поверхность.
3. Их можно проектировать большего диаметра. Вследствие
этого увеличивается число зубьев фрезы. При постоянной подаче
на зуб будет повышаться производительность. При одинаковой
производительности уменьшается подача н нагрузка на каждый зуб
фрезы, что приводит к повышению режущих свойств инструмента.
4. Фрезы большего диаметра имеют более жесткое крепление,
что благоприятно отражается на повышении устойчивости, плав-
ности работы и на увеличении стойкости инструмента.
5. Торцовые фрезы легче изготовлять сборной конструкции. Они
позволяют более экономно расходовать дорогостоящий материал.
Торцовые фрезы подразделяют на концевые и насадные.
Торцовые фрезы для обработки плоскостей главным образом вы-
пускают насадными. Они подразделяются на насадные цельные
с мелким и крупным зубом, сборные с зубьями из быстрорежущей
стали и сборные, оснащенные пластинками из твердых сплавов.
Фрезы насадные цельные по ГОСТ 9304—69 могут быть двух
исполнений: с мелким зубом диаметром D = 40-г-ЮО мм, длиной
32—50 мм и с крупным зубом, имеющим D = 634-100 мм и длину
40—50 мм. Первые служат для чистовой, вторые для черновой
обработки. Диаметр фрезы назначается с учетом ширины обрабаты-
ваемой поверхности. При симметричном фрезеровании более благо-
приятными условиями контакта зубьев при их входе в заготовку
являются, если диаметр фрезы D = 1,2 В, где В — ширина фрезе-
руемой поверхности детали.
На рис. 5.6 показаны конструкция и геометрия цельной насадной
торцовой фрезы. Мелкозубые фрезы имеют число зубьев г= 1,8}^D,
а крупнозубые г = 1,2 УD.
Угол наклона зубьев или стружечных канавок на цилиндриче-
ской поверхности у мелкозубых фрез со = 25—30°, у крупнозубых
87
Рис. 5.6. Торцовая цельная насадная фреза
о) = 35-7-45°. Высота цилиндрических зубьев у фрез первого типа
h = (0,30^-0,35) t, у фрез второго типа (крупнозубых) h = (0,35-н
0,45) /, где t — окружной шаг зубьев, t = nD/z.
Высоту торцовых зубьев hr принимают на 1 мм меньше. Радиусы
закругления впадины между зубьями на цилиндрической поверх-
ности г = 1,5н-2,5 для первых и г = 2,54-3,5 для вторых. На тор-
цовой поверхности на 0,5 мм меньше, чем на цилиндрической.
Форма зуба остроконечная. Ширину затылка принимают такой же,
как и для цилиндрических фрез. Зубья затачивают до остра или
оставляют ленточку шириной f = 0,034-0,05 мм.
Передний угол у главных режущих кромок назначается с учетом
качества обрабатываемого материала так же, как и для цилиндри-
ческих фрез. Для торцовых зубьев на 3—5° меньше. Задний угол
цилиндрических зубьев в сечении, перпендикулярном к оси фрезы,
а = 124-14°, для торцовых зубьев в сечении, перпендикулярном
режущей кромке, = 84-10°.
Следует иметь в виду, что передние углы цилиндрических и тор-
цовых зубьев ограничиваются углами их наклона.
Передний угол цилиндрических зубьев в торцовом сечении
не должен быть больше угла наклона торцовых зубьев а передний
угол торцовых зубьев не должен превосходить угол наклона ци-
линдрических зубьев со. В противном случае произойдет подрезание
режущих кромок соответствующих зубьев.
Фрезы насадные с зубьями из быстрорежущей стали. Такие
фрезы предназначены для фрезерования более широких плоскостей
и по ГОСТ 1092—80 выпускаются диаметром D = 80-н630 мм, дли-
ной 36—85 мм. В случае необходимости такие фрезы можно изгото-
влять диаметром 1000 мм и более. Стандартные фрезы имеют число
зубьев (1,2—1,5) VT).
На рис. 5.7 показана торцовая насадная фреза диаметром 250—
630 мм со вставными зубьями из быстрорежущей стали. Крепление
зубьев производится только с помощью продольного рифления.
Зубья и пазы в корпусе фрезы имеют двойной уклон (продольный 5Q
и поперечный 2° 30'). Продольный уклон необходим для закрепле-
86
Профиль паза
Рис. 5.7. Торцовая насадная фреза с зубьями из быстрорежущей стали
ния, а поперечный — для восстановления диаметрального размера
и торцового вылета зубьев по мере их изнашивания и переточки
путем многократной перестановки зубьев в пазах на один шаг риф-
ления.
Зубья также наклонены к оси фрезы под углом со = 15—-209
и к торцовой плоскости под углом сог = 10—-* 15°. При этом угол
наклона торцовых зубьев toj определяет передний угол в торцовом
сечении цилиндрических зубьев, а угол наклона со определяет перед-
ний угол торцовых зубьев в сечении, соосном с цилиндром. Задние
углы ап и принимают такими же, как и для торцовых насадных
цельных фрез.
Преимущество крепления клиновых зубьев способом рифлений
заключается в компактности и достаточной надежности. Вследствие
отсутствия дополнительных элементов крепления можно разместить
большое число зубьев по длине окружности, что является также
положительной стороной этого способа. Недостаток способа в слож-
ности изготовления клиновых рифлений зубьев и пазов в корпусе
фрезы.
На практике для торцовых фрез широко применяют и другие
способы крепления зубьев. Одним из них является способ крепления
продольным клином так же, как и для цилиндрических фрез.
На рис. 5.8 показано крепление зубьев торцовых фрез поперечным
клином и винтами. Крепежный клин / (рис. 5.8, а) затягивается
винтами 2, имеющими шестигранное отверстие в головке под ключ.
Зубья 4 (рис. 5.8, б) закрепляются в корпусе / втулками 2, име-
ющими скосы, т. е. косые лыски со стороны зуба, и винтами 5.
Клинья и скосы на втулках имеют угол уклона 6—8°.
В той и другой разновидностях крепления опорные плоскости
зубьев и пазов могут быть плоскими и рифлеными.
89
Рис. 5.8.
Крепление зубьев торцовых фрез поперечными
клиньями н винтами
При частом демонтировании зубьев резьба в корпусе сравни-
тельно быстро срабатывается и корпус не может быть использован
для дальнейшей работы. Поэтому для торцовых фрез большого диа-
метра крепление зубьев 4 целесообразно производить поперечными
клиньями или втулками со скосом и винтами (рис. 5.8, в, г). Здесь
в корпусе 1 имеются отверстия без резьбы, через которые проходят
винты 3. В первом случае (рис. 5.8, в) винтами затягивается клин
или втулка 2. Во втором случае (рис. 5.8, г) клином служит сама
головка болта. Болт затягивается гайкой 3 через сферическую
шайбу 5.
При всех способах крепления, показанных на рис. 5.8, зубья
и пазы для них являются прямыми, что упрощает их изготовление.
Насадные фрезы со вставными ножами, оснащенными пластин-
ками из твердого сплава, применяют для скоростного фрезерования
плоскостей.
Стандартные фрезы имеют две разновидности, отличающиеся
способом крепления зубьев. Их изготовляют по ГОСТ 9473—80 диа-
метром D = 804-630 мм с ножами или зубьями, имеющими напаян-
ные пластинки из твердого сплава, которые крепятся в корпусе
продольными рифлениями так же, как показано на рис. 5.7. Другие
выпускают диаметром D = 1004-630 мм, зубья которых закре-
пляют в корпусе продольным клином. В первом случае зуб пред-
ставляет собой клиновидное тело с напаянной твердосплавной пла-
стинкой, в последнем — резец, на переднюю поверхность кото-
рого тоже напаяна пластинка из твердого сплава.
На рис. 5.9 показана торцовая насадная фреза, у которой зу-
бья крепятся в пазах корпуса продольными клиньями. Каждый зуб
представляет собой резец с напаянной пластинкой из твердого
сплава. Стандартные фрезы выпускают диаметром D = 1004-630 мм
и числом зубьев г = 84-30 мм. Число зубьев получается меньше, чем
у фрез первого типа. Причиной являются клинья, занимающие
определенное место, как дополнительные элементы крепления.
90
Рис. 5.9» Торцовая насадная фреза с клиновым креплением зубьев, оснагцеиных
пластинками из твердого сплава
Главный угол в плане <р = 45-4-90°, вспомогательный угол в плане
<pt == 10°. Передний угол у =3-4-8° и угол наклона режущей кромки
к = 94-5° принимаются в соответствии с углом <р. Задний угол
а = 12-4-15°, углы Vi = = 8°, у = 5°, уф = 5°.
Поверхность пластинки, расположенной под задним углом оц
доводят. Задний угол на пластинке а' = а + (2-4-3)°! задний угол
на теле резца а* = а + (34-5)°. Переднюю поверхность затачивают
по форме / для обработки чугуна, по форме // —для стали.
Фрезы, оснащенные твердым сплавом, имеют режущие свойства
и производительность обработки в 3—5 раз выше, чем быстро-
режущие. Однако напайка пластинок имеет ряд недостатков. Вслед-
ствие разной теплопроводности и коэффициента линейного расшире-
ния твердосплавной пластинки и материала державки или основания
зуба возникают дополнительные напряжения, при заточке по-
являются микротрещины. В результате от силового воздействия
в процессе резания до 50 % напаянных пластинок выкрашивается
и ломается. Инструменты с механическим креплением твердосплав-
ных пластинок не имеют этих недостатков.
В настоящее время широко применяют торцовые фрезы с много-
гранными сменными твердосплавными пластинками, имеющими ме-
ханическое крепление на вставных державках (рис. 5.10). После
изнашивания одной грани пластинку поворачивают относительно
своей оси и в работу вводят следующую режущую кромку. Пла-
стинку 6 поворачивают на штифте 5 без снятия ее с державки резца 4.
Для этого резец опускают вниз винтом 3 до выхода пластинки из
кольцевого трехгранного паза 7, сделанного на торце корпуса 1.
После поворота на одну грань пластинка вместе с державкой затя-
гивается винтом 3 и прижимается к указанной топ новой выточке,
91
Рис. 5.10. Торцовая фреза с пятигран-
ными неперетачнваемыми пластинками
из твердого сплава
базируясь иа грани. ВинтЗ под-
пружинен и проходит через
кольцо 2. Пластинки могут быть
не только пятигранные, но и
трех-, четырех и шестигранные,
а также круглые.
На рис. 5.11 показаны конструкция и геометрия различных
типов многогранных твердосплавных пластинок. Их размеры норма-
лизованы. Конструкция фрезы (рис. 5.10) имеет тот недостаток, что
базирование пластинок на грани создает значительное торцовое
и радиальное биение зубьев торцовых фрез. В этом отношении более
лучшей конструкцией является торцовая фреза, у которой базиро-
вание пластинки 5 производится на коническую поверхность винта 4,
ввернутого в тягу 3, которая проходит через державку 1 и закре-
пляется гайкой 2 (рис. 5.12). Такое базирование исключает отмечен-
ные недостатки, повышает стойкость фрез в 1,5—2 раза и уменьшает
шероховатость обработанной поверхности.
Все рассмотренные конструкции торцовых фрез работают по схеме
торцового лобового фрезерования, по которой каждый зуб фрезы
срезает одинаковую глубину. При черновой обработке с большой
глубиной резания, когда t = 20 4-25 мм, целесообразно применять
фрезы со ступенчатой схемой резания (рис. 5.13), где общая глубина
фрезерования t распределяется между тремя зубьями. Первый зуб
удаляет tr = (0,5^0,6) /, второй t2 = 0,3/ и третий, зачищающий,
срезает (0,1 -4-0,2) t. Вследствие этого каждый зуб срезает корот-
кий, но более толстый слой az. Длина торцовой режущей кромки I
каждого зуба в 1,2 раза больше подачи на зуб sz.
Каждая ступень образуется отдельным зубом. Зубья в корпусе
расположены так, что первый зуб лежит на наибольшем диаметре,
но является самым высоким, т. е. имеет наименьший вылет от торца,
а третий наименьший радиус, но является самым низким, имеющим
/М Б-Б В-В
Рис. 5.11. Многогранные твердосплавные пластинки
32
Рис. 5.12. Торцовая фреза с неперетачиваемыми пластинками конструкции СПИ
Рис. 5.13. Ступенчатая схема при торцовом фрезеровании
больший торцовый вылет. Следующая группа зубьев расположена
так же. Главный угол в плане ср = 60°, вспомогательный угол в плане
Фх = 15°.
Ступенчатая схема резания позволяет не только снимать боль-
шой припуск, но и снижать уровень вибраций и повышать стойкость
инструмента. По ступенчатой схеме резания выпускают торцовые
фрезы сборной конструкции как с зубьями из быстрорежущей стали,
так и с ножами, оснащенными твердым сплавом, в том числе и со
сменными пластинками.
Более прогрессивными являются торцовые фрезы со спирально-
ступенчатой схемой фрезерования (рис. 5.14). Сущность ее состоит
в еще большей разделении срезаемого припуска за счет образования
большего числа ступеней каждым зубом фрезы.
Все черновые зубья 1—12 расположены по спирали Архимеда
в радиальном направлении и их вершины равномерно смещены вдоль
оси фрезы. В результате каждый зуб срезает короткий, но толстый
слой. Второй ряд зубьев I—VIII концентричен и лежит в одной тор-
цовой плоскости, выступающей по сравнению с последним черновым
зубом.
Зубья этого ряда являются чи-
стовыми, они снимают небольшой
припуск и работают как зубья в обыч-
ных торцовых фрезах. При работе
такие фрезы показывают хорошие
результаты с большой глубиной
резания, обеспечивают высокую про-
изводительность и низкую шерохо-
ватость обработанной поверхности,
Рнс. 5.14. Спирально-ступенчатое располо-
жение зубьев торцовых фрез:
А — ряд черновых зубьев; Б •* ряд чистовых
зубьев
9В
I
Рис. 5.15. Торцовая насадная фреза, оснащенная сверхтвердым материалом
но они имеют более высокую стоимость изготовления и сложнее
в эксплуатации.
Для чистового и тонкого фрезерования плоскостей деталей из
закаленных сталей, твердого чугуна и других хрупких материалов
в настоящее время применяют торцовые фрезы, оснащенные сверх-
твердыми композиционными материалами. Такие фрезы делают
насадными и концевыми. На рис. 5.15 приведена торцовая насадная
фреза [23], у которой режущие элементы 3 из сверхтвердых мате-
риалов впаяны в державки 2. Державки с лыской закрепляют в кор-
пусе 1 втулкой 4 с клиновидным скосом, которая перемещается вин-
том 5. Винты 6 служат для предварительной осевой регулировки
положения державки в корпусе фрезы.
На рис. 5.16 показаны элементы крепления вставок 3 из сверх-
твердых композиционных материалов винтами 2 и гайками 4 в кор-
пусе 1 концевой торцовой фрезы. Вставки 3 могут быть шестигран-
ными или круглыми диаметром до 7 мм и толщиной до 5 мм. Меха-
ническое закрепление вставок позволяет легко и быстро менять
участки режущих кромок после их затупления.
Кроме цилиндрических и торцовых в металлообработке широко
применяют другие типы фрез: дисковые, пазовые, прорезные, отрез-
ные, угловые, шпоночные (см. рис. 5.1). Их используют для фрезе-
рования различных прямоугольных пазов, прорезки неглубоких
узких шлицев, для отрезки прутков и разрезки заготовок, для фре-
зерования стружечных кана-
вок у инструментов и шпоноч-
ных пазов в деталях машин.
Рис. 5.16. Торцовая концевая фреза
с механическим креплением вставки
из сверхтвердых композиционных
материалов
4-4
Все эти фрезы имеют некоторые разновидности, конструктивные
и геометрические особенности, которые более подробно рассмот-
рены в [23 L
Работа этих фрез почти не отличается от работы цилиндрических
и торцовых фрез. Основные конструктивные элементы этих фрез
определяют в основном так же, как и цилиндрических и торцовых
фрез.
ДИСКОВЫЕ ФАСОННЫЕ ФРЕЗЫ
Фасонными называются такие фрезы, режущая кромка или
профиль зубьев которых имеет фасонный, сложный контур.
Дисковые фасонные фрезы применяют для фрезерования прямых
и винтовых канавок на призматических и цилиндрических деталях,
а также на различных режущих инструментах (сверлах, зенкерах^
развертках, метчиках, фрезах и др.). Фрезы с остроконечными зубь-
ями для этого не применяют. У них после изнашивания за каждую
переточку задняя поверхность по всему контуру должна формиро-
ваться как бы заново, что осложняет эксплуатацию таких фрез.
Их применяют для фрез с несложным фасонным контуром, переточка
которых по профилю не создает больших трудностей.
Дисковые фасонные фрезы делают, как правило, с затылован-
ными зубьями, чтобы получить необходимый положительный задний
угол. Основное преимущество фрез с затылованными зубьями со-
стоит в том, что их профиль после переточки по передней поверхности
сохраняется постоянным.
Затылованная задняя поверхность зуба образуется в результате
равномерного вращения затылуемого инструмента относительно его
оси и поступательного движения затыловочного инструмента в ра-
диальном направлении к фрезе. От того, будет ли это поступательное
движение равномерным или нет, получаются различные линии зуба
в поперечном сечении инструмента: общая кривая второго порядка,
архимедова или логарифмическая кривая, дуга окружности или
прямая линия.
У дисковых фрез сборной конструкции задние поверхности зубьев
можно образовать по дуге окружности, исключив операцию затыло-
вания. Для этого в технологическом корпусе, который может быть
совмещен с рабочим, задние поверхности обтачивают фасонным
резцом или шлифуют по окружности. После этого зубья соответству-
ющим способом переставляют в рабочий корпус, создавая задние
углы по всему профилю. Профилирование таких фрез отлично от
профилирования затылованных и остроконечных. Она рассмотрена
в [20], а применительно к шлицевым червячным фрезам в [7].
В настоящее время затылование инструментов производится
только по спирали Архимеда. Она является более технологичной
по сравнению с другими, так как образуется в результате двух равно-
мерных указанных движений затылуемого и затыловочного инстру-
мента. На существующих токарно-затыловочных станках эти дви-
жения легко реализуются. Поступательное движение производится
95
дующее:
Рис. 5.17. Спираль Архимеда
от кулачка. Затыловочный кулачок
тоже перемещается по спирали
Архимеда. Его спад или подъем ра-
вен величине затылования одного
зуба фрезы. Вследствие этого одним
кулачком можно затыловать фрезы
разного диаметра и с разным чи-
слом зубьев, что является также
существенным положительным мо-
ментом этой кривой. Указанные
преимущества вытекают из урав-
нения и свойства спирали Архи-
меда (рис. 5.17), В полярных координатах уравнение кривой сле-
р = Ьд,
где р — радиус-вектор точки, лежащей на кривой; 0 — полярный
угол в радианах, определяющий положение радиуса-вектора; b —
постоянный коэффициент, характеризующий кривизну спирали,
равный длине полярной поднормали, b = А/2л, здесь А — шаг
спирали, А ~ р, если 0 = 2л. Для данной спирали А есть вели-
чина постоянная.
Из приведенного уравнения видно, что для архимедовой спирали
характерным является то, что изменение радиуса-вектора пропор-
ционально углу его поворота. Это свойство реализуется двумя
равномерными движениями: равномерным вращением заготовки и
равномерным поступательным перемещением затыловочного инстру-
мента по радиусу к заготовке.
Применительно к инструменту задний угол а в любой точке зуба
есть угол, заключенный между нормалью к радиусу-вектору и каса-
тельной к виткам спирали Архимеда. Из дифференциальной гео-
метрии известно, что
, Ф л do А , . A b 1
tga — pd0 ’ de ~ 2л ' тогда tga~ 2л “ р ~ 0 ’
Отсюда видно, что задний угол фрез, затылованных по архиме-
довой кривой, изменяется, так как коэффициент b — величина
постоянная. Это изменение угла в пределах угла стачивания неболь-
шое и на профиль зуба существенно не отражается.
Задний угол на боковых режущих кромках в нормальном сечении
к ним для любой точки профиля есть
tg аб = tg аг sin <р; tg at = -у tg a,
где (р — угол, заключенный между плоскостью, перпендикулярной
к оси фрезы и касательной в рассматриваемой точке профиля; —
задний угол в любой точке зуба; R — наружный радиус новой фрезы;
96
Рис. 5.18. К расчету конструктивных элемен-
тов фасонной дисковой фрезы
а — задний угол по наружному
диаметру для новой фрезы; р —
текущий радиус-вектор любой рас-
сматриваемой точки на задней по-
верхности зуба фрезы.
Чтобы создать более оптималь-
ные задние углы на боковых режу-
щих кромках, применяют боковое
и косое затылование, при котором
равномерное движение затыловоч-
ного инструмента направлено вдоль
оси фрезы или под некоторым углом к ней. Но при осевом или косом
затыловании будет изменяться профиль зубьев фрезы по мере ее
переточки, что для фасонных фрез недопустимо или нежелательно.
Поэтому такие фрезы в основном радиально затылуют.
Конструктивные элементы дисковых фасонных фрез. К кон-
структивным элементам фрез относятся: наружный диаметр, диа-
метр отверстия под оправку, высота и толщина зуба, толщина стенки,
ширина фрезы, размеры впадины и число зубьев.
Диаметр фрезы. Из рис. 5.18 видно, что наружный диаметр фрезы
D - Dr + 2Я; D± - d + 2h± + 2Т.
Диаметр отверстия d равен диаметру оправки, которая рассчи-
тывается из условия ее работы на сложное сопротивление, задавшись
предварительным наружным диаметром фрезы и режимами резания,
по которым определяются силы резания. Расчетный диаметр оправки
по условиям жесткости увеличивается в 1,2—1,3 раза и согласуется
с нормальным рядом диаметров. Высота шпоночного паза hL при-
нимается по нормалям в зависимости от d. Толщина стенки с учетом
напряжений, возникающих при термообработке, Т = 6-Н2 мм.
Опыт проектирования фрез показывает, что Dx = (1,6-^2) d\
здесь меньший коэффициент принимается для больших диаметров.
Высота зуба Н = h + KL + г (где h — высота профиля зуба
фрезы); для фрез с у = 0 /г = /гд + (1 н-2) мм; здесь /гд — высота
профиля детали, т. е. глубина фрезеруемой канавки, которая задана
чертежом. У фрезы высота профиля зуба принимается на 1—2 мм
больше высоты профиля детали с учетом неравномерности припуска
и возможности фрезерования канавки немного большей глубины,
когда в этом возникает необходимость. Величина спада затылка
на толщине зуба = С/<г, где С — коэффициент, учитывающий
длину затылования до места выхода резца из соприкосновения с нож-
кой фрезы, С = 0,8; Кг — величина затылования, отнесённая к од-
ному окружному шагу зубьев фрезы:
г? TtD 1
Kz = — iga,
97
Рис. 5.19. Формы впадин у дисковых фасон*
иых фрез:
а —- для узких фрез; б — для широких фрез
с симметричным профилем; в — с иесимметрич*
ным профилем
где г — число зубьев фрезы; D —
искомый диаметр фрезы; в данном
случае можно принимать D = +
+ 2h + 2r + (4-5-8} мм; г — ра-
диус закругления дна впадины; он принимается 2—5 мм или его
можно ориентировочно определить из соотношения
г =
Д
360° ь
где 0, — центральный угол канавки, необходимый для выхода
затыловочного инструмента, 0, = 02 — С02 = 0, 202. Для фасонных
фрез задний угол а — 12°.
Расчетный диаметр фрезы округляется до нормального ряда
диаметров. Фасонные фрезы изготовляют диаметром D = 40-5-120 мм
через каждые 5 мм и D — 120-5-230 мм через 10—15 мм.
Соотношение между диаметром фрезы D и диаметром оправки d
приведено ниже.
£>, мм .................
d, мм...................
г.......................
40-50 55—65 70—80 85—120
16 22 27 32
18—14 14—12 12 10
130—180
40
9
195—230
50
8
Приведенная методика расчета диаметра фрезы является неточ-
ной, задача не имеет определенного решения. Поэтому практически
можно поступать так; задаться диаметром фрезы и соответству-
ющим диаметром оправки. Затем проверить, чтобы толщина стенки Т
была не менее 6—12 мм.
Число зубьев фрезы с увеличением диаметра, как правило, умень-
шается. Так получается только для фасонных дисковых фрез с за-
тылованными зубьями. Это объясняется тем, что обычно такие фрезы
имеют большую высоту профиля и ее изменение не прямо пропорци-
онально изменению диаметра фрезы.
С увеличением диаметра высота профиля увеличивается более
интенсивно. Поэтому в такой же степени увеличивается толщина
зуба, ширина канавки для размещения стружки и выхода затыло-
вочного резца и шлифовального круга, а следовательно, и шаг между
зубьями. Однако для неглубоких канавок изделия, а следовательно,
и для фрез с невысоким профилем число зубьев увеличивается с уве-
личением диаметра фрезы. Толщину зубьев принимают (0,8-И) И,
С учетом сказанного размеры канавки определяются ее углом.
Угол впадины равен 18, 22, 25 и 30°. Ширина фрезы принимается
равной или на 0,5—1 мм больше ширины фрезеруемой канавки.
Формы впадин у дисковых фасонных фрез показаны на рис. 5.19.
Профиль зубьев фрезы. Определение профиля зубьев дисковых
фасонных фрез является одной из главных и сложных задач проекти-
98
рования инструмента. Профиль зубьев определяется в осевой пло-
скости фрезы. Он представляет собой кривую сечения затылованной
поверхности зуба фрезы осевой плоскостью. В этой плоскости произ-
водится установка затыловочного резца при изготовлении задней
поверхности зубьев и шаблона для контроля профиля зубьев фрезы.
Однако производящими являются режущие кромки, которые
в относительном движении образуют поверхность канавки детали.
Режущие - кромки, являясь образующими затылованных поверх-
ностей, всегда лежат на исходной инструментальной поверхности.
Исходная инструментальная поверхность является первичной, кото-
рая образуется в данном случае вращением контактной линии во-
круг оси фрезы. Исходная инструментальная поверхность скользит
по поверхности канавки. В относительном движении она является
огибающей к ряду последовательных положений поверхности ка-
навки. Режущая кромка лежит в плоскости передней поверхности
зубьев фрезы. Она принадлежит одновременно исходной и затыло-
ванной поверхностям.
Профиль зубьев по передней поверхности, т. е. линия режущей
кромки, будет совпадать с осевым профилем исходной и затылован-
ной поверхностей, если передний угол у = 0. Если же у =# 0, то
профиль зубьев фрезы отличается от профиля исходной инструмен-
тальной поверхности и от линии режущих кромок.
Для прямых канавок профиль исходной инструментальной по-
верхности такой же, как и профиль канавок в их нормальном сече-
нии. Для винтовых канавок этого соответствия нет. Общей образу-
ющей поверхности винтовой канавки и исходной поверхности ин-
струмента является характеристика, которая представляет собой
пространственную кривую. Профиль зубьев фрезы может совпадать
и может отличаться от профиля обрабатываемой канавки. При
обработке прямых канавок профиль зубьев фрезы такой же, как
и фасонный профиль канавки, если передний угол инструмента равен
нулю. Профиль зубьев фрезы отличается от профиля прямых кана-
вок, если передний угол инструмента не равен нулю. Профиль
зубьев фрезы всегда будет отличаться от профиля канавок, если они
винтовые, при любом значении переднего угла. В первом случае
профиль фрезы не рассчитывается, он принимается таким же, как
профиль канавки детали.
Если канавки прямые и их обрабатывают дисковыми фрезами,
имеющими положительный передний угол, то необходимый профиль
зубьев инструмента можно определить, применив способ коррек-
ционных расчетов. По этому способу находится отклонение иско-
мого профиля инструмента от профиля обрабатываемой канавки или
от профиля исходной инструментальной поверхности. Эти отклоне-
ния являются необходимыми для правильной обработки заданной
фасонной поверхности детали.
На рис. 5.20 показана расчетная схема фрезы с у > 0. За счет
переднего и заднего углов высота профиля зуба фрезы уменьшается
на А/ц:
^ф ^Д Д^ф»
99
Рис. 5.20. Определение профиля фрезы су >0
где Ад — высота или глубина про-
филя канавки детали, которая за-
дана чертежом.
Для определения необходимой вы-
соты профиля зуба фрезы надо найти
ДАф. Из рис. 5.20 ДАф 0rt, /<2^02.
Отсюда ДАф = .
Учитывая, что
tiD . п 360°
= — tg ctj и 0г = , получим
= 360° tg<Х1'
Найдем угол 0П. Из треугольника О1п видно, что угол 0„ ==
= уп — yv Передним углом в точке 1 задаются в пределах 10—20°.
Передний угол в точке п найдем из соотношения
slnyn =
ОС _ ОС
Oti *— Ад
где ОС = sin
Т or да sin уп — sin ?1(
где — наибольший радиус фрезы в точке /; Rx — R„, здесь
/?и — текущий радиус точки режущей кромки.
Отсюда видно, что при приближении точек режущей кромки
к центру фрезы передний угол для них увеличивается. Осевые раз-
меры профиля не изменяются. Поэтому с увеличением высоты про-
филя зубьев фрезы будет изменяться вид кривой и, в частности,
углы профиля.
На рис. 5.21 показаны совмещенные профили детали (сплошная
линия) и корригированный (расчетный) профиль фрезы (пунктирная
линия). Вследствие влияния переднего и заднего углов высота
профиля зубьев фрезы становится меньше. Осевые размеры профиля
зубьев фрезы и детали остаются одинаковыми.
Если профиль детали очерчен прямыми линиями (рис. 5.21, а),
то высоту профиля зубьев фрезы рассчитывают по двум крайним
точкам. На рис. 5.21, а они обозначены 1 и п. Если же профиль
детали криволинейный
(рис. 5.21,6), то между
крайними точками 1 и п
профиля изделия необхо-
димо принять еще не-
сколько промежуточных
точек 2, 3, 4... Число
Рис. 5.21. Совмещенные профи-
ли детали и фрезы
100
Промежуточных точек принимается в зависимости от вида кривой
профиля. Тогда для профиля зуба фрезы получим соответственно
расчетные точки 2', 3', 4'... Чем больше взято расчетных точек,
тем плавнее будет кривая, проведенная через них. Кривая профиля
зуба фрезы будет отличаться от кривой профиля* изделия. Расчетная
кривая профиля зубьев фрезы может аппроксимироваться другой
более технологичной кривой.
Профилирование дисковых фасонных фрез для обработки винтовых
канавок. При обработке поверхностей винтовых канавок профиль
исходной поверхности инструмента и профиль зубьев фрезы, име-
ющий передний угол равным нулю, отличаются от профиля таких
канавок. Объясняется это тем, что винтовые канавки дисковыми
инструментами (фрезами и шлифовальными кругами) обрабатывают
методом бесцентройдного огибания. При этом нет начальных окруж-
ностей, по которым изделие и инструмент в относительном движении
формообразования катятся без скольжения, но поверхность канавки
образуется в относительном движении в результате ряда последова-
тельных резов режущими кромками различных зубьев в разном их
положении.
В процессе образования винтовых канавок обычно заготовка
имеет два равномерных движения: вращательное относительно своей
оси и поступательное вдоль оси, т. е. совершает винтовое движение
с заданным винтовым параметром Р = $/2л. Фреза равномерно
вращается относительно своей оси с принятой скоростью о.
Касание точек режущих кромок фрезы с поверхностью канавки
происходит по пространственной кривой, называемой контактной
линией, или характеристикой.
Сообщив характеристике круговое движение относительно оси
фрезы, получим исходную поверхность инструмента. Сообщая ха-
рактеристике винтовое движение с параметром Р в системе детали,
получим поверхность винтовой канавки.
Для определения профиля зубьев дисковой фрезы должны быть
заданы форма и размеры профиля винтовой канавки, угол о между
осями заготовки и фрезы и расстояние между осями А. Профиль
канавки обычно задается в торцовом сечении изделия или в нормаль-
ном сечении к винтовой канавке. Профиль канавки может быть
задан и в другом сечении. Угол между осями фрезы и изделия
а = 90° — со — (1-4)°,
где со— угол наклона винтовой канавки к оси изделия по наруж-
ному диаметру.
Рассмотрим решение поставленной задачи для поверхности ка-
навки сверла, образованной прямолинейной режущей кромкой.
Пусть все необходимые параметры сверла, показанные на рис. 5.22,
являются заданными. Сверло при обработке винтовой канавки вра-
щается с равномерной угловой скоростью со и движется в осевом
направлении со скоростью Рсо, где Р — параметр винтовой поверх-
ности канавки сверла. На рис. 5.23 показаны принятые системы
ортогональных координат.
101
Рис. 5.22. К определению профиля дисковой фрезы для винтовых канавок
Запишем уравнение главной режущей кромки в начальном поло-
жении. В этом положении системы S и Sp совпадают. Координаты
любой точки М на режущей кромке сверла в системе XpypZp
хр = I sin <р; ур = —a; zp = I cos <р, (5.3)
где I — длина режущей кромки до точки М, I = Р cos р; здесь R —
текущий радиус точки режущей кромки сверла; р — угол наклона
режущей кромки в данной точке.
Сообщив режущей кромке винтовое движение относительно оси
сверла Z, получим часть винтовой поверхности канавки, образу-
ющую переднюю грань. Для этого свяжем с режущей кромкой
подвижную систему координат и сообщим ей указанное винтовое
движение относительно неподвижной системы S.
Формулы перехода от системы Sp к системе S следующие:
х = хр cos ф — ур sin ф;
у = хр sin ф + Ур cos ф; (5.4)
z = 2р + Рф.
Подставив из системы (5.3) значения хр, ур и zp в систему (5.4),
получим уравнения винтовой передней поверхности сверла
х = I sin ф cos ф + a sin ф;
у = I sin ф sin ф — a cos ф; (5.5)
z = I cos ф + Рф,
Sp относительно системы S; Р —
параметр винтовой поверхности
канавки.
Шаг винтовой поверхности ка-
навки
t — nD ctg ©,
где © — угол наклона винтовой
канавки к оси сверла.
Рис. 5,23. Принятые системы координат:
S (XYZ) — неподвижная система, связанная
со сверлом; Sp (XpKpZp) — подвижная си-
стема, связанная с режущей кромкой сверла;
sh — система, связанная с диско-
вой фрезой
102
Поместим дисковую фрезу в канавку сверла, направив ось Ув
вдоль канавки, а ось фрезы 7И под углом о к оси сверла (см. рис. 5.22
и 5.23).
В процессе формообразования нормали к поверхности канавки
и фрезы в точках их контакта будут общими. В общем виде нормаль
к поверхности F = F (I, ф) запишем так:
Тт dF 6F
<5'6>
Для определения частных производных в выражении (5.6) про*
дифференцируем уравнения (5.5)
dxldl — sin q> cos ф; dytdl = sin q> sin ф;
dz/dl = cos (p;
дх/дф = —I sin ф sin ф + a cos ф;
dy/dty — I sin <p cos ф + a sin ф;
dz/dty = P.
Подставив полученные значения частных производных в фор-
мулу (5.6), будем иметь
Nx — sin ф sin фР — cos ф (/ sin ф cos ф + a sin ф);
Ny — cos ф (—I sin ф sin ф + a cos ф) — sin ф cos фР;
= sin ф cos ф (I sin ф cos ф +
+ a sin ф) — sin ф sin ф (—I sin ф sin ф + a cos ф).
После некоторого преобразования компоненты нормали будут
следующими:
Nx = sin фР — ctg ф (I sin ф cos ф + a sin ф);
Ny = —cos фР — ctg ф (I sin ф sin ф — a cos ф); ^7)
N- = I sin2 ф.
Дисковая фреза является телом вращения, поэтому нормаль
в точке касания поверхностей фрезы и канавки будет пересекать
ось фрезы. Координаты точки Ои в системе S:
хОи = Л; уОа = 0; z0„ = В. (5.8)
Возьмем на оси фрезы единичный вектор 10а. Проекции его на
оси координат в системе S сверла будут
= 0; loay = — Sin о; /Оиг = COS ст. (5.9)
Условие пересечения нормали W к винтовой поверхности и век-
тора 1Ои (оси фрезы) имеет вид
X - ХОн У - уОа Z - 20н NX Ny N2 ^Ottx = 0
ЮЗ
Рис. 5.24. Расположение систем координат Sat
ИЛИ
(Х ““ ХОц) (NyloKz — loKyNz) —
(У ~ Уон) (NxloKz — 4~
+ (г “ *Ои) (NxloKy - lo^y) = 0- (5.10)
В уравнении (5.10) координаты соот-
ветствующих точек определяются по урав-
нениям (5.5)—(5.9). Совокупность точек
касания, через которые проходят нормали к сопряженным поверх-
ностям, описываемых уравнением (5.10), есть характеристика, т. е.
контактная линия в координатной системе S, связанной со сверлом.
Для определения профиля зубьев фасонной дисковой фрезы за-
пишем характеристику в системе (ХИ/И7И), связанной с фрезой.
Для этого воспользуемся матричным равенством
где Л4И. с — матрица, связывающая системы Зи и S.
Из рис. 5.23 видно, что матрица
Ми. с —
1 0 О — А
0 4- cos о + sin о В sin 0
0 — sin 0 + cos 0 В cos 0
ООО 1
(5.12)
Раскрывая матричное равенство (5.11) подстановкой в него вы-
ражения (5.12), получим уравнения характеристики, записанные
в системе фрезы:
хи = х — А;
Уи = У cos 0 + z sin 0 + В sin 0;
(5.13)
ги = — у sin о z cos о В cos о,
где х, у, z определяются из уравнения (5.5); А — расстояние между
осями сверла и фрезы; В — расстояние между началом координат-
ных систем $и и S в направлении оси Z; о — угол скрещивания
осей сверла и фрезы.
Для образования исходной поверхности дискового фасонного
инструмента сообщим характеристике круговое движение относи-
тельно оси фрезы. Для записи уравнения искомой круговой поверх-
ности введем условно неподвижную систему координат 5Ф, в которой
будет поворачиваться система SH вместе с характеристикой. Коор-
динатные системы расположены так, как показано на рис. 5.24.
Оси Za и совпадают.
104
Гис, 5.25. Образование режущей
кромки и затылованной поверхности
зубьев фрезы:
А —* исходная поверхность; Б — заты-
лованная поверхность
Формулы перехода систем
координат от системы 5И в 5Ф
хф = хн cos т — у„ sin т;
Уф~ sin т + уи cos т; (5.14)
2$ ~ 2И.
Подставив в (15.14) значе-
ния хи, ув и зи из уравнений
(5.13), получим уравнения ис-
ходной поверхности фрезы
хф = (х — A) cos т — (у с(
Уф — (х — A) sin т + (у cos о + z sin о + В sin о) cos т; (5.15)
гф = —у sin о + z cos о + В cos о.
Здесь х, у и г находятся также из уравнения (5.5).
Учитывая, что каждая точка характеристики определяется ра-
диусом RH, а исходная поверхность образуется вращением характе-
ристики, исходную поверхность инструмента можно записать
ХФ = #и sin т; 1/ф = Rn cos т; гф = ги, (5.16)
где Ru — текущий радиус точки характеристики; т — угол поворота
системы SH вместе с характеристикой относительно неподвижной
системы 5ф, связанной с фрезой (см. рис. 5.24); зн — текущее зна-
чение аппликаты гф, в плоскости которой находится R„:
R„ = Vxl + yl> (5.17)
где хи, уи определяют по уравнениям (5.13).
Для образования режущей кромки зуба фрезы пересечем ее
исходную поверхность, определяемую системой уравнения (5.16),
плоскостью передней грани 1 — С (рис. 5.25), которая образует
положительный передний угол уъ в точке зуба, лежащей на наиболь-
шем радиусе фрезы Rt.
Уравнение передней поверхности
ХФ = (Rn- Уф) tg?i; (5Л₽)
2ф Zn,
Подставив (5.16) в (5.18) и произведя некоторые преобразования,
получим связь между углом т и радиусом
т — arcsln (-1 S^r>i'V1^ — Ti- (5.19)
Уравнения (5.16) и (5.19) описывают режущую кромку зубьев
фрезы.
105
Для образования задней затылованной поверхности инструмента
сообщим режущей кромке сложное движение затылования, состо-
ящее из равномерного вращения относительно оси фрезы 7Ф и равно-
мерного поступательного перемещения к центру фрезы. В результате
таких движений затылованная поверхность Б будет описана со-
вокупностью архимедовых кривых.
Для образования затылованной поверхности с режущей кромкой
свяжем подвижную систему координат 8ф (ХфУфИф). Ось 7Ф па-
раллельна оси 7Ф неподвижной системы координат 8Ф. Вначале
ось Уф совпадает с осью Уф, а ось Кф параллельна оси Хф.
В системе 5Ф уравнения (5.16) примут вид
Хф = /?и81пт; z/^ = R„ cost — Ri, гф = зи. (5.20)
Формулы перехода из системы 8Ф в систему 8Ф будут
хф = хф cos 0 + у'ф sin 9 + (/?! — ЛК) sin 9;
Уф = хф sin 0 + Уф cos 9 4- (Ri — ЛК) cos 9; (5.21)
%ф == ^ф*
С учетом этого уравнения затылованной поверхности зубьев
дисковой фасонной фрезы будут
хф RB sin т cos 9 4- (RH cos т — Ki) sin 9 4- (Rr — ДК) sin 9;
г/ф = R„ sin т sin 9 4- (Ra cos т — Ki) cos 9 4- (Rr — XK) cos 9;
(5.22)
2ф Иф = ги,
T=arcsin(^F)-vi-
Здесь угловой параметр затылования изменяется от 9 = 0 до
9 = 92; 92 = 3607г (г — число зубьев фрезы).
Приближение затылованной поверхности по архимедовой кривой
к центру фрезы на ЛК соответствует повороту фрезы при затылова-
нии на угол 9. Если 9 = 9г, то ЛК = Кх, где К — полный подъем
затыловочного кулачка, соответствующий повороту фрезы при за-
тыловании на центральный угол 9г между зубьями.
Профиль зубьев фрезы определяется в осевой плоскости ХфУф,
когда уф = 0. Уравнения профиля следующие:
хф = Ки sin т cos 9 4- (Rn cos т — RJ sin 9 4- (Rx — ЛК) Sin 9;
(5.23)
2Ф — ги = ~У sin о 4- г cos 9 4- В cos 9.
При уф — 0 из уравнения (5.22) будем иметь
Ra sin т sin 9 4- (Re cos т — RJ cos 9 4- (Ri — ДК) cos 9 = 0. (5.24)
Угол т определяется по уравнению (5.19), а радиус R„ по урав-
нению (5.17).
Как видно пз рис. 5.23, режущая кромка принадлежит трем
поверхностям: передней, исходной и затылованной. Любая точка
106
на режущей кромке одновременно лежит на исходной поверхности
вращения и на затылованной поверхности. Поэтому для любой
точки режущей кромки т = 9.
Для решения системы уравнений (5.23) задаемся рядом значе-
ний z* = z„. Из уравнения (5.13) определяем соответствующие ха
и уи. Затем по уравнению (5.17) находим ряд значений Ra, подста-
вляя которые в уравнение (5.23) находим хф. Численное решение
такой задачи является трудоемким. Для решения подобных задач
целесообразно составлять программу для расчета на ЭВМ.
На основе изложенного выше математического описания алго-
ритм профилирования дисковой фасонной фрезы в операторной
форме может быть представлен в следующем виде.
1. Присвоить значения исходным параметрам D, ср, a, w, у,,
л, т> хои — Уо„ = 0> 2ои = Принять шаг наращивания
переменной / (А/ = 1 мм).
2. Вычислить / = л£> ctg со; Р = ^-; la = a tg фс; la = R sin <р;
/оил; 1оаг по формулам (5.9). Присвоить / = здесь /н и 1К —
начальная и конечная точки главной режущей кромки.
3. Решить уравнение (5.10) с учетом (5.5), (5.7), (5.8), (5.9)
относительно ф на отрезке 0 < ф < с точностью е = 0,-0001 мм,
= 0,00001 рад.
4. Если нет решения, то I — I + Ы, и идти к п. 3, пока I <.
< /к.
5. Вычислить хн, ун, z„ по (5.13); Ru по (5.17).
6. Печатать z„, Ru.
7. Вычислить т по (5.19).
8. Принять 9 = 0.
9. Вычислить хф, уф по (5.21);£ф = + f/ф .
10. Печатать /, ztJ и R$. Если / < /и, то продолжить вычисления
по п. 3.
В п. 3 уравнение (5.10) является трансцендентным. Для решения
этого уравнения на современных вычислительных машинах можно
использовать стандартную подпрограмму RTMI, входящую в мате-
матическое обеспечение машины ЕС.
Итерационный процесс решения уравнения (5.10) можно осуще-
ствить иначе, методом деления отрезка пополам. Для этого уравне-
ние (5.10) рассматривается как функция неизвестного ф. Задаются
интервалом изменения независимого переменного фн < ф < фк и ве‘
личинами е и 8j, регулирующими точность решения. Вычисляют
значения f (ф) = 0 на концах интервала фи и фк. Знаки полученных
значений должны быть разными. В этом случае значение функции
вычисляется в середине интервала, затем продолжается такое реше-
ние в полуинтервале, на концах которого функция имеет разные
знаки.
Блок-схема алгоритма решения трансцендентного уравнения
(5.10) методом деления интервала пополам показана на рис. 5.26.
107
Как было показано ранее и как видно из рис. 5.25, высота профиля
зубьев фрезы уменьшается по сравнению с высотой профиля исход-
ной поверхности, если передний угол положительный.
Аналогично определяется и профиль фрезы для другой части
канавки спинки. Профиль фрезы получается криволинейным, не-
технологичным. Поэтому расчетный профиль фрезы заменяют более
простым, показанным на рис. 5.27. Он описывается тремя или двумя
плавно сопряженными дугами окружностей радиусов п и г2 и прямой
линией под углом ср = 10-н15°, обращенной к спинке канавки.
108
Рис. 5.27. Профиль дисковой фрезы:
1—1 — осевая линия, лежащая в плоскости
фрезы# которая проходит через точку скре-
щивания осей фрезы и сверла
На рис. 5.27 положение оси 1—1
вполне определенно и фиксируется
размером Л от базового торца фрезы:
К = ?иЬ + 4 sin <рь
где ги6’ — аппликата, соответству-
ющая крайней точке b контакта
режущей кромки фрезы с наруж-
ным диаметром сверла; /х — допол-
нительный прямолинейный участок
режущей кромки, который принимают 2—4 мм в зависимости от
диаметра сверла. Прямая длиной /х проводится по касательной
к окружности радиуса ri в точке b под углом <рх.
Межосевое расстояние (см. рис. 5.20) А = R,, + а, где а — ра-
диус сердцевины сверла. Угол скрещивания осей фрезы и сверла
о = 90° — — (1 -е-4)°, т. е. фреза устанавливается не по направле-
нию канавки, а на 1—-4° меньше. Это делается для того, чтобы исклю-
чить или уменьшить вероятность подрезания профрезерованной
поверхности канавки.
Профиль фрезы также зависит от ее диаметра, поэтому перед
профилированием должен быть определен диаметр фрезы; ориенти-
ровочно его можно принимать DH = — 13 |/D, где D — диаметр
сверла. Диаметр отверстия под оправку d = (0,3-?-0,4) Оф; здесь
меньший коэффициент относится к большим диаметрам фрезы.
Найденные £)ф и d округляются до ближайших размеров по нор-
мальному ряду диаметров. Число зубьев фрезы z = 18-И4, причем
с увеличением диаметра г уменьшается.
Если винтовую поверхность канавки на инструментах или на
других деталях можно выразить одним уравнением, то задача про-
филирования дисковой фрезы для формообразования заданной ка-
навки решается по рассмотренной методике не по участкам, а в це-
лом для всей поверхности.
Определение профиля дискового абразивного круга для шлифо-
вания заданной винтовой поверхности канавки производится так же,
как и для дисковой фрезы, только решение задачи несколько упро-
щается. Оно заканчивается на этапе нахождения исходной поверх-
ности и ее сечения осевой плоскостью инструмента.
глава
ИНСТРУМЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ
РЕЗЬБЫ
Резьба в машиностроении имеет самое широкое распространение
как для крепежных изделий, так и для механизмов, передающих
движение (ходовые винты и гайки к ним в станках). Резьба является
сложной винтовой поверхностью, к которой предъявляются высокие
требования по точности и чистоте обработки. Формообразование
резьбы является сложным процессом. Вследствие этого резьбовые
инструменты работают в очень трудных условиях.
Образование резьбы производится методом резания и методом
пластической деформации. По первому методу работают резьбовые
резцы, гребенки, резьбовые фрезы, метчики, плашки, резьбонарез-
ные головки, резьбовые шлифовальные круги. По второму методу
работают резьбонакатные ролики и плашки для образования наруж-
ных резьб и бесстружечные метчики для изготовления внутренних
резьб.
РЕЗЬБОВЫЕ РЕЗЦЫ И ГРЕБЕНКИ
Резьбовые резцы нарезают резьбу за несколько рабочих ходов
(проходов). Производительность резьбонарезания низкая. Вследствие
этого их в основном применяют в единичном и мелкосерийном произ-
водстве для изготовления как наружных, так и внутренних резьб
значительной длины или же большого диаметра.
При нарезании резьбы резец относительно детали совершает
винтовое движение с заданным параметром резьбы. Обычно деталь
вращается вокруг своей оси, а резец равномерно перемещается
вдоль оси детали и за каждый рабочий ход имеет радиальное вреза-
ние. Окончательно резьба формируется на последнем рабочем ходу^
когда режущие кромки лежат на заданной винтовой поверхности.
Резьбовые резцы бывают стержневые, призматические и круглые.
Призматические и круглые резцы рассчитывают и устанавливают
относительно детали так же, как и фасонные резцы.
Для уменьшения числа рабочих ходов и повышения производи-
тельности труда применяют резьбовые гребенки. Их используют
для изготовления крепежной и другой резьбы с мелким шагом.
Рабочая часть гребенки имеет 6—8 шагов резьбы. Из них 1,5—
2 шага расположены на режущей части и 4,5—6 шагов — на калиб-
рующей части (рис. 6.1). При нарезании резьбы напроход на режу-
щей части может быть 3—4 шага. Вершины зубчиков на 'режущей
части срезаны, образуя заборный конус с углом <р = 25-ь30°, бла-
годаря чему срезаемый припуск и работа резания распределяются
между несколькими режущими кромками. Вследствие этого на-
110
Рис» 6.1. Элементы рабочей части резь-
бовой гребенки
Рис» 6.2. Призматическая резьбовая гре-
бенка
грузка на каждую режущую кромку уменьшается и увеличивается
стойкость инструмента. Число рабочих ходов при нарезании резьбы
гребенками уменьшается в 2—3 раза по сравнению с резьбовыми
резцами. При каждом рабочем ходе гребенка радиально врезается
в заготовку и за каждый ее оборот перемещается на один шаг вдоль
оси заготовки.
Резьбовые гребенки подразделяют на призматические и круг-
лые — для наружной и внутренней резьбы. На рис. 6.2 показана
призматическая гребенка. Как правило, их делают с нулевым перед-
ним углом и устанавливают передней поверхностью в осевой пло-
скости детали.
На практике получили более широкое применение круглые гре-
бенки, как более простые в изготовлении и допускающие большое
число переточек. Круглые гребенки обычно делают насадными. Их
конструктивные размеры определяются так же, как и фасонных
резцов. Круглые гребенки бывают с кольцевыми витками и винто-
выми (рис. 6.3). При установке центр гребенки превышает центр
детали на величину h для образования заднего угла а. Для умень-
шения искажения профиля передний угол у круглых гребенок
обычно равен нулю. Ось гребенки с кольцевыми витками может рас-
Рис. 6.3. Круглые резьбовые гребенки:
а —» с кольцевыми витками; б винтовая
ш
полагаться параллельно оси детали и с наклоном под углом Л = т.
В последнем случае переднюю поверхность гребенки затачивают
также с наклоном под углом X, чтобы она лежала в осевой плоскости
детали. Задние углы с левой и правой стороны у таких гребенок
получаются одинаковыми, а передние разными. Кроме того, гребенки
с наклонной осью изменяют профиль. Шаг между витками гребенки
равен шагу нарезаемой резьбы в нормальном сечении, т. е. Рп =
= Р cos т.
Проще и точнее в изготовлении являются круглые винтовые
гребенки. Их профиль окончательно формируется на резьбошлифо-
вальном станке. Ось винтовой гребенки устанавливается парал-
лельно оси детали, передняя плоскость гребенки лежит в осевой
плоскости детали. Действительные передние углы поэтому для ле-
вой и правой режущих кромок получаются также разными. Напра-
вление резьбы винтовой гребенки обратно направлению резьбы
детали при нарезании наружных резьб и совпадает при нарезании
внутренних резьб. Для образования одинаковых задних углов у гре-
бенки на разных сторонах профиля необходимо, чтобы угол подъема
витков гребенки был равен углу подъема витков резьбы детали.
МЕТЧИКИ
Метчики служат для изготовления резьбы в отверстиях. Метчик
как инструмент получается из винта путем прорезания в нем стру-
жечных канавок, образования заборного конуса и затылования
зубьев для создания положительного заднего угла. Канавки обра-
зуют переднюю поверхность, режущие кромки и пространство для
размещения и удаления стружки. Исходный винт должен быть
изготовлен из инструментальной стали и после указанных операций
пройти соответствующую термическую обработку.
Метчики работают в очень трудных условиях, так как они обра-
зуют сложную винтовую поверхность резьбы в отверстиях. Эти
трудности связаны с условиями деформации металла, удаления
стружки, подвода СОЖ в зону резания, ограниченной прочности
инструмента.
Режущие метчики бывают следующей конструкции.
1. Слесарные или ручные, которые делаются комплектом, со-
стоящим из двух или трех штук;
2. Машинно-ручные одинарные и в комплекте из двух штук.
Служат для нарезания метрической и трубной резьб в сквозных
и глухих отверстиях.
3. Машинные, которые служат для нарезания резьбы в глухих
и сквозных отверстиях деталей машин. Они одиночные, работают
на станках.
4. Гаечные, служащие для нарезания резьбы в гайках, рабо-
тают на станках.
5. Комбинированные — для нарезания и калибрования резьбы
в плашках.
6. Сборной конструкции, регулируемые по диаметру.
112
Рис. 6.4. Метчик
7. Внутренние резьбонарезные головки, гребенки которых авто-
матически сходятся и выходят из контакта после нарезания резьбы
в отверстии. Несмотря на большое разнообразие метчикам присуща-
общность в работе резания, и все они имеют одинаковые основные
части, конструктивные элементы и геометрию.
На рис. 6.4 показан метчик, состоящий из режущей 1 и калибру-
ющей 2 частей и хвостовика 3, который служит для закрепления
метчика в патроне. К основным конструктивным элементам метчика
относятся также число режущих перьев или канавок, размеры, форма
и направления канавок, диаметр сердцевины, геометрия режущих
и калибрующих зубьев.
Метчики машинные и машинно-ручные. Режущая часть мет-
чика является одним из главных конструктивных элементов, которая
выполняет основную работу резания —удаляет почти весь припуск
в процессе формообразования резьбы. Для распределения работы
резания на несколько режущих зубьев режущая часть выполняется
в виде усеченного конуса с наклоном его образующей к оси метчика
под углом <р. В этом случае каждый зуб режущей части метчика
срезает слой постоянной толщины а и переменной ширины b
(рис. 6.5). Для полного удаления объема металла из впадины резьбы
число таких срезов п равно числу элементарных зубьев на режущей
части
п = h/alf
где h — фактическая высота профиля резьбы, удаляемая метчиком;
at — толщина срезаемого слоя в направлении, перпендикулярном
оси метчика:
f d —• di । c ci
h =—0^4-S, «1 =------
2 1 ’ 1 cos ф
здесь d и — номинальный наружный и внутренний диаметры
резьбы гайки; 6 — верхнее отклонение допуска по наружному диа-
метру метчика.
Толщина срезаемого слоя должна удовлетворять двум условиям:
она не должна быть меньше радиуса скругления режущих кромок,
чтобы осуществить процесс резания и исключить подминание удаля-
емого слоя задней поверхностью зубьев. С другой стороны, наиболь-
113
этим
яет
Рис. 6.5. Элементы режущей части
метчика
шая толщина срезаемого слоя
должна быть такая, чтобы полу-
чить необходимую шероховатость
обработанной поверхности и нуж-
ное качество поверхностного слоя.
Исследования показывают, что
толщина ах = 0,02 ч-0,15 мкм.
Как видно из рис. 6.5,
где Р — шаг резьбы; z — число перьев или канавок метчика.
Можно считать, что tg ср = h/lt; тогда
Отсюда длина режущей части метчика
Из уравнений (6.1) видно, что для данной резьбы чем больше
число режущих перьев и чем больше толщина срезаемого слоя, тем
меньше длина режущей части метчика.
Практически длина /х определяется числом шагов резьбы на ре-
жущей части. При нарезании резьб в глухих отверстиях /х = 2Р,
в сквозных /х = 6Р, для гаечных метчиков, т. е. при нарезании
резьбы в гайках /х = 12Рмм. В соответствии с этим и угол наклона ср
изменяется от 3—4° до 18—20°.
Для создания лучших условий направления метчика в начальный
момент его работы диаметр переднего торца метчика принимают на
0,1 —0,4 мм меньше диаметра предварительно подготовленного
отверстия.
Длина режущей части метчика зависит также от точности нарезае-
мой резьбы и качества обрабатываемого материала. Чем выше точ-
ность и ниже шероховатость резьбы, тем должна быть меньше тол-
щина срезаемого слоя, тем, следовательно, будет больше длина ре-
жущей части. С увеличением твердости и прочности обрабатываемого
материала длина режущей части должна увеличиваться, что ведет
к уменьшению толщины срезаемого слоя и облегчению процесса
резания. Например, для нарезания резьбы в титановых и жаропроч-
ных сплавах /х = (12 ч-20) Р.
Последнее положение справедливо при нарезании резьбы в сквоз-
ных отверстиях при условии, когда длина режущей части больше
длины нарезаемой резьбы. Для сквозных отверстий, в том числе
и для гаек, наибольшая сила резания возникает тогда, когда длина
режущей части метчика равна длине нарезаемой резьбы. В этом
случае при входе всей режущей части метчика в отверстие срезается
максимальная суммарная площадь сечения резьбы.
114
Если же режущая часть короче длины резьбы, то сила резания
получается меньше, чем в предыдущем случае, вследствие уменьше-
ния давления резания и сил трения. Давление резания уменьшается
потому, что увеличивается толщина срезаемого слоя. Силы трения
снижаются за счет уменьшения длины и площади контакта инстру-
мента с изделием. Если к тому же учесть, что с уменьшением длины
режущей части метчик становится короче, требуется меньше инстру-
ментального материала, снижается стоимость изготовления инстру-
мента и повышается производительность резьбонарезания, то в опре-
деленных условиях целесообразность применения таких метчиков
будет вполне оправдана. Недостатком метчиков с короткой режу-
щей частью является их худшее направление в момент входа в от-
верстие.
Калибрующая части метчика служит для зачистки, калиброва-
ния резьбы. Она окончательно формирует резьбу, обеспечивает не-
обходимую точность размеров и шероховатость поверхности и яв-
ляется резервом для пополнения режущих зубьев за счет калибру-
ющих по мере изнашивания и переточки метчика. По существу ра-
боту по зачистке резьбы выполняют зубья первого витка калибру-
ющей части. Остальные витки служат для поддержания устойчи-
вого направления метчика и способствуют перемещению метчика
вдоль оси за счет процесса самозатягивания.
Диаметр калибрующей части определяется диаметром резьбы
изделия. Длина калибрующей части 12 должна обеспечивать выпол-
нение указанных функций. Рекомендуется делать калибрующую
часть длиной /2 = (1,2 ч-1,5) d для малых диаметров резьб; /2 d
для средних диаметров резьб; /2 (0,6-^0,8) d для резьб большого
диаметра.
Длина калибрующей части может быть выражена через число
шагов резьбы. Для машинных и гаечных метчиков /2 8Р, для руч-
ных /2 (6-^-8) Р. После предельного стачивания длина калибру-
ющей части должна быть не менее 0,5£>.
Калибрующая часть не является строго цилиндрической. Для
снижения сил трения и уменьшения величины разбивки отверстия
калибрующая часть «имеет небольшую обратную конусность, т. е.
по направлению к хвостовику наружный, средний и внутренний
диаметры несколько уменьшаются. Для метчиков со шлифованным
профилем диаметр уменьшают на 0,05—0,1 мм на 100 мм длины;
с нешлифованным профилем — на 0,08—0,12 мм.
При срезании слоев (см. рис. 6.5) на боковых сторонах профиля
резьбы остаются следы от отдельных режущих комок. Если средний
диаметр резьбы режущей и калибрующей частей одинаковый, то следы
не всегда могут быть удалены калибрующими зубьями. Чтобы устра-
нить этот недостаток и повысить качество поверхностного слоя, для
резьб степени точности 4/2, 5/2, а иногда и для 6/2 рекомендуется
средний диаметр калибрующих зубьев метчика делать несколько
больше среднего диаметра режущей части. В этом случае калибру-
ющие зубья первого витка будут срезать тонкий слой по всему кои-
туру пр оф и л м и зачищать резьбу (рис. 6.6).
115
I'
Рис. 6.6. Комбинированная схема резания метчиком:
1 — удаление металла режущими зубьями; 2 ₽- срезание калибрующими зубьями
Рис. 6.7. Скос перьев на режущей части
Число перьев или канавок метчика. Из уравнения (6.1) видно, что
при постоянной длине режущей части число канавок z влияет на
толщину срезаемого слоя. Чем меньше число канавок, тем больше
толщина срезаемого слоя, тем меньше давление резания. Исследова-
ния показали, что с уменьшением z снижается крутящий момент при
работе метчика. С сокращением числа канавок увеличивается их
площадь сечения, что ведет к более свободному размещению стружки
и более легкому ее удалению. Число канавок зависит от диаметра
метчика £>: z = 24-3 для D = 2 4-20 мм; z — 34-4 для D = 22-*-
36 мм; z = 4 4-6 для D = 39 4-52 мм.
Ширина режущих перьев С должна быть достаточной по усло-
виям прочности и допускать несколько переточек метчика по перед-
ней поверхности. Вместе с тем ширина пера не должна быть слиш-
ком большой, так как это приводит к увеличению сил трения. Ре-
комендуется делать ширину пера С = (0,34-0,32) D, если z = 3;
С = (0,2 4-0,22) D, если z = 4; С = (0,164-0,18) Z), при z = 6.
Вследствие конусности сечение и объем стружечных канавок на
режущей части получаются меньше, чем на калибрующей. Для
увеличения объема канавок, особенно в начале режущей части, ши-
рина перьев на режущей части уменьшается. Для этого делают скос
перьев, как показано на рис. 6.7. Параметры скоса следующие:
длина скоса Г = + (2 4-10) мм, угол % = 54-6°, ширина пера в на-
чале режущей части Сг = (0,34-0,5) С. Такое конструктивное изме-
нение рекомендуется производить только для метчиков, нарезающих
резьбу в сквозных отверстиях. В этом случае стружка будет на-
правляться скосом вперед и легче удаляться из отверстия.
Форма и направление канавок. Канавки являются также важным
элементом метчиков. Они образуют переднюю поверхность и режу-
щие кромки, а также пространство для размещения и удаления
стружки, должны быть достаточными по размерам, не должны ослаб-
лять сердцевину и режущие перья метчика, обеспечивать рациональ-
ную геометрию зубьев и быть сравнительно простыми в изготовлении.
Существующие формы канавок можно подразделить на два вида:
канавки, имеющие радиусную переднюю поверхность, и канавки,
образующие плоскую переднюю поверхность.
П6
Рис. 6.8. Форма канавок метчика
На рис. 6.8 показаны этн фор-
мы канавок. По технологическим
признакам они одинаковы, но с
точки зрения изменения переднего
угла зубьев по высоте профиля
и вдоль оси метчика эти канавки
разные. У канавок с радиусной передней поверхностью (рис. 6.8, а)
передний угол в точке 1 всегда будет меньше, чем в точке 2, т. е.
Vi <?2- Передний угол ух может быть даже отрицательным (рис. 6.8,6).
Точка 1 лежит на внутреннем диаметре резьбы метчика и соответ-
ствует началу его режущей части. Первые зубья режущей части уда-
ляют больший объем металла, чем другие, а вся режущая часть вы-
полняет основную работу резания. Для уменьшения силы резания
следовало бы иметь на режущей части положительный передний
угол с увеличением его к началу метчика. В действительности же
у этой формы канавки передний угол по высоте профиля и вдоль
режущей части изменяется наоборот. В начале режущей части он
получается меньше, чем в конце (рис. 6.9, а). В то же время на
калибрующей части передний угол у2 является положительным,
наибольшее значение которого получается в точке 2 на вершине
резьбы. По условиям резания этого не требуется, так как калибру-
ющая часть только зачищает резьбу и передний угол у ее зубьев
может быть равен нулю или небольшим положительным.
Расчеты показывают, что при нарезании метрической резьбы
метчиками, имеющими диаметр D = 50 мм, == Г, у2 = 14°; для
Й = 6 мм = —15°, у2 ~ 14°. Отсюда видно, что криволинейная
форма передней поверхности создает неудовлетворительную геоме-
трию переднего угла.
На рис. 6.8, б показана канавка с прямолинейной передней
поверхностью, а на рис. 6.9, б эпюра изменения переднего угла по
высоте профиля и вдоль оси метчика для этой формы. Из рисунков
видно, что в этом случае в начале режущей части, в точке /, лежащей
на внутреннем диаметре резьбы метчика, передний угол ух является
наибольшим положительным, а в конце режущей части и на всей
калибрующей части (в точке 2) он остается положительным, но по
Рис. 6.9. Изменение переднего угла у метчиков с криволинейной (а) и прямолиней-
ней (tf) передней поверхностью
117
fi) SJ г)
Рис. 6.10. Направление канавок метчика
своему значению получается меньше, чем на режущей части. Напри-
мер, для нарезания той же резьбы для D = 50 мм = 10°, у3 =
= 1,5°; для D = 6 мм = 10°, у3 = 4°. Такое изменение переднего
угла является правильным и соответствует требованиям процесса
резания. Отсюда следует, что канавки, образующие плоскую перед-
нюю поверхность метчика, обеспечивают более оптимальные значе-
ния переднего угла и являются предпочтительными при проектиро-
вании метчиков.
Машинные метчики с винтовыми канавками по ГОСТ 17933—72
рекомендуется делать с радиусной передней поверхностью диаме-
тром 3—16 мм и с прямолинейной передней поверхностью диаме-
тром 18—30 мм. Там же приведены размеры канавок для этих мет-
чиков.
Углы г] и е (см. рис. 6.4) являются внешним и внутренним углами
задней нерабочей кромки. Канавки должны быть сделаны так, чтобы
при вывинчивании метчика задняя кромка не срезала и не портила
образованную резьбу, и чтобы не защемлялась стружка в углу тр
Этому условию отвечают канавки, образующие угол = 804-85°
и е = 1004-95°.
Метчики изготовляют с прямыми и винтовыми канавками. Мет-
чики универсального назначения имеют обычно прямые канавки
(рис. 6.10, а). Для лучшего удаления стружки при нарезании резьбы
в сквозных отверстиях прямые канавки расширяются к началу
режущей части за счет скосов режущих перьев (рис. 6.10, б). В этом
случае стружка направляется для выхода вперед, т. е. в отверстие.
Если же условия работы метчиков заранее известны, то лучше мет-
чики делать с винтовыми канавками. Угол наклона канавок to =
= 104-15°. Для легких сплавов и вязких материалов св = 254-30°.
Метчики с винтовыми канавками хорошо зарекомендовали себя
в работе. Они лучше отводят стружку и имеют более плавное и
устойчивое направление. Если резьба праворежущая, то для сквоз-
ных отверстий канавки имеют левоза ход ное направление (рис. 6.10, в).
При нарезании резьбы в глухих отверстиях канавки делают право-
заходными (рис. 6.10, г). В этом случае стружка будет удалятья
в направлении хвостовика.
Канавки по глубине должны быть такими, чтобы не ослаблять
сердцевину метчика. По условиям прочности диаметр сердцевины
(см. рис. 6.4) метчика dc — (0,384-0,4) D для z = 3; dc = (0,424-
0,45) D для z = 4; dc == (0,52 4-0,55) D, если z = 6. Для увели-
чения объема канавок и создания условий для более свободного раз-
мещения стружки диаметр сердцевины уменьшается к началу ре-
118
жущей части на (0,1 -Ю,2) dCi т. е. в начале режущей части диаметр
сердцевины d'c = (0,8 4-0,9) dc.
Углы резания у метчиков имеют весьма важное значение, так
как они работают в трудных условиях образования внутренней
резьбы. На режущей части передний угол у должен быть положитель-
ным. По ГОСТ 3266—81 рекомендуется для чугуна, твердой стали,
хрупкой латуни и бронзы у = 0ч-5°; для стали средней твердости
и латуни у = 8-5-10°; для вязкой стали и меди у = 12-4-15°; для
алюминия и других вязких цветных металлов у =.164-25°.
Главные кромки на режущей части являются вершинными и
срезают основную часть металла, боковые режущие кромки на
каждом зубе вспомогательными. Поэтому задний угол а должен
быть оптимальным прежде всего на вершинных кромках. Рекомен-
дуется а = 6-5-12°. Меньшие значения принимают для ручных мет-
чиков и при нарезании резьбы в легких сплавах.
Задний угол получают затылованием задней поверхности по
архимедовой кривой. Величина затылования по вершинам зубьев
/Cz = ^tga,
где — внутренний диаметр резьбы метчика; z — число перьев
или канавок метчика.
У метчиков, не шлифуемых по профилю, задние углы не создают
на боковых режущих кромках, так как они являются вспомогатель-
ными. Для нарезания более точной и качественной резьбы применяют
шлифованные метчики. Шлифованные метчики на режущей части
затылуются по всему профилю зубьев. Вследствие этого повышаются
также и режущие свойства инструмента.
Условия резания, а также снижение сил трения требуют созда-
ния небольших задних углов и на калибрующей части. Однако
вывинчивающие метчики после нарезания резьбы, особенно ручные
нешлифованные, не затылуются на калибрующей части. Иначе при
вывинчивании может защемляться мелкая стружка, что приводит
к порче, срыву резьбы и даже к поломке метчика.
Шлифованные метчики затылуются по всему профилю и на
калибрующей части. Это необходимо для того, чтобы исключить
налипание металла на боковые поверхности резьбы метчика, осо-
бенно при обработке вязких металлов. Величина затылования при-
нимается небольшой от 0,01 до 0,1 мм для метчиков диаметром
D = 4-5-52 мм во избежание защемления стружки при обратном
вращении. Для более длительного сохранения диаметра после не-
скольких переточек затылование на калибрующей части целесооб-
разно производить не от режущих кромок, а отступив от них на
1/3 ширины пера.
Хвостовик метчика цилиндрический с квадратом на конце для
зажима и передачи крутящего момента. Диаметр хвостовика
на 0,25—1,5 мм меньше внутреннего диаметра резьбы метчика.
У мелких метчиков диаметр хвостовика больше или равен наруж-
ному диаметру метчика. Длина хвостовика зависит от диаметра и
119
Поле допуска Поле допуска
fcvxvl гайка t&s&inem'iuKa
тый хвостовик, по которому
Рис. 6.11. Допуски на резьбу метчика
назначения метчика. Машинные
метчики вывертываются после на-
резания резьбы, поэтому у них
хвостовик короткий. Гаечные мет-
чики не вывертываются; несколь-
ко нарезанных гаек нанизываются
на хвостовик, а затем он выни-
мается из патрона, поэтому у таких
метчиков хвостовики делают длин-
ными. Гаечные метчики, рабо-,
тающие на специальных гайкона-
резных автоматах, имеют изогну-
нарезанные гайки непрерывным по-
током сходят в лоток.
Степень точности и допуски на резьбу метчиков. Метчики изго-
товляют четырех степеней точности Н\—Н4 для метрической резьбы
и двух степеней точности G1 и G2. Метчики степеней точности/71,
Н2 делают со шлифованным профилем, а степеней точности /73
и /74 с нешлифованным.
Точность резьбы зависит от многих факторов; один из них —
точность инструмента. В зависимости от степени точности нарезае-
мой резьбы рекомендуется применять метчики следующей степени
точности.
Резьба гайки................4Н, 5Н 5Н. 6Н 6Н 6Н, 7Н 65 66, 76
Метчик......................... Н\ Н2 ИЗ Н4 61 62
За основу расположения поля допуска на резьбу метчика отно-
сительно поля допуска резьбы гайки (рис. 6.11) приняты следующие
положения.
1. Поле допуска на метчик лежит внутри поля допуска резьбы
гайки.
2. Поле допуска на резьбу метчика располагается ближе к но-
минальному профилю резьбы гайки.
3. Нижнее отклонение резьбы метчика не совпадает с номиналь-
ным профилем резьбы гайки, а имеет гарантированный зазор. Исклю-
чение составляет допуск на внутренний диаметр резьбы метчика.
Этот зазор гарантирует свободу свинчивания болта и гайки, обеспе-
чивает запас на изнашивание метчика и ’компенсирует погрешности
термообработки метчика, если он не шлифуется по профилю.
4. Верхнее отклонение резьбы метчика далеко отстоит от верх-
него отклонения резьбы гайки, так как метчики обычно имеют неже-
сткое крепление и разбивают резьбу.
5. По наружному диаметру метчика верхнее отклонение огра-
ничено, хотя и не вызывается условиями формообразования резьбы.
Но это необходимо для упрочнения вершины резьбы метчика и по-
вышения его стойкости.
120
6. По внутреннему диаметру верхнее отклонение резьбы метчика
лежит ниже номинального диаметра гайки. Это необходимо для
того, чтобы исключить резание внутренним диаметром метчика
и обеспечить пространство для размещения металла при выпучи-
вании резьбы в некоторых условиях нарезания.
Кроме того, допуск устанавливается на шаг резьбы и на половину
угла профиля резьбы метчика. Допуск на половину угла профиля
резьбы метчика назначается потому, что угол профиля а может быть
выдержан, но «завален», т. е. биссектриса угла будет неперпенди-
кулярна оси метчика. Допуски на метчики регламентированы
ГОСТ 16925—71.
Некоторые разновидности метчиков. Метчики небольших раз-
меров часто ломаются, особенно при обработке высокопрочных
материалов. Для повышения прочности инструмента применяют
метчики с укороченными канавками (рис. 6.12).
Канавки делаются на режущей части и на двух, трех витках
калибрующей части. Канавки наклонены к оси метчика под углом
5—10° и имеют скос под углом X = 10—15° в направлении, обратном
направлению резьбы метчика, с тем чтобы стружка легче выходила
в предварительно подготовленное отверстие. Такие метчики приме-
няют для нарезания резьбы в сквозных отверстиях. Дл.я уменьше-
ния трения обратная конусность на калибрующей части у бескана-
вочных метчиков делается больше, чем у обычных, достигая 0,2 мм
на 100 мм длины. Метчики имеют лучшее направление в работе
и обеспечивают изготовление резьбы более высокого качества.
Для нарезания резьбы в вязких металлах и труднообрабатывае-
мых сплавах применяют метчики с прерывистой резьбой, у которых
на перьях зубья удаляются через шаг в шахматном порядке. Вслед-
ствие этого увеличивается объем пространства для размещения
стружки, которая меньше забивает канавки и легче из них уда-
ляется.
В настоящее время применяют метчики из твердых сплавов,
которые имеют высокую стойкость, допускают большие скорости
резания и улучшают качество резьбы. Они бывают цельными для
А
Рис. 6.12. Бесканавочиый метчик
121
мелких диаметров; составными для средних размеров; с напаянными
пластинками или с механическим креплением твердосплавных реек
для метчиков большого диаметра. У составных метчиков рабочая
часть выполнена из твердого сплава и припаяна встык к стальному
хвостовику. Твердосплавные метчики имеют более высокую стои-
мость, чем быстрорежущие. Их рекомендуется применять для наре-
зания резьбы в высокопрочных сталях и сплавах.
Для нарезания резьбы вручную применяют слесарные метчики.
Их изготовляют в комплекте из двух или трех штук. Первый метчик
комплекта имеет на режущей части 7—8 ниток, второй 3—4 нитки
и третий 1,5—2 нитки или шага резьбы. Кроме того, метчики в ком-
плекте имеют разные диаметры. Наружный диаметр первого метчика
Di = d — t, т. е. первый метчик срезает примерно 0,5 высоты про-
филя резьбы. Здесь d — номинальный наружный диаметр резьбы
гайки; t — высота теоретического профиля резьбы гайки. Наружный
диаметр второго метчика D2 = d—6,4t, т. е. второй метчик уда-
ляет 0,3 высоты профиля резьбы. Наружный диаметр третьего мет-
чика О3 = d + /, где f — верхнее и нижнее отклонение на резьбу
метчика по наружному диаметру. Третий метчик снимает 0,2 высоты
профиля резьбы.
По объему срезаемого слоя распределение работы между пер-
вым, вторым и третьим метчиком в комплекте соответствует примерно
отношению 4 : 2 : 1, т. е. черновой метчик выполняет объем работы
в 4 раза больше, чем чистовой. Для повышения качества резьбы
последний метчик в комплекте имеет увеличенный средний диаметр
по сравнению с предыдущими.
Метчики сборной конструкции. В целях экономии инструмен-
тального материала, улучшения геометрии и повышения качества
рабочей части инструмента, а также для повышения производитель-
ности труда при резьбонарезании отверстий диаметром более 36 мм
применяют метчики сборной конструкции. Их подразделяют иа
нерегулируемые, регулируемые и регулируемые, автоматически
выключающиеся.
Нерегулируемые метчики представляют собой сборную конструк-
цию, состоящую из корпуса и четырех или шести вставных пло-
ских гребенок, закрепленных механическим способом.
Регулируемые метчики более универсальны и долговечны. Они
позволяют изменять диаметральный размер в пределах 1—2 мм.
На рис. 6.13 показаны конструкция (а) и геометрия (б) такого мет-
чика. В корпус 1 вставлен стержень 2 с крестообразной конической
головкой. В пазы корпуса и в Г-образные пазы головки входят пло-
ские гребенки 4, на концах которых сделаны также Г-образные
вырезы. Регулирование их по диаметру производится перемещением
стержня вдоль оси метчика с помощью винтов 5, имеющих на конце
коническую поверхность. В хвостовике стержня для этой цели
имеются соответствующие конические углубления.
Резьба у таких метчиков винтовая. Длина режущей части 1Х
и ее угол <р определяются так же, как для машинных метчиков.
Угол q) = 104-15° для изготовления резьбы в сквозных отверстиях
122
Рис. 6.13. Метчик, регулируемый по диаметру
и <р = 20-4-30° для глухих отверстий. Передний угол у = 54-25°
в зависимости от обрабатываемого материала. Задний угол а обра-
зуется методом затылования. На режущей части а == 8-4-10° и на
калибрующей а = 30-4-45'. На калибрующей части зубья имеют
фаску f = 0,2 мм для обеспечения у всех гребенок более точного
размера по диаметру нри шлифовании их зубьев. Угол наклона перед-
ней поверхности X обычно равен углу подъема резьбы гребенок т.
Регулируемые метчики, выключающиеся автоматически, позво-
ляют сходиться гребенкам к центру нарезания резьбы и без свинчи-
вания свободно выходить из отверстия. Вследствие этого не портится
окончательно сформированная резьба, как это в ряде случаев имеет
место при вывинчивании инструмента, и повышается производитель-
ность, так как исключается время на процесс вывертывания метчика.
В основе конструкции этих метчиков лежит та же схема, что и при-
веденная на рис. 6.13. Только в этом случае конструируется другой
механизм перемещения стержня 2. У автоматически выключающихся
метчиков стержень 2 связан с кольцом или с рычагом, которые через
систему упоров в нужный момент выключают метчик из работы,
т. е. после нарезания резьбы гребенки автоматически перемещаются
к центру, и метчик свободно выводится из отверстия. Такие метчики-
головки типа Кб выпускаются московским инструментальным за-
водом «Фрезер».
ПЛАШКИ
Плашки служат для нарезания, наружной резьбы на болтах,
винтах, шпильках и других деталях. Плашки бывают круглые,
трубчатые и призматические разъемные к слесарным вороткам.
Круглые и трубчатые плашки применяют для нарезания деталей за
один рабочий ход на револьверных станках и автоматах, призма-
тические — за несколько рабочих ходов вручную.
Круглые плашки представляют собой гайку, превращенную
в инструмент путем сверления стружечных отверстий и образования
режущей части с затылованными зубьями.
На рис. 6.14 показаны конструктивные и геометрические эле-
менты круглых плашек. К ним относятся: наружный диаметр, число
и диаметр стружечных отверстий и их центров, толщина плашки,
123
Ряс. 6.14. Круглая плашка
ширина перьев и просвета между ними, угол конуса режущей части,
передний и задний углы резания и элементы для крепления плашки
в патроне.
Наружный диаметр плашки зависит от диаметров резьбы изде-
лия и стружечных отверстий. Приближенное его значение можно опре-
делить по следующему выражению:
D — dx + 2rfc + 2Г, (6.2)
где dx — внутренний диаметр резьбы винта; dc — диаметр стру-
жечных отверстий; Т — толщина стенки плашки. Внутренний диа-
метр известен; он задается диаметром резьбы винта.
Диаметр стружечных отверстий лучше определять с учетом вида
передней поверхности: криволинейная (радиусная) или прямолиней-
ная. На рис. 6.15 показано построение стружечных отверстий для
того и другого вида передней поверхности. Для радиусной передней
поверхности зная размер С, из точки /, лежащей на внутреннем
диаметре резьбы плашки, проводим прямую линию 1—А под перед-
ним углом к центральному лучу ОВ. К линии 1—А в точке 1 вос-
станавливаем перпендикуляр до пересечения с центральной ли-
нией 00г Точка пересечения 02 и есть центр окружности dG стру-
жечной канавки.
Для плашек с прямолинейной передней поверхностью центр Ог
стружечного отверстия находится следующим образом. Также из
точки / проводится прямая линия /—А под углом к центральному
лучу ОВ. На линии 1—А откладываем отрезок / = (1,2-И,5) h.
Из точки 3 к линии 1—А восстанавливаем перпендикуляр до пере-
сечения с линией ООр Точка 0г будет также центром окружности
стружечной канавки этих плашек.
Диаметр стружечных отверстий определим из следующих урав-
нений:
для плашек с радиусной передней поверхностью
. _ С
cos (0 f V1) ’
(6.3)
124
в
Ряс. 6.15. Геометрия радиусной (а) я прямолинейной (б) передней поверхности
плашек
для плашек с прямолинейной передней поверхностью
= <6-4>
здесь sin 0 = C/dx; С3 = С + 2t sin (0 + ух), где С — ширина про-
света стружечного отверстия; 0 — центральный угол, соответству-
ющий половине ширины просвета; ух — передний угол в точке /,
которым задаются в зависимости от обрабатываемого материала;
С3 — расстояние по хорде стружечного отверстия между точками 3;
dx — внутренний диаметр резьбы плашки; t — прямолинейный уча-
сток передней поверхности.
Из приведенных выше уравнений видно, что плашки с прямо-
линейной передней поверхностью при одной и той же ширине про-
света С имеют больший диаметр стружечных отверстий, чем плашки
с радиусной передней поверхностью. С точки зрения размещения
стружки это хорошо. Вместе с тем увеличивается наружный диаметр
на 2/, что нежелательно по условиям большего расхода инструмен-
тального материала.
Толщина стенки Т удовлетворяет условиям прочности, если
принимается примерно равной (1-н 1,2) для диаметров резьб
от 5 до 72 мм, где d — наружный диаметр резьбы.
Ширина просвета С тесно связана с числом и шириной перьев.
Число перьев (стружечных отверстий) г рекомендуется принимать
в зависимости от диаметра резьбы:
4, мм . 1—2,6 3—6 7—14 16—20 22—24 27—36 39—42 45—52 56—68 72—76
г . . . . 3 3—4 4 4—5 5 6 7 7—8 8—10 10—12
Ширина пера b должна быть достаточной, чтобы удовлетворять
условиям прочности и жесткости, обеспечивать несколько переточек
и надежное центрирование и направление плашки в работе. Опыт
эксплуатации плашек показывает, что ширина пера должна быть
меньше ширины просвета стружечных отверстий. Оптимальное соот-
ношение между шириной пера и просвета стружечных канавок со-
128
ставляет b/C = 0,654-0,8. Здесь меньшее значение принимается для
плашек, имеющих большее число стружечных отверстий г. Зная г
и отношение Ь/С, нетрудно определить центральные углы 2т и 26,
охватывающие перо и просвет канавок. Тогда ширина пера b =
= rfj sin t, а ширина просвета стружечных канавок С = dx sin 6.
Диаметр на котором располагаются центры стружечных
отверстий, определяется по формуле
О, = С [tg (9 + у,) + ctg 9 ]. (6.5)
Для прямолинейной передней поверхности в уравнении (6.5)
нужно принимать С3. Стандартные плашки имеют наружный диаметр
D = 12 4-200 мм для нарезания метрических резьб диаметром 1 —
135 мм.
Толщина плашки не должна быть слишком большой, так как это
вызывает значительные накопленные погрешности по шагу при тер-
мообработке, ухудшается выход стружки из отверстий плашки
и подвод СОЖ. Слишком малая толщина не может обеспечить пра-.
аильного направления в работе. Удовлетворительная толщина
плашки получается, если она содержит семь—девять ниток. При
этом 1,5—2,5 нитки делают на режущей части с каждой стороны
и 3—5 витков на калибрующей. Для мелких резьб, чтобы ио усло-
виям крепления сохранить толщину плашки достаточной и оста-
вить указанное число шагов, у плашки делают выточку с одной
стороны.
Режущую часть плашки выполняют в виде внутреннего конуса
с обеих сторон, поэтому плашка является двусторонним инструмен-
том. Она выполняет основную работу резания по удалению металла
из впадины резьбы. Угол конуса и длина режущей части зависят от
качества обрабатываемого материала. Для обработки более прочных
и твердых материалов угол 2ф принимается меньше, а длина режущей
части получается больше. В этом случае уменьшается толщина сре-
заемого слоя, и работа резания распределяется на большое число
режущих зубьев.
Для обработки высокопрочных сталей угол конуса на режущей
части 2ф рекомендуется принимать 30°. Для обработки легких
сплавов и цветных металлов 2ф = 70°. Для стандартных плашек
2ф = 50°, одинаковый с обеих сторон. Однако целесообразнее изго-
товлять плашки с разными углами конуса с той и другой стороны.
Это расширяет ее технологические возможности, делая плашку
более универсальной для обработки разных материалов. В зависимо-
сти от угла 2ф определяется и число ниток на режущей части. Для
2ф = 304-70° число ниток на режущей части составляет от 3 до
1,25. Зубья на режущей части затылуются только по вершинам на
специальном затыловочном станке для создания заднего угла а
- 64-9°.
Для лучшего направления плашки и захвата заготовки в момент
ее входа диаметр d' в начале режущей части должен быть на 0,3—
0,4 мм больше диаметра d резьбы.
126
Калибрующая часть зачищает и калибрует резьбу. По мере
изнашивания режущих зубьев она также служит запасом для пере-
вода калибрующих зубьев в режущие. Как указывалось ранее, ее
длина ограничивается 3—5 шагами резьбы.
У двусторонних плашек зубья на калибрующей части по задней
поверхности не затылуются, так как это невозможно сделать по
принципиальным соображениям: для одной стороны требуется произ-
водить затылование в одном направлении, для другой — в проти-
воположном. Если плашка имеет режущую часть с одной стороны,
то затылование калибрующих зубьев возможно на небольшую ве-
личину, примерно 0,1—0,2 мм, обеспечивая задний угол 30—45'.
Плашки не шлифуются после термообработки, поэтому они на-
резают резьбу не выше степени точности 6g—6 d. Для получения
резьб повышенной точности плашки после термообработки калиб-
руются специальным закаленным метчиком или притиром.
Для уменьшения деформаций при термообработке плашки де-
лают из сталей 9ХС или Р6М5 и закаливают в масле.
Углы резания. Задние углы зубьев у плашек были рассмотрены
ранее. На режущей части а = 6ч-9°, на калибрующей а = 0. Перед-
ний угол принимается в зависимости от обрабатываемого материала.
Для точки 1 передний угол yj = 10-^25°.
Из рис. 6.15 видно, что передний угол по высоте профиля резьбы
изменяется. Более интенсивно передний угол изменяется у плашек,
имеющих криволинейную переднюю поверхность. Он уменьшается
от точки 1 к точке 2. При некоторых значениях высоты резьбы h
передний угол в точке 2 может быть отрицательным для плашек,
показанных на рис. 6,15, а. Это плохо, так как точка 2 принадлежит
началу режущей части. По условиям резания в этой точке должен
быть максимальный передний угол, а в действительности он полу-
чается меньше необходимого.
Плашки с прямолинейной передней поверхностью имеют такую
же принципиальную закономерность в изменении переднего угла
по высоте профиля, а следовательно, и вдоль оси плашки, но с мень-
шей интенсивностью. Здесь по высоте профиля от точки / до точки 2
передний угол уменьшается незначительно, и в точке 2, т. е. в на-
чале режущей части он всегда остается положительным, что видно
из рис. 6.16.
Отсюда следует, что плашки с прямолинейной передней поверх-
ностью лучше плашек с криволинейной передней поверхностью
с точки зрения изменения переднего угла.
Однако радиусная передняя поверхность ч технологичнее, ее легче изготовить. Чтобы ; передний угол на режущей части остался положительным, плашки нужно делать с высотой профиля резьбы до 1 мм. Рис. 6.16. Изменение переднего угла по высоте про- филя у плашек: 1 — с криволинейной передней поверхностью; 2 — с пря- молинейной передней поверхностью 1 2 -кг , . / . . / ° h Ь-2мм' -1Q0 -i г
127
Теоретический
профиль
Поле допуска
плашки
иоле допуска
динта
Рис. 6.17. Расположение поля до*
пуска плашки
Элементы крепления пла-
шек. При ручной работе
плашки крепятся в воротке
в специальном кольце, ко-
торое закрепляется в воротке.
Последний способ является
предпочтительным, так как
позволяет заранее отрегу-
лировать плашку на размер
в кольце и унифицирует
воротки. Машинные плашки закрепляются в патроне. Для того
и другого способа в плашке делают гнезда в виде конических
углублений, показанные на рис. 6.14. Нижние гнезда установочные,
верхние — поджимные. Их размеры нормализованы. Верхние гнезда
смещены от оси на величину I = 0,5-ь 2 мм для того, чтобы винт,
проходя через патрон, кольцо или вороток, своим коническим окон-
чанием упирался в бок конической поверхности гнезда. Это способ-
ствует лучшему закреплению и более легкому сжатию плашки, если
она разрезная. Обычно у новой плашки вверху делается паз, который
разрезается после двух—трех переточек плашки; затем плашку
можно регулировать на размер. Винт, упирающийся в этот паз,
является разжимным. Плашки небольшого диаметра внизу имеют
одно коническое гнездо, расположенное по оси.
Допуски на резьбу плашки. Так же как для метчиков, поле допуска
плашки лежит внутри поля допуска винта. По среднему диаметру
поле допуска плашки находится примерно посередине поля допуска
винта. По наружному диаметру верхнее отклонение плашки не
ограничивается, т. е. может доходить до вершины треугольника
резьбы. Нижнее отклонение плашки примерно соответствует номи-
нальному наружному диаметру болта, т. е. расположено так, чтобы
наружный диаметр плашки не участвовал в резании даже в том
случае, если происходит выпучивание резьбы по наружному диа-
метру болта. По внутреннему диаметру нижнее отклонение плашки
не ограничивается. Но по условиям изнашивания вершины зубьев
плашки не должны быть заостренными. Нижнее отклонение распо-
лагается ниже верхнего отклонения болта и отстоит от теоретиче-
ского профиля почти так же, как и по среднему диаметру. Располо-
жение поля допуска плашки показано на рис. 6.17. Допуски на шаг
и на половину угла профиля назначают из условия, что плашка мо-
жет нарезать резьбу степени точности не выше 6g.
Окончательно качество плашек проверяется нарезанием пробной
детали и измерением ее резьбы по диаметрам, шагу и половине угла
профиля.
Винторезная головка — это плашка сборной конструкции, кото-
рая служит для нарезания резьбы на винтах, болтах и других кре-
пежных деталях.
128
В зависимости от расположения и направления подачи гребенок
относительно обрабатываемой детали винторезные головки под-
разделяют на радиальные и тангенциальные. Радиальные головки
изготовляют с круглыми и призматическими гребенками, танген-
циальные — с призматическими. Последние применяются для наре-
зания резьб на трубах.
Тангенциальные и радиальные головки с призматическими гре-
бенками не получили широкого распространения из-за сложной
конструкции и кроме того они допускают меньше число переточек.
В промышленности в основном применяются радиальные головки
с круглыми гребенками. Они бывают вращающиеся и невращающиеся.
Первые применяются для работы на автоматах и сверлильных стан-
ках, вторые—на револьверных и токарных станках, а также на
автоматах.
Для нарезания винтов, болтов головки, как правило, делают
самооткрывающимися. По окончании нарезания резьбы гребенки
автоматически расходятся, и головка без реверсирования на бы-
стром ходу отводится в исходное положение.
По сравнению с круглыми плашками самораскрывающиеся го-
ловки имеют ряд преимуществ — у них нет свинчивания. Вслед-
ствие этого повышается производительность и качество резьбы.
Вставные гребенки шлифуют, благодаря чему устраняются по-
грешности, возникающие при термообработке, повышается качество
гребенок и их режущие свойства. Головки допускают регулирование
резьбы на размер, а также большое число переточек круглых гре-
бенок. Головками можно нарезать резьбы степени точности 4Л—6g,
более точно, чем круглыми плашками. Недостаток — относитель-
ная сложность конструкции и эксплуатации.
На рис. 6.18 показана винторезная головка, а на рис. 6.19 схема
установки круглых гребенок в корпусе. В патроне I находится
Ряс. 6.18. Винторезная головка
Ряс. 6.19. Схема установки круглых гребенок
129
устанавливаются в нужное
Рис. 6.20. Конструкция я геометрия круглой
гребенки
гребенкодержатель 2, в пазах кото-
рого закреплены кулачки 3. Кулачки
под действием пружин расходятся и
упираются в скосы патрона. Круглая
гребенка 5 устанавливается на двух-
ступенчатое зубчатое колесо 4, имеющее
число зубьев z, и z>, которое закре-
плено на кулачке. G помощью этого
механизма режущие кромки гребенки
положение относительно оси обрабаты-
ваемой детали. Окончательно гребенка зарепляется на кулачке
винтом 6. Регулирование гребенок на размер производится путем
их перемещения вместе с кулачками в радиальном направлении.
Головка имеет внутренний упор или внешний с вилкой, входящей
в выточки патрона, с помощью которого после нарезания резьбы
гребенки расходятся, и головка возвращается в исходное положение.
Самооткрывающиеся винторезные головки с круглыми гребен-
ками выпускаются инструментальным заводом «Фрезер» пяти типов
1КА—5КА (вращающиеся) для диаметров резьб от 4 до 60 мм и
типа 1К—5К (невращающиеся) для тех же диаметров резьб.
Круглая гребенка подобна круглому фасонному резцу с резьбо-
вым профилем. Для образования заднего угла центр ее устанавли-
вается выше центра заготовки на величину Ао = 0,9 мм для головок
типов 1К и 2К и hQ = 1,5 мм для типов ЗК—5К.
Круглая гребенка и ее геометрия показаны на рис. 6.20. Для
различных типов головок диаметр гребенки D равен 24,34—59,
19 мм; длина / = 12,54-20 мм; число зубьев в отверстии для установки
на шестерню кулачка z равна 22, 23, 27. Все другие ее размеры также
определены ГОСТ 21761—76. Гребенка имеет резьбу с кольцевыми
витками. Передняя поверхность затачивается под углом К к оси
плашки. Для резьб с шагом 0,4—1,25 мм угол X — Г 30', ас ша-
гом 1,5—4 мм к = Г.
На кулачке имеются плоские скосы, и гребенка устанавливается
на них наклонно под углом подъема нарезаемой резьбы так, чтобы
витки гребенки совпадали с витками резьбы изделия. Для этой же
цели каждая гребенка относительно другой смещена в осевом на-
правлении на 1/4 шага резьбы. Это достигается за счет смещения
шага от опорного торца гребенок.
Вследствие наклонной установки шаг между витками гребенки
уменьшается. Он равен нормальному шагу резьбы детали, т. е.
Ргр = Рп = Р cos т» где т — угол подъема резьбы винта.
Режущая часть гребенки по наружному диаметру делается в виде
усеченного конуса. В зависимости от обрабатываемого материала
угол наклона режущей части <р= 15, 20 и 30°. При нарезании резьбы
в упор (р — 45°; меньшие значения <р принимают для более твердых
и прочных материалов.
130
Дно канавки гребенок наклонено под углом (J = 12°. Это необ-
ходимо для увеличения площади сечения канавки на режущей части
с целью более свободного размещения стружки, а также для луч-
шего ее отвода в направлении подачи.
Вследствие наклонной установки гребенки передняя поверх-
ность наклонена к оси детали под углом т. Кроме того, передняя
поверхность затачивается под углом наклона X к оси гребенки.
Суммарный угол наклона передней поверхности к оси детали со =
& т + X. Экспериментально установлено, что от угла X, а следова-
тельно, и от угла со существенно зависят углы резания, точность
и шероховатость нарезаемой резьбы винта.
Для повышения точности и снижения шероховатости обработан-
ной поверхности резьбы вершина первого калибрующего зуба гре-
бенки устанавливается выше центра заготовки из стали на 0,05—
0,2 мм для резьбы диаметром 8—42 мм. Более точно это превышение
определяется экспериментальным путем. В результате наклона
передней поверхности гребенки к оси заготовки под углом со режу-
щие кромки вдоль гребенки располагаются с разным превышением
к оси детали. Наибольшее превышение будет у последнего калибру-
ющего зуба, наименьшее — у первого режущего зуба, которое мо-
жет быть даже отрицательным, т. е. располагаться ниже оси детали.
Вследствие этого на режущей части передний угол уменьшится,
а задний увеличится по сравнению с углами на первом калибрующем
зубе гребенки. На других калибрующих зубьях произойдет обратное
изменение углов у и а.
Вследствие превышения размера калибрующих зубьев над цен-
тром заготовки их режущие кромки и боковые поверхности витков
гребенки несколько отходят от поверхности резьбы, ие трутся об
нее и не портят окончательно сформированную резьбу детали. Кроме
профилирующего, остальные калибрующие зубья выполняют роль
ведущей гайки, обеспечивают самозатягиваиие гребенок и служат
резервом для постепенного перевода их в режущие.
РЕЗЬБОНАРЕЗНЫЕ ФРЕЗЫ
Такие фрезы имеют две разновидности: дисковые и цилиндриче-
ские гребенчатые. Дисковые фрезы служат для нарезания резьбы
с крупным шагом и большой длины, в частности, трапецеидальных
резьб и червяков. Цилиндрические гребенчатые фрезы применяют
в основном для нарезания остроугольных коротких резьб, т. е. кре-
пежных.
Метод фрезерования резьбы гребенчатыми фрезами достаточно
эффективен в серийном и массовом производстве вследствие высокой
производительности. Процесс осуществляется на специальных резь-
бофрезерных станках. Ось фрезы устанавливается параллельно оси
заготовки. Обрабатываемая деталь совершает винтовое движение —
за один оборот она перемещается вдоль оси на один шаг резьбы.
Фреза вращается с определенной скоростью резания и имеет ради-
альное перемещение для врезания в заготовку на глубину профиля.
131
Рис. 6.21. Цилиндрическая гребенчатая резьбовая фреза
Это движение производится примерно за 1/4 оборота заготовки.
Таким образом, для полного нарезания резьбы заготовка совершает
1,25 оборота.
Соотношение между скоростью резания и движением подачи,
т. е. между частотой вращения фрезы и детали, определяется фор-
мулой
(6-6)
где /гд — частота вращения обрабатываемой детали, мин —
частота вращения фрезы, мин -1; $2 — подача заготовки на один зуб
фрезы, мм/об; z — число торцовых зубьев фрезы; d2 — средний
диаметр резьбы детали, мм.
Гребенчатые фрезы делают из быстрорежущей стали и твердого
сплава, поэтому частота их вращения определяется из допустимой
скорости резания. Для быстрорежущих фрез v = 254-30 м/мин,
для твердосплавных v « 604-120 м/мин. Подача на зуб фрезы при-
нимается от 0,03 до 0,15 мм с учетом обрабатываемого материала и
качества нарезаемой резьбы.
Гребенчатыми фрезами нарезают наружные и внутренние резьбы.
Фрезы бывают насадные и концевые с коническим хвостовиком. На-
садные делают диаметром D = 324-100 мм, концевые/) == 10ч-32 мм.
На рис. 6.21 показана гребенчатая резьбовая фреза. Основными
элементами ее являются: наружный диаметр, диаметр отверстия
под оправку, длина фрезы, число зубьев, форма и размеры
канавок, геометрия режущих зубьев. Диаметр фрезы определяется
так же, как и для других типов цилиндрических фрез. Расчетные
наружные диаметры фрезы и соответствующие диаметры оправки
округляются и подчиняются нормальному ряду.
Соотношение между наружными диаметрами D фрез и диаметрами
оправок d следующее:
£>, мм................................... 32 36 40 50 63 80 100
мм . . . .'........................... 13 16 16 22 32 40 ! 50
Длина фрезы на 2—3 шага больше длины резьбы на детали,
и на 1,25Р длина увеличивается за счет осевого перемещения детали
для полного ее нарезания. Кроме того, с обеих или @ одной стороны
удаляются неполные витки. Стандартные длины фрез: для насад-
ных 16—100 мм, для концевых 10—50 мм.
132
Зубья фрез затылованы. Число торцовых зубьев (гребенок)
г = 1,75/D.
Гребенчатые фрезы проектируются с прямыми и винтовыми стру-
жечными канавками, имеющими угол наклона со = 5—15°. Винто-
вые канавки повышают плавность фрезерования, но в этом случае
на боковых режущих кромках создаются разные передние углы.
С одной стороны зуба он положительный, с другой — отрицательный.
Условия резания от этого несколько ухудшаются.
Угол впадины <р = 30—45°. Такой угол необходим для того,
чтобы обеспечить достаточный объем канавки для размещения
стружки и улучшить условия для выхода шлифовального круга
при затыловании.
Фрезы затачиваются с разным передним углом в зависимости от
обрабатываемого материала. При обработке твердых сталей и хруп-
ких сплавов у = 0, для сталей средней твердости и титановых спла-
вов у = 3—5°, для мягких сталей и легких цветных металлов 7 =
= 10—15°. Задний угол зубьев принимается равным 8—12°, и со-
здается он затылованием. Наличие положительного переднего и
заднего углов вызывает искажение профиля. Поэтому для фрезеро-
вания более точной резьбы профиль зубьев фрезы необходимо кор-
ректировать так же, как для дисковых фасонных фрез.
Гребенчатые резьбовые фрезы выполняют из быстрорежущей
стали и твердых сплавов. Рабочую часть фрез малого диаметра изго-
товляют из твердого сплава монолитной. Фрезы большого диаметра
оснащают твердосплавными гребенками, которые напаиваются или
же имеют механическое крепление в корпусе.
Головки для скоростного фрезерования резьбы представляют
собой инструмент сборной конструкции. В корпусе головки закреп-
ляется от 2 до 12 резцов, оснащенных пластинками из твердых
сплавов. Для фрезерования однозаходной резьбы резцы устанавли-
вают в одной плоскости, перпендикулярной к оси заготовки, для
двухзаходной — в двух плоскостях, смещенных в осевом направ-
лении на шаг резьбы.
В основном применяют головки для фрезерования наружных
резьб с крупным шагом, большого диаметра и большой длины,
например, на ходовых винтах. На рис. 6.22 показана схема головки
и ее установка относительно заготовки.
Оси головки и обрабатываемой детали
параллельны. Центр головки Ои сме-
щен относительно центра заготовки О
на величину Н = t + 1 мм (где t — вы-
сота профиля нарезаемой резьбы), об-
разуя эксцентриситет. Головка вращает-
ся со скоростью 100—400 м/мин вокруг
заготовки. Кроме того, она имеет еще по-
ступательное перемещение вдоль оси на
Рис. 6.22. Схема головки для вихревого фрезеро-
вания резьбы
один шаг резьбы за один оборот заготовки. Обрабатываемая деталь
может медленно вращаться в ту и другую сторону. Чаще головка и за-
готовка вращаются в противоположные стороны, осуществляя процесс
встречного фрезерования. Резцы плавно вступают в контакт с за-
готовкой в точке 1 и также плавно выходят из контакта в точке 2.
Фрезерование производится за один рабочий ход на токарном станке,
на суппорте которого устанавливается головка. Передний угол у
у резцов небольшой у = 0—6°, задний угол а = 6—8°. Если у =/= О,
то при необходимости профиль резцов можно корректировать. Этим
методом обрабатывается резьба невысокой степени точности 8g.
Метод весьма эффективен в крупносерийном и массовом производ-
ствах. Производительность обработки повышается в 2,5—3 раза
по сравнению с обычным резьбофрезерованием.
В массовом и крупносерийном производствах резьбовых деталей
широко применяется высокопроизводительный процесс накатывания
резьбы. Для накатывания наружной резьбы применяют плашки,
ролики, резьбонакатные головки, для внутренней — ролики, го-
ловки и бесстружечные метчики {20, 22].
глава ж» инструменты, работающие
Г ] МЕТОДОМ ОГИБАНИЯ
НАЗНАЧЕНИЕ И РАЗНОВИДНОСТИ
ИНСТРУМЕНТОВ
Методом обкатывания, а в более общем случае методом огибания,
кроме зубчатых колес с эвольвентным профилем, обрабатывается
и ряд других деталей, имеющих сложный фасонный профиль. Детали
цилиндрические: зубчатые колеса циклоидального профиля, зубча-
тые колеса для цепей, храповые зубчатые колеса, шлицевые валы,
многогранники, кулачки, винтовые поверхности тел вращения и др.
Инструменты, работающие этим методом, разделяются на четыре
основных вида: червячные фрезы, долбяки, обкаточные резцы и
фрезы дисковые и пальцевые, а также дисковые шлифовальные
круги фасонного профиля. Первые три вида работают методом обка-
точного огибания, последние — методом бесцентроидного (без обка-
точного) огибания.
Методика профилирования дисковых инструментов фасонного
профиля, работающих методом бесцентроидного огибания, рассмо-
трена в гл. 5. Ниже рассмотрим вопросы проектирования инстру-
ментов, работающих методом обкаточного огибания. В машино-
строении и приборостроении из таких инструментов наиболее часто
применяют червячные фрезы для обработки указанных деталей.
СУЩНОСТЬ МЕТОДА ОБКАТОЧНОГО
ОГИБАНИЯ
В процессе резания инструмент и заготовка совершают опреде-
ленные движения, соответствующие принятой схеме обработки.
В результате этого обработанная поверхность детали занимает отно-
сительно инструмента ряд последовательных положений. Профиль
детали образуется в результате огибания его режущими кромками
инструмента при качении без скольжения центроиды (начальной
прямой или окружности) инструмента по центроиде (начальной
окружности) обрабатываемой детали. Эти центроиды не материаль-
ные, а воображаемые. Их взаимное качение обеспечивается кине-
матикой станка.
На рис. 7.1 показано образование профиля зубьев рейки 2
зубьями колеса 1 при качении его начальной окружности радиуса R9
по начальной прямой рейки р—р. Из рис. 7.1 видно, что к ряду
последовательных положений профиля зубьев колеса можно про-
вести огибающую кривую, которая образует необходимый профиль
рейки. Профили зубьев сопряженных колес, в данном случае колеса
135
Рис. 7.1. Последовательные поло-
жения зубьев колеса при качении
по рейке
и рейки являются взапмоо-
гибаемыми кривыми. По-
этому, если рейке сообщить
обкаточное движение отно-
сительно неподвижного ко-
леса, то огибающая к ряду
последовательных положе-
ний профиля зубьев рейки
будет являться искомым
профилем зубьев колеса. Обычно профиль зубьев колеса задан.
По нему надо найти необходимый профиль зубьев инструмента,
режущие кромки которого смогли бы правильно нарезать данное
зубчатое колесо. В этом и состоит задача профилирования режу-
щего инструмента. В рассмотренном случае вместо рейки необ-
ходимо принять зуборезную гребенку или другой инструмент
реечного типа — червячную фрезу.
Обработка деталей методом огибания при обкаточном движении
центроид возможна, если будут выполнены основные положения
теории сопряженных профилей.
1. В точке контакта сопряженные профили должны иметь общую
касательную и общую нормаль.
2. Нормаль, проведенная в точку касания сопряженных профи-
лей, должна проходить через полюс зацепления (профилирования),
который лежит в точке касания центроид детали и инструмента.
В системе, связанной с профилем детали, совокупность полюсов
зацепления (профилирования) в различные моменты времени обра-
зует начальную окружность. Поэтому условие обработки методом
огибания будет выполнимо, если нормали к профилю детали во
всех его точках пересекают начальную окружность.
На рис. 7.2 показан прямолинейный профиль детали ас. Если
за начальную окружность принять центроиду /, то участок прямой Ьо
не может быть обработан методом огибания, так как нормали к про-
филю детали на этом отрезке не пересекают и не касаются начальной
окружности /. Чтобы отрезок прямой Ьс был тоже обработан методом
огибания, необходимо, чтобы центроида 2 была начальной окруж-
ностью детали.
3. Линии, проведенные через все точки профиля обрабатывае-
мой детали, параллельно центроидам (начальной окружности или
начальной прямой) инструмента, должны пересекать линию профи-
лирования, которая является совокупностью точек контакта режущей
кромки инструмента с обрабатываемой поверхностью детали или
сопряженных профилей. Из рис. 7.3 видно, что точка ат инстру-
мента будет правильно профилировать точку Ьг детали в точке ct
линии профилирования. Аналогично точка а2 рейки будет обраба-
тывать методом огибания точку Ь2 валика, когда они в результате
обкаточного движения совпадут в точке с2 линии профилирования.
136
Рис. 7.2. Ограничении метода огибания
Рис. 7.3. Сопряженные точки при методе огибания:
Ъ^Ь2 профиль детали; ata9 профиль инструмента; c^c2 — линия профилирования; /— 1 —
начальная прямая зуборезной рейки
Участок режущей кромки инструмента может обрабатывать
деталь методом огибания, так как все линии, параллельные началь-
ной прямой 1—/, не пересекают и не касаются линии профилиро-
вания. На профиле детали ниже точки Ьг будет образована переход-
ная кривая.
Ограничения рассматриваемого метода могут быть вызваны за-
острением зубьев инструмента и зависят от радиуса начальной
окружности детали.
Рассмотрим методику проектирования червячных фрез для обра-
ботки изделий с прямолинейным профилем.
Червячные фрезы являются наиболее распространенными для
обработки подобных изделий. Червячными они называются потому,
что в основе их лежит исходный червяк. Червячные фрезы изготов-
ляют из инструментальной стали, в них профрезеровывают стру-
жечные канавки и затыловывают зубья. После этого термически
обрабатывают и шлифуют необходимые поверхности.
Червячную фрезу можно рассматривать как состоящую из не-
скольких реек, равномерно расположенных по окружности, и каж-
дая из них смещена в осевом направлении на Pxlz, где Рх — осевой
шаг между зубьями фрезы, z — число зубьев (канавок) фрезы.
В результате этого режущие кромки зубьев фрезы будут лежать
на винтовой поверхности.
В процессе обработки начальная прямая рейки фрезы катится
без скольжения по начальной окружности изделия. Метод обработки
червячными фрезами является высокопроизводительным и сравни-
тельно точным, так как до полного изготовления детали на данной
операции процесс является непрерывным.
Обработка деталей производится на шлицефрезерных станках.
Червячная фреза устанавливается в общем случае так, что ее ось
скрещивается с осью обрабатываемого валика, а направление витков
совпадает со шлицами валика. Инструменту и изделию сообщается
137
Рис. 7.4. Профиль шлицевого валика
кинематически согласованное вращение
относительно своих осей. За один обо-
рот фрезы валик повернется на один
окружной шаг.
При вращении червячная фреза вы-
полняет две функции: функцию глав-
ного движения резания и функцию
обкаточного движения, при котором
начальная прямая рейки фрезы катится
без скольжения по начальной окружности обрабатываемого валика.
В этом обкаточном движении производится формообразование
профиля изделия. Кроме того, для обработки валика по всей длине
совершается движение подачи вдоль его оси, равное 0,5—1 мм на
один оборот изделия.
Пусть изделие задано в виде шлицевого валика (рис. 7.4). На
рисунке условно показано два вида шлицевых валиков. Валик 1
центрируется со втулкой шестерни по наружному диаметру. В этом
случае шлицевое отверстие втулки окончательно обрабатывается
протягиванием. Наружный диаметр валика шлифуется. Валик 2
центрируется со втулкой по внутреннему диаметру. Валик и втулка
шлифуются по внутренним диаметрам. Для выхода шлифовального
круга у валика сделаны канавки. Такое центрирование соединений
делается для легкой и средненагруженной серии. Для тяжелонагру-
женных шлицевых соединений центрирование производится по бо-
ковым сторонам шлицев.
ТЕОРИЯ ПРОФИЛИРОВАНИЯ ЧЕРВЯЧНЫХ
ФРЕЗ
Определение линий режущих кромок, а также характеристик
профиля зубьев является одной из главных задач теории проекти-
рования червячных фрез. Для проектирования червячных фрез
в основном применяется аналитический метод, который имеет не-
сколько способов. Здесь рассматриваются два способа профилирова-
ния шлицевых червячных фрез: способ огибающих кривых и поверх-
ностей; способ общих нормалей к сопряженным профилям с исполь-
зованием линии профилирования (зацепления).
Уравнения режущих кромок. На рис. 7.5 приведена схема опре-
деления режущих кромок (профиля) зубьев червячной фрезы спо-
собом огибающих кривых. Ось ОХ совпадает с начальной прямой
рейки инструмента. В начальный момент ось Yi совпадает с осью Y.
При качении начальной окружности валика по начальной прямой
рейки он повернется на угол <р и переместится по начальной прямой
на расстояние /?0<р.
Для определения профиля зубьев фрезы способом огибающих
необходимо решить следующие задачи.
138
Рис. 7.5. К определению профиля зубьев фрезы:
XOY, XiOtYt — соответственно неподвижная и подвиж-
ная'системы координат
1. Записать уравнение профиля из-
делия в системе Х1О1У1, затем уравне-
ние переносится к неподвижную си-
стему XOY, связанную с инструментом.
2. Найти уравнения семейства после-
довательных положений профиля изделия
в системе XOY при качении его началь-
ной окружности по начальной прямой рейки, связанной с инстру-
ментом.
3. Найти частные производные от уравнений семейства по угло-
вому параметру ср или 0 и приравнять их нулю.
4. Определить уравнения режущих кромок зубьев червячной
фрезы в результате совместного решения уравнений, полученных
в п. 2 и 3, т. е. найти уравнения огибающей кривой в системе ко-
ординат XOY.
Уравнение боковой стороны шлица в системе координат X^Yi
(см. рис. 7.5)
У1 = *1 Ctg а — /?0. (7.1)
Уравнение семейства последовательных положений профиля изде-
лия прн качении начальной окружности валика по начальной пря-
мой рейки в системе XOY следующее:
z/ = xctgp + fl0 [1 - -- (p-a)ctgp] . (7.2)
Частотная производная от уравнения (7.2) по угловому пара-
метру 0 будет определяться выражением
OF х D ! sin ос cos Р । р ~— а > о \ а /7
= (-Sta*p- - + "W ~ ctg₽)= °' (7,3)
Решая совместно уравнения (7.2) и (7.3), получим уравнения
огибающей кривой, т. е. режущей кромки зубьев рейки:
х = /?0 [(0 — a) — (sin 0 — sin a) cos 0 ];
у = Ro [(sin р — sin a) sin Р 1, (7.4)
где Р — угловой параметр. Из рис. 7.5 видно, что Р — <р 4- а;
здесь <р — угол поворота координатных осей (валика) при качении
начальной окружности изделия по начальной прямой рейки.
Проще и нагляднее эту задачу решить аналитически, используя
свойства общих нормалей к сопряженным профилям и линию профи-
лирования для нахождения координат точек режущей кромки и
профиля зубьев фрезы (рис. 7.6). Параметры шлицевого валика
показаны на рис. 7.4. Вначале найдем уравнение линии профили-
рования (зацепления).
Линия зацепления, в данном случае линия профилирования,
есть геометрическое место точек касания сопряженных профилей
139
вания. Координаты точки С:
Рис. 7.6. Определение линии профилирова-
нии (кривая /) и профиля зубьев ренкн фрезы
(кривая 2)
в нх относительном движении. Из
основной теоремы зубчатых заце-
плений известно, что нормаль к со-
пряженным профилям в любой точке
их касания должна проходить через
полюс зацепления, а линия зацепле-
ния проходит через эту же точку
касания сопряженных профилей.
Пусть при данном положении
шлица касание режущей кромки
фрезы с его стороной происходит
в точке С. Эта точка по условию
принадлежит и линии профилиро-
х = PC cos (J; у = PC sin (J; PC
= Pe sin p; Pe = OP Oe ~ Ro — Oe\ Oe = a/sin p.
Подставив, получим
PC = Ro sin P — a\
x = (Ro sin p — a) cos P;
(7.5)
У = (Ro sin P — a) sin p.
Так как a = Ro sin а, то g учетом этого уравнения (7.5) запи-
шутся так:
х = Ro (sin Р — sin a) cos p;
у = Ro (sin p — sin a) sin p. (7.6)
Уравнения (7.5) или (7.6) определяют координаты любой точки
линии профилирования, т. е. это есть уравнение линии профилиро-
вания /. Используя их, определим уравнения режущих кромок
зубьев фрезы 2.
Повернем шлицевой валик на угол <р против часовой стрелки.
Тогда точка А совместится g точкой Р. Точка А переместится по дуге
окружности на величину РА = R0<p. При качении без скольжения
начальной прямой рейки по начальной окружности шлицевого
валика вся рейка переместится влево на отрезок, равный длине
дуги РА, т. е. на Roq>. Поэтому и .точка С режущей кромки зубьев
фрезы переместится вдоль оси X на то же расстояние R0<p и зай-
мет положение точки п, т. е. Сп == АР — Roq>. Точка п лежит на
режущей кромке зуба фрезы. Координаты точки п будут н уа:
х1} = пт = Сп — Ст,
где Сп = Roq>; Ст = х = (Ro sin Р — a) cos р.
Подставив, получим
хи = /?0Ф — (Ro sin р — a) cos р.
Так как <р = Р — а, то
хи == Ro (Р — а) — (Ro sin Р — a) cos р. (7.7)
140
Ордината уп точки п равна ординате у точки так как при
перемещении рейки вдоль оси X высотные размеры профиля не
изменяются. Поэтому
Уи = (#о sin р — a) sin £, (7.8)
или, подставив значение а == Ro sin а, получим
хя = Ro I(Р — а) — (sin р — sin а) cos Р1; (7.9)
Уи == Ro (sin р — sin а) sin р.
Как и следовало ожидать, уравнения режущих кромок (7.9)
получились такими же, что и уравнения (7.4), полученные методом
огибающих кривых.
Уравнения (7.9) с тремя неизвестными хи, уи и р. Чтобы их ре-
шить, вначале задаются несколькими значениями #и. Пусть у„ равно
0; 0,25/ioJ 0,5/ioj О,75Ло; Подставляя эти значения у во второе
уравнение (7.9), находим ряд значений угла р. Затем из первого
уравнения (7.9) определим ряд соответствующих значений хи; здесь
Ло — высота профиля зубьев фрезы, ho == Ro — Rt. Полученные
точки соединяют плавной кривой Рп, которая характеризует линию
режущих кромок зубьев фрезы. Кривая получается сложной, по
ней профиль трудно изготовить. Чтобы профиль сделать более тех-
нологичным, теоретическую кривую заменяют дугой или дугами
окружности. Погрешность от такой замены Д/ нё должна превышать
2/3 допуска на прямолинейность профиля детали.
Обычно червячные фрезы для обработки шлицевых валиков и
других изделий фасонного профиля проектируются с у = 0. В этом
случае линии режущих кромок можно отождествить с профилем
зубьев фрезы в нормальном сечении. Поэтому для таких фрез в даль-
нейшем будем пользоваться термином профиль зубьев.
Замена теоретического профиля дуговой окружности. На
рис. 7.6 а19 Ьт — координаты центра радиуса и Rt — радиус окруж-
ности, заменяющий расчетную кривую профиля.
Из аналитической геометрии известно, что если центр окруж-
ности не совпадает с началом координат, то радиус окружности опре-
деляется
(х - at)2 + (У - &1)2 =
Окружность опредепяется тремя точками. Поэтому на теорети-
ческой кривой профиля зубьев рейки берем три точки: две край-
них Р (хиР, Укр) и п (хап, уип) и одну посередине # (хиХ, уаК).
Тогда окружность, проходящая через эти три точки, запишется
системой уравнений
(хиР — Д1)2 + (Уир — bi)2 == Rb
(хаК - «i)2 + (улК - V = R?; (7.10)
Кп-«1Г + (Уи«-&1)2 = ^1-
Здесь три неизвестных: аъ и Если точка Р профиля
лежит в начале координат, то хиР — 0 и yiiP = 0. Следовательно,
141
Рис. 7.7. К определению радиуса начальной ок-
ружности /?0 валика
первое уравнение системы (7.10)
а2{ + = Отсюда находим =
= — Ь2, Подставляя аг во второе
уравнение системы (7.10), находим Ь±
и затем из нижнего уравнения опре-
деляем
Расчетная кривая профиля заме-
няется одной окружностью, если вы-
сота шлица сравнительно небольшая,
когда h/Ro < 0,12. Если высота шлица
больше этого значения, то для умень-
шения погрешности замена расчетной
кривой производится двумя плавно сопряженными дугами окруж-
ности. В этом случае на расчетной кривой профиля берутся еще
две точки, одна между Р и К и вторая посередине отрезка К — п.
Радиус начальной окружности шлицевого валика должен , быть
вполне определенным и находиться из условия, при котором длина
линии профилирования должна быть наибольшая. Это будет тогда,
когда линия профилирования касается наружной окружности ва-
лика или пересекает ее в точке своего перегиба.
На рис. 7.7 точка F, лежащая на наружной окружности валика,
является в то же время и точкой перегиба линии профилирования.
При максимальной длине линии профилирования угол контакта со-
пряженных профилей ф = Ф1 + ф2 является также наибольшим.
Чтобы найти точку перегиба, необходимо уравнение линии про-
филирования продифференцировать по угловому параметру 0 и
приравнять нулю, т. е. надо, чтобы в точке перегиба F касательная
к линии профилирования была параллельна оси X, а тангенс угла
наклона касательной в этой точке был равен нулю.
Из уравнения (7.5) имеем
dy/dfi = 2R0 sin 0 cos 0 — a cos 0 = 0.
Разделив на cos 0, будем иметь
slnP = -5^-; cos0 = 1/ 1 — sinap = 1/ 1 —
Подставив это значение 0 в уравнение (7.5), получим коорди-
нату xF и уР точки перегиба линии профилирования
___ а 1 f । d2 d2
F г Г — Чяр yp=~~~bR^
Из рис. 7.7 видно, что Rj = x-F + (/?0 + yF)2 или с учетом зна-
ков Rl = (—X;.)2 + (Ro — ур)2.
Подставив сюда значения хР и yF, после некоторого преобразо-
вания получим
^=^+-г°2-
142
Отсюда
/?о = К^-°-75«2, (7.11)
ГД6 Re = /?ерасч> Re расч = Aemax Amin, Amin НЭИМвНЬШИЙ
размер фаски или радиуса закругления наружного диаметра шлице-
вого валика; а = 0,5В, В — ширина шлица.
Для расчета нешлифованных валиков ВР = Bmin + 0,256
и для валиков со шлифованными шлицами ВР = Bmin + 0,256 + Д,
где 6 — допуск на ширину шлица; Д — припуск под шлифовку
шлица.
Полезная высота шлица и переходные кривые. Червячная фреза
без модификации зуба не может полностью обработать прямолинейный
профиль шлица до внутреннего диаметра. У валиков без канавок в ос-
новании шлица образуется криволинейный участок — переходная
кривая. В результате полезная высота шлица уменьшается. Чтобы
шлиц полностью обработать прямолинейно, зуб фрезы должен быть
изменен—увеличен по высоте за счет образования у головки выступов,
так называемых «усиков». Но в этом случае переходная кривая обра-
зуется в теле валика в виде канавки. Эти переходные кривые можно
аппроксимировать радиусом г. Величина радиуса зависит от разме-
ров шлицевого валика и характеристик линии профилирования.
Рассмотрим решение поставленной задачи для шлицевых валиков
обоих типов.
Шлицевые валики без канавок. На рис. 7.8 приведена схема для
определения радиуса переходной кривой г и полезной высоты АгС
щлица для валиков без канавок. Чтобы не было подрезания ножки
шлица и зуб фрезы не перерезал внутреннюю окружность валика /?$,
головка зуба фрезы не должна опускаться ниже точки т, т. е. должна
касаться внутренней окружности валика. В этом случае полезная
высота шлица, имеющего прямолинейный участок, будет АГС =
= А^. Полезная высота шлица уменьшится на С±т = г, т. е. на
высоту переходной кривой. Здесь С — нижняя точка шлица, которая
обрабатывается фрезой методом огибания. Следовательно, начало
переходной кривой и рабочая высота шлица определяются линией
профилирования, так как точка С при-
надлежит ей.
Итак, Полезная, или рабочая, вы-
сота шлица
ЛХС = ftp = ft — Aft,
где ft — полная высота шлица вали-
ка, ft = Re — Ri\ &h — высота пере-
ходной кривой.
Из рисунка видно, что ДЛ =
~ Ci/n = Rc — RP Из треугольника
Рис. 7.8. Переходная кривая для валика без
канавок
143
Тогда (7?0 sin
Рис. 7.9. Шлицевой валик с канавкой
ОтС имеем Rc = х'с + R}. Абсцисса хс
находится из уравнения (7.5) линии про-
филирования. Для точки С
хс = (Яо sin рс — a) cos рс;
f/c=(floSinPc —а) sinpc.
Чтобы определить хс, надо знать угол рс.
Этот угол можно найти из нижнего уравне-
ния системы, задавшись ус:
Ус = ho = Ro — Rt'
Рс — а) s*n Рс — ^0 ИЛИ
Ro sin2 ре — a sin рс — h0 = 0.
Из этого квадратного уравнения
slnfc= <.±ig+W.
Подставив значение рс в верхнее уравнение системы, находим
хс, а затем RC1 &h и Лр. Радиус переходной кривой г = Дй.
Шлицевые валики с канавками. Если шлиц делается с полной
высотой, то на внутреннем диаметре валика получатся канавки,
а зубья фрезы должны иметь выступы (усики). Глубина канавки
шлицевого валика или высота усиков фрезы Д/г = Cytn (рис. 7.9).
Здесь Су — та нижняя точка, которая лежит на пересечении внутрен-
него диаметра валика с боковой стороной шлица и принадлежит
линии профилирования. Из рисунка видно, что
Д/г = Cytn = (I — cos фс),
D.
где фс= рс — ас; cos0c = -5^-cosac; здесь ас— угол профиля шли-
АО
ца в точке С; sin ас = a/Rt.
Подставив фс в это соотношение, получим Д/г и г.
ПАРАМЕТРЫ ПРОФИЛЯ ЗУБЬЕВ ФРЕЗЫ
Параметры профиля фасонных червячных фрез определяются
в нормальном сечении к виткам исходного червяка на диаметре или
цилиндре, на котором расположена начальная прямая рейки зубьев
фрезы. Будем назывзть его начальным цилиндром. Профиль зубьев
фрезы в нормальном сечении принимается таким же, как и у инстру-
ментальной рейки. В основе инструментальной рейки лежит исход-
ная рейка, правильно сопряженная с профилем обрабатываемой
детали.
Зубья фрезы не обрабатывают наружный диаметр валика. По-
этому зуб инструментальной рейки выше зуба исходной рейки
на Д/г для образования зазора по внутреннему диаметру фрезы
в процессе обработки валика. Основные размеры профиля зубьев
шлицевой червячной фрезы показаны на рис. 7.10.
144
Рис. 7.10. Профиль зубьев фре-
зы в нормальном сечейии:
/ — начальная прямая рейки
Высота фрезы без уси-
ков до начальной прямой
Ло = Ro — Ri-
Рабочая высота зуба
фрезы
= h0 + rlt
где 1\ — радиус закругления вершин шлицев или фаски на них.
В общем случае rx == Rf — Для фрез с усиками высота зуба
увеличивается на высоту выступов Дй, т. е. h = Лр + ДЛ.
Для выхода шлифовального круга и исключения резания кром-
ками на внутреннем диаметре фрезы делают канавки шириной /2 =
= 1п — 2гх и глубиной К2 = 14-3 мм, если они затылованы. На
рис. 7.11 справа такие канавки обозначены цифрой /. Если канавки
фрезерованы, то их глубина равна К, где К — величина затылова-
ния; 1п — расстояние между зубьями фрезы по начальной прямой
в нормальном сечении. Так как впадина между зубьями фрезы охва-
тывает шлицы валика без зазора, то размер 1п равен длине дуги
шлица по начальной окружности, т. е. ln = 2R0a; здесь угол а
в радианах, sin ос = a/RQ.
Шаг между зубьями фрезы в нормальном сечении
р __
где п — число шлицев валика (п == 4--20).
Начальная прямая рейка фрезы катится по начальной окруж-
ности валика без скольжения, поэтому нормальный шаг между
зубьями фрезы будет равен окружному шагу по начальной окруж-
ности между шлицами валика. Тогда толщина зуба фрезы по началь-
ной прямой
__р ___/
— 1 п hi'
Для контроля профиля зуба необходимо знать толщину зуба S
в нескольких точках. Для этого задаются несколькими размерами Ь,
точнее, hv Пусть b = Ьг = br + Тогда
S = C'-2r,x = C'-o2; а2 = 1/^-М.
Z у 1 А
Затем получим
S = 2 — С',
где С — расстояние между центрами радиусов Rlt С — + х0 —
= Const, Хо = Oj — Sn.
Координаты центра и Ьъ а также радиус дуги, заменяющей
окружность, находят по уравнению (7.10). Ширина усиков Ь' =
= 0,54-2 мм, а их высоты Д/г находит из ранее приведенного рас-
чета.
145
ОСНОВНЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ФРЕЗЫ
Основными конструктивными элементами червячной фрезы яв-
ляются: диаметры, длина, число зубьев, параметры их затылования,
размеры, форма и направление канавок.
Диаметр фрезы зависит от нормального шага, угла подъема
витков исходного червяка на начальном цилиндре червяка или на
начальной прямой рейки. Вследствие затылования зубьев диаметры
фрезы уменьшаются по мере их переточки по передней поверхности.
Поэтому для фрезы начальный цилиндр исходного червяка или на-
чальная прямая рейки должны лежать в расчетном сечении фрезы О—
О, повернутой относительно начального сечения О—1 на (0,2—0,25) 0,
где 0 — угловой шаг торцовых зубьев фрезы (рис. 7.11). В этом слу-
чае погрешности затылования червячных фрез уменьшаются по
мере переточки зубьев.
На рис. 7.12 показана развертка червячной фрезы по диаметру
начальной прямой в расчетном сечении. Угол подъема витков чер-
вяка или зубьев фрезы в этом сечении . Обычно
^>^0 и р
угол наклона канавок ю = т, поэтому осевой шаг Рх = Pn/cos <г.
Подставив это выражение, получим sinT = -^2—. Угол т
задают в пределах 3—7°, но не более 10°. Чем больше угол т, тем
больше погрешности профиля при переточках. Тогда
D = - Рп______
0 ир ns in т ’
Наружный диаметр фрезы в расчетном сечении для фрез без
усиков Deap = Doap + 2h„ и для фрез с усиками De„p *= D0Bp +
+ 2ft0 + 2Дй.
Диаметры новой фрезы в начальном сечении
Чи = ЧИР + 2-0Ж Пои = РОИр + 0,5К; Din = DiBp + Q,5K.
В конечном сечении О—2 (см. рис. 7.11) после окончательного ста-
ивания зубьев все диаметры фрезы уменьшатся по сравнению
L
Рис. 7.11. Основные конструктивные параметры шлицевой червячной фрезы
Мб
Рнс. 7.12. К определению диаметра фрезы
Рис. 7.13. Определение длины фрезы
в расчетном сечении
с диаметром в расчетном сечении на 0,5К, где К — величина основ-
ного затылования.
По ГОСТ 8027—60 шлицевые червячные фрезы изготовляют
наружным диаметром DeU = 63—140 мм.
Диаметр отверстия под оправку может быть рассчитан из условия
прочности и достаточной жесткости оправки. Практически в зависи-
мости от диаметра фрезы принимают
d = (0,3—0,35) Den.
Расчетный диаметр отверстия должен быть подчинен нормальному
ряду диаметров оправок, имеющему d, равный 22, 27, 32, 36, 40 мм.
После определения диаметров и глубины канавки необходимо про-
верить толщину Т фрезы из условия прочности при термообработке.
Это условие удовлетворяется, если Т = ReiA — (Л + Hk) 0,25d.
Длина фрезы, находящаяся в контакте с обрабатываемым валиком
(рис. 7.13),
Кроме того, добавляют один-два осевых шага на «передвижку»
фрезы в процессе изнашивания зубьев и на срезание с торцов не-
полных витков. Поэтому рабочая длина фрезы I = 4 + (1ч-2) Рх,
а общая длина L = I + 2/', где Re и Ri — наружный и внутренний
диаметры шлицевого валика; Г — высота буртиков, равная 3—4 мм,
которые делают для контроля биения фрезы на оправке. Диаметр
буртиков Di = (0,64-0,7) Расчеты показывают, что общая длина
фрезы А^0,8£>еи. Стандартные фрезы имеют общую длину 50—
112 мм. Число зубьев фрезы должно быть наибольшим. Оно ограничи-
вается размерами зубьев и канавок, условиями затылования и креп-
ления зубьев или реек в сборных конструкциях.
Стандартные шлицевые червячные фрезы для валов легкой серии
имеют число зубьев ?и = 12, если диаметр фрезы Devi = 704-80 мм,
и зи =14 для = 904-125 мм. Для валов средней и тяжелой серии
ги = 10 при Deu = 63~90 мм и ги = 12 при Devi = 100ч-140 мм.
Фрезы со шлифованным профилем имеют двойное затылование
зубьев, как показано на рис. 7.11. Сначала производится затылование
резцом на величину спада затылка 1,5К. Затем после термо-
147
обработки инструмента зубья затылуют шлифовальным кругом на
величину
X = ^2-tg ав,
где ав — задний угол зубьев фрезы по наружному диаметру. Для
таких фрез он принимется равным 10—12°.
Канавки, образующие переднюю поверхность и пространство
для размещения стружки, обычно делают винтовыми с углом наклона
со, равным углу подъема витков т. Но для червячных шлицевых фрез
сборной конструкции или имеющих угол т < 3° канавки могут быть
прямыми. Если передний угол равен нулю, то в этом случае передняя
поверхность лежит в осевой плоскости. Незначительное изменение
боковых передних углов с левой и с правой стороны зубьев фрезы
компенсируется более простым их изготовлением и переточкой. Угол
канавки е 25°. Глубина канавки
^K = ft + -^i- + r2,
где Л = Re—г2 — радиус скругления дна канавок, г2 = 14-3 мм.
Углы резания должны быть оптимальными. Передний угол у
стандартных шлицевых червячных фрез принимается равным нулю.
Для улучшения условий резания такие фрезы можно делать с поло-
жительным передним углом. В этом случае необходимый профиль
зубьев будет отличаться от профиля фрез с нулевым передним углом.
Он рассчитывается по методике, рассмотренной в гл. 5.
Задний угол ав на наружном диаметре принимается равным 10—
12Q. Задние углы в нормальном сечении к боковым режущим кромкам
будут значительно меньше ав, и они переменные вдоль режущей
кромки:
tg oC/i===:: tg ав sin
где RCu — радиус любой точки на боковой режущей кромке; аиС —
угол между касательной к профилю в рассматриваемой точке режущей
кромки и перпендикуляром к оси фрезы (рис. 7.14), аиб = <pG + а,
здесь фс — центральный угол поворота стороны шлица.
Анализ приведенного уравнения показывает, что наименьшие
задние углы у боковых режущих кромок будут в основании зуба,
0 где ал < 1°. По условиям резания такой угол
недостаточен.
Шлицевые червячные фрезы выпускают
классов точности Л и В. Точность их изгото-
вления подвергается поэлементному контролю.
Окончательная проверка точности производит-
ся по контрольным кольцам, нарезанным
данной фрезой. Нарезанные контрольные
кольца должны удовлетворять следующим
Рис. 7.14. К определению задних углов на боковых ре-
жущих кромках
148
требованиям: отклонение по ширине в пределах допуска на ширину
шлица; смещение боковых сторон шлица от оси симметрии не более
0,5 допуска на ширину шлица; отклонение от прямолинейности
сторон шлица должно быть не более 2/3 допуска на ширину шлица;
отклонение внутреннего диаметра в пределах допуска.
Для повышения режущих свойств инструмента и упрощения
технологии формообразования зубьев шлицевые червячные фрезы
сборной конструкции могут быть незатылованными. У них зубья
реек шлифуются по винтовой поверхности в технологическом кор-
пусе. Затем их устанавливают в рабочий корпус. Методика проекти-
рования таких фрез рассмотрена в работе [7].
ОБКАТОЧНЫЕ ФАСОННЫЕ РЕЗЦЫ
Обкаточные резцы применяют для обработки точением длинных
деталей типа тел вращения, имеющих фасонный профиль. К таким
деталям относятся фасонные валики, рукоятки, винтовые по-
верхности и др.
Вследствие большой относительной длины обработать их обыч-
ными фасонными резцами невозможно. Обработка обкаточными фасон-
ными резцами является высокопроизводительным и точным методом.
Однако этот метод требует специальных станков или специальных
приспособлений к токарным станкам, что ограничивает его приме-
нение.
Схема обработки фасонной детали обкаточным резцом показана
на ,рис. 7.15. Обрабатываемая деталь вращается относительно своей
оси с необходимой скоростью резания, а резец совершает сложное
движение — вращение относительно своей оси и поступательное
перемещение вдоль оси детали. В результате резец совершает обка-
точное движение его начальной окружности радиуса /?Ои по началь-
ной прямой р—р, связанной с деталью.
Если профиль детали задан и надо найти профиль резца для ее
правильного формообразования, то, не изменяя схемы обработки,
необходимо сообщить детали обкаточное движение относительно
неподвижного резца. Тогда линия режущих кромок резца будет оги-
бающей кривой к ряду последовательных положений профиля детали
в указанном ее относительном движении.
Методика профилирования резца здесь остается принципиально
такой же, как и для инструментов реечного типа, т. е. червячных
фрез. Профиль резца определяется способом огибающих или способом
общих нормалей к сопряженным
профилям. Здесь также положение
начальной прямой,связанной с де-
талью, и радиус начальной окруж-
ности резца должны быть вполне
определенными. Начальную пря-
Рис. 7.15, Схема обработки обкаточным
резцом
149
мую желательно располагать ближе к впадине обрабатываемой де-
тали. В этом случае увеличивается толщина зуба резца на окружности
выступов, уменьшается величина переходных кривых. Однако возни-
кает опасность частичного срезания вершины профиля детали.
Радиус начальной окружности резца должен быть таким, чтобы
деталь была обработана полностью по всей длине. Для сравнительно
недлинных деталей на резце профиль может повторяться. Для дета-
лей, обрабатываемых этим способом, радиус начальной окружности
резца Rl)a = 504-150 мм. Обычно обкаточный резец устанавливают
так, чтобы его ось была перпендикулярна оси детали, а плоскость,
проходящая через вершины режущих кромок, проходила через ось
детали, т. е. вершины режущих кромок располагаются по центру
детали.
В целях уменьшения искажения профиля передний угол у обка-
точных резцов, как правило, делают равным нулю. В этом случае
передний угол не имеет существенного влияния на процесс резания,
так как в обкаточном движении срезаются тонкие елои. Задний угол
образуется шлифованием задней поверхности по конусу.
глава
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ
ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ
КОЛЕС
Цилиндрические зубчатые колеса широко применяют в машино-
строении и приборостроении. Нарезание зубьев таких колес может
производиться методом копирования и методом обкатывания или
огибания. При методе копирования профиль впадины между зубьями
колеса полностью соответствует профилю зубьев инструмента.
Нарезание всех зубьев колеса производится способом деления, т. е.
после нарезания одной впадины заготовка поворачивается на один
шаг и нарезается следующая впадина и т. д. При методе обкатывания
профиль впадины или зуба нарезаемого колеса, как правило, не
соответствует профилю зубьев инструмента. Исключением является
нарезание эвольвентного колеса долбяком, когда число их зубьев
одинаково. Нарезание всех зубьев колеса производится непрерывно
в результате качения без скольжения начальной окружности или
начальной прямой рейки зуборезного инструмента по начальной
окружности колеса.
В результате этого профиль нарезаемого зуба получается как
огибающая к ряду последовательных положений режущих кромок
инструмента.
Существует еще метод бесцентроидного огибания, при котором
центроиды отсутствуют, качения начальных окружностей друг по
другу нет, а профиль зуба колеса является огибающей к различным
положениям производящей поверхности инструмента. По этому ме-
тоду нарезаются винтовые и шевронные зубчатые колеса дисковыми
и пальцевыми фрезами. Последовательное формообразование всех
зубьев колеса, так же как и в первом случае, происходит способом
деления.
Подавляющее большинство цилиндрических зубчатых колес дела-
ются с эвольвентным профилем. Поэтому наибольший интерес пред-
ставляет рассмотрение основных вопросов проектирования инстру-
ментов для нарезания зубчатых изделий с этим видом зацепления.
На рис. 8.1 показано образование эвольвентной кривой. Если
прямую b катить без скольжения по окружности радиуса г0, ™ конец
этой прямой опишет кривую АС, которая называется разверткой
окружности или эвольвентой. По условию образования эвольвенты
длина дуги АВ = Ь, где b — нормаль к эвольвенте, т. е. радиус
кривизны.
Из рис. 8.1 видно, что b = г0 (0 + а) и b = r0 tg а. Откуда
г0 (0 4- а) = r0 tg а или
0 = tg а — а, р = r0/cos а, (8.1)
151
Рис. 8.1. Образование эвольвенты
где 6 — эвольвентный угол; а—угол давле-
ния, который заключен между радиусом-век-
тором р и касательной к эвольвенте в рас-
сматриваемой точке М. Он изменяется, уве-
личиваясь от точки А к точке С. Для
сопряженных зубчатых колес в точке эволь-
венты, через которую проходят начальные
окружности, угол давления будет равен
углу зацепления; г0 — радиус основной
окружности.
Уравнения (8.1) определяют эвольвентную кривую в полярных
координатах. Угол развернутости эвольвентны <р = tg а.
Выражение tg а — а — inv а называется инвалютой эвольвенты,
значения которой в зависимости от угла а даются в математических
таблицах. Углы а и 6 можно выразить через параметры эвольвенты
Ъ /р2 — г% /р2 —.
tga = —= -?-5----------Ч a = arctg ---------------Ч
го го го
0 = 2^1-arctg Д^3_.
В прямоугольной системе координат уравнения эвольвенты будут
х = р sin 6, у =* р cos 6. (8.2)
Применим эти положения для профилирования зуборезных ин-
струментов, работающих методом фасонного копирования.
Инструменты, работающие методом
фасонного копирования
Зуборезными инструментами, работающими методом фасонного
копирования, являются дисковые и пальцевые зуборезные фрезы,
зубодолбежные головки, протяжки.
ДИСКОВЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Дисковые зуборезные фрезы применяют для нарезания прямозу-
бых и косозубых цилиндрических колес. В первом случае они рабо-
тают методом фасонного копирования, во втором случае, при нареза-
нии косозубых колес, они работают методом бесцентроидного огиба-
ния. Во всех случаях процесс последовательной обработки впадин
производится путем деления заготовки на один окружной шаг.
Этот метод обработки зубьев является малопроизводительным и
низкой точности. Причинами низкой производительности являются
прерывистость процесса резания, потеря времени на деление 'заго-
товки. Зубья фрезы в большинстве случаев имеют нерациональную
геометрию. Передний угол у них равен нулю, а задние углы на боко-
152
фрез в комплекте. По-
Рис. 8.2. Определение координат эволь-
венты зуба колеса или профиля зуба
фрезы
вых режущих кромках очень
малы — 1,5—2,5°, вследствие
этого снижаются режущие свой-
ства инструмента и произво-
дительность.
Низкая точность обработки
обусловливается погрешностью
делительного механизма, по-
грешностями установки оси
симметрии зуба фрезы по оси
симметрии впадины между
зубьями колеса, отклонениями,
создаваемыми ограниченным числом
этому дисковые зуборезные фрезы применяются редко, главным
образом в единичном производстве и ремонтных цехах для обработки
зубчатых колес 9-й степени точности.
Профиль зубьев фрезы определяется по профилю впадины между
зубьями нарезаемого колеса. Эвольвентный профиль впадины или
зубьев колеса зависит от угла зацепления а, числа зубьев г, диаметра
делительной окружности d. Эти параметры нарезаемого колеса
’должны быть заданы. Кроме того, должны быть известны модуль т,
мм, толщина зуба по дуге делительной окружности колеса в нормаль-
ном сечении Sn, мм, высота головки и ножки зуба колеса ha,
hf, мм.
Расчетную схему (рис. 8.2) строим так, чтобы начало координат
совпало с центром колеса, а ось Y совместилась с осью симметрии
впадины между зубьями. На рисунке г0, г, и га — соответственно
радиусы основной, внутренней, делительной, для произвольной точки
и наружной окружностей обрабатываемого колеса. При угле зацепле-
ния 20° для колес, имеющих г = 33 и меньше, радиус основной окруж-
ности г0 получается больше радиуса внутренней окружности rf.
Для колес с z = 34 радиус г0 < — ширина впадины между
зубьями по дуге делительной окружности колеса в нормальном
сечении
— Рп Sn — лтп Sn.
Для расчета толщину зуба Sn по дуге делительной окружности
колеса можно принять равной половине нормального шага Рп.
Тогда 1п = птп/2. В этом случае центральный угол 6 будет равен
четверти углового шага между зубьями, т. е.
360° 90°
4г г
Центральный угол бА = б — 0, где 0 = tg а — а = inv а.
Задаемся любой точкой М на профиле зуба колеса с радиусом гм
и находим угол бм = бА + 0м, где 0М = tg ам — ам = inv ам.
153
Таким образом,
Ьм — 6 — inv а + inv ам, (8.3)
здесь cos ам = гй1гм, r0 = г cos а.
Радиус гм известен, мы им задаемся. Угол а тоже известен. Для
стандартного эвольвентного зацепления угол а — 20°. В уравнении
(8.3) углы а и ам измеряются в радианах. Для расчета координат
точек эвольвенты их надо перевести в градусы:
1 рад = -^-=57° 17' 45-.
В прямоугольной системе координат точки М
х = rM sin 6М; y*=rM cos 6М. (8.4)
Для расчета необходимо задаваться несколькими значениями гм,
не менее чем 5—10. Чем больше значений г.м, тем выше точность,
более плавно будет описываться профиль инструмента, шаблона для
него и контршаблона. Профиль шаблона удобнее определять не от
оси X, а от линии, параллельной этой оси и касательной к внут-
ренней окружности колеса. Для свободного проворачивания зубьев
сопряженных колес необходим боковой зазор в зацеплении. Для
этого толщина зуба фрезы по делительной окружности увеличивается
на AS'. Значение AS' зависит от модуля.
Стандартные дисковые фрезы рассчитываются для нарезания
колеса, с которым могут сопрягаться другие колеса с любым числом
зубьев, включая и рейку. Для таких фрез эвольвентный участок
профиля зубьев делается на высоте 2тп, что соответствует рабочей
высоте зубьев колес с нормальным, некорригированным зацеплением.
Вершина зубьев фрезы, образующая нерабочий участок впадины
колеса, т. е. радиальный зазор в зацеплении, профилируется по-раз-
ному в зависимости от положения основной окружности нарезаемого
зубчатого колеса. Если основная окружность располагается ниже или
равна окружности впадин, то нерабочий участок ножки зуба колеса,
высота которого равна радиальному зазору 0,25/п„, очерчивается ду-
гой окружности Хе, плавно сопряженной с эвольвентой в точке X и
касательной са к окружности впадин или основной окружности. При
этом точка сопряжения е (рис. 8.3) не должна переходить точку /,
лежащую на оси симметрии колеса.
Вершина зубьев фрезы, соответствующая этому нерабочему
участку зуба колеса, будет описываться также радиусом г.
Если же основная окружность располагается выше окружности
впадин, профиль инструмента для неэвольвентного участка ножки
зуба колеса проектируется так, как показано на рис. 8.4.
Аналитически определяется удлиненная эвольвента (для случая
зацепления с рейкой) или удлиненная эпициклоида (для случая
зацепления с конкретным колесом г2) и находится область подрезания
ножки зуба нарезаемого колеса def.
К удлиненной эвольвенте проводится касательная gh под углом 5°
к оси симметрии профиля зуба колеса. В точке е проводится к каса-
154
Рис. 8.4» Образование неэвольвентного участка профиля при г0 > гВн
нарезаемого колеса.
тельной перпендикуляр ek, на котором графически находят центр О
дуги сопряжения касательной с горизонталью к впадине зуба колеса.
В том и другом случае способы профилирования переходных участков
профиля являются приближенными, но практически они для тихо-
ходных передач обеспечивают необходимую точность колес, нарезан-
ных этим методом.
Учитывая, что зубчатые колеса, нарезанные стандартными диско-
выми фрезами, требования высокой точности не удовлетворяют,
радиус закругления вершины зубьев инструмента можно находить
поболее упрощенной схеме, показанной на рис. 8.5. Точка Л является
нижней точкой эвольвенты и лежит на основной окружности. Со-
единим ее радиальным лучом с центром
Чтобы обеспечить необходимую
прочность ножки зуба колеса и улуч--
шить работу инструмента, вершина
зубьев фрезы имеет радиус р, дуга ко-
торого плавно сопрягается с радиаль-
ным лучом в точке С и с касательной лС
к окружности впадины в точке /: \
Р = kmn, '
тп — нормальный модуль, мм;
k — коэффициент, зависящий от числа
зубьев г нарезаемого колеса и угла
зацепления а.
Рис. 8.5. Определение координат центра радиуса р
155
По данным завода «Фрезер», для а = 20° коэффициент k прини-
мается следующим.
z.......... 12—13 14—16 17—20 21—26 27—34 35—54 55—134 135 и более
k.......... 0,52 0,49 0,46 0,43 0,4 0,36 0,32 0,25
Координаты центра радиуса р будут Xi и
Xi = хс — р cos 6А,
где хс = хв + /, хв = г/ tg 6А.
Из треугольника ВпС имеем
/ = h tg 6А.
Решая треугольник ОгеС, получим
h = р — р sin 6А.
Таким образом,
k/ + p(* “ sin6Л)] tg6А — pcos6A, (8.5)
где 6А = 6 — (tg а — а).
Ордината точки Оу
У1 = У! + Р = Ч + р. (8.6)
Спрофилированный таким способом инструмент будет в определен-
ной степени удовлетворять точностным параметрам только для наре-
зания колеса с определенным числом зубьев данного модуля. Для
нарезания колес всего диапазона с числом зубьев z от 12 до бесконеч-
ности, т. е. до рейки, надо иметь слишком много фрез.
Профиль зубьев колес для одного и того же модуля и угла зацеп-
ления практически изменяется при числе зубьев z от 12 до 135.
Поэтому для правильного нарезания всех зубчатых колес этого мо-
дуля необходимо иметь число фрез п = 135 — 12 = 123 шт. Такое
большое число дисковых фрез иметь на заводе нерентабельно, так
как многие из них могут быть совсем не использованы. Поэтому диско-
вые зуборезные фрезы изготовляют в комплекте, в котором имеется
ограниченное число фрез.
Комплект фрез состоит из 8, 15 и 26 шт. Комплект, состоящий из
восьми фрез, называют малым основным комплектом. Большой
комплект составляют 15 фрез, и ком-
„ плект повышенной точности —26 фрез.
Чем больше фрез в комплекте, тем выше
/a?>>z=/z точность нарезаемых колес. Однако
почти во всех случаях одна фреза слу-
S жит для нарезания колес с разным
' \ъ/ числом зубьев, что создает погрешности
/ профиля.
т / / В основу комплектования фрез по-
ш// / ложено равенство отрезков на дуге
Рис. 8.6. Профили зубьев колес с разными г од-
ного модуля
156
окружности по наружному диаметру колес, имеющих z — 12-г-
135 данного модуля.
Если профили зубьев колес указанного диапазона наложить друг
на друга, то они расположатся так, как показано на рис. 8.6. Число
отрезков на дуге наружной окружности берется на единицу меньше
числа фрез в комплекте. Например, для комплекта фрез из 8 шт.
дуга АВ делится на семь равных отрезков. Каждая фреза в комплекте
будет нарезать колеса, число зубьев которых лежит на данном отрезке.
Ниже приведена зависимость номеров фрез от числа зубьев нарезае-
мых ими колес в комплекте из восьми фрез
Номер
фрезы
г
12 3 4 5 6 7 8
12—13
14—16 17—20 21—25 26—34 35—54 55—134 135— со
из 15 фрез
Номер фрезы 11 2 3 3^ 4 4^
2 г . . . . 12 13 14 2 15—16 17—18 2 19—20 21—22 2 23-25
Номер фрезы 5 1 6 а 1 о 7 7~ 8
г ...... 26—29 30—34 35—41 2 42—54 55—79 2 80—134 135— со
Фреза каждого номера профилируется по наименьшему числу
зубьев нарезаемого колеса в данном интервале. В этом тлу чае умень-
шается опасность защемления зубьев сопряженных колес, чем при
расчете профиля инструмента данного номера комплекта по среднему
или большему числу зубьев нарезаемых колес.
Конструктивные особенности фрез. Основные размеры дисковых
зуборезных фрез определяются так же, как и дисковых фасонных
фрез. Зубья чистовых модульных фрез затылованы по архимедовой
спирали для создания заднего угла 12—15° по наружному диаметру.
При этом задние углы для боковых режущих кромок получаются
небольшими от Г° 30' до 3°, особенно для точек, приближающихся
к вершине зуба фрезы.
Задний угол в нормальном сечении к боковым режущим кромкам
р
tgart = —tg aR sin а, где ав —задний угол вершинных режущих
кромок; а — угол давления, который изменяется по высоте профиля;
Re — наружный радиус фрезы; R — радиус фрезы в рассматривае-
мой точке.
Передний угол у таких фрез равен нулю. Это ухудшает условия
резания, но упрощает проектирование инструмента и обеспечивает
постоянство профиля зубьев фрезы в процессе их перетачивания.
Процесс нарезания зубьев колес крупного модуля занимает много
времени. Для предварительного чернового нарезания дисковые фрезы
делают сборной конструкции со вставными зубьями, профиль которых
прямобочный, трапециевидный с углом 35—40° для 20° зацепления.
В этом случае лучше зубья делать не затылованными, а остроконеч-
ными. Их шлифуют и перетачивают по передней и задним поверх-
ностям по всему контуру. Задние углы у них могут быть созданы
157
Рис. 8.7. Нарезание колес набором из трех фрез
оптимальными не только для вершин-
ных режущих кромок, но и для боко-
вых. Для облегчения условий резания
такие фрезы изготовляют с положи-
тельным передним углом 10—15°.
Для повышения производительности при черновом нарезании
крупномодульных колес применяют наборы дисковых фрез, состоящие
из 2, 3 и 4 шт.
На рис. 8.7 показан набор, состоящий из трех трапециевидных
фрез 1—3. Каждая фреза удаляет определенную часть объема
металла из впадины зубьев колеса.
ПАЛЬЦЕВЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Такие фрезы применяют для обработки крупномодульных прямо-
зубых, косозубых и шевронных цилиндрических зубчатых колее.
Так же как и дисковые зуборезные фрезы, при нарезании прямозубых
колес они работают методом копирования и деления, а при нарезании
косозубых и шевронных колес — методом бесцентроидного огибания
и деления. В первом случае профиль зубьев фрезы соответствует про-
филю впадины зубчатого колеса, во втором случае этого соответствия
нет. Профилируются они так же, как и дисковые зуборезные
фрезы.
На рис. 8.8 показана пальцевая фреза. В ее концевой части
расположено резьбовое отверстие, с помощью которого фреза навин-
чивается на оправку шпинделя станка и центрируется внутренней
цилиндрической выточкой. Конструктивные элементы фрезы опреде-
ляются размерами впадины зубчатого колеса. Обычно их изготовляют
диаметром 40—220 мм с четным числом зубьев 2—8.
Пальцевые фрезы делают с затылованными зубьями по архимедо-
вой спирали. Передний угол у них равен нулю. Перетачиваются такие
фрезы по передней поверхности; по мере переточки их профиль иска-
жается, вследствие чего создается погрешность обработки зубьев
колеса. Пальцевые фрезы обычно не изготовляют в комплекте, так
как в этом* нет необходимости. В тяжелом
представить, чтобы крупномодульные
колеса изготавливали на данном пред-
приятии с широким диапазоном чисел
зубьев.
Существенным недостатком этих фрез
является низкая производительность
и точность. Низкая производительность
объясняется малым числом зубьев, кон-
сольным креплением, нерациональной
геометрией. Низкая точность — погреш-
машиностроении трудно
Рис. 8.8. Пальцевая зуборезная фреза
158
ностями делительного механизма и. искажением профиля при пере-
точках.
Для предварительного нарезания зубьев колес на зубьях пальце-
вых фрез делают стружкоразделительные канавки шириной 2—4 мм
на расстоянии 10—30 мм, расположенные в шахматном порядке на
соседних зубьях. Для улучшения условий резания канавки, обра-
зующие переднюю поверхность, должны быть винтовыми с углом
наклона 10—15° и с положительным передним углом, равным
5—10°.
Пальцевые фрезы для черновой обработки можно изготовлять
с прямолинейным трапецеидальным профилем. Они проще по кон-
струкции, и зубья их не затылуются, а остро затачиваются по пло-
скостям. Это дает возможность создания рациональных задних и
передних углов по всему контуру режущих кромок. В отдельных
случаях фрезы модулем более 60—70 мм могут делаться сборной
конструкции со вставными зубьями.
ЗУБОДОЛБЕЖНЫЕ ГОЛОВКИ
Зубодолбежные головки применяют для одновременного нареза-
ния всех зубьев цилиндрических и блочных шестерен на специальных
станках в массовом производстве. Работают они методом фасонного
копирования. Профиль резцов головки соответствует профилю впа-
дины нарезаемого колеса. Поэтому такая головка пердназначена
только для нарезания колеса с определенным числом зубьев. На
рис. 8.9 показана зубодолбежная головка. В процессе работы головка
неподвижна. Заготовка совершает возвратно-поступательное переме-
щение, осуществляя тем самым движение резания.
К корпусу 1 головки прикреплен опорный фланец 2, в котором
«деланы радиальные пазы для резцов 3. Их число равно числу зубьев
нарезаемого колеса. При каждом рабочем ходе заготовки вверх
корпус 4 головки опускается вниз и перемещает в радиальном на-
правлении резцы в пределах 0,5—0,06 мм на двойной ход. Этим обес-
печивается движение подачи. Большие подачи предусмотрены в на-
чале врезания, меньшие — в конце. При движении заготовки вниз
резцы отводятся от нее в радиальном направлении на 0,3—0,5 мм
для устранения трения. Отвод резцов производится конусом 5 при
движении его вверх. Скорость резания невысокая 7—8 м/мин. Однако
этот метод нарезания колес наиболее производителен. Головки весьма
долговечны; до полного изнашивания резцов ими нарезают несколько
тысяч зубчатых колес. Недо-
статком их является сложность
конструкции и эксплуатации. Не-
смотря на это, в массовом произ- 4
водетве зубодолбежные головки
вполне рентабельны.
/ 2 з
Рис. 8.9. Зубодолбежная головка
159
Зуборезные инструменты, работающие
методом обкатывания
Для обработки цилиндрических зубчатых колес методом обкаты*
вания или огибания применяют различные инструменты: зуборезные
гребенки и долбяки, червячные зуборезные фрезы, зуборезные го-
ловки, шеверы, дисковые и червячные шлифовальные круги. Метод
обкатывания позволяет нарезать зубья колес непрерывно при их
плавном вращении вокруг своих осей. Вследствие этого повышается
производительность и точность обработки. Кроме того, одним инстру-
ментом данного модуля можно нарезать колеса с любым числом,
зубьев.
Основные параметры зубьев колес характеризуются размерами
исходного контура зубчатой рейки. Основные параметры зубьев
инструментов, работающих методом обкатывания, определяются
размерами контура инструментальной рейки.
Инструментальная рейка лежит в основе образования исходной и
производящей поверхностей. Параметры контура инструментальной
рейки отличаются от исходного контура рейки следующими элемен-
тами (рис. 8.10).
1. Высота ножки инструментальной рейки Л/и (рис. 8.10, а)
больше высоты головки зубчатой рейки ha на (0,25-4-0,3) mn, где тп —
нормальный модуль зубьев колеса, мм. Это необходимо для того,
чтобы исключить из резания впадину инструментальной рейки, т. е.
наружный диаметр колеса инструментальной рейкой не обрабаты-
вается.
2. Толщина зуба инструментальной рейки 5И больше толщины
зуба зубчатой рейки S на А5И, где 5И = лт„/2, Д5И — увеличение
толщины зуба инструментальной рейки, необходимое для утонения
зуба нарезаемого колеса? Утонение зуба необходимо, чтобы обра-
зовать боковой зазор у сопряженных колес с фланкированными
зубьями. У нефланкированных колес этот зазор можно получить
смещением инструмента к центру колеса.
Рис. 8.10, Исходные контуры зубчатой 1 и инструментальной 2 реек
160
3. Для корригирования зубьев колес у зубчатой рейки делают
фланк, представляющий срез головки на величину /гф (рис. 8.10, б)
под углом аф. В отличие от зубчатой рейки фланк инструментальной
рейки представляет собой утолщение ножки зуба, определяемое
высотой йф. и и углом аф.„ фланка. Обычно высота фланка /1ф.и =
= 0,5/n„, а угол аф. и = 5°.
Таким образом, размеры исходного контура инструментальной
рейки для некорригированного зубчатого зацепления, образованного
без смещения исходного контура, будут следующие: шаг между
зубьями Рпи — ят; толщина зуба по средней (делительной) прямой
5ЛИ = ^- + высота зуба hu = Л«и + hfv, = 1,25ти +
+ l,25mn = 2,5mn; угол профиля аи = а0 = 20°; радиус закругле-
ния вершин зубьев и впадин г = (0,25-^0,30) тп.
На рис. 8.10 показан исходный контур зубчатой и инструменталь-
ной реек и их параметры.
ЗУБОРЕЗНЫЕ ГРЕБЕНКИ
Зуборезные гребенки применяют для нарезания колес наружного
зацепления с прямыми, винтовыми и шевронными зубьями. Их
используют также для нарезания блочных колес. Обработка произво-
дится на специальных зубодолбежных или зубострогальных станках.
Гребенка относительно заготовки устанавливается так, как показано
на рис. 8.11. Гребенки такого типа имеют передний угол у = 6° 30',
а задний по вершине ав = 5° 30'.
Главное движение гребенки 1 относительно нарезаемого колеса 2
возвратно-поступательное, движение вниз — рабочий ход, произво-
дится резание, движение вверх — вспомогательный (холостой) ход.
Кроме того, имеется движение обкатывания начальной прямой гре-
бенки ОО по начальной окружности гн колеса.
Для полного нарезания зубьев колеса длина гребенки должна быть
равна длине начальной окружности обрабатываемого колеса. Во
многих случаях гребенки получились бы слишком длинными, а станки
более сложной конструкции. Поэтому гребенки делают ограниченной
длины для нарезания от одного до трех зубьев колеса. Гребенка отво-
дится от заготовки в крайнее верхнее положение и возвращается
в исходное положение. Заготовка в это
время не поворачивается. Затем цикл об-
работки повторяется. Обкаточное движе-
ние относительно гребенки может совер-
шать нарезаемое зубчатое колесо. Метод
обработки при этом принципиально остается
таким же, изменяется только конструкция
зубодолбежного станка.
Зуборезная гребенка — это инструмен-
тальная рейка, превращенная в инструмент
путем придания ей переднего и заднего углов.
Рис. 8.1 L Установка гребенки относительно заготовки
161
По конструкции гребенки бывают прямозубые и косозубые. Первые
служат для нарезания прямозубых и косозубых цилиндрических
колес. В последнем случае гребенка устанавливается под углом
наклона зубьев нарезаемого колеса. Косозубые зуборезные гребенки
применяют для нарезания цилиндрических колес с винтовыми (ко-
сыми) и шевронными зубьями.
Измерение элементов профиля гребенки производится в плоскости
Р—-Р (рис. 8.12), т. е. в плоскости передней поверхности. Кроме
того, необходимо знать размеры элементов зубьев гребенки в торцовой
плоскости Т—Т, перпендикулярной к оси колеса, и в плоскости
N—N, нормальной к задней поверхности зубьев, необходимые для
изготовления гребенки — для фрезерования и шлифования профиля
зубьев.
На рис. 8.12 приведена схема определения размеров профйля
зубьев гребенки во всех указанных плоскостях. Размеры профиля
зубьев гребенки в сечении Т—Т равны размерам профиля исходной
инструментальной рейки. В других сечениях изменяется только вы-
сота зуба гребенки, а осевые остаются постоянными. Поэтому, как
видно из рис. 8.12,
hp = hjcos ув; hn = h„ cos ав.
Углы профиля на передней поверхности
tgaHP = tg«HcosyB, (8-7)
в нормальном сечении
tg а = . (8.8)
ь ип Cos _|_ ав) cos ав v '
Для зуборезных гребенок, имеющих ув = 6° 30',
= 20°, рассчитывая по формулам (8.7) и (8.8), получим а(
______________________________ ~ __ OAQ 1*7/
ав = 5° 30',
= 19° 52' 54", а„„ =‘20Q 17'" 25".
От л и ч итель ной особен ность ю
зуборезных гребенок является то,
что по мере переточки по передней
поверхности размеры и углы про-
3
2
AS,
Рис. 8.12. Схема для определения размеров профиля зубьев гребенки
Рис. 8.13. Профили гребенок
162
филя их зубьев не изменяются. В этом отношении они являются гео-
метрически точными.
По технологическому назначению зуборезные гребенки бывают
черновые, шлифовочные и чистовые (рис. 8.13).
Черновые гребенки применяют для предварительной обработки,
шлифовочные — для обработки зубчатых колес под последующее
шлифование, чистовые — для окончательного нарезания зубчатых
колес 6—9-й степеней точности. Их параметры определяются следую-
щим образом:
толщина зубьев по делительной прямой
5з = 5л=^2- + Д5и; S2 = S8-2AS2; St = S.-2AS,;
припуск на сторону для черновой и шлифовочной гребенки
ASi = 0,2 AS2 = 0.1
где тп — нормальный модуль нарезаемого колеса, мм;
высота зубьев гребенки
йи1 = ha = (2,5 + 2,6) ftH2 = hHl — \hi, h„3 = йи1 — Ah2,
где A/ij = 0,1 Ут,- A/i2 = 0,2'Kn„.
Для модулей 1—20 мм гребенки делают длиной 77—311 мм,
шириной 50—90 мм, толщиной 20—25 мм с числом зубьев от 24 до 5.
Большее число зубьев имеют гребенки меньших модулей. Достоин-
ствами зуборезных гребенок являются: простота конструкции инстру-
мента, что позволяет его изготовить с высокой точностью; неизмен-
ность профиля при переточках; высокая точность обработки зубчатых
колес по профилю и шагу; возможность обработки блочных колес
с выступающими фланцами. Вместе с тем метод обработки зубчатых
колес гребенками имеет существенные недостатки: процесс характе-
ризуется прерывистой обкаткой, что снижает производительность;
сложная конструкция зуборезных станков, работающих по этому
методу; невозможность обработки внутренних зубчатых колес.
Вследствие этих недостатков метод имеет ограниченное применение.
ЗУБОРЕЗНЫЕ ЧЕРВЯЧНЫЕ ФРЕЗЫ
Червячные фрезы применяют для обработки прямозубых, косо-
зубых и шевронных цилиндрических колес, а также для нарезания
зубьев червячных колес с различными видами зацепления. Червяч-
ная фреза как инструмент получается из червяка путем прорезания
канавок, образующих переднюю поверхность зубьев и пространство
для размещения стружки и затылования зубьев для создания задних
углов по всему контуру.
По конструктивному выполнению червячные фрезы бывают цель-
ные, насадные и сборные. По виду обработки они подразделяются на
черновые (многозаходные), чистовые и прецизионные. По виду
исходного червяка, положенного в основу червячной фрезы, они
163
бывают эвольвентные, архимедовы, конволютные для нарезания ко-
лес с эвольвентным зацеплением.
Для нарезания зубчатых колес с циклоидальным зацеплением и
с зацеплением Новикова применяют фрезы, в основу которых поло-
жены соответствующие червяки.
Червячные фрезы работают на специальных зубофрезерных
станках 5К301, 5К320, 5К32 и др., а также на тяжелых станках
5342, 5345, 5364, выпускаемых Коломенским станкостроительным
ПО. В процессе нарезания фреза и заготовка вращаются относительно
своих осей. За один оборот фрезы заготовка повернется на l/zK при
однозаходной фрезе и на a/zK, если фреза многозаходная; здесь zK —
число зубьев нарезаемого колеса, а — число заходов фрезы. Кроме
того, станок имеет движение для врезания инструмента в радиальном
направлении к заготовке и движения суппорта для подачи. Подачу
осуществляют вдоль оси заготовки при обработке цилиндрических
колес; в радиальном направлении — при обработке червячных колес
или цилиндрических колес с узким ободом и в тангенциальном направ-
лении к заготовке — при нарезании червячных колес.
Метод зубофрезерования червячными фрезами является высоко-
производительным и универсальным, получил широкое распростра-
нение во всех видах производства для обработки цилиндрических и
червячных колес. Обработку производят непрерывно, по методу
обкатки. В отличие от дисковых и пальцевых фрез одна червячная
фреза может обрабатывать колеса с любым числом зубьев данного
модуля. Недостатком метода зубофрезерования при осевой и радиаль-
ной подачах является ограниченность числа резцов, огибающих
профиль зубьев обрабатываемого колеса; вследствие этого шерохо-
ватость обработанной поверхности зубьев в ряде случаев высокая.
Число резов, профилирующих каждую боковую сторону зуба
изделия,
^Проф == ^Проф^и*
где лПроф = 1/Ро — число витков фрезы, участвующих в профилиро-
вании (зацеплении); / — активная длина линии профилирования
(зацепления); Ро ~ шаг между зубьями фрезы в направлении линии
профилирования, т. е. основной шаг; z0 — число зубьев фрезы. Длина
/==]Л'а—'о, (8.10)
где га и г0 — соответственно радиусы наружной и основной окруж-
ности нарезаемого колеса.
Чем больше число зубьев фрезы гп и число зубьев колеса гк, чем
меньше угол профиля зубьев фрезы, тем больше огибающих резов.
Величина огранки, мм, т. е. отклонения профиля от эвольвенты
у делительного диаметра при т = 1 мм, определяется по уравнению
с___________________________ л2а2 sin а
4^2
Кроме того, вследствие наличия продольной подачи s0 образующие
зубьев колеса получаются не прямолинейными, а волнистыми.
164
(8-И)
Волнистость, т. е. высота гребешков по дну впадины зуба, мм,
Волнистость по боковой стороне зуба, мм,
= Д. sin аи, (8.13)
где Da — наружный диаметр фрезы, мм; со — угол наклона зуба
заготовки.
Конструктивные параметры фрезы. При проектировании зубо-
резных червячных фрез должны быть заданы некоторые параметры
зубчатого колеса: модуль т, угол давления на делительном диаметре,
т. е. угол зацепления а, высота зуба h и высота головки зуба ha
(рис. 8.14). Передний угол ув принимают для вершинных режущих
кромок и задний угол ав по наружному диаметру. Для стандартных
фрез ув = О, ан = 10—12°.
В зависимости от вида и точности обработки колеса выбирают
также число заходов фрезы и класс ее точности. Для чистовой обра-
ботки применяют однозаходные фрезы, для черновой, предваритель-
ной — многозаходные.
Основными конструктивными параметрами червячной фрезы
являются диаметр, длина,- диаметр отверстия под оправку, число
зубьев, форма и направление канавок, размеры профиля зубьев.
Наружный диаметр фрезы принимается по нормалям и стандартам
с учетом паспортных данных зубофрезерного станка, или же зада-
ются углом подъема витков исходного червяка и определяют делитель-
ный, а затем наружный диаметр фрезы.
При определении диаметра надо учитывать следующие противо-
речивые обстоятельства: с одной стороны, чем больше диаметр фрезы,
тем лучше, так как повышаются точность и производительность обра-
ботки; с другой стороны, с увеличением диаметра фрезы она стано-
вится дороже, увеличиваются крутящий момент и длина врезания
в заготовку. Для чистовых фрез рекомендуется принимать диаметр
больше, чем для черновых, а для прецизионных еще больше, чем для
Рис. 8.14. Конструктивные параметры червячной фрезы
165
Рис. 8.15. К определению соотношения между Рит
Рис. 8.16. Различные сечения зуба фрезы
чистовых. ГОСТ 9324—80Е установил диаметры фрез общего назначе-
ния для т = 14-25 мм от 71 до 305 мм.
При определении диаметра расчетным способом вначале задаются
углом подъема витков т. Для чистовых фрез т = 34-5°, для преци-
зионных его принимают до 3°.
Из рис. 8.15 видно, что при равенстве <о = т
sin т =
Рп _ jvh _
jiD nD D ’
откуда делительный диаметр
D = /п/sin т. (8.14)
Наружный и внутренний диаметры
Da = D + 2/^; Df - D - 2h^ (8.15)
где hafli — высота головкн и ножки зубьев фрезы. Обычно они
равны 1,25/и—l,3zn.
По мере переточки зубьев по передней поверхности диаметры
фрезы уменьшаются вследствие наличия заднего угла. При этом будет
увеличиваться угол подъема винтовой линии т и уменьшаться угол
наклона канавки <о на делительном диаметре фрезы. Вследствие этого
изменяется теоретически необходимый профиль зубьев. Действитель-
ный же профиль не меняется, остается постоянным при затыловании
резцом, когда образующими затылованных поверхностей являются
режущие кромки зубьев фрезы. При шлифовании затылованных
поверхностей действительный профиль зубьев по мере переточки
будет изменяться. В результате возникает погрешность профиля.
Чтобы уменьшилась эта погрешность, у червячных фрез расчетное
сечение О—О не должно совпадать с начальным сечением 1—О для
новой фрезы. Она отстоит от него на (0,154-0,25) Pz или на (0,154-
166
0,25) 9, где Pz и 0 — соответственно окружной и угловой шаг
между зубьями (канавками) фрезы
п а 2л 360°
Р, —----9 =-------=------,
где z„ — число зубьев фрезы.
Указанные сечения показаны на рис. 8.16. Диаметры D и Dat
найденные по уравнениям (8.14) и (8.15), относятся к расчетному
сечению. Если расчетное сечение отстоит от начального на 0,259,
то для новой фрезы в сечении 1—0 Dy — D + 0,5К, Dal — Da +
+ 0,5К, Dfl = Df + 0,5К.
В конечном сечении 2—О, соответствующем окончательно сточен-
ной фрезе (примерно на 2/3 толщины зуба) D2, Dai и Df2 по сравнению
с расчетными уменьшатся на 0,5К.
Величина затылования для однозаходных фрез
для многозаходных фрез, у которых большой угол т,
--— tg ав COS т-
к
Диаметр отверстия под оправку можно рассчитать из условия
прочности и жесткости, затем расчетное значение подчинить нормаль-
ному ряду диаметров оправок по ГОСТ 9472—70. Ориентировочно
диаметр посадочного отверстия d — (0,204-0,45) Dal,
Для повышения жесткости диаметр отверстия надо принимать по
возможности большим. После этого необходимо проверить, чтобы
расстояние между дном стружечной канавки и шпоночным пазом,
т. е. толщина стенки фрезы Т = Ra — (tx + Як) или Т (0,254-
0,3) d. Длина фрезы определяется так же, как шлицевой червячной
фрезы, т. е. Lr = 1г + или
£1=2Г7Г=7|+(14-4)Рх, (8.16)
где ra, rf — радиус наружной и внутренней окружности колеса;
Рх — осевой шаг между зубьями фрезы; /1 — длина фрезы, находя-
щаяся в контакте с нарезаемым колесом; 1{ — удлинение, необходи-
мое для увеличения долговечности инструмента за счет осевых пере-
движек по мере изнашивания фрезы.
Ширина буртиков принимается 3—5 мм. Они служат для контроля
биения фрезы при изготовлении и установке ее на оправку шпинделя
зубофрезерного станка. Таким образом, общая длина фрезы L =
= Ц + 2/. Диаметр буртиков D = (1,54-1,7) d. Их делают на 1—
2 мм ниже дна стружечной канавки.
Из уравнения (8.16) видно, что чем больше число зубьев и диаметр
нарезаемого колеса, тем больше длина фрезы. Например, для колеса
m — 5 мм, диаметром 5000 мм длина фрезы должна быть около 300 мм.
Длину фрезы можно уменьшить, если ее сделать с заборным конусом
167
1_. Рис. 8.17. Червячная фреза с заборным конусом
.... I'—
* Ц ' (рис. 8.17). В этом случае не только фреза
। . становится короче (вместо I получается
\ длина /2), но и происходит перераспределе-
ние нагРУзки на режущие зубья. При
1к. Ру зубофрезеровании наибольшую площадь
*• И срезают зубья, входящие в работу. Делая
заборный конус, мы более равномерно
распределяем работу резания на другие зубья вдоль оси фрезы.
Вследствие этого происходит более равномерное изнашивание
инструмента. Длина заборного конуса /к делается 1,5—2 шага,
а угол срк = 18—30°.
Число зубьев фрезы должно быть по возможности наибольшим.
С увеличением ?и увеличивается число резцов, уменьшается шерохо-
ватость поверхности, уменьшается толщина срезаемого слоя. Число
зубьев насадных цельных фрез ограничивается условиями затылова-
ния, а сборных — условиями крепления зубьев. Для червячных фрез
обычной точности принято z4 = 12-4-9, для прецизионных 2И =
= 16-4-12, для сборных затылованных гн = 10-4-8.
Канавки, образующие переднюю поверхность зубьев и простран-
ство для размещения стружки, могут быть винтовыми, перпендику-
лярными виткам зубьев фрезы на делительном диаметре в расчетном
сечении, и прямыми, проходящими через ось, если передний угол
7 = 0, или параллельными оси, если у =/= 0.
Стандартные фрезы изготовляют с канавками первого типа. Шаг
винтовой канавки = nD ctg (о. Передние углы для левой и правой
режущих кромок у таких фрез получаются одинаковыми.
Фрезы с прямыми канавками проще в заточке, и изготовляемые
на основе архимедова червяка имеют меньшее теоретическое измене-
ние профиля при переточках. Однако передние углы для левой и пра-
вой режущей кромок у них разные. С одной стороны, в осевом на-
правлении уо = +т, с другой стороны, 70 = —т. Поэтому фрезы
с прямыми канавками делают с небольшими углами подъема витков
ст = 3—5°.
Глубина канавки для фрез с одним затылком
= /1н + К + г.
При двойном затыловании
= + +
где /ги — высота зуба фрезы, обычно hn = 2,5m; К и — величина
затылования шлифованной и нешлифованной части зуба, Кл = (1,254-
1,5) К; г — радиус закругления дна канавки, обычно г ~ 14-3 мм.
Для фрез, имеющих модуль более 5 мм, как правило, делается
двойное затылование, так как из-за опасности срезания кругом
режущей кромки следующего зуба при одинарном затыловании
значительная часть зуба получается незатылованной. Поэтому
168
первое затылование на величину Ki делают резцом до термообработки
фрезы, а второе на величину К — шлифовальным кругом после
термообработки. Считается нормальным, если длина шлифованного
затылка равна 0,5Р2, т. е. доходит до сечения фрезы 2—0. Угол
канавки е = 20-н30°.
Размеры профиля зубьев показаны на рис. 8.18. Для фрез,
профилируемых на основе конволютного червяка, профиль лежит
в нормальном сечении к виткам, и его размеры определяются в этом
сечении. Угол профиля таких фрез аи принимается равным углу
профиля а исходного контура зубчатой рейки.
Для фрез, профилируемых на основе архимедова червяка, профиль
задается в осевом сечении фрезы. Вследствие затылования боковых
поверхностей углы профиля для левой аи.л и правой а„.п стороны
у них будут разными.
Для некорригированного зацепления шаг между зубьями фрезы
в нормальном сечении Рп = лтп, в осевом сечении Рх — P„/cos т.
Толщина зуба фрезы на делительной прямой
S„ = ^- + AS.
В ГОСТ 9324—80Е даны размеры зубьев фрез в нормальном сече-
нии, в котором учтено утолщение зубьев AS и приводятся допуски
на Sn в зависимости от модуля и классов точности червячных фрез.
Для т = l-i-25 мм AS = 0,09-5-0,4 мм. Высота зуба фрезы
=.ha„ + hfn = (2,5 -4- 2,6) т,
где hatt — высота головки зуба фрезы, равная высоте ножки зуба
нарезаемого колеса, havl = (1,254-1,3) hfVk— высота ножки зуба
фрезы, hfa = ha + Стп\ ha — высота головки зуба колеса, равная
модулю тп\ С — коэффициент радиального зазора передачи, обычно
С = 0,254-0,3.
Радиусы скругления вершины гт и впадины г2 зубьев фрезы делают
в пределах высоты переходной кривой, а точнее, радиального зазора.
Для т = 1 мм и более — г2 — 0,254-3 мм. Если для повышения
плавности зацепления головка зуба колеса несколько срезается, то
ножка зубьев фрезы фланкируется, утолщается. Размеры фланка
169
h$ = (0,454-0,5) m, a; ~ (0,0054-0,02) tn. Фланк может быть прямо-
линейным или вогнутым. У фрез с т > 5 мм для лучшего выхода
шлифовального круга при затыловании профиля во впадине делаются
канавки с размерами ЬА и hx.
Геометрия зубьев фрезы. Стандартные червячные фрезы имеют
передний угол у = 0 и задний угол по наружному диаметру аь =
= 10— 12°. Червячные фрезы могут проектироваться и изготовляться
и с положительным передним углом уй = 10—15°. В сечении, нор-
мальном к боковым режущим кромкам, задний и передний углы будут
иными, значительно меньшими, чем для вершинной режущей кромки.
На рис. 8.19 показана схема определения боковых задних углов
в нормальном сечении. Из рисунка видно, что
-^. = slna„; K„ = 2^«.tgan; =
Разделив первое выражение на второе, получим
tgan=- tg aB sinaH.
Аналогичное выражение можно получить и для переднего угла
в нормальном сечении к боковым режущим кромкам
= tg?BsinaH. (8.17)
С учетом того, что поверхности винтовые, задний угол в нормаль-
ном сечеиии к боковым режущим кромкам
tgan tg aB sin аи cos тс, (8.18)
где Rc — радиус фрезы для рассматриваемой точки С; тс — угол
подъема винтовой линии на цилиндре радиуса Rc.
Анализ этих уравнений показывает, что на боковых режущих
кромках углы резания получаются недостаточными. Так, для фрезы,
у которой аи = 20°, = 10°, ав = 10—12°, имеем уп = 2° 30',
ап = 2° 30'—3°.
Теория профилирования червячных фрез. Червячные фрезы для
нарезания цилиндрических колес с эвольвентным профилем изготов-
ляют на основе эвольвентного, архимедова или конволютного исход-
ных червяков. В зависимости от названия исходного червяка фрезы
называются эвольвентными, архимедовыми или конволютными. Из-
вестно, что название червяка определяется видом кривой в его по-
перечном сечении. Если в сечении, перпендикулярном к оси червяка,
получается эвольвента, то червяк называется эвольвентным, если
архимедова кривая — архимедов червяк, если же получается укоро-
ченная или удлиненная эвольвента, то червяк называется конволют-
ным. Все эти винтовые поверхности линейчатые, так как образуются
винтовым движением прямой линии, определенно ориентированной
в пространстве.
На рис. 8.20 показано положение образующих прямых (режущих
кромок резцов) для различных червяков. Резцы 1 и 2 образуют
эвольвентную винтовую поверхность. Резец 1 нарезает левую боко-
вую поверхность витка, резец 2 — правую. Они смещены относи-
170
образующая архимедова червяка.
Рис. 8.20. Установка резцов при
резаиии различных червяков:
1—6 — резцы
тельно центра на величину г0,
т. е. являются касательными
к радиусу основного цилин-
дра. Резец 3 формообразует
архимедову винтовую по-
верхность. Его прямолиней-
ные режущие кромки рас-
положены в осевой плоско-
сти, в которой находится
Резцы 4—6 нарезают винтовые поверхности в нормальном сечении
на делительном диаметре соответственно посередине впадины витка и
боковой стороны витка. В поперечном сечении червяка прямолиней-
ные режущие кромки касаются направляющего цилиндра радиуса гя.
Он может быть больше или меньше радиуса основного цилиндра г0
для образования эвольвентного червяка. Если гп < г0, то в попереч-
ном сечении червяка получается кривая в виде удлиненной эволь-
венты; если rfl > г0, то в поперечном сечении червяк будет иметь
кривую в виде укороченной эвольвенты.
С эвольвентным зубчатым колесом геометрически правильно
сцепляется из винтовых поверхностей только эвольвентный червяк.
Другие линейчатые червяки этим свойством не обладают. Линия
контакта эвольвентного червяка с зубчатым колесом является пря-
мая, отстоящая от оси червяка на расстояние радиуса основного
цилиндра г0- Следовательно, только для эвольвентного червяка
характеристика является его образующей. Поэтому и фрезы, в основе
которых лежит исходный эвольвентный червяк, теоретически должны
точно обрабатывать эвольвентное зубчатое колесо.
Однако вследствие затылования зубьев режущие кромки практи-
чески не лежат на боковых эвольвентных винтовых поверхностях,
что создает некоторые погрешности профиля нарезаемого колеса.
Кроме того, методом радиального затылования принципиально не-
возможно получить эвольвентные винтовые поверхности. Учитывая
это, эвольвентные червячные фрезы практически не делают.
Второе место по точности занимают фрезы, профилируемые и
изготовляемые на основе исходного архимедова червяка. Точные и
прецизионные червячные затылованные фрезы в настоящее время
делаются только архимедовыми с углом профиля исходного червяка,
равным углу профиля эвольвентного червяка в осевом сечении.
Наименее точными получаются фрезы, которые профилируются на
основе конволютного червяка. Причем из этих червячных фрез более
точными являются те, которые имеют червяк 6 (см. рис. 8.20) с прямо-
линейным профилем в нормальном сечении на делительном цилиндре
посередине боковой поверхности витка. Конволютные червяки,
нарезанные способами 4У 5, можно считать равноценными. Червяк 4
с прямолинейным профилем в нормальном сечении по впадине имеет
меньшее отклонение по углу профилц и большее по прогибу, чем
171
Рис. 8.21. Образование винтовой поверхности
архимедова червяка
червяк 5 с прямолинейным профилем
в нормальном сечении по витку. Сле-
дует иметь в виду,что корректировать
угол профиля легче, чем прогиб. С уче-
том этого червяк 5 предпочтительнее
по точности. Конволютные червячные
фрезы изготовляют класса точности В
и С для обработки зубчатых колес 9
и 10-й степени точности.
При проектировании червячных фрез одним из главных вопросов
является определение профиля их зубьев. Вследствие затылования
профиль зубьев фрезы будет отличаться от профиля витков исходного
червяка. Чтобы найти профиль зубьев фрезы и определить его харак-
теристики, необходимо решить ряд задач в той последовательности,
в которой формируется фреза как инструмент, а именно:
1) записать уравнение винтовой поверхности исходного червяка;
2) определить уравнения винтовой поверхности канавки, обра-
зующей пространство для размещения стружки и переднюю поверх-
ность;
3) выразить уравнением режущие кромки зубьев фрезы;
4) образовать и записать уравнения боковых затылованных
поверхностей зубьев фрезы;
5) найти уравнения профиля зубьев в соответствующем сечении;
6) определить характеристики профиля зубьев фрезы.
Ниже приведено решение этих задач применительно к фрезам,
профилируемым на основе исходного архимедова червяка. Методика
профилирования эвольвентных и конволютных червячных фрез
остается такой же, как и архимедовых.
Уравнение архимедова червяка. Архимедова винтовая поверхность
получается в результате винтового движения образующей прямой,
лежащей в плоскости осевого сечения X0Y относительно оси винта X.
Схема образования такой поверхности показана на рис. 8.21:
х = Хх + х2; = = x2 = ptga.
Подставив выражения, получим
для левой стороны витка х =0 4-р tga,
р
для правой стороны витка х = -^-0 —ptga
или для правозаходного червяка
х = 6 ±р tga, (8.19)
где 0 — угловой параметр, характеризующий поворот образующей
ОА относительно оси X в винтовом движении; р — текущий радиус-
вектор точки, лежащей на образующей; Рх — шаг винтовой поверх-
ности, Рх = nD tg т; a — угол профиля исходного червяка.
172
Для левозаходного червяка необходимо поменять знак перед
углом 0, т. е. перед первым членом будет (—).
В поперечном сечении червяка, когда х = 0, из уравнения (8.19)
получим уравнение архимедовой кривой
где b — постоянная архимедовой кривой.
В осевом сечении плоскостью XOY угол 0 = 0, а р = у. Тогда
из уравнения (8.19) х = ±tg ay. Это есть уравнение образующей
прямой.
Уравнение винтовой поверхности канавки. Если передний угол
фрезы равен нулю, то образующая канавки — прямая, пересекающая
ось X винта под прямым углом. Такая винтовая поверхность —
коноид, частный случай архимедовой поверхности. Поэтому уравне-
ние канавки получается сразу же из уравнения (8.19), если принять
угол а = 0.
Учитывая, что для правозаходного червяка канавка левозаходная
и наоборот, будем иметь
xK = ±-g-, (8.20)
где Рк — шаг винтовой поверхности канавки, Рк = nDctgco.
Здесь верхний знак относится к правозаходной канавке, нижний —
к левозаходной.
Уравнения режущих кромок. Режущие кромки получаются в ре-
зультате пересечения поверхности червяка винтовыми канавками.
Их уравнения получим в результате совместного решения уравнений
указанных поверхностей.
Для этого из уравнения (8.20) находим
0 = Т2л->-.
"к
Подставив значение угла 0 в уравнение (8.19), для правозаходного
червяка получим
х==-2г(------p^~)±tgap’
х = — -Р± tgap или Рк* ркР*Хк = ± tgap.
Так как поверхности пересекаются по режущим кромкам, для любой
точки х = хк = хр. Поэтому
(—к-^ Рх ) ± tg ар; отсюда
хр = ± р;+рх tgaP- (8-21)
Здесь верхний знак относится к левой режущей кромке, нижний —
к правой. Для левозаходного червяка в уравнении (8.21) необходимо
поменять знаки на обратные.
173
Уравнения боковых затылованных поверхностей зубьев фрезы.
Затылование зубьев производится с целью создания задних углов по
всему контуру. Затылованные поверхности должны удовлетворять
двум условиям: проходить через режущие кромки, и их винтовой ход
должен отличаться от винтового хода исходного червяка.
Чтобы получить их уравнения, свяжем режущие кромки с под-
вижной системой координат и сообщим им движения, соответствую-
щие движениям при затыловании. Тогда в общем виде уравнения
боковой затылованной поверхности зубьев фрезы запишутся так:
хи = хр + х3 = хр + Т’иОз;
0И = ОР4-0Э.
Решив совместно эти уравнения, исключим угловой параметр
затылования. Из нижнего уравнения
03 = Ок-0р.
Подставив выражение 03 в верхнее уравнение системы, получим
Хи = хр + Р„ (0И - 0Р), (8.22)
здесь хр определяется по уравнению (8.21); Ря — Pj2n — винтовой
параметр затылованной поверхности; 03 — угол поворота режущей
кромки в затыловочном движении; 0И — угол, определяющий поло-
жение точек на затылованной поверхности; 0Р — угол, определяю-
щий первоначальное положение точек режущей кромки до затылова-
ния.
Угол 0Р находят из совместного решения уравнений (8.19) и
(8.20), исключив из них х и хк. Так как х = хк = хр, то 0 — 0Р.
Тогда 4~-0p±tgap = — -^-0р; илн 0р tg ар.
Откуда
Подставив это значение 0Р в уравнение (8.22), получим
Хи — Рв (би ± рк _|_ рх tg Хр
ИЛИ
*и = _2^’0И±“2Г Рк + Рх tgaP± Рк + Рх tgaP’
хи = "2^- би± Рк рх tgap, (8.23)
где Ра — винтовой ход боковых затылованных поверхностей.
Здесь также верхний знак справедлив для левой боковой затыло-
ванной поверхности, нижний — для правой.
174
(8.24)
И. п
(8.25)
Для левой стороны 4 = Хи1Л, аРй — Ри< л. Для правой стороны
==: хи> д, ~~ Р я, п* Тогда
^и.л Л I Ря + Ри.л +агул.
л - “йГ У“ + рк + рл tgap'
г — Ри-И 9 - рк +ри,п «„
*и,п— 2л °и рк+рх 1&аР’
где Рх — шаг витков исходного червяка, Рх — nD tg т; Рк — шаг
винтовой стружечной канавки, образующей переднюю поверхность
зубьев фрезы, Рк — nD ctg со; 0И — угол, определяющий положение
точек на затылованных поверхностях; а — угол профиля исходного
архимедова червяка; р — текущий радиус-вектор точки, лежащей на
боковой затылованной поверхности.
Для левозаходных фрез в уравнениях (8.23) и (8.24) необходимо
изменить знак перед 0И на обратный.
Так как винтовой ход боковых затылованных поверхностей
Ле л и Р„. п отличается от винтового хода исходного червяка, то в
общем виде для правозаходных фрез
Ри. п == Рх + ^Р >
где ДР — дополнительное перемещение затылованных поверхностей
в осевом направлении фрезы.
На рис. 8.22 показано смещение контуров затылованных по-
верхностей зубьев за один оборот фрезы. Из рисунка видно,- что
ДР = Д2Лх = К tg аи,
где К — величина затылования поверхности на вершине витка за
один полный его оборот; ал — угол профиля затылованного витка,
т. е. зубьев фрезы.
Так как затылованные поверхности не совпадают с поверхностями
исходного червяка, то аи #= а. Для левой стороны зуба аи =• аи. л>
для правой = аи< п. Тогда
Ря. л = Рх К tg оси. л;
^H.n = ‘Px + A:tga„.n.
Значение К найдем из геометрии и кинематики процесса затылова-
ния. Стандартные червячные фрезы делают так, что у них винтовая
канавка проходит перпендикулярно к виткам исходного червяка на
делительном диаметре. Развертка на плоскость для правозаходной
червячной фрезы показана на рис. 8.23. Шаг между зубьями фрезы
Рх = ОС + СВ = a ctg <о + a tg т = a (ctg « + tg т),
где ctg со = ^-, tgx = ^-.
(8.26)
Тогда Рх = а . Откуда а = nD
175
где а — смещение по дуге окружности одноименных точек О и А
двух режущих кромок, лежащих на одной и той же передней поверх-
ности, но принадлежащих двум разным виткам зубьев фрезы.
Если канавки прямые, что характерно для фрез сборной конструк-
ции, то угол <о=0, тогда и смещение а = 0. Когда будут отзатыло-
ваны все зубья данного витка, то, как видно из рис. 8.23, фреза
повернется не на полный оборот, т. е. не на лО, а на nD — а. Тогда
nD - а = nD - лР р р - = nD ( 1 — -5-^-5-}
Т \ ~Г ^х /
р
или nD — а = nD —рк-.
* к т ^х
При повороте фрезы на один торцовый шаг радиальное переме-
щение затыловочного резца или круга равно Кг. За время поворота
фрезы на nD — а, радиальное перемещение затыловочного инстру-
мента будет равно К2г. За полный оборот фрезы на nD радиальное
движение затылования равно К-
Очевидно, что
К __ nD _____ nD __________ Рк -4- Рх
KzZ ~ nD — a ~ ~Р^ ~ Р^ ‘
Откуда
д- = Рк+Рх (8.27)
где z — число торцовых зубьев фрезы.
Подставив значение К в уравнение (8.26), для правозаходных
фрез получим
Рис. . 8.22. Смещение контуров при затыловании:
1 — начальный контур; /' — конечный контур
Рис. 8.23. Развертка червячной фрезы иа плоскость*.
J — след винтовой линии зубьев фрезы; 2 — след винтовой линии окружности канавки
Я76
Рис. 8.24. Развертка витка исходного чер-
вяка и затылованных поверхностей на пло-
скость для фрез с прямыми (а) и винто-
выми (в) канавками:
пунктирная линия — линия витка исходного
червяка; сплошная линия — зуб фрезы
Как и следовало ожидать, из
этих уравнений видно, что в сече-
нии правозаходных червячных
фрез, соосным делительным
цилиндром, для левой стороны
зубьев винтовой ход боковых затылованных поверхностей полу-
чается меньше винтового хода витков исходного червяка, а для
правой стороны зубьев — больше. Для левозаходных червячных
фрез будет наоборот..
На рис. 8.24 дана развертка витка червяка и затылованных
поверхностей фрезы по делительному цилиндру, на которой показано
уменьшение (—ДР) и увеличение(+ ДР) шага затылованных поверхно-
стей для левой и правой стороны зуба на одном полном обороте витка.
Может оказаться, что для правозаходных фрез Ри. л = 0, а Ри. п =
= 2PV. Это зависит от величины заднего угла. Если задний угол на
боковых сторонах зубьев в осевом направлении аос будет равен углу
подъема т витков исходного червяка, то ДР = РА. В этом случае
затылованная поверхность с левой стороны получится не винтовой,
а кольцевой. Если аос > т, то для левой стороны зуба боковая затыло-
ванная поверхность из правозаходной перейдет в левозаходную. Это
свойство может проявляться у червячных фрез повышенной точности
или прецизионных, у которых угол подъема винтовой линии т неболь-
шой, до 3°.
В уравнениях (8.28) неизвестными являются только углы профиля
зубьев фрезы аи. л и аи.п.
Профиль зубьев фрезы. Профиль зубьев архимедовых червячных
фрез определяется в осевом сечении. В сечении боковых затылован-
ных поверхностей осевой плоскостью XOY угол 0 =? 0 и р = у.
Тогда из системы уравнений (8.24) получим
*и.л Рк + Рх tga^’
*и.п= Р^+Рх
(8.29)
Уравнения (8.29) описывают тоже прямые линии, но с другими
углами профиля а„. л и а.,. п, т. е. с другими углами их наклона к оси
Y. Как следует из рис. 8.21, для исходного червяка tg a = х/у.
Пользуясь уравнениями (8.29), можем определить углы профиля
зубьев фрезы в осевом сечении
И. л
fa a = = '~к~|~1~и-л fa a.
y - Рк + рх iga,
taa - *ип — рк + ри.д tg
g у Рк + Рх lga<
(8.30)
177
Рнс. 8.25. Профиль фрезы в осевом
сечении:
а — зубьев архимедовой червячной фре*
зы; б — витков эвольвентного исходного
червяка
С учетом этого уравнения
(8.29) приводятся к виду
хн л = tg а„ л и;
и * (8,31)
^и. п tg ай. пу,
где хи.л=Хи.Л1—хи.л2 (рис.8 25 а);
Задавшись у, значения хи, л, хи. п определяют из уравнений (8.29)^
Ордината
У = У1 — Уг-
Профиль зубьев фрезы определяется по расчетной высоте. Поэтому
У1 R + тп\ у2 = R — тп.
Тогда уг — у2 = 2/л„.
Если в систему уравнений (8.30) подставить значения Ри, л и Ри. п
из системы (8.28), то после некоторого преобразования
ctg J1 = ctga+-^;
(8.32)
ctgaH.n = ctgaT-^,
где а — угол профиля исходного архимедова червяка в осевом сече-
нии. Здесь верхние знаки справедливы для правозаходной фрезы,
нижние — для левозаходной.
Профиль зубьев в общем случае характеризуется не только своими
углами, но высотой и кривизной. Для фрез стандартной конструкции,
имеющих передний угол, равный нулю, рабочая высота профиля
зубьев равна высоте профиля витков исходного червяка, которая для
нормального некорригированного зацепления составляет 2т.
Как видно из уравнений (8.31), для рассматриваемых фрез про-
филь зубьев является прямолинейным. Следовательно, кривизна
профиля равна нулю. Поэтому профиль зубьев стандартных червяч-
ных фрез для некорригированного зацепления будет прежде всего
определяться углами профиля и линейными параметрами.
Угол профиля исходного архимедова червяка. Угол профиля должен
быть таким, чтобы по своей точности архимедовы червячные фрезы
как можно больше приближались к точности эвольвентных фрез.
Из теории зубчатых зацеплений известно, что с эвольвентным зубча-
тым колесом геометрически точно зацепляются рейка, эвольвентное
колесо и эвольвентный червяк. Архимедов червяк не обладает таким
свойством. Поэтому и профилирование фрез на основе архимедова
червяка относится к приближенному методу. Но их точность можно
повысить, если архимедов червяк сделать эквивалентным эвольвент-
178
ному червяку. Для этого угол профиля архимедова червяка надо
принять таким, какой имеет угол профиля эвольвентный червяк
в осевом сечении, т. е. должно быть выполнено условие аарх = &эв.
Угол профиля эвольвентного червяка в осевой плоскости может
быть найден способом хорд и способом касательных.
Рассмотрим тот и другой способы.
Уравнение правозаходного эвольвентного червяка следующее:
х = (0 ± inv а), (8.33)
где inv а = tg а — а; а — угол зацепления.
В осевом сечении угол 0 = 0, поэтому уравнение осевого сечения
эвольвентного червяка
x=±--Mnva. (8.34)
Здесь верхний знак справедлив для левой стороны витка, нижний —
для правой.
На рис. 8.25, б показан профиль осевого сечения эвольвентного
червяка. Он получается криволинейным, выпуклым. Хорда прове-
дена через точки А и Ву лежащие на расчетной высоте профиля,
равной 2/лп.
Из рис. 8.25 видно, что
*£аэ»=~тЬ (8.35)
Уа УЬ
Ординатами уа и уь задаемся: уа = г + тп\ уь = г — тп.
Тогда уа — Уь = 2тп.
Абсциссы ха и хъ найдем из уравнения (8.34):
xa = -^-invaa; xb = inv аь.
Подставив в уравнение (8.35) найденные значения, получим
t(T„ Px(invaa — inva&)
tg “*» =-----’ (8-36)
Так как /\. = птп , то
COS т
- inV”ac~'r-aft ; (8.37)
здесь cos ao = rQlya-, cos ab = ralyb.
Из отношения Px = 2лг0 tg т0, учитывая, что Рх = ,
получим = (8.38)
где cos т0 = cos т cos a; a — угол зацепления, он известен.
Таким образом, для более точных прецизионных червячных
фрез в уравнениях (8.32) угол а исходного архимедова червяка
179
должен быть равен углу профиля аэв эвольвентного червяка в осе-
вом сечении, который находится по уравнению (8.37).
Способом касательных эта задача решается проще.
На рис. 8.25 штриховой линией проведена касательная к кривой
осевого сечения эвольвентного червяка через точку, лежащую на
делительном диаметре. Угол между касательной и осью Y есть тоже
угол аэф. Известно, что
tga3B = tg oncost, (8.39)
где cos ап = cos t0/cos t; an — угол профиля эвольвентного чер-
вяка в нормальном сечении, равный углу профиля исходного кон-
тура (ап = 20°); т0 — угол подъема винтовой линии на основном
цилиндре эвольвентного червяка. Так же как и в предыдущем слу-
чае, аарх аэн-
Уравнения профиля эволъвентных и конволютных червячных фрез.
Решая последовательно все рассмотренные задачи, получим урав-
нения для определения боковых затылованных поверхностей и
профиля зубьев червячных фрез, в основу которых положен эволь-
вентный и конволютный червяки.
Для правозаходных эвольвентных фрез уравнения боковых
затылованных поверхностей следующие:
^„.л=Л; л0и + -^^/эИпуах; (8.40)
“г »х
ХИ. п == Ри. пОи--р~ГрхП рх inv <Хх.
Профиль зубьев в осевом сечении, когда угол 0и = 0, запишется
уравнениями
хи.л = PpKt^p-^inVax; (8.41)
пкт "х
Хи- п = Рк + Рх Рх inv
Для левозаходных фрез в уравнениях (8.40) необходимо изменить
знаки на обратные перед первым членом.
Уравнения боковых затылованных поверхностей конволютных
фрез следующие:
хи. л = ± Ри. л9и ± Рх *х 4- -р^г^- Гх tg a tg (8.42)
Г к Г V г к -ф- г х
Хи.п = ± Ри. пОи т Р'х-^+.^Р-ах - Ррк + Рри^ ГХ tgatga,.
Профиль зубьев этих фрез в осевом сечении определится сразу же
из уравнений (8.42), если принять 0„ = 0.
Однако конволютные фрезы по осевому сечению обычно не про-
филируются. Их профиль определяются в нормальном сечении посе-
редине впадины или витка на делительном диаметре фрезы. Для
этого необходимо решить совместно уравнения (8.42) с уравнением
плоскости, нормальной к винтовой линии. В уравнениях (8.42)
180
верхние знаки относятся к правозаходным фрезам, нижние —
к левозаходным. В уравнениях (8.40)—(8.42) Ри л, Рн.п — винто-
вые параметры левой и правой боковых затылованных поверхностей
зубьев фрезы, р; /\п = Pi п Р'х — параметры
винтовой канавки и витков исходного червяка;
р'___ К . П' __ ?х .
2л ’ х 2л *
гх — радиус направляющего цилиндра конволютного червяка; а —
угол профиля витков исходного червяка.
Для эвольвентных фрез inv ах = tg ах — ал, где cosax =
Для конволютных фрез cos ах = -у-,здесь г0 — радиус основного
цилиндра эвольвентного червяка; р — текущий радиус-вектор точки,
лежащей на рассматриваемой поверхности. В осевом сечении р = #,
который изменяется от до Ра.
Конволютные червячные фрезы по методу профилирования яв-
ляются наименее точными. Они применяются для обработки зубча-
тых колес 9-й степени точности, поэтому нет необходимости находить
точно профиль их зубьев. Он принимается прямолинейным и сим-
метричным с углом профиля в нормальном сечении, равным углу
зацепления а = 20°.
Червячные фрезы можно делать с рациональной геометрией,
имеющими необходимые передние углы резания. Они имеют более
высокие режущие свойства. Профиль зубьев таких фрез существенно
отличается от профиля зубьев стандартных червячных фрез с нуле-
вым передним углом. Методика проектирования червячных фрез
с рациональными геометрическими параметрами рассмотрена в [8].
Фрезы для нарезания червячных колес. Эти фрезы работают с ра-
диальной или тангенциальной подачей. Ось фрезы устанавливается
перпендикулярно к оси червячного колеса. Тангенциальный способ
врезания менее производителен, чем радиальный, но позволяет более
равномерно распределить нагрузку на большее число режущих
зубьев, что приводит к более равномерному износу и повышению
стойкости инструмента, а также к увеличению числа огибающих
резов. Вследствие этого существенно повышается чистота обрабо-
танной поверхности.
При проектировании фрезы и выборе направления подачй надо
учитывать и возможности сборки червяка с колесом. Червячный
редуктор может собираться с радиальным и тангенциальным вводом
червяка. В зависимости от вида червяка радиальная сборка с коле-
сом, нарезаемым тангенциальным способом, имеет ограничения.
Для архимедова червяка должно быть соблюдено условие
V~f*
tga> tgri—?-----, (8.43)
> а-
181
где а — угол профиля архимедова червяка в осевом сечении; т —
угол подъема винтовой линии на делительном цилиндре червяка;
го, г — наружный и делительный радиусы червяка.
Для конволютного червяка угол а 10°. Эвольвентный червяк
не имеет этих ограничений при сборке. Фрезы для червячных колес
в зависимости от модуля могут быть насадными сборными, насад-
ными цельными и концевыми цельными, которые выполняются
вместе с оправкой. Основные конструктивные параметры этих фрез
определяются в принципе так же, как и червячных фрез для цилинд-
рических колес, за исключением диаметральных размеров.
Делительный диаметр фрезы должен быть равен делительному
диаметру червяка, зацепляющегося с данным червячным колесом-
Это вытекает из условия идентичности станочного зацепления при
нарезании колеса фрезой и работы червяка в передаче. Поэтому
D =* d. Наружный диаметр фрезы Da = d + 2• 0,3m; здесь 0,2т
идет как бы на образование радиального зазора и 0,1m — на умень-
шение диаметра фрезы от переточки. Внутренний Df = df.
Вследствие увеличения высоты головки зуба для переточки новой
фрезы на 0,1/п его толщина по делительному диаметру также уве-
личится на 0,03—0,06 мм для т = 14-10 мм. Это необходимо для
утонения зуба колеса, чтобы образовать боковой зазор в передаче.
Длина фрезы L = 1Г + где — проекция активной длины
линии профилирования (зацепления) на ось фрезы; Рх — осевой шаг
зубьев фрезы. Длина фрезы с тангенциальной подачей L = +
+ (3,5н~4) Рх. Увеличение длины фрезы в этом случае необходимо
для ее осевого перемещения в процессе нарезания зубьев червяч-
ного колеса.
У червячных фрез с тангенциальной подачей входную сторону
делают конической по наружному диаметру на длине, равной 2,5—
3 шагам. Это необходимо для лучшего врезания и уменьшения на-
грузки на зубья, первыми вступающими в резание.
Число зубьев у червячных фрез для червячных колес получается
меньше, чем у фрез для цилиндрических колес, вследствие того,
что у них меньше диаметр. Поэтому получается более ограниченное
число огибающих резов. Это вызывает большую огранку. У много-
заходных фрез число огибающих резов уменьшается в зависимости
от числа заходов.
В этом случае при радиальном врезании огранка профиля осо-
бенно возрастает. Величину огранки f (рис. 8.26) можно уменьшить
до/i, если после каждого оборота колеса положение режущих кромок
фрезы с—с не будет совпадать с их положением а—а или b—b на
предыдущих оборотах заготовки. Боковые режущие кромки будут
работать не одними и теми же участками, а разными, более равно-
мерно распределенными по всей их длине. У фрез, работающих
с радиальной подачей, для этого необходимо, чтобы число зубьев
колеса было не кратным числу зубьев фрезы и числу ее заходов.
Число зубьев рекомендуется делать ?и > 12 для фрез класса точ-
ности I, ?и Ю для фрез класса точности II, ^8 для фрез класса
точности III, ?и ^>6 для фрез класса точности IV.
182
Рис. 8.26. Огранка профиля зубьев колеса
Рис. 8.27. Зубья червячного шевера
Фрезы, работающие с тангенциальной подачей, имеют во много
раз большее число огибающих резов. Поэтому, если передаточное
отношение червячной пары целое, то число зубьев фрезы может быть
любым с учетом их конструктивного и технологического исполне-
ния. При дробном передаточном отношении число зубьев фрезы
должно делиться на число заходов червяка или иметь с ним общий
множитель.
Профиль зубьев определяется так же, как и у фрез для цилинд-
рических колес. Только здесь фреза должна обязательно профили-
роваться на базе того исходного червяка, который работает в пере-
даче. Для обеспечения идентичности боковые поверхности витков
червяка и зубьев фрезы шлифуются в одинаковых условиях. Для
этого на боковых затылованных поверхностях зубьев фрезы у ре-
жущих кромок оставляется ленточка шириной 0,05—0,1 мм, лежа-
щая на поверхности исходного червяка: Из технологических сооб-
ражений шлифование производится коническим кругом. В резуль-
тате действительные боковые поверхности червяков и ленточек фрезы
будут нелинейчатыми.
В единичном производстве червячных колес или в ремонтном
деле применяются резцы летучки. Они представляют собой одно-
зубую червячную фрезу. Нарезание колеса производится при тан-
генциальной подаче инструмента. Этот метод имеет весьма низкую
производительность.
Червячные шеверы применяют для чистовой обрабЪтки зубьев
червячных колес. Шевер представляет собой червяк, на витках
которого сделаны режущие зубья (рис. 8.27). Для средних модулей
т = 2ч-5 мм параметры режущих зубьев следующие. Толщина зуба
равна ширине впадины колеса или немного больше ее. Высота
головки витков шевера “ ha + 0,1 мм, где ha — высота головки
червяка.
Ширина ленточек f = 0,1ч-0,3 мм. Ленточки лежат на винтовой
поверхности исходного червяка, который зацепляется с данным
колесом. Высота зубчиков е — 1,5ч-2 мм, шаг между ними Р =
183
= З-гЮ мм. На боковых сторонах витков зубчики могут быть рас-
положены в радиальном направлении (рис. 8.27, а) или с наклоном
под углом X = 7—10° (рис. 8.27, б). Для выхода долбежного резца,
образующего канавки между зубчиками, делается винтовая канавка
глубиной 1,5—2 мм и шириной с = 24-3 мм.
Для обеспечения идентичности параметров шевера и червяка
шлифование их надо производить на одном станке с одной настройкой.
СОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИИ
ЧЕРВЯЧНЫХ ФРЕЗ
Зубофрезерование является одним из основных методов нареза-
ния зубьев цилиндрических колес. Поэтому стремятся различными
путями полнее раскрыть возможности этого метода и повысить его
эффективность. Прежде всего идут по пути улучшения конструкции
и геометрии червячных фрез. Основными путями различной моди-
фикации червячных фрез являются: создание фрез с измененными
схемами и с перераспределением загрузки режущих зубьев; при-
менение червячных фрез с незатылованными зубьями; разработка
конструкций фрез с рациональной геометрией; оснащение червяч-
ных фрез твердыми сплавами.
Схемы резания существенно влияют на загрузку режущих зубьев,
на изнашивание и стойкость инструмента, а следовательно, на ин-
тенсификацию процесса зубофрезерования. У червячных фрез стан-
дартной конструкции активно используется около 15—20 % длины
режущих кромок от общего их периметра. При этом наиболее загру-
женными являются вершинные режущие кромки, срезающие до
80 % металла, которые, в свою очередь, загружены неравно-
мерно.
Наибольший объем металла срезают входящие зубья, которые
первыми вступают в резание. Эти зубья быстрее изнашиваются и
определяют период стойкости инструмента. Этот недостаток стан-
дартной конструкции червячной фрезы стремятся исключить или
частично исправить разными способами: применением конических
червячных фрез, червячных фрез с заборным конусом, а также чер-
вячных фрез с дифференцированной схемой резания. Более эффек-
тивно червячные фрезы с заборным конусом применять при диаго-
нальном методе зубофрезерования цилиндрических колес. В этом
случае сначала врезание инструмента в заготовку производится
в осевом направлении фрезы, а затем зубофрезерование осуще-
ствляется способом диагональной подачи — фреза имеет осевое
перемещение и вместе с суппортом получает движение подачи вдоль
оси нарезаемого колеса.
В процессе тангенциального врезания и при диагональном пере-
мещении фрезы значительно увеличивается число огибающих резов
и снижается шероховатость эвольвентной поверхности. За время
врезания заборного конуса происходит как бы черновая обработка
зубьев. Чистовая обработка совершается цилиндрической частью
фрезы при диагональном перемещении на всю ее длину.
184
Заготовка
фреза.
Рис. 8.28. Схема резания червячной
фрезой
чРнс. 8.29. Оптимальная схема резания
при зубофрезеровании
Вследствие такого распределения работы резания зубья фрезы
имеют более равномерное изнашивание по всей длине фрезы. При
диагональном зубофрезеровании соотношение между составляющими
подачи определяется видом обработки, продольной волнистостью
и профильной огранкой. Этот метод более эффективен, чем нарезание
колес методом продольной подачи. Однако для нарезания зубьев
колес диагональным методом требуются зубофрезерные станки
с протяжным суппортом повышенной жесткости.
Зубья червячной фрезы стандартной конструкции срезают слой
по сложному замкнутому контуру abed (рис. 8.28). В результате
происходит сложная деформация срезаемого слоя и образующейся
стружки. Степень деформации и усадка стружки значительно по-
вышаются, что неблагоприятно влияет на силу резания и изнаши-
вание инструмента. На рис. 8.29 показаны контуры режущих кромок
червячной фрезы, у которой нечетные зубья занижены по вершине
на а четные зубья заужены по бокам на В результате срезаются
более толстые, но короткие прямые стружки. Режущие свойства
таких фрез улучшаются. Затылование зубьев этих фрез произво-
дится так же, как и обычных, но только от двойного кулачка.
Червячные фрезы с затылованными зубьями хотя и получили
широкое распространение, однако они имеют существенные недо-
статки. Операция затылования сложная, трудоемкая, создает удары
на режущие кромки зубьев. Качество поверхностного слоя при этом
методе шлифования снижается^ Затыловочный круг быстро изна-
шивается, так как его размеры ограничены. Диаметр этого круга
ограничивает длину зуба, что связано с уменьшением допустимого
числа переточек фрезы. По ряду причин невозможно создать опти-
мальные задние углы на зубьях. Эти недостатки значительно исклю-
чаются, если зубья не затыловать, а шлифовать по винтовой цилинд-
рической поверхности в рабочем корпусе с поворотом реек или
в другом, так называемом технологическом корпусе без поворота
реек. Тогда при правильной установке зубьев или реек в инстру-
ментальном корпусе они получают необходимые задние углы по
всему контуру. Поскольку в этом случае операция затылования
совсем отсутствует, такие инструменты называют незатылованными.
185
Незатылованные червячные фрезы могут быть только сборной,
конструкции. У них рейки из быстрорежущей стали или из твердого
сплава закрепляют в пазах корпуса фрезы. На рис. 8.30 показаны
схемы, которые поясняют сущность создания таких фрез. В техно-
логическом корпусе в первом случае (рис. 8.3Q, б) зуб смещен отно-
сительно оси на величину 1гъ во втором случае (рис. 8.30, в) зуб
наклонен на величину заднего угла ав, в результате он тоже полу-
чается смещенным от центра на расстояние hx = Ra sin ав (в обоих
случаях).
Радиусы технологического корпуса Ra и Rf отличаются от радиу-
сов рабочего корпуса фрезы Ra„ и Rfii. В технологическом корпусе
зубья будут обтачиваться резцом и шлифоваться кругом по дуге
окружности (в торцовой проекции), а точнее, по винтовой поверх-
ности червяка, образующими которого являются линии режущих
кромок ei. Если зуб в технологическом корпусе сместить на вели-
чину hx влево или повернуть по часовой стрелке на угол ав и уста-
новить в рабочий корпус, то он займет положение, показанное на
рис. 8.30, а, и образует задний угол ав по наружному диаметру,
а также соответствующие задние углы на боковых режущих кром-
ках. Задние поверхности зубьев будут образованы дугой окружности
по вершинам и винтовыми поверхностями по бокам.
Технологически проще обтачивание и шлифование задних по-
верхностей зубьев или реек производить в одном корпусе, который
является рабочим и технологическим. Вначале в корпусе их обта-
чивают или шлифуют как тела вращения или как винтовые цилинд-
рические поверхности. Затем их вынимают из корпуса, поворачи-
вают на 180° и устанавливают в те же пазы (рис. 8.31). Такие
червячные фрезы получили название фрез с поворотными рей-
ками.
Характерной особенностью незатылованных червячных фрез
является то, что профиль зубьев в технологическом корпусе и неко-
торые параметры этого корпуса отличаются от профиля зубьев и
параметров рабочего корпуса, т. е. инструмента. Это справедливо
также и для зубьев с поворотными рейками, изготовляемыми в ра-
бочем корпусе.
Рис. 8.30. Положение зубьев фрезы в рабочем корпусе (а) и в технологических кор-
пусах (б, в)
Рис. 8.31. Незатылованные червячные фрезы с поворотными рейками
186
Рис. 8.32. Червячная фреза с твер-
досплавными рейками
Зубья или рейки после из-
готовления, заняв нужное по-
ложение в корпусе инстру-
мента, должны иметь необхо-
димый правильный профиль.
Для изготовления в технологическом корпусе профиль зубьев реек
рассчитывают. Методика расчета профиля незатылованных инстру-
ментов приведена в работах 17, 20]. Для повышения производи-
тельности процесса зубофрезерования в настоящее время успешно
применяются червячные фрезы, оснащенные твердыми сплавами.
Их скорости резания в 3—4 раза выше, чем скорость резания фрез
из быстрорежущей стали. По своей конструкции они могут быть
насадные цельные и насадные сборные. Первые делают диаметром
D = 254-50 мм, модулем до 1,5 мм, вторые — более крупных мо-
дулей и диаметров. Червячные фрезы сборной конструкции имеют
различное крепление твердосплавных пластинок и реек. Отдельные
зубья из твердого сплава напаивают к корпусу фрезы.
Твердосплавные пластинки напаиваются на металлические встав-
ки, представляющие собой отдельные зубья, которые механически
закрепляются в корпусе фрезы. Такие фрезы, как правило, крупно-
модульные.
Для фрез средних размеров делают твердосплавные рейки, кото-
рые механическим способом закрепляют в пазах корпуса фрезы
(рис. 8.32). В пазах корпуса 1 установлены плоские рейки 2, Пазы
в корпусе прямые, параллельные оси фрезы, и расположены так,
чтобы при установке реек их зубья имели передний угол, равный
нулю. Пазы по ширине и рейки по толщине шлифуют с допуском не
более 0,01 мм. Зубья рейки смещены относительно одного из торцов
на К = Pt/z^ Тогда в корпусе они будут располагаться по винтовой
линии. Торцы реек имеют коническую поверхность, по которым их
закрепляют гайками 3 тоже с конической внутренней поверхностью-
Крепление реек может быть и кольцами с торцов, которые надевают
в горячем состоянии.
Нарезание зубьев колес является трудоемкой операцией. Она
составляет 60—70 % штучного времени изготовления зубчатого
колеса в целом. Для повышения производительности при черновом
зубофрезеровании широко применяют многозаходные червячные
фрезы с модифицированным профилем под последующее шевинго-
вание. Профиль зубьев фрезы с каждой стороны очерчивается двумя
прямыми линиями, пересекающимися по начальной прямой. В ре-
зультате профиль получается посередине зауженным на вели-
чину Дь
Для облегчения деформации срезаемого слоя, снижения сил
резания и уменьшения изнашивания инструмента многозаходные
фрезы могут выполняться с дифференцированной (прогрессивной)
схемой резания, принципиально так же как и однозаходные чер-
вячные фрезы.
187
Точность червячных фрез. По ГОСТ 9324—80 цельные червячные
фрезы изготовляют пяти классов точности: АА, А, В, С, D с т ==
— 14-20 мм. При т = 84-25 мм их делают сборной конструкции
классов точности А, В, С и D. Фрезы класса АА применяют для наре-
зания зубчатых колес 7-й степени точности; фрезы класса точности А
служат для нарезания колес 8-й степени точности; фрезы класса В —
для колес 9-й степени точности, и колеса 10-й степени точности наре-
зают фрезами классов С и D, которые можно делать с нешлифован-
ным профилем. По ГОСТ 10331—81Е изготовляют червячные фрезы
с т = 0,154-0,9 мм, диаметром Da — 25 и 32 мм четырех классов
точности ААА, АА, А и В. Фрезы класса ААА применяют для наре-
зания зубьев цилиндрических колес 5-й и 6-й степени точности.
Прежде всего большое значение имеет точность базирования фрезы
по отверстию. Отверстие под оправку тщательно шлифуется и вы-
полняется с точностью 5—7-го квалнтета.
Точность изготовления фрез проверяется по отдельным эле-
ментам конструкции, основными из которых являются: отклонение
толщины зуба; профиль передней поверхности зубьев; радиальное
и торцовое биение буртиков; погрешность шага винтовых стружеч-
ных канавок; радиальное биение по вершинам зубьев; погрешность
винтовой линии фрезы; погрешность профиля; погрешность осе-
вого шага; конусность по наружному диаметру; разность соседних
окружных шагов и накопленная погрешность окружного шага
стружечных канавок; погрешность зацепления.
Нормы точности изготовления различных фрез в зависимости от
модуля приводятся в указанных ГОСТах.
ЗУБОРЕЗНЫЕ ДОЛ БЯКИ
Зуборезные долбяки применяют для нарезания прямозубых и
косозубых цилиндрических колес как наружного, так и внутреннего
зацепления. Так же как и гребенки, долбяки могут нарезать блоч-
ные шестерни и шевронные колеса. Процесс обработки производится
методом обкатывания непрерывно. Долбяки особенно эффективно
применять при обработке зубчатых колес с узким ободом, имеющих
большое число зубьев и модуль до 2 мм. Однако долбякам присущи
и некоторые недостатки. По сравнению с гребенками они имеют
большую накопленную погрешность по шагу. Они уступают гре-
бенкам и по точности эвольвентного профиля зубьев нарезаемого
колеса, так как вследствие наличия переднего и заднего углов
проекция режущих кромок на плоскость, перпендикулярную к осн
колеса, отличается от эвольвентного профиля. Долбяки имеют
ограничение в числе зубьев нарезаемых колес. Кроме того, ими
можно нарезать колеса практически ограниченного модуля до 12 мм,
так как при больших размерах долбяков увеличивается их перекос.
В зависимости от размера и назначения существуют следующие
конструктивные разновидности долбяков.
1. Дисковые прямозубые, применяемые для нарезания пря-
мозубых цилиндрических колес, главным образом наружного зацеп-
188
Рис. 8.33. Типы зуборезных долбяков
ления. Стандартные дисковые долбяки по ГОСТ 9323—79 делают
с номинальным делительным диаметром £>0 = 804-200 мм, моду-
лем 1—12 мм (рис. 8.33, а).
2. Чашечные, применяемые для нарезания наружных блочных
колес в упор и для изготовления внутренних колес средних моду-
лей. Стандартные долбяки этого вида имеют номинальный диаметр
50—125 мм и модуль 1—9 мм. Они отличаются от ..дисковых более
глубокой выточкой для размещения крепежной гайки (рис. 8.33, б).
При обработке блочных шестерен в ряде случаев гайка не должна
выступать за плоскость, проходящую через вершинные режущие
кромки.
3. Концевые, или хвостовые, долбяки (рис. 8.33, в), применяе-
мые для нарезания колес внутреннего зацепления, имеют Ьо = 25;
38 мм, т = 14-4 мм.
На рис. 8.33, г и д показан дисковый долбя к для нарезания косо-
зубых и шевронных колес. Косозубые долбяки для косозубых колес
делают номинальным диаметром до 200 мм и для шевронных колес
до 360 мм.
Долбяки работают на специальных зубодолбежных станках мо-
делей 5А12, 514, 516 и других по методу обкатывания. Процесс
обработки производится непрерывно до полного нарезания всех
зубьев колеса. Основное движение резания — прямолинейное или
винтовое возвратно-поступательное вдоль зуба колеса.
При обратном движении долбяк отходит от заготовки, чтобы
устранить трение режущих кромок об обработанную поверхность
зуба колеса. Кроме того, инструмент и заготовка совершают кине-
матически согласованное вращение вокруг своих осей, осуществляя
круговую подачу в обкаточном движении начальных окружностей
нарезаемого колеса и долбяка. Зубодолбежные станки имеют также
движение радиальной подачи врезания долбяка в заготовку.
Долбяк как инструмент получается из цилиндрического зубча-
того колеса путем создания передних и задних углов по всему кон-
туру режущих кромок. В результате его задние поверхности полу-
чаются похожими на коническое колесо с равновысоким зубом.
Однако в отличие от конического колеса, у которого образующая
начального конуса расположена на конической поверхности, у дол-
бяка образующая начального (делительного) цилиндра лежит на
189
в
Рис. 8.34. Основные параметры долбяка в различных сечениях
цилиндрической поверхности. Делительный диаметр является по-
стоянным в любом сечении, перпендикулярном к оси долбяка.
Нетрудно представить, что задние поверхности зубьев долбяка
можно получить зуборезной гребенкой, исходный контур которой
равен исходному контуру инструментальной рейки. Такая рейка
кроме обкаточного относительного движения должна совершать
движение резания вдоль зуба долбяка, т. е. в направлении под
задним углом ав к наружному или делительному цилиндрам. В дей-
ствительности долбяк будет представлять собой корригированное
колесо с прямыми или косыми зубьями, снабженное соответствую-
щими углами резания. Такое колесо образовано смещением исход-
ного контура инструментальной рейки.
В каждом сечении, перпендикулярном к оси долбяка, будет своя
величина смещения исходного контура рейки у — х tg ссв = ^т.
На рис. 8.34 показаны различные сечения долбяка, перпенди-
кулярные к его оси. Сечение 1—1, проходящее через вершинные
режущие кромки нового долбяка, назовем начальным. В этом сече-
нии смещение исходного контура рейки будет положительным и
максимальным ух = +%ит = bx tg ав, где £„ — коэффициент сме-
щения контура инструментальной рейки.
Сечение О—О называется исходным. В нем смещение исходного
контура равно нулю, т. е. у = 0. Это сечение называется также и
расчетным, так как в нем определяются основные параметры долбяка.
Сечение 2—2 назовем конечным, соответствующим окончательно
сточенному долбяку. Сечение образовано отрицательным смещением
исходного контура рейки. В нем
% = — BBm = 68tga,.
В любом сечении, перпендикулярном к оси долбяка, будем иметь
эвольвеитные кривые, образованные от одного и того же основного
цилиндра (окружности) диаметром
d0 = £>e cos «о =/пги cos «я, (8.44)
190
где — диаметр делительной окружности долбяка; аи — угол
профиля инструментальной рейки; т — модуль зубьев долбяка;
ги — число зубьев долбяка.
Эти эвольвентные кривые будут смещены относительно друг
друга не только в направлении к оси долбяка, но и по дуге дели-
тельной окружности (см. рис. 8.34). Величина этого смещения про-
порциональна х. В направлении к оси долбяка у = х tg ав, по
делительной окружности Д/2 = у tg аи. Смещением исходного кон-
тура инструментальной рейки зубья долбяка образуются как бы
в результате двух равномерных движений эвольвентной кривой:
вдоль оси долбяка и вращением вокруг его оси. Вследствие этого
боковые поверхности зубьев долбяка получаются эвольвентными
винтовыми поверхностями, имеющими постоянными делительный
диаметр и диаметр основной окружности.
Поворот эвольвентной кривой вокруг оси долбяка образует боко-
вые задние углы у режущих кромок зубьев. Винтовые поверхности
получаются разного направления. Для левой стороны зуба долбяка
винтовая поверхность получается левозаходной, для правой сто-
роны — правозаходной. Шаг, или ход, этих винтовых поверхностей
постоянный и определяется из соотношения
Р = ctg р0 = лГ>0 ctg Р, (8.45)
где р0, р — угол наклона винтовой линии к оси долбяка соответствен-
но на основном и делительном цилиндрах.
Угол ро равен заднему углу на боковых режущих кромках
при его измерении в сечении цилиндром, концентричном оси дол-
бяка. Из уравнения (8.45)
tg Ро = tg р cos а. (8.46)
Угол Р находят следующим образом. При перемещении эволь-
вентного контура вдоль оси долбяка на величину х он повернется
по дуге делительной окружности относительно этой же оси на
Д/2 = у tg а = х tg ав tg а или
Д/2х = tg ав tg а.
Если х будет равен шагу винтовой поверхности Р, то Д/2 = nD0.
Тогда — tg ав tg а. Но^^- = tg р. Поэтому
tg Р = tg ав tg а. (8.47)
В различных сечениях, перпендикулярных к оси долбяка, про-
филь зубьев будет описан одной и той же эвольвентной кривой, но
различными ее участками. Известно, что одна и та же эвольвент-
ная кривая в различных точках имеет различную кривизну. У нового
долбяка на головке зуба добавляется отрезок эвольвенты с большим
радиусом кривизны и с большим углом давления. Профиль долбяка
191
Рис. 8.35. Отклонение проекции режущей
кромки долбяка от эвольвенты
в сечении 2—2 (см. рис. 8.34) по-
лучит у ножки зуба новый отрезок
этой же эвольвенты, который
имеет меньший радиус кривизны и
меньший угол давления. Поэтому
при переточке долбяка профиль его
зубьев будет изменяться.
Другая причина неустранимых
погрешностей состоит в том, что
проекция режущей кромки АВ на плоскость АС не будет эвольвент-
ной кривой, хотя режущая кромка лежит на эвольвентной поверх-
ности. Она будет такой, как показано на рис. 8.35. Наибольшее
отклонение А/ получается на головке зуба долбяка с т == 5 мм,
А/ = 0,011 мм.
Основные параметры прямозубых долбяков. Основными параме-
трами долбяков являются диаметры в различных сечениях, число
зубьев, высота головки и ножки зубьев, их толщина в различных
сечениях, смещение начального и конечного сечения относительно
расчетного, толщина долбяка, диаметр отверстия под оправку и
геометрия зубьев.
Основные параметры долбяков определяются в расчетном сече-
нии О—О (см. рис. 8.34). По ГОСТ 9323—79 долбяки делают с но-
минальными делительными диаметрами £>0, равными 25, 38, 50,
75, 100, 125, 160, 200 мм. Фактические делительные диаметры отли-
чаются от номинальных, что вытекает из условия DQ = /п?и, где
т — модуль зубьев, мм; ?и — число зубьев долбяка, которое яв-
ляется целым.
Число зубьев долбяка необходимо принимать таким, чтобы дей-
ствительный диаметр как можно ближе совпадал с номинальным
делительным диаметром. Оптимальное число зубьев долбяка ?и =
= 15 -МО. Такое число зубьев позволяет нарезать зубчатые колеса
во всем диапазоне практически удовлетворительными по переход-
ным кривым. Однако при нарезании колёс внутреннего зацепления,
а также колес наружного зацепления больших модулей применяют
долбяки с ги< 15. С другой стороны, для увеличения стойкости
долбяков желательно число его зубьев увеличивать до 75—80.
В этих случаях необходимо проверять долбяки на подрезание ножек
зубьев и интерференцию профилей с переходными кривыми сопря-
женных колес, нарезанных такими долбяками.
Для стандартного зацепления коэффициент высоты головки
зуба f' — 1, коэффициент радиального зазора с' = 0,25. В исходном
сечении наружный и внутренний диаметры долбяка (рис. 8.34)
Da — Dq + 2,5/тг;
Df = Dq — 2,5m.
(8.48)
192
а2 U а 2//2,
/2 ~~~ 2z/2,
(8.50)
В начальном сечении, в плоскости 1—1, указанные диаметры
определяются по следующим соотношениям:
= D„ -4- 2m;
D
где yt = bt tg <хв.
В коническом сечении плоскостью 2—2
D
D
где у2 = bz tg осв.
Тогда, считая от делительной окружности, высота головки и
ножки зуба в различных сечениях долбяка будет
hau = 1,25m; hf„ — i ,25m;
й : (8.51)
^аи2 Уъ’ hfuZ == hfu 4~ У 2'
где havi, havli> han9 — высота головок зуба долбяка соответственно
в исходном, начальном и конечном сечениях; й/и, й/и1, /г^и2 — вы-
сота ножек зуба долбяка соответственно в исходном, начальном и
конечном сечениях.
Толщина зуба долбяка по дуге делительной окружности в раз-
личных сечениях
5/и0 = ^ + Д5;
5/и1 == + 2у± tg аи; (8.52)
tg ОСИ.
Толщина зуба долбяка делается больше на AS для утонения зубь-
ев нарезаемых колес, необходимого для образования бокового зазора
в зацеплении. Значения AS на долбяки в зависимости от модуля
приводятся в ГОСТ 9323—79 для т = 1,75-^12 мм, AS == 0,1-н
0,2 мм.
Толщина зуба долбяка по дуге наружной окружности в любом
сечении, перпендикулярном к оси долбяка, определяется из рис. 8.36
Stw/2 = Raba-, 6а = 60 - (0О - 0О) = - (0а - 0О).
Учитывая, что
= tg «аи — аан = inv °о = tg «и — аи = inv аи.
Подставив значения 0а и 0О в предыдущее выражение, получим
5<ои = Da -}- inv аи — inv ааи) , (8.53)
где 6а, бо — центральные углы в радианах соответственно для то-
чек а и Р, лежащих на наружном и делительном диаметрах эволь-
венты; 0а, 0О — эвольвентные углы для точек а и Р; Da и DQ — соот-
ветственно диаметр наружной и делительной окружностей долбяка
193
Толщина зуба долбяка
дится так же, как и для
Рис. 8.36. К определению толщины зуба
долбяка по высоте профиля
в любом сечении, перпендикулярном
к его оси (в начальном, расчетном
и конечном сечениях Da будет со-
ответственно равен Dali Da(h Da2)\
% и ааи — профильный угол зуба
долбяка в точках Р и угол давления
эвольвентной кривой в точке а (для
указанных определенных сечений
угол аа будет принимать . значе-
ния ааи1, ааи0 и аои2); — тол-
щина зуба по дуге, делительной
окружности в любом сечении, пер-
пендикулярном к оси долбяка (в на-
чальном сечении толщина SflI1, в рас-
четном — 3/и0 и в конечном — Sill2).
по дуге внутренней окружности нахо-
наружной окружности
— ёо + (во — Qf)-
Подставив значение и эвольвентных углов, получим
+ inv аи — invaaf), (8.54)
где Df — внутренний диаметр долбяка (для начального, расчетного
и конечного сечений он также будет иметь значения Dfl, DfQ или О/2);
аи/ — угол давления эвольвенты в точке f (для указанных сечений
этот угол будет аи/1, aHf0 и аи/2); cos = r0/7?f, cos ааи = r0/7?a;
здесь го — радиус основной окружности долбяка, r0 = 7?0 cos аи-
Размер Ьъ характеризующий расстояние начального сечения /—/
от исходного, и &2, определяющий расстояние конечного сечения 2—2
от этого же расчетного сечения О—О, являются очень важными
параметрами инструмента.
С одной стороны, необходимо стремиться к тому, чтобы размер Ь}
был по возможности наибольшим. В этом случае увеличивается
число переточек долбяка и срок его службы, по мере переточки
инструмента уменьшается опасность подрезания ножек и срезания
головок нарезаемых колес с малым числом зубьев.
С другой стороны, чем больше Z\, тем больше заостряется вер-
шина зуба долбяка, уменьшается его стойкость, тем больше высота
переходной кривой у ножки зуба нарезаемых колес, а следовательно,
тем большая опасность интерференции профиля с переходными
кривыми. Это приводит к снижению плавности зацепления и повы-
шению уровня шума передачи. При всех других одинаковых усло-
виях, чем больше задний угол ав, тем меньше допустимое значе-
ние
Точного аналитического определения оптимального значения
параметра b не существует. При проектировании долбяков для
194
Рнс. 8.37. Определение положения исходного
сечення зуба долбяка
определения этого параметра исполь-
зуются опытные данные Московского
инструментального завода. В основу
принимается условие незаострения
зуба нового долбяка, а затем прове-
ряется долбяк на отсутствие интерфе-
ренции профилей сопряженных колес
с переходными кривыми. Причиной
заострения вершин зубьев нового долбяка является увеличение
высоты головки.
Для определения параметра bt вначале находится по уравне-
нию (8.53) толщина зуба нового долбяка по дуге наружной окруж-
ности, которая должна быть оптимальной. По опытным данным,
оптимальная толщина зуба на вершине
5Гаи1 = ИО,2594/п - 0,0375.
(8.55)
Затем задают число зубьев долбяка ги. Целесообразно прини-
мать ги = 22 -ь40. Долбяки с большим числом зубьев допускают
большую величину Ь± и потому более предпочтительны. После этого
определяется коэффициент толщины зуба оа нового долбяка по на-
ружному диаметру: оа = Siaal/tn, Зная ?и и находим из рис. 8.37
коэффициент смещения исходного контура инструментальной рейки
= У1/т.
На рис. 8.37 коэффициент £и дан в зависимости от коэффициен-
та для различных чисел зубьев долбяка ?и.
Отсюда у± = ?и/77, но уг = Ьг tg ав.
Тогда искомая величина
= (8.56)
1 tg ав ' ’
Наконец, при этом значении Ьг производится проверка на от-
сутствие интерференции (наложения) эвольвентных профилей зубьев
нарезаемых колес с переходными кривыми.
Задача это не простая, она требует анализа зубчатого зацепления.
Кратко решение этой задачи можно записать так.
Зацепление сопряженных колес, нарезанных данным долбяком,
будет правильным, т. е. не будет контакта эвольвентного участка
зуба колеса с переходной кривой зуба шестерни или наоборот, если
выполняется следующее условие:
гки <гк
или Рки < Рк»
где гКи — радиус крайней точки /<и у ножки колеса или шестерни,
нарезанной долбяком по эвольвентной кривой; — радиус крайней
(нижней) точки К зуба колес или шестерни, где кончается контакт
сопряженных колес, т. е. где кончается активная (рабочая) часть
195
Рис. 8.38. Крайняя точка контакта зубьев К н
крайняя точка Л*и эвольвенты, нарезанная
долбя ком:
ek — активный участок профиля зубьев сопряжен-
ных колес; KN — нерабочий участок профиля
зубьев колеса или шестерни; КНЛ/ — переходная
кривая в виде удлиненной эпициклоиды, образо-
ванная долбяком на ножке зуба колеса или шесте-
рни; — эвольвентная кривая профиля, наре-
занная долбяком
эвольвентного профиля; рКн — радиус
кривизны эвольвенты в точке /<и зуба
колеса, нарезанного долбяком; рк—
радиус кривизны эвольвенты в крайней
точке К контакта сопряженных зубча-
тых колес.
Условие (8.57) иллюстрируется
рис. 8.38. Для выполнения этого усло-
вия кривая еКп должна быть больше
или равна кривой еК.
На рис. 8.39 показана совмещен-
ная схема зацепления зубчатых колес zt
и z2 или колеса Z{ с долбяком ?и. На рис. 8.40 индексы 2
относятся к колесу, а индексы и — к долбяку. При вращении сопря-
женных колес в момент выхода из зацепления зубьев последняя
точка их контакта будет К.
Головка зуба долбяка выше головки зуба колеса. Поэтому в мо-
мент выхода из работы головка зуба долбяка будет профилировать
(нарезать) по эвольвенте ножку зуба колеса в точке /<п, лежащей
на линии зацепления.
Тогда из рис. 8.39, учитывая, что треугольник О^ВК является
прямоугольным, можно записать
гк = j/"'oi + (Л12sin an — ro2 tg осог)2, (8.58)
Рассматривая рис. 8.39 как зацепление долбяка с колесом zlf
аналогично можно получить
гк„ = ]Ло1 + (Ли sinai„ — r0 tg ааи)2, (8.59)
где roj, г02, г0 — радиус основной окружности шестерни zlt колеса г2
и долбяка; rM = cos a; r02 = -^-cosa; r0 = cos aH;
Л12 и Л1И — межцентровое расстояние сопряженных колес или
колеса и долбяка;
. ___ т (г, + г2) cos« .
12 2 cos a12 ’
д (^i + cos« .
1и 2 cosalu ’
(8.60)
196
(8.61)
«12 — угол зацепления сопряженных колес. Для некорригирован-
ных колес а12 = а Для корригированных колес
inv а12 = inv а -4- 2 tg а
Z1 Т Z2
invalu = inv а -4-2 — tga
1И ' zj + гв ь
здесь и £и — величины смещения исходного контура рейки;
аа2> ааи — угол Давления на окружности выступов колеса z2 и
долбяка; cos aa2 = г^2/га2\ cos ааи = r0/Ra-, га2 и Ra — наружный
радиус колеса z2 и долбяка.
Если проверка на отсутствие интерференции сопряженных колес
производится по нижнему неравенству (8.57), то, как видно из
рис. 8.38, радиусы кривизны эвольвенты в точках К и будут
определяться по следующим уравнениям:
р„ = Д12 sin a — 1/Чг - 4?!
----- (8.62)
Ркн = Ли sina — |/ Ra—r0.
Если при значении bt, найденном по уравнению (8.56), неравен-
ство (8.57) не удовлетворяется, то необходимо уменьшить величину blf
увеличить число зубьев долбяка или увеличить высоту головки зуба
долбяка в исходном сечении до 1,3m.
Размер Ь2 является также важным параметром долбяка. Этот
размер определяет допустимую величину стачивания инструмента.
Последнее ограничивается прочностью зуба, т. е. его толщиной Ь',
срезанием вершины зубьев и под-
резанием ножки зубьев нареза-
емых колес.
Рис. 8.39. Положение крайних точек сопряжения колеса с долбяком и колеса с ше-
стерней:
АВ — лниия зацепления, касательная к основным окружностям
Рис. 8.40. К определению допустимого стачивания долбяка Ь2
197
Долбяки с большим числом зубьев (?и > 30), нарезающие колеса
с малым числом зубьев, подрезают ножки зубьев колеса. Долбяки
с малым числом зубьев, нарезающие колеса с большим числом зубьев,
срезают головку зубьев колеса. На рис. 8.40 показана схема зацеп-
ления долбяка с зубчатым колесом zv
Подрезание ножки зуба будет тогда, когда наружный радиус
долбяка Ra будет больше радиуса ОИВ, проходящего через предель-
ную точку линии зацепления. Следовательно, условие неподреза-
ния следующее:
Ra^OuB.
Из рис. 8.40 ОИВ = |Л(ЛВ)2 +/о< ТаккакЛВ=41изта, получим
Ra < У(^1и sin г2’ (8.63)
Условие несрезания долбяком головки зуба колеса запишется
аналогично, т. е.
ra2 j/"(^2и Sifl Ос)2 -j* ^*02» (8.64)
Чтобы решить эта уравнения, необходимо знать Ь2. Значение Ь2
определяется по уравнению, аналогичному (8.56), т. е. Ь2 =
При нарезании долбяком малого колеса, имеющего число зубьев zlt
коэффициент смещения исходного контура рейки £„ находится из
уравнения
inv а1и = inv а ф- 2 tg а.
“Г
Решая его относительно получим
t _ (inv ахи — inv а) fa 4. ги) f „ fi_
----------2"tg"a--------*1, (8.65)
где а1и — угол зацепления колеса 1 с долбяком; a — угол профиля
исходного контура инструментальной рейки; £и — коэффициенты
смещения исходного контура рейки соответственно для колеса 1
и долбяка.
Для решения уравнения (8.65) угол а1и можно найти из рис. 8.40.
Из треугольника ОаЕО1 получим tg а1и = OnE/EOlt где ОвЕ =
— АВ = УR2b — EOi = rOi ф- r0. Поэтому
yKb-'l
<8-66)
Аналогично определяется допустимая величина стачивания Ь2
при нарезании долбяком ведомого колеса, имеющего г3. Срезания
головки зубьев колеса не будет, если при предельном стачивании
долбяка коэффициент смещения
с. (inva2lI — inv a) (z2 + zH) t /q
----------Ftga *2’
где tg a2„ = ]/’r*2 - 4г/(го2 + r0).
198
Из рассмотренных условий найденное значение Z?2 надо прини-
мать наименьшим. Однако следует учитывать, что если подрезание
ножки зуба малого колеса недопустимо, то некоторое срезание
вершины зуба большого колеса в ряде случаев желательно, так как
оно создает как бы естественное фланкирование и улучшает работу
передачи.
Толщина долбяка, мм
В = Ьг + Ь2 + Ь\
где Ь± — расстояние от переднего торца нового долбяка до исход-
ного сечения; Ь2 — расстояние от исходного сечения до торца пре-
дельно сточенного долбяка; Ь' — минимальный размер, равный
3—5 мм, обеспечивающий прочность долбяка после его окончатель-
ного стачивания.
Стандартные долбяки с т = 14-12 мм имеют толщину В =
= 12 4-40 мм. Она небольшая и ограничивается технологическими
соображениями. Зубья долбяков шлифуют на специальных станках,
не имеющих перемещения круга вдоль оси долбяка. Поэтому, чтобы
не создавать большую вогнутость во впадине, толщина долбяка
ограничивается.
Учитывая это, в ряде случаев Ь2 можно определять проще. За-
давшись В, Ь' и найдя Ь1У
Ь2 - В - + Ь').
После этого необходимо сделать проверку на отсутствие подре-
зания ножки и срезания головки зубьев нарезаемых колес по нера-
венству (8.57).
Диаметр отверстия у долбяков = 31,75 мм, имеющих Do =
= 80 мм, и dx = 44,45 4-101,6 мм для долбяков, имеющих DQ = 100 4?
200 мм. Длина отверстия b = 8-4-24 мм.
Концевые долбяки для закрепления имеют хвостовик с конусом
Морзе № 2 и 3.
Геометрия долбяков* Угол профиля зубьев долбяка аи опреде-
ляется в плоскости, перпендикулярной к его оси. Вследствие нали-
чия положительного переднего и заднего углов профильный угол
долбяка будет отличаться от угла профиля нарезаемого колеса или
от угла профиля проекции режущей кромки на плоскость, перпен-
дикулярную к оси колеса. Причем, так же как и для зуборезных
гребенок, для долбяков в отдельности передний и задний углы не
оказывают влияние на профиль инструмента. Их влияние прояв-
ляется только при совместном воздействии, т. е. когда долбяк имеет
и передний и задний углы.
На рис. 8.41 показана схема определения необходимого угла
профиля долбяка аи, при котором проекция режущей кромки на
торцовое сечение колеса дает правильный угол профиля у наре-
заемого колеса: tg аи = l/hn = l/(h — се). Из треугольников Ьсе
и acb находим се = be tg ав = fttg ув tg ав. Затем получим
^ан — Л(1 — tg у в tg ав) = 1 — tgTBtgap * (8.68)
199
Рис. 8.41. Определение угла профиля долбяка
Стандартные долбяки имеют пе-
редний угол ув = 5°, а задний
угол ав — 6°. С учетом этого для
а = 20° угол профиля долбяка
аи = 20° 10' 15". Этот угол не-
обходим только для изготовления
долбяка. При рассмотрении гео-
метрии зацепления долбяка с коле-
сом должен учитываться а, т. е.
угол проекции режущей кромки на
торцовую плоскость колеса. В этой
плоскости точки режущей кромки
в обкаточном движении формообра-
зуют зуб колеса.
Для долбяков, так же как и для гребенок, характерно то, что
передние и задние углы на любом диаметре в процессе переточки
остаются постоянными.
Рабочими являются не только вершинные режущие кромки, но
и боковые, профилирующие зубья колеса. Поэтому необходимо знать
передние и задние углы в сечениях, нормальных к боковым режущим
кромкам. Эти сечения всегда будут касательными к основной ок-
ружности.
Рассматривая зуб долбяка в нормальном сечении плоскостью NN
(рис. 8.42), можно записать
В осевом сечении
tg ап = Кп/В.
tg «в = Ко/В-
Разделив первое выражение на второе, получим
tg an/tg ав = Кп/К0 = sin ан.
Следовательно,
tgan== sinaH. (8.69)
Так, для стандартных долбяков, имеющих аи = 20° 10' 15",
ав = 6°, задний угол ап в нормальном сечении к боковой режущей
кромке для точки, лежащей на делительном диаметре, равен 2° 4' 32".
Так как для различных точек угол аи разный, то и ап вдоль боковой
режущей кромки будет переменным. Большие его значения будут
у вершины зуба.
Строя схему, аналогичную рис. 8.42, для определения переднего
угла у боковых режущих кромок в нормальном сечении, получим
tg Y„ = tg ув sin аи. (8.70)
Из уравнения (8.70) видно, что вдоль боковой режущей кромки
передний угол изменяется так же, как и задний угол. Так, для
долбяков с т = 2,5 мм, ?и = 30, аи = 20° 10', ув = 5°, угол уп
на окружности выступов равен 2° 36', а на окружности впадин 0° 13'.
200
Рис. 8.42. Определение dn долбяка в нор-
мальном сечеиии
Пути интенсификации процесса
зубодолбления. Геометрия зубьев
стандартных долбяков не является
оптимальной. Передний и задний
углы у них малы. По условиям
резания их целесообразно увели-
чить. Исследования показывают,
что увеличение переднего угла ув
до 15°, а заднего ав до 9° повы-
шает стойкость быстрорежущих
долбяков в 2—3 раза. Однако
в этом случае увеличивается
искажение профиля и умень-
шаются размеры Ьг и Ь2, т. е.
уменьшается число допустимых переточек, а следовательно, и долго-
вечность инструмента. Кроме того, уменьшаются массивность
и прочность режущей части.
Такие долбяки целесообразно использовать при предварительном
нарезании или при окончательной обработке зубчатых колес невы-
сокой степени точности.
Существуют различные способы подточки передней поверхности
зубьев долбяка. Их сущность сводится к образованию углублений,
лунок вдоль режущих кромок, что увеличивает передний угол не
изменяя положений самих режущих кромок. В этом случае профиль
не изменяется. Но это сложная, трудоемкая операция, которую
можно рекомендовать для долбяков, имеющих большой модуль и
диаметр более 200 мм.
Одной из причин, ограничивающих диаметры стандартных дол-
бяков, является увеличение опрокидывающего момента, перекоса,
что неблагоприятно сказывается на процессе зубодолбления. Для
устранения этого недостатка в принципе можно обрабатывать одним
долбяком одновременно два зубчатых колеса, диаметрально распо-
ложенных по обе стороны долбяка. В этом случае производительность
обработки по машинному времени возрастает в 2 раза. Но для этого
требуются специальные зубодолбежные станки более сложной кон-
струкции.
Для повышения производительности процесса в массовом и круп-
носерийном производствах целесообразно проектировать и при-
менять многошпиндельные зубодолбежные станки, на которых
цилиндрическое колесо обрабатывают одновременно двумя или тремя
долбяками. Но такие станки имеют также более сложную кон-
струкцию.
Применительно к существующим моделям зубодолбежных стан-
ков весьма эффективным путем интенсификации процесса обработки
зубчатых колес является применение комплектных долбяков, т. е.
применение двух долбяков, закрепленных на одной оси. Комплект
201
долбяков работает по разделенной дифференцированной схеме ре-
зания. Нижний долбяк выполняет черновую работу, верхний —
чистовую, окончательную.
Оптимальная схема дифференцирования и оптимальные пара-
метры срезаемого слоя каждым долбяком комплекта определяются
на основе теоретических и экспериментальных исследований про-
цесса. Стойкость комплектных долбяков увеличивается в 2—2,5 раза,
производительность процесса повышается в 1,5—2 раза. Снижается
шероховатость обработанной поверхности В настоящее время делают
твердосплавные долбяки модулем до 5 мм, которые шлифуют алмаз-
ными кругами. Их производительность в 2—3 раза выше произво-
дительности долбяков из быстрорежущей стали.
Допуски на долбяки. Зуборезные долбяки являются наиболее
точными инструментами. По ГОСТ 9323—79 дисковые и чашечные
прямозубые долбяки изготовляют трех классов точности АА, А и В.
Долбяки класса точности АА предназначены для нарезания
колес 6-й степени точности, а классов А и В — соответственно для
колес 7-й и 8-й степени точности.
Предъявляются высокие требования к точности базовых поверх-
ностей долбяков; допуск на отверстие 0,005 мм, допуск на откло-
нение от перпендикулярности опорного торца к оси отверстия 0,003—
0,005 мм. Базовые поверхности доводятся до параметра шерохова-
тости поверхности Ra = 0,16 мкм, а передняя и задняя поверхности
зубьев Rz = 1,6 мкм.
В таблицах указанных стандартов даны нормы точности на раз-
личные элементы в зависимости от точности долбяков и модуля.
Например, по указанному стандарту для долбяков т = 1 4-12 мм
класса точности А А накопленная погрешность окружного шага
= 94-14 мкм; разность соседних окружных шагов /и0 = 34-
5 мкм; радиальное биение зубчатого венца fro = 12 4-20 мкм;
погрешность профиля нефланкированного участка = 34-6 мкм;
отклонение от параллельности опорных поверхностей /х = 34-6 мкм;
отклонение от перпендикулярности внешней опорной поверхности
к поверхности посадочного отверстия fxy = 34-5 мкм; торцовое
биение передней поверхности fyi ~ 12 4-20 мкм; биение окруж-
ности вершин зубьев frra0 = 10 4-20 мкм; отклонение переднего
угла /va = ^5'; отклонение заднего угла fak = ±3'.
Для отделочной обработки зубьев цилиндрических колес при-
меняют шеверы и абразивные инструменты. Кроме того, существуют
такие процессы, как приработка, гидроабразивная обработка, элек-
трическое полирование и др., которые главным образом повышают
качество поверхностей зубьев колес.
ШЕВЕРЫ
Шеверы — это сложные зуборезные инструменты, применяемые
для чистовой, отделочной обработки прямозубых и косозубых ци-
линдрических колес как наружного, так и внутреннего зацепления.
Они повышают точность и снижают шероховатость обрабатываемой
202
. На
Рис. 8.43. Схема шевингования:
а — шевер-рейка; б — шевер-шестерня
поверхности. Шеверы бывают
реечные, дисковые и червяч-
ные. Наибольшее распростра-
нение имеют дисковые шеверы
в виде шестерни с винтовыми
зубьями.
Сущность и кинематика про-
цесса шевингования состоит
в использовании скольжения
зубьев шевера вдоль зубьев
колеса для срезания с обра-
батываемой поверхности тонких
рис. 8.43, а показано движение зубчатого колеса 1 отно-
сительно косозубой рейки 2. Перемещение колеса из положения А
в конечное положение В складывается из двух движений: качения
начальной окружности колеса по начальной прямой рейки из поло-
жения А в положение С и его перемещения из положения С в поло-
жение В, которое вызывает скольжение зубьев колеса относительно
зубьев рейки, в результате чего образуется движение резания.
На рис. 8.43, б показана схема шевингования зубчатого колеса
шевером-шестерней. В принципе здесь относительные движения
те же, что и в предыдущем случае. Так как оси шевера и колеса
скрещиваются, то в этом случае также возникает скольжение зубьев
колеса относительно зубьев шевера. Для прямозубого колеса угол
скрещивания осей <р равен углу наклона зубьев шевера <ои.
В процессе работы шевер и зубчатое колесо находятся в безза-
зорном зацеплении. Шевер вращается от отдельного привода со ско-
ростью v„ = 120-^-140 м/мин, а обрабатываемое колесо увлекается
шевером. Его устанавливают на оправке, которая свободно вращается
в центрах бабок стола. Стол имеет возвратно-поступательное про-
дольное перемещение для осевой подачи колеса относительно ше-
вера. Осевое перемещение колеса вызывается необходимостью обра-
ботки профиля по всей длине зуба.
Процесс шевингования происходит зацеплением двух винтовых
колес с перекрещивающимися осями. Контакт между зубьями ше-
вера и колеса теоретически является точечным, а практически имеется
зона, пятно контакта. Если бы процесс шевингования происходил
без осевой подачи, то точка контакта в обкаточном движении пере-
мещалась бы по пространственной линии профилирования (зацеп-
ления) только по высоте профиля зуба. Чтобы обработать всю боко-
вую поверхность зуба, необходимо линию контакта переместить
вдоль зуба. Это означает, что обрабатываемое колесо надо пере-
мещать вдоль его оси относительно шевера, т. е. необходимо иметь
осевую подачу заготовки. После каждого двойного хода стола проис-
ходит радиальная подача, т. е. сближение осей шевера и колеса
до тех пор, пока не будет обработано колесо, т. е. пока толщина зуба
203
Рнс, 8.44. Кинематика процесса шевингования:
1 — колесо; 2 — шевер
колеса не станет равна необходимой.
Радиальная подача 0,01—0,02 мм/дв.
ход; припуск под шевингование на
толщину зуба А, = 0,035/п.
Для средних модулей шевер давит
на заготовку с силой 2—2,3 кН. При-
меняется охлаждающая жидкость при
шевинговании стальных колес—сульфо-
фрезол, чугунных колес — керосин.
Шевингование повышает точность
зубчатых колес в среднем на одну сте-
пень. Исправляются погрешности по
профилю зуба, шагу, направлению
зубьев и биению зубчатого венца. Шероховатость поверхности
снижается с Rz = 20 до Ra = 0,63 мкм. Отделочная обработка
зубчатых колес шевингованием является высокопроизводительным
процессом.
Дисковые шеверы имеют большую долговечность. Их стойкость
между переточками составляет 10—15 тыс. обработанных колес.
Шевер допускает четыре-пять переточек. Таким образом, его дол-
говечность, т. е. общий срок службы равен времени обработки 40—
75 тыс. деталей.
На рис. 8.44 показаны кинематические параметры процесса
шевингования. Схема соответствует общему случаю, когда шевер
и колесо имеют винтовые зубья с углами наклона ©н и о,.
Ось шевера относительно оси колеса устанавливается под углом
скрещивания
ф = ®и ± (8.71)
где <ои, (ог — угол наклона зубьев соответственно шевера и колеса
к их осям. Знак + берется при одноименном направлении зубьев
шевера и колеса, знак — при разноименных.
Для косозубых правозаходных колес обычно принимают лево-
заходный шевер, для левозаходных и прямозубых колес — право-
заход ный.
Угол скрещивания ср является очень важным параметром. Чем
больше ср, тем лучше режущие свойства шевера, так как увеличи-
вается скорость скольжения зубьев шевера относительно зубьев
колеса, а следовательно, и скорость резания. Вместе с тем умень-
шается зона касания сопряженных поверхностей и ослабляется
направляющее действие шевера. Это вредно отражается на работе
инструмента, увеличивается сила перемещения заготовки вдоль
оси, могут возникнуть вибрации. В результате понижаются стой-
кость инструмента, точность и качество обработки.
С другой стороны, чем меньше ср, тем хуже режущие свойства
инструмента, и при <р = 0 скольжения нет, процесс резания прекра-
204
щается. В результате обкаточного движения под нагрузкой проис-
ходит вдавливание зубьев шевера в зубья колеса, что создает наклеп.
Кроме того, чем меньше ф, тем больше требуется времени на обра-
ботку зубьев колеса.
Исследования этого процесса показали, что для зубчатых колес
одинарных, без буртиков, оптимальные значения угла скрещива-
ния ср находятся в пределах 10—20°. Лучшие результаты работы
дают шеверы, имеющие <р = 15°. При этом значении ф скорость реза-
ния ирез = 35^-45 м/мин.
Окружная скорость шевера задается в пределах 120—140 м/мин.
Тогда окружная скорость колеса
cos Ф*
Скорость, нормальная к зубу шевера и колеса в момент контакта,
Vn = VHCOS(0H.
Скорость вдоль зуба шевера
Скорость вдоль зуба колеса
^1 = ^1 sin©!.
Скорость скольжения зубьев шевера относительно зубьев ко-
леса, т. е. скорость резания
^рез = ^ск. и i ^ск 1. (8.72)
Здесь также знак + справедлив при одноименном направлении
винтового хода зубьев инструмента и заготовки, знак — при раз-
ноименном.
Конструктивные параметры шевера. Шеверы, так же как и зубо-
резные долбяки, проектируются или для обработки колес с одним
определенным числом зубьев, или для обработки колес с различным
числом зубьев. На шеверы общего назначения среднего модуля
имеется ГОСТ 8570—80Е, а на шеверы мелкого модуля 0,1—1 мм—
ГОСТ 10222—81Е, в которых определены основные размеры. Исход-
ными данными для проектирования шевера являются все необхо-
димые размеры обрабатываемого колеса в нормальном к зубу се-
чении.
Дисковый шевер представляет собой цилиндрическое колесо
с винтовыми зубьями, на боковых поверхностях которых прорезаны
канавки и образованы режущие кромки (рис. 8.45). Обрабатывает
он в общем случае тоже цилиндрическое колесо с винтовыми зубьями.
Оси шевера и колеса скрещиваются при обработке. Из теории зубча-
тых зацеплений известно, что винтовые или косозубые колеса будут
между собой сцепляться правильно, если каждое из них имеет пра-
вильное зацепление с одной и той же вспомогательной зубчатой
рейкой.
Поэтому у сопряженных косозубых колес должны быть равны
основные шаги, окружные шаги на делительном диаметре, модули
и углы профиля в нормальном сечении. Исходя из этого будем иметь
205
Рис. 8.45. Конструктивные параметры дискового шевера
Рои = Ро> Рпв = Рп> тпи = тп> здесь без индекса и —
параметры зуба колеса, с индексом и обозначены параметры зуба
шевера.
Тогда в торцовом сечении шевера
tg аи/ = tg aH/cos <ои, PtK == /\H/cos <он, mta = mjcos <ой.
Угол наклона зубьев шевера к его оси, как видно из уравне-
ния (8.71),
о>я == Ф ±
Принимая оптимальное значение угла скрещивания осей <р = 15°
и зная угол наклона зубьев колеса (ог, находим по этому соотноше-
нию значение <ои.
Во избежание трудностей шлифования профиля зубьев шевера
величину <ои желательно иметь не более 30°. Стандартные шеверы
имеют (ои = 0; 5; 15°. При угле скрещивания ф = 15° для шеверов,
обрабатывающих прямозубые колеса, <ои — 15°. Если зубчатое
колесо‘имеет угол наклона зубьев coj = 15°, то <ои = 0°.
Число зубьев шевера. Числом зубьев шевера ?и задаются. Оно
должно быть по возможности больше числа зубьев обрабатываемого
колеса, не должно быть кратным ему, и лучше, если оно будет про-
стым числом, т. е. таким, которое делится только само на себя.
Это позволяет более равномерно распределять возможные погреш-
ности инструмента (погрешности по шагу, профилю, углу наклона,
биению и др.) на все зубья обрабатываемого колеса. Для шеверов
общего назначения ГОСТ предусматривает ги = 83 для т = 2 мм;
гй = 53 для т = 3 мм; ги = 41 для т = 4 мм; ?и = 27 для т = 6 мм.
Для мелкомодульных шеверов число зубьев образуется из не-
скольких множителей. Так, для т — 0,5 мм = 2*2-43 = 172;
для т = 0,8 мм ги ~ 2*53 = 106.
206
Рис. 8.46. Изменение толщины зуба при пе-
реточке шевера:
1 — контур нового шевера; 2 — контур номи-
нального (расчетного) шевера; 3 — контур окон-
чательно сточенного шевера
Диаметры делительной и основ-
ной окружностей шевера в торцо-
вом сечении:
D/ = m/HzH; Do ==DZ cos аи/.
Делительный диаметр шевера
должен удовлетворять следующим
требованиям: наибольшему наруж-
ному диаметру шевера, который
допускается данным зубошевинговальным станком; возможности
обработки зубчатых колес минимального диаметра с zlmln, когда
получается наименьшее межцентровое расстояние, допускаемое дан-
ным станком, т. е. Лт1п < 0,5 (d + Dt), где d — делительный диа-
метр обрабатываемого колеса, имеющий zmin; следует учитывать
и наличие эвольвентных копиров для шлифования профиля зубьев
шевера.
С учетом этого для шеверов общего назначения определены сле-
дующие номинальные делительные диаметры в зависимости от м.о-
дул'я и модели шевинговального станка: Dz = 85 мм для т = 14-
1,5 мм на станках 5714; Dt = 180 мм для т = 1,254-6 мм на стан-
ках 571; Dt = 240 мм для т — 24-8 мм на станках 5715.
Общая ширина шевера с буртиками небольшая: В = 16 мм для
Dt = 85 мм; В — 20 мм для Dt = 180 мм; В = 25 мм для Dt =
= 240 мм. Рабочая ширина шевера без буртиков В, = В — (1 4-2) мм.
Диаметр отверстия у шеверов назначают в зависимости от диа-
метра посадочной части шпинделя станка: d = 31,743 мм для ше-
веров с Dt = 85 мм; d = 63,5 мм для шеверов с = 1804-240 мм.
Допуск на погрешность изготовления отверстия +0,005 мм.
Размеры зубьев шевера изменяются по мере переточки. Зубья
перетачиваются по всему профилю с каждой стороны на А (0,44-
0,5) К. Общий припуск на перешлифовку профиля по толщине
зуба на делительном диаметре равен 2А (рис. 8.46). Для модуля
т = 24-6 мм припуск на сторону для перешлифовки зубьев шевера
А = 0,254-0,4 мм. При каждой перешлифовке снимается слой
0,05—0,07 мм на сторону. Таким образом, число перешлифовок
будет не менее четырех.
Номинальная толщина зуба шевера по дуге делительной окруж-
ности (после переточки А по толщине зуба)
$,и = -^ + Д$,
где AS — величина обязательного утонения зуба колеса.
Толщина зуба нового шевера
$tui — + А.
207
Рнс. 8.47. Высота головкн (а) н ножки (б) зуба шевера
Толщина зуба по дуге делительной окружности окончательно
сточенного шевера
•S/иЗ = А’
Во всех случаях вершина зубьев шевера не должна быть зао-
стренной, т. е. чтобы Ь' 55 0,1 мм:
b = + inv а„ — inv ааи); (8.73)
здесь ааи — угол давления эвольвенты в точке, лежащей на наруж-
ном диаметре нового шевера.
Номинальная высота головки зуба шевера должна быть меньше
высоты головки зуба инструмента, выполняющего предварительную
обработку, но больше высоты головки зуба колеса. Кроме того,
надо чтобы не только эвольвентный профиль ножки зуба колеса,
но и часть переходной кривой была обработана головкой шевера;
вместе с тем вершина зуба шевера не должна резать. Принято счи-
тать, что эти требования удовлетворяются, если шевер, сточенный
на А по толщине зуба, имеет высоту головки зуба на 0,1m больше
высоты головки зуба сопряженного колеса, т. е.
haa = ha-\-0,lm,
где ha — высота головки зуба колеса.
Высота головки зуба нового шевера (рис. 8.47, а)
где с = — ctg ай/.
Высота зуба окончательно сточенного шевера
Высота ножки зубьев шевера будет изменяться соответственно
высоте головки. Кроме того, можно учесть изменение высоты ножки
зубьев за счет расположения дуги отверстия для выхода канавоч-
208
кого долбежного инструмента. Тогда номинальная высота ножки
зубьев
fyH = fra + 0,lm + c;
высота ножки зубьев для нового шевера
fyiil = fyn + С
высота ножки зубьев для переточенного шевера
— ha + 0,1/n + b2;
здесь Ьг и Ь2 нетрудно определить из рис. 8.47, б, зная гъ еп.
Можно допустить, что Ьг = &en/4rv
Если принять Д = 0,4 мм, еп — 2 мм, == 0,5m мм, т = 5 мм,
то ЬА = 0,08 мм. Также можно найти и &2. Учитывая, что Ьх и &2
по своей величине незначительны и ими пренебрегают.
Шевер можно рассматривать как корригированное зубчатое
колесо, у которого по мере перешлифовки по профилю будет раз-
личный сдвиг исходного контура зубчатой рейки. Для нового ше-
вера сдвиг будет положительный, для номинального — равен нулю
н для окончательного сточенного шевера этот сдвиг отрицательный.
По мере переточки шевера толщина его зубьев уменьшается
на одном и том же делительном диаметре. Вместе с тем, чтобы обра-
ботать зубья колес правильно, толщина зубьев шевера должна сохра-
няться постоянной. Этого можно достигнуть, если по мере переточки
шевера его ось сближать с осью колеса. Максимальное сближение
осей ДЛ = 2с начиная от обработки колес новым шевером и кончая
окончательно перешлифованным по профилю шевером.
Наружные диаметры соответственно для номинального, нового
и полностью переточенного шеверов
Da — Dt -|- 2йаи; Dal — Dt -|- 2/гаи1; Da3 = D( 2hali3.
Номинальный внутренний диаметр шевера
D? ~ Dt
Наименьший внутренний диаметр после переточки шевера
~ ' 2fyH3.
С другой стороны,
Df3 ^0 + 2х,
где х 1 мм — гарантированное превышение внутреннего радиуса
шевера над радиусом основной окружности. Это необходимо для
того, чтобы всегда на всей рабочей высоте профиль зуба шевера опи-
сывался по эвольвенте.
Если последнее условие (неравенство) не удовлетворяется, то
уменьшают величину коррекции профиля за счет уменьшения при-
пуска на переточку и его перераспределения, при необходимости
делая его несимметричным относительно номинального контура
зуба.
209
Диаметр центров отверстий для выхода гребенки (резца) при
долблении канавок режущих зубчиков
Е>ц= Df — 2п>
где п = j/ rf —- (-j-)2; ri — радиус отверстия для выхода долбеж-
ной гребенки.
По данным завода МИЗ, он принимается в зависимости от модуля
i\ 0,5m или
Г1=4+7<+0’5’
где еп — ширина впадины между зубьями по дуге окружности в нор-
мальном сечении. В торцовом сечении et = en/costy\ К — высота
зубчиков или глубина канавок;
= (8.74)
где — толщина зуба шевера по дуге окружности впадин в тор-
цовом сечении;
Stfa = Df (~|j~ + inv аи/ — inv аи/<); (8.75)
здесь аи^ — угол давления в точке эвольвенты, находящейся на
окружности впадин шевера; cos аи^ = RJRf.
Радиус основной окружности шевера Ro = Rt cos a^.
Во всех случаях et 1,3 мм.
Отверстия для выхода резца сверлят под углом чр к оси шейера,
который немного меньше угла <ои и определяется из следующего
условия.
Винтовой ход канавки для выхода долбежиого инструмента
равен винтовому ходу зубьев шевера, т. е. Рк = Р:
Рк = ctg \|); Р = nDt ctg о)и.
Отсюда
ctgt ==-^-ctg<D„. (8.76)
Канавки на боковых сторонах зубьев шевера "можно распола-
гать перпендикулярно к оси шевера (см. рис. 8.45, а) или быть нор-
мальными к зубу (см. рис. 8.45, в). Во втором случае условия реза-
ния режущих кромок с той и с другой стороны зубчика получаются
одинаковыми, и в частности передний угол у = 0.
Кроме того, резцы и гребенки для долбления канавок более
конструктивны с прямыми углами. Поэтому второй случай обра-
зования канавок предпочтителен. Но вследствие срезания тонких
стружек и небольшого изменения переднего угла разницы в работе
шеверов с канавками того и другого вида почти нет.
Шаг зубчиков q = 1,5^-1,8 мм, ширина зубчика равна ширине
впадины qr = 0,5^. Высоту зубчиков k делают с учетом достаточ-
ного объема канавок для размещения стружек после переточки
шевера. Этому условию удовлетворяют канавки, имеющие глубину
210
А = 0,6-=-1 мм в вависвмаети от модуля. Так, для т = 2-~2,75
k = 0,6 мм; для /л > 3 мм k — 1 мм.
Окончательная проверка правильности проектирования диско-
вого шевера производится по условиям зацепления зубчатых колес.
Нормальная работа колес, обработанных данным шевером, обеспе-
чивается тогда, когда активная часть профилен их зубьев будет
меньше высоты профиля зуба каждого колеса, обработанного ше-
вером, т. е. должно быть соблюдено условие (8.57).
Шеверы общего назначения, изготовленные инструментальными
заводами, делают только с эвольвентным профилем. Однако в ряде
случаев шевер с эвольвентным профилем не обеспечивает эвольвент-
ного профиля зуба обработанного колеса.
Отклонения от эвольвентного профиля зуба достигают иногда
при шевинговании 0,03—0,04 мм. Это недопустимые величины для
среднемодульных зубчатых колес. Они вызываются деформациями
узлов крепления заготовки и инструмента в процессе обработки,
различными условиями резания, характером расположения при-
пуска под шевингование и т. д. Эти отклонения устраняются пред-
намеренной коррекцией профиля зубьев шевера; они по величине
равны отклонениям от эвольвентного профиля колеса и обратны
по направлению.
Корригирование профиля зубьев шевера производится при шли-
фовании фасонным кругом, правка профиля которого делается по
специальному шаблону. Шеверы с подобной модификацией профиля
применяют только в массовом производстве зубчатых колес.
Исследования и практика шевингования показывают, что откло-
нения от эвольвентного профиля зубчатого колеса уменьшаются,
если припуск под шевингование получается неравномерным
(рис. 8.48). У ножки и головки зуба колеса припуск уменьшается
почти до нуля, а в средине он наибольший.
Стандартные дисковые шеверы изготовляют трех классов точ-
ности А, В и С для шевингования зубчатых колес соответственно
6—8-й степени точности. Для шеверов среднего модуля допуски
на погрешность их изготовления предусмотрены ГОСТ 8570—80Е,
а для мелкомодульных шеверов ГОСТ 10222—8IE.
Особенности других видов шеверов. У мелкомодульных шеверов
невозможно сделать режущие зубчики так, как у средаемодульных.
Поэтому у них делаются сквозные кольцевые канавки в плоскости,
Рис. 8.48. Неравномерный припуск под шевииговаиие
Рис. 8.49. Зубья мелкомодульного шевера со сквозными каиавками
2И
перпендикулярной к оси (рис. 8.49), благодаря чему образуются
режущие кромки. Глубина канавок немного больше высоты зубьев
шевера. Шаг канавок q = 1,5н-2 мм. Для увеличения прочности
они имеют трапецеидальную форму с углом между сторонами 16°.
Сквозная форма канавок позволяет их шлифовать после термооб-
работки, чего нельзя сделать у шеверов с долблеными канавками
по контуру профиля. Перетачиваются такие шеверы по передней
поверхности, т. е. по профилю канавок, 3—4 раза. Шеверы со сквоз-
ными канавками технологичны, имеют более высокие режущие
свойства и более долговечны. Об особенностях червячных шеверов
было сказано на g. 183 (см. рис. 8.27).
ДРУГИЕ ИНСТРУМЕНТЫ И МЕТОДЫ
ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ КОЛЕС
Для чистовой обработки твердых и закаленных цилиндрических зубчатых колес
широко применяют абразивные инструменты: шлифовальные круги, хоны, притиры,
абразивные шеверы.
Шлифование цилиндрических колес производят методом фасонного копиро-
вания и обкатывания.
В первом случае применяется дисковый круг, профиль которого соответствует
профилю впадины между зубьями обрабатываемого колеса. После шлифования каж-
дой впадины заготовка поворачивается на один окружной шаг зубьев, и цикл обра-
ботки повторяется.
При шлифовании методом прерывистого обкатывания применяют дисковые и
тарельчатые круги, а методом непрерывного обкатывания — червячные абразивные
круги. В первом случае достигается высокая точность, но низкая производительность
и шероховатость. Во втором случае получается высокая производительность, но
червяк быстро теряет форму и размеры профиля. Червячные круги в основном
применяют для шлифования зубьев мелкомодульных цилиндрических колес. Так же
как и червячная фреза, абразивный червяк имеет осевую подачу вдоль зуба колеса.
Припуск на шлифование зависит от модуля и диаметра колеса и составляет 0,15—
0,8 мм на толщину зуба.
Хон или абразивный шевер как инструмент представляют собой абразивное
цилиндрическое зубчатое колесо, изготовленное из пластмассы, перемешанной с аб-
разивным шлифпорошком, В настоящее время применяют и алмазные зубчатые
хоны, алмазоносный слой которых состоит из металлической связки и равномерно
распределенных в ней зерен алмаза. Процесс хонингования ведется при скрещи-
вающихся осях с углом ф = 15-ь 18° на высоких окружных скоростях. Для обра-
ботки зуба по всей длине заготовке сообщается возвратно-поступательное переме-
щение вдоль ее оси при непрерывном поджиме инструмента,
Хонингование может быть однопрофильное и двух профильное. Последняя
схема хонингования более производительна. Хонингование повышает точность зуб-
чатых колес на одну-две степени й улучшает качество боковых поверхностей зубьев,
так как исключается внедрение абразивных зерен в обрабатываемую поверхность.
При хонинговании снимается припуск 0,01—0,05 мм.
Зубчатый притир — это чугунное цилиндрическое зубчатое колесо, шаржиро-
ванное мелкозернистым абразивным порошком. В процессе обработки зубья притира
вводятся в зацепление с обрабатываемым колесом. Оси притира и колеса могут быть
параллельными и скрещивающимися. В последнем случае требуется продольная
подача заготовки вдоль ее оси для обработки зубьев по всей длине. В процессе при-
тирки снимаются тончайшие слои металла. Поэтому припуск на притирку обычно
не предусматривается, и лишь при очень малых допусках иа толщину зубьев он мо-
жет быть равен 0,08 мм.
Приработка зубьев представляет собой процесс обкатывания сопряженных
зубчатых колес для улучшения пятна контакта, Приработка может производиться
212
непосредственно в корпусе узла или на специальных станках. В последнем случае
имеются дополнительные движения в осевом и радиальном направлениях, что улуч-
шает и интенсифицирует процесс приработки. Для этих же целей применяют мелко-
зернистые абразивные пасты. Длительность приработки составляет примерно 2 мин
на каждый миллиметр модуля колеса.
Для закаленных колес средней и пониженной точности применяют гидроаб-
разивную обработку. Она производится либо струей жидкости, либо в ванне. В по-
следнем случае эта операция проще и потому предпочтительнее. Концентрация
абразива в жидкости 1/3—1/6. В качестве жидкости применяется 5 %-ная эмульсия
с добавкой нитрида натрия для придания блеска обработанной поверхности. В ка-
честве абразивного материала используют карбид кремния для предварительной
обработки и электрокорунд для окончательной. Для более равномерной обработки
зубьев, колеса надеваются на оправки и им сообщается вращение. Гидроабразивная
обработка не повышает точность и чистоты поверхности, а лишь создает уплотнение
рабочих поверхностей, т. е. наклеп.
Электролитическое полирование зубчатых колес производится после шлифо-
вания. Процесс происходит в специальных ваннах, куда в электролит погружаются
зубчатые колеса, подключаемые к положительному полюсу источника тока в качестве
анода. При прохождении тока происходит растворение в электролите наиболее
выступающих микронеровностей. В результате снижается шероховатость поверх-
ности на 1—2 класса и частично или полностью удаляется поверхностный слой,
поврежденный при шлифовании. Вследствие этого повышается усталостная проч-
ность цементованных и закаленных зубчатых колес.
глава
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ КОЛЕС
Конические колеса широко применяют в передачах различных
машин и механизмов. Они бывают прямозубые и с криволинейными
зубьями — с круговыми и паллойдными. Зубья колес делаются с
квазиэвольвентным профилем, а также с дуговым профилем для за-
цепления Новикова. Наибольшее распространение имеют кониче-
ские колеса первого типа, у которых профиль зубьев практически
приближается к эвольвентному. Для их обработки применяют раз-
личные инструменты: зубострогальные резцы, дисковые зуборезные
головки, круговые протяжки, зуборезные головки, конические чер-
вячные фрезы.
ЗУБОСТРОГАЛЬНЫЕ РЕЗЦЫ
Зуборезные или зубострогальные резцы применяют для обра-
ботки прямозубых конических колес, имеющих модуль 0,3—20 мм.
Нарезание зубьев производится на специальных зубострогальных
станках 5П23, 5С276П методом прерывистого обкатывания. Сущ-
ность процесса состоит в том, что при нарезании прямозубых кони-
ческих колес как бы осуществляется зацепление воображаемого
плосковершинного производящего колеса 1 с заготовкой 2 (рис. 9.1).
В действительности поверхности зубьев производящего колеса опи-
сываются режущими кромками двух резцов Зу попеременно соверша-
ющих возвратно-поступательные движения. Движение на заготовку
является главным, оно определяет скорость резания. Траектория
этого движения резцов проходит через вершину конуса заготовки
и пересекает ось 4 производящего колеса.
Для нарезания зубьев заданного профиля еще происходит обка-
точное движение, т. е. качение без скольжения начального конуса
заготовки по начальному конусу 5 производящего колеса. Обкаточ-
ное движение является результатом двух кинематически связанных
вращений: люльки 6 с резцами 3 вокруг оси 4 производящего колеса
и заготовки 2 вокруг своей оси 7. В процессе обработки зуб заго-
товки нарезается с двух сторон двумя резцами. Следовательно,
режущие кромки резцов воспроизводят впадину между зубьями про-
изводящего колеса. После нарезания одного зуба люлька с резцами
возвращается в исходное положение, а заготовка поворачивается
на один шаг для обработки следующего зуба, т. е. после нарезания
каждого зуба цикл повторяется.
Конструкция резцов. Зубострогальный резец показан на рис. 9.2.
Резец представляет собой призматическое тело. Рабочая часть его
делается в виде зуба прямобочной асимметричной рейки высотой
214
Рис. fkl. Схема нарезанwr прямозубых
конических колес
Аи = Зт. Зажимная часть рез-
ца выполняется в виде клина
g углом 73°. Резец крепится
винтами, прилегая к державке
плоскостью 1. Размеры резцов
для разных моделей станков
приведены в ГОСТ 5392—80.
Для модуля т = 0,34-10 мм
резцы имеют длину L = 404-
Величина С является постоянной
30 мм, высоту Н — 274-43 мм.
для каждой модели станка. Для
станка 5П23 С = 27,39 мм. Она определяет положение режущей
кромки относительно опорного клина. Толщина резца В зависит от
толщины зуба нарезаемого колеса по окружности начальногоконуса.
Из рис. 9.2 видно, что
где — угол профиля резца в плоскости, перпендикулярной
к основанию.
Толщина резца на вершине а должна быть такой, чтобы резец
проходил во впадине между зубьями колеса на узком торце, и была
бы больше половины ширины впадины на широком торце, т. е.
> а > е2/2. Этому условию удовлетворяет а 0,4т.
Радиус при вершине г = 0,25m, т. е. принимается в пределах
радиального зазора передачи.
Геометрия резца. Передний угол для вершинной режущей кромки
равен нулю. Эта кромка вспомогательная, но наиболее нагруженная
по условиям резания. Создать другой передний угол для вершинной
кромки конструктивно трудно да и вряд ли целесообразно, учиты-
вая динамику процесса резания.
Передний угол у резцов в плоскости, нормальной к главной ре-
жущей кромке, уп = 10—25°. Для стандартных резцов уп — 20°.
Задний угол ав в рабочем положении резца принимается рав-
~ занимает наклонное поло-
жение, как показано на
рис. 9.3. Задний угол в
сечении, нормальном к
главной режущей кромке,
tg = tg ав sin а.
(9.1)
Для указанных значе-
ний ав и а задний угол
ап = 4° 10'. Резцы пере-
Рис. 9.2. Зубострогальный резец
215
ным 12 . при установке на станке резец
А-А
A-D
Рнс. 9.3. Углы профиля зубострогаль*
ного резца
тачиваются по передней по-
верхности, и их профиль при
переточке сохраняется по-
стоянным.
Углы профиля резца. Они
рассматриваются в разных
сечениях. На рис. 9.3 по-
казан угол а0 в плоскости Л С, перпендикулярной к образующей
начального конуса 00 обрабатываемого колеса. Это угол заце-
пления. Угол находится в плоскости AD, перпендикулярной
к основанию резца, а угол а в плоскости АВ, проходящей через
режущую кромку АЕ. Более правильно устанавливать резец надо
так, чтобы режущая кромка была перпендикулярна к образующей
начального конуса нарезаемого колеса. В этом случае угол профиля
резца по режущей кромке а был бы равен углу зацепления а0.
В соответствии со схемой нарезания, показанной на рис. 9.1, в кон-
струкциях зубострогальных станков наладочные калибры для уста-
новки резцов располагаются в плоскости АВ (см. рис. 9.3). Поэтому
режущая кромка устанавливается по впадине колеса, т. е. перпен-
дикулярно к образующей внутреннего конуса. Если исходить из
того, что колесо должно быть нарезано с углом зацепления а0, то
при такой установке резца угол профиля по режущей кромке
tg а = tg а0 cos 8, (9.2)
где 8 — угол ножки зуба колеса.
Угол профиля резца в нормальном сечении к основанию опре-
делится из соотношения
+ tg (X ~ C©S8 /П
tg cci — ” — tg ao • (9-3)
ССЬОСд CCoCZb
Если a0 - 20°, 8 = 4°, aB = 12°, to a = 19° 54' 16", a =
= 20° 21' 58".
Так как для разных колес угол ножки зуба 8 разный, то в этом
случае и углы профиля резца будут разные. Для каждого типораз-
мера колеса они будут иметь свое вполне определенное значение.
Для нарезания всего диапазона прямозубых конических колес
потребуется большая номенклатура резцов с различными углами
профиля, что нерентабельно. Чтобы устранить этот недостаток,
необходимо номинальный угол профиля резцов принимать 20° по
режущей кромке. Тогда угол зацепления будет несколько больше
номинального, который определяют по формуле
tg а0 = tg a/cos 8. (9.4)
Так, если а = 20°, 8 = 4°, то а0 = 20° 2' 48".
Разница углов зацепления колеса и шестерни получается неболь-
шая. Практически она мало влияет на правильность зацепления
сопряженных колес. Вместе с тем, принимая за исходный угол про-
216
филя резца по режущей кромке, получаем другие существенные поло-
жительные моменты; одним из них является резкое уменьшение
номенклатуры резцов. Для каждого модуля нарезаемых колес тре-
буется один резец. Вторым весьма важным моментом является то,
что на всех моделях зубострогальных станков наладочные калибры
имеют угол а тоже равный 20°, которые устанавливаются по режущей
кромке в плоскости АВ.
Согласование углов режущей кромки с профильными углами
установочных калибров значительно сокращает время наладки зубо-
строгальных станков.
Угол профиля ах в сечении AD, нормальном к основанию резца,
необходимо знать для его изготовления и контроля. Он будет немного
больше угла а. Если режущая кромка остается прямолинейной, то
изготовление резцов с таким углом профиля в нормальном сечении
не сложнее, чем с любым другим углом.
Для более точного нарезания профиля зубьев резцы, устанав-
ливаемые по впадине колеса, должны иметь криволинейную режу-
щую кромку. Но так как у них режущая кромка делается прямо-
линейной, они будут производить модифицированный профиль
зубьев колеса. Вершина и ножка зуба будут немного срезаться, зуб
становится более выпуклым. Это отклонение небольшое, несколько
микрометров, но оно в принципе улучшает условия работы сопря-
женных колес, уменьшая или совсем исключая их заклинивание.
ДИСКОВЫЕ ЗУБОРЕЗНЫЕ ГОЛОВКИ
ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ
КОНИЧЕСКИХ КОЛЕС
Нарезание прямозубых конических колес двумя дисковыми
головками является высокопроизводительным способом. По произ-
водительности он в 3—5 раз превосходит нарезание колес зубо-
строгальными резцами. Поэтому этот способ в основном применяют
в массовом и крупносерийном производстве.
Сущность метода — прерывистое обкатывание, где возвратно-
поступательное движение резцов заменено вращательным дви-
жением двух головок в виде дисковых фрез, которые вместе С
люлькой станка обкатываются по заготовке так же, как и резцы.
Обработка производится на специальных станках 5230, 5С267П.
В процессе работы головки наклонены в двух направлениях: под
углом зацепления в поперечном направлении к обрабатываемому
колесу и под углом наклона вдоль зубьев колеса. Поэтому на
некотором расстоянии головки как бы пересекаются, резцы одной
головки входят во впадины между резцами другой, головки. Чаще
головки устанавливают так, что их боковые режущие кромки охва-
тывают зуб заготовки с двух сторон Но схема установки головок
и схема резания может быть и другая, когда режущие кромки рез-
цов обеих головок находятся в одной впадине между зубьями ко-
леса и обрабатывают боковые стороны разных зубьев заготовки.
217
Рнс. 9.4. Дисковая зуборезная головка для нарезания прямозубых конических колес
Рнс. 9.5. Форма зуба колеса при нарезании дисковыми фрезами
В последнем случае головки пересекаются, внедряются друг в друга
во впадине обрабатываемого изделия. Этим способом черновая и
чистовая обработка совмещаются, что также способствует повыше-
нию производительности процесса зубофрезерования.
Конструкция дисковой зуборезной головки показана на рис. 9.4.
Головки имеют наружный диаметр De = 150 мм для обработки
прямозубых колес небольших модулей до 3 мм, De = 278 мм для
колес средних модулей до 8 мм и De = 450 мм для колес т =
= 3-н12 мм. Высота режущей части зуба = (3-^4) т, ширина
зуба по вершине SB такая же, как и у зубострогальных резцов.
Размеры резцов головок приведены в ГОСТ 24905—81Е.
Несмотря на некоторые отличия в кинематике резания, метод
обработки и геометрия режущих кромок при нарезании колес зубо-
строгальными резцами и дисковыми головками принципиально
одинаковы. Поэтому прямозубые конические колеса, нарезанные
тем и другим способом, будут взаимозаменяемыми, т. е. будут оди-
наково правильно сопрягаться.
Особенностью способа нарезания колес дисковыми головками
является отсутствие подачи вдоль обрабатываемого зуба. В резуль-
тате дно впадины между зубьями получается немного вогнутым.
Эта вогнутость f в основном зависит от диаметра головки De и длины
зуба колеса &, которая определяется по уравнению (рис. 9.5)
f = ^-cosa, (9.5)
где a — угол зацепления.
Небольшая вогнутость впадины не оказывает никакого влияния
на качество зацепления зубчатых колес, так как она находится
в пределах радиального зазора.
Главная режущая кромка резца может быть выполнена с ра-
диальным направлением к центру фрезы и с наклоном под углом (3.
В первом случае зуб колеса получается прямолинейным, во вто-
218
ром — бочкообразным. В последнем случае поверхность, образован-
ная вращением режущей кромки, получается конической, в резуль-
тате чего образуется бочкообразный зуб по длине.
Величина бочкообразности
А2
As = -^sinp. (9.6)
Угол наклона режущей кромки § берется от 1 до 5°. Меньшие
значения угла принимаются для колес с большим модулем.
Резцы головки имеют задний угол ав по наружному диаметру
10—12°, передний угол главной режущей кромки уп = 20°. Боко-
вой задний угол в плоскости, нормальной к главной режущей кромке,
определяется по уравнению (9.1).
Резцы затылованы по архимедовой кривой. Поэтому их перета-
чивают только по передней поверхности.
КРУГОВЫЕ ПРОТЯЖКИ для НАРЕЗАНИЯ
ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС
Это сравнительно новые и весьма эффективные методы и инстру-
менты для обработки прямозубых конических колес протягиванием.
Производительность этого метода в 5—8 раз выше, чем при нареза-
нии зубьев конических колес зубострогальными резцами. Качество
нарезаемых колес не ниже чем при обработке их зубостроганием.
Но круговые протяжки — это сложные и дорогостоящие инстру-
менты. Для работы ими требуются специальные зубопротяжные
станки 5С268 и 5С269. Поэтому метод применяется в массовом про-
изводстве, в частности, в автомобильной промышленности для наре-
зания прямозубых конических колес дифференциала заднего моста
автомобиля.
Сущность метода зубопротягивания. Метод зубопротягивания
представляет собой сложный процесс как в кинематическом отноше-
нии, так и по условиям резания. Он как бы сочетает в себе процесс
протягивания и фрезерования дисковой фасонной фрезой. В процессе
обработки протяжка равномерно вращается для обеспечения необ-
ходимой скорости резания и в некоторые периоды времени совершает
равномерное поступательное движение относительно заготовки, осу-
ществляя тем самым движение продольной подачи. Заготовка в про-
цессе вырезания металла из одной впадины неподвижна. За один
оборот протяжка полностью удаляет металл из одной впадины, и
боковые стороны зубьев получают необходимую форму по профи ню
и по длине зуба. После этого заготовка поворачивается на один шаг,
и начинается процесс обработки следующей впадины. На рис. 9.6
показана схема нарезания зубьев колес методом кругового протя-
гивания.
Как было сказано, основное движение резания при протягива-
нии — равномерное вращательное движение протяжки. Кроме того,
для осуществления продольной подачи от специального кулака
станка ось протяжки совершает поступательное перемещение. Дви-
219
Рис. 9.6. Схема кругового протягивания пря-
мозубых конических колес
жение протяжки из положения 1 в по-
ложение 2 соответствует вспомогатель-
ному ходу, необходимому для деления
заготовки на следующий зуб. Когда
ось протяжки находится в точке 2, ее
зуб касается заготовки и начинает
резать в точке Л, лежащей на большом
диаметре обрабатываемого колеса. Пере-
мещение протяжки от точки 2 до точки 3
приближает ее к заготовке, и зубья
углубляют впадину колеса. Медленное
перемещение протяжки от точки 2 до
точки 3 соответствует работе части чер-
новых зубьев. Точка 3 соответствует
положению оси протяжки посередине
зуба заготовки, т. е. точке Р. В поло-
жении 3 движение оси протяжки
на некоторое время прекращается, и
продолжает работу вторая группа черновых зубьев до полного
углубления впадины между зубьями нарезаемого колеса. Затем
в положении 3 в работу вступают получистовые зубья протяжки,
которые до точки 4 расширяют впадину, срезают слои металла боко-
выми режущими кромками. От точки 3 до точки 4 происходит более
быстрое перемещение оси протяжки. В точке 4 заканчивается пред-
варительная обработка впадины. Окончательная чистовая обра-
ботка боковых сторон зубьев колеса производится при обратном
движении оси протяжки от положения 4 до положения 2.
Отрезок 2—1 соответствует вспомогательному ходу протяжки.
В это время она возвращается в исходное положение, и проис-
ходит поворот заготовки на один шаг для обработки следующей
впадины.
Таким образом, в результате двух равномерных движений про-
тяжки — вращательного и поступательного — при чистовой обра-
ботке каждый чистовой зуб протяжки профилирует определенный
участок боковых поверхностей зубьев нарезаемого колеса. Это дает
возможность получить зубья бочкообразными по длине путем изме-
нения размеров зубьев, делая более полными первые и последние
чистовые зубья протяжки.
Совмещение в одной операции черновой, получистовой и чистовой
обработки производится для зубчатых колес небольшого модуля,
когда т < 6 мм. Время полной обработки впадины для таких колес
составляет около 4 с.
Для конических колес, имеющих т > 6 мм, зубопротягивание
выполняется за две операции: черновая обработка на одном зубо-
протяжном станке, получистовая и чистовая операция — на другом
станке. В этом случае черновое протягивание производится за счет
220
Рис. 9.7. Круговая протяжка
радиального подъема зубьев
без поступательного перемеще-
ния оси протяжки.
Конструктивные параметры
протяжки. Круговые протяжки
делают сборной конструкции
диаметром 540—630 мм, как
показано на рис. 9.7. Корпус 1
в виде диска имеет с одной
стороны у периферии цилин-
дроконическую опорную поверхность для установки и базиро-
вания резцовых блоков, выполненных из быстрорежущей стали.
Каждый блок резцов имеет пять зубьев и крепится к корпусу
протяжки двумя винтами.
Для обработки прямозубых конических колес, имеющих т =
== 5 мм, = 11 и z2 = 20 зубьев, применяемых в дифференциале
автомобиля ГАЗ-53, протяжка состоит из 15 блоков, имеет всего
75 резцов. У протяжки, показанной на рис. 9.7, черновых 2 резцов
48, получистовых 3 резцов — 7 и чистовых 4 — 20.
На протяжке участки 5 и 6 свободны от резцов. Участок 5 необ-
ходим для установки приспособления для снятия фасок у зубьев
колеса, участок 6 для поворота заготовки на один шаг для обработки
следующей впадины. Протяжка вращается непрерывно, пока не
будут нарезаны все зубья на обрабатываемом колесе. На рис. 9.8
показано крепление блока резцов, а на рис. 9.9 — положение цен-
тров радиусов кривизны их профиля. Координаты установки шли-
фовального круга при затыловании боковых сторон резцов задаются
на протяжке от центра кривизны 75-го резца. Координаты центров
кривизны боковых кромок чистовых резцов располагаются на пря-
мой 3.
Координаты первых 20 черновых резцов располагаются на пря-
мой 7, параллельной прямой 3 и отстоящей от нее на величину
припуска на чистовую обработку Д = 0,15н-0,20 мм. Эти 20 резцов
работают с продольной подачей протяжки, сообщаемой копиром
станка. Продольная подача на один зуб = 1,8-т-2,2 мм/зуб. На
этом участке подъем черновых зубьев небольшой 0,08—0,15 мм.
Таким образом, первые 20 черновых зубьев работают как методом
протягивания, снимая толщину срезаемого слоя а19 так и методом
фасонного фрезерования, снимая толщину а2 == sz sin <р, где <р —
угол контакта. Суммарная толщина срезаемого слоя az = аг +
которая составляет 0,25—0,3 мм/зуб.
После этого вступают в работу 28 черновых резцов при неподвиж-
ной оси протяжки. Каждый последующий резец превышает преды-
дущий в радиальном направлении на Д/? = 0,20 мм вначале и на
Д/? = 0,14 мм в конце. Они работают только методом протягивания.
Боковые стороны шлифуются кругом при одной установке, т. е. из
одного центра. Боковые стороны семи получистовых резцов шли-
221
Рис. 9.8. Крепление блока резцов протяжки
Рис. 9.9. Основные параметры резцов
фуются кругом с переменными координатами его центра в соответ-
ствии с прямой 2.
Номинальный диаметр круговой протяжки определяется по пос-
леднему чистовому резцу. Для протяжки D = 540 мм последний,
т. е. 20-й чистовой резец имеет радиуе 7?3 = 270 мм. Вершина его
должна касаться впадины на выходе из узкого торца заготовки,
когда ось протяжки находится в точке 2 (ем. рис. 9.6).
Если ось протяжки перемещается параллельно образующей
внутреннего конуса, то все остальные чистовые резцы имеют тот же
радиус Если это условие не соблюдается, то у резцов от 56 до
75-го радиусы будут увеличиваться из условия профилирования дна
впадины.
Радиус последнего 55-го получистового резца R% определяется
расстоянием от оси протяжки до дна впадины у широкого торца
колеса, когда ось находится в точке 4, Получистовые резцы не углуб-
ляют дно впадины колеса, они расширяют впадину, т. е. снимают
часть припуска у боковых сторон зубьев.
Получистовые и чистовые резцы, так же как и первые 20 черновых
резцов, работают по методу протягивания и по методу фрезерования,
но с другими значениями и п2 по контуру зуба. Радиус первого
чернового резца 7?! находится из условия его касания зуба наре-
заемого колеса в точке Д, когда ось протяжки находится
в точке 2.
Черновые резцы работают по генераторной схеме резания
(рис. 9.10). Первые 20 черновых резцов срезают металл из впадины
переменной толщины и ширины; последние 28 черновых резцов
срезают слои постоянной толщины, но переменной ширины. Наи-
более широкие слои срезаются первыми черновыми резцами и наи-
менее широкие — последними.
Радиус сопряжения г боковых и вершинной режущих кромок
чистовых резцов равен (0,25-4-0,3) /л. Он принимается из условия
прочности и формы выкружки у ножки зубьев обрабатываемого
изделия. У черновых резцов он увеличивается от первого к послед-
нему и с учетом модуля обрабатываемого колеса принимается в пре-
делах 0,5—2 мм.
222
Рис. 9.10. Схема удаления металла яри протя-
гивании:
1 — черновые резцы; 2 получистовые резцы; 3 -я
чистовые резцы
Как указывалось ранее, зад- уа==~#г~"2
ний угол резца ар в точке Р мд -
(см. рис. 9.6) принимается равным 10°. 3
На наружном диаметре задний угол ЧЛ w
будет немного меньше, а на внутреннем диаметре больше!
tg «в = t£a! = 4? tg ар-
Номинальный передний угол 15° тоже принимается в точке Р.
Тогда на наружном диаметре он будет меньше, а на внутреннем
больше:
Rp R р
sin у в = sin уР; sin уг- = sin
где Ye — передний угол в нижней точке боковой режущей кромки
резца; — радиус протяжки для нижней точки боковой режущей
кромки; Ре — наружный радиус протяжки.
Резцы после изнашивания перетачивают по передней поверх-
ности. Вследствие этого их радиусы уменьшаются и изменяются
передние и задние углы. В результате по мере переточки протяжки
профиль резцов не сохраняется постоянным, что создает некоторую
погрешность профиля зубьев нарезаемых колес, которая по своей
величине незначительна.
ЗУБОРЕЗНЫЕ ГОЛОВКИ
Они применяются для нарезания конических колес с круговыми
зубьями. Такие колеса имеют широкое применение в механизмах
различных машин вследствие ряда преимуществ их по сравнению
с прямозубыми коническими колесами. У них более высокая плав-
ность, нагрузочная способность, долговечность, меньшая чувстви-
тельность к погрешностям монтажа передачи. Нарезание зубьев
колес головками производится на специальных зуборезных станках
5С26В, 5С270П, 5С280П, 5А284 и др.
Метод зубонарезания показан на рис. 9.11. В процессе нарезания
происходит согласованное вращение заготовки 1 и воображаемого
плосковершинного производящего колеса 2. В действительности
в зуборезном станке роль производящего колеса выполняет люлька 3
с резцовой головкой 4. По направляющим в люльке зуборезная го-
ловка может устанавливаться в нужное положение относительно
заготовки. Роль зуба производящего колеса выполняют резцы 5
головки. При вращении головки они как бы находятся в беззазорном
зацеплении с обрабатываемым колесом и в обкаточном движении
профилируют зуб заготовки, удаляя металл из впадины. Профиль
зуба обрабатываемого колеса получается как огибающая ряда по-
223
чивается на
Рис. 9.11. Схема нарезания зубьев кониче-
ских колес зуборезными головками
следовательных положений режу-
щих кромок резцов головки.
Главное движение, которое
определяет скорость резания, обе-
спечивается вращением зуборез-
ной головки относительно своей
оси. Оно совершается от отдель-
ного привода и влияет на число
огибающих резов. Для обработки
одной впадины люлька с головкой
в обкаточном движении повора-
После этого люлька возвращается
в исходное положение, а заготовка, оставаясь на месте, поворачи-
вается относительно своей оси для деления на один окружной
шаг. Далее цикл обработки повторяется.
Таким образом, так же как и для прямозубых конических колес,
обработка конических колес с круговыми зубьями производится
методом прерывистого обкатывания.
Конические колеса с круговыми зубьями нарезают различными
способами. Основными из них являются односторонний, простой
двусторонний и двойной двусторонний. Применение того или дру-
гого способа определяется точностью зубчатой передачи, произво-
дительностью, номенклатурой инструмента, типом производства.
Односторонний способ характеризуется тем, что вогнутая и вы-
пуклая стороны зубьев шестерен и колеса нарезаются раздельно.
Этот способ имеет различные варианты обработки.
1. Каждая сторона зуба шестерни и колеса нарезается отдель-
ными головками при различных установках. Здесь для чистовой
обработки требуются четыре односторонние головки. Вариант наи-
более точный, но наименее производительный.
2. Ведущее колесо нарезается по первому варианту. Ведомое
колесо нарезается одной двусторонней головкой с поворотом заго-
товки вокруг ее оси на угол, при котором обеспечивается необходи-
мая толщина зуба. При этом требуются три головки: две односто-
ронние для ведущего колеса и одна двусторонняя для ведомого
колеса.
3. Каждое из сопряженных колес нарезается своей двусторонней
головкой с раздельной обработкой вогнутой и выпуклой стороны
зубьев. После нарезания одной стороны зубьев производится пере-
наладка на другую сторону зубьев. Заготовка поворачивается отно-
сительно своей оси на угол, обеспечивающий необходимую толщину
нарезаемого зуба. В этом варианте требуются две двусторонние
головки. В целом односторонний способ нарезания обеспечивает
высокую точность, наиболее благоприятную форму зубьев сопряжен-
ных колес, но весьма трудоемок. В основном применяется в единич-
ном и мелкосерийном производстве.
224
Простой двусторонний способ — такой, когда каждая сторона
зубьев ведущего колеса нарезается отдельно своей односторонней
головкой, а вогнутая и выпуклая стороны зубьев, т, е. впадина
ведомого колеса, нарезаются двусторонней головкой за одну уста-
новку. Таким образом, для обработки сопряженных колес этим
способом требуются три головки: две односторонние для ведущего
колеса и одна двусторонняя для ведомого колеса. Этот способ обеспе-
чивает высокую производительность и достаточно удовлетворитель-
ную точность — зону контакта сопряженных колес. Применяется
в массовом и серийном производстве.
Двойной двусторонний способ характеризуется тем, что обе сто-
роны зубьев каждого из сопряженных колес нарезаются одновре-
менно своими двусторонними головками. Здесь требуется всего две
двусторонние головки с определенным разводом зубьев. Способ
наиболее производительный, но наименее точный. Применяется
в массовом производстве для колес небольших модулей (т < 3 мм)
и для колес невысокой точности.
Рассмотренные способы применимы для чистовой обработки зубьев
колес. Черновое нарезание обоих колес производится двойным дву-
сторонним способом методом обкатывания или же методом врезания
двусторонними готовками.
Разновидности и конструкции головок. Зуборезные головки
делают односторонними, двусторонними и трехсторонними. Одно-
сторонние головки служат для чистовой обработки только одной
стороны зубьев — вогнутой или выпуклой — ведущего колеса.
Двусторонние зуборезные головки имеют два концентричных
ряда чередующихся наружных и внутренних резцов, имеющих
определенный их развод. Эти головки в основном применяют для
чистовой обработки ведомого колеса, а в единичном и мелкосерийном
производстве для черновой и чистовой обработки как ведущего, так
и ведомого колеса. Черновые двусторонние головки не имеют регу-
лировочных клиньев для развода резцов. В радиальном направлении
резцы регулируются только подкладками.
Трехсторонние головки снабжены третьим рядом чередующихся
резцов в такой последовательности: средний — наружный — сред-
ний — внутренний и т. д.
Наружные и внутренние резцы обрабатывают боковые стороны
зубьев и не работают вершинами. Средние резцы обрабатывают
только впадину. Высота их на 0,25—0,4 мм выше внутренних и на-
ружных резцов; ширина вершины на 0,25—0,6 мм уже впадины
между зубьями на малом диаметре колеса; угол профиля на 5—8°
меньше угла профиля наружного и внутреннего резцов.
ГОСТы предусматривают 18 типоразмеров зуборезных головок
в метрической системе с номинальными диаметрами 20—1000 мм.
По технологическому назначению зуборезные головки бывают чи-
стовые и черновые. На рис. 9.12 показана двусторонняя чистовая
зуборезная праворежущая головка.
В пазы корпуса 1 вставлены резцы 2, которые закреплены вин-
тами <3. В радиальном направлении резцы регулируются проклад-
225
Рис. 9.12. Двусторонняя чистовая зуборезная праворежущая головка
кой 4 и клином 5, который перемещается винтом 6. Головка центри-
руется на шпинделе отверстием, имеющим конусность 1 : 24, и закреп-
ляется к фланцу шпинделя четырьмя винтами, проходящими через
отверстия 7. Для облегчения снятия головки со шпинделя станка
предусмотрены два съемных винта 8. Для контроля правильности
расположения резцов два из них (один наружный и один внутрен-
ний) являются базовыми и закрепляются наглухо штифтами 9,
которые исключают регулировку (перемещение) клиньев 5 для этих
резцов.
В одном и том же корпусе могут устанавливаться различные ком-
плекты резцов. Поэтому в корпус головки ввинчивается пробка 10.
на наружном торце которой имеются маркировочные данные головки.
Резцы опираются на передний торец корпуса выступом, который
они имеют с задней стороны. Эти выступы воспринимают осевые
силы резания и препятствуют осевому перемещению резцов. Зубо-
резные головки сборной конструкции имеют число резцов от 6 до
36 и более.
На рис. 9.13 показаны некоторые конструктивные параметры
чистовой двусторонней головки. Наружный резец 2 обрабатывает
вогнутую сторону зубьев колеса, внутренний резец 2' — выпуклую
сторону.
Диаметры зуборезной головки. У зуборезных головок различают
номинальный, образующие и производящие диаметры. Под номи-
пильным диаметром Do понимаются диаметр условной окружности,
проходящей посередине впадины между зубьями нарезаемого колеса.
Номинальный диаметр зависит от длины образующей начального
конуса колеса, угла наклона его зубьев, размеров зубьев (длины,
высоты, модуля), формы зубьев и др.
22В
Для колес с равнопонижающейся формой зуба номинальный
радиус головки ориентировочно можно определять по формуле
(рис. 9.14)
«•-пЬ- <9-7)
где L—длина образующей начального конуса в средней точке;
Р — угол наклона зуба нарезаемого колеса в средней точке.
Если угол Р = 45°, ю Л?о = 0,72£, и линия зуба приближается
к архимедовой спирали. Центр номинального радиуса головки лежит
на окружности.радиуса г, который равен длине полярной поднормали
архимедовой кривой. Проекция точки Ои на линию ОР %елт ее
пополам. При р = 30° 7?0 ~
Для конических колес с равновысокими зубьями, как видно из
рис. 9.15, номинальный радиус зуборезной головки
/?о = Ь sin р. (9.8)
В этом случае номинальный радиус головки равен радиусу кри-
визны эвольвенты окружности радиуса г0, на которой располагается
центр зуборезной головки. Отсюда следует, что впадины равновы-
соких зубьев образованы дугами концентричных окружностей и
не имеют сужения.
Для конических колес с углом наклона Р = 30° /?0 = 0,5Л.
Радиус головки в 2 раза получается меньше, чем для колес с равно-
пон ижающи мися зубь я м и.
С одной стороны, с уменьшением диаметра увеличивается про-
дольная кривизна зубьев нарезаемого колеса и коэффициент пере-
крытия, повышается плавность зацепления. С другой стороны,
с уменьшением диаметра головки уменьшается число резцов,'больше
возникает опасность подре-
зания ножки и заострения
вершины зуба по длине.
Поэтому зуборезные головки
D,
Рис. 9.13. Конструктивные параметры зуборезной головки:
OQ — номинальный диаметр головки; — наружный образующий диаметр головки; .
внутренний образующий диаметр головки; К —. базовый размер корпуса под резцы; W —
развод резцов; Ъ£, — базовые расстояния наружного и внутреннего резцов; а?, — углы
профиля наружного и внутреннего резцов. Номера позиций те же, что и на рис. 9.12
Рис. 9.14. Круговая линия равнопонижающегося зуба, приближающаяся к архи-
медовой спирали
w
Рис. 9.16. Круговая линия равнопонижающегося зуба, приближающегося к лога-
рифмической спирали
Рис. 9.15. К определению номинального радиуса головки для колес с равновысокими
зубьями
для нарезания колес с равновысокими зубьями рекомендуется приме-
нять для передач больших размеров с длиной образующей Л >300 мм.
Круговые линии зуба, приближающиеся к архимедовой или
эвольвентной спирали, имеют переменную продольную кривизну.
Если требуется нарезать колеса с равнопонижающимися зубьями
и с постоянным продольным углом их наклона, то номинальный
радиус зуборезной головки определяется по уравнению (рис. 9.16)
= L/sin р. (9.9)
Для угла (3 = 30° Ro = 2L. В этом случае линия зуба прибли-
жается к логарифмической! спирали, и радиус головки получается
слишком большим. Можно рекомендовать такие головки для наре-
зания колес с небольшими размерами.
В метрической системе номинальный ряд диаметров зуборезных
головок имеет 18 размеров от 20 до 1000 мм. В промышленности еще
применяют головки в дюймовой системе. Они имеют 14 номинальных
диаметров: 1Х, 2", 3_£, 4-^, 5”; 6"; 7-j-, 9," 12",
16", 18", 21". Эти размеры головок нарезают весь диапазон зубчатых
колес с нормальным модулем 0,8—25 мм и наибольшей высотой зуба
3—70 мм.
Зуборезные головки в метрической системе диаметром 20—
80 мм делают насадными цельными, у них резцы выполнены вместе
с корпусом. Причем головки диаметром до 60 мм имеют четыре
резца, а диаметром 80 мм — восемь резцов. Головки диаметром от
100 до 1000 мм изготовляют насадными сборными со вставными
резцами. Зуборезные головки диаметром до 60 мм применяют для
нарезания зубьев мелкого модуля. Остальные размеры — для сред-
них и крупных модулей. В дюймовой системе цельными делают
головки с номинальным диаметром от -у- до 2", имеющие от двух
до четырех резцов.
228
Образующими называют диаметры, отнесенные к вершинам ре-
жущих кромок резцов. Образующие диаметры De и Dt головок, для
которых развод резцов располагается симметрично относительно
номинального диаметра Do, определяются по формулам
D^D.-W, (9.10)
Односторонние головки не имеют разводов W резцов. Поэтому
они различаются только по размеру образующего диаметра, опре-
деляющегося из формул
De = 2 (/?0 + A/?); - 2 (Яо - А/?), (9.11)
где А/? — поправка на радиус, обусловленная наладочными уста-
новками станка.
Производящими называют диаметры зуборезных головок, отно-
сящиеся к точкам реЖущих кромок, которые профилируют зубья
колеса по образующей начального конуса в средней точке. Эти диа-
метры нужно знать для определения сопряжения нарезаемых колес
по начальным конусам, что является необходимым условием пра-
вильности зацепления.
Производящие диаметры для наружных резцов
De = De + 2hftgaet (9.12)
для внутренних резцов
Di = Dl-2hfigall (9.13)
где hf — высота ножки зуба нарезаемого колеса; ае, — углы
профиля наружного и внутреннего резцов.
Число резцов зависит от диаметра головки и способа их крепле-
ния. Необходимо стремиться к тому, чтобы число резцов в головке
было по возможности небольшим. Это способствует повышению про-
изводительности, стойкости инструмента и снижению шерохова-
тости поверхности.
Ориентировочно для чистовых односторонних головок 0,74-
0,8 у Dq при Do = 100ч-200 мм и za 14-1,2 y^D^ для Dq >
> 200 мм. Для каждого ряда двусторонних чистовых головок число
зубьев принимается в 2 раза меньше, чем для односторонних.
Для черновых двусторонних головок число резцов в каждом
ряду гп (0,054-0,04) £)0. В табл. 9.1 приведено число резцов для
различных зуборезных головок.
При работе односторонними головками сила резания все время
будет направлена в одну сторону, натяг системы всегда будет также
направлен в одну сторону, что исключает возникновение вибраций.
В целях повышения точности зубчатых колес при их чистовом
нарезании односторонними головками необходимо, чтобы одновре-
менно в контакте с заготовкой находился один резец. Тогда число
резцов в головке ztt с —где b — ширина венца зубьев колеса
или шестерни.
В этом случае уменьшается сила резания и повышается относи-
тельная жесткость технологической системы. Вместе с тем это усло-
229
9.1. Число резцов зуборезных головок
Номинальный диаметр головки D<>. мм
Головка
100 125 160
200 250 320 400 500 630
800 1000
Чистовая односторон-
няя
Чистовая двусторон-
няя (в каждом ряду)
Черновая двусторон-
няя (в каждом ряду)
Черновая трехсто-
ронняя (в каждом
ряду):
наружных и вну-
тренних резцов
средних резцов
8 8 12
4 4 6
— — 8
— — 4
— — 8
16—20
6—8
12
10 12
20—24 24—28
8—10 12
16 16
24—32
12
18
32 36
16 18
вне во многих случаях требует уменьшения числа резцов чистовых
головок что нежелательно. Поэтому при достаточно жесткой системе
СПИД или станка одновременно в работе могут находиться два резца.
При этом условии вся система будет находиться в упругонапряжен-
ном, как бы подпружиненном, состоянии, что благоприятно отра-
зится на повышении точности нарезаемых колес.
При работе двусторонними головками число резцов должно
быть таким, чтобы в каждый момент времени одновременно участво-
вали два резца — наружный и внутренний. Тогда силы резания
будут как бы уравновешиваться, их колебания будут меньше, чем
при работе только одного резца, в результате относительно повы-
шается устойчивость всей технологической системы.
Углы профиля, система номеров резцое. Для правильного зацеп-
ления сопряженных конических колес с круговыми зубьями необ-
ходимо иметь равенство углов зацепления и углов наклона зубьев
в средних точках для обоих колес.
В этом случае боковые поверхности зубьев будут соприкасаться
по средним точкам, которые лежат на образующих начальных кону-
сов посередине ширины зуба; пятно контакта будет располагаться
симметрично не только поперек, но и вдоль образующих начальных
конусов.
Для обеспечения этого в процессе нарезания зубьев образующие
начального конуса сопряженных колес должны быть расположены
в плоскости, перпендикулярной к оси вращения люльки. Вершины
резцов зуборезной головки в процессе резания должны находиться
под углом 90° + е к оси вращения люльки. Производящее колесо
получается плоским, угол профиля которого является постоянным^
равным углу зацепления нарезаемых колес с равнопонижающимися
зубьями. В этом случае зуборезный станок должен допускать наклон
инструментального шпинделя для правильной установки зуборезной
головки в каждом отдельном случае в зависимости от угла ножек
230
Рис. 9.17. Определение углов профиля зубо-
резной головки:
а — кривая зуба колеса в сечении боковой по-
верхности зуба начальным конусом; б — сече-
ние боковой поверхности зуба поверхностью вну-
треннего конуса
зубьев того и другого нарезаемого
колеса. Конструкция станка полу-
чается. сложной и недостаточно жест-
кой. Такой способ и станки для на-
резания колес оправдывают себя
в основнохМ в мелкосерийном и еди-
ничном производстве.
В массовом и крупносерийном
производстве в настоящее время
в основном применяют станки и
методы нарезания колес, в основе
которых лежит плосковершинное производящее колесо, образующая
начального конуса которого наклонена к оси вращения люльки
под углом 90°—е. В этом случае ось зуборезной головки будет па-
раллельна оси люльки, а вершины резцов будут лежать в плоскости,
перпендикулярной оси люльки. Резцы головки устанавливают так,
что их режущие кромки перпендикулярны образующей не началь-
ного, а внутреннего конуса нарезаемого колеса. В результате такой
установки резцов, для более правильного нарезания зубьев сопря-
женных колес теоретически их режущие кромки должны быть кри-
волинейными, выпуклыми,и для вогнутой и выпуклой сторонььзуба
одного и того же колеса углы профиля резцов должны быть разными.
Вследствие незначительной погрешности криволинейная режущая
кромка резца заменяется прямолинейной. Углы же профиля для
наружного и внутреннего резцов значительно отличаются, поэтому
они должны быть приняты расчетными. Замена выпуклой режущей
кромки на прямолинейную не ухудшает, а, наоборот, в принципе
улучшает зацепление сопряженных колес, так как в этом случае
несколько подрезается ножка и срезается вершина зубьев колеса.
Этим обеспечивается локальный контакт в средней зоне, и зубья
менее склонны к заклиниванию в зацеплении.
На рис. 9.17 показана схема для определения углов профиля
резцов зуборезной головки, устанавливаемой как плосковершинное
производящее колесо. Угол зацепления сопряженных колес отно-
сится к начальному конусу. Поэтому в сечении А—А, соответству-
ющему сечению ab верхней проекции, впадина между зубьями должна
быть симметричной относительно оси ab и иметь одинаковые углы
профиля а. Но тогда в сечении Ьс, перпендикулярном образующей
внутреннего конуса, впадина будет асимметричной. Резцы, уста-
навливаемые по дну впадины, в сечении Б—Б будут также асимме-
тричны относительно оси а—/. Углы профиля правой и левой сто-
роны резца будут разные. Наружный резец, нарезающий вогнутую
сторону зуба заготовки, будет иметь угол профиля ае, а внутренний
резец, нарезающий выпуклую сторону зуба, — угол профиля а,.
231
Они отличаются от теоретически правильного угла а на величину,
равную Да, т. е.
ае = а — Да; = а + Да. (9.14)
Как видно из рис. 9.17,6,
tgAa = -y£r = —- sin Р =sin Р = tg 8 sin р. (9.15)
Вследствие малых значений можно принять tg Да = Да, tg в =
= е. Тогда для сопряженных колес zj и z2
Дах = 8Х sin Р; Да2 = 82 sin [3. (9.16)
Таким образом, углы профиля наружного и внутреннего резцов
для колес zi и z2 будут
ав1 = а — Да{; а^2 = а — Да2;
+ Дах; af, = а + Да2. (9.17)
Из формул (9.17) видно, что для правильного сопряжения колес
в средней точке они должны быть нарезаны резцами с разными углами
профиля. Вогнутая и выпуклая стороны зуба каждого из сопряжен-
ных колес должны быть нарезаны также резцами с разными углами
профиля.
Учитывая, что разница между углами ножек и 82 колес неболь-
шая, для определения поправки на угол профиля Да угол ножки
зуба принимают для обоих колес одинаковым, равным их среднему
значению, т. е. 8ср = (8t + е2)/2. Тогда
+ Да = А(Х1 +-Аа2 = sin Р = еср sin ft. (9.18)
Здесь знак + принимается для внутренних резцов, а поправка
со знаком — берется для наружных резцов, т. е. углы профиля
наружного и внутреннего резцов определяются по формулам (9.14).
В этом случае действительный угол зацепления будет немного
отличаться от теоретического, но это практически почти не имеет
никакого значения, так как у сопряженных колес все равно будет
одинаковый угол зацепления, и, следовательно, правильность зацеп-
ления от этого не будет нарушена.
Для сокращения номенклатуры резцов разработана система
номеров резцов, по которой угол профиля каждого целого номера
резца отличается на 10 мин. Следовательно, номер резца
/v=w==-£ri(rsin^ <919>
а поправка на угол Да = Ю'ЛЛ Так, для резца с номером 6 Да -
= 60' и при а - 20° ае = 19°, а, = 21°.
Таким образом, номерные поправки резцов приняты для ком-
пенсации искажений угла профиля, которое получается в резуль-
тате установки нарезаемой заготовки под углом внутреннего, а не
начального конуса.
232
В дюймовой системе головок номера резцов нормализованы и
имеют обозначения^, 1, l-i~, 2,2^-, 3,3-^-- •• и т.д. до20Ц-.
Половинные от целых номеров отличаются углом профиля на 5',
т. е. номер 1Ц- отличается от номера 1 или 2 на 5'. Для черновых
головок приняты постоянные номера резцов 6 или 0. ГОСТ 11905—66
установил следующие номера резцов: для чистовых головок 0, 2,
4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 30, 36, 42; для черновых
головок 0, 6, 12, 18, 24. Здесь тоже Да = 10'Л/\нотак как разность
ряда номеров равна 2 и 6, то каждый номер резца будет отличаться
углом профиля на 20' от 0 до 24-го номера и на 60' на остальные
номера чистовых головок. Для черновых головок, как видно из
ряда номеров, каждый резец отличается от другого на 60'.
Нерабочая сторона резца имеет угол профиля на 1° меньше угла
профиля рабочей стороны другого резца, т. е. для наружного резца
а' = а,- — Г, для внутреннего а'{ = — Г.
При нарезании колес, имеющих равновысокие зубья, не требуется
вводить поправки на угол профиля резцов зуборезных головок.
В этом случае угол профиля резцов зуборезных головок является
постоянным, равным углу зацепления, т. е. аи = а. В этом — одно
из существенных преимуществ системы зацепления с равновысо-
кими зубьями.
Развод резцов рассчитывается с учетом метода нарезания, вида
обработки, типа конических колес и их параметров. В книгах [9,
10, 22] приведена методика определения величины развода резцов
при чистовом и черновом нарезании зубьев колес.
Развод резцов для чистового нарезания зубьев ведомого колеса
двусторонней головкой определяется по уравнению
w2= cos 0-2^, tga), (9.20)
где L — длина образующей начального конуса до середины венца
ведомого колеса; Le — длина образующей начального конуса наруж-
ного торца колеса; St, — толщина зуба по дуге окружности началь-
ного конуса ведущего колеса; й/2 — высота ножки зуба нарезаемого
колеса.
В этом случае дно впадины будет иметь постоянную ширину,
которая принимается в нормальном сечении в середине венца зуба.
Полученную величину округляют до ближайшего стандартного
значения от 0,2 до 20 мм.
Черновое нарезание ведомого колеса производится двусторон-
ними черновыми головками. В этом случае необходимый развод
резцов будет меньше развода под чистовую обработку на величину
припуска, т. е.
W2 = W2 — А, (9.21)
где А — припуск на толщину зуба под чистовую обработку. Для
колес, имеющих модуль 2—15 мм, А = 0,54-1,5 мм.
233
Если чистовое нарезание ведомого колеса производится поворот-
ным способом, то для его чернового нарезания развод резцов должен
быть меньше ширины дна впадины колеса на узком торце на величину
припуска под чистовую обработку:
W2 = (St, cos 0, - 2/1/, tg а) - Д, (9.22)
где b — ц/ирнна венца зубьев нарезаемого колеса; 0, — угол на-
клона зубьев на малом торце шестерни;
sin 0! = -тЛ- [Г + (2/?0 Sin/-~ L) L- 1 J (9.23)
l mJ
здесь Lt — длина образующего начального конуса до внутреннего
торца колеса; L, — Le — b.
Черновое нарезание ведущего колеса производится двусторонней
зуборезной головкой. Величина развода резцов в этом случае за-
висит от способа чистового нарезания ведомого колеса, сопряженного
с ведущим. Так, при одновременной чистовой обработке обеих сторон
зуба ведомого колеса развод резцов при черновой обработке ше-
стерни будет
FI =-^[nmcosp;-2(/i/t + /i/,)tga|-F2-Д. (9.24)
Le
При раздельной обработке обеих сторон зубьев шестерни развод
резцов при черновой обработке
= ф- (S, cos 0, - 2h, tg a) - Д, (9.25)
где St2 — толщина зуба по дуге начальной окружности ведомого
колеса; hfiy hf2 — высота ножки зуба соответственно шестерни и
ведомого колеса; W2 — развод резцов при чистовом нарезании ве-
домого колеса, определяемый по уравнению (9.20).
Чистовое нарезание шестерни в большинстве случаев произво-
дится односторонними головками с раздельной обработкой вогнутой
и выпуклой сторон зубьев. В этом случае, по данным работы [91,
развод резцов принимают в зависимости от номинального диа-
метра головки Dq.
DQy дюймы 3,5 6 7,5 9 12 16 18 при zn<10 мм 18 при m>10 мм
мм 0,75 0,75 0,75 1,5 1,5 1,65 2 2,5—3
В мелкосерийном и единичном производстве чистовое нарезание
шестерни производится двусторонней головкой. Развод резцов у нее
должен быть меньше или равен ширине впадины на узком конце
колеса
IF, < (S,2 cos 0, - 2Л/, tga). (9.26)
234
Недостатком этого способа нарезания является то, что пятно
контакта получается недостаточным по длине.
Базовые расстояния резцов и корпуса головки. Базовым расстоя-
нием резца называется расстояние от опорной плоскости до вер-
шинной точки в среднем сечении резца. Базовое расстояние резца
измеряется в плоскости, проходящей через ось головки и середину
ширины стержня резца. Для наружного резца
be = Т — h tg ае — q, (9.27)
для внутреннего резца
bi = h tg 4- q, (9.28)
где T — толщина резца; h — высота зуба (2,54-3) m; q — дополни-
тельная величина, равная 1—2 мм.
Базовые размеры резцов и корпусов зуборезных головок при-
ведены в ГОСТ 11904—66.
Если базовое расстояние головки не позволяег применить боль-
шую величину развода, то уменьшают базовый размер внутренних
резцов, сошлифовывая его опорную поверхность.
Базовое расстояние К корпуса — это расстояние между про-
кладками. Для внутренних и наружных резцов черновых и чистовых
головок базовое расстояние корпуса также нормализовано в зави-
симости от номинального диаметра головки.
Подкладки под резцы служат для обеспечения необходимого раз-
вода резцов и образующих диаметров головки. В общем виде тол-
щина подкладок
В = R — b — 0,5R, (9.29)
для наружных резцов
Be = Re-be-0trK,
для внутренних резцов
R. = R. _ bi - 0,57<.
Толщину подкладок выбирают в зависимости от характера обра-
ботки, типа обрабатываемого колеса и вида резца.
Резцы зуборезных головок. В зависимости от вида и назначения
головок резцы бывают черновые и чистовые, наружные и внутрен-
ние, праворежущие и леворежущие.
На рис. 9.18 показаны наружный и внутренний чистовые лево-
режущие резцы. Размеры резцов стандартизованы в зависимости
от номинального диаметра головок. Для головок диаметром более
200 мм резцы изготовляют сварными. Их режущую часть делают
из быстрорежущей стали с карбидной неоднородностью не более
3-го балла.
Наиболее существенными параметрами являются форма боковой
поверхности и геометрия резцов. Стандартные зуборезные головки
имеют затылованные резцы. Их боковая поверхность, на которой
235
Рис. 9.18. Чистовые леворежущие резцы:
а — наружный; б — внутренний
Рис. 9.19. Смещение передней поверхности резцов от осн головки
лежит режущая кромка, в результате затылования является архиме-
довой винтовой поверхностью. Вследствие этого такие резцы обеспе-
чивают прямолинейность режущей кромки в любом осевом сечении
головки, а следовательно, и неизменность профильного угла
или а также стабильность геометрии режущей части, т. е. перед-
них и задних углов в процессе переточки по передней поверхности.
Передний угол в нормальном сечении к главной режущей кромке
принимают для стали средней твердости равным 20°, а для обработки
вязких материалов 22—27°. Передняя поверхность резца контроли-
руется в плоскости, перпендикулярной к оси вращения головки.
В этом сечении передний угол для наружных и внутренних резцов
соответственно равен
tg = tgyn cosae;
tg?? = tg yncosaP (9.30)
Вследствие наклона передней поверхности резцов под углами уе
и yt она будет располагаться на определенном расстоянии а от оси
зуборезной головки (рис. 9.19).
Так, для наружных резцов ае = Re sin уе,
для внутренних резцов at = 7?, sin yt.
Задний угол на вершине резца ав принимается 15°. Тогда задний
угол в плоскости, нормальной к боковой режущей кромке, для на-
ружных и внутренних резцов соответственно будет
tg айб = tg ав Sin ае;
tgai6 = tgaB sina;.
СОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИИ
И ГЕОМЕТРИИ ЗУБОРЕЗНЫХ ГОЛОВОК
В последние годы по ГОСТ 11902—77 начали применять черно-
вые и чистовые зуборезные головки улучшенной конструкции.
На рис. 9.20 показана чистовая двусторонняя головка такой улуч-
236
Рис* 9.20. Чистовая праворежу-
щая зуборезная головка улуч-
шенной конструкции / \ ЁЗ 7
шенной конструкции. Ее / \
отличие состоит в следу-
ющем. / и
1. Корпус 8 головки 4-------[I ([
делают из цементирован- у
ной стали и закален
до твердости HRC 57. \
Это повышает долговеч- 7*7 / |Ж \
ность корпуса при сохра-
нении исходных точност-
ных параметров.
2. Головка выполняется повышенной точности, Пазы под резцы
и сами резцы 2 тщательно и точно отшлифованы.
3. Головка имеет повышенное число резцов за счет более рацио-
нального расположения винтов 5 для регулирования клиньев 4
и прокладок 3.
4. В корпусе имеется кольцевая выточка 9, которая уменьшает
деформацию корпуса при термообработке и от усилий закрепления
головки на шпинделе. Глубина выточки равна высоте центрирую-
щего конического выступа шпинделя. Головка упирается в торец
шпинделя не ступицей, а торцом основного корпуса. Вследствие
этого напряжения от посадки на конус вызывают расширение сту-
пицы и не распространяются на основной корпус.
5. Винты 1 для крепления резцов расположены под углом 10°
к опорному торцу корпуса. Это дает возможность при затяжке вин-
тов как бы самоустанавливать (базировать) резцы на опорную пятку
затылованных резцов и повышать точность головки. Кроме того,
наклонное расположение винтов 1 позволило разместить винты 5
по центру резцов и регулировочных клиньев. В процессе регулиро-
вания перекос клиньев в этом случае исключается.
6. Чистовые головки на шпинделе закрепляются только одним
центральным винтом 6. Вследствие этого уменьшаются деформации
корпуса, возникаемые при креплении четырьмя винтами. Планка 7
служит для снятия головки со шпинделя станка.
7. Резцы изготовляют с высокой точностью из улучшенных
марок быстрорежущих сталей. В процессе шлифования и доводки
достигается высокое качество поверхностного слоя режущей части.
Все это приводит к повышению режущих свойств зуборезных
головок, точности и производительности обработки зубчатых
колес.
Конструкция двух- и трехсторонних черновых зуборезных голо-
вок принципиально не отличается от конструкций описанной чи-
стовой головки. Черновые головки имеют заднее опорное кольцо, в
которое резцы упираются торцом и предохраняются от осевого пере-
мещения. Головки диаметром более 150 мм для большей надежности
прикрепляют к шпинделю обычным способом g помощью четырех
237
винтов. Кроме того, они могут иметь большее число резцов, чем
чистовые.
На рис. 9.21 показано клиновое крепление резцов у черновых
головок. Такие головки точно так же изготовлены, имеют закален-
ный корпус 1 со шлифовальными пазами для резцов 2. Корпус за-
ключен в кольцо 6, выполненное в виде маховика. Резцы 2 упи-
раются торцом в это кольцо и закрепляются резьбовой втулкой 4
с конусным срезом и винтом 5 через клин 3. Такой метод крепления
надежен, компактен, позволяет увеличить число резцов в головке
по сравнению с другими способами крепления. В шпинделе станка
головка закрепляется одним центральным винтом. Головка имеет
более высокую массивность. В результате головки такой конструк-
ции могут работать на более высоких режимах резания.
Зуборезные головки с остроконечными резцами существенно
повышают режущие свойства. Прежде всего у них достигаются по
всему контуру оптимальные задние углы. После изнашивания
зубьев их перетачивают, точнее, перешлифовывают по задним поверх-
ностям по всему контуру режущих кромок. Вследствие этого при
переточке снимается значительно меньший слой металла.
Резцы могут иметь большую длину, а значит, и большее число
переточек, что повышает их долговечность. Более простая форма
резцов позволяет лучше их проковывать, улучшает балл карбидной
неоднородности; в головке можно разместить большее число таких
резцов. Недостаток у них один — перешлифовка по задним поверх-
ностям после изнашивания — весьма трудоемкая операция, тре-
бующая специального приспособления.
В последнее время созданы конструкции зуборезных головок
с остроконечными зубьями из твердого сплава. Исследования про-
цесса скоростного нарезания колес с круговыми зубьями показали
высокую эффективность их работы: в 2—2,5 раза увеличилась про-
изводительность и снизилась шероховатость боковых поверхностей
зубьев. Кроме того, при скоростном зубонарезании снижается сила
резания.
Заслуживает внимания применение зуборезных головок с незаты-
лованными резцами. Они имеют те же преимущества, что и незаты-
лованные червячные фрезы. Резцы шлифуются в технологическом
корпусе по круговому конусу или по винтовой поверхности с харак-
Рис. 9.21. Клиновое крепление рез-
цов в головке
Рис. 9.22. Положение резцов в рабо-
чем (а) н в технологическом (£)
корпусах головки
238
Рис. -9.23. Схема к определению уравнения режущей
кромки
теристиками профиля, отличными от про-
филя резцов в зуборезной головке, так,
чтобы при установке их в корпус зубо-
резной головки они имели бы необходи-
мый контур режущих кромок, профиль
в осевом сечении и нужную геометрию.
На рис. 9.22 показано положение
резца в технологическом корпусе. В нем
задняя поверхность для вершинных ре-
жущих кромок лежит в торцовой пло-
скости, а боковая поверхность, образо-
ванная вращением прямолинейной режу-
щей кромки относительно оси O^Zy являет-
ся поверхностью гиперболоида вращения.
Методика профилирования незатылованных зуборезных головок
сводится к решению следующих задач.
1. Записываются уравнения главных режущих кромок резцов
в системе XYZ головки. 2. Находятся уравнения этих кромок в си-
стеме технологического корпуса. 3. Режущим кромкам
сообщается круговое движение относительно оси и определяются
уравнения этих поверхностей. 4. Находятся уравнения осевого
сечения полученных поверхностей, по которым определяется про-
филь резцов в технологическом корпусе. Это необходимо для их
изготовления и контроля. 5. Полученные незатылованные поверх-
ности анализируют в различных осевых сечениях зуборезной
головки в связи с переточкой резцов по передней грани и
дается оценка точности профиля инструмента в процессе эксплуа-
тации.
Ниже изложена теория профилирования зуборезных головок по
приведенной методике. За образующую поверхности в технологи-
ческом корпусе принимаем линию режущей кромки.
Так же как и для зуборезных головок с затылованными резцами,
главную боковую режущую кромку резца принимаем прямолиней-
ной, которая лежит в осевой плоскости зуборезной головки и имеет
необходимый угол профиля. В системе координат XYZ (рис. 9.23)
ее уравнения
% = р;
(9.32)
2 = (р — Re) ctg ае.
Для внутреннего резца z = (Ri — р) ctg aif где р — текущий
радиус-вектор точки, лежащей на образующей режущей кромке;
Re, Ri — образующие радиусы наружного и внутреннего резцов;
ас, а/.— углы профиля наружного и внутреннего резцов.
239
В системе XjY^Zi, связанной с технологическим корпусом, урав-
нения (9.32) примут вид
— х;
У 1 = у cos ав — г sin ав; (9.33)
Zj — у sin ав 4- г cos ав.
После подстановки XYZ для наружного резца
х, = р; (9.34)
У 1 = — (р — Re) ctg a, sin ав;
= (р — Re) ctg ае cos ав;
для внутреннего резца
%1 = р; (9.35)
У 1 = - (Ri — Р) ctg а,- sin ав;
Zj = (Ri — p)ctg<%i cosaB.
Сообщим режущим кромкам круговое движение относительно
оси технологического корпуса О^; в результате получим
+ У\ = pi; (9.36)
Zi = z cos ав,
где Pi — текущий радиус-вектор образующей прямой до оси OjZp
Для наружного резца
Р1 = Кр2 + (Р — ReY ctg2 Sin2 ав; (9.37)
для внутреннего резца
Pi = /р2 + (Rt - р)2 ctg2 at sin2 ав. (9.38)
Уравнения (9.36) описывают поверхность в виде гиперболоида
вращения, показанную на рис. 9.24. Осевое сечение гиперболоида
вращения, т. е. профиль резцов в технологическом корпусе, опре-
делится, если в уравнениях (9.36) = 0 или ух = 0.
В последнем случае
Ai = Pi = ± Кр2 + z2sin2aB; (9.39)
Zi = z cos ав.
Анализ уравнений (9.39) показывает, что профиль резцов в тех-
нологическом корпусе получается криволинейным: вогнутым для
наружных резцов и выпуклым для внутренних. Кроме того, он будет
отличаться от профиля резцов в зуборезной головке углом про-
филя а и высотой h.
Так для зуборезной головки, имеющей Re = ПО мм, = 22°,
ав =12°, т = 8 мм и высоту зуба h = 20 мм, расчеты показали,
что в технологическом корпусе наружные резцы должны иметь угол
профиля аг1 = 22° 37х 35", прогиб / = 0,0162 мм и высоту про-
филя hy — 19,56296 мм.
Если в осевом сечении технологического корпуса резцы сделать
с указанными характеристиками, то в зуборезной головке они будут
240
ния
Рис. 9.24. производящая поверх-
иость в виде гиперболоида враще-
Рис. 9.25. Положение осей шлифо-
вального круга и технологического
корпуса
иметь прямолинейную режущую кромку, заданный угол и высоту
профиля, а также необходимые задние углы по всему контуру.
Но такой профиль является нетехнологичным, если его шлифовать
профильным кругом. В ряде случаев сложный расчетный криволи-
нейный профиль круга можно заменить на более простой — прямо-
линейный и шлифовать резцы в технологическом корпусе коническим
кругом с углом профиля а = сс^. В этом случае возникнут погреш-
ности. Для их уменьшения ось круга необходимо повернуть отно-
сительно оси технологического корпуса на угол ав, т. е. ось круга
надо располагать по направлению образующей гиперболоида вра-
щения так, как показано на рис. 9.25.
Незатылованные резцы зуборезных головок перетачивают также
по передней поверхности. По мере переточки резцов по передней
поверхности их профиль будет изменяться.
Для рассматриваемой зуборезной головки с незатылованнымн
резцами расчеты показали, что угол профиля в начальном сечении
ссе = 23° 15', в расчетном сечении — 22°, в конечном сечении
ссе = 20° 45'. Погрешность угла профиля составляет Даг — Г 15',
а погрешность высоты профиля Д/г =» 0,1858 мм. Эти погрешности
получены при стачивании резцов на 2/3 длины их головки. Они будут
уменьшены, если переточку резцов производить на меньшую вели-
чину, что имеет значение для чистовых головок.
Для чистового нарезания зубьев конических колес погрешность
от переточки резцов совсем можно исключить, если по мере изна-
шивания резцы перешлифовывать по задним поверхностям, т. е.
по профилю в технологическом корпусе.
Сочетание изготовления незатылованных зуборезных головок с пе-
решлифовкой резцов по профилю заслуживает особого внимания.
Здесь преимущества этих головок сочетаются с преимуществами зубо-
резных головок, имеющих остроконечные резцы, а технологически
задача решается проще, чем переточка головок с остроконечными
резцами.
Второй метод профилирования незатылованных зуборезных го-
ловок основан на винтовом движении образующей, т. е. режущей
241
Рис. 9.26. Профилирование резцои головки винтовым способом в технологическом
корпусе
Рис. 9Л7. Положение резцов в рабочем корпусе головки
кромки относительно оси технологического червяка. Угол подъема
винтовой линии червяка на наружном диаметре равен заднему
углу <хв при вершине резцов. Корпус технологического червяка,
в котором производится формообразование резцов, соосен зуборез-
ной головке и резцы в нем располагаются на радиусах, равных на-
ружному Re и внутреннему Rt образующим радиусам головки.
В результате получается прерывистая винтовая поверхность, как
показано на рис. 9.26.
Боковые режущие кромки резцов прямолинейны н лежат в осе-
вой плоскости технологического червяка. Поэтому в указанном отно-
сительном движении они образуют архимедову винтовую поверх-
ность. Чтобы резцы, спрофилированные в технологическом корпусе,
перенести в корпус зуборезной головки, их надо сдвинуть как бы
вдоль оси OtZt в одну плоскость X.QY, как показано на рис. 9.27.
Тогда они будут иметь необходимые углы профиля и задние углы
по всему контуру.
Задача профилирования
резцов рассматриваемым ме-
тодом решается следующим
путем. Записываются урав-
нения прямолинейных режу-
щих кромок в системе XYZ,
связанной с инструментом
(рис. 9.27):
4 = 0* — ОД ctg
af = (£f — pjctgaf.
(9.40)
Рис, 9.28. Двухрядная зуборезная
головка с двойным делением заго-
товки
242
Сообщив режущим кромкам винтовое движение относительно оси
технологического корпуса, получим архимедовую винтовую поверх-
ность, уравнения которой следующие:
Xi = р cos <р;
0i = р sin ф; (9.41)
= (р — /?е) ctg ае ± Р<р;
== (Pi - р) Ctg «1 ± Рф,
где ф — угловой параметр, который отсчитывается от оси
t л£) .
Р — параметр винтовой поверхности; Р — — ^ав ~
= R tg здесь t — шаг винтовой поверхности; D — образующий
диаметр головки; для наружных резцов D = D* и для внутренних
D = Dit
Если задний угол для вершинных кромок наружных и вну-
тренних резцов будет одинаковый, то винтовой параметр и шаг
винтовой линии для них будут разными. В этом случае требуются
два технологических корпуса. Чтобы использовать один технологи-
ческий корпус для шлифования резцов, необходимо шаг винтовой
поверхности t сохранить постоянным. Тогда углы подъема винтовой
линии для наружных и внутренних резцов будут разными и соответ-
ственно равны а&яар и аж. Эти углы определяются из соотно-
шений
Тг ~ нар п1)я ’ *4 Ш ^в. Ви я!)} *
В уравнениях (9.41) верхние знаки относятся к праворежущим
зуборезным головкам, нижние — к леворежущим. В сечении осевой
плоскостью XiOiZj, когда уг = 0, <р = 0 и хг = р, уравнения (9.41)
принимают вид уравнений (9.40), т. е. выражают образующие пря-
мые. Анализ уравнений (9.41) показывает, что б сечении этой поверх-
ности любой осевой плоскостью, повернутой на угол <р относительно
плоскости XjOjZi, профиль не меняется, остается прямолинейным
и определяется по уравнению (9.40). Следовательно при переточке
резцов по передней поверхности так, чтобы боковая режущая кромка
оставалась в осевой плоскости головки, профиль нх остается постоян-
ным. После каждой переточки будет уменьшаться только вылет рез-
цов. Поэтому, как и у головок с затылованными резцами, после каж-
дой переточки незатылованная зуборезная головка должна изменить
установку в осевом направлении на величину занижения резцов от
переточки.
При изготовлении такой винтовой
поверхности резцом линия контакта
будет совпадать с образующей винто-
вой поверхности. Следовательно,
профилирование неза тылованных
Рис. 9.29. Двухрядная зуборезная головка
с двойном делением заготовки
243
зуборезных головок резцом методом винтового движения образующих
является геометрически точным и технологически несложным
процессом. При переточке профиль резцов сохраняется постоянным.
Но этого невозможно достигнуть при шлифовании коническим
кругом винтовой поверхности в технологическом корпусе. При
любой установке оси круга линия контакта поверхности круга
с архимедовой винтовой поверхностью будет пространственной кри-
вой. В результате ее винтового движения образуется нелинейчатая
винтовая поверхность. Режущие кромки и профиль зубьев в осевом
сечении получаются криволинейными. От этого возникает погреш-
ность. Во многих случаях она допустима. Для устранения этой
погрешности при изготовлении головок более высокой точности их
необходимо шлифовать кругом, имеющим расчетный профиль. Это
положение справедливо и для зуборезных головок с затылованными
резцами.
При винтовом способе формообразования боковых поверхностей
резцов незатылованных зуборезных головок можно получить эволь-
вентную винтовую поверхность и шлифовать ее торцовой плоскостью
круга. Для этого в технологическом корпусе необходимо прямоли-
нейные режущие кромки резцов расположить по касательной к основ-
ному цилиндру винтовой поверхности. В этом случае погрешности
профилирования резцов головки полностью исключаются.
Черновое нарезание зубьев конических колес является трудоем-
кой операцией. На этой операции занято в 2—3 раза больше стан-
ков, чем на чистовой. Для повышения производительности труда
в этом случае целесообразно применять двухрядные зуборезные
головки, которые одновременно удаляют металл из двух впадин
методом врезания (см. рис. 9.28). Каждый ряд резцов удаляет из
впадины половину объема металла. Профилирующим является на-
ружный ряд I резцов. Номинальный н образующий диаметры и
профильные углы резцов наружного ряда определяются так же, как
и у обычных головок, с учетом припуска на чистовую обработку.
Внутренний ряд II резцов выполняет предварительную работу реза-
ния, удаляя примерно половину глубины впадины. Чтобы исклю-
чить срезание сложного П-образного слоя, в каждом ряду нечетные
резцы /, 3, 5 заужены, а четные резцы 2, 4, 6 немного завышены.
Деление заготовки производится на один шаг. Прн нарезании зубьев
таким способом машинное время сокращается в 2 раза.
Черновое нарезание зубьев конических колес методом врезания
можно производить двухрядными,зуборезными головками при двой-
ном делении заготовки, т. е. при повороте ее на два шага. В этом
случае резцы /, 2 в обоих рядах будут иметь одинаковую высоту
(рис. 9.29), и номинальный диаметр головки Do определяется по-
середине зуба, который находится между прорезаемыми впадинами
колеса. Двухрядные зуборезные головки имеют стержневые остро-
конечные резцы, которые делаются из быстрорежущей стали или
могут быть оснащены твердым сплавом. Необходимый передний угол
достигается установкой резцов в корпусе фрезы под углом со, рав-
ным углу у для вершинных режущих кромок (см. рис. 9.28).
главаАБРАЗИВНЫЕ ИНСТРУМЕНТЫ
РАЗНОВИДНОСТИ и назначение
Абразивные и алмазные инструменты широко применяют в
машиностроении и приборостроении для шлифования, притирки,
полирования деталей, а также для шлифования, заточки и довод-
ки режущих и других инструментов с целью достижения высокой
производительности, точности и низкой шероховатости обработки.
В настоящее время парк станков, применяемых для абразивной
и алмазной обработки, составляет 20 % общего числа металлоре-
жущего оборудования. В подшипниковой промышленности удель-
ный вес таких станков достигает 60 %. Потребность в шлифоваль-
ных, заточных и доводочных инструментах очень велика.
Абразивным инструментом называется тело определенной гео-
метрической формы, состоящее (или содержащее рабочий слой) из
абразивных зерен, скрепленных между собой связкой. К абразив-
ным инструментам относятся шлифовальные круги, шлифовальные
головки, бруски, сегменты, абразивные ленты. Кроме того, при об-
работке деталей машин и приборов находят достаточное приме-
нение абразивные материалы, зерна которых не закреплены жестко
между собой. Это абразивные пасты, которые могут быть жидкие,
мазеобразные, твердые, а также гидроабразивные .суспензии.
Из всех перечисленных абразивных инструментов наибольшее
распространение имеют шлифовальные круги. Они представляют со-
бой тела вращения, имеющие различные размеры и профили в осе-
вом сечении, которых по ГОСТ 2424—75 насчитывают 17 видов.
На рис. 10.1 показаны основные виды шлифовальных кругов. В за-
висимости от формы и назначения они бывают плоские прямого про-
филя (ПП), плоские с цилиндрическими и коническими выточками
(ПВ, ПВД, ПВК, ПВКД), плоские с двух- и односторонним кони-
ческим профилем (2П, ЗП, 4П), диски (Д), кольца (IK, 2К), чашки
цилиндрические (ЧЦ) и конические (ЧК), тарели с различным уг-
лом профиля (IT, 2Т, ЗТ) и круги специального назначения, напри-
мер (С) — для шлифования калибровых скоб, (И) — для заточки
иголок, (Кс) — для заточки ножей косилок и т. д.
Круги ПП и ПВ применяют для круглого наружного, внутрен-
него бесцентрового и плоского шлифования. Цилиндрические вы-
точки с одной или с двух сторон делают тогда, когда зажимные
фланцы могут помешать подводить круг к зоне шлифования. Кони-
ческие выточки у плоских кругов ПВК и ПВКД служат для умень-
шения площади контакта боковой поверхности круга с заготовкой
при шлифовании буртиков, что уменьшает тепловыделение и улуч-
шает качество шлифуемой поверхности. Плоские круги с коничес-
245
ким профилем применяют в тех случаях, когда в зоне шлифования
ограничено пространство. Их используют в основном для заточки
таких многолезвийных инструментов, как фрезы, пилы и т. д.
Диски (Д) делаются тонкими 0,5—5 мм, диаметром 80—500 мм.
Служат для разрезки, прорезания канавок и для шлифования глу-
боких пазов. Круги кольца (1К и 2К) применяют для плоского
шлифования. К планшайбе шлифовального станка их крепят цемен-
тирующим веществом. Форма 2К предназначена для более падеж
кого крепления. Круги ЧЦ и ЧК используют для заточки инстру-
ментов и для плоского шлифования. Кроме того, ЧЦ с толстыми
стенками применяют для внутреннего шлифования цилиндричес-
ких поверхностей с буртиком или же для глухих отверстий. Они
крепятся планшайбами.
Тарелки применяют для заточки режущих инструментов, т. е.
тогда когда свободное пространство в зоне шлифования резко огра-
ничено. Форма П — для заточки передней поверхности зубьев фрез:
2Т — для заточки червячных фрез; более узкие ЗТ — для шлифо
246
Рис. 10.2. Основные разновидности
шлифовальных головок
Рис. ЮЛ. Шлифовальные сегменты
вания долбяков и цилиндрических зубчатых колес; 4Т — круги та-
релкн, применяемые для заточки инструментов.
Специальные круги (С, И, Кс, М) имеют наименование в соот-
ветствии с родом работы или формой обрабатываемой детали. С —
круги для шлифования калибровых скоб, И — для заточки иго-
лок, кс — для заточки ножей косилок, М — для разрезания ми-
нералов. Шлифовальные круги малых размеров называют голов-
ками. По ГОСТ 2447—76 они имеют семь разновидностей. На рис. 10.2
показаны основные разновидности шлифовальных головок. Их при-
меняют для внутреннего шлифования, а также для обработки фа-
сонных поверхностей и снятия заусенцев. Закрепляют головку на
шпинделе станка с помощью резьбовой шпильки. На другом конце
она имеет насечку, которая входит в глухое отверстие головки и
фиксируется клеящим веществом.
Шлифовальные круги больших размеров делают сборной конст-
рукции, состоящие из нескольких сегментов. Сегменты зажимают
в гнездах патрона, который крепится на шпинделе станка. После
закрепления сегменты образуют прерывистую плоскую кольцевую по-
верхность. По ГОСТ 2464—82 шлифовальные сегменты делают раз-
личной формы: плоские, выпукло-вогнутые, вогнуто-выпуклые,
выпукло-плоские, плосковыпуклые, трапециевидные (рис. 10.3)
специальной формы.
Сегменты выпускаются длиной 50—394 мм, шириной 45—380 мм
и толщиной 16—240 мм. По длине их профиль постоянный. Раз-
личная форма и размеры сегментов обусловлены назначением и
существующими конструкциями корпусов для их крепления. На
рис. 10.4 показана конструкция круга с плоскими вставными сег-
ментами. Рабочей поверхностью является торцовая. Сегментные
круги в основном применяют для плоского торцового шлифования
деталей больших размеров. Такие круги имеют ряд существенных
преимуществ по сравнению с цельными кругами. У иих экономнее
и полнее используется материал круга. Простая форма сегментов
позволяет делать их более качественными; они имеют надежное и
247
Рис. 10.4. Прерывистые абразивные круги:
а — с выточками; б — с прорезями; в — с насеч-
ками; г — с отверстиями
жесткое крепление в корпусе, обе-
спечивают быструю замену в случае
поломки одного из них.
Прерывистость режущей по-
верхности создает благоприятные
условия для подвода СОЖ и от-
вода отходов шлифования. Снижается
температура в зоне резания. Все это повышает режущие свойства
круга, улучшает качество шлифуемой поверхности. В последние
годы появились плоские и кольцевые шлифовальные круги с преры-
вистой рабочей поверхностью (рис. 10.4).
Брусками называют абразивный инструмент, имеющий по длине
одинаковый профиль. По ГОСТ 2456—82 их изготовляют квадрат-
ными, плоскими, трехгранными, круглыми, полукруглыми диамет-
ром 2—90 мм и длиной до 200 мм. Их применяют для ручных слесар-
ных работ, а также для хонинговальных и суперфинишных головок.
Ленты и шкурки — абразивный инструмент, представляющий
собой тонкую гибкую основу с закрепленным на ней слоем абразив-
ного зерна. В качестве основы используется металлическая лента,
тканевая или бумажное полотно. Закрепление абразивных зерен
производится мездровым клеем, техническим казеином, лаком ЯН-153
или синтетическим лаком ПФШ-4. На ленты и шкурки наносится
один слой абразивного материала, который в состоянии удерживаться
на поверхности клеящим веществом. Шлифование лентами произ-
водится на специальных станках, а шкурками — вручную и на стан-
ках.
Достоинством абразивных инструментов является то, что они
обеспечивают высокую точность обработки, низкую шероховатость
поверхности, позволяют обрабатывать твердые материалы, а также
металлы в закаленном состоянии. Однако они имеют и существенные
недостатки. При шлифовании возникают растягивающие напря-
жения в поверхностном слое, что отрицательно сказывается на экс-
плуатационных свойствах контактных поверхностей деталей машин
и приборов. Они создают прижоги и шаржирование обработанной
поверхности абразивными отходами.
Абразивные зерна имеют разную, неопределенную и совсем нера-
циональную геометрию. На поверхности инструмента они не ори-
ентированы и расположены неравномерно. Все это создает более
высокие напряжения процесса резания при шлифовании и, как
следствие, ведет к повышению силового воздействия и контактной
температуры в зоне резания.
Алмазные круги по ГОСТ 16167—80 выпускают 16 типов. Иж
формы и обозначения те же, что и абразивных кругов, только впе-
реди ставятся буквы А для природных алмазов и АС — для синте-
тических алмазов, указывающие на класс алмазных кругов, напри-
мер, АПП, АЧК, АСПП, АСЧК и т. д.
248
Из алмазов изготовляют также и другие абразивные инструменты:
алмазные головки, отрезные круги и пилы, бруски и надфили, ленты
и эластичные диски. Их применяют для шлифования, хонингования,
суперфиниширования, притирки, полирования твердых сплавов,
сталей и чугунов, полупроводников, цветных металлов и сплавов,
хрупких неметаллических материалов, а также для заточки и до-
водки твердосплавных инструментов.
Круги выпускаются на органических металлических и керами-
ческих связках с концентрацией алмазов 50, 100 и 150 %, которые
заключены в алмазоносном слое толщиной 1—5 мм. Алмазоносный
слой состоит из алмазных зерен или порошков, связки и наполнителя.
При заточке и доводке инструментов из твердых сплавов эффек-
тивность алмазных кругов во много раз выше по сравнению с кру-
гами из зеленого карбида кремния. Они обеспечивают высокую произ-
водительность и точность обработки. Алмазные круги отличаются
высокими режущими свойствами, резко снижают силы и темпера-
туру резания. Вследствие этого уменьшаются или исключаются
прижоги и образование сетки микротрещин.
Круги из эльбора выпускают той же формы, что и алмазные круги.
Кроме того, делаются суперфинишные бруски и полировальная
шкурка. Типы кругов обозначаются так же, как и алмазных, но
вместо буквы А для эльборовых кругов ставится буква Л.
Их изготовляют также на металлической, керамической и орга-
нической связках со 100 %-ной концентрацией в рабочем слое, кото-
рый в основном имеет ту же толщину, что и алмазоносный слой в
алмазных кругах. По заказу предприятий эльборовые круги вы-
пускаются с другой концентрацией эльбора от 25 до 150 %. Из
эльбора делаются также шлифпорошки и микропорошки указанной
ранее зернистости.
Инструменты из эльбора дают наиболее высокую эффективность
при чистовом и окончательном шлифовании деталей из высоколе-
гированных закаленных сталей и заточке инструментов из быстро-
режущих сталей. Объясняется это тем, что эльбор химически инер-
тен к железоуглеродистым соединениям, не вступает с ними в хими-
ческое взаимодействие и имеет более высокую теплоемкость, чем
алмаз. Инструменты из эльбора имеют более высокие режущие свойст-
ва для указанных обрабатываемых материалов, чем алмазные инст-
рументы.
Они характеризуются низким удельным расходом, в 2—4 раза
меньше алмазных и в 50 раз меньше абразивных кругов; высокой
стойкостью рабочего профиля, что обеспечивает высокую точность
обработки; меньшим тепловыделением в зоне резания, что повышает
качество обработанной поверхности; малым засаливанием, а в ряде
случаев отсутствием его, вследствие чего требуется более редкая
правка кругов.
Круги и шлифовальные головки выпускаются из кубанита.
Форма, размеры, связки и концентрация кругов те же, что и эльбо-
ровых. При обозначении вместо буквы Л для эльборовых кругов
ставится буква К для кубанитовых кругов. Режущие свойства
249
кубанита такие же, как и эльбора. Применяются кубанитовые
инструменты для тех же целей, что и эльборовые.
Абразивные инструменты характеризуются формой, размерами,
родом абразивного материала, зернистостью абразивного матери-
ала, видом связки, твердостью, структурой и прочностью.
Формы и размеры абразивных инструментов определяются по
ранее указанным ГОСТам. Абразивные материалы и их зернис-
тость были рассмотрены в гл. 1.
ХАРАКТЕРИСТИКИ АБРАЗИВНЫХ
ИНСТРУМЕНТОВ
Связки для абразивных инструментов. Абразивные зерна в
инструменте закрепляются при помощи цементирующего вещества —
связки. От связки во многом зависит режущая способность и эконо-
мичность абразивного инструмента, а также качество обработанной
поверхности. Связки бывают органические, минеральные (керами-
ческие) и металлические.
Органические связки. К органическим связкам относятся бакелитовая, вулкани-
товая, эпоксидная, глифталевая.
Бакелитовая связка делается из искусственной смолы — фенола и формалина.
Круги на этой связке обладают высокой прочностью и упругостью, допускают боль-
шие окружные скорости.
Однако круги на бакелитовой связке имеют малую пористость по сравнению
с керамической связкой, что затрудняет нх охлаждение и удаление стружки, вслед-
ствие чего они склонны к засаливанию, имеют малую огнеупорность (нри темпера-
туре 300 °C связка выгорает). Сцепляемость связки с зерном недостаточно высокая,
поэтому круги быстро изнашиваются и теряют заданный профиль. Кроме того,
связка чувствительна к щелочным растворам, нельзя применять охлаждающие
жидкости, содержащие более 1,5 % соды. Несмотря на эти недостатки, бакелитовая
связка является наиболее распространенной нз органических связок.
Круги на этой связке можно делать любой твердости. Бакелитовая связка обо-
значается буквой Б и имеет три разновидности: Б и Б1, приготовляемые из пуль-
вербакелита, Б2, получаемая из жидкого бакелита, и специальная БЗ, применяемая
для резьбошлифовальных и тонких кругов. Круги на этой связке применяют при
отрезке и прорезке заготовок, при плоском шлифовании.
Вулканитовая связка получается путем вулканизации каучука. Круги на вул-
канитовой связке по сравнению с бакелитовой более упруги и плотные, обладают
большим полирующим действием. Но она имеет следующие недостатки: менее прочна
и теплостойка. При температуре 150 °C связка размягчается, и абразивные зерна
вдавливаются в нее; круги нз нее делаются ограниченной твердости — СМ, С, СТ и Т.
Вулканитовые круги в основном применяют для отрезных и прорезных работ,
для полирования и отделочного шлифования, а также для ведущих кругов при
бесцентровом шлифовании.
Круги на этой связке делают жесткие В1~В3, применяемые для отрезки и про-
резки, и гибкие 1ГК—4ГК> применяемые для полирования и отделочного шлифо-
вания. Наиболее эластичным является круг на связке 1ГК, а наиболее жестким —
круг на связке В3.
Глифталевая связка (ГФ) представляет собой синтетическую смолу, состоящую
из глицерина и фталевого ангидрида. Круги на этой основе имеют повышенную
упругость и применяются в основном для отделочного шлифования закаленных
сталей.
Минеральные связки. К ним относятся керамическая, магнезиальная, силикат-
ная связки.
Керамическая связка (К) состоит из различных материалов: огнеупорной глины,
полевого шпата, кварца, талька, мела, жидкого стекла, корундовой пылн и других
250
веществ, взятых в определенных количествах в зависимости от твердости круга.
Керамическая связка делается плавящаяся (стекловидная) а спекающаяся (фарфо
ровидная). Первую в основном используют для изготовления электро корундовых
кругов, вторую — карборундовых.
Керамическая связка огнеупорна, водостойка, химически устойчива к раз-
личным СОЖ, имеет относительно высокую прочность. Но оиа недостаточно упруга,
имеет повышенную хрупкость, поэтому круги на этой связке чувствительны к уда-
рам и изгибающим нагрузкам. И все же она универсальна, из нее нельзя делать
только тонкие и прорезные круги.
Круги на керамической связке являются самыми распространенными. На этой
связке выпускаются до 60 % кругов, на бакелитовой 30 % и более, на вулкаяитовой
4—7 % и на других связках 1—3 %.
Магнезиальная связка (М) состоят из магнезита и хлористого магния. Эта связка
гигроскопична, круги иа них мало нагревают деталь, но малостойки. Применяются
редко при плоском шлифовании, для кругов, изготовленных из естественного ко-
рунда и наждака.
Силикатная связка (С) состоит из жидкого стекла, глины, мела и др. Она доста-
точно прочна, но мало сцепляется с абразивными зернами, меньше нагревает шли-
фуемую деталь, чем керамическая связка. Круги на этой связке также применяются
редко.
Металлические связки представляют собой сплавы.меди, олова, цинка, алюминия,
никеля и других металлов. Они применяются в основном для алмазных и эльборо
вых кругов. Металлические связки бывают порошковые и гальванические.
Порошковую связку применяют в кругах, служащих для предварительной
обработки или окончательной при шероховатости шлифуемой поверхности не выше
Ra=^ 0,63 мкм.
Наиболее распространенной из металлических связок является смазка на брон-
зовой основе Ml и ее разновидностей, а также связка М5 на цинконо-алюминиевой
основе и ее разновидностей: ТМ2, МО13, МВ1 н др.
Круги на никелеиой связке делают методом гальванического закрепления ал-
мазных зерен на металлический корпус. Корпус обычно изготовляют из алюминие-
вых сплавов АК6> Д16 по ГОСТ 4784—74, пластмасс или стали марок СтЗ, 20, 25, 30
по ГОСТ 380—71. Абразивный слой на корпусе состоит из алмазного или эльборо-
вого порошка, связки и наполнителя. Толщина абразивного слоя обычно состав-
ляет 1—3 мм.
Твердость абразивных инструментов. Под твердостью абразив-
ных инструментов понимают сопротивление свяжи усилиям выры-
вания абразивных зерен из его рабочей поверхности. Твердость
абразивных инструментов зависит от количества н качества связки,
вида абразивного материала, от форм и размеров абразивных зерен
и технологического процесса изготовления (давления прессования,
температуры и * времени обжига и т. д.).
Твердость абразивных инструментов на минеральной связке
зернистостью 125—16 определяется на пескоструйном приборе
по глубине лунки, образуемой струей кварцевого песка, выбрасы-
ваемой сжатым воздухом под давлением 1500 ГПа. При этом чем
больше лунки, тем меньшая твердость круга.
Твердость кругов на бакелитовой связке определяется на спе-
циальном приборе — твердомере. Твердость инструментов из шли-
фовальных порошков зернистостью 12—И, а также алмазных, и
эльборовых кругов определяется по изменению глубины лунки на
приборе Роквелла по шкале В под действием нагрузки 600 Н на
стальной шарик. По твердости абразивные инструменты подразде-
ляются на девять групп и имеют более двадцати степеней твердости
(табл. ЮЛ).
251
ЮЛ. Твердость абразивных кругов
Группа твердости Обозначение степени твердости Объем пор, % Группа твердости Обозначение степени твердости Объем пор. %
Чрезвычай- но мягкие Весьма мягкие Мягкие Средне- мягкие Средние чм ВМ1, ВМ2 Ml—М3 СМ1, СМ2 Ci, С2 50—48 46,5—43,5 42—40,5 39—37,5 Средне- твердые Твердые Весьма твердые Чрезвычай- но твердые CT1-CT3 Tl, Т2 ВТ1, ВТ2 ЧТ1 —ЧТ10 36—33 31,5—30 28,5—27 25,5—24 % для ЧТ1 и ЧТ2
Твердость инструмента тем выше, чем больше номер в обозна-
чении степени.
Круги на керамической связке имеют все степени твердости.
Круги на бакелитовой связке имеют степени твердости от СМ1 до
Т1. На вулканитовой связке круги делаются твердостью С, СТ и
Т без указания степени.
Независимо от структуры определенной твердости круга соот-
ветствует определенный объем пор. Процентное соотношение между
объемом, занимаемым абразивными зернами и связкой, может ме-
няться для одной и той же твердости круга, а объем, занимаемый
порами, остается постоянным считая, что V3 + VCB + Vn= 100 %.
В табл. 10.1 показано примерное процентное содержание объема,
занимаемого порами для кругов различной степени твердости [19].
Из таблицы видно, что чем меньше объем, занимаемый порами, тем
тверже круг.
Абразивный инструмент по твердости должен быть выбран таким,
чтобы он работал в условиях самозатачивания, когда по мере за-
тупления абразивных зерен под действием возросшей силы резания
они удаляются из состава круга и в работу вступают новые незату-
пившиеся зерна. Трудно дать точные рекомендации по правиль-
ному выбору твердости круга. Однако необходимо руководствовать-
ся следующим.
Чем тверже обрабатываемый материал, тем мягче должен быть
круг. В этом случае режущие зерна быстрее будут изнашиваться,
поэтому они должны быстрее удаляться, заменяться другими бо-
лее острыми.
При обработке мягких материалов зерна медленно теряют ре-
жущие свойства, поэтому круг должен быть более твердым, чтобы
незатупившиеся или мало износившиеся зерна дольше оставались
в нем. Однако для шлифования весьма мягких и вязких металлов
круг должен быть более мягким, иначе он будет засаливаться.
Чем больше поверхность контакта при шлифовании, тем более
острыми зернами должен работать круг, тем, следовательно, он
должен быть мягче. Иначе вследствие повышенной температуры
резания возникнут прижоги на обработанной поверхности.
252
При плоском шлифовании периферией круга необходимо при-
менять более мелкие круги, чем при плоском шлифовании торцом»
Чем больше скорость резания, тем мягче применяется круг.
Крупнозернистые круги могут быть более твердыми, так как
они служат для предварительного шлифования и им меньше угро-
жает засаливание. Для чистовой обработки круг должен быть бо*
лее мягким, чтобы при относительно меньшем износе абразивные
зерна легче удалялись из круга и он работал бы более острыми
новыми зернами. При точном шлифовании применяют круги повы-
шенной твердости, чтобы он дольше сохранял заданные размеры
и форму. Шлифование без СОЖ требует более мелких кругов, чем
с применением СОЖ. При шлифовании прерывистых поверхностей
требуется более твердый круг. При обработке деталей на более жест-
ких станках можно применять более мягкий круг.
На заводах обычно используют круги твердостью М2—СТЗ.
Так, для обдирочных и зачистных работ — СТ1 —СТЗ, для отрез-
ки и прорезки — С—СТ, для получистовогои чистового шлифова-
ния — М2—С2, для заточки быстрорежущих и твердосплавных
инструментов —, М3—СМ1.
Структура абразивных инструментов и концентрация зерен. Под
структурой абразивных инструментов понимают плотность распо-
ложения абразивных зерен, которая зависит от объема, занимаемого
тремя основными фазами — абразивной, связующей и газообраз-
ной, т. е. порами. Иногда абразивные инструменты имеют четвер-
тую фазу — наполнитель.
Объемное содержание той или иной фазы принято выражать
в процентах от общего объема инструмента, С увеличением объем-
ного содержания зерен уменьшается расстояние между зернами.
Структура оказывает существенное влияние на режущие свойства
абразивных инструментов, на процесс и качество обработки. При
малом расстоянии между абразивными зернами режущая поверх-
ность инструмента быстро забивается отходами абразивной обработки
и засаливается. При слишком большом расстоянии между зернами
стружка будет свободнее размещаться и легче выбрасываться, но
снижается прочность инструмента.
Изменение объемного содержания абразивной фазы в обычных
абразивных инструментах характеризуется номером структуры,
а для алмазных и эльборовых инструментов — концентрацией зе-
рен.
Структура обозначается номерами от 0 до 20. С увеличением
структуры на один номер объем зерна в инструменте уменьшается,
а объем связки увеличивается на 2 %, т. е. чем меньше процентное
содержание абразивного зерна, тем больше номер структуры.
Инструменты из абразивных материалов имеют плотную, среднюю,
открытую и высокопористую структуру. В табл. 10.2 показаны но-
мера структур и объемное содержание абразивных зерен в про-
центах.
Абразивные инструменты зернистостью 125—80 обычно делают
со структурами 3, 4, зернистостью 50—40 — со структурами 5, 6f
253
10.2. Структуры абразивных кругов
Структура Плотная Средняя
Номер структуры 1 0 1 2 3 4 5 6 7 8
Объемное содер- жание абразивных зерен, % 62 60 58 56 . 54 52 50 48 46
Структура Открытая Очень открытая (высокопористая)
Номер структуры 9 10 11 12 13 14 15 16 17 15 10 20 . 21
Объемное содер- ; жание абразивных зерен, % 44 42 40 38. 36 34 32 30 28 26 25 24 ; 22
Примечание. Концентрация зерен в алмазных и эльборовых инстру-
ментах для структур: плотной — 250 %, средней — 200 %, открытой — 150 %,
ВЫСОКОЙОрИСТОЙ — 100 %,
зержстостью 25—12 — со структурами 7, 8. С уменьшением шеро-
ховатости поверхности и повышением твердости обрабатываемого
материала, а также при профильном и прерывистом шлифовании
требуются круги более плотной структуры 3—5, при шлифовании
периферией круга — структуры 5—8, для плоского шлифования
торцам круга — структуры 7—9. При скоростном шлифовании, а
также при шлифовании мягких и вязких материалов рекоменду-
ется применять высокопористые круги со структурами 14—18.
Алмазные и эльборовые круги характеризуются концентрацией
зерен. Под концентрацией понимают условное содержание алмаз-
ного или эльборового порошка или зерен, равномерно распределен-
ных в объеме алмазоносного слоя инструмента. Выпускаются круги
25, 50, 75, 10, 150 и 200 %-ной концентрации. В табл. 10.2, подан-
ным работы 119], показано соответствие между структурой абра-
зивных и концентрацией алмазных инструментов.
Содержание алмаза или эльбора в 1 мм3 алмазоносного слоя для
кругов разной концентрации принимается следующим: при 25 %-ной
концентрации — 0,22 мг, при 100 %-ной концентрации— 0,88 мг.
Таким образом, по объему алмаза или эльбора содержится в 4 раза
меньше, чем количественное обозначение концентрации. Так, для
кругов со 100 %-ной концентрацией алмазный порошок занимает
только V4 часть, т. е. 25 % объема, а остальные 75 % приходятся
на долю связки, наполнителя и пор. При этом в отличие от высоко-
пористых кругов наполнители не выжигаются, а остаются в свя-
зующей композиции, улучшая ее физико-механические свойства.
Алмазные круги для заточки твердосплавных инструментов
рекомендуется применять 100—150 %-ной концентрации, а для их
доводки— 50—tOO %-ной концентрации; для плоского, круглого,
профильного шлифования—50—100%-ной концентрации. Эль-
боровые круги для различных работ — заточки, шлифования, до-
водки стальных и чугунных изделий — имеют концентрацию100 %.
КРЕПЛЕНИЕ ШЛИФОВАЛЬНЫХ
ИНСТРУМЕНТОВ
Установка и крепленые круга на шпинделе стайка должны быть
надежными и жесткими, обеспечивающими безопасность в работе.
В зависимости от размера круги имеют различные методы механиче-
ского крепления или их закрепляют методом склеивания. На рис. 10.5
показаны различные методы крепления абразивных кругов. Шли-
фовальные головки закрепляют на шпильке с помощью склеивания
(рис. 10.5, а). Для большой надежности конец шпильки имеет на-
сечку или накатку.
Круги малого диаметра крепятся винтом (рис. 10.5, б). При этом
круг может насаживаться (центрироваться) на гладкую поверхность
винта, ввернутого в торец шпинделя, или непосредственно на конец
шпинделя.
Рис. Ж 5. Крепление кругов
255
Шлифовальные круги средних размеров, имеющих наружный
диаметр до 100 мм и диаметр отверстия до 30 мм, закрепляются йи
шпинделе фланцами, стягиваемыми гайкой (рис. 10.5, в). Круги
с диаметром отверстия более 30 мм закрепляются на шпинделе
станка переходным и фланцами стягиваемыми винтами или гайкой
(рис. 10.5, г).
Круги кольца формы К и сегменты обычно наклеиваются на
планшайбу (рис. 10.5, д). Склеивающие вещества могут быть из жид-
кого стекла, серы, бакелитового лака, целлулоида и др. Во всех слу-
чаях между торцами винтов, гаек и кругом, а также между флан-
цами и кругом устанавливаются картонные или прорезиненные про-
кладки толщиной 1—3 мм для более равномерного распределения
давления.
ПРАВКА ШЛИФОВАЛЬНЫХ КРУГОВ
Шлифовальный круг должен иметь острые режущие кромки
зерен и необходимую форму. По мере работы круг изнашивается,
и эти требования нарушаются. Рабочая поверхность круга восста-
навливается правкой, в результате которой удаляются затупив-
шиеся или неправильно выступающие на поверхности зерна. Круги
расходуются не столько в процессе шлифования, сколько при прав-
ке. На правку расходуется 45—80 % полезного объема круга.
Затраты времени на правку составляют более 40 % штучного вре-
мени обработки, поэтому от правки круга зависит не только ка-
чество и точность обработки, но и производительность процесса.
Правка шлифовальных кругов может быть безалмазная и ал-
мазная. Для безалмазной правки применяют абразивные диски,
диски из твердого сплава, стальные диски, стальные ролики для
правки профильных кругов, стальные шарошки, бруски.
Абразивные диски работают методом шлифования, последние
четыре — методом обкатывания, а бруски — методом обтачивания.
Шлифовальные круги, предназначенные для выполнения более
ответственных операций (шлифование резьбы, зубчатых колес,
зуборезных инструментов, протяжек и др), правятся алмазными
инструментами. В настоящее время для указанных целей приме-
няют следующие правящие алмазные инструменты: алмазно-метал-
лические карандаши, алмазные иглы шлифованные и с естествен-
ными острыми ребрами, алмазные резцы и алмазные ролики или
диски. Кроме последнего, все другие алмазные инструменты для
правки кругов работают методом точения.
Инструменты для безалмазной правки кругов» Абразивные диски
(рис. 10.6) изготовляют из карбида кремния, из белого электро-
корунда и термокорунда (минералокерамики). Из карбида кремния
применяют диски для правки кругов при получистовом шлифовании,
из электрокорунда и термокорунда — при чистовом шлифовании.
Абразивный диск, применяемый для правки, должен быть на
две—четыре степени тверже шлифовального круга и иметь меньшую
зернистость на два—четыре номера. Его диаметр в 2—5 раз меньше
256
Рис. ЮЛ. Диски дли правки шлифовальных
кругов:
а — абразивный; б — твердосплавный; в — метал-
лический с одной н с двумя канавками
диаметра шлифовального круга.
Правящий диск получает вращение
от отдельного привода или от перед-
ней бабки станка. Режим правки:
окружная скорость диска 0,5—
1 м/с, скорость шлифовального круга
30—35 м/с, продольная подача 0,5—
1,5 м/мин, поперечная подача
0,02—0,05 мм на один проход, число
рабочих ходов 2—4, число рабо-
чих ходов без врезания 2—3. За одну правку снимается со шлифо-
вального круга слой Л = (0,15-«-0,2) d, где d — средний диаметр
абразивного зерна. Удаление с поверхности круга более глубокого
слоя при правке не дает повышения его стойкости. Вместе с тем уве-
личивается расход круга и время его правки.
Диски из твердого сплава ВКЗ, ВК6 делают монолитными из зе-
рен твердого сплава на металлической связке из меди или латуни
(см. рис. 10.6). Диски устанавливаются на оправке и свободно вра-
щаются, т. е. увлекаются вращением шлифовального круга, совер-
шая осевое перемещение вдоль оси круга со скоростью 0,5—1 м/мин.
Поперечная подача 0,01—0,03 мм/ход, число рабочих ходов 2—4,
число ходов на выхаживание 3—4. Монолитные твердосплавные диски
малогабаритны диаметром до 18 мм. Диски из зерен твердого сплава
делаются крупногабаритными диаметром более 20 мм. Правят шли-
фовальные круги, которые обеспечивают точность шлифуемых де-
талей 5—7-квалитета, шероховатость Ra = 1,25-5-0,63 мкм.
Стальные диски имеют различную форму. Чаще их делают в
виде вилки (см. рис. 10.6), с одной или двумя канавками, диаметром
50—70 мм из стали ШХ15 или из сталей 10, 20, 30, цементируемые
и закаленные до твердости HRC9 56—62. Устанавливаются так же,
как и твердосплавные диски, на специальной оправке и вращаются
с большой скоростью, увлекаемые силами трения круга, подвер-
гаемого правке. Стальными дисками правят круги, служащие для
обдирочного шлифования или для шлифования деталей с большой
шероховатостью поверхности. Режим правки: продольная подача
1—1,5 м/мин, поперечная подача 0,01—0,05 мм/ход (у кругов боль-
шей зернистости большая подача); число рабочих ходов — 2, число
выхаживающих ходов 3—4.
Стальные ролики применяют для правки фасонных кругов,
имеющих сложный профиль, соответствующий профилю обраба-
тываемой детали. Это круги резьбошлифовальные, для шлифования
профиля червячных фрез и т. д. На рабочей поверхности ролика
делают прорези для образования кромок (рис. 10.7). Они ра-
ботают методом накатывания, вращаются от индивидуального
привода со скоростью 1—1,5 м/с и выполняются из быстро-
257
Рис. Ш.7. Накатив» ролик дл» крайне
шлифовальных фасонных кругов
режущей или из стали У10А, за-
каленной да твердости HRCjtfl—
64. Поперечную подачу при-
нимают 0,01—0,05 мм/мин*
диаметр ролика d — в зави-
симости от диаметра круга D:
d = (0,24-0,25) D, а его ширина
равна длине профиля детали.
Стальные шарошки состоят из набора чередующихся волнистых
и плоских дисков или из набора только плоских дисков» у ко-
торых зубцы треугольного или прямоугольного профиля. Они
насаживаются на оправку и закрепляются на ней. Ширина
шарошки обычно равна длине круга. Делают такие шарошки из
углеродистой инструментальной стали, закаленной до HRC^&Q—62.
Применяют для предварительной правки или окончательной правки
обдирочных кругов, работающих с большим съемом металла.
Бруски и осколки круга из зеленого карбида кремния приме-
няют для правки шлифовальных кругов вручную, выполняющих
неответственные операции, или для удаления с их поверхности
загрязненного засаленного слоя.
Алмазные инструменты для правки шлифовальных и заточных
кругов дорогие, поэтому их применяют в ограниченных случаях
для правки кругов, выполняющих весьма точные чистовые операции,
когда безалмазные методы правки не обеспечивают эти требования.
С целью экономии алмаза рекомендуется применять комбинирован-
ную правку кругов: сначала безалмазную, а затем алмазную.
Алмазная правка как окончательная операция в данном слу-
чае обеспечивает лучший микрорельеф и остроту режущих зерен.
Уменьшает нормальную силу резания по сравнению е безалмазной
правкой обкатыванием или шлифованием. Вследствие этого повы-
шается жесткость всей системы в процессе правки, что существенно
влияет на точность геометрической формы и микропрофиль поверх-
ности шлифовального круга. Этому способствует и высокая износо-
стойкость алмазного инструмента. Алмазная правка повышает
стойкость кругов в 1,5 раза по сравнению с правкой стальными дис-
ками и в 1,6 раза по сравнению с правкой кругом из зеленого кар-
бида кремния. Для алмазной правки шлифовальных кругов приме-
няют различные инструменты.
Алмазные зерна природные в оправке применяют ддя правки
профильных кругов, шлифовальных кругов высокой твердости для
точных работ. Зерна алмазов закрепляют в металлической оправке
зачеканкой иа медной подушие, заплавлением медно-цинковым при-
поем и механическим способом. На рнс. 10.8 показаны способы ме-
ханического крепления зерен алмазов в державках. Для предохра-
нения от раскалывания опорное основание для зерна не должно
быть жестким.
25В
10^8. Державки для механического креп-
леаия алмазов, опирающихся на свинцовую
подушку (в) я подпружиниую втулку (tf) r<w1 ---"*
При правке державку устана-
вливают под углом 10—20° к оси
круга в сторону его вращения,
а вершину алмаза располагают на
1,5—2 мм ниже его центра. Предельный износ алмаза допускается
25—30 % наибольшей площади поперечного сечения зерна в плос-
кости, перпендикулярной к оси оправки. После этого зерно необ-
ходимо переставить в оправке. Режим правки: поперечная подача
0,02—0,04 мм на рабочий ход, продольная подача 0,15—0,3 мм/об,
число рабочих ходов 2—4, рабочих и вспомогательных 1—2.
Алмазно-металлические карандаши получили очень широкое
распространение для правки шлифовальных кругов и по своим
режущим свойствам почти полностью заменяют инструменты с
алмазными зернами. Они представляют собой изделие цилиндри-
ческой формы (рис. 10.9) диаметром 8—12 мм и длиной 45—50 мм
с алмазоносной вставкой, к которым закреплена мелкозернистая
алмазная крошка. Алмазоносная вставка представляет собой спе-
циальный сплав, состоящий из вольфрама, меди и алюминия. Этот
сплав имеет коэффициент теплового расширения почти такой же,
как и у алмаза. Поэтому при изменениях температуры в процессе
правки алмазы почти не имеют дополнительной тепловой деформа-
ции.
В этих вставках алмазы располагают по-разному: без всякой
ориентации (Н), слоями (С) или цепочкой (Ц). Карандаши типа Н
применяют при правке мелкозернистых резьбо- и зубошлифоваль-
ных кругов, а также кругов для круглого и бесцентрового шлифо-
вания. Карандаши типа С являются более износостойкими и при-
меняются для правки кругов, которые используются при обдирном
шлифовании в автоматическом цикле. Карандаши типа Ц в основном
служат для правки кругов при круглом, внутреннем и бесцентро-
вом шлифовании.
Каждый карандаш из этих марок имеет номер. Чем больше
номер, тем крупнее зернистость алмазов. Алмазно-металлические
вставки запрессовываются в оправы. Размеры карандашей, вид
алмазов, количество зерен в слое определяются ГОСТ 607—75.
Установка карандашей и режимы правки те же, что и у инструментов
Рис. 10.9. Алмазные карандаши:
а — типа Ц; б — типа С с иеперекрывакицимися слоями алмазов; в — типа С с иерекрыва*
ющимися слоями алмазов; г — типа Н; 1 — оправка; 2 — алмазная вставка
259
для правки с алмазными зернами. Правящие карандаши выпуска-
ются также из синтетических поликристаллических алмазов СВ
с расположением зерен слоями и с неориентированным располо-
жением алмазов. Алмазный слой у них напрессовывается на корпус
и пропитывается медью, которая одновременно припаивает его к
корпусу.
Алмазные иглы (рис. 10.10) служат для правки однониточных
резьбошлифовальных кругов и изготовляются по ГОСТ 17564—72.
Они представляют собой металлический стержень диаметром 8—10 мм
и длиной 35—50 мм, с запаянным в нем алмазом, имеющим острую
вершину. Алмазное зерно может быть закреплено с натуральной
огранкой и с искусственным гранением режущих ребер.
По мере изнашивания зерно в оправе переставляется и перешли-
фовывается. Долговечность алмазной иглы очень большая, ее хва-
тает на правку круга для шлифования 1 тыс. метчиков. Одна игла
выдерживает между двумя перестановками зерна 100 —120 правок
круга. После каждой правки круг может прошлифовать резьбу у
десяти метчиков. Зерно допускает 10—12 перестановок. Режим правки:
поперечная подача 0,015—0,03 мм на один рабочий ход, продольная
подача 0,05—0,08 мм/мин, число ходов: рабочих 2—4, вспомога-
тельных 2—4.
Правка кругов обтачиванием обеспечивает высокую точность
рабочей поверхности круга, создает небольшие силы до 30—50 Н,
что способствует меньшему разрушению абразивных зерен в круге
и их меньшему изнашиванию при шлифовании.
Алмазные ролики (рис. 10.11), так же как и металлические,
служат для правки профильных шлифовальных кругов. Они вы-
пускаются прямого и фасонного профилей. Состоят из алмазонос-
ного слоя и корпуса из стали 45. Алмазоносный слой цементиру-
ется специальной твердосплавной связкой. Их размеры регламен-
тированы ГОСТ 16014—74. Ролики делают диаметром до 70 мм и
высотой 10—20 мм. Они приводятся во вращение от индивидуаль-
ного привода, делая до 3 тыс. об/мин. Шлифовальный круг правится
периодически или непрерывно на следующих режимах: поперечная
подача 0,02 мм/дв. ход, продоль-
Рис. 10.10. Алмазная игла
Рис. 10.11. Алмазные ролики для правки шлифовальных кругов;
1 — корпус; 2 алмазный слой
260
Алмазные ролики, имея большую длину режущей поверхности,
изнашиваются в 10 раз меньше, чем алмазные карандаши. Наиболее
эффективно применение алмазных роликов для правки профильных
кругов, используемых в массовом производстве.
Алмазные резцы служат для правки абразивных червяков, имею-
щих модуль от 0,15 до 8 мм. Они выпускаются сборной конструкции
десяти типоразмеров. В державку впаяна алмазоносная вставка.
Алмазные фасонные бруски для правки профильных абразивных
кругов разработаны ВНИИалмазом. Брусок выполнен в виде прямо-
угольной призмы. Он состоит из корпуса с элементами крепления
на станке и рабочей части, в которой алмазные зерна закреплены
металлической связкой. Бруски имеют длину 20—100 мм, высоту
10—150 мм, ширину до 80 мм.
техника безопасности при работе
С АБРАЗИВНЫМИ ИНСТРУМЕНТАМИ
Работа с абразивными инструментами представляет повышенную опасность
вследствие высоких скоростей резания, возможности разрыва круга, образования
абразивной пыли и наличия аэрозолей СОЖ. Оператор, работающий на шлифоваль-
ных и заточных станках абразивными инструментами, должен хорошо знать и соблю-
дать правила техники безопасности, предусмотренные ГОСТ 12.3.028—82. Несоблю-
дение требований ГОСТа может привести к несчастным случаям.
Перед началом работы каждый круг до установки на станок должен быть про-
верен на отсутствие трещин, выбоин и других дефектов. Круг без трещин, подвешен-
ный на деревянный или металлический стержень, при легком простукивании по
торцу деревянным молоточком должен издавать чистый звук. Круг с дребезжащим
звуком бракуется. Перед установкой на шлифовальный или заточный станок круг
должен быть испытан на прочность на специальных станках со скоростью в 1,3—
1,5 раза больше рабочей скорости в течение 3—5 мин в зависимости от диа-
метра круга.
При установке на станок круг должен закрепляться фланцами или винтами
по ГОСТ 2270—78. Между фланцами и торцом круга должны быть с обеих сторон
прокладки толщиной 0,5—1 мм, изготовленные нз эластичного материала: плотной
бумаги, картона или резины. Перед затяжкой фланцев круг должен быть выверен
иа концентричность н перпендикулярность одной нз его сторон к осн шпинделя.
Затяжку гаек и винтов надо производить попарно на диаметрально противоположных
сторонах фланцев.
После закрепления во фланцах круг необходимо балансировать. По ГОСТ
3060—75 статическая балансировка производится на специальных станках, простых
по своей конструкции. Они имеют два параллельных стальных, закаленных, чисто
и точно прошлифованных валика, посередине которых устанавливается круг на
оправке. Во фланцах имеются балансировочные грузики, которые перемещаются
в кольцевом пазу в нужное положение до тех пор, пока круг с оправкой не будет
равновесно стоять на валиках устойчиво в любом положении.
После балансировки круги не рекомендуется освобождать от фланцев допол-
ного их изнашивания, подвергая периодически правке.
Современные заточные и шлифовальные станки имеют надежные защитные
устройства для круга. Следует внимательно осмотреть защитный кожух круга,
проверить правильность его установки, надежность крепления. Если в кожухе
имеются передвижные козырьки, они должны плавно перемещаться и быть прочно
закреплены перед работой.
Зазор между периферией круга и передней кромкой предохранительного ко-
зырька или кожуха должен быть не более 6 мм. Форму и толщину стенок защит-
ных кожухов для шлифовальных кругов в зависимости от их размера н рабочей ско-
рости принимают по ГОСТ 12,3.028—82.
261
На работе» месте не должно быть ничего лишнего. Грязь, пыль, масло должны
быть убраны и на пол положен деревянный настил. Необходимо надеть предохра-
нительные очки; халат должен иметь узкие манжеты и быть застегнут. Перед началом
работы проверить исправность станка н местного освещения.
Новый шлифовальный или заточной круг следует прокрутить на станке с ра-
бочей скоростью не менее 5 мин. Запрещается стоять в плоскости вращения круга.
Во время работы шлифование и заточку производить по предписанным режимам,
без резких толчков н ударов.
Прн правке кругов соблюдаются те же прапнла безопасности, что н при шли-
фовании и заточке. Правящий инструмент должен быть жестко закреплен на станке.
Ручные правящие инструменты должны иметь площадки для опоры их на подруч-
ники и упор, предохраняющий от вырывания инструмента нз рук во время правки.
Правящий инструмент следует подиодить к поверхности круга очень осторожно,
плавно.
ОБОЗНАЧЕНИЕ КРУГОВ
При маркировке указывается типоразмер круга, марка и зернистость материала,
связка, твердость, структура или концентрация, знак завода-изготовителя и поряд-
ковый номер инструмента. В качестве примеров ниже приводится маркировка раз-
личных кругов. Круги абразивные: ПП-24А-40-С2-5-К6-35м/с—А-2 кл —250Х 16Х
Х76, ЛАЗ, где ПП — тип круга — плоский прямого профиля; 24А — марка абра-
зивного материала — электрокорунд белый; 40 — зернистость; €2 — степень твер-
дости — средняя 2; 5 — номер структуры; Кб — разновидность сиязки — керами-
ческая; 35 м/с— рабочая скорость; А — класс инструмента; 2 кл — класс неурав-
новешенности; 250X16X76 — диаметр а толщина круга, диаметр посадочного от-
верстия; ЛАЗ — завод-изготовитель — Ленинградский абразивный завод.
Круги нз алмазов: АПВ-150Х10ХЗ— 32— 100/80—50—М1-Т-545, где АПВ —
тип круга — прямого профиля с выточкой; 150X10X3—диаметр круга, ширина
и толщина алмазоносного слоя; 32 —диаметр посадочного отверстия; 100/80 — зер-
нистость; 50 — концентрация; Ml — металлическая связка; Т — товарный знак
завода-изготовителя; 545 — порядковый номер круга.
На шлифовальных кругах (кроме кругов диаметром менее 250 мм я эльборо-
вых) должны быть нанесены цветные полосы: желтая — на кругах с рабочей ско-
ростью рр ~ 60 м/с; красная — для vp = 80 м/с; зеленая — для ир = 100 м/с;
зеленая и синяя — для гр = 125 м/с.
Эльборовые и кубанитовые круги маркируют так же, как и алмазные. Только
вместо буквы А илн АС для природных и синтетических алмазов ставится буква Л
для эльборовых и буква К — для кубанитовых.
ОСОБЕННОСТИ ИНСТРУМЕНТОВ
для автоматизированного
I I производства и для станков
I I с программным управлением
Режущие инструменты, применяемые на автоматических линиях
и на станках с программным управлением, принципиально не отли-
чаются от тех, которые используют на обычных станках и автоматах.
К ним предъявляют более высокие требования по режущим свойст-
вам и точности изготовления. Они должны обеспечивать быстрое
регулирование на размер и позволять в более короткое время заме-
нять их после изнашивания. В автоматизированном производстве и
на многооперационных станках с ЧПУ особенно эффективно приме-
нять твердосплавные многогранные или круглые сменные пластинки»
упрочненные твердыми покрытиями. Для проходных, подрезных
и расточных резцов на станках с ЧПУ применяют ромбические твер-
досплавные пластинки, имеющие угол при вершине е = 80°. За счет
установки их в державке резца получают необходимые главный и
вспомогательный углы в плане. Вместо ромбических можно приме-
нять трехгранные твердосплавные пластинки с изломом сторон
под углами при вершине е = 80°. Они имеют три периода стойкости
(три поворота) вместо двух у ромбических. Для станков с позицион-
ной системой ЧПУ можно применять резцы с четырех-, пяти- и шести-
гранными пластинками.
Для точной чистовой обработки все чаще применяют токарно-
проходные и расточные резцы, оснащенные пластинками и стерж-
нями из полукристаллических алмазов и кубического нитрида бора.
Пластинки и стержни нз карбонадо и композитов закрепляют в дер-
жавке механическим способом или напайкой.
Для повышения жесткости концевого инструмента диаметр пере-
ходной шейки должен быть по возможности равным диаметру режу-
щей части. Вылет инструмента должен быть наименьшим. Если по
технологическим условиям вылет концевого инструмента должен
быть увеличен, то для повышения жесткости у инструмента преду-
сматривают усилительный конус.
Для устранения вибрации фрезы делают с неравномерным окруж-
ным шагом зубьев, а угол наклона винтовых канавок увеличивают.
Для облегчения схода стружки канавки у концевых фрез и у спи-
ральных сверл полируют. Увеличения жесткости концевых фрез
достигают утолщением сердцевины к хвостовику. Если концевые
фрезы работают с вертикальным врезанием, то их торец затачивают
с поднутрением режущих кромок. Для повышения размерной стой-
кости торцовых фрез сборной конструкции предпочтительнее их
делать с твердосплавными многогранными и круглыми пластинками.
Установочные размеры инструмента закладывают в программу,
которые определяются параметрами обрабатываемой детали и самого
263
инструмента. Для контурного фрезерования диаметр концевой фрез1а
должен быть вполне определенным и отвечать условиям достаточной
жесткости, обеспечения наименьшего параметра шероховатости по*
верхности и достаточной точности обработки. Конструктивные осо-
бенности фазовых систем в станках с ЧПУ создают движение фрезы
по волнистой линии, т. е. центр инструмента как бы колеблется от-
носительно эквидистанты к обрабатываемой поверхности. В резуль-
тате шероховатость обработанной поверхности возрастает. Для
уменьшения шероховатости поверхности необходимо по возмож-
ности увеличивать диаметр фрезы, который ограничивается воспро-
изведением криволинейного контура обрабатываемой поверхности.
На автоматических линиях, а также для многооперационных и свер-
лильных станков с ЧПУ широко применяют спиральные сверла как
из быстрорежущей стали, так и оснащенные твердым сплавом, в том
числе и четырех ленточные сверла. К ним предъявляют повышенные
требования по точности и качеству изготовления. Для повышения
точности обработанных отверстий заточку сверл необходимо прово-
дить способами, обеспечивающими их лучшее центрирование в про-
цессе сверления. К ним относятся винтовая и двухплоскостная за-
точки. Сверла диаметром до 20 мм изготовляют с цилиндрическим
хвостовиком и рабочей частью без обратной конусности, что обеспе-
чивает более надежное и точное крепление их в цанговых патронах.
Регулирование инструментов на размер проводят для умень-
шения погрешности обработки. Погрешность обработки деталей за-
висит от размерного износа инструмента Ди, рассеяния размеров
партии обработанных деталей Др и погрешности настройки инстру-
мента Дн. Суммарная погрешность не должна превышать допуска
на размер обработанной детали. Такое регулирование проводят
в короткое время, чтобы уменьшить простои оборудования. Это
можно выполнять двумя способами: вне станка в специальных на-
ладочных приспособлениях и на станке автоматически или вручную.
Первый способ широко применяют для резцов, торцовых фрез,
регулируемых разверток, сверл. Резцы снабжают винтом в торце
державки, с помощью которого устанавливают необходимый размер.
Для более быстрой и точной установки резцов в рабочее.положение
на станках с ЧПУ их державки унифицированы. Резцы с рабочей
высотой Hi < 40 мм имеют сечение державок Н : В = 1 и 1,25;
резцы с Нг > 40 мм — Н : В = 1,25 и 1,6. Расстояние вершины от
боковой базовой стороны державки = 1,25В для всех форм
пластинок из твердого сплава. Постоянная координата В для всех
резцов одного сечения, но с пластинками различной формы, расши-
ряет технологические возможности программирования. Рабочая
высота вершины резца Hi всегда равна высоте державки Н. Это
позволяет резцу работать в прямом и перевернутом положениях.
Способ регулирования винтом или гайкой применяют и для кон>
цевых инструментов. Инструменты с цилиндрическим хвостовиком
регулируют в осевом направлении винтом с торца. Инструменты
с коническим хвостовиком закрепляют в патроне, имеющем втулку
с коническим отверстием. Положение втулки с инструментом регули-
264
руют винтом с торца патрона. Настройку на размер в осевом направ-
лении проводят вне станка. Инструменты с коническим хвостовиком
можно закреплять в переходной втулке, имеющей резьбу на наруж-
ном диаметре и регулировочную гайку. Втулку закрепляют в па-
троне с цилиндрическим отверстием, имеющим шпоночный паз.
ВНИИинструмент разработал конструкции расточных головок,
предназначенных для обработки точных отверстий диаметром более
40 мм на расточных и многооперационных станках с ЧПУ. Резцы-
вставки оснащают пластинками из твердого сплава, в том числе и
неперетачиваемыми, а также сверхтвердыми поликристаллическими
материалами. Они имеют микрометрическое регулирование размера
с помощью гайки с лимбом и нониусом. Настройку на размер осуще-
ствляют на станке и вне его.
Для чистового растачивания отверстий высокой точности широко
применяют микроборы. Цилиндрический резец микробора имеет
наружную резьбу с шагом 0,5 или 1 мм, вылет которого регулируют
гайкой-лимбом по нониусным делениям на корпусе борштанги.
От проворачивания резец удерживается шпонкой. В зависимости от
условий обработки микроборы устанавливают под различными уг-
лами к оси борштанги. Резцы микроборов оснащают пластинами из
твердого сплава или же сверхтвердыми поликристаллическими ма-
териалами. Резцовый блок — микробор представляет собой модуль,
размеры которого унифицированы в зависимости от диаметра обра-
батываемого отверстия [25].
Регулирование инструмента на автоматических станках вручную
встречается сравнительно часто. При этом, как правило, станок оста-
навливают, так как при наличии большого числа инструментов до-
ступ к ним затруднен во время работы. Для уменьшения простоя
оборудования конструкция инструментов должна позволить выпол-
нять эту операцию быстро. Этому условию отвечают инструменты
с резьбовой регулировкой размера.
Наиболее эффективным является способ автоматического регули-
рования инструмента на станке во время рабочего цикла. При этом,
применяют различные устройства и системы в зависимости от точ-
ности и стабильности размеров обрабатываемых деталей.
Замена изношенного инструмента может осуществляться двумя
методами: вручную и автоматически. Чаще всего смену затупившегося
инструмента на новый проводят вручную, на что затрачивается много
времени. Станок или линию останавливают. Для уменьшения затрат
времени на эту операцию инструментальная оснастка должна удов-
летворять требованиям быстросменности и взаимозаменяемости.
Этим -условиям отвечают инструменты и оснастка, у которых креп-
ление предусматривается силами резания; инструменты, предвари-
тельно настроенные на размер измерительным приспособлением
(наличие блока-дублера значительно сокращает простои оборудова-
ния при замене инструментов); быстросменные патроны для конце-
вых инструментов; быстросменные приспособления для резцов.
Наиболее эффективной с точки зрения сокращения времени яв-
ляется автоматическая смена инструмента, которая осуществляется
265
во время работы станка или линии. Имеются различные конструк-
ции механизмов для автоматической замены инструментов после их
изнашивания (например, пальцевых фрез, применяемых для закруг-
ления зубьев колес, проходных токарных резцов и других инстру-
ментов). Загрузку инструментов одного типа и размера проводят
в магазины или в кассеты. Замена инструментов является принуди-
тельной после определенного времени его работы или после опреде-
ленного числа обработанных деталей.
Инструментальные магазины с автоматической сменой инстру-
ментов и установкой их в шпинделе или патроне станка манипуля-
тором имеют многооперационные станки. Инструмент для таких
станков представляет собой комплект, состоящий их собственного
инструмента и оправки для его закрепления в шпинделе станка.
Оправки, как правило, имеют конический хвостовик с конусностью
7—24 или с конусом Морзе и реже цилиндрический. Все оправки
для данного станка имеют одинаковые элементы для базирования,
зажима и передачи крутящего момента. В шпинделе оправки затя-
гивают штоком с помощью резьбового соединения или захваты-
ваются кулачковыми и цанговыми устройствами. Для автоматической
смены и установки инструментов их кодируют. Существует два спо-
соба кодирования инструментов: кодируют либо инструментальные
оправки, либо гнезда в инструментальном магазине. Инструмен-
тальные оправки кодируют кольцами, насаженными на их цилин-
дрическую часть, или же проточенными кольцевыми канавками.
Преимущество этого способа заключается в том, что инструмент
можно помещать в магазин в произвольной последовательности,
т. е. в любое свободное гнездо. Но в этом случае удлиняются оправки,
что снижает их жесткость. В настоящее время широко применяют
второй способ — кодирование инструментальных гнезд. В каждое
гнездо устанавливают кулачки или штифты в соответствии с номерами
инструмента. В этом случае каждый инструмент должен быть уста-
новлен в свое гнездо, на поиск которого затрачивается дополнитель-
ное время. Если инструменты размещены в магазине в соответствии
с последовательностью обработки, то нет необходимости их кодиро-
вать. Инструментальные магазины представляют собой барабанные
устройства с вертикальной, горизонтальной или наклонной осью
вращения. Инструменты в них располагают радиально, параллельно
или наклонно к оси барабана.
При обработке деталей на автоматических линиях и на многоопе-
рационных станках проблема стружколомания и ее удаления является
более актуальной, чем на обычных станках. Ломание стружки произ-
водится геометрическим или кинематическим способами. В первом слу-
чае стружколомание обеспечивается заточкой на передней поверхности
лунок, уступов, порожков или же с помощью накладных стружколо-
мающих устройств. Кинематический способ стружколомания основой
на осциллирующем движении резца в направлении подачи, которое
обычно осуществляется от кулачкового механизма или дополнитель-
ного электронного блока. На автоматических линиях стружколомание
должно быть решено в комплексе с автоматизацией стружкоудаления.
Список литературы
1. Абразивные материалы и инструменты. Каталог-справочник. М.: ВНИИАШ,
1976. 390 с.
2. Баку ль В. Н. Синтетические алмазы в машиностроении. Киев: Наукова
думка, 1976. 351 с.
3. Бобров В. Ф. Основы теории резания. М.: Машиностроение, 1975. 344 с.
4, Грановский Г. И., Панченко К. П. Фасонные резцы. М.: Машиностроение,
1975. 309 с.
5. Дибнер Л. Гм Шкурин Ю. П. Заточка спиральных сверл. М.: Машинострое-
ние, 1967. 154 с.
6. Жигалка Н. Киселев В. В. Проектирование и производство режущих
инструментов. Минск: Вышейшая школа, 1975. 399 с.
7. Иноземцев Г. Г., Иванов Н. И. Незатылованные шлицевые червячные
фрезы. М.: Машиностроение, 1973. 151 с.
8. Иноземцев Г. Г. Червячные фрезы с рациональными геометрическими и
конструктивными параметрами. Саратов: Изд-во Саратовского университета, 1961.
224 с.
9. Калашников С. Н. Зуборезные резцовые головки. М.: Машиностроение,
1972. 150 с.
10. Кедрннский В. Н., Пнсманик К. М. Станки для обработки конических
зубчатых колес. М.: Машиностроение, 1967. 584 с.
1L Коганов И. А.г Федоров Ю. Н., Валиков Е. Н. Прогрессивные методы из-
готовления цилиндрических зубчатых колес. Мл Машиностроение, 1981. 136 с.
12. Лашнев С. И., Юликов М. И. Расчет и конструирование металлорежущих
инструментов с применением ЭВМ. Мл Машиностроение, 1975и 391 с.
13. Лысанов В. С. Эльбор в машиностроении. Л.: Машиностроение, 1978. 280 с.
14. Люкшнн В. С. Теория винтовых поверхностей в проектировании режущих
инструментов. Мл Машиностроение* 1968. 371 с.
15. Маргулис Д. К. Протяжки переменного резапия. Мл Машгиз, 1962. 269 с.
16. Моисеенко О. И., Павлов Л. Е., Днденко G И. Твердосплавные зуборезные
инструменты. Мл Машиностроение, 1977. 190 с.
17. Петрухин С. С Основы проектирования режущей части металлорежущих
инструментов. М.. Машгиз, I960. 163 с.
18. Подураев В. Н. Резание труднообрабатываемых материалов. Мл Машино-
строение, Г974. 590 с.
19. Попов С. А., Дибнер Л. Г., Каменкович А. С. Шлифование деталей и заточка
режущего инструмента. М.: Высшая школа, 1975. 311 с.
20. Родин П. Р. Металлорежущие инструменты. Киев: Вища школа, 1979.
431 с.
21. Романов В. Ф. Расчет зуборезных инструментов. Мл Машиностроение,
1969. 255. с.
22. Семеичеико И. И., Матюшнн В. М., Сахаров Г. Н. Проектирование метал-
лорежущих инструментов. М.: Машгиз, 1962. 952 с.
23. Филиппов В. Л. Режущий инструмент. Л.: Машиностроение, 1981. 392 с.
24. Хает Г. Л. Прочность режущего инструмента. Мл Машиностроение, 1975.
168 с.
25. Шатнп В. П., Шатин Ю. В. Справочник конструктора-инструментальщика.
Мл Машиностроение, 1977. 456 с.
Предметный указатель
А
Алмазы природные 17
— синтетические 18
Б
Бруски алмазные фасонные 261
Г
Головки винторезные — Классифика-
ция 129 — Конструкции 129—131
— дисковые зуборезные для нареза-
ния прямозубых конических колес
217—219
— для кольцевого сверления глубоких
отверстий 41, 42
— для скоростного фрезерования
резьбы 133, 134
— зубодолбежные 159
— зуборезные — Конструктивные па-
раметры 226—236 — Назначение
223 — Разновидности 225, 226 — Со-
вершенствование конструкций 236—
239
ГОСТ 12.3.028—82 261
380—71 251
1092—80 88
1435—74 5
1672—80 46, 48
2247—76 247
2270—78 261
2456—82 248
2464—82 247
3266—81 119
3647—80 17
3752—71 80
4675—71 86
4784—74 251
5950—73 6
8027—60 117
8570—80Е 205, 211
8721—69 84, 85
9206—80Е 18
9304—69 87
9323—79 189, 192, 193, 202
9324—80Е 169
9473—80 90
10222—81Е 205, 211
10331—81Е 188
11172—70 48
11902—77 236
15086—69 86
16167—80 248
16925—71 121
17564—72 260
17933—72 118
19265—73 7, 9
21761—76 130
24905—81Е 218
Гребенки зуборезные — Назначение
161—163 Профиль зубьев 162
— круглые винтовые 112
— резьбовые НО—112
Д
Диски абразивные 256, 257
— из твердого сплава 257
— стальные 257
Долбяки зуборезные — Геометрия 199
— Допуски 202
— Основные параметры 192—199
— Разновидности 188, 189
3
Зенкеры — Назначение 42
— цилиндрические — Геометрия 43 —
Конструкции 42—45
Зубодолбление — Пути интенсифика-
ции 201, 202
Зубонарезание 223, 224
Зубопротягивапие 219, 221
Зубофрезерование 164
И
Иглы алмазные 260
Инструменты абразивные — Назна-
чение 245 — Связки 250, 251 —
268
ЙУУК’Пфа 253—255 — Твердость
251—253— Техника безопасности 261,
26В
— алмазные — Разновидности 248,
249, 258
— для безалмазной правки кругов
256—258
— для глубокого сверления 35—40
— зуборезные, работающие методом
обкатывания 160—184
— комбинированные для обработки
отверстий 52, 53
— работающие методом фасонного
копирования 152—158
К
Карандаши алмазно-металлические
259
Круги — Обозначение 262
— шлифовальные — Виды 245—250 —
Крепление 255, 256—
Правка 256—261
М
Материалы абразивные 14—16
— мииералокерамнческие 13
— сверхтвердые 19, 20
Метчики — Классификация 112, ИЗ —
Степень точности и допуски на резьбу
120, 121
— машинные ИЗ—121
— сборные 122, 123
— с укороченными канавками 121
— слесарные 122
— твердосплавные 121, 122
О
Обкатывание прерывистое 214
Огибание обкаточное 135—138
П
Плашки круглые — Геометрия 127
— Допуски на резьбу 128
— Конструктивные элементы 123—127
— Крепление 128
Притир зубчатый 212
Протяжки — Геометрия 67 — Клас-
сификация 55 — Комплект 70, 71 —
Прочность 69, 70
— для обработки круглых отверстий
55—69
— круговые для нарезания прямозу-
бых конических колес 221—223
— многошлнцевые 71—73
— наружные 73—78
— эвольвентные 71—73
Протягивание — Применение 77, 78
— Принцип 78
— Припуски 62, 63, 68
— Схемы резания 57
Профилирование резцов фасонных 23—
34
— фрез дисковых фасонных 101—109
— фрез червячных — Теория 138—
144 — Метод и ка 172— 181
Р
Развертки — Геометрия 47, 48 —
Классификация 45
— конические 45, 46
— сборные 50—52
— цилиндрические 46
Резцы алмазные 261
— зубострогальные 214—217
— обкаточные фасонные 149, 150
— резьбовые 110
— фасонные 21
Ролики алмазные 260
— стальные 257, 258
С
Сверла полукруглые 35
— спиральные 36, 37
— трубчатые 36, 37
— шиековые 39
— эжекторные 40 ,
Сверление кольцевое 41
Свнзки для абразивных инструментов
250, 251
Сплавы твердые 10
Стали инструментальные быстрорежу-
щие 7
— легированные 6
— углеродистые 5
Ф
Фрезы — Классификация 79
Фрезы дисковые зуборезные — Ком-
плект 156, 157 — Конструктивные осо-
бенности 157, 158 — Применение
152 — Профиль зубьев 153—156
— фасойиые — Затылование 95, 96 —
Конструктивные элементы 97, 98—
Применение 152 — Профилирование
зубьев 153—156
Фрезы зуборезные червячные —Гео-
метрия 170
— Классификация 163, 164
269
— Конструктивные параметры 165—
170.
— Профиль зубьев 177, 178
Фрезы концевые цилиндрические 86, 87
Фрезы пальцевые зубонарезные 158,
159
Фрезы резьбонарезные 131—133
Фрезы торцовые насадные — Преиму-
щества 87
— с зубьями из быстрорежущей стали
88—90
— со вставными ножами, оснащенными
пластинками из твердого сплава 90—95
— цельные 87, 88
Фрезы цилиндрические насадные —
Геометрия зубьев 84 — Основные пара-
метры 80—82 — Применение 80
— сборные 84, 85
Фрезы червячные — Конструктивные
элементы 146—149 — Совершенство-
вание конструкции 184—187 — Точ-
ность 188
— сборные — Параметры профиля
144, 145
X
Хон 212
Ш
Шарошки 258
Шевингование 203—205
Шеверы — Конструктивные пара-
метры 205—211 — Особенности кон-
струкции 211, 212
— червячные 183, 184
Оглашение
Введение.......................................... . . .. 3
1 Инструментальные материалы ......................... . . . 5
Инструментальные стали * ................................ 5
Твердые сплавы............................................. 10
Минералокерамическне материалы..............................13
Абразивные материалы .......................................14
Алмазы............................................ . 17
Сверхтвердые материалы ......... ...........................19
Фасонные резцы ............................................ 21
3 Инструменты для обработал отверстия . . . ....................... 35
Зенкеры ........................................................ 42
Развертки...................................................... 45
4 Протяжки......................................................... 54
Прочность протяжек.............................................. 69
Комплект протяжек............................................... 70
Особенности проектирования многошлнцевых в эвольвентных про-
тяжек .......................................................... 71
Особенности наружных протяжек .................................. 73
5 Фрезы ........................................................... 79
Цилиндрические насадные фрезы................................... 80
Концевые цилиндрические фрезы................................... 86
Торцовые фрезы.................................................. 87
Дисковые фасонные фрезы.............................., . . 95
6 Инструменты для изготовления резьбы........................... 110
Резьбовые резцы и гребенки . .................................. IfO
Метчики ...................................................... Ш
Плашки ........................................................ 123
Резьбонарезные фрезы .......................................... 131
/Инструменты, работающие методом огибания......................... 136
Назначение и разновидности инструментов....................... 135
Сущность метода обкаточного огибания............................. Ш
Теория профилирования червячных фрез.......................... 138
Параметры профиля зубьев фрезы................................. 144
Основные конструктивные элементы- фрезы . . ............... . 146
Обкаточные фасонные резцы..................................... 149
8 Инструменты для нарезания зубьев цилиндрических колес. . . . . 15f
Инструменты, работающие методом фасонного копирования .... 152
Дисковые зуборезные фрезы 152
Пальцевые зуборезные фрезы ................................... 158
Зубодолбежные головки .................................... . . 159
Зуборезные инструменты, работающие методом обкатывания .... 160
Зуборезные гребенки ........................................... 161
Зуборезные червячные фрезы ............................ . . ^ 16$
271
Совершенствование конструкции червячных фрез................... 184
Зуборезные долбяки ........................................... ,188
Шеверы ........................................................ 202
Другие инструменты и методы для чистовой обработки зубьев ци-
линдрических колес............................................. 212
9 Инструменты для нарезания конических колес 214
Зубострогальные резцы ........................................ 214
Дисковые зуборезные головки для нарезания прямозубых кониче-
ских колес..................................................... 217
Круговые протяжки для нарезания прямозубых конических колес 219
Зуборезные головки............................................. 223
Совершенствование конструкции и геометрии зуборезных головок 236
ЮАбразивные инструменты ........................................ 245
Разновидности и назначение . ............................... 245
Характеристики абразивных инструментов ..................... 250
Крепление шлифовальных инструментов......................... 255
Правка шлифовальных кругов................................... 256
Техника безопасности при работе с абразивными инструментами 261
Обозначение кругов........................................... 262
П Особенности инструментов для автоматизированного производства
и для станков с программным управлением........................... 263
Список литературы............................................ 267
Предметный указатель......................................... 268
Георгий Григорьевич Иноземцев
ПРОЕКТИРОВАНИЕ МЕТАЛЛОРЕЖУЩИХ
ИНСТРУМЕНТОВ
Редактор Л. Н. Корякина
Художественный редактор И. К. Капралова
Переплет художника А. Н. Ковалева
Технический редактор В. И. Орешкина
Корректоры И. М. Борейша и А. М. Усачева
ИБ № 4402
Сдано в набор 20.12.83. Подписано в печать 19.03.84. Т-07715
Формат 60X90V16. Бумага типографская № 2. Гарнитура литературная.
Печать высокая. Усл. печ. л. 17,0. Усл. кр.-отт. 17,0 Уч.-изд. л. 19,11.
Тираж 47000 экз. Заказ 302. Цена 1р. 10 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.