





















































































































































































































































































































































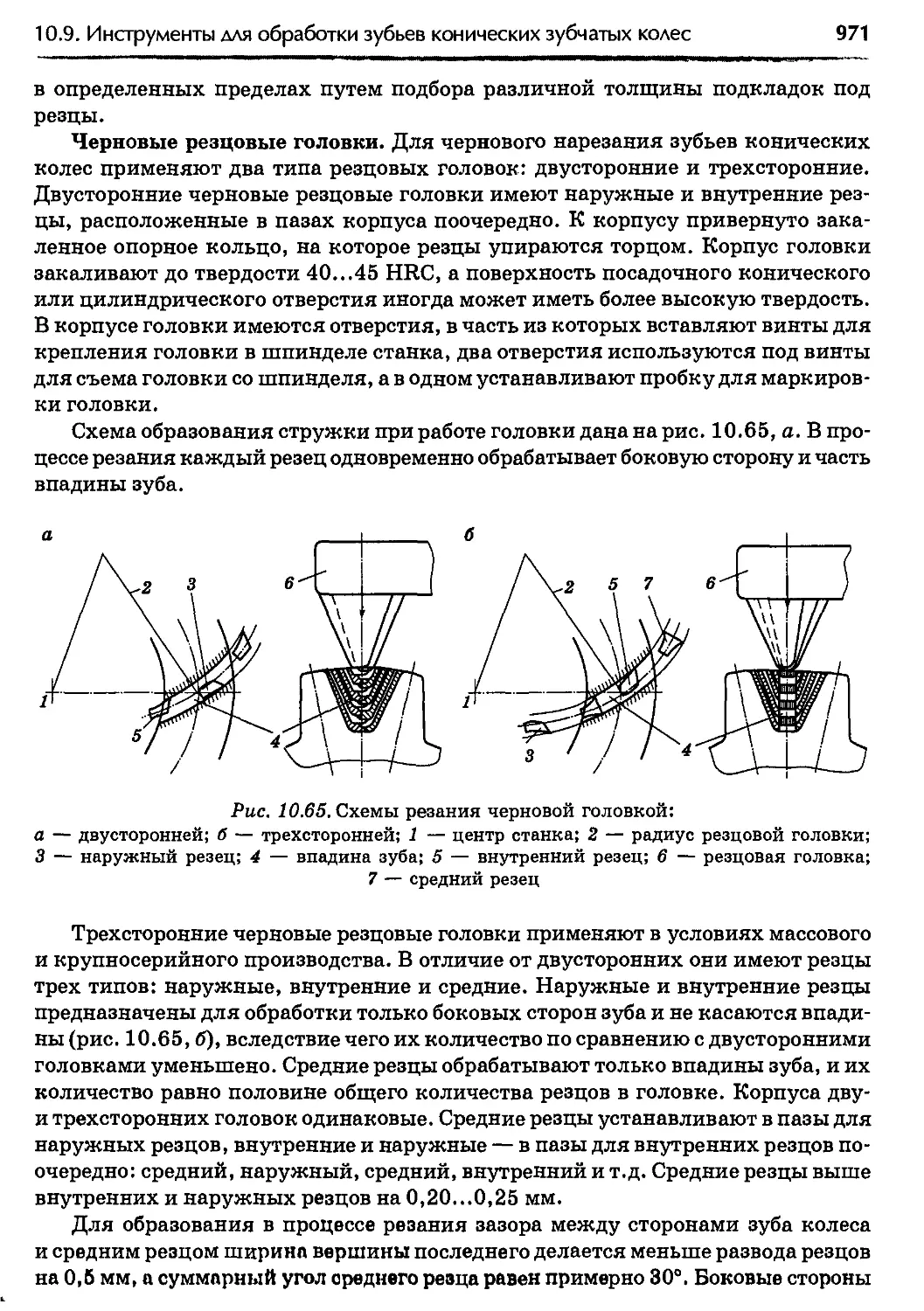

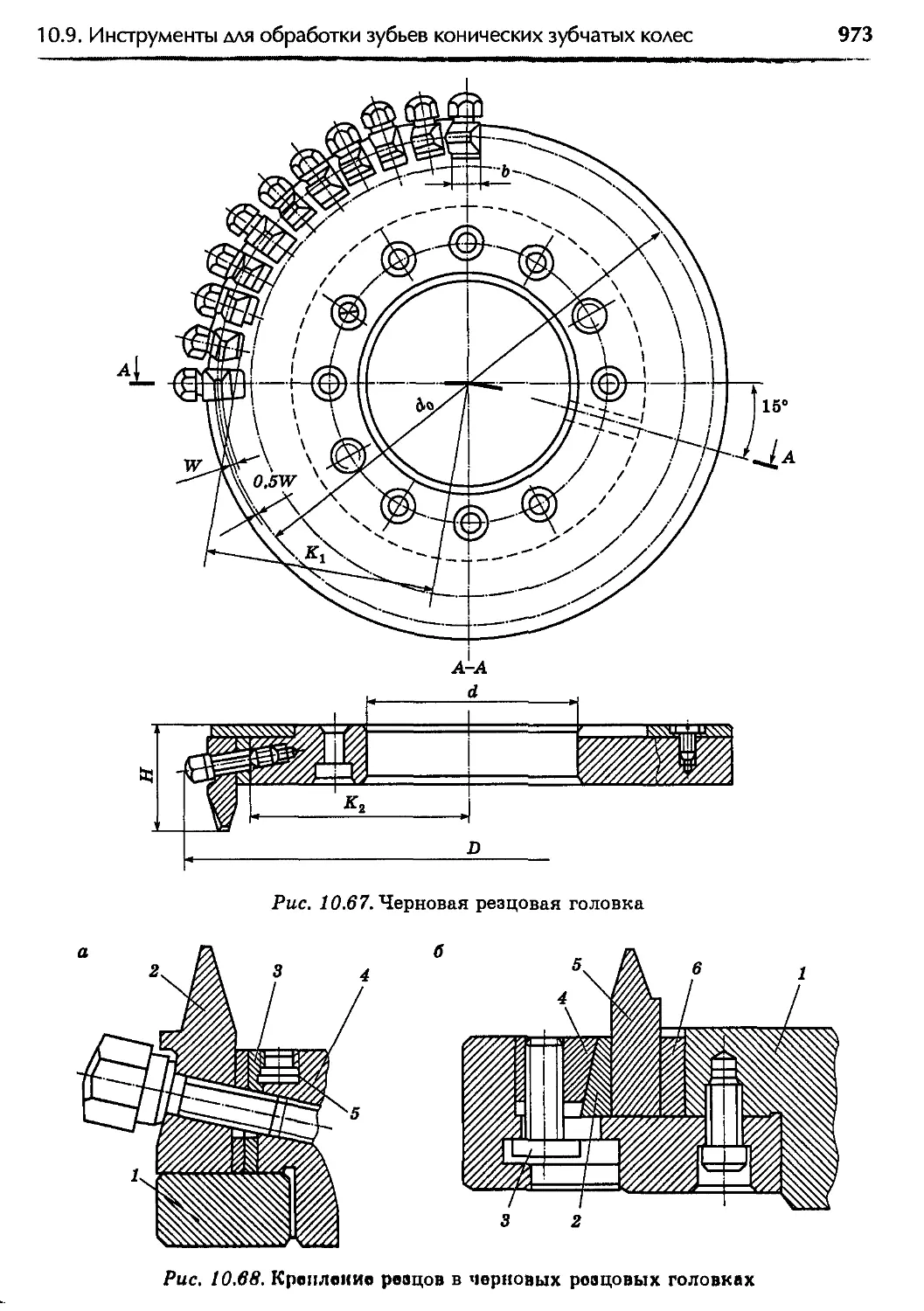
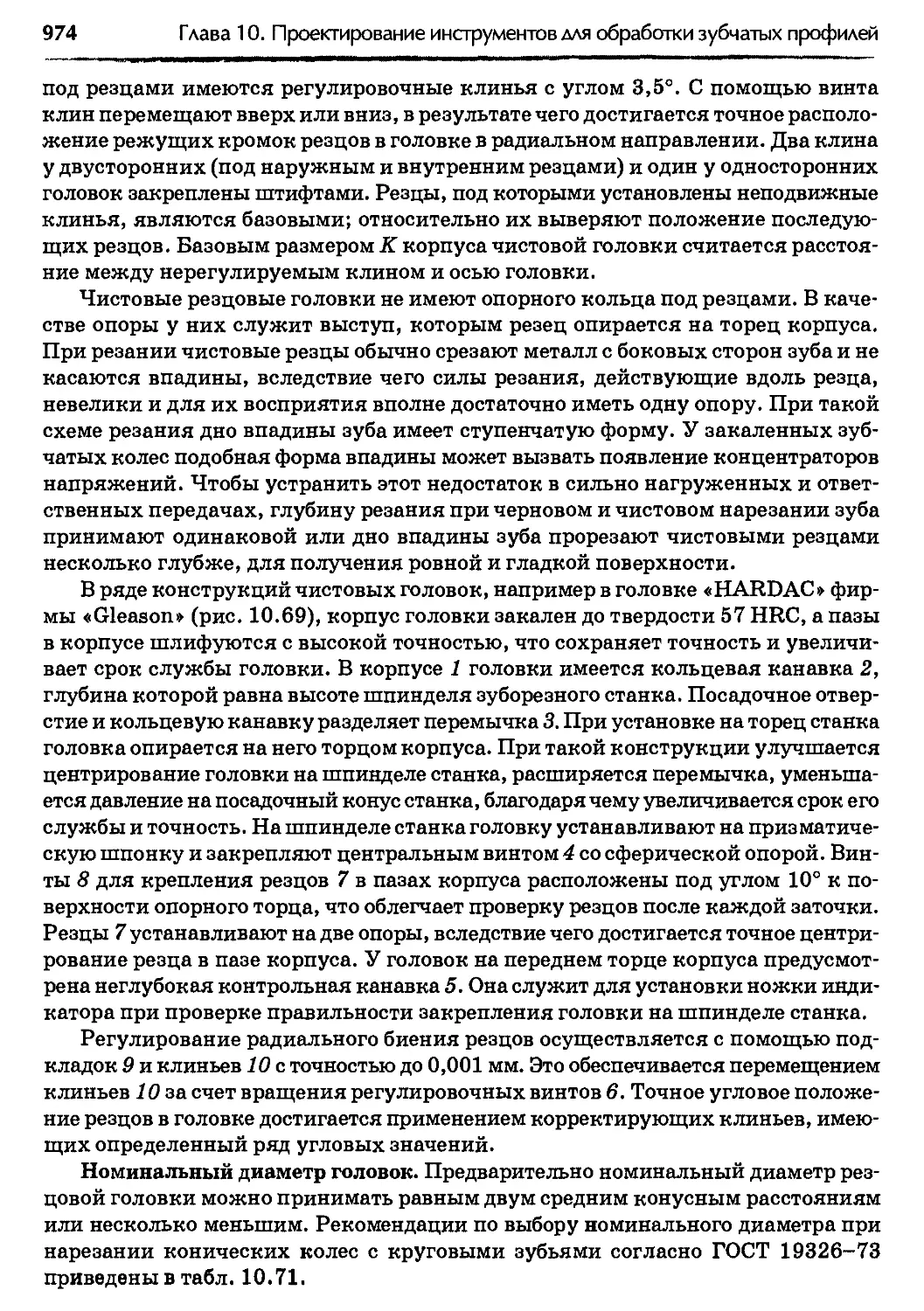




















Автор: Фельдштейн Е.Э. Корниевич М.А.
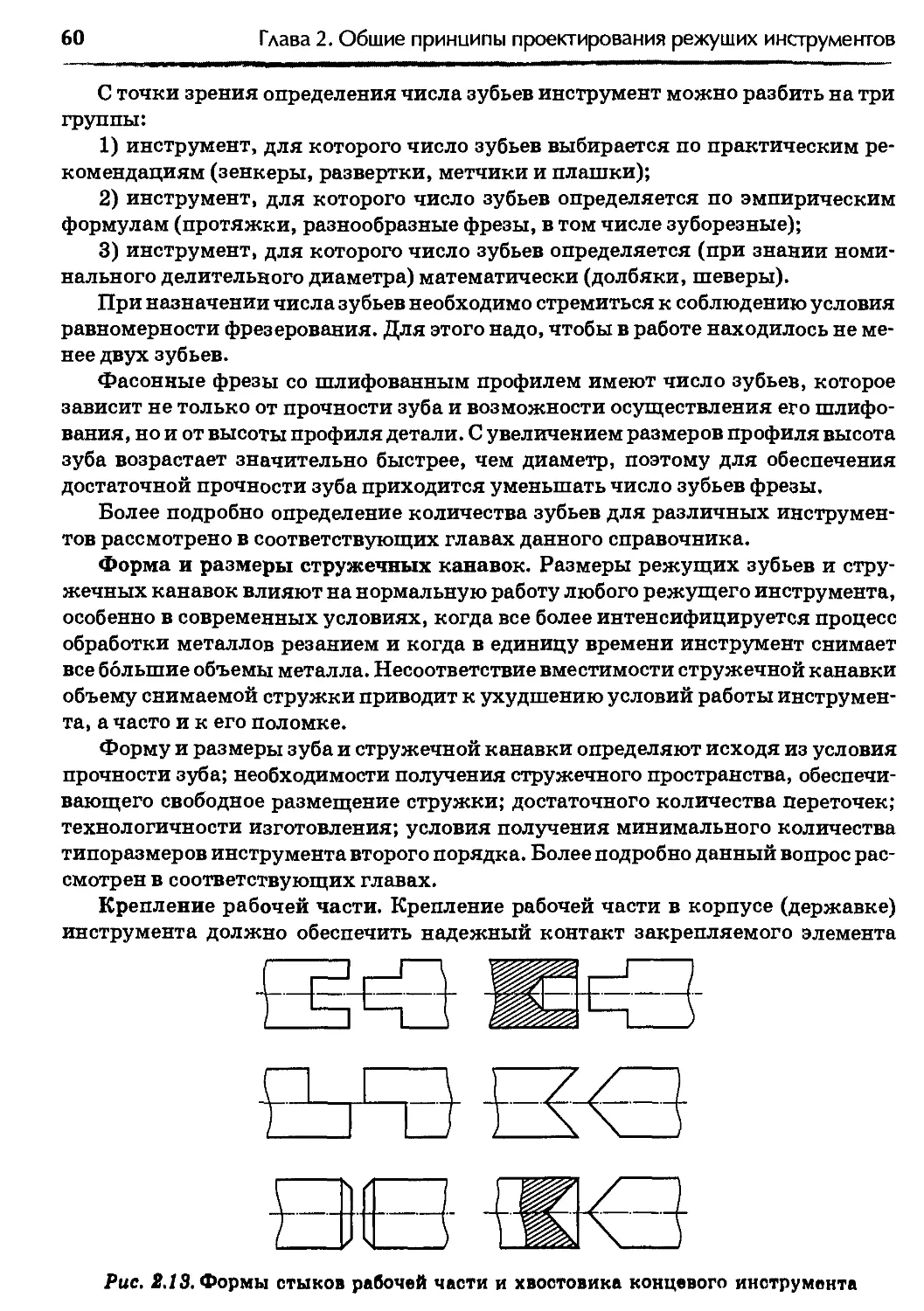
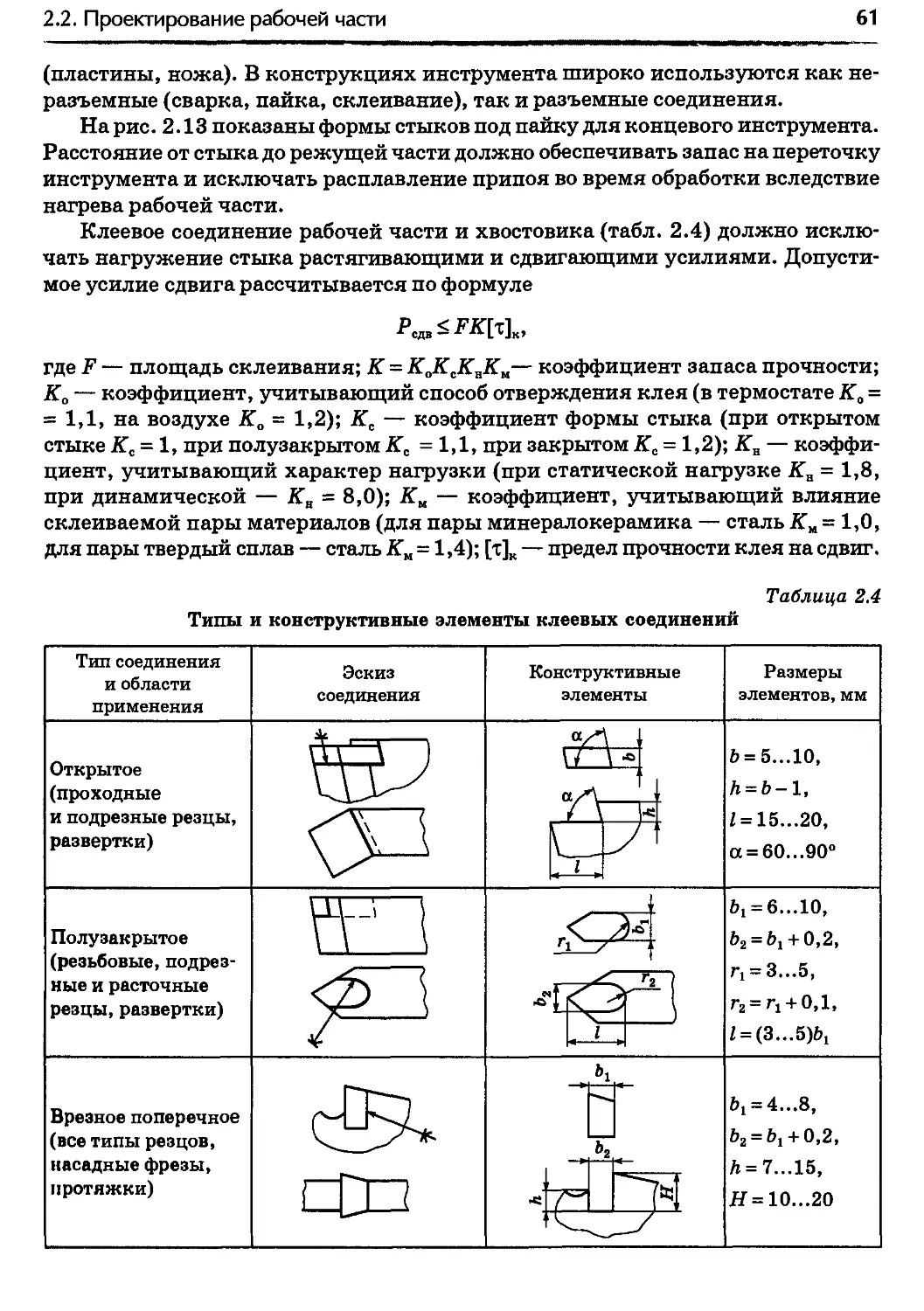
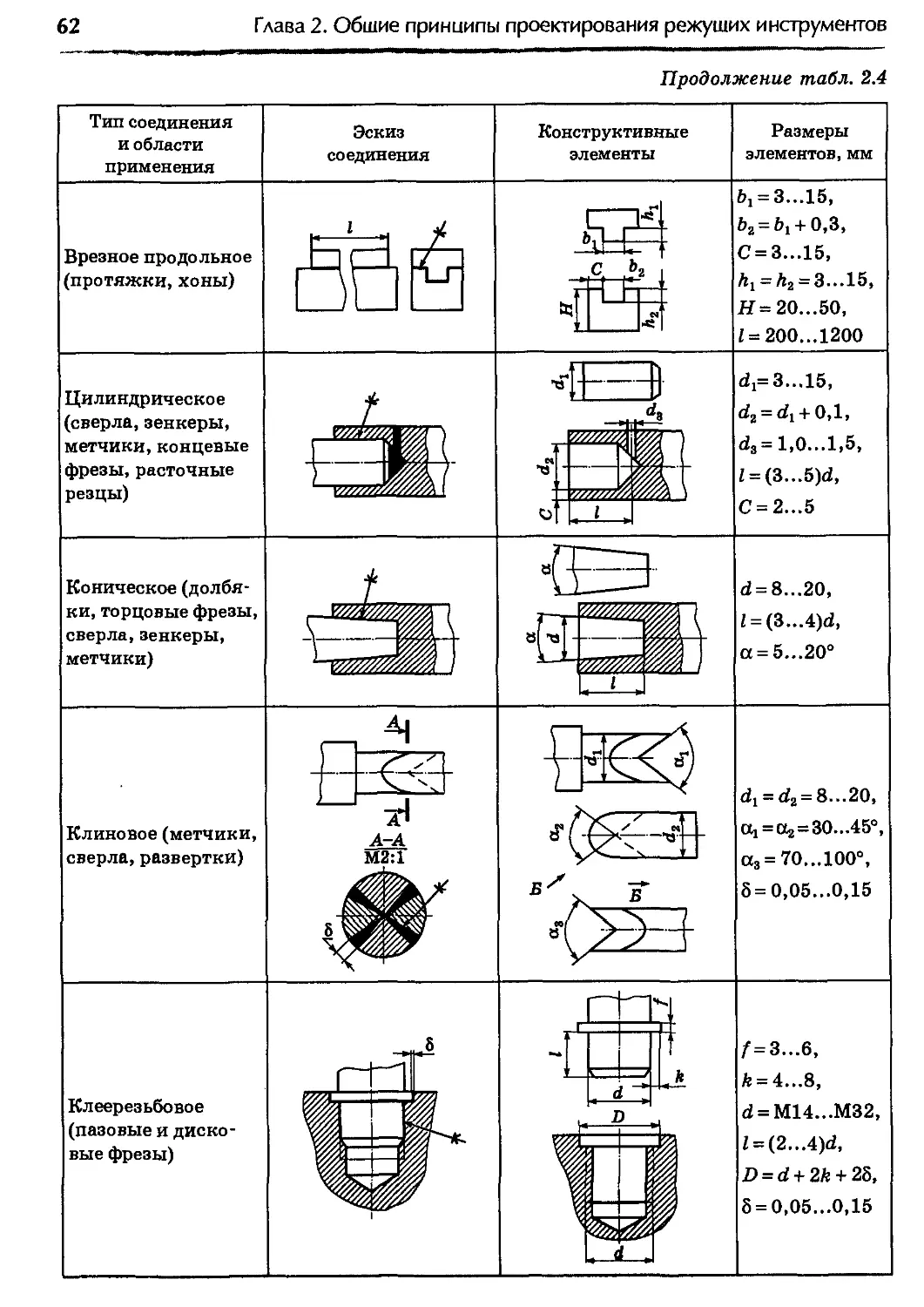
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства металлорежущие станки обработка металлов резка металлов
ISBN: 978-985-475-346-1
Год: 2009




Е.Э. Фельдштейн
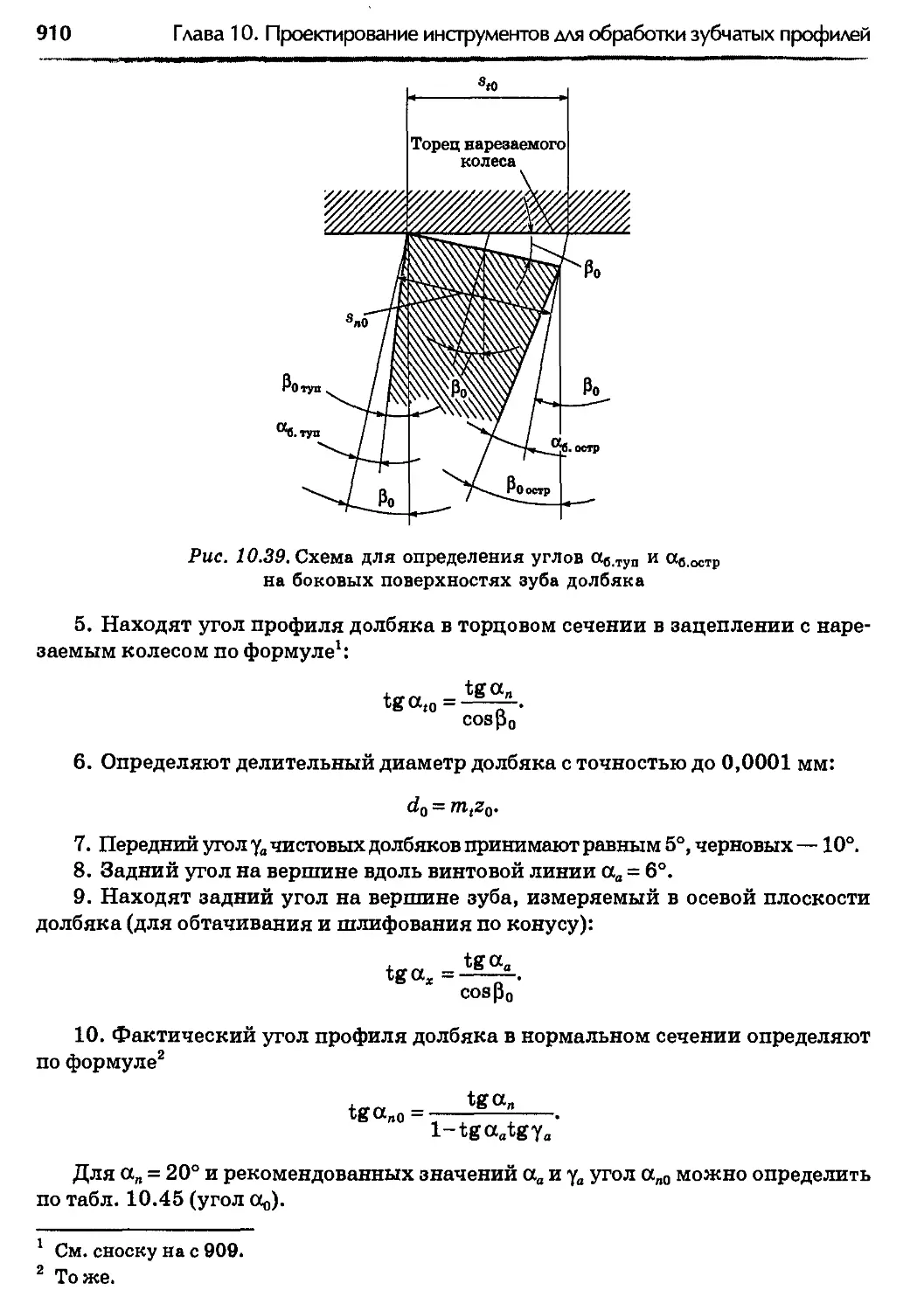
М.А. Корниевич
Металлорежущие
инструменты
Справочник конструктора
НАВУКО8АЯ Б1БЛ1ЯТЭКА
Беларускага нация нал .нага
тахн1чнага уи1вер<1гэ1а
|нв.№ 17Й77 4
МИНСК «ИОВОВ ЗНАНИЕ» 200»
БК 34.63^5я3
Ф39
Рецензент:
заведующий кафедрой «Металлорежущие станки и инструменты»
Гомельского государственного технического университета им. П.0. Сухого,
кандидат технических наук, доцент М.И Михайлов
Фельдштейн, Е.Э.
'39 Металлорежущие инструменты: справочник конструктора / Е.Э. Фельд-
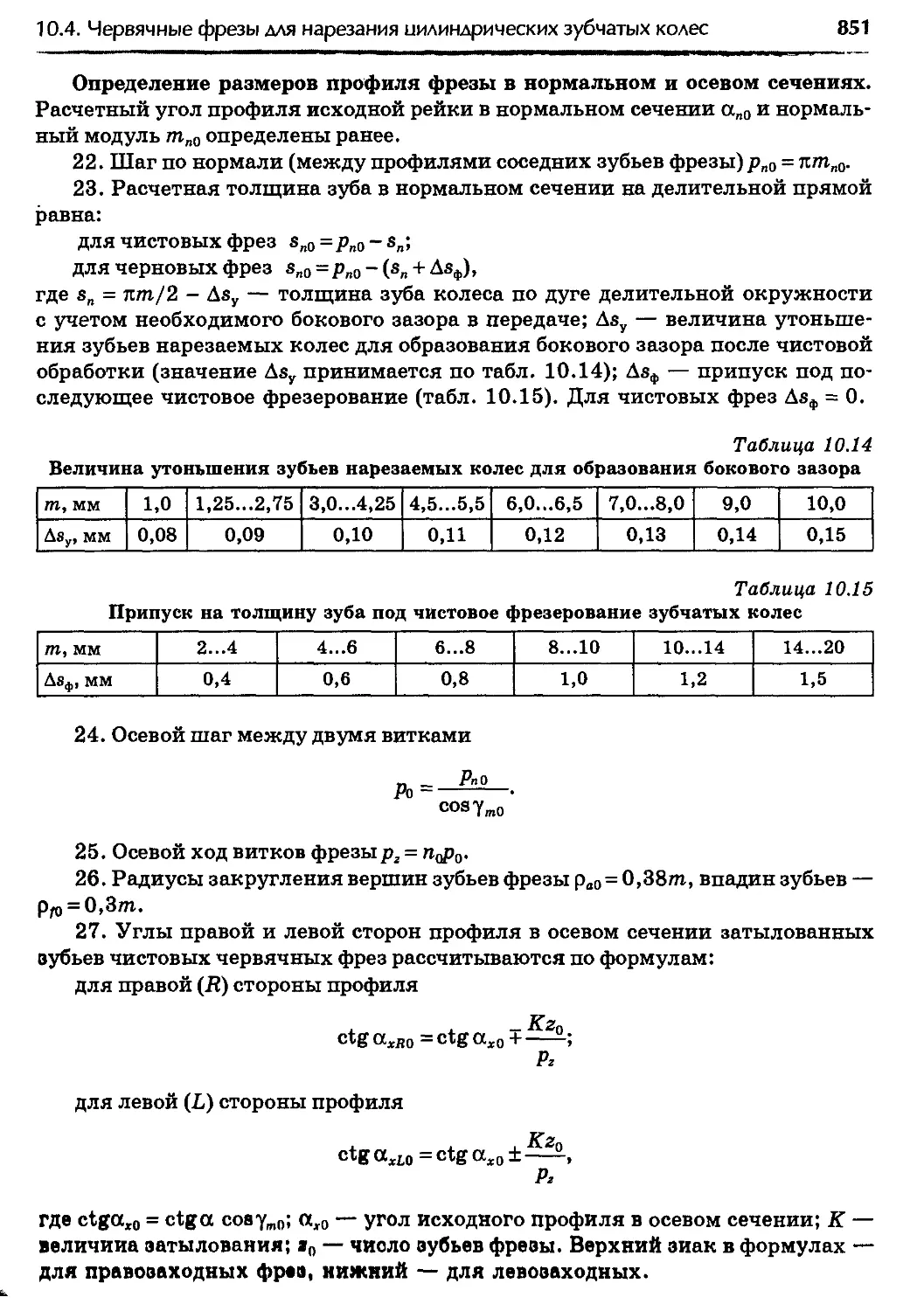
штейн, М.А. Корниевич. — Минск : Новое знание, 2009. — 1039 с. : ил.
ISBN 978-985-475-346-1.
Рассмотрены свойства, области применения современных инструментальных
материалов и общая методология проектирования рабочей, крепежно-присоеди-
нительной и направляющей частей режущих инструментов. Детально представ-
лены конструкции, даны расчеты всех типов режущих инструментов (резцов, фрез,
протяжек, инструментов для обработки отверстий и резьб, для нарезания различ-
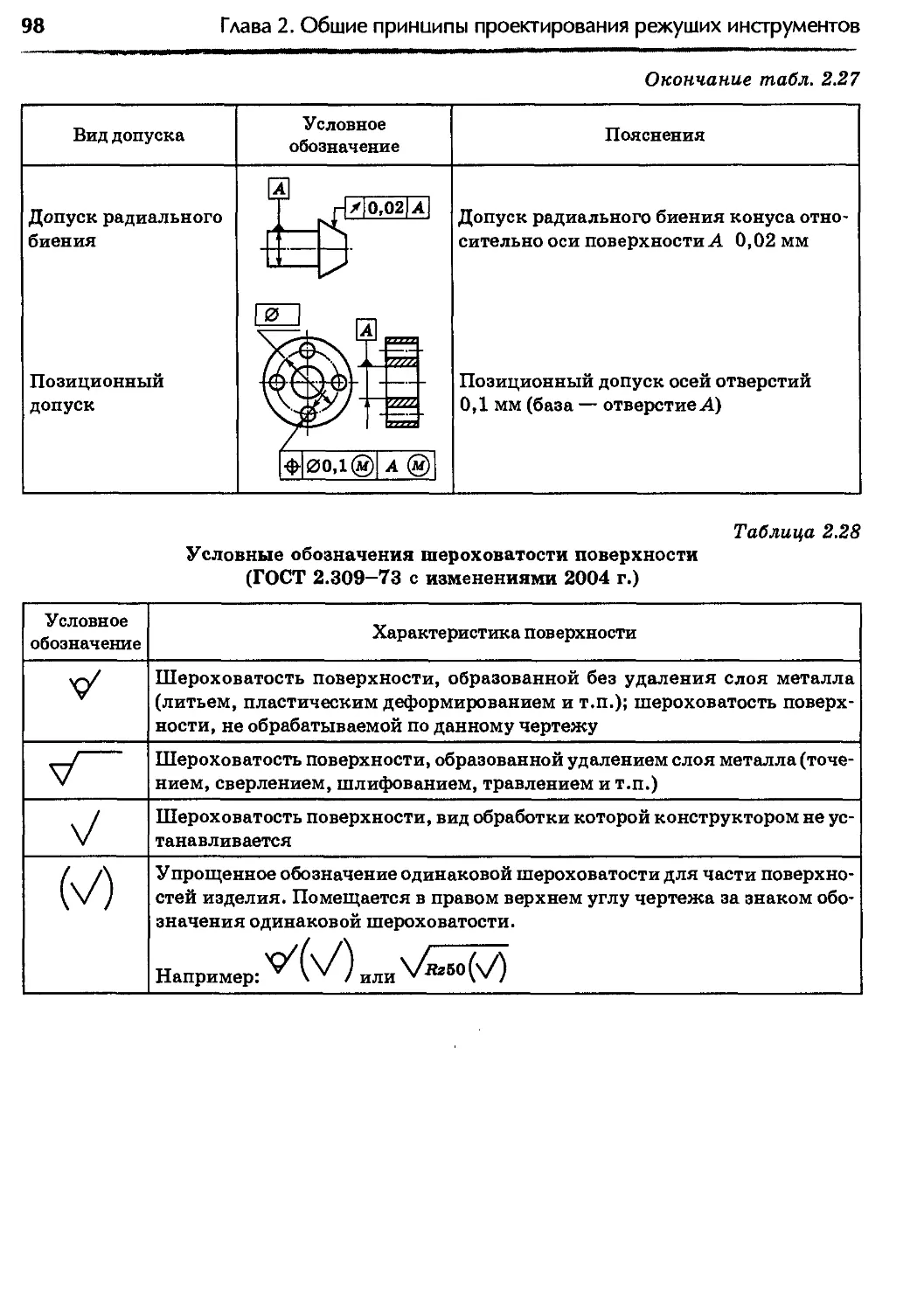
ных видов зубчатых профилей и др.). Приведены требования к точности и шеро-
ховатости поверхностей различных инструментов. Материал четко структуриро-
ван и содержит большое количество иллюстраций.
Для работников инструментальных и технологических подразделений маши-
ностроительных предприятий, специализирующихся на проектировании и изго-
товлении режущих инструментов. Может быть использован студентами вузов
и ссузов при подготовке курсовых и дипломных проектов.
? ' гЛ
' 1 УДК 621.9.07(035.5)
ББК 34.63-5я2
JBN 978-985-475-346-1
© Фельдштейн Е.Э., Корниевич М.А., 2009
© Оформление. ООО «Новоезнание», 2009
Оглавление
Предисловие......................................................9
I(поденно ......................................................11
Глина 1. Инструментальные материалы ............................13
1.1. Основные свойства инструментальных материалов..............13
1.2. Углеродистые и легированные инструментальные стали ........14
1.3. Быстрорежущие стали .......................................16
1.4. Твердые сплавы.............................................19
1.5. Минералокерамика...........................................27
1.6. Сверхтвердые инструментальные материалы....................30
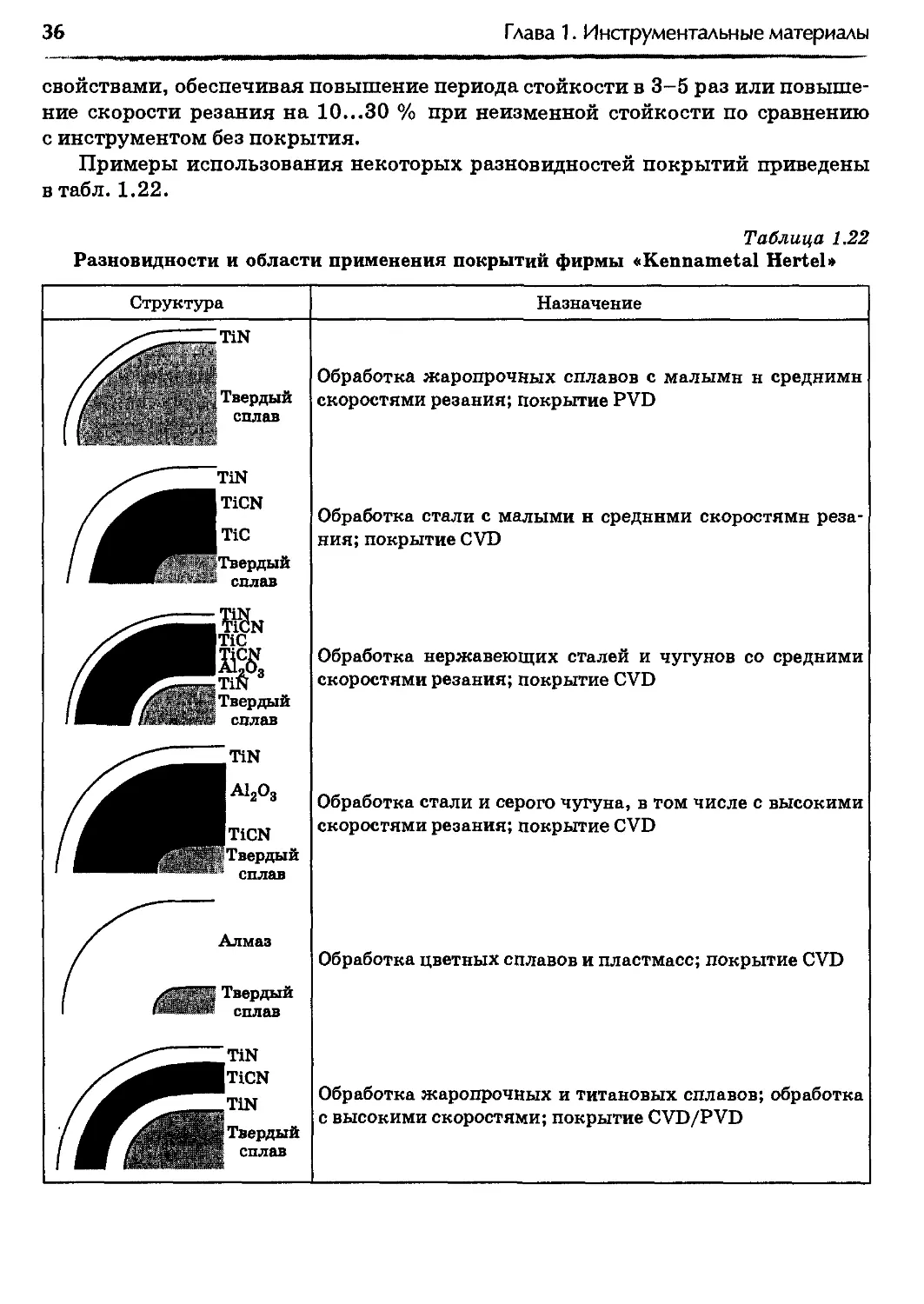
1.7. Способы улучшения режущих свойств инструментальных материалов ... 32
Глава 2. Общие принципы проектирования режущих инструментов ....37
2.1. Современные тенденции проектирования.......................37
2.2. Проектирование рабочей части...............................45
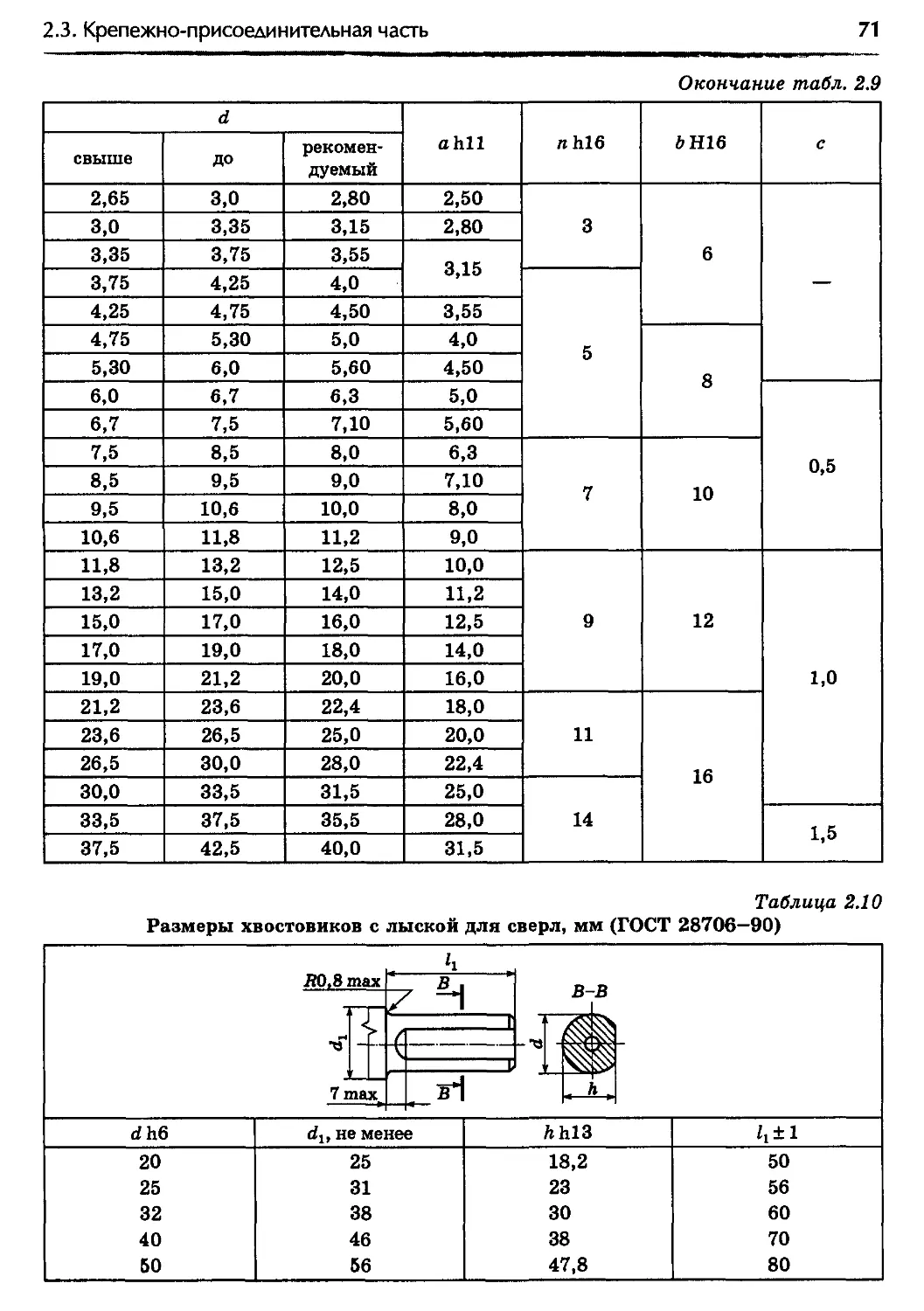
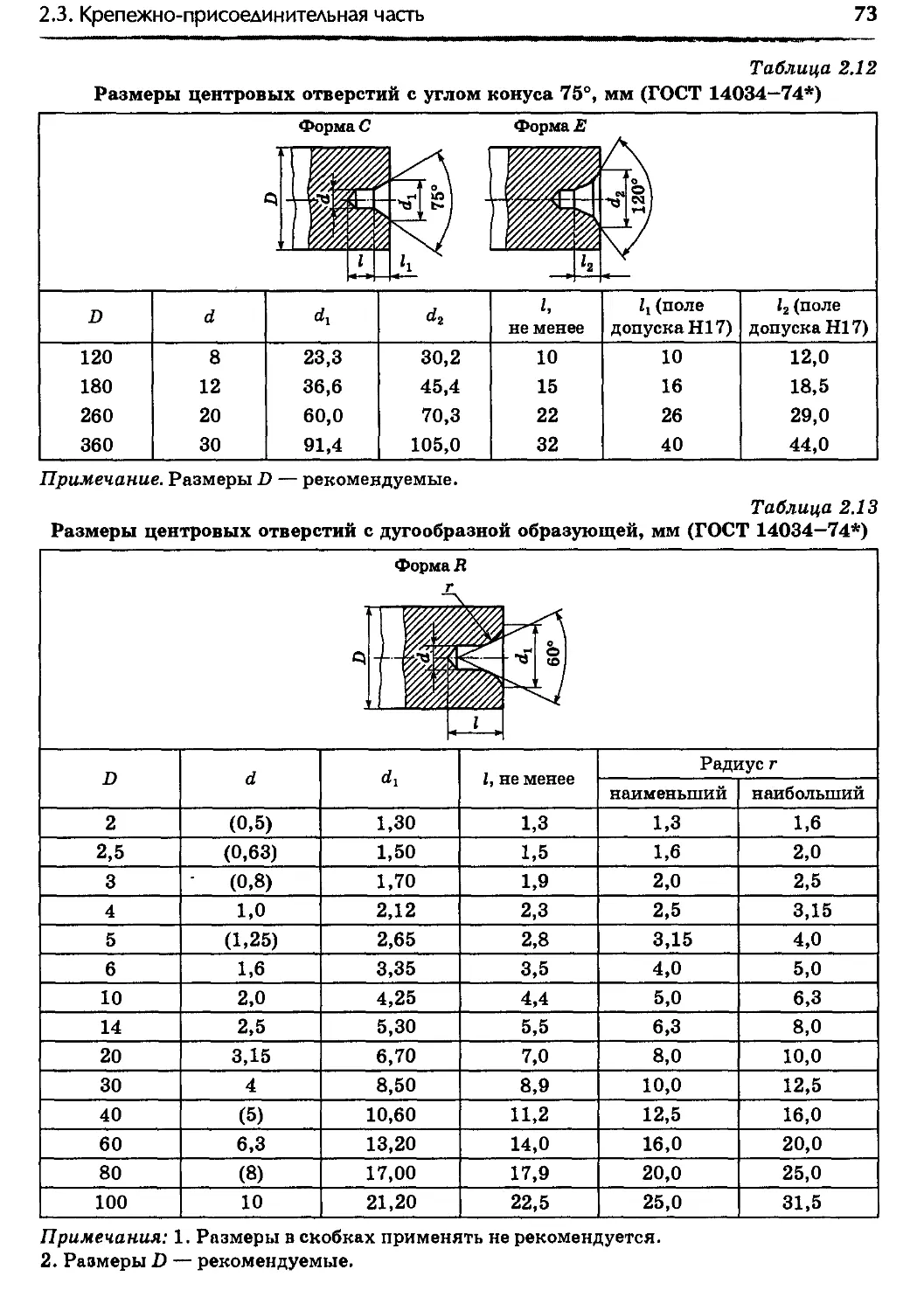
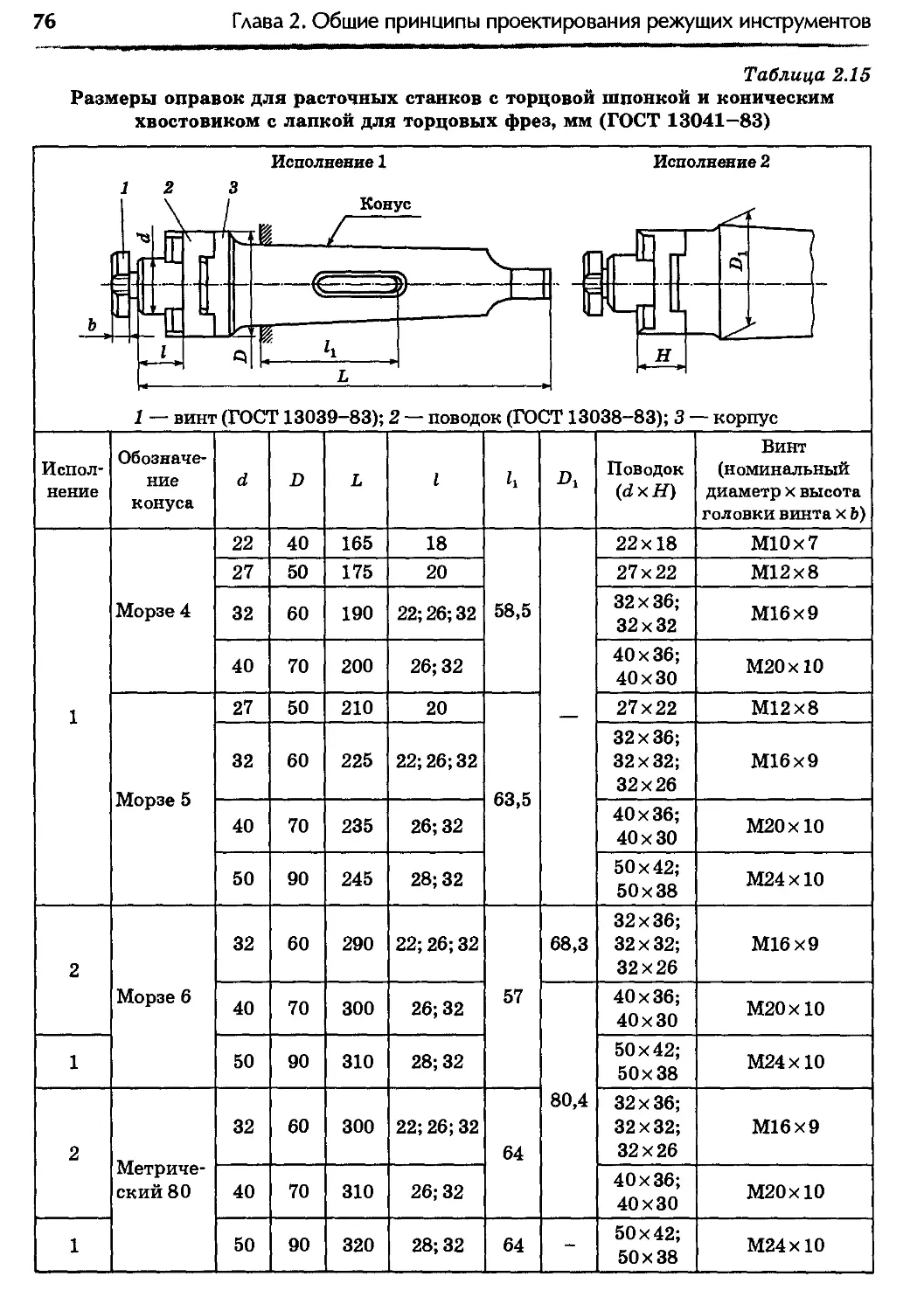
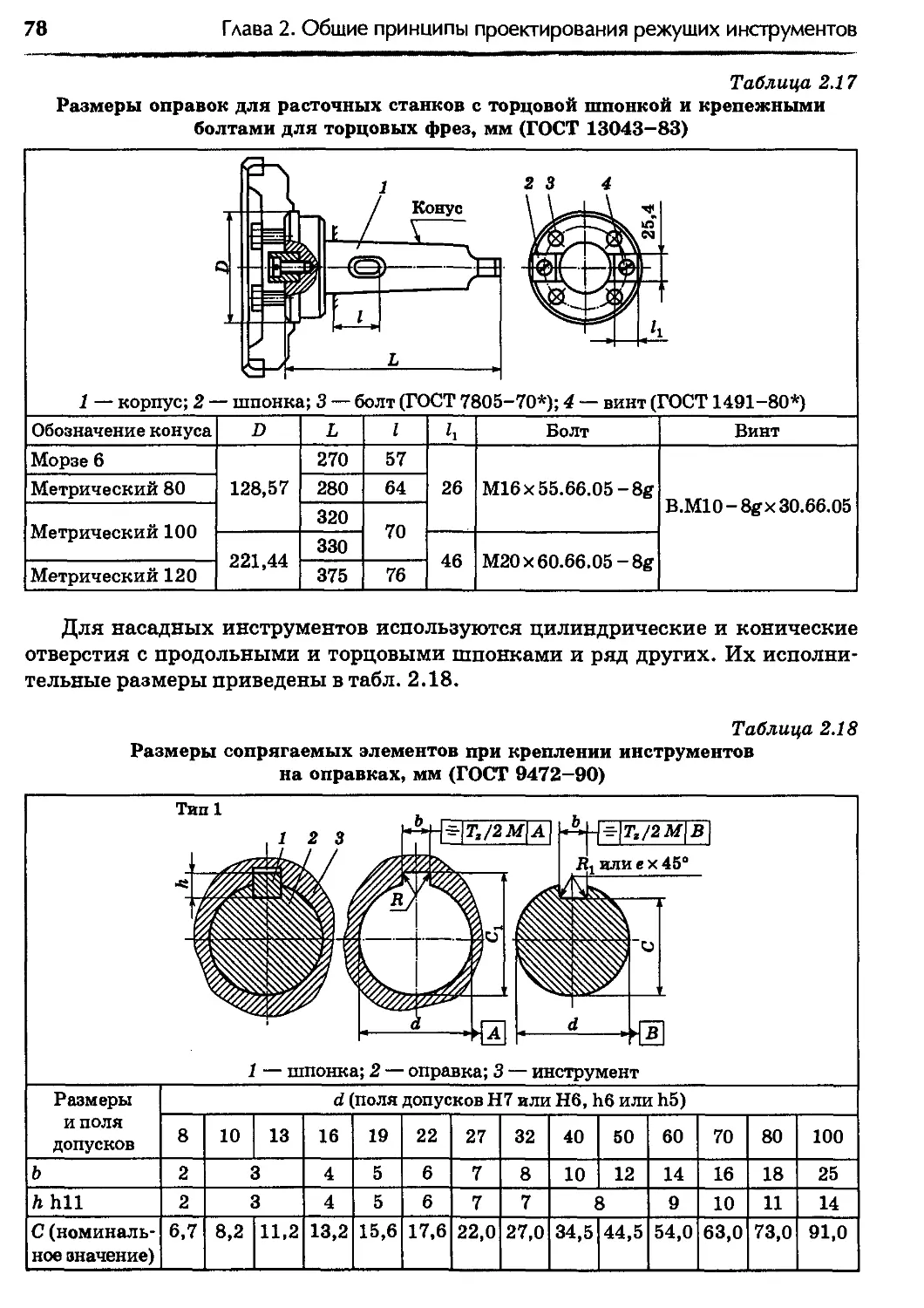
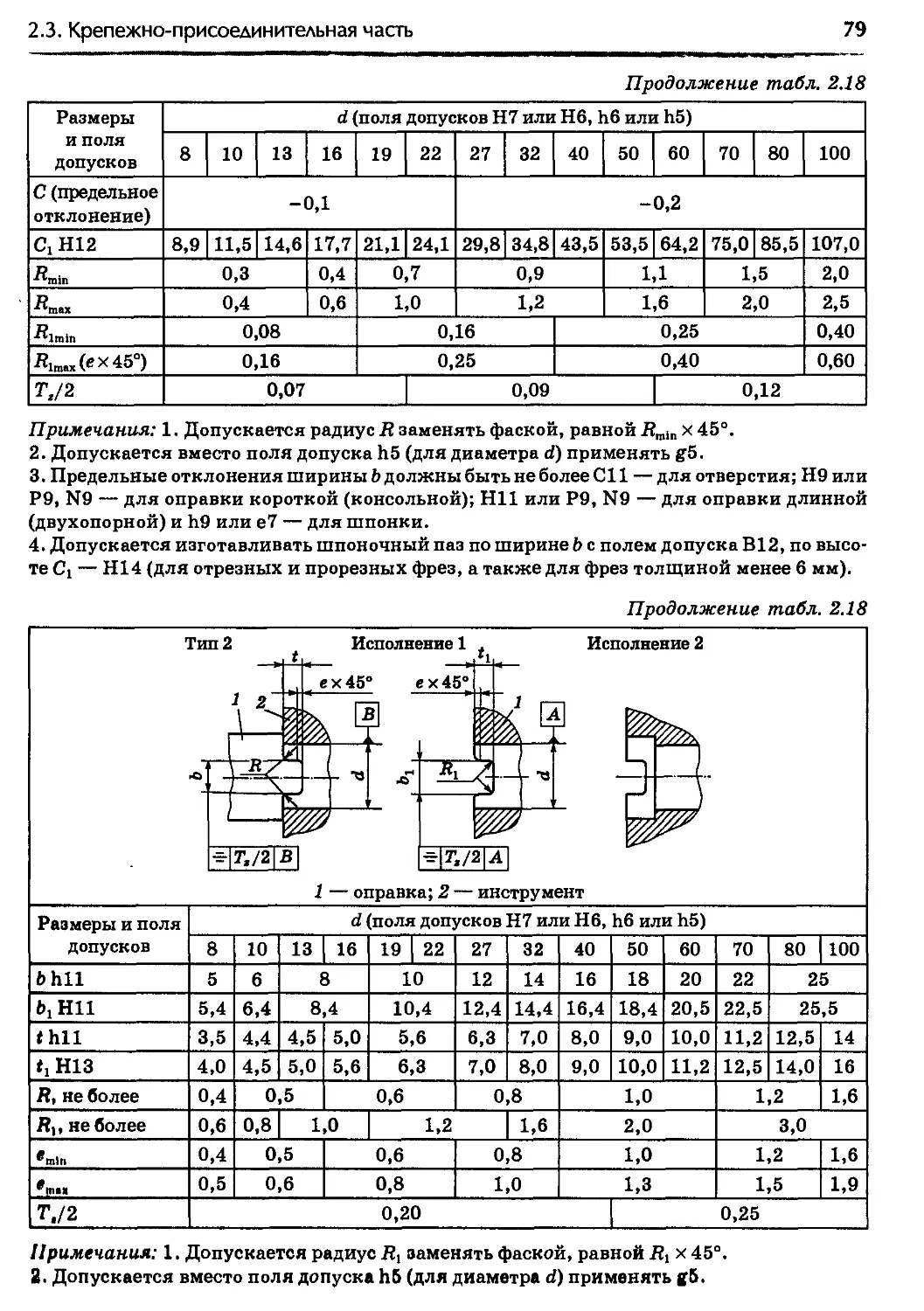
2.3. Крепежно-присоединительная часть ..........................66
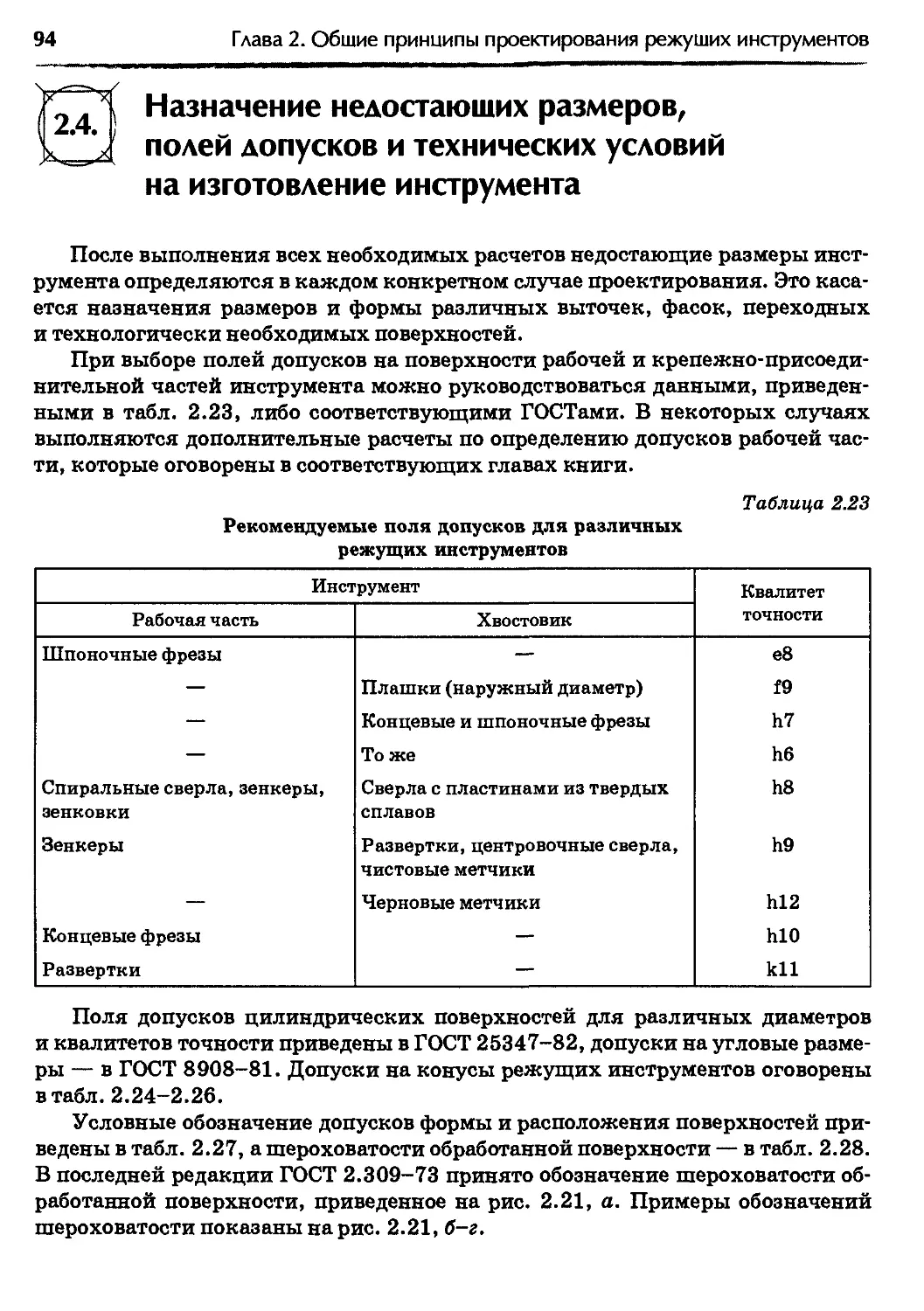
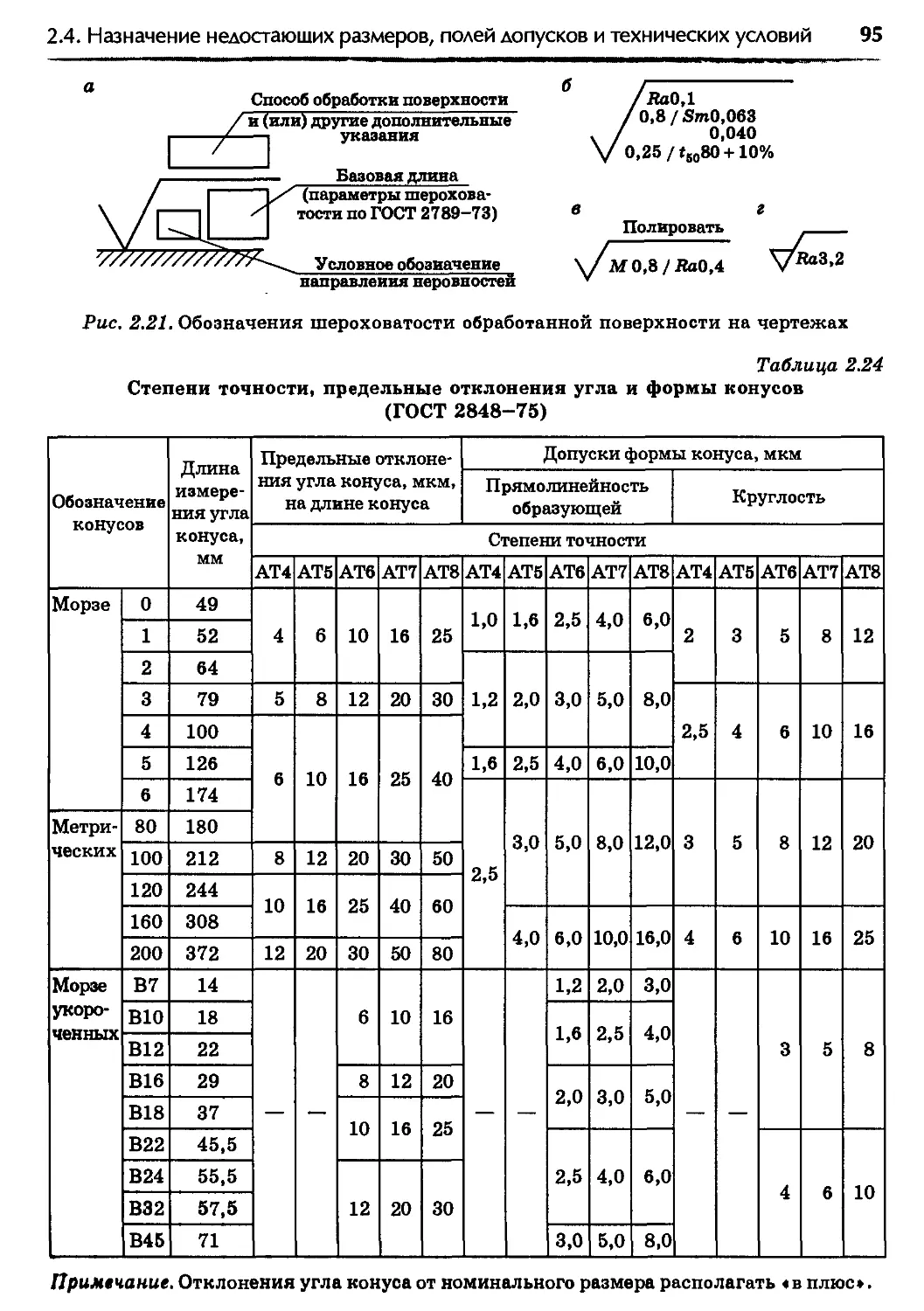
2.4. Назначение недостающих размеров, полей допусков
и технических условий на изготовление инструмента..............94
Глава 3. Проектирование токарных резцов.........................99
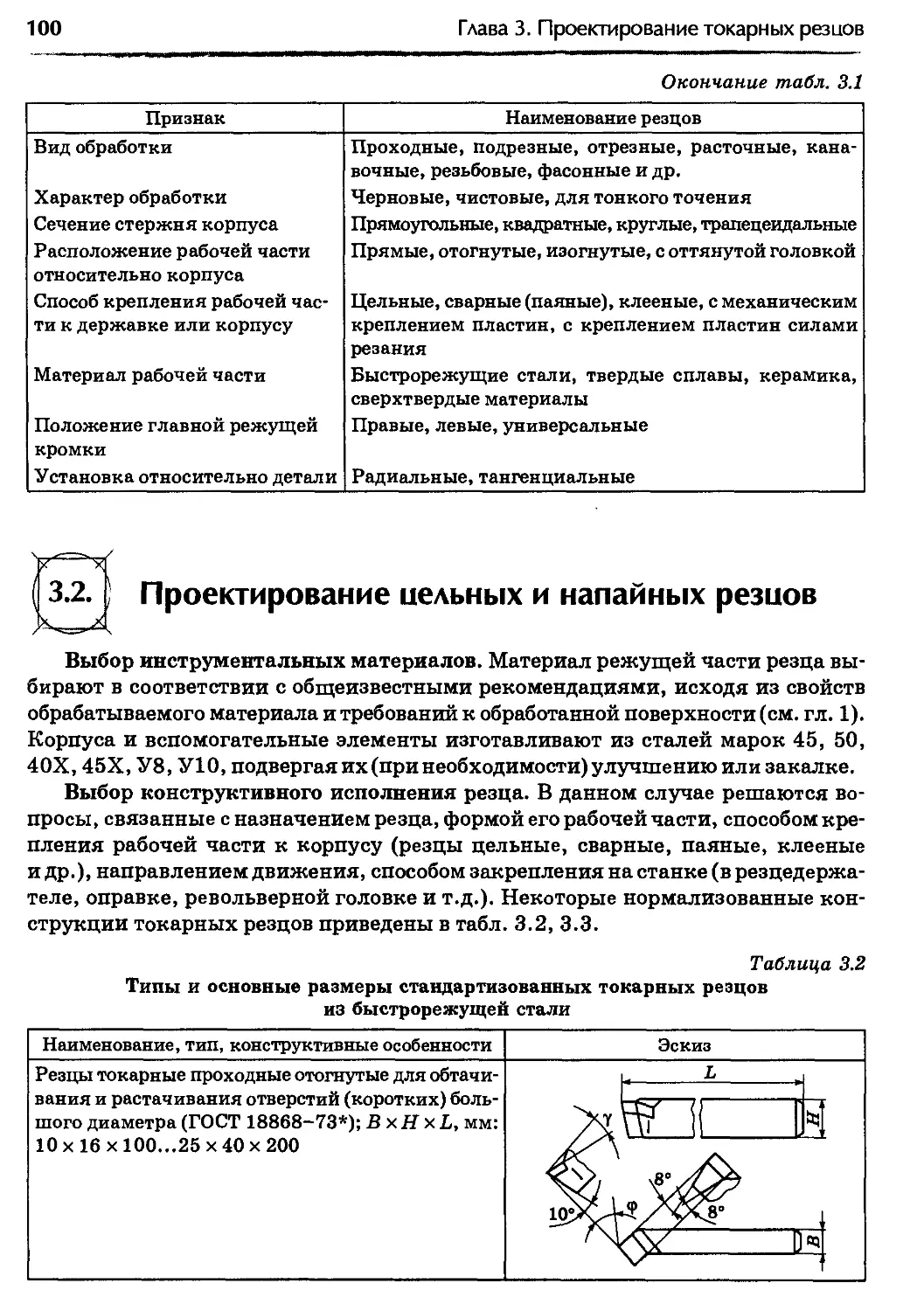
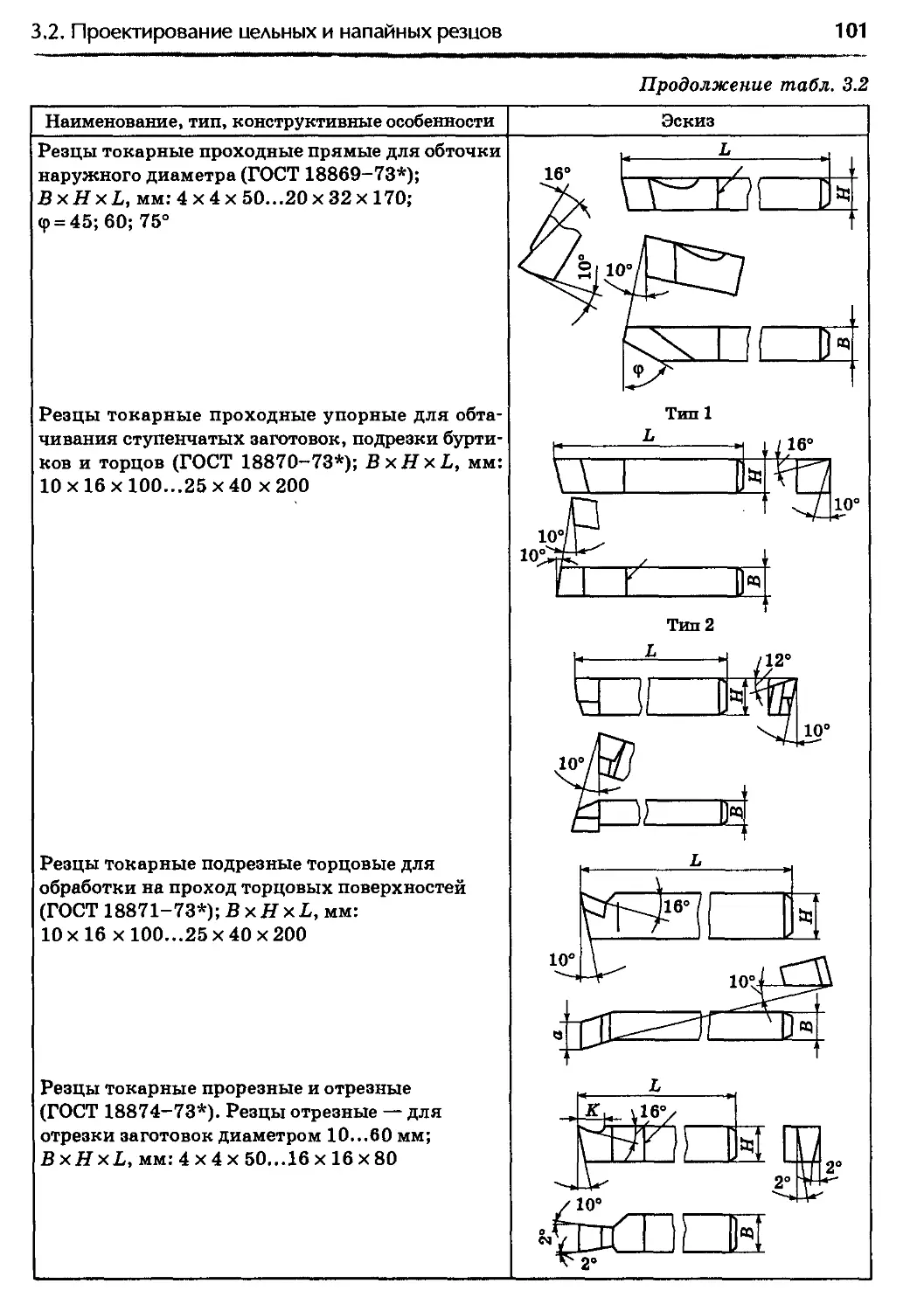
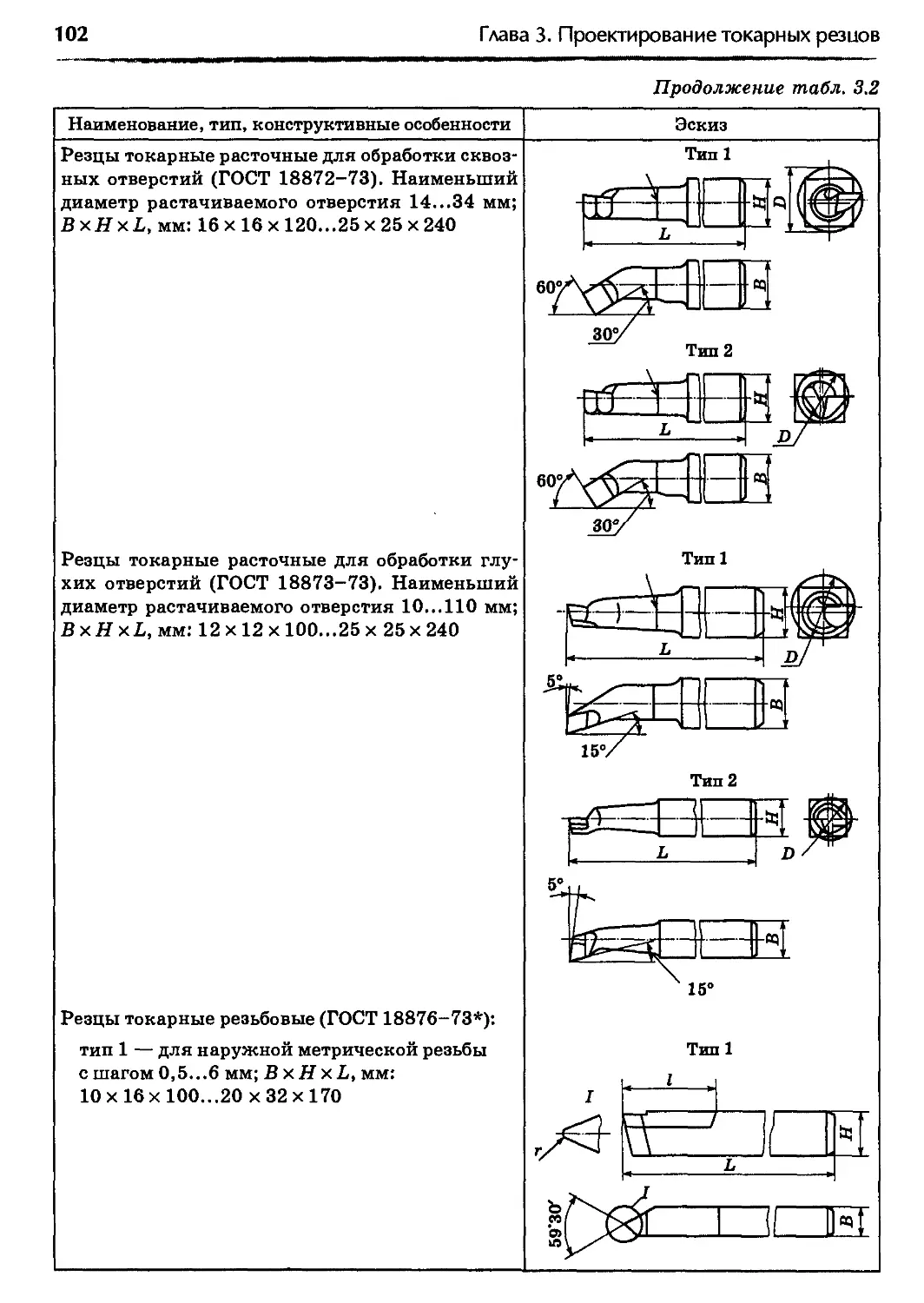
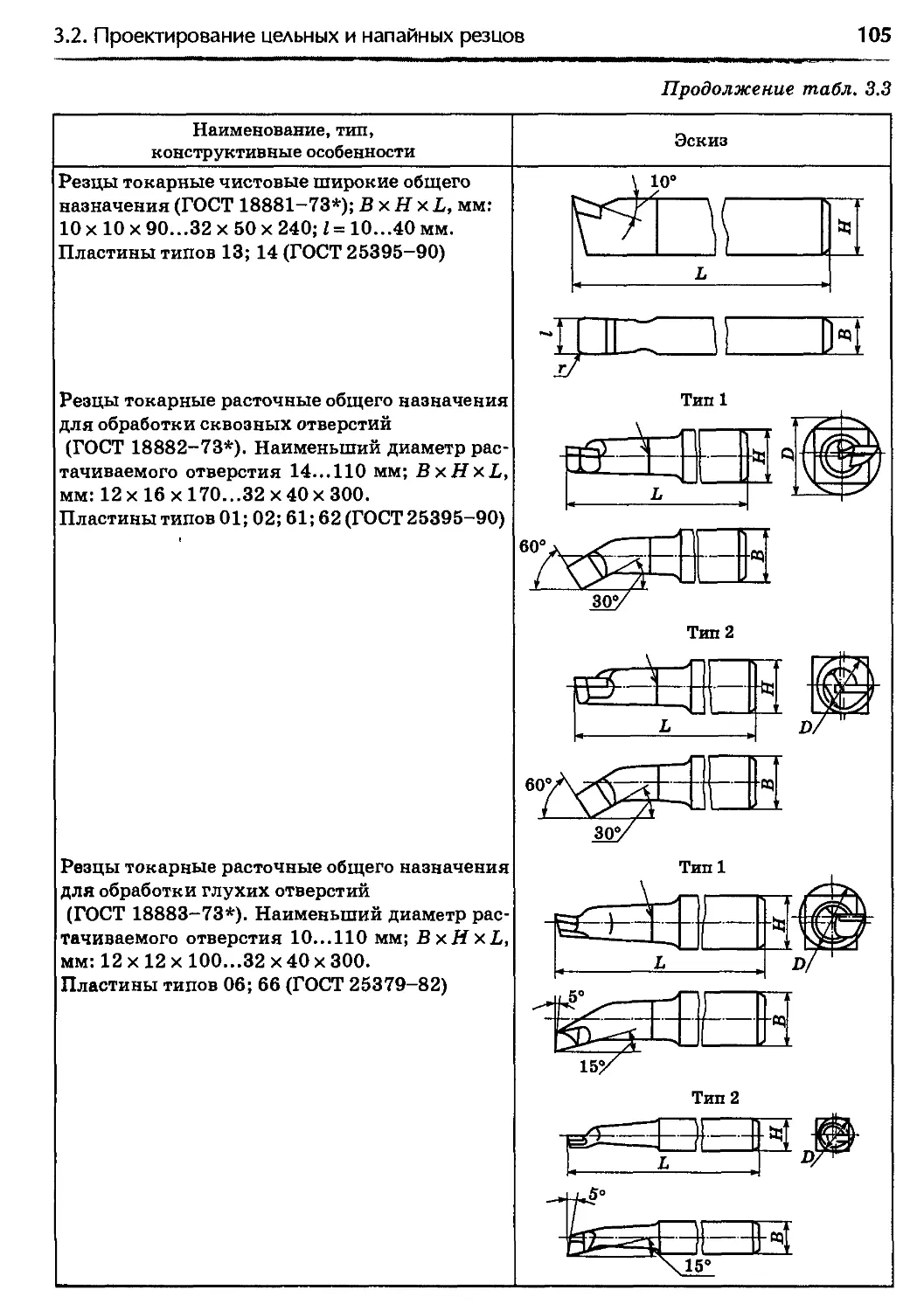
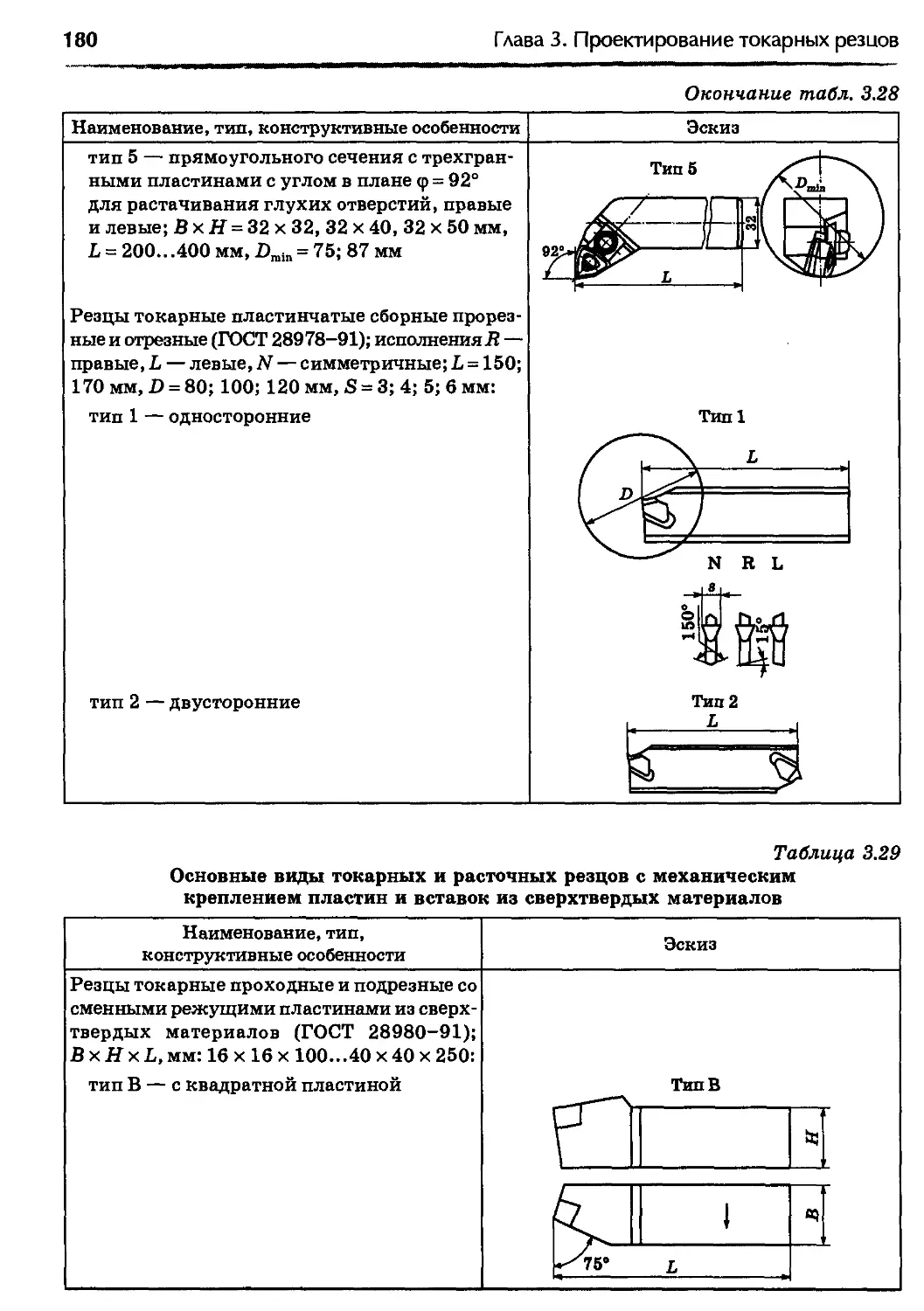
3.1. Типы токарных резцов ......................................99
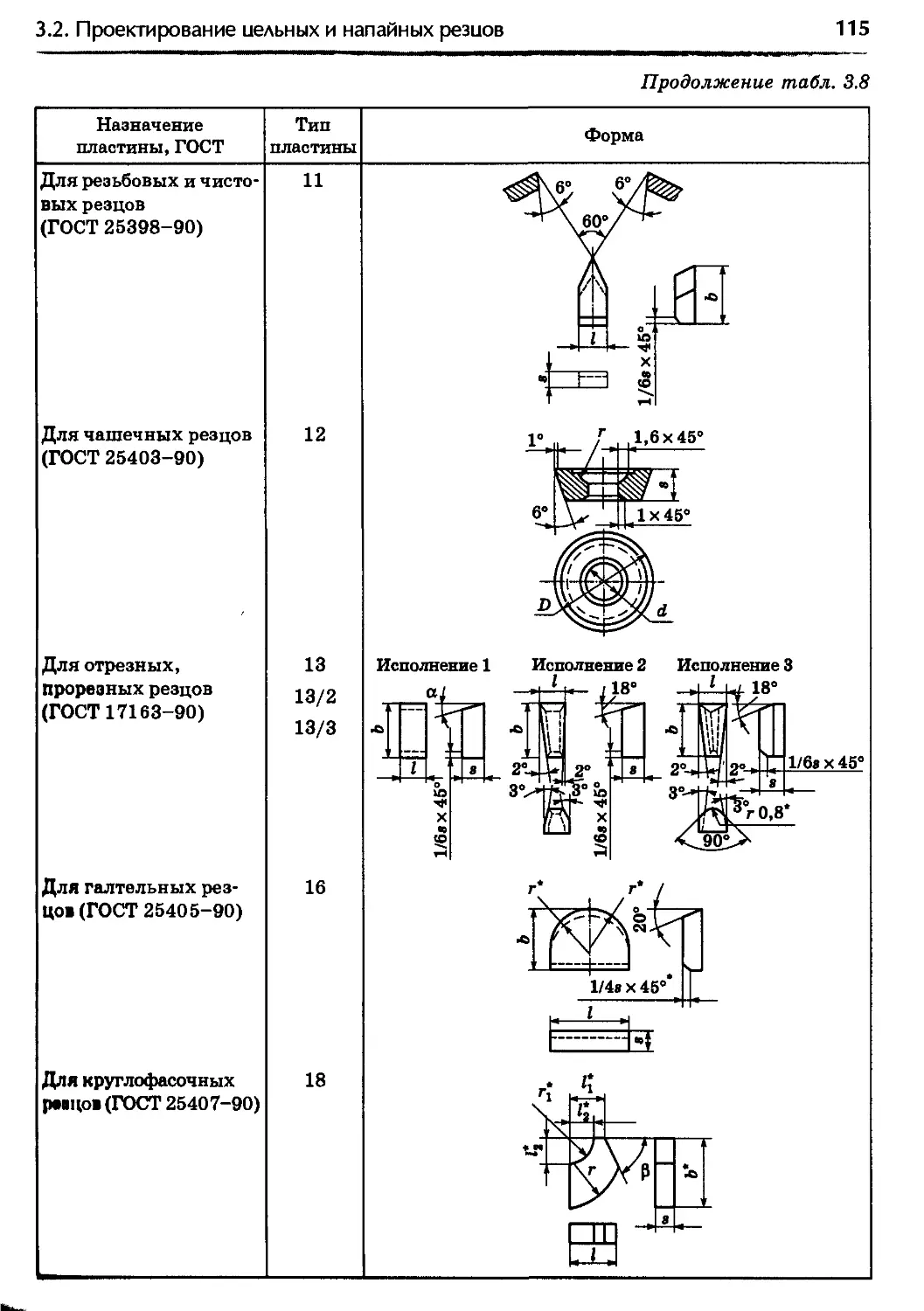
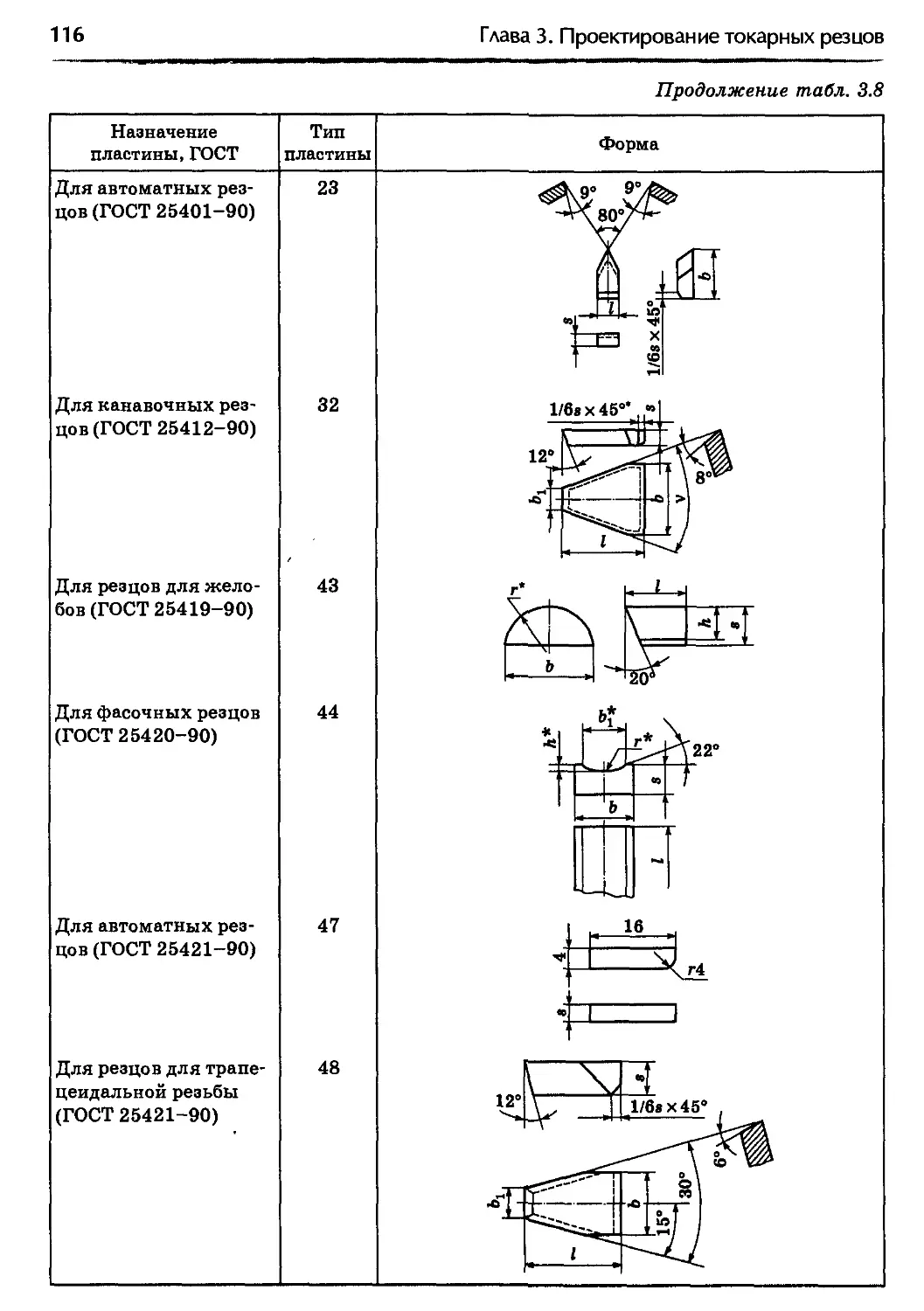
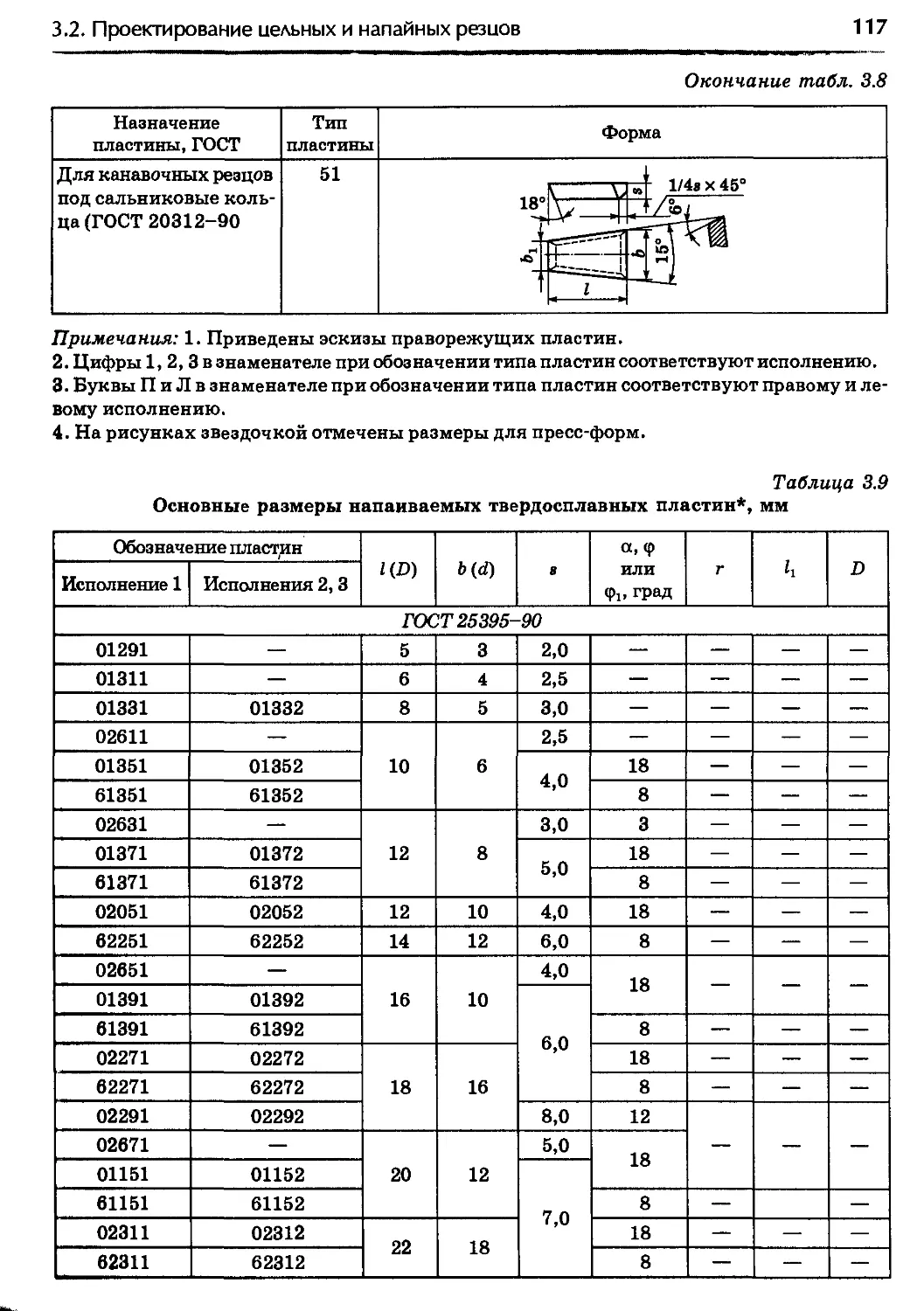
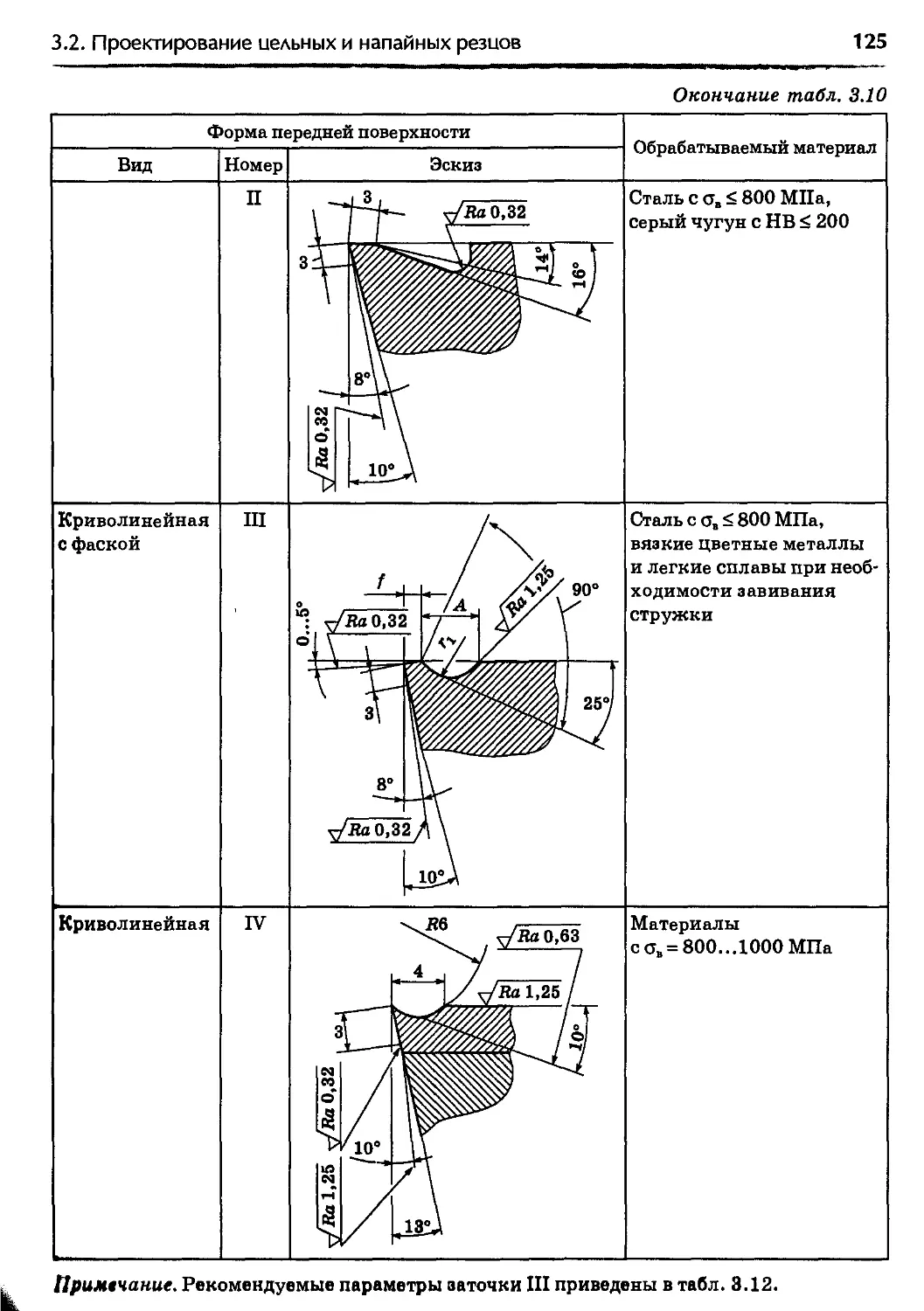
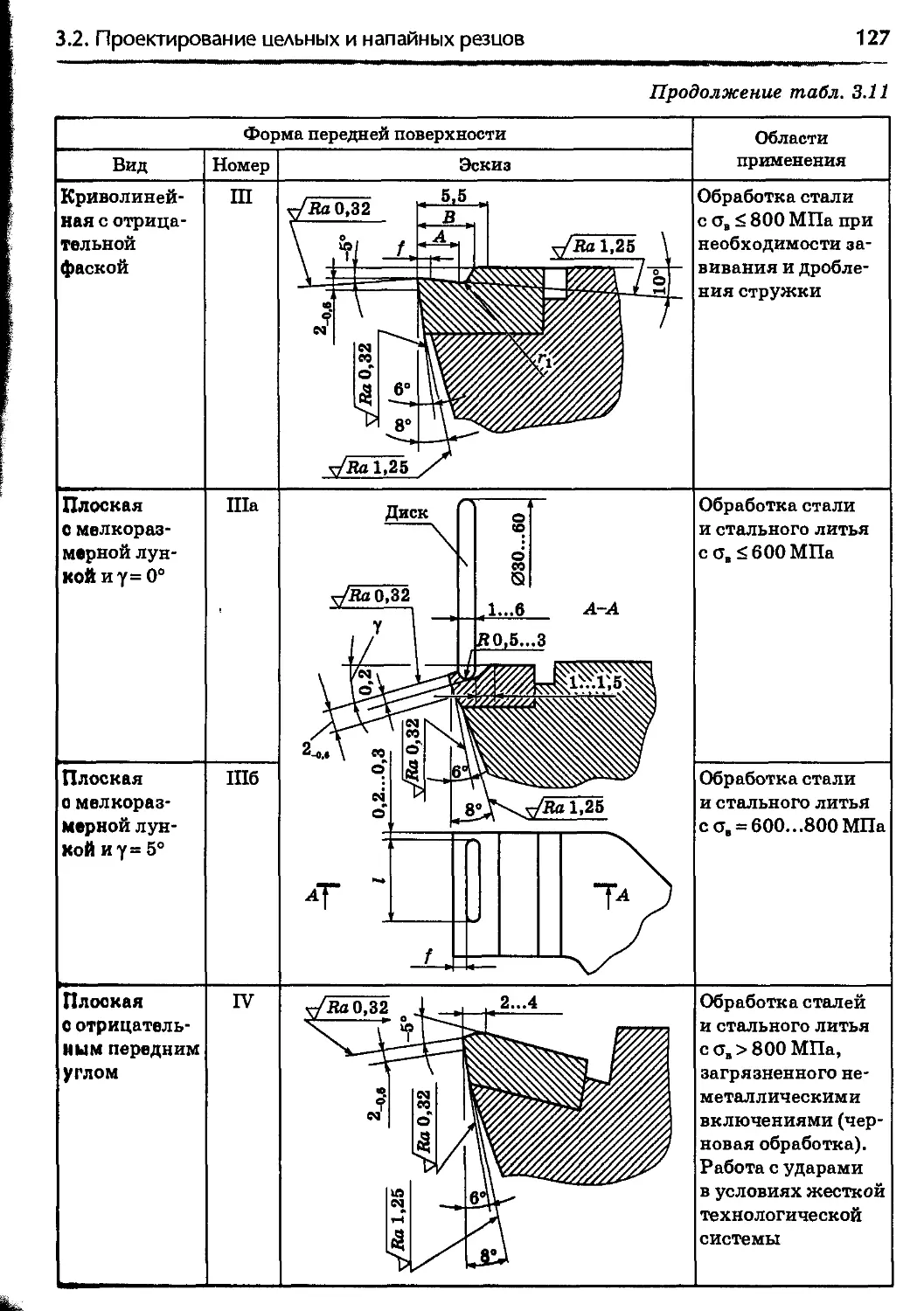
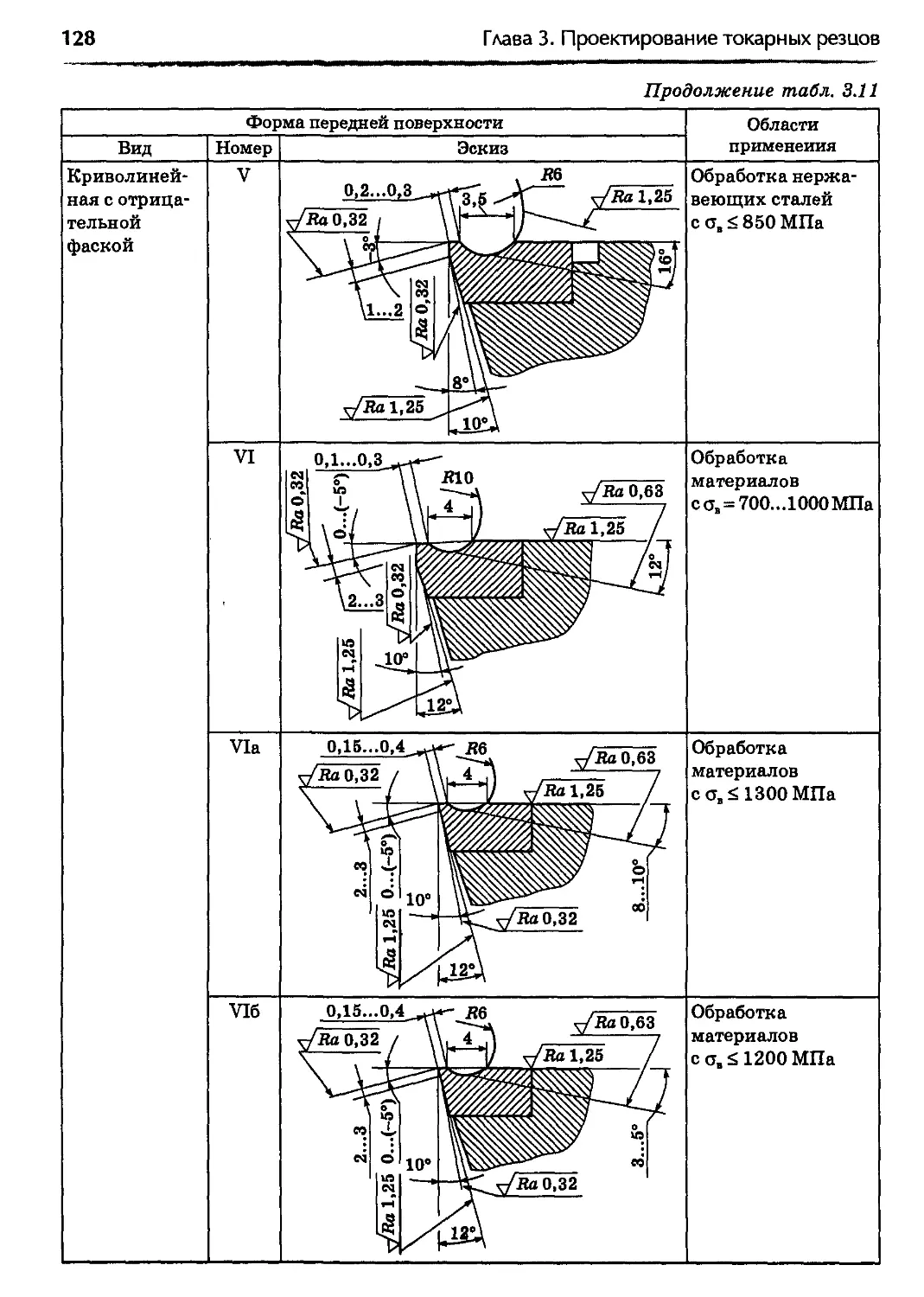
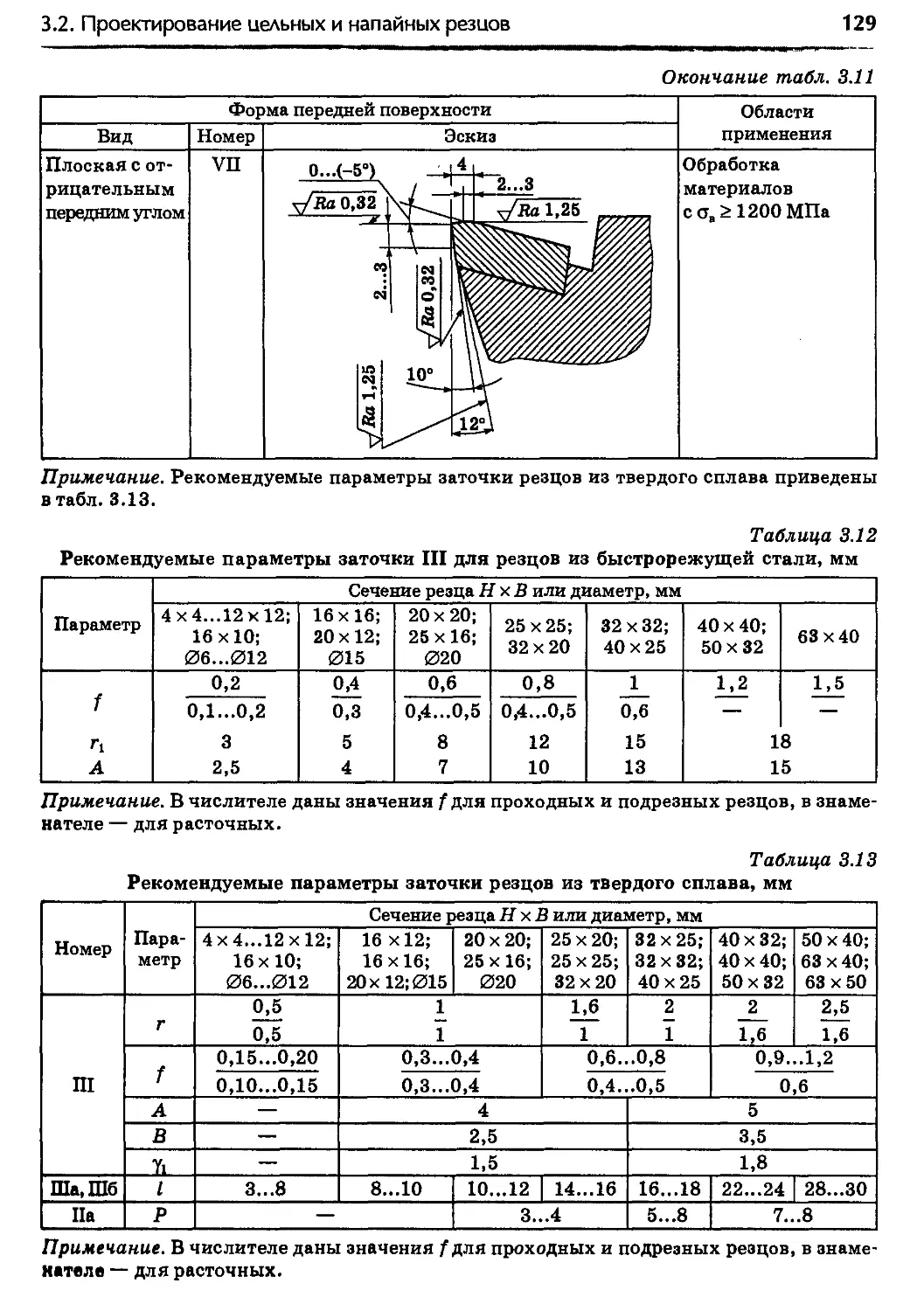
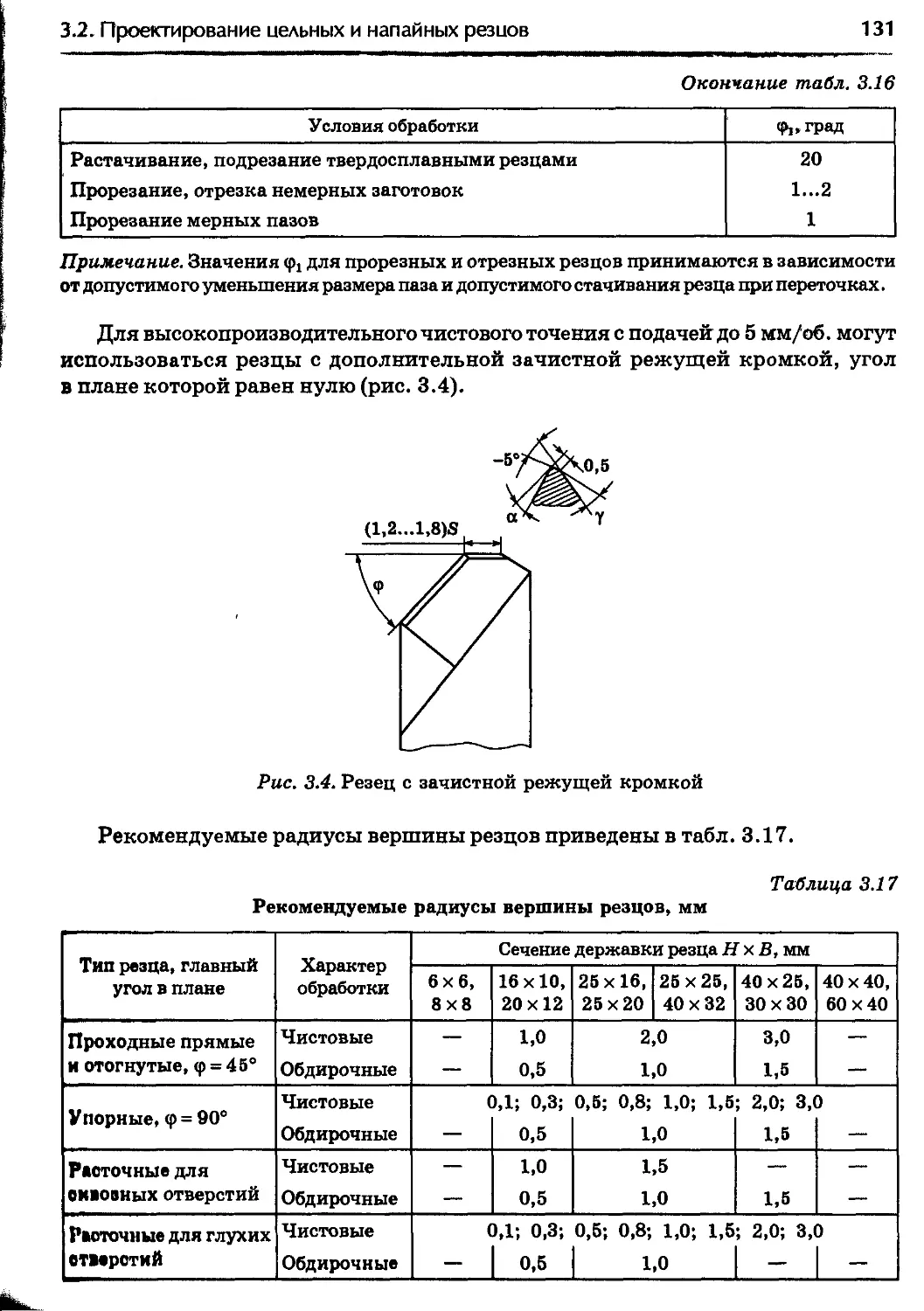
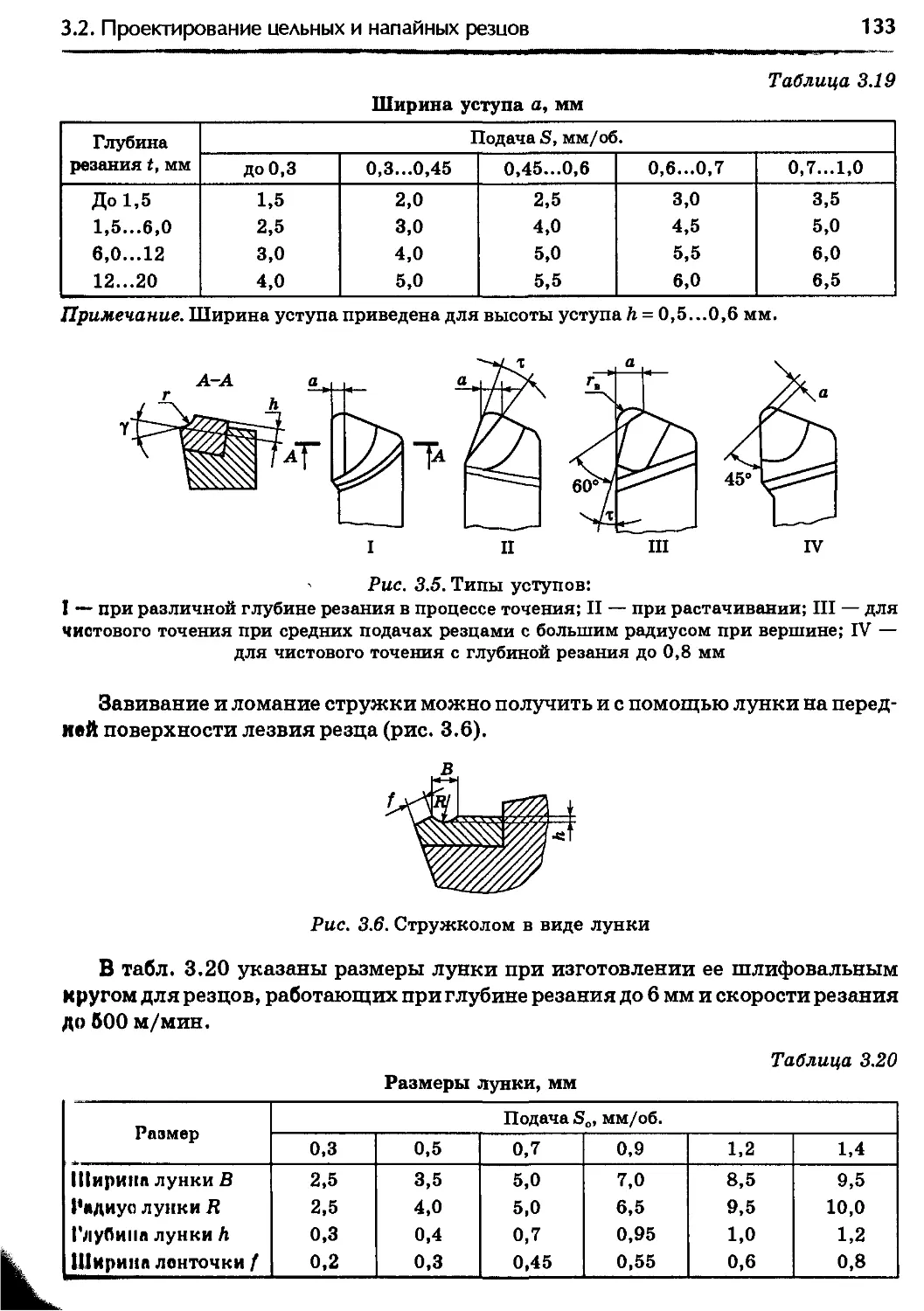
3.2. Проектирование цельных и напайных резцов .................100
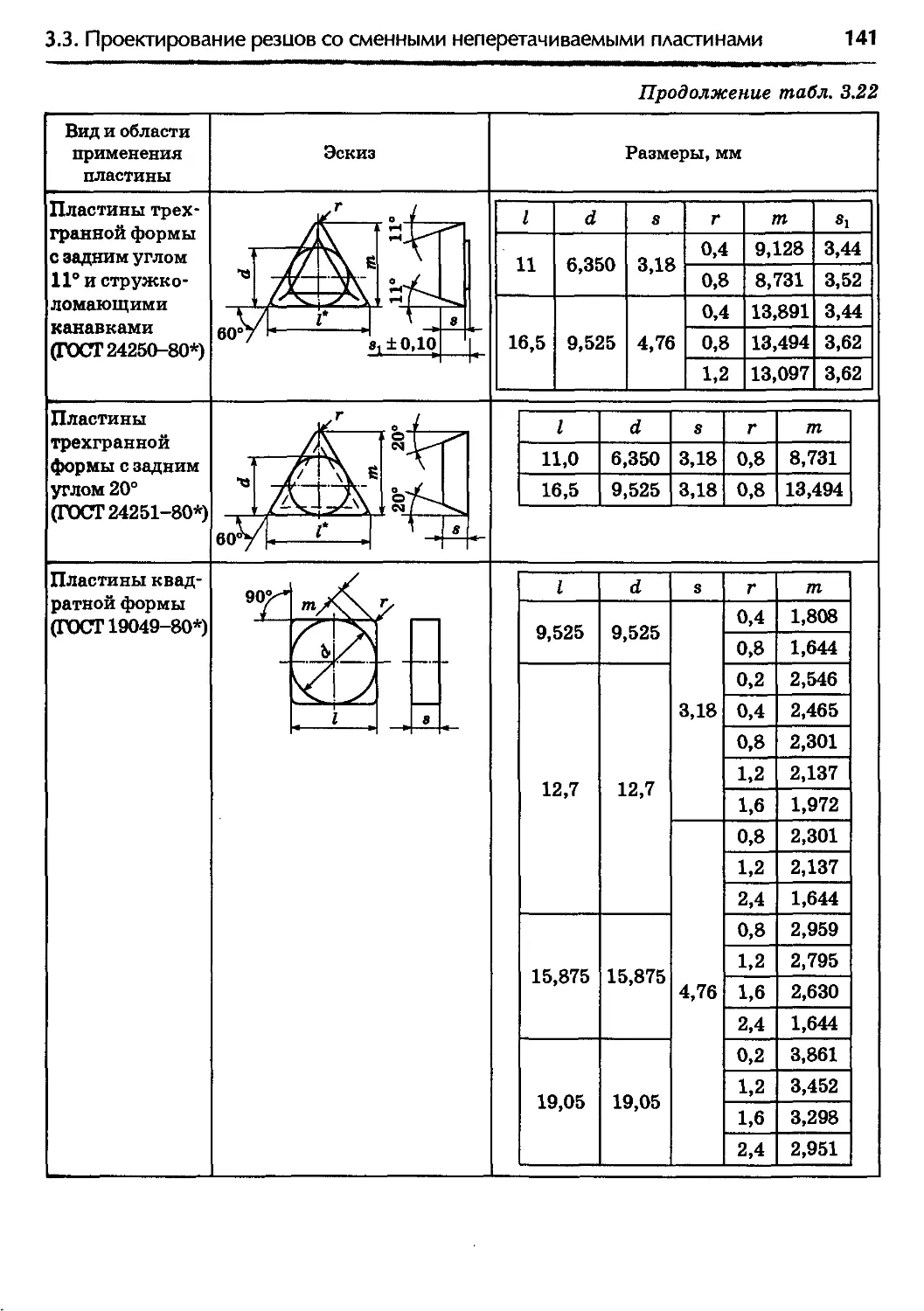
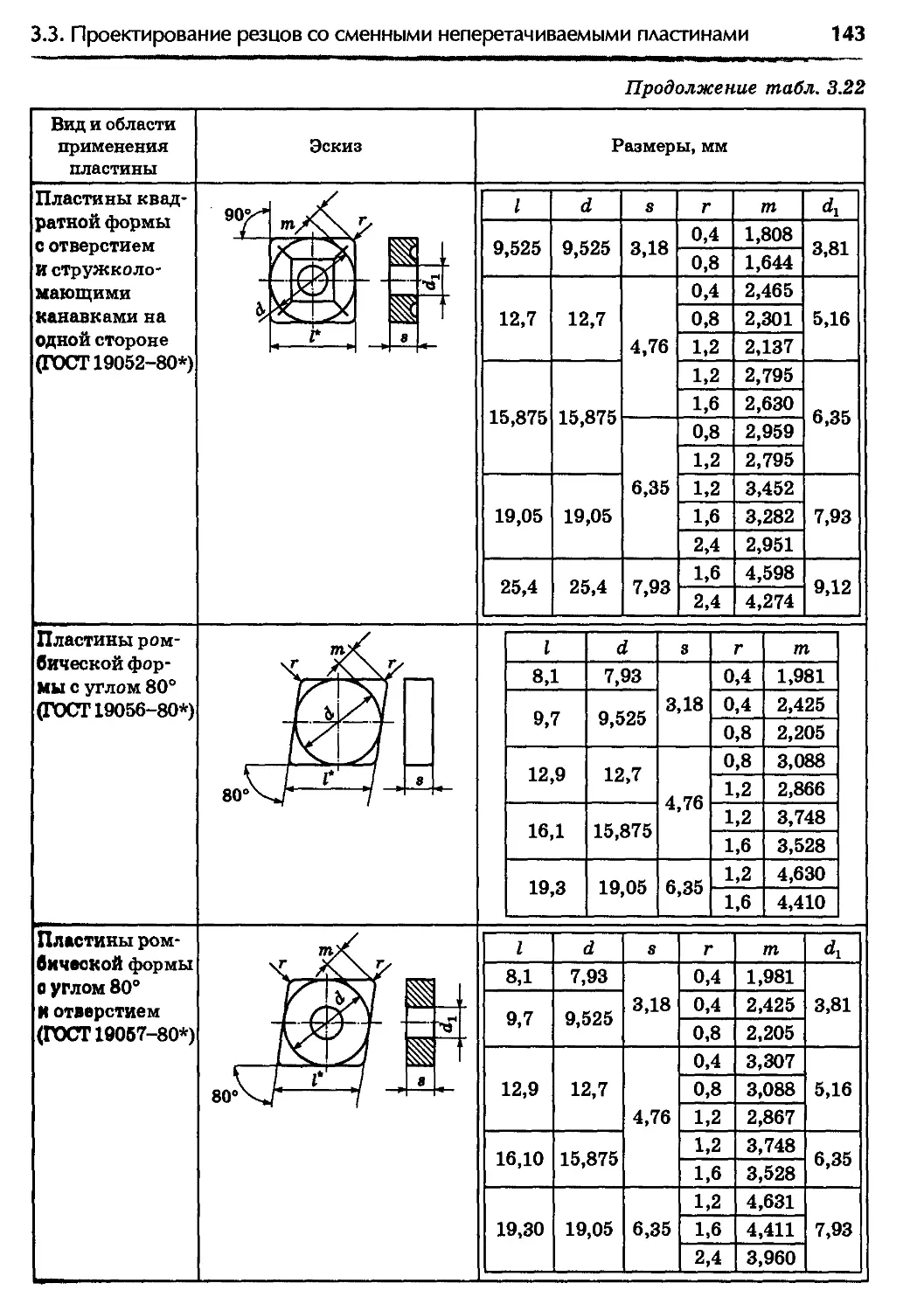
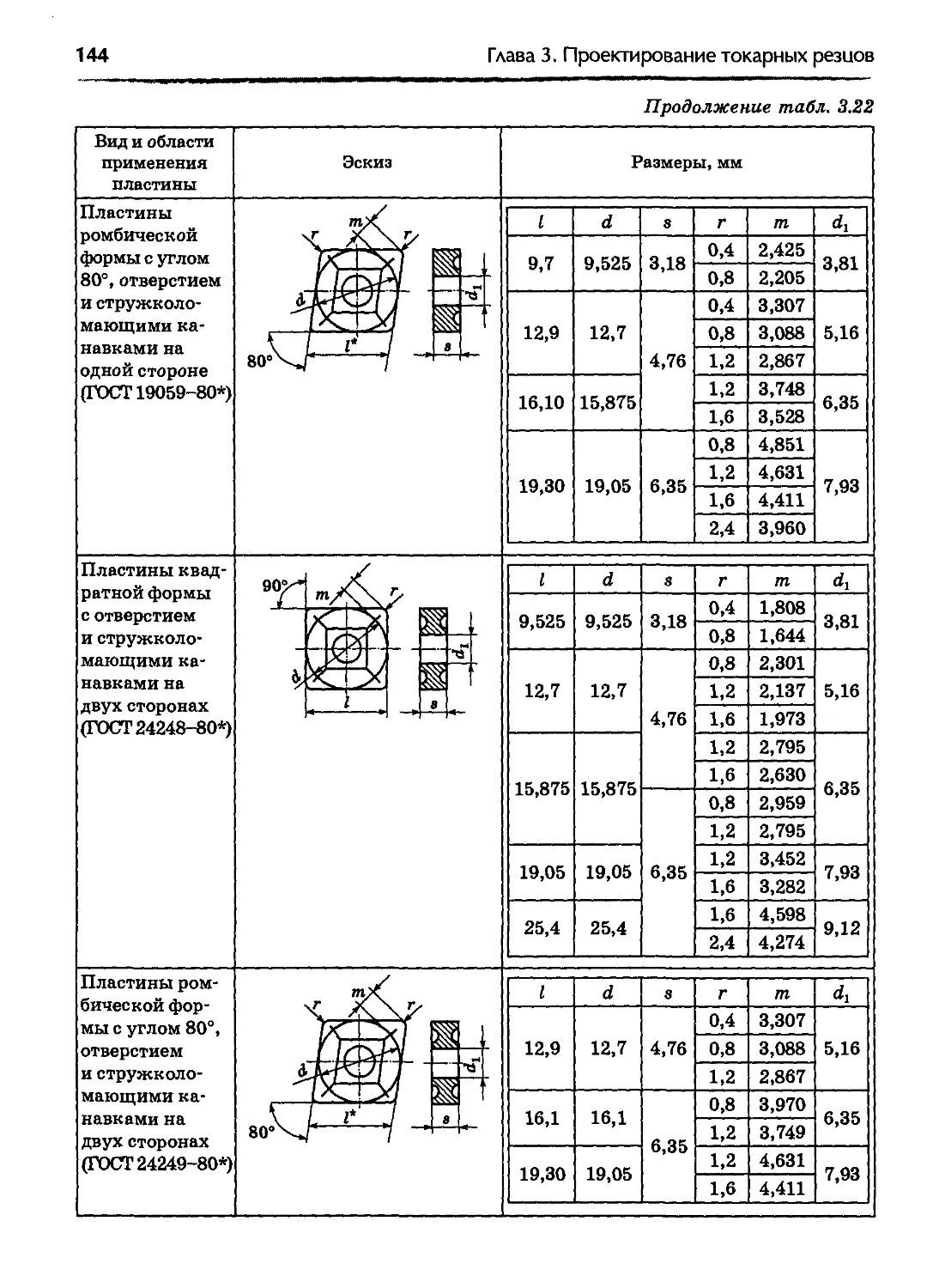
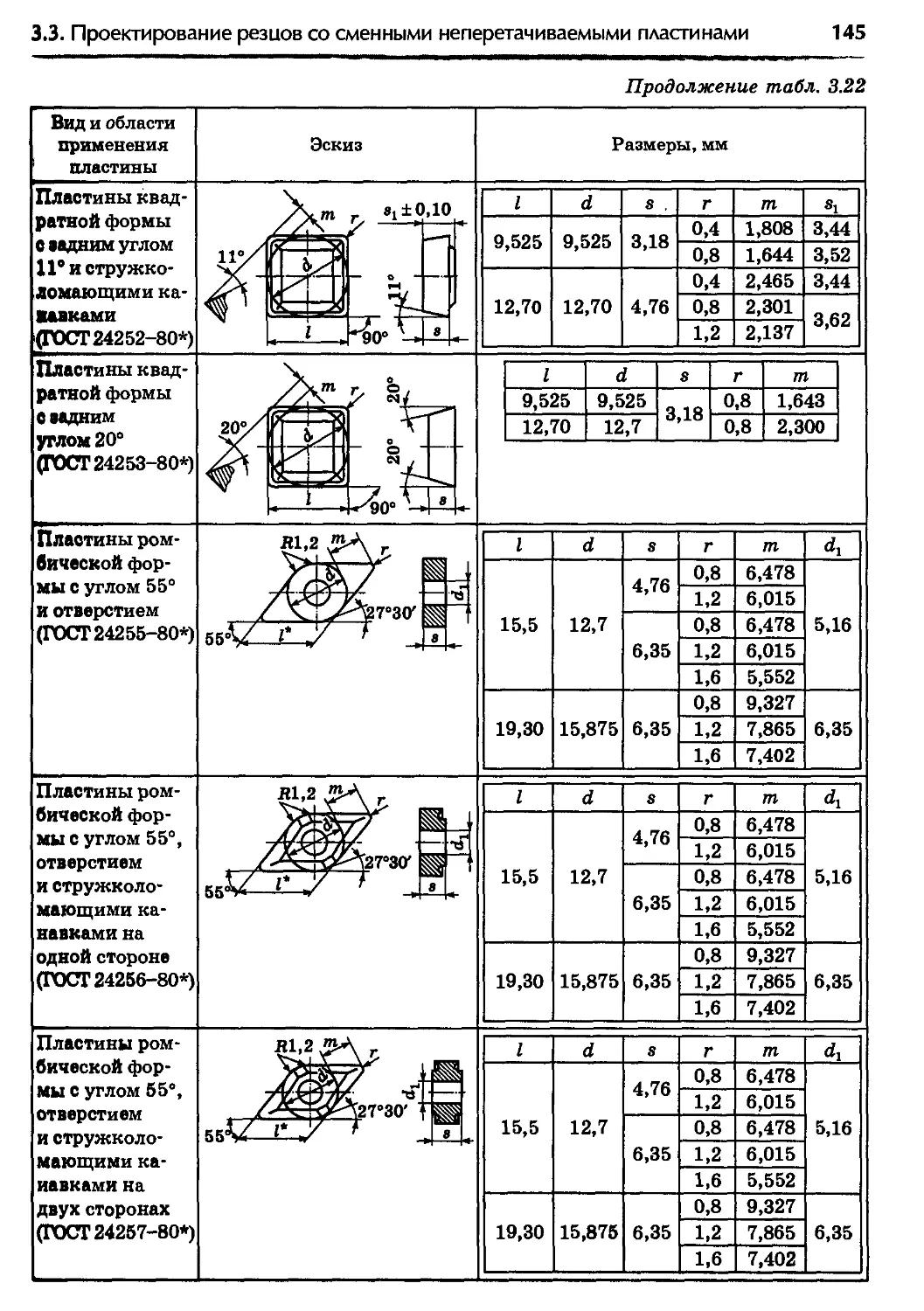
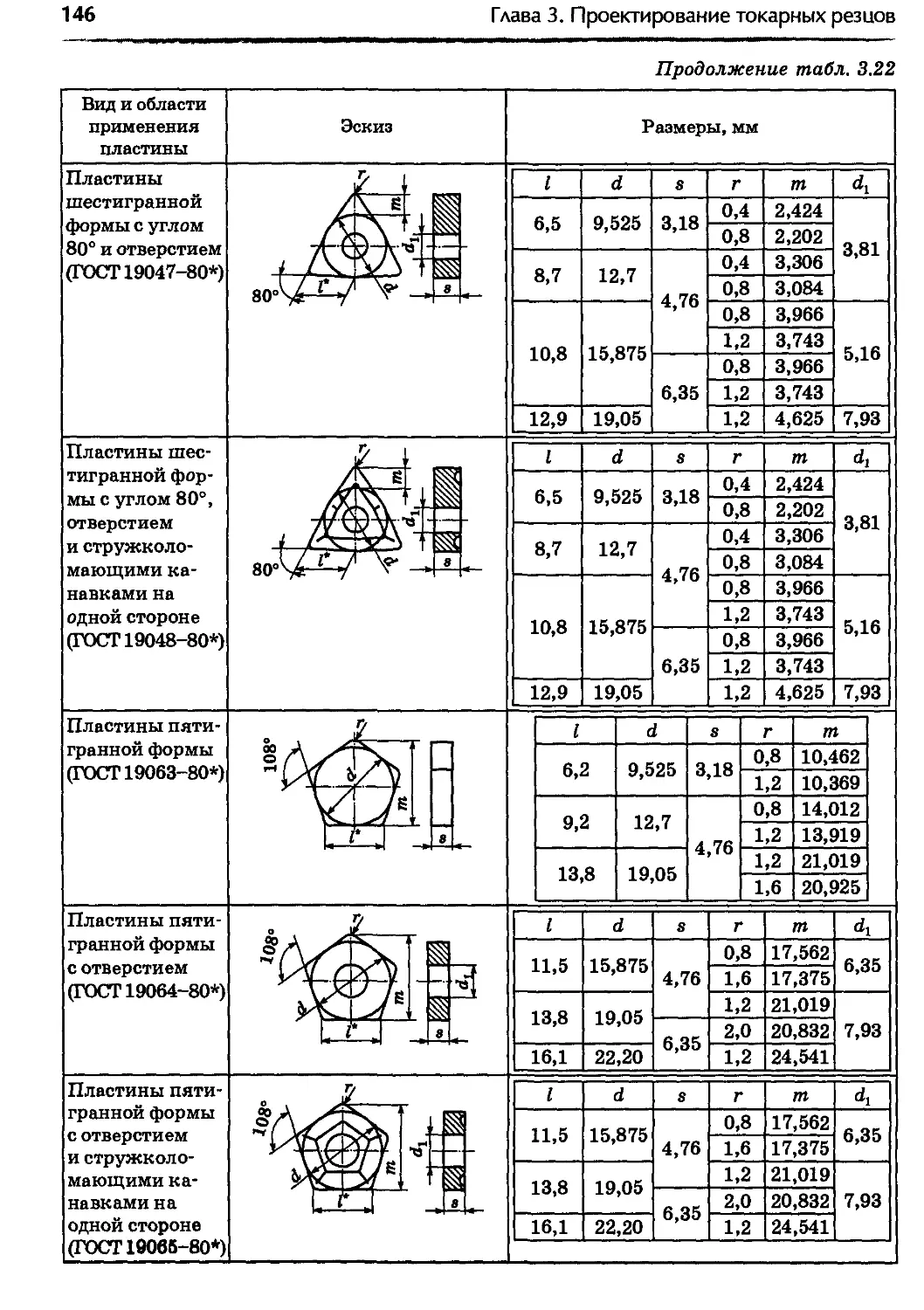
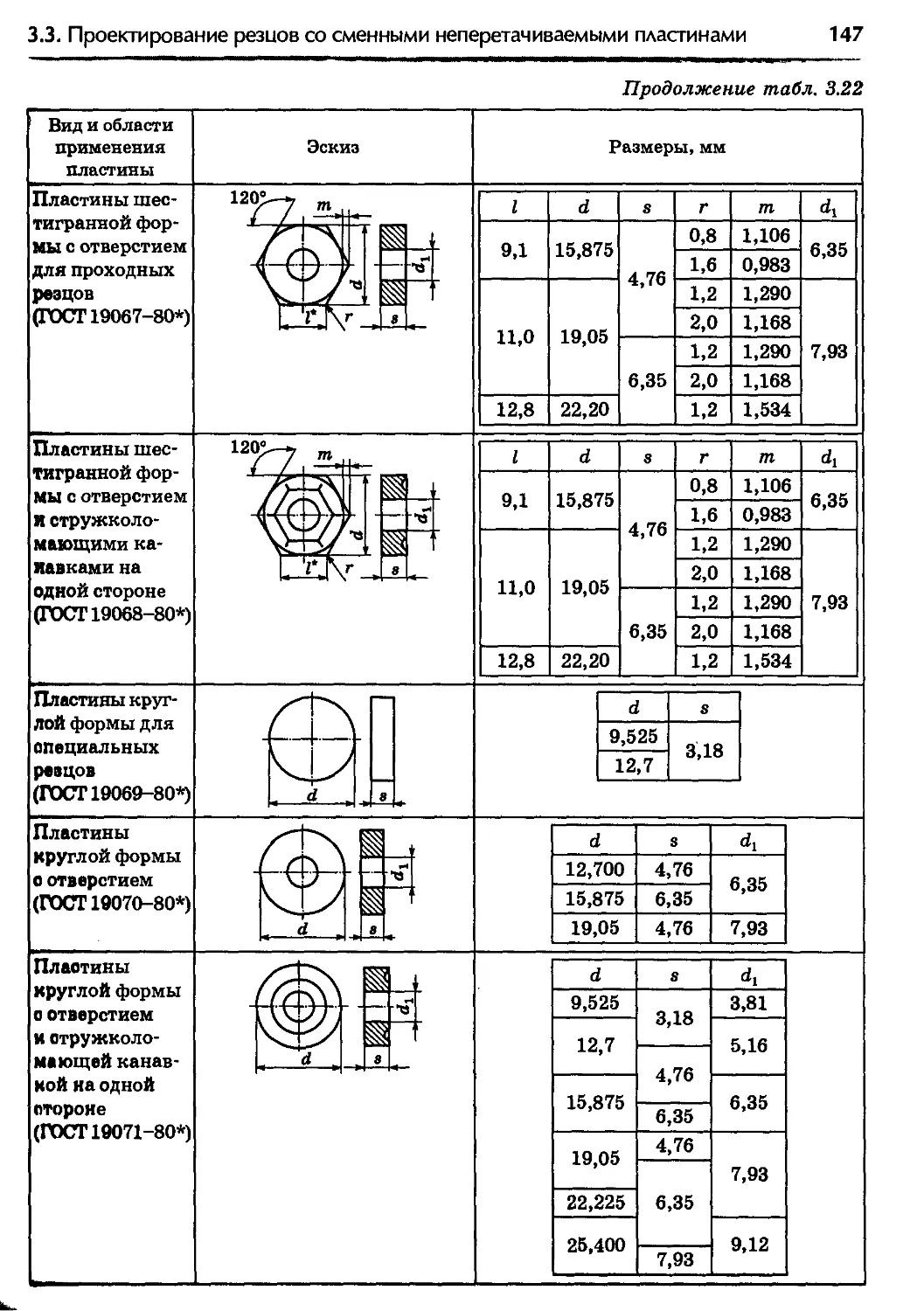
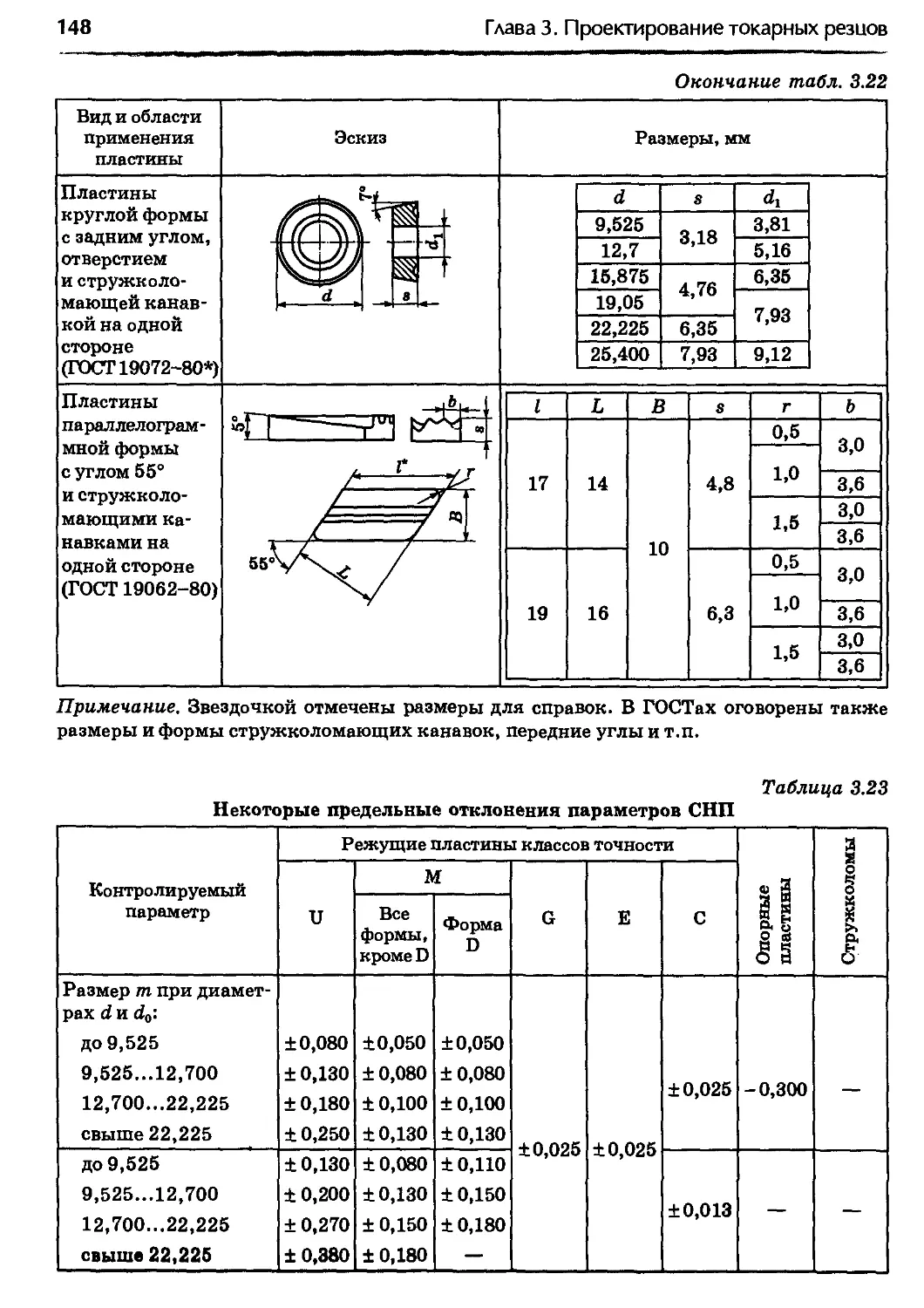
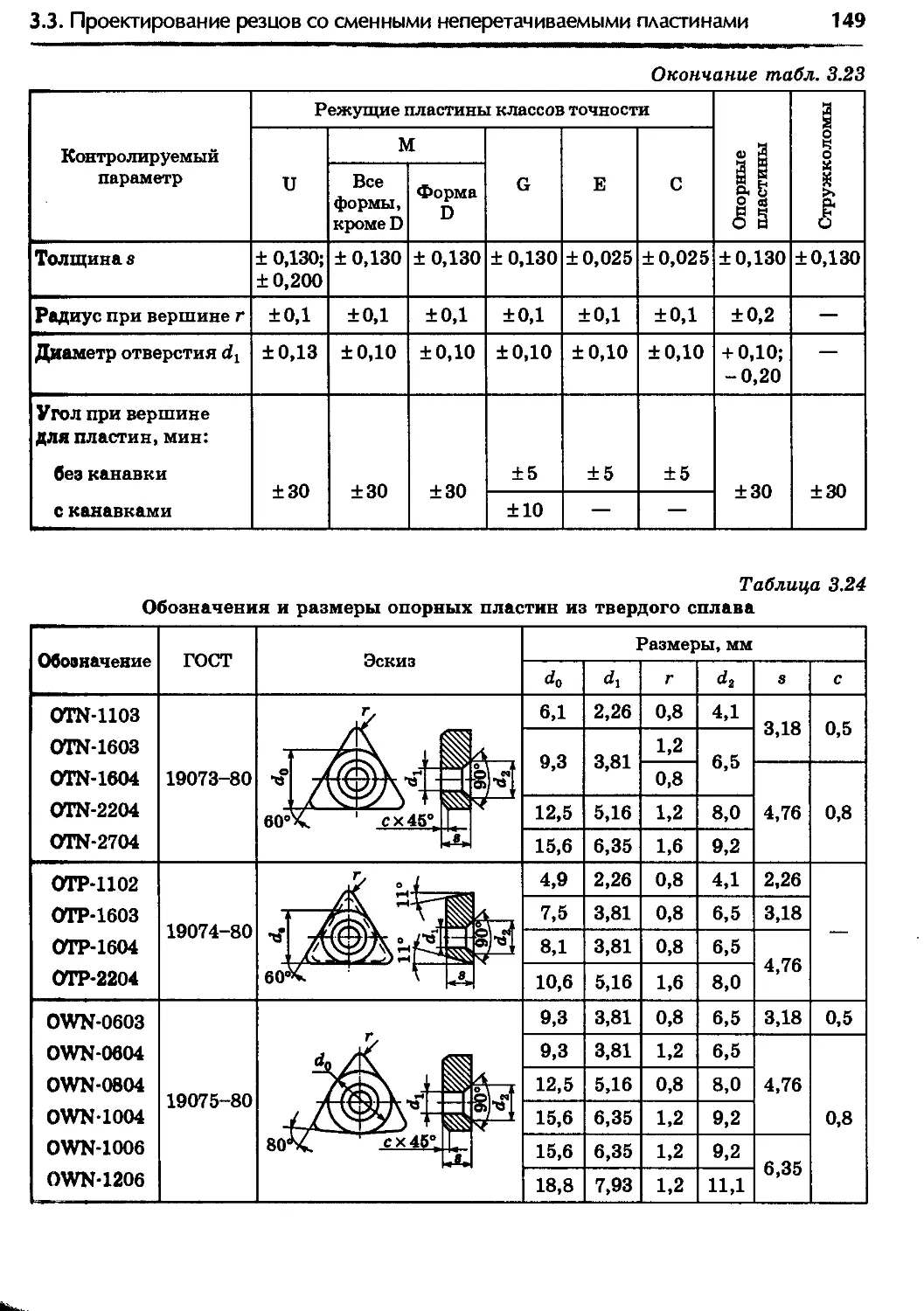
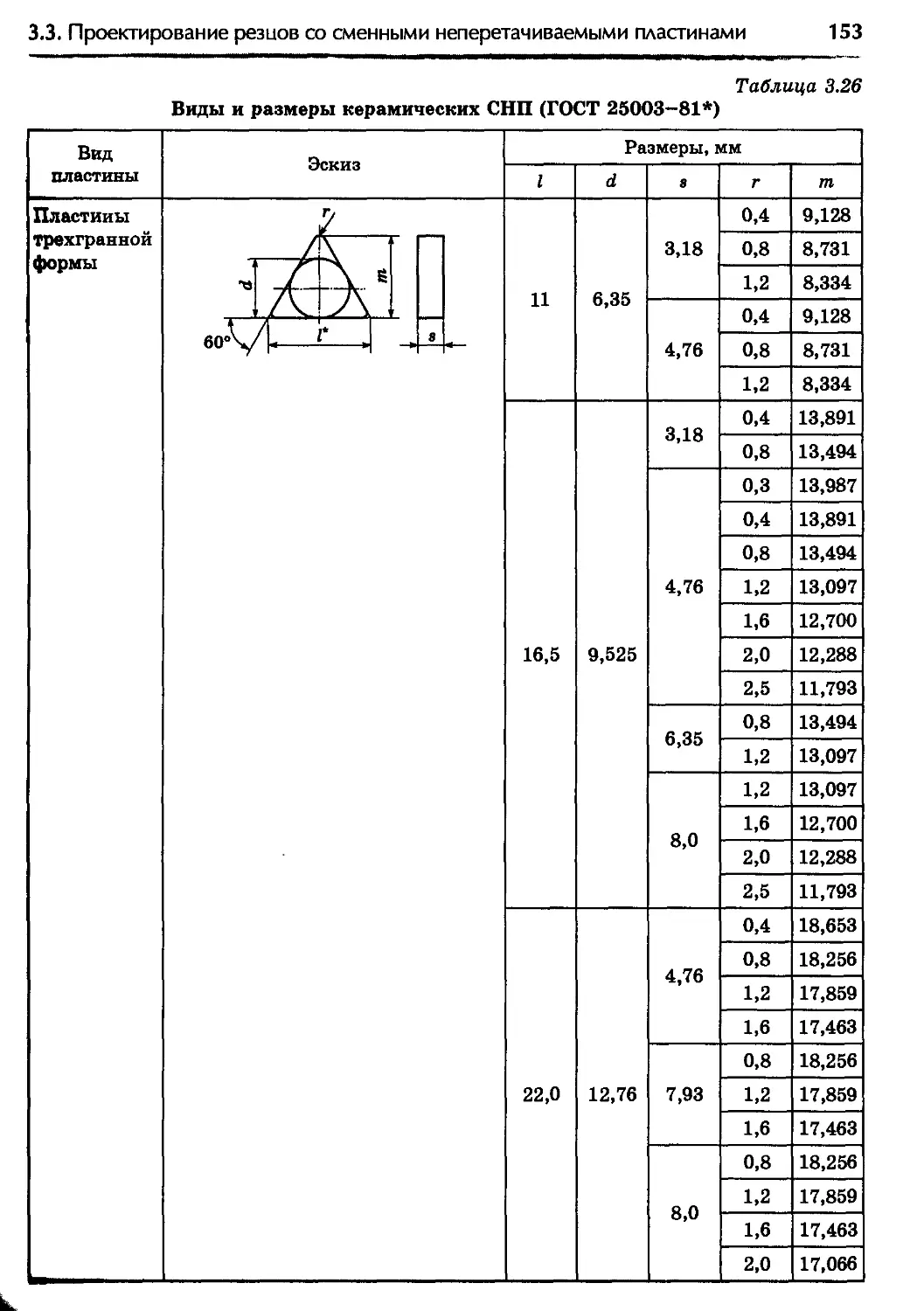
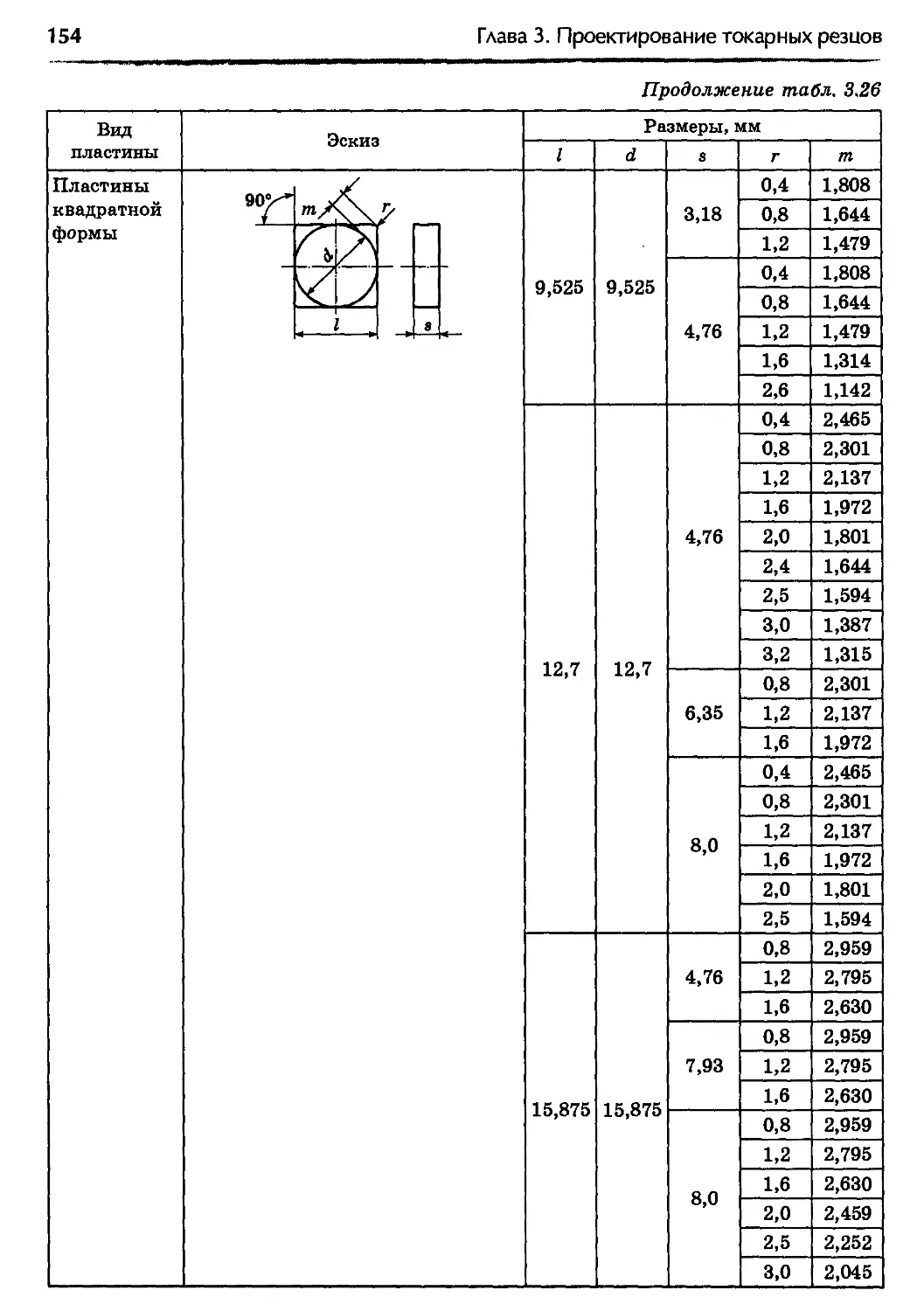
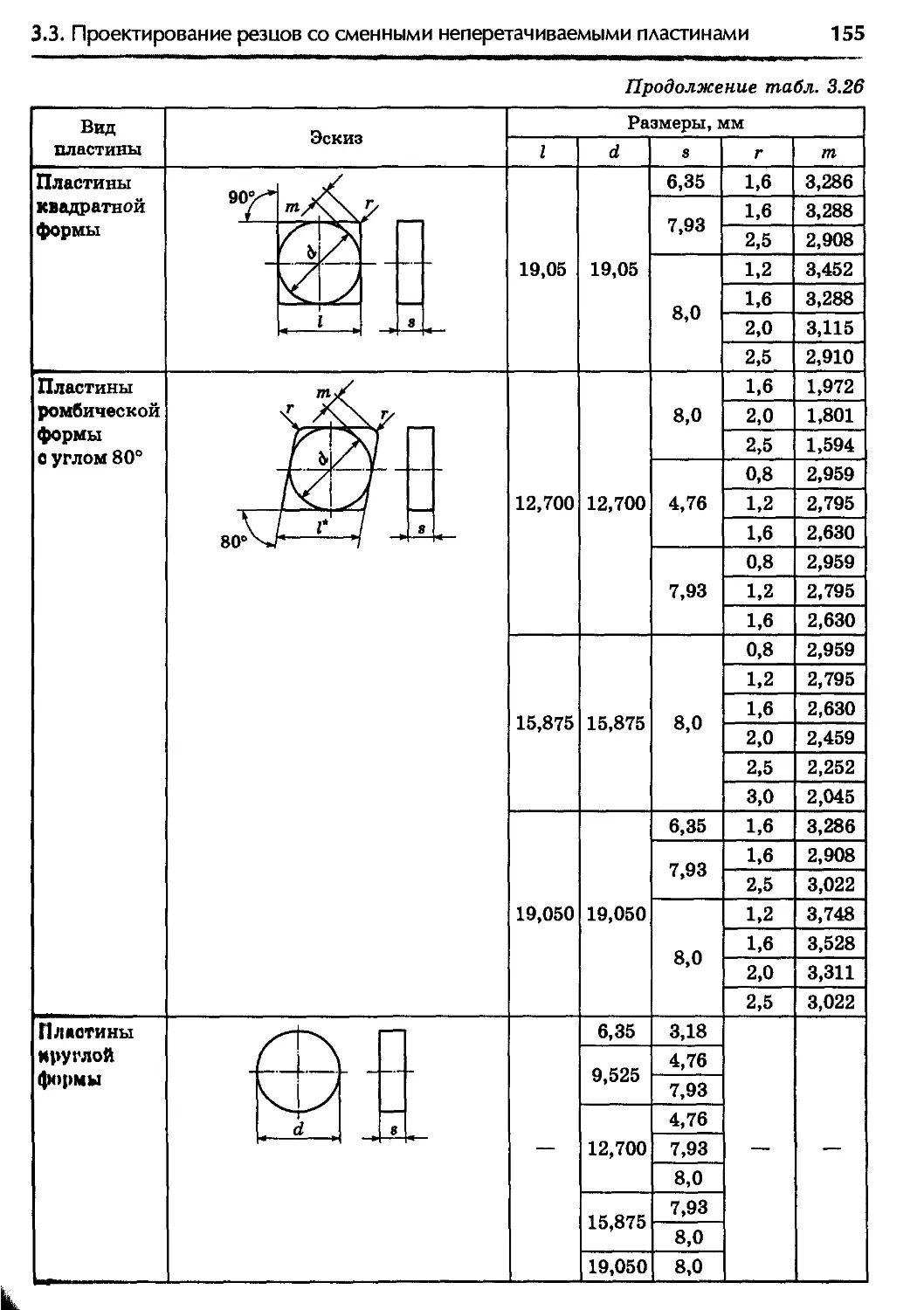
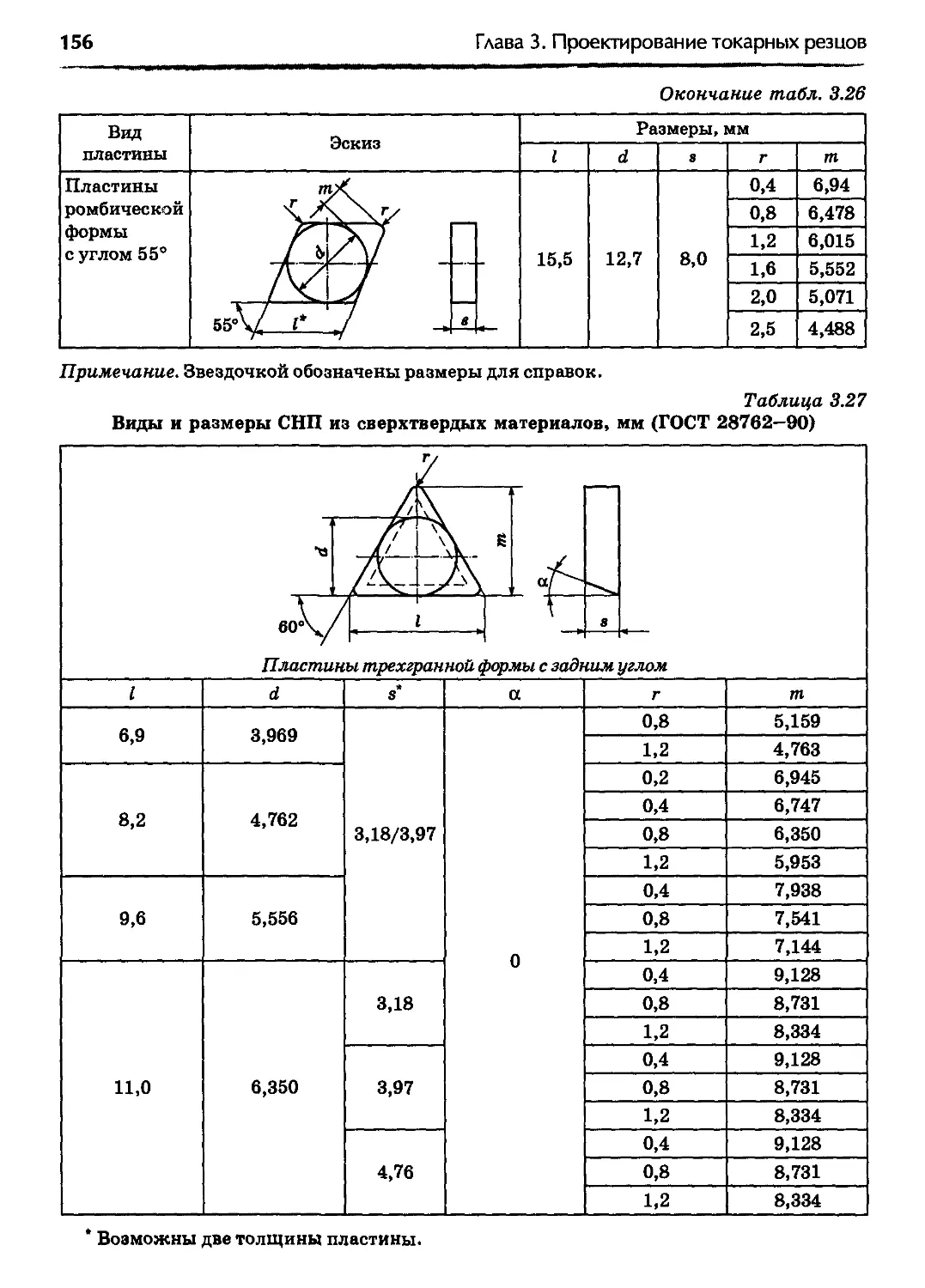
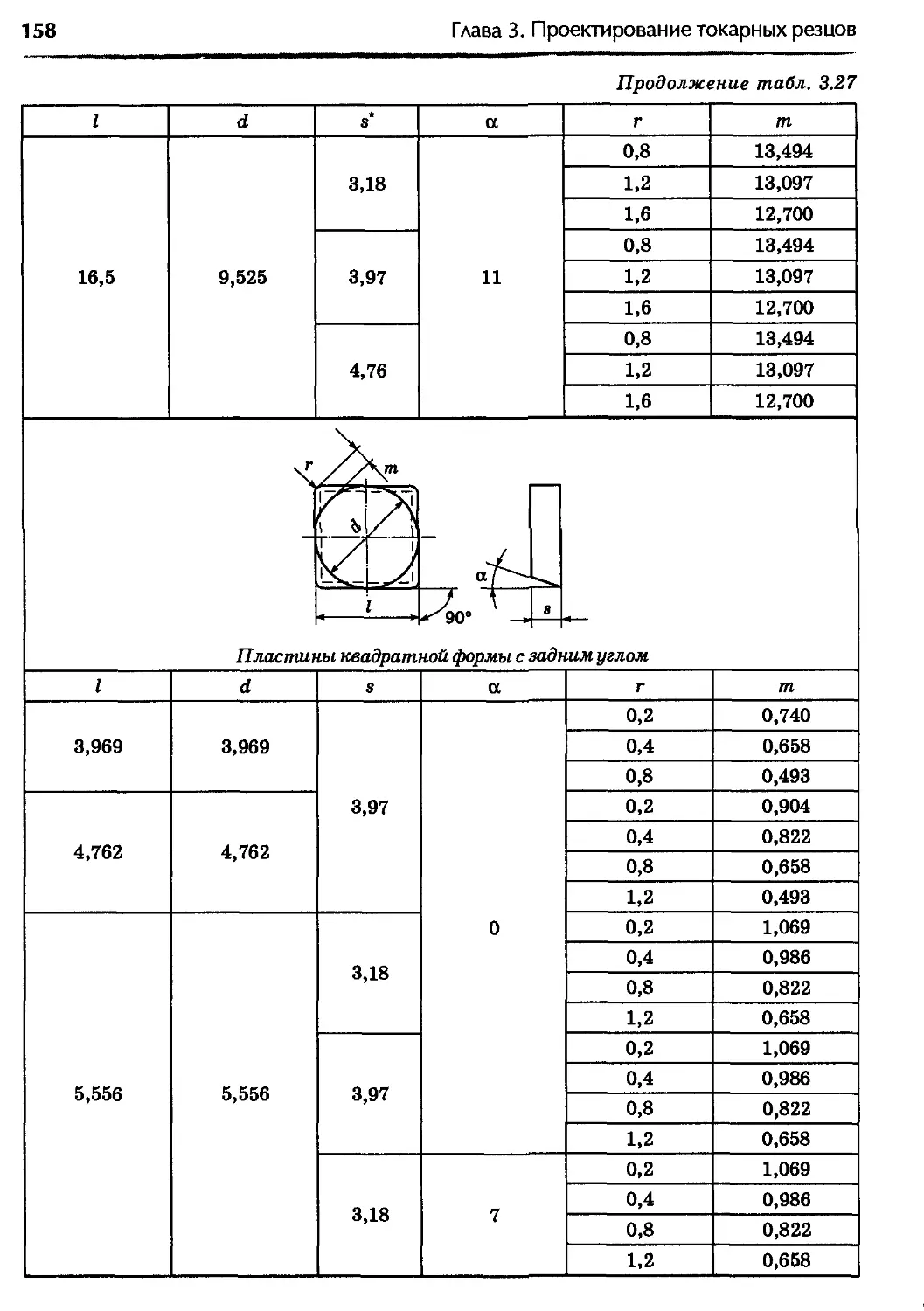
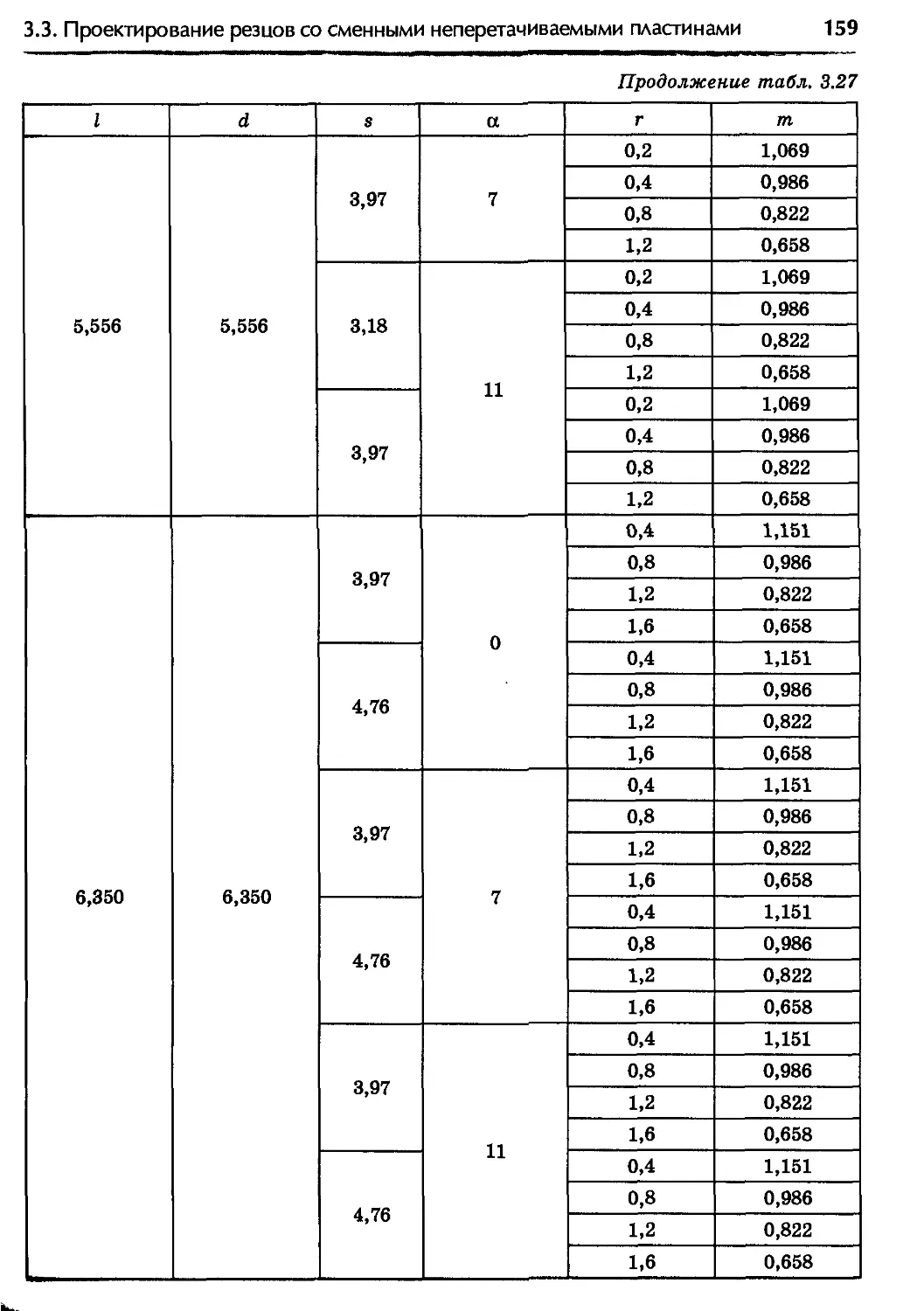
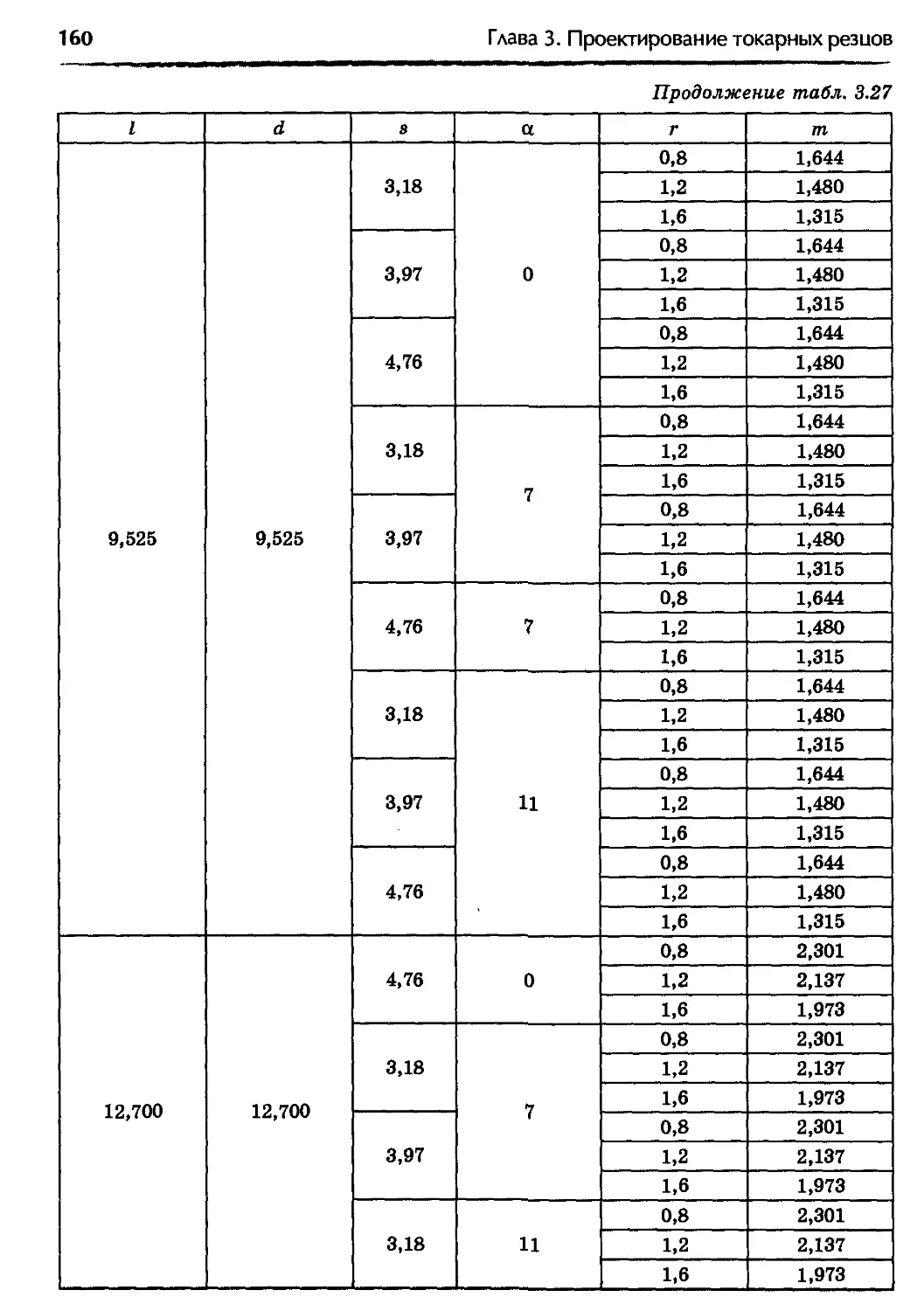
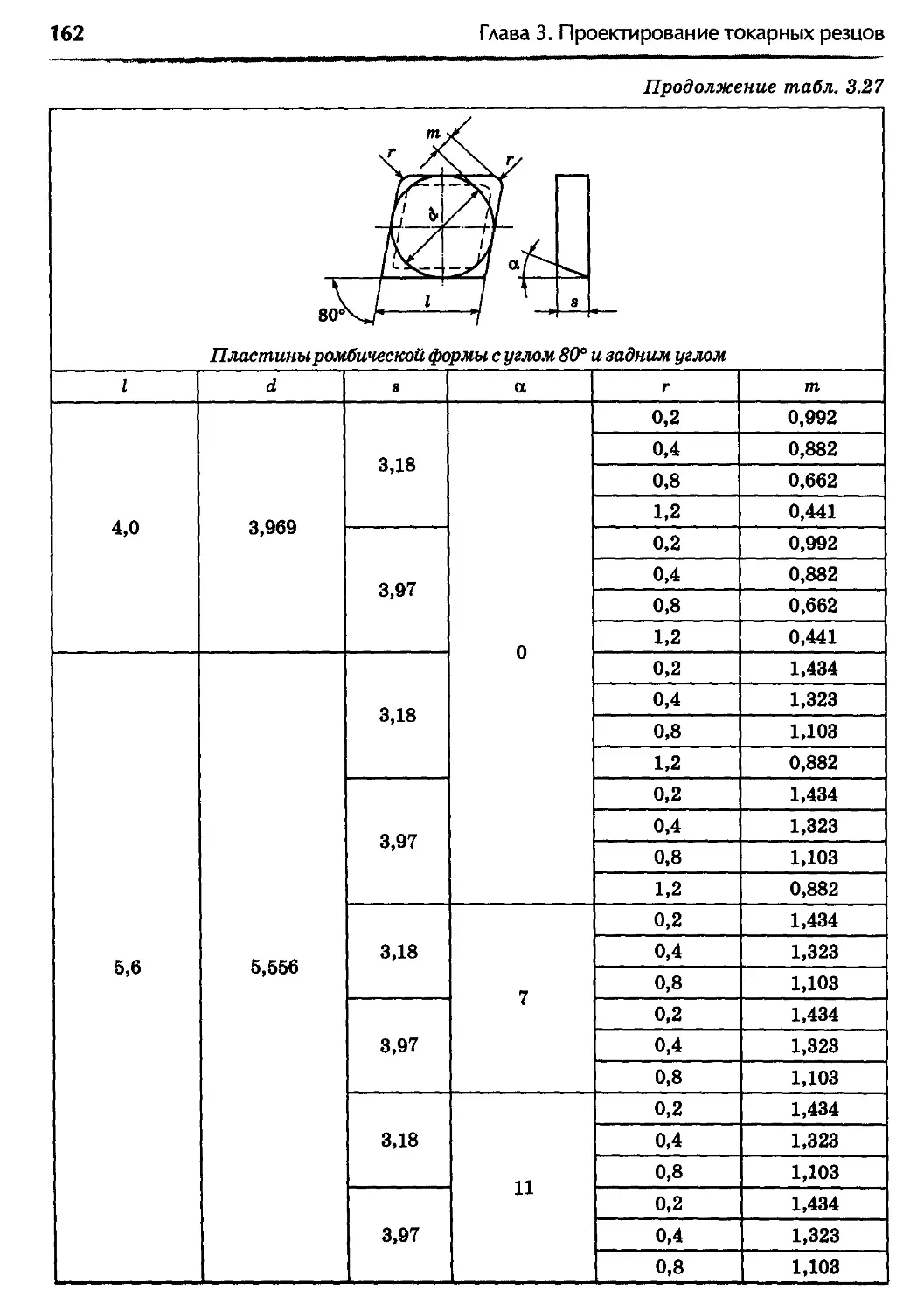
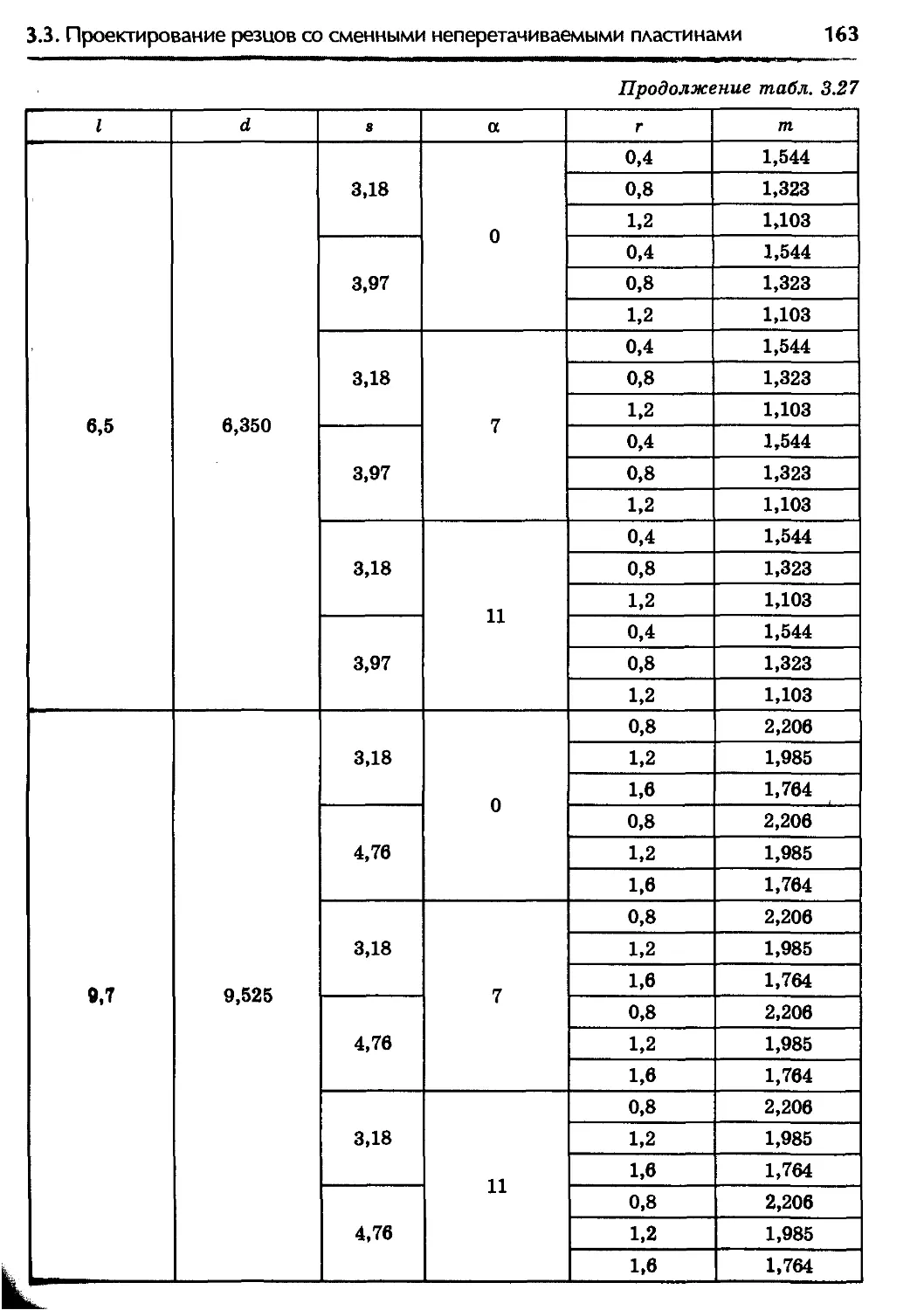
3.3. Проектирование резцов со сменными неперетачиваемыми
пластинами.....................................................135
3.3.1. Эффективность использования сменных неперетачиваемых
пластин....................................................135
3.3.2. Обозначение сменных пластин ........................136
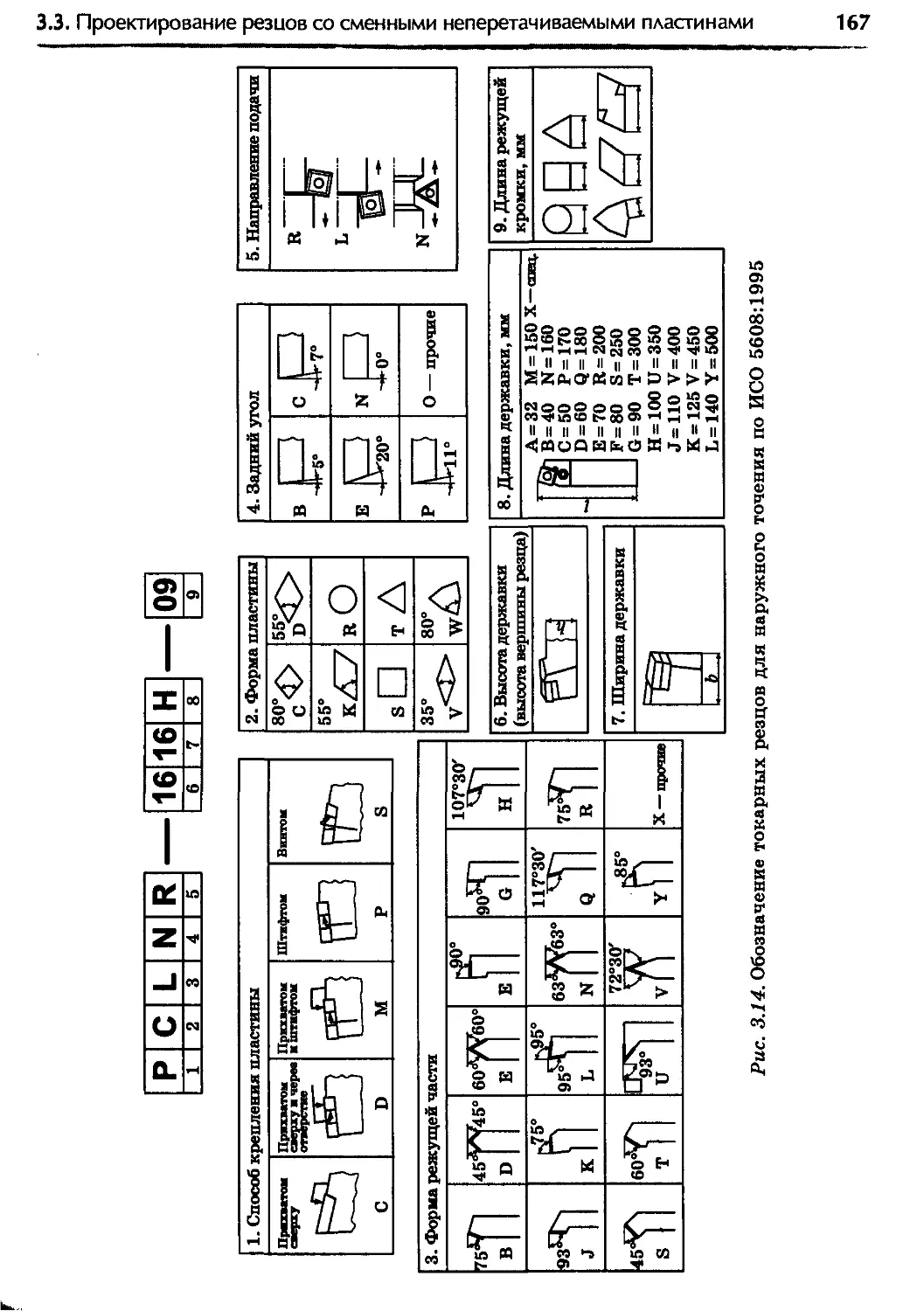
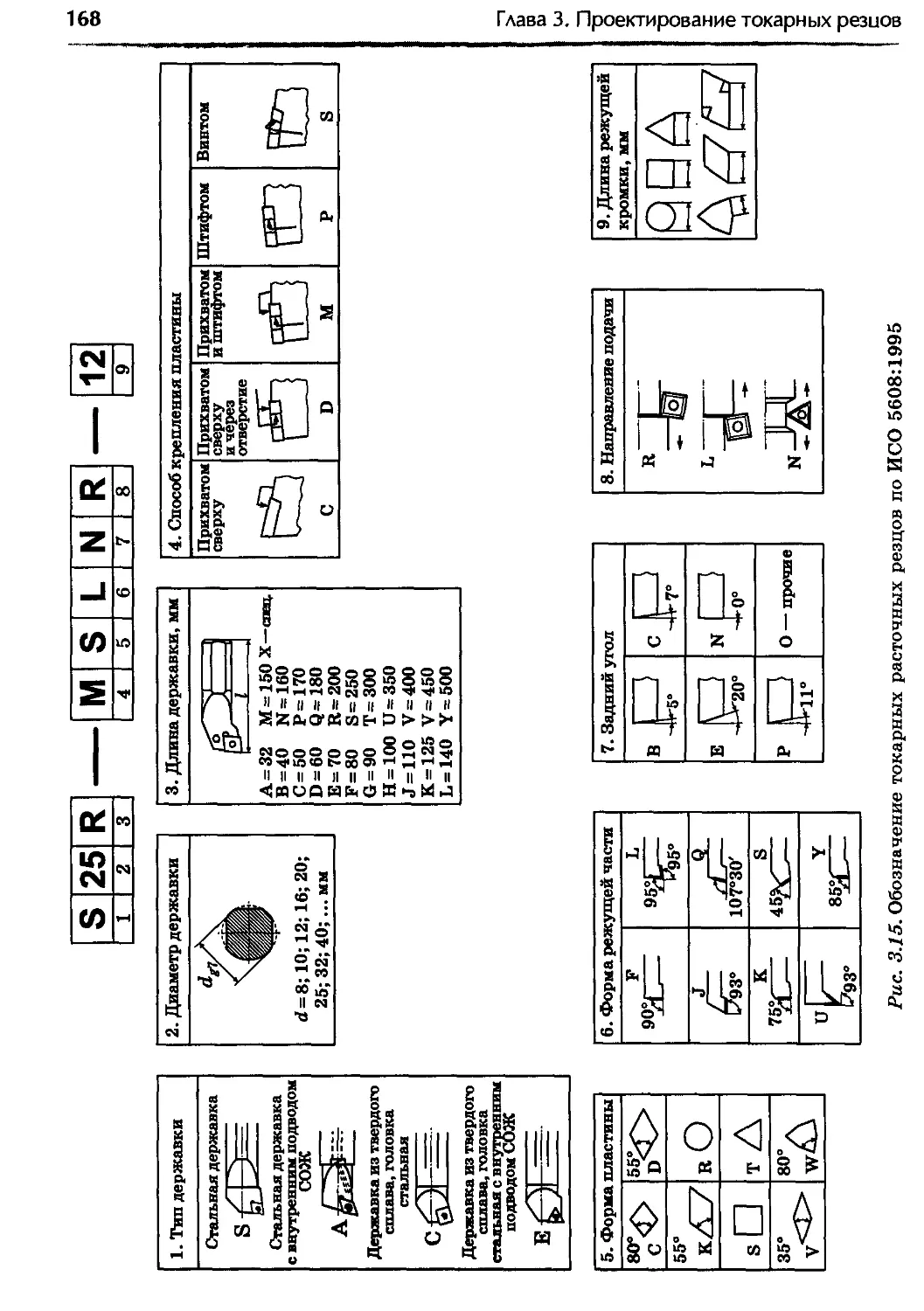
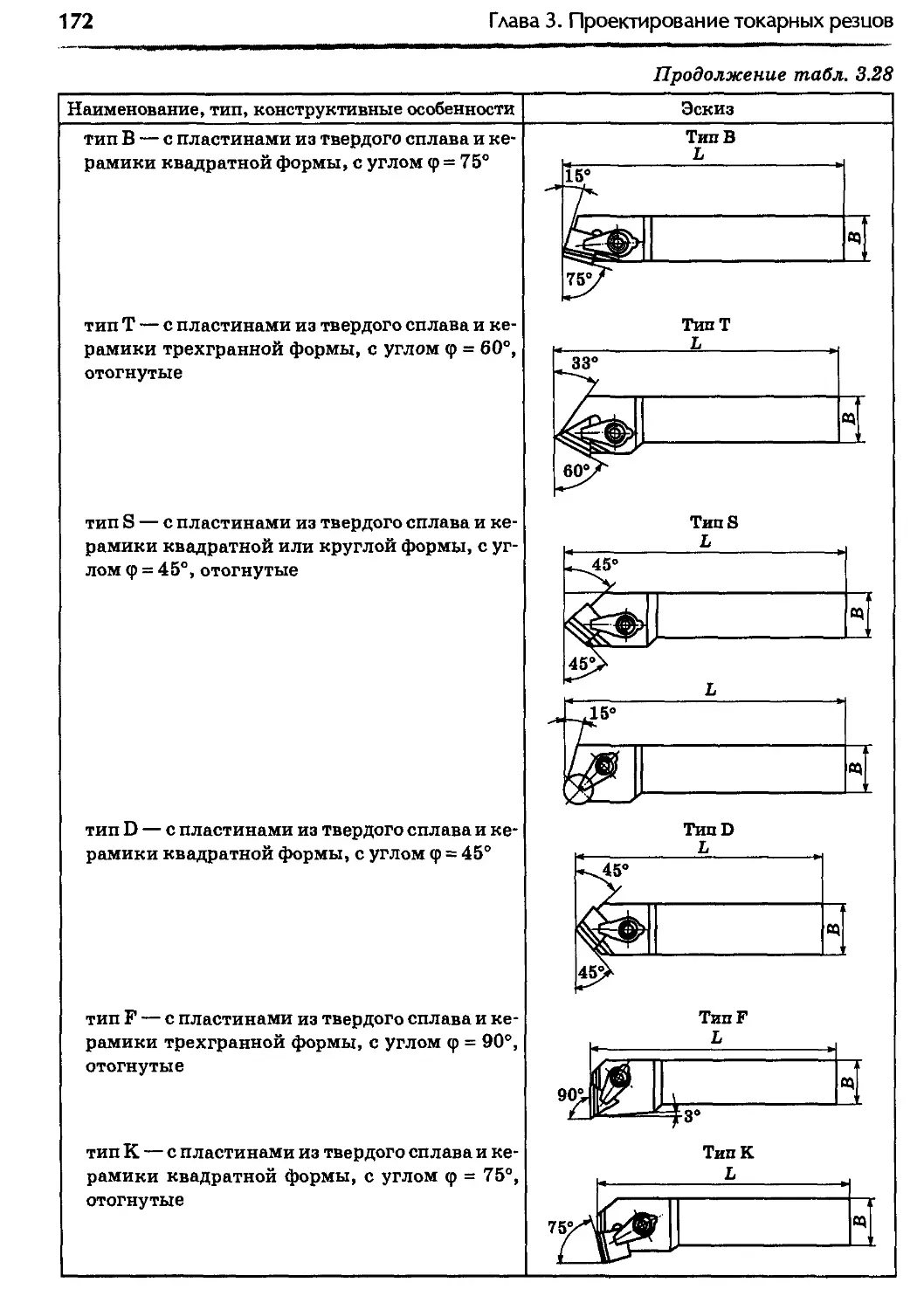
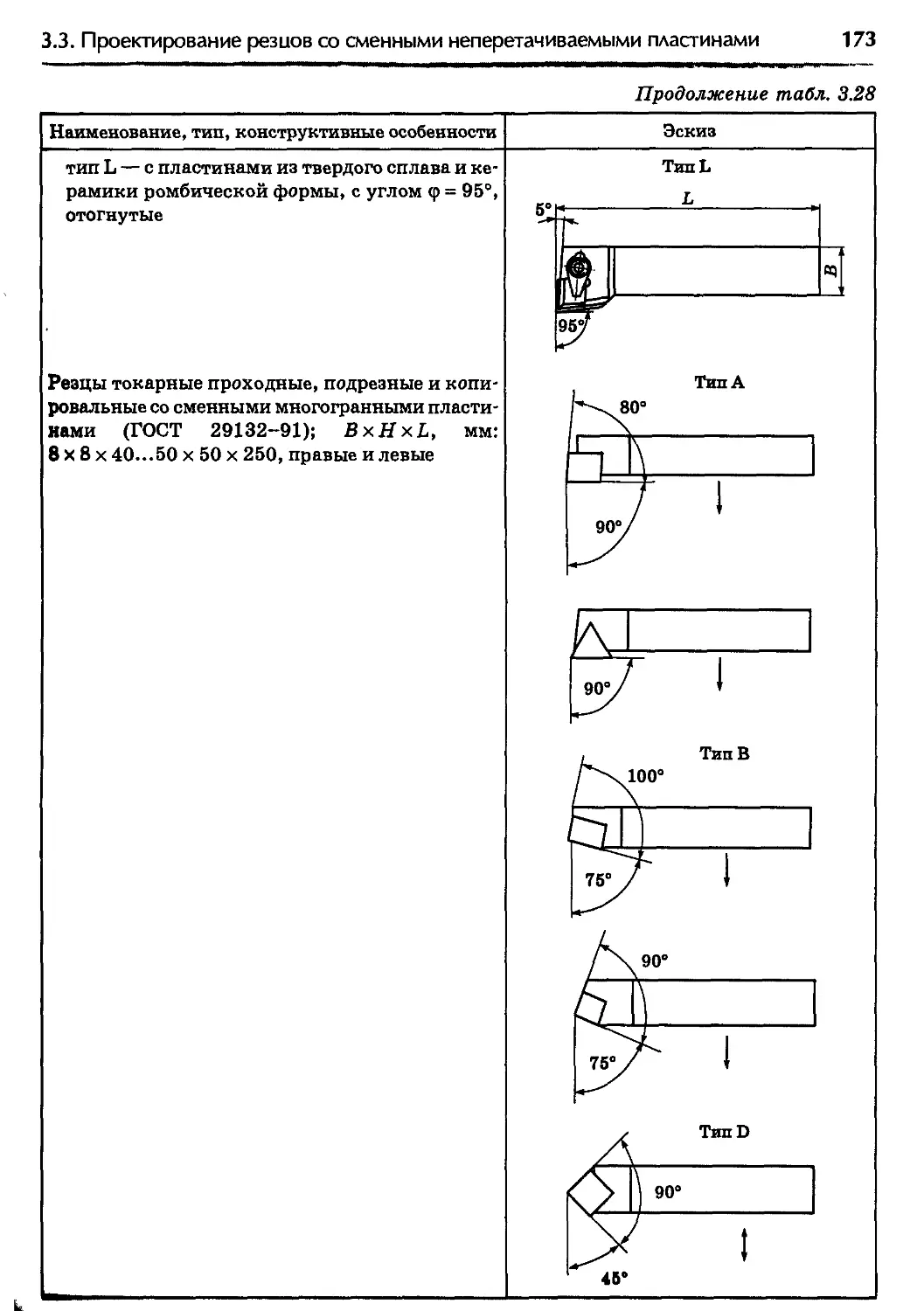
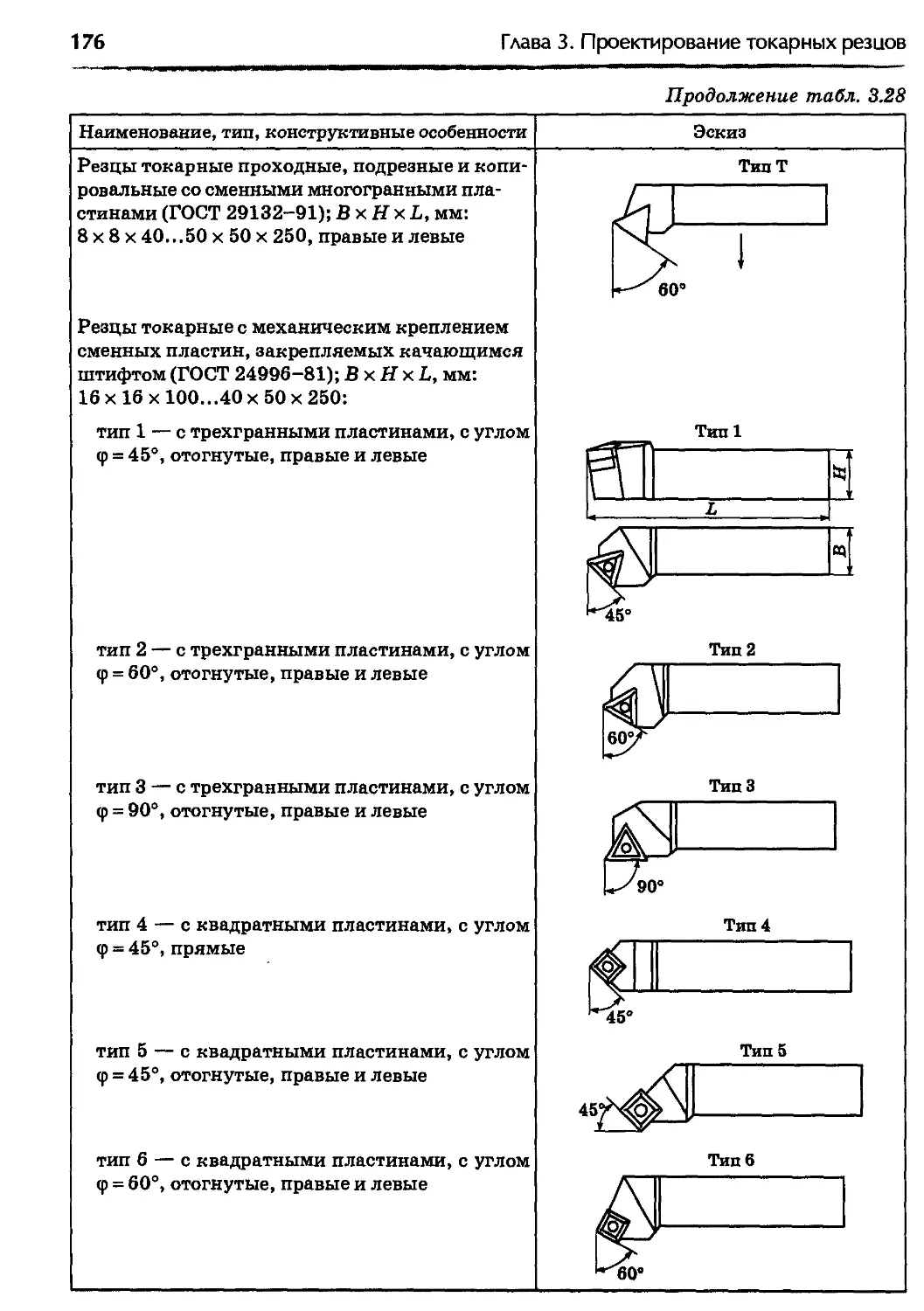
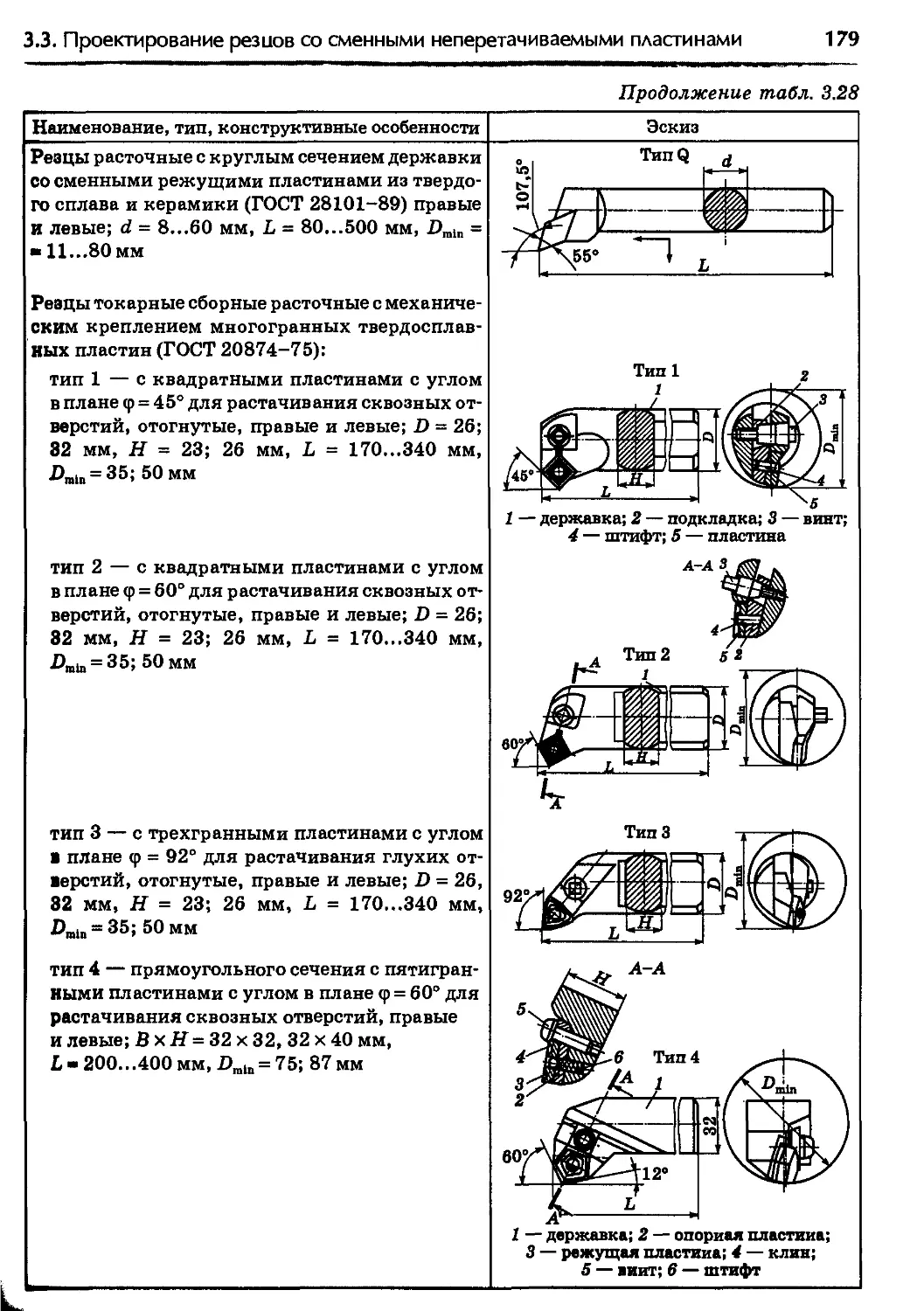
3.3.3. Конструкции и обозначение резцов с СНП .............164
3.3.4. Крепление сменных неперетачиваемых пластин
в державках................................................183
3.3.5. Расчет резцов, оснащенных СНП.......................188
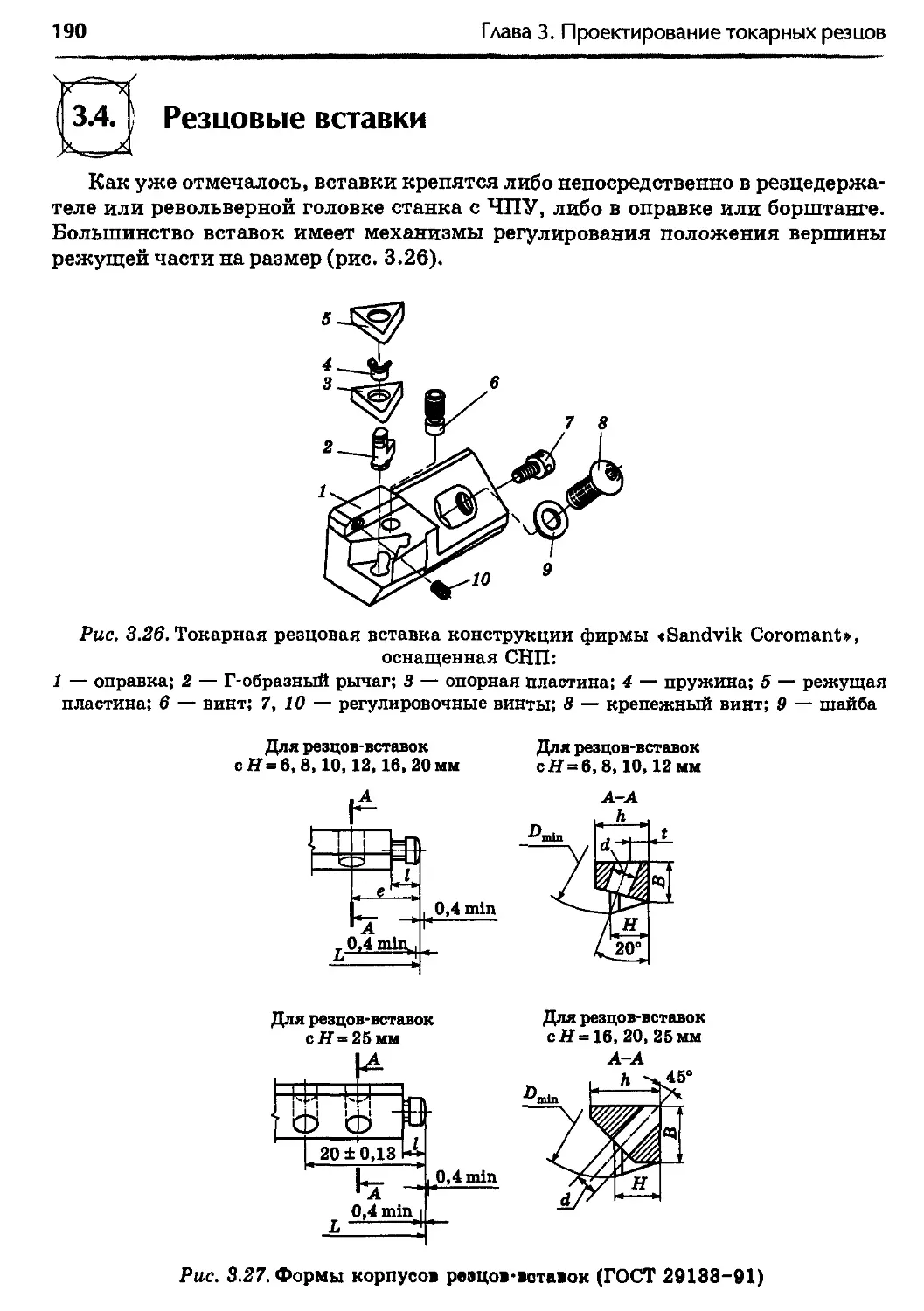
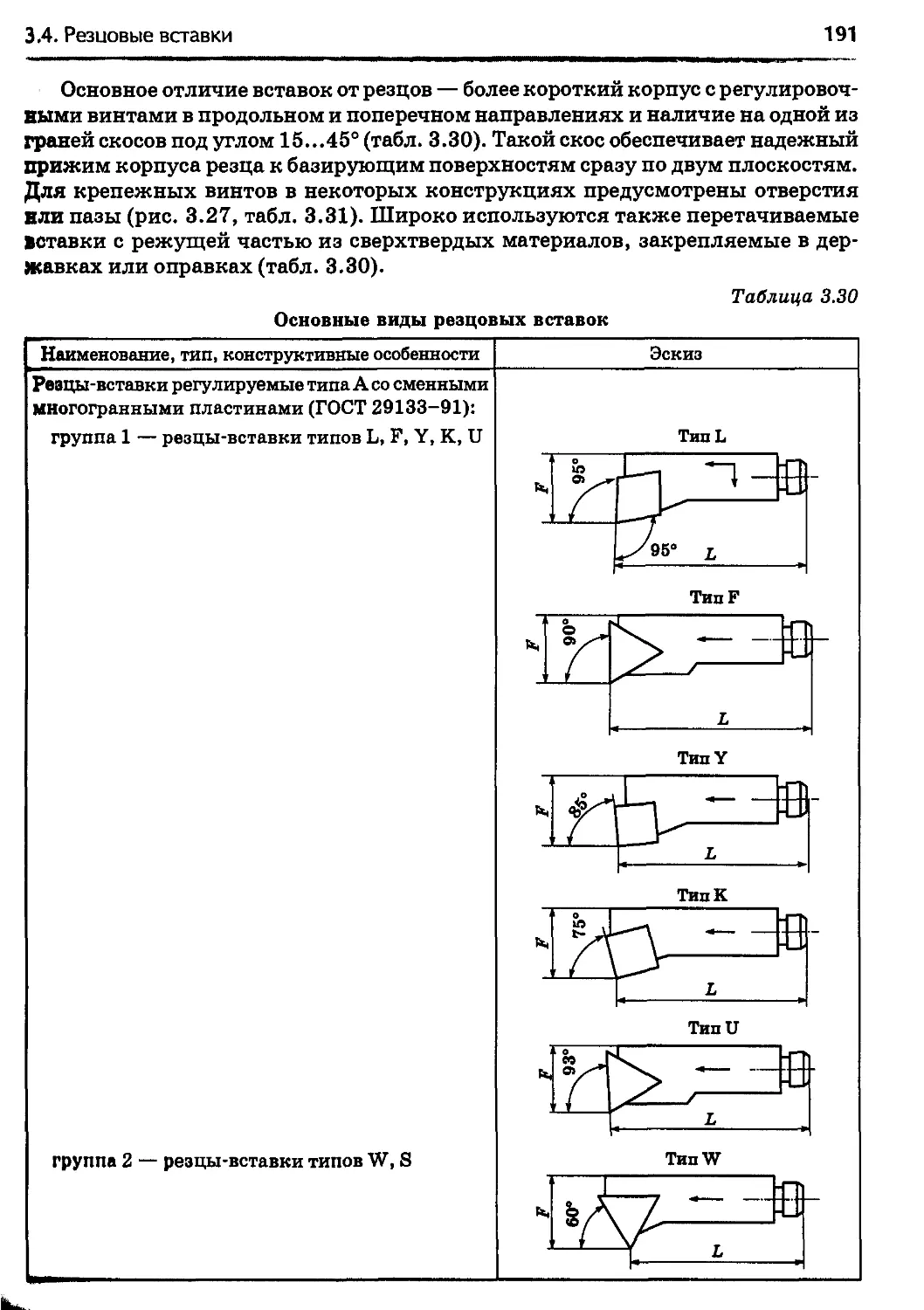
3.4. Резцовые вставки...............................................190
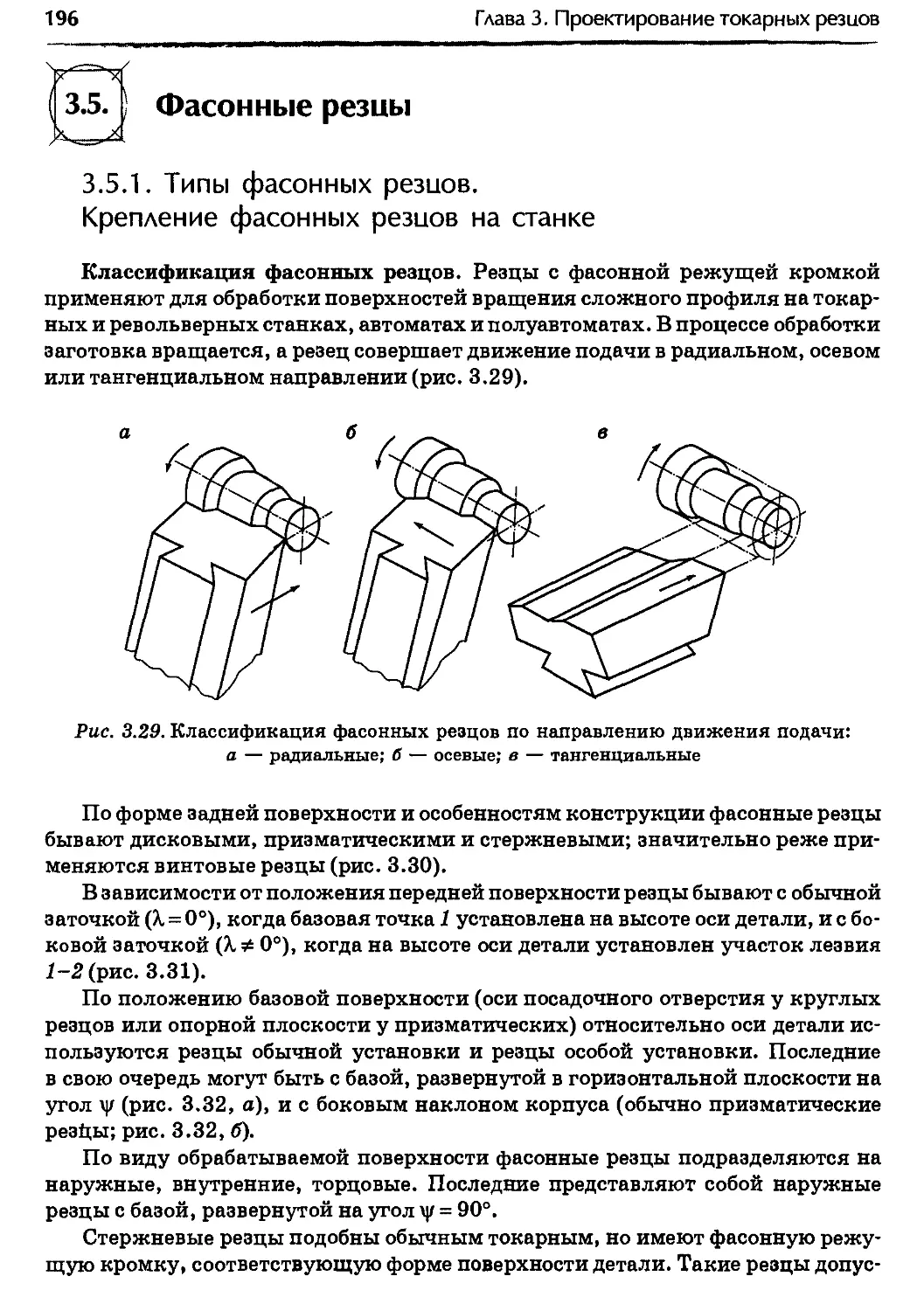
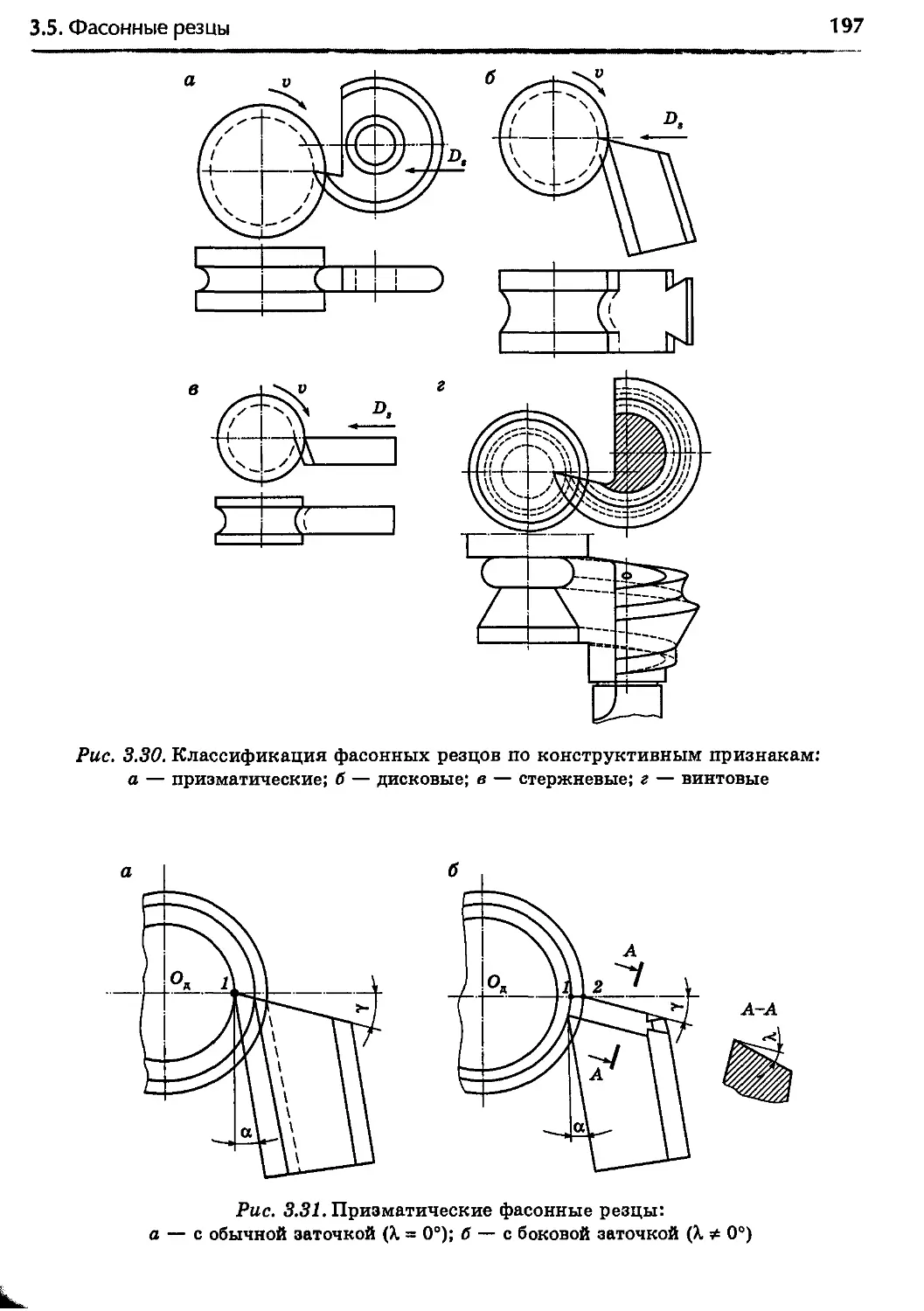
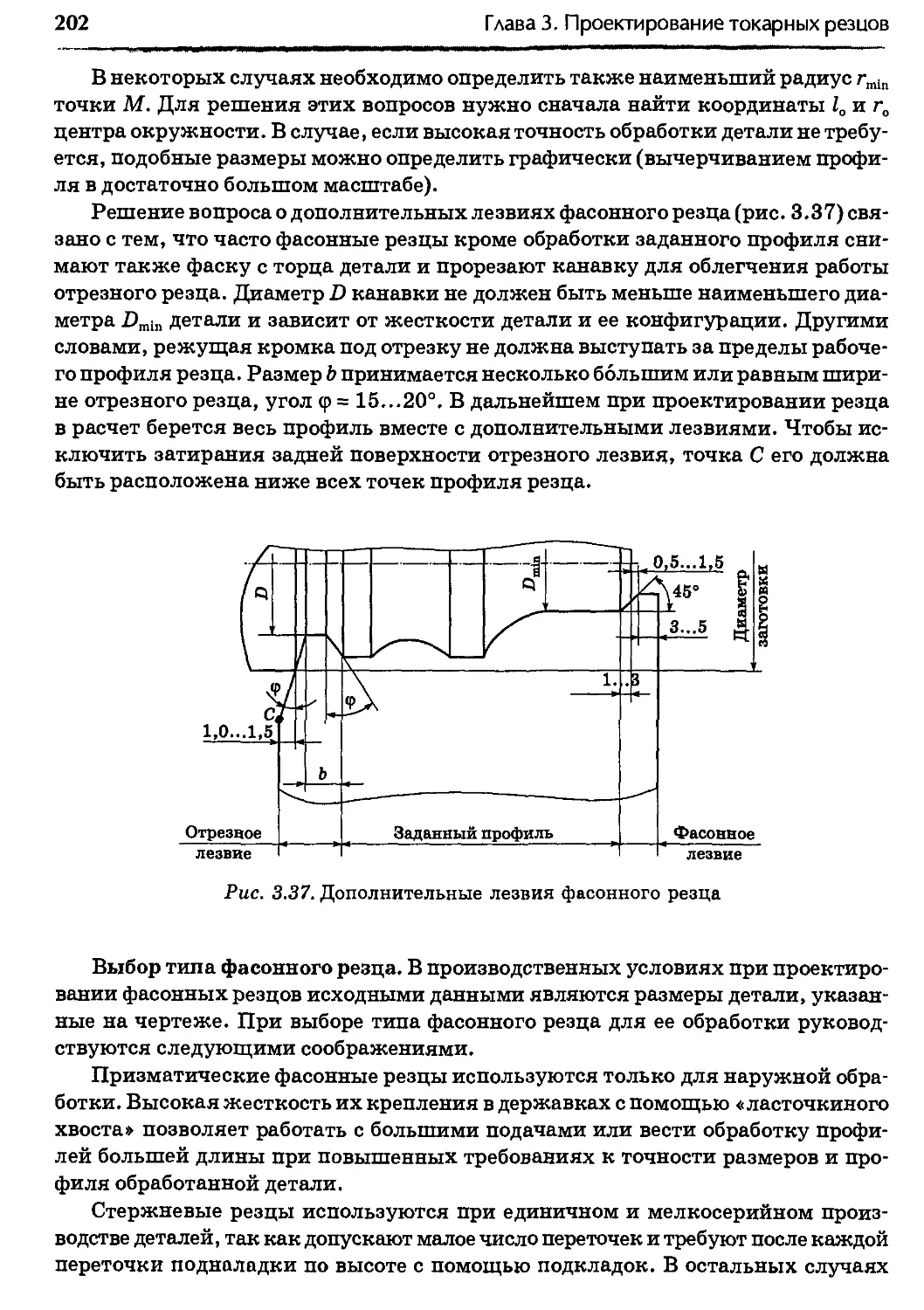
3.5. Фасонные резцы ................................................196
3.5.1. Типы фасонных резцов. Крепление фасонных резцов
на станке .................................................196
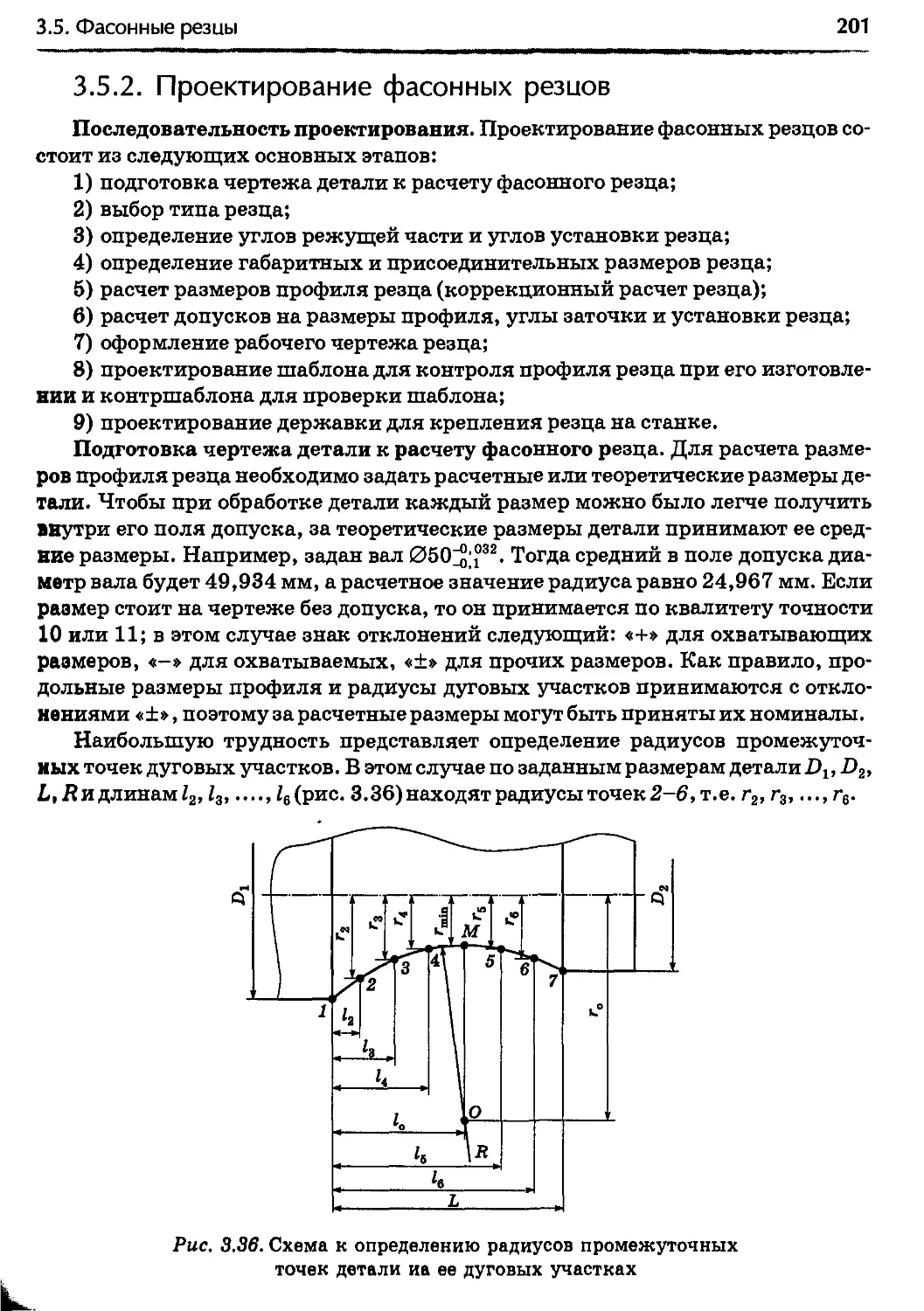
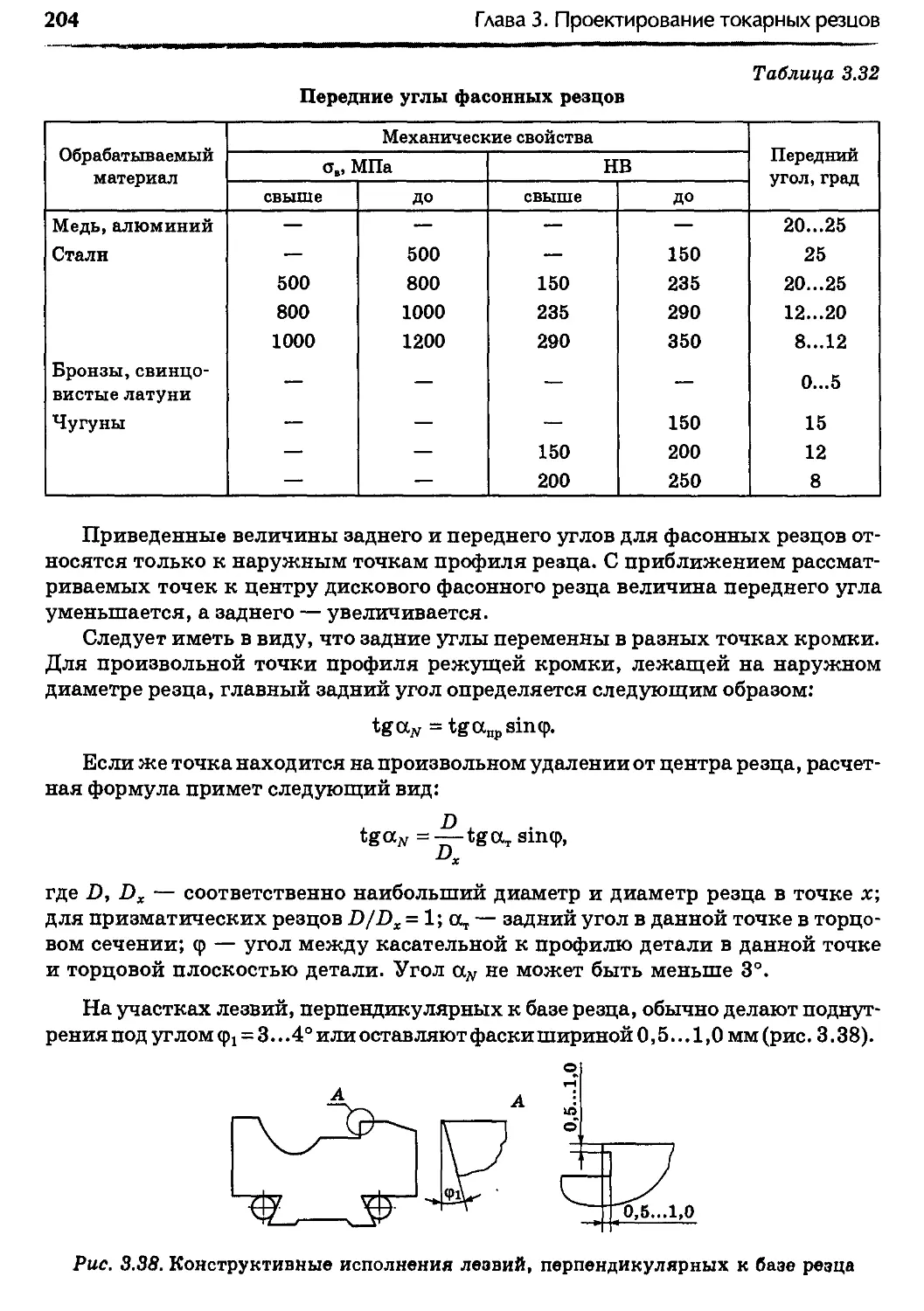
3.5.2. Проектирование фасонных резцов ..........................201
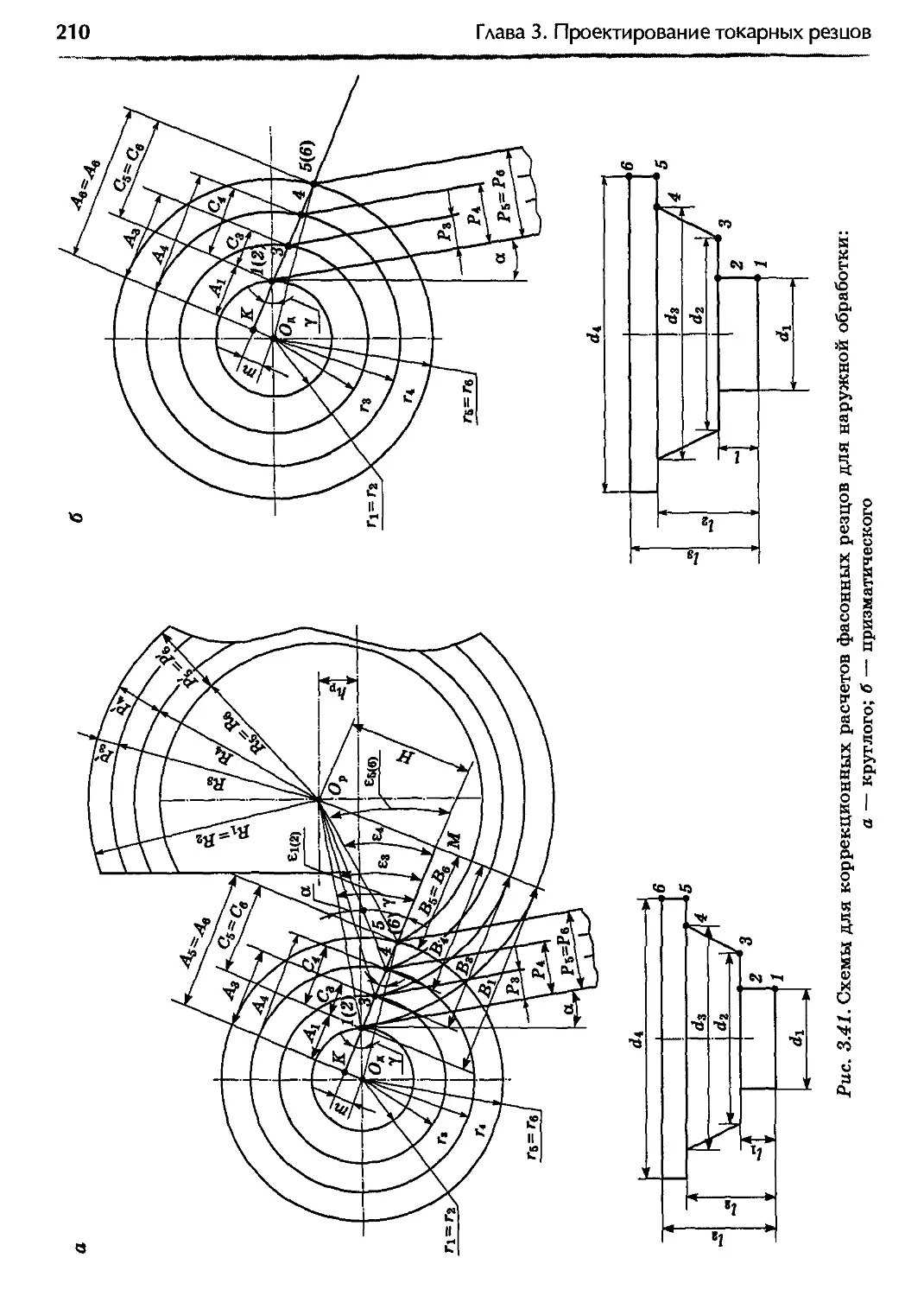
3.5.3. Коррекционные расчеты фасонных резцов для наружной
обработки .................................................209
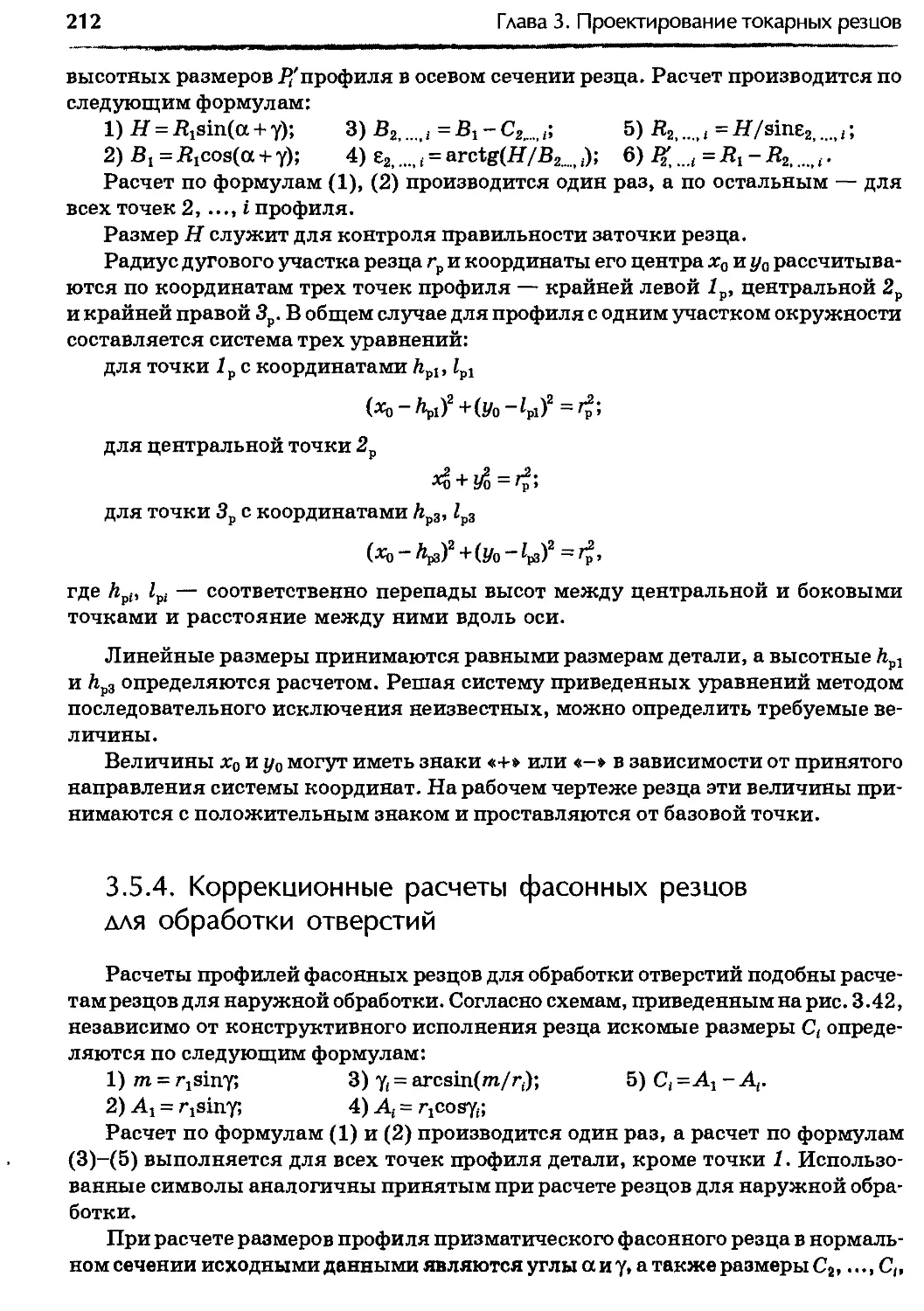
3.5.4. Коррекционные расчеты фасонных резцов для обработки
отверстий .................................................212
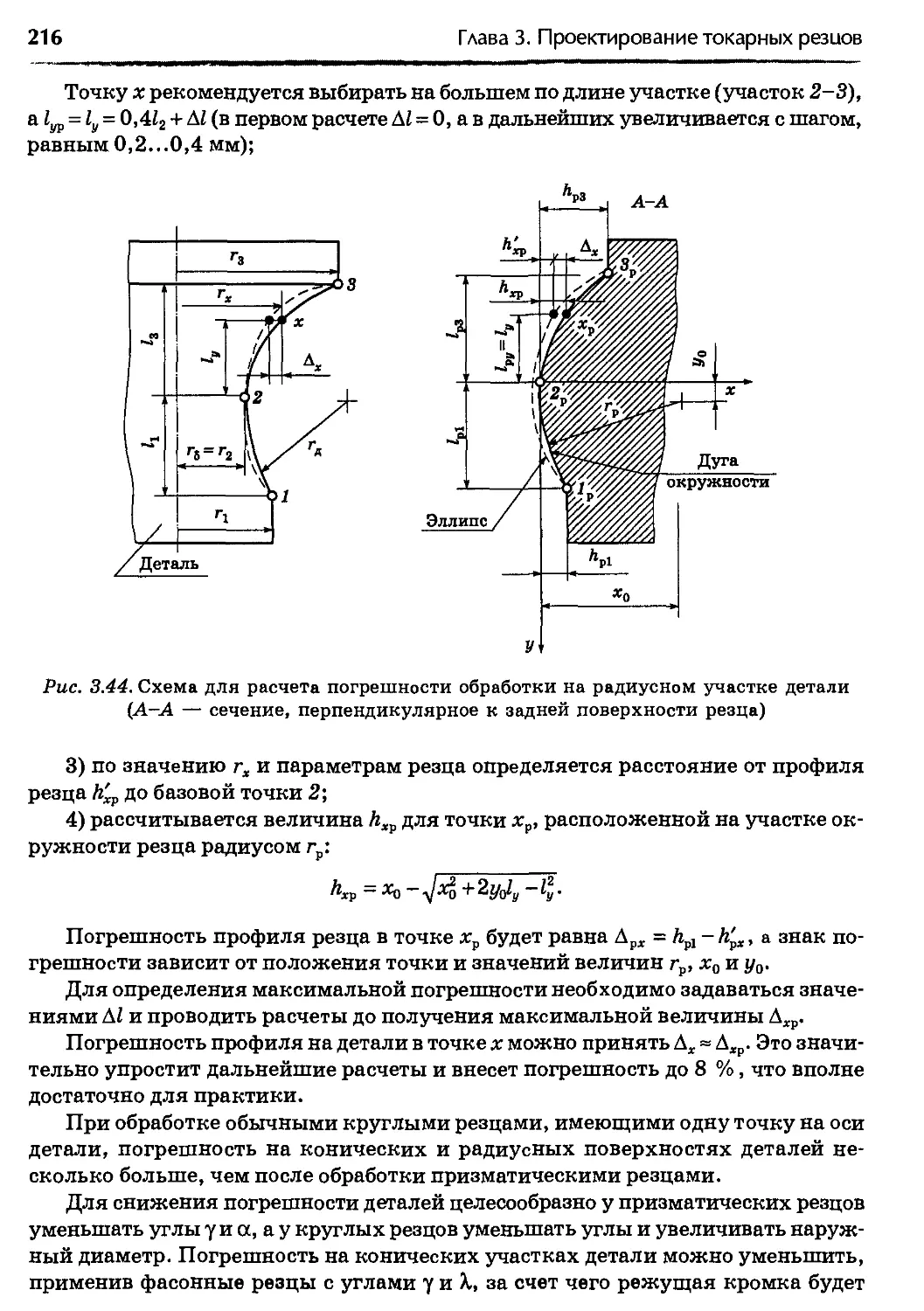
3.5.5. Расчет погрешностей обработки фасонными резцами .........213
3.5.6. Расчет калибров для контроля фасонных резцов.............217
3.5.7. Расчет допусков на параметры заточки и установки резцов .219
Глава 4. Проектирование расточных инструментов......................220
4.1. Общие сведения о расточных инструментах........................220
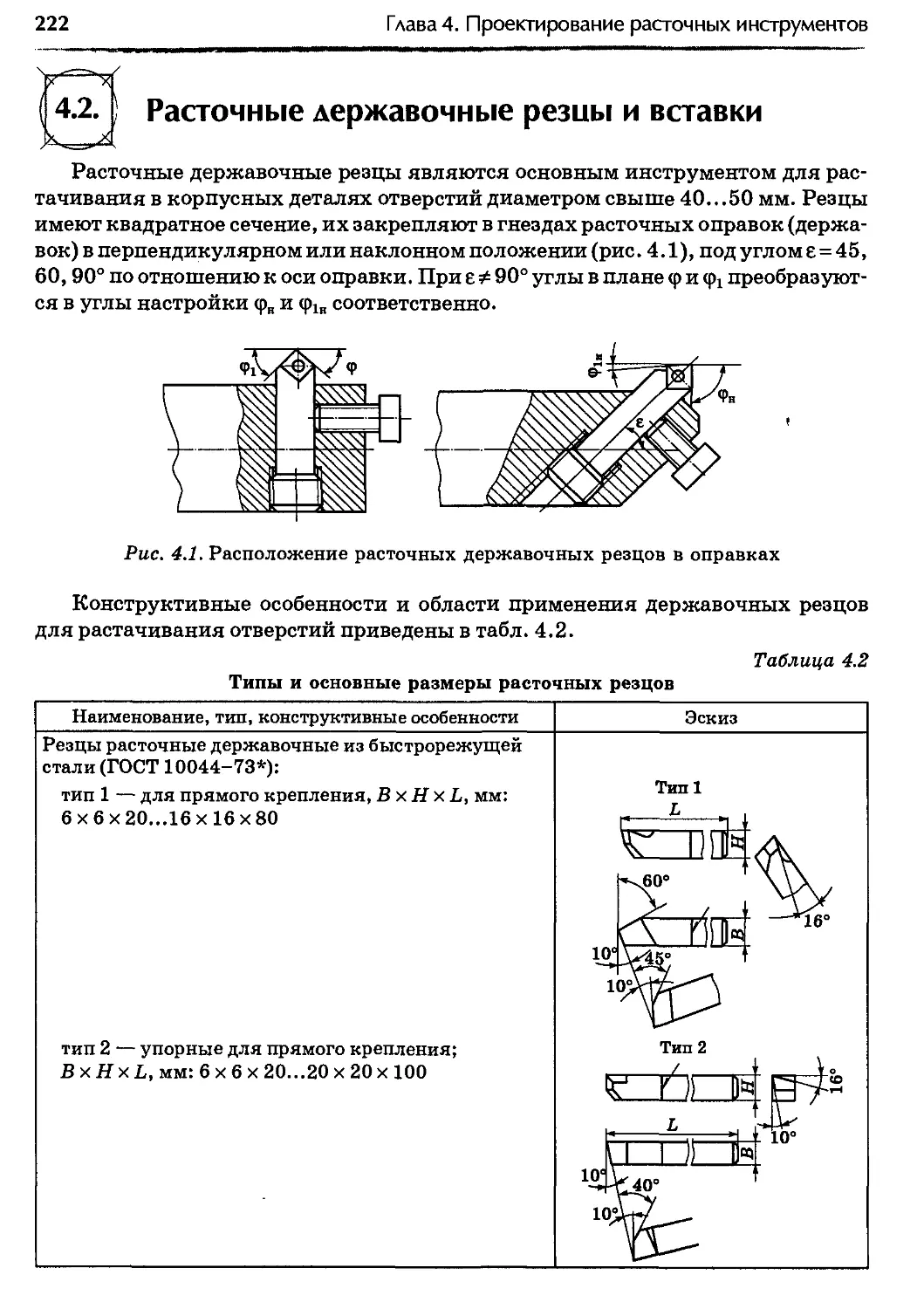
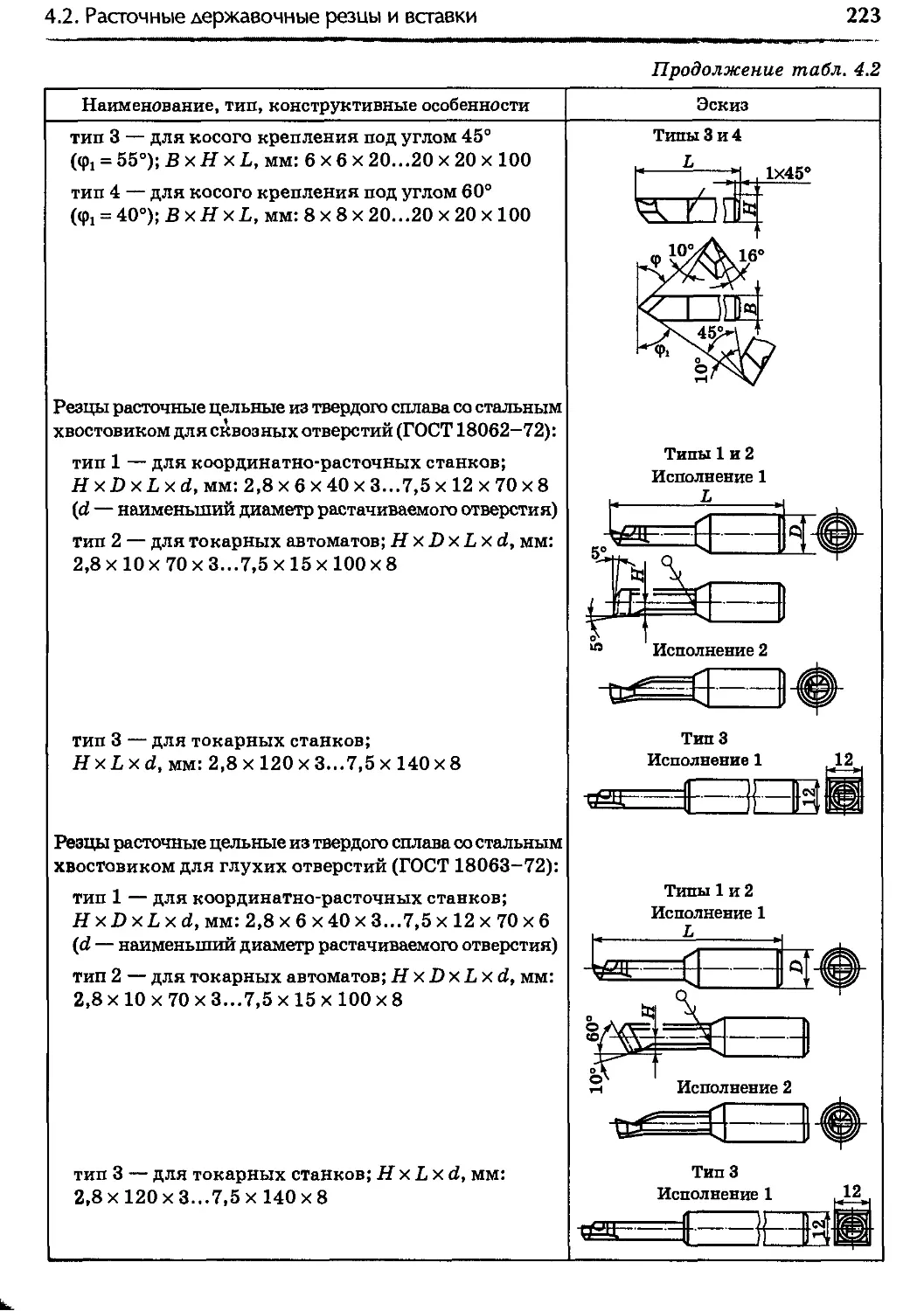
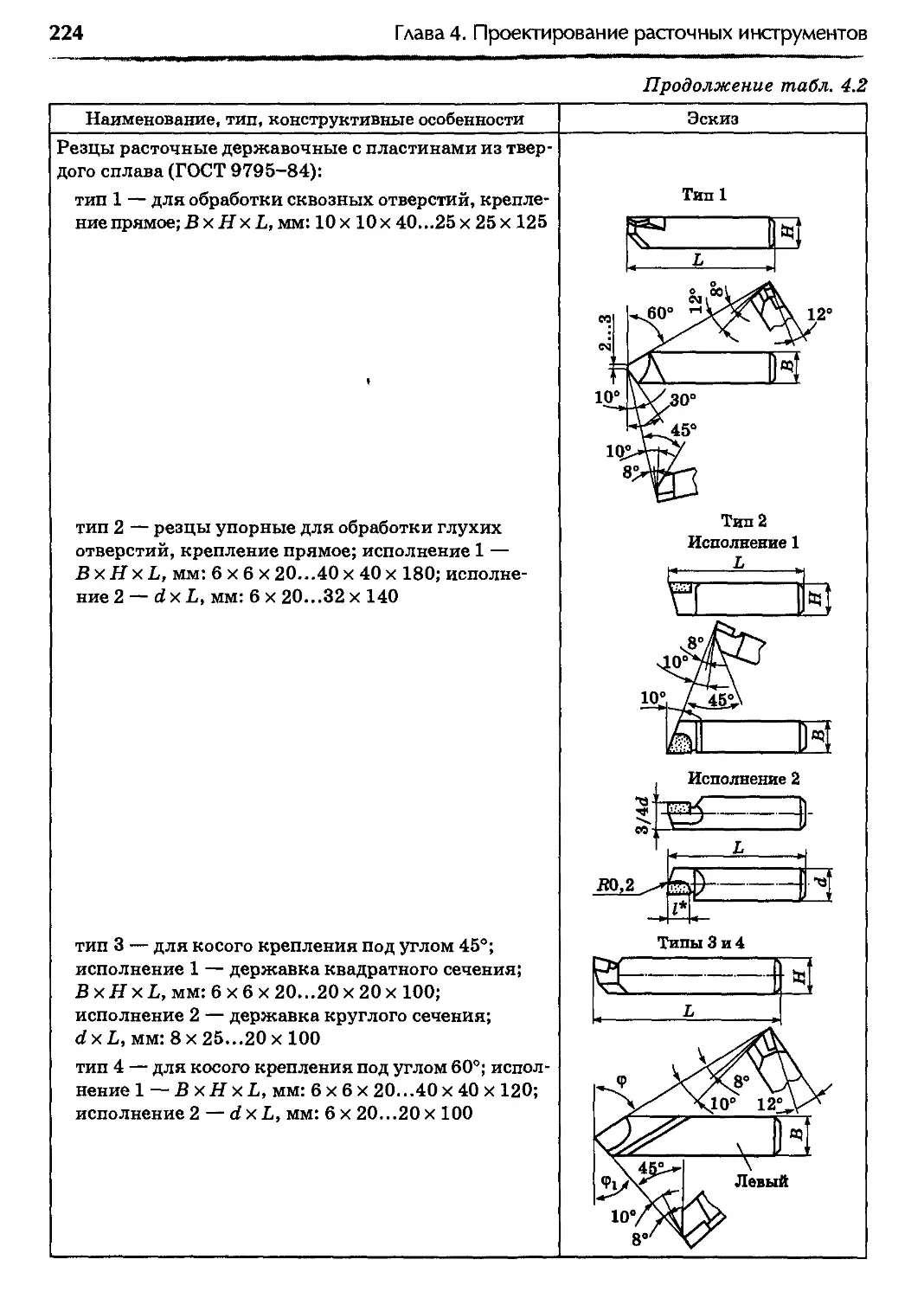
4.2. Расточные державочные резцы и вставки..........................222
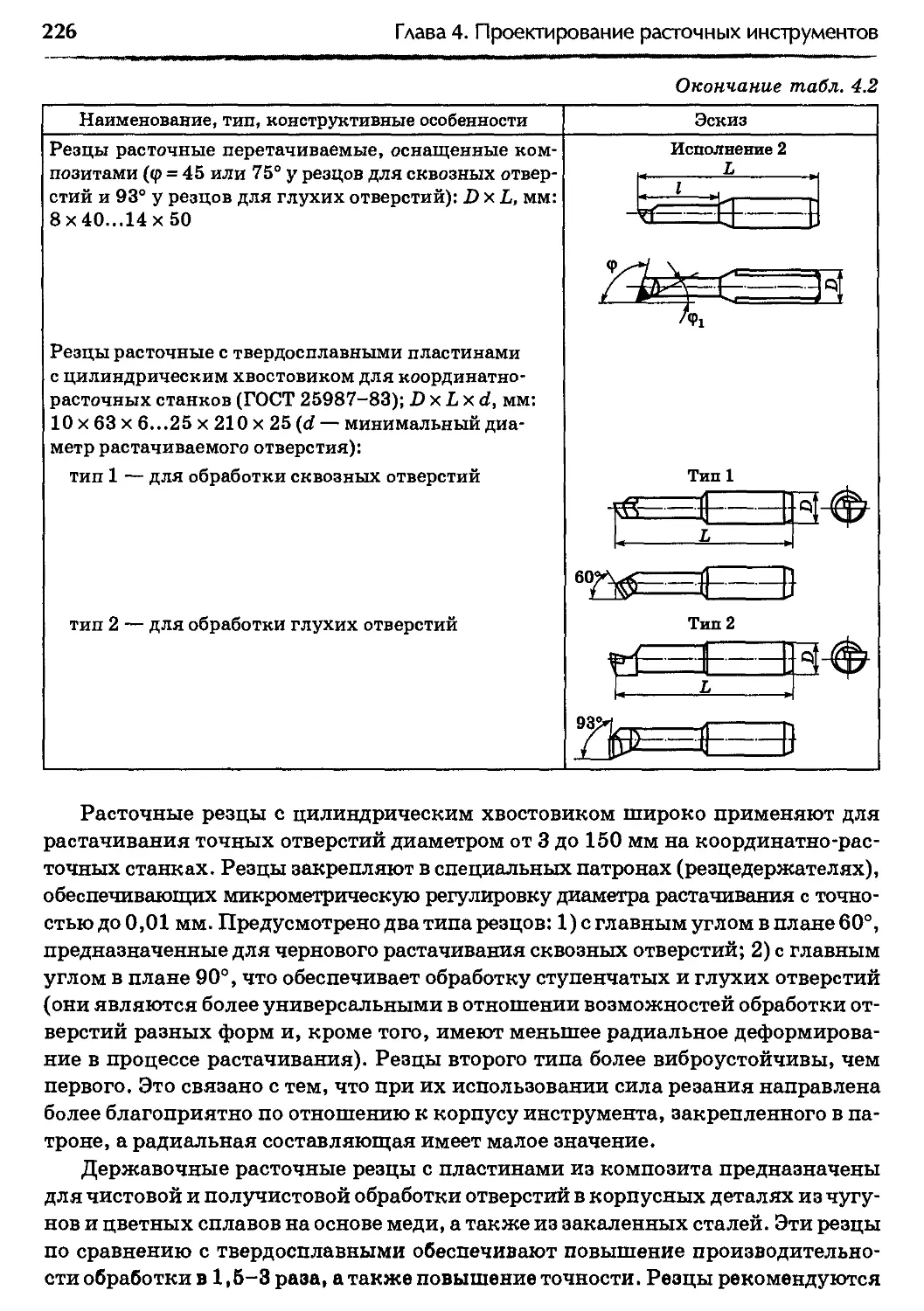
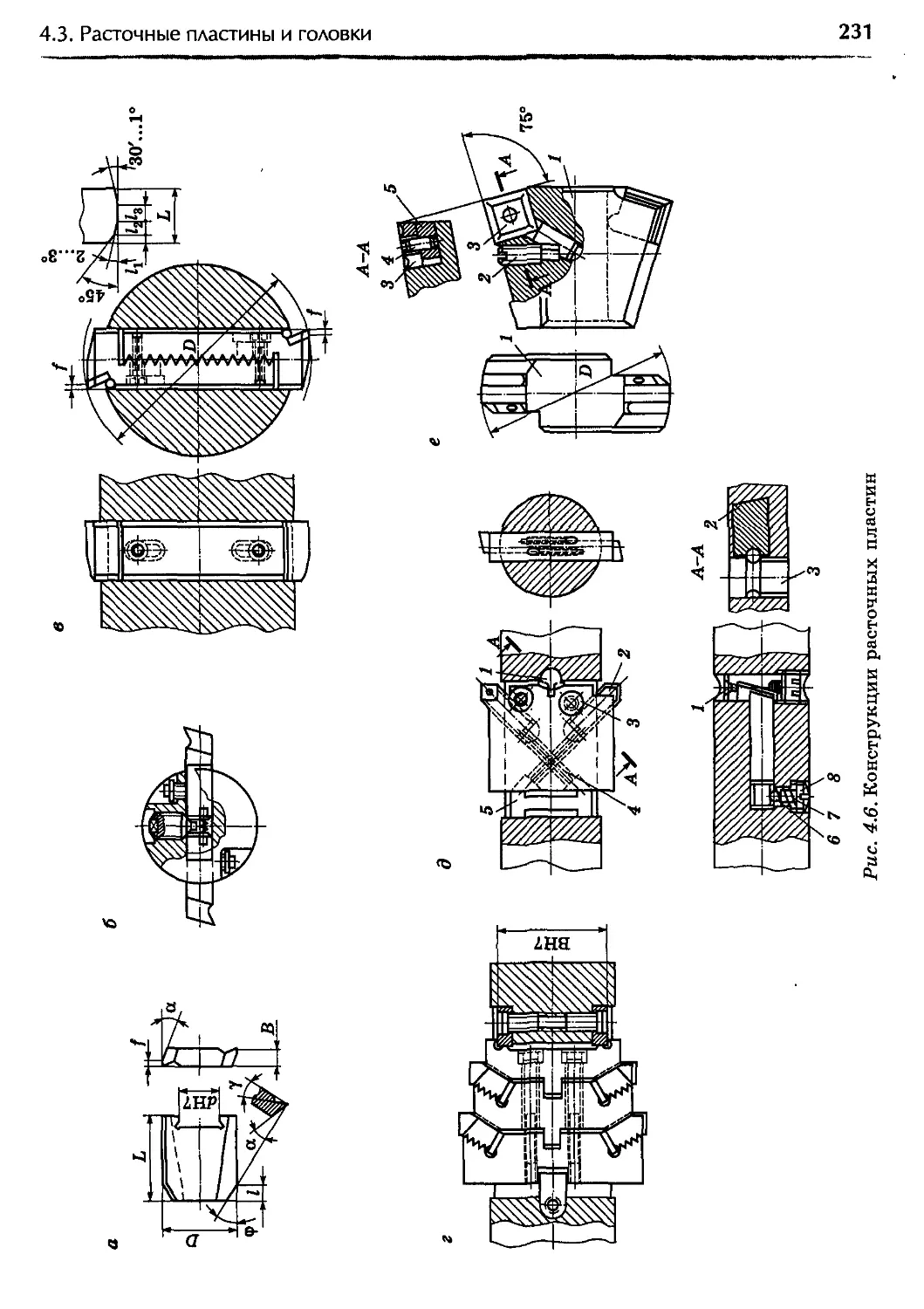
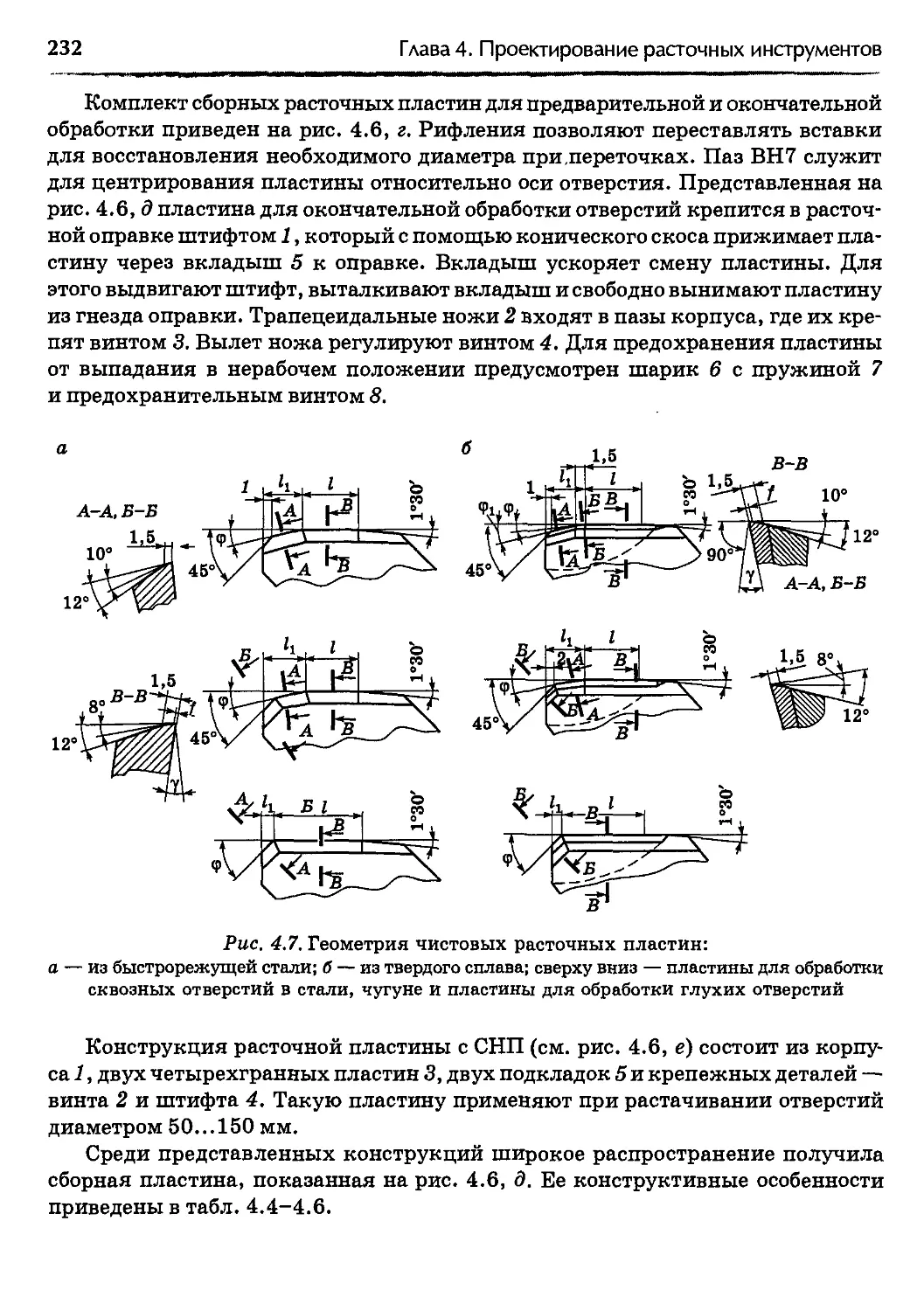
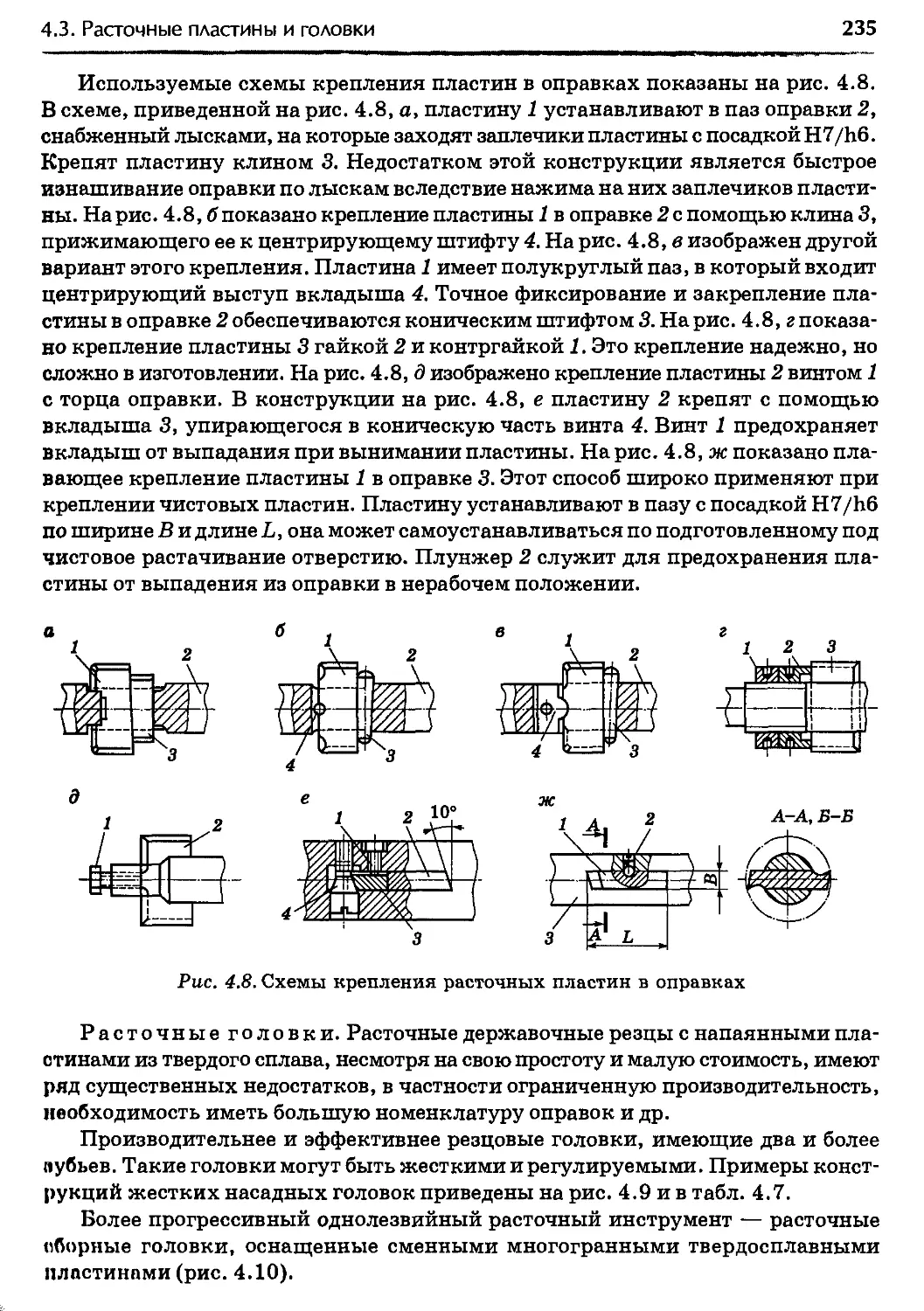
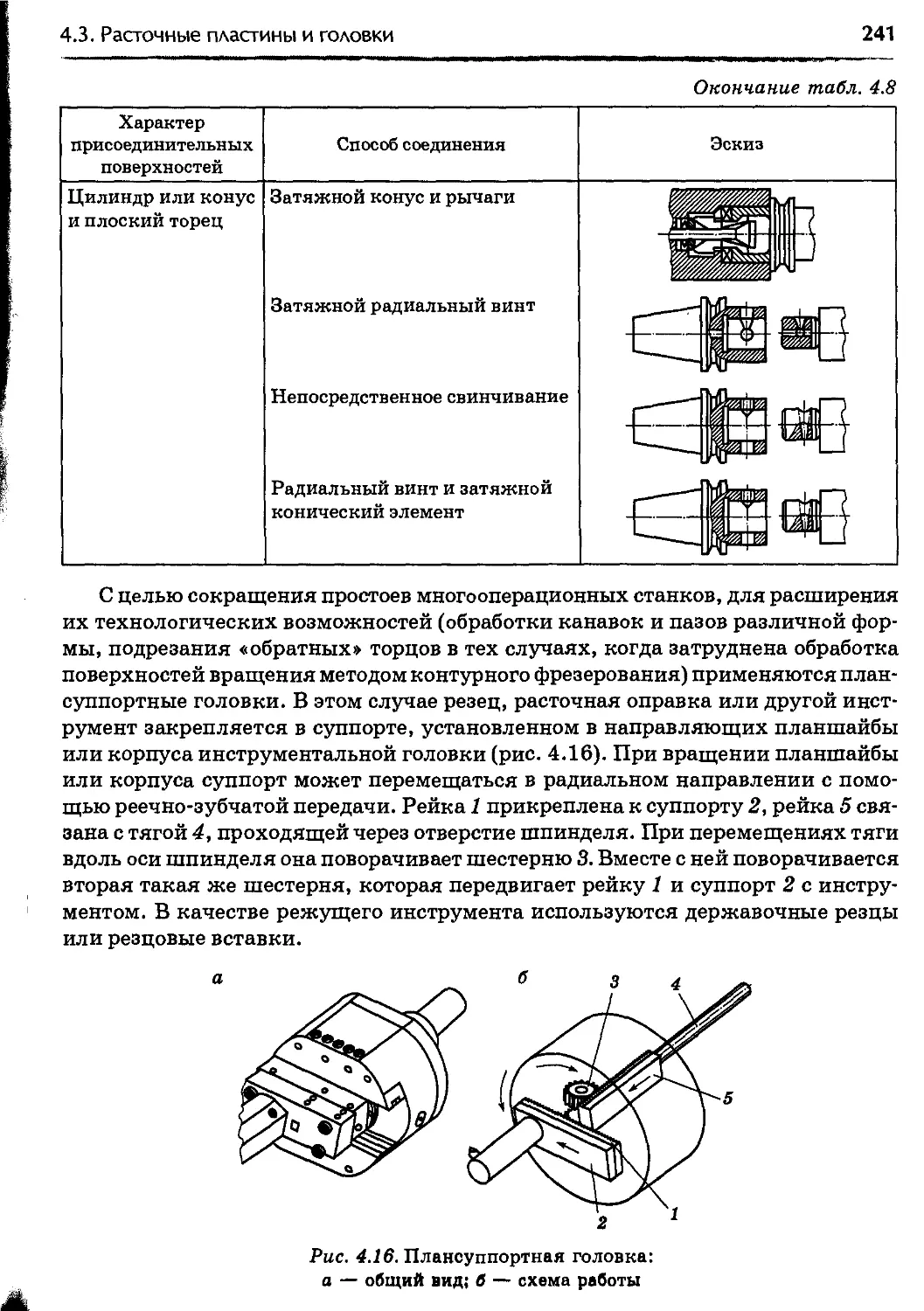
4.3. Расточные пластины и головки...................................229
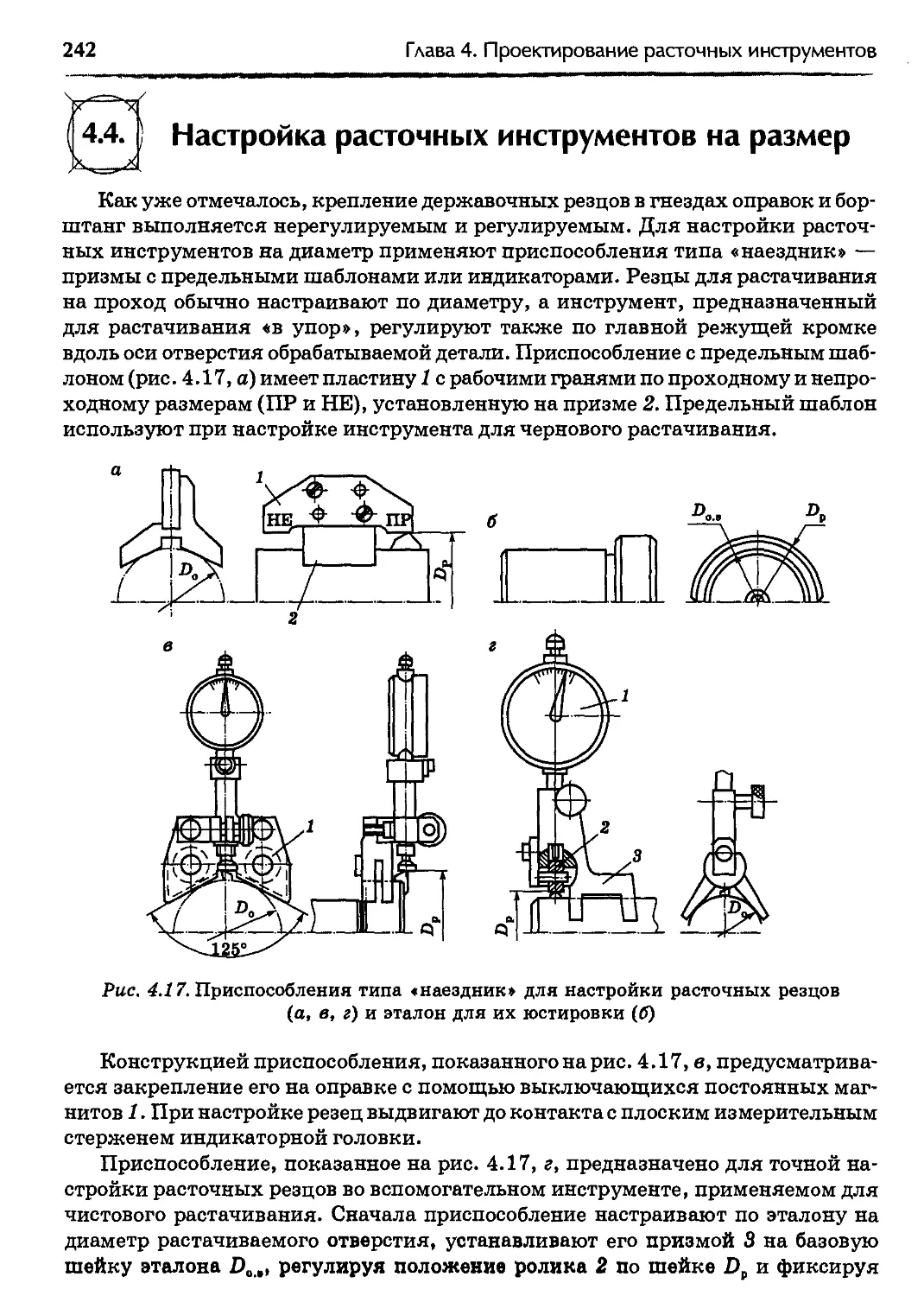
4.4. Настройка расточных инструментов на размер.....................242
4.5. Расчеты расточных инструментов ................................244
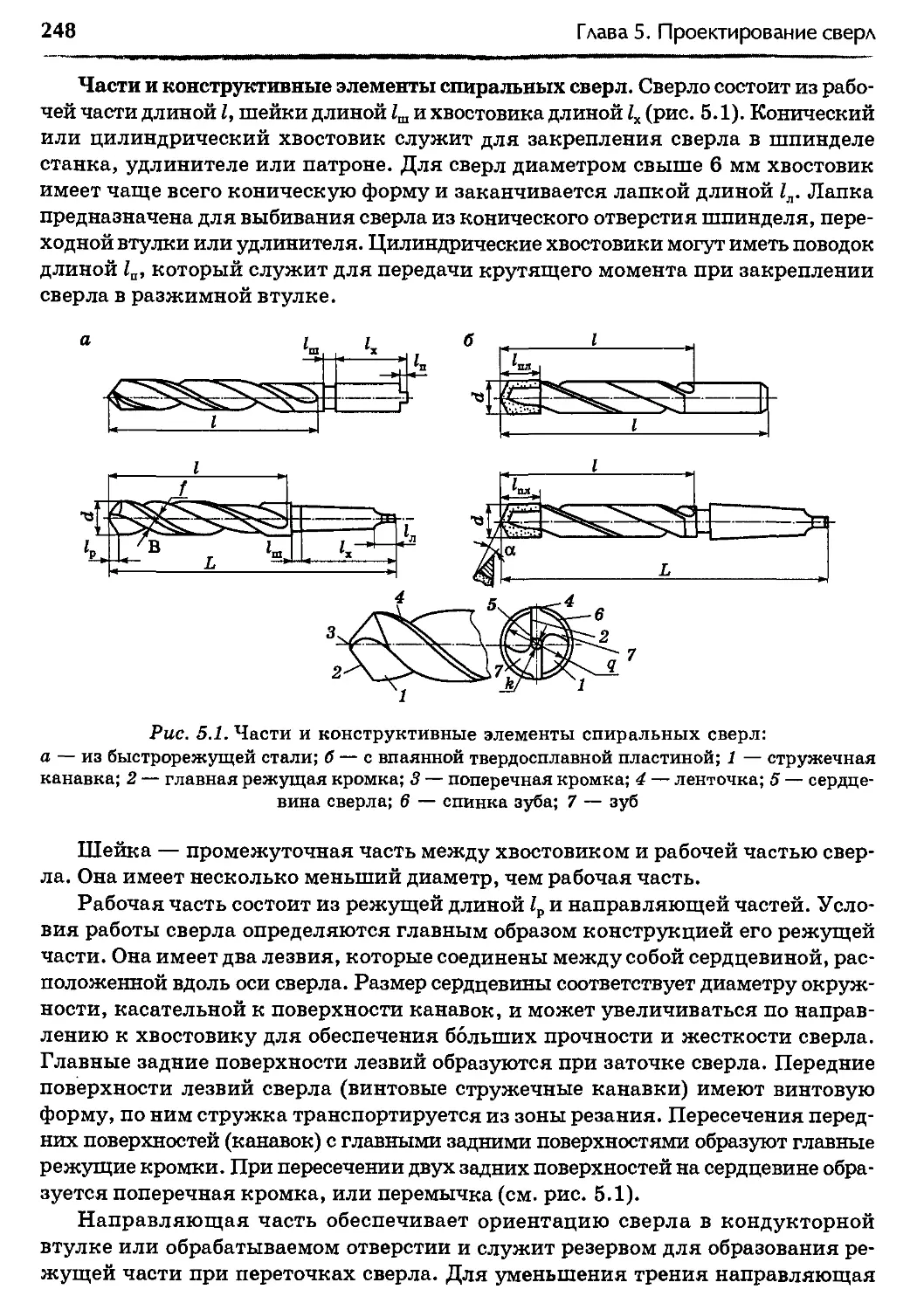
Глава 5. Проектирование сверл ......................................246
5.1. Типы сверл ....................................................246
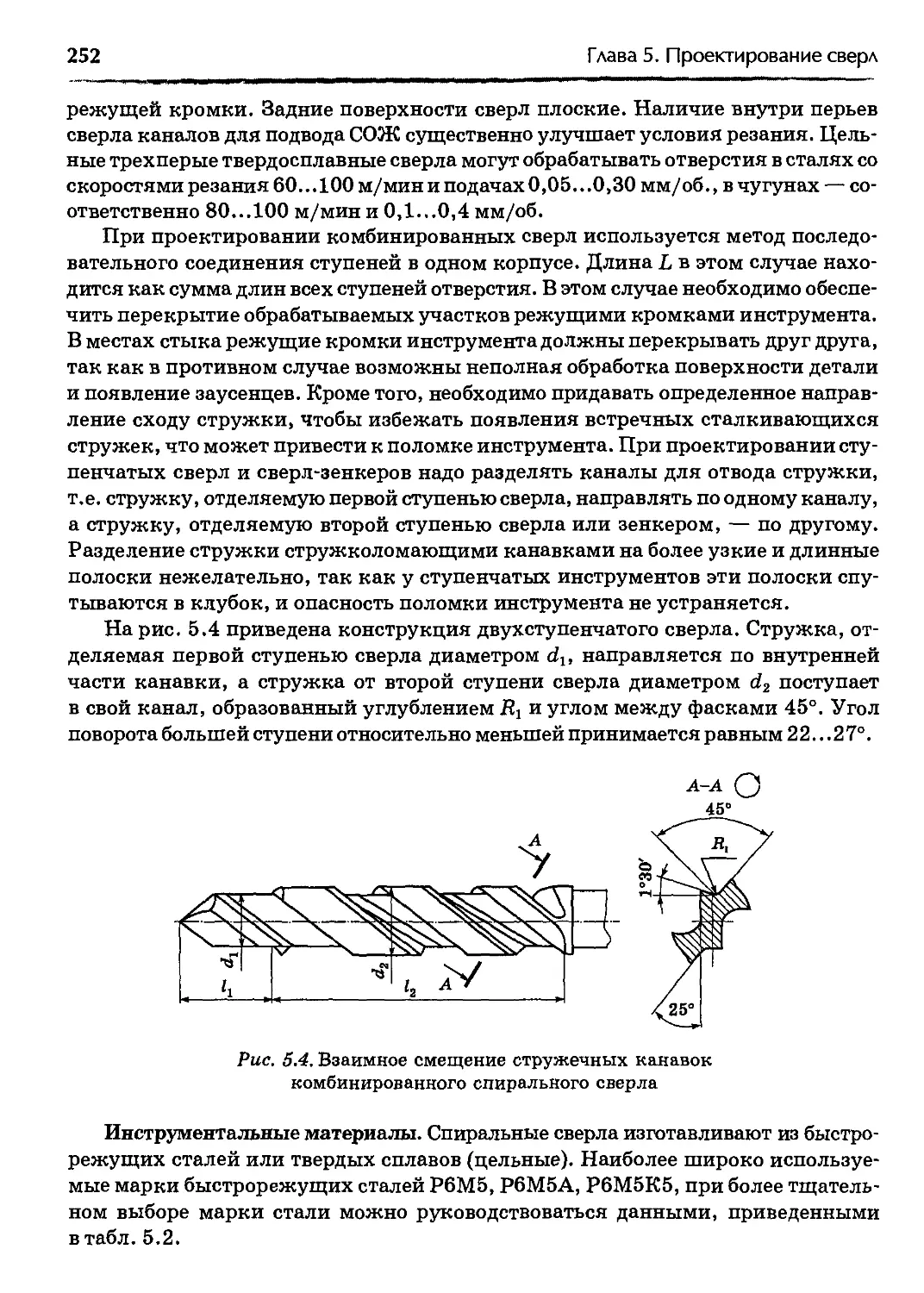
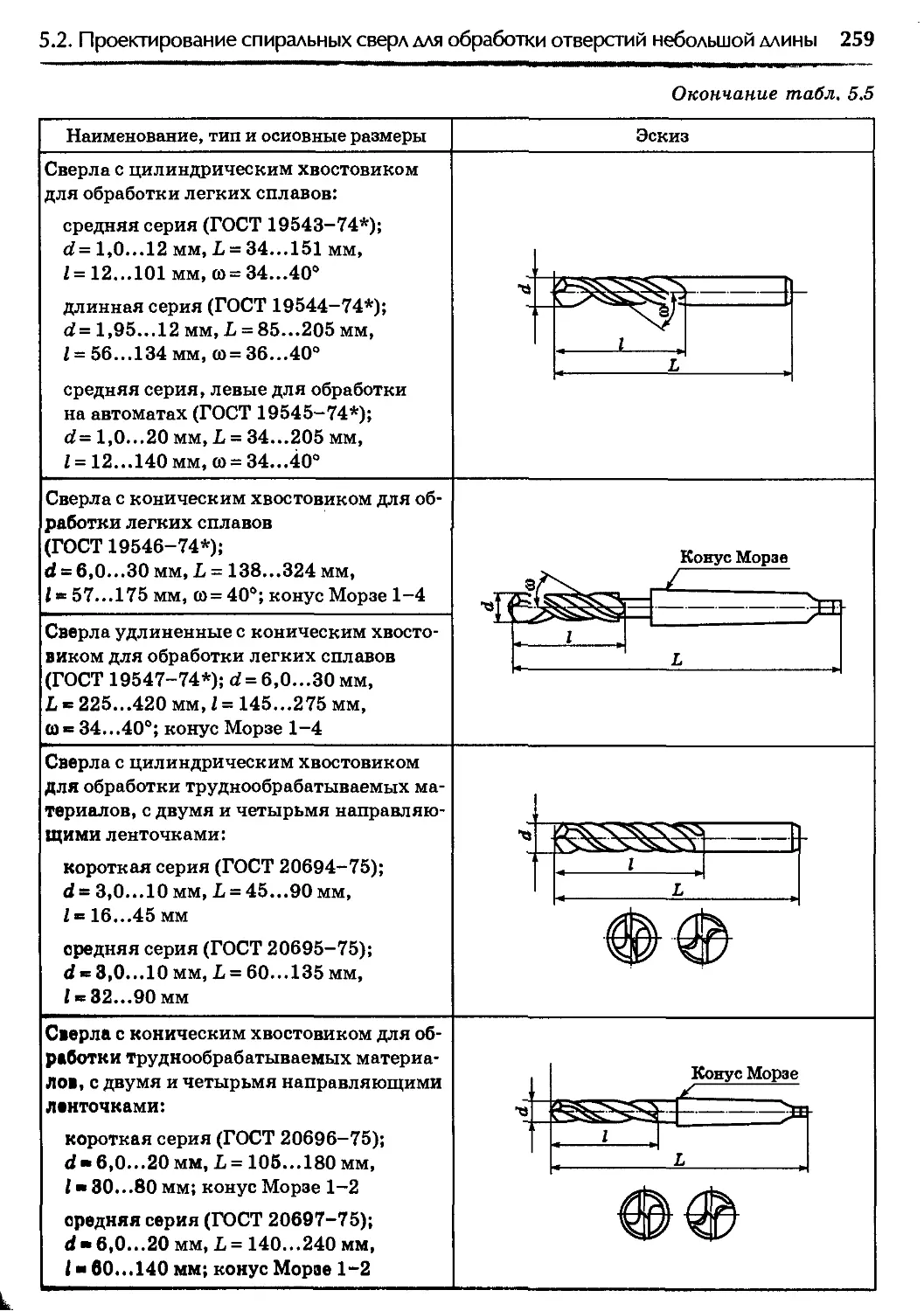
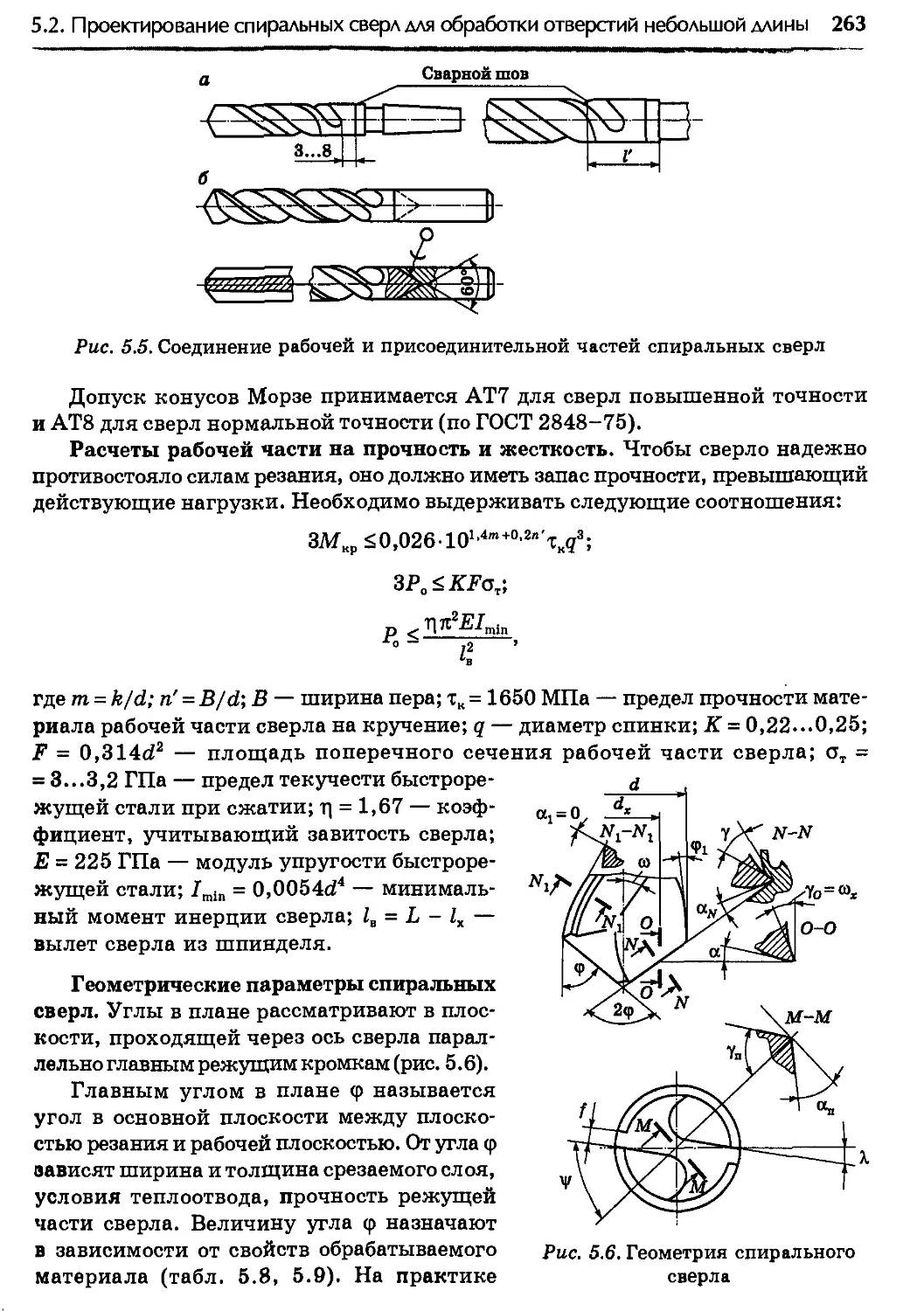
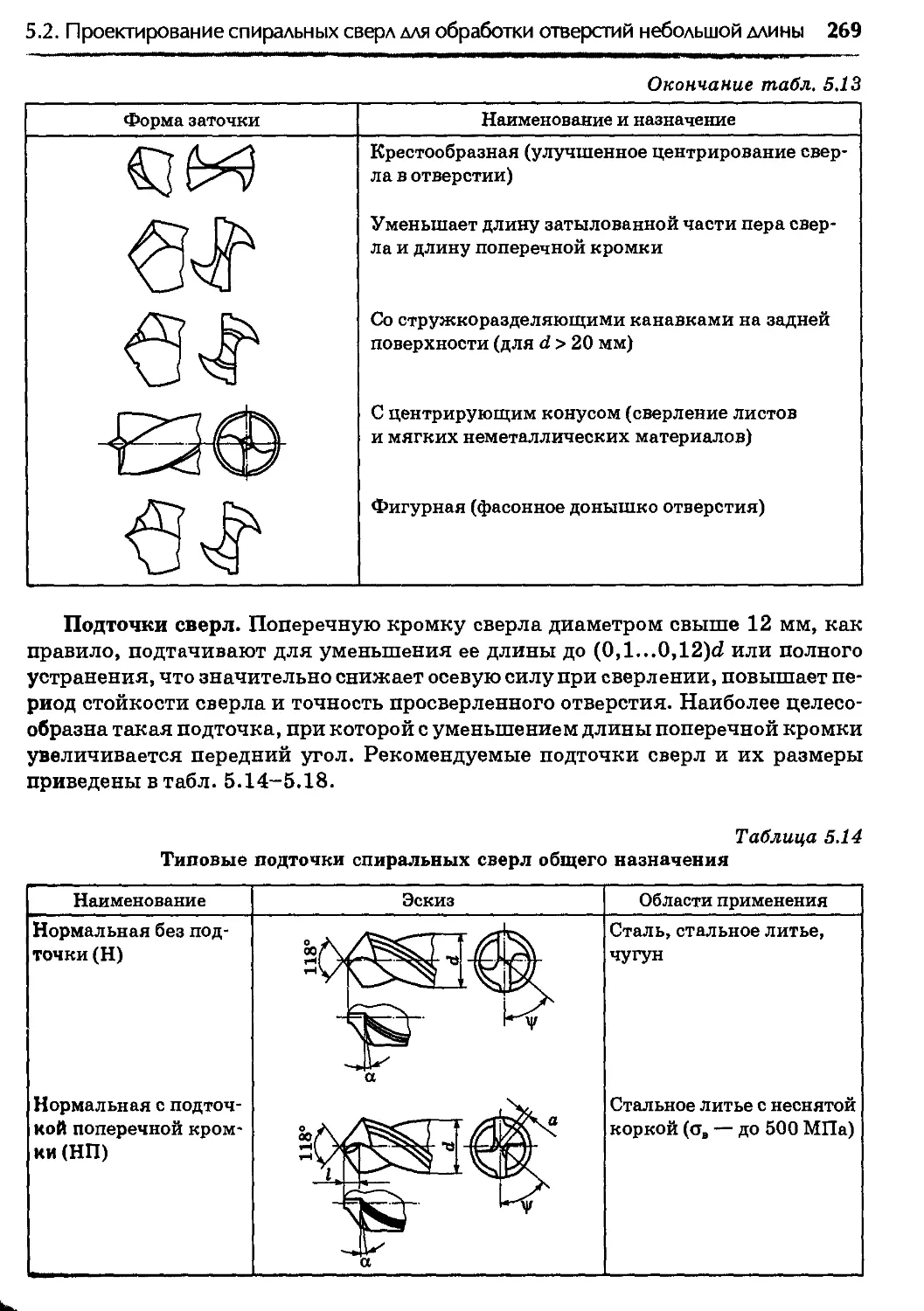
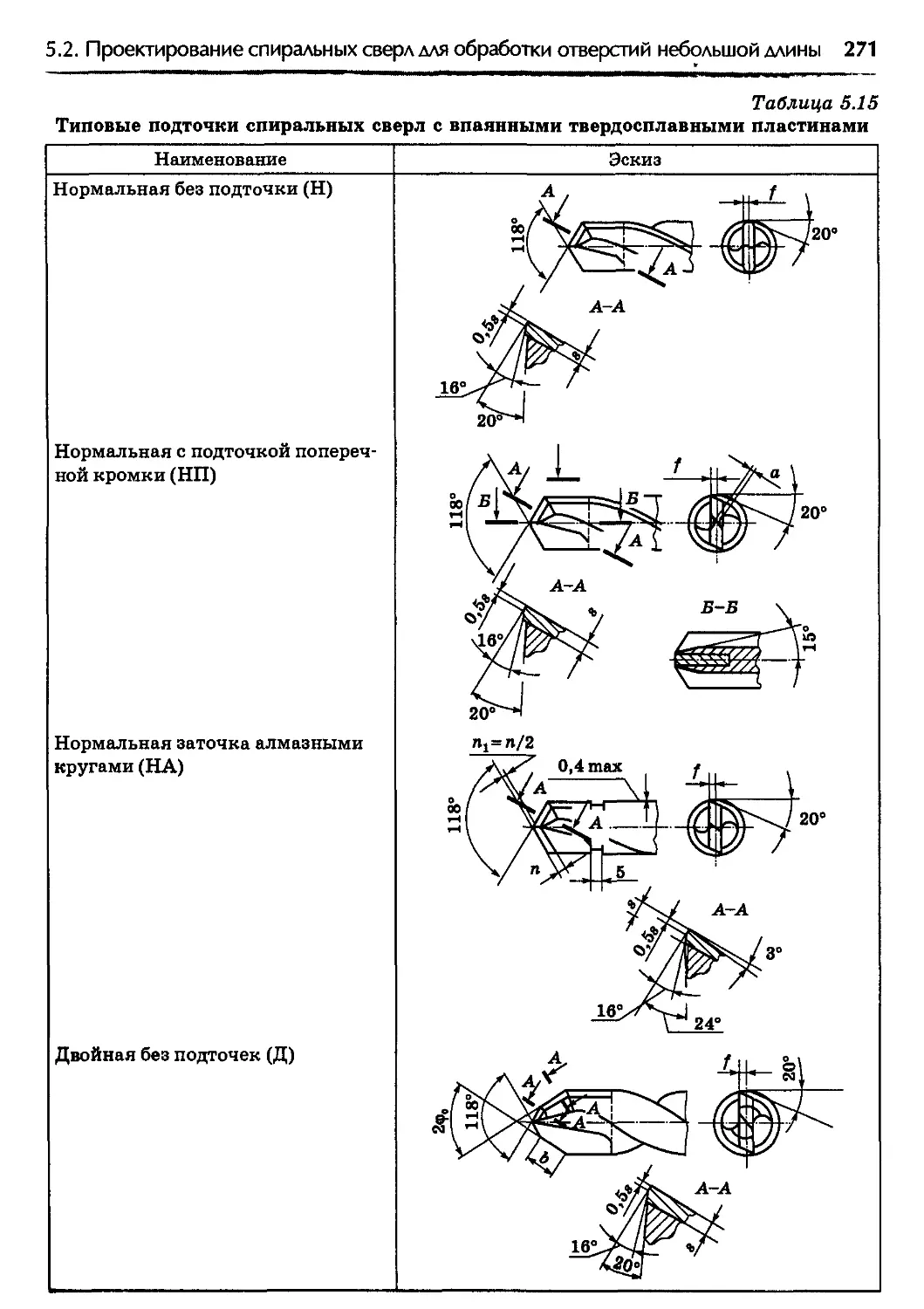
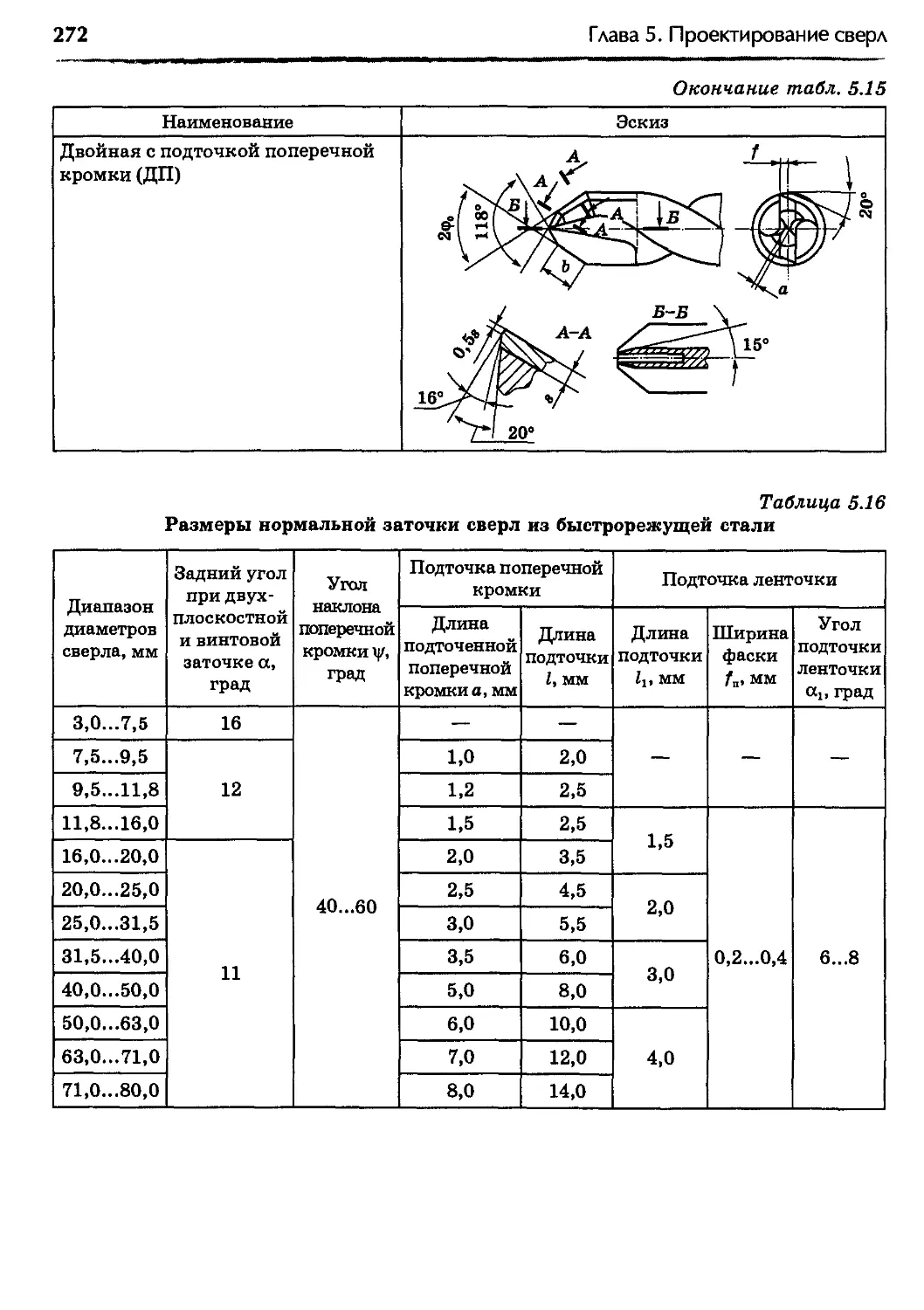
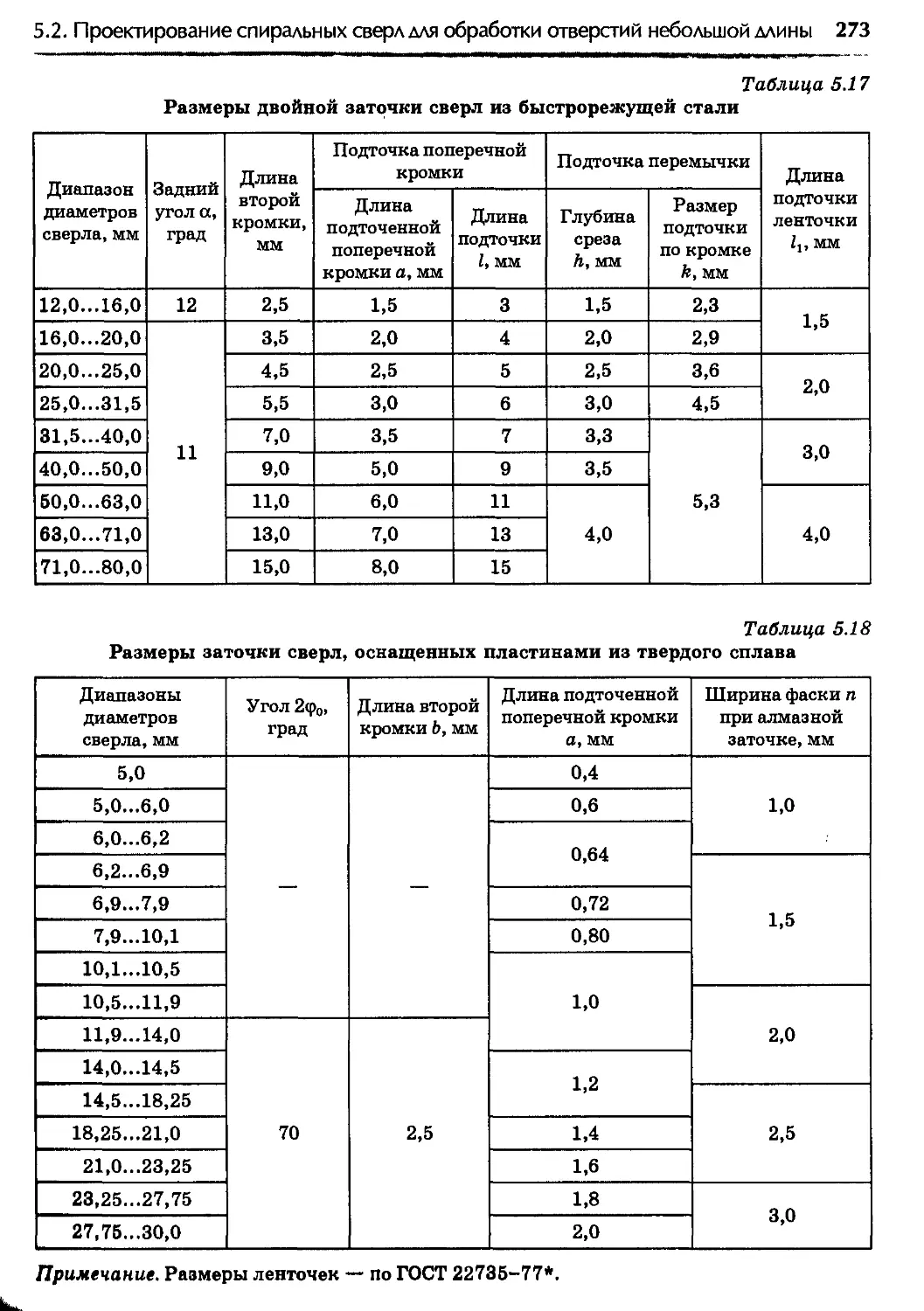
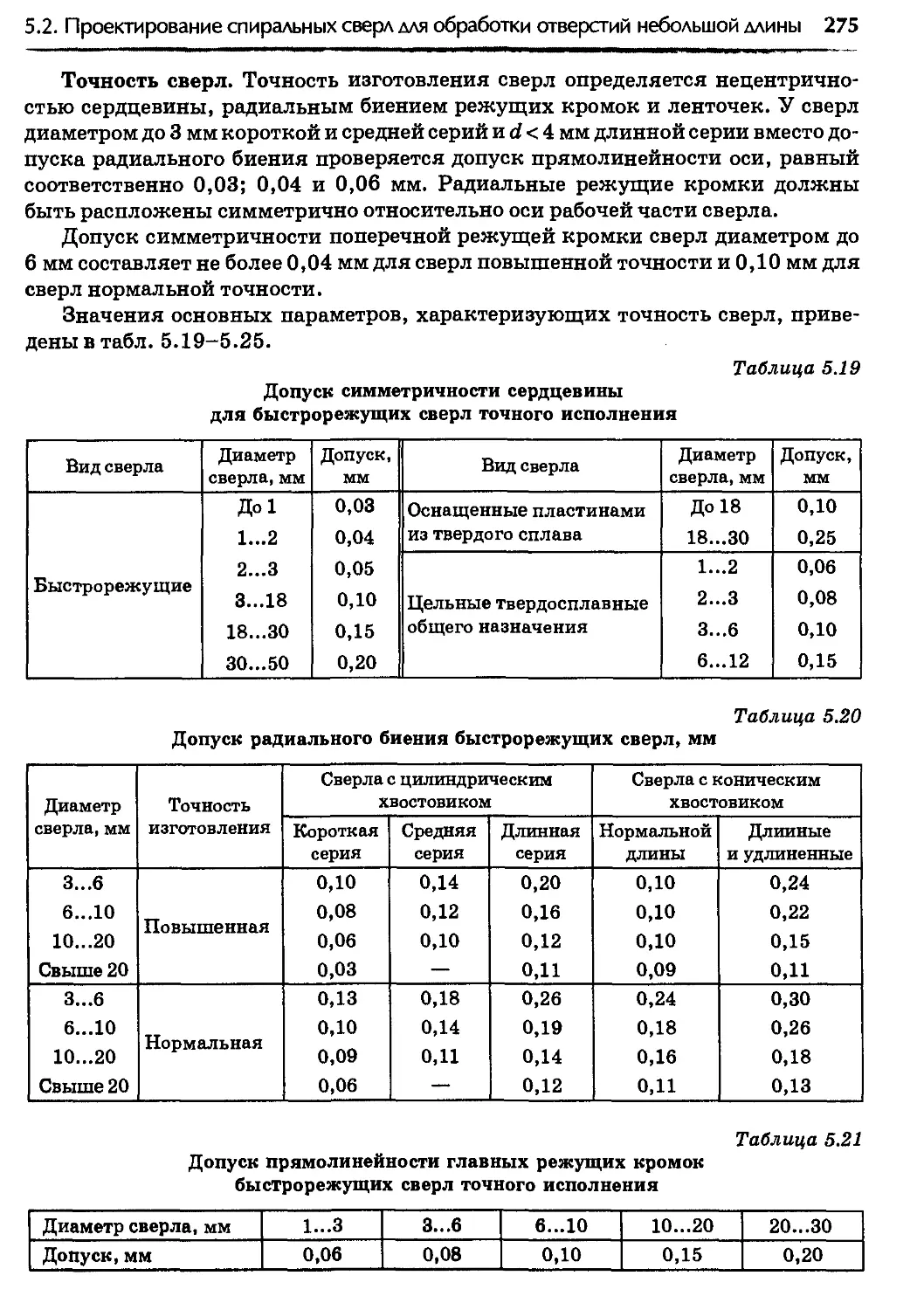
5.2. Проектирование спиральных сверл для обработки отверстий
небольшой длины ..............................................247
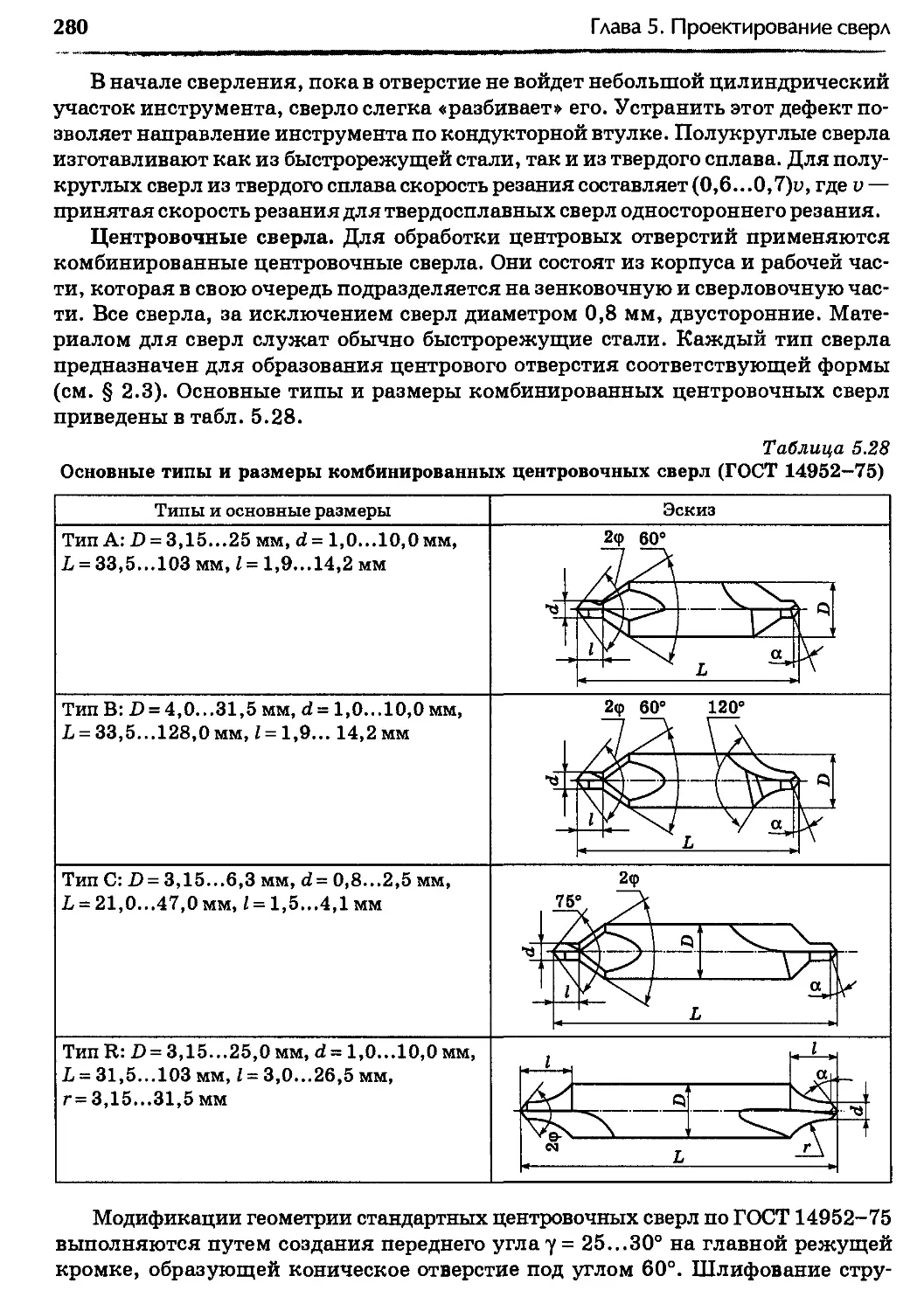
5.3. Перовые, полукруглые и центровочные сверла.....................277
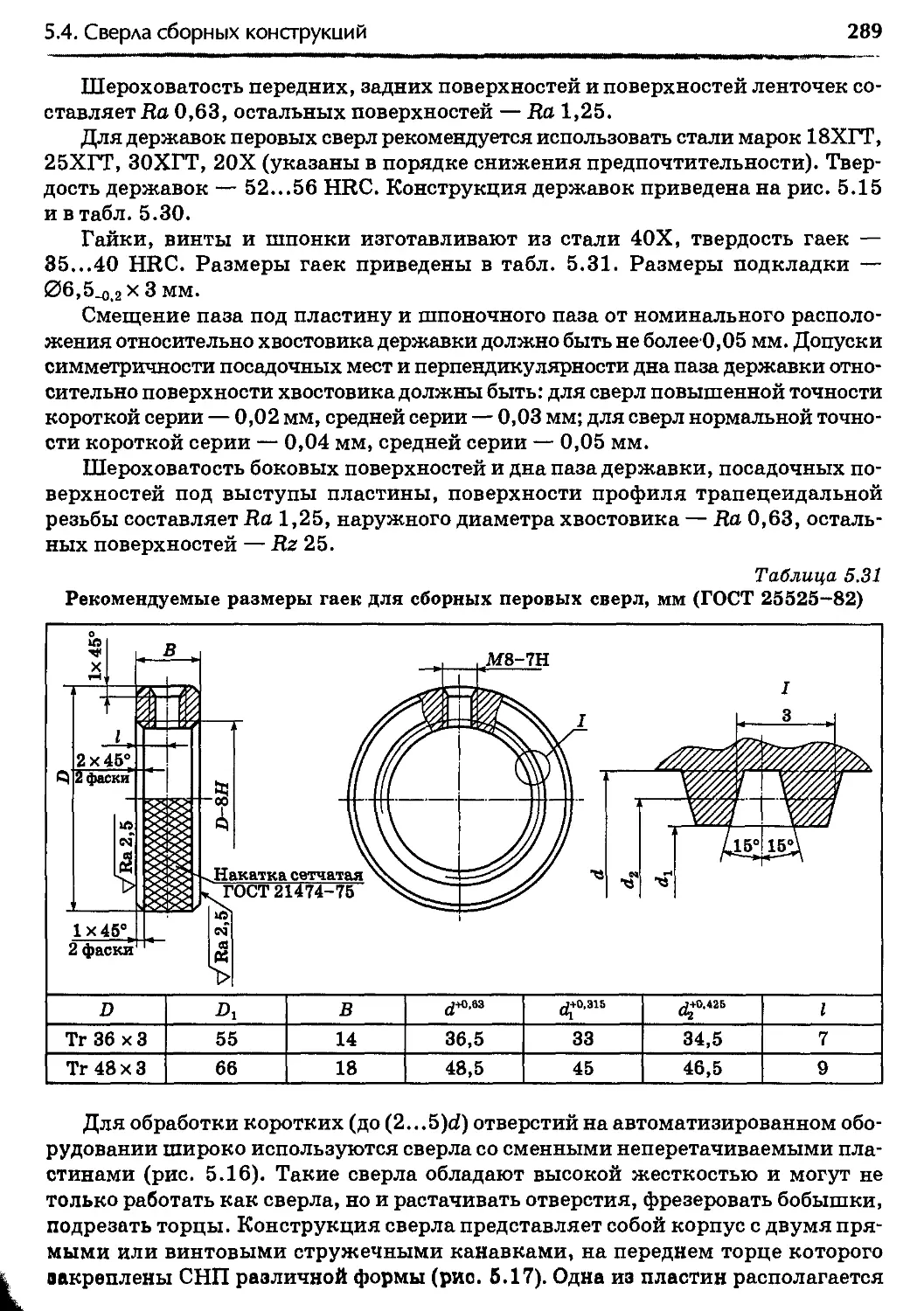
5.4. Сверла сборных конструкций ....................................281
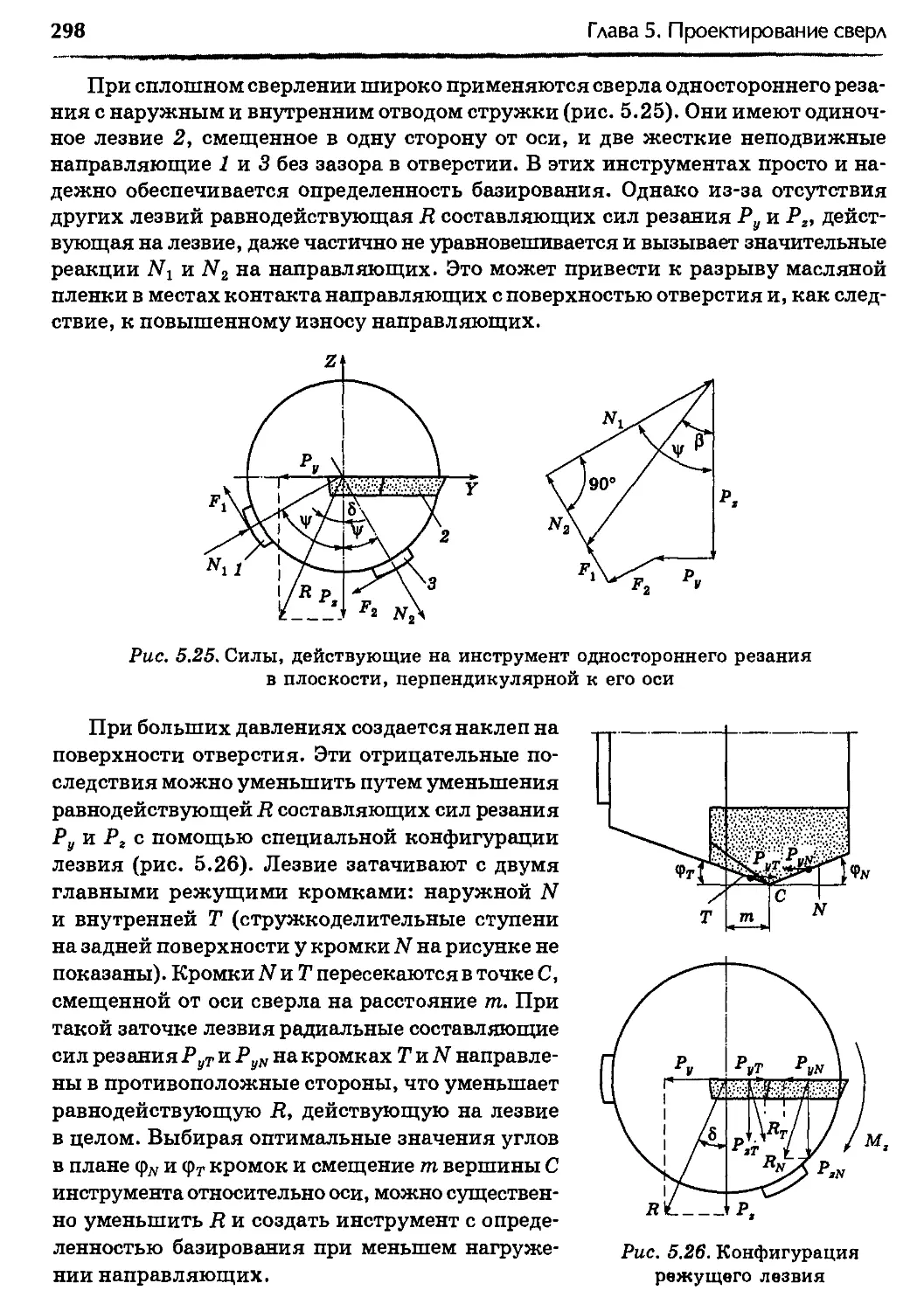
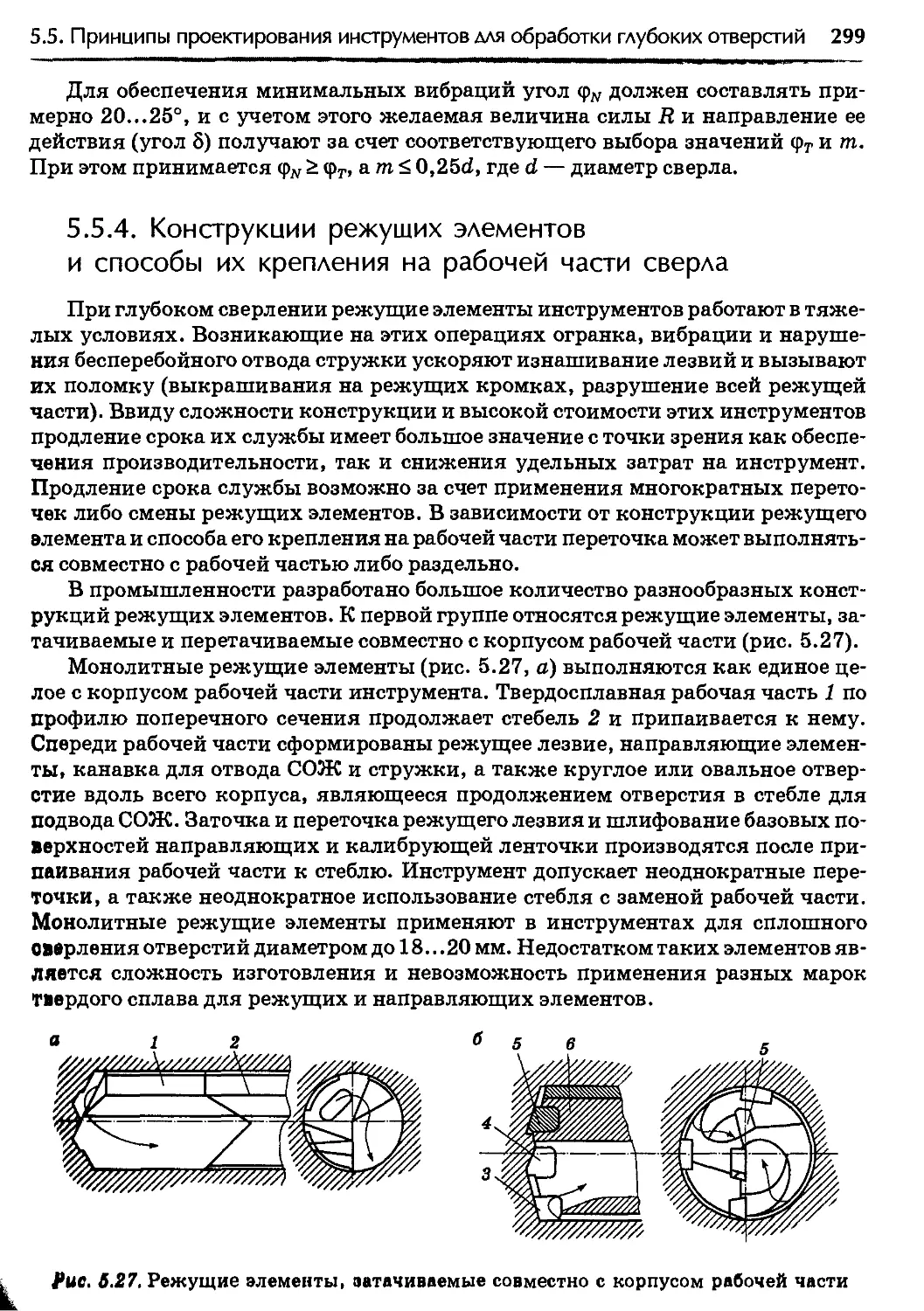
5.5. Общие принципы проектирования инструментов для обработки
глубоких отверстий............................................293
5.5.1. Основные конструктивные элементы сверл для глубокого
сверления .................................................293
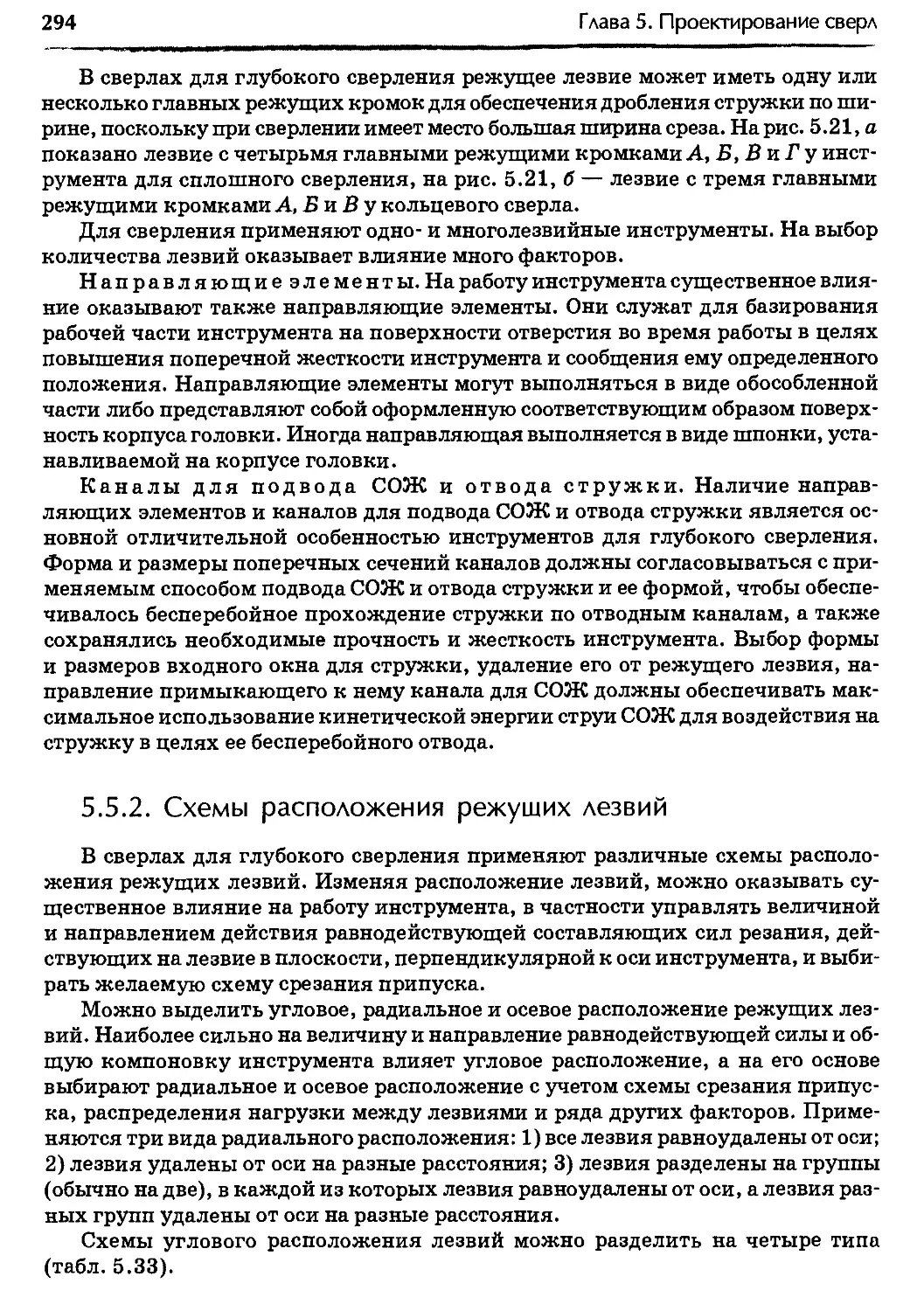
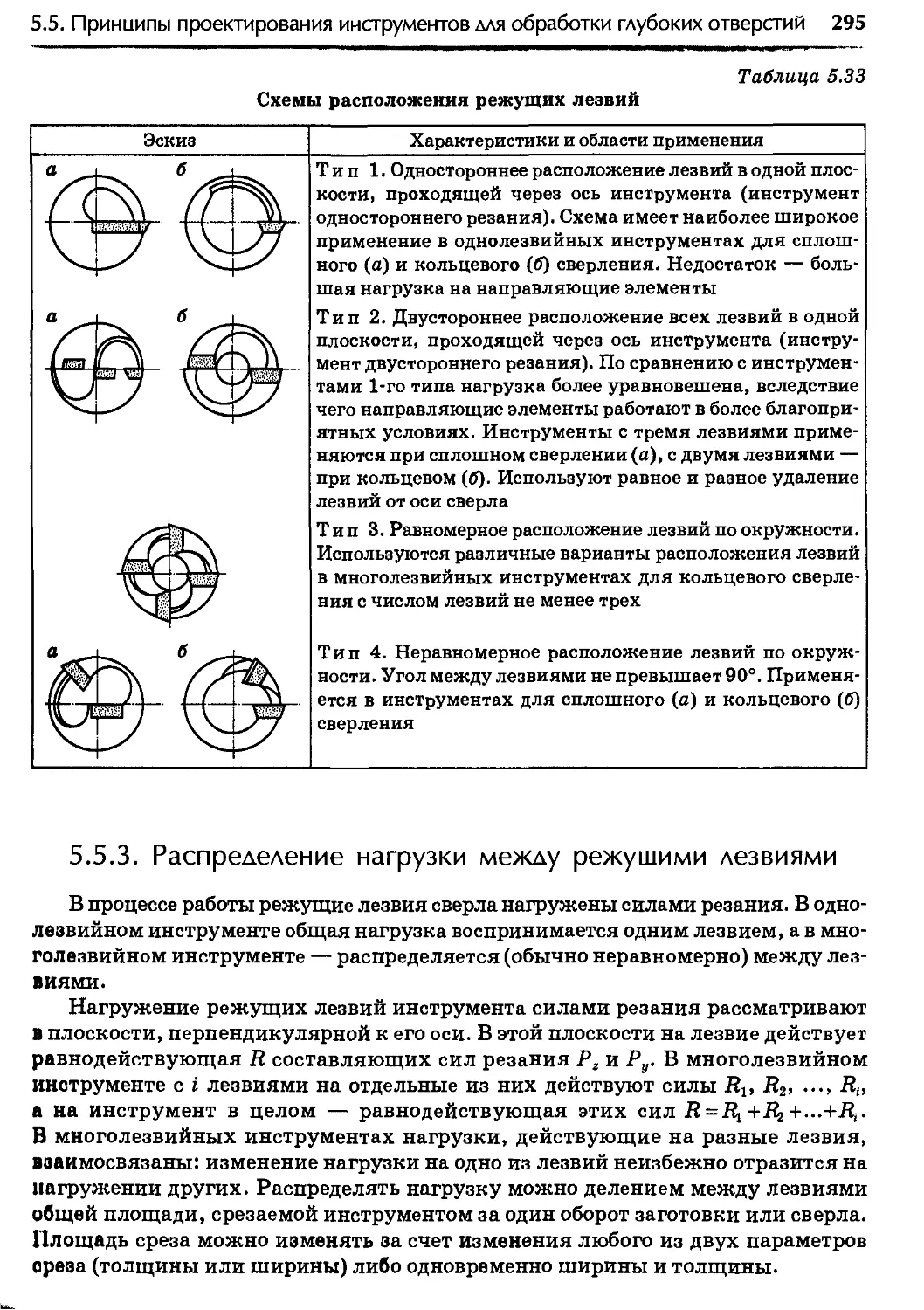
5.5.2. Схемы расположения режущих лезвий .......................294
5.5.3. Распределение нагрузки между режущими лезвиями ..........295
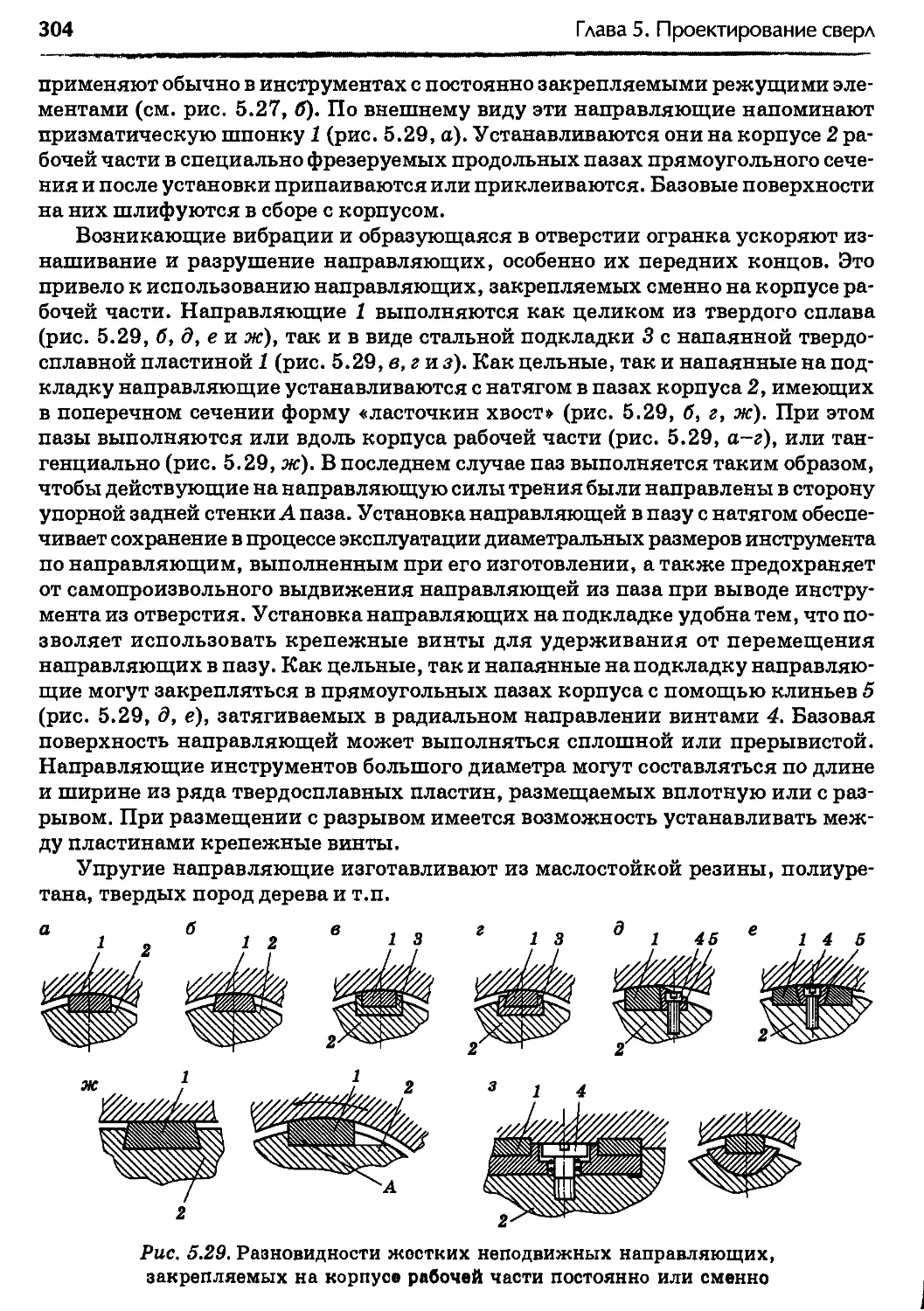
5.5.4. Конструкции режущих элементов и способы их крепления
на рабочей части сверла ...................................299
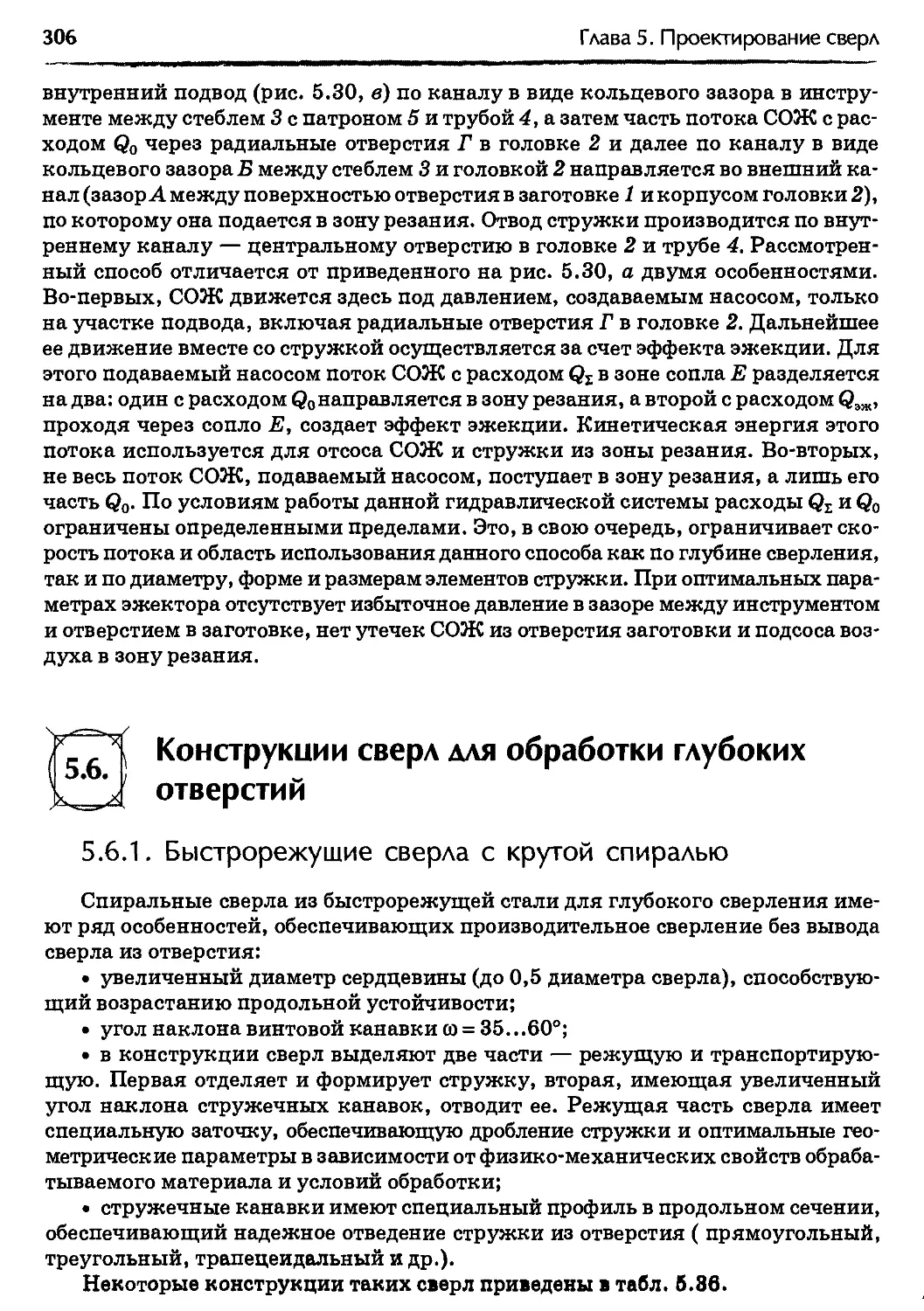
5.5.5. Разновидности направляющих элементов сверл глубокого
сверления .................................................301
5.5.6. Способы и устройства подвода СОЖ и отвода стружки........305
5.6. Конструкции сверл для обработки глубоких отверстий.............306
5.6.1. Быстрорежущие сверла с крутой спиралью...................306
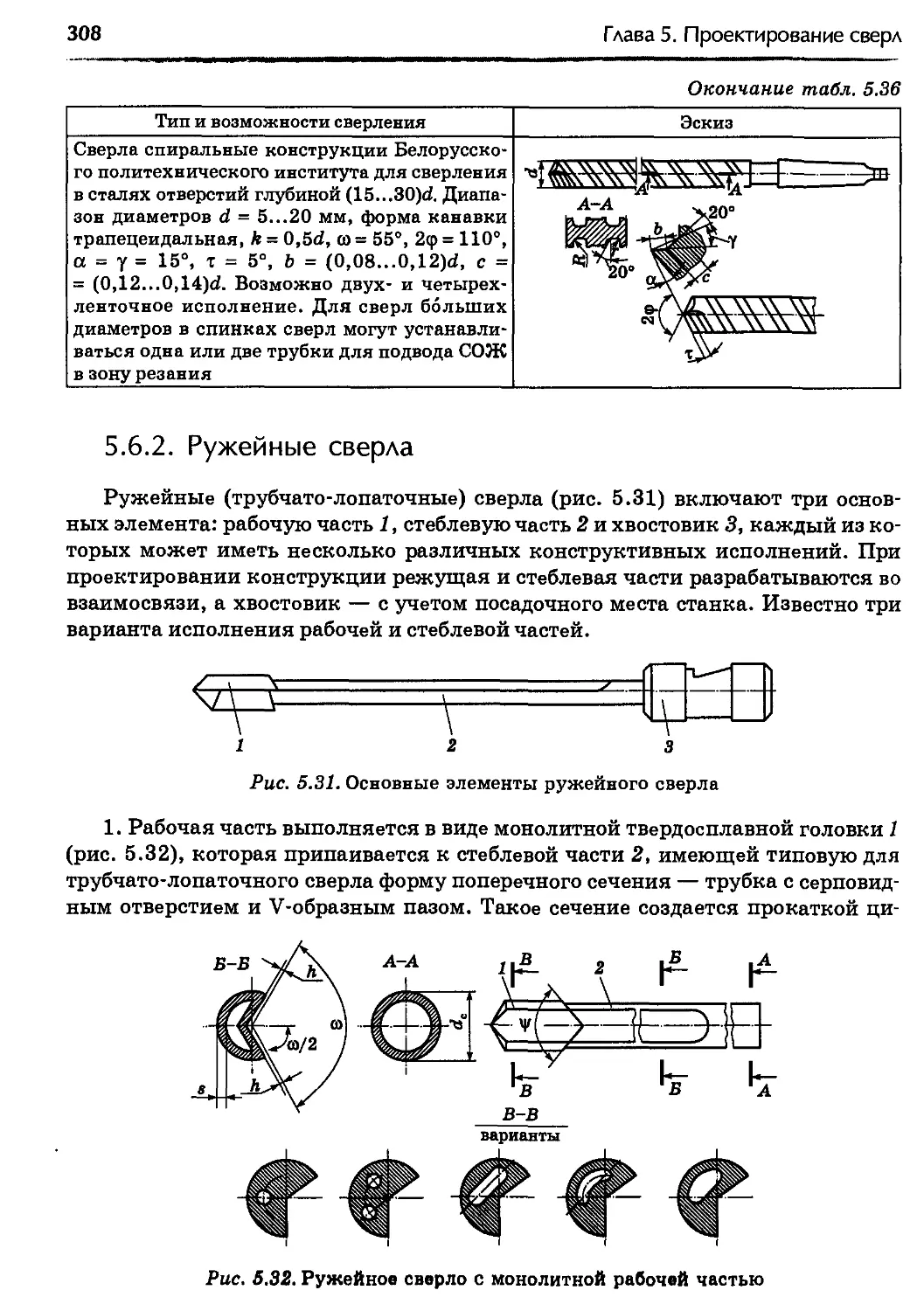
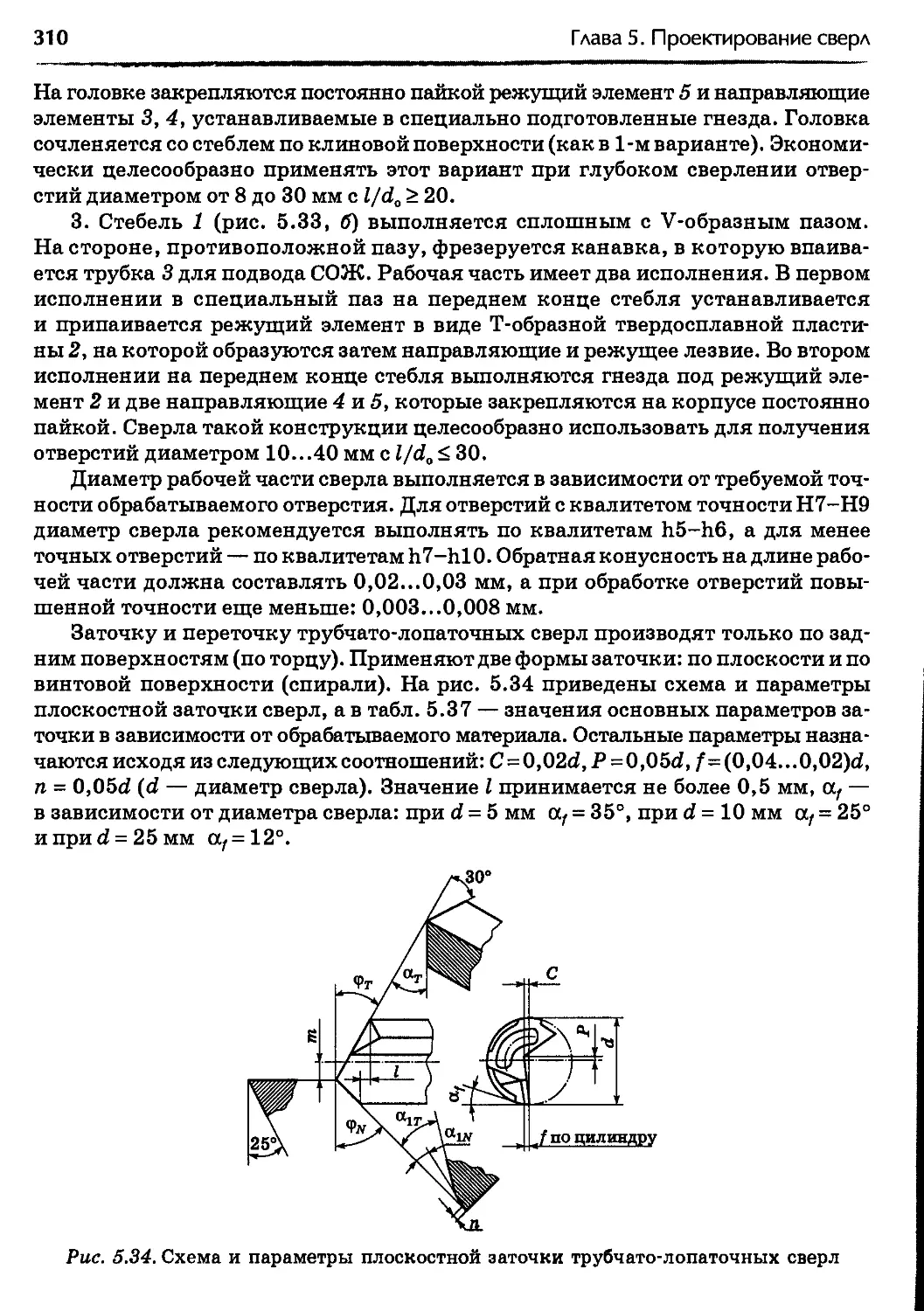
5.6.2. Ружейные сверла .........................................308
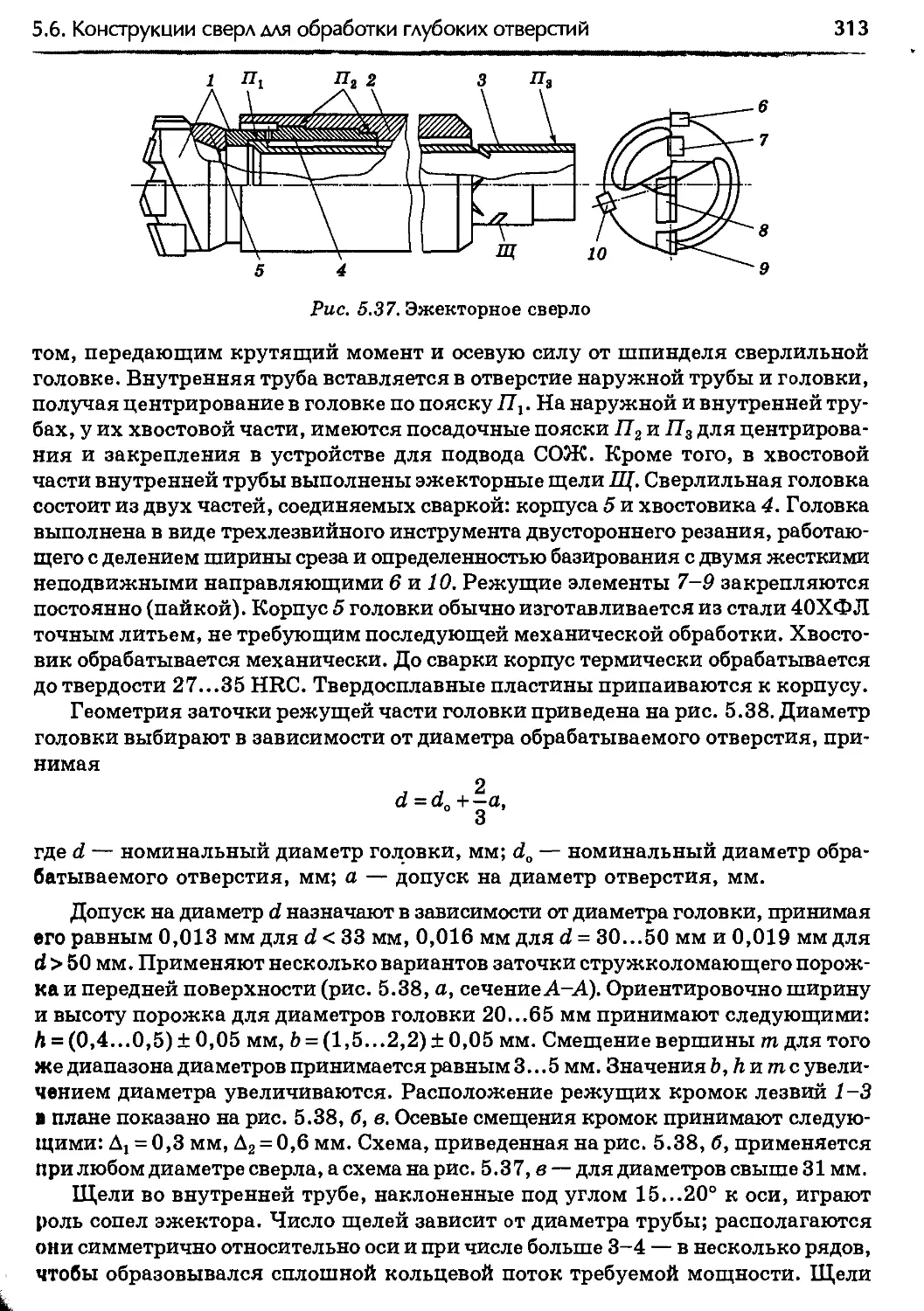
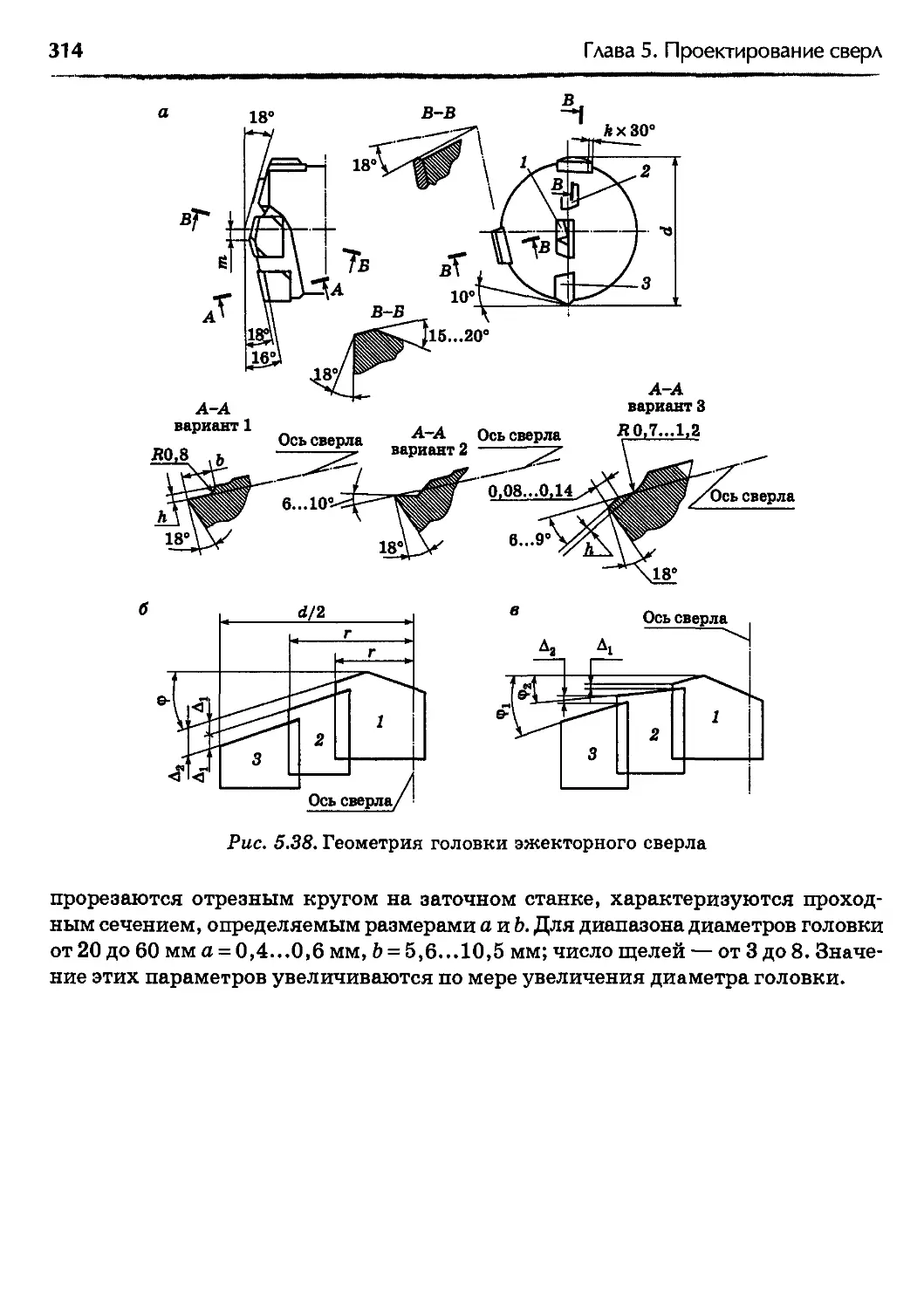
5.6.3. Эжекторные сверла ..................................... 312
Оглавление
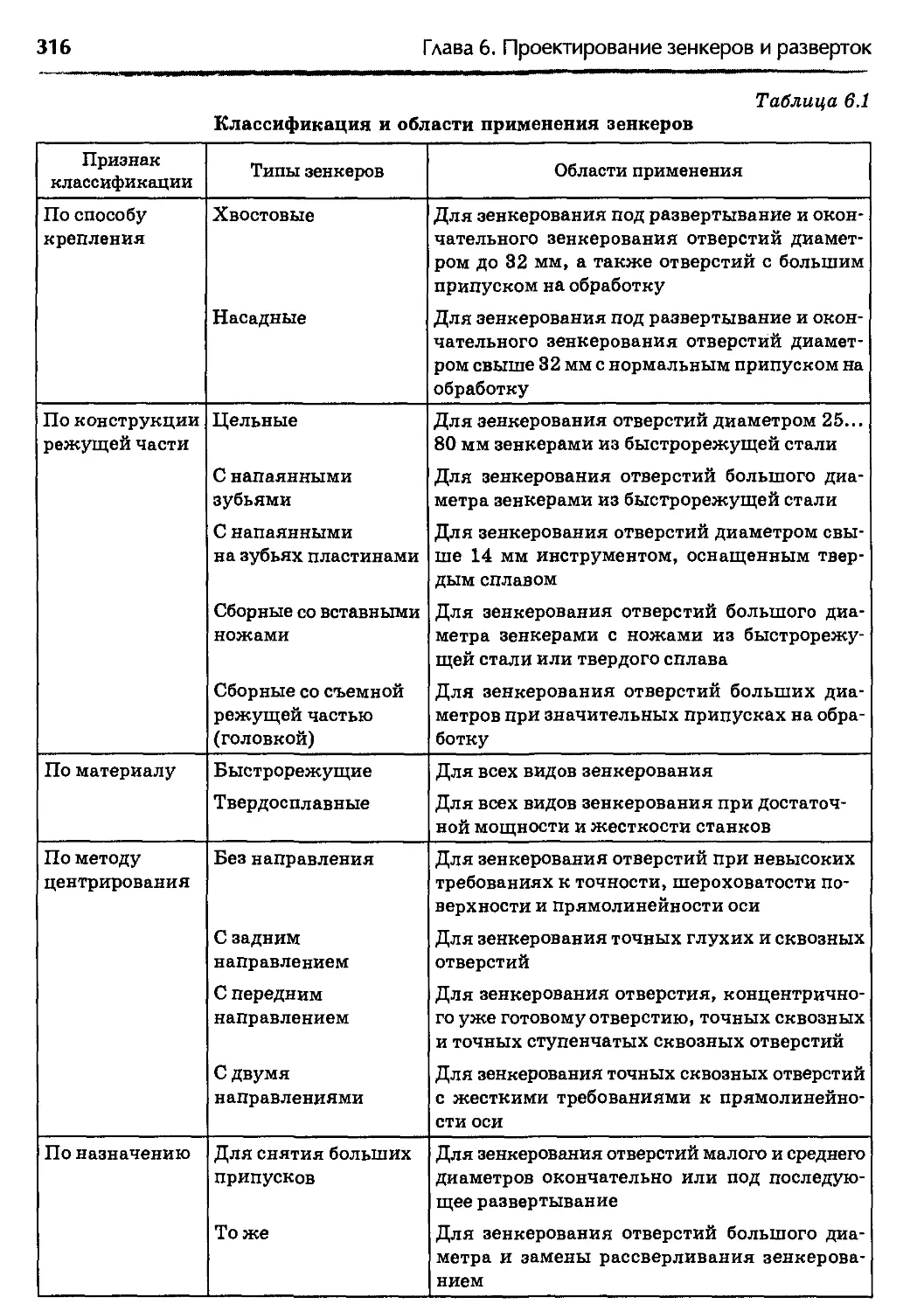
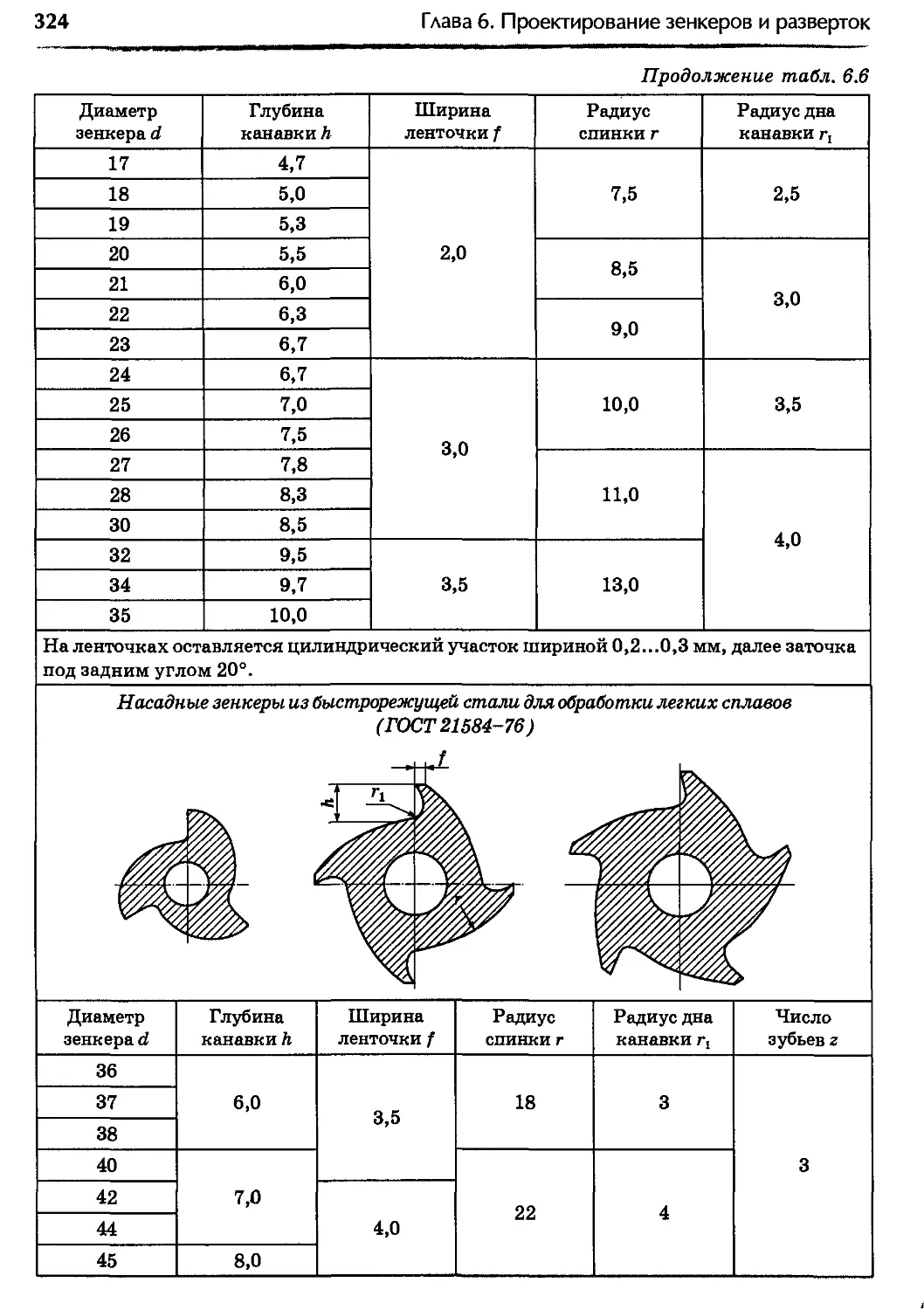
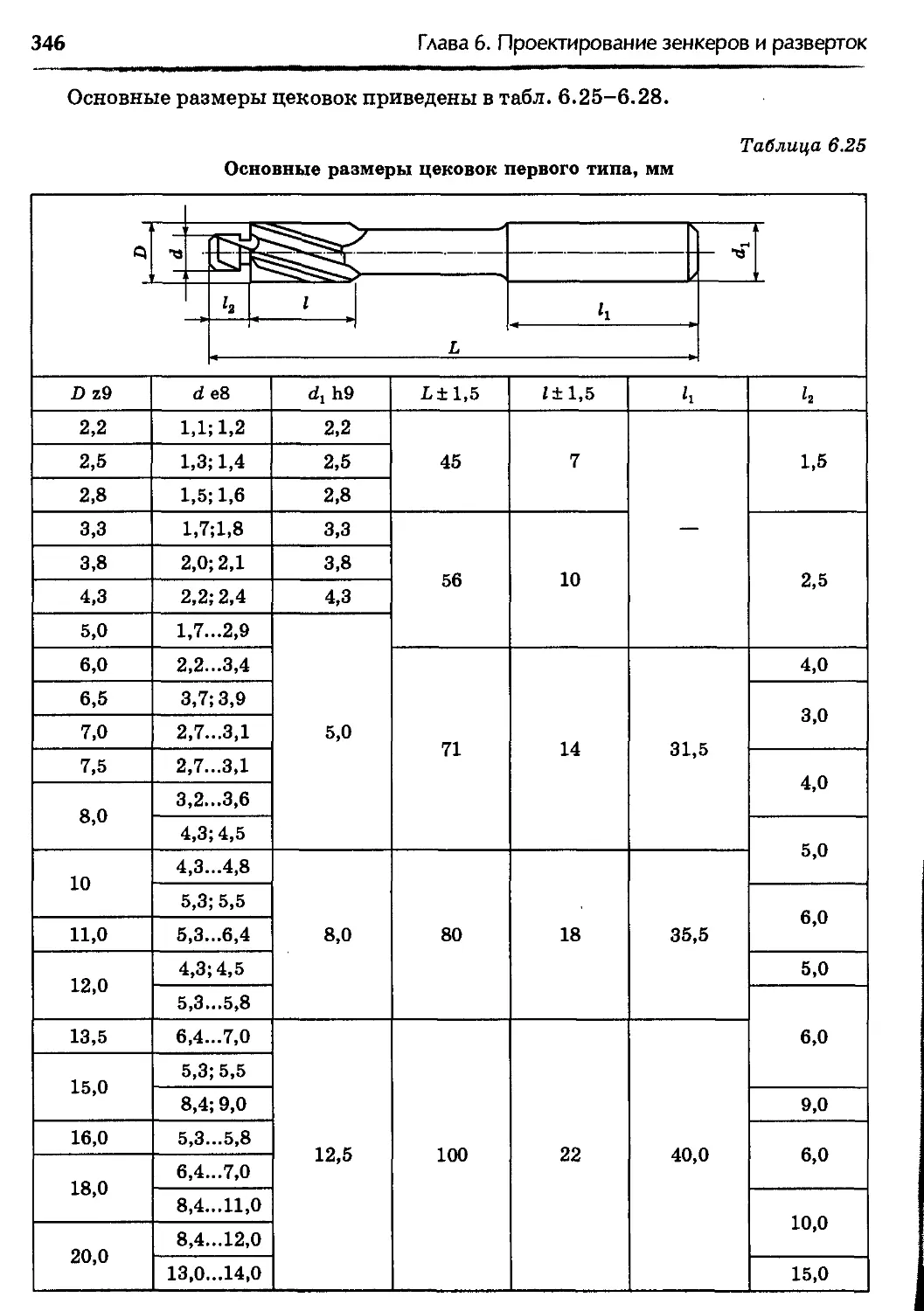
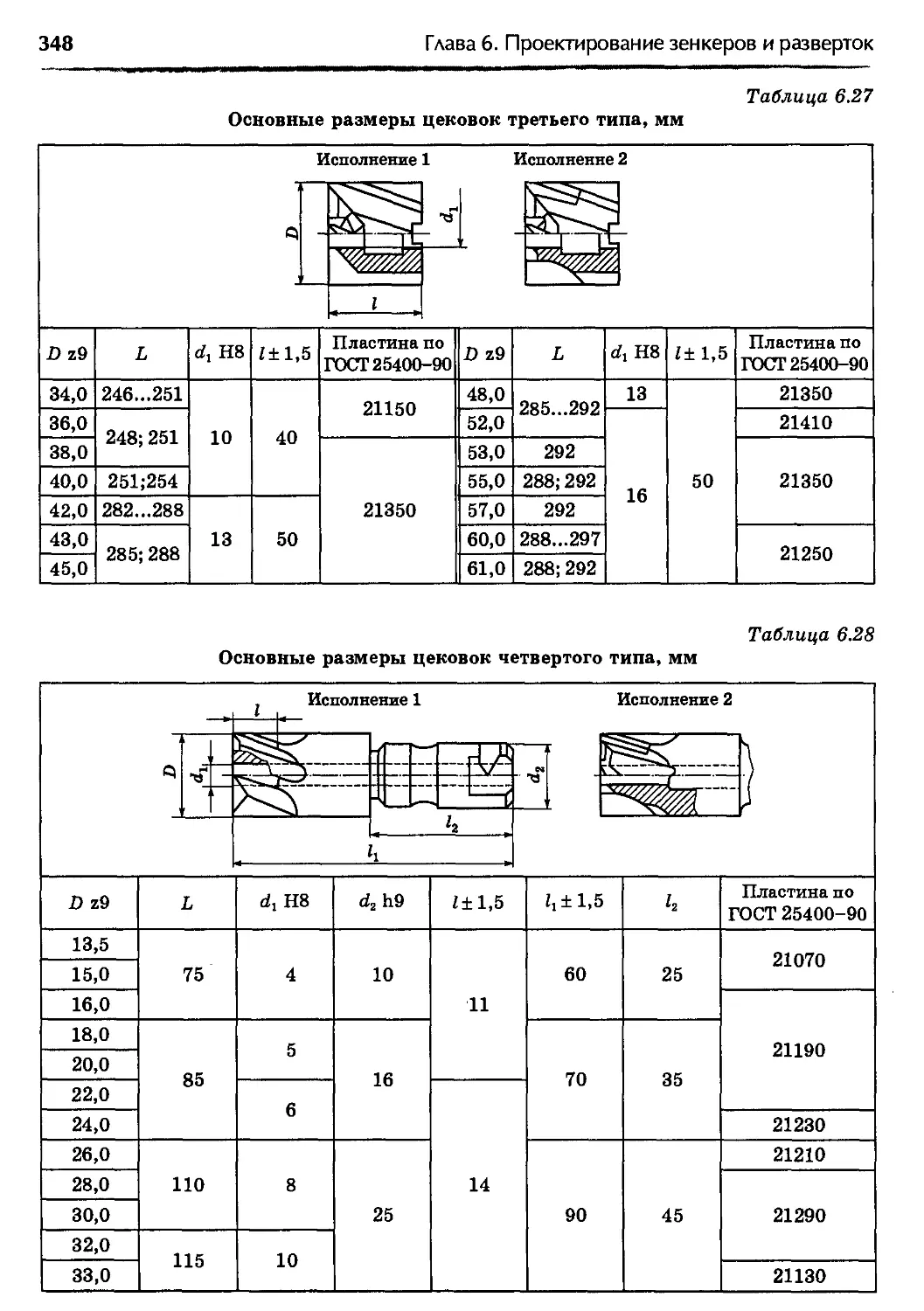
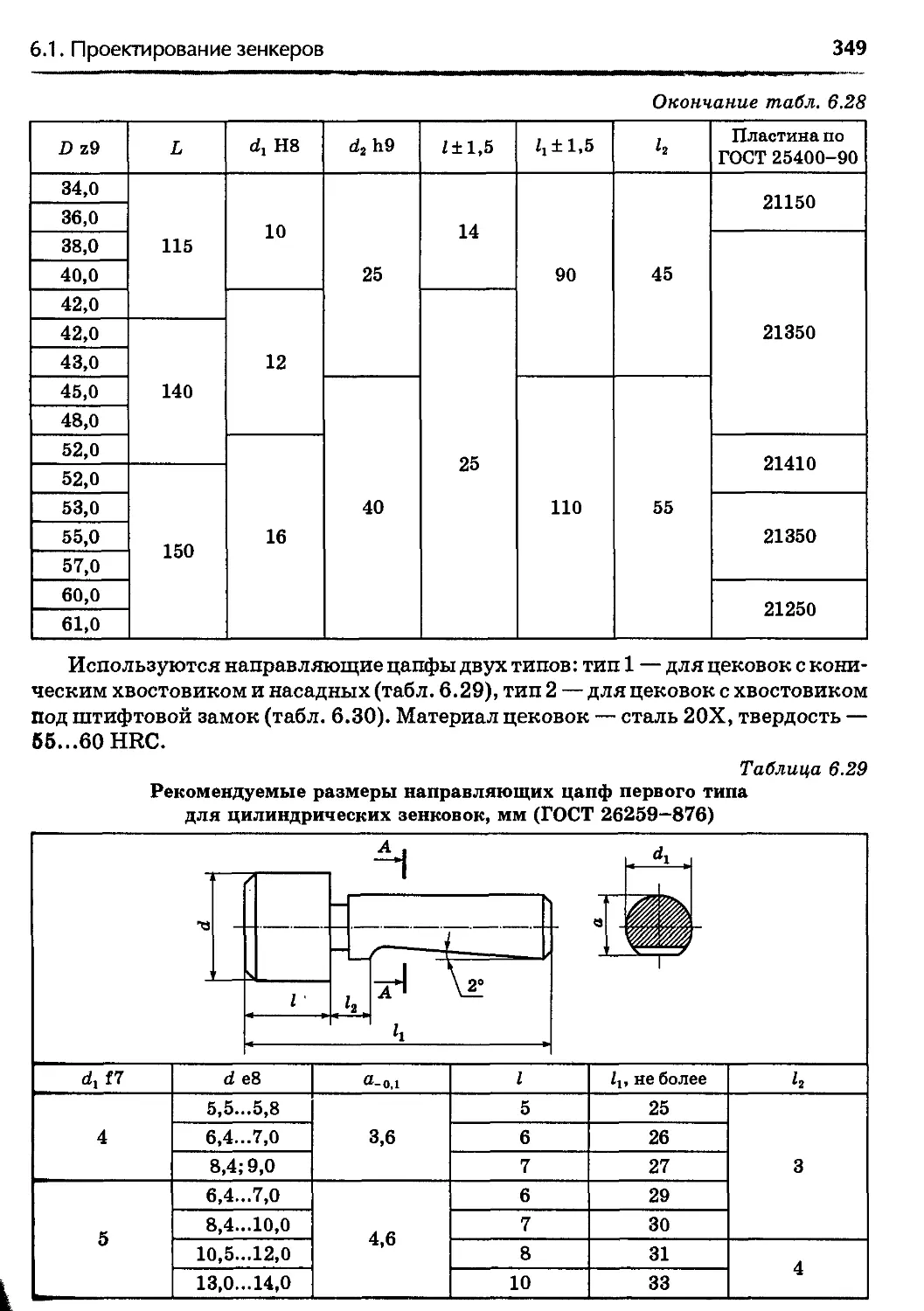
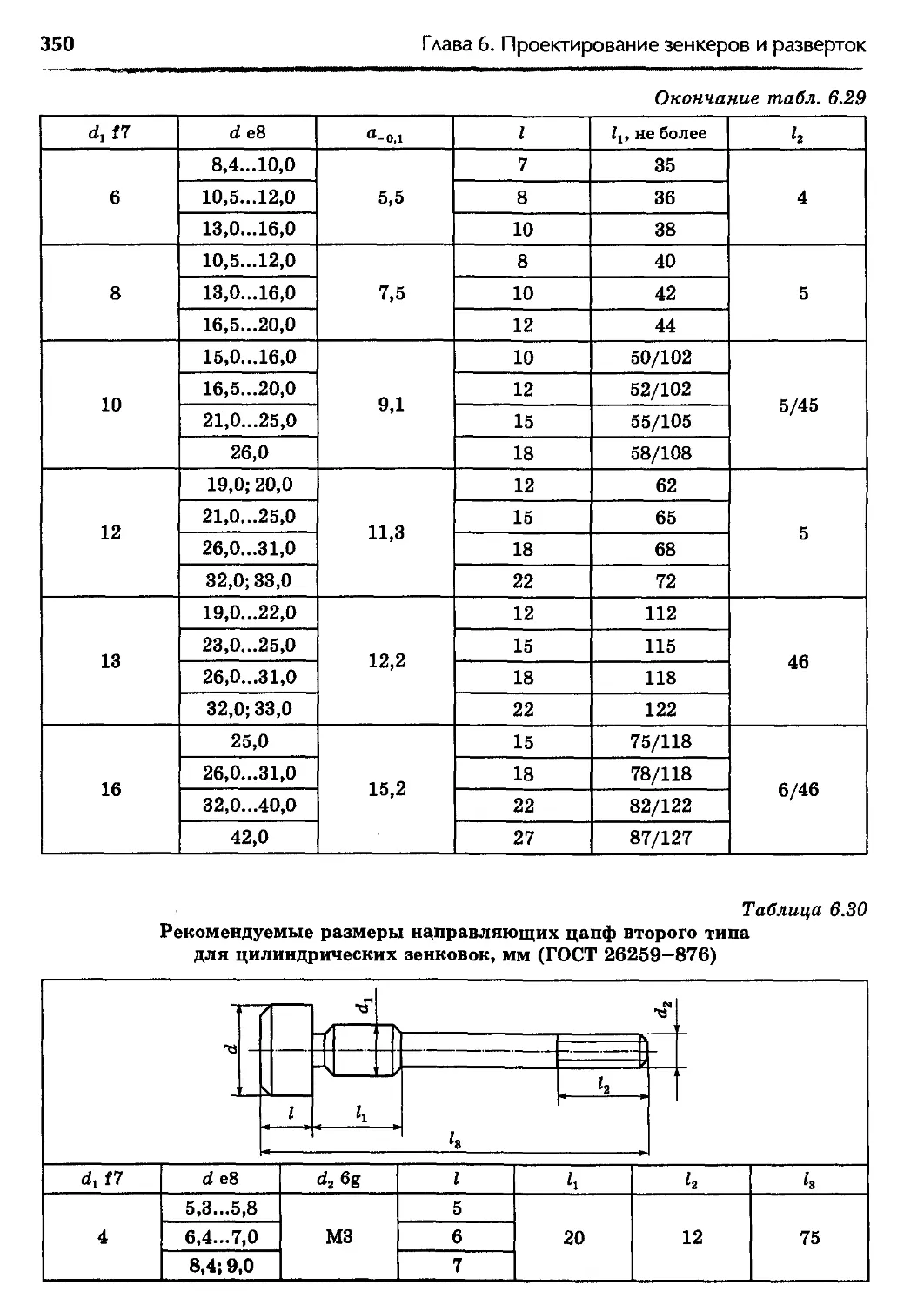
Глава 6. Проектирование зенкеров и разверток .................31
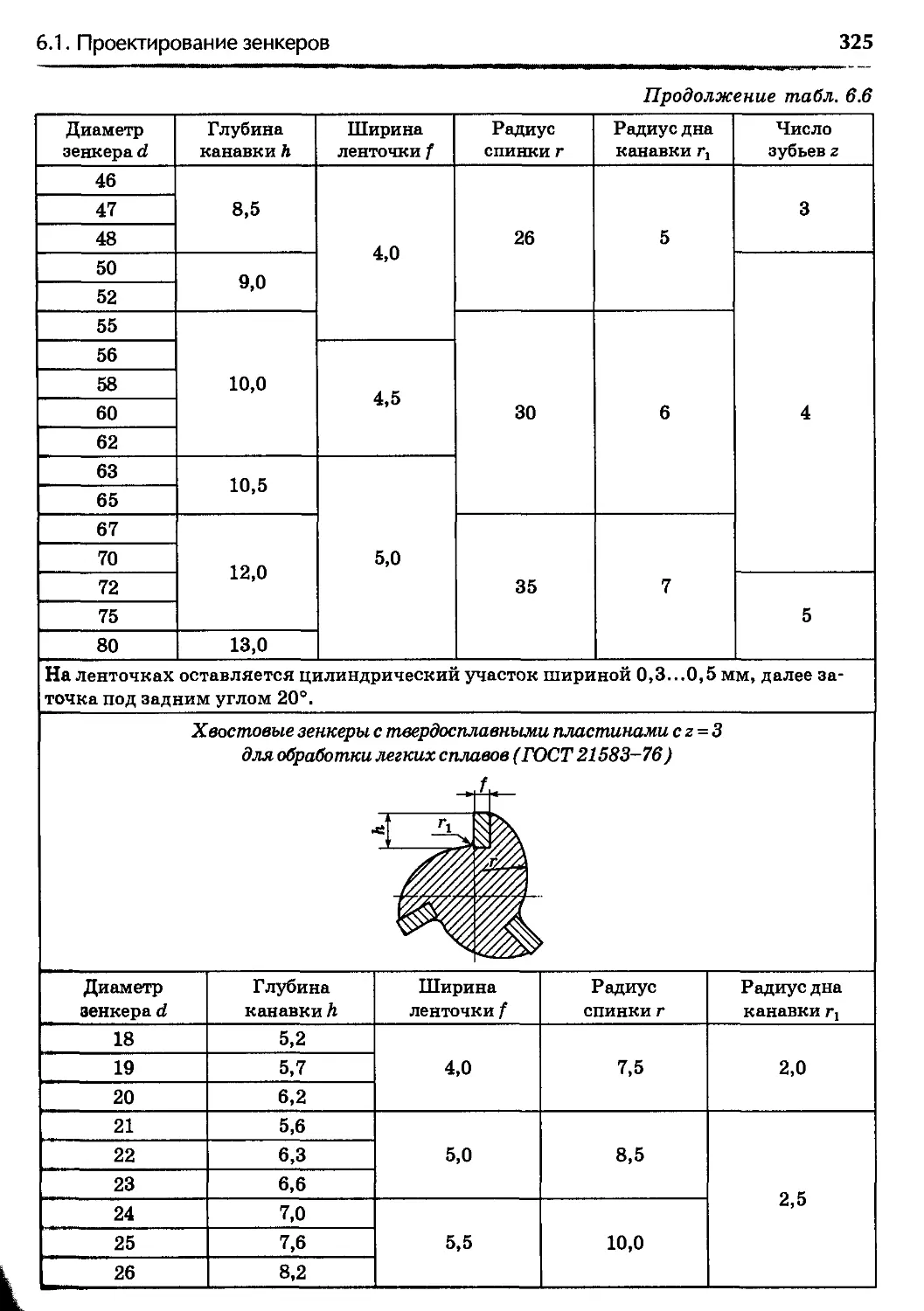
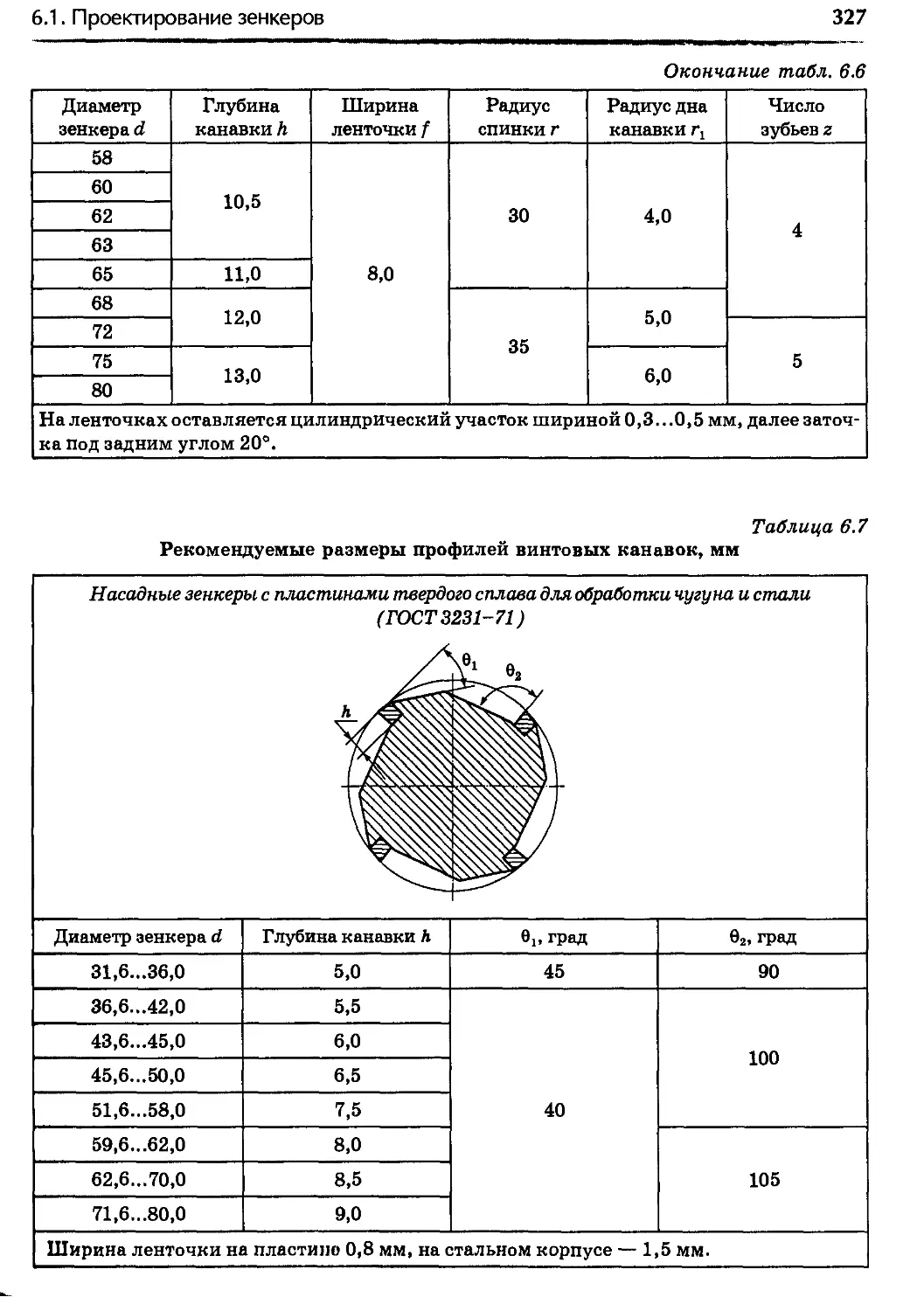
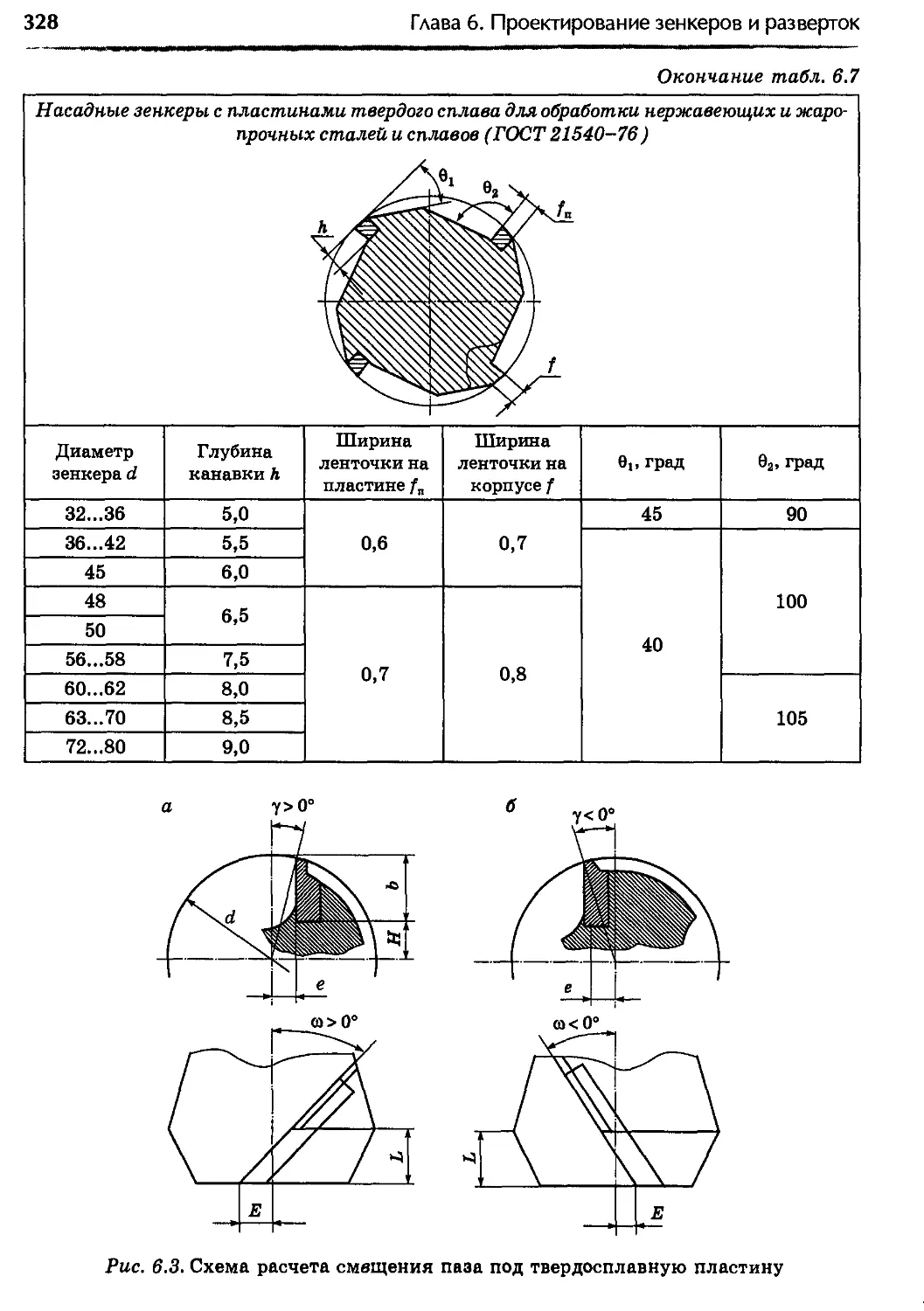
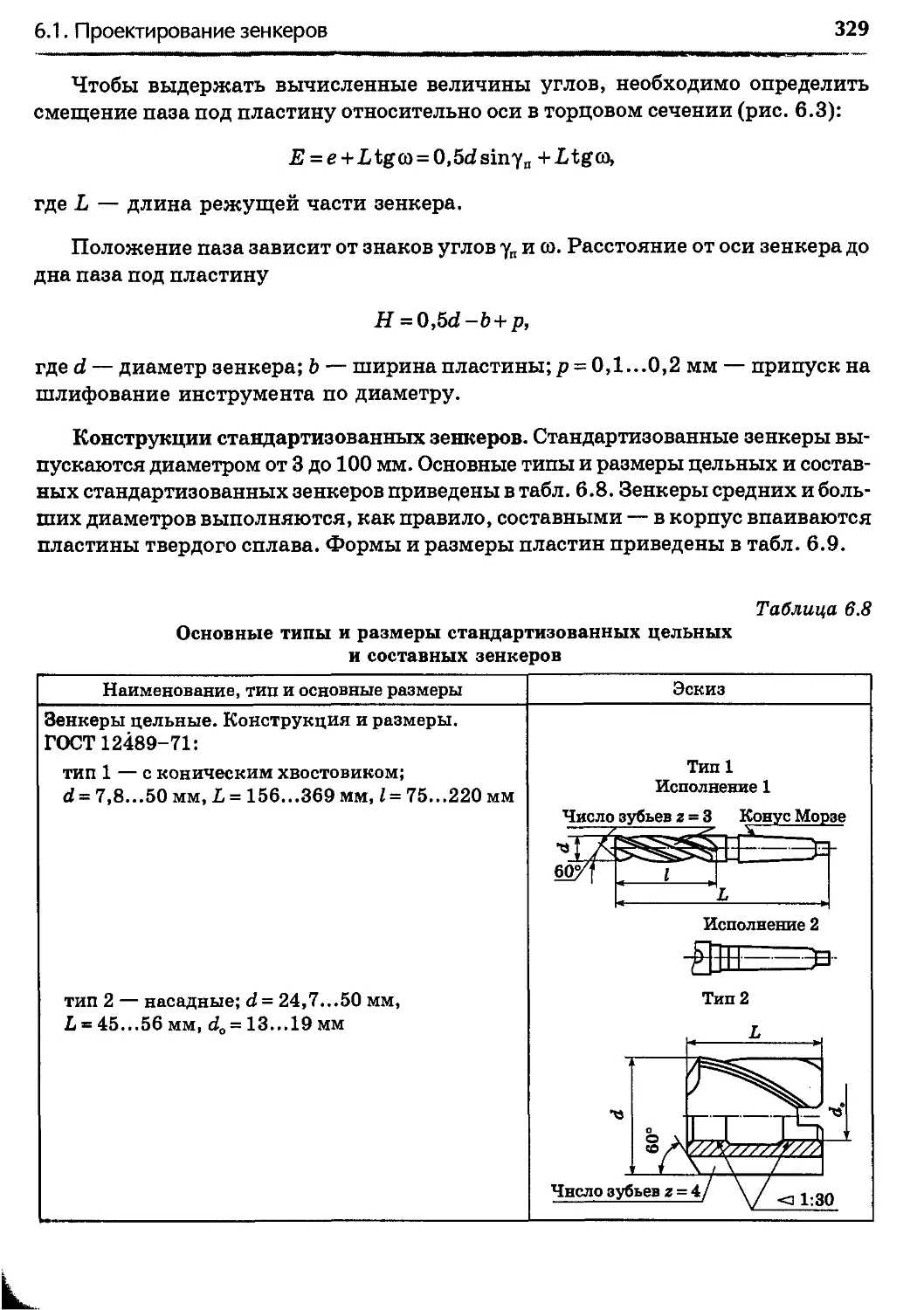
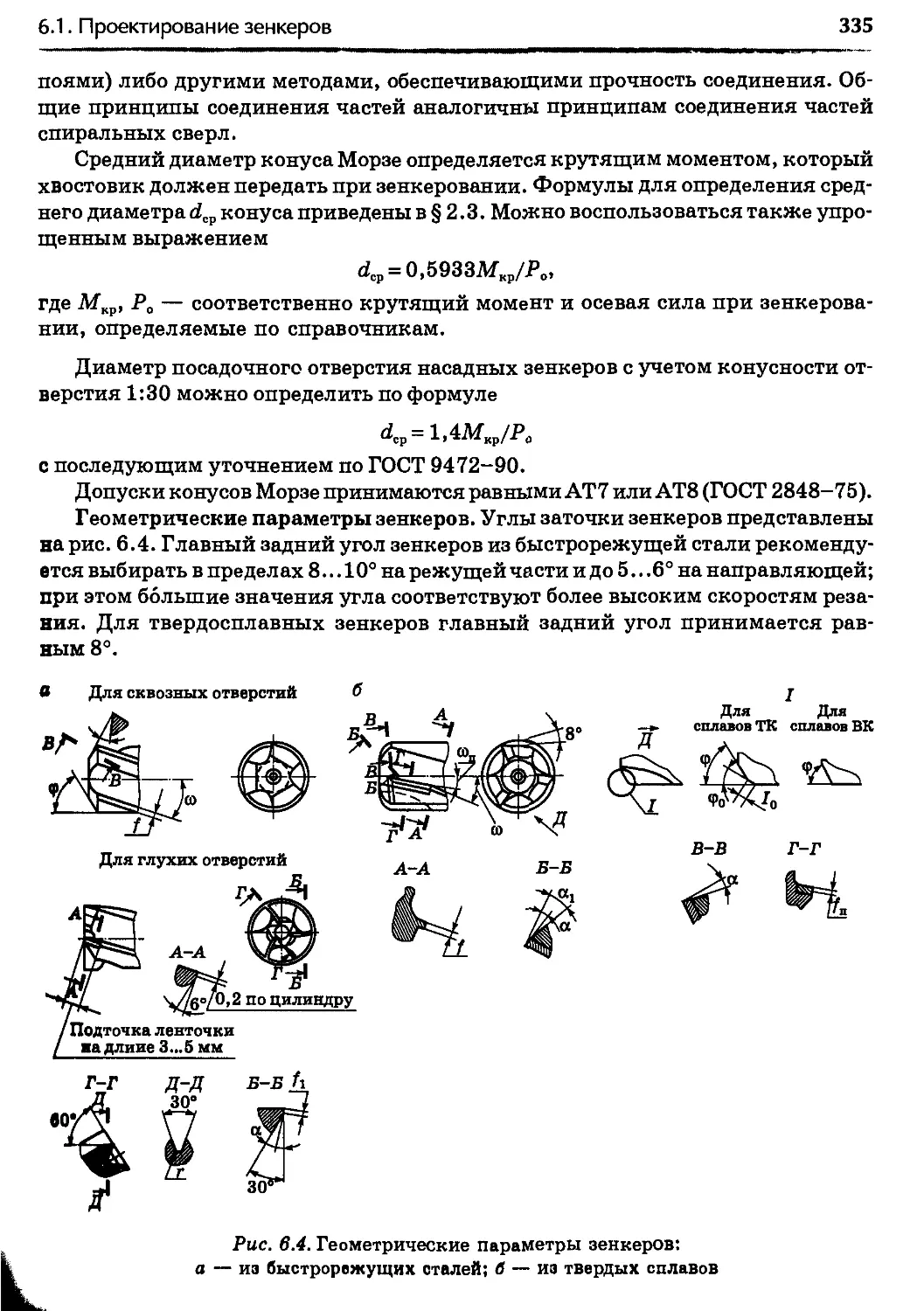
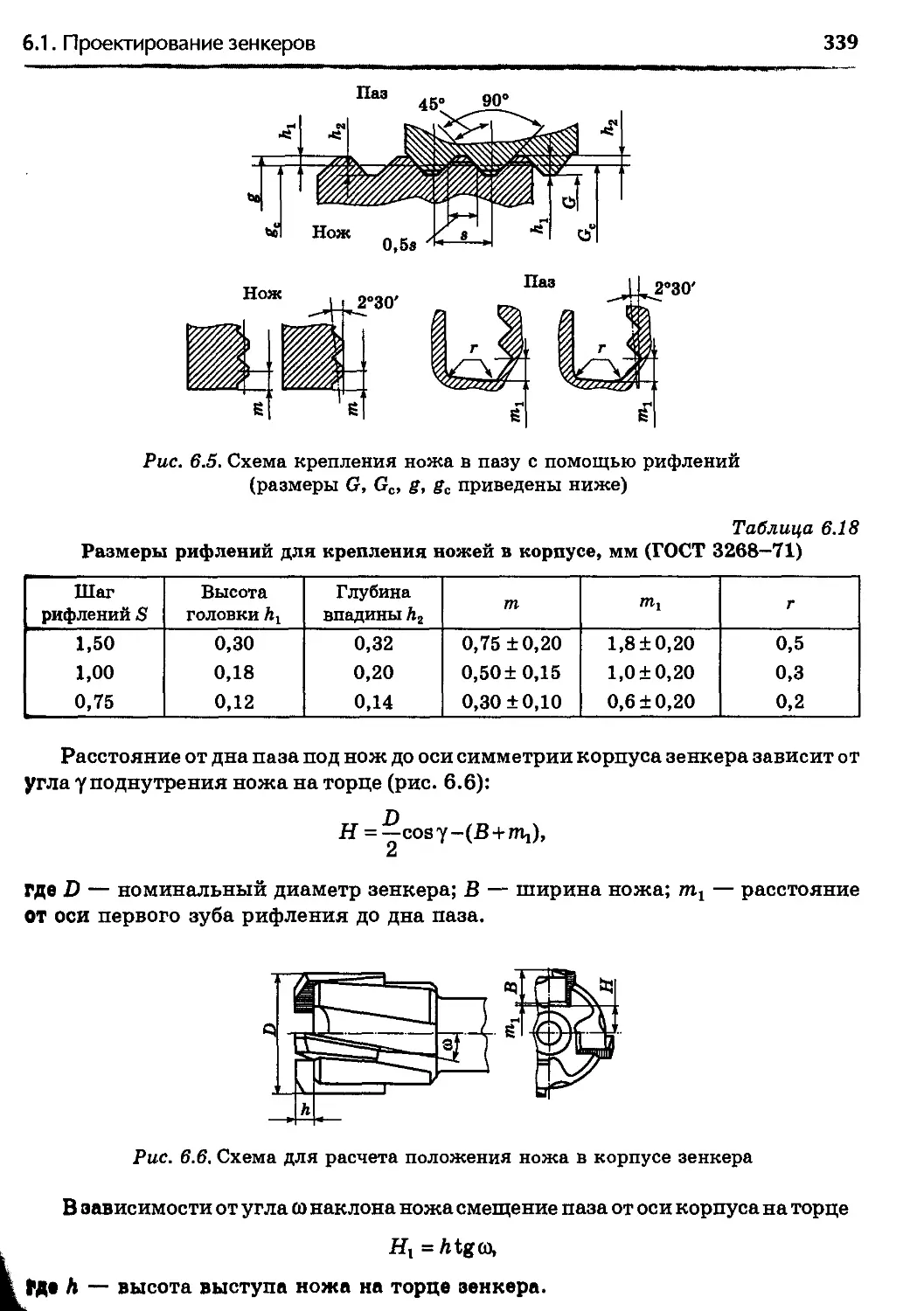
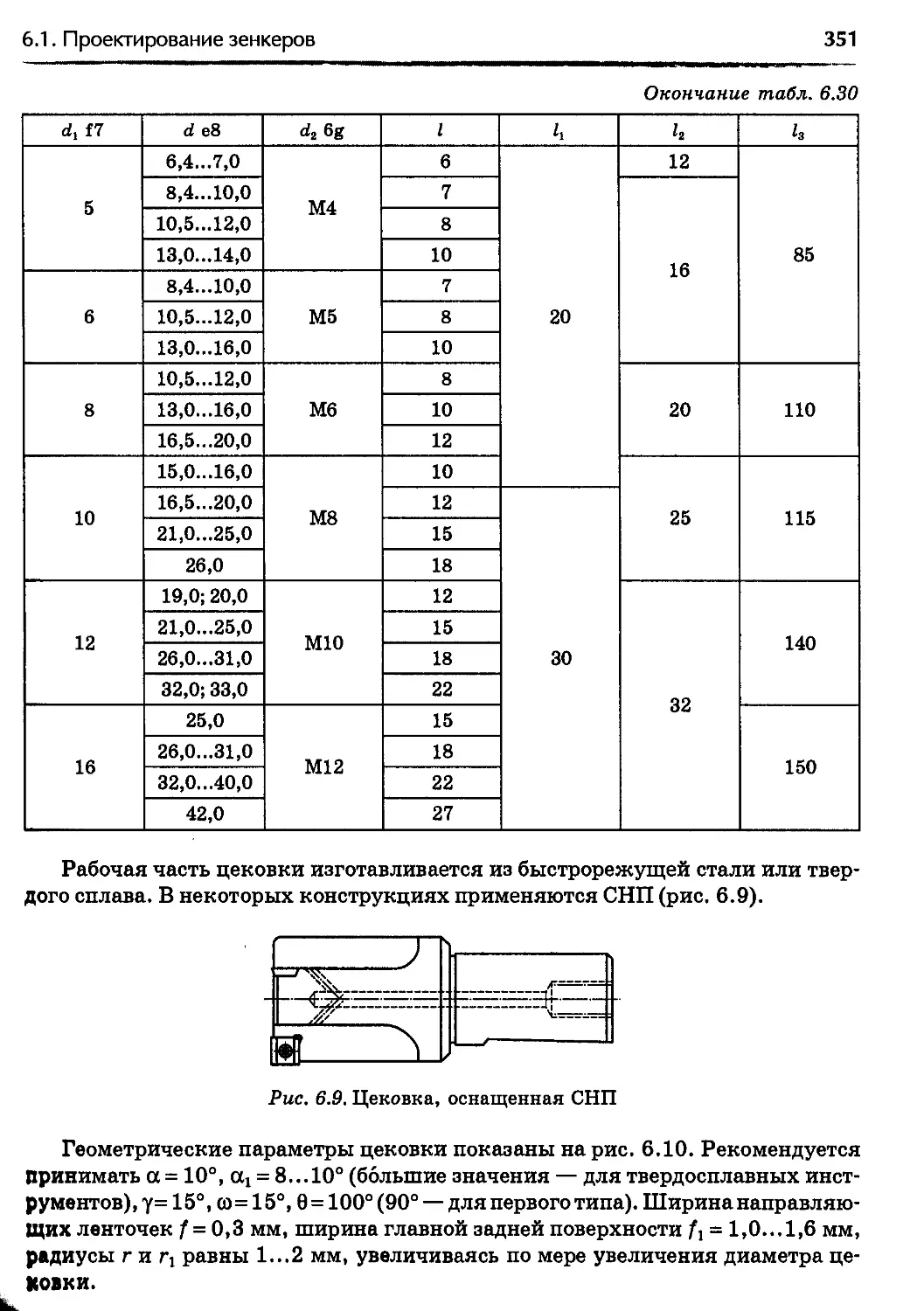
6.1. Проектирование зенкеров .................................31
6.1.1. Типы зенкеров .....................................31
6.1.2. Проектирование цельных и составных зенкеров
для обработки цилиндрических отверстий ....................31
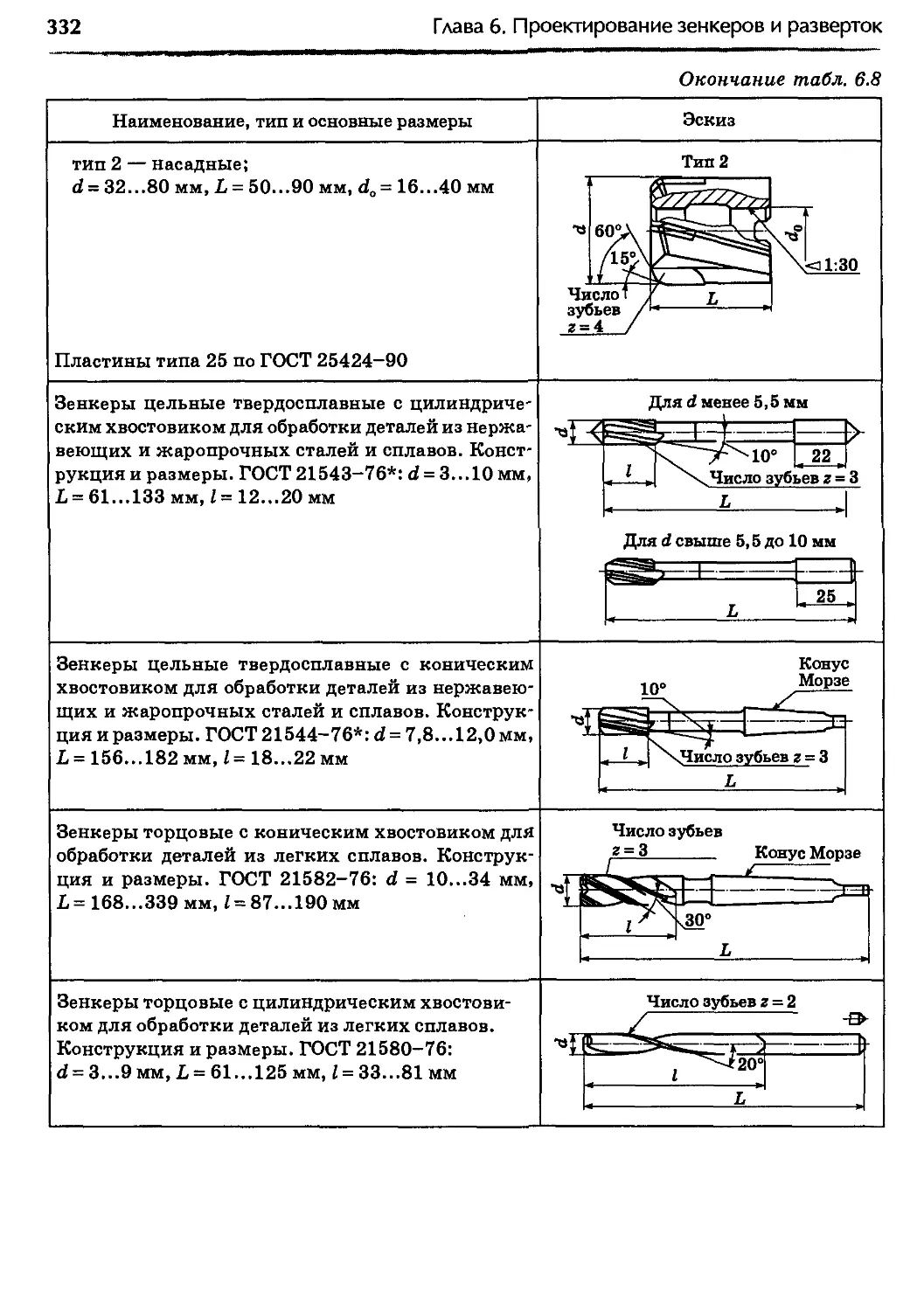
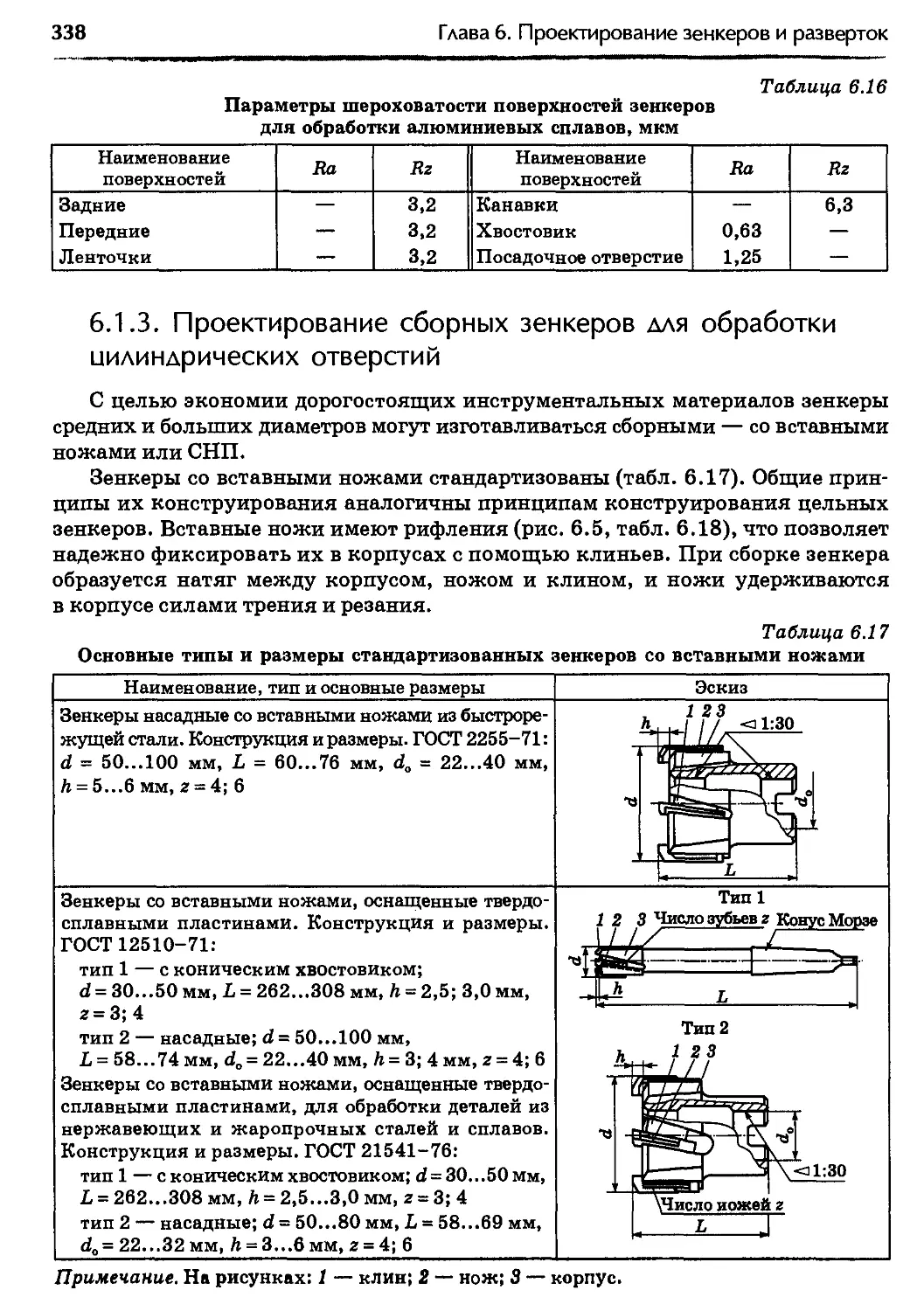
6.1.3. Проектирование сборных зенкеров для обработки
цилиндрических отверстий ..................................33
6.1.4. Конические и торцовые зенкеры .....................34
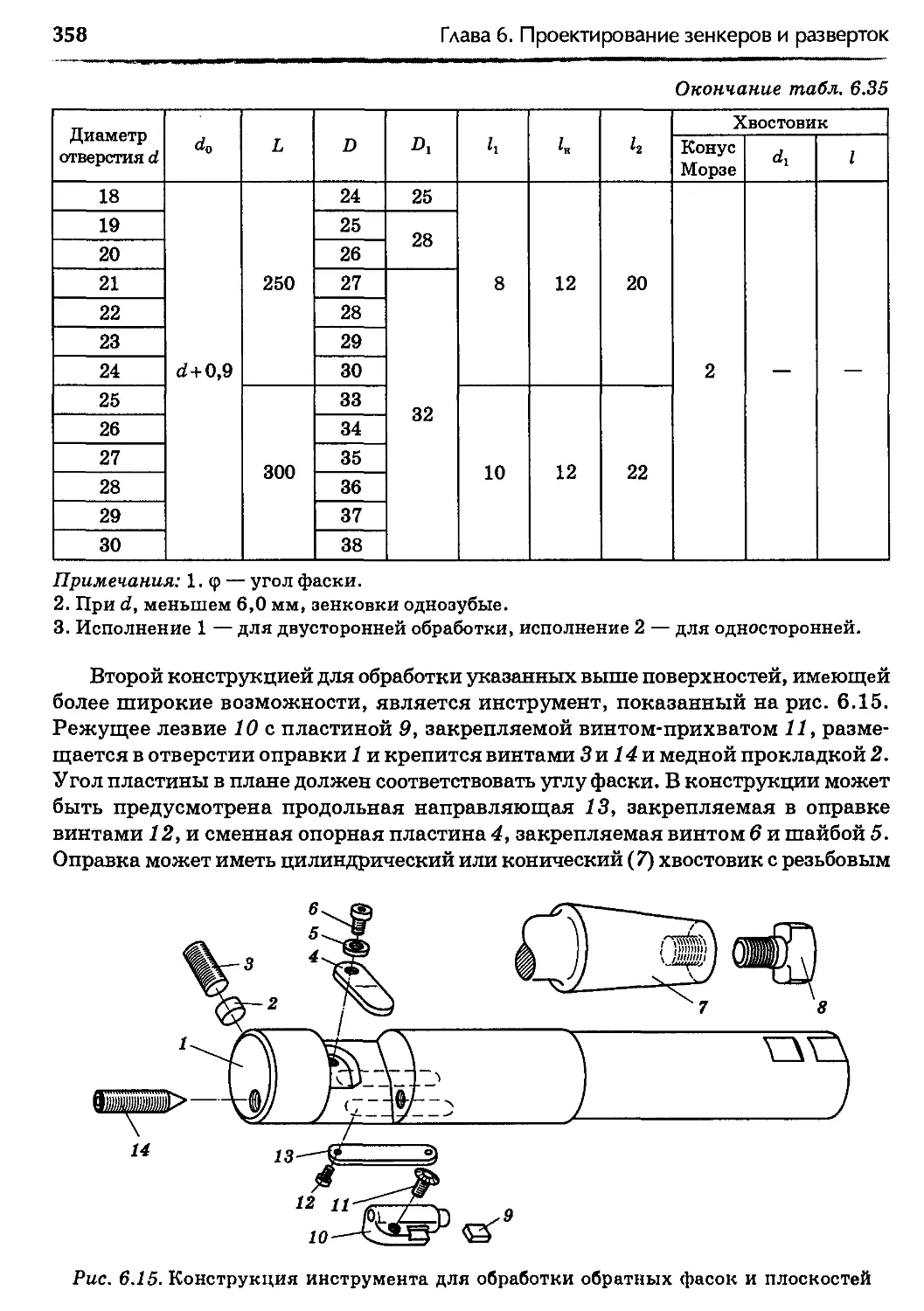
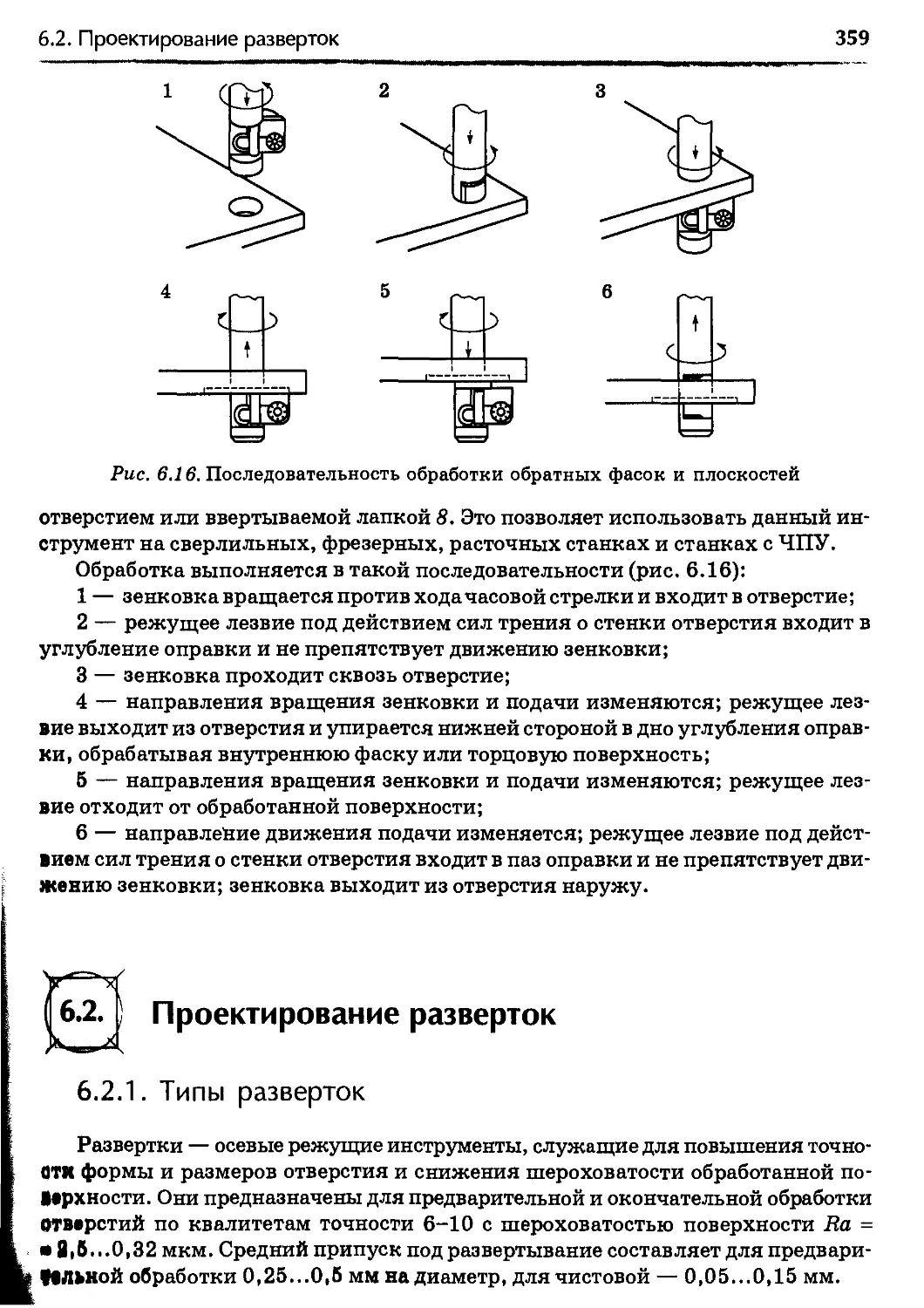
6.1.5. Инструменты для обработки обратных фасок ..........35
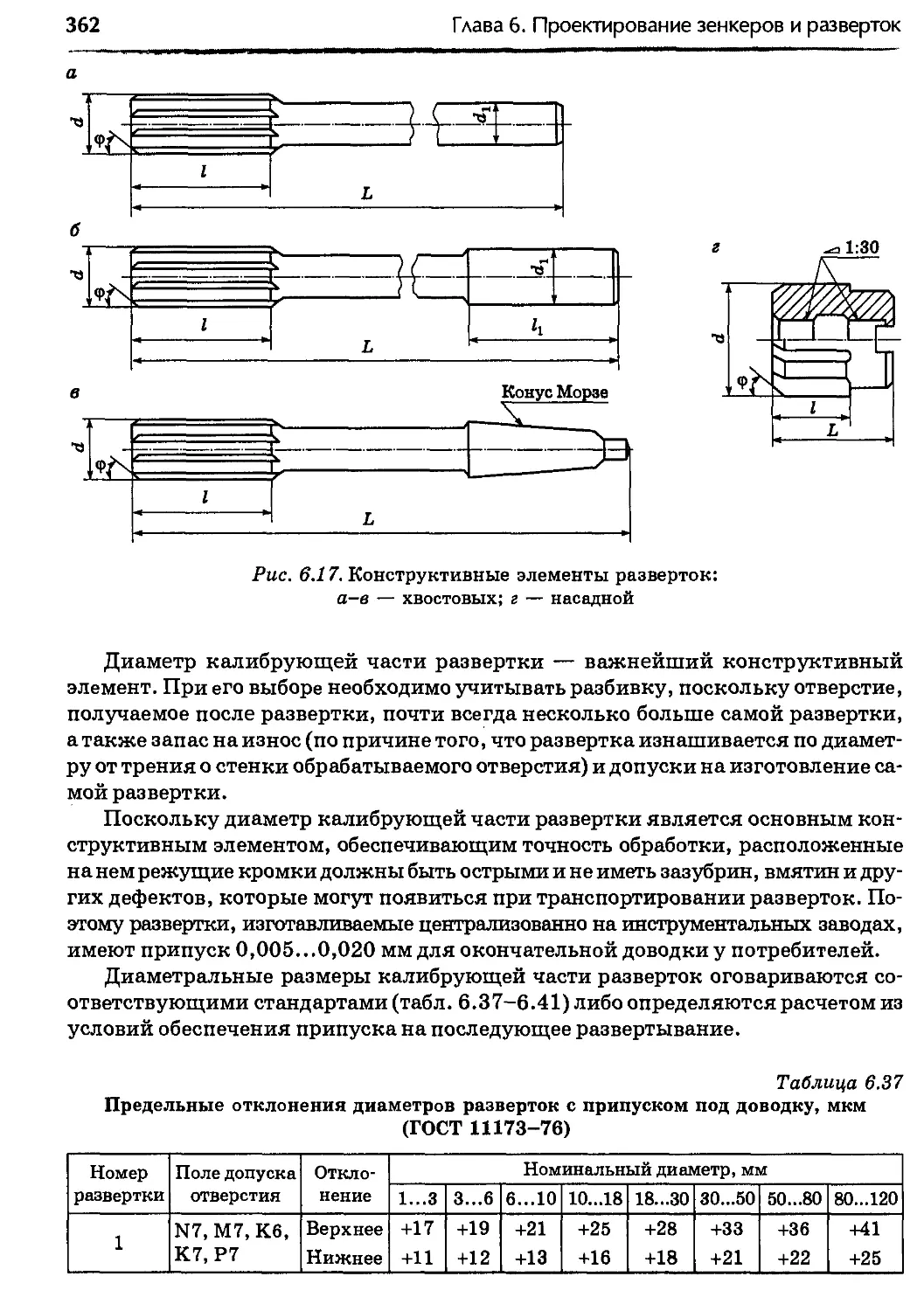
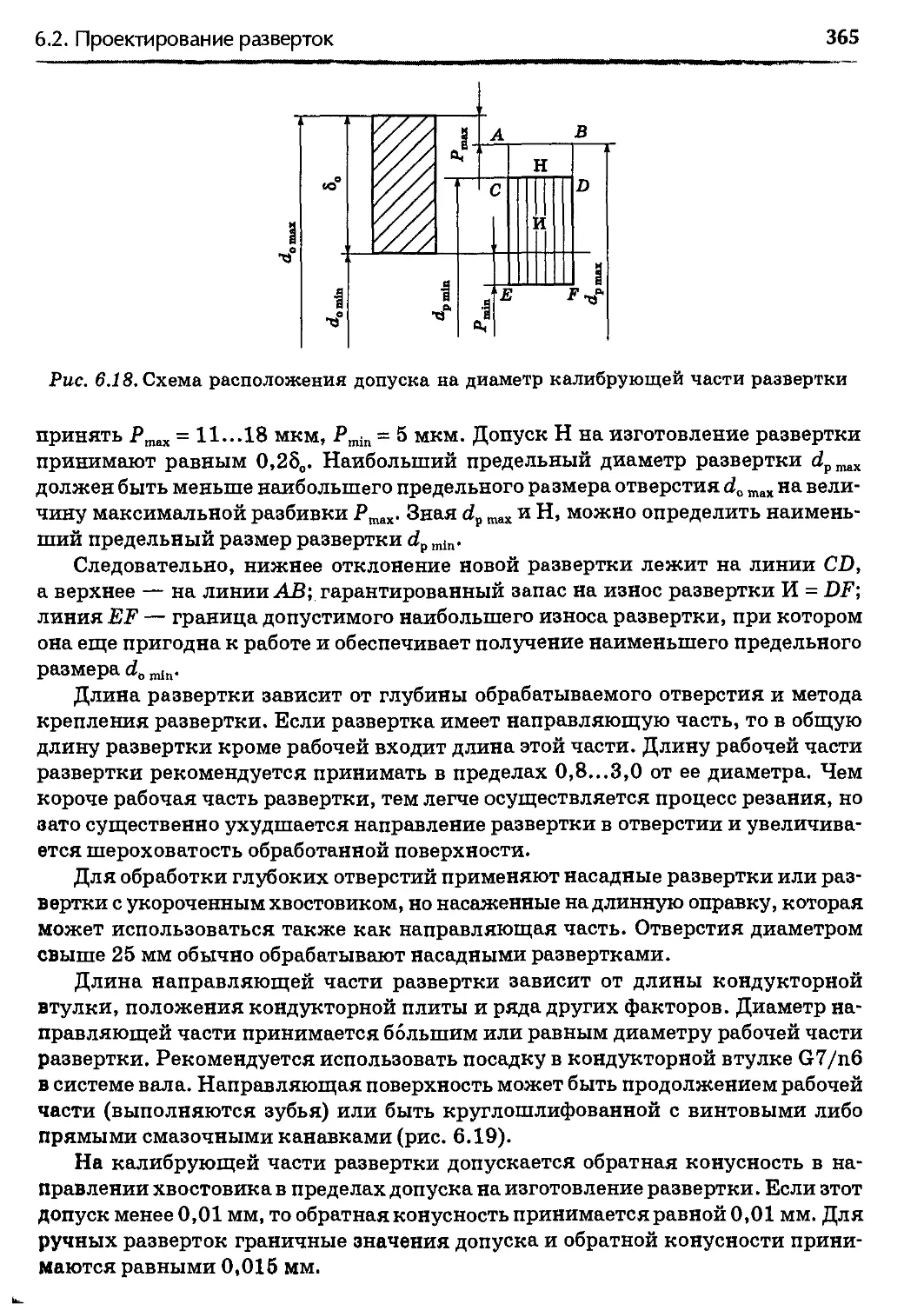
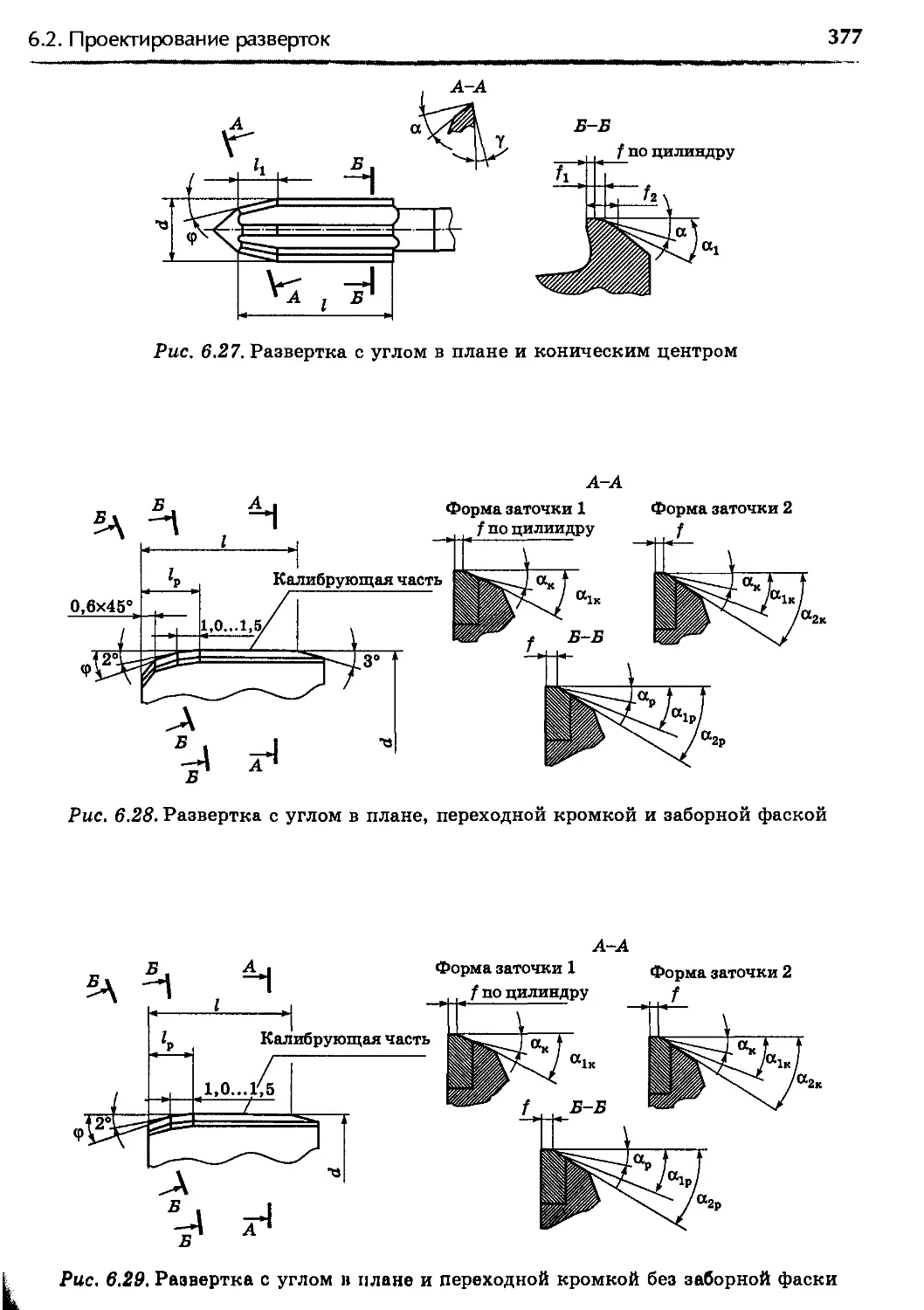
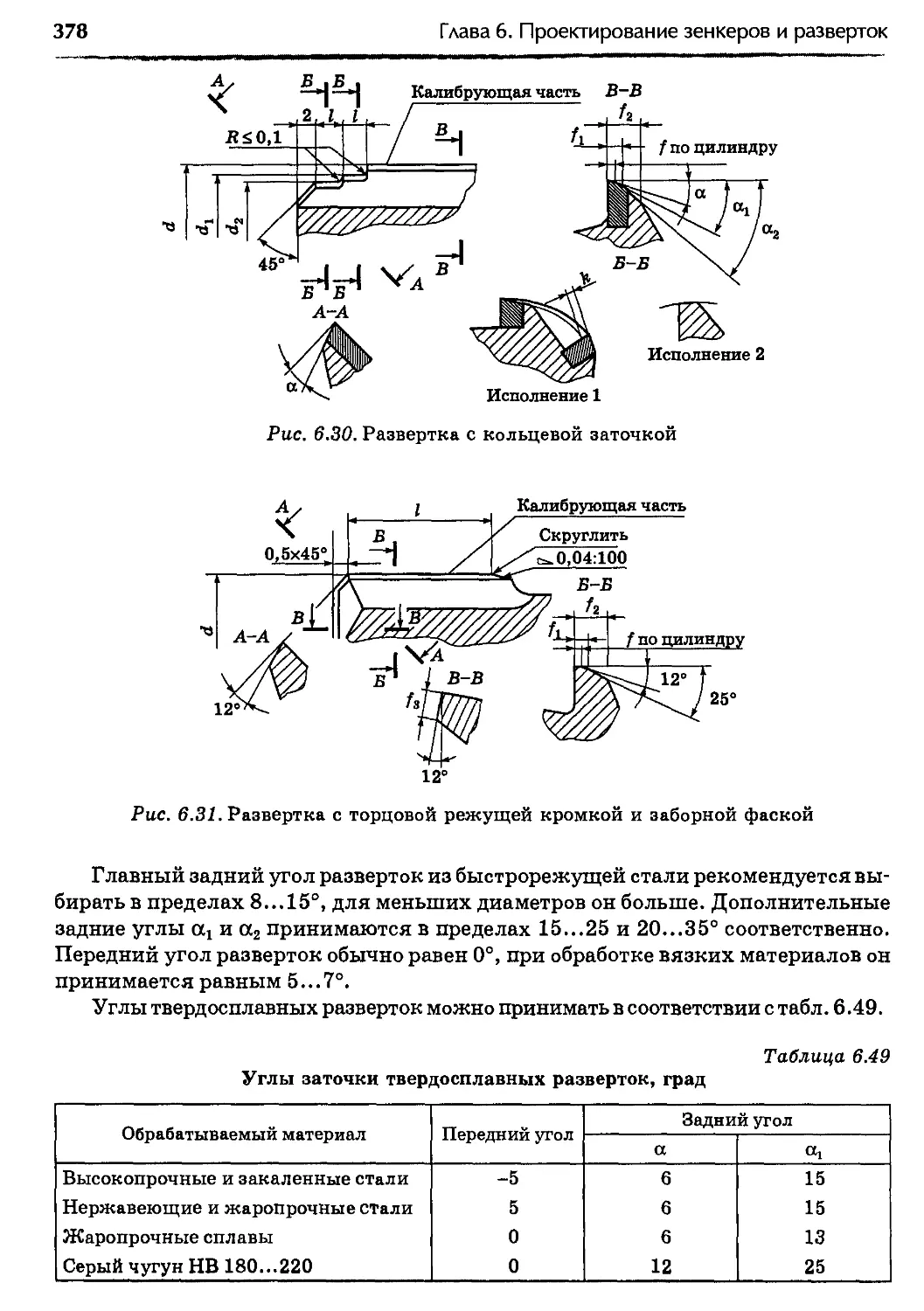
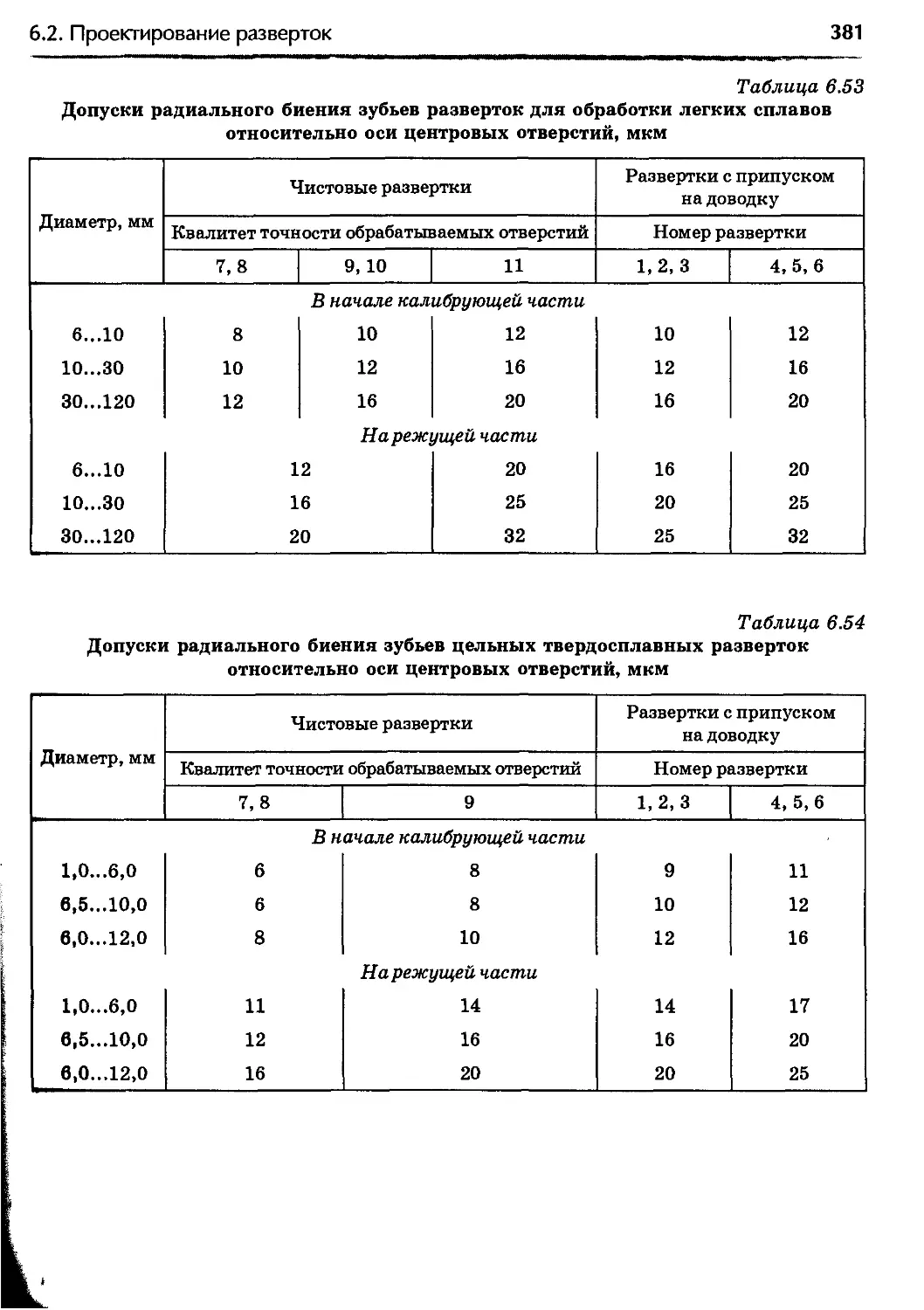
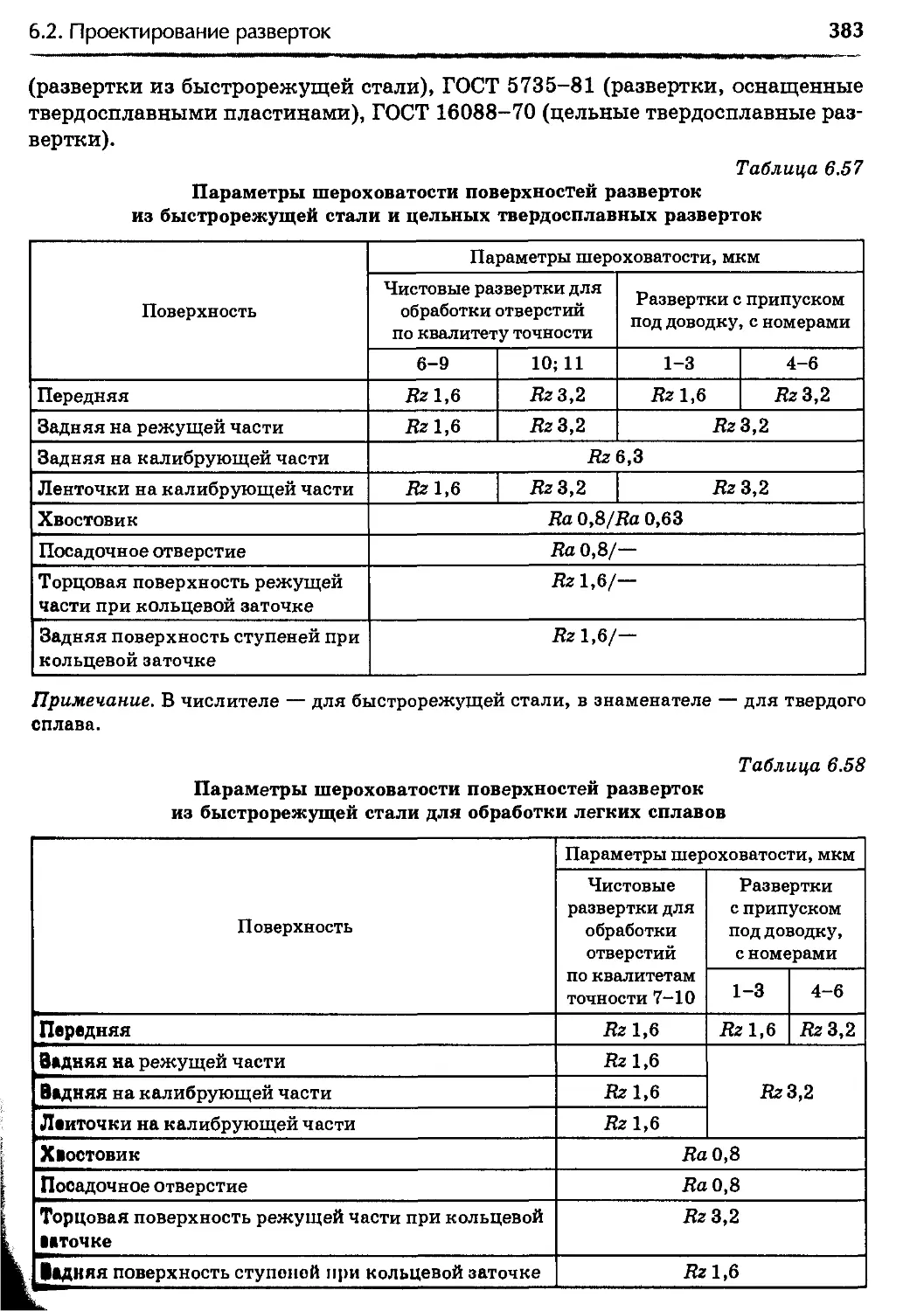
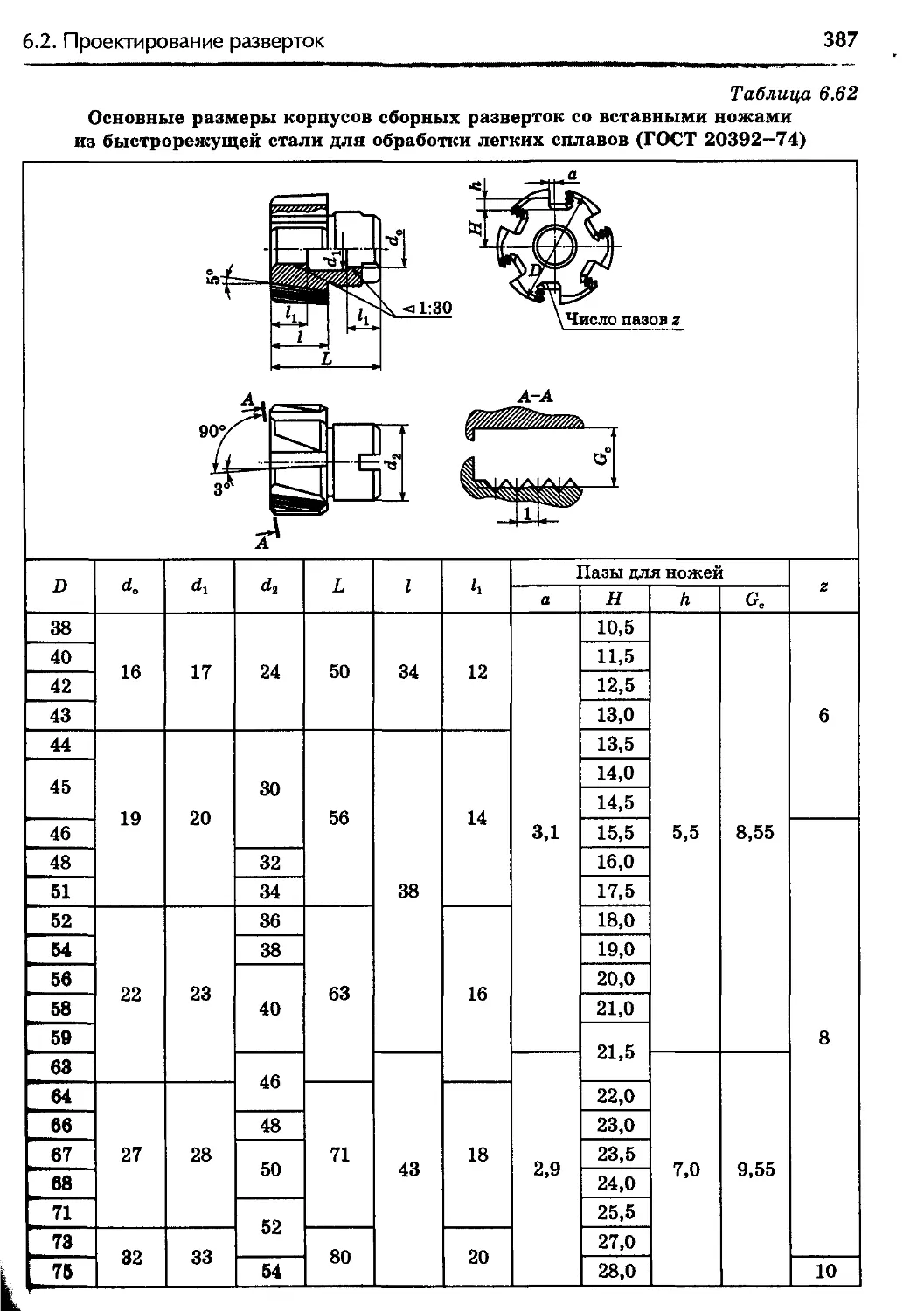
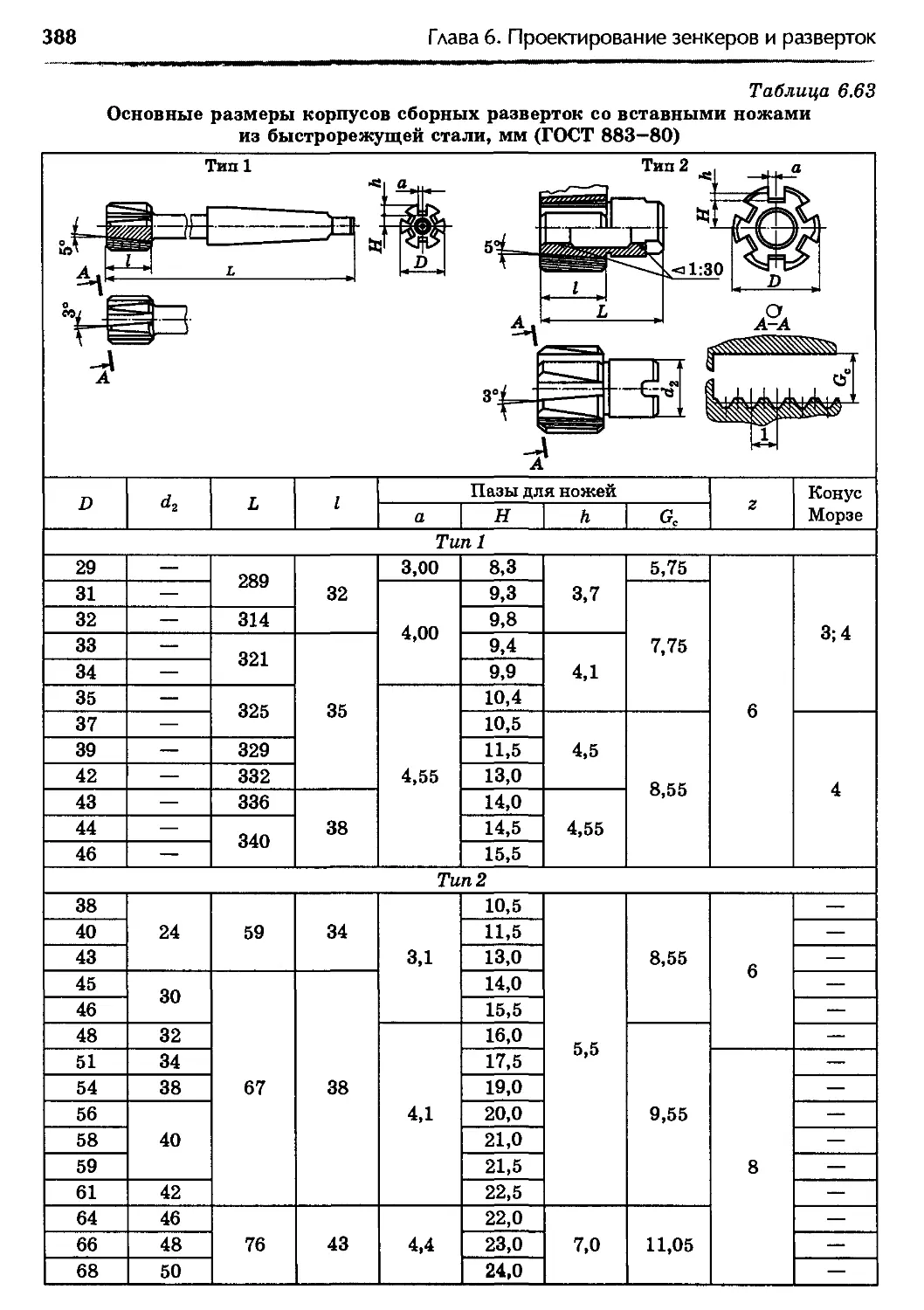
6.2. Проектирование разверток.................................35
6.2.1. Типы разверток ....................................35
6.2.2. Проектирование цельных и составных разверток
для обработки цилиндрических отверстий ....................36
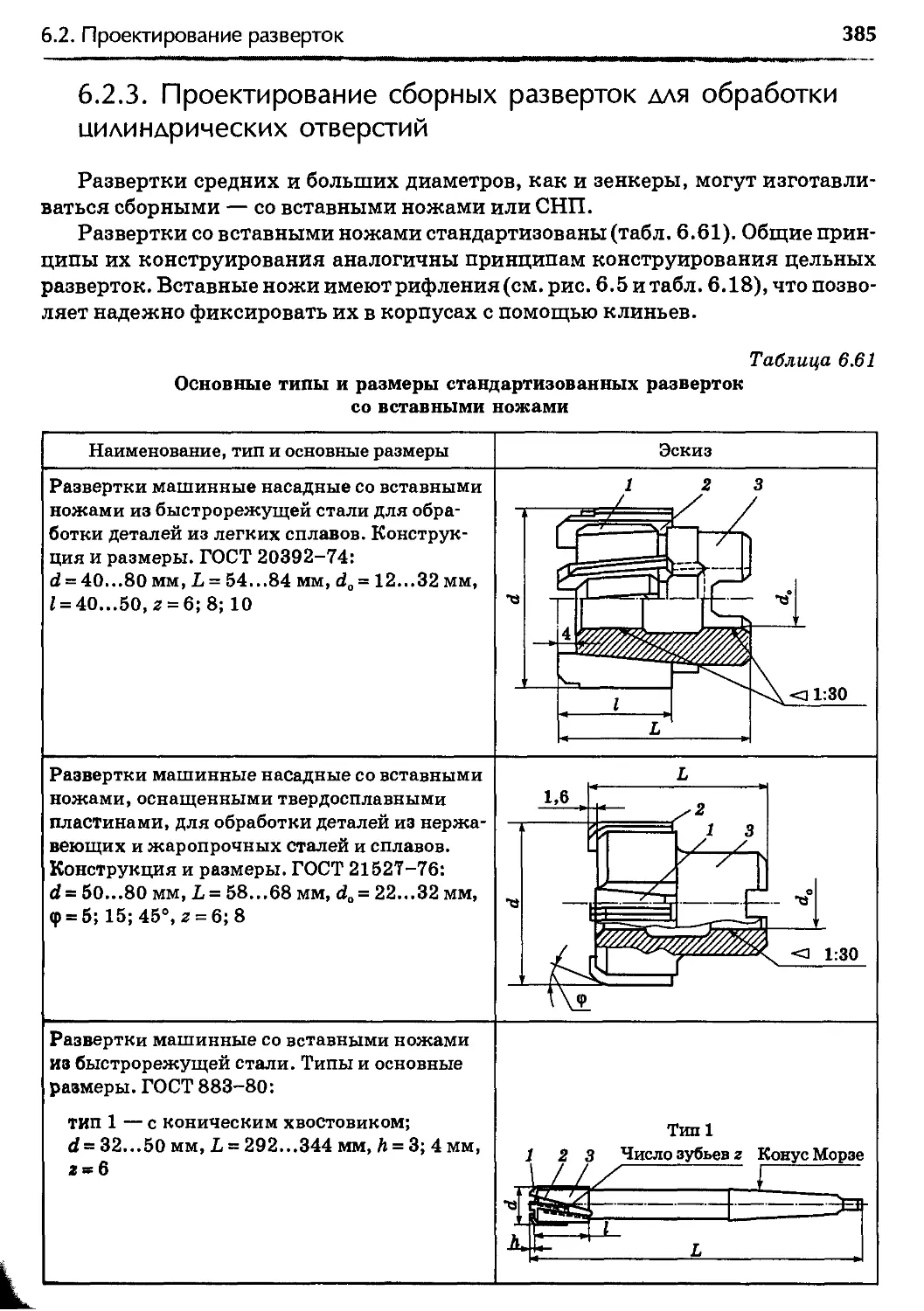
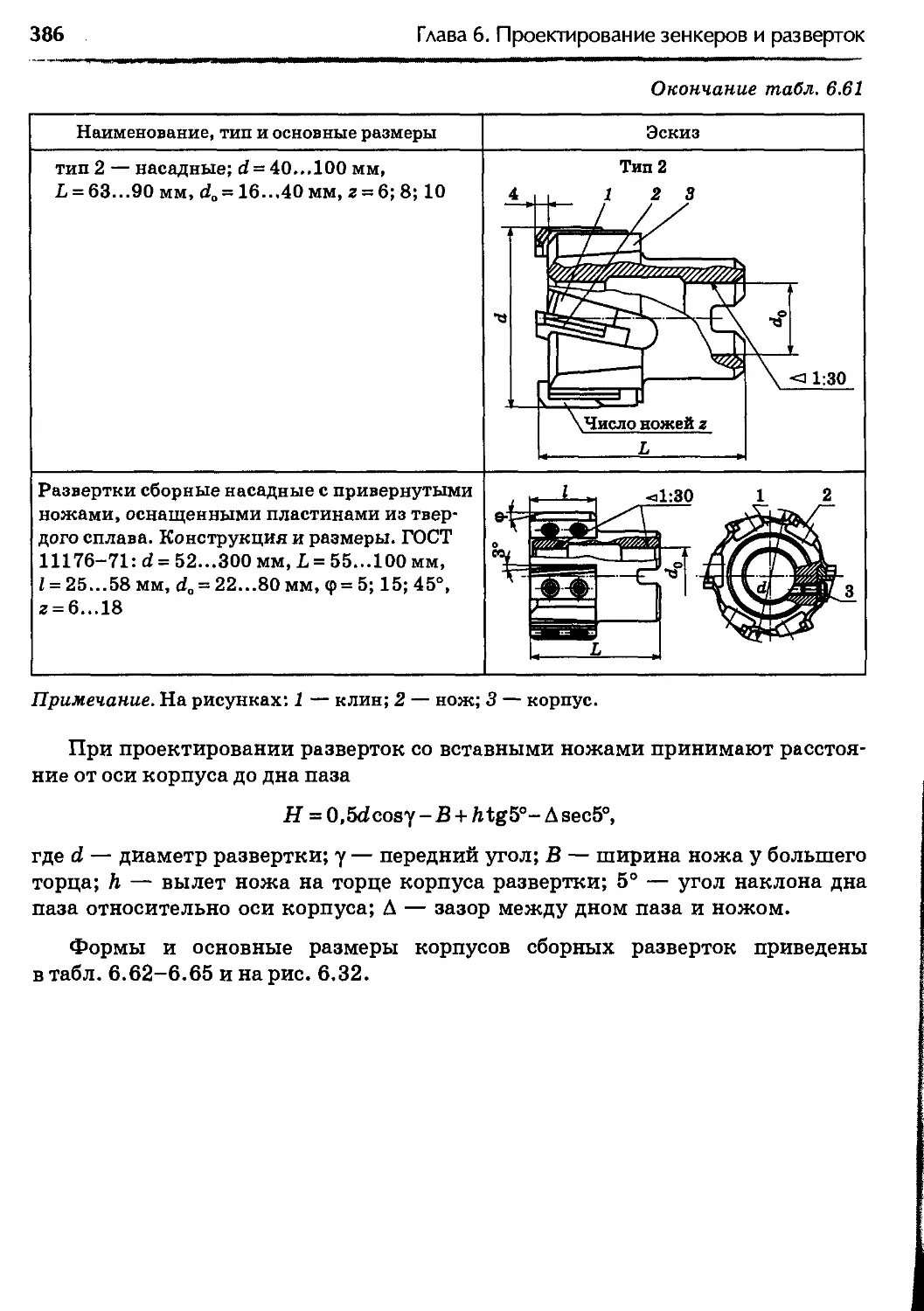
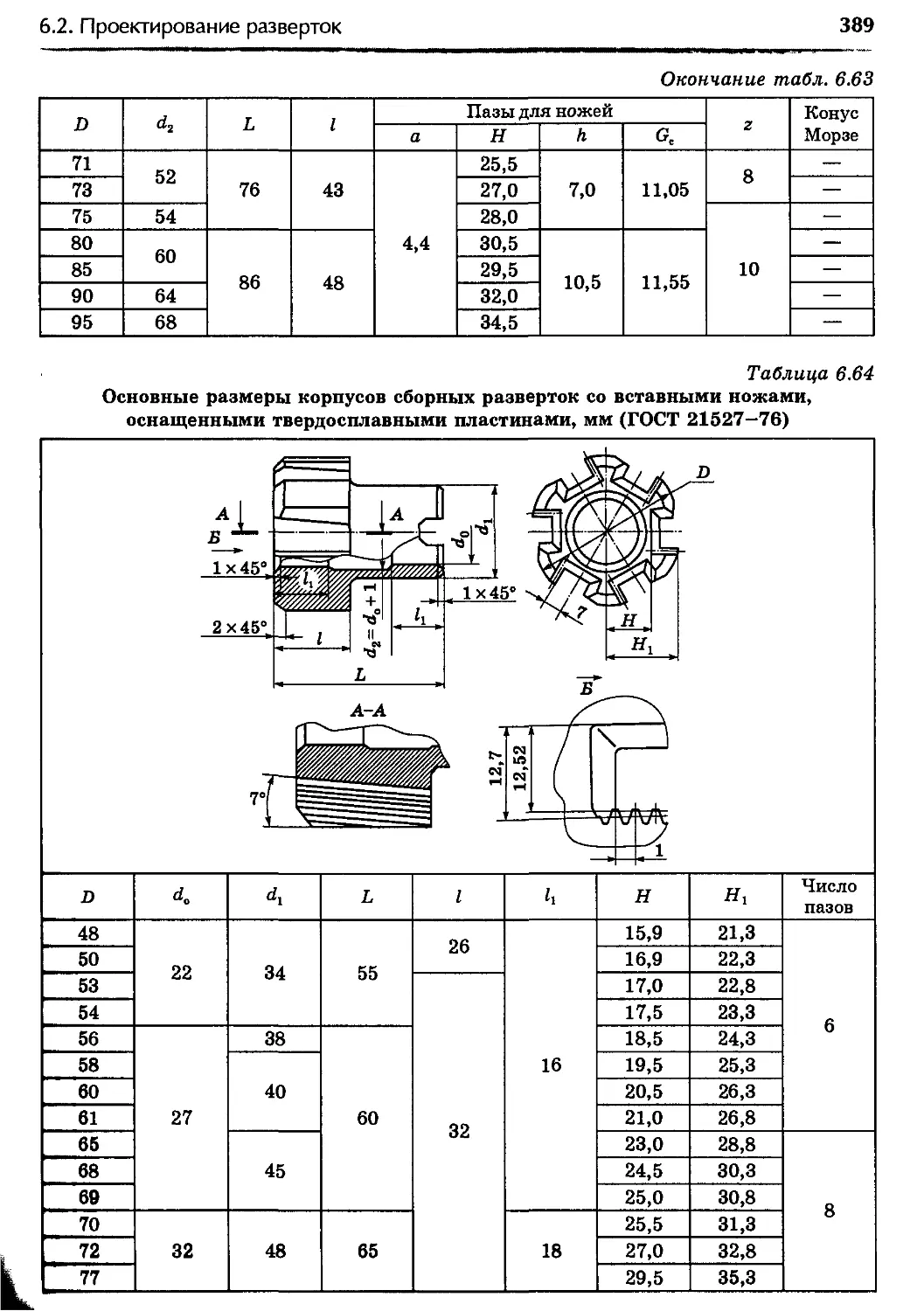
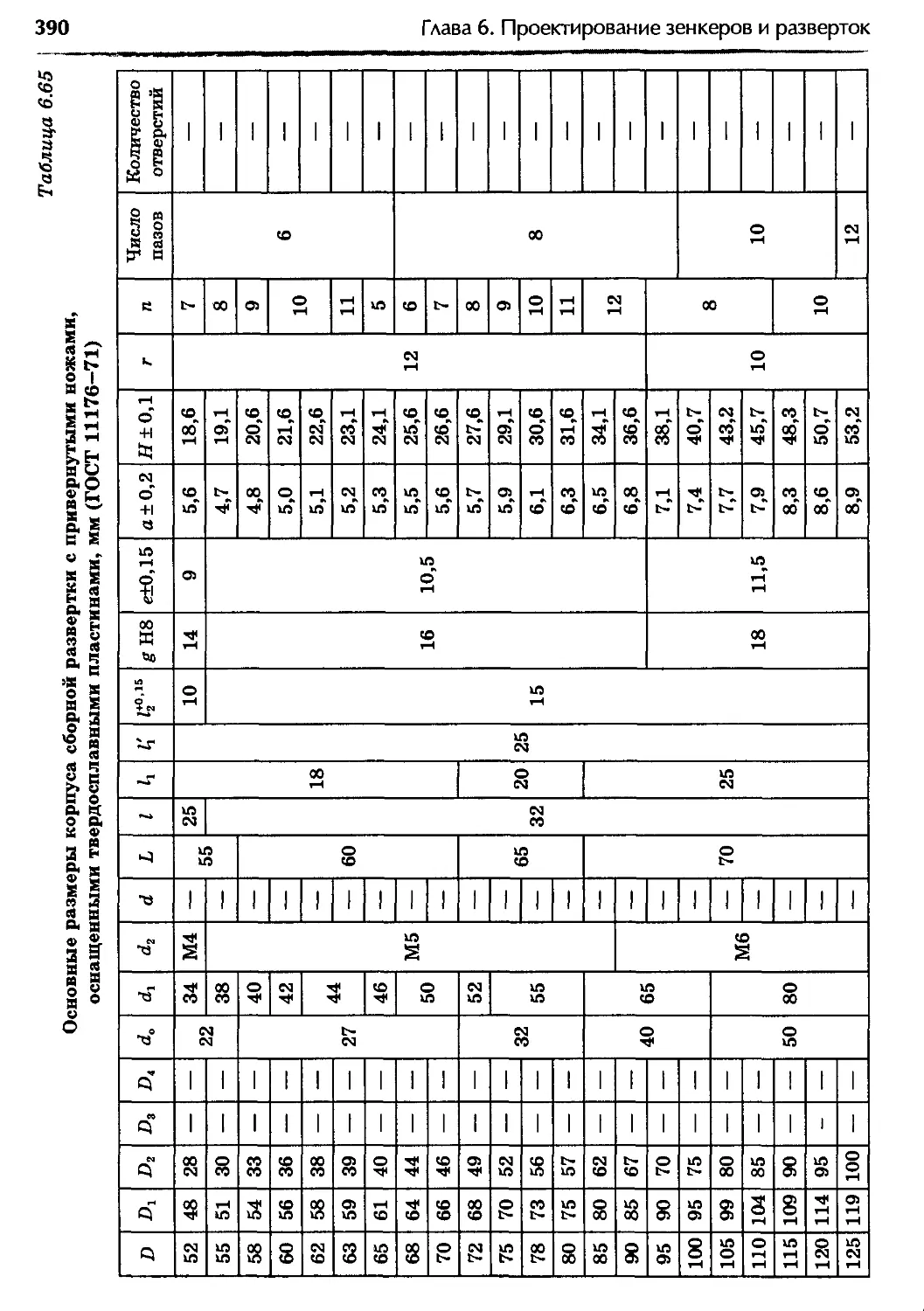
6.2.3. Проектирование сборных разверток для обработки
цилиндрических отверстий ..................................38
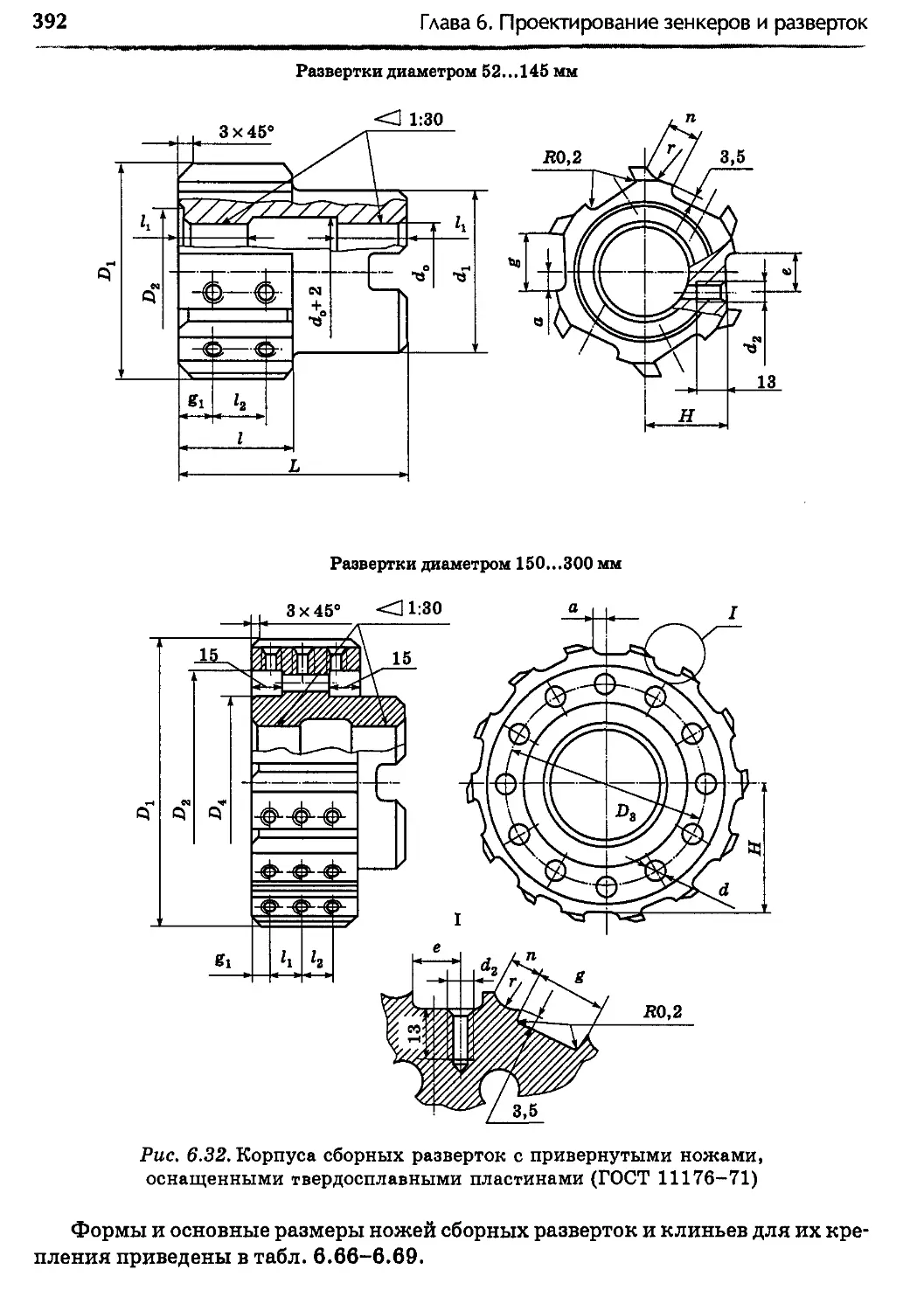
6.2.4. Развертки для обработки конических отверстий.......39
6.2.5. Развертки специальных конструкций..................39
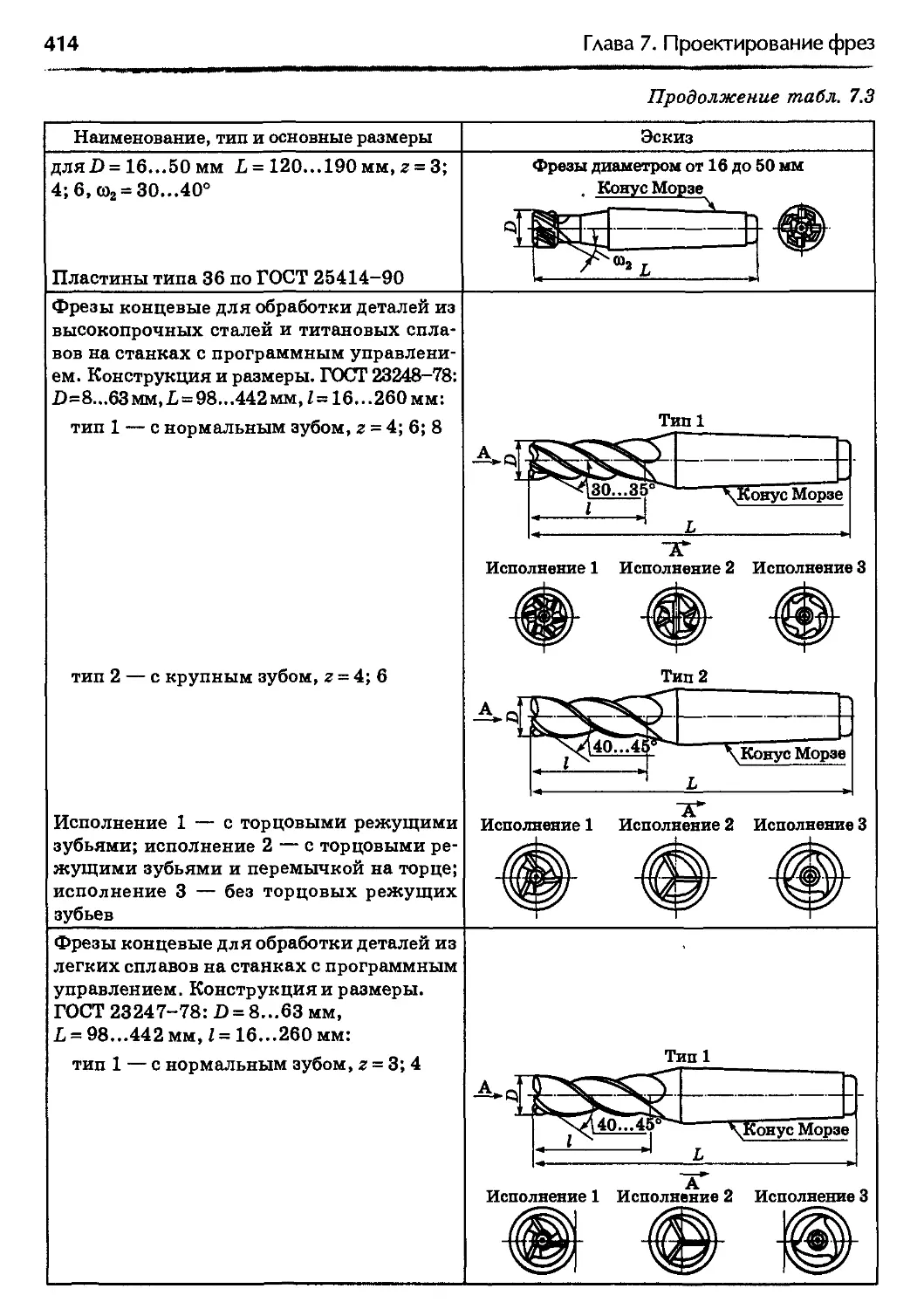
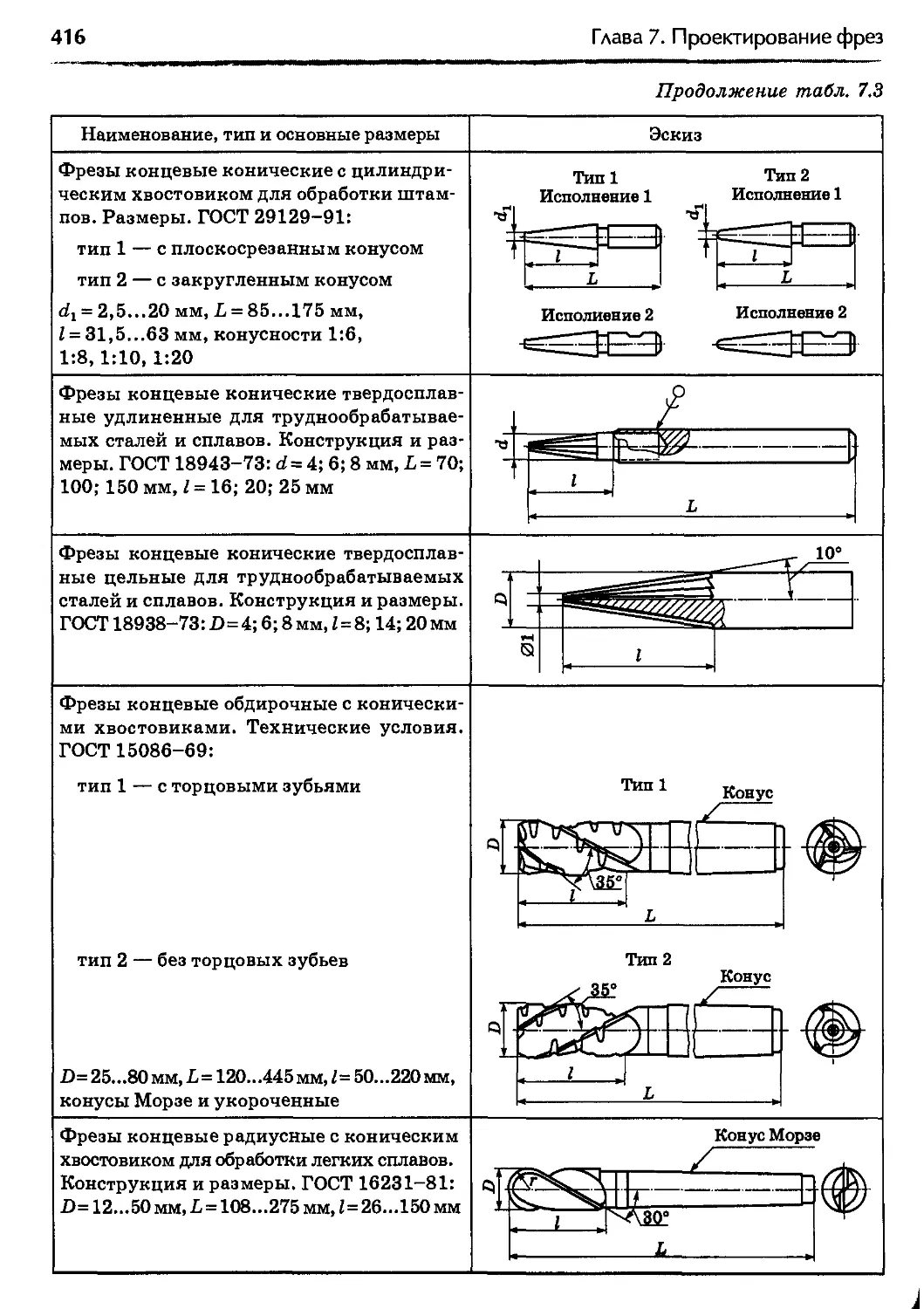
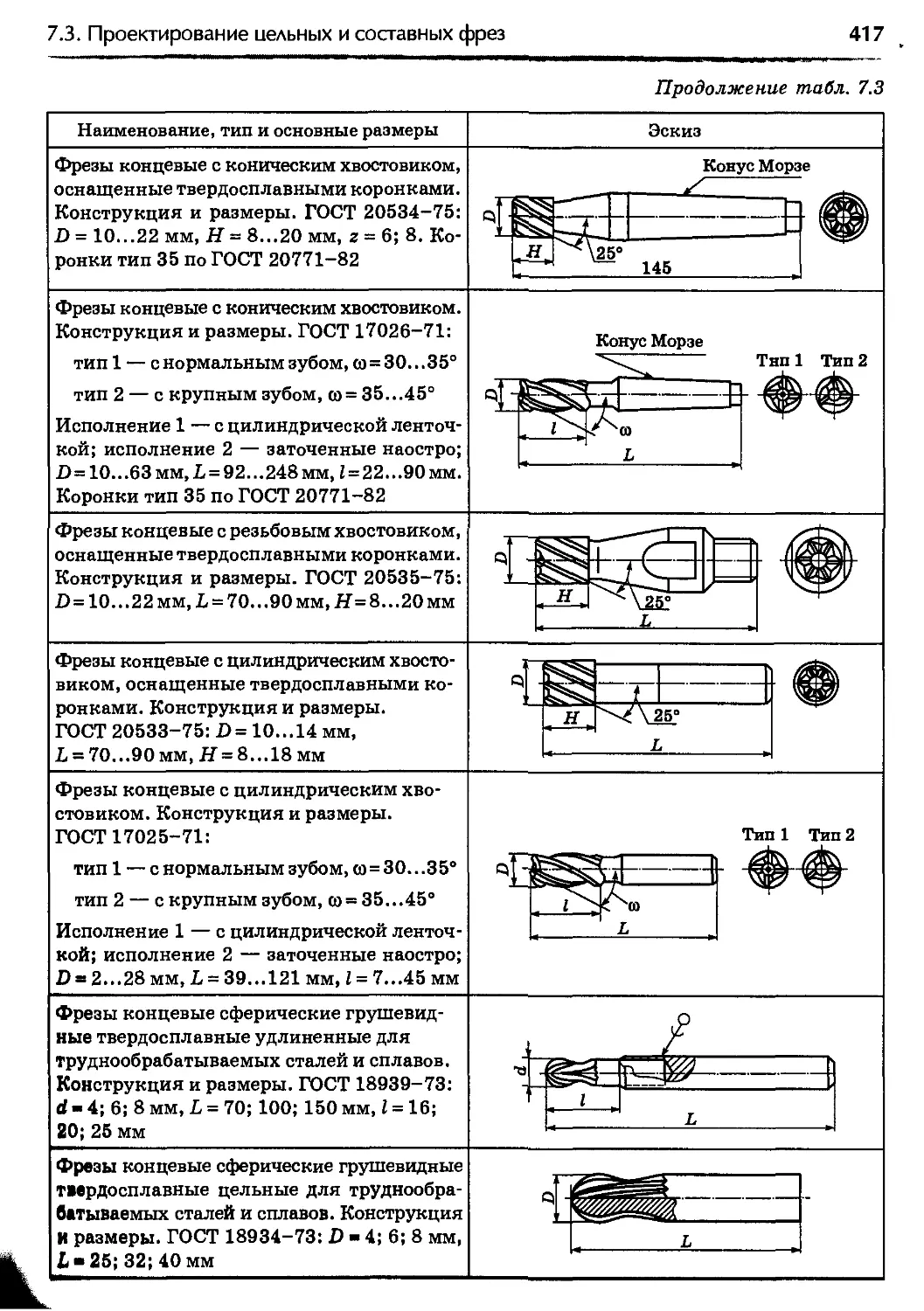
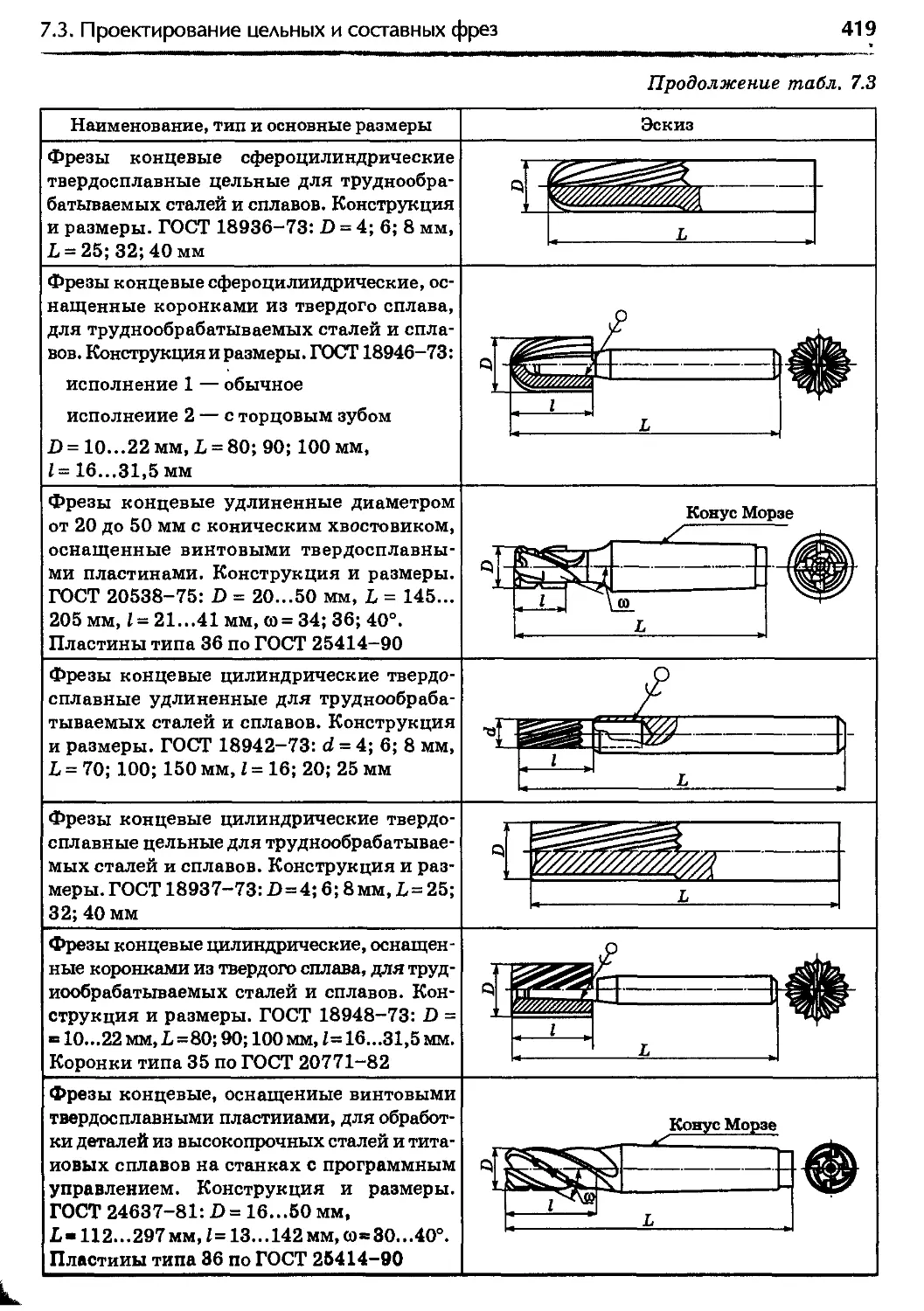
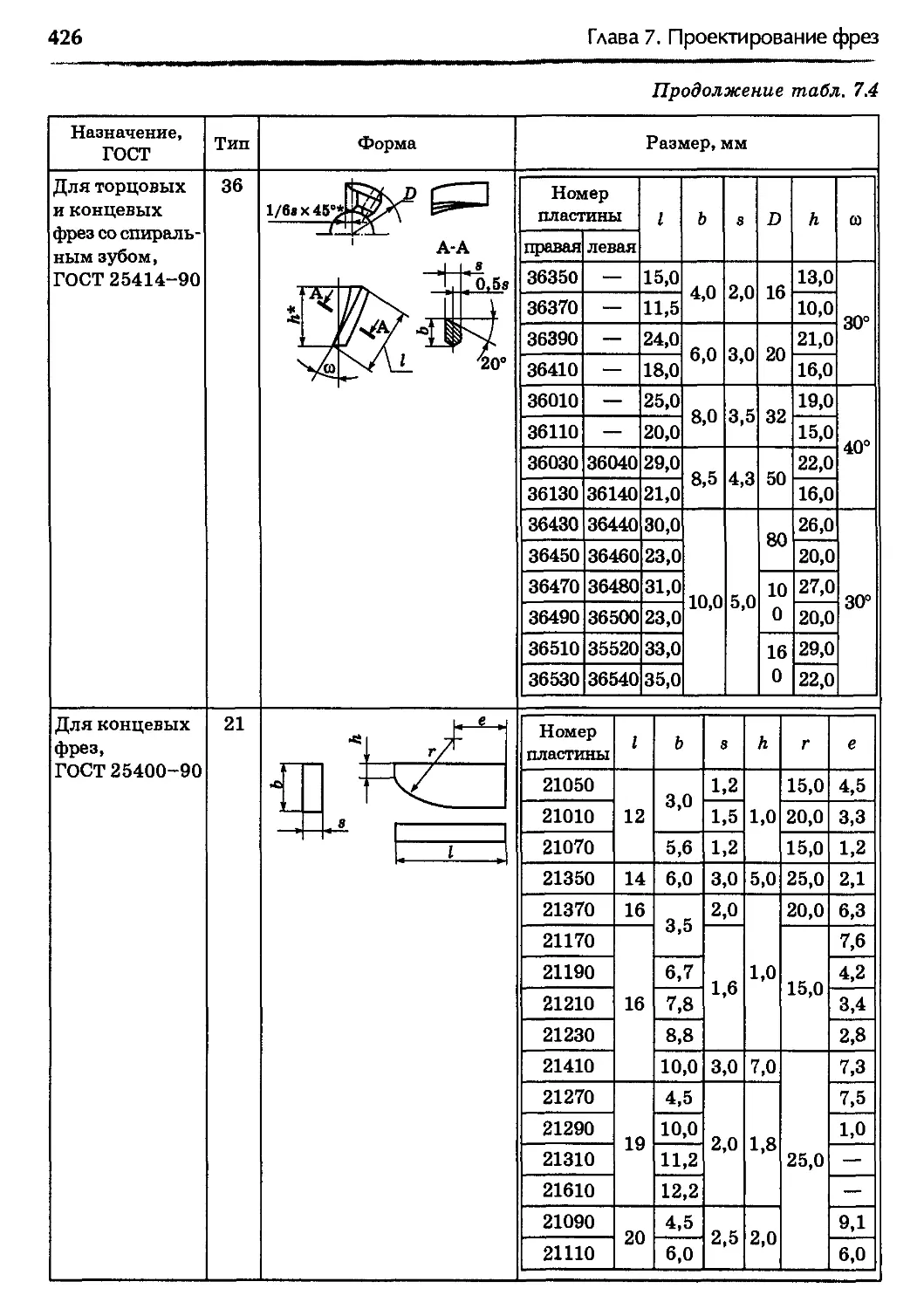
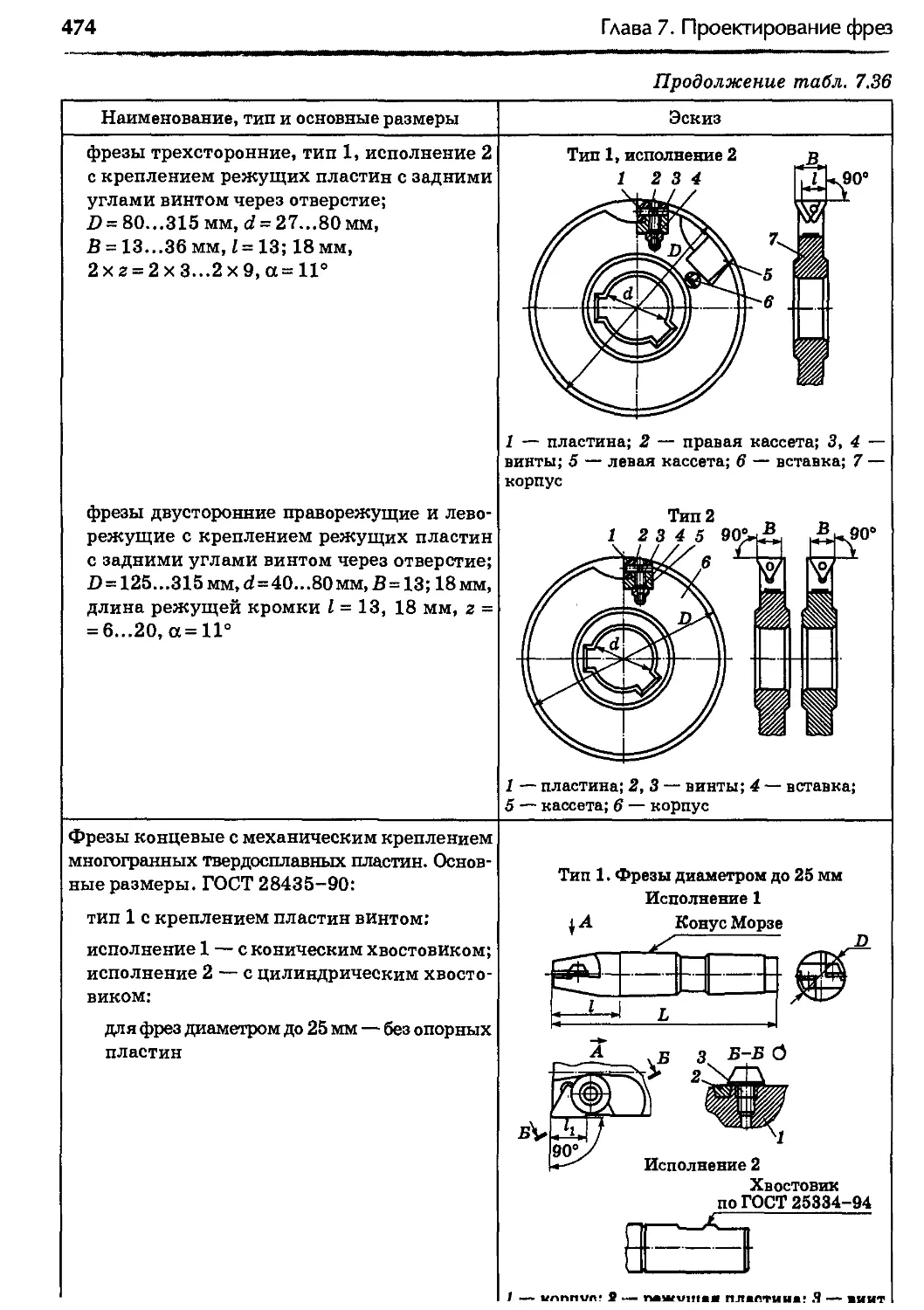
Глава 7. Проектирование фрез .................................40
7.1. Основные типы фрез и области их применения...............40
7.2. Способы крепления фрез на металлорежущих станках.........40
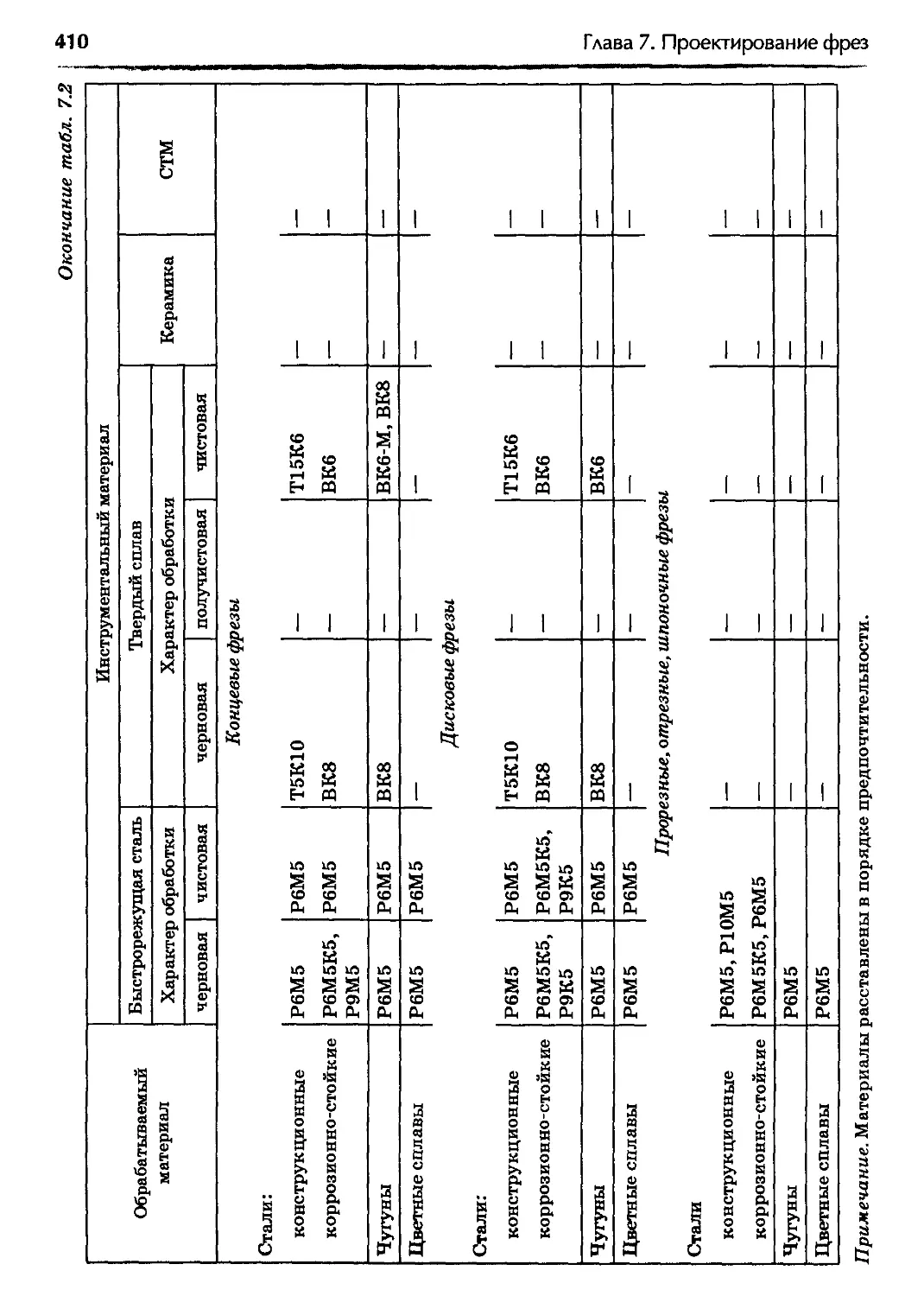
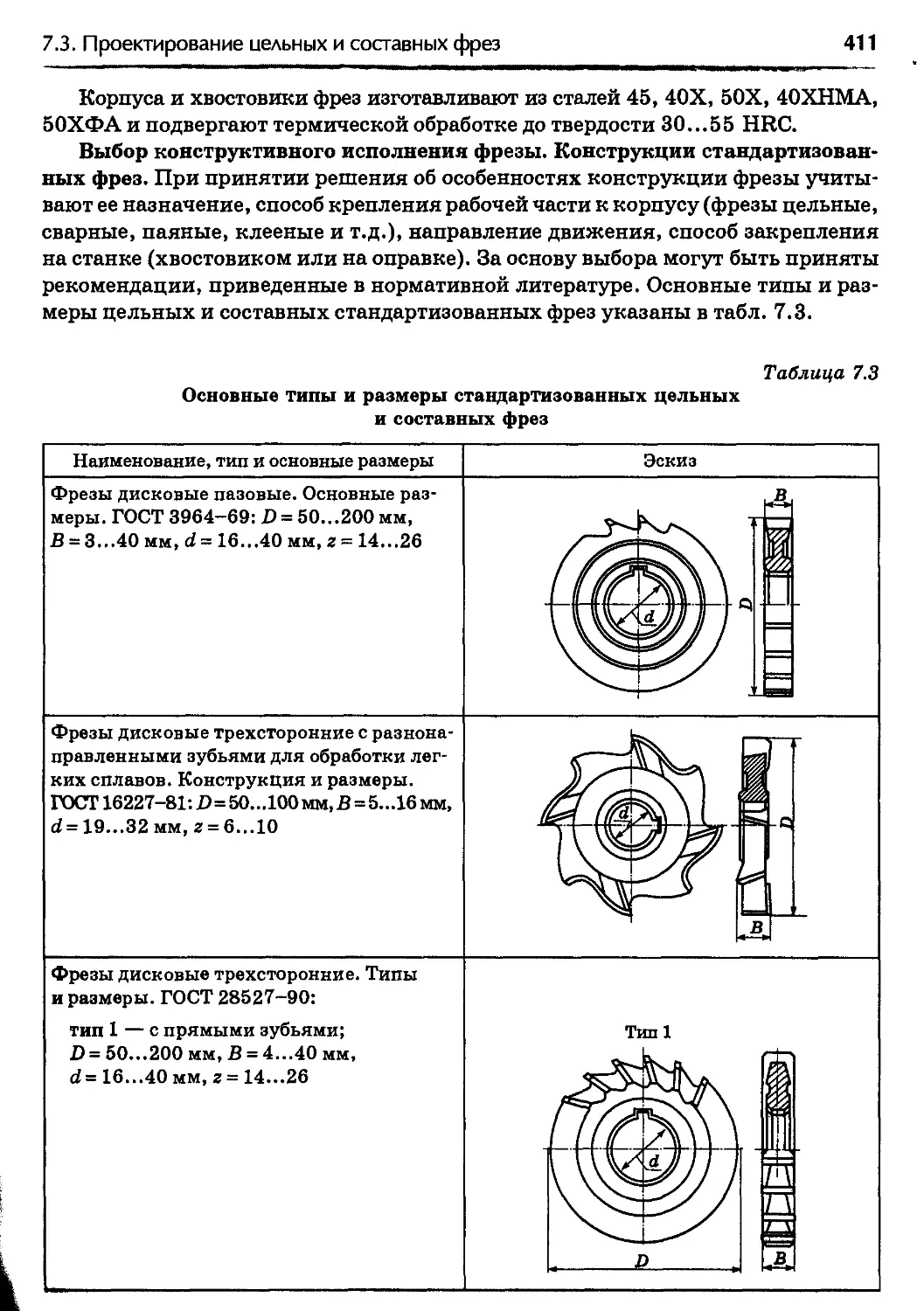
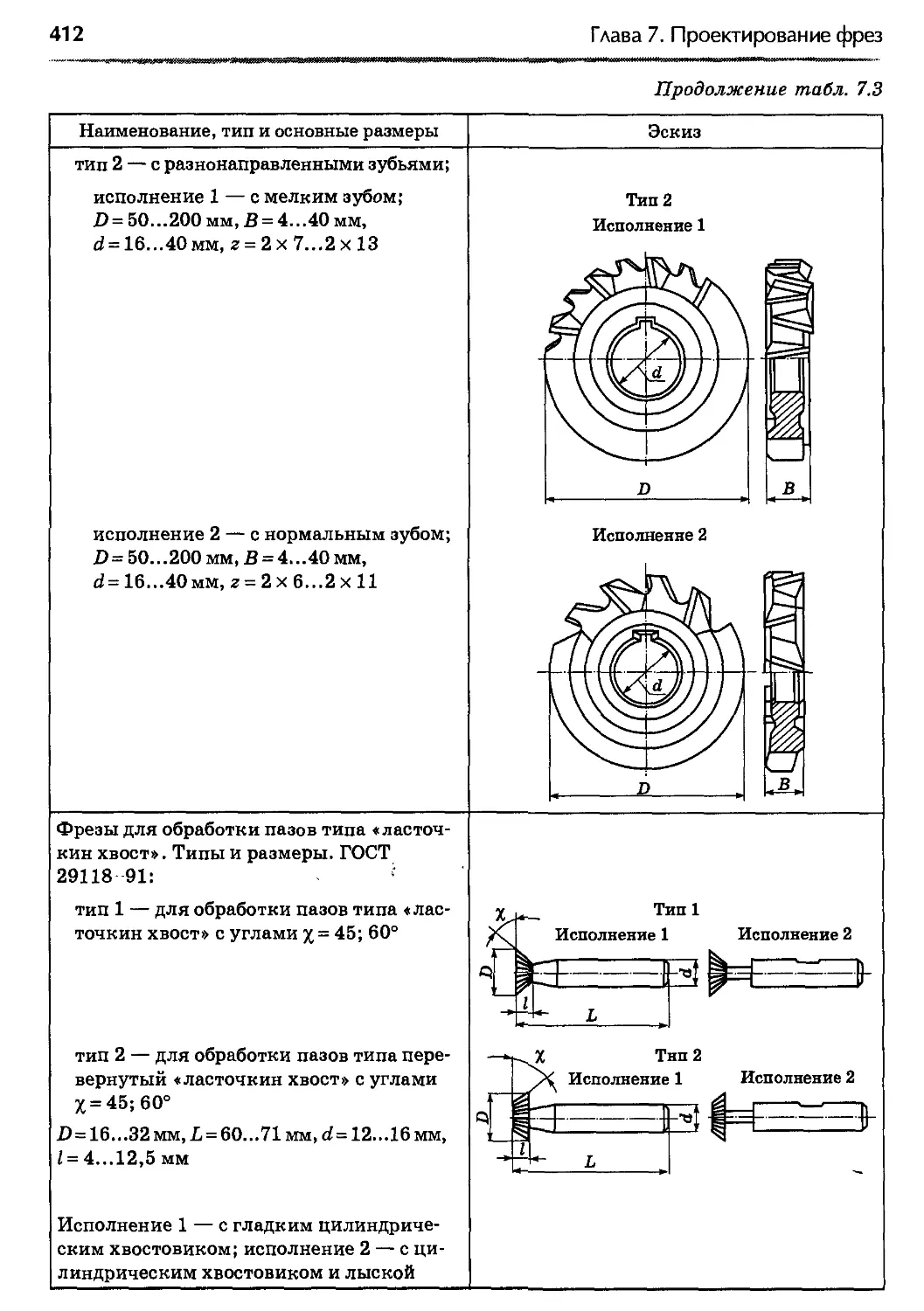
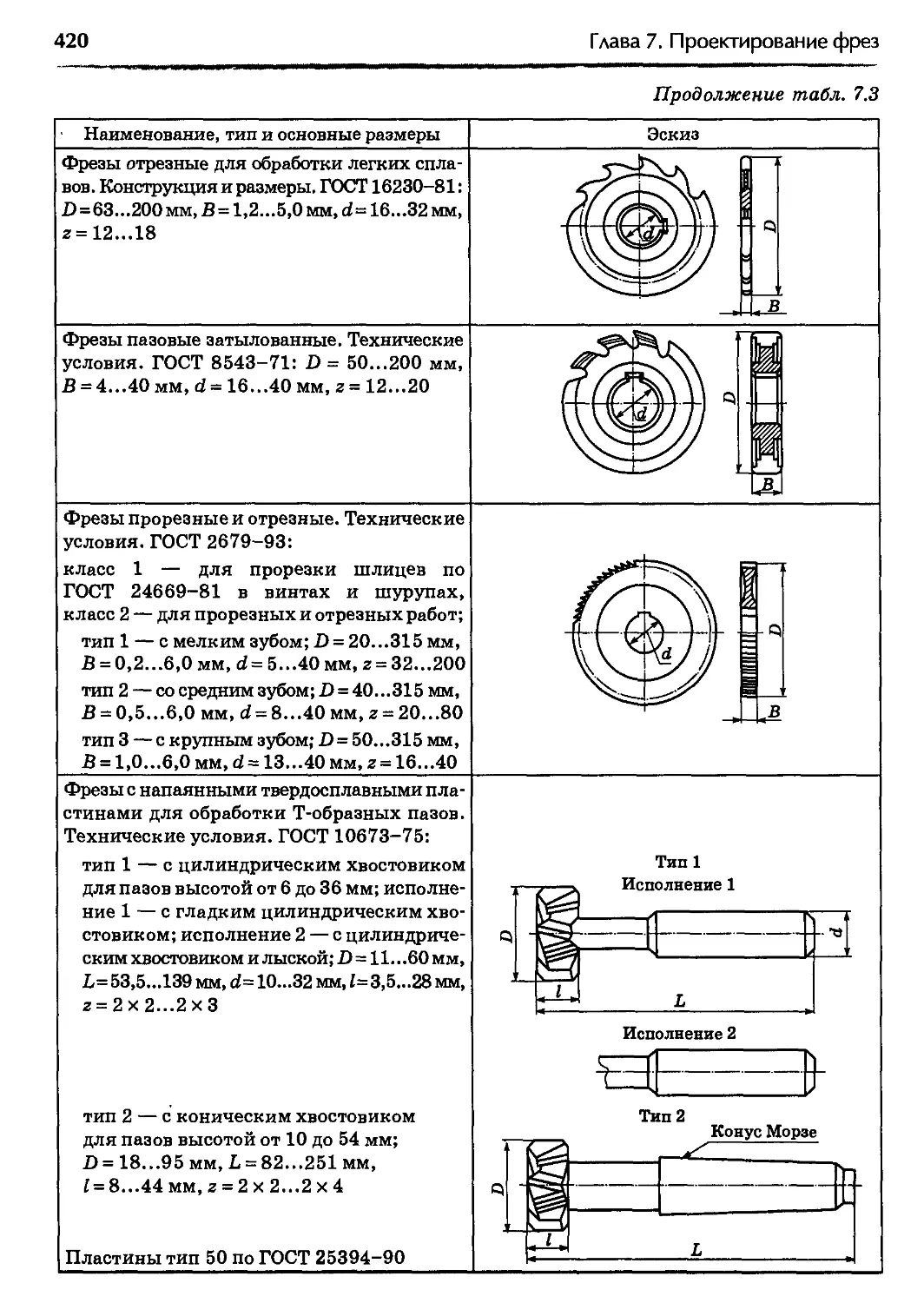
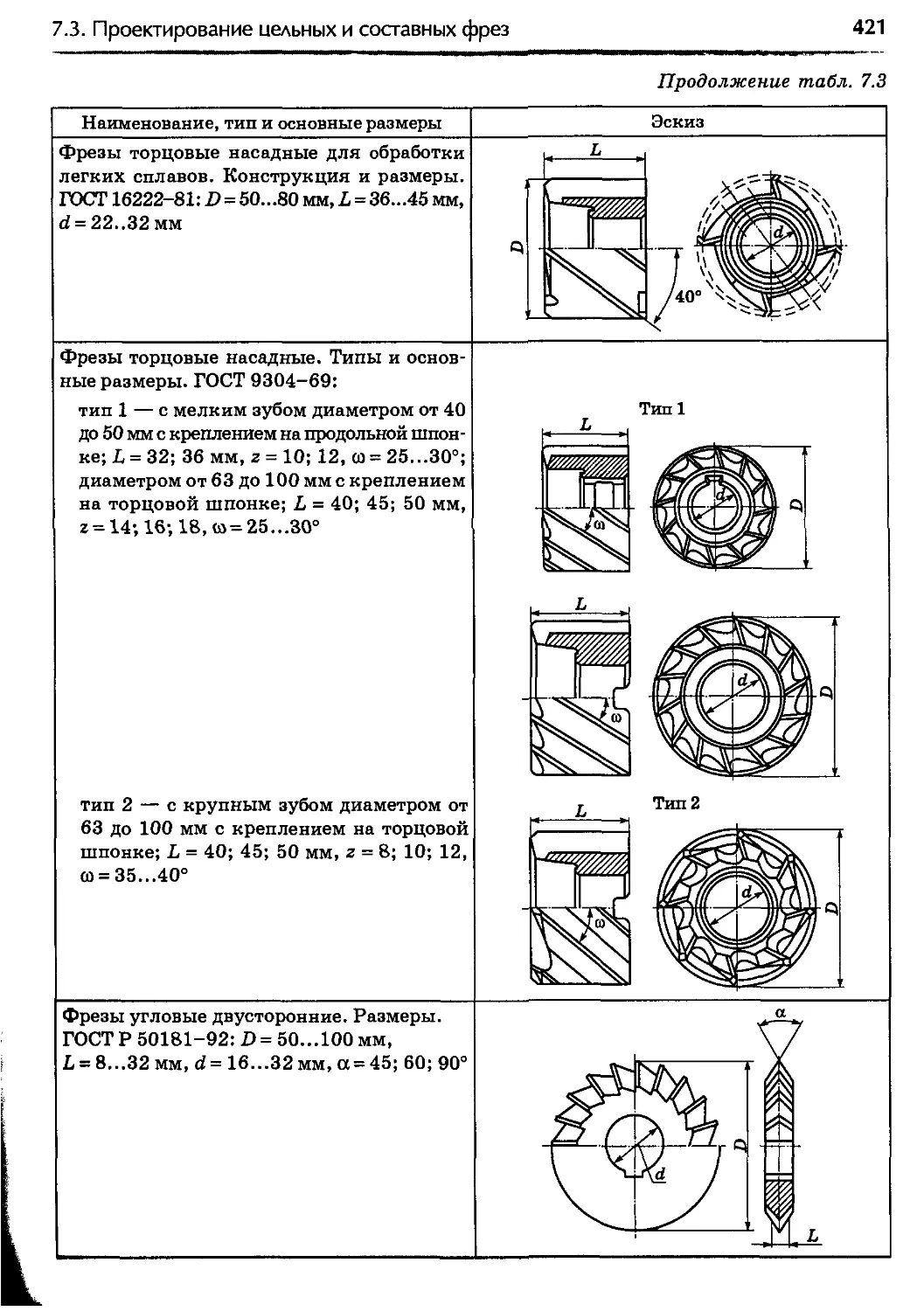
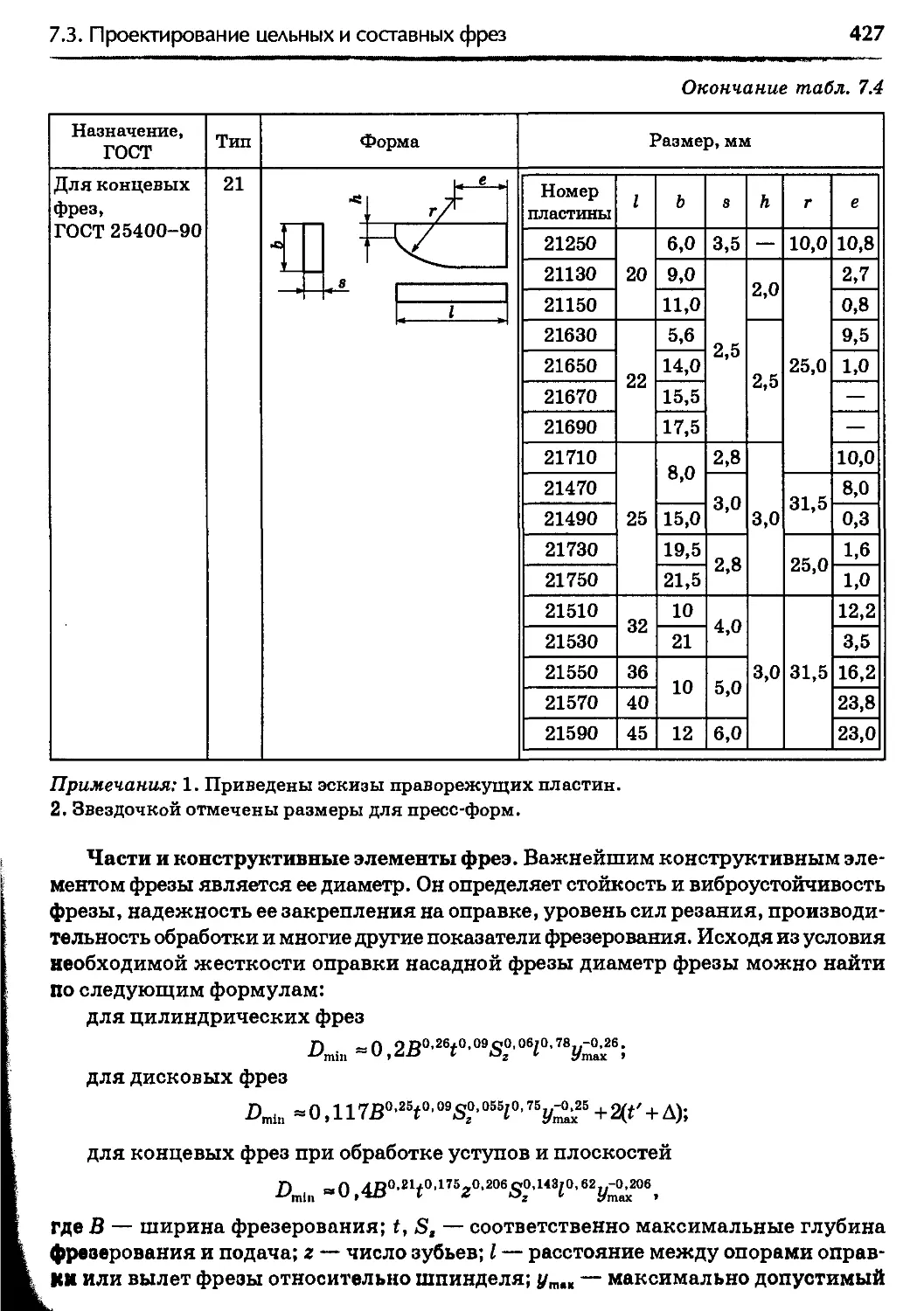
7.3. Проектирование цельных и составных фрез..................40
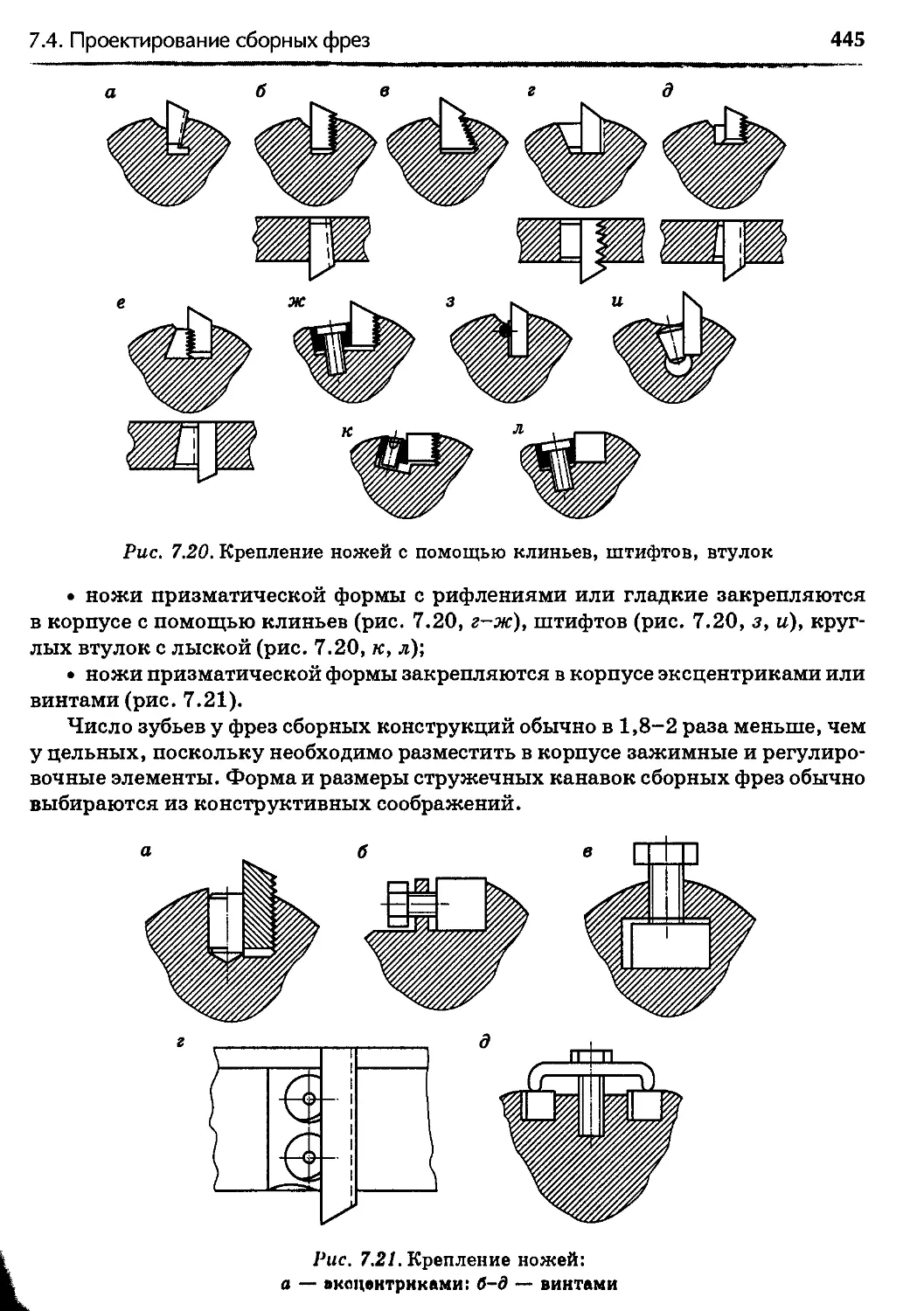
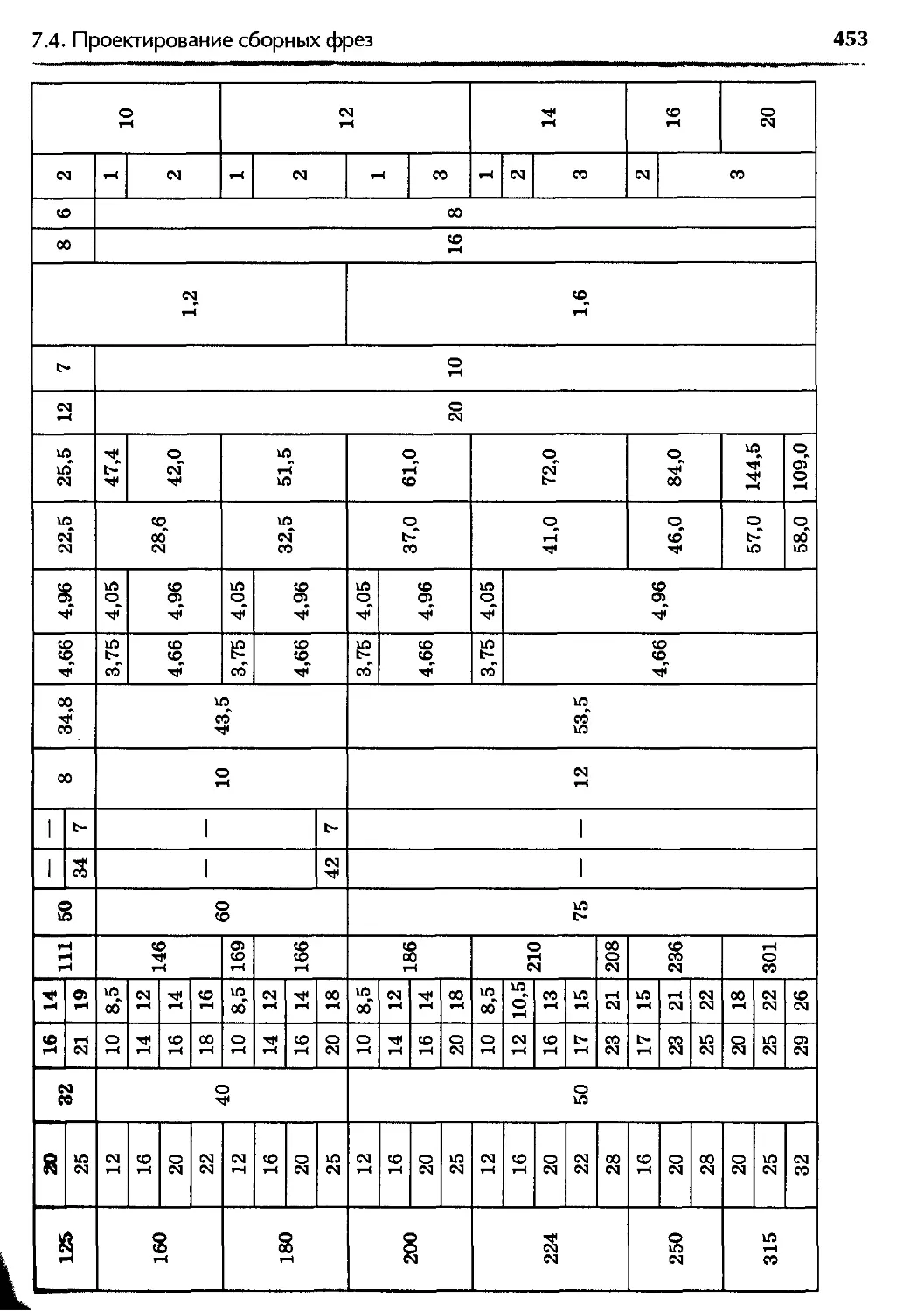
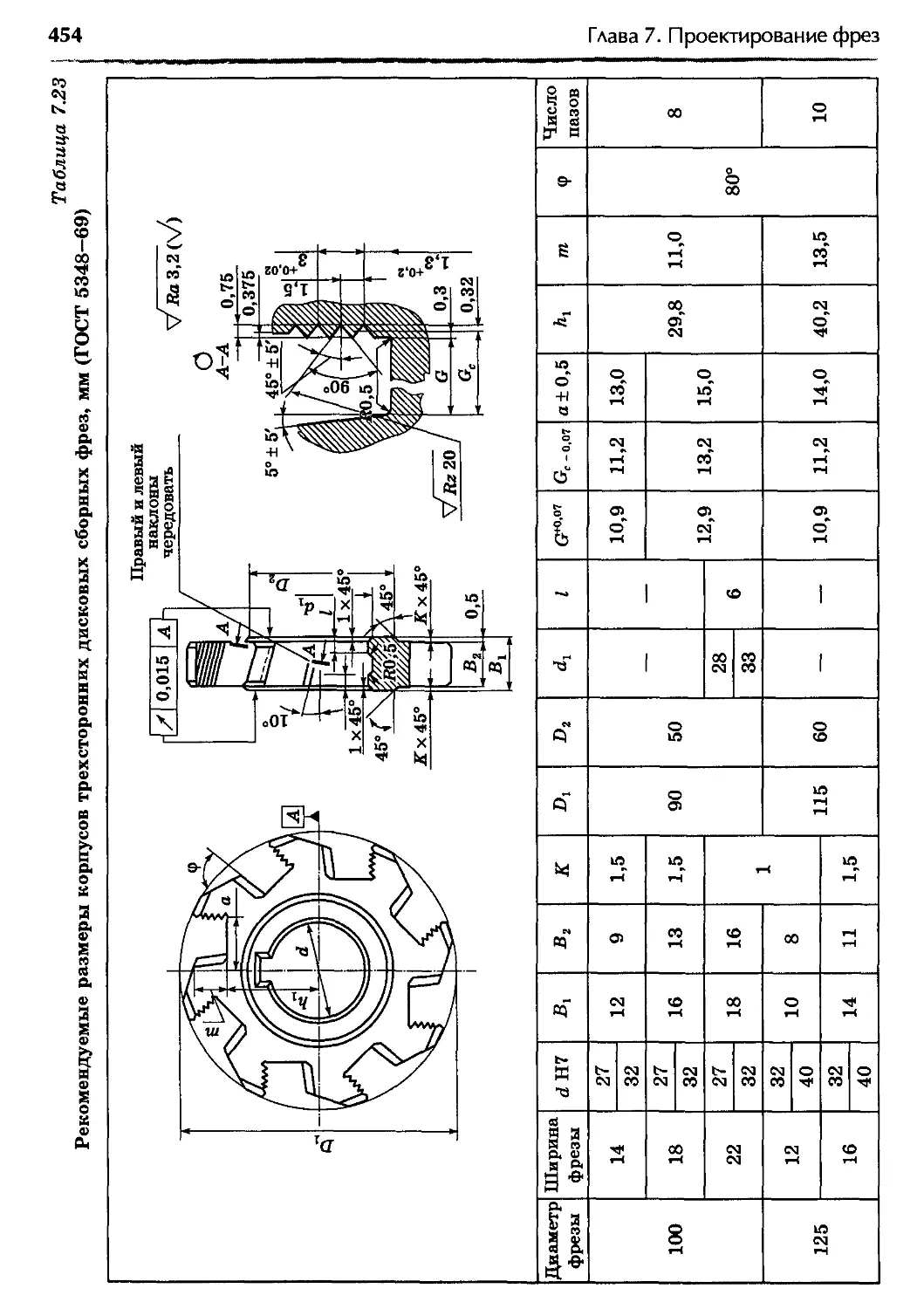
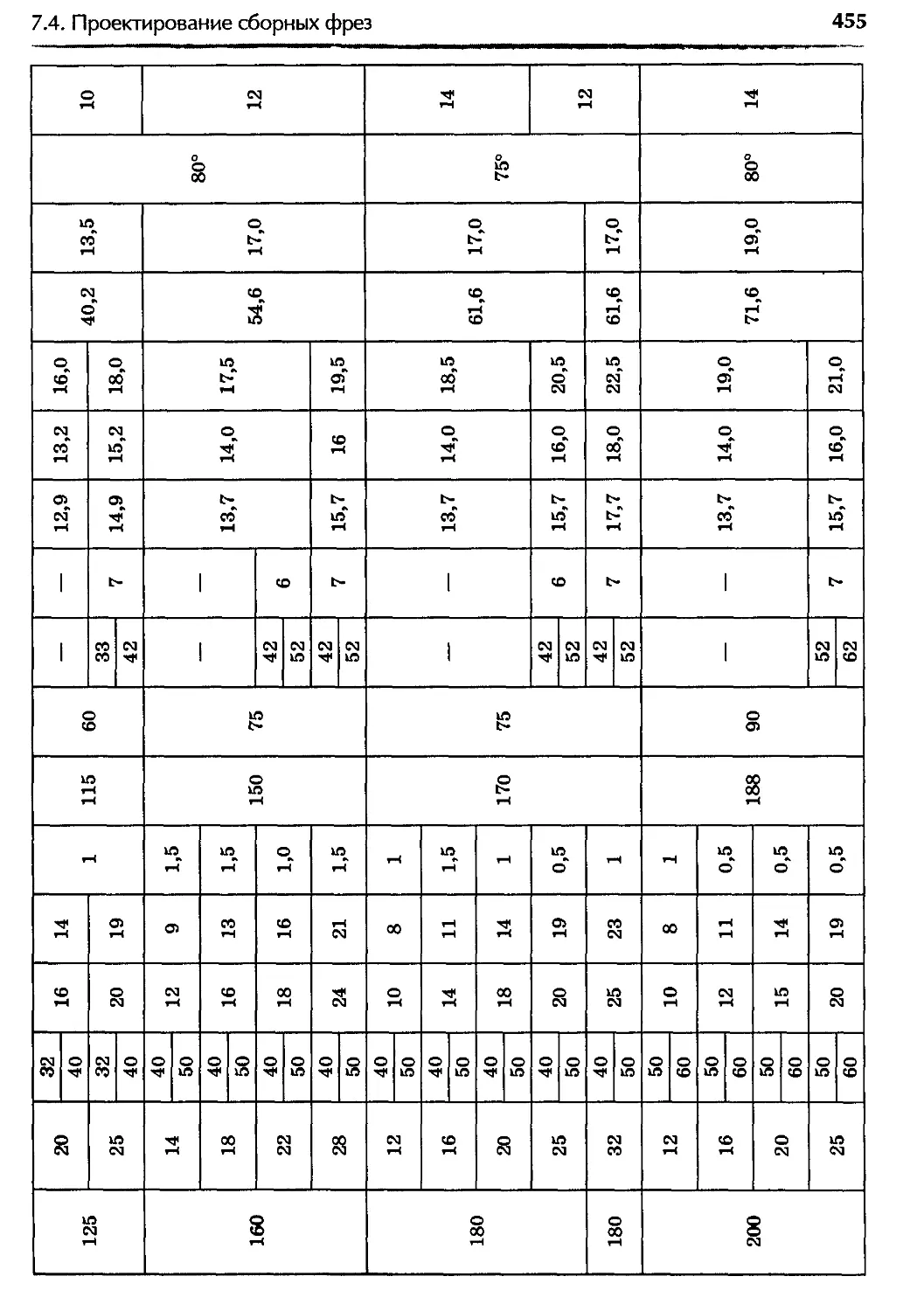
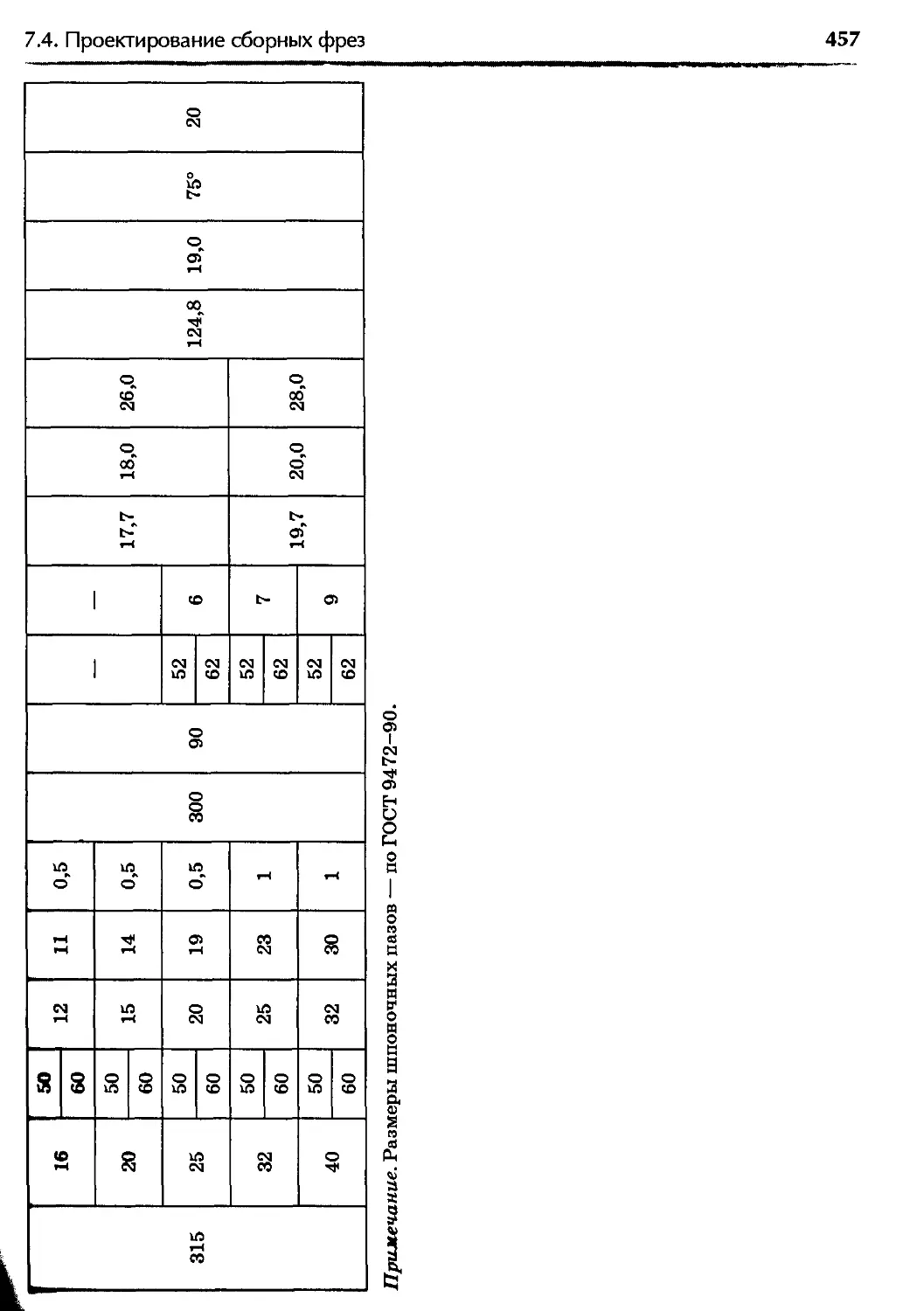
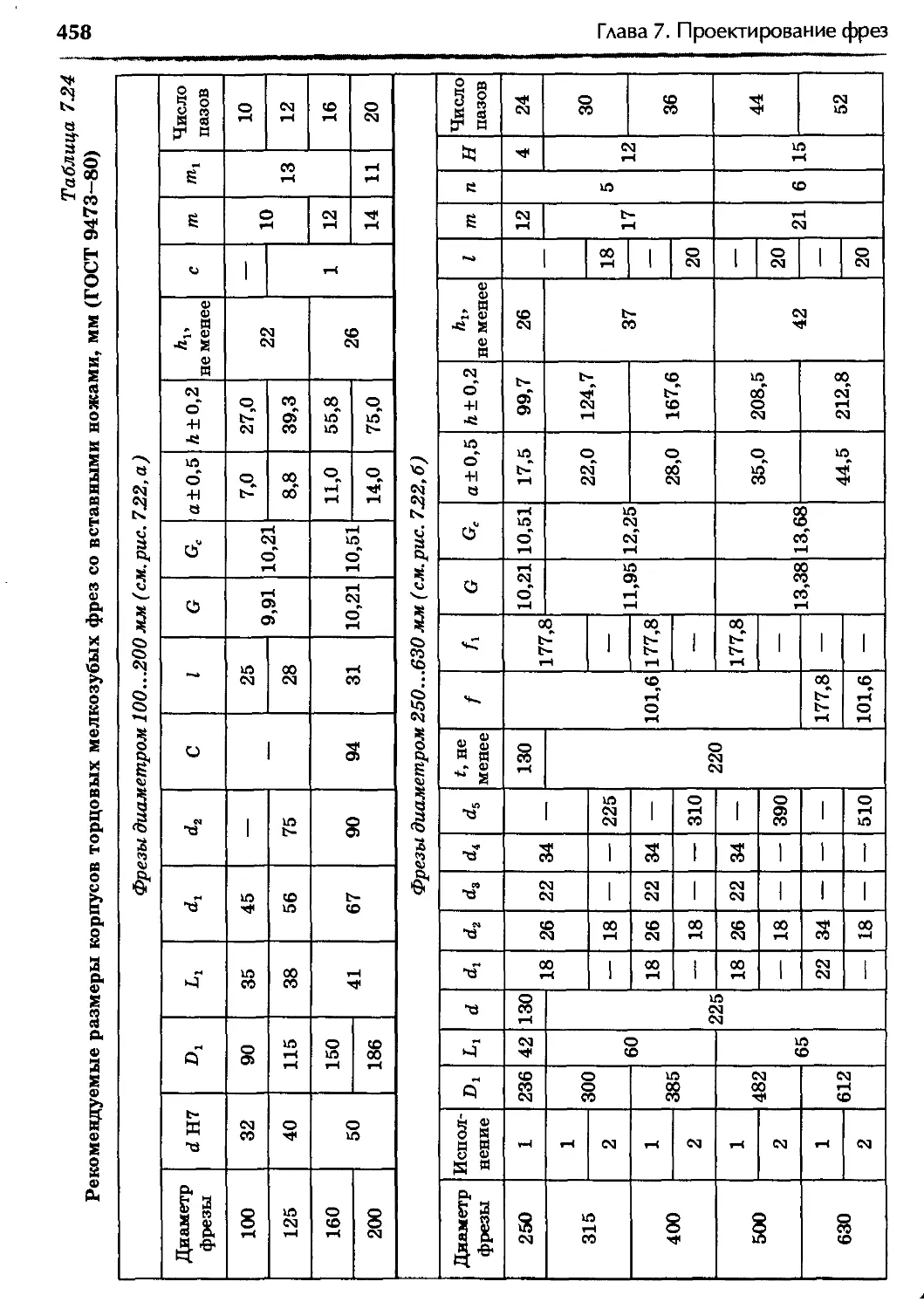
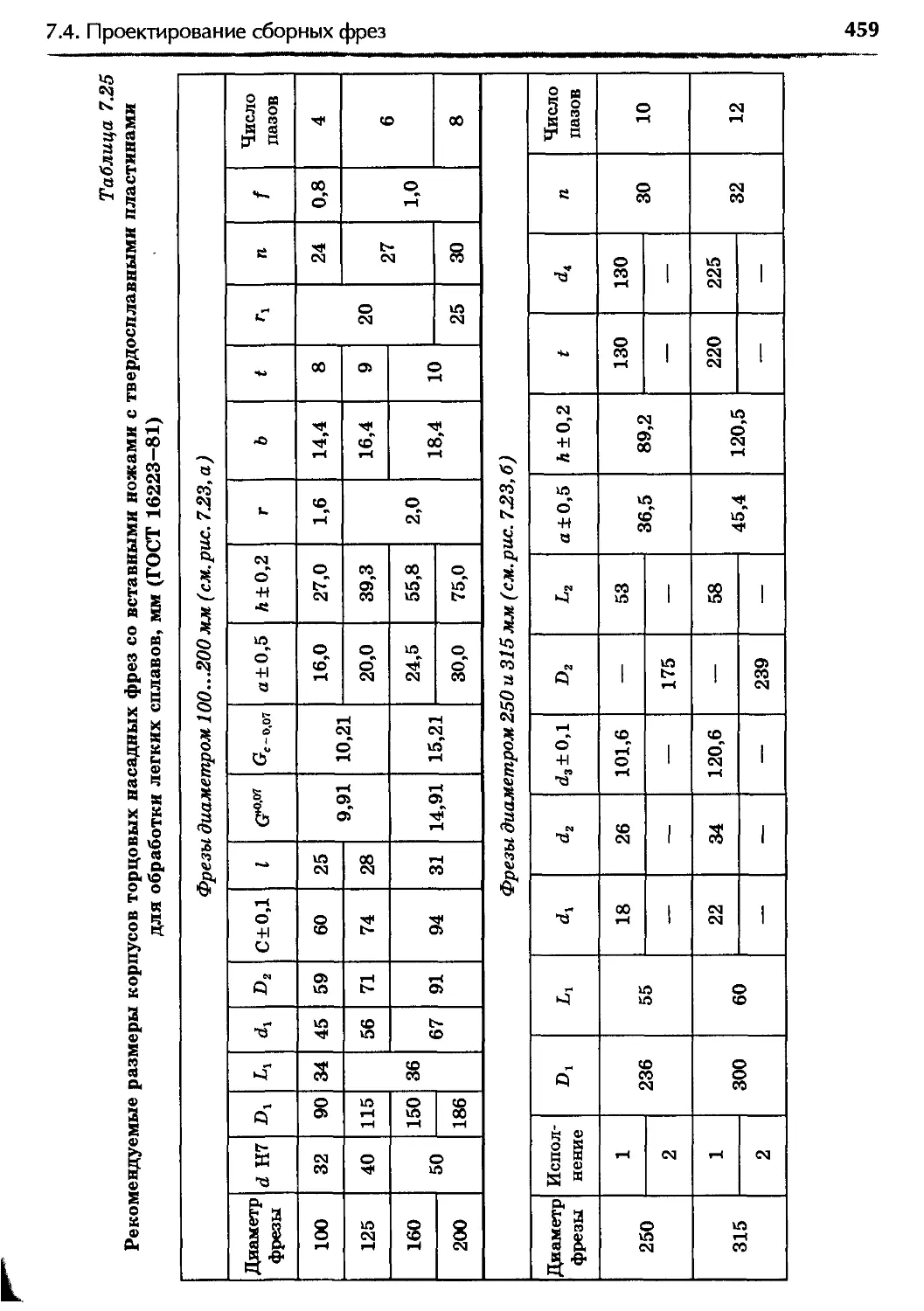
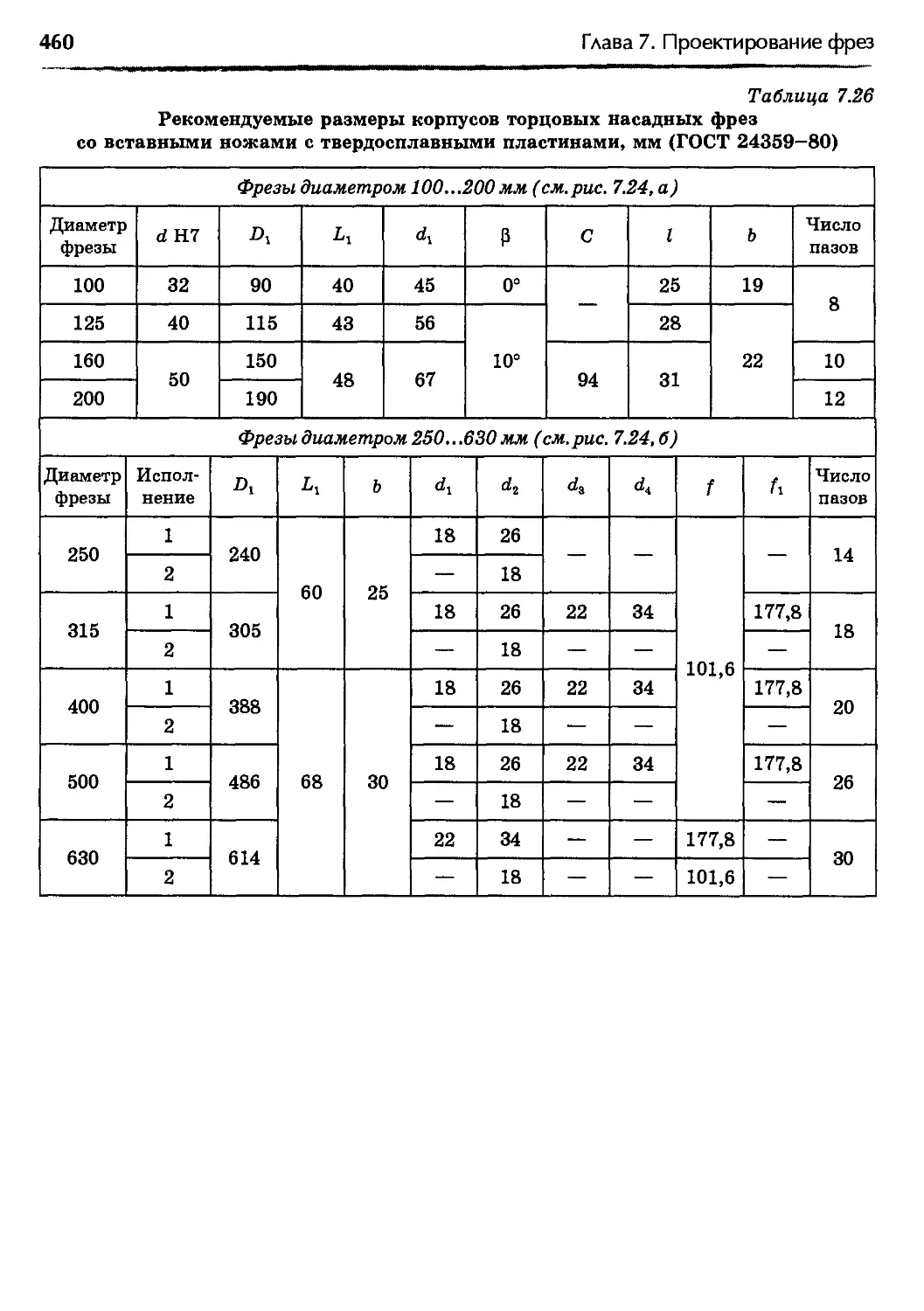
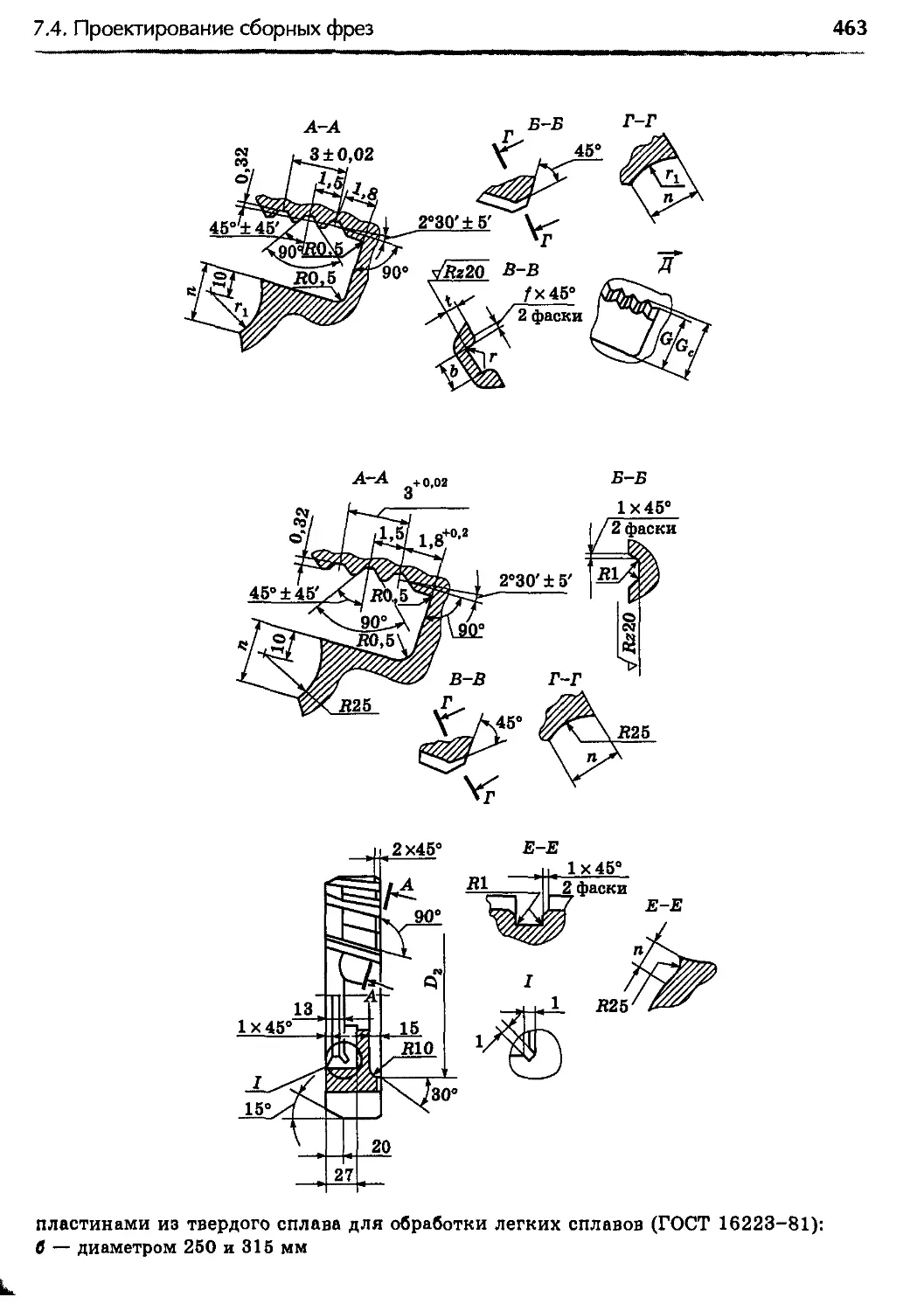
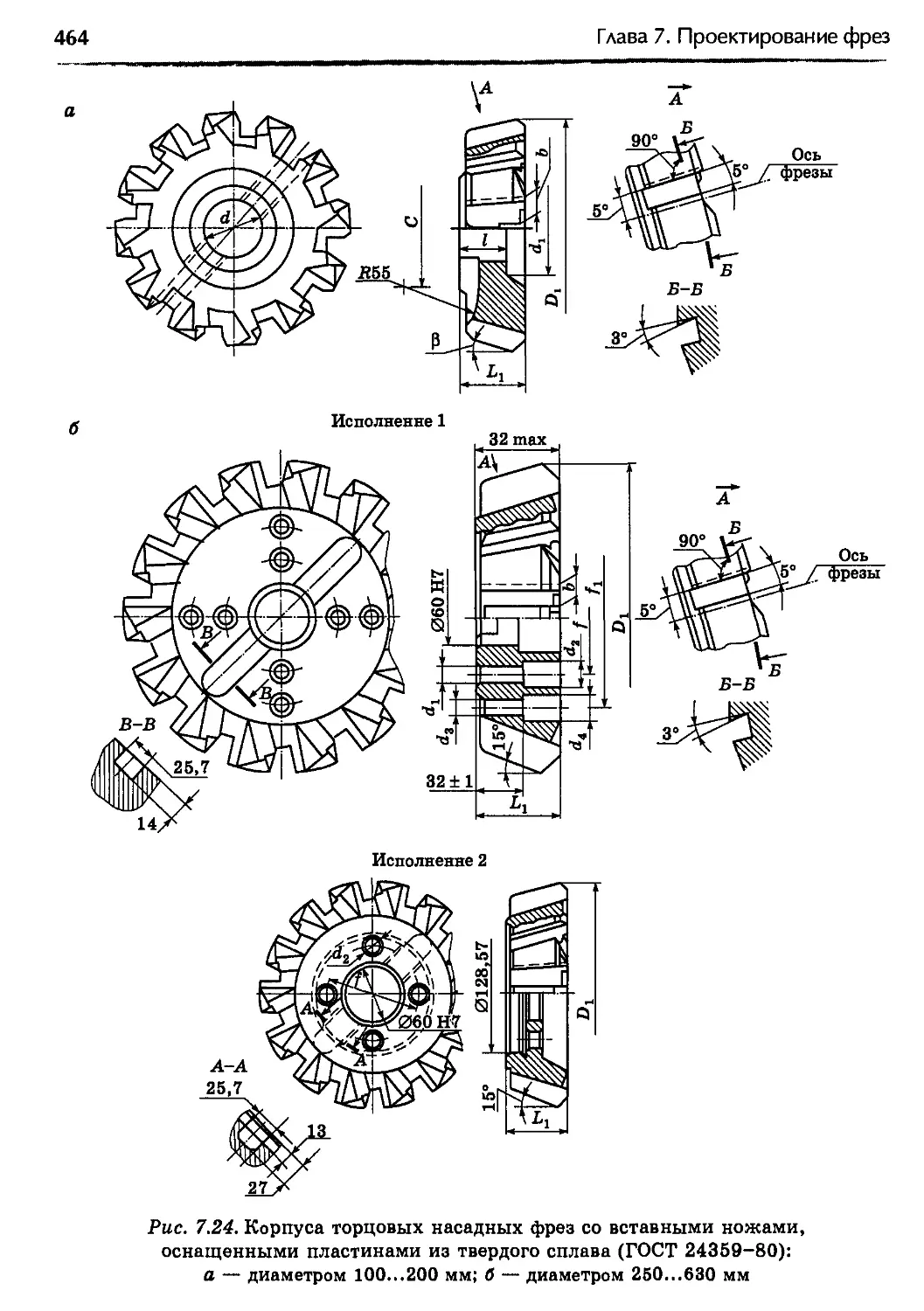
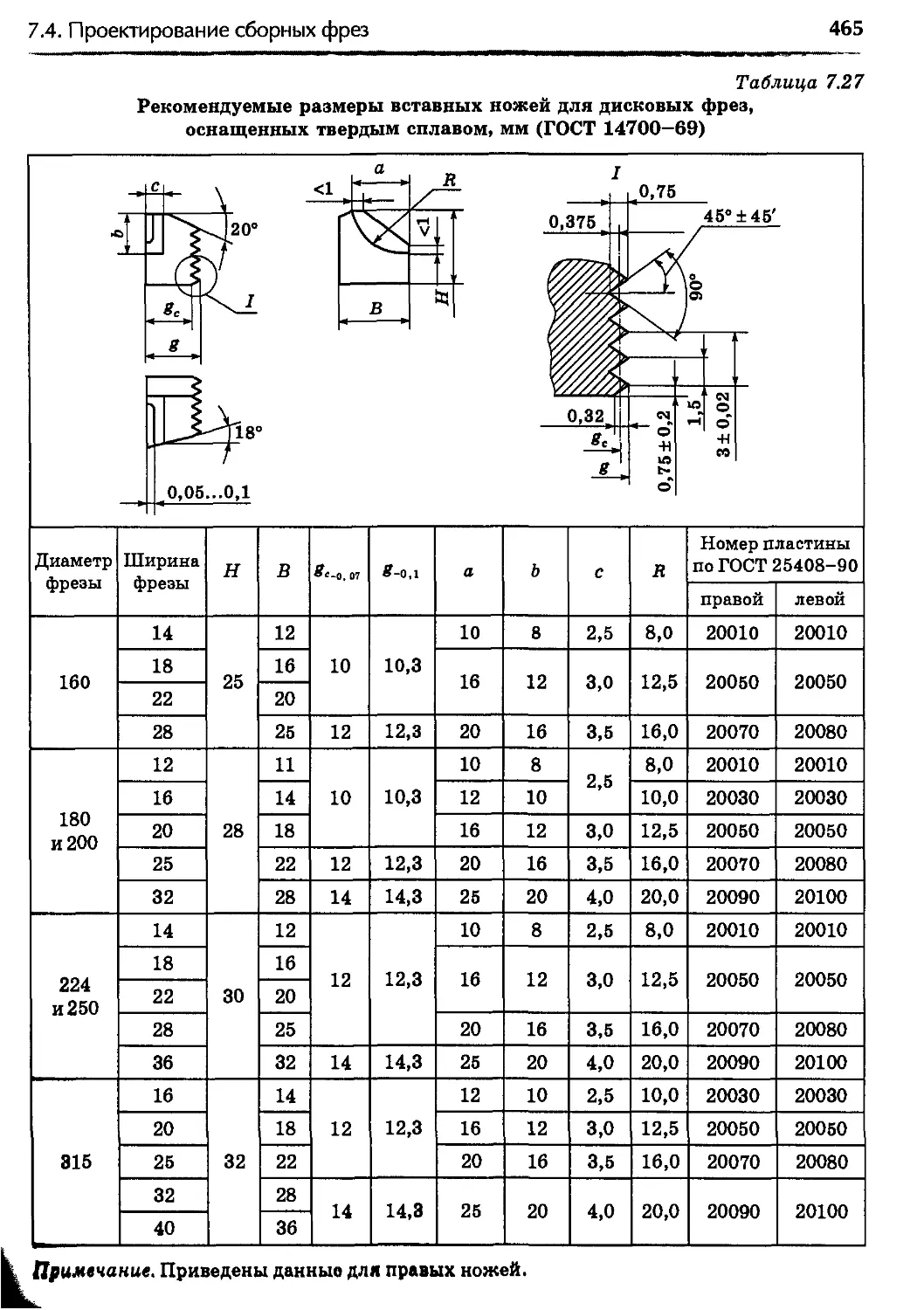
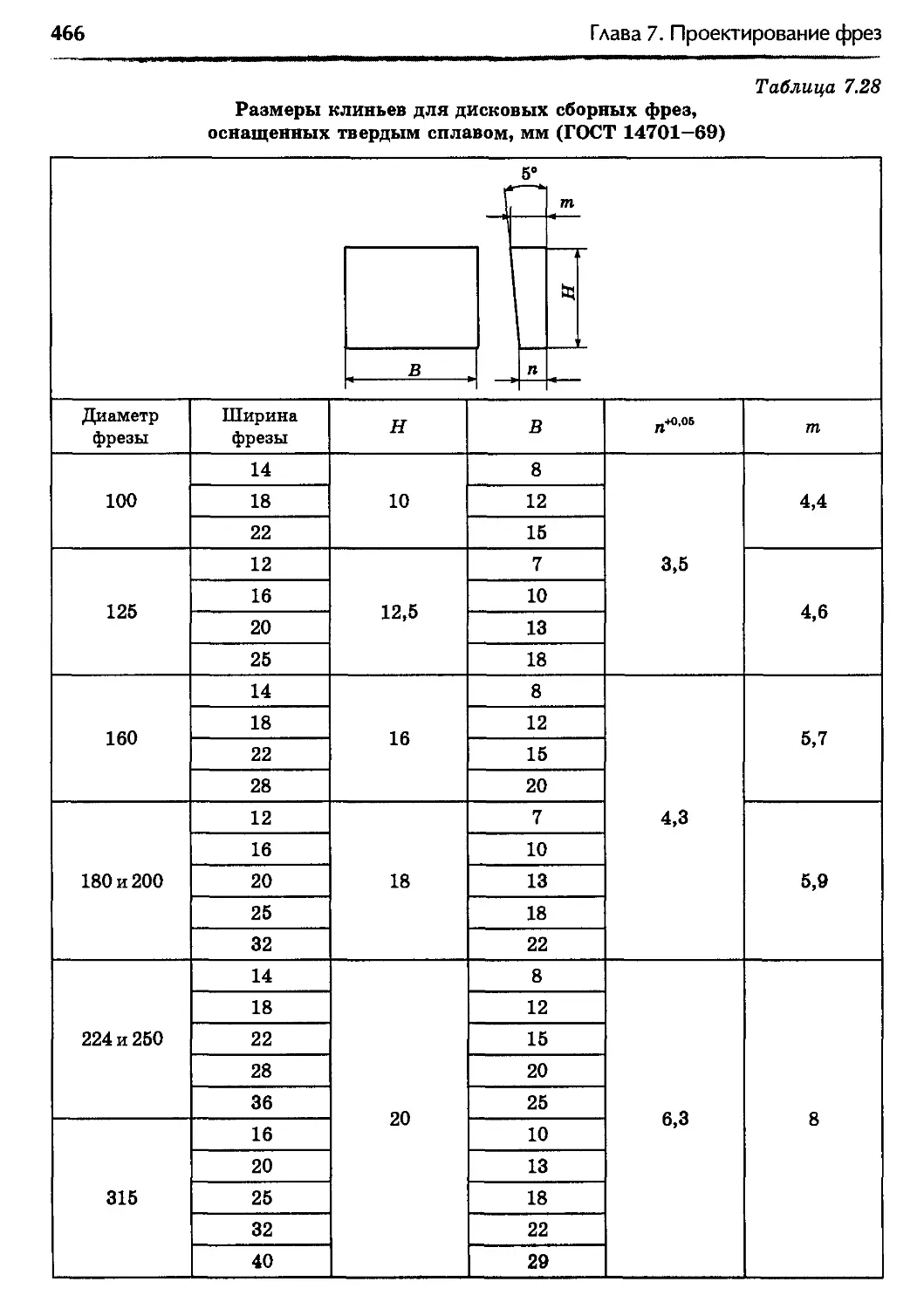
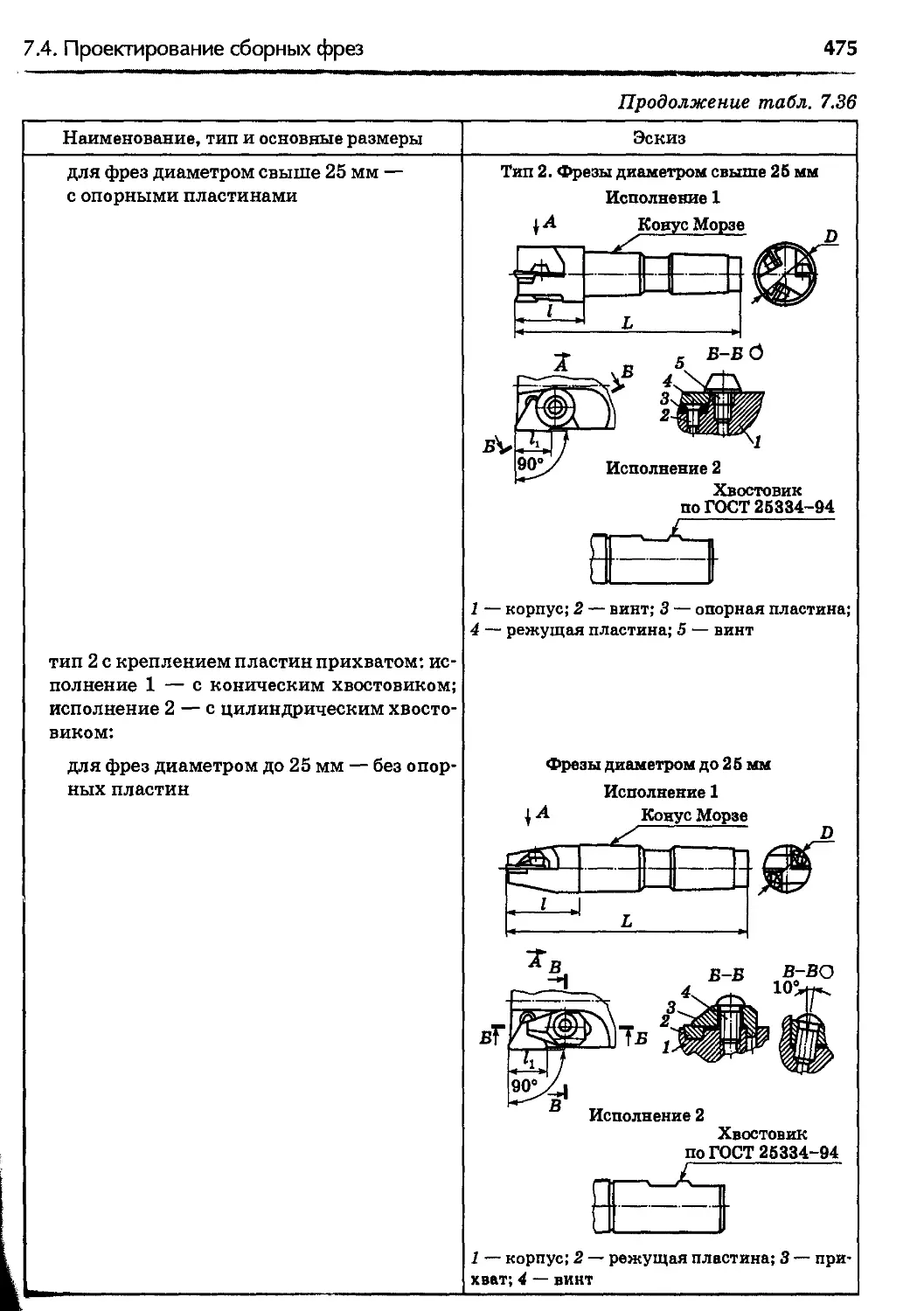
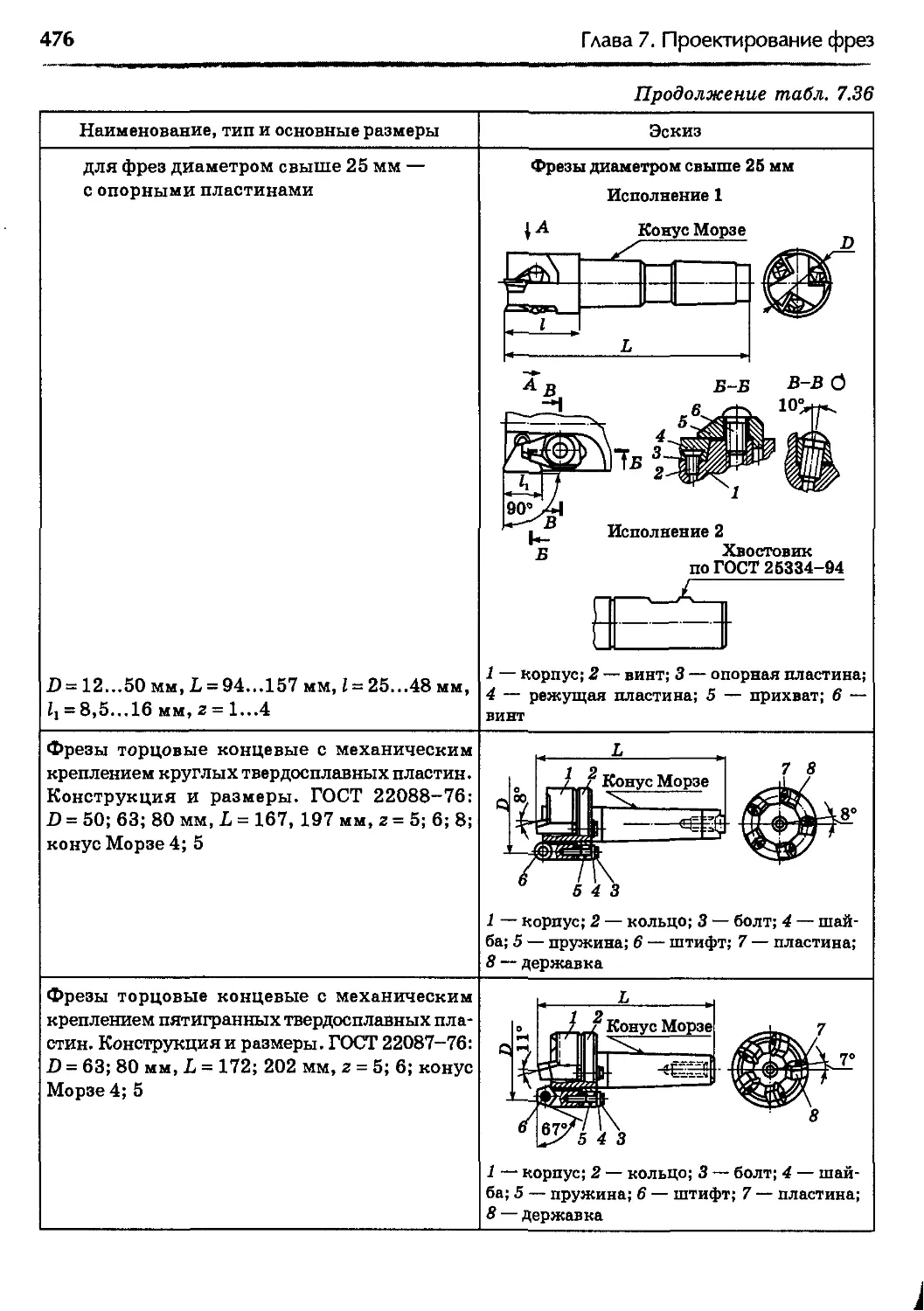
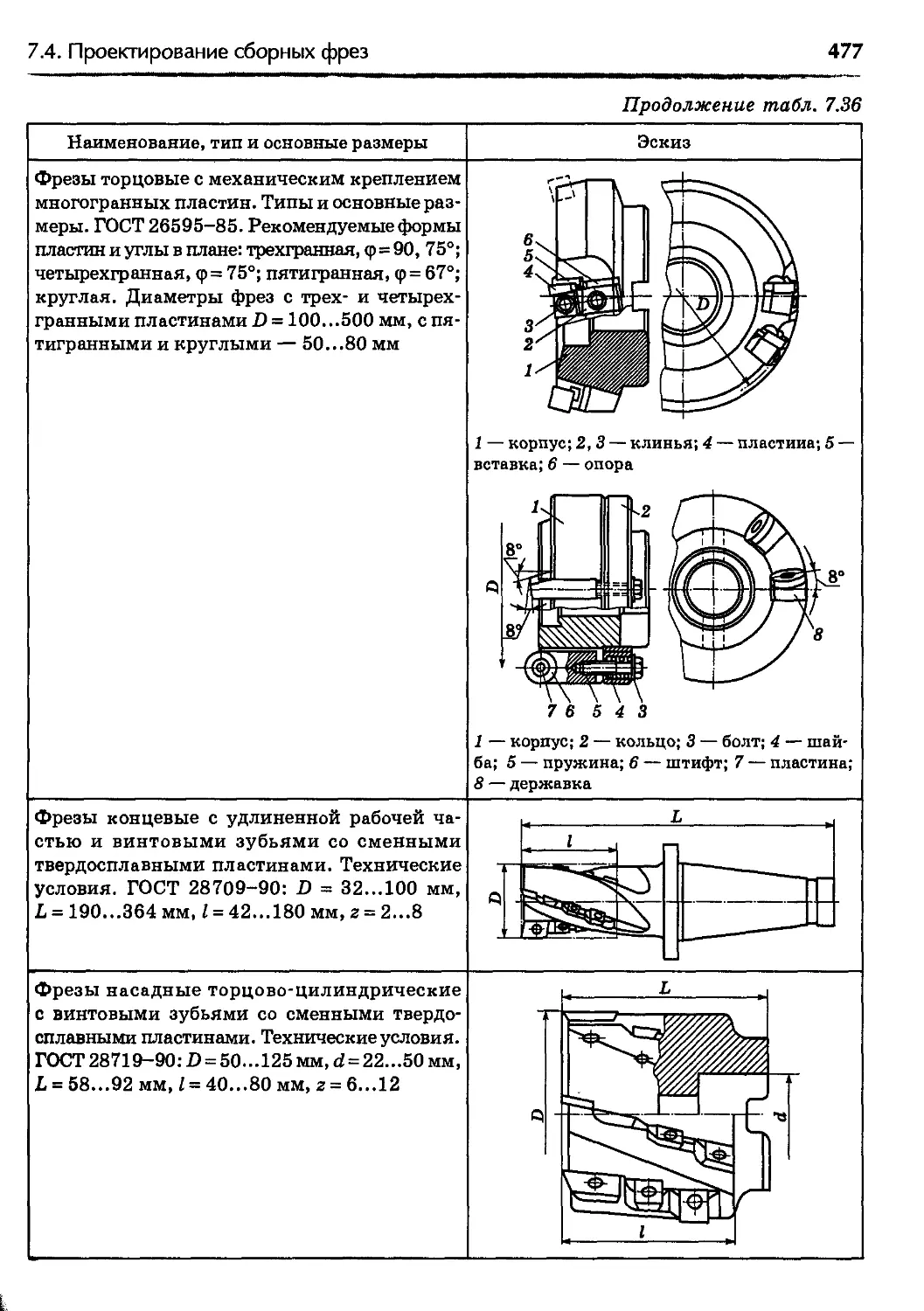
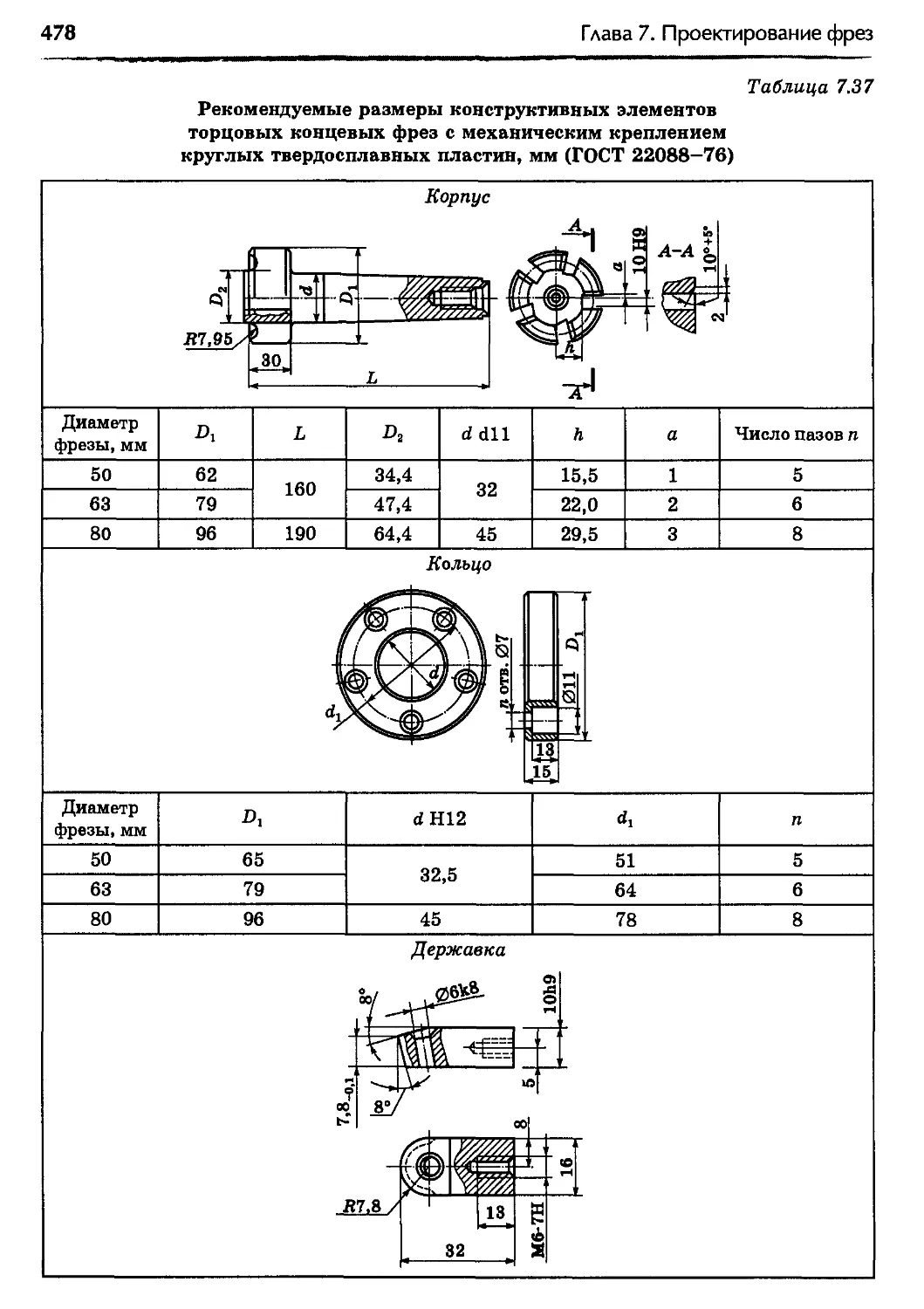
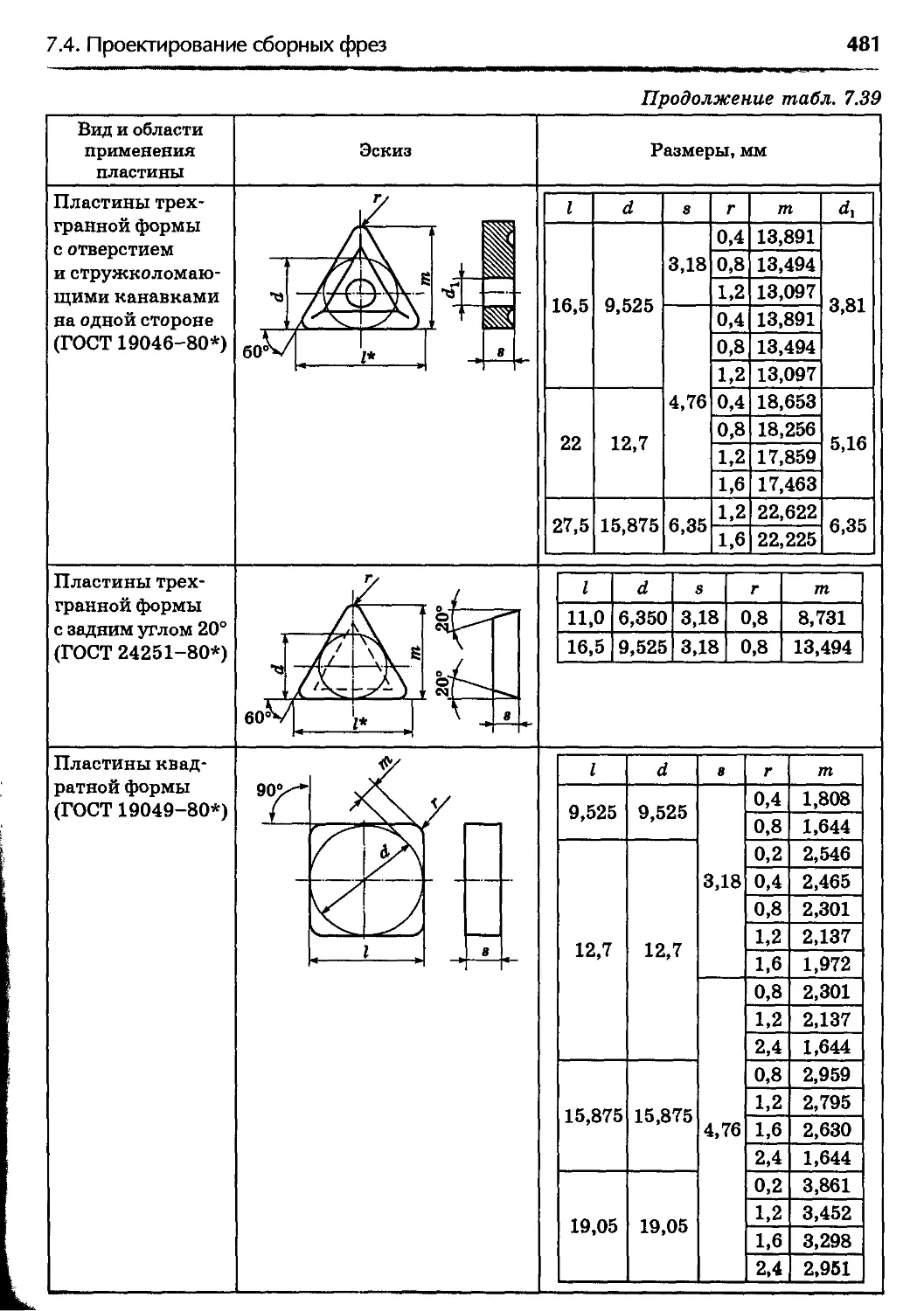
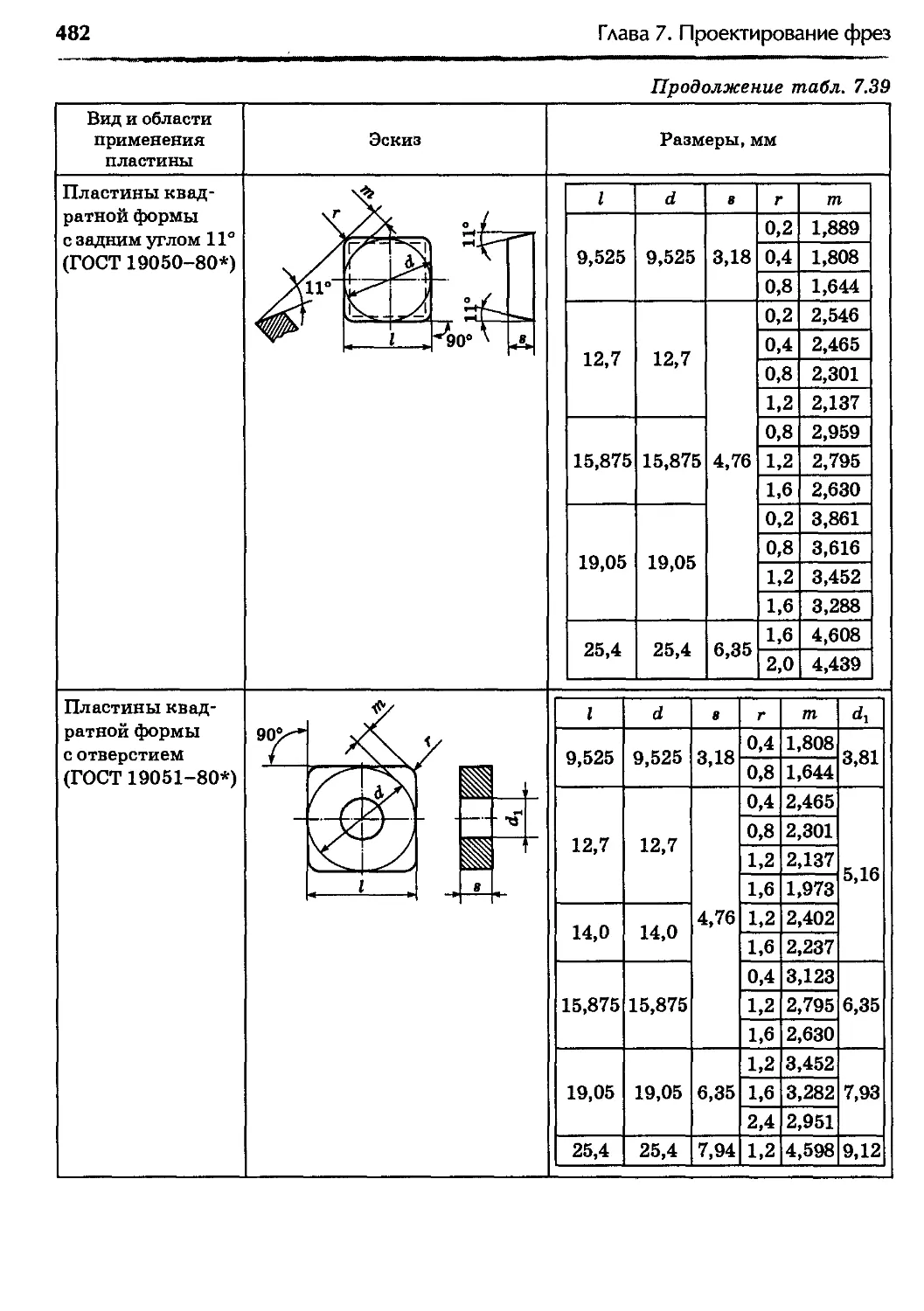
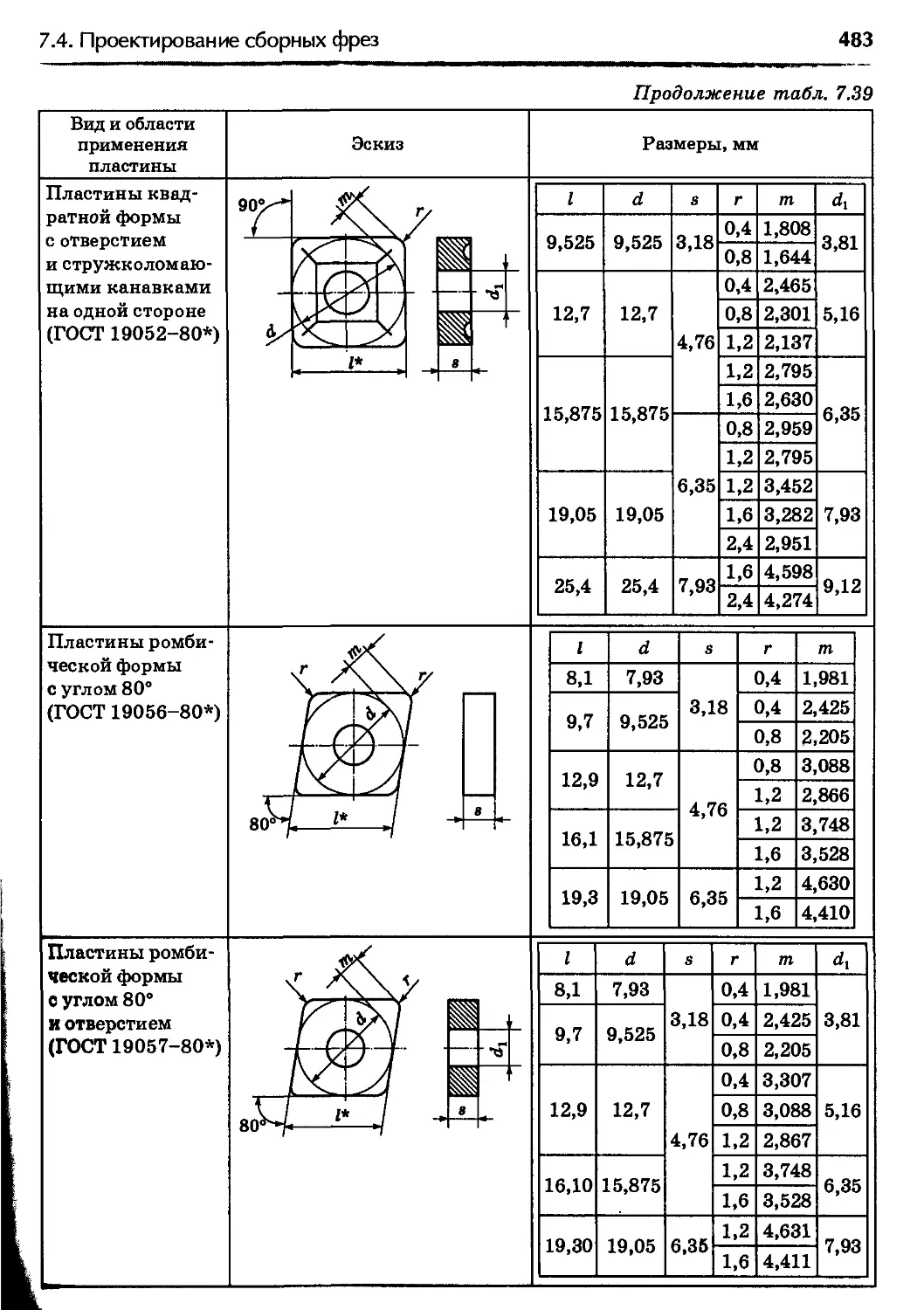
7.4. Проектирование сборных фрез..............................44
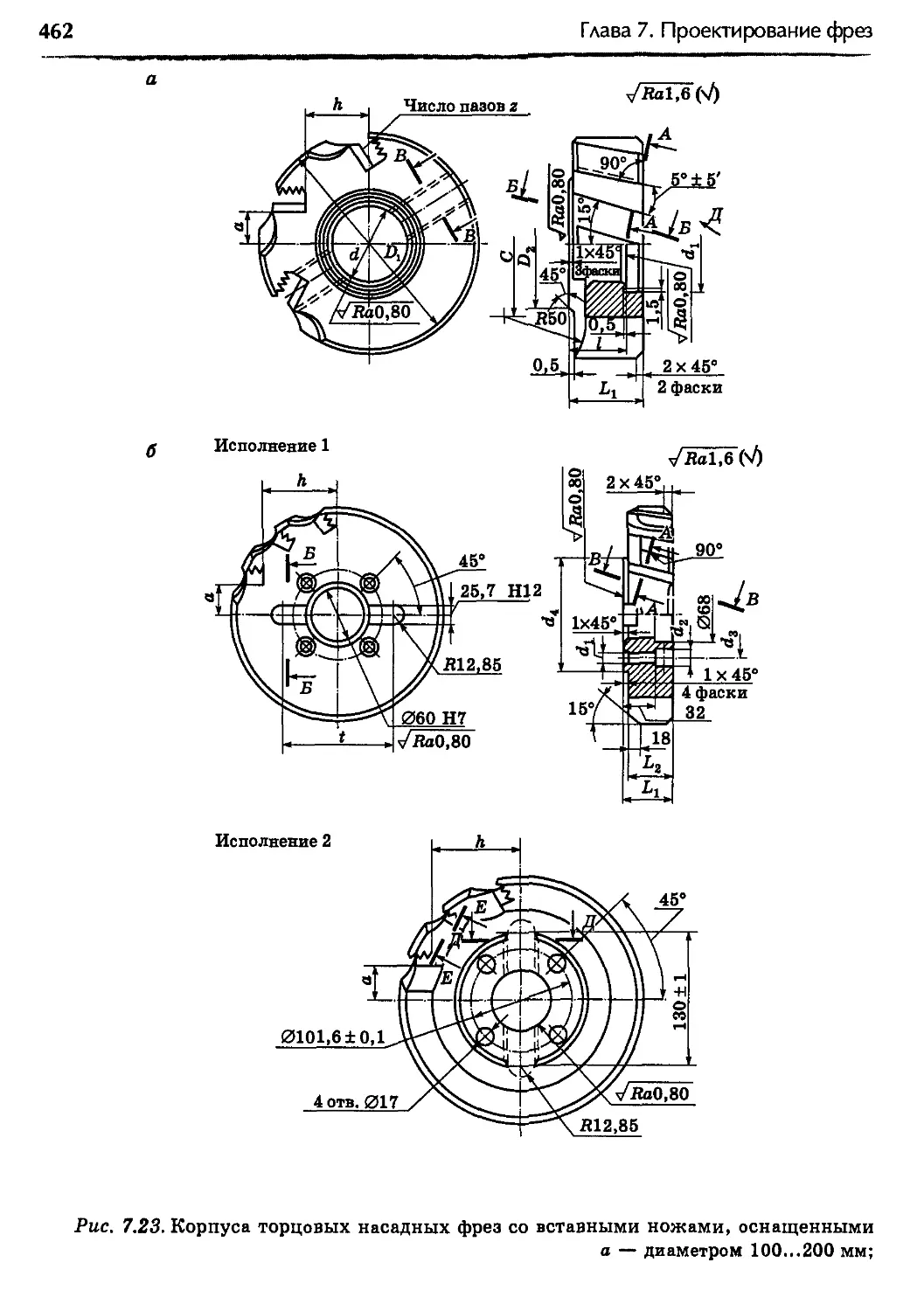
7.4.1. Конструкции и расчет фрез со вставными ножами .....44
7.4.2. Конструкции и расчет фрез со сменными неперетачиваемыми
пластинами из твердого сплава или керамики.................47
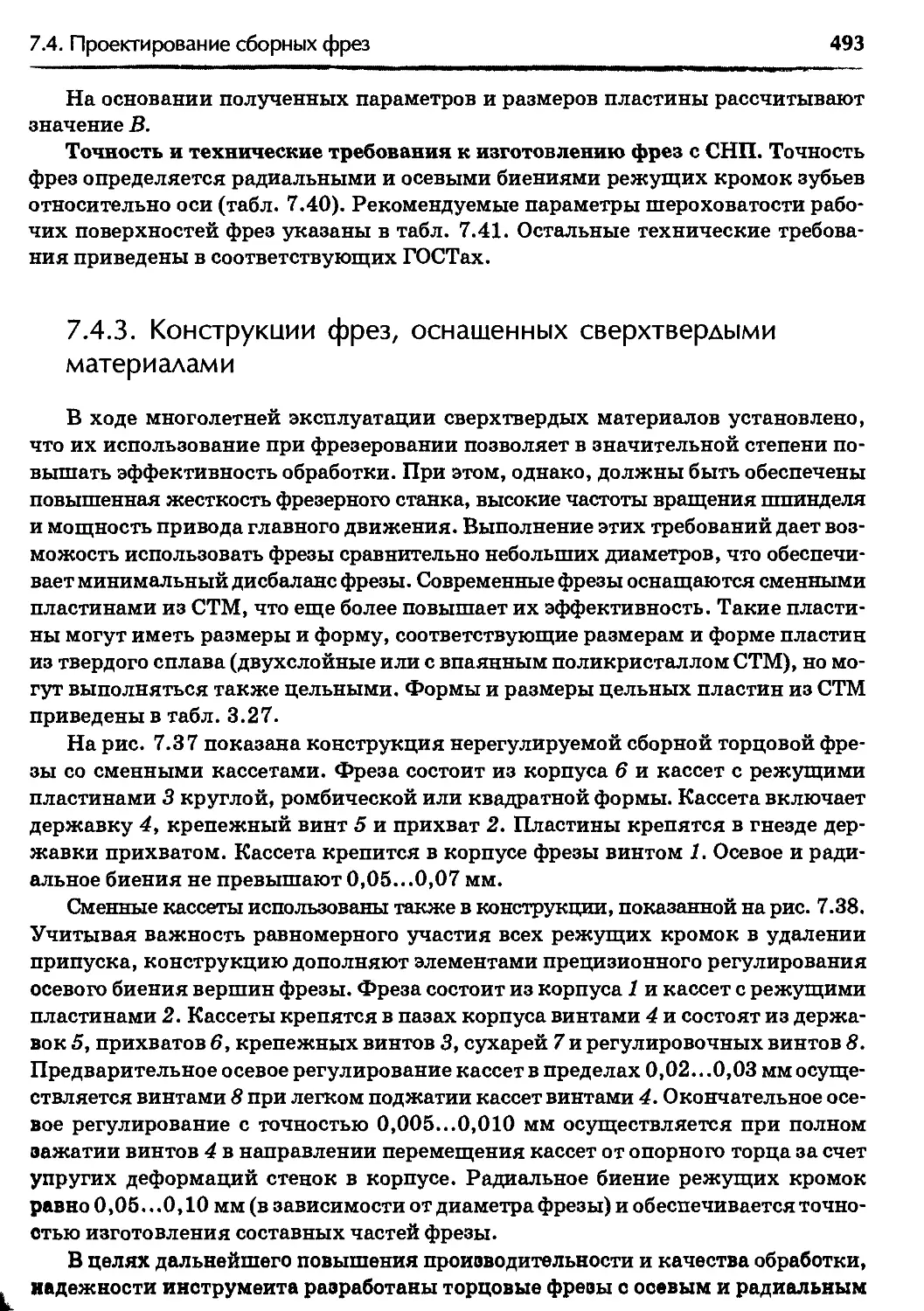
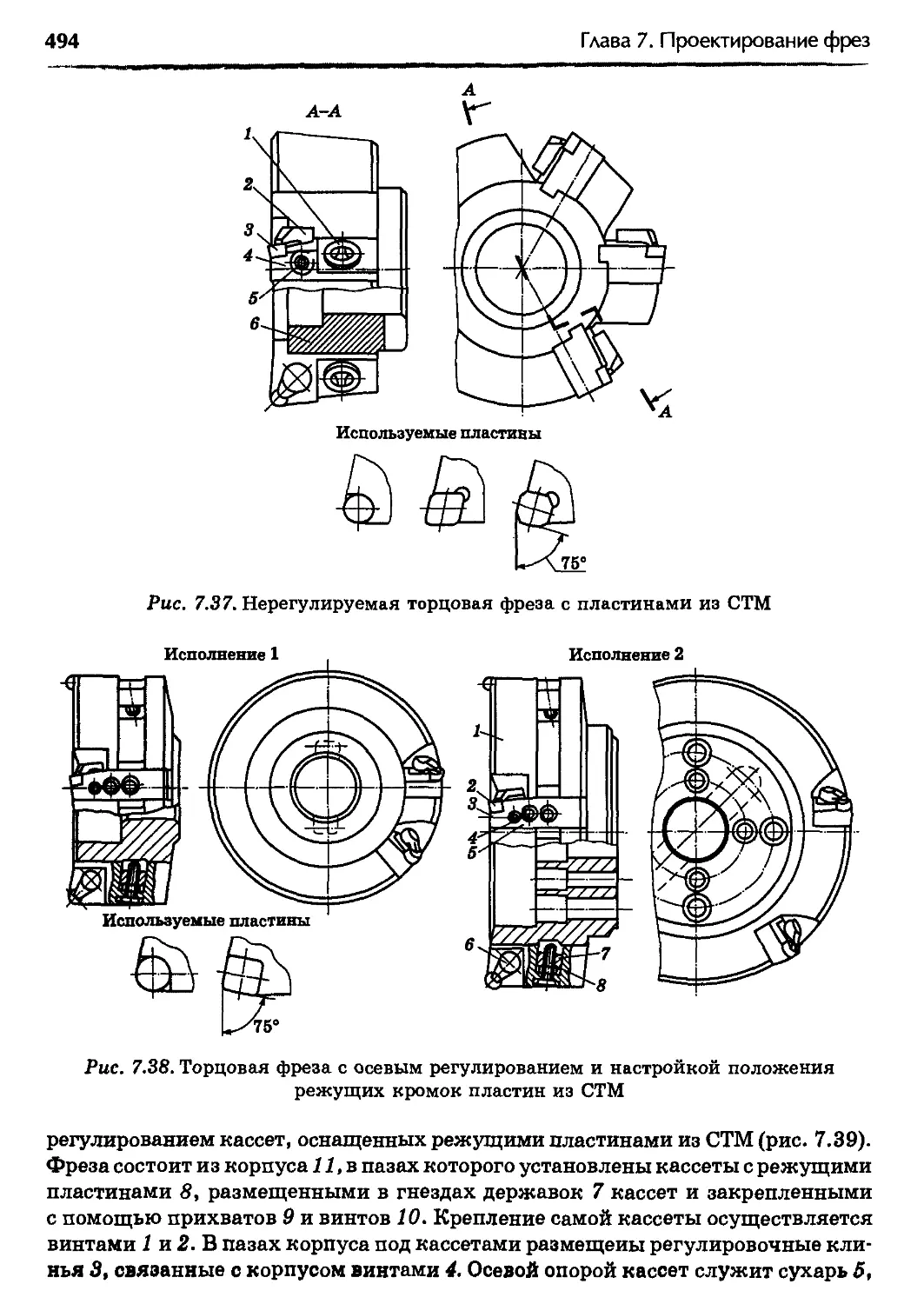
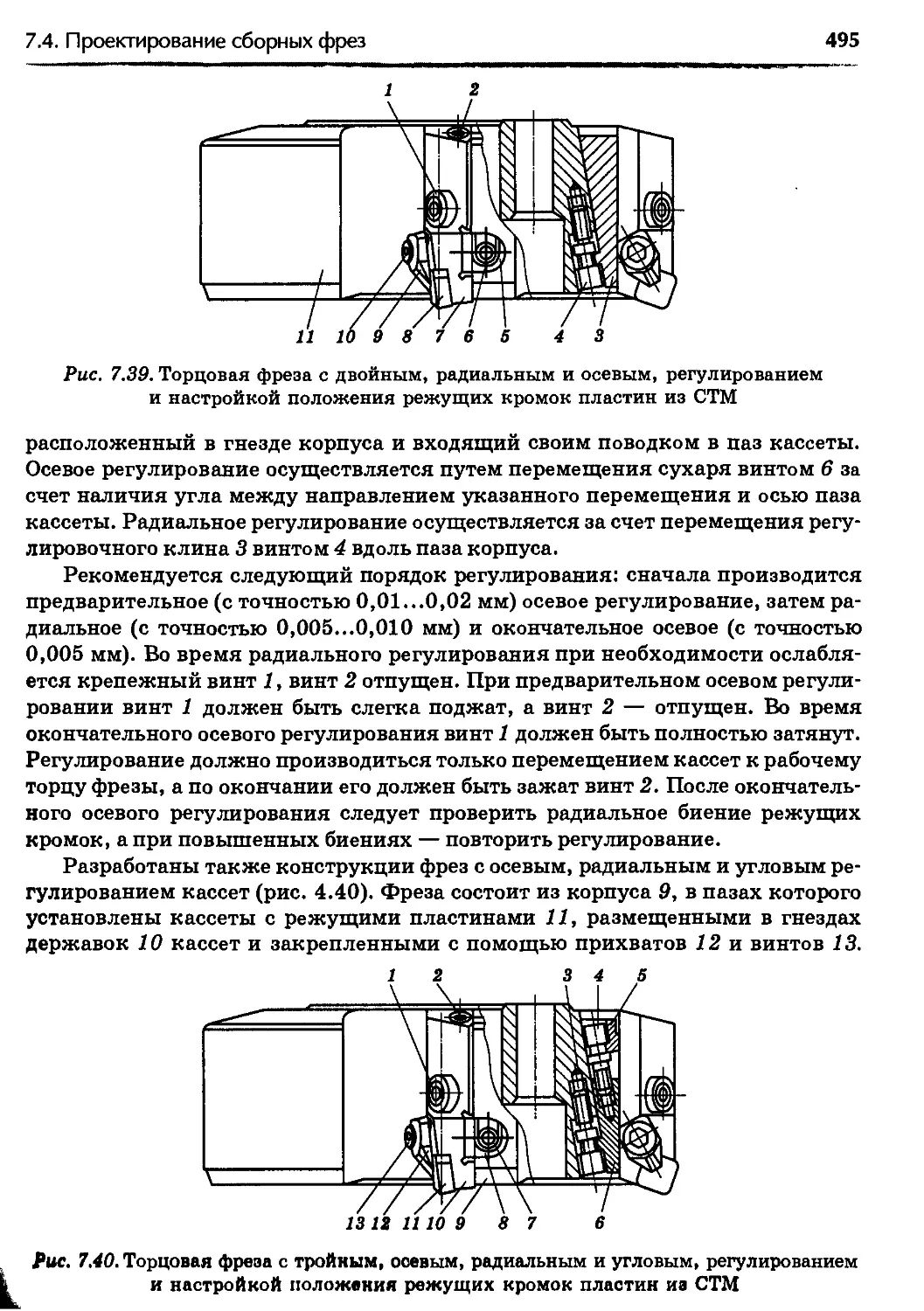
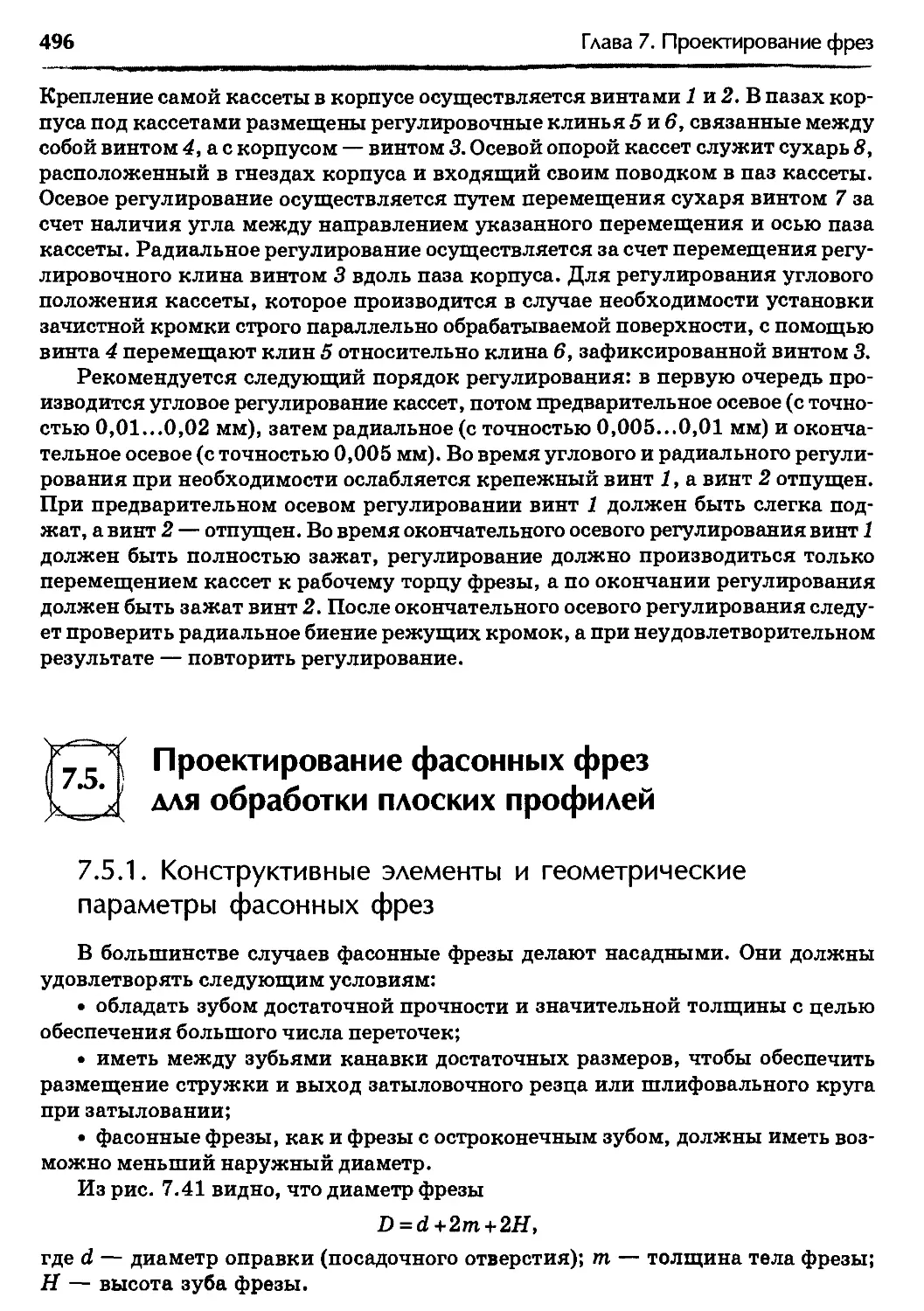
7.4.3. Конструкции фрез, оснащенных сверхтвердыми
материалами ...............................................49
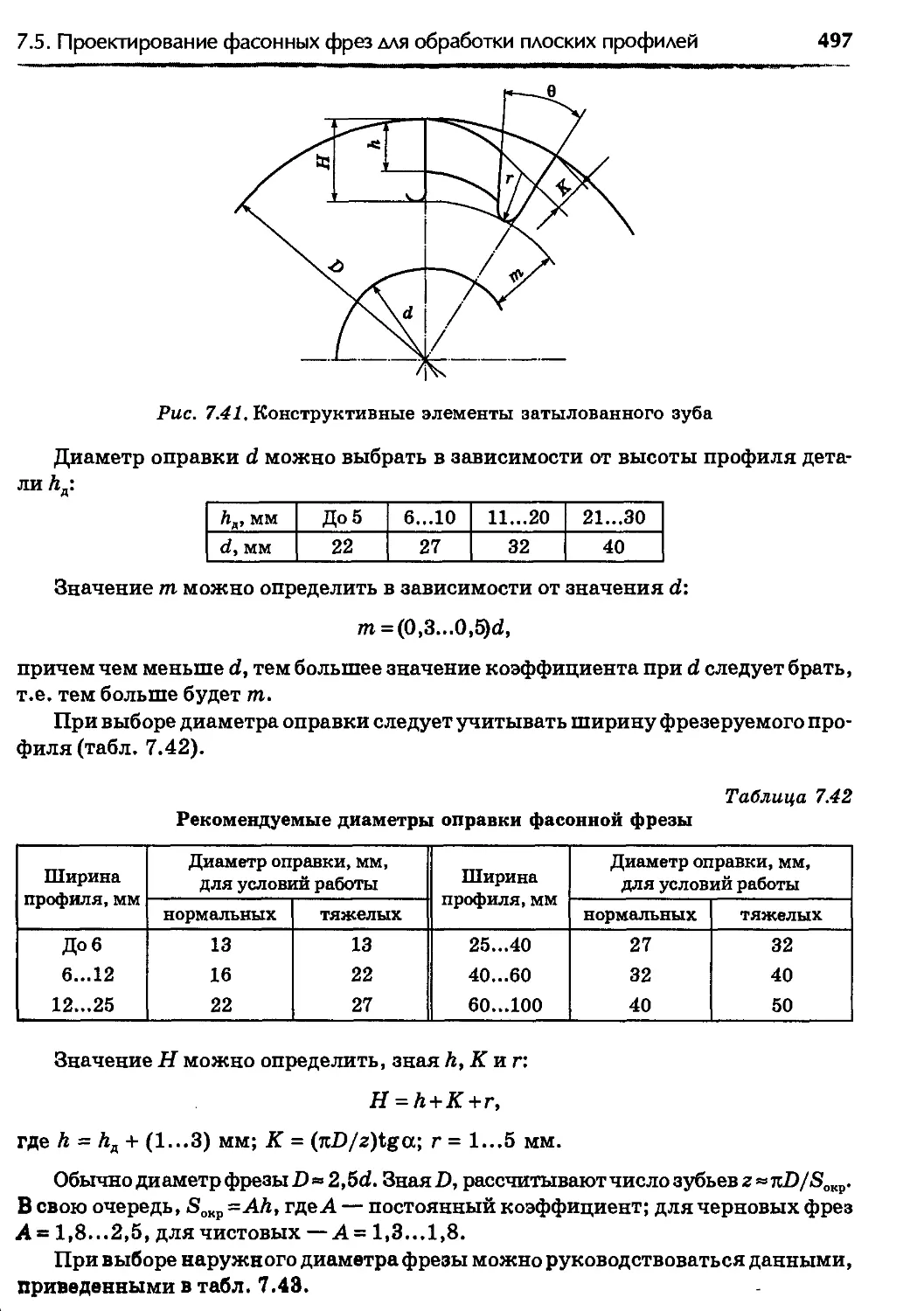
7.5. Проектирование фасонных фрез для обработки плоских профилей 49
7.5.1. Конструктивные элементы и геометрические параметры
фасонных фрез .............................................49
7.5.2. Коррекционный расчет фасонных фрез ................50
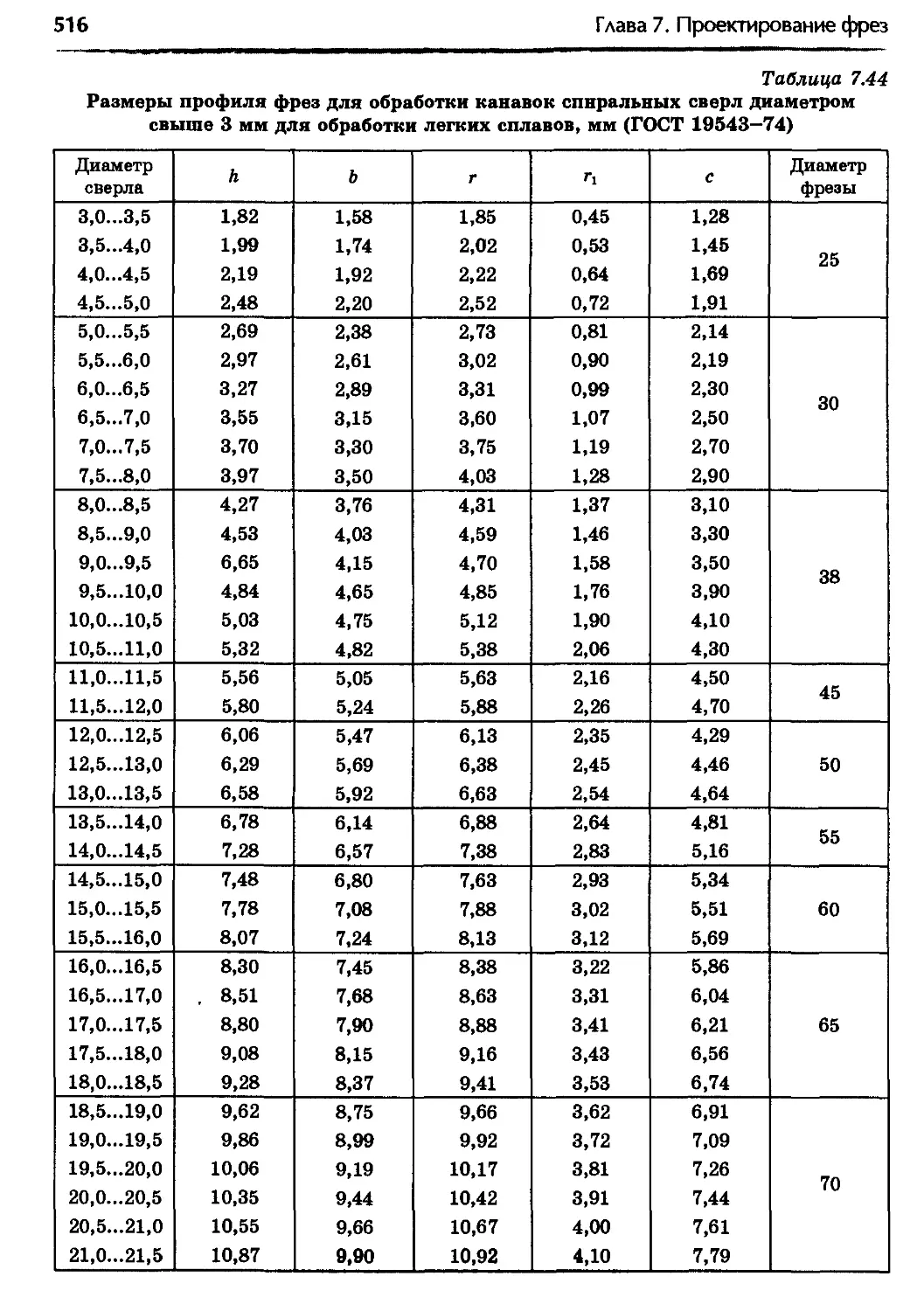
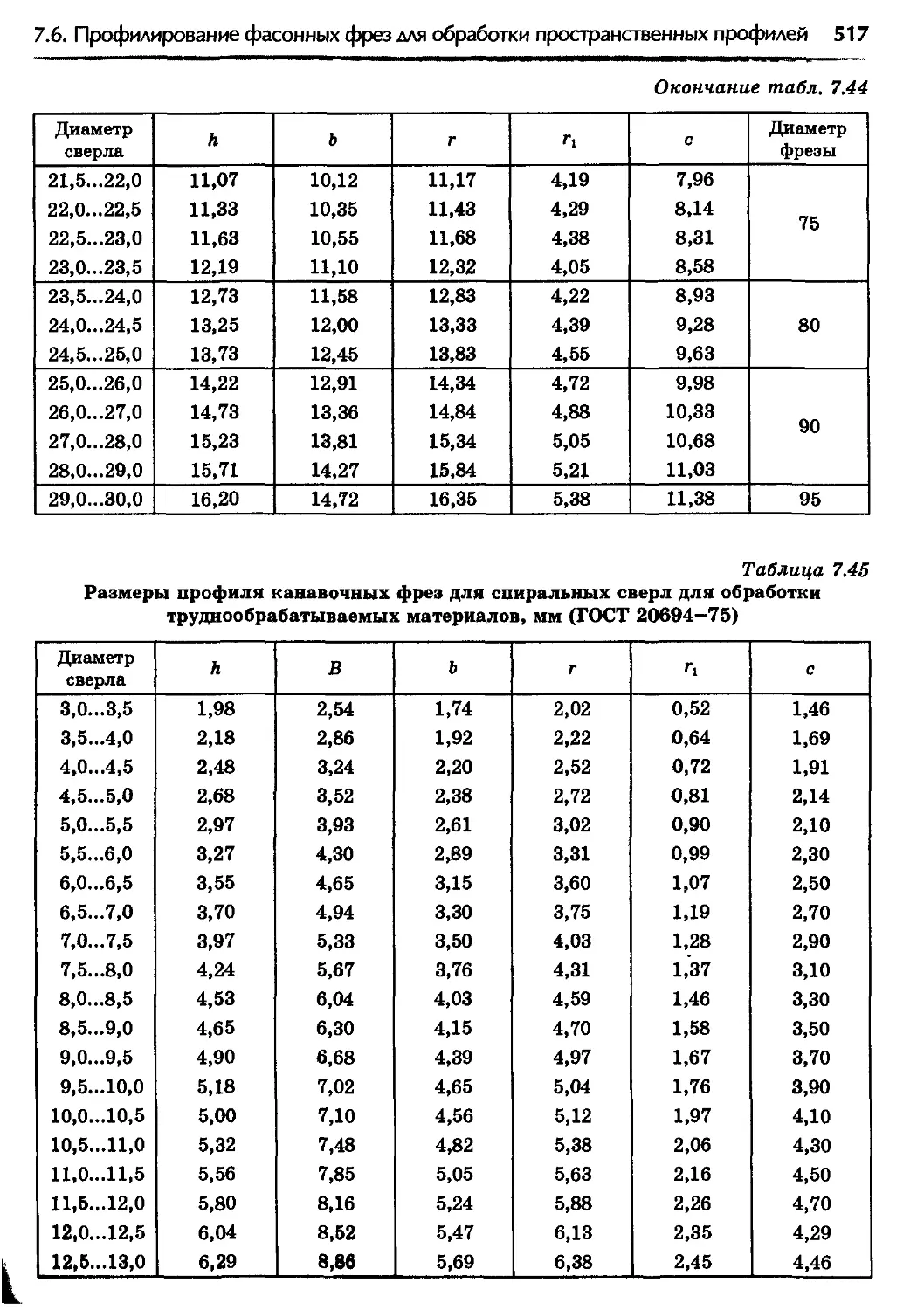
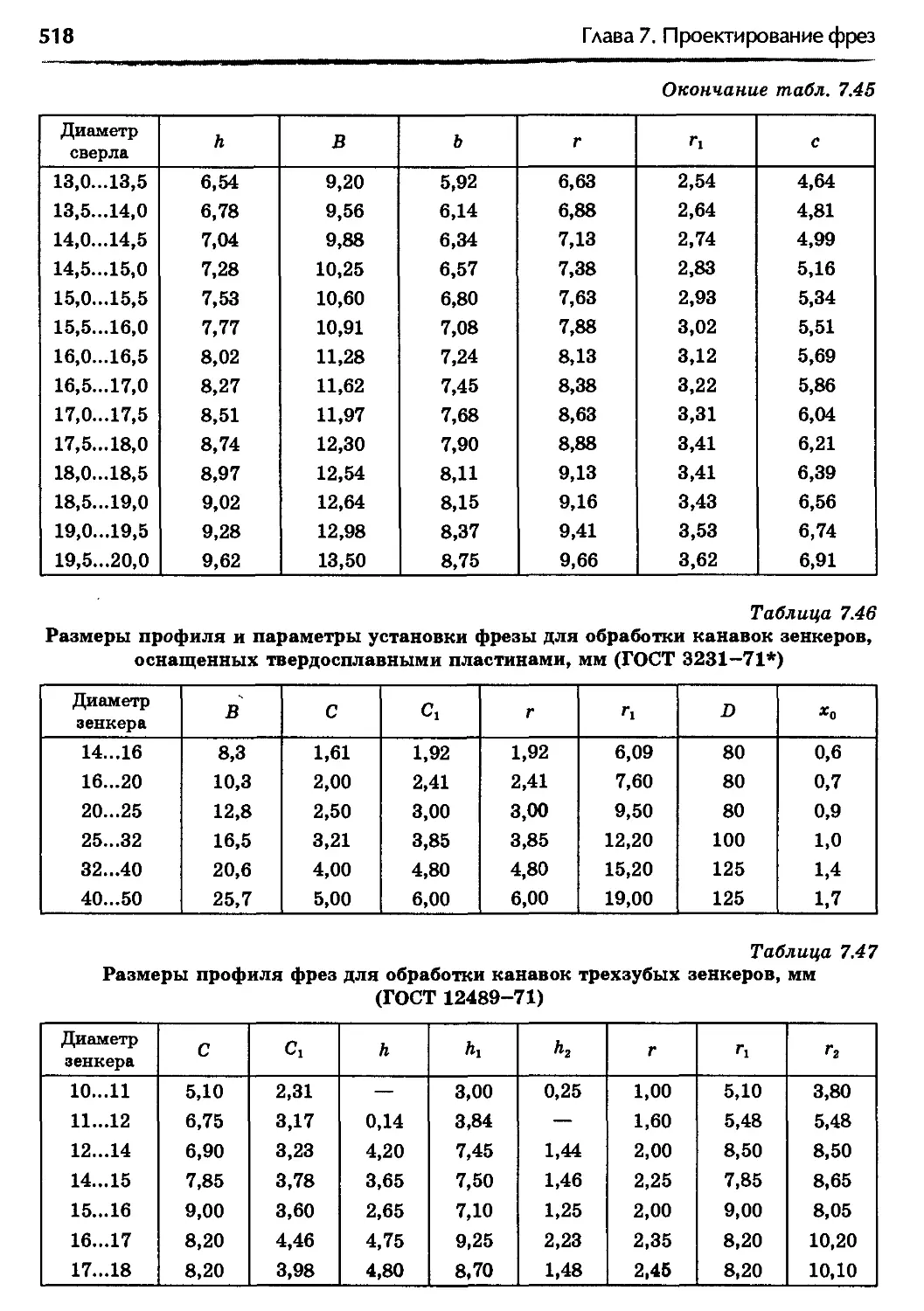
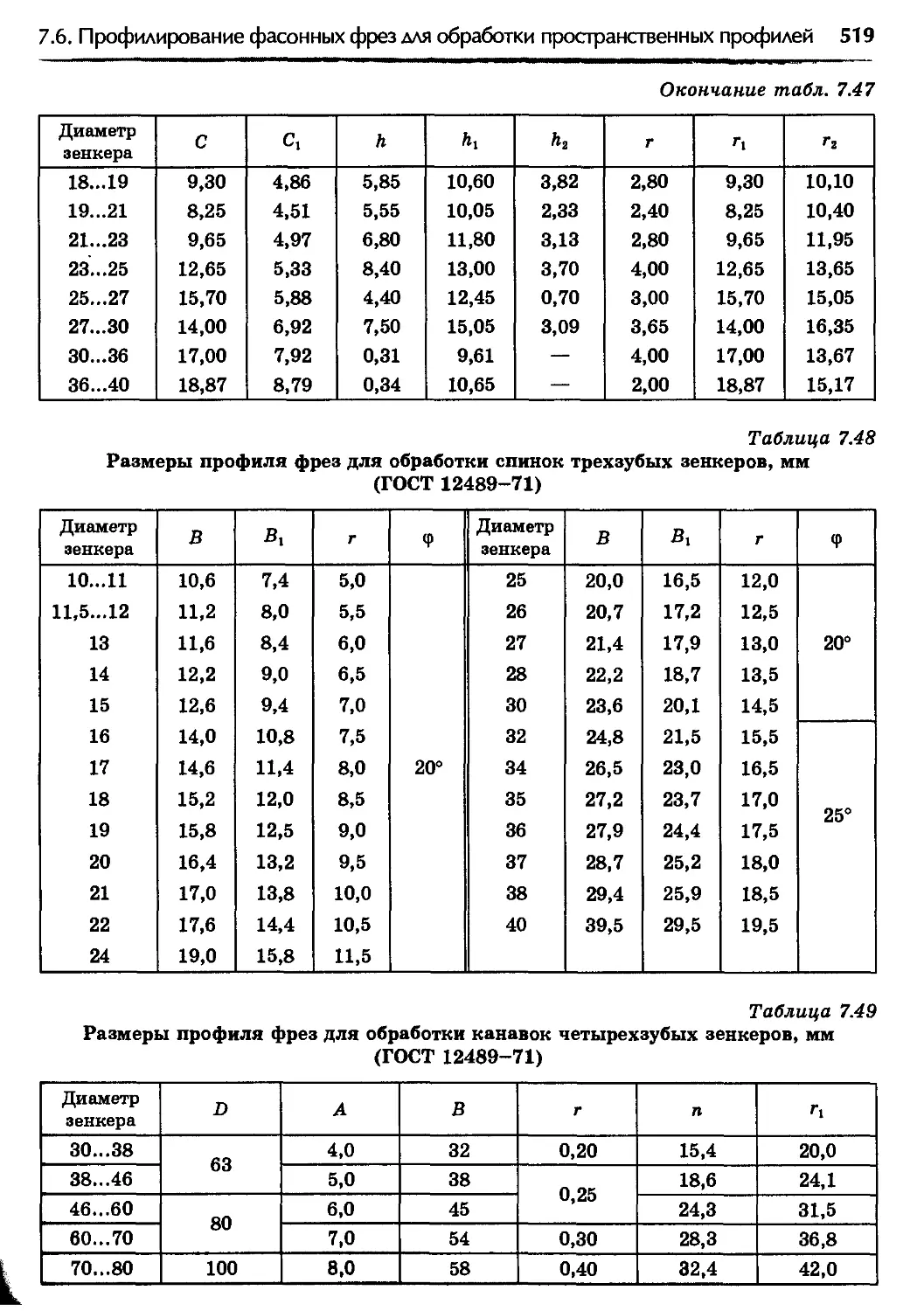
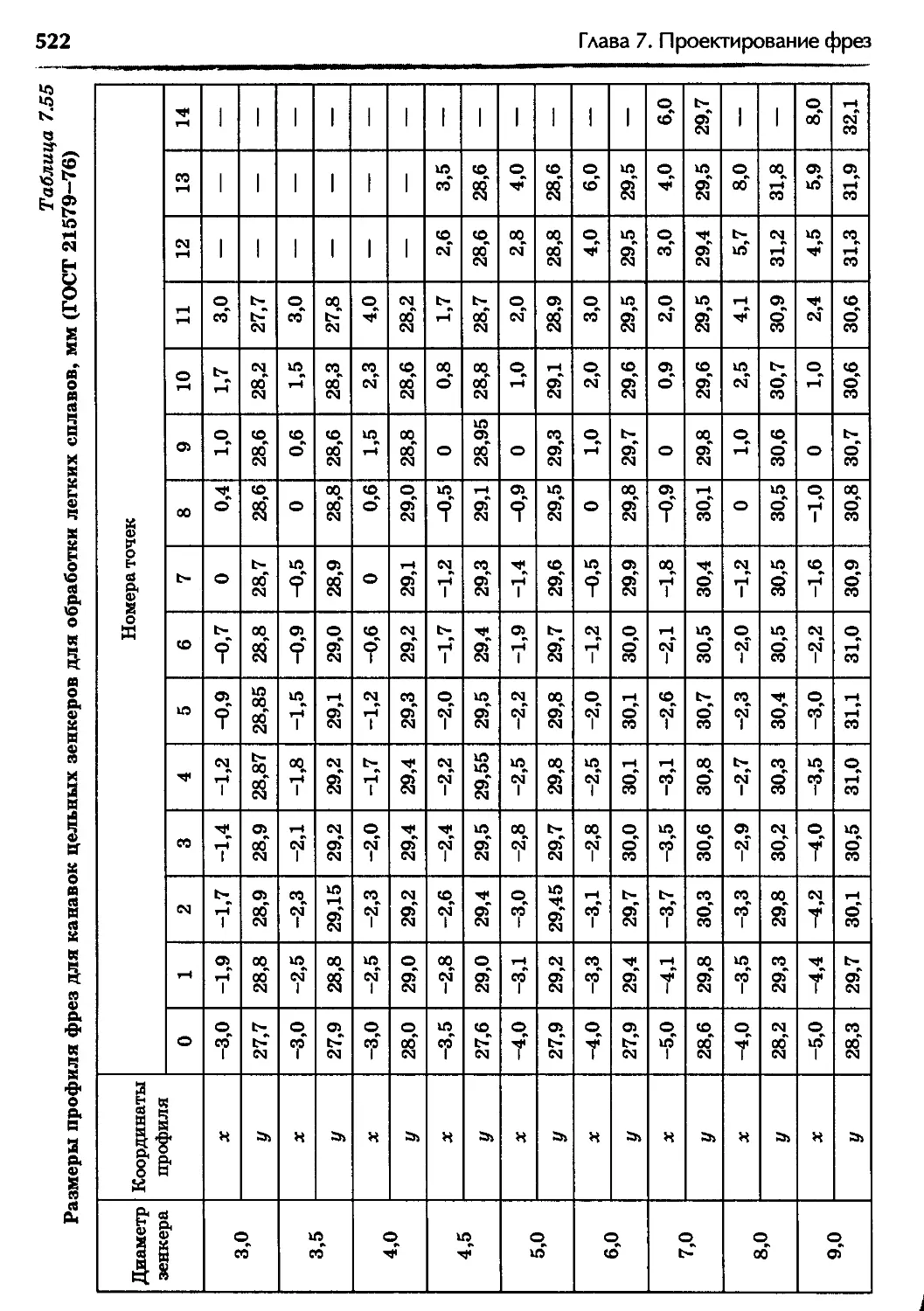
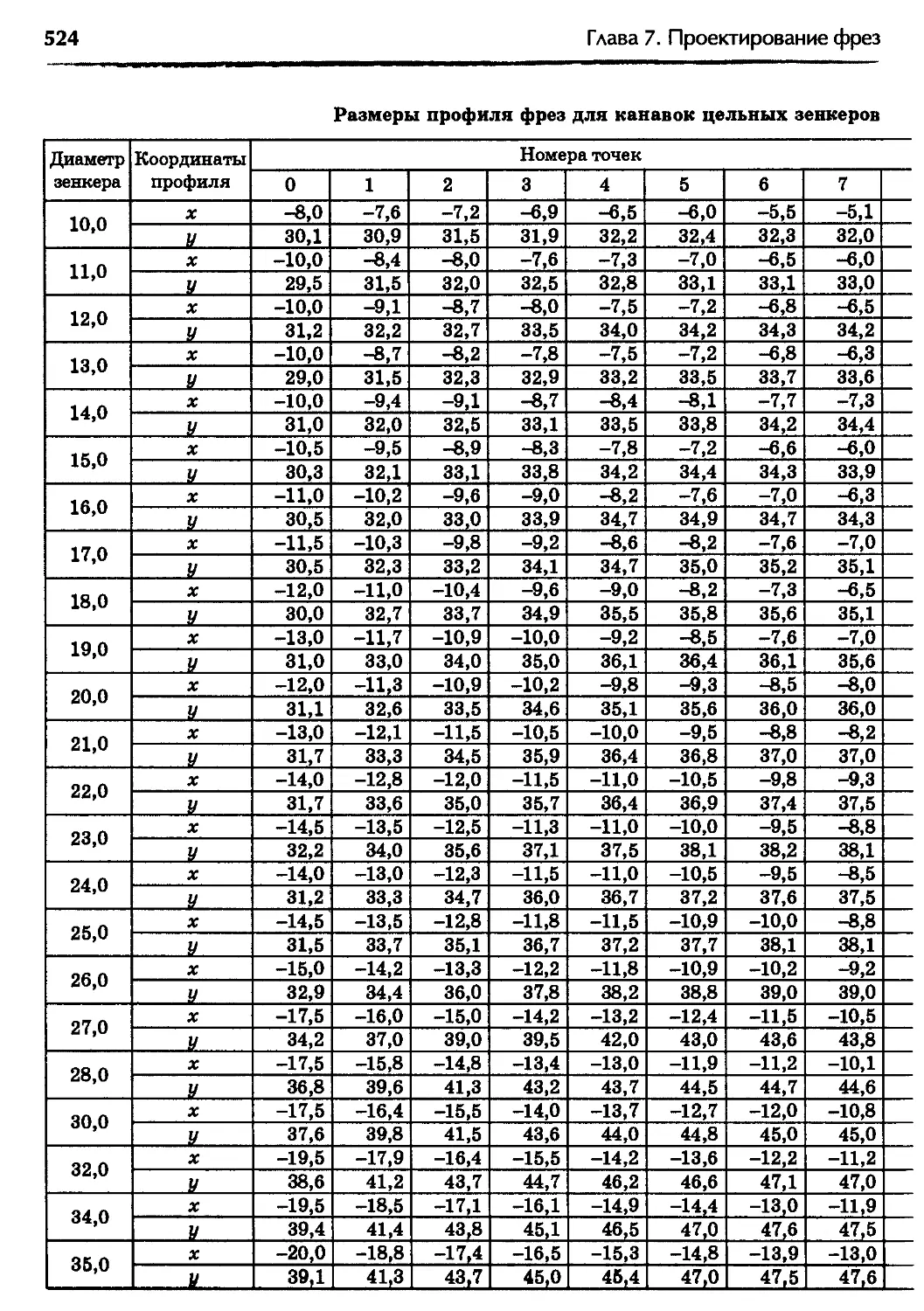
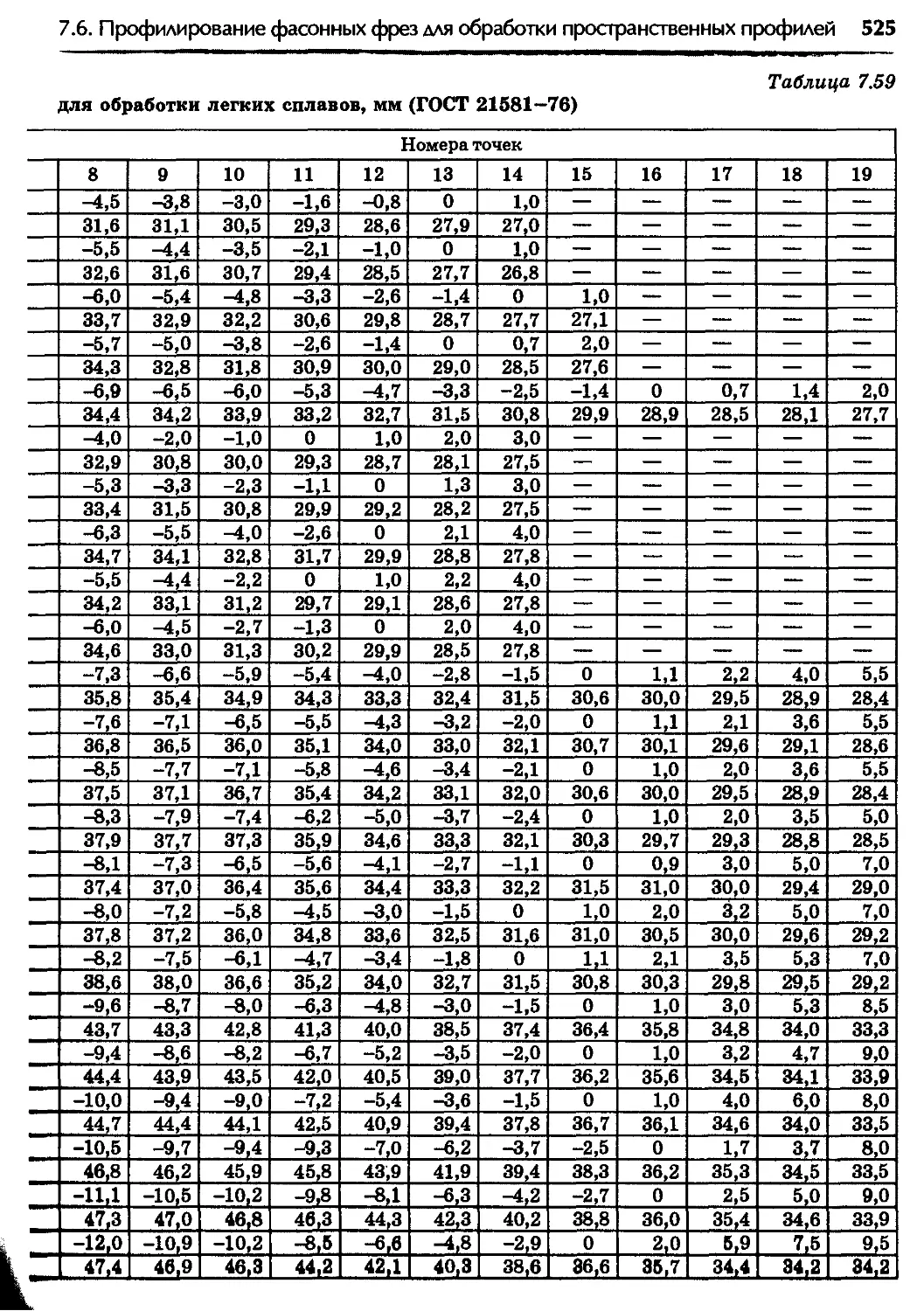
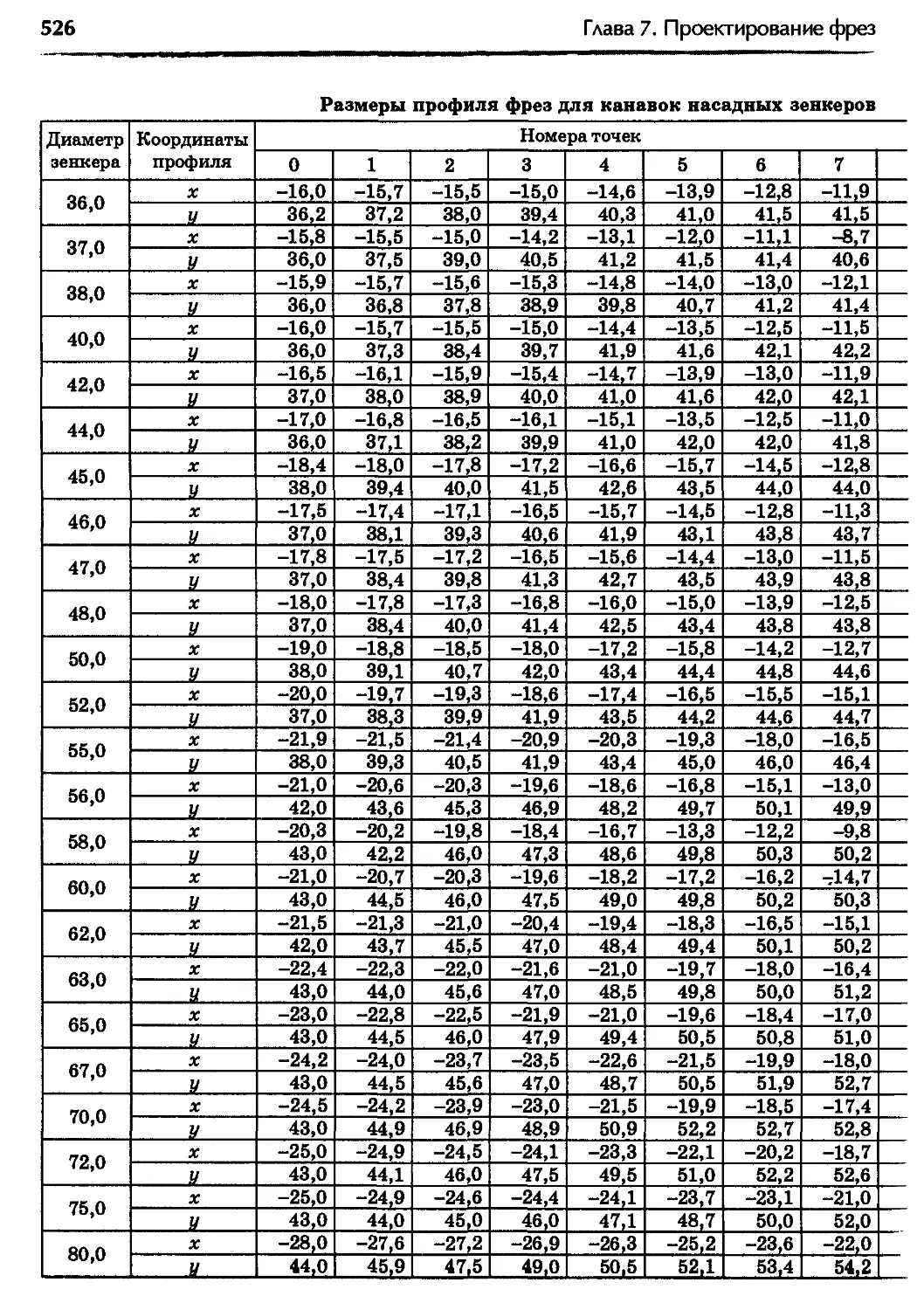
7.в. Профилирование фасонных фрез для обработки
пространственных профилей .................................50
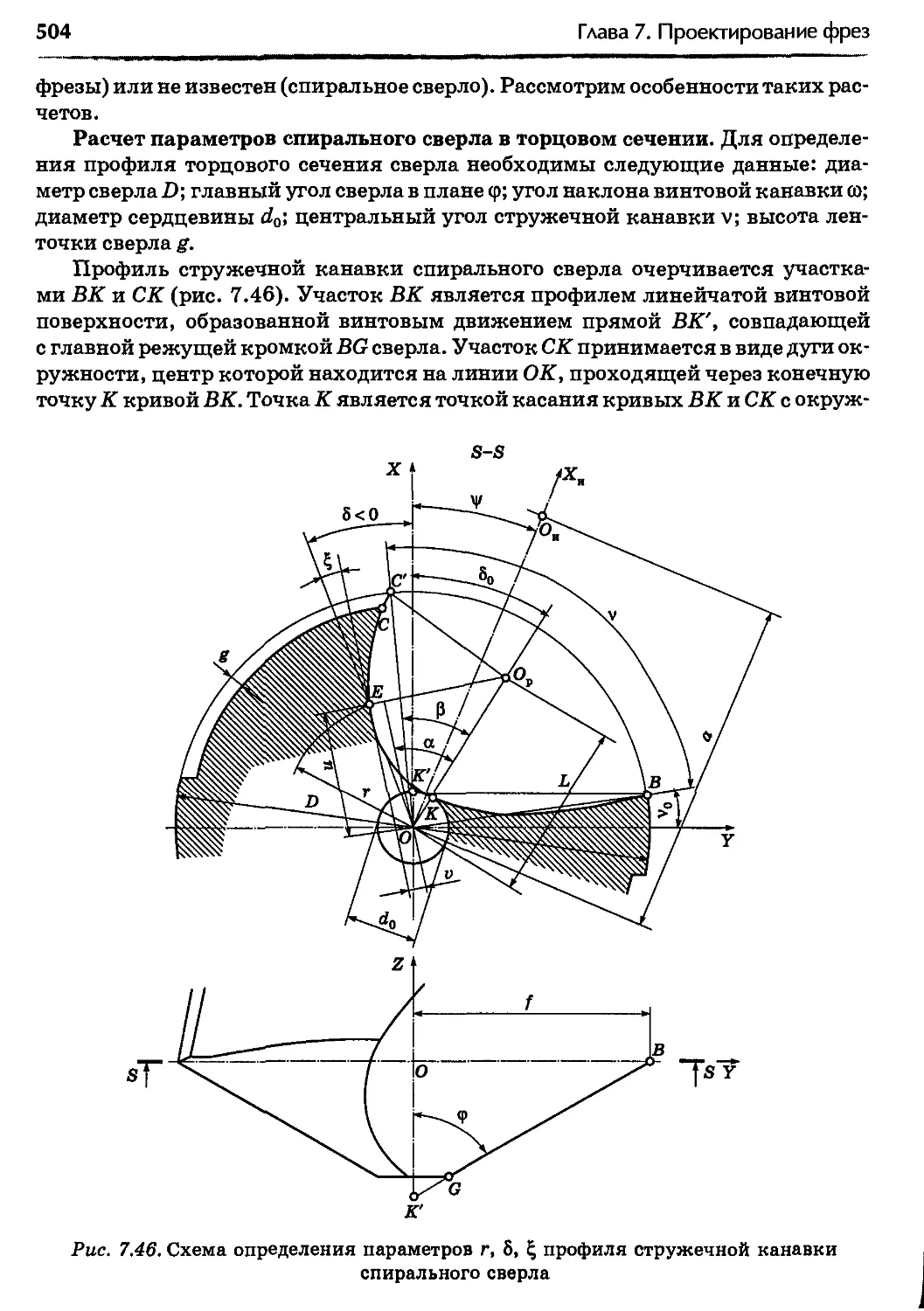
7.6.1. Особенности профилирования.........................50
7.6.2. Торцовые и осевые сечения винтовых канавок ........50
7.6.8. Расчет положения дисковой фрезы относительно
заготовки .................................................50
7.6.4. Аналитический расчет профиля дисковой фрезы .......50
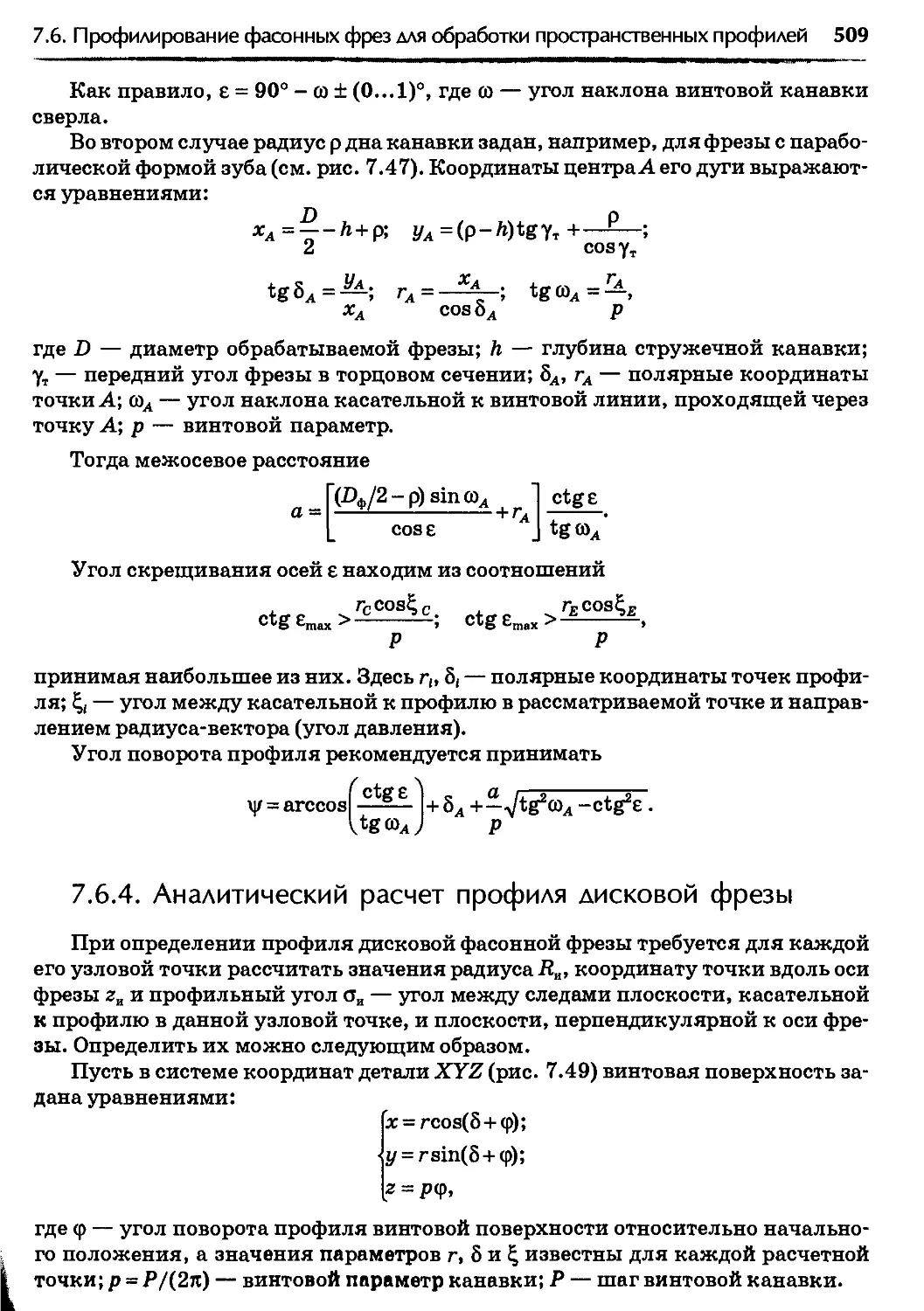
7.6.5. Аппроксимация точного профиля дугами окружностей...51
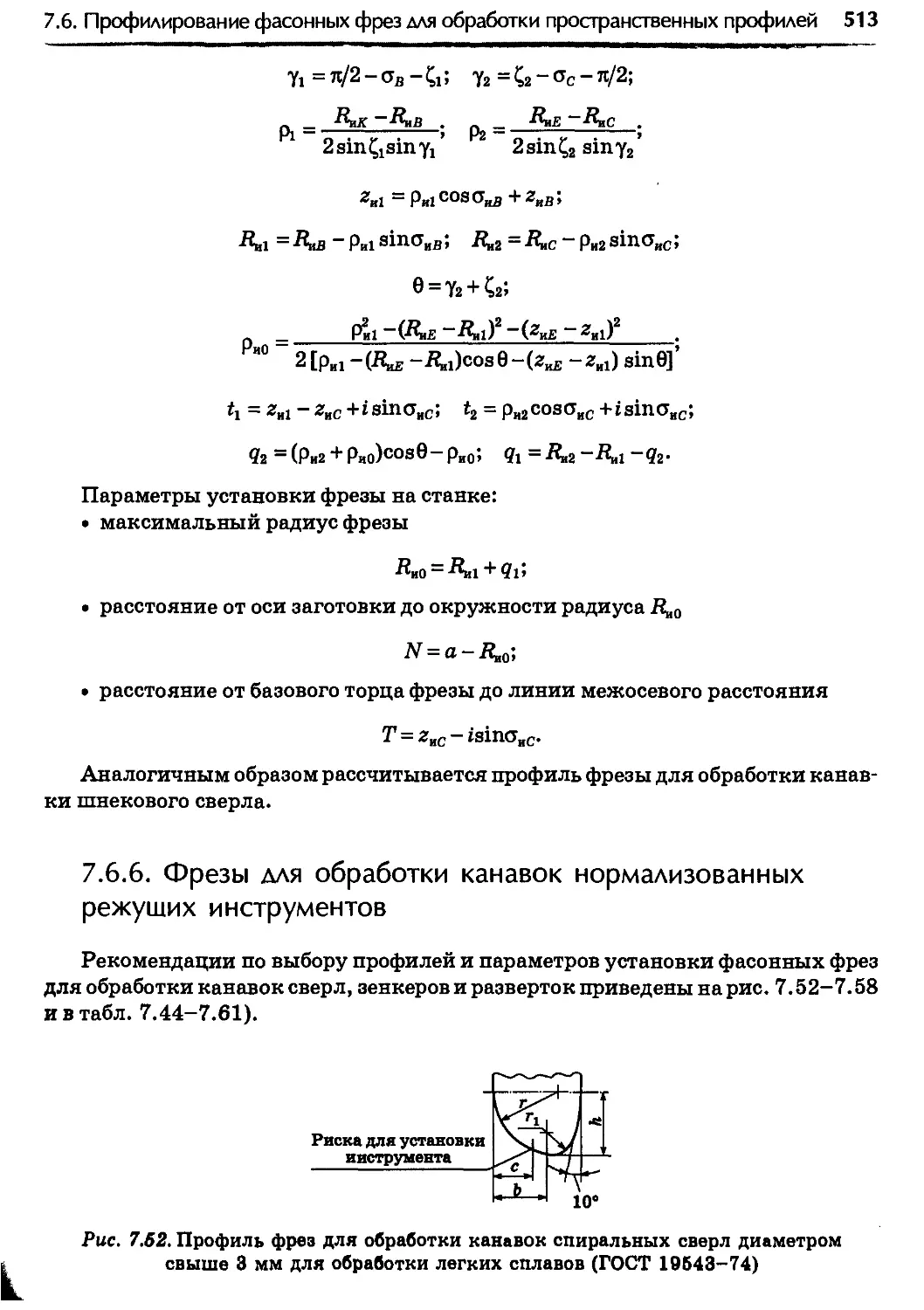
7.6.6. Фрезы для обработки канавок нормализованных режущих
инструментов ..............................................51
6
Оглавление
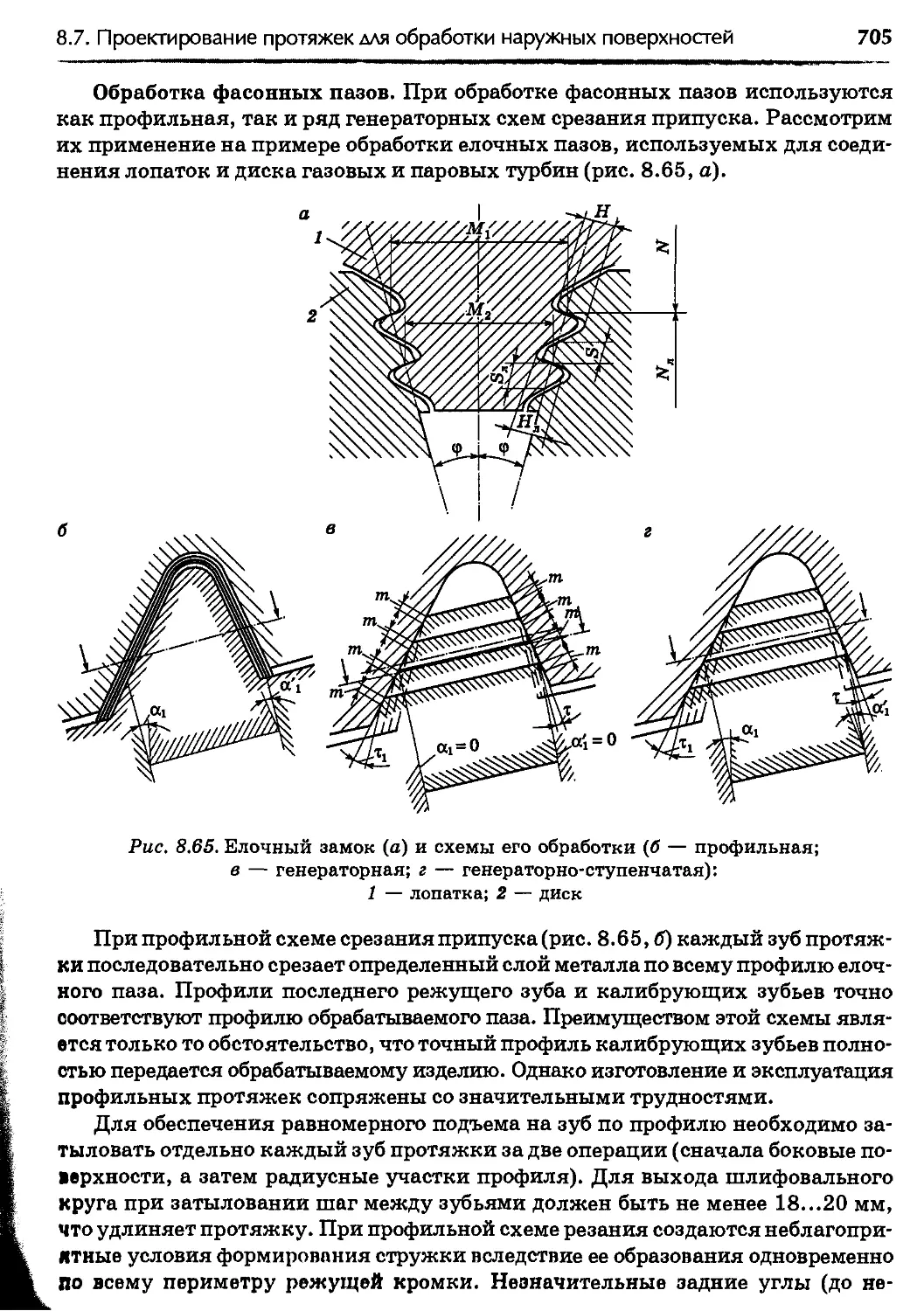
Глава 8. Проектирование протяжек и прошивок ....................530
8.1. Области применения протягивания .............................530
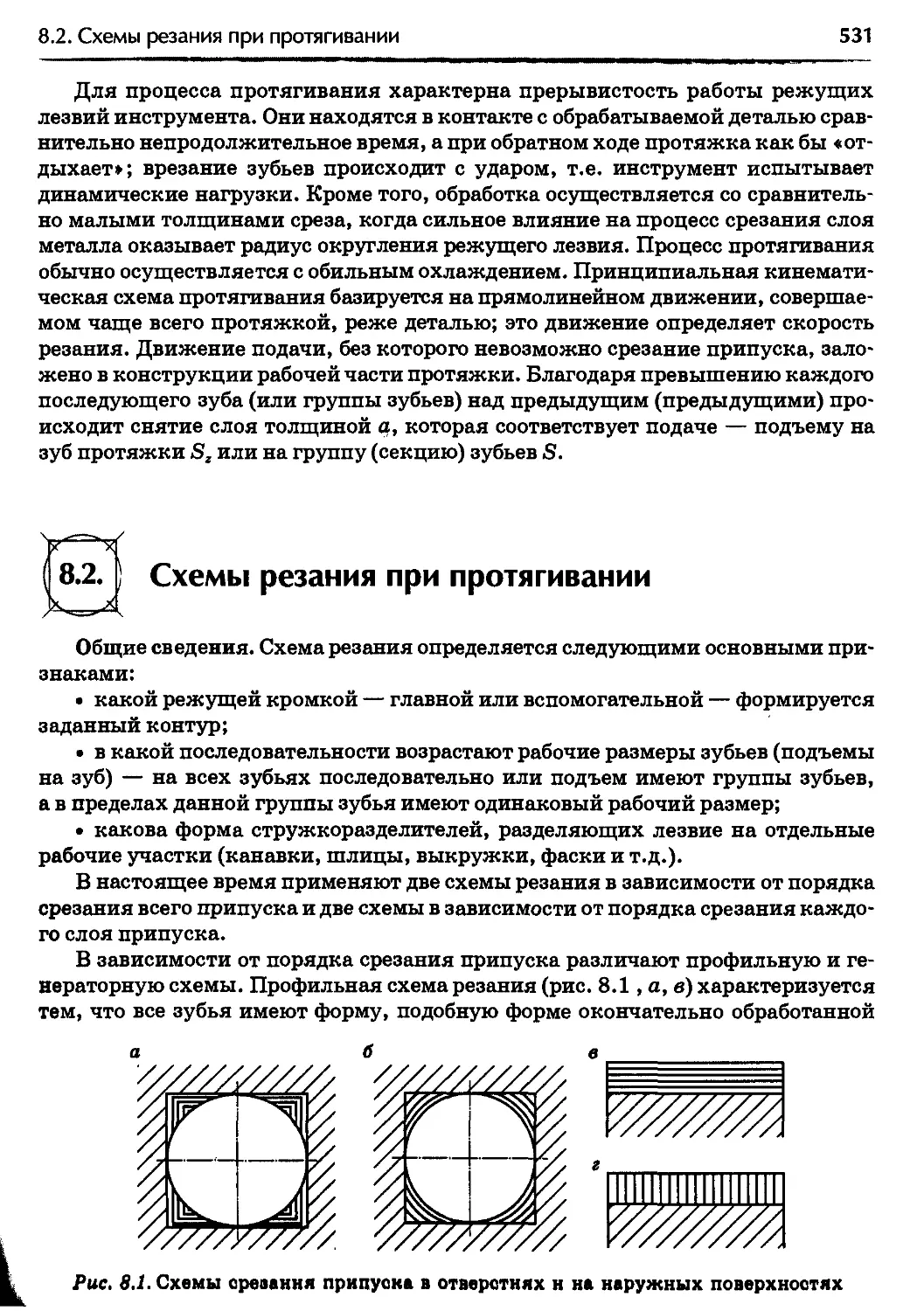
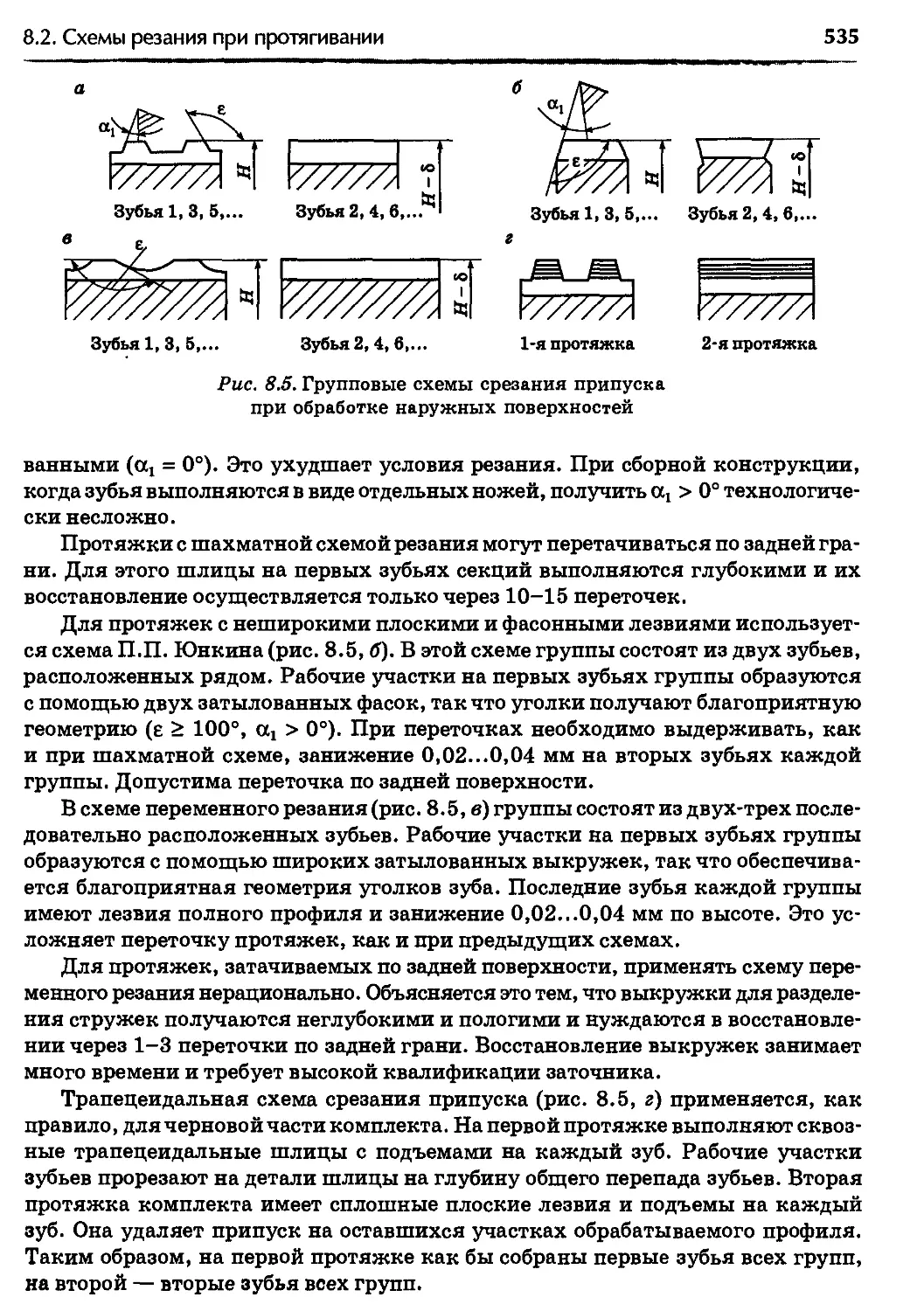
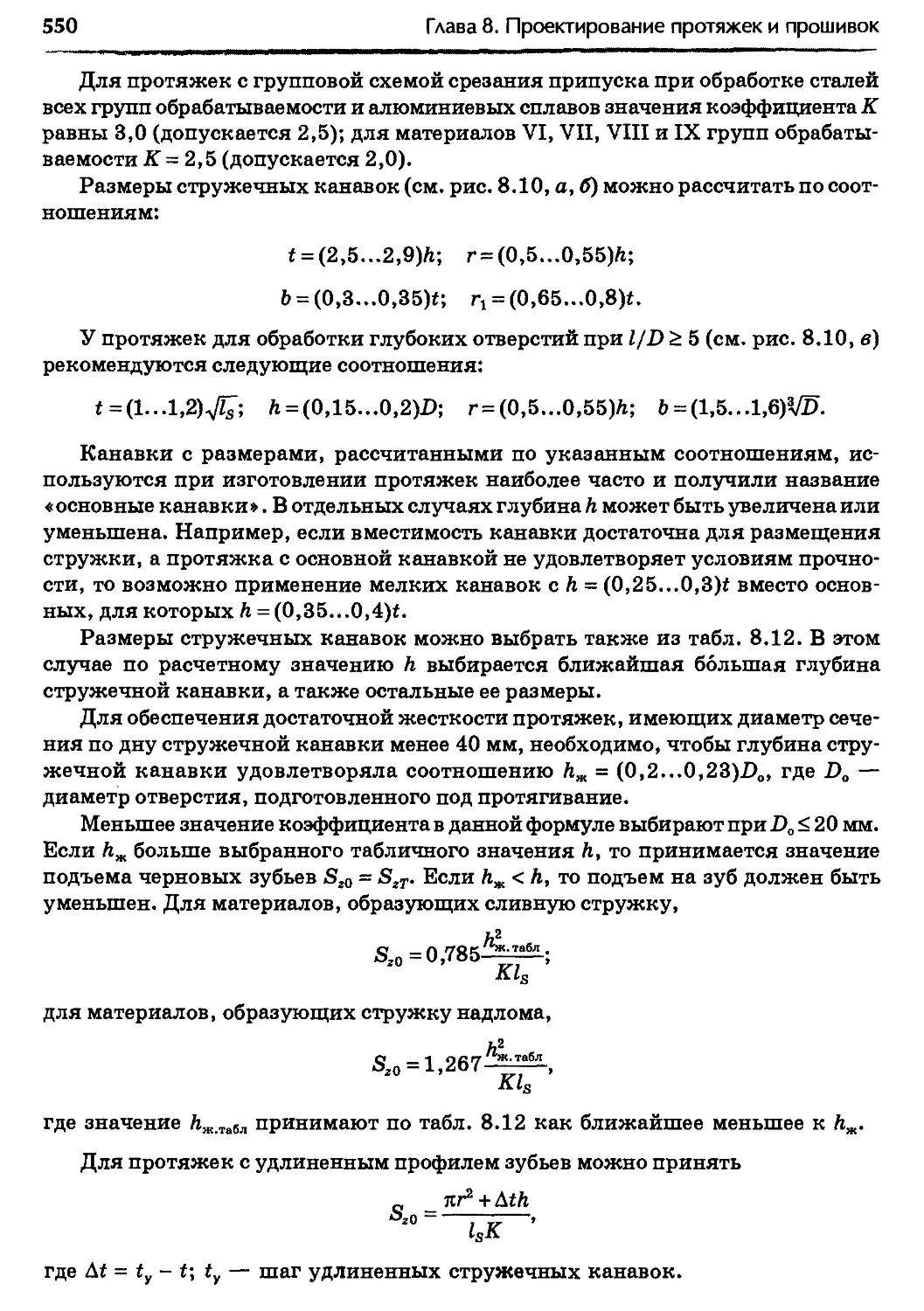
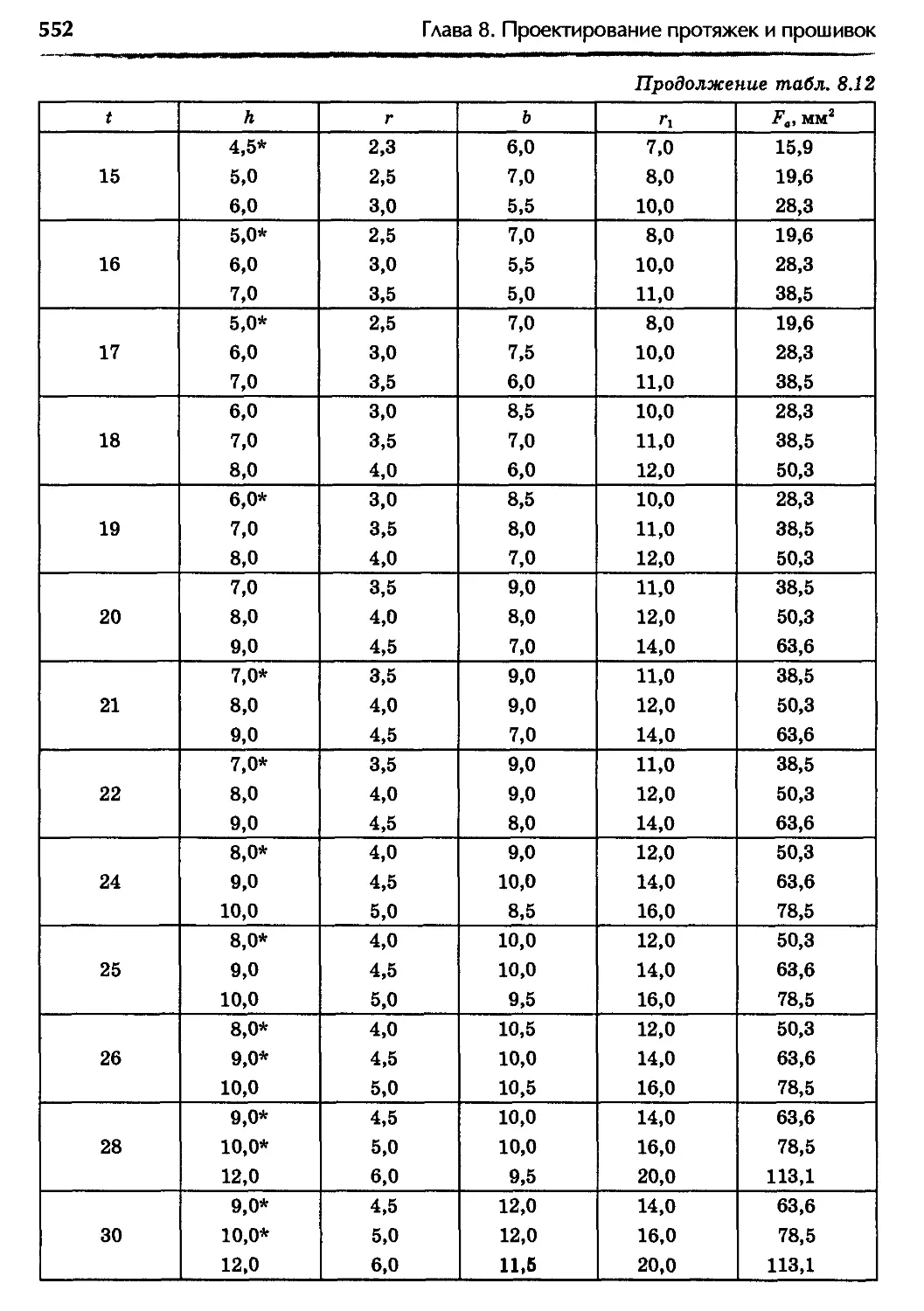
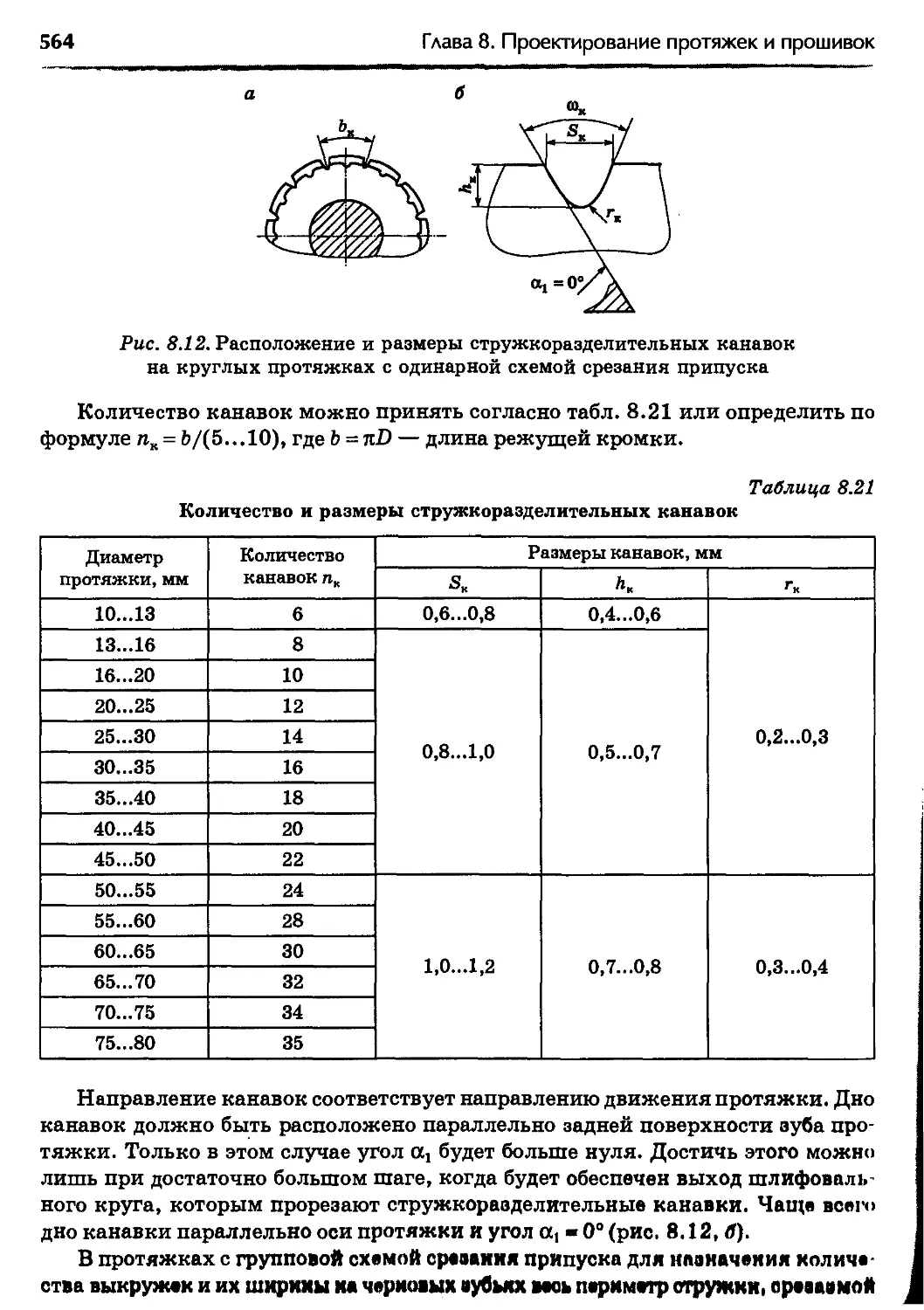
8.2. Схемы резания при протягивании ............................531
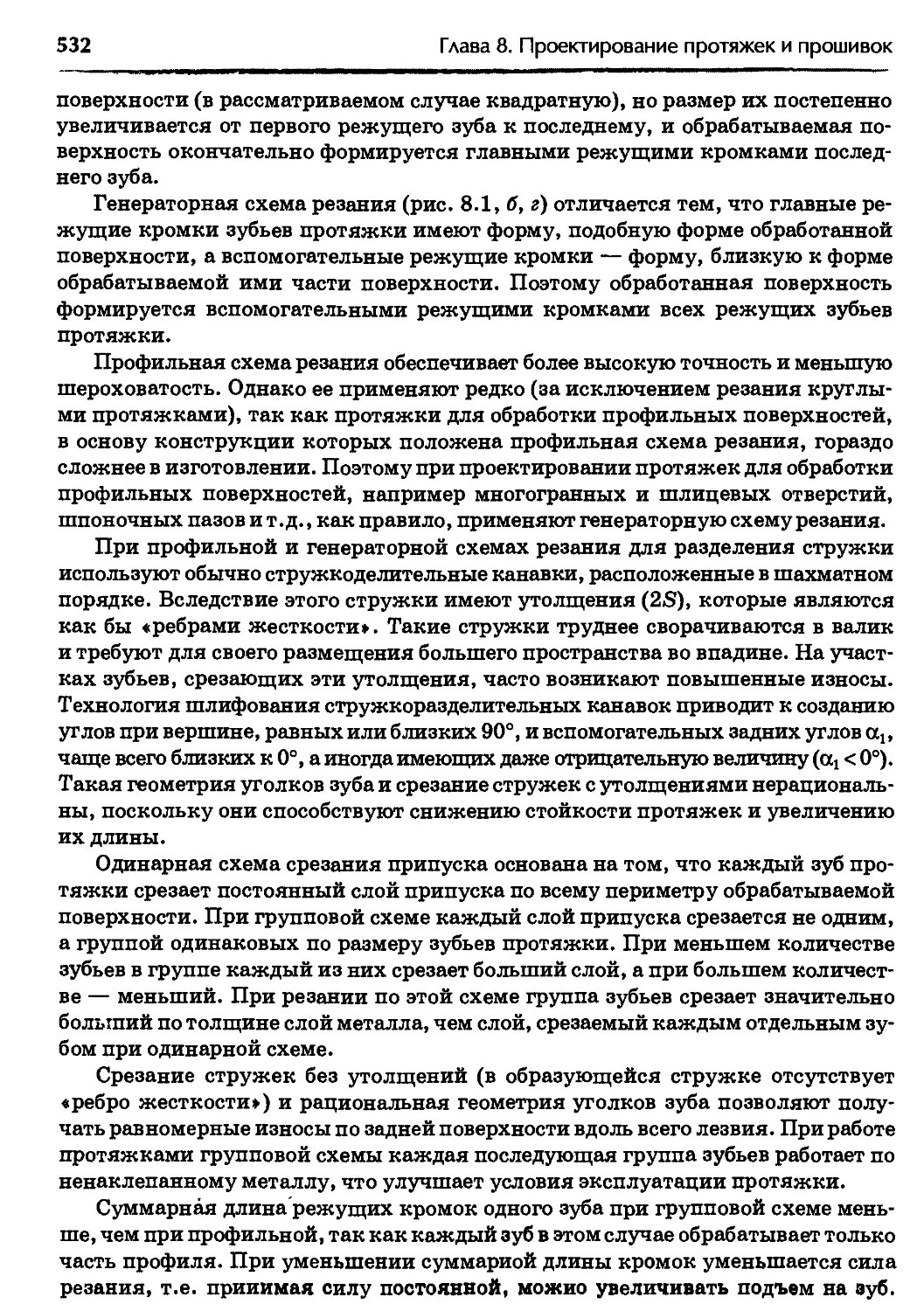
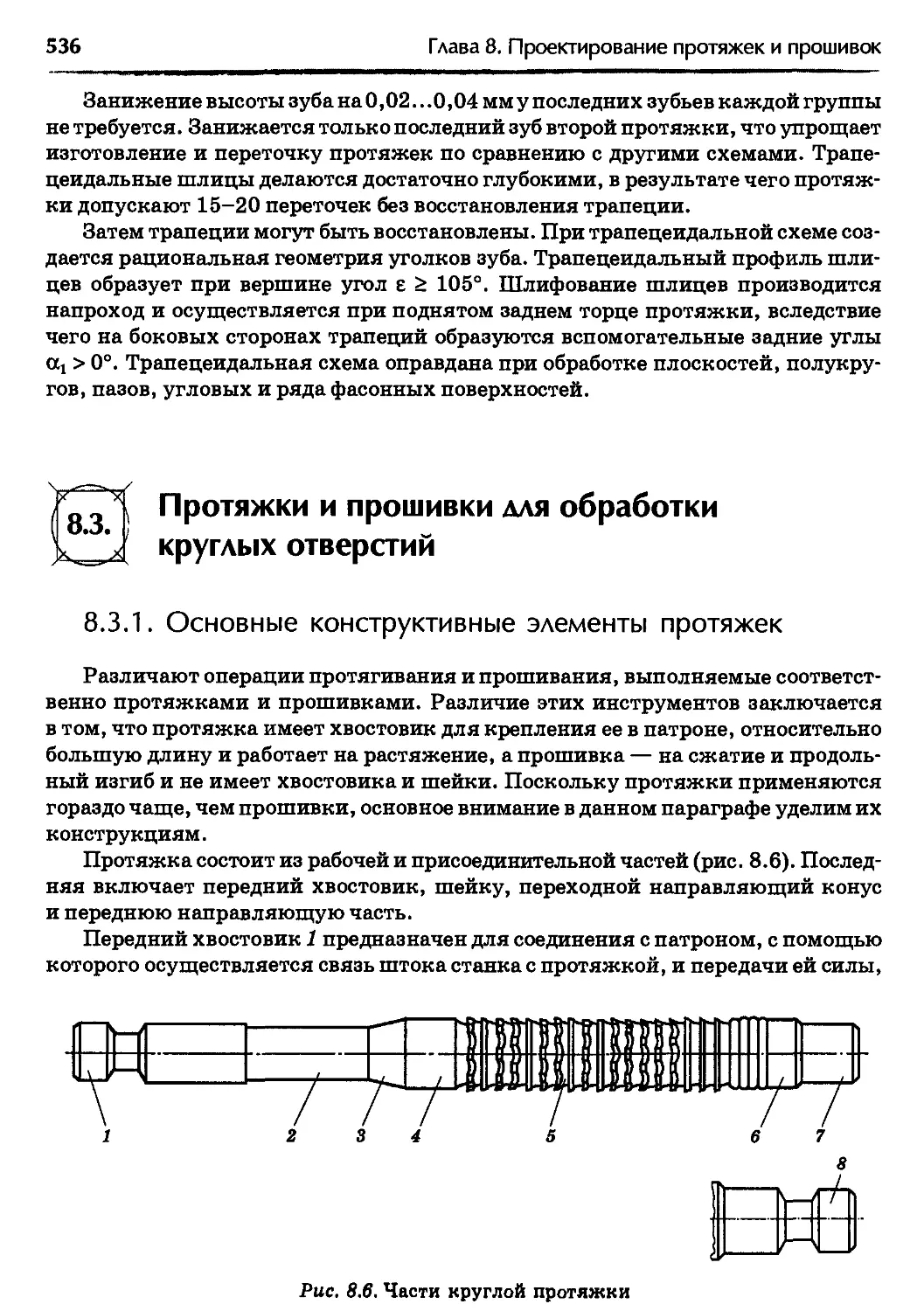
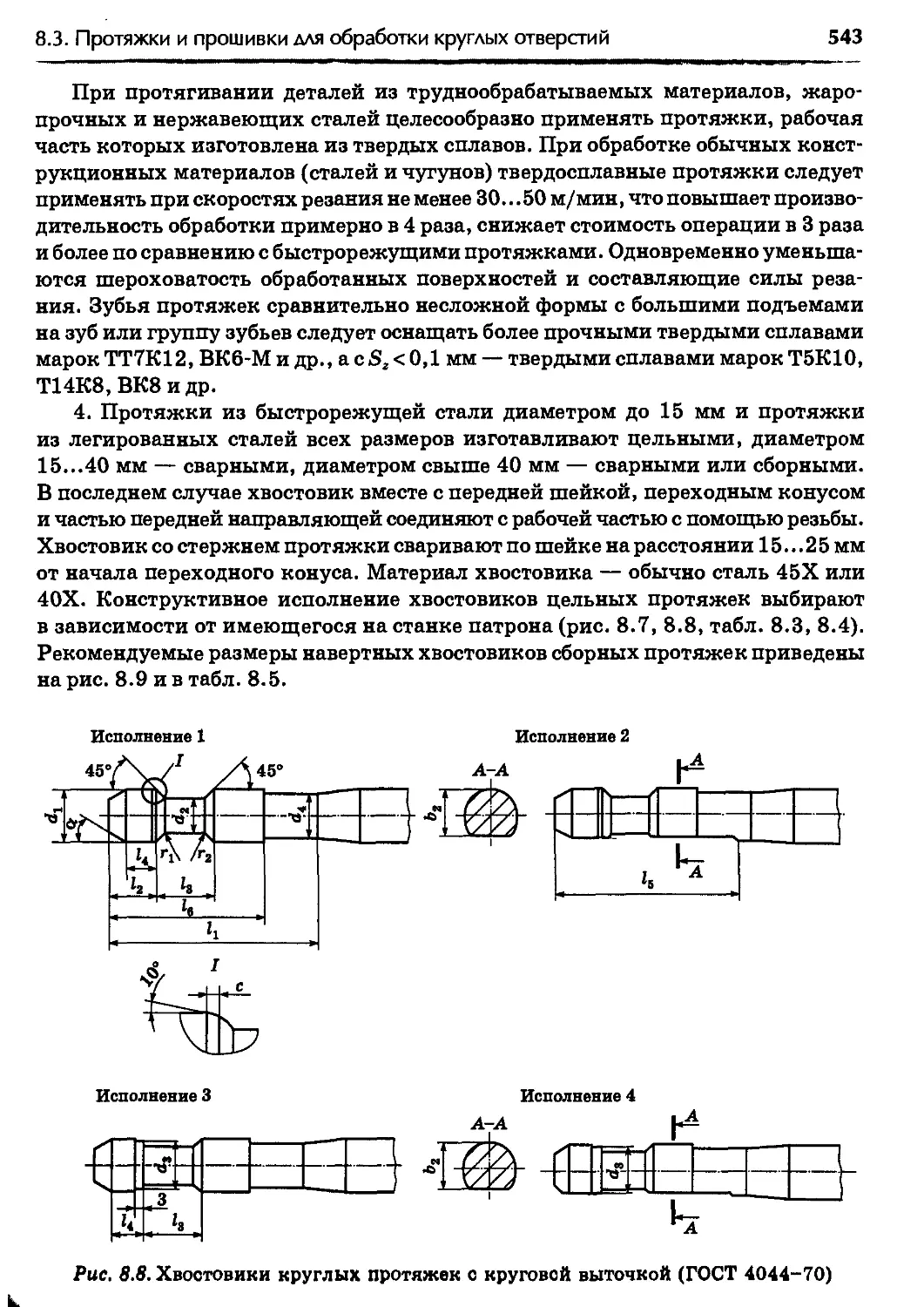
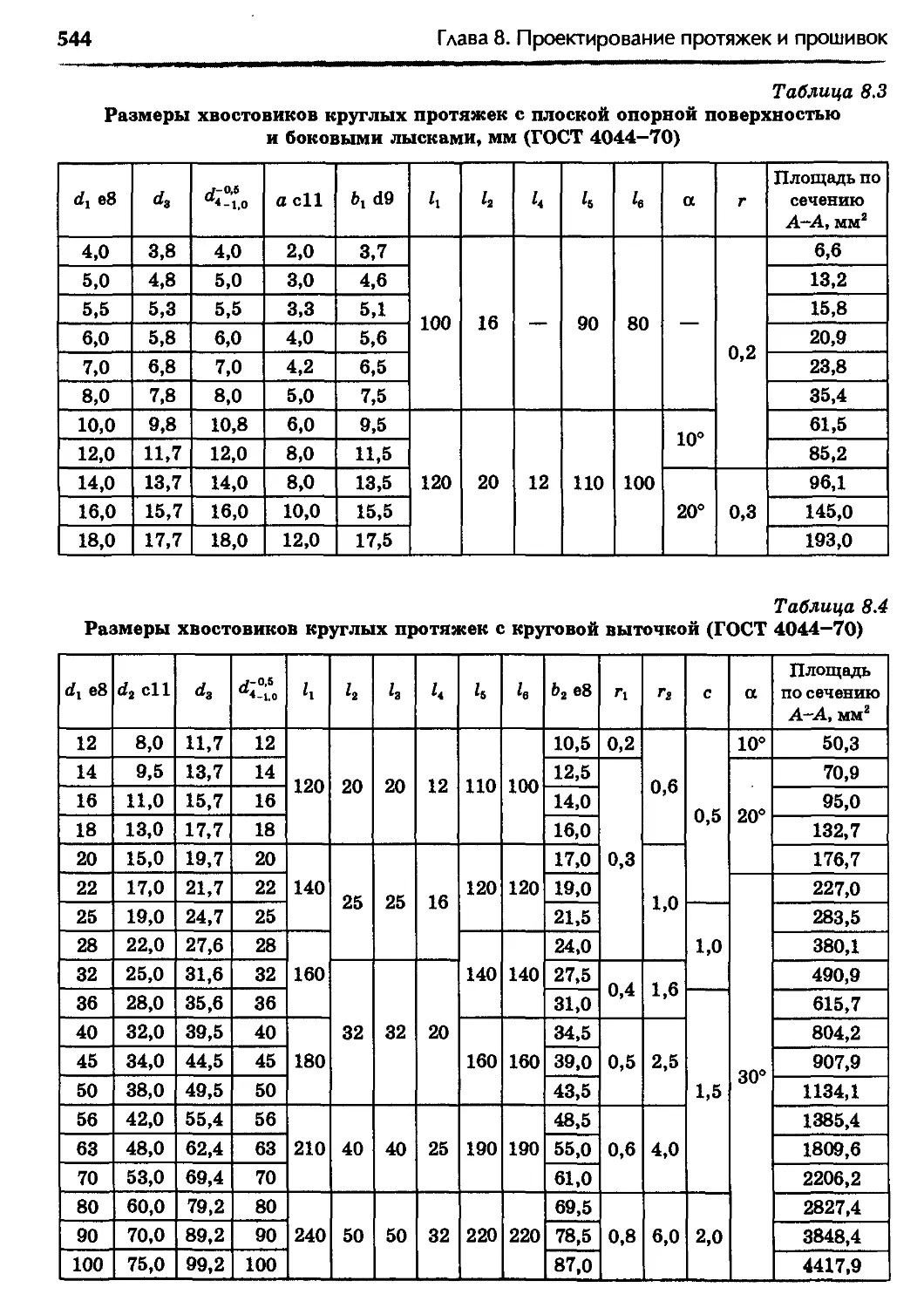
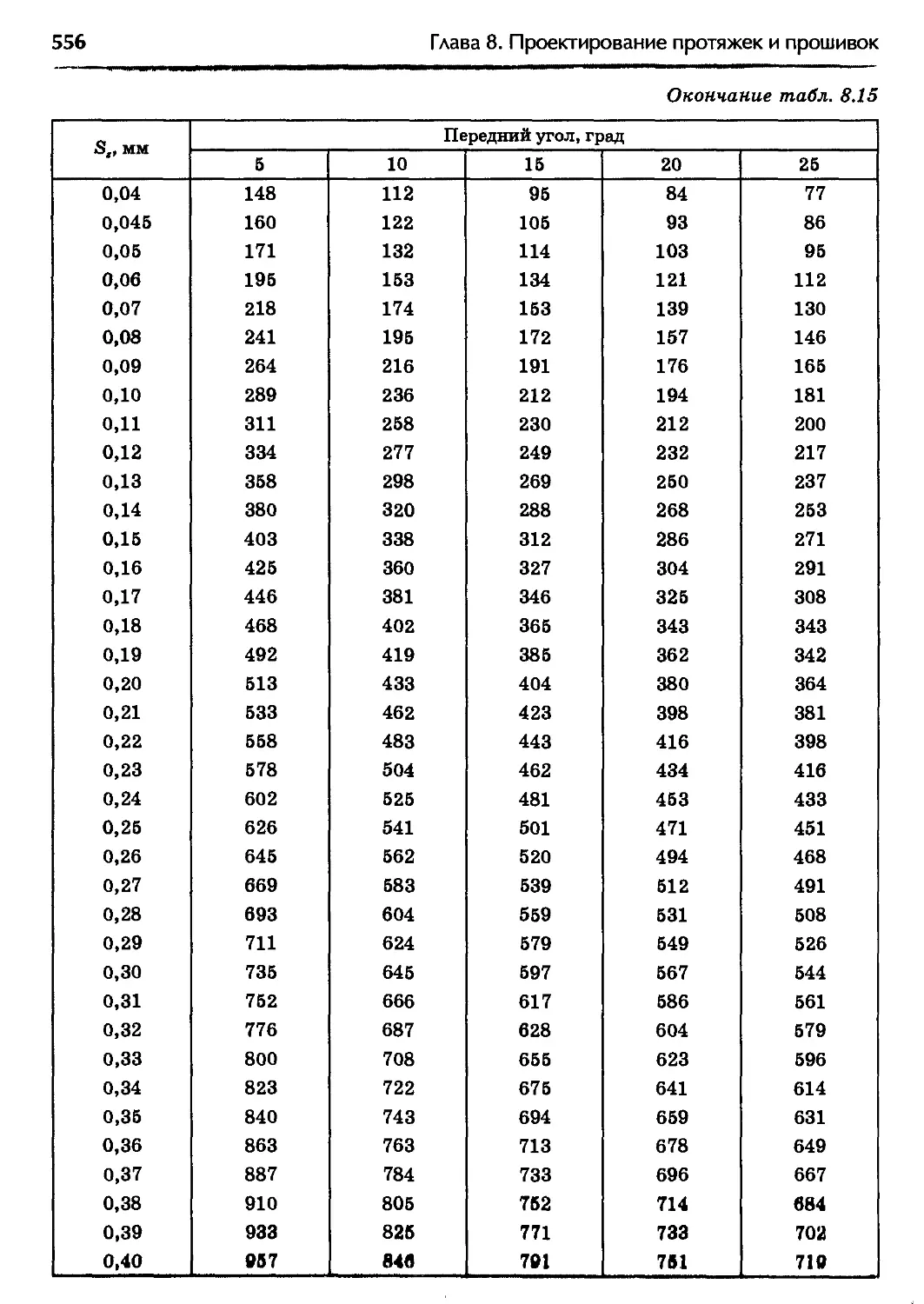
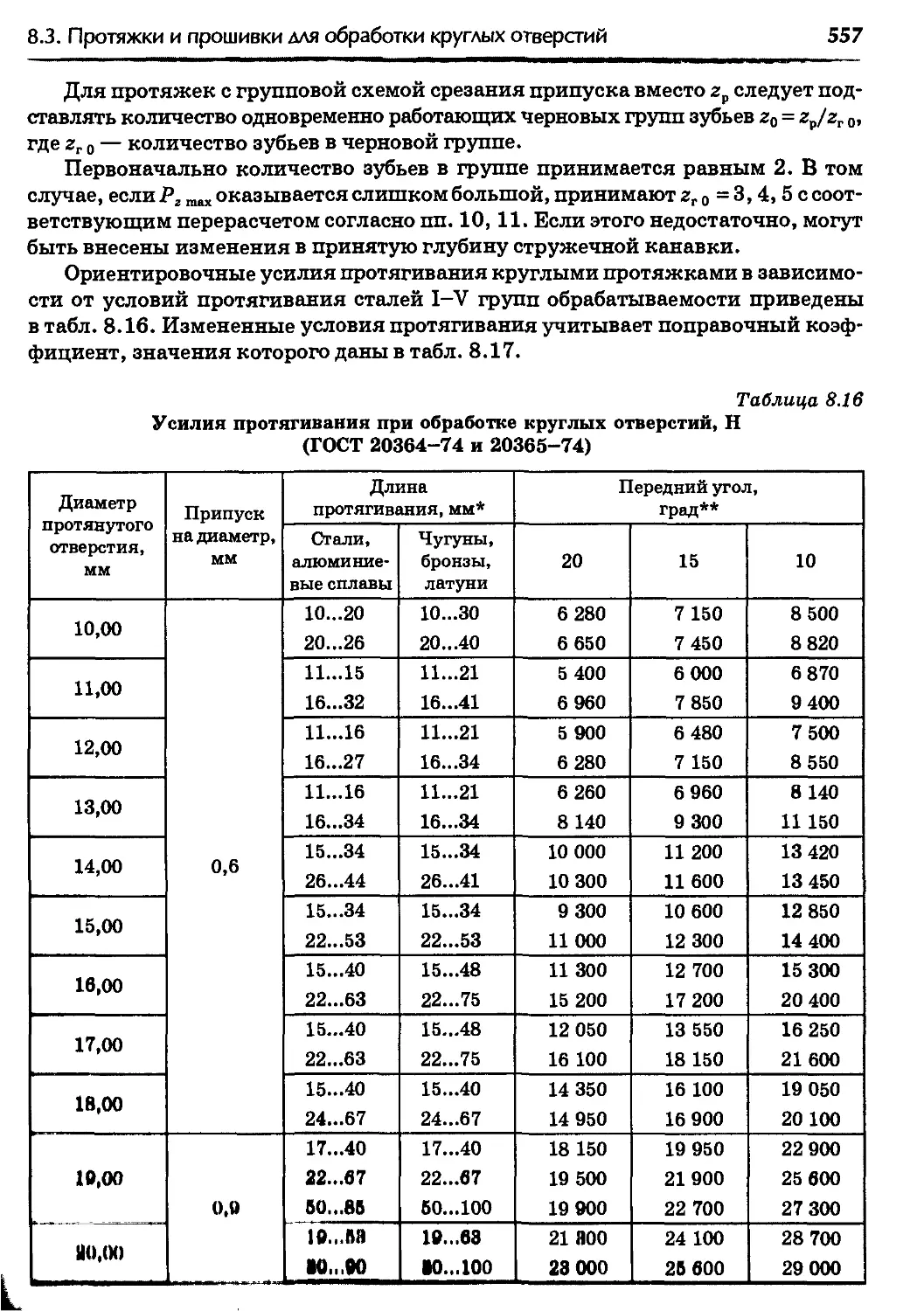
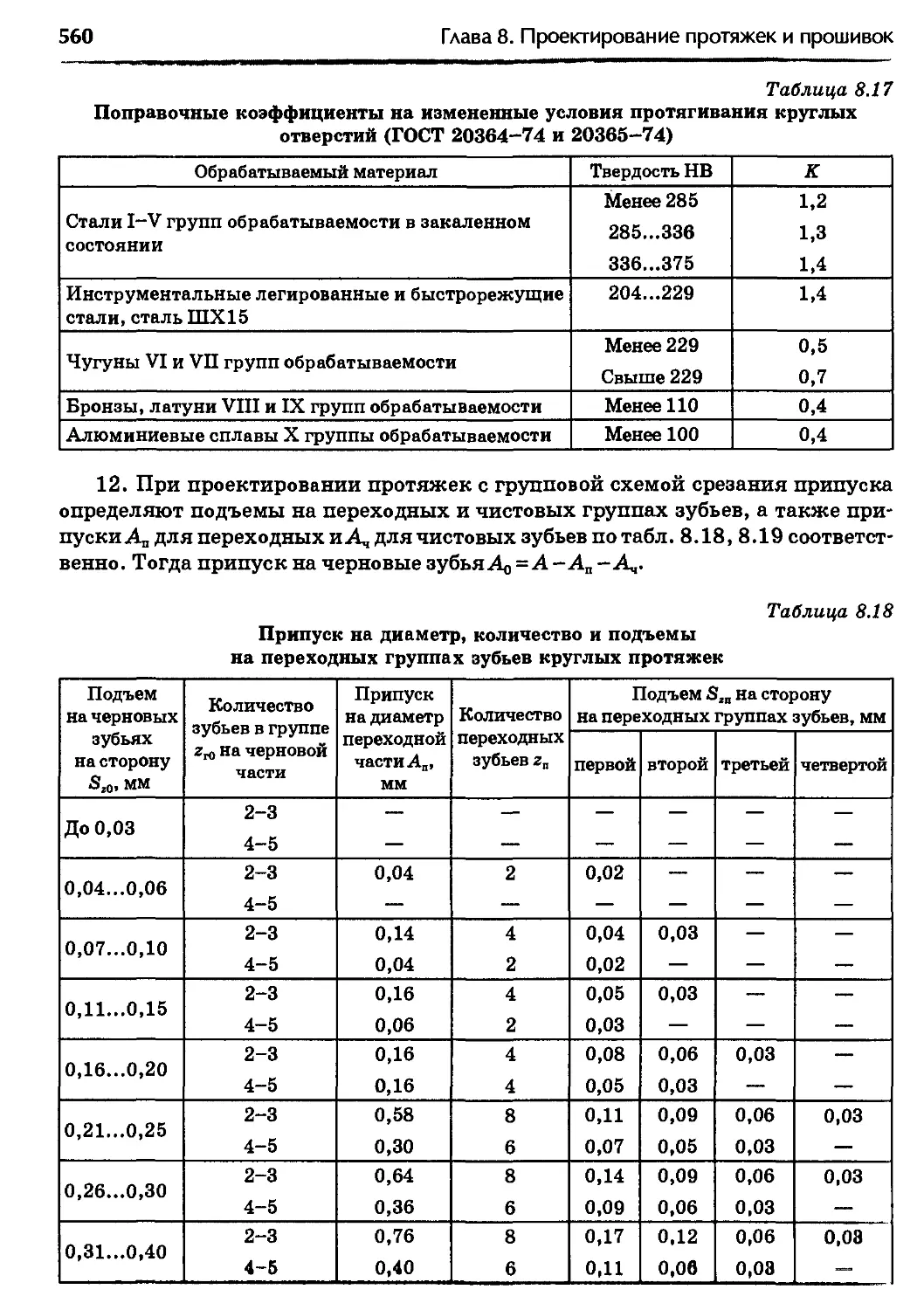
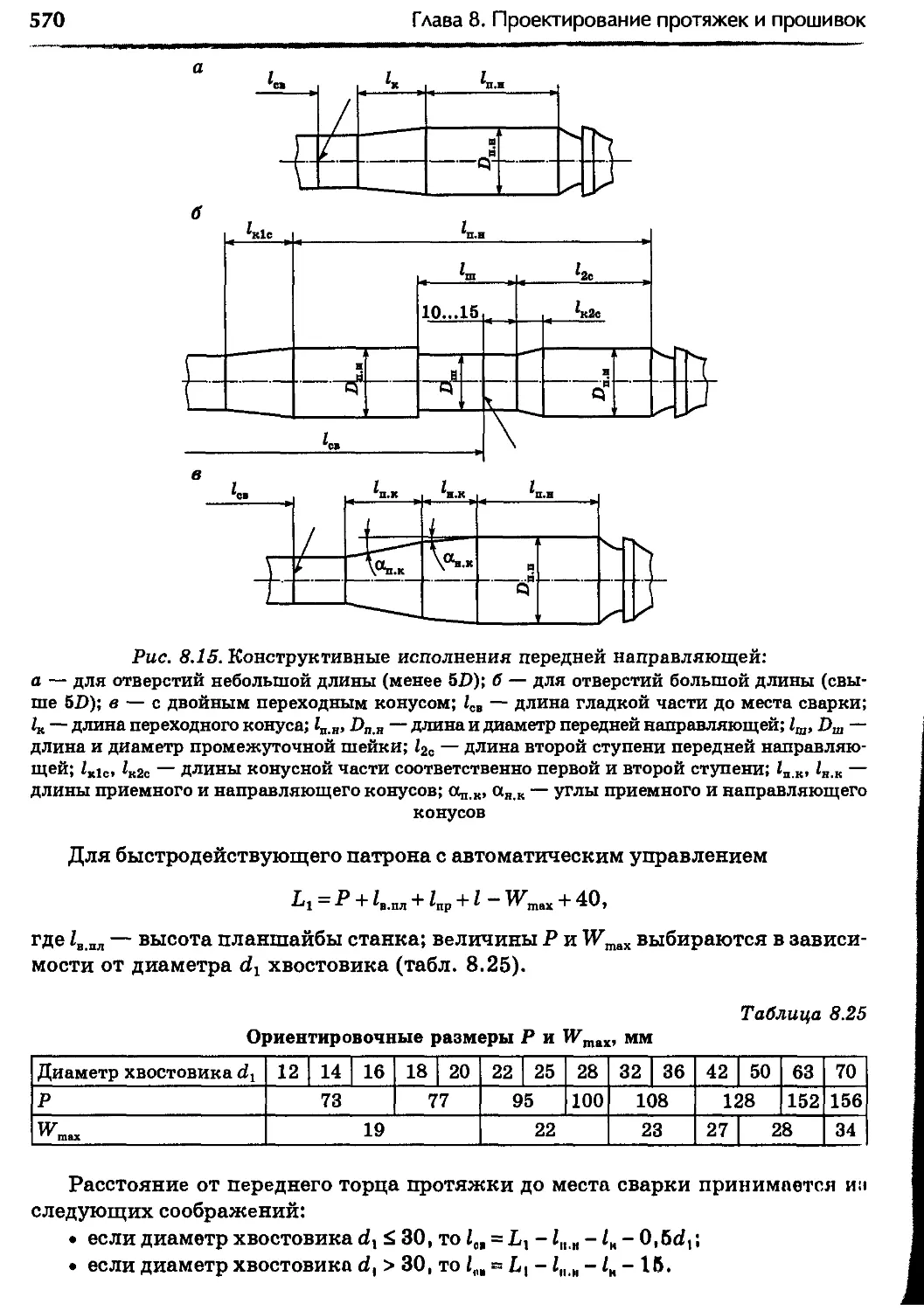
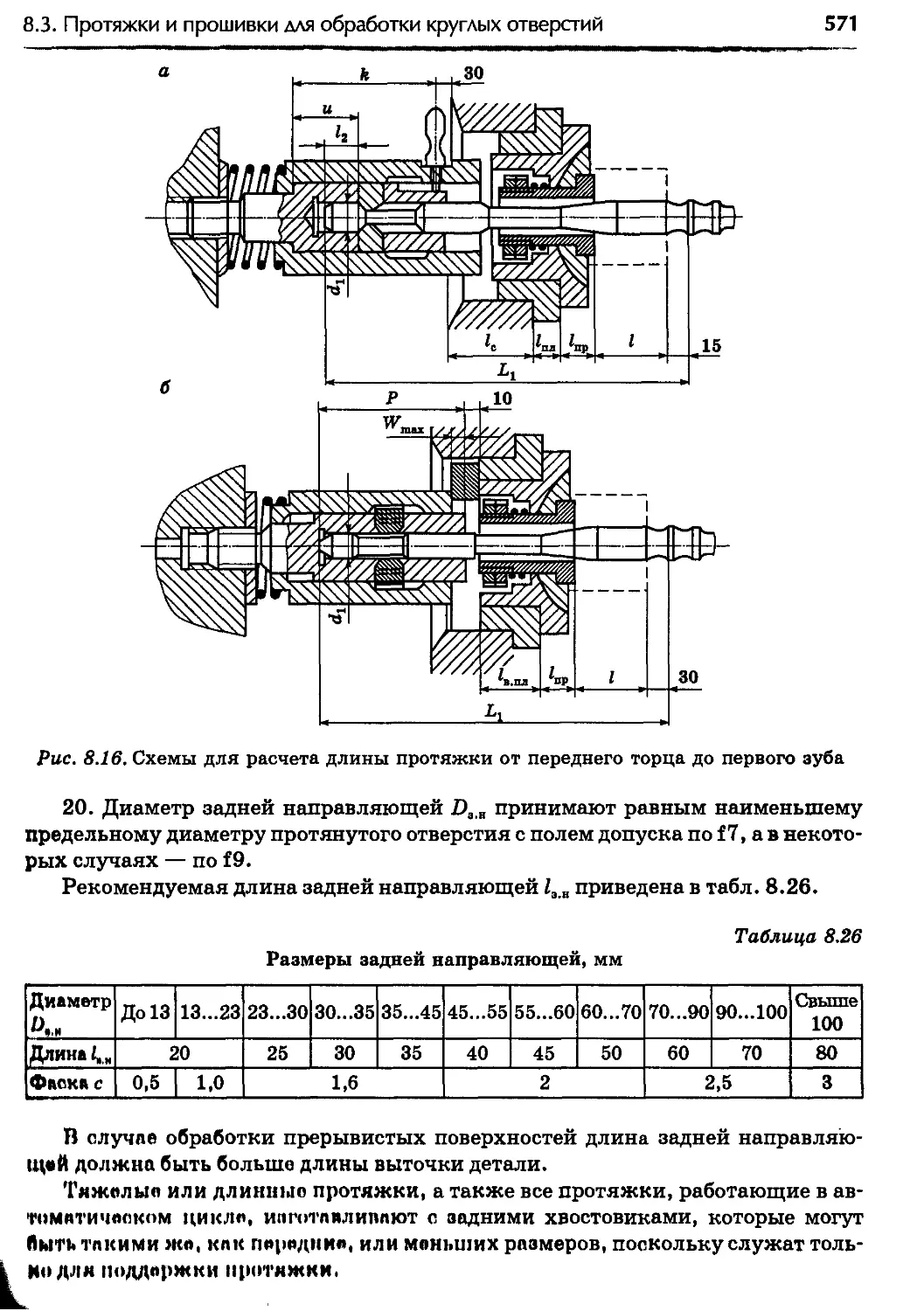
8.3. Протяжки и прошивки для обработки круглых отверстий .........536
8.3.1. Основные конструктивные элементы протяжек..............536
8.3.2. Проектирование режущих протяжек для обработки
круглых отверстий...........................................539
8.3.3. Проектирование выглаживающих протяжек
для обработки круглых отверстий ............................576
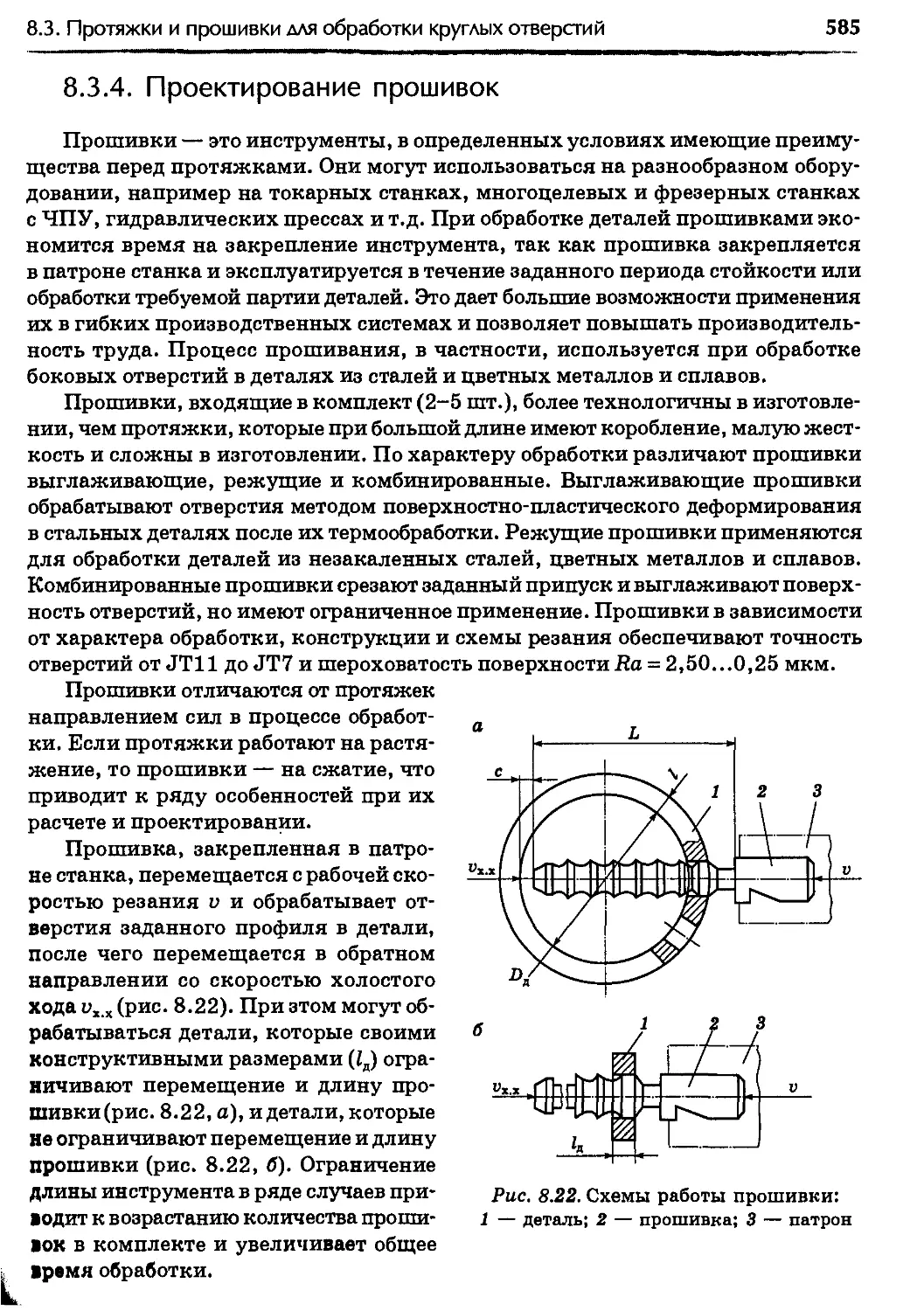
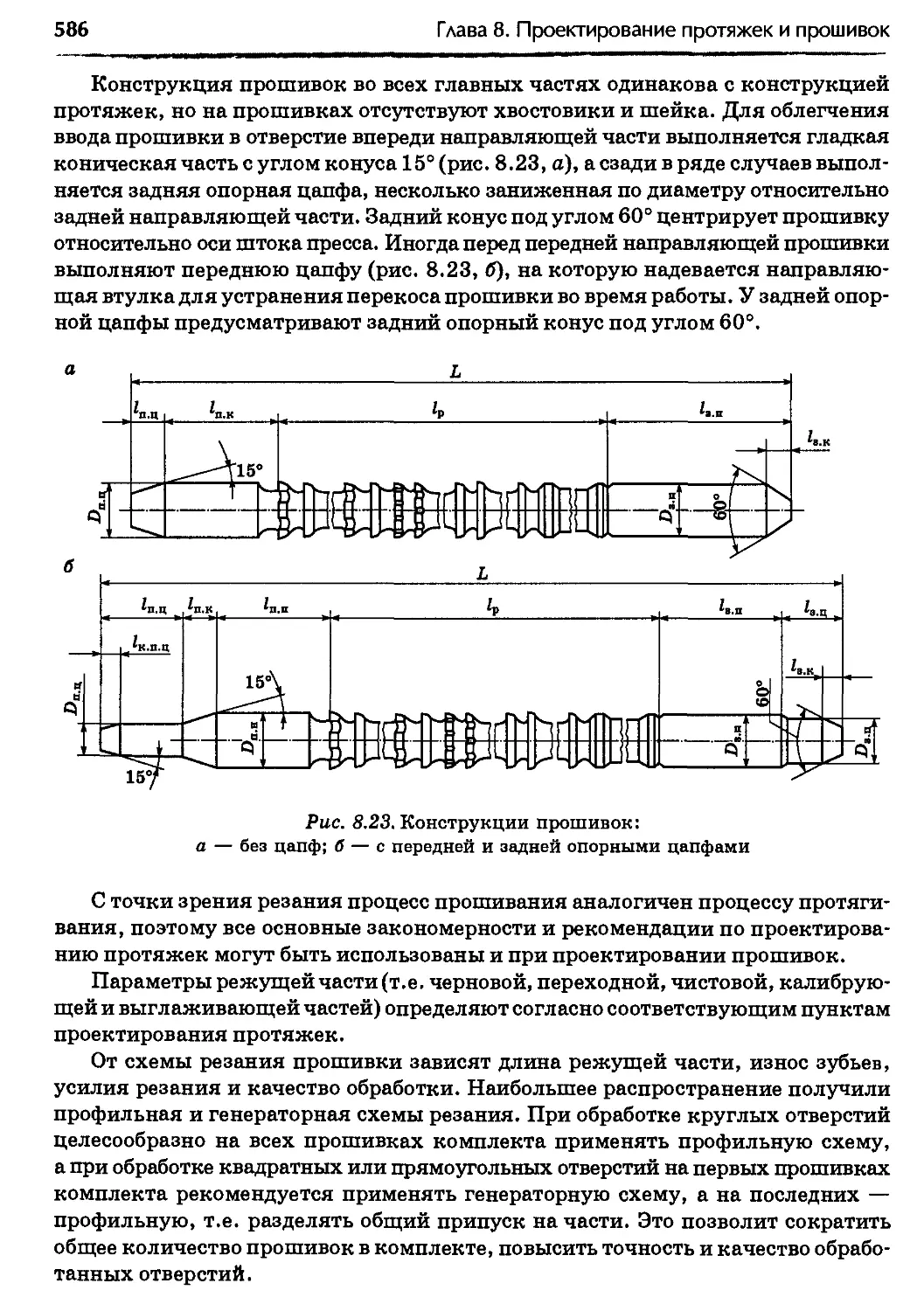
8.3.4. Проектирование прошивок................................585
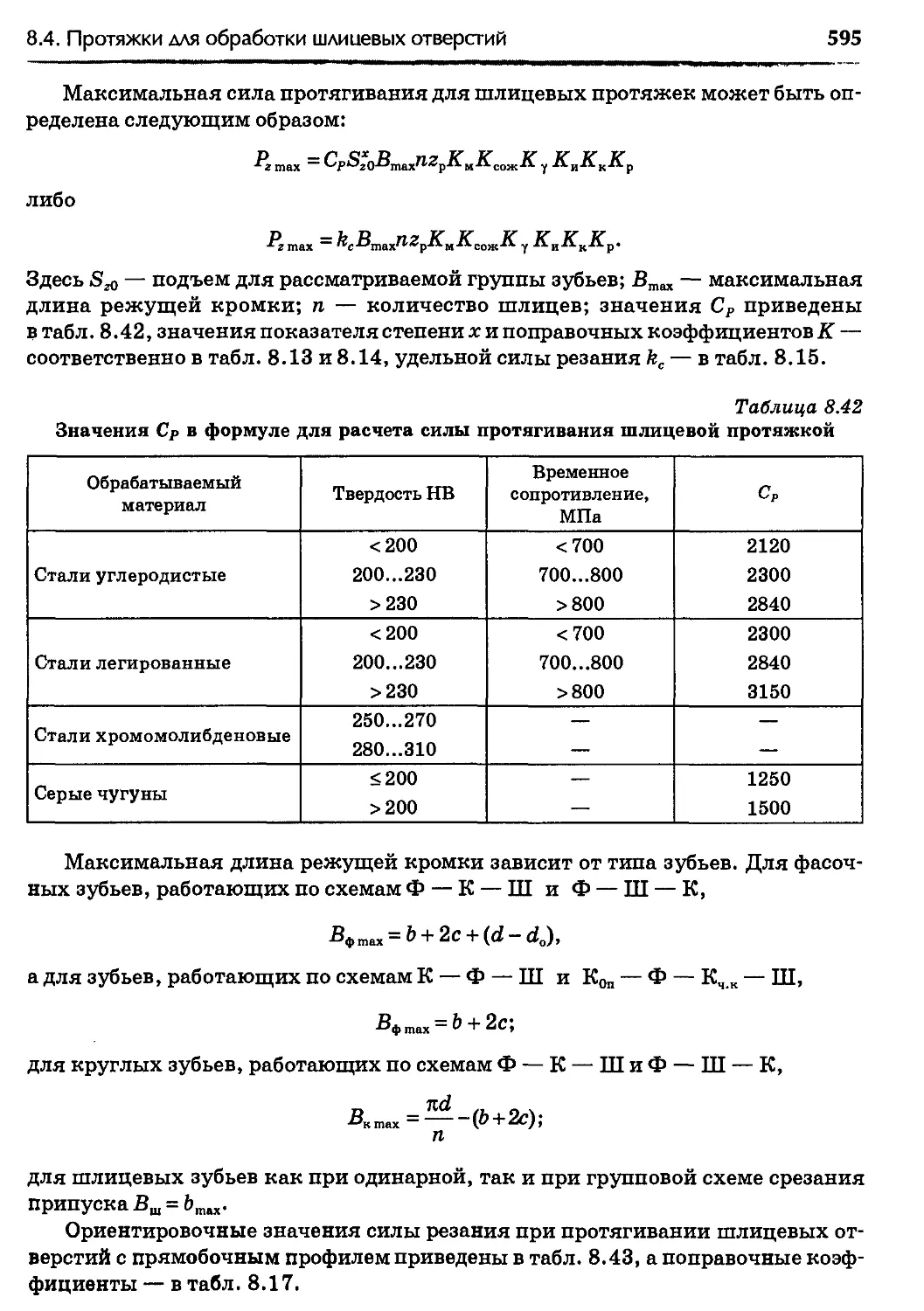
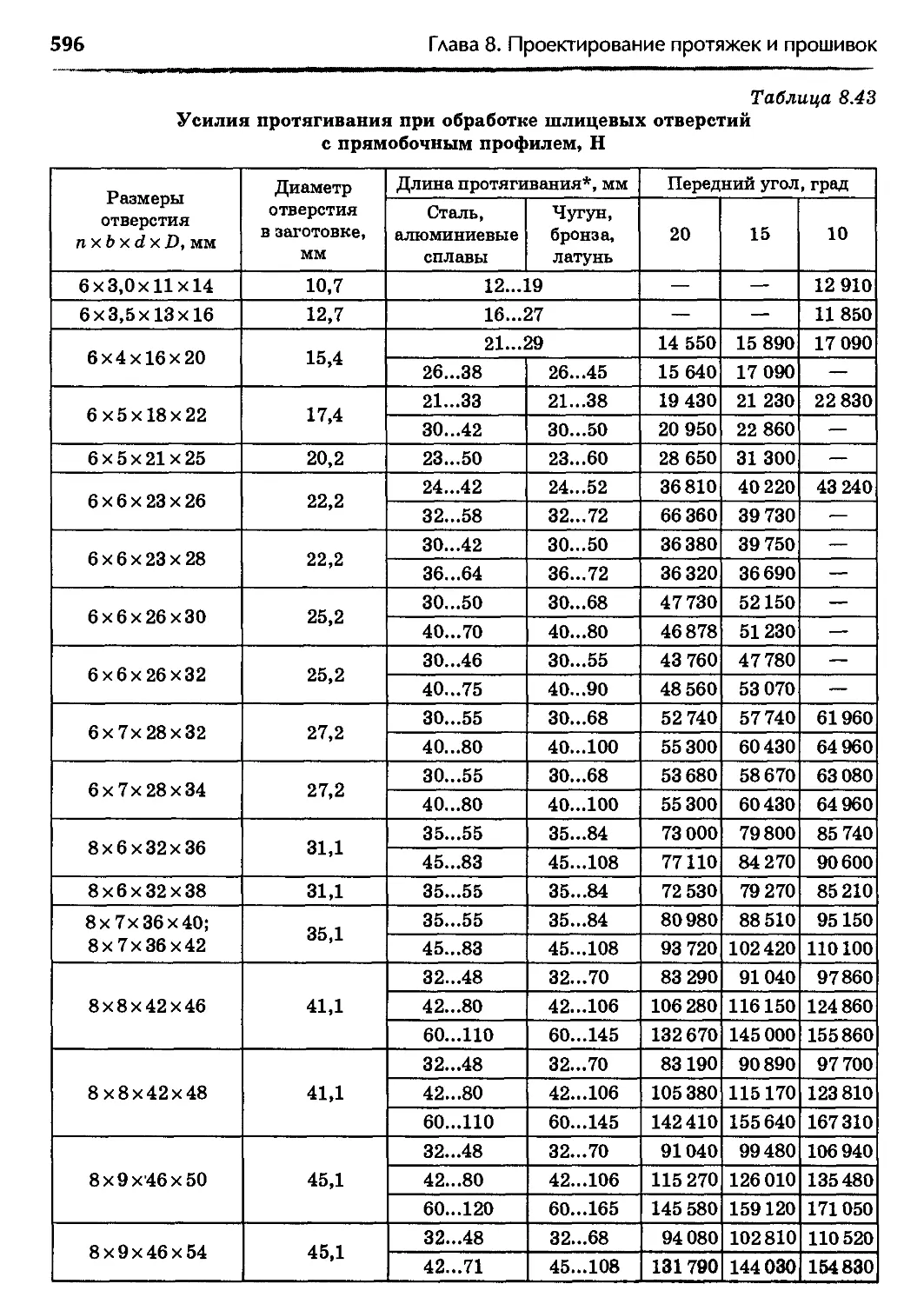
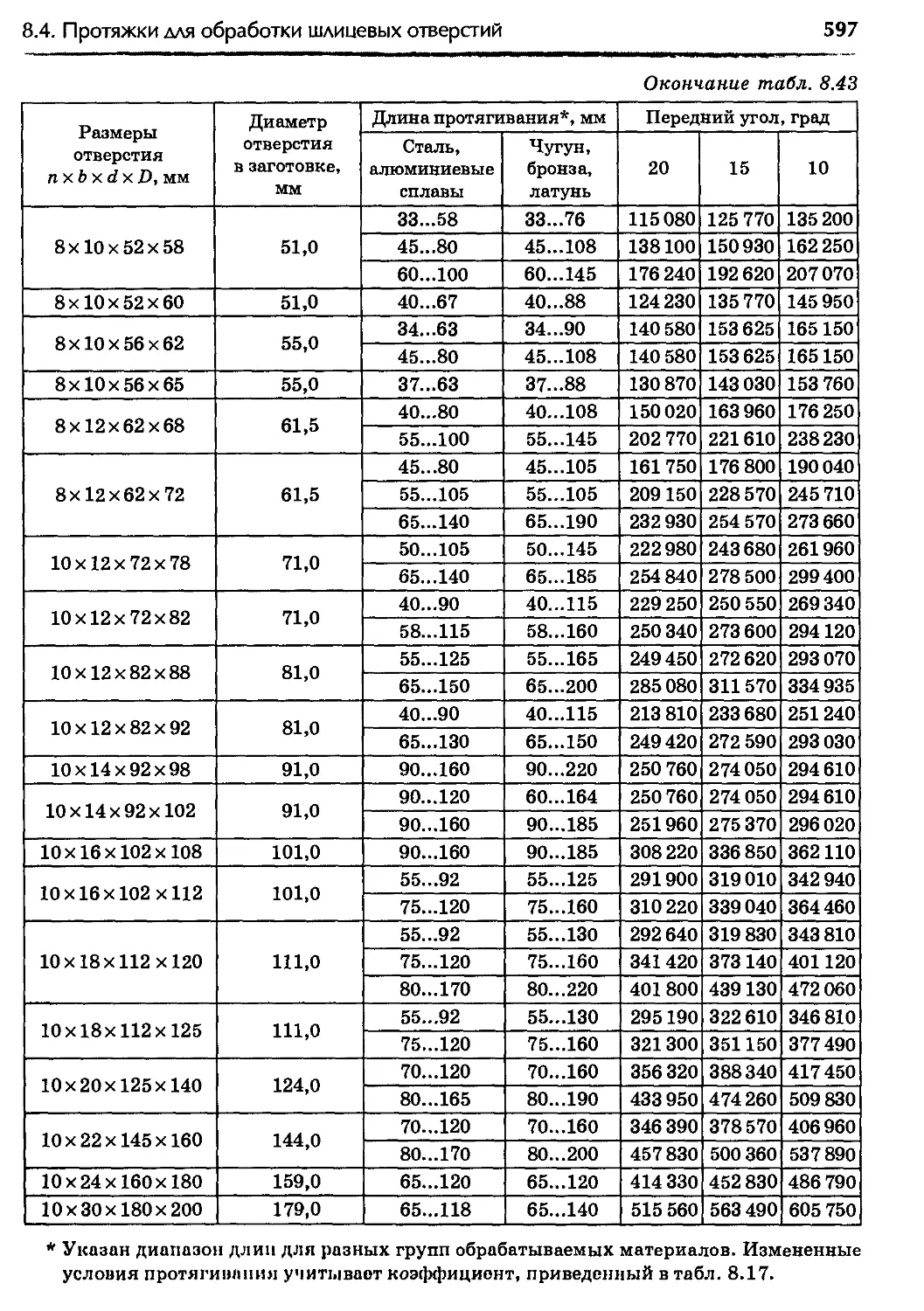
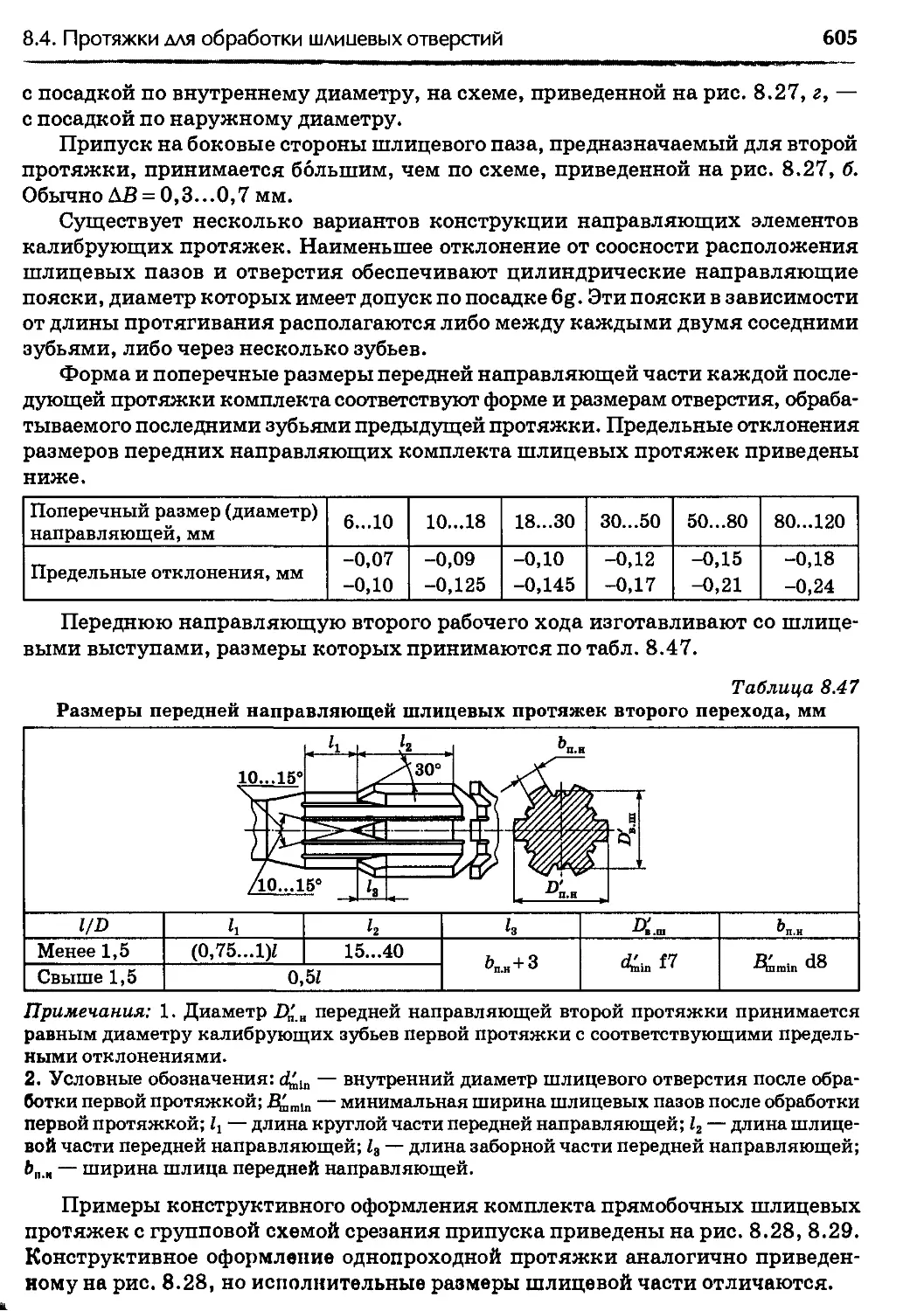
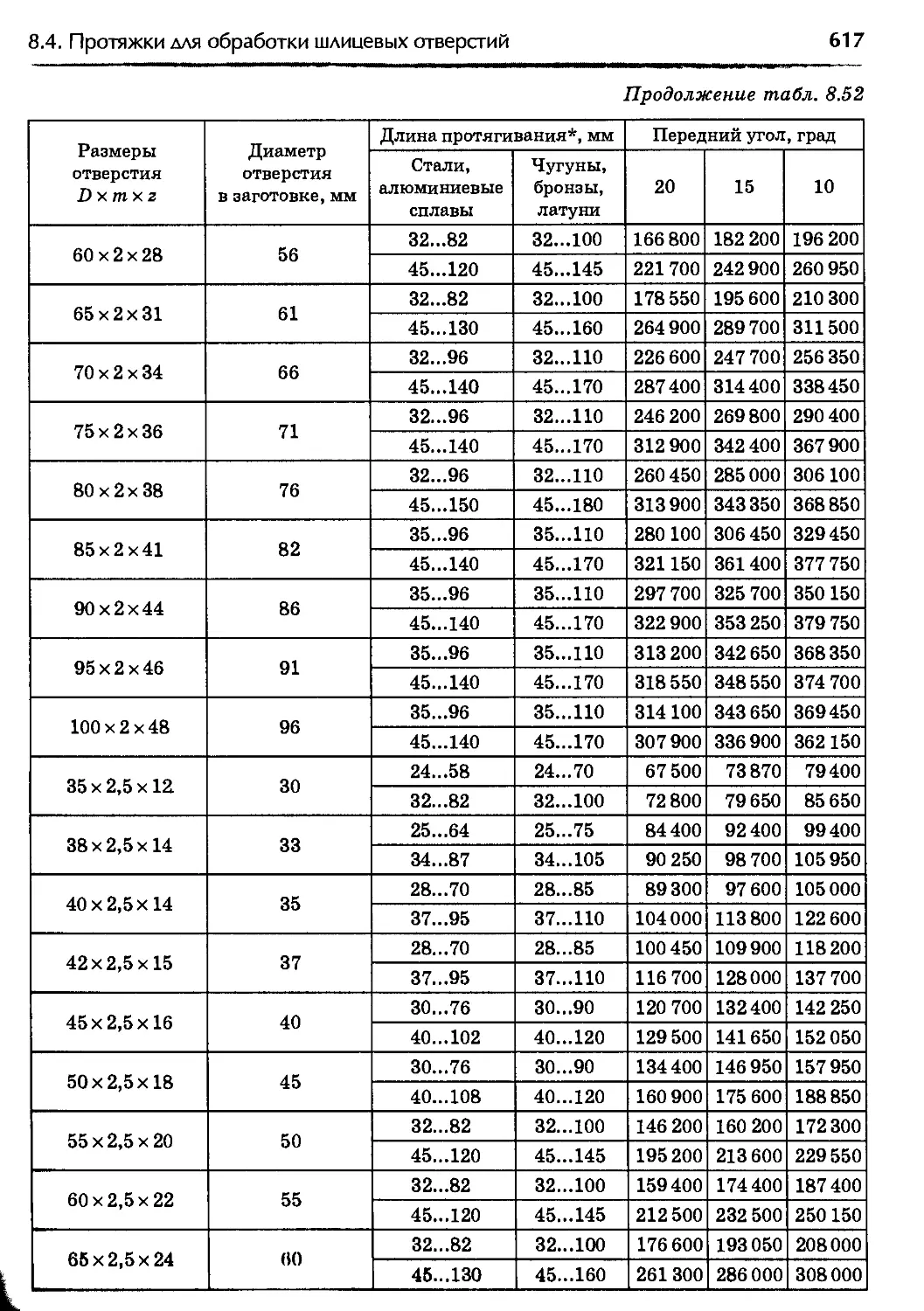
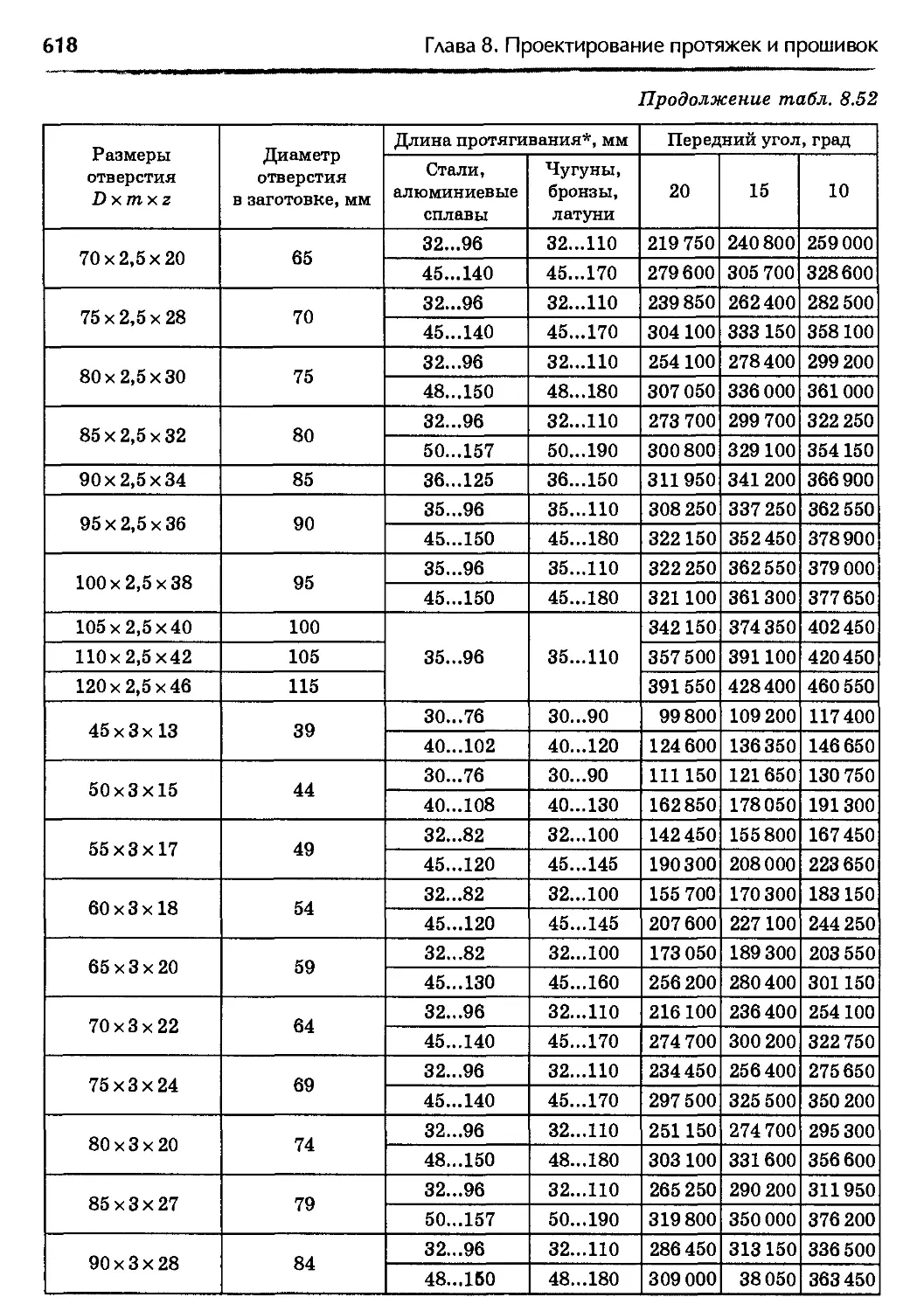
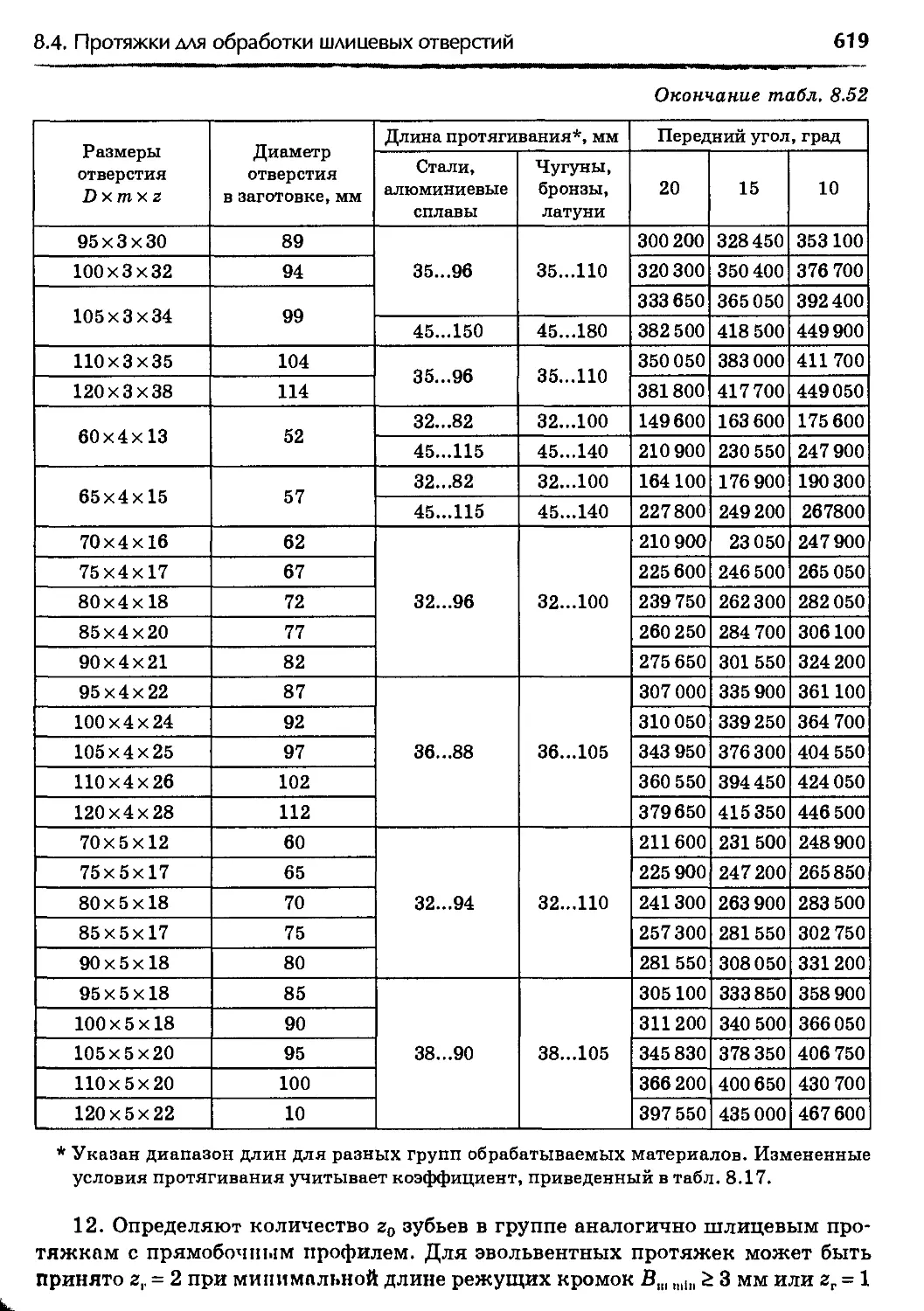
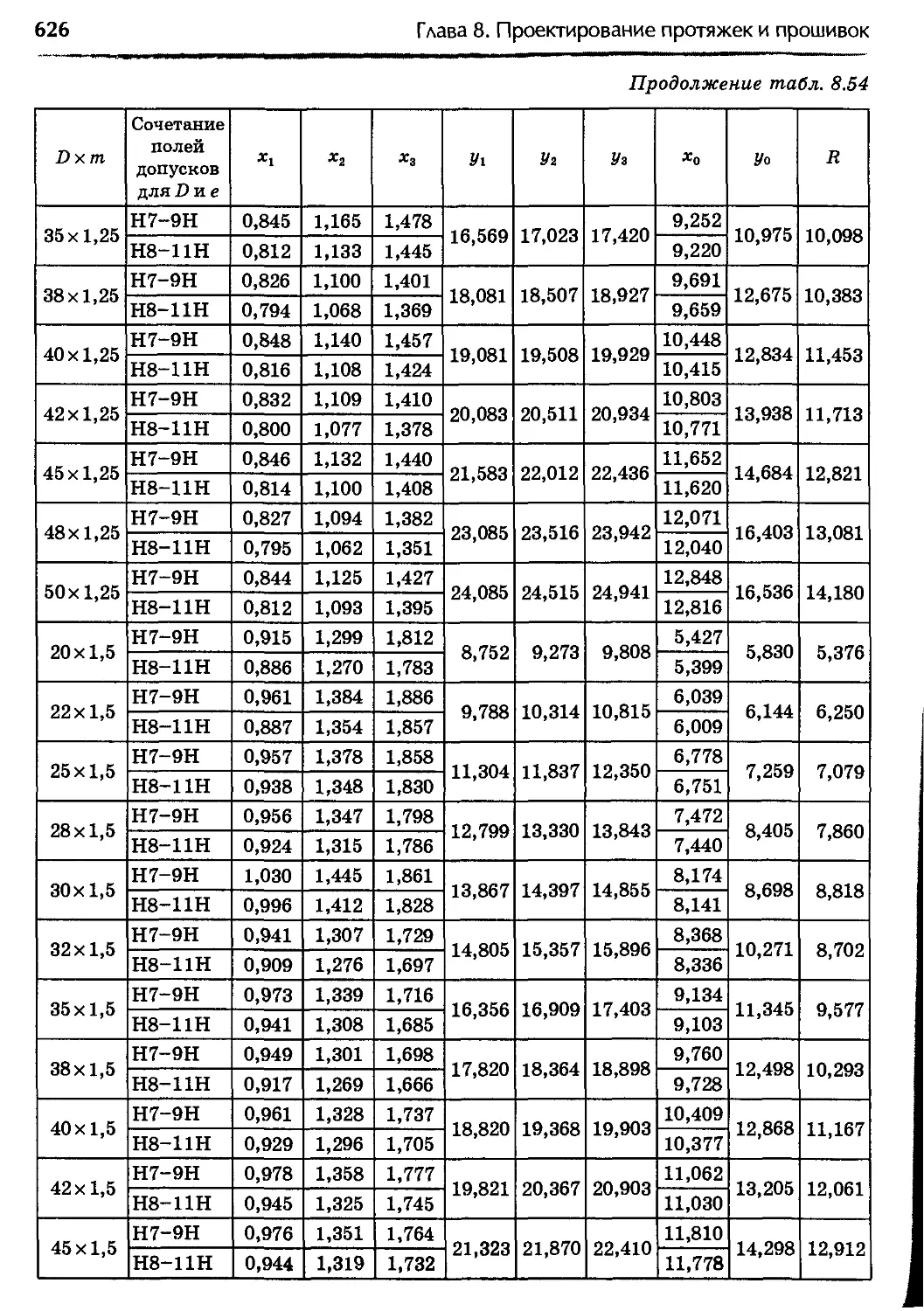
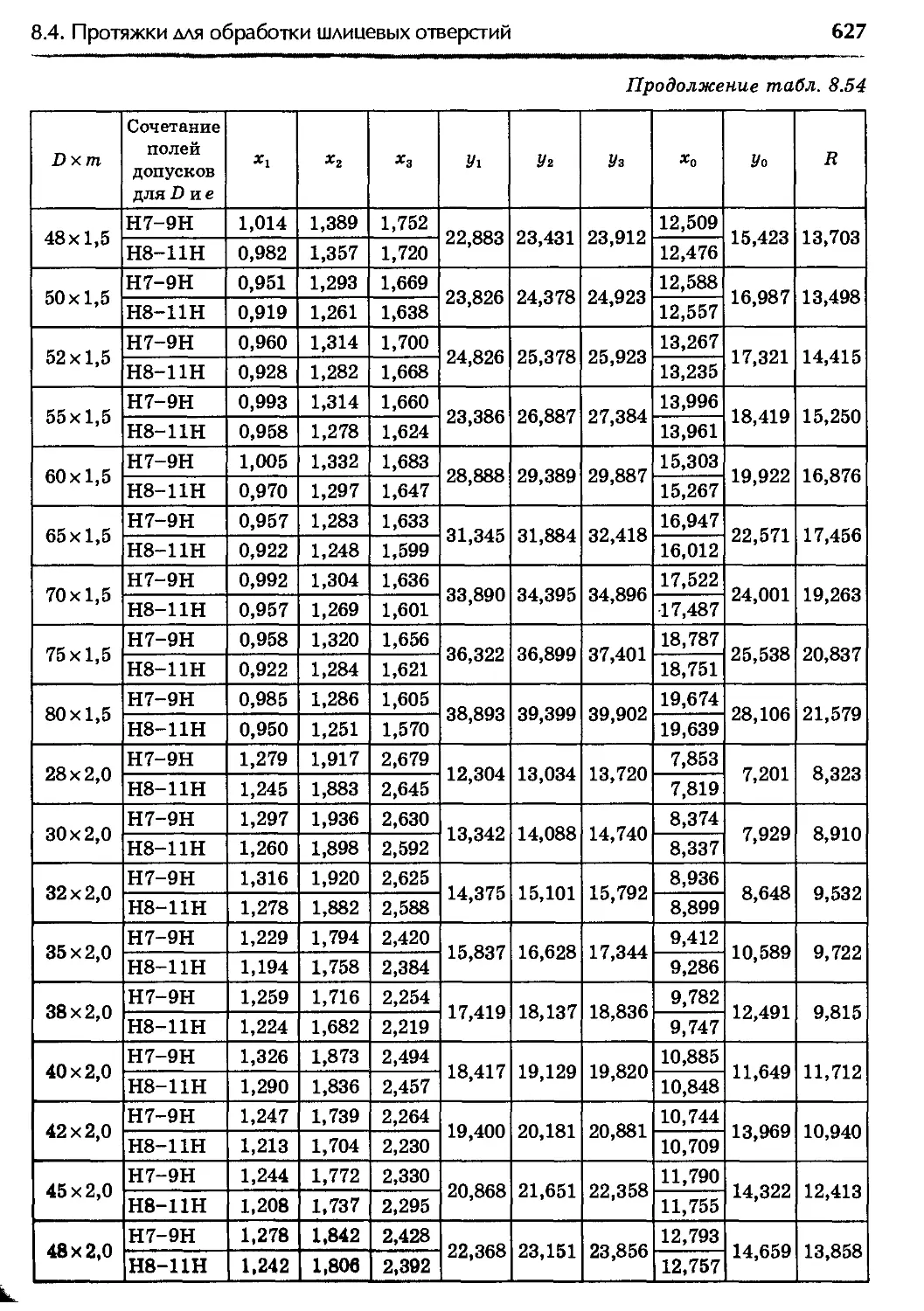
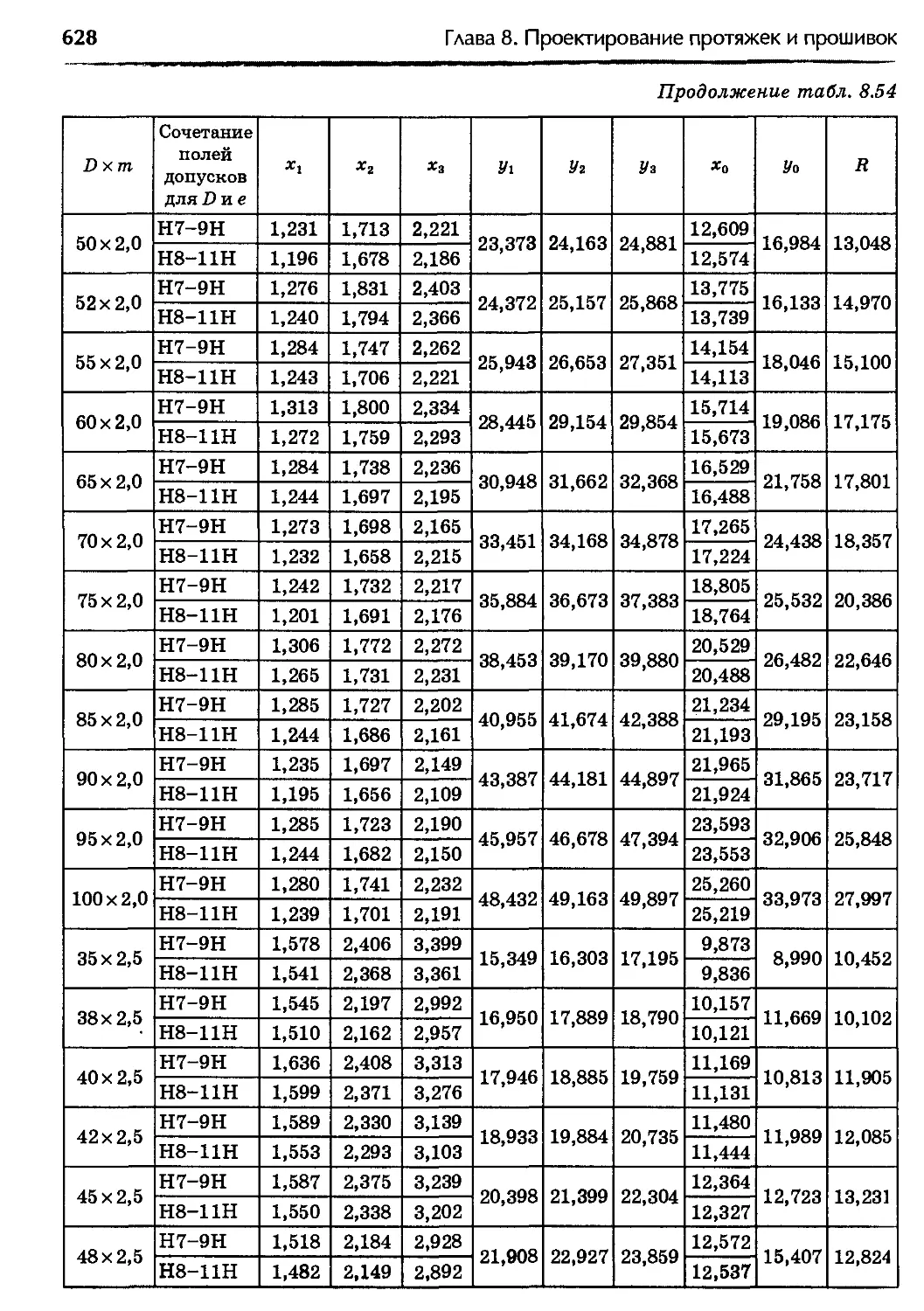
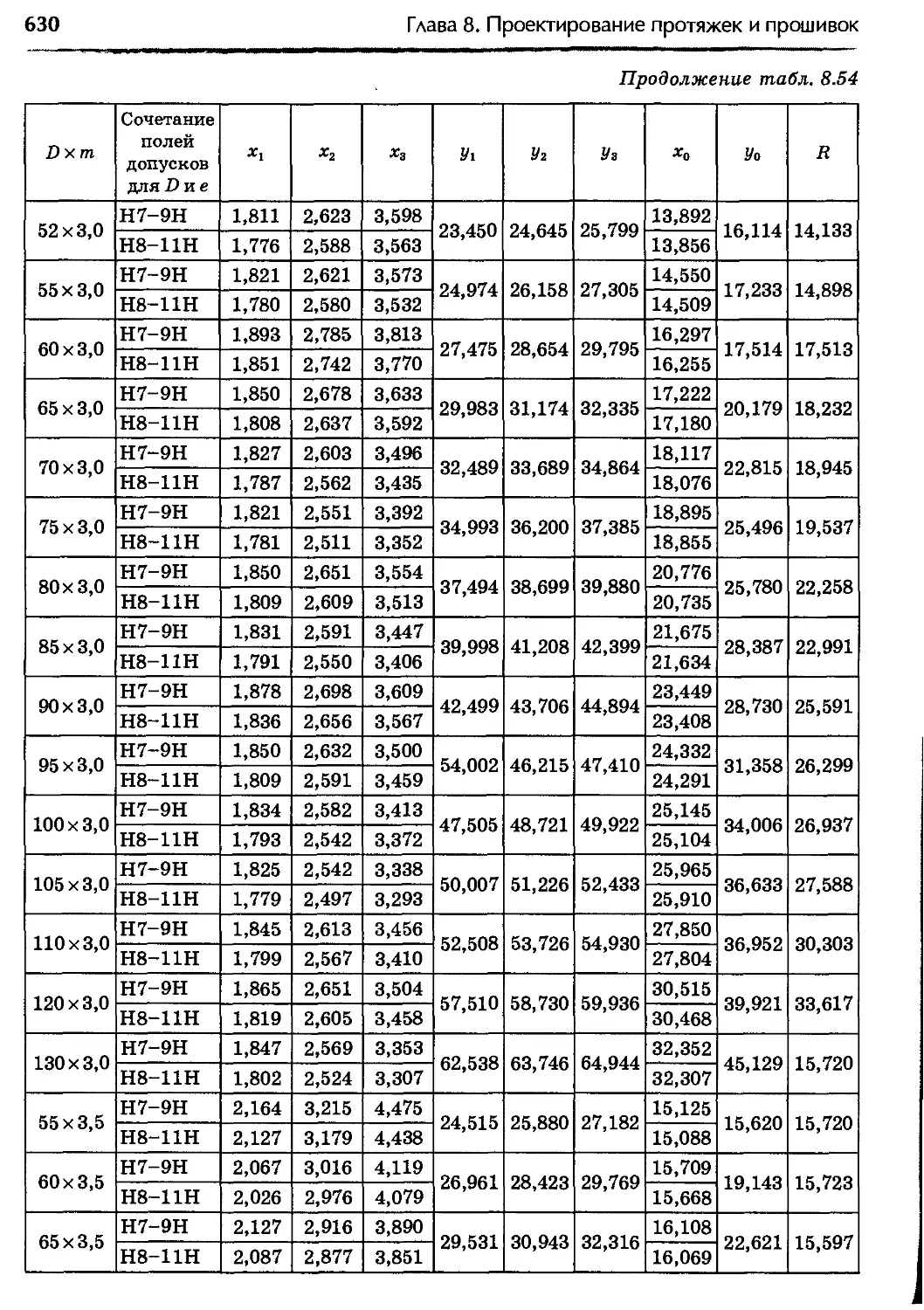
8.4. Протяжки для обработки шлицевых отверстий ...................589
8.4.1. Особенности протяжек для обработки шлицевых отверстий .589
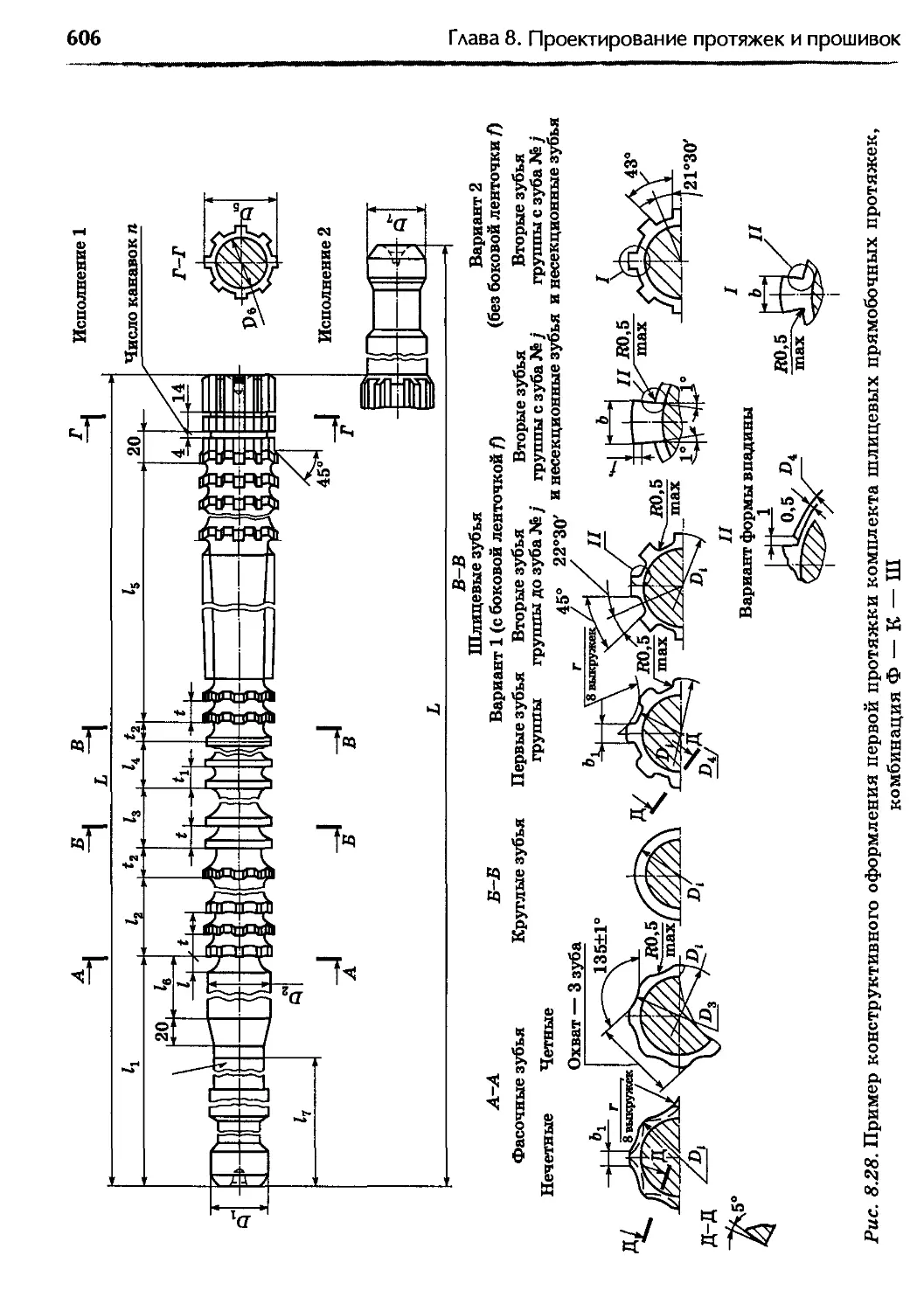
8.4.2. Проектирование протяжек для обработки шлицевых
отверстий с прямобочным профилем............................592
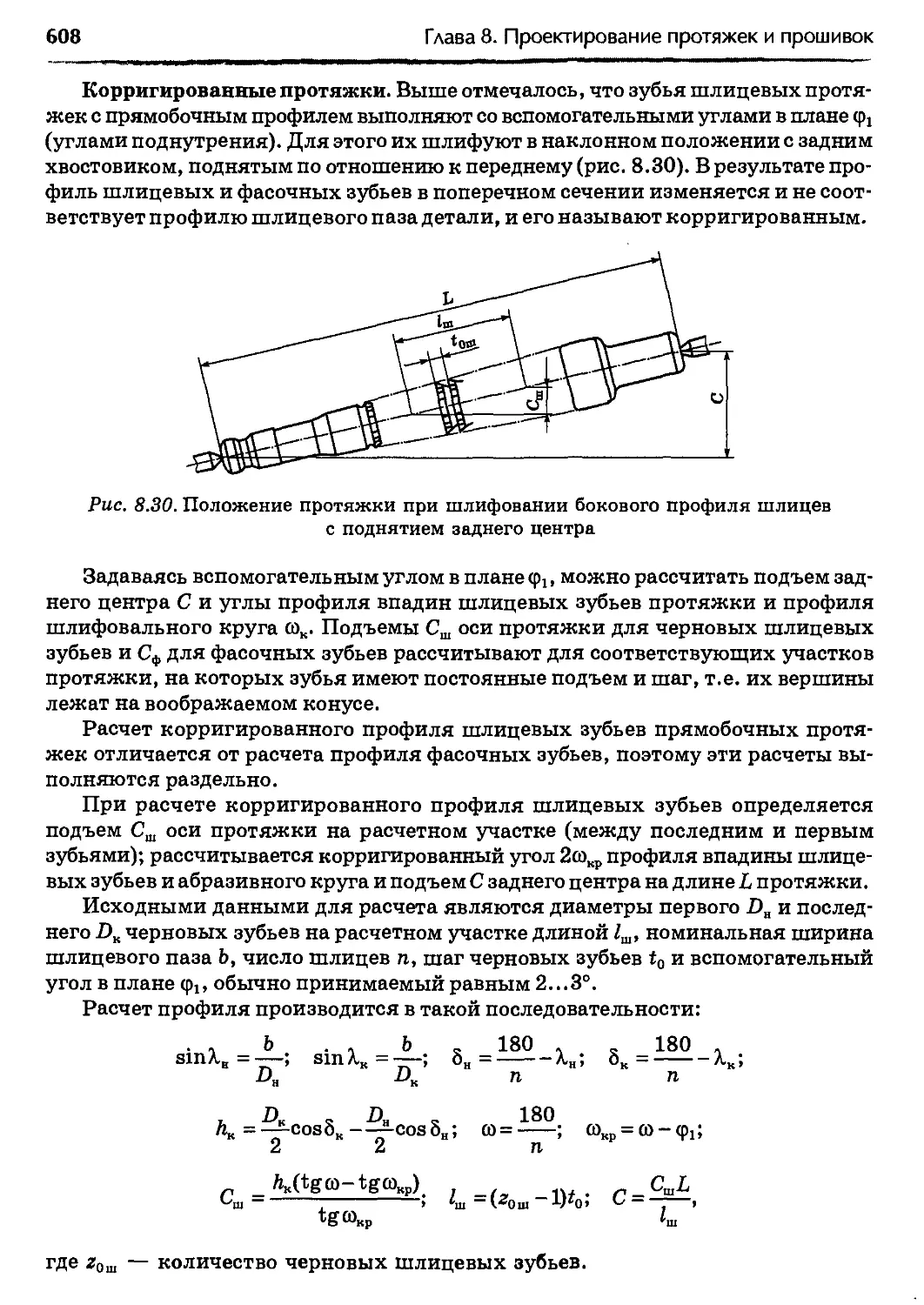
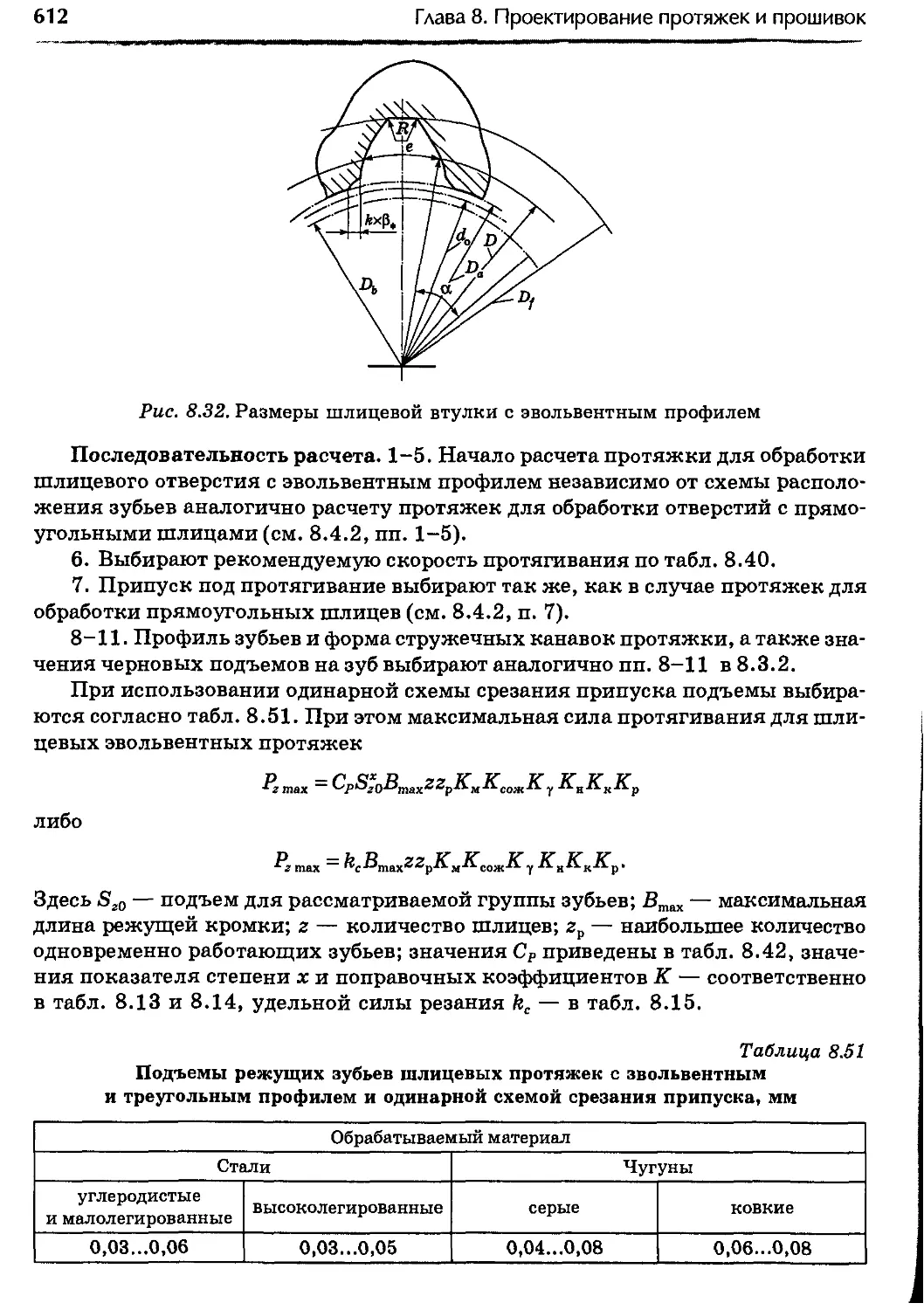
8.4.3. Проектирование протяжек для обработки шлицевых
отверстий с эвольвентным профилем ..........................611
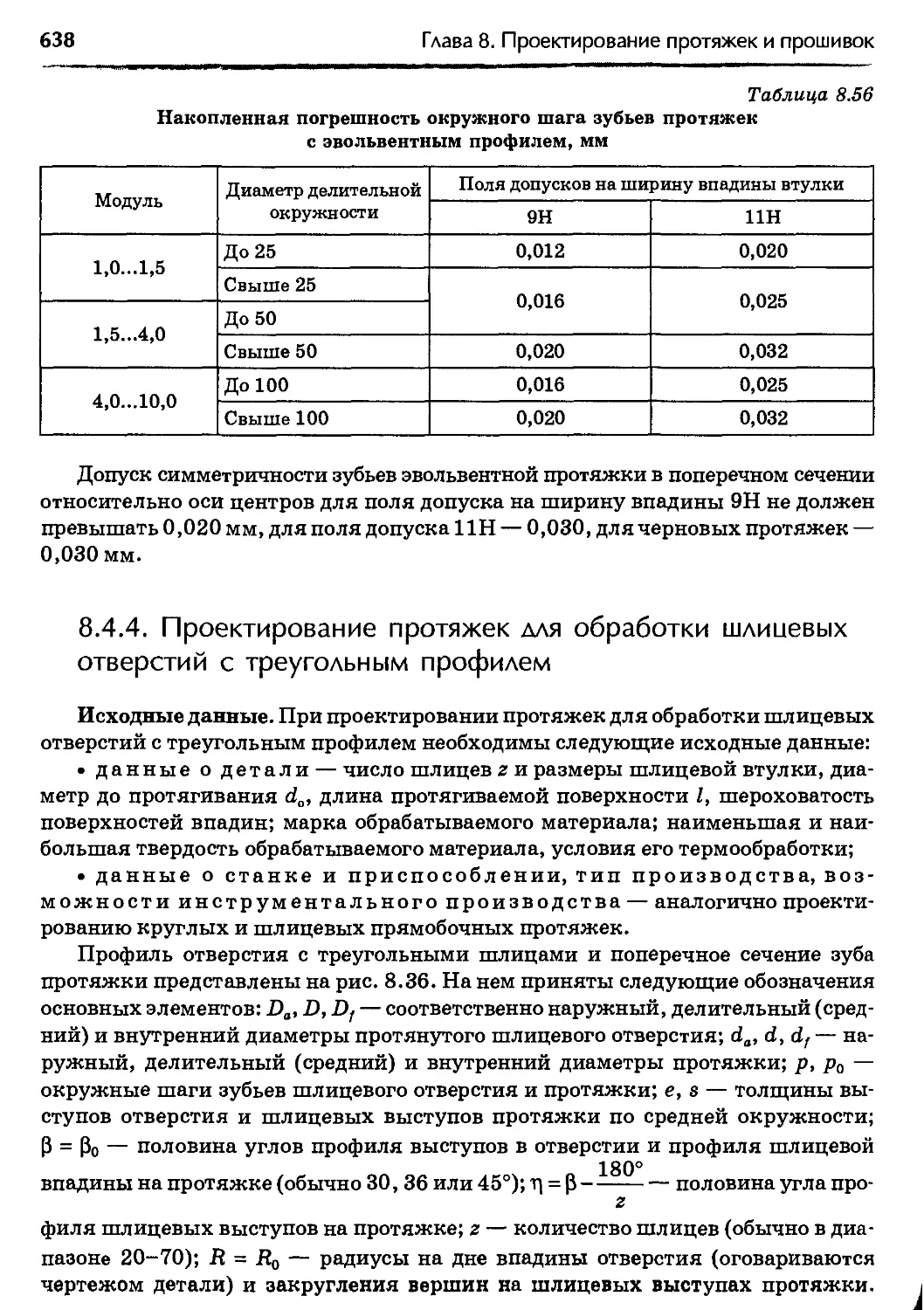
8.4.4. Проектирование протяжек для обработки шлицевых
отверстий с треугольным профилем............................638
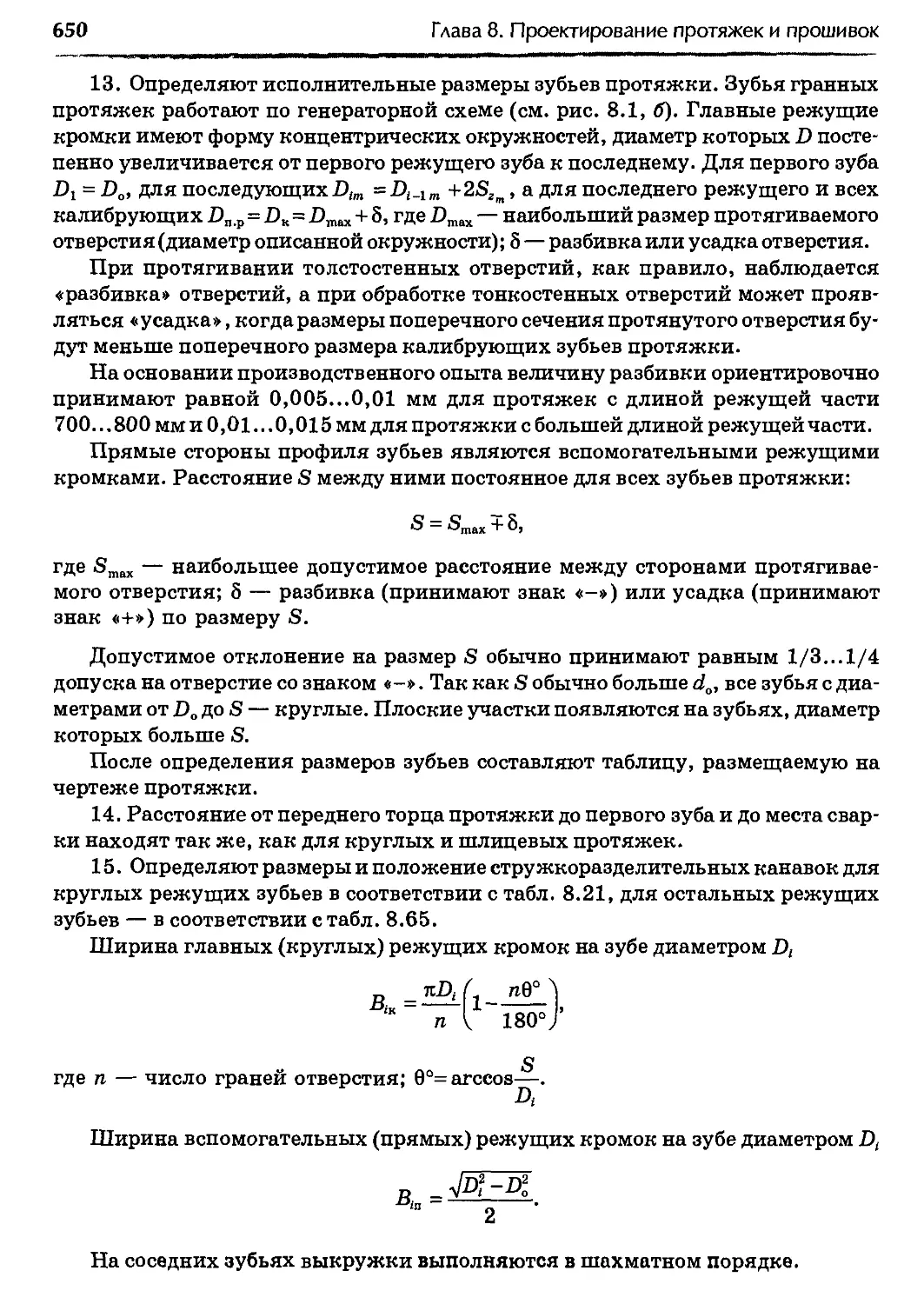
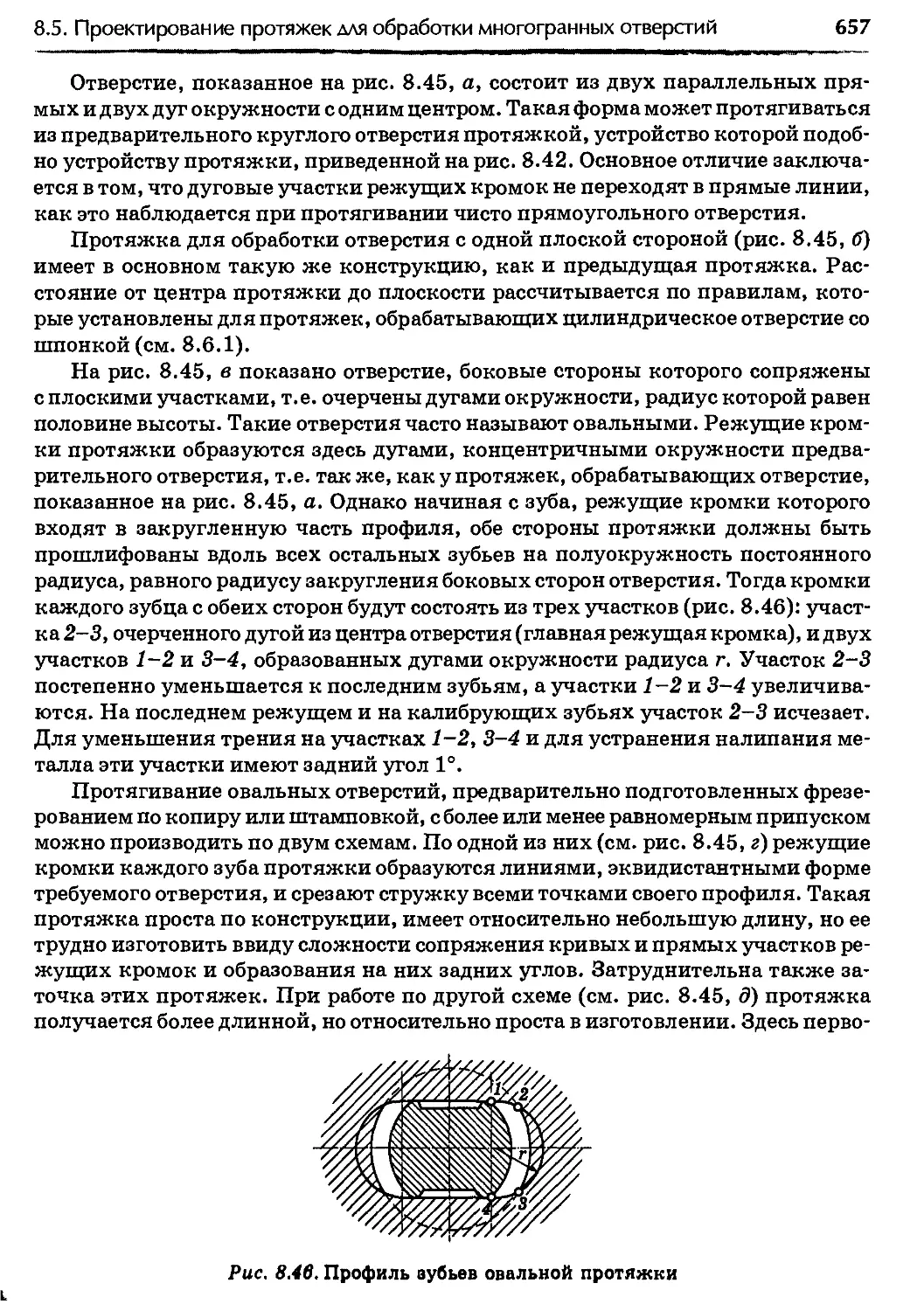
8.5. Проектирование протяжек для обработки многогранных отверстий .... 642
8.5.1. Проектирование протяжек для обработки правильных
многогранных отверстий .....................................642
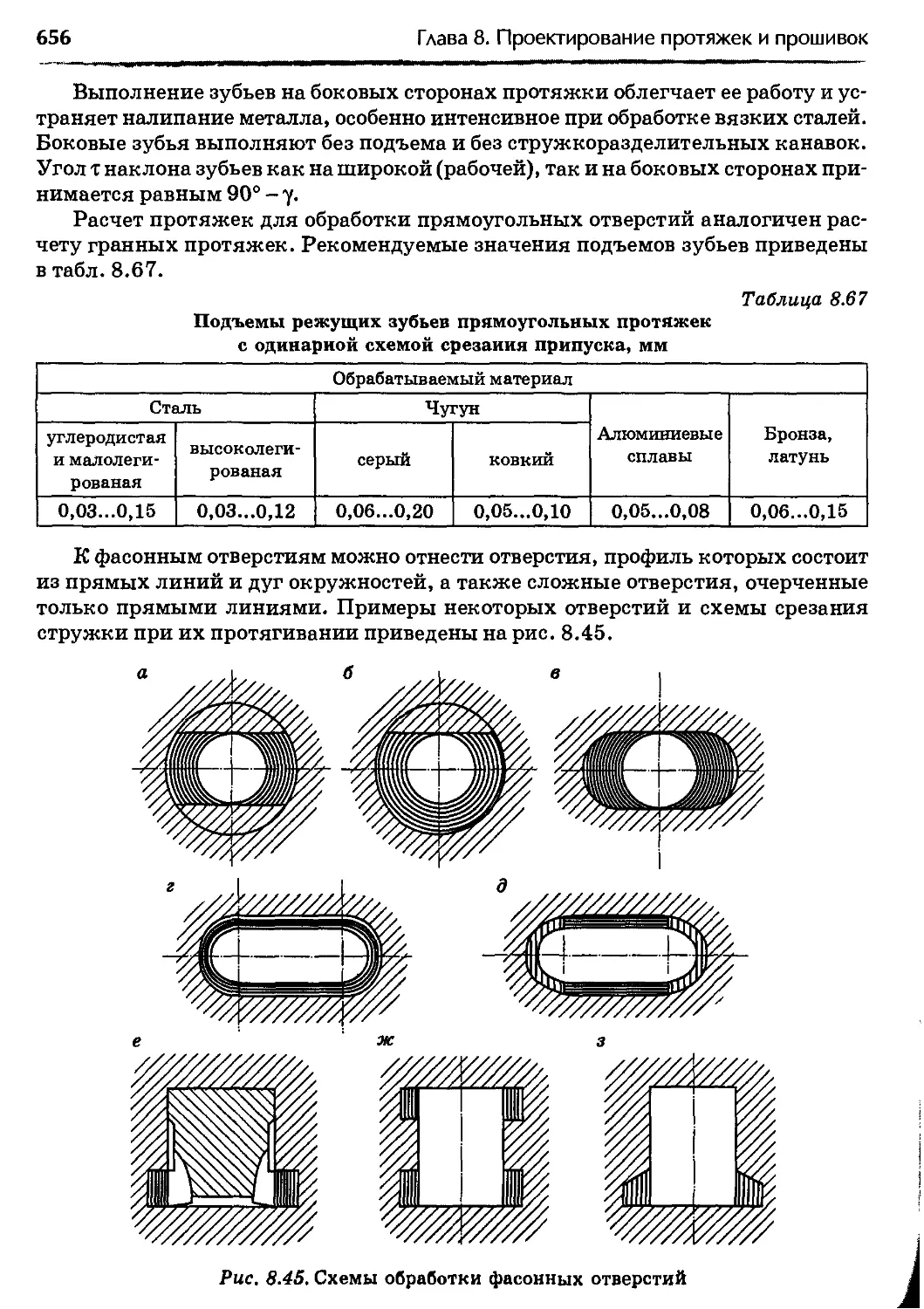
8.5.2. Протяжки для обработки прямоугольных и фасонных
отверстий ..................................................653
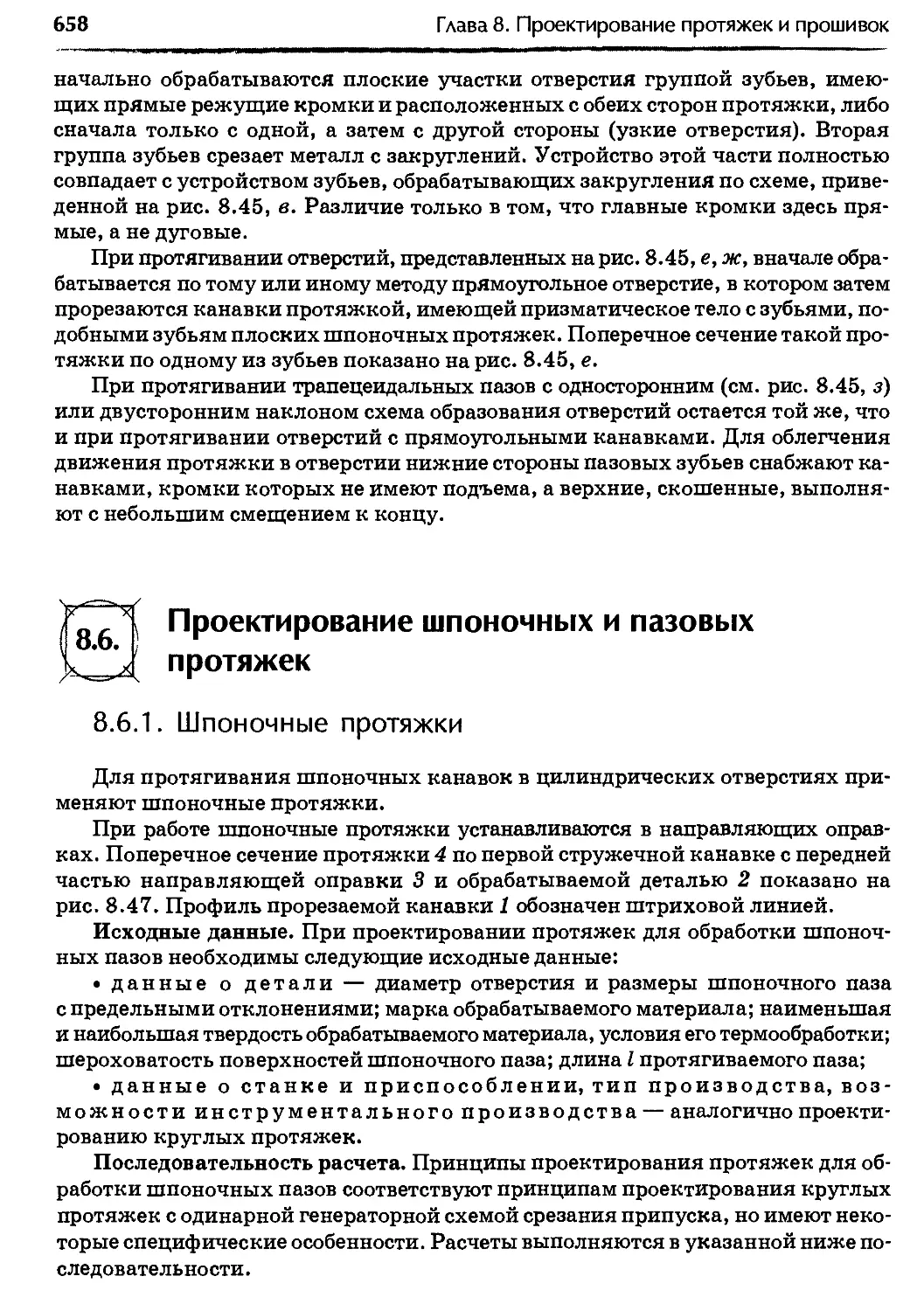
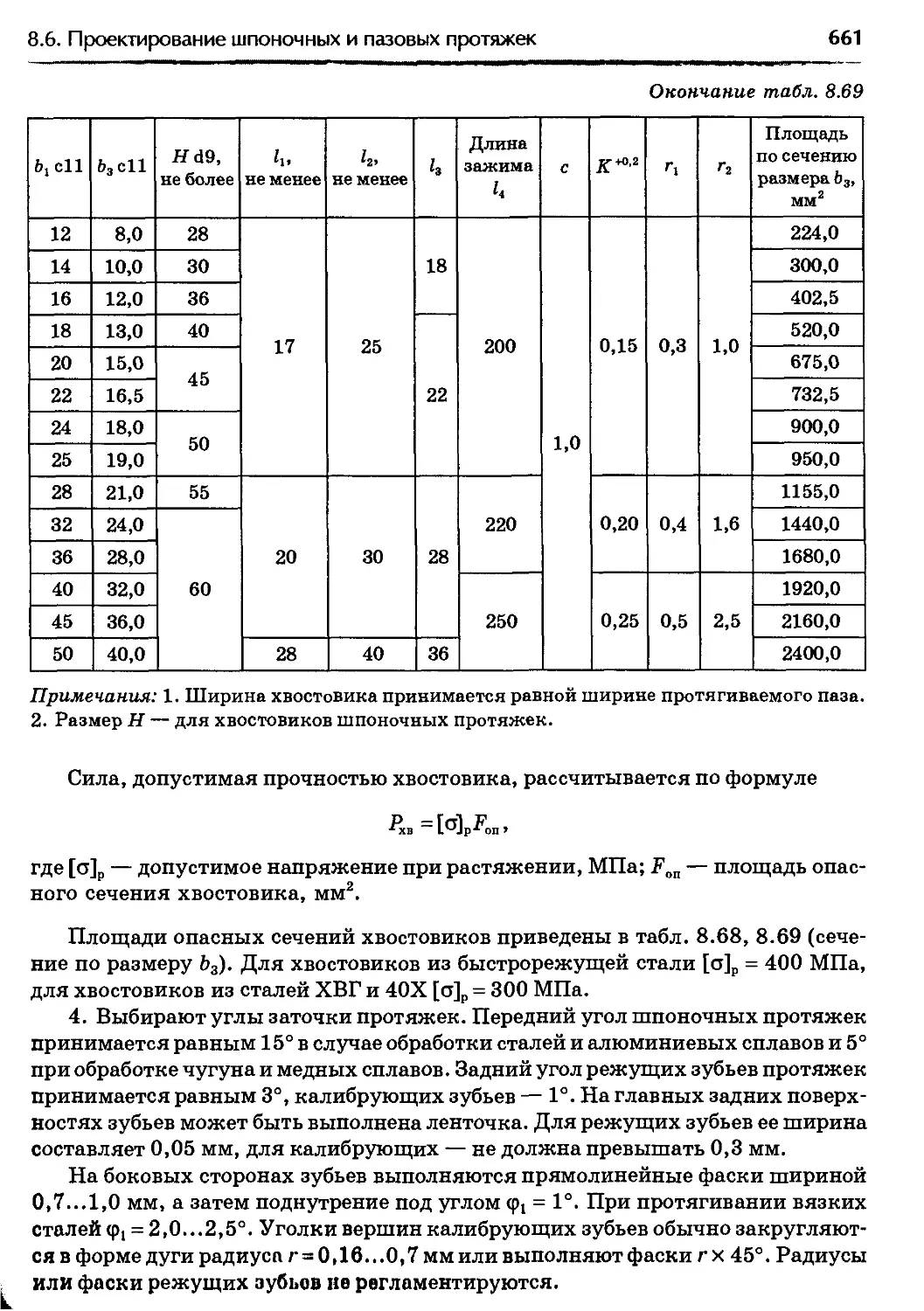
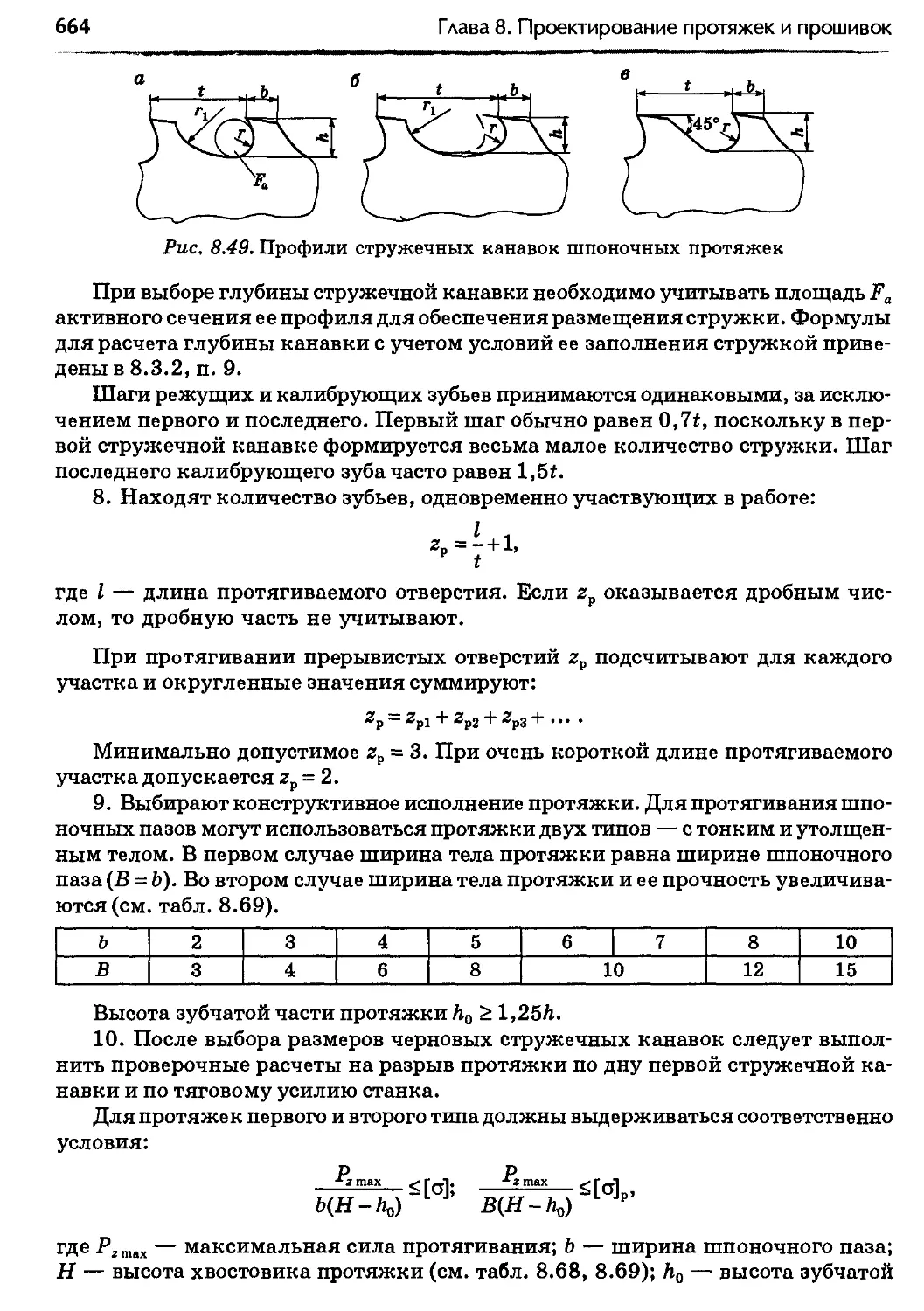
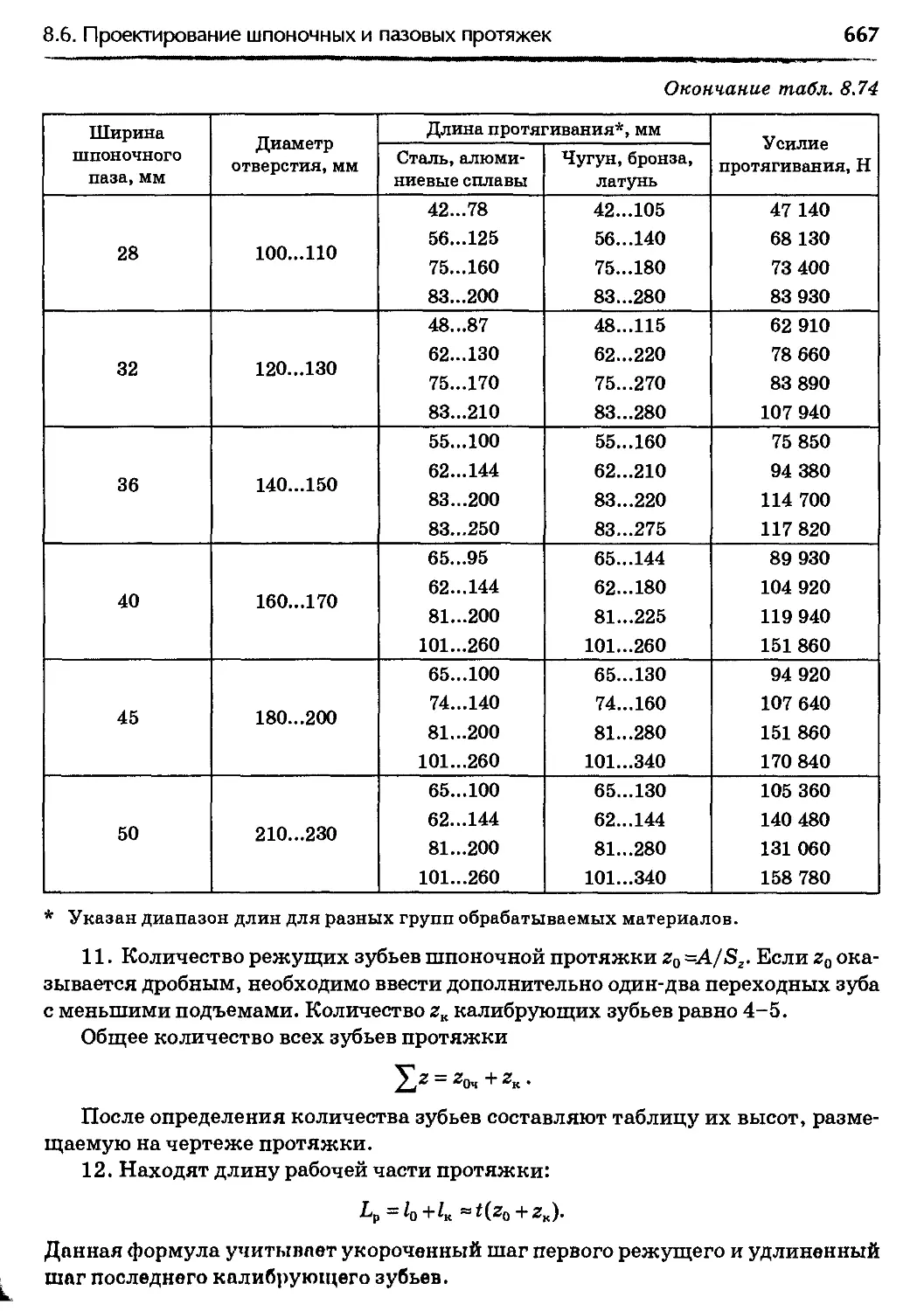
8.6. Проектирование шпоночных и пазовых протяжек..................658
8.6.1. Шпоночные протяжки.....................................658
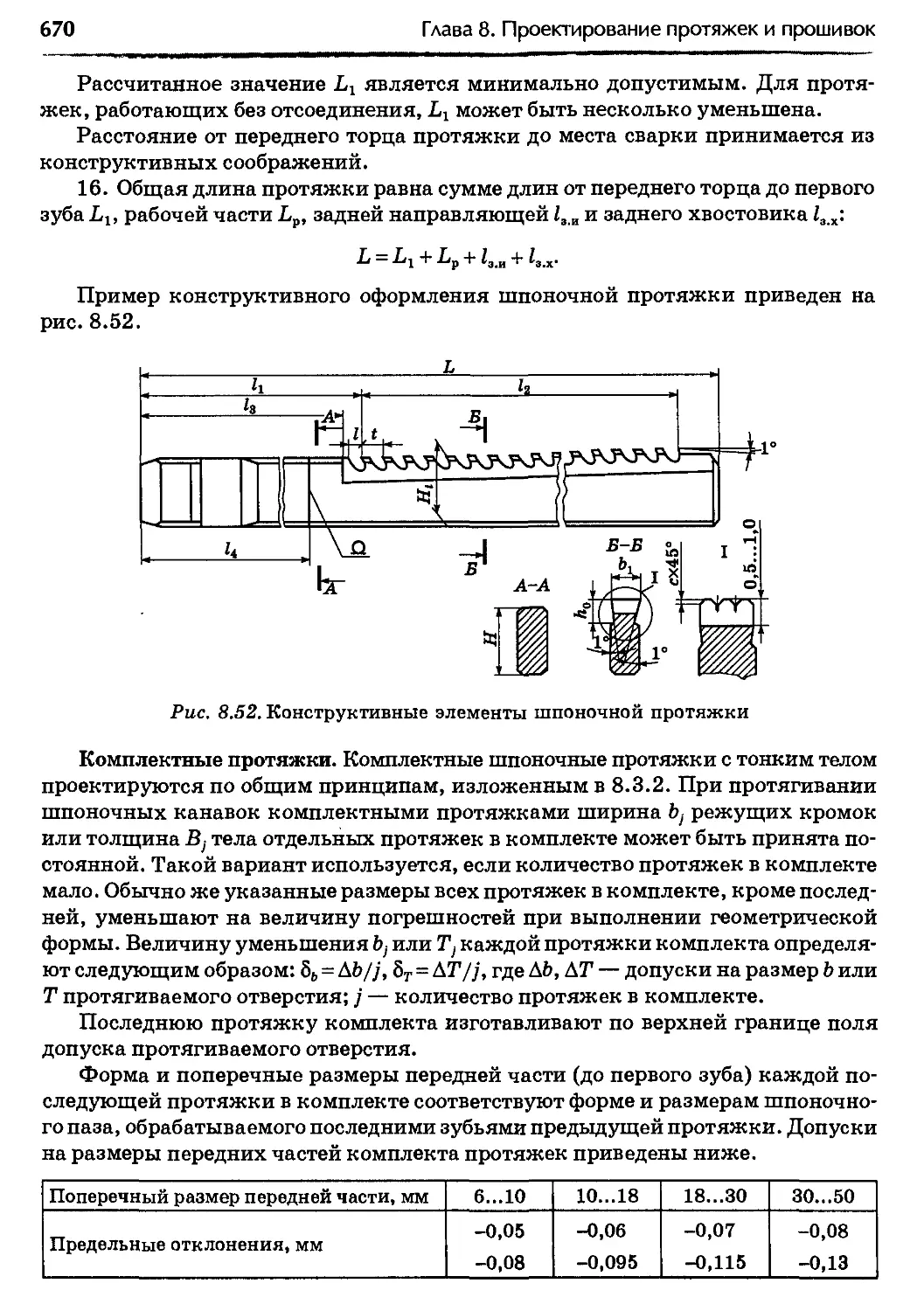
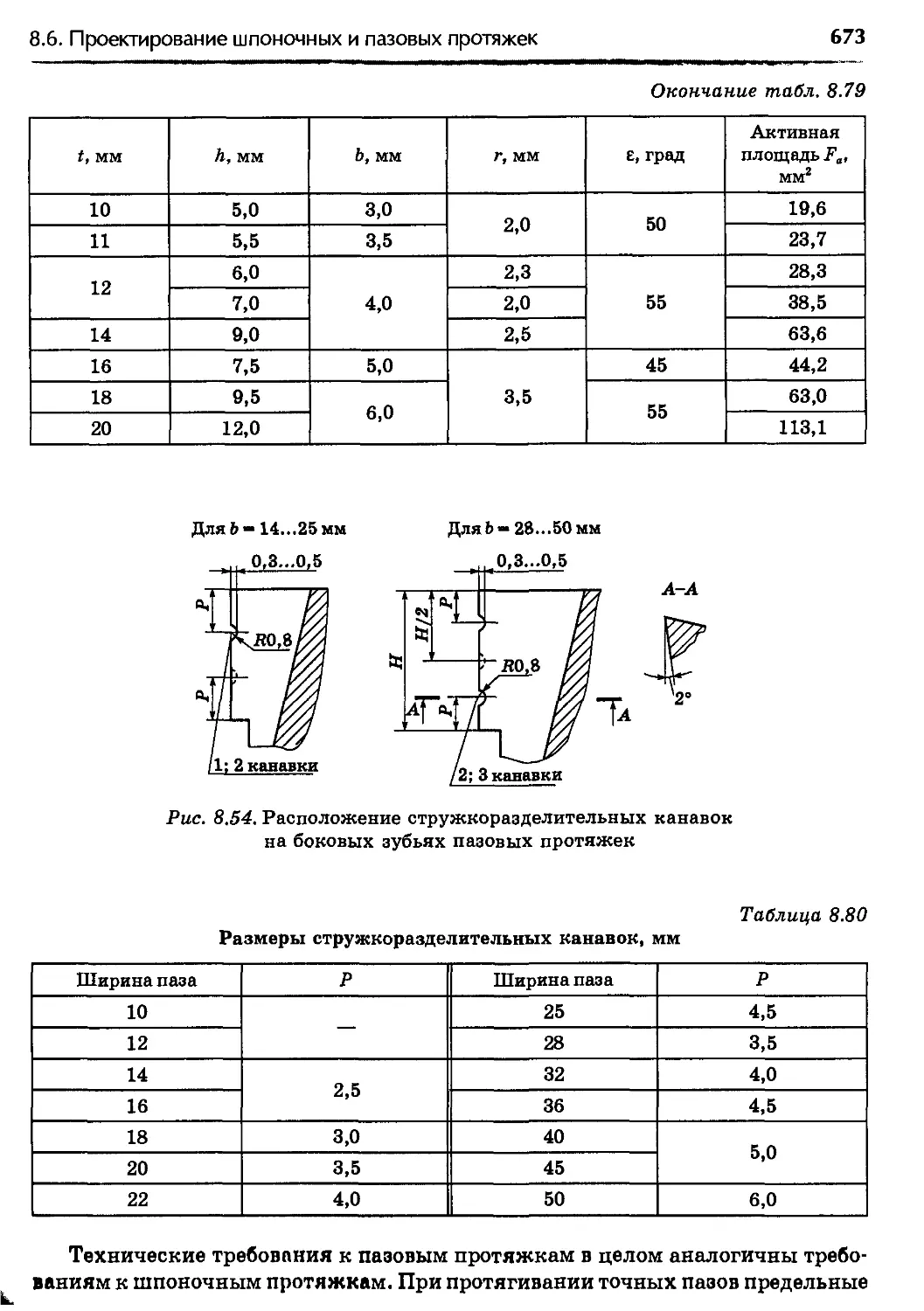
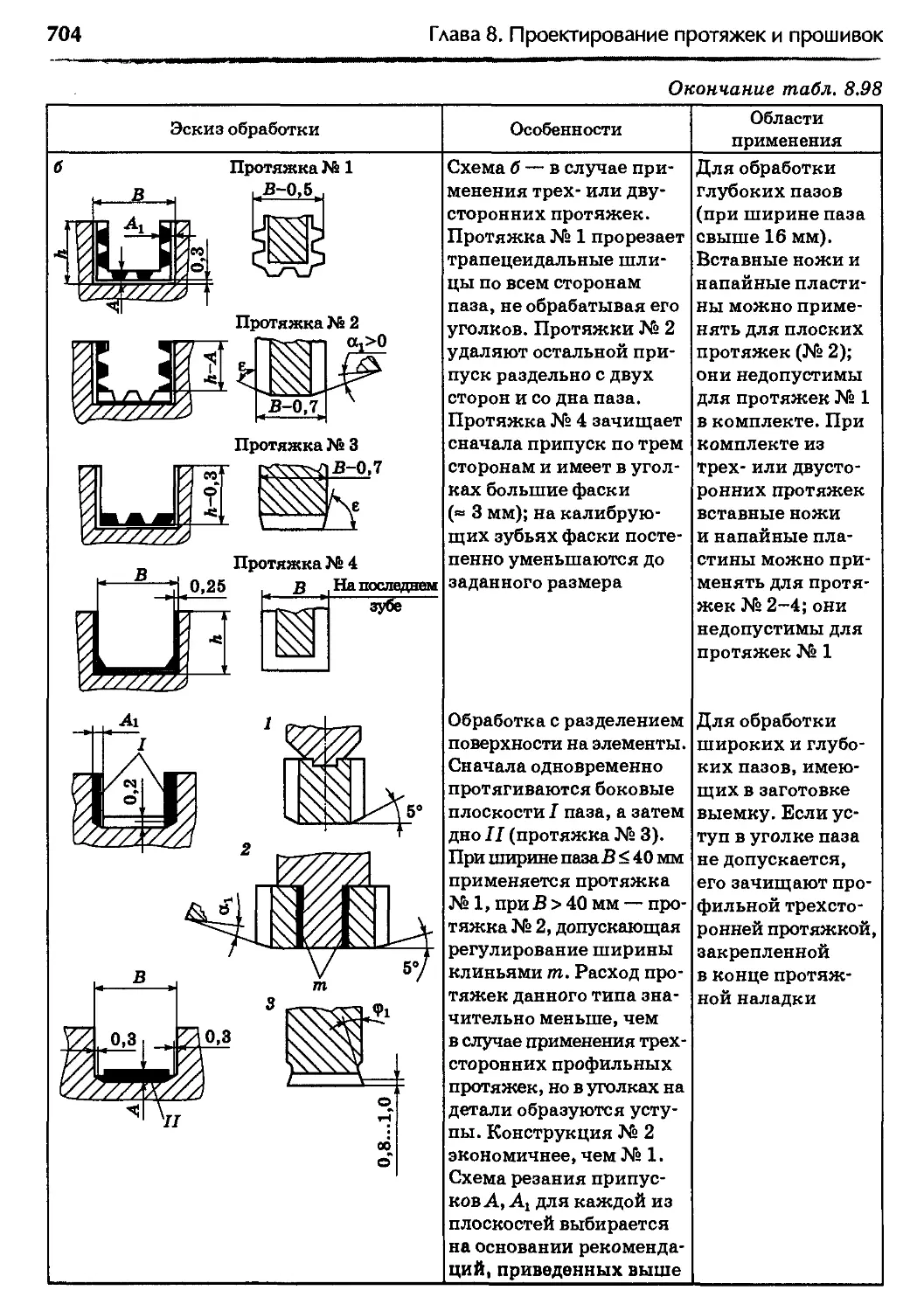
8.6.2. Протяжки для обработки внутренних пазов................672
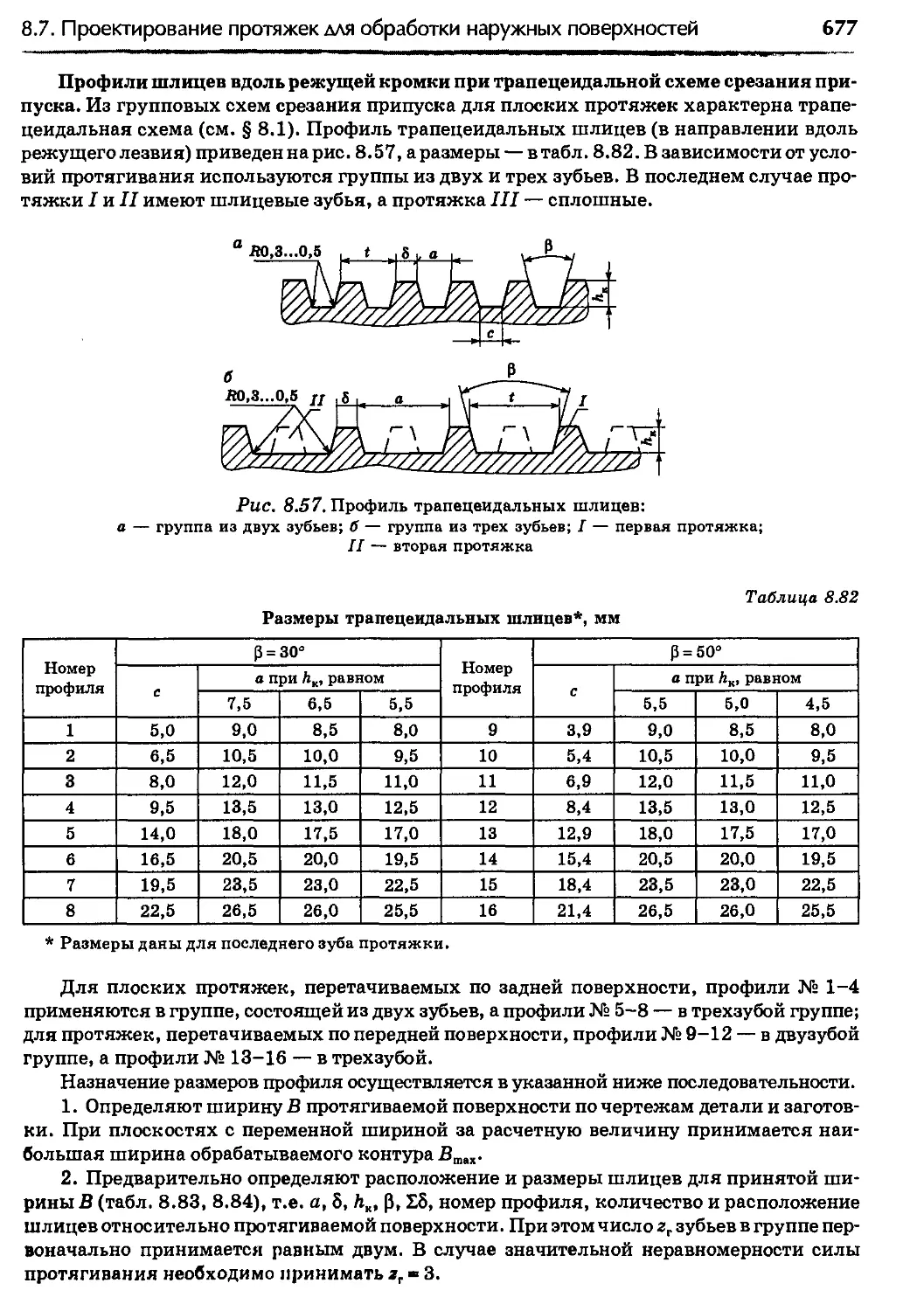
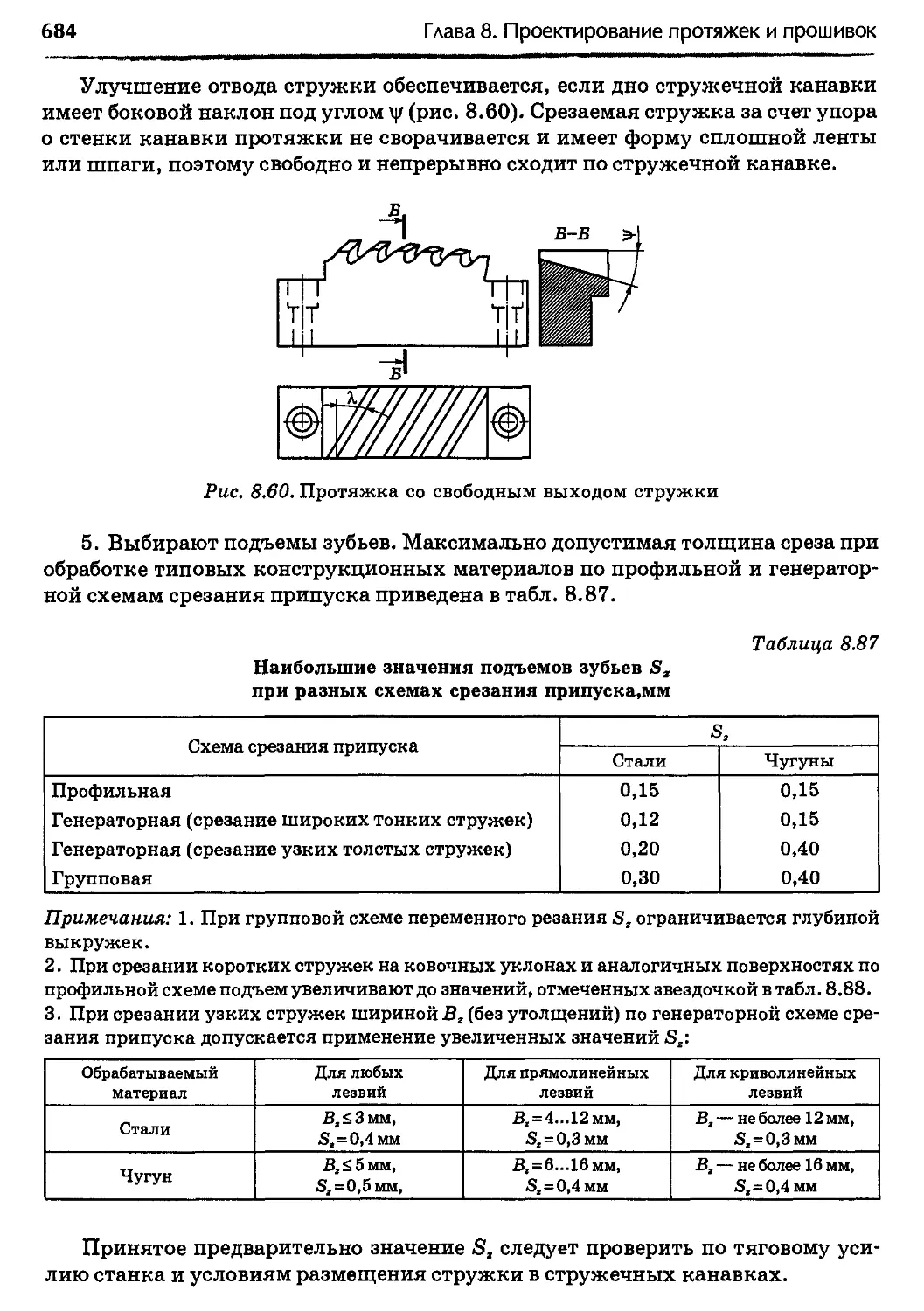
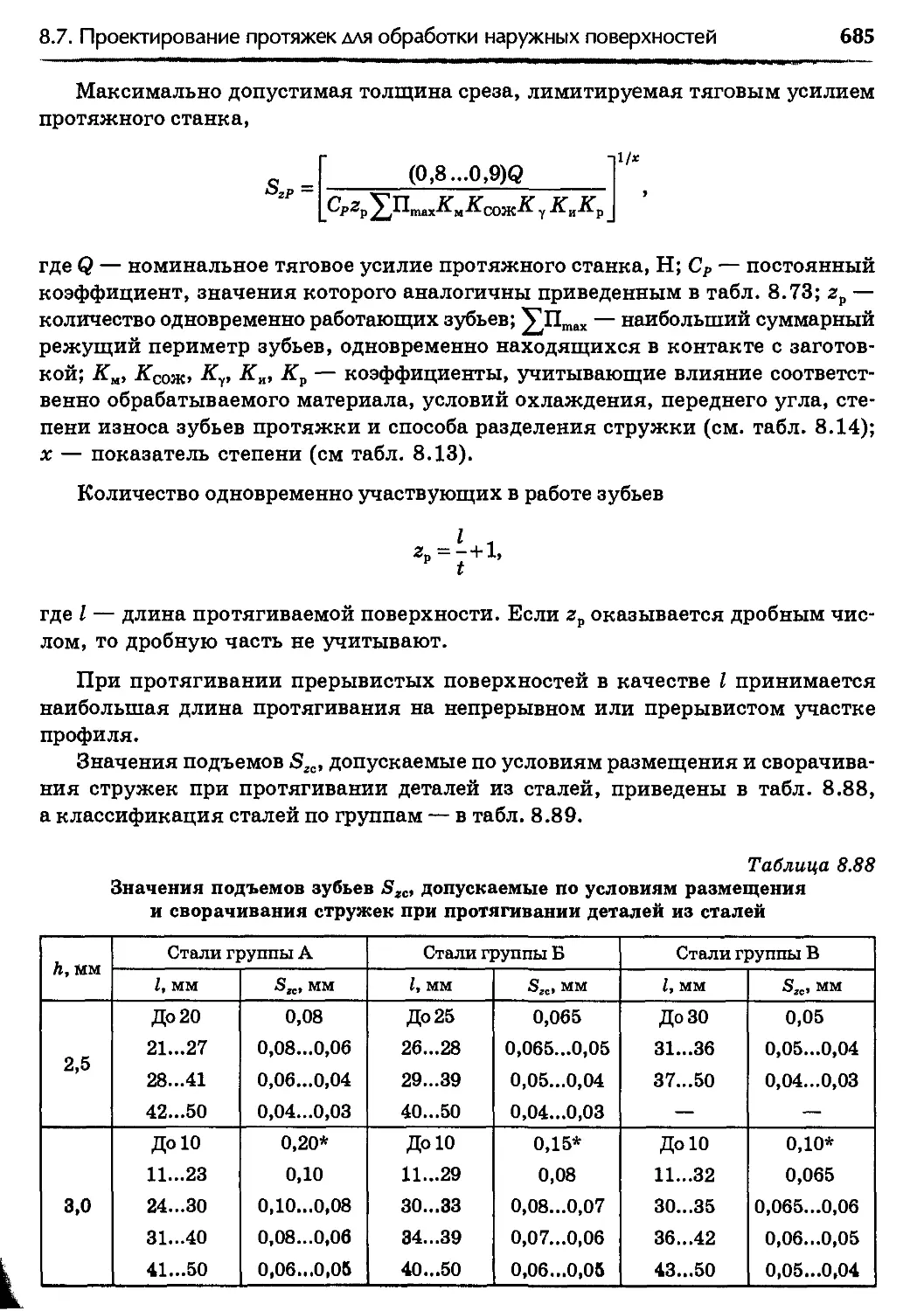
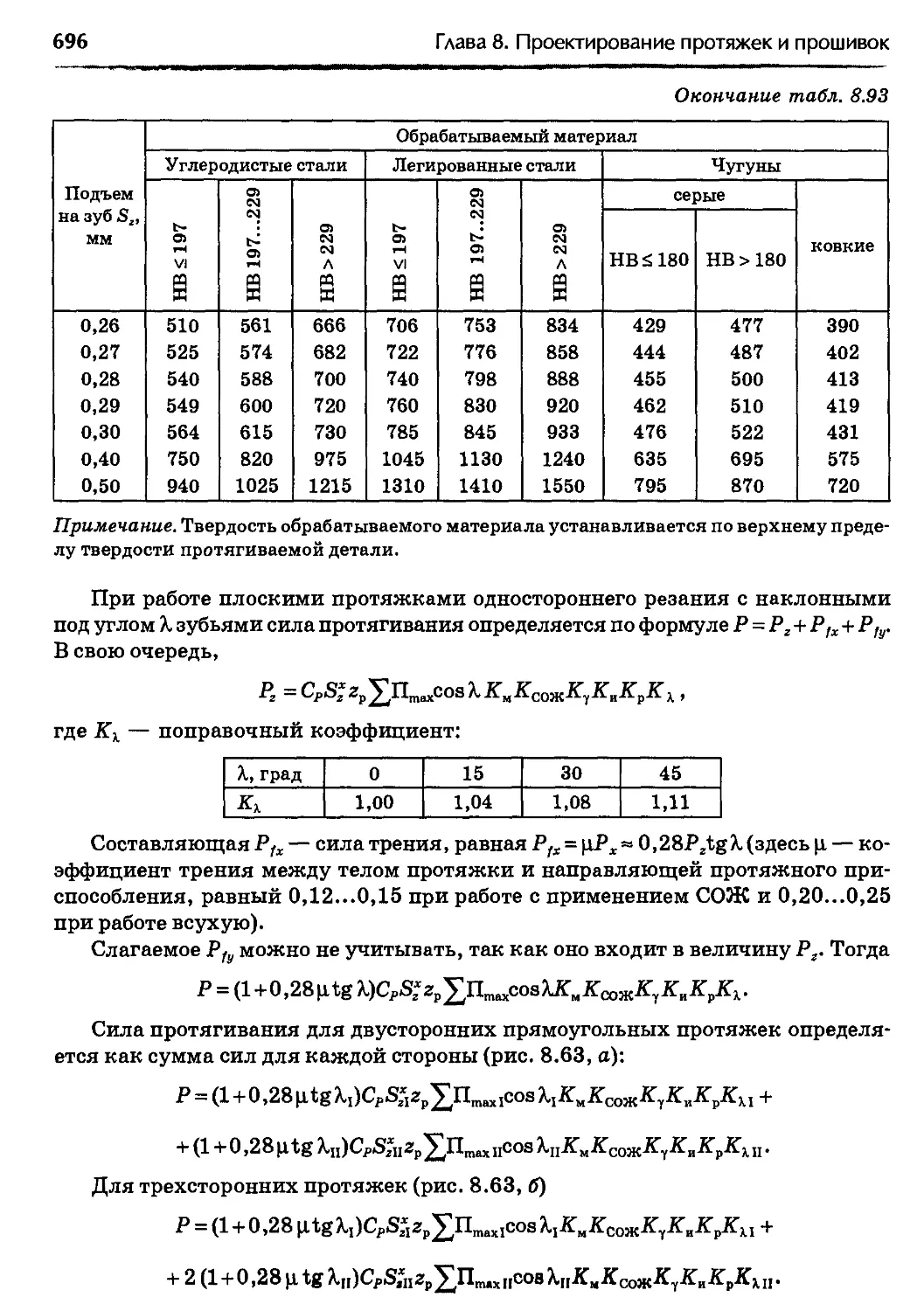
8.7. Проектирование протяжек для обработки наружных поверхностей .... 674
8.7.1. Проектирование секций протяжек для обработки
плоских поверхностей .......................................674
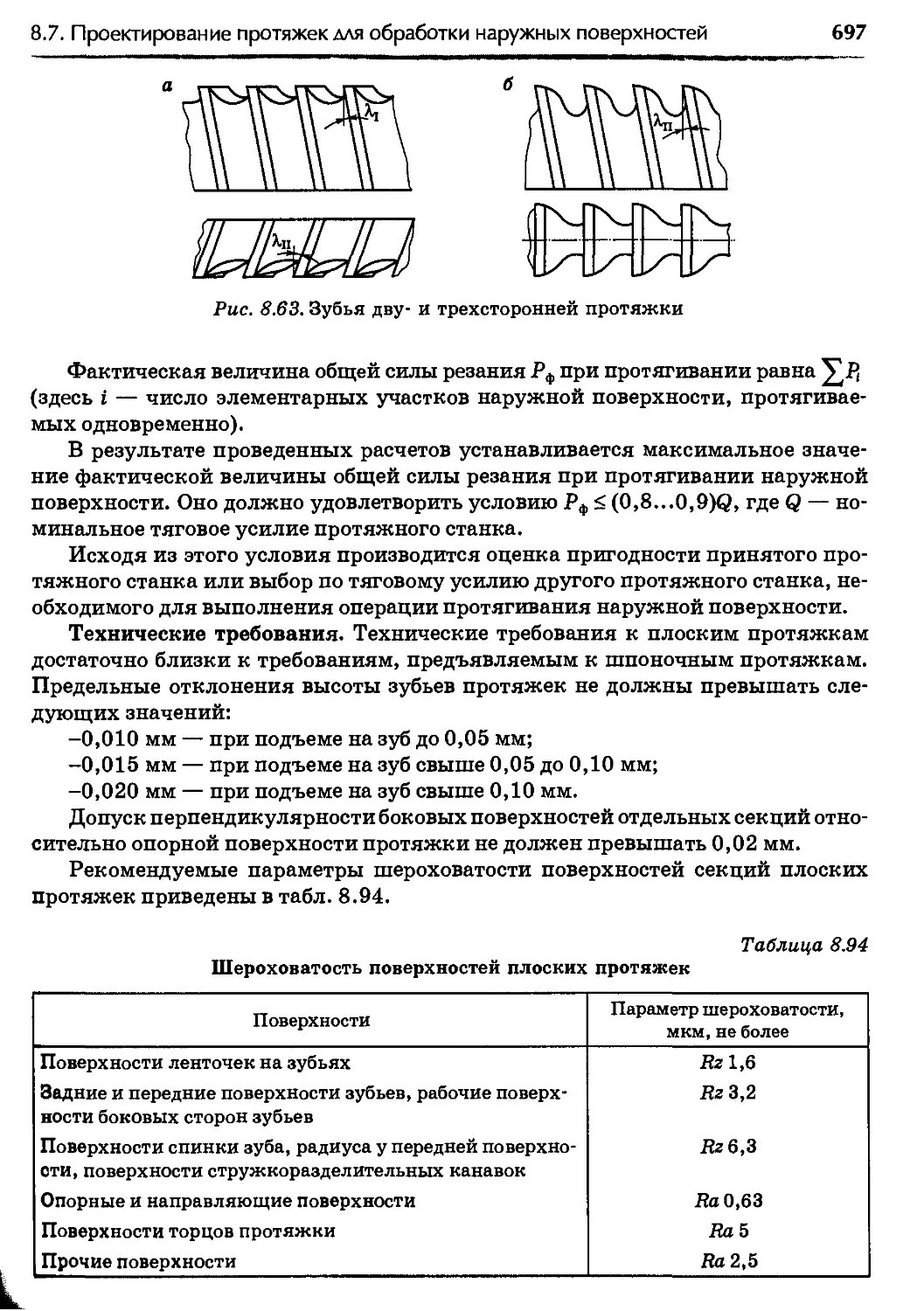
8.7.2. Протяжки для обработки открытых профилей ..............698
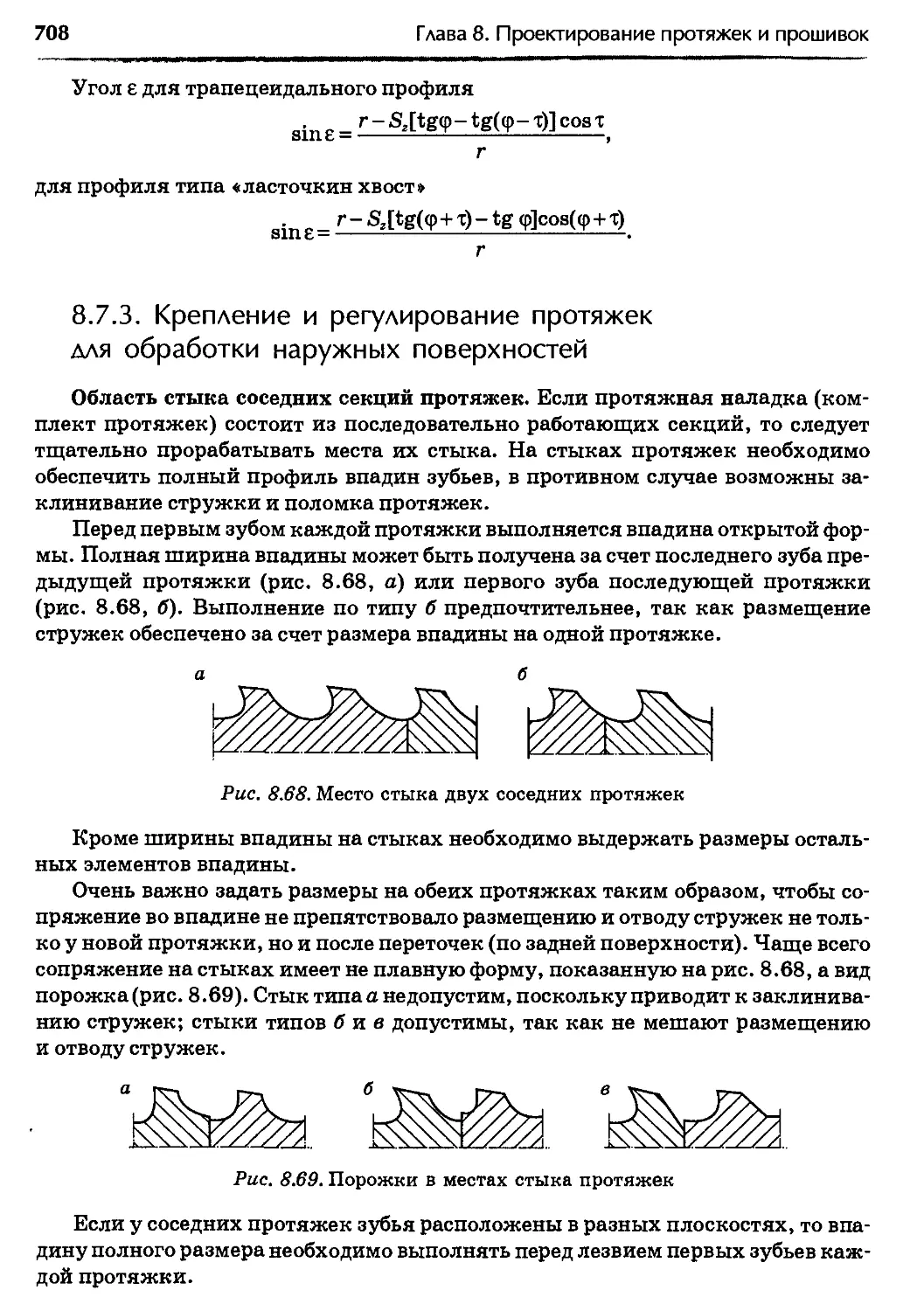
8.7.3. Крепление и регулирование протяжек для обработки
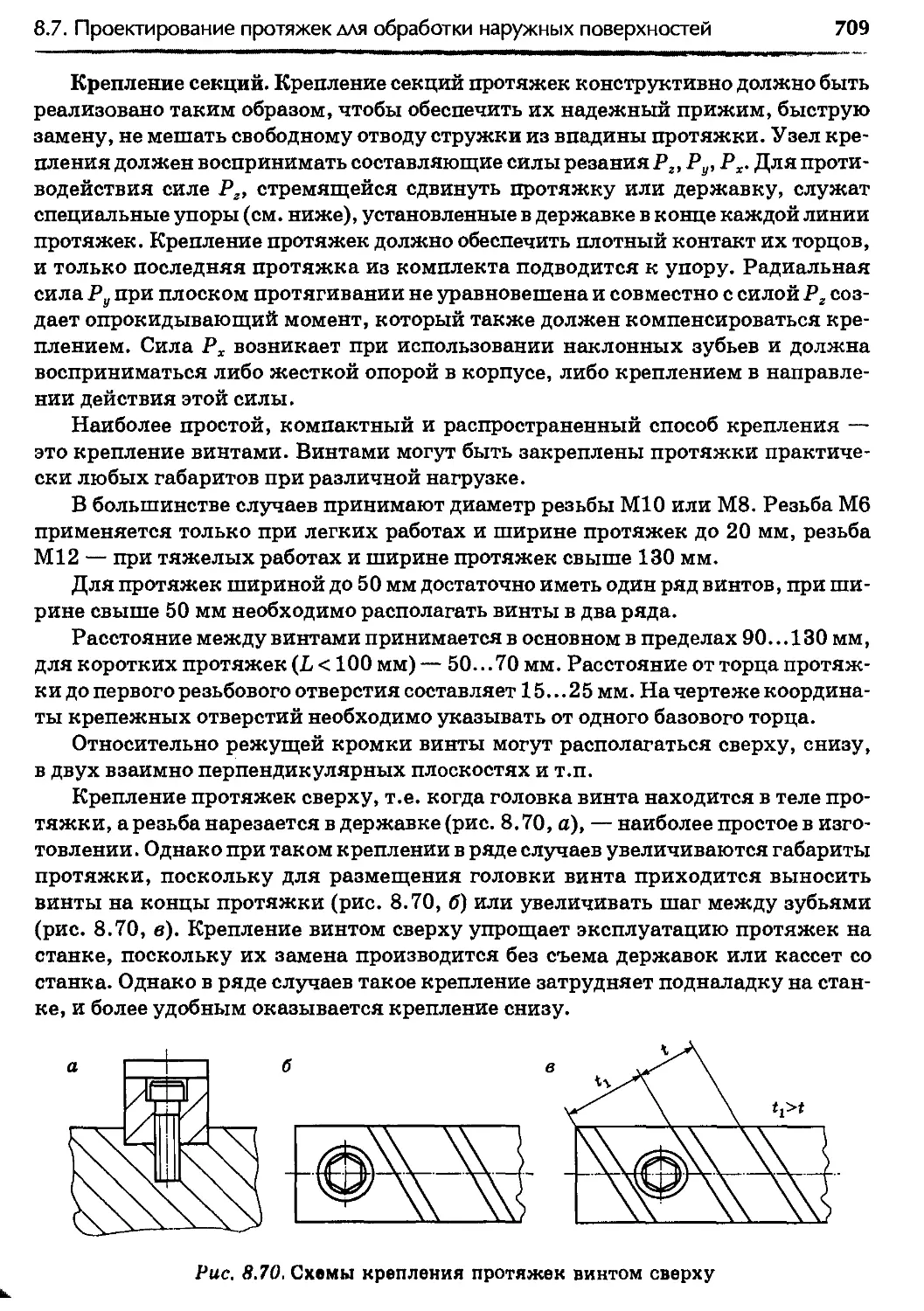
наружных поверхностей ......................................708
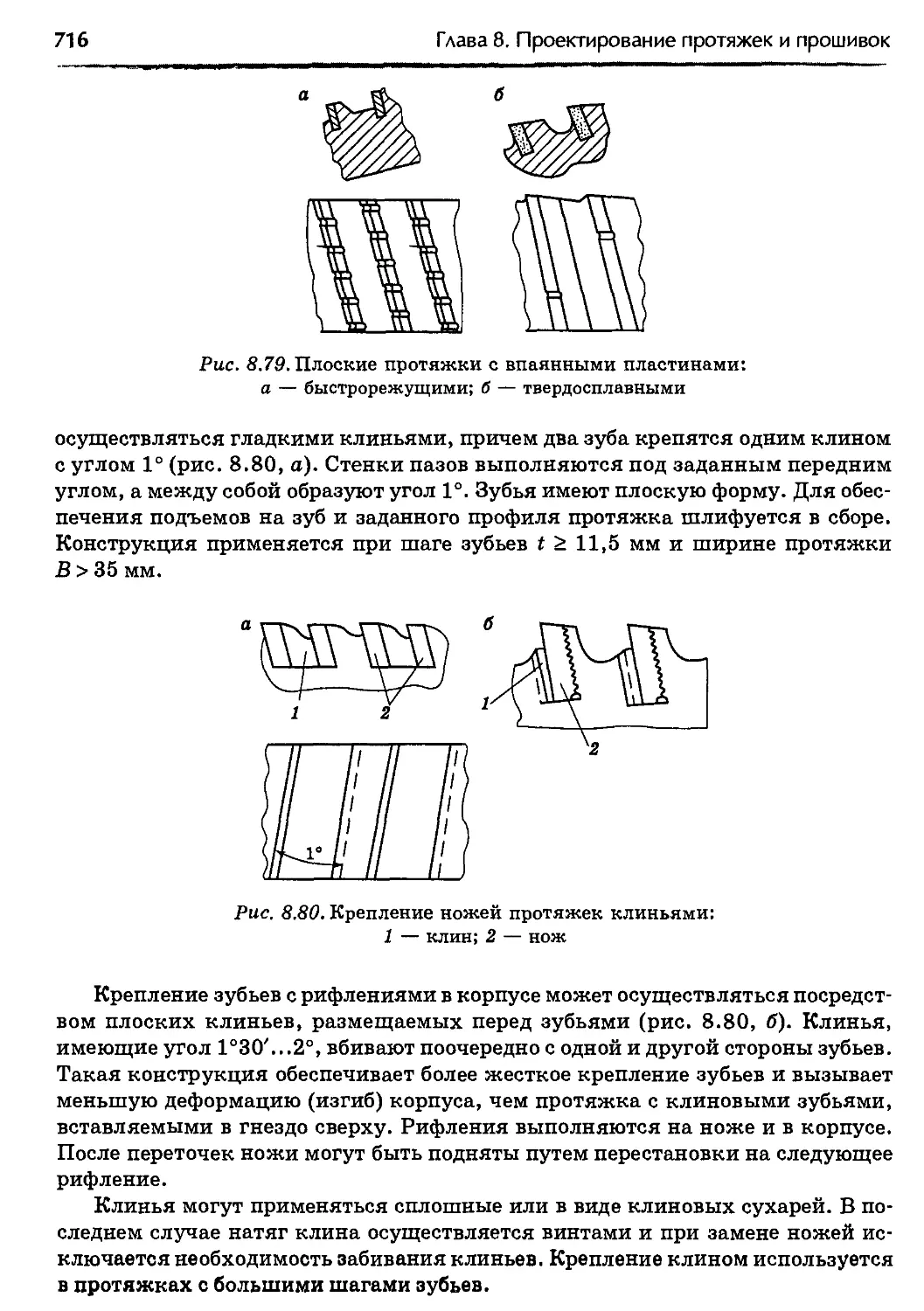
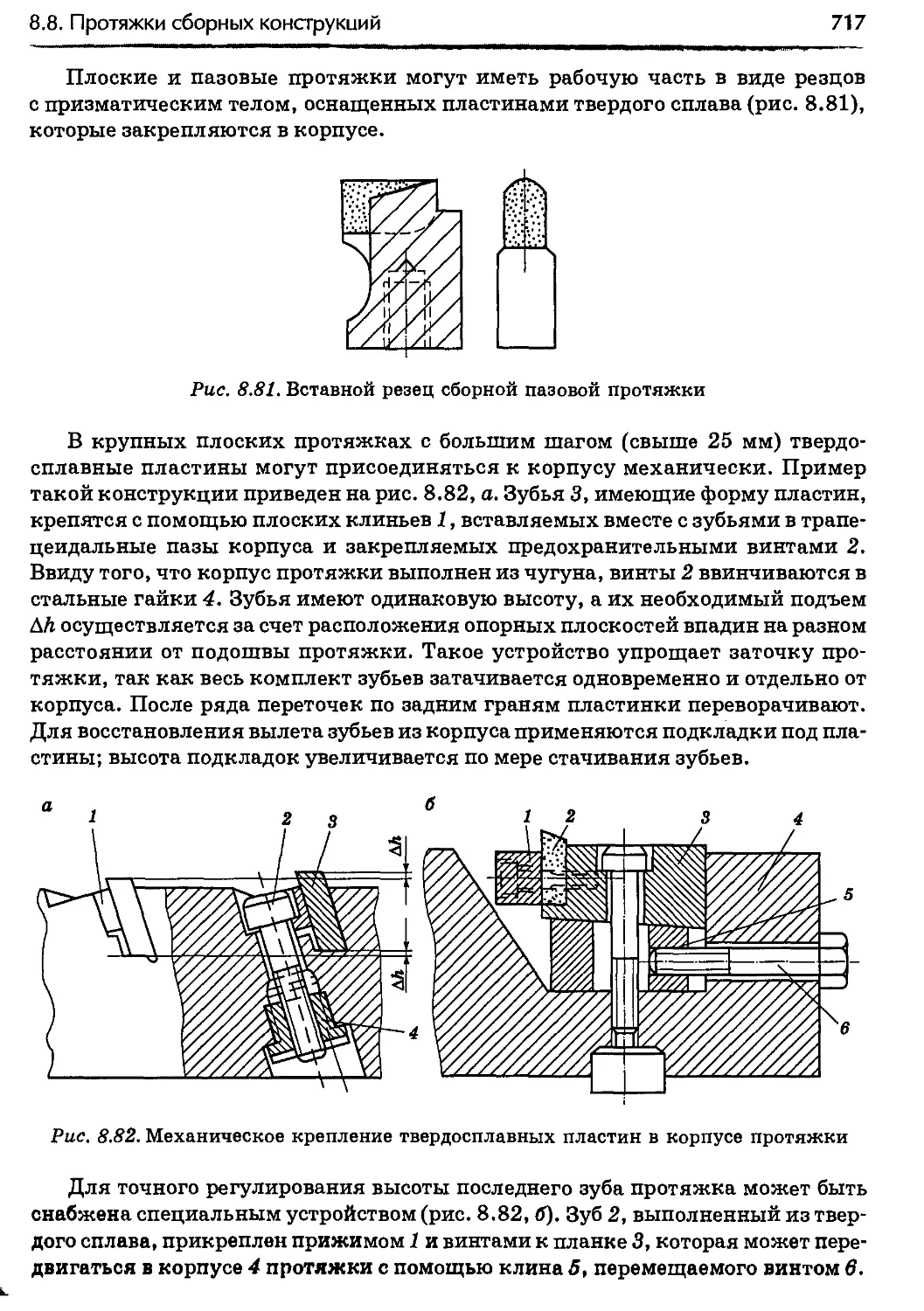
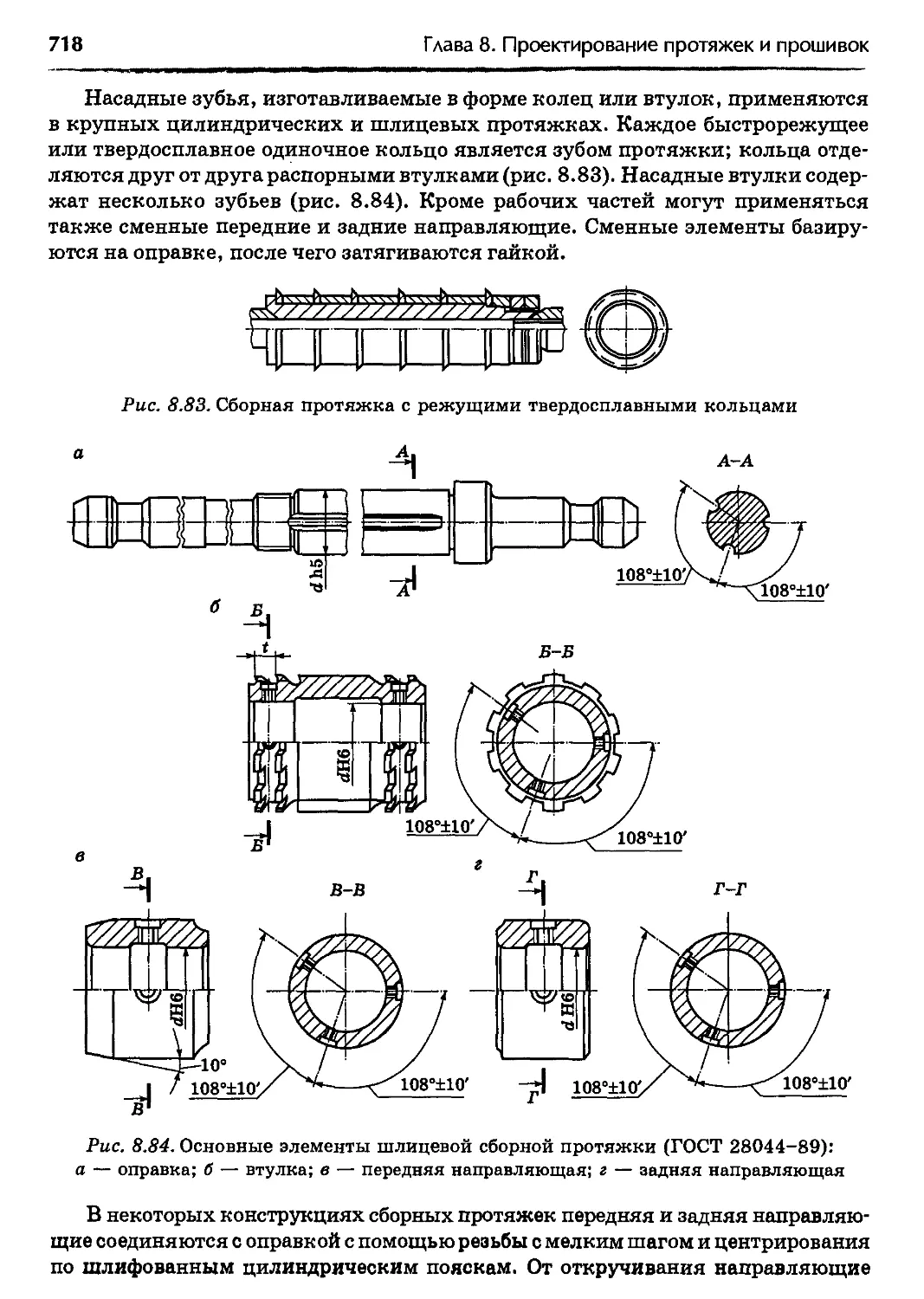
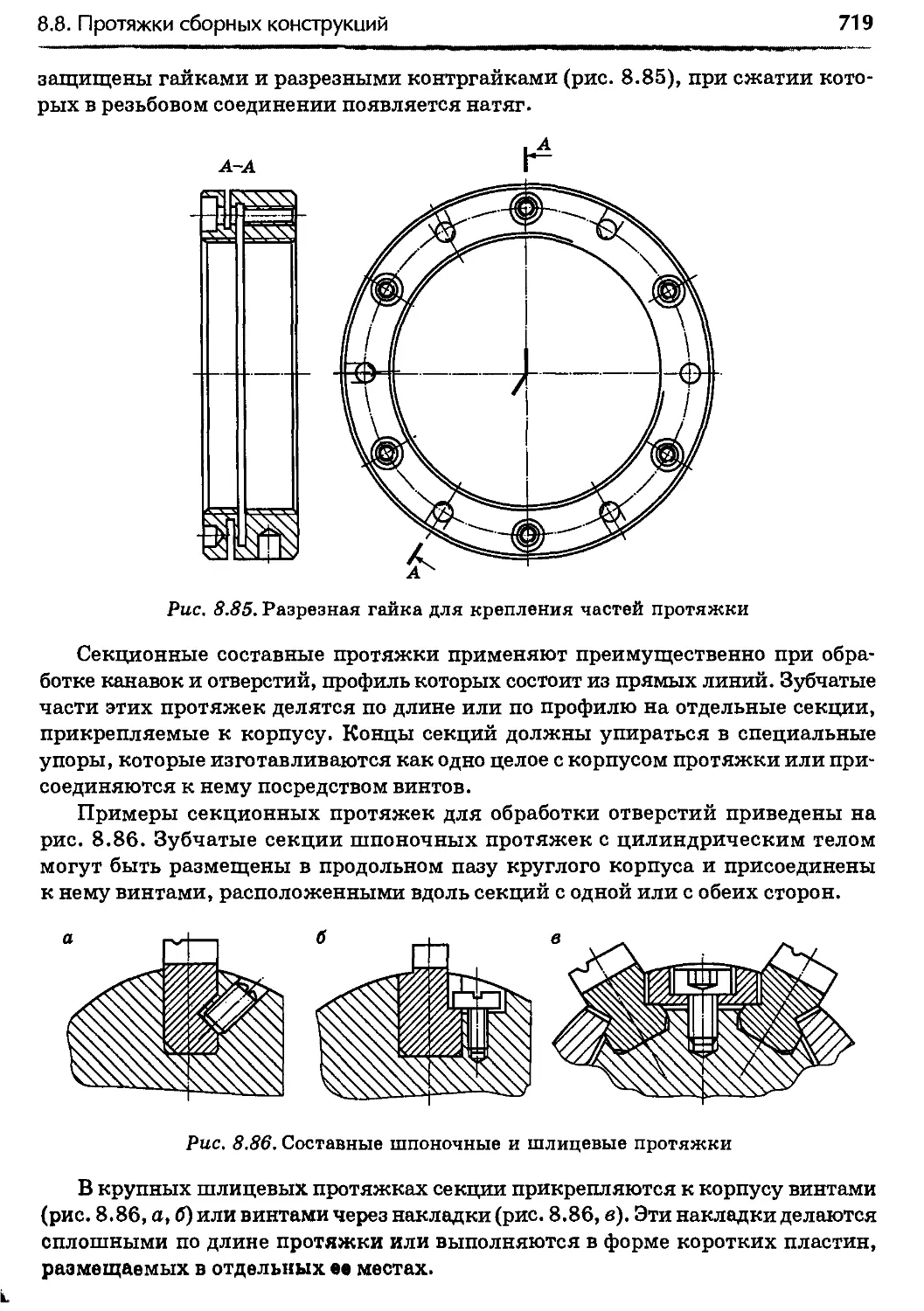
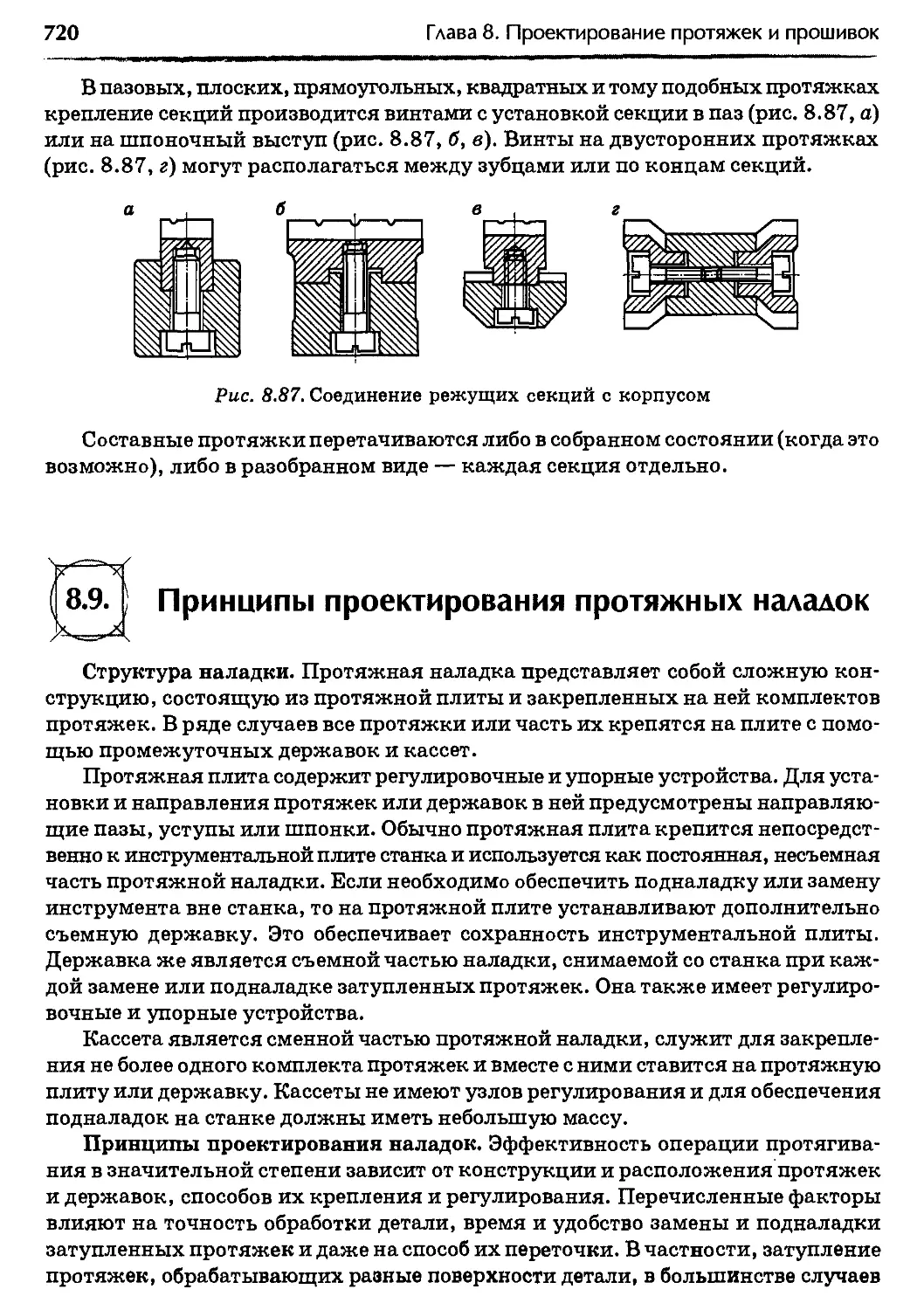
8.8. Протяжки сборных конструкций ................................715
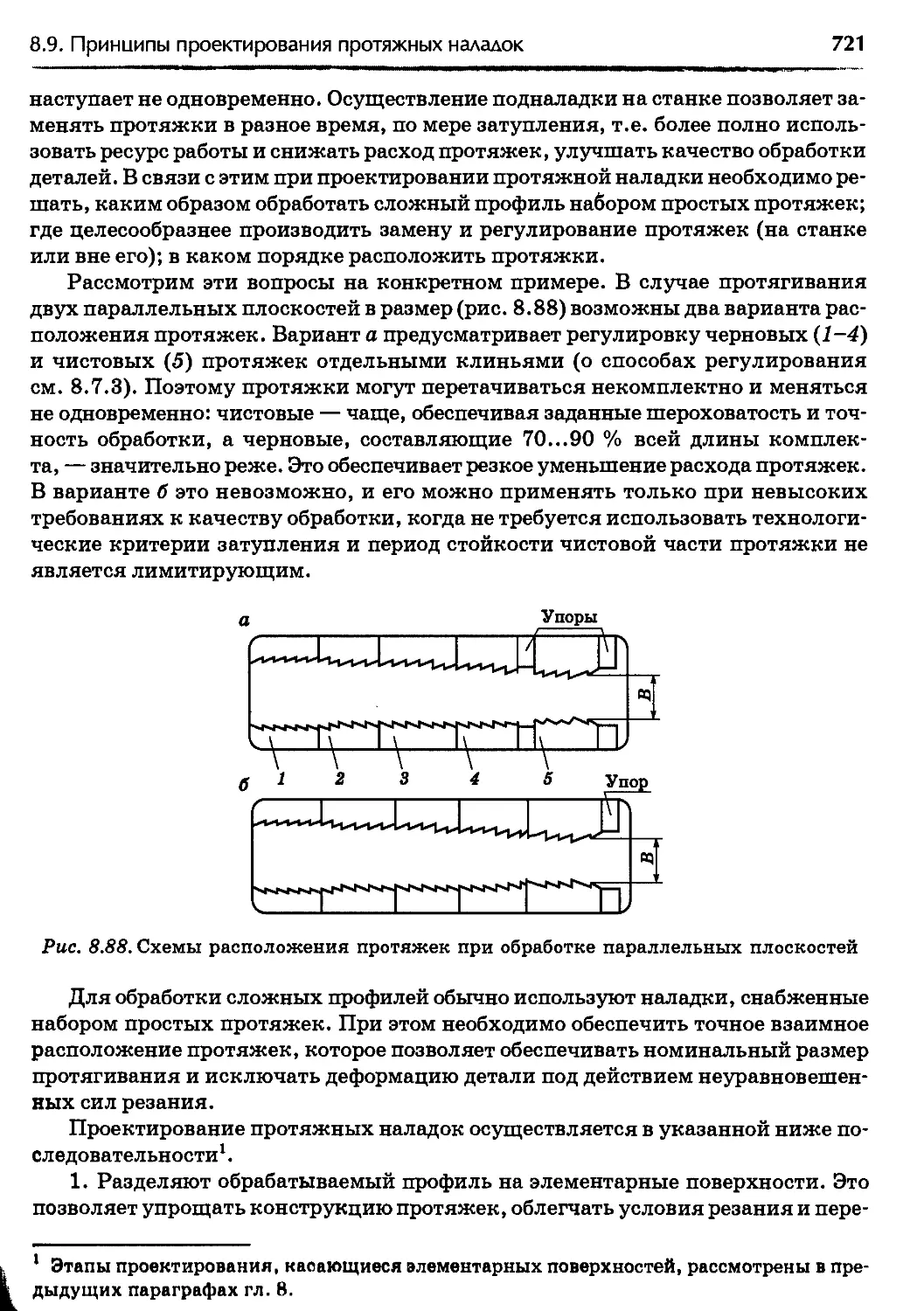
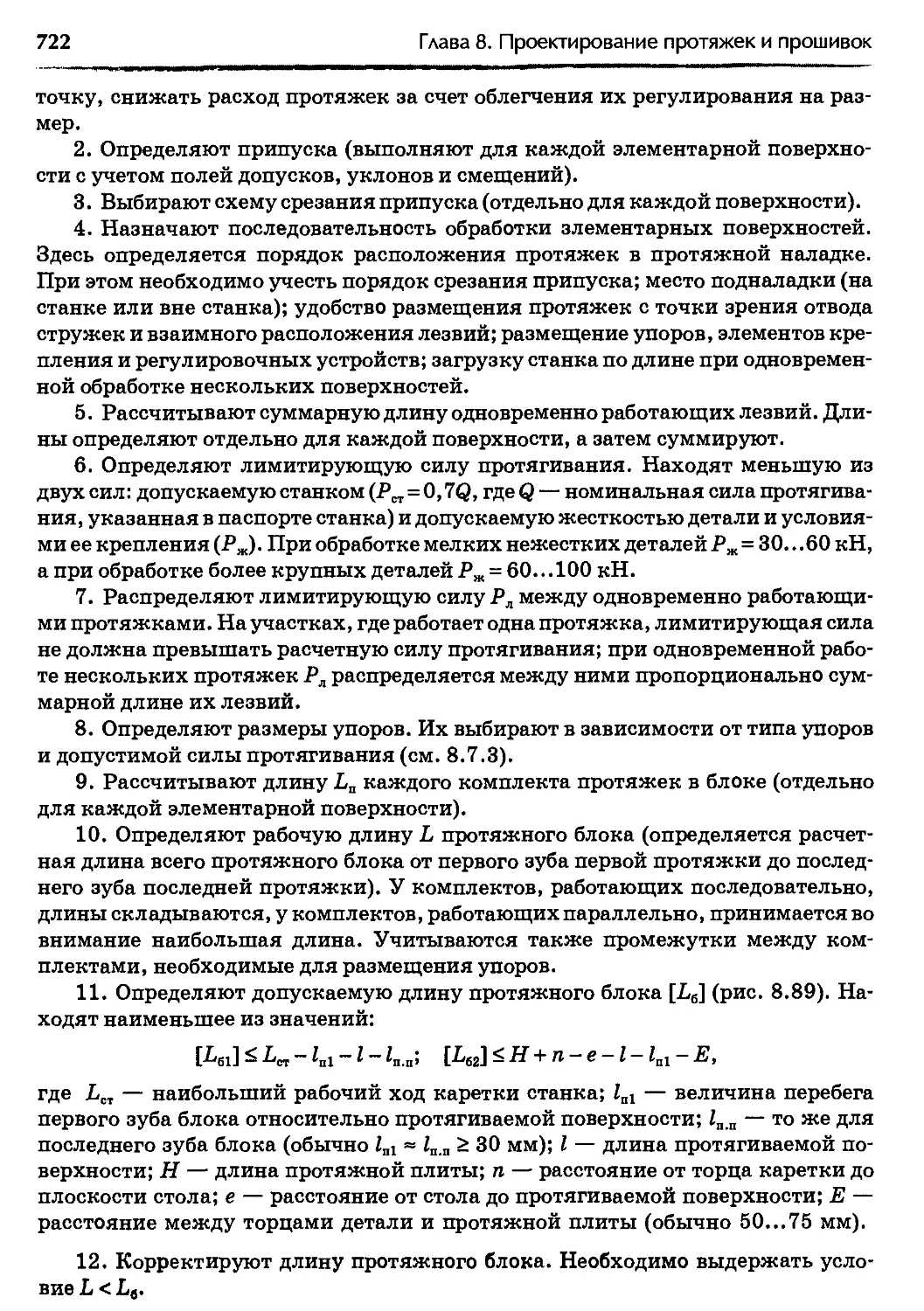
8.9. Принципы проектирования протяжных наладок....................720
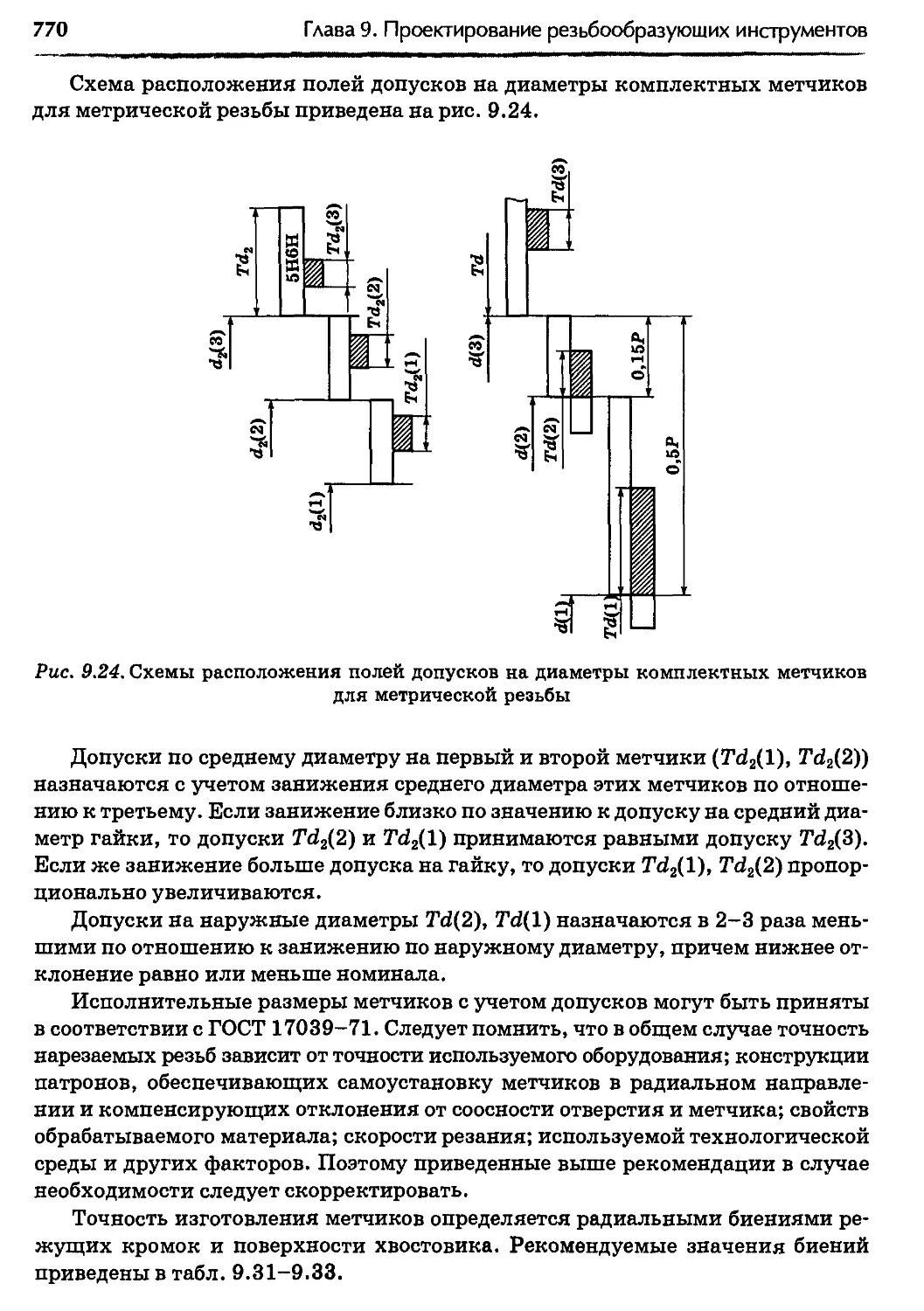
Глава 9. Проектирование резьбообразующих инструментов ............724
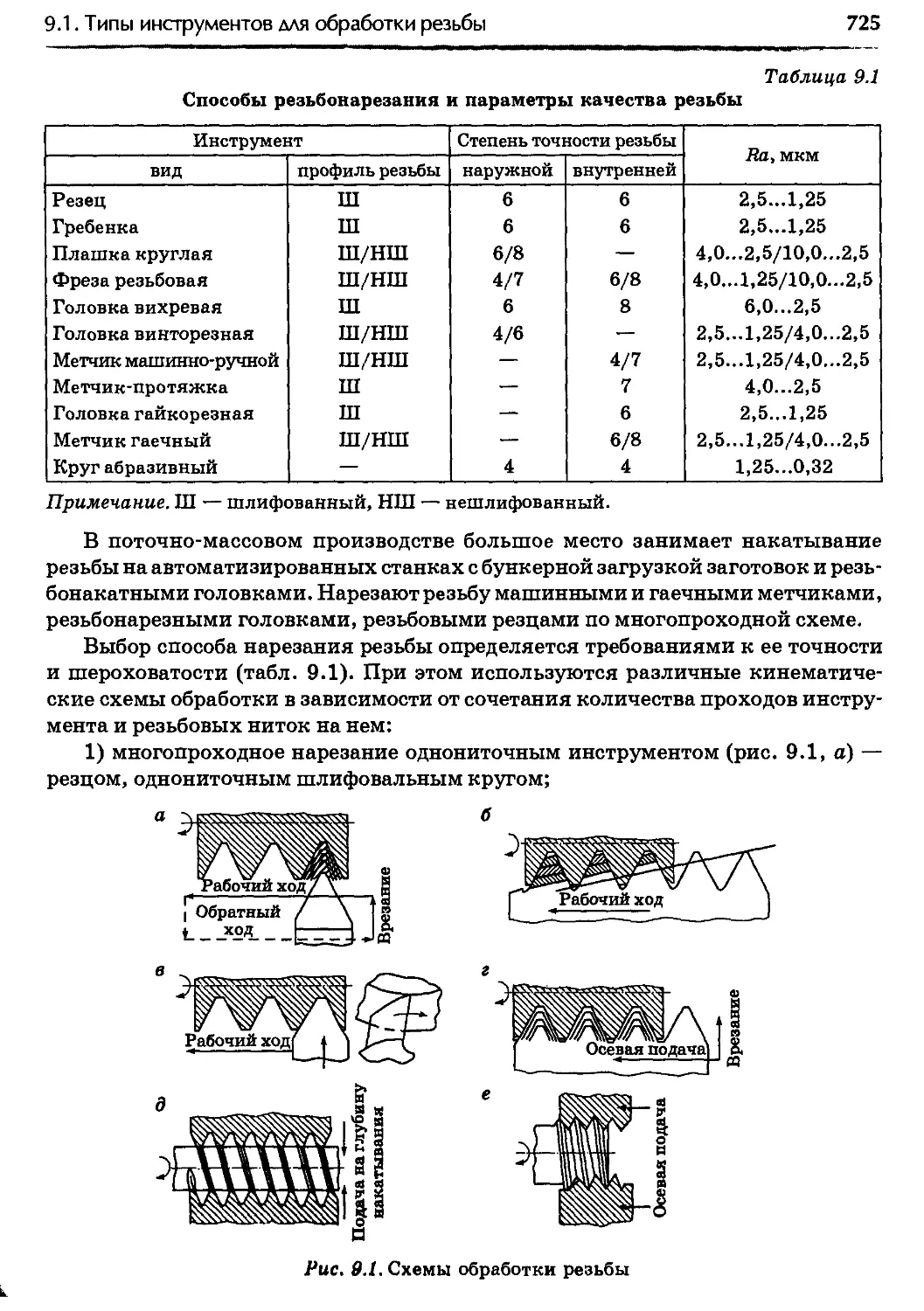
9.1. Типы инструментов для обработки резьбы.......................724
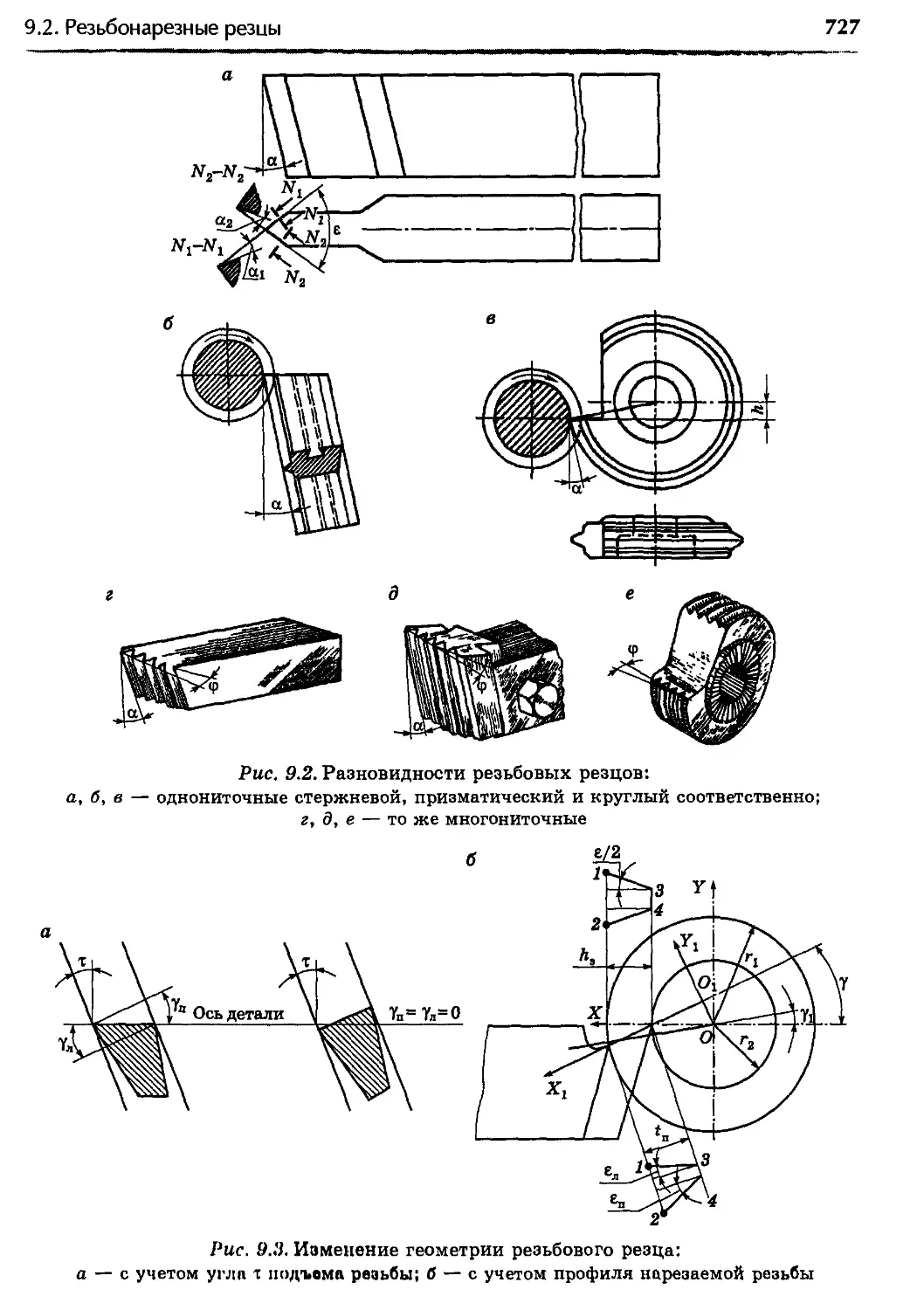
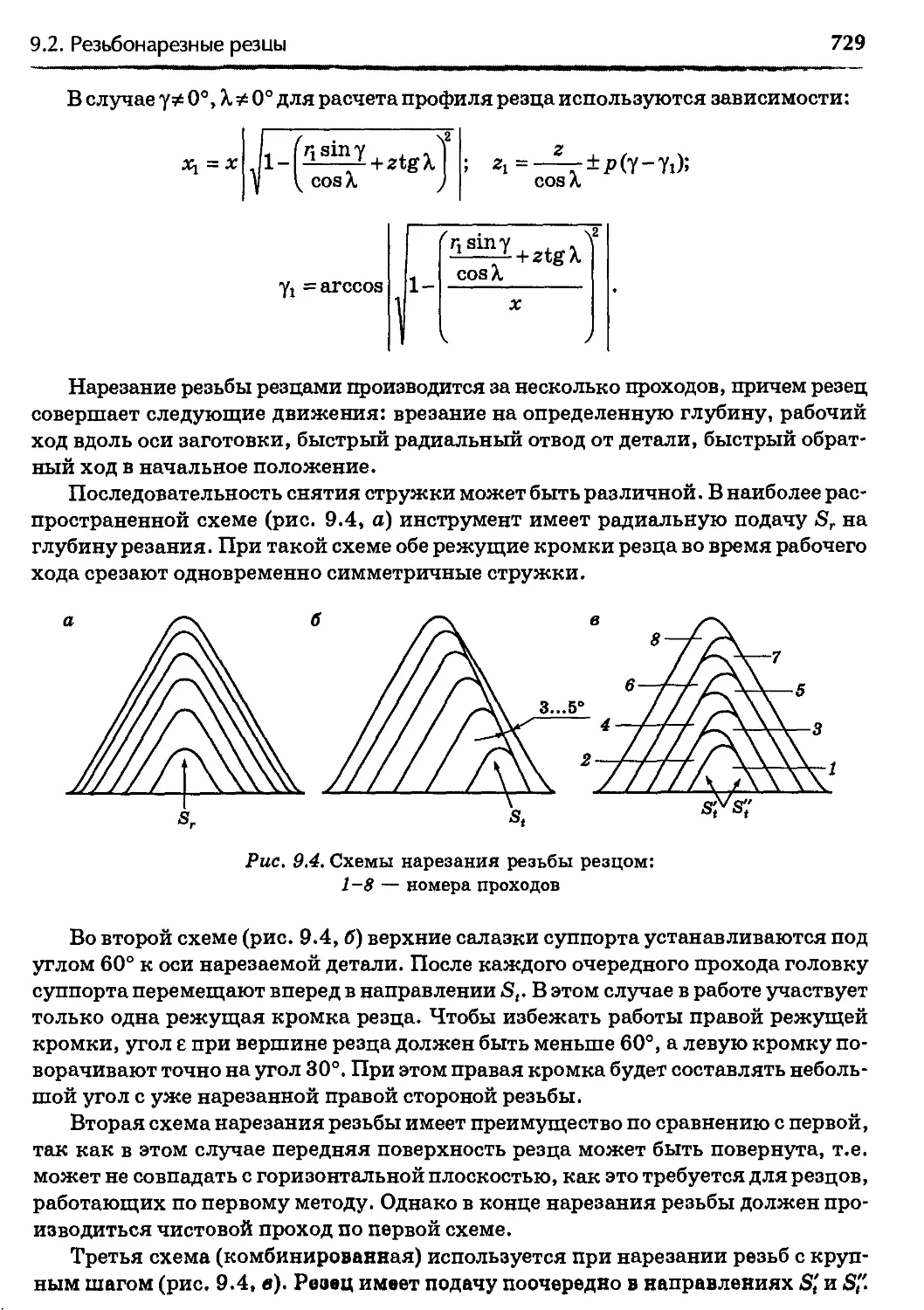
9.2. Резьбонарезные резцы ........................................726
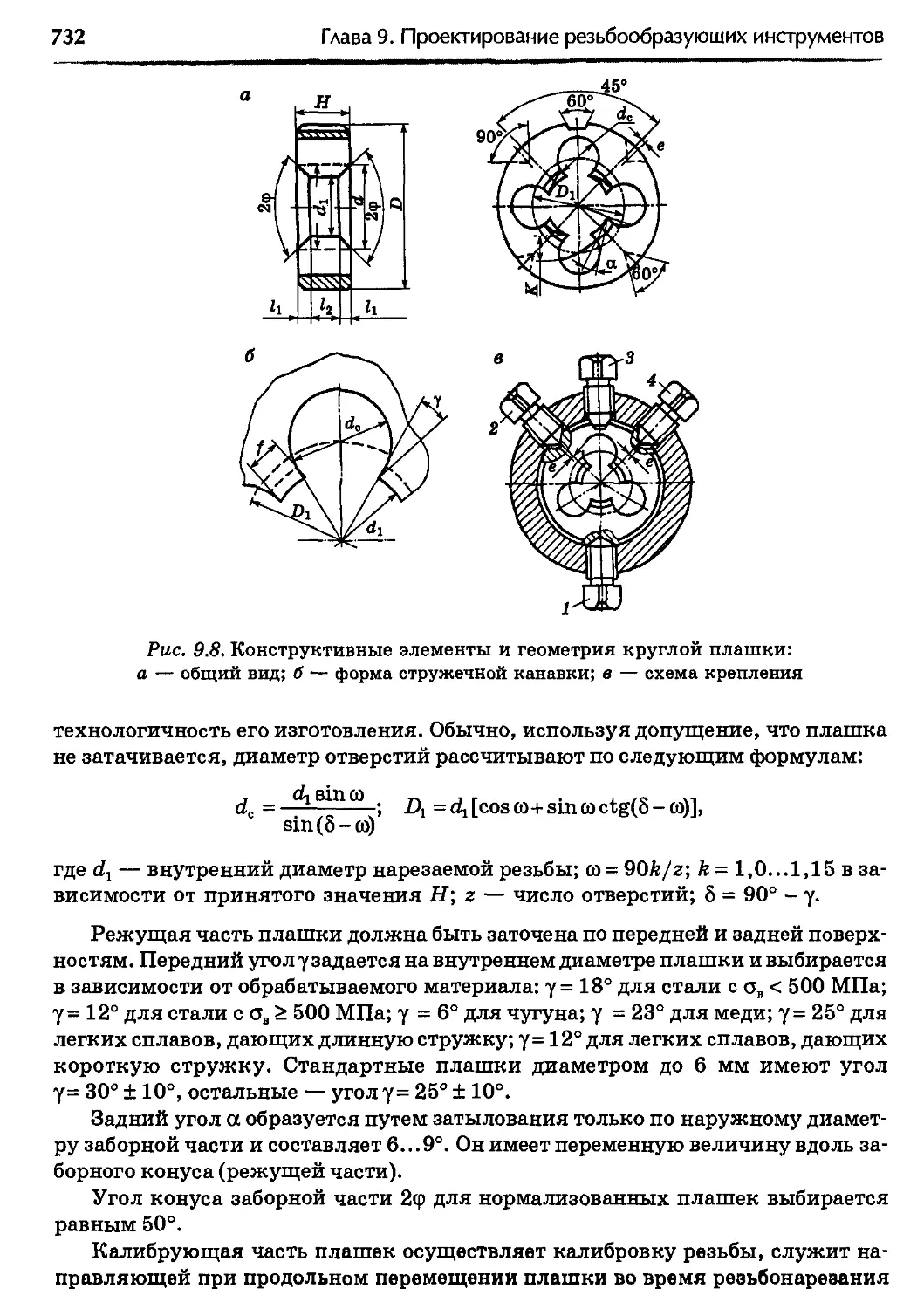
9.3. Плашки.......................................................731
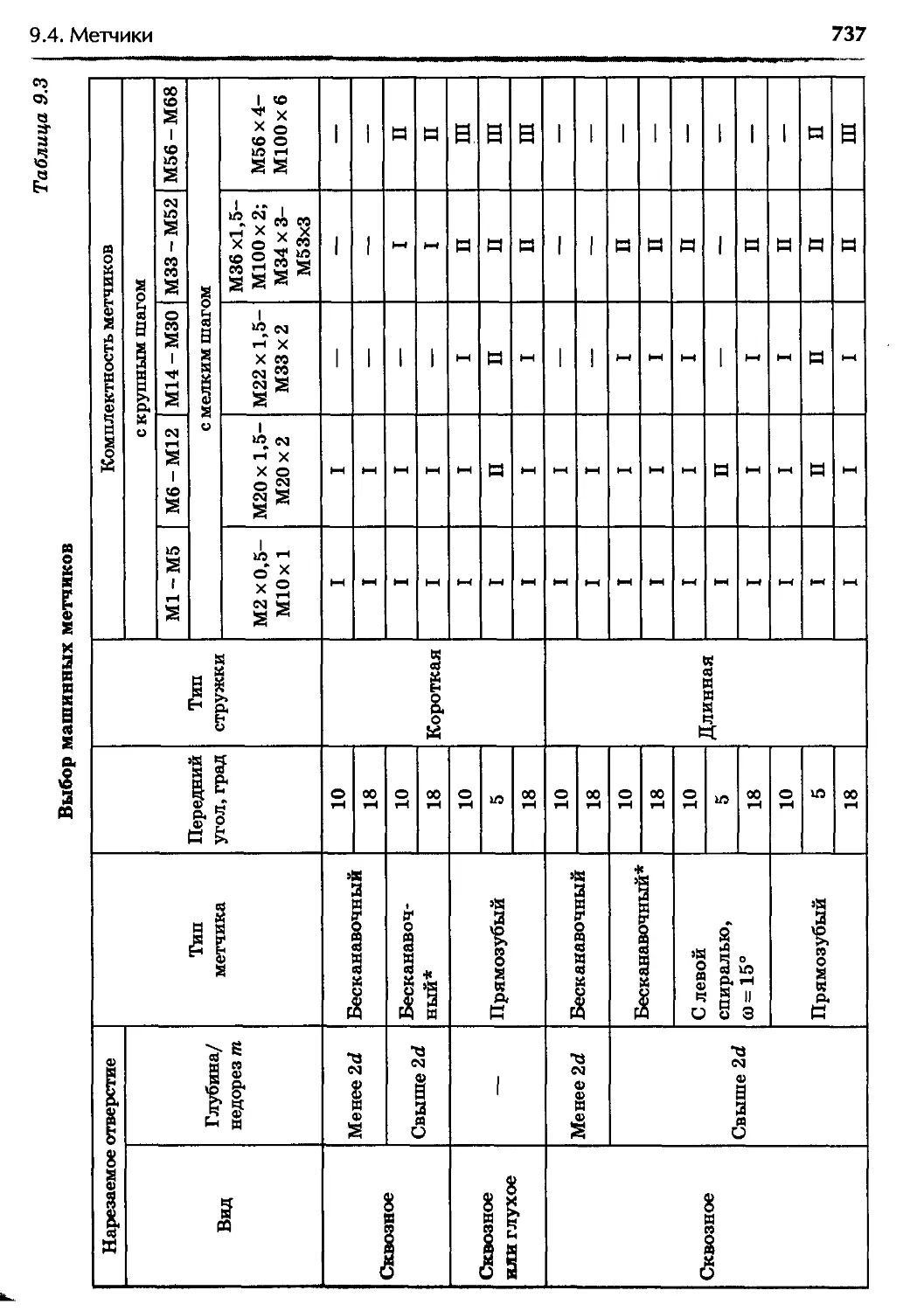
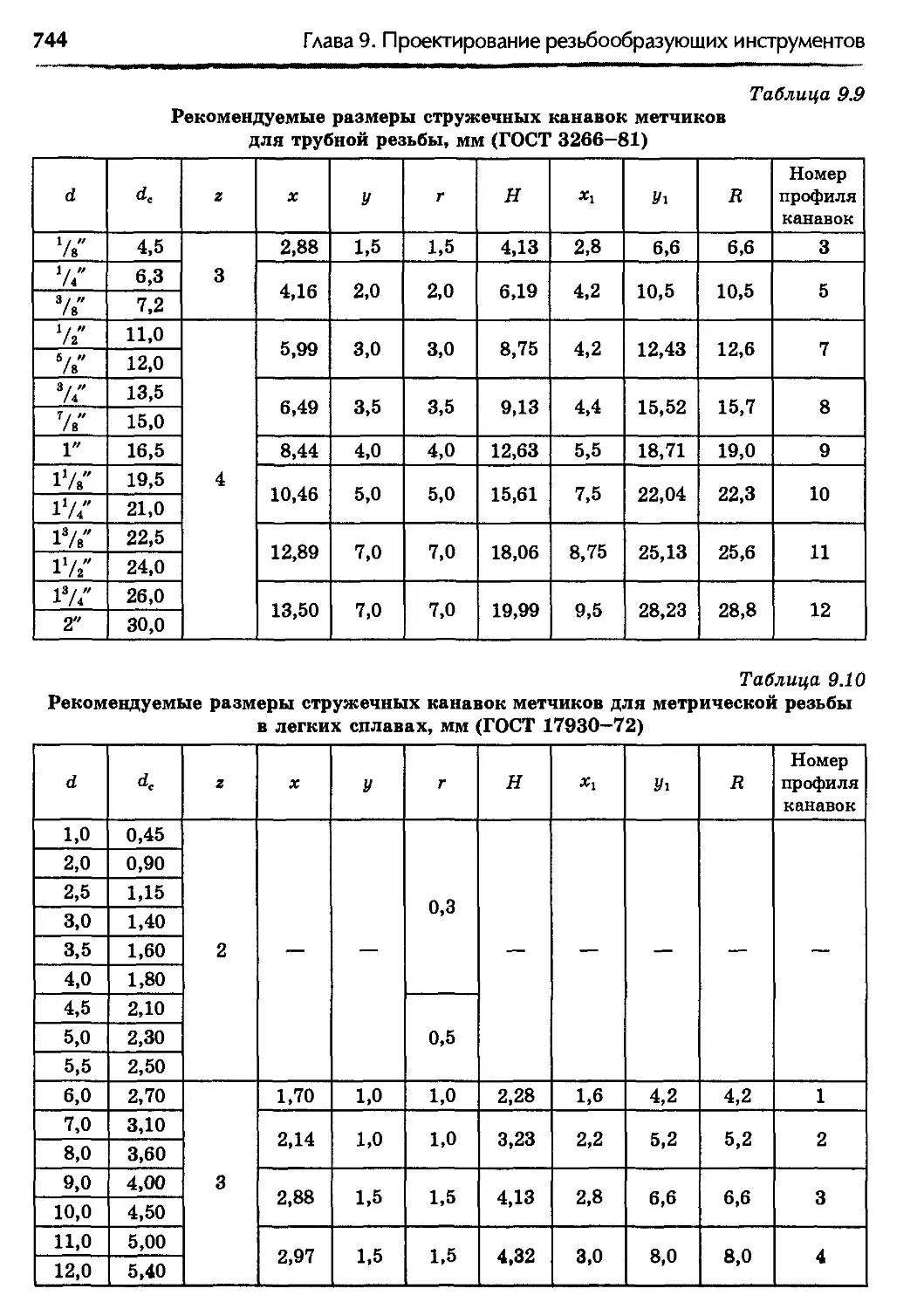
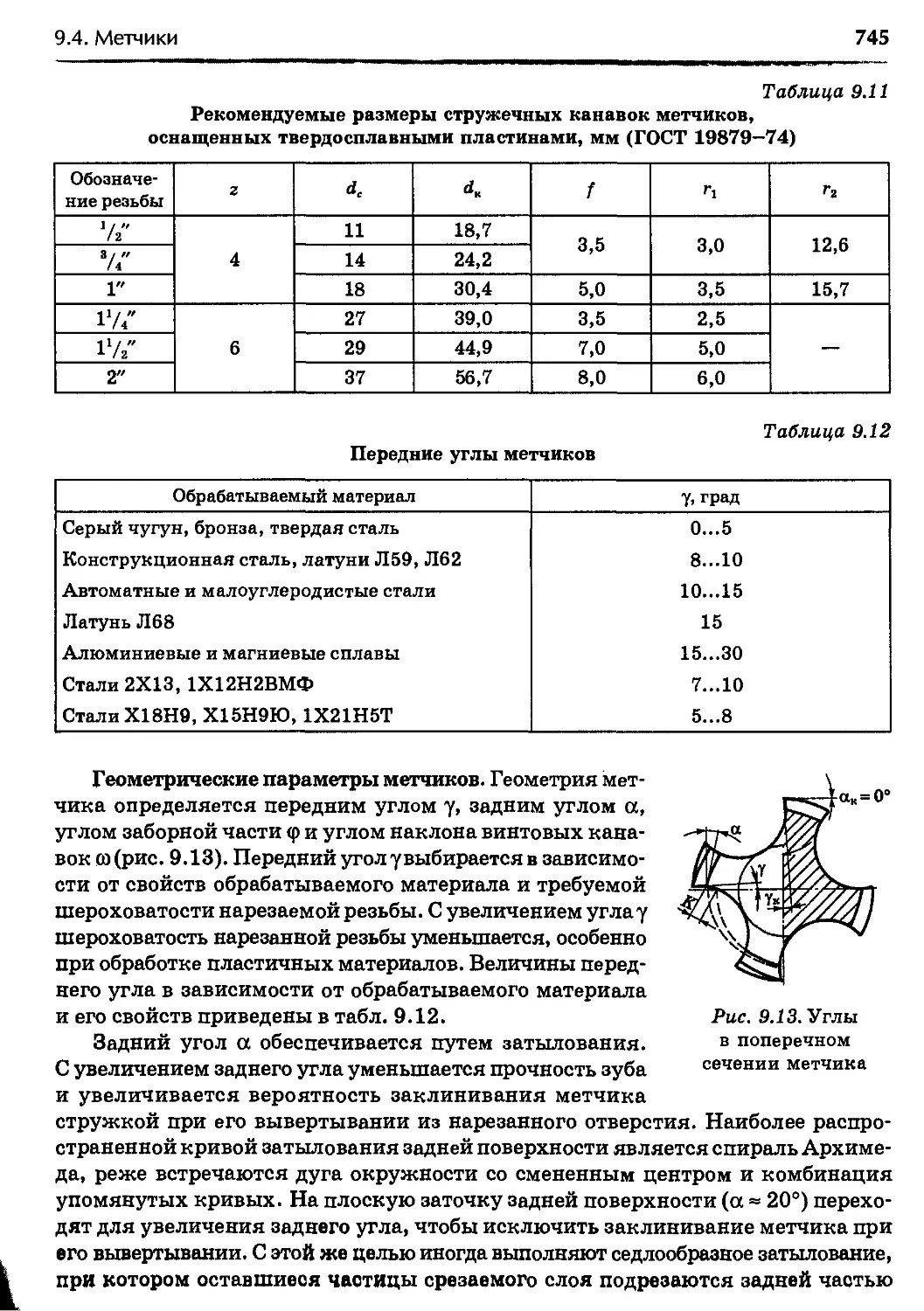
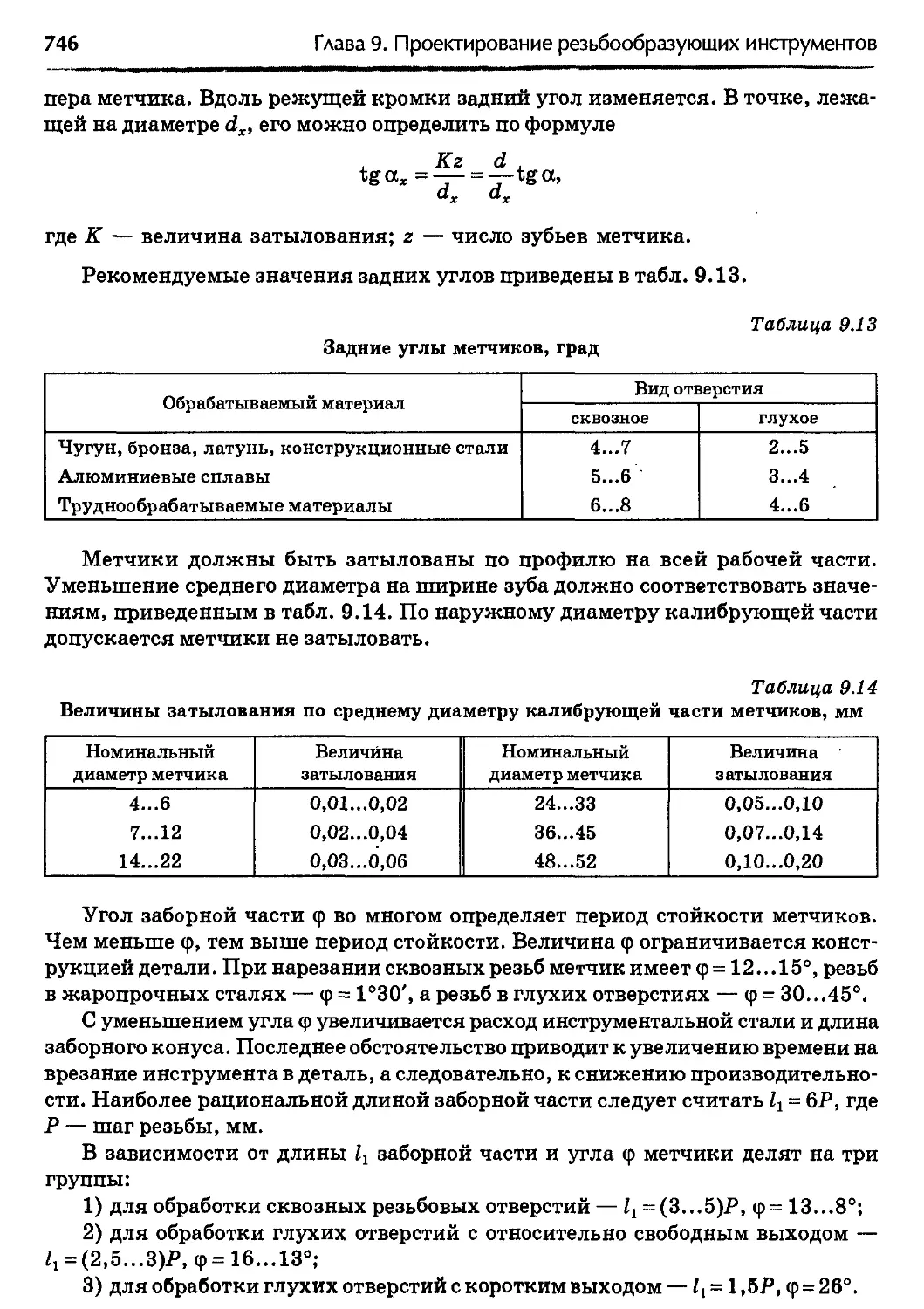
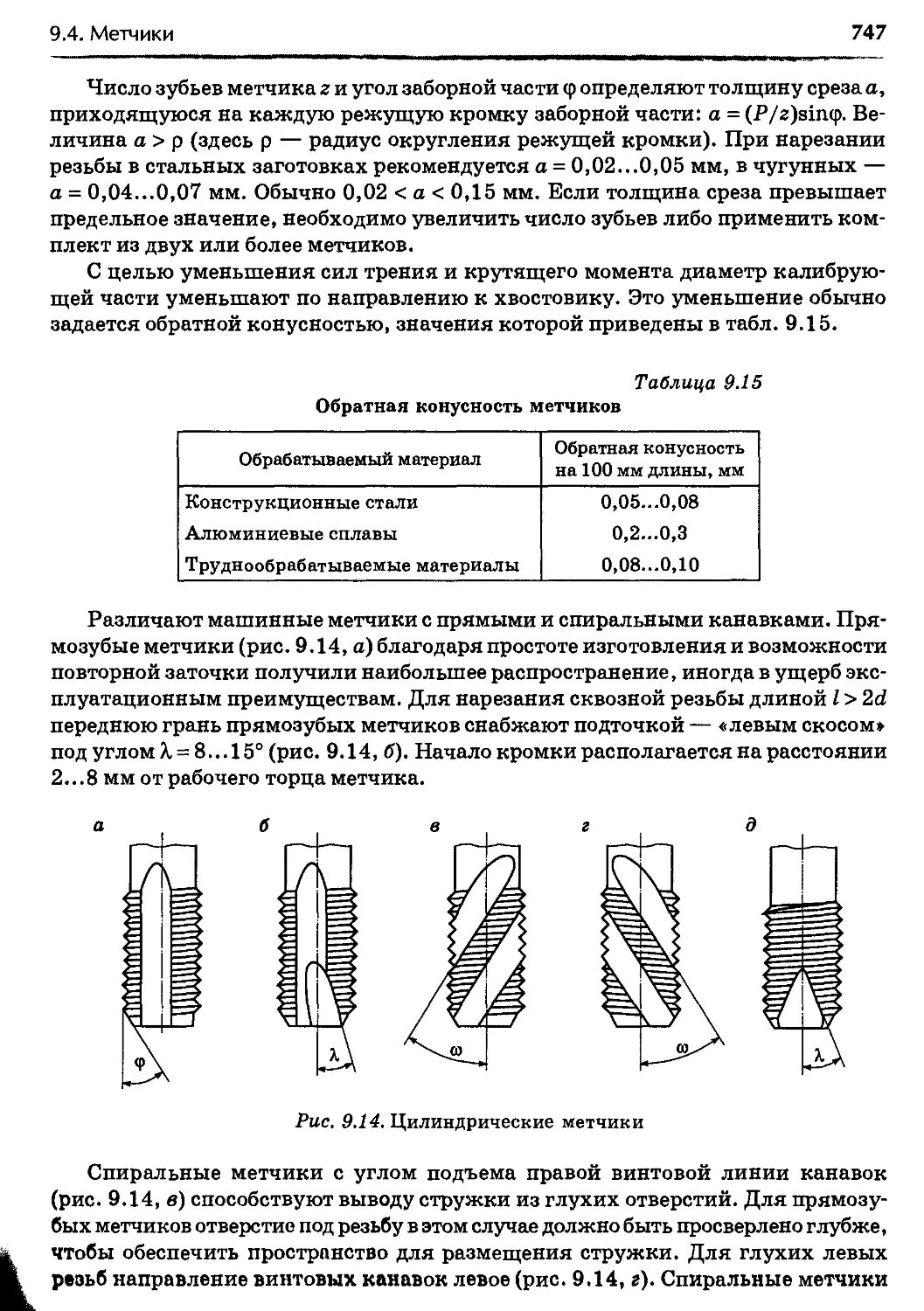
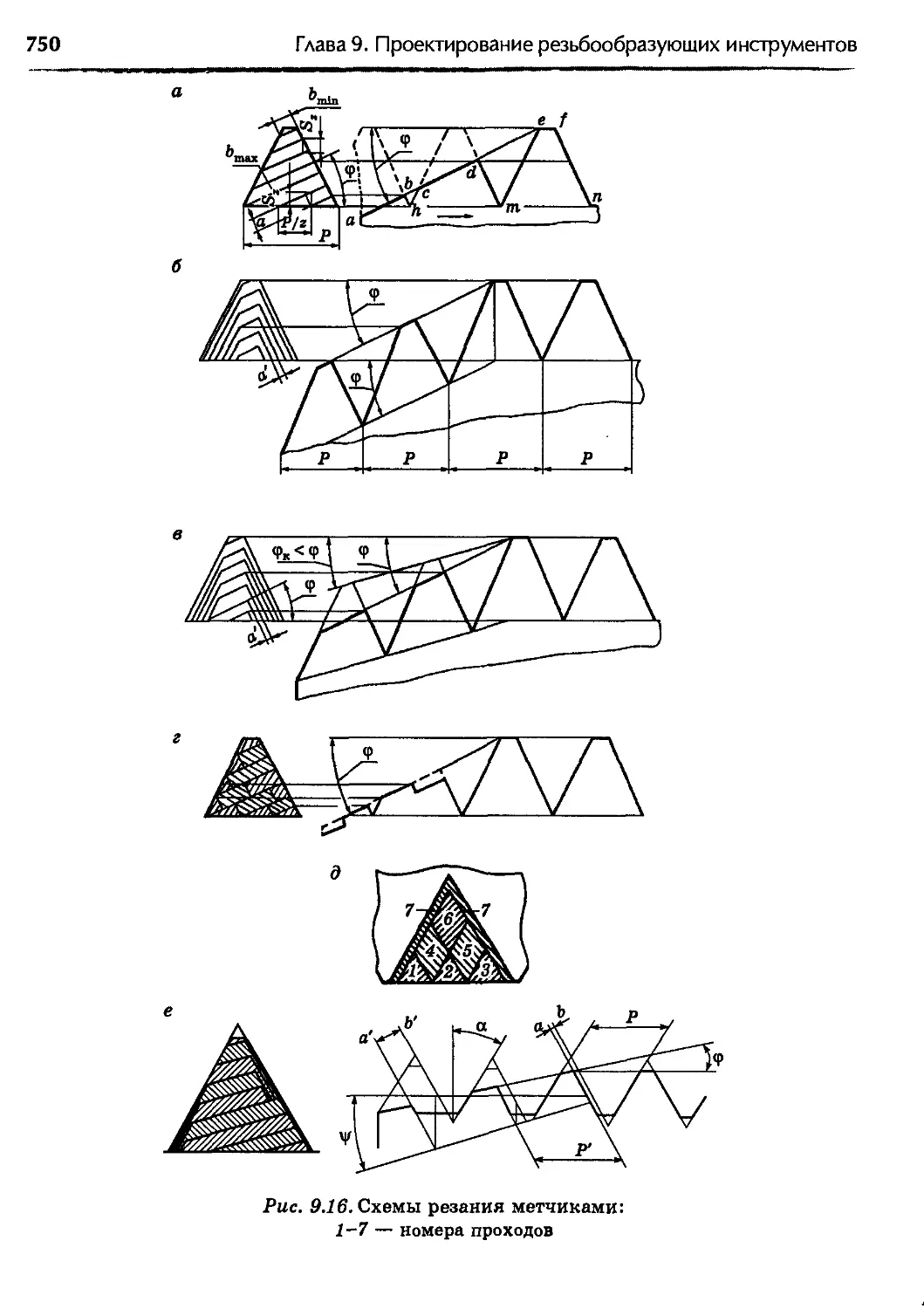
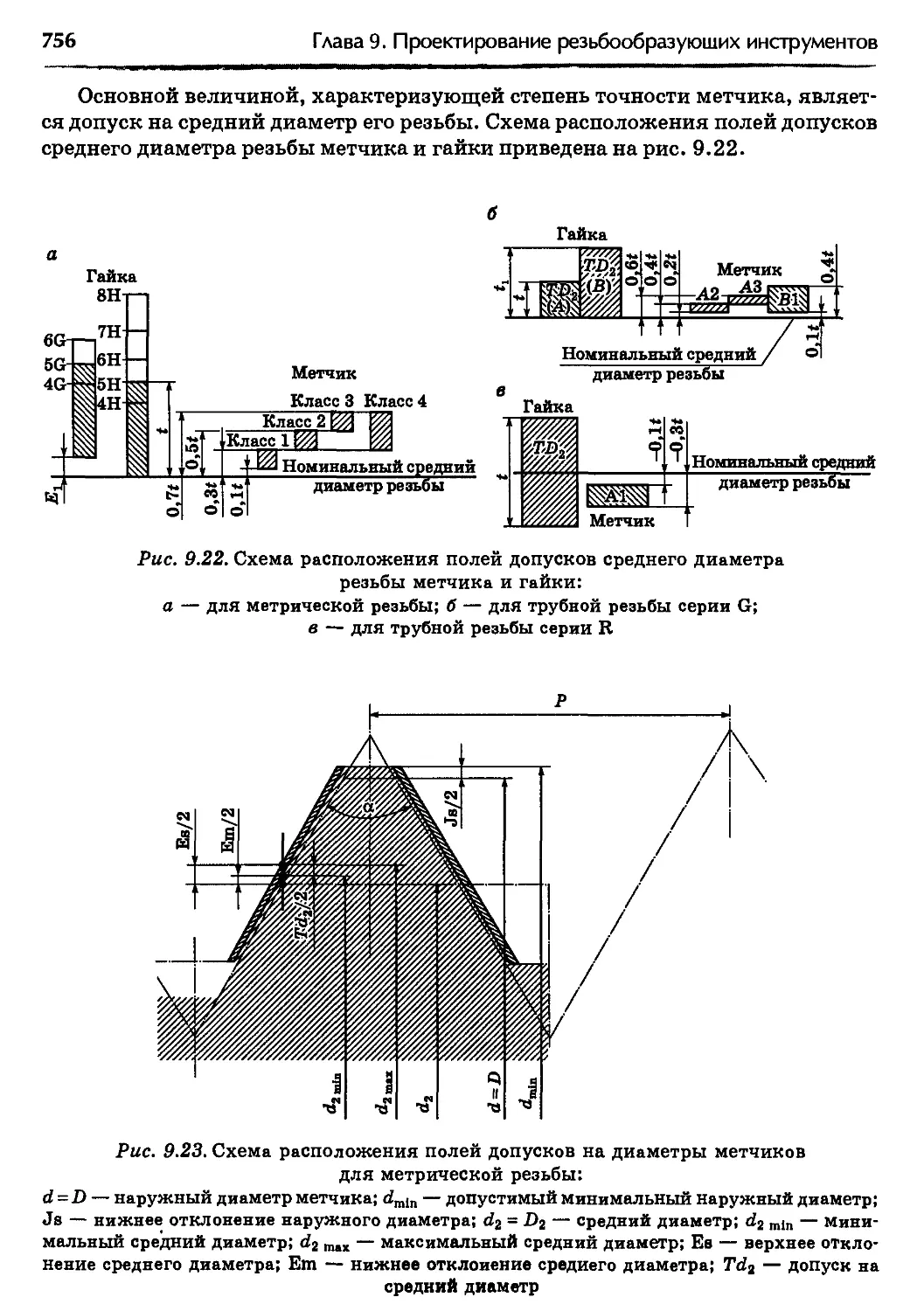
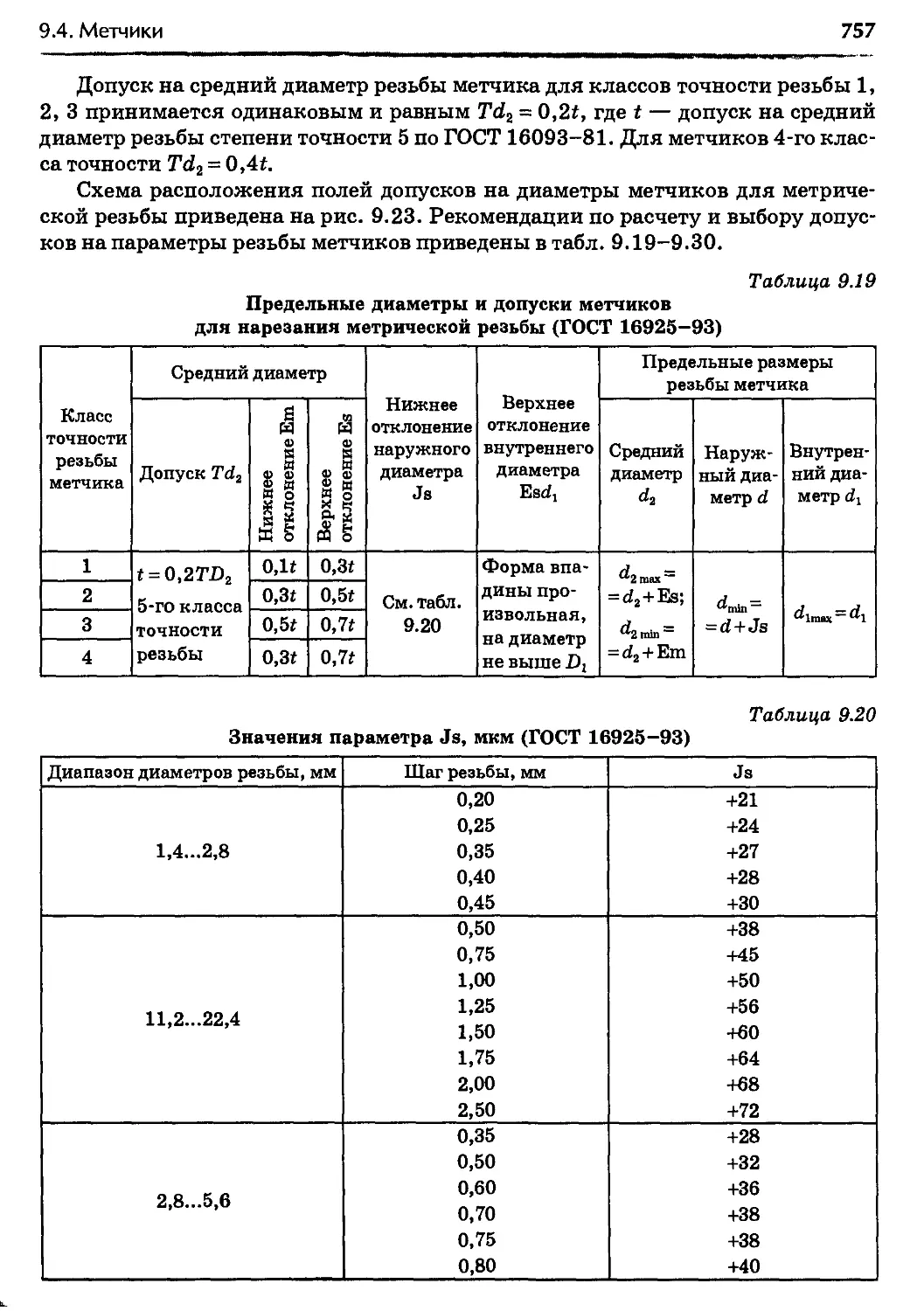
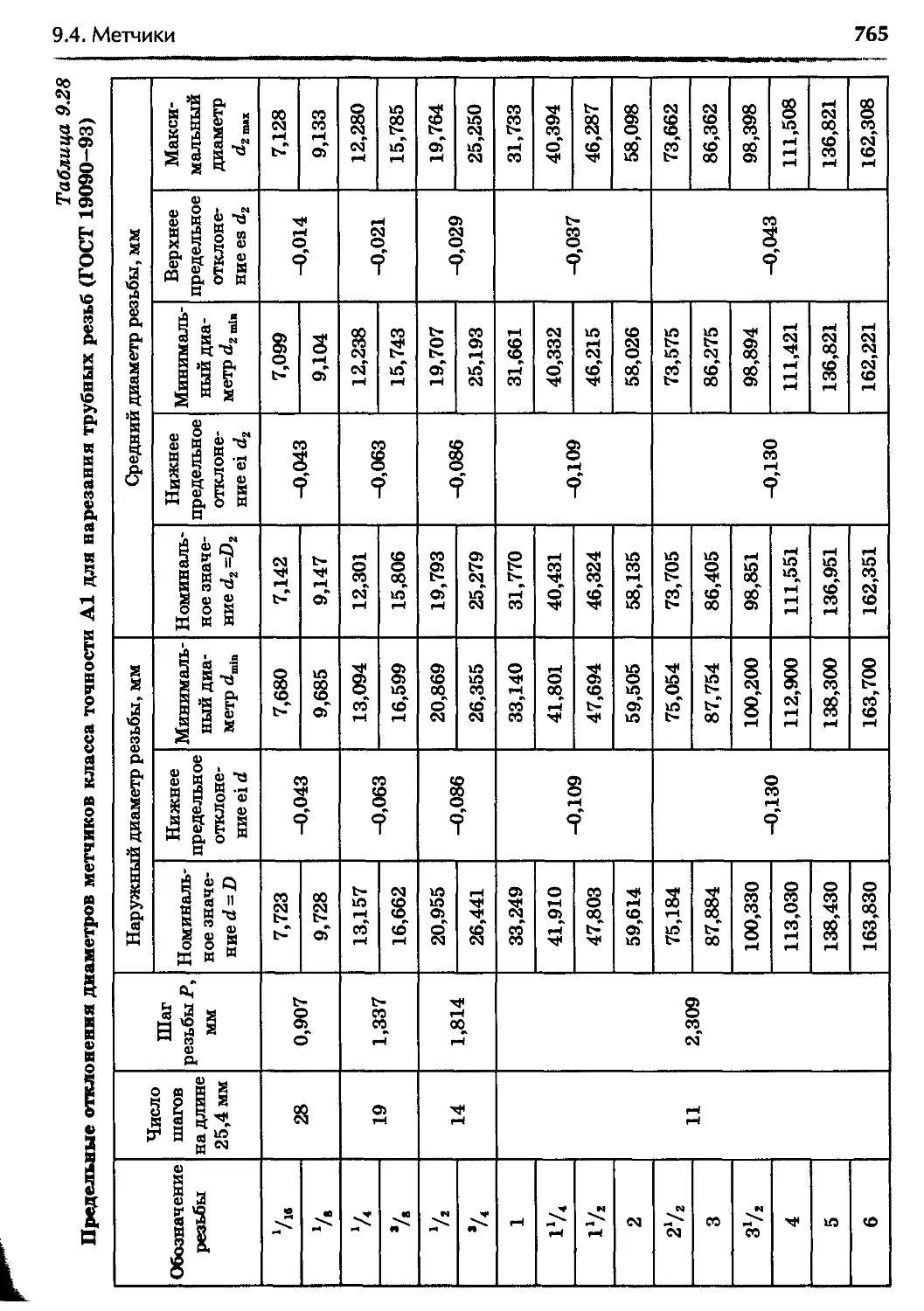
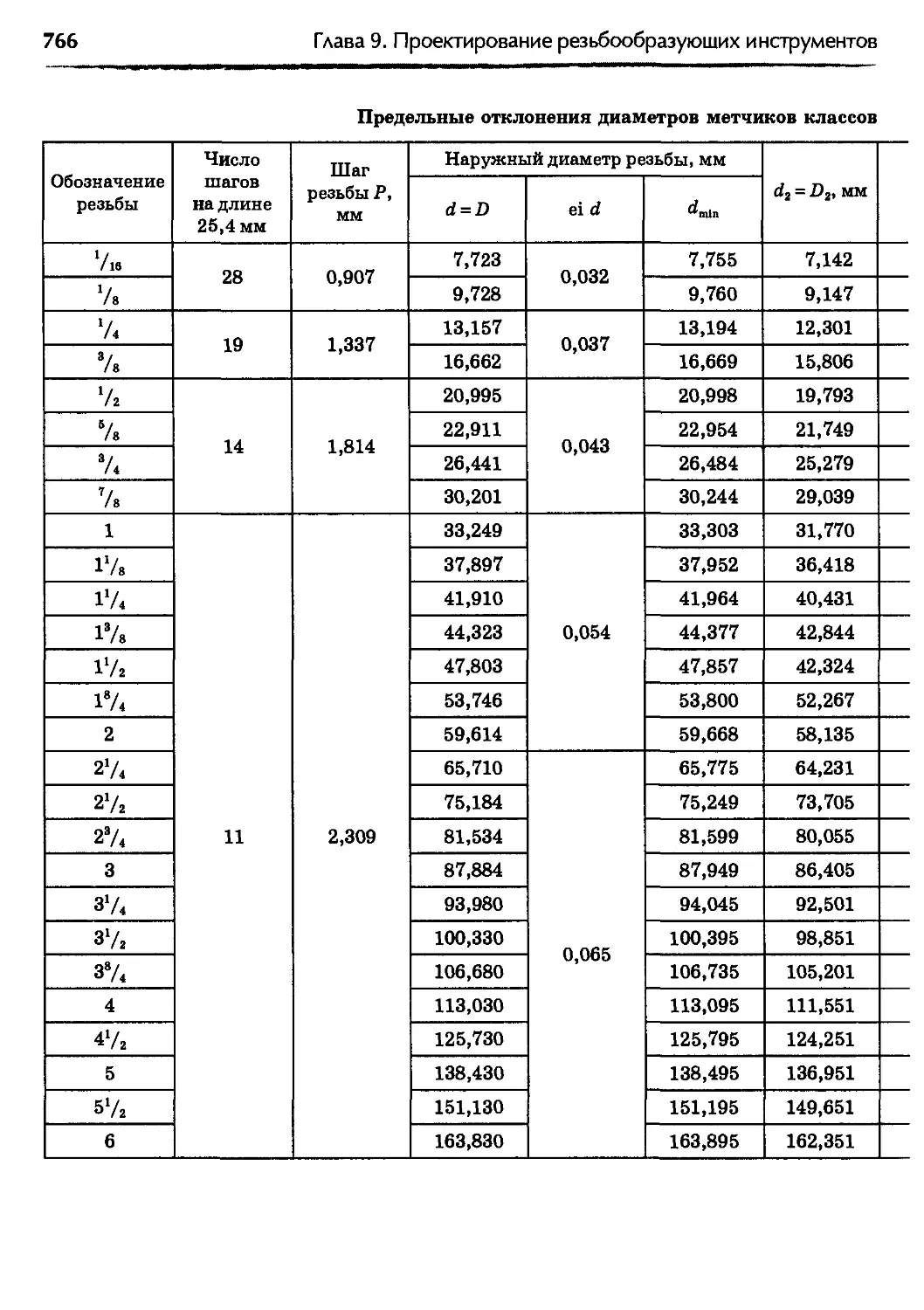
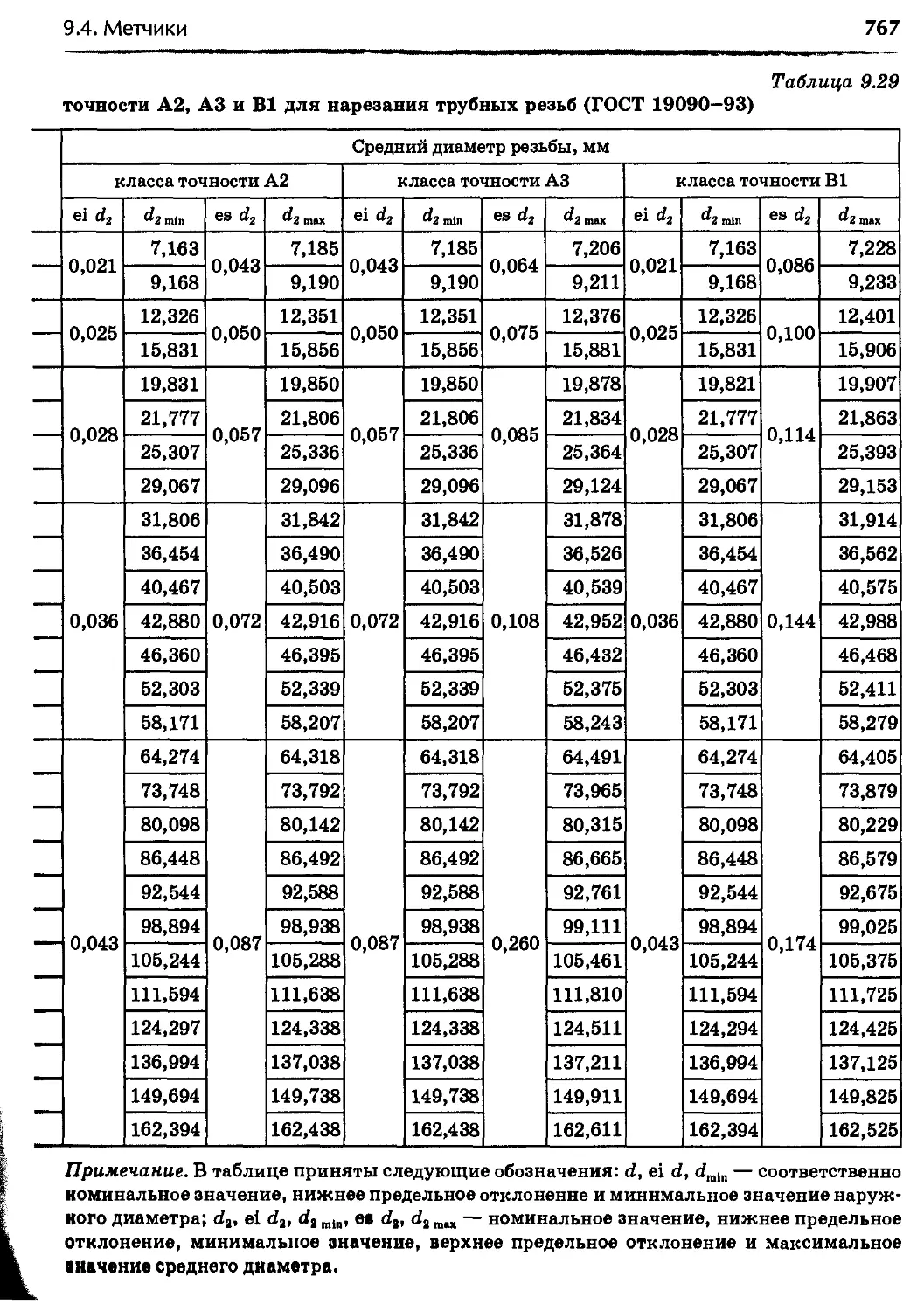
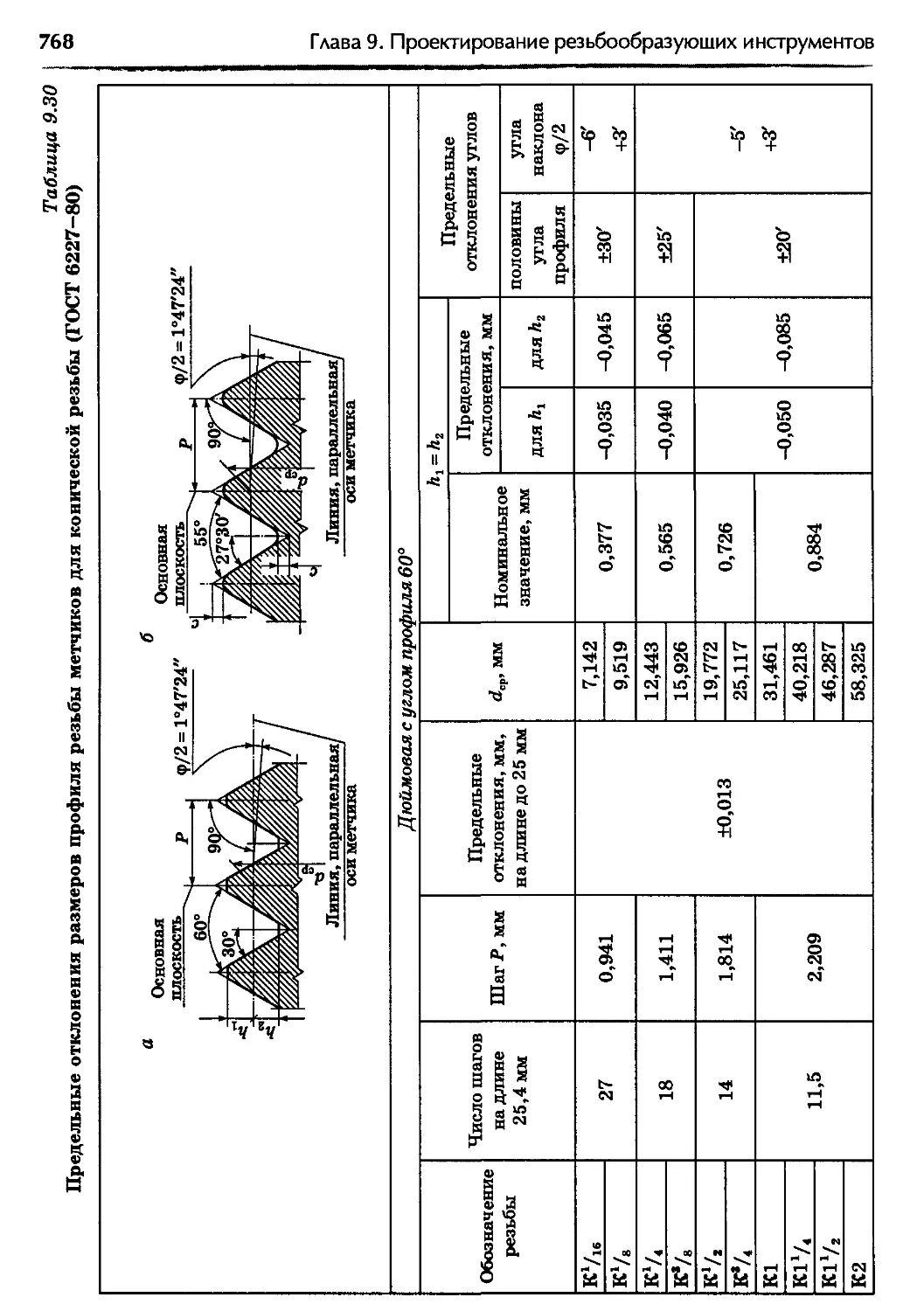
9.4. Метчики......................................................733
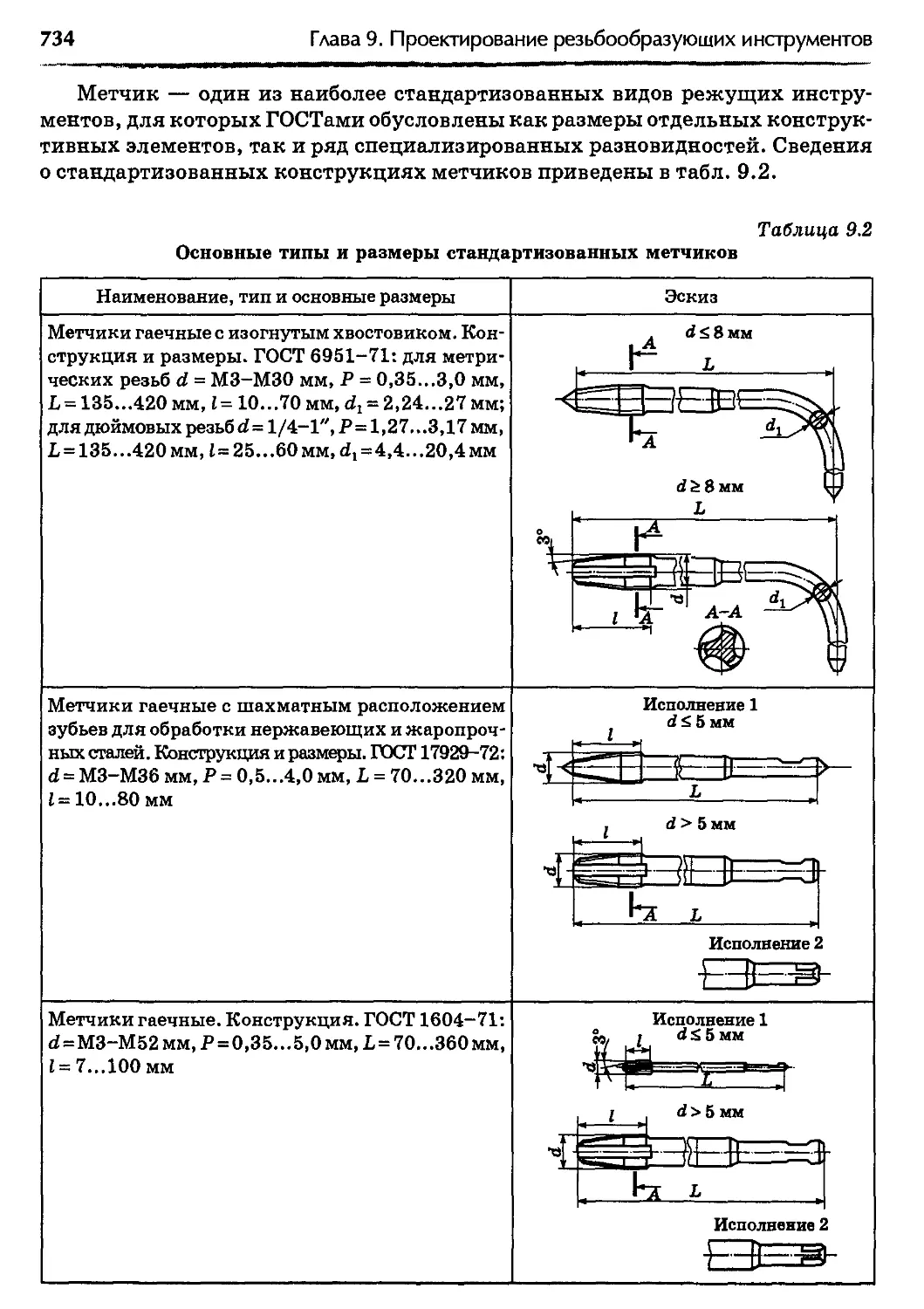
9.4.1. Общие сведения. Конструкции стандартизованных метчиков .... 733
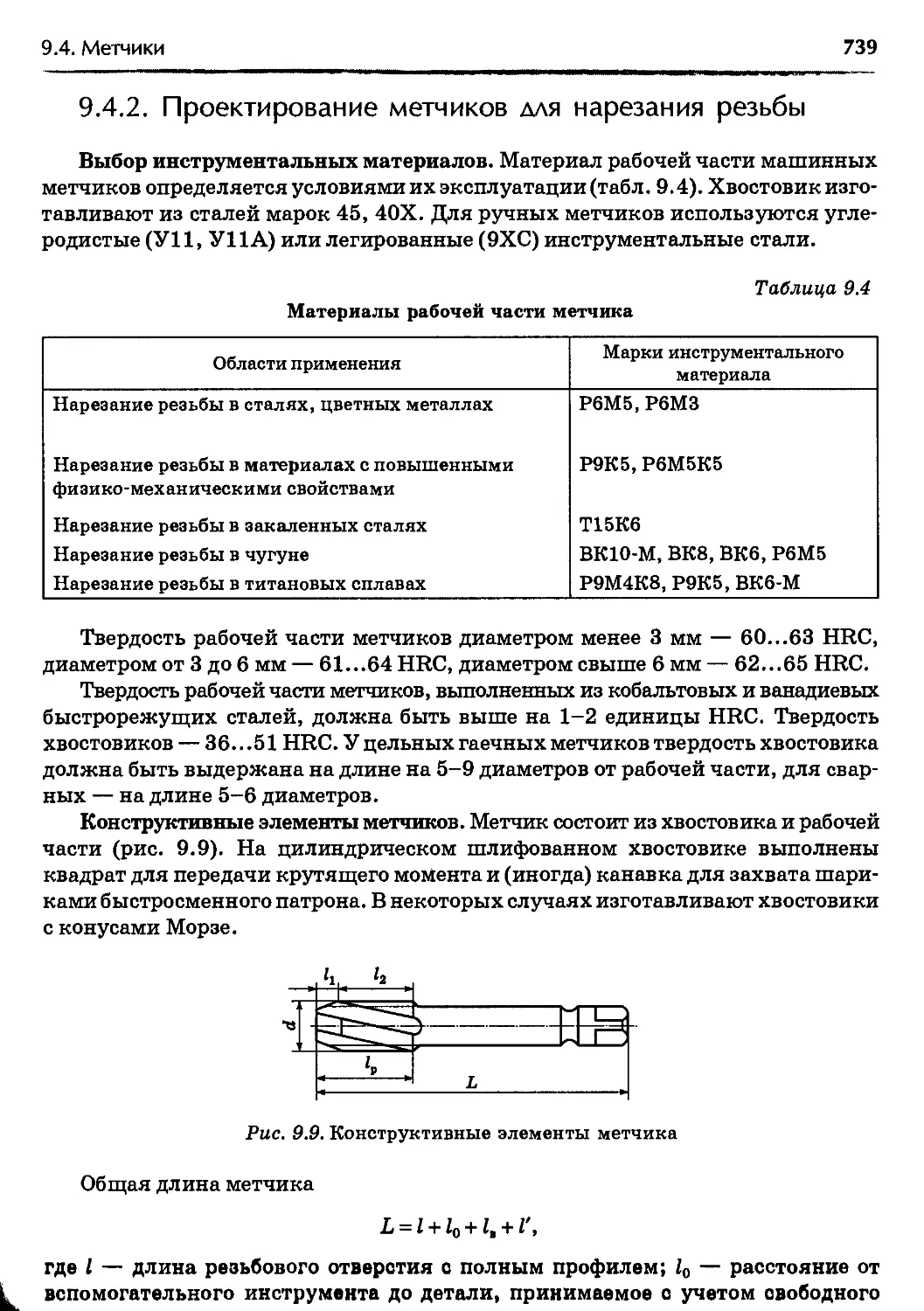
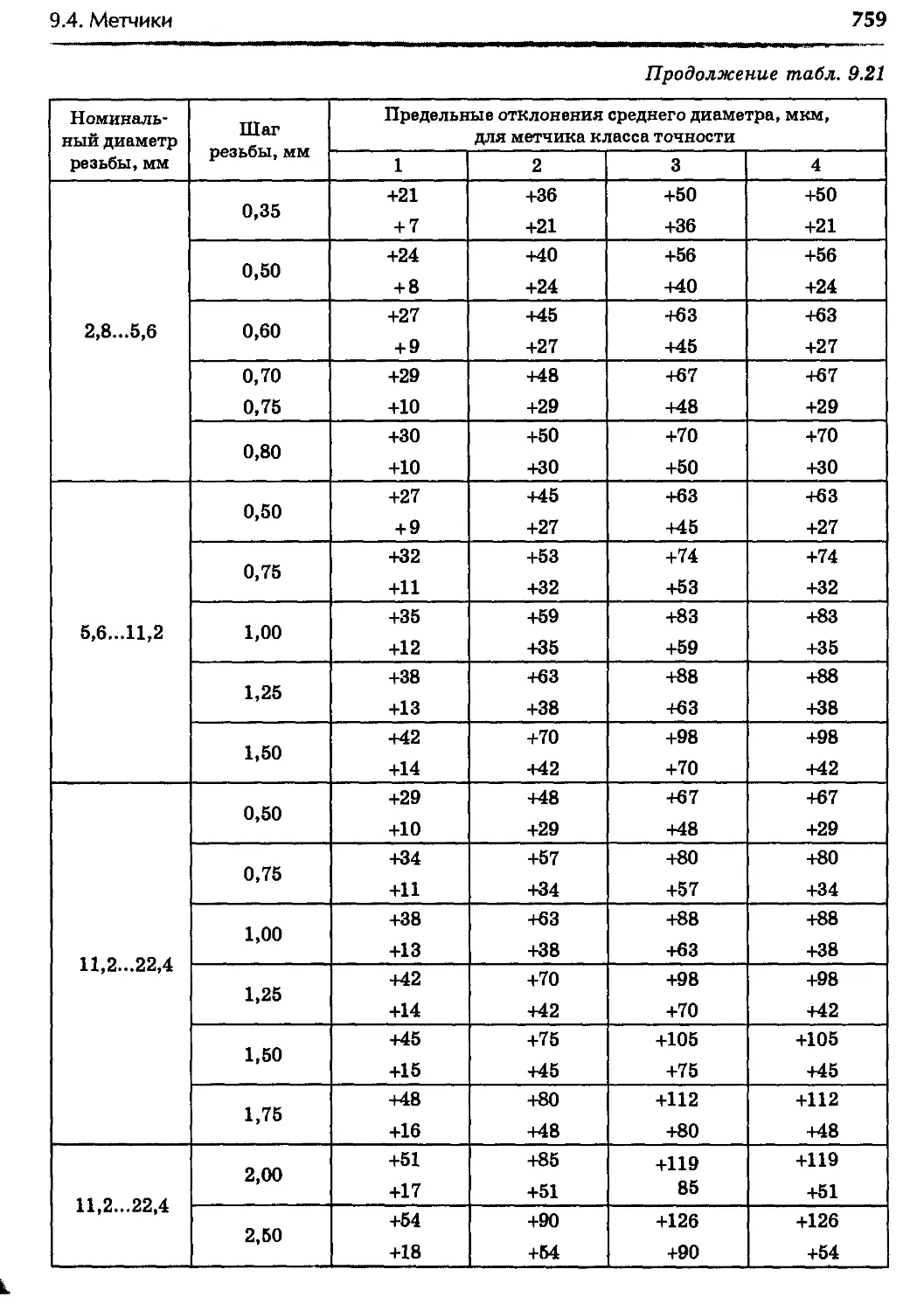
9.4.2. Проектирование метчиков для нарезания резьбы ..........739
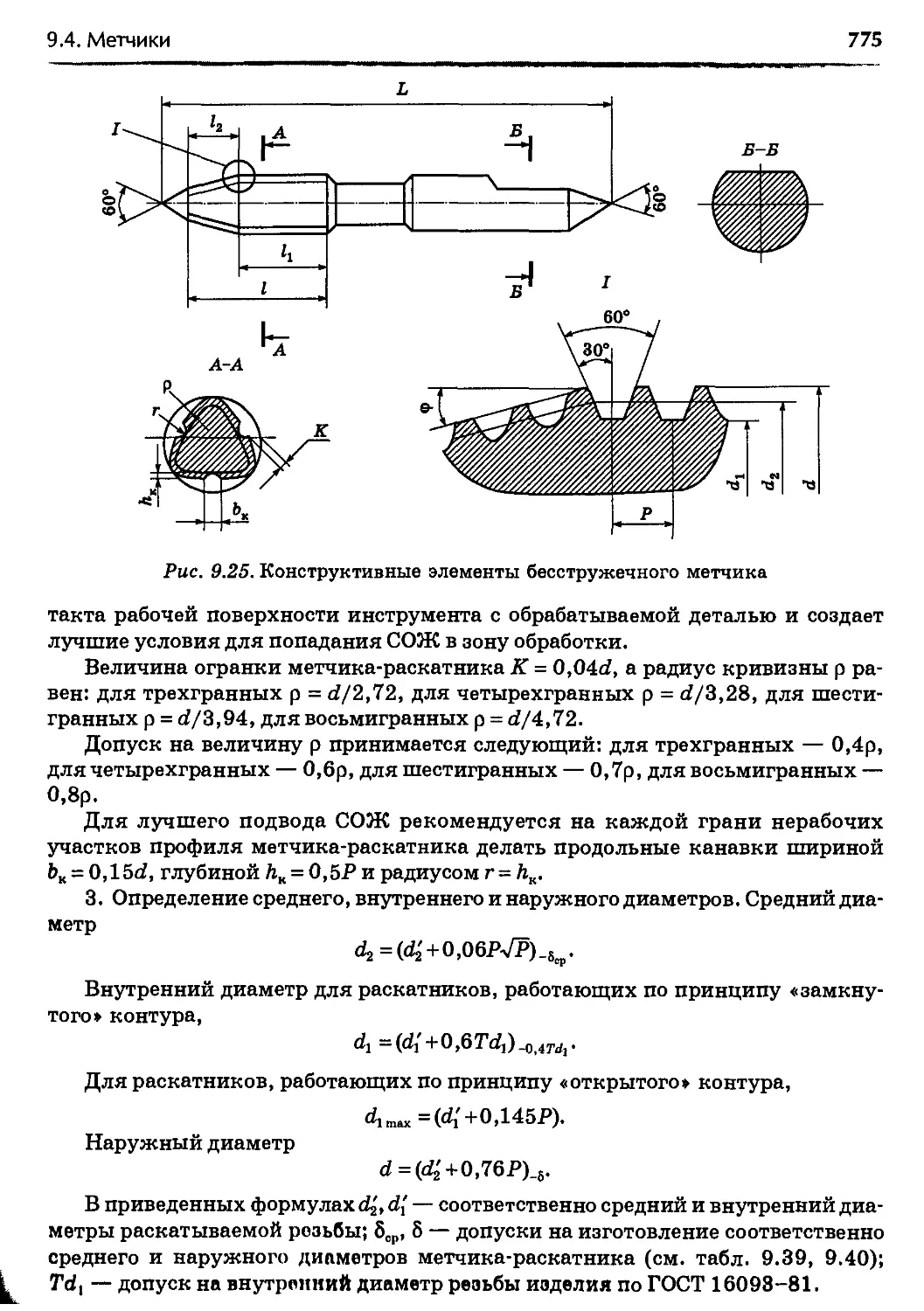
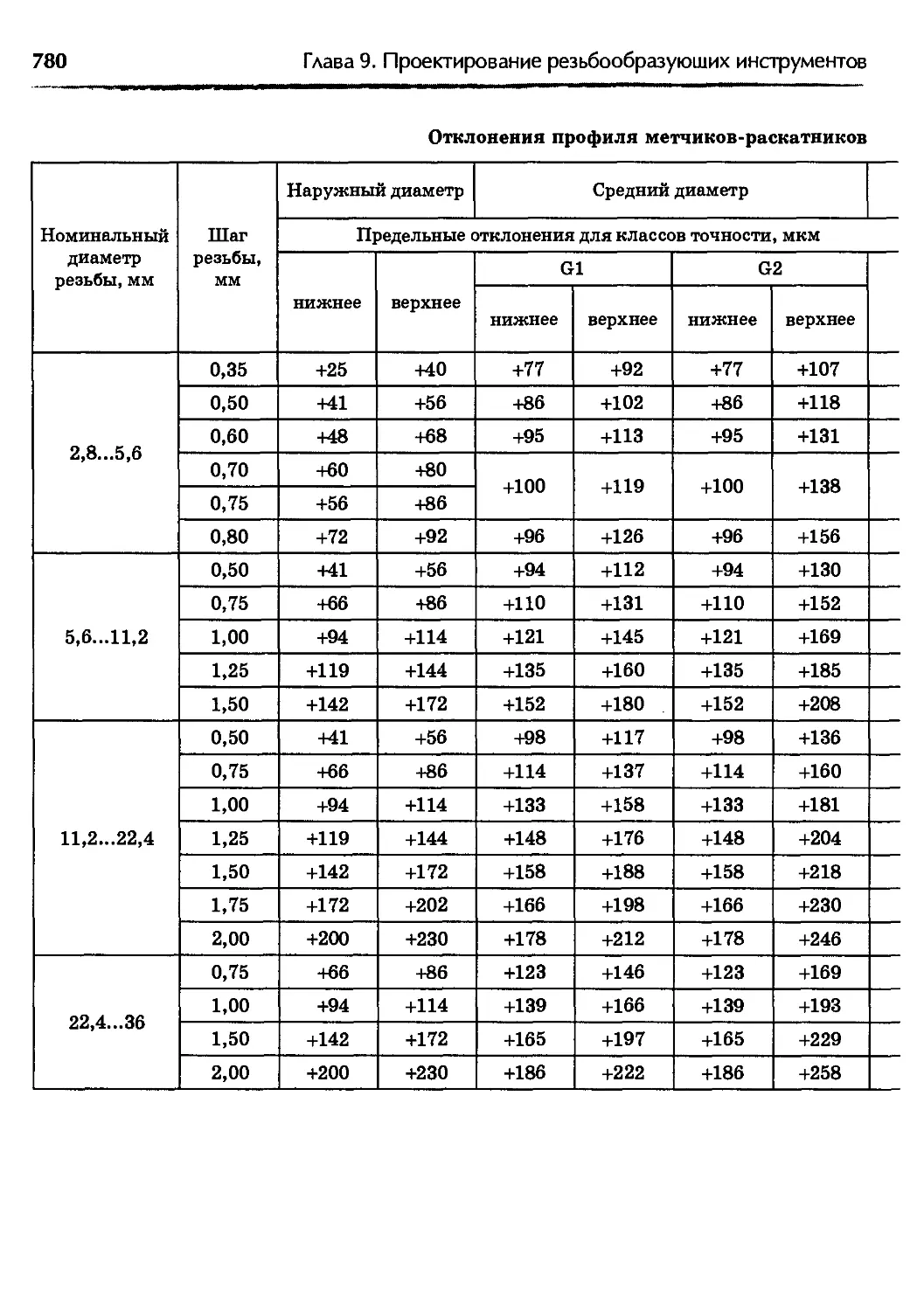
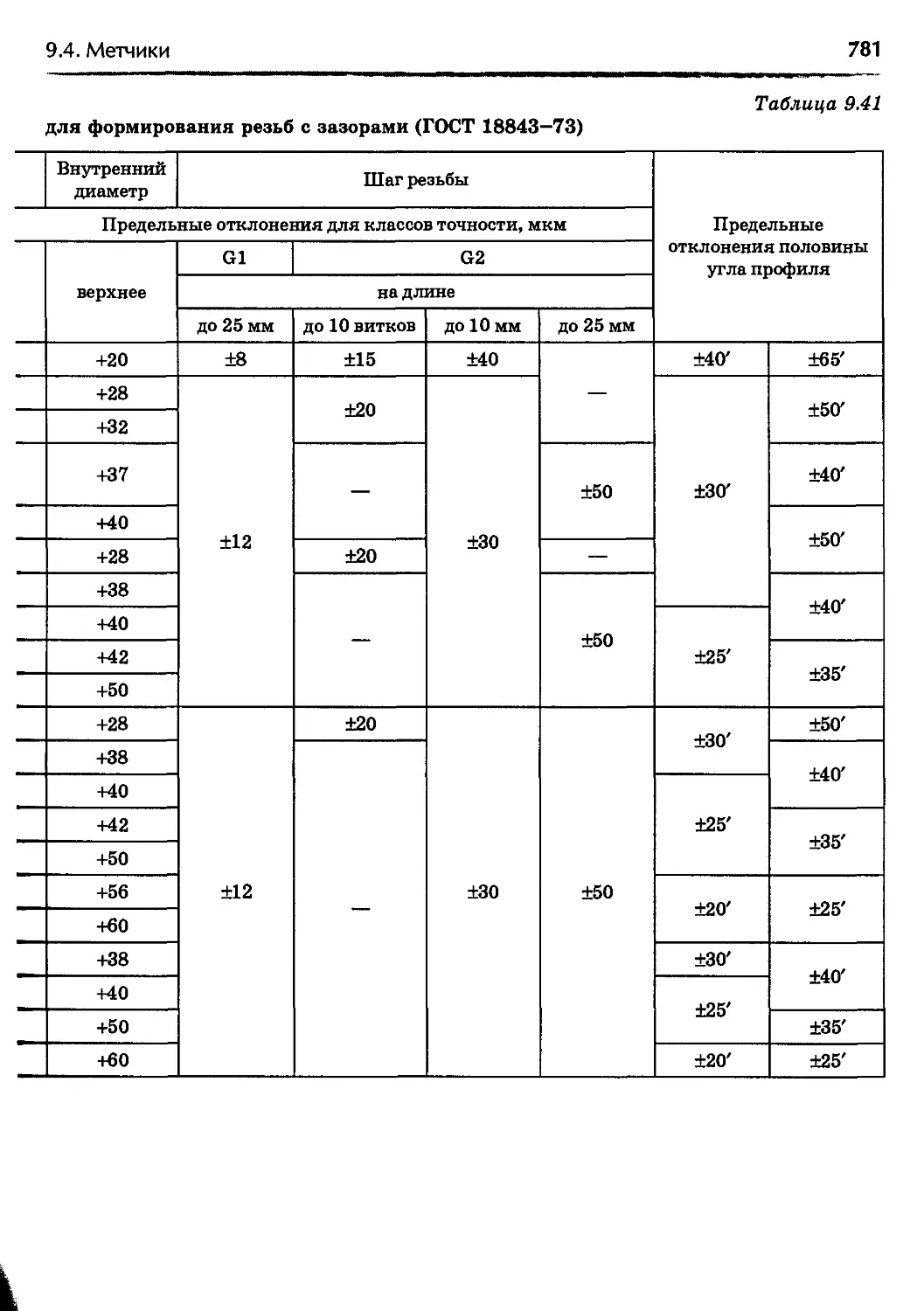
9.4.3. Проектирование бесстружечных метчиков-раскатников....772
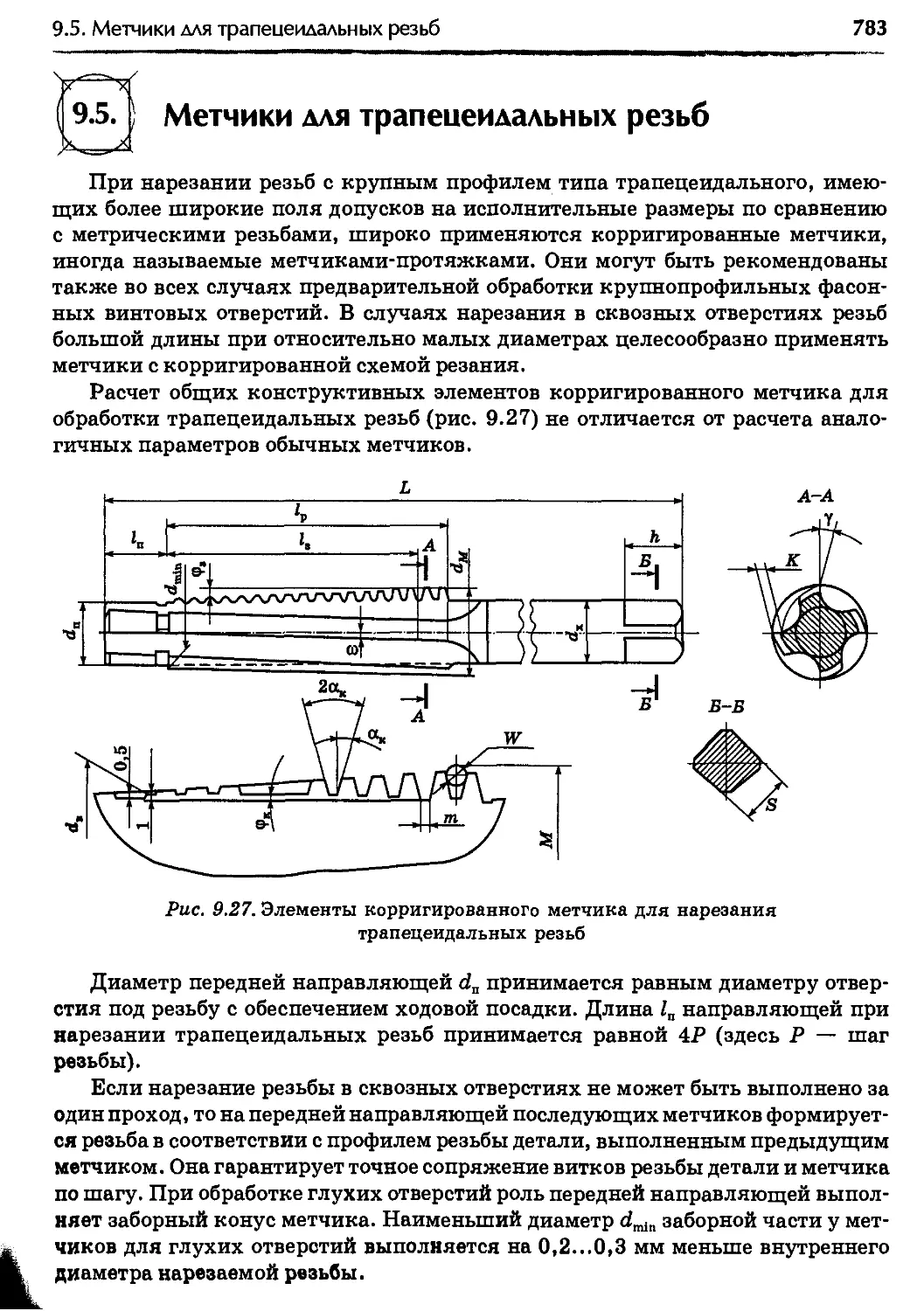
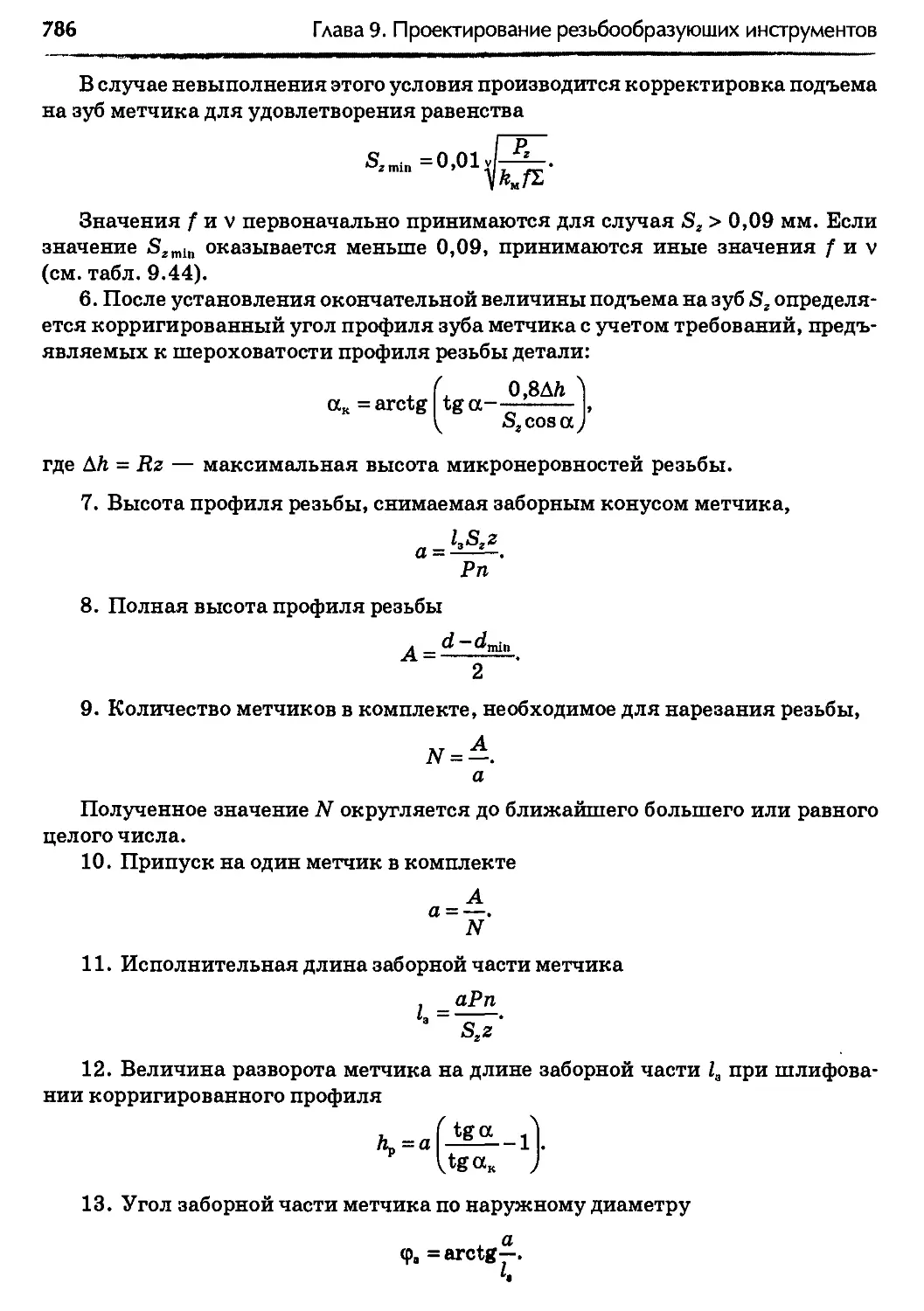
9.5. Метчики для трапецеидальных резьб..........................783
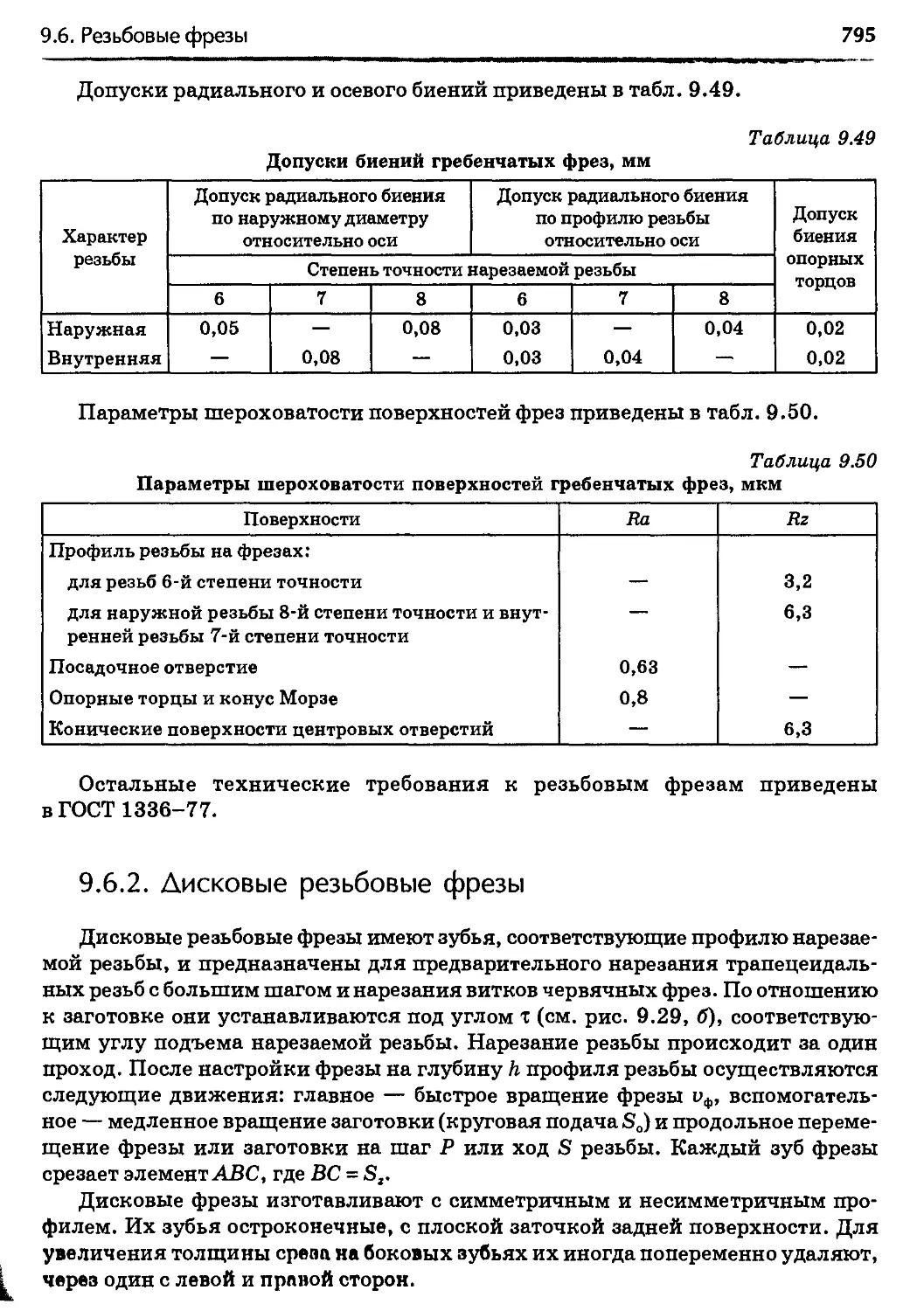
9.6. Резьбовые фрезы............................................788
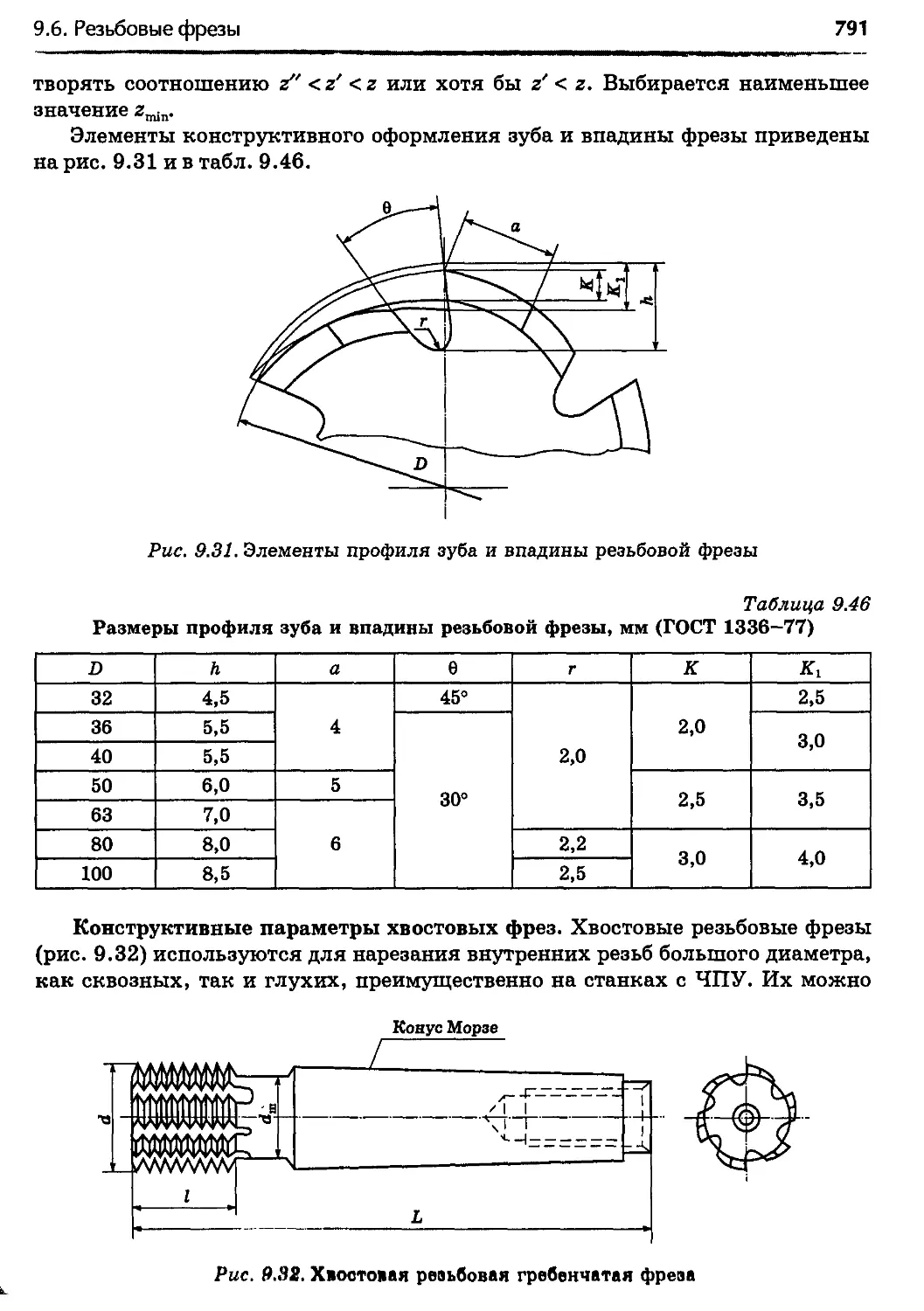
9.6.1. Гребенчатые резьбовые фрезй..........................788
9.6.2. Дисковые резьбовые фрезы.............................795
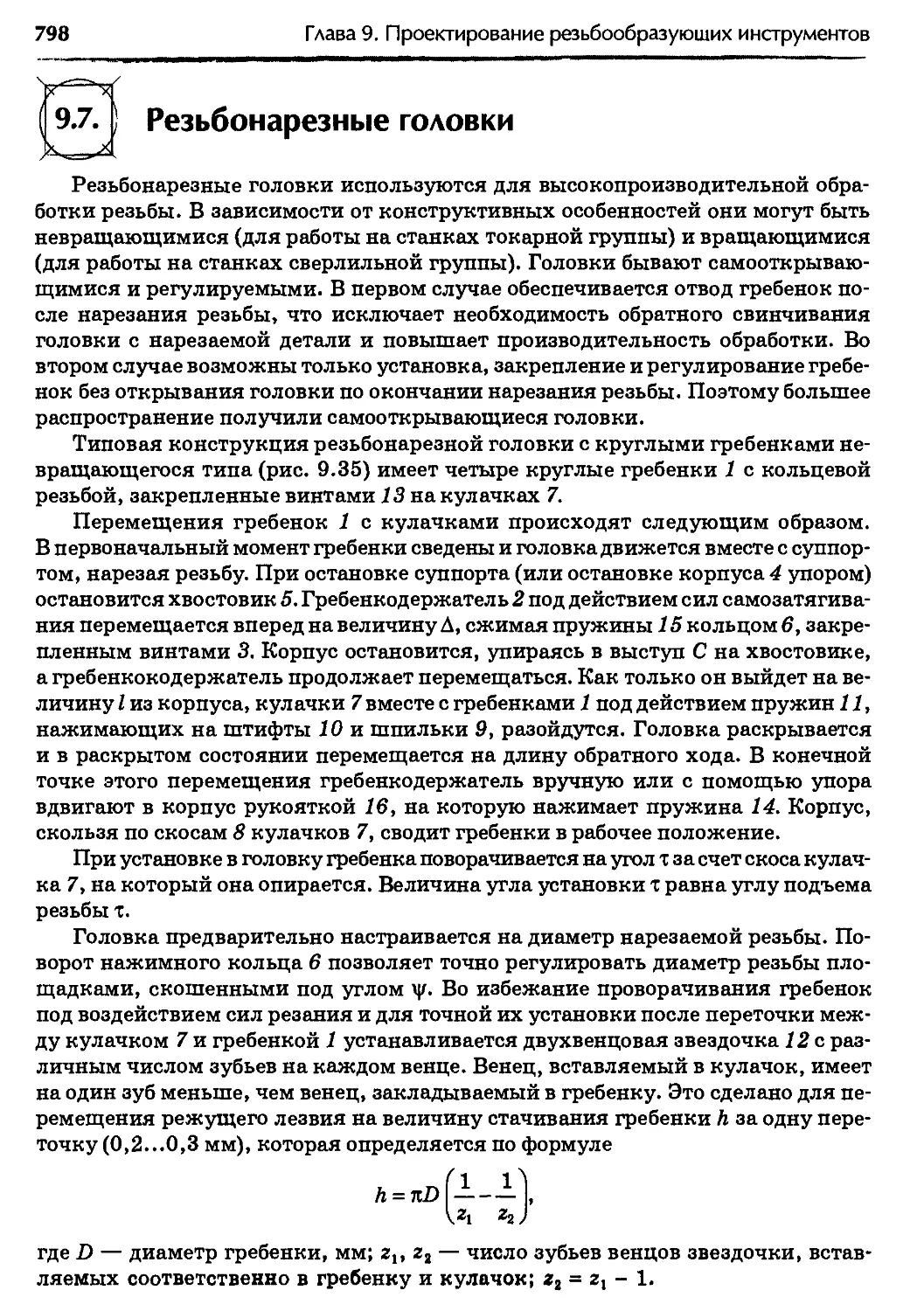
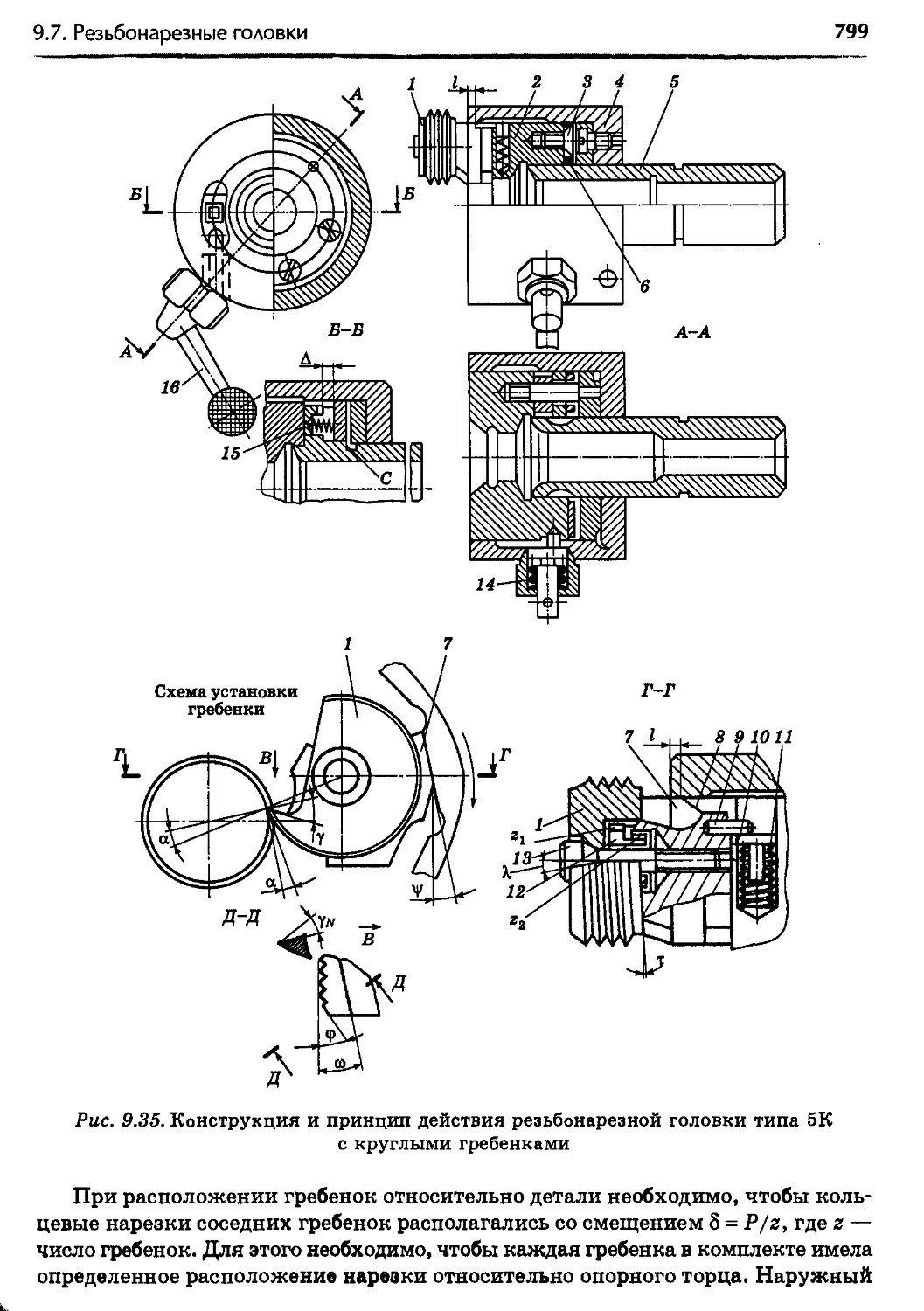
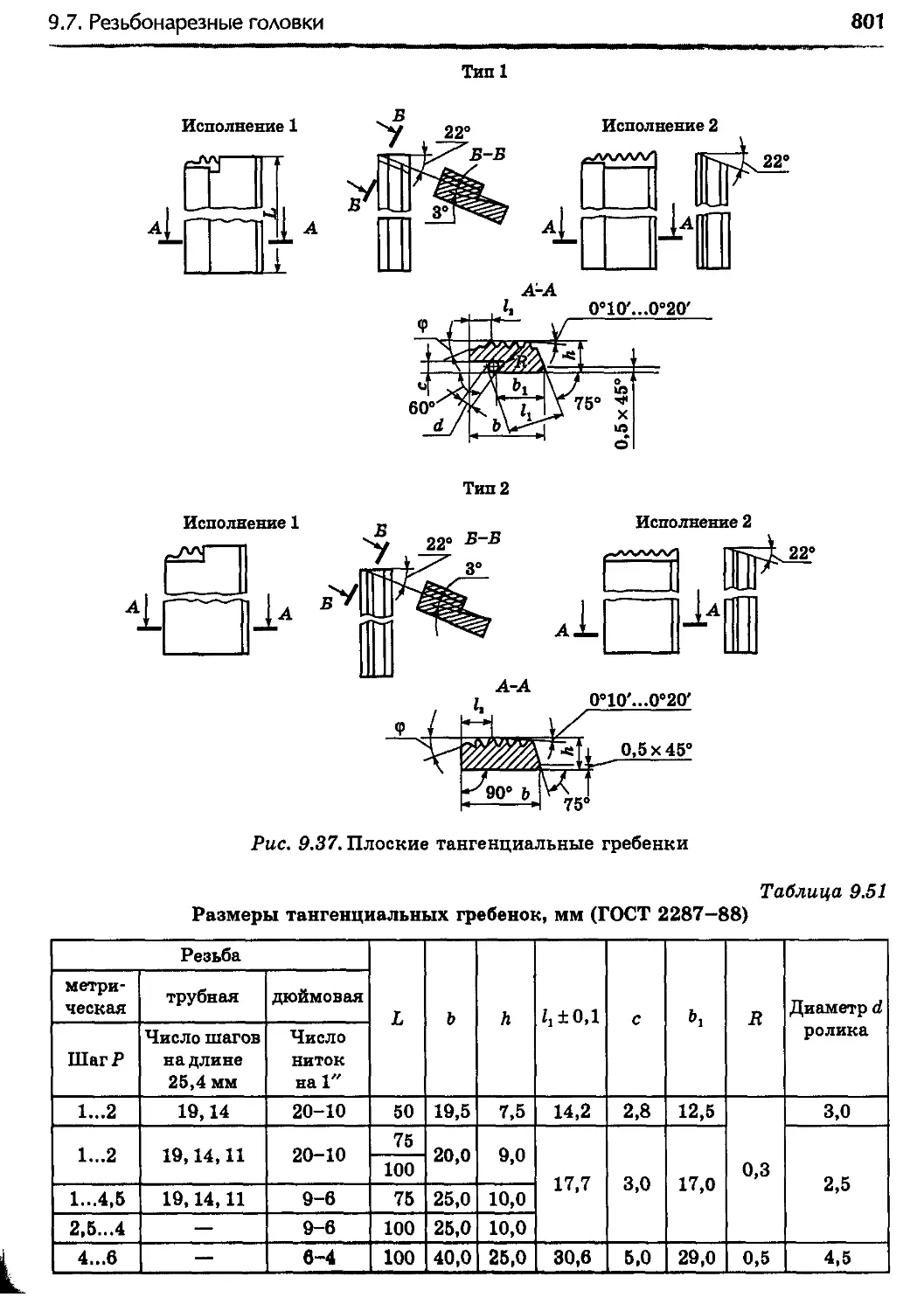
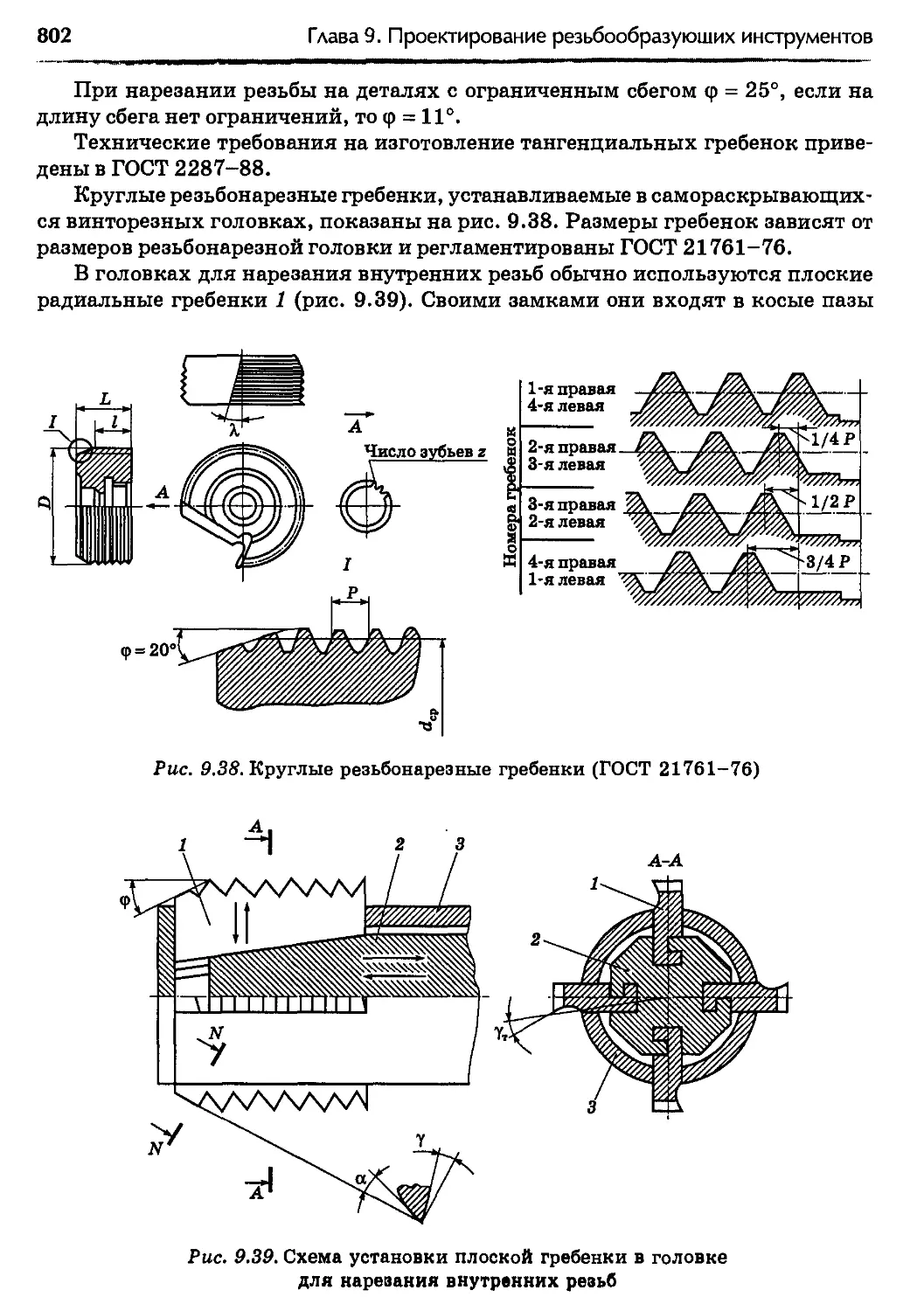
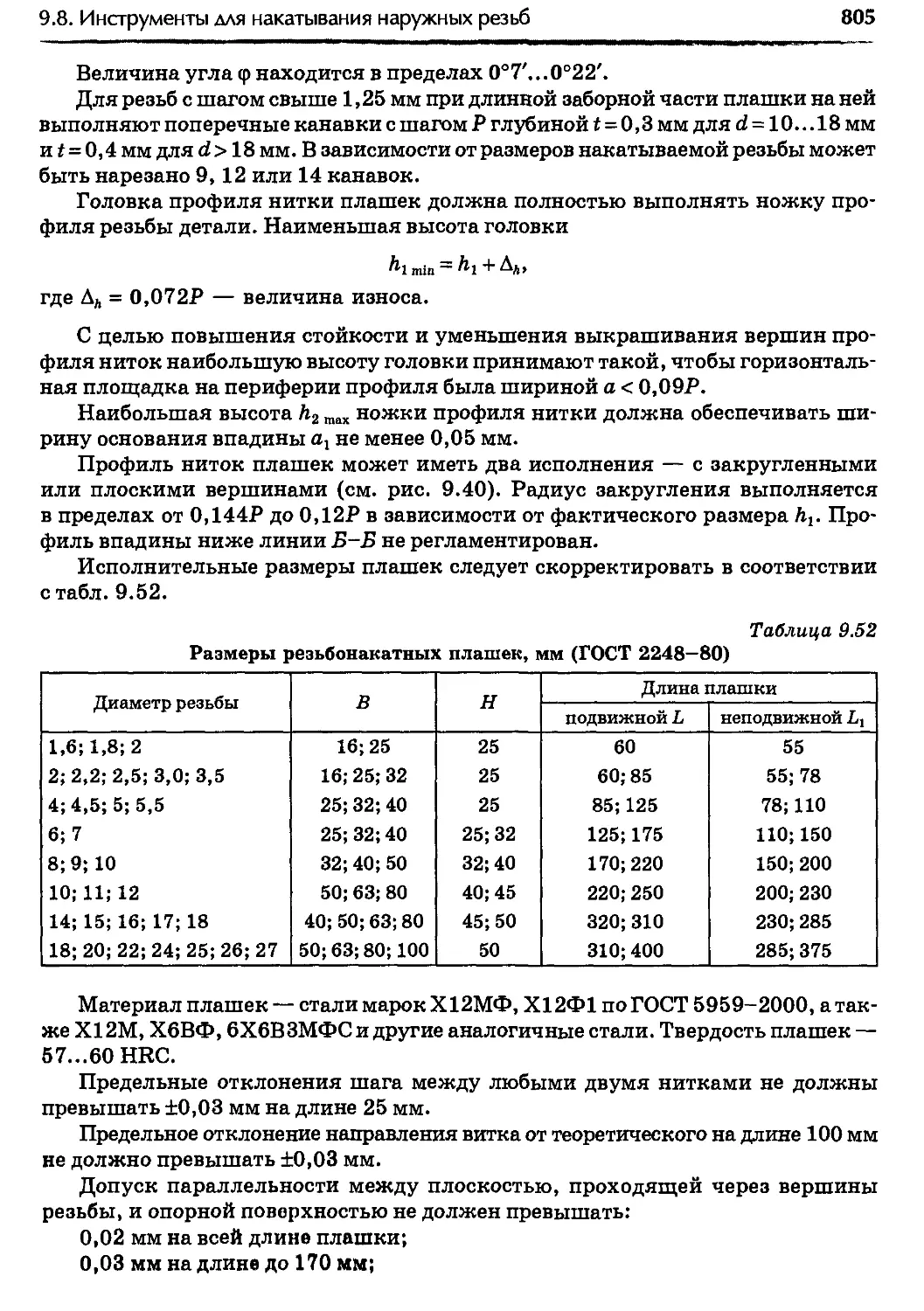
9.7. Резьбонарезные головки ....................................798
9.8. Инструменты для накатывания наружных резьб .............. 803
9.8.1. Плашки...............................................803
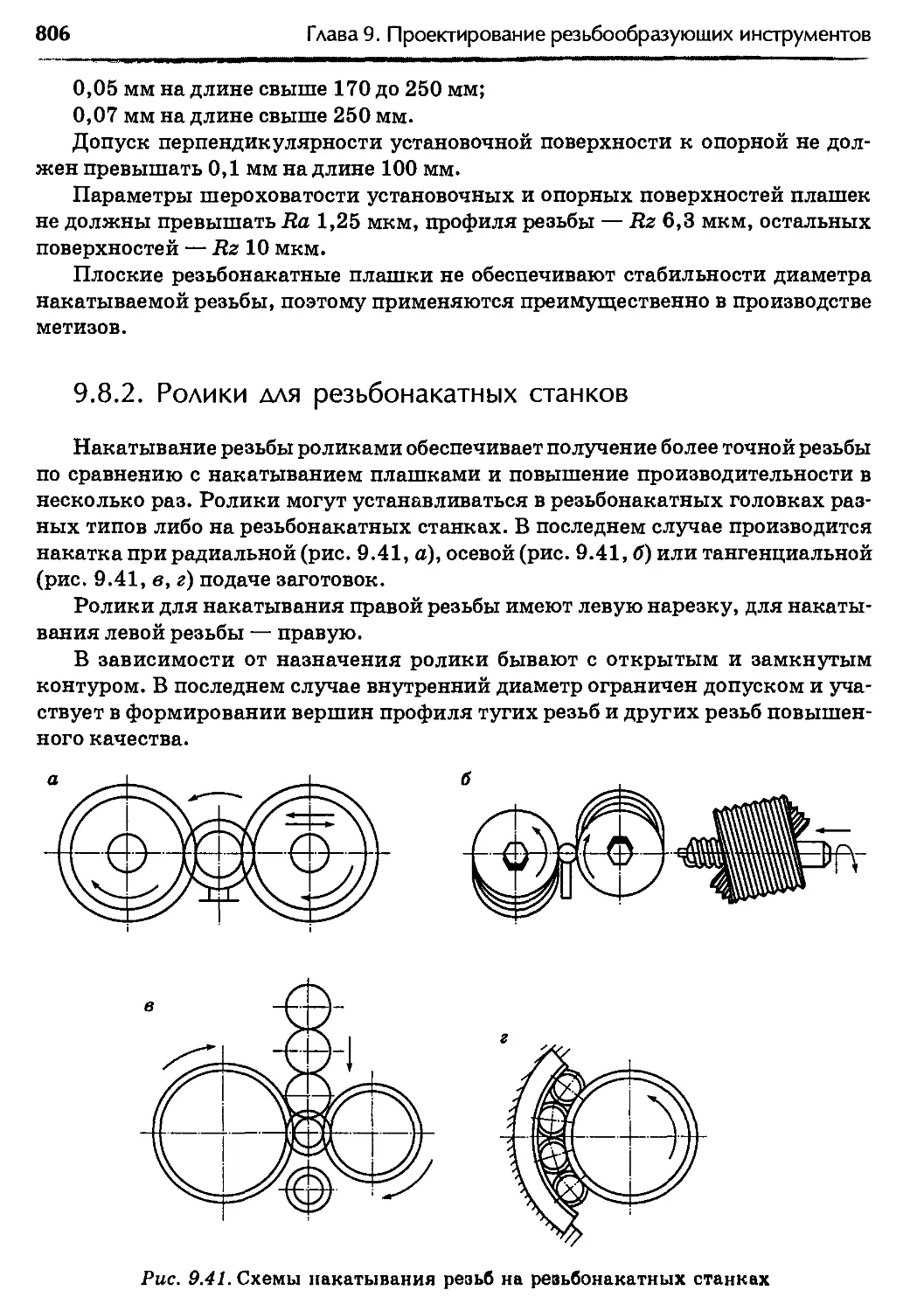
9.8.2. Ролики для резьбонакатных станков ...................806
9.8.3. Ролики для резьбонакатных головок ...................811
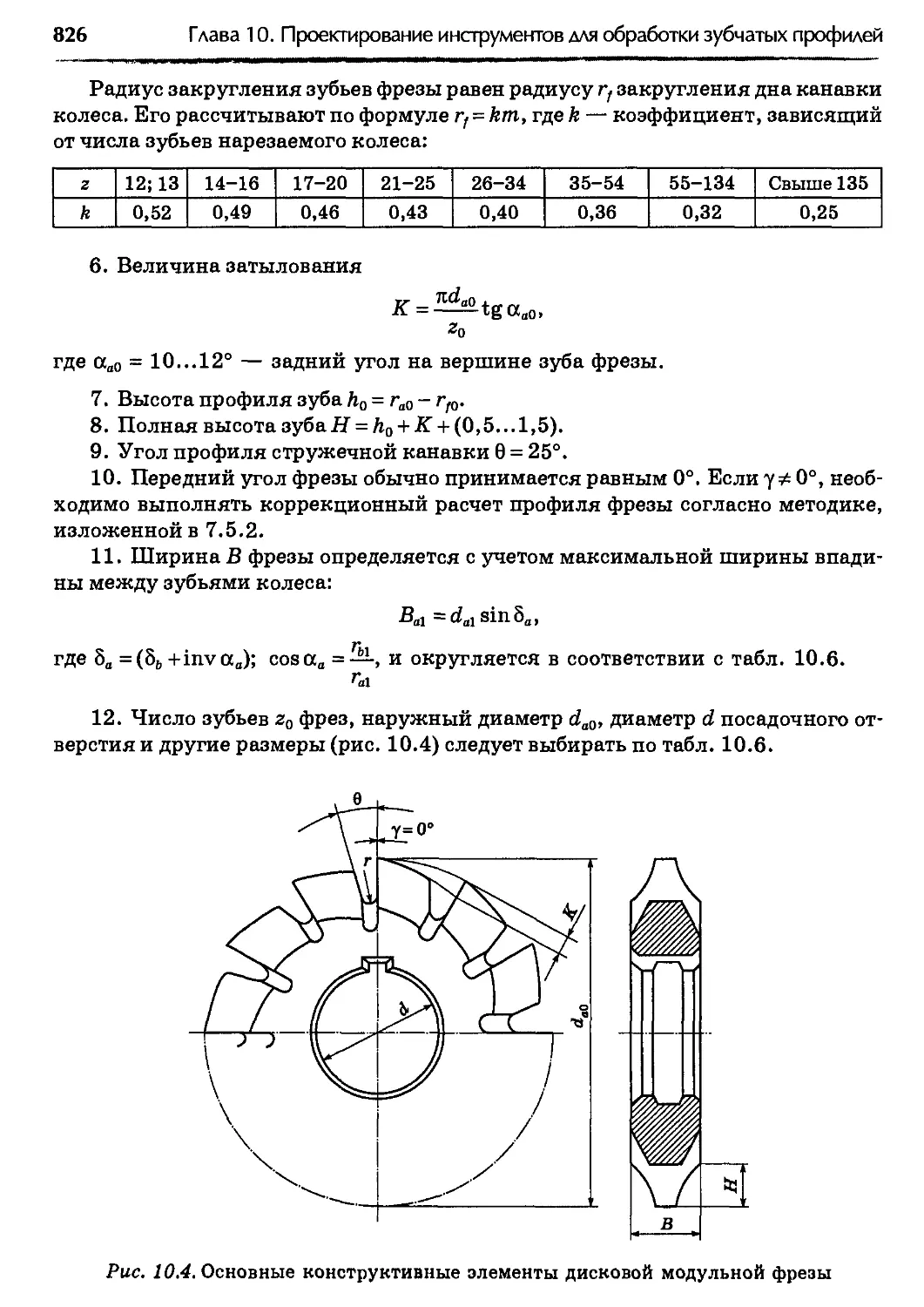
Глава 10. Проектирование инструментов для обработки зубчатых
профилей ................................................... 814
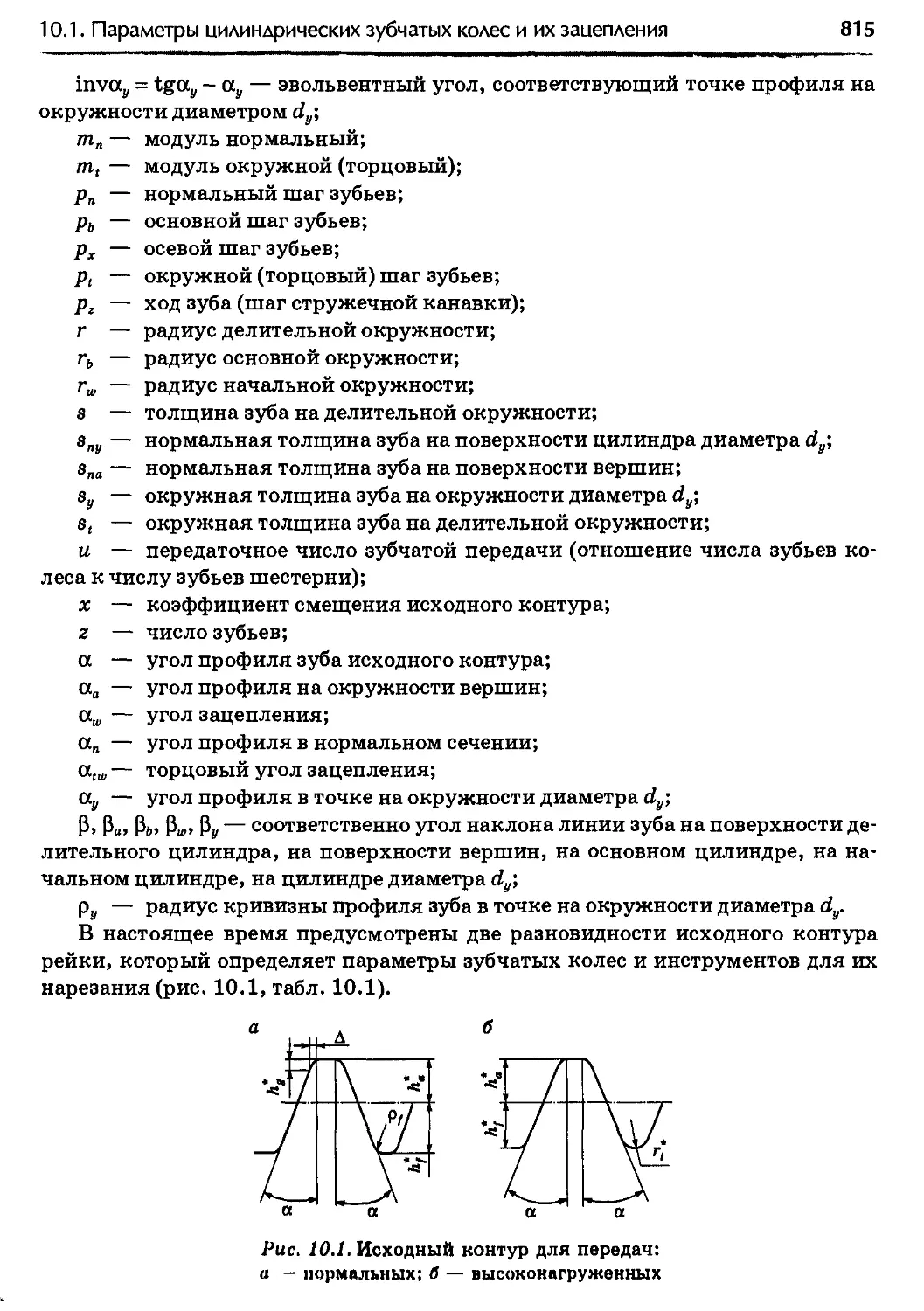
10.1. Параметры цилиндрических зубчатых колес и их зацепления ..814
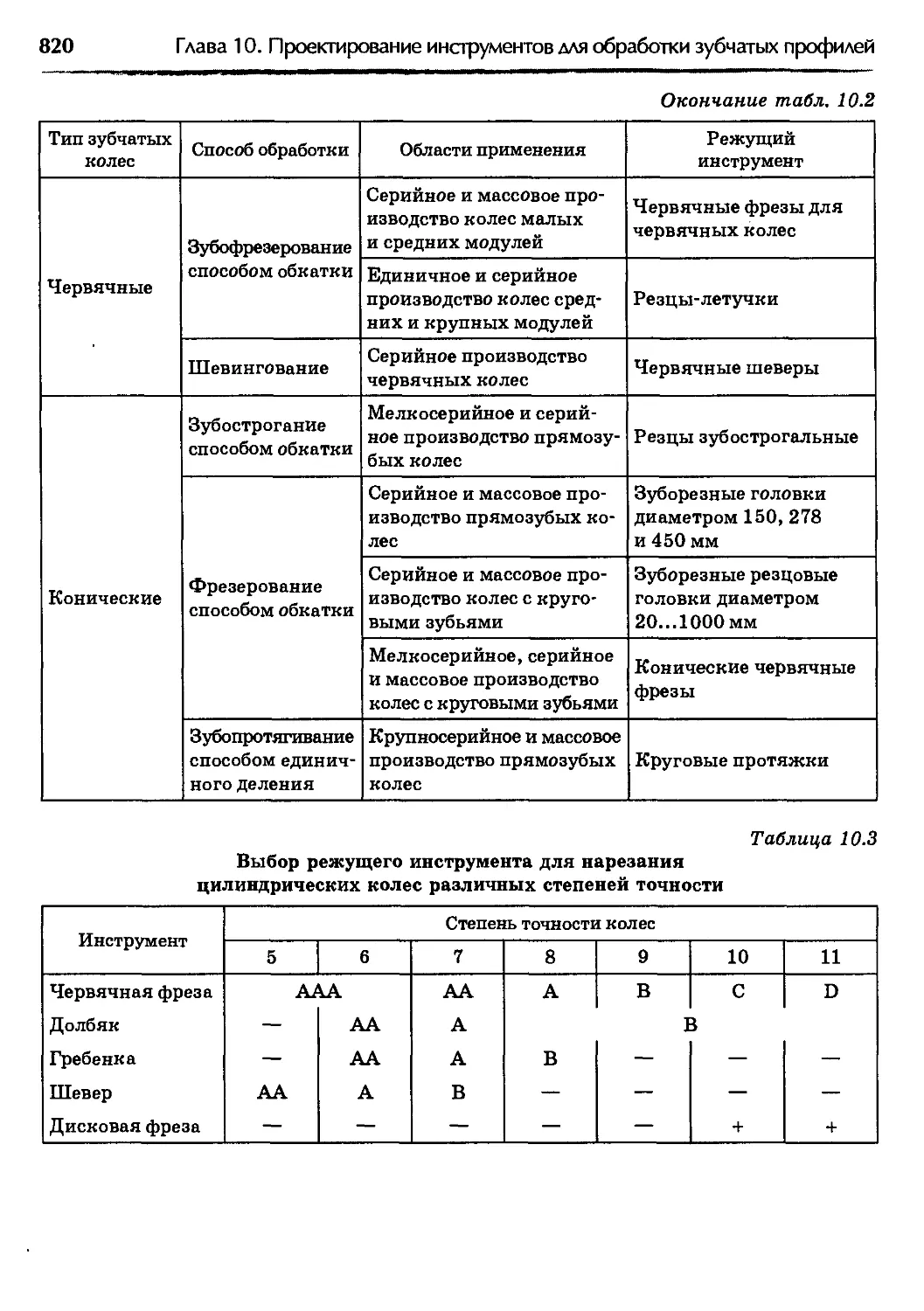
10.2. Общие сведения о зуборезных инструментах .................818
10.3. Инструменты для нарезания цилиндрических зубчатых колес
методом копирования ......................................... 821
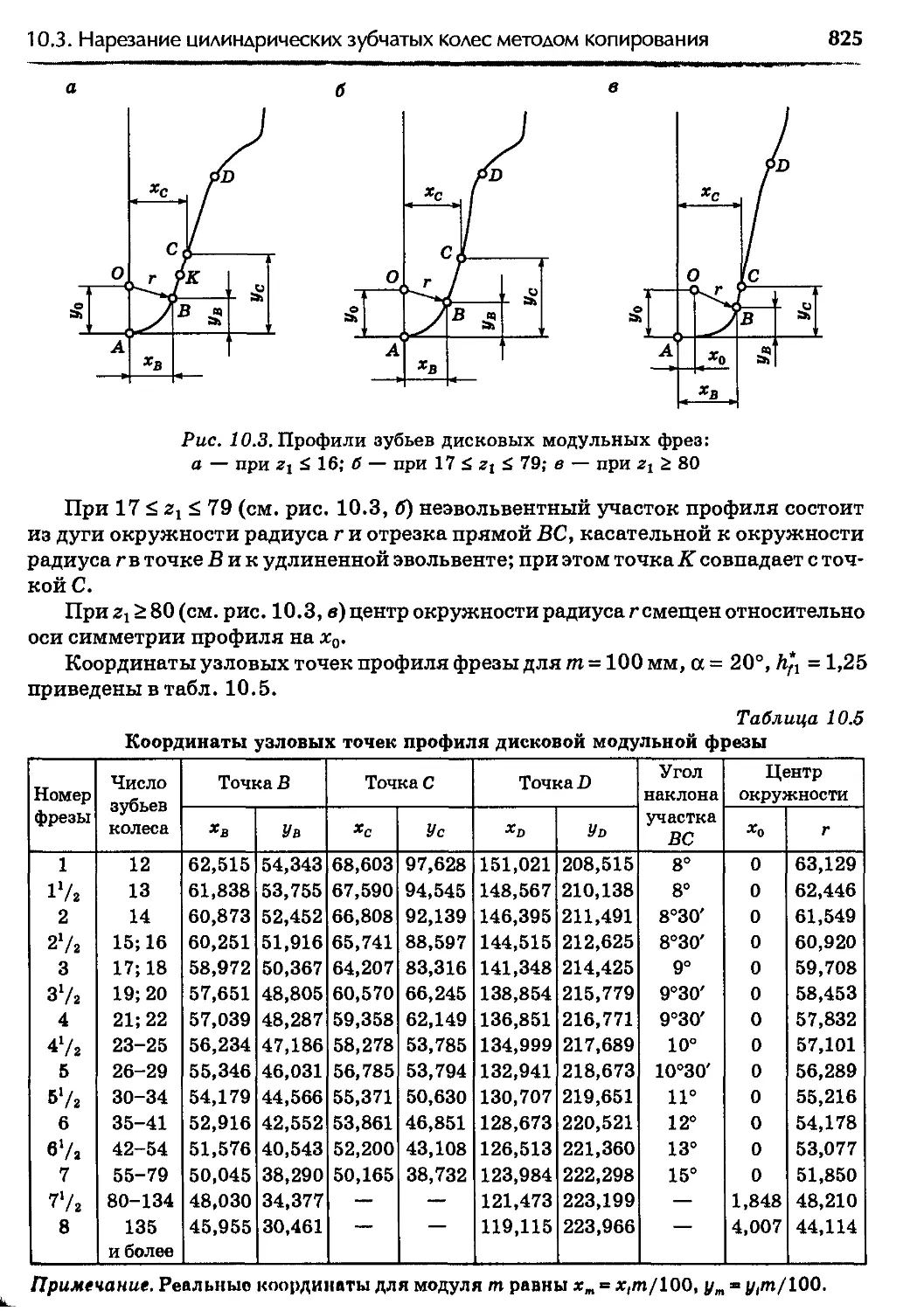
10.3.1. Дисковые модульные фрезы ..........................821
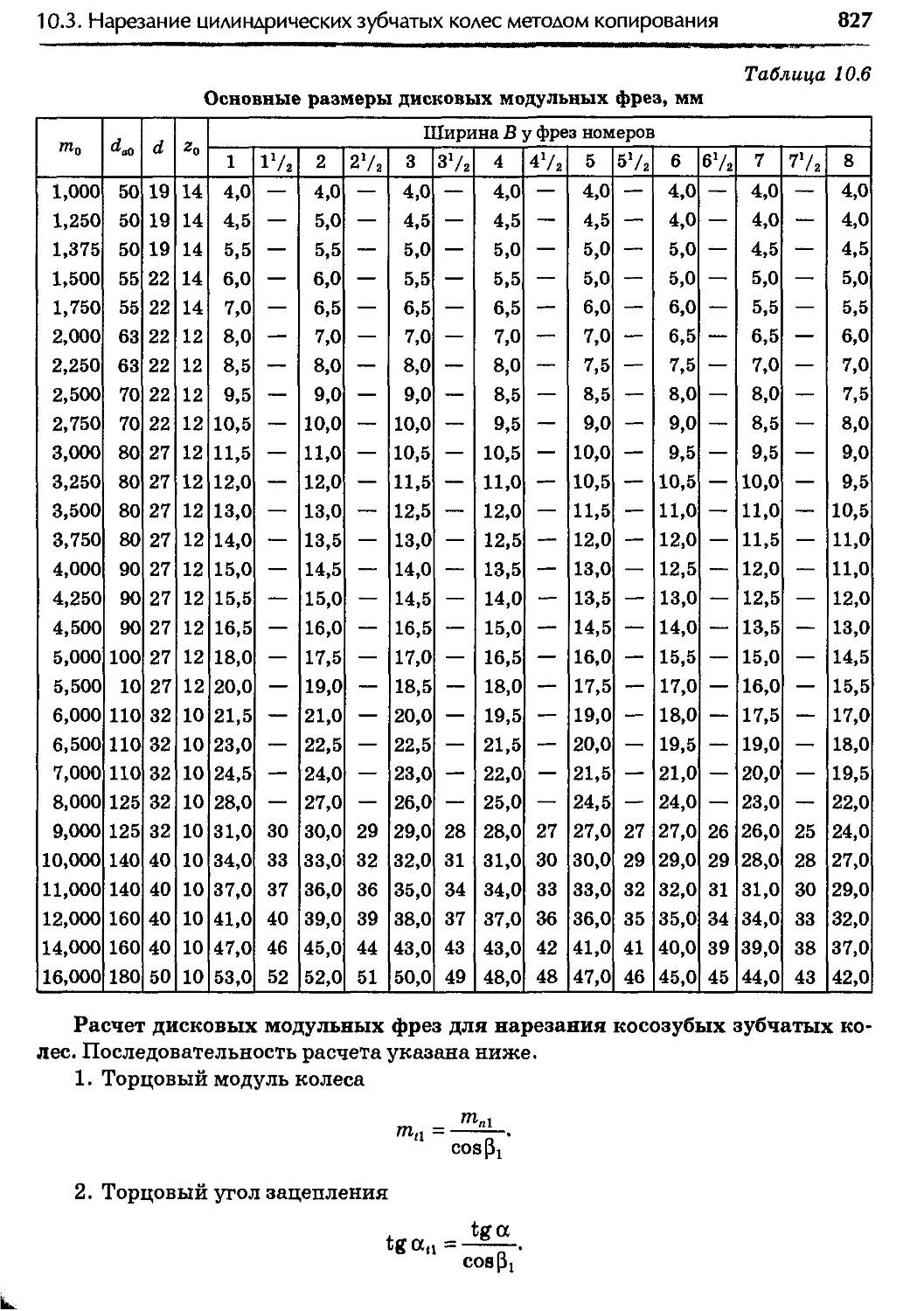
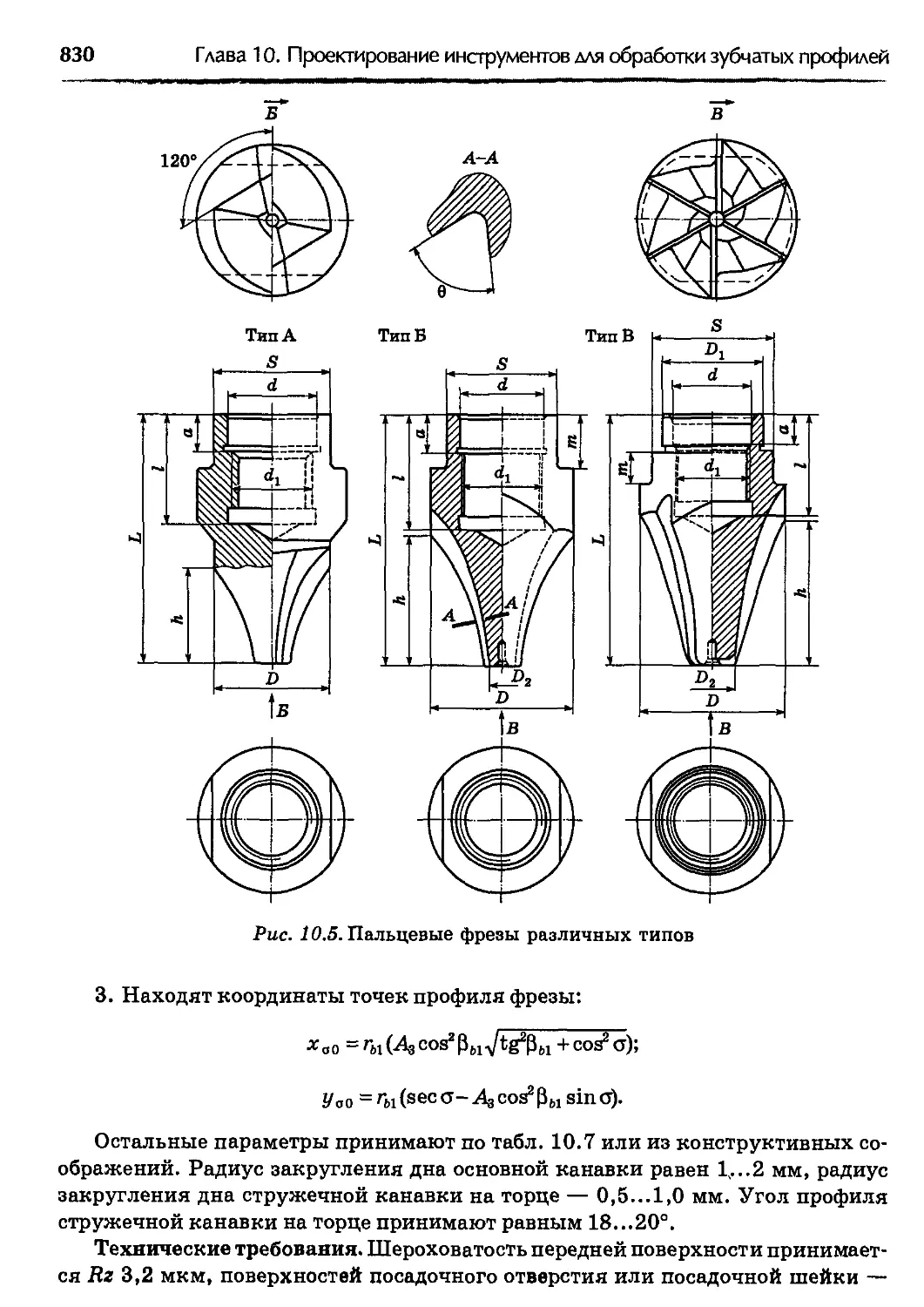
10.3.2. Пальцевые модульные фрезы ....................... 829
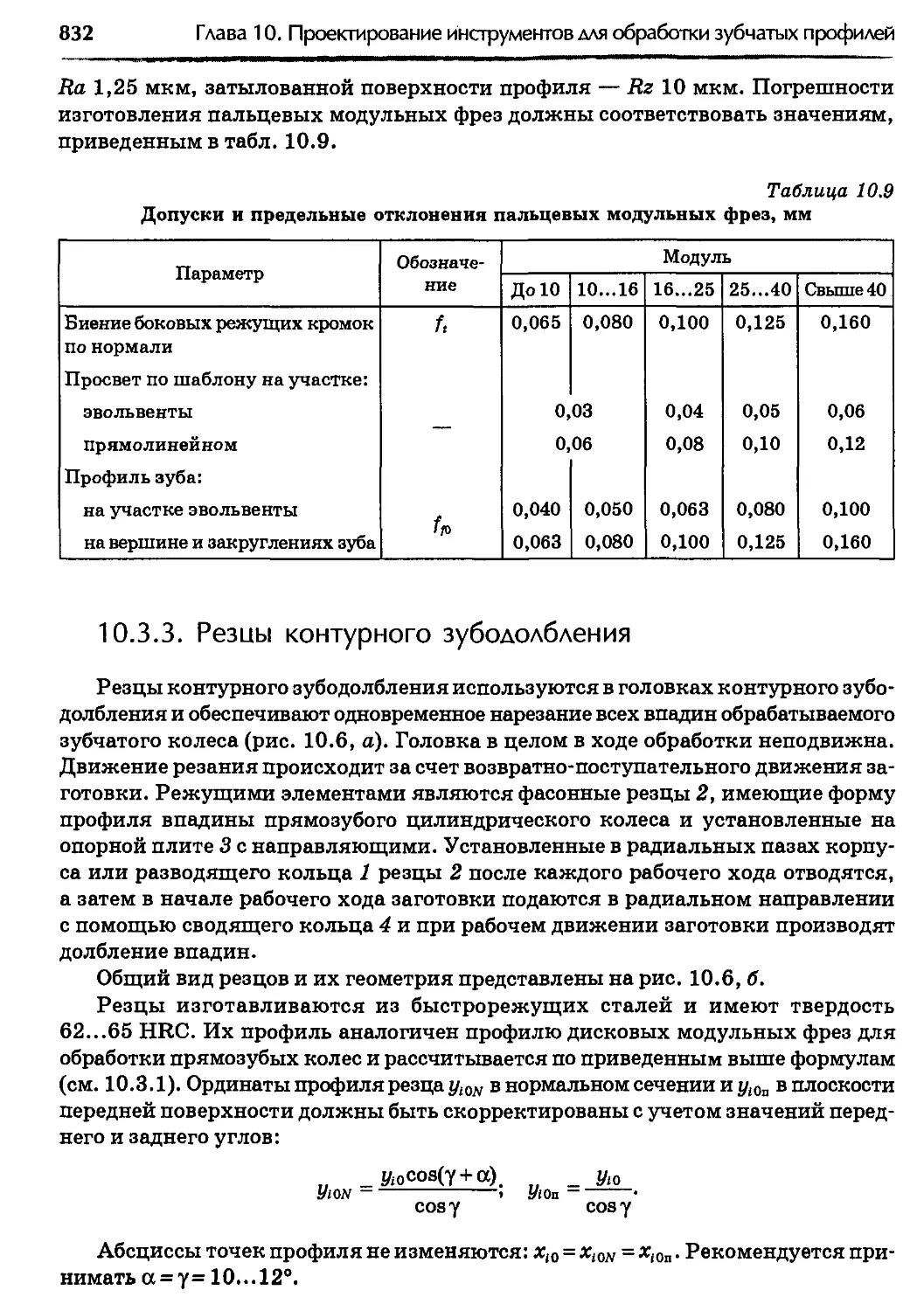
10.3.3. Резцы контурного зубодолбления.....................832
10.3.4. Протяжки с прямолинейной осью ................... 833
10.3.5. Круговые протяжки............................. 836
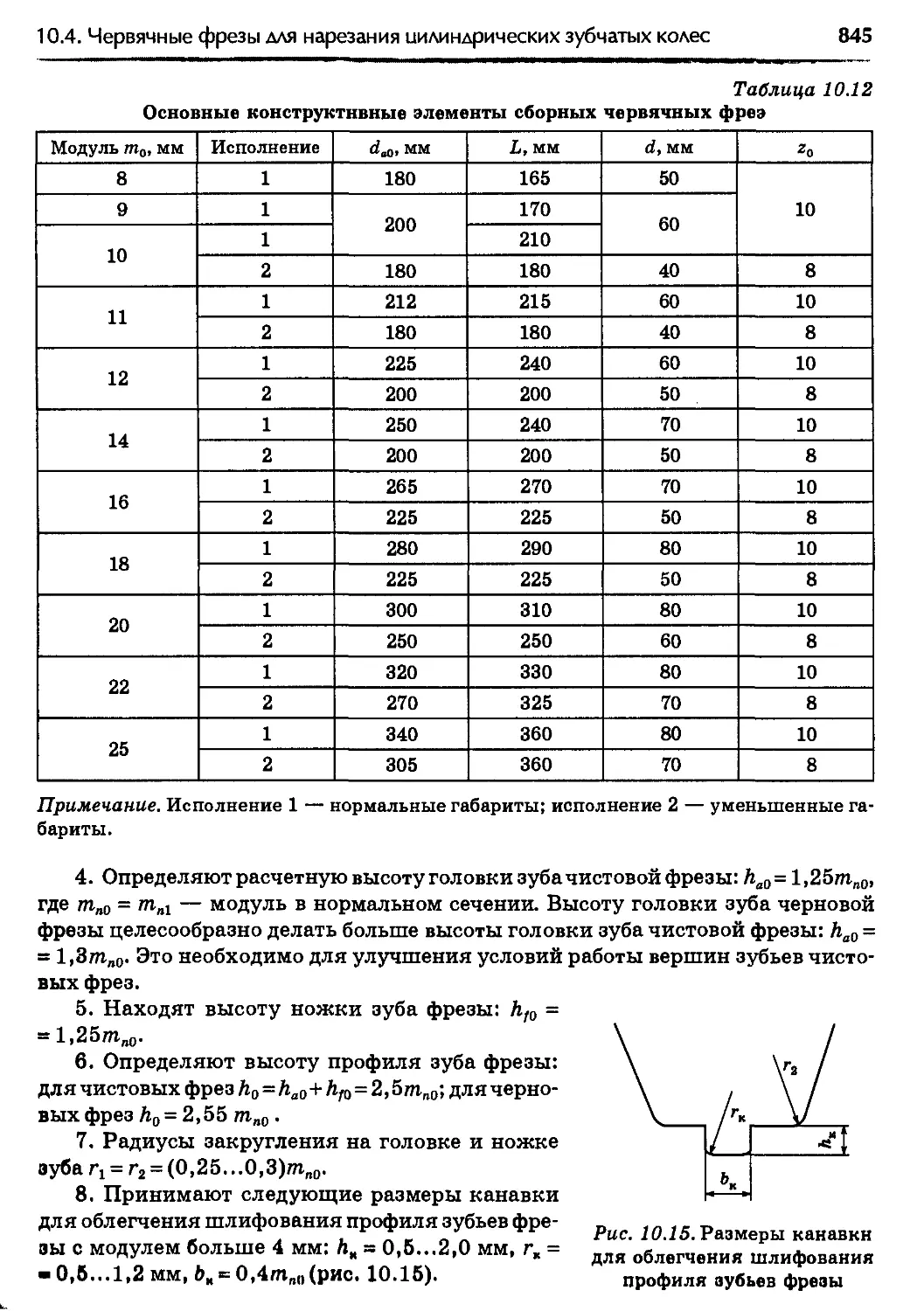
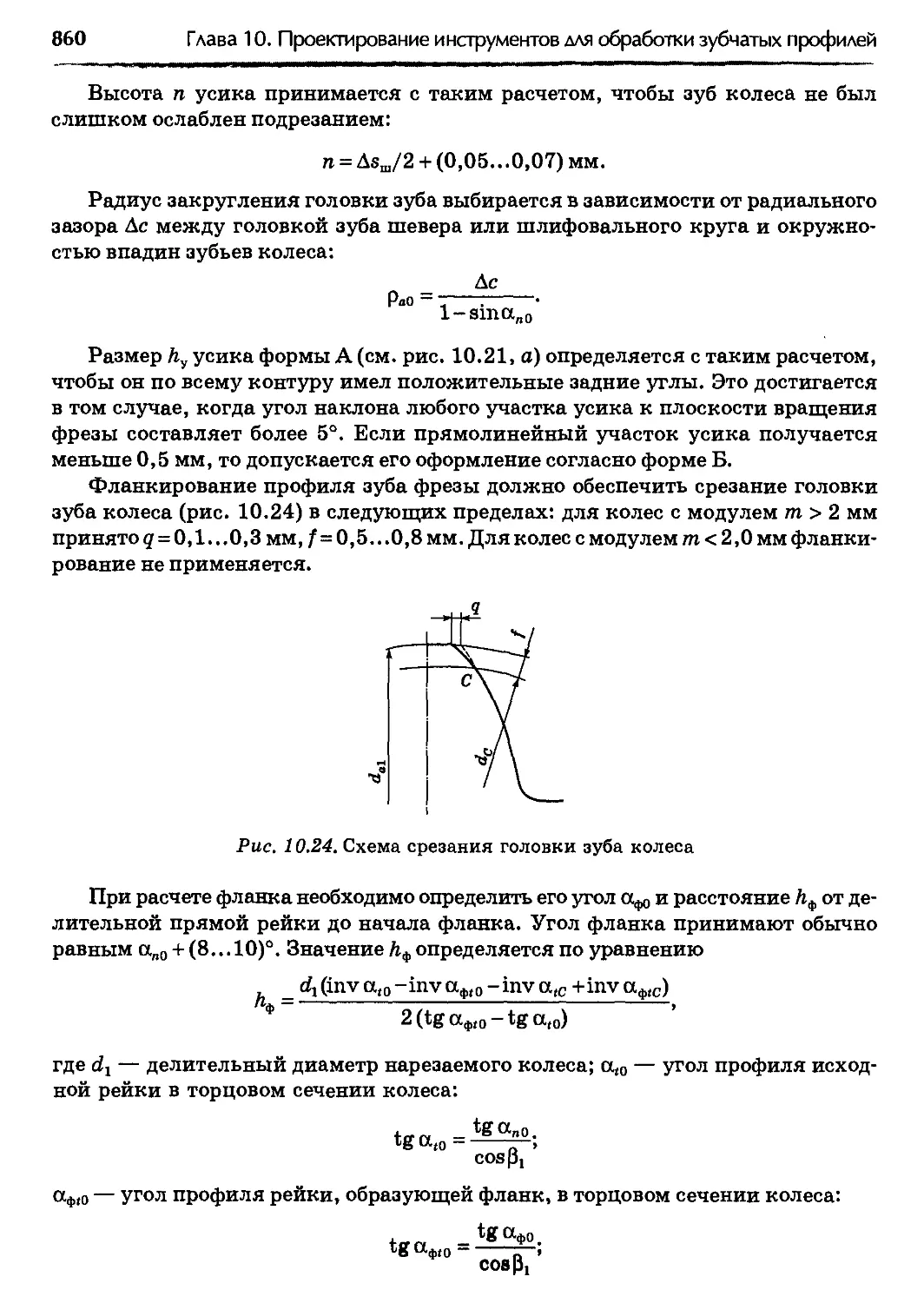
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес ..... 839
10.4.1. Расчет червячных фрез общего назначения ....... 839
10.4.2. Расчет червячных фрез для нарезания колес
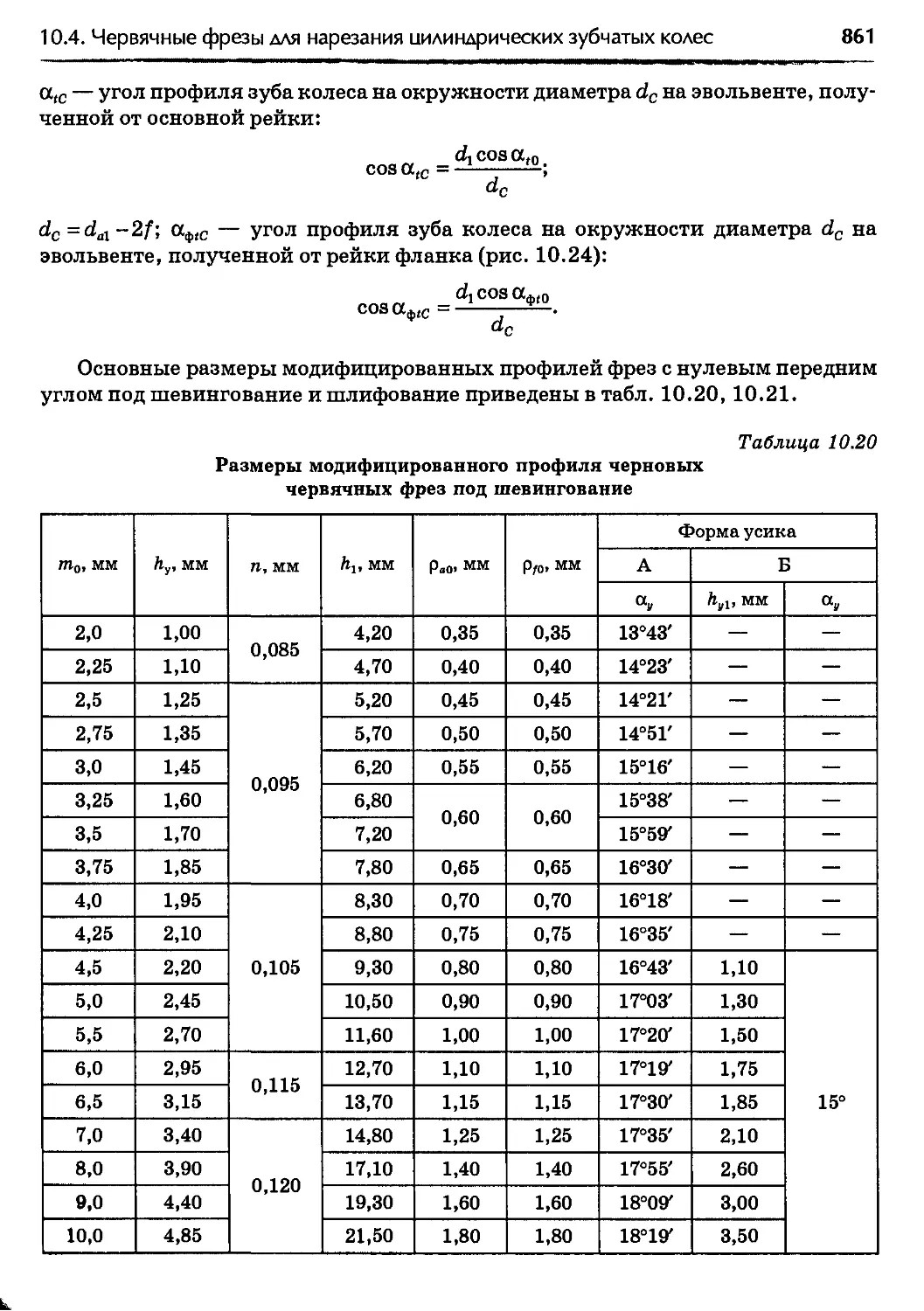
под шевингование и шлифование .......................... 856
10.5. Червячные фрезы для нарезания червячных колес .......... 864
10.5.1. Основные требования к фрезам .................... 864
10.5.2. Исходные данные для расчета червячного колеса .....865
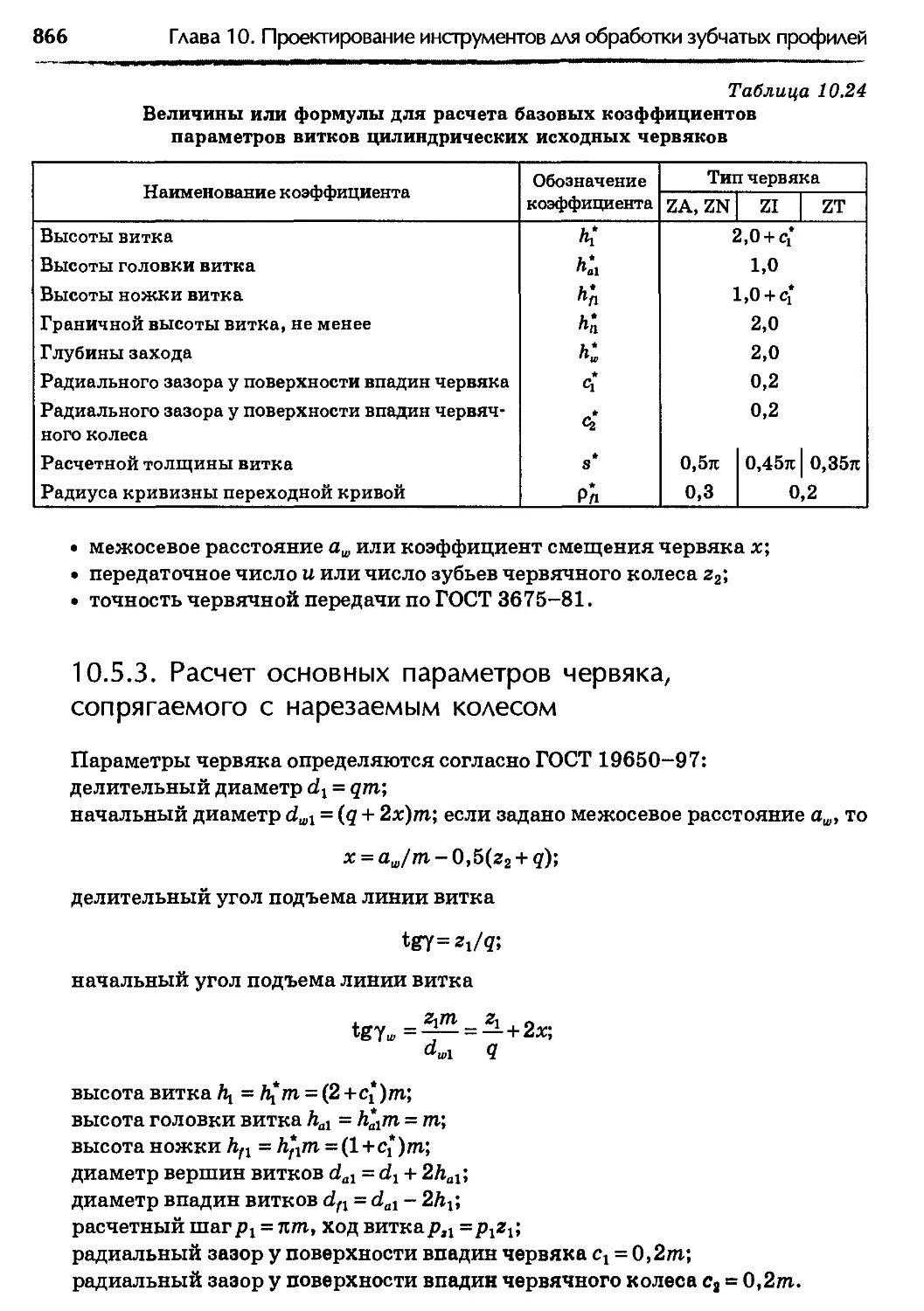
10.5.3. Расчет основных параметров червяка, сопрягаемого
с нарезаемым колесом .....................................866
10.5.4. Расчет архимедовой червячной фрезы ................867
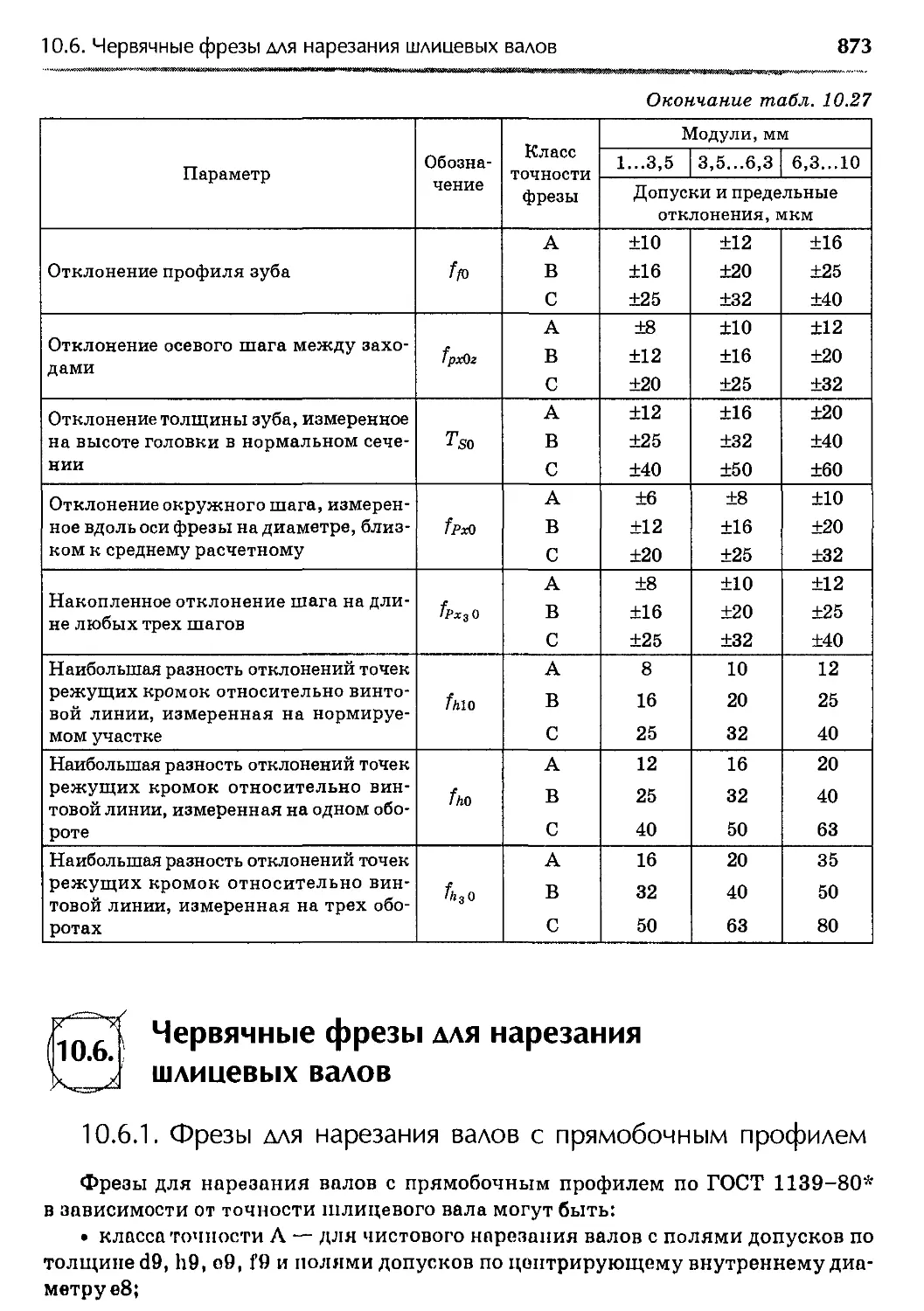
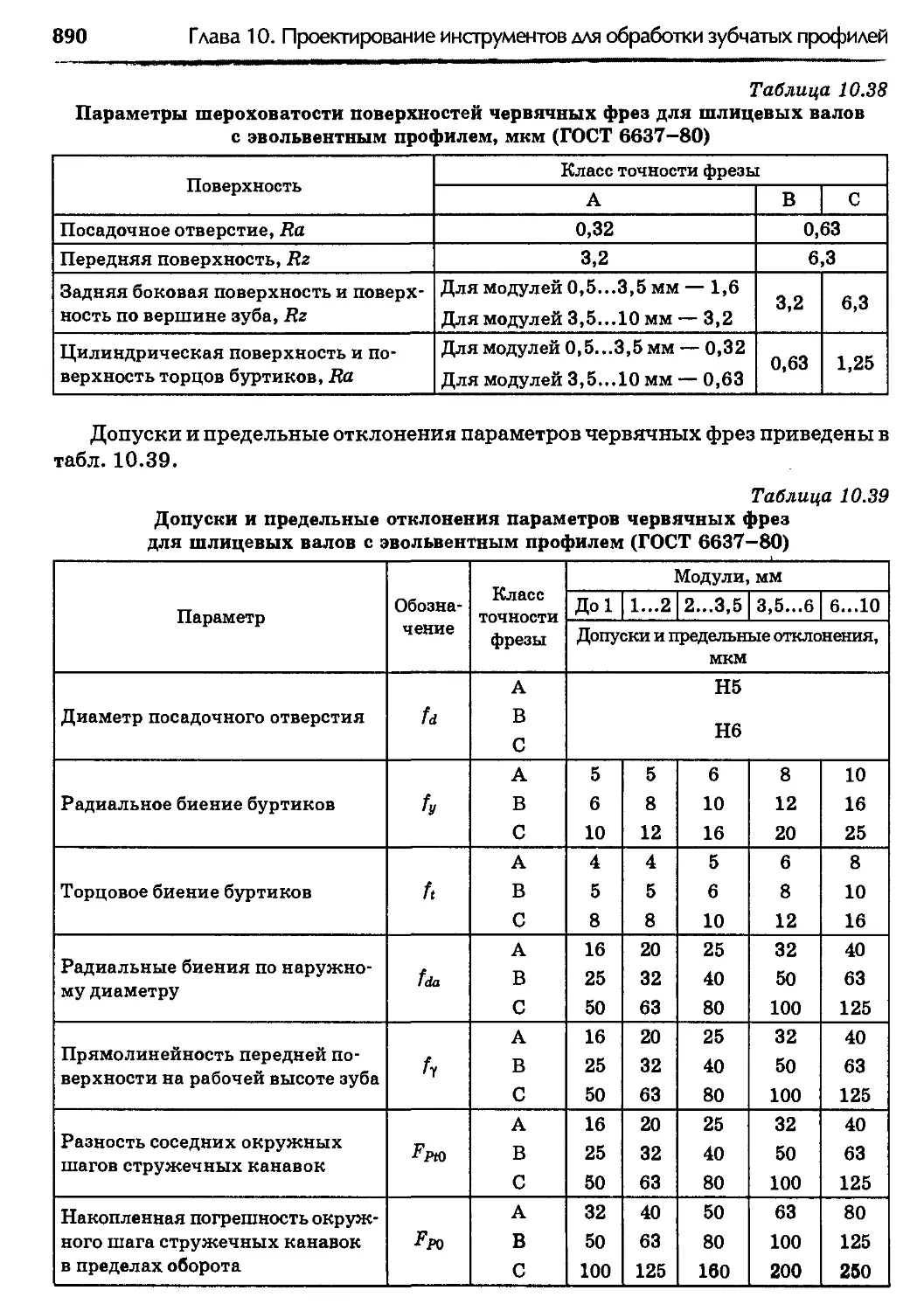
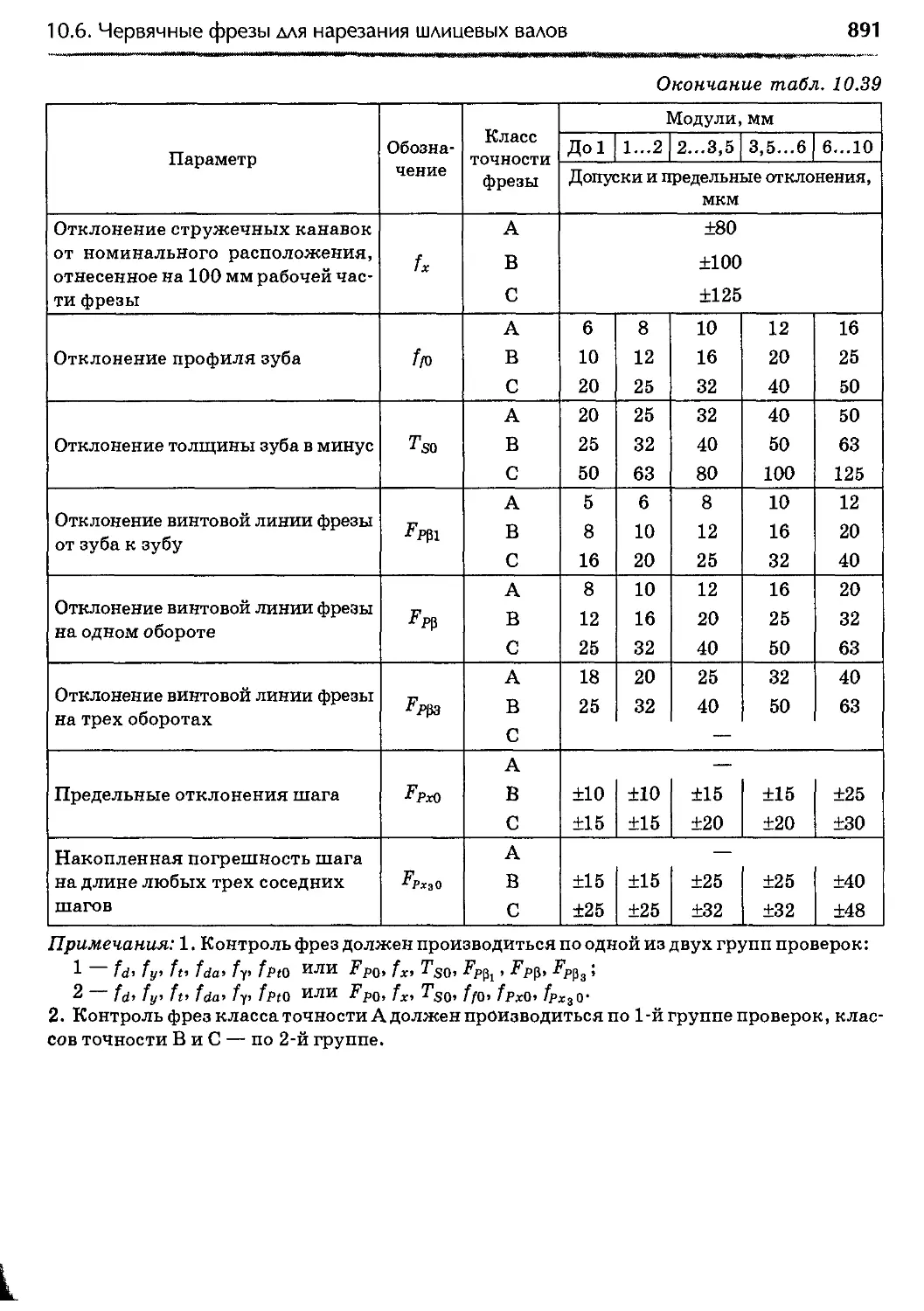
10.6. Червячные фрезы для нарезания шлицевых валов ........... 873
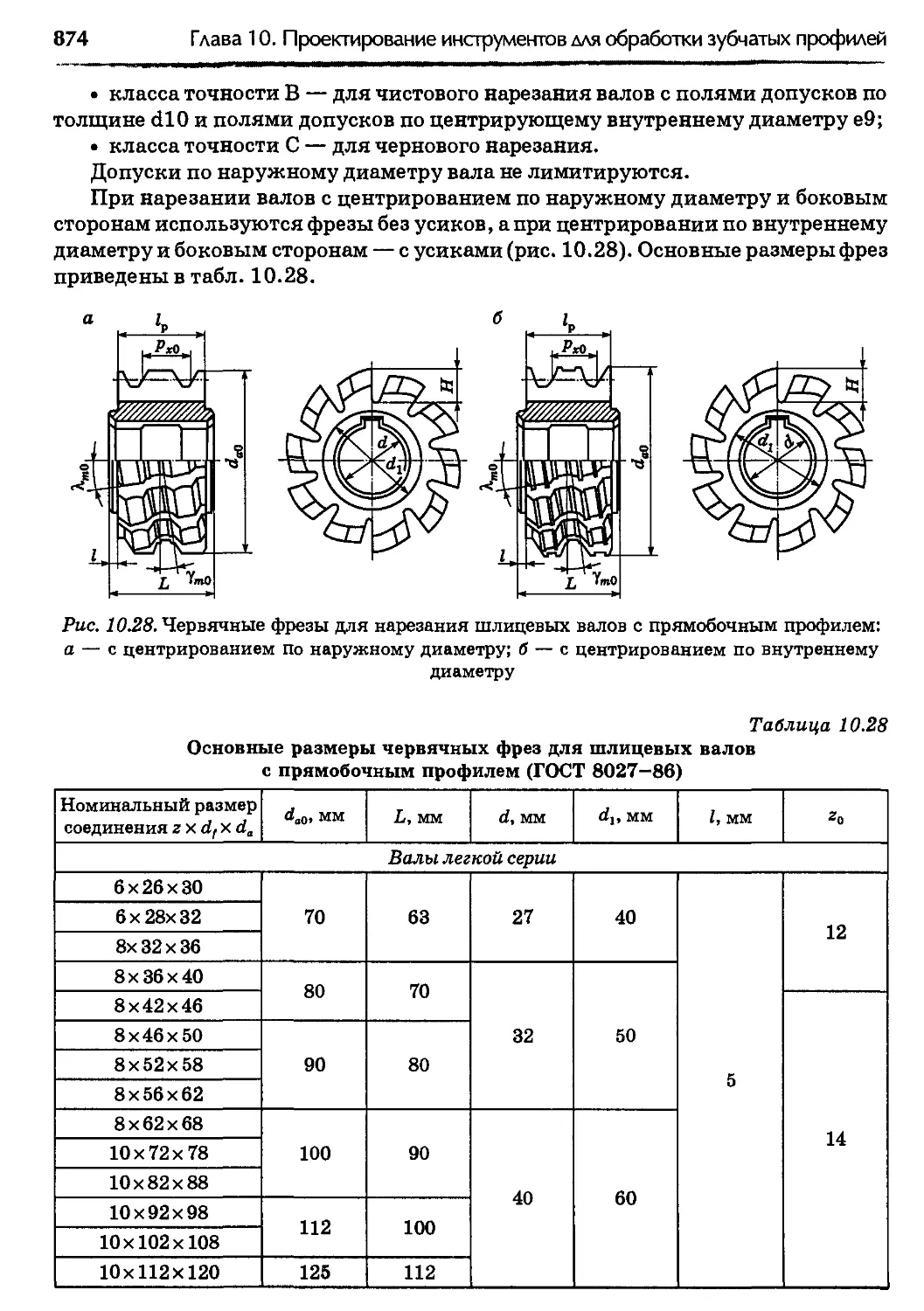
10.6.1. Фрезы для нарезания валов с прямобочным профилем ..873
10.6.2. Фрезы для нарезания валов с эвольвентным профилем..887
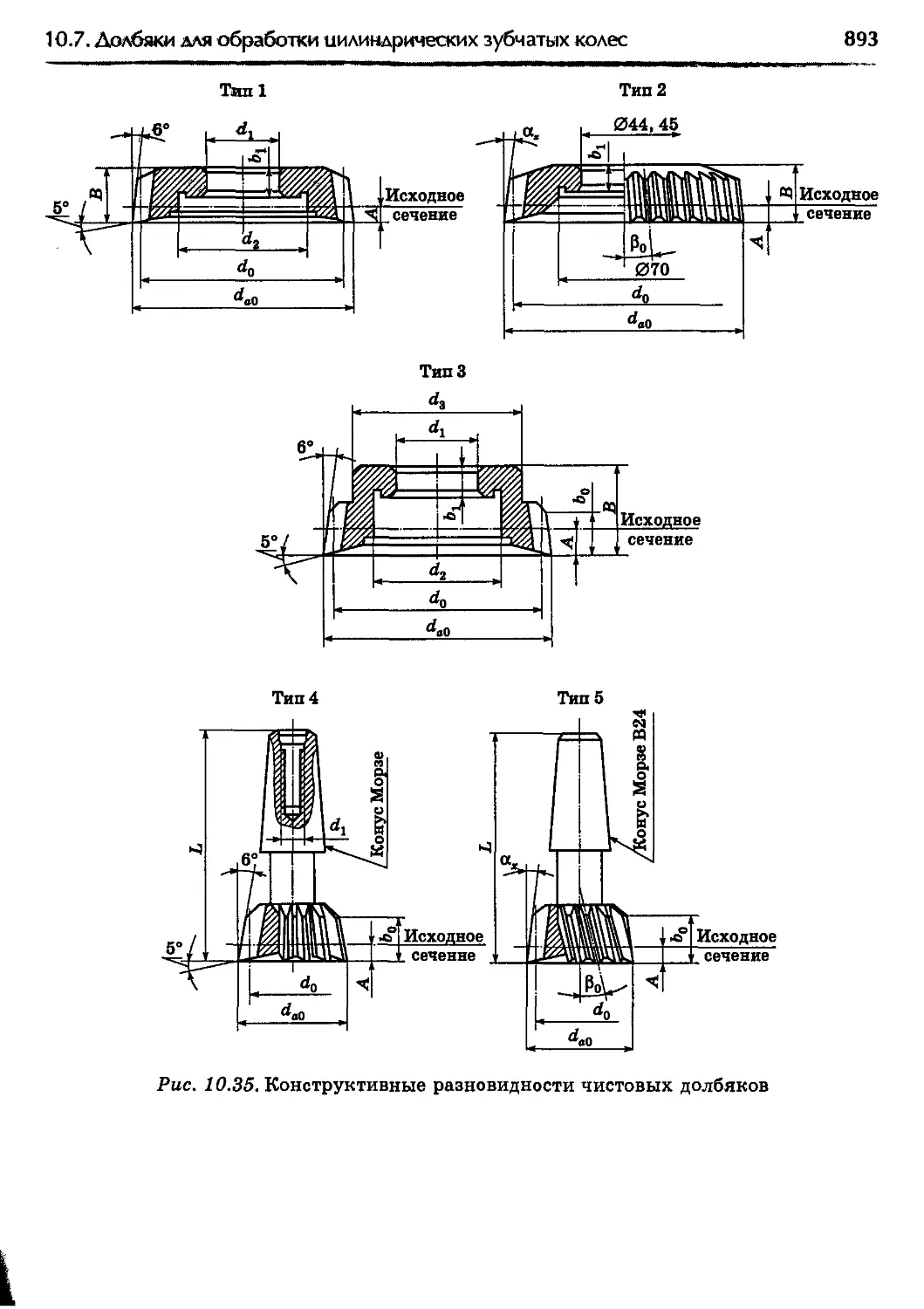
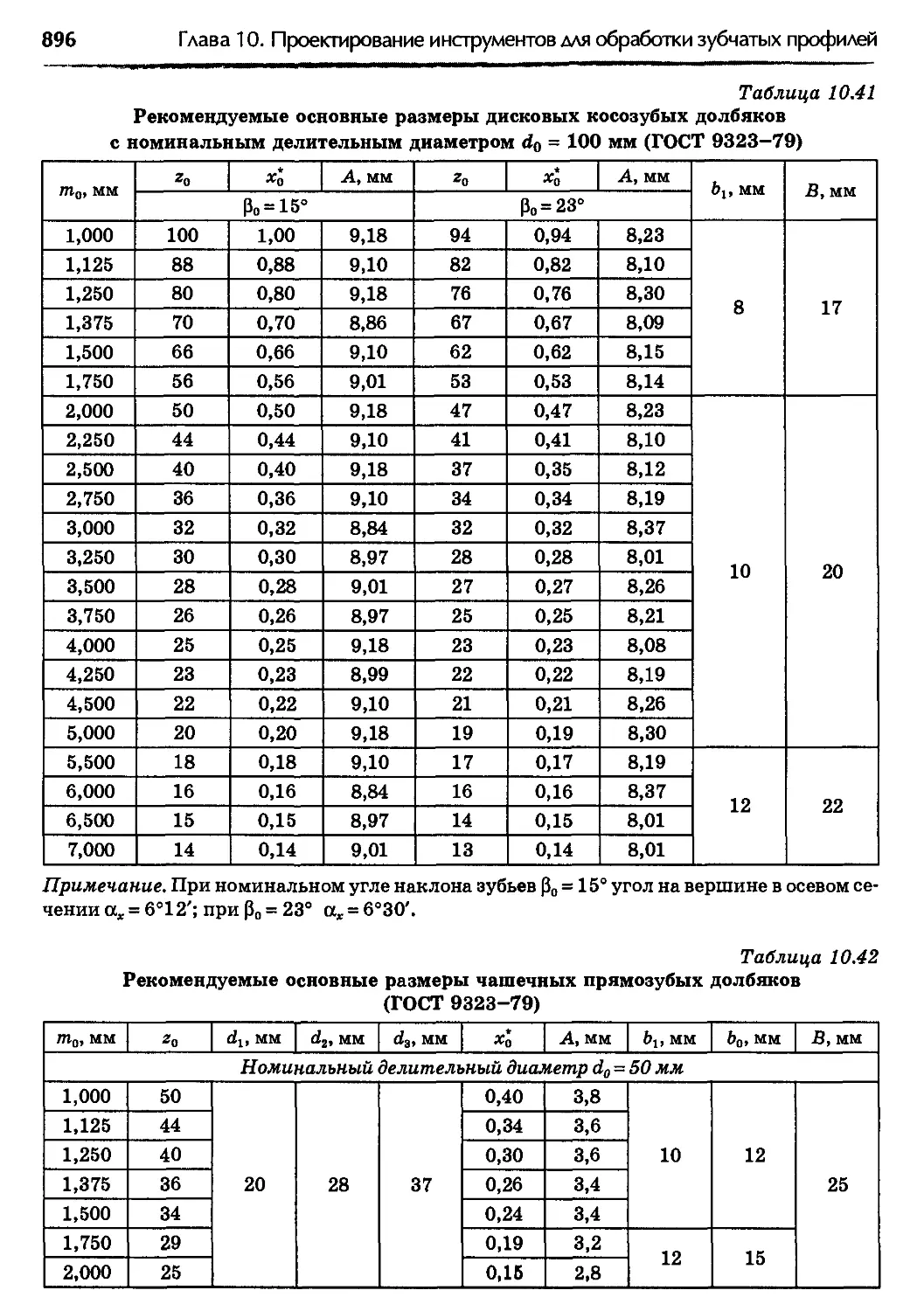
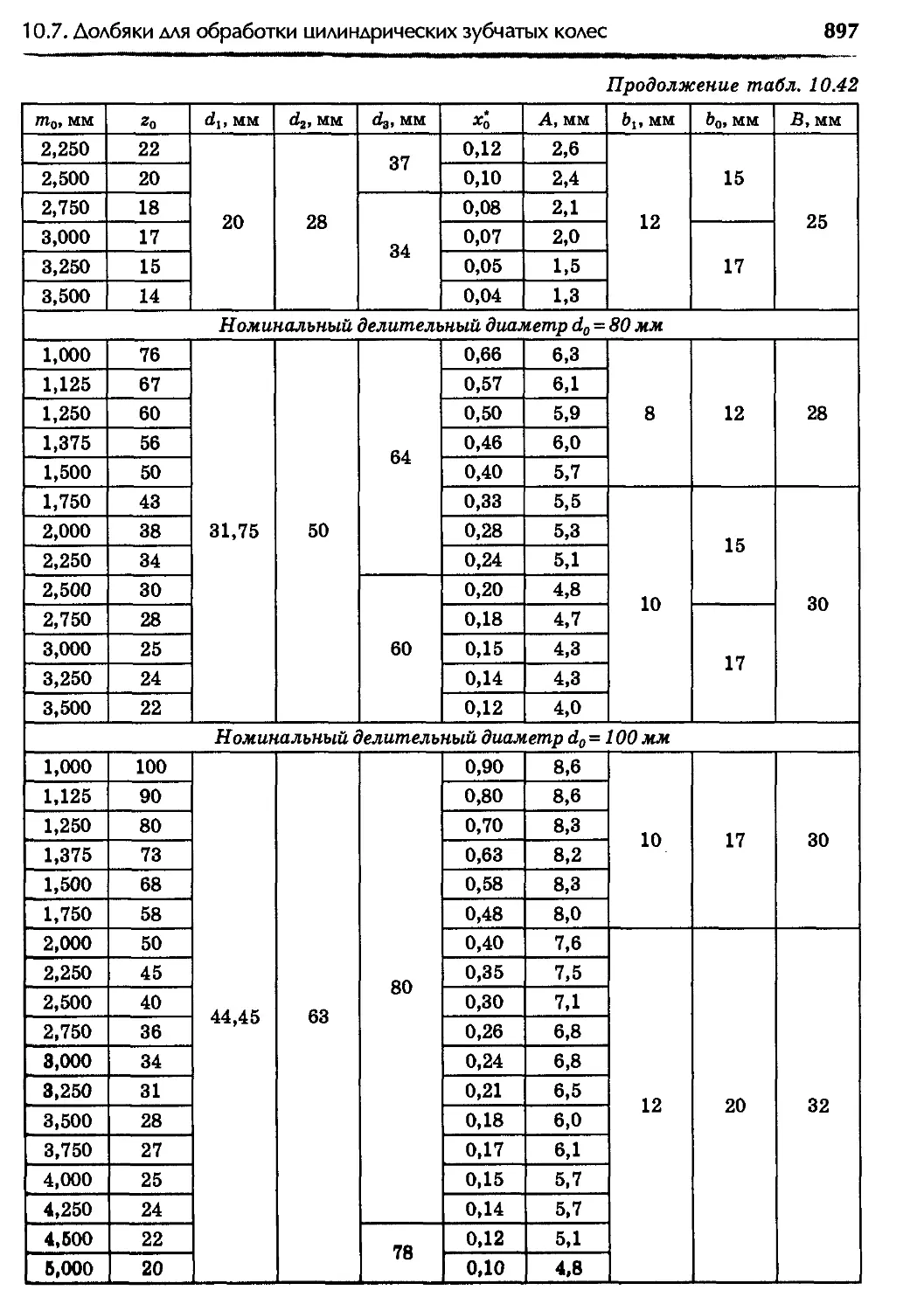
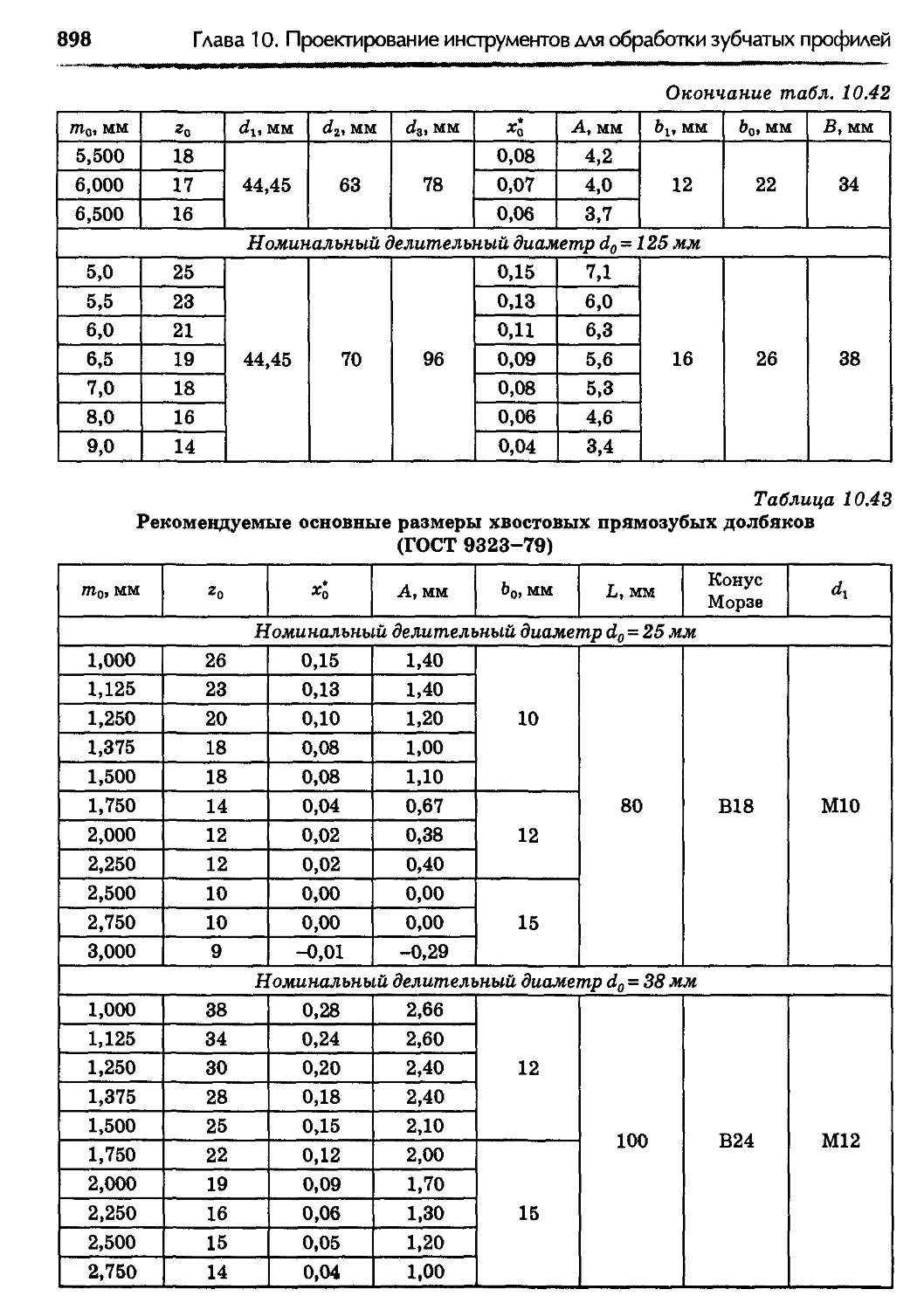
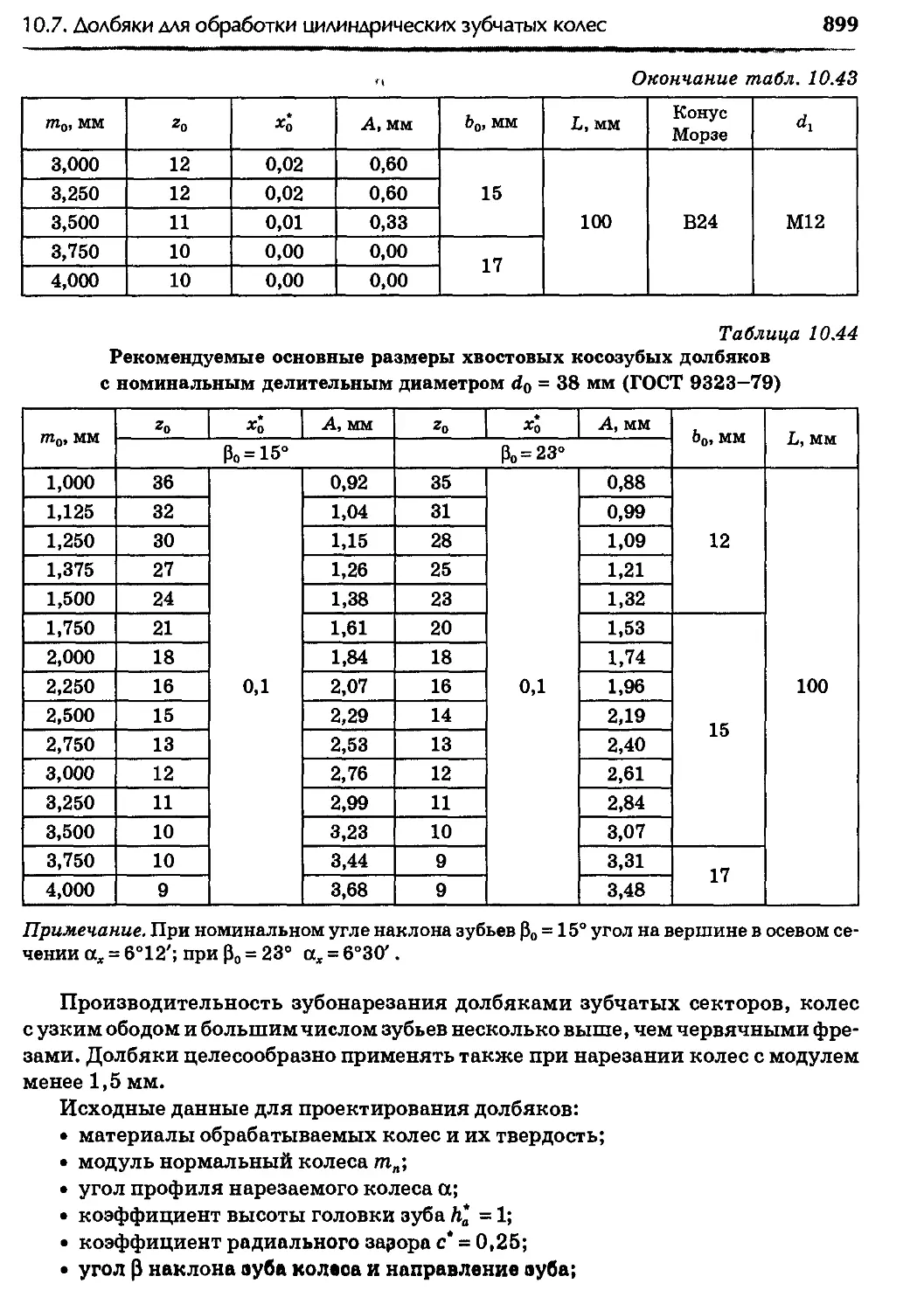
10.7. Долбяки для обработки цилиндрических зубчатых колес.......892
10.7.1. Назначение и области применения долбяков...........892
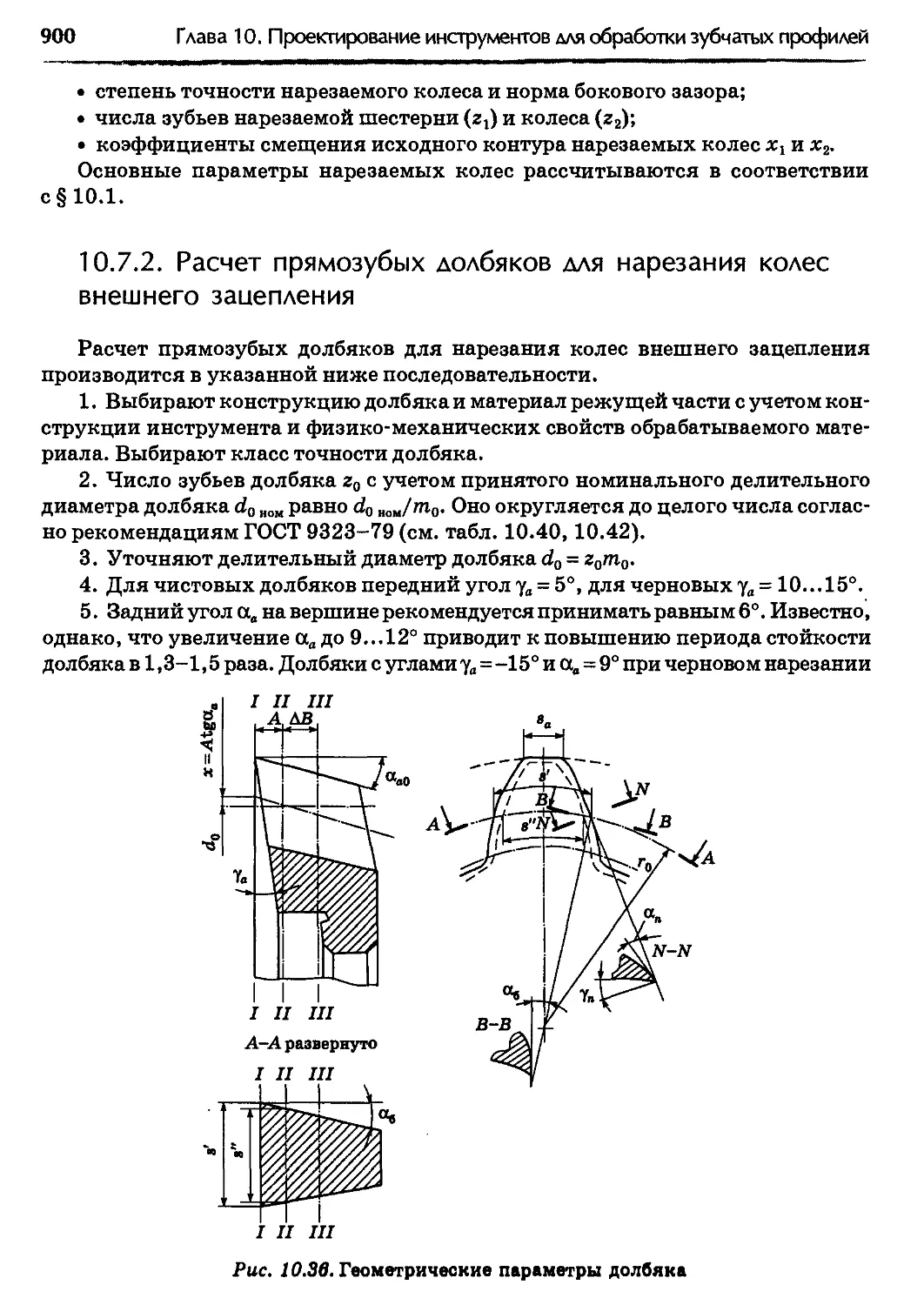
10.7.2. Расчет прямозубых долбяков для нарезания колес
внешнего зацепления ........................................900
10.7.3. Расчет косозубых долбяков для нарезания колес
внешнего зацепления ......................................909
10.7.4. Расчет прямозубых долбяков для нарезания колес
внутреннего зацепления ...................................913
8
Оглавление
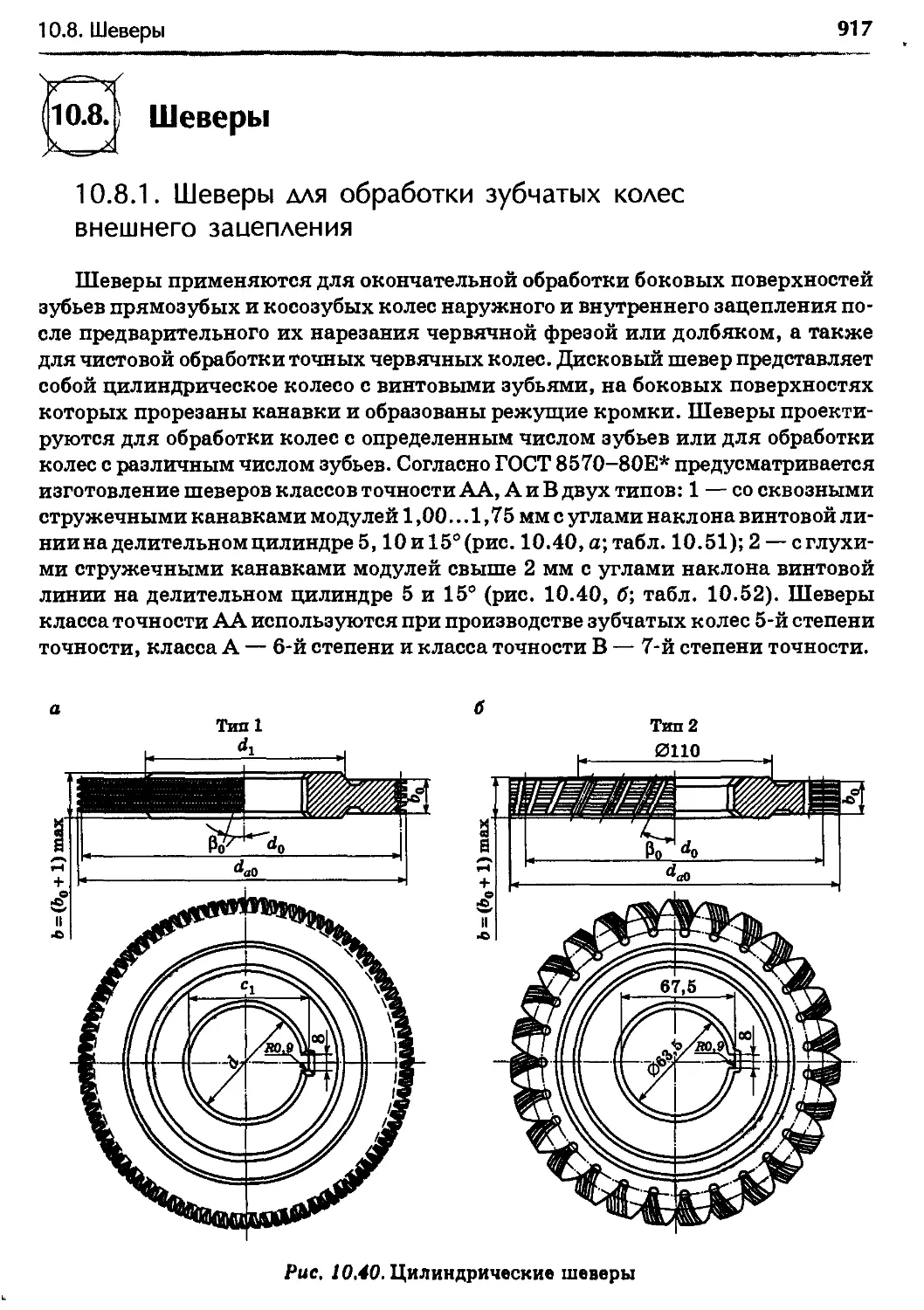
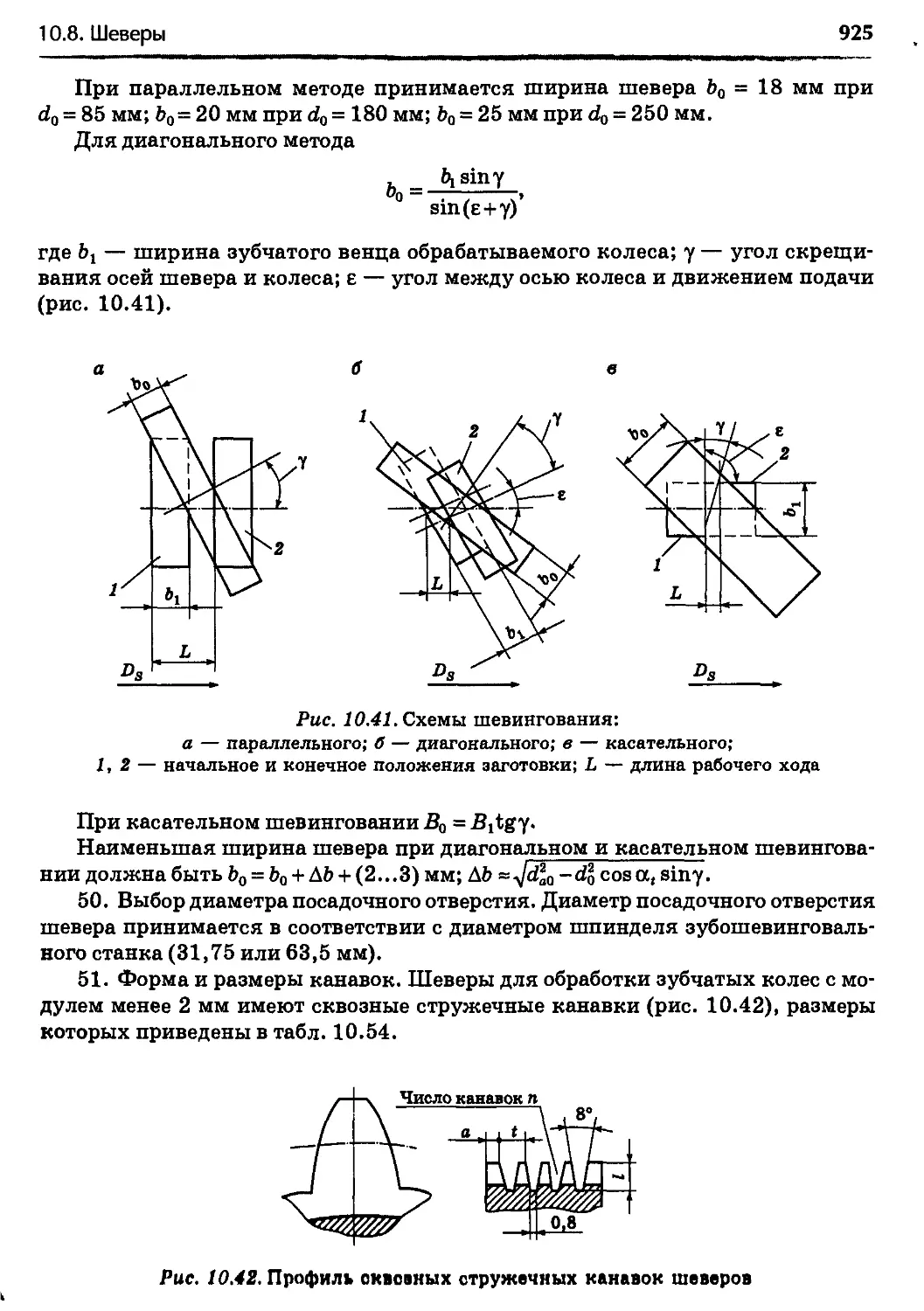
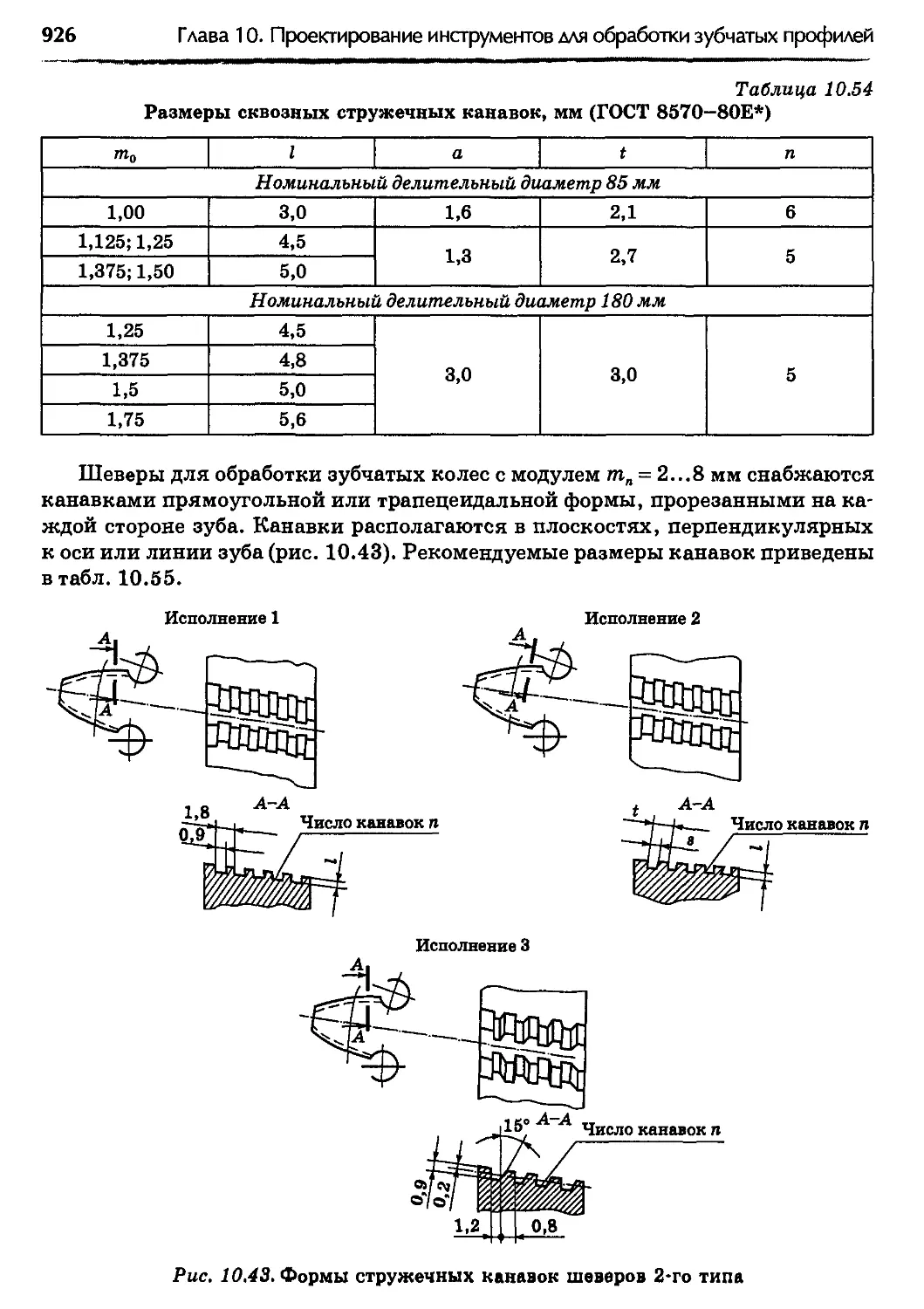
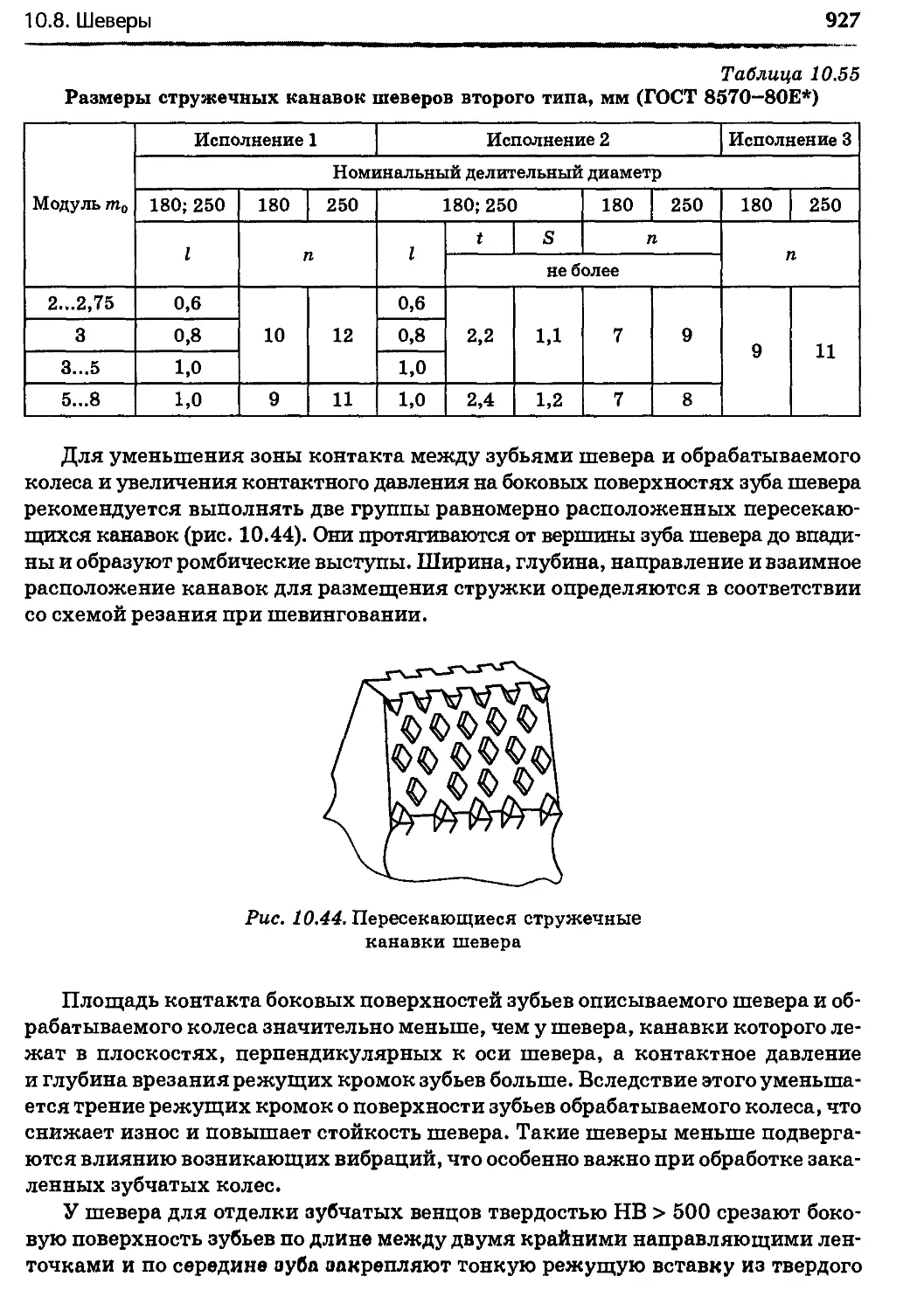
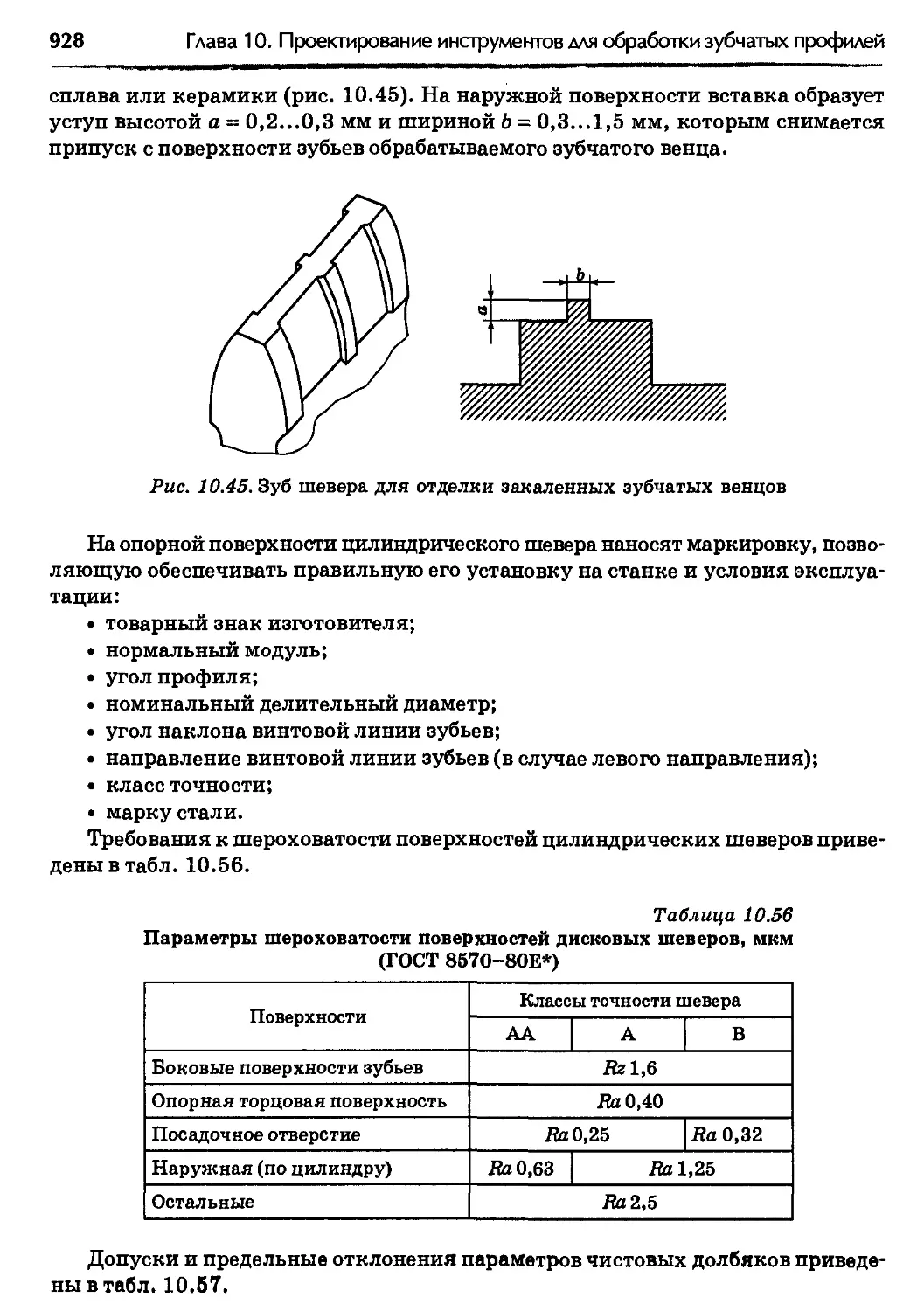
10.8. Шеверы......................................................917
10.8.1. Шеверы для обработки зубчатых колес внешнего
зацепления..............................................917
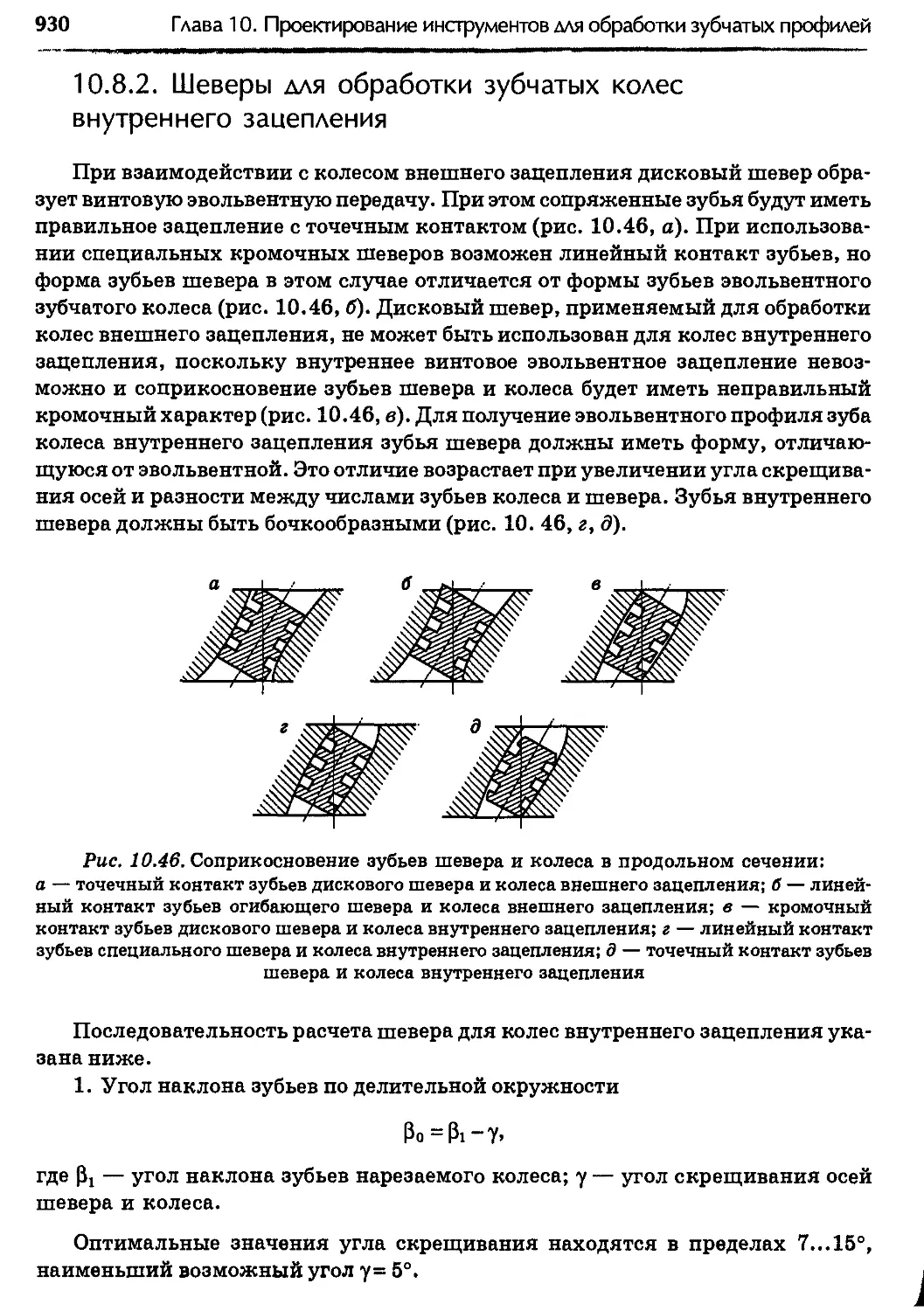
10.8.2. Шеверы для обработки зубчатых колес внутреннего
зацепления..............................................930
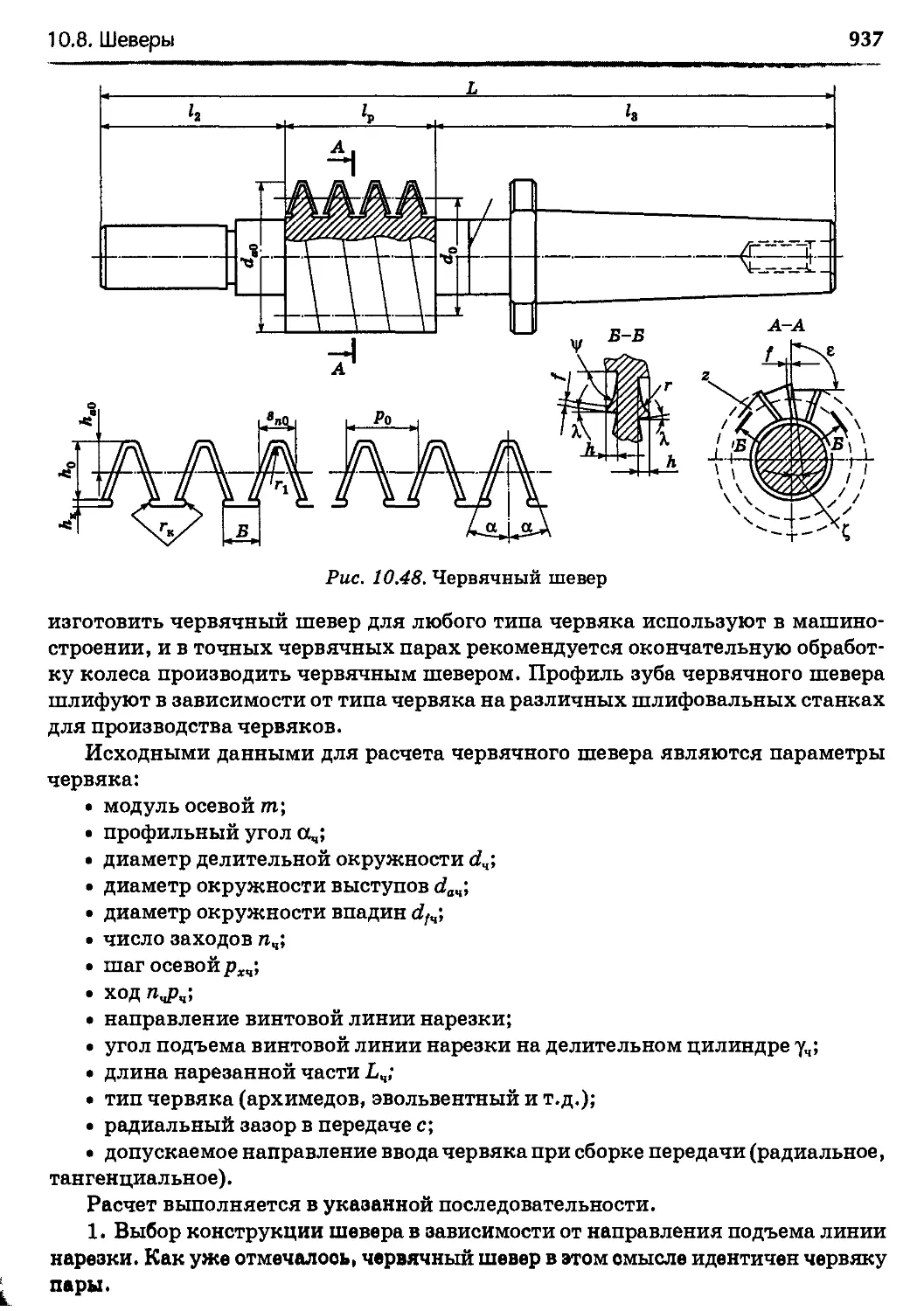
10.8.3. Шеверы для обработки червячных колес ...............936
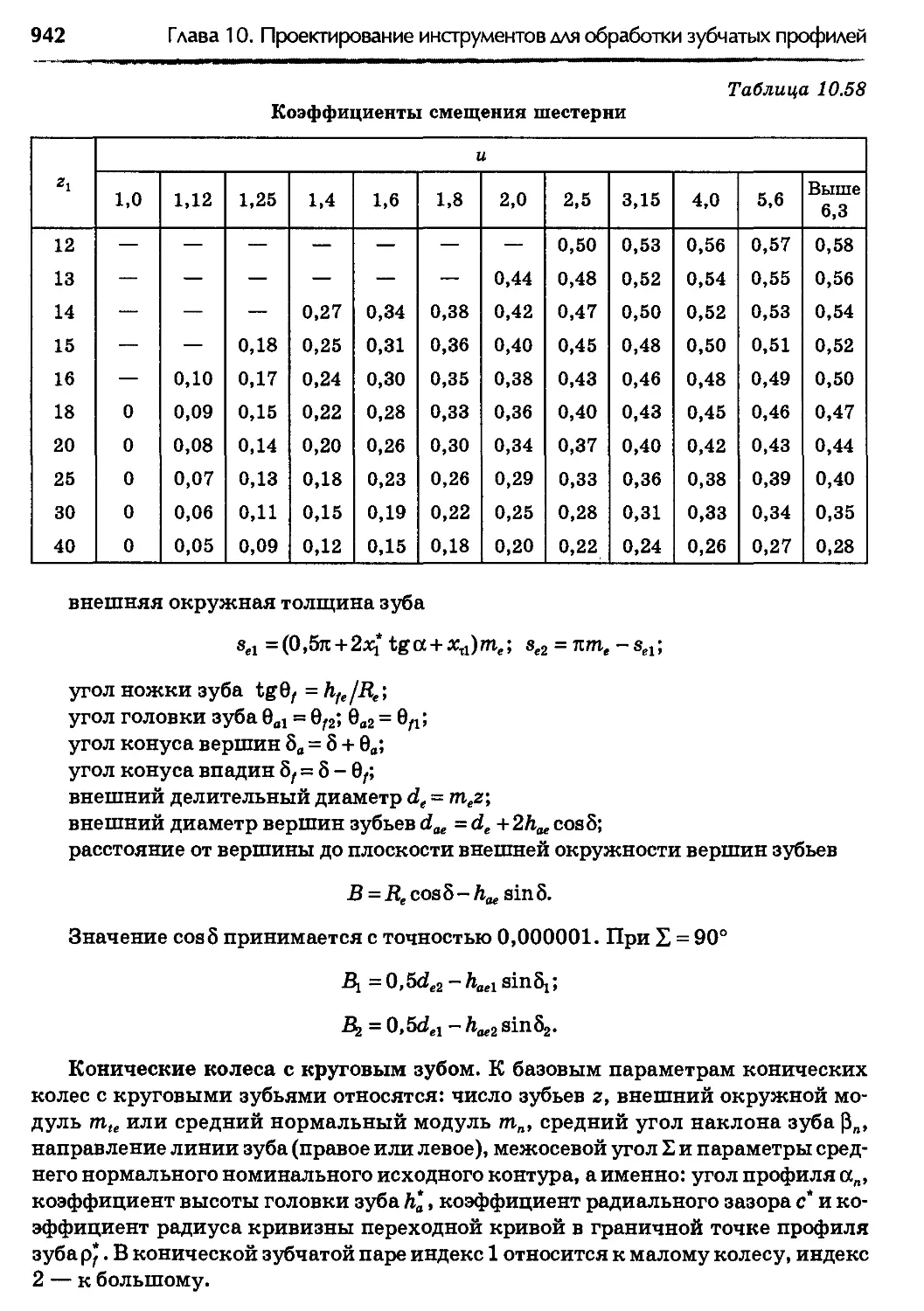
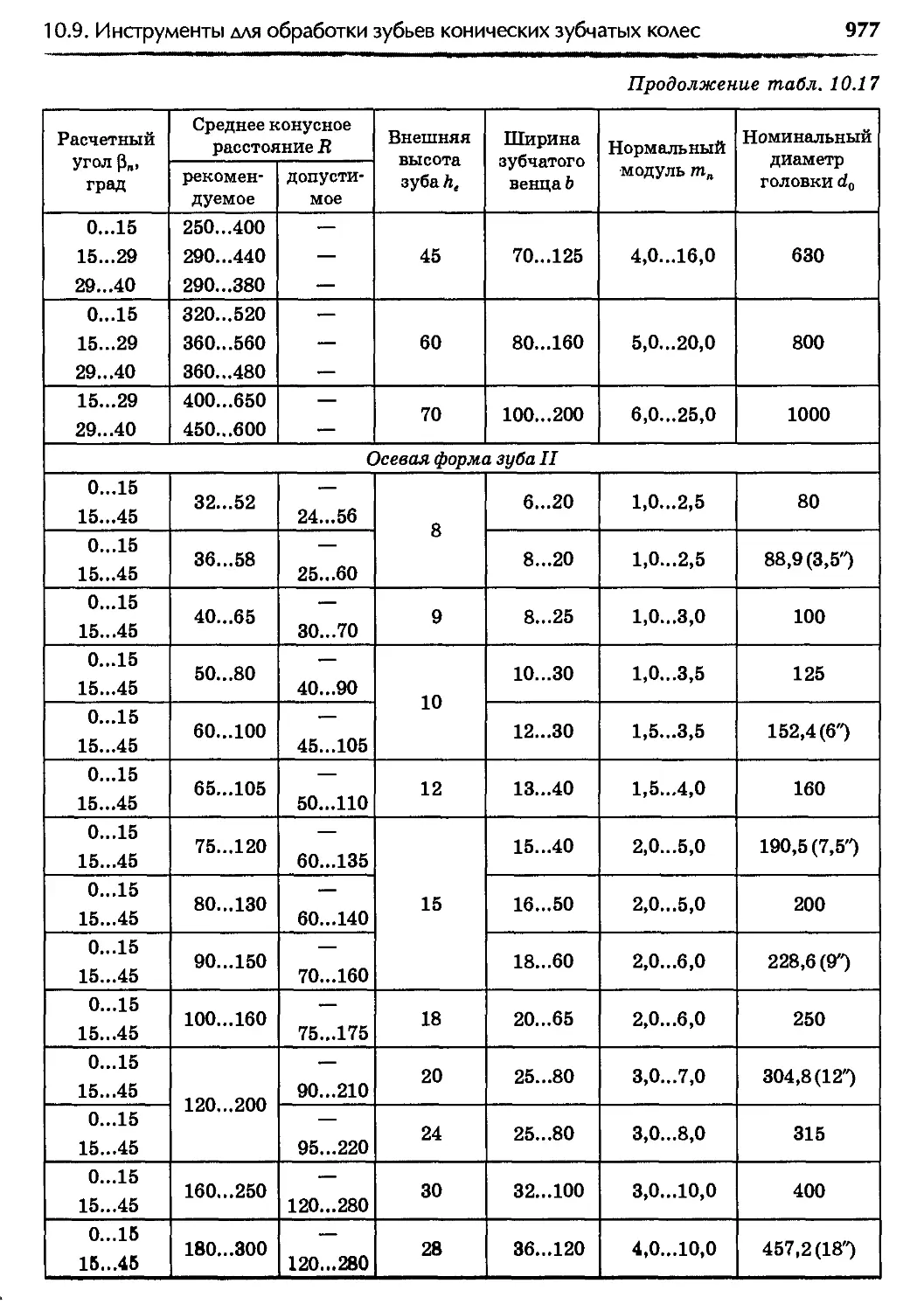
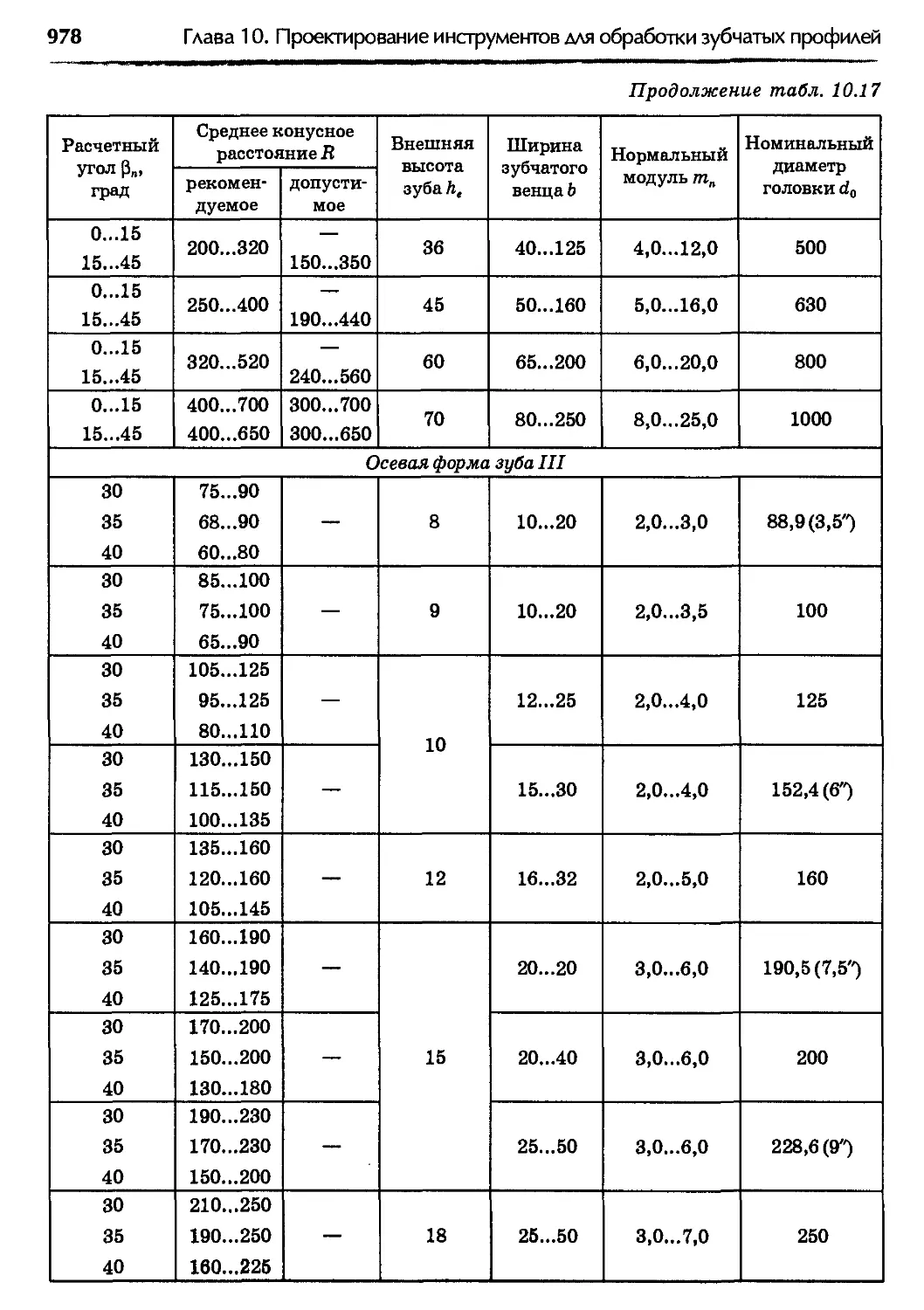
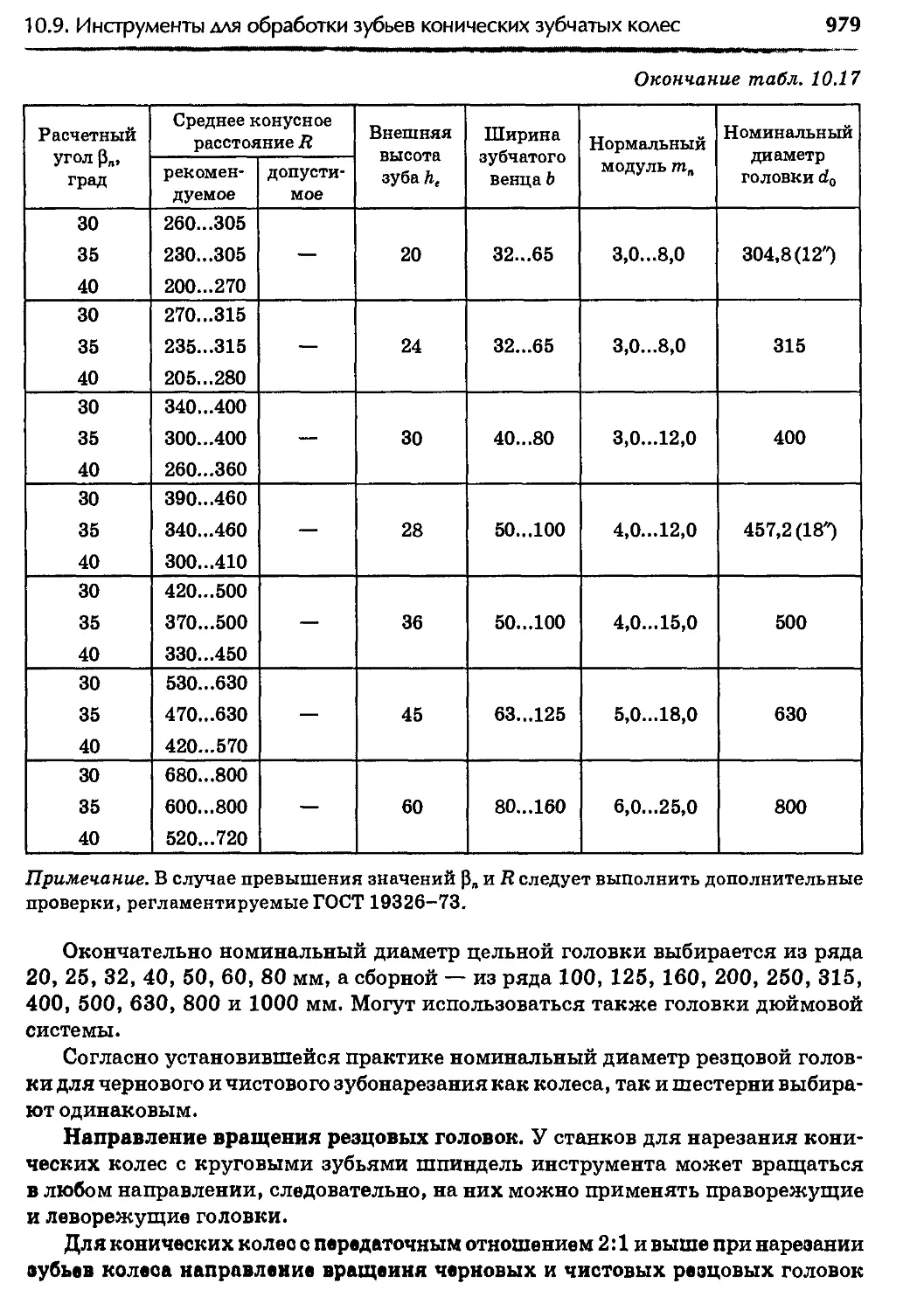
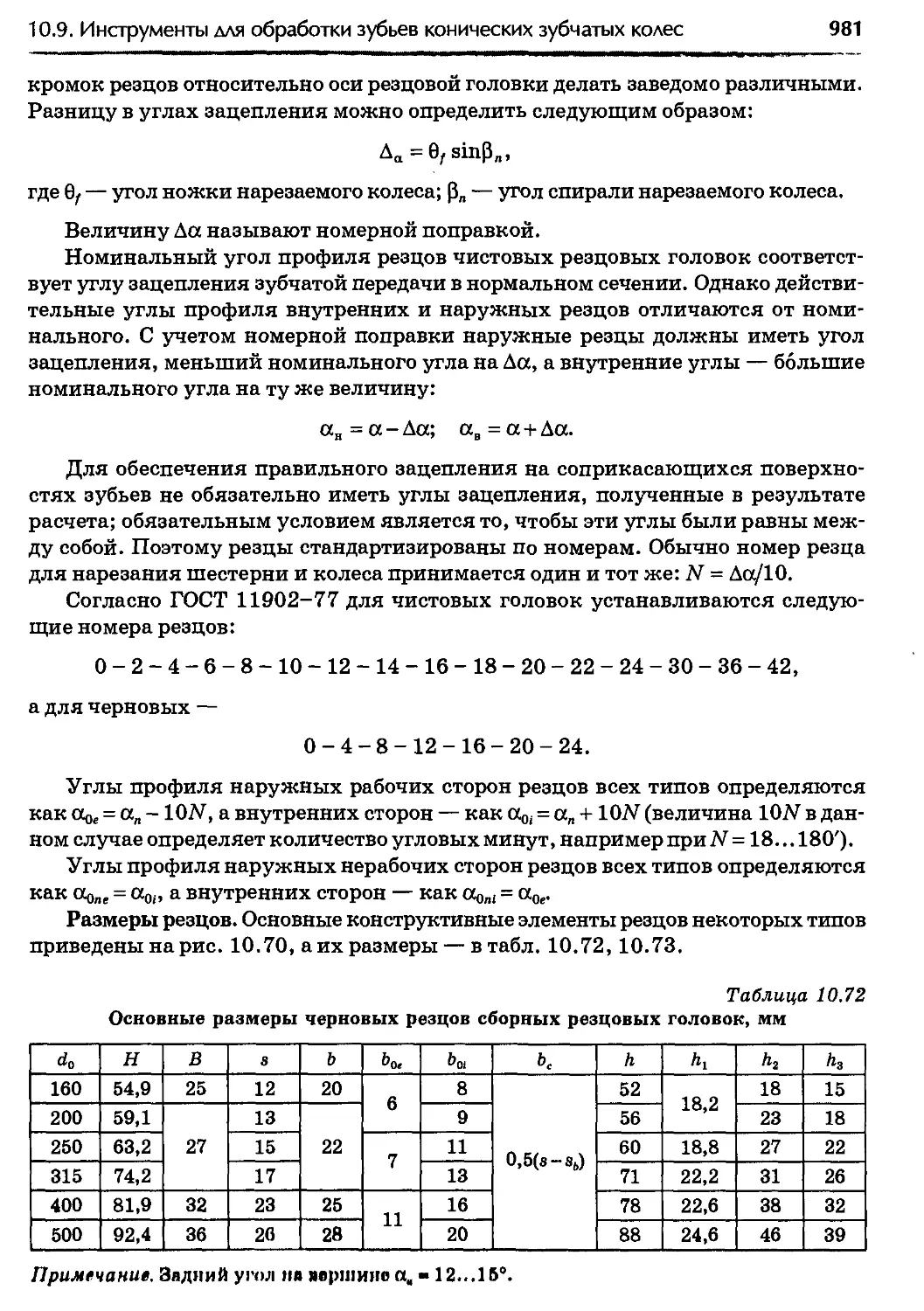
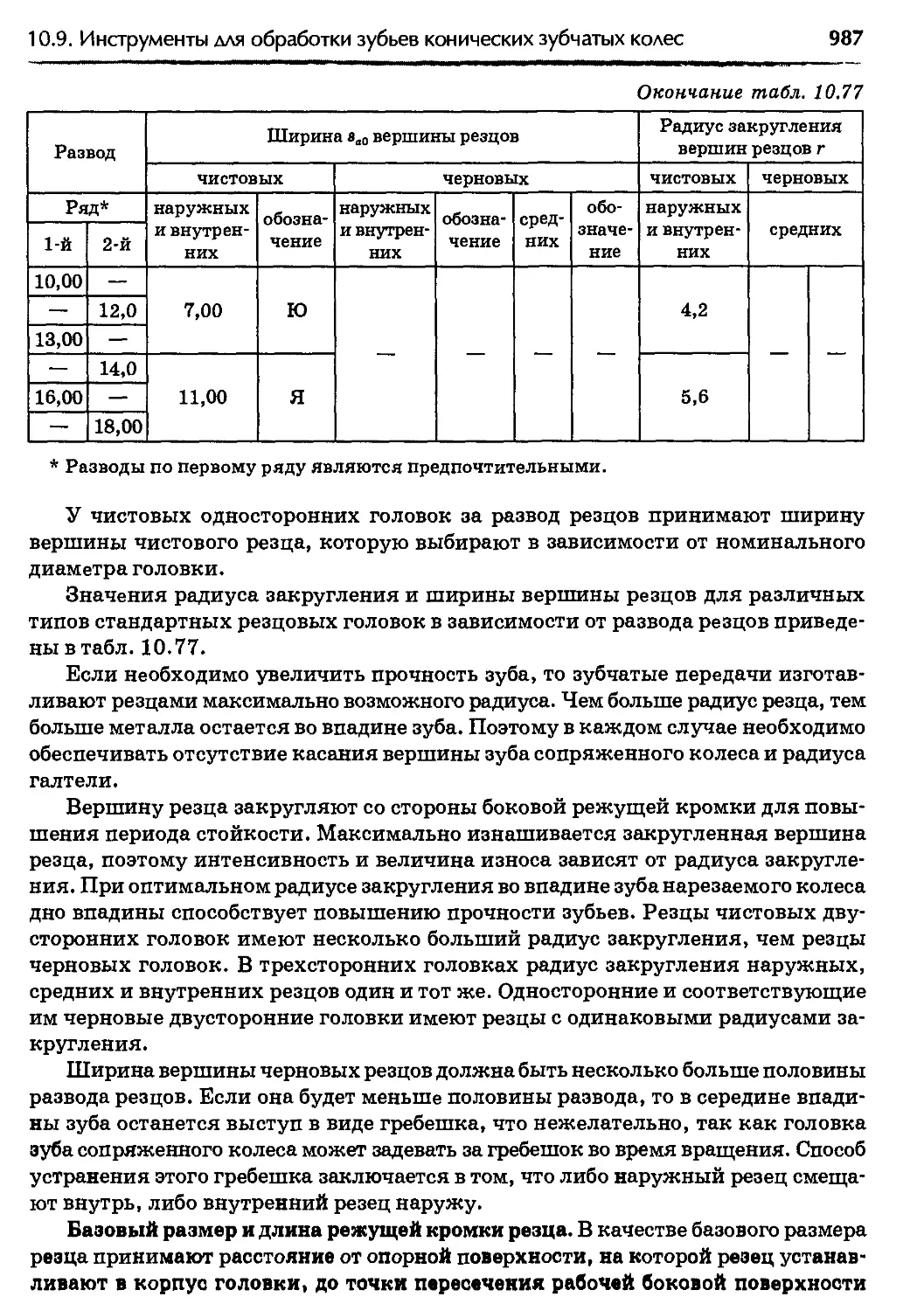
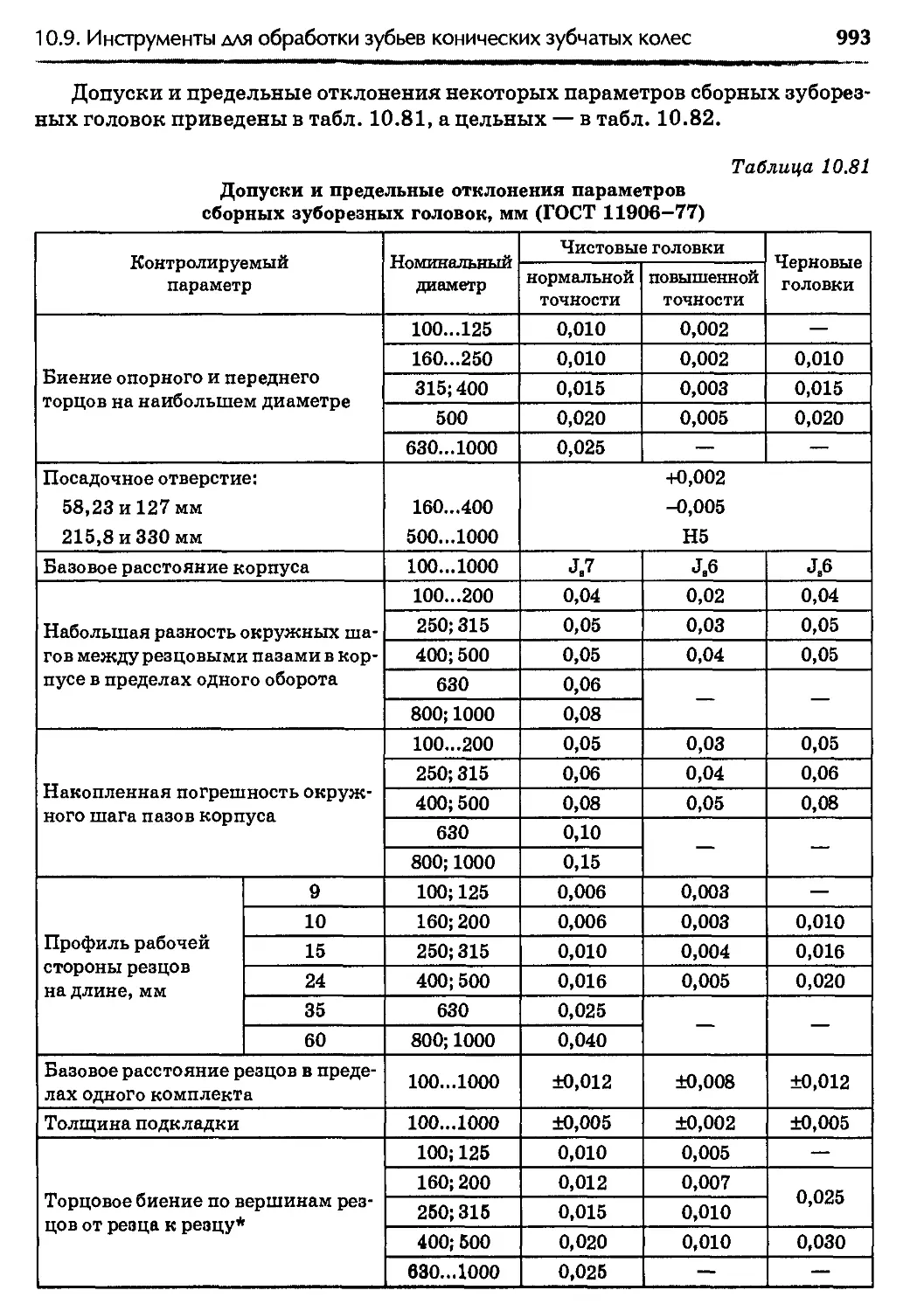
10.9. Инструменты для обработки зубьев конических зубчатых колес .940
10.9.1. Параметры конических зубчатых колес и их зацепления .... 940
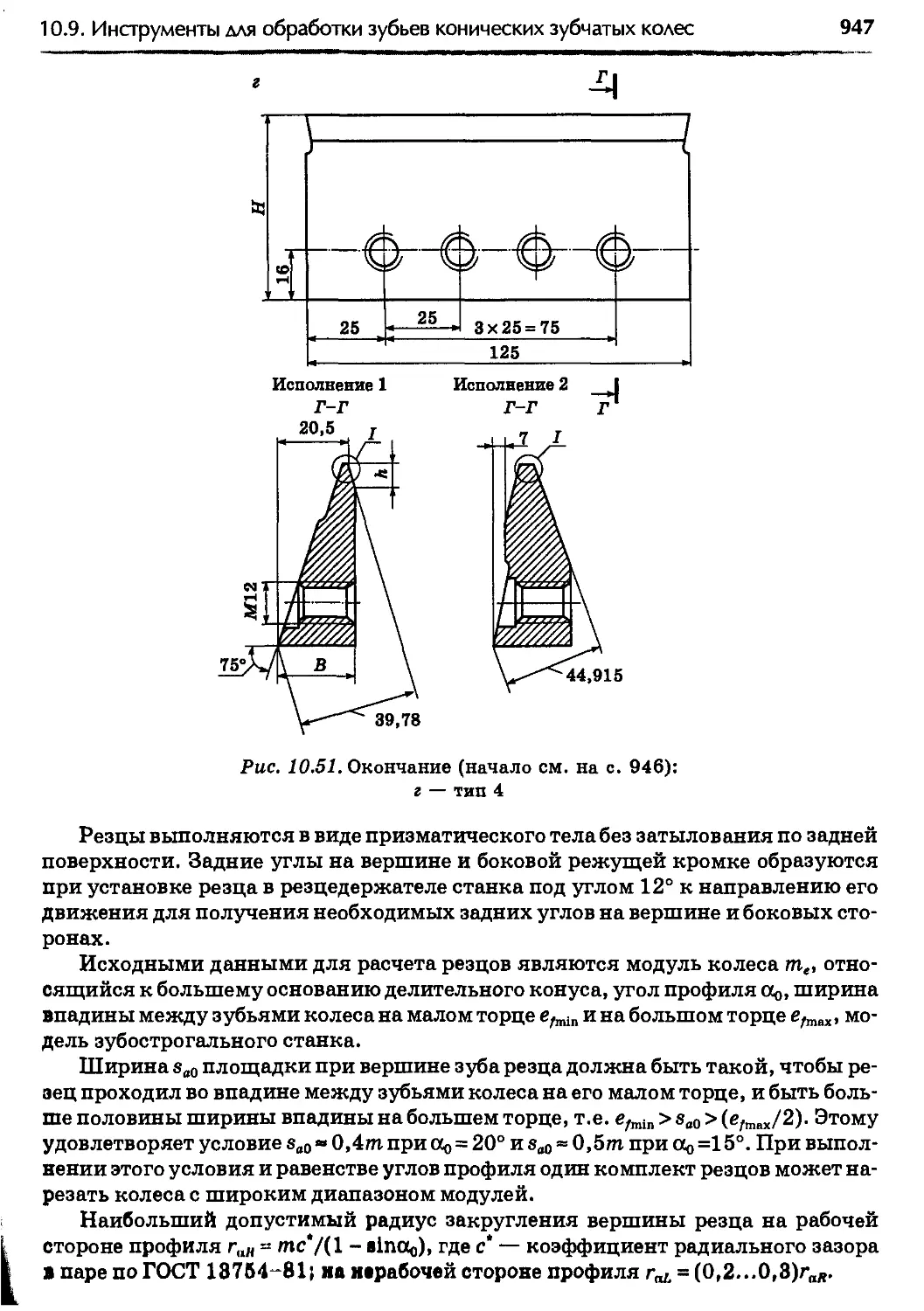
10.9.2. Зубострогальные резцы...............................945
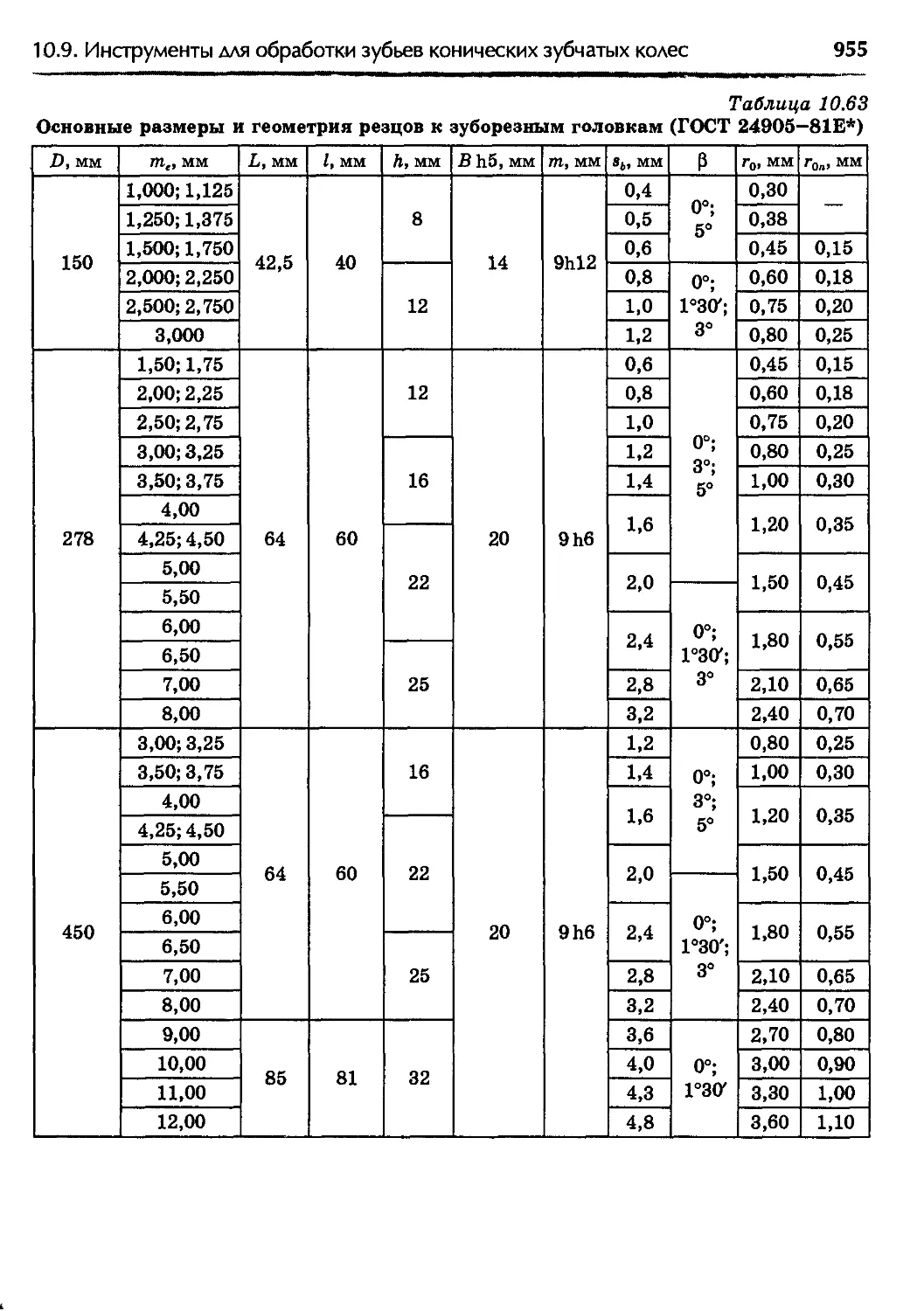
10.9.3. Зуборезные головки для прямозубых конических колес.951
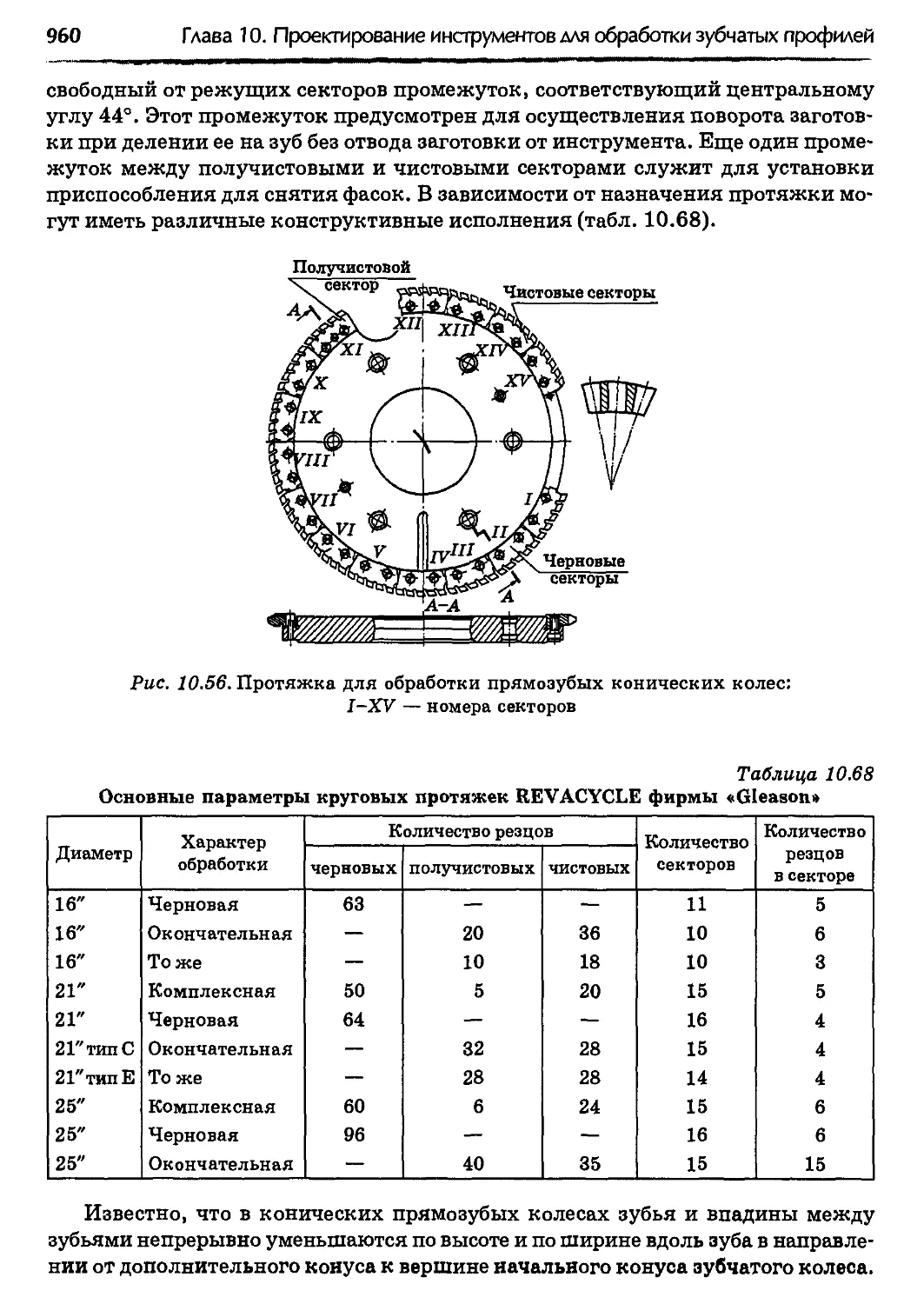
10.9.4. Круговые протяжки для прямозубых конических колес .... 957
10.9.5. Зуборезные головки для нарезания колес с круговыми
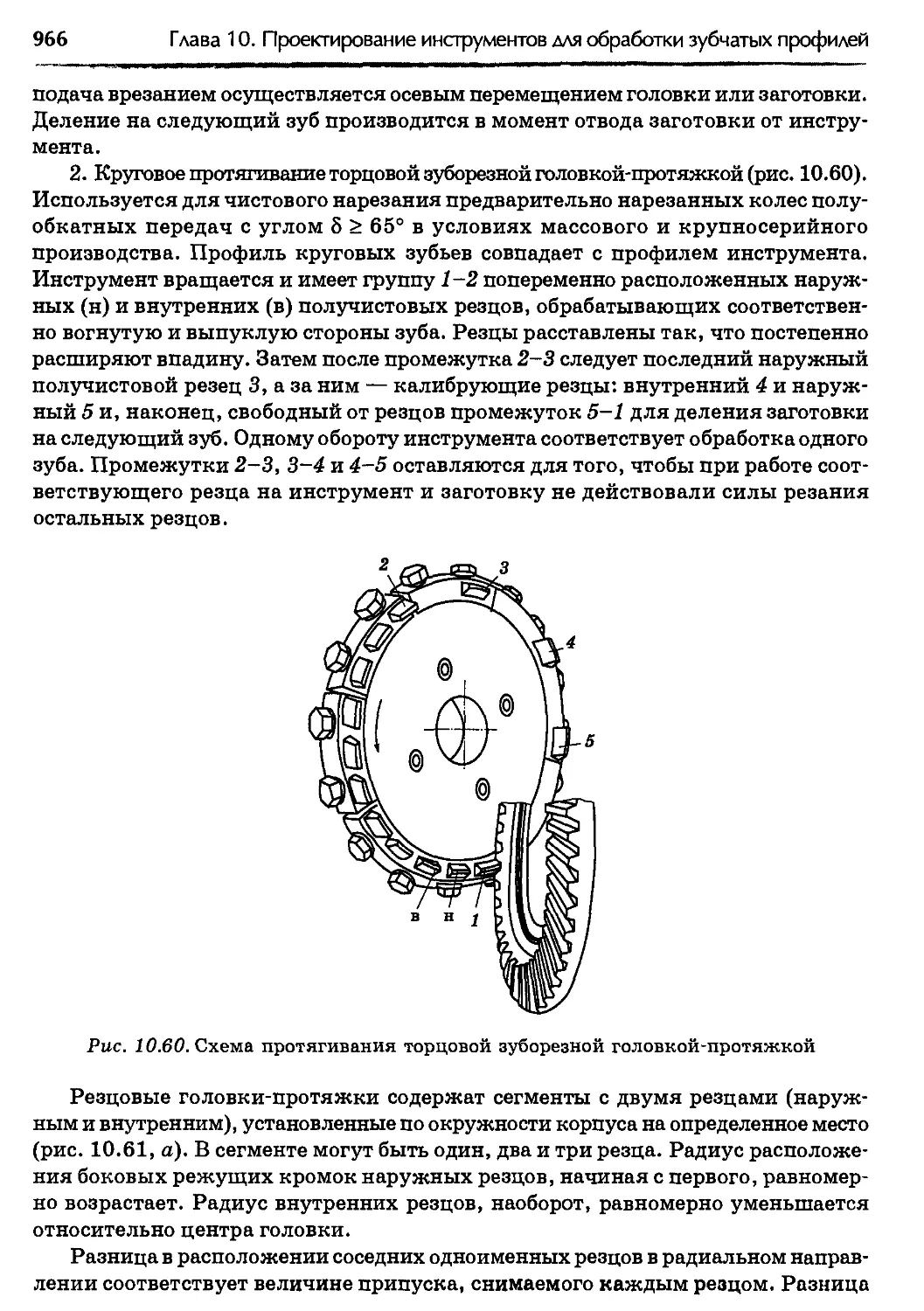
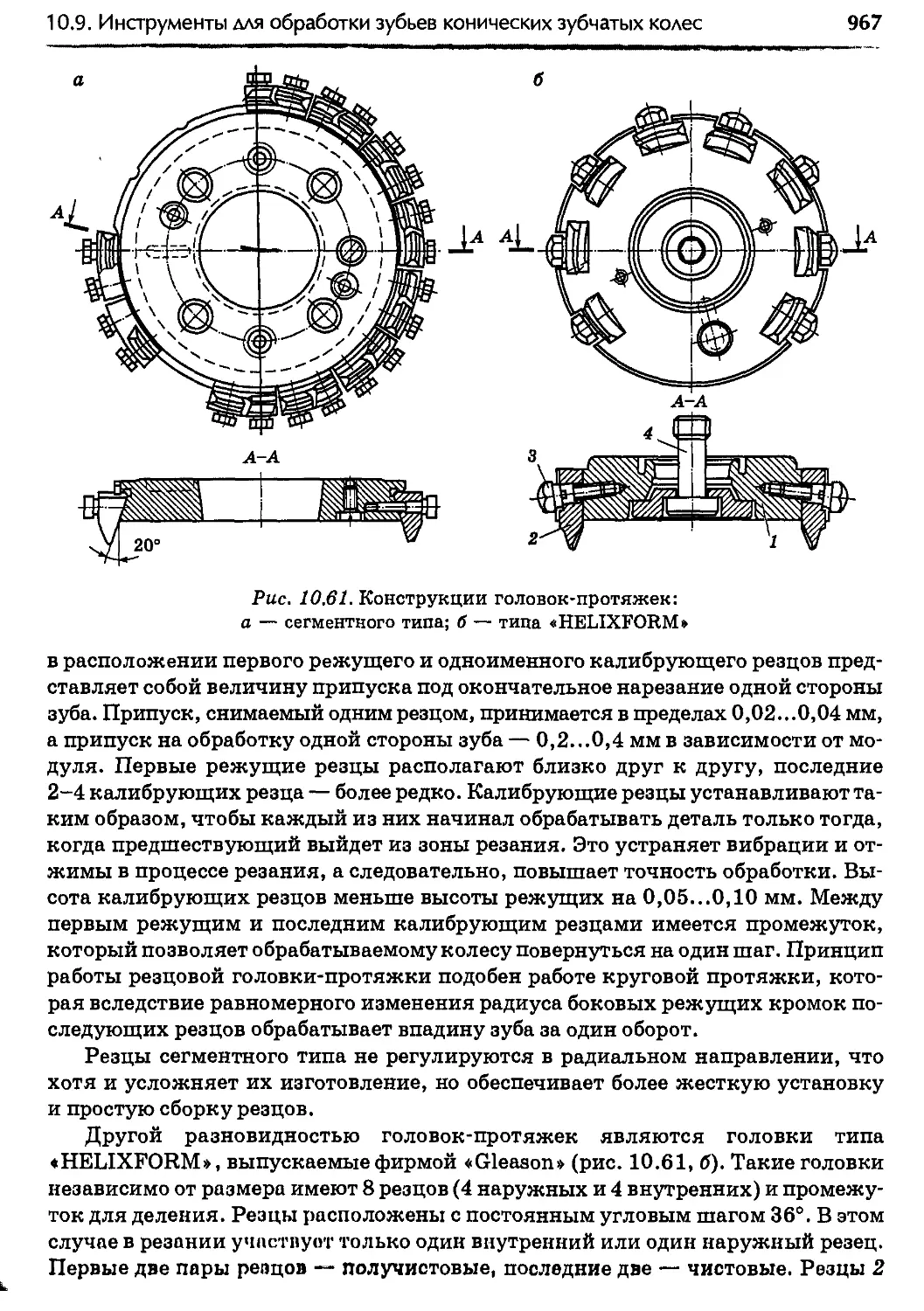
зубьями ................................................965
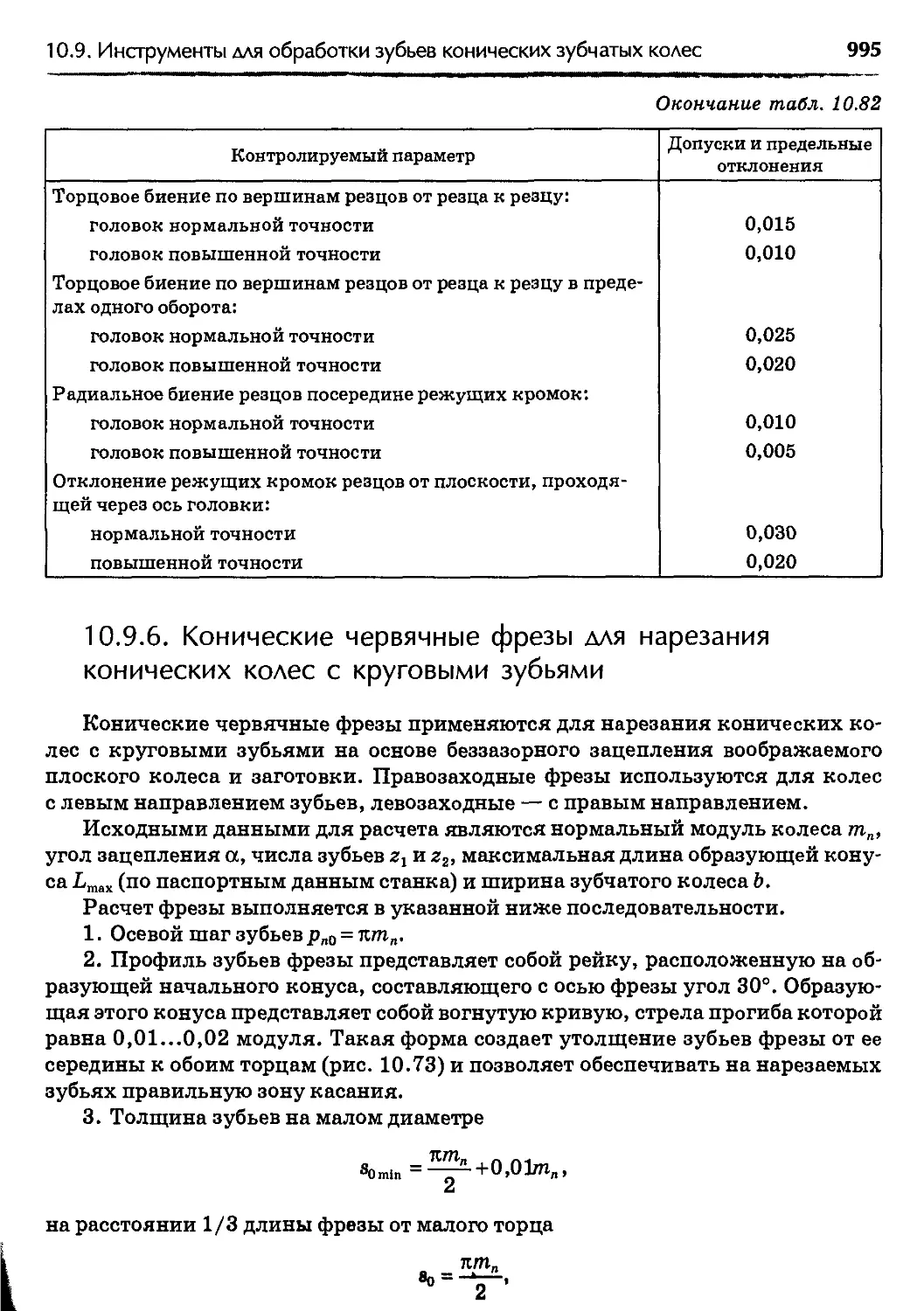
10.9.6. Конические червячные фрезы для нарезания конических
колес с круговыми зубьями...............................995
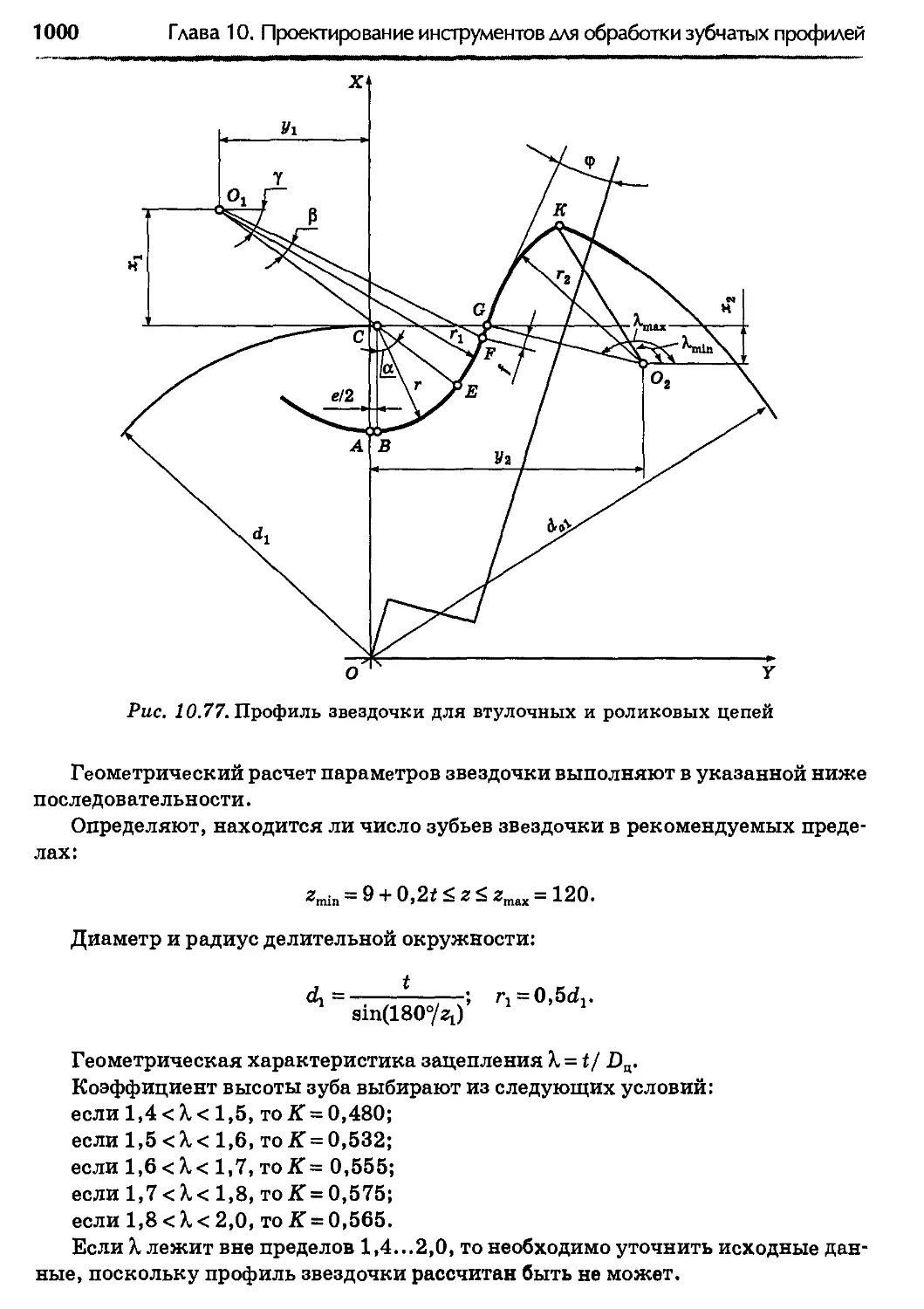
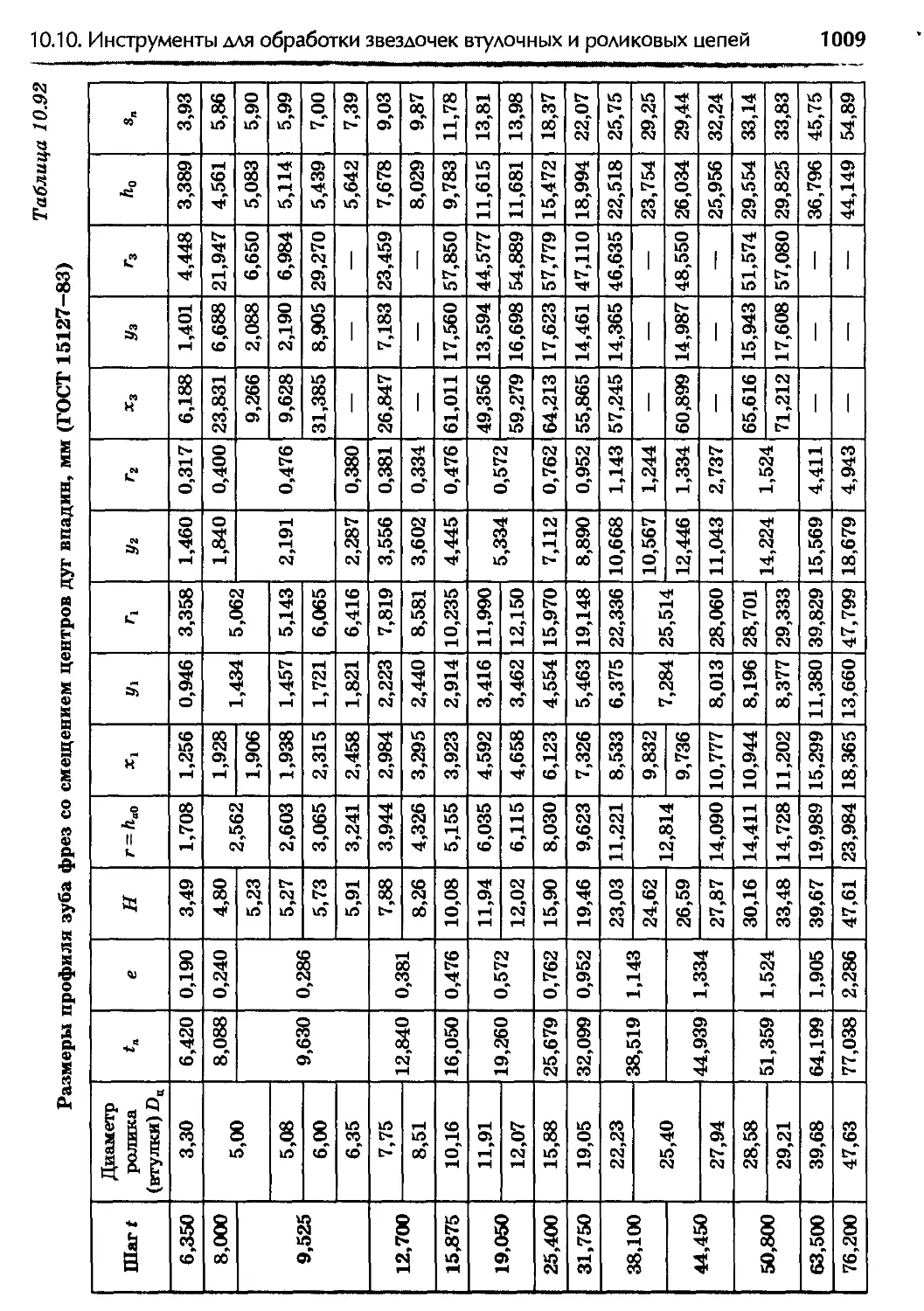
10.10. Инструменты для обработки звездочек втулочных и роликовых
цепей .........................................................999
10.10.1. Расчет профиля звездочки............................999
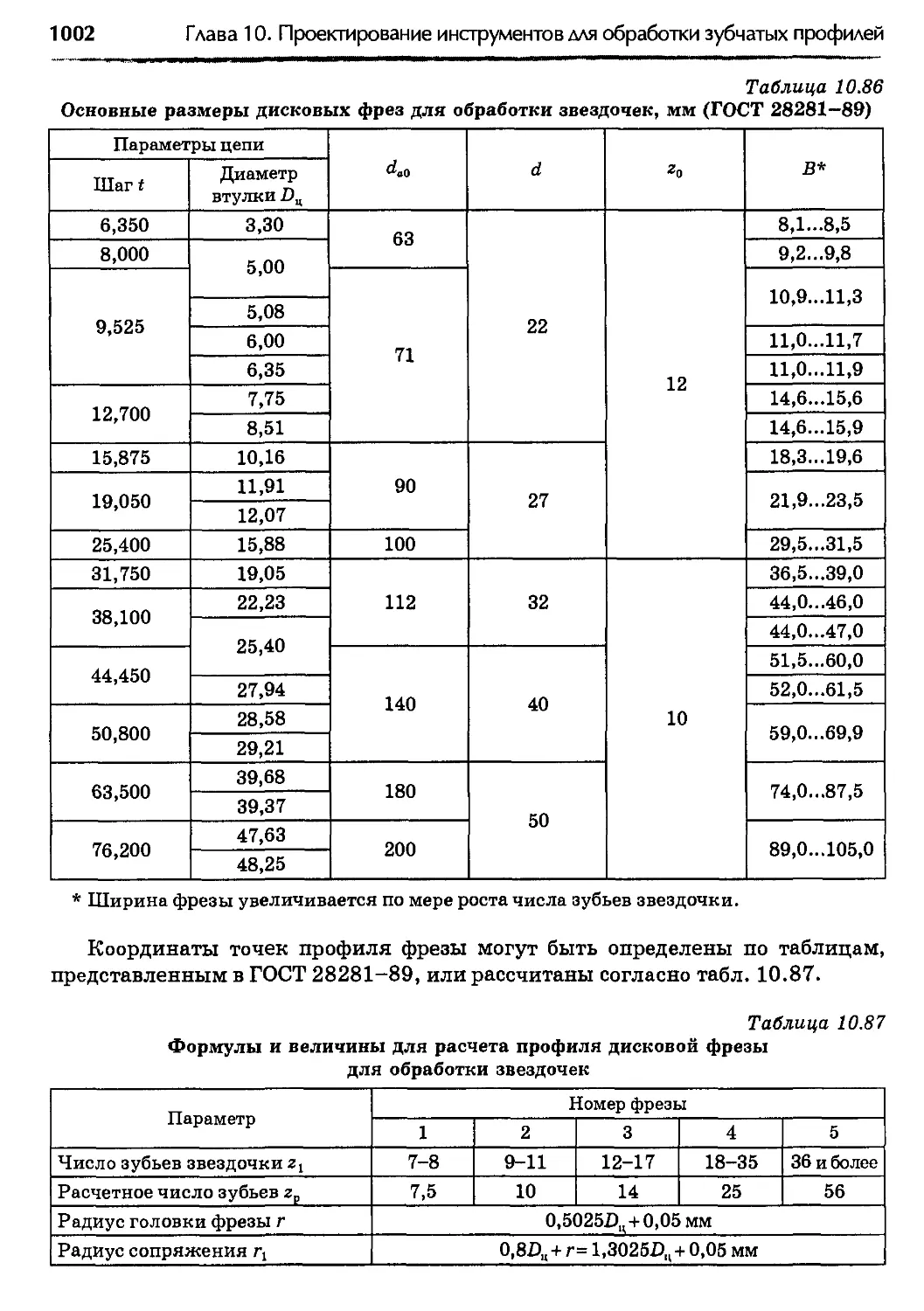
10.10.2. Дисковые фрезы для обработки звездочек ............1001
10.10.3. Червячные фрезы для обработки звездочек ...........1004
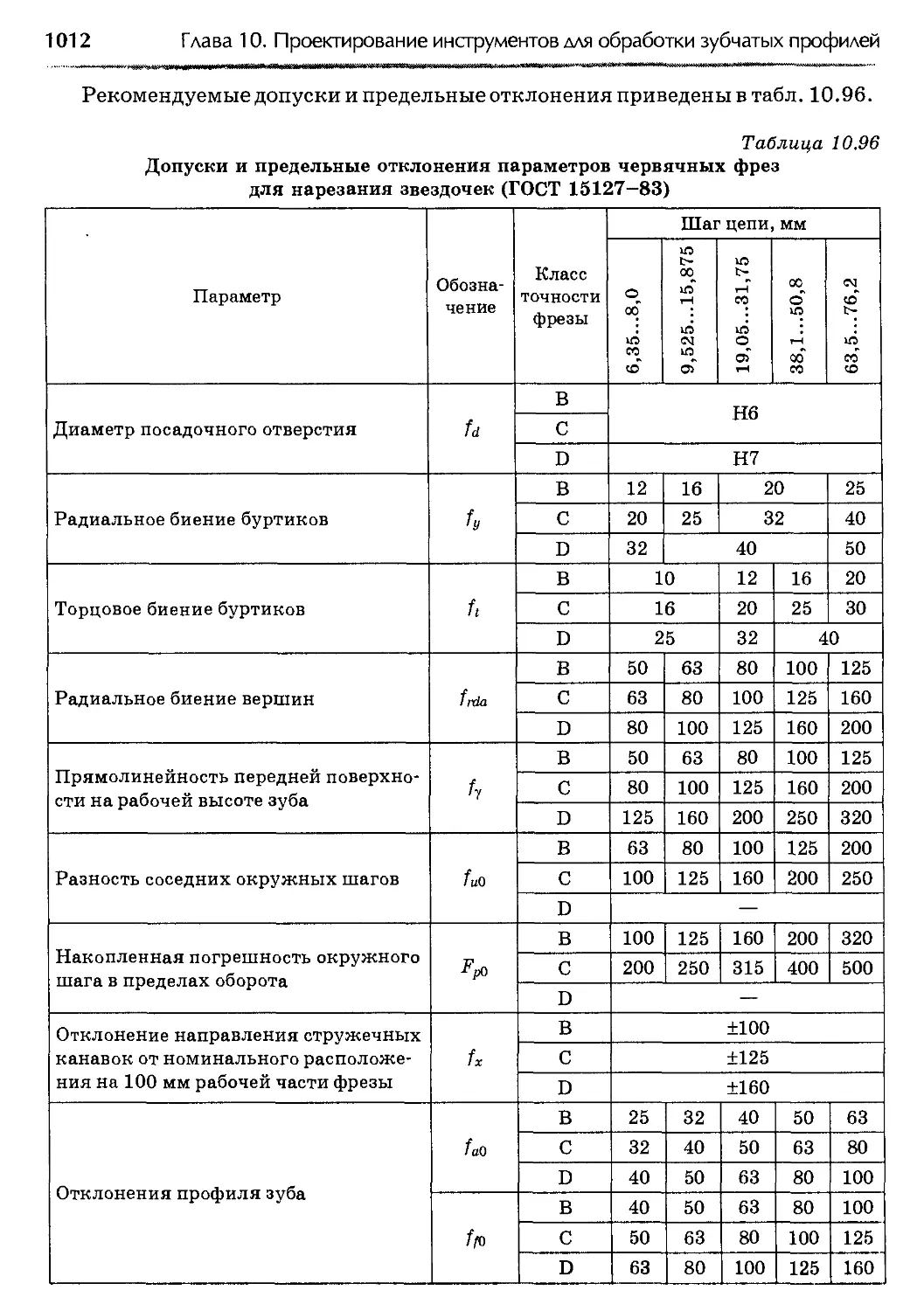
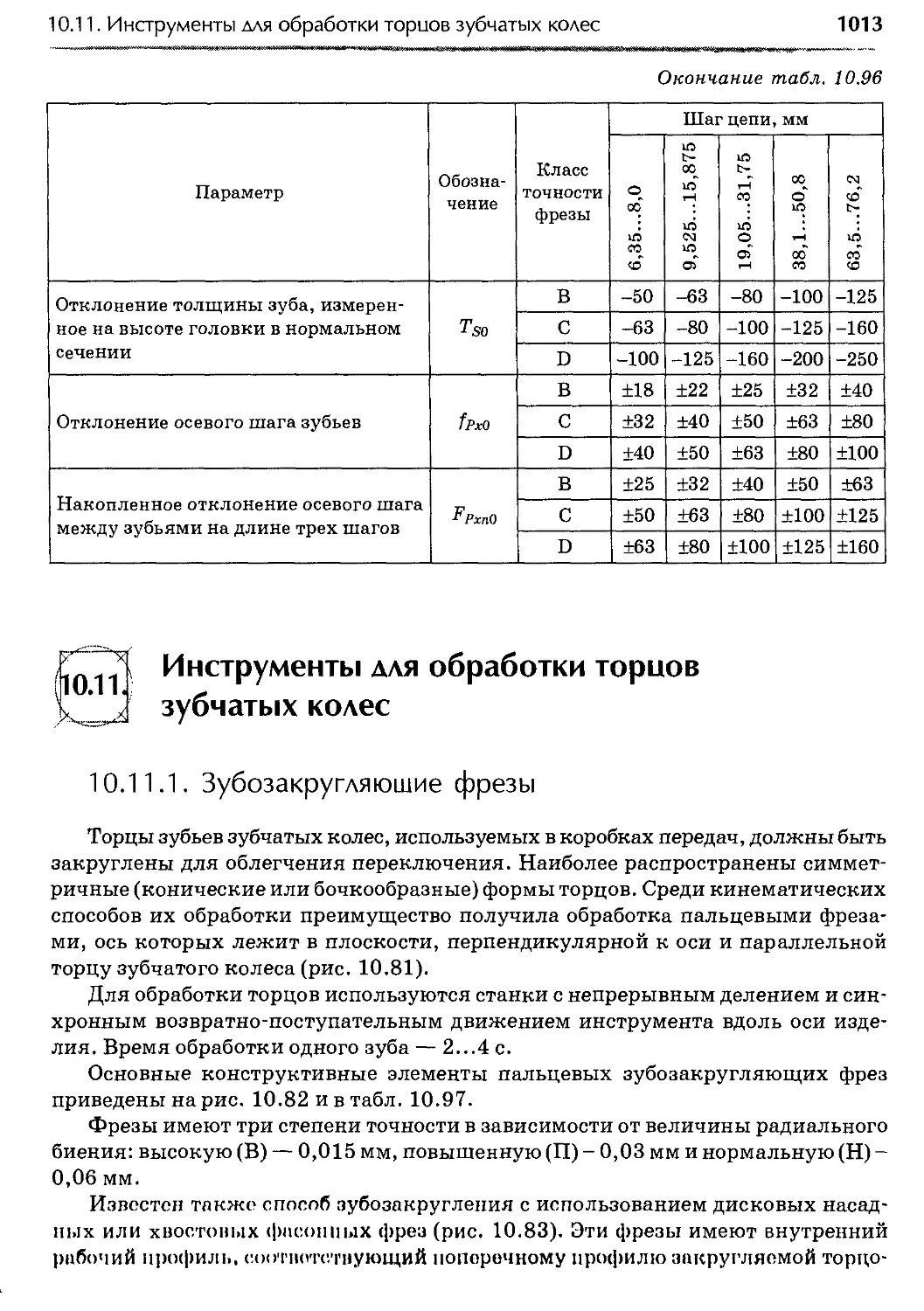
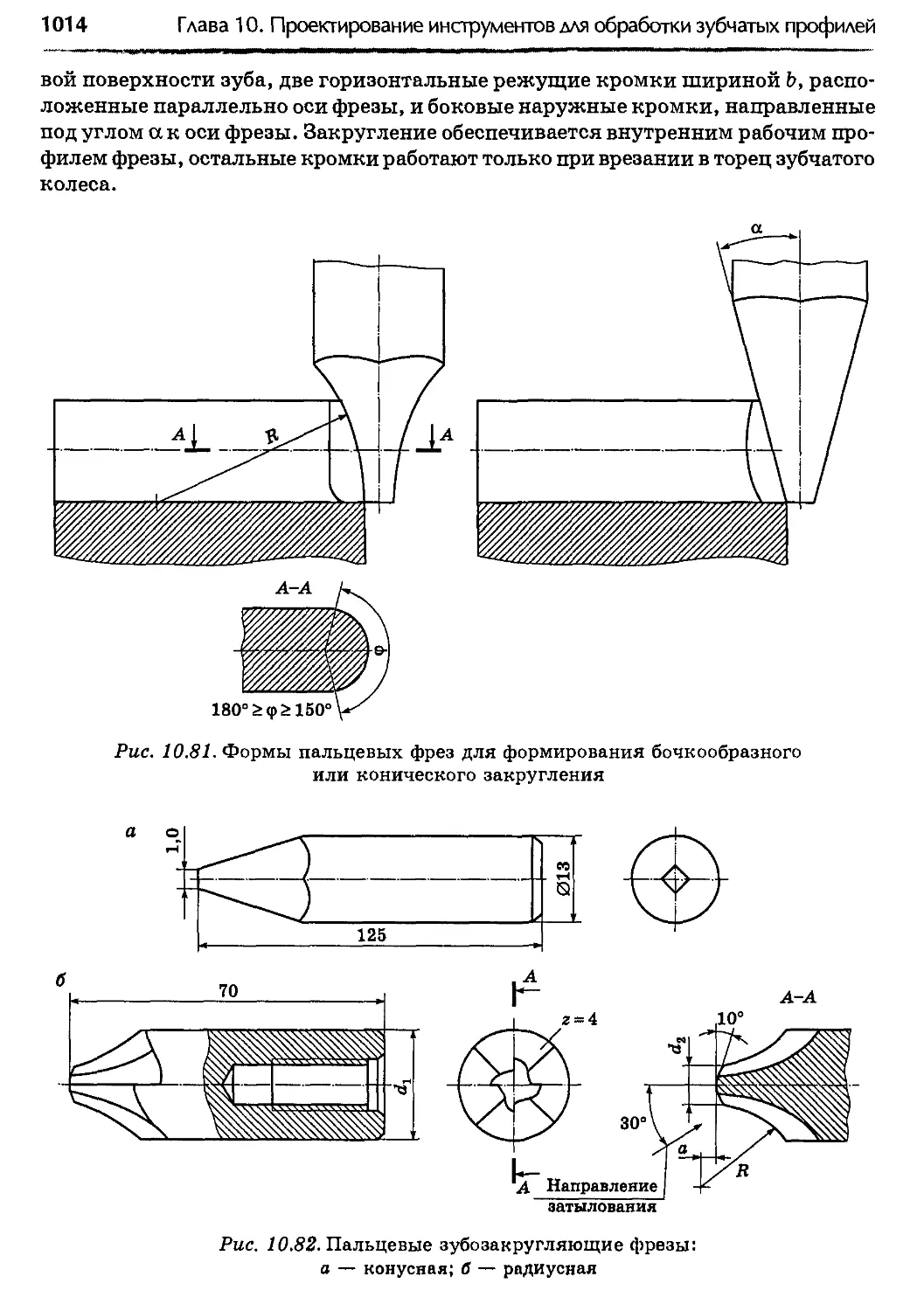
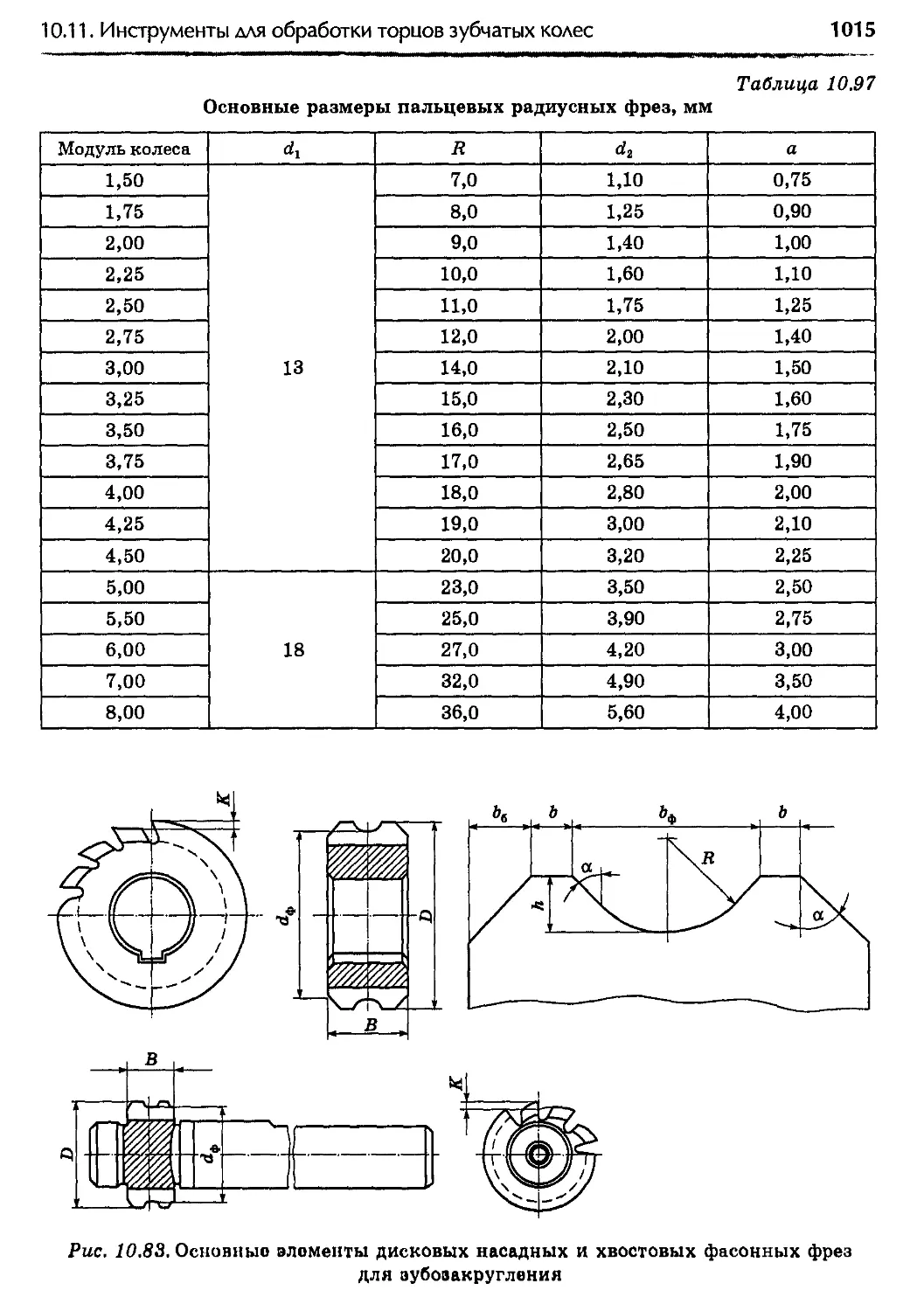
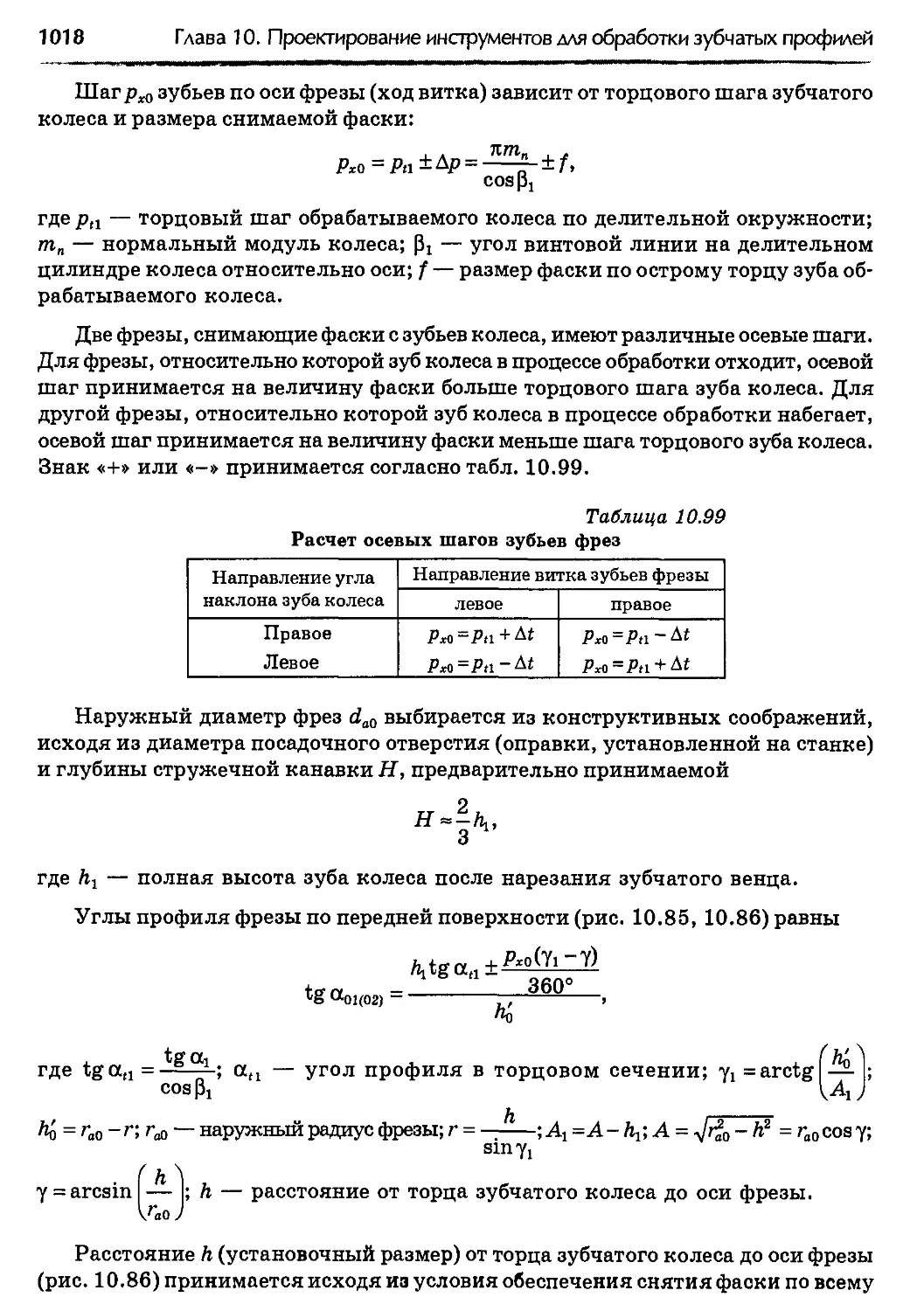
10.11. Инструменты для обработки торцов зубчатых колес ...........1013
10.11.1. Зубозакругляющие фрезы........................... 1013
10.11.2. Одновитковые червячные фрезы для снятия фасок
по контуру зубьев ......................................1016
Использованная и рекомендуемая литература.........................1021
Государственные стандарты.........................................1025
Предисловие
Задачи, стоящие перед современным машиностроением, в значительной сте-
пени определяют инструментальное обеспечение промышленного производства.
Наличие режущего инструмента, способного обрабатывать поверхность детали
с требуемой точностью и качеством поверхностного слоя, позволяет выполнять
производственное задание и изготавливать конкурентоспособную продукцию.
В машиностроении для обработки заготовок деталей машин применяют раз-
личные виды инструментов. В данном справочном пособии комплексно представ-
лены теоретические основы и общие положения их проектирования, подробно
охарактеризованы тенденции применения современных инструментальных
материалов и возможности повышения их эксплуатационных характеристик.
Детально рассмотрены все группы режущих инструментов (резцы, фрезы, про-
тяжки, инструменты для обработки отверстий, нарезания резьб и зубьев), под-
робно изложены соответствующие методики расчета. Значительное внимание
уделено вопросам использования сменных неперетачиваемых пластин и про-
грессивных схем срезания припуска. В пособии широко, хотя и без излишних
подробностей, представлена информация о конструктивных особенностях и до-
пустимых погрешностях изготовления, почерпнутая из ГОСТов на режущие
инструменты, а сами стандарты указаны в списке литературы. Это позволяет со-
риентировать конструктора-инструментальщика на правильное использование
полученных ранее знаний.
В настоящее время известны десятки и сотни конструкций режущих инстру-
ментов, описанных в справочной и научной литературе, защищенных авторскими
свидетельствами и патентами. Все они базируются на общих принципах конст-
руирования, различаясь только некоторыми техническими деталями. Поэтому
авторы старались свести к минимуму рассмотрение конструктивных особенно-
стей отдельно взятых инструментов, концентрируя свое внимание на магистраль-
ном стержне: назначение инструмента — основной принцип конструкции —
методика расчета — точность изготовления. Вокруг этого стержня можно вы-
строить множество отдельных вариантов конструкции инструмента, предназна-
ченного для обработки той или иной детали.
В ряде стран СНГ, в первую очередь в Беларуси, России и Украине, вопросам
проектирования режущих инструментов всегда уделялось большое внимание.
Несколько поколений инженеров-инструментальщиков использовало в своей
практической деятельности справочные пособия В.И. Климова, И.А. Фрайфель-
да, В.П. Шатина, И.А. Ординарцева, В.И. Баранчикова и др. Эти пособия позво-
ляли (для своего времени) решать практически любую проблему, связанную
10
Предисловие
о созданием нового, не стандартизованного инструмента. Однако многие пред-
ставленные там материалы устарели, а сами книги по разным причинам уже
не доступны новым поколениям инструментальщиков. Кроме того, изменились
условия работы конструкторов. Абсолютная доступность средств вычислитель-
ной техники, компьютеризация производства, наличие пакетов инженерной
графики позволяют переводить информацию из табулированного вида в уравне-
ния и обеспечивать значительно более высокую точность расчетов при резком
сокращении необходимого на это времени.
При подготовке данного справочника авторы использовали опыт, накоплен-
ный за время обучения на машиностроительном факультете, а затем работы на
производстве, выполнения научных исследований, руководства в течение многих
лет курсовыми и дипломными проектами в области проектирования режущих
инструментов. В нем предпринята попытка так изложить материал, чтобы мини-
мизировать необходимость обращения к другим источникам, в том числе и к стан-
дартам. Авторы изначально не ставили перед собой задачу рассмотреть конст-
руктивные исполнения той или иной группы инструментов, а в первую очередь
старались ответить на вопрос: «Как инструмент рассчитать?». Конструктивные
же особенности изложены настолько, насколько это необходимо, чтобы создать
работоспособную конструкцию инструмента.
Предлагаемый справочник может быть полезен как работникам инструмен-
тальных и технологических подразделений машиностроительных предприятий,
специализирующихся в проектировании и изготовлении режущих инструмен-
тов, так и студентам высших и средних специальных учебных заведений в ходе
курсового и дипломного проектирования.
Все отзывы и пожелания, которые авторы примут с благодарностью, просьба
направлять на адрес издательства: 220050, г. Минск, а/я 79.
ВВЕДЕНИЕ
Машиностроение является отраслью, в значительной степени определяющей
развитие промышленного потенциала страны и ускорение научно-технического
прогресса. Характерные черты его развития — автоматизация технологических
процессов, широкое внедрение робототехники, использование гибких произ-
водственных систем, обеспечивающих высокую производительность труда.
Производительность и эффективность работы металлообрабатывающего обору-
дования, качество и точность получаемых деталей машин во многом зависят от
того, как функционируют системы, связанные с режущим инструментом, по-
этому современные знания в области проектирования режущего инструмента во
многом определяют эффективность производства.
Основные требования, предъявляемые к режущим инструментам, определя-
ются их служебным назначением, т.е. способностью выполнять требуемые
функциональные действия, обеспечивая при этом образование соответствую-
щих поверхностей на заготовке и необходимых экономических показателей
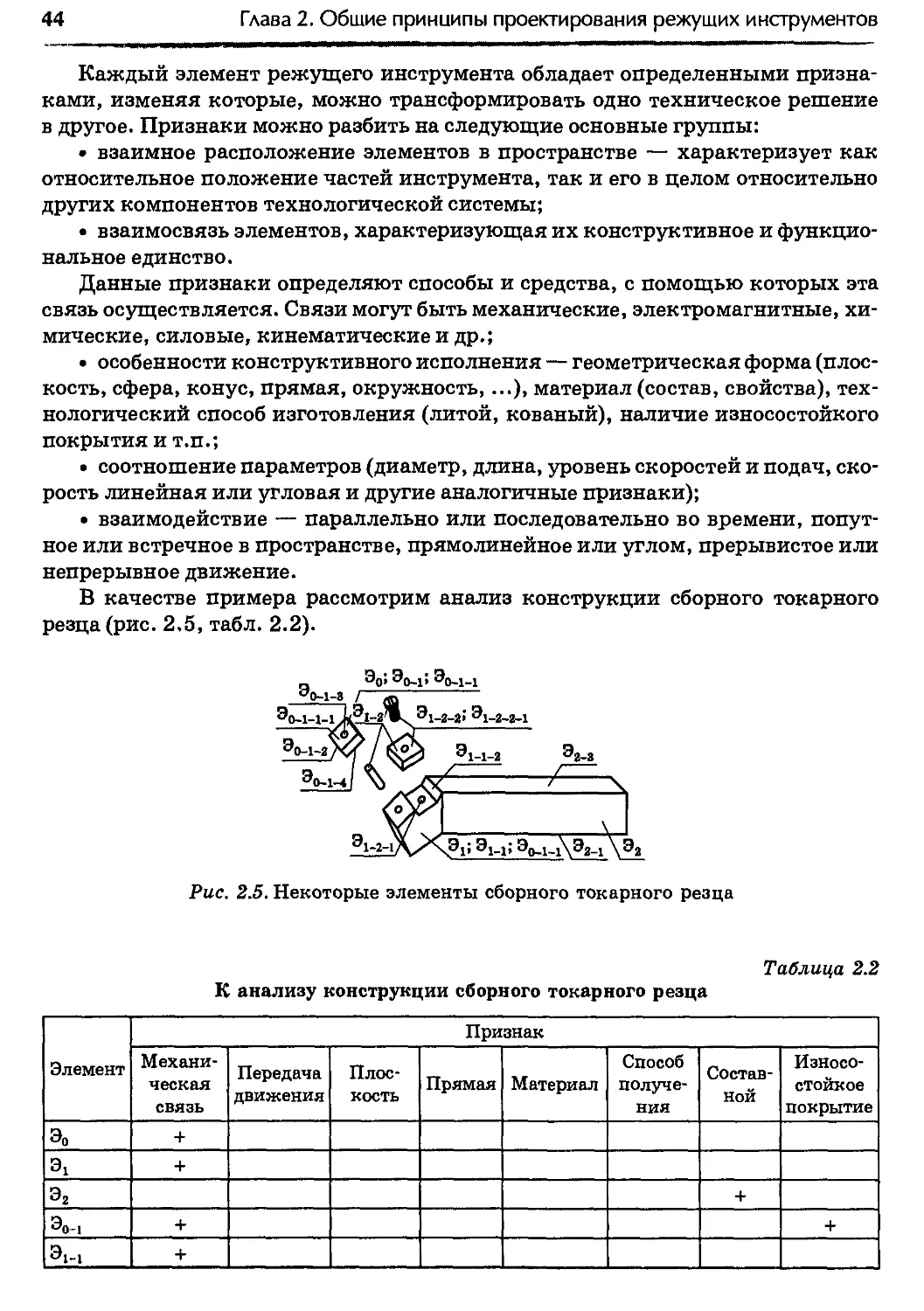
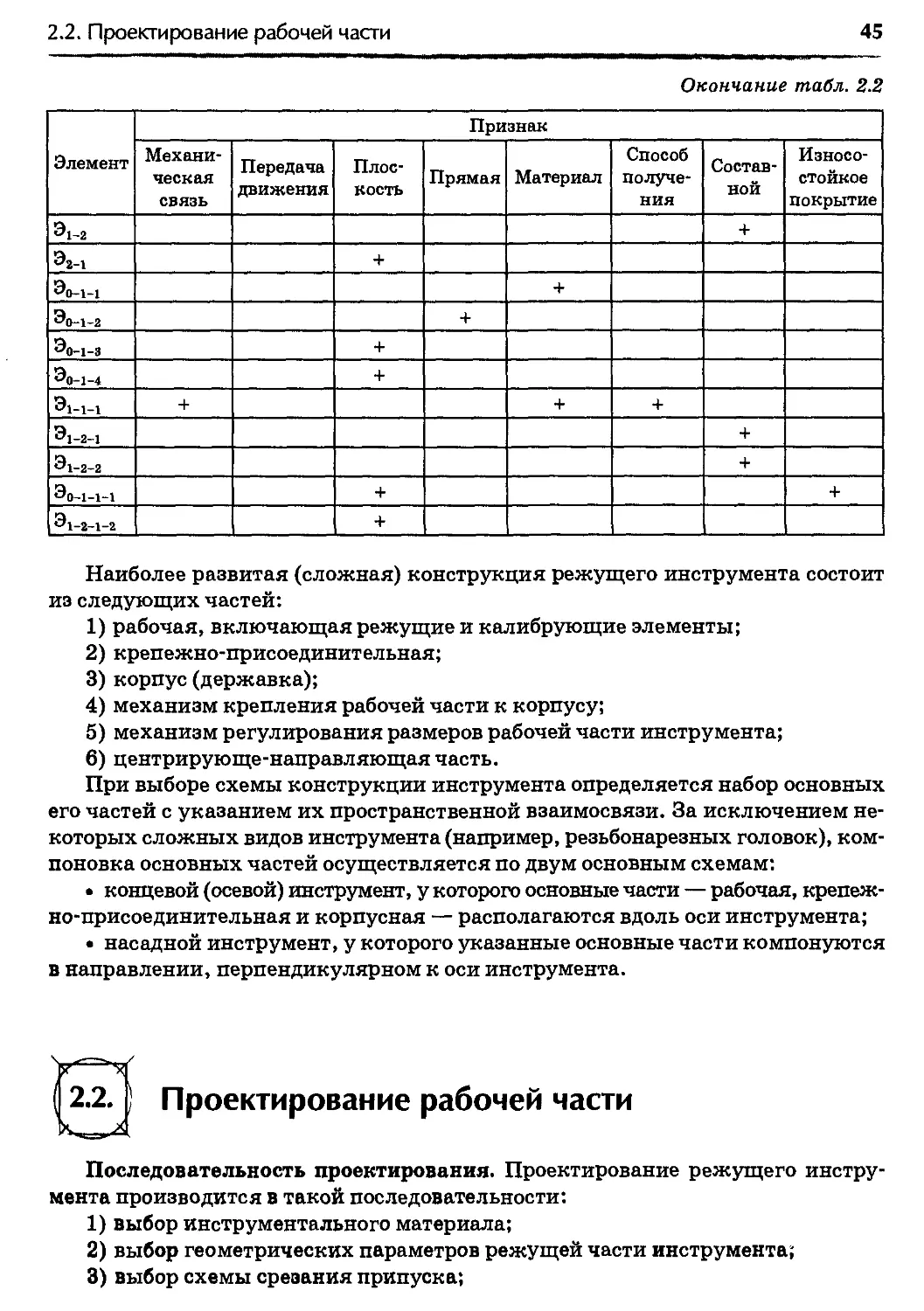
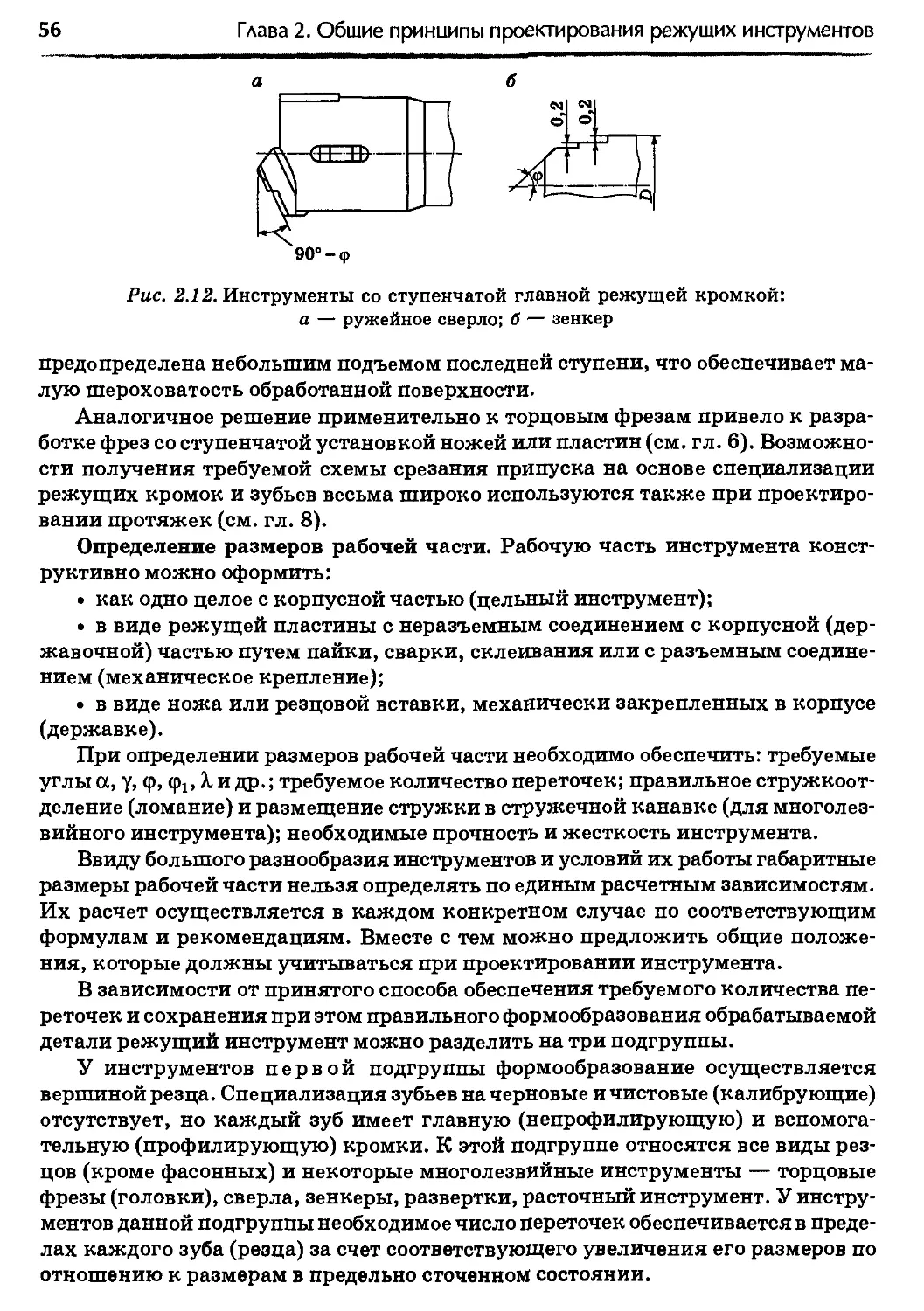
процесса обработки (рис. В.1).
Основные требования к режущим
инструментам и их обеспечение
Процесс
резания
Формирование обработанной
поверхности
Эффективность
обработки
Материал
режущей части
Форма
и размеры
Качество
поверхности
Максимальная
производительность
Минимальная
себестоимость
Геометрическ ие
параметры
инструмента
Конструкция _
инструмента
_ Конструкция
инструмента
Материал
режущей части
Материал
режущей части
Размеры
и форма
режущих
кромок
Качество
рабочих
поверхностей
лезвий
Конструкция
инструмента
_ Технологичность
изготовления
Способ крепления
и базирования
инструмента
Режим
резания
Период
стойкости
Возможность
регулирования
исполнительных
размеров
Используемая
технологическая
среда
Количество
одновременно
работающих
режущих кромок
Технологичность
восстановления
режущих
свойств
Рис. В.1. Принципиальные требования к режущим инструментам
12
Введение
Возможности процесса резания обрабатываемой заготовки обеспечиваются
материалом режущей части инструмента (его физико-механическими свойства-
ми, особенностями термической обработки), а также правильным выбором гео-
метрических параметров.
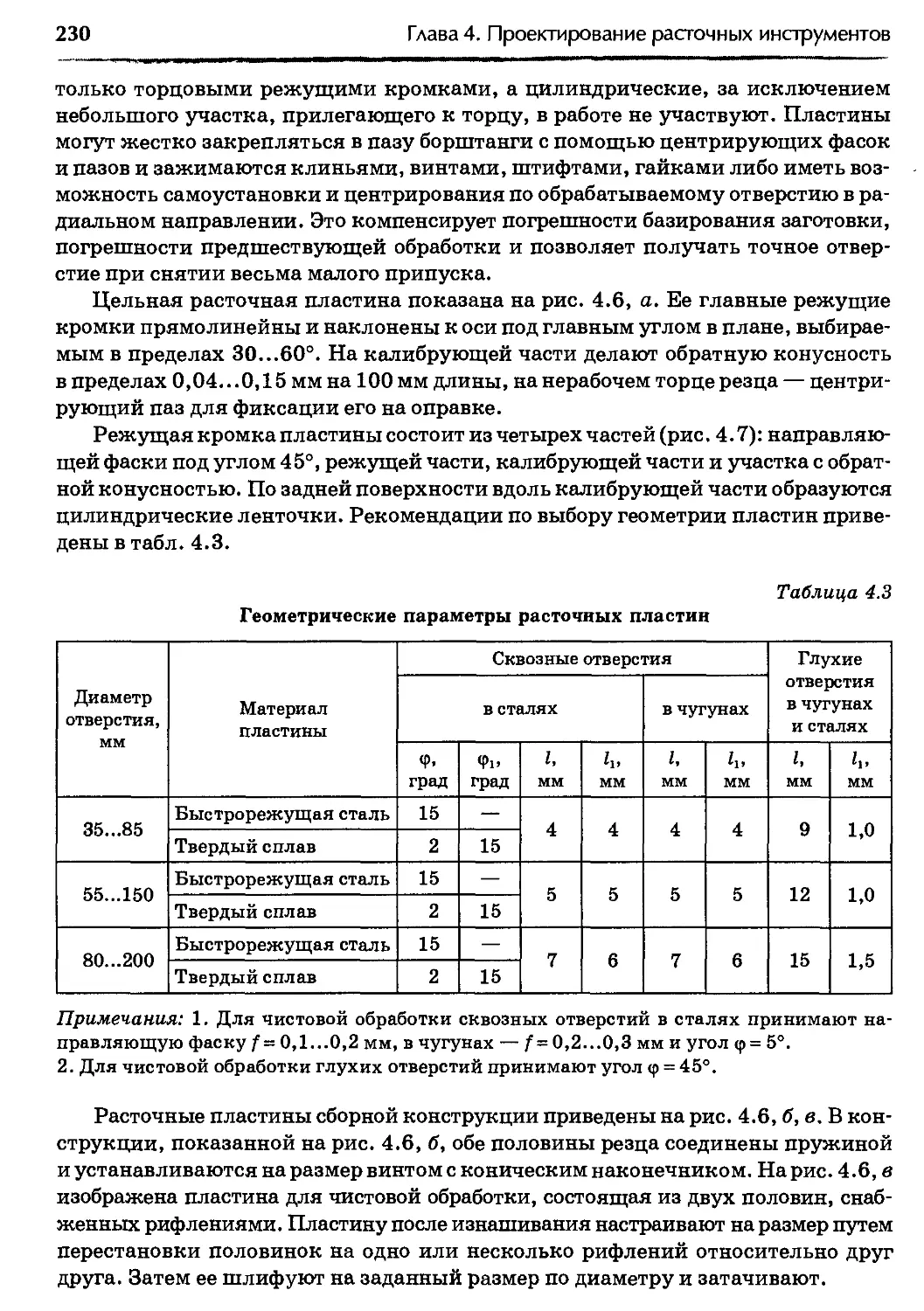
Получение требуемых формы, размеров и качества обработанной поверхности
детали обеспечивается конструкцией инструмента, в первую очередь его режу-
щих кромок, а также особенностями крепления, базирования и регулирования
инструмента на размер.
Экономическая эффективность режущего инструмента определяется, с од-
ной стороны, производительностью обработки, с другой — ее себестоимостью.
Производительность зависит от режима обработки детали, т.е. скорости резания,
подачи, глубины резания, а эти показатели, в свою очередь, обусловлены материа-
лом режущей части инструмента, его конструктивным исполнением, условиями
формирования стружки и ее отвода из зоны резания, количеством одновременно
работающих режущих кромок и многими другими условиями. Себестоимость
обработки детали зависит как от конструктивных особенностей инструмента,
так (во многом) и от трудоемкости его изготовления и возможности восстановле-
ния режущих свойств в ходе эксплуатации.
Согласно расчетам ведущих фирм — производителей режущих инструментов
стоимость инструмента редко превышает 2 % от общей себестоимости обработ-
ки детали, тогда как повышение эффективности использования инструмента за
счет ужесточения режимов обработки и использования новых инструменталь-
ных материалов снижает себестоимость до 20 % и более. Однако режущий инст-
румент (на первый взгляд — «дешевая» составляющая себестоимости) может
вызвать серьезные изменения и ухудшения в технологическом цикле обработки
деталей. Например, согласно имеющимся данным на инструмент приходится
свыше 40 % общего количества отказов гибких технологических систем, что
охватывает до 13 % общего времени простоев оборудования. Это приводит к су-
щественным финансовым потерям. Уменьшить потери можно при использова-
нии правильно рассчитанных, спроектированных и изготовленных режущих
инструментов.
Глава
ИНСТРУМЕНТАЛЬНЫЕ
МАТЕРИАЛЫ
/ Ч \ Основные свойства инструментальных
материалов
Высокие эксплуатационные характеристики режущих инструментов в зна-
чительной степени зависят от качества материала, из которого эти инструменты
изготовлены. Материалы, предназначенные для режущих инструментов, долж-
ны по ряду показателей значительно превосходить материалы, применяемые
в машиностроении для изготовления различных деталей. Ниже приведены ос-
новные требования к инструментальным материалам.
1. Инструментальный материал должен иметь высокую твердость в состоя-
нии поставки или достигаемую в результате его термической обработки — не ме-
нее 62...65 HRC по Роквеллу (шкала С).
2. При резании металлов выделяется значительное количество теплоты, и ре-
жущая часть инструмента нагревается. Температура рабочих поверхностей и режу-
щих кромок инструмента зависит от условий, при которых ведется обработка,
и может достигать нескольких сот градусов. Необходимо, чтобы при значитель-
ных температурах резания твердость поверхностей инструментов существенно
не уменьшалась. Способность материала сохранять высокую твердость при по-
вышенных температурах и исходную твердость после охлаждения называется
теплостойкостью. Инструментальный материал должен обладать высокой те-
плостойкостью.
14
Глава 1. Инструментальные материалы
3. Наряду с теплостойкостью инструментальный материал должен иметь
высокую износостойкость при повышенной температуре, т.е. обладать хорошей
сопротивляемостью истиранию обрабатываемым материалом.
4. Важным требованием является достаточно высокая прочность инстру-
ментального материала. Если высокая твердость материала рабочей части инст-
румента сопровождается значительной хрупкостью, это приводит к поломке
инструмента и выкрашиванию режущих кромок.
5. Инструментальный материал должен обладать технологическими свойст-
вами, обеспечивающими оптимальные условия изготовления из него инструмен-
тов. Для инструментальных сталей — это хорошая обрабатываемость резанием
и давлением, благоприятные особенности термической обработки (малая чувст-
вительность к перегреву и обезуглероживанию, хорошие закаливаемость и про-
каливаемость, минимальные деформирование и образование трещин при закалке
и т.д.), хорошая шлифуемость после термической обработки.
Для твердых сплавов первые два требования менее существенны, но зато осо-
бое значение приобретает хорошая шлифуемость, а также отсутствие трещин
и других дефектов, которые возникают в твердом сплаве после припайки пла-
стин, при шлифовании и заточке инструмента.
Углеродистые и легированные
инструментальные стали
Углеродистые и легированные инструментальные стали. Номенклатура ин-
струментальных материалов разнообразна. Ранее других материалов для изго-
товления режущих инструментов начали применять углеродистые инструмен-
тальные стали марок У7...У13, У7А...У13А(табл. 1.1).
Таблица 1.1
Химический состав углеродистых инструментальных сталей, % (ГОСТ 1435—99)
Марка стали С Мп Si Марка стали С Мп Si
У7 0,65...0,74 0,20...0,40 0,15...0,35 У7А 0,65...0,74 0,15....0,30 0,15...0,30
У8 0,75...0,84 0,20...0,40 0,15...0,35 У8А 0,75...0,84 0,15....0,30 0,15...0,30
У9 0,85...0,94 0,15...0,35 0,15...0,35 У9А 0,85...0,94 0,15....0,30 0,15...0,30
У10 0,95...1,04 0,15...0,35 0,15...0,35 У10А 0,95...1,04 0,15....0,30 0,15...0,30
У11 1,05...1,14 0,15...0,35 0,15...0,35 У11А 1,05...1,14 0,15....0,30 0,15...0,30
У12 1,15...1,24 0,15...0,35 0,15...0,35 У12А 1,15...1,24 0,15....0,30 0,15...0,30
У13 1,25...1,35 0,15...0,35 0,15...0,35 У13А 1,25...1,35 0,15....0,30 0,15...0,30
Примечание. Для стали марок У7...У13 содержание серы не более 0,03 %, фосфора —
0,035, хрома — 0,2, никеля — 0,25, меди — 0,25 %; для стали марок У 7А... У1 ЗА содержа-
ние серы не более 0,02 %, фосфора — 0,03, хрома — 0,15, меди — 0,2 %.
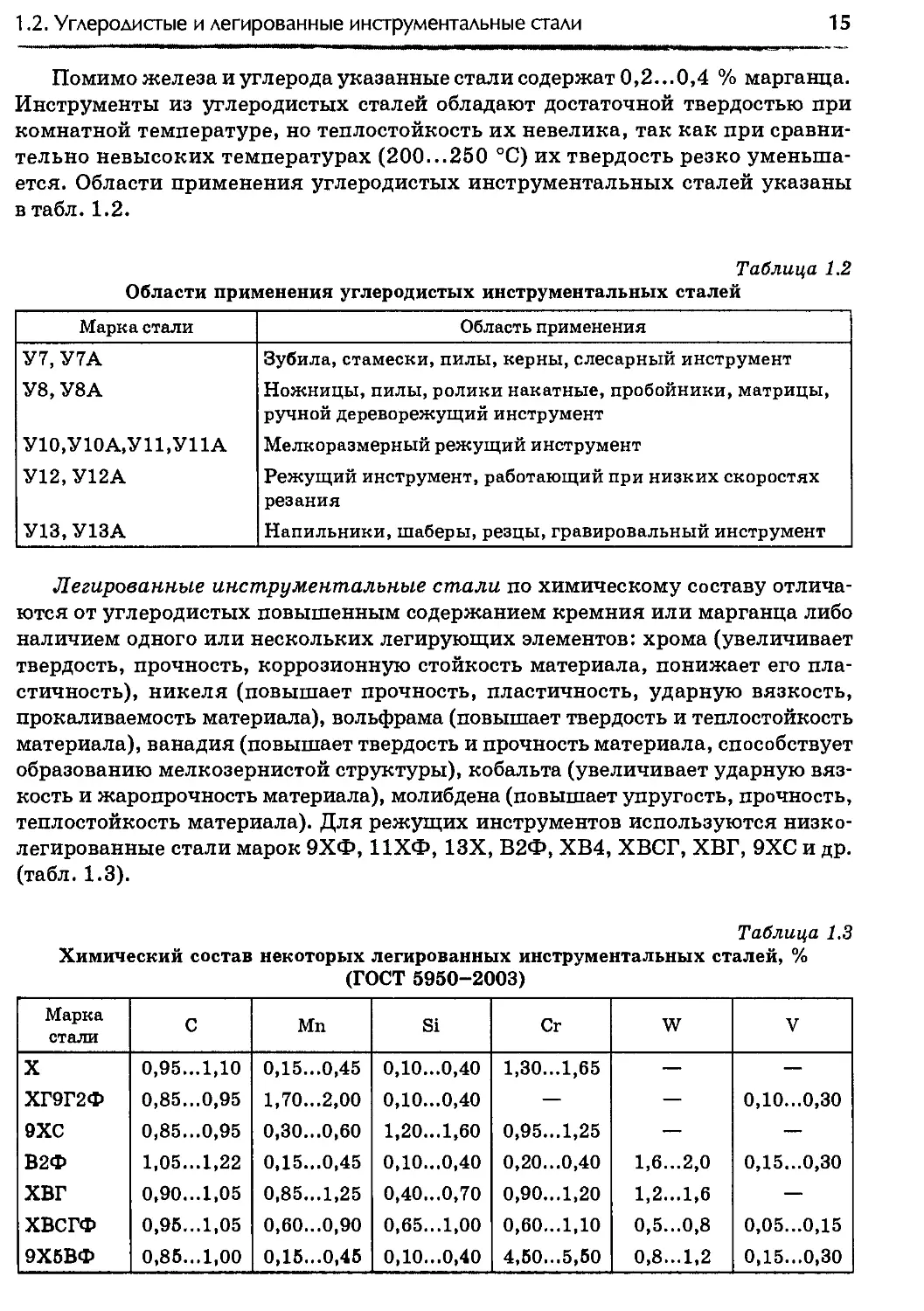
1.2. Углеродистые и легированные инструментальные стали
15
Помимо железа и углерода указанные стали содержат 0,2...0,4 % марганца.
Инструменты из углеродистых сталей обладают достаточной твердостью при
комнатной температуре, но теплостойкость их невелика, так как при сравни-
тельно невысоких температурах (200...250 °C) их твердость резко уменьша-
ется. Области применения углеродистых инструментальных сталей указаны
в табл. 1.2.
Таблица 1.2
Области применения углеродистых инструментальных сталей
Марка стали Область применения
У7, У7А У8, У8А У10,У10А,У11,У11А У12.У12А У13.У13А Зубила, стамески, пилы, керны, слесарный инструмент Ножницы, пилы, ролики накатные, пробойники, матрицы, ручной дереворежущий инструмент Мелкоразмерный режущий инструмент Режущий инструмент, работающий при низких скоростях резания Напильники, шаберы, резцы, гравировальный инструмент
Легированные инструментальные стали по химическому составу отлича-
ются от углеродистых повышенным содержанием кремния или марганца либо
наличием одного или нескольких легирующих элементов: хрома (увеличивает
твердость, прочность, коррозионную стойкость материала, понижает его пла-
стичность), никеля (повышает прочность, пластичность, ударную вязкость,
прокаливаемость материала), вольфрама (повышает твердость и теплостойкость
материала), ванадия (повышает твердость и прочность материала, способствует
образованию мелкозернистой структуры), кобальта (увеличивает ударную вяз-
кость и жаропрочность материала), молибдена (повышает упругость, прочность,
теплостойкость материала). Для режущих инструментов используются низко-
легированные стали марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС и др.
(табл. 1.3).
Таблица 1.3
Химический состав некоторых легированных инструментальных сталей, %
(ГОСТ 5950-2003)
Марка стали С Мп Si Сг W V
X 0,95...1,10 0,15...0,45 0,10...0,40 1,30...1,65 — —
ХГ9Г2Ф 0,85...0,95 1,70...2,00 0,10...0,40 — — 0,10...0,30
9ХС 0,85...0,95 0,30...0,60 1,20...1,60 0,95...1,25 — —
В2Ф 1,05...1,22 0,15...0,45 0,10...0,40 0,20...0,40 1,6...2,0 0,15...0,30
ХВГ 0,90...1,05 0,85...1,25 0,40...0,70 0,90...1,20 1,2...1,6 —
ХВСГФ 0,95...1,05 0,60...0,90 0,65...1,00 0,60...1,10 0,5...0,8 0,05...0,15
9Х5ВФ 0,85...1,00 0,15...0,45 0,10...0,40 4,50...5,50 0,8...1,2 0,15...0,30
16
Глава 1. Инструментальные материалы
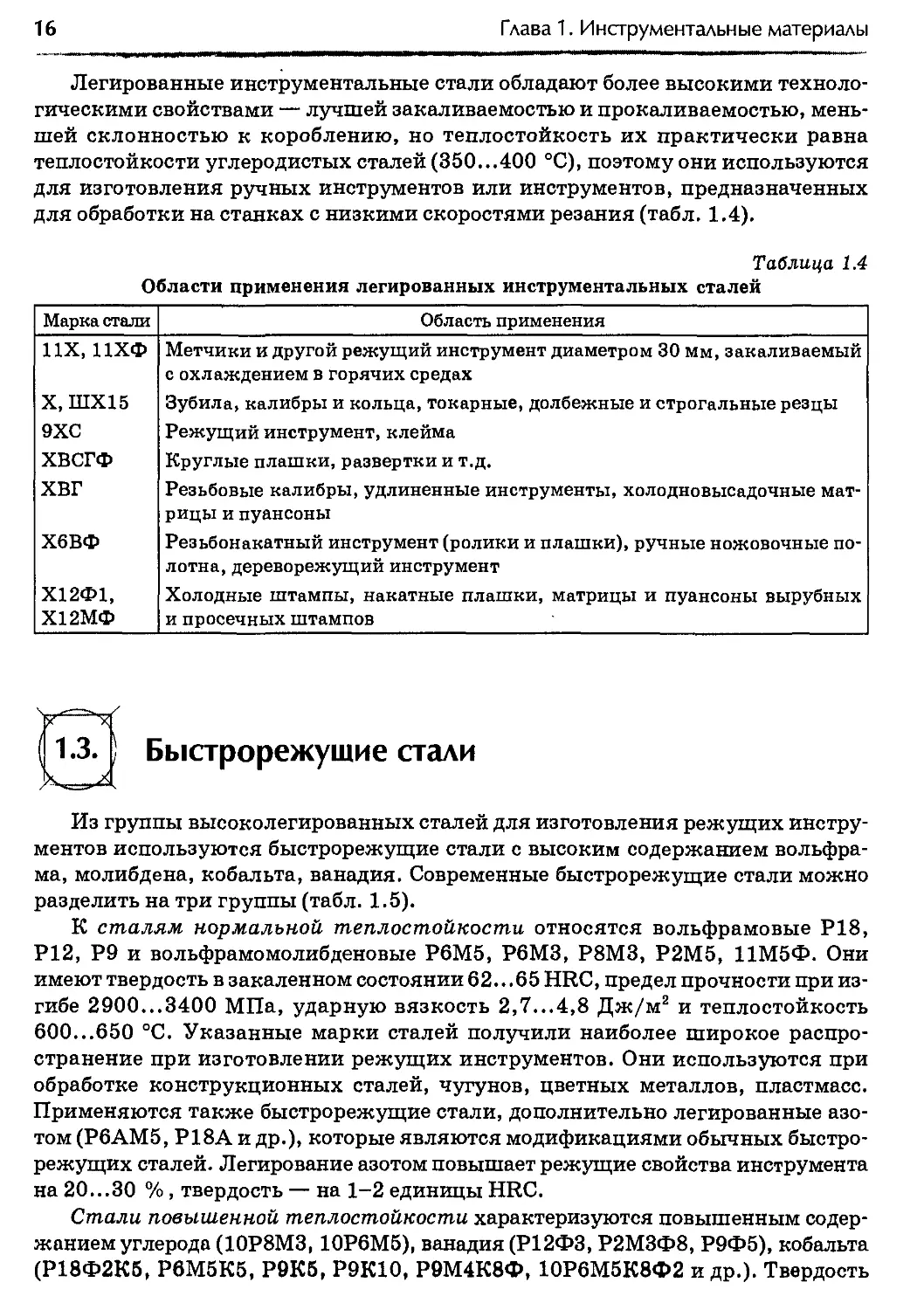
Легированные инструментальные стали обладают более высокими техноло-
гическими свойствами — лучшей закаливаемостью и прокаливаемостью, мень-
шей склонностью к короблению, но теплостойкость их практически равна
теплостойкости углеродистых сталей (350...400 °C), поэтому они используются
для изготовления ручных инструментов или инструментов, предназначенных
для обработки на станках с низкими скоростями резания (табл. 1.4).
Таблица 1.4
Области применения легированных инструментальных сталей
Марка стали Область применения
ИХ, 11ХФ Х.ШХ15 9ХС ХВСГФ ХВГ Х6ВФ Х12Ф1, Х12МФ Метчики и другой режущий инструмент диаметром 30 мм, закаливаемый с охлаждением в горячих средах Зубила, калибры и кольца, токарные, долбежные и строгальные резцы Режущий инструмент, клейма Круглые плашки, развертки и т.д. Резьбовые калибры, удлиненные инструменты, холодновысадочные мат- рицы и пуансоны Резьбонакатный инструмент (ролики и плашки), ручные ножовочные по- лотна, дереворежущий инструмент Холодные штампы, накатные плашки, матрицы и пуансоны вырубных и просечных штампов
( 1.3. )
к=х
Быстрорежущие стали
Из группы высоколегированных сталей для изготовления режущих инстру-
ментов используются быстрорежущие стали с высоким содержанием вольфра-
ма, молибдена, кобальта, ванадия. Современные быстрорежущие стали можно
разделить на три группы (табл. 1.5).
К сталям нормальной теплостойкости относятся вольфрамовые Р18,
Р12, Р9 и вольфрамомолибденовые Р6М5, Р6МЗ, Р8МЗ, Р2М5, 11М5Ф. Они
имеют твердость в закаленном состоянии 62.. .65 HRC, предел прочности при из-
гибе 2900...3400 МПа, ударную вязкость 2,7...4,8 Дж/м2 и теплостойкость
600...650 °C. Указанные марки сталей получили наиболее широкое распро-
странение при изготовлении режущих инструментов. Они используются при
обработке конструкционных сталей, чугунов, цветных металлов, пластмасс.
Применяются также быстрорежущие стали, дополнительно легированные азо-
том (Р6АМ5, Р18А и др.), которые являются модификациями обычных быстро-
режущих сталей. Легирование азотом повышает режущие свойства инструмента
на 20...30 % , твердость — на 1-2 единицы HRC.
Стали повышенной теплостойкости характеризуются повышенным содер-
жанием углерода (10Р8МЗ, 10Р6М5), ванадия (Р12ФЗ, Р2МЗФ8, Р9Ф5), кобальта
(Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф, 10Р6М5К8Ф2 и др.). Твердость
1.3. Быстрорежущие стали
17
этих сталей в закаленном состоянии достигает 65...69 HRC, они имеют более
высокую теплостойкость (до 620...670 °C). Это позволяет использовать их для
обработки жаропрочных и нержавеющих сталей и сплавов, а также конструк-
ционных сталей повышенной прочности и закаленных. Период стойкости инст-
рументов из таких сталей в 3-5 раз выше, чем из сталей Р18, Р6М5.
Стали высокой теплостойкости характеризуются пониженным содер-
жанием углерода, но весьма большим количеством легирующих элементов
(В11М7К23, В14М7К25, ЗВ20К20Х4). Они имеют твердость 68...69 HRC и теп-
лостойкость 700....720°С. Наиболее рациональная область их применения — ре-
зание труднообрабатываемых материалов и титановых сплавов. В последнем
случае период стойкости инструментов в 30-80 раз выше, чем из стали Р18,
и в 8-15 раз выше, чем из твердого сплава ВК8. При резании конструкционных
сталей и чугунов период стойкости возрастает менее значительно (в 3-8 раз).
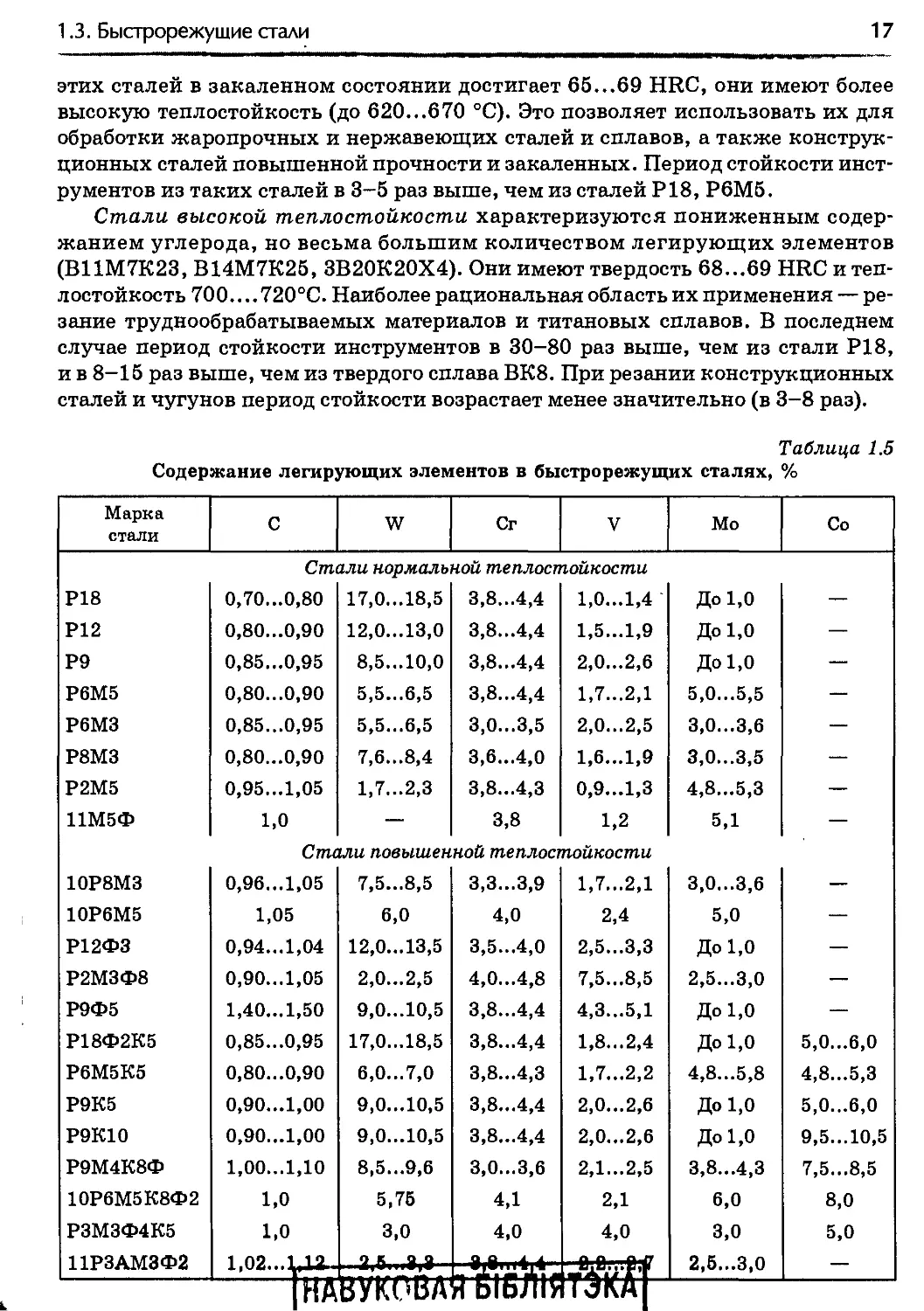
Таблица 1.5
Содержание легирующих элементов в быстрорежущих сталях, %
Марка стали С W Сг V Мо Со
Стали нормальной теплостойкости
Р18 0,70...0,80 17,0...18,5 3,8...4,4 1,0...1,4 До 1,0 —
Р12 0,80...0,90 12,0...13,0 3,8.„4,4 1,5.„1,9 До 1,0 —
Р9 0,85.„0,95 8,5.„10,0 3,8...4,4 2,0...2,6 До 1,0 —
Р6М5 0,80...0,90 5,5.„6,5 3,8...4,4 1,7...2,1 5,0.„5,5 —
Р6МЗ 0,85.„0,95 5,5...6,5 3,0...3,5 2,0...2,5 3,0...3,6 —
Р8МЗ 0,80...0,90 7,6...8,4 3,6...4,0 1,6...1,9 3,0...3,5 —
Р2М5 0,95...1,05 1,7.„2,3 3,8...4,3 0,9...1,3 4,8...5,3 —
11М5Ф 1,0 — 3,8 1,2 5,1 —
Стали повышенной теплостойкости
10Р8МЗ 0,96...1,05 7,5...8,5 3,3...3,9 1,7...2,1 3,0...3,6 —
10Р6М5 1,05 6,0 4,0 2,4 5,0 —
Р12ФЗ 0,94...1,04 12,0...13,5 3,5.„4,0 2,5...3,3 До 1,0 —
Р2МЗФ8 0,90...1,05 2,0.„2,5 4,0...4,8 7,5...8,5 2,5...3,0 —
Р9Ф5 1,40...1,50 9,0...10,5 3,8...4,4 4,3.„5,1 До 1,0 —
Р18Ф2К5 0,85...0,95 17,0...18,5 3,8...4,4 1,8...2,4 До 1,0 5,0...6,0
Р6М5К5 0,80...0,90 6,0...7,0 3,8...4,3 1,7...2,2 4,8...5,8 4,8...5,3
Р9К5 0,90...1,00 9,0...10,5 3,8...4,4 2,0...2,6 До 1,0 5,0...6,0
Р9К10 0,90.„1,00 9,0...10,5 3,8...4,4 2,0...2,6 До 1,0 9,5...10,5
Р9М4К8Ф 1,00...1,10 8,5...9,6 3,0...3,6 2,1.„2,5 3,8...4,3 7,5.„8,5
10Р6М5К8Ф2 1,0 5,75 4,1 2,1 6,0 8,0
РЗМЗФ4К5 1,0 3,0 4,0 4,0 3,0 5,0
11РЗАМЗФ2 1,02...^Д2— 2,5...3,0 —
НАвУковл^гвТб^1йтЗнКА1
18
Глава 1. Инструментальные материалы
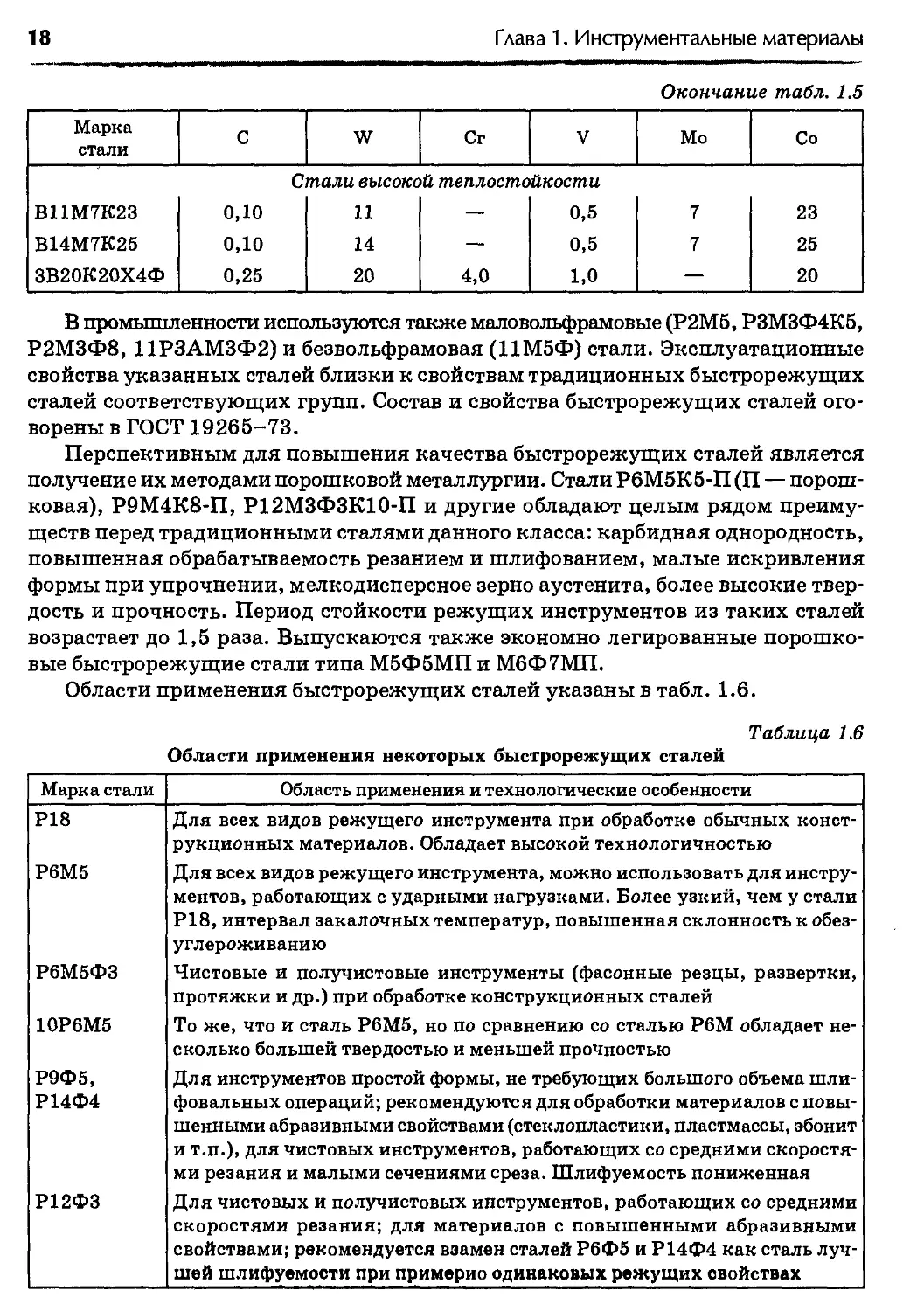
Окончание табл. 1.5
Марка стали С W Сг V Мо Со
Стали высокой теплостойкости
В11М7К23 0,10 11 — 0,5 7 23
В14М7К25 0,10 14 — 0,5 7 25
ЗВ20К20Х4Ф 0,25 20 4,0 1,0 — 20
В промышленности используются также маловольфрамовые (Р2М5, РЗМЗФ4К5,
Р2МЗФ8, 11РЗАМЗФ2) и безвольфрамовая (11М5Ф) стали. Эксплуатационные
свойства указанных сталей близки к свойствам традиционных быстрорежущих
сталей соответствующих групп. Состав и свойства быстрорежущих сталей ого-
ворены в ГОСТ 19265-73.
Перспективным для повышения качества быстрорежущих сталей является
получение их методами порошковой металлургии. Стали Р6М5К5-П (П — порош-
ковая), Р9М4К8-П, Р12МЗФЗК10-П и другие обладают целым рядом преиму-
ществ перед традиционными сталями данного класса: карбидная однородность,
повышенная обрабатываемость резанием и шлифованием, малые искривления
формы при упрочнении, мелкодисперсное зерно аустенита, более высокие твер-
дость и прочность. Период стойкости режущих инструментов из таких сталей
возрастает до 1,5 раза. Выпускаются также экономно легированные порошко-
вые быстрорежущие стали типа М5Ф5МП и М6Ф7МП.
Области применения быстрорежущих сталей указаны в табл. 1.6.
Таблица 1.6
Области применения некоторых быстрорежущих сталей
Марка стали Область применения и технологические особенности
Р18 Для всех видов режущего инструмента при обработке обычных конст- рукционных материалов. Обладает высокой технологичностью
Р6М5 Для всех видов режущего инструмента, можно использовать для инстру- ментов, работающих с ударными нагрузками. Более узкий, чем у стали Р18, интервал закалочных температур, повышенная склонность к обез- углероживанию
Р6М5ФЗ Чистовые и получистовые инструменты (фасонные резцы, развертки, протяжки и др.) при обработке конструкционных сталей
10Р6М5 То же, что и сталь Р6М5, но по сравнению со сталью Р6М обладает не- сколько большей твердостью и меньшей прочностью
Р9Ф5, Для инструментов простой формы, не требующих большого объема шли-
Р14Ф4 фовальных операций; рекомендуются для обработки материалов с повы- шенными абразивными свойствами (стеклопластики, пластмассы, эбонит и т.п.), для чистовых инструментов, работающих со средними скоростя- ми резания и малыми сечениями среза. Шлифуемость пониженная
Р12ФЗ Для чистовых и получистовых инструментов, работающих со средними скоростями резания; для материалов с повышенными абразивными свойствами; рекомендуется взамен сталей Р6Ф5 и Р14Ф4 как сталь луч- шей шлифуемости при примерно одинаковых режущих свойствах
1.4. Твердые сплавы
19
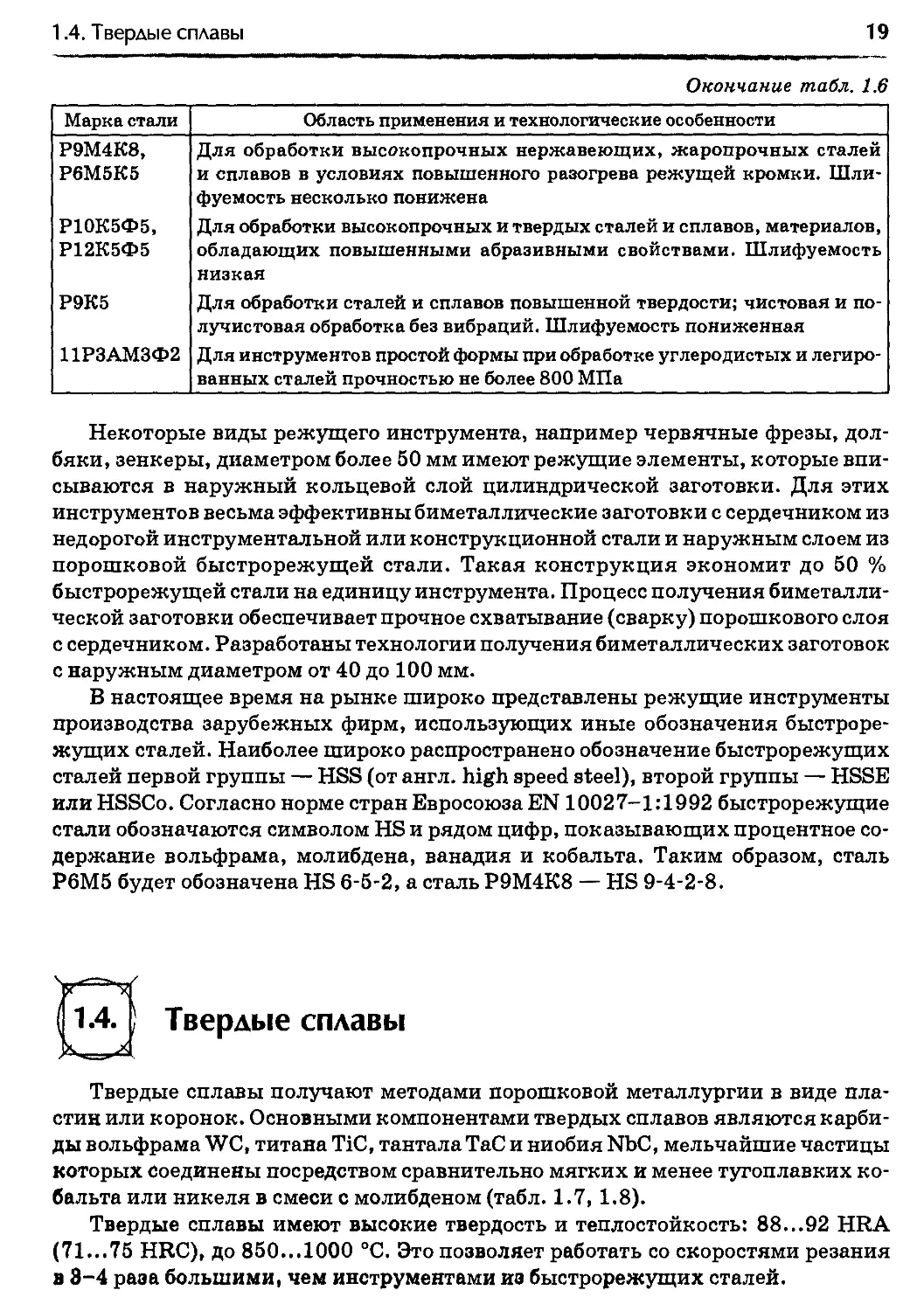
Окончание табл. 1.6
Марка стали Область применения и технологические особенности
Р9М4К8, Р6М5К5 Р10К5Ф5, Р12К5Ф5 Р9К5 11РЗАМЗФ2 Для обработки высокопрочных нержавеющих, жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки. Шли- фуемость несколько понижена Для обработки высокопрочных и твердых сталей и сплавов, материалов, обладающих повышенными абразивными свойствами. Шлифуемость низкая Для обработки сталей и сплавов повышенной твердости; чистовая и по- лучистовая обработка без вибраций. Шлифуемость пониженная Для инструментов простой формы при обработке углеродистых и легиро- ванных сталей прочностью не более 800 МПа
Некоторые виды режущего инструмента, например червячные фрезы, дол-
бяки, зенкеры, диаметром более 50 мм имеют режущие элементы, которые впи-
сываются в наружный кольцевой слой цилиндрической заготовки. Для этих
инструментов весьма эффективны биметаллические заготовки с сердечником из
недорогой инструментальной или конструкционной стали и наружным слоем из
порошковой быстрорежущей стали. Такая конструкция экономит до 50 %
быстрорежущей стали на единицу инструмента. Процесс получения биметалли-
ческой заготовки обеспечивает прочное схватывание (сварку) порошкового слоя
с сердечником. Разработаны технологии получения биметаллических заготовок
с наружным диаметром от 40 до 100 мм.
В настоящее время на рынке широко представлены режущие инструменты
производства зарубежных фирм, использующих иные обозначения быстроре-
жущих сталей. Наиболее широко распространено обозначение быстрорежущих
сталей первой группы — HSS (от англ, high speed steel), второй группы — HSSE
или HSSCo. Согласно норме стран Евросоюза EN 10027-1:1992 быстрорежущие
стали обозначаются символом HS и рядом цифр, показывающих процентное со-
держание вольфрама, молибдена, ванадия и кобальта. Таким образом, сталь
Р6М5 будет обозначена HS 6-5-2, а сталь Р9М4К8 — HS Э-4-2-8.
Твердые сплавы
Твердые сплавы получают методами порошковой металлургии в виде пла-
стин или коронок. Основными компонентами твердых сплавов являются карби-
ды вольфрама WC, титана TiC, тантала ТаС и ниобия NbC, мельчайшие частицы
которых Соединены посредством сравнительно мягких и менее тугоплавких ко-
бальта или никеля в смеси с молибденом (табл. 1.7, 1.8).
Твердые сплавы имеют высокие твердость и теплостойкость: 88...92 HRA
(71...75 HRC), до 850...1000 °C. Это позволяет работать со скоростями резания
в S-4 раза большими, чем инструментами из быстрорежущих сталей.
20
Глава 1. Инструментальные материалы
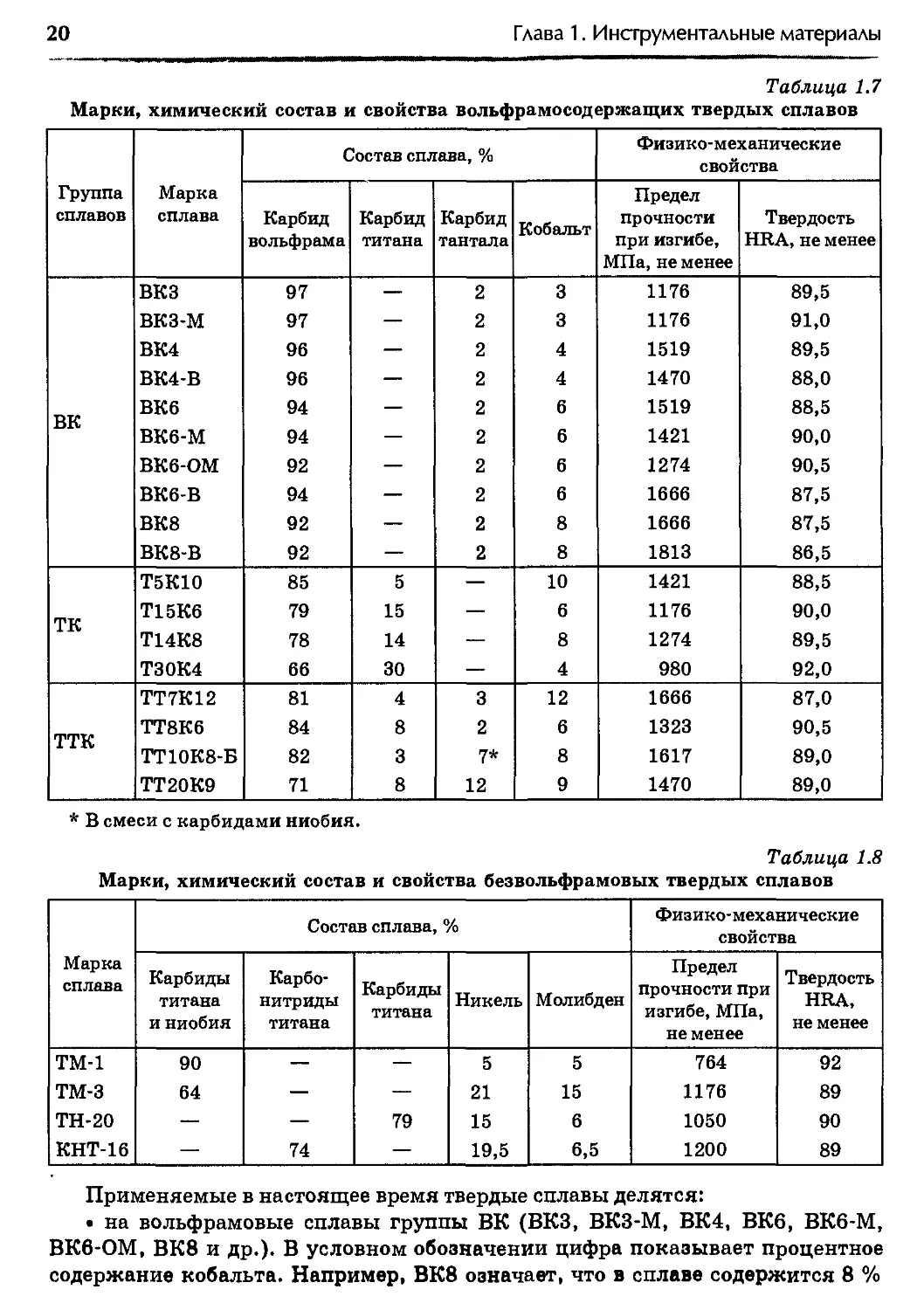
Таблица 1.7
Марки, химический состав и свойства вольфрамосодержащих твердых сплавов
Группа сплавов Марка сплава Состав сплава, % Физико-механические свойства
Карбид вольфрама Карбид титана Карбид тантала Кобальт Предел прочности при изгибе, МПа, не менее Твердость HRA, не менее
ВКЗ 97 — 2 3 1176 89,5
ВКЗ-М 97 — 2 3 1176 91,0
ВК4 96 — 2 4 1519 89,5
ВК4-В 96 — 2 4 1470 88,0
пт/* ВК6 94 — 2 6 1519 88,5
15 К ВК6-М 94 — 2 6 1421 90,0
ВК6-ОМ 92 — 2 6 1274 90,5
ВК6-В 94 — 2 6 1666 87,5
ВК8 92 — 2 8 1666 87,5
ВК8-В 92 — 2 8 1813 86,5
Т5К10 85 5 — 10 1421 88,5
Т15К6 79 15 — 6 1176 90,0
1 IV Т14К8 78 14 — 8 1274 89,5
Т30К4 66 30 — 4 980 92,0
ТТ7К12 81 4 3 12 1666 87,0
гргТИТ* ТТ8К6 84 8 2 6 1323 90,5
1 1IV ТТ10К8-Б 82 3 7* 8 1617 89,0
ТТ20К9 71 8 12 9 1470 89,0
* В смеси с карбидами ниобия.
Таблица 1.8
Марки, химический состав и свойства безвольфрамовых твердых сплавов
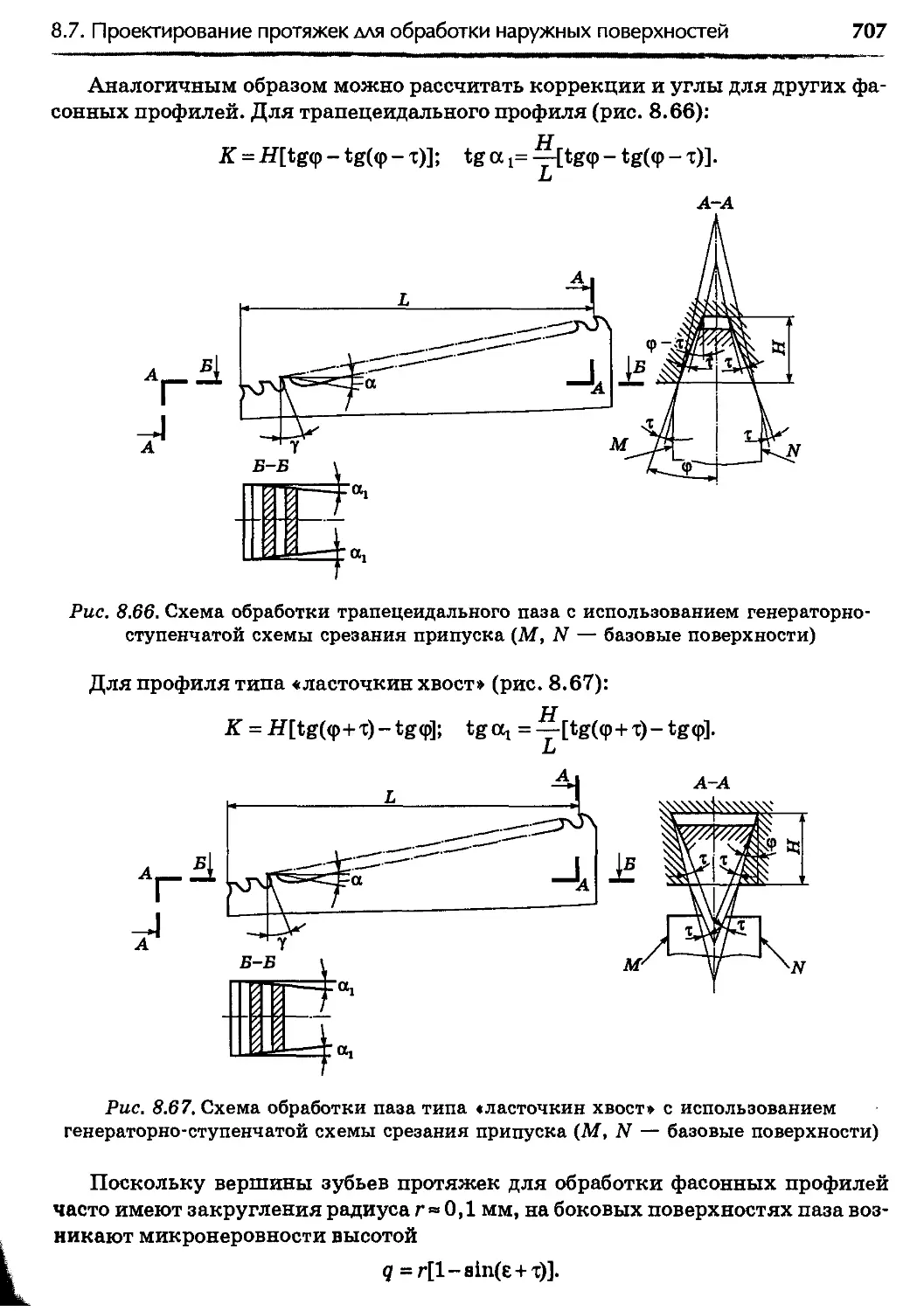
Марка сплава Состав сплава, % Физико-механические свойства
Карбиды титана и ниобия Карбо- нитриды титана Карбиды титана Никель Молибден Предел прочности при изгибе, МПа, не менее Твердость HRA, не менее
ТМ-1 90 — — 5 5 764 92
тм-з 64 — — 21 15 1176 89
ТН-20 — — 79 15 6 1050 90
КНТ-16 — 74 — 19,5 6,5 1200 89
Применяемые в настоящее время твердые сплавы делятся:
• на вольфрамовые сплавы группы ВК (ВКЗ, ВКЗ-М, ВК4, ВК6, ВК6-М,
ВК6-ОМ, ВК8 и др.). В условном обозначении цифра показывает процентное
содержание кобальта. Например, ВК8 означает, что в сплаве содержится 8 %
1.4. Твердые сплавы
21
кобальта и 92 % карбидов вольфрама. Буквами М и ОМ обозначается соответст-
венно мелкозернистая и особомелкозернистая структура;
• титановольфрамовые сплавы группы ТК (Т5К10, Т15К6, Т14К8, Т30К4,
Т60К6 и др.). В условном обозначении цифра, стоящая после буквы Т, показыва-
ет процентное содержание карбидов титана, после буквы К — кобальта, осталь-
ное — карбиды вольфрама;
• титанотанталовольфрамовые сплавы группы ТТК (ТТ7К12, ТТ8К6, ТТ20К9
и др.). В условном обозначении цифры, стоящие после буквы Т, показывают
процентное содержание карбидов титана и тантала, после буквы К — кобальта,
остальное — карбиды вольфрама;
• безвольфрамовые твердые сплавы (ТМ-1, ТМ-3, ТН-20, КНТ-16, ТС20ХН),
состав которых приведен в табл. 1.8. Обозначения этой группы твердых сплавов
условные.
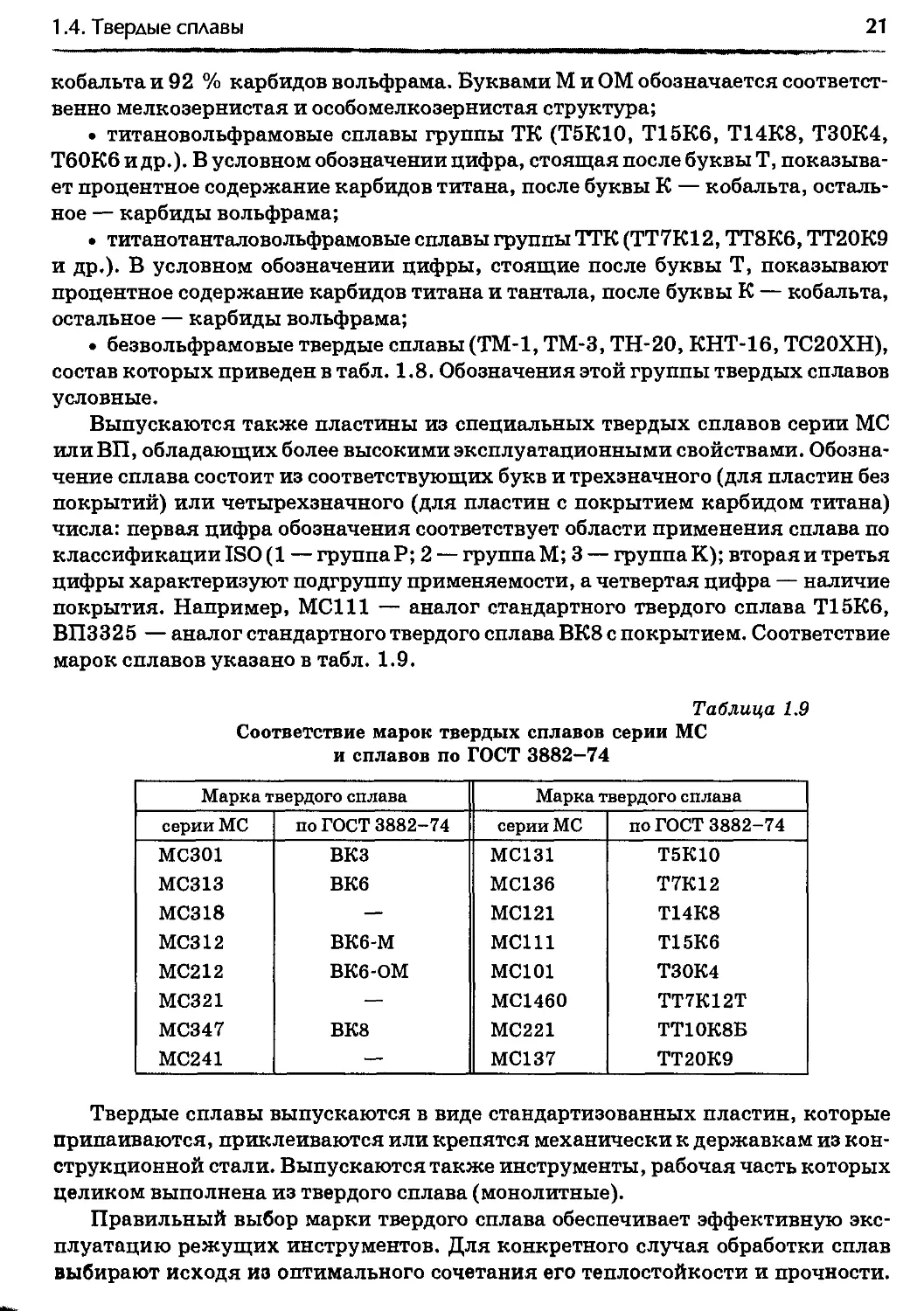
Выпускаются также пластины из специальных твердых сплавов серии МС
или ВП, обладающих более высокими эксплуатационными свойствами. Обозна-
чение сплава состоит из соответствующих букв и трехзначного (для пластин без
покрытий) или четырехзначного (для пластин с покрытием карбидом титана)
числа: первая цифра обозначения соответствует области применения сплава по
классификации ISO (1 — группа Р; 2 — группа М; 3 — группа К); вторая и третья
цифры характеризуют подгруппу применяемости, а четвертая цифра — наличие
покрытия. Например, MCI 11 — аналог стандартного твердого сплава Т15К6,
ВП3325 — аналог стандартного твердого сплава ВК8 с покрытием. Соответствие
марок сплавов указано в табл. 1.9.
Таблица 1.9
Соответствие марок твердых сплавов серии МС
и сплавов по ГОСТ 3882—74
Марка твердого сплава Марка твердого сплава
серии МС по ГОСТ 3882-74 серии МС по ГОСТ 3882-74
МС301 ВКЗ МС131 Т5К10
МС313 ВК6 МС136 Т7К12
МС318 — МС121 Т14К8
МСЗ 12 ВК6-М MCI 11 Т15К6
МС212 ВК6-ОМ МС101 Т30К4
МСЗ 21 — МС1460 ТТ7К12Т
МС347 ВК8 МС221 ТТ10К8Б
МС241 — МС137 ТТ20К9
Твердые сплавы выпускаются в виде стандартизованных пластин, которые
припаиваются, приклеиваются или крепятся механически к державкам из кон-
струкционной стали. Выпускаются также инструменты, рабочая часть которых
целиком выполнена из твердого сплава (монолитные).
Правильный выбор марки твердого сплава обеспечивает эффективную экс-
плуатацию режущих инструментов. Для конкретного случая обработки сплав
выбирают исходя из оптимального сочетания его теплостойкости и прочности.
Глава 1. Инструментальные материалы
...ми— । । ........................... 1 ................
НМДОМйр, сплавы группы ТК имеют более высокую теплостойкость, чем спла-
вы ВК. Инструменты, изготовленные из этих сплавов, могут использоваться
при высоких скоростях резания, поэтому их широко применяют при обработке
сталей.
Инструменты из твердых сплавов группы ВК применяют при обработке де-
талей из конструкционных сталей в условиях низкой жесткости технологиче-
ской системы, при прерывистом резании, при работе с ударами, а также при
обработке хрупких материалов типа чугуна, что обусловлено повышенной проч-
ностью этой группы твердых сплавов и невысокими температурами в зоне резания.
Такие сплавы используются также при обработке деталей из высокопрочных,
жаропрочных и нержавеющих сталей, титановых сплавов. Это объясняется тем,
что наличие в них титана вызывает повышенную адгезию со сплавами группы ТК,
также содержащими титан. Кроме того, сплавы группы ТК имеют значительно
худшую теплопроводность и более низкую прочность, чем сплавы ВК.
Введение в твердый сплав карбидов тантала или карбидов тантала и ниобия
(ТТ10К8-Б) повышает его прочность. Поэтому трех- и четырехкарбидные твердые
сплавы применяются для оснащения инструментов, работающих с ударами и по
загрязненной корке. Однако температура теплостойкости этих сплавов ниже,
чем у двухкарбидных. Из твердых сплавов с существенно улучшенной структу-
рой следует отметить особомелкозернистые, применяемые для обработки мате-
риалов с большой истирающей способностью. Сплавы ОМ обладают плотной,
особомелкозернистой структурой, а также имеют малый (до 0,5 мкм) размер зе-
рен карбидов вольфрама. Последнее обстоятельство позволяет затачивать и до-
водить изготовленный из них инструмент с наименьшими радиусами режущих
кромок. Инструменты из сплавов этой группы применяются для чистовой и по-
лучистовой обработки деталей из высокопрочных вязких сталей с повышенной
склонностью к наклепу.
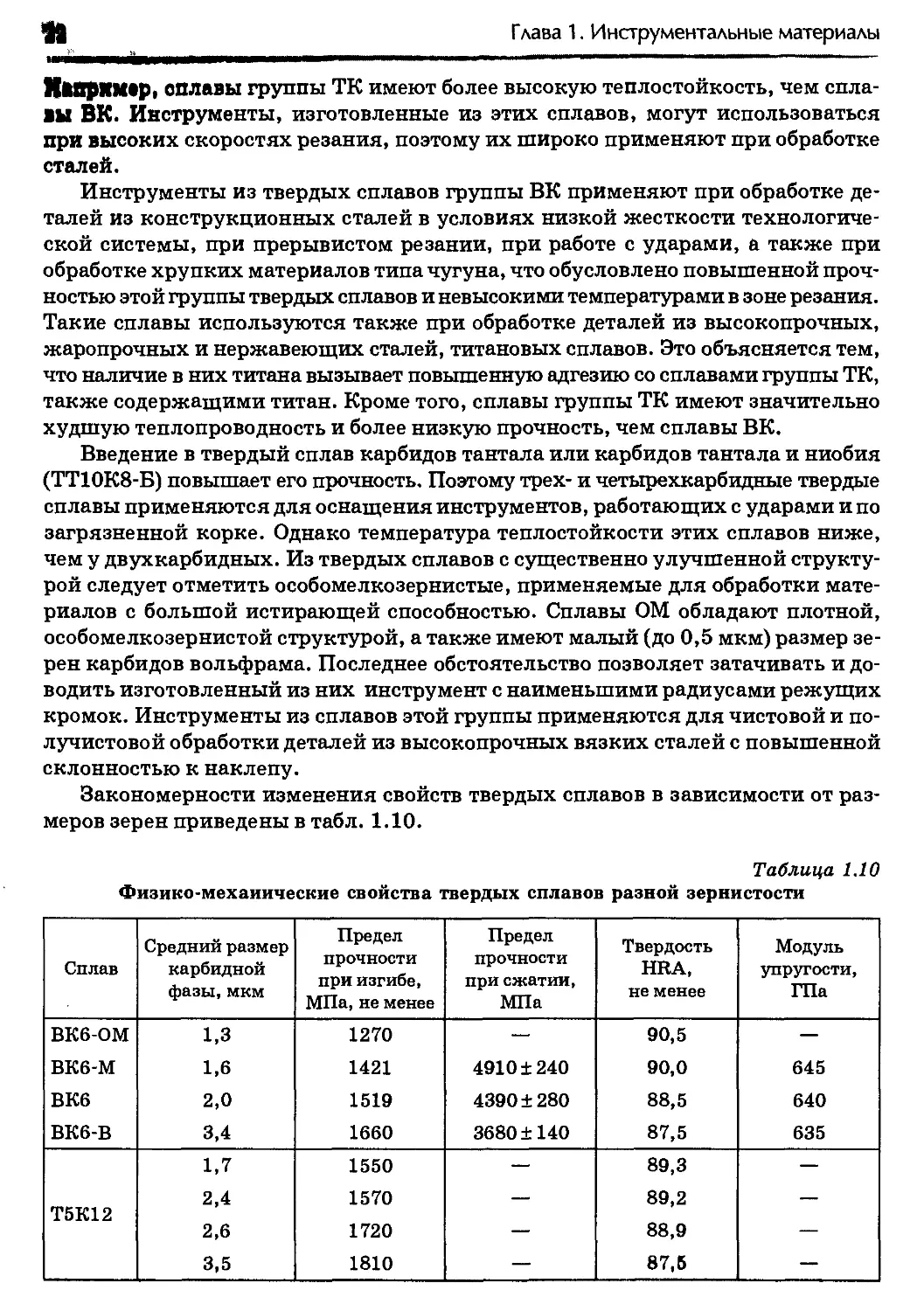
Закономерности изменения свойств твердых сплавов в зависимости от раз-
меров зерен приведены в табл. 1.10.
Таблица 1.10
Физико-мехаиические свойства твердых сплавов разной зернистости
Сплав Средний размер карбидной фазы, мкм Предел прочности при изгибе, МПа, не менее Предел прочности при сжатии, МПа Твердость HRA, не менее Модуль упругости, ГПа
ВК6-ОМ 1,3 1270 — 90,5 —
ВК6-М 1,6 1421 4910 ±240 90,0 645
ВК6 2,0 1519 4390 ±280 88,5 640
ВК6-В 3,4 1660 3680 ±140 87,5 635
1,7 1550 — 89,3 —
Т5К12 2,4 1570 — 89,2 —
2,6 1720 — 88,9 —
3,5 1810 — 87,5 —
1.4. Твердые сплавы
23
Незначительная добавка в состав сплавов группы ОМ карбида тантала и ко-
бальта способствует повышению их теплостойкости, что позволяет использовать
эти сплавы при изготовлении инструментов, предназначенных для черновой об-
работки деталей из различных сталей. Весьма эффективна замена карбидов тан-
тала карбидами хрома. Это обеспечивает получение сплавов с мелкозернистой
однородной структурой и высокой износостойкостью. Представителем таких
материалов является сплав ВК10-ХОМ.
Сплавы с низким процентным содержанием кобальта (Т30К4, ВКЗ, ВК4) об-
ладают меньшей вязкостью и применяются для изготовления инструментов,
срезающих тонкие стружки на чистовых операциях. Наоборот, сплавы с большим
содержанием кобальта (ВК8, Т14К8, Т5К10) являются более вязкими и приме-
няются при снятии стружек большого сечения на черновых операциях. Реко-
мендации по применению твердых сплавов приведены в табл. 1.11.
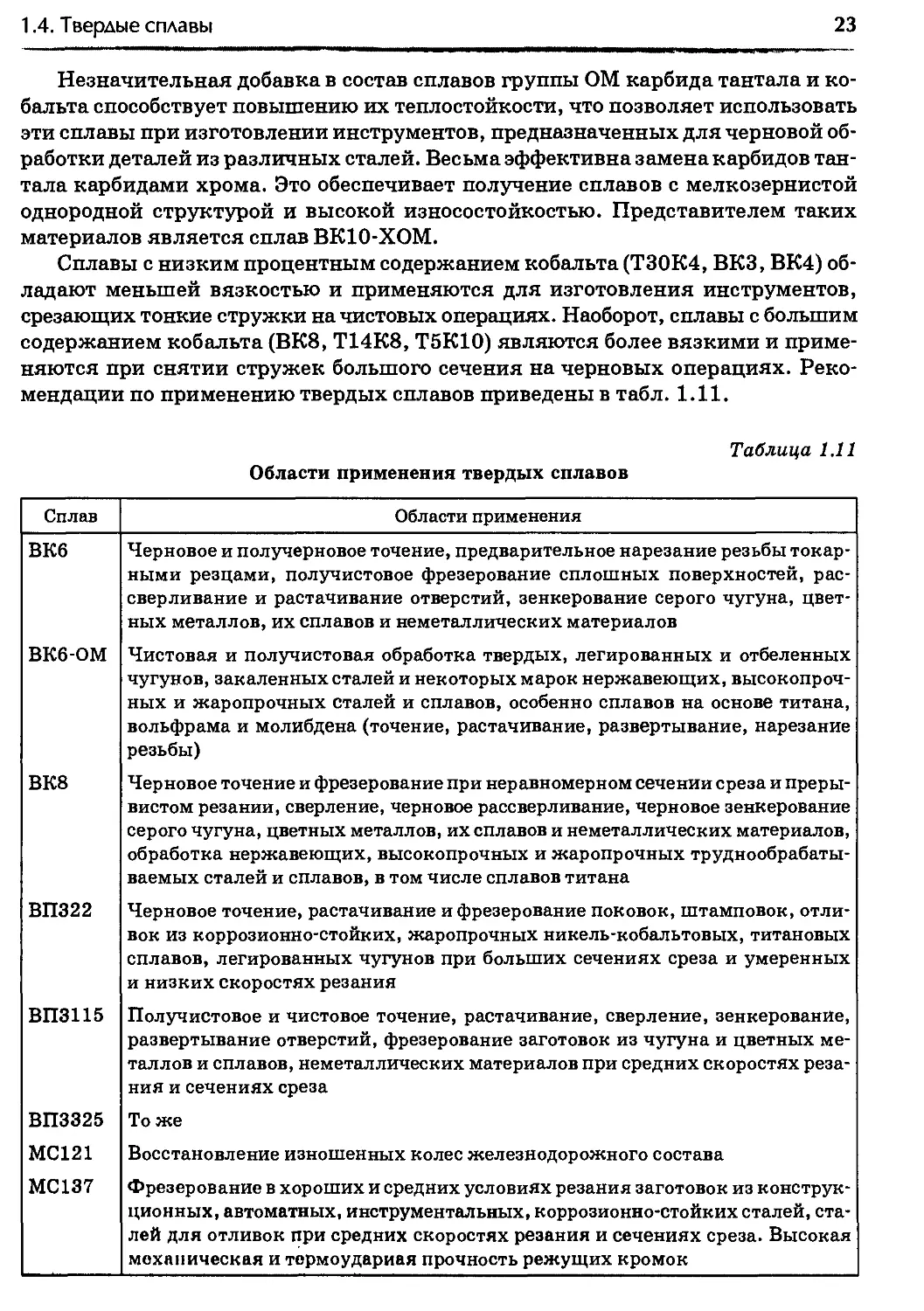
Таблица 1.11
Области применения твердых сплавов
Сплав Области применения
ВК6 Черновое и получерновое точение, предварительное нарезание резьбы токар- ными резцами, получистовое фрезерование сплошных поверхностей, рас- сверливание и растачивание отверстий, зенкерование серого чугуна, цвет- ных металлов, их сплавов и неметаллических материалов
ВК6-ОМ Чистовая и получистовая обработка твердых, легированных и отбеленных чугунов, закаленных сталей и некоторых марок нержавеющих, высокопроч- ных и жаропрочных сталей и сплавов, особенно сплавов на основе титана, вольфрама и молибдена (точение, растачивание, развертывание, нарезание резьбы)
ВК8 Черновое точение и фрезерование при неравномерном сечении среза и преры- вистом резании, сверление, черновое рассверливание, черновое зенкерование серого чугуна, цветных металлов, их сплавов и неметаллических материалов, обработка нержавеющих, высокопрочных и жаропрочных труднообрабаты- ваемых сталей и сплавов, в том числе сплавов титана
ВП322 Черновое точение, растачивание и фрезерование поковок, штамповок, отли- вок из коррозионно-стойких, жаропрочных никель-кобальтовых, титановых сплавов, легированных чугунов при больших сечениях среза и умеренных и низких скоростях резания
ВП3115 Получистовое и чистовое точение, растачивание, сверление, зенкерование, развертывание отверстий, фрезерование заготовок из чугуна и цветных ме- таллов и сплавов, неметаллических материалов при средних скоростях реза- ния и сечениях среза
ВП3325 То же
МС121 Восстановление изношенных колес железнодорожного состава
МС137 Фрезерование в хороших и средних условиях резания заготовок из конструк- ционных, автоматных, инструментальных, коррозионно-стойких сталей, ста- лей для отливок при средних скоростях резания и сечениях среза. Высокая механическая и термоудариая прочность режущих кромок
24
Глава 1. Инструментальные материалы
Продолжение табл. 1.11
Сплав Области применения
МС146 МС221 МС321 МС146, МС1465 МС1466 МС2215 МС2216 МС3215 МС3216 Т5К10 Т14К8 Т15К6 Для тяжелого чернового точения, растачивания, сверления, зенкерования, строгания, фрезерования отливок, штамповок и поковок из конструкцион- ных, инструментальных и коррозионно-стойких сталей, сталей для отливок при средних и малых скоростях резания и больших сечениях среза. Высокая механическая и термоударная прочность режущих кромок Для получистового и чернового точения, развертывания, резьбонарезания, фрезерования заготовок из коррозионно-стойких сталей, жаропрочных и ти- тановых сплавов, стальных отливок, конструкционных сталей. Высокие скорости резания, средние сечения среза. Высокая износостойкость и меха- ническая прочность режущих кромок Для получистового и чернового точения, растачивания, сверления, зенкеро- вания, развертывания отверстий, резьбонарезания и фрезерования загото- вок из чугунов и цветных металлов и сплавов, неметаллических материалов при средних скоростях резания и сечениях среза. Высокая механическая и термоударная прочность режущих кромок Получистовая и черновая обработка стали, стального литья, в том числе не- ржавеющих аустенитных и жаропрочных сталей. Низкие скорости резания при неблагоприятных условиях обработки, увеличенное сечение среза Получистовое и чистовое фрезерование стали. Скорость резания средняя и низкая. Сечение среза среднее и большое Чистовая и получистовая обработка стали при повышенной скорости реза- ния и среднем сечении среза Чистовое фрезерование стали. Скорость резания и сечение среза средние Точение, растачивание, фрезерование, сверление серого и ковкого чугуна, некоторых коррозионно-стойких и жаростойких сталей и сплавов Чистовое и получистовое фрезерование чугуна. Скорость резания высокая и средняя Черновое точение при неравномерном сечении среза и прерывистом резании, фасонное точение, отрезка токарными резцами, чистовое строгание, черновое фрезерование прерывистых поверхностей и другие виды обработки углеро- дистых и легированных сталей, преимущественно в виде поковок, штампо- вок и отливок по корке и окалине Черновое точение при неравномерном сечении среза и непрерывном резании, получистовое и чистовое точение при прерывистом резании, черновое фрезеро- вание сплошных поверхностей, рассверливание литых и кованых отверстий, черновое зенкерование и другие виды обработки углеродистых и легирован- ных сталей Получерновое точение при непрерывном резании, чистовое точение при пре- рывистом резании, нарезание резьбы токарными резцами и вращающимися головками, получистовое и чистовое фрезерование сплошных поверхностей, рассверливание и растачивание предварительно обработанных отверстий, чистовое зенкерование, развертывание и другие аналогичные виды обработ- ки углеродистых и легированных сталей
1.4. Твердые сплавы
25
Окончание табл. 1.11
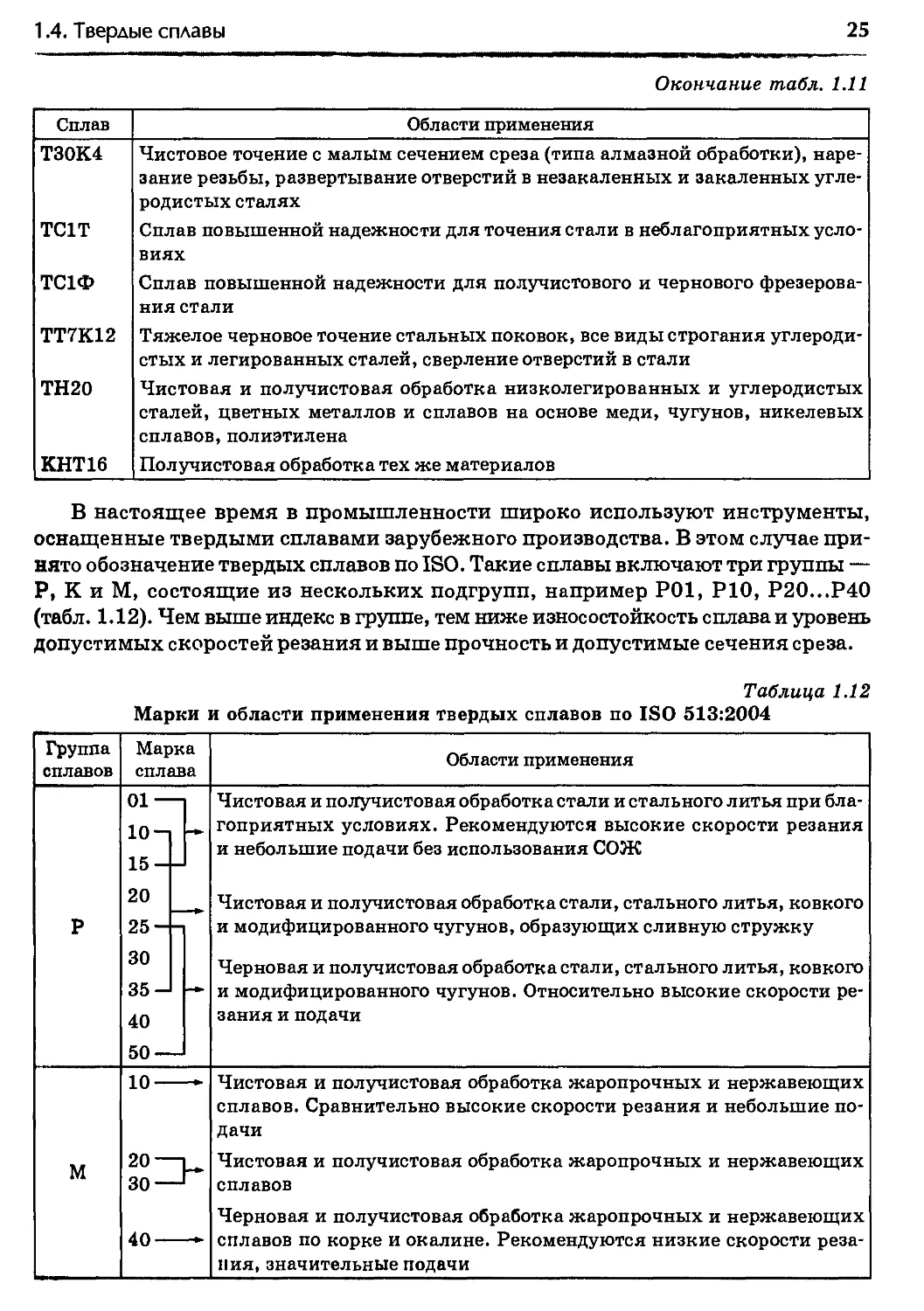
Сплав Области применения
Т30К4 Чистовое точение с малым сечением среза (типа алмазной обработки), наре- зание резьбы, развертывание отверстий в незакаленных и закаленных угле- родистых сталях
ТС1Т Сплав повышенной надежности для точения стали в неблагоприятных усло- виях
ТС1Ф Сплав повышенной надежности для получистового и чернового фрезерова- ния стали
ТТ7К12 Тяжелое черновое точение стальных поковок, все виды строгания углероди- стых и легированных сталей, сверление отверстий в стали
ТН20 Чистовая и получистовая обработка низколегированных и углеродистых сталей, цветных металлов и сплавов на основе меди, чугунов, никелевых сплавов, полиэтилена
КНТ16 Получистовая обработка тех же материалов
В настоящее время в промышленности широко используют инструменты,
оснащенные твердыми сплавами зарубежного производства. В этом случае при-
нято обозначение твердых сплавов по ISO. Такие сплавы включают три группы —
Р, К и М, состоящие из нескольких подгрупп, например Р01, PIO, Р20...Р40
(табл. 1.12). Чем выше индекс в группе, тем ниже износостойкость сплава и уровень
допустимых скоростей резания и выше прочность и допустимые сечения среза.
Таблица 1.12
Марки и области применения твердых сплавов по ISO 513:2004
Группа сплавов Марка сплава Области применения
р 01 Ю-1 15-- 20 25 — 30 35-1 40 50 — — Чистовая и получистовая обработка стали и стального литья при бла- гоприятных условиях. Рекомендуются высокие скорости резания и небольшие подачи без использования СОЖ Чистовая и получистовая обработка стали, стального литья, ковкого и модифицированного чугунов, образующих сливную стружку Черновая и получистовая обработка стали, стального литья, ковкого и модифицированного чугунов. Относительно высокие скорости ре- зания и подачи
м 10 20—L. 30— 40 Чистовая и получистовая обработка жаропрочных и нержавеющих сплавов. Сравнительно высокие скорости резания и небольшие по- дачи Чистовая и получистовая обработка жаропрочных и нержавеющих сплавов Черновая и получистовая обработка жаропрочных и нержавеющих сплавов по корке и окалине. Рекомендуются низкие скорости реза- ния, значительные подачи
26
Глава 1. Инструментальные материалы
Окончание табл. 1.12
Группа сплавов Марка сплава Области применения
к ОХ- 05— 10-| 15 20- 25-- 30-1 —1» Чистовая и получистовая обработка легированного чугуна, медных сплавов Чистовая и получистовая обработка серого чугуна, обработка ковко- го и модифицированного чугунов Обработка чугунов и медных сплавов в неблагоприятных условиях. Рекомендуются невысокие скорости резания, значительные подачи
Таблица 1.13
Классификация и области применения* твердых сплавов по ISO 513:2004
Обозначение группы твердых сплавов Группа обрабатываемых материалов
Р (Р01, Р20, Р20, РЗО, Р40, Р50) М(М10, М20, МЗО) К(К01,К10,К20,К30) N(N01,N10, N20, N30) S(S01,S10,S20,S30) Н (Н01, НЮ, Н20, НЗО) Углеродистые и легированные конструкционные и инструментальные стали Нержавеющие стали аустенитного класса Чугуны серые и ковкие Медь, алюминий и их сплавы, пластмассы Жаропрочные и титановые сплавы Стали и чугуны в закаленном состоянии
* В зависимости от вида обработки (точение, сверление, фрезерование) области приме-
нения твердых сплавов могут изменяться.
Таблица 1.14
Взаимное соответствие марок твердых сплавов
Марка сплава поISO Марка сплава по ГОСТ 3282-74
Группа Подгруппа Без покрытия С покрытием
01 Т30К4 —
10 Т14К6 —
Р 20 Т14К8 —
25 МС137 МС1460
30 Т5К10, МС131 МС2210
40 МС146 —
М 20 МС221 МС2210
30 ВКЮ-ОМ —
10 ВК6-ОМ, МС313 МС3210
К 20 МС318, ВК6.МС321 —
30 ВК8, ВК8М —
1.5. Минералокерамика 27
В последнее время в результате совершенствования химического состава
твердых сплавов увеличено количество их групп и принята новая классифика-
ция (табл. 1.13).
Соответствие различных марок твердых сплавов приведено в табл. 1.14.
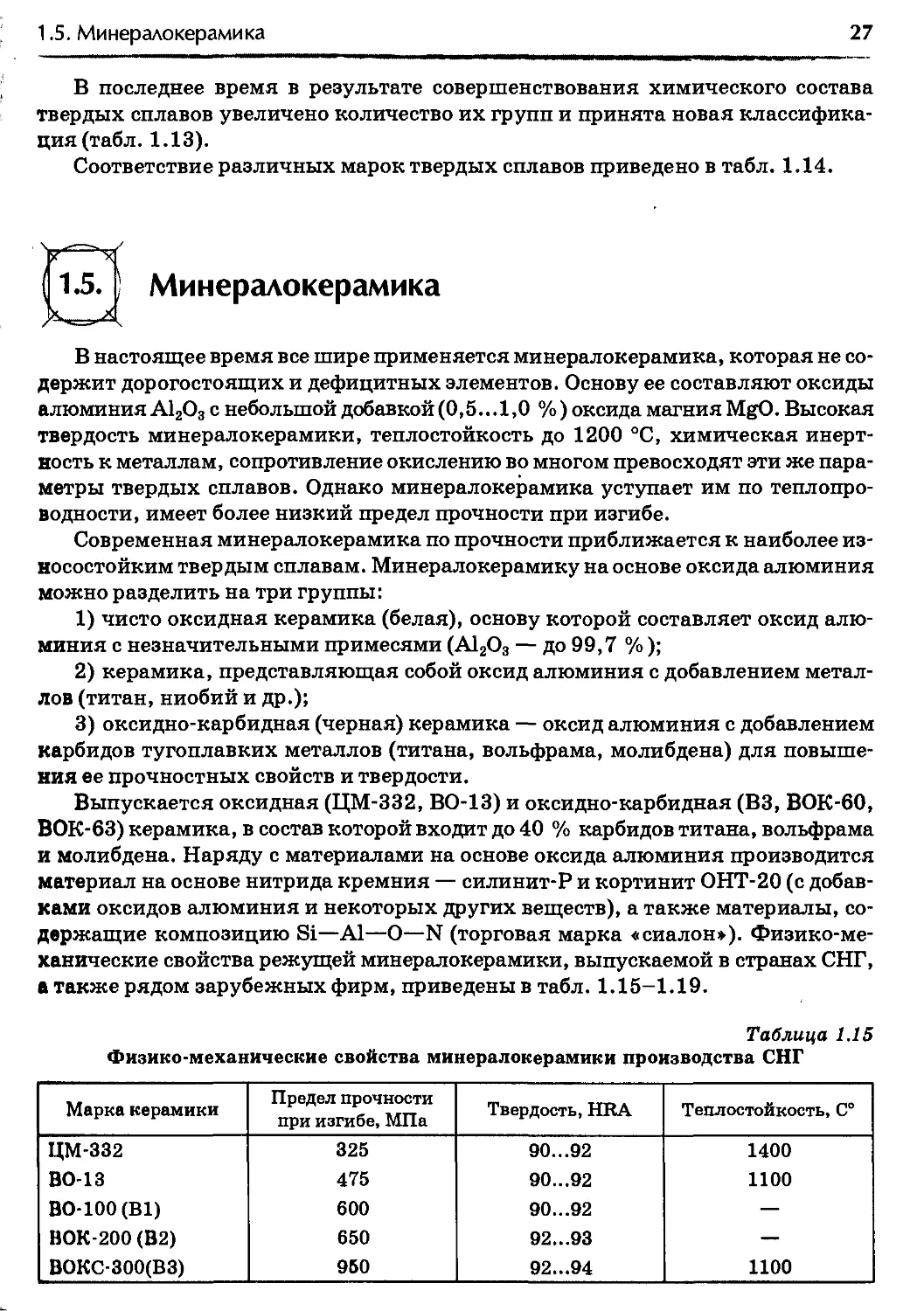
Минералокерамика
В настоящее время все шире применяется минералокерамика, которая не со-
держит дорогостоящих и дефицитных элементов. Основу ее составляют оксиды
алюминия А12О3 с небольшой добавкой (0,5... 1,0 %) оксида магния MgO. Высокая
твердость минералокерамики, теплостойкость до 1200 °C, химическая инерт-
ность к металлам, сопротивление окислению во многом превосходят эти же пара-
метры твердых сплавов. Однако минералокерамика уступает им по теплопро-
водности, имеет более низкий предел прочности при изгибе.
Современная минералокерамика по прочности приближается к наиболее из-
носостойким твердым сплавам. Минералокерамику на основе оксида алюминия
можно разделить на три группы:
1) чисто оксидная керамика (белая), основу которой составляет оксид алю-
миния с незначительными примесями (А12О3 — до 99,7 %);
2) керамика, представляющая собой оксид алюминия с добавлением метал-
лов (титан, ниобий и др.);
3) оксидно-карбидная (черная) керамика — оксид алюминия с добавлением
карбидов тугоплавких металлов (титана, вольфрама, молибдена) для повыше-
ния ее прочностных свойств и твердости.
Выпускается оксидная (ЦМ-332, ВО-13) и оксидно-карбидная (ВЗ, ВОК-60,
ВОК-63) керамика, в состав которой входит до 40 % карбидов титана, вольфрама
и молибдена. Наряду с материалами на основе оксида алюминия производится
материал на основе нитрида кремния — силинит-Р и кортинит ОНТ-20 (с добав-
ками оксидов алюминия и некоторых других веществ), а также материалы, со-
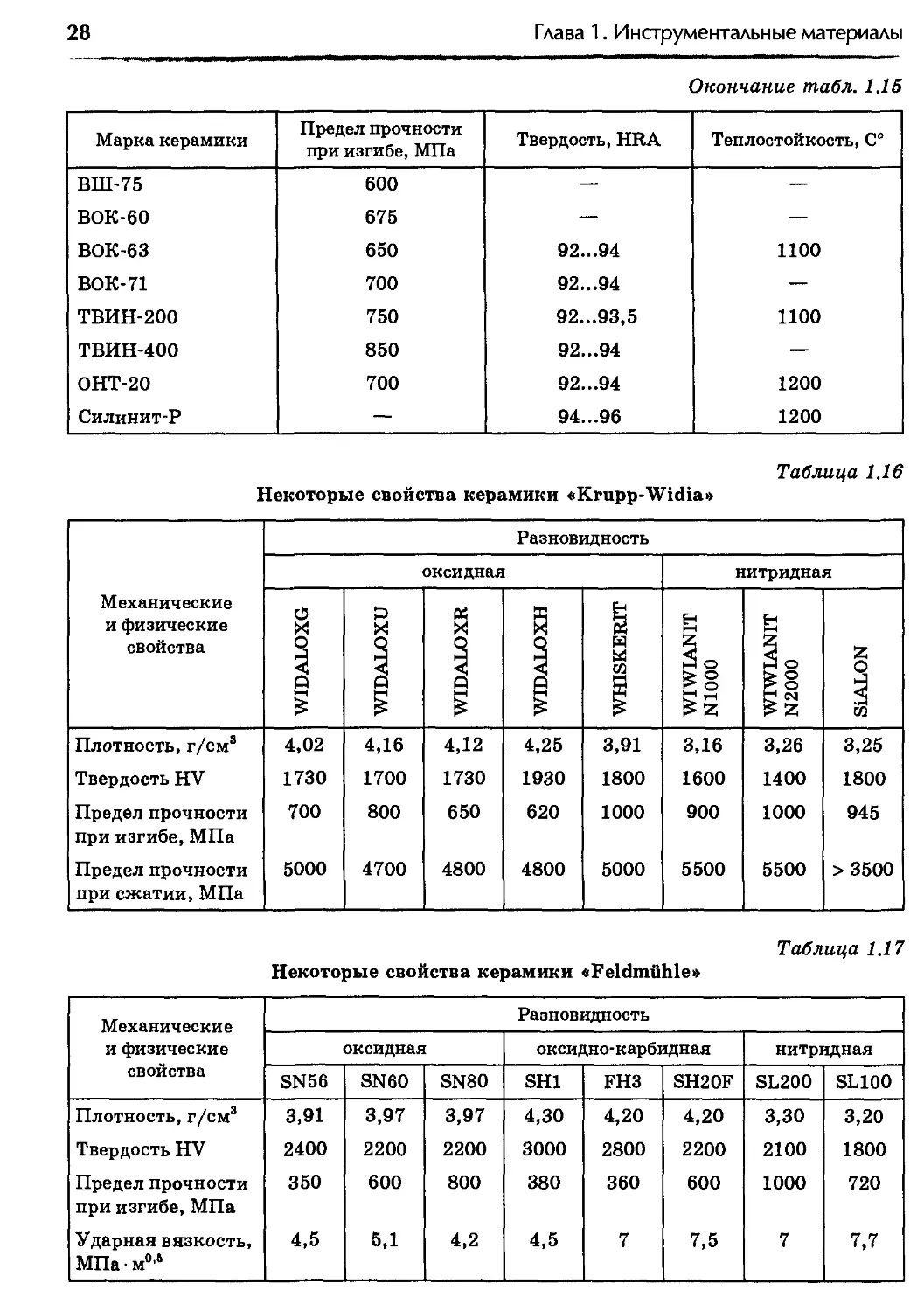
держащие композицию Si—Al—О—N (торговая марка «сиалон»). Физико-ме-
ханические свойства режущей минералокерамики, выпускаемой в странах СНГ,
а также рядом зарубежных фирм, приведены в табл. 1.15-1.19.
Таблица 1.15
Физико-механические свойства минералокерамики производства СНГ
Марка керамики Предел прочности при изгибе, МПа Твердость, HRA Теплостойкость, С°
ЦМ-332 325 90...92 1400
ВО-13 475 90...92 1100
ВО-100 (В1) 600 90...92 —
ВОК-200 (В2) 650 92...93 —
ВОКС-ЗОО(ВЗ) 950 92...94 1100
28
Глава 1. Инструментальные материалы
Окончание табл. 1.15
Марка керамики Предел прочности при изгибе, МПа Твердость, HRA Теплостойкость, С°
ВШ-75 600 — —
ВОК-60 675 — —
ВОК-63 650 92...94 1100
ВОК-71 700 92...94 —
ТВИН-200 750 92...93,5 1100
ТВИН-400 850 92...94 —
ОНТ-20 700 92...94 1200
Силинит-Р — 94...96 1200
Таблица 1.16
Некоторые свойства керамики «Krupp-Widia»
Механические и физические свойства Разновидность
оксидная нитридная
WIDALOXG WIDALOXU WIDALOXR WIDALOXH WHISKERIT WIWIANIT N1000 WIWIANIT N2000 SiALON
Плотность, г/см3 4,02 4,16 4,12 4,25 3,91 3,16 3,26 3,25
Твердость HV 1730 1700 1730 1930 1800 1600 1400 1800
Предел прочности при изгибе, МПа 700 800 650 620 1000 900 1000 945
Предел прочности при сжатии, МПа 5000 4700 4800 4800 5000 5500 5500 > 3500
Таблица 1.17
Некоторые свойства керамики «Feldmfihle»
Механические и физические свойства Разновидность
оксидная оксидно-карбидная нитридная
SN56 SN60 SN80 SH1 FH3 SH20F SL200 SL100
Плотность, г/см3 3,91 3,97 3,97 4,30 4,20 4,20 3,30 3,20
Твердость HV 2400 2200 2200 3000 2800 2200 2100 1800
Предел прочности при изгибе, МПа 350 600 800 380 360 600 1000 720
Ударная вязкость, МПам0,3 4,5 5,1 4,2 4,5 7 7,5 7 7,7
1.5. Минералокерамика
29
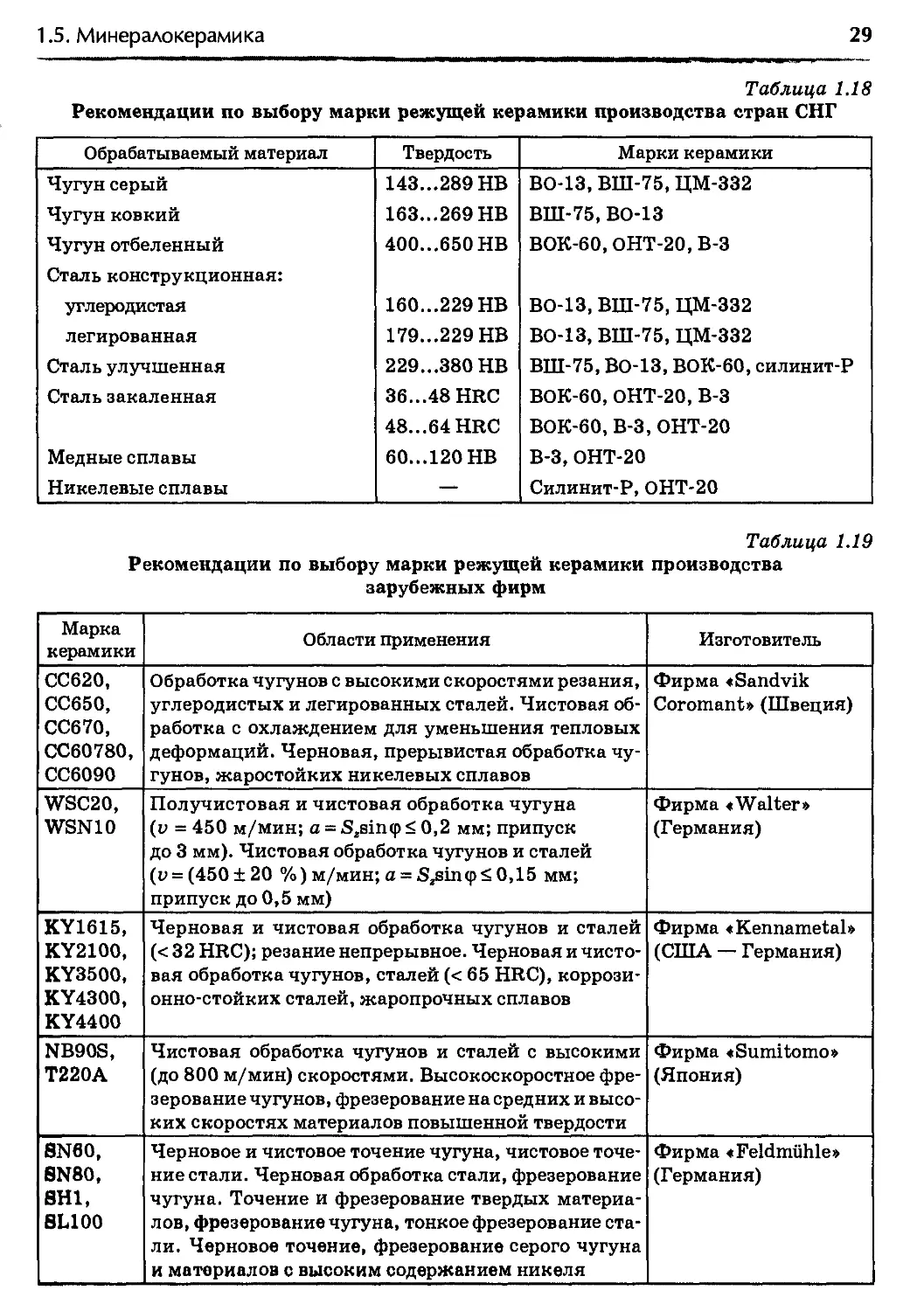
Таблица 1.18
Рекомендации по выбору марки режущей керамики производства стран СНГ
Обрабатываемый материал Твердость Марки керамики
Чугун серый Чугун ковкий Чугун отбеленный Сталь конструкционная: углеродистая легированная Сталь улучшенная Сталь закаленная Медные сплавы Никелевые сплавы 143...289 НВ 163...269 НВ 400...650 НВ 160...229 НВ 179...229 НВ 229...380 НВ 36...48HRC 48...64HRC 60...120 НВ ВО-13, ВШ-75, ЦМ-332 ВШ-75, ВО-13 ВОК-60, ОНТ-20, В-3 ВО-13, ВШ-75, ЦМ-332 ВО-13, ВШ-75, ЦМ-332 ВШ-75, ВО-13, ВОК-60, силинит-Р ВОК-60, ОНТ-20, В-3 ВОК-60, В-3, ОНТ-20 В-3, ОНТ-20 Силинит-Р, ОНТ-20
Таблица 1.19
Рекомендации по выбору марки режущей керамики производства
зарубежных фирм
Марка керамики Области применения Изготовитель
СС620, СС650, СС670, СС60780, СС6090 Обработка чугунов с высокими скоростями резания, углеродистых и легированных сталей. Чистовая об- работка с охлаждением для уменьшения тепловых деформаций. Черновая, прерывистая обработка чу- гунов, жаростойких никелевых сплавов Фирма «Sandvik Coromant» (Швеция)
WSC20, WSN10 Получистовая и чистовая обработка чугуна (о = 450 м/мин; а = S2sin<p <0,2 мм; припуск до 3 мм). Чистовая обработка чугунов и сталей (о = (450 ± 20 %) м/мин; а = Szsin<pS 0,15 мм; припуск до 0,5 мм) Фирма «Walter» (Германия)
KY1615, KY2100, KY3500, KY4300, KY4400 Черновая и чистовая обработка чугунов и сталей (< 32 HRC); резание непрерывное. Черновая и чисто- вая обработка чугунов, сталей (< 65 HRC), коррози- онно-стойких сталей, жаропрочных сплавов Фирма «Kennametal» (США — Германия)
NB90S, Т220А Чистовая обработка чугунов и сталей с высокими (до 800 м/мин) скоростями. Высокоскоростное фре- зерование чугунов, фрезерование на средних и высо- ких скоростях материалов повышенной твердости Фирма «Sumitomo» (Япония)
SN60, SN80, SH1, 8L100 Черновое и чистовое точение чугуна, чистовое точе- ние стали. Черновая обработка стали, фрезерование чугуна. Точение и фрезерование твердых материа- лов, фрезерование чугуна, тонкое фрезерование ста- ли. Черновое точение, фрезерование серого чугуна и материалов с высоким содержанием никеля Фирма «Feldmuhle» (Германия)
30 Глава 1. Инструментальные материалы
Высокие режущие свойства инструментов из минералокерамики проявля-
ются при скоростной обработке сталей и высокопрочных чугунов, причем чистовое
и получистовое точение и фрезерование повышают производительность обра-
ботки деталей до 2 раз при одновременном возрастании периодов стойкости ин-
струментов до 5 раз по сравнению с обработкой инструментами из твердого
сплава. Минералокерамика выпускается в виде неперетачиваемых пластин, что
существенно облегчает условия ее эксплуатации.
У V
(1-6.!
Сверхтвердые инструментальные материалы
Одним из направлений совершенствования режущих свойств инструментов,
позволяющим увеличить производительность труда при механической обработ-
ке, является повышение твердости и теплостойкости инструментальных мате-
риалов. Наиболее перспективными в этом отношении являются синтетические
сверхтвердые материалы (СТМ) на основе алмаза или нитрида бора.
Алмазы и алмазные инструменты широко используются при обработке дета-
лей из различных материалов. Для алмазов характерны исключительно высо-
кие твердость и износостойкость. По абсолютной твердости алмаз в 4-5 раз
тверже твердых сплавов и в десятки и сотни раз превышает износостойкость
других инструментальных материалов при обработке цветных сплавов и пласт-
масс. Кроме того, вследствие высокой теплопроводности алмазы лучше отводят
теплоту из зоны резания, что способствует гарантированному получению дета-
лей без прижогов на поверхности. Однако алмазы весьма хрупки, что сильно су-
жает область их применения.
Для изготовления режущих инструментов применяются в основном искус-
ственные алмазы, которые по своим свойствам близки к естественным. При
больших давлениях и температурах в искусственных алмазах удастся получить
такое же расположение атомов углерода, как и в естественных. Масса одного ис-
кусственного алмаза обычно составляет 1/8...1/10 карата (1 карат = 0,2 г).
Вследствие малости размеров искусственных кристаллов они непригодны для
изготовления таких инструментов, как, например, сверла, резцы, поэтому при-
меняются при изготовлении порошков для алмазных шлифовальных кругов
и притирочных паст.
Лезвийные алмазные инструменты выпускаются на основе поликристалли-
ческих материалов типа «карбонадо» или «баллас». Эти инструменты имеют
длительные размерные периоды стойкости и обеспечивают высокое качество об-
работанной поверхности. Применяются они при обработке титановых, высоко-
кремнистых алюминиевых сплавов, стеклопластиков и пластмасс, твердых
сплавов и других материалов.
Алмаз как инструментальный материал имеет существенный недостаток:
при повышенной температуре он вступает в химическую реакцию с железом
и теряет работоспособность. Для того чтобы обрабатывать стали, чугуны и другие
1.6. Сверхтвердые инструментальные материалы
31
материалы на основе железа, созданы сверхтвердые материалы, химически
инертные к нему. Такие материалы получены по технологии, близкой к техно-
логии получения алмазов, но в качестве исходного вещества используется не
графит, а нитрид бора.
Поликристаллы плотных модификаций нитрида бора превосходят по тепло-
стойкости все материалы, применяемые для лезвийных инструментов: алмаз —
В 1,9 раза, быстрорежущую сталь — в 2,3, твердый сплав — в 1,7, минералокера-
Мику — в 1,2 раза. Эти материалы изотропны (одинаковая прочность в различных
направлениях), обладают микротвердостью, близкой к твердости алмаза, повы-
шенной теплостойкостью, высокой теплопроводностью и химической инертно-
стью по отношению к углероду и железу.
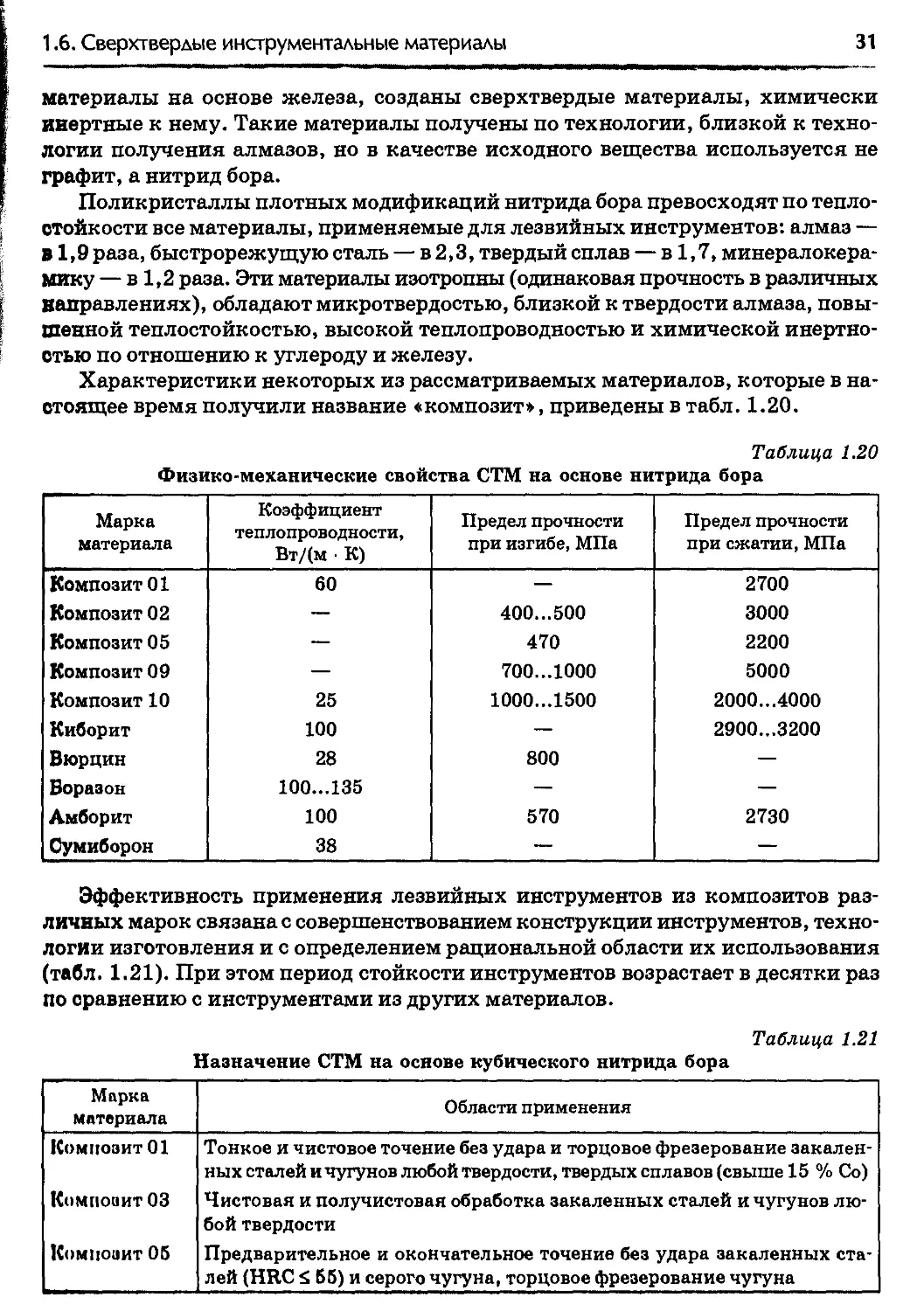
Характеристики некоторых из рассматриваемых материалов, которые в на-
стоящее время получили название «композит», приведены в табл. 1.20.
Таблица 1.20
Физико-механические свойства СТМ на основе нитрида бора
Марка материала Коэффициент теплопроводности, Вт/(м • К) Предел прочности при изгибе, МПа Предел прочности при сжатии, МПа
Композит 01 60 — 2700
Композит 02 — 400...500 3000
Композит 05 — 470 2200
Композит 09 — 700...1000 5000
Композит 10 25 1000...1500 2000...4000
Киборит 100 — 2900...3200
Вюрцин 28 800 —
Боразон 100...135 — —
Амборит 100 570 2730
Сумиборон 38 — —
Эффективность применения лезвийных инструментов из композитов раз-
личных марок связана с совершенствованием конструкции инструментов, техно-
логии изготовления и с определением рациональной области их использования
(табл. 1.21). При этом период стойкости инструментов возрастает в десятки раз
по сравнению с инструментами из других материалов.
Таблица 1.21
Назначение СТМ на основе кубического нитрида бора
Марка материала Области применения
Композит 01 Композит 03 Композит 05 Тонкое и чистовое точение без удара и торцовое фрезерование закален- ных сталей и чугунов любой твердости, твердых сплавов (свыше 15 % Со) Чистовая и получистовая обработка закаленных сталей и чугунов лю- бой твердости Предварительное и окончательное точение без удара закаленных ста- лей (HRC £ 55) и серого чугуна, торцовое фрезерование чугуна
32
Глава 1. Инструментальные материалы
Окончание табл. 1.21
Марка материала Области применения
Композит 06 Композит 10 (гексанит Р) Томал 10 Композит 10Д Киборит Чистовое точение закаленных сталей (HRC < 63) Предварительное и окончательное точение с ударом и без удара, торцовое фрезерование сталей и чугунов любой твердости, твердых сплавов (свы- ше 15 % Со), прерывистое точение, обработка наплавленных деталей Черновое, получерновое и чистовое точение и фрезерование чугунов любой твердости, точение и растачивание сталей и сплавов на основе меди, резание по литейной корке То же Предварительное и окончательное точение, в том числе с ударом, зака- ленных сталей и чугунов любой твердости, износостойких плазменных наплавок, торцовое фрезерование закаленных сталей и чугунов
До недавнего времени область применения СТМ ограничивалась из-за срав-
нительно небольших размеров поликристаллов. В настоящее время выпускают-
ся двухслойные неперетачиваемые пластины, состоящие из твердого сплава
(основа) и слоя из поликристаллов алмаза или нитрида бора толщиной до 0,5 мм.
Выпускаются также заготовки (диски) для производства инструментов из сверх-
твердых материалов. Диаметры цельных дисков из искусственных алмазов дости-
гают 57 мм, а с покрытиями на основе алмазов или нитрида бора — соответственно
74 и 102 мм. Это существенно повышает общую эффективность использования
инструментов из сверхтвердых материалов.
В качестве инструментальных материалов находят применение также син-
тетический корунд в виде рубина и монокристаллы бесцветного корунда, или
лейкосапфиры.
Рубин представляет собой модификацию а-А12О3 с небольшими примесями
хрома, а лейкосапфир — синтетический монокристалл в виде а-модификации,
который почти не содержит примесей. Последний имеет более высокие механи-
ческие свойства, чем рубин, в силу чего и находит более широкое применение.
Инструменты, изготовленные из монокристаллов корунда, рекомендуется ис-
пользовать для тонкой обработки цветных металлов, сталей и чугунов.
Способы улучшения режущих свойств
kjjj инструментальных материалов
В настоящее время в инструментальном производстве широко используются
различные способы улучшения режущих свойств инструментальных материа-
лов. Их условно можно разделить на две группы:
1) способы, позволяющие улучшать структуру и свойства материала путем
устранения вероятных недостатков термической обработки или вредных по-
следствий шлифования и затачивания инструментов;
1.7. Способы улучшения режущих свойств инструментальных материалов
33
2) способы, с помощью которых можно повысить износостойкость и тепло-
стойкость режущей части инструмента путем изменения состава и свойств ее
тоичайших поверхностных слоев.
К первой группе относится способ обработки инструмента при температурах
ЖЖЖе нуля (обработка холодом), который заключается в охлаждении инстру-
ментов после закалки до температуры -75.. .-80 °C и выдержке при такой темпе-
ратуре в течение 1 ч. Благодаря переводу остаточного аустенита в мартенсит
Ж Жсправлению возможных отклонений при осуществлении самого выгодного
режима термической обработки (перегрев при закалке, недостаточный отпуск
Ж Т.д.) обработка холодом в некоторых случаях позволяет повысить период стой-
кости инструмента в 1,5-2 раза.
К этой же группе относятся способы, позволяющие устранять ухудшение ка-
чества поверхностных слоев инструментов, которое может произойти вследст-
вие шлифования и заточки. Известно, что при шлифовании и заточке, особенно
если они производятся без соблюдения необходимых предосторожностей, на об-
рабатываемых поверхностях инструментов возникает очень высокая темпера-
тура. Эти поверхности «прижигаются», т.е. отпускаются, и теряют высокие
твердость и износостойкость. Такие участки рабочих поверхностей инструмен-
тов подвержены ускоренному изнашиванию, на них налипает обрабатываемый
материал. Кроме того, в результате шлифования и заточки в поверхностных
олоях инструментов нередко возникают остаточные напряжения, приводящие
К образованию чрезвычайно мелких трещин, которые могут быть причиной вы-
крашивания режущих кромок.
Одним из способов устранения указанных дефектов является травление (хи-
мическая обработка) заточенных инструментов в водном растворе кислот и мед-
ного купороса, в результате чего с поверхности удаляется слой отпущенного
Металла толщиной 5...20 мкм. Это способствует повышению периода стойкости
Инструмента на 30... 50 % и уменьшению налипания обрабатываемого металла.
К первой группе способов повышения стойкости режущих инструментов
относится также удаление поврежденного при заточке слоя с рабочих поверхно-
стей инструментов путем доводки этих поверхностей, т.е. обработки их с помо-
щью доводочных паст или мелкозернистых шлифовальных кругов.
Ко второй группе способов, повышающих износостойкость и теплостойкость
режущей части быстрорежущих инструментов, относятся:
• цианирование — обеспечивает повышение твердости поверхностного слоя
до 70... 72 HRC и теплостойкости примерно на 50 °C. Период стойкости цианиро-
Нйммого инструмента возрастает в 1,5-3 раза;
• сульфидирование — уменьшает силы трения стружки и детали об инстру-
мент и одновременно с протекающим слабым цианированием приводит к неко-
торому повышению стойкости инструмента;
• хромирование, при котором слои хрома толщиной 3...5 мкм, имеющие
твердость около 70 HRC, не только увеличивает износостойкость инструмента,
Но и уменьшает налипание обрабатываемого металла. Вследствие этого хроми-
ромение инструментов дает особенно хорошие результаты при обработке легких
онлййоп (алюминия, силумина и др.), а также мягких вязких сталей и пластмасс;
• обработка перегретым паром — уменьшает слипание и схватывание по-
верхности инструмента с обрабатываемым металлом; благодаря мельчайшим
34
Глава 1. Инструментальные материалы
порам лучше удерживается СОЖ. Дополнительный отпуск, которому инстру-
мент подвергается при обработке паром, снимает остаточные напряжения, вы-
зываемые шлифованием и заточкой.
Наряду с традиционными способами упрочнения поверхностного слоя в на-
стоящее время применяют новые — радиоактивное облучение, светолучевую обра-
ботку. В результате облучения металлов нейтронами, электронами, тяжелыми
ионами, у-лучами существенно изменяются их механические свойства, возрастает
прочность, твердость, снижается пластичность. Это обусловлено нарушениями
правильности кристаллической решетки, образованием вакансий, которые тормо-
зят движение дислокации, упрочняя материал. При облучении металлов ионами
благородных газов образуется поверхностное покрытие. Радиоактивное облучение
инструмента может привести к повышению периода его стойкости в несколько
раз, однако оно достаточно дорогое и характеризуется остаточной радиоактив-
ностью, что препятствует его практическому использованию.
Более экономично упрочнение быстрорежущих сталей светолучевой (лазер-
ной) обработкой. В этом случае в поверхностных слоях инструмента происходят
изменения микроструктуры, фазовый наклеп и другие явления, приводящие
к повышению твердости материала и возрастанию его износостойкости.
Все рассмотренные выше методы улучшения свойств инструментальных
материалов в настоящее время используются главным образом в производстве
специальных режущих инструментов. Развитие же технологии производства
универсальных инструментов из быстрорежущих сталей и оснащенных смен-
ными пластинами из твердого сплава связано с нанесением на них твердых и из-
носостойких пленок толщиной несколько микрометров, обычно называемых
покрытиями. В качестве покрытий используются соединения углерода, азота,
бора с переходными металлами, имеющие высокую температуру плавления, ок-
сиды некоторых металлов, а также искусственные алмазы.
Применяются также покрытия, состоящие из многих слоев. Для их нанесе-
ния используются две группы технологических методов:
• CVD (chemical vapour deposition) — химическое осаждение из газовой фазы;
• PVD (physical vapour deposition) — физическое осаждение из газовой фазы.
В зависимости от обрабатываемого материала и условий обработки могут
применяться следующие разновидности покрытий:
• базирующиеся на использовании слоев TiN, TiC и Ti(N, С), иногда с добав-
лением А1 и Сг, например (Ti, A1)N;
• керамические, в том числе А12О3;
• сверхтвердые, например CVD-алмазные;
• имеющие очень низкий коэффициент трения, в том числе дисульфит мо-
либдена, графит и аморфные соединения типа Me—С:Н.
В промышленности используются следующие разновидности покрытий, соз-
данные путем комбинаций различных одиночных слоев:
• однослойные толщиной 0,5...50 мкм;
• традиционные многослойные со слоями различного функционального на-
значения и толщиной отдельных слоев 0,5...10 мкм;
• многослойные с так называемой наноструктурой и толщиной отдельных
слоев от нескольких до 100 нм;
1.7. Способы улучшения режуших свойств инструментальных материалов
35
• градиентные с градиентом свойств (твердости) и химического состава;
• сверхтвердые на базе поликристаллических искусственных алмазов или
композитов на основе нитрида бора;
• твердые смазки типа MoS2, графита и т.д.;
• двухслойные типа «твердая смазка Me—С:Н + слой твердого материала».
В последние годы использование покрытий на режущих инструментах зна-
чительно расширилось благодаря совершенствованию технологии их нанесения
и увеличению возможной площади нанесенного покрытия (рис. 1.1).
1970 1975 1980 1985 1990 1995 2000
Рис. 1.1. Достижения в области нанесения покрытий CVD и PVD
Покрытие создает достаточно твердую и износостойкую поверхность при
вязкой и прочной сердцевине режущего клина. Покрытие TiC отличается высокой
твердостью (до 3000 HV), хорошим сцеплением с основой, стойкостью к окисле-
нию и повышает износостойкость прежде всего задней поверхности инструмен-
та. Покрытия TiC непригодны для обработки легких сплавов, поскольку на
стойкости инструмента неблагоприятно сказывается химическое сродство алю-
миния, титана, входящих в состав обрабатываемого материала, и карбида тита-
на, находящегося в твердом сплаве.
Покрытие TiN характеризуется практически полной инертностью к адгезии
и высоким сопротивлением лункообразованию. В связи с технологическими
особенностями нанесения это единственное покрытие, применяемое для быст-
рорежущих сталей. Другие виды покрытий используются для нанесения на
твердосплавные пластины.
Покрытие карбонитридом титана сочетает преимущества покрытия TiC (вы-
сокая износостойкость и сцепляемость с основой) и TiN (лучшая способность
противостоять лункообразованию на передней поверхности). Оно выполняется
многослойным с различным содержанием TiC и TiN в каждом из слоев, от чистого
TiC снизу до почти чистого TiN в верхней зоне покрытия при общей его толщине
7...10 мкм. Многослойность обеспечивает достаточную вязкость покрытия, а вы-
сокая износостойкость по передней поверхности позволяет эффективно обраба-
тывать различные конструкционные материалы.
Весьма перспективным направлением является нанесение на твердосплав-
ные пластины покрытий из керамики (А1аО3), двухслойного (TiC + А12О3), трех-
слойного (TiC + А1аО3 + TiN, TiC + TiN + А1аО3), которые имеют очень высокую
износостойкость. Инструмент с покрытиями отличается лучшими режущими
36
Глава 1. Инструментальные материалы
свойствами, обеспечивая повышение периода стойкости в 3-5 раз или повыше-
ние скорости резания на 10...30 % при неизменной стойкости по сравнению
с инструментом без покрытия.
Примеры использования некоторых разновидностей покрытий приведены
в табл. 1.22.
Таблица 1.22
Разновидности и области применения покрытий фирмы «Kennametal Hertel»
Структура Назначение
TiN / / Твердый / / сплав TiN / Твердый 1 сплав /^^^TiC / - * Твердый 1ШЯШЯ сплав А12О3 / ^^^^^^^^^^Твердый сплав / Алмаз 1 S Твердый 1 1 сплав /^^^^""z"TiN / ^еРД“® / 1 •'(. V сплав Обработка жаропрочных сплавов с малыми н средними скоростями резания; покрытие PVD Обработка стали с малыми н средними скоростями реза- ния; покрытие CVD Обработка нержавеющих сталей и чугунов со средними скоростями резания; покрытие CVD Обработка стали и серого чугуна, в том числе с высокими скоростями резания; покрытие CVD Обработка цветных сплавов и пластмасс; покрытие CVD Обработка жаропрочных и титановых сплавов; обработка с высокими скоростями; покрытие CVD/PVD
Глава
ОБЩИЕ ПРИНЦИПЫ
ПРОЕКТИРОВАНИЯ
РЕЖУЩИХ ИНСТРУМЕНТОВ
Современные тенденции проектирования
В ходе решения производственных задач может встретиться четыре случая,
связанных с проектированием и эксплуатацией режущего инструмента.
1. Выбор инструмента для заданных условий эксплуатации из имеющегося
покупного инструмента. Эта задача в настоящее время решается на основании
опыта конкретного машиностроительного предприятия либо информационно-
поисковых систем, предлагаемых крупными производителями режущего инст-
румента. В последнем случае на основании сведений об обрабатываемой детали
имеется возможность выбора конкретного конструктивного исполнения инст-
румента, его геометрических параметров, используемых износостойких покры-
тий, условий охлаждения, сочетания элементов режима резания и т.д. Выбор
инструмента, наиболее пригодного для работы, может выполняться как с целью
обеспечения наибольшей производительности обработки детали, так и с целью
достижения минимальных приведенных затрат. Например, на рис. 2.1, 2.2 по-
казаны результаты поиска инструмента для точения и фрезерования.
2. Проектирование нормализованного инструмента. Это типичная задача,
атоящпя перед конструктором-инструментальщиком. При ее решении исполь-
38
Глава 2. Обшие принципы проектирования режущих инструментов
а
Рис. 2.1. Результаты поиска оптимальных условий работы инструмента
при профильном точении резцами фирмы «Kennametal Hertel»:
а — ввод исходных данных; б — выбор режима резания и формы пластины;
в — выбор параметров пластины; г — выбор параметров державки;
д — итоговый протокол
в
зуется весьма широкий диапазон различных стандартов (государственных, отрас-
левых, предприятия и т.п.), в которых оговариваются рекомендуемые инстру-
ментальные материалы, их термическая обработка, углы заточки, шерохова-
тость рабочих поверхностей, биения режущих кромок, допуски и многое другое.
3. Проектирование специального инструмента. Специальный инструмент
отличается от нормализованного условиями эксплуатации, размерами и фор-
мой обрабатываемых поверхностей. В ходе его проектирования также весьма
2.1. Современные тенденции проектирования
39
в
d
а
: Cat-No. Р0204018
< PROTOSTAR Shell and mills
iN25
i DIN 1080
f'ZM* I I tl* I bS 1 fc* I
№ | 6«~i* |
i PO2O4eiS РЙ20401 Рбммав
I PMMDI РОООЫН
; lie Ы cuts 1 1 1 1 t
I вюмфмйчнг f5~~[ |a~~) [g*"] |5~| |T~]
.МмКмвмК
I МмМм сеиДма.
i Lsneth <rf «ut /«Kxkpieee:
:Г ЯмЫирвмва сЛи**'»"
Puc. 2.2. Результаты поиска оптимальных условий работы инструмента
при фрезеровании твердосплавной фрезой фирмы «Prototyp»:
а — выбор обрабатываемого материала; б — выбор условий обработки; в — рекомендуемые
фрезы; г — возможность изменения условий обработки; д — результаты экономического
анализа
широко используются рекомендации соответствующих стандартов, но конст-
руктор должен творчески подойти к выбору углов заточки, размеров и формы
стружечных канавок, полей допусков и многих других параметров режущего
инструмента.
Решению второй и третьей задач посвящена большая часть данного справоч-
ника.
4. Разработка принципиально нового инструмента. Это наиболее сложная
задача. Здесь необходимы творческий подход конструктора, его знания и опыт,
объединенные с современными эвристическими методами проектирования,
большими электронными базами знаний. Принципиально новый инструмент
Первый уровень
Второй уровень
Третий уровень
Четвертый уровень
Пятый уровень
Рис. 2.3. Граф организационной структуры режущего инструмента
a
Глава 2. Обшие принципы проектирования режуших инструментов
2.1. Современные тенденции проектирования
41
используется на оборудовании с соответствующими рабочими движениями,
причем количества, направления и скорости этих движений могут существенно
различаться. В литературе приведены схемы возможных сочетаний одного, двух,
трех поступательных и вращательных движений инструмента и детали. Суще-
ствует весьма значительное количество возможных кинематических схем, ко-
торые по тем или иным причинам еще не реализованы. Разумеется, постепенно
часть ранее не реализованных схем используется. Созданы, например, различные
обкаточные резцы для обработки зубчатых профилей, силовые развертки, которые
сочетают возможности стандартизованных разверток и протяжек с винтовыми
зубьями, позволяют обеспечивать высокую точность обработки и одновременно
удалять значительный припуск, и ряд других режущих инструментов. Поле дея-
тельности конструктора-инструментальщика остается, однако, весьма широким.
Методической базой для проектирования как принципиально новых, так
и известных типов режущего инструмента является так называемый поэле-
ментный принцип проектирования. Проектируемый объект в этом случае рас-
сматривается как совокупность определенного количества элементов, имеющих
конкретное функциональное назначение. Каждый элемент может иметь не-
сколько конструктивных исполнений, что позволяет предлагать множество
нешаблонных технических решений по одному и тому же инструменту.
В ходе конструирования инструмент (И) рассматривается как часть технологи-
ческой системы, взаимодействующая с обрабатываемой деталью (Д), станком (С),
окружающей средой (ОС) и другими факторами, участвующими в технологиче-
ском процессе обработки. Одновременно сам инструмент также трактуется как
сложная система, состоящая из отдельных элементов (Э), более или менее специа-
лизированных и предназначенных для выполнения определенных функций (Ф)
(табл. 2.1). Организационная модель режущего инструмента в виде графа типа
«дерево» приведена на рис. 2.3. По мере изменения уровня системы элементы
конкретизируются, можно также вводить дополнительные элементы (показаны
на рисунке штриховыми линиями).
Таблица 2.1
Элементы металлорежущего инструмента и их функции
Элемент Функция
Код Наименование Код Назначение
И :э<, о. Инструмент металлорежущий Рабочая часть Узел крепления рабо- чей части к корпусу Первый уро Ф' ф* Второй ypot Фо Ф£ Ф£' ф; ф« зень Удаление припуска с заготовки Формообразование поверхности детали зень Удаление припуска с заготовки Формообразование поверхности детали Удаление стружки из зоны резания Обеспечение соединения рабочей Эо и крепежно-присоединительной Э2 частей Обеспечение связи рабочей части Эо с внешней средой
42
Глава 2. Обшие принципы проектирования режуших инструментов
Продолжение табл. 2.1
Элемент Функция
Код Наименование Код Назначение
-и еч -и О Ф -Н СО со со со Крепежно-присоеди- нительная часть Режущий (пластиче- ски деформирующий) элемент Калибрующий элемент Корпус iQ Х7 ч7 чл чл Y% Y" ° ©% о* III III III III III © © © © © s ©x 2 Обеспечение передачи усилия от стан- ка к узлу крепления корпуса зень
Э1-2 Механизм крепления Ф1-2 Крепление рабочей части Эо к узлу кор- пуса 3j
Э1-з Область размещения и отвода стружки ®l-3 Размещение и отвод стружки
Э2-1 Область базирования «>2-1 Базирование узла корпуса Эх инстру- мента относительно станка или инстру- ментальной оснастки
Э2-2 Элемент передачи усилия Ф2-2 Передача усилия от стелка на узел кор- пуса 3t
Э2-з Область крепления Ф2-З Четвертый и Обеспечение крепления узла корпуса 3j инструмента на станке оовень
Эо-1-i Эо-1-2 Тело рабочего элемента Рабочая кромка (поверхность) чО чф ^O G © © 111 111 111 7 7 7 7 7 7 7 * 7 ч© %© чф So © © © © Отвод теплоты
Эо-1-з Поверхность крепления Ф0-1-3 Крепление рабочего элемента Эо на кор- пусе Oi-!
Эо-1-4 Поверхность базирова- ния Ф0-1-4 Базирование рабочего элемента Эо на корпусе 3^1
Тело корпуса Ф1-1-1 Отвод теплоты
Э1-1-2 Область расположения механизма крепления Ф1-1-2 Расположение механизма крепления
Э1-2-1 Установочный эле- мент Ф1-2-1 Базирование режущего элемента 30-i относительно корпуса Э^
Э1-2-2 Зажимной элемент Ф1-2-2 Крепление режущего элемента 30-i на корпусе Bj-j
Э1-3-1 Поверхность базирова- ния © j© Ш Co Базирование режущего элемента 30_! Базирование установочного элемента Э] з 1
2.1. Современные тендениии проектирования
43
Окончание табл. 2.1
Элемент Функция
Код Наименование Код Назначение
Э1-3-2 Поверхность крепления Ф[-3-2 ФГз-2 ФГ-3-2 Пятый ypoi Крепление режущего элемента Эо_1 Крепление установочного элемента Э1-2-1 Крепление зажимного элемента Э^г-г зень
ф ф ф । 7 । 1 1 1 t 1 1 Передняя поверхность Тело установочного элемента Поверхность базирова- ния е ее *“ © о д х X III III е е д д Сход стружки
Э1-2-1-3 ®1-2-2-1 Поверхность крепления Тело зажимного эле- мента Ф1-2-1-3 Ф1-2-2-1 =Ф1-2-2 Крепление в узле корпуса
Э1-2-2-2 Поверхность базирова- ния Ф1-2-2-2 Базирование в корпусе Эр,
Функциональную структуру режущего инструмента можно представить
в виде ориентированного графа, вершинами которого являются элементы, а реб-
рами — их функции. Из каждой вершины выходит столько ребер, сколько эле-
мент имеет функций. Ребра могут иметь один «выход» и несколько «входов».
Примеры функциональных структур на разных уровнях приведены на рис .2.4.
Элементы и связи четвертого уровня
1*ис. 2.4. Некоторые элементы графа функциональной структуры режущего инструмента
44
Глава 2. Общие принципы проектирования режущих инструментов
Каждый элемент режущего инструмента обладает определенными призна-
ками, изменяя которые, можно трансформировать одно техническое решение
в другое. Признаки можно разбить на следующие основные группы:
• взаимное расположение элементов в пространстве — характеризует как
относительное положение частей инструмента, так и его в целом относительно
других компонентов технологической системы;
• взаимосвязь элементов, характеризующая их конструктивное и функцио-
нальное единство.
Данные признаки определяют способы и средства, с помощью которых эта
связь осуществляется. Связи могут быть механические, электромагнитные, хи-
мические, силовые, кинематические и др.;
• особенности конструктивного исполнения — геометрическая форма (плос-
кость, сфера, конус, прямая, окружность,...), материал (состав, свойства), тех-
нологический способ изготовления (литой, кованый), наличие износостойкого
покрытия и т.п.;
• соотношение параметров (диаметр, длина, уровень скоростей и подач, ско-
рость линейная или угловая и другие аналогичные признаки);
• взаимодействие — параллельно или последовательно во времени, попут-
ное или встречное в пространстве, прямолинейное или углом, прерывистое или
непрерывное движение.
В качестве примера рассмотрим анализ конструкции сборного токарного
резца (рис. 2.5, табл. 2.2).
Рис. 2.5. Некоторые элементы сборного токарного резца
Таблица 2.2
К анализу конструкции сборного токарного резца
Элемент Признак
Механи- ческая связь Передача движения Плос- кость Прямая Материал Способ получе- ния Состав- ной Износо- стойкое покрытие
э0 +
Эх +
Э2 +
Эо-. + +
Эн +
2.2. Проектирование рабочей части
45
Окончание табл. 2.2
Элемент Признак
Механи- ческая связь Передача движения Плос- кость Прямая Материал Способ получе- ния Состав- ной Износо- стойкое покрытие
Э1-2 +
Э2-1 +
Эо-1-i +
Эо-1-2 +
Эо-1-з +
Э0-1-4 +
Э1-1-1 + + +
^1-2-1 +
Э1-2-2 +
Эо-1-1-1 + +
Э1-2-1-2 +
Наиболее развитая (сложная) конструкция режущего инструмента состоит
из следующих частей:
1) рабочая, включающая режущие и калибрующие элементы;
2) крепежно-присоединительная;
3) корпус (державка);
4) механизм крепления рабочей части к корпусу;
5) механизм регулирования размеров рабочей части инструмента;
6) центрирующе-направляющая часть.
При выборе схемы конструкции инструмента определяется набор основных
его частей с указанием их пространственной взаимосвязи. За исключением не-
которых сложных видов инструмента (например, резьбонарезных головок), ком-
поновка основных частей осуществляется по двум основным схемам:
• концевой (осевой) инструмент, у которого основные части — рабочая, крепеж-
но-присоединительная и корпусная — располагаются вдоль оси инструмента;
• насадной инструмент, у которого указанные основные части компонуются
в направлении, перпендикулярном к оси инструмента.
Проектирование рабочей части
Последовательность проектирования. Проектирование режущего инстру
мента производится в такой последовательности:
1) выбор инструментального материала;
2) выбор геометрических параметров режущей части инструмента;
3) выбор схемы срезания припуска;
46
Глава 2. Общие принципы проектирования режущих инструментов
4) выбор схемы профилирования;
5) определение размеров рабочей части инструмента, числа и размеров зубь-
ев и стружечных канавок;
6) определение размеров механизма крепления режущей части;
7) определение параметров механизма регулирования режущей части;
8) профилирование рабочей части;
9) определение размеров крепежно-присоединительной части;
10) определение размеров центрирующе-направляющей части;
11) определение недостающих размеров, назначение допусков и технических
условий.
Подробные сведения о проектировании режущей части инструментов раз-
личных типов приведены в соответствующих разделах справочника. Тем не ме-
нее, можно дать следующие общие рекомендации.
Выбор инструментального материала. Инструментальный материал оказы-
вает большое влияние на производительность обработки, качество обработанной
поверхности и на конструкцию самого инструмента, т.е. является важнейшей
его характеристикой. В отличие от многих других характеристик или парамет-
ров инструмента выбор материала затруднен, так как не имеется какого-либо
одного общего численного критерия, по которому можно было бы осуществлять
этот выбор. Кроме того, число возможных сочетаний условий работы инстру-
мента, существенно влияющих на выбор инструментального материала, весьма
велико.
В условиях автоматизированного проектирования инструмента создаются
базы данных, учитывающие самые разнообразные условия его работы и ее эф-
фективность. В общем случае множество марок инструментальных материалов,
которые можно использовать при заданных условиях обработки, можно задать
следующим образом:
Э = /(.ии и2,..., и14),
где щ — обрабатываемый материал; и2 — состояние поверхности заготовки; и3,
и4, и5 — режимы резания (соответственно глубина t, подача S и скорость о);
и6 — характер резания (прерывистое, непрерывное); щ — тип производства
(массовое, серийное, единичное); и8 — жесткость технологической системы;
и9 — требуемая надежность инструмента; и10 — технология переточки инстру-
мента; un — технология изготовления инструмента; и12 — размеры режущей
части инструмента; и13 — угол заострения режущего лезвия; и14 — форма и раз-
меры профиля инструмента.
Каждое из условий и2.....и14 может принимать два — четыре значения.
Так, кодирование скорости резания ограничивается тремя значениями: 1 — для
нормативной скорости резания наиболее типичного инструментального мате-
риала данной группы; 2 — для повышенной скорости резания (при заданных
скорости резания и подаче); 3 — для пониженной скорости резания. Исключение
составляет условие щ — обрабатываемый материал, наиболее сильно влияющий
на выбор материала инструмента. Количество его значений должно соответство-
вать всем группам обрабатываемых материалов и различным их характеристи-
кам (а„ НВ и др.).
2.2. Проектирование рабочей части
47
Количество условий обработки и может быть увеличено или уменьшено. На-
пример, условие un, характеризующее технологию изготовления инструмента,
может быть разделено на несколько более узких условий, если они существенно
влияют на выбор инструментального материала.
В случаях, когда разрабатывается новый режущий инструмент, ориентиру-
ются на экспериментальные данные и опыт промышленности. Вследствие суще-
ственной разницы в стоимости инструментальных материалов разных групп
могут быть выполнены экономические расчеты. Области использования различ-
ных групп инструментальных материалов зависят от вида и типа инструмента,
точности обработки и типа производства, от материала обрабатываемой детали.
Выбор марки инструментального материала среди различных групп осуществ-
ляется в такой последовательности: выбор возможных для использования групп
материалов; выбор марки материала в каждой группе; окончательный выбор
группы и марки материала. Общие рекомендации по выбору инструментального
материала приведены в гл. 1.
Выбор геометрических параметров режущей части. При проектировании
инструмента вначале производят выбор формы его передней и задней поверхно-
стей, а также предварительный выбор геометрических параметров режущей
части. В конце цикла проектирования уточняют величину углов, зависящих от
габаритных размеров инструмента, условий профилирования и т.п., и оконча-
тельно определяют величину углов с учетом их изменения в процессе резания.
Форма передней поверхности инструмента и его передний угол зависят от
свойств обрабатываемого материала. Передний угол должен быть тем больше,
чем меньше твердость и прочность обрабатываемого материала и чем больше его
пластичность. Для инструмента из быстрорежущей стали при обработке мягких
сталей угол у равен 20...30°, сталей средней твердости — 12...15°, чугуна —
б...15°, алюминия — 30...40°. У твердосплавного инструмента передний угол
делается меньшим, а иногда даже отрицательным, так как твердый сплав менее
прочен, чем быстрорежущая сталь. Однако уменьшение угла у приводит к росту
сил резания. В таком случае для уменьшения сил резания на передней поверх-
ности как твердосплавного, так и быстрорежущего инструмента затачивают уз-
кую отрицательную фаску шириной f при положительном переднем угле. На
передней поверхности должны быть (по возможности) предусмотрены стружко-
завивающие канавки, стружколомы и т.п. Размеры и расположение этих эле-
ментов конструкции инструмента определяются на базе экспериментальных
исследований или опыта промышленности и производителя режущего инстру-
мента.
Форма задней поверхности должна учитывать условия работы различных
точек режущей кромки инструмента и возможности его переточки. Например,
у спирального сверла кинематический задний угол ажк по сравнению с углом за-
точки ажо уменьшается на угол Т| (рис. 2.6), который различен для разных точек
режущей кромки: = 50/(2л£>ж); ажк = ажо - т|ж.
Чем ближе точка х режущей кромки лежит к оси сверла, тем меньше диа-
метр воображаемой цилиндрической поверхности, по которой проходит траек-
тория точки режущей кромки, и тем значительнее уменьшается в процессе
работы задний угол сверла. Уменьшение зазора между задней поверхностью
48
Глава 2. Обшие принципы проектирования режуших инструментов
Рис. 2.6. Изменение заднего угла сверла в процессе резания:
1 — развернутая винтовая линия: 2 — развернутая окружность
сверла и поверхностью резания (заднего угла) или его отсутствие приводит к по-
вышенному трению и изнашиванию или делает дальнейшую работу сверла не-
возможной.
Уменьшение заднего угла в процессе работы для точек, находящихся вблизи
оси сверла, весьма существенно даже при малых подачах. Это уменьшение ком-
пенсируют, увеличивая задний угол при заточке: ажз = ажк + Т|х. Если заднюю по-
верхность сверла заточить по плоскости с одинаковым задним углом во всех
точках режущей кромки, учитывая максимальное его уменьшение в процессе
работы (а3 = а + т|тзх), то процесс заточки упростится. Но изменить (уменьшить)
передний угол сверла невозможно, а на периферии он достаточно велик. Поэтому
при больших задних углах угол заострения на периферии сверла будет малым,
а прочность и теплоотвод — низкими. В связи с этим при заточке приходится
обеспечивать такое увеличение заднего угла, которое необходимо для каждой
точки режущей кромки, т.е. затачивать задний угол переменной величины.
Наибольшим задний угол должен быть у оси сверла, наименьшим — на пери-
ферии. При этом обеспечивается примерное равенство углов заострения вдоль
режущей кромки сверла. Наиболее распространены коническая и винтовая
формы задней поверхности, реже встречаются цилиндрическая и эллиптиче-
ская формы (см. гл. 5).
Задний угол обеспечивает уменьшение трения задней поверхности режуще-
го инструмента об обработанную поверхность. Поэтому с увеличением угла а до
каких-то определенных пределов условия резания улучшаются. Однако увели-
чение а приводит к уменьшению угла заострения, в результате чего ухудшаются
условия теплоотвода и интенсифицируется изнашивание. Для практических це-
лей при обработке сталей рекомендуются следующие значения задних углов: для
черновых резцов при S > 0,3 мм/об. а = 8°; для чистовых резцов при S < 0,3 мм/об.
а = 12°; для торцовых и цилиндрических фрез а = 12... 15°. Величины задних уг-
лов при обработке чугунов несколько меньше, чем при обработке сталей.
Однако у фасонных режущих инструментов слишком большие величины
задних углов могут вызвать потерю размера инструмента после его переточки
и должны быть существенно уменьшены. Такой подход, в частности, характе-
рен для круглых и шлицевых протяжек (задние углы равны 4°...1°30') и метчи-
ков (величина затылования по ширине пера всего 0,02...0,03 мм).
Для фасонных режущих инструментов следует особенно тщательно подби-
рать форму задней поверхности. Это обеспечивает неизменность профиля (рис. 2.7,
табл. 2.3).
2.2. Проектирование рабочей части
49
Рис. 2.7. Классификация режущих инструментов по виду задних поверхностей
Таблица 2.3
Инструменты с неизменным профилем задней поверхности после переточки
Инструмент Наружный диаметр D Передний угол у Межосевое расстояние М Теоретически требуемая задняя поверхность
Фасонные резцы:
стержневые и призматиче- ские СО const СО Цилиндрическая (в частном случае — плоскость)
дисковые const const const Тело вращения или винтовая
Реечный инстру- мент, работаю- щий по методу огибания со const СО Цилиндрическая (в частном случае — плоскость)
Фасонные диско- вые фрезы для цилиндрических поверхностей (регулируемые) const const со Для сборного регулируемого ин- струмента задняя поверхность может быть любой поверхностью переноса с образующей, совпадаю- щей с профилем инструмента
Фасонные диско- вые фрезы для цилиндрических поверхностей (нерегулируемые) var 0° со Для острозаточных фрез задняя поверхность обычно цилиндриче- ская или в виде тела вращения. Для затылованных фрез (у = 0°) кривая затылования любая с уче- том требуемых задних углов а и часто спираль Архимеда
50
Глава 2. Общие принципы проектирования режущих инструментов
Окончание табл. 2.3
Инструмент Наружный диаметр D Передний угол у Межосевое расстояние М Теоретически требуемая задняя поверхность
Фасонные дисковые фрезы для винтовых поверхностей Инструмент с калибрующими зубьями const const (оо) const const (0°) const const (оо) Для фрез со шлифованным зубом задняя поверхность винтовая ци- линдрическая; если она не под- ходит, то другими способами шли- фования получить требуемую заднюю поверхность нельзя Цилиндрическая (в частном случае — плоскость)
Все фасонные резцы могут быть изготовлены с задними поверхностями,
обеспечивающими неизменность профиля инструмента после его переточки.
В общем случае такими могут быть поверхности с постоянной образующей и на-
правляющими разнообразного вида. Однако для простоты изготовления инстру-
мента в качестве направляющей принимают винтовую линию, окружность или
прямую. В результате, например, у дисковых резцов задней поверхностью явля-
ется цилиндрическая винтовая поверхность или поверхность вращения (част-
ный случай — плоскость).
Реечные инструменты, работающие по методу огибания, имеют профиль, соот-
ветствующий профилю инструментальной рейки (при у = 0° эти профили совпа-
дают). Следовательно, реечный инструмент должен иметь задние поверхности,
удовлетворяющие условию неизменности профиля. С точки зрения удовлетво-
рения этого требования и других (наличие требуемых углов и технологичность
задней поверхности) в качестве задних поверхностей принимают цилиндриче-
скую поверхность. Для прямолинейного профиля рейки цилиндрическая по-
верхность вырождается в плоскость.
Фасонные дисковые фрезы для цилиндрических поверхностей после пере-
точки имеют меньший наружный диаметр. Обеспечить требуемые размеры
и форму поверхности обрабатываемой детали в данном случае можно при неизмен-
ном профиле фасонной фрезы. Это возможно, если в момент формообразования
фреза имеет профиль, совпадающий с профилем обрабатываемой поверхности.
Указанное условие соблюдается при наличии у затылованной фрезы переднего
угла у=0°.
Фрезы со шлифованными затылованными зубьями имеют задние поверхно-
сти в виде огибающей семейства производящих поверхностей шлифовального
круга. Условие неизменности профиля переточенного инструмента, или, иначе
говоря, независимость характеристики от угла поворота фрезы в процессе заты-
лования, соблюдается при винтовом цилиндрическом и круговом затыловании.
При винтовом коническом и плоско-криволинейном затыловании принци-
пиально нельзя получить затылованную поверхность, обеспечивающую неиз-
менность профиля фрезы при ее переточках.
Главный угол в плане <р для того или иного типа режущего инструмента опре-
деляется в первую очередь формой обработанной поверхности. Это характерно
для копировальных резцов, разверток, метчиков и некоторых других инстру-
ментов. Однако главный угол в плане существенно влияет на величину и направ-
2.2. Проектирование рабочей части 51
ление действия силы резания и период стойкости режущего инструмента. Для
увеличения периода стойкости стремятся к уменьшению угла ф. Однако чрез-
мерное его уменьшение оказывается вредным, так как при этом наблюдается
резкое возрастание радиальной силы резания и увеличение вибраций. При обра-
ботке нежестких деталей для уменьшения радиальной силы главный угол в пла-
не <р следует увеличивать до 90°.
Главный угол в плане влияет также на шероховатость обработанной поверх-
ности, поэтому при чистовой обработке рекомендуется использовать меньшие
значения ф.
Выбор вспомогательного угла в плане ф! преследует цель уменьшения трения
вспомогательной задней поверхности инструмента об обработанную поверхность.
Однако чем больше угол фп тем выше остаточные гребешки на обработанной по-
верхности. Кроме того, уменьшается угол при вершине лезвия, а следовательно,
хуже отводится теплота. Для отдельных видов инструментов значение ф! колеб-
лется в пределах от 0° до 2...3°. Например, у сверл и метчиков ф! = 2...3', а у от-
резного резца ф!= 1...30.
При выборе угла наклона главной режущей кромки (X) необходимо учиты-
вать следующее:
• чем больше положительный угол X, тем больше масса металла около вер-
шины инструмента и лучше отвод теплоты. Наряду с этим нужно учитывать,
что положительные углы X как бы соответствуют отрицательным передним уг-
лам, а это затрудняет работу резания;
• при положительных углах X лезвие инструмента оказывается более проч-
ным, что важно для твердосплавных инструментов, особенно при работе их
с ударами и пульсирующими нагрузками;
• угол X влияет на направление схода стружки и ее форму. Например, при
нарезании резьб метчиком можно направить стружку в отверстие или из отвер-
стия (для глухих резьб).
Выбор схемы срезания припуска. Режущий инструмент выполняет две ос-
новные функции — формообразование заданной поверхности детали и снятие
припуска. С учетом прочности инструмента, его стойкости, шероховатости об-
работанной поверхности припуск приходится снимать слоями.
В соответствии с ГОСТ 25762-83 сечение срезаемого слой (сечение среза) оп-
ределяется как фигура, образованная при рассечении основной плоскостью слоя
материала заготовки, отделяемого лезвием инструмента за один цикл главного
движения. Все схемы срезания припуска можно разделить на две основные:
профильную и генераторную. При профильной схеме ширина Ь среза равна или
имеет размер того же порядка, что и ширина В припуска, т.е. Ь~ В (рис. 2.8, а).
При этой схеме толщина а среза невелика и в большинстве случаев равна
Рис. 2.8. Схемы срезания припуска
52
Глава 2. Обшие принципы проектирования режуших инструментов
0,015...0,3 мм. Генераторная схема характеризуется тем, что ширина В припус-
ка разделяется на несколько слоев, а ширина Ь среза в несколько раз меньше В:
Ь - В/п (рис. 2.8, б, в).
При прочих равных условиях толщина а среза при генераторной схеме зна-
чительно больше, а ширина Ь — меньше, чем при профильной схеме. Например,
при протягивании для профильной схемы в зависимости от материала детали
а = 0,015...0,2 мм, а для генераторной схемы а = 0,05...0,5 мм и более. К преиму-
ществам генераторной схемы относятся меньшая удельная сила резания, а также
повышение стойкости инструмента благодаря меньшему влиянию радиуса ок-
ругления режущей кромки. Профильная же схема обеспечивает в общем случае
большую точность формы и размеров профиля обрабатываемой поверхности и
исключает появление на ней рисок, которые при генераторной схеме являются
следствием деления припуска по ширине.
Слой металла определенной глубины может быть удален одним лезвием либо
группой лезвий. В первом случае обработка называется одинарной, во втором —
групповой.
Для использования преимуществ обеих схем применяется также комбини-
рованная схема. В этом случае черновые зубья инструмента работают по генера-
торной схеме, а чистовые или калибрующие — по профильной.
В общем случае припуск характеризуется формой и следующими размера-
ми: толщиной А, шириной В, длиной L, площадью сечения F, объемом Q. Пара-
метрами, характеризующими схему срезания припуска, являются толщина а,
ширина Ъ, длина I, площадь f, объем q слоя, срезаемого отдельными лезвиями,
форма слоев и последовательность их снятия.
При проектировании инструмента расчет указанных параметров необходим
для приближения его конструкции к оптимальной, удовлетворяющей:
• максимальной производительности (съем металла в единицу времени);
• заданной точности и шероховатости обработанной поверхности;
• максимальной стойкости инструмента;
• размещению и отводу стружки;
• технологичности конструкции.
Множество возможных схем резания образуется при различном сочетании
параметров a,b,f-n др. Изменение параметров и получение той или иной схемы
достигается различными способами.
Факторы, влияющие на схему срезания припуска, указаны на рис. 2.9. Пер-
вая группа факторов — параметры установки инструмента по отношению к де-
тали. Их можно менять в определенных пределах (с последующим пересчетом
производящей поверхности) и влиять на форму срезаемых слоев. Примерами
могут служить: симметричное и асимметричное торцовое фрезерование, позво-
ляющее повышать стойкость фрез в 3-6 раз; изменение установочных парамет-
ров (угла скрещивания осей и угла поворота профиля) при фрезеровании или
шлифовании винтовых канавок; изменение угла скрещивания осей червячной
фрезы и нарезаемого колеса и др.
Второй группой факторов являются подачи: на глубину резания (SJ; вдоль
направляющей поверхности детали (S„ мм/зуб; So = S,z мм/об. при фрезерова-
нии); вдоль образующей поверхности детали (So мм/об. при точении; мм/дв.х.
2.2. Проектирование рабочей части
53
Рис. 2.9. Факторы, влияющие на схему срезания припуска
при строгании). Указанные факторы влияют на схему срезания припуска без из-
менения типа инструмента.
Третья группа факторов — конструктивные элементы режущего инстру-
мента.
Режущие кромки инструмента могут по-разному располагаться относитель-
но его производящей поверхности. Координаты, характеризующие положение
режущих кромок, являются теми параметрами, с помощью которых можно
управлять схемой срезания припуска. С этой точки зрения режущие кромки де-
лятся на две группы: профилирующие, расположенные на производящей по-
верхности, и непрофилирующие, расположенные вне ее.
Таким образом, можно использовать черновые зубья, имеющие только не-
профилирующие кромки, чистовые зубья, имеющие только профилирующие
кромки, а также чистовые зубья, имеющие как профилирующие, так и непро-
филирующие кромки. Классификация конструктивных элементов инструмен-
та, влияющих на схему срезания припуска, представлена на рис. 2.10.
Рис. 2.10. Классификация конструктивных элементов инструмента,
влияющих на схему среэания припуска
54
Глава 2. Обшие принципы проектирования режуших инструментов
Используя в качестве конструктивных элементов зубья трех указанных выше
видов и режущие кромки, различающиеся по форме, размерам и расположению
относительно производящей поверхности, можно реализовывать различные
схемы срезания припуска и разрабатывать множество типов режущего инстру-
мента.
При наличии чистовых зубьев, имеющих только профилирующие режущие
кромки, можно изменять форму и размеры срезаемых слоев за счет изменения
формы и размеров кромки в результате различного ее расположения на произво-
дящей поверхности, а также разбиением сплошной профилирующей режущей
кромки на части, расположенные на различных зубьях (с перекрытием).
Последовательность образования срезов может также быть изменена путем
изменения количества z зубьев и их относительного расположения (линейных
или угловых шагов).
Изменение условия срезания припуска благодаря различному расположению
профилирующей режущей кромки на производящей поверхности характерно
для многолезвийного инструмента. Положение режущей кромки определяется
в этом случае расположением стружечной канавки и обычно характеризуется
углом наклона режущей кромки (и). При этом зубья могут быть прямыми (ш=0),
наклонными или винтовыми (и/ 0), как с одинаковыми, так и с различными по
знаку наклонами. Для однолезвийного инструмента, например фасонных рез-
цов, положение режущей кромки характеризуется углом ее наклона X.
Управление схемой срезания припуска путем разбиения сплошной профи-
лирующей режущей кромки на части выполняется с целью:
• улучшения схода стружки по передней поверхности, более свободного раз-
мещения ее в стружечной канавке и более свободного ее отвода;
• улучшения условий резания на участках образующей, которые имеют рез-
кие угловые переходы, малые радиусы закругления и т.д.;
• более удобного конструктивного оформления режущей части (применения
стандартных пластин твердого сплава, способов их крепления, регулирования
и т.д.);
• создания благоприятной технологии изготовления режущей части и ее пе-
реточки.
Самый простой способ разбиения режущих кромок на части — нанесение на
них в шахматном порядке стружкоразделительных канавок. Он используется
на сверлах, зенкерах, протяжках, дисковых и цилиндрических фрезах. На ин-
струментах со сложным профилем (например, дисковые фасонные фрезы) разде-
ление срезаемого слоя уменьшает коэффициент укорочения стружки в несколько
раз, что значительно снижает силы резания и повышает стойкость инструмента.
Управление схемой срезания припуска возможно при использовании зубьев,
имеющих профилирующие и непрофилирующие режущие кромки. Группа ин-
струментов, имеющих такие зубья, наиболее обширна. К ней относятся все виды
обычных резцов, сверла, зенкеры, развертки, метчики, плашки, торцовые фре-
зы, червячные зуборезные фрезы с заборным конусом и т.д. Помимо изменения
схемы срезания припуска за счет профилирующих кромок, возникают большие
возможности управления схемой срезания путем изменения формы, размеров
и расположения непрофилирующих режущих кромок. Например, у резцов
2.2. Проектирование рабочей части 55
главная режущая кромка (непрофилирующая) выполняется прямолинейной
и криволинейной. В соответствии с принятой формой главной режущей кромки
изменяется и форма поперечного сечения срезаемого слоя. Положение прямо-
линейной главной режущей кромки относительно направления подачи опреде-
ляется углом <р. При изменении этого угла изменяются толщина а и ширина Ь
срезаемого слоя: а = Ssi-Пф, b = i/si-Пф. На форму и размеры срезаемого слоя влияет
и радиус ге вершины резца. С увеличением ге увеличивается прочность режущей
части у вершины резца и его период стойкости, уменьшается шероховатость обра-
ботанной поверхности. Однако увеличение гс приводит к более стесненным усло-
виям резания, увеличению силы резания и появлению вибраций. Часто вместо
закругления вершины ее выполняют с дополнительной режущей кромкой ши-
риной f0 и углом наклона ф0. Соответственно изменяется и форма срезаемого
слоя. Стремление к увеличению подачи при токарной обработке с заданной ше-
роховатостью обработанной поверхности привело к созданию конструкции резца
с углом фо = 0°. Длина переходной режущей кромки при этом равна (1,0...1,2)5
(рис. 2.11). При наличии такой кромки уменьшается шероховатость обработан-
ной поверхности и повышается период стойкости режущего инструмента.
Рис. 2.11. Переходные режущие кромки на сменных неперетачиваемых пластинах:
а — токарной; б — фрезерной
Работа режущих кромок сверл, зенкеров и разверток в принципе не отлича-
ется от работы режущих кромок проходного резца. Поэтому и управление схемой
срезания припуска у этих инструментов аналогичное. Величину углов в плане
для сверл выбирают исходя из тех же соображений, что и для резцов, но с учетом
специфики работы этих инструментов.
Управление схемой срезания припуска при использовании черновых и чис-
товых зубьев расширяет возможности конструирования, поскольку возникают
дополнительные решения: изменение формы, размеров и расположения режу-
щих кромок черновых зубьев. Существует три основных способа расположения
черновых зубьев по отношению к производящей поверхности: вдоль образую-
щей; вдоль направляющей; по нормали (что определяет толщину срезаемого
слоя). Например, в целях деления срезаемого слоя большой ширины на отдель-
ные части с малой шириной главная режущая кромка делается ступенчатой
(рис. 2.12). Форма стружки получается более удобной для размещения в стру-
жечных канавках. Режущие кромки, несущие профилирующие точки (чисто-
вые), вне зависимости от размеров припуска образуют слой, толщина которого
56
Глава 2. Обшие принципы проектирования режуших инструментов
а б
90°-<р
Рис. 2.12. Инструменты со ступенчатой главной режущей кромкой:
а — ружейное сверло; б — зенкер
предопределена небольшим подъемом последней ступени, что обеспечивает ма-
лую шероховатость обработанной поверхности.
Аналогичное решение применительно к торцовым фрезам привело к разра-
ботке фрез со ступенчатой установкой ножей или пластин (см. гл. 6). Возможно-
сти получения требуемой схемы срезания припуска на основе специализации
режущих кромок и зубьев весьма широко используются также при проектиро-
вании протяжек (см. гл. 8).
Определение размеров рабочей части. Рабочую часть инструмента конст-
руктивно можно оформить:
• как одно целое с корпусной частью (цельный инструмент);
• в виде режущей пластины с неразъемным соединением с корпусной (дер-
жавочной) частью путем пайки, сварки, склеивания или с разъемным соедине-
нием (механическое крепление);
• в виде ножа или резцовой вставки, механически закрепленных в корпусе
(державке).
При определении размеров рабочей части необходимо обеспечить: требуемые
углы а, у, <р, фи X и др.; требуемое количество переточек; правильное стружкоот-
деление (ломание) и размещение стружки в стружечной канавке (для многолез-
вийного инструмента); необходимые прочность и жесткость инструмента.
Ввиду большого разнообразия инструментов и условий их работы габаритные
размеры рабочей части нельзя определять по единым расчетным зависимостям.
Их расчет осуществляется в каждом конкретном случае по соответствующим
формулам и рекомендациям. Вместе с тем можно предложить общие положе-
ния, которые должны учитываться при проектировании инструмента.
В зависимости от принятого способа обеспечения требуемого количества пе-
реточек и сохранения при этом правильного формообразования обрабатываемой
детали режущий инструмент можно разделить на три подгруппы.
У инструментов первой подгруппы формообразование осуществляется
вершиной резца. Специализация зубьев на черновые и чистовые (калибрующие)
отсутствует, но каждый зуб имеет главную (непрофилирующую) и вспомога-
тельную (профилирующую) кромки. К этой подгруппе относятся все виды рез-
цов (кроме фасонных) и некоторые многолезвийные инструменты — торцовые
фрезы (головки), сверла, зенкеры, развертки, расточный инструмент. У инстру-
ментов данной подгруппы необходимое число переточек обеспечивается в преде-
лах каждого зуба (резца) за счет соответствующего увеличения его размеров по
отношению к размерам в предельно сточенном состоянии.
2.2. Проектирование рабочей части
57
Переточка рабочей части инструмента осуществляется в зависимости от вида
износа (по передней, задней поверхности или одновременно по обеим). В резуль-
тате изменяется расположение рабочей части относительно корпусной (держа-
вочной). Положение вершины лезвия перемещается вдоль линии переточки.
При конструировании рабочей части режущую пластину желательно распола-
гать вдоль линии переточки. Это обеспечивает рациональное использование ин-
струментального материала, т.е. максимально возможное число переточек.
У размерного инструмента этой подгруппы после переточки изменяется на-
ружный диаметр, что допустимо лишь в пределах, определяемых допусками на
обрабатываемую деталь. В случае цельного нерегулируемого инструмента (на-
пример, разверток) после определенного числа переточек инструмент списыва-
ют или отправляют на восстановление. Для увеличения срока службы в этом
случае целесообразно вводить в конструкцию механизм регулирования разме-
ров рабочей части инструмента.
С целью сохранения наружного диаметра переточка нерегулируемого инст-
румента первой подгруппы осуществляется по главным задним поверхностям.
В результате формообразующие точки перемещаются вдоль вспомогательных
режущих кромок. Это заставляет с учетом требуемого числа переточек и обеспе-
чения снижения трения между инструментом и обработанной поверхностью вы-
бирать угол ф1 предельно малым.
Размеры максимально сточенного лезвия определяются его прочностью,
а размеры лезвий нового инструмента — схемой переточки, количеством пере-
точек и толщиной слоя металла, снимаемого по задней и передней поверхностям
за одну переточку.
Для инструментов второй подгруппы формообразование осуществляется
режущими кромками, расположенными на производящей поверхности. Спе-
циализация зубьев на черновые и чистовые (калибрующие) отсутствует. Режу-
щие кромки зубьев работают вначале как черновые, а затем — как чистовые, т.е.
эти функции у зубьев совмещены. К данной подгруппе относятся фасонные рез-
цы и фрезы, а также инструмент, работающий по методу обкатки (гребенки,
долбяки, червячные фрезы). Переточка в этом случае осуществляется по перед-
ней поверхности. Для обеспечения правильного формообразования необходимо,
чтобы задние поверхности зубьев удовлетворяли определенным условиям. От-
сюда следует необходимость теоретических расчетов требуемой формы задних
поверхностей, в том числе с учетом их технологичности, и в ходе профилирова-
ния инструментов второго порядка (затыловочные резцы и шлифовальные кру-
ги), предназначенных для образования этих поверхностей.
Рабочая часть инструментов третьей подгруппы состоит из специализиро-
ванных зубьев (черновых, чистовых и калибрующих). К данной подгруппе отно-
сятся резьбовые гребенки, метчики, плашки и протяжки. Специализация зубьев
обеспечивает определенное (заданное) число переточек без изменения располо-
жения калибрующих зубьев, что гарантирует правильное формообразование
поверхности детали. Переточка инструмента осуществляется таким образом,
чтобы изменение размеров черновых зубьев не отражалось на формообразовании,
т.е. оставшиеся калибрующие зубья располагаются на производящей поверхно-
сти. Часть же калибрующих зубьев переходит в разряд режущих, благодаря
58
Глава 2. Обшие принципы проектирования режуших инструментов
чему и компенсируются возникающие в связи с переточкой изменения размеров
режущей части.
После использования всех калибрующих зубьев инструмент списывают или
отправляют на восстановление. Иногда в конструкцию вводят механизм регули-
рования для восстановления размеров калибрующих зубьев.
При определении габаритных размеров инструмента третьей подгруппы
длину режущей и калибрующей частей увеличивают по сравнению с инструмен-
том предшествующих подгрупп. Определение размеров рабочей части инструмента
зависит от формы рабочей части (в виде тела вращения или призматического
тела); способа обеспечения заданного числа переточек; наличия или отсутствия
механизма регулирования наружного диаметра инструмента второй подгруппы.
Определение размеров рабочей части инструмента начинается с расчета раз-
меров калибрующей (чистовой) части. В связи с этим инструменты в виде тел
вращения подразделяют на мерные и немерные. Для мерных инструментов на-
ружный диаметр рабочей части определяется размерами обрабатываемой по-
верхности. Для немерных инструментов определение наружного диаметра
представляет собой более сложную задачу — нахождение оптимального размера
при наличии целого ряда ограничений.
После выбора наружного диаметра рабочей части инструмента выбирают
формы и размеры калибрующих1 (вспомогательных) режущих кромок для ин-
струментов первой подгруппы и зубьев для инструментов второй и третьей под-
групп.
Следует учитывать, что для многолезвийных инструментов второй подгруп-
пы, у которых зубья работают одновременно как черновые и чистовые, выбор
параметров зубьев усложняется. Однако главным условием остается обеспече-
ние правильного формообразования и качества обработанной поверхности детали.
В данном случае решается задача обеспечения необходимого числа переточек
инструментов первой и второй подгрупп при соблюдении условий формообразо-
вания. Поэтому иногда используются механизмы регулирования размеров ра-
бочей части инструмента. Для нерегулируемых конструкций инструментов
второй подгруппы необходимо рассчитывать форму и размеры задних поверхно-
стей исходя из получения после переточки режущей кромки на новой произво-
дящей поверхности, приемлемой для правильного процесса формообразования.
Для инструментов третьей подгруппы после определения размеров калиб-
рующей части определяют размеры режущей (черновой) части. Исходными дан-
ными являются принятая схема срезания припуска и ее параметры. Далее
можно определить остальные габаритные размеры рабочей части инструмента
этой подгруппы.
Для мерного инструмента, обрабатывающего отверстия, наружный диаметр
режущей части определяется с учетом допусков на обрабатываемое отверстие,
на изготовление инструмента, на износ инструмента и величины разбивки или
усадки отверстия.
Аналогично определяются диаметральные размеры и допуски на калибрую-
щей части метчика. При назначении допуска на внутренний диаметр Р] учи-
1 При точечном формообразовании калибрующей кромкой является область пересечения
главной и вспомогательной кромок, участвующая в образовании остаточного гребешка.
2.2. Проектирование рабочей части
59
тывают, что он не должен принимать участия в работе. Поэтому верхнее откло-
нение можно было бы расположить по номиналу. Однако для стандартных
метчиков дано некоторое его превышение над номиналом с целью получения
большей гарантии, что заусенцы после сверла будут срезаны и резьбовой калибр
свободно сможет войти в отверстие гайки. Это превышение установлено одина-
ковым для метчиков всех степеней точности и равно приблизительно половине
зазора между профилями резьбы болта и гайки.
При расчете круглой протяжки для обработки отверстия за номинальное
значение диаметра калибрующих зубьев принимают не номинальное значение
диаметра отверстия, а его верхнее значение (наибольшее с учетом разбивки при
протягивании). Для немерного инструмента при выборе наружного диаметра
имеются ограничения, связанные со станком, обрабатываемой деталью, выпол-
няемой операцией, числом переточек и т.д.
У цилиндрических и торцовых фрез изменение наружного диаметра не
влияет на изменение процесса формообразования. Восстановление параметров
установки инструмента осуществляется с помощью механизмов станка. Наруж-
ный диаметр в этом случае выбирается с учетом прочности и жесткости инстру-
мента и оправки (для насадного инструмента). В случае ограничений по мощности
и жесткости фрезерного станка определяют значение мощности резания и уточ-
няют допустимый диаметр торцовой фрезы.
При назначении номинального делительного диаметра зуборезных долбяков
и дисковых шеверов этот диаметр выбирают как можно большим. Долбяк боль-
шего диаметра (делительного, а следовательно, и наружного) обеспечивает по-
лучение увеличенных высот эвольвентных участков профиля зуба нарезаемого
колеса и позволяет использовать большую коррекцию, т.е. большее количество
переточек. При этом качество обработанной поверхности улучшается. Диско-
вый шевер большего делительного диаметра также имеет преимущества: обес-
печивает требуемую высоту рабочих участков зубьев обрабатываемых колес,
уменьшает передаточное число между шевером и колесом, что приводит к умень-
шению разницы скоростей резания на выступах и впадинах зуба шевера и вы-
равниванию износа лезвий. Однако следует учесть, что наибольшие значения
делительных диаметров долбяков и шеверов могут ограничиваться станком,
п также условиями их изготовления.
Длина рабочей части режущего инструмента в общем случае зависит от дли-
ны обрабатываемой поверхности с учетом врезания и перебега; длины заборного
конуса; запаса на переточку; толщины элементов станка, через которые проходит
инструмент в цикле обработки (длина кондукторной втулки, толщина лобовой
плиты протяжного станка и т.п.); длины участка рабочей части, обусловленной
особенностями технологии изготовления инструмента (например, участок по-
ниженной твердости перед шейкой спирального сверла).
Определение числа зубьев инструмента. Выбор числа зубьев инструмента
нпписит от диаметра инструмента; объема стружечных канавок; размеров дета-
лей механизма крепления и регулирования (для сборных конструкций); огра-
ничивающих условий, налагаемых на процесс резания (например, постоянство
суммарного сечения среза, ограничение по усилию резания и мощности и др.).
60
Глава 2. Обшие принципы проектирования режущих инструментов
С точки зрения определения числа зубьев инструмент можно разбить на три
группы:
1) инструмент, для которого число зубьев выбирается по практическим ре-
комендациям (зенкеры, развертки, метчики и плашки);
2) инструмент, для которого число зубьев определяется по эмпирическим
формулам (протяжки, разнообразные фрезы, в том числе зуборезные);
3) инструмент, для которого число зубьев определяется (при знании номи-
нального делительного диаметра) математически (долбяки, шеверы).
При назначении числа зубьев необходимо стремиться к соблюдению условия
равномерности фрезерования. Для этого надо, чтобы в работе находилось не ме-
нее двух зубьев.
Фасонные фрезы со шлифованным профилем имеют число зубьев, которое
зависит не только от прочности зуба и возможности осуществления его шлифо-
вания, но и от высоты профиля детали. С увеличением размеров профиля высота
зуба возрастает значительно быстрее, чем диаметр, поэтому для обеспечения
достаточной прочности зуба приходится уменьшать число зубьев фрезы.
Более подробно определение количества зубьев для различных инструмен-
тов рассмотрено в соответствующих главах данного справочника.
Форма и размеры стружечных канавок. Размеры режущих зубьев и стру-
жечных канавок влияют на нормальную работу любого режущего инструмента,
особенно в современных условиях, когда все более интенсифицируется процесс
обработки металлов резанием и когда в единицу времени инструмент снимает
все большие объемы металла. Несоответствие вместимости стружечной канавки
объему снимаемой стружки приводит к ухудшению условий работы инструмен-
та, а часто и к его поломке.
Форму и размеры зуба и стружечной канавки определяют исходя из условия
прочности зуба; необходимости получения стружечного пространства, обеспечи-
вающего свободное размещение стружки; достаточного количества переточек;
технологичности изготовления; условия получения минимального количества
типоразмеров инструмента второго порядка. Более подробно данный вопрос рас-
смотрен в соответствующих главах.
Крепление рабочей части. Крепление рабочей части в корпусе (державке)
инструмента должно обеспечить надежный контакт закрепляемого элемента
Рис. 2.13. Формы стыков рабочей части и хвостовика концевого инструмента
2.2. Проектирование рабочей части
61
(пластины, ножа). В конструкциях инструмента широко используются как не-
разъемные (сварка, пайка, склеивание), так и разъемные соединения.
На рис. 2.13 показаны формы стыков под пайку для концевого инструмента.
Расстояние от стыка до режущей части должно обеспечивать запас на переточку
инструмента и исключать расплавление припоя во время обработки вследствие
нагрева рабочей части.
Клеевое соединение рабочей части и хвостовика (табл. 2.4) должно исклю-
чать нагружение стыка растягивающими и сдвигающими усилиями. Допусти-
мое усилие сдвига рассчитывается по формуле
Рсдв<^К[т]к,
где F — площадь склеивания; К = КоКсКвКк~ коэффициент запаса прочности;
Ко — коэффициент, учитывающий способ отверждения клея (в термостате Ка =
= 1,1, на воздухе Ко = 1,2); Кс — коэффициент формы стыка (при открытом
стыке Кс = 1, при полузакрытом Кс =1,1, при закрытом Кс = 1,2); Кв — коэффи-
циент, учитывающий характер нагрузки (при статической нагрузке Кв = 1,8,
при динамической — Кв = 8,0); Кк — коэффициент, учитывающий влияние
склеиваемой пары материалов (для пары минералокерамика — сталь Кк = 1,0,
для пары твердый сплав — сталь Кк = 1,4); [т]к — предел прочности клея на сдвиг.
Таблица 2.4
Типы и конструктивные элементы клеевых соединений
Тип соединения и области применения Эскиз соединения Конструктивные элементы Размеры элементов, мм
Открытое (проходные и подрезные резцы, развертки) Л, —t—1 О io 4S 2 S II II II II « -е Л а
пуп 1 / -
< V ) \ \\ \ 7'г-' *
у?
Полузакрытое (резьбовые, подрез- ные и расточные резцы, развертки) г^~, О* О* А II П II II С*Э СО ^3* о» s о Ь i ь о * - о - со *
4 х. , 1 , г2 i
Врезное поперечное (все типы резцов, насадные фрезы, протяжки) L1 eq о оо? ° S °: + о хг в г-1 II II и II л л
-7
62
Глава 2. Общие принципы проектирования режущих инструментов
Продолжение табл. 2.4
Тип соединения и области применения Эскиз соединения Конструктивные элементы Размеры элементов, мм
Врезное продольное (протяжки, хоны) г / > еч ' b 7 !ч ? a .» -0, о to St- С" w о о “ • ~ : : : и й + н СЛ <м «л -° сл to о : " w - О - L, ° F
"*1—Г Й5 -44—к- С Ьг ______ "*
Цилиндрическое (сверла, зенкеры, метчики, концевые фрезы, расточные резцы) t чГ - В к Л 7 й- a. fi- ll л to w W ет ет ? + н К Р «’ р *
умы ча о Й II яг—
лш
г<- l „
Коническое(долбя- ки, торцовые фрезы, сверла, зенкеры, метчики) t а( 1. -г eq cq об со ю 11 Т 11 ~ а
aft 1 _
1
, I ,
Клиновое (метчики, сверла, развертки) 83 4| t di = d2 = 8. ..20, a1 = a2 = 30.. .45°, a3= 7O...1OO0, 5= 0,05...0,15
лН А-А М2:1 N
Клеерезьбовое (пазовые и диско- вые фрезы) 8 — . d t / = 3...6, /г = 4...8, d = M14...M32, Z = (2...4)d, D = d + 2k + 25, 5 = 0,05...0,15
. D
1
2.2. Проектирование рабочей части
63
Окончание табл. 2.4
Тип соединения
и области
применения
Эскиз
соединения
Конструктивные
элементы
Размеры
элементов, мм
Коническое с пазом
(фрезы, сверла)
d1 = b1 = 8...20,
& = &i + 0,l,
D/b = 1,5...2,0,
Z = (2...3)&,
Л = 3...15,
а=5...20°
Конструкция механизма крепления должна обеспечивать правильное и не-
изменное расположение закрепляемого элемента относительно баз в процессе
работы инструмента, минимальные усилия крепления, отсутствие деформации
опорных поверхностей, удобство закрепления и открепления, технологичность
элементов механизма.
В общем случае различают три способа крепления: 1) крепление с помощью
сил резания (отсутствие механизма крепления); 2) совмещение элементов меха-
низма крепления с закрепляемым элементом в единое целое; 3) использование
специального механизма.
В первом случае необходимо обеспечивать такое расположение режущего
элемента и баз, при котором возникающие силы резания и силы реакции удов-
летворяют условиям равновесия.
Во втором случае необходимо, чтобы режущий элемент удовлетворял требова-
ниям, предъявляемым не только к режущей части, но и к крепежной. Это, напри-
мер, характерно для ножей клиновой формы, используемых во фрезах, зенкерах,
развертках.
В третьем случае используются самые разнообразные конструкции, разли-
чающиеся как схемами механизма крепления, так и использованием отдельных
его элементов. Однако, несмотря на разнообразие, они всегда содержат два ос-
новных элемента: крепящий (самотормозящийся) и промежуточный, который
обеспечивает передачу и распределение сил на закрепляемом элементе.
Крепящие элементы узлов крепления: пружина, эксцентрик, винт (болт), кли-
нья цилиндрические, конические плоские односторонние, плоские двусторонние.
Промежуточные элементы: рычаг (тяга), упругая стенка корпуса, накладка,
подкладка, планка не самотормозящаяся, в том числе клиновая.
Отдельно взятый механизм крепления представляет собой сочетание указан-
ных элементов с различным пространственным их расположением. Некоторые
64
Глава 2. Общие принципы проектирования режущих инструментов
возможные сочетания промежуточных и крепящих элементов представлены
в табл. 2.5. Различные варианты конструкций этих механизмов имеют свою об-
ласть наиболее эффективного использования в зависимости от условий резания.
Таблица 2.5
Варианты конструкций механизмов крепления режущей части инструмента
Крепящий элемент Промежуточный элемент
Отсутствует Упругая стенка корпуса Накладка (прихват, шайба) Клин не само- тормозящийся Рычаг Тяга Шарнир Прочие
ПЛОСКИЙ цилиндрический конический
Клин Плоский Цилиндр ический Конический
Винт Обычный Специальный Дифференциальный
Эксцентрик (кулачок) Плоский Другой
Пружина Плоская Винтовая Упругая стенка
Прочие
Регулирование рабочей части инструмента. Для обеспечения режущих спо-
собностей после переточек или замены сменных неперетачиваемых пластин ин-
струмент снабжается регулировочными устройствами (механизмом регулирова-
ния). Механизмы регулирования размеров режущей части инструмента состоят
из перемещающих элементов (винтов, рифлений, эксцентриков, зубчатых или
шлицевых венцов) и промежуточных (клиньев, рифлений, зубчатых венцов).
Длины резцов и концевого инструмента обычно регулируются с помощью
винтов, имеющих опорную базовую поверхность. Для восстановления диамет-
ральных размеров сборных фрез, зенкеров и разверток чаще всего используются
ножи с рифлениями, расположенными параллельно или наклонно к оси инстру-
мента. Для восстановления размеров инструмента вдоль ширины (пазовые
и комплектные фрезы) используются прокладочные кольца.
Сборный размерный инструмент (зенкеры, развертки и т.п.) можно предва-
рительно грубо регулировать по диаметру с последующим получением точного
диаметра с помощью заточки и доводки.
При обеспечении требуемых размеров инструмента с помощью механизма
регулирования настройка осуществляется вне станка с использованием специ-
альных устройств (стендов) и средств измерения.
2.2. Проектирование рабочей части
65
Габаритные размеры элементов механизма регулирования определяются,
как правило, из условий получения требуемых перемещений в процессе регули-
рования размеров рабочей части инструмента. В случаях совмещения элементов
механизма регулирования с режущей частью или элементами механизма креп-
ления необходимо выполнять соответствующие прочностные расчеты.
Расчеты, используемые при проектировании механизма регулирования раз-
меров, зависят от варианта исполнения этого механизма. В табл. 2.6 представле-
ны расчетные формулы для наиболее часто встречающихся вариантов.
Таблица 2.6
Зависимости для расчета механизмов регулирования размеров режущего инструмента
Перемещающий элемент Промежуточный элемент Перемещение
Рифления Отсутствует “ ^риф» где Sp — перемещение режущего элемента; 8рИф — шаг рифлений
Рифления Клинья, совмещенные с режущей частью с _ч р ^tgS/ где Зп 32 — углы соответственно продольно- го и поперечного клиньев
Винт обычный Отсутствует Sp=SB, где S, — шаг винта
Винт дифференци- альный То же II СО со &
Винт обычный Клин Sp=SBtgS
Винт дифференци- альный То же Sp =(SB1 -SB2)tgS
Эксцентрик Отсутствует Sp =r + e-y]r2 +2recosP + e2, где r — радиус эксцентрика; e — эксцен- триситет; P — угол поворота эксцентрика
Рифления, используемые для регулирования размеров ножей в корпусе ин-
струмента, стандартизованы, имеют угол профиля 90° и шаги 0,75; 1,0 и 1,5 мм
(ГОСТ 2568-71). Регулировочные винты имеют различные размеры в зависи-
мости от конкретной конструкции инструмента. Шаг резьбы регулировочного
винта или гайки выбирается в зависимости от точности регулирования; наибо-
лее распространенными являются шаги 0,7; 1,0; 1,25 и 1,5 мм. Для микромет-
рического регулирования расточных резцов применяют резьбу с шагом 0,5 мм.
При высоких нагрузках, а также когда наружный диаметр резьбы является
посадочным, можно применять трапецеидальную резьбу с шагом 2...4 мм. При
использовании дифференциального винта резьбы должны быть изготовлены
с повышенной точностью.
Профилирование режущего инструмента. Необходимость решения задач про-
филирования, их сложность и общность зависят от вида инструмента и кинемати-
ки формообразования. Для решения этих задач могут использоваться различные
66 Глава 2. Обшие принципы проектирования режуших инструментов
методы и разнообразный математический аппарат. Достаточно универсальные
алгоритмы профилирования режущих инструментов для типичных случаев,
когда производящая является линией (фасонные резцы всех видов), поверхностью
тела вращения (дисковые фрезы), винтовой поверхностью (червячные фрезы),
рассмотрены в соответствующих главах.
( 2.3. )
Крепежно-присоединительная часть
Крепежно-присоединительная часть, с одной стороны, служит для надежного
базирования и закрепления режущего инструмента на вспомогательном инст-
рументе или в шпинделе станка, с другой — с ее помощью передается усилие ре-
зания или крутящий момент.
Все разновидности крепежно-присоединительных частей делятся на две
группы в соответствии с двумя основными группами инструмента: насадным
и хвостовым (рис. 2.14). К последней группе можно отнести также призматиче-
ский инструмент (всевозможные резцы). Для первой группы характерно исполь-
зование в качестве элементов крепежно-присоединительных частей отверстий,
а для второй — хвостовиков. Форма хвостовика зависит от посадочного места обо-
рудования или вспомогательного инструмента и диаметра режущего инструмента.
Формы и размеры крепежно-присоединительных частей инструментов стан-
дартизованы. Некоторые из них используются чрезвычайно широко, причем
как для режущих, так и для вспомогательных инструментов и приспособлений,
другие — только для определенных групп инструментов, в связи с чем будут рас-
смотрены в соответствующих главах.
Для передачи крутящего момента используются шпонки (продольные и тор-
цовые), лыски, поводки и т.п., а при наличии осевых сил — упорные винты, гайки,
поперечные рифления. Однако большинство концевых инструментов закрепля-
ются в шпинделе станка с помощью хвостовика с наружным конусом и лапкой
или резьбовым отверстием.
Конус служит для передачи крутящего момента от шпинделя станка к инст-
рументу. Передача осуществляется в результате трения контактирующих поверх-
ностей, возникающего в процессе резания под действием осевой силы. Крутящий
момент должен передаваться только конусом без участия лапки (лапка служит
для выталкивания посредством клина). Это требование особенно важно для спи-
ральных сверл, работающих в более тяжелых условиях, чем зенкеры и развертки.
Осевую силу Q можно разложить на две составляющие силы: Р, перпендику-
лярную к поверхности конуса, и F, перпендикулярную к оси сверла, причем
P = Q/sina.
Крутящий момент можно определить по формуле
,, —d Q D+d
Мкр = цР- = Ц-----—,
2 sina 2
где ц — коэффициент трения (ц » 0,096); d, D — соответственно минимальный
и максимальный диаметры рабочей части конуса, мм.
Крепежно-присоединительная часть
ТТяг-ядной инструмент |
Хвостовой инструмент
Цилиндри-
ческое
отверстие
гладкое
Коническое
отверстие
гладкое
с продольным
шпоночным
пазом
с поперечным
шпоночным
пазом
с поперечным
шпоночным
пазом
и отверстием
под винт
гладкое
с отверстием
под винт
гладкое
с рифлениями
на торце
гладкое с пазовым поводком
-|со шлицами
-| с резьбой^
с поперечным
шпоночным
пазом
- Цилиндр
- гладкий_____
_ с продольной
лыской___________
- |с квадратом
с квадратом
- и кольцевой
канавкой________
_ с поперечной
I лыской
с двумя попереч-
" ными лысками
_ с кольцевой
канавкой
с поперечной
- полукруглой
I лыской________
|с овальным отвёр7
" стием под клин
с косой лыской
- и пазом под сег-
ментную шпонку
|с продольным
- шпоночным
[пазом___________
- с резьбой на конце
- с рифлениями
4 Призматическое тело]
-| прямоугольного сечения]
-] квадратного сечения ~|
-| типа < ласточкин хвост»"|
с поперечным косым
пазом и внутренней
резьбой
с Т-образным пазом
и внутренней резьбой
Рис. 2.14. Конструкции крепежно-присоединительной части
2.3. Крепежно-присоединительная часть
68 Глава 2. Обшие принципы проектирования режуших инструментов
Данная формула справедлива при условии, что угол а точно выдержан на
обеих сопрягаемых поверхностях, т.е. на поверхностях отверстия шпинделя и
сверла. На практике, как правило, суммарная погрешность Д угла а не превы-
шает 10'. Отсюда крутящий момент
Мкр = ^(1-0,04Да),
sina 2
а средний диаметр конуса
, 6ЛГК„ sin a
d =------52------
с₽ цРо(1-0,04Да)’
где Мкр — крутящий момент; а — угол конуса; ц. = 0,1 — коэффициент трения;
Р„ — осевая сила; Да — погрешность изготовления конуса, определяемая по
ГОСТ 2848-75.
Практически размер (номер) конического хвостовика устанавливается по
действующим стандартам и нормалям на соответствующие типы режущего ин-
струмента. Так, для спиральных сверл с коническим хвостовиком используют-
ся следующие соотношения:
Диаметр сверла, мм 6...15 16...29 24...32 33...49 50...65
Номер конуса Морзе 1 2 3 4 5
Цилиндрические хвостовики у хвостового инструмента обычно имеют диа-
метр, равный диаметру рабочей части. Нормальный ряд диаметров принимается
для каждого типа режущих инструментов согласно соответствующим стандартам.
К крепежно-присоединительным частям универсального назначения отно-
сятся хвостовики с конусами Морзе и метрическими конусами (рис. 2.15, табл. 2.7),
укороченными конусами (табл. 2.8), цилиндрические хвостовики с лысками
(табл. 2.9, 2.10).
Нормализованы также центровые отверстия, выполняемые в хвостовиках
(табл. 2.11-2.14).
Исполнительные размеры хвостовиков оправок, используемых для крепле-
ния фрез нарасточных станках, указаны в табл. 2.15-2.17. Недостающие разме-
ры принимаются согласно табл. 2.7, 2.8.
Рис. 2.15. Хвостовики универсального назначения:
a — с лапкой; б — с резьбовым отверстием
б
Таблица 2.7
Основные размеры конических хвостовиков, мм (ГОСТ 25557—82)
Обозначение конуса Наименование конуса
Морзе Метрический
0 1 2 3 4 5 6 80 100 120 160 200
Конусность 1:19,212 = = 0,05205 1:20,047 = = 0,04988 1:20,020 = = 0,04995 1:19,922 = = 0,05020 1:19,254 = = 0,05194 1:19,002 = =0,05263 1:19,180 = =0,05214 1:20 = 0,05
D 9,045 2,065 17,780 23,825 31,267 44,399 63,348 80 100 120 160 200
а 3,0 3,5 5,0 6,5 8,0 8 10 12 16 20
X 9,2 12,2 18 24,1 31,6 44,7 63,8 80,4 100,5 120,6 160,8 201
d' 6,4 9,4 14,6 19,8 25,9 37,6 53,9 70,2 88,4 106,6 143 179,4
di — Мб М10 М12 М16 М20 М24 МЗО М36 М48
<4* 6,1 9 14 19,1 25,2 36,5 52,4 69 87 105 141 177
s . 8 Ч" 6 8,7 13,5 18,5 24,5 35,7 51 67 85 102 138 174
^4 max 6 9 14 19 25 35,7 51 67 85 102 138 174
^Imax 50 53,5 64 81 102,5 129,5 182 196 232 268 340 412
^2 max 53 57 69 86 109 136 190 204 242 280 356 432
^3max 56,5 62 75 94 117,5 149,5 210 220 260 300 380 460
^4 max 59,5 65,5 80 99 124 156 218 228 270 312 396 480
b 3,9 5,2 6,3 7,9 11,9 15,9 19 26 32 38 50 62
c 6,5 8,5 10 13 16 19 27 24 28 32 40 48
0 cmax 10,5 13,5 16 20 24 29 40 48 58 68 88 108
^min — 16 24 28 32 40 50 65 80 100
^max 4 5 6 7 8 10 13 24 30 36 48 60
Bl 1 1,2 1,6 2 2,5 3 4 5 6 8 10
^max 4 5 7 9 10 16 24 30 36 48 60
Примечание. Предельные отклонения размеров конусов Морзе — АТ8, метрических конусов — АТ7 по ГОСТ 2848-75.
* Эти размеры являются теоретическими и зависят от диаметра D и номинальных размеров a, llt 13.
” Диаметр лапки d3 может превышать размер с при условии, что = е.
2.3. Крепежно-присоединительная часть
70
Глава 2. Общие принципы проектирования режуших инструментов
Таблица 2.8
Основные размеры конических хвостовиков укороченных, мм (ГОСТ 9953-82)
*><452
в/ 1
сх45° а
Конус Морзе 0 1 2 3 4 5
Обозначение конуса В7 В10 В12 В16 В18 В22 В24 В32 В45
Конусность 1:19,212 = = 0,05205 1:20,047= =0,04988 1:20,020= = 0,04995 1:19,922 = = 0,05020 1:19,254 = = 0,05194 1:19,002 = = 0,05263
Угол конуса 2а 2°58'54" 2°51'26" 2°51'41" 2°52'32" 2°58'31" 3°00'53"
D 7,067 10,094 12,065 15,733 17,780 21,793 23,825 31,267 44,399
D. 7,2 10,3 12,02 16,0 18,0 22,0 24,1 31,6 44,7
d 6,5 9,4 11,1 14,5 16,2 19,8 21,3 28,6 41,0
h 11,0 14,5 18,5 24,0 32,0 40,5 50,5 51,0 64,5
1г 14,0 18,0 22,0 29,0 37,0 45,5 55,5 57,5 71,0
а, не более 3,0 3,5 5,0 6,5
С 0,5 1,0 1,5 2,0
Примечание. Предельные отклонения размеров конусов — по ГОСТ 2848-75.
Таблица 2.9
Основные размеры хвостовиков инструментов с лыской, мм (ГОСТ 9523—84)
d ahll п Ы6 6Н16 с
свыше До рекомен- дуемый
1,9 2,12 2,0 1,8 3 6 —
2,12 2,36 2,24 2,0
2,36 2,65 2,50 2,24
2.3. Крепежно-присоединительная часть
71
Окончание табл. 2.9
d ahll п Ы6 &Н16 С
свыше ДО рекомен- дуемый
2,65 3,0 2,80 2,50 3 6 —
3,0 3,35 3,15 2,80
3,35 3,75 3,55 3,15
3,75 4,25 4,0 5
4,25 4,75 4,50 3,55
4,75 5,30 5,0 4,0 8
5,30 6,0 5,60 4,50
6,0 6,7 6,3 5,0 0,5
6,7 7,5 7,10 5,60
7,5 8,5 8,0 6,3 7 10
8,5 9,5 9,0 7,10
9,5 10,6 10,0 8,0
10,6 11,8 11,2 9,0
11,8 13,2 12,5 10,0 9 12 1,0
13,2 15,0 14,0 11,2
15,0 17,0 16,0 12,5
17,0 19,0 18,0 14,0
19,0 21,2 20,0 16,0
21,2 23,6 22,4 18,0 11 16
23,6 26,5 25,0 20,0
26,5 30,0 28,0 22,4
30,0 33,5 31,5 25,0 14
33,5 37,5 35,5 28,0 1,5
37,5 42,5 40,0 31,5
Таблица 2.10
Размеры хвостовиков с лыской для сверл, мм (ГОСТ 28706—90)
ВО, 8 ma IX ( h 7 д 1 г в-в
па X Л i
7i 5*! , Л
dh6 не менее ЛЫЗ Zx ± 1
20 25 32 40 50 25 31 38 46 56 18,2 23 30 38 47,8 50 56 60 70 80
72
Глава 2. Общие принципы проектирования режущих инструментов
Таблица 2.11
Размеры центровых отверстий с углом конуса 60°, мм (ГОСТ 14034—74*)
ФормаА ФормаВ Форма Т
% 9 ‘4 О \ 1 о Д_ 3 со 1 ] 4“ И2 со -чз к
я
1 7 7 *3
*1 *2
•
D d d, d2 d3 (поле допуска Н14) Z, не менее /1 12 (поле допуска Н12) Ч, не менее
2,0 (0,5) 1,06 — — 0,8 0,48 — —
2,5 (0,63) 1,32 — — 0,9 0,60 — —
3,0 (0,8) 1,70 2,50 — 1.1 0,78 1,02 —
4,0 1,0 2,12 3,15 — 1,3 0,97 1,27 —
5,0 (1,25) 2,65 4,00 — 1,6 1,21 1,60 —
6,0 1,6 3,35 5,00 — 2,0 1,52 1,99 —
10 2,0 4,25 6,30 7 2,5 1,95 2,54 0,6
14 2,5 5,30 8,00 9 3,1 2,42 3,20 0,8
20 3,15 6,70 10,0 12 3,9 3,07 4,03 0,9
30 4 8,50 12,5 16 5,0 3,90 5,06 1,2
40 (5) 10,60 16,0 20 6,3 4,85 6,41 1,6
60 6,3 13,20 18,0 25 8,0 5,98 7,36 1,8
80 (8) 17,00 22,4 32 10,1 7,79 9,35 2,0
100 10 21,20 28,0 36 12,8 9,70 11,66 2,5
120 12 25,40 33,0 — 14,6 11,60 13,80 —
160 16 33,90 42,5 — 19,2 15,50 18,00 —
240 20 42,40 51,6 — 25,0 19,40 22,00 —
360 25 53,00 63,3 — 32,0 24,00 27,00 —
Примечания: 1. Размеры в скобках применять не рекомендуется.
2. Размеры D — рекомендуемые.
3. Для равного 0,48; 0,60; 0,78 и 0,97, предельные отклонения НИ, для остальных
значений Ц — Н12.
2.3. Крепежно-присоединительная часть
73
Таблица 2.12
Размеры центровых отверстий с углом конуса 75°, мм (ГОСТ 14034—74*)
Форма С Форма Е
D d d. С?2 1, не менее Zj (поле допуска Н17) Z2 (поле допуска Н17)
120 8 23,3 30,2 10 10 12,0
180 12 36,6 45,4 15 16 18,5
260 20 60,0 70,3 22 26 29,0
360 30 91,4 105,0 32 40 44,0
Примечание. Размеры D — рекомендуемые.
Таблица 2.13
Размеры центровых отверстий с дугообразной образующей, мм (ГОСТ 14034—74*)
Форма Я
г
D d d. Z, не менее Радиус г
наименьший наибольший
2 (0,5) 1,30 1,3 1,3 1,6
2,5 (0,63) 1,50 1,5 1,6 2,0
3 (0,8) 1,70 1,9 2,0 2,5
4 1,0 2,12 2,3 2,5 3,15
5 (1,25) 2,65 2,8 3,15 4,0
6 1,6 3,35 3,5 4,0 5,0
10 2,0 4,25 4,4 5,0 6,3
14 2,5 5,30 5,5 6,3 8,0
20 3,15 6,70 7,0 8,0 10,0
30 4 8,50 8,9 10,0 12,5
40 (5) 10,60 11,2 12,5 16,0
60 6,3 13,20 14,0 16,0 20,0
80 (8) 17,00 17,9 20,0 25,0
100 10 21,20 22,5 25,0 31,5
Примечания: 1. Размеры в скобках применять не рекомендуется.
2. Размеры D — рекомендуемые.
74
Глава 2. Общие принципы проектирования режущих инструментов
Таблица 2.14
Размеры центровых отверстий с метрической резьбой, мм (ГОСТ 14034—74*)
Форма Н
ФормаF
////-XI
Для формы d dr (поле допуска Н14) di d2 /, не бо- лее Zt (поле допуска Н12) ^2» не более 13 (поле допуска Н12)
F Н
8 — М3 3,2 5,0 — 2,8 1,56 — —
10 16 М4 4,3 6,5 8,2 3,5 1,90 4,0 2,4
12,5 20 М5 5,3 8,0 11,4 4,5 2,30 5,5 3,3
16 25 Мб 6,4 10,0 13,3 5,5 3,0 6,5 4,0
20 32 М8 8,4 12,5 16,0 7,0 3,5 8,0 4,5
25 40 М10 11,0 15,6 19,8 9,0 4,0 10,2 5,2
32 50 Ml 2 13,0 18,0 22,0 10,0 4,3 11,2 5,5
40 63 М16 17,0 28,0 28,7 11,0 5,0 12,5 6,5
63 80 М20 21,0 22,8 33,0 12,5 6,0 14,0 7,5
100 100 М24 25,0 36,0 43,0 14,0 9,5 16,0 11,5
160 160 МЗО 31,0 44,8 51,8 18,0 12,0 20,0 14,0
250 250 М36 37,5 53,0 60,0 20,0 13,5 22,0 15,5
400 400 М42 43,5 59,7 70,5 22,0 14,0 25,0 17,0
Примечания: 1. Размеры D — рекомендуемые.
2. Формы F и Н не должны применяться для режущего инструмента с коническими хво-
стовиками.
2.3. Крепежно-присоединительная часть
75
Окончание табл. 2.14
Обозначение конуса d di (поле допуска Н14) d2 d3 L, не менее 1 1г ^2» не менее
Мет- риче- ский Морзе ГОСТ 9953-82 ГОСТ 7343-72
— 1 В12 — М5 6,4 8,0 8,5 16 3,5 1,53 —
2 В18 М10 10,5 12,5 13,2 24 4,5 1,90
3 В24 Ml 2 13,0 15,0 17,0 28 6,0 2,30 0,6
4 В32 М16 17,0 20,0 22,0 32 8,0 3,20 —
— 5 В45 80 М20 21,0 26,0 30,0 40 10,0 5,50 1,1
90
6 — — М24 25,0 31,0 36,0 50 11,0 6,60 1,4
80 — 100 МЗО 81,0 38,0 45,0 65 14,0 8,0 2,0
120
140
100 160 М36 37,0 45,0 52,0 80 15,0 9,0
— 200
160 — М48 50,0 60,0 68,0 100 18,0 11,0 2,3
200
76
Глава 2. Общие принципы проектирования режущих инструментов
Таблица 2.15
Размеры оправок для расточных станков с торцовой шпонкой и коническим
хвостовиком с лапкой для торцовых фрез, мм (ГОСТ 13041—83)
Исполнение 1 Исполнение 2
12 3
1 — винт (ГОСТ 13039-83); 2 — поводок (ГОСТ 13038-83); 3 — корпус
Испол- нение Обозначе- ние конуса d D L 1 h Bi Поводок (dxH) Винт (номинальный диаметр х высота головки винта х Ь)
1 Морзе 4 22 40 165 18 58,5 — 22x18 М10х7
27 50 175 20 27x22 М12х8
32 60 190 22; 26; 32 32x36; 32x32 М16х9
40 70 200 26; 32 40x36; 40x30 М20Х10
Морзе 5 27 50 210 20 63,5 27x22 М12х8
32 60 225 22; 26; 32 32x36; 32x32; 32x26 М16х9
40 70 235 26; 32 40x36; 40x30 М20Х10
50 90 245 28; 32 50x42; 50x38 М24Х10
2 Морзе 6 32 60 290 22; 26; 32 57 68,3 32x36; 32x32; 32x26 М16х9
40 70 300 26; 32 80,4 40x36; 40x30 М20Х10
1 50 90 310 28; 32 50x42; 50x38 М24Х10
2 Метриче- ский 80 32 60 300 22; 26; 32 64 32x36; 32x32; 32x26 М16х9
40 70 310 26; 32 40x36; 40x30 М20Х10
1 50 90 320 28; 32 64 - 50x42; 50x38 М24Х10
2.3. Крепежно-присоединительная часть
77
Таблица 2.16
Размеры оправок для расточных станков с продольной шпонкой
и коническим хвостовиком с лапкой для торцовых фрез, мм (ГОСТ 13042—83)
Исполнение 2
Исполнение 1
1 — винт (ГОСТ 13039-83); 2 — шпонка (ГОСТ 22360-78); 3 — корпус
Испол- нение Обозначе- ние конуса d D L 1 h Bi Шпонка Винт (номинальный диаметр х высота головки винта х &)
1 Морзе 4 16 36 160 16 58,5 — 4x4 х10 М8х6
175 28 4x4x22
22 160 18 6х6 х 14 М10х7
180 36 6 х 6 х 32
27 40 170 22 7x7x16 М12х8
190 45 7х 7x40
32 46 170 26 8х 7x20 М16х9
210 60 8x7x56
2 Морзе 5 16 36 190 16 63,5 44,7 4x4 х 10 М8х6
22 18 6x6 х 14 М10х7
210 36 6 х 6 х 32
27 40 200 22 7x7x16 М12х8
220 45 7x7x40
1 32 46 210 26 — 8 х 7 х 20 М16х9
240 60 8х 7 х 56
40 56 210 28 10x8x22 М20Х10
240 60 10x8x56
2 Морзе 6 27 40 260 22 57 63,8 7x7x16 М12х8
280 45 7 х 7 х 40
32 46 260 26 8 х 7 х 20 М16х9
300 60 8х 7х 56
40 56 270 28 10x8 х22 М20Х10
300 60 10х8х 56
2 Метриче- ский 80 32 46 280 26 64 80,4 8x7x20 М16х9
310 60 8x7x56
40 56 280 28 10x8x22 М20х10
310 60 10х8х 56
78
Глава 2. Общие принципы проектирования режущих инструментов
Таблица 2.17
Размеры оправок для расточных станков с торцовой шпонкой и крепежными
болтами для торцовых фрез, мм (ГОСТ 13043-83)
1 — корпус; 2 — шпонка; 3 — болт (ГОСТ 7805-70*); 4 — винт (ГОСТ 1491-80*)
Обозначение конуса D L 1 h Болт Винт
Морзе 6 128,57 270 57 26 М16х 55.66.05 -8g B.M10-8gx 30.66.05
Метрический 80 280 64
Метрический 100 320 70
221,44 330 46 М20х 60.66.05 -8g
Метрический 120 375 76
Для насадных инструментов используются цилиндрические и конические
отверстия с продольными и торцовыми шпонками и ряд других. Их исполни-
тельные размеры приведены в табл. 2.18.
Таблица 2.18
Размеры сопрягаемых элементов при креплении инструментов
на оправках, мм (ГОСТ 9472—90)
1 — шпонка; 2 — оправка; 3 — инструмент
Размеры И ПОЛЯ допусков d (поля допусков Н7 или Н6, h6 или h5)
8 10 13 16 19 22 27 32 40 50 60 70 80 100
ъ 2 3 4 5 6 7 8 10 12 14 16 18 25
h hll 2 3 4 5 6 7 7 8 9 10 И 14
С (номиналь- ное значение) 6,7 8,2 11,2 13,2 15,6 17,6 22,0 27,0 34,5 44,5 54,0 63,0 73,0 91,0
2.3. Крепежно-присоединительная часть
79
Продолжение табл. 2.18
Размеры И ПОЛЯ допусков d (поля допусков H7 или Н6, h6 или h5)
8 10 13 16 19 22 27 32 40 50 60 70 80 100
С (предельное отклонение) -0,1 -0,2
CjH12 8,9 11,5 14,6 17,7 21,1 24,1 29,8 34,8 43,5 53,5 64,2 75,0 85,5 107,0
^min 0,3 0,4 0,7 0,9 1,1 1,5 2,0
0,4 0,6 1,0 1,2 1,6 2,0 2,5
0,08 0,16 0,25 0,40
(e X 45°) 0,16 0,25 0,40 0,60
T,/2 0,07 0,09 0,12
Примечания: 1. Допускается радиус R заменять фаской, равной Rmin х 45°.
2. Допускается вместо поля допуска Ь5 (для диаметра d) применять g5.
3. Предельные отклонения ширины b должны быть не более СИ — для отверстия; Н9 или
Р9, N9 — для оправки короткой (консольной); НИ или Р9, N9 — для оправки длинной
(двухопорной) и h9 или е7 — для шпонки.
4. Допускается изготавливать шпоночный паз по ширине Ь с полем допуска В12, по высо-
те Ci — Н14 (для отрезных и прорезных фрез, а также для фрез толщиной менее 6 мм).
Продолжение табл. 2.18
Исполнение 2
1 — оправка; 2 — инструмент
Размеры и поля допусков d (поля допусков Н7 или Н6, h6 или h5)
8 10 13 16 19 22 27 32 40 50 60 70 80 100
ЬЫ1 5 6 8 10 12 14 16 18 20 22 25
biHll 5,4 6,4 8,4 10,4 12,4 14,4 16,4 18,4 20,5 22,5 25,5
t hll 3,5 4,4 4,5 5,0 5,6 6,3 7,0 8,0 9,0 10,0 11,2 12,5 14
tj H13 4,0 4,5 5,0 5,6 6,3 7,0 8,0 9,0 10,0 11,2 12,5 14,0 16
R, не более 0,4 0,5 0,6 0,8 1,0 1,2 1,6
Я„ не более 0,6 0,8 1,0 1,2 1,6 2,0 3,0
^mln 0,4 0,5 0,6 0,8 1,0 1,2 1,6
0,5 0,6 0,8 1,0 1,3 1,5 1,9
Т,/2 0,20 0,25
Примечания: 1. Допускается радиус Я, заменять фаской, равной Я] х 45°.
2. Допускается вместо поля допуска h5 (для диаметра d) применять g5.
80
Глава 2. Обшие принципы проектирования режуших инструментов
Окончание табл. 2.18
Основная
Основная
Схема расположения
полей допусков
1 — оправка; 2 — инструмент
Размеры И ПОЛЯ допусков d (поля допусков H7 или Н6, h6 или h5)
8 10 13 16 19 22 27 32 40 50 60 70 80 100
^min 0,3 0,4 0,5 0,6 0,8
®max 1,2 1,4 1,7 2,2 2,7 3,2
min 0,8 0,9 1,1 1,4 1,8 2,2
max 1,2 1,4 1,7 2,2 2,7 3,3
min 0
^2 max 0,50 0,60 0,70 0,90 1,17 1,38
&Ы2 3 4 5 6 7 8 10 12 14 16 18 20 25
^НХЗ 3,3 4,3 5,4 6,4 7,4 8,4 10,4 12,4 14,4 16,4 18,4 20,5 25,5
t Ы2 3,5 4,6 6,7 7,7 8,8 9,8 11,0 12,0 13,0 14,0 15,0 16,0
ьнхз 3,7 4,8 5,6 7,0 7,6 8,3 9,3 10,0 11,5 12,5 13,5 14,5 15,5
T^mln 0,6 0,8 1,0 1,2 1,6 2,0 2,5
^max 1,65 2,15 2,70 3,20 3,70 4,20 5,20 6,20 7,20 8,20 9,20 10,25 12,25
^1 max 0,3 0,4 0,5 0,6 0,8 1,0 1,2
®min 0,3 0,4 0,5 0,6 0,8 1,0 1,2
®max 0,5 0,6 0,7 0,8 1,0 1,3 1,5
TJ2 0,06 0,08 0,10
Развитие автоматизированного производства привело к совершенствованию
конструкции крепежно-присоединительной части. В станках с ЧПУ сверлиль-
но-фрезерно-расточной группы наиболее широко используется соединение ко-
нических поверхностей с конусностью 7:24 конусами с конусностью 7:24. Такой
конус позволяет легко извлекать оправку из шпинделя станка. Крутящий мо-
мент со шпинделя передается с помощью торцовых шпонок. В шпинделе оправка
удерживается с помощью тяги и тарельчатых пружин или затягивается винтом.
Движение передается тяге или винту от гидроцилиндра, пневмоцилиндра либо
электродвигателя. Размеры конусов, а также резьбовых отверстий для крепле-
ния оправок стандартизованы (табл. 2.19, 2.20).
2.3. Крепежно-присоединительная часть
81
Таблица 2.19
Основные размеры концов оправок конусностью 7:24, мм
(ГОСТ 25827-93)
L а
Исполнение 1 — для ручной смены инструмента
Обозначение конуса хвостовика инструмента Q Q Л2, не более d. alO(all) L Ы2 ? b H12 t, не более a ±0,1 (±0,5) у ±0,2 (±0,4) | j, не более | | г, не более | О
30 31,75 50,0 36 17,4 16,5 68,4 3 48,4 62,9 16,1 0,12 16,2 9,6 1,6 9 — 0,2
40 44,45 63,0 50 25,3 24,0 93,4 5 65,4 85,2 22,5 11,6 11 1 0,4
45 57,15 80,0 68 32,4 30,0 106,8 6 82,8 96,8 19,3 29,0 15,2 3,2 13 0,6
50 69,85 97,5 78 30,6 38,0 125,8 8 101,8 115,3 25,7 0,20 35,3 15,2 16 2
55 88,90 130,0 110 50,4 48,0 164,8 9 126,8 153,3 45,0 17,2 1,0
во 107,95 156,0 136 60,2 58,0 206,8 10 161,8 192,8 60,0 19,2
65 133,35 195,0 170 75,0 72,0 246,0 12 202,0 230,0 32,4 0,30 72,0 22,0 4,0 20
70 165,10 230,0 200 92,0 90,0 296,0 14 252,0 280,0 86,0 24,0
75 203,20 280,0 245 114,0 110,0 370,0 16 307,0 350,0 40,5 104,0 27,0 5,0
80 254,00 350,0 305 140,0 136,0 469,0 18 394,0 449,0 132,0 34,0 6,0
Диаметр цилиндрической переходной поверхности = ^-o,s-
82
Глава 2. Обшие принципы проектирования режущих инструментов
Продолжение табл. 2.19
Uhl
I 0,2
* |/|q,025|a|
I / |о,О2б| А |
Исполненне 2
У
В
<17:24
L
I,
№
Основная
плоскость
•= TV А
/ | 0,061А
В
60° ±15'
07±Js5
ДГ-0,5
11,1±0,1
С)
19,1.
С)
3,75 ±0,15
Исполнение 2 — для автоматизированной смены инструмента
Обозначение конуса хвостовика инстру- мента Q Q «ч Q D3 ± 0,05 Л4, не более 7‘ 99Н9К 9Н ‘<7 «ч b 1112 f «Г гН О -н з
30 31,75 46,05 39,25 54,85 46,05 47,80 15,9 35 15,5 16,1 16,4 19,0 3,2 0,75 0,10
40 44,45 63,55 56,25 72,30 50,00 68,40 18,5 22,5 25,0 1,20 0,12
45 57,15 82,55 75,25 91,35 63,00 82,70 24,5 19,3 29,1 31,3 2,00
50 69,85 97,50 91,25 107,25 80,00 101,70 30,0 25,7 35,5 37,7 2,50 0,20
Диаметр цилиндрической части D S Dt S D + 0,05.
2.3. Крепежно-присоединительная часть
83
Окончание табл. 2.19
Исполнение 3
Исполнение 3 — для автоматизированной смены инструмента
Обоаижчекве коеуеа хвостовика инстру- мента Q ю О н С? ? «4 Q 84'<7 Z>4, не более D Ь5 L hll гН О н 9ЭН9К ан «4 "«4 ЬН12 а± 0,4 е/2, не более
30 31,75 50 46 55,07 44 4 68,4 8 8 15,5 16,1 5,6 16,2 0,2 0,12
40 44,45 63 58 69,34 55 5 93,4 10 10 18,5 6,6 22,5 0,4
45 57,15 80 74 87,61 68 6 106,8 12 13 24,5 19,3 9,2 29,0 0,6
50 69,85 100 94 107,61 85 126,8 16 30,0 25,7 35,3 0,20
Примечания: 1. Степень точности конусов — АТ4, АТ5, допуски угла н формы конуса —
По ГОСТ 19860-93, отклонения угла конуса от номинального располагать «в плюс».
В. Поверхностная твердость конической части хвостовиков 51...57 HRC.
84
Глава 2. Обшие принципы проектирования режуших инструментов
Таблица 2.20
Основные размеры центровых отверстий для конусов с конусностью 7:24, мм
Обозна- чение конуса </6Н (7Н) d, dt, не более d3, не более Z±0,5 не менее 1г> не менее Ч k
30 М12 13 14,0 14,2 5,5 24 34 1.4 0,4
40 М16 17 19,0 18,5 8,2 32 43 1.9 0,6
45 М20 21 23,4 23,0 10,0 40 53 2,8 1.1
50 М24 25 28,0 27,0 11,5 47 62
55 36,0
60 МЗО 32 44>0 34,0 14,0 59 76 3,7
65 М36 38 52,0 — 16,0 70 89 — —
70 38(50) 51,0 3,7 1,1
75; 80 М48 50 68,0 — 20,0 92 115 — —
В связи с совершенствованием технологии обработки деталей на станках
с ЧПУ, в частности с развитием сверхскоростной обработки, выявился ряд не-
достатков соединений данного типа, а именно:
• значительная масса и сложность балансировки, а значит, высокая вероят-
ность возникновения вибраций в ходе обработки;
• значительные центробежные силы, способствующие «вспучиванию» оп-
равки, что приводит, с одной стороны, к ее выдвижению из шпинделя и сокра-
щению жесткости и надежности соединения, а с другой — к заклиниванию
в шпинделе при резком торможении последнего; для вытягивания такой оправ-
ки из шпинделя необходимы весьма значительные усилия, которые автоопера-
тор не может обеспечить;
• изменения в условиях контактирования шпинделя и оправки, которые мо-
гут вызвать заклинивание хвостовика режущего инструмента либо, наоборот,
появление зазоров;
• центробежные силы, которые могут вызвать подвижки в шпоночном со-
единении, что недопустимо при весьма высоких частотах вращения шпинделя
станка.
В связи с этим было предложено и получает все более широкое распростране-
ние соединение типа HSK — Hollow Shank Kegel (рис. 2.16-2.18), разработанное
в Ахенском техническом университете (Германия). Такое соединение имеет зна-
чительно меньшие диаметр и длину конуса, а базирование осуществляется как
по конической поверхности, так и по торцовой (рис. 2.19). Последнее обстоя-
тельство предотвращает слишком глубокое затягивание оправки в шпиндель.
2.3. Крепежно-присоединительная часть
85
Конус внутри пустой, в результате хвостовик и шпиндель под действием центро-
бежных сил работают в одинаковых условиях.
Рис. 2.16. Форма хвостовика HSK (тип А) для автоматической смены инструмента:
1 — плоскость расположения вершины режущей кромки инструмента
86
Глава 2. Обшие принципы проектирования режуших инструментов
А—А повернуто на 70°
Рис. 2.17. Форма хвостовика HSK (тип В) для автоматической смены инструмента:
1 — плоскость расположения вершины режущей кромки инструмента
2.3. Крепежно-присоединительная часть
87
В-В
(увеличено)
Расположение отверстий
для балансировки
Рис. 2.18. Форма хвостовиков HSK (типы С и D) для ручной смены инструмента
88
Глава 2. Обшие принципы проектирования режуших инструментов
Рис. 2.19. Схема крепления оправки с хвостовиком HSK в шпинделе:
а — ручного; б — автоматического
Разработано два варианта соединения оправки с хвостовиком HSK со шпин-
делем. При ручном соединении (обычно при установке в револьверной головке)
при повороте установочного винта 3 зажимные кулачки 1 расходятся, действуя
на хвостовик 4 оправки 7 с силой F. Ее осевая Fo и радиальная Fp составляющие
(рис. 2.19, а) обеспечивают постоянный прижим конической 5 и торцовой 6 по-
верхностей оправки к соответствующим поверхностям гнезда шпинделя 2. При
разжиме после поворота винта кулачки возвращаются в исходное положение
и освобождают хвостовик, что позволяет заменить оправку.
Автоматический зажим на станках, оснащенных автооператорами и магази-
нами инструментов, осуществляется следующим образом (рис. 2.19,6). При пере-
мещении конической тяги 1 влево происходит радиальное перемещение сегментов
цанги 2. Сегменты расходятся и входят в контакт с внутренней конической по-
верхностью 3 хвостовика, в результате чего возникает сила зажима F. Состав-
ляющие Fo и Fp этой силы обеспечивают постоянный прижим конической 6
и торцовой 5 поверхностей оправки 4 к соответствующим поверхностям шпин-
деля. При движении тяги вправо происходит разжим оправки.
Основные размеры хвостовиков приведены в табл. 2.21, 2.22.
Конструкция хвостовиков HSK обеспечивает высокое усилие зажима по
плоскости прилегания (80 % от общего усилия) , благодаря чему конус дефор-
мируется и занимает нужное положение. Значения рекомендуемых усилий за-
жима приведены ниже.
Номинальный размер, мм 40 50 63 80 100 125 160
Усилие зажима, кН 6,0 6,8 11,0 18,0 28,0 345,0 70,0
Таблица 2.21
Основные размеры хвостовиков HSK (типы А и С), мм
Номи- нальный размер t»i±0,4 Ь2Н10 Ь3Н10 djhlO d2 d3 d4H10 d5 Hll de </?> не более *^8 .од d9 ^10, не более dn^ ^2-0.1 rf13
32 7,05 7 9 32 Л 40,007 “0,005 23,27?;??? 17 21,0 19 4,2 17,4 4,0 26 26,5 37,00 4
40 8,05 9 11 40 олО, 007 «и0,005 29,05?;™ 21 25,5 23 5,0 21,8 4,6 34 34,8 45,00
50 10,54 12 14 50 QO0,009 °°О,006 36,90?;™ 26 32,0 29 6,8 26,6 6,0 42 43,0 59,30 7
63 12,54 16 18 63 j «0,011 4О0,007 46,53?;??? 34 40,0 37 8,4 34,5 7,5 53 55,0 72,30
80 16,04 18 20 80 длО, 013 ои0,008 58,10?;™ 42 50,0 46 10,2 42,5 8,5 67 70,0 88,80
100 20,02 20 22 JOO 7^0,015 • «0,000 70 длО.ООО 4 ,UV0'QQ3 53 63,0 58 12,0 53,8 12,0 85 92,0 109,75
125 25,02 25 28 125 qkO,018 у«0,011 Q1 QU0»011 » ««0,004 67 80,0 73 14,0 — — 105 117,0 134,75
160 30,02 32 36 160 1 on0»018 А“0,011 116,00?;??? 85 100,0 92 16,0 — — 130 152,0 169,75
2.3. Крепежно-присоединительная часть
Продолжение табл. 2.21
Номи- нальный размер d14 f8 du </16 ei* «2 f^i /2. не менее /з±0,1 £0.15 h ^1-0,2 *2-0Ю 11-Ч1 h l-з z+4°-2
32 6 3,5 MlOxl 8,905 4,903 20 35 16 2,00 10,0 13,0 9,5 16 3,2 7,3 5,0
40 8 5,0 M12xl 11,081 5,903 17,0 12,0 20 4,0 9,5 6,0
50 10 6,4 M16xl 13,997 7,648 26 42 18 3,75 12,0 21,0 15,5 25 5,0 11,0 7,5
63 12 8,0 M18xl 18,110 9,150 26,5 20,0 32 6,3 14,7 10,0
80 14 10,0 M20xl,5 22,073 11,898 16,0 34,0 25,0 40 8,0 19,0 12,0
100 16 12,0 M24xl,5 27,561 14,888 29 45 20 44,0 31,5 50 10,0 24,0 15,0
125 18 14,0 M30xl,5 35,580 18,388 — 55,5 39,5 63 12,5 30,5 19,0
160 20 16,0 M35xl,5 44,538 22,888 31 47 22 72,0 50,0 80 16,0 40,0 23,0
ю
о
Окончание табл. 2.21
Номи- нальныи размер le jslO *’-0,1 7+0,3 *3 *»-о,1 ^10-0.1 hi *12 *13 Л *2-0,1 г3±0,02 П П> гв г? rs г» Канавка поГОСТ 8820-69 Уплотни- тельное кольцо**
32 3,0 8,92 8,0 0,8 5,0 6 20,0 2,5 12 0,6 1,о 1,38 4 0,4 0,5 1,0 2 3,5 0,2 х 0,1 16x1
40 3,5 11,42 6,0 8 21,5 0,8 1,88 5 0,4 1,0 4,5 0,4 х 0,2 18,77x1,78
50 4,5 14,13 10,0 1,0 7,5 10 23,0 3,0 19 1,0 1,5 2,38 6 0,5 1,5 6,0 0,6 х 0,2 21,89x2,62
63 6,0 18,13 9,0 12 24,5 21 1,2 2,88 8 0,6 1,5 3 8,0 29,82 x 2,62
80 8,0 22,85 12,5 1,5 12,0 14 26,0 22 1,6 2,0 3,88 10 0,8 2,0 9,0 1,0 х 0,2 36,09x3,53
100 10,0 28,56 15,0 16 28,0 24 2,0 4,88 12 1,0 10,0 47,6x3,53
125 12,0 36,27 16,0 2,0 — 18 30,0 3,5 2,5 2,5 5,88 16 1,2 — 5,0 1,6 х 0,3 —
160 16,0 45,98 — 20 32,0 3,2 7,88 20 1,6 5,0 —
* Расчетные значения координат г3 и Ьх.
“ Необходимое количество уплотнительных колец зависит от используемой системы.
Глава 2. Обшие принципы проектирования режуших инструментов
Основные размеры хвостовиков HSK (типы В и D), мм
Таблица 2.22
Номи- нальныи размер Ь, Н8 dihlO d2 d3 d4H10 dsHll d, d7, не более d3 ®-0,l dg d10, не более dll-g.t ^2-0.1 ‘Аз d14 ^-0,3 /2. не менее
40 10 40 Ов0,007 ^=0,005 rtQ 9*70,005 0,003 17 21,0 19 4,2 17,4 4,0 34 34,8 45,00 4 3,0 20 35
50 12 50 ол0, 007 dU0,005 9Q ЛКО.005 21 25,5 23 5,0 21,8 4,6 42 43,0 59,30 7 3,5 26 42
63 16 63 qqO» 009 ОО0,006 зб,9о°:™ 26 32,0 29 6,8 26,6 6,0 53 55,0 72,30 5,0
80 18 80 4о0,0П *°0,007 46,53°;™ 34 40,0 37 8,4 34,5 7,5 67 70,0 88,80 6,0
100 20 100 даО'013 °и0,006 58,10?;™ 42 50,0 46 10,2 42,5 8,5 85 92,0 109,75 7,0 29 45
125 25 125 7К0.015 < °0,009 72,60J:Jg 53 63,0 58 12,0 53,8 12,0 105 117,0 134,75 8,5
160 32 160 QK0.018 91,95°;°" 67 80,0 73 14,0 — — 130 152,0 169,75 10,0 31 47
2.3. Крепежно-присоединительная часть
Окончание табл. 2.22
Номи- нальный размер Гз±0,1 Я046 Л.-м ^1-0,2 1г А Z4 jslO Z5-0il ZJ0,3 I, +0,1 А-0,1 n r3 ± 0,02 Ъ r. Канавка по r, x t Уплотни- тельное кольцо*
40 16 2,00 16,0 12,0 16 3,2 7,3 8,92 8,0 0,8 5,0 16 0,6 4 0,4 0,5 1,0 5,0 0,2 x 0,1 16x1
50 18 3,75 20,0 15,5 20 4,0 9,5 11,42 6,0 20 0,8 5 0,4 1,0 1,5 6,0 0,4 x 0,2 18,77x1,78
63 25,0 20,0 25 5,0 11,0 14,13 10,0 1,0 7,5 25 1,0 6 0,5 1,5 1,5 8,0 0,6 x 0,2 21,89x2,62
80 31,5 25,0 32 6,3 14,7 18,13 9,0 32 1,2 8 0,6 2,0 9,0 29,82 x 2,62
100 20 40,0 31,5 40 8,0 19,0 22,85 12,5 1,5 12,0 40 1,6 10 0,8 2,5 2,5 10,0 1,Ox 0,2 36,09x3,53
125 50,0 40,0 50 10,0 24,0 28,56 15,0 50 2,0 12 1,0 2,5 12,5 47,6x3,53
160 22 62,5 50,0 63 12,5 30,5 36,27 16,0 2,0 18,5 63 2,5 16 1,2 — 3,0 16,0 1,6 x 0,3 —
* Необходимое количество уплотнительных колец зависит от используемой системы.
92
Глава 2. Обшие принципы проектирования режуших инструментов
Широкое распространение в последние годы получила система крепления
оправок в шпинделях и револьверных головках станков с ЧПУ типа «Capto».
Она основывается на использовании конических хвостовиков с конусностью
7:24 и с некруглым поперечным сечением, например гипоциклоидальным.
Контур поперечного сечения некруглого вала в форме удлиненной гипоцик-
лоиды образуется, если окружность радиуса г катится без скольжения внутри
неподвижной окружности радиуса Rs. При этом точка С, лежащая вне катящейся
окружности радиуса г и неизменно связанная с ней, будет описывать удлинен-
ную гипоциклоиду (рис. 2.20).
Рис. 2.20. Образование замкнутого гипоциклоидного контура
Обозначив через k расстояние от точки С jsp центра катящегося круга и приняв
за параметр угол <р, образуемый с осью X радиусом ОА неподвижной окружно-
сти, проведенным в точку А касания окружностей, когда катящаяся окружность
повернется на угол у = AOjC, получим уравнение удлиненной гипоциклоиды
в следующем виде:
х = (R„ -r)cos<p+fecos| ——-<р
V г J
y = (Rs -r)sinq>+fesin| ——-<р |.
Полученная кривая состоит из ряда п одинаковых дуг GGU G^G2 и т.д., каж-
дая из которых соответствует полному обороту катящегося круга, т.е. увеличе-
нию угла \|/ на 2л, а угла <р — на 2лг/Яв.
Чтобы удлиненная гипоциклоида представляла собой замкнутую кривую,
состоящую из заданного числа п дуг, необходимо и достаточно, чтобы конец п-й
дуги совпал с начальной точкой G, т.е. чтобы соблюдалось условие
Г
2 л—п = 2лтп,
д
2.3. Крепежно-присоединительная часть
93
ИЛИ
г т
где т — количество оборотов катящегося круга вокруг центра О неподвижной
окружности за то время, когда он сделает п оборотов вокруг собственного центра.
При отношении RJr = 3/2, как изображено на рис. 2.20, удлиненная гипо-
циклоида замкнута и состоит из трех одинаковых дуг. Она образована за три
полных оборота катящегося круга, пробегающего два раза основную окруж-
ность. При соответствующем соотношении величин г и k эта кривая не будет
иметь петель, вогнутых участков, перегибов и пригодна в качестве контурной
кривой некруглого вала.
Подставив в приведенную выше систему уравнений отношениеЯн/г = 3/2, по-
лучим следующие параметрические уравнения гипоциклоидного контура:
в прямоугольных координатах
Д, . ф
х = — созф+всоз—;
3 2
Я» • . . Ф
у = — зшф+k sin—;
3 2
в полярных координатах
р=л/х2+у2 = —+k2 +2k—cost — ;
V 9 3 V 2 J
Ян . . . Ф
—зтф+взш—
0=arctg— = arctg-^-----2..
х з Ф
—cosm+scos—
3 2
После соответствующих расчетов получим, что для гипоциклоидального
профиля при эксцентриситете а = D/32 площадь поперечного сечения
F = 0,99—,
4
полярный момент инерции
/р=0,99—,
4
максимальное касательное напряжение
М
ттах = 1.05- ,
л£>716
где D — диаметр вала; Мкр — крутящий момент.
Гипоциклоидальная форма поперечного сечения вала позволяет использо-
вать для передачи крутящего момента не поперечную или продольную шпонку,
а непосредственно вал. При работе такого вала на срез допустимый крутящий
момент почти в 10 раз превышает момент, передаваемый шпоночным соедине-
нием.
94
Глава 2. Обшие принципы проектирования режуших инструментов
/ 24 \ Назначение недостающих размеров,
kjjj полей допусков и технических условий
на изготовление инструмента
После выполнения всех необходимых расчетов недостающие размеры инст-
румента определяются в каждом конкретном случае проектирования. Это каса-
ется назначения размеров и формы различных выточек, фасок, переходных
и технологически необходимых поверхностей.
При выборе полей допусков на поверхности рабочей и крепежно-присоеди-
нительной частей инструмента можно руководствоваться данными, приведен-
ными в табл. 2.23, либо соответствующими ГОСТами. В некоторых случаях
выполняются дополнительные расчеты по определению допусков рабочей час-
ти, которые оговорены в соответствующих главах книги.
Таблица 2.23
Рекомендуемые поля допусков для различных
режущих инструментов
Инструмент Квалитет точности
Рабочая часть Хвостовик
Шпоночные фрезы — е8
— Плашки (наружный диаметр) 19
— Концевые и шпоночные фрезы Ь7
— То же Ь6
Спиральные сверла, зенкеры, Сверла с пластинами из твердых Ь8
зенковки сплавов
Зенкеры Развертки, центровочные сверла, Ь9
чистовые метчики
— Черновые метчики Ы2
Концевые фрезы — ЫО
Развертки — kll
Поля допусков цилиндрических поверхностей для различных диаметров
и квалитетов точности приведены в ГОСТ 25347-82, допуски на угловые разме-
ры — в ГОСТ 8908-81. Допуски на конусы режущих инструментов оговорены
в табл. 2.24-2.26.
Условные обозначение допусков формы и расположения поверхностей при-
ведены в табл. 2.27, а шероховатости обработанной поверхности — в табл. 2.28.
В последней редакции ГОСТ 2.309-73 принято обозначение шероховатости об-
работанной поверхности, приведенное на рис. 2.21, а. Примеры обозначений
шероховатости показаны на рис. 2.21, б-г.
2.4. Назначение недостающих размеров, полей допусков и технических условий
95
а
Способ обработки поверхности
/ и (или) другие дополнительные
/ — указания
/яа0,1
/ 0,8/Sm0,063
. / 0,040
V 0,25 /t6080 +10%
Базовая длина
(параметры шерохова-
тости по ГОСТ 2789-73)
'///////////7/У/^^ ’Усзювв.'оь обозначение
направления неровностей
в
Полировать
у М0,8 / Яа0,4
ЯаЗ,2
г
Рис. 2.21. Обозначения шероховатости обработанной поверхности на чертежах
Таблица 2.24
Степени точности, предельные отклонения угла и формы конусов
(ГОСТ 2848-75)
Обозначение конусов Длина измере- ния угла конуса, мм Предельные отклоне- ния угла конуса, мкм, на длине конуса Допуски формы конуса, мкм
Прямолинейность образующей Круглость
Степени точности
АТ4 АТ5 АТ6 АТ7 АТ8 АТ4 АТ5 АТ6 АТ7 АТ8 АТ4 АТ5 АТ6 АТ7 АТ8
Морзе 0 49 4 6 10 16 25 1,0 1,6 2,5 4,0 6,0 2 3 5 8 12
1 52
2 64 1,2 2,0 3,0 5,0 8,0
3 79 5 8 12 20 30 2,5 4 6 10 16
4 100 6 10 16 25 40
5 126 1,6 2,5 4,0 6,0 10,0
6 174 2,5 3,0 5,0 8,0 12,0 3 5 8 12 20
Метри- ческих 80 180
100 212 8 12 20 30 50
120 244 10 16 25 40 60
160 308 4,0 6,0 10,0 16,0 4 6 10 16 25
200 372 12 20 30 50 80
Морзе укоро- ченных В7 14 — — 6 10 16 — — 1,2 2,0 3,0 — — 3 5 8
В10 18 1,6 2,5 4,0
В12 22
В16 29 8 12 20 2,0 3,0 5,0
В18 37 10 16 25
В22 45,5 2,5 4,0 6,0 4 6 10
В24 55,5 12 20 30
В32 57,5
В45 71 3,0 5,0 8,0
Примечание. Отклонения угла конуса от номинального размера располагать «в плюс*.
96
Глава 2. Обшие принципы проектирования режуших инструментов
Таблица 2.25
Предельные отклонения размеров наружных конусов
Размеры (согласно рис. 2.15) Обозначение конуса Предельное отклонение, мм
Li./. Морзе 0, В7 -1,2
1,2, BIO, В12, В16 -1,4
3, В22, В24 -1,6
4, 5, В32, В45 -2,0
6 -2,4
Метрические 80 -2,4
100,120 -2,8
160 -3,2
200 -3,6
^2» ^4 Морзе, метрические Ы6
ъ ЫЗ
d3, с, е Ы5
Примечание. Допуск симметричности плоскостей лапки конуса — 0,05 мм.
Таблица 2.26
Допуски на наружные конусы с конусностью 7:24 (ГОСТ 19860—93)
ние тнаядлина :а, мм Предельные отклонения угла конуса, мкм, на длине конуса Допуски формы конуса, мкм
Прямолинейность об- разующей Круглость
ф Е и « о Степени точности
я о О О Я S S Q d, мм Расче конус АТЗ АТ4 АТ5 АТ6 АТ7 АТЗ АТ4 АТ5 АТ6 АТ7 АТЗ АТ4 АТ5 АТ6 АТ7
30 31,750 17,750 48 2,5 4 6 10 15 0,6 1,0 1,6 2,5 4,0 0,6 1,0 1,6 2,5 4,0
35 38,100 21,767 56 2,5 4 6 10 15 0,6 1,0 1,6 2,5 4,0 0,6 1,0 1,6 2,5 4,0
40 44,450 25,492 65 3,0 5 8 12 20 0,8 1,2 2,0 3,0 5,0 0,8 1,2 2,0 3,0 5,0
45 57,150 32,942 83 3,0 5 8 12 20 0,8 1,2 2,0 3,0 5,0 0,8 1,2 2,0 3,0 5,0
50 69,850 40,100 102 4,0 6 10 16 25 1,0 1,6 2,5 4,0 6,0 1.0 1,6 2,5 4,0 6,0
55 88,900 51,858 127 4,0 6 10 16 25 1,0 1,6 2,5 4,0 6,0 1,0 1,6 2,5 4,0 6,0
60 107,950 60,700 162 5,0 8 12 20 30 1,2 2,0 3,0 5,0 8,0 1,2 2,0 3,0 5,0 8,0
65 133,350 74,433 202 5,0 8 12 20 30 1,2 2,0 3,0 5,0 8,0 1,2 2,0 3,0 5,0 8,0
70 165,100 92,183 250 6,0 10 16 25 40 1,6 2,5 4,0 6,0 10,0 1,6 2,5 4,0 6,0 10,0
75 203,200 113,658 307 6,0 10 16 25 40 1,6 2,5 4,0 6,0 10,0 1,6 2,5 4,0 6,0 10,0
80 254,000 138,208 394 8,0 12 20 30 50 2,0 3,0 5,0 8,0 12,0 2,0 3,0 5,0 8,0 12,0
2.4. Назначение недостающих размеров, полей допусков и технических условий
97
Таблица 2.27
Условные обозначения и указание на чертежах допусков формы
и расположения поверхностей (ГОСТ 2.308—79*)
Вид допуска Условное обозначение
Допуск плоскостности Допуск прямолинейности Допуск цилиндричности Допуск круглости Допуск параллельности Допуск перпендикулярности Допуск симметричности Допуск торцового биения Z27|0,06|
—1 1
— | 0,1/300
Ф1 0,011
О | 0,03
и 0,1 и
Jh
_1_| 0,1 |А|
l> -|Г0,05| А|
F
. ь-Г А]
FL
2 0,0б| А|
—
020 —
1— [ А]
Пояснения
Допуск плоскостности поверхности 0,06 мм
Допуск прямолинейности поверхности
0,1 мм на длине 300 мм
Допуск цилиндричности поверхности
0,01 мм
Допуск круглости поверхности 0,03 мм
Допуск параллельности поверхности А
0,1 мм
Допуск перпендикулярности поверхности
относительно основания (поверхность А)
0,1 мм
Допуск симметричности относительно
поверхности А 0,05 мм
Допуск торцового биения поверхности
относительно оси поверхности А 0,05 мм
на диаметре 20 мм
98
Глава 2. Общие принципы проектирования режущих инструментов
Окончание табл. 2.27
Вид допуска Условное обозначение Пояснения
Допуск радиального биения Позиционный допуск С а г-|Х|0,02|А| Допуск радиального биения конуса отно- сительно оси поверхности А 0,02 мм Позиционный допуск осей отверстий 0,1 мм (база — отверстие А)
1
Г0~| о
—
—
ф|0О,1® А ®|
Таблица 2.28
Условные обозначения шероховатости поверхности
(ГОСТ 2.309—73 с изменениями 2004 г.)
Условное обозначение Характеристика поверхности
Шероховатость поверхности, образованной без удаления слоя металла (литьем, пластическим деформированием и т.п.); шероховатость поверх- ности, не обрабатываемой по данному чертежу
Шероховатость поверхности, образованной удалением слоя металла (точе- нием, сверлением, шлифованием, травлением и т.п.)
Шероховатость поверхности, вид обработки которой конструктором не ус- танавливается
м Упрощенное обозначение одинаковой шероховатости для части поверхно- стей изделия. Помещается в правом верхнем углу чертежа за знаком обо- значения одинаковой шероховатости. Например: или (\/)
Глава
ПРОЕКТИРОВАНИЕ
ТОКАРНЫХ РЕЗЦОВ
Типы токарных резцов
Резец — это однолезвийный инструмент для обработки с поступательным
или вращательным главным движением резания и возможностью движения по-
дачи в любом направлении. Он состоит из рабочей части, с помощью которой
осуществляется резание (ее размеры определяют ресурс работы резца), и корпу-
са, имеющего вид стержня или диска.
Корпус несет на себе рабочую часть, а сам крепится в технологическом обору-
довании или приспособлении. Кроме этих основных частей резец может иметь
стружколомы, крепежные детали, опорные подкладки и пластины, регулиро-
вочные и установочные элементы.
Отличительные признаки резцов приведены в табл. 3.1.
Отличительные признаки резцов
Таблица 3.1
Признак Наименование резцов
Вид оборудования Токарные, для автоматов или полуавтоматов, расточ- ные для горизонтально-расточных станков, специаль- ные для специальных станков
100
Глава 3. Проектирование токарных резцов
Окончание табл. 3.1
Признак Наименование резцов
Вид обработки Характер обработки Сечение стержня корпуса Расположение рабочей части относительно корпуса Способ крепления рабочей час- ти к державке или корпусу Материал рабочей части Положение главной режущей кромки Установка относительно детали Проходные, подрезные, отрезные, расточные, кана- вочные, резьбовые, фасонные и др. Черновые, чистовые, для тонкого точения Прямоугольные, квадратные, круглые, трапецеидальные Прямые, отогнутые, изогнутые, с оттянутой головкой Цельные, сварные (паяные), клееные, с механическим креплением пластин, с креплением пластин силами резания Быстрорежущие стали, твердые сплавы, керамика, сверхтвердые материалы Правые, левые, универсальные Радиальные, тангенциальные
Проектирование цельных и напайных резцов
Выбор инструментальных материалов. Материал режущей части резца вы-
бирают в соответствии с общеизвестными рекомендациями, исходя из свойств
обрабатываемого материала и требований к обработанной поверхности (см. гл. 1).
Корпуса и вспомогательные элементы изготавливают из сталей марок 45, 50,
40Х, 45Х, У8, У10, подвергая их (при необходимости) улучшению или закалке.
Выбор конструктивного исполнения резца. В данном случае решаются во-
просы, связанные с назначением резца, формой его рабочей части, способом кре-
пления рабочей части к корпусу (резцы цельные, сварные, паяные, клееные
и др.), направлением движения, способом закрепления на станке (в резцедержа-
теле, оправке, револьверной головке и т.д.). Некоторые нормализованные кон-
струкции токарных резцов приведены в табл. 3.2, 3.3.
Таблица 3.2
Типы и основные размеры стандартизованных токарных резцов
из быстрорежущей стали
Наименование, тип, конструктивные особенности Эскиз
Резцы токарные проходные отогнутые для обтачи- L
вания и растачивания отверстий (коротких) боль-
шого диаметра (ГОСТ 18868-73*); В х Н х L, мм: II *
10 х 16 х 100...25 х 40 х 200
3.2. Проектирование цельных и напайных резцов
101
Продолжение табл. 3.2
Наименование, тип, конструктивные особенности
Резцы токарные проходные прямые для обточки
наружного диаметра (ГОСТ 18869-73*);
BxHxL, мм: 4 х 4 х 50...20 х 32 х 170;
<р = 45; 60; 75°
Эскиз
Резцы токарные проходные упорные для обта-
чивания ступенчатых заготовок, подрезки бурти-
ков и торцов (ГОСТ 18870-73*);BxHxl, мм:
10 х 16 х 100...25 х 40 х 200
Тип 2
Резцы токарные подрезные торцовые для
обработки на проход торцовых поверхностей
(ГОСТ 18871-73*); В х Н х L, мм:
10 х 16 х 100...25 х 40 х 200
Резцы токарные прорезные и отрезные
(ГОСТ 18874-73*). Резцы отрезные — для
отрезки заготовок диаметром 10...60 мм;
BxHxL, мм: 4 х 4 х 50...16 х 16 х 80
102
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.2
Наименование, тип, конструктивные особенности
Резцы токарные расточные для обработки сквоз-
ных отверстий (ГОСТ 18872-73). Наименьший
диаметр растачиваемого отверстия 14...34 мм;
В xHxL, мм: 16 х 16 х 120...25 х 25 х 240
Эскиз
Резцы токарные расточные для обработки глу-
хих отверстий (ГОСТ 18873-73). Наименьший
диаметр растачиваемого отверстия 10...110 мм;
ВхН xL, мм: 12 х 12 х 100...25 х 25 х 240
Резцы токарные резьбовые (ГОСТ 18876-73*):
тип 1 — для наружной метрической резьбы
с шагом 0,5...6 мм; В xHxL, мм:
10 х 16 х 100...20 х 32 х 170
Тип 1
3.2. Проектирование цельных и напайных резцов
103
Окончание табл. 3.2
Наименование, тип, конструктивные особенности
тип 2 — для внутренней метрической резьбы
с шагом 0,75...6 мм; В xHxL, мм:
10 х 10 х 120...25 х 25 х 240
тип 3 — для наружной трапецеидальной
резьбы с шагом 2...24 мм; В х Н х L, мм:
12 х 20 х 120...25 х 40 х 200
тип 4 — для внутренней трапецеидальной
резьбы с шагом 2...16 мм; В хНх L, мм:
10x10x120...25x25x240
Эскиз
Тип 2
Тип 3
Таблица 3.3
Типы и основные размеры стандартизованных токарных резцов
с напаянными пластинами твердого сплава или поликристаллами СТМ
Наименование, тип,
конструктивные особенности
Эскиз
Резцы токарные проходные отогнутые с <р = 45°,
ф, = 45° общего назначения (ГОСТ 18877-73*);
В xHxL, мм: 10 х 10 х 90...50 х 50х 240. Пла-
стины типов 01; 02; 61; 62 (ГОСТ 25395-90)
104
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.3
Наименование, тип,
конструктивные особенности
Резцы токарные проходные прямые
с ф = 45; 60; 75°; фх = 45; 30; 15°
соответственно (ГОСТ 18878-73*);
В х Н х L, мм: 8 х 8 х 50...40 х 50 х 240.
Пластины типов 07; 67 (ГОСТ 25426-90)
Эскиз
Исполнение 2
Резцы токарные проходные упорные общего
назначения (ГОСТ 18879-73*); В х Н х L, мм:
10 х 10 х90...40х 50x240.
Пластины типов 07; 67 (ГОСТ 25426-90)
Резцы токарные подрезные отогнутые общего
назначения (ГОСТ 18880-73*); В х Н х L, мм:
12 х 12 Х100...32Х 50x240.
Пластины типов 06; 66 (ГОСТ 25397-90)
Тип 1
3.2. Проектирование цельных и напайных резцов
105
Продолжение табл. 3.3
Наименование, тип,
конструктивные особенности
Резцы токарные чистовые широкие общего
назначения (ГОСТ 18881-73*); В х Н х L, мм:
10 х 10 х 90...32 х 50 х 240; 1= 10...40 мм.
Пластины типов 13; 14 (ГОСТ 25395-90)
Резцы токарные расточные общего назначения
для обработки сквозных отверстий
(ГОСТ 18882-73*). Наименьший диаметр рас-
тачиваемого отверстия 14...110 мм; BxHxL,
мм: 12 х 16 х 170. ..32 х 40 х 300.
Пластины типов 01; 02; 61; 62 (ГОСТ 25395-90)
Резцы токарные расточные общего назначения
для обработки глухих отверстий
(ГОСТ 18883-73*). Наименьший диаметр рас-
тачиваемого отверстия 10...110 мм; ВхЯх!,
мм: 12 х 12 х 100...32 х 40 х 300.
Пластины типов 06; 66 (ГОСТ 25379-82)
Эскиз
Тип 1
Тип 2
106
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.3
Наименование, тип,
конструктивные особенности
Резцы токарные отрезные общего назначения
(ГОСТ 18884-73*) для отрезки заготовок диа-
метром 22...135 мм; BxHxL, мм:
12 х 12 х 100. ..25 х 40 х 200; а = 4. ..10 мм.
Пластины типа 13 (ГОСТ 17163-90)
Эскиз
Резцы токарные резьбовые общего назначения
(ГОСТ 18885-73*):
тип 1 — для наружной метрической резьбы
с шагом 0,5...6 мм; BxHxL, мм:
10 х 16 х 100...20 х 32 х 170
3.2. Проектирование цельных и напайных резцов
107
Окончание табл. 3.3
Наименование, тип,
конструктивные особенности
тип 2 — для внутренней метрической резьбы
с шагом 0,75...6 мм; В х HxL, мм:
10 х 10 х 120...25 х 25 х 240
тип 3 — для наружной трапецеидальной
резьбы с шагом 2...24 мм; В xHxL, мм:
12 х 20 х 120. ..25 х 40 х 200
Эскиз
Тип 2
тип 4 — для внутренней трапецеидальной
резьбы с шагом 2...16 мм; В xHxL, мм:
10 х 10 х 120...25 х 25 х 240
Резцы токарные сборные расточные для сквоз-
ных отверстий с механическим креплением пе-
ретачиваемой цилиндрической вставки с ре-
жущими элементами из композитов (ф = 45°);
BxHxL, мм: 16 х6 х 125; 25 х20х 170
Тип 4
Расчеты державки резца. Размеры поперечного сечения державки зависят
от характера нагрузок и назначения резца. Критическое поперечное сечение за-
дается в зоне крепления резца в резцедержателе станка. В большинстве случаев
поперечное сечение державки выбирают на основании опытных данных в зави-
симости от площади сечения срезаемого слоя (табл. 3.4) или высоты центров
станка (табл. 3.5). В качестве материала для державок резцов используются
конструкционные стали марок 45, 50 ГОСТ 1051-73 или ГОСТ 1050-88, стали
40Х, 45Х ГОСТ 4543-71 или инструментальные стали У8, У10 ГОСТ 1050-88.
Для черновых резцов используют соотношение Н : В = 1,25, для чистовых
и получистовых — 1,6. Квадратное сечение обычно имеют расточные и автомат-
но-револьверные резцы, круглое — расточные и резьбовые, трапецеидальное —
резцовые вставки для автоматических линий и агрегатных станков. Длина дер-
жавки зависит от размеров резцержателя станка или длины растачиваемого от-
верстия и выбирается из ряда 50, 60,70,80,90,100,120,140,170,200,240,280,
800 мм.
108
Глава 3. Проектирование токарных резцов
Таблица 3.4
Размеры поперечного сечения резцов в зависимости
от сечения срезаемого слоя (угол в плане ф = 45°)
Форма сечения Площадь поперечного сечения срезаемого слоя, мм2
0,5 0,75 1,0 1,5 2,5 4,0 6,0 9,0 16,0 25,0
Прямоугольная (высота Н х ши- — — — 16x12 20x16 25x20 32x25 40 х 32 50x40 63x50
ринаВ, мм) Квадратная 6 8 10 12 16 20 25 32 40 50
Таблица 3.5
Размеры поперечного сечения резцов Н х В в зависимости
от высоты центров станка
Установка резца Сечение державки Высота центров, мм
150 180...200 260 300 350...400
В резцовой головке Прямоугольное 12x20 16x25 20x30 25x40
Квадратное 16 20 25 30
В суппорте Прямоугольное 12x20 16x25 20x30 20x30
Квадратное 16 20 25 30
При точении с большими припусками державку необходимо рассчитать на
прочность. Рассматривая резец как защемленную балку с вылетом 1„, нагружен-
ную главной силой резания Рг, легко получить для корпусов прямых резцов
прямоугольного сечения зависимость
ВН2 = ^1.
Ми
Для Н = 1,6В имеем:
В«з₽Ж;
\ Ми
для квадратного сечения
1/Ми
для круглого сечения
, 132Д(В 110Рг1в
РМи \ Ми
Здесь [ст]и — допускаемое напряжение на изгиб материала державки (табл. 3.6).
Таблица 3.6
Допускаемые напряжения для инструментальных сталей, МПа
Группа сталей Состояние материала Растяжение Изгиб Кручение Срез
Быстрорежущие Незакаленное 300 360 260 280
Закаленное 400 480 350 380
Углеродистые Незакаленное 200 240 170 200
Закаленное 300 360 260 280
3.2. Проектирование цельных и напайных резцов
109
Проверочный расчет корпуса на жесткость выполняется для инструментов с
малыми поперечными сечениями и большим вылетом (отрезных, расточных).
Стрела прогиба не должна превышать 0,1 мм при черновой и 0,02 мм при чисто-
вой обработке и находится как
f = ^2.
3El'
где Е = 200...220 ГПа — модуль упругости материала корпуса; I — момент
инерции державки, равный ВН3/12 для прямоугольного сечения, В4/12 для
квадратного и 0,05d4 для круглого.
В случае необходимости расчеты корпуса на прочность и жесткость выпол-
няются также для минимального поперечного сечения, которое находится на
уровне гнезда под пластину.
При работе отогнутых резцов условная точка приложения силы резания зна-
чительно смещена относительно оси симметрии корпуса, и расчет на прочность
необходимо вести для случая одновременного действия сил Рг, Ру и Рх. В этом
случае для проверочных расчетов можно воспользоваться следующими форму-
лами:
для прямоугольного сечения
Pj225q2-147g+96.
JD/1 ----------------—f
[О]в
для квадратного сечения
вд._РгЛ/144д2-106д+68
[<*].
где q = 1В/Н — относительный вылет вершины резца; [а]„ — допускаемое на-
пряжение на растяжение материала корпуса резца (см. табл. 3.6).
Выбор формы пластин. Форма режущей части резцов с напайными или
клееными пластинами зависит от назначения резца, формы и размеров пластин,
которые в подавляющем большинстве случаев стандартизованы. Пластины из
быстрорежущих сталей имеют упрощенную форму, а твердосплавные близки
по форме к заточенной режущей части; в ходе их изготовления сформированы
углы резания.
Пластины характеризуются длиной I, шириной b и толщиной з. Длина пла-
стины определяет длину режущей кромки и зависит от глубины резания и глав-
ного угла в плане:
f _ (1,5...2,0) t
sin<p
Ширина b определяет количество переточек по задней поверхности и пло-
щадь опоры пластины. На ее увеличение накладывают ограничения габариты
корпуса и возможное увеличение остаточных напряжений при пайке или склеи-
вании. Толщина 8 влияет на прочность пластины и количество переточек по перед-
110
Глава 3. Проектирование токарных резцов
ней поверхности. Обычно она выбирается в зависимости от высоты Н корпуса:
s = (0,18...0,25)Я. Ширина пластины b = (l,2...2,8)s. Следует иметь в виду, что
наиболее целесообразное расположение пластины — вдоль задней поверхности
или под некоторым острым углом врезания 0 к ней. В этом случае увеличиваются
предельно допустимые подачи, количество переточек, снижается вероятность
поломки пластины.
Для рационального использования твердого сплава и уменьшения его расхо-
да необходимо устанавливать правильное соотношение толщины з и ширины Ь
пластины. Из условия равенства числа переточек по толщине и ширине полу-
чаем:
Ь-Ьа _ s-so
ДЛ Дз
где bo, so — остаточные размеры по ширине и толщине пластины после всех пе-
реточек, мм.
При so = 0,4з и bo = 2so = 0,8з отношение между b и з зависит от размера стачи-
вания по задней (ДЛ) и передней (Дз) поверхностям:
b = sfo,8-O,6—1
' I Дзу
Величины ДЛ и Дз зависят от многих факторов и могут быть подсчитаны в за-
висимости от заданных условий работы.
На практике при обработке сталей и чугунов для универсальных резцов при-
нимают отношение b/s = 1,6. Это значение устанавливает правильное соотноше-
ние ширины и толщины пластины, что приводит к снижению расхода твердого
сплава.
Формы и назначение пластин из быстрорежущих сталей приведены в табл. 3.7,
а из твердого сплава — в табл. 3.8. Размеры напаиваемых твердосплавных пла-
стин указаны в табл. 3.9.
Таблица 3.7 Формы и размеры пластин из быстрорежущей стали для изготовления токарных резцов
Обозна- чение Эскиз Размеры, мм Назначение
41 4 А 8° Номер пластины 1 Ь 8 Сечение державки Для проходных отогнутых н упорных резцов
«С
4101 10 10 5 16x10
. 1 8
4102 12 16х10;20х12
4103 16 12 6 20х12;25х16
4104 20 16 8 25x16; 32x20
4105 25 20 10 32 x 20:40 x 25
4106 32 25 12 40 x 25:50 x 32
4107 40 30 16 63x40
3.2. Проектирование цельных и напайных резцов
111
Продолжение табл. 3.7
Обозна- чение Эскиз Размеры, мм Назначение
43 18° Л , и ° Номер пластины 1 Ъ 8 Сечение державки Для подрезных резцов
и л 4301 (4302) 10 10 5 16x10
4303(4304) 12 20x12
, 1 4 8 4305(4306) 16 12 6 25x16
4307(4308) 20 16 8 32x20
4309(4310) 25 20 10 40x25
4311 (4312) 32 25 12 50x32
4313(4314) 40 30 16 63x40
44 -Я| Ь 1 8° Номер пластины 1 Ъ 8 т Сечение державки Для проходных резцов с <р = 45°
4б°\ 18° >
4401(4402) 12 10 5 7 20x12
4403(4404) 16 12 6 9 25x16
<30 4405(4406) 20 16 8 12 32x20
4407(4408) 25 20 10 14 40x25
4409(4410) 32 24 12 16 50x32
4411(4412) 40 30 16 22 63x40
45 0° Номер пластины 1 Ъ 8 т Сечение державки Для проходных резцов с <р = 60°
60\ 18° 8jb<X V , Z, -f i
1(г /J 4501(4502) 12 10 6 6 20x12
4503(4504) 16 12 8 7 25x16
4505(4506) 20 16 10 9 32x20
4507(4508) 6 20x20
47 60° Номер пластины 1 Ъ 8 Сечение державки Для резьбовых резцов
Jr >6 4702 8 18 6 20x20
4703 10 20 8 25x25
49 ^18° Номер пластины 1 Ъ 8 Сечение державки Для отрезных и канавоч- ных резцов
л
4901 4 15 3 12x12; 16x10
4902 5 4 20x12; 25x16
I 8
4903 6 18 5 15x16; 32x20
4904 8 20 6 25x16; 32x20; 40x25
4905 10 25 8 32 х 20; 50 х 32
4906 12 28 10 32 x 20; 40x25; 50x32
4907 15 12 50x32
112
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.7
Обозна-
чение
Эскиз
Размеры, мм
Назначение
50
А 18°
10°
Т18°
60°
,1,
•С
15°.
8
Номер пластины 1 Ъ 8 Сечение державки
5001 (5002) 10 12 5 20x12
5003(5004) 12 16 6 25x16
5005(5006) 16 20 8 32x20
5007(5008) 20 25 10 40x25
5009(5010) 25 30 12 50x32
5011 (5012) 30 40 14 63x40
Для
фасочных
резцов
Тип 1
- - ! / , 1
А
Тип 2
О
1
Л
Номер пластины 1 Ъ 8 h Сечение державки Для резьбовых резцов
5501 6 1,о 15 4 20x25; 25x25
5502 8 2,7 18 6 20x20
5503 10 3,4 20 8 25x25
5504 12 4,1 20x20
5505 16 5,3 25x25
Номер пластины 1 Ъ 8 7П Сечение державки Для проходных прямых резцов с ф = 45°
5601 (5602) 12 40 6 7 20x12
5603(5604) 20 12 20x20
5605(5606) 16 50 8 9 25x16
5607(5608) 20 60 10 12 32x20
5609(5610) 10 30 6 6 40x25
5611(5612) 16 40 6 9 50x32
Номер пластины 1 Ъ 8 7П Сечение державки Для проходных прямых резцов с ф = 60°
5701 (5702) 12 40 6 6 20x12
5703(5704) 20 9 20x20
5705(5706) 16 50 8 7 25x16
5707(5708) 20 60 10 9 32x20
5709(5710) 10 30 6 4,5 40x25
5711(5712) 16 40 6 7 50x32
Номер пластины Тип 1 Ь 8 Сечение державки Для проход- ных прямых резцов сф=75° иф = 90°, радиусных и галтель- ных резцов
5801 1 40 12 6 20x12
5802 1 20 20x20
5803 1 16 8 25x16
5804 1 50 20 10 32x20
5805 2 5 20x12 Для отрезных резцов
5806 2 60 25 6 25x16
5807 2 32 8 32x20
3.2. Проектирование цельных и напайных резцов
113
Окончание табл. 3.7
Обозна-
чение
Эскиз
Размеры, мм
Назначение
59
60
61
62
Номер пластины 1 Ъ 8 Сечение державки Для фасочно- прорезных двусторон- них резцов
5901 40 20 6 20x12
5902 16 8 25x16
5903 50 20 10 32x20
Номер пластины 1 Ъ 8 г>1 Сечение державки Для канавочных резцов для проточки канавок под выход резца и шлифо- вального круга
6001 40 12 6 2,5 20x12
6002 50 16 8 25x16
6003 4,0 25x16
6004 60 20 10 32x20
6005 6,0 32x20
6006 25 12 10,0 40x25
Номер пластины 1 Ъ 8 т Сечение державки Для резьбовых резцов
6101 - 40 10 5 1,5 16x10
6102 12 3,0 20x12
6103 50 16 8 4,0 25x16
6104 60 20 10 5,0 32x20
Номер пластины 1 Ъ «>1 8 7П Сечение державки Для резьбовых резцов
6201 40 12 1,0 6 3 20x12
6202 1,5 4
6203 50 16 2,0 8 25x16
6204 3,0 5
6205 60 20 4,1 10 6 32x20
6206 5,3 8
6207 25 6,8 12 40x25
6208 8,2 10
Номер пластины 1 Ъ 8 Сечение державки Стружко- ломы для проходных резцов
6601 14 12 4 20x16; 25x16
6602 16 10 25 х 20; 32 х 20
6603 18 16 6 25 х 20; 32 х 20
6604 20 12 32x25
6605 22 18 8 32x25; 40x25
6606 25 16 40x25; 40 x 32; 50x32
6607 30 20 50x40
Примечания: 1. Приведены эскизы праворежущих пластин.
2. В скобках указаны номера леворежущих пластин.
114
Глава 3. Проектирование токарных резцов
Таблица 3.8
Основные типы напаиваемых твердосплавных пластин
для токарных и расточных резцов (ГОСТ 25393—90)
Назначение
пластины, ГОСТ
Для проходных,
расточных и револь-
верных резцов
(ГОСТ 25395-90)
Для подрезных,
расточных резцов
для глухих отверстий
(ГОСТ 25397-90)
Тип
пластины
01
02
61/1
61/2
62/1
62/2
06
66/П
66/Л
Форма
Исполнение 1
1/6«х45°
Для подрезных, проход-
ных, револьверных
и расточных резцов
(ГОСТ 25426-90)
07
67/П
67/Л
Для автоматных рез-
цов (ГОСТ 25402-90)
09
Для проходных, пря-
мых расточных и ре-
вольверных резцов
(ГОСТ 25396-90)
10
70/П
70/Л
3.2. Проектирование цельных и напайных резцов
115
Продолжение табл. 3.8
Назначение
пластины, ГОСТ
Тип
пластины
Форма
Для резьбовых и чисто-
вых резцов
(ГОСТ 25398-90)
Для чашечных резцов
(ГОСТ 25403-90)
Для отрезных,
прорезных резцов
(ГОСТ 17163-90)
Для галтельных рез-
цов (ГОСТ 25405-90)
Для круглофасочных
резцов (ГОСТ 25407-90)
13
13/2
13/3
16
Исполнение 1 Исполнение 2 Исполнение 3
116
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.8
Назначение пластины, ГОСТ Тип пластины
Для автоматных рез- цов (ГОСТ 25401-90) 23
Для канавочных рез- цов (ГОСТ 25412-90) 32
Для резцов для жело- бов (ГОСТ 25419-90) 43
Для фасочных резцов (ГОСТ 25420-90) 44
Для автоматных рез- цов (ГОСТ 25421-90) 47
Для резцов для трапе- цеидальной резьбы (ГОСТ 25421-90) 48
Форма
3.2. Проектирование цельных и напайных резцов
117
Окончание табл. 3.8
Примечания: 1. Приведены эскизы праворежущих пластин.
2. Цифры 1, 2, 3 в знаменателе при обозначении типа пластин соответствуют исполнению.
3. Буквы П и Л в знаменателе при обозначении типа пластин соответствуют правому и ле-
вому исполнению.
4. На рисунках звездочкой отмечены размеры для пресс-форм.
Таблица 3.9
Основные размеры напаиваемых твердосплавных пластин*, мм
Обозначение пластин 1(D) 5(d) 8 а, ф или фп град Г D
Исполнение 1 Исполнения 2, 3
ГОСТ 25395-90
01291 — 5 3 2,0 — — — —
01311 — 6 4 2,5 — — — —
01331 01332 8 5 3,0 — — — —
02611 — 10 6 2,5 — — — —
01351 01352 4,0 18 — — —
61351 61352 8 — — —
02631 — 12 8 3,0 3 — — —
01371 01372 5,0 18 — — —
61371 61372 8 — — —
02051 02052 12 10 4,0 18 — — —
62251 62252 14 12 6,0 8 — — —
02651 — 16 10 4,0 18 — — —
01391 01392 6,0
61391 61392 8 — — —
02271 02272 18 16 18 — — —
62271 62272 8 — — —
02291 02292 8,0 12 — — —
02671 — 20 12 5,0 18
01151 01152 7,0
61151 61152 8 — —
02311 02312 22 18 18 — — —
62311 62312 8 — — —
118
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.9
Обозначение пластин Z(P) b(d) 8 а, Ф или Ф1, град Г 11 D
Исполнение 1 Исполнения 2,3
01411 01412 25 14 8,0 18 — — —
61411 61412 8 — — —
02351 02352 20 10,0 18 — — —
62351 62352 8 — — —
01431 01432 32 18 10,0 18 — — —
61431 61432 8 — — —
02511 02512 36 20 18 — — —
62511 62512 8 — — —
01451 01452 40 22 12,0 18 — — —
61451 61452 8 — — —
01471 01472 50 25 14,0 18 — — —
61471 61472 8 — — —
01271 01272 60 22 12,0 18 — — —
61271 , 61272 8 — — —
06010 — 8 7 2,5 — 4 — —
ГОСТ 25426-90, ГОСТ 25397-90, ГОСТ 25396-90
06330;07050 06340; 07060; 10672;10682 10 6 4,0 18 — — —
06030; 07370 — 8 3,0 — — — —
06350;07070; 10471; 10481 06360; 07080; 10472; 10482 12 5,0 18
06050 06060 10 4,0 6
66050 66060 8
06370; 07110; 10491; 10501 06380; 07120; 10492;10502 16 6,0 18 — — —
06090 06100 14 5,0 8
66090 66100 8
06390;07150; 10151; 10161 06400; 07160; 10152; 10162 20 12 7,0 18 7 — —
06130 06140 18 6,0 8 10 — —
06410; 07330; 10531; 10541 06420; 07340; 10532;10542 25 14 8,0 18 8 — —
06170 06180 20 7,0 12,5 — —
66170 66180 8 — — —
06270 06280 32 9,0 18 — — —
66270 66280 8 — — —
06290 06300 40 10,0 18 — — —
66290 66300 8 — — —
3.2. Проектирование цельных и напайных резцов
119
Продолжение табл. 3.9
Обозначение пластин Z(P) b(d) 8 а» Ф или Фп град Г 11 D
Исполнение 1 Исполнения 2,3
ГОСТ 25402-90
09090 - 6 10 3,0 45/5 6 2 —
09110 09120 10 15 4,0 45/4 10 5 —
09130 09140 12 18 5,0 45/5 12,5 4 —
09150 09160 10 15 4,0 60/2 10 5 —
09170 09180 18 4,0 75/6 5,5 —
ГОСТ 25396-90
70551; 70561 — 32 16 6,0 8 10 — —
10571; 10581 10572;10582 18 10,0 18
70571; 70581 —
70591; 70601 — 40 8,0
10611; 10621 10612;10622 22 12,0 12 — —
70611; 70621 — 8
70371; 70381 50 20 8,0 12,5 — —
10631; 10641 10632; 10642 25 14,0 18 14 — —
ГОСТ 25398-90
11130 — 3 10 2,5 — — — —
11150 — 4 12 3,0 — — — —
11170 — 5 14 3,5 — — — —
11190 — 6 16 4,0 — — — —
111210 — 8 20 5,0 — — — —
111230 — 10 25 6,0 — — — —
ГОСТ 25403-90
12070 — 28,6 10 — — 35 10 —
12110 — 31,2
12090 — 32
12050 — 46,5 15 — — 45 12 —
ГОСТ 17163-90
— 13492;13673 3,0 10/1 3,0 — — — —
13011; 13031 — 3,5 8 — — — —
— 13512 10 3,5 — — — —
— 13532 4,0 12 4,0 — — — —
— 13693 14 — — — —
13051 — 4,5 10 14 — — —
13071 — 18 — — —
— 13552 12 — — —
— 13572 5,0 14 5,0 — — —
— 13713 16 — — —
120
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.9
Обозначение пластин 1(D) 5(d) 8 а, <р ИЛИ Ф1, град г h D
Исполнение 1 Исполнения 2,3
13131 — 5,5 12 5,0 14 — — —
13151 — 18 — — —
— 13592 6,0 16 6,0 — — — —
— 13733 18 — — — —
13171 — 6,5 14 14 — — —
13351 — 18 — — —
— 13612 8,0 18 7,0 — — — —
— 13753 20 — — — —
13371 — 8,5 16 8,0 14 — — —
13391 — 18 — — —
— 13632 10,0 20 — — — —
— 13793 25
13411 — 10,5 18 10,0 14 — — —
13431 — 18 — — —
13191 — 12,0 20 — — —
— 13652 — — — —
— 13773 25 — — — —
13451 — 12,5 20 12,0 14 — — —
13471 — 18 — — —
ГОСТ 25405-90
16010 — 8 8 3,0 — 4 — —
16030 — 10 10 3,5 — 5 — —
16050 — 12 12 4,5 — 6 — —
16210 — 16 14 5,0 — 8 — —
16250 — 20 16 6,0 — 10 — —
16370 — 24 20 7,0 — 12 — —
16390 — 32 25 8,0 — 16 — —
ГОСТ 25407-90
18050 — 8 12 3,0 60 8 6 —
18070 — 10 15 4,0 10 8 —
18090 — 12 18 5,0 12 10 —
18130 — 16 22 — 16 — —
ГОСТ 25401-90
23010 — 4 10 2,5 — — — —
23030 — 5 12 3,0 — — — —
23050 — 6 14 3,5 — — — —
23070 — 8 16 4,0 — — — —
3.2. Проектирование цельных и напайных резцов
121
Продолжение табл. 3.9
Обозначение пластин /(П) 6(d) 8 а, (р или Ф1, град г к D
Исполнение 1 Исполнения 2,3
23090 — 10 18 5,0 — — — —
23110 — 12 20 6,0 — — — —
23130 — 16 22 7,0 — — — —
23150 — 20 25 8,0 — — — —
23170 — 25 28 9,0 — — — —
23190 — 32 32 10,0 — — — —
ГОСТ 25412-90
32190 — 20 14 5,0 34 — — 4,4
32210 — 25 18 — — 6,0
32230 — 32 22 6,0 — — 7,8
32250 — 36 28 — — 10,3
32270 — 45 38 8,0 36 — — 14,5
32290 — 50 44 — — 17,0
ГОСТ25419-90
43010 — 12 7,8 3,5 — 4 3,5 —
43030 — 16 11 5,0 — 6 5,0 —
43050 — 15 5,5 — 8 5,5 —
43070 — 19 7,5 — 10 7,5 —
43090 — 18 22,5 9,0 — 12 9,0 —
43110 — 26 10,5 — 14 10,5 —
43130 — 30 12,0 — 16 12,0 —
ГОСТ 25420-90
44010 — 12 6 4,5 — 2 0,9 —
44090 — 16 8 — 4 1,0 —
44050 — 18 10 5,5 — 5 1,4 —
44070 — 20 12 7,0 — 6 1,6 —
ГОСТ 25421-90
47010 — — — 1,0 — — — —
47030 — — — 1,6 — — — —
47050 — — — 2,0 — — — —
47070 — — — 2,5 — — — —
47090 — — — 3,0 — — — —
48010 — 12 4 4,0 — — ^ = 1,5 —
48030 — 16 5,5 — — 2,1 —
48050 — 18 8,5 6,0 — — 3,4 —
48070 — 10 — — 4,6 —
48090 — 20 13 — — 5,8 —
48110 — 22 15 — — 7,2 —
48130 — 25 18 7,0 — — 8,8 —
122
Глава 3. Проектирование токарных резцов
Окончание табл. 3.9
Обозначение пластин /(О) 5(d) S а, (р или Ф1, град г к D
Исполнение 1 Исполнения 2,3
ГОСТ20312-90
51010 — 14 7 3,0 — — 51 = 4,5 —
51030 — 16 8,5 4,0 — — 5,5 —
51050 — 18 10 — — 6,5 —
51070 — 20 11 5,0 — — 7,5 —
51090 — 22 13 6,0 — — 9 —
51110 — 26 15 — — 10 —
51130 — 28 16,5 7,0 — — 11 —
51150 — 30 19 — — 13 —
* Приведены не все типоразмеры пластин.
Определение положения гнезда под пластину. Для закрепления пластин
в корпусе выполняют гнезда (рис. 3.1). Их форма соответствует форме пласти-
ны, а размеры зависят от ее размеров. Для напайных пластин, врезаемых на
полную глубину, равную толщине пластины,
Zj = Z-stg(aK1 + 2);
&i = 6-stg[(aK + y) + (2...4)],
где — длина гнезда; ак1 — задний угол корпуса в направлении угла ув; —
ширина гнезда в направлении угла врезки пластины в корпус ув; обычно ув =
= у + 2... 5°; ак — задний угол корпуса в направлении Ц; обычно ак = а + 2...3°.
Рис. 3.1. Формы гнезд под напайные пластины:
а — открытая; 0 — полузакрытая; а — закрытая; е — врезная
3.2. Проектирование цельных и напайных резцов
123
Глубина гнезда под пластину равна s при b = 4 мм и 0,5s при b = 4... 7 мм. Для
снижения напряжений при пайке высота контакта пластины со стенкой гнезда
не должна превышать (0,25...0,30)s, что достигается образованием уступа по
задней стенке.
У гол врезания 0 твердосплавной пластины (рис. 3.2) для напайных резцов
зависит от следующих факторов:
• расстояния Е от основной плоскости резца до вершины его лезвия (для но-
вого резца);
• расстояния F от центровой линии станка до основной плоскости резца;
• наименьшего расстояния G от основной плоскости резца до опорной плос-
кости державки под пластину в опасном сечении;
• поперечного сечения державки резца;
• величины переднего угла;
• оптимальной схемы переточки резца.
С увеличением размера Е повышается количество переточек, увеличивается
размер G, что упрочняет тело державки резца в опасном сечении. Однако увели-
чение размера Е может привести к тому, что новый резец нельзя будет использо-
вать на станках с меньшим расстоянием F. В связи с этим на практике принято
располагать вершину резца на уровне линии центров или на 1...2 мм ниже нее.
С точки зрения оптимальной схемы переточки целесообразно выбирать угол
в не менее 2 5... 30°, однако для напайных резцов он слишком велик, так как при
атом нарушается условие выбора £ и G при заданном размере с пластины. Кроме
того, большой угол 0 не может быть принят по следующим причинам:
• при переточках расстояние Е от вершины резца до опорной плоскости рез-
ко уменьшается;
• при пайке в закрытом пазе пластина приобретает дополнительные напря-
жения, снижающие стойкость резца;
• сходящая стружка образует большую лунку в державке резца около пла-
стины, может спакетироваться в ней и вызвать поломку резца. Поэтому угол
врезания выбирается в пределах 12...16°.
Можно рекомендовать такое расположение пластины, при котором величи-
на врезания т (для резцов с у < 10°) принимается равной толщине с пластины
или (для резцов с у> 10°) несколько выше, но при условии, что нижняя точкаМ
Переднего конца пластины будет расположена приблизительно на одной линии
В Верхней плоскостью державки (см. рис. 3.2).
124
Глава 3. Проектирование токарных резиов
В общем случае, когда Е*Н, величина т врезания пластины и расстояние G
определяются по формулам:
о Е-Н H-G
m = c+btgQ-------; т =------,
cos 0 cos 6
где b — ширина пластины, мм; G = E-fesin6-ccos6.
При т = с и Е Н угол врезания 6 определяется по формуле
• п Е-Н
81П0 =-----.
Ь
Для увеличения прочности державки резца в опасном сечении рекомендует-
ся принимать расстояние G не менее 2/3 высоты державки Н.
Назначение геометрических параметров резца. Геометрия резцов подробно
рассмотрена в ГОСТ 25762-83. Напомним, что углы заточки могут рассматри-
ваться в главной, продольной и поперечной секущих плоскостях и между ними
существуют следующие соотношения:
• при положительном значении угла наклона поперечной режущей кромки X:
tgynp = tgycoscp-tgXsincp;
tgy = tgYnp cos<p+tgYn sincp;
ctgan =ctgasin<p+tgXcos<p;
tgX = tgyn cos <p- tgY„p sincp;
• при отрицательном значении X:
tgyn₽ = tgycoscp+tgXsincp;
ctganp = ctgacoscp+ tgXsincp;
Следует отметить, что в большинстве случаев влиянием X на углы а и у мож-
но пренебречь.
Формы передней и задней поверхностей, передний и задний углы напайных
резцов определяются их конструктивным исполнением и свойствами обрабаты-
ваемого материала (табл. 3.10-3.13).
tgyn = tgysin<p+tgXcos(p;
ctg anp = ctg acos <p - tg X sin <p;
ctg a = ctganpcos<p-ctgan sincp;
tg X = ctg an cos <p - ctg anp sin <p;
tgyn = tgysin<p-tgXcos<p;
ctga„ = ctgasin<p-tgXcos<p.
Таблица 3.10
Формы заточки передней поверхности резцов из быстрорежущей стали (ГОСТ 18868-73*)
Форма передней поверхности Обрабатываемый материал
Вид Номер Эскиз
Плоская с положитель- ным передним углом I у/Ва 0.32 Сталь сс,> 800 МПа, серый чугун с НВ > 200, бронза и другие хрупкие материалы
00 у/ЯаО,32, -ЧЧ ° 1 ’ о 1 г 1 оо | / 2
3.2. Проектирование цельных и напайных резцов
125
Окончание табл. 3.10
Форма передней поверхности
Вид
Обрабатываемый материал
Сталь с о, < 800 МПа,
серый чугун с НВ < 200
Криволинейная
С фаской
III
Сталь с с,< 800 МПа,
вязкие цветные металлы
и легкие сплавы при необ-
ходимости завивания
стружки
Криволинейная IV
Материалы
с ов = 800...1000 МПа
Примечание. Рекомендуемые параметры заточки III приведены в табл. 3.12.
126
Глава 3. Проектирование токарных резцов
Таблица 3.11
Формы заточки передней поверхности резцов
с напаянными пластинами твердого сплава (ГОСТ 18877—73*)
Вид
Плоская
с положитель-
ным передним
углом
Плоская с от-
рицательной
фаской
Плоская с от-
рицательной
фаской и при-
паянным
стружколомом
Форма передней поверхности
Номер
Эскиз
Области
применения
Па
Обработка серого
чугуна,бронзы
и других хрупких
материалов
Обработка ковкого
чугуна, стали
и стального литья
с Ов < 800 МПа,
а Также обработка
при недостаточно
жесткой техноло-
гической системе.
Для дробления
стружки следует
применять струж-
колом
Обработка стали
и стального литья
сс,< 800 МПа при
необходимости за-
вивания и дробле-
ния стружки
3.2. Проектирование цельных и напайных резцов
127
Продолжение табл. 3.11
Форма передней поверхности
Области
Вид
Номер
Эскиз
применения
Криволиней-
ная с отрица-
тельной
фаской
Ш
Обработка стали
с С, < 800 МПа при
необходимости за-
вивания и дробле-
ния стружки
Плоская
с мелкораз-
мерной лун-
кой и у=0°
Ша
Плоская
с мелкораз-
мерной лун-
Кой и у = 5°
П1б
Обработка стали
и стального литья
с а, <600 МПа
Обработка стали
и стального литья
с (J, = 600.. .800 МПа
Плоская
о отрицатель-
ным передним
углом
IV
Обработка сталей
и стального литья
сав>800 МПа,
загрязненного не-
металлическими
включениями (чер-
новая обработка).
Работа с ударами
в условиях жесткой
технологической
системы
128
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.11
о
J, 0 О
6 10° об
мэ сч —КГ ^/Вд 0,32
""""g5s
X 0 мэ
о 10е об
11.25 —ttC тУВд 0,32
3.2. Проектирование цельных и напайных резцов
129
Примечание. Рекомендуемые параметры заточки резцов из твердого сплава приведены
в табл. 3.13.
Таблица 3.12
Рекомендуемые параметры заточки III для резцов из быстрорежущей стали, мм
Параметр Сечение резца Ну. В или диаметр, мм
4x4...12x12; 16x10; 06...012 16x16; 20x12; 015 20 х 20; 25x16; 020 25x25; 32x20 32x32; 40x25 40 х 40; 50x32 63x40
0,2 0,4 0,6 0,8 1 1,2 1,5
1 0,1...0,2 0,3 0,4...0,5 0,4...0,5 0,6 — —
П 3 5 8 12 15 18
А 2,5 4 7 10 13 15
Примечание. В числителе даны значения f для проходных и подрезных резцов, в знаме-
нателе — для расточных.
Таблица 3.13
Рекомендуемые параметры заточки резцов из твердого сплава, мм
Номер Пара- метр Сечение резца Ну В или диаметр, мм
4x4...12x12; 16 х 10; 06...012 16 Х12; 16x16; 20x12; 015 20 х 20; 25x16; 020 25 х 20; 25x25; 32x20 32x25; 32x32; 40x25 40x32; 40x40; 50x32 50 х 40; 63x40; 63x50
Ш г 0,5 0,5 1 1 1,6 1 2 1 2 1,6 2,5 1,6
f 0,15...0,20 0,10...0,15 0,3...0,4 0,3...0,4 0,6...0,8 0,4...0,5 0,9...1,2 0,6
А — 4 5
В — 2,5 3,5
71 — 1,5 1,8
Ша.Шб 1 3...8 8...10 10...12 14...16 16...18 22...24 28...30
Па Р — 3...4 5...8 7...8
Примечание. В числителе даны значения f для проходных и подрезных резцов, в знаме-
нателе — для расточных.
130
Глава 3. Проектирование токарных резцов
Главный угол резца в плане <р выбирается в зависимости от условий обработ-
ки и формы обрабатываемой поверхности детали (табл. 3.14). Его величина
влияет также на длину режущей кромки (рис. 3.3, табл. 3.15).
Таблица 3.14
Рекомендуемые значения главных углов в плане токарных резцов
Характер обработки l/d ф, град
Чистовая в условиях жесткой технологической системы — 10...20
Черновая в условиях жесткой технологической системы До 6 30...45
Черновая в условиях нежесткой технологической системы 6...12 60... 75
Подрезка, прорезка, отрезка, обтачивание и растачивание ступенчатых поверхностей — 90
Отрезка без бобышки — 80
Обтачивание и растачивание ступенчатых и фасонных по- — 90; 93; 95
верхностей по копиру или с управлением от ЧПУ Обработка заготовок малого диаметра Свыше 12 90
Рис. 3.3. Схема для выбора длины активной части главной режущей кромки
Таблица 3.15
Рекомендуемая длина главной режущей кромки резца
Угол Ф,град Глубина резания t, мм
2 4 6 8 10 12 14 16 18 20
45 4 8 12 15 19 23 27 31 35 38
60 3 6 10 13 16 19 22 25 28 31
75 3 6 9 12 14 17 20 23 25 28
90 3 6 8 11 14 16 19 22 25 27
Вспомогательный угол в плане срх напайных и клееных резцов также зависит
от условий обработки (табл. 3.16).
Таблица 3.16
Рекомендуемые значения вспомогательных углов в плане токарных резцов
Условия обработки фп град
Обтачивание напроход быстрорежущими резцами 5...10
Обтачивание напроход твердосплавными резцами 15
Обтачивание с врезанием 15...30
Растачивание, подрезание быстрорежущими резцами 10...15
3.2. Проектирование цельных и напайных резцов
131
Окончание табл. 3.16
Условия обработки <Р1»град
Растачивание, подрезание твердосплавными резцами 20
Прорезание, отрезка немерных заготовок 1...2
Прорезание мерных пазов 1
Примечание. Значения <pj для прорезных и отрезных резцов принимаются в зависимости
от допустимого уменьшения размера паза и допустимого стачивания резца при переточках.
Для высокопроизводительного чистового точения с подачей до 5 мм/об. могут
использоваться резцы с дополнительной зачистной режущей кромкой, угол
в плане которой равен нулю (рис. 3.4).
Рис. 3.4. Резец с зачистной режущей кромкой
Рекомендуемые радиусы вершины резцов приведены в табл. 3.17.
Таблица 3.17
Рекомендуемые радиусы вершины резцов, мм
Тип резца, главный угол в плане Характер обработки Сечение державки резца НхВ, мм
6x6, 8x8 16x10, 20x12 25x16, 25x25, 25x20 40x32 40x25, 30x30 40 х 40, 60x40
Проходные прямые и отогнутые, <р = 45° Чистовые Обдирочные — 1,0 0,5 2,0 1,0 3,0 1,5 —
Упорные, <р = 90° Чистовые Обдирочные ),1; 0,3; 0,5 0,5; 0,8; 1,0; 1,5 1,0 ; 2,0; 3,( 1,5 )
Расточные для оивовных отверстий Чистовые Обдирочные — 1,0 0,5 1,5 1,0 1,5 —
Расточные для глухих отверстий Чистовые Обдирочные ),1; 0,3; 0,5 0,5; 0,8; 1,0; 1,5 1,0 ; 2,0; 3, ) -
132
Глава 3. Проектирование токарных резцов
Стружколомание и стружкозавивание приобретают значение при скоро-
стном точении, при точении труднообрабатываемых материалов, особенно
при работе на станках с ЧПУ, автоматических линиях и т.д. Принято счи-
тать, что:
• стружка, завитая в спираль длиной до 200 мм, наиболее полно отвечает
требованиям, предъявляемым к ней при работе на токарных станках с ЧПУ
и автоматических линиях;
• дробленую стружку в виде колец и полуколец диаметром 10... 15 мм и бо-
лее можно рассматривать как хорошую;
• мелкодробленая стружка считается удовлетворительной;
• формирование стружки в виде непрерывной спирали, прямой ленты и пу-
таного клубка необходимо исключить из процесса обработки.
На практике наиболее распространены следующие способы стружколо-
мания:
• подбор специальной геометрии режущего лезвия резца;
• затачивание уступа на передней поверхности режущего лезвия;
• использование накладных стружколомов специальной конструкции.
При подборе геометрии режущего лезвия резца изменяют главный угол
в плане. В случае увеличения этого угла при неизменных глубине резания и по-
даче стабилизируется и процесс дробления стружки. При угле в плане <р = 90°
обеспечивается дробление стружки в широком диапазоне режимов резания (по-
дачи и глубины резания).
В табл. 3.18 приведены геометрические параметры режущего лезвия резцов,
обеспечивающие надежное ломание стружки.
Таблица 3.18
Параметры резцов, обеспечивающие ломание стружки
Тип резца Геометрические параметры, град f, мм
Ф Y Y/ А.
45 0 -5 0 4*
Проходной 60 10 -2 +18 2,5
70 -10 — +12 1,5“
Подрезной 90 90 -3 15 -5 -5 0 +15 4 1,5
* При t > 4 мм и S > 0,3 мм.
“ При t/S < 10 и S > 0,4 мм.
Уступы на передней поверхности обеспечивают ломание при подачах свыше
0,25 мм/об. Ширина а уступа (табл. 3.19, рис. 3.5) зависит от режима резания
и твердости обрабатываемого материала. При изготовлении уступа под углом
т=8... 10° (тип II) с радиусом при вершине г,=0,25...0,75мм улучшается процесс
завивания и ломания стружки. Меньшие значения радиуса принимают для ус-
тупов малой ширины.
3.2. Проектирование цельных и напайных резцов
133
Таблица 3.19
Ширина уступа а, мм
Глубина резания t, мм Подача S, мм/об.
до 0,3 0,3...0,45 0,45...0,6 0,6...0,7 0,7...1,0
До 1,5 1,5 2,0 2,5 3,0 3,5
1,5...6,0 2,5 3,0 4,0 4,5 5,0
6,0...12 3,0 4,0 5,0 5,5 6,0
12...20 4,0 5,0 5,5 6,0 6,5
Примечание. Ширина уступа приведена для высоты уступа Л = 0,5...0,6 мм.
' Рис. 3.5. Типы уступов:
I — при различной глубине резания в процессе точения; II — при растачивании; III — для
чистового точения при средних подачах резцами с большим радиусом при вершине; IV —
для чистового точения с глубиной резания до 0,8 мм
Завивание и ломание стружки можно получить и с помощью лунки на перед-
ней поверхности лезвия резца (рис. 3.6).
Рис. 3.6. Стружколом в виде лунки
В табл. 3.20 указаны размеры лунки при изготовлении ее шлифовальным
кругом для резцов, работающих при глубине резания до 6 мм и скорости резания
до 600 м/мин.
Таблица 3.20
Размеры лунки, мм
Размер Подача So, мм/об.
0,3 0,5 0,7 0,9 1,2 1,4
Ширина лунки В 2,5 3,5 5,0 7,0 8,5 9,5
Радиус лунки R 2,5 4,0 5,0 6,5 9,5 10,0
Глубина лунки h 0,3 0,4 0,7 0,95 1,0 1,2
Ширина ленточки f 0,2 0,3 0,45 0,55 0,6 0,8
134
Глава 3. Проектирование токарных резцов
На практике часто применяются нерегулируемые накладные стружколомы,
изготовленные из твердого сплава и припаянные к передней поверхности режу-
щей пластины (рис. 3.7). Величина К удаления стружколома от главной режу-
щей кромки (табл. 3.21) зависит в основном от подачи и в меньшей степени от
глубины и скорости резания.
Рис. 3.7. Накладной нерегулируемый стружколом
Таблица 3.21
Удаление стружколома от главной режущей кромки, мм
Глубина резания t, мм Подача So, мм/об.
0,2 0,3 0,4 0,5 0,6
1...2 4,0...5,0 4,8...5,8 5,5...6,5 3,5...4,5 3,8...4,8
3...4 4,5...5,5 5,3...6,3 6,0...7,0 3,8...4,8 4,0...5,0
5...6 5,0...6,0 6,0...7,0 6,5...7,5 4,0...5,0 4,3...5,3
Угол е, град 105 115
а
Рис. 3.8. Формы лунок (а) и уступов (б), полученных вышлифовыванием
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами 135
Угол т между стружколомом и главной режущей кромкой влияет на форму
и направление схода стружки. Он зависит от главного угла в плане и глубины ре-
зания. Например, при t < 6 мм: т = 5° при <р = 45°; т =10° при <р = 60°; т = 20° при
Ф = 90°.
На промышленных предприятиях имеет место вышлифовывание стружко-
ломающих и стружкозавивающих лунок и уступов на опорных поверхностях
изношенных сменных пластин (рис. 3.8) и их дальнейшая эксплуатация. Лунки
используются при глубинах резания более 1 мм, их размеры лежат в следующих
пределах: В = 1,5...2,5 мм, г=2...4 мм, / = 0,15...0,4 мм. При вышлифовывании
уступов формируются оптимальные для данных условий эксплуатации перед-
ние углы.
Проектирование резцов со сменными
У/я неперетачиваемыми пластинами
3.3.1. Эффективность использования сменных
неперетачиваемых пластин
Резцы с напайными пластинами сравнительно дешевы, но имеют целый ряд
недостатков, которых лишены инструменты, оснащенные сменными неперета-
чиваемыми пластинами (СНП), преимущества использования которых указаны
на рис. 3.9.
Рис. 3.9. Преимущества сменных неперетачиваемых пластин
136
Глава 3. Проектирование токарных резцов
3.3.2. Обозначение сменных пластин
Поиск путей снижения затрат на инструмент и повышения гибкости инст-
рументального производства привел к унификации конструкций за счет при-
менения СНП. Для получения различных типов инструмента используются
стандартизованные элементы, установленные на стандартизованных державках,
удлинителях и других аналогичных элементах. Это позволяет создавать слож-
ные инструменты, в том числе комбинированные, с минимальными затратами.
3. Класс точности
Толщина s, мм Допуск
A,C,E,H,J,K,N ±0,025
G,M ±0,05
и ±0,08
Диаметр вписанной Класс точности
окружности, мм м и
3,97...10,0 ±0,05 ±0,08
12,0; 12,7 ±0,08 ±0,13
15,875. ..20,0 ±0,10 ±0,18
4. Тип пластины
А в Q
G R
м Т
N W
X — специальная
5. Длина режущей кромки 1, мм
Диаметр вписанной Обозначение
С D R S Т V W К
окружности, мм В б7 0 S
3,97 05 00
5,0
5,50 09
0,0 00
0,35 8,0 00 07 08 11 11
9,525 09 11 09 09 10 10 00 10
10,0 10 (теорети-
12,0 12 чески)
12,7 12 15 12 12 22 22 08
15,875 10 19 15 15 27
10,0 10
19,05 19 19 19 33
Рис. 3.10. Кодирование неперетачиваемых
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами 137
Сменные неперетачиваемые пластины делятся на режущие, опорные и струж-
коломы. Пластины первой группы непосредственно участвуют в процессе реза-
ния обрабатываемого материала, второй — служат опорой для пластин первой
группы, обеспечивают их более точное базирование и увеличивают общий срок
службы державки. Стружколомы позволяют дробить стружку в тех случаях,
когда это невозможно сделать другими способами.
В соответствии с ГОСТ 19042-80 и международной нормой ИСО 1832:1999
пластины различаются по конструкции, размерам и точности изготовления
(рис. 3.10).
6. Толщина пластины в, мм
7. Радиус вершины г,, мм
Й 03 а = 3,18 мм
Т3з = 3,97мм
04 s = 4,70 мм
05 з = 5,56 мм
06 з = 6,35 мм
07 з=7,94 мм
00 г, — круглая
04 г, = 0,4 мм
08 г, = 0,8 мм
12 г, = 1,2 мм
16 г, = 1,6 мм
24 г, = 2,4 мм
8. Форма режущей кромки
F острая
L_ Е округленная
1 Тс фаской
—t К с двойной
’ —< фаской
г —I S с фаской
1 —< и округлением
11. Угол фаски
10. Ширина фаски, мм
А. ' 010 Ь„= 0,10 мм
П 025 5= 0,25 мм
[ 070 Ь„= 0,70 мм
I------) 150 b' = 1,50 мм
200 Ь = 2,10 мм
15 Y/=15°
20 Yz=20°
пластин согласно норме ИСО 1832:1999
138
Глава 3. Проектирование токарных резцов
Типы пластин подразделяются по следующим признакам:
• по числу рабочих граней — односторонние и двусторонние;
• по форме передней поверхности — плоские и со стружколомающими по-
рожками;
• по наличию отверстия — без отверстия и с отверстием.
Соответственно данным показателям пластины маркируются буквами ла-
тинского алфавита: N, А, Мит.д.
По наличию заднего угла а пластины бывают с углом, равным нулю, и углом
больше нуля. В последнем случае задний угол маркируется буквами латинского
алфавита.
По направлению резания пластины бывают правого (R), левого (L), правого
и левого (N) исполнения.
По форме пластины делятся на равносторонние и равноугольные (Н, Р, О, R,
S, Т); равносторонние и неравноугольные (С, D, Е, М, V, W); неравносторонние
и равноугольные (L); неравносторонние и неравноугольные (А, В, К, F).
Каждому буквенному обозначению (рис. 3.10) соответствует свой угол при
вершине пластины:
Обозначение ABCDEFKMVW
Угол при вершине 85 82 80 55 75 84 55 86 35 80
По виду режущей кромки пластины делятся на острые (F) с радиусом округле-
ния р< 0,02 мм, скругленные (Е), с фаской (Т), с фаской и скругленные (б)ит.д.
Размер пластин характеризуется длиной I режущей кромки, толщиной з
и радиусом вершины гв. Для каждой формы пластин установлены конкретные
длины режущей кромки. Регламентированы толщина пластин (3,18; 4,76; 6,95;
7,93 мм) и радиус вершины (0; 0,4; 0,8; 1,2; 1,6; 2,4 мм). Установлены также
классы точности пластин.
Опорные пластины призваны увеличить срок службы корпуса и режущей
пластины. При нагружении силами резания опорные участки корпуса под вер-
шиной режущей пластины деформируются. Это приводит к нарушению плотно-
го прилегания режущей пластины к поверхности гнезда, а в дальнейшем — к ее
разрушению. При этом она сминает или срезает отдельные участки опорной по-
верхности гнезда. Опорные пластины, изготовленные из твердого сплава ВК15,
выравнивают нагрузки на опорную площадку и предохраняют корпус от разру-
шения. Стружколомы используются для дробления стружки в тех случаях, когда
его затруднительно обеспечить другими способами.Опорные пластины обозна-
чаются буквой О, стружколомы — буквой С. Например, OSN — четырехгранная
опорная пластина без заднего угла, СТ — треугольный стружколом.
Помимо широкой номенклатуры СНП из твердых сплавов выпускаются пла-
стины из режущей керамики и сверхтвердых материалов треугольной, квад-
ратной, круглой и ромбической (е = 80°) формы (пластины из сверхтвердых
материалов могут иметь меньшие размеры).
Анализируя формы пластин применительно к условиям работы резцов, сле-
дует отметить, что наиболее универсальны пластины правильной трехгранной
формы, которые могут использоваться для работы с врезанием и продольной по-
дачей в том или ином направлении. Недостатком таких пластин является малая
прочность вершины. Усиленную по сравнению с ними вершину имеют пласти-
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
139
вы неправильной трехгранной формы (W), но у них короче длина режущей
кромки. Достаточно универсальны квадратные пластины, а пластины пяти-
и шестигранной правильной формы используются преимущественно для черно-
вой обработки проходными резцами. В инструментах, работающих на станках
с ЧПУ, такие пластины практически не используются. Ромбическая и паралле-
лограммная формы эффективны при контурной (копировальной) обработке.
Формы и размеры твердосплавных пластин (режущих, опорных и стружко-
ломов), регламентируемые ГОСТами, приведены в табл. 3.22-3.25, керамиче-
ских — в табл. 3.26, из сверхтвердых материалов — в табл. 3.27.
Таблица 3.22
Виды и размеры СНП из твердого сплава
Вид и области применения пластины Эскиз Размеры, мм
Пластины трех- гранной формы (ГОСТ 19043-80*) г 1 d s Г т
g 11 6,35 3,18 0,4 9,128
тэ 0,8 8,731
16,5 9,525 0,4 13,891
60°\ /1 z* 8 0,8 13,494
1,2 13,097
4,76 0,4 13,891
0,8 13,494
1,2 13,097
1,6 12,700
22 12,76 0,4 18,653
0,8 18,256
1,2 17,859
1,6 17,463
2,4 16,550
27,5 15,875 6,35 1,2 22,622
1,6 22,225
Пластины трех- Гранной формы 0 отверстием (ГОСТ 19044-80*) ,r 1 d s Г т di
1
g 11 6,35 3,18 0,4 9,128 2,26
тэ /(ф)\
0,8 8,731
8 16,5 9,525 0,4 13,891 3,81
6o°V 1" 0,8 13,494
• 1,2 13,097
4,76 0,4 18,653 5,16
0,8 18,256
1,2 17,859
1,6 17,463
2,4 16,550
27,5 15,875 6,35 1,2 22,622 6,35
1,6 22,225
2,4 21,432
140
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.22
Вид и области
применения
пластины
Эскиз
Размеры, мм
Пластины
трехгранной
формы с задним
углом 11°
(ГОСТ 19045-80*)
1 d 8 Г т
11 6,350 3,18 0,2 9,325
0,4 9,128
0,8 8,731
16,5 9,525 0,2 14,088
0,4 13,891
0,8 13,494
1,2 13,097
4,76 0,8 13,494
22 12,76 0,8 18,256
1,2 17,859
1,6 17,463
27,5 15,875 6,35 1,6 22,225
Пластины трех-
гранной формы
с отверстием
и стружколо-
мающими ка-
навками на
одной стороне
(ГОСТ 19046-80*)
тэ
Пластины трех-
гранной формы
с отверстием
и стружколо-
мающими ка-
навками на
двух сторонах
(ГОСТ 24247-80*)
тэ Е
У X'
O^/l* 2 .
J
L 8
1 d s Г т d.
16,5 9,525 3,18 0,4 13,891 3,81
0,8 13,494
1,2 13,097
4,76 0,4 13,891
0,8 13,494
1,2 13,097
22 12,7 0,4 18,653 5,16
0,8 18,256
1,2 17,859
1,6 17,463
27,5 15,875 6,35 1,2 22,622 6,35
1,6 22,225
1 d s Г т
16,5 9,25 4,76 0,4 13,891 3,81
0,8 13,494
1,2 13,097
22 12,7 0,4 18,653 5,16
0,8 18,256
1,2 17,859
1,6 17,463
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
141
Продолжение табл. 3.22
Вид и области
применения
пластины
Эскиз
Пластины трех-
гранной формы
с задним углом
11° и стружко-
ломающими
канавками
(ГОСТ 24250-80*)
Размеры, мм
1 d S Г т S1
11 6,350 3,18 0,4 9,128 3,44
0,8 8,731 3,52
16,5 9,525 4,76 0,4 13,891 3,44
0,8 13,494 3,62
1,2 13,097 3,62
s.±0,10
Пластины трехгранной // г 0 . О cq
формы с задним углом 20° /7 'У
о о
(ГОСТ 24251-80*) _yZ_\\ сч
60
1 d S Г т
11,0 6,350 3,18 0,8 8,731
16,5 9,525 3,18 0,8 13,494
Пластины квад-
ратной формы
(ГОСТ 19049-80*)
у
8
1 d S Г т
9,525 9,525 3,18 0,4 1,808
0,8 1,644
12,7 12,7 0,2 2,546
0,4 2,465
0,8 2,301
1,2 2,137
1,6 1,972
4,76 0,8 2,301
1,2 2,137
2,4 1,644
15,875 15,875 0,8 2,959
1,2 2,795
1,6 2,630
2,4 1,644
19,05 19,05 0,2 3,861
1,2 3,452
1,6 3,298
2,4 2,951
142
Глава 3. Проектирование токарных резиов
Продолжение табл. 3.22
Вид и области
применения
пластины
Пластины квад-
ратной формы
с задним
углом 11°
(ГОСТ 19050-80*)
Эскиз
Размеры, мм
Пластины квад-
ратной формы
с отверстием
(ГОСТ 19051-80*)
Г d 8 Г ТП
9,525 9,525 3,18 0,2 1,889
0,4 1,808
0,8 1,644
12,7 12,7 4,76 0,2 2,546
0,4 2,465
0,8 2,301
1,2 2,137
15,875 15,875 0,8 2,959
1,2 2,795
1,6 2,630
19,05 19,05 0,2 3,861
0,8 3,616
1,2 3,452
1,6 3,288
25,4 25,4 6,35 1,6 4,608
2,0 4,439
1 d S Г т di
9,525 9,525 3,18 0,4 1,808 3,81
0,8 1,644
12,7 12,7 4,76 0,4 2,465 5,16
0,8 2,301
1,2 2,137
1,6 1,973
14,0 14,0 1,2 2,402
1,6 2,237
15,875 15,875 0,4 3,123 6,35
1,2 2,795
1,6 2,630
19,05 19,05 6,35 1,2 3,452 7,93
1,6 3,282
2,4 2,951
25,4 25,4 7,94 1,2 4,598 9,12
1,6 4,274
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
143
Продолжение табл. 3.22
Вид и области
применения
пластины
Эскиз
Размеры, мм
Пластины квад-
ратной формы
с отверстием
И стружколо-
мающими
канавками на
одной стороне
(ГОСТ 19052-80*)
1 d S Г т di
9,525 9,525 3,18 0,4 1,808 3,81
0,8 1,644
12,7 12,7 4,76 0,4 2,465 5,16
0,8 2,301
1,2 2,137
15,875 15,875 1,2 2,795 6,35
1,6 2,630
6,35 0,8 2,959
1,2 2,795
19,05 19,05 1,2 3,452 7,93
1,6 3,282
2,4 2,951
25,4 25,4 7,93 1,6 4,598 9,12
2,4 4,274
Пластины ром-
бической фор-
мы с углом 80°
(ГОСТ 19056-80*)
1 d 8 Г ТП
8,1 7,93 3,18 0,4 1,981
9,7 9,525 0,4 2,425
0,8 2,205
12,9 12,7 4,76 0,8 3,088
1,2 2,866
16,1 15,875 1,2 3,748
1,6 3,528
19,3 19,05 6,35 1,2 4,630
1,6 4,410
Пластины ром-
бической формы
о углом 80°
И отверстием
(ГОСТ 19057-80*)
1 d S Г т di
8,1 7,93 3,18 0,4 1,981 3,81
9,7 9,525 0,4 2,425
0,8 2,205
12,9 12,7 4,76 0,4 3,307 5,16
0,8 3,088
1,2 2,867
16,10 15,875 1,2 3,748 6,35
1,6 3,528
19,30 19,05 6,35 1,2 4,631 7,93
1,6 4,411
2,4 3,960
144
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.22
Вид и области
применения
пластины
Пластины
ромбической
формы с углом
80°, отверстием
и стружколо-
мающими ка-
навками на
одной стороне
(ГОСТ 19059-80*)
Эскиз
80
8
Пластины квад-
ратной формы
с отверстием
и стружколо-
мающими ка-
навками на
двух сторонах
(ГОСТ 24248-80*)
Пластины ром-
бической фор-
мы с углом 80°,
отверстием
и стружколо-
мающими ка-
навками на
двух сторонах
(ГОСТ 24249-80*)
80
I 8
Размеры, мм
1 d 8 Г т di
9,7 9,525 3,18 0,4 2,425 3,81
0,8 2,205
12,9 12,7 4,76 0,4 3,307 5,16
0,8 3,088
1,2 2,867
16,10 15,875 1,2 3,748 6,35
1,6 3,528
19,30 19,05 6,35 0,8 4,851 7,93
1,2 4,631
1,6 4,411
2,4 3,960
1 d 8 Г т di
9,525 9,525 3,18 0,4 1,808 3,81
0,8 1,644
12,7 12,7 4,76 0,8 2,301 5,16
1,2 2,137
1,6 1,973
15,875 15,875 1,2 2,795 6,35
1,6 2,630
6,35 0,8 2,959
1,2 2,795
19,05 19,05 1,2 3,452 7,93
1,6 3,282
25,4 25,4 1,6 4,598 9,12
2,4 4,274
1 d 8 Г т di
12,9 12,7 4,76 0,4 3,307 5,16
0,8 3,088
1,2 2,867
16,1 16,1 6,35 0,8 3,970 6,35
1,2 3,749
19,30 19,05 1,2 4,631 7,93
1,6 4,411
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
145
Продолжение табл. 3.22
Вид и области
применения
пластины
Эскиз
Размеры, мм
Пластины квад-
ратной формы
0 задним углом
11° и стружко-
ломающими ка-
кашками
(ГОСТ 24252-80*)
Пластины квад-
ратной формы
о задним
углом 20°
(ГОСТ 24253-80*)
I
9,525
12,70
d
9,525
12,70
«tlO.lO
1
яЧ 0° —• 8
/ —
8
s .
3,18
4,76
0,4
0,8
0,4
0,8
1,2
т
1,808
1,644
2,465
2,301
2,137
«1
3,44
3,52
3,44
3,62
1 d s Г т
9,525 9,525 3,18 0,8 1,643
12,70 12,7 0,8 2,300
Пластины ром- бической фор- мы с углом 55° и отверстием (ГОСТ 24255-80*) Л1.2 mA r. l d s r m dj
s T3 15,5 12,7 4,76 0,8 6,478 5,16
1,2 6,015
’CZX27°30'
6,35 0,8 6,478
55°V H
H l« 1,2 6,015
1,6 5,552
19,30 15,875 6,35 0,8 9,327 6,35
1,2 7,865
1,6 7,402
Пластины ром- бической фор- мы с углом 55°, отверстием и стружколо- мающими ка- навками на одной стороне (ГОСТ 24256-80*) Я1.2 г I d s r m dj
s 15,5 12,7 4,76 0,8 6,478 5,16
1,2 6,015
sss. > 6,35 0,8 6,478
i* / f ГТ
1,2 6,015
1,6 5,552
19,30 15,875 6,35 0,8 9,327 6,35
1,2 7,865
1,6 7,402
Пластины ром- бической фор- мы с углом 55°, отверстием и стружколо- мающими ка- навками на двух сторонах (ГОСТ 24257-80*) Hl,2 r I d s r m d,
/^Ч-н4>Л5>7оЯП' 15,5 12,7 4,76 0,8 6,478 5,16
1,2 6,015
4 / it X 55^4—t-V 6,35 0,8 6,478
1,2 6,015
1,6 5,552
19,30 15,875 6,35 0,8 9,327 6,35
1,2 7,865
1,6 7,402
146
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.22
Вид и области
применения
пластины
Эскиз
Размеры, мм
Пластины
шестигранной
формы с углом
80° и отверстием
(ГОСТ 19047-80*)
Пластины шес-
тигранной фор-
мы с углом 80°,
отверстием
и стружколо-
мающими ка-
навками на
одной стороне
(ГОСТ 19048-80*)
Пластины пяти-
гранной формы
(ГОСТ 19063-80*)
Пластины пяти-
гранной формы
с отверстием
(ГОСТ 19064-80*)
Пластины пяти-
гранной формы
с отверстием
и стружколо-
мающими ка-
навками на
одной стороне
(ГОСТ 19065-80*)
I
6,5
8,7
10,8
12,9
9,525
12,7
15,875
11,5
15,875
i'
19,05
13,8
16,1
1 d S Г т di
6,5 9,525 3,18 0,4 2,424 3,81
0,8 2,202
8,7 12,7 4,76 0,4 3,306
0,8 3,084
10,8 15,875 0,8 3,966 5,16
1,2 3,743
6,35 0,8 3,966
1,2 3,743
12,9 19,05 1,2 4,625 7,93
d
d,
s
3,18
4,76
0,4
0,8
0,4
0,8
0,8
1,2
0,8
т
2,424
2,202
3,306
3,084
3,966
3,743
3,966
3,743
4,625
3,81
5,16
8
6,35
1,2
7,93
19,05
1,2
1 d s Г т
6,2 9,525 3,18 0,8 10,462
1,2 10,369
9,2 12,7 4,76 0,8 14,012
1,2 13,919
13,8 19,05 1,2 21,019
1,6 20,925
d
d,
s
4,76
0,8
1,6
1,2
2,0
т
17,562
17,375
21,019
20,832
24,541
6,35
7,93
6,35
22,20
1,2
1 d s Г т di
11,5 15,875 4,76 0,8 17,562 6,35
1,6 17,375
13,8 19,05 1,2 21,019 7,93
6,35 2,0 20,832
16,1 22,20 1,2 24,541
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
147
Продолжение табл. 3.22
Вид и области
применения
пластины
Пластины шес-
тигранной фор-
мы с отверстием
для проходных
резцов
(ГОСТ 19067-80*)
Эскиз
Пластины шес-
тигранной фор-
мы с отверстием
и стружколо-
мающими ка-
навками на
одной стороне
(ГОСТ 19068-80*)
Пластины круг-
лой формы для
специальных
резцов
(ГОСТ 19069-80*)
Пластины
круглой формы
о отверстием
(ГОСТ 19070-80*)
Пластины
круглой формы
с отверстием
к стружколо-
мающей канав-
кой на одной
стороне
(ГОСТ 19071-80*)
Ж о
8
0
d 8
8
1
! , i 8
g
s 8
Размеры, мм
1 d 8 Г т
9,1 15,875 4,76 0,8 1,106 6,35
1,6 0,983
11,0 19,05 1,2 1,290 7,93
2,0 1,168
6,35 1,2 1,290
2,0 1,168
12,8 22,20 1,2 1,534
d
d.
I
8
9,1
11,0
12,8
15,875
19,05
22,20
4,76
6,35
0,8
1,6
1,2
2,0
1,2
2,0
1,2
т
1,106
0,983
1,290
1,168
1,290
1,168
1,534
d 8
9,525 3,18
12,7
d s d,
12,700 4,76 6,35
15,875 6,35
19,05 4,76 7,93
d 8 di
9,525 3,18 3,81
12,7 5,16
4,76
15,875 6,35
6,35
19,05 4,76 7,93
6,35
22,225
25,400 9,12
7,93
6,35
7,93
148
Глава 3. Проектирование токарных резцов
Окончание табл. 3.22
Вид и области
применения Эскиз
пластины
Размеры, мм
Пластины
круглой формы
с задним углом,
отверстием
и стружколо-
мающей канав-
кой на одной
стороне
(ГОСТ 19072-80*)
Пластины
параллелограм-
мной формы
с углом 55°
и стружколо-
мающими ка-
навками на
одной стороне
(ГОСТ 19062-80)
d S di
9,525 3,18 3,81
12,7 5,16
15,875 4,76 6,35
19,05 7,93
22,225 6,35
25,400 7,93 9,12
I L В s Г b
17 14 10 4,8 0,5 3,0
1,0
3,6
1,6 3,0
3,6
19 16 6,3 0,5 3,0
1,0
3,6
1,5 3,0
3,6
Примечание. Звездочкой отмечены размеры для справок. В ГОСТах оговорены также
размеры и формы стружколомающих канавок, передние углы и т.п.
Таблица 3.23
Некоторые предельные отклонения параметров СНП
Контролируемый параметр Режущие пластины классов точности Опорные пластины 1 Стружколомы
и М G Е С
Все формы, кроме D Форма D
Размер т при диамет- рах d и d0: до 9,525 9,525...12,700 12,700...22,225 свыше 22,225 ±0,080 ± 0,130 ± 0,180 ± 0,250 ±0,050 ±0,080 ± 0,100 ±0,130 ±0,050 ±0,080 ±0,100 ± 0,130 ±0,025 ±0,025 ±0,025 -0,300 —
до 9,525 9,525...12,700 12,700...22,225 свыше 22,225 ± 0,130 ± 0,200 ± 0,270 ±0,380 ±0,080 ±0,130 ±0,150 ±0,180 ±0,110 ± 0,150 ± 0,180 ±0,013 — —
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
149
Окончание табл. 3.23
Контролируемый параметр Режущие пластины классов точности Опорные пластины Стружколомы
и М G Е с
Все формы, кроме D Форма D
Толщина s ± 0,130; ±0,200 ± 0,130 ± 0,130 ± 0,130 ± 0,025 ±0,025 ±0,130 ±0,130
Радиус при вершине г ±0,1 ±0,1 ±0,1 ±0,1 ±0,1 ±0,1 ±0,2 —
JtyuM&rp отверстия ±0,13 ±0,10 ±0,10 ±0,10 ±0,10 ±0,10 + 0,10; -0,20 —
Угол при вершине для пластин, мин: без канавки с канавками ±30 ±30 ±30 ±5 ±5 ±5 ±30 ±30
±10 — —
Таблица 3.24
Обозначения и размеры опорных пластин из твердого сплава
Обозначение ГОСТ Эскиз Размеры, мм
do d> r d2 s c
OTN-1103 OTN-1603 0TN-1604 OTN-2204 OTN-2704 19073-80 Г. 6,1 2,26 0,8 4,1 3,18 0,5
О 9,3 3,81 1,2 6,5
а* тГ 0,8 4,76 0,8
бо°К cx4S 12,5 5,16 1,2 8,0
JL 15,6 6,35 1,6 9,2
ОТР-1102 ОТР-1603 0ТР-1604 ОТР-2204 19074-80 Гу / о 4 a>iv , 4,9 2,26 0,8 4,1 2,26 —
•в1 ХтХ к о // А ’* r-—d Xv ХтХ -ч 7,5 3,81 0,8 6,5 3,18
8,1 3,81 0,8 6,5 4,76
60< X 10,6 5,16 1,6 8,0
OWN-0603 OWN-0604 OWN-0804 OWN1004 OWN-1006 OWN-1206 19075-80 9,3 3,81 0,8 6,5 3,18 0,5
/К 9,3 3,81 1,2 6,5 4,76 0,8
Ju 12,5 5,16 0,8 8,0
80 A V<Px~7\ - 15,6 6,35 1,2 9,2
Ч. ^cx4S°r 15,6 6,35 1,2 9,2 6,35
18,8 7,93 1,2 11.1
150
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.24
Обозначение ГОСТ Эскиз Размеры, мм
do Г d2 s С
OSN-0903 OSN-1203 OSN-1204 OSN-1404 OSN-1504 OSN-1904 OSN-1906 OSN-2506 19076-80 9,3 3,81 0,8 6,5 3,18 0,5
12,5 5,16 1,2 8,0
Г 12,5 5,16 1,2 8,0 4,76 0,8
Ул* 13,8 5,16 1,6 8,0
15,6 6,35 1,6 9,2
с X 45°г 18,8 7,93 1,6 11,1
18,8 7,93 2,5 11,1 6,35
25,2 9,12 2,5 13,1
OSP-0903 OSP-1203 OSP-1504 OSP-1904 OSP-1203-1 OSP-1204 OSP-2506 19077-80 8,1 3,81 0,8 6,5 3,18 —
Г ! о * 12,5 5,16 0,8 8,0
1 О \ О| о) « , 13,8 6,35 1,2 9,2 4,76
•or 1 о * Т 17,0 7,93 0,8 11,1
10,6 5,16 0,8 8,0 3,18
^11° х 8
11,3 5,16 0,8 8,0 4,76
22,6 9,12 2,0 13,1 6,35
OCN-0803 OCN-0903 OCN-1204 OCN-1604 OCN-1904 19078-80 7,7 3,18 0,4 5,5 3,18 0,5
<*<>Ч г Ж О \ , 9,3 3,81 0,4 6,5
1/ «4 12,5 5,16 1,2 8,0 0,8
KJ) | "Q
8 ж Л1 12,5 5,16 1,2 8,0 4,76
оЧ, С X 45’ 15,6 6,35 1,6 9,2
18,8 7,93 1,6 11,1
Обозначение ГОСТ Эскиз Размеры, мм
L В I d% 8
OKN-1704 OKN-1904 19079-80 «Ч 35^ Травая R1 т5 О NT 13,8 9,8 3,81 17,0 6,2 4,2
Левая, ' 0,3x45 15,8 19,0 6,6
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
151
Окончание табл. 3.24
Обозначение ГОСТ Эскиз Размеры, мм
do d1 r d2 3 c
OPN-0603 OPN-0903 OPN-U04 OPN-1304 OPN-1306 OPN-1604 19080-80 9,3 3,81 1,2 6,5 3,18 0,5
о \ , OilV 12,5 5,16 1,2 8,0
Lil 15,6 6,35 1,6 9,2 4,76 0,8
18,8 7,93 2,0 11,1
cx4E 18,8 7,93 2,0 11,1 6,35
A
22,0 7,93 1,2 11,1 4,76
OHN-0904 OHN-U04 OHN-1106 OHN-1204 19081-80 120^ 15,6 6,35 1,6 9,2 4,76 0,8
Oil « 18,8 7,93 2,0 11,1
Г\ J 18,8 7,93 2,0 11,1 6,35
SU !/ "О
ex 45 22,0 7,93 1,2 11,1 4,76
t8t
ORN-0903 ORN-1203 ORN-1504 ORN-1904 ORN-2204 ORN-2506 19083-80 9,3 3,81 — 6,5 3,18 0,5
4 12,5 5,16 8,0
,c\ « 15,6 6,35 9,2 4,76 0,8
1 *4
j "O Oil «
(d. T s 18,8
cx45 , 22,0
8
25,2 7,93 11,1 6,35
ODN-1503 ODN-1904 24254-80 d0 r 11,6 5,16 0,8 8,0 3,18 —
" \ o°
55°\f r 04
| VjOXW 14,6 6,35 1,2 9,2 4,76
|
тГ 0 I сч О 1 чз O>
w f8f
152
Глава 3. Проектирование токарных резцов
Таблица 3.25
Обозначения и размеры стружколомов твердосплавных
(ГОСТ 19084-80, ГОСТ 19085-80*)
Обозначение Эскиз Размеры, мм
L В 8 п
СТ-1110 СТ-1115 7\в0° 8,53 7,96 8,8 8,2 1,58 1,0 1,57
СТ-1614 СТ-1620 СТ-1628 ,25 max А45° 12,84 12,26 11,49 13,8 12,26 12,3 2,38 1,45 2,03 2,80
J\
СТ-2213 СТ-2245 СТ-2248 17,68 16,51 14,23 19,4 18,1 15,4 1,37 2,54 4,82
,, Й О
СТ-2725 СТ-2748 21,27 18,99 23,6 20,9 2,54 4,82
CS-0916 CS-0920 CS-0930 7,9 7,4 6,4 9,4 1,58 1,6 2,0 3,0
CS-1216 CS-1226 CS-1240 в 11,1 10,1 8,7 12,6 2,38 1,6 2,6 4,0
>4 й g А^45о
CS-1526 CS-1540 ю - А 13,3 11,9 15,8 2,6 4,0
в
CS-1926 CS-1936 CS-1945 8 16,5 16,5 14,3 18,9 2,6 3,6 4,8
CS-2548 20,6 25,3 3,97 4,0
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
153
Таблица 3.26
Виды и размеры керамических СНП (ГОСТ 25003—81*)
Вид пластины Эскиз Размеры, мм
1 d 8 Г т
Пластины трехгранной формы 7 11 6,35 3,18 0,4 9,128
0,8 8,731
А е 1,2 8,334
/ \
4,76 0,4 9,128
60°\/ 8
4 0,8 8,731
1,2 8,334
16,5 9,525 3,18 0,4 13,891
0,8 13,494
4,76 0,3 13,987
0,4 13,891
0,8 13,494
1,2 13,097
1,6 12,700
2,0 12,288
2,5 11,793
6,35 0,8 13,494
1,2 13,097
8,0 1,2 13,097
1,6 12,700
2,0 12,288
2,5 11,793
22,0 12,76 4,76 0,4 18,653
0,8 18,256
1,2 17,859
1,6 17,463
7,93 0,8 18,256
1,2 17,859
1,6 17,463
8,0 0,8 18,256
1,2 17,859
1,6 17,463
2,0 17,066
154
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.26
Вид пластины Эскиз Размеры, мм
1 d 3 Г т
Пластины квадратной 3,18 0,4 1,808
90>-*
Г/ 0,8 1,644
формы & 9,525 9,525 1,2 1,479
4,76 0,4 1,808
0,8 1,644
. 1 8 1,2 1,479
1,6 1,314
2,6 1,142
12,7 12,7 4,76 0,4 2,465
0,8 2,301
1,2 2,137
1,6 1,972
2,0 1,801
2,4 1,644
2,5 1,594
3,0 1,387
3,2 1,315
6,35 0,8 2,301
1,2 2,137
1,6 1,972
8,0 0,4 2,465
0,8 2,301
1,2 2,137
1,6 1,972
2,0 1,801
2,5 1,594
15,875 15,875 4,76 0,8 2,959
1,2 2,795
1,6 2,630
7,93 0,8 2,959
1,2 2,795
1,6 2,630
8,0 0,8 2,959
1,2 2,795
1,6 2,630
2,0 2,459
2,5 2,252
3,0 2,045
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
155
Продолжение табл. 3.26
Вид
пластины
Пластины
квадратной
формы
Эскиз
Пластины
ромбической
формы
с углом 80°
Пластины
круглой
формы
С
Размеры, мм
1 d 3 Г т
19,05 19,05 6,35 1,6 3,286
7,93 1,6 3,288
2,5 2,908
8,0 1,2 3,452
1,6 3,288
2,0 3,115
2,5 2,910
12,700 12,700 8,0 1,6 1,972
2,0 1,801
2,5 1,594
4,76 0,8 2,959
1,2 2,795
1,6 2,630
7,93 0,8 2,959
1,2 2,795
1,6 2,630
15,875 15,875 8,0 0,8 2,959
1,2 2,795
1,6 2,630
2,0 2,459
2,5 2,252
3,0 2,045
19,050 19,050 6,35 1,6 3,286
7,93 1,6 2,908
2,5 3,022
8,0 1,2 3,748
1,6 3,528
2,0 3,311
2,5 3,022
— 6,35 3,18 — —
9,525 4,76
7,93
12,700 4,76
7,93
8,0
15,875 7,93
8,0
19,050 8,0
156
Глава 3. Проектирование токарных резцов
Окончание табл. 3.26
Вид пластины Эскиз Размеры, мм
1 d 8 Г т
Пластины ромбической формы с углом 55° гпХ 15,5 12,7 8,0 0,4 6,94
л- > f ъ ^7 — 0,8 1,2 6,478 6,015
1,6 5,552
2,0 5,071
55°\/ 1* ,/ _ в 2,5 4,488
Примечание. Звездочкой обозначены размеры для справок.
Табл и ца 3.27
Виды и размеры СНП из сверхтвердых материалов, мм (ГОСТ 28762—90)
Пластины трехгранной формы с задним углом
1 d 8* а Г т
6,9 3,969 3,18/3,97 0 0,8 5,159
1,2 4,763
8,2 4,762 0,2 6,945
0,4 6,747
0,8 6,350
1,2 5,953
9,6 5,556 0,4 7,938
0,8 7,541
1,2 7,144
11,0 6,350 3,18 0,4 9,128
0,8 8,731
1,2 8,334
3,97 0,4 9,128
0,8 8,731
1,2 8,334
4,76 0,4 9,128
0,8 8,731
1,2 8,334
Возможны две толщины пластины.
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
157
Продолжение табл. 3.27
1 d S* а Г т
11,0 6,350 3,18 7 0,4 9,128
0,8 8,731
1,2 8,334
3,97 0,4 9,128
0,8 8,731
1,2 8,334
4,76 0,4 9,128
0,8 8,731
1,2 8,334
3,18 11 0,4 9,128
0,8 8,731
1,2 8,334
3,97 0,4 9,128
0,8 8,731
1,2 8,334
4,76 0,4 9,128
0,8 8,731
1,2 8,334
16,6 9,525 3,18 0 0,8 13,494
1,2 13,097
1,6 12,700
3,97 0,8 13,494
1,2 13,097
1,6 12,700
4,76 0,8 13,494
1,2 13,097
1,6 12,700
3,18 7 0,8 13,494
1,2 13,097
1,6 12,700
3,97 7 0,8 13,494
1,2 13,097
1,6 12,700
4,76 0,8 13,494
1,2 13,097
1,6 12,700
158
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.27
1 d S* а Г т
16,5 9,525 3,18 11 0,8 13,494
1,2 13,097
1,6 12,700
3,97 0,8 13,494
1,2 13,097
1,6 12,700
4,76 0,8 13,494
1,2 13,097
1,6 12,700
1 &
Пласты Г / ЬС- L
Z 8
1Ы квадрат ьш —* ной формы с задъ IUM углом
1 d S а г т
3,969 3,969 3,97 0 0,2 0,740
0,4 0,658
0,8 0,493
4,762 4,762 0,2 0,904
0,4 0,822
0,8 0,658
1,2 0,493
5,556 5,556 3,18 0,2 1,069
0,4 0,986
0,8 0,822
1,2 0,658
3,97 0,2 1,069
0,4 0,986
0,8 0,822
1,2 0,658
3,18 7 0,2 1,069
0,4 0,986
0,8 0,822
1,2 0,658
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
159
Продолжение табл. 3.27
1 d 8 (X Г т
5,556 5,556 3,97 7 0,2 1,069
0,4 0,986
0,8 0,822
1,2 0,658
3,18 11 0,2 1,069
0,4 0,986
0,8 0,822
1.2 0,658
3,97 0,2 1,069
0,4 0,986
0,8 0,822
1,2 0,658
6,350 6,350 3,97 0 0,4 1,151
0,8 0,986
1,2 0,822
1,6 0,658
4,76 0,4 1,151
0,8 0,986
1,2 0,822
1,6 0,658
3,97 7 0,4 1,151
0,8 0,986
1,2 0,822
1,6 0,658
4,76 0,4 1,151
0,8 0,986
1,2 0,822
1,6 0,658
3,97 11 0,4 1,151
0,8 0,986
1,2 0,822
1,6 0,658
4,76 0,4 1,151
0,8 0,986
1,2 0,822
1,6 0,658
160
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.27
1 d 3 а Г т
9,525 9,525 3,18 0 0,8 1,644
1,2 1,480
1,6 1,315
3,97 0,8 1,644
1,2 1,480
1,6 1,315
4,76 0,8 1,644
1,2 1,480
1,6 1,315
3,18 7 0,8 1,644
1,2 1,480
1,6 1,315
3,97 0,8 1,644
1,2 1,480
1,6 1,315
4,76 7 0,8 1,644
1,2 1,480
1,6 1,315
3,18 11 0,8 1,644
1,2 1,480
1,6 1,315
3,97 0,8 1,644
1,2 1,480
1,6 1,315
4,76 0,8 1,644
1,2 1,480
1,6 1,315
12,700 12,700 4,76 0 0,8 2,301
1,2 2,137
1,6 1,973
3,18 7 0,8 2,301
1,2 2,137
1,6 1,973
3,97 0,8 2,301
1,2 2,137
1,6 1,973
3,18 11 0,8 2,301
1,2 2,137
1,6 1,973
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
161
Продолжение табл. 3.27
1 d 8 а Г т
12,700 12,700 3,97 11 0,8 2,301
1,2 2,137
1,6 1,973
4,76 0,8 2,301
1,2 2,137
1,6 1,973
Пластины квадратной формы с фасками при вершине; а=0°; 7°
Пластины квадратной формы с радиусной фаской
1 d R т С
5,556 5,556 0 7 10 0,16 2
6,350 6,350 0 7 14 0,26 2,5
162
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.27
80° Пластины ром тп \Г уХ J7 < X. Г/ 1 S 80° и задним углом
Д/ / / 1 бической фс /J у рмы с углом
1 d 8 а Г т
4,0 3,969 3,18 0 0,2 0,992
0,4 0,882
0,8 0,662
1,2 0,441
3,97 0,2 0,992
0,4 0,882
0,8 0,662
1,2 0,441
5,6 5,556 3,18 0,2 1,434
0,4 1,323
0,8 1,103
1,2 0,882
3,97 0,2 1,434
0,4 1,323
0,8 1,103
1,2 0,882
3,18 7 0,2 1,434
0,4 1,323
0,8 1,103
3,97 0,2 1,434
0,4 1,323
0,8 1,103
3,18 11 0,2 1,434
0,4 1,323
0,8 1,103
3,97 0,2 1,434
0,4 1,323
0,8 1,103
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
163
Продолжение табл. 3.27
1 d S а Г т
6,5 6,350 3,18 0 0,4 1,544
0,8 1,323
1,2 1,103
3,97 0,4 1,544
0,8 1,323
1,2 1,103
3,18 7 0,4 1,544
0,8 1,323
1,2 1,103
3,97 0,4 1,544
0,8 1,323
1,2 1,103
3,18 11 0,4 1,544
0,8 1,323
1,2 1,103
3,97 0,4 1,544
0,8 1,323
1,2 1,103
9Л 9,525 3,18 0 0,8 2,206
1,2 1,985
1,6 1,764
4,76 0,8 2,206
1,2 1,985
1,6 1,764
3,18 7 0,8 2,206
1,2 1,985
1,6 1,764
4,76 0,8 2,206
1,2 1,985
1,6 1,764
3,18 11 0,8 2,206
1,2 1,985
1,6 1,764
4,76 0,8 2,206
1,2 1,985
1,6 1,764
164
Глава 3. Проектирование токарных резцов
Окончание табл. 3.27
1 d S а Г т
12,9 12,700 3,18 0 0,8 3,088
1,2 2,867
1,6 2,647
4,76 0,8 3,088
1,2 2,867
1,6 2,647
3,18 7 0,8 3,088
1,2 2,867
1,6 2,647
4,76 0,8 3,088
1,2 2,867
1,6 2,647
3,18 11 0,8 3,088
1,2 2,867
1,6 2,647
4,76 0,8 3,088
1,2 2,867
1,6 2,647
Пластины круглой формы
d 3,600 5,556 6,350 7,000 7,94 9,525 12,700
S 2,38 3,18 3,18 3,97 3,97 4,76 3,18 3,97 4,76 3,18 3,97 4,76 3,18 4,76 3,18 4,76
3.3.3. Конструкции и обозначение резцов с СНП
Резцы со сменными пластинами, используемые на станках токарной груп-
пы, можно условно разделить на резцы «традиционных» конструкций с держав-
ками прямоугольного или квадратного сечения, резцы с хвостовиками HSK или
«Capto» (рис. 3.11) и резцовые вставки (см. ниже), которые закрепляются в оп-
равках или непосредственно в резцедержателе либо в револьверной головке
станка с ЧПУ.
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
165
Рис. 3.11. Токарные инструменты с СНП:
а — для наружной обработки; б — для растачивания
Пластины из СТМ могут выполняться цельными, однако с целью использо-
вания стандартизованных оправок более часто их выполняют с формами и раз-
мерами, подобными формам и размерам твердосплавных СНП (см. табл. 3.27),
НО двухслойными либо с впаянными элементами из СТМ (рис. 3.12).
Рис. 3.12. Конструктивные оформления сменных неперетачиваемых пластин из СТМ:
а - поликристаллы во всех вершинах; б — поликристалл в одной вершине; в — поликристалл
ориентирован вдоль режущей кромки; г — двухслойная пластина; д — цельная пластина
В последние годы широкое распространение получили сменные пластины,
Используемые для отрезки, прорезки канавок различной формы (рис. 3.13), на-
резания резьб (см. гл. 9), а также фасонные пластины, профиль которых с высо-
кой точностью обеспечивается шлифованием при их изготовлении.
Рис. 3.13. Некоторые формы пластин для отрезки и обработки канавок
166
Глава 3. Проектирование токарных резцов
Обозначения резцов с СНП в настоящее время стандартизованы (ГОСТ 26476-85,
ГОСТ 27686-88 и международный стандарт ИСО 5608:1995). Обозначение токар-
ных резцов для наружной обработки включает:
1 — буквенный символ, характеризующий способ крепления пластины;
2 — буквенный символ, характеризующий форму пластины;
3 — буквенный символ формы режущей части резца;
4 — буквенный символ, характеризующий задний угол пластины;
5 — буквенный символ, характеризующий направление резания;
6 — число, соответствующее высоте державки;
7 — число, соответствующее ширине державки;
8 — буквенный символ, соответствующий длине державки;
9 — число, характеризующее длину режущей кромки.
Пример обозначения токарного резца приведен на рис. 3.14.
Обозначение расточных резцов включает:
1 — буквенный символ, характеризующий конструктивное исполнение дер-
жавки;
2 — число, характеризующее диаметр державки;
3 — буквенный символ, соответствующий длине державки;
4 — буквенный символ, характеризующий способ крепления пластины;
5 — буквенный символ, характеризующий форму пластины;
6 — буквенный символ, характеризующий форму режущей части резца;
7 — буквенный символ, характеризующий задний угол пластины;
8 — буквенный символ, характеризующий направление резания;
9 — число, характеризующее длину режущей кромки.
Пример обозначения расточного резца приведен на рис. 3.15.
Передние углы и формы передней поверхности резцов с СНП определяются
производителем сменных пластин и зависят от свойств обрабатываемого мате-
риала и условий обработки (черновая, чистовая и т. д.). При этом обеспечивается
надежное дробление стружки.
Задние углы резцов с СНП можно принимать по аналогии с напайными рез-
цами. Однако следует учитывать, что сами пластины также могут иметь задний
угол. Тогда итоговый задний угол резца будет складываться из заднего угла пла-
стины и угла опорной поверхности державки.
Главный угол в плане (р резцов с СНП зависит от формы обработанной по-
верхности. Значения вспомогательного угла в плане (рг при заданном угле (р оп-
ределяются углом е при вершине пластины. Некоторые рекомендации по выбо-
ру углов в плане резцов с СНП для различных форм пластин приведены на
рис. 3.16.
Конструктивные особенности, размеры и области применения стандартизо-
ванных резцов, оснащенных СНП из твердых сплавов, керамики и сверхтвер-
дых материалов, приведены в табл. 3.28, 2.29.
1. Способ крепления пластины
м Прнхветом сверху через отверст» Прихватом и штифтом Штифтом Винтом S
D м р
3. Форма режущей части
”Т1 45^Г45° D 60<y\j’60° Л’ со 107’30'
Л5' “п бзуУбЗ0 n| | 117°30'
“Т1 U93M и 1 72°30' vTV r£S° X — прочив
7. Ширина державки
6. Высота державки
(высота вершины резца)
8. Длина державки, мм
А=32
В = 40
С = 50
D = 60
Е = 70
F = 80
G = 90
H = 100U = 350
J=110 V = 400
K = 125 V = 450
L=140 Y = 500
М = 150Х-совд.
N=160
P = 170
Q = 180
R = 200
S=250
T = 300
Рис. 3.14. Обозначение токарных резцов для наружного точения по ИСО 5608:1995
9. Длина режущей
кромки, мм
Q S A
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
1. Тип державки
Стальная державка
с внутренним подводом
СОЭК
Державка из твердого
сплава, головка
стальная
Державка из твердого
сплава, головка
стальная с внутренним
подводом СОЖ
5. Форма пластины
55<О>
55°^ rO
sQ т /\
35° v<'£> “А
S 25 R
1 2 3
2. Диаметр державки
25; 32; 40;... мм
6. Форма режущей части
F 90^ L 95gT ^5*
J югзсГ-
К 75JC= S 4%S=
U / Р93’ Y 85£ZZ
М S L N R
4 5 в 7 8
3. Длина державки, мм
А=32 М = 150Х—спец
В = 40 N=160
С = 50 Р=170
D = 60 Q = 180
Е=70 R=200
F=80 S=250
G = 90 Т=300
Н = 100 U = 350
J = 110 V=400
К = 125 V=450
L=140 Y=500
12
9
4. Способ крепления пластины
Прихватом сверху Прихватом сверху и через отверстие Прихватом и штифтом Штифтом Винтом
с D м р S
7. Задний угол
В ? —н»-5°
Е JW° N |} -4-o°
P-W О — прочие
9. Длина режущей
кромки, мм
^GG
Рис. 3.15. Обозначение токарных расточных резцов по ИСО 5608:1995
168 Глава 3. Проектирование токарных резцов
Наружное точение
Рис. 3.16. Выбор углов в плане резцов с СНП в зависимости от формы пластины и вида обработки
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами 169
170
Глава 3. Проектирование токарных резцов
Таблица 3.28
Основные виды резцов с механическим креплением СНП
из твердого сплава и керамики
Наименование, тип, конструктивные особенности
Резцы токарные сборные для контурного точе-
ния с механическим креплением многогранных
твердосплавных пластин (ГОСТ 20872-80), пра-
вые и левые:
тип 1 — с режущими пластинами параллело-
граммной формы по ГОСТ 19062-80 (<р = 93°)
для обработки с углами врезания до 32°, под-
резки торцов в направлении «от центра»;
BxHxL, мм: 20 х 20 х 150...32 х 40 х 200
тип 2 — с режущими пластинами параллело-
граммной формы по ГОСТ 19062-80 (ср = 63°)
для обработки сферических поверхностей
с углом врезания до 51°; BxHxL, мм:
20 х 20 х 150...32 х 40 х 200
тип 3 — с режущими пластинами правильной
трехгранной формы по ГОСТ 19073-80 (<р = 93°)
для обработки с углами врезания до 22°, под-
резки торцов в направлении «от центра»;
BxHxL, мм: 16 х 16 х 125...32 х 40 х 200
тип 4 — с режущими пластинами правиль-
ной трехгранной формы по ГОСТ 19073-80
(<р = 63°) для обработки сферических поверх-
ностей с углом врезания до 52°; BxHxL, мм:
16 х 16 х 125...32 х 40 х 200
Эскиз
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
171
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
Эскиз
Резцы токарные проходные, подрезные и копи-
ровальные с креплением сменных пластин при-
хватом сверху (ГОСТ 26611-85); BxHxL, мм:
12 х 12 х 80...40 х 40 х 200; пластины без задне-
го угла и с задним углом, правые и левые:
тип G — с пластинами из твердого сплава и ке-
рамики трехгранной формы, с углом <р = 90°,
отогнутые
1,2 — опорная и режущая пластины;
тип А — с пластинами из твердого сплава и ке-
рамики трехгранной формы, с углом <р = 90°
тип R — с пластинами из твердого сплава и ке-
рамики квадратной формы, с углом <р = 75°,
отогнутые
172
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
тип В — с пластинами из твердого сплава и ке-
рамики квадратной формы, с углом <р = 75°
Эскиз
ТипТ
тип Т — с пластинами из твердого сплава и ке-
рамики трехгранной формы, с углом <р = 60°,
отогнутые
тип S — с пластинами из твердого сплава и ке-
рамики квадратной или круглой формы, с уг-
лом <р = 45°, отогнутые
тип D — с пластинами из твердого сплава и ке-
рамики квадратной формы, с углом ф = 45°
тип F — с пластинами из твердого сплава и ке-
рамики трехгранной формы, с углом ф = 90°,
отогнутые
тип К — с пластинами из твердого сплава и ке-
рамики квадратной формы, с углом ф = 75°,
отогнутые
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
173
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
тип L — с пластинами из твердого сплава и ке-
рамики ромбической формы, с углом <р = 95°,
отогнутые
Эскиз
Резцы токарные проходные, подрезные и копи-
ровальные со сменными многогранными пласти-
нами (ГОСТ 29132-91); BxHxL, мм:
8 X 8 х 40...50 х 50 х 250, правые и левые
174
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
Резцы токарные проходные, подрезные и копи-
ровальные со сменными многогранными пла-
стинами (ГОСТ 29132-91); В х Нх L, мм:
8 х 8 х 40...50 х 50 х 250, правые и левые
Эскиз
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
175
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
Резцы токарные проходные, подрезные и копи-
ровальные со сменными многогранными пла-
стинами (ГОСТ 29132-91); В х Н х L, мм:
8 X 8 х 40...50 х 50 х 250, правые и левые
Эскиз
Тип К
Тип8
176
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
Резцы токарные проходные, подрезные и копи-
ровальные со сменными многогранными пла-
стинами (ГОСТ 29132-91);BxHxL, мм:
8 х 8 х 40...50 х 50 х 250, правые и левые
Эскиз
Резцы токарные с механическим креплением
сменных пластин, закрепляемых качающимся
штифтом (ГОСТ 24996-81); BxHxL, мм:
16 х 16 х 100...40 х 50 х 250:
тип 1 — с трехгранными пластинами, с углом
<р = 45°, отогнутые, правые и левые
Тип 1
тип 2 — с трехгранными пластинами, с углом
ф = 60°, отогнутые, правые и левые
тип 3 — с трехгранными пластинами, с углом
ф = 90°, отогнутые, правые и левые
тип 4 — с квадратными пластинами, с углом
Ф = 45°, прямые
Тип 5
тип 5 — с квадратными пластинами, с углом
ф = 45°, отогнутые, правые и левые
тип 6 — с квадратными пластинами, с углом
ф = 60°, отогнутые, правые и левые
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
177
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
тип 7 — с квадратными пластинами, с углом
ф = 75°, прямые, правые и левые
тип 8 — с ромбическими пластинами с углом
80°, с тупым углом при вершине, с углом
ф = 75°, прямые, правые и левые
тип 9 — с ромбическими пластинами с углом
80°, с углом ф = 95°, отогнутые, правые и ле-
вые
тип 10 — с ромбическими пластинами с углом
66°, с углом ф = 63°, прямые, правые и левые
тип 11 — с ромбическими пластинами с углом
66°, с углом ф = 93°, отогнутые, правые и ле-
вые
тип 12 — с круглыми пластинами прямые
тип 13 — с круглыми пластинами отогнутые,
правые и левые
Резцы токарные расточные с креплением смен-
ных пластин прихватом сверху (ГОСТ 26612-85)
правые и левые; пластины без заднего угла и с
иадиим углом; L = 170; 180; 200; 250; 350мм;</ =
«• 20; 25; 32; 50 мм; Draln = 25; 32; 40; 45; 63 мм:
ТИП F — с пластинами из твердого сплава и ке-
рамики трехгранной формы с углом ф = 90°
Эскиз
Тип 7
Тип 8
Тип 9
Тип 10
178
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
тип К — с пластинами из твердого сплава и ке-
рамики квадратной формы с углом <р = 75°
тип S — с пластинами из твердого сплава и ке-
рамики квадратной формы с углом <р = 45°
тип L — с пластинами из твердого сплава и ке-
рамики ромбической формы с углом <р= 95°
Резцы расточные с круглым сечением державки
со сменными режущими пластинами из твердо-
го сплава и керамики (ГОСТ 28101-89) правые
и левые; d = 8...60 мм, L = 80...500 мм, Dmln =
= 11...80 мм
Эскиз
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
179
Продолжение табл. 3.28
Наименование, тип, конструктивные особенности
Резцы расточные с круглым сечением державки
со сменными режущими пластинами из твердо-
го сплава и керамики (ГОСТ 28101-89) правые
И левые; d = 8...60 мм, L = 80...500 мм, 2)mln =
11...80 мм
Резцы токарные сборные расточные с механиче-
ским креплением многогранных твердосплав-
ных пластин (ГОСТ 20874-75):
тип 1 — с квадратными пластинами с углом
в плане <р = 45° для растачивания сквозных от-
верстий, отогнутые, правые и левые; D = 26;
82 мм, Н = 23; 26 мм, L = 170...340 мм,
Дни = 35; 50 мм
тип 2 — с квадратными пластинами с углом
в плане <р = 60° для растачивания сквозных от-
верстий, отогнутые, правые и левые; D = 26;
82 мм, Н = 23; 26 мм, L = 170...340 мм,
Anin = 35; 50 мм
тип 3 — с трехгранными пластинами с углом
в плане <р = 92° для растачивания глухих от-
верстий, отогнутые, правые и левые; D = 26,
82 мм, Н = 23; 26 мм, L = 170...340 мм,
Anin = 35; 50 мм
тип 4 — прямоугольного сечения с пятигран-
ными пластинами с углом в плане <р = 60° для
растачивания сквозных отверстий, правые
и левые; В х Н = 32 х 32, 32 х 40 мм,
L» 200...400 мм, Anin = 75; 87 мм
Эскиз
1 — державка; 2 — подкладка; 3 — винт;
4 — штифт; 5 — пластина
1 — державка; 2 — опорная пластина;
3 — режущая пластина; 4 — клин;
5 — винт; 6 — штифт
180
Глава 3. Проектирование токарных резцов
Окончание табл. 3.28
Наименование, тип, конструктивные особенности
тип 5 — прямоугольного сечения с трехгран-
ными пластинами с углом в плане <р = 92°
для растачивания глухих отверстий, правые
и левые; В х Н = 32 х 32, 32 х 40, 32 х 50 мм,
L = 200...400 мм, Dmin = 75; 87 мм
Резцы токарные пластинчатые сборные прорез-
ные и отрезные (ГОСТ 28978-91); исполненияR —
правые, L — левые, N — симметричные; L - 150;
170 мм, D = 80; 100; 120 мм, S = 3; 4; 5; 6 мм:
тип 1 — односторонние
тип 2 — двусторонние
Эскиз
Таблица 3.29
Основные виды токарных и расточных резцов с механическим
креплением пластин и вставок из сверхтвердых материалов
Наименование, тип, конструктивные особенности Эскиз
Резцы токарные проходные и подрезные со сменными режущими пластинами из сверх- твердых материалов (ГОСТ 28980-91); В х Н х L, мм: 16 х 16 х 100...40 х 40 х 250: тип В — с квадратной пластиной Тип В
Us
1 О»
/75- L
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
181
Продолжение табл. 3.29
Наименование, тип,
конструктивные особенности
тип D — с квадратной или круглой пла-
стиной
Эскиз
тип G — с круглой пластиной
тип J — с трехгранной пластиной
тип L — с ромбической пластиной
Рпцы токарные расточные со сменными ре-
жущими пластинами из сверхтвердых ма-
териалов (ГОСТ 28981-91); d = 16...40 мм,
Dml(1 20...50 мм, L = 150...400 мм:
тип F — с трехгранными или круглыми
пластинами
182
Глава 3. Проектирование токарных резцов
Окончание табл. 3.29
Наименование, тип,
конструктивные особенности
тип К — с квадратными пластинами
Эскиз
тип L — с ромбическими пластинами
Резцы алмазные (ГОСТ 13297-86) с резцо-
выми вставками:
прямой резец, BxHxL, мм:
16 х 16 х 100... 40 х 40 х 250,
<р = 45; 50°, ф! = 45; 10°
упорный резец, BxHxL, мм:
12x12x80... 25 х 25x150
3.3. Проектирование резиов со сменными неперетачиваемыми пластинами 183
3.3.4. Крепление сменных неперетачиваемых пластин
в державках
Общие сведения. Одним из существенных факторов, характеризующих каче-
ство работы резцов и вставок с СНП, является надежность базирования и закре-
пления последних. Пластины могут закрепляться непосредственно в державках
с помощью специальных механизмов либо силами резания. Возможно также
использование сменных блоков с пластиной, которые тем или иным способом
крепятся на державке (рис. 3.17).
Рис. 3.17. Сменные блоки токарных резцов
Стандартами ИСО предусмотрено пять типов механизмов крепления пластин
N державках: С — прихватом сверху; М — прихватом сверху с одновременным
прижимом пластины к штифту; D — прихватом, действующим одновременно
сверху и в отверстии; Р — штифтом; S — винтом (см. рис. 3.14, 3.15). В настоящее
время на их основе разработано множество разнообразных конструкций меха-
низмов крепления. Рассмотрим наиболее характерные из них.
Крепление прихватом сверху. В конструкции, приведенной на рис. 3.18, а,
режущая пластина 4 прижимается к опорной пластине 3 и стенкам гнезда, вы-
полненного в державке 1, с помощью прихвата 6 и винта 5. Винт 5 фиксируется
И прихвате благодаря наличию пружинной шайбы 7. Опорная пластина крепится
К державке винтом 2 (или пружинным штифтом). В конструкции может быть
использована стружколомающая пластина. Близкие по принципу действия
конструктивные решения использованы в конструкциях, представленных на
рис. 3.18, б-г.
В резцах для точения по копиру (рис. 3.18, д) прихват 4 сложной формы при-
жимается к режущей пластине 2 винтом 5 через пружину 3. В державке 1 уста-
иоплеп подпружиненный штифт 6, обеспечивающий легкое и надежное снятие
ИЛИ попорот режущей пластины. Опорная пластина 8 крепится к державке пло-
ОИОЙ пружиной 7.
184
Глава 3. Проектирование токарных резцов
Рис. 3.18. Крепление пластин прихватом сверху
Крепление прихватом широко применяется в отрезных (рис. 3.18, е), про-
резных (рис. 3.18, ж) и резьбовых (рис. 3.18, з) резцах, а также в резцах, осна-
щенных кристаллами сверхтвердых материалов (рис. 3.18, и).
Крепление прихватом сверху с одновременным прижимом пластины
к штифту. В конструкции (рис. 3.19, а) прихват 6 входит в гнездо державки 1
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
185
И прижимается с помощью винта 7 одновременно к стенкам гнезда и боковой
плоскости режущей пластины 5. Следствием этого является прижим пластины 5
к штифту 4, на котором помимо режущей установлена опорная пластина 3.
Штифт закреплен с помощью винта 2. В конструкции, представленной на
рис. 3.19, б, прихват 2 воздействует на режущую пластину 1 через клин 3.
Рис. 3.19. Схемы крепления пластин прихватом сверху
с одновременным прижимом пластины к штифту
Крепление прихватом, действующим одновременно сверху и в отверстии.
В случае крепления пластины прихватом сверху с одновременным ее прижимом
к штифту силы прижима действуют в направлении, противоположном направ-
лению действия сил резания. В результате в процессе резания крепление может
утратить свою жесткость, а прочность пластины будет ниже. В настоящее время
используется новая схема (рис. 3.20), лишенная указанного недостатка. Подпру-
жиненный пружиной 7 прихват 5 плотно входит в отверстие режущей пласти-
ны 4 и прижимается с помощью винта 6 одновременно к скошенной поверхности
Рис. 3.20. Крепление пластины прихватом,
действующим одновременно сверху и в отверстии
186
Глава 3. Проектирование токарных резиов
державки 1 и передней поверхности режущей пластины 4 непосредственно
(рис. 3.20, а) или через дополнительную пластину-стружколом 8 (рис. 3.20, б).
Опорная пластина 2 крепится в державке винтом 3. Прихват закрепляется с по-
мощью винта 6.
Крепление штифтом. В случае крепления штифтом (рис. 3.21, а) широко ис-
пользуется Г-образный рычаг 2, один конец которого расположен в отверстии
режущей пластины 5, другой — в выточке винта 6. При завинчивании последне-
го рычаг поворачивается вокруг своей вершины по ходу часовой стрелки и при-
жимает режущую пластину к стенкам гнезда державки 1. Опорная пластина 3
крепится на рычаге 2 и в гнезде державки 1 с помощью пружины 4.
В схеме, представленной на рис. 3.21, б, винт 5 действует на тягу 4, которая
прижимает режущую 3 и опорную 2 пластины к стенкам державки 1.
В резце, схема которого показана на рис. 3.21, в, штифт 3 снабжен головкой
с утолщенной средней частью и резьбой. При закручивании утолщенная часть
штифта входит в контакт с поверхностью цилиндрического отверстия в держав-
ке 1, после чего головка штифта начинает перемещаться в направлении опор-
ных стенок гнезда державки и прижимает к ним режущую пластину 2. Близкая
по принципу действия конструкция используется в резцах, представленных на
рис. 3.21, г. Винт 3 своей конической шейкой действует на подкладку 4, в кото-
рую запрессован штифт 2. В результате штифт прижимает пластину 1 к опорным
стенкам гнезда державки 5.
Рис. 3.21. Схемы крепления пластин штифтом
Крепление винтом. В широко используемой конструкции, представленной
на рис. 3.22, а, режущая пластина 2 прижимается к стенкам гнезда державки 5
с помощью винта 1, вворачиваемого в резьбовую втулку 3. Эта втулка в свою
очередь прижимает к державке опорную пластину 4. Головка винта и отверстие
режущей пластины выполнены конусными, а ось винта несколько смещена
в сторону опорных стенок гнезда. В результате при завинчивании винта режу-
щая пластина прижимается одновременно к опорным стенкам и основанию
гнезда державки. В конструкции, показанной на рис. 3.22, б, зажим режущей
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
187
пластины 3 осуществляется винтом 2 с головкой сложной формы, ось которого
наклонена относительно оси пластин и резьбовой втулки, закрепленной в кор-
пусе 1. Используется также конструкция (рис. 3.22, в), в которой зажим пласти-
ны 2 в державке 1 осуществляется с помощью эксцентрика, расположенного на
Конце винта 3, и многие другие.
Для повышения надежности крепления СНП винтом (рис. 3.22, а) угол конуса
Головки принимают равным не 80...90°, как в традиционных винтах, а 40...60°.
Взамен традиционного шестигранного углубления под ключ может использо-
ваться шестилепестковая форма углубления в винтах типа «Тогх» (рис. 3.22, г),
Позволяющая передавать большие силы с меньшим напряжением и меньшей
опасностью срыва или повреждения углубления под ключ. Шесть синусоидальных
Лепестков равномерно передают нагрузку от ключа аналогично 15-градусному
зацеплению рейки с зубчатым колесом. Сравнительные испытания показали,
что если винт с обычным шестигранным углублением выдерживает 70 затяжек,
То винт типа «Тогх» пригоден для эксплуатации даже после 1000 затяжек. Пре-
имущества углубления в винтах типа «Тогх» позволяют уменьшать размеры
гнезда под ключ, что особенно важно для миниатюрного инструмента.
Рис. 3.22. Схемы крепления пластин винтом (а-в)
и форма головки винта типа «Тогх» (г)
Механизмы крепления пластин силами резания. В этих механизмах режу-
щие пластины в процессе работы удерживаются силами резания, что упрощает
Конструкцию и повышает надежность закрепления. Сила, удерживающая пла-
стины на таких резцах, может быть меньше, равна или превышать (в том числе
В десятки раз) силу резания, что достигается выбором конструктивных парамет-
ров державок и комплектующих деталей. Закрепление и освобождение режущих
пластин на резцах осуществляют надавливанием, легким ударом инструмен-
тального молоточка или эксцентриковым ключом.
Широко используются конструкции самозажимных механизмов крепления
Пластин в резцах для отрезки и прорезки (рис. 3.23). При этом опорные поверх-
188
Глава 3. Проектирование токарных резцов
Рис. 3.23. Самозажимные механизмы крепления пластин
ности режущих пластин выполнены V-образными вогнутыми или выпуклыми,
что позволяет ориентировать их по центру V-образного гнезда в державке и обес-
печивает постоянство положения пластин во время работы.
Выбор конкретной конструкции механизма крепления пластин зависит от
условий обработки детали.
3.3.5. Расчет резцов, оснащенных СНП
Расчет державки резца, оснащенного СНП, на прочность и жесткость выпол-
няется аналогично расчету напайных резцов. В случае необходимости рассчи-
тывается также минимальное поперечное сечение державки, которое находится
на уровне гнезда под пластину.
При механическом креплении пластины глубина гнезда равна сумме тол-
щин опорной и режущей пластин. Размеры гнезда должны обеспечивать вылет
режущих пластин из корпуса не более чем на 0,8 мм у пластин с длиной режущей
кромки менее 12,7 мм и не более 1,0 мм у пластин с длиной кромки свыше 12,7 мм.
Расчет параметров гнезда для установки многогранной пластины произво-
дится в указанной ниже последовательности.
1. Принимают число п граней пластины в соответствии с принятыми фор-
мой режущей части и углами в плане.
2. Определяют положение плоскости N-N (рис. 3.24), расположенной под
углом 0 относительно главной режущей кромки, в которой необходимо повер-
нуть пластину на угол ц для обеспечения главного а и вспомогательного 04 зад-
них углов:
tg0 = —tga?-ine ,
tgocj + tgacose
где e = 180°(n - 2)/n — угол при вершине пластины.
Если пластина имеет задние углы, то в величины 0 и ц вносят соответствую-
щие корректировки, считая a = aH0M - 0!п, где а„ом — номинальный задний угол
резца в сборе, ап — задний угол пластины.
Указанных данных достаточно для изготовления гнезда под пластину у рез-
цов, однако вместо угла 0 удобнее пользоваться углом у между осью державки
и плоскостью N-N:
V = <p + 0-9O°,
где <р — главный угол резца в плане.
3.3. Проектирование резцов со сменными неперетачиваемыми пластинами
189
Рис. 3.24. Схема для расчета положения гнезда под пластину в державке резца
Для фрезерования паза державку разворачивают в горизонтальной плоско-
сти на угол 1|/, а в вертикальной — на угол ц. При этом опорная поверхность гнез-
да оказывается параллельной поверхности стола фрезерного станка, и корпус
резца можно поворачивать вокруг вертикальной оси на любой угол для фрезеро-
вания боковых поверхностей гнезда.
Рис. 3.25. Схема для расчета координат центра отверстия под штифт
3. Определяют координаты центра отверстия под штифт для установки пла-
стины (рис. 3.25):
I = (Я-&)соа—; k =(jR-fc)sm|,
2 2
где R — радиус описанной окружности пластины; для трехгранных пластин
Я = т- d/2', для пластин других форм R - т + d/2; т, d — размеры пластины,
указанные в соответствующем ГОСТе (см. табл. 3.22, 3.26, 3.27); b — вылет
пластины из гнезда; е — угол при вершине пластины.
190
Глава 3. Проектирование токарных резцов
Резиовые вставки
Как уже отмечалось, вставки крепятся либо непосредственно в резцедержа-
теле или револьверной головке станка с ЧПУ, либо в оправке или борштанге.
Большинство вставок имеет механизмы регулирования положения вершины
режущей части на размер (рис. 3.26).
Рис. 3.26. Токарная резцовая вставка конструкции фирмы «Sandvik Coromant»,
оснащенная СНП:
1 — оправка; 2 — Г-образный рычаг; 3 — опорная пластина; 4 — пружина; 5 — режущая
пластина; 6 — винт; 7, 10 — регулировочные винты; 8 — крепежный винт; 9 — шайба
Для резцов-вставок
сЯ=6,8,10,12,16, 20 мм
Для резцов-вставок
сН=6, 8,10,12 мм
Для резцов-вставок
сН=25мм
Рис. 3.27. Формы корпусов реацов-вставок (ГОСТ 29133-91)
3.4. Резцовые вставки
191
Основное отличие вставок от резцов — более короткий корпус с регулировоч-
ными винтами в продольном и поперечном направлениях и наличие на одной из
граней скосов под углом 15...45° (табл. 3.30). Такой скос обеспечивает надежный
прижим корпуса резца к базирующим поверхностям сразу по двум плоскостям.
Для крепежных винтов в некоторых конструкциях предусмотрены отверстия
вли пазы (рис. 3.27, табл. 3.31). Широко используются также перетачиваемые
Вставки с режущей частью из сверхтвердых материалов, закрепляемые в дер-
жавках или оправках (табл. 3.30).
Таблица 3.30
192
Глава 3. Проектирование токарных резцов
Продолжение табл. 3.30
Наименование, тип, конструктивные особенности
группа 2 — резцы-вставки типов W, S
Эскиз
Тип W
ТипВ
группа 3 — резцы-вставки типов G, R, J
ТипО
ТипИ
Тип J
группа 4 — резцы-вставки типа Т
ТипТ
Вставки резцовые с механическим креплением
пластин ромбической формы из композита
(ср = 45° или ф = 60°); В х Н х L, мм:
10x10x50...25x26x80
3.4. Резцовые вставки
193
Продолжение табл. 3.30
Наименование, тип, конструктивные особенности
Вставки резцовые с механическим креплением
пластин круглой или ромбической формы из
композита (<р = 95°); Л х Ъ х ftj х мм:
12 х 11 х 10 х 50...20 х 20 х 16 х 63
Эскиз
ч
Вставки перетачиваемые алмазные
(ГОСТ 13297-86)
Основные размеры
d h9, мм 5 6
h, мм 4 5
L, мм 10; 16
Ф, град 45; 15
Ф1, град 50; 55
Вставки перетачиваемые, оснащенные компози-
том (ГОСТ Р50302-92), правые и левые:
тип 1 — с круглым хвостовиком
Основные размеры
d h9, мм 7 8 10 12 16
h, мм 5,3 6,7 8,5 10 12
L, мм 20 18; 20; 25; 30 25; 30; 40 25; 40 30; 34; 60; 80
ф, град 10; 20; 25; 30; 35; 40; 45; 47; 50; 60
Ф1,град 10; 15; 25; 30; 40; 45; 47; 50
тип 2 — с круглым хвостовиком
Основные размеры
d h9, мм 8 10 12 16
h, мм 6,7 7,5; 7,7 8,7; 11 12; 15
L, мм 16; 18; 20; 22 22; 25 25; 27 30; 34; 60; 80
ф, град 10; 20; 25; 30; 35; 40; 45; 47; 50; 60
Фиград 10; 15; 25; 30; 40; 45; 47; 50
Тип 2
Исполнение 1
194
Глава 3. Проектирование токарных резцов
Окончание табл. 3.30
Наименование, тип, конструктивные особенности Эскиз
тип 3 — с прямоугольным хвостовиком ТипЗ
Основные размеры S' ы
Н h9, мм 8 10 12 16 L
В, ъш 8 10 12 12; 16 <₽i
L, мм 32; 40 40; 50; 65 65; 70; 80 80; 125 4
"''ф
ф, град 15; 30; 45; 60
<pn град 15; 30; 45; 60
тип 4 — с прямоугольным хвостовиком Тип 4
Основные размеры
Н h9, мм 20 25 L
В, мм 12 16 НЧФ1
L, мм 125 140 Ц
ф,град 15; 30; 45; 60 У
фр град 15; 30; 45; 60
Таблица 3.31
Размеры резцов-вставок по ГОСТ 29133-91, мм
о о •н F- 0,08 L Диаметр обрабатываемого отверстия h, не более В, не более ft) ео О •н "У Регулирующий винт
для вставок форм
F, G, J, К, L, R, S, U, W, Y Т F, G, J, К, L, R, T.U, Y S, W
6 8 5,5 25 21 20 8,5 6 12 4,0 3,5 4,0 М3,5
8 10 6,0 32 28 25 11,0 8 17 4,5 4,5 4,5 М4
10 14 9,0 50 44 40 15,0 11 20 7,0 5,0 7,0 Мб
12 20 13,0 55 47 50 20,0 16 6,0
16 25 15,0 63 53 60 25,0 20 25 — 9,0 М8
20 25 15,0 70 60 70 20,0 30 9,0
25 32 20,0 100 87 100 35,0 25 11,0 М10
Вставки с осевым и поперечным регулированием (см. рис. 3.26) получили наи-
большее распространение в машиностроении. Однако возможные погрешности
при изготовлении (отклонения от номинальных значений углов наклона плос-
кости под крепежный винт вставки и оси резьбового отверстия под винт) могут
привести к контактам головки винта со вставкой в точке а или b (рис. 3.28). Про-
3.4. Резцовые вставки
195
акции а' и V этих точек на опорную поверхность гнезда под вставку оказываются
внутри треугольника АВС или вне его. При контакте винта в точке Ъ положение
вставки неустойчиво, так как благодаря моменту, создаваемому силой Рх (со-
ставляющей силы Рп от затяжки крепежного винта), возможен ее поворот во-
круг оси АС, т.е. отрыв точки В от опорной плоскости. При настройке вставки
вне станка на диаметр растачивания это приведет к нарушению расчетного па-
раметра обработки. Для профилактики следует преднамеренно исказить угол
наклона оси крепежного винта от теоретического на 1.. .2°, чтобы проекция точ-
ки контакта головки винта с плоскостью косого среза вставки не выходила за
Пределы площади треугольника АВС.
Рис. 3.28. Схемы установки резцовой вставки в гнезде
При настройке вставок на размер вне станка винты для поперечного и осевого
регулирования предохраняют с помощью контрящих резьбовых вставок или
нейлоновых пробок на резьбовом участке от самопроизвольного отвертывания.
Винт для поперечного регулирования обычно выступает над плоскостью
корпуса вставки на 0,3.. .0,5 мм, что создает опору по кромке АВ и в точке С. Устой-
чивое положение вставки в гнезде оправки требует также наличия углового за-
вора ц = 0°30'...1°, т.е. небольшого поднутрения боковой опорной плоскости
гнезда. Глухая сторона гнезда под резец-вставку в оправке является упором для
головки винта осевого регулирования, а плоскость, параллельная оси, — упо-
ром для винта поперечного регулирования. Целесообразно, чтобы ключ для
винта поперечного регулирования свободно входил в отверстия в головке винта
для осевого регулирования, что позволяет одним ключом регулировать вставку
В обоих направлениях.
196
Глава 3. Проектирование токарных резцов
Фасонные резцы
3.5.1. Типы фасонных резцов.
Крепление фасонных резцов на станке
Классификация фасонных резцов. Резцы с фасонной режущей кромкой
применяют для обработки поверхностей вращения сложного профиля на токар-
ных и револьверных станках, автоматах и полуавтоматах. В процессе обработки
заготовка вращается, а резец совершает движение подачи в радиальном, осевом
или тангенциальном направлении (рис. 3.29).
Рис. 3.29. Классификация фасонных резцов по направлению движения подачи:
а — радиальные; б — осевые; в — тангенциальные
По форме задней поверхности и особенностям конструкции фасонные резцы
бывают дисковыми, призматическими и стержневыми; значительно реже при-
меняются винтовые резцы (рис. 3.30).
В зависимости от положения передней поверхности резцы бывают с обычной
заточкой (А. = 0°), когда базовая точка 1 установлена на высоте оси детали, и с бо-
ковой заточкой (А, Ф 0°), когда на высоте оси детали установлен участок лезвия
1-2 (рис. 3.31).
По положению базовой поверхности (оси посадочного отверстия у круглых
резцов или опорной плоскости у призматических) относительно оси детали ис-
пользуются резцы обычной установки и резцы особой установки. Последние
в свою очередь могут быть с базой, развернутой в горизонтальной плоскости на
угол V (рис. 3.32, а), и с боковым наклоном корпуса (обычно призматические
резДы; рис. 3.32, б).
По виду обрабатываемой поверхности фасонные резцы подразделяются на
наружные, внутренние, торцовые. Последние представляют собой наружные
резцы с базой, развернутой на угол \|/ = 90°.
Стержневые резцы подобны обычным токарным, но имеют фасонную режу-
щую кромку, соответствующую форме поверхности детали. Такие резцы допус-
3.5. Фасонные резцы
197
Рис. 3.30. Классификация фасонных резцов по конструктивным признакам:
а — призматические; б — дисковые; в — стержневые; г — винтовые
Рис. 3.31. Призматические фасонные резцы:
а — с обычной заточкой (А = 0°); б — с боковой заточкой (А * 0°)
198
Глава 3. Проектирование токарных резцов
Рис. 3.32. Фасонные резцы:
а — с развернутой базой; б — с боковым наклоном корпуса
кают малое количество переточек и используются в единичном и мелкосерийном
производстве. Закрепляются они в суппорте так же, как обычные резцы.
Призматический фасонный резец представляет собой призму, одна из бо-
ковых граней которой — фасонная поверхность, а один из торцов — передняя
поверхность. Задние углы на фасонной режущей кромке такого резца 1 обеспе-
чиваются при его наклонной установке в державке 2 (рис. 3.33, а), передние
углы — заточкой.
У тангенциальных резцов передняя поверхность срезана под углом <р = 45.. .75°,
т.е. их лезвие скошено, наклонено к оси детали под углом 90° - <р (рис. 3.33, б).
Это весьма существенно меняет условия резания, так как обработка происходит
не одновременно по всему профилю, а постепенно, по мере того как в соприкос-
новение с деталью вступают все новые точки режущей кромки. Как следствие,
уменьшаются силы резания, благодаря чему можно обрабатывать детали малой
жесткости, не опасаясь поломок и вибраций. По сравнению с радиальными рез-
цами тангенциальные резцы имеют значительно большую длину резания, а так-
же переменные углы а и у в каждой точке их рабочего кода. В последние годы
тангенциальные резцы практически не применяются.
Дисковый фасонный резец — это тело вращения с вырезанным угловым па-
зом для создания передней поверхности и пространства для размещения стружки.
Резец крепится на оправке, ось которой располагают выше оси детали, благо-
даря чему на фасонной режущей кромке создаются положительные задние углы
(рис. 3.33, в). Дисковые резцы просты в изготовлении, допускают большое ко-
личество переточек, но крепятся менее жестко, чем призматические резцы,
и обрабатывают профили меньшей глубины. С правой стороны резца выполня-
ют буртик с рифлениями. Регулирование вершины резца на высоту йр первона-
чально производится поворотом резца 1 относительно зубчатого сектора 4 с по-
мощью рифлений в разжатом состоянии, а окончательно — винтом 3 с червячной
3.5. Фасонные резцы
199
а
Рис. 3.33. Крепление фасонных резцов на станках
и образование задних и передних углов
нарезкой уже в предварительно зажатом состоянии. Винт в этом случае передает
движение резцу через входящий в него палец. Узел крепления находится в дер-
жавке 2.
По конструкции, способу соединения режущей части и корпуса, материалу
режущей части резцы разделяются на насадные и хвостовые (круглые). Рабочая
часть резцов может быть выполнена из быстрорежущей стали или твердого
сплава. Резцы могут быть цельными (рис. 3.34, а; рис. 3.35, а) или составными
(рис. 3.34, б, в; рис. 3.35, б). Фасонные резцы небольших размеров можно изго-
тавливать цельными из твердосплавных заготовок требуемых размеров и формы
(ДЛЯ круглых резцов заготовка имеет цилиндрическую форму, а для призмати-
ческих резцов — форму прямого параллелепипеда). Такие заготовки легко обра-
батываются металлорежущим инструментом, а затем окончательно спекаются
в почах, шлифуются и затачиваются. У цельных твердосплавных призматиче-
ских резцов базой крепления является призматическое тело (см. рис. 3.34, а),
а у круглых — посадочное отверстие и отверстие под штифт (рис. 3.35, а).
200
Глава 3. Проектирование токарных резцов
а
Рис. 3.34. Конструкции твердосплавных призматических фасонных резцов:
а — цельного; б, в — составных; 1 — винт; 2 — клин; 3 — державка;
4 — режущая пластина; 5 — корпус резца; П — линия предела переточки
Рис. 3.35. Конструкции твердосплавных дисковых фасонных резцов:
а — цельного; б — составных; 1 — корпус; 2 — режущая пластина;
П — линия предела переточки
Призматические резцы с пластинами из твердого сплава должны иметь пе-
реднюю поверхность с разными углами по пластине и корпусу (см. рис. 3.34, в),
что облегчает заточку и переточку. Для внутренней обработки применяют круг-
лые фасонные резцы с двумя — четырьмя твердосплавными пластинами (см.
рис. 3.35, б), количество которых зависит от возможности их размещения в об-
рабатываемом отверстии при выбранном наружном диаметре Пн резца. Крепле-
ние резцов осуществляется за счет цилиндрического хвостовика.
При неглубоких профилях резцов задняя поверхность корпуса может не по-
вторять профиль твердосплавной пластины, но пластина должна выступать над
задней поверхностью на 2...5 мм.
3.5. Фасонные резиы
201
3.5.2. Проектирование фасонных резцов
Последовательность проектирования. Проектирование фасонных резцов со-
стоит из следующих основных этапов:
1) подготовка чертежа детали к расчету фасонного резца;
2) выбор типа резца;
3) определение углов режущей части и углов установки резца;
4) определение габаритных и присоединительных размеров резца;
5) расчет размеров профиля резца (коррекционный расчет резца);
6) расчет допусков на размеры профиля, углы заточки и установки резца;
7) оформление рабочего чертежа резца;
8) проектирование шаблона для контроля профиля резца при его изготовле-
нии и контршаблона для проверки шаблона;
9) проектирование державки для крепления резца на станке.
Подготовка чертежа детали к расчету фасонного резца. Для расчета разме-
ров профиля резца необходимо задать расчетные или теоретические размеры де-
тали. Чтобы при обработке детали каждый размер можно было легче получить
внутри его поля допуска, за теоретические размеры детали принимают ее сред-
ние размеры. Например, задан вал 05О^;°32. Тогда средний в поле допуска диа-
метр вала будет 49,934 мм, а расчетное значение радиуса равно 24,967 мм. Если
размер стоит на чертеже без допуска, то он принимается по квалитету точности
10 или 11; в этом случае знак отклонений следующий: «+» для охватывающих
размеров, «-» для охватываемых, «±» для прочих размеров. Как правило, про-
дольные размеры профиля и радиусы дуговых участков принимаются с откло-
нениями «±», поэтому за расчетные размеры могут быть приняты их номиналы.
Наибольшую трудность представляет определение радиусов промежуточ-
ных точек дуговых участков. В этом случае по заданным размерам детали Bp D2,
1,Яидлинам/2, ^з» ••••» h (рис. 3.36) находят радиусы точек 2-6, т.е. г2, г3,.... г6.
Рис. 3.36. Схема к определению радиусов промежуточных
точек детали иа ее дуговых участках
202
Глава 3. Проектирование токарных резцов
В некоторых случаях необходимо определить также наименьший радиус rmin
точки М. Для решения этих вопросов нужно сначала найти координаты 10 и г0
центра окружности. В случае, если высокая точность обработки детали не требу-
ется, подобные размеры можно определить графически (вычерчиванием профи-
ля в достаточно большом масштабе).
Решение вопроса о дополнительных лезвиях фасонного резца (рис. 3.37) свя-
зано с тем, что часто фасонные резцы кроме обработки заданного профиля сни-
мают также фаску с торца детали и прорезают канавку для облегчения работы
отрезного резца. Диаметр D канавки не должен быть меньше наименьшего диа-
метра Z)min детали и зависит от жесткости детали и ее конфигурации. Другими
словами, режущая кромка под отрезку не должна выступать за пределы рабоче-
го профиля резца. Размер Ъ принимается несколько большим или равным шири-
не отрезного резца, угол <р = 15...20°. В дальнейшем при проектировании резца
в расчет берется весь профиль вместе с дополнительными лезвиями. Чтобы ис-
ключить затирания задней поверхности отрезного лезвия, точка С его должна
быть расположена ниже всех точек профиля резца.
Выбор типа фасонного резца. В производственных условиях при проектиро-
вании фасонных резцов исходными данными являются размеры детали, указан-
ные на чертеже. При выборе типа фасонного резца для ее обработки руковод-
ствуются следующими соображениями.
Призматические фасонные резцы используются только для наружной обра-
ботки. Высокая жесткость их крепления в державках с помощью «ласточкиного
хвоста» позволяет работать с большими подачами или вести обработку профи-
лей большей длины при повышенных требованиях к точности размеров и про-
филя обработанной детали.
Стержневые резцы используются при единичном и мелкосерийном произ-
водстве деталей, так как допускают малое число переточек и требуют после каждой
переточки подналадки по высоте с помощью подкладок. В остальных случаях
3.5. Фасонные резцы
203
применяются круглые (дисковые) резцы. Они допускают большее количество
переточек и технологичнее в изготовлении. Кроме того, круглыми фасонными
резцами обрабатывают внутренние фасонные поверхности.
Чаще применяются резцы радиального типа, так как большинство станков
имеет суппорты с установкой резца по высоте оси детали. Резцы тангенциального
типа можно применять при малой глубине фасонного профиля детали (tmiUI < 0,12В),
однако надо учитывать возможности размещения и закрепления такого резца
на суппорте станка. Важным достоинством тангенциального резца является
возможность обработки деталей разного диаметра с одинаковыми фасонными
профилями и постепенное врезание и выход резца, что ведет к уменьшению уси-
лий резания и позволяет обрабатывать нежесткие детали с точностью до 0,03 мм
на диаметр. Однако производительность обработки при их использовании ниже,
чем при работе резцов радиального типа.
Резцы с двойным наклоном передней поверхности, когда 1, у* 0°, применяют
при обработке профилей, имеющих конический участок повышенной точности.
Резцы с особой установкой (с развернутой базой крепления или наклонным
корпусом) служат для улучшения условий обработки торцовых участков профи-
ля детали, так как при этом увеличивается задний угол aN. Разворот базы на
угол \|/ применяется для всех резцов, боковой наклон корпуса на угол — обыч-
но для призматических резцов. Боковой наклон выгоднее, чем разворот базы,
так как уменьшает габариты державки и увеличивает ее жесткость по сравне-
нию с державкой при \|/ Ф 0°. При внутренней обработке для увеличения углов ах
на торцовых лезвиях применяют также винтовые резцы.
Круглые резцы чаще изготавливают насадными; при малых габаритах резца
(обычно при внутренней обработке) применяют хвостовые резцы. Как правило,
круглые резцы выполняют цельными из быстрорежущей стали, а призматиче-
ские больших размеров делают паяными или сварными. Материал режущей
части резца выбирается с учетом условий его работы (материал детали, предпо-
лагаемые режимы резания, жесткость технологической системы).
Выбор углов режущей части. Углы резца у и а задаются в наиболее высту-
пающей (базовой) точке, устанавливаемой у резцов радиального типа на высоте
оси детали, в сечении плоскостью, перпендикулярной к базе крепления резца.
У резца с боковым наклоном корпуса (а6 Ф 0°) эти углы задаются в сечении, пер-
пендикулярном к оси обрабатываемой детали. Величины передних углов фасон-
ных резцов приведены в табл. 3.32.
Аналогично изменяются по направлению к державке углы а и у призматиче-
ских и стержневых резцов.
Задний угол выбирается в зависимости от конструктивных особенностей
резцов. При большом заднем угле ослабляется режущее лезвие, при малом —
наблюдается рост сил трения задней поверхности фасонного резца о поверхность
обрабатываемой детали. Обычно а=8... 12° для круглых иа=10...15° для призма-
тических резцов. В отдельных случаях, например для резцов, предназначенных
Для затылования фасонных фрез, а увеличивают до 25. ..30°, так как в процессе
работы истинная величина угла а будет намного меньше величины заднего угла
заточки.
204
Глава 3. Проектирование токарных резцов
Передние углы фасонных резцов
Таблица 3.32
Обрабатываемый материал Механические свойства Передний угол, град
<тв, МПа НВ
свыше ДО свыше ДО
Медь, алюминий — — — — 20...25
Стали — 500 — 150 25
500 800 150 235 20...25
800 1000 235 290 12...20
1000 1200 290 350 8...12
Бронзы, свинцо- вистые латуни — — — — 0...5
Чугуны — — — 150 15
— — 150 200 12
— — 200 250 8
Приведенные величины заднего и переднего углов для фасонных резцов от-
носятся только к наружным точкам профиля резца. С приближением рассмат-
риваемых точек к центру дискового фасонного резца величина переднего угла
уменьшается, а заднего — увеличивается.
Следует иметь в виду, что задние углы переменны в разных точках кромки.
Для произвольной точки профиля режущей кромки, лежащей на наружном
диаметре резца, главный задний угол определяется следующим образом:
tgaN =tganpsin<p.
Если же точка находится на произвольном удалении от центра резца, расчет-
ная формула примет следующий вид:
tgaN =—tgaT smcp,
где D, Dx — соответственно наибольший диаметр и диаметр резца в точке х;
для призматических резцов D/Dx = 1; a, — задний угол в данной точке в торцо-
вом сечении; <р — угол между касательной к профилю детали в данной точке
и торцовой плоскостью детали. Угол aN не может быть меньше 3°.
На участках лезвий, перпендикулярных к базе резца, обычно делают поднут-
рения под углом = 3.. .4° или оставляют фаски шириной 0,5... 1,0 мм (рис. 3.38).
Рис. 3.38. Конструктивные исполнения лезвий, перпендикулярных к базе резца
3.5. Фасонные резцы
205
Определение габаритных и присоединительных размеров фасонных рез-
цов. Обычно габаритные и присоединительные размеры резцов определяются из
конструктивных соображений в зависимости от глубины imax фасонного профи-
ля изделия и длины L профиля.
Наружный радиус дисковых резцов для наружной обработки (рис. 3.39)
д _ tmiui+e + K +d0/2
cos а
где е — глубина заточки по передней поверхности, необходимая для размеще-
ния стружки; К = 8. ..10 мм — толщина тела резца, необходимая для обеспече-
ния его прочности; do — диаметр посадочного отверстия; а — задний угол.
Рис. 3.39. Габаритные и присоединительные размеры круглых фасонных резцов
различных типов для наружной обработки
206
Глава 3. Проектирование токарных резцов
Диаметр посадочного отверстия можно определить по формуле
. Гм^
“о =§ ->
Ш[о]„
где Мэ — эквивалентный изгибающий момент, Н • м; [о]и = 200.. .250 МПа — до-
пустимое напряжение материала оправки на изгиб. При консольном закрепле-
нии круглого резца
M3 = 0,57(W+(W>
а при двустороннем закреплении
Мэ« 0,25^/0,25(ДЛ)2+(ДР)2,
где R = + Рг, Ру — соответственно главная и радиальная составляющие
силы резания, определяемые по справочникам.
На практике величины е, d„ и другие конструктивные размеры резца выби-
рают в зависимости от глубины профиля изделия imax (табл. 3.33-3.36). Наи-
больший диаметр резца DB обычно принимают в 6-8 раз больше глубины
профиля и округляют в большую сторону до значений из нормального ряда ли-
нейных размеров по ГОСТ 6636-69*.
Таблица 3.33
Значения е и do для круглых наружных фасонных резцов, мм
Глубина фасонного профиля изделия tmax е d0 Глубина фасонного профиля изделия tmax е
До 6 3 13 До 14 4 22
До 8 3 16 До 25 5 27
Таблица 3.34
Размеры круглых наружных фасонных резцов
с рифлениями (рис. 3.39, а), мм
Глубина профиля изделия Размеры резца Размеры рифлений
D Ь8 d0H7 Г k d, 1
До 4 30 10 1 12 — —
6 40...50 16 1 12 20 3
8 50... 70 16 1 12 26 3
10 60...80 22 2 16 32 3
12 70...90 22 2 16 35 4
15 80... 100 22 2 16 40 4
18 90...110 27 2 18 45 5
21 100...120 27 2 18 50 5
Примечания: 1. При обработке внутренних поверхностей 2JR„ max = DK = 2(0,65...0,75)rmln,
гДв rmin — минимальный радиус обрабатываемого отверстия.
2. Глубина выточки 12 под головку винта выбирается равной (0,25...0,5)L.
3. Для резцов с у< 16° v - 80е, а для резцов су«! 15° v = 70e.
3.5. Фасонные резиы
207
Таблица 3.35
Размеры круглых фасонных резцов с шестью отверстиями под палец (рис. 3.39, б), мм
Глубина профиля изделия Размеры резца Размеры отверстий
D Ь8 da Н7 bm»x k Г Dr d2
6 50 13 20 9 3 1 28 5
8 60 16 25 11 2 34
11 75 22 34 15 4 42
14 90 18 45 6
18 105 27 40 23 5 52 8
25 125 30 3 55
Таблица 3.36
Размеры круглых фасонных резцов с одним отверстием под палец (рис. 3.39,в), мм
Глубина профиля изделия Тип Размеры резца Размеры отверстия под штифт
L Dh8 d0 Н7 dr d2 f I k dr da Н10 R С т
До 6 I До 6 48 10 15 Пере- менный 2,5 6 9 — 4,1 9 8 —
П Свыше 6 — — —
До 8 I До 10 52 12 19 32 4 10 10 — 6,2 11 10 —
II 10...20 — — 8
Свыше 20 — 29
До И I До 10 68 16 23 42 4 10 10 — 8,2 14 13 —
П 10...20 — — 8
Ш Свыше 20 — 37
Примечание. Для резцов с у< 15° v = 80°, для резцов с у> 15° v=70°.
Правильная обработка рифлений на буртике резца обеспечивается соответ
ствующей установкой делительной головки (табл. 3.37).
Таблица 3.37
Углы наклона шпинделя делительной головки при обработке рифлений
Схема установки Число Угол 6 между сторонами зубьев
60° 90°
Угол Р
32 85°06' 87°11'
Фрезах 34 85°25' 87°2Г
35 85°32' 87°26'
36 85°40' 87°30'
"fed \ 38 85°54' 87°38'
X у т.. 40 86°06' 87°45'
42 86° 17' 87°5Г
44 86°27' 87°57'
45 86°32' 88°00'
а х уу ] х 1 ° 1 coap = tg — ctg - 46 86°37' 88°03'
\ а 48 86°45' 88°08'
50 86°53' 88°12'
208
Глава 3. Проектирование токарных резцов
Чтобы упростить изготовление круглого фасонного резца, его торцы выпол-
няют плоскими, но со стороны державки (см. рис. 3.39, б, в) сверлят одно или
несколько отверстий под цилиндрический палец, принадлежащий зубчатому
сектору.
Призматические резцы для базирования и закрепления имеют хвостовик
типа «ласточкин хвост», а для регулирования по высоте могут иметь винт со сто-
роны опорного торца. Габаритные и присоединительные размеры призматиче-
ских фасонных резцов (рис. 3.40) представлены в табл. 3.38.
Рис. 3.40. Габаритные и присоединительные размеры призматических
фасонных резцов
Таблица 3.38
Размеры призматических фасонных резцов, мм
Глубина профиля детали Размеры резца Размер М при разных диаметрах ролика d
В Н £-0,03 А F Г d± 0,005 М ±0,05 d± 0,005 М±0,05
До 4 13 75 4 15 7 0,5 3 18,577 4 21,31
6 20 75 6 20 10 0,5 4 24,000 6 29,46
10 25 75 6 25 15 0,5 4 29,000 6 34,46
14 35 90 10 30 20 1 6 34,846 10 45,77
20 45 90 10 40 25 1 6 44,846 10 55,77
28 60 100 15 60 40 1 8 64,536 15 83,66
Примечание. При ширине L > 2,5А допускается применение хвостовиков большего размера.
При отсутствии роликов диаметром d, приведенным в таблице, пользуются
имеющимися роликами, размер М при этом подсчитывают по формуле
М = А+d (1 + ctg30°) -2Fctg60°.
3.5. Фасонные резцы
209
Длина профиля резцов определяется в зависимости от размеров профиля де-
тали с учетом дополнительных лезвий и округляется в большую сторону в соот-
ветствии с нормальным рядом стандартных размеров по ГОСТ 6636-69*.
3.5.3. Коррекционные расчеты фасонных резцов
для наружной обработки
Размеры рабочей части и высота профиля фасонного резца будут равны соот-
ветствующим размерам и высоте профиля обработанной детали, если углы а и у
равны нулю. Однако такие геометрические параметры не используются, так как
резание в данном случае практически невозможно. Обычно фасонные резцы зата-
чивают и устанавливают так, чтобы обеспечить положительные величины перед-
него и заднего углов. Передний угол как у призматического, так и у дискового
фасонных резцов обеспечивается путем заточки. Задний угол а у дискового резца
создается за счет смещения центра резца выше центра детали на величину йр
(СМ. рис. 3.33, в), а у призматического — наклоном резца (см. рис. 3.33, а).
При положительной величине углов у и а глубина профиля детали, измерен-
ная вдоль передней поверхности инструмента, не равна глубине профиля резца.
Это указывает на то, что глубина профиля резца, измеряемая в плоскости, пер-
пендикулярной к его задней поверхности, от базовой линии, параллельной оси
детали, отличается от глубины профиля детали, измеренной в радиальной плос-
кости.
Длины 1и 12, ..., 1п профиля детали, измеренные вдоль оси, в точности соот-
ветствуют длинам профиля резца. Это положение справедливо лишь в случае,
когда ось дискового или базовая сторона призматического фасонного резца па-
раллельна оси детали. Для обеспечения необходимых высоты и формы профиля
детали выполняют соответствующие коррекционные расчеты профиля инстру-
мента.
Существует два способа нахождения профиля фасонных резцов по заданному
профилю детали: графический и аналитический. Графически профиль фасонного
резца определяется по правилам проекционного черчения. Преимуществом этого
способа является наглядность, а недостатком — низкая точность, обусловленная
неточностями графических построений. Преимуществом аналитического спо-
соба является высокая точность в определении размеров профиля инструмен-
тов, а недостатком — длительность вычислений, особенно для криволинейных
поверхностей.
Цель аналитического коррекционного расчета — определение высотных раз-
меров профиля фасонных лезвий, измеренных в направлении, перпендикулярном
к бпзе резца.
Расчетная схема для определения искомых размеров представлена на
рис. 3.41. Контур фасонной детали задан узловыми точками 1-6, а осевые рас-
стояния l2, la между ними и радиусы г1( г2, .... гв — чертежом. Исходя из
свойств обрабатываемого материала детали выбираем угол у и проводим из точ-
ки 1 под этим углом след передней поверхности, который пересечет профиль де-
тали в точках 3, 4, 5(6).
Рис. 3.41. Схемы для коррекционных расчетов фасонных резцов для наружной обработки:
а — круглого; б — призматического
210 Глава 3, Проектирование токарных резиов
3.5. Фасонные резцы
211
Примем за произвольную координатную ось прямую линию, проходящую
через базовую точку 1 под углом а к плоскости резания в этой точке. Для коррек-
ционных расчетов выполняют дополнительные построения.
Продолжим след передней поверхности резца за точку 1 влево и опустим на
него из центра детали Од перпендикуляр ОДК. Кроме того, соединим Од с точками
3, 4, 5(6). Из этих же точек проведем прямые, параллельные отрезку ОЛК. Рас-
стояние от этих прямых до отрезка ОЛК обозначим буквой А с соответствующим
индексом каждой узловой точки. После этого из точек 3, 4, 5(6) проводим пер-
пендикуляры на заднюю поверхность резца, что соответствует искомым значе-
ниям Р3, Р4, Р& = Р6.
На рис. 3.41, а приведена схема для коррекционного расчета круглого фасон-
ного резца. Задача сводится к нахождению радиусов резца 2?!, R2, • •,Ri, соответ-
ствующих узловым точкам детали. При этом радиус R^ наиболее выступающей
точки или наружный диаметр резца определяем согласно приведенной выше
формуле. Точку 1 располагаем на уровне горизонтальной оси детали. С учетом
принятого угла а центр резца Ор смещаем на величину йр = Kjsina относительно
центра Од детали. Из точки 1 под углом уотносительно горизонтальной оси детали
проводим след передней поверхности резца 1М и соединяем центр резца с узловы-
ми точками 3,4, 5(6), лежащими на пересечении следа передней поверхно-
сти с окружностями детали радиусов ru r2,..., rt. Получаем ряд прямоугольных
треугольников Ор1М, ОрЗМ, Ор4М, ОР5(6)М, имеющих общий катет Н.
Проведя дополнительные построения, получим расстояния А и С с соответст-
вующими индексами от узловых точек 1(2), 3, 4, 5(6) передней поверхности до
центра детали и до точки 1.
Независимо от конструктивного исполнения резца искомые размеры С опре-
деляются по одним и тем же формулам:
1) т = r^iny, 3) у = агсзш(тп/гЗ; 5) Ci=Al-A1.
2) Aj = r^iny; 4) А( = тусозу;
Расчет по формулам (1) и (2) выполняется один раз, а расчет по формулам
(8)-(5) выполняется для всех точек профиля детали, кроме точки 1.
В приведенных формулах использованы следующие символы: 1 — базовая
точка резца; г\ — ее радиус на детали; 2, ...,i — любая (вторая, i-я) точка резца,
образующая на детали окружности радиусов г2, г3,..., г(; у— передний угол рез-
ца в базовой точке 7; у — передний угол резца в точках 2, 3, ..., i; Ct — искомый
размер на данном этапе расчета.
При расчете размеров профиля призматического фасонного резца в нормаль-
ном сечении исходными данными являются углы а и у, а также размеры С2.
найденные в общей части коррекционного расчета. Искомые размеры Pt профи-
ля (рис. 3.41, б) определяются по формуле
Р,=Сг cos (а + у).
При расчете круглых фасонных резцов заданными величинами являются
углы а, у и наружный радиус резца Rlt соответствующий базовой точке 1.
Размеры С2 (, лежащие в передней плоскости резца, найдены в общей части
расчета. Задача коррекционного расчета сводится к определению радиусов
рмца, соответствующих другим точкам профиля детали, т.е. Rt,..., Rt, а также
212
Глава 3. Проектирование токарных резцов
высотных размеров ^'профиля в осевом сечении резца. Расчет производится по
следующим формулам:
1) Н = Ejsinfa + у); 3) В2 t = Вг - С2 t; 5) R2 t = _H7sine2 t;
2) Bj = Bjcos(a + y); 4) e2 (= arctg(H/B2 j); 6) ...( = Bj - B2 ,.
Расчет по формулам (1), (2) производится один раз, а по остальным — для
всех точек 2, I профиля.
Размер Н служит для контроля правильности заточки резца.
Радиус дугового участка резца гр и координаты его центра х0 и уа рассчитыва-
ются по координатам трех точек профиля — крайней левой 1р, центральной 2р
и крайней правой Зр. В общем случае для профиля с одним участком окружности
составляется система трех уравнений:
для точки 1р с координатами Лр1, Zpl
(*o-M2+(j/o-W =Ф
для центральной точки 2р
4 + 1?о=г%;
для точки Зр с координатами Лр3, /р3
(х0- h^)2 +(y0-ltaf =rj,
где Лрг, Zpi — соответственно перепады высот между центральной и боковыми
точками и расстояние между ними вдоль оси.
Линейные размеры принимаются равными размерам детали, а высотные /гр1
и /гр3 определяются расчетом. Решая систему приведенных уравнений методом
последовательного исключения неизвестных, можно определить требуемые ве-
личины.
Величины х0 и у0 могут иметь знаки ♦+» или «-» в зависимости от принятого
направления системы координат. На рабочем чертеже резца эти величины при-
нимаются с положительным знаком и проставляются от базовой точки.
3.5.4. Коррекционные расчеты фасонных резцов
для обработки отверстий
Расчеты профилей фасонных резцов для обработки отверстий подобны расче-
там резцов для наружной обработки. Согласно схемам, приведенным на рис. 3.42,
независимо от конструктивного исполнения резца искомые размеры С( опреде-
ляются по следующим формулам:
1) тп = Tysiny; 3) у = arcsin(zn/r(); 5) Ct=Аг - At.
2) Aj = zysiny; 4) At = тусову;
Расчет по формулам (1) и (2) производится один раз, а расчет по формулам
(3)-(5) выполняется для всех точек профиля детали, кроме точки 1. Использо-
ванные символы аналогичны принятым при расчете резцов для наружной обра-
ботки.
При расчете размеров профиля призматического фасонного резца в нормаль-
ном сечении исходными данными являются углы а и у, а также размеры С2,..., С(,
3.5. Фасонные резцы
213
Рис. 3.42. Схемы для коррекционных расчетов
фасонных резцов для внутренней обработки:
а — призматического; б — круглого
найденные в общей части коррекционного расчета. Искомые размеры Р, профи-
ля (см. рис. 3.41, б) определяются по формуле
Pt = С) cos (а+у).
При расчете круглых фасонных резцов задача коррекционного расчета сво-
дится к определению радиусов резца, соответствующих другим точкам профиля
детали, т.е. R2, ..., Rit а также высотных размеров Р[профиля в осевом сечении
резца. Расчет производится по следующим формулам:
1) Н = .RjSH^a + у); 3) В2.i=B1- С2..5) 2?2........t = H/sinE2.(;
2) B1 = B1cos(a + y); 4) е2.; = arctg(H/B2.(); 6) 1%г =Rr-R2....t.
Расчет по формулам (1), (2) производится один раз, а по остальным — для
всех точек 2, 3, ...,1 профиля.
3.5.5. Расчет погрешностей обработки фасонными резцами
В производстве наибольшее распространение получили фасонные резцы,
у которых базовая точка (одна или несколько) режущей кромки расположена на
линии центров детали. При обработке такими резцами деталей, имеющих кони-
ческие или радиусные участки, возникают погрешности. Это связано с тем, что
214
Глава 3. Проектирование токарных резцов
из-за наличия угла урежущие кромки резцов, обрабатывающие эти участки, не
лежат на линии центров детали.
Теоретически для исключения погрешности на коническом и радиусном
участках необходимо профиль резца в сечении А-А изготавливать по сложным
кривым второго порядка. Например, участок профиля фасонных резцов 1р~2р
должен быть изготовлен по гиперболе, а участок профиля 1р-2р-Зр должен быть
частью эллипса (рис. 3.43). По приведенным выше формулам коррекционного
расчета можно рассчитать высоту профиля характерных точек резца, а затем по
их координатам определить уравнения этих кривых. Однако изготовление рез-
цов с таким сложным профилем связано с большими трудностями. Поэтому на
практике на участке 1р~2р для облегчения изготовления резцов профиль изго-
тавливается по прямой с углом ар, а на участке 1р-2р-Зр — по дуге окружности
радиусом гр с координатами х0 и у0. Это приводит к образованию на профиле рез-
ца в точке хр погрешности Джр, которая при обработке переносится на деталь с об-
разованием на профиле в точке х погрешности Дх. При этом если профиль резца
имеет погрешность в выпуклую сторону, то на детали погрешность будет в во-
гнутую сторону, и наоборот.
Рис. 3.43. Схема для расчета погрешности обработки на коническом участке детали
(А-А — сечение, перпендикулярное к задней поверхности резца)
В табл. 3.39 приведены формулы для расчета погрешностей на коническом
участке детали при обработке призматическими и круглыми резцами.
Расчет погрешности в точке х детали, имеющей радиусные поверхности
(рис. 3.44), после обработки фасонными резцами проводится в следующем по-
рядке:
1) по координатам трех точек 1р-2р-Зр профиля резца в сечении А-А рассчи-
тываются величины гр, х0 и у05
2) на профиле детали выбирается точка х на расстоянии 1у от базовой точки 2
и рассчитывается величина гх по формуле
гх =гг+г1, -1гу.
Таблица 3.39
Последовательность расчета погрешностей на коническом участке детали
Призматический резец для наружной обработки Круглый резец для наружной обработки Круглый резец для внутренней обработки
... Г! sin у l)siny„ = 2)С^ zrHJ<sin(Y-Y„); sin у 3)ft,,=q.cos(a + y); .. . nsiny 4)sinyK = ^K.K 5)C>^r*-sin(Y-b). sin у 6)*K=G.cos(a + YX 7)tgap=^A; g)C.- ; cos(a + y) 9) Ax =CX + fjcos у; Ю)Гфх=7^+(г1 sinyf; ll)tgafl 12)rTX=n +lytg ад; 13) Ax — гфх ~ rTX гг sin у l)sinyH = ^пх 2)С ^rHJ.sin(Y-yHX sin у 3)Л>, =<H,cos(a+у); .. . Г! sin у 4)sinyK = ^К.К 5)С .:rKJtsin(y-yK); sin у ,. . Г! sin у l)sinyH= ^н.к . 71 siny 2)sinyK- Г 'к.к 3)0. r"*sin(Y"~Y)- siny 4) Д,. =7^в2 +С2 -2Д,Снсо8(а + у); 5) С -zK Ksin(yK-у)_ sin у
6) = Ж +<% -2B„CHcos(a + y); 7)Кк =Ж +с* -2ДАсо8(а + у); 8) ^р.к ~~ Нц.К R^X’ 9)tgapi; 10) Rx = Д,.к - Zptg ар; 11) Сх = Д, cos(a+у) - -Jb2 - [Д, sin(a + у)]2; 12) m=r^iny; 13) Вж = rycosy; 14)АХ = С +ВХ; 15)гфх=Л/тп2 +А^; 16)tgoK=^K~^; 17)г„ = гнк + /^ад; 18)Дх = гтж-гф1 6)Д,.к =д/Д>2 +<% -2ад.со8(а + у); 7) Лр.к = Внк - Д.,к; 8) tgap=^-; 9) Rx = RK.K - l^tgap; 10)Cx =BHcos(a + y)-A/j?2 -[B^sinfa + y)]2; 11) m =r1siny; 12)A1 = r1cos^ 13)Bx=At-Cx; 14)гфх=Л/'п2+^; 15) tg од =^>‘K 16)гтх = гнк-/^ад; 1 7) Ax — ^*TX “ ГфХ
3.5. Фасонные резцы 215
216
Глава 3. Проектирование токарных резцов
Точку х рекомендуется выбирать на большем по длине участке (участок 2-3),
a lm = ly = 0,4Z2 + Д£ (в первом расчете Д/ = 0, а в дальнейших увеличивается с шагом,
равным0,2...0,4 мм);
Рис. 3.44. Схема для расчета погрешности обработки на радиусном участке детали
(А-А — сечение, перпендикулярное к задней поверхности резца)
3) по значению гх и параметрам резца определяется расстояние от профиля
резца Л'р до базовой точки 2;
4) рассчитывается величина Лхр для точки хр, расположенной на участке ок-
ружности резца радиусом гр:
^хр — %о ~ + 2^ — 1у •
Погрешность профиля резца в точке хр будет равна Дрх = йр1 -Лрх, а знак по-
грешности зависит от положения точки и значений величин гр, х0 и у0.
Для определения максимальной погрешности необходимо задаваться значе-
ниями Д/ и проводить расчеты до получения максимальной величины Дхр.
Погрешность профиля на детали в точке х можно принять Дх ~ Дхр. Это значи-
тельно упростит дальнейшие расчеты и внесет погрешность до 8 %, что вполне
достаточно для практики.
При обработке обычными круглыми резцами, имеющими одну точку на оси
детали, погрешность на конических и радиусных поверхностях деталей не-
сколько больше, чем после обработки призматическими резцами.
Для снижения погрешности деталей целесообразно у призматических резцов
уменьшать углы у и а, а у круглых резцов уменьшать углы и увеличивать наруж-
ный диаметр. Погрешность на конических участках детали можно уменьшить,
применив фасонные резцы с углами у и X, за счет чего режущая кромка будет
3.5. Фасонные резиы
217
расположена на линии центров детали. После обработки призматическим рез-
цом такой конструкции погрешность на коническом участке детали будет равна
нулю, а после обработки круглым резцом уменьшится в 3-5 раз по сравнению
с погрешностью, возникающей при обработке круглым резцом обычной конст-
рукции.
Максимальные погрешности на конических и радиусных поверхностях де-
талей после обработки фасонными резцами Дтах < (0,5...0,6)Т1, где Tj — допуск
на радиус детали. Если это условие не выдерживается, то необходимо менять па-
раметры или тип фасонного резца.
3.5.6. Расчет калибров для контроля фасонных резцов
Исполнительные размеры и допуски во многом определяют размерную стой-
кость и срок службы фасонных резцов. Это необходимо учитывать при расчете
высотных и линейных размеров фасонных резцов и калибров.
При расчете высотных размеров калибров Лк необходимо подразделять их
на охватывающие и входящие, так как они имеют разные условия работы и износ
в процессе эксплуатации (рис. 3.45).
а
Калибр
Резец
Рис. 3.45. Высотные размеры и схемы полей допусков на резец и калибр:
а — калибр имеет входящий размер; б — калибр имеет охватывающий размер
При контроле профиля резца калибром, имеющим входящий размер, его износ
будет происходить по поверхности А. В этом случае размер hK будет уменьшаться,
поэтому размер высоты профиля калибра следует назначать, ориентируясь на
максимально допустимый размер высоты профиля резца:
hK =(hv+0,5Thp-O^ThK,
где ТЛР, ThK — допуски на высоту резца и калибра соответственно; z = 0,5Т7гр —
допуск на износ калибра (см. рис. 3.45).
На компенсацию «светового зазора» необходимо оставить часть допуска раз-
мером С, откладывая его вниз от максимального размера.
При контроле профиля резца калибром, имеющим охватывающий размер,
его иэнос будет происходить по поверхности Б. В этом случае размер hK будет
увеличиваться, поэтому размер высоты профиля калибра следует назначать,
ориентируясь на минимально допустимый размер высоты профиля резца:
Ли =(ЛР -О^бТЛ,, +С)+7’А-.
218
Глава 3. Проектирование токарных резцов
При проектировании калибров рекомендуется использовать следующие со-
отношения:
при Thp < 0,05 мм ThK = 0,477ip, С = О,1ТЛР;
при T7ip = (0,06...0,l) мм ThK = 0,35Thp, С = О,157Чгр;
при ТЛР> 0,1 мм ThK = 0,3Thp, C = 0,2Thp.
Расчеты проводятся для каждой характерной точки калибра от принятой ба-
зовой точки.
Расчет осевых исполнительных размеров резца и калибра ведется от осевых
исполнительных размеров и допуска Т1Я детали. При этом необходимо учиты-
вать изменение размеров за счет осевого биения шпинделя станка с закрепленной
в нем деталью, износа резца и калибра, а также то, какой линейный размер —
охватывающий или входящий — имеет деталь (рис. 3.46).
Рис. 3.46. Линейные размеры и схемы полей допусков на деталь, резец и калибр:
а — деталь имеет охватывающий линейный размер;
б — деталь имеет входящий линейный размер
Если деталь имеет охватывающий размер 1Д, то резец имеет входящий размер,
а калибр — охватывающий размер. В процессе эксплуатации резец изнашивается
и его линейный размер 1р уменьшается, а у калибра, наоборот, линейный размер
1К увеличивается. Поэтому резец необходимо изготавливать с максимальным
осевым размером, учитывая при этом «разбивку» шпинделя станка, а калибр —
3.5. Фасонные резцы
219
с минимальным осевым размером, но при этом следует учитывать также «свето-
вой зазор» С:
1Р =(1я+0,ЯГ1я)_Т1г; 1К = (1р-0,5Т1р+С)+Т1к,
где Т1Д Т1р, Т1К — допуски на линейные размеры детали, резца и калибра соот-
ветственно; zp, зк — допуски на износ резца и калибра (см. рис. 3.46).
Рекомендуется использовать следующие соотношения:
Т7Р = О,4Т7Д; 7ЧК = О,47ЧР; С = 0,1Пр; гр = 0,1Пд; гк = 0,57Чр.
Аналогичным образом определяются линейные размеры резца и калибра
с учетом входящих осевых размеров детали:
Zp = (/д -0,5Tl^; 1Я = (1р +0,5Т1р -С).Т1к.
3.5.7. Расчет допусков на параметры заточки
и установки резиов
На все углы, определяющие заточку и установку резца (£ = а + у, аб и др.),
принимаются допуски в угловых минутах, численно равные наименьшему до-
пуску на высотный размер профиля, выраженного в микрометрах. Так, если для
данного участка допуск на высоту профиля равен 45 мкм, то допуск на угол е
равен ±22'.
Допуск на высоту установки оси круглого резца над осью детали определяют
дифференцированием формулы h = Jteina:
_ Та fi(Ta)cosa
3440 3440
где Та - Те; величина 3440 служит для перевода угловых минут в радианы.
Таким же образом находят допуск на величину Н, определяющую правиль-
ную заточку круглого резца:
тн _ Д(Те)совЕ
3440
Предельные отклонения конструктивных элементов фасонных резцов при-
нимаются в соответствии с общеизвестными рекомендациями.
Глава
ПРОЕКТИРОВАНИЕ
РАСТОЧНЫХ ИНСТРУМЕНТОВ
Общие сведения о расточных инструментах
Для растачивания отверстий применяют два основных метода обработки,
различающихся тем, что вращается в процессе работы — деталь или инстру-
мент. Вращение детали характерно для токарных станков, а расточный резец
обеспечивает только продольную подачу, не вращаясь (см. гл. 3). Отверстие после
такой обработки может оказаться овальным или коническим, если в конструк-
ции инструмента не предусмотрены компенсирующие элементы, обеспечивающие
постоянство соосности инструмента и детали.
На расточных же станках заготовку неподвижно закрепляют на столе, а вра-
щающийся инструмент, выполненный в виде резца или блока, — в борштанге
или консольной оправке. Этот метод широко используется для обработки отвер-
стий в корпусных призматических деталях. Он имеет следующие преимущества:
• универсальность, позволяющая путем изменения расположения резцов
относительно оси оправки или оси станка обрабатывать отверстия различных
диаметров и глубины;
• малые затраты на изготовление и заточку резцов и резцовых вставок при
оснащении их современными инструментальными материалами, позволяющи-
ми в ряде случаев обрабатывать отверстия без подачи СОЖ в зону резания;
4.1. Обшие сведения о расточных инструментах
221
• стабильное обеспечение высокой точности расположения осей обрабаты-
ваемых отверстий, так как при растачивании отверстий инструмент жестко за-
крепляют на станке и по обрабатываемому отверстию не направляют.
Недостатки растачивания следующие:
• необходимы разработка и использование специальных приспособлений для
установки резцов на размер обрабатываемого отверстия, их наладки и подналадки;
• из-за отсутствия силового замыкания между резцом, оправкой и поверхно-
стью обрабатываемого отверстия повышаются требования к жесткости самого
инструмента, элементов закрепления его на станке, меняется точность обработ-
ки как в поперечном сечении, так и вдоль оси обрабатываемого отверстия;
• отсутствие калибрующей части, нескольких зубьев и других конструктив-
ных элементов, характерных для мерных инструментов, снижает размерную
стойкость расточных инструментов, требует соблюдения специальных условий
для «безрисочного» вывода инструмента из обрабатываемого отверстия и т.д.
В качестве расточного инструмента применяют длинные стержневые резцы,
а также короткие резцы, закрепляемые в расточных державках. Державочные
расточные резцы изготавливают с напаянными пластинами из быстрорежущей
стали или твердого сплава, с монолитной твердосплавной паяной или клееной
рабочей частью, с механическим креплением СНП. Резцы из быстрорежущей
стали небольших сечений выполняют сварными. Для обработки отверстий с ма-
лыми допусками применяют резцы, армированные алмазами и другими сверх-
твердыми материалами. Надежность крепления пластин из быстрорежущей
стали или твердого сплава зависит от качества пайки и подготовки гнезда под
пластину. В зависимости от технологических условий обработки выбирают со-
ответствующий тип крепления пластины, расположение которой определяется
геометрией резца в плане.
Некоторые рекомендации по выбору марок твердых сплавов при растачива-
нии приведены в табл. 4.1.
Таблица 4.1
Марки твердых сплавов при растачивании
Отношение длины оправки к ее диаметру Требования к твердому сплаву
Усредненные условия Повышенная износостойкость Повышенная прочность
Конструкционные и инструментальные стали
Менее 0,8 Т14К8 Т15К6 Т5К10
Свыше 0,8 Т5К10 Т14К8 -
Труднообрабатываемые стали и сплавы
Менее 0,8 ВКЮ-ХОМ, ВКЮ-ОМ ВК6-М, ВК15-ХОМ ТТ10К8Б, ВК8
Свыше 0,8 ВК15-ХОМ, ВК8 ВКЮ-ОМ, ТТ10К8Б -
Чугуны, медные и алюминиевые сплавы
Менее 0,8 ВК6 ВК6-М ВК8
Свышо 0,8 ВК8 ВК6 -
222
Глава 4. Проектирование расточных инструментов
Расточные державочные резцы и вставки
Расточные державочные резцы являются основным инструментом для рас-
тачивания в корпусных деталях отверстий диаметром свыше 40...50 мм. Резцы
имеют квадратное сечение, их закрепляют в гнездах расточных оправок (держа-
вок) в перпендикулярном или наклонном положении (рис .4.1), под углом е=4 5,
60,90° по отношению к оси оправки. При е # 90° углы в плане <р и <рг преобразуют-
ся в углы настройки <рв и <р1в соответственно.
Рис. 4.1. Расположение расточных державочных резцов в оправках
Конструктивные особенности и области применения державочных резцов
для растачивания отверстий приведены в табл. 4.2.
Таблица 4.2
Типы и основные размеры расточных резцов
Наименование, тип, конструктивные особенности
Резцы расточные державочные из быстрорежущей
стали (ГОСТ 10044-73*):
тип 1 — для прямого крепления, В х Н х L, мм:
6 х 6 х 20...16 х 16 х 80
Эскиз
тип 2 — упорные для прямого крепления;
В х Н х L, мм: 6 х 6 х 20...20 х 20 х 100
4.2. Расточные державочные резцы и вставки
223
Продолжение табл. 4.2
Наименование, тип, конструктивные особенности
Эскиз
тип 3 — для косого крепления под углом 45°
(<Pi = 55°); BxHxL, мм: 6хбх20...20х20х 100
тип 4 — для косого крепления под углом 60°
(<Pi = 40°); BxHxL, мм: 8х8х20...20 х20х 100
Резцы расточные цельные из твердого сплава со стальным
хвостовиком для сквозных отверстий (ГОСТ 18062-72):
тип 1 — для координатно-расточных станков;
HxDxLxd, мм: 2,8х6х40х3...7,5х 12 х 70х8
(d — наименьший диаметр растачиваемого отверстия)
тип 2 — для токарных автоматов; Н х D х L х d, мм:
2,8 х 10 х 70 х 3...7.5 х 15 х 100 х 8
тип 3 — для токарных станков;
HxL х d, мм: 2,8 х 120 х 3...7.5 х 140 х 8
Резцы расточные цельные из твердого сплава со стальным
хвостовиком для глухих отверстий (ГОСТ 18063-72):
тип 1 — для координатно-расточных станков;
HxDxLxd, мм: 2,8х6х40х3...7,5х12х70х6
(d — наименьший диаметр растачиваемого отверстия)
тип 2 — для токарных автоматов; Н х D X L х d, мм:
2,8 х 10 х 70 х 3...7,5 х 15 X 100 х 8
тип 3 — для токарных станков; Н х L х d, мм:
2,8x120x3...7,5x140x8
Типы 1 и 2
Исполнение 1
ТипЗ
ТипЗ
224
Глава 4. Проектирование расточных инструментов
Продолжение табл. 4.2
Наименование, тип, конструктивные особенности
Резцы расточные державочные с пластинами из твер-
дого сплава (ГОСТ 9795-84):
тип 1 — для обработки сквозных отверстий, крепле-
ние прямое; В х Нх L, мм: 10 х 10 х 4О...25х 25 х 125
Эскиз
тип 2 — резцы упорные для обработки глухих
отверстий, крепление прямое; исполнение 1 —
BxHxL, мм: 6 х 6 х 20...40х 40х 180; исполне-
ние 2 — d х L, мм: 6 х 20...32 х 140
Тип 1
тип 3 — для косого крепления под углом 45°;
исполнение 1 — державка квадратного сечения;
BxHxL, мм: 6 х6 х 20...20х20х 100;
исполнение 2 — державка круглого сечения;
dxL, мм: 8 х 25...20 х 100
тип 4 — для косого крепления под углом 60°; испол-
нение 1 — В xHxL, мм: 6 х 6 х 20...40х 40 х 120;
исполнение 2 — d xL, мм: 6 х 20...20 х 100
4.2. Расточные державочные резиы и вставки
225
Продолжение табл. 4.2
Наименование, тип, конструктивные особенности
тип 5 — для косого крепления под углом 60° с <р = 60°;
BxHxL, мм: 12 х 12 х 40...16 х 16 х 80
тип 6 — для косого крепления под углом 60° с <р = 60°;
BxHxL,мм: 16х 16x63...25х25х 125
Резцы алмазные (ГОСТ 13297-86):
для сквозных отверстий; исполнение 1 —
В х Н х L х d, мм: 6 х 6 х 40 х 8...20 х 20 х 125 х 14;
исполнение 2 — DxftxLxd, мм:
6 х 5 х 40 х 8...20 х 19 х 125 х 14 (d — минималь-
ный диаметр растачиваемого отверстия)
Исполнение 1
для глухих отверстий;
исполнение 1 — В xHxLxd, мм:
6 х 6 х 40 х 6...20 х 20 х 125 х 12;
исполнение 2 — DxftxLxd, мм:
6 х 5 х 40 х 6...20 х 19 х 125 х 12
Исполнение 1
Резцы расточные перетачиваемые, оснащенные ком-
позитами (<р = 45 или 75° у резцов для сквозных отвер-
стий и 93° у резцов для глухих отверстий): D х L, мм:
8 х 40...14 х 50
226
Глава 4. Проектирование расточных инструментов
Окончание табл. 4.2
Наименование, тип, конструктивные особенности
Резцы расточные перетачиваемые, оснащенные ком-
позитами (<р = 45 или 75° у резцов для сквозных отвер-
стий и 93° у резцов для глухих отверстий): DxL, мм:
8x40...14х 50
Эскиз
Исполнение 2
Резцы расточные с твердосплавными пластинами
с цилиндрическим хвостовиком для координатно-
расточных станков (ГОСТ 25987-83); D х L х d, мм:
10 х 63 х 6...25 х 210 х 25 (d — минимальный диа-
метр растачиваемого отверстия):
тип 1 — для обработки сквозных отверстий
Тип 1
тип 2 — для обработки глухих отверстий
Расточные резцы с цилиндрическим хвостовиком широко применяют для
растачивания точных отверстий диаметром от 3 до 150 мм на координатно-рас-
точных станках. Резцы закрепляют в специальных патронах (резцедержателях),
обеспечивающих микрометрическую регулировку диаметра растачивания с точно-
стью доО,01 мм. Предусмотрено два типа резцов: 1) с главным углом в плане 60°,
предназначенные для чернового растачивания сквозных отверстий; 2) с главным
углом в плане 90°, что обеспечивает обработку ступенчатых и глухих отверстий
(они являются более универсальными в отношении возможностей обработки от-
верстий разных форм и, кроме того, имеют меньшее радиальное деформирова-
ние в процессе растачивания). Резцы второго типа более виброустойчивы, чем
первого. Это связано с тем, что при их использовании сила резания направлена
более благоприятно по отношению к корпусу инструмента, закрепленного в па-
троне, а радиальная составляющая имеет малое значение.
Державочные расточные резцы с пластинами из композита предназначены
для чистовой и получистовой обработки отверстий в корпусных деталях из чугу-
нов и цветных сплавов на основе меди, а также из закаленных сталей. Эти резцы
по сравнению с твердосплавными обеспечивают повышение производительно-
сти обработки в 1,5-3 раза, а также повышение точности. Резцы рекомендуются
4.2. Расточные державочные резиы и вставки
227
для установки в расточных оправках с углами е = 45, 60, 90°. Они имеют квад-
ратное или круглое с лыской поперечное сечение.
В настоящее время для растачивания широко применяются резцовые вставки
(их конструктивные особенности рассмотрены в § 3.4). Некоторые конструкции
резцовых вставок, оснащенных СНП, приведены на рис. 4.2. Для расточных ра-
бот, в частности на расточных и координатно-расточных станках, используются
вставки круглого сечения с регулировочным винтом, а для прецизионной обра-
ботки применяют так называемые микроборы с микрометрическим регулирова-
нием вылета из борштанги с точностью 0,01 мм и менее.
Рис. 4.2. Разновидности резцовых вставок, оснащенных СНП
Современная конструкция вставок «микробор» (рис. 4.3) достаточно слож-
ная. Державка 1, оснащенная СНП, соединена винтами 10 с резьбовой втулкой 7
через шайбу 9. Шайба имеет на торце два шпоночных выступа, которые кон-
тактируют с пазами в корпусе 5 и втулке 7. Державка с запрессованной в нее
шпилькой 4 ориентирована относительно паза в верхней части втулки 7. Шесть
спиральных пружин 8, размещенных в корпусе 5, надежно выбирают зазор
в резьбовой микрометрической паре. Градуированную гайку 6 фиксируют вин-
том 12 через медную прокладку 11. Прижимная планка 2 и винт 3 закрепляют
Рис. 4.3. Конструкция резцовой вставки «микробор»
228
Глава 4. Проектирование расточных инструментов
режущую пластину в державке, а весь резец закрепляется в гнезде оправки тре-
мя винтами (на рисунке не показаны). Благодаря тому, что крепление отрегули-
рованного резца производят винтом 12 снаружи, такая конструкция удобна
в компоновке и эксплуатации. Вставка может настраиваться отдельно по прибору,
если соблюдено единство размеров базовых поверхностей оправки и прибора.
Вследствие унификации резцовые вставки различных типов можно весьма
эффективно использовать для разработки комбинированных расточных инстру-
ментов (рис. 4.4).
Рис. 4.4. Примеры использования резцовых вставок в конструкциях
комбинированных инструментов
Крепление державочных резцов в гнездах оправок и борштанг может быть
жестким и регулируемым. Жесткое крепление применяется в тех случаях, когда
нет необходимости в точной настройке резца на заданный размер. При таком
креплении резец устанавливается в гнезде и закрепляется одним или двумя вин-
тами (рис. 4.5, а). Простейшие конструкции регулируемого крепления резцов
предусматривают выдвижение резца при настройке с помощью упорных вин-
тов, что позволяет устанавливать резцы с погрешностью, достаточной для раста-
чивания отверстий до квалитета точности 8 включительно.
Упорный винт может быть установлен по оси паза (рис. 4.5,6) или под углом
к пазу и резцу (рис. 4.5, в). В последнем случае регулировочное смещение резца
выполняется фаской головки винта. Смещение резцов при настройке с помо-
щью дифференциального винта (рис. 4.5, г) повышает точность регулировки,
однако применение дифференциальных резьб требует повышения точности изго-
товления и соосности резьб. Упорный винт с проточкой, в которую входит выступ
резца (рис. 4.5, д), позволяет смещать резец при настройке в обоих направлениях,
что в ряде случаев очень удобно.
Некоторые виды крепления инструмента в борштангах и оправках преду-
сматривают применение специальных резцов. Расточный резец с твердосплав-
ной пластиной может быть выполнен в виде резьбового стержня с отверстием,
в котором на резьбе расположен стопорный винт 1 (рис. 4.5, е). На торце стержня
4.3. Расточные пластины и головки
229
Рис. 4.5. Способы крепления державочных резцов в оправках
имеются два шпоночных выступа, входящих в пазы посадочного отверстия
и предохраняющих резец от проворота. На переднем конце стержня резца 3 на-
винчена гайка-лимб 2, снабженная делениями для точной настройки. Вылет
резца на заданный размер устанавливают вращением лимба, после чего резец за-
крепляется (затягивается) стопорным винтом 1.
Точная настройка резца может быть обеспечена с помощью подвижного плун-
жера в узле установки и крепления специальных расточных резцов, имеющих
рифленую боковую поверхность (рис. 4.5, ж). Рифления на резце 1 нарезаны под
углом и находятся в соединении с рифлениями плунжера 4, расположенного
в гнезде борштанги перпендикулярно к плоскости резца и связанного с вин-
том-лимбом 3. При вращении винта-лимба плунжер смещается и рифлениями
передвигает резец. Крепление установленного резца выполняется стопорным
винтом 2. Цена деления шкалы на головке регулировочного винта равна 0,01 мм.
Такая точность настройки позволяет обрабатывать отверстия с точностью ква-
литета 6 и 7.
Расточные пластины и головки
Наряду с обычными расточными резцами в настоящее время широко ис-
пользуются расточные пластины, блоки и головки.
Расточные пластины. Расточные пластины из быстрорежущей стали
или оснащенные твердым сплавом, цельные или сборные, применяют для раста-
чивания отверстий диаметром свыше 40 мм. По сравнению с однолезвийным ин-
струментом они обладают большей производительностью. Пластины работают
230
Глава 4. Проектирование расточных инструментов
только торцовыми режущими кромками, а цилиндрические, за исключением
небольшого участка, прилегающего к торцу, в работе не участвуют. Пластины
могут жестко закрепляться в пазу борштанги с помощью центрирующих фасок
и пазов и зажимаются клиньями, винтами, штифтами, гайками либо иметь воз-
можность самоустановки и центрирования по обрабатываемому отверстию в ра-
диальном направлении. Это компенсирует погрешности базирования заготовки,
погрешности предшествующей обработки и позволяет получать точное отвер-
стие при снятии весьма малого припуска.
Цельная расточная пластина показана на рис. 4.6, а. Ее главные режущие
кромки прямолинейны и наклонены к оси под главным углом в плане, выбирае-
мым в пределах 30...60°. На калибрующей части делают обратную конусность
в пределах 0,04.. .0,15 мм на 100 мм длины, на нерабочем торце резца — центри-
рующий паз для фиксации его на оправке.
Режущая кромка пластины состоит из четырех частей (рис .4.7): направляю-
щей фаски под углом 45°, режущей части, калибрующей части и участка с обрат-
ной конусностью. По задней поверхности вдоль калибрующей части образуются
цилиндрические ленточки. Рекомендации по выбору геометрии пластин приве-
дены в табл. 4.3.
Таблица 4.3
Геометрические параметры расточных пластин
Диаметр отверстия, мм Материал пластины Сквозные отверстия Глухие отверстия в чугунах и сталях
в сталях в чугунах
ф. град Ф1. град Z, мм Zi. ММ Z, мм /в ММ Z, мм Zi. ММ
35...85 Быстрорежущая сталь 15 — 4 4 4 4 9 1,0
Твердый сплав 2 15
55...150 Быстрорежущая сталь 15 — 5 5 5 5 12 1,0
Твердый сплав 2 15
80...200 Быстрорежущая сталь 15 — 7 6 7 6 15 1,5
Твердый сплав 2 15
Примечания: 1. Для чистовой обработки сквозных отверстий в сталях принимают на-
правляющую фаску f= 0,1...0,2 мм, в чугунах — f= 0,2...0,3 мм и угол <р= 5°.
2. Для чистовой обработки глухих отверстий принимают угол <р = 45°.
Расточные пластины сборной конструкции приведены на рис. 4.6, б, в. В кон-
струкции, показанной на рис. 4.6, б, обе половины резца соединены пружиной
и устанавливаются на размер винтом с коническим наконечником. На рис. 4.6, в
изображена пластина для чистовой обработки, состоящая из двух половин, снаб-
женных рифлениями. Пластину после изнашивания настраивают на размер путем
перестановки половинок на одно или несколько рифлений относительно друг
друга. Затем ее шлифуют на заданный размер по диаметру и затачивают.
А-А
1 А-А
6 7 8
Рис. 4.6. Конструкции расточных пластин
4.3. Расточные пластины и головки 231
232
Глава 4. Проектирование расточных инструментов
Комплект сборных расточных пластин для предварительной и окончательной
обработки приведен на рис. 4.6, г. Рифления позволяют переставлять вставки
для восстановления необходимого диаметра при,переточках. Паз ВН7 служит
для центрирования пластины относительно оси отверстия. Представленная на
рис. 4.6,5 пластина для окончательной обработки отверстий крепится в расточ-
ной оправке штифтом 1, который с помощью конического скоса прижимает пла-
стину через вкладыш 5 к оправке. Вкладыш ускоряет смену пластины. Для
этого выдвигают штифт, выталкивают вкладыш и свободно вынимают пластину
из гнезда оправки. Трапецеидальные ножи 2 входят в пазы корпуса, где их кре-
пят винтом 3. Вылет ножа регулируют винтом 4. JSjin предохранения пластины
от выпадания в нерабочем положении предусмотрен шарик 6 с пружиной 7
и предохранительным винтом 8.
Рис. 4.7. Геометрия чистовых расточных пластин:
а — из быстрорежущей стали; б — из твердого сплава; сверху вниз — пластины для обработки
сквозных отверстий в стали, чугуне и пластины для обработки глухих отверстий
Конструкция расточной пластины с СНП (см. рис. 4.6, е) состоит из корпу-
са 1, двух четырехгранных пластин 3, двух подкладок 5 и крепежных деталей —
винта 2 и штифта 4. Такую пластину применяют при растачивании отверстий
диаметром 50...150 мм.
Среди представленных конструкций широкое распространение получила
сборная пластина, показанная на рис. 4.6, д. Ее конструктивные особенности
приведены в табл. 4.4-4.6.
4.3. Расточные пластины и головки
233
Таблица 4.4
Размеры плавающих пластин для черновой и чистовой обработки, мм
Черновая пластина Чистовая пластина
Размеры Диаметр пластины D
35...85 55...150 80...200
1<о 32-0,05 40-0,05 55-0,05
В 10-о.оз 14-0,035 18-0,035
К 7.2440’1 10,9740,1 12,684ОД
п 12 16 22
Г 4,8 7,0 9,0
di М3 х 0,5 М4 х 0,7 Мб XI
d 4 5 8
С 13±0,1 16 ±0,1 20±0,1
^tnlh 2,5 3,5 4,5
3,0 3,5 4,0
1.0 1,5 1,5
П| 4,2 6,2 6,8
X Для черновой пластины 1,5 1,5 1,5
X для чистовой пластины 2,5 3,5 5,0
Толщина ножаН г-0,08 °-0,1в 7-0,1 ‘-0,2 П-0,1 v-0,2
1 20; 25 30; 35 45; 50
Примечание. Размер С| выбирается в зависимости от диаметра пластины.
234
Глава 4. Проектирование расточных инструментов
Таблица 4.5
Размеры узла крепления резцовой вставки в плавающей пластине, мм
Толщина пластины НН9 Паз К Н9 b 1 L±0,05 Di d Н9 di h Л1 а НЮ
А+о,. В
10 5 10 1,23 8,24 7,4 9,00 6,5 4 M3,5x0,35 2,5 3,6 3
14 7 14 5,23 11,53 10,8 12,75 8,5 5 М4х0,5 4,0 5,2 5
18 9 20 11,23 16,83 14,7 17,55 10,5 7 Мб х 0,75 5,0 6,2 6
Таблица 4.6
Размеры узла крепления плавающей пластины в борштанге, мм
L
Размеры пластины L + 0,1 dH7 а Н9 £ С п h 2 dz d3 P
в
10 32 38,3 8 8 1,69 14,0 3 7,0 2 5,5 MIO x 1,0 M6 x 0,75 6,0
14 40 47,6 12 10 2,42 19,5 4 9,5 3 7,5 M14 x 1,5 M6 x 0,75 7,5
15 55 64,0 14 12 2,96 24,0 5 11,0 3 8,5 M16 x 1,5 M6 x 0,75 9,0
4.3. Расточные пластины и головки
235
Используемые схемы крепления пластин в оправках показаны на рис. 4.8.
В схеме, приведенной на рис. 4.8, а, пластину 1 устанавливают в паз оправки 2,
снабженный лысками, на которые заходят заплечики пластины с посадкой Н7/Ь6.
Крепят пластину клином 3. Недостатком этой конструкции является быстрое
изнашивание оправки по лыскам вследствие нажима на них заплечиков пласти-
ны. На рис. 4.8, б показано крепление пластины 1 в оправке 2 с помощью клина 3,
прижимающего ее к центрирующему штифту 4. На рис. 4.8,6 изображен другой
вариант этого крепления. Пластина 1 имеет полукруглый паз, в который входит
центрирующий выступ вкладыша 4. Точное фиксирование и закрепление пла-
стины в оправке 2 обеспечиваются коническим штифтом 3. На рис. 4.8, г показа-
но крепление пластины 3 гайкой 2 и контргайкой 1. Это крепление надежно, но
сложно в изготовлении. На рис. 4.8, д изображено крепление пластины 2 винтом 1
с торца оправки. В конструкции на рис. 4.8, е пластину 2 крепят с помощью
вкладыша 3, упирающегося в коническую часть винта 4. Винт 1 предохраняет
вкладыш от выпадания при вынимании пластины. На рис. 4.8, ж показано пла-
вающее крепление пластины 1 в оправке 3. Этот способ широко применяют при
креплении чистовых пластин. Пластину устанавливают в пазу с посадкой Н7/Ь6
по ширине В и длине L, она может самоустанавливаться по подготовленному под
чистовое растачивание отверстию. Плунжер 2 служит для предохранения пла-
стины от выпадения из оправки в нерабочем положении.
Рис. 4.8. Схемы крепления расточных пластин в оправках
Расточные головки. Расточные державочные резцы с напаянными пла-
стинами из твердого сплава, несмотря на свою простоту и малую стоимость, имеют
ряд существенных недостатков, в частности ограниченную производительность,
необходимость иметь большую номенклатуру оправок и др.
Производительнее и эффективнее резцовые головки, имеющие два и более
зубьев. Такие головки могут быть жесткими и регулируемыми. Примеры конст-
рукций жестких насадных головок приведены на рис. 4.9 и в табл. 4.7.
Более прогрессивный однолезвийный расточный инструмент — расточные
сборные головки, оснащенные сменными многогранными твердосплавными
пластинами (рис. 4.10).
236
Глава 4. Проектирование расточных инструментов
Тип 1
Рис. 4.9. Жесткие насадные головки:
1 — клин; 2 — дифференциальный винт; 3 — нож; 4 — корпус
Таблица 4.7
Основные размеры жестких насадных расточных головок (ГОСТ 23022—78)
Тип головки Основные размеры, мм
D L d Н7
Тип 1 — закрепляемые на оправке двумя радиальными винтами 40...53 63 22
50...65 80 32
63...85 40
Тип 2 — закрепляемые на оправке торцовым винтом 80...100 — 32
95...110 40
Рис. 4.10. Некоторые конструкции жестких и регулируемых
расточных головок, оснащенных СНП
4.3. Расточные пластины и головки
237
Конструкция головки с микрометрическим регулированием вылета резцо-
вой вставки с помощью клиновой пары представлена на рис. 4.11. Такие головки
применяются в диапазоне диаметров 30...125 мм. В качестве режущего элемен-
та использованы сменные трехгранные твердосплавные пластины 7, закреплен-
ные специальным винтом 6 через тороидальное отверстие. Пластина закреплена
в гнезде вставки 5 круглого сечения с лысками на боковых сторонах, имеющей
угловой паз, которым она контактирует с призматическим выступом на суха-
ре 9. Сухарь имеет на наружной цилиндрической поверхности резьбу, находя-
щуюся в зацеплении с внутренней резьбой на обойме 2. При вращении обоймы
сухарь перемещается вдоль оси и своим выступом перемещает вставку 5 в ради-
альном направлении. Крышка 1 крепится к корпусу 4 винтами 8 и закрывает го-
ловку спереди. Кольцо 3 является стопорным и имеет нониусную шкалу.
Рис. 4.11. Головка с микрометрическим регулированием вылета
резцовой вставки с помощью клиновой пары
На рис. 4.12 показана конструкция расточной однозубой головки для раста-
чивания отверстий диаметром 40... 130 мм. Головка состоит из корпуса 3, на пе-
редней части которого имеется угловой паз типа «ласточкин хвост». В пазу
размещена державка 1, имеющая возможность радиального перемещения. В бази-
рующем гнезде державки закреплена сменная трехгранная или четырехгранная
Рис. 4.12. Расточная однозубая головка, оснащенная СНП
238
Глава 4. Проектирование расточных инструментов
пластина 7 с задними углами. Пластины в зависимости от конструкции крепят
прихватом и винтом или винтом через отверстие в пластине. Применяют пло-
ские пластины при обработке заготовок из чугуна или пластины со стружколо-
мающим порожком при обработке заготовок из стали.
Корпус головки снабжен регулировочным микрометрическим винтом 6 с лим-
бом. По винту перемещается ползушка 5, служащая упором для державки 1.
При вращении микрометрический винт, воздействуя через ползушку на штифт 2,
перемещает державку в радиальном направлении. При этом обеспечивается
точная настройка головки на требуемый размер обработки. После установки на
требуемый размер державка жестко фиксируется в пазу за счет упругого дефор-
мирования корпуса при завинчивании винтов 4. Для создания возможности де-
формирования паза типа «ласточкин хвост» корпус имеет продольную прорезь.
На размер обработки головку настраивают на специальном приборе. Точность
настройки, доступная в производственных условиях, составляет ±(0,01...0,02) мм
(в зависимости от диаметра обрабатываемого отверстия и опыта оператора).
Данную конструкцию однозубых сборных расточных головок можно успеш-
но применять как однолезвийный инструмент для всех видов растачивания, т.е.
чернового, получистового и чистового. При черновом растачивании припуск
должен быть достаточно равномерным. Чрезмерно большие ударные нагрузки
при растачивании головками не рекомендуются.
Головка для обработки отверстий диаметром 130...250 мм представлена на
рис. 4.13. Для увеличения диаметра растачивания в этой конструкции введена
дополнительная деталь — ползун 3, размещенный между корпусом 4 с хвосто-
виком 6 и резцедержателем 1 с помощью соединения типа «ласточкин хвост».
Штифт 7 служит жестким упором, предохраняющим кронштейн от радиального
перемещения. При наладке головки на требуемый диаметр растачивания резце-
держатель перемещают относительно ползуна вдоль направляющих винтом 10,
ползушкой 9 и штифтом 8 аналогично головке, показанной на рис. 4.12. Винта-
ми 2 и 5 закрепляют соединения типа «ласточкин хвост».
Рис. 4.13. Расточная однозубая головка, оснащенная СНП
4.3. Расточные пластины и головки
239
Для более производительной обработки отверстий рационально применять
расточные головки, имеющие два радиально расположенных режущих зуба.
В этом случае подача может быть увеличена до двух раз по сравнению с подачей
при обработке однозубыми головками. Оснащение двузубых расточных головок
сменными многогранными пластинами значительно упрощает эксплуатацию
головок, так как исключаются переточки после изнашивания, и сохраняет раз-
меры по длине головки. Кроме того, применение пластин с новыми формами перед-
ней поверхности решает вопрос формирования стружки при обработке заготовок
из стали. Конструкция расточных головок с двумя режущими зубьями позволяет
уравновешивать радиальную составляющую силы резания, существенно улуч-
шать динамику процесса растачивания, уменьшать вибрации. Увеличение числа
зубьев расточных головок, оснащенных СНП, свыше двух нерационально, так
как значительно усложняет конструкцию инструмента, уменьшает диапазон
регулирования по диаметру и, как показывает опыт, не позволяет работать на
повышенных скоростях резания из-за динамической неустойчивости процесса
растачивания.
На рис. 4.14 представлена конструкция двузубой головки со сменными пла-
стинами 4, состоящая из корпуса 3, у которого на передней части выполнен угло-
вой паз типа «ласточкин хвост». В пазу расположены две державки 1, имеющие
возможность перемещаться в радиальном направлении под действием винтов 2,
воздействующих через штифты, запрессованные в державке. Державка закреп-
ляется в требуемом положении за счет упругого деформирования корпуса при
завинчивании винтов 5.
Рис. 4.14. Расточная двузубая головка, оснащенная СНП
Головки часто функционируют как составляющая блочно-модульной систе-
мы. При этом корпуса головок собирают с элементами сборных державок в единый
инструментальный блок. Система состоит из отдельных элементов (модулей):
базовых хвостовиков, переходников и элементов для базирования и закрепле-
ния режущего инструмента (держателей инструмента), из которых компонуют
240
Глава 4. Проектирование расточных инструментов
необходимые конструкции инструмента (рис. 4.15). Модульный инструмент мо-
жет быть использован многократно для различных операций путем замены од-
ного или нескольких модулей.
Рис. 4.15. Комплект оправок модульной конструкции
Одной из проблем при разработке модульного инструмента является выбор
конструкции соединительного элемента. При этом должны обеспечиваться дос-
таточные жесткость, точность и повторяемость размеров инструмента. Зазоры
в соединениях модулей, образованные вследствие отклонений размеров в преде-
лах допусков, устраняются с помощью упругих хвостовиков и затяжных элемен-
тов (цанг, рычагов, винтов и др.). В настоящее время применяется несколько типов
соединений базовых и сменных агрегатов (табл. 4.8).
Таблица 4.8
Способы соединений модульных элементов
Характер присоединительных поверхностей Способ соединения Эскиз
Короткий конус и плоский торец Шарики и осевой зажим I 3
Короткий конус с РК-профилем Затяжной осевой винт 4—— 1
Цилиндр или конус и плоский торец Затяжной и стопорный винты Цанга и затяжной конус в
4.3. Расточные пластины и головки
241
Окончание табл. 4.8
Характер присоединительных поверхностей Способ соединения Эскиз
Цилиндр или конус и плоский торец Затяжной конус и рычаги Затяжной радиальный винт Непосредственное свинчивание Радиальный винт и затяжной конический элемент |hy |ьу в Ё^^} Ё^^}
С целью сокращения простоев многооперационных станков, для расширения
их технологических возможностей (обработки канавок и пазов различной фор-
мы, подрезания «обратных» торцов в тех случаях, когда затруднена обработка
поверхностей вращения методом контурного фрезерования) применяются план-
суппортные головки. В этом случае резец, расточная оправка или другой инст-
румент закрепляется в суппорте, установленном в направляющих планшайбы
или корпуса инструментальной головки (рис. 4.16). При вращении планшайбы
или корпуса суппорт может перемещаться в радиальном направлении с помо-
щью реечно-зубчатой передачи. Рейка 1 прикреплена к суппорту 2, рейка 5 свя-
зана с тягой 4, проходящей через отверстие шпинделя. При перемещениях тяги
вдоль оси шпинделя она поворачивает шестерню 3. Вместе с ней поворачивается
вторая такая же шестерня, которая передвигает рейку 1 и суппорт 2 с инстру-
ментом. В качестве режущего инструмента используются державочные резцы
или резцовые вставки.
Рис. 4.16. Плансуппортная головка:
а — общий вид; б — схема работы
242
Глава 4. Проектирование расточных инструментов
Настройка расточных инструментов на размер
Как уже отмечалось, крепление державочных резцов в гнездах оправок и бор-
штанг выполняется нерегулируемым и регулируемым. Для настройки расточ-
ных инструментов на диаметр применяют приспособления типа «наездник» —
призмы с предельными шаблонами или индикаторами. Резцы для растачивания
на проход обычно настраивают по диаметру, а инструмент, предназначенный
для растачивания «в упор», регулируют также по главной режущей кромке
вдоль оси отверстия обрабатываемой детали. Приспособление с предельным шаб-
лоном (рис. 4.17, а) имеет пластину 1 с рабочими гранями по проходному и непро-
ходному размерам (ПР и НЕ), установленную на призме 2. Предельный шаблон
используют при настройке инструмента для чернового растачивания.
Рис, 4.17. Приспособления типа «наездник» для настройки расточных резцов
(а, в, г) и эталон для их юстировки (б)
Конструкцией приспособления, показанного на рис. 4.17, в, предусматрива-
ется закрепление его на оправке с помощью выключающихся постоянных маг-
нитов 1. При настройке резец выдвигают до контакта с плоским измерительным
стерженем индикаторной головки.
Приспособление, показанное на рис. 4.17, г, предназначено для точной на-
стройки расточных резцов во вспомогательном инструменте, применяемом для
чистового растачивания. Сначала приспособление настраивают по эталону на
диаметр растачиваемого отверстия, устанавливают его призмой 3 на базовую
шейку эталона Da„ регулируя положение ролика 2 по шейке Dt и фиксируя
4.4. Настройка расточных инструментов на размер
243
нуль по шкале индикатора 1. Затем приспособление устанавливают призмой 3
на оправку (борштангу) по базовому диаметру D„. С помощью регулировочного
винта резец подают до соприкосновения с роликом 2. Перемещение позволяет вы-
ставить стрелку индикатора на нуль и установить резец на заданный размер Z)p.
С учетом точности изготовления эталона погрешность настройки
Дн = 1,2-7д2э+Д2р + Д2уст.пр,
где Дэ — погрешность изготовления эталона; Др — погрешность регулирова-
ния, связанная с точностью установки инструмента и возможностью закрепле-
ния его без смещения (установлена по опытным данным и определяется по
табл. 4.9); ДуСТ.пр — погрешность установки приспособления для настройки на
шейку диаметром Do вспомогательного инструмента:
_ Ро - Д,.э
устпр 2sin(a/2)’
где Do — действительный диаметр оправки в зоне установки призмы (опреде-
ляют измерением с точностью до 1 мкм); Do a — действительный диаметр базо-
вой шейки эталона; a — угол призмы приспособления для настройки.
Таблица 4.9
Погрешности регулирования резца при наладке по диаметру
Метод регулирования положения резца Др, мкм
По лимбу с ценой деления, мм:
0,1...0,5 30... 70
0,05 15...30
0,03 10...30
0,02 10...15
0,01 По индикаторному упору с ценой деления, мм: 5...10
0,010 10...15
0,002 3...5
0,001 1...2
По жесткому упору По эталонной детали (шаблону): 20...50
резец закрепляют винтами резцедержателя после его касания с шаблоном 100...130
резец, закрепленный в резцедержателе, подводят к шаблону винтом, контролируя его положение по щупу 7...10
Установка взаимозаменяемого режущего инструмента, настро- енного на размер вне станка с помощью индикатора Изменение положения или смена неперетачиваемой пластины: 20...30
трехгранной и квадратной 50...360
пятигранной 150...310
шестигранной 160...300
244
Глава 4. Проектирование расточных инструментов
Расчеты расточных инструментов
Расчеты расточных инструментов (выбор геометрии, расчеты на прочность,
закрепление режущих пластин) подобны расчетам токарных резцов.
Диаметр посадочного отверстия насадной головки можно определить по
формуле
Uo =3 --------,
у0,1[о]и
где Мэ — эквивалентный изгибающий момент, Н • м; [о]и = 200...250 МПа — до-
пустимое напряжение материала оправки на изгиб.
При консольном закреплении головки
Ma=0,57(J?L)2+m)2>
а при двустороннем
Мэ = 0,25^/0,25 (ЯЬ)2 +(РД)Н)2,
где R - ^Р: +1#; Рг, Ру — главная и радиальная составляющие силы резания,
определяемые по справочникам.
При проектировании головок, оснащенных СНП, следует выполнить расчет
параметров гнезда для установки пластины (см. 3.3.5). Если резец или вставка
устанавливаются в оправке и работают как расточный инструмент, необходимо
определить значения поперечного уп и продольного упр передних углов режущего
лезвия. Если расстояние АК\ (см. рис. 3.24) принять равным единице, то ККг=tgp,
KG= l/cos\|/, МК - l/sin\p. Тогда
tgyn = tgixcosy, tgynp = tg|ASin\|/.
Угол наклона пластины co определяют следующим образом:
tgco = tgynpcosyn.
При установке пластины непосредственно в корпусе величина смещения
гнезда относительно оси расточной оправки (рис. 4.18)
Е = Rainy--------Ltgco,
COSCO
где R — расстояние от оси оправки до вершины лезвия; з — толщина пластины.
Если пластины устанавливаются во вставке, то величина смещения гнезда
относительно опорной поверхности паза
Ei = Rsiny„------(L-LJtgco,
COSCO
где L — расстояние от вершины лезвия до крайней точки гнезда под пластину;
L; — расстояние от торца вставки до этой точки; со — угол наклона пластины.
4.5. Расчеты расточных инструментов
245
При конструировании расточной плаваю-
щей пластины необходимо рассчитать ее диа-
метр Di и расстояние С\ от оси симметрии паза
под резцовую вставку до центра контрольно-
го отверстия диметром 3 мм (см. табл. 4.4).
Угол 8:
где Н — толщина вставки; R — радиус рас-
тачиваемого отверстия.
Расстояние от оси плавающей пластины
до режущей кромки (см. табл. 4.4) А =Ясов8.
Далее находим угол т между стороной А и ли-
нией, соединяющей вершину вставки с цен-
тром контрольного отверстия диаметром 3 мм:
tgT = (C-l)/A,
где размер С принимается согласно табл. 4.4.
Рис. 4.18. Схема для расчета поло-
жения гнезда под пластину в рас-
точной оправке:
1 — вершина лезвия; 2 — пластина;
3 — ось инструмента; 4 — держав-
ка; 5 — торец инструмента
Определяем переходный угол: со = у - у, где у — угол расположения вставки
в пластине; у — передний угол.
Расстояние до оси симметрии паза
G =
J?cos8
COST
sinco+Z,
где Z — смещение вершины режущей кромки относительно оси симметрии
ножа.
Длина корпуса Dr = 2А - 2b, где b — задаваемый вылет вставки из корпуса
пластины.
Крепление резцовой вставки в плавающей пластине (см. табл. 4.5) имеет по-
стоянные исполнительные размеры для ножей различной ширины. При крепле-
нии вставки не в пластине, а в специальной оправке изменяется только длина
резьбового хвостовика. Узел фиксации и крепления пластины в борштанге (см.
табл. 4.6) обеспечивает соосное расположение пластин и их взаимозаменяемость.
При установке пластины в обрабатываемом отверстии вершина резцовой
ставки смещается относительно оси отверстия, поэтому фактические углы уф
и (Хф будут отличаться от углов у и а, полученных при заточке:
уф = у-Д, аф = а+Д,
где Д определяют из выражения sinA = H/D.
Глава
ПРОЕКТИРОВАНИЕ СВЕРЛ
Типы сверл
Сверло представляет собой режущий инструмент для обработки отверстий
в сплошном материале либо для рассверливания отверстий при двух одновре-
менных движениях: вращении детали или сверла вокруг оси и поступательном
движении подачи вдоль оси. Классификация сверл с точки зрения области их
применения и эффективности приведена в табл. 5.1.
Таблица 5.1
Области применения и эффективность сверл разных конструкций
Тип и диаметр сверла Параметры отверстия Условия подачи СОЖ Назначение
Поле допуска Ra, мкм Глубина, мм Давление, МПа* Расход, л/мин
Спиральные:
d= 0,1...80 мм Н12 6,3 (5...10)d*“ — 1...3 У ниверсальное
d= 2...10 мм Н12 6,3 20d — 1...3 Сверление смазочных каналов
d = 10. ..40“ мм Н12 6,3 10d 0,4...0,3 3...5 Повышение стойкости сверла
Спиральные с крутой спиралью, d = 3...25”” мм Н14 15 100d 0,4...0,3 3...5 Сверление глубоких отверстий
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 247
Окончание табл. 5.1
Тип и диаметр сверла Параметры отверстия Условия подачи СОЖ Назначение
Поле допуска Ra, мкм Глубина, мм Давление, МПа* Расход, л/мин
Полукруглые, d = 0,08...25 мм Н10 0,63 3d/10d***** Сверление отверстий повышенной точности
Пластинчатые, d = 16...250 мм Н13 15 10d/40d*"‘* 0,4...0,3 1...3 Сверление отверстий невысокой точности
Оснащенные СНП, d= 12...80 мм Н13 10 (2...5)d 0,4...0,2 20...50 Повышение производи- тельности
Одностороннего резания: с внутренним подводом СОЖ, d = 2...50 мм с внешним подводом СОЖ, d = 5...300 мм с эжекторным подводом СОЖ: d = 18...65 мм d = 65...500 мм Н8 Н8 Н10 0,8 1,0 1,2 100d lOOd 50d 10,0...5,0 3,0...1,0 1,5...0,8 1,0...0,8 5...12 120...900 50...400 200...500 Сверление глубоких отверстий с повышенной точностью диаметра и расположе- ния осей
Трепанирующие, d= 45...600 мм Н14 25 lOOd 2,0...0,3 300...600 Кольцевое сверление отверстий большого диаметра
* Порядок цифр соответствует возрастанию диаметра сверла.
С каналами для подвода СОЖ.
Большее значение для малых диаметров.
**** С каналами для подвода СОЖ и без них.
В числителе указана глубина сверления при вертикальном положении инстру-
мента, в знаменателе — при горизонтальном.
Проектирование спиральных сверл
Для обработки отверстий небольшой длины
Для обработки отверстий небольшой длины (L £ 5d) используются спираль-
ные сверла из быстрорежущей стали, цельные твердосплавные сверла и сверла
с впаянными пластинами твердого сплава.
248
Глава 5. Проектирование сверл
Части и конструктивные элементы спиральных сверл. Сверло состоит из рабо-
чей части длиной I, шейки длиной /ш и хвостовика длиной Zx (рис. 5.1). Конический
или цилиндрический хвостовик служит для закрепления сверла в шпинделе
станка, удлинителе или патроне. Для сверл диаметром свыше 6 мм хвостовик
имеет чаще всего коническую форму и заканчивается лапкой длиной /л. Лапка
предназначена для выбивания сверла из конического отверстия шпинделя, пере-
ходной втулки или удлинителя. Цилиндрические хвостовики могут иметь поводок
длиной Zn, который служит для передачи крутящего момента при закреплении
сверла в разжимной втулке.
Рис. 5.1. Части и конструктивные элементы спиральных сверл:
а — из быстрорежущей стали; б — с впаянной твердосплавной пластиной; 1 — стружечная
канавка; 2 — главная режущая кромка; 3 — поперечная кромка; 4 — ленточка; 5 — сердце-
вина сверла; в — спинка зуба; 7 — зуб
Шейка — промежуточная часть между хвостовиком и рабочей частью свер-
ла. Она имеет несколько меньший диаметр, чем рабочая часть.
Рабочая часть состоит из режущей длиной Zp и направляющей частей. Усло-
вия работы сверла определяются главным образом конструкцией его режущей
части. Она имеет два лезвия, которые соединены между собой сердцевиной, рас-
положенной вдоль оси сверла. Размер сердцевины соответствует диаметру окруж-
ности, касательной к поверхности канавок, и может увеличиваться по направ-
лению к хвостовику для обеспечения больших прочности и жесткости сверла.
Главные задние поверхности лезвий образуются при заточке сверла. Передние
поверхности лезвий сверла (винтовые стружечные канавки) имеют винтовую
форму, по ним стружка транспортируется из зоны резания. Пересечения перед-
них поверхностей (канавок) с главными задними поверхностями образуют главные
режущие кромки. При пересечении двух задних поверхностей на сердцевине обра-
зуется поперечная кромка, или перемычка (см. рис. 5.1).
Направляющая часть обеспечивает ориентацию сверла в кондукторной
втулке или обрабатываемом отверстии и служит резервом для образования ре-
жущей части при переточках сверла. Для уменьшения трения направляющая
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 249
часть сверла соприкасается с отверстием только по шлифованным винтовым
ленточкам, которые расположены по краю винтовой канавки. Ленточки шли-
фуются по окружности с очень малой конусностью по направлению к хвостовику.
Они являются вспомогательными задними поверхностями лезвий сверла. Пересе-
чения передних поверхностей (винтовых канавок) со вспомогательными задними
поверхностями (ленточками) образуют вспомогательные режущие кромки.
К основным конструктивным элементам спирального сверла относятся его
диаметр d и длина L, ширина / и высота ленточки, диаметр спинки q, централь-
ный угол канавки V, ширина пера В, диаметр (толщина) сердцевины k.
Если после сверла отверстие будет обрабатываться другим инструментом,
диаметр сверла принимают равным диаметру отверстия с округлением до бли-
жайшего стандартного значения. Если же отверстие обрабатывается оконча-
тельно, то расчетный диаметр
dp = D + BO-0,066780, dp = D + BO-0,071580, dp = -D + BO-0,073780,
где D, ВО, 80 — соответственно диаметр, верхнее отклонение и допуск отвер-
стия; значения коэффициента приведены соответственно для глубины сверле-
ния l/d < 3; 3 < l/d < 6; l/d > 6, где I — глубина сверления.
Выбранное значение анализируется с точки зрения запаса на разбивку
D+BO-8 o>O,OO75VD
и износ сверла
dp -D+НО > 0,004^0,
где НО — нижнее отклонение диаметра отверстия.
Если приведенные условия выдерживаются, то dp округляется до значения d,
кратного 0,05 для с?р< 14 мм, 0,1 для dp= 14...32 мм и 0,25 для</р = 32...5О мм. Ис-
пользуемые в промышленности диаметры спиральных сверл регламентирует
ГОСТ 885-77*. Диаметральные размеры цельных твердосплавных сверл и сверл
из быстрорежущей стали аналогичны.
Допуск на диаметр для сверл повышенной точности принимается по квали-
тету h8, для сверл нормальной точности — h9, а допуски на остальные линейные
размеры — по ГОСТ 2034-80Е*. Уменьшение диаметра по направлению к хво-
стовику (обратная конусность) принимается в пределах 0,02...0,08 мм на 100 мм
длины.
Для сверл с впаянными твердосплавными пластинами обратную конусность
рекомендуется уве л ичивать на корпусе до 0,15мм на 100 мм д л ины, тогда как на
длине 1ПЛ пластины она равна 0,03...0,05 мм на 100 мм длины. Диаметр корпуса
в этом случае должен быть меньше минимального диаметра пластины на
0,01...0,02 мм.
Для цельных твердосплавных сверл рекомендуется обратная конусность
0,1...0,2 мм на 100 мм длины сверла.
В большинстве конструкций сверл используются две направляющие ленточ-
ки. Однако при сверлении труднообрабатываемых материалов для увеличения
жесткости сверл применяются четыре ленточки, которые располагаются со сто-
роны режущих канавок и тыльной части спинки сверла.
250
Глава 5. Проектирование сверл
При обработке легких сплавов принимается ширина ленточки сверла
f = 1,2+0,2682 ln[d-18+^(d-18)2+l
а при обработке других материалов — / = 0,5Vd. Высота ленточки обычно со-
ставляет (0,025...0,05)d, тогда диаметр спинки q = (0,9...0,95)d. Следует стре-
миться максимально увеличить диаметр спинки, поскольку даже небольшое
увеличение способствует значительному возрастанию момента инерции сече-
ния сверла и его прочности.
Центральный угол канавки сверла v равен 116° при обработке легких спла-
вов и 90... 93° — при обработке других материалов. Ширину пера В обычно при-
нимают равной
D , . fn-v')
В = а sin I - I cos со,
где со — угол наклона винтовой канавки.
Толщину k сердцевины сверла можно принять из следующих соотношений:
d 1,5...12 13...80
к/d 0,18...0,15 0,15...0,13
Для труднообрабатываемых материалов k = (0,4...0,5)d. Для повышения
прочности и жесткости сверла его сердцевину обычно утолщают к хвостовику на
1,4...1,8 мм на каждые 100 мм длины.
Стружечная канавка стандартного спирального сверла в сечении, перпенди-
кулярном к его оси, имеет двухрадиусную форму (рис. 5.2, а), но в зависимости
от обрабатываемого материала профиль поперечного сечения может существен-
но изменяться.
На рис. 5.2, б приведен профиль сверл для обработки вязких пластичных ма-
териалов прочностью до 500 МПа с увеличенными объемом стружечных канавок
и диаметром сердцевины, а также меньшей шириной ленточек (стандартный
профиль показан штриховой линией).
На рис. 5.2, в представлен профиль сверл для резания пластичных материа-
лов повышенной прочности (хромоникелевые сплавы, жаропрочные стали с ов
до 1000 МПа) с увеличенными шириной пера и сердцевиной.
На рис. 5.2, г показан профиль сверл для обработки вязких материалов
(ов = 500... 1000 МПа, инструментальные, легированные и улучшенные стали)
с увеличенным объемом стружечных канавок.
На рис. 5.2, д изображен профиль сверл для обработки материалов повышен-
ной прочности (ов = 800.. .1200 МПа, легированные углеродистые стали, цементи-
руемые и улучшенные стали, материалы с улучшенными физико-механическими
свойствами).
На рис. 5.2, е приведен профиль сверл для обработки хрупких материалов
низкой прочности (латунь и ее сплавы) с увеличенным объемом стружечных ка-
навок при минимальной толщине пера и сердцевины.
На рис. 5.2, ж представлен профиль сверл для обработки высокопрочных мате-
риалов (о, £ 1000 МПа) с увеличенными диаметром сердцевины и шириной пера.
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 251
Рис. 5.2. Профили поперечного сечения спиральных сверл
Более подробные сведения о конструктивных элементах приведены:
• для быстрорежущих сверл — в ГОСТ 4010-77* и ГОСТ 20694-75. ..20697-75;
• для сверл, оснащенных впаянной твердосплавной пластиной, — в ГОСТ
22735-77*;
• для цельных твердосплавных сверл — в ГОСТ 17273-71*...17276-71*.
В общем случае длина сверла
L = Lo + (0,3... 1,0)d + LK0H + LCT + LK + Ьш + Lx,
где Lo — длина отверстия с учетом врезания и перебега; (0,3...1,0)d — запас
для выхода стружки из отверстия; LK0H — длина кондукторной втулки; LCT —
длина стачивания (принимается по справочникам норм расхода режущего инстру-
мента); LK = 0,5d — длина стружечной канавки неполной глубины; Ьш = 8...12 мм —
длина шейки; Lx — длина хвостовика.
В сверлах с впаянными твердосплавными пластинами принимаются не-
сколько иные соотношения элементов рабочей части:
• длина рабочей части уменьшена на 30...40 % по сравнению с быстрорежу-
щими сверлами; она определяется по формуле I = Lo + 2d;
• диаметр сердцевины k увеличен до 0,3d.
Сверла с цельной твердосплавной рабочей частью имеют увеличенные тол-
щину сердцевины k = (0,33...0,4)d и ширину пера В = (0,6...0,7)d.
В последнее время получают распространение трехперые спиральные сверла
из быстрорежущей стали и цельные из твердого сплава (рис. 5.3). Они имеют
значительно большую жесткость, чем сверла традиционных конструкций, и обес-
печивают хорошее врезание сверла в заготовку благодаря ликвидации поперечной
Рис. 5.3. Трехперые спиральные сверла:
а — цельное; б — с каналами для подвода СОЖ
252
Глава 5. Проектирование сверл
режущей кромки. Задние поверхности сверл плоские. Наличие внутри перьев
сверла каналов для подвода СОЖ существенно улучшает условия резания. Цель-
ные трехперые твердосплавные сверла могут обрабатывать отверстия в сталях со
скоростями резания 60...100м/мини подачах0,05...0,30 мм/об., в чугунах — со-
ответственно 80...100 м/мин и 0,1...0,4 мм/об.
При проектировании комбинированных сверл используется метод последо-
вательного соединения ступеней в одном корпусе. Длина L в этом случае нахо-
дится как сумма длин всех ступеней отверстия. В этом случае необходимо обеспе-
чить перекрытие обрабатываемых участков режущими кромками инструмента.
В местах стыка режущие кромки инструмента должны перекрывать друг друга,
так как в противном случае возможны неполная обработка поверхности детали
и появление заусенцев. Кроме того, необходимо придавать определенное направ-
ление сходу стружки, чтобы избежать появления встречных сталкивающихся
стружек, что может привести к поломке инструмента. При проектировании сту-
пенчатых сверл и сверл-зенкеров надо разделять каналы для отвода стружки,
т.е. стружку, отделяемую первой ступенью сверла, направлять по одному каналу,
а стружку, отделяемую второй ступенью сверла или зенкером, — по другому.
Разделение стружки стружколомающими канавками на более узкие и длинные
полоски нежелательно, так как у ступенчатых инструментов эти полоски спу-
тываются в клубок, и опасность поломки инструмента не устраняется.
На рис. 5.4 приведена конструкция двухступенчатого сверла. Стружка, от-
деляемая первой ступенью сверла диаметром du направляется по внутренней
части канавки, а стружка от второй ступени сверла диаметром d2 поступает
в свой канал, образованный углублением R] и углом между фасками 45°. Угол
поворота большей ступени относительно меньшей принимается равным 22.. .27°.
Рис. 5.4. Взаимное смещение стружечных канавок
комбинированного спирального сверла
Инструментальные материалы. Спиральные сверла изготавливают из быстро-
режущих сталей или твердых сплавов (цельные). Наиболее широко используе-
мые марки быстрорежущих сталей Р6М5, Р6М5А, Р6М5К5, при более тщатель-
ном выборе марки стали можно руководствоваться данными, приведенными
в табл.5.2.
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 253
Таблица 5.2
Рекомендации по выбору марок инструментальных материалов
для спиральных сверл
Инструментальный материал
Условие У12А ЭХ6 Р6М5 Р12ФЗ Р9К5 Р6АМ5ФЗ Р6М5К5 Р9М4К8 Р18К5Ф2 Р12Ф4К5 10Р6М5 10Р6М5К5 Р8МЗК6С Р9К10 Р12Ф2К8МЗ Р12Ф2К8М Р9Х2Ф2МГЛ В11М7К23 В11М7К23Х
U1 Алюминиевые сплавы. Бронзы + + + + - +
Латуни (+) (+) + + + + + - - - + - + + - - - - -
Пластмассы (+) (+) + - + - + (+) - - - + (+) - - - + - -
Автоматные стали (+) (+) + - + + + (+) - - - - (+) - - - + - -
Конструкцион- ные стали (+) (+) + - + + + (+) - - - - - (+) - - + - -
Закаленные углеродистые стали — — — (+) (+) (+) (+) + + + — + + + + + + + +
Жаропрочные н жаростойкие стали — — — (+) + (+) + + + + — + + + + + — + +
Жаропрочные и жаростойкие сплавы — — — — (+) — — + + + — + + + + + — + +
Чугуны (+) (+) + (+) (+) (+) (+) - + - -
иа Наличие корки + + + + + + + + + + + + + + + + + + +
Отсутствие корки - - (+) + + + + + + + (+) + + + + + + - +
щ Пониженная (+) (+) (+) (+) (+) (+) (+) + + + (+) + + + + + + + +
Средняя + + + + + + + + (+) (+) + + (+) (+) (+) (+) (+) (+) (+)
Повышенная - - + (+) (+) (+) (+) —
Пониженная + + (+) + - + - + — -
Средняя - - + + + + (+) - + — —
Повышенная - - - - (+) - + + + + (+) + + + + + - + +
Резание непре- рывное -
Резание прерывистое (+) (+) + (+) + (+) (+) (+) - - (+) (+) (+) (+) - - - - -
и» Понижена (+) + + (+) (+) (+) (+) (+)
Средняя + + + + + + + (+) - - (+) - - - - - (+) - -
Повышена + + + + + + + + + + + + + + + + + + +
254
Глава 5. Проектирование сверл
Окончание табл. 5.2
Условие Инструментальный материал
У12А 9ХС Р6М5 Р12ФЗ Р9К5 Р6АМ5ФЗ Р6М5К5 Р9М4К8 Р18К5Ф2 Р12Ф4К5 10Р6М5 10Р6М5К5 Р8МЗК6С Р9К10 Р12Ф2К8МЗ Р12Ф2К8М Р9Х2Ф2МГЛ В11М7К23 В11М7К23Х
ия Пониженные требования + + + + + + + + + + + + + + + + + + +
Средние требования - (+) + + + + + + (+) (+) + + (+) (+) (+) (+) (+) (+) (+)
Повышенные требования - - + + (+) + + (+) - (+) - (+) (+) - - - - - -
ип Резание + + + + + + + + + + + + + + + + + (+) (+)
Вышлифовка - - + - - - + - (+) - + + (+) - (+) - - - -
Прокат + + + + (+) + + - - - + (+) (+)
Литье - - (+) (+) - (+) (+) (+) - - - - (+) - - - + - +
«й Перегрев допускается - - - + + - - - + + - - - (+) — - -
Перегрев не допускается + + + + + + + + + + + + + + + + + + +
и» Возможно обез- углероживание + - - + (+) - - - (+) (+) - - - - - - - + +
Обезуглерожи- вания нет + + + + + + + + + + + + + + + + + + +
Uj2 3 мм < d < 50 мм (+) + + + + + + + + + + + + + + + + + +
d > 50 мм - - + - + + + (+) - - + + - - - - + (+) +
d < 3 мм (+) + + + (+) + (+) - (+) (+) + (+) (+) - (+) - - - -
ц13 Средняя величина угла заострения + + + + + + + + + + + + + + + + + + +
Пониженный угол заострения - + + + + + + (+) - - + (+) (+) (+) - - - - -
Примечание. Приняты следующие обозначения условий производства и эксплуатации
сверл: Uj — обрабатываемый материал; и2 — состояние поверхности заготовки; u4, и5 —
режимы резания (соответственно подача и скорость резания); иа — характер резания
(прерывистое, непрерывное); и8 — жесткость технологической системы; и9 — требуемая
надежность инструмента; un — особенности технологии изготовления инструмента; и12 —
размеры режущей части инструмента; и13 — угол заострения режущего лезвия.
Материал рабочей части стальных сверл — сталь 9ХС или быстрорежущая
сталь.
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 255
Твердость рабочей части сверл из быстрорежущих сталей должна быть
58...61 HRC для d < 0,7 мм, 59...62 HRC для d = 0.7...1 мм, 61...63 HRC для
d = 1...5 мм и 61...64 HRC для d свыше 5 мм. При изготовлении сверл из кобаль-
товых и ванадиевых быстрорежущих сталей твердость должна быть на одну-две
единицы HRC выше. Твердость измеряется на длине, равной длине винтовой ка-
навки, уменьшенной на 1,5с/ (у цельных сверл) или надлине, равной 2/3 длины
винтовой канавки (у сварных сверл).
Рабочая часть быстрорежущих сверл на длине стружечных канавок может
быть подвергнута поверхностному упрочнению различных видов.
Рекомендации по выбору марок твердых сплавов даны в табл. 5.3 (соответст-
вие отечественных и зарубежных марок твердых сплавов указано в табл. 1.12).
Таблица 5.3
Марки твердых сплавов для спиральных сверл
Способ обработки Жесткость технологической системы Обрабатываемый материал
Углеродистые и легированные стали Труднообрабаты- ваемые материалы Закаленные стали Чугуны, НВ < 240 Цветные металлы и сплавы Неметаллические материалы
Повышенная Т14К8 ВК8 ВК8 ВК6 вкз вкз
Сверление Нормальная Т5К10 ВК8 ВК8 ВК6 ВК6 ВК6
Недостаточная ВК8 — — ВК8 ВК8 ВК8
Повышенная Т15К6 Т5К10 вкз ВКЗ ВКЗ ВКЗ
Рассверливание Нормальная Т15К6 ВК6 ВК6 ВК6 ВК6 ВК6
Недостаточная Т14К8 ВК8 ВК8 ВК8 ВК6 ВК6
Конструкции стандартизованных спиральных сверл. Стандартизованные
сверла выпускаются диаметром от 0,25 до 80 мм. Однако сверление отверстий
большого диаметра в сплошном металле сопряжено с рядом трудностей, вызван-
ных недостаточной жесткостью станков и обрабатываемых деталей. Поэтому при
сверлении отверстий больших диаметров на станках недостаточной мощности
при нежестких деталях рекомендуется разбивать общий припуск на два перехо-
да. При благоприятных условиях (мощный станок, жесткая деталь, хорошие
свойства заготовки) сверление в сплошном материале можно выполнять за один
переход сверлом диаметром 50...80 мм.
Примерная классификация спиральных сверл и области их применения
приведены в табл. 5.4, основные типы и размеры стандартизованных сверл —
В табл. 5.5.
256
Глава 5. Проектирование сверл
Таблица 5.4
Классификация сверл
Классификацион- ный признак Типы сверл Области применения
По способу креп- ления С цилиндрическим хвостовиком С коническим хвостовиком Для сверления отверстий с d < 20 мм при закре- плении сверла в патроне или цанге Для сверления отверстий с d = 6.. .80 мм при за- креплении сверла в шпинделе станка
По длине сверла Длинные Средние С укороченной рабочей частью Для сверления глубоких отверстий или отвер- стий, удаленных от торца детали Для различных работ Для сверления коротких отверстий и повыше- ния жесткости сверла
По направлению стружечных канавок С прямыми канавками С косыми канавками С правой спиралью С левой спиралью Для сверления коротких отверстий, отверстий в тонких листах, при использовании сверл с пла- стинами твердого сплава Для сверления отверстий в листах сверлами с пластинами твердого сплава Для различных работ При работе на токарных автоматах
По форме обрабатываемого отверстия Цилиндрические Конические Многогранные Ступенчатые Торцовые Для сверления цилиндрических отверстий Для сверления конических отверстий Для сверления отверстий с тремя и более гра- нями Для сверления концентрических отверстий, имеющих две и более ступени Для сверления глухих отверстий с плоским дном
По материалу режущей части Из углеродистых и легированных инструментальных сталей Из быстрорежущих сталей С режущей частью из твердого сплава Для сверления отверстий с d < 1 мм Для различных работ Для сверления чугуна, закаленных и трудно- обрабатываемых сталей и сплавов, пластмасс
По способу подвода СОЖ в зону резания С наружным подводом С внутренним подводом Для различных работ Для сверления глубоких отверстий и отверстий в труднообрабатываемых материалах
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 257
Основные типы и размеры стандартизованных
спиральных сверл
Таблица 5.5
Наименование, тип и основные размеры
Сверла с цилиндрическим хвостовиком:
короткая серия (ГОСТ 4010-77*);
d = 0,5...20 мм, L = 20... 131 мм,
I = 3...66 мм
средняя серия (ГОСТ 10902-77*);
d = 0,25...20 мм, L = 19...205 мм,
1 = 3...140 мм
длинная серия (ГОСТ 886-77*);
d = 1,95...31,5 мм, L = 56...316 мм,
1 = 33...207 мм
Сверла с коротким цилиндрическим хво-
стовиком. Длинная серия
(ГОСТ 12122-77); d = 1,0...10,6 мм,
L = 48... 162 мм, I = 25...116 мм
Сверла с коническим хвостовиком
(ГОСТ 10903-77*); d = 5...80 мм,
L= 133...514 мм, 1= 52...260 мм;
конус Морзе 1-6
Сверла удлиненные с коническим хвосто'
виком (ГОСТ 2092-77*); d = 6...30 мм,
L = 225...395 мм; /=145-275 мм;
конус Морзе 1-3
Сверла длинные с коническим хвостови-
ком (ГОСТ 12121-77*); d = 6...30 мм,
L = 16O...35O мм, / = 80...230 мм;
конус Морзе 1-3
Сверла ступенчатые для отверстий под
винты с цилиндрической головкой.
Основные размеры (ГОСТ 28319-89):
тип 1 — с цилиндрическим хвостовиком;
dt h9/d3 h8 = 4,5/8,0...11,0/18,0,
L= 117...191 мм, ljl2 = 10/75...23/130 мм
тип 2 — с коническим хвостовиком;
d, h9/d3 h8= 5,5/10,0...22,0/34,0,
L = 168...339 мм, 1г/1г= 13/87...43/190 мм;
конус Морзе 1-4
Эскиз
Конус Морзе
Вариант исполнения
сверл с шейкой
258
Глава 5. Проектирование сверл
Продолжение табл. 5.5
Наименование, тип и основные размеры
Сверла ступенчатые для отверстий под
метрическую резьбу. Основные размеры
(ГОСТ 28320-89):
тип 1 — с цилиндрическим хвостовиком;
dr h9/d2 h8 = 2,5/3,4...12,0/16,0,
L = 70... 178 мм, lr/l2=8,8/39...34,5/120 мм
тип 2 — с коническим хвостовиком;
dr h9/d2 h8 = 6,8/9,0...26,5/33,0,
L= 162...334 мм, Z1/Z2=2O/81...70,4/185 мм;
конус Морзе 1-4
Сверла с цилиндрическим хвостовиком,
оснащенные пластинами из твердого
сплава (ГОСТ 22735-77*); d = 5...16 мм,
L=70...178 мм, Z = 36...26O мм.
Пластины типа 14 по ГОСТ 25399-90
(табл. 5.6)
Сверла с коническим хвостовиком, осна-
щенные пластинами из твердого сплава
(ГОСТ 22736-77*); d = 10...30 мм,
L = 87...324 мм, Z = 60...175 мм;
конус Морзе 1-4.
Пластины типа 14 по ГОСТ 25399-90
(табл. 5.6)
Сверла цельные твердосплавные укоро-
ченные для обработки труднообрабаты-
ваемых материалов (ГОСТ 17273-71*);
d = 1,5...6,5 мм, L = 35...65 мм,
i = 5...25 мм, dt = 4,0... 10,0 мм______
Сверла цельные твердосплавные для обра-
ботки труднообрабатываемых материалов.
Короткая серия (ГОСТ 17274-71*);
d = 1,0... 12,0 мм, L = 32...100 мм,
I = 6...50 мм
Сверла цельные твердосплавные для обра-
ботки труднообрабатываемых материалов.
Средняя серия (ГОСТ 17275-71*);
d = 3,0... 12,0 мм, L = 55... 120 мм,
I = 24...70 мм
Сверла цельные твердосплавные с кониче-
ским хвостовиком для обработки трудно-
обрабатываемых материалов
(ГОСТ 17276-71*); d = 6,0...12,0 мм,
L= 120...150; I = 40...70 мм; конус Морзе 1
Эскиз
Конус Морзе
Вариант исполнения
сверл с шейкой
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 259
Окончание табл. 5.5
Наименование, тип и основные размеры
Сверла с цилиндрическим хвостовиком
для обработки легких сплавов:
средняя серия (ГОСТ 19543-74*);
d= 1,0... 12 мм, L = 34... 151 мм,
Z= 12...101 мм, ш= 34...40°
длинная серия (ГОСТ 19544-74*);
d = 1,95... 12 мм, L = 85...205 мм,
1 = 56...134 мм, оо= 36...40°
средняя серия, левые для обработки
на автоматах (ГОСТ 19545-74*);
d= 1,0...20 мм, L = 34...205 мм,
1 = 12...140 мм, оо= 34...40°
Сверла с коническим хвостовиком для об-
работки легких сплавов
(ГОСТ 19546-74*);
d = 6,0. ..30 мм, L = 138...324 мм,
I - 57...175 мм, оо= 40°; конус Морзе 1-4
Сверла удлиненные с коническим хвосто-
виком для обработки легких сплавов
(ГОСТ 19547-74*); cZ = 6,0...30 мм,
L = 225...420 мм, I = 145...275 мм,
(0= 34...40°; конус Морзе 1-4
Сверла с цилиндрическим хвостовиком
для обработки труднообрабатываемых ма-
териалов, с двумя и четырьмя направляю-
щими ленточками:
короткая серия (ГОСТ 20694-75);
d = 3,0... 10 мм, L = 45...90 мм,
Z = 16...45 мм
средняя серия (ГОСТ 20695-75);
d = 3,0... 10 мм, L = 60... 135 мм,
Z = 32...90 мм
Сверла с коническим хвостовиком для об-
работки труднообрабатываемых материа-
лов, с двумя и четырьмя направляющими
ленточками:
короткая серия (ГОСТ 20696-75);
d 6,0...20 мм, L= 105... 180 мм,
Z 30...80 мм; конус Морзе 1-2
средняя серия (ГОСТ 20697-75);
d = 6,0...20 мм, L= 140...240 мм,
I 60...140 мм; конус Морое 1-2
Эскиз
к
260
Глава 5. Проектирование сверл
Таблица 5.6
Формы и размеры напайных твердосплавных пластин
для спиральных сверл (ГОСТ 25399-90)
Исполнение 2
Обозначение Исполнение Размеры, мм
1 Ь 8 Г
14011 1 5,5 5,6 0,9 —
14131 6,0 6,0 1,0
14031 1,4
14051 6,5
14071 7,0 6,3
14091 7,5 1,6
14111 8,0 7,1
14151 8,5
14251 9,0 8,0 1,7
14171 2,0
14271 9,5 1,7
14191 2,0
14211 10,0 8,5
14291 9,0 1,7
14312 10,8 3,5
14332 11,8 10,0 2,0 3,5
14352 13,0 11,0 2,5
14372 14,0 12,0
14392 2 15,0 13,0
14412 16,0 14,0 3,0
14432 17,0 15,0 5,0
14452 18,0 16,0
14472 19,0 17,0
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 261
Окончание табл. 5.6
Обозначение Исполнение Размеры, мм
1 Ь 8 Г
14492 2 20,0 18,0 3,5 5,0
14512 21,0
14532 22,0
14552 23,0 4,0
14572 24,0
14592 25,0 20,0 4,5 8,0
14612 26,0
14632 27,5
14652 28,5
14672 29,5 22,0 5,0
14692 30,5
14712 31,5
14732 33,5 24,0
14752 36,5
14772 39,5
14792 42,0 26,0 6,0 10,0
14812 44,0
14832 47,0
14852 50,0 28,0
14872 52,0
Присоединительная часть. Форма хвостовика сверла определяется его диа-
метром. Если диаметр конечной ступени не превышает 6 мм, то используют ци-
линдрический хвостовик, причем
dx = dK0H, =5d , Lx = 2,5(dKOH+l),
где dx, dK0H — диаметры хвостовика и конечной ступени сверла; 5dx, 8^ — до-
пуски на диаметр хвостовика и конечной ступени. Значение Lx округляется по
ряду Я20 нормальных линейных размеров (ГОСТ 6636-69).
Размеры поводков сверл с цилиндрическим хвостовиком приведены в табл. 5.7.
Конические хвостовики следует выполнять в виде конусов Морзе, с лапками,
которые необходимы для съема инструмента со станка и не должны нагружать-
ся во время работы. Размеры конусов и лапок стандартизованы ГОСТ 25557-82
(ом. § 2.3). Допускается применять конусы Морзе с резьбовым отверстием, если
сверло используется на фрезерном станке. Для сверл, работающих на автомати-
аированном оборудовании, можно использовать цилиндрические хвостовики
о лыской для зажима винтами. Их размеры оговорены ГОСТ 28706-90 и приве-
дены в § 2.3.
Присоединительная часть (хвостовик) для сверл диаметром свыше 8 мм из-
готавливается из сталей марок 45 или 40Х и приваривается к рабочей части.
262
Глава 5. Проектирование сверл
Сверла меньших размеров выполняют цельными. Твердость рабочей части сверл
из быстрорежущей стали составляет 62...65 HRC, хвостовика — 40...50, лапок —
32...47, а поводков сверл с цилиндрическим хвостовиком — не менее 27 HRC.
Таблица 5.7
Размеры поводков спиральных сверл и зенкеров, мм
R/
d t Ы2 I Rmax
свыше ДО
3,00 3,75 4,75 3,75 4,75 6,00 2,12 2,65 3,35 6,00 7,00 8,00 0,2
6,00 7,50 7,50 9,50 4,25 5,30 9,00 10,00 0,3
9,50 11,80 15,00 11,80 15,00 19,00 6,70 8,50 10,60 11,50 13,00 15,00 0,4
19,00 23,60 23,60 30,00 13,20 17,00 17,00 20,00 0,5
Материал корпуса сверл с цельной твердосплавной рабочей частью и сверл
с впаянными твердосплавными пластинами — стали марок Р6М5, Р9, 9ХС,
40Х, 45Х. Твердость корпуса из сталей 40Х и 45Х должна быть равна 40...50
HRC, из стали 9ХС и Р9 — 55...61HRC. Твердость корпусов (на участке, равном
длине пластины) за пластиной может быть на 10 единиц HRC меньше.
Соединение корпуса с режущей пластиной или цельной рабочей частью из
твердого сплава осуществляется пайкой (латунью Л68 либо соответствующими
припоями) или другими методами, обеспечивающими прочность соединения.
Положение сварного шва для сверл из быстрорежущей стали показано на
рис. 5.5,а и определяется размером Г:
Диаметр сверла, мм 14...20 20...32 32...40 40...52
Г, мм 22...30 32 36 40
Твердосплавные сверла могут изготавливаться цельными либо их рабочая
часть припаивается к стальному хвостовику (рис. 5.5,6).
Диаметр конуса Морзе определяется крутящим моментом, который хвосто-
вик должен передать при сверлении с учетом затупления инструмента. Формулы
для определения среднего диаметра конуса приведены в § 2.3. Можно восполь-
зоваться также более простым выражением:
d = 0,5933MKp/Po,
где Мкр, Ро — соответственно крутящий момент и осевая сила при сверлении,
определенные с помощью справочников.
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 263
Рис. 5.5. Соединение рабочей и присоединительной частей спиральных сверл
Допуск конусов Морзе принимается АТ7 для сверл повышенной точности
и АТ8 для сверл нормальной точности (по ГОСТ 2848-75).
Расчеты рабочей части на прочность и жесткость. Чтобы сверло надежно
противостояло силам резания, оно должно иметь запас прочности, превышающий
действующие нагрузки. Необходимо выдерживать следующие соотношения:
ЗМкр <О,О261О1,4т+о,2л'ткд3;
3Po<KFaT;
р <ппг£4т
° “ >2 ’
где т = k/d; п' = В/d; В — ширина пера; тк = 1650 МПа — предел прочности мате-
риала рабочей части сверла на кручение; q — диаметр спинки; К = 0,22...0,25;
F = 0,314d2 — площадь поперечного сечения рабочей части сверла; ат =
= 3...3,2 ГПа — предел текучести быстроре-
жущей стали при сжатии; т] = 1,67 — коэф-
фициент, учитывающий завитость сверла;
Е = 225 ГПа — модуль упругости быстроре-
жущей стали; Zmin = 0,0054d4 — минималь-
ный момент инерции сверла; la = L - 1Х —
вылет сверла из шпинделя.
Геометрические параметры спиральных
сверл. Углы в плане рассматривают в плос-
кости, проходящей через ось сверла парал-
лельно главным режущим кромкам (рис. 5.6).
Главным углом в плане (р называется
угол в основной плоскости между плоско-
стью резания и рабочей плоскостью. От угла <р
зависят ширина и толщина срезаемого слоя,
условия теплоотвода, прочность режущей
части сверла. Величину угла (р назначают
в зависимости от свойств обрабатываемого
материала (табл. 5.8, 5.9). На практике
Рис. 5.6. Геометрия спирального
сверла
264
Глава 5. Проектирование сверл
иногда требуется быстро определить, для каких условий работы предназначено
заточенное сверло. Для этого измеряют угол между проекциями главных режу-
щих кромок на плоскость, проходящую через ось сверла параллельно режущим
кромкам, — двойной угол в плане 2<р.
Таблица 5.8
Углы 2ф сверл из быстрорежущей стали
Обрабатываемый материал 2ф, град Обрабатываемый материал 2ф, град
Сталь, чугун, твердая бронза Латунь, мягкая бронза Алюминий и его сплавы Листовой алюминий 116...120 130...140 130 90 Красная медь Нержавеющие и жаропрочные стали, титановые сплавы 125...130 125...140
Таблица 5.9
Углы 2ф твердосплавных сверл
Обрабатываемый материал 2ф,град Обрабатываемый материал 2ф, град
Чугун, НВ 200...300 120 Стальное литье, нержавеющие 120...140
Чугун, НВ 300...400 140 и жаропрочные стали, титано-
Ковкий чугун 120 вые сплавы
Бронзы 130 Инструментальные стали 140
В основной плоскости рассматриваются также вспомогательные углы в пла-
не фи образующиеся на сверле благодаря обратной конусности (см. выше). Вели-
чина вспомогательного угла в плане ф! обычно не превышает 10' и может быть
найдена по формуле
tgcpi =(d-d1)/(2L),
где d, dx — диаметры сверла соответственно в начале и конце направляющей
части; L — длина направляющей части.
Угол наклона винтовой канавки со расположен между осью сверла и каса-
тельной к винтовой линии ленточки. Винтовая поверхность канавки сверла со-
стоит из семейства винтовых линий с одинаковым шагом Н и различными углами
наклона сох (рис. 5.7). Развернув на плоскость винтовые линии, которые берут
начало в различных точках режущей кромки х, можно для указанных точек оп-
ределить величину угла со:
tg со = itd/H; tg сох = ndx /Н,
где nd, ndx — развертки окружностей, на которых лежат точки режущей
кромки.
В общем случае tg со х= tg со—.
d
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 265
Рис. 5.7. Углы наклона винтовых линий в различных точках
режущей кромки спирального сверла
Для всех винтовых линий канавки шаг одинаковый, следовательно, чем
меньше диаметр d, на котором расположена точка режущей кромки, тем меньше
угол со. Угол со выбирают в зависимости от диаметра d сверла, свойств обрабаты-
ваемого материала, глубины просверливаемого отверстия и других факторов
(табл. 5.10).
Таблица 5.10
Углы наклона винтовых канавок сверл из быстрорежущей стали, град
Обрабатываемый материал Диаметр сверла, мм
1...10 Свыше 10
Бронза, свинцовистая латунь 10...12 12...20
Латунь Л62 25...30 25...40
Латунь Л68, алюминиевые и другие легкие сплавы 35...45 35...50
Конструкционные стали и чугуны 20...24 25...33
Нержавеющие и жаропрочные стали, титановые сплавы 30...35 30...35
У сверл с напайными пластинами угол наклона винтовых канавок умень-
шен; на пластине он равен 6°, на корпусе — 15...20°.
Наклон винтовой стружечной канавки — это наклон передней поверхности
оверла в продольном направлении, т.е. продольный передний угол сверла. Пе-
редний же угол в главной секущей плоскости лежит между касательной к перед-
ней поверхности в рассматриваемой точке режущей кромки и нормалью в той
же точке к поверхности резания. Поскольку угол наклона винтовой канавки,
являющейся передней поверхностью сверла, уменьшается при приближении
к оси сверла, то и передний угол для разных точек режущей кромки будет пере-
менным. Он тем меньше, чем ближе рассматриваемая точка к оси сверла (см.
рис. 5.7). Передний угол у в нормальной плоскости N-N можно приближенно
найти по формуле
<*х ____
d ашф
L
266
Глава 5. Проектирование сверл
Более точные величины угла yJVi в любой точке режущей кромки определя-
ются по формуле
, (1 - sin2 Хх sin2 <р) tg сох , .
tg 1-----------V ?- х- - cos Ф tg Хх,
sm<pcosA,x
где sin А,х = k/dx‘, k — диаметр сердцевины; dx — диаметр окружности, на которой
лежит точка х. Пользуясь этой формулой, можно определить передние углы
в различных точках режущей кромки.
В сверлах с впаянными твердосплавными пластинами передний угол не зави-
сит от угла наклона винтовой канавки. Его можно принимать согласно табл .5.11.
Таблица 5.11
Углы у сверл с впаянными твердосплавными пластинами, град
Обрабатываемый материал Y Обрабатываемый материал Y
Чугун, НВ 200 Чугун, НВ 300...400 7 0 Стальное литье, нержавеющие и жаропрочные стали, титановые сплавы 0
Ковкий чугун, бронза 4 Инструментальные стали -2...-3
Задний угол сверла а — это угол между касательной к задней поверхности
в рассматриваемой точке режущей кромки и плоскостью резания (см. рис. 5.6).
Если сверло только вращается, траекторией каждой точки режущей кромки яв-
ляется окружность. Так как сверло имеет подачу вдоль оси, то траекторией каж-
дой точки режущей кромки будет пространственная винтовая линия с шагом,
равным подаче на зуб. Действительное значение заднего угла будет меньше ста-
тического на величину угла Т|, т.е.
tgHx=—, ад = а-П-
лах
Чем ближе точка режущей кромки расположена к оси сверла, тем меньше
диаметр dx воображаемой цилиндрической поверхности, по которой идет траек-
тория точки режущей кромки, тем значительнее уменьшается задний угол свер-
ла в процессе работы. В связи с этим при заточке следует обеспечивать такую
величину заднего угла (табл. 5.12), которая необходима для каждой точки ре-
жущей кромки, т.е. затачивают заднюю поверхность с переменным углом.
Наибольшую величину задний угол должен иметь у оси сверла, наименьшую —
на периферии. При этом обеспечивается примерное равенство углов заострения
вдоль режущей кромки сверла.
Таблица 5.12
Задние углы сверл, град
Обрабатываемый материал а Обрабатываемый материал а
Медные сплавы Стали углеродистые и легиро- ванные, чугуны 12...15 10...15 Алюминий и его сплавы Титановые сплавы 12...17 16...22
Примечание. Для больших диаметров принимаются меньшие значения задних углов.
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 267
Вспомогательный задний угол at сверла измеряется в плоскости ЛГ1-ЛГ1, нор-
мальной к вспомогательной режущей кромке (кромке ленточки). Если ленточка
шлифуется по окружности, то вспомогательные задние углы сверла равны
нулю (см. рис. 5.6).
Угол наклона перемычки у — это угол между проекциями поперечной
и главной режущих кромок на плоскость, перпендикулярную к оси сверла. Ве-
личина этого угла при правильной заточке сверла равна 50...55°.
Формы задних поверхностей сверла. Задние поверхности сверла образуются
заточкой. Технологически наиболее простой является заточка задней поверхно-
сти сверла по плоскости (рис. 5.8, а). При этом, чтобы гарантировать задний
угол между задней поверхностью и поверхностью резания в процессе сверления,
следует обеспечивать угол заточки не менее 25...27°. Однако это создает опас-
ность выкрашивания режущих кромок. Данный метод используется при заточке
сверл диаметром менее 3 мм. Для его применения на сверлах большего диаметра
при углах a = 8... 12° необходимо удалять затылочную часть пера сверла.
Рис. 5.8. Формы задней поверхности сверла
Чтобы на режущей части сверла получить независимые величины заднего
угла на периферии, угла при вершине и угла наклона поперечной кромки, сле-
дует использовать заточку сверла по двум плоскостям (рис. 5.8, б). Поперечная
кромка сверла при такой заточке состоит из двух наклонных прямых с высту-
пающей центральной точкой. Это улучшает работу сверла в момент врезания
в заготовку и повышает точность сверления. Задний угол для первой плоскости
выбирают в зависимости от свойств обрабатываемого материала, а для второй —
принимают в пределах 25...40°. Однако большой наклон второй плоскости
уменьшает жесткость пера сверла, ослабляет режущий клин и ухудшает отвод
образующейся теплоты.
При винтовой заточке (рис. 5.8, в) сверло совершает три формообразующих
движения: вращение вокруг своей оси, возвратно-поступательные движения
затылования и осциллирования. В данном случае движения так кинематически
взаимосвязаны, что на один оборот сверла приходится по два цикла возвратно-по-
ступательных движений. Таким образом обеспечивается непрерывное деление
И шлифование обоих перьев при каждом обороте сверла. Преимущества винтовой
268
Глава 5. Проектирование сверл
заточки состоят в универсальности ее применения для различных стержневых
инструментов, легкой автоматизации. Поперечная кромка имеет выпуклую
форму, что улучшает самоцентрирование сверла.
При конической (рис. 5.8, г) либо цилиндрической (рис. 5.8,3) заточке свер-
ло покачивается вокруг оси 1-1, скрещивающейся с осью сверла. Задний угол
для этих видов заточки возрастает от периферии к центру сверла, причем наибо-
лее интенсивно при заточке по конусу. Это создает более благоприятные условия
резания на участках, прилегающих к поперечной кромке сверла.
При эллиптическом методе заточки требуемая форма задней поверхности
создается путем разворота шлифовального круга, имеющего форму цилиндри-
ческой чашки. В заточке участвует внутренняя угловая кромка круга, которая
при прямолинейном перемещении сверла образует заднюю поверхность в виде
эллиптического цилиндра. Такая заточка может производиться на универсаль-
но-заточном станке.
Для улучшения режущих свойств и выравнивания нагрузки по длине режу-
щих кромок используют сверла с криволинейными режущими кромками, которые
могут иметь полностью радиусный профиль либо радиусный профиль, сопря-
женный с прямолинейным. Радиус р профиля может приниматься в зависимости
от диаметра d сверла равным (0,5... 1,2)3. Такие сверла имеют в несколько раз
больший период стойкости, чем сверла с обычной заточкой. Задняя поверхность
каждого лезвия поочередно обрабатывается шлифовальным кругом криволи-
нейного профиля. Необходимый профиль наносится на периферию или торец
шлифовального круга путем его правки.
Криволинейная режущая кромка сверла может быть заменена ломаной ли-
нией, состоящей из двух участков (при двойной заточке). В практике получила
распространение двойная заточка, при которой сверло затачивается с углом при
вершине 2<р = 116... 140° и на периферии сверла создается дополнительная режу-
щая кромка длиной В = 0,23 с углом при вершине 2ср0= 70...90°.
Некоторые характерные формы заточки задних поверхностей сверл приве-
дены в табл. 5.13.
Таблица 5.13
Формы задней поверхности сверла
Форма заточки Наименование и назначение
NX\ У S-/ 1 Нормальная Двойная (повышение скоростей резания до 20 %); 2ср= 118°, 2ср0 = 60...90° По двум плоскостям; а= 6...10°, = 20...40°
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 269
Окончание табл. 5.13
Форма заточки Наименование и назначение
Крестообразная (улучшенное центрирование свер- ла в отверстии) Уменьшает длину затылованной части пера свер- ла и длину поперечной кромки Со стружкоразделяющими канавками на задней поверхности (для d > 20 мм) С центрирующим конусом (сверление листов и мягких неметаллических материалов) Фигурная (фасонное донышко отверстия)
Подточки сверл. Поперечную кромку сверла диаметром свыше 12 мм, как
правило, подтачивают для уменьшения ее длины до (0,1...0,12)d или полного
устранения, что значительно снижает осевую силу при сверлении, повышает пе-
риод стойкости сверла и точность просверленного отверстия. Наиболее целесо-
образна такая подточка, при которой с уменьшением длины поперечной кромки
увеличивается передний угол. Рекомендуемые подточки сверл и их размеры
приведены в табл. 5.14-5.18.
Таблица 5.14
Типовые подточки спиральных сверл общего назначения
Наименование
Нормальная без под-
точки (Н)
Нормальная с подточ-
кой поперечной кром-
ки (НП)
Области применения
Сталь, стальное литье,
чугун
Стальное литье с неснятой
коркой (gd — до 500 МПа)
270
Г лава 5. Проектирование сверл
Окончание табл. 5.14
Наименование
Нормальная с подточ-
кой поперечной кром-
ки и ленточки (НПЛ)
Двойная с подточкой
поперечной кромки
(ДП)
Двойная с подточкой
поперечной кромки
и ленточки (ДПЛ)
Двойная с подточкой
и срезанной попереч-
ной кромкой (ДП-2)
Эскиз
Области применения
Сталь и стальное литье
со снятой коркой
(с, — до 500 МПа)
Стальное литье с несня-
той коркой (<тв — более
500 МПа) и чугун с несня-
той коркой
Сталь и стальное литье
со снятой коркой
(с, — более 500 МПа)
Чугун со снятой коркой
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 271
Таблица 5.15
Типовые подточки спиральных сверл с впаянными твердосплавными пластинами
272
Глава 5. Проектирование сверл
Окончание табл. 5.15
Таблица 5.16
Размеры нормальной заточки сверл из быстрорежущей стали
Диапазон диаметров сверла, мм Задний угол при двух- плоскостной и винтовой заточке а, град Угол наклона поперечной кромки у, град Подточка поперечной кромки Подточка ленточки
Длина подточенной поперечной кромки а, мм Длина подточки 1, мм Длина подточки Z,, мм Ширина фаски мм Угол подточки ленточки «1, град
3,0...7,5 16 40...60 — — — — —
7,5...9,5 12 1.0 2,0
9,5...11,8 1,2 2,5
11,8...16,0 1,5 2,5 1,5 0,2...0,4 6...8
16,0...20,0 11 2,0 3,5
20,0...25,0 2,5 4,5 2,0
25,0...31,5 3,0 5,5
31,5...40,0 3,5 6,0 3,0
40,0...50,0 5,0 8,0
50,0...63,0 6,0 10,0 4,0
63,0...71,0 7,0 12,0
71,0...80,0 8,0 14,0
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 273
Таблица 5.17
Размеры двойной заточки сверл из быстрорежущей стали
Диапазон диаметров сверла, мм Задний угол а, град Длина второй кромки, мм Подточка поперечной кромки Подточка перемычки Длина подточки ленточки мм
Длина подточенной поперечной кромки а, мм Длина подточки 1, мм Глубина среза h, мм Размер подточки по кромке kt мм
12,0...16,0 12 2,5 1,5 3 1,5 2,3 1,5
16,0...20,0 11 3,5 2,0 4 2,0 2,9
20,0...25,0 4,5 2,5 5 2,5 3,6 2,0
25,0...31,5 5,5 3,0 6 3,0 4,5
31,5...40,0 7,0 3,5 7 3,3 5,3 3,0
40,0...50,0 9,0 5,0 9 3,5
50,0...63,0 11,0 6,0 11 4,0 4,0
63,0...71,0 13,0 7,0 13
71,0...80,0 15,0 8,0 15
Таблица 5.18
Размеры заточки сверл, оснащенных пластинами из твердого сплава
Диапазоны диаметров сверла, мм Угол 2<р0> град Длина второй кромки Ь, мм Длина подточенной поперечной кромки а, мм Ширина фаски п при алмазной заточке, мм
5,0 — — 0,4 1,0
5,0...6,0 0,6
6,0...6,2 0,64
6,2...6,9 1,5
6,9...7,9 0,72
7,9...10,1 0,80
10,1...10,5 1,0
10,5...11,9 2,0
11,9...14,0 70 2,5
14,0...14,5 1,2
14,5...18,25 2,5
18,25...21,0 1,4
21,0...23,25 1,6
23,25...27,75 1,8 3,0
27,75...30,0 2,0
Примечание. Размеры ленточек — по ГОСТ 22735-77*.
274
Глава 5. Проектирование сверл
Подточка передней поверхности в виде лунки или порожка (рис. 5.9, а) ис-
пользуется для дробления стружки (преимущественно при сверлении трудно-
обрабатываемых материалов). Лунки могут располагаться вдоль всей длины
главной режущей кромки или на ее части на расстоянии Д = 0,2...0,3 мм от ре-
жущей кромки. При этом обеспечивается передний угол уп = 20°. Ломанию
стружки может способствовать упрочняющая фаска вдоль главных режущих
кромок под углом Уф = 0° (рис. 5.9, б). Порожки затачивают по всей длине режу-
щих кромок под углом yN=10° (рис. 5.9, в). Размеры лунки и порожка зависят от
подачи и свойств обрабатываемого материала.
Рис. 5.9. Формы подточки передней поверхности
Кроме подточек поперечной кромки и передней поверхности широко приме-
няется также подточка ленточек. Ленточки у сверл как вспомогательные режу-
щие кромки производят резание обрабатываемого материала, а также способст-
вуют направлению сверла по изготавливаемому отверстию. При этом задние
углы на них равны 0°, и излишняя ширина ленточки приводит к повышению
сил трения, температуры резания и более интенсивному изнашиванию уголков
сверла и самой ленточки. Подточка ленточек применяется при обработке вязких
и труднообрабатываемых материалов. Среди вариантов подточки ленточек
можно отметить следующие:
• подточка части ленточки длиной (0,06...0,l)d с образованием заднего угла
ал = 6...8° и фаски 0,2...0,4 мм (рис. 5.10, а); используется также в четырехлен-
точных сверлах;
• подточка ленточки по всей длине с образованием фаски 0,2...0,4 мм
(рис. 5.10, б);
• заточка ленточки до остра под углом ал = 5...6° без оставления фаски
(рис. 5.10, в);
• ленточка выполнена с неглубокими канавками, расположенными в шах-
матном порядке поперек нее (рис. 5.10, г; обычно используется для конических
сверл).
Рис. 5.10. Формы подточки ленточек
5.2. Проектирование спиральных сверл для обработки отверстий небольшой длины 275
Точность сверл. Точность изготовления сверл определяется нецентрично-
стью сердцевины, радиальным биением режущих кромок и ленточек. У сверл
диаметром до 3 мм короткой и средней серий и d < 4 мм длинной серии вместо до-
пуска радиального биения проверяется допуск прямолинейности оси, равный
соответственно 0,03; 0,04 и 0,06 мм. Радиальные режущие кромки должны
быть распложены симметрично относительно оси рабочей части сверла.
Допуск симметричности поперечной режущей кромки сверл диаметром до
6 мм составляет не более 0,04 мм для сверл повышенной точности и 0,10 мм для
сверл нормальной точности.
Значения основных параметров, характеризующих точность сверл, приве-
дены в табл. 5.19-5.25.
Таблица 5.19
Допуск симметричности сердцевины
для быстрорежущих сверл точного исполнения
Вид сверла Диаметр сверла, мм Допуск, мм Вид сверла Диаметр сверла, мм Допуск, мм
До 1 0,03 Оснащенные пластинами ДО 18 0,10
1...2 0,04 из твердого сплава 18...30 0,25
Быстрорежущие 2...3 3...18 0,05 0,10 Цельные твердосплавные 1...2 2...3 0,06 0,08
18...30 0,15 общего назначения 3...6 0,10
30... 50 0,20 6...12 0,15
Таблица 5.20
Допуск радиального биения быстрорежущих сверл, мм
Диаметр сверла, мм Точность изготовления Сверла с цилиндрическим хвостовиком Сверла с коническим хвостовиком
Короткая серия Средняя серия Длинная серия Нормальной длины Длинные и удлиненные
3...6 0,10 0,14 0,20 0,10 0,24
6...10 Повышенная 0,08 0,12 0,16 0,10 0,22
10...20 0,06 0,10 0,12 0,10 0,15
Свыше 20 0,03 — 0,11 0,09 0,11
3...6 0,13 0,18 0,26 0,24 0,30
6...10 Нормальная 0,10 0,14 0,19 0,18 0,26
10...20 0,09 0,11 0,14 0,16 0,18
Свыше 20 0,06 — 0,12 0,11 0,13
Таблица 5.21
Допуск прямолинейности главных режущих кромок
быстрорежущих сверл точного исполнения
Диаметр сверла, мм 1...3 3...6 6...10 10...20 20...30
Допуск, мм 0,06 0,08 0,10 0,15 0,20
276
Глава 5. Проектирование сверл
Таблица 5.22
Допуск биения быстрорежущих сверл в направлении,
перпендикулярном к режущей кромке, мм
Диаметр сверла, мм Точность исполнения
повышенная нормальная
ДоЗ 0,03 0,10
3...6 0,05 0,13
6...10 0,07 0,18
10...20 0,11 0,30
20...30 0,15 0,40
30...40 — 0,50
40... 50 — 0,80
Свыше 50 — 1,00
Таблица 5.23
Допуск осевого биения режущих кромок быстрорежущих сверл
Вид сверла Диаметр сверла, мм Допуск, мм
Точное исполнение Общее назначение
До 6 0,05 0,12
Быстрорежущие 6...10 0,10 0,18
Свыше 10 0,20 0,30
Оснащенные пластинами 5...10 0,06 0,12
из твердого сплава Свыше 10 0,08 0,15
Цельные твердосплавные 1...3 3...12 0,02 0,04 0,04 0,06
Таблица 5.24
Допуски сверл с впаянными твердосплавными пластинами
Вид сверла Точность сверла Биение, мм
радиальное в направлении, перпендикулярном к режущей кромке
Диаметр с верла, мм
До 10 свыше 10 до 10 свыше 10
С цилиндрическим хвостовиком Повышенная 0,06 0,08 0,06 0,08
и коническим хвостовиком уко- роченные Нормальная 0,08 0,12 0,12 0,16
С коническим хвостовиком нор- Повышенная 0,07 0,10 0,06 0,08
мальной серии Нормальная 0,12 0,16 0,12 0,16
5.3. Перовые, полукруглые и центровочные сверла
277
Таблица 5.25
Допуски цельных твердосплавных сверл
Диаметр, мм Точность изготовления Допуск, мм
осевого биения радиального биения симметричности сердцевины
1...2 Повышенная 0,02 0,02 0,02
2...3 0,03
3...6 0,03 0,03 0,03
6...12 0,05
1...2 Нормальная 0,04 0,04 0,06
2...3 0,08
3...6 0,06 0,06 0,10
6...12 0,15
Технические требования к изготовлению сверл. Требования к шероховатости
поверхностей рабочей части и хвостовиков сверл указаны в табл. 5.26. Остальные
технические требования приведены в ГОСТ 2034-80Е (сверла из быстрорежущей
стали), ГОСТ 5756-81Е (сверлас твердосплавными пластинами) и ГОСТ 17277-71
(цельные твердосплавные сверла).
Таблица 5.26
Параметры шероховатости элементов спиральных сверл
Наименование поверхности Материал режущей части сверла
Быстрорежущая сталь Твердый сплав
Сверла цельные Сверла цельные Сверла с впаянными пластинами
повышенной точности нормальной точности повышенной точности повышенной точности нормальной точности
Ra Rz Ra Rz Ra Rz Ra Rz Ra Rz
Задние — 3,2 — 6,3 — 1,6 — 1,6 — 3,2
Ленточки — 3,2 — 6,3 — 3,2 — 3,2 — 3,2
Канавки — 6,3 — 10 — 6,3 — 6,3 — 10
Хвостовик 0,8 — 1,6 — 0,63 — 0,63 — 0,63 —
Перовые, полукруглые и центровочные сверла
Перовые сверла. Перовые сверла применяются при обработке твердых мате-
риалов, а также ступенчатых и фасонных отверстий; предназначены для высоко-
производительного сверления как коротких, так и длинных грубых отверстий
N* разнообразном оборудовании, имеющем достаточные мощность и жесткость.
278
Глава 5. Проектирование сверл
Сверла могут быть цельными, сварными и составными. В последнем случае
рабочая часть выполняется в виде пластины и вставляется в паз державки. Рабо-
чая часть перового сверла может быть получена ковкой или фрезерованием
круглого либо квадратного стержня.
Хотя перовые сверла просты по конструкции, но они имеют ряд недостатков:
• большие отрицательные передние углы (рис. 5.11, а);
• плохое направление в отверстии, трудные условия отвода стружки;
• малое число переточек.
Для получения положительных передних углов и улучшения процесса реза-
ния передняя поверхность таких сверл снабжается лункой (рис. 5.11, б, в), но
это приводит к снижению прочности режущей части. Для облегчения процесса
резания у сверл больших диаметров на режущих кромках делают стружкораз-
делительные канавки шириной 2... 3 мм, которые должны располагаться несим-
метрично относительно оси сверла. Расстояние между канавками — 8...12 мм.
Рис. 5.11. Перовые сверла:
а, б — хвостовые; в — пластинчатые
Перовые сверла из быстрорежущей стали работают с меньшей скоростью реза-
ния, чем спиральные, но со значительно большей подачей. С увеличением подачи
создаются более благоприятные условия для выхода стружки. Практически по-
дача может достигать 1,25 мм/об. Работу этих сверл характеризует возникновение
больших осевых сил, поэтому сверление крупных диаметров рекомендуют про-
изводить за два перехода: сперва сверлом меньшего диаметра = (0,5...0,65)d,
а затем сверлом окончательного диаметра d.
Угол при вершине 2<р выбирается в зависимости от свойств обрабатываемого
материала аналогично спиральным сверлам. Калибрующая часть для уменьше-
ния трения выполняется с углом q>j = б...8°. Задний угол а выбирается в преде-
5.3. Перовые, полукруглые и центровочные сверла
279
лах 10...20°, большие значения принимают для вязких и мягких материалов,
меньшие — для хрупких и твердых.
Ограничения в использовании перовых сверл оговорены в табл. 5.27.
Таблица 5.27
Ограничения в использовании перовых сверл
Глубина сверления Уменьшение Условия подачи СОЖ
скорости, % подачи, % при горизонтальном сверлении при вертикальном сверлении
3d — — +* +*
4d — - +* +*
5d 5 5 + +
6d 5 5 + +
8d 10 5 + +
lOd 12 10 + +
12d 15 10 + -
15d 17 10 + -
20d 20 20 + -
30d 30 25 + -
Примечания: 1. Вертикальное сверление отверстий глубиной свыше 10d недопустимо.
2. При сверлении отверстий глубиной свыше 4d рекомендуется сочетать использование
СОЖ с подачей струи сжатого воздуха под давлением 0,3...0,4 МПа.
8. Плюс означает принудительную подачу СОЖ, минус — принудительная подача СОЖ
отсутствует, звездочка — возможна подача СОЖ поливом.
Полукруглые сверла. Полукруглые сверла уступают по производительности
спиральным сверлам, так как имеют подачу в два раза меньше, но в ряде случаев
применение их рентабельно, например при сверлении на токарных автоматах
гладких или ступенчатых отверстий с высокой степенью точности и малой ше-
роховатостью поверхности в хрупких материалах. Полукруглые сверла отлича-
ет простота изготовления, повышенная жесткость и возможность работы без
СОЖ. Их конструкция — упрощенный вариант сверл одностороннего резания
(рис. 5.12).
Рис. 5.12. Полукруглое сверло
280
Глава 5. Проектирование сверл
В начале сверления, пока в отверстие не войдет небольшой цилиндрический
участок инструмента, сверло слегка «разбивает» его. Устранить этот дефект по-
зволяет направление инструмента по кондукторной втулке. Полукруглые сверла
изготавливают как из быстрорежущей стали, так и из твердого сплава. Для полу-
круглых сверл из твердого сплава скорость резания составляет (0,6...0,7)и, где v —
принятая скорость резания для твердосплавных сверл одностороннего резания.
Центровочные сверла. Для обработки центровых отверстий применяются
комбинированные центровочные сверла. Они состоят из корпуса и рабочей час-
ти, которая в свою очередь подразделяется на зенковочную и сверловочную час-
ти. Все сверла, за исключением сверл диаметром 0,8 мм, двусторонние. Мате-
риалом для сверл служат обычно быстрорежущие стали. Каждый тип сверла
предназначен для образования центрового отверстия соответствующей формы
(см. § 2.3). Основные типы и размеры комбинированных центровочных сверл
приведены в табл. 5.28.
Таблица 5.28
Основные типы и размеры комбинированных центровочных сверл (ГОСТ 14952—75)
Типы и основные размеры
Тип A: D = 3,15...25 мм, d = 1,0... 10,0 мм,
L = 33,5... 103 мм, I = 1,9... 14,2 мм
Тип В: Р = 4,0...31,5 мм, d = 1,0...10,0 мм,
L = 33,5... 128,0мм, Z = 1,9... 14,2 мм
Тип С: D = 3,15...6,3 мм, d= 0,8...2,5 мм,
L = 21,0...47,0 мм, Z = 1,5...4,1 мм
Тип R: D = 3,15...25,0 мм, d = 1,0... 10,0 мм,
L = 31,5... 103 мм, Z = 3,0...26,5 мм,
г= 3,15...31,5 мм
Эскиз
2<р 60°
2ф 60° 120°
Модификации геометрии стандартных центровочных сверл по ГОСТ 14952-75
выполняются путем создания переднего угла у = 25...30° на главной режущей
кромке, образующей коническое отверстие под углом 60°. Шлифование стру-
5.4. Сверла сборных конструкций
281
жечных канавок по винтовой линии обеспечивает увеличение угла у, хорошее
стружкообразование, повышает стойкость и улучшает качество поверхности ко-
нического гнезда.
Конус Морзе
Рис. 5.13. Переточенное спиральное сверло
В целях экономии, а также при обработке центровых отверстий большого
диаметра можно использовать переточенные спиральные сверла (рис. 5.13), на-
правляемые при сверлении по кондукторным втулкам.
( 5.4. ' Сверла сборных конструкций
Наиболее широкое распространение среди сверл сборных конструкций по-
лучили перовые сверла и сверла, оснащенные СНП.
Пластины из быстрорежущей стали для перовых сверл устанавливаются
в регулируемых державках с цилиндрическим хвостовиком. Настройка на раз-
мер осуществляется гайкой с трапецеидальной резьбой, после чего последняя
фиксируется с помощью винта и прокладки из меди или латуни Л60.
Конструкция быстрорежущих пластин для сборных перовых сверл приведе-
на на рис. 5.14, размеры — в табл. 5.29.
Допуск радиального биения по ленточкам пластин относительно посадочной
поверхности паза не должен превышать' 0,03 мм, а осевого биения у ленточек
в направлении, перпендикулярном к режущим кромкам, — 0,06 мм. В сборе до-
пуск радиального биения по ленточкам пластин составляет: для сверл повышен-
ной точности короткой серии — 0,12 мм, средней серии — 0,16 мм; для сверл
нормальной точности короткой серии — 0,20 мм, средней серии — 0,25 мм.
Режущие кромки пластины должны быть расположены симметрично отно-
сительно оси сверла в сборе. Допуск осевого биения у ленточек в направлении,
перпендикулярном к режущим кромкам, должен быть: для сверл повышенной
точности короткой серии — 0,20 мм, средней серии — 0,24 мм; для сверл нор-
мальной точности короткой серии — 0,26 мм, средней серии — 0,30 мм.
Пластины должны иметь по ленточкам обратную конусность 0,08...0,12 на
ВО мм длины. Смещение поперечной кромки пластины от номинального распо-
ложения относительно боковых сторон не должно превышать 0,15 мм, а в сборе
Откосительно хвостовика — 0,20 мм.
Таблица 5.29
Размеры пластин из быстрорежущей стали для сборных перовых сверл, мм (ГОСТ 25526—82)
d h8 Ь h7 Ьг Н7 L 1 11 k 1г k а1 а2 Ъг ъ3 Г п т f (0 X
Номинальное значение Откло- нение
25,0 6 20 35 10 7 2,0 3 6 12 1,5 1,6 0,7 5,94 0,25 6 1 0 2,10 +0,55 -0,25 20° 8°56'
8°45'
25,5
26,0 2,15 8°33'
8°23'
26,5
27,0 1,6 2,20 18° 8°13'
8°03'
27,5
28,0 2,25 7°54'
7°45'
28,5
29,0 1,7 2,30 16° 7°37'
7°27'
29,5
30,0 2,35 7°19'
31,0 1 2,40 7°04'
32,0 7 27 40,5 12 8 2,5 5 8 14 2,0 6,92 0,27 8 2,45 21° lO’lO'
33,0 2,50 9°53'
34,0 2,60 20° 9°37'
35,0 2,2 9°20'
36,0 2,65 19° 9°04'
37,0 2,70 8°47'
38,0 2,4 18° 8°30'
39,0 2,75 8°14'
40,0 8 32 50,0 17 10 3,0 5 3,0 2,0 0,9 7,90 0,33 2 2,85 +0,65 -0,35 7°ЗГ
41,0 7°2Г
42,0 2,95 7°1Г
43,0 3,3 16° 7°0Г
44,0 3,00 6°5Г
282 Глава 5. Проектирование сверл
5.4. Сверла сборных конструкций
283
^Ч 3* СО ^ч со 0 СО о СО Ъ ^Ч 9s I ,00о9 zOSoS in го 9s ъ ГО 9s ГО 9s io гЧ 9s 9s £ 0 СО КО ю 0 ю ъ 3* 1Л io со 0 ю 0 Ю fcq cq 0 1О to ^4 0 Ю 1O CO 1O 0 ^4 co co о ^4 eq 0 to ^4 0 £ СО cq 0 1Л 00 ^ч 0 1Л § Йо
9s ^Ч 0 xf гЧ О СО ^Ч 0 Ю ^Ч 0 3 о СО ^Ч Jo ^4 0 ^4 ^4 о ^4 §5 гЧ ^Ч
+0,65 -0,35 io о 00 xf ? ?
О гЧ со" 1Л ^ч со" О eq со" 1О cq со" 1Л со со" О Xf со" 1О xf со О 1О со" ю ю со" о CO co" 00 со
^Ч cq со TJ< 1Л
eq со Xj< 1Л СО
00 о ^ч
со со о" 00 xf о" xj< CO o" СО СО о"
о о" CO 00 o" ^4 S со ^ч
о о" 03 ^ч 00 ^4 cq eq
о cq" 00 eq" 00 co* 00
со со" xj< со" СО со" 00 со" О xj<" co CO тг 1Л
гЧ о eq & СО со
00 00
1Л 1Л
о со" ю со
о ^ч eq ^ч r-i 00 ^ч
»-ч ^ч eq eq eq о> eq
О 8 1Л оо" 1Л л 00 CO ю со" 00
сч со 3 eq 1O о
00 о ^ч ^4 ^4 ХГ гЧ
о о $ о. о о о" xf о 3 о* ^ч 1Л о eq" 1Л о 3 О о 8 О 3 ол 1О о 3 о 8 ^ч СО О eq co о 3 (Э io" CO О 3 О о (5 (5 {2 О ОО о 8 Ол eq" 00 Ол 1Л 00 О 3
Окончание табл. 5.29
d h8 b h7 Ьг H7 L I 4» h 1г 1г k k “1 ^2 Ьг Ьг Г п т f (0 Л.
Номинальное значение Откло- нение
90,0 92,0 14 70 83,5 29 18 3,5 5 8 36 5,4 4,8 2,2 13,84 0,66 10 6 6 3,8 +0,85 -0,40 12° 4°56' 4°49'
95,0 98,0 7 7 11° 4°39' 4°29'
100,0 102,0 10° 4°23' 4°16'
105,0 18 90 99,0 32 22 5,0 45 7,5 5,5 2,5 17,80 0,95 13 4,0 14° 5°46'
108,0 8 5°37'
110,0 112,0 13° 5°32' 5°26'
115,0 8 5°17'
118,0 9 12° SW
120,0 5°03'
122,0 4°57'
125,0 9 4°49'
128,0 10 11° 4°40'
130,0 4°35'
Примечание. Углы пластин в плане 90°, 132° и 180°.
284 Глава 5. Проектирование свер
Рис. 5.14. Конструкция быстрорежущих пластин для перовых сверл
5.4. Сверла сборных конструкций 285
286
Глава 5. Проектирование сверл
Рис. 5.25. Державка в сборе (а) и корпус державки (б) для крепления пластин
перовых сверл:
1 — винт По ГОСТ 11738-72; 2 — корпус; 3 — шпонка по ГОСТ 23360-78;
4 — гайка; б — винт М8х6 по ГОСТ 1477-76; 6 — прокладка
Таблица 5.30
Г< иои! w.Hj । ч ir размеры державок для перовых сверл, мм (ГОСТ 25525—82)
Диапазон диаметров пластин д-АО» 1-0,020 d2 D3 Л D, D, d d. d3 L*
Номи- нальныи Предварительное отклонение Номи- нальныи Предварительное отклонение
25...31 ТгЗбхЗ 24 18 34,5 -0,085 -0,400 32,5 -0,56 31,8 М5 5,8 10 202
32...39 30 24 Мб 7,0 11 215
40...50 38 30 М8 9,0 15 225
25...31 Тг48хЗ 24 18 46,5 -0,085 -0,420 44,5 -0,59 43,8 М5 5,8 10 240
32...39 30 24 Мб 7,0 11 243/343С
40...50 38 30 М8 9,8 15 250/350С
51...63 50 38 М10 11,0 18 259/359С
65...80 62 44 М12 14,0 20 262/362С
Продолжение табл. 5.30
Диапазон диаметров пластин 1 h 1? k h 4 ^7 4 k
25...31 18 10 60 118 35 24 7 28 50
32...39 20 12 68 45 29 8
40...50 27 17 74 50 38 9
25...31 18 10 60 144 35 24 7 36 31 54
32...39 20 12 68/168С 45 29 8
40...50 27 17 74/174С 50 38 9
51...63 34 21 62/162С 60 48 10
65...80 37 22 68/168С 70 57 14
5.4. Сверла сборных конструкций 287
Окончание табл. 5.30
ъ Ь1 Ь2 1,-0,015 ®-0,051 ^-0,1 ^1+0,2 Л2 Лз Г
Номинальное значение Предварительное отклонение Номинальное значение Предварительное отклонение
6 +0,03 20 -0,013 18 8 4,0 6,0 4 10
7 40,036 27 24 6,0 8,5
8 32 -0,016 26 7,0 11,0
6 +0,03 20 -0,013 18 10 4,0 6,0 4,7 5
7 +0,036 27 24 6,0 8,5
8 32 -0,016 26 7,0 11,0
10 +0,043 44 32 8,5 14,0 15
11 52 -0,019 38 11,0 16,5 20
* Короткая серия указана без буквенного индекса, средняя — с индексом С.
288 Глава 5.
5.4. Сверла сборных конструкций
289
Шероховатость передних, задних поверхностей и поверхностей ленточек со-
ставляет Да 0,63, остальных поверхностей — Ra 1,25.
Для державок перовых сверл рекомендуется использовать стали марок 18ХГТ,
25ХГТ, ЗОХГТ, 20Х (указаны в порядке снижения предпочтительности). Твер-
дость державок — 52...56 HRC. Конструкция державок приведена на рис. 5.15
и в табл. 5.30.
Гайки, винты и шпонки изготавливают из стали 40Х, твердость гаек —
35...40 HRC. Размеры гаек приведены в табл. 5.31. Размеры подкладки —
06,5^2 х 3 мм.
Смещение паза под пластину и шпоночного паза от номинального располо-
жения относительно хвостовика державки должно быть не более 0,05 мм. Допуски
симметричности посадочных мест и перпендикулярности дна паза державки отно-
сительно поверхности хвостовика должны быть: для сверл повышенной точности
короткой серии — 0,02 мм, средней серии — 0,03 мм; для сверл нормальной точно-
сти короткой серии — 0,04 мм, средней серии — 0,05 мм.
Шероховатость боковых поверхностей и дна паза державки, посадочных по-
верхностей под выступы пластины, поверхности профиля трапецеидальной
резьбы составляет Ra 1,25, наружного диаметра хвостовика — Ra 0,63, осталь-
ных поверхностей — Rz 25.
Таблица 5.31
Рекомендуемые размеры гаек для сборных перовых сверл, мм (ГОСТ 25525-82)
Для обработки коротких (до (2...5)d) отверстий на автоматизированном обо-
рудовании широко используются сверла со сменными неперетачиваемыми пла-
стинами (рис. 5.16). Такие сверла обладают высокой жесткостью и могут не
только работать как сверла, но и растачивать отверстия, фрезеровать бобышки,
подрезать торцы. Конструкция сверла представляет собой корпус с двумя пря-
мыми или винтовыми стружечными канавками, на переднем торце которого
закреплены СНП различной формы (рис. 5.17). Одна из пластин располагается
290
Глава 5. Проектирование сверл
Рис. 5.16. Сверла с неперетачиваемыми пластинами твердого сплава:
а — со спиральными канавками; б — с прямыми канавками; в — для кольцевого сверления
с одиночными вставками; г — для кольцевого сверления с двойными вставками
Рис. 5.17. Сменные пластины для сборных сверл
у оси сверла, другая — на периферии. Сверла диаметром 20.. .60 мм оснащаются
двумя СНП, а большего диаметра — четырьмя, устанавливаемыми непосредст-
венно в корпусе сверла или в сменных кассетах. Для подачи СОЖ в зону резания
в корпусе сверла предусмотрены специальные отверстия.
На базе СНП разработан ряд комбинированных инструментов. На рис. 5.18, а
показан сборный инструмент для обработки отверстий и снятия фасок, состоя-
щий из хвостовика 1, насадной зенковки 2 со сменными твердосплавными пла-
стинами 3 и сверла 4. Сборный инструмент, изображенный на рис. 5.18, б,
состоит их корпуса 1, в котором с помощью винта 2 крепится сверло 6 из быстро-
режущей стали, а также наружная 3 и внутренняя 7 кассеты. Кассеты содержат
по две СНП (4), закрепляемые винтами 5.
Рис. 5.18. Комбинированные сборные сверла
5.4. Сверла сборных конструкций
291
Припуск, снимаемый сверлом с СНП, делится по ширине между взаимно пе-
рекрывающимися пластинами, которые располагаются в корпусе таким обра-
зом, что радиальная нагрузка с обеих сторон от оси сверла сбалансирована. При
атом отпадает необходимость в предварительно засверленном отверстии или ис-
пользовании кондукторной втулки. Обладая высокой жесткостью и надежной
системой подачи СОЖ в зону резания (в конструкции предусмотрена ее подача
в зону резания через каналы внутри корпуса), сверла позволяют вести обработку
с повышенными подачами и скоростями по сравнению с обработкой нормализо-
ванными спиральными сверлами из быстрорежущей стали и твердого сплава.
Некоторые рекомендации по выбору конструктивных параметров сверл
с СНП приведены на рис. 5.19 и в табл. 5.32. Габаритные размеры сверл можно
принимать по ГОСТ 27724-88. Материал корпуса — сталь 40Х по ГОСТ 4543-71
твердостью 38...45 HRC или сталь 50ХФАпо ГОСТ 14959-79 твердостью 45...50
HRC. Винты изготавливаются из стали 65Г по ГОСТ 14959-79 и имеют твер-
дость 40...45 HRC.
Рис. 5.19. Конструктивные элементы сверла с СНП
Таблица 5.32
Основные размеры сверл с прямыми канавками, оснащенных СНП, мм
D d <4 g6 (h6) L 4 I k h h h k do Диаметр вписанной окружности пластины WCMX по ГОСТ 19042-80
25 25 31 144 45 75 7,4 3,7 3,8 3,6 0,15 4,20 3,8 М3 7,935
28 90 8,9
80 9,9
82 32 38 160 105 9,8 4,4 4,5 4,2 5,14 4,5 9,535
84 10,8
86 11,8
292
Глава 5. Проектирование сверл
Окончание табл. 5.32
D d 4, g6 (h6) L I l0 k k h k k k da Диаметр вписанной окружности пластины WCMX по ГОСТ 19042-80
38 32 38 175 45 120 10,8 5,9 6,0 6,7 0,20 7,14 5,4 M4 9,535
40 11,8
42 40 46 200 55 135 12,8 12,700
44 13,8
46 14,8
48 230 15,8
50 165 16,8
52 17,8
54 18,8
56 19,8
58 20,8
60 21,8
Примечания: 1. На сверле в сборе должно быть превышение в осевом направлении вер-
шины внутренней пластины по отношению к вершине наружной пластины, величина ко-
торого должна быть не более 0,2 мм.
2. Передняя поверхность внутренней пластины должна быть смещена относительно
опорной поверхности гнезда на 0,10...0,35 мм от осевой плоскости.
3. Допуск плоскостности опорной поверхности гнезда под пластину должен быть не более
0,03 мм; выпуклость не допускается.
Разность взаимного положения вершин пластин, измеренная в осевом на-
правлении, не должна превышать 0,2 мм. Режущая кромка внутренней пласти-
ны должна быть расположена ниже осевой плоскости сверла на 0,1...0,3 мм.
Пластины не должны выступать из корпуса сверла более чем на 0,2 мм относи-
тельно нижней опорной поверхности гнезда. Они должны плотно, без зазоров
прилегать к нижней и боковым опорным поверхностям гнезда.
Допуск плоскостности в сторону вогнутости нижней опорной поверхности
гнезда под пластину должен быть не более 0,03 мм. Выпуклость опорной поверхно-
сти не допускается. Допуск угла между боковой базовой и опорной поверхностями
гнезда под пластину не должен превышать -30', а между боковыми базовыми
поверхностями — не более -20'.
5.5. Принципы проектирования инструментов для обработки глубоких отверстий 293
Обшие принципы проектирования инструментов
kjjj для обработки глубоких отверстий
5.5.1. Основные конструктивные элементы сверл
для глубокого сверления
Ввиду большой глубины обрабатываемых отверстий инструмент для глубо-
кого сверления имеет большую длину. Для удобства изготовления и эксплуата-
ции его выполняют составным по длине, используя разъемное соединение двух
основных частей — режущего и вспомогательного инструментов. Режущий ин-
струмент выполняется в виде сверлильной головки, устанавливаемой на конце
вспомогательного инструмента в виде стебля (борштанги). Головка (рис. 5.20)
состоит из корпуса 2 с режущими 3 и направляющими 1 элементами. Корпус
имеет посадочные поверхности для соединения со стеблем. Стебель обычно имеет
вид трубы, на одном конце которой выполнены соответствующие посадочные по-
верхности П для соединения с головкой, а на другом — посадочные поверхности
для соединения со станком. Стебель может выполняться по длине составным.
Рис. 5.20. Сверлильная головка со стеблем
Режущие элементы. Основным элементом инструментов является ре-
жущее лезвие. Инструменты для глубокого сверления имеют некоторые особен-
ности в расположении лезвий и распределении нагрузки между ними.
Кроме режущих кромок на лезвии можно выделить также калибрующие
вершины К и кромки Д, соприкасающиеся с обработанной поверхностью и непо-
средственно участвующие в ее формировании (на рис. 5.21 вершина К и кром-
ка Д формируют отверстие, а.К1 пДг — центральный стержень).
Рис. 5.21. Режущие лезвия с четырьмя
К д
и тремя главными режущими кромками
294
Глава 5. Проектирование сверл
В сверлах для глубокого сверления режущее лезвие может иметь одну или
несколько главных режущих кромок для обеспечения дробления стружки по ши-
рине, поскольку при сверлении имеет место большая ширина среза. На рис. 5.21, а
показано лезвие с четырьмя главными режущими кромками А, Б, В и Г у инст-
румента для сплошного сверления, на рис. 5.21, б — лезвие с тремя главными
режущими кромками А, Б и В у кольцевого сверла.
Для сверления применяют одно- и многолезвийные инструменты. На выбор
количества лезвий оказывает влияние много факторов.
Направляющие элементы. На работу инструмента существенное влия-
ние оказывают также направляющие элементы. Они служат для базирования
рабочей части инструмента на поверхности отверстия во время работы в целях
повышения поперечной жесткости инструмента и сообщения ему определенного
положения. Направляющие элементы могут выполняться в виде обособленной
части либо представляют собой оформленную соответствующим образом поверх-
ность корпуса головки. Иногда направляющая выполняется в виде шпонки, уста-
навливаемой на корпусе головки.
Каналы для подвода СОЖ и отвода стружки. Наличие направ-
ляющих элементов и каналов для подвода СОЖ и отвода стружки является ос-
новной отличительной особенностью инструментов для глубокого сверления.
Форма и размеры поперечных сечений каналов должны согласовываться с при-
меняемым способом подвода СОЖ и отвода стружки и ее формой, чтобы обеспе-
чивалось бесперебойное прохождение стружки по отводным каналам, а также
сохранялись необходимые прочность и жесткость инструмента. Выбор формы
и размеров входного окна для стружки, удаление его от режущего лезвия, на-
правление примыкающего к нему канала для СОЖ должны обеспечивать мак-
симальное использование кинетической энергии струи СОЖ для воздействия на
стружку в целях ее бесперебойного отвода.
5.5.2. Схемы расположения режущих лезвий
В сверлах для глубокого сверления применяют различные схемы располо-
жения режущих лезвий. Изменяя расположение лезвий, можно оказывать су-
щественное влияние на работу инструмента, в частности управлять величиной
и направлением действия равнодействующей составляющих сил резания, дей-
ствующих на лезвие в плоскости, перпендикулярной к оси инструмента, и выби-
рать желаемую схему срезания припуска.
Можно выделить угловое, радиальное и осевое расположение режущих лез-
вий. Наиболее сильно на величину и направление равнодействующей силы и об-
щую компоновку инструмента влияет угловое расположение, а на его основе
выбирают радиальное и осевое расположение с учетом схемы срезания припус-
ка, распределения нагрузки между лезвиями и ряда других факторов. Приме-
няются три вида радиального расположения: 1) все лезвия равноудалены от оси;
2) лезвия удалены от оси на разные расстояния; 3) лезвия разделены на группы
(обычно на две), в каждой из которых лезвия равноудалены от оси, а лезвия раз-
ных групп удалены от оси на разные расстояния.
Схемы углового расположения лезвий можно разделить на четыре типа
(табл. 5.33).
5.5. Принципы проектирования инструментов для обработки глубоких отверстий 295
Схемы расположения режущих лезвий
Таблица 5.33
Эскиз
Характеристики и области применения
Тип 1. Одностороннее расположение лезвий в одной плос-
кости, проходящей через ось инструмента (инструмент
одностороннего резания). Схема имеет наиболее широкое
применение в однолезвийных инструментах для сплош-
ного (а) и кольцевого (б) сверления. Недостаток — боль-
шая нагрузка на направляющие элементы
Тип 2. Двустороннее расположение всех лезвий в одной
плоскости, проходящей через ось инструмента (инстру-
мент двустороннего резания). По сравнению с инструмен-
тами 1-го типа нагрузка более уравновешена, вследствие
чего направляющие элементы работают в более благопри-
ятных условиях. Инструменты с тремя лезвиями приме-
няются при сплошном сверлении (а), с двумя лезвиями —
при кольцевом (б). Используют равное и разное удаление
лезвий от оси сверла
ТипЗ. Равномерное расположение лезвий по окружности.
Используются различные варианты расположения лезвий
в многолезвийных инструментах для кольцевого сверле-
ния с числом лезвий не менее трех
Тип 4. Неравномерное расположение лезвий по окруж-
ности. Угол между лезвиями не превышает 90°. Применя-
ется в инструментах для сплошного (а) и кольцевого (б)
сверления
5.5.3. Распределение нагрузки между режущими лезвиями
В процессе работы режущие лезвия сверла нагружены силами резания. В одно-
лезвийном инструменте общая нагрузка воспринимается одним лезвием, а в мно-
голезвийном инструменте — распределяется (обычно неравномерно) между лез-
виями.
Нагружение режущих лезвий инструмента силами резания рассматривают
в плоскости, перпендикулярной к его оси. В этой плоскости на лезвие действует
равнодействующая R составляющих сил резания Рг и Ру. В многолезвийном
инструменте с i лезвиями на отдельные из них действуют силы RT, R2, ..., Rt,
а на инструмент в целом — равнодействующая этих сил R = Rl+R2+...+Ri.
В многолезвийных инструментах нагрузки, действующие на разные лезвия,
взаимосвязаны: изменение нагрузки на одно из лезвий неизбежно отразится на
нагружении других. Распределять нагрузку можно делением между лезвиями
общей площади, срезаемой инструментом за один оборот заготовки или сверла.
Площадь среза можно изменять за счет изменения любого из двух параметров
среза (толщины или ширины) либо одновременно ширины и толщины.
296
Глава 5. Проектирование сверл
Инструмент с делением ширины среза — многолезвийный инструмент для
глубокого сверления, режущие лезвия которого расположены в радиальном на-
правлении таким образом, что каждое отдельное лезвие за один рабочий ход сре-
зает лишь часть общей ширины среза (рис. 5.22). Лезвия у таких сверл удалены
от оси на разные расстояния, а ширина, срезаемая отдельными лезвиями, мо-
жет быть одинаковой или различной. Для нормальной работы этих сверл суще-
ственное значение имеет как распределение ширины среза между лезвиями, так
и правильная установка лезвий относительно оси (рис. 5.22, а). Расположение
всех режущих лезвий на линии ОАВС, симметричной оси сверла, можно тракто-
вать как теоретическое. На практике, однако, вследствие погрешностей уста-
новки или заточки лезвий некоторые из них могут быть смещены относительно
теоретического положения. Для устранения неопределенности положения соз-
дают преднамеренное смещение лезвий относительно друг друга в осевом на-
правлении от теоретического. Это позволяет при любой подаче и с учетом погреш-
ностей изготовления и заточки иметь определенность в работе лезвий. Смещение
лезвий в направлении оси осуществляют следующим образом. Лезвие 2, всту-
пающее в работу первым, размещают в номинальном положении. Лезвие 1,
вступающее в работу вторым, смещают от номинального положения назад на рас-
стояние I (обычно 0,5...1,0 мм). Лезвие 3 смещают на 21. Ширину лезвия в на-
правлении радиуса отверстия принимают несколько большей, чем ширина
участка Ь, на котором лезвие работает, чтобы оно перекрывало ширину, остав-
ляемую для срезания данным лезвием.
На рис. 5.22, б показан трехлезвийный инструмент для кольцевого сверле-
ния с делением ширины среза. Угол в плане лезвий равен 90°, поэтому в качестве
Рис. 5.22. Схемы деления ширины среза между лезвиями сверла при сверлении:
а — сплошном; б — кольцевом
5.5. Принципы проектирования инструментов для обработки глубоких отверстий 297
их теоретического положения принимается плоскость, перпендикулярная к оси
инструмента. Относительно этой плоскости лезвия смещаются вдоль оси. Узкое
лезвие 1 шириной Ъ4, начинающее работать первым, располагается в теоретиче-
ском положении. Лезвие 3 шириной Ь3 смещается назад на расстояние I, а лез-
вие 2 шириной В — на 21. Лезвия удаляют материал с шириной среза соответст-
венно Ь4, Ьа - Ь4 и В - Ъа.
В зависимости от положения равнодействующей сил резанияR = R^ +2^ +...+2?;,
действующих на лезвия инструмента в плоскости, перпендикулярной к его оси,
инструменты делят на уравновешенные и неуравновешенные. Если R = 0, инст-
румент является уравновешенным, если R * 0, — неуравновешенным.
В зависимости от того, в пределах какого угла равнодействующая R попереч-
ных сил резания изменяет свое направление, различают два вида неуравнове-
шенного инструмента. В качестве граничного значения угла принимают угол
между направляющими шпонками 3 и 4 (рис. 5.23). Инструмент, у которого
равнодействующая R сил на лезвиях 1 и 2 не выходит за пределы угла \|/ между
направляющими шпонками даже при изменении припуска за один оборот заго-
товки, называют инструментом с определенностью базирования, а все остальные
неуравновешенные инструменты — инструментами без определенности базиро-
вания. У таких инструментов равнодействующая выходит за пределы угла между
шпонками, иногда изменяя направление на 180° за один оборот.
При определении равнодействующей силы следует учитывать не только силы
резания, но и силы трения. Поэтому в общем случае под инструментом с опреде-
ленностью базирования понимают инструмент, в котором равнодействующая Rz
всех поперечных сил, действующих на сверлильную головку, всегда больше
нуля, постоянно направлена в сторону одних и тех же двух направляющих шпо-
нок 1 и 3 и не выходит из угла \|/ между ними (рис. 5.24). На рисунке равнодейст-
вующая R сил, действующих на лезвие 2, перенесена на ось инструмента. К инст-
рументам с определенностью базирования относятся все инструменты односто-
роннего резания, неуравновешенные инструменты двустороннего резания для
сверления, неуравновешенные инструменты для сверления с несимметричным
расположением лезвий по окружности (тип 4 в табл. 5.32). Инструменты с опре-
деленностью базирования обеспечивают лучшее качество, меньшие огранку
и уводы оси отверстия.
Рис. 5.23. Схема действия сил резания
при работе инструмента с определенно-
стью базирования
Рис. 5.24. Схема сил, действующих на
инструмент с определенностью базиро-
вания
298
Глава 5. Проектирование сверл
При сплошном сверлении широко применяются сверла одностороннего реза-
ния с наружным и внутренним отводом стружки (рис. 5.25). Они имеют одиноч-
ное лезвие 2, смещенное в одну сторону от оси, и две жесткие неподвижные
направляющие 1 и 3 без зазора в отверстии. В этих инструментах просто и на-
дежно обеспечивается определенность базирования. Однако из-за отсутствия
других лезвий равнодействующая R составляющих сил резания Ру и Рг, дейст-
вующая на лезвие, даже частично не уравновешивается и вызывает значительные
реакции и N2 на направляющих. Это может привести к разрыву масляной
пленки в местах контакта направляющих с поверхностью отверстия и, как след-
ствие, к повышенному износу направляющих.
Z
Рис. 5.25. Силы, действующие на инструмент одностороннего резания
в плоскости, перпендикулярной к его оси
При больших давлениях создается наклеп на
поверхности отверстия. Эти отрицательные по-
следствия можно уменьшить путем уменьшения
равнодействующей R составляющих сил резания
Ру и Рг с помощью специальной конфигурации
лезвия (рис. 5.26). Лезвие затачивают с двумя
главными режущими кромками: наружной N
и внутренней Т (стружкоделительные ступени
на задней поверхности у кромки N на рисунке не
показаны). Кромки NnT пересекаются в точке С,
смещенной от оси сверла на расстояние т. При
такой заточке лезвия радиальные составляющие
сил резания РуТ и Pyf] на кромках TnN направле-
ны в противоположные стороны, что уменьшает
равнодействующую R, действующую на лезвие
в целом. Выбирая оптимальные значения углов
в плане <pjv и <рт кромок и смещение m вершины С
инструмента относительно оси, можно существен-
но уменьшить R и создать инструмент с опреде-
ленностью базирования при меньшем нагруже-
нии направляющих.
Рис. 5.26. Конфигурация
режущего лезвия
5.5. Принципы проектирования инструментов для обработки глубоких отверстий 299
Для обеспечения минимальных вибраций угол <pw должен составлять при-
мерно 20...25°, и с учетом этого желаемая величина силы R и направление ее
действия (угол 8) получают за счет соответствующего выбора значений <рт и т.
При этом принимается <pw > фт, а т < 0,25d, где d — диаметр сверла.
5.5.4. Конструкции режущих элементов
и способы их крепления на рабочей части сверла
При глубоком сверлении режущие элементы инструментов работают в тяже-
лых условиях. Возникающие на этих операциях огранка, вибрации и наруше-
ния бесперебойного отвода стружки ускоряют изнашивание лезвий и вызывают
их поломку (выкрашивания на режущих кромках, разрушение всей режущей
части). Ввиду сложности конструкции и высокой стоимости этих инструментов
продление срока их службы имеет большое значение с точки зрения как обеспе-
чения производительности, так и снижения удельных затрат на инструмент.
Продление срока службы возможно за счет применения многократных перето-
чек либо смены режущих элементов. В зависимости от конструкции режущего
элемента и способа его крепления на рабочей части переточка может выполнять-
ся совместно с рабочей частью либо раздельно.
В промышленности разработано большое количество разнообразных конст-
рукций режущих элементов. К первой группе относятся режущие элементы, за-
тачиваемые и перетачиваемые совместно с корпусом рабочей части (рис. 5.27).
Монолитные режущие элементы (рис. 5.27, а) выполняются как единое це-
лое с корпусом рабочей части инструмента. Твердосплавная рабочая часть 1 по
профилю поперечного сечения продолжает стебель 2 и припаивается к нему.
Спереди рабочей части сформированы режущее лезвие, направляющие элемен-
ты, канавка для отвода СОЖ и стружки, а также круглое или овальное отвер-
стие вдоль всего корпуса, являющееся продолжением отверстия в стебле для
подвода СОЖ. Заточка и переточка режущего лезвия и шлифование базовых по-
верхностей направляющих и калибрующей ленточки производятся после при-
паивания рабочей части к стеблю. Инструмент допускает неоднократные пере-
точки, а также неоднократное использование стебля с заменой рабочей части.
Монолитные режущие элементы применяют в инструментах для сплошного
сверления отверстий диаметром до 18.. .20 мм. Недостатком таких элементов яв-
ляется сложность изготовления и невозможность применения разных марок
Твердого сплава для режущих и направляющих элементов.
Рис. 5.27. Режущие элементы, затачиваемые совместно с корпусом рабочей части
300
Глава 5. Проектирование сверл
Режущие элементы, закрепляемые постоянно на корпусе рабочей части
(рис. 5.27, б), выполняются в виде обособленных фрагментов 3-5, соединяемых
с корпусом рабочей части 6 инструмента неразъемным соединением (например,
пайкой). Такие конструкции используются в трубчато-лопаточных и лопаточных
сверлах, а также в многолезвийных головках двустороннего резания с внутрен-
ним и эжекторным отводом стружки. Диапазон диаметров сверл с закрепляемыми
постоянно элементами — 12...80 мм. Нижняя граница диаметров определяется
возможностью изготовления инструмента, а верхняя — экономическими сооб-
ражениями. С увеличением диаметра инструмента возрастает стоимость его ра-
бочей части, которую при использовании режущих элементов, закрепляемых
постоянно, приходится заменять после нескольких переточек или поломки хотя
бы одного режущего лезвия.
В качестве режущих элементов могут использоваться твердосплавные пла-
стины, представленные в табл. 5.34.
Таблица 5.34
Форма и размеры твердосплавных пластин для сверл
глубокого сверления, мм (ГОСТ 25415—90)
Исполнение 1 Исполнение 2
I I
Исполнение 1 Ь Й! 8 Г
1 16 7,0 6,3 2,0 3
20 10,6 9,5 3,0 4
25 14,5 12,9 4,5
32 18,0 16,0
2 52 2,0 14,0 8
32 28,0 17,0 5,0
36 33,0 20,0 6,0 10
40 40,0 23,0
Форма гнезд под постоянно закрепляемые элементы должна точно повто-
рять форму применяемых стандартных пластин и учитывать толщину слоя при-
поя, которая составляет 0,2...0,8 мм, адля трехслойного припоя — 0,8...1,0мм.
5.5. Принципы проектирования инструментов для обработки глубоких отверстий 301
Подготовка поверхностей гнезда под пайку по шероховатости и отклонению от
плоскостности опорной поверхности должна соответствовать требованиям,
предъявляемым для гнезд державок токарных резцов или корпусов фрез.
Для однолезвийных инструментов диаметром 12...20 мм можно использо-
вать также клеевое соединение. При приклеивании режущего элемента между
ним и корпусом головки прокладывают сетку из стальной или латунной прово-
локи диаметром 0,1...0,3 мм с ячейкой 0,4...1,0 мм. Такой способ крепления не
уменьшает прочности клеевого соединения и резко увеличивает контактную
жесткость и отвод теплоты от режущих пластин в корпус.
Режущие элементы, закрепляемые сменно на корпусе рабочей части, соеди-
няются с корпусом разъемным соединением. Это либо сменные твердосплавные
пластины, механически закрепляемые непосредственно на корпусе рабочей час-
ти, либо сменные резцы.
В конструкции, показанной на рис. 5.28, в качестве режущего элемента ис-
пользованы две неперетачиваемые пластины 1, закрепляемые непосредственно
в корпусе 2 сверлильной головки. В этом случае пластины образуют режущую
часть лопаточного сверла (эта разновидность инструмента для сплошного свер-
ления соответствует второму типу согласно табл. 5.33). Пластины размещаются
в специально выполненных гнездах, повторяющих их форму и размеры, и за-
крепляются установочными винтами 3.
Рис. 5.28. Схемы сверла с рабочей частью на базе СНП
Положение резьбовых отверстий в корпусе головки выбирается аналогично
сборным токарным резцам, т.е. так, чтобы при затяжке винты действовали как
•ксцентрики и прижимали пластины к боковым упорным поверхностям гнезда.
5.5.5. Разновидности направляющих элементов сверл
глубокого сверления
Направляющие элементы оказывают существенное влияние на работу свер-
ла, поэтому при его проектировании выбору направляющих элементов должно
удаляться большое внимание.
По характеру взаимосвязи с поверхностью отверстия направляющие эле-
менты можно разделить на три класса (табл. 5.35).
Направляющие элементы без натяга при вводе инструмента в отверстие не
получают радиального натяга и поэтому обеспечивают совмещение оси головки
0 осью обработанной части отверстия на участке базирования только при работе
302
Глава 5. Проектирование сверл
инструментом одностороннего резания с определенностью базирования, т.е. когда
равнодействующая поперечных сил R > 0, а ее направление не выходит из угла
между двумя крайними направляющими (см. рис. 5.24). В этом случае сохраня-
ется контакт направляющих с поверхностью отверстия, но возможен поворот
оси головки относительно оси отверстия вследствие того, что наряду с равнодей-
ствующей R на головку в плоскости, проходящей через ее ось, может действовать
опрокидывающий момент. Его возникновение может быть вызвано кривизной,
отклонениями от соосности и деформацией стебля под действием его веса или
поперечных колебаний, что приводит к отрыву концов направляющих от поверх-
ности отверстия. При поперечных колебаниях стебля наблюдаются колебательные
повороты головки со смещением пятен контакта направляющих с поверхностью
отверстия от одного их конца к другому. Эти явления приводят к дефектам от-
верстия — уводам оси и огранке.
При вводе инструмента в отверстие направляющие элементы с натягом полу-
чают радиальный натяг, благодаря чему обеспечивают совмещение оси головки
с осью отверстия на участке базирования даже при воздействии опрокидываю-
щего момента. Благодаря этому расширяются возможности выбора схемы рас-
положения лезвий, а направляющие элементы могут быть использованы даже
в инструментах, где равнодействующая сила R может изменять величину и на-
правление за один оборот заготовки (инструмента). Натяг, а следовательно,
и допустимый опрокидывающий момент ограничиваются возрастающим трени-
ем между направляющими и поверхностью отверстия, что приводит к повышен-
ному нагреву заготовки, изнашиванию направляющих и прерывистой подаче
инструмента. Натяг выбирается исходя из ожидаемого максимального значения
силы R, изменяющей направление действия за один оборот заготовки, и ожидае-
мого опрокидывающего момента.
На практике применяют натяг, обеспечивающий на направляющих реакцию
около 1,0...1,2 кН при обработке отверстий диаметром 100...130 мм. Числовое
значение диаметрального натяга (превышение диаметра по направляющим над
диаметром отверстия) определяется при этом упругими свойствами направ-
ляющих.
Направляющие элементы с зазором имеют по базовым поверхностям диа-
метр меньший, чем диаметр головки по калибрующим фаскам (вершинам) ре-
жущих лезвий, и поэтому не обеспечивают совмещения оси головки с осью
отверстия, а при наличии опрокидывающего момента возможен поворот оси го-
ловки относительно оси отверстия. Угол поворота зависит от зазора между на-
правляющими и поверхностью отверстия. Зазор выбирается минимальным, но
достаточным для предотвращения заклинивания головки в отверстии (на прак-
тике — 0,1. ..0,2 мм для головок диаметром 60...130 мм).
Применяют жесткие или (значительно реже) упругие направляющие. Жест-
кие направляющие изготавливают из твердого сплава и в зависимости от функ-
ционального назначения устанавливают либо неподвижно на корпусе рабочей
части (неподвижные направляющие), либо на подвижной в радиальном направле-
нии колодке (ограниченно подвижные направляющие). По способу сочленения
с рабочей частью неподвижные направляющие аналогично режущим элементам
разделяются на монолитные, закрепляемые постоянно и закрепляемые сменно.
5.5. Принципы проектирования инструментов для обработки глубоких отверстий 303
Таблица 5.35
Основные типы направляющих элементов сверл глубокого сверления
Эскиз
Без
Характеристика и области применения
I в отверстии
Выполняются с жесткими неподвижными на-
правляющими. Чаще применяется тип 1 с на-
правляющими шпонками 1 и 2, реже — тип 2
с направляющими шпонками 1-3. Одна из
направляющих (шпонка 1) всегда располагает-
ся диаметрально противоположно калибрую-
щей вершине К лезвия. У гол у между шпонка-
ми 1 и 2 принимается в пределах 90...120°.
Применяют в инструментах одностороннего
резания с определенностью базирования
i в отверстии
Расположение жестких неподвижных шпо-
нок — аналогично вышеприведенной схеме.
Расположение шпонки 2 по окружности вы-
бирается таким, чтобы головка силами упру-
гости элемента поджималась к поверхности
отверстия неподвижными шпонками. Необ-
ходимый натяг обеспечивается за счет выбора
соответствующей упругости элемента, на ко-
торый опирается жесткая шпонка 2. Два воз-
можных варианта упругих элементов (пру-
жина 4 или прокладка 5 из полиуретана)
показаны на рисунке. Направляющие элемен-
ты такого типа применяют в сверлах с опреде-
ленностью базирования для снижения виб-
раций или, когда возможно, для изменения
направления равнодействующей R попереч-
ных сил при выходе многолезвийного инст-
румента из отверстия
в отверстии
Диаметр элементов по направляющим шпон-
кам dm меньше диаметра d по калибрующим
вершинам К резцов 2 и 4. Шпонки располага-
ются так, чтобы диаметр, проведенный через
шпонки 1 и 5, был повернут относительно
диаметра, проведенного через калибрующие
фаски Кг режущих лезвий на незначительный
угол (не более 10°), а диаметр, проведенный
через шпонки 3 и 6, — на угол 90°. Применя-
ются в головках кольцевого сверления дву-
стороннего резания с делением толщины среза
Монолитные направляющие изготавливаются как одно целое с корпусом рабочей
части. Их форма и размеры оформляются в процессе изготовления корпуса вме-
сте с режущим элементом из твердого сплава. Применяют такие направляющие
А инструментах, в которых используют монолитные режущие элементы (см.
рИО. 6.27, а). Направляющие, закрепляемые постоянно на корпусе рабочей части,
304
Глава 5. Проектирование сверл
применяют обычно в инструментах с постоянно закрепляемыми режущими эле-
ментами (см. рис. 5.27, б). По внешнему виду эти направляющие напоминают
призматическую шпонку 1 (рис. 5.29, а). Устанавливаются они на корпусе 2 ра-
бочей части в специально фрезеруемых продольных пазах прямоугольного сече-
ния и после установки припаиваются или приклеиваются. Базовые поверхности
на них шлифуются в сборе с корпусом.
Возникающие вибрации и образующаяся в отверстии огранка ускоряют из-
нашивание и разрушение направляющих, особенно их передних концов. Это
привело к использованию направляющих, закрепляемых сменно на корпусе ра-
бочей части. Направляющие 1 выполняются как целиком из твердого сплава
(рис. 5.29, б, д, е и ж), так и в виде стальной подкладки 3 с напаянной твердо-
сплавной пластиной 1 (рис. 5.29, в, г и з). Как цельные, так и напаянные на под-
кладку направляющие устанавливаются с натягом в пазах корпуса 2, имеющих
в поперечном сечении форму «ласточкин хвост» (рис. 5.29, б, г, ж). При этом
пазы выполняются или вдоль корпуса рабочей части (рис. 5.29, а-г), или тан-
генциально (рис. 5.29, ж). В последнем случае паз выполняется таким образом,
чтобы действующие на направляющую силы трения были направлены в сторону
упорной задней стенки А паза. Установка направляющей в пазу с натягом обеспе-
чивает сохранение в процессе эксплуатации диаметральных размеров инструмента
по направляющим, выполненным при его изготовлении, а также предохраняет
от самопроизвольного выдвижения направляющей из паза при выводе инстру-
мента из отверстия. Установка направляющих на подкладке удобна тем, что по-
зволяет использовать крепежные винты для удерживания от перемещения
направляющих в пазу. Как цельные, так и напаянные на подкладку направляю-
щие могут закрепляться в прямоугольных пазах корпуса с помощью клиньев 5
(рис. 5.29, д, е), затягиваемых в радиальном направлении винтами 4. Базовая
поверхность направляющей может выполняться сплошной или прерывистой.
Направляющие инструментов большого диаметра могут составляться по длине
и ширине из ряда твердосплавных пластин, размещаемых вплотную или с раз-
рывом. При размещении с разрывом имеется возможность устанавливать меж-
ду пластинами крепежные винты.
Упругие направляющие изготавливают из маслостойкой резины, полиуре-
тана, твердых пород дерева и т.п.
Рис. 5.29. Разновидности жестких неподвижных направляющих,
закрепляемых на корпусе рабочей части постоянно или сменно
5.5. Принципы проектирования инструментов для обработки глубоких отверстий 305
5.5.6. Способы и устройства подвода СОЖ и отвода стружки
На практике применяют два основных способа подвода СОЖ и отвода струж-
ки из зоны резания: 1) наружный подвод СОЖ и внутренний отвод стружки;
2) внутренний подвод СОЖ и наружный отвод стружки.
В первом случае (рис. 5.30, а) подвод СОЖ к режущим лезвиям инструмента 2
производится по наружному каналу Н, имеющему вид зазора между стенками
отверстия в заготовке 1 и наружной поверхностью инструмента, а отвод СОЖ
вместе со стружкой — через окно С внутрь инструмента и далее по его внутрен-
нему каналу В.
Во втором случае (рис. 5.30, б) СОЖ подводится по внутреннему каналу В
в инструменте 2, а отводится вместе со стружкой по наружному каналу Н.
При внутреннем отводе стружки с использованием эффекта эжекции1
(рис. 5.30, в), как и при первом способе (см. рис. 5.30, а), осуществляется внут-
ренний отвод стружки. Различие состоит в том, что вместо наружного здесь при-
менен внутренне-наружный подвод СОЖ. На первом участке осуществляется
Рис. 5.30. Способы подвода СОЖ и отвода стружки при сверлении
* Эжекция — процесс смешивания двух сред, в котором одна среда, находясь под давлением,
воздействует на другую и, увлекая за собой, выталкивает ее в необходимом направлении.
306
Глава 5. Проектирование сверл
внутренний подвод (рис. 5.30, в) по каналу в виде кольцевого зазора в инстру-
менте между стеблем 3 с патроном 5 и трубой 4, а затем часть потока СОЖ с рас-
ходом Qo через радиальные отверстия Г в головке 2 и далее по каналу в виде
кольцевого зазора Б между стеблем 3 и головкой 2 направляется во внешний ка-
нал (зазор А между поверхностью отверстия в заготовке 1 и корпусом головки 2),
по которому она подается в зону резания. Отвод стружки производится по внут-
реннему каналу — центральному отверстию в головке 2 и трубе 4. Рассмотрен-
ный способ отличается от приведенного на рис. 5.30, а двумя особенностями.
Во-первых, СОЖ движется здесь под давлением, создаваемым насосом, только
на участке подвода, включая радиальные отверстия Г в головке 2. Дальнейшее
ее движение вместе со стружкой осуществляется за счет эффекта эжекции. Для
этого подаваемый насосом поток СОЖ с расходом Qs в зоне сопла Е разделяется
на два: один с расходом Qo направляется в зону резания, а второй с расходом (?эж,
проходя через сопло Е, создает эффект эжекции. Кинетическая энергия этого
потока используется для отсоса СОЖ и стружки из зоны резания. Во-вторых,
не весь поток СОЖ, подаваемый насосом, поступает в зону резания, а лишь его
часть Qo. По условиям работы данной гидравлической системы расходы Qz и Qo
ограничены определенными пределами. Это, в свою очередь, ограничивает ско-
рость потока и область использования данного способа как по глубине сверления,
так и по диаметру, форме и размерам элементов стружки. При оптимальных пара-
метрах эжектора отсутствует избыточное давление в зазоре между инструментом
и отверстием в заготовке, нет утечек СОЖ из отверстия заготовки и подсоса воз-
духа в зону резания.
/ Конструкции сверл для обработки глубоких
kJJJ отверстий
5.6.1. Быстрорежущие сверла с крутой спиралью
Спиральные сверла из быстрорежущей стали для глубокого сверления име-
ют ряд особенностей, обеспечивающих производительное сверление без вывода
сверла из отверстия:
• увеличенный диаметр сердцевины (до 0,5 диаметра сверла), способствую-
щий возрастанию продольной устойчивости;
• угол наклона винтовой канавки со = 35...60°;
• в конструкции сверл выделяют две части — режущую и транспортирую-
щую. Первая отделяет и формирует стружку, вторая, имеющая увеличенный
угол наклона стружечных канавок, отводит ее. Режущая часть сверла имеет
специальную заточку, обеспечивающую дробление стружки и оптимальные гео-
метрические параметры в зависимости от физико-механических свойств обраба-
тываемого материала и условий обработки;
• стружечные канавки имеют специальный профиль в продольном сечении,
обеспечивающий надежное отведение стружки из отверстия ( прямоугольный,
треугольный, трапецеидальный и др.).
Некоторые конструкции таких сверл приведены в табл. 6.86.
5.6. Конструкции сверл для обработки глубоких отверстий
307
Таблица 5.36
Некоторые конструкции спиральных сверл для глубокого сверления
Тип и возможности сверления
Сверла спиральные конструкции Куйбышев-
ского политехнического института:
а — НПИЛ для сверления в сталях, чугу-
нах, бронзах отверстий глубиной до 10 d.
Конструктивные элементы: d = 10...40 мм,
k = (0,3...0,35)d для конструкционных ста-
лей, k = (0,4...0,5)d для труднообрабатывае-
мых сталей и сплавов; со=40...45°, 2<р = 120°,
а= 10°, уп = 30°, ц> 0°; канавка прямоугольная
б — НПИЛ-2 для сверления в легких спла-
вах отверстий глубиной до 10 d. Конструк-
тивные элементы: d= 10...40мм, A = 0,15d,
утолщение сердцевины 1,15 мм на 100 мм
длины; со = 45°, 2<р = 120°, а = 10°, уп = 30°,
ц > 0°; канавка радиусная повышенной ши-
рины, ширина пера В = 0,2d
Сверла спиральные конструкции Луганского
машиностроительного завода для сверления
жаропрочных сталей на глубину до 15d.
Конструктивные элементы: d = 4...12 мм,
h (0,25...0,30)d с утолщением 0,5...0,8 мм на
100 мм длины; со=35°, 2<р= 120°, у= 10°, а=8°,
а, - 20°_________________________________
Сверла спиральные конструкции Минского
СКВ АЛ для сверления отверстий на глубину
ДО 100d. Диапазон диаметров d = 5...20 мм,
форма канавки треугольная, k = (0,3...0,35)d,
(0-60°.
Конструктивные элементы:
а — при обработке чугуна: 2<р = 90... 105°,
а-12...150, у= 12...18°, т] = 35°, г=0,5...2 мм,
а - (0,18...0,2)d, Ь = (0,12...0,14)d
б — при обработке сталей: 2<р= 120...130°,
а-у= 14...150, т = 5...100, т) = 20°,
Г 0,5... 2,0 мм, а = (0,18...0,2)d,
b- (0,12...0,14)d, с = (0,15...0,2)d
а — при обработке жаропрочных сталей:
Яф-120...125°, 2фо = 9О...95°, a=cto=14...16°,
у-16...18°,т = 5...7°,п = 60о, г=0,5...2,0мм,
a-(0,18...0,2)d, b = (0,12...0,14)d,
Il (0,15...0,2)d, стружкоразделительные
Канавки, lt Zj + 0,Id
Эскиз
308
Глава 5. Проектирование сверл
Окончание табл. 5.36
Тип и возможности сверления
Сверла спиральные конструкции Белорусско-
го политехнического института для сверления
в сталях отверстий глубиной (15...30)d. Диапа-
зон диаметров d = 5...20 мм, форма канавки
трапецеидальная, k = 0,5d, со = 55°, 2<р= 110°,
а = у = 15°, т = 5°, b = (0,08...0,12)d, с =
= (0,12...0,14)d. Возможно двух- и четырех-
ленточное исполнение. Для сверл больших
диаметров в спинках сверл могут устанавли-
ваться одна или две трубки для подвода СОЖ
в зону резания
Эскиз
5.6.2. Ружейные сверла
Ружейные (трубчато-лопаточные) сверла (рис. 5.31) включают три основ-
ных элемента: рабочую часть 1, стеблевую часть 2 и хвостовик 3, каждый из ко-
торых может иметь несколько различных конструктивных исполнений. При
проектировании конструкции режущая и стеблевая части разрабатываются во
взаимосвязи, а хвостовик — с учетом посадочного места станка. Известно три
варианта исполнения рабочей и стеблевой частей.
Рис. 5.31. Основные элементы ружейного сверла
1. Рабочая часть выполняется в виде монолитной твердосплавной головки 1
(рис. 5.32), которая припаивается к стеблевой части 2, имеющей типовую для
трубчато-лопаточного сверла форму поперечного сечения — трубка с серповид-
ным отверстием и V-образным пазом. Такое сечение создается прокаткой ци-
Рис. 5.32. Ружейное сверло с монолитной рабочей частью
5.6. Конструкции сверл для обработки глубоких отверстий
309
линдрической трубки через валки. Варианты сечения каналов для подвода СОЖ
в головке 1 показаны на рис. 5.32 для сечения В-В. Сечения расположены слева
направо по степени возрастания площади канала. Предпочтительнее сегменто-
видное сечение. Угол со V-образного паза принимается равным 110...120°. Паз
на стебле в сравнении с пазом на головке смещен най = 0,1...0,2 мм от оси стебля
для удобства обработки режущей части по передней поверхности. Сочленение
головки со стеблем осуществляется по клиновой поверхности с углом \|/=60° для
сверл диаметром до 6 мм и \|/ = 90° для сверл большего диаметра. Головка со стеб-
лем соединяется индукционной пайкой. При изготовлении головки прессовани-
ем на ее поверхности формируются направляющие и режущая части. Длина
головки принимается от 10 до 2 диаметров сверла для сверл диаметром соответ-
ственно 2...20 мм. Экономически целесообразно применять этот вариант для
диаметров от 4 до 20 мм.
2. Рабочая часть выполняется в виде стальной головки 1 (рис. 5.33, а), припаи-
ваемой к стеблевой части 2 с сечением, аналогичным сечению по 1-му варианту.
Рис. 5.33. Ружейноо сверло с припаянной рабочей частью
310
Глава 5. Проектирование сверл
На головке закрепляются постоянно пайкой режущий элемент 5 и направляющие
элементы 3, 4, устанавливаемые в специально подготовленные гнезда. Головка
сочленяется со стеблем по клиновой поверхности (как в 1-м варианте). Экономи-
чески целесообразно применять этот вариант при глубоком сверлении отвер-
стий диаметром от 8 до 30 мм с l/d0 > 20.
3. Стебель 1 (рис. 5.33, б) выполняется сплошным с V-образным пазом.
На стороне, противоположной пазу, фрезеруется канавка, в которую впаива-
ется трубка 3 для подвода СОЖ. Рабочая часть имеет два исполнения. В первом
исполнении в специальный паз на переднем конце стебля устанавливается
и припаивается режущий элемент в виде Т-образной твердосплавной пласти-
ны 2, на которой образуются затем направляющие и режущее лезвие. Во втором
исполнении на переднем конце стебля выполняются гнезда под режущий эле-
мент 2 и две направляющие 4 и 5, которые закрепляются на корпусе постоянно
пайкой. Сверла такой конструкции целесообразно использовать для получения
отверстий диаметром 10...40 мм с l/d„ < 30.
Диаметр рабочей части сверла выполняется в зависимости от требуемой точ-
ности обрабатываемого отверстия. Для отверстий с квалитетом точности Н7-Н9
диаметр сверла рекомендуется выполнять по квалитетам h5-h6, а для менее
точных отверстий — по квалитетам h7-hl0. Обратная конусность на длине рабо-
чей части должна составлять 0,02...0,03 мм, а при обработке отверстий повы-
шенной точности еще меньше: 0,003...0,008 мм.
Заточку и переточку трубчато-лопаточных сверл производят только по зад-
ним поверхностям (по торцу). Применяют две формы заточки: по плоскости и по
винтовой поверхности (спирали). На рис. 5.34 приведены схема и параметры
плоскостной заточки сверл, а в табл. 5.37 — значения основных параметров за-
точки в зависимости от обрабатываемого материала. Остальные параметры назна-
чаются исходя из следующих соотношений: С=0,02d, Р=0,05d, f=(0,04...0,02)d,
п = 0,05d (d — диаметр сверла). Значение I принимается не более 0,5 мм, а{ —
в зависимости от диаметра сверла: при d = 5 мм а{ = 35°, при d = 10 мм а{ = 25°
и при d = 25 мм аг=12°.
Рис. 5.34. Схема и параметры плоскостной заточки трубчато-лопаточных сверл
5.6. Конструкции сверл для обработки глубоких отверстий
311
Таблица 5.37
Выбор параметров заточки трубчато-лопаточных сверл
Обрабатываемый материал Механические свойства Параметры заточки*
ств, МПа НВ т <Pn фт aN Oty
град
Низкоуглеродистые стали 5 700 160...300 (0,21...0,25)d 45 35 20 20 25 20 7 15 20
S700 140...300 0,25d 20 30 35 30 20 25 7 15 20
Высоколегированные стали, никелевые сплавы 1000 150...350 0,25d 40 5 10 10 15 30 5 8 15 35 7 18 20
Коррозионно-стойкие стали — 150...440 0,25d 42 10 20 8 7 18 20
Титановые сплавы — — — 10 15 18 8 10 15 18 8 7 18 20
Чугуны — — 0,25d 30 35 20 15 6 8 15
Медные и магниевые сплавы — — (0,21...0,25)d 45 12 8 20 12 8 7 15 20
Алюминиевые сплавы — — (0,21...0,25)d 45 15 10 20 15 5 7 12 20
* Выбираются в зависимости от твердости обрабатываемого материала и конкретных
условий обработки.
Заточка сверла по винтовой поверхности показана на рис. 5.35. Основные па-
раметры назначаются из соотношений: I = 0,15d, 1Х = 0,Id, т = 0,2d, k = 0,08d,
С = 0,04d, f = 0,04d, (pw = 35°, (pr = 29°, tpj = 80°, ar = 15°. Заточка поверхностей
АиВ осуществляется по винтовой поверхности с осевым шагом (0,1...2,0)d.
Для обеспечения уравновешенной работы ружейного сверла радиальные со-
ставляющие силы резания на левой и правой кромках должны быть равны. Это
условие выдерживается при
t = - - m = d tgcprco3(pN
2 2(tg(pwcos(pT + tg(pTcos(pw)
312
Глава 5. Проектирование сверл
Рис. 5.35. Схема и параметры заточки трубчато-лопаточных сверл
по винтовой поверхности
Рис. 5.36. Варианты взаимного углового расположения
режущего лезвия и направляющих
На рис. 5.36 приведены варианты взаимного углового расположения режу-
щего лезвия и направляющих, а также формы направляющих. Вариант а реко-
мендуется применять при обработке всех материалов, однако при обработке
отверстий нормальной точности в чугуне предпочтительнее вариант б, а при об-
работке в чугуне отверстий повышенной точности — вариант в. При обработке
отверстий в высокопрочных сплавах рекомендуется использовать вариант г,
а при обработке отверстий повышенной точности в конструкционных и высоко-
легированных сталях — вариант д.
5.6.3. Эжекторные сверла
Эжекторное сверло имеет сборную конструкцию (рис. 5.37). Оно состоит из
сверлильной головки 1, наружной трубы 2 та внутренней трубы 3. Головка и на-
ружная труба имеют по два центрирующих пояска П для точного центрирова-
ния относительно друг друга и четырехзаходную прямоугольную резьбу для
надежного взаимного соединения. Наружная труба является несущим элемен-
5.6. Конструкции сверл для обработки глубоких отверстий
313
Рис. 5.37. Эжекторное сверло
том, передающим крутящий момент и осевую силу от шпинделя сверлильной
головке. Внутренняя труба вставляется в отверстие наружной трубы и головки,
получая центрирование в головке по пояску Пх. На наружной и внутренней тру-
бах, у их хвостовой части, имеются посадочные пояски П2 и П3 для центрирова-
ния и закрепления в устройстве для подвода СОЖ. Кроме того, в хвостовой
части внутренней трубы выполнены эжекторные щели Щ. Сверлильная головка
состоит из двух частей, соединяемых сваркой: корпуса 5 и хвостовика 4. Головка
выполнена в виде трехлезвийного инструмента двустороннего резания, работаю-
щего с делением ширины среза и определенностью базирования с двумя жесткими
неподвижными направляющими 6 и 10. Режущие элементы 7-9 закрепляются
постоянно (пайкой). Корпус 5 головки обычно изготавливается из стали 40ХФЛ
точным литьем, не требующим последующей механической обработки. Хвосто-
вик обрабатывается механически. До сварки корпус термически обрабатывается
до твердости 27...35 HRC. Твердосплавные пластины припаиваются к корпусу.
Геометрия заточки режущей части головки приведена на рис. 5.38. Диаметр
головки выбирают в зависимости от диаметра обрабатываемого отверстия, при-
нимая
, , 2
а =а0 + -а,
3
где d — номинальный диаметр головки, мм; do — номинальный диаметр обра-
батываемого отверстия, мм; а — допуск на диаметр отверстия, мм.
Допуск на диаметр d назначают в зависимости от диаметра головки, принимая
его равным 0,013 мм для d < 33 мм, 0,016 мм для d = 30...50 мм и 0,019 мм для
d > 50 мм. Применяют несколько вариантов заточки стружколомающего порож-
ка и передней поверхности (рис. 5.38, а, сечение А-А). Ориентировочно ширину
и высоту порожка для диаметров головки 20...65 мм принимают следующими:
Л = (0,4...0,5) ± 0,05 мм, Ъ = (1,5...2,2) ± 0,05 мм. Смещение вершины т для того
же диапазона диаметров принимается равным 3...5 мм. Значения Ъ, h та т с увели-
чением диаметра увеличиваются. Расположение режущих кромок лезвий 1-3
в плане показано на рис. 5.38, б, в. Осевые смещения кромок принимают следую-
щими: Д] = 0,3 мм, Д2 = 0,6 мм. Схема, приведенная на рис. 5.38, б, применяется
при любом диаметре сверла, а схема на рис. 5.37, в — для диаметров свыше 31 мм.
Щели во внутренней трубе, наклоненные под углом 15...20° к оси, играют
роль сопел эжектора. Число щелей зависит от диаметра трубы; располагаются
они симметрично относительно оси и при числе больше 3-4 — в несколько рядов,
чтобы образовывался сплошной кольцевой поток требуемой мощности. Щели
314
Глава 5. Проектирование сверл
Рис. 5.38. Геометрия головки эжекторного сверла
прорезаются отрезным кругом на заточном станке, характеризуются проход-
ным сечением, определяемым размерами а и Ь. Для диапазона диаметров головки
от 20 до 60 мм а = 0,4...0,6 мм, Ь = 5,6...10,5 мм; число щелей — от 3 до 8. Значе-
ние этих параметров увеличиваются по мере увеличения диаметра головки.
Глава
ПРОЕКТИРОВАНИЕ
ЗЕНКЕРОВ И РАЗВЕРТОК
Проектирование зенкеров
6.1.1. Типы зенкеров
Зенкеры — многозубые режущие инструменты, предназначенные для повы-
шения точности, формы и направления оси цилиндрических отверстий, получен-
ных после сверления, отливки или штамповки; для обработки цилиндрических
и конических углублений под головки винтов и торцовых поверхностей (бобы-
шек, выступов и др.). В отличие от сверла зенкер имеет большее количество ре-
жущих кромок (обычно 3-4) и не имеет поперечной режущей кромки. Зенкеры
применяют для окончательной обработки цилиндрических отверстий по квали-
тету точности 10-12 с шероховатостью поверхности Rz = 20.. .40 мкм, а также для
обработки отверстий под последующее развертывание. Под зенкерование назна-
чается припуск 1...4 мм на диаметр.
Классификация зенкеров приведена в табл. 6.1.
316
Глава 6. Проектирование зенкеров и разверток
Таблица 6.1
Классификация и области применения зенкеров
Признак классификации Типы зенкеров Области применения
По способу крепления Хвостовые Насадные Для зенкерования под развертывание и окон- чательного зенкерования отверстий диамет- ром до 32 мм, а также отверстий с большим припуском на обработку Для зенкерования под развертывание и окон- чательного зенкерования отверстий диамет- ром свыше 32 мм с нормальным припуском на обработку
По конструкции режущей части Цельные С напаянными зубьями С напаянными на зубьях пластинами Сборные со вставными ножами Сборные со съемной режущей частью (головкой) Для зенкерования отверстий диаметром 25... 80 мм зенкерами из быстрорежущей стали Для зенкерования отверстий большого диа- метра зенкерами из быстрорежущей стали Для зенкерования отверстий диаметром свы- ше 14 мм инструментом, оснащенным твер- дым сплавом Для зенкерования отверстий большого диа- метра зенкерами с ножами из быстрорежу- щей стали или твердого сплава Для зенкерования отверстий больших диа- метров при значительных припусках на обра- ботку
По материалу Быстрорежущие Твердосплавные Для всех видов зенкерования Для всех видов зенкерования при достаточ- ной мощности и жесткости станков
По методу центрирования Без направления С задним направлением С передним направлением С двумя направлениями Для зенкерования отверстий при невысоких требованиях к точности, шероховатости по- верхности и прямолинейности оси Для зенкерования точных глухих и сквозных отверстий Для зенкерования отверстия, концентрично- го уже готовому отверстию, точных сквозных и точных ступенчатых сквозных отверстий Для зенкерования точных сквозных отверстий с жесткими требованиями к прямолинейно- сти оси
По назначению Для снятия больших припусков То же Для зенкерования отверстий малого и среднего диаметров окончательно или под последую- щее развертывание Для зенкерования отверстий большого диа- метра и замены рассверливания зенкерова- нием
6.1. Проектирование зенкеров
317
Окончание табл. 6.1
Признак классификации Типы зенкеров Области применения
По назначению Ступенчатые Головочные Зенковки (конические зенкеры) Цековки (торцовые зенкеры) Для зенкерования ступенчатых концентрич- ных отверстий Для зенкерования цилиндрических гнезд под головки болтов или винтов Для обработки конических углублений под го- ловки винтов, снятия фасок и заусенцев с краев отверстий и для обработки центровых техноло- гических отверстий Для обработки торцов отверстий бобышек или приливов под головку болта, гайку или шайбу
6.1.2. Проектирование цельных и составных зенкеров
для обработки цилиндрических отверстий
Части и конструктивные элементы зенкеров. Так же, как и сверло, зенкер
имеет хвостовик и рабочую часть, которая делится на режущую и калибрующую
(рис. 6.1). Длину рабочей части и общую длину зенкера выбирают с учетом усло-
вий работы. Для обработки глубоких отверстий применяют насадные зенкеры
или зенкеры с укороченным хвостовиком, но насаженные на длинную оправку.
Отверстия диаметром свыше 25 мм обычно обрабатывают насадными зенкерами.
Рис. 6.1. Конструктивные элементы зенкера:
а — хвостового; б — насадного
К основным конструктивным элементам зенкера относятся его диаметр d
И длина L, ширина /и высота t ленточки, ширина пераВ, диаметр сердцевины dc.
Диаметральные размеры зенкеров оговариваются соответствующими стан-
дартами либо определяются расчетом из условий обеспечения припуска на по-
одедующее развертывание.
318
Глава 6. Проектирование зенкеров и разверток
Чтобы избежать брака, необходимо выполнять максимальный диаметр зен-
кера меньше максимального диаметра отверстия. Для этого надо занизить верх-
нее отклонение поля допуска ев на изготовление инструмента относительно
верхнего отклонения поля допуска ES отверстия на величину максимально воз-
можной разбивки Ртах, которую обычно принимают равной примерно 1/4 поля
допуска отверстия квалитета точности 11 (рис. 6.2).
Зенкеры изготавливают в двух исполнениях: зенкер № 1 — для промежуточ-
ной обработки отверстий под последующее развертывание; зенкер № 2 — для
окончательной обработки отверстий. Рекомендуемые предельные отклонения
диаметров зенкеров и допуски на их изготовление приведены в табл. 6.2, 6.3.
В общем случае допуск на диаметр зенкеров принимается по квалитетам Ь8 или и8.
Таблица 6.2
Предельные отклонения и допуски на изготовление зенкеров
из быстрорежущих сталей и оснащенных пластинами твердого сплава
для обработки сталей, чугунов и легких сплавов
Диаметр отверстия, мм Зенкер № 1 Зенкер № 2
Верхнее отклонение es, мкм Нижнее отклонение ei, мкм Допуск IT, мкм Верхнее от- клонение es, мкм Нижнее отклонение ei, мкм Допуск IT, мкм
3,0...6,0 -125 -150 25 +50 +25 25
6,0...10,6 -185 -220 35 +60 +30 30
10,6...18,0 -210 -245 35 +70 +35 35
18,0...30,0 -245 -290 45 +85 +40 40
30,0...50,8 -290 -340 50 +100 +50 50
50,8...80,0 -350 -410 60 +120 +60 60
80,0...100,0 -420 -490 70 +140 +70 70
6.1. Проектирование зенкеров
319
Таблица 6.3
Предельные отклонения и допуски на изготовление монолитных твердосплавных
зенкеров для обработки нержавеющих и жаропрочных сталей и сплавов
Диаметр отверстия, мм Зенкер № 1 Зенкер № 2
Верхнее отклонение еа, мкм Нижнее отклонение ei, мкм Допуск IT, мкм Верхнее отклонение еа, мкм Нижнее отклонение ei, мкм Допуск IT, мкм
3...6 -92 -106 14 +50 +25 25
6...10 -107 -123 16 +60 +30 30
10...12 -126 -146 20 +70 +35 35
Уменьшение диаметра зенкера по направлению к хвостовику (обратная ко-
нусность) принимается согласно табл. 6.4.
Таблица 6.4
Обратные конусности зенкеров, мм, на 100 мм длины
Материал режущей части
Быстрорежущая сталь Твердый сплав
Диаметр зенкера, мм
До 18 мм Свыше 18 мм От 14 до 30 мм Свыше 30 до 100 мм
0,04...0,08 0,05...0,10 0,05...0,08 0,08...0,10
Длину рабочей части и общую длину хвостового зенкера принимают с учетом
условий работы аналогично выбору длины спирального сверла (см. гл. 5). Соот-
ношение длины и диаметра насадных зенкеров из быстрорежущей стали прини-
мается в пределах 1,1...1,8, а твердосплавных — 0,8...1,4, причем большие
значения соответствуют меньшим диаметрам зенкера.
Число канавок зенкера назначают минимальным при удалении больших
технологических припусков и максимальным при повышенных требованиях
К точности обработки отверстия. Хвостовые зенкеры изготавливают диаметром
14...50 мм с числом зубьев 3-4, насадные зенкеры — диаметром 30...80 мм
обычно с тремя, четырьмя или пятью зубьями. Конструктивные оформления
стружечных канавок зенкеров даны в табл. 6.5-6.7. Профили фасонных фрез
для обработки канавок с радиусной спинкой приведены в гл. 7.
Для зенкеров со впаянной пластиной твердого сплава или быстрорежущей
стали необходимо определить положение гнезда под пластину. С целью исполь-
зования корпусов зенкеров для обработки различных материалов расположение
пазов под ножи рассчитывается таким образом, чтобы геометрия режущей час-
ти наилучшим образом удовлетворяла условиям обработки.
В этом случае оптимальную геометрию обеспечивают заточкой зуба по пе-
редней поверхности. Положение паза определяется продольным и поперечным
Передними углами упр = со, уп и углом врезания пластины 6. В этом случае
tg0 = tgynpcosyn; tgynp = tgco = tgyN sin<p+ tgXcoscp;
tgyN = (tgco-tgA,coscp)/sincp; tgyn = tgyN cosep-tg A, sincp,
где yN — главный передний угол; A, — угол наклона главной режущей кромки.
0 небольшой погрешностью можно принять 6 - со.
320
Глава 6. Проектирование зенкеров и разверток
Таблица 6.5
Рекомендуемые размеры профилей винтовых канавок, мм
Зенкеры из быстрорежущей стали с 2=3 для обработки чугуна и стали (ГОСТ 12489-71)
1 '
Диаметр зенкера d Диаметр сердцевины dc Ширина пера В Ширина ленточки / Высота ленточки t
10...11,75 5 5,2 1,0 0,4
12...13 6 5,6
13,75...15 7 6,5
15,75...18 8 7,5...8,4 1,2 0,6
18,7...21 9 8,4...9,0
21,7...22 10 10,3
22,7...24 11,0 1,5 0,7
24,7...26 11 11,7
27,7...30 12 13...14
31,6...32 13 15
33,6...36 14 16 1,8 0,8
37,6...40 15 18
На ленточках оставляется цилиндрический участок шириной 0,2 мм, далее заточка под задним углом 8°.
Твердосплавные зенкеры с 2 = 3 для обработки чугуна и стали (ГОСТ 3231-71)
—1—
Диаметр зенкера d Диаметр сердцевины dc Ширина ленточки / Высота ленточки t Ширина ленточки на пластине /п
12 6,0 1,0 0,5 0,5
13 6,5
14 7,0
15 7,5
6.1. Проектирование зенкеров
321
Продолжение табл. 6.5
Диаметр зенкера d Диаметр сердцевины dc Ширина ленточки f Высота ленточки t Ширина ленточки на пластине f„
16 8,0 1,0 0,5 0,5
17 8,5
18 9,0
19 9,5
20 10,0 1,4 0,6 0,7
21 10,5
22 11,0
24 12,0
25 12,5
26 13,0
27 13,5 1,8 0,7 0,9
28 14,0
30 15,0
32 16,0
34 17,0
35 17,5
36 18,0 0,8
37 18,5
38 19,0
40 20,0
42 21,0
45 22,5
48 24,0
50 25,0
Твердосплавные зенкеры сг = 3 для обработки нержавеющих и жаропрочных сталей и сплавов (ГОСТ 21540-76) t
«5
Диаметр зенкера d Диаметр сердцевины dc Ширина ленточки f Высота ленточки t Ширина ленточ- ки на пластине fn
12 6,0 0,5 0,5 0,4
13 6,5 0,5 0,5 0,4
14 7,0
322
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.5
Диаметр зенкера d Диаметр сердцевины dc Ширина ленточки f Высота ленточки t Ширина ленточ- ки на пластине fa
15 7,5 0,5 0,5 0,4
16 8,0
17 8,5
18 9,0
19 9,5 0,6 0,6 0,5
20 10,0
21 10,5
22 11,0
24 12,0
25 12,5
26 13,0
27 13,5
28 14,0 0,7 0,7 0,6
30 15,0
32 16,0
34 17,0
35 17,5
36 18,0 0,8
38 19,0
40 20,0
42 21,0
45 22,5
48 24,0
50 25,0 0,8 0,7
Таблица 6.6
Рекомендуемые размеры профилей винтовых канавок, мм
Насадные зенкеры из быстрорежущей стали с 2=4 для обработки чугуна и стали (ГОСТ 12489-71) Л
Диаметр зенкера d Ширина ленточки f Глубина канавки h
32...38 1,5 4
38,6...47 5
47,6...48
48...50 2,0 6
Заточка на ленточках под задним углом 20°.
6.1. Проектирование зенкеров
323
Продолжение табл. 6.6
Хвостовые зенкеры из быстрорежущей стали с 2 = 2 для обработки легких сплавов (ГОСТ 21579-76) V rl jbx •ч“
Диаметр зенкера d Диаметр сердцевины dc Ширина ленточки ( Радиус спинки г Радиус дна канавки
3,0 1,4 0,4 1,7 0,5
3,5 1,7 0,5 0,7
4,0 2,0
4,5 2,2
5,0 0,6 2,5
6,0 2,5 0,8 3,0 1,0
7,0 3,0
8,0 3,5 4,0 1,5
9,0 4,0
На ленточках оставляется цилиндрический участок шириной 0,2. ..0,3 мм, далее заточка под задним углом 20°.
Хвостовые зенкеры из быстрорежущей стали с 2 = 3 для обработки легких сплавов (ГОСТ 21581-76) . *
Диаметр зенкера d Глубина канавки Л Ширина ленточки ( Радиус спинки г Радиус дна канавки т\
10 2,7 1,0 5,0 1,5
11 3,0
12 3,4
13 3,6 1,5 6,0 2,0
14 3,9
15 4,1 7,0 2,2
16 4,3
324
Глава 6. Проектирование зенкеров и разверток
Продолжение табл. 6.6
Диаметр зенкера d Глубина канавки h Ширина ленточки ( Радиус спинки г Радиус дна канавки
17 4,7 2,0 7,5 2,5
18 5,0
19 5,3
20 5,5 8,5 3,0
21 6,0
22 6,3 9,0
23 6,7
24 6,7 3,0 10,0 3,5
25 7,0
26 7,5
27 7,8 11,0 4,0
28 8,3
30 8,5
32 9,5 3,5 13,0
34 9,7
35 10,0
На ленточках оставляется цилиндрический участок шириной 0,2...0,3 мм, далее заточка
под задним углом 20°.
Насадные зенкеры из быстрорежущей стали для обработки легких сплавов
(ГОСТ 21584-76)
Диаметр зенкера d Глубина канавки h Ширина ленточки f Радиус спинки г Радиус дна канавки т\ Число зубьев г
36 6,0 3,5 18 3 3
37
38
40 7,0 22 4
42 4,0
44
45 8,0
6.1. Проектирование зенкеров
325
Продолжение табл. 6.6
Диаметр зенкера d Глубина канавки h Ширина ленточки f Радиус спинки г Радиус дна канавки г\ Число зубьев г
46 8,5 4,0 26 5 3
47
48
50 9,0 4
52
55 10,0 30 6
56 4,5
58
60
62
63 10,5 5,0
65
67 12,0 35 7
70
72 5
75
80 13,0
На ленточках оставляется цилиндрический участок шириной 0,3...0,5 мм, далее за- точка под задним углом 20°.
Хвостовые зенкеры с твердосплавным для обработки легких сплавов (ГС я пластинами cz = 3 )СТ 21583-76)
Диаметр зенкера d Глубина канавки h Ширина ленточки f Радиус спинки г Радиус дна канавки т\
18 5,2 4,0 7,5 2,0
19 5,7
20 6,2
21 5,6 5,0 8,5 2,5
22 6,3
23 6,6
24 7,0 5,5 10,0
25 7,6
26 8,2
326
Глава 6. Проектирование зенкеров и разверток
Продолжение табл. 6.6
Диаметр зенкера d Глубина канавки h Ширина ленточки f Радиус спинки г Радиус дна канавки г\
27 7,5 6,0 11,0 3,0
28 8,0
30 9,0
32 8,0 7,0 13,0
34 9,0
35 9,5
На ленточках оставляется цилиндрический участок шириной 0,2...0,3 мм, далее за-
точка под задним углом 20°.
Насадные зенкеры с твердосплавными пластинами для обработки сплавов
(ГОСТ 21585-76)
Диаметр зенкера d Глубина канавки h Ширина ленточки f Радиус спинки г Радиус дна канавки г\ Число зубьев z
36 6,0 5,0 18 2,5 3
37 6,3
38
40 7,0 22
42
44 6,0
45
46 8,0 26 3,0
47
48
50 9,0 7,0 4
52
55 10,0
56 8,0 30 4,0
6.1. Проектирование зенкеров
327
Окончание табл. 6.6
Диаметр зенкера d Глубина канавки h Ширина ленточки f Радиус спинки г Радиус дна канавки Число зубьев z
58 10,5 8,0 30 4,0 4
60
62
63
65 11,0
68 12,0 35 5,0
72 5
75 13,0 6,0
80
На ленточках оставляется цилиндрический участок шириной 0,3...0,5 мм, далее заточ-
ка под задним углом 20°.
Таблица 6.7
Рекомендуемые размеры профилей винтовых канавок, мм
Насадные зенкеры с пластинами твердого сплава для обработки чугуна и стали
(ГОСТ 3231-71)
Диаметр зенкера d Глубина канавки h 01, град 02, град
31,6...36,0 5,0 45 90
36,6...42,0 5,5 40 100
43,6...45,0 6,0
45,6...50,0 6,5
51,6...58,0 7,5
59,6...62,0 8,0 105
62,6...70,0 8,5
71,6...80,0 9,0
Ширина ленточки на пластине 0,8 мм, на стальном корпусе — 1,5 мм.
328
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.7
Насадные зенкеры с пластинами твердого сплава для обработки нержавеющих и жаро-
прочных сталей и сплавов (ГОСТ 21540-76)
Диаметр зенкера d Глубина канавки h Ширина ленточки на пластине fn Ширина ленточки на корпусе f е„ град 02, град
32...36 5,0 0,6 0,7 45 90
36...42 5,5 40 100
45 6,0
48 6,5 0,7 0,8
50
56...58 7,5
60...62 8,0 105
63...70 8,5
72...80 9,0
Рис. 6.3. Схема расчета смещения паза под твердосплавную пластину
6.1. Проектирование зенкеров
329
Чтобы выдержать вычисленные величины углов, необходимо определить
смещение паза под пластину относительно оси в торцовом сечении (рис. 6.3):
JS = e+Ltgo) = O,5dsinYn + Ltgco,
где L — длина режущей части зенкера.
Положение паза зависит от знаков углов уп и со. Расстояние от оси зенкера до
дна паза под пластину
H = 0,5d-b + p,
где d — диаметр зенкера; b — ширина пластины; р = 0,1...0,2 мм — припуск на
шлифование инструмента по диаметру.
Конструкции стандартизованных зенкеров. Стандартизованные зенкеры вы-
пускаются диаметром от 3 до 100 мм. Основные типы и размеры цельных и состав-
ных стандартизованных зенкеров приведены в табл. 6.8. Зенкеры средних и боль-
ших диаметров выполняются, как правило, составными — в корпус впаиваются
пластины твердого сплава. Формы и размеры пластин приведены в табл. 6.9.
Таблица 6.8
Основные типы и размеры стандартизованных цельных
и составных зенкеров
Наименование, тип и основные размеры
Эскиз
Зенкеры цельные. Конструкция и размеры.
ГОСТ 12489-71:
тип 1 — с коническим хвостовиком;
d = 7,8...50 мм, L = 156...369 мм, 1= 75...220 мм
тип 2 — насадные; d = 24,7...50 мм,
L = 45...56 мм, d0= 13...19 мм
Тип 1
Исполнение 1
Число зубьев 2 = 3 Конус Морзе
Исполнение 2
Число зубьев 2 = 4,
330
Глава 6. Проектирование зенкеров и разверток
Продолжение табл. 6.8
Наименование, тип и основные размеры
Эскиз
тип 3 — с цилиндрическим хвостовиком;
d = 3,0... 19,7 мм, L = 61...206 мм, I = 33... 140 мм
ТипЗ
Число зубьев z = 3
Зенкеры, оснащенные твердосплавными пласти-
нами. Конструкция и размеры. ГОСТ 3231-71:
тип 1 — с коническим хвостовиком;
d= 11,5...50 мм, £= 175...355 мм,
I - 94...210 мм
тип 2 — насадные; d = 31,6...80 мм,
L = 45...65 мм, d„ = 13.„32 мм
Пластины типа 25 по ГОСТ 25424-90
Зенкеры с цилиндрическим хвостовиком для обра-
ботки деталей из легких сплавов. Конструкция и раз-
меры. ГОСТ 21579-76: d=3,0. ..9,0 мм, £=61... 125 мм,
/ = 33.„81 мм
Зенкеры с коническим хвостовиком для обработки
деталей из легких сплавов. Конструкция и размеры.
ГОСТ21581-76:й=10...35,£=168...339,/=87...190мм
Тип 1
Исполнение 1
Число зубьев z = 3 Конус Морзе
Исполнение 2
Тип 2
6.1. Проектирование зенкеров
331
Продолжение табл. 6.8
Наименование, тип и основные размеры
Зенкеры насадные для обработки деталей из легких
сплавов. Конструкция и размеры. ГОСТ 21584-76:
d = 36...80 мм, L = 50...80 мм, d„ = 16...32 мм
Эскиз
Исполнение 1
L
Исполнение 2
L
Зенкеры с коническим хвостовиком, оснащенные
твердосплавными пластинами, для обработки де-
талей из легких сплавов. Конструкция и размеры.
ГОСТ 21583-76:
d= 18...35 мм, L = 228...339 мм, 1= 130... 190 мм
Пластины типа 25 по ГОСТ 25424-90
Зенкеры насадные, оснащенные твердосплавными
пластинами, для обработки деталей из легких спла-
вов. Конструкция и размеры. ГОСТ 21585-76:
d = 36...80 мм, L = 50...80 мм, do= 16...32 мм
Пластины типа 25 по ГОСТ 25424-90
Зенкеры, оснащенные твердосплавными пластина-
ми, для обработки деталей из нержавеющих и жаро-
прочных сталей и сплавов. Конструкция и размеры.
ГОСТ 21540-76*:
тип 1 — с коническим хвостовиком;
d 11...49 мм, L = 182...369 мм, 1 = 101...220 мм
Для d свыше 30 мм
332
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.8
Наименование, тип и основные размеры
Эскиз
тип 2 — насадные;
d = 32...80 мм, L = 50...90 мм, dQ = 16...40 мм
Пластины типа 25 по ГОСТ 25424-90
Зенкеры цельные твердосплавные с цилиндриче-
ским хвостовиком для обработки деталей из Нержа-
веющих и жаропрочных сталей и сплавов. Конст-
рукция и размеры. ГОСТ 21543-76*: d = 3...10 мм,
L= 61...133 мм, 1= 12...20 мм
Для d менее 5,5 мм
Для d свыше 5,5 до 10 мм
Зенкеры цельные твердосплавные с коническим
хвостовиком для обработки деталей из нержавею-
щих и жаропрочных сталей и сплавов. Конструк-
ция и размеры. ГОСТ 21544-76*: d= 7,8. ..12,0 мм,
L - 156... 182 мм, 1 = 18...22 мм
Зенкеры торцовые с коническим хвостовиком для
обработки деталей из легких сплавов. Конструк-
ция и размеры. ГОСТ 21582-76: d = 10...34 мм,
L= 168...339 мм, Z = 87...19O мм
Зенкеры торцовые с цилиндрическим хвостови-
ком для обработки деталей из легких сплавов.
Конструкция и размеры. ГОСТ 21580-76:
d = 3...9 мм, L = 61... 125 мм, 1 = 33...81 мм
Число зубьев
,г = 3______ Конус Морзе
[___________ Z —
1 г
ч30° L
Число зубьев г = 2
L
6.1. Проектирование зенкеров
333
Таблица 6.9
Формы и размеры твердосплавных пластин для изготовления зенкеров
Обозначение Эскиз Размеры, мм
21 по ГОСТ 25400-90 Номер пластины 1 Ь 8 h Г е
21050 12 3,0 1,2 1,0 15,0 4,5
21010 1,5 20,0 3,3
21070 5,6 1,2 15,0 1,2
21350 14 8,0 3,0 5,0 25,0 2,1
21370 16 3,5 2,0 1,0 20,0 6,3
21170 1,6 15,0 7,6
21190 6,7 4,2
21210 7,8 3,4
21230 8,8 2,8
21410 10,0 7,3
21270 19 4,5 2,0 1,8 25,0 7,5
21290 10,0 1,0
21310 11,2 —
21610 12,2 —
21090 20 4,5 2,5 2,0 9,1
«С —\ У 21110 6,0 6,0
21250 3,5 — 10,0 10,8
e S
1 21130 9,0 2,5 2,0 25,0 2,7
21150 11,0 0,8
21630 22 5,6 2,5 9,5
21650 14,0 1,0
21670 15,5 —
21690 17,5 —
21710 25 8,0 2,8 3,0 10,0
21470 2,0 31,5 8,0
21490 15,0 0,3
21730 19,5 2,8 25,0 1,6
21750 21,5 1,0
21510 32 10,0 4,0 31,5 12,2
21530 21,0 3,5
21550 36 10,0 5,0 16,2
21570 40 23,8
21590 45 12,0 6,0 23,0
334
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.9
Обозначение
Эскиз
Размеры, мм
25 по ГОСТ 25424-90
Номер пластины 1 S Ь h Г е
25110 16 2,0 4,0 2,5 1,0 25,0 4,1
25130 18 2,5 5,0 3,5 1,5 5,2
25150 20 3,0 6,0 5,0 31,5 3,8
25210 22 2,5 5,6 4,0 2,5 25,0 9,9
25230 25 2,8 8,0 5,0 3,0 10
25250 30 4,0 10,0 8,0 11
25190 32 2,0 40,0 8,0
27 по ГОСТ 25410-82
Номер пластины 1 Ь S
27010 4,5 4,5 2
27030 6 5
27050 7,5 2,5
27070 10 6,5
27090 12 8 3
27110 14 9
27130 15,5 10
27150 18 12 3,5
27170 20 14 4
27190 22,5 15
Инструментальные материалы. Для обработки отверстий зенкерованием
используются инструменты с рабочей частью из быстрорежущей стали, цель-
ные твердосплавные инструменты и инструменты с впаянными пластинами
из твердого сплава или быстрорежущей стали. Выбор марок быстрорежущих
сталей и твердых сплавов аналогичен их выбору для сверл.
Присоединительная часть. В зависимости от диаметра и назначения зенке-
ры могут выполняться с цилиндрическим хвостовиком, коническим хвостови-
ком Морзе по ГОСТ 25557-82 или насадные с отверстием конусностью 1:30 по
ГОСТ 9472-90. Размеры конических хвостовиков и посадочных отверстий при-
ведены в гл. 2. Цилиндрические хвостовики могут иметь поводок для передачи
крутящего момента. Его размеры указаны в табл. 5.7.
Хвостовики зенкеров выполняются из сталей 45, 4ОХ или 35ХГСА и прива-
риваются или припаиваются к рабочей части. Зенкеры небольших размеров вы-
полняют цельными (из быстрорежущей стали или твердого сплава). Твердость
рабочей части зенкеров из быстрорежущей стали составляет 62...65 HRC, хво-
стовика — 37...47, лапок — 32...47 HRC.
Соединение корпуса с режущей пластиной или цельной рабочей частью из
твердого сплава осуществляется пайкой (латунью или соответствующими при-
6.1. Проектирование зенкеров
335
поями) либо другими методами, обеспечивающими прочность соединения. Об-
щие принципы соединения частей аналогичны принципам соединения частей
спиральных сверл.
Средний диаметр конуса Морзе определяется крутящим моментом, который
хвостовик должен передать при зенкеровании. Формулы для определения сред-
него диаметра dcp конуса приведены в § 2.3. Можно воспользоваться также упро-
щенным выражением
dcp = 0,5933MKp/Po,
где ЛГкр, Ро — соответственно крутящий момент и осевая сила при зенкерова-
нии, определяемые по справочникам.
Диаметр посадочного отверстия насадных зенкеров с учетом конусности от-
верстия 1:30 можно определить по формуле
dcp = l,4MKp/Pe
с последующим уточнением по ГОСТ 9472-90.
Допуски конусов Морзе принимаются равными АТ7 или АТ8 (ГОСТ 2848-75).
Геометрические параметры зенкеров. Углы заточки зенкеров представлены
на рис. 6.4. Главный задний угол зенкеров из быстрорежущей стали рекоменду-
ется выбирать в пределах 8... 10° на режущей части и до 5.. .6° на направляющей;
при этом большие значения угла соответствуют более высоким скоростям реза-
ния. Для твердосплавных зенкеров главный задний угол принимается рав-
ным 8°.
Б-Б fi
Рис. 6.4. Геометрические параметры зенкеров:
а — из быстрорежущих сталей; б — из твердых сплавов
336
Глава 6. Проектирование зенкеров и разверток
При обработке стали главные углы зенкеров в плане принимают равными
60°, а при обработке чугуна — 45° или 60°. Для зенкеров, оснащенных твердым
сплавом, следует принимать ф = 60°, а для двузубых зенкеров — ф = 75°. При обра-
ботке нержавеющих и жаропрочных сталей и сплавов зенкерами с твердосплав-
ными пластинами может использоваться двойная заточка под углами ф = 60°
и фо = 30°.
Угол наклона канавок со назначается в зависимости от обрабатываемого ма-
териала и условий зенкерования. Больший наклон спиральной канавки способ-
ствует лучшему отводу стружки. При обработке глубоких отверстий (L > 3d)
в мягких пластичных материалах угол со может достигать 20°. В других случаях
угол наклона спирали со = 5... 10°, а при зенкеровании чугуна со = 0°.
Значения передних углов зенкеров из быстрорежущей стали приведены
в табл. 6.10. Для зенкеров, оснащенных твердым сплавом, при обработке чугуна
рекомендуется у= 5°, при обработке сталей с ов < 900 МПа — у= 0°, при обработке
сталей с ов > 900 МПа — у= -5°, при обработке нержавеющих и жаропрочных ста-
лей и сплавов — у= 5...8°.
Угол наклона главной режущей кромки X принимают равным 5...10°. Для
твердосплавных зенкеров рекомендуется Х= 12... 15°.
Таблица 6.10
Рекомендуемые передние углы зенкеров из быстрорежущей стали
Обрабатываемый материал У, град Обрабатываемый материал У, град
Медные и алюминиевые сплавы Мягкая сталь Сталь средней твердости 25...30 15...20 8...12 Чугун средней твердости Твердая сталь и чугун 6...8 0...5
Точность цельных и составных зенкеров. Точность изготовления зенкеров
определяется радиальным биением главных режущих кромок и ленточек. До-
пускаемые значения биений приведены в табл. 6.11-6.13.
Таблица 6.11
Допуски радиального биения для зенкеров, обрабатывающих стали и чугуны
Номинальный диаметр зенкера, мм Допуск биения, мм
режущих кромок направляющих ленточек
До 18 0,040 0,032
Свыше 18 до 30 0,050 0,040
Свыше 30 0,063 0,050
Таблица 6.12
Допуски радиального биения для зенкеров,
обрабатывающих нержавеющие и жаропрочные стали и сплавы
Номинальный диаметр зенкера, мм Допуск биения, мм
режущих кромок направляющих ленточек
Свыше 12 до 30 0,050 0,032
Свыше 30 до 80 0,060 0,040
6.1. Проектирование зенкеров
337
Таблица 6.13
Допуски радиального биения для зенкеров, обрабатывающих легкие сплавы
Номинальный диаметр зенкера, мм Допуск биения, мм
режущих кромок направляющих ленточек
От 3 до 18 0,040 0,032
Свыше 18 до 30 0,050 0,040
Свыше 30 до 80 0,063 0,050
Технические требования к изготовлению зенкеров. Требования к шерохо-
ватости поверхностей рабочей и присоединительной частей зенкеров указаны
втабл. 6.14-6.16. Остальные технические требования приведены в ГОСТ 1677-75
(зенкеры из быстрорежущей стали), ГОСТ 12509-75 (зенкеры, оснащенные твер-
досплавными пластинами), ГОСТ 21545-76 (цельные твердосплавные зенкеры
для обработки нержавеющих и жаропрочных сталей и сплавов), ГОСТ 21542-76
(зенкеры, оснащенные твердосплавными пластинами, для обработки нержа-
веющих и жаропрочных сталей и сплавов) и ГОСТ 21587-76 (зенкеры для обра-
ботки легких сплавов).
Таблица 6.14
Параметры шероховатости поверхностей зенкеров из быстрорежущей стали, мкм
Наименование поверхностей Ra Rz
Задние 1,6 6,3
Передние 1,6 6,3
Ленточки 0,8 3,2
Канавки 1,6/3,2* 6,3/12,5*
Хвостовик 0,8 3,2
Посадочное отверстие 1,6 6,3
* В числителе — для шлифованных канавок, в знаменателе — для фрезерованных.
Таблица 6.15
Параметры шероховатости поверхностей твердосплавных зенкеров, мкм
Наименование поверхностей Ra Rz
Задние 0,4 1,6
Передние 0,4 1,6
Ленточки на пластине 0,8/0,63* 3,2/2,5*
Ленточки на корпусе 1,6/1,25* 6,3/5,0*
Канавки 2,5 10
Хвостовик 0,8/0,63* 3,2/2,5*
Посадочное отверстие 1.6 6,3
* В числителе — для черных металлов, в знаменателе — для нержавеющих и жаро
прочных сталей и сплавов.
338
Глава 6. Проектирование зенкеров и разверток
Таблица 6.16
Параметры шероховатости поверхностей зенкеров
для обработки алюминиевых сплавов, мкм
Наименование поверхностей Ra Rz Наименование поверхностей Ra Rz
Задние — 3,2 Канавки — 6,3
Передние — 3,2 Хвостовик 0,63 —
Ленточки — 3,2 Посадочное отверстие 1,25 —
6.1.3. Проектирование сборных зенкеров для обработки
цилиндрических отверстий
С целью экономии дорогостоящих инструментальных материалов зенкеры
средних и больших диаметров могут изготавливаться сборными — со вставными
ножами или СНП.
Зенкеры со вставными ножами стандартизованы (табл. 6.17). Общие прин-
ципы их конструирования аналогичны принципам конструирования цельных
зенкеров. Вставные ножи имеют рифления (рис. 6.5, табл. 6.18), что позволяет
надежно фиксировать их в корпусах с помощью клиньев. При сборке зенкера
образуется натяг между корпусом, ножом и клином, и ножи удерживаются
в корпусе силами трения и резания.
Таблица 6.17
Основные типы и размеры стандартизованных зенкеров со вставными ножами
______Наименование, тип и основные размеры_____
Зенкеры насадные со вставными ножами из быстроре-
жущей стали. Конструкция и размеры. ГОСТ 2255-71:
d = 50...100 мм, L = 60...76 мм, d„ = 22...40 мм,
h = 5...6 мм, z = 4; 6
Зенкеры со вставными ножами, оснащенные твердо-
сплавными пластинами. Конструкция и размеры.
ГОСТ 12510-71:
тип 1 — с коническим хвостовиком;
d= 30...50 мм, L = 262...308 мм, h = 2,5; 3,0 мм,
2 = 3; 4
тип 2 — насадные; d = 50...100 мм,
L = 58...74 мм, do = 22...40 мм, h = 3; 4 мм, 2 = 4; 6
Зенкеры со вставными ножами, оснащенные твердо-
сплавными пластинами, для обработки деталей из
нержавеющих и жаропрочных сталей и сплавов.
Конструкция и размеры. ГОСТ 21541-76:
тип 1 — с коническим хвостовиком; d = 30...50 мм,
L = 262...308 мм, h = 2,5...3,0 мм, 2 = 3; 4
тип 2 — насадные; d = 50...80 мм, L = 58...69 мм,
d0= 22...32 мм, Л = 3...6мм, 2 = 4; 6
Эскиз
Тип 2
Примечание. На рисунках: 1 — клин; 2 — нож; 3 — корпус.
6.1. Проектирование зенкеров
339
Рис. 6.5. Схема крепления ножа в пазу с помощью рифлений
(размеры G, Gc, g, gc приведены ниже)
Таблица 6.18
Размеры рифлений для крепления ножей в корпусе, мм (ГОСТ 3268—71)
Шаг рифлений S Высота головки hi Глубина впадины Л2 т Г
1,50 0,30 0,32 0,75 ±0,20 1,8 ±0,20 0,5
1,00 0,18 0,20 0,50±0,15 1,0 ±0,20 0,3
0,75 0,12 0,14 0,30 ±0,10 0,6 ±0,20 0,2
Расстояние от дна паза под нож до оси симметрии корпуса зенкера зависит от
угла у поднутрения ножа на торце (рис. 6.6):
Н = —сову-(В + т1),
2
где D — номинальный диаметр зенкера; В — ширина ножа; т1 — расстояние
ОТ оси первого зуба рифления до дна паза.
Рис. 6.6. Схема для расчета положения ножа в корпусе зенкера
В зависимости от угла со наклона ножа смещение паза от оси корпуса на торце
= Atgco,
Уде Л — высота выступа ножа на торце зенкера.
340
Глава 6. Проектирование зенкеров и разверток
Ножи и пазы с шагом рифлений 1,5 мм имеют уклон вдоль рифлений или
двойной уклон вдоль и поперек рифлений. Ножи и пазы с шагом рифлений 0,75
и 1,0 мм имеют только продольный уклон. Угол продольного уклона в плоско-
сти, параллельной направлению рифлений и перпендикулярной к плоскости
гладкой стороны ножа и паза, равен 5° ± 5' для шага рифлений 1,0 и 1,5 мм;
и 3° ± 5' для шага рифлений 0,75 мм.
Угол поперечного уклона в плоскости, перпендикулярной к проекции на-
правления рифлений на плоскость гладкой стороны ножа и паза, равен 2°30' ± 5'.
После износа режущих и направляющих кромок ножи переставляют на одно
рифление от центра в соседний паз, расположенный впереди по направлению
вращения зенкера. Рифления в корпусе смещены на шаг а=S/г в каждом после-
дующем пазу (S — шаг рифлений, г — количество пазов в корпусе зенкера).
Формы и основные размеры ножей, клиньев и корпусов сборных зенкеров
приведены в табл. 6.19-6.23.
Таблица 6.19
Рекомендуемые размеры ножей из быстрорежущей стали, мм (ГОСТ 16858—71)
Диаметр зенкера Н L 8 8' Ь
50 7,0 28 3,18 3,0 3,5
52...60 9,0 3,68 3,5 5,5
62...70 11,0 38 4,18 4,0 6,0
72...80 13,0 4,68 4,5
75...90 16,5 5,18 5,0
95...100 19,0 5,68 5,5
Примечание. Шероховатость установочных поверхностей — не более Ra 0,8 мкм, осталь-
ных — не более Ra 1,6 мкм.
Таблица 6.20
Рекомендуемые размеры клиньев для крепления ножей
из быстрорежущей стали и твердого сплава, мм (ГОСТ 16859—71)
Диаметр зенкера Ь L С с.
30...35 5,0 20 4,7 —
36...45 6,0
47...50 8,0
6.1. Проектирование зенкеров
341
Окончание табл. 6.20
Диаметр зенкера Ь L С с.
50 4,5 20 4,7 1,0
52...60 5,5
62...70 7,0 30 5,7 1,5
72...80 8,0
85...90 9,5 2,0
95...100 11,0
Примечание. Шероховатость установочных поверхностей — не более Ra 0,8 мкм, осталь-
ных — не более Ra 1,6 мкм.
Таблица 6.21
Рекомендуемые размеры ножей, оснащенных твердым сплавом, мм
(ГОСТ 16857-71)
Для зенкеров типа Н L g gc Пластина по ГОСТ 25424-90
1 2
— 50 7,0 28 7,69 7,5 25130
— 52...60 9,0 25150
Э0...35 —
86...45 — 11,0
— 62...70 38 8,69 8,5 25230
47...50 — 13,0 28 7,69 7,5 25150
— 72...80 38 8,69 8,5 25230
— 85...90 16,5
— 95...100 19,0
342
Глава 6. Проектирование зенкеров и разверток
Таблица 6.22
Рекомендуемые размеры корпусов сборных хвостовых зенкеров
со вставными ножами, оснащенными твердосплавными пластинами,
в зависимости от диаметра зенкера Da, мм
А
D. d di L I H Hr m z
30 28 24 260 40 6,0 9,8 5,3 3
32 30 265 7,0 10,8 5,2
34 32 8,0 11,8 5,0
35 33 8,5 12,3 5,0
36 34 270 7,0 11,8 4,9
37 35 7,5 12,3 4,8
38 36 8,0 12,8 4,8
40 38 280 9,0 13,8 4,6 4
42 40 45 10,0 14,8 4,4
45 43 28 290 11,5 16,3 4,2
47 45 11,5 17,3 4,1
48 46 11,0 17,8 4,0
50 48 305 12,0 18,8 3,8
Таблица 6.23
Рекомендуемые размеры корпусов сборных насадных зенкеров со вставными
ножами из быстрорежущей стали и зенкеров, оснащенных твердосплавными
пластинами, в зависимости от диаметра зенкера Da
L
D d d2 L I G S> H Hr 7П G Go z
50 48 22 34 55 26 16 20° 18,0 21,5 3,0 7,52 7,7 4
52 50 17,0 3,5 8,02 8,2
55 53 18,5 23,0
6.1. Проектирование зенкеров
343
Окончание табл. 6.23
D. D d б/g L 1 Zi Ф Н я, ТП G Ge 2
58 56 27 38 60 26 16 12° 20,0 21,5 3,5 8,02 8,2 6
60 58 40 21,0 25,5
62 60 35 20,0 25,7 4,0 9,52 9,7
63 61 20,5 26,2
65 63 21,5 27,2
68 66 45 23,0 28,7
70 68 24,0 29,7
72 70 32 65 18 28,0 4,5 10,02 10,2
75 72 48 24,5 31,2
78 75 26,0 32,7
80 77 27,0 33,7
85 81 40 50 70 26,0 34,0 5,0 10,52 10,7
90 86 55 28,5 37,0
95 91 38,0 5,5 11,02 11,2
100 96 60 31,0 40,5
Корпуса зенкеров и ножей выполняются из сталей 45 и 40Х, клинья — из
сталей 45,40Х, У 7 илиУ8. Все элементы должны иметь твердость 36...46 HRC.
Для обработки отверстий средних и больших диаметров и большой длины
могут использоваться тянущие зенкеры (рис. 6.7). Деталь в этом случае устанав-
ливается на суппорте токарного станка, а зенкер соединяется со шпинделем че-
рез стебель соответствующей длины с помощью двухзаходной ленточной резьбы
и направляющей диаметром dH h6, выполненных на корпусе 1. Закрепление
осуществляется с помощью шестигранника под ключ, выполненного в задней
части зенкера. Для центрирования зенкера в отверстии предусмотрены направ-
ляющие 3 диаметром Вн h8 из текстолита, входящие в отверстие с натягом
0,20...0,25 мм. В корпусе выполнены отверстия для подачи СОЖ непосредст-
венно в зону резания и установлены ножи 2 диаметром по ленточкам D Ь7 из
твердого сплава, выполненные согласно ГОСТ 16857-71, или оснащенные СНП.
Стружка выходит из отверстия перед зенкером.
Использование СНП позволяет значительно повышать производительность
обработки, снижать расход материалов на производство корпусов инструмен-
тов, ликвидировать расходы на заточку и переточку зенкеров. Наиболее часто
СНП применяются для комбинированных зенкеров, служащих для обработки
одновременно нескольких поверхностей (рис. 6.8).
Положение гнезда под СНП в этом случае определяется так же, как для рас-
точных инструментов (см. § 4.5).
344
Глава 6. Проектирование зенкеров и разверток
0 24x10
Рис. 6.7. Тянущий зенкер
Рис. 6.8. Комбинированные зенкеры, оснащенные СНП
6.1. Проектирование зенкеров
345
6.1.4. Конические и торцовые зенкеры
Для обработки опорных поверхностей под крепежные детали, торцовых по-
верхностей бобышек и приливов используются торцовые зенкеры, или цековки
(табл. 6.24). У таких зенкеров зубья расположены только наторце. Их направле-
ние в отверстии в процессе обработки обеспечивается передней направляющей
цапфой. В зависимости от конструктивного исполнения изготавливаются це-
ковки следующих типов:
1 — с постоянной направляющей цапфой и цилиндрическим хвостовиком;
2 — со сменной направляющей цапфой и коническим хвостовиком;
3 — со сменной направляющей цапфой насадные;
4 — со сменной направляющей цапфой и хвостовиком под штифтовой замок.
Таблица 6.24
Основные типы и размеры цековок (ГОСТ 26258—87)
Наименование, тип и основные размеры
Тип 1 — с постоянной направляющей цап-
фой и цилиндрическим хвостовиком:
D = 2,2...20мм, с!ц= 1,1...14мм,
£^ = 2,2... 12,5 мм, L = 45... 100 мм,
1ц- 1,5...10 мм, 1г = 7...22 мм
Тип 2 — со сменной направляющей цапфой
и коническим хвостовиком: D= 13,5...61 мм,
L - 138...277 мм, конус Морзе 2-4.
Исполнение 1 — с рабочей частью из быст-
рорежущей стали, исполнение 2 — с рабо-
чей частью, оснащенной твердосплавными
пластинами типа 21 по ГОСТ 25400-90
ТипЗ — насадные: d = 34...61 мм,
£ = 246...297мм, Z = 40...50мм.
Исполнение 1 — с рабочей частью из быстро-
режущей стали, исполнение 2 — с рабочей
частью, оснащенной твердосплавными
Пластинами типа 21 по ГОСТ 25400-90
Тип 4 — со сменной направляющей цапфой
И хвостовиком под штифтовой замок:
D 13,5...61 мм, L = 75... 150 мм,
I 25...55 мм, Di = 16...40 мм.
Исполнение 1 — с рабочей частью из быст-
рорежущей стали, исполнение 2 — с рабо-
чей частью, оснащенной твердосплавными
Пластинами типа 21 по ГОСТ 25400-90
Эскиз
Исполнение 1
Исполнение 2
Исполнение 1
Исполнение 2
Исполнение 1
Исполнение 2
Примечание. Размеры оправок под насадные цековки приведены в ГОСТ 26260-84.
346
Глава 6. Проектирование зенкеров и разверток
Основные размеры цековок приведены в табл. 6.25-6.28.
Таблица 6.25
Основные размеры цековок первого типа, мм
D z9 d е8 dr h9 L±l,5 Z±l,5 Za
2,2 1,1; 1,2 2,2 45 7 — 1,5
2,5 1,3; 1,4 2,5
2,8 1,5; 1,6 2,8
3,3 1,7;1,8 3,3 56 10 2,5
3,8 2,0; 2,1 3,8
4,3 2,2; 2,4 4,3
5,0 1,7...2,9 5,0
6,0 2,2...3,4 71 14 31,5 4,0
6,5 3,7; 3,9 3,0
7,0 2,7...3,1
7,5 2,7...3,1 4,0
8,0 3,2...3,6
4,3; 4,5 5,0
10 4,3...4,8 8,0 80 18 35,5
5,3; 5,5 6,0
11,0 5,3...6,4
12,0 4,3; 4,5 5,0
5,3...5,8 6,0
13,5 6,4...7,0 12,5 100 22 40,0
15,0 5,3; 5,5
8,4; 9,0 9,0
16,0 5,3...5,8 6,0
18,0 6,4...7,0
8,4...11,0 10,0
20,0 8,4...12,0
13,0...14,0 15,0
6.1. Проектирование зенкеров
347
Таблица 6.26
Основные размеры цековок второго типа, мм
Исполнение 1 Исполнение 2
Конус Морзе
I»
h J
L
D z9 L H8 Z±2 Zi±l,5 Конус Морзе Пластина по ГОСТ 25400-90
13,5 138 4 М3 132 22 30 16 2 21070
15,0 137; 139
16,0 138 21190
18,0 146...148 5 M4 140 25 38 19
20,0 147...150
22,0 158 6 M5 150 30 46 23
24,0 157...160 21230
26,0 190; 192 8 M6 180 35 54 27 3 21210
28,0 188; 190 21290
30,0 190; 192
32,0 202 10 M8 190 40 64 32
33,0 21130
34,0 200...205 21150
36,0 202; 205
38,0 202 21350
40,0 205;208
42,0 248...254 12 236 50 76 42 4
43,0 251; 254
45,0 251; 254
48,0 251...258
52,0 265; 268 16 M10 250 63 88 53 21410
53,0 272 21350
55,0 268; 272
57,0 272
50,0 268...277 21250
81,0 268; 272
348
Глава 6. Проектирование зенкеров и разверток
Основные размеры цековок третьего типа, мм
Таблица 6.27
Исполнение 2
D z9 L d, Н8 1± 1,5 Пластина по ГОСТ 25400-90 D z9 L с?! Н8 1± 1,5 Пластина по ГОСТ 25400-90
34,0 246...251 10 40 21150 48,0 285...292 13 50 21350
36,0 248; 251 52,0 16 21410
38,0 21350 53,0 292 21350
40,0 251;254 55,0 288; 292
42,0 282...288 13 50 57,0 292
43,0 285; 288 60,0 288...297 21250
45,0 61,0 288; 292
Таблица 6.28
Основные размеры цековок четвертого типа, мм
Исполнение 1 Исполнение 2
q 'чГ . -—
\Г‘***х
h
D z9 L dx Н8 d2 h9 l± 1,5 G ± 1,5 1г Пластина no ГОСТ 25400-90
13,5 75 4 10 11 60 25 21070
15,0
16,0 21190
18,0 85 5 16 70 35
20,0
22,0 6 14
24,0 21230
26,0 110 8 25 90 45 21210
28,0 21290
30,0
32,0 115 10
33,0 21130
6.1. Проектирование зенкеров
349
Окончание табл. 6.28
D z9 L dx Н8 d2 h9 l± 1,5 Zi±l,5 1г Пластина по ГОСТ 25400-90
34,0 115 10 25 14 90 45 21150
36,0
38,0 21350
40,0
42,0 12 25
42,0 140
43,0
45,0 40 110 55
48,0
52,0 16 21410
52,0 150
53,0 21350
55,0
57,0
60,0 21250
61,0
Используются направляющие цапфы двух типов: тип 1 — для цековок с кони-
ческим хвостовиком и насадных (табл. 6.29), тип 2 — для цековок с хвостовиком
Под штифтовой замок (табл. 6.30). Материал цековок — сталь 20Х, твердость —
65...60 HRC.
Таблица 6.29
Рекомендуемые размеры направляющих цапф первого типа
для цилиндрических зенковок, мм (ГОСТ 26259—876)
A ,
43
(—4-
h 1
I h,
di f7 d e8 a-o,l I Zn не более 1г
4 5,5...5,8 3,6 5 25 3
6,4...7,0 6 26
8,4; 9,0 7 27
5 6,4...7,0 4,6 6 29
8,4...10,0 7 30
10,5...12,0 8 31 4
13,0...14,0 10 33
350
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.29
dx f7 d e8 «-0,1 I Z1( не более
6 8,4...10,0 5,5 7 35 4
10,5...12,0 8 36
13,0...16,0 10 38
8 10,5...12,0 7,5 8 40 5
13,0...16,0 10 42
16,5...20,0 12 44
10 15,0...16,0 9,1 10 50/102 5/45
16,5...20,0 12 52/102
21,0...25,0 15 55/105
26,0 18 58/108
12 19,0; 20,0 11,3 12 62 5
21,0...25,0 15 65
26,0...31,0 18 68
32,0; 33,0 22 72
13 19,0...22,0 12,2 12 112 46
23,0...25,0 15 115
26,0...31,0 18 118
32,0; 33,0 22 122
16 25,0 15,2 15 75/118 6/46
26,0...31,0 18 78/118
32,0...40,0 22 82/122
42,0 27 87/127
Таблица 6.30
Рекомендуемые размеры направляющих цапф второго типа
для цилиндрических зенковок, мм (ГОСТ 26259-876)
h
^3
d, f7 d e8 d2 6g I G 1»
4 5,3...5,8 М3 5 20 12 75
6,4...7,0 6
8,4; 9,0 7
6.1. Проектирование зенкеров
351
Окончание табл. 6.30
f7 d е8 d2 6g 1 h z2 /з
5 6,4...7,0 М4 6 20 12 85
8,4...10,0 7 16
10,5...12,0 8
13,0...14,0 10
6 8,4...10,0 М5 7
10,5...12,0 8
13,0...16,0 10
8 10,5...12,0 Мб 8 20 110
13,0...16,0 10
16,5...20,0 12
10 15,0...16,0 М8 10 25 115
16,5...20,0 12 30
21,0...25,0 15
26,0 18
12 19,0; 20,0 М10 12 32 140
21,0...25,0 15
26,0...31,0 18
32,0; 33,0 22
16 25,0 М12 15 150
26,0...31,0 18
32,0...40,0 22
42,0 27
Рабочая часть цековки изготавливается из быстрорежущей стали или твер-
дого сплава. В некоторых конструкциях применяются СНП (рис, 6.9).
Рис. 6.9. Цековка, оснащенная СНП
Геометрические параметры цековки показаны на рис, 6,10. Рекомендуется
Принимать а = 10°, аг = 8...10° (большие значения — для твердосплавных инст-
рументов), у= 15°, со=15°, 0 = 100° (90° — для первого типа). Ширина направляю-
щих ленточек f = 0,3 мм, ширина главной задней поверхности Д = 1,0...1,6 мм,
радиусы гиг] равны 1...2 мм, увеличиваясь по мере увеличения диаметра це-
ковки.
352
Глава 6. Проектирование зенкеров и разверток
Рис. 6.10. Геометрические параметры цековки
Цековки должны иметь обратную конусность: быстрорежущие — 0,08...0,16
на 100 мм длины, твердосплавные — 0,05...0,10 мм на длине твердосплавной
пластины. Форма и размеры пластин принимаются по ГОСТ 25400-90.
Биения режущих кромок не должны превышать значений, приведенных
в табл. 6.31, а шероховатость рабочих поверхностей — значений, указанных
в табл. 6.32.
Таблица 6.31
Допускаемые значения биений режущих кромок цековок, мм
Радиальное биение Торцовое биение
Поверхность Значение Поверхность Значение
Направляющая ленточка для диаметров, мм: Режущие кромки на диамет- рах, мм:
2,2...6,0 0,03 2,2...6,0 0,016
6,5...18,0 0,04 6,5...24,0 0,025
20,0...48,0 0,05 26,0...60,0 0,040
52,0...61,0 0,06 61 0,060
Посадочное отверстие под сменную цапфу 0,032 Опорный торец насадных це- ковок диаметром, мм: 13,5...24,0 26,0...60,0 61 0,016 0,025 0,040
Направляющая поверхность постоянной цапфы 0,02 — —
6.1. Проектирование зенкеров
353
Таблица 6.32
Параметры шероховатости поверхностей цековок
Наименование поверхностей Ra, мкм Rz, мкм
Задние — 6,3/3,2*
Передние — 6,3/3,2*
Ленточки — 6,3/3,2*
Посадочное отверстие под цапфу 1,6 —
Канавки — 10
Хвостовик 0,8 —
Поверхность направляющей цапфы 0,8 —
Опорный торец насадных цековок 0,8 —
* В числителе — для быстрорежущих цековок, в знаменателе — для твердосплавных.
Для обработки конических углублений, центрования отверстий, снятия фасок
в отверстиях применяются конические зенкеры (зенковки), режущие кромки
которых имеют угол 2ср, обусловленный формой углубления (табл. 6.33). Зенков-
ки изготавливают из быстрорежущей стали или оснащают пластинами из твер-
дого сплава. Если диаметр зенковки превышает 12 мм, ее часто выполняют
сварной, с хвостовиком из сталей 45, 40Х, 45Х.
Таблица 6.33
Основные типы и размеры зенковок (ГОСТ 149593-80)
Наименование, тип и основные размеры
Тип 1 — зенковки центровочные для центро-
вых отверстий 60°: d = 5; 8 мм, L = 50; 60 мм,
I = 10; 12 мм
Тип 2 — зенковки центровочные для центро-
вых отверстий 60° без предохранительного
конуса: d = 2,0...6,3 мм, D = 5... 16 мм,
L = 45...71 мм, 1=3,0...9,5мм
Тип 3 — зенковки центровочные для центро-
вых отверстий 60° с предохранительным ко-
нусом 120°: d= 0,8...6,3 мм, D = 5...25 мм,
Di = 1,55...12,5 мм, L = 35,5...71 мм,
I «= 0,82...6,5 мм
Тип 4 — зенковки центровочные для центровых
отверстий 75° без предохранительного конуса:
d = 2,0; 2,5 мм, D = 6,3; 8,0 мм, L = 45; 50 мм,
I = 8,1; 3,9 мм
Эскиз
L
L
354
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.33
Наименование, тип и основные размеры
Тип 5 — зенковки для центровых отверстий
с цилиндрическим хвостовиком: D = 8.. .25 мм,
L = 48...69 мм, d0 = 1,6...7 мм, d = 8; 10 мм,
1= 16...33 мм; а = 60°, г = 4; 6
Тип 6 — зенковки для центровых отверстий
с цилиндрическим хвостовиком: 1> = 8...25 мм,
L = 44...65 мм, d0= 1,6...7 мм, d = 8; 10мм,
1= 12...29 мм, а = 75°, г = 4; 6
Тип 7 — зенковки для центровых отверстий
с цилиндрическим хвостовиком: D = 8...25 мм,
L = 44...65 мм, d0 = 1,6...7 мм, d = 8; 10 мм,
1 = 12...29 мм, а = 120°, z = 4; 6
Тип 8 — зенковки для центровых отверстий
с коническим хвостовиком: D = 16...80 мм,
L = 97...215 мм, d0 = 3,2...25 мм, 1 = 24...73 мм,
а = 60°, z = 4; 6; 8; 10, конус Морзе 1-3
Тип 9 — зенковки для центровых отверстий
с коническим хвостовиком: D = 31. ..80 мм,
L= 127... 192 мм, d0 = 9...25 мм, 1 = 35...50 мм,
а = 75°, z = 8, конус Морзе 2; 3
Тип 10 — зенковки для центровых отверстий
90° с коническим хвостовиком: D= 16...80 мм,
L = 93...196 мм, </0 = 3,2...25мм, Z = 20...54 мм,
а= 90°, z = 4; 6; 8; 10, конус Морзе 1-3
Тип 11 — зенковки для центровых отверстий
120° с коническим хвостовиком: D= 16...80 мм,
L = 93... 196 мм, d0 = 3,2...25 мм, I = 20...54 мм,
а= 120°, z = 4; 6; 8; 10, конус Морзе 1-3
Эскиз
В зависимости от особенностей геометрии зенковки можно разделить на две
группы.
К первой группе (рис. 6.11, а) относятся зенковки типов 1-4, у которых задний
угол обеспечивается косым затылованием под углом 10°. Величина затылования
выбирается так, чтобы задний угол на периферии в плоскости, параллельной
оси, был равен 11...14°.
Ко второй группе (рис. 6.11, б) относятся зенковки типов 5-11, имеющие
острозаточенные зубья. Углы \|/и 8 находятся в пределах 22...48° и 80...90° (в за-
висимости от диаметра и числа зубьев зенковки).
Зенковки могут использоваться также для снятия наружных фасок
(рис. 6.12). Форма их зубьев — затылованная или острозаточенная. Затылова-
ние производится вдоль оси.
Для обработки конических отверстий в труднообрабатываемых материалах,
композитах и керамике могут использоваться зенковки из СТМ диаметром 3.. .6 мм
(рис. 6.13). Такие зенковки состоят из корпуса 4, в пазах которого находятся пе-
ретачиваемые пластины 2 пятигранной формы из СТМ. Пластины через демп-
6.1. Проектирование зенкеров
355
фирующие медные прокладки 3 опираются на торцовую поверхность полого
винта — хвостовика 6, а в радиальном направлении — на цилиндрическую по-
верхность направляющего штыря 1. Вылет пластин регулируется ввинчивани-
ем полого хвостовика в корпус с фиксированием контргайкой 5. Крепление
пластин из СТМ осуществляется внутренним торцом направляющего штыря че-
рез шайбу 7 и одну из гаек 8. Вторая гайка служит для законтривания первой.
Диаметр направляющего штыря d = 3...6 мм, угол <р = 90; 120°.
Рис. 6.Л. Геометрические параметры зенковок
Рис. 6.12. Зенковки для снятия наружных фасок:
а — затылованная; б — острозаточенная; Б — направление затылования
Рис. 6.13. Зенковка, оснащенная СТМ
а
Допуски биения режущих кромок зенковок типов 1-4 не должны превы-
j. Ш*ть 0,03 и 0,04 мм для диаметров соответственно до и свыше 3,15 мм. Для зен-
LNOBOK типов 5-11 допуск биения режущих кромок относительно поверхности
356
Глава 6. Проектирование зенкеров и разверток
хвостовика в направлении, перпендикулярном к этим кромкам, не должен пре-
вышать 0,05 мм.
Рекомендации по назначению шероховатостей рабочих поверхностей зенко-
вок приведены в табл. 6.34.
Таблица 6.34
Параметры шероховатости поверхностей зенковок
Наименование поверхностей Ra, мкм Rz, мкм
Задние — 6,3/3,2
Передние — 6,3/3,2
Ленточки — 6,3/3,2
Канавки — 10
Хвостовик, цилиндриче- ская зажимная часть 0,8 —
Примечание. В числителе — для типов 1-4, в знаменателе — для типов 5-11.
6.1.5. Инструменты для обработки обратных фасок
Обработка торцовых поверхностей и обратных фасок отверстий (со стороны
внутренней части корпуса) — сложная технологическая задача, особенно при
использовании автоматизированного оборудования. Зачистку заусенцев и при-
тупление острых кромок цилиндрических отверстий можно выполнять пру-
жинными зенковками (рис. 6.14) с одного или двух торцов заготовок из черных
металлов в процессе прямого и обратного хода без реверсирования вращения ин-
Рис. 6.14. Пружинная зенковка:
а — схема работы; б — основные размеры
6.1. Проектирование зенкеров
357
струмента. Скорость резания принимается такая же, как при сверлении, а пода-
ча равна 0,2...0,5 мм/об.; при этом зенковка не повреждает поверхность ранее
обработанного отверстия.
Основные размеры зенковок из быстрорежущей стали (режущая часть —
62...65 HRC, корпус — 50...55 HRC) с цилиндрическим хвостовиком или конусом
Морзе приведены в табл. 6.35. Конец зенковки слегка разведен, чтобы направ-
ляющая часть при входе в отверстие сжималась и пружинила. Если необходимо
увеличить жесткость (усилие сжатия), кольцо с двумя разжимными винтами
сдвигают ближе к рабочей части зенковки. Угол фаски <р = 45°, но для малых
диаметров двусторонних зенковок (исполнение 1) угол несколько меньше. Фаску
затылуют вдоль оси кулачком, обеспечивающим задний угол величиной 4...6°.
Повторную заточку передней грани производят торцом углового шлифовально-
го круга. Ширина цилиндрической части зуба зенковки принимается равной
(0,35...0,4)d.
Таблица 6.35
Основные размеры пружинных зенковок, мм
Диаметр отверстия d do L D Di h к Хвостовик
Конус Морзе d, I
4,0 d+0,4 100 7 — 5 3,5 7 1 6 60
4,5 7,5 3,5
5,0 9 5
5,5 9,5 5
6,0 110 8,5 — 5 10 6 40
6,5 9 6,5
7,0 9,5 16 7
7,5 10 7,5
8,0 10,5 18 6,5 6,5 8
8,5 11 8,5
9 150 12 8 12 9
9,5 12,5 9,5
10 13 10
10,5 13,5 10,5
И 15 11
11,5 15,5 11,5
12 d+0,9 200 16 20 7 10 15 12 60
13 17
14 250 18 22 2
15 20
16 21 25
17 22
358
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.35
Диаметр отверстия d do L D Dx h I* ^2 Хвостовик
Конус Морзе dx 1
18 d+0,9 250 24 25 8 12 20 2 — —
19 25 28
20 26
21 27 32
22 28
23 29
24 30
25 300 33 10 12 22
26 34
27 35
28 36
29 37
30 38
Примечания: 1. <р — угол фаски.
2. При d, меньшем 6,0 мм, зенковки однозубые.
3. Исполнение 1 — для двусторонней обработки, исполнение 2 — для односторонней.
Второй конструкцией для обработки указанных выше поверхностей, имеющей
более широкие возможности, является инструмент, показанный на рис. 6.15.
Режущее лезвие 10 с пластиной 9, закрепляемой винтом-прихватом 11, разме-
щается в отверстии оправки 1 и крепится винтами 3 и 14 и медной прокладкой 2.
Угол пластины в плане должен соответствовать углу фаски. В конструкции может
быть предусмотрена продольная направляющая 13, закрепляемая в оправке
винтами 12, и сменная опорная пластина 4, закрепляемая винтом 6 и шайбой 5.
Оправка может иметь цилиндрический или конический (7) хвостовик с резьбовым
Рис. 6.15. Конструкция инструмента для обработки обратных фасок и плоскостей
6.2. Проектирование разверток
359
Рис. 6.16. Последовательность обработки обратных фасок и плоскостей
отверстием или ввертываемой лапкой 8. Это позволяет использовать данный ин-
струмент на сверлильных, фрезерных, расточных станках и станках с ЧПУ.
Обработка выполняется в такой последовательности (рис. 6.16):
1 — зенковка вращается против хода часовой стрелки и входит в отверстие;
2 — режущее лезвие под действием сил трения о стенки отверстия входит в
углубление оправки и не препятствует движению зенковки;
3 — зенковка проходит сквозь отверстие;
4 — направления вращения зенковки и подачи изменяются; режущее лез-
вие выходит из отверстия и упирается нижней стороной в дно углубления оправ-
ки, обрабатывая внутреннюю фаску или торцовую поверхность;
б — направления вращения зенковки и подачи изменяются; режущее лез-
вие отходит от обработанной поверхности;
6 — направление движения подачи изменяется; режущее лезвие под дейст-
вием сил трения о стенки отверстия входит в паз оправки и не препятствует дви-
жению зенковки; зенковка выходит из отверстия наружу.
Проектирование разверток
6.2.1. Типы разверток
Развертки — осевые режущие инструменты, служащие для повышения точно-
ОТК формы и размеров отверстия и снижения шероховатости обработанной по-
верхности. Они предназначены для предварительной и окончательной обработки
Отверстий по квалитетам точности 6-10 с шероховатостью поверхности На =
• 8,б...0,32 мкм. Средний припуск под развертывание составляет для предвари-
НЛЬНой обработки 0,25...0,6 мм на диаметр, для чистовой — 0,05...0,15 мм.
360
Глава 6. Проектирование зенкеров и разверток
Основное отличие развертки от сверла и зенкера в том, что она исправляет
только форму отверстия, но направление его оси исправить, как правило, не мо-
жет, поскольку снимает небольшой слой металла.
Классификация и область применения разверток приведены в табл. 6.36.
Таблица 6.36
Классификация и область применения разверток
Признак классификации Тип разверток Области применения
По способу крепления Хвостовые с цилиндриче- ским хвостовиком Хвостовые с коническим хвостовиком Насадные Для развертывания отверстий диамет- ром от 3 до 9 мм по квалитетам точности 7-9 при креплении развертки в патроне Для развертывания отверстий диаметром от 10 до 32 мм по квалитетам точности 7-9 при креплении развертки в шпин- деле станка Для развертывания отверстий диамет- ром свыше 20 мм по квалитетам точно- сти 7-9
По направлению стружечных канавок С прямыми канавками С винтовыми канавками (с левой и правой спира- лью) Для развертывания отверстий в черных металлах при обычных требованиях к точности и шероховатости Для развертывания отверстий повышен- ной точности и малой шероховатости, при обработке отверстий с продольными пазами или отверстий, прерывающихся по длине, при обработке цветных метал- лов. При этом наклон спирали должен быть противоположным направлению вращения развертки
По форме обрабатываемого отверстия Цилиндрические с длинной режущей частью Цилиндрические с короткой режущей частью Конические Ступенчатые Для развертывания цилиндрических сквозных отверстий Для развертывания цилиндрических глухих отверстий Для развертывания конических отвер- стий При обработке ступенчатых концен- тричных отверстий
По материалу режущей части Из углеродистой инстру- ментальной стали Из легированной инстру- ментальной стали Из быстрорежущей стали С пластинами из твердого сплава Для развертывания отверстий малого диаметра на низких режимах Для развертывания отверстий любых диаметров в материалах средней твер- дости При обработке отверстий развертками сборной конструкции Для развертывания отверстий диамет- ром свыше 10 мм при достаточных бы- строходности и жесткости станка
6.2. Проектирование разверток
361
Окончание табл. 6.36
Признак классификации Тип разверток Области применения
По конструкции режущей части Цельные С напаянными пластинами Со вставными ножами Для развертывания отверстий диамет- ром до 80 мм по квалитетам точности 7-9 Для развертывания отверстий диамет- ром 6...50 мм инструментами, оснащен- ными твердым сплавом Для развертывания отверстий диамет- ром свыше 25 мм инструментами с ножа- ми из быстрорежущей стали или твер- дого сплава
По последова- тельности обра- ботки Черновые Чистовые Для предварительного развертывания отверстий диаметром 8 мм и более, об- рабатываемых по квалитету точности 7 и грубее Для окончательной обработки с целью получения заданного размера и требуе- мой шероховатости поверхности
По возможности настройки на размер Нерегулируемые (цельные) Разжимные Раздвижные Для предварительного и чистового раз- вертывания любого диаметра Для развертывания сквозных отверстий диаметром от 6 до 50 мм по квалитетам точности 7-9 Для развертывания сквозных отверстий диаметром более 9,5 мм и глухих отвер- стий диаметром свыше 25 мм
По методу цен- трирования С направлением по подго- товленному отверстию С направлением по кон- дукторным втулкам Плавающие Для обработки коротких отверстий при отсутствии повышенных требований к точности, шероховатости и прямоли- нейности оси отверстия Для обработки длинных отверстий при повышенных требованиях к точности, шероховатости и особенно к прямоли- нейности оси отверстия Для обработки отверстий больших диа- метров без исправления оси подготов- ленного отверстия
6.2.2. Проектирование цельных и составных разверток
для обработки цилиндрических отверстий
Части и конструктивные элементы разверток. Развертки имеют рабочую
часть, состоящую из режущей и калибрующей частей, шейки и хвостовика
(рис. 6.17). Конструктивное оформление хвостовой части машинной развертки
аналогично зенкерам. У ручных разверток на конце цилиндрического хвостови-
ка имеется квадрат для закрепления в воротке.
362
Глава 6. Проектирование зенкеров и разверток
Рис. 6.17. Конструктивные элементы разверток:
а-в — хвостовых; г — насадной
Диаметр калибрующей части развертки — важнейший конструктивный
элемент. При его выборе необходимо учитывать разбивку, поскольку отверстие,
получаемое после развертки, почти всегда несколько больше самой развертки,
а также запас на износ (по причине того, что развертка изнашивается по диамет-
ру от трения о стенки обрабатываемого отверстия) и допуски на изготовление са-
мой развертки.
Поскольку диаметр калибрующей части развертки является основным кон-
структивным элементом, обеспечивающим точность обработки, расположенные
на нем режущие кромки должны быть острыми и не иметь зазубрин, вмятин и дру-
гих дефектов, которые могут появиться при транспортировании разверток. По-
этому развертки, изготавливаемые централизованно на инструментальных заводах,
имеют припуск 0,005...0,020 мм для окончательной доводки у потребителей.
Диаметральные размеры калибрующей части разверток оговариваются со-
ответствующими стандартами (табл. 6.37-6.41) либо определяются расчетом из
условий обеспечения припуска на последующее развертывание.
Таблица 6.37
Предельные отклонения диаметров разверток с припуском под доводку, мкм
(ГОСТ 11173-76)
Номер развертки Поле допуска отверстия Откло- некие Номинальный диаметр, мм
1...3 3...6 6...10 10...18 18...30 30...50 50...80 80...120
1 N7, М7, Кб, К7, Р7 Верхнее Нижнее +17 +11 +19 +12 +21 +13 +25 +16 +28 +18 +33 +21 +36 +22 +41 +25
6.2. Проектирование разверток
363
Окончание табл. 6.37
Номер развертки Поле допуска отверстия Откло- нение Номинальный диаметр, мм
1...3 3...6 6...10 10...18 18...30 30...50 50...80 80...120
2 Js6, J.7, Н6, Н7, G6 Верхнее Нижнее +23 +17 +26 +19 +29 +21 +34 +25 +38 +28 +45 +33 +50 +36 +57 +41
3 Н8, G7 Верхнее Нижнее +30 +23 +34 +26 +39 +29 +46 +34 +52 +35 +61 +45 +70 +50 +62 +57
4 F8, Н9 Верхнее Нижнее +37 +30 +42 +34 +53 +43 +64 +52 +76 +62 +90 +74 +105 +85 +122 +97
5 НЮ, F9, Е8, Е9 Верхнее Нижнее +49 +39 +61 +49 +73 +59 +86 +70 +104 +84 +126 +101 +145 +117 +167 +135
6 H11.D9 Верхнее Нижнее +69 +57 +85 +71 +102 +86 +124 +104 +152 +127 +180 +152 +214 +182 +251 +213
Таблица 6.38
Предельные отклонения диаметров черновых разверток, мкм (ГОСТ 13779-77)
Откло- нение Диапазон диаметров, мм
1...3 3...6 6...10 10...18 18...24 24...30 30...40 40...50 50...65 65...80 80...100 100...120
Верхнее -20 -26 -31 -37 -46 -53 -66 -76 -94 -109 -132 -152
Нижнее -25 -32 -39 -46 -58 -65 -80 -90 -110 -125 -151 -171
Таблица 6.39
Предельные отклонения диаметров чистовых разверток
для обработки легких сплавов, мкм (ГОСТ 19272-73*)
Поле допуска отверстия Отклоне- ние Номинальный диаметр, мм
3...6 6...10 10...18 18...30 30...50 50...80
Н7 Верхнее +9 +11 +13 +16 +18 +20
Нижнее +4 +5 +5 +7 +7 +7
К7 Верхнее 0 -1 -1 -1 -2 -2
Нижнее -5 -7 -9 -10 -13 -15
Н8 Верхнее +14 +17 +21 +26 +30 +36
Нижнее +9 +11 +13 +17 +19 +23
Н9 Верхнее +22 +26 +33 +42 +52 +64
Нижнее +14 +17 +22 +29 +36 +45
НЮ Верхнее +40 +48 +60 +74 +90 +105
Нижнее +32 +39 +49 +61 +74 +86
НИ Верхнее +60 +80 +100 +120 +140 +170
Нижнее +42 +58 +73 +87 +101 +124
364
Глава 6. Проектирование зенкеров и разверток
Таблица 6.40
Предельные отклонения диаметров чистовых разверток для обработки
нержавеющих и жаропрочных сталей и сплавов, мкм (ГОСТ 28321—89)
Поле допуска отверстия Отклонение Номинальный диаметр, мм
10 10...18 18...30 30...50 50...80
Н7 Верхнее +10 +13 +15 +19 +25
Нижнее +5 +7 +8 +11 +15
HR Верхнее +16 +22 +25 +30 +36
Нижнее +4 +7 +8 +12 +13
Н9 Верхнее +20 +23 +30 +33 +33
Нижнее +10 +11 +15 +15 +15
Н11 Верхнее +80 +100 +120 +150 +170
Нижнее +65 +85 +100 +130 +147
Верхнее -100 -120 -150 -180 -300
Нсрнинъш Нижнее -115 -135 -170 -200 -323
Таблица 6.41
Предельные отклонения диаметров чистовых разверток
с припуском под доводку для обработки нержавеющих
и жаропрочных сталей и сплавов, мкм (ГОСТ 28321—89)
Номер развертки Поле допуска отверстия Отклонение Номинальный диаметр, мм
10 10...18 18...30 30...50 50...80
N7, М7, К7 Верхнее +30 +34 +36 +39 +41
1 +22 +25 +26 +27 +27
Нижнее
2 J„7, Н7 Верхнее +45 +50 +56 +64 +71
Нижнее +37 +41 +46 +52 +57
Н8, G7, Н9 Верхнее +62 +72 +82 +92 +105
3 +52 +60 +68 +76 +85
Нижнее
F8 Верхнее +72 +86 +98 +115 +130
Нижнее +62 +74 +84 +99 +110
F9, Е8 Верхнее +102 +121 +143 +169 +194
5 +88 +105 +123 +144 +166
Нижнее
НИ, АН Верхнее +148 +175 +205 +240 +282
6 +132 +155 +180 +212 +249
Нижнее
Если обрабатываемое отверстие имеет нестандартные размеры и точность, то
при расчете диаметра калибрующей части развертки необходимо учитывать
диаметр do и допуск 8О на обрабатываемое отверстие, допуск на разбивку отвер-
стия, а также допуски на изготовление Н = BD и износ И = DF развертки
(рис. 6.18). Величины разбивки Pmex и Рт1„ в каждом конкретном случае будут
различны и принимаются по экспериментальным данным. Ориентировочно можно
6.2. Проектирование разверток
365
Рис. 6.18. Схема расположения допуска на диаметр калибрующей части развертки
принять Ртах = 11...18 мкм, Pmin = 5 мкм. Допуск Н на изготовление развертки
принимают равным 0,28о. Наибольший предельный диаметр развертки dpmax
должен быть меньше наибольшего предельного размера отверстия d0 max на вели-
чину максимальной разбивки Ртах. Зная dt тах и Н, можно определить наимень-
ший предельный размер развертки df min.
Следовательно, нижнее отклонение новой развертки лежит на линии CD,
а верхнее — на линии АВ; гарантированный запас на износ развертки И = DF;
линия EF — граница допустимого наибольшего износа развертки, при котором
она еще пригодна к работе и обеспечивает получение наименьшего предельного
размера domin.
Длина развертки зависит от глубины обрабатываемого отверстия и метода
крепления развертки. Если развертка имеет направляющую часть, то в общую
длину развертки кроме рабочей входит длина этой части. Длину рабочей части
развертки рекомендуется принимать в пределах 0,8...3,0 от ее диаметра. Чем
короче рабочая часть развертки, тем легче осуществляется процесс резания, но
зато существенно ухудшается направление развертки в отверстии и увеличива-
ется шероховатость обработанной поверхности.
Для обработки глубоких отверстий применяют насадные развертки или раз-
вертки с укороченным хвостовиком, но насаженные на длинную оправку, которая
может использоваться также как направляющая часть. Отверстия диаметром
свыше 25 мм обычно обрабатывают насадными развертками.
Длина направляющей части развертки зависит от длины кондукторной
втулки, положения кондукторной плиты и ряда других факторов. Диаметр на-
правляющей части принимается большим или равным диаметру рабочей части
развертки. Рекомендуется использовать посадку в кондукторной втулке G7/n6
в системе вала. Направляющая поверхность может быть продолжением рабочей
части (выполняются зубья) или быть круглошлифованной с винтовыми либо
прямыми смазочными канавками (рис. 6.19).
На калибрующей части развертки допускается обратная конусность в на-
правлении хвостовика в пределах допуска на изготовление развертки. Если этот
допуск менее 0,01 мм, то обратная конусность принимается равной 0,01 мм. Для
ручных разверток граничные значения допуска и обратной конусности прини-
маются равными 0,015 мм.
366
Глава 6. Проектирование зенкеров и разверток
Формы калибрующих зубьев в торцовом сечении разверток из быстрорежу-
щей стали приведены на рис. 6.20, 6.21, а размеры — в табл. 6.42, 6.43.
Рис. 6.20. Профили зубьев и стружечных канавок разверток из быстрорежущей стали
Рис. 6.21. Профили зубьев и стружечных канавок мелкоразмерных разверток
из быстрорежущей стали:
а — для d £ 1,4 мм; б — для d > 1,4 мм
6.2. Проектирование разверток
367
Таблица 6.42
Размеры стружечных канавок разверток из быстрорежущей стали
Диаметр развертки, мм Форма канавки Число зубьев Ширина задней поверхно- сти Д, мм Фаска f, мм Угол канавки 5, град R, мм Г, мм Глубина канавки h, мм а, град
Вели- чина Допуск
3...4 ТипА 6 0,25...0,45 0,10 ±0,05 85 — 0,3 — 15
4...6 0,4...0,6 — —
6...8 0,5...0,7 0,15 — 0,5 — 10
8...10 0,6...0,9 90 — —
10...14 8 0,8...1,2 0,20 75 — —
14...17 80 — —
17...20 1,0...1,4 — —
21...24 Тип Б — 25 2,8...3,4
25...28 1,2...1,6 0,30 ±0,10 — 1,0 3,5...4,0
28...30 12 — 20 3,4...4,0
32...34 1,3...1,8 — 3,8...4,0
35...40 1,5...2,0 — 15 2,9...3,9
42...45 1,6...2,1 0,35 — 20 4,0...4,1
46...50 1,8...2,4 — 4,3...4,7
52...56 2,0...2,6 0,40 — 1,2 4,8...5,0 8
58...60 2,2...2,8 — 5,2...5,4
62...63 2,3...2,8 0,50 ±0,12 — 5,6
67...71 3,0...4,0 — 6,0...6,4
Таблица 6.43
Размеры стружечных канавок мелкоразмерных разверток из быстрорежущей стали
Диаметр развертки, мм f, мм Д, мм
Свыше 1,5 до 2,0 0,05 0,3...0,4
Свыше 2,2 до 2,8 0,10 0,4...0,5
Формы калибрующих зубьев в торцовом сечении твердосплавных разверток
Приведены на рис. 6.22, а размеры — в табл. 6.44.
f по цилиндру б
Рис. 6.22. Профили зубьев и стружечных канавок твердосплавных разверток:
а — цельных; б — с впаянными плаотииамн
368
Глава 6. Проектирование зенкеров и разверток
Таблица 6.44
Размеры стружечных канавок твердосплавных разверток
Диаметр развертки, мм Число зубьев Фаска /, мм Ширина задней поверхности fu мм Ширина спинки /2, мм Угол канавки 8, град Глубина канавки Л, мм
Цельные
3,0...3,4 4/6 0,05 0,15 0,3...0,2 0,6...0,35 100/80 0,8...0,6
3,5...3,8 0,7...0,5 0,9...0,7
4,0...4,2 0,4...0,3 0,8...0,5 1,05...0,8
4,5...4,8 1,0...0,6 1,2...0,9
5,0...5,5 0,5...04 1,1...0,7 1,4...1,1
6,0...6,5 7,0; 7,5 1,2...0,8 1,5...1,0 90/80 1,6...1,2 1,95...1,4
8,0; 8,5 0,6...05 1,7...1,2 2,2...1,6
9,0...10,0 1,8...1,4 2,5...1,9
10,5...12,0 0,8...0,6 2,0...1,6 3,1...2,4
С впаянными пластинами
10...11 4 0,15 0,6 1,8 105 2,8...3,3
11...15 0,18 0,8 2,5 3,3...5,3
15...19 6 ПО 5,3...6,8
19...25 0,22 1.0 3,0 6,8...9,3
25...30 0,30 1,2 3,5 90 9,3...11,8
30...32 1,3 11,8...12,8
Число зубьев развертки зависит от ее диаметра. Некоторые рекомендации по
их выбору приведены в табл. 6.45.
Таблица 6.45
Число зубьев разверток с прямыми зубьями
Тип разверток Диаметр разверток, мм
3...10 11...19 20...30 31...45 46...50
Ручные 6 8 10 12 14
Машинные 6 8 10 12 —
Машинные насадные — — 10 10 14
Ручные разжимные 6 8 8 10 12
Примечание. В развертках с винтовыми зубьями число зубьев меньше.
Для исключения огранки отверстия окружной шаг зубьев развертки делают
неравномерным (рис. 6.23). Параметры углового шага следует принимать в со-
ответствии с табл. 6.46. Развертки диаметром менее 8 мм и с винтовыми стру-
жечными канавками можно выполнять с равномерным шагом.
6.2. Проектирование разверток
369
Развертки с четным
числом зубьев
Рис. 6.23. Схема разбивки шага зубьев развертки
Развертки с нечетным
числом зубьев
<вв
Таблица 6.46
Угловые шаги зубьев разверток
Z ®>1 со2 0>3 <»5 С06 ш7 <»8 со9 <010 Иц
4 87°55' 92°05' — — — — — — — — —
5 71°32' 73°51' 70°23' 74°18' 69°56' — — — — — —
6 58°02' 59°53' 62°05' — — — — — — — —
7 51°04' 52°32' 49°57' 53°04' 50°20' 52°54' 50°09' — — — —
8 41°53' 44°05' 46°06' 47°56' — — — — — — —
9 39°40' 4Г00' 38°40' 41°20' 39°00' 40°40' 39°20' 4Г40' 38°40' — —
10 33°15' 34°32' 36°00' 37°28' 38°45' — — — — — —
11 32°17' 33°33' 31°22' 33°49' 32°1Г 33°33' 31°38' 33°49' ЗГ55' 34°05' 31°38'
12 27°33' 28°28' 29°34' 30°30' ЗГ25' 32°30' — — — — —
14 23°30' 24°15' 25°00' 25°55' 26°25' 27°00' 27°55' — — — —
16 20°34' 21°08' 21°4Г 22°13' 22°46' 23°20' 23°53' 24°25' — — —
18 17°20' 18°00' 18°40' 19°20' 20°00' 20°40' 21°20' 22°00' 22°40' — —
20 15°00' 15°40' 16°20' 17°00' 17°40' 18°20' 19°00' 19°40' 20°20' 21°00' —
22 13°00' 13°40' 14°20' 15°00' 15°40' 16°20' 17°00' 17°40' 18°20' 19°00' 20°00'
Конструкции стандартизованных разверток. Стандартизованные цельные и
составные развертки выпускаются диаметром от 1,0 до 80 мм. Основные типы и
размеры таких разверток приведены в табл. 6.47. Развертки средних и больших
диаметров, как правило, выполняются составными — в корпус впаиваются пла-
стины твердого сплава. Формы и размеры пластин приведены в табл. 6.48.
370
Глава 6. Проектирование зенкеров и разверток
Таблица 6.47
Основные типы и размеры стандартизованных цельных и составных разверток
для обработки цилиндрических отверстий
Наименование, тип и основные размеры
Развертки машинные насадные цельные
прямозубые для обработки деталей из лег-
ких сплавов. Конструкция и размеры.
ГОСТ 20388-74: d = 25...80 мм,
L = 45...90 мм, I = 32...63 мм,
d„ = 13...40 мм; ф= 5; 15; 45°
Эскиз
Исполнение 1
Исполнение 2
Развертки машинные насадные цельные
с винтовыми канавками для обработки де-
талей из легких сплавов. Конструкция
и размеры. ГОСТ 20389-74: d = 25.. .80 мм,
£ = 45...90 мм, 1=32. ..63 мм, d0= 13...40 мм,
ю=12°,ф=5; 15; 45°
Исполнение 1 Исполнение 2
Развертки машинные, оснащенные твердо-
сплавными напаиваемыми пластинами. Ти-
пы, параметры и размеры. ГОСТ 28321-89:
тип 1 — с коническим хвостовиком; ис-
полнения 1 и 2 — с прямыми канавками,
исполнение 3 — с левым направлением
канавок, исполнение 4 — с правым на-
правлением канавок; d = 10...32 мм,
L = 140...240 мм, I = 16...22 мм, ф = 5;
15; 45°
Тип 1
Исполнение 1
Исполнение 4
6.2. Проектирование разверток
371
Продолжение табл. 6.47
Наименование, тип и основные размеры
тип 2 — насадные; исполнения 1, 2 —
с прямыми канавками, исполнение 3 —
с левым направлением канавок, испол-
нение 4 — с правым направлением ка-
навок; d = 25...80 мм, L = 45...80 мм,
I = 22...32 мм, d„ = 13...32 мм, <р = 5; 15;
45°
Эскиз
Тип 2
Исполнение 4
Пластины тип 26 по ГОСТ 25425-90
Развертки машинные с удлиненной рабо-
чей частью. Конструкция и размеры.
ГОСТ 11172-70:
тип 1 — с цилиндрическим хвостови-
ком; d = 3,0... 10 мм, £ = 80... 140 мм,
Z = 25...80mm, <р = 5; 15; 45°
тип 2 — с коническим хвостовиком;
d = 7,0...50 мм, L = 134...344 мм,
I = 54...174 мм, <р= 5; 15; 45°
Развертки машинные цельные с кониче-
ским хвостовиком из твердого сплава. Типы
и основные размеры. ГОСТ 16087-70:
тип 1 — с прямыми канавками
372
Глава 6. Проектирование зенкеров и разверток
Продолжение табл. 6.47
Наименование, тип и основные размеры
тип 2 — с винтовыми канавками, со = 10°
d = 6,5...12 мм, £ = 120...150 мм,
Z = 18...22 мм, ф= 5; 15; 45°
Эскиз
Развертки машинные цельные с торцо-
выми зубьями для обработки деталей из
легких сплавов. Конструкция и размеры.
ГОСТ 20390-74: d= 25...80 мм,
L = 45...90 мм, I = 32...63 мм,
do = 13...40 мм
L
Развертки машинные цельные с цилинд-
рическим хвостовиком из твердого сплава.
Типы и основные размеры. ГОСТ 16086-70:
тип 1 — с прямыми канавками;
й=1,0...10мм,£ = 60...100мм,
Z= 12...20 мм, <в= 10°, ф = 3; 5; 15; 45°
тип 2 — с винтовыми канавками;
d=3.. .10 мм, £ = 60. ..100 мм,
Z = 12...20мм, со=10°, ф=5; 15; 45°
Тип 2
6.2. Проектирование разверток
373
Продолжение табл. 6.47
Наименование, тип и основные размеры
Развертки машинные цельные. Типы, па-
раметры и размеры. ГОСТ 1672-80:
тип 1 — с цилиндрическим хвостови-
ком; </=1,4. ..20мм, £ = 40. ..195 мм,
/ = 8...60мм, ф=5; 15°
Эскиз
Тип 1
Для d S 3,5 мм
Для d > 3,5 мм
тип 2 — с коническим хвостовиком;
d= 5,5...50 мм, £ = 138...344 мм,
/=26...86мм, ф = 5; 15°, конус Морзе 1-3
Тип 2
Конус Морзе
тип 3 — насадные; d = 25...50 мм,
£ = 45...63 мм, I = 32...45 мм,
</о= 13...22 мм, ф= 5; 15°
Тип 3
1:30
Развертки машинные цилиндрические
с коническим хвостовиком для обработки
деталей из легких сплавов. Конструкция
и размеры. ГОСТ 19268-73: </= 10...32 мм,
£ = 168...317 мм, I = 38...77 мм, ф= 15°
Исполнение 1
Конус Морзе
Исполнение 2
Развертки машинные цилиндрические
0 цилиндрическим хвостовиком для об-
работки деталей из легких сплавов.
Конструкция и размеры. ГОСТ 19267-73:
d< 6,0...9,5 мм, £ = 93... 125 мм,
I 26...36 мм, ф= 15°
Исполнение 1
Исполнение 2
374
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.47
Наименование, тип и основные размеры
Развертки машинные цилиндрические
твердосплавные с цилиндрическим хво-
стовиком для обработки деталей из лег-
ких сплавов. Конструкция и размеры.
ГОСТ 19269-73: d = 6,0...9,5 мм,
L = 93... 125 мм, Z = 18...20 мм, <р= 15°,
z = 4
Эскиз
Исполнение 2
Развертки ручные разжимные. Конструк-
ция и размеры. ГОСТ 3509-71: cZ = 8...50mm,
L = 110...380 мм, Z = 50... 150 мм, регулиро-
вание по диаметру не менее +0,16 мм при
d= 8... 10 мм; +0,25 мм при d= 10...20 мм;
+0,40 мм при d = 20...30 мм; +0,50 мм
при d > 30 мм
Развертки ручные цилиндрические.
Конструкция и размеры. ГОСТ 7722-77:
d = 1...71 мм, L = 38...406 мм,
Z = 18...203 мм
Для d до 6 мм
Инструментальные материалы. Для обработки отверстий развертыванием
используются инструменты с рабочей частью из быстрорежущей стали, цель-
ные твердосплавные инструменты и инструменты с впаянными пластинами
из твердого сплава. Выбор марок быстрорежущих сталей и твердых сплавов ана-
логичен их выбору для сверл.
Присоединительная часть. В зависимости от диаметра и назначения машин-
ные развертки могут выполняться с цилиндрическим хвостовиком, коническим
хвостовиком Морзе по ГОСТ 25557-82 или насадными, с отверстием конусно-
стью 1:30 по ГОСТ 9472-90. Размеры хвостовиков и посадочных отверстий при-
ведены в гл. 2.
6.2. Проектирование разверток
375
Таблица 6.48
Формы и размеры твердосплавных пластин для изготовления разверток
Обозначение Эскиз Размеры, мм
26 по ГОСТ 25425-90 g У1— Номер пластины 1 Ь 3 Г h е
26010 12 2,0 0,8 25,0 0,8 4,4
А
26030 16 2,5 1,2 1,0 7,5
1 26050 19 3,0 1,4 1,4 9,2
26070 22 3,5 1,8 12,0
26080 25 4,0 2,2 13,9
26130 30 5,0 2,8 17,1
26250 32 3,0 31,5 2,0 18,6 1
Ручные развертки имеют цилиндрический хвостовик, на конце которого на-
ходится квадрат для крепления в воротке. Размеры квадрата приведены в гл. 9.
Развертки могут выполняться цельными или составными. В последнем случае
их хвостовики выполняются из стали 45 или 40Х и привариваются, припаива-
ются либо приклеиваются к рабочей части. Схемы соединения частей разверток
приведены на рис. 6.24.
Рис. 6.24. Схемы соединения хвостовика и твердосплавной рабочей части развертки:
а — пайкой; б — склеиванием
Развертки небольших размеров выполняют цельными (из быстрорежущей
стали или твердого сплава). Твердость рабочей части разверток из быстрорежу-
щей стали составляет 62...65 HRC, хвостовика — 37...47, лапок и квадратов —
82...47HRC.
Средний диаметр конуса Морзе определяется крутящим моментом, который
хвостовик должен передать при развертывании. Формулы для определения сред-
него диаметра dcp конуса приведены в § 2.3. Можно воспользоваться также упро-
щенным выражением
dcp = 0,5933Мкр/Ро,
где Мкр, Р„ — соответственно крутящий момент и осевая сила при развертыва-
нии, определяемые по справочникам.
376
Глава 6. Проектирование зенкеров и разверток
Диаметр посадочного отверстия насадных разверток с учетом конусности от-
верстия 1:30 можно определить по формуле
dcp = 1,4Мкр/Р0,
с последующим уточнением по ГОСТ 9472-90.
Допуски конусов Морзе принимаются равными АТ7 (ГОСТ 2848-75) для
чистовых разверток и АТ8 для черновых.
Геометрические параметры разверток. Геометрия разверток характеризу-
ется сочетанием одинарного или двойного угла при вершине с заборной фаской
или полным конусом. Вместо конической режущей части может выполняться
кольцевая заточка, обеспечивающая получение отверстий до квалитета точно-
сти 7 и шероховатости до Ra 0,40 мкм непосредственно после сверления, без
применения промежуточных инструментов. Избыточный припуск снимается
заборными фасками с ф = 45°. Общий припуск, снимаемый разверткой с кольце-
вой заточкой, может достигать 1 мм.
Распространены следующие схемы заточки разверток:
• угол в плане ф и заборная фаска с х 45° (рис. 6.25);
• совмещение угла в плане ф и заборной фаски (рис. 6.26);
• угол в плане ф и конический центр (рис. 6.27);
• углы в плане ф и ф0, заборная фаска 0,6 х 45° (рис. 6.28);
• углы в плане ф и ф0, фаска отсутствует (рис. 6.29);
• ступенчатая кольцевая заточка с фаской 2 х 45° (рис. 6.30);
• торцовые зубья с фаской 0,5 х 45° (рис. 6.31).
Цилиндрическая часть
Рис. 6.25. Развертка с углом в плане и заборной фаской
Рис. 6.26. Развертка с углом в плане без заборной фаски
6.2. Проектирование разверток
377
Рис. 6.27. Развертка с углом в плане и коническим центром
Рис. 6.28. Развертка с углом в плане, переходной кромкой и заборной фаской
А-А
Рис. 6.29. Развертка с углом в плане и переходной кромкой без заборной фаски
378
Глава 6. Проектирование зенкеров и разверток
Рис. 6.30. Развертка с кольцевой заточкой
12°
Рис. 6.32. Развертка с торцовой режущей кромкой и заборной фаской
Главный задний угол разверток из быстрорежущей стали рекомендуется вы-
бирать в пределах 8...15°, для меньших диаметров он больше. Дополнительные
задние углы и а2 принимаются в пределах 15...25 и 20...35° соответственно.
Передний угол разверток обычно равен 0°, при обработке вязких материалов он
принимается равным 5...7°.
Углы твердосплавных разверток можно принимать в соответствии с табл. 6.49.
Таблица 6.49
Углы заточки твердосплавных разверток, град
Обрабатываемый материал Передний угол Задний угол
а а,
Высокопрочные и закаленные стали -5 6 15
Нержавеющие и жаропрочные стали 5 6 15
Жаропрочные сплавы 0 6 13
Серый чугун НВ 180...220 0 12 25
6.2. Проектирование разверток
379
Углы в плане разверток зависят от условий обработки: при обработке на про-
ход они равны 5... 15°, при обработке глухих отверстий — 45°.
Рекомендуемые параметры кольцевой заточки (см. рис. 6.30) приведены
в табл.6.50.
Таблица 6.50
Параметры кольцевой заточки, мм
Диаметр развертки d, мм dt, мм d2, мм I f Л k
Размер Допуск Размер Допуск
Обработка сталей и чугунов
10 d-0,2 -0,022 d-0,5 -0,030 2 0,15 0,6...0,9 —
Свыше 10 до 17 -0,035 -0,035 0,20 0,8...1,2 —
Свыше 17 до 24 -0,045 -0,045 3 1,0...1,4 —
Свыше 24 до 30 0,30 1,2...1,6 —
Свыше 30 до 34 -0,050 -0,050 1,3...1,8 —
Свыше 34 до 40 1,5...2,0 —
Свыше 40 до 45 0,35 1,6...2,1 —
Свыше 45 до 50 1,8...2,4 —
Обработка легких сплавов
10 d-0,3 -0,022 d-0,5 -0,022 2 0,15 0,5 —
Свыше 10 до 17 -0,027 -0,027 0,20 0,6 —
Свыше 17 до 24 3 —
Свыше 24 до 30 -0,033 -0,033 0,25 1,6
Свыше 30 до 35 d-0,2 -0,039 -0,039 1,8
Свыше 35 до 45 -0,045 -0,045 0,8 2,0
Свыше 45 до 60 -0,050 -0,050 0,30 1,0
Свыше 60 до 71 -0,060 -0,060 4 1,5
Свыше 71 до 80 2,4
Примечание. Радиусы R для быстрорежущих разверток не должны превышать 0,05 мм,
для твердосплавных — 0,1 мм.
При обработке вязких материалов и прерывистых поверхностей следует из-
готавливать развертки с винтовыми зубьями. Такие развертки позволяют более
•ффективно формировать шероховатость обработанной поверхности. Угол на-
клона зубьев со принимают равным 10...45°. Чем вязче материал, тем больший
угол наклона следует задавать. Направление наклона зубьев позволяет управ-
лять движением стружки.
Точность цельных и составных разверток. Точность изготовления разверток
определяется биениями режущих кромок. Рекомендуемые значения биений
Приведены в табл. 6.51-6.56.
380
Глава 6. Проектирование зенкеров и разверток
Таблица 6.51
Допуски радиального биения зубьев в начале калибрующей части
быстрорежущих разверток, мкм
Диаметр, мм Чистовые развертки Развертки с припус- ком на доводку
Квалитет точности обрабатываемых отверстий Номер развертки
6 7,8 9,10 11 1,2,3 4,5,6
Машинные и ручные развертки
ДоЗ 5 6 8 10 8 10
3...10 6 8 10 12 10 12
10...30 8 10 12 16 12 16
Свыше 30 10 12 16 20 16 20
Машинные раз вертки, работающие через кондукторные втулки
3...10 8 10 12 16 12 16
10...30 10 12 16 20 16 20
Свыше 30 12 16 20 25 20 25
Таблица 6.52
Допуски биения режущей части относительно оси быстрорежущих разверток,
измеренные перпендикулярно к режущей части, мкм
Диаметр, ММ Чистовые развертки Развертки с припуском на доводку
Квалитет точности обрабатываемых отверстий Номер р азвертки
6 7, 8 9,10 11 1,2,3 4,5,6
ДоЗ Машиъ 8 1ные (кроме j 10 удлиненных ) 12 и ручные раз 16 вертки 12 16
3...10 10 12 16 20 16 20
10...30 12 16 20 25 20 25
Свыше 30 16 20 25 32 25 32
3...10 Маши 12 чные развертг 16 iku с удлинен 20 ной рабочей 25 частью 20 25
10...30 16 20 25 32 25 32
Свыше 30 20 25 32 40 32 40
6.2. Проектирование разверток
381
Таблица 6.53
Допуски радиального биения зубьев разверток для обработки легких сплавов
относительно оси центровых отверстий, мкм
Диаметр, мм Чистовые развертки Развертки с припуском на доводку
Квалитет точности обрабатываемых отверстий Номер развертки
7,8 9,10 11 1,2,3 4, 5,6
В начале калибрующей части
6...10 8 10 12 10 12
10...30 10 12 16 12 16
30...120 12 16 20 16 20
На режущей части
6...10 12 20 16 20
10...30 16 25 20 25
30...120 20 32 25 32
Таблица 6.54
Допуски радиального биения зубьев цельных твердосплавных разверток
относительно оси центровых отверстий, мкм
Диаметр, мм Чистовые развертки Развертки с припуском на доводку
Квалитет точности обрабатываемых отверстий Номер развертки
7,8 9 1,2,3 4, 5,6
В начале калибрующей части
1,0...6,0 6 8 9 11
6,5...10,0 6 8 10 12
6,0...12,0 8 10 12 16
На режущей части
1,0...6,0 11 14 14 17
6,5...10,0 12 16 16 20
6,0...12,0 16 20 20 25
382
Глава 6. Проектирование зенкеров и разверток
Таблица 6.55
Допуски радиального биения зубьев разверток с впаянными
твердосплавными пластинами относительно оси, мкм
Диаметр, ММ Чистовые развертки Развертки с припуском на доводку
Квалитет точности обрабатываемых отверстий Номер развертки
6 7,8 9,10 11 1,2,3 4, 5,6
В начале калибрующей части
6,0...9,5 6 8 10 12 10 12
10...30 8 10 12 16 12 16
30...120 10 12 16 20 16 20
Свыше 120 20 25 25
На режущей части
6,0...9,5 10 12 16 20 16 20
10...30 12 16 20 25 20 25
30...120 16 20 25 32 25 32
Свыше 120 25 32 32
Таблица 6.56
Допуски радиального биения зубьев разверток, оснащенных твердосплавными
пластинами, для обработки нержавеющих и жаропрочных сталей и сплавов, мкм
Диаметр, мм Чистовые развертки Развертки с припуском на доводку
Квалитет точности обрабатываемых отверстий Номер развертки
7 8,9 11 1,2,3 4, 5,6
В начале калибрующей части
10...30 10 12 16 12 16
30...80 12 16 20 16 20
На режущей части
10...30 16 20 25 20 25
30...80 20 25 32 25 32
Допуски радиального биения хвостовиков машинных разверток относитель-
но оси центровых отверстий не должны превышать 0,01 мм для разверток диа-
метром до 30 мм и 0,015 мм — для разверток диаметром свыше 30 мм.
Технические требования к изготовлению разверток. Требования к шерохо-
ватости поверхностей рабочей и присоединительной части разверток приведены
втабл. 6.57-6.60. Остальные технические требования приведены в ГОСТ 1523-81
6.2. Проектирование разверток
383
(развертки из быстрорежущей стали), ГОСТ 5735-81 (развертки, оснащенные
твердосплавными пластинами), ГОСТ 16088-70 (цельные твердосплавные раз-
вертки).
Таблица 6.57
Параметры шероховатости поверхностей разверток
из быстрорежущей стали и цельных твердосплавных разверток
Поверхность Параметры шероховатости, мкм
Чистовые развертки для обработки отверстий по квалитету точности Развертки с припуском под доводку, с номерами
6-9 10; 11 1-3 4-6
Передняя Rzl,6 Rz 3,2 Rz 1,6 Rz3,2
Задняя на режущей части .Rz 1,6 Rz 3,2 Rz 3,2
Задняя на калибрующей части Rz 6,3
Ленточки на калибрующей части Rz 1,6 Rz 3,2 Rz 3,2
Хвостовик Ra 0,3/Ra 0,63
Посадочное отверстие Ra 0,8/—
Торцовая поверхность режущей части при кольцевой заточке Rz 1,6/—
Задняя поверхность ступеней при кольцевой заточке Bzl,6/—
Примечание. В числителе — для быстрорежущей стали, в знаменателе — для твердого
сплава.
Таблица 6.58
Параметры шероховатости поверхностей разверток
из быстрорежущей стали для обработки легких сплавов
Поверхность Параметры шероховатости, мкм
Чистовые развертки для обработки отверстий по квалитетам точности 7-10 Развертки с припуском под доводку, с номерами
1-3 4-6
Передняя Rz 1,6 .Rzl,6 Rz 3,2
Задняя на режущей части Rz 1,6 Rz 3,2
Вадняя на калибрующей части Rz 1,6
Ленточки на калибрующей части Rz 1,6
Хвостовик Ra 0,8
Посадочное отверстие Ra 0,8
Торцовая поверхность режущей части при кольцевой веточке Rz 3,2
Вадняя поверхность ступеней при кольцевой заточке Rz 1,6
384
Глава 6. Проектирование зенкеров и разверток
Таблица 6.59
Параметры шероховатости поверхностей разверток
с впаянными твердосплавными пластинами
Поверхность Параметры шероховатости, мкм
Чистовые развертки для обработки отверстий по квалитетам точности Развертки с припуском под доводку, с номерами
6 7-10 11 1-4 5; 6
Передняя Rz 0,8 Rzlfi Rz 3,2 Rzlfi Rz 3,2
Задняя на режущей части Rz 1,6 Rz 3,2 Rz 3,2
Задняя на калибрующей части по пла- стине .Rz 6,3
Ленточки на калибрующей части Rz 0,8 Rzlfi Rz 3,2 Rz 3,2
Хвостовик Ла 0,8
Посадочное отверстие Да 0,8
Торцовая поверхность режущей части при кольцевой заточке Rz 3,2
Задняя поверхность ступеней при кольцевой заточке Rzlfi
Примечание. При обработке отверстий в нержавеющих и жаропрочных сталях и сплавах
стружечные канавки рекомендуется полировать.
Таблица 6.60
Параметры шероховатости поверхностей разверток,
оснащенных твердосплавными пластинами, для обработки
деталей из нержавеющих и жаропрочных сталей и сплавов
Поверхность Параметры шероховатости, мкм
Чистовые развертки для обработки отверстий по квалитетам точности Развертки с припуском под доводку
7 8; 9 11
Передняя, задняя на режущей и задняя на калибрующей части Ra 0,2 Ra 0,4 Ra 0,8 Ra 0,4
Хвостовик Ra 0,4
Посадочное отверстие Ra 1,0
6.2. Проектирование разверток
385
6.2.3. Проектирование сборных разверток для обработки
цилиндрических отверстий
Развертки средних и больших диаметров, как и зенкеры, могут изготавли-
ваться сборными — со вставными ножами или СНП.
Развертки со вставными ножами стандартизованы (табл. 6.61). Общие прин-
ципы их конструирования аналогичны принципам конструирования цельных
разверток. Вставные ножи имеют рифления (см. рис. 6.5 и табл. 6.18), что позво-
ляет надежно фиксировать их в корпусах с помощью клиньев.
Таблица 6.61
Основные типы и размеры стандартизованных разверток
со вставными ножами
Наименование, тип и основные размеры
Развертки машинные насадные со вставными
ножами из быстрорежущей стали для обра-
ботки деталей из легких сплавов. Конструк-
ция и размеры. ГОСТ 20392-74:
d = 40...80 мм, L = 54...84 мм, d0 = 12...32 мм,
I = 40...50, z = 6; 8; 10
Развертки машинные насадные со вставными
ножами, оснащенными твердосплавными
пластинами, для обработки деталей из нержа-
веющих и жаропрочных сталей и сплавов.
Конструкция и размеры. ГОСТ 21527-76:
d = 50...80 мм, L = 58...68 мм, d„ = 22...32 мм,
<р = 5; 15; 45°, z = 6; 8
Развертки машинные со вставными ножами
из быстрорежущей стали. Типы и основные
размеры. ГОСТ 883-80:
тип 1 — с коническим хвостовиком;
d = 32...50 мм, L = 292...344 мм, h = 3; 4 мм,
z = 6
Эскиз
Тип 1
386
Глава 6. Проектирование зенкеров и разверток
Окончание табл. 6.61
Наименование, тип и основные размеры
тип 2 — насадные; d = 40...100 мм,
L = 63...90 мм, d0 = 16...40 мм, z = 6; 8; 10
Эскиз
Тип 2
Развертки сборные насадные с привернутыми
ножами, оснащенными пластинами из твер-
дого сплава. Конструкция и размеры. ГОСТ
11176-71: d = 52...300 мм, L = 55...100 мм,
I = 25...58 мм, d0 = 22...80 мм, ф= 5; 15; 45°,
z = 6...18
Примечание. На рисунках; 1 — клин; 2 — нож; 3 — корпус.
При проектировании разверток со вставными ножами принимают расстоя-
ние от оси корпуса до дна паза
Н = 0,5dcosy-B + Atg50-Asec50,
где d — диаметр развертки; у — передний угол; В — ширина ножа у большего
торца; h — вылет ножа на торце корпуса развертки; 5° — угол наклона дна
паза относительно оси корпуса; А — зазор между дном паза и ножом.
Формы и основные размеры корпусов сборных разверток приведены
в табл. 6.62-6.65 и на рис. 6.32.
6.2. Проектирование разверток
387
Таблица 6.62
Основные размеры корпусов сборных разверток со вставными ножами
из быстрорежущей стали для обработки легких сплавов (ГОСТ 20392—74)
L.
D da d2 L I Пазы для ножей 2
а Н h Go
38 16 17 24 50 34 12 3,1 10,5 5,5 8,55 6
40 11,5
42 12,5
43 13,0
44 19 20 30 56 38 14 13,5
45 14,0
14,5
46 15,5 8
48 32 16,0
51 34 17,5
52 22 23 36 63 16 18,0
54 38 19,0
56 40 20,0
58 21,0
59 21,5
63 46 43 2,9 7,0 9,55
64 27 28 71 18 22,0
66 48 23,0
67 50 23,5
68 24,0
71 52 25,5
73 32 33 80 20 27,0
75 —— - 1 54 28,0 10
388
Глава 6. Проектирование зенкеров и разверток
Таблица 6.63
Основные размеры корпусов сборных разверток со вставными ножами
из быстрорежущей стали, мм (ГОСТ 883—80)
Тип 1 аг[ 5^= Тип 2 _ t а
)Г ►Ц
, 1 , /Ц М L sj ) г k-al:3 -°Яг
Ад 1
О СО/ И— п I .о.
) Ад А-А
А з°£ : 'а Ы| 1 । J
Т
D С^2 L 1 Пазы для ножей Z Конус Морзе
а н h Ge
Тип 1
29 — 289 32 3,00 8,3 3,7 5,75 6 3;4
31 — 4,00 9,3 7,75
32 — 314 9,8
33 — 321 35 9,4 4,1
34 — 9,9
35 — 325 4,55 10,4
37 — 10,5 4,5 8,55 4
39 — 329 11,5
42 — 332 13,0
43 — 336 38 14,0 4,55
44 — 340 14,5
46 — 15,5
Тип 2
38 24 59 34 3,1 10,5 5,5 8,55 6 —
40 11,5 —
43 13,0 —
45 30 67 38 14,0 —
46 15,5 —
48 32 4,1 16,0 9,55 —
51 34 17,5 8 —
54 38 19,0 —
56 40 20,0 —
58 21,0 —
59 21,5 —
61 42 22,5 —
64 46 76 43 4,4 22,0 7,0 11,05 —
66 48 23,0 —
68 50 24,0 —
6.2. Проектирование разверток
389
Окончание табл. 6.63
D d2 L 1 Пазы для ножей z Конус Морзе
а Н h Gc
71 52 76 43 4,4 25,5 7,0 11,05 8 —
73 27,0 —
75 54 28,0 10 —
80 60 86 48 30,5 10,5 11,55 —
85 29,5 —
90 64 32,0 —
95 68 34,5 —
Таблица 6.64
Основные размеры корпусов сборных разверток со вставными ножами,
оснащенными твердосплавными пластинами, мм (ГОСТ 21527-76)
D d. di L I «1 H Число пазов
48 22 34 55 26 16 15,9 21,3 6
50 16,9 22,3
53 32 17,0 22,8
54 17,5 23,3
56 27 38 60 18,5 24,3
58 40 19,5 25,3
60 20,5 26,3
61 21,0 26,8
65 45 23,0 28,8 8
68 24,5 30,3
69 25,0 30,8
70 32 48 65 18 25,5 31,3
72 27,0 32,8
77 29,5 35,3
Таблица 6.65 I
Основные размеры корпуса сборной развертки с привернутыми ножами,
оснащенными твердосплавными пластинами, мм (ГОСТ 11176—71)
D Di d2 D3 Dt do di d2 d L I h К 1+0,15 4 gH8 e±0,15 a ±0,2 Я±0,1 r n Число пазов Количество отверстий
52 48 28 — — 22 34 M4 — 55 25 18 25 10 14 9 5,6 18,6 12 7 6 —
55 51 30 — — 38 M5 — 32 15 16 10,5 4,7 19,1 8 —
58 54 33 — — 27 40 — 60 4,8 20,6 9 —
60 56 36 — — 42 — 5,0 21,6 10 —
62 58 38 — — 44 — 5,1 22,6 —
63 59 39 — — — 5,2 23,1 11 —
65 61 40 — — 46 — 5,3 24,1 5 —
68 64 44 — — 50 — 5,5 25,6 6 8 —
70 66 46 — — — 5,6 26,6 7 —
72 68 49 — — 32 52 — 65 20 5,7 27,6 8 —
75 70 52 — — 55 — 5,9 29,1 9 —
78 73 56 — — — 6,1 30,6 10 —
80 75 57 — — — 6,3 31,6 11 —
85 80 62 — — 40 65 — 70 25 6,5 34,1 12 —
90 85 67 — — M6 — 6,8 36,6 —
95 90 70 — — — 18 11,5 7,1 38,1 10 8 —
100 95 75 — — — 7,4 40,7 10 —
105 99 80 — — 50 80 — 7,7 43,2 —
110 104 85 — — — 7,9 45,7 —
115 109 90 — — — 8,3 48,3 10 —
120 114 95 - — — 8,6 50,7 —
125 119 100 — — — 8,9 53,2 12 —
390 Глава 6. Проектирование зенкеров и разверток
130 124 105 — — 50 80 Мб — 70 32 25 25 15 18 11,5 9,2 55,7 10 10 12 —
135 129 110 — — — 9,3 58,2 11 —
140 134 115 — — 90 — 9,8 60,7 —
145 139 120 — — — 10,1 63,2 —
150 141 110 100 90 60 8 80 58 30 20 20 13 6,4 65,7 12 14 12
155 146 115 102 10 6,6 68,2
160 151 120 105 12 6,7 70,2
165 156 125 107 15 6,8 73,1
170 161 130 110 18 7,0 75,7
175 166 135 112 20 7,1 78,2 10
180 170 140 115 22 7,3 80,7
190 180 150 120 28 7,5 85,7
200 190 160 125 30 7,8 90,5 12 14 16 8
210 200 170 130 30 8,0 95,7
215 205 175 132 35 8,3 98,0
220 210 180 135 115 35 8,4 100,7
225 215 185 137 40 8,4 103,1
230 220 190 152 80 115 35 100 30 35 8,5 105,7
240 230 200 157 40 8,8 110,7
250 240 210 162 40 9,1 115,6
260 250 220 167 50 9,3 120,7 16 18 6
270 260 230 172 55 9,6 125,6
280 270 240 177 60 9,9 130,6
290 280 250 182 65 10,1 135,6
300 290 260 187 70 10,4 140,6
6.2. Проектирование разверток
392
Глава 6. Проектирование зенкеров и разверток
Развертки диаметром 52. ..145 мм
Развертки диаметром 150...300 мм
Рис. 6.32. Корпуса сборных разверток с привернутыми ножами,
оснащенными твердосплавными пластинами (ГОСТ 11176-71)
Формы и основные размеры ножей сборных разверток и клиньев для их кре-
пления приведены в табл. 6.66-6.69.
6.2. Проектирование разверток
393
Таблица 6.66
Рекомендуемые размеры ножей из быстрорежущей стали
для сборных разверток, мм (ГОСТ 16602-80)
А А-А
L о / ю/
А ’
g<>
о» Т—^-^-1
Диаметр развертки L Н g g'
Для хвостовых разверток
32 38 8,0 2,93 2,75
34...35 3,93 3,75
36...38 42 9,0
40...42 4,18 4,00
45...48 45 9,9
50
Для насадных разверток
40...45 40 9,9 4,18 4,00
47...50 45
52...65 10,5 4,68 4,50
68...80 50 12,5 5,68 5,50
85 65
90...100 16,0
Примечание. Шероховатость установочных поверхностей — не более Ra 0,8 мкм, осталь-
ных — не более Ra 1,6 мкм.
394
Глава 6. Проектирование зенкеров и разверток
Таблица 6.67
Рекомендуемые размеры ножей, оснащенных твердосплавными пластинами,
для сборных разверток, мм (ГОСТ 21527—76)
А А* А-А_, Л /° 0,4 // ! г* / сл 00 о
<\\\\\\\\\\\\г
|
g
L Н g gc Номер пластины по ГОСТ 25425-90
26 32 9,4 10,2 7,19 7,19 7 7 26090 26250
Таблица 6.68
Рекомендуемые размеры привертываемых ножей сборных разверток,
оснащенных твердосплавными пластинами, мм (ГОСТ 16806—71)
Ножи для разверток диаметром 52...145 мм Ножи для разверток диаметром 150...300 мм
Диаметр развертки L h В Н. d С п 5±1°, град Количество пластин
52 25 14 14 8 4,5 7,5 9 3 15 1
55...90 32 15 16 9 5,5 9 10,5 3,5 12
95...145 18 10 6,5 11 11
150...300 58 20 20 13 4 8 2
6.2. Проектирование разверток
395
Таблица 6.69
Рекомендуемые размеры клиньев для крепления ножей
из быстрорежущих сталей, мм (ГОСТ 16603—80)
57
LZst’ а’-
L
tq
Диаметр развертки L н В 1
Для хвостовых разверток
32 28 3,05 3,7 0,6
34...35 4,05
36...38 32 4,1 0,7
40...42 4,60 4,5
45 35 0,75
47...48 50 5,0
Для насадных разверток
40...45 32 4,60 5,5 0,7
47...50 36 0,8
52...65 5,1
68...80 40 5,60 7,0 0,85
85 45 6,10 0,9
90...100 10,5
Корпуса разверток и ножей выполняются из сталей 45 и 40Х, клинья — из
сталей 45,40Х, У 7 или У8. Все элементы должны иметь твердость 36...46 HRC.
Рекомендуемые углы заточки сборных разверток и биения их режущих кро-
мок аналогичны приведенным в п. 6.2.2, шероховатость посадочных поверхностей
пазов под ножи рекомендуется в пределах Ra 1,6 мкм, посадочных поверхностей
ножей — Ra 0,8 мкм.
6.2.4. Развертки для обработки конических отверстий
Особенностью разверток для обработки конических отверстий является значи-
тельная длина активных режущих кромок, что в традиционных условиях вызы-
нает рост сил резания и ухудшение качества обработанной поверхности. С целью
снижения сил резания конические развертки как для ручной, так и для машин-
ной обработки выполняются в комплектах из двух штук — предварительной
Н чистовой разверток (рис. 6.33). На предварительных развертках формируются
отружкоразделительные канавки (рис. 6.34, табл. 6.70).
396
Глава 6. Проектирование зенкеров и разверток
Рис. 6.33. Конические развертки
Рис. 6.34. Профиль стружкоразделительных канавок
Таблица 6.70
Рекомендуемые размеры стружкоразделительных канавок
предварительных конических разверток, мм
Номинальный диаметр Г 8 Ь t
До 12 0,1 3 1,0 0,5...0,6
12...25 0,15 3...4 1,0...1,5 0,6...0,8
25...45 0,2 4...5 1,5...2,0 0,8...1,2
45...65 0,3 5...6 2,0...2,5 1,2...1,5
Свыше 65 0,5 8...10 3,0...4,0 2,0...2,5
Профиль зубьев конических разверток соответствует рис, 6.20, а, передний
угол равен 0 или 5°, задние углы равны 6 и 15°. На зубьях разверток выполняет-
ся коническая ленточка шириной 0,05 мм.
6.2. Проектирование разверток
397
Для обработки отверстий в листах (под заклепки) применяются котельные
развертки (рис. 6.35, табл. 6.71). Такие развертки не требуют разделения стружки,
но для лучшего направления в отверстии имеют винтовые стружечные канавки
(со = 25°), а также затылованный профиль зуба.
Рис. 6.35. Котельная развертка
Таблица 6.71
Основные размеры котельных разверток, мм (ГОСТ 18121—72)
dhlO <А da 1 f А А F h С 2р Конус Морзе
Номи- нальный Предельные отклонения
6,4 3,4 +0,04 -0,08 2,20 30 0,10 1,2 0,6 1,2 1,8 1,0 1°09' 1
7,4 4,2 3,16 32 0,15 1,3
8,4 5,0 3,61 34 1,5 2,0 1°20'
11,0 7,0 +0,05 -0,09 4,20 40 1,3 0,8 1,8 2,7 2°
13,0 8,8 4,80 42 0,9 2,1 3,0 3° 2
16,0 10,0 5,38 50 0,20 1,5 1,0 2,5 3,5 1,6
17,0 11,6 +0,06 -0,11 6,17 54 1,1 3,0 4,0
19,0 13,2 6,96 58 1,8 1,5 3,5 4,5 3
21,0 14,8 7,75 62 5,0
23,0 16,4 8,54 72 3,8 5,5
26,0 17,8 9,22 78 2,0 1,7 4,2 6,0
28,0 20,2 +0,02 -0,14 11,31 84 0,30 2,5 2,0 4,8
81,0 22,6 11,60 88 2,1 5,5 7,5
34,0 25,2 12,85 2,8 2,5 5,8 4° 4
37,0 28,2 +0,02 -0,14 14,85 92 0,30 2,8 2,5 6,5 8,0
40,0 30,8 17,67 7,0
398
Глава 6. Проектирование зенкеров и разверток
На задней поверхности зубьев заборного конуса допускается ленточка шири-
ной 0,05 мм.
Предельные отклонения разности диаметров развертки на длине 100 мм (ко-
нусности) должны быть:
0,06 мм — при длине рабочей части до 100 мм;
0,04 мм — при длине рабочей части от 100 до 200 мм;
0,03 мм — при длине рабочей части свыше 200 мм.
Допуск радиального биения рабочей части относительно поверхностей цен-
тровых отверстий для диаметров до 20 мм не должен превышать 0,02 мм, а для
больших диаметров — 0,03 мм.
Допуск биения хвостовика относительно поверхностей центровых отверстий
для диаметров до 30 мм не должен превышать 0,010 мм, а для больших диамет-
ров — 0,015 мм.
Шероховатость рабочих поверхностей и хвостовика принимается аналогич-
но шероховатости поверхностей разверток для обработки цилиндрических от-
верстий.
6.2.5. Развертки специальных конструкций
Современное машиностроение характеризуется все возрастающими требова-
ниями к производительности и точности обработки деталей. С этой точки зрения
стандартизованные конструкции разверток не отвечают требованиям производ-
ства. Быстрорежущие развертки обеспечивают малую шероховатость поверхности
только при низких скоростях резания. Твердосплавные развертки со вставными
ножами работают на достаточно высоких скоростях, но необходима их заточка
в сборе; кроме того, предъявляются жесткие требования к допускам радиального
биения. При использовании стандартизованных разверток появляются проблемы
с обработкой прерывистых поверхностей и тонкостенных деталей. Ниже рас-
смотрены конструкции разверток, лишенные указанных недостатков.
Развертки с крутой спиралью. По сравнению с развертками, имею-
щими прямые зубья, такие развертки (рис. 6.36) работают более плавно и с меньшей
радиальной силой. Они имеют больший объем стружечных канавок и увеличен-
ную длину режущих кромок калибрующей части, одновременно участвующих
Рис. в.Зв. Конструктивные элементы раввертки с крутой спиралью
6.2. Проектирование разверток
399
в работе. Это улучшает качество обработки, повышает период стойкости в 1,5-2
раза по сравнению со стандартизованными развертками. Направление зубьев
выбирают обратным по отношению к направлению вращения развертки. Это ис-
ключает ее самозатягивание и заедание в отверстии. Угол наклона зубьев со =
= 60...70°. Такие развертки используются преимущественно для обработки
сквозных отверстий, в том числе прерывистых, а также для обработки отвер-
стий в тонкостенных деталях. Поскольку длина контакта калибрующих режу-
щих кромок со стенками отверстия весьма велика, на единицу длины приходится
малая сила резания, и деформации стенок отверстия минимальны.
Число зубьев рассчитывается по формуле
kjd
г =----+т,
tgco
где k = 1,45...1,95 — коэффициент, учитывающий крутизну спирали (меньшие
значения принимаются при меньших углах со); d — диаметр развертки; т = 1...2 —
коэффициент, учитывающий свойства обрабатываемого материала.
Профиль зубьев в нормальном сечении определяется условиями размеще-
ния стружки в канавках. Рекомендуется принимать глубину стружечной ка-
навки h = 0,2d, радиус дна канавки г = О,33й, угол профиля 0 = 90° - у - р, где
Р = 20...25° — угол спинки профиля в нормальном сечении; у= 5...8° — передний
угол. Задний угол а = 8... 12°, дополнительный задний угол cq принимается
в пределах 15...25°. Ширина ленточки f изменяется в пределах от 0,4 мм для
диаметра развертки 5 мм до 2,0 мм для диаметра 50 мм.
Однокромочные развертки. Такие развертки (рис. 6.37) сочетают
свойства режуще-выглаживающих и самоцентрирующихся инструментов. В кор-
пусе 1 развертки прихватом 4 и винтом 5 закрепляют двустороннюю неперета-
чиваемую пластину 3 из твердого сплава или быстрорежущей стали, регулируе-
мую в радиальном направлении двумя винтами 6 через сухари 7. В осевом
направлении пластину фиксирует штифт 2. Винт 5 с правой и левой резьбой при
разборке приподнимает прихват 4 и сохраняет его в таком положении до после-
дующей затяжки. К корпусу 1 припаяны две, три или четыре твердосплавные
планки 8. При любом сочетании одна из направляющих планок диаметрально
противоположна режущей пластине, что способствует измерениям при регулиро-
вании, а сам факт наличия направляющих планок обеспечивает самоцентриро-
вание инструмента и исключает его «увод». Планки 8 шлифуют концентрично
оси строго по цилиндру с шероховатостью поверхности Ra < 0,05 мкм.
Геометрия пластины приведена на рис. 6.38. Пластины с заборной частью
ПОД углом ф = 3° предназначены для прецизионной обработки отверстий по ква-
ЛНТету точности 6 с минимальной шероховатостью поверхности при глубине ре-
•акия t до 0,15 мм (припуск на диаметр 0,3 мм), но допускается глубина резания
до 0,25 мм. При ф = 3° с увеличением t может быть увеличена подача, а с уменьше-
нием t — скорость резания с одновременным ухудшением шероховатости обра-
батываемой поверхности. Используются передние углы у = 0, 6,12°. У пластины
0 у « 12° на длине I = 7 мм дополнительно подтачивают переднюю поверхность
ВОД углом X = 6° (левый скос).
400
Глава 6. Проектирование зенкеров и разверток
Рис. 6.37. Однокромочная развертка
Рис. 6.38. Режущая пластина однокромочной развертки
Пластины с углом заборной части <р £ 75° предназначены для развертывания
отверстий с худшей по сравнению с предыдущим случаем (при <р = 3°) шерохова-
тостью поверхности по квалитетам точности 7, 8 при большой глубине резания
(i > 1 мм), т.е. грубо подготовленных отверстий.
Для хрупких обрабатываемых материалов, дающих короткую стружку (чу-
гун, сталь с ов > 900 МПа) передний угол у = 0°; для стали са, = 700...900 МПа
у = 6° и для материалов, дающих длинную сливную стружку (алюминиевые
сплавы, стали с ов < 700 МПа), у = 12°. При использовании пластин с углом <р £ 75°
необходимо направлять инструмент по твердосплавной кондукторной втулке
диаметром dB = d + (3...5) мкм.
Заборную часть с углами <р=3°, qjj = 30° применяют в исключительных случа-
ях, при обработке отверстий с весьма ограниченным выходом инструмента. Для
работы на токарных автоматах рекомендуется заборная часть с <р = 3° и срх = 15°.
6.2. Проектирование разверток
401 •
Для предохранения корпуса развертки от повреждения при случайном контак-
те на рабочей подаче с дном глухого отверстия или со случайно увеличенным
припуском на обработку торец режущей пластины имеет задний угол о, и высту-
пает из корпуса на 0,2 мм. В свою очередь, вершина заборной части опережает
вершину фасок на торце планок на 0,3...0,5 мм, т.е. превышает величину
1/2...2/3 подачи, мм/об. (рис. 6.39).
Рис. 6.39. Схема для расчета параметров установки пластины
Расстояние от торца корпуса развертки до центра отверстия под упорный
шрифт
K = la =O,5dfflctg&JbA-o,2s,
V 2 J
где 1а — длина пластины, мм; dw — диаметр штифта, мм; ат = 10° — задний
угол на торце пластины; s — толщина режущей пластины, мм.
Режущую пластину устанавливают с превышением над направляющими
планками на величину Д = 0,02 мм (Д = 0,01..,0,04 мм) и с обратным конусом
5 = 0,01...0,02 мм на длине пластины. Таким образом, установочный диаметр
развертки dy=dB+Д (см. рис. 6.39), где dB — диаметр по направляющим планкам.
Превышение режущей пластины над направляющими планками смещает
ось рабочей части развертки относительно оси хвостовика, т.е. оси развертывае-
мого отверстия на величину
E_A(dB-A)—B2
2В
где А = Bctg22°30'; В = 0,5dMein45°.
402
Глава 6. Проектирование зенкеров и разверток
Теоретический диаметр отверстия d0 > dB. Поскольку величина Е мала, мож-
но принять d0 = dB = ds + 8. Учитывая наличие эксцентриситета Д/2 и превыше-
ния Е, развертку закрепляют в плавающем патроне. Размеры d„ и dB выбирают
следующим образом :dB = d0 - Д', dB = dB - 8, где d0 max — максимальный диаметр
развертываемого отверстия; Д' — гарантированный запас на разбивание отвер-
стия (Д' = 0,01 мм). Для отверстий грубее квалитета точности 7 принимают
Д' > 0,01, чтобы обеспечить получение диаметра отверстия близко к середине
поля допуска. Размеры d„ и Д маркируют на корпусе в качестве указания для
монтажа пластины в процессе эксплуатации развертки. Превышение режущей
пластины над направляющими планками и ее обратный конус измеряют инди-
каторами с ценой деления 1 мкм или на специальном контрольном приборе, ус-
тановив инструмент в центрах. В качестве эталона используют диаметр планки
(нулевое положение стрелки индикатора). Размеры dB и 8 можно измерять непо-
средственно рычажным микрометром с ценой деления 2 мкм. Пользоваться
обычным микрометром недопустимо, так как это приводит к выкрашиванию ре-
жущей кромки. При смене или перевороте режущей пластины рекомендуется
соблюдать указанные ниже правила.
Отвернув оба регулировочных винта 6 (см. рис. 6.37) примерно на один обо-
рот, открепляют винтом 5 прихват 4, извлекают пластину 3 из гнезда и тщатель-
но продувают его сжатым воздухом. После этого следует вставить пластину 3 до
упора в штифт 2 и сухари 7, подтянуть винтом 5 прихват 4 и приступить к непо-
средственному регулированию размера развертки. Для этого, расположив инст-
румент так, чтобы вершина заборной части оказалась напротив измерительной
поверхности индикатора, винтом 6 (первым к торцу) перемещают пластину до
деления индикатора, соответствующего размеру Д. Далее вторым винтом 6 пода-
ют заднюю часть пластины до деления индикатора, соответствующего размеру
Д- 8. Еще раз проверив размер Д, окончательно затягивают винт 5 (см. рис. 6.37,
сечение А-А).
Перед закреплением пластины с точностью 1 мкм последовательно измеря-
ют размер d„ и размер dB - 8 в конце пластины.
Подача СОЖ под давлением 1... 3 МПа в зону резания через каналы в теле ин-
струмента позволяет повышать режимы резания и улучшать условия обработ-
ки. Рекомендуемые подачи лежат в пределах 0,2...0,5 мм/об., скорости резания
изменяются от 2 до 100 м/мин при обработке сталей и чугунов и до 1000 м/мин
при обработке силуминов.
Глава
ПРОЕКТИРОВАНИЕ ФРЕЗ
Основные типы фрез и области их применения
Фреза представляет собой тело вращения, на образующей или торцовой по-
верхности которой (или на обеих сразу) имеются зубья. При вращении и одно-
временной подаче зубья один за другим вступают в работу и снимают стружку.
Многообразие операций, выполняемых на фрезерных станках, привело к по-
явлению фрез различных типов. Цилиндрические фрезы (рис. 7.1) используются
при обработке плоскостей. Эти фрезы могут выполняться с прямыми и винтовыми
зубьями. В последнем случае обеспечивается более равномерное фрезерование.
Для компенсации осевых усилий иногда используют сдвоенные фрезы, у кото-
рых зубья имеют разное направление наклона.
а б в
Рис. 7.1. Цилиндрические фрезы:
а — с прямыми канавками; б — с винтовыми канавками; в — сдвоенная
26*
404
Глава 7. Проектирование фрез
Торцовые фрезы (рис. 7.2) широко применяются при обработке плоскостей.
Ось их установки перпендикулярна к обработанной поверхности детали. В отличие
от цилиндрических фрез, где все точки режущих кромок являются профилирую-
щими и формируют обработанную поверхность, у торцовых фрез профилирую-
щими являются только вершины зубьев. Это позволяет использовать разнообразные
формы режущих кромок — круглые, ломаные и т.д. Угол контакта фрезы с заго-
товкой определяется только шириной фрезерования и диаметром фрезы, что
обеспечивает более плавную ее работу. По сравнению с цилиндрическими торцо-
вые фрезы гораздо массивнее и жестче и поэтому предпочтительнее при обработ-
ке плоскостей.
Рис. 7.2. Торцовая фреза
Дисковые фрезы используются при фрезеровании пазов, канавок и уступов.
Пазовые дисковые фрезы (рис. 7.3, а) имеют режущие кромки только на цилин-
дрической поверхности и могут обрабатывать неглубокие пазы. Дву- и трехсто-
ронние дисковые фрезы (рис. 7.3, б, в соответственно) имеют зубья не только на
цилиндрической поверхности, но и на одном или двух торцах, что позволяет об-
рабатывать пазы большей глубины и фрезеровать уступы. Поскольку у фрез
с прямыми зубьями углы на торцовых кромках равны нулю, условия их работы
ухудшаются. Чтобы исключить этот недостаток, используют двусторонние фрезы
с наклонными зубьями, а трехсторонние — с разнонаправленными (рис. 7.3, г).
В последнем случае зубья с каждого торца, имеющие отрицательные передние
углы, срезаны. Тонкие дисковые фрезы используют для разрезки, прорезки уз-
ких пазов и шлицев.
Угловые фрезы применяются при фрезеровании угловых пазов и наклонных
плоскостей, в том числе стружечных канавок различных инструментов. Одно-
угловые фрезы (рис. 7.4, а) имеют режущие кромки на конической поверхности
и торце, двухугловые (рис. 7.4, б) — на двух смежных конических поверхно-
7.1. Основные типы фрез и области их применения
405
стях. Угловые фрезы малых размеров изготавливают концевыми, с цилиндри-
ческим или коническим хвостовиком.
Концевые фрезы (рис. 7.5) используются для обработки глубоких пазов,
контурных выемок, уступов, взаимно перпендикулярных плоскостей. В шпин-
деле станка они крепятся коническим или цилиндрическим хвостовиком. Основ-
ную работу резания у этих фрез выполняют режущие кромки, расположенные
на цилиндрической поверхности, а торцовые кромки только зачищают дно ка-
навки. Зубья таких фрез выполняются, как правило, наклонными или винтовы-
ми, с углом наклона до 30...45°. С целью предотвращения вибраций торцовый
шаг зубьев в некоторых конструкциях делают переменным.
Рис. 7.5. Концевые фрезы
Рис. 7.4. Угловые фрезы
Шпоночные фрезы (рис. 7.6) имеют размеры, соответствующие размерам
шпоночного паза. Фрезы, обрабатывающие пазы для призматических шпонок,
являются разновидностью концевых фрез. Они должны иметь возможность уг-
лубляться в деталь при осевом движении подачи, высверливая отверстие, а затем
двигаться вдоль паза. В ходе осевого перемещения основную работу выполняют
торцовые кромки. Для этого одна из них доходит до оси фрезы и работает как
кромка сверла с углом ф = 90°. Фрезы, обрабатывающие пазы для сегментных
шпонок, являются разновидностью дисковых фрез с цилиндрическим хвостови-
ком. Их диаметр и ширина должны точно соответствовать размерам шпонки.
Рис. 7.6. Шпоночные фрезы
Рис. 7.7. Фреза для обработки Т-об-
разных пазов
Для обработки Т-образных пазов используют специальные фрезы (рис. 7.7).
Их зубья делают разнонаправленными, с поднутрениями на обоих торцах. С це-
лью улучшения условий размещения стружки на зубьях то с одного, то с другого
торца затачивают фаски.
406
Глава 7. Проектирование фрез
При обработке поверхностей сложного профиля получили широкое распро
странение фасонные фрезы, как дисковые, так и хвостовые (рис. 7.8).
а б
Рис. 7.8. Фасонные фрезы:
а — дисковая; б, в — хвостовые
Классификация фрез в зависимости от конструктивного исполнения, назна-
чения и условий обработки приведена в табл. 7.1.
Таблица 7.1
Классификация фрез
Признак классификации Типы фрез
По виду обрабатываемой поверхности Цилиндрические Торцовые Дисковые Концевые Пазовые Угловые Прорезные и отрезные Для обработки пресс-форм и ручьев штампов Шпоночные Фасонные
По способу крепления Хвостовые Насадные
По конструкции режущей части Цельные С пластинами, напаянными на зубьях Сборные со вставными ножами Сборные со сменными пластинами Сборные со сменными кассетами и блоками
По материалу режущей части Быстрорежущие Твердосплавные С керамической режущей частью С режущей частью из сверхтвердых материалов
7.2. Способы крепления фрез на металлорежущих станках
407
Окончание табл. 7.1
Признак классификации Типы фрез
По толщине припуска Для снятия больших припусков Для черновой обработки Для получистовой обработки Для чистовой и окончательной обработки
По условиям резания Главные режущие кромки лежат на перифе- рии фрезы Главные режущие кромки лежат на торце фрезы
По назначению Универсального назначения Фасонные, специальные
По условиям срезания припуска Профильная схема резания Групповая схема резания
По возможности настройки на размер Нерегулируемые (постоянная ширина фрезы) Регулируемые (имеется возможность измене- ния ширины фрезы)
По возможности регулирования биений Регулирование невозможно С возможностью регулирования
Способы крепления фрез
на металлорежущих станках
Фрезы состоят из рабочей части, снабженной зубьями с режущими кромка-
ми, и крепежно-присоединительной части. Это может быть хвостовик (для хво-
стовых фрез) или отверстие со шпоночным пазом для крепления на оправке (для
насадных фрез).
Диаметр d оправки определяется силами, действующими на оправку, с уче-
том одновременного действия изгиба и кручения. Расчетная схема представляет
собой балку, защемленную одним концом, другой конец которой лежит на опоре
свободно. Отсюда
Мпр = 0 ,ЗЗМИ +0,65^+ М*Р,
3 R
где Мпр — приведенный момент; Ми =--— изгибающий момент сил, дейст-
16 I
вующих на оправку; Мкр = P,D/2 — крутящий момент сил, действующих на оправ-
ку; Рг — окружная (главная) сила резания; D — диаметр фрезы; R = + —
равнодействующая сил Р, и Ри\ Ру — радиальная сила; I — длина оправки.
408
Глава 7. Проектирование фрез
Зная момент сопротивления круглого сечения W = 0,1с/3, можно определить
диаметр оправки:
а =з-----
У Ми
где [а]и — допускаемое напряжение на изгиб, МПа.
Полученное значение округляется в большую сторону (согласно ГОСТ 9472-90
для насадных инструментов применяется ряд диаметров отверстий от 8 до 100 мм).
Для передачи крутящего момента используются продольные или торцовые шпон-
ки. Подробные сведения о размерах отверстий и шпоночных пазов в корпусе
фрезы приведены в § 2.3.
Концевые и прочие хвостовые фрезы устанавливаются на станке с использо-
ванием патронов, через переходную оправку или непосредственно в шпинделе.
В первом случае хвостовик имеет цилиндрическую форму, во втором — форму
конуса Морзе с резьбовым отверстием, в третьем — конуса с конусностью 7:24
(см. § 2.3).
Рис. 7.9. Варианты крепления торцовых фрез на фрезерных станках
Торцовые фрезы устанавливаются непосредственно на конце шпинделя
станка с помощью системы крепежных отверстий, с помощью конуса с конусно-
стью 7:24 или на переходных оправках разных типов, вставляемых в шпиндель
(рис. 7.9). Посадочные отверстия фрез выполняются цилиндрическими либо ко-
ническими.
J Проектирование цельных и составных фрез
Материалы для изготовления фрез. Режущую часть цельных фрез изготав-
ливают из быстрорежущих сталей или твердых сплавов. При этом хвостовые
фрезы из быстрорежущих сталей диаметром менее 12 мм изготавливают цель-
ными, а более 12 мм — сварными, с хвостовиком из конструкционных сталей.
Твердосплавные фрезы могут изготавливаться целиком из твердого сплава, иметь
цельнотвердосплавную рабочую часть (головку) либо пластины, припаиваемые
или приклеиваемые к хвостовику либо корпусу. Выбор материала для режущей
части осуществляется в соответствии с табл. 7.2.
Таблица 7.2
Рекомендации по выбору материала режущей части фрезы
Обрабатываемый материал Инструментальный материал
Быстрорежущая сталь Твердый сплав Керамика СТМ
Характер обработки Характер обработки
черновая чистовая черновая получистовая чистовая
Торцовые фрезы
Стали:
конструкционные Р6М5 Р6М5 Т5К10, Т14К8, Т5К12-В, ТТ7К12 Т14К8, Т15К6, Т5К10 Т15К6, Т30К4, Т14К8 ВОК-60, ВЗ Композиты 01, 10, ЮД
коррозионно-стойкие Р6М5К5 Р6М5К5 ВК6-М, ВК6, ВКЮ-ХОМ — ВК6-М, ВК6, ВКЮ-ХОМ — —
Чугуны Р6М5 Р6М5 ВК6, ВК4, ВКЗ-М, ВК6-М, ВК8, ВКЮ-ХОМ ВК6, ВК4 ВКЗ-М, ВК4 ВОК-60, ВЗ, силинит-Р Композиты 01,05,10, ЮД
Цветные сплавы Р6М5 Р6М5 ВК6, ВК8, ВК6-ОМ, ТТ8К6 — — —
Титановые сплавы Р6М5К5 Р6М5К5 ВК6, ВКЮ-ХОМ — —
Цилиндрические фрезы
Стали:
конструкционные Р6М5 Р6М5 Т5КЮ — Т15К6 — —
коррозионно-стойкие Р6М5К5 Р9К5 — — — — —
Чугуны Р6М5 Р6М5 ВК8 — ВК6-М, ВК8 — —
Цветные сплавы Р6М5 Р6М5 — — — — —
7.3. Проектирование цельных и составных фрез 409
Окончание табл. 7.2
Обрабатываемый материал Инструментальный материал
Быстрорежущая сталь Твердый сплав Керамика СТМ
Характер обработки Характер обработки
черновая чистовая черновая получистовая чистовая
Концевые фрезы
итали: конструкционные коррозионно-стойкие Р6М5 Р6М5К5, Р9М5 Р6М5 Р6М5 Т5К10 ВК8 — Т15К6 ВК6 — —
Чугуны Р6М5 Р6М5 ВК8 — ВК6-М, ВК8 — —
Цветные сплавы Стали: конструкционные коррозионно-стойкие Р6М5 Р6М5 Р6М5К5, Р9К5 Р6М5 Р6М5 Р6М5К5, Р9К5 Дисковые <й Т5К10 ВК8 i н 1 1 Т15К6 ВК6 — —
Чугуны Р6М5 Р6М5 ВК8 — ВК6 — —
Цветные сплавы Стали конструкционные коррозионно-стойкие Р6М5 Р6М5, РЮ Р6М5К5,1 Р6М5 Прор М5 ’6М5 езные, отрезные, и тоночные фрезг Я — —
Чугуны Р6М5 — — — — —
Цветные сплавы Р6М5 — — — — —
Примечание. Материалы расставлены в порядке предпочтительности.
410 Глава 7. Проектирование фрез
7.3. Проектирование цельных и составных фрез 411
Корпуса и хвостовики фрез изготавливают из сталей 45, 40Х, 50Х, 40ХНМА,
50ХФА и подвергают термической обработке до твердости 30...55 HRC.
Выбор конструктивного исполнения фрезы. Конструкции стандартизован-
ных фрез. При принятии решения об особенностях конструкции фрезы учиты-
вают ее назначение, способ крепления рабочей части к корпусу (фрезы цельные,
сварные, паяные, клееные и т.д.), направление движения, способ закрепления
на станке (хвостовиком или на оправке). За основу выбора могут быть приняты
рекомендации, приведенные в нормативной литературе. Основные типы и раз-
меры цельных и составных стандартизованных фрез указаны в табл. 7.3.
Таблица 7.3
Основные типы и размеры стандартизованных цельных
и составных фрез
Наименование, тип и основные размеры
Фрезы дисковые пазовые. Основные раз-
меры. ГОСТ 3964-69: D = 50...200 мм,
В = 3...40 мм, d = 16...40 мм, г - 14...26
Эскиз
Фрезы дисковые трехсторонние с разнона-
правленными зубьями для обработки лег-
ких сплавов. Конструкция и размеры.
ГОСТ 16227-81: D=50...100 мм, В = 5...16 мм,
d = 19...32 мм, 2 = 6...10
Фрезы дисковые трехсторонние. Типы
и размеры. ГОСТ 28527-90:
тип 1 — с прямыми зубьями;
D= 50...200 мм, В = 4...40 мм,
d=16...4O мм, г = 14...26
Тип 1
£______ в
412
Глава 7. Проектирование фрез
Продолжение табл. 7.3
Наименование, тип и основные размеры
тип 2 — с разнонаправленными зубьями;
исполнение 1 — с мелким зубом;
.0 = 50...200 мм, В = 4...40 мм,
d = 16...40мм, z = 2x7...2xl3
Эскиз
Тип 2
Исполнение 1
исполнение 2 — с нормальным зубом;
D= 50...200 мм, В = 4... 40 мм,
d=16...4Oмм, 2 = 2x6...2x11
Фрезы для обработки пазов типа «ласточ-
кин хвост». Типы и размеры. ГОСТ
29118 91:
тип 1 — для обработки пазов типа «лас-
точкин хвост» с углами % = 45; 60°
тип 2 — для обработки пазов типа пере-
вернутый «ласточкин хвост» с углами
Х = 45;60°
D= 16...32 мм, L = 60... 71 мм, d= 12...16 мм,
I = 4...12,5 мм
Исполнение 1 — с гладким цилиндриче-
ским хвостовиком; исполнение 2 — с ци-
линдрическим хвостовиком и лыской
7.3. Проектирование цельных и составных фрез
413
Продолжение табл. 7.3
Наименование, тип и основные размеры
Фрезы для обработки Т-образных пазов.
Технические условия. ГОСТ 7063-72:
тип 1 — с цилиндрическим хвостовиком
для пазов высотой от 5 до 36 мм,
D = 12,5...60 мм, L = 73...188 мм,
d: 5...30 мм, Z = 6...18 мм
тип 2 — с коническим хвостовиком
для пазов высотой от 6 до 54 мм;
D = 12,5...95 мм, L= 73...251 мм,
I = 6...44 мм
Исполнение 1 — с нормальными
зубьями, z = 6; 8, со = 10°; исполнение 2 —
с крупными зубьями, z = 4; 6; 8, со = 15.. .2 5°
Фрезы концевые двузубые с резьбовым хво-
стовиком для обработки легких сплавов.
Конструкция и размеры. ГОСТ 16226-81:
.0=8...40мм, L = 65... 145 мм, 1 = 20...65 мм
Эскиз
Фрезы концевые диаметром от 10 до 20 мм
с цилиндрическим хвостовиком, оснащен-
ные винтовыми твердосплавными пласти-
нами. Конструкция и размеры.
ГОСТ 20536-75:
для D = 10; 12,5 мм £=70; 80 мм,
d = 10; 12,5 мм, г = 2, cot = 20; 24°
для О =16; 20 мм £ = 90 мм, <2 = 16; 20 мм,
г = 3; 4, со2 = 30; 36°.
Пластины типа 36 по ГОСТ 25414-90
Фрезы концевые диаметром от 12,5 до 50 мм
с коническим хвостовиком, оснащенные
винтовыми твердосплавными пластинами.
Конструкция и размеры. ГОСТ 20537-75:
для D = 12,5 мм £ = 115 мм, z = 2, cot = 24°
Для диаметров 10 и 12,5 мм
Фрезы диаметром 12,5 мм
414
Глава 7. Проектирование фрез
Продолжение табл. 7.3
Наименование, тип и основные размеры
дляD = 16...50 мм L = 120... 190 мм, г = 3;
4; 6, со2 = ЗО...4О°
Эскиз
Пластины типа 36 по ГОСТ 25414-90
Фрезы диаметром от 16 до 50 мм
Фрезы концевые для обработки деталей из
высокопрочных сталей и титановых спла-
вов на станках с программным управлени-
ем. Конструкция и размеры. ГОСТ 23248-78:
D=8.. .63 мм, £ = 98. ..442 мм, 1 = 16...260 мм:
тип 1 — с нормальным зубом, z = 4; 6; 8
Тип 1
Исполнение 1 Исполнение 2 Исполнение 3
тип 2 — с крупным зубом, z = 4; 6
Исполнение 1 — с торцовыми режущими
зубьями; исполнение 2 — с торцовыми ре-
жущими зубьями и перемычкой на торце;
исполнение 3 — без торцовых режущих
зубьев_______________________________
Фрезы концевые для обработки деталей из
легких сплавов на станках с программным
управлением. Конструкция и размеры.
ГОСТ 23247-78: D = 8...63 мм,
L = 98...442 мм, I = 16...260 мм:
тип 1 — с нормальным зубом, z = 3; 4
73. Проектирование цельных и составных фрез
415
Продолжение табл. 7.3
Наименование, тип и основные размеры
тип 2 — с крупным зубом, г = 2
Исполнение 1 — с торцовыми режущими
зубьями; исполнение 2 — с торцовыми ре-
жущими зубьями и перемычкой на торце;
исполнение 3 — без торцовых режущих
зубьев
Фрезы концевые для обработки легких
сплавов. Конструкция и размеры.
ГОСТ 16225-81:
тип 1 — с цилиндрическим хвостовиком;
D= 1,5... 10 мм, L = 25... 106 мм,
Z = 4...53 мм, со = 30...40°
тип 2 — с коническим хвостовиком;
D= 12...50 мм, L = 108. ..275 мм,
Z = 26...160 мм
Фрезы концевые и шпоночные с хвостови-
ком конусностью 7:24. Размеры.
ГОСТ Р 50572-93: D = 23,6...95 мм,
£= 131...389 мм, 1 = 26. ..212 мм
Эскиз
Тнп 1
Тнп 2
Концевые фрезы
Шпоночные фрезы
I . _ О 7:24
416
Глава 7. Проектирование фрез
Продолжение табл. 7.3
Наименование, тип и основные размеры
Эскиз
Фрезы концевые конические с цилиндри-
ческим хвостовиком для обработки штам-
пов. Размеры. ГОСТ 29129-91:
тип 1 — с плоскосрезанным конусом
тип 2 — с закругленным конусом
dx = 2,5...20 мм, L = 85... 175 мм,
I = 31,5...63 мм, конусности 1:6,
1:8,1:10,1:20
Тип 1 Исполнение 1 "1 1
. 1 г
L
Исполнение 2
Тип 2
Исполнение 1
Исполнение 2
Фрезы концевые конические твердосплав-
ные удлиненные для труднообрабатывае-
мых сталей и сплавов. Конструкция и раз-
меры. ГОСТ 18943-73: d = 4; 6; 8 мм, L = 70;
100; 150 мм, I = 16; 20; 25 мм
Фрезы концевые конические твердосплав-
ные цельные для труднообрабатываемых
сталей и сплавов. Конструкция и размеры.
ГОСТ 18938-73: D=4; 6; 8 мм, I = 8; 14; 20 мм
Фрезы концевые обдирочные с конически-
ми хвостовиками. Технические условия.
ГОСТ 15086-69:
тип 1 — с торцовыми зубьями
тип 2 — без торцовых зубьев
D= 25...80 мм, L = 120...445 мм, 1= 50...220 мм,
конусы Морзе и укороченные
Фрезы концевые радиусные с коническим
хвостовиком для обработки легких сплавов.
Конструкция и размеры. ГОСТ 16231-81:
0=12. ..50 мм, £ = 108. ..275 мм, 1=26. ..150 мм
Конус Морзе
L.
j
7.3. Проектирование цельных и составных фрез
417
Продолжение табл. 7.3
Наименование, тип и основные размеры
Фрезы концевые с коническим хвостовиком,
оснащенные твердосплавными коронками.
Конструкция и размеры. ГОСТ 20534-75:
D = 10...22 мм, Н = 8...20 мм, z = 6; 8. Ко-
ронки тип 35 по ГОСТ 20771-82
Эскиз
Фрезы концевые с коническим хвостовиком.
Конструкция и размеры. ГОСТ 17026-71:
тип 1 — с нормальным зубом, со=30... 35°
тип 2 — с крупным зубом, со= 35...450
Исполнение 1 — с цилиндрической ленточ-
кой; исполнение 2 — заточенные наостро;
D=10...63mm,L = 92...248mm, 1 = 22...90 мм.
Коронки тип 35 по ГОСТ 20771-82
Фрезы концевые с резьбовым хвостовиком,
оснащенные твердосплавными коронками.
Конструкция и размеры. ГОСТ 20535-75:
D= 10... 22 мм, L = 70...90 мм, 17= 8...20 мм
Конус Морзе
Фрезы концевые с цилиндрическим хвосто-
виком, оснащенные твердосплавными ко-
ронками. Конструкция и размеры.
ГОСТ 20533-75: D= 10... 14 мм,
L = 70...90 мм, Н = 8... 18 мм
\ нг ^/\25° L
Фрезы концевые с цилиндрическим хво-
стовиком. Конструкция и размеры.
ГОСТ 17025-71:
тип 1 — с нормальным зубом, со=ЗО...35°
тип 2 — с крупным зубом, со = 35...45°
Исполнение 1 — с цилиндрической ленточ-
кой; исполнение 2 — заточенные наостро;
D = 2...28 мм, L- 39... 121 мм, 1 = 7...45 мм
Тип 1 Тип 2
Фрезы концевые сферические грушевид-
ные твердосплавные удлиненные для
Труднообрабатываемых сталей и сплавов.
Конструкция и размеры. ГОСТ 18939-73:
d = 4; 6; 8 мм, L = 70; 100; 150 мм, I = 16;
20; 25 мм
Фрезы концевые сферические грушевидные
твердосплавные цельные для труднообра-
батываемых сталей и сплавов. Конструкция
И размеры. ГОСТ 18934-73: D « 4; 6; 8 мм,
L 25; 32; 40 мм
Конус Морзе
1 . —
L
5
L
418
Глава 7. Проектирование фрез
Продолжение табл. 7.3
Наименование, тип и основные размеры
Эскиз
Фрезы концевые сферические эллипсо-
видные твердосплавные удлиненные для
труднообрабатываемых сталей и сплавов.
Конструкция и размеры. ГОСТ 18940-73:
d = 4; 6; 8 мм, L = 70; 100; 150 мм, I = 16; 20;
25 мм
Фрезы концевые сферические эллипсовид-
ные твердосплавные цельные для трудно-
обрабатываемых сталей и сплавов. Конст-
рукция и размеры. ГОСТ 18935-73: D = 4;
6; 8 мм, L = 25; 32; 40 мм
Фрезы концевые сферические эллипсовид-
ные, оснащенные коронками из твердого
сплава, для труднообрабатываемых сталей
и сплавов. Конструкция и размеры.
ГОСТ 18945-73:
исполнение 1 — обычное
исполнение 2 — с торцовым зубом
D = 10...22 мм, L = 80, 90,100 мм,
2 = 20. „40 мм
Фрезы концевые сферические, оснащен-
ные коронками из твердого сплава, для
труднообрабатываемых сталей и сплавов.
Конструкция и размеры. ГОСТ 18944-73:
исполнение 1 — обычное
исполнение 2 — с торцовым зубом
D= 10...22 мм, L = 70, 80 мм, 1 = 9...20 мм
Фрезы концевые сфероконические, осна-
щенные коронками из твердого сплава,
для труднообрабатываемых сталей и спла-
вов. Конструкция и размеры. ГОСТ
18947-73:
исполнение 1 — обычное
исполнение 2 — с торцовым зубом
D = 10.„22 мм, L = 80; 90; 100 мм,
1= 16.„31,5 мм
Фрезы концевые сфероцилиндрические твер-
досплавные удлиненные для труднообраба-
тываемых сталей и сплавов. Конструкция
и размеры. ГОСТ 18941-73: d = 4; 6; 8 мм,
L = 70; 100; 150 мм, I = 16; 20; 25 мм
7.3. Проектирование цельных и составных фрез
419
Продолжение табл. 7.3
Наименование, тип и основные размеры
Фрезы концевые сфероцилиндрические
твердосплавные цельные для труднообра-
батываемых сталей и сплавов. Конструкция
и размеры. ГОСТ 18936-73: D = 4; 6; 8 мм,
L = 25; 32; 40 мм
Фрезы концевые сфероцилиндрические, ос-
нащенные коронками из твердого сплава,
для труднообрабатываемых сталей и спла-
вов. Конструкция и размеры. ГОСТ 18946-73:
исполнение 1 — обычное
исполнение 2 — с торцовым зубом
D= 10...22 мм, L = 80; 90; 100 мм,
1= 16...31,5 мм
Фрезы концевые удлиненные диаметром
от 20 до 50 мм с коническим хвостовиком,
оснащенные винтовыми твердосплавны-
ми пластинами. Конструкция и размеры.
ГОСТ 20538-75: D = 20...50 мм, L = 145...
205 мм, 1 = 21...41 мм, со= 34; 36; 40°.
Пластины типа 36 по ГОСТ 25414-90
Фрезы концевые цилиндрические твердо-
сплавные удлиненные для труднообраба-
тываемых сталей и сплавов. Конструкция
и размеры. ГОСТ 18942-73: d = 4; 6; 8 мм,
L = 70; 100; 150 мм, I = 16; 20; 25 мм
Эскиз
Фрезы концевые цилиндрические твердо-
сплавные цельные для труднообрабатывае-
мых сталей и сплавов. Конструкция и раз-
меры. ГОСТ 18937-73: .0=4; 6; 8 мм, L = 25;
32; 40 мм
Фрезы концевые цилиндрические, оснащен-
ные коронками из твердого сплава, для труд-
нообрабатываемых сталей и сплавов. Кон-
струкция и размеры. ГОСТ 18948-73: О =
= 10...22 мм, 0=80; 90; 100 мм, 1= 16.. .31,5 мм.
Коронки типа 35 по ГОСТ 20771-82
О
Фрезы концевые, оснащенные винтовыми
твердосплавными пластинами, для обработ-
ки деталей из высокопрочных сталей и тита-
новых сплавов на станках с программным
управлением. Конструкция и размеры.
ГОСТ 24637-81: D= 16...50 мм,
0 =112... 297 мм, Z=13...142 мм,со=ЗО...4О°.
Пластины типа 36 по ГОСТ 25414-90
420
Глава 7. Проектирование фрез
Продолжение табл. 7.3
• Наименование, тип и основные размеры
Фрезы отрезные для обработки легких спла-
вов, Конструкция и размеры. ГОСТ 16230-81:
В=63...200мм,В=1,2...5,0мм, d= 16...32 мм,
z=12...18
Фрезы пазовые затылованные. Технические
условия. ГОСТ 8543-71: D = 50...200 мм,
В = 4...40 мм, d = 16...40 мм, г = 12...20
Фрезы прорезные и отрезные. Технические
условия. ГОСТ 2679-93:
класс 1 — для прорезки шлицев по
ГОСТ 24669-81 в винтах и шурупах,
класс 2 — для прорезных и отрезных работ;
тип 1 — с мелким зубом; D = 20...315 мм,
В = 0,2...6,0 мм, d= 5...40 мм, z = 32...200
тип 2 — со средним зубом; D = 40...315 мм,
В = 0,5...6,0 мм, d = 8...40 мм, г = 20...80
тип 3 — с крупным зубом; D= 50...315 мм,
В = 1,0...6,0 мм, d= 13...40 мм, z = 16...40
Фрезы с напаянными твердосплавными пла-
стинами для обработки Т-образных пазов.
Технические условия. ГОСТ 10673-75:
тип 1 — с цилиндрическим хвостовиком
для пазов высотой от 6 до 36 мм; исполне-
ние 1 — с гладким цилиндрическим хво-
стовиком; исполнение 2 — с цилиндриче-
ским хвостовиком и лыской; D=11. ..60 мм,
L= 53,5...139 мм, d= 10...32 мм, Z=3,5...28 мм,
z = 2 х 2...2 х 3
Тип 1
Исполнение 2
тип 2 — с коническим хвостовиком
для пазов высотой от 10 до 54 мм;
D= 18...95 мм, L = 82...251 мм,
Z = 8...44 мм, 2 = 2x2...2x4
Пластины тип 50 по ГОСТ 25394-90
Тип 2
7.3. Проектирование цельных и составных фрез
421
Продолжение табл. 7.3
Наименование, тип и основные размеры
Фрезы торцовые насадные для обработки
легких сплавов. Конструкция и размеры.
ГОСТ 16222-81: D = 50...80 мм, L = 36...45 мм,
d = 22. .32 мм
Эскиз
L
Фрезы торцовые насадные. Типы и основ-
ные размеры. ГОСТ 9304-69:
тип 1 — с мелким зубом диаметром от 40
до 50 мм с креплением на продольной шпон-
ке; L = 32; 36 мм, г = 10; 12, со = 25...30°;
диаметром от 63 до 100 мм с креплением
на торцовой шпонке; L = 40; 45; 50 мм,
z = 14; 16; 18,<й =25...30°
Тип 1
тип 2 — с крупным зубом диаметром от
63 до 100 мм с креплением на торцовой
шпонке; L = 40; 45; 50 мм, z = 8; 10; 12,
со = 35...40°
Тип 2
Фрезы угловые двусторонние. Размеры.
ГОСТ Р 50181-92: D = 50...100 мм,
L = 8...32 мм, d = 16...32 мм, а = 45; 60; 90°
422
Глава 7. Проектирование фрез
Продолжение табл. 7.3
Наименование, тип и основные размеры
Фрезы фасонные полукруглые выпуклые,
вогнутые и радиусные. Технические усло-
вия. ГОСТ 9305-93:
тип 1 — полукруглые выпуклые;
D= 50... 160 мм, L = 2...50 мм,
d= 16...40мм, К= 1...25 мм
Эскиз
Тип 1
R
тип 2 — полукруглые вогнутые;
D= 50... 160 мм, L = 6...75 мм,
d= 16...40 мм, К= 1...25 мм
тип 3 — полукруглые радиусные;
D= 50...125 мм, L = 4...28 мм,
d = 16...32 мм, R= 1...20 мм
Фрезы цилиндрические. Технические усло-
вия. ГОСТ 29092-91:
тип 1 — цельные; D = 50... 100 мм,
L = 40... 125 мм, d= 22...40мм
тип 2 — составные; D = 80... 160 мм,
L = 80...250 мм, d = 32...60 мм
Исполнение 1 — с мелким зубом; исполне-
ние 2 — с крупным зубом
7.3. Проектирование цельных и составных фрез
423
Окончание табл. 7.3
Наименование, тип и основные размеры
Эскиз
Фрезы шпоночные цельные твердосплав-
ные. Технические условия. ГОСТ 16463-80:
D = 2... 12 мм, L = 25...50 мм, I = 4... 16 мм
Фрезы шпоночные, оснащенные твердо-
сплавными пластинами. Технические ус-
ловия. ГОСТ 6396-78:
тип 1 — с цилиндрическим хвостовиком;
исполнение 1 — гладкий хвостовик; ис-
полнение 2 — хвостовик с лыской по
ГОСТ 25334-94; D = 10...25 мм,
Z = 62...98 мм, 1= 12...22 мм
тип 2 — с коническим хвостовиком;
D= 12...40 мм, L = 86... 150 мм,
I = 16...25 мм
Пластины типа 21 по ГОСТ 25400-90
Фрезы шпоночные. Технические условия.
ГОСТ 9140-78:
тип 1 — с цилиндрическим хвостовиком;
D = 2...25 мм, L = 36... 102 мм, I = 4...26 мм
тип 2 — с коническим хвостовиком;
D = 10...40 мм, L = 83...163 мм,
1= 13...38 мм
Тип1
Исполнение 1
Тип 2
Конус Морзе
Твердосплавные пластины для составных фрез также стандартизованы. Их
формы, размеры и назначение приведены в табл. 7.4.
424
Глава 7. Проектирование фрез
Таблица 7.4
Твердосплавные пластины и коронки для составных фрез
Назначение,
ГОСТ
Тип
Форма
Размер, мм
Для фрез,
ГОСТ 25409-90
24
1 1 ।
20'
1 1
|l/4sx45°*
Номер пластины 1 Ъ 8
24010 6 7 3,0
24050 8
24070 10 5
24090 7
24770 12
24130 9 3,5
24170 14
24210 16
24250 18
24270 20 10 4,5
24290 22
24470 14
24790 25 10
24870 14
24550 28
24570 32
24590 36
24650 40 5,0
24850 45
Для торцовых
фрез,
ГОСТ 25423-90
Для торцовых
фрез,
ГОСТ 25408-90
15°
Ь
1 1
Аю°
1/4зх45°*
1 1 r^v15° ✓ .1/48X45°*
1/48X45°*
60°
Номер пластины 1 Ъ 8 Г С
правая левая
49010 — 15 12 3,0 12,5 3
49030 — 8
49050 49060 20 16 3,5 16,0 3
49070 49080 0
Номер пластины 1 Ъ 8 Г
правая левая
20010 — 10 8 2,5 8,0
20030 — 12 10 10,0
20050 20060 15 12 3,0 12,5
20070 20080 20 16 3,5 16,0
20090 20100 25 20 4,0 20,0
20130 20120 32 5,0
7.3. Проектирование цельных и составных фрез
425
Продолжение табл. 7.4
Назначение,
ГОСТ
Для угловых
фрез,
ГОСТ 25411-90
Тип
~зГ
Форма
Размер, мм
Для фрез 50/1;
для 50/2
Т-образных
пазов
ГОСТ 25394-90
Для концевых
фрез,
ГОСТ 20771-82
35
Исполнение 1
Исполнение 2
I
I
I
I
Номер пластины 1 Ъ S
31010 13 12,5 2,5
31030 15 14,5 3,0
31050 18 17,5
31070 20 19,5 3,5
31090 25 24,5 4,0
31110 34 31,5 5,0
31130 50 44,0 7,0
Номер пластины 1 Ъ S С
Испол- нение 1 Испол- нение 2
50191 50202 7,0 5,0 2,0 —
50211 50222 9,0
50231 50242 12,0 6,0 2,5
50251 50262 15,0 7,0 3,0 2,5
50271 50282 18,0 8,0 3,5
50291 50302 24,0 9,0
50311 50322 28,0 10,0 4,0 4,0
50331 50342 32,0 12,0 4,5 6,0
50351 50362 36,0 14,0 5,0
Номер пластины D 1 d
35010 10,5 10 4,3
35030 12,5 12 5,5
35050 14,5 8 6,5
35070 18
35090 16,5 10 7,8
35110 20
35130 19,0 10 9,2
35150 20
35170 21,0 15 10,5
35190 23,0 11,8
426
Глава 7. Проектирование фрез
Продолжение табл. 7.4
Назначение,
ГОСТ
Тип
Форма
Размер, мм
Для торцовых
и концевых
фрез со спираль-
ным зубом,
ГОСТ 25414-90
36
1/6»х45°>
* ^7
0.5а
Номер пластины 1 Ъ 8 D h СО
правая левая
36350 — 15,0 4,0 2,0 16 13,0 30°
36370 — 11,5 10,0
36390 — 24,0 6,0 3,0 20 21,0
36410 — 18,0 16,0
36010 — 25,0 8,0 3,5 32 19,0 40°
36110 — 20,0 15,0
36030 36040 29,0 8,5 4,3 50 22,0
36130 36140 21,0 16,0
36430 36440 30,0 10,0 5,0 80 26,0 30°
36450 36460 23,0 20,0
36470 36480 31,0 10 0 27,0
36490 36500 23,0 20,0
36510 35520 33,0 16 0 29,0
36530 36540 35,0 22,0
Для концевых
фрез,
ГОСТ 25400-90
21
•с 8
i
1
Номер пластины 1 Ъ 8 h Г е
21050 12 3,0 1,2 1,0 15,0 4,5
21010 1,5 20,0 3,3
21070 5,6 1,2 15,0 1,2
21350 14 6,0 3,0 5,0 25,0 2,1
21370 16 3,5 2,0 1,0 20,0 6,3
21170 16 1,6 15,0 7,6
21190 6,7 4,2
21210 7,8 3,4
21230 8,8 2,8
21410 10,0 3,0 7,0 25,0 7,3
21270 19 4,5 2,0 1,8 7,5
21290 10,0 1,0
21310 11,2 —
21610 12,2 —
21090 20 4,5 2,5 2,0 9,1
21110 6,0 6,0
73. Проектирование цельных и составных фрез
427
Окончание табл. 7.4
Назначение, ГОСТ Тип Форма Размер, мм
Для концевых фрез, ГОСТ 25400-90 21 •с Номер пластины 1 Ъ 8 h Г е
21250 20 6,0 3,5 — 10,0 10,8
8 1 21130 9,0 2,5 2,0 25,0 2,7
21150 11,0 0,8
21630 22 5,6 2,5 9,5
21650 14,0 1,0
21670 15,5 —
21690 17,5 —
21710 25 8,0 2,8 3,0 10,0
21470 3,0 31,5 8,0
21490 15,0 0,3
21730 19,5 2,8 25,0 1,6
21750 21,5 1,0
21510 32 10 4,0 3,0 31,5 12,2
21530 21 3,5
21550 36 10 5,0 16,2
21570 40 23,8
21590 45 12 6,0 23,о|
Примечания: 1. Приведены эскизы праворежущих пластин.
2. Звездочкой отмечены размеры для пресс-форм.
Части и конструктивные элементы фреэ. Важнейшим конструктивным эле-
ментом фрезы является ее диаметр. Он определяет стойкость и виброустойчивость
фрезы, надежность ее закрепления на оправке, уровень сил резания, производи-
тельность обработки и многие другие показатели фрезерования. Исходя из условия
необходимой жесткости оправки насадной фрезы диаметр фрезы можно найти
по следующим формулам:
для цилиндрических фрез
Dmin = 0, 2B°-2et°’09 S°' 06l°-78j/^x26;
для дисковых фрез
Dmin =O,117B°'25Zo'MS2o’o55/o'75i/;oax25 +2(f + Д);
для концевых фрез при обработке уступов и плоскостей
П ЛПО.гиО, 175-0,206 00,143/0,62, ,-0,206
Цп!|. t 2 I Утах ,
где В — ширина фрезерования; t, S, — соответственно максимальные глубина
фрезерования и подача; z — число зубьев; I — расстояние между опорами оправ-
КН или вылет фрезы относительно шпинделя; утп — максимально допустимый
428
Глава 7. Проектирование фрез
прогиб оправки (0,2 и 0,4 мм соответственно при чистовом и черновом фрезе-
ровании); t' — общая глубина паза или уступа; Д = 10 мм — зазор между оправ-
кой и поверхностью заготовки.
Для случая симметричного фрезерования диаметр торцовой фрезы
^В2 sin2 ср
S^sin2(p-p2’
где р ~ 35 - 0,55(а + у) — радиус округления режущей кромки.
Рассчитанные по приведенным выше формулам значения диаметра фрезы
округляются до ближайшего нормализованного значения (табл. 7.5).
^min
Таблица 7.5
Наружные диаметры фрез, мм (ГОСТ 29116—91)
Ряд Ряд Ряд
ОСНОВНОЙ дополнительный ОСНОВНОЙ дополнительный ОСНОВНОЙ дополнительный
— — 10,0 11,2* 100 112
— — 12,5* 14,0 125 140
1,60 1,80 16,0 18,0 160 180
2,00 2,24* 20,0 22,4* 200 224
2,50 2,80 25,0 28,0 250 280
3,15* 3,55* 31,5* 35,5 315 355
4,00 4,50 40,0 45,0 400 450
5,00 5,60* 50,0 56,0 500 560
6,30 7,10* 63,0 71,0 630 —
8,00 9,00 80,0 90,0 — —
* Размеры допускается заменять округленными значениями: основной ряд — 3; 6; 12;
32 мм; дополнительный ряд — 2,2; 3,5; 5,5; 7; 11; 22; 36 мм.
Диаметр посадочного отверстия можно найти по формуле d0 = 0,44.0 с после-
дующим округлением до ближайшего значения по ГОСТ 9472-90.
Число зубьев фрезы определяет производительность обработки. При его на-
значении можно стремиться к обеспечению равномерности фрезерования, наи-
большему числу переточек (с учетом равномерности фрезерования), максималь-
ному использованию эффективной мощности оборудования. Для обеспечения
равномерного фрезерования принимается число зубьев
TtDfectgCO
Z~ В ’
где k = 2; 3 — коэффициент равномерности фрезерования.
Для обеспечения наибольшего числа переточек число зубьев
nDk
z =----,
4дД
где i — принятое количество переточек; Д — толщина слоя, снимаемого за одну
переточку.
7.3. Проектирование цельных и составных фрез
429
Максимальное число зубьев с учетом условия использования эффективной
мощности оборудования:
при обработке сталей
ЛГзфД0’1
max S.eiO-W^0-9^0'74’
при обработке чугунов
^фО°-и
max 2,5310-5nt1-MB°-e(SM’
где — эффективная мощность станка; п — частота вращения фрезы.
При черновой обработке число зубьев можно найти также из условия разме-
щения стружки:
для торцовых фрез
0,6В
для цилиндрических, дисковых, концевых, фасонных фрез
0,20
z = -
V^max^z max
Для повышения равномерности фрезерования фрезы могут иметь неравно
мерный окружной шаг зубьев (рис. 7.10, табл. 7.6).
Фа
Ф<
Рис. 7.10. Схема. расположения зубьев при неравномерном окружном шаге
Таблица 7.6
Окружной шаг зубьев фрез, град
Число аубьев Ф1 Фз фз Ф4 Фз Фе фт
3 110 123 127 — — — —
4 90 85 90 95 — — —
б 68 72 76 68 76 — —
7 49 55 49 55 49 55 48
430
Глава 7. Проектирование фрез
При выборе формы зуба надо обеспечить его необходимую прочность, свобод-
ное размещение срезаемой стружки в канавке, большое количество переточек,
простоту изготовления. Наиболее распространенные профили зубьев цельных
фрез представлены на рис. 7.11, а области их использования в различных типах
фрез указаны в табл. 7.7.
Рис. 7.Л. Профили зубьев фрез
Таблица 7.7
Рекомендуемые области применения профилей зубьев фрез (см. рис. 7.11)
Области применения Типы фрез
торцовые дисковые цилинд- рические концевые шпоноч- ные фасон- ные
Обработка хрупких мате- риалов и обработка с ма- лыми глубинами а а а, в б, в, г г, д е
Обработка сталей и обра- ботка с большими подача- ми и глубинами б, г а, б б, г
Обработка легких сплавов б, г б, в б, в, г
Высота зуба принимается равной h = kD/z, где для концевых фрез k =
= 0,9...1,2; для торцовых и цилиндрических фрез с крупным зубом А = 1,2...1,5,
с мелким зубом k = 0,8...0,9; для дисковых фрез k = 1,4...1,8.
Можно также использовать формулу
h = — ((1 - cos е) + sine ctg 0),
2
где е = 360°/a.
7.3. Проектирование цельных и составных фрез
431
В приведенной выше формуле не учтены радиус перехода от спинки к перед-
ней поверхности и наличие фаски шириной /, расположенной под углом а (см.
рис. 7.11), поэтому фактическая величина h будет несколько меньше расчетной.
Радиус закругления дна стружечной канавки г для формы «а» равен
0,5...2,0 мм, для форм «б» и «в» выбираетсявпределах(0,4...0,75)Л, для формы
«е» — в пределах 1...5 мм в зависимости от размера фрезы и характера обработ-
ки профиля (шлифованный или нешлифованный). Углы спинки а! = 20...30°,
Т] = 47...52°. Радиус спинки Я = (0,30...0,45)1); при этом касательная в точке со-
пряжения радиуса с ленточкой должна проходить под углом at = a + (10. ..15°).
Ширина ленточки f = 1... 2 мм в зависимости от диаметра фрезы. Угол 0 для фор-
мы «б» равен обычно 60°, угол 0j равен 65°, в общем случае он может лежать
в пределах 45...100° через каждые 5°. Углы 0 и Т] связаны между собой:
Т| = 0 — 360°/z для фрез с прямым зубом; Т] = 0 - 360°cos3co/z для фрез с винтовым
зубом (со — угол наклона зубьев).
Спинка зуба и передняя поверхность фрезы сопрягаются по радиусу г, кото-
рый в значительной степени снижает концентрацию напряжений в этой области
и влияет на условия размещения стружки в канавке фрезы. С этой точки зрения
его можно определить следующим образом:
IS2Kct rg-r
r> --JS.t,
где K„ = 3...4 коэффициент размещения стружки; t — глубина фрезерования.
Из конструктивных соображений обычно принимают г = (0,4...0,75)Л.
У угловых фрез профиль канавки изменяется, так как зубья имеют неравно-
мерную высоту. Обычно рассчитывают наибольшее ее значение, а профиль полу-
чают за счет правильной установки делительной головки. Углы А, В, С (рис. 7.12)
должны быть рассчитаны и указаны на рабочем чертеже фрезы. Угол наклона
шпинделя делительной головки А = В - С. При этом
tgB = cosEctgp; sin0 = tg£ctg0ctgB,
где £ = 360°/z — центральный угол фрезы; 0 — угол профиля угловой фрезы;
0 — угол профиля канавки.
Профиль канавочной фрезы
Рис. 7.12. Схема для определения угла установки делительной головки
при фреаеровании канавок угловой фрезы
432
Глава 7. Проектирование фрез
Для формирования на торцовых зубьях дву- и трехсторонних дисковых фрез
фаски определенной ширины f следует определить угол р установки шпинделя
делительной головки при обработке угловой фрезой с углом профиля 0 (рис. 7.13,
табл. 7.8):
cosp= tgectgG.
В этом случае глубина фрезерования
, rsine-f
Л =----------------------------------—,
cos е tg 0 sin р
где г — радиус, на котором определяют глубину фрезерования; f — ширина
фаски на торцовом зубе.
Рис. 7.13. Схема фрезерования торцовых зубьев угловой фрезой
Таблица 7.8
Углы установки шпинделя делительной головки
при фрезеровании зубьев на торцах фрез
Число зубьев г Угол р при угле 0 канавочной фрезы, град
85 80 75 70 75 60
6 81°17' 72°18' 62°2Г 50°55' 36°08' —
8 84°59' 79°51' 74°27' 68°39' 62°12' 54°44'
10 86°21' 82°38' 78°59' 74°40' 70°12' 65°12'
12 87°06' 84°09' 81°06' 77°52' 74°23' 70°32'
14 87°35' 85°08' 82°35' 79°54' 77°0Г 73°51'
16 87°55' 85°49' 83°38' 81°20' 78°52' 76°10'
18 88°10' 86°19' 84°24' 82°27' 80°14" 77°52'
20 88°22' 86°43' 85°00' 83°12' 81°17' 79°11'
22 88°32' 87°02' 85°30' 83°52' 82°08' 80°14'
24 88°39' 87°18' 85°53' 84°24' 82°49' 81°06'
26 88°46' 87°30' 86°13' 84°5Г 83°24' 8Г49'
7.3. Проектирование цельных и составных фрез 433
Формы торцовых зубьев фрез показаны на рис. 7.14. Варианты а и б исполь-
зуются в концевых фрезах общего назначения, в, г — в шпоночных, д — в фасонных.
Рис. 7.14. Формы торцовых зубьев
Крепежно-присоединительная часть. В § 7.2 отмечалось, что фрезы могут
крепиться на оправках либо иметь хвостовик различной формы. Цилиндриче-
ские хвостовики могут быть гладкими, иметь одну или две лыски (рис. 7.15). Реко-
мендуемые размеры цилиндрических хвостовиков указаны в табл. 7.9 и 7.10.
Исполнение 1
Исполнение 2 для = 6...20 мм
h
Исполнение 3 для dl = 25...63 мм
Рис. 7.15. Формы цилиндрических хвостовиков фрез (ГОСТ 25334-94)
Таблица 7.9
Размеры хвостовиков фрез, мм (ГОСТ 25334—94, исполнение 1)
Ь8 Z1±1 Ь8 Z1±1
2,0 24 12,0 45
2,5 16,0 48
3,0 20,0 50
4,0 28 25,0 56
5,0 32,0 60
6,0 36 40,0 70
8,0 50,0 80
10,0 40 63,0 90
434
Глава 7. Проектирование фрез
Таблица 7.10
Размеры хвостовиков фрез, мм (ГОСТ 25334-94, исполнения 2, 3)
dj h6 l\2 ^2-i 1+0,5 *3 7+1 M Лч>,4
6,0 36 18,0 4,2 — 4,8
8,0 5,5 6,6
10,0 40 20,0 7,0 8,4
12,0 45 22,5 8,0 10,4
16,0 48 24,0 10,0 14,2
20,0 50 25,0 11,0 18,2
25,0 56 32,0 12,0 17 23,0
32,0 60 36,0 14,0 19 30,0
40,0 70 40,0 38,0
50,0 80 45,0 18,0 23 47,8
63,0 90 50,0 60,8
Подробные сведения о размерах конусов Морзе с резьбовым отверстием и ко-
нусов с конусностью 7:24 приведены в § 2.3.
Расчет прочности крепежно-присоединительной части фрезы выполняется
при черновой обработке и сводится к расчету на срез цилиндрической или торцо-
вой шпонки либо шейки фрезы для Т-образных пазов, определению минималь-
ного конуса Морзе для хвостовой фрезы, расчету резьбы в хвостовике на срез
и смятие. Рассчитать конус Морзе можно по формулам, приведенным в § 2.3,
либо по приближенной формуле dcp=0,5933MKp/Po, где Мкр, Ро — соответственно
крутящий момент и осевая сила при сверлении. Найденное значение dcp округ-
ляется в сторону ближайшего большего конуса по ГОСТ 25557-82.
При расчете резьбы на срез необходимо выдерживать соотношение
ndJiHm
где dj — внутренний диаметр резьбы; k = 0,88 — коэффициент полноты резь-
бы; Н — длина свинчивания; т = ЪР/d — коэффициент, учитывающий нерав-
номерную нагрузку витков резьбы; Р — шаг резьбы; d — диаметр резьбы;
[т] «150 МПа — допускаемое напряжение среза.
При расчете резьбы на смятие необходимо выдержать соотношение
12Р0Р
л(й2-<А2)я<1°]см’
где [ст]см = 350 МПа — допускаемое напряжение смятия.
Схемы резания. Выбор схемы резания при фрезеровании определяется усло-
виями обработки (свойствами обрабатываемого материала, снимаемым припус-
ком, формой обработанной поверхности и т.д.).
У прорезных фрез для фрезерования глубоких пазов, а также у отрезных
фрез широко используются усовершенствованные схемы резания. Например,
7.3. Проектирование цельных и составных фрез
435
у прорезных фрез поочередно с каждой стороны снимают фаски на 1/3 ширины
фрезы под углом 45° (рис. 7.16, а). Такие фаски снижают нагрузку на зубья,
улучшают условия резания, предохраняют фрезу от защемления и поломки.
Подобная схема используется в отрезных фрезах с крупным шагом. В этом слу-
чае на первом зубе секции выполняют фаски под углом 45° с двух сторон, а вто-
рой зуб без фасок делают ниже первого на Д (рис. 7.16, б).
Рис. 7.16. Схемы резания прорезными и отрезными фрезами
Зуб 1
Зуб 2
Форма смежных зубьев
Стойкость и производительность отрезных фрез шириной более 2 мм можно
повысить, если наряду с разделением стружки по ширине разгрузить угловые
участки режущей кромки. Такая фреза показана на рис. 7.16, в. Из каждой
пары смежных зубьев на одном имеется канавка шириной b = В/3, на другом ре-
жущая кромка занижена с обеих сторон на 0,2...0,3 мм путем сошлифовывания
вспомогательных поверхностей под углом 30'... 1°. Глубина канавки зубьев отрез-
ных фрез равна ее ширине. В процессе фрезерования такой фрезой происходит
перераспределение нагрузки на зубья. Зуб, имеющий канавку, профилирует
паз. Он снимает две стружки толщиной а и на участках шириной 0,2.. .0,3 мм —
две стружки толщиной 2а, т.е. этот зуб разгружен на 1/3 общей нагрузки. Вто-
рой зуб, который занижен с двух сторон, не профилирует стенок паза. Этот зуб
в средней части снимает стружки толщиной 2а. Таким образом, если первый зуб
снимает 1/3 объема стружки, то второй — 2/3. Ширина стружки меньше шири-
ны паза, поэтому она свободно сходит и свободно удаляется из зоны резания.
Более технологичная схема приведена на рис. 7.16, г. В этом случае режу-
щие зубья выполнены двусторонними, а сочетание право- и леворежущих зубьев
образует контур фрезы трехстороннего резания. Каждый зуб имеет ломаную ре-
жущую кромку, центральный участок которой параллелен оси фрезы, а боко-
вые участки наклонены к ней. Ширина участка со стороны угла ф выбирается
436
Глава 7. Проектирование фрез
равной половине ширины фрезы. Угол <р2 назначается конструктивно, но не бо-
лее 25°. На боковых сторонах выполнены поднутрения под углом <рг.
Для снятия больших припусков приспособлены фрезы с кольцевыми струж-
коразделительными канавками (рис. 7.17), смещенными относительно друг
друга на соседних зубьях на величину х=Р/z, где Р — шаг винтовой линии точек
режущей кромки; z — число зубьев фрезы. В результате отдельные зубья среза-
ют стружки шириной Ь, соответствующей ширине режущей кромки, и толщи-
ной в одной своей части аг, соответствующей подаче на зуб 8г, и в другой ао,
соответствующей подаче на оборот фрезы 80. Расположение режущих кромок на
зубьях фрезы со смешением в осевом направлении приводит к тому, что основ-
ная масса металла срезается с увеличенной толщиной стружки и, как следствие,
с меньшими усилиями и мощностью резания. Для достижения достаточного
смещения кольцевых выступов при требуемой шероховатости обработанной по-
верхности необходимо обеспечить перекрытие соседних режущих кромок на ве-
личину f= Ъ - х.
Рис. 7.17. Концевая фреза со стружкоразделительными канавками:
а — внешний вид; б — развертка зубьев; в — схема срезания припуска;
г — перекрытие режущих кромок
Можно рекомендовать Р = 6 мм для фрез диаметром 20.. .40 мм, Р = 9 мм для
фрез диаметром свыше 40 мм. Глубина канавок принимается равной 1,0... 1,5 мм
(в зависимости от диаметра), b = 0,5Р. Задняя поверхность зубьев затылована.
Геометрические параметры фрез. Правильное назначение углов заточки по-
зволяет обеспечить высокую стойкость фрезы и необходимую шероховатость об-
работанной поверхности.
Для цилиндрических фрез (рис. 7.18, а) главный передний угол у, образован-
ный касательной к передней поверхности и основной плоскостью, т.е. линией
радиуса, проходящей через рассматриваемую точку на режущей кромке, изме-
ряется в главной секущей плоскости N-N. Главный задний угол а обеспечивает
уменьшение сил трения задней поверхности лезвия по поверхности резания.
Этот угол заключен между касательной к задней поверхности и плоскостью ре-
зания или касательной к траектории движения рассматриваемой точки режу-
щей кромки вокруг оси фрезы, которая принимается за окружность.
7.3. Проектирование цельных и составных фрез
437
б
Рис. 7.18. Углы заточки фрез:
а — цилиндрических; б — торцовых; в — дисковых; г — концевых
Для фрез с винтовыми зубьями задний угол а измеряется в плоскости М-М,
нормальной к оси фрезы, а передний угол у — в плоскости N-N, нормальной к
направлению зуба. Зависимости между углами а и у в плоскостях М-М и N-N
имеют вид:
х tga X X
ttf aN = -Е—; tgyjv = tgycosco.
COSCO
438
Глава 7. Проектирование фрез
У торцовых фрез (рис. 7.18, б) режущие лезвия оформляются, как и у про-
ходных резцов, с переходными кромками. Углы торцовой фрезы аналогичны
углам проходного токарного резца, например <р — главный угол в плане, т.е.
угол, заключенный между проекцией главной режущей кромки на основную
(осевую) плоскость и рабочей плоскостью, <р0 = <р/2 — угол в плане переходной ре-
жущей кромки.
Главный передний угол у измеряется в нормальной к главной режущей
кромке плоскости N-N, а задний угол а — в плоскости траектории движения
точки режущей кромки, т.е. в плоскости А-А, перпендикулярной к оси фрезы
и совпадающей с направлением подачи. Между задними углами aN и а сущест-
вует следующее соотношение:
tgay = tga sincp.
Кроме указанных углов для торцовых фрез различают еще радиальный, или
поперечный, угол уп в поперечной секущей плоскости А-А и осевой, или про-
дольный, угол упр в продольной плоскости В-В. Величины этих углов необходимо
знать при заточке зубьев фрез. Между углами у, уп, упр и ср существует следующая
взаимосвязь:
tgy = tgyn sincp+ tgynpcoscp.
Углы дисковых фрез (рис. 7.18, в) рассматриваются аналогично цилиндри-
ческим, а концевых (рис. 7.18, г) — торцовым.
При выборе главного заднего угла можно руководствоваться табл. 7.11.
Таблица 7.11
Рекомендуемые величины задних углов фрез
Тип фрезы Обрабатываемый материал а, град
Торцовые, цилиндрические Сталь, серый чугун Ковкий чугун Цветные сплавы 12...15 6...8 8...15
Концевые Стали с НВ <180 Стали с НВ 180...269 Стали с НВ > 269 Чугуны с НВ <156 Чугуны с НВ > 156 Цветные сплавы 25 (6...8) 20 (6...8) 16 (6...8) 14(6) 12* (4) 20(15)
Дисковые Стали, чугуны Цветные сплавы 10...15 20
Угловые двусторонние Стали, чугуны, цветные сплавы 16(8)
Примечания: 1. В скобках указаны значения для вспомогательных задних углов.
2. Звездочкой отмечено значение для твердосплавных фрез.
3. Для устранения биений зубьев рекомендуется оставлять круглошлифованную ленточку
шириной до 0,05 мм для фрез диаметром до 30 мм и до 0,1 мм для фрез диаметром свыше
30 мм.
4. При чистовой обработке задний угол не должен превышать 5...8°.
7.3. Проектирование цельных и составных фрез
439
При изготовлении фрезы и ее заточке необходимо знать нормальный задний
угол фрезы aN в сечении, перпендикулярном к главной режущей кромке. Для
торцовых и угловых фрез
tgaw =
tggsintp
cosX
для цилиндрических, дисковых и концевых фрез
tga
COSCO
где ф — угол в плане; X — угол наклона главной режущей кромки; со — угол на-
клона винтовых канавок фрезы.
Передний угол должен одновременно обеспечить необходимую прочность
режущей кромки и минимальные силы и мощность фрезерования. Передний
угол выбирают на основании табл. 7.12.
Таблица 7.12
Рекомендуемые величины передних углов фрез
Тип фрез Обрабатываемый материал Y, град
Для фрез из быстрорежущих сталей
Дисковые, концевые, торцовые, Стали конструкционные:
цилиндрические НВ <180 20
НВ 180...270 15
НВ >270 10
Стали коррозионно-стойкие 10
Чугуны:
НВ < 160 15
НВ 160...220 10
НВ > 220 5
Медные сплавы 10
Алюминиевые сплавы 25
Титановые сплавы 0...5
Пазовые Стали, чугуны, медные сплавы 10
Алюминиевые сплавы 15
Фасонные, угловые НВ < 270 10...15
НВ > 270 5...10
Для твердосплавных фрез
Торцовые Стали конструкционные:
НВ <140 0...5
НВ 140...229 -5...0
НВ >229 -10
Стали коррозионно-стойкие 0...10
440
Глава 7. Проектирование фрез
Окончание табл. 7.12
Тип фрез Обрабатываемый материал у, град
Торцовые Чугуны: НВ < 160 НВ >160 Цветные сплавы 5...7 -5...0 10...25
Дисковые, концевые, цилиндри- ческие Стали конструкционные: НВ < 229 НВ >229 Стали коррозионно-стойкие Чугуны 5 -5 5 5
Для фрез с винтовым зубом на выбор величины переднего угла влияет угол
наклона зубьев со. Зависимость между фактическим передним углом уф, изме-
ряемым в плоскости схода стружки, и углом в нормальном сечении yN имеет сле-
дующий вид:
sin уф = sin2 со+
cos2cotgyw
A/l + tg2co+tg2yJV
Фактические передние углы для больших значений угла со резко возрастают
(табл. 7.13). Таким образом, угол yN можно принимать минимальным, повышая
прочность режущих лезвий фрезы, а значительный угол уф обеспечит благопри-
ятные условия фрезерования.
Таблица 7.13
Фактические передние углы фрез, град
Yn, град Угол со, град
5 10 20 30 40 50 60
5 5 6°30' 11° 17° 50' 27° 37°30' 49°30'
10 10 1Г20' 15°10' 21°20' 29°30' 39°15' 50°30'
15 15 16°10' 19°20' 24°50' 32° 41° 51°30'
Из табл. 7.13 следует, что целесообразно использовать фрезы с большими уг-
лами со и малыми передними углами уу. Это обеспечивает прочность зубьев фре-
зы, хороший отвод теплоты из зоны резания и повышает период стойкости
фрезы.
Главный угол фрезы в плане в значительной степени определяет стойкость
и производительность фрез и соотношения составляющих сил резания. Для уп-
рочнения режущей кромки торцовой фрезы у ее вершины часто предусматрива-
ется переходная кромка длиной 10 с углом в плане ср0 = ср/2. Выбор главного угла в
плане производится на основании табл. 7.14.
7.3. Проектирование цельных и составных фрез
441
Таблица 7.14
Рекомендации по выбору главного угла в плане фрез некоторых типов, град
Типы фрез и условия фрезерования
Эскиз
Торцовые фрезы с D > 150 мм при об-
работке жестких деталей с глубиной
резания до 3 мм
Торцовые фрезы с D > 150 мм для чер-
новой обработки с глубиной резания
3...6 мм
Торцовые фрезы с D > 150 мм для чис-
товой обработки при больших подачах.
Длина переходной кромки 10=(4...6)S2
45...60 0 2...3
Торцовые фрезы с D < 150 мм для чис-
товой обработки с одним зачистным
зубом, возвышающимся над осталь-
ными на 0,06 мм. Длина переходной
кромки la > So, но не менее 30 мм. Фре-
зы с D > 250 мм имеют два зачистных
зуба. При обработке сталей на зачист-
ных зубьях <р{ =6... 12', при обработке
чугунов <р{ =0°
Торцовые фрезы для обработки вза-
имно перпендикулярных плоскостей,
пазов и канавок. Ширина фаски f0 =
= 0,5... 1,5 мм в зависимости от диа-
метра фрезы
Фрезы дисковые дву- и трехсторонние.
Ширина фаски f0 = 0,5... 1,5 мм
90
45
1...2
Прорезные (шлицевые) фрезы с D =
40...60 мм. При ширине фрезы
В = 0,2...2,5 мм угол <рг = 15'...30'
Прорезные (шлицевые) фрезы
с D > 60 мм. При ширине фрезы В =
2...3 мм угол ф] = 1°, свыше 3 мм —
<р, в 1°30'
90
90
Вспомогательный угол в плане ф, определяет точность и шероховатость обра-
ботанной поверхности. Рекомендуемые его величины приведены в табл. 7.14
442
Глава 7. Проектирование фрез
и 7.15. При работе мерными дисковыми трехсторонними фрезами <рх = arctg(5/2A),
где 5 — допуск на ширину паза; Д — наибольшая величина стачивания фрезы
в ходе ее эксплуатации.
Таблица 7.15
Рекомендуемые величины вспомогательных углов в плане, град
Типы фрез Ф1 Типы фрез Ч>1
Концевые с торцовым зубом 1...2 Дисковые дву- и трехсторонние 1...2
Концевые без торцового зуба 8...10 Дисковые пазовые и Т-образные 2...3
Углы наклона режущей кромки и стружечной канавки служат для измене-
ния направления отвода стружки, упрочнения режущей кромки и обеспечения
равномерного фрезерования. С увеличением угла наклона канавок с 10 до 60°
стойкость фрезы возрастает в 3-5 раз.
В зависимости от направления винтовых зубьев и вращения фрезы (правое
или левое) возникающая в процессе резания осевая сила Ро по-разному действу-
ет на опору шпинделя станка и обрабатываемую деталь.
Направление винтовых зубьев фрез, приведенных на рис. 7.19, а, б, при пра-
вом вращении фрезы должно быть правое, а при левом — левое. Направление
винтовых зубьев фрез, приведенных на рис. 7.19, в, г, при левом вращении фре-
зы должно быть правое, а при правом — левое.
Рис. 7.19. Взаимосвязь направления стружечных канавок и направления осевой силы
При выборе больших величин со необходимо учитывать направление отвода
стружки и конфигурацию обрабатываемой поверхности. Например, при фрезе-
ровании закрытых пазов и уступов (рис. 7.19, а, б) фрезой с левым наклоном
7.3. Проектирование цельных и составных фрез
443
зубьев при левом направлении вращения стружка направляется к торцу фрезы
(рис. 7.19, д), защемляется и пакетируется между зубьями, что приводит к по-
ломке инструмента. Для устранения этого явления необходимо, например, при
левом вращении фрезы зубья выполнять с правым наклоном (рис. 7.19, е).
Рекомендуемые величины углов наклона режущей кромки и стружечной
канавки приведены в табл. 7.16.
Таблица 7.16
Углы наклона зубьев и стружечных канавок
Типы фрез со, 1, град Типы фрез со, 1, град
Цилиндрические: Дисковые двусторонние 15
с крупным зубом 30...45 Дисковые трехсторонние шири- 8...10
с мелким зубом 20 ной менее 15 мм
составные 55 Дисковые трехсторонние шири- ной свыше 15 мм 12...15
Концевые 30...45 Торцовые из быстрорежущей стали 10
Шпоночные 15 Торцовые твердосплавные 15
Точность и технические требования к изготовлению цельных и составных
фрез. Точность фрез определяется радиальными и осевыми биениями режущих
кромок зубьев относительно оси (табл. 7.17). Рекомендуемые параметры шеро-
ховатости рабочих поверхностей фрез даны в табл. 7.18. Остальные технические
требования приведены в соответствующих ГОСТах.
Таблица 7.17
Допустимые биения зубьев фрез, мм
Типы фрез Радиальное биение Торцовое биение
между смежными зубьями для двух противополож- ных зубьев
Цельные насадные:
торцовые и цилиндрические 0,03 0,06 0,02
дисковые 0,025 0,05 0,02
Концевые:
быстрорежущие с напайными пластинами 0,03 0,06 0,03
твердого сплава
цельные твердосплавные 0,02 0,02 0,02
обдирочные 0,04 0,07 0,05
Для Т-образных пазов:
диаметром 12,5...40 мм 0,02 0,04 0,04
диаметром 50...95 мм 0,03 0,05 0,05
Пазовые затылованные — 0,04 0,02
Шпоночные — 0,02 0,03...0,04*
Угловые 0,03 0,07 0,02
Отрезные и прорезные 0,05...0,10* 0,08...0,16* 0,04...0,12*
Фасонные 0,03 0,06 0,03...0,04*
* В зависимости от диаметра.
444
Глава 7. Проектирование фрез
Таблица 7.18
Шероховатости поверхностей цельных и составных фрез
Типы фрез Поверхности
Передние Задние Посадочное отверстие и базовый торец Хвостовик Канавки и спинки зубьев
Дисковые и пазовые Ra 0,8 Ra 0,8 Ra 1,6 — —
Торцовые Ra 0,8 Rz 3,2 Ra 1,6 — —
Цилиндрические Rz 3,2 — Ra 1,25 — Да 10
Концевые:
быстрорежущие Rz 3,2 Rz 3,2 — Ra 0,8 Да 10
цельные твердосплавные Rz 1,6 Да 1,6 — Ra 0,63 Ra 2,5
с напайными пластинами Да 1,6 Rz 1,6 — Ra 1,25 Да 2,5
Для Т-образных пазов Rz 3,2 Rz 3,2 — Ra 0,63 Да 10
Отрезные и прорезные Rz 3,0 Rz 6,3 Rz 6,3 — Да 10
Пазовые затылованные Rz 3,2 Rz 3,2 Ra 0,8 — Да 6,3
Шпоночные:
быстрорежущие Rz 3,2 Rz 3,2 — Ra 0,63 Да 10
твердосплавные Rz 1,6 Rz 1,6 — Ra 0,63 Да 3,2
Фасонные Rz 3,2 Rz 3,2 Ra 2,5 - Да 10
Проектирование сборных фрез
7.4.1. Конструкции и расчет фрез со вставными ножами
Материалы для изготовления фрез. Режущая часть ножей сборных фрез из-
готавливается из быстрорежущих сталей или твердых сплавов. Выбор материа-
ла для режущей части осуществляется в соответствии с табл. 7.2.
Корпуса и хвостовики фрез, ножи и клинья изготавливаются из сталей ма-
рок 45, 40Х, 50Х, 40ХНМА, 50ХФА и подвергаются термической обработке до
твердости 30...55 HRC.
Конструкции фрез со вставными ножами. Сборные фрезы состоят из корпуса
и режущих, крепежных, регулировочных элементов. Их использование позво-
ляет резко сократить расход дорогостоящего инструментального материала, много-
кратно повысить срок службы корпуса.
Существует ряд способов крепления ножей в корпусе:
• ножи, имеющие форму одинарного (рис. 7.20, а, б) или двойного (рис. 7.20, в)
клина с углом 5°, закрепляются непосредственно в корпусе. На клине имеются
радиальные, косые либо осевые рифления. Размеры рифлений принимаются по
ГОСТ 2568-71;
7.4. Проектирование сборных фрез
445
Рис. 7.20. Крепление ножей с помощью клиньев, штифтов, втулок
• ножи призматической формы с рифлениями или гладкие закрепляются
в корпусе с помощью клиньев (рис. 7.20, г-ж), штифтов (рис. 7.20, з, и), круг-
лых втулок с лыской (рис. 7.20, к, л);
• ножи призматической формы закрепляются в корпусе эксцентриками или
винтами (рис. 7.21).
Число зубьев у фрез сборных конструкций обычно в 1,8-2 раза меньше, чем
у цельных, поскольку необходимо разместить в корпусе зажимные и регулиро-
вочные элементы. Форма и размеры стружечных канавок сборных фрез обычно
выбираются из конструктивных соображений.
Рис. 7.21. Крепление ножей:
а — вкоцентрнками: б-д — винтами
446
Глава 7. Проектирование фрез
Конструкции стандартизованных фрез. Основные типы и размеры стандар-
тизованных фрез со вставными ножами приведены в табл. 7.19.
Таблица 7.19
Основные типы и размеры стандартизованных сборных фрез со вставными ножами
Наименование, тип и основные размеры Эскиз
Фрезы дисковые двусторонние со вставными ножами, оснащенными твердым сплавом. Конструкция и раз- меры. ГОСТ6469-69: D = 100...315мм, В = 18...32 мм, d = 27...50 мм. Вылет ножей из корпуса — 2...7 мм. Ножи по ГОСТ 14700-69, клинья по ГОСТ 14702-69, пластины типа 20 по ГОСТ 25408-90 дГ\Д KjA я /jcy у». о хе ВЗ
Фрезы дисковые двусторонние со вставными ножами из быстрорежущей стали для обработки легких спла- вов. Конструкция и размеры. ГОСТ 16229-81: D ~ = 80...315 мм, В = 12...36 мм, d = 27...50 мм. Вылет ножей из корпуса — 2...7 мм. Ножи из быстрорежущей стали по ГОСТ 6214-78 'ХХ о г 1 Ji в г]
Фрезы дисковые трехсторонние со вставными ножа- ми из быстрорежущей стали для обработки легких сплавов. Конструкция и размеры. ГОСТ 16228-81: В = 100...315 мм, В = 12...32 мм, d = 27...50 мм. Вылет ножей из корпуса — 1,0...3,5 мм. Ножи из быстрорежущей стали по ГОСТ 6214-78 "
Фрезы дисковые трехсторонние со вставными ножами, оснащенными твердым сплавом. Конструкция и раз- меры. ГОСТ 5348-69: D = 100... 315 мм, В = 14... 40 мм, d = 27...60 мм. Вылет ножей — 1...4 мм. Ножи по ГОСТ 14700-69, клинья по ГОСТ 14702-69, пластины типа 20 по ГОСТ 25408-90 в |
7.4. Проектирование сборных фрез
447
Продолжение табл. 7.19
Наименование, тип и основные размеры
Фрезы торцовые насадные мелкозубые со вставны-
ми ножами, оснащенными пластинами из твердого
сплава. Конструкция и размеры. ГОСТ 9473-80: D-
= 100...630 мм, L = 39...71 мм, d = 32...50 мм.
Вылет ножей — 1...4 мм.
Пластины типа 20 по ГОСТ 25408-90
Эскиз
Фрезы диаметром от 100 до 200 мм
Фрезы диаметром от 250 до 630 мм
Фрезы торцовые насадные со вставными ножами
с твердосплавными пластинами для обработки лег-
ких сплавов. Конструкция и размеры. ГОСТ 16223-81:
D= 100...315 мм, L = 44... 72 мм, d- 32...50 мм. Вылет
ножей — 10...12 мм.
Ножи по ГОСТ 16224-81. Пластины типа 20
по ГОСТ 25408-90
Для диаметров от 100 до 200 мм
Для диаметров 250 и 315 мм
448
Глава 7. Проектирование фрез
Окончание табл. 7.19
Наименование, тип и основные размеры
Эскиз
Фрезы торцовые насадные со вставными ножами, ос-
нащенными пластинами из твердого сплава. Конст-
рукция и размеры. ГОСТ 24359-80: D= 100...630 мм,
L = 50...86 мм, d = 32...50 мм.
Пластины типа 20 по ГОСТ 25408-90
Для диаметров от 100 до 200 мм
Для диаметров от 250 до 630 мм
Конструкции и размеры корпусов сборных фрез приведены в табл. 7.20-7.26
и на рис. 7.22-7.24, конструкции и размеры ножей и клиньев — в табл. 7.27-7.33.
Сведения о твердосплавных пластинах, используемых в ножах сборных фрез,
представлены в табл.7.4.
7.4. Проектирование сборных фрез
449
Таблица 7.20
Рекомендуемые размеры корпусов двусторонних дисковых сборных фрез, мм
(ГОСТ 6469-69)
Bi
Диаметр фрезы Ширина фрезы d Н7 в, в2 Bi d2 I £+0,07 ^с-0,07 а ±0,5 л. т Ф Число пазов
100 18 27 32 16 15 90 50 — — 12,9 13,2 15,0 29,8 11,0 80° 8
125 20 32 40 115 60 16,0 40,2 13,5 10
160 22 40 18 17 150 75 42 6 13,7 14,0 17,5 54,6 17,0 12
50 52
180 25 40 20 19 170 42 15,7 16,0 20,5 61,6 75° 14
50 52
200 25 50 20 19 188 90 21,0 71,6 19,0 80° 14
60 62
224 28 50 23 22 212 52 7 17,7 18,0 22,5 81,5 70° 16
60 62
250 28 50 238 52 23,5 94,5 80° 18
60 62
315 32 50 25 24 300 52 19,7 20,0 28,0 124,8 75° 20
60 62
Примечание. Размеры шпоночных пазов — по ГОСТ 9472-90.
Таблица 7.21
Рекомендуемые размеры корпусов двусторонних дисковых сборных фрез, мм (ГОСТ 16229—81)
Диаметр фрезы Ширина фрезы d Н7 в, в2 в. d2 4. 1 ЬС11 t Н12 £+0,07 Q-arn a + 0,5 Л + 0,2 п Г, не более П г2 С Число пазов
80 12 27 10 8,5 71 40 — — 7 29,8 2,75 3,05 14,5 17,0 12 7 1,2 8 6 1 8
16 14 12
18 16 14 2
100 12 10 8,5 89 3,75 4,05 18,2 19,3 1
16 14 12
20 16 14 86 4,66 4,96 18,7 14,0 2
125 12 32 10 8,5 114 50 — — 8 34,8 3,75 4,05 23,0 31,0 12 7 1,2 8 6 1 10
20 16 14 111 4,66 4,66 25,5
22 18 16 2
450 Глава 7. Проектирование фрез
160 14 40 12 10,5 146 60 — — 10 43,5 3,75 4,05 29,0 47,5 20 10 1,2 16 8 1 10
20 16 14 4,66 4,96 42,0
22 18 16 29,5 2
180 16 14 12 166 33,0 51,2 1 12
20 16 14
25 20 18 42 7 2
200 18 50 16 14 186 75 — — 12 53,5 37,0 61,0 1,6
20 15 13
25 20 18 3
224 22 17 15 210 41,0 72,0 2 3 14
28 23 21 208
32 25 22 52 7
250 22 17 15 236 — — 46,0 84,0 2 16
28 23 21 3
32 25 22
315 25 20 18 301 6,66 6,96 57,0 144,5 20
32 25 22
36 29 26 52 8 58,0 109,0
7.4. Проектирование сборных фрез 451
Таблица 7.22
Рекомендуемые размеры корпусов трехсторонних дисковых сборных фрез, мм (ГОСТ 16228—81)
Х/ Яа 1,0 (V)
Диаметр фрезы Ширина фрезы d Н7 Вг в2 D, Г>2 d2 1 Ь СИ t Н12 £>+0,07 Ge -0,07 а ± 0,5 Л±0,2 п Г, не более И г2 С Число пазов
80 12 27 10 8,5 71 45 — — 7 29,8 2,75 3,05 14,5 17,0 12 7 1,2 8 6 1 8
14 12 10,5
100 12 10 8,5 89 3,75 4,05 18,0 19,3 1
14 12 10,5
16 14 12
20 16 14 2
25 86 4,66 4,96 13,8
125 12 32 10 8,5 114 50 8 34,8 3,75 4,05 22,5 31,0 1 10
16 14 12
18 16 14 111 2
452 Глава 7. Проектирование фрез
7.4. Проектирование сборных фрез
453
О гН 12 14 16 20
cq rH cq гН cq rH СО гН cq со cq СО
со 00
00 16
1,2 1,6
t* о rH
cq rH 20
25,5 47,4 42,0 51,5 61,0 о cq о 00 144,5 109,0
22,5 28,6 32,5 37,0 41,0 46,0 57,0 58,0
4,96 4,05 4,96 4,05 4,96 4,05 4,96 4,05 4,96
4,66 3,75 4,66 3,75 4,66 3,75 4,66 3,75 4,66
00 rF СО 43,5 53,5
00 10 cq rH
1 t* 1 t* 1
1 34 1 42 1
50 09 75
111 146 169 166 186 210 208 236 301 i
14 19 8,5 cq rH 14 16 8,5 12 14 18 8,5 cq гН 14 181 8,5 10,5 со гН ю гН гН cq ю гН гН cq 22 18 22 26
16 rH cq О гН 14 16 18 О гН 14 16 20 О гН 14 СО гН 20 О гН cq rH 16 г-4 23 г-4 23 25 20 25 29
32 О 50
20 25 12 16 20 22 cq »—। 16 20 25 cq гН 16 20 25 I 12 16 20 22 28 16 20 28 20 25 32
125 160 180 200 224 250 315
Таблица 7.23
Рекомендуемые размеры корпусов трехсторонних дисковых сборных фрез, мм (ГОСТ 5348—69)
Правый и левый
Bi
Диаметр фрезы Ширина фрезы d Н7 в. В2 К Вх 1 £JH0,07 Gc - 0,07 а + 0,5 Л1 т ч> Число пазов
100 14 27 12 9 1,5 90 50 — — 10,9 11,2 13,0 29,8 11,0 80° 8
32
18 27 16 13 1,5 12,9 13,2 15,0
32
22 27 18 16 1 28 6
32 33
125 12 32 10 8 115 60 — — 10,9 11,2 14,0 40,2 13,5 10
40
16 32 14 11 1,5
40
454 Глава 7. Проектирование фрез
7.4. Проектирование сборных фрез
455
О гН со гН гЧ 12 г—1
о О 00 о |2 о о 00
13,5 17,0 17,0 17,0 19,0
40,2 54,6 61,6 61,6 71,6
16,0 18,0 17,5 19,5 18,5 20,5 22,5 19,0 21,0
13,2 15,2 14,0 СО гН 14,0 16,0 18,0 14,0 16,0
12,9 14,9 13,7 15,7 13,7 15,7 17,7 13,7 15,7
t* со t* СО t* г>
со со 1 421 со со ю со со ю со со ю со со ю со ю со со
09 {2 t2 06
115 150 170 188
гН 1,5 1,5 1,0 1,5 гН 1,5 0,5 1-4 т-4 0,5 0,5 0,5
гН Ci гН О СО 1-4 со гН гН СО 00 Т“< Ci гН СО ео 00 г“4 г“4 О г“4
СО т—4 о со со гН со гН 00 гН со о гН Т“< 00 гН О со ю со о ео г“4 Ю г“4 О со
1 ге 1 О со со О О о ю о S О о ю о о ю о О ю О О ю О о ю о о ю о о ю о ю О со О Ю О со О Ю О со о ю о со
20 ю со гН 00 гН со со 00 со со гН СО гН о со ю со со со со г“4 СО г“4 20 ю со
125 160 180 о 00 200
Окончание табл. 7.23
Диаметр фрезы Ширина фрезы d Н7 Вг в2 К в2 d, 1 £JHO,07 GC - 0,07 а ±0,5 л, т Ф Число пазов
200 32 50 25 23 1 188 90 52 8 17,7 18,0 23,0 71,6 19,0 80° 14
60 62
224 14 50 10 9 0,5 212 90 — — 17,7 18,0 22,5 81,5 70° 16
60
18 50 14 13 0,5
60
22 50 17 16 0,5
60
28 50 23 21 1 52 7
60 62
36 50 28 26 1 52 9 19,7 20,0 24,5 14
60 62
250 14 50 12 9 1,5 238 90 — — 17,7 18,0 23,5 94,5 19,0 80° 18
60
18 50 14 13 0,5
60
22 50 17 16 0,5
60
28 50 23 21 1 52 7
60 62
36 50 28 26 1 52 9 19,7 20,0 24,5 16
60 62
456 Глава 7. Проектирование фрез
1^"
315 16 50 12 11 0,5 300 90 — — 17,7 18,0 26,0 124,8 19,0 75° 20
60
20 50 15 14 0,5
60
25 50 20 19 0,5 52 6
60 62
32 50 25 23 1 52 7 19,7 20,0 28,0
60 62
40 50 32 30 1 52 9
60 62
Примечание. Размеры шпоночных пазов — по ГОСТ 9472-90.
7.4. Проектирование сборных фрез
U1
Таблица 7.24 j
Рекомендуемые размеры корпусов торцовых мелкозубых фрез со вставными ножами, мм (ГОСТ 9473—80)
Фрезы диаметром 100...200 мм (см.рис. 722, а)
Диаметр фрезы d Н7 В, d, d2 C I G Gc a±0,5 A ±0,2 не менее С т ZTlj Число пазов
100 32 90 35 45 — — 25 9,91 10,21 7,0 27,0 22 — 10 13 10
125 40 115 38 56 75 28 8,8 39,3 1 12
160 - 50 150 41 67 90 94 31 10,21 10,51 11,0 55,8 26 12 16
200 186 14,0 75,0 14 11 20
Фрезы диаметром 250...630 мм (см.рис. 722,6)
Диаметр фрезы Испол- нение Di d <А (^2 d3 d4 d, t, не менее f A G Gc a ±0,5 A ±0,2 не менее 1 т п Н Число пазов
250 1 236 42 130 18 26 22 34 — 130 101,6 177,8 10,21 10,51 17,5 99,7 26 — 12 5 4 24
315 1 300 60 225 220 11,95 12,25 22,0 124,7 37 17 12 30
2 — 18 — — 225 — 18
400 1 385 18 26 22 34 — 177,8 28,0 167,6 — 36
2 — 18 — — 310 — 20
500 1 482 65 18 26 22 34 — 177,8 13,38 13,68 35,0 208,5 42 — 21 6 15 44
2 — 18 — — 390 — 20
630 1 612 22 34 — — — 177,8 — 44,5 212,8 — 52
2 — 18 — — 510 101,6 — 20
458 Глава 7. Проектирование фрез
Таблица 7.25
Рекомендуемые размеры корпусов торцовых насадных фрез со вставными ножами с твердосплавными пластинами
для обработки легких сплавов, мм (ГОСТ 16223—81)
Фрезы диаметром 100...200 мм (см.рис. 723, а)
Диаметр фрезы d Н7 D, Л d. d2 С+0,1 1 G*0-07 ®c-0,07 a + 0,5 Л±0,2 r 5 t n f Число пазов
100 32 90 34 45 59 60 25 9,91 10,21 16,0 27,0 1,6 14,4 8 20 24 0,8 4
125 40 115 36 56 71 74 28 20,0 39,3 2,0 16,4 9 27 1,0 6
160 50 150 67 91 94 31 14,91 15,21 24,5 55,8 18,4 10
200 186 30,0 75,0 25 30 8
Фрезы диаметром 250 и 315 мм (см. рис. 723, б)
Диаметр фрезы Испол- нение bi dx d2 d3±0,l d2 I<2 a ±0,5 Л + 0,2 t d4 n Число пазов
250 1 236 55 18 26 101,6 — 53 36,5 89,2 130 130 30 10
2 — — — 175 — — —
315 1 300 60 22 34 120,6 — 58 45,4 120,5 220 225 32 12
2 — — — 239 — — —
.4. Проектирование сборных фрез 459
460
Глава 7. Проектирование фрез
Таблица 7.26
Рекомендуемые размеры корпусов торцовых насадных фрез
со вставными ножами с твердосплавными пластинами, мм (ГОСТ 24359—80)
Фрезы диаметром 100...200 мм (см.рис. 7.24, а)
Диаметр фрезы d Н7 D, bi С 1 Ь Число пазов
100 32 90 40 45 0° — 25 19 8
125 40 115 43 56 10° 28 22
160 50 150 48 67 94 31 10
200 190 12
Фрезы диаметром 250.. .630 мм (см. рис. 7.24, б)
Диаметр фрезы Испол- нение Di bi Ь <А С?2 d3 f А Число пазов
250 1 240 60 25 18 26 — — 101,6 — 14
2 — 18
315 1 305 18 26 22 34 177,8 18
2 — 18 — — —
400 1 388 68 30 18 26 22 34 177,8 20
2 — 18 — — —
500 1 486 18 26 22 34 177,8 26
2 — 18 — — —
630 1 614 22 34 — — 177,8 — 30
2 — 18 — — 101,6 —
7.4. Проектирование сборных фрез
461
Рис. 7.22. Корпуса торцовых мелкозубых фрез со вставными ножами (ГОСТ 9473-80):
а — диаметром 100...200 мм; б — диаметром 260...630 мм
462
Глава 7. Проектирование фрез
Рис. 7.23. Корпуса торцовых насадных фрез со вставными ножами, оснащенными
а — диаметром 100...200 мм;
7.4. Проектирование сборных фрез
463
пластинами из твердого сплава для обработки легких сплавов (ГОСТ 16223-81):
б — диаметром 260 и 315 мм
к
464
Глава 7. Проектирование фрез
Рис. 7.24. Корпуса торцовых насадных фрез со вставными ножами,
оснащенными пластинами из твердого сплава (ГОСТ 24359-80):
а — диаметром 100...200 мм; б — диаметром 260...630 мм
7.4. Проектирование сборных фрез
465
Таблица 7.27
Рекомендуемые размеры вставных ножей для дисковых фрез,
оснащенных твердым сплавом, мм (ГОСТ 14700—69)
Диаметр фрезы Ширина фрезы Н В ^е-0, 07 8-о,1 а Ь С R Номер пластины по ГОСТ 25408-90
правой левой
160 14 25 12 10 10,3 10 8 2,5 8,0 20010 20010
18 16 16 12 3,0 12,5 20050 20050
22 20
28 25 12 12,3 20 16 3,5 16,0 20070 20080
180 и 200 12 28 11 10 10,3 10 8 2,5 8,0 20010 20010
16 14 12 10 10,0 20030 20030
20 18 16 12 3,0 12,5 20050 20050
25 22 12 12,3 20 16 3,5 16,0 20070 20080
32 28 14 14,3 25 20 4,0 20,0 20090 20100
224 и 250 14 30 12 12 12,3 10 8 2,5 8,0 20010 20010
18 16 16 12 3,0 12,5 20050 20050
22 20
28 25 20 16 3,5 16,0 20070 20080
36 32 14 14,3 25 20 4,0 20,0 20090 20100
315 16 32 14 12 12,3 12 10 2,5 10,0 20030 20030
20 18 16 12 3,0 12,5 20050 20050
25 22 20 16 3,5 16,0 20070 20080
32 28 14 14,3 25 20 4,0 20,0 20090 20100
40 36
Примечание. Приведены данные для правых ножей.
466
Глава 7. Проектирование фрез
Таблица 7.28
Размеры клиньев для дисковых сборных фрез,
оснащенных твердым сплавом, мм (ГОСТ 14701—69)
4 5° т
Hi
В л
Диаметр фрезы Ширина фрезы Н в п«,°5 т
100 14 10 8 3,5 4,4
18 12
22 15
126 12 12,5 7 4,6
16 10
20 13
25 18
160 14 16 8 4,3 5,7
18 12
22 15
28 20
180 и 200 12 18 7 5,9
16 10
20 13
25 18
32 22
224 и 250 14 20 8 6,3 8
18 12
22 15
28 20
36 25
315 16 10
20 13
25 18
32 22
40 29
7.4. Проектирование сборных фрез
467
Таблица 7.29
Рекомендуемые размеры вставных ножей для дисковых фрез,
оснащенных твердым сплавом, мм (ГОСТ 16224—81)
Диаметр фрезы L Н ^С-0,07 £-0,1 Г 1 т Номер пластины по ГОСТ 25408-90
правая левая
100;126 33,8 25,3 10,21 10,51 12,5 13,1 11,3 20050 20060
160; 200 45,8 31,3 15,21 15,51 16,0 16,5 17,0 20070 20080
Примечание. Приведены данные для правых ножей.
Таблица 7.30
Рекомендуемые размеры вставных ножей для торцовых фрез,
оснащенных твердым сплавом, мм (ГОСТ 9473-80)
Диаметр фрезы D L h 8 8с т Номер пластины по ГОСТ 25408-90
правая левая
100; 125 28,8 22,5 8,51 8,21 11,1 20050 20050
160...250 33,8 24,0 8,46 8,16 11,4
315; 400 45,8 31,3 9,24 8,94 13,2 20070 20080
500; 630 50,8 39,3 10,23 9,93 14,7
Примечание. Приведены данные для правых ножей.
468
Глава 7. Проектирование фрез
Таблица 7.31
Рекомендуемые размеры вставных ножей для торцовых фрез,
оснащенных твердым сплавом, мм (ГОСТ 24359—80)
Для фрез с углом ф = 90
Диаметр фрезы L Н т К В ф*, град а>, град Номер пластины по ГОСТ 25408-90
при (р, град при угле ф фрезы в сборе, град
45, 60, 75 90 45, 60, 75 90 90 45 60 75 90 45 60 75 90 ДЛЯ правых ножей ДЛЯ левых ножей
100 42 38 18 22 18 15 12 45 60 75 90 18 20 22 23 2003 -
125...200 50 46 20 20 18 14 35 50 65 80 2005 2006
250...315 70 70 28 32 28 23 16 30 45 60 85 2007 2008
400...630 80 80 32 36 32 28 18 2009 2010
Примечания: 1. Приведены данные для правых ножей.
2. У го л <р фрезы в сборе составляет сумму угла <р* ножа и угла наклона паза в корпусе фрезы.
Таблица 7.32
Рекомендуемые размеры клиньев для торцовых фрез,
оснащенных твердым сплавом, мм (ГОСТ 24359—80)
7.4. Проектирование сборных фрез
469
Таблица 7.33
Рекомендуемые размеры вставных ножей из быстрорежущей стали
для дисковых и торцовых фрез, мм
\ 1 II Ц| и и и . J30°
5°,
а. &I
ос\
Диаметр фрезы Ширина фрезы L в g gc а
Дисковые прехсторонние фрезы
80 12 16,8 11,0 3,72 3,4 7°30'
14 13,0
16; 18 15,0
20; 22 18,0 15°
25 22,5
100...224 12 23,8 11,0 4,72 4,4 7°30'
14 13,0
100...125 16; 18 15,0
160...250 28,3 5,72 5,4
100...315 20...22 18,5 15°
25 22,5
28 26,5
125...315 32; 36 28,5
100...315 36; 40 33,8 32,5 7,72 7,4
250...315 45; 50 42,0
Тс >рцовые фрезы
80...100 125 — 28, 3 5,72 5,4 15°
160...250 33, 8 7,72 7,4
Расчет гнезд под вставные ножи. Передняя поверхность вставного ножа
обычно плоская. С учетом геометрии торцовой фрезы передние углы ут в торцо-
вой и у, в осевой секущих плоскостях
tgyT = tgysincp+tgXcosq);
tgy„ = tgycoscp-tgXsinq),
470
Глава 7. Проектирование фрез
а угол наклона передней поверхности ножа
tgco=tgyT cosyo.
Отсюда смещение паза в корпусе фрезы относительно осевой плоскости
(рис. 7.25, а) для торцовой фрезы с ножами будет равно
Е = 0,5Лзшут +Ltgco,
где L — вылет ножа из корпуса.
Для дисковых сборных фрез с углом наклона ножа X = со (рис. 7.25, б)
tgyT = tgy/cosA; E = 0,5DsinyT ±0,52^ tgX; E = 0,5DcosyT -(L + A),
где Bj — ширина корпуса фрезы; L — длина ножа; А = 2...3 мм — зазор между
дном паза и торцом ножа; знак перед вторым членом при расчете Е определя-
ется направлением угла X.
Рис. 7.25. Схемы для расчета положения ножей фрез:
а — торцовой; б — дисковой
В зависимости от свойств обрабатываемого материала принимают соответст-
вующие углы у и (о положения ножей в корпусе; при этом углы со не должны пре-
вышать 15° (см. табл. 3.21).
У сборных торцовых фрез клиновидный нож и паз в корпусе могут иметь два
угла: продольный угол 5° и угол 2°30', т.е. паз в корпусе расширяется по направ-
лению ко дну. Угол 2°30' позволяет дополнительно выдвинуть нож из корпуса
при перестановке на следующее рифление. Если нож, имеющий один угол 5°,
переставить на одно рифление, то он займет положение II (рис. 7.26, заштрихо-
вано) и вылет его при этом не изменится. Если нож и паз имеют двойной угол
(5° и 2°30')> то при перестановке на одно рифление нож займет в корпусе положе-
ние III и вылет его из корпуса увеличится, т.е. он выдвинется по диаметру на
7.4. Проектирование сборных фрез
471
шаг рифления, а по торцу — на величину Д<? = - q = 0,5S, где S — шаг рифле-
ния. Применение ножей с двойным уклоном рекомендуется для торцовых фрез
двух типов, различающихся формой режущей части ножа. Фрезы первого типа
предназначены для фрезерования напроход, второго — для фрезерования по-
верхностей с уступом.
Рис. 7.26. Схема установки ножа с двойным углом клина в корпусе фрезы
Широкое внедрение сверхтвердых материалов в промышленность способст-
вовало разработке различных конструкций фрез, оснащенных ими, и в первую
очередь торцовых. В конструкции, приведенной на рис. 7.27, в качестве режу-
щих элементов 4 используются резцовые вставки, которые крепятся в корпусе 1
клиньями 2 и винтами 3. Пружина 5 обеспечивает постоянное силовое замыка-
Рис. 7.27. Торцовая фреза, оснащенная вставками из сверхтвердых материалов
472
Глава 7. Проектирование фрез
ние клина с ножом для предохранения от выпадения его из корпуса при отжиме
винтов. При этом обеспечивается плавное регулирование осевого положения
вставки при повороте микрометрического винта 6.
Точность и технические требования к изготовлению фрез со вставными но-
жами. Точность фрез определяется радиальными и осевыми биениями режущих
кромок зубьев относительно оси (табл. 7.34). Рекомендуемые параметры шеро-
ховатости рабочих поверхностей фрез приведены в табл. 7.35. Остальные техни-
ческие требования приведены в соответствующих ГОСТах.
Таблица 7.34
Допустимые биения зубьев фрез со вставными ножами, мм
Типы фрез Радиальное биение Торцовое биение
между смежными зубьями для двух противо- положных зубьев
Дисковые со вставными ножами, оснащенными твердым сплавом:
диаметром до 200 мм 0,04 0,08 0,03
диаметром свыше 200 мм 0,05 0,01 0,06
Цилиндрические со вставными ножами:
из быстрорежущей стали 0,05 0,10 0,03
оснащенными твердым сплавом 0,04 0,08 0,04
Торцовые со вставными ножами, оснащенными твердым сплавом 0,03...0,06* 0,06...0,10* 0,05...0,10*
Торцовые, оснащенные вставками из СТМ, с регулированием биений 0,01 0,02 0,01
* В зависимости от диаметра.
Таблица 7.35
Шероховатости поверхностей фрез со вставными ножами
Типы фрез Поверхности
Передние Задние Посадочное отверстие и базовый торец Хвостовик Пазы, ножи, клинья и др.
Дисковые Яг 3,2 Rz 3,2 Ra 1,25 — Яг 10
Торцовые Ra 0,32 Ra 0,32 Ла 1,25 — Ra 2,5
7.4. Проектирование сборных фрез
473
7.4.2. Конструкции и расчет фрез со сменными
неперетачиваемыми пластинами из твердого сплава
или керамики
Фрезы с механическим креплением сменных неперетачиваемых пластин
широко применяются для обработки различных материалов. Их преимущество
по сравнению с фрезами с напайными пластинами и вставными ножами состоит
в повышении стойкости в 2 раза и сокращении до 3 раз количества фрез, находя-
щихся в обращении. Исключение операций пайки и заточки ножей снижает
брак при изготовлении фрез, позволяет использовать новые виды инструмен-
тальных материалов.
Материалы для изготовления фрез. Режущая часть фрез, оснащенных СНП,
изготавливается из твердых сплавов, керамики и сверхтвердых материалов.
Выбор материала для режущей части осуществляется в соответствии с табл. 7.2.
Корпуса и вспомогательные элементы изготавливают из сталей марок 45,
50, 50ХФА, 40Х, 45Х, У8, У10, подвергая их (при необходимости) улучшению
или закалке до твердости 44...51 HRC.
Конструкции стандартизованных фрез. Стандартизованные фрезы, осна-
щенные СНП, даны в табл. 7.36, сведения о конструкциях и размерах элементов
некоторых фрез — в табл. 7.37, 7.38. Некоторые формы и размеры СНП из твер-
дого сплава, используемые во фрезах, представлены в табл. 7.39, а керамиче-
ских СНП — в табл. 3.26.
Таблица 7.36
Основные типы и размеры стандартизованных сборных фрез, оснащенных СНП
Наименование, тип и основные размеры
Фрезы дисковые с механическим креплени-
ем многогранных твердосплавных пластин.
Типы и основные размеры. ГОСТ 28437-90:
фрезы трехсторонние, тип 1, исполнение 1
с креплением режущих пластин без задних
углов штифтом через отверстие;
D = 80...315 мм, d = 27...80 мм,
В = 10...32 мм, I = 6,3... 19,0 мм,
2xz = 2x3...2x 7
Эскиз
1 — левая державка; 2 — винт специальный;
3 — правая державка; 4 — корпус; 5 — регу-
лировочный элемент; в — пластина; 7 —
штифт; 8 — регулировочный винт
474
Глава 7. Проектирование фрез
Продолжение табл. 7.36
Наименование, тип и основные размеры
фрезы трехсторонние, тип 1, исполнение 2
с креплением режущих пластин с задними
углами винтом через отверстие;
D = 80...315 мм, d = 27...80 мм,
В = 13...36 мм, 1= 13; 18 мм,
2 х z = 2 х 3...2 х 9, а =11°
Эскиз
1 — пластина; 2 — правая кассета; 3, 4 —
винты; 5 — левая кассета; 6 — вставка; 7 —
корпус
фрезы двусторонние праворежущие и лево-
режущие с креплением режущих пластин
с задними углами винтом через отверстие;
D = 125... 315 мм, d=40...80 мм, В = 13; 18 мм,
длина режущей кромки Z = 13, 18 мм, г =
= 6...20, а= 11°
1 — пластина; 2, 3 — винты; 4 — вставка;
5 — кассета; в — корпус
Фрезы концевые с механическим креплением
многогранных твердосплавных пластин. Основ-
ные размеры. ГОСТ 28435-90:
тип 1 с креплением пластин винтом:
исполнение 1 — с коническим хвостовиком;
исполнение 2 — с цилиндрическим хвосто-
виком:
для фрез диаметром до 25 мм — без опорных
пластин
Тип 1. Фрезы диаметром до 25 мм
Хвостовик
по ГОСТ 25334-94
/ unnnvn1 9 •— newvinai плмтмма! Я —- виит
7 А. Проектирование сборных фрез
475
Продолжение табл. 7.36
Наименование, тип и основные размеры
для фрез диаметром свыше 25 мм —
с опорными пластинами
Эскиз
Тип 2. Фрезы диаметром свыше 26 мм
Исполнение 1
1 — корпус; 2 — винт; 3 — опорная пластина;
4 — режущая пластина; 5 — винт
тип 2 с креплением пластин прихватом: ис-
полнение 1 — с коническим хвостовиком;
исполнение 2 — с цилиндрическим хвосто-
виком:
для фрез диаметром до 25 мм — без опор-
ных пластин
Фрезы диаметром до 26 мм
Исполнение 1
Хвостовик
по ГОСТ 25334-94
1 — корпус; 2 — режущая пластина; 3 — при-
хват; 4 — винт
476
Глава 7. Проектирование фрез
Продолжение табл. 7.36
Наименование, тип и основные размеры
Эскиз
для фрез диаметром свыше 25 мм —
с опорными пластинами
D = 12...50 мм, L = 94...157 мм, 1 = 25...48 мм,
Zj = 8,5... 16 мм, г = 1...4
Фрезы торцовые концевые с механическим
креплением круглых твердосплавных пластин.
Конструкция и размеры. ГОСТ 22088-76:
D = 50; 63; 80 мм, L = 167, 197 мм, г = 5; 6; 8;
конус Морзе 4; 5
Фрезы торцовые концевые с механическим
креплением пятигранных твердосплавных пла-
стин. Конструкция и размеры. ГОСТ 22087-76:
D = 63; 80 мм, L = 172; 202 мм, г = 5; 6; конус
Морзе 4; 5
Фрезы диаметром свыше 25 мм
Исполнение 1
1 — корпус; 2 — винт; 3 — опорная пластина;
4 — режущая пластина; 5 — прихват; 6 —
винт
1 — корпус; 2 — кольцо; 3 — болт; 4 — шай-
ба; 5 — пружина; 6 — штифт; 7 — пластина;
8 — державка
L
1 — корпус; 2 — кольцо; 3 — болт; 4 — шай-
ба; 5 — пружина; 6 — штифт; 7 — пластина;
3 — державка
7.4. Проектирование сборных фрез
477
Продолжение табл. 7.36
Наименование, тип и основные размеры
Эскиз
Фрезы торцовые с механическим креплением
многогранных пластин. Типы и основные раз-
меры. ГОСТ 26595-85. Рекомендуемые формы
пластин и углы в плане: трехгранная, <р=90, 75°;
четырехгранная, <р= 75°; пятигранная, <р = 67°;
круглая. Диаметры фрез с трех- и четырех-
гранными пластинами D = 100. ..500 мм, с пя-
тигранными и круглыми — 50...80 мм
1 — корпус; 2,3 — клинья; 4 — пластина; 5 —
вставка; 6 — опора
7 6 5 4 3
1 — корпус; 2 — кольцо; 3 — болт; 4 — шай-
ба; 5 — пружина; 6 — штифт; 7 — пластина;
8 — державка
Фрезы концевые с удлиненной рабочей ча-
стью и винтовыми зубьями со сменными
твердосплавными пластинами. Технические
условия. ГОСТ 28709-90: D - 32...100 мм,
L = 190...364 мм, Z = 42...180 мм, г = 2...8
Фрезы насадные торцово-цилиндрические
с винтовыми зубьями со сменными твердо-
сплавными пластинами. Технические условия.
ГОСТ 28719-90: D = 50.. .125 мм, d = 22. ..50 мм,
L = 58...92 мм, 1 = 40...80 мм, 2 = 6...12
478
Глава 7. Проектирование фрез
Таблица 7.37
Рекомендуемые размеры конструктивных элементов
торцовых концевых фрез с механическим креплением
круглых твердосплавных пластин, мм (ГОСТ 22088-76)
Диаметр фрезы, мм D, d Н12 di п
50 65 32,5 51 5
63 79 64 6
80 96 45 78 8
1 ОС Державка бчот ч
8^ 00
7.4. Проектирование сборных фрез
479
Таблица 7.38
Рекомендуемые размеры конструктивных элементов
торцовых концевых фрез с механическим креплением
пятигранных твердосплавных пластин, мм (ГОСТ 22087—76)
Корпус
Диаметр фрезы, мм Bi L ddll Л а Число пазов
63 72 160 56 32 18 2,7 5
80 89 190 73 45 26 3,8 6
Кольцо
е LJ0H
.is’ 13
Диаметр фрезы, мм В. d Н12 4. п
63 80 72 89 32 45 56 72 5 6
Державка
480
Глава 7. Проектирование фрез
Таблица 7.39
Виды и размеры СНП из твердого сплава, используемых в сборных фрезах
Вид и области
применения
пластины
Пластины
трехгранной
формы
(ГОСТ 19043-80*)
Эскиз
Размеры, мм
Пластины
трехгранной
формы
с отверстием
(ГОСТ 19044-80*)
Пластины трех-
гранной формы
с задним углом 11°
(ГОСТ 19045-80*)
6,35
16,5
9,525
27,5
15,875
1 d S Г т
11 6,35 3,18 0,4 9,128
0,8 8,731
16,5 9,525 0,4 13,891
0,8 13,494
1,2 13,097
4,76 0,4 13,891
0,8 13,494
1,2 13,097
1,6 12,700
22 12,76 0,4 18,653
0,8 18,256
1,2 17,859
1,6 17,463
2,4 16,550
27,5 15,875 6,35 1,2 22,622
1,6 22,225
d,
d
s
Е *1
“Г
1*
3,18
4,76
6,35
г
0Л
0,8
0,4
0,8
1,2
0,4
0,8
1,2
1,6
2,4
1,2
1,6
т
9,128
8,731
13,891
13,494
13,097
18,653
18,256
17,859
17,463
16,550
22,622
22,225
21,432
2,26
3,81
5,16
6,35
2,4
1 d S Г т
11 6,350 3,18 0,2 9,325
0,4 9,128
0,8 8,731
16,5 9,525 0,2 14,088
0,4 13,891
0,8 13,494
1,2 13,097
4,76 0,8 13,494
22 12,76 0,8 18,256
1.2 17,859
1,6 17,463
27,5 15,875 6,35 1.6 22,225
7.4. Проектирование сборных фрез
481
Продолжение табл. 7.39
Вид и области
применения
пластины
Эскиз
Размеры, мм
Пластины трех-
гранной формы
с отверстием
и стружколомаю-
щими канавками
на одной стороне
(ГОСТ 19046-80*)
Ж 8
1 d 8 Г т d.
16,5 9,525 3,18 0,4 13,891 3,81
0,8 13,494
1,2 13,097
4,76 0,4 13,891
0,8 13,494
1,2 13,097
22 12,7 0,4 18,653 5,16
0,8 18,256
1,2 17,859
1,6 17,463
27,5 15,875 6,35 1,2 22,622 6,35
1,6 22,225
Пластины трех- гранной формы с задним углом 20° (ГОСТ 24251-80*) Г/
' о ' О
/7 / /
1 О' оз
60s
Z*
1 d S Г т
11,0 6,350 3,18 0,8 8,731
16,5 9,525 3,18 0,8 13,494
8
Пластины квад-
ратной формы
(ГОСТ 19049-80*)
эо^-*
8
1 d 8 Г т
9,525 9,525 3,18 0,4 1,808
0,8 1,644
12,7 12,7 0,2 2,546
0,4 2,465
0,8 2,301
1,2 2,137
1,6 1,972
4,76 0,8 2,301
1,2 2,137
2,4 1,644
15,875 15,875 0,8 2,959
1,2 2,795
1,6 2,630
2,4 1,644
19,05 19,05 0,2 3,861
1,2 3,452
1,6 3,298
2,4 2,951
482
Глава 7. Проектирование фрез
Продолжение табл. 7.39
Вид и области
применения
пластины
Эскиз
Размеры, мм
Пластины квад-
ратной формы
с задним углом 11°
(ГОСТ 19050-80*)
1 d 8 Г т
9,525 9,525 3,18 0,2 1,889
0,4 1,808
0,8 1,644
12,7 12,7 4,76 0,2 2,546
0,4 2,465
0,8 2,301
1,2 2,137
15,875 15,875 0,8 2,959
1,2 2,795
1,6 2,630
19,05 19,05 0,2 3,861
0,8 3,616
1,2 3,452
1,6 3,288
25,4 25,4 6,35 1,6 4,608
2,0 4,439
Пластины квад-
ратной формы
с отверстием
(ГОСТ 19051-80*)
90>-
XX
J
, 1
тГ
8
1 d 8 Г т d.
9,525 9,525 3,18 0,4 1,808 3,81
0,8 1,644
12,7 12,7 4,76 0,4 2,465 5,16
0,8 2,301
1,2 2,137
1,6 1,973
14,0 14,0 1,2 2,402
1,6 2,237
15,875 15,875 0,4 3,123 6,35
1,2 2,795
1,6 2,630
19,05 19,05 6,35 1,2 3,452 7,93
1,6 3,282
2,4 2,951
25,4 25,4 7,94 1,2 4,598 9,12|
7.4. Проектирование сборных фрез
483
Продолжение табл. 7.39
Вид и области
применения
____пластины___
Пластины квад-
ратной формы
с отверстием
и стружколомаю-
щими канавками
на одной стороне
(ГОСТ 19052-80*)
Эскиз
Размеры, мм
Пластины ромби-
ческой формы
с углом 80°
(ГОСТ 19056-80*)
Пластины ромби-
ческой формы
С углом 80°
И отверстием
(ГОСТ 19057-80*)
J чГ
1
8
1 d S Г т dt
9,525 9,525 3,18 0,4 1,808 3,81
0,8 1,644
12,7 12,7 4,76 0,4 2,465 5,16
0,8 2,301
1,2 2,137
15,875 15,875 1,2 2,795 6,35
1,6 2,630
6,35 0,8 2,959
1.2 2,795
19,05 19,05 1.2 3,452 7,93
1,6 3,282
2,4 2,951
25,4 25,4 7,93 1,6 4,598 9,12
2,4 4,274
I*
80*
- чГ
8
1 d S Г т
8,1 7,93 3,18 0,4 1,981
9,7 9,525 0,4 2,425
0,8 2,205
12,9 12,7 4,76 0,8 3,088
1,2 2,866
16,1 15,875 1,2 3,748
1,6 3,528
19,3 19,05 6,35 1,2 4,630
1,6 4,410
I
8,1
9,7
12,9
16,10
19,30
d
7,93
9,525
12,7
15,875
19,05
з
3,18
4,76
6,35
0,4
0,4
0^8
0,4
0,8
1,2
1,2
1,6
1,2
1.6
т
1,981
2,425
2,205
3,307
3,088
2,867
3,748
3,528
4,631
4,411
d,
3,81
5,16
6,35
7,93
484
Глава 7. Проектирование фрез
Продолжение табл. 7.39
Вид и области
применения
пластины
Пластины ромби-
ческой формы
с углом 80°,
отверстием
и стружколомаю-
щими канавками
на одной стороне
(ГОСТ 19059-80*)
Эскиз
Размеры, мм
Пластины квад-
ратной формы
с задним углом 20°
(ГОСТ 24253-80*)
Пластины пяти-
гранной формы
(ГОСТ 19063-80*)
Пластины пяти-
гранной формы
с отверстием
(ГОСТ 19064-80*)
Пластины пяти-
гранной формы
с отверстием
и стружколомаю-
щими канавками
на одной стороне
(ГОСТ 19065-80*)
I
9,7
12,9
16,10
19,30
d
9,525
12,7
15,875
19,05
tT
8
—
8
s
3,18
4,76
6,35
0,4
0,8
0,4
0,8
1,2
1,2
1,6
0,8
1,2
1,6
2,4
т
2,425
2,205
3,307
3,088
2,867
3,748
3,528
4,851
4,631
4,411
3,960
d,
3,81
5,16
6,35
7,93
I d s Г m
9,525 9,525 3,18 0,8 1,643
12,70 12,7 0,8 2,300
I d s r 7П
6,2 9,525 3,18 0,8 10,462
1,2 10,369
9,2 12,7 4,76 0,8 14,012
1,2 13,919
13,8 19,05 1,2 21,019
1,6 20,925
A._u. ё
Z *
1 8
l d 8 r 7П
11,5 15,875 4,76 0,8 17,562 6,35
1,6 17,375
13,8 19,05 1,2 21,019 7,93
6,35 2,0 20,832
116,1 22,20 1,2 24,541
I d 8 r 7П ф
11,5 15,875 4,76 0,8 17,562 6,35
1,6 17,375
13,8 19,05 1,2 21,019 7,93
6,35 2,0 20,832
16,1 22,20 1,2 24,541
7.4. Проектирование сборных фрез
485
Продолжение табл. 7.39
Вид и области применения пластины Эскиз Размеры, мм
Пластины шести- гранной формы с отверстием для проходных резцов (ГОСТ 19067-80*) 12(£-v т । 1 d 8 r m dx
/ S- 9,1 15,875 4,76 0,8 1,106 6,35
1,6 0,983
11,0 19,05 1,2 1,290 7,93
у У -е
2,0 1,168
6,35 1,2 1,290
п ** \г 8
2,0 1,168
12,8 22,20 1,2 1,534
Пластины шести- гранной формы с отверстием и стружколомаю- щими канавками на одной стороне (ГОСТ 19068-80*) 12QL^/ /7 т 1 d 8 r m d,
9,1 15,875 4,76 0,8 1,106 6,35
1,6 0,983
11,0 19,05 1,2 1,290 7,93
в 2,0 1,168
6,35 1,2 1,290
\г 8
2,0 1,168
12,8 22,20 1,2 1,534
Пластины круглой формы для специ- альных резцов (ГОСТ 19069-80*) d 8
9,525 3,18
12,7
8
, 0
Пластины круглой формы с отверстием (ГОСТ 19070-80*) d 8 d,
12,700 4,76 6,35
d 15,875 6,35
_ в . 19,05 4,76 7,93
Пластины круглой формы с отверсти- ем и стружколо- мающей канавкой на одной стороне (ГОСТ 19071-80*) d 8 d,
9,525 3,18 3,81
12,7 5,16
8 4,76
15,875 6,35
а 6,35
19,05 4,76 7,93
6,35 7,93
22,225 7,93
25,400 9,12
7,93 9,12
486
Глава 7. Проектирование фрез
Окончание табл. 7.39
Вид и области
применения
пластины
Пластины круглой
формы с задним
углом, отверсти-
ем и стружколо-
мающей канавкой
на одной стороне
(ГОСТ 19072-80*)
Пластины квад-
ратной формы
с отверстием
и фасками при
вершине
(ГОСТ 19053-80)
Размеры, мм
d S di
9,525 3,18 3,81
12,7 5,16
15,875 4,76 6,35
19,05 7,93
22,225 6,35
25,400 7,93 9,12
Примечание. Звездочкой обозначены размеры для справок. В ГОСТах оговорены также
размеры и формы стружколомающих канавок, передние углы и т.п.
Способы крепления пластин. Принципиальные схемы крепления сменных
неперетачиваемых пластин в корпусах фрез аналогичны рассмотренным в гл. 3
для резцов. Они трансформируются в значительное количество конкретных
конструктивных решений. Наиболее широко используются крепления штиф-
том, прихватом, винтом, а также силами резания.
В конструкции торцовой фрезы, приведенной на рис. 7.28, а, режущая пла-
стина 3 устанавливается на штифте 4 державки 2, находящейся в пазу корпуса 5.
Державку закрепляют в пазу винтом 1, причем пластина своими кромками ба-
зируется в кольцевой выточке корпуса. Форма этой выточки и ее углы соответ-
ствуют форме пластины. При работе режущая пластина опирается на державку.
По такому же принципу крепятся пластины в корпусах фрез, выполненных по
ГОСТ 22087-76 и ГОСТ 22088-76.
В конструкции торцовой фрезы, приведенной на рис. 7.28, б, закрепление
режущих пластин 2 осуществляется пружинящим коническим штифтом 5.
Пружинящий эффект достигается за счет смещения оси отверстия под штифт
относительно оси отверстия пластины в сторону опорной боковой базы корпу-
са 1. В качестве дополнительных боковых баз используются поверхности кони-
ческой втулки 4 и боковая поверхность гнезда в корпусе. Втулка устанавливает-
ся в центральном отверстии корпуса и закрепляется винтом 3.
В конструкции торцовой фрезы, представленной на рис. 7.28, в, винты для
крепления державок установлены со стороны рабочего торца фрезы. Фреза со-
стоит из корпуса 1, в отверстиях которого установлены державки 3, оснащен-
7.4. Проектирование сборных фрез
487
Рис. 7.28. Схемы крепления пластин штифтом в конструкциях торцовых фрез
ные режущими пластинами 2. Закрепление пластин осуществляется с помощью
винтов 4 с конической головкой. Винты установлены параллельно осям державок
и своими коническими головками контактируют с продольными коническими
лысками на державках. На конической поверхности корпуса параллельно обра-
зующей нижнего конуса выполнены лыски для базирования режущих пластин.
Более жесткими и надежными являются конструкции, использующие за-
жим прихватом сверху. В схеме, приведенной на рис. 7.29, а, неперетачиваемые
пластины 1 крепятся прихватом 5, затягиваемым винтом 3. Пластина при этом
плотно прижимается к гнезду державки 6, а та — к корпусу 4 фрезы с помощью
винта 2. Жесткий прихват 5 обеспечивает надежное крепление пластины при
воздействии на последнюю сил резания.
В схеме, приведенной на рис. 7,29, б, неперетачиваемые пластины 5 крепят-
ся в державке 7 прихватом 3, затягиваемым винтом 4. Сама державка крепится
в корпусе 1 винтом 8 и шайбой 2. В конструкции предусмотрена возможность ре-
гулирования торцового биения фрезы в сборе с помощью эксцентриков 6.
Более сложное крепление используется в сборных регулируемых дисковых
фрезах (рис. 7.29, в). Режущая пластина 5 крепится в державке 7 винтом 4,
а та — в корпусе 1 с помощью винта 6. Окончательное закрепление пластин осу-
ществляется прихватом 3 и винтом 2 с разнонаправленной резьбой. Рифления в
корпусе позволяют обеспечивать перемещение державок вдоль оси фрезы и точ-
ную настройку фрезы по ширине.
Крепление прихватом используется также в конструкциях фрез, выполнен-
ных по ГОСТ 28435-90. Для фрез небольших диаметров роль прихвата может
играть головка специального винта (см. табл. 7.36).
488
Глава 7. Проектирование фрез
Рис. 7.29. Схемы крепления пластин прихватом в конструкциях
торцовых и дисковых фрез
Схемы крепления пластин винтом приведены на рис. 7.30.
Рис. 7.30. Схемы крепления пластин винтом в конструкциях фрез:
а — дисковых; б — торцовых; 1 — корпус; 2 — винт; 3 — пластина; 4 — эксцентрик
Крепление пластин силами резания используется в отрезных и прорезных
фрезах (рис.7.31). В этом случае пластины 1 размещаются в клиновых пазах
корпуса 2.
При проектировании фрез с СНП чрезвычайно важно обеспечить минималь-
ное биение вершин их зубьев. В противном случае выступающая вершина быстро
выходит из строя, приводя к уменьшению стойкости фрезы. Для регулирования
биений могут использоваться микрометрические винты (см. рис. 7.27) либо экс-
центрики (рис. 7.32).
7.4. Проектирование сборных фрез
489
Рис. 7.31. Схема крепления пластин
силами резания
Рис. 7.32. Схема регулирования положения
пластины эксцентриком:
1 — корпус; 2 — крепежный винт;
3 — державка; 4 — эксцентрик
Для снятия больших припусков применяются торцовые фрезы со ступенча-
той схемой срезания припуска. Они обеспечивают снятие припусков до 25 мм за
один проход без возникновения вибраций, снижение мощности резания до
20...30 % и увеличение производительности труда по сравнению с одноступен-
чатыми фрезами. Общая глубина резания при этом распределяется между дву-
мя или тремя зубьями. В последнем случае первый зуб удаляет слой металла
tj = (0,5...О,бу, второй — i2 = 0,3i, третий — i3 = 0,li. Для улучшения шерохова-
тости обработанной поверхности зубья могут иметь зачистные кромки длиной
I = 1,2S2 (рис. 7.33, а). В корпусе зубья расположены так, что первый находится
на наибольшем диаметре и имеет наименьший вылет из корпуса, а третий — на
наименьшем радиусе и имеет наибольший вылет.
Рис. 7.33. Схемы резания торцовыми фрезами, оснащенными СНП:
a — ступенчатая; б — спирально-ступенчатая
Еще более эффективны (хотя сложнее в изготовлении и эксплуатации) фрезы
оо спирально-ступенчатой схемой резания (рис. 7.33, б). В этом случае количест-
во ступеней возрастает, поскольку черновые зубья I расположены в радиальном
Направлении по спирали Архимеда, а их вершины равномерно смещены вдоль
490
Глава 7. Проектирование фрез
оси фрезы. Чистовые зубья II расположены концентрично в одной торцовой
плоскости, выступающей по сравнению с последующим черновым зубом, т.е.
работают по традиционной схеме лобового торцового фрезерования.
Перспективным направлением является использование сборных фрез кас-
сетной конструкции (рис. 7.34). Корпус в этом случае унифицирован, а перед-
ние углы пластины, установленной в кассете, могут изменяться в широких
пределах. Таким образом, с минимальной переналадкой можно обеспечить оп-
тимальные условия обработки различных материалов: стали, чугуна, алюми-
ния и т.д.
Рис. 7.34. Кассеты для торцовых фрез
Используя неперетачиваемые пластины, можно проектировать фрезы как
универсального назначения (торцовые, цилиндрические, концевые, дисковые
и др.), так и специальные. На рис. 7.35 показаны фасонная и одноугловая фрезы,
режущий профиль которых сформирован рядами взаимно смещенных пластин.
В этом случае имеет место генераторная схема срезания припуска (см. § 2.2).
Рис. 7.35. Специализированные фрезы с многогранными пластинами:
а — фасонная; б — одноугловая
Расчеты положения пластин. Геометрические параметры фрез зависят от
типа СНП и их расположения в корпусе фрезы.
Передний угол у образуется за счет наклона пластины в державке под углом (о
и смещения положения пластины относительно диаметральной плоскости с об-
7.4. Проектирование сборных фрез
491
разованием угла X. Фрезы с положительным передним углом рекомендуется
применять для обработки:
• нежестких деталей или на нежестких станках;
• на станках с недостаточной мощностью;
• вязких металлов.
При обработке чугуна, особо твердых материалов и в условиях больших
ударных нагрузок необходимо применять фрезы с отрицательным передним
углом.
Задний угол а получается за счет установки режущей пластины в корпусе
(рекомендуется принимать а « 10° для фрез всех типов) либо может быть сфор-
мирован на режущей пластине. В последнем случае задний угол фрезы в сборе
зависит от угла пластины и положения паза в корпусе фрезы (см. 3.3.5).
Углы в плане <р и cpj зависят от числа граней пластин:
Число граней пластины 3 4 5 6
Главный угол в плане ф, град 90 75 67 55
Вспомогательный угол в плане фи град 30 15 5 5
Величины углов <р и cpj для фрез с круглыми пластинами зависят от глубины
резания.
Параметры, ориентирующие режущую пластину в корпусе фрезы в зависи-
мости от заданной рабочей геометрии лезвия, можно определить с помощью
представленной на рис. 7.36 схемы в указанной ниже последовательности.
Рис. 7.36. Схема для расчета параметров ориентации СНП в корпусе фрезы
Выбирают передние и задние углы yN и aN, а также угол в плане ср и угол Л, в за-
висимости от марки обрабатываемого материала и условий обработки (см. § 7.3)
и определяют радиальный ур и осевой у0 передние углы:
tgYp = eincp-t- tgXcoBtp; tgyo = tgYA,cos(p-tgA,sin<p.
492
Глава 7. Проектирование фрез
Подсчитывают боковое (К) и радиальное (Е) смещения пластины:
„ D . „ D
К =—smyp; Е = — созур.
Угол наклона пластины
tgaN +tgyArsin2(p
sm ®=—— ---------------—
(l-tgaA,tgyN)cos<p
(здесь D — номинальный диаметр фрезы).
Смещение паза под пластину в корпусе фрезы относительно ее оси
. D
п = —ЗШУр - SCOS (О,
где D — диаметр фрезы; s — толщина пластины.
Таблица 7.40
Допустимые биения зубьев фрез, оснащенных СНП, мм
Типы фрез Радиальное биение Торцовое биение
между смежными зубьями для двух противоположных зубьев
Дисковые:
без регулирования биений 0,03 0,05 0,03
с регулированием биений 0,01 0,02 0,02
Концевые 0,03 0,05 0,05
Концевые удлиненные 0,08 0,10 0,10
Торцово-цилиндрические Торцовые: 0,10 0,10 0,10
без регулирования биений 0,05 0,08 0,05
с регулированием биений 0,04 0,06 0,01
Торцовые, оснащенные пластинами из СТМ, с регулированием биений 0,01 0,02 0,001
Торцовые, оснащенные кассетами с пласти- нами из СТМ, с регулированием биений 0,05 0,05...0,10 0,005
Таблица 7.41
Шероховатость поверхностей фрез, оснащенных СНП
Типы фрез Поверхности
Посадочное отверстие Базовый торец Хвостовик Пазы, опорные поверхности державок и т.д.
Дисковые Ra 0,8 Ла 1,25 — Ra 1,6
Торцовые Ла 0,8 Ва0,8 — Rai,6
Торцово-цилиндрические Ra 0,8 Ла 0,8 — Rai,6
Концевые — — Ла 0,8 Ra 2,5
7.4. Проектирование сборных фрез
493
На основании полученных параметров и размеров пластины рассчитывают
значение В.
Точность и технические требования к изготовлению фрез с СНП. Точность
фрез определяется радиальными и осевыми биениями режущих кромок зубьев
относительно оси (табл. 7.40). Рекомендуемые параметры шероховатости рабо-
чих поверхностей фрез указаны в табл. 7.41. Остальные технические требова-
ния приведены в соответствующих ГОСТах.
7.4.3. Конструкции фрез, оснащенных сверхтвердыми
материалами
В ходе многолетней эксплуатации сверхтвердых материалов установлено,
что их использование при фрезеровании позволяет в значительной степени по-
вышать эффективность обработки. При этом, однако, должны быть обеспечены
повышенная жесткость фрезерного станка, высокие частоты вращения шпинделя
и мощность привода главного движения. Выполнение этих требований дает воз-
можость использовать фрезы сравнительно небольших диаметров, что обеспечи-
вает минимальный дисбаланс фрезы. Современные фрезы оснащаются сменными
пластинами из СТМ, что еще более повышает их эффективность. Такие пласти-
ны могут иметь размеры и форму, соответствующие размерам и форме пластин
из твердого сплава (двухслойные или с впаянным поликристаллом СТМ), но мо-
гут выполняться также цельными. Формы и размеры цельных пластин из СТМ
приведены в табл. 3.27.
На рис. 7.37 показана конструкция нерегулируемой сборной торцовой фре-
зы со сменными кассетами. Фреза состоит из корпуса 6 и кассет с режущими
пластинами 3 круглой, ромбической или квадратной формы. Кассета включает
державку 4, крепежный винт 5 и прихват 2. Пластины крепятся в гнезде дер-
жавки прихватом. Кассета крепится в корпусе фрезы винтом 1. Осевое и ради-
альное биения не превышают 0,05...0,07 мм.
Сменные кассеты использованы также в конструкции, показанной на рис. 7.38.
Учитывая важность равномерного участия всех режущих кромок в удалении
припуска, конструкцию дополняют элементами прецизионного регулирования
осевого биения вершин фрезы. Фреза состоит из корпуса 1 и кассет с режущими
пластинами 2. Кассеты крепятся в пазах корпуса винтами 4 и состоят из держа-
вок 5, прихватов 6, крепежных винтов 3, сухарей 7 и регулировочных винтов 8.
Предварительное осевое регулирование кассет в пределах 0,02. ..0,03 мм осуще-
ствляется винтами 8 при легком поджатии кассет винтами 4. Окончательное осе-
вое регулирование с точностью 0,005...0,010 мм осуществляется при полном
зажатии винтов 4 в направлении перемещения кассет от опорного торца за счет
упругих деформаций стенок в корпусе. Радиальное биение режущих кромок
равно 0,05. ..0,10 мм (в зависимости от диаметра фрезы) и обеспечивается точно-
стью изготовления составных частей фрезы.
В целях дальнейшего повышения производительности и качества обработки,
надежности инструмента разработаны торцовые фрезы с осевым и радиальным
494
Глава 7. Проектирование фрез
Рис. 7.37. Нерегулируемая торцовая фреза с пластинами из СТМ
Рис. 7.38. Торцовая фреза с осевым регулированием и настройкой положения
режущих кромок пластин из СТМ
регулированием кассет, оснащенных режущими пластинами из СТМ (рис. 7.39).
Фреза состоит из корпуса 11, в пазах которого установлены кассеты с режущими
пластинами 8, размещенными в гнездах державок 7 кассет и закрепленными
с помощью прихватов 9 и винтов 10. Крепление самой кассеты осуществляется
винтами 1 и 2. В пазах корпуса под кассетами размещены регулировочные кли-
нья 3, связанные с корпусом винтами 4. Осевой опорой кассет служит сухарь 5,
7.4. Проектирование сборных фрез
495
Рис. 7.39. Торцовая фреза с двойным, радиальным и осевым, регулированием
и настройкой положения режущих кромок пластин из СТМ
расположенный в гнезде корпуса и входящий своим поводком в паз кассеты.
Осевое регулирование осуществляется путем перемещения сухаря винтом 6 за
счет наличия угла между направлением указанного перемещения и осью паза
кассеты. Радиальное регулирование осуществляется за счет перемещения регу-
лировочного клина 3 винтом 4 вдоль паза корпуса.
Рекомендуется следующий порядок регулирования: сначала производится
предварительное (с точностью 0,01...0,02 мм) осевое регулирование, затем ра-
диальное (с точностью 0,005...0,010 мм) и окончательное осевое (с точностью
0,005 мм). Во время радиального регулирования при необходимости ослабля-
ется крепежный винт 1, винт 2 отпущен. При предварительном осевом регули-
ровании винт 1 должен быть слегка поджат, а винт 2 — отпущен. Во время
окончательного осевого регулирования винт 1 должен быть полностью затянут.
Регулирование должно производиться только перемещением кассет к рабочему
торцу фрезы, а по окончании его должен быть зажат винт 2. После окончатель-
ного осевого регулирования следует проверить радиальное биение режущих
кромок, а при повышенных биениях — повторить регулирование.
Разработаны также конструкции фрез с осевым, радиальным и угловым ре-
гулированием кассет (рис. 4.40). Фреза состоит из корпуса 9, в пазах которого
установлены кассеты с режущими пластинами 11, размещенными в гнездах
державок 10 кассет и закрепленными с помощью прихватов 12 и винтов 13.
Рис. 7.40. Торцовая фреза с тройным, осевым, радиальным и угловым, регулированием
и настройкой положения режущих кромок пластин иа СТМ
496
Глава 7. Проектирование фрез
Крепление самой кассеты в корпусе осуществляется винтами 1 и 2. В пазах кор-
пуса под кассетами размещены регулировочные клинья 5 и 6, связанные между
собой винтом 4, а с корпусом — винтом 3. Осевой опорой кассет служит сухарь 8,
расположенный в гнездах корпуса и входящий своим поводком в паз кассеты.
Осевое регулирование осуществляется путем перемещения сухаря винтом 7 за
счет наличия угла между направлением указанного перемещения и осью паза
кассеты. Радиальное регулирование осуществляется за счет перемещения регу-
лировочного клина винтом 3 вдоль паза корпуса. Для регулирования углового
положения кассеты, которое производится в случае необходимости установки
зачистной кромки строго параллельно обрабатываемой поверхности, с помощью
винта 4 перемещают клин 5 относительно клина 6, зафиксированной винтом 3.
Рекомендуется следующий порядок регулирования: в первую очередь про-
изводится угловое регулирование кассет, потом предварительное осевое (с точно-
стью 0,01...0,02 мм), затем радиальное (с точностью 0,005...0,01 мм) и оконча-
тельное осевое (с точностью 0,005 мм). Во время углового и радиального регули-
рования при необходимости ослабляется крепежный винт 1, а винт 2 отпущен.
При предварительном осевом регулировании винт 1 должен быть слегка под-
жат, а винт 2 — отпущен. Во время окончательного осевого регулирования винт 1
должен быть полностью зажат, регулирование должно производиться только
перемещением кассет к рабочему торцу фрезы, а по окончании регулирования
должен быть зажат винт 2. После окончательного осевого регулирования следу-
ет проверить радиальное биение режущих кромок, а при неудовлетворительном
результате — повторить регулирование.
\ Проектирование фасонных фрез
лая обработки плоских профилей
7.5.1. Конструктивные элементы и геометрические
параметры фасонных фрез
В большинстве случаев фасонные фрезы делают насадными. Они должны
удовлетворять следующим условиям:
• обладать зубом достаточной прочности и значительной толщины с целью
обеспечения большого числа переточек;
• иметь между зубьями канавки достаточных размеров, чтобы обеспечить
размещение стружки и выход затыловочного резца или шлифовального круга
при затыловании;
• фасонные фрезы, как и фрезы с остроконечным зубом, должны иметь воз-
можно меньший наружный диаметр.
Из рис. 7.41 видно, что диаметр фрезы
D = d+2m + 2H,
где d — диаметр оправки (посадочного отверстия); т — толщина тела фрезы;
Н — высота зуба фрезы.
7.5. Проектирование фасонных фрез для обработки плоских профилей
497
Рис. 7.41. Конструктивные элементы затылованного зуба
Диаметр оправки d можно выбрать в зависимости от высоты профиля дета-
ли Лд:
Лд, мм До 5 6...10 11...20 21...30
d, мм 22 27 32 40
Значение т можно определить в зависимости от значения d:
тп = (0,3...0,5)ф
причем чем меньше d, тем большее значение коэффициента при d следует брать,
т.е. тем больше будет т.
При выборе диаметра оправки следует учитывать ширину фрезеруемого про-
филя (табл. 7.42).
Таблица 7.42
Рекомендуемые диаметры оправки фасонной фрезы
Ширина профиля, мм Диаметр оправки, мм, для условий работы Ширина профиля, мм Диаметр оправки, мм, для условий работы
нормальных тяжелых нормальных тяжелых
До 6 13 13 25...40 27 32
6...12 16 22 40...60 32 40
12...25 22 27 60...100 40 50
Значение Н можно определить, зная Л, К и г.
H = h + K+r,
где Л = Лд + (1...3) мм; К = (nD/z)tga; г = 1...5 мм.
Обычно диаметр фрезы .0=2,5d. ЗнаяО, рассчитывают число зубьев z=nO/SOKp.
В свою очередь, SOKp = Ah, где А — постоянный коэффициент; для черновых фрез
А = 1,8...2,5, для чистовых —А= 1,3...1,8.
При выборе наружного диаметра фрезы можно руководствоваться данными,
Приведенными в табл. 7.43.
498
Глава 7, Проектирование фрез
Таблица 7.43
Рекомендуемые значения наружного диаметра фасонной фрезы
d, мм Высота профиля детали, мм
5 6 8 10 12 15 18 20 22 25 28 30 32 35 40
13 16 22 27 32 40 45 50 45 50 50 55 65 75 55 60 70 80 90 105 65 75 90 95 110 70 85 95 105 120 90 100 15 125 95 105 120 130 110 125 135 115 130 140 135 150 140 155 160 165 170
В общем случае расчет конструктивных элементов фрезы с затылованным
зубом сводится к определению D, d, г, расчету полной высоты зуба Н, вычерчи-
ванию и окончательному уточнению ее размеров.
Для фасонных фрез характерно то, что при большем диаметре фрезы необхо-
димо выбирать меньшее число зубьев. Это объясняется тем, что с увеличением
диаметра фрезы возрастает величина К, а значит, и общая высота зуба. В резуль-
тате зуб будет тонкий, нежесткий. Если сделать зуб толще, К еще больше возрас-
тет, а следовательно, еще больше увеличится Н. Практикой установлено, что
толщина С зуба должна быть равна (0,8...1,0)71, а угол канавки 0 — в пределах
18...30°. С целью упрощения измерений наружных диаметров при изготовле-
нии фрезы число зубьев должно быть четным.
Фасонные фрезы бывают с острозаточенными и затылованными зубьями
(см. рис. 7.11). К задней поверхности зуба фрезы предъявляются следующие
требования:
1) обеспечение постоянства профиля, т.е. неизменности высоты профиля
в любом радиальном сечении при условии, что переточка производится по пе-
редней поверхности;
2) обеспечение постоянства заднего угла в любой точке задней поверхности;
3) простота затылования.
Для острозаточенного зуба (рис. 7.42) два первых условия не обеспечиваются.
В сечении 1-1 задний угол а и высота профиля больше значений этих же пара-
метров в сечении 2-2. Однако достоинство таких фрез — более высокие произво-
дительность и период стойкости, поскольку шлифование задней поверхности
уменьшает радиус округления режущих кромок, удаляет дефектный обезугле-
роженный после термообработки слой. Заточка таких фрез обычно производит-
ся в специальном приспособлении, которое позволяет обеспечивать постоянство
задних углов a.N в сечениях, нормальных к режущей кромке.
Условию обеспечения постоянства профиля и угла а затылованного зуба
в любом сечении (1-1 или 2-2) удовлетворяет только логарифмическая спираль,
описываемая уравнением р = аетв, где р — радиус-вектор; а,т — константы; 0 —
полярный угол. В этом случае tga = р/р=const. Однако из практических сообра-
жений (проще изготовить кулачки для затылования) вместо логарифмической
используют архимедову спираль, уравнение которой имеет вид р = Ь0, где b —
7.5. Проектирование фасонных фрез для обработки плоских профилей
499
Рис. 7.42. Изменение заднего угла вдоль острозаточенного зуба
константа. При угле 0=2л имеем р = а. Тогда Ь = а/(2л), и уравнение спирали пре-
образуется к виду р = а0/(2л).
Задний угол в различных сечениях зависит от величины угла 0, но в пределах
ширины зуба его изменение не превышает 2°. Закон движения при затыловании
по архимедовой спирали прост и легко реализуется на токарном и другом обору-
довании: точка равномерно (с постоянной скоростью) движется по радиусу-век-
тору, который вращается с постоянной угловой скоростью.
Величина подъема спирали а = Кг, где К — величина затылования. Тогда
tga=.Kz/(2np). Приняв радиус вершины рв=Я, получим: tgaB=iTz/(2xR), откуда
К = (nD/zJtga^ где R, D — соответственно радиус и диаметр фрезы; — задний
угол на вершине зуба фрезы.
Для кулачка, предназначенного для затылования по архимедовой спирали,
величина спада за один оборот равна величине затылования. Кулачок, рассчи-
танный для определенной величины заднего угла, можно использовать при лю-
бых числе зубьев и диаметре затылуемой фрезы.
Форма профиля фасонной фрезы в значительной степени определяет выбор
заднего угла. Задний угол на боковых сторонах профиля (рис. 7.43) тем меньше,
чем больше режущая кромка отклоняется от линии, параллельной оси фрезы,
т.е. чем меньше главный угол в плане точки, лежащей на вершине фрезы:
tga6 = tg a sincp,
где a — задний угол фрезы в сечении, перпендикулярном к оси; ср — угол меж-
ду режущей кромкой и этим сечением.
Для любой точки х профиля
tga6x =— tg a sin ср.
Rx
Учитывая, что tga = Kz/(nD)=A/Rx, где A = Кг/л = const, можно отметить,
ЧТО чем меньше Rx, тем больше величина заднего угла. На практике выбирают
величину заднего угла в пределах 8... 15°.
L
500
Глава 7. Проектирование фрез
Рис. 7.43. Изменение бокового заднего угла при фрезеровании различных профилей
Чтобы увеличить угол <р (рис. 7.44, а), а следовательно, и угол а, фрезерова-
ние открытых профилей производят при наклонном положении оси детали 2 от-
носительно оси фрезы 1 (рис. 7.44, б).
Фрезы, предназначенные для обработки закрытых фасонных профилей,
можно изготавливать с использованием углового затылования (рис. 7.44, в).
В таком случае перемещение резца под углом т обеспечивается разворотом суп-
порта. При этом величина затылования
& _ К sincp
1 sin((p+T)’
где К —'величина затылования в плоскости, перпендикулярной к оси фрезы.
Обычно принимают т = 3...60. Если профиль фрезы очерчен по кривой, то
угол <р рассматривают для самой неблагоприятной точки, т.е. там, где он имеет
минимальную величину. В зависимости от сложности профиля можно затыловать
отдельно правые и левые участки, отдельно цилиндрические и боковые участки
либо все участки одновременно. Ширина зуба у фрез с угловым затылованием на
передней поверхности и спинке изменяется, следовательно, после переточки
фрезы будет изменяться и ширина профиля обработанной детали. Чтобы избе-
жать этого явления, фрезу делают сборной с замками на торцах ее половинок,
а между ступицами после переточек ставят прокладки.
С целью увеличения боковых задних углов и повышения стойкости в послед-
нее время переходят к фасонным фрезам с остроконечным зубом. Однако приме-
7.5. Проектирование фасонных фрез для обработки плоских профилей
501
ср = 0
Рис. 7.44. Схемы фрезерования открытого профиля без поворота (а) и с поворотом (б)
детали и углового затылования (в)
нение этих фрез ограничено, так как ими можно обрабатывать детали только
с открытым профилем.
Передний угол у фасонных фрез обычно равен нулю, однако период стойко-
сти, а следовательно, и производительность в этом случае ниже, чем у фрез с по-
ложительным передним углом. При наличии же переднего угла высота профиля
фрезы не соответствует высоте профиля детали, поэтому необходимо выполнять
специальный коррекционный расчет. Если точность обрабатываемой детали не-
велика, допускается применение фрез с у = 5° без проведения таких расчетов.
7.5.2. Коррекционный расчет фасонных фрез
Рассмотрим методику коррекционного расчета на примере фрезы с трапецеи-
дальным профилем. Пусть С — конечная точка профиля на зубе фрезы (рис. 7.45).
Если переместить эту точку по дуге радиуса Rx = ОС в точку Сг на вертикальную
ось ОА фрезы, то отрезок АС даст высоту профиля детали Лд. Но эта высота не
равна соответствующему отрезку АС2 профиля фрезы, если измерять ее в ради-
альной плоскости ОА, так как профильная поверхность зуба очерчена не по ок-
ружности, а по спирали Архимеда.
Высоту профиля на фрезе получим, если перенесем точку С по спирали в точ-
ку С2. Отрезок АСг будет равен высоте профиля фрезы Лф. Как видно из рис. 7.45,
Лф меньше Лд на величину АЛ, поэтому профиль затыловочного резца, применяе-
мого для изготовления фрезы, должен быть соответствующим образом скоррек-
тирован. Задача сводится к нахождению величины ДЛ=Лд—Лф. Для этого рассмот-
рим криволинейные треугольники АА]Аг и АА'А". Из подобия этих треугольников
можно записать: Ah/K = \|//£, откуда АЛ = АС\|//е, но е = 360°/з. Тогда
ЛЬ КгУ
&h =----.
360°
В данной формуле неизвестен только угол \|/. Для его определения продолжим
след передней поверхности зуба фрезы вправо от точки А и из центра О фрезы
опустим на него перпендикуляр. Далее рассмотрим треугольник АОС, для кото-
502
Глава 7. Проектирование фрез
Рис. 7.45. Схема коррекционного расчета профиля фасонной фрезы
с затылованным зубом при у * 0°
рого можно записать: Р = у + \|/, где Р — внешний угол треугольника АОС. Тогда
\|/ = Р - у. Из треугольника ОСВ находим: Р = arcBin^/Rj), но Rl = R - йд. В свою
очередь, из треугольника ОВА получим: т = Rainy.
Таким образом, определение профиля фрезы в радиальном сечении произво-
дится в следующем порядке:
т = Rainy; Rt=R-h^; ainP = m/.Rt; у = Р~у;
Ah =---r; hib = h.- Ah.
360° ф д
Такие расчеты выполняются для всех узловых точек профиля фрезы (изме-
няются значения йд для каждой из них). Размеры I, параллельные оси фрезы, не
искажаются.
Для контроля правильности изготовления фрезы ее профиль должен прове-
ряться шаблоном в плоскости передней поверхности. По теореме синусов из тре-
угольника АОС запишем:
АС^ _ Лц _ sin\|/
ОС Ri einy ’
откуда
K=R™V.
ainy
В общем случае т - Rsxay, R} = R- Ил, ainP = m/Rx, у = Р - у, A,, = R, —.
ainy
7.6. Профилирование фасонных фрез для обработки пространственных профилей 503
Профилирование фасонных фрез для обработки
пространственных профилей
7.6.1. Особенности профилирования
Профилирование инструментов для обработки пространственных (наиболее
часто — винтовых) профилей предусматривает решение ряда вопросов, связан-
ных с их проектированием, изготовлением и эксплуатацией.
1. При обработке винтовой поверхности производящая поверхность инстру-
мента, т.е. поверхность резания, описываемая его режущими кромками, должна
иметь линейное касание вдоль всех точек всей винтовой поверхности. Такое усло-
вие обработки приводит к необходимости рассчитывать для каждой конкретной
винтовой поверхности профиль инструмента, отвечающий условию касания.
2. При практически допустимых границах положения оси инструмента отно-
сительно детали обработка требуемой винтовой поверхности на всех ее участках
не всегда возможна. Несоответствие положения оси инструмента теоретиче-
ским требованиям приводит к искажению профиля винтовой поверхности под-
резанными участками и различными переходными кривыми. Это обстоятельство
приводит к необходимости определения границ и видов указанных искажений.
3. В процессе проектирования инструмента может оказаться, что расчетный
профиль по технологическим или другим соображениям не может быть принят
в качестве окончательного. Возникает необходимость нахождения предельных
отклонений формы профиля винтовой поверхности, вызываемых несоответст-
вием теоретического и окончательного профилей инструмента.
4. Многие детали по условиям эксплуатации не допускают существенных
отклонений профиля винтовой поверхности или отдельного его участка от теоре-
тической формы. В этом случае необходимо определить некоторое оптимальное
положение оси инструмента относительно детали, обеспечивающее возможность
точной обработки всей винтовой поверхности или ее наиболее важного участка.
5. Изготовление инструмента и установка его оси относительно детали осу-
ществляются с некоторыми погрешностями. Это обстоятельство приводит к необ-
ходимости анализировать влияние полей допусков исходной инструментальной
поверхности на точность обработки винтовой поверхности.
6. В процессе эксплуатации инструмента, в результате его переточек или
правок, межосевое расстояние от инструмента до детали изменяется. Вследствие
этого возникает задача определения отклонений профиля винтовой поверхно-
сти при сохранении профиля инструмента или отклонений профиля инструмен-
та, если должен быть сохранен профиль винтовой поверхности.
7.6.2. Торцовые и осевые сечения винтовых канавок
Исходными данными для расчета фасонных фрез являются размеры винто-
вых канавок в торцовом или осевом сечении детали. При этом возможны два ва-
рианта расчета: радиус дна винтовой канавки известен (например, у концевой
504
Глава 7. Проектирование фрез
фрезы) или не известен (спиральное сверло). Рассмотрим особенности таких рас-
четов.
Расчет параметров спирального сверла в торцовом сечении. Для определе-
ния профиля торцового сечения сверла необходимы следующие данные: диа-
метр сверла D; главный угол сверла в плане <р; угол наклона винтовой канавки со;
диаметр сердцевины d0; центральный угол стружечной канавки v; высота лен-
точки сверла g.
Профиль стружечной канавки спирального сверла очерчивается участка-
ми ВК и СК (рис. 7.46). Участок ВК является профилем линейчатой винтовой
поверхности, образованной винтовым движением прямой ВК', совпадающей
с главной режущей кромкой BG сверла. Участок СК принимается в виде дуги ок-
ружности, центр которой находится на линии ОК, проходящей через конечную
точку К кривой ВК. Точка К является точкой касания кривых ВК и СК с окруж-
ные. 7.46. Схема определения параметров г, 5, профиля стружечной канавки
спирального сверла
7.6. Профилирование фасонных фрез для обработки пространственных профилей 505
ностью сердцевины диаметром d0, лежащей в исходной плоскости S-S. Ось Z
системы координат детали совпадает с осью сверла, ось У параллельна главной
режущей кромке ВК сверла.
Вспомогательные параметры и параметры профиля определяются в такой
последовательности:
1) шаг винтовой канавки Р = лР/tgco;
2) винтовой параметр р = Р/(2п);
3) толщина сердцевины в исходном сечении
d0 = feo+O,OO8Dctg<p,
где k0 — толщина сердцевины сверла на уровне поперечной кромки; 0,008 —
коэффициент, учитывающий утолщение сердцевины (в большинстве случаев
этим утолщением можно пренебречь);
4) вспомогательные углы (см. рис. 7.46):
d0 ~ Dcosv0ctg<p _ _ л
smv0 = -A 80 =------ ° SY; p = v+v0 + 50--;
D 2р 2
5) радиус окружности для вспомогательного участка канавки КС
_ D2 -2Dd0cos^+dl
Р 4(DcosP-d0)
6) расстояние между осью сверла и центром вспомогательной окружности
L = p + d0/2;
7) величины углов 5 между радиусами и осью X, углов % между радиусами
и касательными к профилю для участка ВК. Их можно найти, задаваясь радиу-
сами-векторами rt для точек, принадлежащих этому участку:
d0 _ л _ г, ctgcpcosv, , „ , г, ctgcp
sinv( = 8, = -+v, +8 о- -------L; tg^ = -tgv,
2г- 2 р pcosVi
На практике достаточно рассматривать точку В, лежащую на периферии
сверла (rB = D/2), точку К, лежащую на сердцевине сверла (rK = d0/2), и точку F
в средней части режущей кромки: rF = (0,2...0,3)1).
Для участка КС обычно рассматривают точки С и Е, которые лежат на пере-
сечении вспомогательного участка и оси X. В этом случае
L2 + p2-(D/2-g)2 р
sin ас =----——------sin ас = —; ut = Leos а,; = р - L sin a.t;
2pL L
8,=80-а(-^; rt —
Щ COS^i
Расчет параметров фрезы с параболическим зубом в торцовом сечении. Из-
вестно, что из соображений технологичности спинку зуба фрезы описывают вме-
сто параболы дугой окружности. Исходными данными для расчета в этом случае
являются: диаметр фрезы D; число зубьев з; глубина стружечной канавки й;
главный передний угол yN; угол наклона касательной к спинке зуба ас; радиус
дна канавки р; ширина фаски для последующей заточки фрезы f', угол наклона
винтовой канавки со.
506
Глава 7. Проектирование фрез
Профиль стружечной канавки фрезы состоит из трех участков (рис. 7.47):
прямолинейного ВК, являющегося профилем передней поверхности зуба фрезы;
спинки зуба СЕ; дуги ЕК, сопрягающей спинку и переднюю поверхность. Вспомо-
гательные параметры и параметры профиля определяются в следующем порядке:
1) шаг винтовой канавки Р = лВ/tgco;
2) винтовой параметр р = Р/(2л);
Рис. 7.47. Схема определения параметров г, 8, профиля
стружечной канавки фрезы с параболической формой зуба
3) торцовый передний угол
tgyT =
COSCO
4) центральный угол между точками В и С
й 2д 2/
z D
5) координаты центра А радиуса дна канавки:
D , . о
хл= — -Л + р; yA=(p-/z)tgyT+—t—
2 cosyT
6) координаты точки F пересечения прямой, проведенной из центра Ос ра-
диуса спинки рс в точку С, и дуги окружности радиуса рс+р, проведенной из того
же центра:
xF = 0,5Dcos9+cos(9-ac); yF =0,5Bsin9+cos(9-ac);
7.в. Профилирование фасонных фрез для обработки пространственных профилей 507
7) угол наклона хорды AF к оси У:
Ур~Уа
8) угол между осью X и линией АОС:
Р = 6~ас ~2Jj;
9) координаты точки Е перехода спинки в дно канавки:
хЕ = ХА - рсовР; Уе=Уа + psinP;
10) координаты точки К перехода дна канавки в переднюю поверхность:
хк = хА + psinyT; ук = уА - рсовут;
11) углы 8 между радиусами-векторами и осью X, а также сами радиусы:
tg8(=—; г(= —;
СОВ 6|
12) углы между радиусами и касательными к профилю:
Sb=Yt; ^=Yt-5x; *k=-£-ac; ^=^-P-S£.
ы и
Расчет параметров шнекового сверла в торцовом сечении. Параметры ряда
винтовых профилей задаются на чертеже в осевом сечении. Характерные пред-
ставители таких профилей — канавки сверл для глубокого сверления, напри-
мер шнековых. В этом случае имеется прямолинейный радиальный участок ВК,
прямолинейный наклонный участок СЕ и участок КЕ, соединяющий их дуги
(рис. 7.48).
Рис. 7.48. Схема определения параметров г, 8, профиля
стружечной канавки шнекового сверла
508
Глава 7. Проектирование фрез
Исходные данные для расчета: диаметр сверла D; диаметр сердцевины d0;
радиус дна канавки р; угол наклона винтовой канавки со; ширина ленточки /.
Вспомогательные параметры и параметры профиля определяются в такой по-
следовательности:
1) шаг винтовой канавки Р = nD/tgco;
2) винтовой параметрр = Р/(2л);
3) угол наклона участка СЕ
Р-2(/ + р) .
D-do+O,2p’
4) координаты узловых точек и углы наклона к профилю в этих точках:
=D/2\ 20в =0; £ов =0;
Л-х=(^о/® + Р> zk = 0; — 0;
хЕ =d0/2 + p(l-sinP); zE = p(l+cosp); e0£ =P;
D P . ox Гл
*c = —; zc = --f; £0C=P; tg<»A = —,
2 2 p
где соЛ — угол наклона касательной к винтовой линии, проходящей через точку А;
5) перерасчет параметров х, z и е0 для каждой расчетной точки в парамет-
ры г, 8 и £. Его выполняют по формулам r( = xt, 8( = -—, tg = -r‘ tg£°‘.
Р Р
7.63. Расчет положения дисковой фрезы относительно
заготовки
Положение дисковой фрезы относительно заготовки должно обеспечивать:
• формирование всего профиля канавки без переходных кривых и подрезания;
• возможно более плавный профиль фрезы, уменьшающий изменения заднего
угла вдоль режущей кромки;
• ширину фрезы, удовлетворяющую требованиям ее прочности и жесткости.
Положение оси фрезы характеризуется тремя параметрами:
1) межосевым расстоянием а;
2) углом £ скрещивания осей инструмента и детали;
3) углом \|/ поворота профиля, т.е. поворота оси координат инструмента Х„
относительно оси координат детали X,
Возможны два случая расчета указанных параметров. В первом случае радиус
дна винтовой канавки неизвестен, например у спирального сверла (см. рис. 7.46).
Тогда:
a*D*--d.°; v = 25...45°; ctg £ > Pcos^,
2 2р
где — диаметр фрезы; d0 — диаметр сердцевины сверла; D — диаметр сверла;
— угол между касательной к профилю и радиусом-вектором, проведенным
в крайнюю точку профиля; р = Р/(2л) — винтовой параметр канавки; Р — шаг
стружечной канавки.
7.6. Профилирование фасонных фрез для обработки пространственных профилей 509
Как правило, е = 90° - со ± (О...1)0, где со — угол наклона винтовой канавки
сверла.
Во втором случае радиус р дна канавки задан, например, для фрезы с парабо-
лической формой зуба (см. рис. 7.47). Координаты центраА его дуги выражают-
ся уравнениями:
хЛ=^-Л+р; </Л =(p-A)tgyT;
2 cosyT
tg3A=—;
——; tg = —>
cos 8Л p
где D — диаметр обрабатываемой фрезы; h — глубина стружечной канавки;
ут — передний угол фрезы в торцовом сечении; 8Л, гА — полярные координаты
точки А; соА — угол наклона касательной к винтовой линии, проходящей через
точку А; р — винтовой параметр.
Тогда межосевое расстояние
«... (A>/2-p)sincoA . _ ] Ctg£
Cl *— ------------Т •
COSE J tgCOA
Угол скрещивания осей £ находим из соотношений
р р
принимая наибольшее из них. Здесь г(, 8( — полярные координаты точек профи-
ля; — угол между касательной к профилю в рассматриваемой точке и направ-
лением радиуса-вектора (угол давления).
Угол поворота профиля рекомендуется принимать
\|/ = arccosf—|+8Л +—Jtg2coA-ctg2e.
ltgcoAJ р
7.6.4. Аналитический расчет профиля дисковой фрезы
При определении профиля дисковой фасонной фрезы требуется для каждой
его узловой точки рассчитать значения радиуса R„, координату точки вдоль оси
фрезы зя и профильный угол ая — угол между следами плоскости, касательной
к профилю в данной узловой точке, и плоскости, перпендикулярной к оси фре-
зы. Определить их можно следующим образом.
Пусть в системе координат детали XYZ (рис. 7.49) винтовая поверхность за-
дана уравнениями:
х = гсоз(8+ф);
•</ = rsin(8+<p);
г = РФ,
где ф — угол поворота профиля винтовой поверхности относительно начально-
го положения, а значения параметров г, 8 и % известны для каждой расчетной
точки; р - Р/(2п) — винтовой параметр канавки; Р — шаг винтовой канавки.
510
Глава 7. Проектирование фрез
S-S
Рис. 7.49. Схема для расчета профиля дисковой фасонной фрезы
Производящая поверхность дисковой фрезы связана с системой X„Y„Z„ ко-
ординат инструмента, положение которой относительно системы XYZ задано
величинами а, е и ху. С учетом формул перехода из системы XYZ в систему
ХяУиЯи уравнения винтовой поверхности детали преобразуются к виду
x = rcos|i-a;
у = -rsinpcose-pcpsine;
z = г sin ц sin е - рсрсоз е,
где ц = 5 + <р - V-
Произведя замену переменных т = ц + £, о = rsin^, и = rcos^, после ряда преоб-
разований можно получить трансцендентное уравнение для расчета угла т, кото-
рый лежит в торцовом сечении детали и измеряется между проекциями на эту
плоскость оси X и касательной к профилю винтовой поверхности в точке ее со-
прикасания с производящей поверхностью инструмента (см. рис. 7.49):
7I2COST—Tlj _
.....— Tig Т—0,
sint
. , u2 uv ~ е , a+pctg£ , actg£
где 7^=^+—; 713 =у-—-8-^; ki =—75-^-; =—— •
I? I? Р1 Р
7.6. Профилирование фасонных фрез для обработки пространственных профилей 511
Приведенное уравнение решается методом последовательных приближений
(методом Ньютона), если за начальное значение угла т принять
_ n2arccos(ni/n2)-n3
Т1 -
Пг+1
а последующие значения определить следующим образом:
7*2 COS Т„-п, ~(7l3+Tn)sinTn
"а " ПлСоаТд-п,
—-----5----- - Sin T„
sinx„
Далее по значениям т, ц, е и у для каждой расчетной точки можно найти
угол (р и координаты точек профиля дисковой фрезы.
7.6.5. Аппроксимаиия точного профиля дугами окружностей
Расчеты, аналогичные приведенным выше, могут быть выполнены для ряда
промежуточных точек, достаточно близко расположенных друг от друга, после
чего разрабатывается рабочий чертеж фрезы. На практике, однако, часто принято
аппроксимировать профиль дугами окружностей (рис. 7.50). Для фрез, обрабаты-
вающих канавки спиральных сверл, наиболее распространена аппроксимация
Рис. 7.50. Схема замены точного профиля дисковой фасонной фрезы
для обработки канавки сверла дугами окружностей
512
Глава 7. Проектирование фрез
тремя дугами, для расчета которых необходимы координаты точек В, F, К и Е,
а также величины профильного угла для точки F, который можно найти сле-
дующим образом:
x„ctgT-t/„cose
Cug Ои , •
Д,в1пе
За точкой В профиль фрезы обычно не определяют, а назначают величину
перекрытия i = 2...4 мм. Оно оформляется отрезком касательной, проведенной
в точке В к дуге радиуса р. Угол наклона этого отрезка стиВ = стиР + уР
Проводя из точки L касательную к дуге радиуса ри3 под углом сти1 ~ £3, получа-
ем участок профиля фрезы, формирующий нерабочий участок профиля сверла.
Для обеспечения правильного профиля винтовой канавки необходимо рассчи-
тать следующие параметры установки фрезы на станке относительно заготовки:
• расстояние от базового торца фрезы до осевой линии Т = гяВ - i sin(oHf + 2yj;
• максимальный радиус фрезы Яи0 = RxK + ри3[1 - cos(y3 - Q];
• расстояние от оси заготовки до окружности радиуса Яи0: N = a- Ra0.
Аналогичным образом производится аппроксимация дугами окружностей
профиля фрезы для обработки канавок фрез с параболическим зубом (рис. 7.51).
Исходными данными являются величины R„ и 2Я для точек В, К, Е и С про-
филя фрезы и профильные углы сти для точек В и С. Последовательность расче-
тов приведена ниже:
tg^^-Лв.; tg^2=^—
2иХ ~ 2иВ гкЕ ~ 2иС
Л__________
Рис. 7.51. Схем а замены точного профиля дисковой фасонной фрезы для обработки
канавки фрезы с параболическим зубом дугами окружностей
7.Ь. Профилирование фасонных фрез для обработки пространственных профилей 513
Yi =д/2-ов-^; у2=£2-стс-я/2;
_ Д1Х ~RkB . _ Д|£ ~RkC .
2sin^1siny1 2sin£2 siny2
2и1 ~ Ри1cos СТкВ + z«b >
Да = ^ив ~ Ри181пстиВ; Д,г= — Риг 81пстиС;
6=72+^;
и0 2[ри1 -(Я^ -_R„1)cose-(zH.E -Z„1) sine]’
ti = 2и1 - «ис +isino„c; t2 = ри2совстиС +isino„c;
9г = (Риг + Рио)сов6- ри0; ft = 2?^ - Да “92-
Параметры установки фрезы на станке:
• максимальный радиус фрезы
Я„о — Дп + 91»
• расстояние от оси заготовки до окружности радиуса Д,о
N = a- 240;
• расстояние от базового торца фрезы до линии межосевого расстояния
Т = z„c - isino„c.
Аналогичным образом рассчитывается профиль фрезы для обработки канав
ки шнекового сверла.
7.6.6. Фрезы для обработки канавок нормализованных
режущих инструментов
Рекомендации по выбору профилей и параметров установки фасонных фрез
для обработки канавок сверл, зенкеров и разверток приведены на рис. 7.52-7.58
и в табл. 7.44-7.61).
Риска для установки
инструмента
Рис. 7.62. Профиль фрез для обработки канавок спиральных сверл диаметром
свыше 3 мм для обработки легких сплавов (ГОСТ 19643-74)
514
Глава 7. Проектирование фрез
В
Риска для установки
инструмента
Рис. 7.53. Профиль канавочных фрез для спиральных сверл для обработки
труднообрабатываемых материалов (ГОСТ 20694-75)
Рис. 7.54. Схема установки (а) и профиль (б) фрез для обработки канавок зенкеров,
оснащенных твердосплавными пластинами (ГОСТ 3231-71*)
Рис. 7.55. Схема установки (а) и профили фрез для обработки канавок цельных зенкеров
(б — для канавок трехзубых зенкеров; в — для спинок трехзубых зенкеров; г — для че-
тырехзубых зенкеров) (ГОСТ 12489-71)
7.Ь. Профилирование фасонных фрез для обработки пространственных профилей 515
Рис. 7.56. Схема установки (а) и профиль (б) фрез для обработки канавок зенкеров, осна-
щенных твердосплавными пластинами, для обработки нержавеющих и жаропрочных
сталей и сплавов (ГОСТ 21540-76*)
Рис. 7.57. Схема установки (а) и профиль (б) фрез для обработки канавок цельных
и составных зенкеров для обработки легких сплавов
Рис. 7.58. Профиль фрез для обработки канавок котельных разверток
(исполнение 1, ГОСТ 18121-72)
516
Глава 7. Проектирование фрез
Таблица 7.44
Размеры профиля фрез для обработки канавок спиральных сверл диаметром
свыше 3 мм для обработки легких сплавов, мм (ГОСТ 19543—74)
Диаметр сверла Л Ь Г Г1 С Диаметр фрезы
3,0...3,5 1,82 1,58 1,85 0,45 1,28
3,5...4,0 1,99 1,74 2,02 0,53 1,45 ОК
4,0...4,5 2,19 1,92 2,22 0,64 1,69
4.5...5.0 2,48 2,20 2,52 0,72 1,91
5,0...5,5 2,69 2,38 2,73 0,81 2,14
5,5...6,0 2,97 2,61 3,02 0,90 2,19
6,0...6,5 3,27 2,89 3,31 0,99 2,30 on
6,5...7,0 3,55 3,15 3,60 1,07 2,50 oU
7,0...7,5 3,70 3,30 3,75 1,19 2,70
7,5...8,0 3,97 3,50 4,03 1,28 2,90
8,0...8,5 4,27 3,76 4,31 1,37 3,10
8,5...9,0 4,53 4,03 4,59 1,46 3,30
9,0...9,5 6,65 4,15 4,70 1,58 3,50 QQ
9,5...10,0 4,84 4,65 4,85 1,76 3,90 oo
10,0...10,5 5,03 4,75 5,12 1,90 4,10
10,5...11,0 5,32 4,82 5,38 2,06 4,30
11,0...11,5 5,56 5,05 5,63 2,16 4,50
11,5...12,0 5,80 5,24 5,88 2,26 4,70 40
12,0...12,5 6,06 5,47 6,13 2,35 4,29
12,5...13,0 6,29 5,69 6,38 2,45 4,46 50
13,0...13,5 6,58 5,92 6,63 2,54 4,64
13,5...14,0 6,78 6,14 6,88 2,64 4,81 KK
14,0...14,5 7,28 6,57 7,38 2,83 5,16 00
14,5...15,0 7,48 6,80 7,63 2,93 5,34
15,0...15,5 7,78 7,08 7,88 3,02 5,51 60
15,5...16,0 8,07 7,24 8,13 3,12 5,69
16,0...16,5 8,30 7,45 8,38 3,22 5,86
16,5...17,0 . 8,51 7,68 8,63 3,31 6,04
17,0...17,5 8,80 7,90 8,88 3,41 6,21 65
17,5...18,0 9,08 8,15 9,16 3,43 6,56
18,0...18,5 9,28 8,37 9,41 3,53 6,74
18,5...19,0 9,62 8,75 9,66 3,62 6,91
19,0...19,5 9,86 8,99 9,92 3,72 7,09
19,5...20,0 10,06 9,19 10,17 3,81 7,26 7П
20,0...20,5 10,35 9,44 10,42 3,91 7,44 (U
20,5...21,0 10,55 9,66 10,67 4,00 7,61
21,0...21,5 10,87 9,90 10,92 4,10 7,79
7.6. Профилирование фасонных фрез для обработки пространственных профилей 517
Окончание табл. 7.44
Диаметр сверла h Ъ Г Г1 С Диаметр фрезы
21,5...22,0 11,07 10,12 11,17 4,19 7,96
22,0...22,5 11,33 10,35 11,43 4,29 8,14 75
22,5...23,0 11,63 10,55 11,68 4,38 8,31
23,0...23,5 12,19 11,10 12,32 4,05 8,58
23,5...24,0 12,73 11,58 12,83 4,22 8,93
24,0...24,5 13,25 12,00 13,33 4,39 9,28 80
24,5...25,0 13,73 12,45 13,83 4,55 9,63
25,0...26,0 14,22 12,91 14,34 4,72 9,98
26,0...27,0 14,73 13,36 14,84 4,88 10,33 90
27,0...28,0 15,23 13,81 15,34 5,05 10,68
28,0...29,0 15,71 14,27 15,84 5,21 11,03
29,0...30,0 16,20 14,72 16,35 5,38 11,38 95
Таблица 7.45
Размеры профиля канавочных фрез для спиральных сверл для обработки
труднообрабатываемых материалов, мм (ГОСТ 20694—75)
Диаметр сверла h В Ъ Г П С
3,0...3,5 1,98 2,54 1,74 2,02 0,52 1,46
3,5...4,0 2,18 2,86 1,92 2,22 0,64 1,69
4,0...4,5 2,48 3,24 2,20 2,52 0,72 1,91
4,5...5,0 2,68 3,52 2,38 2,72 0,81 2,14
5,0...5,5 2,97 3,93 2,61 3,02 0,90 2,10
5,5...6,0 3,27 4,30 2,89 3,31 0,99 2,30
6,0...6,5 3,55 4,65 3,15 3,60 1,07 2,50
6,5...7,0 3,70 4,94 3,30 3,75 1,19 2,70
7,0...7,5 3,97 5,33 3,50 4,03 1,28 2,90
7,5...8,0 4,24 5,67 3,76 4,31 1,37 3,10
8,0...8,5 4,53 6,04 4,03 4,59 1,46 3,30
8,5...9,0 4,65 6,30 4,15 4,70 1,58 3,50
9,0...9,5 4,90 6,68 4,39 4,97 1,67 3,70
9,5...10,0 5,18 7,02 4,65 5,04 1,76 3,90
10,0...10,5 5,00 7,10 4,56 5,12 1,97 4,10
10,5...11,0 5,32 7,48 4,82 5,38 2,06 4,30
11,0...11,5 5,56 7,85 5,05 5,63 2,16 4,50
11,5...12,0 5,80 8,16 5,24 5,88 2,26 4,70
12,0...12,5 6,04 8,52 5,47 6,13 2,35 4,29
12,5...13,0 6,29 8,86 5,69 6,38 2,45 4,46
518
Глава 7. Проектирование фрез
Окончание табл. 7.45
Диаметр сверла Л В Ь Г Г1 С
13,0...13,5 6,54 9,20 5,92 6,63 2,54 4,64
13,5...14,0 6,78 9,56 6,14 6,88 2,64 4,81
14,0...14,5 7,04 9,88 6,34 7,13 2,74 4,99
14,5...15,0 7,28 10,25 6,57 7,38 2,83 5,16
15,0...15,5 7,53 10,60 6,80 7,63 2,93 5,34
15,5...16,0 7,77 10,91 7,08 7,88 3,02 5,51
16,0...16,5 8,02 11,28 7,24 8,13 3,12 5,69
16,5...17,0 8,27 11,62 7,45 8,38 3,22 5,86
17,0...17,5 8,51 11,97 7,68 8,63 3,31 6,04
17,5...18,0 8,74 12,30 7,90 8,88 3,41 6,21
18,0...18,5 8,97 12,54 8,11 9,13 3,41 6,39
18,5...19,0 9,02 12,64 8,15 9,16 3,43 6,56
19,0...19,5 9,28 12,98 8,37 9,41 3,53 6,74
19,5...20,0 9,62 13,50 8,75 9,66 3,62 6,91
Таблица 7.46
Размеры профиля и параметры установки фрезы для обработки канавок зенкеров,
оснащенных твердосплавными пластинами, мм (ГОСТ 3231—71*)
Диаметр зенкера В С Сх Г П D *0
14...16 8,3 1,61 1,92 1,92 6,09 80 0,6
16...20 10,3 2,00 2,41 2,41 7,60 80 0,7
20...25 12,8 2,50 3,00 3,00 9,50 80 0,9
25...32 16,5 3,21 3,85 3,85 12,20 100 1,0
32...40 20,6 4,00 4,80 4,80 15,20 125 1,4
40...50 25,7 5,00 6,00 6,00 19,00 125 1,7
Таблица 7.47
Размеры профиля фрез для обработки канавок трехзубых зенкеров, мм
(ГОСТ 12489-71)
Диаметр зенкера С Сх Л Лх л2 Г П г2
10...11 5,10 2,31 — 3,00 0,25 1,00 5,10 3,80
11...12 6,75 3,17 0,14 3,84 — 1,60 5,48 5,48
12...14 6,90 3,23 4,20 7,45 1,44 2,00 8,50 8,50
14...15 7,85 3,78 3,65 7,50 1,46 2,25 7,85 8,65
15...16 9,00 3,60 2,65 7,10 1,25 2,00 9,00 8,05
16...17 8,20 4,46 4,75 9,25 2,23 2,35 8,20 10,20
17...18 8,20 3,98 4,80 8,70 1,48 2,45 8,20 10,10
7.Ь. Профилирование фасонных фрез для обработки пространственных профилей 519
Окончание табл. 7.47
Диаметр зенкера С с. Л Л. Л2 г П г2
18...19 9,30 4,86 5,85 10,60 3,82 2,80 9,30 10,10
19...21 8,25 4,51 5,55 10,05 2,33 2,40 8,25 10,40
21...23 9,65 4,97 6,80 11,80 3,13 2,80 9,65 11,95
23.. .25 12,65 5,33 8,40 13,00 3,70 4,00 12,65 13,65
25...27 15,70 5,88 4,40 12,45 0,70 3,00 15,70 15,05
27...30 14,00 6,92 7,50 15,05 3,09 3,65 14,00 16,35
30...36 17,00 7,92 0,31 9,61 — 4,00 17,00 13,67
36...40 18,87 8,79 0,34 10,65 — 2,00 18,87 15,17
Таблица 7.48
Размеры профиля фрез для обработки спинок трехзубых зенкеров, мм
(ГОСТ 12489-71)
Диаметр зенкера В в. Г <Р Диаметр зенкера В в. Г <Р
10...11 10,6 7,4 5,0 25 20,0 16,5 12,0
11,5...12 11,2 8,0 5,5 26 20,7 17,2 12,5
13 11,6 8,4 6,0 27 21,4 17,9 13,0 20°
14 12,2 9,0 6,5 28 22,2 18,7 13,5
15 12,6 9,4 7,0 30 23,6 20,1 14,5
16 14,0 10,8 7,5 32 24,8 21,5 15,5
17 14,6 11,4 8,0 20° 34 26,5 23,0 16,5
18 15,2 12,0 8,5 35 27,2 23,7 17,0 25°
19 15,8 12,5 9,0 36 27,9 24,4 17,5
20 16,4 13,2 9,5 37 28,7 25,2 18,0
21 17,0 13,8 10,0 38 29,4 25,9 18,5
22 17,6 14,4 10,5 40 39,5 29,5 19,5
24 19,0 15,8 11,5
Таблица 7.49
Размеры профиля фрез для обработки канавок четырехзубых зенкеров, мм
(ГОСТ 12489-71)
Диаметр зенкера D А В Г п И
30...38 63 4,0 32 0,20 15,4 20,0
38...46 5,0 38 0,25 18,6 24,1
46...60 80 6,0 45 24,3 31,5
60...70 7,0 54 0,30 28,3 36,8
70...80 100 8,0 58 0,40 32,4 42,0
520
Глава 7. Проектирование фрез
Таблица 7.50
Параметры установки фрезы для обработки канавок зенкеров, мм (ГОСТ 12489-71)
Диаметр зенкера Число канавок Диаметр фрезы а е *0 Диаметр зенкера Число канавок Диаметр фрезы а Е *0
10...11,5 3 63 34,0 20° -0,02 36 4 63 41,6 15° 11,60
12 34,5 -0,02 37 41,5 11,74
13 80 43,0 -0,03 38 41,9 11,89
14 43,5 40 41,4 12,90
15 42 42,2 13,60
16 41,0 0,00 45 43,6 14,50
17 -0,11 48 80 50,95 16,20
18 -0,23 50 52,75 16,65
19 41,5 -0,21 52 52,75 17,55
20...21 -0,21 55 54,10 17,85
22 45,0 -0,07 58 55,60 18,15
24 100 55,0 -0,33 60 56,65 18,75
25 55,5 62 55,20 20,60
26...27 -0,18 63 56,10 20,50
28...30 125 68,5 -0,22 65 57,00 20,80
32 69,0 -0,12 68 58,20 21,40
34...36 69,5 0,00 70 59,40 22,20
37...40 70,0 0,00 72 100 68,20 23,60
33 4 63 39,3 15° 10,65 75 69,60 23,60
34 40,1 11,10 78 71,40 24,80
35 40,6 11,50 80 71,40 25,40
Таблица 7.51
Размеры профиля и параметры установки канавочиой фрезы для зенкеров,
оснащенных твердосплавными пластинами, для обработки нержавеющих
и жаропрочных сталей и сплавов, мм (ГОСТ 21540—76*)
Диаметр зенкера В Ь ъ. Г Г1 D *0
14...16 8,2 1,6 1,9 1,9 6,15 80 0,6
16...20 10,2 2,0 2,4 2,4 7,5 0,7
20...25 13,0 2,5 3,0 3,0 9,5 0,9
25...32 16,5 3,2 3,9 3,9 12,5 100 1,0
32...40 20,5 4,0 4,8 4,8 15,5 125 1,4
40...50 26,5 5,0 6,0 6,0 19,0 1,7
7.6. Профилирование фасонных фрез для обработки пространственных профилей 521
Таблица 7.52
Параметры установки фрезы для обработки канавок цельных зенкеров
для обработки легких сплавов (ГОСТ 21579—76)
Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град V, град Диаметр зенкера, мм Диаметр фрезы, мм а9 мм е, град V,град
3,0 57,1 29,43 17,64 94,06 6,0 58,9 31,14 16,84 76,69
3,5 57,3 29,69 16,84 101,88 7,0 59,5 31,53 15,23 85,59
4,0 59,8 30,03 17,24 88,10 8,0 60,0 32,24 17,64 58,27
4,5 57,9 30,23 16,84 88,69 9,0 60,6 32,70 16,44 67,03
5,0 58,1 30,51 16,44 89,02
Таблица 7.53
Параметры установки фрезы для обработки канавок цельных зенкеров
для обработки легких сплавов (ГОСТ 21581—76)
Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град V. град Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град V, град
10,0 61,0 33,17 24,43 115,52 21,0 67,6 39,20 23,23 87,82
11,0 61,6 33,62 23,23 119,65 22,0 68,2 39,49 22,43 89,64
12,0 62,4 34,19 22,02 122,56 23,0 69,0 39,91 21,62 91,26
13,0 62,8 34,88 24,43 101,00 24,0 69,0 40,74 23,63 80,89
14,0 63,4 35,39 23,63 103,25 25,0 69,6 41,25 23,23 81,47
15,0 63,8 35,88 24,03 96,99 26,0 70,6 41,78 22,43 83,71
16,0 64,2 36,35 23,63 96,61 27,0 80,2 46,87 23,23 84,03
17,0 65,0 37,04 24,03 91,61 28,0 81,2 47,35 22,43 86,41
18,0 65,0 37,44 23,23 93,86 30,0 81,6 48,25 22,43 83,77
19,0 66,2 37,80 22,43 95,54 34,0 84,6 50,28 20,82 85,42
20,0 66,6 38,53 24,03 85,02 35,0 84,6 50,54 20,82 84,14
Таблица 7.54
Параметры установки фрезы для обработки канавок зенкеров, оснащенных
твердосплавными пластинами, для обработки легких сплавов (ГОСТ 21583—76)
Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град у, град Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град у, град
18,0 65,2 37,30 22,02 100,03 25,0 68,6 40,87 21,62 87,92
19,0 65,6 37,67 21,62 99,20 26,0 69,6 41,35 20,82 89,44
20,0 66,2 38,19 21,22 98,00 27,0 79,0 46,55 22,02 89,21
21,0 66,6 38,94 22,83 89,50 28,0 80,0 47,00 21,22 91,00
22,0 67,2 39,22 22,02 91,07 30,0 80,6 47,97 21,22 88,27
23,0 68,0 39,87 21,62 91,21 32,0 82,0 48,88 20,42 88,58
24,0 68,0 40,40 22,02 87,88 34,0 83,0 49,40 20,22 87,27
Таблица 7.55
Размеры профиля фрез для канавок цельных зенкеров для обработки легких сплавов, мм (ГОСТ 21579—76)
Диаметр зенкера Координаты профиля Номера точек
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
3,0 X -3,0 -1,9 -1,7 -1,4 -1,2 -0,9 -0,7 0 0,4 1,0 1,7 3,0 — — —
У 27,7 28,8 28,9 28,9 28,87 28,85 28,8 28,7 28,6 28,6 28,2 27,7 — — —
3,5 X -3,0 -2,5 -2,3 -2,1 -1,8 -1,5 -0,9 -0,5 0 0,6 1,5 3,0 — — —
У 27,9 28,8 29,15 29,2 29,2 29,1 29,0 28,9 28,8 28,6 28,3 27,8 — — —
4,0 X -3,0 -2,5 -2,3 -2,0 -1,7 -1,2 -0,6 0 0,6 1,5 2,3 4,0 — — —
У 28,0 29,0 29,2 29,4 29,4 29,3 29,2 29,1 29,0 28,8 28,6 28,2 — — —
4,5 X -3,5 -2,8 -2,6 -2,4 -2,2 -2,0 -1,7 -1,2 -0,5 0 0,8 1,7 2,6 3,5 —
У 27,6 29,0 29,4 29,5 29,55 29,5 29,4 29,3 29,1 28,95 28,8 28,7 28,6 28,6 —
5,0 X —4,0 -3,1 -3,0 -2,8 -2,5 -2,2 -1,9 -1,4 -0,9 0 1,0 2,0 2,8 4,0 —
У 27,9 29,2 29,45 29,7 29,8 29,8 29,7 29,6 29,5 29,3 29,1 28,9 28,8 28,6 —
6,0 X —4,0 -3,3 -3,1 -2,8 -2,5 -2,0 -1,2 -0,5 0 1,0 2,0 3,0 4,0 6,0 —
У 27,9 29,4 29,7 30,0 30,1 30,1 30,0 29,9 29,8 29,7 29,6 29,5 29,5 29,5 —
7,0 X -5,0 -4,1 -3,7 -3,5 -3,1 -2,6 -2,1 -1,8 -0,9 0 0,9 2,0 3,0 4,0 6,0
У 28,6 29,8 30,3 30,6 30,8 30,7 30,5 30,4 30,1 29,8 29,6 29,5 29,4 29,5 29,7
8,0 X —4,0 -3,5 -3,3 -2,9 -2,7 -2,3 -2,0 -1,2 0 1,0 2,5 4,1 5,7 8,0 —
У 28,2 29,3 29,8 30,2 30,3 30,4 30,5 30,5 30,5 30,6 30,7 30,9 31,2 31,8 —
9,0 X -5,0 -4,4 -4,2 —4,0 -3,5 -3,0 -2,2 -1,6 -1,0 0 1,0 2,4 4,5 5,9 8,0
У 28,3 29,7 30,1 30,5 31,0 31,1 31,0 30,9 30,8 30,7 30,6 30,6 31,3 31,9 32,1
522 Глава 7. Проектирование фрез
7.6. Профилирование фасонных фрез для обработки пространственных профилей 523
Таблица 7.56
Параметры установки фрезы для обработки канавок насадных зенкеров
для обработки легких сплавов (ГОСТ 21584—76)
Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град V, град Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град у, град
36,0 76,6 50,77 25,63 62,32 55,0 84,6 60,64 25,23 56,01
37,0 76,6 51,55 26,03 59,50 56,0 93,6 65,97 26,44 52,02
38,0 76,6 51,94 26,03 58,88 58,0 93,6 67,38 26,84 49,22
40,0 78,6 53,29 26,44 55,55 60,0 93,6 68,23 26,84 48,68
42,0 78,6 54,10 26,44 54,57 62,0 93,6 69,07 26,84 48,16
44,0 78,6 54,92 26,44 53,65 63,0 94,6 69,53 26,44 50,23
45,0 80,6 55,79 25,63 57,96 65,0 94,6 70,36 26,44 49,70
46,0 81,6 56,56 26,44 53,23 68,0 97,6 72,39 26,44 49,25
47,0 81,6 56,97 26,44 52,82 70,0 97,6 73,22 26,44 48,78
48,0 81,6 57,38 26,33 52,43 72,0 97,6 74,05 26,44 48,33
50,0 82,6 58,38 26,03 53,98 75,0 97,6 76,02 26,84 45,84
52,0 82,6 59,18 26,03 53,22 80,0 99,6 77,89 26,03 48,74
Таблица 7.57
Параметры установки фрезы для обработки канавок насадных зенкеров, оснащенных
твердосплавными пластинами, для обработки легких сплавов (ГОСТ 21585—76)
Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град V, град Диаметр зенкера, мм Диаметр фрезы, мм а, мм е, град V. град
36,0 76,6 50,66 24,83 66,60 55,0 84,6 60,32 23,23 63,36
37,0 77,2 51,06 24,83 67,80 56,0 93,6 65,60 24,43 61,50
38,0 77,2 51,81 24,83 65,39 58,0 94,6 66,43 24,03 62,23
40,0 78,6 52,70 24,03 67,74 60,0 94,6 67,43 24,03 61,34
42,0 78,6 53,81 24,43 64,48 62,0 94,6 68,43 24,43 59,32
44,0 78,6 54,52 24,43 63,60 63,0 94,6 68,79 24,43 58,94
45,0 78,6 55,33 24,83 61,55 65,0 95,6 70,17 24,43 58,53
46,0 80,6 55,55 24,03 64,27 68,0 97,6 71,43 24,43 57,55
47,0 80,6 56,36 24,43 62,37 70,0 97,6 72,82 24,83 55,71
48,0 80,6 56,72 24,43 61,82 72,0 97,6 73,57 24,83 55,11
50,0 80,6 56,72 24,43 61,82 75,0 99,6 75,57 25,23 53,10
52,0 82,6 58,49 23,63 63,00 80,0 99,6 78,24 25,63 50,57
Таблица 7.58
Размеры профиля фрез для обработки канавок котельных разверток, мм
(исполнение 1, ГОСТ 18121—72)
Диаметр развертки а г±0,1 Я±0,1 «-IS' h 1
d dr
5,5...23 3...15 4,85 0,5 25,5 30° 27,9 20,8
24...30 16...20 4,70 1,0 28,7 23°30' 32,0 22,1
31...38 21...25 5,20 1,5 31,8 24° 35,3 24,3
524
Глава 7. Проектирование фрез
Размеры профиля фрез для канавок цельных зенкеров
Диаметр зенкера Координаты профиля Номера точек
0 1 2 3 4 5 6 7
10,0 X -8,0 -7,6 -7,2 -6,9 -6,5 -6,0 -5,5 -5,1
У 30,1 30,9 31,5 31,9 32,2 32,4 32,3 32,0
11,0 X -10,0 -8,4 -8,0 -7,6 -7,3 -7,0 -6,5 -6,0
У 29,5 31,5 32,0 32,5 32,8 33,1 33,1 33,0
12,0 X -10,0 -9,1 -8,7 -8,0 -7,5 -7,2 -6,8 -6,5
У 31,2 32,2 32,7 33,5 34,0 34,2 34,3 34,2
13,0 X -10,0 —8.7 -8,2 -7,8 -7,5 -7,2 -6,8 -6,3
У 29,0 31,5 32,3 32,9 33,2 33,5 33,7 33,6
14,0 X -10,0 -9,4 -9,1 -8,7 -8,4 —8.1 -7,7 -7,3
У 31,0 32,0 32,5 33,1 33,5 33,8 34,2 34,4
15,0 X -10,5 -9,5 -8,9 -8,3 -7,8 -7,2 -6,6 -6,0
У 30,3 32,1 33,1 33,8 34,2 34,4 34,3 33,9
16,0 X -11,0 -10,2 -9,6 -9,0 -8,2 -7,6 -7,0 -6,3
У 30,5 32,0 33,0 33,9 34,7 34,9 34,7 34,3
17,0 X -11,5 -10,3 -9,8 -9,2 -8,6 -8,2 -7,6 -7,0
У 30,5 32,3 33,2 34,1 34,7 35,0 35,2 35,1
18,0 X -12,0 -11,0 -10,4 -9,6 -9,0 -8,2 -7,3 -6,5
У 30,0 32,7 33,7 34,9 35,5 35,8 35,6 35,1
19,0 X -13,0 -11,7 -10,9 -10,0 -9,2 -8,5 -7,6 -7,0
У 31,0 33,0 34,0 35,0 36,1 36,4 36,1 35,6
20,0 X -12,0 -11,3 -10,9 -10,2 -9,8 -9,3 -8,5 -8,0
У 31,1 32,6 33,5 34,6 35,1 35,6 36,0 36,0
21,0 X -13,0 -12,1 -11,5 -10,5 -10,0 -9,5 -8,8 -8,2
У 31,7 33,3 34,5 35,9 36,4 36,8 37,0 37,0
22,0 X -14,0 -12,8 -12,0 -11,5 -11,0 -10,5 -9,8 -9,3
У 31,7 33,6 35,0 35,7 36,4 36,9 37,4 37,5
23,0 X -14,5 -13,5 -12,5 -11,3 -11,0 -10,0 -9,5 -8,8
У 32,2 34,0 35,6 37,1 37,5 38,1 38,2 38,1
24,0 X -14,0 -13,0 -12,3 -11,5 -11,0 -10,5 -9,5 -8,5
У 31,2 33,3 34,7 36,0 36,7 37,2 37,6 37,5
25,0 X -14,5 -13,5 -12,8 -11,8 -11,5 -10,9 -10,0 -8,8
У 31,5 33,7 35,1 36,7 37,2 37,7 38,1 38,1
26,0 X -15,0 -14,2 -13,3 -12,2 -11,8 -10,9 -10,2 -9,2
У 32,9 34,4 36,0 37,8 38,2 38,8 39,0 39,0
27,0 X -17,5 -16,0 -15,0 -14,2 -13,2 -12,4 -11,5 -10,5
У 34,2 37,0 39,0 39,5 42,0 43,0 43,6 43,8
28,0 X -17,5 -15,8 -14,8 -13,4 -13,0 -11,9 -11,2 -10,1
У 36,8 39,6 41,3 43,2 43,7 44,5 44,7 44,6
30,0 X -17,5 -16,4 -15,5 -14,0 -13,7 -12,7 -12,0 -10,8
У 37,6 39,8 41,5 43,6 44,0 44,8 45,0 45,0
32,0 X -19,5 -17,9 -16,4 -15,5 -14,2 -13,6 -12,2 -11,2
У 38,6 41,2 43,7 44,7 46,2 46,6 47,1 47,0
34,0 X -19,5 -18,5 -17,1 -16,1 -14,9 -14,4 -13,0 -11,9
У 39,4 41,4 43,8 45,1 46,5 47,0 47,6 47,5
35,0 X -20,0 -18,8 -17,4 -16,5 -15,3 -14,8 -13,9 -13,0
и 39,1 41,3 43,7 45,0 45,4 47,0 47,5 47,6
7.6. Профилирование фасонных фрез для обработки пространственных профилей 525
Таблица 7.59
для обработки легких сплавов, мм (ГОСТ 21581—76)
Номера точек
8 9 10 11 12 13 14 15 16 17 18 19
-4,5 -3,8 -3,0 -1,6 -0,8 0 1,0 — — — — —
31,6 31,1 30,5 29,3 28,6 27,9 27,0 — — — — —
-5,5 —4,4 -3,5 -2,1 -1,0 0 1,0 — — — — —
32,6 31,6 30,7 29,4 28,5 27,7 26,8 — — — — —
-6,0 -5,4 -4,8 -3,3 -2,6 -1,4 0 1,0 — — — —
33,7 32,9 32,2 30,6 29,8 28,7 27,7 27,1 — — — —
—5.7 -5,0 -3,8 -2,6 -1,4 0 0,7 2,0 — — — —
34,3 32,8 31,8 30,9 30,0 29,0 28,5 27,6 — — — —
-6,9 -6,5 -6,0 -5,3 —4.7 -3,3 -2,5 -1,4 0 0,7 1,4 2,0
34,4 34,2 33,9 33,2 32,7 31,5 30,8 29,9 28,9 28,5 28,1 27,7
-4,0 -2,0 -1,0 0 1,0 2,0 3,0 — — — — —
32,9 30,8 30,0 29,3 28,7 28,1 27,5 — — — — —
-5,3 -3,3 -2,3 -1,1 0 1,3 3,0 — — — — —
33,4 31,5 30,8 29,9 29,2 28,2 27,5 — — — — —
-6,3 -5,5 -4,0 -2,6 0 2,1 4,0 — — — — —
34,7 34,1 32,8 31,7 29,9 28,8 27,8 — — — — —
-5,5 —4.4 -2,2 0 1,0 2,2 4,0 — — — — —
34,2 33,1 31,2 29,7 29,1 28,6 27,8 — — — — —
-6,0 —4; 5 -2,7 -1,3 0 2,0 4,0 — — — — —
34,6 33,0 31,3 30,2 29,9 28,5 27,8 — — — — —
-7,3 -6,6 -5,9 -5,4 -4,0 -2,8 -1,5 0 1,1 2,2 4,0 5,5
35,8 35,4 34,9 34,3 33,3 32,4 31,5 30,6 30,0 29,5 28,9 28,4
-7,6 -7,1 -6,5 -5,5 -4,3 -3,2 -2,0 0 1,1 2,1 3,6 5,5
36,8 36,5 36,0 35,1 34,0 33,0 32,1 30,7 30,1 29,6 29,1 28,6
-8,5 -7,7 -7,1 -5,8 -4,6 -3,4 -2,1 0 1,0 2,0 3,6 5,5
37,5 37,1 36,7 35,4 34,2 33,1 32,0 30,6 30,0 29,5 28,9 28,4
-8,3 -7,9 -7,4 -6,2 -5,0 -3,7 -2,4 0 1,0 2,0 3,5 5,0
37,9 37,7 37,3 35,9 34,6 33,3 32,1 30,3 29,7 29,3 28,8 28,5
-8,1 -7,3 -6,5 -5,6 —4.1 -2,7 -1,1 0 0,9 3,0 5,0 7,0
37,4 37,0 36,4 35,6 34,4 33,3 32,2 31,5 31,0 30,0 29,4 29,0
-8,0 -7,2 -5,8 -4,5 -3,0 -1,5 0 1,0 2,0 3,2 5,0 7,0
37,8 37,2 36,0 34,8 33,6 32,5 31,6 31,0 30,5 30,0 29,6 29,2
-8,2 -7,5 —6.1 —4,7 -3,4 -1,8 0 м 2,1 3,5 5,3 7,0
38,6 38,0 36,6 35,2 34,0 32,7 31,5 30,8 30,3 29,8 29,5 29,2
-9,6 -8,7 -8,0 -6,3 -4,8 -3,0 -1,5 0 1,0 3,0 5,3 8,5
43,7 43,3 42,8 41,3 40,0 38,5 37,4 36,4 35,8 34,8 34,0 33,3
-9,4 -8,6 -8,2 -6,7 -5,2 -3,5 -2,0 0 1,0 3,2 4,7 9,0
44,4 43,9 43,5 42,0 40,5 39,0 37,7 36,2 35,6 34,5 34,1 33,9
-10,0 -9,4 -9,0 -7,2 -5,4 -3,6 -1,5 0 1,0 4,0 6,0 8,0
44,7 44,4 44,1 42,5 40,9 39,4 37,8 36,7 36,1 34,6 34,0 33,5
-10,5 -9,7 “9,4 -9,3 -7,0 -6,2 —3.7 -2,5 0 1,7 3,7 8,0
46,8 46,2 45,9 45,8 43,9 41,9 39,4 38,3 36,2 35,3 34,5 33,5
-11,1 -10,5 -10,2 -9,8 -8,1 -6,3 -4,2 -2,7 0 2,5 5,0 9,0
47,3 47,0 46,8 46,3 44,3 42,3 40,2 38,8 36,0 35,4 34,6 33,9
-12,0 -10,9 -10,2 -8,5 -6,6 -4,8 -2,9 0 2,0 5,9 7,5 9,5
47,4 46,9 46,3 44,2 42,1 40,3 38,6 36,6 35,7 34,4 34,2 34,2
526
Глава 7. Проектирование фрез
Размеры профиля фрез для канавок насадных зенкеров
Диаметр зенкера Координаты профиля Номера точек
0 1 2 3 4 5 6 7
36,0 X -16,0 -15,7 -15,5 -15,0 -14,6 -13,9 -12,8 -11,9
У 36,2 37,2 38,0 39,4 40,3 41,0 41,5 41,5
37,0 X -15,8 -15,5 -15,0 -14,2 -13,1 -12,0 -11,1 —8.7
У 36,0 37,5 39,0 40,5 41,2 41,5 41,4 40,6
38,0 X -15,9 -15,7 -15,6 -15,3 -14,8 -14,0 -13,0 -12,1
У 36,0 36,8 37,8 38,9 39,8 40,7 41,2 41,4
40,0 X -16,0 -15,7 -15,5 -15,0 -14,4 -13,5 -12,5 -11,5
У 36,0 37,3 38,4 39,7 41,9 41,6 42,1 42,2
42,0 X -16,5 -16,1 -15,9 -15,4 -14,7 -13,9 -13,0 -11,9
У 37,0 38,0 38,9 40,0 41,0 41,6 42,0 42,1
44,0 X -17,0 -16,8 -16,5 -16,1 -15,1 -13,5 -12,5 -11,0
У 36,0 37,1 38,2 39,9 41,0 42,0 42,0 41,8
45,0 X -18,4 -18,0 -17,8 -17,2 -16,6 -15,7 -14,5 -12,8
У 38,0 39,4 40,0 41,5 42,6 43,5 44,0 44,0
46,0 X -17,5 -17,4 -17,1 -16,5 -15,7 -14,5 -12,8 -11,3
У 37,0 38,1 39,3 40,6 41,9 43,1 43,8 43,7
47,0 X -17,8 -17,5 -17,2 -16,5 -15,6 -14,4 -13,0 -11,5
V 37,0 38,4 39,8 41,3 42,7 43,5 43,9 43,8
48,0 X -18,0 -17,8 -17,3 -16,8 -16,0 -15,0 -13,9 -12,5
У 37,0 38,4 40,0 41,4 42,5 43,4 43,8 43,8
50,0 X -19,0 -18,8 -18,5 -18,0 -17,2 -15,8 -14,2 -12,7
У 38,0 39,1 40,7 42,0 43,4 44,4 44,8 44,6
52,0 X -20,0 -19,7 -19,3 -18,6 -17,4 -16,5 -15,5 -15,1
У 37,0 38,3 39,9 41,9 43,5 44,2 44,6 44,7
55,0 X -21,9 -21,5 -21,4 -20,9 -20,3 -19,3 -18,0 -16,5
У 38,0 39,3 40,5 41,9 43,4 45,0 46,0 46,4
56,0 X -21,0 -20,6 -20,3 -19,6 -18,6 -16,8 -15,1 -13,0
У 42,0 43,6 45,3 46,9 48,2 49,7 50,1 49,9
58,0 X -20,3 -20,2 -19,8 -18,4 -16,7 -13,3 -12,2 -9,8
У 43,0 42,2 46,0 47,3 48,6 49,8 50,3 50,2
60,0 X -21,0 -20,7 -20,3 -19,6 -18,2 -17,2 -16,2 -14,7
У 43,0 44,5 46,0 47,5 49,0 49,8 50,2 50,3
62,0 X -21,5 -21,3 -21,0 -20,4 -19,4 -18,3 -16,5 -15,1
У 42,0 43,7 45,5 47,0 48,4 49,4 50,1 50,2
63,0 X -22,4 -22,3 -22,0 -21,6 -21,0 -19,7 -18,0 -16,4
и 43,0 44,0 45,6 47,0 48,5 49,8 50,0 51,2
65,0 X -23,0 -22,8 -22,5 -21,9 -21,0 -19,6 -18,4 -17,0
У 43,0 44,5 46,0 47,9 49,4 50,5 50,8 51,0
67,0 X -24,2 -24,0 -23,7 -23,5 -22,6 -21,5 -19,9 -18,0
У 43,0 44,5 45,6 47,0 48,7 50,5 51,9 52,7
70,0 X -24,5 -24,2 -23,9 -23,0 -21,5 -19,9 -18,5 -17,4
У 43,0 44,9 46,9 48,9 50,9 52,2 52,7 52,8
72,0 X -25,0 -24,9 -24,5 -24,1 -23,3 -22,1 -20,2 -18,7
У 43,0 44,1 46,0 47,5 49,5 51,0 52,2 52,6
75,0 X -25,0 -24,9 -24,6 -24,4 -24,1 -23,7 -23,1 -21,0
У 43,0 44,0 45,0 46,0 47,1 48,7 50,0 52,0
80,0 X -28,0 -27,6 -27,2 -26,9 -26,3 -25,2 -23,6 -22,0
ч. 44,0 45,9 47,5 49,0 50,5 52,1 53,4 54,2
7.6. Профилирование фасонных фрез для обработки пространственных профилей 527
Таблица 7.60
для обработки легких сплавов, мм (ГОСТ 21584—76)
Номера точек
8 9 10 11 12 13 14 15 16 17 18 19
-11,0 -8,9 -6,5 —4,1 -2,0 0 2,1 5,0 8,0 10,5 12,5 15,0
41,2 40,3 39,4 38,6 37,9 37,3 36,2 35,6 35,8 35,8 36,8 36,2
-6,2 —3,0 0 1,3 3,6 6,0 7,9 9,8 11,4 13,1 15,0 17,0
39,4 38,3 37,5 37,2 36,7 36,5 36,5 36,4 36,4 36,4 36,6 36,8
-11,0 -9,8 -8,8 -6,7 -4,6 -2,6 0 2,0 3,9 7,0 11,9 17,0
41,3 40,8 40,2 39,3 38,5 38,0 37,3 36,9 36,6 36,5 36,5 37,1
-10,5 -8,5 -6,5 —4,4 -2,0 0 2,0 4,6 7,0 10,0 13,7 19,0
42,0 41,5 40,9 40,4 39,9 39,5 39,0 38,6 38,2 37,8 37,7 37,5
-10,3 -8,5 -5,5 —3,1 0 1,8 4,3 7,0 9,0 11,8 15,5 19,0
41,7 41,1 40,2 39,6 39,0 38,7 38,3 38,0 37,9 37,7 37,7 37,8
-9,7 -8,0 -5,0 -2,2 0 1,9 4,8 7,4 10,9 14,0 17,1 21,0
41,4 40,8 39,9 39,2 38,7 38,4 38,0 37,8 37,7 37,9 38,1 38,8
-11,4 -9,2 -6,0 —3,8 0 2,0 4,9 7,6 10,0 12,5 15,0 20,0
43,4 42,6 41,4 40,6 39,5 39,0 38,7 38,5 38,0 38,0 38,1 38,5
-9,9 -7,9 -5,9 -3,5 0 2,0 4,0 6,2 9,0 12,2 16,0 19,8
43,5 42,9 42,4 41,9 41,0 40,6 40,3 40,0 39,8 39,5 39,2 39,0
-9,1 -7,0 -4,6 0 2,0 4,6 7,6 9,9 12,4 14,9 18,2 22,0
43,2 42,6 42,0 41,0 40,6 40,1 39,6 39,4 39,2 39,1 39,1 39,2
-11,0 -9,0 -6,9 -4,8 -2,8 0 2,0 5,0 9,0 13,8 18,9 23,0
43,6 43,0 42,4 41,9 41,4 41,0 40,5 40,0 39,6 39,2 39,3 40,0
-11,1 -8,5 -6,0 -3,8 -1,0 0 2,3 5,0 7,0 9,2 11,8 14,0
43,9 42,5 41,2 40,0 38,9 38,5 37,7 36,8 36,2 35,1 35,1 35,0
-14,3 -12,9 -10,0 -7,1 —4.4 -2,0 0 1,9 3,9 7,5 11,0 13,0
44,8 44,5 43,0 41,3 40,0 39,0 38,3 37,6 37,0 36,0 35,3 35,1
-14,8 -13,0 -11,0 -9,0 -6,0 -3,0 0 2,0 4,3 7,0 10,5 15,0
46,3 45,6 44,3 42,8 41,0 39,4 38,0 37,3 36,5 35,9 35,2 35,0
-11,3 -9,4 -7,6 -5,1 -2,5 0 2,0 4,3 6,5 8,7 11,9 15,0
49,2 48,3 47,2 46,0 44,8 43,7 43,0 42,2 41,6 41,0 40,1 39,6
-11,0 -8,9 -7,5 -4,6 -2,0 0 1,5 3,7 6,2 8,5 12,0 17,0
50,0 48,8 47,6 46,3 45,3 44,5 44,0 43,3 42,7 42,0 41,5 40,8
-13,0 -11,4 -9,6 -7,7 -5,9 -3,0 0 1,9 4,5 8,6 12,5 18,0
50,1 49,6 48,8 47,6 46,6 45,5 44,5 43,9 43,1 42,1 41,6 41,2
-14,0 -12,6 -9,8 -7,2 -4,9 -2,2 0 2,0 5,4 8,6 13,0 20,0
50,0 49,5 48,2 46,9 45,9 45,0 44,2 43,6 42,7 42,0 41,5 41,5
-15,0 -14,0 -10,9 -7,0 —4.0 -1,5 0 3,2 5,8 8,8 13,0 19,0
51,0 50,5 48,8 47,0 45,7 44,6 44,1 43,1 42,4 41,8 41,2 41,0
-15,0 -14,0 -10,2 -7,0 -4,0 -1,5 0 2,8 6,0 9,0 13,0 20,0
50,6 49,6 48,2 46,7 45,0 44,5 44,0 43,0 42,2 41,6 41,3 41,4
-16,9 -15,0 -13,0 -10,0 -7,1 -3,0 0 4,0 8,0 11,0 15,0 20,0
53,0 52,5 51,5 50,1 48,8 47,2 45,9 44,5 43,4 42,6 42,0 41,7
-15,4 -13,0 -9,0 -5,0 -2,0 0 2,9 6,5 9,5 12,5 17,0 23,0
52,5 51,3 49,4 47,6 46,4 45,6 44,6 43,7 43,0 42,5 42,0 42,0
-17,9 -16,3 -14,4 -11,9 -8,0 —3,0 0 2,0 4,3 7,0 11,0 14,0
52,7 52,6 51,7 50,1 47,4 44,5 43,0 42,1 41,3 40,4 39,4 38,7
-19,5 -18,0 -17,0 -15,8 -14,4 -10,0 -6,0 -2,2 0 3,5 7,7 15,0
52,6 53,0 53,0 52,7 52,0 49,2 46,9 44,9 44,0 42,5 41,3 39,9
-22,0 -17,6 -15,0 -11,9 —8,3 -3,9 0 2,3 5,0 8,0 11,0 15,0
54,5 53,8 51,9 49,5 47,2 44,7 42,9 42,0 41,0 40,2 39,6 39,0
528
Глава 7. Проектирование фрез
Размеры профиля фрез для канавок зенкеров, оснащенных твердосплавными
Диаметр зенкера Координаты профиля Номера точек
0 1 2 3 4 5 6 7
36,0 X -17,5 -16,5 -16,0 -15,1 -14,5 -13,9 -13,0 -12,3
У 35,0 37,8 39,3 41,3 42,1 42,4 42,3 42,0
37,0 X -18,0 -17,2 -16,5 -16,0 -15,5 -15,0 -14,4 -13,6
У 35,9 38,1 39,9 41,0 42,0 42,7 43,0 42,9
38,0 X -18,0 -17,2 -16,5 -15,5 -15,1 -14,5 -13,9 -13,4
У 36,3 38,2 39,9 42,0 42,7 43,1 43,0 42,8
40,0 X -19,5 -18,5 -17,7 -16,5 -16,0 -15,4 -14,5 -13,4
У 36,3 38,8 41,0 43,7 44,2 44,3 44,2 43,7
42,0 X -95,0 -18,7 -18,2 -17,7 -17,2 -16,7 -16,4 -15,7
У 36,3 38,8 40,4 41,7 42,7 43,6 44,0 44,4
44,0 X -20,0 -19,3 -18,8 -18,2 -17,5 -17,0 -16,3 -15,3
У 36,7 38,6 40,0 41,5 43,0 43,8 44,2 44,0
45,0 X -20,0 -19,2 -18,5 -17,4 -17,0 -16,4 -15,3 -14,4
У 36,0 38,7 40,8 43,4 44,0 44,4 44,1 43,7
46,0 X -21,0 -20,3 -19,5 -18,3 -17,6 -16,8 -16,0 -15,1
У 37,2 39,2 41,3 44,0 44,9 45,3 45,3 45,0
47,0 X -21,0 -20,2 -19,5 -18,3 -17,8 -17,0 -16,0 -15,1
У 36,8 39,2 41,5 44,2 45,0 45,5 45,4 45,1
48,0 X -21,0 -20,5 -19,7 -19,2 -18,6 -18,1 -17,3 -16,5
У 37,5 39,2 41,5 42,7 44,0 44,8 45,4 45,4
52,0 X -23,5 -22,5 -21,5 -20,9 -20,0 -19,6 -18,8 -18,0
У 37,7 40,1 42,5 44,1 45,9 46,5 47,0 47,1
55,0 X -24,5 -23,7 -22,6 -21,7 -20,7 -19,5 -18,5 -17,5
У 39,0 41,1 43,9 45,9 47,8 48,9 48,9 48,4
56,0 X -25,0 -23,8 -23,0 -22,4 -21,5 -21,0 -20,0 -19,0
У 41,6 45,1 47,6 49,2 51,0 51,8 52,5 52,7
58,0 X -26,0 -24,8 -23,9 -23,1 -22,2 -21,5 -20,6 -19,5
У 42,1 45,5 48,1 50,0 51,9 52,8 53,4 53,6
60,0 X -26,0 -25,0 -24,4 -23,8 -22,9 -21,0 -21,0 -20,0
У 44,0 46,5 48,1 49,5 51,5 52,8 53,3 53,4
62,0 X -26,0 -25,5 -24,6 -24,0 -23,1 -22,5 -21,6 -20,5
У 43,7 45,4 48,2 49,8 51,7 52,7 53,4 53,6
63,0 X -26,0 -25,3 -25,0 -24,9 -24,1 -23,5 -22,9 -21,8
У 44,0 45,0 46,7 48,0 49,7 51,2 52,3 53,3
65,0 X -26,7 -26,2 -25,8 -25,2 -24,6 -24,0 -23,4 -22,3
У 45,0 46,5 47,9 49,3 50,6 52,0 53,2 54,3
67,0 X -27,5 -27,0 -26,5 -26,0 -25,5 -24,6 -23,7 -22,5
У 45,0 46,5 47,9 49,4 50,6 52,5 54,0 54,7
70,0 X -27,6 -27,2 -26,6 -26,2 -25,5 -24,7 -23,0 -23,0
У 45,0 46,4 48,0 49,5 51,0 53,0 54,0 54,9
72,0 X -27,9 -27,5 -27,0 -26,7 -26,2 -25,8 -25,0 -23,7
У 45,0 46,9 48,0 49,4 50,6 51,9 53,1 54,4
75,0 X -28,2 -27,9 -27,5 -26,9 -26,0 -24,5 -23,1 -21,4
У 45,0 46,5 48,0 49,9 52,5 54,4 55,3 55,8
80,0 X -29,1 -28,7 -28,1 -27,5 -26,9 -25,8 -24,0 -22,4
У 45,0 46,5 48,1 50,3 52,1 53,7 55,0 55,7
7.6. Профилирование фасонных фрез для обработки пространственных профилей 529
Таблица 7.61
пластинами, для обработки легких сплавов, мм (ГОСТ 21585—76)
Номера точек
8 9 10 11 12 13 14 15 16 17 18 19
-11,0 -9,4 -7,9 -6.1 -4,0 -1,9 0 2,2 5,8 9,0 11,5 14,5
41,3 40,5 39,8 39,0 38,1 37,9 36,8 36,2 35,5 35,1 35,0 34,9
-13,0 -12,0 -10,4 -7,8 -5,0 -2,1 0 1,8 5,1 8,1 12,3 15,0
42,6 42,0 41,2 39,9 38,7 37,6 36,9 36,4 35,7 35,3 35,2 35,3
-12,8 -12,0 -10,3 -7,7 -4,8 -1,8 0 2,0 6,0 9,0 12,6 15,0
42,6 42,1 41,2 39,9 38,6 37,5 36,9 36,4 35,7 35,5 35,6 35,9
-12,0 -11,1 -8,0 -5,9 -3,9 -2,0 0 3,2 6,1 9,7 12,5 15,5
43,0 42,6 41,2 40,3 39,5 38,8 38,1 37,1 36,4 35,7 35,3 '34,9
-15,1 -14,4 -13,5 -10,8 -8,2 -5,5 0 3,3 6,1 9,0 14,0 17,0
44,3 44,0 43,6 42,4 41,2 40,1 38,3 37,4 36,8 36,4 36,1 36,0
-14,0 -11,9 -10,0 -6,0 -3,0 0 3,0 5,6 9,0 11,5 14,5 17,0
43,4 42,3 41,4 39,7 38,6 37,1 36,9 36,4 36,0 35,9 36,0 36,2
-13,0 -11,0 -8,5 -7,0 -5,2 -1,9 0 1,9 3,3 8,0 14,0 18,5
43,0 42,0 40,9 40,3 39,6 38,5 38,0 37,5 37,2 36,5 36,5 37,2
-14,0 -11,7 -8,2 -5,0 -2,8 0 2,1 4,9 8,1 12,0 15,0 17,0
44,5 43,5 42,0 40,8 40,0 39,0 38,4 37,6 36,9 36,3 36,0 35,8
-13,5 -12,0 -8,0 -5,5 -2,5 0 1,8 5,3 9,0 12,5 16,2 19,0
44,4 43,8 42,2 41,3 40,3 39,5 39,0 38,1 37,4 36,9 36,7 36,6
-15,7 -15,0 -13,6 -12,1 -8,5 -4,4 0 4,0 8,0 12,0 16,9 18,9
45,1 44,8 44,2 43,6 42,2 40,7 39,3 38,3 37,5 37,0 36,9 36,9
-17,0 -16,0 -14,0 -11,9 -9,9 -7,5 -4,9 -2,6 0 2,0 6,3 8,5
46,8 46,1 44,4 42,8 41,3 39,6 38,0 36,7 35,4 34,6 33,2 32,5
-16,5 -14,9 -13,0 -10,5 -7,9 -5,5 -3,0 0 2,1 4,6 7,3 9,5
47,5 46,0 44,4 42,4 40,6 39,0 37,0 36,0 35,0 34,1 33,5 33,1
-18,0 -16,9 -15,0 -12,9 -9,6 -6,0 -2,2 0 2,1 5,0 7,3 10,0
52,6 52,1 50,7 49,2 46,9 44,6 42,4 41,3 40,3 39,1 38,3 37,3
-18,4 -17,4 -15,0 -13,4 -11,0 -6,9 -4,0 0 1,8 5,0 7,4 9,8
53,3 52,7 50,8 49,6 47,8 45,0 43,2 41,1 40,2 38,9 38,1 37,5
-18,9 -17,8 -16,0 -13,8 -11,9 -9,0 -6,5 -2,6 0 2,2 5,9 11,0
53,1 52,5 51,1 49,4 48,0 46,0 44,4 42,2 40,9 40,0 38,7 37,4
-19,4 -18,7 -18,1 -14,5 -10,5 -6,4 -3,1 0 1,9 6,4 10,2 12,4
53,4 53,1 52,7 50,0 47,2 44,7 43,0 41,6 40,9 39,5 38,6 38,1
-21,0 -19,7 -18,0 -15,7 -13,2 -9,7 -7,0 -4,0 -1,7 0 2,5 5,0
53,5 53,1 52,2 50,5 48,8 46,4 44,7 43,2 42,1 41,5 40,5 39,8
-21,0 -19,0 -16,9 -13,9 -10,7 -7,0 -3,0 0 3,0 6,0 10,0 15,0
54,5 53,9 52,0 49,7 47,6 45,4 43,2 42,0 41,0 40,2 39,4 38,8
-21,5 -19,6 -18,4 -15,0 -11,0 -6,7 -3,0 0 3,0 5,9 11,0 14,0
54,8 54,5 53,9 51,6 49,0 46,4 44,4 43,0 41,8 40,8 39,5 38,5
-22,0 -21,0 -19,2 -16,0 -12,0 -8,0 -4,0 0 4,2 8,0 12,0 16,0
55,1 55,0 54,5 52,5 49,8 47,4 45,4 43,5 42,1 41,0 40,1 39,5
-22,0 -20,0 -18,7 -16,7 -14,2 -11,3 -6,8 -4,0 0 2,0 5,5 8,0
54,8 54,5 53,7 52,4 50,3 46,6 44,4 42,3 40,0 39,0 37,8 37,0
-19,3 -16,5 -13,2 -10,2 -6,3 -2,5 0 1,7 4,0 6,0 8,0 11,0
55,3 54,0 51,0 48,0 45,3 43,0 41,8 40,9 40,0 39,2 38,5 37,3
-21,1 -19,1 -17,0 -14,4 -11,7 -8,9 -5,0 0 2,5 5,9 9,0 13,0
55,7 54,9 53,1 51,0 49,1 47,0 44,6 42,1 40,6 40,0 39,1 38,5
Глава
ПРОЕКТИРОВАНИЕ
ПРОТЯЖЕК И ПРОШИВОК
Области применения протягивания
В настоящее время протягивание широко используется в массовом и серий-
ном производстве при обработке сквозных отверстий и наружных поверхностей
различной формы. При этом наряду с высокой производительностью сравнительно
легко достигаются квалитет точности 6-8 и шероховатость до Ra 0,63 мкм обра-
ботанной поверхности.
Протягиванием могут обрабатываться поверхности деталей, расположенные
как свободно, так и с необходимой точностью относительно базовых поверхностей.
В соответствии с этим различают два основных способа протягивания — свободное
и координатное. В первом случае в процессе обработки деталь жестко не фикси-
руется относительно базовых поверхностей. Центрирование и направление де-
тали выполняются за счет равновесия сил резания. При этом обеспечиваются
только точность контура обработанной поверхности и его размеры. Координатное
протягивание осуществляется с использованием специальных приспособлений,
обеспечивающих точное взаимное расположение протяжки и обрабатываемого
изделия, за счет чего достигаются как заданная форма и размеры обработанных
поверхностей, так и их точное (до 0,02...0,03 мм) расположение относительно
базовых поверхностей.
Протяжки разделяются на два вида: внутренние, которыми обрабатываются
отверстия, и наружные, используемые для обработки незамкнутых, или откры-
тых, наружных поверхностей.
8.2. Схемы резания при протягивании
531
Для процесса протягивания характерна прерывистость работы режущих
лезвий инструмента. Они находятся в контакте с обрабатываемой деталью срав-
нительно непродолжительное время, а при обратном ходе протяжка как бы «от-
дыхает»; врезание зубьев происходит с ударом, т.е. инструмент испытывает
динамические нагрузки. Кроме того, обработка осуществляется со сравнитель-
но малыми толщинами среза, когда сильное влияние на процесс срезания слоя
металла оказывает радиус округления режущего лезвия. Процесс протягивания
обычно осуществляется с обильным охлаждением. Принципиальная кинемати-
ческая схема протягивания базируется на прямолинейном движении, совершае-
мом чаще всего протяжкой, реже деталью; это движение определяет скорость
резания. Движение подачи, без которого невозможно срезание припуска, зало-
жено в конструкции рабочей части протяжки. Благодаря превышению каждого
последующего зуба (или группы зубьев) над предыдущим (предыдущими) про-
исходит снятие слоя толщиной а, которая соответствует подаче — подъему на
зуб протяжки 8г или на группу (секцию) зубьев S.
Схемы резания при протягивании
Общие сведения. Схема резания определяется следующими основными при-
знаками:
• какой режущей кромкой — главной или вспомогательной — формируется
заданный контур;
• в какой последовательности возрастают рабочие размеры зубьев (подъемы
на зуб) — на всех зубьях последовательно или подъем имеют группы зубьев,
а в пределах данной группы зубья имеют одинаковый рабочий размер;
• какова форма стружкоразделителей, разделяющих лезвие на отдельные
рабочие участки (канавки, шлицы, выкружки, фаски и т.д.).
В настоящее время применяют две схемы резания в зависимости от порядка
срезания всего припуска и две схемы в зависимости от порядка срезания каждо-
го слоя припуска.
В зависимости от порядка срезания припуска различают профильную и ге-
нераторную схемы. Профильная схема резания (рис. 8.1, а, в) характеризуется
тем, что все зубья имеют форму, подобную форме окончательно обработанной
Рис. 8.1. Схемы срезания припуска в отверстиях и на наружных поверхностях
532
Глава 8. Проектирование протяжек и прошивок
поверхности (в рассматриваемом случае квадратную), но размер их постепенно
увеличивается от первого режущего зуба к последнему, и обрабатываемая по-
верхность окончательно формируется главными режущими кромками послед-
него зуба.
Генераторная схема резания (рис. 8.1, б, г) отличается тем, что главные ре-
жущие кромки зубьев протяжки имеют форму, подобную форме обработанной
поверхности, а вспомогательные режущие кромки — форму, близкую к форме
обрабатываемой ими части поверхности. Поэтому обработанная поверхность
формируется вспомогательными режущими кромками всех режущих зубьев
протяжки.
Профильная схема резания обеспечивает более высокую точность и меньшую
шероховатость. Однако ее применяют редко (за исключением резания круглы-
ми протяжками), так как протяжки для обработки профильных поверхностей,
в основу конструкции которых положена профильная схема резания, гораздо
сложнее в изготовлении. Поэтому при проектировании протяжек для обработки
профильных поверхностей, например многогранных и шлицевых отверстий,
шпоночных пазов и т.д., как правило, применяют генераторную схему резания.
При профильной и генераторной схемах резания для разделения стружки
используют обычно стружкоделительные канавки, расположенные в шахматном
порядке. Вследствие этого стружки имеют утолщения (2S), которые являются
как бы «ребрами жесткости». Такие стружки труднее сворачиваются в валик
и требуют для своего размещения большего пространства во впадине. На участ-
ках зубьев, срезающих эти утолщения, часто возникают повышенные износы.
Технология шлифования стружкоразделительных канавок приводит к созданию
углов при вершине, равных или близких 90°, и вспомогательных задних углов ап
чаще всего близких к 0°, а иногда имеющих даже отрицательную величину (oq < 0°).
Такая геометрия уголков зуба и срезание стружек с утолщениями нерациональ-
ны, поскольку они способствуют снижению стойкости протяжек и увеличению
их длины.
Одинарная схема срезания припуска основана на том, что каждый зуб про-
тяжки срезает постоянный слой припуска по всему периметру обрабатываемой
поверхности. При групповой схеме каждый слой припуска срезается не одним,
а группой одинаковых по размеру зубьев протяжки. При меньшем количестве
зубьев в группе каждый из них срезает больший слой, а при большем количест-
ве — меньший. При резании по этой схеме группа зубьев срезает значительно
больший по толщине слой металла, чем слой, срезаемый каждым отдельным зу-
бом при одинарной схеме.
Срезание стружек без утолщений (в образующейся стружке отсутствует
«ребро жесткости») и рациональная геометрия уголков зуба позволяют полу-
чать равномерные износы по задней поверхности вдоль всего лезвия. При работе
протяжками групповой схемы каждая последующая группа зубьев работает по
ненаклепанному металлу, что улучшает условия эксплуатации протяжки.
Суммарная длина режущих кромок одного зуба при групповой схеме мень-
ше, чем при профильной, так как каждый зуб в этом случае обрабатывает только
часть профиля. При уменьшении суммарной длины кромок уменьшается сила
резания, т.е. принимая силу постоянной, можно увеличивать подъем на зуб.
8.2. Схемы резания при протягивании
533
Срезание металла толстыми слоями позволяет уменьшать длину протяжек,
причем это достигается без увеличения силы резания.
Правильно выбранная схема резания должна обеспечивать:
• возможность применения достаточно больших подъемов зубьев;
• срезание металла узкими слоями без утолщений;
• благоприятную геометрию уголков и вспомогательных режущих лезвий
зуба(е = 100...160° иарО");
возможно меньшую длину комплекта протяжек;
меньшую трудоемкость изготовления и переточки протяжек.
Схемы срезания припуска при обработке отверстий. При использовании
одинарной схемы срезания припуска режущие зубья протяжек для обработки
круглых отверстий круглые, со стружкоразделительными канавками, располо-
женными в шахматном порядке от зуба к зубу. При групповой схеме срезания
припуска используются широкие канавки в виде шлицев (шахматная схема,
рис. 8.2, а), в виде выкружек (переменного резания, рис. 8.2, б) и лыски (много-
гранная схема, рис. 8.2, в).
Для шлицевых и шпоночных протяжек переменного резания (рис. 8.3) харак-
терно наличие двух зубьев в группе.
Рис. 8.2. Конструктивные варианты круглых протяжек
групповой схемы срезания припуска:
1-3 — номера зубьев
534
Глава 8. Проектирование протяжек и прошивок
Рис. 8.3. Конструктивные варианты шлицевых и шпоночных протяжек
групповой схемы срезания припуска:
1,2 — номера зубьев
Из указанных схем наибольшее применение получили схемы переменного
резания (для круглых протяжек) и многогранная (для квадратных, шестигран-
ных и других многогранных протяжек).
Схемы срезания припуска при обработке наружных поверхностей. При оди-
нарной схеме срезания припуска (рис. 8.4) формирование заданного контура
осуществляется главным режущим лезвием последнего зуба, причем все зубья
имеют аналогичный профиль. Размеры зубьев возрастают последовательно
(подъем S делается на каждом зубе). При плоской или выпуклой цилиндриче-
ской форме лезвия протяжки с одинарной схемой просты в изготовлении, так
как профилирование и затачивание зуба производится на плоскошлифоваль-
ном станке. Для разделения стружек применяются узкие стружкоделительные
канавки, расположенные на соседних зубьях в шахматном порядке.
Рис. 8.4. Одинарная схема срезания припуска при протягивании:
а — плоскости; б — фасонной поверхности (вогнутой цилиндрической поверхности);
в — паза
При протягивании наружных поверхностей используется несколько разно-
видностей групповой схемы срезания припуска. Шахматная схема (рис. 8.5, а)
применяется для черновой части комплекта протяжек. Группы состоят из
двух-трех последовательно расположенных зубьев. Для образования рабочих
участков на первых зубьях группы выполняются шлицы, которые могут иметь
трапецеидальный профиль (е > 100°). За ними следуют зубья со сплошными
прямыми кромками. Для того чтобы они срезали металл только на опреде-
ленных участках профиля, высоту зуба со сплошной кромкой уменьшают на
8 = 0,02...0,04 мм по сравнению с первыми зубьями группы. Это занижение раз-
мера необходимо выдерживать в каждой группе при каждой переточке, что ус-
ложняет не только изготовление, но и переточку протяжек.
При цельной конструкции протяжек шахматная схема имеет существенный
недостаток: вспомогательные поверхности на шлицах выполняются неэатыло-
8.2. Схемы резания при протягивании
535
Y////A “
Ее
Зубья 2, 4, 6,...
Зубья 2, 4, 6,...
V77/77A
2-я протяжка
Рис. 8.5. Групповые схемы срезания припуска
при обработке наружных поверхностей
Зубья 2, 4, 6,...
ванными (at = 0°). Это ухудшает условия резания. При сборной конструкции,
когда зубья выполняются в виде отдельных ножей, получить at > 0° технологиче-
ски несложно.
Протяжки с шахматной схемой резания могут перетачиваться по задней гра-
ни. Для этого шлицы на первых зубьях секций выполняются глубокими и их
восстановление осуществляется только через 10-15 переточек.
Для протяжек с неширокими плоскими и фасонными лезвиями использует-
ся схема П.П. Юнкина (рис. 8.5, 5). В этой схеме группы состоят из двух зубьев,
расположенных рядом. Рабочие участки на первых зубьях группы образуются
с помощью двух затылованных фасок, так что уголки получают благоприятную
геометрию (е > 100°, 0Ц > 0°). При переточках необходимо выдерживать, как
и при шахматной схеме, занижение 0,02...0,04 мм на вторых зубьях каждой
группы. Допустима переточка по задней поверхности.
В схеме переменного резания (рис. 8.5, в) группы состоят из двух-трех после-
довательно расположенных зубьев. Рабочие участки на первых зубьях группы
образуются с помощью широких затылованных выкружек, так что обеспечива-
ется благоприятная геометрия уголков зуба. Последние зубья каждой группы
имеют лезвия полного профиля и занижение 0,02...0,04 мм по высоте. Это ус-
ложняет переточку протяжек, как и при предыдущих схемах.
Для протяжек, затачиваемых по задней поверхности, применять схему пере-
менного резания нерационально. Объясняется это тем, что выкружки для разделе-
ния стружек получаются неглубокими и пологими и нуждаются в восстановле-
нии через 1-3 переточки по задней грани. Восстановление выкружек занимает
много времени и требует высокой квалификации заточника.
Трапецеидальная схема срезания припуска (рис. 8.5, г) применяется, как
правило, для черновой части комплекта. На первой протяжке выполняют сквоз-
ные трапецеидальные шлицы с подъемами на каждый зуб. Рабочие участки
зубьев прорезают на детали шлицы на глубину общего перепада зубьев. Вторая
протяжка комплекта имеет сплошные плоские лезвия и подъемы на каждый
зуб. Она удаляет припуск на оставшихся участках обрабатываемого профиля.
Таким образом, на первой протяжке как бы собраны первые зубья всех групп,
на второй — вторые зубья всех групп.
536
Глава 8. Проектирование протяжек и прошивок
Занижение высоты зуба на 0,02...0,04 мм у последних зубьев каждой группы
не требуется. Занижается только последний зуб второй протяжки, что упрощает
изготовление и переточку протяжек по сравнению с другими схемами. Трапе-
цеидальные шлицы делаются достаточно глубокими, в результате чего протяж-
ки допускают 15-20 переточек без восстановления трапеции.
Затем трапеции могут быть восстановлены. При трапецеидальной схеме соз-
дается рациональная геометрия утолков зуба. Трапецеидальный профиль шли-
цев образует при вершине угол е > 105°. Шлифование шлицев производится
напроход и осуществляется при поднятом заднем торце протяжки, вследствие
чего на боковых сторонах трапеций образуются вспомогательные задние утлы
at > 0°. Трапецеидальная схема оправдана при обработке плоскостей, полукру-
гов, пазов, угловых и ряда фасонных поверхностей.
/ \ Протяжки и прошивки для обработки
kjjj круглых отверстий
8.3.1. Основные конструктивные элементы протяжек
Различают операции протягивания и прошивания, выполняемые соответст-
венно протяжками и прошивками. Различие этих инструментов заключается
в том, что протяжка имеет хвостовик для крепления ее в патроне, относительно
большую длину и работает на растяжение, а прошивка — на сжатие и продоль-
ный изгиб и не имеет хвостовика и шейки. Поскольку протяжки применяются
гораздо чаще, чем прошивки, основное внимание в данном параграфе уделим их
конструкциям.
Протяжка состоит из рабочей и присоединительной частей (рис. 8.6). Послед-
няя включает передний хвостовик, шейку, переходной направляющий конус
и переднюю направляющую часть.
Передний хвостовик 1 предназначен для соединения с патроном, с помощью
которого осуществляется связь штока станка с протяжкой, и передачи ей силы,
Рис. 8.6. Части круглой протяжки
8.3. Протяжки и прошивки для обработки круглых отверстий
537
необходимой для протягивания. Хвостовики могут иметь различную форму
в зависимости от способа крепления протяжки в патроне. Шейка 2 — промежу-
точное связующее звено между передним хвостовиком и рабочей частью про-
тяжки. Направляющий конус 3 служит для облегчения ввода протяжки в обраба-
тываемое отверстие.
Передняя направляющая часть 4 предназначена для правильного ориентиро-
вания и центрирования режущей части протяжки относительно обрабатываемого
отверстия, устранения перекосов и неравномерности нагрузки первых режущих
зубьев. Форма передней направляющей в поперечном сечении соответствует
форме отверстия до протягивания. Размеры ее устанавливаются исходя из тре-
бований гарантированного зазора направляющей части в протягиваемом от-
верстии.
Рабочая часть 5 служит для срезания припуска на протягивание и обеспече-
ния необходимых формы, размеров и шероховатости обработанного отверстия.
Она включает черновую часть, которая предназначена для срезания основной
части припуска, и переходную часть, служащую для постепенного уменьшения
сил при переходе от черновой части к чистовой и для зачистки грубой поверхно-
сти после обработки черновыми зубьями. Такая конструкция обеспечивает так-
же меньший износ зубьев чистовой режущей части.
Чистовая режущая часть служит для окончательного оформления протяги-
ваемого отверстия, получения необходимых точности размеров и шероховатости
поверхности.
Калибрующая часть предназначена для уменьшения рассеяния размера от-
верстия и сохранения размера протяжки при повторных заточках. Она направ-
ляет протяжку в отверстии в тот момент, когда чистовые зубья заканчивают
обработку отверстия. Размер калибрующих зубьев равен размеру последнего
чистового зуба. Окончательная шероховатость протянутого отверстия формиру-
ется только последними чистовыми зубьями. Калибрующие же зубья не только
не улучшают качество обработанной поверхности, но иногда могут повредить ее
вследствие перекоса протяжки и упругого деформирования обрабатываемой по-
верхности.
Задняя направляющая часть 6 служит для направления протяжки в отвер-
стии в конце цикла протягивания, по мере выхода чистовых режущих и калиб-
рующих зубьев из заготовки. Это предотвращает неправильную работу чистовых
режущих зубьев в конце цикла протягивания и одностороннее врезание калиб-
рующих зубьев, что могло бы исказить форму отверстия и искривить его ось.
Чаще всего форма задней направляющей части соответствует форме протянуто-
го отверстия. Она выполняется по размерам, обеспечивающим гарантирован-
ный зазор между протянутым отверстием и задним направлением протяжки.
Для поддержки протяжки при установке ее на станке, а также для возврата
протяжки в условиях автоматизированного производства после рабочего хода
в первоначальное положение применяется цапфа 7 или задний хвостовик 8, по
конструкции аналогичный переднему (рабочему) хвостовику, но более короткий.
С целью экономии инструментального материала передний и задний хвостовики
выполняются из конструкционных сталей и привариваются либо крепятся дру-
гими способами к рабочей части протяжки.
538
Глава 8. Проектирование протяжек и прошивок
В промышленности используются преимущественно режущие протяжки и про-
шивки. Однако для повышения эффективности обработки могут применяться
комбинированные конструкции, состоящие из режущей и выглаживающей час-
тей. Выглаживающая часть осуществляет поверхностное пластическое деформи-
рование обработанной поверхности, что способствует получению точности по ква-
литетам 7 и 6 и параметра шероховатости поверхности Ra = 0,8...0,16 мкм. При
этом достигается упрочнение поверхностного слоя, и в нем создаются сжимаю-
щие напряжения.
Выглаживающая часть комбинированных протяжек может быть выполнена
либо в виде набора колец, либо в виде монолитного многозубого твердосплавного
блока. Выглаживающие элементы размещаются после калибрующих зубьев ре-
жущей части и устанавливаются по посадке H6/h5. Могут использоваться два
варианта конструкции таких протяжек: с жестким креплением и с подпружи-
ненным креплением выглаживающих элементов.
При конструировании режуще-выглаживающих протяжек с задним хвосто-
виком выглаживающие элементы жестко зажимаются на концевой части про-
тяжки хвостовиком с внутренней резьбой и направляющей цилиндрической
выточкой. Посадка при центрировании хвостовика по цилиндрическому участ-
ку соответствует H7/h7 или H7/h6. Резьбовое соединение выполняется с полями
допусков 4Н5Н в хвостовике и 4h6h нателе протяжки. Хвостовик имеет лыски
для затягивания резьбового соединения. Наружный цилиндрический участок
заднего хвостовика окончательно шлифуется в сборе и служит задней направ-
ляющей протяжки.
Применение наборной выглаживающей части, состоящей из отдельных твер-
досплавных элементов, не исключает такие погрешности инструмента, как пере-
кос отдельных колец относительно оси, связанный с отклонением от перпенди-
кулярности торцов этих колец, взаимное смещение отдельных колец в радиаль-
ном направлении. Кроме того, при резьбовом креплении выглаживающей части
возможен перекос ее из-за перекоса опорных торцов резьбового соединения. Это
не только снижает точность обработанных отверстий, но и приводит к разруше-
нию колец твердого сплава. В связи с этим все более широкое применение в про-
мышленности находят комбинированные протяжки с выглаживающей частью
в виде монолитного многозубого твердосплавного блока.
При протягивании заготовок из чугуна и труднообрабатываемых материалов
режущая часть комбинированных режуще-выглаживающих протяжек может
выполняться из твердого сплава. Стойкость таких протяжек в среднем в 400 раз
превышает стойкость протяжек из быстрорежущей стали.
Деформирующие протяжки отличаются от выглаживающих большими на-
тягами на каждое кольцо (до 1 мм и более). При этом твердосплавные деформи-
рующие элементы выполняются однозубыми и разделяются дистанционными
втулками, длина которых зависит от размеров обрабатываемой заготовки. При
невысоких требованиях к точности (квалитет 10 или 11) и шероховатости по-
верхности (от Rz 40 мкм до Ra 2,5 мкм) детали типа втулок изготавливают из
необработанных заготовок в виде труб. После протягивания отклонения геомет-
рической формы отверстия исходной «черной» трубной заготовки уменьшаются
в 10-20 раз.
8.3. Протяжки и прошивки для обработки круглых отверстий
539
При повышенных требованиях к точности (квалитет 9 и выше) и высоких
требованиях к шероховатости обработанной поверхности (Ra = 0,16...1,25 мкм)
детали типа гильз со значительным отношением длины к диаметру отверстия
обрабатываются деформирующими протяжками после механической обработ-
ки отверстия. Комбинированные протяжки с деформирующими элементами
выполняются чаще всего деформирующе-режущими или деформирующе-режу-
ще-выглаживающими. Протяжки первого вида применяются при сравнительно
невысоких требованиях к качеству протянутого отверстия; поверхность заго-
товки — необработанная. Деформирующие элементы исправляют отклонения
формы отверстия исходной заготовки и снижают благодаря этому припуск на
обработку. Суммарный натяг на деформирующую часть должен превышать откло-
нение от круглости отверстия исходной заготовки. Режущая часть изготавлива-
ется из инструментальной стали. К переднему торцу режущей части приваривается
встык базовая оправка, оканчивающаяся резьбой. На оправку устанавливаются
деформирующие элементы из твердого сплава ВК15М и дистанционные втулки
между элементами по посадке Н7/Ь6. Передний хвостовик соединен с оправкой
резьбой.
8.3.2. Проектирование режущих протяжек
для обработки круглых отверстий
Исходные данные. При проектировании протяжек для обработки круглых
отверстий необходимы следующие исходные данные:
• данные о детали — диаметр протягиваемого отверстия; поле допуска
отверстия; марка обрабатываемого материала; наименьшая и наибольшая твер-
дость обрабатываемого материала, условия его термообработки; шероховатость
протянутой поверхности; длина протягиваемого отверстия; конструктивное ис-
полнение детали (наличие прерывистых поверхностей);
• данные о станке и приспособлении — длина рабочего хода станка;
тяговое усилие; конструкция патрона; толщина опорной планшайбы; размеры
опорной плиты; расстояние от торца рабочего патрона до опорной плоскости;
диапазон скоростей протягивания;
• тип производства — массовое, серийное, единичное;
• возможности инструментального производства — межцентро-
вые расстояния токарного, круглошлифовального и заточного станков; размеры
печей для термообработки; наименьший диаметр шлифовального круга заточ-
ного станка; угол наклона шпинделя заточного станка.
Последовательность проектирования. Проектирование протяжек произво-
дится в указанной ниже последовательности.
1. По табл. 8.1 устанавливают группу обрабатываемости по марке и твердо-
сти материала заготовки. Если в таблице нет заданной марки материала, то
группу обрабатываемости назначают для наиболее близкой по химическому со-
ставу и твердости марки материала, имеющейся в таблице.
540
Глава 8. Проектирование протяжек и прошивок
Таблица 8.1
Группы обрабатываемости протягиваемых материалов (ГОСТ 20365-74)
Стали (ГОСТ) Группа обрабатываемости
I II III IV V
Твердость НВ
А12, А20, АЗО (ГОСТ 1414-75*) <229 — — — —
10,15, 20, 25 (ГОСТ 1050-88) <229 — — — —
30,25, 40, 45, 50(ГОСТ 1050-88) <255 255...285 285...321 321...364 —
65, 70, 80 (ГОСТ 1050-88) <229 229...255 255...285 285...321 321.„364
15Г, 20Г, ЗОГ(ГОСТ 4543-71) <241 241...269 269...302 — —
60Г, 65Г, 70Г (ГОСТ 14959-79) <229 229...255 255...285 285...321 321...364
15Х, 15ХА, 20Х, ЗОХ (ГОСТ 4543-71) £255 255...302 — — ——
35Х, ЗОХРА, 38ХА, 40Х.45Х, 50Х (ГОСТ4543-71) <229 229...269 269...302 302...340 340...364
33XC.38XC, 40ХС (ГОСТ 4543-71) — £229 229...269 269...302 302...340
18ХГ, 20ХГР, 40ХГТР (ГОСТ 4543-71) <229 229...269 269...302 302...340 340...364
12ХН2,12ХНЗА, 12Х2Н4А, 20ХН, 20ХНР, 20ХНЗА, 20Х2Н4А, ЗОХНЗА, 40ХН, 50ХН(ГОСТ 4543-71) <241 241...269 269...321 321.„340 340...364
15ХФ (ГОСТ 4543-71) <229 229...269 269...302 302...340 340...364
40ХФА (ГОСТ 4543-71) — £255 255...285 285...321 321...340
15ХМ (ГОСТ 4543-71) <229 229...269 269...302 302...340 —
ЗОХМА, 35ХМ (ГОСТ 4543-71) — £229 229...269 269...321 321...340
20ХГНР, 38ХГН (ГОСТ 4543-71) <241 241...269 269...302 302...321 321...364
20ХГСА, 25ХГСА, ЗОХГС, 35ХГС (ГОСТ 4543-71) — £229 229...269 269...321 321.„340
20ХН4ФА (ГОСТ 4543-71) — — £255 255...285 285...321
25Х2Н4МА, 18Х2Н4МА (ГОСТ 4543-71) — — £255 255...285 285...321
40Х2Н2МА, 38Х2Н2МА (ГОСТ 4543-71) — £229 229...269 269...321 321...340
12Х2НЗМА, 20ХН2М(ГОСТ 4543-71) —— — £255 255...269 269...321
40ХН2МА (ГОСТ 4543-71) — — £269 269...321 321.„340
38Х2МЮА, 38Х2Ю (ГОСТ 4543-71) — — £269 269...302 302...340
18ХГТ (ГОСТ 4543-71) <255 255...302 302...321 — —
ЗОХГТ, 35ХГФ, 40ХГТР (ГОСТ 4543-71) <229 229...269 269...302 302...321 321.„340
15ГН2ТА (ГОСТ 4543-71) £229 229...269 269...302 302...321 —
ШХ15 (ГОСТ 801-78) — — — £229 —
Р9, Р18 (ГОСТ 19265-73) — — — — 207...255
8.3. Протяжки и прошивки для обработки круглых отверстий
541
Окончание табл. 8.1
Чугуны, медные Группа обрабатываемости
VI VII VIII IX X
Твердость НВ
Чугун серый СЧ15, СЧ18, СЧ20, СЧ25, СЧ40 (ГОСТ 1412-85) <197 197...269 — — —
Чугун ковкий ферритный КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 37-12 (ГОСТ 1215-79) <163 .— .— — .—
Чугун ковкий КЧ 45-7 со структурой зернистого перлита (ГОСТ 1215-79) <217 — — — —
Чугун ковкий КЧ 50-5, КЧ 55-4 (ГОСТ 1215-79) — 179...269 — — —
Чугун серый антифрикционный АЧС-1, АЧС-2, АЧС-3 (ГОСТ 1585-79) 160...229 — — — —
Чугун ковкий антифрикционный АЧК-1, АЧК-2 (ГОСТ 1585-79) 167...217 — — — —
Бронзы безоловянные БрА5, БрА7, БрАЖ9-4, БрАЖМц10-3-1,5, БрКМцЗ-1, БрКН1-3 (ГОСТ 18175-78); БрАЭЖЗЛ, БрАЮЖ4Н4Л (ГОСТ 493-79) 65...140 140...200
Бронзы оловянные БрО5Ц5С5, БрОЗЦ12С5, БрОЗЦ7С5Н1 (ГОСТ 613-79) .— .— <70 — .—
Бронзы оловянные БрОФ6,5-0,15, БрОФ4-0,25 (ГОСТ 5017-74) — — <130 130...200 —
Латунь ЛЦ16К4, ЛЦ40С, ЛЦ38Мц2С2 (ГОСТ 17711-93); Л63, Л68, Л70, ЛА77-2, ЛМц58-2, ЛМцА57-3-1, ЛО62-1, ЛС59-1, ЛАЖ60-1-1 (ГОСТ 15527-70) <160
Алюминиевые сплавы АЛ 1 — АЛ9, АЛ10В, АЛИ, АЛ13, АЛ 14В — АЛ 18В (ГОСТ 1583-93); Д1, Д16, АВ, АД, АД1, АМц, В95, АК4, АК6, АК8 (ГОСТ 4784-74) 50... 100
2. С помощью табл. 8.2 определяют группу качества протянутой поверхно-
сти по квалитету точности и параметру шероховатости поверхности отверстия,
заданного чертежом.
3. Выбирают инструментальный материал для рабочих частей протяжек
в зависимости от физико-механических свойств обрабатываемого материала,
формы и размеров обрабатываемых поверхностей, технических требований на
их изготовление и типа производства, в котором применяются протяжки. В массовом
и крупносерийном производстве рабочие части изготавливают из быстрорежу-
щих сталей марок Р6М5, Р6АМ6, Р9К6, Р9Ф5, Р9К6Ф6 и др. В мелкосерийном
542
Глава 8. Проектирование протяжек и прошивок
производстве применяют менее износостойкие инструментальные легирован-
ные стали ХВГ или ХВСГ, а также стали Р6АМ5, Р12ФЗ. Твердость рабочей час-
ти и задней направляющей — 62...65 HRC, передней направляющей — 61...64
HRC, замковой части хвостовика — 43...51 HRC.
Таблица 8.2
Группы качества протягиваемых цилиндрических отверстий
Группа качества Технические требования
Параметр шероховатости, мкм Квалитет точности
1 Ла<1,25 Все, начиная с 5
2 Ла <2,5 7,8
3 Яг <20 9,10
4 jRz<40 11 и грубее
Исполнение 1
Рис. 8.7. Хвостовики круглых протяжек с плоской опорной поверхностью
и боковыми лысками (ГОСТ 4044-70)
8.3. Протяжки и прошивки для обработки круглых отверстий
543
При протягивании деталей из труднообрабатываемых материалов, жаро-
прочных и нержавеющих сталей целесообразно применять протяжки, рабочая
часть которых изготовлена из твердых сплавов. При обработке обычных конст-
рукционных материалов (сталей и чугунов) твердосплавные протяжки следует
применять при скоростях резания не менее 30.. .50 м/мин, что повышает произво-
дительность обработки примерно в 4 раза, снижает стоимость операции в 3 раза
и более по сравнению с быстрорежущими протяжками. Одновременно уменьша-
ются шероховатость обработанных поверхностей и составляющие силы реза-
ния. Зубья протяжек сравнительно несложной формы с большими подъемами
на зуб или группу зубьев следует оснащать более прочными твердыми сплавами
марок ТТ7К12, ВК6-М и др., а с < 0,1 мм — твердыми сплавами марок Т5К10,
Т14К8, ВК8 и др.
4. Протяжки из быстрорежущей стали диаметром до 15 мм и протяжки
из легированных сталей всех размеров изготавливают цельными, диаметром
15...40 мм — сварными, диаметром свыше 40 мм — сварными или сборными.
В последнем случае хвостовик вместе с передней шейкой, переходным конусом
и частью передней направляющей соединяют с рабочей частью с помощью резьбы.
Хвостовик со стержнем протяжки сваривают по шейке на расстоянии 15... 2 5 мм
от начала переходного конуса. Материал хвостовика — обычно сталь 45Х или
40Х. Конструктивное исполнение хвостовиков цельных протяжек выбирают
в зависимости от имеющегося на станке патрона (рис. 8.7, 8.8, табл. 8.3, 8.4).
Рекомендуемые размеры навертных хвостовиков сборных протяжек приведены
на рис. 8.9 и в табл. 8.5.
Рис. 8.8. Хвостовики круглых протяжек о круговой выточкой (ГОСТ 4044-70)
544
Глава 8. Проектирование протяжек и прошивок
Таблица 8.3
Размеры хвостовиков круглых протяжек с плоской опорной поверхностью
и боковыми лысками, мм (ГОСТ 4044-70)
di е8 ^3 4-1,0 а сП d9 к It к k k ОС Г Площадь по сечению А-А, мм2
4,0 3,8 4,0 2,0 3,7 100 16 — 90 80 — 0,2 6,6
5,0 4,8 5,0 3,0 4,6 13,2
5,5 5,3 5,5 3,3 5,1 15,8
6,0 5,8 6,0 4,0 5,6 20,9
7,0 6,8 7,0 4,2 6,5 23,8
8,0 7,8 8,0 5,0 7,5 35,4
10,0 9,8 10,8 6,0 9,5 120 20 12 110 100 10° 61,5
12,0 11,7 12,0 8,0 11,5 85,2
14,0 13,7 14,0 8,0 13,5 20° 0,3 96,1
16,0 15,7 16,0 10,0 15,5 145,0
18,0 17,7 18,0 12,0 17,5 193,0
Таблица 8.4
Размеры хвостовиков круглых протяжек с круговой выточкой (ГОСТ 4044—70)
dx е8 d2 сП ^3 d;0’5 4-1,0 к ^3 к к к Ь2 е8 И гг С ОС Площадь по сечению А-А, мм2
12 8,0 11,7 12 120 20 20 12 ПО 100 10,5 0,2 0,6 0,5 10° 50,3
14 9,5 13,7 14 12,5 0,3 20° 70,9
16 11,0 15,7 16 14,0 95,0
18 13,0 17,7 18 16,0 132,7
20 15,0 19,7 20 140 25 25 16 120 120 17,0 1,0 176,7
22 17,0 21,7 22 19,0 30° 227,0
25 19,0 24,7 25 21,5 1,0 283,5
28 22,0 27,6 28 160 140 140 24,0 380,1
32 25,0 31,6 32 32 32 20 27,5 0,4 1,6 490,9
36 28,0 35,6 36 31,0 1,5 615,7
40 32,0 39,5 40 180 160 160 34,5 0,5 2,5 804,2
45 34,0 44,5 45 39,0 907,9
50 38,0 49,5 50 43,5 1134,1
56 42,0 55,4 56 210 40 40 25 190 190 48,5 0,6 4,0 1385,4
63 48,0 62,4 63 55,0 1809,6
70 53,0 69,4 70 61,0 2206,2
80 60,0 79,2 80 240 50 50 32 220 220 69,5 0,8 6,0 2,0 2827,4
90 70,0 89,2 90 78,5 3848,4
100 75,0 99,2 100 87,0 4417,9
8.3. Протяжки и прошивки для обработки круглых отверстий
545
Рис. 8.9. Навертной хвостовик (ГОСТ 28048-89)
Таблица 8.5
Размеры навертных хвостовиков, мм (ГОСТ 28048—89)
Форма D А d Н9 dt 7Н d2 L 1 И* S-,
1 45 — 32 М30х2 36 230 160 — 41
— 255 —
50 — 38 МЗбхЗ 42 230 — 46
— 255 —
63 — 50 М48хЗ 54 270 190 — 55
2 70 295 180 210
1 70 — 190 — 65
Чтобы хвостовик свободно проходил через отверстие в заготовке и в то же
время был достаточно прочным, диаметр его выбирают ближайшим меньшим к
диаметру отверстия до протягивания. Сила, допускаемая прочностью хвостови-
ка, рассчитывается по формуле
рх=[адп,
где [<*]р — допустимое напряжение при растяжении, МПа; Foa — площадь опас-
ного сечения хвостовика, мм2.
Площади опасных сечений А-А хвостовиков приведены в табл. 8.3, 8.4. Для
хвостовиков из быстрорежущей стали [о]р=400 МПа; для хвостовиков из сталей
ХВГи40Х [п]р = 300МПа.
Если сила протягивания, допускаемая прочностью хвостовика, значительно
превышает тяговое усилие, то диаметр хвостовика можно уменьшить. В этом
олучае хвостовику принятого диаметра должна соответствовать сила, допускае-
мая прочностью его опасного сечения, несколько большая, чем тяговая сила
станка.
546
Глава 8. Проектирование протяжек и прошивок
5. Передние углы протяжки зависят от обрабатываемого материала и назначе-
ния зубьев (табл. 8.6). Задние углы протяжек рекомендуется принимать в следую-
щих пределах: для черновых и переходных зубьев — 3°; для чистовых зубьев — 2°;
для калибрующих зубьев — 1°.
Углы заточки режущей части протяжек, град
Таблица 8.6
Обрабатываемый
материал
Стали I группы обрабатываемости, алю-
миниевые сплавы X группы обрабаты-
ваемости
Стали П и III групп обрабатываемости
Стали IV и V групп обрабатываемости
Чугуны ковкие VI и VII групп обраба-
тываемости
Чугуны серые VI и VII групп обрабаты-
ваемости, бронзы и латуни VHI и IX групп
обрабатываемости
Черновые
и переходные зубья
Форма у
Чистовые
и калибрующие зубья
Форма
Y
Примечание. Для протяжек диаметром менее 20 мм допускается постоянный передний
угол у= 10°.
На задних поверхностях черновых, переходных и чистовых зубьев может
выполняться цилиндрическая ленточка шириной не более 0,05 мм, на калиб-
рующих зубьях ширина ленточки может быть равна 0,2...0,6 мм.
6. Выбор рекомендуемой скорости протягивания тесно связан с требования-
ми к обработанной поверхности и обрабатываемым материалом (табл. 8.7) и оп-
ределяет период стойкости протяжки.
7. Полный припуск А на протягивание круглых отверстий определяют по
табл. 8.8. Тогда наименьший диаметр отверстия под протягивание Do = D - А,
где D — диаметр протянутого отверстия. Значение D принимается по минималь-
ному значению для отверстий квалитетов точности 7 и 8 и по максимальному
для отверстий квалитетов точности 11 и более грубых.
8. Выбор подъема на зуб S2 или на группу зубьев S имеет решающее значение
для процесса протягивания. Чем толще стружка, снимаемая одним зубом или
группой зубьев, тем короче будет протяжка, меньше ее стоимость и выше произ-
водительность процесса протягивания. Однако при срезании чрезмерно толстых
стружек увеличиваются силы резания, что может привести к разрыву протяжки,
а вместимость стружечных канавок может оказаться недостаточной для разме-
щения стружки, а следовательно, будет низким качество обработанных поверх-
8.3. Протяжки и прошивки для обработки круглых отверстий
547
ностей. Кроме того, величину наибольшего подъема ограничивают срывы или
сколы металла, появляющиеся при выходе зубьев из контакта с деталью, а так-
же задиры на обработанной поверхности.
Таблица 8.7
Рекомендуемые скорости протягивания круглых отверстий, м/мин
Тип производства Группа качества поверхности Обрабатываемый материал
Сталь Чугун, бронза Алюминиевые сплавы
I П III IV V VI, VIII, IX VII X
Массовое, 1 8 8 6 5 3 9 6 4
крупно- и сред- 2 9 9 8 6 4 12 6 6
несерийное 3 13 12 9 8 4 15 9 9
4 15 13 12 — — 15 13 12
Мелкосерийное и единичное 1-4 8 6 3 9 6 4
Примечания: 1. Влияние марки материала режущей части:
Марка стали Р18, Р12Ф5М Р6АМ5, Р12ФЗ Р6М5К5, Р6Ф2К8М5 ХВГ
Коэффициент 1,6 1,0 2,0 0,5
2. При протягивании сталей повышенной вязкости скорость резания снижается на
20...25 %.
3. Для протяжек диаметром свыше 100 мм скорость резания может быть снижена
иа 30 %.
Таблица 8.8
Припуски на диаметр под протягивание круглых отверстий, мм
Диаметр отверстия Отношение длины протягиваемого отверстия к его диаметру
до 1 до 2 ДоЗ свыше 3
10...18 0,65 0,3* 0,75 0,4* 0,75 0,5* 0,6*
18...30 0,8 0,4* 0,9 0,5* 1,0 0,5* 1,1 0,6*
1,1 1,2 1,3 —
30...50 0,5* 0,6* 0,7* 0,7*
— — 1,0** 1,2**
1,2 1,2 1,4 1,4
50...80 0,7* 0,7* 0,8* —
0,9** 1,0** 1,0** 1,2**
1,2 1,4 1,4 1,6
80...120 0,7* 0,8* 1,0* —
1,0** 1 1** 1,2** 1,3**
* При подготовке отверстия сверлением и развертыванием.
** При подготовке отверстия растачиванием.
548
Глава 8. Проектирование протяжек и прошивок
У протяжек одинарной схемы резания подъемы на зуб принимаются обычно
постоянными (табл. 8.9), за исключением нескольких последних зубьев (от 2 до 5),
на которых S2 постоянно уменьшается. Эти зубья называются переходными; они
необходимы для обеспечения плавности падения нагрузки на протяжку, что
способствует снижению шероховатости обработанной поверхности. Подъем на
зуб для последнего переходного зуба должен быть не более 0,01...0,02 мм.
Таблица 8.9
Подъемы режущих зубьев круглых протяжек
с одинарной схемой срезания припуска, мм
Обрабатываемый материал
Стали Чугуны Алюминиевые сплавы Бронза, латунь
углеродистые и малолегиро- ванные высоколеги- рованные серые ковкие
0,015...0,03 0,01...0,03 0,03...0,08 0,05...0,10 0,02...0,05 0,05...0,12
В протяжках с групповой схемой срезания припуска различают черновые
зубья, срезающие основную его часть, переходные и чистовые зубья, обеспечиваю-
щие требуемые шероховатость и размеры протянутой поверхности. При этом
черновые зубья работают с максимально допустимыми подъемами на зуб, пере-
ходные — с постоянно снижающимися подъемами, чистовые — с наименьшим
допускаемым подъемом (0,010...0,005 мм).
Черновые подъемы SlT, ограниченные режущей способностью протяжки,
приведены в табл. 8.10.
Таблица 8.10
Рекомендуемые подъемы черновых зубьев круглых протяжек
с групповой схемой срезания припуска, мм
Скорость резания, м/мин Группа обрабатываемости
I II III IV, V VI VII, VIII IX X
Группа качества протягиваемой поверхности (см. табл. 8.2)
1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2
ДоЗ 0,18 0,23 0,14 0,18 0,12 0,15 0,10 0,13 0,16 0,20 0,14 0,18 0,12 0,16 0,15 0,20
3...6 0,14 0,19 0,12 0,15 0,10 0,12 0,08 0,10 0,13 0,17 0,11 0,15 0,10 0,13 0,12 0,17
6...10 0,12 0,15 0,10 0,12 0,08 0,10 0,06 0,08 0,10 0,14 0,09 0,12 0,08 0,10 0,10 0,14
10...15 0,10 0,12 0,08 0,10 0,06 0,08 — — 0,08 0,12 0,07 0,10 0,06 0,08 0,08 0,12
9. Выбирают профиль зубьев и форму стружечных канавок протяжки. При
этом должны выполняться следующие требования:
• обеспечение наибольшего периода стойкости, что во многом зависит от ве-
личины углов у и а;
• форма стружечной канавки не должна препятствовать образованию струж-
ки и ее свободному завиванию в виток;
• объем канавки должен быть достаточным для размещения стружки;
8.3. Протяжки и прошивки для обработки круглых отверстий
549
• размеры зубьев должны иметь достаточные прочность, виброустойчивость
и обеспечивать возможно большее количество переточек, производимых, как
правило, по передней поверхности зубьев.
Чаще всего применяются следующие формы зубьев и стружечных канавок:
двухрадиусные канавки, используемые при обработке пластичных материалов
(рис. 8.10, а); канавки с плоской спинкой и радиусной передней поверхностью
зуба, применяемые при обработке хрупких материалов с образованием стружки
надлома (рис. 8.10, б); удлиненные канавки с радиусными спинкой и передней
поверхностью зубьев и прямолинейным участком по дну канавки, используе-
мые при обработке глубоких отверстий (рис. 8.10, в).
Рис. 8.10. Рекомендуемые формы зубьев и стружечных канавок круглых протяжек
При выборе глубины стружечной канавки необходимо учитывать площадь Fa
активного сечения ее профиля. Должно быть выдержано соотношение Fa > Fc,
где Fc = ISZK — площадь, занимаемая стружкой. Принимая Fa = лй2/4, глубину
стружечной канавки Л, необходимую для размещения стружки при подъеме
одинарных черновых зубьев на S2 или группы черновых зубьев на SzT, определя-
ют по формулам:
для сливной стружки
Л = 1,12837К7^; Л = 1,12837^/^7;
для стружки надлома
Л = 0,8917ТК/^; h = 0,8917^KlsSzT,
где ls — суммарная длина протягиваемых участков детали, мм.
Значения коэффициента К заполнения стружечной канавки для протяжек
с одинарной схемой срезания припуска можно принимать в соответствии с табл. 8.11.
Таблица 8.11
Значения коэффициентов заполнения стружечных канавок протяжек
с одинарной схемой срезания припуска
S,, мм Обрабатываемый материал
Сталь с <т„ МПа Чугун, бронза, свинцовистая латунь Латунь, алюминиевые сплавы
до 400 400...700 свыше 700
До 0,03 3,0 2,5 3,0 2,5 2,5
Свыше 0,03 до 0,07 4,0 3,0 3,5 2,5 3,0
Свыше 0,07 до 0,10 4,5 3,5 4,0 3,0 3,5
550
Глава 8. Проектирование протяжек и прошивок
Для протяжек с групповой схемой срезания припуска при обработке сталей
всех групп обрабатываемости и алюминиевых сплавов значения коэффициента К
равны 3,0 (допускается 2,5); для материалов VI, VII, VIII и IX групп обрабаты-
ваемости К = 2,5 (допускается 2,0).
Размеры стружечных канавок (см. рис. 8.10, а, б) можно рассчитать по соот-
ношениям:
t = (2,5...2,9)й; г = (0,5...0,55)й;
b = (0,3...0,35)t; п = (0,65...0,8)t.
У протяжек для обработки глубоких отверстий при 1/D > 5 (см. рис. 8.10, в)
рекомендуются следующие соотношения:
t = (l...l,2)5/z7; ft = (0,15...0,2)D; г = (0,5...0,55)й; ft = (1,5.. .1,6)VD.
Канавки с размерами, рассчитанными по указанным соотношениям, ис-
пользуются при изготовлении протяжек наиболее часто и получили название
« основные канавки». В отдельных случаях глубина h может быть увеличена или
уменьшена. Например, если вместимость канавки достаточна для размещения
стружки, а протяжка с основной канавкой не удовлетворяет условиям прочно-
сти, то возможно применение мелких канавок с h = (0,25...0,3)t вместо основ-
ных, для которых h = (0,35...0,4)t.
Размеры стружечных канавок можно выбрать также из табл. 8.12. В этом
случае по расчетному значению h выбирается ближайшая большая глубина
стружечной канавки, а также остальные ее размеры.
Для обеспечения достаточной жесткости протяжек, имеющих диаметр сече-
ния по дну стружечной канавки менее 40 мм, необходимо, чтобы глубина стру-
жечной канавки удовлетворяла соотношению йж = (0,2...0,23)Do, где Da —
диаметр отверстия, подготовленного под протягивание.
Меньшее значение коэффициента в данной формуле выбирают при Do < 20 мм.
Если йж больше выбранного табличного значения й, то принимается значение
подъема черновых зубьев SzQ = SzT. Если йж < й, то подъем на зуб должен быть
уменьшен. Для материалов, образующих сливную стружку,
й.2
Szo=0,785-2^-;
Kls
для материалов, образующих стружку надлома,
5г0 = 1,267
где значение йжта6л принимают по табл. 8.12 как ближайшее меньшее к йж.
Для протяжек с удлиненным профилем зубьев можно принять
„ _лг2+Д*й
где At = ty - t; ty — шаг удлиненных стружечных канавок.
8.3. Протяжки и прошивки для обработки круглых отверстий
551
Таблица 8.12
Размеры черновых и переходных зубьев протяжек, мм (ГОСТ 20365—74)
t Л Г Ь П Fa, мм2
1,6 0,8 1,5 2,5 1,77
1,8 0,9 1,2 2,8 2,54
1,6 0,8 2,0 2,5 1,77
4,5 1,8 0,9 1,7 2,8 2,54
2,0 1,0 1,5 3,0 3,14
1,6* 0,8 2,2 2,5 1,77
5,0 1,8 0,9 2,2 2,8 2,54
2,0 1,0 2,0 3,0 3,14
1,6* 0,8 2,5 2,5 1,77
5,5 1,8 0,9 2,7 2,8 2,54
2,0 1,0 2,5 3,0 3,14
1,8* 0,8 2,7 2,8 2,54
6,0 2,0 1,0 3,0 3,0 3,14
2,5 1,3 2,0 4,0 4,90
2,0* 1,0 3,5 3,0 3,14
7,0 2,5 1,3 3,0 4,0 4,90
3,0 1,5 2,3 5,0 7,10
2,5 1,3 4,0 3,0 4,90
8,0 3,0 1,5 3,3 5,0 7,10
3,6 1,8 2,5 5,5 9,60
2,5* 1,3 4,0 3,0 4,9
9 3,0 1,5 4,3 5,0 7,1
3,6 1,8 3,5 5,5 9,6
3,0* 1,5 4,3 5,0 7,1
10 3,6 1,8 4,5 5,5 9,6
4,0 2,0 3,5 6,0 12,6
3,6* 1,8 4,5 5,5 9,6
11 4,0 2,0 4,5 6,0 12,6
4,5 2,3 4,0 7,0 15,9
4,0 2,0 5,5 6,0 12,6
12 4,5 2,3 5,0 7,0 15,9
5,0 2,5 4,0 8,0 19,6
4,0* 2,0 5,5 6,0 12,6
13 4,5 2,3 6,0 7,0 15,9
5,0 2,5 5,0 8,0 19,6
4,5* 2,3 6,0 7,0 15,9
14 5,0 2,5 6,0 8,0 19,6
6,0 3,0 4,5 10,0 28,3
552
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.12
t Л Г Ь Г1 Fa, мм2
4,5* 2,3 6,0 7,0 15,9
15 5,0 2,5 7,0 8,0 19,6
6,0 3,0 5,5 10,0 28,3
5,0* 2,5 7,0 8,0 19,6
16 6,0 3,0 5,5 10,0 28,3
7,0 3,5 5,0 11,0 38,5
5,0* 2,5 7,0 8,0 19,6
17 6,0 3,0 7,5 10,0 28,3
7,0 3,5 6,0 11,0 38,5
6,0 3,0 8,5 10,0 28,3
18 7,0 3,5 7,0 11,0 38,5
8,0 4,0 6,0 12,0 50,3
6,0* 3,0 8,5 10,0 28,3
19 7,0 3,5 8,0 11,0 38,5
8,0 4,0 7,0 12,0 50,3
7,0 3,5 9,0 11,0 38,5
20 8,0 4,0 8,0 12,0 50,3
9,0 4,5 7,0 14,0 63,6
7,0* 3,5 9,0 11,0 38,5
21 8,0 4,0 9,0 12,0 50,3
9,0 4,5 7,0 14,0 63,6
7,0* 3,5 9,0 11,0 38,5
22 8,0 4,0 9,0 12,0 50,3
9,0 4,5 8,0 14,0 63,6
8,0* 4,0 9,0 12,0 50,3
24 9,0 4,5 10,0 14,0 63,6
10,0 5,0 8,5 16,0 78,5
8,0* 4,0 10,0 12,0 50,3
25 9,0 4,5 10,0 14,0 63,6
10,0 5,0 9,5 16,0 78,5
8,0* 4,0 10,5 12,0 50,3
26 9,0* 4,5 10,0 14,0 63,6
10,0 5,0 10,5 16,0 78,5
9,0* 4,5 10,0 14,0 63,6
28 10,0* 5,0 10,0 16,0 78,5
12,0 6,0 9,5 20,0 113,1
9,0* 4,5 12,0 14,0 63,6
30 10,0* 5,0 12,0 16,0 78,5
12,0 6,0 11,5 20,0 113,1
8.3. Протяжки и прошивки для обработки круглых отверстий
553
Окончание табл. 8.12
t Л Г Ь И F„, мм2
9,0* 4,5 14,0 63,6
32 10,0* 5,0 12,0 16,0 78,5
12,0 6,0 20,0 113,1
Примечание. Звездочкой обозначены строки, соответствующие удлиненной форме про-
филя канавки.
10. Шаг t черновых зубьев рассчитывают или выбирают по табл. 8.12 в зави-
симости от принятой глубины стружечной канавки. Поскольку одной и той же
глубине стружечной канавки может соответствовать несколько значений шага,
то для первого варианта расчета выбирают меньшее из них. В протяжках с груп-
повой схемой срезания припуска шаг и профиль переходных зубьев принимают
такими же, как у черновых.
Количество одновременно работающих зубьев находят по формуле
где I — длина протягиваемого отверстия.
Если дробная часть меньше 0,9, то ее не учитывают, а свыше 0,9 — округля-
ют в большую сторону.
При протягивании прерывистых отверстий zp подсчитывают для каждого
участка и округленные значения суммируют:
Zp = Zpl + Zp2 + Zp3+... .
Минймально допустимое zp = 3. При очень короткой длине протягиваемого
участка допускается zp = 2.
11. После выбора размеров черновых стружечных канавок следует выполнить
проверочные расчеты на разрыв протяжки по дну первой стружечной канавки
и по тяговому усилию станка. В первом случае должно соблюдаться условие
4Р
— гтах <[ст],
л(0о-2й)2
где Рг тах — максимальная сила протягивания; [ст] = 300...350 МПа — допусти-
мое напряжение в материале режущей части протяжки.
Во втором случае Рг тах <, (0,8.. .0,9)Q, где Q — номинальное тяговое усилие по
паспорту станка1.
Если приведенные выше неравенства не выдерживаются, следует умень-
шить подъем черновых зубьев и повторить расчеты согласно п. 10-11.
Максимальная сила протягивания для круглых протяжек
P,max =СрБ8*02рКяКсожК уК„КкКр
1 Проверка на соответствие прочности хвостовика усилию протягивания приведена в п. 4
Последовательности расчета.
554
Глава 8. Проектирование протяжек и прошивок
либо
Дтах Л1)2!рЛГмЛГсожЛГ7ЛГиЛГкЛГр.
Здесь СР, х — соответственно коэффициент и показатель степени (табл. 8.13);
D — диаметр отверстия после протягивания; 8г0 — подъем черновых зубьев;
zp — наибольшее количество одновременно работающих зубьев; Кк, Ксож, Ку, К*,
Кк, Кр — коэффициенты, учитывающие влияние соответственно обрабатывае-
мого материала, охлаждающей среды, переднего угла, степени износа зубьев
протяжки, группы качества протягиваемого отверстия и способа разделения
стружки (табл. 8.14); kc — удельная сила резания при протягивании (табл. 8.15).
Таблица 8.13
Значения СР и х в формуле для расчета силы протягивания круглой протяжкой
Обрабатываемый материал Твердость НВ Временное сопротивле- ние, МПа Ср X
Стали углеродистые <200 200...230 >230 <700 700...800 >800 7000 7620 8420 0,85
Стали легированные <200 200...230 >230 <700 700...800 >800 7620 8420 10 000
Стали хромомолибденовые 250...270 280...310 — 8 000 9100 0,80 0,87
Серые чугуны <200 >200 — 3000 3 540 0,73
Таблица 8.14
Поправочные коэффициенты на измененные условия протягивания
В зависимости от обрабатываемого материала
Материал Твердость НВ к.
После закалки и отпуска <336 336...375 1,3 1.4
Стали 1—V групп обрабатываемости в отожженном и нормали- зованном состоянии, в со- стоянии поставки 130...321 1.0
Инструментальные легированные и быстрорежущие стали 204...229 1.4
Чугуны серые, ковкие и антифрикционные VI и VII групп обра- <229 0,5
батываемости £229 0,7
Бронзы, латуни VIII и IX групп обрабатываемости, алюминие- вые сплавы X группы обрабатываемости 5 110 0,4
8.3. Протяжки и прошивки для обработки круглых отверстий
555
Окончание табл. 8.14
В зависимости от вида СОЖ
Обрабатываемый материал СОЖ ^сож
Сталь Масло ОСМ-3 Эмульсия 10%-я Масло И-12А Без охлаждения 1,0 1,0 0,9 1,3
Чугун Масло ОСМ-3 Эмульсия 10%-я Без охлаждения 1,0 0,9 1,0
В зависимости от переднего угла
Обрабатываемый материал У, град
5 10 15 20
Сталь Чугун 1,13 1,10 1,00 1,00 0,93 0,95 0,85
В зависимости от степени затупления протяжки
Степень затупления кя
Острая Затупленная 1,00 1,15
В зависимости от группы качества протягиваемой поверхности
Группа качества Кк 1и2 1,0 3 1,1 4 1,2
В зависимости от способа разделения стружки
Способ разделения стружки
Выкружками Узкими канавками Вез разделения 1,0 1,2 1,3
Таблица 8.15
Удельные силы резания kc при протягивании сталей, Н/мм
S,, мм Передний угол, град
5 10 15 20 25
0,01 78 48 37 30 26
0,015 91 60 47 39 34
0,02 100 70 56 48 43
0,025 113 80 66 57 51
0,011 124 91 76 67 60
0,0115 120 101 86 76 69
556
Глава 8. Проектирование протяжек и прошивок
Окончание табл. 8.15
S,, мм Передний угол, град
5 10 15 20 25
0,04 148 112 95 84 77
0,045 160 122 105 93 86
0,05 171 132 114 103 95
0,06 195 153 134 121 112
0,07 218 174 153 139 130
0,08 241 195 172 157 146
0,09 264 216 191 176 165
0,10 289 236 212 194 181
0,11 311 258 230 212 200
0,12 334 277 249 232 217
0,13 358 298 269 250 237
0,14 380 320 288 268 253
0,15 403 338 312 286 271
0,16 425 360 327 304 291
0,17 446 381 346 325 308
0,18 468 402 365 343 343
0,19 492 419 385 362 342
0,20 513 433 404 380 364
0,21 533 462 423 398 381
0,22 558 483 443 416 398
0,23 578 504 462 434 416
0,24 602 525 481 453 433
0,25 626 541 501 471 451
0,26 645 562 520 494 468
0,27 669 583 539 512 491
0,28 693 604 559 531 508
0,29 711 624 579 549 526
0,30 735 645 597 567 544
0,31 752 666 617 586 561
0,32 776 687 628 604 579
0,33 800 708 655 623 596
0,34 823 722 675 641 614
0,35 840 743 694 659 631
0,36 863 763 713 678 649
0,37 887 784 733 696 667
0,38 910 805 752 714 684
0,39 933 825 771 733 702
0,40 957 846 791 761 719
8.3. Протяжки и прошивки для обработки круглых отверстий 557
Для протяжек с групповой схемой срезания припуска вместо zp следует под-
ставлять количество одновременно работающих черновых групп зубьев z0 = z^/zr 0,
где zr о — количество зубьев в черновой группе.
Первоначально количество зубьев в группе принимается равным 2. В том
случае, если Рг mav оказывается слишком большой, принимают гт 0 = 3,4, 5 с соот-
ветствующим перерасчетом согласно пп. 10,11. Если этого недостаточно, могут
быть внесены изменения в принятую глубину стружечной канавки.
Ориентировочные усилия протягивания круглыми протяжками в зависимо-
сти от условий протягивания сталей I—V групп обрабатываемости приведены
в табл. 8.16. Измененные условия протягивания учитывает поправочный коэф-
фициент, значения которого даны в табл. 8.17.
Таблица 8.16
Усилия протягивания при обработке круглых отверстий, Н
(ГОСТ 20364-74 и 20365-74)
Диаметр протянутого отверстия, мм Припуск на диаметр, мм Длина протягивания, мм* Передний угол, град**
Стали, алюминие- вые сплавы Чугуны, бронзы, латуни 20 15 10
10,00 0,6 10...20 20...26 10...30 20...40 6 280 6 650 7 150 7 450 8 500 8 820
11,00 11...15 16...32 11...21 16...41 5 400 6 960 6 000 7 850 6 870 9 400
12,00 11...16 16...27 11...21 16...34 5 900 6 280 6 480 7 150 7 500 8 550
13,00 11...16 16...34 11...21 16...34 6 260 8 140 6 960 9 300 8 140 11 150
14,00 15...34 26...44 15...34 26...41 10 000 10 300 11 200 11 600 13 420 13 450
15,00 15...34 22...53 15...34 22...53 9 300 11 000 10 600 12 300 12 850 14 400
16,00 15...40 22...63 15...48 22...75 11 300 15 200 12 700 17 200 15 300 20 400
17,00 15...40 22...63 15...48 22...75 12 050 16 100 13 550 18 150 16 250 21 600
18,00 15...40 24...67 15...40 24...67 14 350 14 950 16 100 16 900 19 050 20 100
19,00 0,0 17...40 22...67 50...85 17...40 22...67 50...100 18 150 19 500 19 900 19 950 21 900 22 700 22 900 25 600 27 300
110,00 19...58 ВО.. .90 19...63 ВО...100 21 800 28 000 24 100 25 600 28 700 29 000
558
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.16
Диаметр протянутого отверстия, мм Припуск на диаметр, мм Длина протягивания, мм* Передний угол, град**
Стали, алюминие- вые сплавы Чугуны, бронзы, латуни 20 15 10
21,00 1,1 19...53 40...90 19...63 40...100 24 100 24 500 26 500 27 400 30 500 32 400
22,00 19...53 40...85 19...63 40...100 25 300 29 500 27 700 32 500 32 000 37 400
24,00 21...53 40...75 21...63 40...110 37 600 37 600 41 400 41 400 46 800 46 800
25,00 21...53 40...110 21...63 40...135 34 900 40 000 38 700 44 300 43 700 50 700
26,00 21...53 40...110 21...63 40...135 36 500 41 200 40 000 46 800 45 400 52 800
27,00 21...46 40...120 21...63 40...135 37 500 52 700 40 900 58 100 46 200 66 800
28,00 21...46 40...120 21...63 40...135 38 800 58 100 42 400 64 500 47 800 73 000
30,00 21...46 40...95 21...63 40...135 41 500 55 200 45 200 61 300 51 100 68 800
32,00 1,2 21...46 40...105 21...63 40...135 56 000 67 300 60 700 73 000 68 400 83 000
34,00 21...46 40...115 21...63 40...135 59 500 80 000 64 600 87 500 72 400 98 500
35,00 21...46 40...115 21...63 40...135 51 000 82 600 66 800 90 000 75 000 101 000
36,00 21...46 40...115 21...63 40...145 63 000 84 000 68 400 92 500 77 000 104 000
37,00 21...46 40...115 21...63 40...145 65 000 81 700 70 000 88 500 78 700 100 000
38,00 21...46 40...100 21...63 40...145 66 000 84 000 72 000 90 600 81 000 103 000
40,00 24...58 40...130 24...85 40...160 73 200 87 000 79 000 96 000 88 500 109 000
42,00 1,3 24...58 40...118 24...85 40...160 70 000 108 000 75 800 116 000 85 000 131 000
45,00 24...58 40...118 24...85 40...160 75 000 115 000 82 000 124 500 88 000 140 000
47,00 24...58 40...118 24...85 40...160 78 000 119 000 85 000 130 000 96 000 145 600
8.3. Протяжки и прошивки для обработки круглых отверстий
559
Окончание табл. 8.16
Диаметр протянутого отверстия, мм Припуск на диаметр, мм Длина протягивания, мм* Передний угол, град**
Стали, алюминие- вые сплавы Чугуны, бронзы, латуни 20 15 10
48,00 1,3 24...58 40...118 24...85 40...160 79 400 121 500 87 000 131 300 98 000 148 000
50,00 24...58 40...118 24-85 40...160 83 000 127 000 90 600 138 500 102 000 155 500
52,00 1,4 24...58 40...118 24...85 40-160 95 000 132 300 103 000 144 400 115 500 162 000
53,00 24...58 40...118 24...85 40-160 97 000 135 000 105 000 147 000 117 500 164 000
55,00 24...58 40...118 24-85 40...160 101 000 140 000 109 000 152 000 122 000 172 000
56,00 24...58 40...118 24...85 40-160 102 500 142 500 111 000 155 000 125 000 173 500
58,00 24...58 40...118 24...85 40...160 106 000 147 000 115 500 160 000 129 000 180 000
60,00 24...58 40...125 24...85 40-170 110 000 152 500 119 000 166 000 133 900 187 000
62,00 24...58 40...125 24...85 40...170 115 000 161 500 125 000 172 000 140 000 196 000
65,00 24...58 40...130 24-85 40...185 118 800 186 500 129 000 197 500 145 000 226 000
70,00 26...63 42...170 26...95 42-215 128 500 214 000 139 000 231 000 156 000 260 000
71,00 26...63 42...170 26...95 42...215 131 000 217 000 141 500 236 000 158 000 263 000
76,00 1,5 26...63 42...150 26...95 42...215 137 000 224 000 149 000 244 000 167 000 274 000
80,00 26...63 42...160 26-95 42...215 148 000 246 000 159 000 265 000 178 000 297 000
86,00 30...90 42...190 30...125 42...230 196 500 274 000 214 000 296 000 240 000 333 000
00,00 40...120 46-220 40...175 45...250 240 900 288 000 259 000 313 000 290 200 350 800
* Уийпйн дийпййон ДЛИН ДЛИ рваных групп обрабатываемых материалов.
** Нпачлиии сил приведены для случал обработки сталей I-V групп обрабатываемости.
U другим случаим «ничеииасилы следует умножить не иовффициентК’ из табл. 8.17.
560
Глава 8. Проектирование протяжек и прошивок
Таблица 8.17
Поправочные коэффициенты на измененные условия протягивания круглых
отверстий (ГОСТ 20364—74 и 20365—74)
Обрабатываемый материал Твердость НВ К
Менее 285 1,2
Стали I-V групп обрабатываемости в закаленном состоянии 285...336 1,3
336...375 1,4
Инструментальные легированные и быстрорежущие стали, сталь ШХ15 204...229 1,4
Чугуны VI и VII групп обрабатываемости Менее 229 0,5
Свыше 229 0,7
Бронзы, латуни VIII и IX групп обрабатываемости Менее 110 0,4
Алюминиевые сплавы X группы обрабатываемости Менее 100 0,4
12. При проектировании протяжек с групповой схемой срезания припуска
определяют подъемы на переходных и чистовых группах зубьев, а также при-
пуски Д, для переходных и Д для чистовых зубьев по табл. 8.18, 8.19 соответст-
венно. Тогда припуск на черновые зубьяД = А - Ап - Д.
Таблица 8.18
Припуск на диаметр, количество и подъемы
на переходных группах зубьев круглых протяжек
Подъем на черновых зубьях на сторону Sz0, мм Количество зубьев в группе на черновой части Припуск на диаметр переходной части Ап, мм Количество переходных зубьев zn Подъем Sln на сторону на переходных группах зубьев, мм
первой второй третьей четвертой
До 0,03 2-3 — — — — — —
4-5 — —- —- — — —-
0,04...0,06 2-3 0,04 2 0,02 — — —
4-5 —- —- — — — —
0,07...0,10 2-3 0,14 4 0,04 0,03 — —
4-5 0,04 2 0,02 — — —-
0,11.„0,15 2-3 0,16 4 0,05 0,03 — —
4-5 0,06 2 0,03 — — —-
0,16...0,20 2-3 0,16 4 0,08 0,06 0,03 —
4-5 0,16 4 0,05 0,03 —- —-
0,21.„0,25 2-3 0,58 8 0,11 0,09 0,06 0,03
4-5 0,30 6 0,07 0,05 0,03 —
0,26...0,30 2-3 0,64 8 0,14 0,09 0,06 0,03
4-5 0,36 6 0,09 0,06 0,03 —-
0,31...0,40 2-3 0,76 8 0,17 0,12 0,06 0,03
4-5 0,40 6 0,11 0,06 0,08 —
8.3. Протяжки и прошивки для обработки круглых отверстий
561
Таблица 8.19
Припуск на диаметр, подъемы на чистовых зубьях, количество чистовых
и калибрующих зубьев круглых протяжек
Группа качества Число двузубых секций при подъеме S„, мм Количество чистовых зубьев гч Припуск на диаметр чистовой части А,, мм Количество калибрующих зубьев zK
0,02 0,01 0,005
1 2 2 2 12 0,14 7
2 1 2 2 10 0,10 6
3 1 2 — 6 0,08 5
4 1 1 — 4 0,06 4
Количество групп черновых зубьев
i -
° 2S,0*
Если i0 получается дробным, его округляют до ближайшего меньшего целого
числа. В этом случае толщина оставшегося не срезанным слоя металла (остаточ-
ный припуск)
Лет =Л—2Szoi0.
В зависимости от значения остаточный припуск может быть присоединен
к черновой, переходной или чистовой части.
Если половина остаточного припуска превышает подъем зубьев на сторону
первой переходной группы, то для его срезания назначают одну дополнитель-
ную группу черновых зубьев (первую). Учитывая, что толщина срезаемого слоя
В данном случае меньше, чем подъем зубьев 8г0, расстояние этой группы зубьев
от передней направляющей принимается равной шагу чистовых зубьев про-
тяжки.
Если Аост/2 меньше подъема на сторону первой переходной группы, но превы-
шает 0,02...0,03 мм, то остаточный припуск добавляют к припуску, срезаемому
переходными зубьями протяжки. Если же Д,ст/2 < 0,02...0,03 мм, то остаточный
Припуск суммируется с припуском на чистовые зубья, количество которых соот-
ветственно увеличивают.
13. Количество черновых зубьев z0 = igZr0, где ig — принятое окончательно
Количество групп черновых зубьев после распределения остаточного припуска
Между переходной, чистовой или черновой частями протяжки. Для протяжек
0 одинарной схемой срезания припуска z0=Лд/(28г) + (2 - 3).
Количество переходных, чистовых и калибрующих зубьев выбирают в соот-
ветствии с табл. 8.18, 8.19 и корректируют в зависимости от распределения ос-
таточного припуска.
Общее количество всех зубьев протяжки
562
Глава 8. Проектирование протяжек и прошивок
14. Длина рабочей части протяжки
ip = Iq + ln + 1Ч + lK = to(z<) + 2П) + ^t4 + »
где Я* — суммы переменных шагов соответственно чистовых и калиб-
рующих зубьев.
Шаги чистовых и калибрующих зубьев — переменные, состоящие из трех
значений (рис. 8.11). Меньший шаг принимают по табл. 8.20 в зависимости от
шага черновых зубьев t0. Здесь же даны значения среднего и большего шагов
(i2 и t3). Первый шаг на чистовой части (между первым и вторым чистовыми
зубьями) имеет большее значение (t3).
Рис. 8.11. Шаги чистовых зубьев круглых протяжек групповой схемы
срезания припуска
Таблица 8.20
Размеры чистовых зубьев протяжек, мм (ГОСТ 20365—74)
t t3 *1 t ts t3 tl
4,0 — — 4,0 16 £i + 2 tl +1 11
4,5 17 12
5,0 18 13
5,5 t} +1 ti + 0,5 4,0 19 14
6,0 4,5 20
7,0 5,0 21 15
8,0 5,5 22 16
9,0 £i + 2 £1+1 6,0 24 17
10,0 7,0 25 18
11,0 26 19
12,0 8,0 28 20
13,0 9,0 30 + 4 t} + 2
14,0 10,0 32 22
15,0 11,0 — — — —
Примечание. Размеры b, h, г, т\ профиля устанавливаются в зависимости от шага tj оди
наковыми для всех трех шагов. Форма профиля зубьев для шагов t2 и t3 удлиненная.
Профиль стружечной канавки для всех трех шагов одинаковый (т.е, одинн
ковы Л, Ь, г, ту). Его выбирают из табл. 8.12 по меньшему шагу Z, и средней глуби
не профиля.
8.3. Протяжки и прошивки для обработки круглых отверстий
563
В отличие от режущих зубьев размеры и форма калибрующих зубьев у про-
тяжек всех схем резания обычно одинаковы и соответствуют размерам послед-
него режущего зуба и форме готового отверстия.
На этом расчет первого варианта заканчивается. Последующие варианты
просчитывают для уменьшающихся подъемов через 0,01 мм до Sz0=0,03 мм. Поря-
док расчета тот же, что и для первого варианта, начиная с п. 10 и заканчивая
п. 15, т.е. определением длины режущей части.
Обычно дополнительные варианты для всех шагов профилей, приведенных
в табл. 8.9, при принятой глубине стружечной канавки не просчитывают, а основ-
ные варианты определяют скачкообразным изменением подъемов зубьев путем
увеличения количества одновременно работающих зубьев zp на единицу для ка-
ждого последующего варианта, т.е. ?р + 1, ?р + 2, zp + 3 и т.д. (zp определено
вп. 10). Затем находят шаг t0 и по табл. 8.12 определяют глубину профиля, соот-
ветствующую этому шагу. Для найденной глубины рассчитывают новое значе-
ние подъема и расчет нового варианта продолжают так же, как для первого.
15. После определения количества и шагов зубьев составляют таблицу диа-
метров зубьев, размещаемую на чертеже протяжки.
Диаметр калибрующих зубьев DK и диаметр последнего чистового зуба мож-
но принимать равными максимальному в пределах допуска на диаметр отвер-
стия (DK = Dmax).
По мере переточек зубья калибрующей части становятся режущими, и после
нескольких переточек первый калибрующий зуб будет выполнять работу по-
следнего режущего зуба. В дальнейшем в работу вступает второй калибрующий
зуб, и так до тех пор, пока не будет использована большая часть калибрующих
зубьев. В любом случае на протяжке должно оставаться не менее трех калибрую-
щих зубьев.
В отдельных случаях DK устанавливают в результате обмера деталей после
Протягивания (тонкостенные детали, детали сложной конфигурации, высокой
или очень низкой твердости и др.).
Рекомендации по выбору предельных отклонений зубьев протяжек приведе-
ны ниже (см. табл. 8.28, 8.29).
16. В протяжках с одинарной схемой срезания припуска определяют размеры
И положение стружкоразделительных канавок. Деление стружки необходимо
осуществлять при протягивании пластичных материалов, когда образуется слив-
ная стружка. При обработке материалов, дающих стружку надлома, стружко-
разделительные канавки можно не делать.
Деление стружки по ширине облегчает свертывание ее в виток, что требует
ДЛЯ ее размещения меньшего объема стружечной канавки, способствует свобод-
ному удалению стружки из межзубых канавок после их выхода из контакта с обра-
батываемой поверхностью детали. Стружкоразделительные канавки у протяжек
одинарной схемы резания наносятся на каждом режущем зубе в шахматном по-
рядке (рис. 8.12, а). Профиль стружкоразделительных канавок может быть
Прямоугольным, полукруглым и угловым с углом ик = 45...60° (рис. 8.12, б).
Прямоугольный и полукруглый профили находят ограниченное применение,
Так как быстро иэцлшиййютоя и на вершинах таких канавок часто образуются
Уращмны. Угловые кйийвкк имеют угол при вершине более 90° и обладают боль-
каиосостоймостью.
564
Глава 8. Проектирование протяжек и прошивок
Рис. 8.12. Расположение и размеры стружкоразделительных канавок
на круглых протяжках с одинарной схемой срезания припуска
Количество канавок можно принять согласно табл. 8.21 или определить по
формуле пк = Ь/(5...10), где b = nD — длина режущей кромки.
Таблица 8.21
Количество и размеры стружкоразделительных канавок
Диаметр протяжки, мм Количество канавок пк Размеры канавок, мм
SK гк
10...13 6 0,6...0,8 0,4...0,6 0,2...0,3
13...16 8 0,8...1,0 0,5...0,7
16...20 10
20...25 12
25...30 14
30...35 16
35...40 18
40...45 20
45...50 22
50...55 24 1,0...1,2 0,7...0,8 0,3...0,4
55...60 28
60...65 30
65...70 32
70...75 34
75...80 35
Направление канавок соответствует направлению движения протяжки. Дно
канавок должно быть расположено параллельно задней поверхности зуба про-
тяжки. Только в этом случае угол а! будет больше нуля. Достичь этого можно
лишь при достаточно большом шаге, когда будет обеспечен выход шлифоваль-
ного круга, которым прорезают стружкоразделительные канавки. Чаще всего
дно канавки параллельно оси протяжки и угол а1 •* 0° (рис. 8.12, б).
В протяжках с групповой схемой срезания припуска для назначения количе-
ства выкружек и их ширины на черновых зубьях весь периметр стружки, ореаавмой
8.3. Протяжки и прошивки для обработки круглых отверстий
565
одной группой, разделяют на равные части между зубьями группы (рис. 8.13).
На каждый зуб группы приходится часть периметра 1г = nD/zr. Значения zr при-
ведены в табл. 8.22.
Рис. 8.13. Схема расположения выкружек:
а — группа из двух зубьев; б — из трех зубьев; в — из четырех зубьев; г — из пяти зубьев
Стружка, срезаемая каждым зубом, равномерно распределяется между не-
сколькими его режущими секторами, расположенными на равном расстоянии
друг от друга по периметру зуба и разделенными между собой выкружками.
Количество режущих секторов, а значит, и выкру?кек определяют по формуле
N = Ija,
где а — ширина режущего сектора (рекомендуется а = (1,0.. .1 ,tyjD для протя-
жек диаметром менее 100 мм и а = 10. ..12 мм для протяжек диаметром больше
100 мм).
Окончательно для протяжек диаметром меньше 100 мм
JV_(2,4...3,1)VD.
zr
для протяжек диаметром более 100 мм
„ (0,25...0,3)D
zr
о округлением до ближайших больших четных чисел. Ширину выкружки рас-
считывают по формуле
566
Глава 8. Проектирование протяжек и прошивок
Количество выкружек и ширину черновых зубьев можно определять с помо-
щью табл. 8.22.
Таблица 8.22
Количество и размеры выкружек на черновых зубьях круглых протяжек
Диаметр зубьев, мм zr=2 гг = 3 гг = 4 гг = 5
ba, мм Ьо, мм Ьо, мм У Ьо, мм
6...7 7...8 8...Э 9...10 10...11 11...12 12...13 13...15 4 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 — — — — — —
15...16 16...17 17...18 18...19 19...20 20...22 22...24 24...25 6 4,0 4,5 5,0 5,0 5,0 5,5 6,0 6,5 4 8,0 8,5 9,0 9,5 10,0 11,0 12,0 13,0
25...26 26...28 28...30 30...32 32...34 34...36 36...38 38...40 8 5,0 5,5 6,0 6,0 6,5 7,0 7,5 7,5 6 9,0 9,5 10,0 11,0 11,5 12,0 13,0 13,0 14,0 15,0 16,0 17,0 18,0 19,0 4 15,0 16,0 17,0 18,0 19,0 20,0 21,0 22,0 24,0 26,0 28,0 20,0 20,0 21,0 22,0 24,0 25,0 26,0 28,0
40...42 42...45 45...48 48...50 50...52 52...55 10 6,5 7,0 7,5 7,5 8,0 8,5
4 30,0 30,0 32,0 34,0 36,0 38,0 40,0 42,0 45,0
6
55...60 60...63 63...65 65...70 70... 75 12 7,5 8,0 8,5 9,0 9,5 8 15,0 16,0 17,0 18,0 19,0
8.3. Протяжки и прошивки для обработки круглых отверстий
567
Окончание табл. 8.22
Диаметр зубьев, мм zr = 2 zr = 3 zr = 4 гг = 5
Ьо, мм b0, мм 2>о, мм Ъо, мм
75...80 9,0 20,0 30,0 4 48,0
80...85 9,5 21,0 32,0 34,0
85...90 14 10,0 8 22,0 6 34,0 36,0
90...95 10,5 24,0 36,0 38,0
95...100 11,0 25,0 36,0 40,0
100...105 10,0 21,0 30,0 42,0
105...110 11,0 22,0 32,0 О 45,0
110...120 16 11,5 10 24,0 8 34,0 48,0
120...125 12,0 26,0 36,0 53,0
125...130 12,0 26,0 38,0 55,0
130...140 13,0 28,0 40,0 55,0
Радиус выкружек R„ назначают в зависимости от ширины выкружки и диа-
метра протяжки (рис. 8.14); они приведены в табл. 8.23. Там же даны наиболь-
шие допустимые радиусы шлифовального круга для вышлифовки выкружек.
Для обеспечения свободного прохождения стружки в нижней части профиля
выкружки необходимо, чтобы глубина выкружки С была больше 3Sz0.
Рис. 8.14. Схема шлифования выкружек
Таблица 8.23
Максимальный радиус выкружек Яв и радиус шлифовального круга RK, мм
Ширина Диаметр протяжки, мм
пыкружки Ь, До 10 10...18 18...30 30...50 50...80 80.. 120 120...180
ММ Я. «к Я, Я» я. Як я. Як я. як я. як Яв
Доз 22,5 27 22,5 27
3...4 22,5 27 22,5 27 25 30
4...0 22,5 27 22,5 27 25 30 25 30 — — — — — —
0...Н — — 22,5 27 25 30 25 30 25 30 — — — —
Я... 10 —- 25 30 25 30 25 30 30 36 — —
568
Глава 8. Проектирование протяжек и прошивок
Окончание табл. 8.23
Ширина выкружки Ь, ММ Диаметр протяжки, мм
До ю 10...18 18...30 30...50 50...80 80...120 120...180
«к Я» Я» Я, Я» Я, Як Я. Як я» Як я» Я» я»
10...12 — — — — — — 30 36 30 36 30 36 — —
12...15 — — — — — — 30 36 35 42 35 42 40 48
15...20 — — — — — — 30 36 35 42 40 48 45 54
Примечание. Выкружки шириной свыше 20 мм выполняются шлифовальными кругами
диаметром 50... 150 мм; радиус выкружки определяется по формуле 7?в = J?K/cosp.
Количество выкружек на переходных и чистовых зубьях рассчитывают по
формуле N4 = 1,45>/D с округлением до ближайшего четного числа.
Таблица 8.24
Количество и размеры выкружек на переходных и чистовых зубьях круглых протяжек
Диаметр зубьев, мм в II N II СО Диаметр зубьев, мм г„ = г, = 2
N Ь,, мм N Ьч, мм
6...7 4 1.8 38...40 10 3,5
7...8 2,0 40...42 4,5
8...Э 2,2 42...45 5,0
9...10 2,5 45...48 5,5
10...11 3,0 48...50 5,5
11...12 3,5 50...52 6,0
12...13 4,0 52...55 6,5
13...14 4,0 55...60 12 6,0
14...15 6 2,5 60...63 6,0
15...16 3,0 63...65 6,5
16...17 3,5 65...70 7,0
17...18 3,5 70...75 7,5
18...19 3,5 75...80 14 7,0
19...20 3,5 80...85 7,5
20...22 4,0 85...90 8,0
22...24 4,5 90...95 8,5
24...25 5,0 95...100 16 9,0
25...26 8 3,5 100...105 7,0
26...28 4,0 105...110 8,0
28...30 4,5 115...120 8,5
30...32 4,5 120...125 9,0
32...34 5,0 125...130 9,0
34...36 5,0 130...140 10,0
36...38 5,5 — — —
Примечание. Выкружки на соседних зубьях располагаются в шахматном порядно.
8.3. Протяжки и прошивки для обработки круглых отверстий
569
Для обеспечения перекрытия выкружек режущими секторами последую-
щих зубьев ширину выкружек на переходных и чистовых зубьях принимают на
2...3 мм меньше, чем на черновых зубьях: &п = b0- (2...3).
Количество выкружек и их ширину можно принимать согласно табл. 8.24.
При объединении переходных и чистовых зубьев в группы диаметры их
внутри одной группы одинаковы. Выкружки на переходных и чистовых зубьях
наносят на каждом зубе и располагают в шахматном порядке относительно пре-
дыдущего зуба. При очень точном выполнении диаметров переходных и чисто-
вых зубьев вторые зубья в группе можно делать круглыми (без выкружек), как
на черновых, но без занижения по диаметру. Радиусы выкружек на переходных
и чистовых зубьях приведены в табл. 8.24.
17. Диаметр передней направляющей принимают равным наименьшему диа-
метру отверстия до протягивания с полем допуска по е8.
В тех случаях, когда у отверстия под протягивание наблюдаются большие
отклонения от цилиндрической формы или когда отверстие предварительно не
обработано после штамповки и отливки, переднюю направляющую иногда вы-
полняют с тремя широкими лысками, расположенными под углом 120° друг
к другу, с таким расчетом, чтобы ширина оставшихся цилиндрических поверх-
ностей была равна 8... 12 мм.
Длину передней направляющей /пн выбирают в зависимости от отношения
длины протягивания к диаметру протяжки: /пн = 0,75/ при 1/D > 1,5; /пн = I
при 1/D < 1,5.
Возможные формы передней направляющей в продольном сечении зависят
от длины отверстия (рис. 8.15). Размеры составляющих элементов передней на-
правляющей выбираются из конструктивных соображений.
18. Выбирают длину переходного конуса:
Диаметр протяжки, мм До 30 Свыше 30 до 70 Свыше 70
Длина направляющего конуса 1я к, мм 15 20 25...30
19. Расстояние Lx от переднего торца протяжки до первого зуба (рис. 8.16)
рассчитывают в зависимости от используемого на протяжном станке патрона.
Например, для наиболее распространенного быстродействующего патрона с руч-
ным управлением (хвостовик с круговой выточкой) расстояние определяют
по формуле1
Li = 1е + /„л + lap +1 + k — и + 1г + 45,
где /„ — толщина стола протяжного станка; /пл — толщина фланца опорной
планшайбы; /пр — толщина фланца приспособления (принимается конструк-
тивно, обычно 30...40 мм); / — длина протягивания; k, и — параметры патрона
для кропления протяжки; /а — длина захватной части переднего хвостовика
Протяжки (см. рис. 8.8, табл. 8.4).
* Конкретные рппмары елементоа патрона и протяжного станка должны быть уточнены
Пи ик тахпичеаиим харантариотикам.
570
Глава 8. Проектирование протяжек и прошивок
Рис. 8.15. Конструктивные исполнения передней направляющей:
а — для отверстий небольшой длины (менее 5D); б — для отверстий большой длины (свы-
ше 5D); в — с двойным переходным конусом; ZCB — длина гладкой части до места сварки;
1К — длина переходного конуса; ZnH, Dn.„ — длина и диаметр передней направляющей; 1Ш, Dm —
длина и диаметр промежуточной шейки; Z2o — длина второй ступени передней направляю-
щей; ZKic, Zk2c — длины конусной части соответственно первой и второй ступени; Zn к, ZH.K —
длины приемного и направляющего конусов; апк, ая.к — углы приемного и направляющего
конусов
Для быстродействующего патрона с автоматическим управлением
Li = Р + ZanJI + Znp +1 - WmM + 40,
гДе ^в.пл — высота планшайбы станка; величины Р и Wmax выбираются в зависи-
мости от диаметра cZr хвостовика (табл. 8.25).
Таблица 8.25
Ориентировочные размеры Р и Wmax, мм
Диаметр хвостовика dj 12 14 16 18 20 22 25 28 32 36 42 50 63 70
Р 73 77 95 100 108 128 152 156
W rr max 19 22 23 27 28 34
Расстояние от переднего торца протяжки до места сварки принимается из
следующих соображений:
• если диаметр хвостовика d, £ 30, то Z„ = L, - Z„ н - ZH - 0,5d(;
• если диаметр хвостовика dt > 30, то Z„, ~ -1„„ - ZH -15.
8.3. Протяжки и прошивки для обработки круглых отверстий
571
Рис. 8.16. Схемы для расчета длины протяжки от переднего торца до первого зуба
20. Диаметр задней направляющей D„„ принимают равным наименьшему
предельному диаметру протянутого отверстия с полем допуска по f 7, а в некото-
рых случаях — по f9.
Рекомендуемая длина задней направляющей 1„ „ приведена в табл. 8.26.
Таблица 8.26
Размеры задней направляющей, мм
Диаметр ^».И До 13 13...23 23...30 30...35 35...45 45...55 55...60 60...70 70...90 90...100 Свыше 100
Длина Z,„ 20 25 30 35 40 45 50 60 70 80
Фаска с 0,5 1,0 1,6 2 2,5 3
В случае обработки прерывистых поверхностей длина задней направляю-
щей должна быть больше длины выточки детали.
Тяжелые или длинные протяжки, а также все протяжки, работающие в ав-
томатическом цикле, изготлалиплют с задними хвостовиками, которые могут
выть тлкими же, клк передние, или меньших размеров, поскольку служат толь-
ко для поддержки протяжки.
572
Глава 8. Проектирование протяжек и прошивок
Длину задних хвостовиков выбирают по
табл. 8.27. Задние хвостовики могут прива-
риваться или навертываться; их изготавли-
вают из сталей марок 40Х и 45Х. Формы
задних хвостовиков обусловлены конструк-
цией возвратного патрона протяжного станка.
21. Общая длина L протяжки равна сум-
ме длин передней части (от переднего торца
до первого зуба) Lj, рабочей части Lp, задней
направляющей 1ЗИ и заднего хвостовика Z„.XB:
Таблица 8.27
Размеры задних хвостовиков, мм
Диаметр заднего хвостовика Длина заднего хвостовика
12...22 100
25...50 125
63...70 140
L = L, + Lp + Z„.H + Za.XB.
Комплектные протяжки. Длина протяжки не должна быть больше предель-
ной величины Lmax, которая ограничивается1:
• наибольшим ходом каретки протяжного станка;
• производственными возможностями инструментального цеха;
• короблением протяжки при ее термической обработке.
При изготовлении протяжек в инструментальных цехах или на заводах чаще
всего используются фрезерные, шлифовальные, заточные и другие станки уни-
версального назначения, которые также ограничивают общую длину протяжки.
По возможностям станочного оборудования длина протяжки не должна превы-
шать 1500 мм. Указанное ограничение условно, так как на специальных инстру-
ментальных заводах имеется оборудование, позволяющее обрабатывать и более
длинные протяжки.
Однако очень длинные и в особенности тонкие протяжки при термической
обработке обычно дают большое коробление, которое невозможно устранить са-
мой тщательной их правкой. Поэтому и по последнему ограничению длина про-
тяжек обычно равна 1500 мм. Значение Lmax зависит от диаметра протяжки:
Диаметр протяжки, мм 12...15 15...20 20...25 25...30 30...50 Свыше 50
ММ 700 800 1000 1200 1300 1500
Если припуск на протягивание велик и его нельзя удалить за один проход,
используется комплект протяжек. Применение комплекта протяжек снижает
производительность обработки, однако, учитывая высокую эффективность про-
цесса протягивания, при снятии большого припуска идут по пути проектирова-
ния комплекта протяжек.
При расчете комплектных протяжек желательно, чтобы длины их были при-
мерно равны. Тогда работа протягивания распределяется равномерно, что обеспе-
чивает их примерно одинаковый период стойкости. Очевидно, что расстояние до
первого зуба для всех протяжек комплекта будет одинаковым. Каждая протяжка
1 Рекомендации по использованию комплектных протяжек обусловлены несколько уста-
ревшим оснащением инструментальных цехов стран СНГ. Использование современного
металлообрабатывающего оборудования позволяет снять практически все ограничении.
В мировой практике известны протяжки длиной свыше 3 м и вертикально-протяжные
станки с соответствующей длиной рабочего хода.
8.3. Протяжки и прошивки для обработки круглых отверстий
573
комплекта, кроме последней, заканчивается обычно двумя зубьями одинаково-
го размера, что приводит к необходимости увеличения ее длины на величину 2t.
Последняя протяжка должна иметь калибрующие зубья, как и у однопроход-
ных протяжек. Первый зуб комплекта протяжек, кроме первой, имеет размер,
равный размеру последних зубьев предыдущей протяжки. Это вызывает увели-
чение длины на один шаг на каждую протяжку, кроме первой.
Таким образом, суммарная длина режущих зубьев всех протяжек комплекта
Zp+1К + 2 tfj -1)+t(j -1) = ip+lK + 3t(j -1),
где lp — длина режущей части; lK — длина калибрующей части; 2t(j - 1) — уве-
личение длины за счет одинаковых зубьев в конце протяжки; j — количество
протяжек в комплекте; t(j - 1) — увеличение длины за счет зубьев без подъема
в начале протяжек.
Общая длина каждой протяжки в комплекте
L, = Д Н +*к + 3--(7'~1^ я-+г- 4,„.
Необходимое количество протяжек в комплекте
/e_J₽±k_.
i-'max “^4 “^а.н
Количество протяжек в комплекте принимается равным ближайшему це-
лому числу, полученному по приведенной выше формуле.
Если дробная часть j мала, необходимо произвести перерасчет на ограниче-
ние количества протяжек в комплекте. Количество зубьев zjt приходящихся на
каждую протяжку в комплекте,
zp + zK+3t(/-l)
*' =------------•
Это обеспечивает разделение общего расчетного количества режущих zp и ка-
либрующих гк зубьев приблизительно поровну между отдельными протяжками
комплекта.
Последняя протяжка комплекта изготавливается по верхней границе поля
допуска протягиваемого отверстия.
Форма и поперечные размеры передней направляющей части каждой после-
дующей протяжки в комплекте соответствуют форме и размерам отверстия, об-
рабатываемого последними зубьями предыдущей протяжки.
Технические требования к круглым протяжкам. Они определяются
ГОСТ 28442-90. В частности, рекомендуемые предельные отклонения диамет-
ров режущих зубьев с подъемами свыше 0,02 мм по диаметру приведены
В табл. 8.28, режущих зубьев с подъемами 0,02 мм и менее и калибрующих зубь-
ев — в табл. 8.29.
Предельные отклонения ширины выкружек составляют ±0,5 мм, ширины
отружкораеделительиых канавой +0,6 мм.
574
Глава 8. Проектирование протяжек и прошивок
Таблица 8.28
Предельные отклонения диаметров режущих зубьев, мм,
с подъемами свыше 0,02 мм
Номинальный диаметр зубьев Предельные отклонения при подъеме на зуб по диаметру
Свыше 0,02 до 0,04 Свыше 0,04 до 0,08 Свыше 0,08 до 0,16 Свыше 0,16
До 50 -0,010 -0,010 -0,016 -0,020
50...120 -0,016 -0,016 -0,020
120...180 -0,020
Свыше 180 -0,025
Допуски радиального биения относительно оси центров для режущих зубьев
с подъемами по диаметру 0,02 мм и менее и калибрующих зубьев принимаются
следующими: при допуске на диаметр до 0,008 мм — 0,010 мм; при допуске свы-
ше 0,008 мм — в пределах допусков на диаметр согласно табл. 8.29.
Таблица 8.29
Предельные отклонения диаметров режущих зубьев
с подъемами 0,02 мм и менее и калибрующих зубьев, мм
Номинальный диаметр зубьев, мм Предельные отклонения для полей допусков отверстий
Н7 Н8 Н9
До 10 -0,005 -0,005 -0,008
10...18 -0,008 -0,010
18...30 -0,012
30... 50 -0,007 -0,010 -0,016
50...80 -0,008 -0,012
80...120 -0,010 -0,014 -0,020
120...180 -0,016
Свыше 180 -0,012
Допуски радиального биения относительно оси центров для режущих зубьев
с подъемами по диаметру свыше 0,02 мм, хвостовиков и направляющих прини-
маются из соотношения 0,004 мм на каждые 100 мм полной длины протяжки.
Предельные отклонения переднего угла составляют
жущих зубьев +30', калибрующих зубьев +15'.
заднего угла ре-
Рекомендуемые параметры шероховатости поверхностей круглых протяжек
приведены в табл. 8.30.
Центровые отверстия протяжек должны выполняться по формам В, R или Т
ГОСТ 14034-74* (см. § 2.3). Протяжки диаметром менее 18 мм могут иметь цен-
тровые отверстия формы А. Рекомендации по выбору диаметров центровых от
верстий приведены в табл. 8.31.
vJta2,5 (v)
¥
Данные об изделии
40H12(^
s
'77^777.
V7777777.
S
S--
*o>
-Sts
Q
Q
1. Сталь 40X НВ 229... 269
1. Материал рабочей части — сталь марки Р6М6
ГОСТ 19265-73, хвостовика — сталь марки 40Х
ГОСТ 4543-71.
2. HRC 62...65 зубьев и задней направляющей,
HRC 62...65 — передней направляющей,
HRC 44...53 замковой части хвостовика.
3. Неуказанные предельные отклонения
размеров валов — по Ы4, остальных — по ГГ14/2.
4. Выкружки на зубьях № 11,13,15,17,19, 21, 23
относительно выкружек на зубьях № 9,12,14,16,
18,20, 22,24 расположить в шахматном порядке.
5. Маркировать: 0 45Н9 Р6М5.
6. *Сварка контактная стыковая оплавлением.
7. Остальные технические требования
по ГОСТ 28442-90.
Рис. 8.17. Пример конструктивного оформления круглой протяжки с групповой схемой срезания припуска
8.3. Протяжки и прошивки для обработки круглых отверстий 575
576
Глава 8. Проектирование протяжек и прошивок
Таблица 8.30
Шероховатость поверхностей круглых протяжек
Поверхности Квалитет точности отверстия
Н7, Н8 Н9
Задние поверхности всех типов зубьев, выполненных с лен- Яг 1,6 Яг 3,2
точкой, и поверхности ленточек на режущих зубьях; пе- редние поверхности зубьев Задние поверхности калибрующих зубьев, выполненных Яг 0,8 Яг 1,6
без ленточки, и поверхности ленточек на калибрующих зубьях Радиусные поверхности стружечных канавок, стружко- разделительных канавок и выкружек Поверхности передней и задней направляющих Посадочные поверхности цилиндрической части хвосто- вика, конические поверхности под кулачки Поверхности нерабочих торцов протяжки, нерабочей шей- ки и конуса между поверхностью хвостовика и передней направляющей Прочие поверхности Яг Яа( Ra Rc Ra 6,3 ),63 1,25 15 2,5
Таблица 8.31
Диаметры центровых отверстий круглых протяжек, мм
Диаметр хвостовика 4,0 5,0 6,0 10,0 14,0 20,0 30,0 40,0 60,0
Диаметр центрового отверстия 1,0 1,25 1,6 2,0 2,5 3,15 4,0 5,0 6,3
Пример конструктивного оформления круглой протяжки с групповой схе-
мой срезания припуска приведен на рис. 8.17 (см. на с. 575).
8.3.3. Проектирование выглаживающих протяжек
для обработки круглых отверстий
Повышение качества цилиндрических поверхностей в немалой степени может
быть обеспечено использованием круглых режуще-выглаживающих, а также
только выглаживающих протяжек. Выглаживающие зубья позволяют повышать
геометрическую точность отверстия на 30...50 %, уменьшать шероховатость
поверхности до Да = 0,16...0,63 мкм, увеличивать износостойкость детали.
Исходные данные. При проектировании выглаживающей части протяжек
для обработки круглых отверстий необходимы следующие исходные данные:
диаметр предварительно протянутого отверстия D и его поле допуска; наружный
диаметр детали (втулки) DB; марка и механические характеристики обрабаты-
ваемого материала; шероховатость Ra' предварительно протянутой поверхности
и шероховатость Ra поверхности после выглаживания; длина протягиваемого
отверстия I.
8.3. Протяжки и прошивки для обработки круглых отверстий 577
Проектирование выглаживающей части протяжек производится в указан-
ной ниже последовательности.
1. Для обработки заготовок из чугунов, сталей, безоловянистых бронз, латуней
применяют выглаживающие зубья из твердых сплавов ВК8, ВК15, ВК6М, ВК10М,
Т5К10, Т5К12В, а заготовок из алюминиевых сплавов и оловянистых бронз — зу-
бья из инструментальных и быстрорежущих сталей марок Р9К10, Р6М5, ХВГ,
ШХ15, У10А, У12А. С увеличением механических характеристик материала
заготовки, толщины ее стенок и уменьшением параметров шероховатости необходи-
мо выбирать более прочный материал выглаживающей части. Твердосплавные
выглаживающие зубья, обладая высокой износостойкостью, позволяют сущест-
венно увеличивать общую наработку протяжки, так как дают возможность в опреде-
ленных пределах корректировать диаметр отверстия и, следовательно, использовать
протяжки, уже не обеспечивающие необходимый размер.
2. Скорость выглаживания при использовании твердосплавных выглажи-
вающих протяжек назначают по табл. 8.32 в зависимости от обрабатываемого
материала и изменения параметра шероховатости поверхности отверстия. Ско-
рость режуще-выглаживающих протяжек обусловлена скоростью, принимае-
мой для режущей части (см. табл. 8.7).
Таблица 8.32
Скорость выглаживания при использовании твердосплавных зубьев, м/мин
Обрабатываемый материал Уменьшение Ra
в 2 раза в 4 раза в 8 раз
Сталь с ов, МПа:
до 650 24 17 12
660...800 16 11 8
свыше 800 10 7 5
Чугун ковкий, латунь железистая 22 16 11
Чугун серый, бронза безоловянистая 36 25 18
Бронза оловянистая, алюминиевые сплавы 70 50 35
3. Определяют коэффициент податливости детали:
4. Находят разность диаметра выглаживающих зубьев и диаметра отвер-
стия до выглаживания, т.е. натяг i„ между протяжкой и отверстием:
'п /\0,3
Ra '
.Ra
t _ K'Ra'+K2<5jD°-*'
-0,68 Ко,
Е
где ст„ Е — соответственно временное сопротивление и модуль упругости мате-
риала детали.
Относительный натяг при выглаживании X = l,/D.
578
Глава 8. Проектирование протяжек и прошивок
5. Количество зубьев выглаживающей части можно принять по табл. 8.33
или по формуле
2 =0,5—+ 1,05
Ra
с округлением до ближайшего меньшего целого числа.
Таблица 8.33
Рекомендуемое количество выглаживающих зубьев
Квалитет точности отверстия Ra', мкм, не более Ra’/Ra, не более г.
6 1,25 2-4 1-3
7,8 2,50 4-6 2-4
9,10 5,00 8-10 5
Чем больше zB, тем выше точность обработанных отверстий, но больше осе-
вая сила. Применение zB > 5 обычно нецелесообразно из-за ухудшения качества
обработанной поверхности и чрезмерного удлинения протяжки.
6. При проектировании выглаживающей части принимают диаметр калиб-
рующих зубьев режущей части протяжки
D'^D^-K.Ra'-O^id,
где Z)max — максимальный диаметр предварительно протянутого отверстия;
5 — разбивка (знак «-») или усадка (знак «+») протянутого отверстия.
Предварительно можно принимать, что отклонения 5 отсутствуют. В ходе
отладки технологии обработки детали определяют разбивку или усадку отвер-
стия и корректируют размеры калибрующих зубьев. При обработке толстостен-
ных деталей можно воспользоваться данными, приведенными в табл. 8.34.
Таблица 8.34
Разбивка отверстия при обработке толстостенных деталей
Поле допуска отверстия, мм Разбивка, мм Поле допуска отверстия, мм Разбивка, мм
0,02 0 0,035 0,004
0,025 0 0,05 0,005
0,03 0,002 Свыше 0,05 0,008
7. Диаметры выглаживающих зубьев определяют по табл. 8.35.
Расчетные значения округляются до 0,005 мм. Допуск диаметров зубьев ра-
вен -0,005 мм.
Чтобы получить годные изделия в пределах поля допуска, иногда диаметры
нескольких предпоследних выглаживающих зубьев протяжки выполняют
больше наибольшего предельного размера отверстия. Величины превышения
диаметров зубьев протяжки над наибольшим предельным размером отверстия
приведены в табл. 8.36.
8.3. Протяжки и прошивки для обработки круглых отверстий
579
Таблица 8.35
Рекомендуемые диаметры выглаживающих зубьев
Z, Порядковый номер выглаживающего зуба
1-й 2-й 3-й 4-й 5-й
1 <4 i.
2 dB-0,5i, d. 1,5/,
3 dB - 0,65iB d„-0,25iB d. 2,1/,
4 dB-0,7iB d,-0,4iB d„-0,15iB d. 2,75/.
5 d, - 0,8iB dB-0,55iB d,-0,3i, d„-0,liB d. 3,25/,
Примечание. dB = dK + iB± 8, где +8 — при разбивке отверстия; -8 — при усадке отверстия
после обработки режущей частью.
Таблица 8.36
Коррекции диаметров выглаживающих зубьев
Диаметр отверстия, мм Превышение диаметров выглаживающих зубьев, мм
Сталь незакаленная Сталь закаленная
10...20 0,025...0,04 0,005...0,01
20...30 0,04...0,05 0,008...0,015
30...45 0,05...0,06 0,01...0,02
45...60 — —
8. Форма рабочей части выглаживающих зубьев зависит от обрабатываемого
материала. При обработке заготовок из чугунов, цветных металлов и сплавов
целесообразно применять конические зубья, при обработке заготовок из ста-
лей — тороидальные. Типовые профили и размеры выглаживающих зубьев при-
ведены на рис. 8.18.
Шаг выглаживающих зубьев tB обычно принимается равным шагу калиб-
рующих зубьев.
При значительных относительных натягах (А, > 0,007) можно использовать
зависимость t„ = 93,5iBZ>-0,3.
Рис. 8.18. Профили выглаживающих зубьев
580
Глава 8. Проектирование протяжек и прошивок
При величине шага выглаживающих зубьев tB < 6 мм рекомендуется приме-
нять профиль а. В этом случаев = 0,7iB, R = 0,6iB, йв = 0,2iB, f = 0,8... 1,0 мм.
Для iB > 6 мм при обработке незакаленных сталей следует применять про-
филь б, а для закаленных сталей — профиль в. При этом R = (0,15...0,25)iB,
6B = (0,15...0,25)iB, f =(0,8...1,0)-^, r=0,2...0,3 мм. Еслипо технологии изготов-
ления протяжек предусматривается хромирование выглаживающих зубьев, то
также следует применять профиль типа в.
При использовании твердосплавных выглаживающих колец наиболее рас-
пространенным является профиль типа г (слева). Профиль г (справа) рекоменду-
ется при работе с увеличенной подачей на зуб («с большими натягами»). Для
левой схемы В = (0,5...1,0)iB, f = (0,05...0,15)В, b - (В - f )/2, R = (0,15...0,25)6,
\|/ = 4...5°. Для правой схемы В = (0,5...1,0)iB, f = (0,05...0,15)В, Ъ = 0,6В,
R = (0,15...0,25)6, у = 4...50, = 10°.
Длина блока или набора колец LB = zBiB.
Необходимо, чтобы у рабочей поверхности зубьев была обеспечена шерохо-
ватость поверхности Да < 0,02...0,04 мкм. В ходе эксплуатации по мере появле-
ния следов и рисок износа зубья следует полировать. Малая шероховатость
зубьев в значительной степени снижает вероятность появления нароста и повы-
шает качество обработанной поверхности.
9. Количество одновременно работающих зубьев zp.B зависит от длины обра-
батываемого отверстия I, шага выглаживающих зубьев iB, ширины ленточки на
зубьях f, величины натяга iB, угла заборного конуса а. При тороидальной и ко-
нической формах рабочих поверхностей количество одновременно работающих
зубьев определяют по формуле
_ l + f +0,5iBctga
Zp.B —
Гв
с округлением до большего целого числа.
Если после определения zp.B окажется, что zp.B > zB, следует принимать zp a = zB,
так как zp.B не может быть больше zB.
10. Определяют сумму натягов выглаживающих зубьев. Если при выглажи-
вании zp.B = zB, а диаметры выглаживающих зубьев соответствуют рекомендуе-
мым, сумму натягов блока принимают по табл. 8.35. В случае, когда не все
выглаживающие зубья одновременно участвуют в работе и когда диаметры вы-
глаживающих зубьев отличаются от рекомендуемых, определяют фактические
натяги для каждого зуба:
Гву = ^ву
Сумму натягов в этом случае определяют для zp.B с наибольшими натягами.
11. Находят осевую силу выглаживания:
( * V
Р„ = 0.054DE ~КхЯа\ггл -1)
где К3 = 1,25 - 501 при 1 £ 0,007; Kt 0,85 при 1 > 0,007.
1
8.3. Протяжки и прошивки для обработки круглых отверстий 581
Выше отмечалось, что выглаживающая часть протяжки может быть цель-
ной или сборной. В конструкциях, приведенных на рис. 8.19, выглаживающие
кольца 2 закрепляются на протяжке 1 путем навертывания на нее заднего хво-
стовка 4 или гаек 3.
Рис. 8.19. Схемы крепления выглаживающих элементов гайками
и задним хвостовиком
В конструкции, приведенной на рис. 8.20, выглаживающие кольца 2 кре-
пятся на протяжке 1 с помощью вилки 3, которая снаружи закрывается задним
хвостовиком 4 или съемной задней направляющей частью 7. В этом случае зад-
ний хвостовик или направляющая часть крепится радиальными винтами 5 либо
осевым винтом 6. При креплении колец с помощью вилки 3 для выборки зазоров
применяют прокладку 8 из упругого материала, например резины.
Рис. 8.20. Крепление выглаживающих элементов вилкой
Резьбовое закрепление выглаживающей части обычно применяют на про-
тяжках диаметром до 20... 25 мм. Замок с втулкой, пружиной и двумя сухарями
(рио. 8.21) более технологичен, обеспечивает хорошее базирование, но на про-
тяжках малого диаметра и при обработке заготовок малой длины применение
его ограничено. Применяется также замок с упором блока или колец в сухари,
Которые ох ноты поются замыкающей втулкой, удерживаемой от осевого смеще-
нии стопорным кольцом. Этот «амок менее технологичен, так как требует точно-
го обеспечении рпемерои всех его деталей.
582
Глава 8. Проектирование протяжек и прошивок
/1 41
Рис. 8.22. Крепление выглаживающих элементов замком
Расчет элементов крепления выглаживающих зубьев основан на известных
зависимостях по расчету пружин и деталей замка и выполняется в указанной
последов ательности.
1. Посадочный диаметр выглаживающих зубьев и втулки замка выбирают
в зависимости от размеров заготовки: dBH=D/l,55, а затем округляют до большего
значения, соответствующего одному из следующих условий:
dm кратен 0,5, если dBH < 7 мм;
dBH кратен 1, если 7 < dm < 10 мм;
dBH кратен 2, если 10 < dBH < 40 мм;
dBH кратен 5, если dBH > 40 мм.
2. Выбрав диаметр da проволоки из ряда 0,50; 0,56; 0,60; 0,70; 0,80; 0,90;
1,00; 1,10; 1,20; 1,40; 1,60; 1,80; 2,00; 2,20; 2,50; 2,80; 3,00; 3,50; 4,00; 4,50;
5,00; 5,50; 6,00; 7,00; 8,00; 10,00; 11,00; 12,00 мм, сравнивают его с расчетным
значением dn = 0,05.0. Ближайшее меньшее значение из ряда диаметров прини-
мают для дальнейших расчетов.
3. Находят наружный диаметр пружины по формуле
Оп= l,02dBH + 2dn
и округляют его до большего значения. Если не выполняется условие D + 2dn +
+ dBH > 2ОП, необходимое для того, чтобы пружина не могла при смещении в сто-
рону задеть обрабатываемую поверхность заготовки, округляют D„ до ближай-
шего меньшего значения. Если условие не выполняется при округлении с точностью
0,5 мм, то следует рассчитывать замок без пружины.
4. Как только условие D + 2dn + dBH > 2Dn будет выполнено, определяют ттп,
(МПа), С, К„, шаг iCB пружины в свободном состоянии и зазор h между сухарями:
т - 105°. г к _4С-1 0,615
т“ ШГ d’n 4С-4 С ’
_(^-dg)Tmax .
24 976/СА
A = 0,6VO.
Значения ica и h округляют с точностью до 0,5 до меньшего значения.
8.3. Протяжки и прошивки для обработки круглых отверстий
583
5. Определяют ширину 1с1 канавки под сухари, ход пружины /с п при запира-
нии замка, толщину 1С сухарей:
ZC1=3,2D0’4; /с.п = 0,68Zcl; le = lcl
с округлением до меньшего целого значения.
6. Находят количество рабочих витков пружины
0,5 lm[n lc>n dn
п =--------------
l,2dn
и округляют его с точностью до 0,25 мм до меньшего целого значения.
Рекомендуется принимать п £ 3 в целях уменьшения осевых размеров замка.
Если окажется, что п < 1, то коэффициент 3,2 в формуле для расчета 1с1 меняется
на 2,4. Снова определяют 1е1,1С П, 1С и п. Если окажется, что п < 1,то 1С и Zc.n находят
из условия прочности сухарей на срез по формуле
Р
lc =fcn =----------
сп (ndBH-2A)[x]
и округляют до большего целого значения (здесь Ргв — осевая сила выглажива-
ния; [т] — допускаемое напряжение на срез материала сухаря (табл. 8.37)).
Таблица 8.37
Механические характеристики сталей
Марка стали Твердость HRC или диаметр протяжки D, мм Допускаемые напряжения, МПа
[о]₽ М [С1к
45 40...44HRC 343 196 981
40Х 37...41HRC 392 245 1079
42...50HRC 441 294 1275
50Х 45...50HRC 540 343 1471
ХВГ — 245 245 1570
Р18 Л<10 785 441 2354
Р6АМ5 10<2>^20 490...589 343 1962
Z>>20 392...490 294 1668
7. Снова определяют количество витков п. Если и в этом случае окажется,
что n < 1, то следует рассчитывать замок без пружины, поскольку значение Zmin
настолько мало, что поместить пружину между блоком и задней направляющей
невозможно.
8. После определения количества п витков вычисляют силу сжатия Рсж пру-
жины до соприкосновения витков:
(P„-dny
584
Глава 8. Проектирование протяжек и прошивок
Если окажется, что Рсж < 3.43D, то диаметр проволоки принимают большим
из ряда значений, приведенного в п. 1, и цикл расчета повторяют с п. 3 до тех
пор, пока Рсж не станет больше 3,430.
В том случае, если при п = 3 Рсж > 4,40, уменьшают шаг пружины в свобод-
ном состоянии до тех пор, покаРсж не снизится до 4,430. Если п < 3, то эту опера-
цию не выполняют.
9. Определив длину пружины в свободном (ZCB) и рабочем (Zn) состояниях, силу
ее сжатия до рабочего состояния и при закрытии замка (Pj и Р2) по формулам
+ da\ la = dn(l,2n + 1) + ZCB;
р = 9810# р = 9810# 1ся-1а+1с,п
1 (Dn-#)3 п ’ 2 (Dn-#)3 п
и округлив 1а до большего целого значения, сравнивают Рг и Р2 с допустимыми
значениями. Если неравенство Рг D или Р2 S 3D не выполняется, то РА и Р2
увеличивают путем изменения n, lcl, ZC.B, 1С с учетом п. 6.
Если увеличить силу сжатия пружины до рабочего состояния (Pj) и при за-
крытии замка (Р2) не удается, следует сменить замок.
10. При выполнении неравенств Pj > D и Р2 > 3D вычисляют размеры фасок
и радиусы закруглений /, длину La проволоки пружины, диаметры dc шейки
замка и сухарей, наружный диаметр Dc сухарей и втулки, количество пА полных
витков пружины, длину Z„ втулки, длину Ькл элементов крепления с выглажи-
вающими зубьями:
r=0,02D; Ln = n(DB-#)(n +1,5);
, _ (h Л , Г й Л Ргв
dc =2—f +2 J — + f + —-dBB— + f-------
\n J J 4 J n[o]K
Dc = 2dBB-#; n^n+1,5;
= 0,4D + — lc + lc n; LK B = ln + ZB + lm — Zc n + Zc + Zcj + 2,
где ZB — длина выглаживающей части протяжки.
Значения f округляют до большего значения с точностью до 0,1, #, Ln и ZBT —
до ближайшего целого числа, LK — до ближайшего меньшего значения.
11. После окончательного выбора всех параметров замка определяют коэф-
фициент запаса прочности шейки диаметром dc на разрыв:
т ndc[o]P
6,8Ргв
С учетом концентрации напряжений для наибольшей твердости шейки замка
(для стали марки Р6АМ5 твердостью 61...65 HRC, для стали марки 40Х твер-
достью 48...55 HRC и т.д.) коэффициент т 6,8. При уменьшении твердости
материала шейки и увеличении f коэффициент т = 4.
8.3. Протяжки и прошивки для обработки круглых отверстий
585
8.3.4. Проектирование прошивок
Прошивки — это инструменты, в определенных условиях имеющие преиму-
щества перед протяжками. Они могут использоваться на разнообразном обору-
довании, например на токарных станках, многоцелевых и фрезерных станках
с ЧПУ, гидравлических прессах и т.д. При обработке деталей прошивками эко-
номится время на закрепление инструмента, так как прошивка закрепляется
в патроне станка и эксплуатируется в течение заданного периода стойкости или
обработки требуемой партии деталей. Это дает большие возможности применения
их в гибких производственных системах и позволяет повышать производитель-
ность труда. Процесс прошивания, в частности, используется при обработке
боковых отверстий в деталях из сталей и цветных металлов и сплавов.
Прошивки, входящие в комплект (2-5 шт.), более технологичны в изготовле-
нии, чем протяжки, которые при большой длине имеют коробление, малую жест-
кость и сложны в изготовлении. По характеру обработки различают прошивки
выглаживающие, режущие и комбинированные. Выглаживающие прошивки
обрабатывают отверстия методом поверхностно-пластического деформирования
в стальных деталях после их термообработки. Режущие прошивки применяются
для обработки деталей из незакаленных сталей, цветных металлов и сплавов.
Комбинированные прошивки срезают заданный припуск и выглаживают поверх-
ность отверстий, но имеют ограниченное применение. Прошивки в зависимости
от характера обработки, конструкции и схемы резания обеспечивают точность
отверстий от JT11 до JT7 и шероховатость поверхности Ra = 2,50...0,25 мкм.
Прошивки отличаются от протяжек
направлением сил в процессе обработ-
ки. Если протяжки работают на растя-
жение, то прошивки — на сжатие, что
приводит к ряду особенностей при их
расчете и проектировании.
Прошивка, закрепленная в патро-
не станка, перемещается с рабочей ско-
ростью резания v и обрабатывает от-
верстия заданного профиля в детали,
после чего перемещается в обратном
направлении со скоростью холостого
хода х (рис. 8.22). При этом могут об-
рабатываться детали, которые своими
конструктивными размерами (/д) огра-
ничивают перемещение и длину про-
шивки (рис. 8.22, а), и детали, которые
не ограничивают перемещение и длину
прошивки (рис. 8.22, б). Ограничение
длины инструмента в ряде случаев при-
водит к возрастанию количества проши-
вок в комплекте и увеличивает общее
Время обработки.
Рис. 8.22. Схемы работы прошивки:
1 — деталь; 2 — прошивка; 3 — патрон
586
Глава 8. Проектирование протяжек и прошивок
Конструкция прошивок во всех главных частях одинакова с конструкцией
протяжек, но на прошивках отсутствуют хвостовики и шейка. Для облегчения
ввода прошивки в отверстие впереди направляющей части выполняется гладкая
коническая часть с углом конуса 15° (рис. 8.23, а), а сзади в ряде случаев выпол-
няется задняя опорная цапфа, несколько заниженная по диаметру относительно
задней направляющей части. Задний конус под углом 60° центрирует прошивку
относительно оси штока пресса. Иногда перед передней направляющей прошивки
выполняют переднюю цапфу (рис. 8.23, б), на которую надевается направляю-
щая втулка для устранения перекоса прошивки во время работы. У задней опор-
ной цапфы предусматривают задний опорный конус под углом 60°.
Рис. 8.23. Конструкции прошивок:
а — без цапф; б — с передней и задней опорными цапфами
С точки зрения резания процесс прошивания аналогичен процессу протяги-
вания, поэтому все основные закономерности и рекомендации по проектирова-
нию протяжек могут быть использованы и при проектировании прошивок.
Параметры режущей части (т.е. черновой, переходной, чистовой, калибрую-
щей и выглаживающей частей) определяют согласно соответствующим пунктам
проектирования протяжек.
От схемы резания прошивки зависят длина режущей части, износ зубьев,
усилия резания и качество обработки. Наибольшее распространение получили
профильная и генераторная схемы резания. При обработке круглых отверстий
целесообразно на всех прошивках комплекта применять профильную схему,
а при обработке квадратных или прямоугольных отверстий на первых прошивках
комплекта рекомендуется применять генераторную схему, а на последних —
профильную, т.е. разделять общий припуск на части. Это позволит сократить
общее количество прошивок в комплекте, повысить точность и качество обрабо-
танных отверстий.
8.3. Протяжки и прошивки для обработки круглых отверстий
587
При выборе подъема на зуб S2 учитываются выбранная схема резания, тип
прошивки, свойства обрабатываемого материала и особенности детали. При про-
шивании отверстий в «нежестких» деталях, имеющих сравнительно тонкие
стенки, величину необходимо корректировать с учетом возможной деформа-
ции стенок и получения заданной точности обработки. Для этого рекомендуется
изготовить несколько прошивок с различными и по результатам производст-
венных испытаний выбрать максимально допустимое значение.
Диаметр передней направляющей, его предельные отклонения и длина на-
правляющей определяются так же, как для протяжек.
Если используется прошивка с передней цапфой, то ее длина 1п а = I, где I —
длина прошиваемого отверстия.
Длина переднего конуса зависит от диаметра отверстия:
Диаметр отверстия, мм До ю 11...40 Свыше 40
Z„.K, мм 5 8...10 12...15
Диаметр передней цапфы Лп ц = (Da н -1,0) мм с округлением до ближайшего
меньшего целого значения. Предельные отклонения диаметра передней цапфы
принимают по h6. Переход от торца к концу цапфы закругляется радиусом
1...2 мм.
Диаметр задней направляющей и его предельные отклонения определяются
так же, как для протяжек.
Если задняя опорная цапфа не предусмотрена, то длина задней направляющей
га.н = ^ + ^.к + (5...Ю) мм,
где I,.* — длина заднего конуса.
Длина 5... 10 мм выбирается в зависимости от конструкции наконечника
штока для обеспечения гарантированного выталкивания режущей части из де-
тали.
Если используется прошивка с задней опорной цапфой, то ее длина
/а.ц = + Ю — £,.н.
Длина L прошивки является важным конструктивным элементом, и ее необ-
ходимо рассчитывать с учетом двух условий: возможности обработки деталей, кото-
рые своими размерами ограничивают перемещения прошивки (см. рис. 8.22, а),
и устойчивости прошивки при резании. Для соблюдения первого условия долж-
но быть выдержано неравенство
L<D + 1-с,
где D — диаметр втулки; I — длина прошивания (толщина детали); с = 1...3 мм —
зазор между деталью и концом прошивки.
Условие устойчивости инструмента при прошивании отверстия можно про-
верить по допускаемому напряжению сжатия в опасном сечении прошивки —
в канавке перед первым зубом (табл. 8.38).
к
588
Глава 8. Проектирование протяжек и прошивок
Таблица 8.38
Рекомендуемые длины рабочей части прошивки
Напряжения сжатия в опасном сечении оеж, МПа
150...200 200...250 250...300 300...360 360...420 420...500 500...600
Допускаемая длина прошивки Ьдоп
21(2ЭО-Л) 18(ВО-Л) 17(ПО-Л) 15(Д-Л) 14(Д-Л) 13(Д-Л) 12(Д>-Л)
В опасном сечении напряжение сжатия
4Р2
°сж n(D0-2hf
где Do — начальный диаметр прошиваемого отверстия; h — глубина стружеч-
ной канавки перед первым зубом.
Если L - 1„Л - 1„ н > ЬЛ0П, то необходимо уменьшить длину прошивки за счет
гладких частей или уменьшить припуск под прошивание.
Максимальную длину прошивки необходимо проверить по длине рабочего
хода пресса:
^тах < -^р.х ~ ^ф.пл — ^ф.пр ^нк>
где Lp х — длина рабочего хода пресса; 1ф-пл — толщина фланца планшайбы;
2ф.пР — толщина фланца приспособления; 1ВК — толщина головки наконечника
штока.
Если соотношение не выдерживается, то необходимо уменьшить длину про-
шивки за счет длин гладких частей, пересмотреть припуск под прошивание или
модель пресса.
Из рассчитанных значений L принимают наименьшее, которое будет огра-
ничивающим. По величине L определяется длина режущей части прошивки
^п.н ~ ^а.н ~ ^п.ц ^а.ц>
гДе ^п.н, Lh> ^п.ц, 41.ц — длины соответственно передней и задней направляющих,
передней и задней цапф прошивки. Эти размеры следует принимать минималь-
ными, чтобы максимально увеличить длину рабочей части и иметь наибольшее
количество черновых, чистовых и калибрующих зубьев.
Наличие тех или иных зубьев зависит от точности обработки, конструкции
прошивки, количества прошивок в комплекте. Так, если комплект состоит из
трех прошивок, то первая имеет только черновые зубья, вторая — черновые
и 2-3 чистовых, а последняя — черновые, 2-5 чистовых и 3-8 калибрующих
зубьев. Для квалитетов точности обработки JT6, JT7, JT8, JN9, JT1O и менее ре-
комендуется принимать количество калибрующих зубьев 8, 7, 6, 5, 4 и 3.
8.4. Протяжки для обработки шлииевых отверстий
589
( 8.4. ) Протяжки для обработки шлицевых отверстий
8.4.1. Особенности протяжек для обработки
шлицевых отверстий
При обработке шлицевых отверстий их внутренний диаметр может быть
предварительно обработан чистовым осевым инструментом (зенкером с кольце-
вой заточкой, разверткой), а затем шлицевые канавки прорезаются шлицевой
протяжкой. Такой метод обработки называется раздельным. При комбинированном
методе все элементы шлицевого отверстия обрабатываются одной комбиниро-
ванной протяжкой. При этом получаются более качественные шлицевые отвер-
стия при высокой производительности процесса.
Шлицевые протяжки чаще всего выполняются по генераторной одинарной
или групповой схеме срезания припуска. У протяжек одинарной генераторной
схемы для обработки прямобочных шлицев подъем осуществляется на каждый
зуб, но редко превышает 0,05 мм. Поэтому чаще всего применяется комплект из
2-3 и более протяжек. Период стойкости протяжек из-за малых величин задних
углов (е = 90° и «! = 0°) относительно низок. Для уменьшения трения на боковых
сторонах зубьев создается поднутрение с углом <px = 1°...1°30', которое начинается
не с вершины шлицевого зуба, а на расстоянии f= 0,7...1,0 мм от нее, что также
способствует менее интенсивному изнашиванию уголков зубьев. У основания шли-
цевых выступов протяжки делают продольные канавки глубиной 0,8... 1,0 мм
и с углом профиля 50...60° для выхода шлифовального круга.
Более широкое применение при обработке шлицевых отверстий имеют про-
тяжки групповой схемы срезания припуска (рис. 8.24), у которых срезание от-
дельных слоев металла в шлицевых пазах производится секцией из двух зубьев.
Первый прорезной зуб снабжен боковыми скосами — фасками, благодаря чему
он срезает более узкую стружку шириной 0,6...0,7 ширины шлица, если послед-
няя превышает 10 мм. Второй (зачистной) зуб имеет режущую кромку полной
ширины и срезает две стружки с краев шлицевой канавки, которые сходят в сто-
рону от стенок канавки и не царапают их. Во избежание срезания стружки по
всей длине зачистной зуб выполняется на 0,015...0,020 мм ниже первого.
Как и у круглых протяжек, зубья шлицевых протяжек разделяются на чер-
новые, переходные, чистовые и калибрующие. Черновые зубья имеют подъем
на группу до 0,2...0,3 мм, переходные — постепенно снижающийся подъем до
0,02...0,03 мм, а чистовые — весьма небольшой подъем (0,015...0,02 мм). При
этом черновые и переходные зубья работают по групповой схеме, а чистовые
объединяются в группы только при большой ширине шлица.
Скосы на прорезных зубьях выполняются в виде выкружек по дуге окружно-
сти и в виде прямых лысок. Учитывая простоту изготовления, прорезные зубья
чаще всего снабжают выкружками. Однако проще делать фаски при двух-трех
шлицах на протяжках, а лыски — при четырех и реже шести шлицах. Скосы
при любом их выполнении имеют задние вспомогательные углы oti = 3...40, что
обеспечивается за счет поворота шлифовального круга или подъема заднего хво-
стовика протяжки.
590
Глава 8. Проектирование протяжек и прошивок
Рис. 8.24. Комбинированная шлицевая протяжка групповой схемы резания
Для формирования скосов (фасок) на кромках шлицевых выступов в отвер-
стии (рис. 8.25, а) и снятия заусенцев, а также для разгрузки шлицевых зубьев
протяжки снабжаются фасочными зубьями (рис. 8.25, б). Фаски располагаются
под определенным углом (30°, 45° и 36°) относительно оси шлицевого паза в за-
висимости от числа шлицев (п = 6,8,10). Диаметр с?ф.п последнего фасочного зуба
протяжки следует принимать на 0,3...0,4 мм больше диаметра с?ф, т.е. с?фп =
= с?ф + (0,3...0,4) мм, что обеспечивает гарантированное получение фаски. В свою
очередь, диаметр впадин с?ф в между фасочными выступами принимается рав-
ным минимально допустимому внутреннему диаметру шлицевого отверстия.
Подъем S на фасочных зубьях принимается в зависимости от схемы их рабо-
ты и равен 0,05.. .0,60 мм. При одинарной схеме срезания припуска (рис. 8.25, в)
подъем осуществляется на каждый зуб, а при групповой схеме (рис. 8.25, г) фа-
сочные зубья объединяются в группы, причем первый зуб каждой группы имеет
на боковых сторонах выкружки.
В зависимости от последовательности расположения фасочной, круглой
и шлицевой частей изменяются длина, технологичность изготовления и экс-
плуатационные свойства протяжек. Различают следующие комбинации разме-
щения частей на этих протяжках:
1) круглая + шлицевая (К — Ш);
2) круглая + шлицевая + фасочная (К — Ш — Ф);
3) шлицевая + круглая (Ш — К);
8.4. Протяжки для обработки шлицевых отверстий
591
4) фасочная + шлицевая + круглая (Ф — Ш — К);
5) фасочная + круглая + шлицевая (Ф — К — Ш);
6) круглая + фасочная + шлицевая (К — Ф — Ш).
Если заготовка имеет большой припуск, то круглая часть протяжки имеет
сравнительно большую длину. Поэтому во избежание поворота заготовки в ходе
формирования шлицевого отверстия сначала размещают круглые зубья (6-я ком-
бинация). Чтобы избежать воздействия заусенцев на поверхность протянутого
отверстия, фасочные зубья помещают между круглыми. В этом случае имеет ме-
сто такая последовательность зубьев: круглые черновые и переходные + фасоч-
ные + круглые чистовые и калибрующие + шлицевые (КОп — Ф — Кч к — Ш).
Более широкое применение из указанных вариантов находит 5-я комбина-
ция, так как протяжка имеет меньшую длину и технологичнее в изготовлении
и эксплуатации. Однако протяжки с этой комбинацией следует применять толь-
ко в том случае, если длина протягиваемой поверхности больше длины калиб-
рующей части круглых зубьев. Если это условие не выдержано, то возможен
поворот обрабатываемой детали, вследствие чего канавки, прорезанные фасоч-
ными зубьями, могут не совпадать со шлицевыми выступами на протяжке. По-
этому деталь может быть испорчена, а протяжка повреждена или даже сломана.
Протяжки с 5-й комбинацией следует использовать при длине протягивания не
менее 45... 50 мм, при которой в большинстве случаев выдерживается указанное
выше условие. Если необходимо применять комплектные протяжки, то для пер-
вой из них используется комбинация Ф — К — Ш, а вторая имеет шлицевые ка-
либрующие зубья, сначала по ширине, а затем по диаметру.
Небольшой длиной отличаются протяжки 3-й и 4-й комбинаций, так как
круглые зубья у них являются одинарными. При их изготовлении шлифоваль-
ный круг, обрабатывающий шлицевые зубья, упирается в спинку круглых зубь-
ев, что опасно о точки зрения их повреждения. Однако 3-ю и 4-ю комбинации
592
Глава 8. Проектирование протяжек и прошивок
рекомендуется применять при относительно большой длине отверстия (свыше
27 мм), так как при протягивании коротких отверстий возникает опасность пе-
рекоса протягиваемой детали во время перехода ее со шлицевой части на круг-
лую. Необходимо учитывать, что круглая часть протяжек 3-й и 4-й комбинаций
выполняется с круглыми зубьями без выкружек, при относительно большом
подъеме на каждый зуб в связи с малой шириной слоя срезаемого металла, ос-
тавшегося после прохода шлицевых зубьев. Поэтому протяжки этих комбина-
ций получаются относительно короткими. Однако при ширине промежутков
между шлицевыми канавками более 10 мм круглые черновые зубья следует вы-
полнять группами по два зуба, причем выкружки на прорезном зубе необходимо
располагать так, чтобы режущие выступы размещались между прорезанными
ранее шлицевыми канавками.
Что касается 1-й и 2-й комбинаций протяжек, то они имеют большую длину
и применяются в исключительных случаях, когда длина отверстия 1 = 10...24 мм
или при протягивании деталей пакетом общей длиной от 24 до 60 мм.
Шлицевые отверстия с эвольвентным профилем можно протягивать комби-
нированными круглошлицевыми или только шлицевыми протяжками. В по-
следнем случае цилиндрическая поверхность выступов шлицевого отверстия
окончательно обрабатывается каким-либо другим инструментом, в том числе
и круглой протяжкой.
Комбинированные эвольвентные шлицевые протяжки могут выполняться
по одинарной схеме срезания припуска (с относительно малым подъемом на ка-
ждый эвольвентный зуб) либо групповыми. В последнем случае черновые эволь-
вентные зубья по аналогии с протяжками для обработки прямобочных шлицев
объединяются в группы из двух зубьев. На первом прорезном зубе с увеличенной
на 0,02 мм высотой затачиваются лыски, а зачистной зуб имеет полную ширину.
Иногда для упрощения конструкции и облегчения изготовления протяжек бо-
ковые эвольвенты зубьев заменяются дугами окружностей и прямыми линиями
на определенной длине. Для уменьшения сил трения производится снятие за-
тылков на боковых сторонах эвольвентных зубьев протяжки на расстоянии
0,8...1,0 мм от режущей кромки. Круглая часть эвольвентной шлицевой про-
тяжки, служащая для получения цилиндрических участков отверстия, обычно
выполняется по групповой схеме резания.
Для обработки шлицев с треугольным профилем, выдерживающих повы-
шенные нрагрузки, используются так называемые елочные протяжки.
8.4.2. Проектирование протяжек для обработки шлицевых
отверстий с прямобочным профилем
Исходные данные. При проектировании протяжек для обработки шлицевых
отверстий с прямобочным профилем необходимы следующие исходные данные:
• данные одетали — диаметр отверстия до протягивания d0; марка обра-
батываемого материала; наименьшая и наибольшая твердость обрабатываемого
материала, условия его термообработки; размеры отверстия после протягива-
ния (рис. 8.26), т.е. внутренний d и наружный D диаметры шлицев, ширина Ь
8.4. Протяжки для обработки шлицевых отверстий
593
шлицев и их количество п, размер с и угол р фаски шлицевых пазов (если черте-
жом детали они не заданы, то конструктор должен назначить их самостоятельно);
квалитеты точности поверхности шлицев; шероховатость протянутой поверх-
ности; длина протягиваемого отверстия;
ь
Рис. 8.26. Размеры шлицевого отверстия
с прямобочным профилем
• данные о станке и приспособлении, тип производства, воз-
можности инструментального производства — аналогично проекти-
рованию круглых протяжек.
Последовательность расчета. На первом этапе принимается решение о схеме
срезания припуска — одинарной или групповой. В зависимости от этого выпол-
няется расчет протяжки.
1-5. Начало расчета протяжки для обработки шлицевого отверстия с прямо-
бочным профилем независимо от схемы расположения зубьев аналогично началу
расчета протяжек для обработки круглых отверстий (см. 8.3.2, пп. 1-5). При
этом следует иметь в виду, что группы качества по боковым и радиусным по-
верхностям могут различаться (табл. 8.39).
Таблица 8.39
Группы качества шлицевых отверстий
Группа качества Технические требования к отверстию
Шероховатость, мкм Квалитет или степень точности
круглых цен- трирующих поверхностей боковых по- верхностей шлицев круглых центрирую- щих поверх- ностей боковых поверхностей шлицев
прямобоч- ных эвольвент- ных треуголь- ных
1 Rai 1,25 Rai 2,5 Не лимитируются
2 Ra £2,5 Rz £20 7 9 9Н 7
3 Az £20 Az £40 8 10 ПН 9
Примечание. Группа качества принимается по более жесткому из двух требований (к ше-
роховатости или точности обработки).
594
Глава 8. Проектирование протяжек и прошивок
6. Скорость протягивания выбирают по табл. 8.40.
Таблица 8.40
Рекомендуемые скорости протягивания шлицевых отверстий, м/мин
Тип производства Группа качества Обрабатываемый материал
Стали Чугуны, бронзы Алюми- ниевые сплавы
I II III IV V VI, VIII, IX VII X
1 5 5 4 3 2 5 4 3
Массовое, крупно- и среднесерийное 2 7 6 5 4 2 7 5 4
3 9 8 7 5 3 9 6 5
Мелкосерийное и единичное 1-3 5 4 2 5 4 3
Примечание. Поправочные коэффициенты принимают в соответствии с табл. 8.7.
7. Припуск на сторону при протягивании шлицевого отверстия зависит от
технологии его обработки. Если внутренний диаметр предварительно протянут
на размер, то припуск равен высоте шлица, т.е.
„ D-d
2
Если отверстие формируется без предварительной подготовки внутреннего
диаметра, то припуск
А = ^^+(О,З...О,35)Ао,
2
где Д — припуск на диаметр при протягивании цилиндрического отверстия
(см. табл. 8.8).
Для протяжек с групповой схемой срезания припуска выбирают схему рас-
положения зубьев на протяжке (выше отмечалось, что наилучшим вариантом
является схема Ф — К — III). После расчета длины круглой части схема располо-
жения зубьев может быть изменена на К — Ф — 1П, если окажется, что lK > 1,51.
8-11. Профиль зубьев и форму стружечных канавок протяжки, а также
значения черновых подъемов на зуб выбирают аналогично в соответствии
с пп. 8-11 в 8.3.2.
При использовании одинарной схемы срезания припуска подъемы выбира-
ются согласно табл. 8.41.
Таблица 8.41
Подъемы режущих зубьев шлицевых прямобочных протяжек
с одинарной схемой срезания припуска, мм
Обрабатываемый материал
Стали Чугуны Алюминиевые сплавы Бронза, латунь
углеродистые и малолеги- рованные высоколеги- рованные серые ковкие
0,04...0,08 0,025...0,06 0,04...0,10 0,05...0,10 0,02...0,10 0,05...0,12
8.4. Протяжки для обработки шлицевых отверстий
595
Максимальная сила протягивания для шлицевых протяжек может быть оп-
ределена следующим образом:
max “' ^'рВ20-ВтахИ'Зр.Км.Ксож.ЙГ у КиКкК^
либо
max ^сВтах^'2р.Км.КС0ж.ЙГ у -^и-^к-^р*
Здесь Sjo — подъем для рассматриваемой группы зубьев; Втах — максимальная
длина режущей кромки; п — количество шлицев; значения СР приведены
В табл. 8.42, значения показателя степени х и поправочных коэффициентов К —
соответственно в табл. 8.13 и 8.14, удельной силы резания kc — в табл. 8.15.
Таблица 8.42
Значения Ср в формуле для расчета силы протягивания шлицевой протяжкой
Обрабатываемый материал Твердость НВ Временное сопротивление, МПа Ср
<200 <700 2120
Стали углеродистые 200...230 700...800 2300
>230 >800 2840
<200 <700 2300
Стали легированные 200...230 700...800 2840
>230 >800 3150
250...270
Стали хромомолибденовые 280...310 — —
Серые чугуны <200 — 1250
>200 — 1500
Максимальная длина режущей кромки зависит от типа зубьев. Для фасоч-
ных зубьев, работающих по схемам Ф — К — Ш и Ф — Ш — К,
^max = b + 2c + (d-do),
а для зубьев, работающих по схемам К — Ф — III и КОп — Ф — Кч к — III,
Вфтах = Ь + 2с;
для круглых зубьев, работающих по схемам Ф — К — ШиФ — III — К,
Вкпих= — ~(Ь+2с);
п
для шлицевых зубьев как при одинарной, так и при групповой схеме срезания
припуска Вш = Ьтю.
Ориентировочные значения силы резания при протягивании шлицевых от-
верстий с прямобочным профилем приведены в табл. 8.43, а поправочные коэф-
фициенты — в табл. 8.17.
596
Глава 8. Проектирование протяжек и прошивок
Таблица 8.43
Усилия протягивания при обработке шлицевых отверстий
с прямобочным профилем, Н
Размеры отверстия п х Ъ х d х D, мм Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Сталь, алюминиевые сплавы Чугун, бронза, латунь 20 15 10
6x3,0x11x14 10,7 12...19 — — 12 910
6x3,5x13x16 12,7 16...27 — — 11 850
6x4x16x20 15,4 21...29 14 550 15 890 17 090
26...38 26...45 15 640 17 090 —
6 х 5 х 18 х 22 17,4 21...33 21...38 19 430 21 230 22 830
30...42 30...50 20 950 22 860 —
6x5x21x25 20,2 23...50 23...60 28 650 31 300 —
6 х 6 х 23 х 26 22,2 24...42 24...52 36810 40 220 43 240
32...58 32...72 66 360 39 730 —
6 х 6 х 23 х 28 22,2 30...42 30...50 36380 39 750 —
36...64 36...72 36 320 36690 —
6x6x26x30 25,2 30...50 30...68 47 730 52150 —
40... 70 40...80 46878 51 230 —
6x6x26x32 25,2 30...46 30...55 43 760 47 780 —
40...75 40...90 48 560 53 070 —
6x7x28x32 27,2 30...55 30...68 52 740 57 740 61960
40...80 40...100 55 300 60430 64960
6x7x28x34 27,2 30...55 30...68 53 680 58670 63 080
40...80 40...100 55 300 60430 64960
8x6x32x36 31,1 35...55 35...84 73 000 79 800 85 740
45...83 45...108 77110 84 270 90600
8x6x32x38 31,1 35...55 35...84 72 530 79 270 85210
8x7x36x40; 8x7x36x42 35,1 35...55 35...84 80980 88 510 95150
45...83 45...108 93 720 102420 110100
8x8x42x46 41,1 32...48 32...70 83 290 91040 97860
4 2...80 42...106 106 280 116150 124860
60...110 60...145 132 670 145 000 155860
8x8x42x48 41,1 32...48 32...70 83 190 90890 97 700
42...80 42...106 105 380 115170 123 810
60...110 60...145 142410 155640 167310
8x9 х'46 х 50 45,1 32...48 32...70 91040 99480 106940
42...80 42...106 115 270 126 010 135 480
60...120 60...165 145 580 159120 171050
8 х 9 х 46 х 54 45,1 32...48 32...68 94 080 102810 110 520
42...71 45...108 131 790 144 030 154830
8.4. Протяжки для обработки шлицевых отверстий
597
Окончание табл. 8.43
Размеры отверстия п х Ъ х d х D, мм Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Сталь, алюминиевые сплавы Чугун, бронза, латунь 20 15 10
8x10x52x58 51,0 33...58 33...76 115 080 125 770 135 200
45...80 45...108 138100 150930 162 250
60...100 60...145 176 240 192 620 207070
8x10x52x60 51,0 40...67 40...88 124230 135 770 145 950
8x10x56x62 55,0 34...63 34...90 140 580 153 625 165 150
45...80 45...108 140 580 153 625 165 150
8x10x56x65 55,0 37...63 37-.88 130 870 143 030 153 760
8x12x62x68 61,5 40...80 40...108 150020 163 960 176 250
55...100 55...145 202 770 221 610 238230
8x12x62x72 61,5 45...80 45...105 161 750 176 800 190 040
55...105 55...105 209 150 228570 245 710
65...140 65...190 232 930 254 570 273 660
10 х 12 х 72 х 78 71,0 50...105 50...145 222 980 243680 261960
65... 140 65...185 254 840 278 500 299400
10x12x72x82 71,0 40...90 40...115 229 250 250 550 269340
58...115 58... 160 250 340 273 600 294120
10 х 12x82x88 81,0 55...125 55...165 249450 272 620 293 070
65...150 65...200 285 080 311570 334935
10 х 12 х 82 х 92 81,0 40...90 40...115 213 810 233 680 251240
65...130 65...150 249420 272 590 293 030
10x14x92x98 91,0 90...160 90...220 250 760 274050 294610
10x14x92x102 91,0 90...120 60...164 250 760 274 050 294610
90...160 90...185 251960 275 370 296020
10x16x102x108 101,0 90...160 90...185 308220 336 850 362110
10x16x102x112 101,0 55...92 55...125 291900 319010 342 940
75...120 75...160 310 220 339040 364460
10x18x112x120 111,0 55...92 55...130 292 640 319 830 343 810
75...120 75... 160 341420 373 140 401120
80...170 80...220 401 800 439130 472060
10x18x112x125 111,0 55...92 55...130 295190 322 610 346 810
75...120 75...160 321300 351150 377490
10x20x125x140 124,0 70...120 70...160 356 320 388340 417450
80...165 80...190 433 950 474 260 509 830
10x22x145x160 144,0 70...120 70...160 346 390 378570 406960
80...170 80...200 457830 500 360 537890
10x24x160x180 159,0 65...120 65...120 414 330 452 830 486 790
10x30x180x200 179,0 65...118 65...140 515 560 563 490 605 750
* Указан диапазон длин для разных групп обрабатываемых материалов. Измененные
условия протягивания учитывает коэффициент, приведенный в табл. 8.17.
598
Глава 8. Проектирование протяжек и прошивок
12. Определяют количество zQ зубьев в группе. На фасочной, круглой и шли-
цевой частях шлицевых протяжек оно может быть неодинаковым. Для обеспе-
чения у поверхности боковых сторон пазов Ra < 2,5 мкм и улучшения условий
резания рекомендуется количество черновых зубьев в группе на шлицевой час-
ти zOai >: 2. Количество зубьев в группе на фасочной и круглой частях (если круг-
лая помещается между фасочной и шлицевой частями) в целях уменьшения
длины рекомендуется принимать равным единице, если это допускается усло-
виями нормального стружкообразования и силой протягивания.
Для создания нормальных условий образования стружки длина режущих
кромок зубьев протяжки не должна превышать значений Вф тах и Вк тах, рассчи-
танных по приведенным выше формулам. Если Вфтах иВк тах оказываются больше
допустимого значения (табл. 8.44), то необходимо разделять стружку выкруж-
ками и принимать на фасочной части г0=2, на круглой — согласно п. 13 в 8.2.2.
Таблица 8.44
Наибольшая допустимая длина режущих кромок фасочных
и круглых зубьев без разделения стружки
Диаметр протяжки, мм До 25 25...50 Свыше 50
Длины Вф тах, Вк тах режущих кромок, мм 7 9 12
13. Распределяют припуск между отдельными частями протяжки — фасоч-
ной, круглой и шлицевой. На круглой и шлицевой частях имеются черновые,
переходные и чистовые зубья, между которыми, в свою очередь, распределяют
долю припуска, приходящуюся на данную часть. На фасочной части переход-
ные и чистовые зубья отсутствуют, поэтому весь приходящийся на нее припуск
удаляется черновыми зубьями.
Припуск на фасочную часть для комбинаций Ф — К — ШиФ — Ш — К опре-
деляют по формуле
•^ф -^ф.п d0 min’
Диаметр последнего фасочного зуба Вф.п можно определить по следующим
зависимостям:
n b п . . (8+2c)ctgA.+2cctgp . . b+2c
Дф.п =" . ." +0,4; ctgA.£ = isinX = ——
sinA.£ о а
Здесь символ Е соответствует точке пересечения исходных профилей фаски
и прямобочного паза (см. рис. 8.25); р — угол фаски.
Припуск на фасочные зубья протяжек с другими последовательностями ра-
боты зубьев определяют по формулам:
• для комбинации К — Ф — Ш Аф = Вфп - d;
• для комбинации КОп — Ф — Кч к — Ш Д ,=Вфп - d + 0,12.
При центрировании шлицевого отверстия по внутреннему диаметру —
Л; = Аф-0,02.
Припуск на круглую часть протяжек всех схем
Ак — dmix — d„ .
8.4. Протяжки для обработки шлицевых отверстий
599
Припуск на черновые зубья круглой части
•^кО -^к С^к.п 4 Дв>ч),
где Ак.п — припуск на переходные круглые зубья (принимают по табл. 8.45);
Ав.ч — припуск на чистовые круглые зубья (принимают по табл. 8.46).
Таблица 8.45
Припуск на диаметр, количество и подъемы на переходных
группах зубьев шлицевых протяжек
Подъем на черновых зубьях на сто- рону, мм Припуск на диаметр пере- ходной части АШ1П, мм Количество переходных шлицевых зубьев гшп Количество переходных круглых зубьев гк.п Подъем на сторону, мм, на переходную группу
первую вторую
5,0 <0,045 — — — — —
5Л< 0,080 0,06 2 1 0,03 —
5Л< 0,140 0,18 4 2 0,06 0,03
5Л< 0,140 0,24 4 2 0,08 0,06
Таблица 8.46
Припуск на диаметр, подъемы на чистовых зубьях,
количество чистовых и калибрующих зубьев шлицевых протяжек
SV' 3,01 ..0,02
Зубья Группа качества Число зубьев или двузубых секций при подъеме S,4, мм Количество чистовых зубьев или Припуск на диаметр чистовой Количество калибрующих зубьев ашк
0,02 0,01 групп зубьев гч части Дд ,, мм
Шлицевые 1 2 3 5 0,14 5
2 1 2 3 0,08 4
3 2 — 2 0,08 3
Круглые 1,2 2 2 4 0,12 4
3 2 1 3 0,10 3
Припуск на шлицевую часть для протяжек всех комбинаций
^шах
где Д|(1 =—~—+2S,0 — диаметр первого шлицевого зуба.
sinX£
600
Глава 8. Проектирование протяжек и прошивок
Первый шлицевой зуб в группу не объединяют и выкружек на нем не делают.
Припуск между черновыми, переходными и чистовыми шлицевыми зубья-
ми распределяют следующим образом:
где Дд,, и Аш.ч выбирают по табл. 8.45 и 8.46 соответственно.
14. Находят количество групп черновых зубьев iQ, остаточный припуск Аост
и распределяют его. Количество групп черновых зубьев предварительно опреде-
ляют согласно п. 12 в 8.3.2, подставив соответствующие значения Д) и 8г0, при-
нятые для просчитываемой части протяжки. Например, для шлицевой части
Дробное число групп черновых зубьев округляют до ближайшего меньшего
целого значения. Полученный при этом остаточный припуск определяют со-
гласно п. 13 в 8.2.2 и относят в зависимости от его значения к черновым, пере-
ходным или чистовым зубьям. Если половина остаточного припуска превышает
подъем зубьев на сторону первой переходной группы, то для его срезания назна-
чают одну дополнительную группу черновых зубьев. Если по л овина остаточного
припуска Аост меньше подъема на сторону первой переходной группы (как для
круглых, так и для шлицевых зубьев), но превышает 0,02.. .0,03 мм, то остаточный
припуск добавляют к припуску на переходную часть. Если же 0,5АОСТ <0,02 мм,
то остаточный припуск суммируют с припуском на чистовые зубья, количество
которых соответственно увеличивают. Чтобы не увеличивать длину чистовой
части, припуск Аост <0,04 мм можно распределить между переходными и чисто-
выми группами, увеличив их подъем на 0,01 мм или менее.
15. Определяют общее количество зубьев для протяжек всех схем обработки:
Следует помнить, что фасочные зубья являются только черновыми. Количе-
ство круглых гк и шлицевых гш зубьев определяется как сумма черновых, пере-
ходных, чистовых и калибрующих зубьев:
Zr ^к0 "l” ^к.п ^к.ч ZK.K, ^ш0 ^ш.п ^ш.ч ^ш-к*
Количество зубьев на фасочной части и черновых зубьев на круглой части оп-
ределяют, как для круглых протяжек (см. 8.3.2, п. 13), на шлицевой части — по
формуле зш0 = гшОзг.ш +1.
Количество черновых зубьев корректируют в зависимости от размещения
остаточного припуска. Количество переходных зубьев принимают в зависимо-
сти от припуска по табл. 8.45, количество чистовых и калибрующих зубьев — по
табл. 8.46.
Окончательно количество тех или иных групп зубьев корректируют в зави-
симости от размещения остаточного припуска.
16. Подъемы переходных зубьев круглой и шлицевой частей принимают
по табл. 8.45 в зависимости от принятого припуска, подъемы чистовых зубьев
круглой и шлицевой частей — по табл. 8.46.
8.4. Протяжки для обработки шлицевых отверстий
601
17. Длина рабочей части протяжки
Lp = l$ + 1К + 1Ш = <о2ф + 1К +
Длину круглой 1К и шлицевой 1Ш частей определяют как сумму произведений
соответствующих величин шагов и чисел зубьев:
^о(2КЙ + 2к.п) ^ч(2к.ч "* 2к.к ~ 1)»
^о(2шО "* 2ш.п *!)* ^ч(2ш.ч "* 2ш.к “ 1)'
Шаг чистовых и калибрующих зубьев t4 = tK принимают равным среднему
шагу согласно табл. 8.20. Профиль зубьев, т.е. й, Ь, i\ и г, выбирают из табл. 8.12
в зависимости от принятого шага зубьев.
В целях обеспечения выхода шлифовального круга при обработке боковых
сторон фасочной и шлицевой частей между этими частями и примыкающими к
ним другими частями протяжки нужно предусматривать достаточное расстоя-
ние (не менее 15...30 мм). Для шагов t0 менее 15 мм к длине режущей части 1Р
добавляют (15...30) - t* после фасочных зубьев и (15...30) - tm после круглых
зубьев.
На этом расчет первого варианта заканчивается. Последующие варианты
просчитывают для меньших подъемов на зуб за счет изменения количества одно-
временно работающих зубьев до зр + 1, зр + 2 и т.д. Порядок расчета тот же, что
и для первого варианта, заканчивается расчет определением длины режущей
части.
18. После проработки конструкции, обеспечивающей минимальную длину
режущей части, составляют таблицу диаметров зубьев, размещаемую на черте-
же протяжки.
Диаметры калибрующих круглых Вк к и шлицевых Вк ш зубьев принимают
равными соответственно максимальному внутреннему и минимальному наруж-
ному диаметрам шлицевого отверстия. При расчете диаметров калибрующих
зубьев, формирующих центрирующий диаметр отверстия, учитывается возмож-
ная разбивка отверстия: DK = D + Дв - 5 или dK = d + - 5, где Дв, — предельные
отклонения наружного и внутреннего диаметров шлицевого отверстия; 5 — раз-
бивка отверстия: |
Др или &d, мм До 6,025 0,025...0,03 0,03...0,035 0,035...0,05 0,05...0,06
8, мм 0 0,002 0,004 0,005 0,008
Др или Да, мм 0,06.^0,10 0,11...0,17 0,18...0,29 0,29...0,34 Свыше 0,34
8, мм 0,01 0,02 0,03 0,04 0,05
Предельные отклонения на эти, а также другие зубья назначают по ГОСТ
28442-90 (см. табл. 8.28, 8.29). После испытаний новых протяжек в производ-
ственных условиях диаметр калибрующих зубьев может быть изменен.
19. Находят диаметры впадин фасочных Вв ф и шлицевых Лвш зубьев. На про-
тяжках с комбинациями Ф — К — Ш и Ф — Ш — К их принимают равными
d,m|n с полем допуска dll. Для протяжек комбинаций К — Ф — Ш и Ф — Ш
Д, ф принимают равным r/tlll„.
602
Глава 8. Проектирование протяжек и прошивок
Диаметр впадин фасочных зубьев комбинации КОп — Ф — К„ к — Ш прини-
мают равным диаметру последнего переходного круглого зуба предпоследней
группы зубьев. Предельные отклонения наВвф назначают по f9 или dll.
Диаметр впадин на шлицевой части протяжек всех принятых комбинаций,
кроме Ф — Ш — К, принимают равным dmin с предельными отклонениями по f9
или dll в зависимости от технических требований нерасположение шлицевых
пазов относительно оси отверстия. При малых отклонениях от соосности отдель-
ных элементов шлицевого отверстия можно применять поле допуска е8. В этих
случаях следует притуплять места переходов поверхности впадины к стружеч-
ной канавке, иначе на внутренней поверхности шлицевого отверстия могут воз-
никнуть задиры.
Для комбинации Ф — Ш — К принимают D„ ш = d0 min.
20. Осуществляют расчет количества N и ширины b выкружек, ширины В
режущих секторов на фасочных и шлицевых зубьях, радиуса RK круга, радиу-
са R„ выкружек на всех прорезных зубьях протяжки всех комбинаций обработки.
Прорезные черновые и переходные зубья шлицевой части выполняют с выкруж-
ками, так как всегда 2Г.Ш = 2. Выкружки на фасочных зубьях наносятся, когда
число зубьев в секции 2гф = 2. Количество выкружек на шлицевых протяжках
равно количеству впадин: N*=Nm = z. При этом на каждом зубе образуется по две
криволинейные фаски. Зачищающие зубья фасок не имеют.
Ширину режущих секторов на прорезных фасочных и шлицевых зубьях на-
значают одинаковой и определяют по формуле _Вф = Вш = b - 2/, где f — ширина
фаски на шлицевом зубе, зависящая от Ь:
b, мм ДоЗ До 4 До 7 До 9 До 10 До 14 До 16 До 18 До 20
/, мм 0,5 0,8 1,0 1,5 2,0 2,5 3,0 4,0 5,0
Чистовые шлицевые зубья протяжек для шлицевого отверстия 1-й или 2-й
группы качества по наружному диаметру имеют групповое построение (2Г Ш Ч = 2).
Прорезные чистовые шлицевые зубья выполняют как черновые и переходные
с фасками с обеих сторон. При 2Г Ш ч = 1 чистовые шлицевые зубья имеют подъем
на каждый зуб, а фасок не имеют.
Чистовые зубья протяжек, предназначенные для протягивания шлицевых
отверстий 3-й группы качества, выполняют с подъемом на каждый зуб (2Г#Ш.Ч = 1),
фасок они не имеют. Калибрующие зубья также не имеют фасок.
Ширину выкружек на фасочных и шлицевых зубьях определяют прибли-
женно по формуле
Радиусы круга RK и выкружек R„ принимают в соответствии с табл. 8.23.
Количество зубьев в секции на круглой части протяжек с комбинацией
Ф — К — Ш может быть равно одному или двум. Если зубья имеют подъем на ка-
ждый зуб (2Г К ч = 1), то круглые зубья выполняют без выкружек. При двух зубьях
в группе круглые прорезные зубья выполняют с выкружками, расположенными
симметрично относительно фасочных зубьев. Количество выкружек на круглых
черновых и переходных зубьях должно быть равно числу шлицев, т.е. NK = z.
Ширина режущего сектора на прорезном зубе круглой части протяжки по-
сле формирования выкружки Вк » 0,5b.
8.4. Протяжки для обработки шлииевых отверстий
603
Ширина выкружки на прорезных зубьях круглой части
Чистовые и калибрующие круглые зубья выполняют без выкружек.
Для того чтобы шлифовальный круг при шлифовании бокового профиля
фасочных и шлицевых зубьев не касался поверхности впадин протяжки, на нем
иногда выполняют выступающие «усики» высотой hB = с + 0,5 мм.
21. Определяют диаметр и длину передней направляющей так же, как и для
круглых протяжек (см. 8.3.2, п. 17).
22. Выбирают длину переходного конуса в соответствии сп. 18в8.3.2.
23. Определяют расстояние от переднего торца протяжки до первого зуба
и до места сварки в соответствии сп.19в8.3.2.
24. Диаметр D„ н и предельные отклонения задней направляющей принима-
ют равными диаметру 2)в.ш впадины шлицев протяжки и его предельным откло-
нениям.
Рекомендуемая длина задней направляющей приведена в табл. 8.26.
Тяжелые или длинные протяжки, а также все протяжки, работающие в авто-
матическом цикле, изготавливают с задними хвостовиками, которые могут быть
тех же размеров, что и передние, или меньших размеров, так как они служат
только для поддержки протяжки.
Рекомендации по выбору длины задних хвостовиков даны в табл. 8.27.
25. Общая длина протяжки равна сумме длин передней части (от переднего
торца до первого зуба) Lu рабочей части Lp, задней направляющей 1З И и заднего
хвостовика 1ЗХ:
Е = L, + + 13 и +l3 х.
Комплектные протяжки. Общая длина протяжки не должна превышать
длины, допустимой жесткостью протяжки: L - (30...40)2), хода штока протяж-
ного станка, наибольшего расстояния между центрами круглошлифовального
и заточного станков, глубины ванн или шахт для нагрева под закалку и отпуск.
В противном случае следует проектировать комплект из двух протяжек.
Иногда применение комплектных протяжек обусловливается технологиче-
ским процессом изготовления деталей. Шлицевое отверстие часто служит тех-
нологической базой для обработки других поверхностей. При этом шлицы могут
повреждаться во время установки заготовки на оправку и снятия с нее или из-за
больших сил, возникающих при обработке. Поэтому окончательную обработку
шлицевого отверстия выполняют отдельно второй протяжкой комплекта. Если
технологический процесс предусматривает протягивание заготовок до и после
термической обработки, то также применяют комплектные протяжки.
Схемы распределения припуска между протяжками одного комплекта при-
ведены на рис. 8.27. При протягивании шлицев, у которых предельные отклоне-
ния ширины шлицевого паза превышают 45 мкм и имеется достаточно большой
допуск прямолинейности боковых сторон паза по высоте, применяют схему,
показанную на рис. 8.27, а. При распределении припуска по этой схеме про-
тяжки, входящие в комплект, получаются сравнительно короткими и их удобно
Шлифовать по боковым поверхностям шлицевых зубьев, поднимая задний хво-
604
Глава 8. Проектирование протяжек и прошивок
Рис. 8.27. Распределение срезаемого припуска между протяжками комплекта:
1,2 — номера протяжек
стовик. Ширину Вш шлицевых зубьев первой протяжки принимают равной Ьтах
в пределах поля допуска. В целях уменьшения разбивки шлицевого отверстия
у последующих протяжек комплекта величину Вш назначают на 0,005.. .0,01 мм
меньше Вш предыдущей протяжки.
Распределение припуска по схеме, приведенной на рис. 8.27, б, применяют
при протягивании точных шлицев. В этом случае ширину шлицевых зубьев первой
протяжки назначают на 0,6...0,8 мм меньше окончательной ширины шлицевого
паза детали. В связи с этим формула для определения диаметра последнего фа-
сочного зуба приобретает вид
®ф = 7)ф.п — 2ДВ,
где ДВ — припуск на одну сторону шлицевого паза для второй протяжки.
Такая протяжка имеет две группы шлицевых зубьев. Ширина всех шлице-
вых зубьев одинакова и определяется по формуле
2
Вш =&min+-AB.
О
Шлицевые зубья первой группы, расположенные спереди, работают на уча-
стке/’(см. рис. 8.27, б). Они расширяют паз до окончательного размера. Так как
ширина стружек, срезаемых ими с каждой стороны паза, невелика (ДВ=0,3.. .0,4 мм),
то они имеют подъем на каждый зуб. Подъем на этих зубьях ограничивается
прежде всего шероховатостью поверхности боковых сторон и не превышает 0,5 мм
на зуб на сторону. Диаметр первого зуба этой группы определяют по формуле
Расчет угла приведен п. 13.
Поскольку зубья этой группы не рассчитаны на срезание стружек полной
ширины, т.е. по всей ширине паза, то диаметр последнего из них должен быть на
0,2.. .0,4 мм меньше диаметра шлицевых калибрующих зубьев первой протяжки.
Вторая группа зубьев обрабатывает паз на полную его высоту. Эти зубья вы-
полняют секционными и подъем на них назначают такой же, как и для однопе-
реходных протяжек.
Распределение припуска по схемам, показанным нарис. 8.27, в, г, применяют
в случаях, когда требуется получить высококачественные шлицы, например
при протягивании заготовок, подвергшихся термической обработке, в результате
которой предварительно протянутые шлицы деформировались и их необходимо
исправить. На схеме, приведенной на рис. 8.27, в, показано распределение при-
пуска между первой и второй протяжками для обработки шлицевого отверстия
8.4. Протяжки для обработки шлииевых отверстий
605
с посадкой по внутреннему диаметру, на схеме, приведенной на рис. 8.27, г, —
с посадкой по наружному диаметру.
Припуск на боковые стороны шлицевого паза, предназначаемый для второй
протяжки, принимается большим, чем по схеме, приведенной на рис. 8.27, б.
Обычно ДВ = 0,3...0,7 мм.
Существует несколько вариантов конструкции направляющих элементов
калибрующих протяжек. Наименьшее отклонение от соосности расположения
шлицевых пазов и отверстия обеспечивают цилиндрические направляющие
пояски, диаметр которых имеет допуск по посадке 6g. Эти пояски в зависимости
от длины протягивания располагаются либо между каждыми двумя соседними
зубьями, либо через несколько зубьев.
Форма и поперечные размеры передней направляющей части каждой после-
дующей протяжки комплекта соответствуют форме и размерам отверстия, обраба-
тываемого последними зубьями предыдущей протяжки. Предельные отклонения
размеров передних направляющих комплекта шлицевых протяжек приведены
ниже.
Поперечный размер (диаметр) направляющей, мм 6...10 10...18 18...30 30...50 50...80 80...120
Предельные отклонения, мм -0,07 -0,10 -0,09 -0,125 -0,10 -0,145 -0,12 -0,17 -0,15 -0,21 -0,18 -0,24
Переднюю направляющую второго рабочего хода изготавливают со шлице-
выми выступами, размеры которых принимаются по табл. 8.47.
Таблица 8.47
Размеры передней направляющей шлицевых протяжек второго перехода, мм
Примечания: 1. Диаметр н передней направляющей второй протяжки принимается
равным диаметру калибрующих зубьев первой протяжки с соответствующими предель-
ными отклонениями.
2. Условные обозначения: d£ln — внутренний диаметр шлицевого отверстия после обра-
ботки первой протяжкой; Д^т1п — минимальная ширина шлицевых пазов после обработки
первой протяжкой; — длина круглой части передней направляющей; 12 — длина шлице-
вой части передней направляющей; Z3 — длина заборной части передней направляющей;
Ь|1К — ширина шлица передней направляющей.
Примеры конструктивного оформления комплекта прямобочных шлицевых
протяжек с групповой схемой срезания припуска приведены на рис. 8.28, 8.29.
Конструктивное оформление однопроходной протяжки аналогично приведен-
ному на рис. 8.28, но исполнительные размеры шлицевой части отличаются.
Шлицевые зубья
Вариант 1 (с боковой ленточкой /)
Вариант 2
(без боковой ленточки /)
А-А
Фасочные зубья Круглые зубья
Нечетные Четные
Охват — 3 зуба
Первые зубья Вторые зубья Вторые зубья Вторые зубья
группы группы до зуба № j группы с зуба № j группы с зуба № j
45° 22’30' и несекционные зубья и несекционные зубья
Рис. 8.28. Пример конструктивного оформления первой протяжки комплекта шлицевых прямобочных протяжек,
комбинация Ф — К — Ш
606 Глава 8. Проектирование протяжек и прошивок
Б-Б
Шлицевые зубья
А-А
Зубья Шь Зубья Шь с зуба № 5
до зуба № 5 Вторые зубья
Первые зубья секций и несекционные
Рис. 8.29. Пример конструктивного оформления второй протяжки комплекта
шлицевых прямобочных протяжек, комбинация Ш6 —
8.4. Протяжки для обработки шлицевых отверстий 607
608
Глава 8. Проектирование протяжек и прошивок
Корригированные протяжки. Выше отмечалось, что зубья шлицевых протя-
жек с прямобочным профилем выполняют со вспомогательными углами в плане <pj
(углами поднутрения). Для этого их шлифуют в наклонном положении с задним
хвостовиком, поднятым по отношению к переднему (рис. 8.30). В результате про-
филь шлицевых и фасочных зубьев в поперечном сечении изменяется и не соот-
ветствует профилю шлицевого паза детали, и его называют корригированным.
Рис. 8.30. Положение протяжки при шлифовании бокового профиля шлицев
с поднятием заднего центра
Задаваясь вспомогательным углом в плане cpj, можно рассчитать подъем зад-
него центра С и углы профиля впадин шлицевых зубьев протяжки и профиля
шлифовального круга сок. Подъемы Сш оси протяжки для черновых шлицевых
зубьев и Сф для фасочных зубьев рассчитывают для соответствующих участков
протяжки, на которых зубья имеют постоянные подъем и шаг, т.е. их вершины
лежат на воображаемом конусе.
Расчет корригированного профиля шлицевых зубьев прямобочных протя-
жек отличается от расчета профиля фасочных зубьев, поэтому эти расчеты вы-
полняются раздельно.
При расчете корригированного профиля шлицевых зубьев определяется
подъем Сш оси протяжки на расчетном участке (между последним и первым
зубьями); рассчитывается корригированный угол 2сокр профиля впадины шлице-
вых зубьев и абразивного круга и подъем С заднего центра на длине L протяжки.
Исходными данными для расчета являются диаметры первого D„ и послед-
него DK черновых зубьев на расчетном участке длиной 1т, номинальная ширина
шлицевого паза Ь, число шлицев п, шаг черновых зубьев t0 и вспомогательный
угол в плане (р1; обычно принимаемый равным 2...30.
Расчет профиля производится в такой последовательности:
. . b . . Ь , 180 . _ 180 ,
smL =—; 81пЛк =—; о„ -----------л„; о =-------Лк;
D„ DK п к п
, 180
cosoH; со =---; сокр = а>-(р1;
п
hK = —cos8K-—
2 2
_AK(tgco-tgcoKp) CmL
-------— --------, - 1*0 ш “ АИо» °-----J 1
tg®Kp
где *Ош — количество черновых шлицевых зубьев.
8.4. Протяжки для обработки шлицевых отверстий
609
Выше отмечалось, что фаски в шлицевых пазах отверстия, заданные черте-
жом или принятые из технологических соображений, образуются при протяги-
вании отверстия фасочными зубьями, расположенными перед круглыми или
шлицевыми зубьями. Исходными данными для расчета являются диаметры
первого Da ф и последнего DK ф фасочных зубьев на расчетном участке длиной 1$.
В отличие от прямобочных зубьев для фасочных зубьев задается не вспомога-
тельный угол в плане фр а корригированный угол профиля 0К, получаемый при
шлифовании поверхности зуба с подъемом заднего центра. Угол 0К и угол фаски
на детали Рф принимают в соответствии с табл. 8.48.
Таблица 8.48
Углы профиля впадин фасочных зубьев в зависимости от количества шлицев
п ₽к ₽ф Ф1 = Рф-РК 180° „ <0к= +& п 2ш„
4 45° 47° 2° 90° 180°
6 30° 40° 10° 60° 120°
8 45° 47° 2° 67°30' 135°
10 36° 45° 9° 54° 108°
Последовательность расчета подъема Сф заднего центра на длине протяжки
при шлифовании профиля фасочных зубьев периферией плоского прямого кру-
га следующая:
. . Ь+2с
sink =----;
d
_dsin(k+P)e . _dsin(k + P).
зшрн.ф----— ; 81прк.ф — — ;
Цьф Мсф
^"н.ф Рн.ф Рф’ ^*к.ф Рк.ф Рф’
Нн.ф = 0,5D„ ,Ф8Ш(РК + Хн.ф); Нк.ф = 0,5Лк.ф81п(Рк + Лк.ф);
^ф -^н.ф "^к.ф’
где с — размер фаски в шлицевых прямобочных пазах; d — внутренний диаметр
шлицевого отверстия.
Корригированный угол профиля фасочных впа-
дин 2сок на протяжке определяется по табл. 8.48.
Для того чтобы шлифовальный круг при шлифо-
вании бокового профиля фасочных и шлицевых
аубьев не касался поверхности впадин протяжки
(это направляющая поверхность), на нем делают вы-
борку глубиной йв = С + 0,5 (рис. 8.31).
Технические требования. Технические требова-
Рис. 8.31. Форма выборки
на шлифовальном круге
ния к шлицевым протяжкам подобны требованиям к круглым протяжкам, оп-
ределяются ГОСТ 28442-90 и приведены в 8.3.2. Дополнительно необходимо
учитывать нижеследующее.
610
Глава 8. Проектирование протяжек и прошивок
Боковые стороны зубьев протяжек высотой более 1,5 мм должны выполняться
с поднутрением, а ширина возможной ленточки не должна превышать 1,0 мм.
Предельные отклонения калибрующих зубьев нецентрирующих диаметров
должны соответствовать значениям, приведенным в табл. 8.28, центрирующих
диаметров — приведенным в табл. 8.29.
Предельные отклонения толщины зуба чистовых протяжек должны соот-
ветствовать указанным в табл. 8.49. Предельные отклонения толщины зуба чер-
новых протяжек принимаются равными -0,02 мм.
Таблица 8.49
Предельные отклонения толщин зубьев
шлицевых протяжек с прямобочным профилем, мм
Ширина впадины втулки Поля допусков на ширину впадины втулки
F8.H8 D9 F10, D10, JslO
ДоЗ -0,005 0,008 0,010
3...6 -0,008 -0,010 -0,012
6...10 -0,015
10...18 -0,010 -0,012
Свыше 18 -0,015 -0,018
Предельные отклонения диаметра круглой гладкой передней направляю-
щей и круглой гладкой части шлицевой передней направляющей принимаются
по квалитету е8, предельные отклонения наружного диаметра шлицевой перед-
ней направляющей — по квалитету hlO, предельные отклонения толщины зуба
шлицевой передней направляющей принимаются равными -0,02 мм.
Предельные отклонения диаметра круглой гладкой задней направляющей
принимаются по квалитету f 7, предельные отклонения наружного диаметра
шлицевой задней направляющей — по квалитету hll.
Рекомендуемые величины накопленной погрешности окружного шага зубь-
ев чистовых шлицевых протяжек с прямобочным профилем диаметром до 80 мм
приведены в табл. 8.50. У протяжек диаметром свыше 80 мм вместо значений
0,010 и 0,012 мм принимается 0,016 мм. Накопленная погрешность окружного
шага зубьев черновых шлицевых протяжек с шириной впадины втулки до 6 мм
равна 0,015, свыше 6 мм — 0,025 мм.
Таблица 8.50
Накопленная погрешность окружного шага зубьев протяжек
с прямобочным профилем, мм
Ширина впадины втулки, мм Поля допусков на ширину впадины втулки
F8, Н8, JslO D9, F10 D10
Доз 0,010 0,012 0,012
3...6 0,016
6...10 0,016 0,020
10...18 0,012 0,020 0,025
Свыше 18 0,016 0,025
8.4. Протяжки для обработки шлицевых отверстий
611
Допуск параллельности относительно оси центров на длине 500 мм шлицевой
части не должен превышать:
0,010 мм для боковых поверхностей зубьев чистовых протяжек при ширине
впадины втулки до 6 мм;
0,012 мм при ширине свыше 6 мм;
0,020 мм для боковых поверхностей зубьев черновых протяжек.
Допуск симметричности зубьев прямобочной протяжки в поперечном сече-
нии относительно оси центров не должен превышать 0,010 мм при допуске на
толщину зуба до 0,008 мм, а при допуске свыше 0,008 мм должен быть в пределах
поля допуска.
Допуски радиального биения относительно оси центров для калибрующих
зубьев центрирующих диаметров шлицевых отверстий принимаются следую-
щими: при допуске на диаметр до 0,008 мм — 0,010 мм; при допуске свыше
0,008 мм — в пределах допусков на диаметр согласно табл. 8.29.
Допуск радиального биения относительно оси центров для хвостовиков, на-
правляющих протяжек и режущих зубьев с подъемами более 0,02 мм по диамет-
ру принимается 0,005 мм на каждые 100 мм длины.
Допуск радиального биения относительно оси центров калибрующих зубьев
для нецентрирующих диаметров шлицевых протяжек должен быть в пределах
поля допуска на соответствующий диаметр зубьев.
Шероховатость поверхности шлицевых зубьев, угловых поверхностей фасоч-
ных зубьев, боковых поверхностей шлицевых направляющих принимается рав-
ной Rz 3,2 мкм; нерабочей боковой поверхности шлицевых зубьев — Rz 6,3 мкм;
наружного диаметра шлицевых направляющих — Ra 1,25 мкм.
8.4.3. Проектирование протяжек для обработки шлицевых
отверстий с эвольвентным профилем
Исходные данные. Для проектировании протяжек для обработки шлицевых
отверстий с эвольвентным профилем необходимы следующие исходные данные:
• данные о детал и(рис. 8.32) — число шлицевз, модультп, номинальный
диаметр шлицевого соединения DB=mz + 2xm +1,1 тп, диаметр делительной окруж-
ности D = mz, угол профиля зуба а (согласно ГОСТ 6033-80 а = 30°), диаметр
окружности вершин зубьев втулки Da = D - 2m с соответствующим допуском,
диаметр окружности впадин втулки Dt=DB с соответствующим допуском, размер
фаски k х Рф (обычно Рф=45; 47°; если фаскане задана, принимают k = 0,15тп), дели-
тельная окружная ширина впадины втулки е=тгтп/2 - 2xmtga с допуском, радиус
кривизны R = 0,15тп. Остальные исходные данные — диаметр отверстия до про-
тягивания do, длина I протягиваемой поверхности, шероховатость поверхностей
падин; марка обрабатываемого материала; наименьшая и наибольшая твер-
дость обрабатываемого материала, условия его термообработки;
• данные о станке и приспособлении, тип производства, воз-
можности инструментального производства — аналогично проекти-
рованию круглых и шлицевых прямобочных протяжек.
612
Глава 8. Проектирование протяжек и прошивок
Рис. 8.32. Размеры шлицевой втулки с эвольвентным профилем
Последовательность расчета. 1-5. Начало расчета протяжки для обработки
шлицевого отверстия с эвольвентным профилем независимо от схемы располо-
жения зубьев аналогично расчету протяжек для обработки отверстий с прямо-
угольными шлицами (см. 8.4.2, пп. 1-5).
6. Выбирают рекомендуемую скорость протягивания по табл. 8.40.
7. Припуск под протягивание выбирают так же, как в случае протяжек для
обработки прямоугольных шлицев (см. 8.4.2, п. 7).
8-11. Профиль зубьев и форма стружечных канавок протяжки, а также зна-
чения черновых подъемов на зуб выбирают аналогично пп. 8-11 в 8.3.2.
При использовании одинарной схемы срезания припуска подъемы выбира-
ются согласно табл. 8.51. При этом максимальная сила протягивания для шли-
цевых эвольвентных протяжек
Р,тех = CPS^0BmaxZZDKxKcaxKv К„КкК„
либо
Рг max ^сРтах*^рКхКсожКу
Здесь 5г0 — подъем для рассматриваемой группы зубьев; Втах — максимальная
длина режущей кромки; г — количество шлицев; zp — наибольшее количество
одновременно работающих зубьев; значения СР приведены в табл. 8.42, значе-
ния показателя степени х и поправочных коэффициентов К — соответственно
в табл. 8.13 и 8.14, удельной силы резания kc — в табл. 8.15.
Таблица 8.51
Подъемы режущих зубьев шлицевых протяжек с эвольвентным
и треугольным профилем и одинарной схемой срезания припуска, мм
Обрабатываемый материал
Стали Чугуны
углеродистые и малолегированные высоколегированные серые ковкие
0,03...0,06 0,03...0,05 0,04...0,08 0,06...0,08
8.4. Протяжки для обработки шлицевых отверстий
613
Максимальная длина режущей кромки зависит от типа зубьев (рис. 8.33).
Рис. 8.33. Наибольшая длина режущих кромок и припуски, снимаемые зубьями:
1 — эвольвентными; 2 — фасочными; 3 — круглыми
Для фасочных и круглых зубьев величины Втах принимаются таким же, как
у протяжек для обработки прямобочных шлицев. Для шлицевых эвольвентных
зубьев максимальная длина режущей кромки находится на окружности вершин
зубьев втулки:
Вш = А. +inv а - inv аа
где Sp = emax — расчетная делительная окружная ширина зуба; значения инво-
, Db mzcosa
лют равны: inva = tga - a ; аа = arccos— = arccos-.
Ориентировочные значения силы резания при протягивании шлицевых от-
верстий с эвольвентным профилем приведены в табл. 8.52, а поправочных коэф-
фициентов — в табл. 8.17.
Таблица 8.52
Усилия протягивания при обработке шлицевых отверстий
с эвольвентным профилем, Н
Размеры отверстия D х т х z Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Стали, алюминиевые сплавы Чугуны, бронзы, латуни 20 15 10
12x1x10 10 15...23 15...28 10 300 11300 12150
14x1x12 12 11800 12850 13 800
15x1x13 13 16...23 16...28 15 700 17400 18600
16x1x14 14 14 200 15 500 16 700
17x1x15 15 19 800 21 700 23 350
20...31 20...38 19 100 20 900 22 500
1 Здесь и далоо значения (X подставляются в радианах (1 рад = 57,29578°).
614
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.52
Размеры отверстия D х т х z Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Стали, алюминиевые сплавы Чугуны, бронзы, латуни 20 15 10
18x1x16 16 15..,23 15...28 14 200 15 500 16700
20x1x18 18 20...30 20...38 20 600 22600 24300
24...43 24...55
22x1x20 20 18...30 18...38 28 650 31400 33 750
24...48 24...58 29400 32 100 34 500
25 х 1 х 24 23 20...43 20...55 44800 49 050 52800
28...58 28...70
28x1x26 26 22...48 22...58 50 000 54 900 59 050
30...63 30...75 57900 63 500 68300
30 х 1 х 28 28 24...53 24...63 58900 64 550 69 450
32...68 32...80
32 х 1 х 30 30 24...58 24...70 69 650 76 200 82000
32...82 32...100 80 400 88100 94800
35x1x34 33 24...58 24...70 77 500 84600 90 900
32...82 32...100 89 300 97600 105 000
38 х 1 х 36 36 25...64 25...75 98100 107400 115 750
34...87 34...105
40x1x38 38 28...70 28...85 102400 112000 120 700
37...95 37...110 119 700 130 700 140 300
17x1,25x12 14,5 16...23 16...28 19 600 21 600 23150
18x1,25x13 15,5 13 500 14 700 15 900
20x1,25x14 17,5 18...30 18...38 20 800 22 750 24 500
22x1,25x16 19,5 27 500 30 300 32 700
24...48 24...58 29400 32100 34 500
25x1,25x18 22,5 20...43 20...55 39 200 42 700 46100
28...58 28...70
28x1,25x21 25,5 22...48 22...58 49 050 53 600 57900
30...63 30...75
30x1,25x22 27,5 24...53 24...63 60 200 65 900 70 900
32...68 32...80
32x1,25x24 29,5 24...58 24...70 68400 74850 80450
32...82 32...100 79 100 86 500 93 200
35x1,25x26 32,5 24...58 24...70 74 500 81 400 87600
32...82 32...100 80150 87 700 94 200
38x1,25x29 35,5 25...64 25...75 94900 103800 111800
34...87 34...105
8.4. Протяжки для обработки шлицевых отверстий
615
к
Продолжение табл. 8.52
Размеры отверстия D х т х z Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Стали, алюминиевые сплавы Чугуны, бронзы, латуни 20 15 10
40x1,25x30 37,5 28...70 28-85 99600 108 900 117100
37...95 37-110 115 750 126 850 136 350
42x1,25x32 39,5 28...70 28...85 105950 116 050 124600
37...95 37...110 13600 135400 145 700
45x1,25x34 42,5 30... 76 30...90 131450 143600 154 500
40...102 40...120 140300 153200 164 800
48x1,25x37 45,5 30... 76 30...90 142 250 155 300 166 800
40...102 40...120 151600 165 800 178 550
50x1,25x38 47,5 30...76 30...90 146 650 160 500 172650
40...108 40...130 165 800 181 500 195 200
20x1,5x12 17 18...30 18...38 20500 22460 24100
22x1,5x13 19 28950 31 700 34 300
24...48 24...58 28450 31 200 33 550
25x1,5x15 22 20...43 20...55 38250 41900 45100
28...58 28...70
28x1,5x17 25 22...48 22...58 47600 52000 55900
30...63 30...75
30x1,5x18 27 24...53 24...64 58660 64150 68 960
32...68 32...80
32 х 1,5x20 29 24...58 24...70 71 600 78 500 84 360
32...82 32... 100
35x1,5x22 32 24...58 24...70 72 600 79460 85350
32...82 32...100 78 500 85800 92 200
38x1,5x24 35 25...64 25...75 93 200 102 000 109900
34...87 34...105 10 350 115 300 124000
40x1,5x25 37 28...70 28...85 97100 106 500 114 800
37...95 37...110 121650 132 800 142 800
42x1,5x26 39 28...70 28...85 102000 111450 119 700
37...95 37...110 126 550 138 800 149100
45x1,5x28 42 30...76 30...90 129 500 141 850 152550
40...102 40...120 138300 151600 162 850
48x1,5x30 45 30...76 30...90 137350 150600 161900
40...102 40... 120 146 750 160600 172 650
50x1,5x32 47 30...76 30...90 145 700 159 300 171300
40...108 40...130 164 300 179 700 193 250
616
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.52
Размеры отверстия D х т х z Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Стали, алюминиевые сплавы Чугуны, бронзы, латуни 20 15 10
52x1,5x33 49 30...76 30...90 150 100 166400 176600
40...108 40...130 169 700 186 000 200 100
55x1,5x35 52 32...82 32...100 155 000 169 300 182100
45...120 45...145 206 000 225600 242300
60 х 1,5 х 38 57 32...82 32...100 169 700 185400 199150
45...120 45...145 226 200 247 500 265850
65x1,5x42 62 32...82 32...100 173 750 190 100 204400
45...120 45...145 191 950 210 050 225800
70 х 1,5x45 67 35...96 35...110 233 750 255 750 274950
45...140 45...170 268 100 293300 315350
75 х 1,5x48 72 35...96 35...110 251 750 275450 296 150
45...140 45...170 256 250 280 350 301400
80x1,5x52 77 35...96 35...110 269459 294 800 316900
45...140 45...170 309 050 338150 363 500
28x2x12 24 22...48 22...58 48850 53 500 57 500
30...63 30...75 45 600 49 800 53600
30x2x13 26 24...53 24...63 56 200 61 500 66 200
32...68 32...80 52 600 57 500 61800
32x2x14 28 24...58 24...70 62 300 68100 73 200
32...82 32...100
35x2x16 31 24...58 24...70 70 800 77 500 83400
32...82 32...100 76 500 83600 89850
38x2x18 34 25...64 25...75 87800 96140 103400
34...87 34...105 99600 108900 117100
40 х 2 х 18 36 28...70 28...85 92900 101 600 109 300
37...95 37...110 108 500 118 700 127500
42 х 2 х 20 38 28...70 28...85 105 950 116 250 125100
37...95 37...110 123600 135400 145 600
45x2x21 41 30...76 30...90 124 600 136 350 146 650
40...102 40...120 133000 145 600 156 600
48x2x22 44 30...76 30...90 132400 144 700 155 600
40...102 40...120 141 300 154400 165800
50 х 2 х 24 46 30... 76 30...90 140 300 153400 164800
40...108 40...130 167 250 182 950 196 700
55 х 2 х 26 51 32...82 32...100 150100 164 500 176 600
45...120 45...145 200 100 219 250 235 450
8.4. Протяжки для обработки шлицевых отверстий
617
Продолжение табл. 8.52
Размеры отверстия D х т х z Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Стали, алюминиевые сплавы Чугуны, бронзы, латуни 20 15 10
60 х 2 х 28 56 32...82 32...100 166 800 182 200 196 200
45...120 45...145 221 700 242 900 260 950
65 х 2х 31 61 32...82 32...100 178 550 195 600 210 300
45...130 45...160 264900 289 700 311500
70 х 2 х 34 66 32...96 32...110 226 600 247 700 256 350
45...140 45...170 287400 314400 338450
75x2x36 71 32...96 32...110 246 200 269 800 290 400
45...140 45...170 312 900 342 400 367 900
80 х 2 х 38 76 32...96 32...110 260 450 285000 306100
45...150 45...180 313900 343350 368850
85x2x41 82 35...96 35...110 280 100 306 450 329450
45...140 45...170 321150 361400 377 750
90 х 2 х 44 86 35...96 35...110 297 700 325 700 350 150
45...140 45...170 322 900 353 250 379 750
95 х 2 х 46 91 35...96 35...110 313 200 342 650 368350
45... 140 45...170 318 550 348550 374 700
100 х 2 х 48 96 35...96 35...110 314 100 343 650 369450
45...140 45...170 307900 336 900 362 150
35x2,5x12 30 24...58 24... 70 67 500 73870 79400
32...82 32...100 72 800 79 650 85 650
38x2,5x14 33 25...64 25...75 84400 92400 99400
34...87 34...105 90 250 98 700 105950
40x2,5x14 35 28...70 28...85 89 300 97 600 105000
37...95 37...110 104000 113 800 122 600
42x2,5x15 37 28... 70 28...85 100 450 109900 118200
37...95 37...110 116 700 128000 137 700
45x2,5x16 40 30...76 30...90 120 700 132400 142 250
40...102 40...120 129 500 141650 152 050
50 х 2,5 х 18 45 30...76 30...90 134400 146 950 157950
40...108 40...120 160 900 175 600 188850
55x2,5x20 50 32...82 32...100 146 200 160 200 172300
45...120 45...145 195200 213 600 229 550
60x2,5x22 55 32...82 32...100 159400 174400 187400
45...120 45...145 212 500 232 500 250 150
65x2,5x24 «0 32...82 32...100 176 600 193050 208000
45...130 45...160 261 300 286000 308000
618
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.52
Размеры отверстия D х т х z Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Стали, алюминиевые сплавы Чугуны, бронзы, латуни 20 15 10
70x2,5x20 65 32...96 32...110 219 750 240 800 259000
45...140 45...170 279600 305 700 328600
75 х 2,5 х 28 70 32...96 32...110 239850 262400 282 500
45...140 45...170 304 100 333 150 358100
80x2,5x30 75 32...96 32...110 254 100 278400 299 200
48... 150 48...180 307 050 336 000 361000
85x2,5x32 80 32...96 32...110 273 700 299 700 322 250
50...157 50...190 300 800 329 100 354150
90x2,5x34 85 36...125 36...150 311950 341 200 366900
95x2,5x36 90 35...96 35...110 308 250 337 250 362 550
45...150 45... 180 322 150 352 450 378900
100x2,5x38 95 35...96 35...110 322 250 362550 379 000
45...150 45...180 321100 361300 377650
105x2,5x40 100 35...96 35...110 342 150 374350 402450
110x2,5x42 105 357500 391100 420450
120x2,5x46 115 391 550 428400 460 550
45x3x13 39 30...76 30...90 99800 109 200 117400
40...102 40...120 124600 136350 146650
50x3x15 44 30...76 30...90 111150 121650 130 750
40...108 40...130 162850 178050 191300
55x3x17 49 32...82 32...100 142 450 155800 167450
45...120 45...145 190300 208000 223650
60 х 3 х 18 54 32...82 32...100 155 700 170 300 183150
45...120 45...145 207600 227 100 244 250
65 х 3 х 20 59 32...82 32...100 173 050 189 300 203 550
45... 130 45...160 256 200 280 400 301150
70x3x22 64 32...96 32...110 216100 236400 254100
45...140 45...170 274 700 300 200 322 750
75x3x24 69 32...96 32...110 234450 256400 275650
45...140 45...170 297 500 325 500 350 200
80 х 3 х 20 74 32...96 32...110 251150 274 700 295 300
48...150 48...180 303 100 331600 356600
85 х 3 х 27 79 32...96 32...110 265 250 290 200 311950
50...157 50...190 319800 350 000 376 200
90 х 3 х 28 84 32...96 32...110 286450 313150 336 500
48...150 48... 180 309 000 38050 363450
8.4. Протяжки для обработки шлицевых отверстий
619
Окончание табл. 8.52
Размеры отверстия D х т х z Диаметр отверстия в заготовке, мм Длина протягивания*, мм Передний угол, град
Стали, алюминиевые сплавы Чугуны, бронзы, латуни 20 15 10
95x3x30 89 35...96 35...110 300 200 328 450 353 100
100x3x32 94 320 300 350 400 376 700
105x3x34 99 333 650 365050 392400
45...150 45...180 382 500 418 500 449900
110x3x35 104 35...96 35...110 350 050 383 000 411700
120x3x38 114 381800 417700 449050
60x4x13 52 32...82 32...100 149600 163600 175 600
45...115 45...140 210 900 230 550 247900
65x4x15 57 32...82 32...100 164 100 176 900 190 300
45...115 45...140 227800 249 200 267800
70x4x16 62 32...96 32...100 210 900 23 050 247900
75x4x17 67 225 600 246 500 265 050
80x4x18 72 239 750 262300 282 050
85x4x20 77 260 250 284 700 306 100
90x4x21 82 275 650 301 550 324 200
95x4x22 87 36...88 36...105 307 000 335 900 361100
100x4x24 92 310 050 339 250 364 700
105x4x25 97 343 950 376300 404 550
110x4x26 102 360 550 394450 424 050
120x4x28 112 379650 415 350 446 500
70x5x12 60 32...94 32...110 211600 231 500 248 900
75x5x17 65 225 900 247200 265850
80x5x18 70 241 300 263 900 283 500
85x5x17 75 257300 281 550 302 750
90 х 5 х 18 80 281 550 308050 331200
95x5x18 85 38...90 38...105 305100 333850 358 900
100x5x18 90 311200 340 500 366 050
105x5x20 95 345 830 378 350 406 750
110x5x20 100 366 200 400 650 430 700
120x5x22 10 397 550 435 000 467600
* Указан диапазон длин для разных групп обрабатываемых материалов. Измененные
условия протягивания учитывает коэффициент, приведенный в табл. 8.17.
12. Определяют количество г0 зубьев в группе аналогично шлицевым про-
тяжкам с прямобочпым профилем. Для эвольвентных протяжек может быть
принято г,. = 2 при минимальной длине режущих кромок В„, И1111 £ 3 мм или гГ = 1
620
Глава 8. Проектирование протяжек и прошивок
при Вш min < 3 мм (так как деление выкружками длины режущей кромки невоз-
можно из-за малой ширины зуба).
Минимальная длина режущей кромки на шлицевых зубьях
Bmmin =Br[^-+inva-invar L
V Ct J
Dh znzcosa
где =e • a, = arccos— = arccos-------.
p max 1 Df Df
13. Распределяют припуск между отдельными частями протяжки (фасоч-
ной, круглой и шлицевой) аналогично шлицевым протяжкам с прямобочным
профилем.
При определении припуска на фасочные зубья диаметр последнего фасочно-
го зуба определяют следующим образом:
-Оф.п = ВЕ +0,4; = д/4(х^ +г^);
Д-Л/Д2-4А1Д .
уЕ = (хЕ - хс) ctg сок + ус;
Af = l + tg2coK; Д = 2(a + xcctg2coK-i/cctgcoK+&ctgcoK);
Ci =аг + xjjctg2 co K+ y*c + b2-2xcycctg co K+ 2&xcctg co K- 2byc -Rf( £ -tA)2;
a = xA+Д(|)-<А) sintA; b = yA-Rb^-tA)costA-, tA = $-aA;
aA = arccos—; £ = —- —-^^--inva;
Da 2 z d
XA =Rb [costA-(P-tA)sintA]; yA = Rf, [sintA +(|J-tA)costA.
Здесь xc, yc — координаты точки С начала фаски; Rb = 0,5/nzcosa — радиус ос-
новной окружности эвольвентного профиля; tA — параметр эвольвенты в точ-
ке А. Значения углов Рф, |}к и сок приведены в табл. 8.53.
Координаты точки С находятся следующим образом:
хс — как меньший корень из квадратного уравнения
Ax?c-Bxc+C2-R2a=0;
ус — как положительный корень из уравнения
Ус=^а~^с-
„ Л 1 D п^хА „ 2R?a-k2
Здесь А = 1 + В = 2С—; С = —2----.
!Гл Ул %Ул
8.4. Протяжки для обработки шлицевых отверстий
621
Таблица 8.53
Углы профиля впадин фасочных зубьев в зависимости от количества шлицев
Z Рф Рк <Р1 = Рф-Рк 180° „ ч=—+Рк Z 2сов
4 47° 45° 2° 90° 180°
6 40° 30° 10° 60° 120°
8 47° 45° 2° 67°30' 135°
10 45° 36° 9° 54° 108°
11 45° 32°43'38" 12°16'22" 49°5'27" 98°10'54"
12 47° 45° 2° 60° 120°
14 45° 38°34'17" 6°25'43" 51°25'43" 102°51'26"
16 47° 45° 2° 56°15' 112°30'
18 45° 40° 5° 50° 100°
20 47° 45° 2° - 54° 108°
22 45° 40°54'33" 4°5'27" 49°5'28" 98°10'56"
24 47° 45° 2° 52°30" 105°
26 45° 41°32'18" 3°27'42" 48°27'41" 96°55'22"
28 47° 45° 2° 51°25'43" 102°51'26"
30 45° 42° 3° 48° 96°
32 47° 45° 2° 50°37'30" 101°15'
34 45° 42°2Г11" 2°38'49" 47°38'50" 95°17'40"
36 47° 45° 2° 50° 100°
38 45° 42°37'54" 2°22'6" 47°22'7" 94°44'14"
40 47° 45° 2° 49°30' 99°
42 45° 42°51'54" 2°8'6" 47°9'3" 94°18'6"
44 47° 45° 2° 49°5'27" 98°10'54"
46 45° 42°2'36" 1°57'24" 46°57'28" 93°54'46"
48 47° 45° 2° 48°45' 97°30'
50 45° 43°12' 1°48' 46°48' 93°36'
14. Находят количество i0 групп черновых зубьев, остаточный припуск Аост
и распределяют его. Количество групп черновых зубьев предварительно опре-
деляют согласно п. 12 в 8.3.2, подставив соответствующие значения припуска
и величины SzQ, принятые для каждой просчитываемой части протяжки. На-
пример, для шлицевой части получим:
Дробное число групп черновых зубьев округляют до ближайшего меньшего
целого значения. Остаточный припуск, полученный при этом, определяют со-
гласно п. 13 в 8.3.2 и относят в зависимости от его значения к черновым, пере-
ходным или чистовым зубьям.
622
Глава 8. Проектирование протяжек и прошивок
Если число зубьев в группе равно единице, то получается не число групп чер-
новых зубьев, а число черновых шлицевых зубьев 2ш0.
15. Общее количество зубьев протяжки определяют по формуле
^2 = 2ф + 2к+2ш.
Следует помнить, что фасочные зубья являются только черновыми. Количе-
ство круглых 2К и шлицевых 2Ш зубьев определяется как сумма черновых, пере-
ходных, чистовых и калибрующих зубьев:
^кО ^К.П ^К.Ч ^К.К» ^шО ^ш.п ^ш.ч ^ш.к*
Количество зубьев на фасочной части и черновых зубьев на круглой части оп-
ределяют, как для круглых протяжек (см. 8.3.2 в п. 13); на шлицевой части —
ПО формуле 2ш0 = 1ш02сш +1.
Количество черновых зубьев корректируют в зависимости от размещения
остаточного припуска. Количество переходных зубьев принимают в зависимо-
сти от припуска по табл. 8.45, количество чистовых и калибрующих зубьев — по
табл. 8.46.
Окончательно количество тех или иных групп зубьев корректируют в зави-
симости от размещения остаточного припуска.
16. Подъемы переходных зубьев круглой и шлицевой частей принимают
согласно табл. 8.45 в зависимости от принятого припуска, подъемы чистовых
зубьев круглой и шлицевой частей — согласно табл. 8.46.
17. Длина рабочей части протяжки
^р = *" ” #02ф + 1К +
Длину круглой 1К и шлицевой 1Ш частей определяют как сумму произведений
соответствующих величин шагов и чисел зубьев:
1К = *о(2ко + 2к.П) + *ч(2К.ч + 2к.к “ I)!
“ ^о(^шО + ^ш.п + 1) + ^ч(^ш.ч + ^in.K “ !)•
Шаги чистовых и калибрующих зубьев равны друг другу (t4 = tK), принимают-
ся равными среднему шагу согласно табл. 8.20. Профиль зубьев, т.е. h, Ь, т\ и г,
выбирают по табл. 8.12 в зависимости от принятого шага зубьев.
18. Составляют таблицу диаметров зубьев, размещаемую на чертеже про-
тяжки. Диаметры калибрующих круглых DK K и шлицевых 7)клп зубьев принимают
равными соответственно максимальному внутреннему и максимальному наруж-
ному диаметрам шлицевого отверстия. При расчете диаметров калибрующих
зубьев, формирующих центрирующий диаметр отверстия, учитывают возмож-
ную разбивку отверстия (см. 8.4.2, п. 18).
Предельные отклонения на калибрующие и режущие зубья назначают по
ГОСТ 28442-90 (см. табл. 8.28, 8.29). После испытаний новых протяжек в про-
изводственных условиях диаметр калибрующих зубьев может быть изменен.
19. Находят диаметры впадин фасочных Пв ф и шлицевых D„ш зубьев так же,
как в 8.4.2, но только в том случае, если дно впадины шлифуется раздельно с бо-
ковым профилем зубьев, т.е. ширина впадин шлицевых зубьев протяжки у дна
8.4. Протяжки для обработки шлицевых отверстий
623
более 3 мм (можно делать усики у шлифовального круга). Если же ширина дна
впадины меньше 3 мм, то оно шлифуется вместе с боковым профилем, и в этом
случае диаметр дна впадины будет изменяться по длине протяжки. На первом
расчетном зубе он будет равен Г)влп, а на последнем расчетном зубе — Г)в.ш - 2СШ,
где Сш — подъем оси протяжки на расчетном участке в ходе заточки.
20. Осуществляют расчет количества и ширины выкружек, ширины режу-
щих секторов, радиуса круга, ширины и радиуса выкружек на фасочных и круг-
лых зубьях согласно п. 20 в 8.3.2.
Выкружки на шлицевых эвольвентных зубьях наносят только в том случае,
если число зубьев в группе равно двум.
Если зуб шлицевой протяжки невысокий (используется только часть профи-
ля), то можно принимать ширину режущего сектора Вш « 0,25(Вш min + Вш тах).
Минимальная ширина шлица
= D, тах| +inva-inva, |,
Vs )
a Db
где Sp =етах; a, =arccos—-2—.
В/щах
Если зуб эвольвентной протяжки имеет полный профиль, то ширину режу-
щего сектора примерно до середины зуба нужно принимать равной Вш1, а от сере-
дины зуба до диаметра последнего режущего зуба — Вш2:
•Вш1 = 0,2 5(ВШ тах+Вш ср); Вш2 = 0,2 5(ВШ_ ср + Вш min),
где Вш. ср — толщина зуба по окружности среднего диаметра между первым
и последним зубьями расчетного участка.
Величину Вш. ср определяют по формуле
fs А
Вш.Ср=Др -7-+inVa-inVacp ’
J
Где acp = arccos—; Dcp = ^>1Ш-+'^П1П; В1ш, Вплп — диаметры первого и последнего
•Dep 2
шлицевых зубьев на расчетном участке.
21. Рассчитывают профиль эвольвентных зубьев протяжки. Обычно точки
ввольвентного профиля аппроксимируют дугой окружности, проведенной через
три базовые точки. Первая из них соответствует наружному диаметру первого
режущего зуба, вторая — диаметру делительной окружности, третья — диаметру
Окружности граничных точек втулки D3 = D - 0,2т - Fr, где D — номинальный
Диаметр шлицевого соединения; Fr — оговоренное в ГОСТ 6033-80 радиальное
биение профиля. На участке профиля между диаметрами D и D3 вершина зуба
Либо закругляется по радиусу кривизны R, либо на ней формируется фаска под
углом 46°.
624
Глава 8. Проектирование протяжек и прошивок
Текущие координаты выбранных точек:
xt = fljSin(0o + 0г); уг = Ягсов(0о + 0г).
Здесь Rj — радиус окружности, на котором лежит точка i; 0О — угол между осью
и радиусом-вектором начальной точки эвольвенты; 0( — полярный угол эволь-
венты в рассматриваемой точке:
S D
0О --------inva; 0( = tga( - a(=inva(; сова;=—.
z d Dt
Радиус окружности, заменяющей эвольвентную кривую,
„ Хг~Х1 1
2 sin8 sinco
Вспомогательные параметры 8, со, а также Р и у равны:
tg8 = ——со=р-у; tgP = ——-2; tgy = ——
У2-У1 У3-У2 У3-У1
Координаты центра заменяющей окружности
х0 = х2 + 7?ocos(co + 8); yQ = у2 - 7?osin(co + 8).
Некоторые значения параметров заменяющих радиусов для профилей эволь-
вентных шлицевых протяжек приведены в табл. 8.54.
Таблица 8.54
Параметры заменяющих окружностей для профилей эвольвентных шлицевых
протяжек, мм (ГОСТ 25158-82, 25160-82, 28048-89, 28050-89)
У *з
*1
а а fl
£ 1 ^0 . -О
0 X
D х т Сочетание полей допусков для D и е *1 У1 Уз Уз х0 Уо R
15x1,0 Н7-9Н 0,681 0,982 1,291 6,726 7,065 7,353 4,175 3,941 4,468
Н8-11Н 0,651 0,951 1,260 4,145
16x1,0 Н7-9Н 0,664 0,956 1,294 7,209 7,558 7,890 4,476 4,315 4,786
Н8-11Н 0,634 0,925 1,264 4,445
17x1,0 Н7-9Н 0,684 0,974 7,740 8,083 8,372 4,654 4,685 5,009
Н8-11Н 0,654 0,994 1,234 4,623
8.4. Протяжки для обработки шлииевых отверстий
625
Продолжение табл. 8.54
Dxm Сочетание полей допусков дляР и е х2 х3 У1 Уз Уз х0 Уо R
18x1,0 Н7-9Н 0,639 0,951 1,265 8,185 8,581 8,915 5,016 5,065 5,375
Н8-11Н 0,609 0,921 1,235 4,986
20x1,0 Н7-9Н 0,705 0,977 1,252 9,278 9,625 9,929 5,548 5,761 5,986
Н8-11Н 0,675 0,947 1,222 5,518
20x1,0 Н7-9Н 0,670 0,939 1,203 10,238 10,594 10,899 5,905 6,653 6,396
Н8-11Н 0,649 0,910 1,173 5,875
25x1,0 Н7-9Н 0,686 0,878 1,091 11,820 12,122 12,419 6,356 8,428 6,607
Н8-11Н 0,658 0,850 1,062 6,328
28x1,0 Н7-9Н 0,716 0,932 1,166 13,321 13,623 13,921 7,452 8,737 8,148
Н8-11Н 0,683 0,899 1,134 7,420
30x1,0 Н7-9Н 0,738 0,934 1,145 14,356 14,634 14,909 7,922 9,487 8,679
Н8-11Н 0,706 0,902 1,113 7,890
32x1,0 Н7-9Н 0,679 0,923 1,149 15,275 15,630 15,931 8,315 10,298 9,115
Н8-11Н 0,647 0,891 1,117 8,283
35x1,0 Н7-9Н 0,656 0,871 1,073 16,777 17,135 17,439 8,677 12,185 9,242
Н8-11Н 0,624 0,840 1,041 8,646
38x1,0 Н7-9Н 0,716 0,920 1,139 18,336 18,641 18,943 9,743 12,497 10,751
Н8-11Н 0,683 0,888 1,107 9,807
40x1,0 Н7-9Н 0,715 0,918 1,134 19,337 19,644 19,948 10,232 13,257 11,293
Н8-11Н 0,683 0,886 1,102 10,200
17x1,25 Н7-9Н 0,762 1,139 1,555 7,446 7,915 8,317 4,632 4,717 4,736
Н8-11Н 0,732 1,110 1,526 4,603
18x1,25 Н7-9Н 0,749 1,106 1,520 7,945 8,438 8,883 4,961 5,272 4,988
Н8-11Н 0,720 1,077 1,491 4,931
20x1,25 Н7-9Н 0,841 1,206 1,630 9,016 8,438 8,883 4,961 5,272 4,988
Н8-11Н 0,811 1,176 1,600 4,931
22x1,25 Н7-9Н 0,809 1,138 1,520 10,022 10,463 10,889 5,936 6,543 6,196
Н8-11Н 0,780 1,108 1,490 5,907
25x1,25 Н7-9Н 0,833 1,176 1,565 11,525 11,970 12,401 6,834 7,255 7,364
Н8-11Н 0,803 1,146 1,536 6,804
28x1,25 Н7-9Н 0,819 1,126 1,433 13,064 13,516 13,909 7,356 8,956 7,721
Н8-11Н 0,787 1,094 1,401 7,326
80x1,25 Н7-9Н 0,856 1,164 1,507 14,074 14,492 14,902 8,008 9,121 8,700
Н8-11Н 0,823 1,132 1,474 7,976
82x1,25 Н7-9Н 0,795 1,100 1,441 15,019 15,473 15,920 8,352 10,278 8,921
Н8-11Н 0,763 1,068 1,409 8,320
626
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.54
Dxm Сочетание полей допусков для D и е х2 х3 У1 Уг Уз х0 Уо R
35x1,25 Н7-9Н 0,845 1,165 1,478 16,569 17,023 17,420 9,252 10,975 10,098
Н8-11Н 0,812 1,133 1,445 9,220
38x1,25 Н7-9Н 0,826 1,100 1,401 18,081 18,507 18,927 9,691 12,675 10,383
Н8-11Н 0,794 1,068 1,369 9,659
40x1,25 Н7-9Н 0,848 1,140 1,457 19,081 19,508 19,929 10,448 12,834 11,453
Н8-11Н 0,816 1,108 1,424 10,415
42x1,25 Н7-9Н 0,832 1,109 1,410 20,083 20,511 20,934 10,803 13,938 11,713
Н8-11Н 0,800 1,077 1,378 10,771
45x1,25 Н7-9Н 0,846 1,132 1,440 21,583 22,012 22,436 11,652 14,684 12,821
Н8-11Н 0,814 1,100 1,408 11,620
48x1,25 Н7-9Н 0,827 1,094 1,382 23,085 23,516 23,942 12,071 16,403 13,081
Н8-11Н 0,795 1,062 1,351 12,040
50x1,25 Н7-9Н 0,844 1,125 1,427 24,085 24,515 24,941 12,848 16,536 14,180
Н8-11Н 0,812 1,093 1,395 12,816
20x1,5 Н7-9Н 0,915 1,299 1,812 8,752 9,273 9,808 5,427 5,830 5,376
Н8-11Н 0,886 1,270 1,783 5,399
22x1,5 Н7-9Н 0,961 1,384 1,886 9,788 10,314 10,815 6,039 6,144 6,250
Н8-11Н 0,887 1,354 1,857 6,009
25x1,5 Н7-9Н 0,957 1,378 1,858 11,304 11,837 12,350 6,778 7,259 7,079
Н8-11Н 0,938 1,348 1,830 6,751
28x1,5 Н7-9Н 0,956 1,347 1,798 12,799 13,330 13,843 7,472 8,405 7,860
Н8-11Н 0,924 1,315 1,786 7,440
30x1,5 Н7-9Н 1,030 1,445 1,861 13,867 14,397 14,855 8,174 8,698 8,818
Н8-11Н 0,996 1,412 1,828 8,141
32x1,5 Н7-9Н 0,941 1,307 1,729 14,805 15,357 15,896 8,368 10,271 8,702
Н8-11Н 0,909 1,276 1,697 8,336
35x1,5 Н7-9Н 0,973 1,339 1,716 16,356 16,909 17,403 9,134 11,345 9,577
Н8-11Н 0,941 1,308 1,685 9,103
38x1,5 Н7-9Н 0,949 1,301 1,698 17,820 18,364 18,898 9,760 12,498 10,293
Н8-11Н 0,917 1,269 1,666 9,728
40x1,5 Н7-9Н 0,961 1,328 1,737 18,820 19,368 19,903 10,409 12,868 11,167
Н8-11Н 0,929 1,296 1,705 10,377
42x1,5 Н7-9Н 0,978 1,358 1,777 19,821 20,367 20,903 11,062 13,205 12,061
Н8-11Н 0,945 1,325 1,745 11,030
45x1,5 Н7-9Н 0,976 1,351 1,764 21,323 21,870 22,410 11,810 14,298 12,912
Н8-11Н 0,944 1,319 1,732 11,778
8.4. Протяжки для обработки шлииевых отверстий
627
Продолжение табл. 8.54
Dxm Сочетание полей допусков для D и е *1 *2 х3 У1 Уг Уз Уо R
48x1,5 Н7-9Н 1,014 1,389 1,752 22,883 23,431 23,912 12,509 15,423 13,703
Н8-11Н 0,982 1,357 1,720 12,476
50x1,5 Н7-9Н 0,951 1,293 1,669 23,826 24,378 24,923 12,588 16,987 13,498
Н8-11Н 0,919 1,261 1,638 12,557
52x1,5 Н7-9Н 0,960 1,314 1,700 24,826 25,378 25,923 13,267 17,321 14,415
Н8-11Н 0,928 1,282 1,668 13,235
55x1,5 Н7-9Н 0,993 1,314 1,660 23,386 26,887 27,384 13,996 18,419 15,250
Н8-11Н 0,958 1,278 1,624 13,961
60x1,5 Н7-9Н 1,005 1,332 1,683 28,888 29,389 29,887 15,303 19,922 16,876
Н8-11Н 0,970 1,297 1,647 15,267
65x1,5 Н7-9Н 0,957 1,283 1,633 31,345 31,884 32,418 16,947 22,571 17,456
Н8-11Н 0,922 1,248 1,599 16,012
70x1,5 Н7-9Н 0,992 1,304 1,636 33,890 34,395 34,896 17,522 24,001 19,263
Н8-11Н 0,957 1,269 1,601 17,487
75x1,5 Н7-9Н 0,958 1,320 1,656 36,322 36,899 37,401 18,787 25,538 20,837
Н8-11Н 0,922 1,284 1,621 18,751
80x1,5 Н7-9Н 0,985 1,286 1,605 38,893 39,399 39,902 19,674 28,106 21,579
Н8-11Н 0,950 1,251 1,570 19,639
28x2,0 Н7-9Н 1,279 1,917 2,679 12,304 13,034 13,720 7,853 7,201 8,323
Н8-11Н 1,245 1,883 2,645 7,819
30x2,0 Н7-9Н 1,297 1,936 2,630 13,342 14,088 14,740 8,374 7,929 8,910
Н8-11Н 1,260 1,898 2,592 8,337
32x2,0 Н7-9Н 1,316 1,920 2,625 14,375 15,101 15,792 8,936 8,648 9,532
Н8-11Н 1,278 1,882 2,588 8,899
35x2,0 Н7-9Н 1,229 1,794 2,420 15,837 16,628 9,412 10,589 9,722
Н8-11Н 1,194 1,758 2,384 9,286
38x2,0 Н7-9Н 1,259 1,716 2,254 17,419 18,137 18,836 9,782 12,491 9,815
Н8-11Н 1,224 1,682 2,219 9,747
40x2,0 Н7-9Н 1,326 1,873 2,494 18,417 19,129 19,820 10,885 11,649 11,712
Н8-11Н 1,290 1,836 2,457 10,848
42x2,0 Н7-9Н 1,247 1,739 2,264 19,400 20,181 20,881 10,744 13,969 10,940
Н8-11Н 1,213 1,704 2,230 10,709
45x2,0 Н7-9Н 1,244 1,772 2,330 20,868 21,651 22,358 11,790 14,322 12,413
Н8-11Н 1,208 1,737 2,295 11,755
48x2,0 Н7-9Н 1,278 1,842 2,428 22,368 23,151 23,856 12,793 14,659 13,858
Н8-11Н 1,242 1,806 2,392 12,757
628
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.54
Dxm Сочетание полей допусков для D и е *1 *2 х3 1/1 Уг Уз х0 Уо R
50x2,0 Н7-9Н 1,231 1,713 2,221 23,373 24,163 24,881 12,609 16,984 13,048
Н8-11Н 1,196 1,678 2,186 12,574
52x2,0 Н7-9Н 1,276 1,831 2,403 24,372 25,157 25,868 13,775 16,133 14,970
Н8-11Н 1,240 1,794 2,366 13,739
55x2,0 Н7-9Н 1,284 1,747 2,262 25,943 26,653 27,351 14,154 18,046 15,100
Н8-11Н 1,243 1,706 2,221 14,113
60x2,0 Н7-9Н 1,313 1,800 2,334 28,445 29,154 29,854 15,714 19,086 17,175
Н8-11Н 1,272 1,759 2,293 15,673
65x2,0 Н7-9Н 1,284 1,738 2,236 30,948 31,662 32,368 16,529 21,758 17,801
Н8-11Н 1,244 1,697 2,195 16,488
70x2,0 Н7-9Н 1,273 1,698 2,165 33,451 34,168 34,878 17,265 24,438 18,357
Н8-11Н 1,232 1,658 2,215 17,224
75x2,0 Н7-9Н 1,242 1,732 2,217 35,884 36,673 37,383 18,805 25,532 20,386
Н8-11Н 1,201 1,691 2,176 18,764
80x2,0 Н7-9Н 1,306 1,772 2,272 38,453 39,170 39,880 20,529 26,482 22,646
Н8-11Н 1,265 1,731 2,231 20,488
85x2,0 Н7-9Н 1,285 1,727 2,202 40,955 41,674 42,388 21,234 29,195 23,158
Н8-11Н 1,244 1,686 2,161 21,193
90x2,0 Н7-9Н 1,235 1,697 2,149 43,387 44,181 44,897 21,965 31,865 23,717
Н8-11Н 1,195 1,656 2,109 21,924
95x2,0 Н7-9Н 1,285 1,723 2,190 45,957 46,678 47,394 23,593 32,906 25,848
Н8-11Н 1,244 1,682 2,150 23,553
100x2,0 Н7-9Н 1,280 1,741 2,232 48,432 49,163 49,897 25,260 33,973 27,997
Н8-11Н 1,239 1,701 2,191 25,219
35x2,5 Н7-9Н 1,578 2,406 3,399 15,349 16,303 17,195 9,873 8,990 10,452
Н8-11Н 1,541 2,368 3,361 9,836
38x2,5 Н7-9Н 1,545 2,197 2,992 16,950 17,889 18,790 10,157 11,669 10,102
Н8-11Н 1,510 2,162 2,957 10,121
40x2,5 Н7-9Н 1,636 2,408 3,313 17,946 18,885 19,759 11,169 10,813 11,905
Н8-11Н 1,599 2,371 3,276 11,131
42x2,5 Н7-9Н 1,589 2,330 3,139 18,933 19,884 20,735 11,480 11,989 12,085
Н8-11Н 1,553 2,293 3,103 11,444
45x2,5 Н7-9Н 1,587 2,375 3,239 20,398 21,399 22,304 12,364 12,723 13,231
Н8-11Н 1,550 2,338 3,202 12,327
48x2,5 Н7-9Н 1,518 2,184 2,928 21,908 22,927 23,859 12,572 15,407 12,824
Н8-11Н 1,482 2,149 2,892 12,537
8.4. Протяжки для обработки шлицевых отверстий
629
Продолжение табл. 8.54
Dxm Сочетание полей допусков дляРие *1 *2 х3 У1 Уз Уз *0 Уо R
50x2,5 Н7-9Н 1,582 2,349 3,181 22,905 23,916 24,835 13,591 14,586 14,609
Н8-11Н 1,546 2,313 3,144 13,554
52x2,5 Н7-9Н 1,598 2,293 3,090 23,967 24,923 25,851 13,974 15,699 14,883
Н8-11Н 1,562 2,257 3,054 13,938
55x2,5 Н7-9Н 1,586 2,305 3,125 25,421 26,398 27,349 14,778 16,469 15,943
Н8-11Н 1,549 2,268 3,089 14,742
60x2,5 Н7-9Н 1,625 2,337 3,061 27,993 28,975 29,865 16,058 18,271 17,402
Н8-11Н 1,583 2,295 3,039 16,016
65x2,5 Н7-9Н 1,575 2,269 3,049 30,429 31,417 32,384 17,201 20,183 18,686
Н8-11Н 1,533 2,228 3,007 17,159
70x2,5 Н7-9Н 1,619 2,309 3,021 33,000 33,391 34,894 18,439 22,010 20,092
Н8-11Н 1,577 2,268 2,979 18,397
75x2,5 Н7-9Н 1,571 2,247 2,998 35,435 36,430 37,408 19,520 23,958 21,305
Н8-11Н 1,529 2,205 2,956 19,479
80x2,5 Н7-9Н 1,569 2,238 2,977 37,938 38,935 39,917 20,692 25,827 22,635
Н8-11Н 1,528 2,197 2,935 20,651
85x2,5 Н7-9Н 1,568 2,231 2,959 40,440 41,439 42,425 21,927 27,655 24,041
Н8-11Н 1,526 2,189 2,917 21,886
90x2,5 Н7-9Н 1,586 2,241 2,908 42,971 43,978 44,906 23,499 29,420 25,765
Н8-11Н 1,544 2,200 2,867 23,458
95x2,5 Н7-9Н 1,565 2,218 2,928 45,443 46,446 47,438 24,309 31,366 26,748
Н8-11Н 1,524 2,176 2,887 24,268
100x2,5 Н7-9Н 1,564 2,212 2,915 47,944 48,949 49,943 25,482 33,231 28,081
Н8-11Н 1,523 2,171 2,874 25,441
105x2,5 Н7-9Н 1,563 2,207 2,904 50,446 51,452 52,448 26,675 35,083 29,438
Н8-11Н 1,522 2,166 2,862 26,634
110x2,5 Н7-9Н 1,558 2,198 2,888 52,947 53,954 54,952 28,156 36,751 31,141
Н8-11Н 1,511 2,151 2,842 28,110
120x2,5 Н7-9Н 1,556 2,190 2,869 57,949 58,958 59,959 30,215 40,658 33,471
Н8-11Н 1,510 2,144 2,823 30,169
45x3,0 Н7-9Н 1,900 2,872 4,029 19,930 21,090 22,185 12,660 11,901 13,425
Н8-11Н 1,862 2,834 3,992 12,623
48x3,0 Н7-9Н 1,939 2,901 3,976 21,493 22,660 23,714 13,461 12,973 14,330
Н8-11Н 1,902 2,864 3,939 13,424
50x3,0 Н7-9Н 1,881 2,769 3,767 22,502 23,683 24,760 13,740 14,515 14,298
Н8-11Н 1,845 2,733 3,731 13,703
630
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.54
Dxm Сочетание полей допусков дляРие *1 *2 Хз У1 У2 Уз *0 Уо R
52x3,0 Н7-9Н 1,811 2,623 3,598 23,450 24,645 25,799 13,892 16,114 14,133
Н8-11Н 1,776 2,588 3,563 13,856
55x3,0 Н7-9Н 1,821 2,621 3,573 24,974 26,158 27,305 14,550 17,233 14,898
Н8-11Н 1,780 2,580 3,532 14,509
60x3,0 Н7-9Н 1,893 2,785 3,813 27,475 28,654 29,795 16,297 17,514 17,513
Н8-11Н 1,851 2,742 3,770 16,255
65x3,0 Н7-9Н 1,850 2,678 3,633 29,983 31,174 32,335 17,222 20,179 18,232
Н8-11Н 1,808 2,637 3,592 17,180
70x3,0 Н7-9Н 1,827 2,603 3,496 32,489 33,689 34,864 18,117 22,815 18,945
Н8-11Н 1,787 2,562 3,435 18,076
75x3,0 Н7-9Н 1,821 2,551 3,392 34,993 36,200 37,385 18,895 25,496 19,537
Н8-11Н 1,781 2,511 3,352 18,855
80x3,0 Н7-9Н 1,850 2,651 3,554 37,494 38,699 39,880 20,776 25,780 22,258
Н8-11Н 1,809 2,609 3,513 20,735
85x3,0 Н7-9Н 1,831 2,591 3,447 39,998 41,208 42,399 21,675 28,387 22,991
Н8-11Н 1,791 2,550 3,406 21,634
90x3,0 Н7-9Н 1,878 2,698 3,609 42,499 43,706 23,449 28,730 25,591
Н8-11Н 1,836 2,656 3,567 23,408
95x3,0 Н7-9Н 1,850 2,632 3,500 54,002 46,215 47,410 24,332 31,358 26,299
Н8-11Н 1,809 2,591 3,459 24,291
100x3,0 Н7-9Н 1,834 2,582 3,413 47,505 48,721 49,922 25,145 34,006 26,937
Н8-11Н 1,793 2,542 3,372 25,104
105x3,0 Н7-9Н 1,825 2,542 3,338 50,007 51,226 52,433 25,965 36,633 27,588
Н8-11Н 1,779 2,497 3,293 25,910
110x3,0 Н7-9Н 1,845 2,613 3,456 52,508 53,726 54,930 27,850 36,952 30,303
Н8-11Н 1,799 2,567 3,410 27,804
120x3,0 Н7-9Н 1,865 2,651 3,504 57,510 58,730 59,936 30,515 39,921 33,617
Н8-11Н 1,819 2,605 3,458 30,468
130x3,0 Н7-9Н 1,847 2,569 3,353 62,538 63,746 32,352 45,129 15,720
Н8-11Н 1,802 2,524 3,307 32,307
55x3,5 Н7-9Н 2,164 3,215 4,475 24,515 25,880 27,182 15,125 15,620 15,720
Н8-11Н 2,127 3,179 4,438 15,088
60x3,5 Н7-9Н 2,067 3,016 4,119 26,961 28,423 29,769 15,709 19,143 15,723
Н8-11Н 2,026 2,976 4,079 15,668
65x3,5 Н7-9Н 2,127 2,916 3,890 29,531 30,943 32,316 16,108 22,621 15,597
Н8-11Н 2,087 2,877 3,851 16,069
8.4. Протяжки для обработки шлииевых отверстий
631
Продолжение табл. 8.54
Dxm Сочетание полей допусков для D и е «1 хг х3 J/1 Уг Уз х0 Уо R
70x3,5 Н7-9Н 2,202 3,249 4,459 32,034 33,422 34,764 18,993 20,451 20,399
Н8-11Н 2,160 3,207 4,416 18,951
75x3,5 Н7-9Н 2,088 3,066 4,155 34,477 35,953 37,322 19,585 23,938 20,426
Н8-11Н 2,047 3,025 4,114 19,544
80x3,5 Н7-9Н 2,118 2,958 3,943 37,050 38,466 39,855 20,090 27,354 20,420
Н8-11Н 2,078 2,918 3,903 20,050
85x3,5 Н7-9Н 2,121 2,909 3,804 39,483 40,980 42,383 20,277 30,884 20,089
Н8-11Н 2,082 2,870 3,765 20,238
90x3,5 Н7-9Н 2,157 3,109 4,188 42,055 43,469 44,854 23,495 28,708 25,169
Н8-11Н 2,115 3,068 4,147 23,453
95x3,5 Н7-9Н 2,124 2,996 3,989 АЛ 45,982 47,382 24,003 32,134 25,160
Н8-11Н 2,084 2,956 3,949 23,962
100x3,5 Н7-9Н 2,097 2,933 3,849 46,993 48,495 49,905 24,279 35,631 24,922
Н8-11Н 2,058 2,893 3,809 24,239
105x3,5 Н7-9Н 2,081 2,970 3,928 49,496 50,997 52,406 26,108 36,284 27,420
Н8-11Н 2,036 2,924 3,883 26,063
110x3,5 Н7-9Н 2,133 3,027 4,024 52,066 53,494 54,902 27,894 36,931 29,878
Н8-11Н 2,087 2,981 3,979 27,848
120x3,5 Н7-9Н 2,147 2,919 3,789 57,070 58,507 59,930 28,550 43,814 29,544
Н8-11Н 2,103 2,875 3,745 28,506
130x3,5 Н7-9Н 2,101 2,953 3,892 62,029 63,466 64,888 32,146 45,195 34,439
Н8-11Н 2,056 2,908 3,847 32,100
60x4,0 Н7-9Н 2,530 3,833 5,387 26,560 28,110 29,572 16,809 15,876 17,834
Н8-11Н 2,487 3,790 5,344 16,766
65x4,0 Н7-9Н 2,447 3,536 4,797 29,148 30,737 32,200 17,365 20,093 17,451
Н8-11Н 2,406 3,495 4,756 17,324
70x4,0 Н7-9Н 2,387 3,558 4,901 31,520 33,183 34,719 18,751 21,250 19,320
Н8-11Н 2,346 3,516 4,859 18,709
75x4,0 Н7-9Н 2,467 3,635 5,003 34,091 35,686 37,225 20,245 22,298 21,334
Н8-11Н 2,425 3,593 4,961 20,203
80x4,0 Н7-9Н 2,510 3,713 5,104 36,594 38,190 39,733 21,701 23,378 23,301
Н8-11Н 2,468 3,671 5,062 21,659
85x4,0 Н7-9Н 2,377 3,460 4,682 39,038 40,727 42,305 21,996 27,646 22,687
Н8-11Н 2,336 3,420 4,641 21,956
90x4,0 Н7-9Н 2,437 3,518 4,767 41,609 43,227 44,807 23,511 28,707 24,710
Н8-11Н 2,306 3,477 4,726 23,470
632
Глава 8. Проектирование протяжек и прошивок
Окончание табл. 8.54
Dxm Сочетание полей допусков для D и е Х1 *2 *3 У1 Уз Уз ха Уо R
95x4,0 Н7-9Н 2,449 3,591 4,836 44,087 45,741 47,283 24,922 29,789 26,636
Н8-11Н 2,407 3,549 4,794 24,881
100x4,0 Н7-9Н 2,363 3,364 4,527 46,520 48,190 49,828 24,969 34,098 25,794
Н8-11Н 2,323 3,324 4,486 24,928
105x4,0 Н7-9Н 2,411 3,456 4,595 49,096 50,764 52,328 26,602 35,102 27,947
Н8-11Н 2,370 3,415 4,555 26,561
110x4,0 Н7-9Н 2,420 3,498 4,662 51,598 53,267 54,832 28,139 36,169 29,992
Н8-11Н 2,374 3,452 4,616 28,093
120x4,0 Н7-9Н 2,470 3,604 4,810 56,601 58,270 59,837 31,144 38,330 34,001
Н8-11Н 2,423 3,558 4,763 31,097
130x4,0 Н7-9Н 2,438 3,498 4,623 61,632 63,310 64,891 32,866 43,592 35,373
Н8-11Н 2,392 3,452 4,577 32,820
70x5,0 Н7-9Н 3,066 4,757 6,806 30,547 32,515 34,353 19,548 18,090 20,660
Н8-11Н 3,017 4,709 6,757 19,499
75x5,0 Н7-9Н 3,124 4,795 6,704 33,143 35,125 36,913 20,855 19,895 22,133
Н8-11Н 3,073 4,747 6,655 20,806
80x5,0 Н7-9Н 3,119 4,757 6,615 35,654 37,652 39,467 22,084 21,775 23,501
Н8-11Н 3,071 4,709 6,567 22,036
85x5,0 Н7-9Н 3,114 4,724 6,537 38,163 40,175 42,012 23,000 23,655 24,859
Н8-11Н 3,066 4,676 6,489 23,252
90x5,0 Н7-9Н 3,047 4,620 6,469 40,586 42,612 44,555 24,434 25,606 26,111
Н8-11Н 2,999 4,572 6,421 24,386
95x5,0 Н7-9Н 2,953 4,244 5,732 43,139 45,219 47,149 24,079 31,465 26,100
Н8-11Н 2,908 4,199 5,686 24,034
100x5,0 Н7-9Н 3,068 4,621 6,340 45,637 47,694 49,592 26,799 29,335 28,791
Н8-11Н 3,020 4,573 6,292 26,752
105x5,0 Н7-9Н 2,958 4,242 5,697 48,149 50,239 52,186 26,406 35,189 26,791
Н8-11Н 2,913 4,197 5,652 26,361
110x5,0 Н7-9Н 3,062 4,582 6,247 50,648 52,719 54,640 29,169 33,088 31,463
Н8-11Н 3,015 4,535 6,200 29,122
120x5,0 Н7-9Н 3,053 4,545 6,165 55,656 57,739 59,678 31,537 36,829 34,144
Н8-11Н 3,000 4,492 6,113 31,485
8.4. Протяжки для обработки шлииевых отверстий
633
22. Рассчитывают размер профиля протяжки по роликам. Ролики использу-
ются для контроля толщины шлица протяжки по делительной окружности.
Их диаметр
, d sin 0
d0 =-------,
cos(a + 0)
где а — делительный диаметр; 0 =-----— — половина центрального угла
d
шлицевой впадины по делительной окружности1; етах — максимальная шири-
на шлицевой впадины на делительном диаметре.
Для более точного контроля необходима проверка толщины шлица еще по
двум диаметрам Dt, соответствующим 1/3 и 1/2 высоты шлица. В этом случае
диаметр ролика
, D, sin 0,
dp/ = —----—>
cos(a; + 0<)
ZnZCOSa Л Я Zn “ € i m ах TtD[ ЮГ) n I ^ртах • • ]
где cos af =-----; 0, =---=; е, тах = —- -В,-, Bt = DA ——+rnv a - rnv at .
Dt Dt z \ d J
Значения dp и dpj принимаются равными ближайшему стандартизованному
диаметру контрольного ролика (согласно ГОСТ 2475-88 предусмотрены следую-
щие номинальные диаметры роликов для контроля шлицевых эвольвентных
протяжек: 1,00; 1,25;1,40; 1,50; 1,75; 2,00; 2,25; 2,50; 2,75; 3,00; 3,25; 3,50;
4,00; 4,25; 4,50; 5,00; 5,25; 5,50; 6,00; 6,50; 7,00; 8,00; 9,00; 10,00; 11,00; 12,00;
14,00; 15,00; 16,00; 18,00; 20,00; 22,00; 25,00; 28,00; 30,00; 35,00 мм).
Размер между наружными образующими роликов определяется следующи-
ми зависимостями:
при четном числе шлицев
„ znzcosa , . етах dp л
D =--------+d ; mvap = —-rinva-r-----£------;
cosap d znzcosa z
при нечетном числе шлицев
„ znzcosa /90°А ,
.Dp =------cos -- +ap.
cosap \ z )
Если Dp - 2dp < Df, необходимо перейти на больший диаметр касания профи-
ля протяжки. Гарантированный зазор между роликом и дном впадины прини-
мают равным 0,1...0,3 мм.
23. Диаметр и длину передней направляющей определяют так же, как и для
круглых протяжек (см. 8.3.2, п. 17). Размеры шлицевых выступов передней на-
правляющей протяжек первого и последующих переходов рассчитывают по тем же
формулам, что и боковой профиль режущих зубьев. При этом толщину шлица
по дуге делительной окружности передней направляющей Sp.n.B берут равной ми-
нимальной делительной окружной ширине впадины отверстия после обработки
1 Значения 0 рассчитываются в радианах и переводятся в градусы; 1 рад = 57,29578°.
634
Глава 8. Проектирование протяжек и прошивок
протяжкой первого или предыдущего технологического перехода. Если форма
режущих зубьев протяжки первого технологического перехода (или предыдущего)
была не эвольвентная (например, трапецеидальная), то форма зубьев передней
направляющей должна им соответствовать, и ее рассчитывают по соответствую-
щим форме зуба формулам.
Диаметр 2)ПЛ1 передней направляющей принимают так же, как и для прямо-
бочных протяжек.
24-27. Длину переходного конуса, расстояние от переднего торца протяжки
до первого зуба и до места сварки, диаметр, длину и предельные отклонения зад-
ней направляющей, а также общую длину протяжки определяют так же, как
для протяжек с прямобочным профилем (см. 8.4.3).
Пример конструктивного оформления эвольвентной шлицевой протяжки
приведен на рис. 8.34.
Корригирование эвольвентных протяжек. Если бы эвольвентная протяжка
была прошлифована обычным способом, т.е. без поднятия заднего хвостовика,
то профиль всех ее зубьев был бы одинаковым и точно соответствовал профилю
шлицев детали — эвольвенте. Толщина всех зубьев, измеренная в одном сече-
нии, была бы также одинаковой.
У протяжек, прошлифованных с поднятым хвостовиком, профиль боковых
поверхностей одинаков, а толщина зубьев, измеренная в одном сечении, различна.
Отклонение дуги окружности от кривой профиля последнего зуба проверяют
в двух дополнительных промежуточных точках, имеющих координаты, отлич-
ные от тех, по которым построена заменяющая окружность. В случае получения
отклонений больше 0,006 мм подыскивают другую окружность или разбивают
профиль на два участка и находят две заменяющие окружности.
Для определения смещения каждой из взятых точек предварительно нахо-
дят смещение (в миллиметрах), приходящееся на каждый зуб:
1000 z0’
где С — подъем заднего хвостовика (центра задней бабки) на 1000 мм длины
протяжки, мм; lQ, zQ — соответственно длина и количество зубьев на корриги-
руемом участке.
Смещение ординаты любого зуба
C( = AC(Z(-1),
где i — номер зуба, начиная с последнего. Тогда ординаты базовых точек после
корригирования
У1 = У1-С!> Уг=У2~Сг', ^ = Уз~Сз-
Для упрощения расчетов начало координат переносится в новую точку. Но-
выми координатами базовых точек будут:
х['=0;
у['= 0; Ж'= Уз'=Уз~У1-
Исполнение 1
Рис. 8.34. Конструктивное оформление шлицевой эвольвентной протяжки
8.4. Протяжки для обработки шлииевых отверстий 635
636
Глава 8. Проектирование протяжек и прошивок
Через эти точки проводим окружность. Новые координаты центра окружно-
сти и ее радиус равны:
хо----------- ,
2xj"
,,и _ +(мГ)2] - <[(*П2+(мГ)2].
2(^% — У&з)
Яо = 7(*о)2+(Уо)2-
Чтобы проверить, насколько точно дуга этой окружности заменяет эволь-
вентную кривую, надо определить ее отклонения от окружности в двух точках
профиля, которые не учитывались при расчете параметров окружности. Исход-
ными точками будут точки 4 и 5 эвольвенты. Диаметры окружностей, на кото-
рых расположены эти точки, принимаются между базовыми точками 1, 2 и 3
(см. табл. 8.54). Их координаты и промежуточные параметры находят так же,
как и для базовых точек (см. п. 21 основного расчета).
Вычисляют расстояния новых точек до центра заменяющей окружности:
Pi = ^(х''-х0)2-(у''-у0)2.
Тогда отклонения от теоретического профиля равны А р( = р( -R$. Если они несу-
щественны, замену искомого профиля дугой окружности можно считать прием-
лемой. Координаты центра заменяющей окружности
X^Xq + X!-, у'а'=уа + у(.
При корригированном профиле протяжки диаметры контрольных роликов
(рис. 8.35)
_ 2Яо*(
°pi ZZ
Xo-Xt
Значения dpi принимаются равными ближайшему стандартизованному диа-
метру контрольного ролика (согласно ГОСТ 2475-88).
Рис. 8.35. Схемы для расчета размера по роликам (а)
и проверки касания роликом дна впадины (б)
8.4. Протяжки для обработки шлииевых отверстий 637
Расстояние между наружными образующими роликов определяется следую-
щими зависимостями:
при четном числе шлицев
Dvi = 2 ^'+ 2lt + dpi; k = V(flo + O,5dpi)2-(«)2;
при нечетном числе шлицев
<90°^
-Dpi =2(j4'+Z()cos - +dpi-
z J
Если 2)pi - 2dpi < Df, необходимо перейти на больший диаметр касания профиля
протяжки. Гарантированный зазор между роликом и дном впадины принимают
равным 0,1...0,3 мм.
Технические требования. Технические требования к шлицевым эвольвент-
ным протяжкам определяются ГОСТ 28442-90 и приведены в 8.3.2 и 8.4.2. До-
полнительно необходимо учитывать следующее.
Предельные отклонения размеров по роликам при контроле боковых по-
верхностей зубьев чистовых эвольвентных протяжек должны соответствовать
табл. 8.55, черновых протяжек с модулем до 2,5 мм — (-0,03 мм), свыше 2,5 мм —
(-0,04 мм).
Таблица 8.55
Предельные отклонения толщин зубьев шлицевых протяжек
с эвольвентным профилем, мм
Модуль Диаметр делительной окружности Поля допусков на ширину впадины втулки
9Н ИН
Большой или средний ролик Меньший ролик Большой или средний ролик Меньший ролик
1,0...1,5 До 25 -0,010 -0,012 -0,016 -0,024
Свыше 25 -0,012 -0,018
1,5...4,0 До 50 -0,016 -0,028
Свыше 50 -0,014 -0,020
4,0...6,0 До 100 -0,030 -0,032
Свыше 100 -0,016 -0,024
6,0...10,0 До 100 -0,022
Свыше 100 -0,018
Предельные отклонения размера по роликам шлицевой эвольвентной перед-
ней направляющей должны составлять -0,05 мм.
Рекомендуемые величины накопленной погрешности окружного шага зубьев
чистовых шлицевых протяжек с эвольвентным профилем приведены в табл .8.56,
для черновых протяжек они принимаются согласно столбцу 11Н данной таблицы.
Допуск параллельности оси симметрии эвольвентных зубьев относительно
оси центров для поля допуска на ширину впадины 9Н не должен превышать
0)010 мм, для поля допуска ИН — 0,015, для черновых протяжек — 0,020 мм.
638
Глава 8. Проектирование протяжек и прошивок
Таблица 8.56
Накопленная погрешность окружного шага зубьев протяжек
с эвольвентным профилем, мм
Модуль Диаметр делительной окружности Поля допусков на ширину впадины втулки
9Н 11Н
1,0...1,5 До 25 0,012 0,020
Свыше 25 0,016 0,025
1,5...4,0 До 50
Свыше 50 0,020 0,032
4,0...10,0 До 100 0,016 0,025
Свыше 100 0,020 0,032
Допуск симметричности зубьев эвольвентной протяжки в поперечном сечении
относительно оси центров для поля допуска на ширину впадины 9Н не должен
превышать 0,020 мм, для поля допуска 11Н — 0,030, для черновых протяжек —
0,030 мм.
8.4.4. Проектирование протяжек для обработки шлииевых
отверстий с треугольным профилем
Исходные данные. При проектировании протяжек для обработки шлицевых
отверстий с треугольным профилем необходимы следующие исходные данные:
• данные о детали — число шлицев г и размеры шлицевой втулки, диа-
метр до протягивания do, длина протягиваемой поверхности I, шероховатость
поверхностей впадин; марка обрабатываемого материала; наименьшая и наи-
большая твердость обрабатываемого материала, условия его термообработки;
• данные о станке и приспособлении, тип производства, воз-
можности инструментального производства — аналогично проекти-
рованию круглых и шлицевых прямобочных протяжек.
Профиль отверстия с треугольными шлицами и поперечное сечение зуба
протяжки представлены на рис. 8.36. На нем приняты следующие обозначения
основных элементов: Da, D, Df — соответственно наружный, делительный (сред-
ний) и внутренний диаметры протянутого шлицевого отверстия; da, d,df — на-
ружный, делительный (средний) и внутренний диаметры протяжки; р, р0 —
окружные шаги зубьев шлицевого отверстия и протяжки; е, s — толщины вы-
ступов отверстия и шлицевых выступов протяжки по средней окружности;
Р = Ро — половина углов профиля выступов в отверстии и профиля шлицевой
180°
впадины на протяжке (обычно 30, 36 или 45°); т| = Р-— половина угла про-
z
филя шлицевых выступов на протяжке; г — количество шлицев (обычно в диа-
пазоне 20-70); R = Ro — радиусы на дне впадины отверстия (оговариваются
чертежом детали) и закругления вершин на шлицевых выступах протяжки.
8.4. Протяжки для обработки шлицевых отверстий
639
Рис. 8.36. Профили отверстия и зуба протяжки с треугольными шлицами
Кроме того, здесь dp — диаметр ролика, a _Dp — расстояние между наружными
образующими роликов.
Наружные диаметры режущих и калибрующих зубьев da, диаметр средней
(делительной) окружности d, внутренний диаметр d{, окружной шагр0 и толщи-
на шлицевых выступов s по средней окружности определяются теми же соотно-
шениями, что и у эвольвентных протяжек.
Диаметр окружности, проходящей через центр закругления вершин,
dp — ~ 2^0,
где da — наружный диаметр калибрующих зубьев.
Величина dB является постоянной для всех зубьев протяжки, на которых
имеется полное или частичное закругление.
На чертеже отверстия обычно указывается толщина выступа (зуба) s0 по дели-
тельной окружности. Наибольшая толщина шлицевого выступа sOmax на про-
тяжке
«О max = Ро~ Smin ~
где smin — минимальная ширина шлицевого выступа отверстия; 8 — разбивка
впадины отверстия шлицевой протяжкой (может быть принята 1 /3 от допуска
на 80, но не менее 0,01 мм).
Порядок расчета. Расчет протяжек для обработки шлицевых отверстий
с треугольным профилем подобен расчету протяжек для обработки шлицевых
отверстий с эвольвентным профилем, работающих по одинарной схеме срезания
припуска (см. 8.4.3).
Подъемы на зуб принимаются согласно табл. 8.51.
Подсчет силы протягивания производится по формуле
Лт.х =Ср8хгЪ^гг^КкКтжК^КлКкКр
ЛИбо
max ~ ^Л^р^м^оож^у ^и^н^р’
640
Глава 8. Проектирование протяжек и прошивок
Здесь bi — ширина стружки на первом зубе:
ndj (180° _ А
' I — Vi I,
180°V z J
0j — половина центрального угла впадины на первом шлицевом зубе:
Qi = Ро - Si J sin^! = у- sin(P0 - 0);
«1
dj — наружный диаметр первого зуба: dj = - 8.
Диаметры выступов промежуточных зубьев определяют путем последователь-
ного прибавления удвоенной величины подъемов на зуб. Если (da-Df)/2 < 3 мм,
то для 3-4 последних (переходных) зубьев подъемы на зуб постепенно уменьша-
ют. Если высота зуба превышает 3 мм, то подъемы на зуб можно увеличивать
ступенями (для стали не рекомендуется увеличение подъема свыше 0,08 мм).
Для случая касания контрольных роликов с протяжкой по средней окруж-
ности их диаметр
, dsinO
dp =-----,
cosPo
D — €
где 0 = ——— — половина центрального угла шлицевой впадины на средней
d
окружности1.
Расчетное значение диаметра ролика должно быть округлено до ближайше-
го стандартного значения по ГОСТ 2475-88. Возможны следующие диаметры
роликов, мм: 0,433; 0,462; 0,511,0,577; 0,596; 0,716; 0,722; 0,733; 0,776; 0,795;
0,815; 0,866; 0,895; 0,917; 1,010; 1,023; 1,035; 1,048; 1,086; 1,128; 1,155; 1,193;
1,222; 1,275; 1,303;1,432;1,443;1,467;1,553;1,591;1,629;1,732;1,790;1,833;
2,021; 2,045; 2,071; 2,095; 2,173; 2,216; 2,309; 2,444; 2,588; 2,598; 2,887; 3,106;
3,175; 3,259; 2,387; 3,864; 2,933; 3,182; 3,259; 3,464; 3,580; 3,623; 3,665; 4,091;
4,141; 4,211;4,345;4,400;4,406;4,659;4,773;4,980;5,176;5,207;5,431;5,454;
5,727; 6,212; 6,518; 7,247; 7,603; 8,282; 8,690; 9,317; 9,776; 10,353; 10,950;
11,388; 11,948; 12,423; 13,133; 14,493; 15,207; 16,565; 17,362; 20,152; 20,706;
21,863; 22,774; 23,896; 24,287; 26,069; 26,231.
При четном числе шлицев г расстояние между наружными образующими
роликов
_dsin(po-0)+dp
Sin Po
при нечетном г
dsin(Po-0) + d 90°
D =----------------s-cos--
sin Pq z
1 Значения угла 0 определяются в радианах; 1 рад = 67,29678°.
8.4. Протяжки для обработки шлицевых отверстий
641
Уменьшение силы трения на боковых сторонах шлицевых выступов протяжек
может быть осуществлено путем шлифования шлицевых впадин при подъеме
заднего центра на величину, соответствующую АС = 0,0015...0,002 мм на каждый
зуб протяжки. На всю длину протяжки разность в высоте центров
C = ACzz—
I +1
где zz — общее количество режущих и калибрующих зубьев на протяжке;
L — общая длина протяжки; 1Р, 1К — длина режущей и калибрующей частей.
Возникающее при этом методе искажение профиля изготавливаемых шлицев
может быть устранено корригированием профиля шлицевых впадин на протяж-
ках, а следовательно, и профиля круга, предназначенного для их шлифования.
Наиболее простой способ корригирования заключается в таком изменении угла
шлицевых впадин, при котором вершины ступенек высотой q, образующиеся на
фактическом профиле 1, располагаются на исходном профиле 2 шлицевой впа-
дины (рис. 8.37).
Рис. 8.37. Схема корригирования профиля треугольных шлицев
Корригированное значение половины угла профиля
ctg₽, =ctgp0t"np“-8in№°-e')
sinOj-sinPo S;
где 0, = ро - £(.
Угол между стороной шлицевой впадины и радиусом, проведенным в точку
пересечения этой стороны с окружностью dlt определяется следующим образом:
ein^ =-^-sin(Po-0).
а,
642
Глава 8. Проектирование протяжек и прошивок
Средняя расчетная высота ступенек, остающихся на поверхности шлицевых
выступов,
Szsin(p0-pJ
cos(pR-0)
Обычно q не превышает 2...3 мкм.
Диаметр dp контрольного ролика и расстояние DPK между наружными обра-
зующими роликов для корригированных протяжек переменны и равны:
d dsine,.
cosPo sinpo sinPR
Технические требования. Технические требования к протяжкам для обработки
шлицевых отверстий с треугольным профилем определяются ГОСТ 28442-90
и приведены в8.3.3и8.4.2. Дополнительно необходимо учитывать следующее.
Предельные отклонения калибрующих зубьев и зубьев с подъемами по диа-
метру 0,02 мм и менее должны соответствовать значениям, приведенным
в табл. 8.29.
Предельные отклонения на половину угла шлицевой впадины составляют ±8'.
Предельные отклонения размеров по роликам при контроле профиля остро-
шлицевых протяжек не должны превышать значения -0,03 мм.
Накопленная погрешность окружного шага острошлицевых протяжек не
должна превышать 0,02 мм.
Допуск параллельности оси симметрии остро шлицевых зубьев относительно
оси центров не должен превышать 0,015 мм.
Допуски радиального биения относительно оси центров для режущих зубь-
ев, хвостовиков и направляющих острошлицевых протяжек принимаются в за-
висимости от полной длины из расчета на каждые 100 мм:
0,005 мм — для полной длины, не превышающей 40 диаметров;
0,006 мм — для полной длины свыше 40 диаметров.
Допуск радиального биения относительно оси центров калибрующих зубьев
острошлицевых протяжек должен быть в пределах поля допуска на соответст-
вующий диаметр зубьев.
/ \ Проектирование протяжек для обработки
kjjj многогранных отверстий
8.5.1. Проектирование протяжек для обработки
правильных многогранных отверстий
Исходные данные. При проектировании протяжек для обработки правиль-
ных многогранных отверстий необходимы следующие исходные данные:
• данные одетали: диаметр отверстия до протягивания 7)о; марка обраба-
тываемого материала; наименьшая и наибольшая твердость обрабатываемого
8.5. Проектирование протяжек для обработки многогранных отверстий
643
материала, условия его термообработки; размеры отверстия после протягива-
ния — расстояние 8 между противоположными гранями с предельными отклоне-
ниями, диаметр по углам протянутого отверстия (диаметр описанной окружности)
с предельными отклонениями; шероховатость протянутой поверхности; длина I
протягиваемого отверстия;
• данные о станке и приспособлении, тип производства, воз-
можности инструментального производства — аналогично проекти-
рованию круглых протяжек.
Последовательность расчета. Принципы проектирования протяжек для об-
работки многогранных (квадратных, шестигранных и т.п.) отверстий соответст-
вуют принципам проектирования круглых протяжек с одинарной генераторной
схемой срезания припуска, но имеют некоторые специфические особенности.
Расчеты выполняются в указанной ниже последовательности.
1. Определяют группу обрабатываемости по марке и твердости материала за-
готовки (см. табл. 8.1).
2. Выбирают материалы режущей части протяжки и хвостовика (см. 8.3.2).
3. Выбирают конструктивное исполнение и размеры хвостовика по
ГОСТ 4044-70 или ГОСТ 28048-89 и проверяют его прочность на растяжение
(см. 8.3.2).
4. Выбирают передние и задние углы протяжек так же, как в 8.3.2. На пло-
ских сторонах зубьев после ленточки шириной 0,6... 1,0 мм выполняют задний
угол а ~ 1°.
5. Определяют полный припуск на протягивание. Полный припуск на протя-
гивание гранных отверстий равен разнице диаметров окружностей, вписанной
и описанной вокруг рассматриваемого профиля. Предварительное отверстие под
квадратную и шестигранную протяжки формируют сверлом диаметром Do, рав-
ным расстоянию 8min между сторонами протягиваемого отверстия, т.е. Do = Smin.
Если следы предварительного отверстия на плоскостях обработанного отвер-
стия нежелательны, то Da принимается меньше S в соответствии с табл. 8.57.
Таблица 8.57
Припуски на протягивание гранных отверстий, мм
Большая сторона отверстия Припуск на ширину и высоту отверстия Допуск на предварительную обработку
10...18 0,8 +0,24
18...30 1,0 +0,28
30...50 1,2 +0,34
50...80 1,5 +0,40
80...120 1,8 +0,46
6. Выбирают число ступеней и подъем на зуб. Рекомендуемые значения
подъемов зубьев гранных протяжек при обработке различных материалов при-
ведены в табл. 8.58. Чтобы обеспечить постоянство поперечного сечения среза
и повысить плавность работы протяжки, следует увеличивать подъемы на каж-
дом последующем зубе протяжки, так как ширина среза при переходе от преды-
дущего зуба к последующему уменьшается. Для упрощения расчета все зубья
644
Глава 8. Проектирование протяжек и прошивок
квадратных и шестигранных протяжек разбивают на т ступеней с постоянным
подъемом на зуб в пределах каждой ступени. Подъем S2 на первой ступени наи-
меньший, на последней — наибольший. Количество ступеней принимается рав-
ным трем для квадратных протяжек при 8 < 15 мм и четырем при 8 > 15 мм.
У шестигранных протяжек делают две ступени при S < 20 мм и три ступени при
S> 20 мм.
Таблица 8.58
Подъемы режущих зубьев гранных протяжек, мм
Обрабатываемый материал
Стали Чугуны Алюминиевые сплавы Бронзы, латуни
углеродистые и малолегиро- ванные высоколегиро- ванные
0,015...0,12 0,015.„О,10 0,03...0,15 0,02...0,10 0,05...0,20
При выборе подъема на зуб S2m и количества зубьев гт для каждой ступени
руководствуются двумя условиями:
1) объем металла, снимаемого отдельными ступенями, должен быть одина-
ковым;
2) силы протягивания Рт на первых зубьях секции должны быть равными
или близкими по величине.
Данные условия обеспечиваются, если S2n = KnS2j.
Значения подъемов зубьев первой ступени для квадратных и шестигранных
протяжек в случае обработки сталей приведены в табл. 8.59 и 8.60, а коэффици-
ентов Кп — в табл. 8.61. При обработке других конструкционных материалов
подъемы пропорционально изменяются (см. табл. 8.58).
Таблица 8.59
Рекомендуемые подъемы на зуб для квадратных протяжек
при обработке сталей, мм
Размер S отверстия 8а Sjii 5>гШ Sj.iv
9 0,015 0,025 0,04 —
12 . 0,015 0,030 0,05 —
14 0,020 0,035 0,06 —
17 0,020 0,030 0,04 0,08
19 0,020 0,035 0,05 0,09
22 0,025 0,040 0,06 0,10
24 0,025 0,040 0,06 0,10
27 0,030 0,050 0,08 0,12
30 0,030 0,060 0,09 0,15
32 0,030 0,060 0,09 0,15
8.5. Проектирование протяжек для обработки многогранных отверстий
645
Таблица 8.60
Рекомендуемые подъемы на зуб для шестигранных протяжек
при обработке сталей, мм
Размер S отверстия S,i <S«ii
14 0,020 0,040 —
17 0,020 0,045 —
22 0,025 0,045 0,075
27 0,030 0,045 0,090
32 0,030 0,060 0,100
36 0,035 0,065 0,115
41 0,035 0,070 0,120
46 0,045 0,075 0,125
50 0,050 0,100 0,150
Таблица 8.61
Значения коэффициента Кт
Номер ступени Квадратные протяжки Шестигранные протяжки
3 ступени 4 ступени 2 ступени 3 ступени
Сталь Чугун Сталь Чугун Сталь Чугун Сталь Чугун
I 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
II 1,80 1,98 1,50 1,60 2,30 2,65 1,80 1,98
III 3,00 3,58 2,30 2,65 — — 2,95 3,55
IV — — 3,80 4,75 — — — —
7. Выбирают форму и размеры стружечных канавок для каждой ступени ре-
жущих зубьев с учетом обрабатываемого материала и значений подъемов на зуб
согласно табл. 8.12.
Глубина стружечной канавки в различных местах продольного сечения име-
ет переменное значение: на главных (радиусных) режущих кромках канавка
имеет полную глубину, на вспомогательных — уменьшенную. Возможны слу-
чаи, когда на плоских сторонах зубьев канавка совершенно исчезает. Чтобы об-
легчить движение протяжки в отверстии, эти зубья снабжают продольными
канавками шириной Вк = S, глубиной до 0,5 мм (рис. 8.38). Такие канавки вы-
полняются на зубьях, наружный диаметр которых составляет 0,8...0,9 от диа-
метра описанной окружности протягиваемого многогранного отверстия.
Рис. 8.38. Варианты профиля зуба гранной (квадратной)
протяжки в торцовом сечении
646
Глава 8. Проектирование протяжек и прошивок
Стружечные канавки выполняются кольцевыми, как у круглых протяжек,
что облегчает изготовление и заточку гранных протяжек. Размеры канавок
можно выбирать по табл. 8.12, но нанескольких первых зубьях для обеспечения
прочности протяжки канавки делают более мелкими.
8. Выбирают шаг и количество одновременно работающих зубьев. Шаг t
зубьев для каждой ступени принимают по табл. 8.12 в зависимости от принятой
глубины стружечной канавки.
Количество одновременно участвующих в работе зубьев находят по формуле
где I — длина протягиваемого отверстия. Если zp оказывается дробным чис-
лом, то дробную часть не учитывают.
При протягивании прерывистых отверстий zp подсчитывают для каждого
участка и округленные значения суммируют:
2p = 2pi + Zp2 + Zp3+... .
Минимально допустимое гр- 3. При очень малой длине протягиваемого уча-
стка допускается zp = 2.
Для упрощения расчетов можно воспользоваться зависимостью t-m-Jl.
Для условий мелкосерийного производства принимают значения коэффици-
ента т= 1,00...1,25, для средне- и крупносерийного — т = 1,25...1,50, для мас-
сового — т = 1,75...2,00. Значения t и zp при коэффициенте тп = 1,5 для разных
длин протягивания приведены в табл. 8.62.
Таблица 8.62
Шаги и количество одновременно работающих зубьев протяжек при т = 1,5 мм
1, мм t, мм гР 1, мм t, мм гР
10...12 5,0 3 49...54 11,0 5
12...14 5,5 3 54...60 11,0 6
14...17 6,0 3 60... 70 12,0 6
17...19 6,5 3 70...77 13,0 6
19...20 6,5 4 77...83 13,0 7
20...25 7,0 4 83...90 14,0 7
25...31 7,5 4 90...100 15,0 7
31...33 8,0 4 100...111 16,0 7
33...35 8,5 4 111.„125 16,0 8
35...40 9,0 5 125...143 18,0 8
40...45 9,0 5 143...160 18,0 9
45...49 10,0 6
Заметим, что величина шага не должна быть одинаковой, так как на обработан-
ной поверхности появляются риски. Неравномерность шага колеблется в пределах
от 0,3 мм (при t < 8 мм) до 1 мм (при t > 8 мм), причем достаточно сделать неравно-
8.5. Проектирование протяжек для обработки многогранных отверстий 647
мерными шаги не всех зубьев, а только каждых трех. Однако обычно шаг прини-
мают одинаковой величины, поскольку ошибки, возникающие при изготовлении
зубьев, обеспечивают достаточную неравномерность шага.
9. Выполняют проверочные расчеты на разрыв протяжки по дну первой
стружечной канавки и по тяговому усилию станка так же, как для круглых про-
тяжек (см. 8.3.2, п. 11).
Максимальная сила протягивания для первой ступени гранных протяжек
может быть определена так:
Рг1 ^СРЗЗ^КкКсохКуКяКкКр
либо
Рл ^kcSzpKMKcoxKyK,KKKp.
Здесь СР, х — коэффициент и показатель степени (см. табл. 8.13); S — расстоя-
ние между противоположными гранями протянутого отверстия; 8г1 — подъем
на зуб на первой ступени; zp — количество одновременно работающих зубьев;
ЛГМ, Ксож, Kv К„, Кк, Кр — коэффициенты, учитывающие измененные условия
работы протяжки (см. табл. 8.14); kc — удельная сила резания при протягива-
нии (см. табл. 8.15).
На последующих ступенях гранных протяжек поперечное сечение стружки
имеет вид дуговой трапеции, а диаметр первого зуба каждой ступени определя-
ется с учетом подъема на первом зубе:
Dlm=l}mS + 2Sim.
Здесь т|т — коэффициент, значения которого приведены в табл. 8.63.
Таблица 8.63
Значения коэффициента т)т
Номер ступени m Квадратные протяжки Шестигранные протяжки
3 ступени 4 ступени 2 ступени 3 ступени
I 1,000 1,000 1,000 1,000
II 1,060 1,045 1,039 1,023
III 1,150 1,105 — 1,058
IV — 1,190 — —
Тогда силы протягивания Рл для последующих секций протяжек рассчиты-
ваются следующим образом:
для квадратных
Ргт = (Dlm - S!m) fl - Мгг1; cos 0m = —;
I 45 J
для шестигранных
p.m =(A™-sin)fi-|^ki.
\ OU J
k
648
Глава 8. Проектирование протяжек и прошивок
Ориентировочные усилия протягивания квадратными протяжками в зави-
симости от условий протягивания сталей I-V групп обрабатываемости приведе-
ны в табл. 8.64. Измененные условия протягивания учитывает коэффициент,
значения которого указаны в табл. 8.17.
Таблица 8.64
Усилия протягивания при обработке квадратных отверстий, Н
(ГОСТ 26478—85...26480—85)
Сторона квадрата, мм Длина протягивания, мм Передний угол, град
Сталь, алюминиевые сплавы Чугун, бронза, латунь 20 15 10
10,0 11,5...16 11,5...21 8 630 9 420 10 100
11,0 13...17 16...20 13...23 16...25 10 990 12 070 12 950
11,2 13...17 16...20 13...23 16...25 11 180 12 250 13 150
12,0 13...17 16...23 13...23 16...28 10 300 11 280 12 160
12,5 13...17 17...20 13...23 17...25 11 120 12 160 13 080
13,0 13...17 17...20 13...23 17...25 13 590 14 830 15 980
14,0 13...17 17...20 13...23 17...25 14 000 15 970 17 170
15,0 13...23 15...27 13...28 15...34 15 580 17 040 18 320
16,0 13...23 15...31 13...28 15...38 13 820 15 130 16 270
17,0 15...27 21...38 15...34 21...48 20 530 22 470 24 150
18,0 15...27 21...38 15...34 21...48 18 510 20 100 21 900
19,0 15...27 21...42 15...34 21...55 29 540 22 980 32 310 25 130 34 740 27 020
20,0 15...27 21...42 15...34 21...55 27 580 30 180 32 440
22,0 19...35 25...50 19...45 25...60 32 000 41 460 44 570
24,0 19...35 25...55 19...45 25...65 49 530 46 430 54 190 50 800 58 250 54 600
25,0 25...55 25...65 48 330 52 890 56 850
8.5. Проектирование протяжек для обработки многогранных отверстий
649
Окончание табл. 8.64
Сторона квадрата, мм Длина протягивания, мм Передний угол, град
Сталь, алюминиевые сплавы Чугун, бронза, латунь 20 15 10
27,0 25...55 25...65 57 930 63 380 68 140
28,0 25...59 25...70 60 040 65 690 70 610
30,0 25...59 25...70 83 120 90 940 97 760
32,0 25...59 25...70 82 390 90 140 96 900
36,0 29...68 29...80 106 920 116 980 125 750
40,0 29...68 29...80 163 130 178 480 191 860
45,0 25...48 25...58 158 930 173 880 186 920
29...68 29...80 198 660 217 350 233 660
50,0 25...48 25...58 176 390 192 990 207 460
29...68 29...80 220 490 241 240 259 330
55,0 29...68 29...80 242 760 265 600 285 510
60,0 29...68 29...80 264 590 289 480 311 190
10. Определяют количество режущих зубьев гт для каждой ступени, кроме
последней:
п 28г
zm
где Dm+1, Stntl — соответственно диаметр и подъем на первом зубе последующей
ступени; Dm, SZm — то же на первом зубе рассчитываемой ступени.
Для последней ступени
= Вп-(Ош -2S,„) +(2 4)
28г
гт
где D„ — диаметр последнего зуба протяжки.
Дополнительные 2-4 зуба являются переходными с уменьшающейся вели-
чиной 8г. На первой ступени, если она начинается с круглого зуба, добавляется
один зуб.
11. Определяют общее количество всех зубьев протяжки. Оно равно сумме
зубьев всех режущих ступеней и калибрующих зубьев zR:
^2 = 2j + 2П + 2Ш + 2IV + 2К.
Количество калибрующих зубьев принимается равным 4-5.
12. Находят длину рабочей части протяжки:
£>> = + >
где , ^tIV, — суммы шагов режущих и калибрующих зубьев.
650
Глава 8. Проектирование протяжек и прошивок
13. Определяют исполнительные размеры зубьев протяжки. Зубья гранных
протяжек работают по генераторной схеме (см. рис. 8.1, б). Главные режущие
кромки имеют форму концентрических окружностей, диаметр которых D посте-
пенно увеличивается от первого режущего зуба к последнему. Для первого зуба
Д = Do, для последующих Dtn = Д_1т +2SZn, а для последнего режущего и всех
калибрующих Д.р=DK=_Dmax + 8, где _Dmax — наибольший размер протягиваемого
отверстия (диаметр описанной окружности); 8 — разбивка или усадка отверстия.
При протягивании толстостенных отверстий, как правило, наблюдается
«разбивка» отверстий, а при обработке тонкостенных отверстий может прояв-
ляться «усадка», когда размеры поперечного сечения протянутого отверстия бу-
дут меньше поперечного размера калибрующих зубьев протяжки.
На основании производственного опыта величину разбивки ориентировочно
принимают равной 0,005...0,01 мм для протяжек с длиной режущей части
700... 800 мм и 0,01.. ,0,015мм для протяжки с большей длиной режущей части.
Прямые стороны профиля зубьев являются вспомогательными режущими
кромками. Расстояние S между ними постоянное для всех зубьев протяжки:
S - Smax + 8,
где Smax — наибольшее допустимое расстояние между сторонами протягивае-
мого отверстия; 8 — разбивка (принимают знак «-») или усадка (принимают
знак «+») по размеру S.
Допустимое отклонение на размер S обычно принимают равным 1/3... 1/4
допуска на отверстие со знаком «-». Так как S обычно больше do, все зубья с диа-
метрами от Do до S — круглые. Плоские участки появляются на зубьях, диаметр
которых больше S.
После определения размеров зубьев составляют таблицу, размещаемую на
чертеже протяжки.
14. Расстояние от переднего торца протяжки до первого зуба и до места свар-
ки находят так же, как для круглых и шлицевых протяжек.
15. Определяют размеры и положение стружкоразделительных канавок для
круглых режущих зубьев в соответствии с табл. 8.21, для остальных режущих
зубьев — в соответствии с табл. 8.65.
Ширина главных (круглых) режущих кромок на зубе диаметром Д
_ лД Л п0°
— I 1 I,
п < 180°;
где п — число граней отверстия; 0°=arccos—.
Ширина вспомогательных (прямых) режущих кромок на зубе диаметром Д
,п 2
На соседних зубьях выкружки выполняются в шахматном порядке.
8.5. Проектирование протяжек для обработки многогранных отверстий
651
Таблица 8.65
Количество и размеры стружкоразделительных канавок для гранных протяжек
Ширина режущих кромок, мм Количество канавок пк Размеры канавок, мм
sK hK г„
6...8 1 0,8...1,0 0,5...0,7 0,2...0,3
8...10 1
10...20 2
20...30 3 1,0...1,2
30...45 4
45...60 6
60...75 8 0,7...0,8 0,3...0,4
75...100 10
100...125 12
135...150 14
16. Размеры передней и задней направляющих, переходного конуса и рас-
стояние от переднего торца протяжки до первого зуба и до места сварки опреде-
ляют по методике, приведенной в 8.3.2, пп. 17-20.
17. Общую длину гранных протяжек определяют аналогично общей длине
круглых(см. 8.3.2, п. 21). При ограничениях на максимальную длину протяжки
рассчитывают количество протяжек в комплекте, их длины и количество зубьев.
Комплектные протяжки. Если проектируются комплектные протяжки, то
передняя направляющая всех протяжек комплекта, кроме первой, выполняется
с плоскими гранями в виде квадрата или шестигранника (рис. 8.39) и должна
удовлетворять условию Sy=Smin;_1, а диаметр по закругленным углам —
Dj = Dminj_x, где Smhlj_x, — наименьшие допустимые размеры последних
зубьев предыдущей протяжки в комплекте. Допуски на S, и Dj принимают ана-
логично допускам для шлицевых протяжек (см. 8.4.2).
Рис. 8.39. Передняя направляющая у-й квадратной и шестигранной протяжек
из комплекта
Технические требования. Технические требования к гранным протяжкам
подобны техническим требованиям к круглым протяжкам, определяются
ГОСТ 28442-90 и приведены в 8.3.2. Дополнительно необходимо учитывать сле-
дующее.
652
Глава 8. Проектирование протяжек и прошивок
Предельные отклонения размеров режущих зубьев с подъемами на сторону
0,01 мм и менее и размеров калибрующих зубьев должны соответствовать значе-
ниям, приведенным в табл. 8.29, при больших подъемах — в табл. 8.28.
Предельные отклонения размера между гранями режущих и калибрующих
зубьев в сечениях на первом и последнем гранных зубьях не должны превышать
-0,02 мм.
Предельные отклонения гранной передней направляющей принимают по
квалитету е8, предельные отклонения диаметра описанной окружности — по
hlO. Предельные отклонения круглой задней направляющей принимают рав-
ными -0,1 мм, отклонения диаметра описанной окружности — по hll.
Допуски радиального биения относительно оси центров для режущих зубь-
ев, хвостовиков и направляющих многогранных протяжек принимаются в зави-
симости от полной длины из расчета на каждые 100 мм:
0,005 мм — для полной длины, не превышающей 40 диаметров;
0,006 мм — для полной длины свыше 40 диаметров.
Допуск радиального биения относительно оси центров калибрующих зубьев
многогранных протяжек должен быть в пределах поля допуска на соответствую-
щий размер зубьев.
Рис. 8.40. Элементы конструктивного оформления квадратной протяжки
8.5. Проектирование протяжек для обработки многогранных отверстий 653
Лыски на хвостовиках должны располагаться параллельно грани протяж-
ки. Допуск параллельности на 10 мм ширины лыски не должен превышать:
0,020 мм — для протяжек диаметром до 40 мм; 0,015 мм — для протяжек диа-
метром свыше 40 мм.
Рекомендуемые параметры шероховатости поверхностей многогранных
протяжек приведены в табл. 8.66.
Таблица 8.66
Шероховатость поверхностей многогранных протяжек, мкм
Поверхности Шероховатость
Задние, передние поверхности и ленточки всех типов зубьев Поверхности стружечных канавок, стружкоразделительных канавок и выкружек Боковые поверхности многогранных передней и задней на- правляющих Посадочные поверхности цилиндрической части хвостовика, конические поверхности под кулачки Поверхности нерабочих продольных канавок Rz 1,6 Bz6,3 Ra 6,3 Ла 1,25 Ra 10
Пример конструктивного оформления квадратной протяжки приведен на
рис. 8.40.
8.5.2. Протяжки для обработки прямоугольных
и фасонных отверстий
Обработка прямоугольных отверстий протяжками обычно производится по
одной из схем, приведенных на рис. 8.41. Исходное отверстие, как правило,
имеет цилиндрическую форму. При отношении сторон прямоугольника 1:2
и менее (рис. 8.41, а) сверлится одно центральное отверстие, которое протягива-
ется на квадрат квадратной протяжкой и расширяется до прямоугольной фор-
мы плоской протяжкой, имеющей зубья только на узких сторонах.
Рис. 8.41. Схемы протягивания прямоугольных отверстий
Для отверстий с отношением сторон менее 1,5 находят применение прямо-
угольные протяжки, работающие по схеме, представленной на рис. 8.41, б.
Главные режущие кромки оубьев таких протяжек очерчиваются дугами кон-
654
Глава 8. Проектирование протяжек и прошивок
центричных окружностей исходного отверстия до того момента, пока они не
коснутся узких сторон протягиваемого отверстия. После этого наряду с дуговы-
ми режущими кромками, выполняющими главную работу резания, появляют-
ся прямые кромки, расстояние В между которыми остается постоянным. В этом
случае конструкции зубьев, приведенная на рис. 8.42, полностью соответствует
конструкции зубцов квадратных протяжек. Широкие стороны протяжек снаб-
жаются продольными канавками и боковым поднутрением. Поскольку каждый
зуб протяжек с дуговыми кромками формирует одновременно все четыре сторо-
ны отверстия, длина их получается меньше длины протяжек, где раздельно об-
рабатывается каждая пара сторон.
Рис. 8.42. Протяжка с дуговыми кромками для обработки прямоугольного отверстия
При соотношении сторон прямоугольника больше 2 предварительно обраба-
тывают столько отверстий, сколько полностью размещается по ширине прямо-
угольника (см. рис. 8.41, в). Эти отверстия протягивают квадратной протяжкой,
а оставшиеся между ними промежутки вырезают плоскими протяжками с одно-
или двусторонним расположением зубьев на узких сторонах. Обычно при нечет-
ном количестве предварительных цилиндрических отверстий (например, три)
первоначально обрабатываются на квадрат крайние отверстия, а потом средние.
При повышенных требованиях к точности размеров и шероховатости обра-
ботанных поверхностей, а также при протягивании прямоугольного отверстия
комплектом протяжек со ступенчатым срезанием припуска зубья делают и на
широких сторонах протяжки. Эти зубья располагаются позади зубьев, обрабаты-
вающих узкие стороны, или выполняются на отдельной калибрующей протяжке.
Зубья чаще всего делают прямыми, но при длине режущих кромок более
10...12 мм допустимы наклонные (косые) зубья, которые при определенных ус-
ловиях могут обеспечить более плавную работу протяжки. Угол наклона прини-
мается обычно не меньше 75...80°.
Неработающие, гладкие стороны протяжки снабжаются продольными ка-
навками глубиной 0,5... 1,0 мм (рис. 8.43) и боковым поднутрением с углом 1...2°
на расстоянии 0,8... 1,0 мм от краев режущих кромок. В целях повышения стой-
кости протяжки следует снабжать переходными кромками-скосами под углом 45°.
Конструкция всех элементов, примыкающих к главным кромкам, в основном
8.5. Проектирование протяжек для обработки многогранных отверстий
655
Рис. 8.43. Конструктивное оформление зубьев прямоугольных протяжек
такая же, как у шпоночных или шлицевых протяжек. Такие протяжки приме-
няются и при обработке деталей, у которых предварительное отверстие близко
по форме к окончательному отверстию, например после прорубания штампом.
При протягивании крупных прямоугольных, а также квадратных отверстий,
когда чрезмерно большие размеры и вес протяжек, работающих по схемам, при-
веденным на рис. 8.41, делают их неудобными в эксплуатации, применяют раз-
дельную обработку граней плоскими протяжками, имеющими зубья только на
одной стороне. Такие протяжки выполняются подобно шпоночным протяжкам
и снабжаются поднутрением на боковых сторонах (рис. 8.44, а) или неглубоки-
ми выемками, облегчающими движение протяжки в прорезаемом металле. Мо-
гут использоваться протяжки с прямыми зубьями, с наклонными под углом
75...80° либо протяжки с двойным наклоном зубьев (рис. 8.44, б).
Рис. 8.44. Зубья плоских протяжек для обработки прямоугольных отверстий
656
Глава 8. Проектирование протяжек и прошивок
Выполнение зубьев на боковых сторонах протяжки облегчает ее работу и ус-
траняет налипание металла, особенно интенсивное при обработке вязких сталей.
Боковые зубья выполняют без подъема и без стружкоразделительных канавок.
Угол т наклона зубьев как на широкой (рабочей), так и на боковых сторонах при-
нимается равным 90° - у.
Расчет протяжек для обработки прямоугольных отверстий аналогичен рас-
чету гранных протяжек. Рекомендуемые значения подъемов зубьев приведены
в табл. 8.67.
Таблица 8.67
Подъемы режущих зубьев прямоугольных протяжек
с одинарной схемой срезания припуска, мм
Обрабатываемый материал
Сталь Чугун Алюминиевые сплавы Бронза, латунь
углеродистая и малолеги- рованая высоколеги- рованая серый КОВКИЙ
0,03...0,15 0,03...0,12 0,06...0,20 0,05...0,10 0,05...0,08 0,06...0,15
К фасонным отверстиям можно отнести отверстия, профиль которых состоит
из прямых линий и дуг окружностей, а также сложные отверстия, очерченные
только прямыми линиями. Примеры некоторых отверстий и схемы срезания
стружки при их протягивании приведены на рис. 8.45.
Рис. 8.45. Схемы обработки фасонных отверстий
8.5. Проектирование протяжек для обработки многогранных отверстий
657
Отверстие, показанное на рис. 8.45, а, состоит из двух параллельных пря-
мых и двух дуг окружности с одним центром. Такая форма может протягиваться
из предварительного круглого отверстия протяжкой, устройство которой подоб-
но устройству протяжки, приведенной на рис. 8.42. Основное отличие заключа-
ется в том, что дуговые участки режущих кромок не переходят в прямые линии,
как это наблюдается при протягивании чисто прямоугольного отверстия.
Протяжка для обработки отверстия с одной плоской стороной (рис. 8.45, б)
имеет в основном такую же конструкцию, как и предыдущая протяжка. Рас-
стояние от центра протяжки до плоскости рассчитывается по правилам, кото-
рые установлены для протяжек, обрабатывающих цилиндрическое отверстие со
шпонкой (см. 8.6.1).
На рис. 8.45, в показано отверстие, боковые стороны которого сопряжены
с плоскими участками, т.е. очерчены дугами окружности, радиус которой равен
половине высоты. Такие отверстия часто называют овальными. Режущие кром-
ки протяжки образуются здесь дугами, концентричными окружности предва-
рительного отверстия, т.е. так же, как у протяжек, обрабатывающих отверстие,
показанное на рис. 8.45, а. Однако начиная с зуба, режущие кромки которого
входят в закругленную часть профиля, обе стороны протяжки должны быть
прошлифованы вдоль всех остальных зубьев на полуокружность постоянного
радиуса, равного радиусу закругления боковых сторон отверстия. Тогда кромки
каждого зубца с обеих сторон будут состоять из трех участков (рис. 8.46): участ-
ка 2-3, очерченного дугой из центра отверстия (главная режущая кромка), и двух
участков 1-2 и 3-4, образованных дугами окружности радиуса г. Участок 2-3
постепенно уменьшается к последним зубьям, а участки 1-2 и 3-4 увеличива-
ются. На последнем режущем и на калибрующих зубьях участок 2-3 исчезает.
Для уменьшения трения на участках 1-2, 3-4 и для устранения налипания ме-
талла эти участки имеют задний угол 1°.
Протягивание овальных отверстий, предварительно подготовленных фрезе-
рованием по копиру или штамповкой, с более или менее равномерным припуском
можно производить по двум схемам. По одной из них (см. рис. 8.45, г) режущие
кромки каждого зуба протяжки образуются линиями, эквидистантными форме
требуемого отверстия, и срезают стружку всеми точками своего профиля. Такая
протяжка проста по конструкции, имеет относительно небольшую длину, но ее
трудно изготовить ввиду сложности сопряжения кривых и прямых участков ре-
жущих кромок и образования на них задних углов. Затруднительна также за-
точка этих протяжек. При работе по другой схеме (см. рис. 8.45, д) протяжка
получается более длинной, но относительно проста в изготовлении. Здесь перво-
Рис. 8.46. Профиль зубьев овальной протяжки
658
Глава 8. Проектирование протяжек и прошивок
начально обрабатываются плоские участки отверстия группой зубьев, имею-
щих прямые режущие кромки и расположенных с обеих сторон протяжки, либо
сначала только с одной, а затем с другой стороны (узкие отверстия). Вторая
группа зубьев срезает металл с закруглений. Устройство этой части полностью
совпадает с устройством зубьев, обрабатывающих закругления по схеме, приве-
денной на рис. 8.45, в. Различие только в том, что главные кромки здесь пря-
мые, а не дуговые.
При протягивании отверстий, представленных на рис. 8.45, е, ж, вначале обра-
батывается по тому или иному методу прямоугольное отверстие, в котором затем
прорезаются канавки протяжкой, имеющей призматическое тело с зубьями, по-
добными зубьям плоских шпоночных протяжек. Поперечное сечение такой про-
тяжки по одному из зубьев показано на рис. 8.45, е.
При протягивании трапецеидальных пазов с односторонним (см. рис. 8.45, з)
или двусторонним наклоном схема образования отверстий остается той же, что
и при протягивании отверстий с прямоугольными канавками. Для облегчения
движения протяжки в отверстии нижние стороны пазовых зубьев снабжают ка-
навками, кромки которых не имеют подъема, а верхние, скошенные, выполня-
ют с небольшим смещением к концу.
(86' Пр°ектиРование шпоночных и пазовых
kjjj протяжек
8.6.1. Шпоночные протяжки
Для протягивания шпоночных канавок в цилиндрических отверстиях при-
меняют шпоночные протяжки.
При работе шпоночные протяжки устанавливаются в направляющих оправ-
ках. Поперечное сечение протяжки 4 по первой стружечной канавке с передней
частью направляющей оправки 3 и обрабатываемой деталью 2 показано на
рис. 8.47. Профиль прорезаемой канавки 1 обозначен штриховой линией.
Исходные данные. При проектировании протяжек для обработки шпоноч-
ных пазов необходимы следующие исходные данные:
• данные о детали — диаметр отверстия и размеры шпоночного паза
с предельными отклонениями; марка обрабатываемого материала; наименьшая
и наибольшая твердость обрабатываемого материала, условия его термообработки;
шероховатость поверхностей шпоночного паза; длина I протягиваемого паза;
• данные о станке и приспособлении, тип производства, воз-
можности инструментального производства — аналогично проекти-
рованию круглых протяжек.
Последовательность расчета. Принципы проектирования протяжек для об-
работки шпоночных пазов соответствуют принципам проектирования круглых
протяжек с одинарной генераторной схемой срезания припуска, но имеют неко-
торые специфические особенности. Расчеты выполняются в указанной ниже по-
следовательности.
8.6. Проектирование шпоночных и пазовых протяжек
659
Рис. 8.47. Поперечное сечение шпоночной протяжки с направляющей частью
1. Определяют группу обрабатываемости по марке и твердости материала за-
готовки (см. табл. 8.1).
2. Выбирают материалы режущей части протяжки и хвостовика (см. 8.3.2).
3. Выбирают конструктивное исполнение и размеры хвостовика и проверяют
его прочность на растяжение.
Согласно ГОСТ 4043-70 могут использоваться два типа хвостовиков — пло-
ские и плоские с выступом (для протяжек с утолщенным телом). Рекомендуе-
мые размеры плоских хвостовиков в зависимости от ширины шпоночного паза
приведены на рис. 8.48 и в табл. 8.68, 8.69.
Таблица 8.68
Основные размеры плоских хвостовиков с выступом, мм (ГОСТ 4043—70)
6,011 В2с11 М7 Я <19, не более h, не менее 12, не менее h С £40.2 Площадь по сечению размера 63, мм2
2,0 3 1,5 4 14 20 16 0,3 1,0 6,0
2,5 4 2,5 5 12,5
3,0 6 0,5 15,0
4,0 6 4,0 7 36,0
5,0 8 5,0 11 0,8 55,0
6,0 10 6,0 15 90,0
7,0 7,0 16 112,0
8,0 12 8,0 18 144,0
10,0 15 10,0 22 220,0
Примечания: 1. Ширина хвостовика принимается равной ширине протягиваемого паза.
2. Размер Н — для хвостовиков шпоночных протяжек.
660
Глава 8. Проектирование протяжек и прошивок
Рис. 8.48. Хвостовики шпоночных и пазовых протяжек (ГОСТ 4043-70)
Таблица 8.69
Основные размеры плоских хвостовиков, мм (ГОСТ 4043—70)
г>1 сП Ь3с11 Я <19, не более 1» не менее 4» не менее ^3 Длина зажима Ц С А-+о.2 п гг Площадь по сечению размера Ь3, мм2
4 2,5 7 14 20 16 180 0,5 0,10 0,2 0,6 22,5
5 3,2 11 35,2
6 4,0 15 0,8 60,0
7 4,5 16 62,0
8 5,0 18 90,0
10 7,0 22 154,0
8.6. Проектирование шпоночных и пазовых протяжек
661
Окончание табл. 8.69
bj сП b3cll Hd9, не более h, не менее z2, не менее h Длина зажима lt С К+О,2 П г2 Площадь по сечению размера Ь3, мм2
12 8,0 28 17 25 18 200 1,0 0,15 0,3 1,0 224,0
14 10,0 30 300,0
16 12,0 36 402,5
18 13,0 40 22 520,0
20 15,0 45 675,0
22 16,5 732,5
24 18,0 50 900,0
25 19,0 950,0
28 21,0 55 20 30 28 220 0,20 0,4 1,6 1155,0
32 24,0 60 1440,0
36 28,0 1680,0
40 32,0 250 0,25 0,5 2,5 1920,0
45 36,0 2160,0
50 40,0 28 40 36 2400,0
Примечания: 1. Ширина хвостовика принимается равной ширине протягиваемого паза.
2. Размер Н — для хвостовиков шпоночных протяжек.
Сила, допустимая прочностью хвостовика, рассчитывается по формуле
=[o]pF0n,
где [о]р — допустимое напряжение при растяжении, МПа; Fnn — площадь опас-
ного сечения хвостовика, мм2.
Площади опасных сечений хвостовиков приведены в табл. 8.68, 8.69 (сече-
ние по размеру &3). Для хвостовиков из быстрорежущей стали [о]р = 400 МПа,
для хвостовиков из сталей ХВГ и 40Х [о]р = 300 МПа.
4. Выбирают углы заточки протяжек. Передний угол шпоночных протяжек
принимается равным 15° в случае обработки сталей и алюминиевых сплавов и 5°
при обработке чугуна и медных сплавов. Задний угол режущих зубьев протяжек
принимается равным 3°, калибрующих зубьев — 1°. На главных задних поверх-
ностях зубьев может быть выполнена ленточка. Для режущих зубьев ее ширина
составляет 0,05 мм, для калибрующих — не должна превышать 0,3 мм.
На боковых сторонах зубьев выполняются прямолинейные фаски шириной
0,7...1,0 мм, а затем поднутрение под углом <pt = 1°. При протягивании вязких
сталей <р( = 2,0...2,5°. Уголки вершин калибрующих зубьев обычно закругляют-
ся в форме дуги радиуса г = 0,16...0,7 мм или выполняют фаски г х 45°. Радиусы
или фаски режущих зубьов не регламентируются.
662
Глава 8. Проектирование протяжек и прошивок
5. Определяют припуск на протягивание. Припуск на обработку шпоночно-
го паза, а следовательно, и суммарный подъем зубьев
где Сг — расстояние от края отверстия до дна канавки (наибольший допустимый
размер по ГОСТ 9472-90); D — номинальный диаметр отверстия; f„ — стрелка
дуги, соответствующей ширине b шпоночной канавки.
Величина стрелки f„ = 0,5(0 - VO2 -b2). Значения fo для наиболее распростра-
ненных размеров шпоночных протяжек приведены в табл. 8.70.
Таблица 8.70
Величины стрелки f0 шпоночных пазов, мм
ъ Я Л Ъ D, fo b Do fo
3 8 0,29 10 36 0,71 16 68 0,95
10 0,23 40 0,63 70 0,93
12 0,19 42 0,60 72 0,90
13 0,17 44 0,57 75 0,86
4 11 0,38 45 0,56 78 0,83
12 0,34 46 0,55 18 58 1,43
13 0,32 48 0,52 60 1,38
14 0,29 12 38 0,98 62 1,34
15 0,27 40 0,92 65 1,27
16 0,25 42 0,88 68 1,23
5 15 0,43 50 0,73 70 1,20
16 0,40 52 0,70 72 1,15
18 0,36 55 0,66 75 1,10
20 0,32 58 0,63 78 1,05
22 0,29 14 44 1,15 80 1,02
6 20 0,46 45 1,12 82 1,00
22 0,42 46 1,09 85 0,96
24 0,38 48 1,05 88 0,93
25 0,36 50 1,00 20 68 1,51
26 0,35 52 0,95 70 1,46
28 0,32 55 0,90 72 1,42
8 25 0,66 58 0,85 75 1,36
26 0,63 60 0,83 77 1,31
28 0,59 62 0,80 80 1,25
30 0,55 65 0,76 82 1,23
32 0,51 68 0,73 85 1,20
34 0,48 16 50 1,32 88 1,15
35 0,46 52 1,26 90 1,12
36 0,45 55 1,19 92 1,10
38 0,42 58 1,15 95 1,06
10 32 0,80 60 1,10 98 1,03
34 0,75 62 1,05 — — —
35 0,73 65 1,00
8.6. Проектирование шпоночных и пазовых протяжек
663
На рис. 8.47 видно, что первые зубья работают не всей шириной режущих
кромок, пока не углубятся в металл на величину стрелки f0.
6. Выбирают подъем на зуб S2. При протягивании шпоночных пазов реко-
мендуются подъемы зубьев, указанные в табл. 8.71.
Таблица 8.71
Подъемы режущих зубьев шпоночных протяжек
с одинарной схемой срезания припуска, мм
Обрабатываемый материал
Стали Чугуны Алюминиевые сплавы Бронза, латунь
углеродистые и малолегиро- ванные высоколегиро- ванные
0,05...0,15 0,05...0,12 0,06...0,20 0,05...0,10 0,08...0,20
Один-два последних режущих зуба могут иметь меньшее значение подъема
для обеспечения плавного снижения усилия протягивания.
7. Выбирают профиль зубьев и размеры стружечных канавок протяжки.
Для шпоночных протяжек используют профили зубьев, приведенные на рис. 8.49
и в табл. 8.72. Чаще используются профили с радиусной формой спинки зуба
(рис. 8.49, а, в), реже — с прямолинейной (рис. 8.49, б).
Таблица 8.72
Размеры стружечных канавок шпоночных протяжек
t h Ь Г И Fo, мм2
4,5 2,0 1,5 1,0 3 3,1
1,2*
5,0 1,7*
6,0 2,5 2,0 1,3 4 4,9
7,0 3,0 2,2 1,5 5 7,1
8,0 3,7 3,0 5,7
9,0 4,0 2,9 6 12,6
2,5*
10,0 3,5 3,0 9,6
4,5 2,5 2,3 7 15,9
12,0 5,0 4,0 2,5 8 19,6
14,0*
6,0 3,0 10 28,3
16,0 7,0 5,0 3,5 11 38,5
4,5*
18,0 8,0 6,0 4,0 12 50,3
5,0*
20,0 9,0 5,5 4,5 14 63,6
24,0 10,0 7,0 5,0 16 78,5
26,0 12,0 6,5 6,0 18 113,1
32,0 14,0 9,0 7,0 22 153,9
Примечание. Звездочкой обозначены строки, соответствующие удлиненной форме про-
филя канавки.
664
Глава 8. Проектирование протяжек и прошивок
Рис, 8.49. Профили стружечных канавок шпоночных протяжек
При выборе глубины стружечной канавки необходимо учитывать площадь Fa
активного сечения ее профиля для обеспечения размещения стружки. Формулы
для расчета глубины канавки с учетом условий ее заполнения стружкой приве-
дены в 8.3.2, п. 9.
Шаги режущих и калибрующих зубьев принимаются одинаковыми, за исклю-
чением первого и последнего. Первый шаг обычно равен 0,7t, поскольку в пер-
вой стружечной канавке формируется весьма малое количество стружки. Шаг
последнего калибрующего зуба часто равен 1,5i.
8. Находят количество зубьев, одновременно участвующих в работе:
где I — длина протягиваемого отверстия. Если zp оказывается дробным чис-
лом, то дробную часть не учитывают.
При протягивании прерывистых отверстий zp подсчитывают для каждого
участка и округленные значения суммируют:
zp = zpl + zp2 + zp3+... .
Минимально допустимое zp = 3. При очень короткой длине протягиваемого
участка допускается zp = 2.
9. Выбирают конструктивное исполнение протяжки. Для протягивания шпо-
ночных пазов могут использоваться протяжки двух типов — с тонким и утолщен-
ным телом. В первом случае ширина тела протяжки равна ширине шпоночного
паза (В = &). Во втором случае ширина тела протяжки и ее прочность увеличива-
ются (см. табл. 8.69).
ь 2 3 4 5 6 | 7 8 10
в 3 4 6 8 10 12 15
Высота зубчатой части протяжки h0 > 1,25Л.
10. После выбора размеров черновых стружечных канавок следует выпол-
нить проверочные расчеты на разрыв протяжки по дну первой стружечной ка-
навки и по тяговому усилию станка.
Для протяжек первого и второго типа должны выдерживаться соответственно
условия:
- Ргтах < [о]; <. [о]в,
&(Н-Ло) В(Н-Ло) J₽
где Рг тах — максимальная сила протягивания; Ъ — ширина шпоночного паза;
Н — высота хвостовика протяжки (см. табл. 8.68, 8.69); Ло — высота зубчатой
8.6. Проектирование шпоночных и пазовых протяжек
665
части протяжки; В — ширина тела протяжки; [о]р = 300...350 МПа — допус-
каемое напряжение растяжения в материале режущей части протяжки.
Во втором случае Р2 тах £ (0,8.. .0,9)Q, где Q — номинальное тяговое усилие по
паспорту станка (проверка на соответствие прочности хвостовика усилию протя-
гивания приведена в п. 3).
Если приведенные выше условия не соблюдаются, следует уменьшить подъем
для черновых зубьев и повторить расчеты.
Максимальная сила протягивания для шпоночных протяжек может быть
определена следующим образом:
Ргтах=СРЬ8^рКмКсожКуКяКкКр
либо
Л max
Здесь Ср — коэффициент, значения которого приведены в табл. 8.73; & — шири-
на шпоночного паза; 8г — подъем зубьев; х — показатель степени (см. табл. 8.13);
zp — количество одновременно работающих зубьев; Км, Ксож, Ку, Кя, Кк, Кр —
коэффициенты, учитывающие влияние соответственно обрабатываемого мате-
риала, условий охлаждения, переднего угла, степени износа зубьев протяжки,
группы качества протягиваемого отверстия и способа разделения стружки
(см. табл. 8.14); ke — удельная сила резания при протягивании (см. табл. 8.15).
Таблица 8.73
Значения Ср в формуле для расчета силы протягивания
шпоночными и пазовыми протяжками
Обрабатываемый материал Твердость НВ Временное сопротивление, МПа СР
<200 <700 1770
Стали углеродистые 200...230 700...800 2020
>230 >800 2500
<200 <700 2020
Стали легированные 200...230 700...800 2500
>230 >800 2820
Стали хромомолибденовые 250...270 — —
280...310 — —
Серые чугуны <200 — 1150
>200 — 1370
Ориентировочные усилия протягивания шпоночными протяжками при обра-
ботке сталей I-V групп обрабатываемости приведены в табл. 8.74. Измененные
условия протягивания учитывает коэффициент, приведенный в табл. 8.17.
666
Глава 8. Проектирование протяжек и прошивок
Таблица 8.74
Усилия протягивания при обработке шпоночных пазов, Н
Ширина шпоночного паза, мм Диаметр отверстия, мм Длина протягивания*, мм Усилие протягивания, Н
Сталь, алюми- ниевые сплавы Чугун, бронза, латунь
6 18...22 20...40 38...62 45...85 20...56 38...90 45...115 6 370 9 200 9 690
8 24...30 25...48 44...70 51...100 25...70 44...125 51...125 11 080 14 610 14 290
10 30...38 25...48 44...78 57...115 25...70 44...122 57...160 13 820 16 810 22 880
12 40...44 25...50 44...78 57...120 25...72 44...98 57...120 16 600 20 190 27 520
14 45...50 28...48 44...70 57...130 28...95 44...110 57...144 17 930 25 560 34 070
16 53...58 32...48 44...70 57...120 65...180 32...98 44...125 57...160 65... 180 27 970 29 210 36 680 38 930
18 60...65 38...60 50...80 57...125 77...180 38...125 50...144 57...195 77...260 29 500 37 930 37 930 47 170
20 67...75 38...58 50...95 63...144 83...200 38...116 50...160 63...190 83...230 35 120 42 570 52 420 59 970
22 80...85 40...68 56...108 75...152 83...200 40...120 56...160 75...190 83...250 33 460 50 480 54 110 65 970
25 90...95 42...78 56...120 75...160 83...200 42...125 56...150 75...180 83...280 42 090 53 220 61 440 74 950
8.6. Проектирование шпоночных и пазовых протяжек
667
Окончание табл. 8.74
Ширина Диаметр отверстия, мм Длина протягивания*, мм Усилие протягивания, Н
шпоночного паза, мм Сталь, алюми- ниевые сплавы Чугун, бронза, латунь
42...78 42...105 47 140
28 100...110 56...125 75...160 56...140 75...180 68 130 73 400
83...200 83...280 83 930
48...87 48...115 62 910
32 120...130 62...130 75...170 62...220 75...270 78 660 83 890
83...210 83...280 107 940
55...100 55...160 75 850
36 140...150 62...144 83...200 62...210 83...220 94 380 114 700
83...250 83...275 117 820
65...95 65...144 89 930
40 160...170 62...144 81...200 62...180 81...225 104 920 119 940
101...260 101...260 151 860
65...100 65...130 94 920
45 180...200 74...140 81...200 74...160 81...280 107 640 151 860
101...260 101...340 170 840
65...100 65...130 105 360
50 210...230 62...144 81...200 62...144 81...280 140 480 131 060
101...260 101...340 158 780
* Указан диапазон длин для разных групп обрабатываемых материалов.
11. Количество режущих зубьев шпоночной протяжки z0 =A/SZ. Если z0 ока-
зывается дробным, необходимо ввести дополнительно один-два переходных зуба
с меньшими подъемами. Количество zK калибрующих зубьев равно 4-5.
Общее количество всех зубьев протяжки
£z = z04+zK.
После определения количества зубьев составляют таблицу их высот, разме-
щаемую на чертеже протяжки.
12. Находят длину рабочей части протяжки:
L₽=/o+Zk =*(z0 + zK).
Данная формула учитывает укороченный шаг первого режущего и удлиненный
шаг последнего калибрующего зубьев.
668
Глава 8. Проектирование протяжек и прошивок
13. Определяют размеры и положение стружкоразделительных канавок.
Стружкоразделительные канавки у шпоночных протяжек наносятся на каждом
режущем зубе в шахматном порядке (рис. 8.50, табл. 8.75). При обработке мате-
риалов, дающих стружку надлома, стружкоразделительные канавки можно
не делать.
ДляЬ = 3...4мм Для Ь = 5...12 мм ДляЬ= 14...18мм
Для Ь = 20.. .25 мм
Рис. 8.50. Размеры и расположение стружкоразделительных канавок
и фасок на шпоночных протяжках
Таблица 8.75
Размеры стружкоразделительиых канавок
на шпоночных протяжках, мм (ГОСТ 18217—90)
Ширина шпоночного паза Ь Р Pi Ширина шпоночного паза Ь р А
5 1,5 — 22 4,0 8
6 25 5,0 10
8 2,0 28 4,0 9
10 3,0 32 5,0
12 4,0 36 10
14 3,0 40 6,0 12
16 4,0 45 6,5 13
18 50 8,0 14
20 8 — — —
8.6. Проектирование шпоночных и пазовых протяжек
669
14. Передняя направляющая шпоночной протяжки является продолжением
хвостовика и имеет аналогичные размеры и форму. Задняя направляющая обра-
зуется удлинением последнего калибрующего зуба и имеет длину Z3H=(1,5... 2,0)Z.
Для уменьшения трения о стенки паза на ней выполняют скол под углом 1°. Отри-
цательного воздействия этот угол не оказывает, так как на выходе из обрабаты-
ваемого отверстия протяжка поддерживается направляющей оправкой.
15. Расстояние Lx от переднего торца протяжки до первого зуба рассчитывают
в зависимости от используемого на протяжном станке патрона. Продольное се-
чение направляющей оправки 5 с обрабатываемой деталью 4, опорным коль-
цом 3, опорной плитой станка 2 и тяговым патроном 1 показано на рис. 8.51, где
даны обозначения, используемые при определении длины протяжки:
Ц —13 + lc + la + ld + lB +1'•
Здесь Z4 — длина зажима хвостовика (см. рис. 8.48, табл. 8.68, 8.69); 13 — дли-
на входа патрона в отверстие станка; Zc — толщина опорной плиты станка; 1а —
длина выступающей части опорного кольца; ld — длина выступающей части
фланца направляющей оправки; ZB — длина втулки (посадочной части оправ-
ки); Г — длина, необходимая для беспрепятственного насаживания изделия
в том случае, когда работа ведется без отключения протяжки от станка после
каждого рабочего хода.
Рис. 8.51. Положение шпоночной протяжки на станке
Величину 13 можно принимать равной 0...15 мм. Размер Zc зависит от типа
станка, размеры 1а и ld — от конструкции опорного кольца и оправки; размеры ZB
и Z' обычно принимают большими длины протягиваемого отверстия на 5... 15 мм.
Формула для расчета Iq может быть скорректирована в зависимости от кон-
структивных особенностей станка. Например, при работе на относительно круп-
ных станках Z3 может входить в формулу по определению со знаком «+»;
В случае, когда работа производится с планшайбой, при расчете Li учитывается
толщина планшайбы и т.п.
670
Глава 8. Проектирование протяжек и прошивок
Рассчитанное значение является минимально допустимым. Для протя-
жек, работающих без отсоединения, L± может быть несколько уменьшена.
Расстояние от переднего торца протяжки до места сварки принимается из
конструктивных соображений.
16. Общая длина протяжки равна сумме длин от переднего торца до первого
зуба Lu рабочей части Lp, задней направляющей 1ЗИ и заднего хвостовика
L — + Lp + 1ЗИ +13 х.
Пример конструктивного оформления шпоночной протяжки приведен на
рис. 8.52.
Рис. 8.52. Конструктивные элементы шпоночной протяжки
Комплектные протяжки. Комплектные шпоночные протяжки с тонким телом
проектируются по общим принципам, изложенным в 8.3.2. При протягивании
шпоночных канавок комплектными протяжками ширина bt режущих кромок
или толщина Ву тела отдельных протяжек в комплекте может быть принята по-
стоянной. Такой вариант используется, если количество протяжек в комплекте
мало. Обычно же указанные размеры всех протяжек в комплекте, кроме послед-
ней, уменьшают на величину погрешностей при выполнении геометрической
формы. Величину уменьшения Ъ, или 7V каждой протяжки комплекта определя-
ют следующим образом: 86 = ДЬ/j, 8Г=ДТ/j, где ДЬ, ДТ — допуски на размер Ъ или
Т протягиваемого отверстия; j — количество протяжек в комплекте.
Последнюю протяжку комплекта изготавливают по верхней границе поля
допуска протягиваемого отверстия.
Форма и поперечные размеры передней части (до первого зуба) каждой по-
следующей протяжки в комплекте соответствуют форме и размерам шпоночно-
го паза, обрабатываемого последними зубьями предыдущей протяжки. Допуски
на размеры передних частей комплекта протяжек приведены ниже.
Поперечный размер передней части, мм 6...10 10...18 18...30 30...50
Предельные отклонения, мм -0,05 -0,08 -0,06 -0,095 -0,07 -0,115 -0,08 -0,13
8.6. Проектирование шпоночных и пазовых протяжек
671
В серийном производстве вместо комплекта протяжек используют одну
шпоночную протяжку, а после каждого прохода подкладывают прокладки до
получения в конце цикла обработки требуемой высоты паза С\ (см. рис. 8.47).
В случае использования комплекта протяжек последней работает калибрую-
щая протяжка, зубья которой располагаются на боковых сторонах (см. 8.6.2).
Калибрующие протяжки применяются при обработке шпоночных канавок ши-
риной свыше 20 мм; припуск на протягивание составляет 0,8...1,2 мм по ши-
рине паза.
Технические требования. Технические требования к шпоночным протяж-
кам определяются ГОСТ 16491-80. Предельные отклонения высоты зубьев про-
тяжек не должны превышать следующих значений:
- 0,010 мм — при подъеме на зуб до 0,05 мм;
- 0,015 мм — при подъеме на зуб свыше 0,05 до 0,10 мм;
- 0,020 мм — при подъеме на зуб свыше 0,10 мм.
Предельные отклонения ширины зубьев протяжек соответствуют приведен-
ным в табл. 8.76.
Таблица 8.76
Рекомендуемые предельные отклонения ширины зубьев протяжек, мм
Ширина шпоночного паза, мм Квалитет точности
9 10
3...10 -0,010 -0,015
12...18 -0,020
20...50 -0,015
Допуск перпендикулярности направляющих поверхностей относительно
опорной поверхности протяжки не должен превышать 0,02 мм.
Разность глубин заплечиков замковой части хвостовика с двух сторон не
должна превышать 0,2 мм, а допуск перпендикулярности их рабочей поверхно-
сти относительно направляющих поверхностей — 0,05 мм.
Рекомендуемые параметры шероховатости поверхностей шпоночных протя-
жек приведены в табл. 8.77.
Таблица 8.77
Шероховатость поверхностей шпоночных протяжек
Поверхности Параметр шероховатости, мкм, не более
Поверхности ленточек на зубьях Задние и передние поверхности зубьев, рабочие поверхности бо- ковых сторон зубьев Поверхности спинки зуба, радиуса у передней поверхности, по- верхности стружкоразделительных канавок Опорные и направляющие поверхности Верхняя поверхность хвостовика и боковые поверхности верхней части хвостовика многопроходных протяжек Поверхности торцов протяжки Прочие поверхности Rz 1,6 Яг 3,2 Яг 6,3 Ra 0,63 Ra 1,25 Ra 5 Ra 2,5
672
Глава 8. Проектирование протяжек и прошивок
8.6.2. Протяжки для обработки внутренних пазов
Проектирование протяжек для обработки пазов в отверстиях полностью со-
ответствует проектированию шпоночных протяжек. Протяжки для обработки
наружных пазов в зависимости от их ширины могут быть рассчитаны как шпо-
ночные либо как плоские. Крепление таких протяжек на станке аналогично
креплению протяжек для обработки плоскостей и уступов. Если к обрабатывае-
мому пазу предъявляются повышенные требования относительно его точности
и шероховатости боковых поверхностей, то на боковых поверхностях пазовой
протяжки выполняются режущие и калибрующие зубья. Припуски на протяги-
вание прямоугольных пазов приведены в табл. 8.78. Припуск располагается по
сторонам равномерно. Рекомендации по форме и размерам таких зубьев приве-
дены на рис. 8.53 и в табл. 8.79, размеры и расположение стружкоразделитель-
ных канавок — на рис. 8.54 и в табл. 8.80. Стружкоразделительные канавки
располагаются на режущих зубьях протяжки в шахматном порядке.
Таблица 8.78
Припуски на протягивание прямоугольных пазов, мм
Ширина канавки Припуск Допуск на предварительную обработку
3...6 0,4 +0,16
6...10 0,6 +0,20
10...18 0,8 +0,24
18...30 1,0 +0,28
30...50 1,2 +0,34
Рис. 8.53. Форма профиля боковых зубьев пазовых протяжек
Таблица 8.79
Размеры профиля боковых зубьев
t, мм h, мм Ь, мм Г, мм е, град Активная площадь F„ мм2
7 2,5 3,0 1,3 45 4,9
8 3,5 1,8 9,6
9
8.6. Проектирование шпоночных и пазовых протяжек
673
Окончание табл. 8.79
t, мм h, мм Ь, мм Г, мм е, град Активная площадь F„ мм2
10 5,0 3,0 2,0 50 19,6
11 5,5 3,5 23,7
12 6,0 4,0 2,3 55 28,3
7,0 2,0 38,5
14 9,0 2,5 63,6
16 7,5 5,0 3,5 45 44,2
18 9,5 6,0 55 63,0
20 12,0 113,1
Для 6”14...25 мм
0,3...0,5
ДляЬ — 28...50 мм
0,3...0,5
Рис. 8.54. Расположение стружкоразделительных канавок
на боковых зубьях пазовых протяжек
Таблица 8.80
Размеры стружкоразделительных канавок, мм
Ширина паза Р Ширина паза Р
10 — 25 4,5
12 28 3,5
14 2,5 32 4,0
16 36 4,5
18 3,0 40 5,0
20 3,5 45
22 4,0 50 6,0
Технические требования к пазовым протяжкам в целом аналогичны требо-
ваниям к шпоночным протяжкам. При протягивании точных пазов предельные
674
Глава 8. Проектирование протяжек и прошивок
отклонения высоты зубьев не должны превышать -0,02 мм. Предельные откло-
нения ширины черновых режущих зубьев в этом случае не должны превышать:
- 0,015 мм — при подъеме на зуб на две стороны до 0,1 мм;
- 0,020 мм — при подъеме на зуб на две стороны свыше 0,10 мм.
Предельные отклонения ширины режущих зубьев с подъемами на две сторо-
ны 0,05 мм и менее и ширины калибрующих зубьев в этом случае не должны
превышать:
- 0,010 мм — при ширине паза 3...18 мм;
- 0,015 мм — при ширине паза 10...50 мм.
Задние поверхности зубьев таких протяжек должны иметь шероховатость не
более Rz 1,6 мкм.
/ 87 \ Проектирование протяжек для обработки
наружных поверхностей
8.7.1. Проектирование секций протяжек для обработки
плоских поверхностей
Исходные данные. Исходными данными для расчета протяжек для обработ-
ки наружных поверхностей являются:
• данные о детали — форма и размеры заготовки до выполнения опера-
ций наружного протягивания; форма и размеры поверхности после протягивания
и технологические требования на выполнение операции наружного протягива-
ния; марка обрабатываемого материала; наименьшая и наибольшая твердость
обрабатываемого материала, условия его термообработки;
• данные о станке и приспособлении, тип производства, воз-
можности инструментального производства — аналогично проекти-
рованию круглых и других протяжек.
В связи с особенностями технологии изготовления протяжки для обработки
плоских наружных поверхностей, как правило, состоят их коротких секций, уста-
навливаемых в определенной последовательности в корпусе-кассете. Поэтому
протягиваемая наружная поверхность сложной формы разделяется на элемен-
тарные участки. Разделение на секции позволяет:
• упрощать конструкцию одиночных секций;
• обеспечивать технологичность изготовления секций;
• обеспечивать наименьший рабочий ход каретки станка при выполнении
операции наружного протягивания;
• упрощать эксплуатацию протяжки (установку секций в корпусе, регули-
рование секций, технологию затачивания и др.).
Последовательность расчета секций. Расчет секции протяжки для обработки
плоской наружной поверхности выполняется в указанной ниже последователь-
ности.
8.7. Проектирование протяжек для обработки наружных поверхностей 675
1. Рассчитывают припуск под протягивание для каждого элементарного
участка наружной поверхности. В общем случае максимальную величину At
припуска под протягивание элементарного участка наружной поверхности оп-
ределяют по формуле
At = Al +А2 + (0,65...0,75)8я + 8Л + Д,
где Ai — припуск на механическую обработку (рис. 8.55); А2 — высота штампо-
вочного или литейного уклона, определяемая углом е; 8я — допуск на номи-
нальный размер Н элементарного участка наружной поверхности; 8Л — допуск
на припуск (в сторону увеличения припуска); Д — зазор между первым зубом
секции протяжки и обрабатываемой поверхностью на элементарном участке
(принимается равным от 0,1 до 0,3 мм).
Рис. 8.55. Расчетная схема для определения припуска на элементарном участке
Припуск на механическую обработку можно принимать по табл. 8.8, заменяя
диаметр протяжки ее шириной. Угол £ обычно равен 10, 7 или 5°. Если деталь
предварительно обработана, то А2 = 0.
2. Выбирают схему резания для каждого принятого элементарного участка
наружной поверхности. При выборе схемы резания уточняют порядок и направ-
ление срезания припуска и фактическую величину припуска в соответствии с
принятой схемой и направлением срезания. Производят ориентировочное рас-
пределение припуска на черновые и чистовые секции, на режущую и переход-
ную части и т.д.
При обработке плоскостей используется как одинарная, так и групповая
схема срезания припуска (см. § 8.2).
3. Выбирают профили зубьев и форму стружечных канавок. Используемые
в конструкциях плоских протяжек формы зубьев в продольном сечении приве-
дены на рис. 8.56, а их размеры — в табл. 8.81.
Для восприятия ударной нагрузки первые 1-2 зуба в комплекте протяжек
(на первой секции) делают усиленными (так называемые буферные зубья). Если
первая протяжка комплекта выполнена с трапецеидальной схемой срезания
припуска, то буферные зубья делают на второй протяжке, имеющей сплошные
лезвия.
Буферные зубья имеют увеличенный шаг по сравнению с шагом остальных
зубьев: tert,=(l,5...2,0)t. При этом ширина задней грани увеличивается, а размер
q впадины остается без изменения (рис. 8.56).
676
Глава 8. Проектирование протяжек и прошивок
WM
<0
Тип А. Для материалов,
дающих сливную стружку
Тип Б. Для материалов,
дающих элементную стружку
Профиль буферных зубьев
Рис. 8.56. Формы зубьев плоских протяжек
Таблица 8.81
Размеры профиля зубьев плоских протяжек в продольном сечении, мм
Тип профиля Шаги и ширина зубьев Размеры профиля
Х = 0° Х=10° Х=15° X=20° h П r r2
#«=#. b to t. b to t. b to t» b
7,0 2,0 7,0 6,9 1,9 7,0 6,8 1,8 7,5 7,0 2,0 2,5 2,5 1,2 1,0
8,5 7,5 8,5 8,4 2,4 9,0 8,7 2,7 9,0 8,4 2,4 3,0 3,0 1,5 1,0
10,0 3,0 10,0 9,8 2,8 10,5 10,2 3,2 10,5 9,9 2,9 3,5 3,5 2,0 1,0
12,0 3,5 12,0 11,8 3,3 12,5 12,1 3,6 13,0 12,2 3,7 4,5 4,5 2,5 1,0
Нормаль- 14,0 4,0 14,0 13,8 3,8 14,5 14,0 4,0 15,0 14,1 4,1 5,5 5,5 3,0 1,5
ный 16,0 4,5 16,0 15,8 4,3 16,5 15,9 4,4 17,0 16,0 4,5 6,0 6,0 3,0 1,5
18,0 5,0 18,5 18,2 5,2 18,5 17,9 4,9 19,0 17,8 4,8 7,0 7,0 3,5 2,0
20,0 5,5 20,5 20,2 5,7 20,5 19,8 5,3 21,5 20,2 5,7 8,0 8,0 4,0 2,0
22,0 6,5 22,5 22,2 6,7 23,0 22,2 6,7 23,5 22,1 6,6 9,0 9,0 4,5 2,5
25,0 7,5 25,5 25,1 7,6 26,0 25,1 7,6 26,5 24,9 7,4 10,0 10,0 5,0 2,5
10,0 3,5 10,0 9,8 3,3 10,5 10,2 3,7 10,5 9,9 3,4 2,5 2,5 1,2 1,0
12,0 3,5 12,0 11,8 3,3 12,5 12,1 3,6 13,0 12,2 3,7 3,0 3,0 1,5 1,0
С умень- 14,0 4,0 14,0 13,8 3,8 14,5 14,0 4,0 15,0 14,1 4,1 3,5 3,5 2,0 1,5
шейной 16,0 5,0 16,0 15,8 4,8 16,5 15,9 4,9 17,0 16,0 5,0 4,0 4,0 2,0 1,5
глубиной h 18,0 6,0 18,5 18,2 6,2 18,5 17,9 5,9 19,0 17,8 5,8 4,5 4,5 2,5 2,0
20,0 7,0 20,5 20,2 7,2 20,5 19,8 6,8 21,5 20,2 7,2 5,0 5,0 2,5 2,0
22,0 7,5 22,5 22,2 7,7 23,0 22,2 7,7 23,5 22,1 7,6 6,0 6,0 3,0 2,5
Примечания: 1. Профили впадин, принятые для зубьев с X = 0°, сохраняются в нормаль-
ном сечении для зубьев с любыми значениями X.
2. Профили зубьев предназначены для обработки деталей как с непрерывной, так и с пре-
рывистой поверхностью протягивания.
3. Указанные профили впадин пригодны также для буферных зубьев.
При использовании групповой трапецеидальной схемы срезания припуска
(см. § 8.1) необходимо определить профиль зубьев протяжки не только в направ-
лении ее движения, но и вдоль режущей кромки зуба.
8.7. Проектирование протяжек для обработки наружных поверхностей 677
Профили шлицев вдоль режущей кромки при трапецеидальной схеме срезания при-
пуска. Из групповых схем срезания припуска для плоских протяжек характерна трапе-
цеидальная схема (см. § 8.1). Профиль трапецеидальных шлицев (в направлении вдоль
режущего лезвия) приведен на рис. 8.57, а размеры — в табл. 8.82. В зависимости от усло-
вий протягивания используются группы из двух и трех зубьев. В последнем случае про-
тяжки I и II имеют шлицевые зубья, а протяжка III — сплошные.
Рис. 8.57. Профиль трапецеидальных шлицев:
° — группа из двух зубьев; б — группа из трех зубьев; I — первая протяжка;
II — вторая протяжка
Таблица 8.82
Размеры трапецеидальных шлнцев*, мм
Номер профиля р = зо° Номер профиля Р = 50°
С а при Лк, равном С а при Лк, равном
7,5 6,5 5,5 5,5 5,0 4,5
1 5,0 9,0 8,5 8,0 9 3,9 9,0 8,5 8,0
2 6,5 10,5 10,0 9,5 10 5,4 10,5 10,0 9,5
3 8,0 12,0 11,5 11,0 11 6,9 12,0 11,5 11,0
4 9,5 13,5 13,0 12,5 12 8,4 13,5 13,0 12,5
5 14,0 18,0 17,5 17,0 13 12,9 18,0 17,5 17,0
6 16,5 20,5 20,0 19,5 14 15,4 20,5 20,0 19,5
7 19,5 23,5 23,0 22,5 15 18,4 23,5 23,0 22,5
8 22,5 26,5 26,0 25,5 16 21,4 26,5 26,0 25,5
* Размеры даны для последнего зуба протяжки.
Для плоских протяжек, перетачиваемых по задней поверхности, профили № 1-4
применяются в группе, состоящей из двух зубьев, а профили № 5-8 — в трехзубой группе;
для протяжек, перетачиваемых по передней поверхности, профили № 9-12 — в двузубой
группе, а профили № 13-16 — в трехзубой.
Назначение размеров профиля осуществляется в указанной ниже последовательности.
1. Определяют ширину В протягиваемой поверхности по чертежам детали и заготов-
ки. При плоскостях с переменной шириной за расчетную величину принимается наи-
большая ширина обрабатываемого контура Втах.
2. Предварительно определяют расположение и размеры шлицев для принятой ши-
рины В (табл. 8.83, 8.84), т.е. а, 5, Лк, 0, Е5, номер профиля, количество и расположение
шлицев относительно протягиваемой поверхности. При этом число гг зубьев в группе пер-
воначально принимается равным двум. В случае значительной неравномерности силы
протягивания необходимо принимать гг “ 3.
678
Глава 8. Проектирование протяжек и прошивок
Таблица 8.83
Размеры трапецеидальных шлицев на протяжках с двузубыми группами
(первая — с трапецеидальными шлицами, вторая — со сплошными лезвиями)
Для ширины протягивания В от 12 до 27 мм включительно
В, мм 5, мм Эскиз расположения шлицев
12...14 5,5
14...16 6,5 е . в . е е . в . е
16...18 7,5 U1 , th ,
18...20 8,5 8-Wj j 8
20...22 9,5
22...25 11,0
20...21 8,0
21...23 8,5 \Р/2 Р/? ДМ2
23...25 9,0
25...27 10,0
Для ширины протягивания В от 26 до 150 мм включительно
В, мм 8, мм а, мм Е8. ММ р=зо°*** 0 = 50°*** Эскиз расположения шлицев
hK, мм Номер профиля мм Номер профиля
26...27 8,5 6,5 1 5,0 9 В/2
27...28 9,0 7,5 5,5 U 1|
28...30 6,5 9,5 В-2а 5,5 2 4,5 10
7
30...32 10,0 6,5 5,0 е
32...34 10,5 7,5 5,5 е в .
34...37 6,5 10,5* 13 7,5 2 5,5 10 «2 В/2
37...40 7,0 14
40...43 7,5 15 е £ е
43...45 6,5** 9,5 В-За 5,5 2 4,5 10 и В/2 г
45...48 10,0 6,5 5,0
48... 51 10,5 7,5 5,5 е е
В
51...54 6,5 10,5* 19,5 7,5 2 5,5 10 W В/2
54...58 7,0 21
58...60 7,5 22,5 е е
60...64 8,0 24 В
64...66 7 0** 10,0 В-4а 6,5 2 5,0 10 . В/2 .
66...70 10,5 7,5 5,5 W, е
е
в
8.7. Проектирование протяжек для обработки наружных поверхностей
679
Окончание табл. 8.83
В, мм 5, мм а, мм мм р=зо°*** Р=50°*** Эскиз расположения шлицев
Лк, мм Номер профиля Лк, мм Номер профиля
70...75 7,0 10,5* 28 7,5 2 5,5 10 «ь,. и.
75...80 7,5 30
хе
в
80...83 7,0** 10,0 В-5а 6,5 2 5,0 10 Ui , В/2 .
83...87 10,5 7,5 5,5
е
, в
87...94 7,0 12,0* 35 7,5 3 5,5 11 В/2 _ г
94...99 7,5 37,5
99...104 8,0 40 е ////У//
104... 110 8,5 42,5
в
110...116 7,5 45 7,5 3 5,5 11 “з . В/2 .
116...123 8,0 48 w2
123...132 8,5 13,0* 51 6,5 4 5,0 12 е (
132... 137 9,0 54
В Те
137...143 8,0 56 6,5 4 5,0 12 и В/2 Ч .в
143...150 8,5 59,5
е * в
* Допускается уменьшение в пределах 1 мм соответственно изменению hK.
** Допускается увеличение в пределах 1 мм.
*** Для протяжек, перетачиваемых по задней грани, Р/2 = 15° и Лк = 6,5 мм; для протяжек, перета-
чиваемых по передней поверхности, Р/2 = 25° и т]к = 5 мм.
Таблица 8.84
Размеры трапецеидальных шлицев на протяжках с трехзубыми группами
(первые две — с трапецеидальными шлицами, третья — со сплошными лезвиями)
В, мм 5, мм а, мм 2 2 ? р = зо°* Р = 50°* Эскиз расположения шлицев
Лк, мм Номер профиля Л„, мм Номер профиля
50...51 7,0 23,5 6,5 7,5 7 5,5 15 “1.-. I /
51...53 7,0 Т
53...55 7,5 А КЛ
W2
55...57 8,0 щ 1 1
57...59 7,5 26,5 8,0 7,5 8 5,5 16 е . п е
59...61 8,5
61...63 0,0 в
680
Глава 8. Проектирование протяжек и прошивок
Окончание табл. 8.84
В, мм 8, мм а, мм Wi, ММ р = 30°* Р = 50°* Эскиз расположения шлицев
Лк, мм Номер профиля hx, мм Номер профиля
63...65 7,0 17,5 3,0 6,5 5 5 13
65...67 18,0 3,5 7,5 5,5
67...69 4,0 и
69...71 4,5 W1 I
71...73 20,0 5,0 6,5 6 5 14 гр
73...75 4,5
75...77 5,0
77...80 7,5 23,0 6,0 6,5 7 5 15 «2 II , w2
80...82 6,5
82...84 7,0
84...88 7,5
88...90 8,0 26,0 7,5 6,5 8 5 16 В е
90...92 8,0
92...95 9,0
95...98 8,5 8,5
98... 102 7,0 20,0 5,0 6,5 6 5,0 14
102...105 8,0 23,0 3,5 6,5 7 5,0 15
105...107 4,0
107... 109 4,5 и I-,
109...111 5,0 Wi I
111...114 6,0
114...116 6,5
116...118 7,0 иг. , w2
118...120 23,5 7,5 7,5 5,5 е, 1 е
120...122 8,0
122...124 8,5 26,0 7,0 6,5 8 5,0 16 В
124...126 7,5
126...128 8,0
128...130 8,5
130...132 9,0
132...135 8,0 23,0 3,0 6,5 7 5,0 15 и,
135...137 4,0 "wi г
137...139 4,5
139...141 5,0
141...143 5,5 ^L II w, |
143...145 6,0 е
145...147 6,5
в е
147...150 7,0
* Для протяжек, перетачиваемых по задней грани, 0/2 = 15° и Лк =6,5 мм; для протя-
жек, перетачиваемых по передней поверхности, 0/2 = 25° и Лк =5 мм.
8.7. Проектирование протяжек для обработки наружных поверхностей 681
Анализ равномерности силы протягивания производится в том случае, если обраба-
тываемые поверхности имеют значительную разницу по ширине. Число зубьев в группе
и подъемы на группу зубьев должны минимизировать различия в суммарной силе реза-
ния при протягивании различных участков поверхности.
Для оценки равномерности определяется суммарная ширина активных режущих
кромок при перемещении протяжки вдоль детали на один шаг. При равномерном протя-
гивании она должна быть примерно одинакова.
Глубина трапецеидального профиля
йк=А + Д + А. + тп,
где А =1,00. ..1,25 мм — припуск, снимаемый одной протяжкой; Д — величина стачи-
вания до восстановления трапеций; при переточках по передней поверхности Д = 0;
А. = 0,10...0,05 мм на зуб — подъем заднего торца протяжки при шлифовании профиля
трапеций на проход; т — зазор между обрабатываемой поверхностью и дном шлицев
на первом зубе.
Величина стачивания Д принимается не менее 1,5 мм. При использовании значений
hK из табл. 8.82 значение Д определяется из выражений: Д + А = 4,5 мм при hK > 6 мм;
Д +А = 4 мм при hK < 6 мм.
3. Определяют шаг шлицев = а + 5.
4. Находят расстояние от боковой (базовой) плоскости протяжки до первой впадины
(Ui) или первого выступа (и2)-
Рис. 8.58. Схема для расчета параметров группы из двух зубьев
Для группы их двух зубьев расстояние до первой впадины (рис.8.58, а)
u1=Wl-e,
УЗ-iS _
где Wy =—----; У 8 — суммарная ширина участвующих в работе лезвий на шлицевых
2
выступах одного зуба; i — количество полных выступов; е — величина перекрытия
(принимается равной 3...5 мм).
Расстояние до первого выступа (рис. 8.58, б)
u2=W2+e,
B-VS-ia
где W2 =--—------; i — количество полных впадин.
2
Для группы их трех зубьев расстояние до первой впадины первой протяжки
(рис. 8.59, а)
U| = W, +е.
682
Глава 8. Проектирование протяжек и прошивок
Расстояние до первого выступа второй протяжки (рис. 8.59, б)
иг = W2 +е,
где W2 =В-W1 -it; i — количество полных шагов зубьев.
Рис. 8.59. Схема для расчета параметров группы из трех зубьев
При анализе равномерности протягивания (см. выше) размеры шлицев в случае необ-
ходимости корректируются. Если после корректирования расположения шлицев (или
их количества) они будут несимметричны относительно полной ширины протягивания,
величины Ui и и2 определяются графически.
5. Определяют полную ширину протяжки: Ъ = Вгаах + 2е. Величину Ь округляют до
0,5 мм с соответствующим корректированием Uj и и2.
На чертеже протяжки проставляются на последнем зубе принятые значения a, hK, 0,
t, Uj, и2, а также указываются номер профиля и величина подъема заднего торцаХ. Разме-
ры Ui и и2 задаются от одной боковой (базовой) плоскости протяжки. Для протяжек, пере-
тачиваемых по задней поверхности, указывается величина стачивания Д.
4. Назначают передние и задние углы. Величины передних углов плоских
протяжек устанавливают по табл. 8.85, задних — в соответствии с табл. 8.86.
Таблица 8.85
Рекомендуемые передние углы плоских протяжек, град
Характер переточки протяжки и точность обработки Характер зубьев Обрабатываемый материал
Стали нормали- зованные или в состоянии поставки Ковкие чугуны Стали, термообрабо- танные до твердости 30...37 HRC и мягкие чугуны Твердые чугуны Медные сплавы Алюминиевые сплавы
15, 20, 18ХГТ и др. 35,45, 40Х и др.
По задней поверхности с регулированием высоты По передней поверхности при допуске на обработку выше квалитета точности 7 Все 16...20 15 15 10 6 2...5 18...20
По передней поверхности при допуске на обработку по квалитету точности 7 и выше Черновые и чистовые 16...20 15 15
Калиб- рующие 8...10 8...10 8...10
Примечание. В целях унификации профиля зубьев допускается изготавливать все зубья
с большим углом у, а уменьшенные углы получать заточкой на длине 0,5. ..1,0 мм.
8.7. Проектирование протяжек для обработки наружных поверхностей
683
Таблица 8.86
Рекомендуемые задние углы плоских протяжек, град
Характер переточки протяжки Точность обработки Тип зубьев
Об риби 1 материал Черновые Чистовые Калиб- рующие
По задней поверхности с регулированием вы- соты Любая Стали 3
Чугуны 3...5
По передней поверхно- сти без регулирования По квалитету точности 10 и выше Любой 3 2 1
Ниже квалите- та точности 10 3 2 2
Задние углы для режущих зубьев протяжек с дву- и трехсторонним располо-
жением зубьев принимаются равными 3...70, с односторонним расположением —
10°. На калибрующих зубьях задний угол не должен превышать 0°30'...1°30'.
На протяжках с прямолинейными режущими кромками часто применяют
наклонные зубья. Использование наклонных зубьев целесообразно:
• для обеспечения постепенного (плавного) врезания зубьев в обрабатывае-
мый материал;
• для достижения более равномерной силы резания в процессе протягивания;
• для улучшения отвода стружки.
На угловых протяжках выполняют угол X > 0°, чтобы избежать подрезания
лезвия в уголке во время заточки зубьев по передней поверхности. Обычно при-
меняются X = О...2О0 (чаще всего 0, 10, 15 и 20°). При ширине протягивания до
8 мм, как правило, X = 0°. В отдельных случаях, например при протягивании
торцов тонкостенных деталей, применяют угол X = 45...60°, обеспечивая при
этом прижим детали к боковой базовой поверхности приспособления.
При трапецеидальной схеме срезания припуска применение угла Х> 15° не-
желательно.
У угловых двусторонних протяжек во избежание подрезания лезвия в уголке
во время заточки принимают на обеих сторонах X = у либо выполняют на одной
стороне X = 0°, а на другой X = у.
При ширине паза свыше 30 мм для плавного врезания можно применять
протяжки с разнонаправленным наклоном зубьев.
Направление схода стружки и плавность врезания зависят не только от вели-
чины угла X, но и от направления наклона зубьев (правое или левое).
Правильный выбор направления наклона зубьев должен обеспечить свобод-
ный отвод стружки, не допуская сталкивания соседних стружек со стенкой де-
тали или державки. Плавность врезания зависит от направления наклона зуба
и формы обрабатываемой поверхности.
Наличие угла X уменьшает задний угол в направлении движения по сравне-
нию с нормальным углом ан, заданным на чертеже в нормальном сечении: tgcco =
= tga„ cos X. Однако уменьшение угла (Хо следует учитывать только при X > 20°.
При X < 20° искажение заднего угла невелико и не превышает 20' (для углов ан
в пределах 1...50).
684
Глава 8. Проектирование протяжек и прошивок
Улучшение отвода стружки обеспечивается, если дно стружечной канавки
имеет боковой наклон под углом у (рис. 8.60). Срезаемая стружка за счет упора
о стенки канавки протяжки не сворачивается и имеет форму сплошной ленты
или шпаги, поэтому свободно и непрерывно сходит по стружечной канавке.
Рис. 8.60. Протяжка со свободным выходом стружки
5. Выбирают подъемы зубьев. Максимально допустимая толщина среза при
обработке типовых конструкционных материалов по профильной и генератор-
ной схемам срезания припуска приведена в табл. 8.87.
Таблица 8.87
Наибольшие значения подъемов зубьев Sz
при разных схемах срезания припуска,мм
Схема срезания припуска S,
Стали Чугуны
Профильная 0,15 0,15
Генераторная (срезание широких тонких стружек) 0,12 0,15
Генераторная (срезание узких толстых стружек) 0,20 0,40
Групповая 0,30 0,40
Примечания: 1. При групповой схеме переменного резания S2 ограничивается глубиной
выкружек.
2. При срезании коротких стружек на ковочных уклонах и аналогичных поверхностях по
профильной схеме подъем увеличивают до значений, отмеченных звездочкой в табл. 8.88.
3. При срезании узких стружек шириной Вг (без утолщений) по генераторной схеме сре-
зания припуска допускается применение увеличенных значений Sz:
Обрабатываемый материал Для любых лезвий Для прямолинейных лезвий Для криволинейных лезвий
Стали В, 23 мм, 8,=0,4 мм Bz = 4...12mm, Sz = 0,3mm В, — не более 12 мм, Sz=0,3mm
Чугун В, 2 5 мм, S,=0,5 мм, В, = 6...16 мм, Sz=0,4mm В, — не более 16 мм, Sz=0,4 мм
Принятое предварительно значение S, следует проверить по тяговому уси
лию станка и условиям размещения стружки в стружечных канавках.
8.7. Проектирование протяжек для обработки наружных поверхностей 685
Максимально допустимая толщина среза, лимитируемая тяговым усилием
протяжного станка,
________(0,8...0,9)Q_______
^РгрУДтах-^м-^СОЖ-^ у -^и-^-р
где Q — номинальное тяговое усилие протяжного станка, Н; СР — постоянный
коэффициент, значения которого аналогичны приведенным в табл. 8.73; zp —
количество одновременно работающих зубьев; ^Птах — наибольший суммарный
режущий периметр зубьев, одновременно находящихся в контакте с заготов-
кой; Км, Ксож, Ку, К„, Кр — коэффициенты, учитывающие влияние соответст-
венно обрабатываемого материала, условий охлаждения, переднего угла, сте-
пени износа зубьев протяжки и способа разделения стружки (см. табл. 8.14);
х — показатель степени (см табл. 8.13).
Количество одновременно участвующих в работе зубьев
zp = -+l,
t
гр# I — длина протягиваемой поверхности. Если zp оказывается дробным чис-
лом, то дробную часть не учитывают.
При протягивании прерывистых поверхностей в качестве I принимается
наибольшая длина протягивания на непрерывном или прерывистом участке
профиля.
Значения подъемов Sac, допускаемые по условиям размещения и сворачива-
ния стружек при протягивании деталей из сталей, приведены в табл. 8.88,
а классификация сталей по группам — в табл. 8.89.
Таблица 8.88
Значения подъемов зубьев SIC, допускаемые по условиям размещения
и сворачивания стружек при протягивании деталей из сталей
h, мм Стали группы А Стали группы Б Стали группы В
1, мм S„, мм 1, мм S„, мм 1, мм SK, мм
До 20 0,08 До 25 0,065 До 30 0,05
2,5 21...27 0,08...0,06 26...28 0,065...0,05 31...36 0,05...0,04
28...41 0,06...0,04 29...39 0,05...0,04 37...50 0,04...0,03
42...50 0,04...0,03 40...50 0,04...0,03 — —
До ю 0,20* До ю 0,15* До 10 0,10*
11...23 0,10 11...29 0,08 11...32 0,065
3,0 24...30 0,10...0,08 30...33 0,08...0,07 30...35 0,065...0,06
31...40 0,08...0,06 34...39 0,07...0,06 36...42 0,06...0,05
41...50 0,06..,0,05 40...50 0,06.,.0,05 43...50 0,05...0,04
686
Глава 8. Проектирование протяжек и прошивок
Продолжение табл. 8.88
h, мм Стали группы А Стали группы Б Стали группы В
1, мм Sxc, мм 1, мм S„, мм 1, мм S„, мм
До 10 0,25* До 10 0,15* До 12 0,15*
11...25 0,15 11...29 0,12 13...29 0,10
3,5 26...32 0,15...0,12 30...35 0Д2...0Д0 30...35 0,10.„0,08
33...39 0,12...0,09 36...40 0,10...0,08 36...43 0,08...0,06
40...50 0,09...0,07 41...50 0,08...0,06 44...50 0,06...0,05
До Ю 0,25* До Ю 0,15* До 12 0,15*
12...33 0,15 11...39 0,12 13...37 0,10
4,0 34...41 0,15.„0,12 40...45 0Д2...0Д0 38...47 0,10...0,08
42...52 0,12.„0,09 46...52 0,10...0,08 48... 54 0,08...0,07
53...65 0,09...0,07 53...65 0.08...0.065 55...65 0,07...0,06
До 15 0,30* До 20 0,20* До 20 0,20*
16...35 0,20 21.„36 0,16 21...40 0,13
А 36...42 0.20...0Д7 37...44 0,16„.0,13 41...47 0Д3...0Д1
43...51 0,17...0,14 45...52 0.13...0.11 48...54 0Д1...0.09
52...64 0,14...0,11 53...59 0,11.„0,09 55...67 0,09...0,07
65...75 0Д1...0.09 60...75 0,09...0,07 68...75 0,07...0,06
До 15 0,30* До 20 0,20* До 20 0,15*
16...44 0,20 21...44 0,16 21...49 0,13
П 45...52 0,20...0,17 45...51 0Д6...0Д4 50...59 0Д3...0Д1
53...63 0,17...0,14 52...60 0Д4...0Д2 60...66 0Д1...0.09
64...74 0,14...0,12 61...71 0Д2...0Д0 67...84 0,09...0,07
75...90 0,12.„0,10 72...90 0,10...0,07 85...90 0,07...0,065
До 20 0,35* До 30 0,30* До 30 0,25*
21...36 0,30 31...48 0,20 31...54 0,16
37...41 0,30.„0,27 49...53 0,20...0,18 55. „58 0Д6...0Д5
42...45 0,27...0,24 54...5Э 0Д8...0Д6 59...67 0,15...0,13
5,5 46...51 0,24.„0,21 5Э...68 0,16.„0,14 68...79 0Д3...0Д1
52...60 0,21...0,18 69...79 0,14...0,12 80...88 0,11.„0,09
61...72 0,18...0,15 80...94 0Д2...0Д0 89...110 0,09...0,07
73...90 0Д5...0Д2 95-110 0Д0...0.08 — —
91...110 0,12.„0,10 — — — —
До 25 0,40* До 30 0,30* До 30 0,25*
26...43 0,30 31...55 0,20 31...64 0,16
44...47 0,3...0,27 56...61 0,20...0,18 65...75 0Д5...0Д4
48...53 0.27...0.24 62.„69 0,18...0,16 76...87 0Д4...0Д2
6,0 54...61 0,24...0,21 70...79 0,16...0,14 88...105 0Д2...0Д0
62...71 0.21...0Д8 80...94 0,14...0,12 106...118 0,10.„0,08
72...85 0Д8...0Д5 95...109 0Д2...0Д0 119...130 0.08...0.07
86...107 0,15.„0,12 110...130 0,10.„0,08 — —
108...130 0Д2...0Д0 — — — —
8.7. Проектирование протяжек для обработки наружных поверхностей
687
Окончание табл. 8.88
h, мм Стали группы А Стали группы Б Стали группы В
1, мм S„, мм 1, мм S„, мм 1, мм S„, мм
До 30 0,40* До 40 0,30* До 40 0,25*
31...64 0,30 41...69 0,25 41...76 0,20
65...70 0,30...0,27 70...79 0,25...022 77...85 0,20...0,18
71...80 0,27...0,24 80...91 0,22...0,19 86...96 0,18...0,16
7,0 81...91 0,24...0,21 92...110 0,19...0,16 97...109 0,16...0,14
92...106 0,21...0,18 111...134 0,16...0,13 110...128 0,14...0,12
107...128 0,18...0,15 135...174 0,13...0,10 129...153 0,12...0,10
129...160 0,15...0,12 175...190 0,10...0,08 154...177 0,10...0,08
161...190 0,12...0,10 — — 178...190 0,08...0,075
До 40 0,40* До 50 0,30* До 50 0,25*
51...83 0,30 51...90 0,25 51...100 0,20
84...92 0,30...0,27 91...103 0,25...0,22 101...110 0,20...0,18
Я л 93...104 0,27...0,24 104...120 0,22...0,19 111...125 0,18...0,16
о,и 105...119 0,24...0,21 121...143 0,19...0,16 125...142 0,16...0,14
120...139 0,21...0,18 144...175 0,16...0,13 143...166 0,14...0,12
140...166 0,18...0,15 176...200 0,13...0,11 167...200 0,12...0,10
167...200 0,15...0,12 — — — —
До 50 0,40* До 50 0,30* До 50 0,25*
51...105 0,30 51...96 0,25 51...106 0,20
106...117 0,30...0,27 97...110 0,25...0,22 107...118 0,20...0,18
о л 118...131 0,27...0,24 111...126 0,22...0,19 119...133 0,18...0,16
у,и 132...151 0,24...0,21 127...151 0,19...0,16 134...152 0,16...0,14
152...175 0,21...0,18 152...187 0.16...0.13 153...177 0,14...0,12
176...210 0,18...0,15 188...220 0,13...0,11 178...213 0,12...0,10
211...250 0,15...0,13 221...250 0,11...0,10 214...250 0,10...0,08
До 50 0,40* До 50 0,30* До 50 0,25*
51...130 0,30 51...142 0,25 51...156 0,20
131...145 0,30...0,27 143... 162 0,25...0,22 157...174 0,20...0,18
1 л л 146...162 0,27...0,24 163...187 0,22...0,19 175...195 0,18...0,16
1U,U 163...186 0,24...0,21 188...222 0,19...0,16 196...222 0,16...0,14
187...219 0,21...0,18 223...250 0,16...0,14 223...261 0,14...0,12
220...259 0,18...0,15 251...280 0,14...0,13 262...280 0,12...0,11
260...280 0,15...0,14 — — — —
Примечания: 1. Величины подъемов даны для стружек без утолщений, создаваемых
стружкоразделительными канавками, и впадин с нормальной глубиной h.
2. При профилях с уменьшенной глубиной h (см. табл. 8.81) значения подъемов можно
увеличить на 10 %.
8. Значения подъемов, отмеченные звездочкой, предназначены для срезания коротких
стружек (на литейных и ковочных уклонах), обработки деталей малой длины, протяги-
ваемых пакетом, и т.п. При этом допускается срезание стружек с утолщениями.
4. При срезании узких стружек шириной до 3 мм значения подъемов могут быть увели-
чены на 25 %.
б. При прерывистой поверхности за величину I принимается одна наибольшая длина
протягивания на непрерывном или прерывистом участке профиля.
688
Глава 8. Проектирование протяжек и прошивок
Таблица 8.89
Группы стали для выбора подъема S2C
ГруппаА Группа Б Группа В
Марки стали Твердость НВ Марки стали Твердость НВ Марки стали Твердость НВ
35 187-269 25, 30, 35, 15Х, 20ХН До 187 10, 15 До 156
40,45,50, 60 До 269 20Х, 12ХН2А, 12ХНЗА До 229 20 До 187
А12, А15, А20 12ХН4А, 18ХГМ 20ХНЗА, ЗОХНЗ 269...321
ЗОХ, 35Х, 38ХА, 40Х ЗОХГТ До 269 ЗЗХС, 37ХС
45Х, 50Х, 40ХН 40, 45, 50, 60, А12, А15, А20 269...321 37XH3A
50ХН, 18ХГТ ЗОХ, 35Х, 38Х, 40Х, 45Х, 50Х ЗОХГТ
Значения подъемов S2C, допускаемые по условиям размещения и сворачивания
стружек при протягивании деталей из ковкого чугуна, приведены в табл. 8.90.
Таблица 8.90
Значения подъемов S2C, допускаемые по условиям размещения
и сворачивания стружек при протягивании деталей из ковкого чугуна
h, мм 1, мм S„, мм h, мм 1, мм S2C, мм
До 16 0,10 24...27 0,15...0,13
7...20 0,10...0,08 28...32 0,13...0,11
2,5 21...27 0,08...0,06 3,5 33...40 0,11...0,09
28...41 0,06...0,04 41...50 0,09...0,07
42...50 0,04...0,03 51...60 0,07...0,05
До 12 0,20 До 19 0,25
13...14 0,20...0,17 20...22 0,25...0,22
15...17 0,17...0,15 23...26 0,22...0,19
3,0 18...20 0,15...0,13 4,0 27...31 0,19...0,16
21...23 0,13...0,11 32...38 0.16...0.13
24...26 0,11...0,09 39...44 0,13...0,11
27...37 0,09...0,07 45...53 0,11...0,09
38...50 0,07...0,05 54...65 0,09...0,07
До 17 0,20 До 23 0,30
3,5 18...20 0,20...0,17 4,5 24...26 0,30...0,27
21...23 0,17...0,15 27...29 0,27...0,24
8.7. Проектирование протяжек для обработки наружных поверхностей
689
Окончание табл. 8.90
h, мм 1, мм S„, мм h, мм 1, мм SK, мм
30...33 0,24...0,21 61...68 0,31...0,28
34...39 0,21...0,18 69...75 0,28...0,25
4,5 40...47 0,18...0,15 76...86 0,25...0,22
48...54 0,15...0,13 7,0 87...100 0,22...0,19
55...64 0,13...0,11 101...120 0,19...0,16
65...75 0,11...0,09 121...145 0,16...0,13
До 29 0,30 146...190 0,13...0,10
30...33 0,30...0,27 До 60 0,40
34...37 0,27...0,24 61...65 0,40...0,37
5,0 38...42 0,24...0,21 66...72 0,37...0,34
43...49 0,21...0,18 73...80 0,34...0,31
50...59 0,18...0,15 81...89 0,31.„0,28
60...73 0,15...0,12 8,0 90...100 0,28...0,25
74...90 0,12...0,10 101...113 0,25.„0,22
До 30 0,35 114...130 0,22.„0,19
31...33 0,35...0,32 131...155 0,19.„0,16
34...37 0,32...0,29 156...178 0.16...0.14
38...41 0,29...0,26 179...200 0,14.„0,12
5,5 42...47 0,26...0,23 До 75 0,40
48...54 0,23...0,20 76...85 0,40.„0,37
55...63 0,20...0,17 86...92 0,37...0,34
64...77 0,17...0,14 93...101 0,34„.0,31
78...90 0,14...0,12 102...113 0,31.„0,28
91...110 0,12...0,10 9,0 114... 126 0.28...0.25
До 30 0,40 127...145 0,25...0,22
31...32 0,40...0,37 146...165 0,22...0,19
33...35 0,37...0,34 166...186 0,19.„0,17
36...39 0,34...0,31 187...210 0,17...0,15
40...45 0,31...0,28 211...250 0,15.„0,13
6,0 46...51 0,28.„О,25 До 90 0,40
52...58 0,25...0,22 91...102 0,40.„0,37
59...67 0,22...0,19 103...115 0.37...0.34
68...80 0,19...0,16 116...126 0,34.„0,31
81...99 0,16...0,13 10,0 127...140 0,31.„0,28
100...130 0,13...0,10 141...157 0.28...0.25
До 40 0,40 158...178 0,25...0,22
7,0 41...44 0,40...0,37 179...205 0.22...0.19
45...51 0,87...0,84 206...245 0,19.„0,16
52...60 0,84...0,81 246...280 0,16.„0,14
См. примечания к табл. 8.88.
690
Глава 8. Проектирование протяжек и прошивок
При протягивании деталей из серого чугуна подъем
где Fa — активное сечение профиля стружечной канавки типа Б (см. рис. 8.56
и табл. 8.81); К — коэффициент заполнения стружечной канавки (при S < 0,1 мм
К = 3; при S > 0,1 мм К = 2,5); I — длина протягивания.
Для деталей с прерывистой поверхностью в случаях, когда между отдельны-
ми участками по длине протягивания стружка не может высыпаться, за длину
протягивания I принимают большее значение из сумм длин прерывистых участ-
ков и длины непрерывного участка.
Если стружка может высыпаться, за длину протягивания I принимается
большее значение из наибольшей длины одного прерывистого участка и длины
непрерывного участка.
Значения Fa приведены в табл. 8.91.
Таблица 8.91
Значения Fa стружечных канавок типа Б в нормальном сечении
Канавки нормальной глубины
tH, мм 7,0 8,5 10,0 12,0 14,0 16,0 18,0 20,0 22,0 25,0
h, мм 2,5 3,0 3,5 4,5 5,5 6,0 7,0 8,0 9,0 10,0
F„, мм2 11 15 21 32 45 58 77 94 113 142
Канавки уменьшенной глубины
tH, мм — — 10 12 14 16 18 20 22 —
h, мм — — 2,5 3,0 3,5 4,0 4,5 5,0 6,0 —
Fa, мм2 — — 14 22 30 38 47 57 75 —
Из трех значений подъемов (S2, SzP и S2C) окончательно принимают наимень-
шее.
Минимально допустимый подъем на зуб S2min = 0,02 мм. Для тщательно зато-
ченных и доведенных зубьев протяжек S2 может составлять 0,01 мм.
По выбранному подъему окончательно уточняют параметры и шаг стружеч-
ных канавок.
6. Минимальное число режущих зубьев, находящихся в контакте с заготов-
кой, определяет условие центрирования протяжки и равномерность действия
силы резания. Оно определяется по формуле
Zpmin =;-0>4-
Допустимое минимальное число режущих зубьев находится в пределах от 2
до 6. Если данное соотношение не выдерживается, следует изменить принятый
шаг зубьев.
8.7. Проектирование протяжек для обработки наружных поверхностей 691
7. Определяют общее число режущих зубьев для обработки принятого эле-
ментарного участка наружной поверхности:
zOi =^-+(1...2),
&2
где — припуск, срезаемый режущими зубьями на данном элементарном уча-
стке; S2 — принятая толщина среза.
8. Находят длину режущей части, необходимую для обработки элементар-
ного участка наружной поверхности:
^>1 = t(20i —1)*
9. Размеры и расположение стружкоразделительных канавок у плоских
протяжек с профильной схемой срезания припуска приведены на рис. 8.61, а
и в табл. 8.92. При протягивании сталей канавки наносятся на каждом режущем
зубе в шахматном порядке. При протягивании материалов, дающих стружку
надлома, стружкоразделительные канавки можно не делать. При трапецеи-
дальной схеме срезания припуска стружкоразделительными канавками явля-
ются межшлицевые впадины.
Рис. 8.61. Расположение и размеры стружкоразделительных канавок
на плоских протяжках
Профиль канавок может быть прямоугольным, полукруглым или угловым
с углом юк = 60...90° (рис. 8.61, б). Наибольшее применение имеет угловой про-
филь, остальные вызывают ускоренное изнашивание протяжек. Расстояние меж-
ду канавками Pt = 5...10 мм. Расстояние Р от края протяжки до первой канавки
должно быть не менее 2,0...2,5 мм. Задний угол на дне канавки oil = 0°.
Количество канавок принимается согласно табл. 8.92 или по формуле
пк = 6/(5...10), где Ь — ширина зубьев протяжки.
10. В ряде случаев для обеспечения плавности спада силы резания на выходе
последних режущих зубьев из контакта с заготовкой, а также для снижения ше-
роховатости протянутого элементарного участка наружной поверхности после
режущей части располагают переходную часть. Она характеризуется тем, что
толщина среза, приходящаяся на зубья этой части, постепенно уменьшается на
величину Д = 0,02...0,01 мм. На последнем переходном зубе толщина среза
должна быть не более 0,02...0,01 мм.
692
Глава 8. Проектирование протяжек и прошивок
Таблица 8.92
Количество и размеры стружкоразделительных канавок на плоских протяжках
Ширина зубьев протяжки Ь, мм Количество канавок пк Размеры канавок, мм
як Лк г*
6...8 1 0,8...1,0 0,5...0,7 0,2...0,3
8...10 1
10...20 2
20...30 3 1,0...1,2
30...45 4
45...60 6
60...75 8 0,7...0,8 0,3...0,4
75...100 10
100...125 12
125...150 14
Форма и размеры зубьев на переходной части принимаются такими же, как
и на режущей.
Число зубьев на переходной части zni = —- -1. Длина переходной части Zni=zalt.
Д
Припуск, срезаемый зубьями на переходной части,
^ni
S,-A(l+Zal)
2
11. Форма и размеры зубьев калибрующей части секций наружных протяжек
на элементарном участке наружной поверхности в поперечном сечении аналогич-
ны по форме и размерам последним режущим (переходным) зубьям секции.
Передний угол зубьев калибрующей части принимается таким же, как и ре-
жущей части.
Для секций без регулирования задний угол а* зубьев калибрующей части
принимается равным 1...2°, для секций с регулированием а* = 3...4°.
Число zK зубьев на калибрующей части секции принимается в пределах от 2
до 6 в зависимости от обеспечения необходимых квалитета точности размера,
формы, шероховатости протянутой поверхности и размерной стойкости секций
наружной протяжки.
Шаг зубьев на калибрующей части равен шагу зубьев на режущей части.
Длина калибрующей части определяется по формуле lKi = tKzK.
12. Ширина b плоских протяжек зависит от ширины В обрабатываемой по-
верхности. При протягивании плоскости, открытой с двух сторон, b = В+2е, где
е = 3...5 мм — величина перекрытия на одну сторону. При протягивании уступа
b = В + е. При протягивании внутренней угловой поверхности b = В + е + е1г где
et — запас на переточки, равный 4...8 мм (учитывается только для протяжек,
перетачиваемых по задней поверхности).
При обработке очень узких поверхностей (В £ 5 мм) ширину протяжки дела-
ют значительно больше: Ь = 30...40 мм. После затупления протяжку перемещают
8.7. Проектирование протяжек для обработки наружных поверхностей 693
в поперечном направлении относительно детали, что дает возможность исполь-
зовать ее до переточки несколько раз.
Высота Н плоских протяжек должна обеспечивать их жесткость, возмож-
ность крепления и переточки. При выборе Н учитывается глубина впадины зуба
и ширина протяжки. На первом зубе протяжки рекомендуется Н = 20...30 мм.
13. В соответствии с приведенными выше расчетами ориентировочная длина
рабочей части секции наружной протяжки, входящей в комплект для обработки
принятого элементарного участка наружной поверхности,
Длина рабочей части секций устанавливается после окончательного опреде-
ления числа зубьев и может быть уточнена при разработке конструкции про-
тяжки.
Длина Lci зависит от размера поперечного сечения и метода переточки. При
переточке по задней поверхности принимают Lci = 80...250 мм. При переточке
по передней поверхности применяют следующие наибольшие значения длины
рабочей части секций:
Н, мм 15 20 25
max» ММ 180 350 400
14. Определяют количество секций, входящих в комплект для обработки
элементарного участка наружной поверхности:
Т
^с max
где Lc max — максимально допустимая длина секции.
Затем П; округляют до ближайшего большего целого числа.
Максимально допустимая длина секции принимается из условия обеспече-
ния простоты изготовления и типа секции в пределах 100...400 мм в соответст-
вии с рядом нормальных линейных размеров по ГОСТ 6636-69*. При выборе
размеров предпочтение следует отдавать числам из рядов с крупной градацией.
Желательно принимать длину секций, входящих в комплект, одинаковой.
15. Определяют общую длину рабочей части наружной протяжки в соответ-
ствии с принятым порядком обработки элементарных участков поверхности.
Она равняется расстоянию между первым зубом секции для обработки первого
элементарного участка и последним зубом секции для обработки последнего
элементарного участка. При определении длины рабочей части наружной про-
тяжки принимают в расчет:
• наибольшую длину комплектов секций, работающих одновременно;
• общую длину комплектов секций, работающих последовательно;
• длину необходимых промежутков между комплектами секций для распо-
ложения упоров.
Максимально допустимая длина рабочей части наружных протяжек ограни-
чивается длиной хода рабочей каретки и длиной рабочей каретки для размеще-
ния протяжки.
694
Глава 8. Проектирование протяжек и прошивок
Схема для расчета максимально допустимой длины рабочей части наруж-
ных протяжек по ограничивающим факторам приведена на рис. 8.62 и зависит
от конструктивного исполнения вертикально-протяжного станка.
Рис. 8.62. Схема для расчета максимально допустимой длины
рабочей части наружных протяжек
Максимально допустимая длина рабочей части наружных протяжек, лими-
тируемая длиной хода рабочей каретки,
^тах — -^р.х ~ Z — ~ ^п.п’
где Lp x — длина хода рабочей каретки, принимаемая по паспорту станка; Znl —
расстояние от верхней поверхности обрабатываемой заготовки до первого зуба
протяжки (принимается в пределах 25...40 мм); 1ПЛ — величина перебега послед-
него зуба протяжки относительно протянутой поверхности заготовки (прини-
мается в пределах 10...20 мм).
При использовании станков меньших типоразмеров, чем следовало бы, мак-
симально допустимую длину протяжки необходимо уточнить по длине рабочей
каретки станка.
В случае превышения длины рабочей части наружной протяжки ее перерас-
чет производят в следующем порядке:
а) выбирают протяжной станок другой модели с большим ходом рабочей ка-
ретки;
б) изменяют порядок обработки наружной поверхности протягиванием или
технологический процесс обработки протягиваемой заготовки с уменьшением
припуска под протягивание;
в) совмещают работу комплектов секций наружной протяжки с комплекта-
ми секций других элементарных участков наружной поверхности;
г) выполняют обработку наружной поверхности за две операции протягивания.
16. Наибольшую фактическую величину силы резания при протягивании
определяют в соответствии с расположением секций для обработки элементарных
8.7. Проектирование протяжек для обработки наружных поверхностей
695
участков наружной поверхности. Она равна сумме сил резания комплектов сек-
ций, одновременно участвующих в работе.
При протягивании элементарного участка наружной поверхности плоскими
протяжками одностороннего резания с прямыми зубьями сила резания опреде-
ляется по формуле
Рг =ср2р8^птыкыкС0Жк,кякр
или
Рг
где kc — удельная сила резания при протягивании, значения которой указаны
в табл. 8.93; условные обозначения приведены в п. 5 расчета.
Таблица 8.93
Удельные силы резания kc при протягивании плоских поверхностей, Н/мм
Подъем на зуб S,, мм Обрабатываемый материал
Углеродистые стали Легированные стали Чугуны
НВ <197 НВ 197...229 НВ >229 НВ <197 НВ 197..229 НВ > 229 серые ковкие
НВ £180 НВ > 180
0,01 65 71 85 76 85 91 55 75 63
0,02 95 105 125 126 136 158 81 89 73
0,03 123 136 161 157 169 186 104 116 94
0,04 143 158 187 184 198 218 121 134 109
0,05 163 181 216 207 222 245 140 155 125
0,06 177 195 232 238 255 282 151 166 134
0,07 196 217 258 260 282 312 167 184 153
0,08 213 235 280 280 302 335 180 200 164
0,09 231 255 304 304 328 362 195 216 179
0,10 247 273 325 328 354 390 207 236 192
0,11 266 294 350 351 381 420 226 254 206
0,12 285 315 375 378 407 450 243 268 220
0,13 304 336 398 403 434 480 258 285 234
0,14 324 357 425 423 457 505 273 303 250
0,15 342 379 450 445 480 530 290 321 261
0,16 360 398 472 471 510 560 305 336 276
0,17 378 416 496 495 536 592 320 353 291
0,18 395 436 520 525 565 625 334 370 302
0,19 411 455 540 555 600 662 346 388 319
0,20 427 473 562 576 620 685 360 402 326
0,21 442 488 580 580 643 710 375 415 338
0,22 456 503 600 620 667 738 385 427 340
0,23 468 517 616 640 688 762 395 438 358
0,24 480 531 632 662 709 786 410 451 368
0,25 495 545 650 680 730 810 421 465 376
696
Глава 8. Проектирование протяжек и прошивок
Окончание табл. 8.93
Обрабатываемый материал
Углеродистые стали Легированные стали Чугуны
Подъем на зуб S„ мм НВ <197 НВ 197...229 НВ > 229 НВ <197 НВ 197..229 НВ >229 се] НВ £180 зые НВ > 180 ковкие
0,26 510 561 666 706 753 834 429 477 390
0,27 525 574 682 722 776 858 444 487 402
0,28 540 588 700 740 798 888 455 500 413
0,29 549 600 720 760 830 920 462 510 419
0,30 564 615 730 785 845 933 476 522 431
0,40 750 820 975 1045 ИЗО 1240 635 695 575
0,50 940 1025 1215 1310 1410 1550 795 870 720
Примечание. Твердость обрабатываемого материала устанавливается по верхнему преде-
лу твердости протягиваемой детали.
При работе плоскими протяжками одностороннего резания с наклонными
под углом X зубьями сила протягивания определяется по формуле Р - Рг+Pfx+Pty.
В свою очередь,
Рг =СР8^^П^^КыКсожКуКяКрК,,
где Кх — поправочный коэффициент:
X, град 0 15 30 45
к-,. 1,00 1,04 1,08 1,11
Составляющая Pfx — сила трения, равная Pfx = цРх « 0,28PztgX (здесь у. — ко-
эффициент трения между телом протяжки и направляющей протяжного при-
способления, равный 0,12...0,15 при работе с применением СОЖ и 0,20...0,25
при работе всухую).
Слагаемое Р1у можно не учитывать, так как оно входит в величину Рг. Тогда
Р = (l+0,28ytg Х)СР8^^тяхсовХКыКсожКуКяКрКх.
Сила протягивания для двусторонних прямоугольных протяжек определя-
ется как сумма сил для каждой стороны (рис. 8.63, а):
P==(l+0,28ytgMCpS52p£nmMtlcosX1^MJfCO3K^^pXu +
+ (l+0,28ytgXn)CPS:Il2pXnmax IIе0S Ml-^м-^СОЖ-^т-^и-^р-^А. II •
Для трехсторонних протяжек (рис. 8.63, б)
Р = (1 + 0,28 у tgMCPS:i2ppImaxIcos +
+ 2 (l+0,28ytg Х11)Ср8^п2р^Пт,хПсовХцХмХсож^т^и^р^1р
8.7. Проектирование протяжек для обработки наружных поверхностей
697
Рис. 8.63. Зубья дву- и трехсторонней протяжки
Фактическая величина общей силы резания Рф при протягивании равна Р
(здесь i — число элементарных участков наружной поверхности, протягивае-
мых одновременно).
В результате проведенных расчетов устанавливается максимальное значе-
ние фактической величины общей силы резания при протягивании наружной
поверхности. Оно должно удовлетворить условию Рф < (0,8...0,9)Q, где Q — но-
минальное тяговое усилие протяжного станка.
Исходя из этого условия производится оценка пригодности принятого про-
тяжного станка или выбор по тяговому усилию другого протяжного станка, не-
обходимого для выполнения операции протягивания наружной поверхности.
Технические требования. Технические требования к плоским протяжкам
достаточно близки к требованиям, предъявляемым к шпоночным протяжкам.
Предельные отклонения высоты зубьев протяжек не должны превышать сле-
дующих значений:
- 0,010 мм — при подъеме на зуб до 0,05 мм;
- 0,015 мм — при подъеме на зуб свыше 0,05 до 0,10 мм;
- 0,020 мм — при подъеме на зуб свыше 0,10 мм.
Допуск перпендикулярности боковых поверхностей отдельных секций отно-
сительно опорной поверхности протяжки не должен превышать 0,02 мм.
Рекомендуемые параметры шероховатости поверхностей секций плоских
протяжек приведены в табл. 8.94.
Таблица 8.94
Шероховатость поверхностей плоских протяжек
Поверхности Параметр шероховатости, мкм, не более
Поверхности ленточек на зубьях Задние и передние поверхности зубьев, рабочие поверх- ности боковых сторон зубьев Поверхности спинки зуба, радиуса у передней поверхно- сти, поверхности стружкоразделительных канавок Опорные и направляющие поверхности Поверхности торцов протяжки Прочие поверхности Rzl,6 Rz 3,2 Rz6,3 Ra 0,63 Ra 5 Ra 2,5
698
Глава 8. Проектирование протяжек и прошивок
8.7.2. Протяжки для обработки открытых профилей
Обработка уступов. Под уступом понимается плоская поверхность, ограни-
ченная с одной стороны. Схемы обработки уступов и рекомендации по выбору
конструктивного исполнения протяжки представлены в табл. 8.95.
Общие рекомендации по протягиванию уступов
Таблица 8.95
Эскиз обработки
Особенности
Области применения
А . А
to I Щ
to в 1^
Протяжка № 1
Протяжка № 2
Генераторная схема сре-
зания припусков А, Ар
Построена аналогично
генераторной схеме обра-
ботки плоскостей. Не-
достатки — сложная
технология изготовле-
ния и ускоренное изна-
шивание уголков зубьев
Групповая(трапецеи-
дальная) схема срезания
припуска А. Построена
аналогично трапецеи-
дальной схеме для обра-
ботки плоскостей и дает
те же преимущества. Про-
тяжка № 1 срезает слой I
металла, протяжка №
2 — слой II. Величина F
составляет 1...2 мм.
Угоде =100...105°
При небольшой ширине В,
если это позволяет упростить
конструкцию комплекта
протяжек
Зубья 7, 3,5 и т.д.
Зубья 2,4, в и т.д.
Групповая схема срезания
припуска А (типа схемы
П. Юнкина). Группы или
секции состоят из двух
рядом расположенных
зубьев. Зубом 1 срезает-
ся слой I металла, зубом
2 — слой II и т.д. Размер
Fx = 1...2 мм, F2>Flt угол
е=75...80°,а1>0°. Схе-
ма позволяет повышать
стойкость и уменьшать
длину протяжек
При ширине уступа В > 8 мм.
Для первых протяжек (с тра-
пецеидальными шлицами)
не рекомендуется применять
вставные ножи и напайные
пластины; их можно исполь-
зовать только для вторых
протяжек, у которых зубья
имеют сплошные режущие
кромки. Если припуск неве-
лик, то протяжки получают-
ся короткими и их трудно
закрепить
При ширине уступа
В = 4...22 мм. Схема пригод-
на для протяжек цельных,
со вставными ножами и на-
пайными пластинами при
любом припуске. Недоста-
ток — усложнение переточ-
ки по задней поверхности,
так как все четные зубья
секций должны быть зани-
жены на 0,02...0,04 мм
8.7. Проектирование протяжек для обработки наружных поверхностей
699
Окончание табл. 8.95
Эскиз обработки
Особенности
Групповая (шахматная)
схема срезания припус-
ка А. Построена анало-
гично шахматной схеме
для обработки плоско-
стей. Размер F не должен
превышать 2 мм,
е= 75...80°. Для встав-
ных ножей at > 0°
Области применения
Для протяжек со вставными
ножами и при ширине усту-
па В > 22 мм (когда для раз-
деления стружки недоста-
точно иметь две фаски по
боковым сторонам). Недос-
таток тот же, что при исполь-
зовании схемы П. Юнкина
Обработка внутренних и наружных угловых поверхностей. Такие поверхно-
сти отличаются от уступов большей шириной, примерно равной высоте. Это тре-
бует обработки обеих плоскостей. Основной недостаток угловых протяжек для
обработки внутренних поверхностей — их большой расход из-за выкрашивания,
поломок и повышенного износа зубьев в уголках. Это имеет место, поскольку
стружка в уголке срезается в двух перпендикулярных плоскостях, что ухудшает
ее отвод и увеличивает нагрузку на уголок зуба. В то же время этот уголок ослаб-
лен, поскольку для срезания стружки по двум плоскостям на зубе выполняется
передний угол по обеим сторонам, причем уголок оказывается подрезанным.
Поэтому важно создать такую конструкцию протяжки, у которой уголок зуба не
срезал бы стружки по двум сторонам одновременно. Схемы обработки внутрен-
них угловых поверхностей и рекомендации по выбору конструктивного испол-
нения протяжки даны в табл. 8.96.
Таблица 8.96
Общие рекомендации по протягиванию внутренних угловых поверхностей
Эскиз обработки Особенности Области применения
с Профильная схема срезания припусков А, Протяжки имеют подъем на каждый зуб При обработке ста- лей — для чистовой обработки (припуск
to
to одновременно по двум направ- лениям. Конструкция позво- ляет получать на детали уго- лок без уступа. Первые зубья протяжки зачищают одно- временно обе стороны поверх- ности; на уголке этих зубьев имеется фаска шириной 2...4 мм. На последних ка- либрующих зубьях дается подъем по фаске, которая до- водится до заданного размера. Протяжки резания сложны в изготовлении и переточке и имеют низкую стойкость ПО плоскостям 0,25...0,30 мм); при обработке мягкого чу- гуна может приме- няться как для черновой, так и для чистовой обработки
|,А
700
Глава 8. Проектирование протяжек и прошивок
Окончание табл. 8.96
Эскиз обработки
। Протяжка №2
да
5-10°
Протяжка № 3
А
<В2-0,1
5-10‘
Особенности
Области применения
Разделение поверхности на
элементы с применением
групповой схемы срезания
припуска (типа схемы
П. Юнкина). Плоскости про-
тягиваются последователь-
но односторонними
протяжками, что упрощает
конструкцию наладки, но
создает в уголке детали ус-
туп размером не менее
0,3 мм. Слои I, III металла
срезаются зубьями 1,3,5
и т.д.; слои II, IV — зубьями
2, 4, 6 и т.д. Величины
Р, = 1...2 мм, Р2>Р1, е! = 80°,
е2 < 80°, а, > 0°
При ширине обрабаты-
ваемой поверхности
до 22 мм. Ели у детали
не допускается уступ
в уголке, то для его
зачистки используют
короткую профильную
протяжку. Примене-
ние групповой схемы
уменьшает длину
комплекта протяжек
и повышает их стой-
кость (особенно стой-
кость уголка зуба).
Схема допускает при-
менение вставных но-
жей и напайных пла-
стин. Недостаток кон-
струкции — усложне-
ние переточки по зад-
ней поверхности
Разделение поверхности на
элементы с применением
групповой (трапецеидальной)
схемы срезания припусков
А, АР Первая (угловая) про-
тяжка имеет трапецеидаль-
ные шлицы и подъем на ка-
ждый зуб по двум сторонам.
Зубья срезают слои I металла,
не удаляя металл из уголка.
Количество шлицев для каж-
дой стороны выбирается
в зависимости от размеров В
и С (см. 8.7.1). Вторая и тре-
тья протяжки — односторон-
ние. Они последовательно
обрабатывают стороны ВиС
детали, срезая слои II и III
металла. Уступ в уголке со-
ставляет 0,5...1,5 мм. Про-
тяжки обладают высокой
стойкостью. Углы зубьев
Ej < 80°, а, > 0°. Размеры
зубьев каждой протяжки:
В2 -- Bj 4" А,, С2 — Сг +А. Здесь
Bi и Ci — высоты первых
зубьев; В2 и С2 — высоты по-
следних зубьев; А и А! —
припуски по двум сторонам
Для черновой части
комплекта при шири-
не плоскостей В>15 мм,
С > 15 мм. Конструк-
ции чистовой части
выбираются в зависи-
мости от требований
к форме уголка детали
(фаска, радиус, выем-
ка в уголке)
8.7. Проектирование протяжек для обработки наружных поверхностей
701
При обработке наружных угловых поверхностей используется комплект про-
тяжек из двух или трех штук (протяжная наладка). Схемы обработки наружных
угловых поверхностей и рекомендации по выбору конструктивного исполнения
наладки даны в табл. 8.97.
Таблица 8.97
Общие рекомендации по протягиванию наружных угловых поверхностей
Эскиз обработки
Особенности
Области
применения
Разделение поверхности на
элементы. Угол на детали
может быть выполнен с фас-
кой или без нее. ПрипускА
с каждой стороны срезается
плоскими односторонними
протяжками поочередно либо
одновременно. В зависимости
от припуска и наличия фаски
рекомендуются три способа
обработки:
Способ I — вначале обра-
зуется фаска с помощью
протяжки № 1, а затем дву-
мя протяжками № 2 одно-
временно обрабатываются
обе плоскости угловой по-
верхности
Способ II — плоскости 1
и 2 обрабатываются после-
довательно — протяжкой
№ 1, а затем протяжкой
№ 2, закрепленной перпен-
дикулярно относительно
протяжки № 1
Способ III — черновой
припуск срезается по спосо-
бу I, а зачистка плоскостей
с удалением фаски осущест-
вляется по способу II, причем
на зачистку оставляется
припуск 0,2...0,3 мм. Схема
резания для фасочной про-
тяжки — профильная без
стружкоразделителей
(S, = 0,2...0,6 мм); для осталь-
ных протяжек — такая же,
как при обработке открытых
плоскостей
Применяется,
если на детали
допускается фас-
ка F; длина ком-
плекта меньше,
чем при спосо-
бе II
Применяется,
если на детали не
допускается фас-
ка, а припуск на
протягивание не-
велик
Применяется,
если на детали не
допускается фас-
ка, а припуск на
протягивание
большой. Длина
комплекта мень-
ше, чем при среза-
нии всего припус-
ка по способу II
702
Глава 8. Проектирование протяжек и прошивок
Для протягивания наклонных поверхностей наклонное положение лезвий
может быть получено двумя путями: за счет применения протяжек с зубьями,
расположенными под углом (р к основанию протяжки (рис. 8.64, а) или путем за-
крепления плоских протяжек в наклонном положении в державках либо кассе-
тах (рис. 8.64, б).
Рис. 8.64. Протяжки для обработки наклонных поверхностей
Обработка прямолинейных пазов. Схемы обработки прямолинейных пазов
и рекомендации по выбору конструктивного исполнения наладки даны в табл. 8.98.
Общие рекомендации по протягиванию пазов
Таблица 8.98
Эскиз обработки
Особенности Области применения
Профильная схема сре- зания припусков А, АР Припуск срезается одно- временно с трех сторон паза, для чего главные режущие кромки, подъе- мы на зуб и стружкораз- делительные канавки имеются по трем сторо- нам всех зубьев. Зачист- ка уголка производится так же, как и при обра- ботке внутренних угло- вых поверхностей по профильной схеме. Кон- струкция компактна, по- зволяет получать на де- тали уголки без уступа, но сложна в изготовле- нии, быстро теряет раз- мер по ширине, не обес- печивает в должной мере условия для правильно- го стружкообразования. Для конструкции харак- терны систематические поломки уголков зубьев Для обработки глубоких пазов, когда глубина паза h значитель- но превышает при- пуск А (на заготов- ке имеется выем- ка). При протяги- вании стали схема применяется толь- ко для чистовой протяжки ком- плекта (припуск по сторонам — до 0,3 мм). При про- тягивании мягкого чугуна схема может применяться для всего комплекта. Зачистка уголков производится так же, как и в случае обработки внут- ренних угловых поверхностей при профильной схеме срезания припуска
8.7. Проектирование протяжек для обработки наружных поверхностей
703
Продолжение табл. 8.98
Протяжка № 1
Протяжка № 2
Особенности Области применения
Групповая схема среза- ния припуска А, постро- енная аналогично схеме П. Юнкина для обработки уступов. Группы состоят из двух зубьев. Первые зубья (1,3,5и т.д.) среза- ют слой I металла, вторые (2, 4, 6 и т.д.) — слой II. Врезные фаски с обеих сторон: F, = F2 = 0,75...2,50 мм, е, = £2 = 80° (см. табл. 8.96). Протяжки имеют высо- кую стойкость, относи- тельно небольшую длину и формируют паз без ус- тупов в уголках При глубине паза, допускающей при- менение односто- ронних протяжек (h < 7 мм), и ширине пазаВ = 3...16 мм. Конструкция по- зволяет примене- ние вставных но- жей и напайных пластин
Групповая (трапецеи- дальная) схема срезания припуска А: Схема а — для случая применения односторон- них протяжек. Она по- строена так же, как для плоскостей и уступов. Слои металла срезаются последовательно: I — про- тяжкой № 1, II — про- тяжкой № 2, имеющими подъем на каждый зуб; F=1...2mm, е<80°, ^>0°. Обработка ведется 1-3 парами протяжек, каж- дая из которых срезает припуск 1,5...2,5 мм. У каждой последующей пары ширина В занижа- ется на 0,02...0,05 мм. Чистовые протяжки ка- либруют паз по ширине. Паз может быть получен без фасок или уступов. Протяжки обладают вы- сокой точностью, малой длиной, просты в изго- товлении и переточке При глубине паза, допускающей при- менение односто- ронних протяжек (при ширине паза менее 16 мм)
704
Глава 8. Проектирование протяжек и прошивок
б
В
Окончание табл. 8.98
Эскиз обработки
Протяжка № 1
В-0,5.,
Протяжка № 2
<х,>0
Протяжка № 3
[XXW€I В-0,7
.е
Протяжка Mb 4
На последнем
В
0,25
0,3
зубе
Особенности Области применения
Схема б — в случае при- менения трех- или дву- сторонних протяжек. Протяжка № 1 прорезает трапецеидальные шли- цы по всем сторонам паза, не обрабатывая его уголков. Протяжки № 2 удаляют остальной при- пуск раздельно с двух сторон и со дна паза. Протяжка № 4 зачищает сначала припуск по трем сторонам и имеет в угол- ках большие фаски (~ 3 мм); на калибрую- щих зубьях фаски посте- пенно уменьшаются до заданного размера Обработка с разделением поверхности на элементы. Сначала одновременно протягиваются боковые плоскости I паза, а затем дно II (протяжка № 3). При ширине паза В < 40 мм применяется протяжка № 1, при В > 40 мм — про- тяжка № 2, допускающая регулирование ширины клиньями т. Расход про- тяжек данного типа зна- чительно меньше, чем в случае применения трех- сторонних профильных протяжек, но в уголках на детали образуются усту- пы. Конструкция № 2 экономичнее, чем № 1. Схема резания припус- ков А, А] для каждой из плоскостей выбирается на основании рекоменда- ций, приведенных выше Для обработки глубоких пазов (при ширине паза свыше 16 мм). Вставные ножи и напайные пласти- ны можно приме- нять для плоских протяжек (№ 2); они недопустимы для протяжек № 1 в комплекте. При комплекте из трех- или двусто- ронних протяжек вставные ножи и напайные пла- стины можно при- менять для протя- жек № 2-4; они недопустимы для протяжек № 1 Для обработки широких и глубо- ких пазов, имею- щих в заготовке выемку. Если ус- туп в уголке паза не допускается, его зачищают про- фильной трехсто- ронней протяжкой, закрепленной в конце протяж- ной наладки
8.7. Проектирование протяжек для обработки наружных поверхностей
705
Обработка фасонных пазов. При обработке фасонных пазов используются
как профильная, так и ряд генераторных схем срезания припуска. Рассмотрим
их применение на примере обработки елочных пазов, используемых для соеди-
нения лопаток и диска газовых и паровых турбин (рис. 8.65, а).
Рис. 8.65. Елочный замок (а) и схемы его обработки (б — профильная;
в — генераторная; г — генераторно-ступенчатая):
1 — лопатка; 2 — диск
При профильной схеме срезания припуска (рис. 8.65,6) каждый зуб протяж-
ки последовательно срезает определенный слой металла по всему профилю елоч-
ного паза. Профили последнего режущего зуба и калибрующих зубьев точно
соответствуют профилю обрабатываемого паза. Преимуществом этой схемы явля-
ется только то обстоятельство, что точный профиль калибрующих зубьев полно-
стью передается обрабатываемому изделию. Однако изготовление и эксплуатация
профильных протяжек сопряжены со значительными трудностями.
Для обеспечения равномерного подъема на зуб по профилю необходимо за-
тыловать отдельно каждый зуб протяжки за две операции (сначала боковые по-
верхности, а затем радиусные участки профиля). Для выхода шлифовального
круга при затыловании шаг между зубьями должен быть не менее 18...20 мм,
что удлиняет протяжку. При профильной схеме резания создаются неблагопри-
ятные условия формирования стружки вследствие ее образования одновременно
ПО всему периметру режущей кромки. Незначительные задние углы (до не-
706
Глава 8. Проектирование протяжек и прошивок
скольких минут), особенно на боковых сторонах, вызывают повышенное трение
задней поверхности зубьев о поверхность обработки и, как следствие, налипа-
ние металла. Увеличение задних углов приводит к сокращению количества пе-
реточек и преждевременному выходу протяжки из строя.
При генераторной схеме срезания припуска (рис. 8.65, в) на участке боковой
поверхности каждого зуба шириной т = 0,7...1,0 мм делают фаски, а затем про-
изводят поднутрение зуба с обеих сторон под углом т. В процессе резания зуб на-
ходится в контакте с обрабатываемой деталью на участках фасок шириной т,
которые и формируют протягиваемый паз. Отсутствие задних углов (аг = aj = 0°)
на фасках является недостатком схемы, так как это обусловливает повышенное
трение и способствует налипанию срезаемого металла.
Таким образом, обе схемы резания непригодны для обработки сложных елоч-
ных профилей в деталях из жаропрочных материалов. Генераторно-ступенча-
тая схема срезания припуска (рис. 8.65, г) обладает значительными преимуще-
ствами. Каждый зуб Протяжки имеет В этом случае кроме Переднего у И заднего a
углов боковые углы т и углы aj в направлении резания между обрабатываемой
деталью и боковыми поверхностями зуба протяжки. Углы т измеряются в плос-
кости, перпендикулярной к оси протяжки, углы cq — в плоскости, параллель-
ной продольной оси протяжки и главной режущей кромке. Такая геометрия
протяжек способствует минимальному трению между поверхностью зуба про-
тяжки и обрабатываемым изделием и создает наиболее благоприятные условия
для резания без налипания.
Углы THaj обеспечиваются за счет подъема последнего зуба протяжки отно-
сительно первого на величину коррекции К в направлении, перпендикулярном
к оси протяжки (направлению протягиваемого паза), при шлифовании боковых
поверхностей зубьев.
Обычно принимают т = 2...30. Величина коррекции
к------------------------------ЯЩ------------,
sin0 [соз(0 - <р) - tgx sin(p - ф)]
где Н — высота профиля на диске; 0 — угол наклона боковых поверхностей
выступов профиля на диске (задается на чертеже); ф — угол расхождения про-
филя (см. рис. 8.65, а).
Если значение К известно, то углы Т и Tj можно рассчитать по следующим
формулам:
_ А'соз(0-ф)этр . _ Л'соз(рл+ф)зшрл
Н + Х’зш(р-ф) sinp’ 1 Я+^зш(рл+ф)зтрл’
где рл — угол наклона боковых поверхностей выступов профиля на лопатке
(задается на чертеже).
Находят углы aj и aj:
_H[ctgp-ctg(p + t)]. _ H[ctgp, -ctg(P, +Ti)]
ig 04----------------, bg 0Ц--------------------,
Jj Li
где L — расстояние между первым и последним зубьями протяжки.
8.7. Проектирование протяжек для обработки наружных поверхностей
707
Аналогичным образом можно рассчитать коррекции и углы для других фа-
сонных профилей. Для трапецеидального профиля (рис. 8.66):
К = #[tgcp - tg(cp - т)]; tg а 1= ^[tgcp - tg(cp - т)].
Lt
А-А
Рис. 8.66. Схема обработки трапецеидального паза с использованием генераторно-
ступенчатой схемы срезания припуска (М, N — базовые поверхности)
Для профиля типа «ласточкин хвост» (рис. 8.67):
К = #[tg(<p+т) - tg <р]; tg dj = —[tg(9+т) - tg9].
Li
Рис. 8.67. Схема обработки паза типа «ласточкин хвост» с использованием
генераторно-ступенчатой схемы срезания припуска (М, N — базовые поверхности)
Поскольку вершины зубьев протяжек для обработки фасонных профилей
часто имеют закругления радиуса г = 0,1 мм, на боковых поверхностях паза воз-
никают микронеровности высотой
q = r[l-sin(E + T)J.
708
Глава 8. Проектирование протяжек и прошивок
Угол е для трапецеидального профиля
• „ _ _ г - S2[tg<p—tg(ср—т)] cos т
г
для профиля типа «ласточкин хвост»
• „ с _ г - S2[tg(<p+т) - tg <p]cos(ср+т)
г
8.7.3. Крепление и регулирование протяжек
для обработки наружных поверхностей
Область стыка соседних секций протяжек. Если протяжная наладка (ком-
плект протяжек) состоит из последовательно работающих секций, то следует
тщательно прорабатывать места их стыка. На стыках протяжек необходимо
обеспечить полный профиль впадин зубьев, в противном случае возможны за-
клинивание стружки и поломка протяжек.
Перед первым зубом каждой протяжки выполняется впадина открытой фор-
мы. Полная ширина впадины может быть получена за счет последнего зуба пре-
дыдущей протяжки (рис. 8.68, а) или первого зуба последующей протяжки
(рис. 8.68, б). Выполнение по типу б предпочтительнее, так как размещение
стружек обеспечено за счет размера впадины на одной протяжке.
Рис. 8.68. Место стыка двух соседних протяжек
Кроме ширины впадины на стыках необходимо выдержать размеры осталь-
ных элементов впадины.
Очень важно задать размеры на обеих протяжках таким образом, чтобы со-
пряжение во впадине не препятствовало размещению и отводу стружек не толь-
ко у новой протяжки, но и после переточек (по задней поверхности). Чаще всего
сопряжение на стыках имеет не плавную форму, показанную на рис. 8.68, а вид
порожка (рис. 8.69). Стык типа а недопустим, поскольку приводит к заклинива-
нию стружек; стыки типов бив допустимы, так как не мешают размещению
и отводу стружек.
Рис. 8.69. Порожки в местах стыка протяжек
Если у соседних протяжек зубья расположены в разных плоскостях, то впа-
дину полного размера необходимо выполнять перед лезвием первых зубьев каж-
дой протяжки.
8.7. Проектирование протяжек для обработки наружных поверхностей
709
Крепление секций. Крепление секций протяжек конструктивно должно быть
реализовано таким образом, чтобы обеспечить их надежный прижим, быструю
замену, не мешать свободному отводу стружки из впадины протяжки. Узел кре-
пления должен воспринимать составляющие силы резания Рг,Ру,Рх. Для проти-
водействия силе Рг, стремящейся сдвинуть протяжку или державку, служат
специальные упоры (см. ниже), установленные в державке в конце каждой линии
протяжек. Крепление протяжек должно обеспечить плотный контакт их торцов,
и только последняя протяжка из комплекта подводится к упору. Радиальная
сила Ру при плоском протягивании не уравновешена и совместно с силой Рг соз-
дает опрокидывающий момент, который также должен компенсироваться кре-
плением. Сила Рх возникает при использовании наклонных зубьев и должна
восприниматься либо жесткой опорой в корпусе, либо креплением в направле-
нии действия этой силы.
Наиболее простой, компактный и распространенный способ крепления —
это крепление винтами. Винтами могут быть закреплены протяжки практиче-
ски любых габаритов при различной нагрузке.
В большинстве случаев принимают диаметр резьбы М10 или М8. Резьба Мб
применяется только при легких работах и ширине протяжек до 20 мм, резьба
М12 — при тяжелых работах и ширине протяжек свыше 130 мм.
Для протяжек шириной до 50 мм достаточно иметь один ряд винтов, при ши-
рине свыше 50 мм необходимо располагать винты в два ряда.
Расстояние между винтами принимается в основном в пределах 90... 130 мм,
для коротких протяжек (L < 100 мм) — 50... 70 мм. Расстояние от торца протяж-
ки до первого резьбового отверстия составляет 15...25мм.На чертеже координа-
ты крепежных отверстий необходимо указывать от одного базового торца.
Относительно режущей кромки винты могут располагаться сверху, снизу,
в двух взаимно перпендикулярных плоскостях и т.п.
Крепление протяжек сверху, т.е. когда головка винта находится в теле про-
тяжки, а резьба нарезается в державке (рис. 8.70, а), — наиболее простое в изго-
товлении. Однако при таком креплении в ряде случаев увеличиваются габариты
протяжки, поскольку для размещения головки винта приходится выносить
винты на концы протяжки (рис. 8.70, б) или увеличивать шаг между зубьями
(рис. 8.70, в). Крепление винтом сверху упрощает эксплуатацию протяжек на
станке, поскольку их замена производится без съема державок или кассет со
станка. Однако в ряде случаев такое крепление затрудняет подналадку на стан-
ке, и более удобным оказывается крепление снизу.
Рис. 8.70. Схемы крепления протяжек винтом сверху
710
Глава 8. Проектирование протяжек и прошивок
Крепление протяжек снизу, т.е. когда головка винта располагается в дер-
жавке, а резьба — в теле протяжки (рис. 8.71), компактно, хотя и несколько
усложняет изготовление протяжек. Этот вид крепления рекомендуется в сле-
дующих случаях:
Рис. 8.71. Схема крепления протяжки винтом снизу
• когда целесообразна подналадка на станке, а крепление винтами сверху
невозможно или неудобно. Так, из рис. 8.72, а видно, что крепление протяжек
снизу удобно при любых значениях С, тогда как крепление сверху усложняет за-
мену протяжек при небольших значениях С (рис. 8.72, б);
Рис. 8.72. Варианты крепления протяжек винтами
• когда крепление снизу позволяет существенно уменьшать длину комплек-
та, не нарушая возможности подналадки;
• когда во избежание производственного брака надо исключить возможность
изменения положения протяжек после установки комплекта на станке.
Крепление в двух взаимно перпендикулярных направлениях (рис. 8.73)
применяется для протяжек, обрабатывающих угловые поверхности, а также
при наклонных зубьях для компенсации силы Рх в случае, если ее не удается на-
править на жесткую опору.
Рис. 8.73. Крепление протяжки винтами в двух направлениях
8.7. Проектирование протяжек для обработки наружных поверхностей
711
Крепление секций к корпусам с помощью клиньев используется в тех случа-
ях, когда применение винтов затруднительно, например для тонких протяжек
(рис. 8.74, а), а также когда по производственным условиям комплект протяжек
регулируется непосредственно на протяжном станке (рис. 8.74, б).
Рис. 8.74. Крепление протяжек клиньями
Клинья, применяемые для прижима протяжек, имеют форму коротких
и длинных планок или втулок. Длинные клинья осуществляют прижим про-
тяжки по всей длине. Короткие клинья и втулки прижимают протяжки в отдель-
ных местах и применяются при относительно небольших силах резания.
Крепление цилиндрических и полуцилиндрических секций протяжек к кассе-
там осуществляется с помощью стоек, имеющих полукруглые седла (рис. 8.75). Сек-
ции опираются гладкими шейками на эти седла и прижимаются к ним винтами.
Рис. 8.78. Крепление цилиндрических секций винтами:
а — по шейхам; б — черве расширенные канавки
712
Глава 8. Проектирование протяжек и прошивок
В каждой шейке предусмотрено по два отверстия под головку крепежного вин-
та, чтобы после изнашивания одной стороны секцию можно было перевернуть и
работать другой стороной. Присоединение секций производится винтами, кото-
рые ввинчиваются в тело секций.
Шейки могут быть размещены по краям протяжки или между зубьями. Кре-
пление и опора по шейкам, расположенным на концах протяжки, увеличивают
длину комплекта и создают удары при работе, если длина детали меньше рас-
стояния между зубьями соседних протяжек. При креплении по шейкам, распо-
ложенным между зубьями протяжек, головка винта может быть размещена
в теле протяжки. Шаг зубьев должен быть увеличен.
Расстояние между шейками принимается равным 30...50 мм. Диаметры
шеек одинаковы, на 0,3...0,4 мм меньше по сравнению с диаметром впадины пе-
ред вторым зубом. Шейки, предназначенные для опоры, выполняют с допуском
0,02...0,025 мм. Ширина шеек принимается равной 6... 10 мм.
Рекомендации по выбору размеров резьб при креплении цилиндрических
секций по шейкам приведены в табл. 8.99, а увеличенных шагов зубьев —
в табл. 8.100.
Таблица 8.99
Размеры резьб при креплении цилиндрических секций по шейкам
Тип крепления Наибольший размер резьбы
Диаметры зубьев, мм
30...34 35...39 40...44 45...49 50...54 55...59 Свыше 60
Винтом снизу Мб М8 М10
Винтом сверху — Мб М8 М10
Примечание. При небольших шагах зубьев можно уменьшать размер резьбы до Мб, что
позволяет уменьшать длину шеек.
Таблица 8.100
Выбор увеличенных шагов зубьев tv, мм
Номиналь- ный шаг зубьев, мм Размер резьбы Способ крепления Номиналы ный шаг зубьев, мм Размер резьбы Способ крепления
ВИНТОМ сверху ВИНТОМ снизу* ВИНТОМ сверху винтом снизу*
7 Мб 15 11 16 М8 21 16
8,5 Мб М10 24 18
М8 18 13 18 Мб 21
10 Мб 16 12 М8 23
М8 18 13 М10 26 20
12 Мб 17 13 20 М8 24
М8 19 14 М10 27 21
М10 22 16 22 М8 25 22
14 Мб 18 14 М10 28
М8 20 15 25 М8 26 25
М10 23 17 М10 29
16 Мб 19 16 — — — —
* При креплении плоских протяжек снизу увеличенные шаги не требуются.
8.7. Проектирование протяжек для обработки наружных поверхностей 713
Для восприятия продольной (осевой) силы протягивания применяются
упоры, устанавливаемые позади последней секции или группы секций. Вместе
с тем возможна установка промежуточных упоров для секций, заканчивающих
свою работу раньше других и не связанных с ними.
Концевые упоры чаще всего имеют форму призматических планок — шпо-
нок, которые помещаются в прямоугольной канавке, прорезанной поперек всей
кассеты (рис. 8.76, а). Такие упоры называют врезными длинными; они присое-
диняются к корпусу двумя винтами. Широкая планка может иметь сквозной
продольный паз для протяжки и регулировочного клина и служит упором для
всех одновременно работающих комплектов протяжек. Короткие врезные упоры
(рис. 8.76, б) располагаются с одной стороны корпуса и применяются в случаях,
когда форма детали не позволяет пользоваться длинными упорами (например,
при обработке деталей с высокими выступами). Иногда для планки предусмат-
ривают несквозной поперечный паз в середине державки, позволяющий сохра-
нять жесткость последней (рис. 8.76, в).
Рис. 8.76. Расположение упорных планок
Размеры поперечного сечения врезных планок (ширина 15...25 мм, высота
12.. .25 мм) уточняются расчетом на прочность. Длина планок соответствует раз-
мерам сечения тела секции, достигая 50... 100 мм и более.
Штифтовые упоры применяются для накладных и секционных протяжек
небольшой ширины и могут быть размещены в открытой плоскости державки
или в сквозных пазах для протяжек. Штифты могут быть ступенчатыми и глад-
кими (рис. 8.77). Диаметр штифта зависит от силы протягивания (табл. 8.101).
Регулирование секций. Секции протяжек регулируют с целью получения
необходимых размеров сложного профиля, обрабатываемого по отдельным уча-
сткам. Регулирование производится в следующих случаях:
• во время сборки на кассете нового комплекта секций, относительные раз-
меры которых при изготовлении очень трудно выдержать вследствие малых до-
пусков на обрабатываемый профиль детали;
• в процессе эксплуатации протяжек, когда соотношение размеров отдель-
ных секций нарушается вследствие неравномерного износа режущих кромок
или неодинакового уменьшения высоты зубьев при заточке секций.
714
Глава 8. Проектирование протяжек и прошивок
Рис. 8.77. Расположение упорных штифтов:
а — ступенчатых; б — гладких
Таблица 8.101
Рекомендуемые размеры упорных штифтов, мм
Тип упора (см. рис. 8.77) Размеры Допускаемая сила протягивания, кН
30 50 70 100 150
d 20 25 30 35 45
а D 25 32 40 45 60
С 22,5 29 35 40 53
* d 25 30 35 40 50
о С 22 27 30 35 43
Регулирование осуществляется с помощью специальных клиньев, передви-
гаемых вдоль корпуса протяжки. При переточке протяжек по задней поверхно-
сти регулирование производится комплектом клиньев из 3-10 шт. с различием
в толщине 0,4.. .0,6 мм. При переточке по передней поверхности и для регулиро-
вания державки или кассеты используется один клин. Движение передается
клину с помощью специальных устройств или непосредственно концам винта
(рис. 8.78). Длина клина выбирается таким образом, чтобы протяжка по воз-
можности полностью лежала на нем. Ширина клина обычно равна ширине про-
тяжки, а для протяжек, закрепленных в пазу державки, — меньше ширины
паза на 0,1...0,3 мм. Толщина тонкого конца клина обычно 2...4 мм, а его угол
а = 45'...1°.
Полная величина регулирования М = Д + Д1 + 0,3, где Д — величина припуска
на переточки протяжки до полной потери ею работоспособности; — допуск на
протягиваемый размер; 0,3 — запас на регулирование, учитывающий компен-
сацию погрешностей оснастки.
При найденном значении М количество клиньев п = М/(0,8т), где 0,8 — ко-
эффициент, обеспечивающий перекрытие высот клиньев; т — величина регу-
лирования одним клином. Наибольшее перемещение одного клина I = mctga.
8,8. Протяжки сборных конструкций
715
Рис. 8.78. Схемы регулирования протяжек на размер
Общая длина клина LK„ при свободном выходе его тонкого конца должна
удовлетворять следующему условию:
LKJI>L + ZP + (5...1O),
где L — длина регулируемой секции; Zp — наибольший ход клина при регули-
ровании.
Значение /р, связанное с величиной допуска на размер детали Дх и величиной Д
припуска на переточки протяжки, определяется по формуле Zp = (Д + AJctga.
( 8.8. j Протяжки сборных конструкций
Составные или сборные протяжки применяют главным образом для обработки
относительно крупных поверхностей. Такие протяжки более трудоемки в изго-
товлении, но экономится дорогостоящий материал режущих лезвий. Режущие
элементы выполняются отдельно от тела или корпуса протяжки, изготавливае-
мого из конструкционной стали.
Различают следующие разновидности составных протяжек: с напайными
зубьями; со вставными зубьями; с насадными зубьями; с накладными режущи-
ми и калибрующими секциями (секционные протяжки).
Целесообразность применения напайных пластин зависит от габаритов про-
тяжки. Использование таких пластин особенно эффективно при больших сече-
ниях протяжек. Стойкость протяжек зависит от прочности соединения пластин
с корпусом. При недостаточно прочном соединении и малой толщине спинки
зуба имеют место поломки зубьев и вырывание пластин. Поэтому применение
напайных пластин рекомендуется при шаге зубьев не менее 15 мм.
При напаивании нескольких пластин желательно, чтобы места стыка не участ-
вовали в резании. Для этого стыки на соседних зубьях располагают в шахматном
порядке и занижают их с помощью стружкоразделительных канавок. Протяжки
о впаянными пластинами показаны на рис. 8.79.
Протяжки со вставными зубьями из быстрорежущей стали применяют при
протягивании шпоночных кпнавок, пазов и плоскостей. Крепление зубьев может
716
Глава 8. Проектирование протяжек и прошивок
Рис. 8.79. Плоские протяжки с впаянными пластинами:
а — быстрорежущими; б — твердосплавными
осуществляться гладкими клиньями, причем два зуба крепятся одним клином
с углом 1° (рис. 8.80, а). Стенки пазов выполняются под заданным передним
углом, а между собой образуют угол 1°. Зубья имеют плоскую форму. Для обес-
печения подъемов на зуб и заданного профиля протяжка шлифуется в сборе.
Конструкция применяется при шаге зубьев t > 11,5 мм и ширине протяжки
В > 35 мм.
Рис. 8.80. Крепление ножей протяжек клиньями:
1 — vjtw, 2 — нож
Крепление зубьев с рифлениями в корпусе может осуществляться посредст-
вом плоских клиньев, размещаемых перед зубьями (рис. 8.80, б). Клинья,
имеющие угол 1°30'...2°, вбивают поочередно с одной и другой стороны зубьев.
Такая конструкция обеспечивает более жесткое крепление зубьев и вызывает
меньшую деформацию (изгиб) корпуса, чем протяжка с клиновыми зубьями,
вставляемыми в гнездо сверху. Рифления выполняются на ноже и в корпусе.
После переточек ножи могут быть подняты путем перестановки на следующее
рифление.
Клинья могут применяться сплошные или в виде клиновых сухарей. В по-
следнем случае натяг клина осуществляется винтами и при замене ножей ис-
ключается необходимость забивания клиньев. Крепление клином используется
в протяжках с большими шагами зубьев.
8.8. Протяжки сборных конструкций
717
Плоские и пазовые протяжки могут иметь рабочую часть в виде резцов
с призматическим телом, оснащенных пластинами твердого сплава (рис. 8.81),
которые закрепляются в корпусе.
Рис. 8.81. Вставной резец сборной пазовой протяжки
В крупных плоских протяжках с большим шагом (свыше 25 мм) твердо-
сплавные пластины могут присоединяться к корпусу механически. Пример
такой конструкции приведен на рис. 8.82, а. Зубья 3, имеющие форму пластин,
крепятся с помощью плоских клиньев 1, вставляемых вместе с зубьями в трапе-
цеидальные пазы корпуса и закрепляемых предохранительными винтами 2.
Ввиду того, что корпус протяжки выполнен из чугуна, винты 2 ввинчиваются в
стальные гайки 4. Зубья имеют одинаковую высоту, а их необходимый подъем
Дй осуществляется за счет расположения опорных плоскостей впадин на разном
расстоянии от подошвы протяжки. Такое устройство упрощает заточку про-
тяжки, так как весь комплект зубьев затачивается одновременно и отдельно от
корпуса. После ряда переточек по задним граням пластинки переворачивают.
Для восстановления вылета зубьев из корпуса применяются подкладки под пла-
стины; высота подкладок увеличивается по мере стачивания зубьев.
Рис. 8.82. Механическое крепление твердосплавных пластин в корпусе протяжки
Для точного регулирования высоты последнего зуба протяжка может быть
снабжена специальным устройством (рис. 8.82, tf). Зуб 2, выполненный из твер-
дого сплава, прикреплен прижимом 1 и винтами к планке 3, которая может пере-
двигаться в корпусе 4 протяжки с помощью клина 5, перемещаемого винтом 6.
718
Глава 8. Проектирование протяжек и прошивок
Насадные зубья, изготавливаемые в форме колец или втулок, применяются
в крупных цилиндрических и шлицевых протяжках. Каждое быстрорежущее
или твердосплавное одиночное кольцо является зубом протяжки; кольца отде-
ляются друг от друга распорными втулками (рис. 8.83). Насадные втулки содер-
жат несколько зубьев (рис. 8.84). Кроме рабочих частей могут применяться
также сменные передние и задние направляющие. Сменные элементы базиру-
ются на оправке, после чего затягиваются гайкой.
Рис. 8.83. Сборная протяжка с режущими твердосплавными кольцами
Рис. 8.84. Основные элементы шлицевой сборной протяжки (ГОСТ 28044-89):
а — оправка; б — втулка; в — передняя направляющая; г — задняя направляющая
В некоторых конструкциях сборных протяжек передняя и задняя направляю-
щие соединяются с оправкой с помощью резьбы с мелким шагом и центрирования
по шлифованным цилиндрическим пояскам. От откручивания направляющие
8.8. Протяжки сборных конструкций
719
защищены гайками и разрезными контргайками (рис. 8.85), при сжатии кото-
рых в резьбовом соединении появляется натяг.
Рис. 8.85. Разрезная гайка для крепления частей протяжки
Секционные составные протяжки применяют преимущественно при обра-
ботке канавок и отверстий, профиль которых состоит из прямых линий. Зубчатые
части этих протяжек делятся по длине или по профилю на отдельные секции,
прикрепляемые к корпусу. Концы секций должны упираться в специальные
упоры, которые изготавливаются как одно целое с корпусом протяжки или при-
соединяются к нему посредством винтов.
Примеры секционных протяжек для обработки отверстий приведены на
рис. 8.86. Зубчатые секции шпоночных протяжек с цилиндрическим телом
могут быть размещены в продольном пазу круглого корпуса и присоединены
к нему винтами, расположенными вдоль секций с одной или с обеих сторон.
Рис. 8.86. Составные шпоночные и шлицевые протяжки
В крупных шлицевых протяжках секции прикрепляются к корпусу винтами
(рис. 8.86, а, б) или винтами через накладки (рис. 8.86, в). Эти накладки делаются
сплошными по длине протяжки или выполняются в форме коротких пластин,
размещаемых в отдельных ее местах.
720
Глава 8. Проектирование протяжек и прошивок
В пазовых, плоских, прямоугольных, квадратных и тому подобных протяжках
крепление секций производится винтами с установкой секции в паз (рис. 8.87, а)
или на шпоночный выступ (рис. 8.87, б, в). Винты на двусторонних протяжках
(рис. 8.87, г) могут располагаться между зубцами или по концам секций.
Рис. 8.87. Соединение режущих секций с корпусом
Составные протяжки перетачиваются либо в собранном состоянии (когда это
возможно), либо в разобранном виде — каждая секция отдельно.
Принципы проектирования протяжных наладок
Структура наладки. Протяжная наладка представляет собой сложную кон-
струкцию, состоящую из протяжной плиты и закрепленных на ней комплектов
протяжек. В ряде случаев все протяжки или часть их крепятся на плите с помо-
щью промежуточных державок и кассет.
Протяжная плита содержит регулировочные и упорные устройства. Для уста-
новки и направления протяжек или державок в ней предусмотрены направляю-
щие пазы, уступы или шпонки. Обычно протяжная плита крепится непосредст-
венно к инструментальной плите станка и используется как постоянная, несъемная
часть протяжной наладки. Если необходимо обеспечить подналадку или замену
инструмента вне станка, то на протяжной плите устанавливают дополнительно
съемную державку. Это обеспечивает сохранность инструментальной плиты.
Державка же является съемной частью наладки, снимаемой со станка при каж-
дой замене или подналадке затупленных протяжек. Она также имеет регулиро-
вочные и упорные устройства.
Кассета является сменной частью протяжной наладки, служит для закрепле-
ния не более одного комплекта протяжек и вместе с ними ставится на протяжную
плиту или державку. Кассеты не имеют узлов регулирования и для обеспечения
подналадок на станке должны иметь небольшую массу.
Принципы проектирования наладок. Эффективность операции протягива-
ния в значительной степени зависит от конструкции и расположения протяжек
и державок, способов их крепления и регулирования. Перечисленные факторы
влияют на точность обработки детали, время и удобство замены и подналадки
затупленных протяжек и даже на способ их переточки. В частности, затупление
протяжек, обрабатывающих разные поверхности детали, в большинстве случаев
8.9. Принципы проектирования протяжных наладок
721
наступает не одновременно. Осуществление подналадки на станке позволяет за-
менять протяжки в разное время, по мере затупления, т.е. более полно исполь-
зовать ресурс работы и снижать расход протяжек, улучшать качество обработки
деталей. В связи с этим при проектировании протяжной наладки необходимо ре-
шать, каким образом обработать сложный профиль набором простых протяжек;
где целесообразнее производить замену и регулирование протяжек (на станке
или вне его); в каком порядке расположить протяжки.
Рассмотрим эти вопросы на конкретном примере. В случае протягивания
двух параллельных плоскостей в размер (рис. 8.88) возможны два варианта рас-
положения протяжек. Вариант а предусматривает регулировку черновых (1-4)
и чистовых (5) протяжек отдельными клиньями (о способах регулирования
см. 8.7.3). Поэтому протяжки могут перетачиваться некомплектно и меняться
не одновременно: чистовые — чаще, обеспечивая заданные шероховатость и точ-
ность обработки, а черновые, составляющие 70...90 % всей длины комплек-
та, — значительно реже. Это обеспечивает резкое уменьшение расхода протяжек.
В варианте б это невозможно, и его можно применять только при невысоких
требованиях к качеству обработки, когда не требуется использовать технологи-
ческие критерии затупления и период стойкости чистовой части протяжки не
является лимитирующим.
Рис. 8.88. Схемы расположения протяжек при обработке параллельных плоскостей
Для обработки сложных профилей обычно используют наладки, снабженные
набором простых протяжек. При этом необходимо обеспечить точное взаимное
расположение протяжек, которое позволяет обеспечивать номинальный размер
протягивания и исключать деформацию детали под действием неуравновешен-
ных сил резания.
Проектирование протяжных наладок осуществляется в указанной ниже по-
следовательности1.
1. Разделяют обрабатываемый профиль на элементарные поверхности. Это
позволяет упрощать конструкцию протяжек, облегчать условия резания и пере-
1 Этапы проектирования, касающиеся элементарных поверхностей, рассмотрены в пре-
дыдущих параграфах гл. 8.
722
Глава 8. Проектирование протяжек и прошивок
точку, снижать расход протяжек за счет облегчения их регулирования на раз-
мер.
2. Определяют припуска (выполняют для каждой элементарной поверхно-
сти с учетом полей допусков, уклонов и смещений).
3. Выбирают схему срезания припуска (отдельно для каждой поверхности).
4. Назначают последовательность обработки элементарных поверхностей.
Здесь определяется порядок расположения протяжек в протяжной наладке.
При этом необходимо учесть порядок срезания припуска; место подналадки (на
станке или вне станка); удобство размещения протяжек с точки зрения отвода
стружек и взаимного расположения лезвий; размещение упоров, элементов кре-
пления и регулировочных устройств; загрузку станка по длине при одновремен-
ной обработке нескольких поверхностей.
5. Рассчитывают суммарную длину одновременно работающих лезвий. Дли-
ны определяют отдельно для каждой поверхности, а затем суммируют.
6. Определяют лимитирующую силу протягивания. Находят меньшую из
двух сил: допускаемую станком (Рст = 0,7Q, где Q — номинальная сила протягива-
ния, указанная в паспорте станка) и допускаемую жесткостью детали и условия-
ми ее крепления (Рж). При обработке мелких нежестких деталей Рж = 30.. .60 кН,
а при обработке более крупных деталей Рж = 60... 100 кН.
7. Распределяют лимитирующую силу Рл между одновременно работающи-
ми протяжками. На участках, где работает одна протяжка, лимитирующая сила
не должна превышать расчетную силу протягивания; при одновременной рабо-
те нескольких протяжек Р„ распределяется между ними пропорционально сум-
марной длине их лезвий.
8. Определяют размеры упоров. Их выбирают в зависимости от типа упоров
и допустимой силы протягивания (см. 8.7.3).
9. Рассчитывают длину Ln каждого комплекта протяжек в блоке (отдельно
для каждой элементарной поверхности).
10. Определяют рабочую длину L протяжного блока (определяется расчет-
ная длина всего протяжного блока от первого зуба первой протяжки до послед-
него зуба последней протяжки). У комплектов, работающих последовательно,
длины складываются, у комплектов, работающих параллельно, принимается во
внимание наибольшая длина. Учитываются также промежутки между ком-
плектами, необходимые для размещения упоров.
11. Определяют допускаемую длину протяжного блока [L6] (рис. 8.89). На-
ходят наименьшее из значений:
[L61]<L„-Znl-Z-Zn.n; [L62]<H + п-еЕ,
где L„ — наибольший рабочий ход каретки станка; Znl — величина перебега
первого зуба блока относительно протягиваемой поверхности; 1П П — то же для
последнего зуба блока (обычно Znl == Zn.n > 30 мм); I — длина протягиваемой по-
верхности; Н — длина протяжной плиты; п — расстояние от торца каретки до
плоскости стола; е — расстояние от стола до протягиваемой поверхности; Е —
расстояние между торцами детали и протяжной плиты (обычно 50...75 мм).
12. Корректируют длину протяжного блока. Необходимо выдержать усло-
вие L < L6.
8.9. Принципы проектирования протяжных наладок
723
Рис. 8.89. Схема определения допускаемой длины протяжного блока
13. Выполняют проверку по фактической силе резания Рф. На каждом уча-
стке по длине протяжного блока определяют суммарные силы резания и наи-
большую из них принимают за Рф; должно быть соблюдено условие Рф < Р„.
14. Определяют размеры протяжек и геометрию зубьев (для всех протяжек
и комплектов).
15. Проектируют протяжной блок. Расчерчивают протяжную плиту, разме-
чают места упоров, регулирования, положение кассет, комплектов протяжек
и т.д.
16. Определяют положение сг упорной шпонки на протяжной плите относи-
тельно первого зуба протяжного блока:
с1 = с + п-е-1-1п1,
где с — расстояние от торца каретки до упорной шпонки (см. рис. 8.89).
Глава
ПРОЕКТИРОВАНИЕ
РЕЗЬБООБРАЗУЮШИХ
ИНСТРУМЕНТОВ
(9.1.;
Типы инструментов для обработки резьбы
К резьбам, а следовательно, и к резьбообразующим инструментам предъявля-
ются высокие требования. Способы изготовления резьбы, используемые в про-
мышленности, зависят от характера и масштаба производства, а также налич-
ного оборудования. В индивидуальном и мелкосерийном производстве применяют
простейшие резьбонарезные инструменты: ручные и машинные метчики, метчи-
ки-протяжки, бесстружечные метчики, резьбовые резцы и гребенки, круглые
режущие и накатные плашки, дисковые и гребенчатые резьбовые фрезы. Мелкие
точные резьбы образуются с помощью шлифовальных профилированных кругов
без предварительной лезвийной обработки. Для крупных резьб и ходовых винтов
шлифование производится после предварительной лезвийной обработки,
В серийном и крупносерийном производстве, располагающем универсаль-
ным оборудованием с усовершенствованной технологической оснасткой, агре-
гатными станками и автоматическими линиями, применяют машинные, гаеч-
ные и бесстружечные метчики, резьбонарезные, вихревые и накатные головки,
накатные ролики и плоские накатные плашки.
9.1. Типы инструментов для обработки резьбы
725
Таблица 9.1
Способы резьбонарезания и параметры качества резьбы
Инструмент Степень точности резьбы На, мкм
вид профиль резьбы наружной внутренней
Резец Ш 6 6 2,5...1,25
Гребенка Ш 6 6 2,5...1,25
Плашка круглая Ш/НШ 6/8 — 4,0...2,5/10,0...2,5
Фреза резьбовая Ш/НШ 4/7 6/8 4,0...1,25/10,0...2,5
Головка вихревая Ш 6 8 6,0...2,5
Головка винторезная Ш/НШ 4/6 — 2,5...1,25/4,0...2,5
Метчик машинно-ручной Ш/НШ — 4/7 2,5...1,25/4,0...2,5
Метчик-протяжка ш — 7 4,0...2,5
Головка гайкорезная ш — 6 2,5...1,25
Метчик гаечный Ш/НШ — 6/8 2,5...1,25/4,0...2,5
Круг абразивный — 4 4 1,25...0,32
Примечание. Ш — шлифованный, НШ — нешлифованный.
В поточно-массовом производстве большое место занимает накатывание
резьбы на автоматизированных станках с бункерной загрузкой заготовок и резь-
бонакатными головками. Нарезают резьбу машинными и гаечными метчиками,
резьбонарезными головками, резьбовыми резцами по многопроходной схеме.
Выбор способа нарезания резьбы определяется требованиями к ее точности
и шероховатости (табл. 9.1). При этом используются различные кинематиче-
ские схемы обработки в зависимости от сочетания количества проходов инстру-
мента и резьбовых ниток на нем:
1) многопроходное нарезание однониточным инструментом (рис. 9.1, а) —
резцом, однониточным шлифовальным кругом;
Рис. 9.1. Схемы обработки резьбы
726
Глава 9. Проектирование резьбообразуюших инструментов
2) одно- или двухпроходное нарезание многониточными инструментами
(рис. 9.1, б) — гребенкой, плашкой, метчиком, многониточным кругом;
3) однопроходное фрезерование однониточной резьбовой фрезой или вихре-
вой головкой (рис. 9.1, в);
4) фрезерование многониточной фрезой (рис. 9.1, г), ширина которой боль-
ше длины резьбы;
5) накатывание широкими роликами или плашками (рис. 9.1, 5);
6) однопроходное накатывание узкими роликами с осевой подачей и раскат-
никами (рис. 9.1, е).
( 9.2. } Резьбонарезные резцы
Резцы служат для нарезания наружной и внутренней резьб. Они подразде-
ляются на стержневые, призматические и круглые, однониточные и многони-
точные (рис. 9.2).
Стандартизованы токарные резьбовые резцы с рабочей частью из быстроре-
жущей стали (ГОСТ 18876-73*) и твердого сплава (ГОСТ 18885-73*) для обра-
ботки наружных и внутренних метрических и трапецеидальных резьб.
Резьбовые резцы выполняются цельными (сварными), с напайными твердо-
сплавными пластинами, либо в качестве режущей части используются специаль-
ные сменные твердосплавные пластины. Материал режущей части выбирается
аналогично материалу токарных резцов.
Геометрия резьбовых резцов зависит от параметров нарезаемой резьбы. Кине-
матический задний угол на правой и левой режущих кромках не одинаков и равен
соответственно:
ак.п = а + ц; а^а-ц,
где а — угол заточки; tgp. = tgrcose; tgx = P/(nd2); £ — половина угла профиля
резьбы; Р — шаг резьбы; d2 — средний диаметр резьбы.
При малом угле т подъема профиля резьбы (не более 3.. .4°) резец устанавли-
вают так, чтобы ось симметрии его профиля была перпендикулярна к оси заго-
товки. Задние углы на левой и правой боковых режущих кромках выполняются
одинаковыми, равными 4. ..6° для предварительного нарезания резьбы и 8...10°
для окончательного. Задний угол на вершине равен 15...20°.
Для многозаходной и трапецеидальной резьб угол т достаточно велик, и его
следует учитывать при назначении задних углов резца, а также для обеспечения
равенства передних углов на правой и левой кромках (рис. 9.3, а). Для этого пе-
редняя поверхность резца должна быть наклонена относительно оси детали под
углом А, = т.
Передний угол резца, как правило, принимается равным 0°, чтобы исклю-
чить коррекцию профиля. Если у * 0° и А, 0°, то следует выполнять коррекцию
профиля.
9.2. Резьбонарезные резцы
727
Рис. 9.2. Разновидности резьбовых резцов:
а, б, в — однониточные стержневой, призматический и круглый соответственно;
г, д, е — то же многониточные
Рис. 9.3. Изменение геометрии резьбового резца:
а — с учетом угла т подъема резьбы; б — с учетом профиля нарезаемой резьбы
728
Глава 9. Проектирование резьбообразуюших инструментов
Если у / 0°, X = 0°, то зависимость между размерами по высоте профиля заго-
товки и резца в плоскости передней поверхности (рис. 9.3,6) имеет вид
= Vr2-(г-Ла)2sin2 у -(г-Ла)соз у,
где г — наружный радиус детали; h, — высота профиля резьбы.
Абсциссы точек у основания профиля определяются по формуле
гп = г ± р arccos
(r-feasiny)
где р = Р/(2л) — винтовой параметр резьбы; Р — шаг резьбы. Знак «+» прини-
мается для правой стороны профиля, знак «-» — для левой.
Углы профиля для правой и левой сторон:
г + рarccos
tg£n
ftr-fejsiny
к г
г-р arccos
=-----------
Если принять профиль резца в плоскости передней поверхности равным про-
филю резьбы, то профиль резьбы на детали будет отличаться от заданного, а его
координаты равны:
x = |7^+(r1Siny)21;
2 = zx ± р arccos
(r-fea)siny
Здесь индекс «1» при значениях координат х и г означает точку на окружности
радиуса ту (см. рис. 9.3, б). При небольшой высоте профиля достаточно рассчи-
тать координаты двух точек (1 и 2), поскольку координаты точек 3 и 4 совпадают.
Для профилей большой глубины рассчитывают координаты нескольких точек
на профиле.
Наличие угла X при у = 0° также требует перерасчетов координат профиля
резца:
х1 = х
«1---r±P(Y-Yi);
cos А,
Yi
= arccos
9.2. Резьбонарезные резиы
729
В случае 0°, X. 0° для расчета профиля резца используются зависимости:
Xj = X
| Г1 sin у
I cosX
2 . . .
2i =—r±p(y-Yi);
cos Л.
Yi
\2
r.smy , , ]
-—-i + ztgX
cos Л.
Нарезание резьбы резцами производится за несколько проходов, причем резец
совершает следующие движения: врезание на определенную глубину, рабочий
ход вдоль оси заготовки, быстрый радиальный отвод от детали, быстрый обрат-
ный ход в начальное положение.
Последовательность снятия стружки может быть различной. В наиболее рас-
пространенной схеме (рис. 9.4, а) инструмент имеет радиальную подачу Sr на
глубину резания. При такой схеме обе режущие кромки резца во время рабочего
хода срезают одновременно симметричные стружки.
Рис. 9.4. Схемы нарезания резьбы резцом:
1-8 — номера проходов
Во второй схеме (рис. 9.4, б) верхние салазки суппорта устанавливаются под
углом 60° к оси нарезаемой детали. После каждого очередного прохода головку
суппорта перемещают вперед в направлении St. В этом случае в работе участвует
только одна режущая кромка резца. Чтобы избежать работы правой режущей
кромки, угол е при вершине резца должен быть меньше 60°, а левую кромку по-
ворачивают точно на угол 30°. При этом правая кромка будет составлять неболь-
шой угол с уже нарезанной правой стороной резьбы.
Вторая схема нарезания резьбы имеет преимущество по сравнению с первой,
так как в этом случае передняя поверхность резца может быть повернута, т.е.
может не совпадать с горизонтальной плоскостью, как это требуется для резцов,
работающих по первому методу. Однако в конце нарезания резьбы должен про-
изводиться чистовой проход по первой схеме.
Третья схема (комбинированная) используется при нарезании резьб с круп-
ным шагом (рис. 9.4, в). Резец имеет подачу поочередно в направлениях S't и S".
730
Глава 9. Проектирование резьбообразуюших инструментов
Схема используется на станках с ЧПУ, поскольку требует специальной про-
граммы перемещений резца.
В современных резьбовых резцах широко используются сменные неперета-
чиваемые пластины (рис. 9.5). Они могут работать как однониточные или мно-
гониточные (рис. 9.6) резцы.
Рис. 9.5. Нарезание резьб сменными неперетачиваемыми пластинами
Рис. 9.6. Сменные пластины для нарезания резьб:
а, б — однониточные; в, г — многониточные; д — формы передней поверхности
Крепление пластин в державках сборных резцов аналогично используемому
в универсальных токарных резцах. Пластины могут крепиться винтом (рис. 9.7, а, б),
прижиматься клином к штифту (рис. 9.7, в), прижиматься прихватом (рис. 9.7, г)
и т.п.
Рис. 9.7. Крепление резьбовых сменных неперетачиваемых пластин в корпусах резцов:
/ — режущая пластина; 2, 3 — винты; </ — опорная пластина; 5 — клин; в — прихват
9.3. Плашки
731
Сменные пластины выпускаются с уже сформированными задними и перед-
ними углами, иногда на передней поверхности может быть предусмотрен стружко-
лом (см. рис. 9.6, д). Расчет державки сводится к определению точного положения
пластины относительно оси обрабатываемой детали, чтобы обеспечить симмет-
ричность профиля резьбы.
Плашки
Для нарезания наружных резьб диаметром от 1 до 52 мм (иногда до 135 мм)
и их калибрования используются плашки (рис. 9.8). Стандартизованы конст-
рукции круглых плашек для нарезания метрических резьб диаметром d = 1...52 мм
(ГОСТ 9740-71*), трубной цилиндрической резьбы Gl/8-Gl1/2 (ГОСТ 6351-81),
конической дюймовой резьбы К1 /16"-К2" и трубной конической резьбы R1/16-R2
(ГОСТ 6228-80), круглой резьбы в изделиях санитарно-технической арматуры
(ГОСТ 14714-69), а также шестигранных плашек для нарезания метрической
Ml ,8-М60, трубной цилиндрической G1/16-G2" и трубной конической R1/16 -
R2" резьб (ГОСТ Р 50561-93).
Материал корпуса цельных плашек — инструментальная легированная сталь
марок 9ХС, ХВСГ по ГОСТ 5950-2003 или быстрорежущая сталь по ГОСТ 19265-73*.
Твердость плашек из сталей марок 9ХС и ХВСГ — 58...62 HRC, для плашек из
быстрорежущих сталей — 60...63 HRC. Для плашек из быстрорежущих сталей
с содержанием ванадия более 3 % и кобальта более 5 % твердость повышается
на 1-2 единицы HRC.
Диаметр D корпуса выбирается из следующего ряда: 12, 16, 20, 25, 30, 38,
45, 55,65, 75, 90 мм. Ширина плашки Н=2Ц + 12, где lj = (ft + X)ctg ф; ft— высота
резьбы; К = 0,05...0,15 — величина затылования; ф — угол заборного конуса;
12 — длина калибрующей части, равная 2-6 шагам резьбы. Можно принимать
высоту в пределах Н=(0,18.. .0,4)jD; отношение Н/Р = 6... 10 (где Р — шаг резьбы),
иногда до 15 и должно соответствовать ряду 3, 5, 7, 9, 10, 11, 14, 16, 18, 20, 22,
25, 30, 36.
При работе плашки закрепляются в ручном воротке или патроне. Для креп-
ления плашки на ее наружной поверхности выполняют три или четыре кониче-
ских углубления (рис. 9.8, в). Нижние гнезда с углом конуса 60° и диаметром
3...12 мм выполнены под установочный винт 1. Верхние гнезда с углом 90°
и диаметром 3... 13 мм поджимные, они смещены от оси на величину е = 0,5... 2 мм
для лучшего закрепления плашки винтами 2 и 3. В корпусе предусматривают
паз с углом 60°, шириной 3...16 мм. Перемычка между дном паза и стружкоот-
водным отверстием равна 0,5... 1,5 мм. Паз предназначен для разрезания плашки
после двух-трех переточек, что позволяет регулировать ее диаметр с помощью
винтов 2, 3, 4, входящих в поджимные гнезда.
Количество стружкоотводных отверстий равно 3-8 (в зависимости от диа-
метра плашки). Их размеры и расположение определяют жесткость корпуса,
732
Глава 9. Проектирование резьбообразующих инструментов
Рис. 9.8. Конструктивные элементы и геометрия круглой плашки:
а — общий вид; б — форма стружечной канавки; в — схема крепления
технологичность его изготовления. Обычно, используя допущение, что плашка
не затачивается, диаметр отверстий рассчитывают по следующим формулам:
dc _ б^втсо . д = [cos ю+sin ю ctg(3 - co)],
sin (3-ю)
где dj — внутренний диаметр нарезаемой резьбы; ю = 90А/з; k - 1,0...1,15 в за-
висимости от принятого значения Н\ z — число отверстий; 3 = 90° - у.
Режущая часть плашки должна быть заточена по передней и задней поверх-
ностям. Передний угол у задается на внутреннем диаметре плашки и выбирается
в зависимости от обрабатываемого материала: у= 18° для стали с ов < 500 МПа;
у= 12° для стали со,> 500 МПа; у = 6° для чугуна; у = 23° для меди; у= 25° для
легких сплавов, дающих длинную стружку; у= 12° для легких сплавов, дающих
короткую стружку. Стандартные плашки диаметром до 6 мм имеют угол
у = 30° ± 10°, остальные — угол у - 25° ± 10°.
Задний угол а образуется путем затылования только по наружному диамет-
ру заборной части и составляет 6.. .9°. Он имеет переменную величину вдоль за-
борного конуса (режущей части).
Угол конуса заборной части 2ср для нормализованных плашек выбирается
равным 50°.
Калибрующая часть плашек осуществляет калибровку резьбы, служит на-
правляющей при продольном перемещении плашки во время резьбонарезания
9.4. Метчики
733
и свинчивания. Она выполняется с полным профилем резьбы, исполнительные
размеры которой обеспечивают получение резьбы требуемой точности. Стандарт-
ные плашки нарезают резьбы с посадками скольжения квалитетов точности 6h,
8h, 8h6h и с посадками с зазором квалитетов точности 6g, бе, 6d, а трубные резь-
бы — классов А и Б.
Резьба калибрующей части плашки не затылуется, и задние углы на калибрую-
щей части равны 0°. Накопленная ошибка шага резьбы составляет 0,008...0,01 мм
на 25 мм длины. Предельное отклонение половины угла профиля ±(15...55)'
в зависимости от точности и размеров резьбы.
Резьба калибрующей части может иметь доводку по профилю (Rz <6,3 мкм)
или быть без доводки (Rz <12,5 мкм).
Радиальное биение наружной цилиндрической поверхности плашки и бие-
ние торцов относительно резьбы не должны превышать: 0,05 мм при диаметре
плашки D< 30 мм; 0,06ммприЛ = 30...45мм; 0,07 мм при Л = 45... 55 мм; 0,1 мм
при D > 55 мм.
Параметр шероховатости задней и передней поверхностей плашек на высоте
не менее 1,5 высоты резьбы — Rz < 6,3 мкм, поверхностей опорных торцов и на-
ружной цилиндрической поверхности — Ra < 1,6 мкм.
У
( 9.4. ) Метчики
9.4.1. Общие сведения.
Конструкции стандартизованных метчиков
Метчик нарезает резьбу в отверстиях. По способу применения и назначению
метчики бывают:
• машинно-ручные, предназначенные для нарезания резьбы на станках
и вручную; профиль резьбы шлифован и затылован;
• ручные, предназначенные для нарезания резьбы вручную; профиль резь-
бы не шлифован и не затылован; как следствие, велики крутящий момент и тре-
ние на рабочих поверхностях. Эти метчики изготавливают в комплекте из двух
или трех штук с соответствующим распределением припуска по площади выре-
заемой впадины;
• гаечные метчики, служащие для нарезания резьбы в гайках; они работают
без вывертывания, отличаются от машинно-ручных удлиненной заборной частью
и длинным хвостовиком (прямым или изогнутым), на который в процессе работы
нанизываются гайки;
• плашечные и маточные, служащие для нарезания и калибрования резьбы
в плашках, с конической заборной частью;
• конические, предназначенные для нарезания конических резьб; они режут
всей рабочей частью;
• специальные — с бочкообразным зубом, регулируемые, самооткрываю-
щиеся и т.д.
734
Глава 9. Проектирование резьбообразующих инструментов
Метчик — один из наиболее стандартизованных видов режущих инстру-
ментов, для которых ГОСТами обусловлены как размеры отдельных конструк-
тивных элементов, так и ряд специализированных разновидностей. Сведения
о стандартизованных конструкциях метчиков приведены в табл. 9.2.
Таблица 9.2
Основные типы и размеры стандартизованных метчиков
Наименование, тип и основные размеры
Метчики гаечные с изогнутым хвостовиком. Кон-
струкция и размеры. ГОСТ 6951-71: для метри-
ческих резьб d = МЗ-МЗО мм, Р = 0,35...3,0 мм,
L = 135...420 мм, 1= 10...70 мм, d1 = 2,24...27 мм;
для дюймовых резьб d = 1/4-1", Р= 1,27...3,17 мм,
L = 135...420мм, i=25...60мм, dY = 4,4...20,4мм
Метчики гаечные с шахматным расположением
зубьев для обработки нержавеющих и жаропроч-
ных сталей. Конструкция и размеры. ГОСТ 17929-72:
d = M3-M36 мм, Р = 0,5...4,0 мм, L = 70...320 мм,
1= 10...80 мм
Эскиз
Исполнение 1
d S 5 мм
Метчики гаечные. Конструкция. ГОСТ 1604-71:
</=МЗ-М52мм, Р = 0,35... 5,0 мм, L= 70...360 мм,
i= 7...100 мм
9.4. Метчики
735
Продолжение табл. 9.2
Наименование, тип и основные размеры
Эскиз
Метчики для конической резьбы. Технические
условия. ГОСТ 6227-80: дюймовой №/w-K.2",
L = 50... 140 мм, 1= 16... 42 мм, трубной 'R1/16-R2",
L = 52... 140 мм, Z = 14...41 мм
Метчики машинные для трубной цилиндриче-
ской резьбы, оснащенные твердосплавными пла-
стинами. Технические условия. ГОСТ 19879-74:
G72-G2", L = 125...195 мм, I = 25...40 мм
1
Метчики машинные и ручные. Конструкция
и размеры. ГОСТ 3266-81:
короткие с усиленным хвостовиком для метри-
ческой резьбы (d=М1-М2,5 мм, Р=0,2.. .0,4 5 мм,
L = 38,5...44,5 мм, 1 = 5,5...9,5 мм)
короткие с шейкой для метрической резьбы
(cZ=M3-M10mm, Р=0,35...1,5мм,£ = 48...80 мм,
I = 11...24 мм)
короткие с проходным хвостовиком для метри-
ческой резьбы (d=МЗ-М52 мм, Р=0,35.. .5,0 мм,
L = 48...2OO мм, 1= 11...70 мм)
для метрической резьбы с проходным удлинен-
ным хвостовиком (d=МЗ-М52 мм, Р=0,35.. .5,0 мм,
L = 66...2OO мм, 1= 11...70 мм)
комплектные из трех штук для метрической
резьбы (d = М24-М52 мм, Р = 3,0...5,0 мм,
L= 130...200 мм, 1 = 45...70 мм)
для дюймовой резьбы ‘//'"’/в" (L = 66...200 мм;
1= 19. ..70 мм)
для дюймовой резьбы 7/ie,,_2", для трубной
резьбы (L = 80...195 мм, 1= 18...40 мм)
Метчики машинные с винтовыми канавками для
обработки легких сплавов. Конструкция и разме-
ры. ГОСТ 17932-72: <Z=M3-M30mm,P=0,35...3,5mm,
L=48...120mm, Z= 11...48мм, со=1О°дляс/=3...6мм,
со = 30° для d свыше 6 мм
Метчики машинные с винтовыми канавками.
Конструкция и размеры. ГОСТ 17933-72:
d = МЗ-МЗО мм, Р = 0,35...3,5 мм, L = 48...120 мм,
Z = 11...48 мм, со = 10° для d = 3...6 мм, со = 30°
для d свыше 6 мм
736
Глава 9. Проектирование резьбообразуюших инструментов
Окончание табл. 9.2
Наименование, тип и основные размеры
Метчики машинные с удлиненным хвостовиком
для метрических резьб от М3 до М10. Размеры.
ГОСТ 29221-91: d = МЗ-М10 мм, Р = 0,35...!,5 мм,
L = 66...1O8 мм, 1 = 11...24 мм
Метчики машинные с укороченными канавками
для обработки легких сплавов. Конструкция
и размеры. ГОСТ 17930-72: d = М1-М18 мм,
Р = 0,2...2,5 мм, L = 38.5...112 мм, 1= 5,5...37 мм
Метчики машинные с укороченными канавка-
ми. Конструкция и размеры. ГОСТ 17931-72:
d = Ml-M18 мм, Р = 0,2...2,5 мм, L = 36...110 мм,
I = 6...36 мм
Эскиз
Метчики машинные с шахматным расположением
зубьев для обработки легких сплавов. Конструк-
ция и размеры. ГОСТ 17928-72: d= М2-М36 мм,
P = 0,4...4,0mm,L = 41...162mm, Z = 8...57мм
Метчики машинные с шахматным расположе-
нием зубьев для обработки нержавеющих и жа-
ропрочных сталей. Конструкция и размеры.
ГОСТ 17927-72: d = М2-М36 мм, Р = 0,4...4,0 мм,
L = 41...182 мм, I = 12...80 мм
Выбор метчиков стандартной или специализированной конструкции следу-
ет производить на основании сравнения экономических показателей спроекти-
рованного и стандартного метчиков с учетом типа производства (табл. 9.3). При
этом метчики специальных конструкций должны иметь ряд стандартизован-
ных конструктивных элементов, обусловленных ГОСТами.
Таблица 9.3
Выбор машинных метчиков
Нарезаемое отверстие Тип метчика Передний угол, град Тип стружки Комплектность метчиков
Вид Глубина/ недорез т с крупным шагом
М1-М5 Мб - М12 М14 - МЗО МЗЗ - М52 М56-М68
с мелким шагом
М2 х 0,5- МЮх 1 М20х1,5- М20х2 М22х1,5- М33х2 М36 х1,5- М100х2; М34 х 3- М53х3 М56х4- МЮОхб
Сквозное Менее 2d Бесканавочный 10 Короткая I I — — —
18 I I — — —
Свыше 2d Бесканавоч- ный* 10 I I — I п
18 I I — I п
Сквозное или глухое — Прямозубый 10 I I I п Ш
5 I П п п ш
18 I I I п ш
Сквозное Менее 2d Бесканавочный 10 Длинная I I — — —
18 I I — — —
Свыше 2d Бесканавочный* 10 I I I п —
18 I I I п —
С левой спиралью, £0=15° 10 I I I п —
5 I П — — —
18 I I I п —
Прямозубый 10 I I I п —
5 I п п п п
18 I I I п ш
9.4. Метчики
Окончание табл. 9.3
Нарезаемое отверстие Тип метчика Передний угол, град Тип стружки Комплектность метчиков
Вид Глубина/ недорез т с крупным шагом
М1-М5 М6-М12 М14 - МЗО МЗЗ - М52 М56 - М68
с мелким шагом
М2 х 0,5- М10х1 М20х1,5- М20х2 М22х1,5- М33х2 М36 х1,5- М100х2; М34 х 3- М53х3 М56 х 4- М100 х 6
Глухое т<5Р С правой спиралью: со = 15° 10 Цлинияя I I I П Ш
5 I П П П Ш
18 I I I П Ш
со = 35° 10 I I I — —
18 I I I — —
со=35° черновой 10 — — П п —
со =15° чистовой 5 — — П п —
Глухое т = 2,5Р со=35° черновой 10 п п П п
5 п п — — —
прямозубый чистовой 18 п п п — —
Прямозубый 10 — — — — ш
5 — — п п ш
18 — — — — ш
Примечание. * С каналами для подвода СОЖ; I — однопроходный метчик; II — комплект из двух метчиков; III — комплект из
трех метчиков.
738 Глава 9. Проектирование резьбообразующих инструментов
9.4. Метчики
739
9.4.2. Проектирование метчиков для нарезания резьбы
Выбор инструментальных материалов. Материал рабочей части машинных
метчиков определяется условиями их эксплуатации (табл. 9.4). Хвостовик изго-
тавливают из сталей марок 45, 40Х. Для ручных метчиков используются угле-
родистые (У 11, У НА) или легированные (9ХС) инструментальные стали.
Таблица 9.4
Материалы рабочей части метчика
Области применения Марки инструментального материала
Нарезание резьбы в сталях, цветных металлах Р6М5, Р6МЗ
Нарезание резьбы в материалах с повышенными физико-механическими свойствами Р9К5, Р6М5К5
Нарезание резьбы в закаленных сталях Т15К6
Нарезание резьбы в чугуне ВК10-М, ВК8, ВК6, Р6М5
Нарезание резьбы в титановых сплавах Р9М4К8, Р9К5, ВК6-М
Твердость рабочей части метчиков диаметром менее 3 мм — 60...63 HRC,
диаметром от 3 до 6 мм — 61...64 HRC, диаметром свыше 6 мм — 62. ..65 HRC.
Твердость рабочей части метчиков, выполненных из кобальтовых и ванадиевых
быстрорежущих сталей, должна быть выше на 1-2 единицы HRC. Твердость
хвостовиков — 36.. .51 HRC. У цельных гаечных метчиков твердость хвостовика
должна быть выдержана на длине на 5-9 диаметров от рабочей части, для свар-
ных — на длине 5-6 диаметров.
Конструктивные элементы метчиков. Метчик состоит из хвостовика и рабочей
части (рис. 9.9). На цилиндрическом шлифованном хвостовике выполнены
квадрат для передачи крутящего момента и (иногда) канавка для захвата шари-
ками быстросменного патрона. В некоторых случаях изготавливают хвостовики
с конусами Морзе.
Рис. 9.9. Конструктивные элементы метчика
Общая длина метчика
L = I + Iq + lt +1',
где I — длина резьбового отверстия о полным профилем; 10 — расстояние от
вспомогательного инструмента до детали, принимаемое с учетом свободного
740
Глава 9. Проектирование резьбообразующих инструментов
выхода стружки от 10 мм и более в зависимости от диаметра метчика; 1В — дли-
на вхождения метчика во вспомогательный инструмент; V = (1...3)Р — величи-
на выхода калибрующей части метчика из сквозного отверстия. Если L будет
меньше рекомендуемой ГОСТ 3266-81, следует увеличить ее до стандартной.
Рабочая часть метчика длиной Zp разделена на заборную (режущую) длиной 1Х
и калибрующую длиной 12. Заборной называют переднюю конуснуК) часть мет-
чика, на долю которой приходится черновое нарезание резьбы. Калибрующая
часть служит для окончательного формирования профиля резьбы; ее длина при-
нимается равной (6...12)Р. Для выбора длины рабочих частей метчиков можно
воспользоваться табл. 9.5 либо соответствующими ГОСТами. Диаметры, шаги
и предельные отклонения профилей резьбы приведены в ГОСТ 17039-71.
Таблица 9.5
Длина рабочей части метчика, мм
d Шаг резьбы
0,50 0,75 1,00 1,25 1,50 2,00 2,50 3,00 3,50 4,00 4,50
3,0...4,5 12 — — — — — — — — — —
5 16 —
6 7 18 18 18 — — — — — — —
8 18 18 20 20 — — — — — — —
9 18 18 20 20 — — — — — — —
10 18 18 20 20 24 — — — — — —
12 18 18 25 25 28 — — — — — —
14 18 18 25 25 30 30 — — — — —
16 17 18 20 28 — 30 30 — — — —
18 — 20 28 — 30 36 36 — — — —
20 20 20 28 — 30 36 36 — — — —
22 20 20 28 — 36 40 40 — — — —
24 — 25 32 — 36 36 — 45 — — —
25 — 32 — — 36 36 — — — — —
27 25 32 — — 40 40 — 45 50 — —
30 — 25 32 — 40 40 — 45 50 — —
33 — 25 32 — 40 40 — — 50 — —
36 — — 32 — — 40 — 60 — 60 —
39 — — 36 — 40 40 — 60 — 60 —
40 — — — — 40 40 — 60 — — —
42 — — 36 — 40 40 — 60 — 60 60
45 — — 36 — 45 45 — 65 — 65 65
48 — — 36 — 45 45 — 65 — 65 —
50 — — — — 45 45 — 65 — — —
52 — — 36 — 45 - — 70 — 70 —
Число зубьев метчика выбирается в зависимости от обрабатываемого мате-
риала и диаметра резьбы по табл. 9.6.
9.4. Метчики
741
Таблица 9.6
Выбор числа зубьев метчика
Обрабатываемый материал Число зубьев
2,3 з 4 4-6 6
Диаметр резьбы, мм
Сталь, ковкий чугун — 3...16 18...30 33...39 42...52
Серый чугун, бронза, латунь — 3...7 8...30 33...39 42...52
Легкие сплавы 3...4 4...16 18...39 — 42...52
Труднообрабатываемые сплавы 3...8 8...16 Свыше 16 — —
При нарезании резьбы в отверстии, имеющем пазы, параллельные оси отвер-
стия, метчик рекомендуется делать с нечетным числом зубьев (г > 5).
Форма канавки должна обеспечивать свободное размещение стружки, содей-
ствовать ее легкому отводу, не допускать налипания и спрессовывания в канавке.
Наиболее широко используется двухрадиусная форма канавки, для метчиков
малых диаметров — однорадиусная (рис. 9.10-9.12). Размеры стружечных кана-
вок приведены в табл. 9.7-9.11. Профили фрез для стружечных канавок норма-
лизованы, поэтому на чертеже метчика можно указать номер профиля фрезы.
Рис. 9.10. Профили стружечных канавок метчиков:
а — для d 5 5 мм; б — для d > 5,5 мм
Рис. 9.11. Профили стружечных канавок метчиков для обработки легких сплавов:
а — для d £ 5 мм; б — для d > 5,5 мм
742
Глава 9. Проектирование резьбообразуюших инструментов
Рис. 9.12. Профили стружечных канавок метчиков,
оснащенных твердосплавными пластинами:
а — для резьб 1/2, 3/4, 1"; б — для резьб 1’/4, 11/г» 2"
Таблица 9.7
Рекомендуемые размеры стружечных канавок метчиков
для метрической резьбы, мм (ГОСТ 3266-81)
d dc 2 X У Г Н Х1 У1 В Номер профиля канавок
1,0 0,45 3 — — 0,3 — — — — —
2,0 0,90
2,5 1,15
3,0 1,40
3,5 1,60
4,0 1,80
4,5 2,10
5,0 2,30 0,5
5,5 2,50
6,0 2,70
7,0 3,10 1,70 1,о 1,0 2,28 1,6 4,20 4,2 1
8,0 3,60 2,14 l.o 1,0 3,23 2,2 5,20 5,2 2
9,0 4,00
10,0 4,50 2,88 1,5 1,5 4,13 2,8 6,60 6,6 3
11,0 5,00
12,0 5,40 2,97 1,5 1,5 4,32 3,0 8,00 8,0 4
14,0 6,30
15,0 6,80 4,16 2,0 2,0 6,19 4,2 10,50 10,5 5
16,0 7,20
17,0 7,70
18,0 9,00 4 4,32 2,0 2,0 6,53 3,1 10,41 10,5 6
20,0 10,00
22,0 11,00 5,99 3,0 3,0 8,75 4,2 12,43 12,6 7
24,0 12,00
25,0 12,50
26,0 13,00
9.4. Метчики
743
Окончание табл. 9.7
d de 2 X У Г Н У1 R Номер профиля канавок
27,0 13,50 4 6,49 3,5 3,5 9,13 4,4 15,52 15,7 8
28,0 14,00
30,0 15,00
32,0 16,00
33,0 16,50 8,44 4,0 4,0 12,63 5,5 18,71 19,0 9
35,0 17,50
36,0 18,00
38,0 19,00
39,0 19,50 10,46 5,0 5,0 15,61 7,50 22,04 22,3 10
40,0 20,00
42,0 21,00
45,0 22,50
48,0 24,00 12,89 7,0 7,0 18,08 8,75 25,13 25,6 11
50,0 25,00
52,0 26,00 13,50 7,0 7,0 19,99 9,50 28,23 28,8 12
Таблица 9.8
Рекомендуемые размеры стружечных канавок метчиков
для дюймовой резьбы, мм (ГОСТ 3266—81)
d de 2 X У Г Н R Номер профиля канавок
7/' 2,8 3 1,7 1,0 1,0 2,28 1,6 4,2 4,2 1
7ie" 3,6 2,14 1,0 1,0 3,23 2,2 5,2 5,2 2
5 / // /8 4,3 2,88 1,5 1,5 4,13 2,8 6,6 6,6 3
7»" 4,6
7/' 6,0 2,97 1,5 1,5 4,32 3,00 8,0 8,0 4
7ie" 6,5 4,16 2,0 2,0 6,19 4,2 10,5 10,5 5
5/ // /8 7,2
3/ // /4 8,8 4 4,32 2,0 2,0 6,53 3,1 10,41 10,5 6
7/ // /8 11,0 5,99 3,0 3,0 8,75 4,2 12,43 12,6 7
1" 12,0
17s" 14,5 6,49 3,5 3,5 9,13 4,4 15,52 15,7 8
17/' 16,0 8,44 4,0 4,0 12,63 5,5 18,71 19,0 9
17/' 17,5
17»" 19,0 10,46 5,0 5,0 15,61 7,5 22,04 22,3 10
17/' 20,0
17/' 22,0 12,89 7,0 7,0 18,08 8,75 25,13 25,6 11
17/' 23,0
2" 25,0 13,5 7,0 7,0 19,99 9,5 28,23 28,8 12
744
Глава 9. Проектирование резьбообразуюших инструментов
Таблица 9.9
Рекомендуемые размеры стружечных канавок метчиков
для трубной резьбы, мм (ГОСТ 3266-81)
d de Z X У Г Н У1 R Номер профиля канавок
'/* 4,5 3 2,88 1,5 1,5 4,13 2,8 6,6 6,6 3
7/' 6,3 4,16 2,0 2,0 6,19 4,2 10,5 10,5 5
7в" 7,2
7Г 11,0 4 5,99 3,0 3,0 8,75 4,2 12,43 12,6 7
7в" 12,0
3 / » /4 13,5 6,49 3,5 3,5 9,13 4,4 15,52 15,7 8
7в" 15,0
1" 16,5 8,44 4,0 4,0 12,63 5,5 18,71 19,0 9
17в" 19,5 10,46 5,0 5,0 15,61 7,5 22,04 22,3 10
17/' 21,0
17/' 22,5 12,89 7,0 7,0 18,06 8,75 25,13 25,6 11
17/' 24,0
13//' 26,0 13,50 7,0 7,0 19,99 9,5 28,23 28,8 12
2" 30,0
Таблица 9.10
Рекомендуемые размеры стружечных канавок метчиков для метрической резьбы
в легких сплавах, мм (ГОСТ 17930—72)
d de z X У Г Н Уг R Номер профиля канавок
1,0 0,45 2 — — 0,3 — — — — —
2,0 0,90
2,5 1,15
3,0 1,40
3,5 1,60
4,0 1,80
4,5 2,10 0,5
5,0 2,30
5,5 2,50
6,0 2,70 3 1,70 1,0 1,0 2,28 1,6 4,2 4,2 1
7,0 3,10 2,14 1,0 1,0 3,23 2,2 5,2 5,2 2
8,0 3,60
9,0 4,00 2,88 1,5 1,5 4,13 2,8 6,6 6,6 3
10,0 4,50
11,0 5,00 2,97 1,5 1,5 4,32 3,0 8,0 8,0 4
12,0 5,40
9.4. Метчики
745
Таблица 9.11
Рекомендуемые размеры стружечных канавок метчиков,
оснащенных твердосплавными пластинами, мм (ГОСТ 19879—74)
Обозначе- ние резьбы 2 dc dK f Г1 Гг
7/' 4 11 18,7 3,5 3,0 12,6
8/ // /4 14 24,2
1" 18 30,4 5,0 3,5 15,7
17/' 6 27 39,0 3,5 2,5 —
17г" 29 44,9 7,0 5,0
2" 37 56,7 8,0 6,0
Передние углы метчиков
Таблица 9.12
Обрабатываемый материал у, град
Серый чугун, бронза, твердая сталь 0...5
Конструкционная сталь, латуни Л59, Л62 8...10
Автоматные и малоуглеродистые стали 10...15
Латунь Л68 15
Алюминиевые и магниевые сплавы 15...30
Стали 2X13, 1Х12Н2ВМФ 7...10
Стали Х18Н9, Х15Н9Ю, 1Х21Н5Т 5...8
Геометрические параметры метчиков. Геометрия мет-
чика определяется передним углом у, задним углом а,
углом заборной части ф и углом наклона винтовых кана-
вок го (рис. 9.13). Передний угол увыбирается в зависимо-
сти от свойств обрабатываемого материала и требуемой
шероховатости нарезаемой резьбы. С увеличением углау
шероховатость нарезанной резьбы уменьшается, особенно
при обработке пластичных материалов. Величины перед-
него угла в зависимости от обрабатываемого материала
и его свойств приведены в табл. 9.12.
Задний угол а обеспечивается путем затылования.
С увеличением заднего угла уменьшается прочность зуба
Рис. 9.13. Углы
в поперечном
сечении метчика
и увеличивается вероятность заклинивания метчика
стружкой при его вывертывании из нарезанного отверстия. Наиболее распро-
страненной кривой затылования задней поверхности является спираль Архиме-
да, реже встречаются дуга окружности со смененным центром и комбинация
упомянутых кривых. На плоскую заточку задней поверхности (а = 20°) перехо-
дят для увеличения заднего угла, чтобы исключить заклинивание метчика при
его вывертывании. С этой же целью иногда выполняют седлообразное затылование,
при котором оставшиеся частицы срезаемого слоя подрезаются задней частью
746
Глава 9. Проектирование резьбообразуюших инструментов
пера метчика. Вдоль режущей кромки задний угол изменяется. В точке, лежа-
щей на диаметре dx, его можно определить по формуле
х Кг d .
tgax = — = — tga,
dx dx
где К — величина затылования; г — число зубьев метчика.
Рекомендуемые значения задних углов приведены в табл. 9.13.
Таблица 9.13
Задние углы метчиков, град
Обрабатываемый материал Вид отверстия
сквозное глухое
Чугун, бронза, латунь, конструкционные стали 4...7 2...5
Алюминиевые сплавы 5...6 3...4
Труднообрабатываемые материалы 6...8 4...6
Метчики должны быть затылованы по профилю на всей рабочей части.
Уменьшение среднего диаметра на ширине зуба должно соответствовать значе-
ниям, приведенным в табл. 9.14. По наружному диаметру калибрующей части
допускается метчики не затыловать.
Таблица 9.14
Величины затылования по среднему диаметру калибрующей части метчиков, мм
Номинальный диаметр метчика Величина затылования Номинальный диаметр метчика Величина затылования
4...6 0,01...0,02 24...33 0,05...0,10
7...12 0,02...0,04 36...45 0,07...0,14
14...22 0,03...6,06 48...52 0,10...0,20
Угол заборной части <р во многом определяет период стойкости метчиков.
Чем меньше <р, тем выше период стойкости. Величина <р ограничивается конст-
рукцией детали. При нарезании сквозных резьб метчик имеет <р= 12... 15°, резьб
в жаропрочных сталях — <р = 1°30', а резьб в глухих отверстиях — <р = 30...45°.
С уменьшением угла ср увеличивается расход инструментальной стали и длина
заборного конуса. Последнее обстоятельство приводит к увеличению времени на
врезание инструмента в деталь, а следовательно, к снижению производительно-
сти. Наиболее рациональной длиной заборной части следует считать Ц = 6Р, где
Р — шаг резьбы, мм.
В зависимости от длины Ц заборной части и угла ср метчики делят на три
группы:
1) для обработки сквозных резьбовых отверстий — 1г = (3...5)Р, <р= 13...8°;
2) для обработки глухих отверстий с относительно свободным выходом —
Z1 = (2,5...3)P, ср = 16...13°;
3) для обработки глухих отверстий с коротким выходом — = 1,5Р, ср = 26°.
9.4. Метчики
747
Число зубьев метчика z и угол заборной части (р определяют толщину среза а,
приходящуюся на каждую режущую кромку заборной части: а = (P/z)sin<p. Ве-
личина а > р (здесь р — радиус округления режущей кромки). При нарезании
резьбы в стальных заготовках рекомендуется а = 0,02...0,05 мм, в чугунных —
а = 0,04...0,07 мм. Обычно 0,02 < а < 0,15 мм. Если толщина среза превышает
предельное значение, необходимо увеличить число зубьев либо применить ком-
плект из двух или более метчиков.
С целью уменьшения сил трения и крутящего момента диаметр калибрую-
щей части уменьшают по направлению к хвостовику. Это уменьшение обычно
задается обратной конусностью, значения которой приведены в табл. 9.15.
Таблица 9.15
Обратная конусность метчиков
Обрабатываемый материал Обратная конусность на 100 мм длины, мм
Конструкционные стали Алюминиевые сплавы Труднообрабатываемые материалы 0,05...0,08 0,2...0,3 0,08...0,10
Различают машинные метчики с прямыми и спиральными канавками. Пря-
мозубые метчики (рис. 9.14, а) благодаря простоте изготовления и возможности
повторной заточки получили наибольшее распространение, иногда в ущерб экс-
плуатационным преимуществам. Для нарезания сквозной резьбы длиной I > 2d
переднюю грань прямозубых метчиков снабжают подточкой — «левым скосом»
под углом Х = 8... 15° (рис. 9.14, б). Начало кромки располагается на расстоянии
2...8 мм от рабочего торца метчика.
Спиральные метчики с углом подъема правой винтовой линии канавок
(рис. 9.14, в) способствуют выводу стружки из глухих отверстий. Для прямозу-
бых метчиков отверстие под резьбу в этом случае должно быть просверлено глубже,
чтобы обеспечить пространство для размещения стружки. Для глухих левых
резьб направление винтовых канавок левое (рис. 9.14, г). Спиральные метчики
748
Глава 9. Проектирование резьбообразуюших инструментов
применяют также для нарезания сквозных резьб, чтобы направить стружку
в сторону подачи: левоспиральные для правых резьб и правоспиральные для
левых. Рекомендации по выбору угла наклона канавок приведены в табл. 9.16.
Таблица 9.16
Углы наклона винтовых канавок метчиков
Обрабатываемый материал ст„ МПа (0, град
Сталь >1100 800... 1000 <800 10 20 30
Алюминиевые сплавы — 40
Бесканавочные метчики (рис. 9.14, д) предназначены для нарезания корот-
ких сквозных резьб длиной менее 2d и резьб с косым выходом. Они имеют под-
точку, аналогичную подточке метчиков, показанных на рис. 9.14, б. Такие
метчики обладают повышенной прочностью, что положительно сказывается
при нарезании резьбы в вязких металлах, когда мелкие метчики часто ломаются.
Бесканавочные метчики иногда снабжают неглубокими канавками для подвода
СОЖ, что позволяет нарезать более длинную резьбу.
Присоединительная часть. Длина хвостовика метчика lx = L - Zp. Форма хво-
стовика предусматривает закрепление метчиков как в простых, так и быстро-
сменных патронах (рис. 9.15).
Рис. 9.15. Формы хвостовиков метчиков для закрепления в патронах:
а-в — простых; г — быстросменных
Диаметр хвостовика метчиков d > 12 мм для обеспечения его свободного вы-
хода из отверстия обрабатываемой детали принимается меньше внутреннего
диаметра резьбы метчика на 0,25...1,5 мм. С целью устранения поломок у мел-
ких метчиков диаметр хвостовика делается толще или равным наружному диа-
метру метчика. Рекомендуемые размеры хвостовиков приведены в табл. 9.17.
Для экономии инструментального материала хвостовик у метчиков d > 10 мм
выполняется из конструкционной стали с последующей его сваркой с рабочей
частью. Расстояние ZCB от переднего торца заборной части метчика до места сварки
с хвостовиком устанавливается в зависимости от диаметра резьбы:
ZCB = Zp + 11, но не более 28 мм, при d = 10...24 мм;
ZCB = Zp +15, но не более 42 мм, при d = 27...30 мм.
Схемы резания и формы зубьев. Форма заборной части метчика зависит от
принятых схем профилирования и срезания припуска. У метчиков с генератор-
ной схемой профилирования (рис. 9.16, а) резьба нарезана на цилиндре. Забор-
ная часть образуется затылованием конуса по наружной поверхности с углом <р.
9.4. Метчики
749
Основную работу выполняют главные режущие кромки ab, cd, ef, расположенные
на образующей заборного конуса. Метчики с профильной схемой (рис. 9.16, б) на
конусе заборной части имеют полнопрофильную резьбу, т.е. на заборной части
резьба коническая. У метчиков с комбинированной схемой (рис. 9,16, в) в забор-
ной части сочетаются элементы профильной и генераторной схем. Если на глав-
ных режущих кромках метчика с генераторной схемой вышлифовать уступы
или канавки в шахматном порядке от зуба к зубу, то можно прийти к групповым
схемам (рис. 9.16, г, д), когда каждый зуб срезает слой только на части ширины
впадины, но с увеличенной толщиной. Как и в случае протягивания, групповые
схемы срезания припуска увеличивают стойкость и производительность обра-
ботки.
Таблица 9.17
Размеры хвостовиков метчиков, мм
d Shl2 h е dxhll 1ш 1г dr Г
3 2,50 5 3,44 3,15 2,15 7 — —
4 3,15 6 4,35 4,0 2,8 8 — — —
4,5 3,55 6 4,87 4,5 3,15 8 — ——
5 4,0 7 5,42 5,0 3,55 9 6 4,5
6 5,0 8 6,85 6,3 4,5 11 7 5,5
7 5,0 8 7,65 7,1 5,3 11 14 5,0
8 6,3 9 8,65 8,0 6,3 13 15 5,5 4,5
9 7,1 10 9,65 9,0 7,1 14 15 6,0
10 8,0 11 10,78 10,0 7,5 15 16 7,0
12 10,0 13 13,38 9,0 — — 17 8,0
14 11,2 14 15,18 11,2 — — 19 10,0
16 12,5 16 17,18 12,5 — — 20 11,0
17 14,0 18 19,21 12,5 — — 20 11,0
18 14,0 18 19,21 14,0 — — 22 12,0
20 16,0 20 21,41 14,0 — — 22 12,0
22 18,0 22 23,81 16,0 — — 24 14,0
24; 25 20,0 24 26,71 18,0 — — 26 16,0
27;30 22,4 26 30,31 20,0 — — 28 18,0 6,0
33 25,0 28 33,75 22,4 — — 32 20,0
36 28,0 31 37,75 25,0 — — 34 22,0
39;42 31,5 34 42,75 28,0 — — 36 25,0
45 35,5 38 47,75 31,5 — — 40 29,0
48; 50 40,0 42 53,3 31,5 — — 40 29,0
52 40,0 42 53,3 35,6 — 45 33,0
В процессе нарезания резьбы методом самозатягивания или при использова-
нии в цепи принудительной подачи патрона с осевой компенсацией у нескольких
первых витков на боковой стороне профиля в направлении подачи часто наблю-
дается подрезание, резьбовой калибр-пробка фиксирует разбивание среднего
750
Глава 9. Проектирование резьбообразуюших инструментов
Рис. 9.16. Схемы резания метчиками:
1-7 — номера проходов
9.4. Метчики
751
диаметра, т.е. ослабление резьбы. Устранить подрезание профиля или значи-
тельно уменьшить его можно за счет геометрии метчика. В конструкции, пред-
ставленной на рис. 9.16, е, все нитки заборного конуса и прилегающие к ним
нитки калибрующей части выполнены с занижением одной боковой стороны,
постепенно уменьшающимся по мере удаления от торца на постоянную величи-
ну аЪ. Если при нарезании самозатягиванием принудительная подача меньше
шага нарезаемой резьбы, то занижают боковые стороны, обращенные к хвосто-
вику, а если подача больше шага резьбы — занижают боковые стороны, обра-
щенные к переднему торцу метчика.
У первой нитки заборного конуса боковую сторону срезают на величину а'Ъ'=
= nab, где п — порядковый номер витка, считая по винтовой линии. Для этого
у обычного метчика на участке заборной части дополнительно шлифуют одну
тч, abz
сторону профиля с корригированным шагом Р =--, где г — число перьев мет-
cos а
чика; а — половина угла профиля резьбы (для метрической резьбы а=30°), либо
на этом же участке шлифуют одну сторону профиля резьбы с шагом Р, но с укло-
ном tgу =----. Величину аЪ определяют путем измерения нарезанной резьбы.
Psina
При обработке особо вязких и прочных материалов (малоуглеродистые стали,
жаропрочные стали и сплавы) необходимо уменьшать площадь соприкосновения
резьбы метчика с заготовкой для предотвращения налипания частиц обрабаты-
ваемого материала, снижения сил трения и крутящего момента. Для этого исполь-
зуются метчики с шахматным расположением зубьев или витков, а также корри-
гированные.
Схемы шахматного расположения зубьев метчиков приведены на рис. 9.17.
При обработке сквозных отверстий у трехперых метчиков по всей длине рабочей
части вырезаются зубья через зуб вдоль по нитке, а у четырехперых — через два
Трехперые
Четырехперые
1-е перо
2-е перо
г\£3-е перо
1-е перо
2-е перо
3-е перо
4-е перо
б
Последний зуб 2-й полный зуб
заборной части калибрующей части
Последний зуб заборной части
А/ '-Z V -/'1-е пеоо
! 2-е перо
'-/3-е перо
1-й полный зуб г"'-'
I калибрующей части 1-й полный зуб
калибрующей части
1-е перо
2-е перо
. 3-е перо
\ 4-е перо
2-й полный зуб
калибрующей части
Рис. 9.17. Схемы шахматного расположения зубьев:
а — при обработке сквозных отверстий; б — при обработке глухих отверстий
752
Глава 9. Проектирование резьбообразуюших инструментов
зуба вдоль по нитке. При обработке глухих отверстий у трехперых метчиков вы-
резаются зубья только на калибрующей части, начиная с третьего полного зуба,
через зуб вдоль по нитке, а у четырехперых — через два зуба вдоль по нитке.
Особенностью метчиков, работающих по корригированной схеме резания
(рис. 9.18), является отличие профиля метчика от профиля нарезаемой им резьбы.
Формообразование резьбы в данном случае производится не методом копирова-
ния, а методом согласования последовательных положений вершин режущих
лезвий зубьев заборной части метчика с профилем резьбы в процессе резания,
т.е. боковые стороны нарезаемой винтовой поверхности детали формируются
вспомогательными лезвиями зубьев метчика аналогично генераторной схеме
резания, используемой при протягивании.
Цилиндрическая часть метчика, работающего по корригированной схеме
резания, не участвует в формировании бокового профиля резьбы, а выполняет
лишь функцию калибрования наружного диаметра. Следовательно, профиль
боковых поверхностей резьбы образуется только зубьями заборного конуса мет-
чика. Вследствие угловой коррекции профиля метчика боковые поверхности
резьбы представляют собой «лесенку» с высотой ступенек Дй, которая зависит
от величины подъема на зуб метчика и величины углового корригирования, оп-
ределяемой углом бокового поднутрения из выражения 3=а-ак = 5° (рис. 9.18).
Рис. 9.18. Схема срезания припуска корригированным метчиком
Наличие угла 3 бокового поднутрения резко уменьшает крутящий момент
в процессе резьбонарезания, так как исключается трение вне зоны резания между
боковыми сторонами зубьев метчика и обрабатываемой поверхностью резьбы.
Следует отметить, что высота й остаточного несрезанного слоя металла соответ-
ствует высоте микрорельефа с Ra = 1,0...0,4 мкм, что меньше шероховатости бо-
ковых сторон конструкционных резьб. Наилучшие результаты работы такими
метчиками достигаются при их принудительной осевой подаче.
Для вывода зависимостей коррекционного расчета метчика и пояснения
принципа работы инструмента рассмотрим схему корригирования, изображен-
ную на рис. 9.19.
Совмещение (при резьбонарезании) вершин зубьев заборного конуса метчи-
ка, выполненного с корригированным углом аи с боковым профилем резьбы,
9.4. Метчики
753
Рис. 9.19. Схема корригирования метчиков для нарезания резьб треугольного профиля:
1 — обрабатываемый профиль резьбы; 2 — положение зубьев метчика при шлифовании его
профиля с подъемом заборной части на величину Л; 3 — профиль зубьев метчика в рабочем
положении
расположенным под углом а, осуществляется за счет обратной конусности по
профилю метчика.
Для создания обратной конусности метчик разворачивается при шлифовании
профиля зубьев на некоторый угол фк. Значение требуемой величины разворота
определяется из условия, что при возвращении метчика в рабочее положение все
вершины зубьев заборного конуса совпадут с обрабатываемым профилем резьбы.
Как видно на рис. 9.19, величина угла разворота определяется величиной
подъема метчика h на длине заборного конуса 13:
tg<pK = Мз-
Чтобы установить зависимость угла разворота фк от корригированного угла
бокового профиля зубьев метчика а*, рассмотрим треугольники АВС и АВС'.
Выразим значения отрезка АВ из треугольников АВС и АВС' соответственно;
x = atga; x = (a+A)tgaK,
где а — полная высота профиля резьбы, снимаемая заборным конусом метчика.
Приравняв правые части приведенных выражений и произведя соответст-
вующие преобразования, получим:
)
Тогда окончательное выражение для расчета угла обратной конусности в зависи-
мости от профиля резьбы и параметров заборной части метчика будет иметь вид:
L
Фн -arctg
а( tga
MtgaH Jj
754
Глава 9. Проектирование резьбообразуюших инструментов
При высоких требованиях к точности и качеству резьбы используют мет-
чики с бочкообразным профилем калибрующих зубьев (рис. 9.20, а). Благодаря
дополнительному затылованию на Кг контакт калибрующих зубьев метчика
с поверхностью нарезаемой резьбы заменяется с поверхностного на линейный.
Как следствие, снижаются трение и силы резания, уменьшается вероятность за-
клинивания метчика в отверстии.
Рис. 9.20. Зубья метчика
Метчики с режуще-выглаживающими зубьями обеспечивают повышение
точности нарезаемой резьбы и существенное увеличение размерной стойкости
инструмента благодаря наличию на каждом витке пера режущих и выглажи-
вающих участков (рис. 9.20, б). Средний диаметр выглаживающих участков сЦ
на 0,02...0,04 мм меньше максимального среднего диаметра нарезаемой резьбы
D2, но больше обычного среднего диаметра метчика на 0,02...0,06 мм. Средний
диаметр режущих участков <4 = <4_(0,02...0,04) мм. Наружный диаметр d мет-
чика увеличен по сравнению с диаметром обычного метчика на 0,02...0,06 мм
в зависимости от шага резьбы. Ширина режущего участка е = 0,6F, где F — ши-
рина пера, мм, а «пик» выглаживающего участка смещен от передней грани
метчика на величину е1 = Q,8F. Величина затылования на режущем участке
•К'=0,01...0,05 мм, а на выглаживающем участке е2 К'=1,5К. Шлифование про-
филя с одновременным затылованием режущих и выглаживающих участков
производят на резьбошлифовальных станках с помощью специального кулачка.
Рис. 9.21. Комплекты метчиков:
а, б — схемы формирования профиля резьбы;
в — конструктивное оформление режущего участка
9.4. Метчики
755
Комплекты метчиков. Количество метчиков в комплекте зависит от разме-
ров профиля нарезаемой резьбы и свойств обрабатываемого материала.
Схема вырезания профиля комплектными метчиками назначается с зани-
жением только наружного диаметра (рис. 9.21, а) для неточных резьб и с зани-
жением по наружному и среднему диаметрам (рис. 9.21, б) для точных резьб.
Во втором случае последний метчик в комплекте обеспечивает обработку по всему
профилю, что позволяет повысить точность нарезаемой резьбы.
Нагрузка на метчики в комплекте назначается по вырезаемой площади про-
филя резьбы без учета принятой схемы резания: 50 % — первый метчик, 35—
второй, 15 % — третий метчик.
Размеры режущей части каждого метчика (длина и угол конуса) определяются
количеством шагов для каждого метчика. На схеме, приведенной на рис. 9.21, в,
длина первого метчика = 6Р, второго — 1х_г=4Р, третьего — lx_a = 2Р. Диаметр
по торцу dT и внутренний диаметр dr одинаковы для всех метчиков в комплекте.
Наружные диаметры первого d(l) и второго d(2) метчиков соответственно равны:
d(l) = d(3)-0,5P; d(2) = d(3)-0,15P,
где d(3) — наружный диаметр третьего метчика.
Средние диаметры первого и второго метчиков также занижаются по отно-
шению к среднему диаметру третьего метчика:
d2(l) = d2(3) - 0,15Р; d2(2) = d2(3) - 0.07Р.
Точность метчиков. Размеры профиля резьбы метчика и поля их допусков
определяются соответствующими значениями нарезаемой резьбы. Номинальные
размеры профиля метчика и гайки при этом одинаковы, а допуски назначаются
по соответствующим стандартам в зависимости от конструкции метчиков —
машинно-ручных, машинных с винтовыми канавками, гаечных и других, а также
от степени точности резьбы в гайке (табл. 9.18).
Таблица 9.18
Рекомендуемые классы точности метчиков
Резьба детали Класс (степень) точности резьбы метчика
Тип резьбы Класс (степень) точности
Метрическая с натягом 2Н, 4С, 4D, 5C.5D 1
Метрическая с посадкой скольжения 4Н.5Н 6Н 7Н.8Н 1 2 3;4
Метрическая с зазором 4G, 5G 6G 2 3
Метрическая под металлопокрытие 4Н,5Н 5Н,6Н 2 2
Трубная,серия G А • В А2,АЗ В1
Трубная,серия R — А1
Дюймовая C.D
Трапецеидальная 7Н 8Н Н5 Н6
756
Глава 9. Проектирование резьбообразуюших инструментов
Основной величиной, характеризующей степень точности метчика, являет-
ся допуск на средний диаметр его резьбы. Схема расположения полей допусков
среднего диаметра резьбы метчика и гайки приведена на рис. 9.22.
а
Гайка
8H-1—I
Метчик
Класс 3 Класс 4
Гайка
диаметр резьбы
в
Гайка
Номинальный средний
диаметр резьбы
Рис. 9.22. Схема расположения полей допусков среднего диаметра
резьбы метчика и гайки:
а — для метрической резьбы; б — для трубной резьбы серии G;
в — для трубной резьбы серии R
Рис. 9.23. Схема расположения полей допусков на диаметры метчиков
для метрической резьбы:
d=D — наружный диаметр метчика; dmln — допустимый минимальный наружный диаметр;
Js — нижнее отклонение наружного диаметра; d2 = £>2 — средний диаметр; d2 min — мини-
мальный средний диаметр; d2 max — максимальный средний диаметр; Ез — верхнее откло-
нение среднего диаметра; Em — нижнее отклонение среднего диаметра; Td2 — допуск на
средний диаметр
9.4. Метчики
757
Допуск на средний диаметр резьбы метчика для классов точности резьбы 1,
2, 3 принимается одинаковым и равным Td2 = 0,2г, где t — допуск на средний
диаметр резьбы степени точности 5 по ГОСТ 16093-81. Для метчиков 4-го клас-
са точности Td2 = 0,4г.
Схема расположения полей допусков на диаметры метчиков для метриче-
ской резьбы приведена на рис. 9.23. Рекомендации по расчету и выбору допус-
ков на параметры резьбы метчиков приведены в табл. 9.19-9.30.
Таблица 9.19
Предельные диаметры и допуски метчиков
для нарезания метрической резьбы (ГОСТ 16925—93)
Класс точности резьбы метчика Средний диаметр Нижнее отклонение наружного диаметра Js Верхнее отклонение внутреннего диаметра Esdj Предельные размеры резьбы метчика
Допуск Td2 Нижнее отклонение Em Верхнее отклонение Es Средний диаметр da Наруж- ный диа- метр d Внутрен- ний диа- метр d1
1 t = 0,2TD2 5-го класса ТОЧНОСТИ резьбы 0,1г 0,3t См. табл. 9.20 Форма впа- дины про- извольная, на диаметр не выше Dt ^2max = = d2+Es; ^2 min “ = d2 + Em ^min “ =d+Js ^lmax ~~
2 0,3г о,5г
3 0,5* о,7г
4 о,зг о,7г
Таблица 9.20
Значения параметра Js, мкм (ГОСТ 16925-93)
Диапазон диаметров резьбы, мм Шаг резьбы, мм Js
0,20 +21
0,25 +24
1,4...2,8 0,35 +27
0,40 +28
0,45 +30
0,50 +38
0,75 +45
1,00 +50
11,2...22,4 1,25 +56
1,50 +60
1,75 +64
2,00 +68
2,50 +72
0,35 +28
0,50 +32
2,8...5,6 0,60 +36
0,70 +38
0,75 +38
0,80 +40
758
Глава 9. Проектирование резьбообразуюших инструментов
Окончание табл. 9.20
Диапазон диаметров резьбы, мм Шаг резьбы, мм Js
0,75 +47
1,00 +53
1,50 +64
22,4...45 2,00 +72
3,00 +85
3,50 +90
4,00 +94
4,50 +100
0,50 +36
0,75 +42
5,6...11,2 1,00 +47
1,25 +50
1,50 +56
1,00 +60
1,50 +68
2,00 +76
45...90 3,00 +90
4,00 +100
5,00 +106
5,50 +112
6,00 +120
Таблица 9.21
Предельные отклонения среднего диаметра метчиков
для нарезания метрических резьб (ГОСТ 16925—93)
Номиналь- ный диаметр резьбы, мм Шаг резьбы, мм Предельные отклонения среднего диаметра, мкм, для метчика класса точности
1 2 3 4
1,4...2,8 0,20 +16 + 5 +27 +16 +39 +27 +39 +16
0,25 +18 + 6 +30 +18 +42 +30 +42 +18
0,35 +20 + 7 +34 +20 +47 +34 +47 +20
0,40 +21 + 7 +36 +21 +49 +36 +49 +21
0,45 +23 +8 +38 +23 +53 +38 +53 +23
9.4. Метчики
759
Продолжение табл. 9.21
Номиналь- ный диаметр резьбы, мм Шаг резьбы, мм Предельные отклонения среднего диаметра, мкм, для метчика класса точности
1 2 3 4
0,35 +21 + 7 +36 +21 +50 +36 +50 +21
0,50 +24 + 8 +40 +24 +56 +40 +56 +24
2,8...б,6 0,60 +27 + 9 +45 +27 +63 +45 +63 +27
0,70 +29 +48 +67 +67
0,75 +10 +29 +48 +29
0,80 +30 +10 +50 +30 +70 +50 +70 +30
0,50 +27 + 9 +45 +27 +63 +45 +63 +27
0,75 +32 +11 +53 +32 +74 +53 +74 +32
б,6...11,2 1,00 +35 +12 +59 +35 +83 +59 +83 +35
1,25 +38 +13 +63 +38 +88 +63 +88 +38
1,50 +42 +14 +70 +42 +98 +70 +98 +42
0,50 +29 +10 +48 +29 +67 +48 +67 +29
0,75 +34 +11 +57 +34 +80 +57 +80 +34
11,2...22,4 1,00 +38 +13 +63 +38 +88 +63 +88 +38
1,25 +42 +14 +70 +42 +98 +70 +98 +42
1,50 +45 +15 +75 +45 +105 +75 +105 +45
1,75 +48 +16 +80 +48 +112 +80 +112 +48
11,2...22,4 2,00 +51 +17 +85 +51 +119 85 +119 +51
2,50 +54 +18 +90 +54 +126 +90 +126 +54
760
Глава 9. Проектирование резьбообразуюших инструментов
Окончание табл. 9.21
Номиналь- ный диаметр резьбы, мм Шаг резьбы, мм Предельные отклонения среднего диаметра, мкм, для метчика класса точности
1 2 3 4
22,4...46 0,75 +35 +12 +58 +35 +81 +58 +81 +35
1,00 +40 +13 +66 +40 +92 +66 +92 +40
1,50 +48 +16 +80 +48 +112 +80 +112 +48
2,00 +54 +18 +90 +54 +126 +90 +126 +54
3,00 +64 +21 +106 +64 +148 +106 +148 +64
3,50 +67 +22 +112 +67 +157 +112 +157 +67
4,00 +71 +24 +118 +71 +165 +118 +165 +71
4,50 +75 +25 +125 +75 +175 +125 +175 +75
45...90 1,00 +45 +15 +75 +45 +105 +75 +105 +45
1,50 +51 +17 +85 +51 +119 +85 +119 +51
2,00 +57 +19 +95 +57 +133 +95 +133 +57
3,00 +67 +22 +112 +67 +157 +112 +157 +67
4,00 +75 +25 +125 +75 +175 +125 +175 +75
5,00 +80 +27 +133 +80 +186 +133 186 +80
5,50 +84 +28 +140 +84 +196 +140 +196 +84
6,00 +90 +30 +150 +90 +210 +150 +210 +90
9.4. Метчики
761
Таблица 9.22
Предельные отклонения половины угла профиля метчиков
для нарезания метрических резьб (ГОСТ 16925—93)
Шаг резьбы, мм Предельные отклонения половины угла профиля, мин Шаг резьбы, мм Предельные отклонения половины угла профиля, мин
0,20; 0,25 ±70 1,00; 1,25; 1,50 ±25
0,30; 0,35; 0,40 ±50 1,75; 2,00 2,50; 3,00 ±20
0,45; 0,50; 0,60 ±35 3,50; 4,00;4,50; 5,00; 5,50;6,00 ±15
0,70; 0,75; 0,80 ±30
Таблица 9.23
Предельные отклонения шага резьбы метчиков, мкм (ГОСТ 16925—93)
Шаг резьбы, мм Длина измерения в количестве шагов Класс точности резьбы
1,2,3 4
0,20; 0,25; 0,30; 0,35; 0,40; 0,45; 0,50; 0,60 12 ±8 ±25
0,70; 0,75,0,80; 1,00; 1,25 9 ±35
1,50 7 ±45
1,75 ±9
2,00; 2,50 ±10
3,00 ±12
3,50 ±13 ±50
4,00 ±14 ±60
4,50 ±15
5,00 ±16 ±70
5,50 ±17 ±80
6,00 ±18
Таблица 9.24
Предельные отклонения шага резьбы метчиков для нарезания трубных резьб
(ГОСТ 19090-93)
Шаг резьбы, мм Длина измерения в количестве шагов Предельные отклонения шага резьбы, мкм, для метчиков классов точности
Al, А2, АЗ В1
0,907 9 ±8 ±35
1,337 7 ±45
1,814 2,309 ±10
Таблица 9.25
Предельные отклонения резьбы метчиков для нарезания метрических резьб с натягами (ГОСТ 11188—82)
Шаг резьбы, мм (отклонения на длине до 25 мм равны ± 0,01 мм) Номинальный диаметр резьбы, мм Предельные отклонения, мкм Предельные отклонения половины угла профиля, мин
с крупным шагом с мелким шагом Наружный диаметр Средний диаметр Внутренний диаметр
нижнее верхнее нижнее верхнее нижнее верхнее
0,80 5 — 443 +80 +5 +15 Не ограничено -30 ±30
1,00 6 8 4-54 +92 +6 +17 -32
1,25 8 10 468 +108 +6 +18 -34 ±25
— 12 +7 +19
1,50 10 12...22 481 +125 +7 +20 -37
1,75 12 — 4-95 +142 +8 +22 -39 ±20
2,00 14; 16 18...22 4-108 +156 +8 +22 -40
— 24...33 +9 +23
2,50 18...22 — +135 +186 +9 +24 -43
3,00 24; 27 36...45 +162 +217 +11 +27 -46
Глава 9. Проектирование резьбообразующих инструментов
Таблица 9.26
Предельные отклонения резьбы метчиков для нарезания дюймовых резьб (ГОСТ 7250—60)
Номинальный диаметр резьбы, дюйм Число НИТОК на дюйм Наружный диаметр Средний диаметр Внутренний диаметр Шаг резьбы Допускаемое отклонение половины угла профиля, мин
Предельные отклонения, мкм
нижнее верхнее нижнее верхнее для степени точности верхнее надлине 25 мм для степени точности
с D с D
7< 20 +70 +106 +16 +31 +38 +96 +10 ±15 ±25
7ы 18 +90 +126 +20 +35 +42 +109
7. 16 +118
СЛв) 14 +110 +153 +38 447 +131 ±20
7г 12 +130 +173 +151
’Л. +153
7. 11 +160 +203 +25 443 +52 +172
7< 10 +212 446 +58 +182
7. 9 +209
1 8 +200 +252 +30 +51 +63 +236
17. 7 +240 +292 +261
17. +302 +55 +69 +266
(17.) 6 +280 +342 +316 ±15
17г +321
(17.) 5 +360 +422 +36 +61 +75 +370
17. +375
(17.) 4,5 +413
2 +418
9.4. Метчики 763
Таблица 9.27
Предельные отклонения резьбы метчиков для нарезания трапецеидальных резьб (ГОСТ 19831—74)
Номинальный диаметр резьбы, мм Шаг резьбы, ММ Предельные отклонения, мкм Отклонения половины угла профиля, мин
наружного диаметра среднего диаметра внутреннего диаметра шага резьба надлине 25 мм
нижнее верхнее Н5 Н6 верхнее Н5 Н6
нижнее верхнее нижнее верхнее
Свыше 5,6 ДО 11,2 1,5 +126 +182 +70 +98 +98 +126 -250 ±10 ±15 ±20
2 +142 +205 +79 +110 +110 +142
3 +160 +231 +89 +124 +124 +160 ±15
Свыше 11,2 до 22,4 2
3 +169 +244 +94 +131 +131 +169
4 +203 +293 +113 +158 +158 +203
5 +270 +321 +119 +166 +166 +270
8 +274 +338 +350 +210 +210 +274 -500 ±10
Свыше 22,4 до 45 2 +160 +231 +89 +124 +124 +160 -250 ±20
3 +191 +276 +106 +148 +148 +191 ±15
5 +225 +325 +125 +175 +175 +225
6 +252 +364 +140 +196 +196 +252 -500
7 +274 +398 +150 +210 +210 +274 ±10
8 +284 +410 +158 +220 +220 +284
10 +302 +436 +168 +235 +235 +302
12 +462 +178 +249 +249 +320
Свыше 45 до 90 3 +203 +283 +113 +158 +158 +203 -250 ±15
4 +225 +325 +125 +175 +175 +225
5 +252 +364 +140 +196 +196 +252
8 +302 +436 +168 +235 +235 +302 -500 ±10
9 +320 +462 +178 +249 +249 +320
10
12 +360 +520 +200 +280 +280 +360
764 Глава 9. Проектирование резьбообразующих инструментов
Таблица 9.28
Предельные отклонения диаметров метчиков класса точности А1 для нарезания трубных резьб (ГОСТ 19090—93)
Обозначение резьбы Число шагов надлине 25,4 мм Шаг резьбы Р, мм Наружный диаметр резьбы, мм Средний диаметр резьбы, мм
Номиналь- ное значе- ние d = D Нижнее предельное отклоне- ние eid Минималь- ный диа- метр^ Номиналь- ное значе- ние d2 =D2 Нижнее предельное отклоне- ние ei d2 Минималь- ный диа- метр d2 Верхнее предельное отклоне- ние es d2 Макси- мальный диаметр ^2 max
71. 28 0,907 7,723 -0,043 7,680 7,142 -0,043 7,099 -0,014 7,128
7. 9,728 9,685 9,147 9,104 9,133
7. 19 1,337 13,157 -0,063 13,094 12,301 -0,063 12,238 -0,021 12,280
7. 16,662 16,599 15,806 15,743 15,785
7г 14 1,814 20,955 -0,086 20,869 19,793 -0,086 19,707 -0,029 19,764
7. 26,441 26,355 25,279 25,193 25,250
1 11 2,309 33,249 -0,109 33,140 31,770 -0,109 31,661 -0,037 31,733
17. 41,910 41,801 40,431 40,332 40,394
17г 47,803 47,694 46,324 46,215 46,287
2 59,614 59,505 58,135 58,026 58,098
27г 75,184 -0,130 75,054 73,705 -0,130 73,575 -0,043 73,662
3 87,884 87,754 86,405 86,275 86,362
37г 100,330 100,200 98,851 98,894 98,398
4 113,030 112,900 111,551 111,421 111,508
5 138,430 138,300 136,951 136,821 136,821
6 163,830 163,700 162,351 162,221 162,308
9.4. Метчики 765
766
Глава 9. Проектирование резьбообразуюших инструментов
Предельные отклонения диаметров метчиков классов
Обозначение резьбы Число шагов на длине 25,4 мм Шаг резьбы Р, мм Наружный диаметр резьбы, мм d2 = D2, mm
d = D ei d ^mln
71в 28 0,907 7,723 0,032 7,755 7,142
7s 9,728 9,760 9,147
7< 19 1,337 13,157 0,037 13,194 12,301
7s 16,662 16,669 15,806
72 14 1,814 20,995 0,043 20,998 19,793
7s 22,911 22,954 21,749
7< 26,441 26,484 25,279
7s 30,201 30,244 29,039
i 11 2,309 33,249 0,054 33,303 31,770
17« 37,897 37,952 36,418
17< 41,910 41,964 40,431
17s 44,323 44,377 42,844
17s 47,803 47,857 42,324
17< 53,746 53,800 52,267
2 59,614 59,668 58,135
27< 65,710 0,065 65,775 64,231
272 75,184 75,249 73,705
27< 81,534 81,599 80,055
3 87,884 87,949 86,405
37< 93,980 94,045 92,501
37s 100,330 100,395 98,851
37< 106,680 106,735 105,201
4 113,030 113,095 111,551
472 125,730 125,795 124,251
5 138,430 138,495 136,951
572 151,130 151,195 149,651
6 163,830 163,895 162,351
9.4. Метчики
767
Таблица 9.29
точности А2, АЗ и В1 для нарезания трубных резьб (ГОСТ 19090—93)
Средний диаметр резьбы, мм
класса точности А2 класса точности АЗ класса точности Bl
ei d2 ^2 min es d2 ^2 max ei d2 ^2 mln es d2 ^2 max ei d2 ^2 mln es d2 ^2 max
0,021 7,163 0,043 7,185 0,043 7,185 0,064 7,206 0,021 7,163 0,086 7,228
9,168 9,190 9,190 9,211 9,168 9,233
0,025 12,326 0,050 12,351 0,050 12,351 0,075 12,376 0,025 12,326 0,100 12,401
15,831 15,856 15,856 15,881 15,831 15,906
0,028 19,831 0,057 19,850 0,057 19,850 0,085 19,878 0,028 19,821 0,114 19,907
21,777 21,806 21,806 21,834 21,777 21,863
25,307 25,336 25,336 25,364 25,307 25,393
29,067 29,096 29,096 29,124 29,067 29,153
0,036 31,806 0,072 31,842 0,072 31,842 0,108 31,878 0,036 31,806 0,144 31,914
36,454 36,490 36,490 36,526 36,454 36,562
40,467 40,503 40,503 40,539 40,467 40,575
42,880 42,916 42,916 42,952 42,880 42,988
46,360 46,395 46,395 46,432 46,360 46,468
52,303 52,339 52,339 52,375 52,303 52,411
58,171 58,207 58,207 58,243 58,171 58,279
0,043 64,274 0,087 64,318 0,087 64,318 0,260 64,491 0,043 64,274 0,174 64,405
73,748 73,792 73,792 73,965 73,748 73,879
80,098 80,142 80,142 80,315 80,098 80,229
86,448 86,492 86,492 86,665 86,448 86,579
92,544 92,588 92,588 92,761 92,544 92,675
98,894 98,938 98,938 99,111 98,894 99,025
105,244 105,288 105,288 105,461 105,244 105,375
111,594 111,638 111,638 111,810 111,594 111,725
124,297 124,338 124,338 124,511 124,294 124,425
136,994 137,038 137,038 137,211 136,994 137,125
149,694 149,738 149,738 149,911 149,694 149,825
162,394 162,438 162,438 162,611 162,394 162,525
Примечание. В таблице приняты следующие обозначения: d, ei d, dmln — соответственно
Номинальное значение, нижнее предельное отклонение и минимальное значение наруж-
ного диаметра; d2, ei d2, d2 mln, ее d2, d2 rau — номинальное значение, нижнее предельное
отклонение, минимальное значение, верхнее предельное отклонение и максимальное
значение среднего диаметра.
Таблица 9.30
Предельные отклонения размеров профиля резьбы метчиков для конической резьбы (ГОСТ 6227—80)
б
Основная
плоскость
55°
Линия, параллельная^
оси метчика
<р/2 = 1°47'24‘
Обозначение резьбы Число шагов надлине 25,4 мм ШагР, мм
К716 27 0,941
к78
К7< 18 1,411
к7»
к1/, 14 1,814
К1 11,5 2,209
КГ/4
ki72
К2
Дюймовая с углом профиля 60'
±0,013
Предельные
отклонения, мм,
на длине до 25 мм
<р, ММ Л1 = й2 Предельные отклонения углов
Номинальное значение, мм Предельные отклонения, мм
для hi для й2 половины угла профиля угла наклона ф/2
7,142 0,377 -0,035 -0,045 ±30' -6' +3'
9,519
12,443 0,565 -0,040 -0,065 ±25' -5' +3'
15,926
19,772 0,726 -0,050 -0,085 ±20'
25,117
31,461 0,884
40,218
46,287
58,325
768 Глава 9. Проектирование резьбообразуюших инструментов
Трубная с углом профиля 55°
Обозначение резьбы Число шагов надлине 25,4 мм Шаг Р, мм Предельные от- клонения, мм, на длине до 25 мм dq,, ММ С Предельные отклонения углов
Номинальное значение, мм Предельные отклонения, мм
верши- ны впадины половины угла профиля угла наклона ф/2
Rc*/,. 28 0,907 ±0,013 7,142 0,145 +0,015 -0,025 +0,050 ±25' -6' +37
Rc'/e 9,147
Re1/- 19 1,337 12,301 0,214 ±20'
Rc’/e 15,806
Rc*/2 14 1,814 19,793 0,290
Rc’A 25,279
Rcl 11 2,309 31,770 0,369 ±15' -5' +37
Rcl'A 40,431
Rcl1/, 46,324
Rc 2 58,135
770
Глава 9. Проектирование резьбообразующих инструментов
Схема расположения полей допусков на диаметры комплектных метчиков
для метрической резьбы приведена на рис. 9.24.
Рис. 9.24. Схемы расположения полей допусков на диаметры комплектных метчиков
для метрической резьбы
Допуски по среднему диаметру на первый и второй метчики (Td2(l), Td2(2))
назначаются с учетом занижения среднего диаметра этих метчиков по отноше-
нию к третьему. Если занижение близко по значению к допуску на средний диа-
метр гайки, то допуски Td2(2) и Td2(l) принимаются равными допуску Td2(3).
Если же занижение больше допуска на гайку, то допуски Td2(l), Td2(2) пропор-
ционально увеличиваются.
Допуски на наружные диаметры Td(2), Td(l) назначаются в 2-3 раза мень-
шими по отношению к занижению по наружному диаметру, причем нижнее от-
клонение равно или меньше номинала.
Исполнительные размеры метчиков с учетом допусков могут быть приняты
в соответствии с ГОСТ 17039-71. Следует помнить, что в общем случае точность
нарезаемых резьб зависит от точности используемого оборудования; конструкции
патронов, обеспечивающих самоустановку метчиков в радиальном направле-
нии и компенсирующих отклонения от соосности отверстия и метчика; свойств
обрабатываемого материала; скорости резания; используемой технологической
среды и других факторов. Поэтому приведенные выше рекомендации в случае
необходимости следует скорректировать.
Точность изготовления метчиков определяется радиальными биениями ре-
жущих кромок и поверхности хвостовика. Рекомендуемые значения биений
приведены в табл. 9.31-9.33.
9.4. Метчики
771
Таблица 9.31
Допуски биений машинных, ручных и гаечных метчиков для нарезания
метрических и дюймовых резьб, мм (ГОСТ 3449—84)
d/|e|AB|
Тип метчиков Номинальный диаметр, мм а С
Класс точности
повы- шенный нормаль- ный повы- шенный нормаль- ный повы- шенный нормаль- ный
Машин- ные До 8 8...16 0,02 0,03 0,02 0,02 0,02 0,02
16...24 0,03
24...40 0,04 0,03 0,03
Свыше 40 0,04
Гаечные До 8 0,02 0,05 0,03 0,04* 0,06*
8...10 0,03*
10...16 0,06 0,04 0,05*
16...40 0,03 0,02*
Свыше 40 0,04
* Для гаечных метчиков с прямым хвостовиком на длине 1г/2 от торца.
Таблица 9.32
Допуски биений метчиков для трубной цилиндрической резьбы,
оснащенных твердосплавными пластинами, мм (ГОСТ 19879-74)
Наименование поверхности Размеры метчиков
7Z Ота/4до2"
Заборная часть 0,03 0,04
Калибрующая часть 0,02 0,03
Посадочная поверхность хвостовика 0,03 0,03
Таблица 9.33
Допуски биений метчиков для нарезания конической резьбы, мм (ГОСТ 6227—80)
—1/1 al АВ 1 Ц/1«|АВ|
Обозначение резьбы а ь с
к‘/|.-к*/„ R7..-R1/, 0,03 0,02 0,02
К’/<. R’/4 0,03
К1-К2, R1-R2 0,06 0,03
772
Глава 9. Проектирование резьбообразуюших инструментов
Технические требования к изготовлению метчиков. Требования к шерохо-
ватости поверхностей рабочей и присоединительной частей метчиков приведены
в табл. 9.34. Остальные технические требования даны в ГОСТ 3449-84 (метчики
машинные, ручные и гаечные для нарезания метрических и дюймовых резьб),
ГОСТ 19879-74 (метчики для трубной цилиндрической резьбы, оснащенные
твердосплавными пластинами), ГОСТ 6226-80 (метчики для нарезания кониче-
ских резьб).
Таблица 9.34
Параметры шероховатости поверхностей метчиков, мкм
Наименование поверхности Ra Rz
Профиль резьбы, передняя и задняя поверхности режущей части — 3,2
Хвостовики метчиков машинных и гаечных прямых в посадочной
части 1,6/0,8* —
Хвостовики метчиков гаечных прямых в направляющей части и с изо-
гнутым хвостовиком 3,2 —
Канавка — 10
* В числителе — для нормальной точности, в знаменателе — для повышенной точности.
9.4.3. Проектирование бесстружечных
метч и ков-раскати и ков
Метчики-раскатники следует применять при формировании резьбы в деталях
из цветных и черных металлов, обладающих высокой пластичностью. К таким
материалам относятся алюминий и его сплавы, медь, латунь, бронза с повышен-
ным содержанием меди, цинк и его сплавы, низкоуглеродистые и высокопла-
стичные нержавеющие и жаропрочные стали.
Наибольшая допустимая длина раскатывания в зависимости от обрабаты-
ваемого материала может быть определена по табл. 9.35.
Таблица 9.35
Допустимая длина раскатываемой резьбы
Обрабатываемый материал Временное сопротивле- ние ов, МПа Относительное удлинение 5, % Наибольшая длина резьбы
Алюминиевые сплавы АЛ2, АЛ9 До 300 8 5d, но не более 25Р
Стали 10,15, 20, алюминиевые сплавы Д1, Д1Т, Д16 и др. 400...500 15...25 (2,5...3)</, но не более (15...18)Р
Стали А12, 35, латунь ЛС 59-1Т 450...600 8 2d, нонеболее(10...12)Р
Нержавеющие и жаропрочные стали Более 600 20 l,5d, нонеболее(8...10)Р
9.4. Метчики
773
Метчики-раскатники для обработки некоторых типов резьб стандартизова-
ны (табл. 9.36).
Таблица 9.36
Основные типы и размеры стандартизованных метчиков-раскатников
L
Наименование, тип и основные размеры
Метчики бесстружечные гаечные с изог-
нутым хвостовиком. Конструкция и раз-
меры. ГОСТ 18841-73: d = МЗ-МЗО мм,
Р = 0,35...2,0 мм, L = 135...420 мм,
1= 10...40 мм, = 2,24...27 мм
Эскиз
Метчики бесстружечные гаечные. Кон-
струкция и размеры. ГОСТ 18840-73:
d = МЗ-МЗО мм, Р = 0,35...2,0 мм,
L = 70...360 мм, 1= 10...40 мм,
= 2,24...28 мм
774
Глава 9. Проектирование резьбообразуюших инструментов
Окончание табл. 9.36
Наименование, тип и основные размеры
Метчики бесстружечные машинно-
ручные. Конструкция и размеры.
ГОСТ 18839-73: d = М1-М36 мм,
Р = 0,2...2,0 мм, L = 36... 140 мм,
1 = 6...24 мм, = 2,24...25 мм
Эскиз
При обработке сталей целесообразно применять раскатники для получения
резьбы в отверстиях диаметром до 16 мм, при обработке цветных металлов — до
36 мм.
Особенно целесообразно применение раскатников при получении резьб в де-
талях, изготовленных из тонкого листа с длиной нарезки меньше диаметра,
т.е. когда нарезается не более 2-4 витков.
Проектирование раскатников производится в указанной ниже последова-
тельности.
1. Выбор инструментального материала. Для изготовления раскатников
применяются быстрорежущие стали марок Р18, Р12М, Р12, Р6МЗ, Р6М5, Р9К5
и др. При раскатывании резьб в стальных деталях наибольшую стойкость обес-
печивает сталь Р18. При получении резьб в деталях из цветных металлов можно
применять углеродистые и легированные инструментальные стали, например
У12А, 9ХС, ХВГидр.
2. Выбор числа граней и параметров рабочего профиля раскатника в попе-
речном сечении. Трехгранные раскатники следует применять при получении
резьб диаметром до 6 мм. Такие раскатники создают более благоприятные усло-
вия для проникновения СОЖ в зону обработки.
Для изготовления резьб диаметром 6... 20 мм рекомендуется применять шес-
тигранные раскатники, а для резьб диаметром более 20 мм — восьмигранные.
Четырехгранные раскатники следует применять только при нарезании точных
резьб (4Н или 5Н).
В поперечном сечении рабочей части раскатник должен быть затылован
и иметь огранку (рис. 9.2S). Такая форма позволяет уменьшать площадь кон-
9.4. Метчики
775
Рис. 9.25. Конструктивные элементы бесстружечного метчика
такта рабочей поверхности инструмента с обрабатываемой деталью и создает
лучшие условия для попадания СОЖ в зону обработки.
Величина огранки метчика-раскатника К = 0,04с?, а радиус кривизны р ра-
вен: для трехгранных р = «//2,72, для четырехгранных р = d/3,28, для шести-
гранных р = d/3,94, для восьмигранных р = d/4,72.
Допуск на величину р принимается следующий: для трехгранных — 0,4р,
для четырехгранных — 0,6р, для шестигранных — 0,7р, для восьмигранных —
0,8р.
Для лучшего подвода СОЖ рекомендуется на каждой грани нерабочих
участков профиля метчика-раскатника делать продольные канавки шириной
bK = 0,15d, глубиной Лк = 0,5Р и радиусом г = Лк.
3. Определение среднего, внутреннего и наружного диаметров. Средний диа-
метр
d2=(d2'+o,o6PVP)_^.
Внутренний диаметр для раскатников, работающих по принципу «замкну-
того» контура,
=(d] +O,67’d])_o
Для раскатников, работающих по принципу «открытого» контура,
dlmex=(d1'+0,145P).
Наружный диаметр
d =(d2'+0,76P)_s.
В приведенных формулах d2', d/ — соответственно средний и внутренний диа-
метры раскатываемой резьбы; 5ор, 5 — допуски на изготовление соответственно
среднего и наружного диаметров метчика-раскатника (см. табл. 9.39, 9.40);
Tdt — допуск на внутренний диаметр резьбы изделия по ГОСТ 16098-81.
776
Глава 9. Проектирование резьбообразующих инструментов
Отклонение половины угла профиля резьбы метчика-раскатника рекомен-
дуется принимать аналогично отклонениям традиционных метчиков.
4. Выбор параметров заборной части. По форме исполнения заборной части
метчики-раскатники можно разделить на две группы:
1) с конической полнопрофильной резьбой (см. рис. 9.25);
2) с цилиндрической резьбой, с конусом по наружному диаметру (витки сре-
заны под углом <р), т.е. когда заборная часть выполнена такой же, как у режу-
щих метчиков — без полного профиля.
Наиболее простой и распространенной является вторая форма.
Рекомендуемые углы заборного конуса при обработке различных материа-
лов — 1...2° для сквозных отверстий и 10... 15° для глухих. Для получения резь-
бы в высокопластичных цветных металлах рекомендуется применять вторую
форму исполнения и <р = 45°.
5. Определение длины заборной и рабочей частей. Длина заборной части
7 _ ~^т
2 tg-cp ’
где dT = d„-0,15P — диаметр переднего торца раскатника; d0 — диаметр отвер-
стия под раскатывание:
, UnE 0,3849d 0,57735сО ,2Л 0,3849d 0,57735сО
V I Р Р J I Р р )
Длина рабочей части раскатника I = +12, где — длина калибрующей части:
Р, мм 0,5 0,5...1,0 >1
/1 (15...20)Р (1О...15)Р (8...10)Р
6. Выбор диаметра отверстия детали под раскатывание резьбы. Выбор можно
производить по табл. 9.37. Более подробные сведения приведены в ГОСТ 18844-73.
Таблица 9.37
Диаметры отверстия под раскатывание
Резьба Диаметр отверстия под резьбу, мм
d, мм Р, мм номинальный допуск
3 0,5 2,72 +0,03
4 0,7 3,63 +0,04
5 0,8 4,68 +0,05
6 1,0 5,48 +0,06
8 1,25 7,34 +0,07
9 1,25 8,34 +0,07
10 1,6 9,20 +0,07
12 1,75 11,06 +0,08
14 2,0 12,90 +0,08
16 2,0 14,90 +0,09
18 2,0 16,90 +0,09
20 2,0 18,90 +0,09
9.4. Метчики
777
7. Определение прочности поперечного сечения раскатника (проверочный
расчет). Во время работы раскатник испытывает деформацию скручивания.
Из-за малой величины затылования поперечное сечение раскатника с достаточ-
ной для практики точностью можно приравнять к сечению круглого стержня
с диаметром в опасном сечении dmia = d- 2К.
Касательное напряжение при кручении
MKD г ,
'Стах =-— <['С],
11ШЛ ТТУ Ь
W
где ЛГкр — крутящий момент, Н • мм; W = 0— момент сопротивления по-
перечного сечения, мм3; [т] = 170 МПа — допускаемое напряжение для быстро-
режущей стали.
Действительный крутящий момент
Мкр = CKdP™5(l/l2y<? -°’6ikRkC0X,
где См — коэффициент, характеризующий материал обрабатываемой детали
(табл. 9.38); I — длина резьбы; т — показатель степени (табл. 9.38); kK — коэф-
фициент, учитывающий наличие у раскатников смазочных канавок; при нали-
чии канавок kK = 0,7. ..0,8, при отсутствии канавок kK = 1; feC03K — коэффициент,
зависящий от СОЖ.
Таблица 9.38
Коэффициенты и показатели степени для расчета
крутящего момента при раскатывании
Обрабатываемый материал Твердость НВ см т
Сталь 10 137 1,4 0,9
Сталь 20 158 2,0 0,9
Медь М3 50 0,82 1,5
Алюминий АО До 40 0,52 1,5
Дюралюминий Д1 До 118 1,0 1,3
8. Определение параметров точности профиля. Точность профиля метчи-
ков-раскатников обусловлена точностью формируемой резьбы (табл. 9.39). Поля
допусков на размеры профиля приведены в табл. 9.40,9.41, асхема, поясняющая
положение полей допусков, — на рис. 9.26.
Таблица 9.39
Классы точности метчиков-раскатников для метрических резьб
Резьба детали Класс (степень) точности резьбы метчика
Тип Класс (степень) точности
4Н, 5Н 1
С посадкой скольжения 5Н, 6Н 2
6Н 3
6Н, 7Н 4
С зазором 6G G1
6G, 7G G2
778
Глава 9. Проектирование резьбообразующих инструментов
Отклонения профиля метчиков-раскатников для формирования
Номинальный диаметр резьбы, мм Шаг резьбы, мм Наружный диаметр Средний диаметр
Предельные отклонения, мкм,
нижнее верхнее 1 2
нижнее верхнее нижнее верхнее
2,8...5,6 0,35 +25 +40 +33 +47 +47 +61
0,50 +41 +56 +37 +53 +53 +69
0,60 +48 +68 +42 +60 +60 +78
0,70 +60 +80 +44 +63 +63 +82
0,75 +56 +86
0,80 +72 +92 +48 +68 +68 +88
5,6...11,2 0,50 +41 +56 +42 +60 +60 +78
0,75 +66 +86 +51 +72 +72 +93
1,00 +94 +114 +56 +80 +80 +104
1,25 +119 +144 +60 +85 +85 +110
1,50 +142 +172 +67 +95 +95 +123
11,2 ...22,4 0,50 +41 +56 +44 +63 +63 +82
0,75 +66 +86 +53 +76 +76 +99
1,00 +94 +114 +60 +85 +85 +110
1,25 +119 +144 +67 +95 +95 +123
1,50 +142 +172 +70 +100 +100 +130
1,75 +172 +202 +74 +106 +106 +138
2,00 +290 +230 +78 +112 +112 +146
22,4...45 0,75 +66 +86 +57 +80 +80 +103
1,00 +94 +114 +64 +90 +90 +116
1,50 +142 +172 +76 +106 +106 +136
2,00 +200 +230 +83 +119 +119 +155
9.4. Метчики
779
резьб с посадкой скольжения (ГОСТ 18843—73)
Таблица 9.40
Средний диаметр Внутренний диаметр Шаг резьбы Предельные отклонения половины угла профиля
для классов точности
3 4 1,2,3 4
ниж- нее верхнее нижнее верхнее верхнее на длине
ДО 25 мм ДО 10 витков ДО 10 мм ДО 25 мм 1,2,3 4
+81 +75 +47 +75 +21 ±12 ±15 ±40 ±50 ±40' ±65'
+69 +85 +53 +85 +28 ±20 ±30 ±30' ±50'
+78 +96 +60 +96 +32
+82 +101 +63 +101 +37 — ±40'
+88 +108 +68 +108 +40
+78 +96 +60 +96 +28 ±20 — — ±30' ±50'
+93 +114 +72 +114 +38 — ±50 ±40'
+104 +128 +80 +128 +40 ±25'
+110 +135 +85 +135 +42 ±35'
+123 +151 +95 +151 +50
+82 +101 +63 +101 +28 ±20 — ±30' ±50'
+99 +122 +76 +122 +38 — ±50 ±40'
+110 +135 +85 +135 +40 ±25'
+123 +151 +95 +151 +42 ±30 ±35'
+130 +160 +100 +160 +50 ±20' ±25'
+138 +170 +106 +170 +56
+146 +180 +112 +180 +60
+103 +126 +80 +126 +38 ±12 — ±30 ±50 ±30' ±40'
+116 +142 +90 +142 +40 ±25' ±35'
+136 +166 +106 +166 +50
+155 +191 +119 +191 +60 ±20' ±25'
780
Глава 9. Проектирование резьбообразующих инструментов
Отклонения профиля метчиков-раскатников
Номинальный диаметр резьбы, мм Шаг резьбы, мм Наружный диаметр Средний диаметр
Предельные отклонения для классов точности, мкм
нижнее верхнее G1 G2
нижнее верхнее нижнее верхнее
2,8...5,6 0,35 +25 +40 +77 +92 +77 +107
0,50 +41 +56 +86 +102 +86 +118
0,60 +48 +68 +95 +113 +95 +131
0,70 +60 +80 +100 +119 +100 +138
0,75 +56 +86
0,80 +72 +92 +96 +126 +96 +156
5.6...11.2 0,50 +41 +56 +94 +112 +94 +130
0,75 +66 +86 +110 +131 +110 +152
1,00 +94 +114 +121 +145 +121 +169
1,25 +119 +144 +135 +160 +135 +185
1,50 +142 +172 +152 +180 +152 +208
11,2...22,4 0,50 +41 +56 +98 +117 +98 +136
0,75 +66 +86 +114 +137 +114 +160
1,00 +94 +114 +133 +158 +133 +181
1,25 +119 +144 +148 +176 +148 +204
1,50 +142 +172 +158 +188 +158 +218
1,75 +172 +202 +166 +198 +166 +230
2,00 +200 +230 +178 +212 +178 +246
22,4...36 0,75 +66 +86 +123 +146 +123 +169
1,00 +94 +114 +139 +166 +139 +193
1,50 +142 +172 +165 +197 +165 +229
2,00 +200 +230 +186 +222 +186 +258
9.4. Метчики
781
для формирования резьб с зазорами (ГОСТ 18843—73)
Таблица 9.41
Внутренний диаметр Шаг резьбы Предельные отклонения половины угла профиля
Предельные отклонения для классов точности, мкм
верхнее G1 G2
на длине
до 25 мм до 10 витков до 10 мм до 25 мм
+20 ±8 ±15 ±40 — ±40' ±65'
+28 ±12 ±20 ±30 ±30' ±50'
+32
437 — ±50 ±40'
+40 ±50'
+28 ±20 —
+38 — ±50 ±40'
+40 ±25'
+42 ±35'
+50
+28 +12 ±20 ±30 ±50 ±30' ±50'
+38 — ±40'
+40 ±25'
+42 ±35'
+50
+56 ±20' ±25'
+60
+38 ±30' ±40'
+40 ±25'
+50 ±35'
+60 ±20' ±25'
782
Глава 9. Проектирование резьбообразуюших инструментов
б
Гайка
Метчик
Рис. 9.26. Схема расположения полей допусков на диаметры метчиков-раскатников:
а — для посадок скольжения; б — для посадок с зазором
9. Назначение технических требований к изготовлению метчиков-раскат-
ников. Точность изготовления раскатников определяется радиальными биениями
режущих кромок и поверхности хвостовика. Рекомендуемые величины биений
приведены в табл. 9.42.
Таблица 9.42
Допуски радиального биения раскатников (ГОСТ 18844—73)
Тип метчика Диаметр, мм Биение, мм
заборной части калибрующей части хвостовика
Машинно-ручные До 24 0,03 0,02 0,5 поля допуска
Свыше 24 0,04 0,03 Ь9
Гаечные До 24 0,05 0,03 0,5 поля допуска
Свыше 24 0,06 0,04 Ы1
Требования к шероховатости поверхностей раскатников приведены в табл. 9.43,
остальные технические требования — в ГОСТ 18844-73.
Таблица 9.43
Шероховатость поверхностей раскатников (ГОСТ 18844—73)
Поверхность Ra, мкм
Профиль резьбы метчика 0,32
Хвостовик машинно-ручного метчика 1,25
Хвостовик прямого гаечного метчика в посадочной части 1,25
Хвостовик прямого гаечного метчика в направляющей части 2,50
Профиль канавок для подвода СОЖ 2,50
9.5. Метчики для трапецеидальных резьб
783
( 9.5. } Метчики для трапецеидальных резьб
При нарезании резьб с крупным профилем типа трапецеидального, имею-
щих более широкие поля допусков на исполнительные размеры по сравнению
с метрическими резьбами, широко применяются корригированные метчики,
иногда называемые метчиками-протяжками. Они могут быть рекомендованы
также во всех случаях предварительной обработки крупнопрофильных фасон-
ных винтовых отверстий. В случаях нарезания в сквозных отверстиях резьб
большой длины при относительно малых диаметрах целесообразно применять
метчики с корригированной схемой резания.
Расчет общих конструктивных элементов корригированного метчика для
обработки трапецеидальных резьб (рис. 9.27) не отличается от расчета анало-
гичных параметров обычных метчиков.
Рис. 9.27. Элементы корригированного метчика для нарезания
трапецеидальных резьб
Диаметр передней направляющей dn принимается равным диаметру отвер-
стия под резьбу с обеспечением ходовой посадки. Длина 1„ направляющей при
нарезании трапецеидальных резьб принимается равной 4Р (здесь Р — шаг
резьбы).
Если нарезание резьбы в сквозных отверстиях не может быть выполнено за
один проход, то на передней направляющей последующих метчиков формирует-
ся резьба в соответствии с профилем резьбы детали, выполненным предыдущим
метчиком. Она гарантирует точное сопряжение витков резьбы детали и метчика
по шагу. При обработке глухих отверстий роль передней направляющей выпол-
няет заборный конус метчика. Наименьший диаметр dmin заборной части у мет-
чиков для глухих отверстий выполняется на 0,2...0,3 мм меньше внутреннего
диаметра нарезаемой резьбы.
784
Глава 9. Проектирование резьбообразуюших инструментов
Число стружечных канавок z выбирается в зависимости от диаметра наре-
заемой резьбы. Для нарезания трапецеидальных резьб диаметром до 52 мм число
канавок принимается равным 4, для более крупных диаметров — 6.
Профиль канавок метчика, его передний и задний углы принимаются со-
гласно рекомендациям, изложенным в 9.4.2. Исходя из величины заднего угла
определяется размер затыловочного кулачка, который округляется с точностью
0,5 мм.
Для затылования по наружному диаметру калибрующей части метчика на-
значается кулачок, имеющий в 2 раза меньшую величину падения затылка, чем
кулачок для заборного конуса. Такое уменьшение обеспечивает замедленное
уменьшение наружного диаметра метчика при переточках, гарантируя тем са-
мым получение наружного диаметра резьбы в пределах допуска до полного из-
носа метчика.
Длина калибрующей части, которая выполняет функцию калибрования на-
ружного диаметра резьбы, принимается равной двум шагам резьбы.
Диаметр хвостовика dx выбирается возможно большим с целью выдерживания
максимальных нагрузок скручивания и принимается в соответствии с нормаль-
ным рядом на диаметры хвостовиков. Согласно принятому диаметру хвостовика
устанавливаются размер квадрата и его высота. Длина хвостовой части метчика
определяется из условия обеспечения нарезания резьбы на необходимую длину.
В процессе резьбонарезания хвостовик должен перекрывать на 5... 10 мм макси-
мальную длину вхождения последнего калибрующего витка метчика относи-
тельно ограничивающей его ход поверхности и длину, занимаемую креплением
метчика в патроне. Общая длина метчика определяется суммой длин передней
направляющей, заборной части, калибрующей части и хвостовика. Полученная
сумма округляется за счет длины хвостовика с точностью 5 мм в большую сторону.
Основной расчет заборной части метчика сводится к нахождению оптималь-
ных величин корригированного угла бокового профиля ак и подъема на зуб (обо-
значим его аналогично подъему на зуб при протягивании и выполняется по
приведенной ниже схеме.
1. Длина заборной части метчика предварительно принимается равной:
для глухих отверстий
/3 = /„-0,5,
где 1В — длина выхода резьбы у торца;
для сквозных отверстий
1„ = 20Рп,
где п — число заходов резьбы.
2. Исходя из предварительно принятой длины заборной части метчика, чис-
ла зубьев г и высоты нарезаемого профиля резьбы определяется предваритель-
ная величина подъема на зуб:
при нарезании резьбы в глухих отверстиях
g = (d-dmln)Pn.
9.5. Метчики для трапецеидальных резьб
785
при нарезании резьбы в сквозных отверстиях
g _ ^min
г 40з ’
где d — диаметр резьбы; dmin — наименьший диаметр заборной части метчика.
3. Максимальная суммарная ширина стружки, одновременно срезаемой за-
борной частью метчика, может быть определена по следующим зависимостям:
когда длина заборной части меньше или равна длине нарезаемой резьбы,
У — •
2 ’
когда длина заборной части превышает длину резьбы детали,
у _ Lsz P+(d-dmin)(l-C)tga
Р 2
где La — длина резьбы детали; С — отношение длины резьбы к длине заборной
части метчика; a — угол профиля резьбы.
4. Максимальная сила резания определяется по формуле, используемой для
определения силы Рг при протягивании:
рг =M(ioos,ys,
где k„, f,v — параметры, выбираемые по табл. 9.44.
Таблица 9.44
Значения параметров k„, f и V
Обрабатываемый материал f V
S, > 0,09 мм S, S 0,09 мм S, > 0,09 мм S, < 0,09 мм
Углеродистые стали 1,0 4,45 7,0 0,785 0,6
Легированные стали 0,93 5,85 8,8
Чугуны серые 0,9 3,8 5,9
Чугуны ковкие 0,8 3,8 5,9
Медь 0,35 4,45 7,0
Бронза 0,45
Латунь 0,35
Алюминиевые сплавы 0,4
5. После определения усилия резания Рг проводится проверка диаметра хво-
стовика метчика на усилие скручивания:
Рг
0,2d*
где 1— радиус хвостовика; dK — диаметр хвостовика; [т] — допустимое напря-
жение среза материала хвостовика.
786
Глава 9. Проектирование резьбообразуюших инструментов
В случае невыполнения этого условия производится корректировка подъема
на зуб метчика для удовлетворения равенства
Szmia 0,01
Значения f и v первоначально принимаются для случая Sz > 0,09 мм. Если
значение S2min оказывается меньше 0,09, принимаются иные значения / и v
(см. табл. 9.44).
6. После установления окончательной величины подъема на зуб S2 определя-
ется корригированный угол профиля зуба метчика с учетом требований, предъ-
являемых к шероховатости профиля резьбы детали:
х Л 0,8ДЛ
ак = arctg tg а-—--- ,
S2 cos а )
где Дй = Rz — максимальная высота микронеровностей резьбы.
7. Высота профиля резьбы, снимаемая заборным конусом метчика,
l„S2z
а = -^—.
Рп
8. Полная высота профиля резьбы
~~ ^min
2
9. Количество метчиков в комплекте, необходимое для нарезания резьбы,
N = —.
а
Полученное значение N округляется до ближайшего большего или равного
целого числа.
10. Припуск на один метчик в комплекте
а = —.
N
11. Исполнительная длина заборной части метчика
. _ аРп
3~ Szz'
12. Величина разворота метчика на длине заборной части 13 при шлифова-
нии корригированного профиля
и l|
ftp =а -------1 .
<tgaK )
13. Угол заборной части метчика по наружному диаметру
а
<р, = arctg—.
9.5. Метчики для трапецеидальных резьб
787
14. Угол разворота для получения обратной конусности метчика
<рк = arctg\
ч
15. Расчетный диаметр W ролика (рис. 9.28), применяемого для промера
среднего диаметра резьбы на первом калибрующем витке метчика,
W = ^+(d-d2)tgaK,
где d2 — средний диаметр резьбы.
Ближайший меньший или равный расчетному фактический диаметр ролика
выбирается в соответствии с ГОСТ 2475-88 (0,776; 1,035; 1,553; 2,071; 2,588;
3,106; 3,623; 4,141; 4,659; 5,176; 6,212; 7,247; 8,282; 9,317; 10,353; 11,388;
12,423; 14,493; 16,565; 18,634; 20,706; 22,774; 24,845 мм).
Рис. 9.28. Схема расчета контрольных параметров корригированного профиля метчика:
1 — торец заборной части; 2 — линия, параллельная оси метчика
16. Размер по роликам
, P+2(d-d,)tga W
М = d-------—27 +------+ W.
2tg a к sin aK
17. Внутренний диаметр ds резьбы метчика у торца заборного конуса прини-
мается равным d^ -1.
18. Размер впадины профиля по внутреннему диаметру резьбы метчика для
заправки шлифовального круга
р
m = —+(d-d^tg a -2fMtg aK,
z
где t„ — глубина профиля резьбы метчика на контрольном витке:
, _d-(d,-2ftp)
-------------,
2
788
Глава 9. Проектирование резьбообразуюших инструментов
19. У метчиков, предназначенных для нарезания глухих резьб, стружечные
канавки выполняются прямыми. При нарезании сквозных отверстий направле-
ние стружечных канавок для правых резьб — левое, для левых — правое. Угол
наклона канавок
х Рп
оз = arctg-.
nd2
Полученная величина угла со округляется в меньшую сторону с точностью 1°.
Если со < 3°, то принимаются прямые канавки.
20. Шаг винтовой линии стружечных канавок
tgco'
При необходимости нарезания резьбовых отверстий комплектом метчиков
расчет геометрических параметров заборной части последующих метчиков
в комплекте производится аналогично расчету первого метчика, начиная с п. 4
приведенной выше последовательности расчета.
Наружный диаметр d( каждого метчика устанавливается в зависимости от
припуска, снимаемого данным метчиком по профилю резьбы детали. Наимень-
ший диаметр dmin заборной части каждого последующего метчика при этом зави-
сит от наружного диаметра dt предыдущего метчика:
dt = dl.l-0,2,
где i — порядковый номер метчика в комплекте.
(9-6-!
Резьбовые фрезы
9.6.1. Гребенчатые резьбовые фрезы
Виды резьбофрезерования. Резьбофрезерование осуществляется фрезами трех
видов (рис.9.29): гребенчатыми (групповыми), дисковыми (одинарными) и вра-
щающимися резцовыми головками (вихревое нарезание).
Конструктивные параметры насадных фрез. Насадные резьбовые фрезы1
(рис. 9.30) используются для обработки преимущественно коротких наружных
резьб невысокой точности. Нарезание как наружных, так и внутренних резьб
осуществляется за счет радиальной врезной подачи на полную глубину h профи-
ля с одновременным осевым перемещением фрезы на величину So = Р за время
одного оборота заготовки. После нарезания фреза отводится в исходное положе-
ние. Такие фрезы имеют высокую производительность и могут нарезать резьбу
любого диаметра с данным шагом.
1 Приведены рекомендации для фрез с метрическим профилем по ГОСТ 24705-81.
9.6. Резьбовые фрезы
789
Рис. 9.29. Схемы фрезерования резьбы:
а — гребенчатой фрезой; б — дисковой фрезой; в — вихревой резцовой головкой
Исполнение 3
Исполнение 1
Исполнение 2
ММЛМЛМЛММЛ
к
I
Рис. 9.30. Насадная резьбовая гребенчатая фреза
При выборе материала фрезы можно руководствоваться рекомендациями
табл. 9.4, твердость должна быть 62...65 HRC, при использовании кобальтовых
и ванадиевых быстрорежущих сталей — на 1-2 единицы HRC выше.
Наружный диаметр фрезы находят из соотношения
D = 2Z„ - d„,
где ZCT — расстояние между шпинделями резьбофрезерного станка; <1Д — диа-
метр резьбы на детали.
Значение D округляется до рекомендуемого по ГОСТ 1336-77 или принима-
ется из ряда диаметров фрез по ГОСТ 29116-91. Обычно D не должно быть мень-
ше 40 мм, поскольку в этом случае выгоднее использовать хвостовые фрезы.
Для лучшего базирования фрезы на оправке с одного или обоих торцов фрезы
могут выполняться карманы диметром dj =(0,5...0,6)0, глубиной / = (0,10... 0,15)0.
790
Глава 9. Проектирование резьбообразуюших инструментов
При D > 70 мм на торцовых плоскостях фрезы могут выполняться буртики диа-
метром d6 = 0,61).
Диаметр отверстия под оправку с/=(0,3... 0,5)2) с округлением до стандартного
значения по ГОСТ 9472-90. Соответственно определяются размеры шпоночного
паза. При наличии центральной выточки, которая выполняется, когда длина
фрезы превышает 20...25 мм, ее диаметр dB = d + 1...3 мм.
Длина резьбовой части фрезы Zp = 1Д + (3...4)Р, где 1Д — длина резьбы на детали.
Длина буртиков 2...3 мм. Тогда общая длина фрезы L = lp + 2...3 мм.
Длина посадочной части отверстия 1г = 0,25Z>, но не менее 8 мм.
Задний угол аа фрезы обычно равен 8... 10°. Передний угол выбирается со-
гласно табл. 9.45.
Таблица 9.45
Передние углы резьбовых фрез, град
Обрабатываемый материал Y
Сталь со„> 800 МПа, твердая латунь, бронза, чугун 0
Сталь средней твердости, титановые сплавы 3...5
Мягкая сталь, легкие сплавы 10
Выбор числа зубьев фрезы зависит от плавности фрезерования, числа k до-
пустимых переточек и наименьшего диаметра шлифовального затыловочного
круга. Исходя из того, что фреза должна выдержать 10-12 переточек при съеме
за одну переточку q = 0,2...0,5 мм, толщина зуба при вершине новой фрезы
F = l,7kq. Ширина стружечной канавки обычно равна 0,3-0,4 окружного шага,
который можно найти следующим образом: То = 2,5йд. Тогда число зубьев
z = kD/T0.
Для повышения равномерности фрезерования используют винтовые стру-
жечные канавки с углом со = 5... 10°. Шаг винтовой канавки Рк = nDctgco.
Полученное число зубьев необходимо проверить исходя из возможности
шлифования профиля. Предельно допустимый диаметр шлифовального круга
_ __n . Л180°>
2>ктах = 0,5z)sin - cosecaa
I z )
и обычно равен 50. ..70 мм. Тогда угол выхода шлифовального круга
• , 21>ктах •
sin ср' - —^2“ sinaa,
а допустимое число зубьев фрезы z' = 180°/<р'.
Для проверки плавности фрезерования найдем угол контакта фрезы с заго-
товкой:
sin8 = 2 | ,
yD(D+d)
где Н1д — высота профиля резьбы на детали.
Считая, что в контакте должно находиться одновременно не менее двух зубь-
ев, получим: г" = 860°/8. Окончательно принятое число зубьев должно удовле-
9.6. Резьбовые фрезы
791
творять соотношению z" < z' < z или хотя бы z' < z. Выбирается наименьшее
значение z^,,.
Элементы конструктивного оформления зуба и впадины фрезы приведены
на рис. 9.31 и в табл. 9.46.
Рис. 9.31. Элементы профиля зуба и впадины резьбовой фрезы
Таблица 9.46
Размеры профиля зуба и впадины резьбовой фрезы, мм (ГОСТ 1336—77)
D Л а е г К кг
32 4,5 4 45° 2,0 2,0 2,5
36 5,5 30° 3,0
40 5,5
50 6,0 5 2,5 3,5
63 7,0 6
80 8,0 2,2 3,0 4,0
100 8,5 2,5
Конструктивные параметры хвостовых фрез. Хвостовые резьбовые фрезы
(рис. 9.32) используются для нарезания внутренних резьб большого диаметра,
как сквозных, так и глухих, преимущественно на станках с ЧПУ. Их можно
Рис. 9.32. Хвостовая реаьбовая гребенчатая фреза
792
Глава 9. Проектирование резьбообразуюших инструментов
применять также для обработки наружных резьб при соответствующем кон-
структивном изменении режущей части.
Инструментальный материал и твердость рабочей части фрезы такие же,
как для насадных фрез. Хвостовики выполняют из сталей 45 или 50 с твердо-
стью 32...45HRC.
Наружный диаметр резьбовой части фрезы определяется из соотношения
</ = (0,3...0,5)</д, а диаметр шейки, следующей за резьбовой частью, dm = d- ЗНЪ
где </д, Hj — диаметр и высота профиля нарезаемой резьбы. Окончательно dm
уточняется по размеру конуса Морзе. Номер конуса Морзе определяется по эм-
пирической формуле N = 0.1D.
Длина резьбовой части фрезы I = 1Я+(2... 5)Р, длина шейки = (1... 2 )d, длина
хвостовика принимается по ГОСТ 25557-82, общая длина фрезы L = I + 1Ш + /х.
Число зубьев фрезы определяется по формуле z = l,5Vd с округлением до
ближайшего целого числа.
Углы заточки фрезы и допустимый диаметр шлифовального круга принима-
ются такими же, как для насадных фрез.
Элементы конструктивного оформления зуба и впадины хвостовой гребенча-
той фрезы приведены на рис. 9.31 и в табл. 9.47.
Таблица 9.47
Размеры профиля зуба и впадины резьбовой фрезы, мм (ГОСТ 1336—77)
D h а е Г К к.
10 2,5 — 45° 0,75 1,00 —
12 2,5 0,75 1,00
16 3,0 1,00 1,25
20 4,0 3,5 1,50 1,50 2,5
25 4,5 3,5 1,50 1,50
32 4,5 4,0 2,00 2,00
Хвостовые гребенчатые фрезы могут оснащаться сменными неперетачивае-
мыми гребенками (рис. 9.33). Как и в случае резьбовых резцов, необходимо точно
определить положение пластины в корпусе, чтобы предотвратить погрешности
обработки.
На гребенчатых резьбовых фрезах следует маркировать параметры, позво-
ляющие обеспечивать правильные условия их эксплуатации:
• товарный знак изготовителя;
• диаметр рабочей части;
• шаг нарезаемой резьбы;
• марку стали;
• поле допуска нарезаемой резьбы.
Точность профиля и технические требования к изготовлению фрез. Канавки
по профилю резьбы выполняются кольцевыми. Профиль витков в осевом сечении
соответствует профилю резьбы по ГОСТ 9150-81. Допускаемые погрешности
профиля приведены в табл. 9.48. Конусность нарезки профиля не должна пре-
9.6. Резьбовые фрезы
793
в
Рис. 9.33. Схемы нарезания наружной (а) и внутренней (б) резьб
гребенчатой фрезой со сменной твердосплавной гребенкой (в)
вышать 0,03 мм при длине нарезаемой резьбы до 50 мм и 0,05 мм при длине свы-
ше 50 мм.
При наличии переднего угла необходимо выполнить перерасчет размеров
резьбы в осевой плоскости в размеры на передней поверхности:
высота головки резьбы
ъ, _(-D-2feamin)sin(pi-Y)j
min
2 sin у
высота ножки резьбы
fymin —
[B-2(fea + fez)]sin(p2-Pi).
2вшР!
половина угла профиля
, а
tg-.
2(йа+fy)siny а
-----------------------tg—,
[B-2(fte + fo,)]sin(P2-y) 2
где sinPj =
В sin у
•О — 2/iamin
sinp2
В sin у
D-2(ha + hf)
Таблица 9.48 j
Размеры и погрешности профиля резьбы насадных резьбовых фрез (ГОСТ 1336—77)
Шаг резьбы Р, ММ Передний угол у = 0° Предельные Предельные отклонения, мкм, по шагу на длине
Для наружной резьбы Для внутренней резьбы откло ПОЛОВИ] профи; нения ны угла
Высота головки, мм Высота НОЖКИ, наименьшая, мм Высота головки, мм Высота ножки, наименьшая, мм 1Я, мин р ЮР 20Р Р ЮР 20Р
наимень- шая наиболь- шая наимень- шая наиболь- шая Для резьб с полями допусков
6g, 6Н 8g, 7Н 6g, 6Н 8g, 7Н
0,50 0,144 0,169 0,162 0,178 0,203 0,144 ±45 ±55 10 20 30 15 30 50
0,60 0,173 0,200 0,195 0,213 0,240 0,173 ±40 +50
0,70 0,202 0,230 0,227 0,249 0,277 0,202 +35 +45
0,75 0,216 0,245 0,243 0,267 0,296 0,216
0,80 0,231 0,261 0,260 0,284 0,314 0,231 +30 ±40
1,00 0,288 0,320 0,325 0,355 0,387 0,288 40 60
1,25 0,360 0,395 0,406 0,443 0,478 0,360 +25 ±35
1,50 0,433 0,470 0,487 0,532 0,569 0,433 30 40 45 70
1,75 0,504 0,543 0,568 0,621 0,660 0,504 ±20 ±30
2,00 0,577 0,617 0,650 0,710 0,750 0,577 50 50
2,50 0,721 0,764 0,812 0,888 0,931 0,721
3,00 0,864 0,910 0,974 1,065 1,111 0,864
3,50 1,008 1,057 1,132 1,242 1,291 1,008
4,00 1,152 1,203 1,299 1,420 1,471 1,152 ±15 +25 55
4,50 1,296 1,349 1,462 1,597 1,650 1,296
5,00 1,440 1,495 1,625 1,775 1,830 1,440 40 60 60 80
5,50 1,584 1,640 1,787 1,953 2,009 1,584 ±20
6,00 1,728 1,786 1,950 2,130 2,188 1,728
794 Глава 9. Проектирование резьбообразуюших инструментов
9.6. Резьбовые фрезы
795
Допуски радиального и осевого биений приведены в табл. 9.49.
Таблица 9.49
Допуски биений гребенчатых фрез, мм
Характер резьбы Допуск радиального биения по наружному диаметру относительно оси Допуск радиального биения по профилю резьбы относительно оси Допуск биения опорных торцов
Степень точности нарезаемой резьбы
6 7 8 6 7 8
Наружная Внутренняя 0,05 0,08 0,08 0,03 0,03 0,04 0,04 0,02 0,02
Параметры шероховатости поверхностей фрез приведены в табл. 9.50.
Таблица 9.50
Параметры шероховатости поверхностей гребенчатых фрез, мкм
Поверхности Ra Rz
Профиль резьбы на фрезах:
для резьб 6-й степени точности — 3,2
для наружной резьбы 8-й степени точности и внут- ренней резьбы 7-й степени точности — 6,3
Посадочное отверстие 0,63 —
Опорные торцы и конус Морзе 0,8 —
Конические поверхности центровых отверстий — 6,3
Остальные технические требования к резьбовым фрезам приведены
в ГОСТ 1336-77.
9.6.2. Дисковые резьбовые фрезы
Дисковые резьбовые фрезы имеют зубья, соответствующие профилю нарезае-
мой резьбы, и предназначены для предварительного нарезания трапецеидаль-
ных резьб с большим шагом и нарезания витков червячных фрез. По отношению
к заготовке они устанавливаются под углом т (см. рис. 9.29, б), соответствую-
щим углу подъема нарезаемой резьбы. Нарезание резьбы происходит за один
проход. После настройки фрезы на глубину h профиля резьбы осуществляются
следующие движения: главное — быстрое вращение фрезы иф, вспомогатель-
ное — медленное вращение заготовки (круговая подача So) и продольное переме-
щение фрезы или заготовки на шаг Р или ход S резьбы. Каждый зуб фрезы
срезает элемент АВС, где ВС = S,.
Дисковые фрезы изготавливают с симметричным и несимметричным про-
филем. Их зубья остроконечные, с плоской заточкой задней поверхности. Для
увеличения толщины среза на боковых зубьях их иногда попеременно удаляют,
через один с левой и правой сторон.
796
Глава 9. Проектирование резьбообразуюших инструментов
Материал режущей части фрезы выбирается в соответствии с табл. 9.4.
Наружный диаметр фрезы
Я = 2/ст-йд,
где ZCT — расстояние между шпинделями фрезы резьбофрезерного станка; da —
диаметр резьбы детали. Значение D округляется до рекомендуемого из ряда
диаметров фрез по ГОСТ 29116-91.
Диаметр отверстия под оправку d = (0,25.. .0,4)0, с округлением до стандарт-
ного значения по ГОСТ 9472-90 (см. § 2.3). Соответственно определяют размеры
шпоночного паза.
Диаметр буртика или кольцевой проточки по торцу d6 = (0,6...0,7)0.
Для обеспечения плавной работы фрезы ее боковые режущие кромки смеще-
ны относительно друг друга на половину шага (рис. 9.34). Поэтому число зубьев
на боковой конической поверхности фрезы z6 =(2,3...3,0)>/О, а на периферии
zn = 2z6.
Рис. 9.34. Дисковая резьбовая фреза
Плавность работы проверяют по углу контакта фрезы с заготовкой:
I Л Т]
sin8 = 2 д 1д ; г' = 360°/8.
yDfD+d)
Должно быть обеспечено соотношение г' < г6.
На периферии фрезы принимается задний угол аа = 8... 10°, на боковых кром-
ках аб = 3°. Передний угол у = 5°.
9.6. Резьбовые фрезы
797
Один из зубьев фрезы принимается контрольным, с двумя боковыми режу-
щими кромками. Для него указывается толщина Bd2 по линии среднего диаметра,
расстояние ha измеряемой ширины от вершины зуба и ширина тп контрольного
зуба на вершине:
В^=(Р+Гв.)С08{°-Тв; 7го=0,5Я1+ас+7Ч; тп = Bd2 -2hatg*
z z
где P — шаг резьбы; Тв = 10 +0,5пР+2&/Р — допуск на толщину витка резь-
бы; п — число заходов резьбы; tgco = P/(nd2); ас — зазор по вершине резьбы;
Td3 — допуск на внутренний диаметр нарезаемой резьбы; а — угол профиля
резьбы.
Ширина остальных зубьев по вершинам ztij = (0,6.,.0,7)m.
Расстояние от линии среднего диаметра до основания зуба hf = Hl/2; полная
высота зуба h > ha + ht.
Рабочая толщина фрезы
С^В^ = 2hftg^.
и
Общая толщина В = С + 2...4 мм, при наличии буртиков В6 = В + 2...4 мм.
Углы впадин по периферии 9 = 50.. .65°, на боковых поверхностях 96=70.. .80°.
Глубина впадин принимается такой, чтобы происходило взаимное перекрытие
зубьев по периферии на q = (0,1...0,2)m.
Ленточки f и f6 на периферийных и боковых лезвиях, а также радиусы дна
канавок Лиг выбираются из конструктивных соображений, аналогично диско-
вым и угловым фрезам.
Для получения равномерной ленточки по боковым кромкам фрезы на чертеже
необходимо указать углы установки делительной головки. Для боковых зубьев
(см. рис. 9.34)
А = Aj — А2;
х . f360°> х
tgAj = cos --- ctg — ;
\ z J \2 J
. . (360°> 4. О * Л
sinAg = tg --- ctgOsmAj.
V z J
Для контрольного зуба
A = А1 — Ag;
. ., <360°> x
tgAj = cos --- ctg — ;
\ z J \2 J
. , (360°> , _ . .,
sinAj = tg ---IctgGsmAj.
\ z J
К дисковым резьбовым фрезам предъявляются такие же технические требо-
вания, как и к дисковым фасонным. Шероховатость передней и задней поверхно-
стей Rz 1,26 мкм, поверхности посадочного отверстия Ra 0,63 мкм радиальное
биение режущих кромок и профиля 0,06 мм; биение опорных торцов 0,02 мм.
798
Глава 9. Проектирование резьбообразуюших инструментов
Резьбонарезные головки
Резьбонарезные головки используются для высокопроизводительной обра-
ботки резьбы. В зависимости от конструктивных особенностей они могут быть
невращающимися (для работы на станках токарной группы) и вращающимися
(для работы на станках сверлильной группы). Головки бывают самооткрываю-
щимися и регулируемыми. В первом случае обеспечивается отвод гребенок по-
сле нарезания резьбы, что исключает необходимость обратного свинчивания
головки с нарезаемой детали и повышает производительность обработки. Во
втором случае возможны только установка, закрепление и регулирование гребе-
нок без открывания головки по окончании нарезания резьбы. Поэтому большее
распространение получили самооткрывающиеся головки.
Типовая конструкция резьбонарезной головки с круглыми гребенками не-
вращающегося типа (рис. 9.35) имеет четыре круглые гребенки 1 с кольцевой
резьбой, закрепленные винтами 13 на кулачках 7.
Перемещения гребенок 1 с кулачками происходят следующим образом.
В первоначальный момент гребенки сведены и головка движется вместе с суппор-
том, нарезая резьбу. При остановке суппорта (или остановке корпуса 4 упором)
остановится хвостовик 5. Гребенкодержател ь 2 под действием сил самозатягива-
ния перемещается вперед на величину Д, сжимая пружины 15 кольцом 6, закре-
пленным винтами 3. Корпус остановится, упираясь в выступ С на хвостовике,
а гребенкокодержатель продолжает перемещаться. Как только он выйдет на ве-
личину I из корпуса, кулачки 7 вместе с гребенками 1 под действием пружин 11,
нажимающих на штифты 10 и шпильки 9, разойдутся. Головка раскрывается
и в раскрытом состоянии перемещается на длину обратного хода. В конечной
точке этого перемещения гребенкодержатель вручную или с помощью упора
вдвигают в корпус рукояткой 16, на которую нажимает пружина 14. Корпус,
скользя по скосам 8 кулачков 7, сводит гребенки в рабочее положение.
При установке в головку гребенка поворачивается на угол Т за счет скоса кулач-
ка 7, на который она опирается. Величина угла установки т равна углу подъема
резьбы т.
Головка предварительно настраивается на диаметр нарезаемой резьбы. По-
ворот нажимного кольца 6 позволяет точно регулировать диаметр резьбы пло-
щадками, скошенными под углом \|/. Во избежание проворачивания гребенок
под воздействием сил резания и для точной их установки после переточки меж-
ду кулачком 7 и гребенкой 1 устанавливается двухвенцовая звездочка 12 с раз-
личным числом зубьев на каждом венце. Венец, вставляемый в кулачок, имеет
на один зуб меньше, чем венец, закладываемый в гребенку. Это сделано для пе-
ремещения режущего лезвия на величину стачивания гребенки h за одну пере-
точку (0,2...0,3 мм), которая определяется по формуле
h = nD(— 1
Z2)
где D — диаметр гребенки, мм; zn za — число зубьев венцов звездочки, встав-
ляемых соответственно в гребенку и кулачок; za = Zj - 1.
9.7. Резьбонарезные головки
799
Рис. 9.35. Конструкция и принцип действия резьбонарезной головки типа 5К
с круглыми гребенками
При расположении гребенок относительно детали необходимо, чтобы коль-
цевые нарезки соседних гребенок располагались со смещением 3 = Р/z, где г —
число гребенок. Для этого необходимо, чтобы каждая гребенка в комплекте имела
определенное расположение нарезки относительно опорного торца. Наружный
800
Глава 9. Проектирование резьбообразуюших инструментов
диаметр гребенки должен быть достаточно большим, чтобы обеспечить ее необ-
ходимую прочность. При этом следует учитывать величину развода кулачков,
диаметр головки и зазор между гребенками при их сближении.
Если перемещение режущего лезвия при повороте гребенки относительно
кулачка на один зуб звездочки оказывается недостаточным для снятия изно-
шенного участка при заточке гребенки, ее поворачивают относительно звездочки,
а звездочку — относительно кулачка на 2, 3 и более зубьев в обратном направле-
нии, обеспечивая необходимую величину стачивания. После этого производит-
ся заточка каждой гребенки, установленной в сборе с кулачком в специальном
приспособлении, напоминающем корпус головки.
Нарезание резьб головками производится самозатягиванием. Для его облег-
чения вершины режущих лезвий устанавливают выше оси детали наО,2...О,Змм.
В зависимости от расположения и конструкции в головках используются
плоские радиальные (рис. 9.36, а), плоские тангенциальные (рис. 9.36, б)
и круглые радиальные (рис. 9.36, в) гребенки. В последнем случае обеспечивает-
ся наибольшее возможное количество переточек. В гребенках предусмотрено
наличие переднего угла у, угла заборной части <р, заднего угла а (для плоских
гребенок), а также угла отвода стружки сои угла наклона режущих кромок А, (см.
рис. 9.35). Углы со и А направляют стружку перед головкой, т.е. по подаче. Вит-
ки на круглой гребенке кольцевые. Поэтому для нарезания резьбы каждая из
гребенок и соответственно витки их резьбы смещены вдоль оси относительно со-
седней на величину P/z, Tjifi Р — шаг резьбы, z — число гребенок в головке. Как
правило, z = 4.
Рис. 9.36. Расположение гребенок в резьбонарезных головках
Плоские тангенциальные гребенки в зависимости от конструкции резьбона-
резной головки могут изготавливаться с хвостовиком типа «ласточкин хвост»
или без него в двух исполнениях (рис. 9.37):
1 — с заточкой до впадины за первым зубом с полным профилем для работы
на станках без ходового винта;
2 — с заточкой по всей ширине гребенки для работы на станках с ходовым
винтом.
Основные размеры тангенциальных гребенок приведены в табл. 9.51.
Длина режущей части
1г = (Л1 нанб + *2 к.км+1 )ctg(p,
гДе Й! наив, й2 наим — соответственно наибольшая высота головки и наименьшая
высота ножки профиля резьбы; <р — угол в плане.
9.7. Резьбонарезные головки
801
Исполнение 1
Тип 1
Исполнение 1
Тип 2
Рис. 9.37. Плоские тангенциальные гребенки
Таблица 9.51
Размеры тангенциальных гребенок, мм (ГОСТ 2287—88)
Резьба L ь Л Z, ±0,1 С bi R Диаметр d ролика
метри- ческая трубная дюймовая
ШагР Число шагов на длине 25,4 мм Число ниток на 1"
1...2 19,14 20-10 50 19,5 7,5 14,2 2,8 12,5 0,3 3,0
1...2 19,14,11 20-10 75 20,0 9,0 17,7 3,0 17,0 2,5
100
1...4.5 19,14,11 9-6 75 25,0 10,0
2,5...4 — 9-6 100 25,0 10,0
4...6 — 6-4 100 40,0 25,0 30,6 5,0 29,0 0,5 4,5
802
Глава 9. Проектирование резьбообразуюших инструментов
При нарезании резьбы на деталях с ограниченным сбегом <р = 25°, если на
длину сбега нет ограничений, то ip = 11°.
Технические требования на изготовление тангенциальных гребенок приве-
дены в ГОСТ 2287-88.
Круглые резьбонарезные гребенки, устанавливаемые в самораскрывающих-
ся винторезных головках, показаны на рис. 9.38. Размеры гребенок зависят от
размеров резьбонарезной головки и регламентированы ГОСТ 21761-76.
В головках для нарезания внутренних резьб обычно используются плоские
радиальные гребенки 1 (рис. 9.39). Своими замками они входят в косые пазы
Рис. 9.38. Круглые резьбонарезные гребенки (ГОСТ 21761-76)
1-я правая
4-я левая
2-я правая
3-я левая
3-я правая
2-я левая
4-я правая
1-я левая
Рис. 9.39. Схема установки плоской гребенки в головке
для нарезания внутренних резьб
9.8. Инструменты для накатывания наружных резьб
803
крестовины 2, с помощью которых могут регулироваться на диаметральный
размер, а также сводиться и разводиться относительно корпуса 3 в ходе нареза-
ния резьбы.
Инструменты для накатывания наружных резьб
Накатывание резьбы по сравнению с резьбонарезанием обеспечивает улучше-
ние свойств поверхностного слоя резьбы, экономит металл (диаметр заготовки
под резьбу меньше диаметра получаемой резьбы), повышает точность и снижает
шероховатость поверхности резьбы. Производительность обработки возрастает
в десятки раз.
9.8.1. Плашки
Резьбонакатные плашки (рис. 9.40) — наиболее простой инструмент для на-
катывания наружных резьб. Комплект инструментов состоит из двух плашек —
подвижной и неподвижной, с развернутыми на рабочей плоскости витками
Рис. 9.40. Резьбонакатные плашки:
а — габаритные размеры; б — профиль ниток
804
Глава 9. Проектирование резьбообразуюших инструментов
резьбы. Витки взаимно смещены на 0,5Р и имеют одинаковый угол наклона. Не-
подвижная плашка состоит из заборной части на входе, калибрующей и выход-
ной (сбрасывающей) частей. Подвижная плашка плоская.
Длина 12 калибрующей части обеспечивает окончательное формирование
резьбы и принимается равной (2.. .3)nd2, где d2 — средний диаметр резьбы де-
тали. Заборная и сбрасывающая части выполняются длиной 1г = (3...4)nd2.
Короткую заборную часть (1г = nd2) используют при накатке резьб понижен-
ной точности с шагом менее 1 мм, длинную (1г = (3...4)nd2) — при накатке резьб
повышенной точности с шагом более 1 мм.
Общая длина неподвижной плашки
Li — Zi + Z2 ч-— (5. • .8)7td2.
Длина подвижной плашки
L = Lt + (15. ..25) мм.
Такое соотношение длин обеспечивает сбрасывание детали с неподвижной
плашки в конце рабочего хода.
Ширина плашек принимается с учетом длины 1Л резьбы, накатываемой на
детали, и возможности перестановки по ширине 2 раза, т.е.
В = 2/Дч-(2...3)Р,
где Р — шаг накатываемой резьбы.
Толщину плашек с учетом их перешлифовки принимают равной 25, 32, 40,
45 или 50 мм в зависимости от диаметра накатываемой резьбы.
Для обеспечения полного захвата заготовки в начале заборной части выпол-
няют срез (см. рис. 9.40):
где d, dx — соответственно наружный и внутренний диаметры накатываемой
резьбы; х — дополнительная величина, равная 0,07...0,20 мм при диаметрах
3...24 мм.
Угол среза 0 = 3° для Р < 1 мм или 0=5° для Р свыше 1 мм.
При накатывании резьб с шагом свыше 1 мм нитки в конце заборной части
шлифуются под углом ср:
Ф =
2A-(d-damax)
где h — полная глубина резьбы; d„ max — максимальный диаметр заготовки.
Номинальный диаметр заготовки для накатывания метрической резьбы
d„ = >/d2-l,3dP4-0,6P2,
максимальный диаметр
d.m.x = 0,5>/d’+d?+0,6P2.
9.8. Инструменты для накатывания наружных резьб
805
Величина угла ф находится в пределах 0°7'...0°22'.
Для резьб с шагом свыше 1,25 мм при длинной заборной части плашки на ней
выполняют поперечные канавки с шагом Р глубиной t = 0,3 мм для d = 10... 18 мм
и t=0,4 мм для d > 18 мм. В зависимости от размеров накатываемой резьбы может
быть нарезано 9, 12 или 14 канавок.
Головка профиля нитки плашек должна полностью выполнять ножку про-
филя резьбы детали. Наименьшая высота головки
min ~ +Лл>
где ДЛ = 0.072Р — величина износа.
С целью повышения стойкости и уменьшения выкрашивания вершин про-
филя ниток наибольшую высоту головки принимают такой, чтобы горизонталь-
ная площадка на периферии профиля была шириной а < 0.09Р.
Наибольшая высота Л2 max ножки профиля нитки должна обеспечивать ши-
рину основания впадины ах не менее 0,05 мм.
Профиль ниток плашек может иметь два исполнения — с закругленными
или плоскими вершинами (см. рис. 9.40). Радиус закругления выполняется
в пределах от 0,144Р до 0,12Р в зависимости от фактического размера ЛР Про-
филь впадины ниже линии Б-Б не регламентирован.
Исполнительные размеры плашек следует скорректировать в соответствии
с табл.9.52.
Таблица 9.52
Размеры резьбонакатных плашек, мм (ГОСТ 2248—80)
Диаметр резьбы В Н Длина плашки
подвижной L неподвижной Lj
1,6; 1,8;2 16; 25 25 60 55
2; 2,2; 2,5; 3,0; 3,5 16; 25; 32 25 60; 85 55; 78
4; 4,5; 5; 5,5 25; 32; 40 25 85; 125 78; ПО
6; 7 25; 32; 40 25; 32 125;175 ПО; 150
8; 9; 10 32; 40; 50 32; 40 170; 220 150;200
10; 11; 12 50; 63; 80 40; 45 220; 250 200; 230
14; 15; 16; 17; 18 40; 50; 63; 80 45; 50 320; 310 230; 285
18; 20; 22; 24; 25; 26; 27 50; 63; 80; 100 50 310; 400 285; 375
Материал плашек — стали марок Х12МФ, Х12Ф1 поГОСТ 5959-2000, а так-
же XI2М, Х6ВФ, 6Х6ВЗМФС и другие аналогичные стали. Твердость плашек —
57...60 HRC.
Предельные отклонения шага между любыми двумя нитками не должны
превышать ±0,03 мм на длине 25 мм.
Предельное отклонение направления витка от теоретического на длине 100 мм
не должно превышать ±0,03 мм.
Допуск параллельности между плоскостью, проходящей через вершины
резьбы, и опорной поверхностью не должен превышать:
0,02 мм на всей длине плашки;
0,03 мм на длине до 170 мм;
806
Глава 9. Проектирование резьбообразуюших инструментов
0,05 мм на длине свыше 170 до 250 мм;
0,07 мм на длине свыше 250 мм.
Допуск перпендикулярности установочной поверхности к опорной не дол-
жен превышать 0,1 мм надлине 100 мм.
Параметры шероховатости установочных и опорных поверхностей плашек
не должны превышать Ra 1,25 мкм, профиля резьбы — Rz 6,3 мкм, остальных
поверхностей — Rz 10 мкм.
Плоские резьбонакатные плашки не обеспечивают стабильности диаметра
накатываемой резьбы, поэтому применяются преимущественно в производстве
метизов.
9.8.2. Ролики для резьбонакатных станков
Накатывание резьбы роликами обеспечивает получение более точной резьбы
по сравнению с накатыванием плашками и повышение производительности в
несколько раз. Ролики могут устанавливаться в резьбонакатных головках раз-
ных типов либо на резьбонакатных станках. В последнем случае производится
накатка при радиальной (рис. 9.41, а), осевой (рис. 9.41, б) или тангенциальной
(рис. 9.41, в, г) подаче заготовок.
Ролики для накатывания правой резьбы имеют левую нарезку, для накаты-
вания левой резьбы — правую.
В зависимости от назначения ролики бывают с открытым и замкнутым
контуром. В последнем случае внутренний диаметр ограничен допуском и уча-
ствует в формировании вершин профиля тугих резьб и других резьб повышен-
ного качества.
Рис. 9.41. Схемы накатывания резьб на резьбонакатных станках
9.8. Инструменты для накатывания наружных резьб
807
Ролики (рис. 9.42) могут иметь различные классы точности. Ролики класса
точности 1 должны обеспечить получение на изделии резьбы не ниже 4-й степени
точности; ролики класса точности 2 — не ниже 6-й степени точности; ролики
класса точности 3 — не ниже 8-й степени точности по ГОСТ 16093-81.
Рис. 9.42. Ролик для накатывания резьбы
Большой диаметр роликов улучшает условия накатывания и повышает пе-
риод их стойкости. Ограничением является конструкция прокатного оборудова-
ния и возможное число заходов резьбы ролика (рекомендуется не более 70).
Максимально возможный средний диаметр ролика Z)2p max = £max - d2, где £raax —
наибольшее расстояние между осями шпинделей накатного станка; d2 — сред-
ний диаметр резьбы детали.
Число заходов резьбы на роликах
п = ^. = ^р,
Р Ъ
где Рл, Р — соответственно ход резьбы на ролике и шаг резьбы детали; Z)2p, d2 —
средние диаметры резьбы ролика и детали.
Число заходов резьбы округляется в меньшую сторону до целого числа. Приня-
тое значение следует согласовать с количеством отверстий делительных дисков
808
Глава 9. Проектирование резьбообразуюших инструментов
резьбошлифовального станка, с помощью которых шлифуется многозаходная
резьба ролика.
При выборе среднего диаметра ролика учитывается запас на износ. Диаметр
нового ролика должен быть завышен (Т)2р + ^7)2р), а окончательно перешлифо-
ванный — соответственно занижен (2)2р- kD2v); k = 0,017...0,018.
Ролики в комплекте могут иметь как одинаковые, так и различные диамет-
ры. В последнем случае средний диаметр ведомого (меньшего) ролика составля-
ет 0,75...0,85 от среднего диаметра ведущего (большего) ролика.
При накатывании резьб с тангенциальной подачей сначала рассчитывают
средний диаметр большего ролика:
Т)2р =220(с4 — di),
где d2, dx — соответственно средний и внутренний диаметры накатываемой
резьбы.
После этого определяют средний диаметр меньшего ролика: Д" =0,8Д'р
с уточнением D2p = п"с4 , где п" — число заходов резьбы меньшего ролика.
Наружный диаметр ролика Dv = D2„ + 2/ij, где h1 — высота головки резьбы ро-
лика.
При накатывании коротких резьб применяются ролики с углом подъема
резьбы, равным углу подъема профиля детали. При накатывании длинных
резьб с осевой подачей угол подъема резьбы ролика принимают на 0°25' мень-
ше, чем у детали. Это обеспечивает непрерывное перемещение детали при нака-
тывании.
Как и для плашек, головка профиля резьбы ролика должна полностью вы-
полнять ножку профиля резьбы детали. Наименьшая высота головки
где ДА = 0,072Р — величина износа.
С целью повышения стойкости и уменьшения выкрашивания вершин про-
филя ниток наибольшую высоту головки принимают такой, чтобы горизонталь-
ная площадка на периферии профиля была шириной а < 0,09Р.
Наибольшая высота h2 mttX ножки профиля нитки должна обеспечивать ши-
рину основания впадины ах не меньше 0,05 мм.
Профиль резьбы роликов может иметь два исполнения — с закругленными
или плоскими вершинами (рис. 9.42). Радиус закругления выполняется в преде-
лах от 0.144Р до 0,12Р в зависимости от фактического размера АР Профиль впа-
дины ниже линии Б-Б не регламентирован.
Накатывание резьбы может выполняться роликами без заборной части
и с затылованной заборной частью (рис. 9.43, табл. 9.53). Затылованные ролики
имеют повышенный период стойкости, обеспечивают высокое качество резьбы
и рекомендуются для накатывания резьб на деталях из высокопрочных мате-
риалов.
Ширина роликов, работающих с радиальной или тангенциальной подачей,
принимается больше длины накатываемой резьбы на два-три шага.
9.8. Инструменты для накатывания наружных резьб
809
А-А; В-В
Рис. 9.43. Затылованный ролик
Таблица 9.53
Размеры затылованных резьбонакатных роликов, мм
Размеры резьбы В С сг f 1
d Р
3 0,50 25 1,0 0,3 0,1 1,0 —
4...6 32
8...10 40
4 0,70 40 0,4 0,2 1,3 10
6...18 0,75 1,5
20...22 50 12
5 0,80 40 10
6...18 1,00 1,5 0,6 0,3 1,8 12
20...30 50
8...12 1,25 40 2,0 0,7 0,4 2,2 10
10...18 1,50 2,5 0,8 2,8
20...30 50 12
12 1,75 40 1,0 0,5 3,2 10
14...18 2,00 3,5
20...30 50 12
При накатывании длинных резьб методом осевой подачи заготовок оси роли-
ков скрещиваются, а сами ролики имеют кольцевую нарезку. Основные конст-
руктивные элементы таких роликов рассчитываются в соответствии с табл .9.54.
810
Глава 9. Проектирование резьбообразуюших инструментов
Таблица 9.54
Формулы для расчета роликов с кольцевой нарезкой
Параметр Расчетная формула Параметр Расчетная формула
Угол скрещивания осей роликов, рад х Р a = co=arctg Ширина заборного конуса _ Д + А ^з.к , tgcp
Угол заборного конуса . в» <p=arctg—— лдР Шаг кольцевой нарезки PK = Pcosco
Ширина роликов D .4 f А + А. А В = лс4 +Лн а lSotg<p ) Угол профиля резьбы ролика , cl , а tg—= tg— COSCO 2 2
Примечание. В формулах приняты следующие обозначения: со — угол подъема накаты-
ваемой резьбы по среднему диаметру; Р — шаг резьбы; d2 — средний диаметр накатываемой
резьбы; So — осевая подача; пя — число заходов накатываемой резьбы; Д =(da -dj )/2 — сум-
марное радиальное обжатие накатываемой детали; da — диаметр заготовки; dr — внутрен-
ний диаметр резьбы; А. = 0,3...0,6 мм — гарантированный зазор для входа накатываемой
детали в ролики; пк = 4... 7 — число оборотов детали при калибровании.
Конструкция сегмента в общем случае аналогична конструкции ролика: они
имеют многозаходную резьбу с одинаковыми углами подъема и такие же направ-
ления резьбы, что и у комплекта роликов. Размеры ролика и сегмента рассчиты-
ваются по формулам:
ДР = npd2; пс = пр+2; Дс = ncd2;
Рр=прР; Рс=псР; 2)р=Др+2Л1,
где Др, d2, Дс — средние диаметры ролика, накатываемой резьбы и сегмента
соответственно; п0, пр — число заходов резьбы на сегменте и ролике; Рр, Р, Рс —
шаги резьбы ролика, детали и сегмента; /ц — высота головки резьбы ролика.
Остальные размеры определяются так же, как для роликов для накатывания
с радиальной подачей.
Диаметры посадочных отверстий роликов и размеры шпоночного паза выби-
раются согласно размерам шпинделя накатного станка.
Окончательно размеры роликов выбираются в соответствии с ГОСТ 9539-72.
На роликах наносится следующая маркировка:
• марка стали;
• номер комплекта (допускается маркировать номинальный диаметр резь-
бы, ширину ролика и шаг резьбы);
• класс точности роликов;
• обозначение LH — для накатывания левой резьбы.
Материал роликов — стали марок Х12МФ, XI2Ф1 по ГОСТ 59 59-2000, а также
Х12М, Х6ВФ, 6Х6ВЗМФС и другие аналогичные стали. Твердость роликов —
57...60HRC.
Предельные отклонения размеров роликов принимаются согласно табл. 9.55.
Шероховатость посадочного отверстия ролика Ra 0,63 мкм, шероховатость
профиля для 1, 2 и 3-го классов составляет соответственно Rz 3,2 мкм, Rz 6,3 мкм
и Rz 10 мкм.
9.8. Инструменты для накатывания наружных резьб
811
Таблица 9.55
Предельные отклонения для роликов, мм (ГОСТ 9539—72)
Параметр Класс точности
1 2 3
Шаг между любыми двумя нитками на длине 25 мм для Р: до 1,5 мм ±0,015 ±0,025 ±0,025
свыше 1,5 мм ±0,020 ±0,030 ±0,030
Наружный диаметр ±0,500 ±0,500 ±0,500
Конусообразность по среднему диаметру для В: до 50 мм 0,015 0,030 0,080
свыше 50 мм 0,020 0,030 0,100
Допуск биения среднего и наружного диаметров резьбы 0,030 0,080 0,150
относительно оси отверстия Допуск биения торцов относительно оси отверстия на диа- 0,020 0,030 0,120
метре 100 мм Разность наружных диаметров двух роликов в комплекте 0,040 0,200 0,200
Разность среднего диаметра двух роликов в комплекте 0,040 0,150 0,200
Половина угла профиля резьбы для Р, мм: 0,5; 0,6 ±40' ±55' ±55'
0,7; 0,75; 0,8 ±35' ±50' ±55'
1,0 ±30' ±45' ±45'
1,25; 1,5; 1,75 ±25' ±40' ±40'
2,0; 2,5 ±20' ±30' ±30'
3,0; 3,5; 4,0; 4,5; 5,0; 6,0 ± 15' ±30' ±30'
Ширина ролика Ы6 Ы6 Ы6
Посадочное отверстие Н7 Н7 Н7
Шпоночный паз По ГОСТ 9472-90
9.8.3. Ролики для резьбонакатных головок
Резьбонакатные головки применяются преимущественно при обработке резьб
на автоматизированном оборудовании. Используются головки как отечествен-
ного, так и зарубежного производства следующих типов: аксиального с осевой
подачей заготовки (рис. 9.44, а), тангенциального (рис. 9.44, б), радиального
с радиальной подачей роликов на заготовку (рис. 9.44, в).
По принципу работы головки могут быть нераскрывающиеся (реверсивные)
и раскрывающиеся, регулируемые и нерегулируемые. Как и винторезные, резь-
бонакатные головки работают по принципу самозатягивания. Резьба роликов
кольцевая, имеет заборную часть с углом заборного конуса <р = 10° и калибрую-
щую часть. У роликов для самораскрывающихся головок на конце калибрую-
щей части имеется обратный конус с углом 10° на длине, несколько большей
удвоенного шага резьбы. Ролики в комплекте имеют номер, поскольку у каждого
812
Глава 9. Проектирование резьбообразуюших инструментов
Рис. 9.44. Резьбонакатные головки
последующего ролика смещение резьбы от торца увеличивается на величину P/q,
где q — количество роликов в комплекте. Для обеспечения продольной подачи
оси роликов повернуты относительно оси детали под углом
_ х Р
р =» со = arctg-,
где со — угол подъема накатываемой резьбы по среднему диаметру d2; Р — шаг
резьбы.
Ориентировочные размеры роликов для нераскрывающихся головок приве-
дены в табл. 9.56, для раскрывающихся — в табл. 9.57.
Таблица 9.56
Ориентировочные размеры роликов для нераскрывающихся головок, мм
Размеры резьбы Размеры ролика
Диаметр Шаг Наружный диаметр Диаметр отверстия Ширина
2...5 0,4...0,8 10 5 7Р
6...24 1.0 20 10
8...24 1,25...2,0 25 15
27...52 1,0
1,5...2,0 30 20
9.8. Инструменты для накатывания наружных резьб
813
Таблица 9.57
Ориентировочные размеры роликов для раскрывающихся головок, мм
Размеры резьбы Размеры ролика
Диаметр Шаг Наружный диаметр Диаметр отверстия Ширина
4 0,70 19,2 11,5 10
5 0,80 19,6
6 1,00 18,87
8...10 0,75 42 22 18
11
8...10 1,00
11; 12 40
14; 16 36
8; 9 1,25 41
12
10; 11; 12 1,50
14; 16 37
12 1,75 40
14; 16 2,00 37
16; 18 1,00 69,6 36 25
20; 22
16; 19; 20 1,50 70
24; 27 63
16 2,00 71,3
22; 27 65
18; 20; 22 2,50 70
24; 27 3,00 65
Остальные конструктивные элементы роликов могут быть приняты так же,
как в 9.8.2.
Глава
ПРОЕКТИРОВАНИЕ
ИНСТРУМЕНТОВ АЛЯ ОБРАБОТКИ
ЗУБЧАТЫХ ПРОФИЛЕЙ
ЛдПараметры цилиндрических зубчатых колес
и их зацепления
В машиностроении наиболее распространены зубчатые передачи с эвольвент-
ным зацеплением. При их описании используется стандартизованная система
условных обозначений. Приведем наиболее широко применяемые из них:
а — делительное межосевое расстояние;
аю — межосевое расстояние;
с — радиальный зазор;
d — делительный диаметр зубчатого колеса;
da — диаметр вершин зубьев;
db — основной диаметр;
df — диаметр впадин;
dw — начальный диаметр;
dy — диаметр произвольной концентрической окружности;
h — высота зуба;
Ла — высота головки зуба;
hf — высота ножки зуба;
10.1. Параметры цилиндрических зубчатых колес и их зацепления
815
inva^ = tgc^ -ау — эвольвентный угол, соответствующий точке профиля на
окружности диаметром dy;
тп — модуль нормальный;
mt — модуль окружной (торцовый);
рп — нормальный шаг зубьев;
рь — основной шаг зубьев;
рх — осевой шаг зубьев;
pt — окружной (торцовый) шаг зубьев;
рг — ход зуба (шаг стружечной канавки);
г — радиус делительной окружности;
гь — радиус основной окружности;
гш — радиус начальной окружности;
s — толщина зуба на делительной окружности;
sny — нормальная толщина зуба на поверхности цилиндра диаметра dy;
sna — нормальная толщина зуба на поверхности вершин;
sy — окружная толщина зуба на окружности диаметра dy;
st — окружная толщина зуба на делительной окружности;
и — передаточное число зубчатой передачи (отношение числа зубьев ко-
леса к числу зубьев шестерни);
х — коэффициент смещения исходного контура;
z — число зубьев;
a — угол профиля зуба исходного контура;
а0 — угол профиля на окружности вершин;
аш — угол зацепления;
an — угол профиля в нормальном сечении;
а(ш — торцовый угол зацепления;
иу — угол профиля в точке на окружности диаметра dy;
₽> ₽a> Рь, Ри» Ру — соответственно угол наклона линии зуба на поверхности де-
лительного цилиндра, на поверхности вершин, на основном цилиндре, на на-
чальном цилиндре, на цилиндре диаметра dy‘,
pF — радиус кривизны профиля зуба в точке на окружности диаметра dy.
В настоящее время предусмотрены две разновидности исходного контура
рейки, который определяет параметры зубчатых колес и инструментов для их
нарезания (рис. 10.1, табл. 10.1).
Рис. /0./. Исходный контур для передач:
а — нормальных; б — высоконагруженных
816
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.1
Параметры исходного контура цилиндрических зубчатых колес
Тип исходного Угол Коэффициенты
контура профиля a *; rt Г* с* д*
Нормальный (ГОСТ 13755-81) Для высоконагру- женных передач (ГОСТ Р50531-93): 20° 1 1,25 0,38 0,25 <0,45 0,02
тип 1 25° 1 1 — 0,35208 0,20328 — —
тип 2 28° 0,9 0,9 — 0,34754 0,18438 — —
Геометрические параметры цилиндрических зубчатых колес для наружного
зацепления определяются следующим образом (по ГОСТ 16530-83 и 16531-83)1:
торцовые шаг и модуль
р пт, тп
Pt = =---mt = ——;
совР cosP cosP
приР = 0 mt = mnl;
делительный диаметр
d = mtz;
профильный угол в торцовом сечении
a(=arctgp^A
Vcosp J
основной диаметр
db = dcosa(;
угол давления эвольвенты на цилиндре произвольного радиуса гу
гь
a„ = arccos—;
ГУ
эвольвентный угол профиля зуба в данной точке (полярный угол точки
эвольвенты на цилиндре произвольного радиуса гу)
inv a,, = tgay - ay (рад);
1 Приведенные ниже формулы используются для расчета параметров колеса с числом
зубьев гх, параметров шестерни с числом зубьев z2, сопряженной с колесом, а также пара-
метров профиля зуборезного инструмента. При этом следует присваивать индекс 1 величи-
нам, относящимся к шестерне, индекс 2 — к колесу, индекс 0 — к инструменту, а величинам,
относящимся одновременно к обоим элементам рассматриваемой пары, — индексы 12,
10, 20 соответственно. Например, при определении параметров сопряжения пары зубчатая
деталь — инструмент следует заменить параметры z2, характеризующие сопряженное коле-
со, параметрами инструмента.
10.1. Параметры цилиндрических зубчатых колес и их зацепления
817
угол развернутости эвольвенты зуба на произвольном радиусе гу — угол меж-
ду нормалями к теоретическому торцовому профилю зуба в точке, принадлежа-
щей основной окружности, и в рассматриваемой точке
= — = tga ;
rb
угол наклона зуба колеса на цилиндре произвольного радиуса гу
tgPy=—tgP;
г
угол РШ1 наклона зуба колеса с профильным углом anl на начальном цилиндре
при обработке инструментом с профильным углом an0 (в общем случае, когда
гЮ1 * п)
. n cosanl . _
зшРц,! =---—sinPj;
cosan0
профильный угол а(ш1 зуба колеса на начальном цилиндре обработки в торцо-
вой плоскости
tea...
С08рш1
для прямозубых колес, т.е. при pt = 0, а(ш1 = ап0;
нормальная толщина зуба при коэффициенте х смещения исходного контура
(п п . 'I
sn = —+2xtga m;
\2 J
высота головки зуба корригированного колеса
halK = hal + xm = (h*al + x)m-,
высота ножки зуба корригированного колеса
й/1к = hti~ хт = (h/! +с* - х)т;
радиус окружности вершин зубьев
Га1 П + Ла1к,
радиус окружности впадин зубьев
rfi = ri~
толщина зуба колеса в сечении, нормальном к винтовой линии зуба на на-
чальном цилиндре,
зпи,1 = 2гш1 --- +inva(1 -inv atgl соярш1;
^ZrjCOSPj )
угол зацепления корригированных колес с числом зубьев Zj и z2
inva(u(ia =inva( +2——£tga(;
«1+^а
818
Глава 10. Проектирование инструментов для обработки зубчатых профилей
если сопряженные колеса заданы окружными делительными толщинами их
зубьев s(1 и s(2, то
8(1 + 8,2 - ЛТП
inv а(ш12 = inv а, + - ——;
«1(21 + 22)
диаметры начальных окружностей при известном угле зацепления а(Ц)
, cos а, , cos а,
«и-1 = mZl--- dw2 = mz2-------
cos а(ц, cos а(ц,
межосевое расстояние
а - duA +du>2 - + с08а»
“12 2cosP 2cosP cos atw
Зависимости для расчета параметров зубчатых колес внутреннего зацепле-
ния приведены в ГОСТ 19274-73.
Г—-7
(10.2.
Общие сведения о зуборезных инструментах
Детали с зубчатым профилем (колеса, шлицевые валы, звездочки, зубчатые
секторы и т.п.) могут быть обработаны двумя способами — копированием и обкат-
кой. Способ копирования основан на обработке деталей инструментом, профиль
зуба которого соответствует форме впадины зуба детали. К таким инструментам
относятся пальцевые и дисковые модульные фрезы, протяжки для прямозубых
и косозубых колес, зубодолбежные многорезцовые головки.
Способ обкатки заключается в создании такой кинематики обработки, при
которой центроиды инструмента и нарезаемого изделия катятся друг по другу
без скольжения. При этом профиль нарезаемой детали получается в процессе обра-
ботки как огибающая ряда положений режущих кромок инструмента. К обкаточ-
ным инструментам относятся червячные фрезы, долбяки, зуборезные гребенки,
шеверы, зубострогальные резцы, зуборезные головки, обкаточные резцы, рабо-
тающие по методу зуботочения.
Способ обкатки при обработке зубчатых профилей выгодно отличается в от-
ношении как производительности, так и точности. Данный способ обеспечивает
нарезание зубчатых колес в диапазоне модулей 0,1. ..40 мм с достижением точ-
ности в пределах 5-11-й степеней и применяется в единичном, серийном и массо-
вом производстве. Способ копирования имеет более узкую область применения:
единичное (пальцевые и дисковые модульные фрезы) и некоторые случаи массо-
вого производства зубчатых колес 9-12-й степеней точности. Данный способ ха-
рактерен для обработки зубчатых колес с модулем свыше 20 мм, поскольку
применение и изготовление крупных инструментов, работающих методом об-
катки, затруднено.
10.2. Общие сведения о зуборезных инструментах
819
Классификация зуборезных инструментов с точки зрения используемых
способов обработки зубьев и областей их применения приведена в табл. 10.2.
Выбор типа и особенности той или иной конструкции зуборезного инструмента
зависят от технологии обработки зубчатого колеса. В свою очередь, выбор техно-
логии и качество обработки зубьев тесно связаны с программой выпуска обра-
батываемых колес, их точностью, формой и размерами, а также с наличием
зуборезного оборудования. Поэтому обеспечить эффективную с точки зрения
как производительности, так и точности обработку зубчатого колеса можно
только в случае учета всех этих факторов (табл. 10.3).
Таблица 10.2
Основные способы нарезания зубьев и зуборезные инструменты
Тип зубчатых колес Способ обработки Области применения Режущий инструмент
Цилиндриче- ские Фрезерование способом единич- ного деления Единичное и мелкосерий- ное производство зубча- тых колес 9-12-й степеней точности Дисковые модульные фрезы модулем до 16 мм Пальцевые модульные фрезы модулем свыше 8 мм
Зубофрезерование способом обкатки Мелкосерийное, серийное и массовое производство зубчатых колес 5-11-й степеней точности Червячные фрезы моду- лем до 40 мм различных классов точности
Зубодолбление способом обкатки Мелкосерийное, серийное и массовое производство блочных и одиночных ко- лес внешнего и внутренне- го зацепления и зубчатых секторов 6-8-й степеней точности Долбяки различных ти- пов и модулей
Производство зубчатых колес 7-9-й степеней точ- ности Зуборезные гребенки различных модулей и классов точности
Контурное зубо- долбление Массовое производство зубчатых колес 9-10-й степеней точности Зубодолбежные много- резцовые головки
Контурное зубо- протягивание Массовое производство зубчатых колес 7-10-й степеней точности ( Наборные охватываю- щие протяжки для не- больших модулей Комплект пазовых про- тяжек для средних мо- дулей
Шевингование Массовое производство зубчатых колес 5-7-й сте- пеней точности Дисковые шеверы
820
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.2
Тип зубчатых колес Способ обработки Области применения Режущий инструмент
Червячные Зубофрезерование способом обкатки Серийное и массовое про- изводство колес малых и средних модулей Червячные фрезы для червячных колес
Единичное и серийное производство колес сред- них и крупных модулей Резцы-летучки
Шевингование Серийное производство червячных колес Червячные шеверы
Конические Зубострогание способом обкатки Мелкосерийное и серий- ное производство прямозу- бых колес Резцы зубострогальные
Фрезерование способом обкатки Серийное и массовое про- изводство прямозубых ко- лес Зуборезные головки диаметром 150, 278 и 450 мм
Серийное и массовое про- изводство колес с круго- выми зубьями Зуборезные резцовые головки диаметром 20... 1000 мм
Мелкосерийное, серийное и массовое производство колес с круговыми зубьями Конические червячные фрезы
Зубопротягивание способом единич- ного деления Крупносерийное и массовое производство прямозубых колес Круговые протяжки
Таблица 10.3
Выбор режущего инструмента для нарезания
цилиндрических колес различных степеней точности
Инструмент Степень точности колес
5 6 7 8 9 10 11
Червячная фреза ААА АА А В с D
Долбяк — АА А В
Гребенка — АА А В — — —
Шевер АА А В — — — —
Дисковая фреза — — — — — + +
10.3. Нарезание цилиндрических зубчатых колес методом копирования
821
Инструменты для нарезания цилиндрических
зубчатых колёс методом копирования
10.3.1. Дисковые модульные фрезы
Общие сведения. Дисковые модульные фрезы применяют для нарезания ко-
лес с прямыми, косыми и шевронными зубьями (при наличии между зубчатыми
венцами на ободе канавки для выхода фрезы). Иногда их используют для пред-
варительного нарезания прямозубых конических колес.
Дисковые модульные фрезы представляют собой фасонную фрезу с зубьями,
затылованными по архимедовой спирали в радиальном направлении. Передний
угол и угол наклона режущей кромки у этих фрез равны нулю, что ухудшает ус-
ловия резания. Однако такая геометрия уменьшает погрешности в профиле
зубьев колес после переточек фрез. Кроме того, упрощается их проектирование.
Дисковые модульные фрезы изготавливают комплектами, состоящими из
8 фрез (для нарезания колес с модулем до 8 мм включительно) и 15 фрез (для колес
с модулем свыше 8 мм). Они предназначаются для обработки колес с гг = 12...°°.
Каждая фреза комплекта предназначена для нарезания колес в определенном
диапазоне зубьев (табл. 10.4). Эти фрезы применяются в основном в единичном
производстве. Их зубья после термообработки не шлифуются по профилю, поэтому
изготавливать фрезы из быстрорежущей стали не рекомендуется из-за появления
обезуглероженного слоя; их изготавливают из легированных инструменталь-
ных сталей, например 9ХС.
Таблица 10.4
Соответствие числа зубьев обрабатываемого колеса
и номера дисковой модульной фрезы
Номер фрезы Набор Номер фрезы Набор
из 8 фрез из 15 фрез из 8 фрез из 15 фрез
1 12; 13 12 5 26-34 26-29
17г — 13 57г — 30-34
2 14-16 14 6 35-54 35-41
27г — 15; 16 67г — 42-54
3 17-20 17; 18 7 55-134 55-79
37г — 19; 20 77г — 80-134
4 21-25 21; 22 8 135 и более
47г — 23-25
Специальные чистовые фрезы выполняются с профилем зубьев, полностью
соответствующим профилю впадин обрабатываемого колеса. В целях повышения
стойкости и производительности эти фрезы в отличие от стандартных проекти-
руют с увеличенными наружным диаметром и числом зубьев.
822 Г лава 10. Проектирование инструментов для обработки зубчатых профилей
Черновые модульные фрезы изготавливают с прямолинейным профилем ре-
жущих кромок, что обеспечивает повышение их стойкости.
Расчет дисковой модульной фрезы для обработки прямозубых колес. Расчет
производится в указанной ниже последовательности.
1. Задаются i точками (от 6 до 25 в зависимости от требуемой точности про-
филирования)1 на эвольвентном участке профиля зуба колеса, определяемыми
радиусами гп.
2. Определяют угол давления в рассматриваемых точках (рис. 10.2):
7^1
ап = arccos—,
Hi
где г61 — радиус основной окружности колеса.
Рис. 10.2. Схема для определения профиля зубьев дисковой модульной фрезы
3. Находят угол 561 между точкой профиля на основной окружности и осью
симметрии1 2
г л 2xtg а . imin
561 =-----------invar—,
2н^
где — число зубьев нарезаемого колеса; a — угол зацепления; х — коэффи-
циент смещения исходного контура; ymin — боковой зазор в передаче, опреде-
ляемый по ГОСТ 1643-81.
4. Находят угол 5;1 между радиусом-вектором в рассматриваемой точке М
и осью симметрии:
= 5„+mvafl.
5. Определяют координаты точек профиля эвольвентного участка:
xi0 = гп sin 5П; yi0 = rn cos 5П.
1 В том числе не менее трех точек на радиусах г, > г01.
2 Величины углов 5 рассчитываются в радианах и в случае необходимости переводятся
в градусы (1 рад = 57,29578°).
10.3. Нарезание цилиндрических зубчатых колес методом копирования 823
Начало координат целесообразно перенести в нижнюю точку профиля, ле-
жащую на окружности впадин колеса или на окружности выступов фрезы.
Если нарезаемое колесо с числом зубьев зацепляется с колесом, число
зубьев з2 которого неизвестно и, в частности, может равняться бесконечности, то
положение нижней точки эвольвентной части профиля колеса определяется по
формуле
Пг =т.[ — -1) ^-tg2».
V \ 2 J
Верхняя точка эвольвентной части профиля обычно принимается располо-
женной несколько выше окружности выступов колеса. Здесь учитывается, что
заготовка нарезаемого колеса может иметь завышенные размеры, потому фреза
будет врезаться в заготовку на большую глубину.
При профилировании нерабочей части профиля принимается во внимание
то, что основная окружность колеса в зависимости от числа его зубьев и угла ис-
ходного контура рейки может занимать относительно окружности впадин одно
из следующих положений:
1) при больших числах зубьев колеса и больших углах исходного контура
радиус гь основной окружности колеса будет меньше радиуса гг окружности впа-
дин. В этом случае весь профиль зуба колеса от окружности выступов до окруж-
ности впадин является эвольвентным;
2) при средних числах зубьев радиус основной окружности или равен радиу-
су окружности впадин, или превосходит его на небольшую величину. При этом
гь остается меньше радиуса гк нижней точки К активной части профиля зуба ко-
леса. В этом случае профиль зуба колеса будет эвольвентным только на участке
от окружности выступов до основной окружности. Участок же от основной ок-
ружности до окружности впадин будет неэвольвентным;
3) при малых числах зубьев колеса и малых профильных углах гь превосхо-
дит не только rf, но и гк.
В первых двух случаях профилирование нерабочей части профиля произво-
дится следующим образом. Найдя по приведенным выше формулам координаты
нужного количества точек эвольвенты, находят положение нижней точки К актив-
ной части профиля, лежащей на радиусе гк. Последний определяется по соответст-
вующим формулам в зависимости от того, рассчитывается профиль для колеса
ги сопряженного с колесом г2 или сопряженного с рейкой. В первом случае
Гк +[(Z! + z2)tg а - z^g a J2,
во втором ____________
rK =J V"1 +tg2a-
V 4 “ z
Определив точку К, к ней пристраивают участок удлиненной эпициклоиды
или удлиненной эвольвенты1. Если нарезаемое колесо с числом зубьев сопря-
1 Удлиненные эпициклоиды образуют точки, лежащие на радиусе, большем радиуса на-
чальной окружности, при взаимном перекатывании двух окружностей. Удлиненные
эвольвенты образуют точки, расположенные ниже производящей начальной прямой,
при взаимном перекаты пинии прямой и окружности.
824
Глава 10. Проектирование инструментов для обработки зубчатых профилей
гается с определенным колесом, число зубьев з2 которого известно, то вершина
зуба колеса г2 описывает во впадине колеса удлиненную эпициклоиду, кото-
рую и соединяют с точкой К. Если же число зубьев сопряженного колеса неиз-
вестно и оно может иметь з2 = т.е. быть рейкой, то к точке К пристраивают
удлиненную эвольвенту. Ее уравнение соответствует уравнению эвольвенты
в произвольной точке профиля, радиус которой гу > гк. Эти кривые являются
верхней границей, за пределы которой нерабочая часть профиля не должна захо-
дить. С точки зрения зацепления нарезанного колеса ниже этой границы нера-
бочая часть может располагаться как угодно.
На практике рекомендуется поступать следующим образом. Проведя окруж-
ность впадин и касательную к ней прямую, графически соединяют дугой окруж-
ности радиуса г эвольвенту в точке К с прямой основания впадины. Чтобы дуга
плавно сопрягалась с эвольвентой в точке К, центр дуги должен лежать на нор-
мали к эвольвенте (она же касательная к основной окружности). Положение
нормали определяется положением центрального угла впадины и углом давле-
ния ак, причем cos ак = ть/гк.
Дуга сопряжения должна проходить ниже удлиненной эвольвенты. Центр
дуги должен располагаться для правой стороны профиля с правой стороны от
оси симметрии впадины или, в крайнем случае, на самой оси. Иначе дуги сопря-
жения для правой и левой сторон профиля не будут плавно сопрягаться с прямой
основания впадины или между собой, а пересекутся на оси симметрии.
При всех указанных выше ограничениях радиус г дуги сопряжения целе-
сообразно брать максимальным, поскольку в этом случае стойкость фрез повы-
шается.
Таким образом, для рассмотренного случая, когда гь < rf, профиль инстру-
мента будет очерчен следующими участками: эвольвентой, дугой окружности
радиуса г и прямой, длина которой в частном случае может быть равна нулю.
Для третьего случая, если некорригированное колесо с числом зубьев гх име-
ет малое число зубьев и его основная окружность удалена от окружности впадин
настолько, что окружность выступов парного колеса с числом зубьев з2 пересе-
кает линию зацепления за пределами ее последней точки В (рис. 10.3), удлинен-
ная эпициклоида или эвольвента, образуемая вершиной зуба колеса (рейки) з2,
будет пересекать эвольвенту зуба колеса zv Проектирование профиля инстру-
мента в данном случае выполняют следующим образом.
Определяют обычным образом точки звольвентной части профиля. Затем
строят графически или аналитически удлиненную эвольвенту (для случая заце-
пления с рейкой) или удлиненную эпициклоиду (для случая зацепления с кон-
кретным колесом з2). К полученной удлиненной эпициклоиде или удлиненной
эвольвенте проводят касательную под углом 5...8° к оси симметрии профиля
зуба. Из точки касания проводят к касательной перпендикуляр, на котором на-
ходят центр дуги сопряжения, касательной к прямой основания впадины.
Конкретный профиль зубьев дисковых модульных фрез зависит от числа
зубьев нарезаемого колеса гг. При гг £ 16 (см. рис. 10.3, а) неэвольвентный уча-
сток профиля включает дугу окружности радиуса г и отрезок прямой ВС, распо-
ложенной под углом к торцовой плоскости фрезы, касательной к окружности
радиуса г в точке Вик удлиненной эвольвенте в точке К.
10.3. Нарезание цилиндрических зубчатых колес методом копирования
825
Рис. 10.3. Профили зубьев дисковых модульных фрез:
а — при Zj S 16; б — при 17 S Zj S 79; в — при Zj £ 80
При 17 < Zj < 79 (см. рис. 10.3, б) неэвольвентный участок профиля состоит
из дуги окружности радиуса г и отрезка прямой ВС, касательной к окружности
радиуса г в точке Вик удлиненной эвольвенте; при этом точка К совпадает с точ-
кой С.
При Zj > 80 (см. рис. 10.3, в) центр окружности радиуса г смещен относительно
оси симметрии профиля на х0.
Координаты узловых точек профиля фрезы для т = 100 мм, а = 20°, йД = 1,25
приведены в табл. 10.5.
Таблица 10.5
Координаты узловых точек профиля дисковой модульной фрезы
Номер фрезы Число зубьев колеса Точка В Точка С Точка D Угол наклона участка ВС Центр окружности
*В Ув *с Ус *в Ув *0 Г
1 12 62,515 54,343 68,603 97,628 151,021 208,515 8° 0 63,129
17г 13 61,838 53,755 67,590 94,545 148,567 210,138 8° 0 62,446
2 14 60,873 52,452 66,808 92,139 146,395 211,491 8°30' 0 61,549
27г 15; 16 60,251 51,916 65,741 88,597 144,515 212,625 8°30' 0 60,920
3 17; 18 58,972 50,367 64,207 83,316 141,348 214,425 9° 0 59,708
37г 19; 20 57,651 48,805 60,570 66,245 138,854 215,779 9°30' 0 58,453
4 21; 22 57,039 48,287 59,358 62,149 136,851 216,771 9°30' 0 57,832
47г 23-25 56,234 47,186 58,278 53,785 134,999 217,689 10° 0 57,101
5 26-29 55,346 46,031 56,785 53,794 132,941 218,673 10°30' 0 56,289
57г 30-34 54,179 44,566 55,371 50,630 130,707 219,651 11° 0 55,216
6 35-41 52,916 42,552 53,861 46,851 128,673 220,521 12° 0 54,178
67 г 42-54 51,576 40,543 52,200 43,108 126,513 221,360 13° 0 53,077
7 55-79 50,045 38,290 50,165 38,732 123,984 222,298 15° 0 51,850
77г 80-134 48,030 34,377 — — 121,473 223,199 — 1,848 48,210
8 135 45,955 30,461 — — 119,115 223,966 — 4,007 44,114
и более
Примечание. Реальные координаты для модуля т равны хт = х,т/100, у„ у,т/100.
826
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Радиус закругления зубьев фрезы равен радиусу rt закругления дна канавки
колеса. Его рассчитывают по формуле rt = km, где k — коэффициент, зависящий
от числа зубьев нарезаемого колеса:
2 12; 13 14-16 17-20 21-25 26-34 35-54 55-134 Свыше 135
k 0,52 0,49 0,46 0,43 0,40 0,36 0,32 0,25
6. Величина затылования
где аа0 = 10...12° — задний угол на вершине зуба фрезы.
7. Высота профиля зуба hQ = га0 - rf0.
8. Полная высота зубаН = hQ + K + (0,5... 1,5).
9. Угол профиля стружечной канавки 0 = 25°.
10. Передний угол фрезы обычно принимается равным 0°. Если у Ф 0°, необ-
ходимо выполнять коррекционный расчет профиля фрезы согласно методике,
изложенной в 7.5.2.
11. Ширина В фрезы определяется с учетом максимальной ширины впади-
ны между зубьями колеса:
Ва1 = dalsin8a,
где 8а =(8Ь +inva„); cosa„ = —, и округляется в соответствии с табл. 10.6.
гл
12. Число зубьев г0 фрез, наружный диаметр daQ, диаметр d посадочного от-
верстия и другие размеры (рис. 10.4) следует выбирать по табл. 10.6.
Рис. 10.4. Основные конструктивные элементы дисковой модульной фрезы
10.3. Нарезание цилиндрических зубчатых колес методом копирования
827
Таблица 10.6
Основные размеры дисковых модульных фрез, мм
т0 ^о0 d 2о Ширина В у фрез номеров
1 17а 2 27, 3 37а 4 47а 5 57а 6 67а 7 77а 8
1,000 50 19 14 4,0 — 4,0 — 4,0 — 4,0 — 4,0 — 4,0 — 4,0 — 4,0
1,250 50 19 14 4,5 — 5,0 — 4,5 — 4,5 — 4,5 — 4,0 — 4,0 — 4,0
1,375 50 19 14 5,5 — 5,5 — 5,0 — 5,0 — 5,0 — 5,0 — 4,5 — 4,5
1,500 55 22 14 6,0 — 6,0 — 5,5 — 5,5 — 5,0 — 5,0 — 5,0 — 5,0
1,750 55 22 14 7,0 — 6,5 — 6,5 — 6,5 — 6,0 — 6,0 — 5,5 — 5,5
2,000 63 22 12 8,0 — 7,0 — 7,0 — 7,0 — 7,0 — 6,5 — 6,5 — 6,0
2,250 63 22 12 8,5 — 8,0 — 8,0 — 8,0 — 7,5 — 7,5 — 7,0 — 7,0
2,500 70 22 12 9,5 — 9,0 — 9,0 — 8,5 — 8,5 — 8,0 — 8,0 — 7,5
2,750 70 22 12 10,5 — 10,0 — 10,0 — 9,5 — 9,0 — 9,0 — 8,5 — 8,0
3,000 80 27 12 11,5 — 11,0 — 10,5 — 10,5 — 10,0 — 9,5 — 9,5 — 9,0
3,250 80 27 12 12,0 — 12,0 — 11,5 — 11,0 — 10,5 — 10,5 — 10,0 — 9,5
3,500 80 27 12 13,0 — 13,0 — 12,5 — 12,0 — 11,5 — 11,0 — 11,0 — 10,5
3,750 80 27 12 14,0 — 13,5 — 13,0 — 12,5 — 12,0 — 12,0 — 11,5 — 11,0
4,000 90 27 12 15,0 — 14,5 — 14,0 — 13,5 — 13,0 — 12,5 — 12,0 — 11,0
4,250 90 27 12 15,5 — 15,0 — 14,5 — 14,0 — 13,5 — 13,0 — 12,5 — 12,0
4,500 90 27 12 16,5 — 16,0 — 16,5 — 15,0 — 14,5 — 14,0 — 13,5 — 13,0
5,000 100 27 12 18,0 — 17,5 — 17,0 — 16,5 — 16,0 — 15,5 — 15,0 — 14,5
5,500 10 27 12 20,0 — 19,0 — 18,5 — 18,0 — 17,5 — 17,0 — 16,0 — 15,5
6,000 ПО 32 10 21,5 — 21,0 — 20,0 — 19,5 — 19,0 — 18,0 — 17,5 — 17,0
6,500 ПО 32 10 23,0 — 22,5 — 22,5 — 21,5 — 20,0 — 19,5 — 19,0 — 18,0
7,000 ПО 32 10 24,5 — 24,0 — 23,0 — 22,0 — 21,5 — 21,0 — 20,0 — 19,5
8,000 125 32 10 28,0 — 27,0 — 26,0 — 25,0 — 24,5 — 24,0 — 23,0 — 22,0
9,000 125 32 10 31,0 30 30,0 29 29,0 28 28,0 27 27,0 27 27,0 26 26,0 25 24,0
10,000 140 40 10 34,0 33 33,0 32 32,0 31 31,0 30 30,0 29 29,0 29 28,0 28 27,0
11,000 140 40 10 37,0 37 36,0 36 35,0 34 34,0 33 33,0 32 32,0 31 31,0 30 29,0
12,000 160 40 10 41,0 40 39,0 39 38,0 37 37,0 36 36,0 35 35,0 34 34,0 33 32,0
14,000 160 40 10 47,0 46 45,0 44 43,0 43 43,0 42 41,0 41 40,0 39 39,0 38 37,0
16,000 180 50 10 53,0 52 52,0 51 50,0 49 48,0 48 47,0 46 45,0 45 44,0 43 42,0
Расчет дисковых модульных фрез для нарезания косозубых зубчатых ко-
лес. Последовательность расчета указана ниже.
1. Торцовый модуль колеса
m„i
иг,, -——
COS^j
2. Торцовый угол зацепления
tgan =
tga
COS^j
828 Г лава 10. Проектирование инструментов для обработки зубчатых профилей
3. Радиус основной окружности колеса
4. Межосевое расстояние
а = ra0 + гп,
где raQ — наружный радиус фрезы; rfl — радиус впадин колеса.
5. Угол наклона винтовой линии на основном цилиндре
tgpM = tgp1cosa(1.
6. Задаются переменными параметрами ст в интервале от 10° до 40° через ка-
ждые 2...4° в зависимости от требуемой точности профилирования и определя-
ют расчетные параметры:
Д= —-зесст; Az =(tgpi tgpM + secCT)ctgcr, Лз = — -invan -invo;
rn 2Zi
cos |i = sinPi sinPi,! +cospj cosP61cos o.
7. Находят координаты точек профиля фрез:
xa0 = +Д)созр ftCosy.-AjsecpctgCT];
У о0 = Л>1(АЛ + A)cosp Msin|i.
Остальные конструктивные и габаритные размеры принимают такими же,
как у дисковых модульных фрез для нарезания прямозубых колес.
Таблица 10.7
Допуски и предельные отклонения дисковых модульных фрез
Параметр Обозна- чение Модуль, мм
1...2 2...6 6...10 10...16
Отклонения профиля: на участке эвольвенты на вершине эуба и закруглении 0,050 0,100 0,063 0,125 о,с 0,1 >80 60
Отклонение от радиальности передней поверхности fy ±0,060 ±0,045 ±0,030 ±0,025
Биение боковых режущих кромок по нормали ft 0,063 0,080 0,100
Радиальное биение по наружному диа- метру: двух смежных зубьев за один оборот frdO 0,032 0,063 0,040 0,080 0,( 0,1 )50 00
10.3. Нарезание цилиндрических зубчатых колес методом копирования 829
В условиях невысоких требований к точности обработки косозубого колеса
с числом зубьев гх можно подобрать обычную стандартную фрезу по приведенно-
му числу зубьев
г'_ Ъ
СОЗ3^!
Технические требования. Погрешности изготовления дисковых модульных
фрез должны соответствовать значениям, приведенным в табл. 10.7. Шерохова-
тость передней поверхности и поверхности посадочного отверстия принимается
.Ra 1,25 мкм, торцов — Ra 0,63 мкм, затылованной поверхности профиля —
Rz 10 мкм.
10.3.2. Пальцевые модульные фрезы
Общие сведения. Пальцевые модульные фрезы соответствуют по конструк-
ции концевым фрезам, имеющим фасонный профиль режущих кромок. При работе
ось фрезы устанавливается симметрично впадине нарезаемого колеса, размеры
которой определяют габариты фрезы. Фрезы крепят с помощью резьбового соеди-
нения, базируя их по точно выполненному посадочному пояску на посадочной
части шпинделя станка. При этом используется центрирование как по наружному,
так и по внутреннему диаметру (рис. 10.5). Применяют пальцевые фрезы при
нарезании колес модулем 10...50 мм с прямыми, винтовыми и шевронными
зубьями. Пальцевые модульные фрезы изготавливают с затылованными зубьями.
Переточку их производят по плоской передней поверхности, проходящей через
ось фрезы. Для обеспечения благоприятных задних углов вдоль всей режущей
кромки, повышающих период стойкости инструмента, затылование проводят
под углом 10... 15° к оси фрезы. Однако после нескольких переточек такие фрезы
уже не обеспечивают необходимой точности зубчатых колес.
Пальцевые фрезы характеризуются малой производительностью из-за неболь-
шого числа зубьев и низкой точностью обработки вследствие значительного изме-
нения профиля при переточках.
Основные размеры пальцевых фрез приведены в табл. 10.8.
Параметры профиля пальцевых модульных фрез для нарезания прямозубых
зубчатых колес в целом аналогичны параметрам профиля дисковых модульных
фрез.
Расчет профиля пальцевых модульных фрез для нарезания косозубых зуб-
чатых колес. Он заключается в следующем.
1. Определяют торцовый модуль, торцовый угол зацепления, радиус основ-
ной окружности колеса, межосевое расстояние и угол наклона винтовой линии
на основном цилиндре по формулам, используемым для расчета дисковых мо-
дульных фрез.
2. Задаются переменными параметрами ст в интервале 10. ..40° через каждые
2...4° в зависимости от требуемой точности профилирования и определяют рас-
четный коэффициент:
Л = — -inva(1-invCT.
2«i
830
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.5. Пальцевые фрезы различных типов
3. Находят координаты точек профиля фрезы:
ха0 =rM(243cos2p(11>/tg2p(,1 +сов2ст);
У ао =г(,1(весст-Дсо82р(11 sin ст).
Остальные параметры принимают по табл. 10.7 или из конструктивных со-
ображений. Радиус закругления дна основной канавки равен 1. ..2 мм, радиус
закругления дна стружечной канавки на торце — 0,5...1,0 мм. Угол профиля
стружечной канавки на торце принимают равным 18...20°.
Технические требования. Шероховатость передней поверхности принимает-
ся Яг 3,2 мкм, поверхностей посадочного отверстия или посадочной шейки —
Таблица 10.8
Основные размеры пальцевых модульных фрез, мм
Модуль Тип фрезы (см. рис. 10.5) D h L Z К 0 dh7 Л f7 1 Shll т а d2
10...12 А 25-40 24-30 70 2 6 18° 25 М22 — 30 32 15 10 4-5
Б 40-45 4 60° 4-6
13-15 А 35...40 30...36 2 18°
Б 40...45 4 60° 5-7
45-55 80
16-18 40-50 36-44 6-7
50-65 90 7 30 М24 38 41 18 7-8
20-22 50-65 44-52 6 5 8-10
В 65-72 6 21 М20 40 35 50 14 5 10...12
72-80 105 7 26 М24 50 45 65 15 8
24-26 Б 55-65 52-63 5 30 — 38 41 18 10 8...18
В 65-72 6 21 М20 40 35 50 14 6
72-100 115 7 26 М24 50 45 65 16 8
28-30 72-108 63-74 130 7 10-18
33-36 74-86 140 6 12-20
108...120 150 6 32 МЗО 80 55 100 20 10
39-42 90-108 86-100 6 26 М24 50 45 65 16 8 15...25
108-128 160 6 32 МЗО 80 55 100 20 10
128-160 170 7 41 М39 100 65 120 26 12
45-50 115-128 100-120 180 6 32 МЗО 80 55 100 20 10 20...33
128-170 190 7 41 М39 100 65 120 26 12
Примечание. Затыловать кулачком с подъемом К под углом 15° к оси.
10.3. Нарезание цилиндрических зубчатых колес методом копирования
832
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Ra 1,25 мкм, затылованной поверхности профиля — Rz 10 мкм. Погрешности
изготовления пальцевых модульных фрез должны соответствовать значениям,
приведенным в табл. 10.9.
Таблица 10.9
Допуски и предельные отклонения пальцевых модульных фрез, мм
Параметр Обозначе- ние Модуль
До 10 10...16 16...25 25...40 Свыше 40
Биение боковых режущих кромок по нормали Просвет по шаблону на участке: f, 0,065 0,080 0,100 0,125 0,160
эвольвенты 0,03 0,04 0,05 0,06
прямолинейном 0,06 0,08 0,10 0,12
Профиль зуба:
на участке эвольвенты 0,040 0,050 0,063 0,080 0,100
на вершине и закруглениях зуба 0,063 0,080 0,100 0,125 0,160
10.3.3. Резцы контурного зубодолбления
Резцы контурного зубодолбления используются в головках контурного зубо-
долбления и обеспечивают одновременное нарезание всех впадин обрабатываемого
зубчатого колеса (рис. 10.6, а). Головка в целом в ходе обработки неподвижна.
Движение резания происходит за счет возвратно-поступательного движения за-
готовки. Режущими элементами являются фасонные резцы 2, имеющие форму
профиля впадины прямозубого цилиндрического колеса и установленные на
опорной плите 3 с направляющими. Установленные в радиальных пазах корпу-
са или разводящего кольца 1 резцы 2 после каждого рабочего хода отводятся,
а затем в начале рабочего хода заготовки подаются в радиальном направлении
с помощью сводящего кольца 4 и при рабочем движении заготовки производят
долбление впадин.
Общий вид резцов и их геометрия представлены на рис. 10.6, б.
Резцы изготавливаются из быстрорежущих сталей и имеют твердость
62...65 HRC. Их профиль аналогичен профилю дисковых модульных фрез для
обработки прямозубых колес и рассчитывается по приведенным выше формулам
(см. 10.3.1). Ординаты профиля резца yi0N в нормальном сечении и yiOn вплоскости
передней поверхности должны быть скорректированы с учетом значений перед-
него и заднего углов:
.. _ йосоз(у + а). _ у10
MiON > УЮп •
cosy cosy
Абсциссы точек профиля не изменяются: xi0 = xi0N = xiOn. Рекомендуется при-
нимать а =у= 10...12°.
10.3. Нарезание цилиндрических зубчатых колес методом копирования
833
А-А
Рис. 10.6. Головка и резец для контурного зубодолбления
10.3.4. Протяжки с прямолинейной осью
Протяжки с прямолинейной осью для обработки наружных зубчатых колес
могут быть однопрофильные, секторного и охватывающего типов. Однопро-
фильные протяжки обрабатывают последовательно каждую впадину зубчатого
колеса с поворотом заготовки на угловой шаг (рис. 10.7, а). Протяжки секторно-
го типа (рис. 10.7,6) обрабатывают группу зубьев колеса; для обработки следую-
щей группы необходим поворот заготовки.
Протяжки охватывающего типа проектируют в нескольких конструктивных
исполнениях. У сборной протяжки (рис. 10.7, в) в трубчатом корпусе установ-
лены кольца с внутренними зубьями эвольвентного профиля. Кольца, располо-
женные по длине протяжки, имеют подъемы на зуб. У протяжек другого вида
(рис. 10.7, г) в продольных паоах корпуса вставлены режущие секции, анало-
гичные шпоночным протяжкам о зубьями эвольвентного профиля. Рабочее дви-
834
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.7. Схемы протягивания впадин зубчатых колес
жение для протяжек обоих видов осуществляется заготовкой. В зависимости от
ширины и модуля колеса могут быть обработаны по одному или комплектом.
В последнем случае несколько заготовок предварительно закрепляется на
стержне, который протягивается между кольцами протяжки.
Рабочие части протяжек изготавливаются из быстрорежущих сталей и имеют
твердость 62...65 HRC. Хвостовики, крепежные и прочие элементы изготавли-
ваются из конструкционных легированных сталей и при необходимости подвер-
гаются термообработке.
Расчет профиля зубьев протяжки для обработки колес наружного зацепле-
ния выполняется аналогично расчету профиля дисковых модульных фрез для
обработки прямозубых колес по приведенным выше формулам (см. 10.3.1).
Ординаты профиля зуба yi0N в нормальном сечении и t/iOn в плоскости перед-
ней поверхности должны быть скорректированы с учетом значений переднего
и заднего углов (см. 10.3.3).
При протягивании колес внутреннего зацепления профиль зубьев протяжек
рассчитывается согласно рекомендациям для протягивания эвольвентных шли-
цев (см. 8.3.3), но угол а принимается равным не 30°, а 20°.
Протяжки с прямолинейной осью для обработки впадин зубчатых колес
обычно работают по профильной схеме срезания припуска. Все основные пара-
метры протяжек (подъемы на зуб, профили стружечных канавок, передние
и задние углы, данные для расчета сил резания и т.п.) для обработки как наруж-
ных, так и внутренних зубчатых профилей принимаются согласно рекомендациям
для протягивания эвольвентных шлицев (см. 8.3.3). Количество и расположе-
ние стружкоразделительных канавок на режущих зубьях можно принимать по
табл. 8.75. При расчете ширины зубьев протяжек следует учитывать боковой зазор
в зацеплении, зависящий от степени точности обрабатываемого колеса.
Для обеспечения боковых задних углов протяжки шлифуют с поднятым зад-
ним хвостовиком. Величина подъема — 0,04 мм на 100 мм длины. В этом случае
профиль зубьев следует корректировать согласно методике, приведенной в 8.3.3.
10.3. Нарезание цилиндрических зубчатых колес методом копирования
835
Размеры по роликам для контроля профиля калибрующих зубьев протяжек,
обрабатывающих зубчатые колеса, равны:
М = dD +dv при четном числе зубьев;
cos90°
M = dD------+dp при нечетном числе зубьев.
Z
Здесь dD — диаметр концентрической окружности, проходящей через центр ро-
лика:
, , cos а,
dD =d-----
созав
cL . n/2-2xtga
inv a D=--s; inv а( —---------5;
zmcos a г
г — число зубьев обрабатываемого колеса; df = 1,7m — диаметр контрольного
ролика. Значение dp принимается равным ближайшему стандартизованному
диаметру ролика согласно ГОСТ 2475-88.
В большинстве случаев протяжки для обработки зубчатых колес выполня-
ются сборными. В качестве режущих элементов используются одиночные коль-
ца, зубчатые втулки с несколькими зубьями или зубчатые трубы длиной до
нескольких десятков шагов (рис. 10.8). Втулки и одиночные кольца базируются
Рис. 10.8. Режущие элементы протяжек с прямолинейной осью:
а — одиночные кольца; б — втулки; в — трубы
836
Глава 10. Проектирование инструментов для обработки зубчатых профилей
на наружном диаметре центральной оправки с помощью продольных или попе-
речных шлифованных шпонок (по посадке 6H/6h) и закрепляются с помощью
комплекта гаек и разрезных контргаек (см. рис. 8.85). Трубы имеют с двух сторон
резьбовые и цилиндрические центрирующие отверстия, в которые ввертываются
хвостовики.
10.3.5. Круговые протяжки
В отличие от протяжек с прямолинейной осью круговые протяжки формиру-
ют одиночные впадины зубьев обрабатываемого колеса. Зубопротяжной станок
работает в полуавтоматическом цикле, и в момент, когда колесо оказывается на-
против пустого сектора протяжки, производится деление, т.е. поворот колеса на
один зуб. Протяжки центрируются на инструментальном шпинделе станка по
центральному конусному отверстию, фиксируются шпонкой и крепятся к шпин-
делю болтами. В связи с большими диаметрами круговых протяжек их режущая
часть выполняется съемной в виде сегментов. Поверхность прилегания сегментов
к корпусу протяжки может быть перпендикулярна к оси вращения инструмента
или направлена под определенным углом к ней. От этого зависит конструкция
крепления сектора к корпусу.
Протяжки имеют 14 черновых и 2 чистовых сегмента.
Черновые сегменты удаляют основную часть припуска,
срезая слои металла прямоугольной формы (рис. 10.9).
Чистовые резцы формируют профиль зуба. При этом пер-
вый резец срезает слой большой толщины и малой шири-
ны, а последний резец — слой малой толщины и большой
ширины. Остальные резцы срезают промежуточные по
размерам слои.
Черновые сегменты имеют вращательное движение
и работают периферийными режущими кромками; при
этом каждый последующий резец выше предыдущего. Чистовые сегменты по-
лучают дополнительное перемещение, а каждый из резцов начинает резать по-
сле выхода из металла предыдущего резца. В результате обеспечивается их
прямолинейное движение при окончательном профилировании впадин зубьев
колеса. С этой целью чистовые сегменты крепятся не на периферии протяжки,
а на отдельном ползуне, который либо имеет независимый привод, либо является
самоприводным (рис. 10.10).
При проектировании режущей части протяжек необходимо обеспечить наи-
большую производительность процесса, высокую стойкость инструмента и наи-
меньшие силы резания при больших подачах на зуб. Чем толще стружка, сни-
маемая отдельными зубьями протяжки, тем ниже диаметр инструмента, меньше
его стоимость и выше производительность. Чрезмерно большие подачи на зуб
могут вызвать напряжения в материале детали и режущих сегментов, превы-
шающие допустимые значения. При работе с большими подъемами на зуб объем
свободного пространства между зубьями может оказаться недостаточным, что-
бы вместить весь металл, превращаемый в стружку, и качество обрабатываемой
поверхности будет низким.
Рис. 10.9. Схема
резания круговой
протяжкой
10.3. Нарезание цилиндрических зубчатых колес методом копирования
837
Рис. 10.10. Круговая протяжка с самоприводным ползуном:
1 — чистовые сегменты; 2 — ползун; 3 — диск; 4 — черновые сегменты
Исходя из производственного опыта и результатов исследований в этой об-
ласти, можно рекомендовать подъемы на черновые зубья протяжек в пределах
0,06.. .0,25 мм/зуб при нарезании зубьев колес из стали средней твердости. Подъе-
мы на чистовые зубья рекомендуются в пределах 0,03...0,06 мм/зуб.
Величина продольной подачи чистовых зубов определяется из кинематики
и динамики возвратно-поступательного движения, а также шероховатости и огран-
ки обрабатываемой поверхности и обычно не превышает 2,0...2,2 мм/зуб.
Шаг зубьев по наибольшему наружному диаметру протяжек является основ-
ным параметром инструмента. Чем меньше шаг, тем меньше диаметр протяжки,
ниже ее стоимость, плавнее и лучше качество обработки. Однако при уменьшении
шага и неизменной толщине среза увеличивается количество зубьев, одновременно
участвующих в резании, возрастает нагрузка на технологическую систему и возни-
кает опасность поломки станка и инструмента.
Шаг черновых зубьев протяжки рекомендуется принимать в следующих
пределах:
. _ (0,5...1,0)В
‘°----------->
созрс
где В — ширина нарезаемого зубчатого венца; Рс — угол наклона суппорта де-
тали относительно плоскости вращения инструмента.
При нарезании косозубых колес необходимо учитывать, что обрабатываемое
колесо устанавливается наклонно к плоскости вращения инструмента. Поэтому
зуб инструмента входит и выходит из резания постепенно, что приводит к плавно-
му изменению силы резания. В связи с этим можно создать такие условия, при
которых, несмотря на переменность сечения стружки на каждом зубе, общее сум-
марное сечение стружки на всех одновременно работающих зубьях инструмента
838 Глава 10. Проектирование инструментов для обработки зубчатых профилей
будет оставаться постоянным, а суммарное окружное усилие и крутящий мо-
мент будут также близки к постоянной величине.
Постоянство ширины срезаемого слоя обеспечивается соотношением
tn — ... «
ЛГсоаРс
где N — любое целое число.
Каждый из черновых сегментов имеет по пять затылованных резцов с угло-
вым шагом, равным 4°. Для сталей, применяемых для изготовления зубчатых
колес, рекомендуется передний угол черновых зубьев принимать равным 15°,
а чистовых — 0° или 15°. Угловой шаг между зубьями чистовых сегментов ра-
вен 8°.
Величина заднего угла на вершинах зубьев круговых протяжек выбирается
таким образом, чтобы обеспечить задний угол на боковых сторонах профиля
зуба инструмента не менее 2°. Такой угол обеспечивается при заднем угле на вер-
шинах зубьев инструмента в пределах 8... 12°.
Передний и задний углы чистовых зубьев протяжек в процессе резания из-
меняются на величину
, х В
\|/ = ±arctg—,
где В — ширина нарезаемого колеса; D — диаметр протяжки.
Профиль впадины между зубьями протяжек зависит от объема снимаемой
стружки, механических свойств обрабатываемого материала и принимается так
же, как для канавок шпоночных и шлицевых протяжек.
Количество z0 режущих зубьев протяжки определяется высотой нарезаемого
зуба, величиной подачи на зуб и припуском на чистовое нарезание:
г0 = г1 + г2 + гЗ>
где гг — количество черновых зубьев, производящих резание генераторным
протягиванием; z2 — количество чистовых зубьев протяжки; z3 = 1 — количе-
ство зубьев, подрезающих ножку зуба обрабатываемого колеса.
Число черновых зубьев
21 = Л/S,,
где Л — глубина впадины между зубьями колеса.
В целях повышения точности обработки и улучшения качества поверхност-
ного слоя боковых сторон рекомендуется толщину слоя, срезаемого каждым по-
следующим чистовым зубом, уменьшать вдвое. Тогда, имея наименьший при-
пуск в торцовой плоскости Л6ок и наименьшую подачу на последний чистовой зуб
S26oK, определим г2:
lg[X>K + l
I я?
\.*^2бок
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес 839
Условное общее число зубьев протяжки округляется до значений, кратных
360, что значительно упрощает и унифицирует оснастку для протягивания и за-
точки. После округления условного числа зубьев и выбора шага между зубьями
можно определить наружный диаметр инструмента:
_ 36Ozoto
7t(360-K)’
где z0 — принятое общее число зубьев инструмента; t0 — окружной шаг зубьев;
к — угол свободного от зубьев сектора; обычно к = 36...40°.
Профиль черновых зубьев протяжки принимается приближенным, в зави-
симости от припуска на чистовую обработку. Профиль чистовых зубьев рассчи-
тывается аналогично профилю дисковой модульной фрезы (см. 10.3.1). При
замене точного профиля дугой окружности выполняются расчеты, аналогичные
расчетам шлицевых протяжек.
\ Червячные фрезы для нарезания
цилиндрических зубчатых колес
Червячные фрезы могут применяться для нарезания прямозубых и косозубых
колес главным образом внешнего зацепления. Одними и теми же червячными
фрезами можно нарезать колеса с любым числом зубьев как с корригированным
профилем, так и с некорригированным. По точности обработки они разделяют-
ся на прецизионные и фрезы общего назначения. Последние могут быть как чер-
новыми, так и чистовыми. После чернового зубофрезерования зубчатое колесо
подвергается чистовой обработке фрезой, долбяком или шевером.
10.4.1. Расчет червячных фрез общего назначения
Определение конструктивных элементов и геометрических параметров
фрезы. При проектировании червячных фрез в соответствии с исходными дан-
ными и требованиями к обрабатываемым деталям расчеты необходимо прово-
дить в указанной ниже последовательности.
1. Выбирают материал режущей части (марку быстрорежущей стали или
твердого сплава) в зависимости от марки материала нарезаемого колеса. Стали
марок Р6М5 и 10Р6М5 используются при обработке углеродистых и легирован-
ных конструкционных сталей, а стали Р9К10, Р6М5К5 и другие — для обработки
высокопрочных (а„ > 1000 МПа) труднообрабатываемых материалов. Твердость
цельных фрез из быстрорежущих сталей и зубчатых реек сборных фрез —
62...65 HRC при использовании вольфрамовых и вольфрамомолибденовых бы-
строрежущих сталей и 63...66 HRC при использовании кобальтовых и ванадие-
вых сталей.
840
Глава 10. Проектирование инструментов для обработки зубчатых профилей
В сборных и составных червячных фрезах применяются твердые сплавы
ВК6-М, ВК8, ВКЮ-ОМ, Т5К10 и др.
При проектировании сборных фрез необходимо выбрать материал корпуса
и других элементов конструкции. Корпус выполняется из сталей марок ЗОХ,
40Х, 40ХНМА и др., обеспечивающих при термической обработке твердость по-
верхности посадочного отверстия и торцов не менее 35...40 HRC. Клинья могут
иметь твердость до 60 HRC и выполняются из инструментальных сталей.
2. Решают вопрос о конструктивном исполнении инструмента (фреза цель-
ной, составной или сборной конструкции) и точности его изготовления. В зави-
симости от назначения и размеров червячные фрезы изготавливаются классов
точности AAA, АА, А, В, С и D и рекомендуются соответственно для нарезания
зубчатых колес 5, 6, 7,8,9, 10 и 11-й степеней точности (см. табл. 10.3).
Составные червячные фрезы являются переходным вариантом между цель-
ными и сборными конструкциями. Фрезы сварной конструкции имеют ограничен-
ное применение из-за достаточно сложной технологии изготовления и низкого
качества соединения сваркой деталей из материалов с различными коэффици-
ентами линейного расширения. Последнее обстоятельство вызывает появление
больших остаточных напряжений в сварных швах. Фрезы паяной конструкции
также применяются редко. В этом случае соединение режущих элементов с корпу-
сом производится после закалки зубьев (реек) с помощью специальных припоев,
имеющих температуру плавления ниже температуры начала структурных превра-
щений быстрорежущей стали, либо непосредственно в процессе закалки. Во вто-
ром случае пайка в процессе термообработки осуществляется при нагревании со-
бранной в единое целое фрезы до температуры закалки быстрорежущей стали.
Достаточно перспективным методом изготовления составных элементов яв-
ляется крепление их с помощью термостойких клеев. Такие фрезы на 25...30 %
более трудоемки в изготовлении, чем монолитные стандартные фрезы, но обес-
печивают 50...70 % экономии быстрорежущей стали и могут изготавливаться
любых классов точности по требованиям ГОСТ 9324-80.
При использовании режущих инструментов из твердых сплавов пластины
пайкой или приклеиванием крепят непосредственно на зубьях фрезы или на
промежуточных элементах (рейках), закрепляемых в корпусе. За счет установ-
ки пластин из твердого сплава обеспечивают отрицательные передние углы уа до
30°. Такая геометрия режущей части фрез позволяет обрабатывать заготовки
колес твердостью до 60 HRC и исключать операцию шлифования.
Корпуса сборной фрезы имеют продольные пазы, параллельные оси, в коли-
честве, соответствующем числу зубьев фрезы, в которых размещаются и крепят-
ся режущие рейки или одиночные зубья (рис. 10.11). Ширину паза выполняют
равной толщине зуба с предельными отклонениями по квалитету точности 7
в системе отверстия при закреплении реек в корпусе с помощью конических
шайб и крепежных гаек или большей толщины зуба при закреплении реек с помо-
щью клиньев. Точность расположения пазов определяется допустимыми отклоне-
ниями разности окружных шагов опорных сторон. Эти отклонения регламенти-
рованы ГОСТ 9324-80. Пазы для установки затылованных зубьев модулем до 4 мм
имеют параллельные стороны, а для зубьев модулем свыше 4 мм стенку паза,
противоположную опорной, как и на зубе, выполняют с поднутрением под углом 5°
для гарантированного поджима реек к основанию паза.
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
841
Рис. 10.11. Схемы установки затылованного зуба в корпусе червячной фрезы
Рейки в пазах крепят различными способами: продольными клиньями
(рис. 10.12, а, б), торцовыми гайками с конической зажимной частью (рис. 10.12, в),
торцовыми винтами и прокладками для крепления отдельных зубьев в пазах
корпуса (рис. 10.12, г), для крупномодульных фрез — с помощью клиновой части
Рис. 10.12. Примеры сборных конструкций червячных фрез:
1 — корпус; 2 — плоская райка; 3 — клин; 4 — гайка; 5 — винт; в — прокладка;
7 — нож; 8 — клиновая рейка
842 Глава 10. Проектирование инструментов для обработки зубчатых профилей
реек (рис. 10.12, д). Ширина торцовых прокладок изменяется от паза к пазу на
l/z0 шага, так как они определяют расположение режущих кромок в винтовой
поверхности основного червяка.
Используются также сборные червячные модульные фрезы со сменными не-
перетачиваемыми пластинами (рис. 10.13). Фрезы состоят из корпуса 1 с винто-
вой нарезкой, винтовых секторов 2 и комплекта специальных сменных пластин 3,
расположенных вдоль контура фрезы в местах размещения активных режущих
кромок.
У сборных фрез для исключения второго затылования и обеспечения выхода
шлифовального круга при затыловании зубьев диаметр корпуса выполняется
на 2Ку меньше наружного диаметра фрезы. При углах стружечной канавки
О - 25...30° диаметр корпуса фрезы можно приближенно определить по формуле
^кор - ^а0 ~~ 2-^у 9
где Ку = nda0 tgao0/(l,2z0) — условная величина затылования; аа0 — задний угол
на вершине фрезы; г0 — число зубьев фрезы.
ДААА
МАА
Рис. 10.13. Конструктивные элементы червячной фрезы со сменными пластинами (а),
схема их расположения на рейках (б) и места размещения активных частей режущих
кромок (в)
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес 843
Толщина корпуса от дна канавки до отверстия по условиям прочности долж-
на быть не менее 15 мм.
3. Определяют наружный диаметр фрезы da0. Величина da0 зависит от ряда
условий, обеспечивающих необходимую точность и производительность обра-
ботки зубчатых колес. С увеличением диаметра возможно повышение точности
обработки за счет уменьшения органических погрешностей профилирования,
увеличения числа зубьев по окружности, более жесткого крепления фрезы вслед-
ствие больших размеров посадочного отверстия и диаметра оправки. Однако с уве-
личением диаметра фрезы увеличиваются расход инструментального материала,
крутящий момент, длина и время врезания, а следовательно, продолжительность
обработки. При выборе наружного диаметра следует стремиться к тому, чтобы
угол подъема витков ут0 был менее 5°. Поэтому для прецизионных фрез, предна-
значенных для обработки зубчатых колес 5-7-й степеней точности, наружный
диаметр принимается на ступень больше, чем для фрез нормальной точности.
В ГОСТ 9324-80 рекомендован ряд диаметров dM. Соотношения da0 и основных
конструктивных элементов фрез (рис. 10.14) приведены в табл. 10.10-10.12.
нормальное сечение
Рис. 10.14. Основные конструктивные элементы и геометрия червячных фрез
Таблица 10.10
Основные конструктивные элементы прецизионных червячных фрез, мм
Модуль т0 ^д0 d dx, не более L 1 z0
1...1.25 71 32 50 71 5 16
1,375...1,75 80 80
2; 2,25 90 40 60 90 14
2,5; 2,75 100 100
3...3.75 112 112
4...4,5 125 50 75 125
5; 5,5 140 140
6...7 160 60 90 155 6 12
8 180 175
9; 10 180
844
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.11
Основные конструктивные элементы нормальных червячных фрез, мм
Модуль т0 da0 d du не более L для фрез 1 z0
нормальной длины увеличен- ной длины
1 40; 50 16; 22 25 32 50 4 12
1,125 50 22 33 32 63
1,25; 1,375 40 70
1,5; 1,75 63 27 40 50 80
2 90
2,25 71 56 90
2,5; 2,75 63 100
3...3.25 80 32 50 71 112 10
3,5 125
3,75 90 80
4...4,5 90 140
5 100 100
5,5; 6 112 40 60 112 160
6; 5 118 118 9
7 125 5
8 125 132 180
9 140 150
10 150 50 75 170 200
11 160 180
12 170 200 —
14 190 85 224
16 212 60 100 250 6 8
18 236 280
20 250 300
Наружный диаметр фрез сборных конструкций можно принять по паспорт-
ным данным станка, на котором будет выполняться обработка, рассчитав дру-
гие конструктивные параметры (размеры зуба, форму и размеры стружечных
канавок, величину затылования и др.).
Величину da0 назначают с учетом посадочного диаметра d отверстия, высо-
ты Н стружечной канавки и толщины поперечного сечения тела фрезы, обеспе-
чивающей ее прочность и жесткость. Необходимо, чтобы
da0 > d+2Н+2Р' или da0 a 2Р'+2Н+2(С[- 0,5d),
где Р' = (0,25...0,3)d — толщина тела фрезы в опасном сечении; Q' — размер от-
верстия по шпоночной канавке согласно ГОСТ 9472-90 (см. табл. 2.18). Расчет
высоты стружечной канавки приведен в п.13, диаметра отверстия d — в п.17.
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
845
Таблица 10.12
Основные конструктивные элементы сборных червячных фреэ
Модуль т0, мм Исполнение dM, ММ L, мм d, мм z0
8 1 180 165 50 10
9 1 200 170 60
10 1 210
2 180 180 40 8
11 1 212 215 60 10
2 180 180 40 8
12 1 225 240 60 10
2 200 200 50 8
14 1 250 240 70 10
2 200 200 50 8
16 1 265 270 70 10
2 225 225 50 8
18 1 280 290 80 10
2 225 225 50 8
20 1 300 310 80 10
2 250 250 60 8
22 1 320 330 80 10
2 270 325 70 8
25 1 340 360 80 10
2 305 360 70 8
Примечание. Исполнение 1 — нормальные габариты; исполнение 2 — уменьшенные га-
бариты.
4. Определяют расчетную высоту головки зубачистовой фрезы: ha0= 1,25т„0,
где та0 = та1 — модуль в нормальном сечении. Высоту головки зуба черновой
фрезы целесообразно делать больше высоты головки зуба чистовой фрезы: Лв0 =
= 1,Зтпв0. Это необходимо для улучшения условий работы вершин зубьев чисто-
вых фрез.
5. Находят высоту ножки зуба фрезы: Л/о =
= 1,25тпв0.
6. Определяют высоту профиля зуба фрезы:
для чистовых фрез h0=ha0+hfo=2,5тп0; для черно-
вых фрез Ло = 2,55 т„0.
7. Радиусы закругления на головке и ножке
зуба Г1 = г2 = (0,25. ..0,3)тпв0.
8. Принимают следующие размеры канавки
для облегчения шлифования профиля зубьев фре-
зы с модулем больше 4 мм: Л„ = 0,5...2,0 мм, гк =
0,5...1,2 мм, 5„ = 0,4твП(рис. 10.15).
Рис. 10.15. Размеры канавки
для облегчения шлифования
профиля зубьев фрезы
846
Глава 10. Проектирование инструментов для обработки зубчатых профилей
9. Число зубьев фрезы:
для черновых фрез г0 = 360°/<р;
для чистовых фрез г0 = 1,3(360°/<р),
где созср = (da - 2h0)/da; h0 — высота профиля зуба фрезы.
Полученное расчетом значение z0 округляется до ближайшего целого числа.
10. Передний угол уа на вершинной режущей кромке для чистых и прецизи-
онных фрез принимается равным 0°. Для черновых фрез его можно принять
в пределах 10... 15°. Тогда нормальный передний угол на боковых сторонах про-
филя
tgy„o = tgyflsina.
11. Задний угол на вершине зуба аа = 10...12°. Принятое значение аа прове-
ряют расчетом заднего бокового угла aa6. Для фрез с прямыми канавками в точ-
ке, лежащей на произвольном радиусе гу0, боковой задний угол в нормальном
сечении
tga60 = —tgaaOsinanO,
Гу0
где ап0 = ап — расчетный угол профиля исходной рейки в нормальном сечении.
Для фрез с винтовыми канавками
tga60 = ^tgaa0sinan0cosyJ,0.
ry0
Здесь уу — угол подъема витков фрезы на окружности радиуса гу.
dyO
п0 — число заходов фрезы; тп0 - тп — нормальный модуль.
Минимальное значение an0 должно быть не менее 3°. Если для принятого аа
получено значение ап0 < 3°, то необходимо увеличить аа и снова выполнить про-
верку.
12. Величины затылования на вершине зуба определяются по формулам:
г0
с последующим округлением до чисел, кратных 0,5. Для сборных фрез опреде-
ляется только величина К.
13. Определяют элементы стружечной канавки цельных фрез (рис. 10.16, а):
глубина канавки
Н = hg + (К + ,К\)/2 + г;
радиус закругления дна канавки принимают кратным 0,5 мм (г = 1,0;
1,5; 2,0; 2,5; 8,0);
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
847
угол профиля канавки 9 в зависимости от используемых одно- или двух-
угловых фрез и конструктивных соображений принимают равным 22,25
или 30°.
Рис. /0./6. Элементы стружечной канавки и зубьев червячных фрез
Толщина зуба у основания С должна соответствовать условию С > (0,8... 1,0)Н.
Если С < 0,8Н, зуб будет недостаточно прочным, поэтому величину С необходимо
скорректировать.
При шлифовании зуба по профилю шлифованная часть должна иметь длину
не менее 1/3 окружного шага или 2/3 длины зуба по дуге наружного диаметра
фрезы. Если длина шлифованной части зуба будет меньше указанной, то значи-
тельно уменьшается срок службы фрезы. При выборе этой величины необходимо
подобрать ориентировочные размеры шлифовального круга и проверить, чтобы
при затыловании он не врезался в соседний зуб.
Допустимый диаметр шлифовального круга
D <0,5da0sui(180°/z0)
sina0
где da0 — наружный диаметр фрезы; 180°/а0 — угол контакта шлифовального
круга с затылуемым зубом фрезы.
Элементы зуба и стружечной канавки сборных червячных фрез (рис. 10.16, б)
определяются из следующих соображений. Толщина зуба Вг из условий прочно-
сти принимается в пределах 7... 12 мм. Высота установочной части зуба долж-
на быть не менее 10... 15 мм. Режущая часть зуба для обеспечения наибольшего
числа переточек увеличивается по отношению к установочной. Вылет режущей
части ограничен прочностью зуба под действием силы резания. Конструктивно
величина В2 принимается в пределах 10... 16 мм, что обеспечивает 10-18 перето-
чек. Наименьший размер b по вершине переточенного зуба не должен быть мень-
ше 5...6 мм. Переход от передней поверхности режущей части к державочной
оформляется в виде плоскости, наклоненной под углом 30° относительно гори-
зонтальной плоскости. Радиус перехода равен 2...3 мм. Высота зуба по передней
поверхности равна полной высоте профиля плюс 2...3 мм. Таким образом, пол-
ная высота затылованного зуба
Н1 = Л1 + Л + Х’/3,
где К — величина затылования.
848
Глава 10. Проектирование инструментов для обработки зубчатых профилей
14. Рассчитывают длину рабочей части фрезы (см. рис. 10.14):
lp =2A0ctgan0 + Ttxmn0,
где Ло — высота зуба фрезы.
Значение коэффициента х в зависимости от модуля принимается по табл. 10.13.
Для больших модулей коэффициент х меньше.
Таблица 10.13
Значения коэффициента х в зависимости от модуля
тп, мм 1...2 3...5 5...15 15...24
X 13...7 5,5...3,5 3...2 1,8...1,4
При нарезании колес с большим числом зубьев или косозубых колес с углом
наклона зуба более 20° на фрезе выполняется заборный конус длиной 1К = (5... 7)тп0
и углом конуса <рк= 7...10°.
15. Полная длина фрезы L = 1Р+21, где I = 3... 5 мм — длина буртика (принима-
ется по табл. 10.10 и 10.11).
16. Диаметр буртиков dj = da0 - 2Н - (1...2) мм. Значение dj уточняется по
табл. 10.10 и 10.11.
17. Диаметр отверстия под оправку рассчитывается по формуле d = 20m^’373.
Полученное значение округляется до ближайшего большего стандартного зна-
чения в соответствии с ГОСТ 9472-90 (см. табл. 2.18). В зависимости от диамет-
ра выбираются также размеры шпоночного паза с предельными отклонениями.
18. Диаметр выточки в отверстии dB = d + 2 мм.
19. Длина шлифованной части отверстия с каждой стороны Ц = (0,2...0,3)L.
20. Диаметр начального цилиндра для фрез с нешлифованным профилем
d„,o = da — 2Ло0 — О,57С,
для фрез со шлифованным профилем
du,o = da-2AaO-(O,25...O,3)tf.
21. Угол подъема витков фрезы по начальному цилиндру
где п0 — число заходов фрезы; п0 = 1 для чистовых и прецизионных фрез; п0 > 1
для черновых фрез.
Схемы срезания припуска. Зубья червячных фрез традиционных конструк-
ций работают в тяжелых условиях, особенно их вершинные режущие кромки.
Эти кромки удаляют до 80 % общего припуска и срезают слой по замкнутому
трапецеидальному контуру. Как следствие, наблюдается их ускоренное изнаши-
вание, снижается точность и качество обработки. Для исключения этих недостат-
ков в конструкциях черновых и получистовых червячных фрез, преимуществен-
но сборных конструкций, используются различные групповые схемы срезания
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
849
припуска. В частности, на зубьях могут выполняться стружкоразделительные
элементы в виде фасок с различными углами наклона. В этом случае сложные
П-образные стружки разделяются на элементарные участки; уменьшается чис-
ло профилирующих резов при формообразовании активного участка профиля
зуба колеса.
При использовании схемы, представленной на рис. 10.17, а, фаски череду-
ются попеременно на винтовой поверхности зубьев. Правый и левый углы на-
клона принимаются равными:
. (0,05тЛ 1ОЛ_ . (0,05т
anD = arcsin--- ; ал = 180°-arcsin -----
₽ { м ) t М
где М — длина периферийной режущей кромки; т — модуль фрезы.
Высота фаски f = 0,25т. Угол фаски больше угла исходного контура на
10...15°.
Принцип схемы, представленной на рис. 10.17, б, аналогичен. На зубьях
также выполнены стружкоразделительные элементы в виде чередующихся по-
переменно фасок с различными углами наклона. Углы наклона больше угла ос-
новного профиля на 10...15°, а на следующих за ними зубьях больше углов
предыдущих фасок на 30...35°. Ширина большей фаски Д = 0,25т, меньшей —
Д = 0,1125m. Такое расположение фасок позволяет выравнивать длины перифе-
рийных режущих кромок, параллельных оси фрезы, на всех ее зубьях.
На рис. 10.18 показана Г-образная схема срезания припуска. Режущие эле-
менты в этом случае выполнены в виде реек с вершинными режущими кромками
Рис. 10.17. Схемы срезания припуска с использованием фасок
на яершинной кромке зуба
850
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.18. Форма зубьев при Г-образной схеме срезания припуска
и различными по величине (в пределах 2...30) боковыми задними углами. Не-
четные рейки неподвижны, четные — смещены в осевом направлении. В итоге
образуются элементы с одной левой и одной правой боковыми режущими кром-
ками. Больший задний угол находится на выходной стороне профиля. Толщина
зубьев реек на делительном диаметре меньше толщины зубьев основной (произ-
водящей) рейки на е — максимальную толщину слоя, срезаемого режущими
кромками. Рейки должны иметь возможность регулирования для обеспечения
номинальной толщины зубьев.
Используется также групповая схема срезания припуска, в которой чередую-
щиеся через одну рейки имеют уменьшенную высоту и номинальную толщину,
а следующие за ними рейки имеют зубья нормальной высоты и уменьшенной
толщины (рис. 10.19, а).
При другой схеме все рейки имеют номинальную толщину зубьев, но все не-
четные зубья занижены по высоте относительно четных (рис. 10.19,6).
Рис. 10.19. Схемы срезания припуска с разновысокими зубьями:
1, 2 — номера зубьев
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес 851
Определение размеров профиля фрезы в нормальном и осевом сечениях.
Расчетный угол профиля исходной рейки в нормальном сечении ап0 и нормаль-
ный модуль тп0 определены ранее.
22. Шаг по нормали (между профилями соседних зубьев фрезы)р„0 = пт„0.
23. Расчетная толщина зуба в нормальном сечении на делительной прямой
равна:
для чистовых фрез зп0 = рп0 - з„;
для черновых фрез зп0=рп0 - (sn + Дзф),
где з„ = пт/2 - Дзу — толщина зуба колеса по дуге делительной окружности
с учетом необходимого бокового зазора в передаче; Дзу — величина утоныпе-
ния зубьев нарезаемых колес для образования бокового зазора после чистовой
обработки (значение Дзу принимается по табл. 10.14); Дзф — припуск под по-
следующее чистовое фрезерование (табл. 10.15). Для чистовых фрез Дзф = 0.
Таблица 10.14
Величина утоныпения зубьев нарезаемых колес для образования бокового зазора
т, мм 1,0 1,25...2,75 3,0...4,25 4,5...5,5 6,0...6,5 7,0...8,0 9,0 10,0
Дзу, мм 0,08 0,09 0,10 0,11 0,12 0,13 0,14 0,15
Таблица 10.15
Припуск на толщину зуба под чистовое фрезерование зубчатых колес
т9 мм 2...4 4...6 6...8 8...10 10...14 14...20
Дзф, мм 0,4 0,6 0,8 1,0 1,2 1,5
24. Осевой шаг между двумя витками
Ро = Рп° •
cosym0
25. Осевой ход витков фрезырг = П(р0.
26. Радиусы закругления вершин зубьев фрезы ро0 = 0,38тп, впадин зубьев —
р,о = О,37П.
27. Углы правой и левой сторон профиля в осевом сечении затылованных
зубьев чистовых червячных фрез рассчитываются по формулам:
для правой (й) стороны профиля
, , Кг0
ctgaxfl0 =ctgax0 +—
Рг
для левой (L) стороны профиля
. . , Kz0
ctgaxL0=ctgax0±—2-,
Рг
где ctgal0 = ctga совутП; ax0 — угол исходного профиля в осевом сечении; К —
величина затылования; >п — число зубьев фрезы. Верхний знак в формулах —
для правозаходных фрез, нижний — для левозаходных.
852
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Основные параметры профиля зуба червячной фрезы в нормальном и осевом
сечениях показаны на рис. 10.20, значения радиусов приведены в табл. 10.16.
Рис. 10.20. Параметры профиля зуба червячной фрезы:
а — в нормальном сечении; б — в осевом сечении
Таблица 10.16
Радиусы закругления головок и ножек зубьев чистовых червячных фрез, мм
т0 РаО Р/о то РаО Pro
1,000 0,38 0,30 5,000 1,90 1,50
1,125 0,43 0,33 5,500 2,09 1,65
1,250 0,47 0,37 6,000 2,28 1,80
1,375 0,52 0,41 6,500 2,47 1,95
1,500 0,57 0,45 7,000 2,66 2,10
1,750 0,66 0,52 8,000 3,04 2,40
2,000 0,76 0,60 9,000 3,42 2,70
2,250 0,85 0,67 10,000 3,80 3,00
2,500 0,95 0,75 11,000 4,18 3,30
2,750 1,05 0,82 12,000 4,56 3,60
3,000 1,14 0,90 14,000 5,32 4,20
3,250 1,24 0,97 16,000 6,10 4,80
3,500 1,33 1,05 18,000 6,80 5,40
3,750 1,42 1,12 20,000 7,60 6,00
4,000 1,52 1,20 22,000 8,40 6,60
4,250 1,62 1,27 25,000 9,50 7,50
4,500 1,71 1,35
28. Направление витков фрезы принимается правым, если нарезаемое коле-
со прямозубое или с правым наклоном зубьев, и левым, если колесо имеет левый
наклон зубьев.
29. Направление винтовых стружечных канавок: при Xm0 = ут0 < 4° фрезы мо-
гут выполняться с осевыми (прямыми) и винтовыми канавками, при ут0 > 4° —
только винтовыми с направлением, противоположным направлению витков фрезы.
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
853
30. Осевой шаг винтовой стружечной канавки (подсчитывается только для
фрез с винтовыми канавками) рг = itdctg Xm0.
31. Угол установки фрезы на станке V=Pi ± Хт0, где Pi — угол наклона зуба на
делительной окружности колеса. Знак «+» принимается при разноименных на-
правлениях витков фрезы и зубьев колеса, знак «-» — при одноименных.
Расчеты, связанные с контролем профиля на микроскопе. Такие расчеты
выполняются в указанном ниже порядке.
32. Проекция шага на осевую плоскость рх0 = pn0cosXm0.
33. Проекция толщины зуба на осевую плоскость sx = sn0cosXm0.
34. Размеры профиля зубьев фрез по передней поверхности (у черновых
фрез с положительным передним углом уа):
высота головки зуба йаОу = йа0/созуа;
полная высота зуба = Ao/cosya;
угол профиля зуба tgaY = tga„0cosya.
35. Остальные элементы конструкции фрезы выбираются по ГОСТ 9324-80
или из конструктивных соображений.
На торце червячной фрезы наносят маркировку, позволяющую обеспечить
ее правильную установку на станке и условия эксплуатации:
• товарный знак изготовителя;
• модуль;
• угол профиля;
• обозначение класса точности;
• угол подъема витка;
• ход винтовой стружечной канавки;
• букву Л (для левозаходных фрез);
• марку стали (допускается использовать обозначения HSS или HSS-Co для
быстрорежущих сталей соответствующих групп).
Технические требования к изготовлению червячных фрез. Параметры ше-
роховатости поверхностей червячных фрез приведены в табл. 10.17.
Таблица 10.17
Параметры шероховатости поверхностей червячных фрез для цилиндрических
зубчатых колес с эвольвентным профилем, мкм (ГОСТ 9324—80)
Поверхности Классы точности фрезы
АААиАА А в С, D
Модуль, мм
ио СО* гН 3,5...10 10...25 U0 со гН 3,5...10 10...25 U0 со* гН 3,5...10 10...25 U0 со* гН 3,5...10 10...25
Посадочное отверстие, Ra 0,4 0,8
Передняя поверхность, Rz 1,6 3,2 6,3
Задняя боковая поверх- ность зуба, Rz 1,6 3,2 1,6 3,2 6,3
Задняя поверхность по вершине зуба, Rz 1,6 3,2 6,3
Цилиндрическая поверх- ность буртика, Rz 1,6 3,2 1,6 3,2 6,3
Торец буртика, Ra 0,4 0,8 0,4 0,8 1,6
854
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Допуски и предельные отклонения параметров чистовых червячных фрез
приведены в табл. 10.18.
Таблица 10.18
Допуски и предельные отклонения параметров червячных фрез
для цилиндрических зубчатых колес с эвольвентным профилем (ГОСТ 9324-80)
Параметр Обозна- чение Класс ТОЧНОСТИ фрезы Модули, мм
1...2 2...3,5 3,5...6 6...10 10...16 16...25
Допуски и предельные отклонения, мкм
Диаметр посадочного отверстия fd AAA Н4
АА Н5
А
В Н6
С
D Н7
Радиальные биения буртиков ty ААА 3 4 —
АА 5 5 5 5 6 8
А 5 5 6 8 10 12
В 6 8 10 12 16 16
С 10 12 16 20 20 20
D 16 25 32 40 40 40
Торцовое биение буртиков ft ААА 3 —
АА 3 3 4 5 5 6
А 3 4 5 6 8 10
В 4 5 6 8 10 12
С 8 10 12 16 16 16
D 12 16 20 25 25 25
Радиальные биения по вер- шинам зубьев frda ААА 8 10 12 16 —
АА 12 16 20 25 32 40
А 20 25 32 40 50 63
В 32 40 50 63 80 100
С 50 63 80 100 125 160
D 80 100 125 160 200 250
Прямолинейность перед- ней поверхности на рабо- чей высоте зуба /у ААА 8 10 12 16 —
АА 12 16 20 25 32 40
А 20 25 32 40 50 63
В 32 40 50 63 80 100
С 63 80 100 125 160 200
D 100 125 160 200 250 340
Разность соседних окруж- ных шагов стружечных канавок по окружности, близкой к средней рас- четной fuO ААА 10 12 16 20 —
АА 12 16 20 25 32 40
А 20 25 32 40 50 63
В 32 40 50 63 80 100
С 63 80 100 125 160 200
D 100 125 160 200 250 315
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
855
Продолжение табл. 10.18
Параметр Обозна- чение Класс точности фрезы Модули, MM
I-2 2...3,5 3,5...6 6...10 10...16 16...25
Допуски и предельные отклонения, мкм
Накопленная погреш- ность окружного шага стружечных канавок FpO AAA 18 20 25 32 —
AA 25 32 40 50 63 80
A 40 50 63 80 100 125
В 63 80 100 125 160 200
C 125 160 200 250 315 400
D 200 250 315 400 500 600
Отклонение стружечных канавок от номинального расположения, отнесенное на 100 мм рабочей части фрезы fx AAA ±40 —
AA ±63 ±50
A ±80 ±70
В ±100
C ±125
D ±160
Отклонения профиля зуба ffO AAA 3 4 5 6 —
AA 5 6 8 10 12 16
A 8 10 12 16 20 25
В 12 16 20 25 32 40
C 20 25 32 40 50 63
D 40 50 63 80 100 125
Отклонение толщины зуба, измеренное на высоте го- ловки в нормальном сече- нии TsO AAA -16 -20 -25 -32 -40 -50
AA -16 -20 -25 -32 -40 -50
A -25 -32 -40 -50 -63 -80
В -32 -40 -50 -63 -80 -100
C -50 -63 -80 -100 -125 -160
D -80 -100 -125 -160 -200 -250
Отклонение окружного шага, измеренное вдоль оси фрезы на диаметре, близком к среднему рас- четному FpxO AAA, ААиА —
В ±8 ±10 ±12 ±14 ±16 ±20
С ±12 ±14 ±18 ±22 ±25 ±32
D ±22 ±25 ±32 ±40 ±50 ±70
Накопленное отклонение шага на длине любых трех шагов Fpx30 AAA, ААиА —
В ±12 ±16 ±20 ±25 ±25 ±32
С ±18 ±22 ±25 ±32 ±40 ±50
D ±32 ±40 ±50 ±63 ±80 ±100
Наибольшая разность от- клонений точек режущих кромок относительно вин- товой линии,измеренная на нормируемом участке fh^O AAA 3 4 —
AA 4 5 6 8 10 12
A 6 8 10 12 16 20
В 10 12 16 20 25 32
C 16 20 25 32 40 50
D —
856
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.18
Параметр Обозна- чение Класс ТОЧНОСТИ фрезы Модули, мм
1...2 2...3,5 3,5...6 6...10 10...16 16...25
Допуски и предельные отклонения, мкм
Наибольшая разность от- клонений точек режущих кромок относительно вин- товой линии, измеренная на одном обороте fhO ААА 5 6 7 8 —
АА 6 8 10 12 16 20
А 10 12 14 20 25 32
В 16 18 22 32 40 50
С 25 32 40 50 63 80
D —
Наибольшая разность от- клонений точек режущих кромок относительно винтовой линии, изме- ренная на трех оборотах fh30 ААА 8 10 12 —
АА 8 10 14 16 25 32
А 14 16 20 32 40 50
В 25 28 32 50 63 80
С 40 50 63 80 100 125
Погрешность зацепления от зуба к зубу FpblO ААА 3 4 5 —
АА 4 5 6 8 10 12
А 6 8 10 12 16 20
В 10 12 16 20 25 32
С 16 20 25 32 40 50
D —
Погрешность зацепления РрЮ ААА 7 8 10 —
АА 8 10 12 16 20 25
А 12 14 18 25 32 40
В 16 22 28 40 50 63
С 32 40 50 63 80 100
D —
Примечания: 1. Контроль фрез классов точности В и С должен производиться по одной из
трех групп проверок:
1 Лй tг da* /у» f ИЛИ fх* 'TgQ, ^pbO*
2 fd* fy* ft* frda’ Ap fu® ИЛИ FpQ, fx, TsQt ffQ, fhlQ, f hOf A30>
2 fd* f y* ft* frda* fy* fuO ИЛИ FpO* fx* f'sO* ffO* fpxO* fpx^O’
2. Контроль фрез классов точности AAA, АА и А должен производиться по 1-й или 2-й
группе проверок, класса D — по 3-й группе.
10.4.2. Расчет червячных фрез для нарезания колес
под шевингование и шлифование
Общие сведения. Фрезы для получистовой обработки колес, подвергаемых
впоследствии шевингованию или шлифованию, отличаются от червячных фрез
общего назначения числом заходов, размерами и формой (модификацией) про-
филя, а также возможным наличием переднего углауи0 = 5°.
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
857
Промышленностью изготавливаются фрезы четырех типов:
1 — с габаритными размерами фрез типа 1 по ГОСТ 9324-80 и модификацией
профиля зубьев под шевингование, трех классов точности (А — двухзаходные,
В и С — двух-, трех- и четырехзаходные);
2 — с габаритными размерами фрез типа 1 по ГОСТ 9324-80 и модификацией
профиля зубьев под шлифование, классов точности В, С и D (двух-, трех- и четы-
рехзаходные);
3 — с габаритными размерами фрез типа 2 по ГОСТ 9324-80 и модификацией
профиля зубьев под шевингование, трех классов точности (А — однозаходные,
В, С — одно-, двух- и трехзаходные);
4 — с габаритными размерами фрез типа 2 по ГОСТ 9324-80 и модификаци-
ей профиля зубьев под шлифование, классов точности В, С и D (одно-, двух-
и трехзаходные).
Цель модификации профиля — обеспечить такое распределение припуска
на боковой поверхности зуба нарезаемого колеса, которое создавало бы опти-
мальные условия для работы шевера или шлифовального круга.
Известно несколько видов модификаций профиля. Наиболее широкое рас-
пространение получили модификации, показанные на рис. 10.21 и характери-
Рис. 10.21. Формы модификации профиля зуба червячных фрез
с нулевым передним углом и модулем т S 2 мм:
а — под шевингование; б — под шлифование
858
Глава 10. Проектирование инструментов для обработки зубчатых профилей
зуемые наличием усиков на головке зуба рейки и фланка (утолщения) на ножке.
В результате обработки фрезой с модифицированным профилем зубья колеса
получают небольшое подрезание у основания и срез на головке (рис. 10.22). Под-
резание зуба исключает из контакта вершину зуба шевера или периферийную
часть шлифовального круга и тем самым устраняет возможность их заклинива-
ния во впадине зубьев колеса, а срезание головки устраняет образование заусен-
цев во время финишной обработки. Фрезы под шевингование и шлифование по
сравнению с чистовыми имеют зубья толщиной, уменьшенной на удвоенную ве-
личину припуска (табл. 10.19).
Рис. 10.22. Форма зуба колеса, нарезанного фрезой
с модифицированным профилем
Таблица 10.19
Припуски на сторону зуба при окончательной обработке зубчатых колес, мм
Шевингование (Дзшв)
Модуль, мм Диаметр зубчатого колеса, мм
До 80 80... 100 100...200
1,0...3,0 3,0...5,0 5,0...8,0 0,06...0,08 0,08...0,10 0,08...0,10 0,10...0,12 0,12...0,18 0,12...0,15 0,15...0,18 0,20...0,28
Шлифование
Модуль, мм Диаметр зубчатого колеса, мм
50...100 100...200 200...300 300...400 400...500 500...600
До 2,5 2,5...6,0 6,0...8,0 0,10...0,18 0,15...0,20 0,16...0,22 0,15...0,20 0,17...0,22 0,18...0,24 0,18...0,24 0,20...0,25 0,24...0,28 0,20...0,25 0,22...0,28 0,23...0,34 0,20...0,30 0,27...0,32 0,25...0,34 0,24...0,32 0,25...0,36 0,27...0,39
Для расчета фрез под шевингование и шлифование требуется иметь допол-
нительные сведения о передаче, в которой будет работать нарезаемое колесо:
• число г2 зубьев сопряженного колеса;
• межосевое расстояние awl2 в передаче;
• наименьший радиальный зазор Дс между вершиной зуба шевера и дном впа-
дины зубьев колеса в процессе шевингования; принимается равным (0,10... 0,15)т.
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
859
Размеры усиков должны быть такими, чтобы подрезание зубьев колеса в зо-
не ножки не распространялось на активную часть профиля зуба (рис. 10.23).
Предельной точкой начала подрезания является точка В, отстоящая от точки А
начала активной части профиля колеса по линии зацепления на расстоянии,
равном припуску на сторону под шевингование (Дзшв) или шлифование (Дзшл)
(см. табл. 10.19). ТочкаС профиля фрезы, которая контактирует с точкой В про-
филя колеса по линии зацепления, является точкой начала усика фрезы. Ее по-
ложение определяется следующей величиной:
при шевинговании
г. , ( Двшв •
= ha0 - Г! Sinai - Рл —г22- sinai,
\ & /
при шлифовании
Лшл =*«□-[ б sinOi-рд-^-] sinOi,
где r\ — радиус делительной окружности нарезаемого колеса; ai — угол про-
филя нарезаемого колеса; рА — радиус кривизны профиля в точке А:
Ра = «ш12 sin ai -^/4-4;
аШ12 — межосевое расстояние в передаче; га2, гЬ2 — радиусы окружности вершин
и основной окружности сопряженного колеса соответственно.
На рабочем чертеже вместо величины h проставляется размер:
hv - й/cos a„(l — для фрез с винтовыми канавками;
hy - й/cos al0 — для фрез с прямыми канавками.
860
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Высота п усика принимается с таким расчетом, чтобы зуб колеса не был
слишком ослаблен подрезанием:
п = Дзш/2 + (0,05...0,07) мм.
Радиус закругления головки зуба выбирается в зависимости от радиального
зазора Дс между головкой зуба шевера или шлифовального круга и окружно-
стью впадин зубьев колеса:
Дс
РаО ~ т ; •
l-sina„0
Размер Лу усика формы А (см. рис. 10.21, а) определяется с таким расчетом,
чтобы он по всему контуру имел положительные задние углы. Это достигается
в том случае, когда угол наклона любого участка усика к плоскости вращения
фрезы составляет более 5°. Если прямолинейный участок усика получается
меньше 0,5 мм, то допускается его оформление согласно форме Б.
Фланкирование профиля зуба фрезы должно обеспечить срезание головки
зуба колеса (рис. 10.24) в следующих пределах: для колес с модулем т > 2 мм
принято q = 0,1... 0,3 мм ,/=0,5...0,8мм. Для колес с модулем т < 2,0 мм фланки-
рование не применяется.
Рис. 10.24. Схема срезания головки зуба колеса
При расчете фланка необходимо определить его угол и расстояние Лф от де-
лительной прямой рейки до начала фланка. Угол фланка принимают обычно
равным an0 + (8... 10)°. Значение йф определяется по уравнению
Лф -
dy (inv а, о - inv аф(0 - inv а(С +inv аф(С)
2(tg &ф(0 tga(0)
где dx — делительный диаметр нарезаемого колеса; а(0 — угол профиля исход-
ной рейки в торцовом сечении колеса:
tga
tga„o.
COS Pl ’
аф(о — угол профиля рейки, образующей фланк, в торцовом сечении колеса:
tga^
tgCtfO.
COS Pi ’
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
861
а|С — угол профиля зуба колеса на окружности диаметра dc на эвольвенте, полу-
ченной от основной рейки:
d\ cos ot*o
cos a(C = —--—;
dc
dc = dai-2/!; аф|С — угол профиля зуба колеса на окружности диаметра dc на
эвольвенте, полученной от рейки фланка (рис. 10.24):
dj cos оСф(о
созаф(С =----—
ас
Основные размеры модифицированных профилей фрез с нулевым передним
углом под шевингование и шлифование приведены в табл. 10.20, 10.21.
Таблица 10.20
Размеры модифицированного профиля черновых
червячных фрез под шевингование
7П0, ММ hy, мм п, мм hlt мм р,о, мм Р/о, мм Форма усика
А Б
hul, мм
2,0 1,00 0,085 4,20 0,35 0,35 13°43' — —
2,25 1,10 4,70 0,40 0,40 14°23' — —
2,5 1,25 0,095 5,20 0,45 0,45 14°2Г — —
2,75 1,35 5,70 0,50 0,50 14°5Г — —
3,0 1,45 6,20 0,55 0,55 15°16' — —
3,25 1,60 6,80 0,60 0,60 15°38' — —
3,5 1,70 7,20 15°59' — —
3,75 1,85 7,80 0,65 0,65 16°30' — —
4,0 1,95 0,105 8,30 0,70 0,70 16°18' — —
4,25 2,10 8,80 0,75 0,75 16°35' — —
4,5 2,20 9,30 0,80 0,80 16°43' 1,10 15°
5,0 2,45 10,50 0,90 0,90 17°03' 1,30
5,5 2,70 11,60 1,00 1,00 17°20' 1,50
6,0 2,95 0,115 12,70 1,10 1,10 17°19' 1,75
6,5 3,15 13,70 1,15 1,15 17°30' 1,85
7,0 3,40 0,120 14,80 1,25 1,25 17°35' 2,10
8,0 3,90 17,10 1,40 1,40 17°55' 2,60
9,0 4,40 19,30 1,60 1,60 18°09' 3,00
10,0 4,85 21,50 1,80 1,80 18°19' 3,50
862
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.21
Размеры модифицированного профиля черновых червячных фрез
под шлифование
7П0, ММ hy, мм п, мм РаО, ММ P/о, мм ау
2,25 1,60 0,10 0,70 0,65 14°38'±30'
2,5 0,75 15°20'+30’
2,75 1,75 0,80 15°32'±30'
3,0 2,00 0,13 0,90 0,70 15°03'±30'
3,25 2,10 1,00 15°20'±30'
3,5 2,25 1,05 15°28'±30'
3,75 2,45 0,15 1,15 0,75 15°15'±30'
4,0 2,50 1,20 15°37'±30/
4,25 2,60 1,30 0,80 15°49'±30'
4,5 2,85 0,16 1,35 15°ЗГ±ЗО/
5,0 3,10 1,50 0,90 15°43'±30'
5,5 3,45 0,18 1,65 1,00 15°38'±30'
6,0 3,55 1,80 1,10 16°0Г±30'
6,5 3,90 0,19 1,95 1,20 15°55'±30/
7,0 4,00 2,10 1,30 16°12'±30'
8,0 4,50 0,20 2,40 1,40 16°14' + 30'
9,0 5,15 0,24 2,70 1,60 16°11'±30'
10,0 5,70 0,26 3,00 1,80 16°13' + 30'
На торце червячной фрезы наносят маркировку, позволяющую обеспечить
ее правильную установку на станке и условия эксплуатации:
• товарный знак изготовителя;
• модуль;
• угол профиля;
• обозначение профиля зуба («шв» для фрез под шевингование или «шл» для
фрез под шлифование);
• обозначение класса точности;
• передний угол (в случае положительного угла);
• угол подъема витка;
• ход винтовой стружечной канавки;
• букву Л (для левозаходных фрез);
• число заходов (для многозаходных фрез);
• марку стали.
Шероховатости рабочих поверхностей червячных фрез для нарезания зубча-
тых колес под шевингование и шлифование соответствуют приведенным в табл.
10.17, а допуски и предельные отклонения параметров — в табл. 10.18, 10.22
и 10.23.
10.4. Червячные фрезы для нарезания цилиндрических зубчатых колес
863
Таблица 10.22
Допуски и предельные отклонения параметров многозаходных червячных фрез
для цилиндрических зубчатых колес с эвольвентным профилем
Параметр Обозна- чение Класс ТОЧНОСТИ фрезы Модули, мм
1...2 2...3,5 3,5...6 6...10
Допуск и и предельн ые отклонени Я, мкм
Отклонение А ±8 ±10 ±12 ±16
осевого шага /pxOz В ±12 ±16 ±20 ±25
между заходами С ±20 ±25 ±32 ±40
D ±32 ±40 ±50 ±63
А — — — —
Ход винтовой fpxzl В ±8 ±10 ±12 ±16
ЛИНИИ С ±12 ±16 ±20 ±25
D ±20 ±25 ±32 ±40
Таблица 10.23
Предельные отклонения параметров
модифицированного профиля червячных фрез, мм
Элементы профиля фрезы Допускаемые отклонения, мм, при модуле
1...2.5 2,75...4 4,25...6 6,5...10 11...12
Шаг по нормали рп0 ±0,012 ±0,016 ±0,020 ±0,025 ±0,032
Толщина зуба sn0 ±0,020 ±0,025 ±0,032 ±0,040 ±0,050
Угол профиля ап0 ±9' ±8' ±7' ±6' ±5'
Длина усика hy ±0,16 ±0,20 ±0,25 ±0,30 ±0,40
Высота усика п ±0,015 ±0,020 ±0,025 ±0,030 ±0,040
Контроль фрез классов точности В и С должен производиться по одной из
трех групп проверок:
1 fd9 fy9 f (9 trdaf ff9 fX9 fuO> Л0 ИЛИ^рО, fpxQ9 -Fp(^o> F^,
2 fd9 fffrda9 t'f9 fX9 fuQ9 TgQ ИЛИ FpQ9 fpxQ9 ffQ9 fh\09 1Д0>
3 fd9 fy9 ft9 frda9 fy9 fx9 ffQ9 tu0> FgQ ИЛИ FpQf fpxQ9 fPxzl’
Контроль фрез класса точности А производится по 1-й или 2-й группе прове-
рок, классов В и С — по любой из трех групп, а класса D — по 3-й группе.
864 Г лава 10. Проектирование инструментов для обработки зубчатых профилей
Червячные фрезы для нарезания
[ червячных колес
10.5.1. Основные требования к фрезам
Процесс нарезания червячного колеса на заключительной стадии должен со-
ответствовать процессу зацепления колеса с основным червяком. Для этого не-
обходимо:
• обеспечить совпадение основных параметров червячной фрезы и червяка
(модуль, делительный диаметр, число витков, угол профиля);
• соответствующим образом спрофилировать затылованную фрезу, т.е. при-
дать боковым режущим кромкам необходимую форму;
• обеспечить совпадение межосевого расстояния на последней стадии наре-
зания колеса с межосевым расстоянием в собранной червячной передаче.
Возможно использование различных форм цилиндрических червяков (ГОСТ
18498-89):
ZN1 — конволютный с прямолинейным профилем витка;
ZN2 — конволютный с прямолинейным профилем впадины;
ZN3 — конволютный с прямолинейным нормальным профилем впадины;
ZI — эвольвентный;
ZA — архимедов и многие другие.
Червячные фрезы для нарезания червячных колес изготавливаются на основе
исходных червяков различного профиля. В зависимости от названия исходного
червяка фрезы называются эвольвентными, архимедовыми, конволютными
и т.п. Название червяка определяется видом кривой в его поперечном сечении.
Так, если в сечении, перпендикулярном к оси червяка, получается эвольвента,
то червяк называется эвольвентным, если архимедова кривая, — то архимедо-
вым червяком, если же получается укороченная или удлиненная эвольвента, то
червяк называется конволютным.
На рис. 10.25 показано положение образующих прямых (режущих кромок
резцов) для различных червяков. Резцы 1 и 2 образуют эвольвентную винтовую
поверхность. Резец 1 нарезает левую боковую поверхность витка, резец 2 — пра-
вую. Они смещены относительно центра на величину г0, т.е. являются касатель-
ными к радиусу основного цилиндра. Резец 3 формирует архимедову винтовую
поверхность. Его прямолинейные режущие кромки расположены в осевой плос-
кости, в которой находится образующая архимедова червяка. Резцы 4-6 нарезают
винтовые поверхности в нормальном сечении на делительном диаметре соответст-
венно посередине впадины витка и боковой стороны витка. В поперечном сечении
червяка прямолинейные режущие кромки касаются направляющего цилиндра
радиуса гвп. Он может быть больше или меньше радиуса г0 основного цилиндра
для образования эвольвентного червяка. Если гвп < г0, то в поперечном сечении
червяка получается кривая в виде удлиненной эвольвенты; если гвп > г0, то в по-
перечном сечении червяк будет иметь кривую в виде укороченной эвольвенты.
Наибольшее распространение в машиностроении получили архимедовы
червяки.
10.5. Червячные фрезы для нарезания червячных колес
865
Рис. /0.25. Установка резцов при нарезании различных червяков
Червячные колеса нарезаются червячными фрезами, представляющими собой
копию исходного производящего червяка. По своему назначению червячные
фрезы делятся на черновые и чистовые. Чистовые фрезы обязательно шлифуют
по профилю.
В зависимости от подачи различают два типа фрез: работающие с тангенци-
альной подачей и с радиальной. Фрезы, работающие с тангенциальной подачей,
имеют коническую заборную часть, фрезы, работающие с радиальной подачей,
ее не имеют. Тангенциальная подача предпочтительнее, так как позволяет вы-
держивать постоянное межосевое расстояние, обеспечивает более высокое каче-
ство поверхности зубьев и их точность.
В случае применения радиальной подачи должно выполняться следующее
условие: число зубьев нарезаемого колеса z2 и число заходов фрезы п0 не должны
иметь общих множителей. Это позволяет исключать повторение положения режу-
щих кромок на обработанной поверхности зуба колеса после его оборота, повышать
точность обработки и снижать шероховатость обработанной поверхности.
10.5.2. Исходные данные для расчета червячного колеса
При расчете червячной фрезы для нарезания червячного колеса необходимы
следующие исходные данные:
• обрабатываемый материал;
• расчетный модуль червяка т\
• коэффициент диаметра червяка q по ГОСТ 2144-93;
• число витков червяка zt;
• тип червяка (архимедов, эвольвентный и т.д.);
• параметры исходного червяка по ГОСТ 19036-94 (коэффициенты парамет-
ров витков приведены в табл. 10.24);
866
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.24
Величины или формулы для расчета базовых коэффициентов
параметров витков цилиндрических исходных червяков
Наименование коэффициента Обозначение Тип червяка
коэффициента ZA, ZN ZI ZT
Высоты витка Высоты головки витка Высоты ножки витка Граничной высоты витка, не менее Глубины захода Радиального зазора у поверхности впадин червяка Радиального зазора у поверхности впадин червяч- ного колеса Расчетной толщины витка Радиуса кривизны переходной кривой ЛГ Л,*1 ^л л; С1 <£ 3* Рл < 0,5л 0,3 2,0 + q 1,0 L,O + q* 2,0 2,0 0,2 0,2 0,45л | 0,35л 0,2
• межосевое расстояние аш или коэффициент смещения червяка х;
• передаточное число и или число зубьев червячного колеса z2;
• точность червячной передачи по ГОСТ 3675-81.
10.5.3. Расчет основных параметров червяка,
сопрягаемого с нарезаемым колесом
Параметры червяка определяются согласно ГОСТ 19650-97:
делительный диаметр = qm;
начальный диаметр dwl = (q + 2х)т; если задано межосевое расстояние аш, то
x = au,/m-0,5(z2 + q);
делительный угол подъема линии витка
tgY=Zj/g;
начальный угол подъема линии витка
^=^ = Л + 2х;
высота витка /^ = h^m = (2 +с^)т;
высота головки витка ЛО1 = h*Am = тп;
высота ножки hfl = h*tpn = (1-f-Cj* )тп;
диаметр вершин витков dal = dj + 2hal;
диаметр впадин витков dfl = dal - 2hx;
расчетный шагрг = пт, ход виткарг1 = рг2х;
радиальный зазор у поверхности впадин червяка = 0,2тп;
радиальный зазор у поверхности впадин червячного колеса са = 0,2тп.
10.5. Червячные фрезы для нарезания червячных колес
867
10.5.4. Расчет архимедовой червячной фрезы
Выбор конструкции червячной фрезы. В практике используются фрезы для
чистовой обработки или для предварительной обработки под чистовое фрезерова-
ние либо под шевингование. При предварительной обработке возможно приме-
нение фрез, работающих с радиальной и тангенциальной подачей. При предва-
рительной обработке под шевингование и при чистовой обработке возможно
применение радиальной подачи многозаходной фрезы при условии, что число
заходов и число стружечных канавок фрезы, а также число зубьев червячного
колеса не имеют общих множителей.
Для однозаходных фрез должно выполняться условие: z0 > 10 для фрез 2-го
класса точности и г0> 8 для фрез 3-го класса точности.
Для чистовой обработки предпочтительнее тангенциальная подача фрезы
при соблюдении условия
, . 2z1Jl+d1/m
tea,, >———---------.
(dj/mXdj/Tn + 2)
Осевой угол профиля витка для архимедовой фрезы ах1 = 20°.
В зависимости от принятого направления подачи принимается конструкция
червячной фрезы:
• с заборным конусом — в случае применения тангенциальной подачи;
• без заборного конуса — в случае применения радиальной подачи.
Расчет параметров исходного производящего червяка. Основные размеры
профиля исходного производящего червяка (ГОСТ 19036-94) в осевом сечении
определяются таким образом, как если бы требовалось найти размеры профиля
червяка, находящегося в правильном беззазорном зацеплении с зубьями наре-
заемого колеса. Расчет выполняется в указанной последовательности.
1. Модуль расчетный т0 = т.
2. Угол профиля в осевом сечении al0 = axl.
3. Расчетный шагр0=рх, расчетный ход рл =рг\. Точность расчета 0,001мм.
4. Расчетная толщина витка 80 = 8! = лтп/2. Точность расчета 0,001 мм.
5. Высота головки Ла0 = h*aQm = 1,2т.
6. Высота головки до начала притупления haM = т.
7. Высота ножки Л/о = > 1,2т.
Точность расчетов по пп. 5-7 — 0,01 мм.
8. Радиус закругления кромки исходного производящего червяка
Р*о = Р*</^ = 0,3/п. Точность расчета 0,001 мм.
Определение конструктивных элементов и геометрических параметров
фрезы. Они определяются в указанной ниже последовательности.
9. Расчетный делительный диаметр новой фрезы
d0 = d1 + 0,2m,
где 0,2т — запас на переточки. Расчет ведется с точностью до 0,01 мм.
10. Делительный диаметр переточенной фрезы dg=dt.
868 Глава 10. Проектирование инструментов для обработки зубчатых профилей
11. Наружный диаметр фрезы
da0 = dal + 2(c2 + Д1 + Да),
где с2 = 0,2т — радиальный зазор у поверхности впадин червячного колеса;
Д1 — припуск на переточку (для чистовых фрез Aj = 0,1тп); Да — припуск на ше-
вингование.
Рекомендуемые припуски на шевингование приведены ниже:
m, мм 3...6 6...10 10...14 14...20
As, мм 0,2 0,3 0,4 0,5
Минимально допустимый наружный диаметр сточенной фрезы d'o опреде-
ляется по формуле (маркируется на фрезе)
dao =dai +2с2.
12. Диаметр впадин зубьев фрезы
Фо = dfj = dai — 2h\.
Если тело фрезы получается слишком тонким, допускается увеличить этот диа-
метр на величину радиального зазора, равную 0,2т:
dfO = dfl + 0,2m.
13. Для чистовых фрез принимают средний расчетный диаметр фр.расч = da0,
для черновых фрез
^ср.расч = O>5(dao + d/v) + 0,2т — 0,57sS,
где К — величина затылования. Точность расчета — 0,1 мм.
14. Число заходов (витков) фрезы принимается равным числу заходов червя-
ка: п0 = zP
15. Угол подъема витков фрезы на среднем расчетном диаметре
тпп
siny0 = -—
^*ср.расч
Синус угла у0 рассчитывается с точностью до 0,000001 (угол — с точностью
до 1'). Этот угол маркируется на фрезе.
16. Выбор геометрических параметров зуба фрезы:
• передний угол уа на вершине зуба принимают в зависимости от назначения
фрезы (черновая, чистовая) и обрабатываемого материала: для чистовых фрез
уа = 0°, для черновых фрез уа = 8... 10°;
• задний угол aa принимают равным 10...12° при обработке стальных и чу-
гунных и 7...8° при обработке бронзовых червячных колес. Проверяется вели-
чина бокового заднего угла о^:
tgae = tga, sin a.
10.5. Червячные фрезы для нарезания червячных колес
869
Минимально допустимая величина — ctg min > 3°;
• для фрез с заборным конусом принимают угол <рк = 11... 13°.
17. Определяют величины затылования К-и .К-! (см. 10.4.1, п. 12).
18. Число zK зубьев (стружечных канавок) фрезы определяют по аналогии
с червячной фрезой для зубчатых колес (см. 10.4.1, п. 9).
19. Определяют элементы стружечной канавки и окончательно уточняют
конструкцию зуба (см. 10.4.1, п. 13). После этого окончательно принимают диа-
метр фрезы, число зубьев, материалы режущей части, корпуса и т.д.
20. Направление стружечных канавок фрезы принимают перпендикуляр-
ным к виткам червяка фрезы, т.е. Хо = у0.
21. При настройке станков для фрезерования канавок и заточки фрезы по
передней поверхности шаг винтовой стружечной канавки рассчитывают с точ-
ностью до 1 мм по формуле
Рг ^^ср.расч
22. Диаметр d отверстия под оправку рассчитывают по формуле, приведен-
ной в 10.4.1, п. 17. Рекомендуемые соотношения наружных диаметров фре-
зы da0 и отверстия под оправку d приведены в табл. 10.25.
Таблица 10.25
Зависимость диаметра посадочного отверстия от диаметра фрезы
da0, мм До 30 30... 50 50...70 70...90 90...130 130...180 180...240 240...300
d, мм 13 16 22 27 32 40 50 60
23. Тип крепления фрезы выбирают следующим образом. Если выполняется
условие
где Н — глубина стружечной канавки фрезы (см. 10.4.1, п. 13); Сг — размер по
шпоночному пазу согласно ГОСТ 9472-90, то применяется крепление с осевым
шпоночным пазом. Если данное условие не выполняется, то проверяют возмож-
ность использования торцовой шпонки (ГОСТ 9472-90):
0,5do0-H-0,5dB>0,3d,
где dB = d + 2 мм — диаметр выточки в отверстии.
В случае невыполнения и этого условия необходимо использовать хвостовую
фрезу (рис. 10.26).
24. В хвостовых фрезах хвостовики выполняют по аналогии с фрезерными
оправками для зубофрезерных станков с конусом Морзе. Конус выполняют без
лапки с резьбовым отверстием по ГОСТ 25557-82.
25. Определяют длину рабочей части фрез, работающих с радиальной пода-
чей:
*₽ = Ь1+Р1.
где bi — длина нарезанной части червяка, определяемая согласно табл. 10.26.
870
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.26. Типы фрез для обработки червячных колес:
а — с продольным шпоночным пазом; б — с торцовым шпоночным пазом; в — хвостовая
Таблица 10.26
Зависимости для определения длины нарезанной части червяка
Коэффициент смещения исходного контура Расчетные формулы при числе заходов червяка z.
1и2 3 и 4
-1,0 5, > (10,5 + z,)zn 5, > (10,5 + z,)/n
-0,5 5, > (8 + 0,06z2)/n 5, > (9,5 + 0,09z2)/n
0,0 5, > (11 + 0,06z2)/n 5, > (12,5 + 0,09z2)/n
0,5 b, > (11 + 0,10z2)/n 5, > (12,5 + 0,10z2)/n
1,0 b,>(12 + 0,10z2)?n 5, > (13,0 + 0,10z2)/n
Для фрез, работающих с тангенциальной подачей,
*р = *к + 2/>1,
где 1Х — длина заборной конусной части. Значению <рк = 11° соответствует 1К = Зр,,
значению <рк = 13° соответствует 1К = 2,5р,. Длина (р округляется с точностью
2...3 мм.
10.5. Червячные фрезы для нарезания червячных колес
871
26. Общая длина насадной фрезы
L = + 2Z6,
где Z6 = 3,5...8,0 мм — длина буртиков.
Длина хвостовой фрезы
L = ZP + Z2 + Z3
где 12, 13 — длины хвостовиков (рис. 10.27).
Рис. 10.27. Схемы для определения длин хвостовиков Z2 и Z3:
а — для фрез с радиальной подачей; б — для фрез с тангенциальной подачей
Основные размеры фрезерного суппорта, конического хвостовика и цилинд-
рической цапфы принимаются по паспорту станка.
27. Диаметр буртика d6 = do0 - 2Н - (1...2) мм.
28. Длина шлифованной части отверстия с каждой стороны lx = (0,2...0,3)L.
Расчет элементов профиля рейки в нормальном сечении. Профиль рейки
фрезы в нормальном сечении вычерчивается на чертеже фрезы. На нем простав-
ляются высота головки и ножки зуба и полная высота витка.
29. Толщина зуба 8„0:
8„0 = 80со8у() - О,бл/псовуо — для чистовых фрез;
8л0 = 80сову0 - As О.бл/псовуо -Ав — для черновых фрез.
872
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Припуск Да на чистовую обработку зуба рекомендуется принимать равным
0,2т. Расчет ведут с точностью до 0,001 мм.
30. Размеры канавки (см. рис. 10.14) для облегчения шлифования (для фрез
с тп0>4 мм): глубина канавки hK = 1...2 мм; ширина канавки Ък = 0,4тп0; радиус
дна канавки гк = (0,5... 1,0) мм.
31. Углы правой и левой сторон профиля в осевом сечении затылованных
зубьев чистовой архимедовой фрезы рассчитываются по формулам, приведен-
ным в 10.4.1, п. 35.
32. Требования к шероховатости поверхностей фрез для нарезания червяч-
ных колес могут быть приняты такие же, как для фрез классов точности А, В и С
для обработки зубчатых колес (см. табл. 10.17).
Допуски и предельные отклонения на изготовление фрез для нарезания чер-
вячных колес можно принимать по табл. 10.27.
Таблица 10.27
Допуски и предельные отклонения параметров червячных фрез
для червячных колес
Параметр Обозна- чение Класс точности фрезы Модули, мм
1...3.5 3,5...6,3 6,3...10
Допуски и предельные отклонения, мкм
Диаметр посадочного отверстия fd A В С Н5 Н6 Н6
Радиальное биение буртиков fy А В С 6 10 16 8 12 25 10 16 32
Торцовое биение буртиков ft А В С 4 8 12 5 10 16 6 12 20
Радиальное биение по вершинам зубьев frda А В С 20 40 63 25 50 80 32 63 100
Прямолинейность передней поверхно- сти на рабочей высоте зуба Л А В С 40 80 125 50 100 160 63 125 200
Разность соседних окружных шагов стружечных канавок по окружности, близкой к средней расчетной fuD А В С 40 63 125 50 80 160 63 100 200
Накопленная погрешность окружного шага стружечных канавок Fpo А В С 50 80 160 63 100 200 80 125 250
Отклонение стружечных канавок от номинального расположения, отнесен- ное иа 100 мм рабочей части фрезы fx А В С ±70 ±100 ±140
10.6. Червячные фрезы для нарезания шлииевых валов
873
Окончание табл. 10.27
Параметр Обозна- чение Класс точности фрезы Модули, мм
1...3,5 3,5...6,3 6,3...10
Допуски и преде отклонения,j льные дкм
A ±10 ±12 ±16
Отклонение профиля зуба /д> В ±16 ±20 ±25
С ±25 ±32 ±40
А ±8 ±10 ±12
Отклонение осевого шага между захо- fpxOz В ±12 ±16 ±20
дами С ±20 ±25 ±32
Отклонение толщины зуба, измеренное А ±12 ±16 ±20
на высоте головки в нормальном сече- Tso В ±25 ±32 ±40
НИИ С ±40 ±50 ±60
Отклонение окружного шага, измерен- А ±6 ±8 ±10
ное вдоль оси фрезы на диаметре, близ- fpxO В ±12 ±16 ±20
ком к среднему расчетному С ±20 ±25 ±32
А ±8 ±10 ±12
Накопленное отклонение шага на дли- fpx3o В ±16 ±20 ±25
не любых трех шагов С ±25 ±32 ±40
Наибольшая разность отклонений точек А 8 10 12
режущих кромок относительно винто- вой линии, измеренная на нормируе- fhlO В 16 20 25
мом участке С 25 32 40
Наибольшая разность отклонений точек А 12 16 20
режущих кромок относительно вин- товой линии, измеренная на одном обо- fhO В 25 32 40
роте С 40 50 63
Наибольшая разность отклонений точек А 16 20 35
режущих кромок относительно вин- 43 о В 32 40 50
товой линии, измеренная на трех обо- ротах С 50 63 80
Червячные фрезы для нарезания
шлицевых валов
10.6.1. Фрезы для нарезания валов с прямобочным профилем
Фрезы для нарезания валов с прямобочным профилем по ГОСТ 1139-80*
в зависимости от точности шлицевого вала могут быть:
• класса точности Л — для чистового нарезания валов с полями допусков по
толщине d9, h9, о9, f9 и полями допусков по центрирующему внутреннему диа-
метру е8;
874
Глава 10. Проектирование инструментов для обработки зубчатых профилей
• класса точности В — для чистового нарезания валов с полями допусков по
толщине dlO и полями допусков по центрирующему внутреннему диаметру е9;
• класса точности С — для чернового нарезания.
Допуски по наружному диаметру вала не лимитируются.
При нарезании валов с центрированием по наружному диаметру и боковым
сторонам используются фрезы без усиков, а при центрировании по внутреннему
диаметру и боковым сторонам — с усиками (рис. 10.28). Основные размеры фрез
приведены в табл. 10.28.
Рис. 10.28. Червячные фрезы для нарезания шлицевых валов с прямобочным профилем:
а — с центрированием По наружному диаметру; б — с центрированием по внутреннему
диаметру
Таблица 10.28
Основные размеры червячных фрез для шлицевых валов
с прямобочным профилем (ГОСТ 8027—86)
Номинальный размер соединения г х df х d„ 4«о. мм L, мм d, мм dlt мм 1, мм *0
Валы легкой серии
6 х 26 х 30 70 63 27 40 5 12
6 х 28х 32
8х 32 х 36
8x36x40 80 70 32 50
8x42x46 14
8х46х 50 90 80
8x52x58
8x56x62
8x62x68 100 90 40 60
10x72x78
10x82x88
10x92x98 112 100
10x102x108
10x112x120 125 112
10.6. Червячные фрезы для нарезания шлииевых валов
875
Окончание табл. 10.28
Номинальный размер соединения г х d, х d. da0, мм L, мм d, мм dt, мм 1, мм го
Валы средней серии
6 х 16 х 20 63 50 22 34 4 10
6 х 18х 22
6x21x25 70 56 27 40
6x23x28
6 х 26 х 32 80 63 5
6x28x34
8 х 32 х 38
8 х 36 х 42 90 70 32 50
8x42x48
8 х 46 х 54 100 80 12
8 х 52 х 60
8 х 56 х 65
8x62x72 112 90 40 60 5 12
8x72x82
10 х 82 х 92
10x92x102 125 100
10x102x112
10x112x125 140 112
Валы тяжелой серии
10x16x20 63 50 22 34 4 10
10x18x23
10x21x26 70 56 27 40
10x23x29
10 х 26 х 32 80 63 5
10x28x35
10x32x40
10x36x45 90 70 32 50
10x42x52
10x46x56 100 80 12
16x52x60
16x56x65
16x62x72 112 90 40 60
16x72x82
20x82x92
20x92x102 125 100
20x102x115
20x112x125 140 112
876
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Исходными данными для расчета служат параметры нарезаемого шлицевого
вала (рис. 10.29, табл. 10.29): наружный диаметр dai, число шлицев z1; внутрен-
ний диаметр dfl, ширина шлица bit поля допусков на диаметры и ширину, раз-
мер с фаски на вершине зуба (вместо фаски иногда используют радиус г).
сх45°
Рис. 10.29. Профиль зубьев шлицевого вала
с прямобочным профилем при центрировании
по внутреннему диаметру
Таблица 10.29
Размеры шлицевых валов при центрировании по внутреннему диаметру, мм
Размеры г х d х D Ь а, не менее С г, не более
Легкая серия
6 х 23 х 26 6 22,1 3,54 0,3*°'2 0,2
6 х 26 х 30 6 24,6 3,85
6x28x32 7 26,7 4,03
8x32x36 6 30,4 2,71 од40,2 0,3
8x36x40 7 34,5 3,46
8x42x46 8 40,4 5,03
8x46x50 9 44,6 5,75
8x52x58 10 49,7 4,89 О.540’3 0,5
8x56x62 10 53,6 6,38
8 х 62 х 68 12 59,8 7,31
10x72x78 12 69,6 5,45
10x82x88 12 79,3 8,62
10x92x98 14 89,4 10,08
10x102x108 16 99,9 11,49
10x112x120 18 108,8 10,72
Средняя серия
6x11x14 3 9,9 — О.З40,2 0,2
6x13x16 3,5 12,0
6 х 16 х 20 4 14,5
6 х 18 х 22 5 16,7
6x21x25 5 19,5 1,95
6x23x28 6 21,3 1,34
10.6. Червячные фрезы для нарезания шлицевых валов
877
Окончание табл. 10.29
Размеры г х d х D Ь d, а, не менее С г, не более
6x26x32 6 23,4 1,65 0,4*0.3 0,3
6 х 28 х 34 7 25,9 1,70
8x32x38 6 29,4 —
8x36x42 7 33,5 1,02
8x42x48 8 39,5 2,57
8x46x54 9 42,7 — О.540,3 0,5
8 х 52x60 10 48,7 2,44
8 х 56 х 65 10 52,2 2,50
8x62x72 12 57,8 2,40
10x72x82 12 67,4 —
10x82x92 12 77,1 3,00
10x92x102 14 87,3 4,50
10x102x112 16 97,7 6,30
10x112x125 18 106,3 4,40
Примечание. Валы тяжелой серии с центрированием по внутреннему диаметру методом
обкатки не изготавливаются.
Тогда расчетные размеры вала будут следующими:
расчетный наружный диаметр
^арасч ^almax 2Сдцп,
где dolmax — максимальный наружный диаметр; cmin — минимальный размер
фаски;
расчетный внутренний диаметр
^/расч ~ ^/Imin + 0,258,/,
где d/lmin — минимальный внутренний диаметр; 8d — допуск на внутренний
диаметр df.
Если предполагается последующее шлифование по внутреннему цилиндру, то
^/расч — ^/Imax+^^Z +0,258,/,
где d/Imax — максимально допустимый внутренний диаметр; &df — припуск на
внутренний диаметр при шлифовании; 8'd — допуск на внутренний диаметр
при фрезеровании;
расчетная ширина шлица
&раоч = + 0,258* ,
где blmlll — минимальная ширина шлица; 8* — допуск на ширину шлица.
878
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Если предполагается последующее шлифование по боковым сторонам, то
Ьрасч = max + 0,258ft,
где &1тах — максимальная ширина шлица; Дф — припуск на ширину шлица
при шлифовании; 8£ — допуск на ширину шлица при фрезеровании.
Расчет фрезы выполняется в указанной последовательности.
1. Минимально допустимый диаметр начальной окружности шлицевого вала
(с точностью расчета 0,1 мм и округлением в большую сторону)
Ф«1 — -^Фрасч —О,754^асч .
В случае отсутствия фаски на вершине зуба dwl = dol.
2. Профильный угол шлица на начальной окружности
Sin у w j ^расч /Ф>1 •
3. Угловой параметр обкаточного движения, соответствующий обработке
точки профиля шлица на окружности впадин,
cosamax = 3®^H5I.
du,i
4. Радиус-вектор граничной точки вала, формируемой методом обкатки,
_ cos 0Cmax + ^расч
ГпЦп 2 ’
5. Радиусы-векторы гп промежуточных точек принимаются с шагом 0,5...0,8 мм.
Точки расположены между радиусами горасч, Гм и г„цп. Углы профиля в промежу-
точных и узловых точках
а„ = arccos^" .
Фя
Углы поворота точек шлицевого вала относительно центрального положе-
ния <р„ = 180° - а„.
6. Координаты точек профиля зуба фрезы:
хп = sina„(rwl sina„ -Ьрасч/2);
Уп =cosan(rwisina„-b^/Zj+r^;
толщины зуба в этих точках зп = 2уп.
По координатам узловых точек вычерчивается активный участок профиля
зуба червячной фрезы. В случае невозможности изготовить профиль зуба по коор-
динатам производится замена теоретического профиля одной или двумя дугами
окружности.
7. Угловые параметры, обеспечивающие наилучшую замену теоретической
кривой дугой одной окружности,
“1 = gu,i +*i(amax -Ум)’> аг = уш1 +Mamait - Ymi),
где А] = 0,8...0,5; Аа « 0,8.
10.6. Червячные фрезы для нарезания шлицевых валов
879
Координаты точек профиля At:
*1 = ^i(«i -Yu,i -sinaicosaj+o.eb^cosai;
yt = sina((rwl sina( -0,5Ьрасч).
Значения уш1 и at подставляются в радианах.
Координаты центра заменяющей окружности и ее радиус (рис. 10.30, а):
2(ЗД“^й)
ЦХ2У1-Х1У2)
Рис. 10.30. Схемы замены кривой профиля боковой стороны зуба
дугами окружностей
Наибольшая погрешность замены теоретического профиля дугой одной ок-
ружности
Д/=|Др1|+|Др2|,
где Apj, Др2 — наибольшие отклонения теоретического профиля от дуги заме-
няющей окружности:
Л Pi,2 =^i(sinaml,2-sinywl)—-------
sinamli2
Здесь aml, am2 — угловые параметры, при которых отклонения будут наиболь-
шими:
/7
_ гш1 у Ш1+ Хо х I(rwl уШ1+Хо ] , г/о
\Л ж 1 9 11 I "v »
d„i+2i/o/3 К41 + 2y0/3j TLi+i/o/3
Знак «-» в формуле принимается при расчете aml, знак «+» — при расчете ат2.
Если Д/ £ 28(,/3, то теоретический профиль заменяется одной дугой окружно-
сти (рис. 10.80, а). Если же условие не выполняется, то осуществляется замена
880
Глава 10. Проектирование инструментов для обработки зубчатых профилей
точного профиля дугами двух окружностей (рис. 10.30, б). В этом случае угло-
вой параметр а2 точки А2 сопряжения дуг заменяющих окружностей
COS 02 = ,
ГиЛ
где ^У12 = rai - (0,3...0,4)(rel - rfl) — радиус точки на профиле шлицевого вала,
соответствующей точке А2; qx = Ъг/2 — половина ширины шлицевого выступа.
Угол Oj» 0,5(а2 + уш1), угол а3 = атах (см. п. 3 расчета) с округлением до целых
градусов.
По приведенным выше формулам можно найти координаты точек А1гА2, А3,
подставляя соответственно значения а1; а2, а3.
Координаты центра и радиус дуги первой из двух окружностей (см. рис. 10.30, б)
можно найти по приведенным выше формулам, используя координаты точек Aj
и А2. Радиус дуги второй заменяющей окружности и координаты ее центра мож-
но найти, используя координаты точек А2 и А3:
^ = ~----—С? x^^+^cose; sin e,
2 cos о сов (o+e)
где tg 5 = ——tg e = ——
Xg-Xi Xo-Xg
8. Окружной шаг шлицев на начальной окружности, равный шагу зубьев
фрезы в нормальном сечении,
РпшО •
21
9. Толщина зубьев фрезы на начальной прямой в нормальном сечении
я = п (^и>1
°nwd PnwO •
Y»i
10. Если шлицевое соединение имеет центрирование по внутреннему диа-
метру, то на вершине зуба фрезы должны быть предусмотрены усики, форми-
рующие на этом диаметре канавки для выхода шлифовального круга. Высота
головки зуба червячной фрезы в этом случае несколько увеличивается относи-
тельно номинального значения:
й«оув = 0,5^ sinamax(sinamax - sinywl).
Высота участка зуба, обрабатывающего окружность впадин шлицевого вала,
и размеры усика (рис. 10.31, а) соответственно равны:
Л«о =^1-7)1; \ = Ло0ув - Ло0; 0,3<Ьу<0,88к,
где ак — ширина канавки на шлицевом валу для выхода шлифовального круга:
nd-аг
8к =----;
2г
а принимается согласно рис. 10.29 и табл. 10.29.
10.6. Червячные фрезы для нарезания шлииевых валов
881
Рис. 10.31. Форма и размеры зуба червячной шлицевой фрезы с усиками
Шлицевый
11. Наружный диаметр фрезы da0 и число зубьев в торцовом сечении 20 при-
нимают согласно табл. 10.28.
12. Размеры зуба по высоте (рис. 10.31, а) принимают из следующих сообра-
жений:
• смещение фаски от начальной прямой
Ь2
h — Расч •
16^7’
• высота фаски h2 = 2f, причем необходимо выдержать соотношение
^2>0,5dolmax-0,5d„,1;
• угол фаски
Vrf-[0,5dolsin(45°+p)]2
£3X11С — 1,1 ' " »
0,5dwl
где Pj = - ; sin ц =
2 «„1
Если шлицевый вал вместо фасок имеет закругления радиуса гф, то анало-
гичное закругление вершины имеет ножка зуба (рис. 10.31, б). Центр закругле-
ния в этом случае расположен на начальной прямой, его радиус равен гф, a hx = 0;
• размеры канавки для выхода затыловочного шлифовального круга й3 =
= 1,5...3,0 мм; г1 = 1...2 мм;
• высота шлифованной части зуба для валов с фасками h-ha0 + h1 + h2; для ва-
лов без фасок h = ha0 + hr + (0,5... 1,5);
• общая высота зуба h0 = h + h3.
13. Число заходов фрезы обычно равно единице.
14. Спад кулачка для затылования
К = ——tga„,
«о
где а„ 10...12° — задний угол по вершинам зубьев.
882
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Для фрез с двойным затылованием Кг = (1,2...1,5)Я. Окончательно К и К,
округляются до ближайших больших значений по стандартному ряду кулачков.
15. Глубина стружечных канавок фрез:
с нешлифованной задней поверхностью
H = h + K + r + (P,5...1,0Y,
со шлифованной задней поверхностью
Н = й+^±^- + г+(0,5...1,0),
где г = 1...4 мм — радиус дна стружечной канавки.
16. Угол стружечной канавки принимается из конструктивных и технологи-
ческих соображений в зависимости от числа зубьев фрезы: 9 = 25 или 30° при
з0<8; 9 = 22° при 2о = 1О; 9 = 18° при 20> 12.
17. Диаметр отверстия под оправку выбирают из соотношения
d <, O,625(do0 - 2Я),
причем
O,5do0 - Н - (Cj - d/2) > 0,3d,
где Cj — размер отверстия по шпоночному пазу (по ГОСТ 9472-90).
Окончательно значение d уточняют по табл. 10.28. После этого уточняют
размеры шпоночного паза по ГОСТ 9472-90.
18. Диаметр буртика dr = da0 - 2Н - (2...5).
19. Расчетный диаметр условного среднего цилиндра фрезы
dmo = Ф>о — 2Ло0 — 0,ЗЯ.
20. Угол подъема винтовой линии фрезы
ym0=arcsin-^-.
21. Шаг винтовой стружечной канавки фрезы
РгО = ^m0c^S^m0 = ^^m0c^S7m0-
22. Осевой шаг зубьев фрезы
_ ___ РпшО
РхО--------•
cosym0
23. Длина рабочей части фрезы
k =^rfl(dal -rfl) +(0,5...2,0)ря0.
24. Общая длина фрезы L = lp + 2llf где I — длина буртика (см. табл. 10.28).
Если обработка шлицевых валов осуществляется за два перехода — черно-
вой и чистовой, то производится корректировка профиля черновой фрезы. Фор-
10.6. Червячные фрезы для нарезания шлицевых валов
883
мы и размеры зубьев черновых червячных фрез для обработки шлицевых валов
с прямобочным профилем приведены на рис. 10.32 и в табл. 10.30-10.32.
Рис. 10.32. Формы и размеры зубьев черновых червячных фрез:
а — без усиков; б — с усиками
Таблица 10.30
Размеры профиля зубьев черновых шлицевых фрез в нормальном сечении, мм
(для шлицевых валов легкой серии)
Размеры РпшО *0 Уо Яо Л Ла0 sn0 Ло 1 П ЪУ
zxdxD Ъ
6 х 26 х 30 6 15,144 6,467 1,610 6,664 2,050 1,999 8,845 5,5 4 0,5 0,662 0,5
6x28x32 7 16,015 6,500 1,716 6,723 1,960 1,780 8,696 0,611
8x32x36 6 13,664 5,897 1,191 6,016 1,963 2,002 7,278 0,779
8x36x40 7 15,201 7,186 1,534 7,348 1,908 1,903 7,807 0,723
8x42x46 8 17,533 8,764 1,884 8,965 1,881 1,917 9,133 6 0,769
8x46x50 9 19,069 7,860 1,635 8,028 1,698 1,774 9,661 0,669
8x52x58 10 22,115 10,819 2,290 11,059 3,031 3,072 11,604 6,0 7 1,139
8x56x62 10 23,703 11,125 2,206 11,341 3,123 3,142 13,200 1,188
8x62x68 12 25,984 11,515 2,396 11,762 2,834 2,944 13,459 9 0,7 1,085
10x72x78 12 23,962 12,888 2,387 13,107 3,033 3,094 11,456 1,182
10x82x88 12 27,126 12,933 2,112 13,104 3,225 3,233 14,582 1,311
10x92x98 14 30,224 14,254 2,391 14,453 3,052 3,111 15,669 11 0,8 1,257
10x102x108 16 33,322 15,569 2,664 15,791 2,636 2,760 16,755 13 1,0 0,976 0,6
10x112x120 18 37,053 18,685 3,292 18,972 4,078 4,256 18,324 7,0 15 1,534 0,8
884 Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.31
Размеры профиля зубьев черновых шлицевых фрез в нормальном сечении, мм
(для шлицевых валов средней серии)
Размеры Рпи>0 *0 Уо Ло Л Лв0 ®»0 Ло 1 П
zxdxP Ь
6 х 16 х 20 4 9,987 5,676 1,610 5,900 2,205 2,192 5,701 5,0 2,5 0,5 — —
6x18x22 5 10,966 5,835 1,754 6,093 2,119 2,046 5,659 3,5
6x21 х25 5 12,566 5,882 1,520 6,076 2,105 2,090 7,273 0,716 0,4
6 х 23 х 28 6 14,080 7,067 1,963 7,335 2,703 2,637 7,772 6,0 0,817
6x26x32 6 16,098 8,347 2,130 8,614 3,552 3,516 9,804 6,5 1,000 0,5
6x28x34 7 17,081 8,672 2,344 8,984 3,294 3,202 9,770 4,0 1,016 0,8
8x32x38 6 14,457 9,720 2,218 9,970 3,624 3,632 8,075 — —
8x36x42 7 15,966 9,510 2,109 9,741 3,416 3,423 8,605 1,000 0,8
8x42x48 8 18,327 10,126 2,172 10,356 3,414 3,389 9,932 6,0 1,000
8 х 46 х 54 9 20,577 13,400 3,076 13,767 4,843 4,750 11,175 8,0 — —
8 х 52 х 60 10 22,909 13,315 2,920 13,631 4,596 4,566 12,403 7,0 1,300 1,0
8 х 56 х 65 10 24,893 15,085 3,190 15,419 5,345 5,340 14,395 1,870
8x62x72 10 27,573 16,460 3,617 16,853 6,043 5,954 15,056 9,0 9,0 0,8 1,500
10x72x82 12 25,226 18,431 3,691 18,797 6,444 6,349 12,726 0,9 — —
10x82x92 12 28,394 18,537 3,297 18,828 6,339 6,366 15,854 10,0 1,0 2,424 1,0
10x92x102 14 31,491 19,790 3,568 20,109 6,210 6,165 16,940 11,0 2,296 1,2
10x102x112 16 34,589 20,286 3,630 20,609 6,001 5,892 18,026 13,0 2,092
10x112x125 18 38,636 25,515 4,819 25,966 8,193 8,033 20,063 12,0 15,0 2,795 1,5
Таблица 10.32
Размеры профиля зубьев черновых шлицевых фрез в нормальном сечении, мм
(для шлицевых валов тяжелой серии)
Размеры Рпи>0 Уо Лф h Лво »пО h0 1 П
zxdxP b
10x16x20 2,5 6,061 5,920 1,319 6,065 2,413 2,506 3,293 3,5 1,0 0,5
10x18x23 3,0 6,984 8,292 2,022 8,535 3,171 3,241 3,723 4,5 1,2
10x21x26 7,933 7,581 1,584 7,745 3,215 3,300 4,673
10x23x29 4,0 8,851 8,878 2,064 9,114 3,823 3,861 4,584 5,0 2,2
10x26x32 9,734 9,388 2,042 9,607 3,872 3,918 5,471
10x28x35 10,612 10,629 2,260 10,867 4,670 4,726 6,421 6,0
10x32x40 5,0 12,233 12,233 2,702 12,528 5,319 5,394 6,866 7,5 2,6
10x36x45 13,812 14,037 2,982 14,350 6,167 6,258 8,449 8,5
10x42x52 6,0 15,995 15,920 3,383 16,276 6,871 6,932 9,629 10,0 3,6
10x46x56 7,0 17,166 16,301 3,457 16,663 6,750 6,770 9,793 4,0
16x52x60 5,0 11,548 15,303 2,533 15,511 5,620 5,808 6,090 2,0
16x56x65 12,532 16,758 2,714 16,977 6,316 6,514 7,076
10.6. Червячные фрезы для нарезания шлицевых валов
885
Окончание табл. 10.32
Размеры РпиЛ *0 Уо Ло Л ЬаО Sn0 *0 1 И
zxdxD Ъ
16x62x72 6,0 13,898 18,869 3,190 19,137 7,076 7,242 7,440 10,5 3,0 0,5
16x72x82 7,0 15,858 20,059 3,253 20,321 7,184 7,318 8,392 4,0
20x82x92 6,0 14,265 20,992 2,946 21,198 7,284 7,508 7,760
20x92x102 7,0 15,831 21,920 2,963 22,119 7,319 7,516 8,320
20x102x115 8,0 17,868 24,112 3,242 24,329 7,225 7,402 9,361 5,0
20x112x125 9,0 19,432 28,397 4,060 28,686 9,565 9,730 9,923 13,0 6,0
На торце фрезы наносят маркировку, позволяющую обеспечить ее правиль-
ную установку на станке и условия эксплуатации:
• товарный знак изготовителя;
• обозначение фрезы;
• обозначение поля допуска толщины зуба вала по ГОСТ 1139-80;
• обозначение класса точности;
• угол подъема витка;
• шаг винтовой стружечной канавки;
• марку стали.
Технические требования. Требования к шероховатости поверхностей червяч-
ных фрез для нарезания прямобочных шлицевых валов приведены в табл. 10.33.
Таблица 10.33
Параметр Ra шероховатости поверхностей червячных фрез для шлицевых валов
с прямобочным профилем, мкм (ГОСТ 8027—86)
Поверхности Классы точности фрезы
А В С
Посадочное отверстие 0,32 0,63 0,63/1,25
Передняя поверхность 0,63 1,25
Задняя боковая поверхность и поверхность по вершине зуба 0,32/0,63 0,63 1,25
Цилиндрическая поверхность буртиков 0,32/0,63 0,63 0,63/1,25
Поверхность торцов буртиков 0,63 0,63/1,25
Примечание. В знаменателе указаны значения для фрез с нормальным шагом зубьев свы-
ше 19 мм.
886
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Допуски и предельные отклонения параметров червячных фрез приведены
в табл. 10.34. Для черновых фрез принимается класс точности С.
Таблица 10.34
Допуски и предельные отклонения параметров червячных фрез для шлицевых
валов с прямобочным профилем (ГОСТ 8027—86)
Параметр Обозна- чение Класс точности фрезы Нормальный шаг зубьев, мм
До 6,3 6,6...11 11...19 19...32 Свыше 32
Допусг си и пред< гльные о тклонен ИЯ, мкм
Диаметр посадочного отвер- fd A Н5
стия В, С Н6
А 5 5 6 8 10
Радиальное биение буртиков fy В 6 8 10 12 16
С 10 12 16 20 25
А 3 4 5 6 8
Торцовое биение буртиков ft В 4 6 6 8 10
С 8 10 12 16 20
А 20 25 32 40 50
Радиальное биение по на- ружному диаметру fda В 32 63 40 80 50 100 63 125 80 160
С
Прямолинейность передней А 20 25 32 40 50
поверхности на рабочей вы- fy В 32 40 50 63 80
соте зуба С 63 80 100 125 160
А 20 25 32 40 50
Разность соседних окружных шагов стружечных канавок Fuo В 32 40 50 63 125 80
С 63 80 100 160
Накопленная погрешность А 40 50 63 80 100
окружного шага стружеч- ных канавок в пределах обо- Fpo В 63 80 100 125 160
рота С 125 160 200 250 315
Отклонение стружечных ка- А ±80
навок от номинального рас- положения, отнесенное на f* В ±100
100 мм рабочей части фрезы С ±125
Отклонение профиля зуба Не более 2/3 поля допуска на толщину зубьев
(только в плюс) ffo вала на расстоянии 0,2 мм от наружного диа- метра и не более 1/3 на высоте h0/2
Отклонение толщины зуба, измеренное на высоте голов- Tso Не более 1/3 поля допуска на толщину зубьев
ки в нормальном сечении
А 10 12 16 20 25
Отклонение винтовой линии фрезы на одном обороте Fho В 16 20 25 32 40
С 32 40 50 63 80
10.6. Червячные фрезы для нарезания шлииевых валов
887
Окончание табл. 10.34
Параметр Обозна- чение Класс точности фрезы Нормальный шаг зубьев, мм
До 6,3 6,6...11 11...19 19...32 Свыше 32
ДопуС! си и пред эльные о тклонен ИЯ, мкм
А ±8 ±9 ±10 ±10 ±12
Отклонения осевого шага зубьев Fpxo В ±12 ±16 ±18 ±18 ±20
С ±20 ±25 ±28 ±32 ±40
Отклонения осевого шага А ±16 ±18 ±20 ±20 ±25
между зубьями (п = 3 при Fpxn0 В ±25 +32 +36 ±36 +40
шаге до 20 мм; п = 2 при шаге свыше 20 мм) С ±40 ±50 ±56 ±56 ±63
10.6.2. Фрезы для нарезания валов с эвольвентным профилем
Конструктивные элементы. Фрезы для нарезания валов с эвольвентным про-
филем по ГОСТ 6033-80 обычно изготавливаются правозаходными с левым на-
правление винтовых канавок. В зависимости от точности шлицевого вала фрезы
могут быть:
• класса точности А — для валов 8-й степени точности;
• класса точности В — для валов 9-й степени точности;
• класса точности С — для валов 10-й и 11-й степеней точности.
Общие принципы и методика расчета таких фрез полностью соответствуют
приведенным в 10.4.1 для червячных модульных фрез, но угол исходного конту-
ра принимается равным 30°. Основные конструктивные элементы приведены на
рис. 10.33 и в табл. 10.35.
Рис. 10.33. Основные конструктивные элементы червячных фрез
для нпроппния валов с эвольвентным профилем
888
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.35
Основные конструктивные элементы червячных фрез для нарезания валов
с эвольвентным профилем, мм (ГОСТ 6637—80)
Модуль т0 ^а0 d К L 1 z0
До 1,0 50 22 2,5 32 4 12
1,25 40
1,5 56 3,0 45
2,0 63 27 50
2,5 71 63 10
3,0 3,5 80 32 4,5 71
4,0 90 5,0 80
5,0 6,0 90 9
6,0 112 40 7,0 112 5
8,0 118 8,0 118
10,0 140 9,0 150
Профиль зубьев. В промышленности используются фрезы двух типов: для
обработки шлицевых валов с плоской впадиной и с закругленной впадиной.
Профили зубьев таких фрез в нормальном сечении приведены на рис. 10.34,
а исполнительные размеры — в табл. 10.36,10.37 соответственно.
Рис. 10.34. Профили зубьев фрез для обработки шлицевых валов
в нормальном сечении:
а — с плоской впадиной; б — с закругленной впадиной
Таблица 10.36
Размеры профиля фрез для обработки шлицевых валов
с плоской впадиной, мм (ГОСТ 6637—80)
Рпо Sn0 Ло Лао Г], не более г2, не более
1,0 3,142 1,571 1,40 0,70 0,10 0,30
1,25 3,927 1,963 1,75 0,88 0,13 0,38
1,5 4,712 2,356 2,10 1,05 0,15 0,45
2,0 6,283 3,141 2,80 1,40 0,20 0,60
10.6. Червячные фрезы для нарезания шлииевых валов
889
Окончание табл. 10.36
™,.о РпО Ял0 Ло Лво г,, не более гг, не более
2,5 7,854 3,927 3,50 1,75 0,25 0,75
3,0 9,425 4,712 4,20 2,10 0,30 0,90
3,5 10,996 5,498 4,90 2,45 0,35 1,05
4,0 12,566 6,283 5,60 2,80 0,40 1,20
5,0 15,708 7,854 7,00 3,50 0,50 1,50
6,0 18,849 9,425 8,40 4,20 0,60 1,80
8,0 25,133 12,566 11,20 5,60 0,80 2,40
10,0 31,416 15,708 14,00 7,00 1,00 3,00
Таблица 10.37
Размеры профиля фрез для обработки шлицевых валов
с закругленной впадиной, мм (ГОСТ 6637—80)
РпО Ял0 Ло Лв0 ги не более г2, не более
1,0 3,142 1,571 1,585 0,89 0,47 0,20
1,25 3,927 1,963 1,980 1,11 0,59 0,20
1,5 4,712 2,356 2,380 1,33 0,71 0,30
2,0 6,283 3,141 3,170 1,77 0,94 0,60
2,5 7,854 3,927 3,960 2,21 1,18 0,70
3,0 9,425 4,712 4,750 2,66 1,41 0,90
3,5 10,996 5,498 5,550 3,10 1,65 1,00
4,0 12,566 6,283 6,340 3,54 1,88 1,20
5,0 15,708 7,854 7,930 4,43 2,35 1,50
6,0 18,849 9,425 9,510 5,31 2,82 1,80
8,0 25,133 12,566 12,680 7,08 3,76 2,40
10,0 31,416 15,708 15,850 8,85 4,70 3,00
На торце фрезы наносят маркировку, позволяющую обеспечить ее правиль-
ную установку на станке и условия эксплуатации:
• товарный знак изготовителя;
• модуль;
• угол профиля;
• обозначение класса точности;
• угол подъема витка;
• шаг винтовой стружечной канавки;
• марку стали.
Технические требования. Требования к шероховатости поверхностей
червячных фрез для нарезания эвольвентных шлицевых валов приведены
в табл.10.88.
к
890
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.38
Параметры шероховатости поверхностей червячных фрез для шлицевых валов
с эвольвентным профилем, мкм (ГОСТ 6637—80)
Поверхность Класс точности фрезы
А В С
Посадочное отверстие, Ra 0,32 0,63
Передняя поверхность, Rz 3,2 6,3
Задняя боковая поверхность и поверх- ность по вершине зуба, Rz Для модулей 0,5...3,5 мм — 1,6 Для модулей 3,5...10 мм — 3,2 3,2 6,3
Цилиндрическая поверхность и по- верхность торцов буртиков, Ra Для модулей 0,5...3,5 мм — 0,32 Для модулей 3,5...10 мм — 0,63 0,63 1,25
Допуски и предельные отклонения параметров червячных фрез приведены в
табл.10.39.
Таблица 10.39
Допуски и предельные отклонения параметров червячных фрез
для шлицевых валов с эвольвентным профилем (ГОСТ 6637—80)
Параметр Обозна- чение Класс точности фрезы Модули, мм
До 1 1...2 2...3,5 3,5...6 6...10
Допуски и предельные отклонения, мкм
Диаметр посадочного отверстия fd A В С Н5 Н6
Радиальное биение буртиков fy А В С 5 6 10 5 8 12 6 10 16 8 12 20 10 16 25
Торцовое биение буртиков ft А В С 4 5 8 4 5 8 5 6 10 6 8 12 8 10 16
Радиальные биения по наружно- му диаметру fda А В С 16 25 50 20 32 63 25 40 80 32 50 100 40 63 125
Прямолинейность передней по- верхности на рабочей высоте зуба fy А В С 16 25 50 20 32 63 25 40 80 32 50 100 40 63 125
Разность соседних окружных шагов стружечных канавок Fpto А В С 16 25 50 20 32 63 25 40 80 32 50 100 40 63 125
Накопленная погрешность окруж- ного шага стружечных канавок в пределах оборота Fpo А В С 32 50 100 40 63 125 50 80 160 63 100 200 80 125 250
10.6. Червячные фрезы для нарезания шлицевых валов
891
Окончание табл. 10.39
Параметр Обозна- чение Класс точности фрезы Модули, мм
До1 1...2 2...3,5 3,5...6 6...10
Допуски и предельные отклонения, мкм
Отклонение стружечных канавок от номинального расположения, отнесенное на 100 мм рабочей час- ти фрезы fx А В С ±80 ±100 ±125
Отклонение профиля зуба ffO А В С 6 10 20 8 12 25 10 16 32 12 20 40 16 25 50
Отклонение толщины зуба в минус Tso А В С 20 25 50 25 32 63 32 40 80 40 50 100 50 63 125
Отклонение винтовой линии фрезы от зуба к зубу Fpf,i А В С 5 8 16 6 10 20 8 12 25 10 16 32 12 20 40
Отклонение винтовой линии фрезы на одном обороте Fpp А В С 8 12 25 10 16 32 12 20 40 16 25 50 20 32 63
Отклонение винтовой линии фрезы на трех оборотах Fpps А В С 18 25 20 32 25 40 32 50 40 63
Предельные отклонения шага Fpxo А В С ±10 ±15 ±10 ±15 ±15 ±20 ±15 ±20 ±25 ±30
Накопленная погрешность шага на длине любых трех соседних шагов ^P»30 А В С ±15 ±25 ±15 ±25 ±25 ±32 ±25 ±32 ±40 ±48
Примечания: 1. Контроль фрез должен производиться по одной из двух групп проверок:
1 — fd, fy, ft, fda, fr fpto или Fpo, fx, TSQ, FP?l, Fpp, Fp^;
2 fd> fy, ft, fda, fy, fptO или FpO, fx, Tso, ffO, fpxO, fpx30-
2. Контроль фрез класса точности А должен производиться по 1 -й группе проверок, клас-
сов точности В и С — по 2-й группе.
892
Глава 10. Проектирование инструментов для обработки зубчатых профилей
\ Долбяки для обработки цилиндрических
к'Дл зубчатых колес
10.7.1. Назначение и области применения долбяков
Зуборезный долбяк представляет собой совокупность большого количества
элементарных зубчатых колес с бесконечно малой шириной обода, имеющих со-
ответственно положительную, нулевую и отрицательную коррекцию, закреп-
ленных на одной оси и имеющих передние и задние углы. Каждое из этих
элементарных колес образовано огибающим движением рейки с профильным
углом а, и поэтому любое сечение долбяка, перпендикулярное к его оси, имеет
один и тот же эвольвентный профиль. По мере переточки долбяка по передней
поверхности в работу резания и в зацепление с нарезаемым колесом вступает
одно из этих бесконечно тонких зубчатых колес с соответствующей величиной
смещения контура. Поэтому колеса, сформированные различными сечениями
долбяка, будут иметь один и тот же эвольвентный профиль.
По конструкции долбяки делятся на дисковые, чашечные и хвостовые. Для
нарезания прямозубых колес применяются прямозубые долбяки, для косозу-
бых и шевронных — косозубые. Применяются долбяки для нарезания зубьев на
блочных колесах и на колесах с буртами, колес внутреннего зацепления, шев-
ронных колес с непрерывным зубом без канавки для выхода инструмента, точ-
ных зубчатых реек методом огибания.
В соответствии с ГОСТ 9323-79 изготавливаются долбяки следующих типов
(рис. 10.35):
1) дисковые прямозубые классов точности АА, А и В;
2) дисковые косозубые классов точности А и В с номинальными углами на-
клона зубьев 15° и 23°;
3) чашечные прямозубые классов точности АА, А и В с номинальными дели-
тельными диаметрами 80,100 и 125 мм, а также классов точности А и В с номи-
нальным делительным диаметром 50 мм;
4) хвостовые прямозубые классов точности А и В;
5) хвостовые косозубые классов точности В с номинальными углами накло-
на зубьев 15° и 23°.
Долбяки класса точности АА предназначены для нарезания колес 6-й степе-
ни точности, а классов А и В — соответственно для колес 7-й и 8—11-й степеней
точности.
Рекомендации во выбору основных конструктивных элементов чистовых
долбяков приведены в табл. 10.40-10.44.
10.7. Долбяки для обработки цилиндрических зубчатых колес
893
Тип1
Тип 2
Рис. 10.35. Конструктивные разновидности чистовых долбяков
894
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.40
Рекомендуемые основные размеры дисковых прямозубых долбяков
(ГОСТ 9323-79)
т0, мм 20 dj, мм d2, мм *0 А, мм Ь„ мм В, мм
Номинальный делительный диаметр d0 = 80 мм
1,000 76 31,75 50 0,66 6,3 8 12
1,125 67 0,57 6,1
1,250 60 0,50 5,9
1,375 56 0,46 6,0
1,500 50 0,40 5,7
1,750 43 0,33 5,5 15
2,000 38 0,28 5,3
2,250 34 0,24 5,1
2,500 30 0,20 4,8
2,750 28 0,18 4,7 17
3,000 25 0,15 4,3
3,250 24 0,14 4,3
3,500 22 0,12 4,0
3,750 20 0,10 3,6
4,000 19 0,09 3,4
4,250 18 0,08 3,2
4,500 17 0,07 3,0
5,000 16 0,06 2,8
Номинальный делительный диаметр d0= 100 мм
1,000 100 44,45 70 0,90 8,6 8 17
1,125 90 0,80 8,6
1,250 80 0,70 8,3
1,375 73 0,63 8,2
1,500 68 0,58 8,3
1,750 58 0,48 8,0
2,000 50 0,40 7,6 10 20
2,250 45 0,35 7,5
2,500 40 0,30 7,1
2,750 36 0,26 6,8
3,000 34 0,24 6,8
3,250 31 0,21 6,5
3,500 28 0,18 6,0
3,750 27 0,17 6,1
4,000 25 0,15 5,7
4,250 24 0,14 5,7
4,500 22 0,12 4,8
5,000 20 0,10 4,3
10.7. Долбяки для обработки цилиндрических зубчатых колес
895
Окончание табл. 10.40
т0У мм го d„ мм d2, мм А, мм &„ ММ В, мм
5,500 18 44,45 70 0,08 4,2 12 22
6,000 17 0,07 4,0
6,500 16 0,06 3,7
7,000 16 0,06 4,0
8,000 14 0,04 3,0
Номинальный делительный диаметр d0 = 125 мм
2,00 62 44,45 80 0,52 9,9 10 22
2,25 56 0,46 9,8
2,50 50 0,40 9,5
2,75 46 0,36 9,4
3,00 42 0,32 9,1
3,25 38 0,28 8,7
3,50 36 0,26 8,7
3,75 34 0,24 8,6 24
4,00 31 0,21 8,0
4,50 28 0,18 7,7
5,00 25 0,15 7,1 14 28
5,50 23 0,13 6,8
6,00 21 0,11 6,3
6,50 19 0,09 5,6
7,00 18 0,08 5,3
8,00 16 0,06 4,6
9,00 14 0,04 3,4
10,00 14 0,04 3,8
Номинальный делительный диаметр d0= 160 мм
6,0 27 88,9 120 0,17 9,7 16 30
6,5 25 0,15 9,3
7,0 23 0,13 8,7
8,0 20 0,10 7,6 20 32
9,0 18 0,08 6,8
10,0 16 0,06 5,7
Номинальный делительный диаметр d0 = 200 мм
8,0 25 101,6 140 0,15 11,4 25 40
9,0 22 0,12 10,3
10,0 20 0,10 9,5
11,0 18 0,08 8,4
12,0 17 0,07 8,0
896 Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.41
Рекомендуемые основные размеры дисковых косозубых долбяков
с номинальным делительным диаметром do = 100 мм (ГОСТ 9323—79)
mOf мм го Х*о А, мм го Х*о А, мм Ьи мм В, мм
Ро = 15° Ро=23°
1,000 100 1,00 9,18 94 0,94 8,23 8 17
1,125 88 0,88 9,10 82 0,82 8,10
1,250 80 0,80 9,18 76 0,76 8,30
1,375 70 0,70 8,86 67 0,67 8,09
1,500 66 0,66 9,10 62 0,62 8,15
1,750 56 0,56 9,01 53 0,53 8,14
2,000 50 0,50 9,18 47 0,47 8,23 10 20
2,250 44 0,44 9,10 41 0,41 8,10
2,500 40 0,40 9,18 37 0,35 8,12
2,750 36 0,36 9,10 34 0,34 8,19
3,000 32 0,32 8,84 32 0,32 8,37
3,250 30 0,30 8,97 28 0,28 8,01
3,500 28 0,28 9,01 27 0,27 8,26
3,750 26 0,26 8,97 25 0,25 8,21
4,000 25 0,25 9,18 23 0,23 8,08
4,250 23 0,23 8,99 22 0,22 8,19
4,500 22 0,22 9,10 21 0,21 8,26
5,000 20 0,20 9,18 19 0,19 8,30
5,500 18 0,18 9,10 17 0,17 8,19 12 22
6,000 16 0,16 8,84 16 0,16 8,37
6,500 15 0,15 8,97 14 0,15 8,01
7,000 14 0,14 9,01 13 0,14 8,01
Примечание. При номинальном угле наклона зубьев ро = 15° угол на вершине в осевом се-
чении ах = 6°12'; при ро= 23° ах = 6°30'.
Таблица 10.42
Рекомендуемые основные размеры чашечных прямозубых долбяков
(ГОСТ 9323-79)
7П0, ММ «0 dt, мм d2, мм d3, мм Х*о А, мм bi, мм Ьо, мм В, мм
Номинальный делительный диаметр d0 - 50 мм
1,000 50 20 28 37 0,40 3,8 10 12 25
1,125 44 0,34 3,6
1,250 40 0,30 3,6
1,375 36 0,26 3,4
1,500 34 0,24 3,4
1,750 29 0,19 3,2 12 15
2,000 25 0,15 2,8
10.7. Долбяки для обработки цилиндрических зубчатых колес
897
Продолжение табл. 10.42
мм г0 dit мм d2, мм d3, мм х'а А, мм 5It мм Ьа, мм В, мм
2,250 22 20 28 37 0,12 2,6 12 15 25
2,500 20 0,10 2,4
2,750 18 34 0,08 2,1
3,000 17 0,07 2,0 17
3,250 15 0,05 1,5
3,500 14 0,04 1,3
Номинальный, делительный диаметр d0 = 80 мм
1,000 76 31,75 50 64 0,66 6,3 8 12 28
1,125 67 0,57 6,1
1,250 60 0,50 5,9
1,375 56 0,46 6,0
1,500 50 0,40 5,7
1,750 43 0,33 5,5 10 15 30
2,000 38 0,28 5,3
2,250 34 0,24 5,1
2,500 30 60 0,20 4,8
2,750 28 0,18 4,7 17
3,000 25 0,15 4,3
3,250 24 0,14 4,3
3,500 22 0,12 4,0
Номинальный делительный диаметр d0=100 мм
1,000 100 44,45 63 80 0,90 8,6 10 17 30
1,125 90 0,80 8,6
1,250 80 0,70 8,3
1,375 73 0,63 8,2
1,500 68 0,58 8,3
1,750 58 0,48 8,0
2,000 50 0,40 7,6 12 20 32
2,250 45 0,35 7,5
2,500 40 0,30 7,1
2,750 36 0,26 6,8
3,000 34 0,24 6,8
3,250 31 0,21 6,5
3,500 28 0,18 6,0
3,750 27 0,17 6,1
4,000 25 0,15 5,7
4,250 24 0,14 5,7
4,500 22 78 0,12 5,1
5,000 20 0,10 4,8
898
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.42
7П0, ММ z0 dx, мм dv мм d3, мм А, мм &!, мм Ьа, мм В, мм
5,500 18 44,45 63 78 0,08 4,2 12 22 34
6,000 17 0,07 4,0
6,500 16 0,06 3,7
Номинальный делительный диаметр d0 = 125 мм
5,0 25 44,45 70 96 0,15 7,1 16 26 38
5,5 23 0,13 6,0
6,0 21 0,11 6,3
6,5 19 0,09 5,6
7,0 18 0,08 5,3
8,0 16 0,06 4,6
9,0 14 0,04 3,4
Таблица 10.43
Рекомендуемые основные размеры хвостовых прямозубых долбяков
(ГОСТ 9323-79)
7П0> ММ Zo А, мм Ьо, мм L, мм Конус Морзе
Номинальный делительный диаметр dg = 25 мм
1,000 26 0,15 1,40 10 80 В18 мю
1,125 23 0,13 1,40
1,250 20 0,10 1,20
1,375 18 0,08 1,00
1,500 18 0,08 1,10
1,750 14 0,04 0,67 12
2,000 12 0,02 0,38
2,250 12 0,02 0,40
2,500 10 0,00 0,00 15
2,750 10 0,00 0,00
3,000 9 -0,01 -0,29
Номинальный делительный диаметр d0 = 38 мм
1,000 38 0,28 2,66 12 100 В24 М12
1,125 34 0,24 2,60
1,250 30 0,20 2,40
1,375 28 0,18 2,40
1,500 25 0,15 2,10
1,750 22 0,12 2,00 15
2,000 19 0,09 1,70
2,250 16 0,06 1,30
2,500 15 0,05 1,20
2,750 14 0,04 1,00
10.7. Долбяки для обработки цилиндрических зубчатых колес
899
Окончание табл. 10.43
т0, мм го х0 А, мм Ъо, мм L, мм Конус Морзе d.
3,000 12 0,02 0,60 15 100 В24 М12
3,250 12 0,02 0,60
3,500 11 0,01 0,33
3,750 10 0,00 0,00 17
4,000 10 0,00 0,00
Таблица 10.44
Рекомендуемые основные размеры хвостовых косозубых долбяков
с номинальным делительным диаметром d0 = 38 мм (ГОСТ 9323—79)
m0, мм 20 А, мм 20 *5 А, мм Ъо, мм L, мм
Ро = 15° Ро=23°
1,000 36 0,1 0,92 35 0,1 0,88 12 100
1,125 32 1,04 31 0,99
1,250 30 1,15 28 1,09
1,375 27 1,26 25 1,21
1,500 24 1,38 23 1,32
1,750 21 1,61 20 1,53 15
2,000 18 1,84 18 1,74
2,250 16 2,07 16 1,96
2,500 15 2,29 14 2,19
2,750 13 2,53 13 2,40
3,000 12 2,76 12 2,61
3,250 11 2,99 11 2,84
3,500 10 3,23 10 3,07
3,750 10 3,44 9 3,31 17
4,000 9 3,68 9 3,48
Примечание. При номинальном угле наклона зубьев р0 = 15° угол на вершине в осевом се-
чении ах = 6°12'; при ро = 23° ах = 6°30'.
Производительность зубонарезания долбяками зубчатых секторов, колес
с узким ободом и большим числом зубьев несколько выше, чем червячными фре-
зами. Долбяки целесообразно применять также при нарезании колес с модулем
менее 1,5 мм.
Исходные данные для проектирования долбяков:
• материалы обрабатываемых колес и их твердость;
• модуль нормальный колеса тп;
• угол профиля нарезаемого колеса а;
• коэффициент высоты головки зуба Л* = 1;
• коэффициент радиального зарора с* = 0,25;
• угол Р наклона зуба колеса и направление зуба;
900 Г лава 10. Проектирование инструментов для обработки зубчатых профилей
• степень точности нарезаемого колеса и норма бокового зазора;
• числа зубьев нарезаемой шестерни (zj и колеса (z2);
• коэффициенты смещения исходного контура нарезаемых колес Xi и х2.
Основные параметры нарезаемых колес рассчитываются в соответствии
с §10.1.
10.7.2. Расчет прямозубых долбяков для нарезания колес
внешнего зацепления
Расчет прямозубых долбяков для нарезания колес внешнего зацепления
производится в указанной ниже последовательности.
1. Выбирают конструкцию долбяка и материал режущей части с учетом кон-
струкции инструмента и физико-механических свойств обрабатываемого мате-
риала. Выбирают класс точности долбяка.
2. Число зубьев долбяка г0 с учетом принятого номинального делительного
диаметра долбяка d0 ном равно d0 аом/т0. Оно округляется до целого числа соглас-
но рекомендациям ГОСТ 9323-79 (см. табл. 10.40,10.42).
3. Уточняют делительный диаметр долбяка d0 = гото.
4. Для чистовых долбяков передний угол уа = 5°, для черновых уа = 10...15°.
5. Задний угол аа на вершине рекомендуется принимать равным 6°. Известно,
однако, что увеличение аа до 9...12° приводит к повышению периода стойкости
долбяка в 1,3-1,5 раза. Долбяки с углами уа=-15° и аа = 9° при черновом нарезании
Рис. 10.Зв. Геометрические параметры долбяка
10.7. Долбяки для обработки цилиндрических зубчатых колес
901
колес имеют период стойкости в 3-4 раза выше, чем долбяки стандартной конст-
рукции.
6. Фактический угол профиля долбяка Оо с точностью до 1" определяют по
формуле
l-tgaotgyo
7. Боковой задний угол в сечении по делительному цилиндру (рис. 10.36)
tga6 = tgaotgaa.
Задний угол а„ на боковых сторонах зубьев в нормальном сечении к профилю
tga„ = sinaotgaa.
На угол а„ поворачивается шлифовальная бабка станка при шлифовании
зубьев долбяка, поэтому указанный угол обязательно проставляется на чертеже.
Для рекомендуемых выше значений у0, а„, а величины а0, а„ и а* можно при-
нять по табл. 10.45.
Таблица 10.45
Величины углов «о, ап и ав в зависимости от уа и аа при а = 20°
Ya a« Oto a„ Ot
5° 6° 20°10'14" 2°04'32" 2°12'40"
5° 9° 20°15'30" 3°08'20" 3°20'44"
10° 6° 20°20'49" 2°05'35" 2°13'58"
10° 9° 20°31'38" 3°10'44" 3°23'38"
15° 9° 20°48'43" 3°13'15" 3°26'42"
17° 9° 20°55'53" 3°14'19" 3°28'04"
17° 12° 21°16'09" 4°24'33" 4°43'48"
8. Основной диаметр долбяка = d0cosao.
Определение размеров зубьев долбяка в исходном сечении. Эти размеры
определяют в указанной последовательности.
9. Толщина зуба долбяка по делительной окружности:
для чистовых долбяков
s0 = (пт/2) + Asy;
для черновых долбяков
s0 = (пт/2) - As„ + Asy,
где As„ — утоныпение зуба долбяка для образования припуска на зубьях наре-
заемого колеса под последующую обработку:
для чистового зубофреоерования или зубодолбления Азп = Vmtg a;
902 Г лава 10. Проектирование инструментов для обработки зубчатых профилей
для шлифования Asn = 0,5Vmtga;
для шевингования Asn = 0,035m;
Asy — величина утолщения зубьев долбяка для образования бокового зазора
при чистовой обработке нарезаемых колес. Значения Asy и допуск 5s на толщи-
ну зуба долбяка принимают по табл. 10.46.
Таблица 10.46
Величина утолщения зуба Дяп и допуск 5s на толщину зуба долбяка, мм
т Asy 5s т As, 5s
Класс A Класс В Класс А Класс В
1,0 0,08 0,02 0,03 4,0 0,10 0,02 0,03
1,25 0,09 4,25
1,75 4,5 0,11 0,03 0,04
2,0 5,0
2,25 5,5
2,5 6,0 0,12
2,75 6,5
3,0 0,10 7,0 0,13
3,25 8,0
3,5 9,0 0,14
3,75 10,0 0,15 0,04 0,05
10. Высота головки зуба
^•ао = ^fi2= 1,25m,
где hfl2 — высота ножки зуба нарезаемых шестерни и колеса.
11. Высота ножки зуба
hf0 = hali2+c=m+c,
где Ло12 — высота головки зуба нарезаемых шестерни и колеса; с = 0,25m, если
т < 2,5 мм, и с = 0,3m, если т > 2,75 мм.
12. Диаметр окружности выступов долбяка в исходном сечении
do01 = Ф> +2,5m.
13. Толщина зуба долбяка на наружном диаметре в исходном сечении
J I • • I
Saoi =do0i -7-+inva-invao0 ,
\^0 /
dkQ d0cosa0 . , . .
где cosao0 = —— = —-----; inva = tga - a (a принимается в радианах).
^я01 ^я01
10.7. Долбяки для обработки цилиндрических зубчатых колес
903
14. Минимально допустимая по условию механической прочности толщина
зуба нового долбяка на наружном диаметре
sa0 = ^/0,25938m-0,03752.
Ориентировочные значения допустимой толщины зубьев по вершине зуба
долбяка можно принять по табл. 10.47 либо рис. 10.37.
Таблица 10.47
Допустимая толщина зуба по вершине
Номинальный делительный диаметр d0, мм Модуль т, мм Толщина зуба по вершине зв, мм
1,0...1,5 0,5...0,7
75 1,75...2,5 0,8...0,9
2,75...4,5 1.0...1Д
1,0...1,6 0,6...0,7
1,75...2,5 0,8...0,9
100 2,75...4,5 1,0...1,2
4,5...5,0 1,8...1,4
5,5...6,0 1.5
Рис. 10.37. Номограмма tin писи мости ва0/т - Xq (числа на номограмме соответствуют
числу зубьев долбяка; козффиционт смещения исходного контура долбяка х№ “X„zn)
904
Глава 10. Проектирование инструментов для обработки зубчатых профилей
15. Исходное расстояние, обеспечивающее заданную толщину зуба se0 на
вершине:
Л _ (Sa01 ~ ®ао) ^аО
"7 '
2 daoitg а«о - 8«01 - tg а„
\ »о )
Оно принимается равным расчетному, если А < 0,5В, и равным 0,5В, если рас-
четное А > 0,5В, где В — длина зуба долбяка по ГОСТ 9323-79.
Исходное расстояние можно принять также согласно зависимости
А = x^m/tgaa,
где Хд — коэффициент смещения исходного контура, принимаемый по
табл. 10.40, 10.42.
Рассчитанное исходное расстояние можно уточнить и скорректировать по
рекомендациям ГОСТ 9323-79 (см. табл. 10.40,10.42).
Проверка долбяка с выбранным исходным расстоянием на отсутствие интер-
ференции с переходными кривыми у нарезаемых им колес выполняется только
для шестерни.
Интерференция отсутствует, если выполняется условие рр1 > рп, где рр1 — ра-
диус кривизны активного профиля зуба шестерни в нижней начальной контакт-
ной точке при внешнем зацеплении ее с колесом: рр1 = аш12вташ12 -гЬ2 tga^; гЬ2 =
= 0,5mz2cosa — радиус основной окружности колеса; р(1 — радиус кривизны
эвольвентного профиля зуба шестерни в точке начала переходной кривой при
нарезании ее долбяком (рис. 10.38).
Рис. 10.38. Схема для определения радиусов кривизны профиля зуба шестерни
Межосевое расстояние в зубчатой передаче
аш12 =0,5тп(д1+з2).
Угол ао0 профиля зуба долбяка в точке на окружности выступов определяют
по формуле
г0
сов aa0 = —cos a.
TaO
10.7. Долбяки для обработки цилиндрических зубчатых колес
905
Для колеса
г2
cos а„2 = —cos а,
Га2
где г2 — радиус делительной окружности колеса; га2 — радиус окружности вер-
шин колеса.
Величину рп определяют следующим образом:
Ра = “u-io sina^o - rb0 tgao0,
где rw — радиус основной окружности долбяка.
Межосевое расстояние в станочном зацеплении шестерни с долбяком
_ m(z1 + z0)cosa
au>10 —----------•
2созаш10
Угол зацепления аш10 в станочном зацеплении определяется по формуле
2tga(xf + х£)
inv аш10 = inv а+—=————,
Zi + Z0
где xf, Xq — коэффициенты смещения соответственно для шестерни и долбяка.
При проверке нового долбяка принимают
* у* _ Atgag
*4) *4) шах •
т
Если условие рр1 > р(1 не выполняется, то можно либо уменьшить значение
Хотах и перерассчитать исходное расстояние А, либо увеличить число зубьев дол-
бяка, после чего проверку повторить.
Определение размеров зубьев долбяка на передней поверхности. Эти разме-
ры определяют в указанной последовательности.
16. Окружную толщину зуба s'o по делительному цилиндру подсчитывают по
формуле
«о = Sb+2Atgatga„.
17. Высота головки зуба долбяка
ha0 = ha0 + Atgaa.
18. Высота ножки зуба долбяка
fy'o = fy0-Atgao.
19. Диаметр вершин зубьев долбяка
^аО = + 2 ha0.
20. Диаметр впадин зубьев долбяка
dfo = —2Л^о"
906
Глава 10. Проектирование инструментов для обработки зубчатых профилей
21. Наибольшая допустимая величина стачивания долбяка ДВ ограничива-
ется прочностью зуба сточенного долбяка и отсутствием подрезания зубьев наре-
заемых им колес: ДВ = В -1, где В — длина зуба нового долбяка (принимается по
ГОСТ 9323-79, см. табл. 10.40,10.42); I — длина зуба окончательно сточенного
долбяка; рекомендуется I = (1/4...1/3)В, но не менее 5 мм.
22. При работе окончательно сточенным долбяком может происходить под-
резание ножки зуба шестерни и колеса. Подрезание отсутствует, если выполня-
ются условия рп > 0 (для шестерни) и р/2 > 0 (для колеса). Расчет рп и р(1 ведут по
формулам, приведенным в п. 15, принимая
* _ * _ (A-AB)tgga
Xq — Xomjn «
т
23. Проверку на отсутствие срезания головки зуба колеса окончательно сто-
ченным долбяком выполняют по соотношению а^ог sina^oa ^Га2 sin а^. В этой
формуле значения компонентов вычисляются следующим образом:
_ тп(г0 + г^соз a t
ашог — —---------->
2соааш02
, 2tga(x2* +xomin)
inv аш02 = inv a+—5
Z2+Zo
где Xj* — коэффициент смещения для колеса.
24. Остальные элементы конструкции долбяка выбираются по ГОСТ 9323-79
(см. табл. 10.40,10.42) или из конструктивных соображений.
На опорном торце или шейке долбяка наносят маркировку, позволяющую
обеспечить его правильную установку на станке и условия эксплуатации:
• товарный знак изготовителя;
• модуль;
• число зубьев;
• угол профиля;
• обозначение класса точности;
• фактический угол наклона и ход винтовой линии (для косозубых долбяков);
• материал режущей части.
25. Требования к шероховатости поверхностей долбяков приведены
в табл. 10.48.
Таблица 10.48
Параметры шероховатости поверхностей зуборезных долбяков, мкм
(ГОСТ 9323-79)
Поверхность Класс точности долбяков
АА А В
Передние и задние поверхности зубьев, Rz Опорная поверхность дисковых и чашечных долбяков, Ra Посадочное отверстие дисковых и чашечных долбяков, Ra Внутренняя опорная поверхность дисковых и чашечных долбяков, Ra 1,6 0,2 0,2 0,8 2,5
Поверхность хвостовика хвостовых долбяков, Ra Остальные, Ra 0,4 2,5 0,8
10.7. Долбяки для обработки цилиндрических зубчатых колес
907
Допуски и предельные отклонения параметров чистовых долбяков приведены
в табл. 10.49.
Таблица 10.49
Допуски и предельные отклонения параметров зуборезных долбяков
(ГОСТ 9323-79)
Параметр Обозна- чение Номинальный делительный диаметр, мм Класс точности долбяка Модули, мм
1...2 2—3,5 3,5—6,3 6.3...10 Свыше 10
Допуски и предельные отклонения, мкм
Отклонение диа- метра посадоч- ного отверстия fd Диаметр посад оч- ного отвер- стия, мм До 50 АА +4 —
50...120 - +6
До 50 А +5 —
50...120 — +8
До 20 В +6 —
20...50 +7
50...120 +10
Биение конуса хвостовых дол- бяков fnt — А.В 5 —
Отклонение от перпендикуляр- ности внешней опорной поверх- ности к поверх- ности посадоч- ного отверстия fxy До 50 А 4 5 —
В 6 8 —
50...125 АА 3 4 —
А 5 6 —
В 8 10 —
125...200 АА — 5
А — 8
В — 12
Отклонение от параллельно- сти опорных по- верхностей fx До 50 А 5 6 —
В 8 10 —
50...125 АА 3 4 —
А 5 6 —
В 8 10 —
125...200 АА — 5 6
А — 8
В — 12
Торцовое биение передней поверх- ности fyt До 50 А 14 —
В 20 —
50...125 АА 12 —
А 16 —
В 25
125...200 АА — 20
А — 28
В — 40
908
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.49
Параметр Обозна- чение Номинальный делительный диаметр, мм Класс точности долбяка Модули, мм
1...2 2...3.5 3,5...6,3 6.3...10 Свыше 10
Допуски и предельные отклонения, мкм
Отклонение углов переднего и заднего fya — АА ±5'
А ±8'
В ±12'
faa АА ±3'
А,В ±5'
Биение окруж- ности вершин зубьев frraO До 50 А 12 16 —
В 20 25 —
50...125 АА 10 12 —
А 16 20 —
В 25 32 —
125...200 АА — 16 20
А — 25 32
В — 40 50
Отклонение диа- метра окружно- сти вершин зубьев fdaO До 50 А В ±320 —
50...200 АА ±320 ±400 ±500 ±600
А ±320 ±400 ±500 ±600
В ±400 ±500 ±600
Погрешность профиля немоди- фицированного участка на ре- жущей кромке — АА 3 4 6
А 4 5 7 10
В 8 10 12 16 20
Отклонение вы- соты головки зуба fhaO — АА,А,В ±18 ±25 ±32 ±40 ±50
Разность сосед- них окружных шагов fuO — АА 3 4 5
А 5 6 8
В 8 10 12
Накопленная погрешность окружного шага •fpo — АА 9 11 14
А 14 18 22
В 20 24 30 36
Радиальное бие- ние зубчатого венца До 50 А 14 16 — —
В 20 24 26 — —
50...125 АА 12 14 —
А 16 18 20 —
В 24 26 32 —
125...200 АА — 18 20
А — 24
В — 36 40
10.7. Долбяки для обработки цилиндрических зубчатых колес 909
10.7.3. Расчет косозубых долбяков для нарезания колес
внешнего зацепления
Косозубый долбяк представляет собой косозубое зубчатое колесо, снабжен-
ное режущими кромками. Для нарезания пары сцепляющихся колес применя-
ются два долбяка: правый — для нарезания колес с левым направлением зуба;
левый — для колес с правым направлением. У таких долбяков стандартный мо-
дуль и остальные расчетные данные задаются в нормальном сечении. В этом же
сечении производится заточка долбяка. Углы заточки долбяка на обеих сторо-
нах профиля получаются одинаковыми, причем передняя поверхность зубьев
наклонена от периферии к центру и образует передний угол уа = 5°.
Для проектирования такого долбяка кроме исходных данных, указанных
в § 10.1, необходимо знать шагрг винтовой линии копира, обеспечивающего по-
ворот долбяка в процессе нарезания косозубого колеса.
Согласно ГОСТ 9323-79 для дисковых долбяков предусматривается примене-
ние винтовых копиров с шагомрг= 1198,0004 мм при Рном = 15° ирг = 751,9566 мм
при ряом = 23°.
Рекомендуется следующий порядок расчета косозубых долбяков.
1. Определяют предварительную величину угла наклона зуба долбяка на де-
лительном диаметре Pop1:
_• о ТС^Оном
sm Pop =---,
Рг
где d0 ном — номинальный диаметр делительной окружности долбяка.
2. Рассчитывают число зубьев долбяка:
p.sinpop
z0---------.
Полученное значение z0 округляется до ближайшего целого числа и уточняется
по табл. 10.41.
3. Подсчитывают окончательную величину среднего угла наклона зуба дол-
бяка на делительном диаметре ро (рис. 10.39) по формуле1 2
. D nm„z0
sinPo = ——.
Рг
Этот угол будет также фактическим углом наклона зубьев нарезаемого колеса на
делительном цилиндре р12.
4. Определяют торцовый модуль с точностью до 0,0001 мм:
совРо’
1 Расчеты выполняются с точностью до 1" или до 6 знаков после запятой.
2 Тоже.
910
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Торец варезаемого
колеса
Рис. 10.39. Схема для определения углов аб.туп и абостр
на боковых поверхностях зуба долбяка
5. Находят угол профиля долбяка в торцовом сечении в зацеплении с наре-
заемым колесом по формуле1:
tga
tgan
COSpo
6. Определяют делительный диаметр долбяка с точностью до 0,0001 мм:
d0 - mtz0.
7. Передний угол у, чистовых долбяков принимают равным 5°, черновых —10°.
8. Задний угол на вершине вдоль винтовой линии а„ = 6°.
9. Находят задний угол на вершине зуба, измеряемый в осевой плоскости
долбяка (для обтачивания и шлифования по конусу):
tga
tgag
COSPo
10. Фактический угол профиля долбяка в нормальном сечении определяют
по формуле2
tga.., **
l-tga„tgy,
Для а„ = 20° и рекомендованных значений а„ и уо угол а„0 можно определить
по табл. 10.45 (угол Oq).
1 См. сноску на с 909.
2 Тоже.
10.7. Долбяки для обработки цилиндрических зубчатых колес
911
11. Устанавливают величину расчетного бокового угла ос6 в сечении дели-
тельным цилиндром:
tga6 = tgaa tgan0.
В этом случае также можно воспользоваться табл. 10.45.
12. Определяют углы наклона винтовой линии на делительном цилиндре на
острой и тупой сторонах зуба (см. рис. 10.39):
tgPooerp = tgPo + tgaa; tgP0Tyn = tgpo - tga( tgaa.
13. Рассчитывают задние боковые углы в сечении делительным цилиндром
на острой и тупой сторонах зуба (см. рис. 10.39):
^б.остр ^Оостр ~Ро, ^б.туп Ро ~Ротуп*
14. Определяют углы профиля для острой и тупой сторон зуба долбяка в тор-
цовом сечении:
tea - _ fy=ano
cosp0ocTp cosp0Tyn
15. Рассчитывают основные диаметры для тупой и острой сторон зуба долбя-
ка с точностью до 0,0001 мм по формулам:
^Ь(0остр ^0 СО® остр»
^ЬгОтуп d0cosa(0TyiI.
16. Средний угол наклона винтовой линии зуба на основном цилиндре опре-
деляют по формуле1
tgPbo = tgp0cosa(0.
17. Рассчитывают углы наклона винтовой линии зуба на основном цилиндре
на острой и тупой сторонах зуба с точностью до 1":
^gPdOoCTp ^gPooCTpCOSOt(oOCTp, ^gPbOTyn ^^Ротуп COSCC(oTyn.
Эти углы являются одновременно и углами поворота шлифовального круга при
изготовлении и переточках долбяка по его передней поверхности.
18. Задние углы на боковых сторонах зуба в точках, лежащих на основном
цилиндре, определяют по формулам1 2
С^ЬОостр РдОостр РьО» СС^Отуп PbO РбОтуп*
В последующих расчетах определяются размеры зуба долбяка в исходном се-
чении. Точность расчетов — 0,001 мм.
19. Толщина зуба по делительной окружности
_ Jtm- Sj2
si° - т »
cosp0
где s12 — толщина зуба обрабатываемого колеса.
1 См. сноску на с. 909.
2 То же.
912
Глава 10. Проектирование инструментов для обработки зубчатых профилей
20. Высота головки зуба
Ко = Щи = 1,25тп„.
21. Высота ножки зуба
hf0 = hal2+c = l,25mn.
22. Толщина зуба долбяка на наружном диаметре в исходном сечении
®а01 = daoi -- ° —+inv а,о - inv аа0 .
\uqCOSPq J
23. Минимально допустимая по условию механической прочности толщина
зуба нового долбяка на наружном диаметре
saQ = ^/0,25938/71-0,03752.
24. Исходное расстояние, обеспечивающее заданную толщину зуба sa0 на
вершине,
(s — —8g0
8a01 r*a01
< COSpoJ_____________
л Cd2 ’
2 (da01 tgaa0 - sa01)tgao —
где C = tg(P0 + a6) - tg(p0 - a6); tga6 = tgaa tga,0.
Исходное расстояние в осевом направлении А' = acosp0. Значение А и А' мож-
но уточнить по табл. 10.41.
25. Производят проверку нового долбяка на отсутствие интерференции с пе-
реходными кривыми шестерни. Интерференция отсутствует, если выполняется
неравенство рр1 > рп. Значения рр1 и рп определяются по формулам для прямозу-
бого долбяка с подстановкой в формулы элементов, относящихся к торцовому
сечению:
Ppi ” &lwl2 sinatu,j2 “7^2
77l.(Zi + 2о) п _ z . Г9
где atU)12 = = 0,5771,(2! + ^); atU)12 = a,; cosa^ = — cosa;
2cosp0
Pzl =atw01 sinatoOi — 7(,0tgaa0,
77i,(z, + &)cos a, . . 2(x,*,+x,*Om.„)tga,
где a,„01=—'Y1 inva(u,01 =inva,+-^------tOmax7 s (.
2 COS CkfwQi Zq + Zi
Если неравенство рр1 > рп не выполняется, необходимо уменьшить х‘Отах,
вновь пересчитать исходное расстояние А и повторить проверку.
Определение размеров зуба долбяка в сечении переднего торца производится
с точностью до 0,001 мм в указанном ниже порядке.
26. Толщина зуба по делительной окружности
( 2Atga6oaTpY
st0 — 8,о Н -------- (1 + tgpotg <Хвоатр).
совр0 J
10.7. Долбяки для обработки цилиндрических зубчатых колес
913
27. Высота головки зуба Л'о = haQ +Atgao.
28. Высота ножки зуба h'fQ = hfQ -Atgaa.
29. Диаметр окружности вершинd'a0 =d0 +2Л'О.
30. Диаметр окружности впадинd'fQ =d0-2h'f0.
31. Определяют допустимую величину переточки зуба долбяка: ДВ„ = Вп -1,
где Вп — длина зуба нового долбяка в нормальном сечении (принимается по
ГОСТ 9323-79, см. табл. 10.41); I — длина зуба окончательно сточенного долбяка;
рекомендуется принимать I не менее 5 мм.
Коэффициент смещения исходного контура долбяка при переточке на вели-
чину ДВ„
* _(A-AB„)tgaa
Однако величина коэффициента смещения «Qmin, соответствующая этому
значению, ограничивается опасностью подрезания зубьев нарезаемых колес
и срезанием головок зубьев этих колес. Поэтому, найдя ДВ„ и соответствующее
ему значение х0 min, выполняют проверку долбяка на возможность среза головок
зубьев колеса и подрезания ножек зубьев колеса и шестерни. Расчеты произво-
дятся по формулам для прямозубого долбяка (см. 10.7.2, пп. 22, 23) с подстанов-
кой в эти формулы элементов, относящихся к торцовому сечению.
Остальные параметры долбяка выбираются по ГОСТ 9323-79 или из конст-
руктивных соображений.
Допуски на элементы косозубых долбяков и технические требования на их
изготовление приведены в 10.7.2 (см. табл. 10.48, 10.49).
10.7.4. Расчет прямозубых долбяков для нарезания колес
внутреннего зацепления
Расчет долбяков для нарезания колес внутреннего зацепления производится
в порядке, близком к порядку расчета долбяков для колес внешнего зацепле-
ния. Поэтому приведем только его особенности.
1. Выбирают конструкцию и материал режущей части долбяка.
2. Выбор числа зубьев долбяка г0 производят в соответствии с п. 2 для долбя-
ков внешнего зацепления. Кроме того, при выборе г0 должно быть выполнено ус-
ловие г2 - «о - 18. Число зубьев может быть уточнено по табл. 10.43, 10.44.
3-11. Эти пункты расчета долбяков внутреннего зацепления полностью со-
ответствуют пп. 3-11 для долбяков внешнего зацепления.
12. Исходное расстояние А определяется по формуле, приведенной в 10.8.2,
п. 15. Тогда
* - Atg«a
•М)тах •
т
Это значение может быть уточнено по табл. 10.43,10.44.
Значение Хота| определяется из условий отсутствия срезания кромок зубьев
колеса при подаче на врезание долбяка.
914
Глава 10. Проектирование инструментов для обработки зубчатых профилей
При нарезании колеса с ha = 1,0/тг, с = 0,25/тг, х2 = 0 могут встретиться два
случая:
• z2-z0-18=0. В этом случае принимают Xomax = 0, исходное расстояние А=0;
• z2 - z0 -18=Д > 0. В этом случае для каждого значения Д = 2... 3 можно увели-
чить коэффициент смещения на 0,1. Однако желательно ограничить х^тах < 0,3.
При нарезании колес внутреннего зацепления с а = 20° должно соблюдаться
условие
(Я ~ х*оти1т) >-0,02047(32 - з0).
Если это условие не соблюдается, то основная окружность долбяка не пересека-
ется с основной окружностью колеса (лежит внутри ее). К таким окружностям
нельзя провести общую касательную, и правильное станочное зацепление дол-
бяка с колесом невозможно, поэтому необходимо уменьшить xjmax.
Определяется допустимая толщина зуба sa0 по наружному диаметру долбяка
по формуле п. 14 в 10.7.2.
Допустимое значение saQ доп по условию механической прочности зуба для
долбяков с номинальным делительным диаметром, меньшим 50 мм, определя-
ется по табл. 10.50 или по формуле
8а0доп = 70,138тп-0,013.
Таблица 10.50
Допустимая толщина зуба по вершине хвостового долбяка
d0 = 25 мм d0 = 38 мм
т, мм ®аОдоп> мм т, мм ®вОдоп» ММ
1,0...1,75 (0,40...0,25)/п 1,0...2,75 (0,48...0,40)™
2,0...3,0 (0,21...0,12)™ 3,0...3,75 (0,30...0,25)™
— — 4,0...5,0 (0,16...0,10)™
Если 8а0 < 8а0доп, то выбранное значение «Jmax надо уменьшить, чтобы выпол-
нялось условие 8д0 > 8д0 доп.
Принятое значение проверяется на отсутствие интерференции с пере-
ходными кривыми колеса и шестерни. Интерференция с переходными кривыми
шестерни отсутствует при условии, что ppi > рп, где рр1 — радиус кривизны в гра-
ничной точке профиля зуба шестерни при зацеплении ее с колесом; рп — радиус
кривизны профиля зуба шестерни в граничной точке в станочном зацеплении:
Ppi =ГЬ2^ёао2~аш12а^ааш12-
Угол ао2 определяется по формуле
Для колес внутреннего зацепления (ГОСТ 19274-73)
Пй = r2 - (ha - я? - 0,2 77i).
Межосевое расстояние в зубчатой передаче определяется по формуле
a«,u= O^Zj-zJ; = а.
10.7. Долбяки для обработки цилиндрических зубчатых колес
915
Значение рп находят по формулам, приведенным в 10.7.2, п. 15.
Интерференция с переходными кривыми отсутствует, если выполняется ус-
ловие р;2 > рР2- Здесь р/2 — радиус кривизны профиля зуба колеса в граничной
точке в станочном зацеплении; рр2 — радиус кривизны активного профиля зуба
колеса в граничной точке при зацеплении с шестерней:
Р/2 ЗШССщог +П>0 tgCCaO?
_ m(z2 - 2q)cos а
аи>02---“---------->
2cosau,02
inva -inva+2(^"*°‘»“)tga-
111V U,WQ2 — 111V 1Л т ,
22-Z0
P₽2 = rM tgaOj +0,012 sina^.
Проверяют отсутствие срезания зуба колеса переходной кривой зуба долбя-
ка. Срезание отсутствует, если р/2 < ра2. Здесь р/2 — радиус кривизны профиля
зуба колеса в точке, соответствующей началу срезания:
Р/2 = аш02 sin 0(002 + о, 5v;o cos a,
где а.002» awO2 принимаются по п. 15 в 10.7.2; vi0 — угол развернутости эвольвенты
зуба долбяка в граничной точке:
v;0 = tgai0 = tga--—°—С°
г0 SU12 о
Радиус кривизны профиля зуба колеса в точке на окружности вершин
Pa2 =re2sinae2.
Если хотя бы одно из указанных условий не выполняется, необходимо умень-
шить значение Хотах и еще раз выполнить все проверки.
После выполнения всех проверок окончательно принимают коэффициент
смещения исходного контура «оmax- Затем определяют размеры зуба долбяка
в передней плоскости (пп. 13-17) в соответствии с пп. 16-20 в 10.7.2.
18. Наибольшее допустимое стачивание зуба долбяка ДВ определяют соглас-
ноп. 21 в 10.7.2.
19. Выполняют проверки окончательно сточенного долбяка.
19.1. Проверку на подрезание ножки шестерни выполняют в соответствии
с п. 22 в 10.7.2.
19.2. Проверку на отсутствие срезания зуба колеса переходной кривой зуба
долбяка выполняют в соответствии с п. 23 в 10.7.2. При этом в формулы подстав-
ляют параметры не нового, а сточенного долбяка (xj = ^omin)-
19.3. Выполняют проверку срезания зуба колеса при радиальной подаче
долбяка. Срезание отсутствует, если Цо2 > Ног max» где Цо2 _ параметр, определяю-
щий начало срезания:
ц0> = arccos - “! --.
916
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Наибольшее значение вспомогательного угла
Ца2тах
=arccos -------------
Если условие выполняется, то срезание отсутствует, и дальнейшая проверка
не производится.
При р.02 < Р-огтах определяют параметр 302, так как срезания может не быть
при выполнении следующих двух условий:
Р-02 < Р-02тах> ^02 0}
8о2 = — Цо2т« -arCSill раО 81П р,02
22 k “о2 J
Вспомогательная величина у02 определяется по формуле
• *0 • • 14 *0 I •
invyo2 =— mvaao-invae2+ 1—- inva^
22 I 22 J
19.4. Осуществляют проверку величины радиального зазора между окруж-
ностями вершин шестерни и впадин колеса, нарезанных окончательно сточен-
ным долбяком. Для этого определяют коэффициент минимального зазора:
* __ (Дш02 +Г.о)~(Дщ12 +Г.1)
^min >
т
где а"02 — межосевое расстояние колеса и сточенного долбяка в станочном за-
цеплении:
„ _m(z2-20)cosa.
“u>02 — _ „ »
2cos аш02
„ • 2(х>-Xomin)tga * „
inva^02 =niva+—------- —; Xomin подставляется co своим знаком; rao — ра-
гг~го
диус впадин окончательно сточенного долбяка: ra'o =rQ + ha0 + x^min/n.
Если Cmin <0,1, то долбяк необходимо перепроектировать, увеличив zQ или
уменьшив величину допустимого стачивания. Остальные параметры конструк-
ции выбираются по ГОСТ 9323-79 (см. табл. 10.43, 10.44) или из конструктив-
ных соображений.
Допуски на элементы хвостовых долбяков и технические требования на их
изготовление приведены в 10.7.2 (см. табл. 10.48, 10.49).
10.8. Шеверы
917
(10.8.
) Шеверы
10.8.1. Шеверы для обработки зубчатых колес
внешнего зацепления
Шеверы применяются для окончательной обработки боковых поверхностей
зубьев прямозубых и косозубых колес наружного и внутреннего зацепления по-
сле предварительного их нарезания червячной фрезой или долбяком, а также
для чистовой обработки точных червячных колес. Дисковый шевер представляет
собой цилиндрическое колесо с винтовыми зубьями, на боковых поверхностях
которых прорезаны канавки и образованы режущие кромки. Шеверы проекти-
руются для обработки колес с определенным числом зубьев или для обработки
колес с различным числом зубьев. Согласно ГОСТ 8570-80Е* предусматривается
изготовление шеверов классов точности АА, А и В двух типов: 1 — со сквозными
стружечными канавками модулей 1,00... 1,75 мм с углами наклона винтовой ли-
нии на делительном цилиндре 5, 10и15°(рис. 10.40,а; табл. 10.51);2 — сглухи-
ми стружечными канавками модулей свыше 2 мм с углами наклона винтовой
линии на делительном цилиндре 5 и 15° (рис. 10.40, б; табл. 10.52). Шеверы
класса точности АА используются при производстве зубчатых колес 5-й степени
точности, класса А — 6-й степени и класса точности В — 7-й степени точности.
а
Тип 1
Рис. 10.40. Цилиндрические шеверы
918
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.51
Основные размеры шеверов первого типа
7П0, ММ Номинальный делительный диаметр, мм «0 d, Mia du мм b0, мм Ct, мм Ро. град
1,000 85 86 31,75 60 15 34,6 10
1,125 76
1,250 67
1,375 62
1,500 58
1,250 180 115 63,5 110 20 67,5 5
15
1,375 5
15
1,500 5
15
1,750 100 5
15
Таблица 10.52
Основные размеры шеверов второго типа
т0, мм г0 Ьа, мм Ро. град
Номинальный делительный диаметр 180 мм
2,00 83 20 5
15
2,25 73 5
15
2,50 67 5
15
2,75 61 5
15
3,00 53 5
15
3,25 5
15
3,50 47 5
15
3,75 43 5
15
4,00 41 5
15
10.8. Шеверы
919
Продолжение табл. 10.52
т0, мм г0 Ьо, мм 00, град
4,25 41 20 5
15
4,50 37 5
15
5,00 37; 31 5
15
5,50 29 5
15
6,00 5
15
Номинальный делительный диаметр 250 мм
2,00 115 25 5
15
2,25 103 5
15
2,50 91 5
15
2,75 83 5
15
3,00 73 5
15
3,25 71 5
15
3,50 67 5
15
3,75 61 5
15
4,00 53 5
15
4,25 5
15
4,50 51 5
15
5,00 43 5
15
5,50 41 5
15
6,00 37 5
15
6,50 5
15
920
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.52
т0, мм «0 Ъа, мм Ро, град
7,00 31 25 5
15
8,00 29 5
15
Нормализованные шеверы обеспечивают требуемую точность при обработке
колес с большим числом зубьев. При числе зубьев менее 40 профиль зуба шевера
следует скорректировать. Расчет дискового шевера выполняется в указанной
последовательности.
1. Угол наклона зубьев по делительной окружности
Po = Y±Pi,
где у — угол скрещивания осей шевера и нарезаемого колеса; pj — угол накло-
на зубьев колеса. Знак «+» берется при одноименном направлении зубьев ше-
вера и колеса, знак «-» — при разноименных.
Оптимальные значения угла скрещивания находятся в пределах 10...20°.
Лучшие результаты работы дают шеверы, имеющие у = 15°.
Для косозубых правозаходных колес обычно принимают левозаходный ше-
вер, для левозаходных и прямозубых колес — правозаходный. Для косозубых
колес можно проектировать прямозубые шеверы. Величина угла р0 не должна
быть больше 30° из-за трудностей при шлифовании боковых поверхностей зуба
шевера. Стандартные шеверы изготавливаются с углом наклона зубьев по дели-
тельной окружности ро = 5, 10,15°.
2. Число зубьев шевера
_ _(Ф.т«-3пгл)со8ро
го----------------->
7П„
где damax — наибольший допустимый диаметр шевера (выбирается по станку
согласно табл. 10.53).
Таблица 10.53
Паспортные данные некоторых зубошевинговальных станков
Модель Максимальный диаметр шевера domax, мм Параметры нарезаемых колес, мм
Диаметр Модуль Ширина
5702 280 36...320 1,5...6 100
5А714 240 До 320 До 6 100
5715 250 До 350 До 8 100
5А702 250 20...320 1...6 ПО
5А704В 280 50...500 1...8 125
5717 280 200...1250 2...10,5 800
10.8. Шеверы
921
Число z0 зубьев шевера не должно быть кратным или иметь общие множите-
ли с числом зубьев обрабатываемого колеса; по возможности z0 должно быть
простым числом.
3. Диаметр делительной окружности шевера
н - тпго .
cosp0
диаметр колеса и шестерни
Л _
°1(2)---л--•
СОЗ р1(2)
4. Торцовый профильный угол шевера, рассчитываемый с точностью до уг-
ловых секунд1,
, tga
tga, =—2—;
cosp0
. . tga
tga,, = tga,2—
колеса и шестерни
СОЗ Рц2)
5. Диаметр основного цилиндра шевера
cosot,;
колеса
= <4сОЗа(1;
шестерни
^62 ~^СОЗа,2*
6. Углы подъема на основном цилиндре шевера и колеса (рассчитываются
с точностью до угловых секунд)
созст0 =cosasinp0; cosCTj ^озазпфр
Определение параметров нового шевера
7. Нормальный угол зацепления на начальном цилиндре нового шевера
аш0 = a + Да,
где Да = 1° при а = 20°.
8. Углы наклона зубьев на начальном цилиндре нового шевера
• n COS (Уп
SinP„,o =----
cos аш0
и на начальном цилиндре колеса
einp^ =
CO8G]
coea„,0
1 Здесь и далее — до 8 знаков после запятой.
922
Глава 10. Проектирование инструментов для обработки зубчатых профилей
рассчитываются с точностью до угловых секунд.
9. Торцовый угол давления на начальном цилиндре шевера
~~ Л »
созр^о
на начальном цилиндре колеса
cospwl
10. Диаметр начального цилиндра шевера
d _ dbo
аи>0-----------------------------------------•
COS Oteu>Q
11. Диаметр начального цилиндра колеса
d - dbl
аиА---------------------------------------
cosaeU)1
12. Длина линии зацепления при шевинговании
£ _ >Ми4 '~| V^w0~^20
2sina! 2sina0
13. Наибольший радиус профиля зуба шевера с учетом перекрытия обработ-
кой активной части профиля колеса
Ротах = Ь—Ч---- 31ПО0>
Sin Oj J
где р! — радиус кривизны в точке начала активной части профиля колеса:
Р1=0,бМ -dh - I", I — длина активной линии зацепления сопряженных коле-
са и шестерни в передаче: I = 0,5 (jd2al -d^ + -dg2j-аш12 sina(1; аш12 = +
+ z2)/(2cosp1(2)) — межосевое расстояние; Ы — необходимое перекрытие об-
работкой активной части профиля зуба колеса при шевинговании: &1 =*
= 0,15m„/sina(1.
14. Диаметр окружности выступов шевера
&а0 = yl^bO + (2 Ро max)2 •
15. Радиальный зазор между шевером и обрабатываемым колесом
2Дг = dwl +dlllQ -da0-dfi.
Необходимо выдержать соотношение 2Дг > 0,2тп; в противном случае следует
уменьшить Да (см. п. 7 последовательности расчета) и вновь пересчитать.
16. Шаг по нормали на начальных цилиндрах шевера и колеса
_ nd^cosp!
21
10.8. Шеверы
923
17. Толщина зуба на начальном цилиндре колеса
«ил = du,i —+inva(1 -inva,B1 cosPp
^cospj )
18. Толщина зуба на начальном цилиндре шевера
Р Зц,^.
19. Высота головки зуба шевера
Ь __ daQ du>0
Проверка зуба на заострение
20. Торцовый угол давления на наружном диаметре
db0
cosaM0 =
d«o
(рассчитывается с точностью до угловых секунд).
21. Угол наклона зуба на наружном диаметре косозубого шевера
d0
(рассчитывается с точностью до угловых секунд).
22. Толщина зуба на вершине по нормали
8О0 = da0 - +inva,„о -inva,o0 cosPo0.
X^woCOSpyjQ J
Если для шевера с т > 2,5 мм толщина зуба зо0 < 1,8...2 мм, необходимо
уменьшить Да.
Определение параметров сточенного шевера
23. Угол зацепления по нормали на начальном цилиндре сточенного шевера
a„oicT = a - Да.
Дальнейший расчет ведется согласно пп. 8-22 последовательности расчета
с исходными данными для сточенного шевера вместо нового.
39. Наименьший радиус кривизны профиля зуба сточенного шевера
(Z + AZ)sina0
Poi min ст -poi max . *
31110!
Определение конструктивных элементов шевера
40. Диаметр окружности в точке начала зацепления сточенного шевера
^н.з = ijdbO +(2 Poi min ст ) •
41. Диаметр окружности ножек d/0 = dH„ - k, где k — удвоенная величина из-
менения высоты зуба шевера для обеспечения перекрытия высоты зуба колеса.
В случае т < 3 мм fe = 2 мм; при т = 3...5 мм Л£Змм;дляпг>5ммА£4мм.При
расчетах необходимо выдерживать d/0 £ dM; в случае невыполнения этого усло-
вия следует уменьшать Да или k.
924
Глава 10. Проектирование инструментов для обработки зубчатых профилей
42. Торцовый угол давления на ножке зуба
сова/0 = зг2-
«/О
(рассчитывается с точностью до угловых секунд).
43. Торцовая толщина ножки зуба
Sfto = d/o L Sui° о +inv atB,o -inv a/0 •
(ЛоСОВрн.о J
44. Ширина впадины зубьев по окружности ножек
^dt о
efto------SftO'
2о
Для модулей больше 2 мм необходимо выдерживать eftQ > 1,5...2 мм; в про-
тивном случае следует уменьшать Да.
45. Диаметр сверла для обработки отверстий в шевере для выхода гребенки,
образующей канавки на боковых сторонах зуба,
ф,в = е/<о + (2...3)мм.
46. Диаметр окружности центров отверстий
= dfQ — —CffQ.
47. Угол наклона осей просверленных отверстий
tgV=d/°tgPg,
do
48. Полная высота зуба шевера
Ло = O,5(do0 — df0).
49. Ширина шевера выбирается в соответствии с методом шевингования.
В зависимости от угла е разворота заготовки существуют три метода шевингова-
ния: параллельный метод — при е=0°, диагональный — при остром угле е, каса-
тельный — при е = 90°, т.е. продольная подача направлена перпендикулярно
к оси детали.
При параллельном методе шевингования ширина дискового шевера не зави-
сит от ширины обрабатываемого зубчатого колеса, поэтому узким шевером мож-
но обрабатывать колеса с венцом неограниченной ширины.
При диагональном методе шевингования линия зацепления непрерывно пе-
ремещается вдоль осей колеса и шевера, что обеспечивает более равномерный
износ зубьев шевера, способствуя тем самым повышению стойкости инстру-
мента.
Шеверы для касательного, или, иначе, тангенциального, шевингования
в связи с отсутствием смещения заготовки по оси должны выполняться по ши-
рине несколько большими, чем ширина обрабатываемого колеса, чтобы обеспечить
полное перекрытие зубчатого венца заготовки. Поэтому область их применения
ограничена шириной обрабатываемых колес. По технологическим соображениям
максимальная ширина дисковых шеверов — 40 мм.
10.8. Шеверы
925
При параллельном методе принимается ширина шевера Ьо = 18 мм при
dQ = 85 мм; Ьо= 20 мм при dQ = 180 мм; Ьо = 25 мм при do = 250 мм.
Для диагонального метода
_ bjsiny
° sin(e+y)’
где bj — ширина зубчатого венца обрабатываемого колеса; у — угол скрещи-
вания осей шевера и колеса; е — угол между осью колеса и движением подачи
(рис. 10.41).
Рис. 10.41. Схемы шевингования:
а — параллельного; б — диагонального; в — касательного;
1,2 — начальное и конечное положения заготовки; L — длина рабочего хода
При касательном шевинговании Во = Bjtgy.
Наименьшая ширина шевера при диагональном и касательном шевингова-
нии должна быть Ьо = Ьо + ДЬ + (2...3) мм; ДЬ _^о cosa, siny.
50. Выбор диаметра посадочного отверстия. Диаметр посадочного отверстия
шевера принимается в соответствии с диаметром шпинделя зубошевинговаль-
ного станка (31,75 или 63,5 мм).
51. Форма и размеры канавок. Шеверы для обработки зубчатых колес с мо-
дулем менее 2 мм имеют сквозные стружечные канавки (рис. 10.42), размеры
которых приведены в табл. 10.54.
Рис. /0.42. Профиль сквозных стружечных канавок шеверов
926
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.54
Размеры сквозных стружечных канавок, мм (ГОСТ 8570—80Е*)
7П0 1 а t И
Номинальный делительный диаметр 85 мм
1,00 3,0 1,6 2,1 6
1,125; 1,25 4,5 1,3 2,7 5
1,375; 1,50 5,0
Номинальный делительный диаметр 180 мм
1,25 4,5 3,0 3,0 5
1,375 4,8
1.5 5,0
1,75 5,6
Шеверы для обработки зубчатых колес с модулем тп = 2...8 мм снабжаются
канавками прямоугольной или трапецеидальной формы, прорезанными на ка-
ждой стороне зуба. Канавки располагаются в плоскостях, перпендикулярных
к оси или линии зуба (рис. 10.43). Рекомендуемые размеры канавок приведены
в табл. 10.55.
Исполнение 1 Исполнение 2
Рис. 10.43. Формы стружечных канавок шеверов 2-го типа
10.8. Шеверы
927
Таблица 10.55
Размеры стружечных канавок шеверов второго типа, мм (ГОСТ 8570-80Е*)
Модуль т0 Исполнение 1 Исполнение 2 Исполнение 3
Номинальный делительный диаметр
180; 250 180 250 180; 250 180 250 180 250
1 И 1 t S И И
не более
2...2,75 0,6 10 12 0,6 2,2 1,1 7 9 9 И
3 0,8 0,8
3...5 1,0 1,0
5...8 1,0 9 11 1,0 2,4 1,2 7 8
Для уменьшения зоны контакта между зубьями шевера и обрабатываемого
колеса и увеличения контактного давления на боковых поверхностях зуба шевера
рекомендуется выполнять две группы равномерно расположенных пересекаю-
щихся канавок (рис. 10.44). Они протягиваются от вершины зуба шевера до впади-
ны и образуют ромбические выступы. Ширина, глубина, направление и взаимное
расположение канавок для размещения стружки определяются в соответствии
со схемой резания при шевинговании.
Рис. /0.44. Пересекающиеся стружечные
канавки шевера
Площадь контакта боковых поверхностей зубьев описываемого шевера и об-
рабатываемого колеса значительно меньше, чем у шевера, канавки которого ле-
жат в плоскостях, перпендикулярных к оси шевера, а контактное давление
и глубина врезания режущих кромок зубьев больше. Вследствие этого уменьша-
ется трение режущих кромок о поверхности зубьев обрабатываемого колеса, что
снижает износ и повышает стойкость шевера. Такие шеверы меньше подверга-
ются влиянию возникающих вибраций, что особенно важно при обработке зака-
ленных зубчатых колес.
У шевера для отделки зубчатых венцов твердостью НВ > 500 срезают боко-
вую поверхность зубьев по длине между двумя крайними направляющими лен-
точками и по середине зуба закрепляют тонкую режущую вставку из твердого
928
Глава 10. Проектирование инструментов для обработки зубчатых профилей
сплава или керамики (рис. 10.45). На наружной поверхности вставка образует
уступ высотой а = 0,2...0,3 мм и шириной b = 0,3... 1,5 мм, которым снимается
припуск с поверхности зубьев обрабатываемого зубчатого венца.
Рис. 10.45. Зуб шевера для отделки закаленных зубчатых венцов
На опорной поверхности цилиндрического шевера наносят маркировку, позво-
ляющую обеспечивать правильную его установку на станке и условия эксплуа-
тации:
• товарный знак изготовителя;
• нормальный модуль;
• угол профиля;
• номинальный делительный диаметр;
• угол наклона винтовой линии зубьев;
• направление винтовой линии зубьев (в случае левого направления);
• класс точности;
• марку стали.
Требования к шероховатости поверхностей цилиндрических шеверов приве-
дены в табл. 10.56.
Таблица 10.56
Параметры шероховатости поверхностей дисковых шеверов, мкм
(ГОСТ 8570-80Е*)
Поверхности Классы точности шевера
АА А В
Боковые поверхности зубьев Яг 1,6
Опорная торцовая поверхность Ла 0,40
Посадочное отверстие Ла 0,25 Ла 0,32
Наружная (по цилиндру) Ла 0,63 Ла 1,25
Остальные Ла 2,5
Допуски и предельные отклонения параметров чистовых долбяков приведе-
ны в табл. 10.57.
10.8. Шеверы
929
Таблица 10.57
Допуски и предельные отклонения параметров дисковых шеверов
(ГОСТ 8570-80Е*)
Параметр Обозна- чение Класс ТОЧНОСТИ Модуль, мм
1,0....3,55 Свыше 3,55
Отклонение диаметра посадочного отвер- стия fa АА +5
A +5
В +8
Отклонение от перпендикулярности торцо- вой поверхности и поверхности посадочно- го отверстия f^v АА 5
А 7
В 8
Отклонение от параллельности торцовых поверхностей К АА 5
А 8
В 10
Отклонение диаметра окружности вершин зубьев fЙО А ±200
В ±400
С
Погрешность направления зуба А ±6 ±8
В ±9
С ±11
Отклонение от эквидистантности направ- лений сторон одного зуба •fpo А 6 8
В 9
С —
Погрешность профиля зуба fio А 3 4
В 4 6
С 6 8
Отклонение высоты головки зуба fhaO А ±12 ±20
В ±15 ±25
С
Разность окружных шагов fvptO А 3
В 3
С 5
Накопленная погрешность окружного шага ^0 А 8 10
В 12
С 16
Радиальное биение зубчатого венца отно- сительно оси отверстия А 6 8
В 10
С 18
930
Глава 10. Проектирование инструментов для обработки зубчатых профилей
10.8.2. Шеверы для обработки зубчатых колес
внутреннего зацепления
При взаимодействии с колесом внешнего зацепления дисковый шевер обра-
зует винтовую эвольвентную передачу. При этом сопряженные зубья будут иметь
правильное зацепление с точечным контактом (рис. 10.46, а). При использова-
нии специальных кромочных шеверов возможен линейный контакт зубьев, но
форма зубьев шевера в этом случае отличается от формы зубьев эвольвентного
зубчатого колеса (рис. 10.46, б). Дисковый шевер, применяемый для обработки
колес внешнего зацепления, не может быть использован для колес внутреннего
зацепления, поскольку внутреннее винтовое эвольвентное зацепление невоз-
можно и соприкосновение зубьев шевера и колеса будет иметь неправильный
кромочный характер (рис. 10.46, в). Для получение эвольвентного профиля зуба
колеса внутреннего зацепления зубья шевера должны иметь форму, отличаю-
щуюся от эвольвентной. Это отличие возрастает при увеличении угла скрещива-
ния осей и разности между числами зубьев колеса и шевера. Зубья внутреннего
шевера должны быть бочкообразными (рис. 10. 46, г, д).
Рис. 10.46. Соприкосновение зубьев шевера и колеса в продольном сечении:
а — точечный контакт зубьев дискового шевера и колеса внешнего зацепления; б — линей-
ный контакт зубьев огибающего шевера и колеса внешнего зацепления; в — кромочный
контакт зубьев дискового шевера и колеса внутреннего зацепления; г — линейный контакт
зубьев специального шевера и колеса внутреннего зацепления; д — точечный контакт зубьев
шевера и колеса внутреннего зацепления
Последовательность расчета шевера для колес внутреннего зацепления ука-
зана ниже.
1. Угол наклона зубьев по делительной окружности
Ро = Р1-У>
где р! — угол наклона зубьев нарезаемого колеса; у — угол скрещивания осей
шевера и колеса.
Оптимальные значения угла скрещивания находятся в пределах 7... 15°,
наименьший возможный угол у= 5°.
10.8. Шеверы
931
2. Максимальное число зубьев шевера zOmax < zx - 12. Обычно z0 =—z и не
3
должно быть кратным или иметь общие множители с числом зубьев обрабаты-
ваемого колеса; по возможности г0 должно быть простым числом.
3. Диаметр делительной окружности шевера
. _ ^0
а°---а~ ’
созро
колеса и шестерни
°1(2)---„ •
COSP1(2)
4. Торцовый профильный угол шевера, рассчитываемый с точностью до уг-
ловых секунд1,
, tga
tga( = —=—,
cosp0
колеса и шестерни
cos
, 4. tga
tga., = tga.,—Л—
5. Диаметр основного цилиндра шевера
= cos а^,
колеса
— Сасова,!,
шестерни
d(,2 = <^2 COS a(2.
6. Углы подъема на основном цилиндре шевера и колеса (рассчитываются
с точностью до угловых секунд)
созсто =cosasinp0; cosCTi = cosasinPi.
Определение параметров нового шевера
7. Нормальный угол зацепления на начальном цилиндре нового шевера
аш0 = а - Да, где Да = 1° при а = 20°.
8. Углы наклона зубьев на начальном цилиндре нового шевера
cos аш0
и на начальном цилиндре колеса
. „ cos G,
sinpwl=----------------------------------
COS
рассчитываются с точностью до угловых секунд.
1 Здесь и далее — до 8 пипкой после оапятой.
932
Глава 10. Проектирование инструментов для обработки зубчатых профилей
9. Торцовый угол давления на начальном цилиндре шевера
tea - tgtX|*
a«u>0------о ’
cosP^o
на начальном цилиндре колеса
СОВРц,!
10. Диаметр начального цилиндра шевера
j _ dbo
аи>о-----------------------------------»
сова„ш0
колеса
J _ Ф>1
аш1 -
сов а,,,!
11. Новый угол скрещивания Yi = Pi - Ро-
in m.fZi-Zo) mn(z1-z2')
12. Межосевые расстояния awl0 = —awl2 = —— —
2cospi(2) 2cospi(2)
13. Длина активной линии зацепления при шевинговании
I = ^-dl2-Jd2A-d^+g. n а(.
2
14. Наибольший радиус кривизны зуба колеса
_У^а1-^М I
Pl max ~
15. Разность радиусов кривизны профиля зуба колеса на окружности начала
активной части и начальной окружности
2Ap = 2plmax-dwlsina(.
16. Наибольший радиус кривизны профиля зуба шевера
_ , . 2(Ap+AZ)sinCT0
2 Ро max = ^0 81П (Х(0 + Г . -~.
В1П СТ!
17. Необходимое перекрытие обработкой активной части профиля колеса
0,15m
AZ =------.
sin а
18. Наружный диаметр шевера
dao = y/dfo +(2 Ротах)2 •
19. Радиальный зазор между головкой зуба шевера и окружностью впадин
колеса
2Ar-dfl -da0 -2awio.
10.8. Шеверы
933
Должно быть выдержано соотношение Дг > 0,1тп, в противном случае следует
уменьшать Да.
Определение размеров зуба в среднем сечении шевера
20. Ширина впадины зубьев колеса на начальном цилиндре в торцовом се-
чении
, ( п s,
е(1 = cG-, - -- +inv а(1 -inv аги!1
OjCOSPj
21. Толщина зуба шевера на начальном цилиндре в торцовом сечении
_ doz^n
**8Ц>0 t *
dizo
22. Толщина зуба шевера по нормали
Sn0 — s8u,0COSPu>0-
23. Высота головки зуба шевера
h _ da0 —d0
“° 2 '
Проверка зуба шевера на заострение
24. Торцовый угол давления на головке зуба
cosa,o0=^.
<*a0
25. Угол наклона зубьев на наружном диаметре шевера
d0
26. Толщина зуба шевера на вершине по нормали
s„o = <*„о I, S“'°n + inva^o -invа,д0 cospo0.
V“ie0cosPu>0 J
Должно быть выдержано соотношение зо0> 0,5 мм для модулей менее 1,5 мм;
зо0 > 0,8 мм для модулей до 2,5 мм; sa0 >1,2 мм для модулей до 3,5 мм. В против-
ном случае необходимо уменьшать Да.
Определение толщины зуба в крайнем торцовом сечении
27. Угол между полюсной линией и осью колеса
28. Угол между полюсной линией и осью шевера
Eo = Ei-Yi-
934
Глава 10. Проектирование инструментов для обработки зубчатых профилей
29. Ширина шевера при параллельном методе шевингования b0 = 15... 20 мм;
при шевинговании без продольной подачи при линейном контакте зубьев с ко-
лесом
, _ cos е0
о0---------.
COSEj
30. Диаметр полюсной окружности шевера в крайнем торцовом сечении
<4o=V<4>o+(MgEo)2-
31. Диаметр полюсной окружности колеса в крайнем торцовом сечении
J’ 7L :
j2 , | &osinei |
ак>1 + •
cose0 J
32. Угол давления на полюсной окружности нарезаемого колеса
d™
cosaB(i = -21-.
<4i
33. Ширина впадины зубьев колеса на полюсной окружности
, (л S, . .
епЯ = dm---—+mv ап -inv aB(1 .
^Zj til COS Pl J
34. Толщина зуба шевера на полюсной окружности в торцовом сечении
Sni0 —
<4ozieBa .
<4120
Определение бочкообразности зуба шевера
35. Угол давления профиля зуба шевера на полюсной окружности
Ф,о
cos an(0 = —2s-.
<4о
36. Толщина зуба шевера на полюсной окружности в среднем сечении
suo =daopp+invaSB,0-inva(s0 .
I d0 J
37. Бочкообразность зуба шевера, имеющего линейный контакт зубьев с ко
лесом,
д _ 8п0 8п10
2 ’
а зуба шевера, имеющего точечный контакт зубьев с колесом,
Дт = (1,5...2,0)Д.
L
10.8. Шеверы 935
Определение параметров сточенного шевера
38. Нормальный угол зацепления на начальном цилиндре сточенного шеве-
ра a^oj ст = а + Да, где Да = 1° при а = 20°.
Дальнейший расчет ведется согласно пп. 8-37 последовательности расчета
с исходными данными для сточенного шевера вместо нового. Бочкообразность
зубьев сточенного шевера можно принять равной бочкообразности зубьев нового
шевера.
39. Наименьший радиус кривизны профиля зуба сточенного шевера в торце
2(Z +AQ sina0
" POI min ст " POI max . •
SinOj
40. Диаметр начала активной части профиля зубьев шевера
^н.а = + (2 Poi min ст )2 •
41. Диаметр окружности ножек 3 - k, где k — удвоенная величина из-
менения высоты зуба шевера для обеспечения перекрытия высоты зуба колеса.
В случае т < 3 мм й = 2 мм; при т = 3...5 мм А = 3 мм; длят> 5 мм А = 4мм.При
расчетах необходимо выдерживать df0 d^; в случае невыполнения этого усло-
вия следует уменьшать Да или k.
42. Торцовый угол давления на ножке зуба
cos а/0 = ^2
“/о
рассчитывается с точностью до угловых секунд.
43. Торцовая толщина ножки зуба
Sfto = dfо Sw°o + inv a^o - inv a,о .
\ОшоСО8рш0 J
44. Ширина впадины зубьев по окружности ножек
iidtQ
eftO-----SftO-
го
45. Диаметр отверстий в шевере для выхода гребенки, образующей канавки
на боковых сторонах зуба,
<*сВ = еЛ0 + (1,5...2,5) мм.
46. Диаметр окружности центров отверстий
du =dfo-^d2ca-ejto.
47. Угол наклона осей просверленных отверстий
tg<|/ = .d^8p.0-,
d0
936
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.47. Шевер для обработки колес внутреннего зацепления
48. Полная высота зуба шевера
Ло = O,5(do0 — dfo).
Некоторые параметры шевера для обработки колес внутреннего зацепления
показаны на рис. 10.47. Размеры канавок на боковых сторонах зубьев принима-
ются по аналогии с шеверами наружного зацепления (см. 10.8.1).
10.8.3. Шеверы для обработки червячных колес
Червячные шеверы используются при изготовлении червячных колес высо-
кой точности. По конструкции они представляют собой червячную фрезу с мел-
кими зубьями (рис. 10.48). Поскольку влияния затылования, которое вносит
дополнительные искажения в профиль фрезы, в червячном шевере можно избе-
жать, то последний является точной копией червяка и может обработать впади-
ну червячного колеса с необходимой точностью. Канавки для стружки, которые
образуют режущие кромки червячного шевера на боковых профилях винтов, де-
лают обычно небольшими. Направлением канавок можно регулировать характер
образования стружки, а следовательно, и шероховатость обрабатываемого колеса.
Червячный шевер может иметь профиль архимедова червяка, эвольвентного
червяка или прямолинейный профиль в нормальном сечении. Эту возможность
10.8. Шеверы
937
L
Рис. 10.48. Червячный шевер
изготовить червячный шевер для любого типа червяка используют в машино-
строении, и в точных червячных парах рекомендуется окончательную обработ-
ку колеса производить червячным шевером. Профиль зуба червячного шевера
шлифуют в зависимости от типа червяка на различных шлифовальных станках
для производства червяков.
Исходными данными для расчета червячного шевера являются параметры
червяка:
• модуль осевой тп;
• профильный угол ач;
• диаметр делительной окружности с?ч;
• диаметр окружности выступов с?оч;
• диаметр окружности впадин с?/ч;
• число заходов пч;
• шаг осевой рхч;
• ход njr,;
• направление винтовой линии нарезки;
• угол подъема винтовой линии нарезки на делительном цилиндре уч;
• длина нарезанной части L4;
• тип червяка (архимедов, эвольвентный и т.д.);
• радиальный зазор в передаче с;
• допускаемое направление ввода червяка при сборке передачи (радиальное,
тангенциальное).
Расчет выполняется в указанной последовательности.
1. Выбор конструкции шевера в зависимости от направления подъема линии
нарезки. Как уже отмечалось, червячный шевер в этом смысле идентичен червяку
пары.
938
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Расчет конструктивных параметров шевера
2. Наружный диаметр daQ = da4 + 2с.
3. Внутренний диаметр df0 = df4.
4. Делительный диаметр d0 = d4.
5. Число заходов п0 = пч.
6. Направление нагрузки — аналогично червяку пары.
7. Угол подъема винтовой линии нарезки на делительном диаметре у0 = уч.
8. Осевой шаг р0 = рч; осевой ход Пор0.
9. Высота головки зуба шевера haQ = O,5(do0 - d0).
10. Высота ножки зуба шевера Л/о = 0,5(do - d/0);
11. Полная высота зуба Ло = ha0 + hf0.
12. Толщина зуба по делительной окружности в осевом сечении з0 = лтп/2,
в нормальном сечении зл0 = лтпсозу0/2.
13. Радиус закругления головки зуба = с.
14. Размеры канавки по дну впадины между зубьями шевера: глубина
Лк = 1.5...2 мм, радиус гк = 0,5Лк, ширинаВ принимается по конструктивным со-
ображениям.
15. Углы профиля в осевом сечении для архимедова червяка апр = алев = ач.
Определение количества и размеров стружечных канавок на
шевере
16. Глубина стружечных канавок по цилиндру и боковым сторонам витка
(см. рис. 10.48) h = 1,5...2,0 мм.
17. Угол угловой фрезы для прорезания стружечных канавок по наружному
цилиндру е = 75... 80°.
18. Ширина ленточек зубьев/= 0,3...0,5 мм.
19. Окружной шаг зубьев по наружному диаметру to = 8...12 мм, по внутрен-
нему tOM = 4...6 мм в зависимости от модуля.
20. Число зубьев по окружности г *= nda/t0, обычно округляется до четного
числа, являющегося множителем 360°.
21. Угол наклона режущих кромок на боковых сторонах витков обычно £=7°.
22. Углы наклона передних граней зубьев на боковых сторонах профиля от-
носительно оси шевера X = у0-
23. Угол между передней и задней поверхностями двух соседних зубьев по
боковой стороне витка \|/= 75...80°.
24. Радиус перехода спинки зуба к ленточке на боковых сторонах г=4... 6 мм.
Более точно \|/ и г можно определить прочерчиванием профиля в большом мас-
штабе с учетом углов X (рис. 10.48).
Эффективным методом совершенствования конструкций червячных шеве-
ров является оптимизация геометрии передней поверхности стружечных канавок
инструмента и величин передних углов у режущих кромок. Для уменьшения
трудоемкости образования оптимальных углов у может быть использован ше-
вер, на боковых поверхностях зубьев или витков которого канавки просверлены
до выполнения операции витков (рис. 10.49). Канавки ограничены одной или
несколькими цилиндрическими либо коническими поверхностями, оси кото-
рых параллельны боковой поверхности витка, а угол у наклона образующей от-
носительно оси отверстия составляет 0...50. Передний угол у может быть любой
10.8. Шеверы 939
величины в диапазоне -10...+15°. Боковые поверхности витков на участках ме-
жду канавками могут иметь поднутрения для образования задних углов а в диа-
пазоне от 0° до 5°. Стружечные канавки могут иметь комбинированную форму в
виде двух пересекающихся цилиндров, радиусы которых Я и г. Аналогичный
подход может быть использован для совершенствования стружечных канавок
дисковых шеверов.
Рис. 10.49. Червячный шевер с оптимальными передними углами режущих кромок
Определение конструктивного исполнения шевера и его
длины
25. На первом этапе принимают, что шевер насадной, диаметр посадочно-
го отверстия выбирают по табл. 10.25 аналогично п. 22 в 10.5.4 (согласно
ГОСТ 9472-90).
26. Выполняют проверочный расчет на прочность. Применение насадного
шевера с осевым шпоночным пазом возможно, если выдерживается соотно-
шение
do0/2-Ao0-(C1-0,5d)>0,3d,
а с торцовым пазом — если выдерживается соотношение
do0/2-fto0-0,5dB >0,3d,
где Cj — размер по шпоночному пазу согласно ГОСТ 9472-90; d — диаметр по-
садочного отверстия; dB — диаметр выточки в отверстии. Если данное условие
не выполняется, то шевер должен быть хвостовым.
27. Длина нарезанной части хвостового шевера или длина насадного шевера
Zp = Z4 + l,5p0.
28. Общая длина хвостового шевера
L я Zp + Zj +
с последующим округлением. Значения длин хвостовиков 1г и Z2 принимаются
согласно рис. 10.27 (см. 10.4.5).
940 Глава 10. Проектирование инструментов для обработки зубчатых профилей
В случае использования насадного шевера значения и 12 необходимы для
расчета длины оправки.
На шейке шевера следует маркировать:
• товарный знак изготовителя;
• модуль;
• угол профиля;
• делительный диаметр;
• букву Л (для левозаходних шеверов);
• марку стали.
Шероховатость переднего и заднего хвостовиков принимается равной
Ra 0,63 мкм, ленточек по боковым сторонам и наружному диаметру —
Ra 0,32 мкм, передних поверхностей — Ra 1,25 мкм. Допуски и предельные от-
клонения профиля можно принимать такие же, как для фрез класса точности А
для обработки червячных колес (см. табл. 10.27).
Инструменты для обработки зубьев конических
зубчатых колес
10.9.1. Параметры конических зубчатых колес
и их зацепления
Конические колеса с прямыми зубьями. К базовым параметрам конических
колес с прямыми зубьями относятся: число зубьев г, внешний окружной модуль
те, межосевой угол Z и параметры внешнего торцового номинального исходного
контура, а именно: угол профиля а, коэффициент высоты головки зуба h*, коэф-
фициент радиального зазора с и коэффициент радиуса кривизны переходной
кривой в граничной точке профиля зуба pj. В конической зубчатой паре индекс 1
относится к малому колесу, индекс 2 — к большому.
Параметры внешнего торцового исходного контура конических колес с пря-
мыми зубьями по ГОСТ 13754-81 следующие: h* = 1,0; h*t = 1,2; р, = 0,3; с* = 0,2.
Согласно ГОСТ 19624-74 основные геометрические параметры конического
прямозубого колеса (рис. 10.50) рассчитываются следующим образом:
число зубьев плоского колеса
2С = —— 7«12 +2f +2Z!22COsE;
sinE
при Е = 90° zc = Jzf + zf;
внешнее конусное расстояние Re = 0,5mezc‘,
ширина b зубчатого венца задается чертежом или принимается согласно за-
висимости Ъ £ 0,371, или Ъ £ Ютп, с округлением до целого числа;
среднее конусное расстояние R = R, - 0,5b;
10.9. Инструменты для обработки зубьев конических зубчатых колес
941
Рис. 10.50. Основные обозначения конической зубчатой передачи
R
средний окружной модуль т = те —;
Re
средний делительный диаметр d = mz;
Re -b
внутренний окружной модуль mt = те — ;
Re
угол делительного конуса
tg§1= zsin£ 52 = 1-5!;
z^jz^ +cosX
при Z - 90°
tg51 = z1/z2; 52=90°-51;
при 2 * 90°углы 5! и 52 рассчитываются с точностью до 2" и равны 5...85°;
передаточное число и = Za/^;
коэффициент смещения шестерни xf и коэффициент изменения расчетной
толщины зуба шестерни хт1 зависят от передаточного отношения и и числа зубь-
ев (табл. 10.58). При и> 2,5 хт1 = 0,003 + 0,08(и- 2,5), хт2 = -хт1;
внешняя высота головки зуба
haei = (h* + xf)?ne; hat2 = 2h*m„ -Л„е1;
внешняя высота ножки зуба
hf,i = hu2 +с*т,; ht,2 = hM1 +c*mt;
внешняя высота зуба
Л, = ha, + hf,',
942
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.58
Коэффициенты смещения шестерни
21 и
1,0 1,12 1,25 1,4 1,6 1,8 2,0 2,5 3,15 4,0 5,6 Выше 6,3
12 — — — — — — — 0,50 0,53 0,56 0,57 0,58
13 — — — — — — 0,44 0,48 0,52 0,54 0,55 0,56
14 — — — 0,27 0,34 0,38 0,42 0,47 0,50 0,52 0,53 0,54
15 — — 0,18 0,25 0,31 0,36 0,40 0,45 0,48 0,50 0,51 0,52
16 — 0,10 0,17 0,24 0,30 0,35 0,38 0,43 0,46 0,48 0,49 0,50
18 0 0,09 0,15 0,22 0,28 0,33 0,36 0,40 0,43 0,45 0,46 0,47
20 0 0,08 0,14 0,20 0,26 0,30 0,34 0,37 0,40 0,42 0,43 0,44
25 0 0,07 0,13 0,18 0,23 0,26 0,29 0,33 0,36 0,38 0,39 0,40
30 0 0,06 0,11 0,15 0,19 0,22 0,25 0,28 0,31 0,33 0,34 0,35
40 0 0,05 0,09 0,12 0,15 0,18 0,20 0,22 0,24 0,26 0,27 0,28
внешняя окружная толщина зуба
8г1 = (0,5л+2xf tg а+хт1) те; se2 = т, - sel;
угол ножки зуба tg0z = h1e/Re\
угол головки зуба 0ai = 0Z2; 0О2 = 6/1»
угол конуса вершин 5а = 5 + 0а;
угол конуса впадин 5Z = 5 - 0Z;
внешний делительный диаметр de = mez;
внешний диаметр вершин зубьев dae =de+ 2hM cos 5;
расстояние от вершины до плоскости внешней окружности вершин зубьев
В = Re cos 5 - hM sin 5.
Значение cos5 принимается с точностью 0,000001. При Z = 90°
Д = 0,5de2 - Лае1 sin5f,
£s = 0,5dei-ftee2sin82.
Конические колеса с круговым зубом. К базовым параметрам конических
колес с круговыми зубьями относятся: число зубьев г, внешний окружной мо-
дуль mte или средний нормальный модуль т„, средний угол наклона зуба Р„,
направление линии зуба (правое или левое), межосевой угол Е и параметры сред-
него нормального номинального исходного контура, а именно: угол профиля а„,
коэффициент высоты головки зуба Л*, коэффициент радиального зазора с* и ко-
эффициент радиуса кривизны переходной кривой в граничной точке профиля
sy6apz. В конической зубчатой паре индекс 1 относится к малому колесу, индекс
2 — к большому.
10.9. Инструменты для обработки зубьев конических зубчатых колес
943
Параметры среднего нормального исходного контура конических колес с кру-
говыми зубьями по ГОСТ 16202-81 следующие: h* =1,00; =1,25; =0,25;
с* =0,25.
Согласно ГОСТ 19326-73 основные геометрические параметры конического
колеса с круговыми зубьями рассчитываются следующим образом:
число зубьев плоского колеса
2С = ——V2! +z2 +2Z122COsZ;
sinZ
при Z = 90° zc = yjzf + z2;
внешнее конусное расстояние
‘ 2 ’
среднее конусное расстояние
R = - ; r = 0,42mteze;
2cosp„
угол делительного конуса
=----------; 82 = 1-8,;
Za/z, +cosZ
при Z = 90°
tgS^z,^; 82=90°-8i;
при Z * 90° углы 3, и 32 рассчитываются с точностью до 2" и равны 5... 85°;
ширина b зубчатого венца задается чертежом или принимается согласно ре-
комендациям ГОСТ 19326-73;
передаточное отношение и = ^/г,;
коэффициент смещения у шестерни х\ и коэффициент изменения расчетной
толщины зуба шестерни хт1 принимаются по ГОСТ 19326-73 в зависимости от z,
и и для различных диапазонов Р„;
расстояние от внешнего торца до расчетного сечения le = 0,5b;
высота ножки зуба в расчетном сечении
Л/1 = (Л* +с‘ - хп1)тя + 8hf;
Л/г — (Лд +с* +xnl)m„ + ?>hf,
где 5ht — поправка, принимаемая по ГОСТ 19326-73 для случая двусторонней
обработки колес и только, если хт1 = 0;
нормальная толщина зуба в расчетном сечении
8Я1 = (0,5л + 2х^ tga„ + хл)т„; «,а = пт„ - ая1;
944 Глава 10. Проектирование инструментов для обработки зубчатых профилей
сумма углов ножек зубьев шестерни и колеса 0^ зависит от осевой формы зуба1:
ФормаI Форма II Форма Ш
При В # 0 0д = — (в минутах), sinp„ v 10 800tg р„ Л 2Rsinp„') где К = 1 tn ; значение К должно на- zctg а„ 1 d ) ходиться в пределах 0...500 и при тп > 2 мм округляется кратно 20. Если К находится вне указанного диапазона, принимается форма зуба I или III 0
угол ножки зуба Qf зависит от осевой формы зуба:
ФормаI Форма II Форма III
Ж* <1* II II а? =6/sfo,6 — x„itg<xn J; 6/2 = 6/1 ~ 6/1 > углы 0/2, 0/i и 0/i — в минутах 'll о
угол головки зуба зависит от осевой формы зуба:
ФормаI Форма II Форма III
<3> о® & ° II II ф 6а1 ~ Лч,10/2> 0о2 = 1^а20Д > коэффициенты Ка1 и Каг принимаются по ГОСТ 19326-73 О II
уменьшение высоты головки зуба в расчетном сечении 5Ла зависит от осевой
формы зуба:
ФормаI Форма II Форма III
8Ло = 0 8Л01 =(8-Z.)(tg0/2-tgOal); =(8-Ze)(tg0n -tg0o2) 8Ло = 0
высота головки зуба в расчетном сечении
Л«1 = (Л« + хп1)тп - 5Ла1; = (h* - - ЗЛ^;
внешняя высота головки зуба hae зависит от осевой формы зуба:
ФормаI Форма II Форма III
— htK = ha + AhIK ^ае
внешняя высота ножки зуба hfe зависит от осевой формы зуба:
Форма I Форма II Форма III
— Л/е = Л/+ДА/г Л/« = hf
внешняя высота зуба ht = hae + hfe;
1 Форма I — пропорционально понижающаяся; форма II — понижающаяся; форма III —
равновысокая (выбираются в соответствии с ГОСТ 19826-78).
10.9. Инструменты для обработки зубьев конических зубчатых колес
945
угол конуса вершин зависит от осевой формы зуба:
Форма I Форма II Форма III
— 5в=5+0в 5„ = 5
угол конуса впадин зависит от осевой формы зуба:
Форма I Форма II Форма III
— .©о II OQ 1 Ф 5, = 5
__ м о 1 '' •'п &
средний делительный диаметр а = —-—;
cosp„
внешний делительный диаметр de = mtez;
внешний диаметр вершин зубьев dae = de +2Лоесоа5;
расстояние от вершины до плоскости внешней окружности вершин зубьев
В = R„ cos 5 - hae sin 5.
Значение cos5 принимается с точностью 0,000001. При X = 90°
В, = 0,5de2 - Лое1 sinSj, Bz = 0,5del -Лое2sinS2.
10.9.2. Зубострогальные резцы
Зубострогальные резцы применяют для чернового и чистового нарезания
прямозубых конических колес на зубострогальных станках. Обработка произво-
дится методом прерывистого обкатывания, в процессе которого воспроизводится
беззазорное зацепление плосковершинного производящего колеса и заготовки,
периодически прерываемое для осуществления поворота заготовки на один зуб.
Боковые поверхности зубьев формируются как огибающие семейства поверхно-
стей резания, воспроизводимых режущими кромками двух резцов, попеременно
совершающих возвратно-поступательные движения. Траектория этих движе-
ний проходит через вершину конуса заготовки и пересекает ось производящего
колеса.
Стандартные чистовые резцы (ГОСТ 5392-80Е*) изготавливаются четырех
типов (рис. 10.51, табл. 10.58):
1 — длиной 40 мм в двух исполнениях (1 — с опорной плоскостью под углом 5
= 73°, 2 — под углом 5 = 70°);
2 — длиной 75 мм, 5 = 73°;
3 — длиной 100 мм, 5 = 73°;
4 — длиной 125 мм, 5 = 75° в двух исполнениях (1 — с модулями 3...12 мм,
2 — с модулями 12...20 мм).
Каждый тип и каждое исполнение резца предназначены для использования
на определенном зубострогальном станке. Замена резцов, как правило, невоз-
можна. Резцы типа 1 (исполнение 2) предназначены для работы на станках в од-
ной впадине между двумя зубьями. Все другие резцы применяют для нарезания
соседних полувпадин вокруг одного зуба.
946
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.51. Зубострогальные резца (окончание см на с. 947):
а — тип 1; б — тип 2; в — тип 3
10.9. Инструменты для обработки зубьев конических зубчатых колес
947
Рис. 10.51. Окончание (начало см. на с. 946):
г — тип 4
Резцы выполняются в виде призматического тела без затылования по задней
поверхности. Задние углы на вершине и боковой режущей кромке образуются
при установке резца в резцедержателе станка под углом 12° к направлению его
движения для получения необходимых задних углов на вершине и боковых сто-
ронах.
Исходными данными для расчета резцов являются модуль колеса те, отно-
сящийся к большему основанию делительного конуса, угол профиля щ, ширина
впадины между зубьями колеса на малом торце eZmin и на большом торце е/тлх, мо-
дель зубострогального станка.
Ширина за0 площадки при вершине зуба резца должна быть такой, чтобы ре-
зец проходил во впадине между зубьями колеса на его малом торце, и быть боль-
ше половины ширины впадины на большем торце, т.е. eZmin > sa0 > (eZmax/2). Этому
удовлетворяет условие sa0 « 0,4т при Оо = 20° и sa0 « 0,5т при Оо =15°. При выпол-
нении этого условия и равенстве углов профиля один комплект резцов может на-
резать колеса с широким диапазоном модулей.
Наибольший допустимый радиус закругления вершины резца на рабочей
стороне профиля г(1И mc‘/(l - einOo), где с* — коэффициент радиального зазора
а паре по ГОСТ 13754 81; нд нерабочей стороне профиля г„Л = (0,2...0,Э)гаЯ.
948
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Высота Ло режущей кромки резца по рабочей стороне профиля равна Зте при
малых модулях и 2,5те при больших модулях.
Высота опорной плоскости резца Н^Н - h0, где Н — высота резца, завися-
щая от его типа (табл. 10.59).
Таблица 10.59
Основные размеры зубострогальных резцов, мм (ГОСТ 5392-80Е)
т В h Н
Tunl
1,000 11,09/12,46 3,0/4,0 0,40 27
1,125
1,25 11,18/12,56 3,3/4,5 0,50
1,375
1,50 11,53/12,66 4,2/5,5 0,60
1,75
2,00 11,93/12,86 5,3/6,0 0,80
2,25
2,50 12,18/13,06 6,0 1,0
Тип 2
1,000 16,59 3,0 0,40 33
1,125
1,25 16,68 3,3 0,50
1,375
1,50 17,03 4,2 0,60
1,75
2,00 17,43 5,3 0,80
2,25
2,50 17,86 6,0 1,00
2,75
3,00 18,27 7,6 1,20
3,25
3,50 18,70 8,8 1,40
3,75 .
4,00 19,36 10,6 1,60
4,50
5,00 20,24 13,0 2,00
5,50
Тип 3
1,000 14,59 3,0 0,4 43
1,125
1,25 14,70 3,3 0,5
1,375
10.9. Инструменты для обработки зубьев конических зубчатых колес
949
Продолжение табл. 10.59
т В h Sa0 Н
1,50 15,03 4,2 0,6 43
1,75
2,00 15,59 5,3 0,8
2,25
2,50 15,87 6,5 1,0
2,75
3,00 16,27 7,6 1,2
3,25
3,50 16,70 8,8 1,4
3,75
4,00 17,36 10,6 1,6
4,50
5,00 18,23 13,0 2,0
5,50
6,00 19,14 15,5 2,4
6,50
7,00 19,51 16,5 2,8
8,00 20,42 19,0 3,2
9,00 21,33 21,5 3,6
10,00 22,24 24,0 4,0
Тип 4
3,00 23,27 7,6 1,2 60
3,25
3,50 23,70 8,8 1,4
3,75
4,00 24,36 10,6 1,6
4,50
5,0 25,23 13,0 2,0
5,5
6,0 26,14 15,5 2,4
6,5
7,0 26,51 16,5 2,8
8,0 27,42 19,0 3,2
9,0 28,33 21,5 3,6
10,0 29,24 24,0 4,0
11,0 29,89 25,8 4,4
12,0 30,73 28,1 4,8
950
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.59
т В h ®а0 Н
14,0 32,44 32,8 5,6 75
16,0 34,15 37,5 6,4
18,0 35,86 42,2 7,2
20,0 37,61 47,0 8,0
Примечание. В числителе — исполнение 1, в знаменателе — исполнение 2.
Толщина В резца зависит от толщины зуба нарезаемого колеса по начально-
му конусу и вычисляется по формуле
В = —----(H-h^tgao,
cos а0
где К — базовый размер резца, определяющий положение режущей кромки
относительно опорного клина. Он постоянен для каждого типа резцов и равен
18,63; 25,85; 27,39; 39,78 или 44,915 мм (см. рис. 10.51).
Таблица 10.60
Шероховатость основных поверхностей зубострогальных резцов (ГОСТ 5392—80Е*)
Поверхности Шероховатость, мкм
Передняя Ла 0,16
Рабочей стороны профиля Ва0,32
Вершины резца, скоса и нерабочей стороны профиля Яа0,63
Основания и широкая небазовая Ra 1,25
Остальные Яг 20
Таблица 10.61
Предельные отклонения параметров зубострогальных резцов, мм
(ГОСТ 5392-80Е*)
Параметр Модуль, мм
0,3...1,125 1,125...2,75 2,75...6,50 6,50...10 10...20
Оо ±6' ±5' ±4' ±3' ±2'
За j,u jB12 js14 je15
В: 10...18 18...30 свыше 30 ±0,06 ±0,07 ±0,085
«Он -40'
г ±5'
К-для резцов: 1-го типа 2-го и 3-го типов 4-го типа ±0,03 ±0,05 ±0,10
10.9. Инструменты для обработки зубьев конических зубчатых колес
951
Установка резца под углом 12° вызывает некоторое искажение угла профи-
ля, однако это не приводит к нарушению правильности зацепления, так как оба
колеса пары нарезаются резцами с одинаковым искажением угла профиля.
Передний угол yN в плоскости, перпендикулярной к режущей кромке, при-
нимается равным 10...25° в зависимости от обрабатываемого материала. Для
стандартных резцов yN = 20°.
На маркировке резца указывают:
• товарный знак изготовителя;
• тип и исполнение резца;
• диапазон моделей;
• материал режущей части.
Требования к шероховатости поверхностей зубострогальных резцов приве-
дены в табл. 10.60, допуски и предельные отклонения параметров зубострогаль-
ных резцов — в табл. 10.61.
10.9.3. Зуборезные головки для прямозубых
конических колес
Дисковые зуборезные головки содержат комплект резцов, профилирующая
кромка которых находится на торцовой стороне зубьев. Работая в паре, головки
(праворежущая и леворежущая) одновременно обрабатывают две стороны впа-
дины зубьев, действуя как зуб плоского воспроизводящего колеса (рис. 10.52).
Оси головок устанавливаются под углами, соответствующими углу а0 про-
филя нарезаемых зубьев. Круговой шаг резцов увеличен для размещения зубьев
второй головки, которая обрабатывает другую сторону впадины зубьев. Для
обеспечения обкаточного движения заготовка вращается вокруг своей оси и по-
ступательно перемещается относительно фрез. Сами фрезы не имеют продоль-
ной подачи вдоль нарезаемых зубьев, поэтому дно впадины имеет вогнутую
форму. Такой метод нарезания пригоден только для обработки колес с коротки-
ми зубьями (не более 8тп).
Специфическая кинематика обработки приводит к возникновению продоль-
ной бочкообразности:
As = —--
8R
где bi — ширина зубчатого венца колеса; 0 — угол поднутрения режущей
кромки ножа; R = D/2 — номинальный радиус головки.
Угол разворота головок, обеспечивающий правильную форму нарезаемых
зубьев,
^_(nmnt-se-hf,lga0) Re -bj/2 180°
2 R, n '
где mn, — нормальный модуль на внешней стороне зуба; з, — толщина зуба на
внешней стороне; ht, — внешняя высота ножкн зуба; R, — радиус внешней сто-
роны колеса.
952
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.52. Схема обработки впадины зуба комплектом зуборезных головок
Расстояние между осями головок и люльки
L_Re-bl/2^
cosQf
где Qf — угол ножки зуба.
Глубина кривизны дна колеса
., ft? cos а0
cosQf R
Развод вершин ножей определяется из соотношений:
для внешней стороны зуба
Wt Re (п , ,
"Г = Ъ’7П'1 J "Мб “о ;
2 R \4 )
для внутренней стороны зуба
2 = 2 I R, /
10.9. Инструменты для обработки зубьев конических зубчатых колес
953
причем должны быть выдержаны соотношения so0 min > We/2 и so0 max < Wit где so0 —
ширина вершины ножа.
ГОСТ 24904-81Е* предусматривает головки номинальным диаметром 150,
278 и 450 мм. Общий вид головок приведен на рис. 10.53, а основные размеры —
в табл.10.62.
Рис. 10.53. Зуборезные головки для нарезания прямозубых колес:
а — диаметром 150 мм; б — диаметром 450 мм; 1 — корпус; 2 — резец; 3 — кольцо; 4 — диск
Таблица 10.62
Основные размеры зуборезных головок (ГОСТ 24904—81Е*)
Способ крепления ножей я, мм d, мм Конусность отверстия те, мм 2 В, мм В H6/h5, мм
В корпусе с базированием на опорном кольце 150 33 1:15 0,5...3,0 12 21 14
Между корпусом и диском 278 450 60 126 1:20 1:24 1,5...8,0 3,0...12,0 18 28 45 47 20 20
954
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Конструктивные исполнения и геометрия резцов к зуборезным головкам
приведены на рис. 10.54 и в табл. 10.63.
Рис. 20.54. Конструктивные элементы и геометрия резцов зуборезных головок:
а — резцы к головке диаметром 150 мм; б — резцы к головкам диаметром 278 и 450 мм
10.9. Инструменты для обработки зубьев конических зубчатых колес
955
Таблица 10.63
Основные размеры и геометрия резцов к зуборезным головкам (ГОСТ 24905—81Е*)
D, мм те, мм L, мм 1, мм h, мм В h5, мм т, мм 8b, ММ ₽ г0, мм Г0л> ММ
150 1,000; 1,125 42,5 40 8 14 9Ы2 0,4 о 0,30
1,250; 1,375 0,5 0,38
1,500;1,750 0,6 0,45 0,15
2,000; 2,250 12 0,8 0°; 1°30/; 3° 0,60 0,18
2,500; 2,750 1,0 0,75 0,20
3,000 1,2 0,80 0,25
278 1,50;1,75 64 60 12 20 9h6 0,6 СП СО О О М.° м.° 0,45 0,15
2,00; 2,25 0,8 0,60 0,18
2,50; 2,75 1,0 0,75 0,20
3,00; 3,25 16 1,2 0,80 0,25
3,50; 3,75 1,4 1,00 0,30
4,00 1,6 1,20 0,35
4,25; 4,50 22
5,00 2,0 1,50 0,45
5,50 0°; 1°30/; 3°
6,00 2,4 1,80 0,55
6,50 25
7,00 2,8 2,10 0,65
8,00 3,2 2,40 0,70
450 3,00; 3,25 64 60 16 20 9h6 1,2 си СО О О м.° м.° 0,80 0,25
3,50; 3,75 1,4 1,00 0,30
4,00 1,6 1,20 0,35
4,25; 4,50 22
5,00 2,0 1,50 0,45
5,50 0°; 1°30'; 3°
6,00 2,4 1,80 0,55
6,50 25
7,00 2,8 2,10 0,65
8,00 3,2 2,40 0,70
9,00 85 81 32 3,6 0°; 1°30/ 2,70 0,80
10,00 4,0 3,00 0,90
11,00 4,3 3,30 1,00
12,00 4,8 3,60 1,10
956
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Требования к шероховатости поверхностей основных элементов зуборезных
головок приведены в табл. 10.64-10.66.
Таблица 10.64
Шероховатость поверхностей корпусов головок для нарезания
прямозубых конических колес, мкм (ГОСТ 24906—81)
Поверхности Параметр шероховатости
Коническое посадочное отверстие и опорный торец Ra 0,32
Базовые поверхности под резцы, поверхность под опорное коль- цо, передний торец головок диаметром 278 и 450 мм Кг 3,2
Передний торец головок диаметром 150 мм Ra 1,25
Таблица 10.65
Шероховатость поверхностей диска и опорного кольца головок
для нарезания прямозубых конических колес, мкм (ГОСТ 24906-81)
Поверхности Параметр шероховатости
Диск
Посадочное отверстие, пазы под резцы Rz 3,2
Передний и задний торцы Ra 1,25
Опорное кольцо
Наружная цилиндрическая поверхность и опорный торец Ra 0,63
Отверстие и передний торец Ra 1,25
Таблица 10.66
Шероховатость поверхностей резцов головок для нарезания прямозубых
конических колес, мкм (ГОСТ 24906—81)
Поверхности Параметр шероховатости
Рабочая сторона профиля, передняя поверхность, задняя поверх- ность по вершине Кг 1,6
Базовые поверхности крепежной части, опорная поверхность не- рабочей стороны профиля Кг 3,2
Небазовая широкая поверхность Кг 6,3
Наибольшая разность расстояний от вершины резца до нижней опорной по-
верхности в базовом сечении для головок диаметром 150, 278 и 450 мм не долж-
на превышать соответственно 0,01; 0,015 и 0,02 мм, в полном комплекте —
0,05 мм.
Наибольшая разность окружных шагов между резцовыми пазами в преде-
лах оборота не должна быть более 0,05 мм.
Допуск радиального биения по вершинам зубьев относительно оси кониче-
ского отверстия для головок диаметром 150 мм составляет 0,03 мм, для больших
диаметров — 0,04 мм.
10.9. Инструменты для обработки зубьев конических зубчатых колес
957
Таблица 10.67
Отклонения профиля и биения резцов зуборезных головок
Диапазон модулей Отклонение профиля рабочей стороны резца Биение относи- тельно опорного торца корпуса*
Место измерения Величина, мм
1,00...1,75 6 мм от вершины 0,004 0,010
1,75...3,00 10 мм от вершины 0,006 0,010
3,00...4,00 14 мм от вершины 0,008 0,012
4,00...6,00 20 мм от вершины 0,010 0,016
6,00...8,00 23 мм от вершины 0,012 0,020
8,00...12,00 28 мм от вершины 0,016 0,025
* Посередине режущих кромок.
Предельные отклонения профиля резцов и их биения относительно опорного
торца головки приведены в табл. 10.67.
10.9.4. Круговые протяжки для прямозубых
конических колес
Метод кругового протягивания характеризуется следующими основными
особенностями:
• нарезание боковых поверхностей зубьев необходимого профиля осуществ-
ляется без применения относительного движения обкатки между инструментом
и нарезаемой заготовкой;
• отсутствует подача инструмента на глубину в процессе нарезания и необхо-
димость отвода заготовки от инструмента для ее делительного поворота;
• обычно предварительное нарезание и окончательная обработка колес со-
вмещены в одной операции (при обработке зубьев шестерен другими методами
эти операции разделены):
• нарезание противоположных боковых поверхностей двух соседних зубьев,
ограничивающих впадину, производится одновременно благодаря применению
инструмента двустороннего резания.
• процесс нарезания при круговом протягивании происходит без холостых
возвратно-поступательных движений инструмента;
• зубья имеют не обычный эвольвентный профиль, а профиль, близкий
к дуге окружности. Такому профилю присущи достоинства фланкируемых про-
филей зубьев при обычном эвольвентной зацеплении. Применение кругового
профиля вместо эвольвентного упрощает форму резцов, поскольку радиус их
кривизны остается постоянным для данного инструмента;
• колеса, нарезанные методом кругового протягивания, имеют ограничен-
ную зону касания сопряженных боковых поверхностей зубьев, расположенную
в средней части длины зуба;
• одна и та же пара резцовых головок для нарезания шестерен может быть
использована при нарезании целого ряда конических зубчатых колес, незначи-
958
Глава 10. Проектирование инструментов для обработки зубчатых профилей
а
А6-
Выстрый
подвод J
Врезание
Область черновой
обработку.—Т
Зона получистовой
обработки
Перемещение
чистовой зуб
ОС
Черновые
зубья
Получнстовые
зубья
Рис. 10.55. Схемы протягивания
тельно отличающихся друг от друга по модулю, но с достаточно большим диапа-
зоном изменения числа зубьев.
Процесс обработки конического прямозубого колеса круговой протяжкой
является самым производительным. При этом значительно упрощается кине-
матика станка, сводясь к главному вращательному движению, движениям по-
дачи и деления.
Для конических колес с модулями до 6 мм обработка осуществляется ком-
плексно, за один проход (рис. 10.55, а). Для конических колес с модулями свыше
6 мм обработка осуществляется за две операции: на первом станке — черновая
обработка, на втором — получистовая и чистовая. При такой схеме обработка
производится только за счет радиального подъема зубьев, без поступательного
перемещения оси протяжки (рис. 10.55, tf).
При комплексной обработке движение протяжки из положения А в положе-
ние В соответствует вспомогательному движению — повороту заготовки на один
зуб (см. рис. 10.55, а). Когда ось протяжки находится в точке В, ее зуб касается
заготовки и начинает обработку в точке, лежащей на большом диаметре наре-
заемого колеса. Перемещение протяжки от точки В до точки С приближает ее
10.9. Инструменты для обработки зубьев конических зубчатых колес
959
впадины конического колеса
к заготовке, и зубья углубляют впадину колеса. Медленное перемещение про-
тяжки от точки В до точки С соответствует работе части черновых зубьев. Точка
С соответствует положению оси протяжки посередине зуба заготовки. В положе-
нии С движение оси протяжки на некоторое время прекращается, и продолжает
работу вторая группа черновых зубьев до полного углубления впадины между
зубьями нарезаемого колеса. Затем вступают в работу получистовые зубья, ко-
торые в ходе перемещения протяжки от точки С до точки D расширяют впадину,
срезая слои металла боковыми режущими кромками. На этом отрезке происхо-
дит более быстрое перемещение протяжки, и в точке D заканчивается предвари-
тельная обработка впадины. Окончательная чистовая обработка боковых сторон
зубьев производится при обратном движении оси протяжки из положения D
в положение В. Отрезок ВА соответствует обратному ходу протяжки в исходное
положение.
Рабочая часть круговых протяжек состоит из ряда секторов, обычно по пять
резцов-зубьев в каждом. Секторы крепятся двумя винтами к корпусу, имею-
щему цилиндроконическую установочную поверхность и посадочное отверстие
(рис. 10.66). Между первым и последним резцами на резцовой головке имеется
960
Глава 10. Проектирование инструментов для обработки зубчатых профилей
свободный от режущих секторов промежуток, соответствующий центральному
углу 44°. Этот промежуток предусмотрен для осуществления поворота заготов-
ки при делении ее на зуб без отвода заготовки от инструмента. Еще один проме-
жуток между получистовыми и чистовыми секторами служит для установки
приспособления для снятия фасок. В зависимости от назначения протяжки мо-
гут иметь различные конструктивные исполнения (табл. 10.68).
Рис. 20.56. Протяжка для обработки прямозубых конических колес:
I-XV — номера секторов
Таблица 10.68
Основные параметры круговых протяжек REVACYCLE фирмы «Gleason*
Диаметр Характер обработки Количество резцов Количество секторов Количество резцов в секторе
черновых получистовых ЧИСТОВЫХ
16" Черновая 63 — — 11 5
16" Окончательная — 20 36 10 6
16" То же — 10 18 10 3
21" Комплексная 50 5 20 15 5
21" Черновая 64 — — 16 4
21" тип С Окончательная — 32 28 15 4
21" типЕ То же — 28 28 14 4
25" Комплексная 60 6 24 15 6
25" Черновая 96 — — 16 6
25" Окончательная — 40 35 15 15
Известно, что в конических прямозубых колесах зубья и впадины между
зубьями непрерывно уменьшаются по высоте и по ширине вдоль зуба в направле-
нии от дополнительного конуса к вершине начального конуса зубчатого колеса.
10.9. Инструменты для обработки зубьев конических зубчатых колес
961
Радиус кривизны профиля зуба также должен непрерывно уменьшаться от ши-
рокого конца к узкому. Эти условия учитываются при профилировании резцов
инструмента, которое должно быть выполнено так, чтобы каждая режущая
кромка обрабатывала определенный участок поверхностей зуба.
На рис. 10.57 показано осевое сечение конического прямозубого колеса, на-
резанного методом кругового протягивания, плоскостью симметрии впадины
зуба, а также поперечное сечение впадины зуба того же колеса в средней точке Р.
Рис. 10.57. Осевое и поперечное сечения конического прямозубого колеса
(t — образующие основного конуса протяжки)
Две плоскости, касательные в точках Р к противоположным боковым по-
верхностям двух соседних зубьев, ограничивающих впадину, проходят через
вершину О начального конуса колеса и пересекаются по прямой линии ОО'.
При продольной подаче вращающейся резцовой головки в направлении пря-
мой ОО' указанные касательные плоскости могли бы быть описаны двумя соот-
ветствующими воображаемыми коническими поверхностями вращения, оси
которых совпадают с осью протяжки. Каждую из таких поверхностей называют
основным конусом инструмента.
Предположим, что соприкосновение боковой поверхности зуба и касатель-
ной к ней плоскости в средней точкеР осуществляется, как и в обычных кониче-
ских прямозубых колесах, по прямой линии ОР. Тогда на основном конусе
инструмента должна существовать линия, сопряженная с этой прямой линией
касания.
При чистовом нарезании вращающаяся с постоянной угловой скоростью во-
круг своей оси резцовая протяжка получает прямолинейное движение подачи
вдоль нарезаемой впадины зуба с постоянной скоростью по направлению от широ-
кого конца зуба к узкому. Получающееся при этом сложное движение протяж-
ки относительно заготовки можно представить как результат чистого качения
(без скольжения) окружности, имеющей центр на оси вращения резцовой голов-
ки, по воображаемой неподвижной прямой, параллельной направлению подач,
а следовательно, и линии ОО'. Точка касания окружности и прямой является
мгновенным центром (или проекцией мгновенной оси вращения) при указанном
относительном движении резцовой головки.
Общая нормаль к огибаемой и огибающей поверхностям в точке их касания
пересекает мгновенную ось вращения при их относительном движении. Ввиду
962
Глава 10. Проектирование инструментов для обработки зубчатых профилей
того, что основной конус инструмента является поверхностью вращения, нор-
маль в любой точке к поверхности этого конуса проходит через ось резцовой го-
ловки. Поэтому любая точка боковой поверхности зуба на прямой ОР, т.е. на
линии касания со своей касательной плоскостью в точке Р, приходит в сопри-
косновение с поверхностью основного конуса инструмента в тот момент, когда
эта точка будет находиться в осевой плоскости резцовой головки, проходящей
через мгновенную ось вращения, или иначе — в осевой плоскости, перпендику-
лярной к направлению подачи. Так как линия ОР касания боковой поверхности
зуба с ее касательной плоскостью в средней точке Р является прямой, наклон-
ной к направлению подачи, определяемому линией 00', то линией на основном
конусе инструмента, сопряженной с прямой линией касания ОР, является про-
странственная спираль постоянного шага. Эта спираль описывается точкой,
равномерно движущейся вдоль образующей основного конуса инструмента, при
одновременном равномерном вращении образующей вокруг оси резцовой го-
ловки.
Для того чтобы прийти к действительной режущей поверхности, предназна-
ченной для резания методом кругового протягивания, используется несколько
иная режущую поверхность. Она имеет вогнутый круговой режущий профиль
в осевом сечении и позволяет нарезать на зубьях выпуклые боковые поверхно-
сти. Для получения надлежащего изменения толщины зуба по его длине необхо-
димо выпуклую боковую поверхность зуба обработать таким образом, чтобы
прямолинейные элементы этой поверхности в непосредственной близости от на-
чального конуса колеса располагались вдоль его образующей, касающейся бо-
ковой поверхности зуба, т.е. вдоль линии ОР (см. рис. 10.57). Это может быть
достигнуто применением такой резцовой головки, вогнутые режущие кромки
резцов которой касаются основного конуса инструмента в точках, расположен-
ных на указанной выше спирали постоянного шага, сопряженной с линией ОР.
Режущая поверхность протяжки может быть образована таким перемещением
режущего кругового профиля, при котором он остается расположенным в осе-
вых плоскостях протяжки и непрерывно касается основного конуса инструмента
точкой, движущейся по вышеуказанной спирали постоянного шага. Эта режу-
щая поверхность может быть образована также перемещением в осевой плоско-
сти с постоянной скоростью кругового профиля вдоль образующей основного
конуса инструмента, которой этот профиль касается и которая, в свою очередь,
вращается с постоянной скоростью вокруг оси резцовой головки. При указан-
ном перемещении кругового профиля равным угловым поворотам протяжки со-
ответствуют равные перемещения его центра О вдоль прямой, параллельной
образующей основного конуса инструмента.
Вогнутые боковые режущие кромки резцовой протяжки, расположенные на
указанной режущей поверхности, будут образовывать боковую поверхность зуба,
имеющую выпуклый профиль и соприкасающуюся со своей касательной плос-
костью в средней точке зуба по прямой линии ОР.
Полученная режущая поверхность по характеру образования является винто-
вой поверхностью, имеющей в осевом сечении профиль в виде дуги окружности.
Поскольку профиль боковой поверхности зуба, нарезаемый методом круго-
вого протягивания, очень близок к круговому, задача определения профиля боко-
вой поверхности зуба сводится к определению радиуса кривизны его профиля.
10.9. Инструменты для обработки зубьев конических зубчатых колес
963
Зависимость между радиусом кривизны профиля боковой поверхности наре-
заемого зуба и параметрами инструмента с винтовой режущей поверхностью по-
стоянного шага определяется формулой
р=-^+Л_
cos A sun V R)
где p — радиус кругового профиля режущей поверхности в осевом сечении про-
тяжки; гкр — радиус кривизны нормального сечения поверхности нарезаемого
зуба плоскостью, препендикулярной к линии ОР касания поверхности зуба
и плоскости, касательной к ней в средней точке Р; А — угол наклона к направле-
нию подачи, т.е. к линии ОО' касания ОР поверхности зуба и плоскости, каса-
тельной к ней в точке Р (см. рис. 10.57); R — расстояние от точки касания кру-
гового профиля и образующей основного конуса инструмента до оси вращения
протяжки; i — угол между образующей основного конуса инструмента и плос-
костью симметрии резцов; с — радиус начальной окружности инструмента.
Из формулы следует, что профиль зуба имеет большую кривизну, чем круго-
вой профиль режущей поверхности, а радиус гкр кривизны профиля зуба при одном
и том же радиусе р кругового режущего профиля уменьшается с увеличением
угла А наклона линии касания ОР относительно линии ОО' и радиуса R инстру-
мента.
Радиус кривизны профиля боковой поверхности зуба остается практически
постоянным по всей длине зуба, если не учитывать незначительного изменения
его в связи с очень малым изменением радиуса R в различных радиальных сече-
ниях резцовой головки.
Положение радиусов кривизны резцов показано на рис. 10.58. Координаты
центров кривизны боковых кромок первой половины черновых резцов распола-
гаются на прямой 1, параллельной прямой 3 и отстоящей от нее на величину
припуска на чистовую обработку А = 0,15...0,20 мм. Эти резцы работают с про-
дольной подачей 8г = 1,8...2,2 мм/зуб, а подъем черновых зубьев небольшой:
аг = 0,08...0,15 мм. Таким образом, первые черновые резцы работают как по ме-
Рис. 10.58. Схема профилирования протяжки, содержащей 15 режущих секторов:
1-75 — номера резцов
L
964 Глава 10. Проектирование инструментов для обработки зубчатых профилей
тоду протягивания, срезая слои толщиной ап так и по методу фасонного фрезе-
рования, срезая слои толщиной а2 = Szsin<p, где <р — угол контакта. Суммарная
толщина среза составляет 0,25. ..0,30 мм/зуб.
Далее вступают в работу следующие черновые резцы, каждый из которых
превышает предыдущий в радиальном направлении на AJ?=0,20 мм в начале ра-
бочего хода и на AJ? = 0,14 мм в конце. Резцы работают по методу протягивания,
поскольку протяжка не имеет поступательного движения. Боковые стороны
резцов шлифуются из одного центра, т.е. имеют постоянный радиус кривизны.
Боковые стороны получистовых резцов шлифуются с перемещением коорди-
нат центра круга по прямой 2. Координаты центров кривизны боковых кромок
чистовых резцов располагаются на прямой 3. Чистовые резцы окончательно
формируют впадину, удаляя припуск, оставленный на чистовую обработку.
Величины относительных смещений центров круговых профилей боковых
режущих кромок резцов
2 ZcpCos3 Aep Vfisini
® ^кр.ср
Г
1 кр.ср
СО^Дср,
р кр.ср
. cos2 Дор,
-13
ТСС Гкр.ер а
180Ч₽сО£Мср °'
где Zcp — длина образующей начального конуса до средней точки зуба; Дср —
угол наклона касательной к линии касания в той же точке; гкр.ср — радиус кри-
визны нормального сечения поверхности зуба плоскостью, перпендикулярной
к искомой линии касания в средней точке зуба; а0| — окружной шаг резцов,
равный 4,0...4,5°. При отсчете угла а0| по направлению движения часовой
стрелки его величина должна быть отрицательной.
Для предварительного определения Дг/( величина R при подстановке в фор-
мулу для всех резцов принимается равной Яср, что соответствует резцу, профи-
лирующему поверхность зуба в средней его точке. При последующем, более
точном, определении Ду( для каждого резца необходимо подставлять соответст-
вующую ему величину Rt = R- Ayfiosi, где Aj/( равно приближенному значению,
полученному при предыдущем расчете.
Номинальный диаметр круговой протяжки определяется по последнему
чистовому резцу. Вершина этого резца должна касаться впадины колеса на вы-
ходе из узкого торца заготовки, когда ось протяжки находится в точке В (см.
рис. 10.55, а). Если ось протяжки перемещается параллельно образующей внут-
реннего конуса, то все чистовые резцы имеют постоянный радиус R3. Если это
условие не обеспечивается, то радиусы чистовых резцов будут увеличиваться
в соответствии с требованиями профилирования дна впадины.
Радиус R2 последнего получистового резца определяется расстоянием от оси
протяжки до дна впадины у широкого торца колеса. Протяжка в этот момент на-
ходится в точке С (см. рис. 10.55, а). Радиус Rr первого чернового резца находит-
ся из условия его касания зуба нарезаемого колеса в точке, лежащей на его
большом диаметре, когда ось протяжки находится в точке В.
Черновые резцы работают по генераторной схеме срезания припуска (см.
рис. 10.55). Первая половина резцов срезает слои переменных толщины и шири-
ны, вторая — слои постоянной толщины и переменной ширины. Наиболее ши-
рокие слои срезаются первыми резцами, наиболее узкие — последними.
10.9. Инструменты для обработки зубьев конических зубчатых колес
965
Радиус сопряжения боковых и вершинной режущих кромок резцов г =
= (0,25...0,30)тп. У черновых резцов он увеличивается от первого к последнему
и в зависимости от модуля равен 0,5. ..2,0 мм.
Задний угол аср резца в момент нахождения в срединной точке колеса прини-
мается равным 10°. На наружном и внутреннем диаметрах задние углы равны:
tga0=^tgacp; tgar=^tgacp,
ло ktf
где _Rcp — радиус протяжки, соответствующий точке, лежащей посередине зуба
заготовки; Ra — наружный радиус протяжки; R, — радиус протяжки, соответ-
ствующий нижней точке боковой режущей кромки.
Номинальный передний угол уср резца в срединной точке колеса принимается
равным 15°. Тогда на наружном и внутреннем диаметрах он равен:
sinyo = —£ашуср;
siny, =-^sinycp.
Станки для кругового протягивания обычно имеют одну скорость резания.
Например, станки фирмы «Иеавоп» имеют скорость 43 м/мин, диаметр протя-
жек 16, 21 или 25", а время обработки одной впадины составляет 1,8...2,8 с.
10.9.5. Зуборезные головки для нарезания колес
с круговыми зубьями
Общие сведения. Среди используемых в настоящее время способов обработ-
ки колес с круговыми зубьями можно выделить следующие.
1. Фрезерование торцовой зуборезной головкой методом врезания (рис. 10.59).
Используется для чернового нарезания колес с углом 5 > 45° и для чистового на-
резания из цельных заготовок больших из пары колес полуобкатных передач
с углом 5> 65°. Круговые зубья имеют угол наклона Р„ > 0°. Профиль впадин сов-
падает с профилем инструмента. Инструмент имеет вращательное движение,
Рис. 10.59, Схема фрезерования торцовой зуборезной головкой
966
Глава 10. Проектирование инструментов для обработки зубчатых профилей
подача врезанием осуществляется осевым перемещением головки или заготовки.
Деление на следующий зуб производится в момент отвода заготовки от инстру-
мента.
2. Круговое протягивание торцовой зуборезной головкой-протяжкой (рис. 10.60).
Используется для чистового нарезания предварительно нарезанных колес полу-
обкатных передач с углом 5 > 65° в условиях массового и крупносерийного
производства. Профиль круговых зубьев совпадает с профилем инструмента.
Инструмент вращается и имеет группу 1-2 попеременно расположенных наруж-
ных (н) и внутренних (в) получистовых резцов, обрабатывающих соответствен-
но вогнутую и выпуклую стороны зуба. Резцы расставлены так, что постепенно
расширяют впадину. Затем после промежутка 2-3 следует последний наружный
получистовой резец 3, а за ним — калибрующие резцы: внутренний 4 и наруж-
ный 5 и, наконец, свободный от резцов промежуток 5-1 для деления заготовки
на следующий зуб. Одному обороту инструмента соответствует обработка одного
зуба. Промежутки 2-3, 3-4 и 4-5 оставляются для того, чтобы при работе соот-
ветствующего резца на инструмент и заготовку не действовали силы резания
остальных резцов.
Рис. 10.60. Схема протягивания торцовой зуборезной головкой-протяжкой
Резцовые головки-протяжки содержат сегменты с двумя резцами (наруж-
ным и внутренним), установленные по окружности корпуса на определенное место
(рис. 10.61, а). В сегменте могут быть один, два и три резца. Радиус расположе-
ния боковых режущих кромок наружных резцов, начиная с первого, равномер-
но возрастает. Радиус внутренних резцов, наоборот, равномерно уменьшается
относительно центра головки.
Разница в расположении соседних одноименных резцов в радиальном направ-
лении соответствует величине припуска, снимаемого каждым резцом. Разница
10.9. Инструменты для обработки зубьев конических зубчатых колес
967
Рис. 10.61. Конструкции головок-протяжек:
а — сегментного типа; б — типа «HELIXFORM»
в расположении первого режущего и одноименного калибрующего резцов пред-
ставляет собой величину припуска под окончательное нарезание одной стороны
зуба. Припуск, снимаемый одним резцом, принимается в пределах 0,02...0,04 мм,
а припуск на обработку одной стороны зуба — 0,2...0,4 мм в зависимости от мо-
дуля. Первые режущие резцы располагают близко друг к другу, последние
2-4 калибрующих резца — более редко. Калибрующие резцы устанавливают та-
ким образом, чтобы каждый из них начинал обрабатывать деталь только тогда,
когда предшествующий выйдет из зоны резания. Это устраняет вибрации и от-
жимы в процессе резания, а следовательно, повышает точность обработки. Вы-
сота калибрующих резцов меньше высоты режущих на 0,05...0,10 мм. Между
первым режущим и последним калибрующим резцами имеется промежуток,
который позволяет обрабатываемому колесу повернуться на один шаг. Принцип
работы резцовой головки-протяжки подобен работе круговой протяжки, кото-
рая вследствие равномерного изменения радиуса боковых режущих кромок по-
следующих резцов обрабатывает впадину зуба за один оборот.
Резцы сегментного типа не регулируются в радиальном направлении, что
хотя и усложняет их изготовление, но обеспечивает более жесткую установку
и простую сборку резцов.
Другой разновидностью головок-протяжек являются головки типа
«HELIXFORM», выпускаемые фирмой «Gleason» (рис. 10.61, б). Такие головки
независимо от размера имеют 8 резцов (4 наружных и 4 внутренних) и промежу-
ток для деления. Резцы расположены с постоянным угловым шагом 36°. В этом
случае в резании участвует только один внутренний или один наружный резец.
Первые две пары резцов — получистовые, последние две — чистовые. Резцы 2
968
Глава 10. Проектирование инструментов для обработки зубчатых профилей
не имеют радиальной регулировки, поэтому каждый из них устанавливается в
корпусе 1 на свое определенное место. Получистовые резцы снимают припуск по
толщине зуба 0,1...0,2 мм, на долю чистовых резцов оставляется суммарный
припуск около 0,08 мм. Резцы крепятся в корпусе винтами 3, расположенными
под углом 10° относительно опорной поверхности. Сама головка крепится на
шпинделе с помощью винта 4 со сферической головкой.
3. Фрезерование торцовой зуборезной головкой методом обкатки (рис. 10.62).
Используется для чистового или комплексного нарезания зубчатых колес диа-
метром до 1600 им и модулем до 20 мм, а также для нарезания шестерен полуоб-
катных передач. Режущие кромки резцов воспроизводят поверхность зуба
воображаемого производящего колеса, сцепляющегося с нарезаемым. Круговые
зубья имеют угол наклона Р„ £ 0°.
Рис. 10.62. Схема обработки торцовой зуборезной головкой методом обкатки
Разновидности нарезания колес с круговыми зубьями методом обкатки. Су-
ществуют три основных метода:
1) односторонний (рис. 10.63, а) — инструмент при нарезании выпуклой и
вогнутой сторон зуба вращается вокруг различных центров Ов и Оа;
2) двусторонний (рис. 10.63, б) — обе стороны зуба нарезаются одновремен-
но одним и тем же инструментом;
Рис. 10.63. Схемы нарезания конических колес с круговым зубом
10.9. Инструменты для обработки зубьев конических зубчатых колес
969
3) поворотный (рис. 10.63, в) — обрабатывается одна сторона зуба, а затем
другая, причем переход от обработки одной стороны к обработке другой осуще-
ствляется поворотом обрабатываемого зубчатого колеса вокруг оси. Поворотный
метод является разновидностью одностороннего метода.
В соответствии со сказанным можно выделить пять основных методов обра-
ботки пары (т.е. колеса и шестерни), приведенных в табл. 10.69.
Таблица 10.69
Методы нарезания пары сопряженных конических колес
Метод обработки Метод нарезания Области применения
колеса шестерни
1. Двойной односторонний Односторонний Односторонний Передачи с числом зубьев колеса менее 25
2. Двойной двусторонний Двусторонний Двусторонний Передачи с mte < 2 мм, неответст- венные ревеверсивные передачи с т,е < 4 мм
3. Двусторонне- односторонний То же Односторонний Передачи при серийном и массо- вом производстве
4. Поворотно- односторонний Поворотный То же Вместо метода 3 в единичном и мелкосерийном производстве
5. Двойной поворотный То же Поворотный Вместо метода 2 при mte < 2,5 мм в единичном и мелкосерийном производстве
Размеры и типы резцовых головок. В качестве режущего инструмента при
изготовлении конических колес с круговыми зубьями методом обкатки приме-
няют резцовые головки.
Согласно ГОСТ 11902-77 и 11903-77 выпускаются цельные головки номиналь-
ными диаметрами 20...80 мм и сборные диаметрами 100...1000 мм (рис. 10.64,
табл. 10.70). Номинальный диаметр головки выбирают в зависимости от двух
параметров обрабатываемого конического колеса: наибольших высоты зуба
и модуля.
Таблица 10.70
Размеры резцовых головок, мм
т„ do т„ do
Цельные головки 4,00 160
1,00 25 5,00 200
1,25 32 6,00 250
1,50 40 8,00 315
2,00 50 10,00 400
2,25 60 12,00 500
2,50 80 16,00 630
Сборные головки 20,00 800
3,00 100 25,00 1000
3,50 125
970
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 70.64. Разновидности резцовых головок:
а — цельная по ГОСТ 11902-77; б — цельная по ГОСТ 11903-77;
в — сборная по ГОСТ 11902-77
Согласно ГОСТ 11903-77 выпускаются цельные головки номинальными
диаметрами 20, 25, 32, 40, 50, 60, 80 мм нормальным и увеличенным числом
резцов. Головки номинальным диаметром до 60 мм включительно имеют по че-
тыре резца, а головки диаметром 80 мм — восемь резцов; эти головки можно
применять как для чернового, так и для чистового зубонарезания.
Зарубежными фирмами («Gleason») выпускаются резцовые головки, имею-
щие номинальные диаметры 0,5" (12,7 мм); 1,1" (27,94 мм); 1,5" (38,1 мм);
2" (50,8 мм); 3,5" (88,9 мм); 4,5" (114,3 мм); 5" (127 мм); 6" (152,4 мм);
7,5" (190,5 мм); 9" (228,6 мм); 12" (304,8 мм); 16" (406,2 мм); 18" (457,2 мм)
и 21" (533,4 мм).
Цельные резцовые головки имеют резцы, представляющие одно целое с кор-
пусом, и используются для нарезания конических колес мелкого модуля. Резцо-
вые головки, применяемые для обработки зубчатых колес средних и крупных
размеров, изготавливаются сборными. Резцы устанавливают в пазы корпуса
и закрепляют болтами. Расположение резцов по диаметру можно регулировать
10.9. Инструменты для обработки зубьев конических зубчатых колес 971
в определенных пределах путем подбора различной толщины подкладок под
резцы.
Черновые резцовые головки. Для чернового нарезания зубьев конических
колес применяют два типа резцовых головок: двусторонние и трехсторонние.
Двусторонние черновые резцовые головки имеют наружные и внутренние рез-
цы, расположенные в пазах корпуса поочередно. К корпусу привернуто зака-
ленное опорное кольцо, на которое резцы упираются торцом. Корпус головки
закаливают до твердости 40...45 HRC, а поверхность посадочного конического
или цилиндрического отверстия иногда может иметь более высокую твердость.
В корпусе головки имеются отверстия, в часть из которых вставляют винты для
крепления головки в шпинделе станка, два отверстия используются под винты
для съема головки со шпинделя, а в одном устанавливают пробку для маркиров-
ки головки.
Схема образования стружки при работе головки дана на рис. 10.65, а. В про-
цессе резания каждый резец одновременно обрабатывает боковую сторону и часть
впадины зуба.
Рис. 10.65. Схемы резания черновой головкой:
а — двусторонней; б — трехсторонней; 1 — центр станка; 2 — радиус резцовой головки;
3 — наружный резец; 4 — впадина зуба; 5 — внутренний резец; 6 — резцовая головка;
7 — средний резец
Трехсторонние черновые резцовые головки применяют в условиях массового
и крупносерийного производства. В отличие от двусторонних они имеют резцы
трех типов: наружные, внутренние и средние. Наружные и внутренние резцы
предназначены для обработки только боковых сторон зуба и не касаются впади-
ны (рис. 10.65, б), вследствие чего их количество по сравнению с двусторонними
головками уменьшено. Средние резцы обрабатывают только впадины зуба, и их
количество равно половине общего количества резцов в головке. Корпуса дву-
и трехсторонних головок одинаковые. Средние резцы устанавливают в пазы для
наружных резцов, внутренние и наружные — в пазы для внутренних резцов по-
очередно: средний, наружный, средний, внутренний и т.д. Средние резцы выше
внутренних и наружных резцов на 0,20...0,25 мм.
Для образования в процессе резания зазора между сторонами зуба колеса
и средним резцом ширина вершины последнего делается меньше развода резцов
на 0,5 мм, а суммарный угол среднего резца равен примерно 30°. Боковые стороны
972 Глава 10. Проектирование инструментов для обработки зубчатых профилей
среднего резца располагаются приблизительно параллельно режущим кромкам
внутренних и наружных резцов. Если развод резцов меньше 1,8 мм, то приме-
нять трехсторонние головки не рекомендуется. Схема расположения резцов
трехсторонней головки показана на рис. 10.66.
Рис. 10.66. Расположение резцов трехсторонней головки:
1 — внутреннего; 2 — среднего; 3 — наружного
Основные размеры и внешний вид черновых резцовых головок приведены на
рис. 10.67. За базовый размер К корпуса головки принимается расстояние меж-
ду пазом под резец и осью головки. Этот размер для наружных и внутренних рез-
цов различен (Кг и К2)- Винты для крепления резцов расположены под углом 10°
относительно опорного торца. Как следствие, при затяжке создается сила, на-
правленная вдоль оси головки, которая надежно прижимает резец к опорной по-
верхности корпуса.
В современных конструкциях резцовых головок используются эффектив-
ные способы крепления и регулирования резцов. Так, в головке «ROUGHAC»
фирмы «Gleason» (рис. 10.68, а) резцы 2, расположенные в точно выполненных
пазах корпуса 4, опираются на опорное кольцо 1. Клин 3 и регулировочный
винт 5 обеспечивают точное радиальное положение резца. В головке « WEDGAC»
(рис. 10.68, б) резцы 5 крепятся в пазах корпуса 1 заклинивающим действием
конусных зажимных блоков 2 и зажимных клиньев 4. Резцы, клинья и под-
кладки 6 могут собираться и разбираться без удаления зажимных блоков и вин-
тов 3.
Чистовые резцовые головки. Чистовые резцовые головки бывают дву- и одно-
сторонними, право- и леворежущими. Двусторонние чистовые резцовые головки
применяют главным образом для чистового нарезания зубьев колеса (большего
из пары) после чернового нарезания. При небольшой программе выпуска зубча-
тых колес чистовые двусторонние головки можно использовать, не применяя
черновые. В подобных случаях полную высоту зуба рекомендуется нарезать за
несколько проходов и при более низких режимах резания, чем при чистовом на-
резании.
Внутренние и наружные резцы двусторонних резцовых головок расположены
в пазах корпуса поочередно. Корпус головки обычно закаливают до твердости
40.. .45 HRC. Чистовую и черновую головки на станке монтируют одинаково: го-
ловку закрепляют несколькими винтами; еще два винта служат для облегчения
съема головки и один — для ее маркировки. В пазах корпуса чистовых головок
10.9. Инструменты для обработки зубьев конических зубчатых колес
973
Рис. 20.67. Черновая резцовая головка
Рис. 10.68. Кропление резцов в черновых резцовых головках
974
Глава 10. Проектирование инструментов для обработки зубчатых профилей
под резцами имеются регулировочные клинья с углом 3,5°. С помощью винта
клин перемещают вверх или вниз, в результате чего достигается точное располо-
жение режущих кромок резцов в головке в радиальном направлении. Два клина
у двусторонних (под наружным и внутренним резцами) и один у односторонних
головок закреплены штифтами. Резцы, под которыми установлены неподвижные
клинья, являются базовыми; относительно их выверяют положение последую-
щих резцов. Базовым размером К корпуса чистовой головки считается расстоя-
ние между нерегулируемым клином и осью головки.
Чистовые резцовые головки не имеют опорного кольца под резцами. В каче-
стве опоры у них служит выступ, которым резец опирается на торец корпуса.
При резании чистовые резцы обычно срезают металл с боковых сторон зуба и не
касаются впадины, вследствие чего силы резания, действующие вдоль резца,
невелики и для их восприятия вполне достаточно иметь одну опору. При такой
схеме резания дно впадины зуба имеет ступенчатую форму. У закаленных зуб-
чатых колес подобная форма впадины может вызвать появление концентраторов
напряжений. Чтобы устранить этот недостаток в сильно нагруженных и ответ-
ственных передачах, глубину резания при черновом и чистовом нарезании зуба
принимают одинаковой или дно впадины зуба прорезают чистовыми резцами
несколько глубже, для получения ровной и гладкой поверхности.
В ряде конструкций чистовых головок, например в головке «HARDАС» фир-
мы «Gleason» (рис. 10.69), корпус головки закален до твердости 57 HRC, а пазы
в корпусе шлифуются с высокой точностью, что сохраняет точность и увеличи-
вает срок службы головки. В корпусе 1 головки имеется кольцевая канавка 2,
глубина которой равна высоте шпинделя зуборезного станка. Посадочное отвер-
стие и кольцевую канавку разделяет перемычка 3. При установке на торец станка
головка опирается на него торцом корпуса. При такой конструкции улучшается
центрирование головки на шпинделе станка, расширяется перемычка, уменьша-
ется давление на посадочный конус станка, благодаря чему увеличивается срок его
службы и точность. На шпинделе станка головку устанавливают на призматиче-
скую шпонку и закрепляют центральным винтом 4 со сферической опорой. Вин-
ты 8 для крепления резцов 7 в пазах корпуса расположены под углом 10° к по-
верхности опорного торца, что облегчает проверку резцов после каждой заточки.
Резцы 7 устанавливают на две опоры, вследствие чего достигается точное центри-
рование резца в пазе корпуса. У головок на переднем торце корпуса предусмот-
рена неглубокая контрольная канавка 5. Она служит для установки ножки инди-
катора при проверке правильности закрепления головки на шпинделе станка.
Регулирование радиального биения резцов осуществляется с помощью под-
кладок 9 и клиньев Юс точностью до 0,001 мм. Это обеспечивается перемещением
клиньев 10 за счет вращения регулировочных винтов 6. Точное угловое положе-
ние резцов в головке достигается применением корректирующих клиньев, имею-
щих определенный ряд угловых значений.
Номинальный диаметр головок. Предварительно номинальный диаметр рез-
цовой головки можно принимать равным двум средним конусным расстояниям
или несколько меньшим. Рекомендации по выбору номинального диаметра при
нарезании конических колес с круговыми зубьями согласно ГОСТ 19326-73
приведены в табл. 10.71.
10.9. Инструменты для обработки зубьев конических зубчатых колес
975
Рис. 10.69. Чистовая головка типа «HARD АС»
Таблица 10.71
Выбор номинального диаметра резцовой головки, мм
Расчетный угол Р„, град Среднее конусное расстояние R Внешняя высота зуба Л, Ширина зубчатого венца Ь Нормальный модуль т„ Номинальный диаметр головки d0
рекомен- дуемое допусти- мое
Осевая форма зуба I
0...15 15...29 29...40 36...58 40...62 40...55 — 8 10...20 2,0...3,0 88,9(3,5")
0...15 15...29 29...40 40...50 45...70 45...60 — 9 0...20 2,0...3,0 100
976
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Продолжение табл. 10.17
Расчетный угол р„, град Среднее конусное расстояние R Внешняя высота зуба h. Ширина зубчатого венца Ь Нормальный модуль т„ Номинальный диаметр головки d0
рекомен- дуемое допусти- мое
0...15 15...29 29...40 50...80 55...90 55...75 — 10 12...25 2,0...3,5 125
0...15 15...29 29...40 60...100 70...110 70...90 — 15...30 2,5...3,5 152,4(6")
0...15 15...29 29...40 65...105 72...110 72...95 — 12 16...32 2,5...4,0 160
0...15 15...29 29...40 75...120 85...135 85...115 — 15 20...40 2,5...5,0 190,5(7,5")
0...15 15...29 29...40 80...130 90...140 90...120 20...40 2,5...5,0 200
0...15 15...29 29...40 90...150 100...160 100...135 — 20...40 2,5...5,0 228,6(9")
0...15 15...29 29...40 100...160 110...175 110...150 — 18 25...50 2,5...6,0 250
0...15 15...29 29...40 120...200 140...215 140... 190 — 20 30...65 2,5...7,0 304,8(12")
0...15 15...29 29...40 120...200 140...220 140...190 — 24 32...65 2,5...9,0 315
0...15 15...29 29...40 160...250 180...280 180...240 — 30 40...80 3,0...10,0 400
0...15 15...29 29...40 180...300 200...320 200...280 — 28 50...100 4,0...10,0 457,2(18")
0...15 15...29 29...40 200...320 225...350 225...300 36 50...100 4,0...12,0 500
10.9. Инструменты для обработки зубьев конических зубчатых колес
977
Продолжение табл. 10.17
Расчетный Угол р„, град Среднее конусное расстояние R Внешняя высота зуба h. Ширина зубчатого венца Ь Нормальный модуль Номинальный диаметр головки da
рекомен- дуемое допусти- мое
0...15 15...29 29...40 250...400 290...440 290...380 — 45 70...125 4,0...16,0 630
0...15 15...29 29...40 320...520 360...560 360...480 — 60 80...160 5,0...20,0 800
15...29 29...40 400...650 450...600 — 70 100...200 6,0...25,0 1000
Осевая форма зуба II
0...15 15...45 32...52 24...56 8 6...20 1,0...2,5 80
0...15 15...45 36...58 25...60 8...20 1,0...2,5 88,9(3,5")
0...15 15...45 40...65 30...70 9 8...25 1,0...3,0 100
0...15 15...45 50...80 40...90 10 10...30 1,0...3,5 125
0...15 15...45 60...100 45...105 12...30 1,5...3,5 152,4(6")
0...15 15...45 65...105 50...110 12 13...40 1,5...4,0 160
0...15 15...45 75...120 60...135 15 15...40 2,0...5,0 190,5(7,5")
0...15 15...45 80...130 60...140 16...50 2,0...5,0 200
0...15 15...45 90...150 70...160 18...60 2,0...6,0 228,6(9")
0...15 15...45 100...160 75...175 18 20...65 2,0...6,0 250
0...15 15...45 120...200 90...210 20 25...80 3,0...7,0 304,8(12")
0...15 15...45 95...220 24 25...80 3,0...8,0 315
0...15 15...45 160...250 120...280 30 32...100 3,0...10,0 400
0...15 15...45 180...300 120...280 28 36...120 4,0...10,0 457,2(18")
978
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Продолжение табл. 10.17
Расчетный угол р„, град Среднее конусное расстояние R Внешняя высота зуба he Ширина зубчатого венца Ь Нормальный модуль 7П„ Номинальный диаметр головки d0
рекомен- дуемое допусти- мое
0...15 15...45 200...320 150...350 36 40...125 4,0...12,0 500
0...15 15...45 250...400 190...440 45 50...160 5,0...16,0 630
0...15 15...45 320...520 240...560 60 65...200 6,0...20,0 800
0...15 15...45 400...700 400...650 300...700 300...650 70 80...250 8,0...25,0 1000
Осевая форма зуба III
30 35 40 75...90 68...90 60...80 — 8 10...20 2,0...3,0 88,9(3,5")
30 35 40 85...100 75...100 65...90 — 9 10...20 2,0...3,5 100
30 35 40 105...125 95...125 80...110 — 10 12...25 2,0...4,0 125
30 35 40 130...150 115...150 100...135 — 15...30 2,0...4,0 152,4(6")
30 35 40 135...160 120...160 105...145 — 12 16...32 2,0...5,0 160
30 35 40 160...190 140...190 125...175 — 15 20...20 3,0...6,0 190,5(7,5")
30 35 40 170...200 150...200 130...180 — 20...40 3,0...6,0 200
30 35 40 190...230 170...230 150...200 — 25...50 3,0...6,0 228,6(9")
30 35 40 210...250 190...250 160...225 — 18 25...50 3,0...7,0 250
10.9. Инструменты для обработки зубьев конических зубчатых колес
979
Окончание табл. 10.17
Расчетный угол р„, град Среднее конусное расстояние R Внешняя высота зуба h. Ширина зубчатого венца b Нормальный модуль тп Номинальный диаметр головки d0
рекомен- дуемое допусти- мое
30 35 40 260...305 230...305 200...270 — 20 32...65 3,0...8,0 304,8(12")
30 35 40 270...315 235...315 205...280 — 24 32...65 3,0...8,0 315
30 35 40 340...400 300...400 260...360 — 30 40...80 3,0...12,0 400
30 35 40 390...460 340...460 300...410 — 28 50...100 4,0...12,0 457,2(18")
30 35 40 420...500 370...500 330...450 — 36 50...100 4,0...15,0 500
30 35 40 530...630 470...630 420...570 — 45 63...125 5,0...18,0 630
30 35 40 680...800 600...800 520...720 — 60 80...160 6,0...25,0 800
Примечание. В случае превышения значений Р„ и R следует выполнить дополнительные
проверки, регламентируемые ГОСТ 19326-73.
Окончательно номинальный диаметр цельной головки выбирается из ряда
20, 25, 32, 40, 50, 60, 80 мм, а сборной — из ряда 100, 125, 160, 200, 250, 315,
400, 500, 630, 800 и 1000 мм. Могут использоваться также головки дюймовой
системы.
Согласно установившейся практике номинальный диаметр резцовой голов-
ки для чернового и чистового зубонарезания как колеса, так и шестерни выбира-
ют одинаковым.
Направление вращения резцовых головок. У станков для нарезания кони-
ческих колес с круговыми зубьями шпиндель инструмента может вращаться
в любом направлении, следовательно, на них можно применять праворежущие
и леворежущие головки.
Для конических колес с передаточным отношением 2:1 и выше при нарезании
зубьев колеса направление вращеиня черновых и чистовых резцовых головок
980
Глава 10. Проектирование инструментов для обработки зубчатых профилей
выбирается аналогичным направлению спирали зубьев. В этом случае рекомен-
дуется использовать направление резания от внутреннего конца зуба к наруж-
ному, что способствует удержанию детали в оправке.
При черновом и чистовом нарезании зубьев шестерни направление враще-
ния головки должно быть обратным направлению спирали зубьев. При таком
сочетании повышается стойкость резцовой головки и снижается шероховатость
поверхности на профилях зубьев. Однако при нарезании шестерни с левой спи-
ралью резцовой головкой правого вращения резание происходит от наружного
конца зуба к внутреннему, что способствует выталкиванию обрабатываемой
шестерни из оправки в процессе резания. Это нужно учитывать при сравнительно
слабом цанговом зажиме детали и нарезании шестерен крупного модуля, где силы
резания большие и деталь может быть вытолкнута из оправки даже при незна-
чительном затуплении резцов.
Номера резцов и углы профиля. Принцип работы зуборезных станков для
обработки конических колес с криволинейными зубьями основан на том, что
в процессе резания обрабатываемое колесо находится в беззазорном зацепле-
нии с резцовой головкой, выполняющей функции воображаемого производя-
щего колеса. Зубом производящего колеса являются резцы этой резцовой го-
ловки. Когда головка входит во впадину зуба обрабатываемого колеса, резцы
начинают формировать профиль зубьев. В это время обрабатываемому колесу
сообщают такое движение, при котором процесс резания следует рассматри-
вать как процесс обкатки двух зубчатых колес при беззазорном зацеплении. Во-
ображаемое производящее колесо в общем случае — это коническое колесо
с углом начального конуса (90° - 9Z), где 9Z — угол ножки обрабатываемого коле-
са в градусах. Такое колесо называют плосковершинным или тупоконусным
производящим.
Одно из главных условий, определяющих правильное зацепление двух со-
пряженных конических колес, состоит в том, чтобы угол зацепления и углы
спирали на образующей начальных конусов у соприкасающихся поверхностей
зубьев были равны. Вершины резцов резцовой головки, являющихся зубьями
плосковершинного колеса, находятся в плоскости, перпендикулярной к оси
вращения люльки станка. Образующая начального конуса обрабатываемого ко-
леса расположена к этой плоскости под углом ножки зуба. Следовательно, по на-
чальному конусу зубья колеса не будут иметь равенства углов зацепления.
Если режущие кромки наружных и внутренних резцов наклонены к оси рез-
цовой головки под одинаковым углом, то по отношению к образующей началь-
ного конуса они будут расположены под разными углами зацепления. Режущие
кромки внутренних резцов, обрабатывающие выпуклые стороны зуба, имеют
уменьшенный угол. Режущие кромки наружных резцов, обрабатывающие во-
гнутые стороны зуба, имеют увеличенный угол зацепления. Так как зацепление
происходит между разноименными сторонами зубьев (выпуклая с вогнутой), то
на образующей начального конуса зубья имеют разные углы зацепления, а само
зацепление осуществляется неправильно.
Для того чтобы получить одинаковые углы зацепления на начальных конусах
соприкасающихся поверхностей зубьев, необходимо углы наклона режущих
10.9. Инструменты для обработки зубьев конических зубчатых колес
981
кромок резцов относительно оси резцовой головки делать заведомо различными.
Разницу в углах зацепления можно определить следующим образом:
Да = 6/ sinP„,
где 0Z — угол ножки нарезаемого колеса; Р„ — угол спирали нарезаемого колеса.
Величину Да называют номерной поправкой.
Номинальный угол профиля резцов чистовых резцовых головок соответст-
вует углу зацепления зубчатой передачи в нормальном сечении. Однако действи-
тельные углы профиля внутренних и наружных резцов отличаются от номи-
нального. С учетом номерной поправки наружные резцы должны иметь угол
зацепления, меньший номинального угла на Да, а внутренние углы — большие
номинального угла на ту же величину:
ан=а-Да; ав = а + Да.
Для обеспечения правильного зацепления на соприкасающихся поверхно-
стях зубьев не обязательно иметь углы зацепления, полученные в результате
расчета; обязательным условием является то, чтобы эти углы были равны меж-
ду собой. Поэтому резцы стандартизированы по номерам. Обычно номер резца
для нарезания шестерни и колеса принимается один и тот же: N = Да/10.
Согласно ГОСТ 11902-77 для чистовых головок устанавливаются следую-
щие номера резцов:
0-2-4-6-8-10-12-14-16-18-20-22-24-30-36-42,
а для черновых —
0-4-8-12-16-20-24.
Углы профиля наружных рабочих сторон резцов всех типов определяются
как Оое = а„ - 10ЛГ, а внутренних сторон — как aOj = a„ + 10N (величина 10N в дан-
ном случае определяет количество угловых минут, например при N = 18... 180').
Углы профиля наружных нерабочих сторон резцов всех типов определяются
как Оо„е = aOj, а внутренних сторон — как aOni = aOe.
Размеры резцов. Основные конструктивные элементы резцов некоторых типов
приведены на рис. 10.70, а их размеры — в табл. 10.72,10.73.
Таблица 10.72
Основные размеры черновых резцов сборных резцовых головок, мм
do Н В 3 Ь ь0. &01 ьс h Лг Лз
160 54,9 25 12 20 6 8 0,5(з -зь) 52 18,2 18 15
200 59,1 27 13 22 9 56 23 18
250 63,2 15 7 11 60 18,8 27 22
315 74,2 17 13 71 22,2 31 26
400 81,9 32 23 25 11 16 78 22,6 38 32
500 92,4 36 26 28 20 88 24,6 46 39
Примечание. Задний угол на аоршине а, 12...150.
982
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рис. 10.70. Правые резцы черновой головки:
а — наружный; б — внутренний; в — средний
Углы профиля одноименных черновых и чистовых резцов рекомендуется
принимать одинаковыми, что позволяет оставлять под последующее чистовое
нарезание небольшой и равномерный припуск. Когда углы профиля черновых
и чистовых резцов различаются, то величина припуска повышается, а условия
резания при чистовом нарезании ухудшаются.
10.9. Инструменты для обработки зубьев конических зубчатых колес
983
Таблица 10.73
Основные размеры чистовых резцов сборных резцовых головок, мм
do Н В 8 Ь Ьо/ h Л, Л2 Лз
100 125 48,3 22 11 16 6,5 6,5 46,0 14,0 14,0 12,5
160 57,3 26 12 20 7,5 54,5 18,7 16,5 15,0
200 60,8 14 7,0 9,0 58,0 17,5 20,0 18,0
250 64,8 17 9,0 11,0 62,0 24,0 22,0
315 78,4 32 19 24 9,5 13,0 75,0 21,0 30,0 26,0
400 84,4 26 12,0 16,0 81,0 35,0 32,0
500 94,8 36 28 28 13,5 18,5 91,0 22,0 43,0 39,0
630 130,8 48 34 35 17,0 24,0 126,0 36,7 51,0 47,0
800 146,0 50 45 22,0 31,5 141,0 37,5 65,0 62,0
1000 158,6 60 50 45 24,0 36,5 152,0 75,0 72,0
Примечание. Задний угол на вершине а.„ = 12... 15°.
Для подрезания ножки зуба шестерни рабочий профиль головки чистовых
резцов может иметь утолщение. Наиболее распространенная форма профиля
резца с утолщением, применяемая для подрезания ножки зуба шестерни на чис-
товых резцах односторонних резцовых головок, показана на рис. 10.71.
Рис. 10.71. Утолщение на головке резца:
1 — режущая кромка
Размеры утолщения на головке резца зависят от высоты зуба и вида переда-
чи(табл. 10.74,10.75). Угол наклона утолщения а'относительно номинального
профиля резца принимают равным 2°.
Таблица 10.74
Высота утолщения на головке резцов*, мм
Полная высота зуба До 7,0 7,0...9,5 9,5...12,5 12,5...16,5 16,5...20,5 Свыше 20,5
Л 1.2 1.6 2,4 2,8 3,2 4,0
* При обработке колос спиралько-конических и гипоидных передач.
984
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.75
Радиус закругления на вершине утолщения зуба, мм
Ширина вершины резца Полная высота зуба
До 7,0 7,0...9,5 9,5...12,5 12,5...16,5 16,5...20,5 Свыше 20,5
0,50 0,40 0,40 0,40 0,40 0,50 0,50
0,65 0,50 0,50 0,65 0,65 0,65 0,65
0,75 0,65 0,65 0,75 0,75 0,75 0,75
1,00 0,75 1,00 1,00 1,00 1,00 1,00
1,25 0,75 1,00 1,25 1,25 1,25 1,25
1,50 0,75 1,00 1,50 1,75 1,75 1,75
2,00 — 1,00 1,50 1,75 1,90 2,25
2,50 — — 1,50 1,75 1,90 2,25
2,75 — — 1,50 1,75 1,90 2,25
Утолщение выбирают с учетом деформации зубьев, возникающей в процессе
термической обработки.
На передней поверхности среднего резца делают радиусное поднутрение на
расстоянии 4.. .8 мм от вершины, а противоположную сторону резца срезают под
углом 25°. Поднутрение на передней поверхности позволяет два-три раза зата-
чивать новую головку при небольшом опускании шлифовального круга, когда
межрезцовое пространство еще мало. Срез под углом 25° обеспечивает достаточ-
ное пространство для свободного входа шлифовального круга при первых заточ-
ках внутренних и наружных резцов.
Развод резцов, радиус закругления и ширина вершины. Развод резцов для
нарезания зубьев колеса определяют в нормальном сечении в середине венца
зуба. Если зуб нарезают двусторонней головкой, то дно впадины зуба колеса
имеет постоянную ширину.
Согласно ГОСТ 19326-73 развод резцов для чистовой двусторонней обработ-
ки колеса вычисляется по формуле
W' = mn[0,5n-2(h* +c‘)tga„+ хт1]
либо принимается по табл. 10.76.
Таблица 10.76
Теоретические разводы резцов, мм (ГОСТ 19326-73)
тЛ W 5Л,
1,00 0,00 0,6 -0,016
1,125 0,00 0,7 0,060
1,25 0,00 0,8 0,036
1,375 0,00 0,9 0,012
1,5 0,00 1,0 -0,010
1,75 0,00 1,1 0,077
2,0 0,00 1,3 0,030
W
0,04 1,4
W
— —
— —
— —
— —
— —
— —
0,14 1,6
10.9. Инструменты для обработки зубьев конических зубчатых колес
985
Окончание табл. 10.76
W 8Л,
2,25 0,00 1,4 0,119
2,5 0,00 1,6 0,072
2,75 0,00 1,8 0,024
3,0 0,00 2,0 -0,024
3,5 0,00 2,2 0,155
4,0 0,00 2,6 0,060
4,5 0,00 2,8 0,239
5,0 0,00 3,2 0,143
5,5 0,00 3,6 0,048
6,0 0,00 4,0 -0,047
7,0 0,00 4,6 0,036
8,0 0,00 5,2 0,120
9,0 0,00 6,0 -0,071
10,0 0,00 6,5 0,150
11,0 0,00 7,0 0,371
12,0 0,00 8,0 -0,095
14,0 0,00 9,0 0,347
16,0 0,00 10,0 0,789
18,0 0,00 12,0 -0,143
20,0 0,00 13,0 0,299
22,0 0,00 14,0 0,741
25,0 0,00 16,0 0,718
W
0,05 1,6
0,06 1,8
0,07 2,0
0,07 2,2
0,08 2,6
0,04 2,8
0,05 3,2
0,06 3,6
0,07 4,0
0,10 4,6
0,08 5,2
0,09 6,0
0,06 6,5
0,04 7,0
0,07 8,0
0,09 9,0
0,05 10,0
0,09 12,0
0,06 13,0
0,04 14,0
0,07 16,0
0,06 18,0
W
0,14 1,8
0,14 2,0
0,14 2,2
0,20 2,6
0,14 2,8
0,14 3,2
0,14 3,6
0,14 4,0
0,18 4,6
0,20 5,2
0,20 6,0
0,15 6,5
0,12 7,0
0,14 8,0
0,16 9,0
0,17 10,0
0,20 12,0
0,15 13,0
0,12 14,0
0,14 16,0
0,16 18,0
0,14 20,0
Принятый развод резцов округляют до ближайшего стандартного значения
(табл. 10.77). Для определения оптимальной величины развода при нарезании
конических колес существует следующее правило: ширина дна впадины колеса
должна быть несколько больше ширины вершины (ленточки) зуба. При соблю-
дении этого правила толщины зубьев колеса и шестерни будут обеспечивать их
достаточную прочность.
Если из величины развода резцов для чистового нарезания вычесть величи-
ну припуска, получим развод резцов для чернового нарезания колеса:
Ж1Ч = - AW,
где AW = (0,35...0,4)7пг(е — припуск на чистовое нарезание зуба.
Развод зубьев для чернового нарезания зубьев шестерни определяют в нор-
мальном сечении на узком конце зуба:
р
W3., = 77-[л/плС08рл -2(Л/а + ftn)tga]-(W1 + А).
986
Глава 10. Проектирование инструментов для обработки зубчатых профилей
В данной формуле выражение, заключенное в квадратные скобки, представ-
ляет собой сумму впадин колеса и шестерни на узком конце зуба в нормальном
сечении. Если из указанной суммы вычесть величину чистового развода резцов
колеса W\ (ширину дна впадины колеса) и припуск под чистовое нарезание зубьев
шестерни, то получим ширину дна впадины шестерни на узком конце зуба, что
соответствует черновому разводу резцов VF24. Развод резцов VF24 также округляют
до ближайшего стандартного значения.
Таблица 10.77
Разводы, радиусы закругления и ширина вершины резцов, мм (ГОСТ 11902—77)
Развод Ширина за0 вершины резцов Радиус закругления вершин резцов г
ЧИСТОВЫХ черновых чистовых черновых
Ряд* наружных и внутрен- них обозна- чение наружных и внутрен- них обозна- чение сред- них обо- значе- ние наружных и внутрен- них средних
1-й 2-й
0,20 — 0,13 А — — — — — — —
0,25 0,16 Б
0,32 0,22 д
0,40 0,32 Е
0,50
0,60 0,45 ЛТ/» •ZZV 0,45 Лт/» •/IV 0,2 0,2
— 0,7
0,80 —
— 0,9 0,60 и 0,60 и 0,4 0,4
1,00 —
— 1,1
1,30 — 0,90 к 0,90 к 0,5 0,5
— 1,4
1,60 —
— 1,8 1,20 м 1,20 м 0,8 0,8
2,00 —
— 2,2
2,60 — 1,80 р 1,80 р 2,2 т 1,1 1,1 0,8
— 2,8
3,20 —
— 3,6 2,50 У 2,50 У 3,2 ф 1,5 1,5 1,2
4,00 —
— 4,6 4,2 ц 1,5
5,20 — 3,50 X 3,50 X 2,3 2,3
— 6,0 5,5 щ 1,8
6,50 —
— 7,0 5,00 щ 5,00 щ 2,8 2,8
8,00 — 7,5 э 2,5
- 9,0
10.9. Инструменты для обработки зубьев конических зубчатых колес
987
Окончание табл. 10.77
Развод Ширина ва0 вершины резцов Радиус закругления вершин резцов г
чистовых черновых чистовых черновых
Ряд* наружных и внутрен- них обозна- чение наружных и внутрен- них обозна- чение сред- них обо- значе- ние наружных и внутрен- них средних
1-й 2-й
10,00 — 7,00 ю — — — — 4,2 — —
— 12,0
13,00 —
— 14,0 11,00 я 5,6
16,00 —
— 18,00
* Разводы по первому ряду являются предпочтительными.
У чистовых односторонних головок за развод резцов принимают ширину
вершины чистового резца, которую выбирают в зависимости от номинального
диаметра головки.
Значения радиуса закругления и ширины вершины резцов для различных
типов стандартных резцовых головок в зависимости от развода резцов приведе-
ны в табл. 10.77.
Если необходимо увеличить прочность зуба, то зубчатые передачи изготав-
ливают резцами максимально возможного радиуса. Чем больше радиус резца, тем
больше металла остается во впадине зуба. Поэтому в каждом случае необходимо
обеспечивать отсутствие касания вершины зуба сопряженного колеса и радиуса
галтели.
Вершину резца закругляют со стороны боковой режущей кромки для повы-
шения периода стойкости. Максимально изнашивается закругленная вершина
резца, поэтому интенсивность и величина износа зависят от радиуса закругле-
ния. При оптимальном радиусе закругления во впадине зуба нарезаемого колеса
дно впадины способствует повышению прочности зубьев. Резцы чистовых дву-
сторонних головок имеют несколько больший радиус закругления, чем резцы
черновых головок. В трехсторонних головках радиус закругления наружных,
средних и внутренних резцов один и тот же. Односторонние и соответствующие
им черновые двусторонние головки имеют резцы с одинаковыми радиусами за-
кругления.
Ширина вершины черновых резцов должна быть несколько больше половины
развода резцов. Если она будет меньше половины развода, то в середине впади-
ны зуба останется выступ в виде гребешка, что нежелательно, так как головка
зуба сопряженного колеса может задевать за гребешок во время вращения. Способ
устранения этого гребешка заключается в том, что либо наружный резец смеща-
ют внутрь, либо внутренний резец наружу.
Базовый размер и длина режущей кромки резца. В качестве базового размера
резца принимают расстояние от опорной поверхности, на которой резец устанав-
ливают в корпус головки, до точки пересечения рабочей боковой поверхности
988 Глава 10. Проектирование инструментов для обработки зубчатых профилей
и задней поверхности в плоскости, проходящей через середину резца. Базовые
размеры черновых и чистовых резцов в зависимости от номинального диаметра
головки приведены в табл. 10.78, 10.79.
Таблица 10.78
Базовые размеры черновых зуборезных головок, мм
160 200 250 315 400 500
К, 72 92 105 142 186 232
К2 69 88 100 135 179 224
Таблица 10.79
Базовые размеры чистовых зуборезных головок, мм
100 125 160 200 250 315 400 500 630 800 1000
к 41 53 66 84 103 133 172 215 284 359 452
Длину режущей кромки резца определяют в среднем его сечении, она долж-
на быть больше полной высоты зуба обрабатываемого колеса на 2...3 мм. При
меньшей длине режущей кромки обработать зуб полностью можно не всегда.
Образующие наружный и внутренний диаметры резцовых головок опреде-
ляют соответственно по формулам: dOe = d0 + 0,5W; dOi = d0- 0,5W.
Количество резцов в резцовой головке. При проектировании резцовых голо-
вок для нарезания конических колес с круговыми зубьями принимают обычно
наибольшее количество резцов в головке независимо от ее типа и назначения.
Однако это справедливо только для черновых и чистовых односторонних голо-
вок, а для чистовых двусторонних головок не всегда приемлемо. У черновых
резцовых головок с увеличением количества резцов в головке уменьшается на-
грузка на резцы при резании, что способствует повышению производительности
и стойкости, которые являются основными показателями при оценке их работы.
Чистовые резцовые головки в отличие от черновых должны обеспечить ма-
лую шероховатость поверхностей зубьев и высокую точность обработки. Чем
больше резцов у односторонних резцовых головок, тем ниже шероховатость по-
верхностей зубьев. Более всего это сказывается при нарезании зубьев гипоид-
ных ведущих шестерен и шестерен с малым числом зубьев и большими углами
спирали. Так как односторонние резцовые головки имеют все наружные либо
все внутренние резцы, то сила резания направлена в одну сторону и постоянна
по величине. Следовательно, в этом случае количество резцов, одновременно
участвующих в резании, не влияет на изменение силы резания и не вызывает до-
полнительных вибраций и отжимов.
У двусторонних головок сила резания меняется по величине и направлению
в зависимости от того, участвуют в резании одновременно два резца (наружный
и внутренний) или один из них. Появляющиеся в результате этого отжимы
и вибрации отрицательно влияют на точность обработки и т.д. Чтобы устранить
указанные недостатки, двусторонние резцовые головки следует проектировать
так, чтобы в резании всегда участвовал один резец. Это особенно важно при на-
резании конических колес с длиной венца зуба свыше 88 мм (1,5").
10.9. Инструменты для обработки зубьев конических зубчатых колес 989
Для расчета максимального количества резцов в двусторонней резцовой го-
ловке для чистового нарезания зубьев колеса, при котором исключается одно-
временная работа наружного и внутреннего резцов, необходимы следующие
исходные данные, принимаемые по чертежам шестерни и колеса или рассчиты-
ваемые согласно ГОСТ 19326-72:
• внешний окружной модуль mte;
• ширина зубчатого венца шестерни bv и колеса Ь2;
• внешнее конусное расстояние Re;
• среднее конусное расстояние R;
• внутреннее конусное расстояние
• номинальный диаметр резцовой головки d0;
• угол профиля а„;
• средний угол наклона зуба Р„;
• радиальный зазор с = с*т(е;
• полная высота зуба шестерни и колеса h = hl = hal + hfl = h2 = ha2 + Л/2;
• высоты ножек зубьев шестерни Лд и колеса hf2;
• углы ножек зубьев шестерни 0/х и колеса 0д.
Расчет по методике С.Н. Калашникова выполняется в указанной ниже по-
следовательности.
1. Определяют развод W резцов головки согласно табл. 10.76 с округлением
по табл. 10.77.
2. Вертикальная координата оси головки V = O,5d0cosp„.
3. Горизонтальная координата оси головки H = R~ O,5dosinP„.
4. Расстояние между осями головки и нарезаемого колеса S = л/И2 +Н2.
5. Параметры Ах = Ло1 - &2tg 0Z1, А2 = ha2 - &xtg 0/х.
6. Параметры Вх =Ах - &2tg0/x, В2 = А2 - b^gQ^.
7. Параметры С1=В1- с, С2 = В2- с.
8. Параметры Dl=Bl + C2, D2 = h.
9. Параметры Ех = 0,5Ж + D^gan, Е2 = 0,5Ж + D2tgan.
10. Параметры Fv = O,5do + Elt F2 = O,5do -E2.
11. Параметры Gx = 2SFV, G2 = 2SF2.
(p2 772 C?2 \ f T)2 p2 e»2 \
12. Углы: 0X = arccos —-J- , 02 = arccos —------- .
I Gi ) I G2 )
13. Разность углов Д0 = 0х-02-1°. 36QO
14. Максимальное количество резцов в головке N =-с округлением до
стандартного значения из приведенного выше ряда.
Подкладки под резцы. Подкладки применяют для того, чтобы обеспечить
необходимый развод резцов и образующие диаметры головки. Толщины под-
кладок под внутренние Н„ и наружные Ня резцы можно определить в зависимо-
сти от конструктивных особенностей головки (рис. 10.72):
Н = ~ ~ • н = ^Ое ~2В-
" 2 2
где К„ К„ — базовые размеры корпуса соответственно под внутренние и на-
ружные резцы; В„ В„ — базовые размеры внутренних и наружных резцов.
990
Глава 10. Проектирование инструментов для обработки зубчатых профилей
а — чистовая головка с наружными резцами; б — черновая головка с внутренними резцами;
1 — подкладка; 2 — клин
Базовые размеры корпусов головок (К) и резцов (В) принимаются в соответ-
ствии с табл. 10.72,10.73,10.78,10.79.
Последовательность расчета основных параметров резцовых головок. Ха-
рактеристика резцовой головки для обработки конических и гипоидных колес
всех типов определяется следующими данными:
• типом передачи — обкатная коническая передача с круговыми зубьями
или гипоидная полуобкатная и т.д.;
• характером обработки — черновое или чистовое нарезание зубьев;
• размерами — номинальным диаметром (или образующим диаметром рез-
цов чистовой односторонней головки), разводом резцов, радиусом вершины рез-
ца и т.д.;
• углом зацепления — номер резца, угол профиля наружного и внутреннего
резцов и суммарный угол;
• максимальной высотой зуба;
• количеством резцов в головке;
• утолщениями вершины резца;
• направлением вращения резцовой головки.
Для расчета резцовых головок для нарезания конических колес с круговыми
зубьями необходимы следующие исходные данные, принимаемые по чертежам
шестерни и колеса или рассчитываемые согласно ГОСТ 19326-72:
• числа зубьев шестерни гх и колеса z2;
• внешний окружной модуль тп(е;
• ширина зубчатого венца шестерни Ъх и колеса Ъ2;
• внешнее конусное расстояние 7?е;
• среднее конусное расстояние R;
• внутреннее конусное расстояние Rt;
• окружной шаг pt = nmte;
• угол профиля а„;
• средний угол наклона зуба р„;
• угол начального конуса 6W;
10.9. Инструменты для обработки зубьев конических зубчатых колес
991
• высоты головок зуба шестерни Л01 и колеса Ло2;
• высоты ножек зубьев шестерни Лд и колеса Л^;
• углы ножек зубьев шестерни и колеса 0п;
• окружная толщина зуба s(;
• направление спирали зубьев шестерни и колеса.
Расчет по методике С.Н. Калашникова выполняется в указанной ниже по-
следовательности .
1. Номинальный диаметр d0 головки принимают по табл. 10.71.
2. Сумма углов ножек 0S = 0fl + 0f2 (определяется в угловых минутах).
о тт at OySinB,, ,
3. Номер резца N = —---— с округлением до стандартного значения (см.
20
выше).
. „ „ . а 20N
4. Расчетный угол спирали sinpnpac4 =-.
5. Вертикальная координата оси головки V = O,5d0cos Р„расч.
6. Горизонтальная координата оси головки H = R- O,5dosinP„ раоч.
Параметры головки для нарезания колеса
7. Расчетный чистовой развод резцов W2 принимается по табл. 10.76 с округ-
лением по табл.10.77.
8. Черновой развод резцов W24 = W2 - Д, где Д — припуск на чистовое нареза-
ние зуба (см. выше).
9. Выбирают конструктивные особенности черновой и чистовой головок (цель-
ная или сборная, одно-, дву- или трехсторонняя) и направление их вращения
(согласно рекомендациям, приведенным выше).
10. Образующие диаметры черновых и чистовых резцов:
наружных dOe4 = dQ + W24 и dOa = dQ + W2;
внутренних d0(4 = d0- W24 и dOi = dQ- W2.
11. Определяют толщины подкладок под внутренние и наружные черновые
и чистовые резцы:
rT d0i-2K3-2B. rT dQ.-2Ka-2Btl
ТТ и» 0 я а ТТ _ Uc Н И
л8---------- , лн---------------
А
2
где Ки, Ка — базовые размеры корпуса под внутренние и наружные резцы чер-
новой или чистовой головки; Вв, Вя — базовые размеры внутренних и наруж-
ных черновых или чистовых резцов, принимаемые в соответствии с табл. 10.72,
10.73, 10.78, 10.79.
12. Выбирают ширину saQ вершин черновых и чистовых наружных и внут-
ренних резцов и радиусы г закругления их вершин по табл. 10.77.
13. Ширина вершины среднего чистового резца so0 ср = W24 - (0,25...0,80), ра-
диус закругления выбирают так же, как для внутренних и наружных чистовых
резцов.
14. Углы профиля черновых и чистовых резцов:
наружных Оо, = а„ - 102V;
внутренних cc^f = а„+ 10ЛГ,
ГДе величина 10^ в данном случае определяет количество угловых минут.
992
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Параметры головки для нарезания шестерни
Повторить пп. 7-14 расчета для черновых резцов, принимая за исходные
данные параметры шестерни.
15. Поправка, учитывающая разность между расчетным и номинальным
диаметрами резцовой головки для обработки шестерни,
W,
= R tg a„(tg Qfl + tg 0/2)+—1.
a
16. Поправка, учитывающая устранение диагонального пятна контакта,
= ^g«?,(tgezi -htge^).
17. Суммарная расчетная поправка АЛ = + AR2.
18. Образующие диаметры чистовых резцов односторонних головок:
наружных dOe = d0 + 2 AR2;
внутренних dOi = d0- 2AR2.
19. Направление вращения чистовой головки принимают согласно приве-
денным выше рекомендациям.
20-23. Повторить пп. 11-14 расчета для чистовых резцов головки для обра-
ботки шестерни с целью расчета толщины подкладок, выбора ширины вершины
резцов и радиуса ее закругления, а также определения углов профиля резцов.
Технические требования. На цельной зуборезной головке (или корпусе сбор-
ной) должны быть указаны номинальный диаметр, номер резца, развод резцов и
марка стали. На корпусе сборной головки должны быть указаны номинальный
диаметр, базовое расстояние корпуса и номера резцовых пазов. На каждом резце
должны быть указаны его тип, номинальный диаметр головки, номер резца,
ширина вершины резца и марка стали.
Требования к шероховатости поверхностей основных элементов зуборезных
головок приведены в табл. 10.80.
Таблица 10.80
Шероховатость некоторых поверхностей зуборезных головок, мкм
(ГОСТ 11906-77)
Поверхности Параметр
Посадочное отверстие Опорный и передний торцы головки или торец буртика головок диаметрами 20...50 мм: Ra 0,32
нормальной точности Ra 0,63
повышенной точности Передняя и задняя поверхности на рабочей стороне резцов: Ra 0,32
нормальной точности Rz 3,2
повышенной точности Задняя поверхность на нерабочей стороне резцов: Rzl,6
нормальной точности Rz 6,3
повышенной точности Rz 3,2
10.9. Инструменты для обработки зубьев конических зубчатых колес
993
Допуски и предельные отклонения некоторых параметров сборных зуборез-
ных головок приведены в табл. 10.81, а цельных — в табл. 10.82.
Таблица 10.81
Допуски и предельные отклонения параметров
сборных зуборезных головок, мм (ГОСТ 11906-77)
Контролируемый параметр Номинальный диаметр Чистовые головки Черновые головки
нормальной точности повышенной точности
Биение опорного и переднего торцов на наибольшем диаметре 100...125 0,010 0,002 —
160...250 0,010 0,002 0,010
315; 400 0,015 0,003 0,015
500 0,020 0,005 0,020
630...1000 0,025 — —
Посадочное отверстие: 58,23 и 127 мм 215,8 и 330 мм 160...400 500...1000 +0,002 -0,005 Н5
Базовое расстояние корпуса 100...1000 J.7 J.6 JB6
Набольшая разность окружных ша- гов между резцовыми пазами в кор- пусе в пределах одного оборота 100...200 0,04 0,02 0,04
250; 315 0,05 0,03 0,05
400; 500 0,05 0,04 0,05
630 0,06 — —
800; 1000 0,08
Накопленная погрешность окруж- ного шага пазов корпуса 100...200 0,05 0,03 0,05
250; 315 0,06 0,04 0,06
400; 500 0,08 0,05 0,08
630 0,10 — —
800; 1000 0,15
Профиль рабочей стороны резцов на длине, мм 9 100;125 0,006 0,003 —
10 160; 200 0,006 0,003 0,010
15 250; 315 0,010 0,004 0,016
24 400;500 0,016 0,005 0,020
35 630 0,025 — —
60 800; 1000 0,040
Базовое расстояние резцов в преде- лах одного комплекта 100...1000 ±0,012 ±0,008 ±0,012
Толщина подкладки 100...1000 ±0,005 ±0,002 ±0,005
Торцовое биение по вершинам рез- цов от резца к резцу* 100;125 0,010 0,005 —
160; 200 0,012 0,007 0,025
250; 315 0,015 0,010
400; 500 0,020 0,010 0,030
630...1000 0,025 — —
994
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.81
Контролируемый параметр Чистовые головки Черновые головки
Нимш1ылы±ыи диаметр нормальной точности повышенной точности
Торцовое биение по вершинам рез- цов в пределах одного оборота* 100; 125 0,030 0,016 —
160; 200 0,020 0,050
250; 315 0,035 0,025 0,055
400; 500 0,040 0,030 0,060
630...1000 0,050 — —
Радиальное биение резцов посере- дине режущих кромок* 100...315 0,025 0,016 0,030
400;500 0,040 0,025 0,040
630...1000 0,060 — —
Профиль рабочей стороны базового резца на длине* 9 100; 125 0,006 0,003 —
10 160; 200 0,010
15 250; 315 0,010 0,004 0,016
24 400; 500 0,016 0,005 0,020
35 630 0,025 — —
60 800; 1000 0,040
* Проверяется в собранном виде.
Таблица 10.82
Допуски и предельные отклонения параметров
цельных зуборезных головок, мм (ГОСТ 11906-77)
Контролируемый параметр Допуски и предельные отклонения
Биение опорного торца и торца буртиков головок диаметром 20...50 мм:
нормальной точности 0,010
повышенной точности 0,015
Посадочное отверстие 25,4 мм Профиль рабочей стороны резцов: -0,007
головок нормальной точности на длине:
5 мм для головок диаметром 20...32 мм 0,005
6 мм для головок диаметром 40; 50 мм 0,006
8 мм для головок диаметром 60; 80 мм головок повышенной точности на длине: 0,008
5 мм для головок диаметром 20...32 мм 0,003
6 мм для головок диаметром 40; 50 мм 0,004
8 мм для головок диаметром 60; 80 мм 0,006
Образующие диаметры головок:
нормальной точности ±0,020
повышенной точности ±0,015
10.9. Инструменты для обработки зубьев конических зубчатых колес
995
Окончание табл. 10.82
Контролируемый параметр Допуски и предельные отклонения
Торцовое биение по вершинам резцов от резца к резцу:
головок нормальной точности 0,015
головок повышенной точности 0,010
Торцовое биение по вершинам резцов от резца к резцу в преде- лах одного оборота:
головок нормальной точности 0,025
головок повышенной точности 0,020
Радиальное биение резцов посередине режущих кромок:
головок нормальной точности 0,010
головок повышенной точности 0,005
Отклонение режущих кромок резцов от плоскости, проходя- щей через ось головки:
нормальной точности 0,030
повышенной точности 0,020
10.9.6. Конические червячные фрезы для нарезания
конических колес с круговыми зубьями
Конические червячные фрезы применяются для нарезания конических ко-
лес с круговыми зубьями на основе беззазорного зацепления воображаемого
плоского колеса и заготовки. Правозаходные фрезы используются для колес
с левым направлением зубьев, левозаходные — с правым направлением.
Исходными данными для расчета являются нормальный модуль колеса тп,
угол зацепления а, числа зубьев гх и z2, максимальная длина образующей кону-
са Lmax (по паспортным данным станка) и ширина зубчатого колеса Ъ.
Расчет фрезы выполняется в указанной ниже последовательности.
1. Осевой шаг зубьев рп0 = птп.
2. Профиль зубьев фрезы представляет собой рейку, расположенную на об-
разующей начального конуса, составляющего с осью фрезы угол 30°. Образую-
щая этого конуса представляет собой вогнутую кривую, стрела прогиба которой
равна 0,01...0,02 модуля. Такая форма создает утолщение зубьев фрезы от ее
середины к обоим торцам (рис. 10.73) и позволяет обеспечивать на нарезаемых
зубьях правильную зону касания.
3. Толщина зубьев на малом диаметре
ТС7П„ л л,
Somin =—-+0,01пг„,
А
на расстоянии 1/3 длины фрезы от малого торца
„ _ П/П„
80-v
996
Глава 10. Проектирование инструментов для обработки зубчатых профилей
-^=- + 0,01т„
А
Ктп
2
ЯП,
----2^ + 0.02тп„
Л// —
----2^ + 0.01»1„
Рис. 10.73. Кривая изменения толщины зуба вдоль рейки фрезы
на большом диаметре
8отах = ^- + О,О2щп.
а
4. Высота головки зуба Ло0 = 1,25т„.
5. Высота ножки зуба й/0 = 1,2пг„.
6. Общая высота зуба Ло = Ло0 + й/0.
7. Радиусы закругления на головке и ножке зуба г1 = гг = (0,2...0,3)т„.
8. Высота фланка Лф = 0,8тп„ + Ло0, угол фланка Оф = 5°(рис. 10.74).
Рис. 10.74. Размеры фланка на зубе конической червячной фрезы
9. Размеры канавок для выхода шлифовального круга при тп > 2 мм равны:
Ък = 1,0...2,5 мм, Лк = 0,6...1,5 мм, гк = 0,5...1,2 мм (в зависимости от модуля).
10. Длина фрезы на образующей начального конуса (рис. 10.75)
lK = Leos §2 -(L-dJcosSj,
где sin8r = — = r* ; sin32 = —; гЬс = 0,5mnzc — радиус основной окружности
ric L-b L
плоского колеса; ric — внутренний радиус плоского колеса.
Для обеспечения полного нарезания колеса длина образующей фрезы
Ц =1 +^.
2
10.9. Инструменты для обработки зубьев конических зубчатых колес
997
Рис. 10.75. Схема расположения фрезы относительно воспроизводящего колеса
11. Полная длина фрезы
L = ZjCos 30° + Z2 + 80 мм,
где 12 — длина переходной части между хвостовиком и рабочей частью фрезы
(рис. 10.76).
12. Угол подъема винтовой линии у малого диаметра
+ _ тп
gy‘°~ D 2ha0+Q,5K’
ф cos30°
где Лф — фактический малый наружный диаметр фрезы у первого полного зуба;
К — величина затылования.
Рис. 10.78. Коническая червячная фреза
998
Глава 10. Проектирование инструментов для обработки зубчатых профилей
13. Малый начальный диаметр фрезы
d _ тп
аи>01 ~~
tgyi0
Обычно yi0 = 3... 7°.
14. Малый наружный диаметр фрезы
daoi =dwOl +2
cos30°
15. Большой наружный диаметр фрезы
^ = ^aoi + 2Z1sin3O°.
16. Наружный диаметр, измеряемый на середине режущей части,
j _ dgQ,, +daOl
аа0 ср g
17.Задний угол на вершине фрезы на середине режущей части ааср = 10°. Пе-
редний угол равен 0°.
18. Число z0 зубьев фрезы принимается равным 8 или 10.
19. Величина затылования
K = ^^tgaacp.
2о
Величина второго затылования Кг = 1,5К.
20. Задний угол на большом диаметре фрезы
tgaae
Кг0
ndaOe
21. Задний угол на малом диаметре фрезы
b6 ^al----•
Углы aae и aai должны быть не менее 4.. .6°.
22. Глубина стружечной канавки Н = h0 + K1 + r, где радиус дна стружечной
канавки г = 0,75. ..1,0 мм.
23. Угол профиля стружечной канавки принимается равным 22°. Канавки
вдоль образующих конуса выполняются расширяющимися к большему диамет-
ру. Ширина F пера у большого диаметра и величина а расширения приведены
в табл.10.83.
Таблица 10.83
Параметры стружечных канавок конических червячных фрез, мм
тп 1,0 1,5 2,0 2,5 3,0 3,5 4,0; 4,5 5,0; 5,5 6,0; 6,5
F 9 10 12 15 16 17 20 22 26
а 5 6 7 8 9 10 12 14 16
10.10. Инструменты для обработки звездочек втулочных и роликовых цепей
999
Требования к шероховатости поверхностей конических червячных фрез
указаны в табл. 10.84.
Таблица 10.84
Параметры шероховатости поверхностей конических червячных фрез
Поверхности Параметр шероховатости, мкм
Передняя поверхность и задние поверхности зубьев на вершинах и боковых сторонах Хвостовик Rz 3,2 Ra 0,63
Допуски и предельные отклонения параметров конических червячных фрез
приведены в табл. 10.85.
Таблица 10.85
Допуски и предельные отклонения параметров конических червячных фрез, мм
Параметр Модуль
1,0...2,0 2,5...4,0 4,5...6,5
Половина угла профиля ±15' ±10' ±5'
Прямолинейность сторон профиля 0,015 0,020 0,025
Толщина зубьев:
обоих крайних ±0,05 ±0,08 ±0,10
среднего ±0,015 ±0,020 ±0,025
Радиальное биение по вершинам зубьев 0,025 0,03 0,03
Прямолинейность передней поверхности 30' 25' 20'
Разность соседних окружных шагов 0,06 0,08 0,10
Половина угла конуса по вершинам зубьев ±5' ±8' ±10'
Радиальное биение хвостовой части <0,015 <0,015 <0,015
Инструменты для обработки звездочек
втулочных и роликовых цепей
10.10.1. Расчет профиля звездочки
При расчете параметров профиля звездочки для роликовых и втулочных це-
пей по ГОСТ 591-69 исходными данными являются: t — шаг цепи; Пц — диа-
метр втулки для втулочных цепей или диаметр ролика для роликовых цепей;
Zj — число зубьев звездочки; профиль со смещением или без смещения впадин.
Сложный профиль звездочки (рис. 10.77) состоит из дугового выпуклого
участка GK, прямолинейного участка FG, двух дуговых выгнутых участков BE
и EF и прямолинейного участка АВ. Профиль может быть со смещением или без
смещения впадин (на рисунке — со смещением).
1000
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Геометрический расчет параметров звездочки выполняют в указанной ниже
последовательности.
Определяют, находится ли число зубьев звездочки в рекомендуемых преде-
лах:
zmin = 9 + 0,2f < z < zmax = 120.
Диаметр и радиус делительной окружности:
ф =------*----• г = о, 5 с?,.
814(180°/?!)
Геометрическая характеристика зацепления Х = ?/ Da.
Коэффициент высоты зуба выбирают из следующих условий:
если 1,4 < X < 1,5, тоК = 0,480;
если 1,5 <Х,< 1,6, то К = 0,532;
если 1,6 < Х< 1,7, то К= 0,555;
если 1,7<Х< 1,8, тоК' = 0,575;
если 1,8 < X < 2,0, то К = 0,565.
Если X лежит вне пределов 1,4...2,0, то необходимо уточнить исходные дан-
ные, поскольку профиль звездочки рассчитан быть не может.
10.10. Инструменты для обработки звездочек втулочных и роликовых цепей 1001
Диаметр окружности выступов
, х 1800>|
d01 -t ЛГ+ctg----.
I 2i J
Радиус впадины г = О,5О25Лц + 0,05 мм.
Диаметр окружности впадин dn = dal - 2r.
Радиус сопряжения гг = 0,8Лц + г = 1,3025Лц + 0,05 мм.
56°
Угол сопряжения Р = 18°----.
2i
тт ССо 60°
Половина угла впадины а =55-------.
2i
180°
Половина угла охвата зуба (р = 90°----а + р.
2i
Радиус головки зуба r2 =Ba(l,24cosq>+0,8cosP-l,3025)-0,05 мм.
Длина прямого участка профиля FG f =Da (l,24sin(p-0,8sinP).
Для звездочек без смещения центров дуг впадин е = 0; для звездочек со сме-
щением е = 0,03г.
Координаты центров Oj и О2:
oj =0,8 Лц sina; у, =0,8 Лц сова;
. _.п Л180о>1 . _.п . Л180о>
Х2 = 1,24£>„ сов - ; ^ = 1,24Оц вш ----L
< *1 J I 2i J
Диаметр окружности выступов вычисляется с точностью до 0,1 мм, осталь-
ные линейные размеры — с точностью до 0,01 мм, а угловые — с точностью до 1'.
10.10.2. Дисковые фрезы для обработки звездочек
Для обработки звездочек могут использоваться дисковые фасонные фрезы
(рис. 10.78). Общие принципы расчета их конструктивных элементов приведены
в § 7.5. Передний угол обычно принимается равным 0°, задний угол — 9...12°.
Общие рекомендации по выбору габаритных размеров фрез приведены
в табл. 10.86.
Рис. 10.78. Дисковая фреза для обработки профиля зубьев звездочек
1002
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.86
Основные размеры дисковых фрез для обработки звездочек, мм (ГОСТ 28281—89)
Параметры цепи d0o d го В*
Шаг t Диаметр втулки Dn
6,350 3,30 63 22 12 8,1...8,5
8,000 5,00 9,2...9,8
9,525 71 10,9...11,3
5,08
6,00 11,0...11,7
6,35 11,0...11,9
12,700 7,75 14,6...15,6
8,51 14,6...15,9
15,875 10,16 90 27 18,3...19,6
19,050 11,91 21,9...23,5
12,07
25,400 15,88 100 29,5...31,5
31,750 19,05 112 32 10 36,5...39,0
38,100 22,23 44,0...46,0
25,40 44,0...47,0
44,450 140 40 51,5...60,0
27,94 52,0...61,5
50,800 28,58 59,0...69,9
29,21
63,500 39,68 180 50 74,0...87,5
39,37
76,200 47,63 200 89,0...105,0
48,25
* Ширина фрезы увеличивается по мере роста числа зубьев звездочки.
Координаты точек профиля фрезы могут быть определены по таблицам,
представленным в ГОСТ 28281-89, или рассчитаны согласно табл. 10.87.
Таблица 10.87
Формулы и величины для расчета профиля дисковой фрезы
для обработки звездочек
Параметр Номер фрезы
1 2 3 4 5
Число зубьев звездочки гг 7-8 9-11 12-17 18-35 36 и более
Расчетное число зубьев zp 7,5 10 14 25 56
Радиус головки фрезы г 0,50250ц+0,05 мм
Радиус сопряжения t\ 0,8.Оц + г = 1,30250ц + 0,05 мм
10.10. Инструменты для обработки звездочек втулочных и роликовых цепей
1003
Окончание табл. 10.87
Параметр Номер фрезы
1 2 3 4 5
Радиус впадины фрезы г2 0,711Д- -0,05 0,698Оц- -0,05 0,685Оц- -0,05 0,668Оц- -0,05 0,655Ott- -0,05
Половина угла головки фрезы а 47°00' 49°00' 50°43' 52°36' 53°56'
Угол сопряжения р 10°32' 12°24' 14°00' 15°45' 17°00'
Прямой участок профиля f 0,036Дц 0,0560ц 0,0730ц 0,0920u 0,105Оц
Координаты точки Oj «1 0,5851Du 0,6038Оц 0,6192Оц 0,6355Оц 0,6466Оц
У1 0,5456Дц 0,5248Оц 0,50660ц 0,4859Оц 0,47100ц
Координаты точки О2 х2 1,1328Оц 1,1793Оц 1,2089Ou 1,23020ц 1,2381Оц
У2 0,5044Du 0,3832Оц 0,2759Оц 0,1554Оц 0,06950ц
Смещение центров дуг головки фрезы е 0,03t
Ширина фрезы В, не менее 1,144 1,114 1,084
При маркировке фрезы следует указывать шаг цепи или диаметр ролика,
а также марку быстрорежущей стали.
Шероховатость рабочих поверхностей дисковых фрез для обработки звездо-
чек принимается согласно табл. 10.88. Рекомендуемые допуски и предельные
отклонения приведены в табл. 10.89.
Таблица 10.88
Шероховатость поверхностей дисковых фрез
для обработки звездочек, мкм
Поверхность Параметр шероховатости Поверхность Параметр шероховатости
Посадочное отверстие Ra 0,8 Торцовая Да 1,6
Передняя Яг 6,3 Задняя Ra 3,2
Таблица 10.89
Допуски и предельные отклонения параметров дисковых фрез
для обработки звездочек, мкм (ГОСТ 28281—89)
Параметр Обозна- чение Шаг цепи, мм
6,35...8,00 9,525...19,05 25,4...50,8 63,5...76,2
Диаметр посадочного отвер- стия fa Н7
Торцовое биение опорных поверхностей f, 30 40 50
Радиальное биение по вер- шинам: от зубу к зубу на одном обороте f 32 63 40 80 50 100
1004
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Окончание табл. 10.89
Параметр Обозна- чение Шаг цепи, мм
6,35...8,00 9,525...19,05 25,4...50,8 63,5...76,2
Профиль передней поверх- ности Л 100 200 250 340
Биение боковых режущих кромок зубьев в направле- нии нормали к профилю fn 60 80 100 120
Асимметричность профиля зуба ftf 160 200 250 320
Отклонение профиля зуба: на головке на ножке ffaO fffo 50 80 63 100 80 120
10.10.3. Червячные фрезы для обработки звездочек
В зависимости от точности звездочек червячные фрезы для их обработки мо-
гут иметь следующие классы точности:
В — звездочки цепей повышенной точности;
С — звездочки группы А по ГОСТ 591-69;
D — звездочки группы В по ГОСТ 591-69.
Фрезы обычно изготавливаются однозаходными с правым направлением
спирали со шлифованным или нешлифованным профилем.
Основные размеры фрез (рис. 10.79) выбираются в соответствии с табл. 10.90.
Наряду с наружным диаметром, числом зубьев, а также величинами заднего
угла и первого затылования фрезы определяются ее конструктивные элементы.
Рис. 10.79. Червячная фреза для обработки зубьев звездочек
10.10. Инструменты для обработки звездочек втулочных и роликовых цепей
1005
Таблица 10.90
Основные размеры червячных фрез для обработки звездочек (ГОСТ 15127—83)
Параметры цепи <0 d dr L «0
Шаг* Диаметр втулки Da
8,000 5,00 71 21 40 63 12
9,525 80 32 50 71
6,00
6,35
12,700 7,75 90 80
8,51
15,875 10,16 100 100
19,050 11,91 112 40 60 112
25,400 15,88 125 125 10
31,750 19,05 140 140
38,100 22,23 160 50 75 155
44,450 25,40 180 180 9
50,800 28,58
Передний угол уо на вершинной режущей кромке для чистовых фрез прини-
мается равным 0°. Для черновых фрез его можно принять в пределах 10... 15°.
Задний угол а = 9... 12°.
Величина второго затылования на вершине зуба определяется по формуле
-К\ = (1,3...1,7)/С с последующим округлением до чисел, кратных 0,5.
Элементы стружечной канавки фрезы:
• глубина канавки Н = Ло + (К + Кг)/2 + г3, где Ло = га1 - гп;
• радиус закругления дна стружечной канавки выбирается из ряда г3 = 1,0;
1,5; 2,0;2,5; 3,0 мм;
• угол 0 профиля стружечной канавки в зависимости от используемых одно-
или двухугловых фрез принимается равным 22, 25 или 30°;
• толщина С зуба у основания должна соответствовать условию С > (0,8... 1,0)Н;
если С < 0,8/7, зуб будет недостаточно прочным, поэтому С необходимо скоррек-
тировать.
При шлифовании зуба по профилю шлифованная часть зуба должна иметь
длину не менее 1/3 окружного шага или 2/3 длины зуба по дуге наружного диа-
метра фрезы. Если длина шлифованной части зуба будет меньше указанной, то
значительно уменьшается срок службы фрезы. При выборе этой величины необ-
ходимо подобрать ориентировочные размеры шлифовального круга и прове-
рить, чтобы при затыловании он не врезался в соседний зуб.
Диаметр шлифовального круга
D ^Q,5da0sin(18Q°/z0)
sinaa
где da0 — наружный диаметр фрезы; (18О°/го) — угол контакта шлифовального
круга с затылуемым зубом фрезы.
1006
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Длина Zp рабочей части фрезы может быть принята такой же, как для червяч-
ных фрез для нарезания зубчатых колес.
Полная длина фрезы L = 19 + 21, где I = 5 мм — длина буртика.
Диаметр буртика dx= da0 - 2Н - (1...2) мм.
Диаметр отверстия под оправку d = 20m°p373. Полученное значение округ-
ляется до ближайшего большего стандартного в соответствии с ГОСТ 9472-90
а
Рис. 10.80. Профили зубьев червячных фрез в нормальном сечении:
а — без смещения центров дуг впадииы; б — со смещением центров дуг впадины
10.10. Инструменты для обработки звездочек втулочных и роликовых цепей
1007
(см. табл. 2.18), после чего выбираются размеры шпоночного паза с предельными
отклонениями.
Диаметр выточки в отверстии dB = d + 2 мм.
Длина шлифованной части отверстия с каждой стороны 1Х - (0,2...0,3)£.
Профиль зуба основной рейки в нормальном сечении червячной фрезы для
обработки звездочки может быть рассчитан по упрощенным формулам в такой
последовательности:
1) шаг основной рейкиpn0 = 1,Olli;
2) вспомогательный радиус г0 = 0,5Вц;
3) радиус головки зуба г = 0,5025Вц + 0,05;
4) радиус выпуклости зуба т\ = г0 + г = 1,0025 Лц + 0,05;
5) радиус впадины зуба гг = 0,03t при шаге t > 10 мм и r2 = 0,05t при шаге
t < 10 мм;
6) высота ножки зуба Нг = 0,28t + г2 = 0,311 при шаге t > 10 мм и Нг = 0,23t + г2 =
= 0,28t при шаге t < 10 мм;
7) смещение центров дуг радиуса е = 0,031; для звездочек без смещения е = 0.
Профили зубьев червячных фрез для обработки звездочек в нормальном се-
чении приведены на рис. 10.80, а их размеры — в табл. 10.91 и 10.92. Координа-
ты дополнительных узловых точек для контроля профиля зуба указаны
в табл. 10.93, а параметры витков и стружечных канавок — в табл. 10.94.
На торце фрезы должны быть указаны:
• товарный знак изготовителя;
• шаг цепи;
• диаметр ролика (втулки);
• обозначение класса точности;
• угол подъема витка;
• шаг стружечной канавки;
• марка стали.
Таблица 10.91
Размеры профиля зуба фрез без смещения центров дуг впадин, мм (ГОСТ 15127—83)
Шаг£ Диаметр ролика (втулки) Лц Н r=hM У1 П Уг г2 х3 Уз Г3 Ло 8„
6,350 3,30 6,420 3,49 1,708 1,352 0,946 3,358 1,460 0,317 5,581 1,239 3,911 3,407 3,74
8,000 5,00 8,088 4,80 2,562 2,048 1,434 5,062 1,840 0,400 13,691 3,529 11,440 4,597 5,62
9,525 9,630 5,23 2,191 0,476 8,357 1,847 5,847 5,111
5,08 5,27 2,603 2,081 1,457 5,143 8,608 1,913 6,065 5,143 5,706
6,00 5,73 3,065 2,457 1,721 6,065 16,980 4,408 14,316 5,483 6,72
6,35 5,91 3,241 2,601 1,821 6,416 49,696 14,754 48,705 5,599 7,10
12,700 7,75 12,840 7,88 3,944 3,174 2,223 7,819 3,556 0,381 19,924 5,060 16,400 7,705 8,65
8,51 8,26 4,326 3,485 2,440 8,581 57,364 16,745 55,222 8,023 9,49
15,875 10,16 16,050 10,08 5,155 4,161 2,914 10,235 4,445 0,476 34,096 9,149 29,879 9,821 11,30
19,050 11,91 19,260 11,94 6,035 4,878 3,416 11,990 5,334 0,572 33,621 8,723 28,378 11,658 13,24
12,07 12,02 6,115 4,944 3,462 12,150 37,024 9,771 31,854 11,725 13,41
25,400 15,88 25,679 15,90 8,030 6,504 4,554 15,970 7,112 0,762 44,206 11,434 37,201 15,530 17,61
31,750 19,05 32,099 19,46 9,623 7,802 5,463 19,148 8,890 0,952 44,273 10,956 35,455 19,060 21,11
38,100 22,23 38,519 23,03 11,221 9,105 6,375 22,336 10,668 1,143 47,671 11,526 37,195 22,592 24,61
25,40 24,62 12,814 10,403 7,284 25,514 9,787 2,024 — — — 23,209 28,10
44,450 44,939 26,59 12,446 1,334 52,026 12,400 39,946 26,118 28,11
27,94 27,87 14,090 11,444 8,013 28,060 10,134 3,646 78,731 20,419 66,491 25,320 30,90
50,800 28,58 51,359 30,16 14,411 11,706 8,196 28,701 14,224 1,524 56,907 13,437 43,241 29,646 31,61
29,21 33,48 14,728 11,964 8,377 29,333 60,463 14,459 46,609 29,922 32,31
63,500 39,68 64,199 39,67 19,989 16,252 11,380 39,829 14,270 5,415 — — — 35,887 43,84
76,200 47,63 77,038 47,61 23,984 19,508 13,660 47,799 17,120 6,502 — — — 43,059 52,61
1008 Глава 10. Проектирование инструментов для обработки зубчатых профилей
Таблица 10.92
Размеры профиля зуба фрез со смещением центров дуг впадин, мм (ГОСТ 15127—83)
ПТяг t Диаметр ролика (втулки) £>ц t. е Н Г ~~ tla0 Г1 Уг г2 Уз Г3 Й-о 8„
6,350 3,30 6,420 0,190 3,49 1,708 1,256 0,946 3,358 1,460 0,317 6,188 1,401 4,448 3,389 3,93
8,000 5,00 8,088 0,240 4,80 2,562 1,928 1,434 5,062 1,840 0,400 23,831 6,688 21,947 4,561 5,86
9,525 9,630 0,286 5,23 1,906 2,191 0,476 9,266 2,088 6,650 5,083 5,90
5,08 5,27 2,603 1,938 1,457 5,143 9,628 2,190 6,984 5,114 5,99
6,00 5,73 3,065 2,315 1,721 6,065 31,385 8,905 29,270 5,439 7,00
6,35 5,91 3,241 2,458 1,821 6,416 2,287 0,380 — — — 5,642 7,39
12,700 7,75 12,840 0,381 7,88 3,944 2,984 2,223 7,819 3,556 0,381 26,847 7,183 23,459 7,678 9,03
8,51 8,26 4,326 3,295 2,440 8,581 3,602 0,334 — — — 8,029 9,87
15,875 10,16 16,050 0,476 10,08 5,155 3,923 2,914 10,235 4,445 0,476 61,011 17,560 57,850 9,783 11,78
19,050 11,91 19,260 0,572 11,94 6,035 4,592 3,416 11,990 5,334 0,572 49,356 13,594 44,577 11,615 13,81
12,07 12,02 6,115 4,658 3,462 12,150 59,279 16,698 54,889 11,681 13,98
25,400 15,88 25,679 0,762 15,90 8,030 6,123 4,554 15,970 7,112 0,762 64,213 17,623 57,779 15,472 18,37
31,750 19,05 32,099 0,952 19,46 9,623 7,326 5,463 19,148 8,890 0,952 55,865 14,461 47,110 18,994 22,07
38,100 22,23 38,519 1,143 23,03 11,221 8,533 6,375 22,336 10,668 1,143 57,245 14,365 46,635 22,518 25,75
25,40 24,62 12,814 9,832 7,284 25,514 10,567 1,244 — — — 23,754 29,25
44,450 1,334 26,59 9,736 12,446 1,334 60,899 14,987 48,550 26,034 29,44
27,94 44,УаУ 27,87 14,090 10,777 8,013 28,060 11,043 2,737 — — — 25,956 32,24
50,800 28,58 51,359 1,524 30,16 14,411 10,944 8,196 28,701 14,224 1,524 65,616 15,943 51,574 29,554 33,14
29,21 33,48 14,728 11,202 8,377 29,333 71,212 17,608 57,080 29,825 33,83
63,500 39,68 64,199 1,905 39,67 19,989 15,299 11,380 39,829 15,569 4,411 — — — 36,796 45,75
76,200 47,63 77,038 2,286 47,61 23,984 18,365 13,660 47,799 18,679 4,943 — — — 44,149 54,89
10.10. Инструменты для обработки звездочек втулочных и роликовых цепей 1009
Таблица 10.93 I
Размеры узловых точек профиля зуба фрез, мм (ГОСТ 15127—83)
Шаг t Диаметр ролика (втулки) Лц Без смещения центров дуг впадин Со смещением центров дуг впадин
h 8 й, 81 8г й 8 й, 81 «г
6,350 3,30 6,420 0,728 2,80 1,645 3,70 6,00 0,728 2,99 1,645 3,89 5,96
8,000 5,00 8,088 1,093 4,20 2,474 5,56 7,39 1,093 4,44 2,474 5,80 7,35
9,525 9,630 9,00 4,48 5,85 8,94
5,08 1,110 4,264 2,513 5,648 8,983 1,110 4,55 2,513 2,93 8,92
6,00 1,307 5,02 2,962 6,65 8,79 1,307 5,31 2,962 6,94 8,75
6,35 1,382 5,31 3,133 7,04 8,74 1,382 5,60 3,133 7,32 8,90
12,700 7,75 12,840 1,682 6,46 3,816 8,57 12,20 1,682 6,84 3,816 8,95 12,16
8,51 1,845 7,09 4,186 9,40 12,13 1,845 7,47 4,186 9,78 12,20
15,875 10,16 16,050 2,198 8,45 4,991 11,20 15,20 2,198 8,92 4,991 11,68 15,17
19,050 11,91 19,260 2,573 9,89 5,845 13,11 18,27 2,573 10,46 5,845 13,68 18,23
12,07 2,608 10,02 5,923 13,29 18,26 2,608 10,59 5,923 13,86 18,22
25,400 15,88 25,679 3,424 13,16 7,782 17,45 24,37 3,424 13,92 7,782 18,22 24,31
31,750 19,05 32,099 4,103 15,76 9,328 20,92 30,54 4,103 16,72 9,328 21,87 30,46
38,100 22,23 38,519 4,785 18,38 10,879 24,39 36,72 4,785 19,53 10,879 25,54 36,61
25,40 5,464 20,99 12,426 27,86 34,66 5,464 22,14 12,426 29,00 36,15
44,450 44,939 42,90 22,33 29,19 42,77
27,94 6,008 23,08 13,665 30,64 37,98 6,008 24,42 13,665 31,97 39,72
50,800 28,58 51,359 6,145 23,61 13,977 31,33 49,08 6,145 25,13 13,977 32,86 48,93
29,21 6,280 24,13 14,284 32,02 49,01 6,280 25,65 14,284 33,55 48,86
63,500 39,68 64,199 8,524 32,75 19,392 43,468 53,87 8,524 34,65 19,392 45,37 56,35
76,200 47,63 77,038 10,227 39,29 23,270 52,157 64,64 10,227 41,58 23,270 54,44 67,61
1010 Г лава 10. Проектирование инструментов для обработки зубчатых п|
10.10. Инструменты для обработки звездочек втулочных и роликовых цепей 1011
Таблица 10.94
Параметры витков и стружечных канавок червячной фрезы (ГОСТ 15127—83)
Шаг t, мм Диаметр ролика (втулки) Лк, мм К, мм dm0, мм УтО РхО, мм рг, мм
6,350 3,30 3,0 51,35 2°17' 6,425 4051
8,000 5,00 56,64 2°36' 8,096 3911
9,525 63,76 2°45' 9,641 4162
5,08
6,00
6,35
12,700 7,75 4,0 70,31 3°20' 12,861 3794
8,51
15,875 10,16 4,5 77,84 3°46' 16,084 3718
19,050 11,91 5,0 86,01 4°05' 19,309 3781
12,07
25,400 15,88 6,0 93,54 5°01' 25,778 3350
31,750 19,05 7,0 103,01 5°05' 32,258 3247
38,100 22,23 8,0 114,38 6°09' 38,742 3333
25,40
44,450 9,0 130,86 6°17' 45,210 3739
27,94
50,800 28,58 9,5 137,30 6°50/ 51,727 3597
29,21
63,500 39,68 10,5 145,72 8°04' 64,839 3232
76,200 47,63 15,0 181,88 7°45' 77,748 4199
Технические требования. Шероховатость рабочих поверхностей червячных
фрез для обработки звездочек указана в табл. 10.95.
Таблица 10.95
Шероховатость поверхностей червячных фрез для обработки звездочек, мкм
Поверхности Классы точности Шаг цепи, мм
до 31,75 свыше 31,75
Посадочное отверстие В Да 0,4 Яа0,8
С, D Да 0,8
Передняя поверхность В Яг 3,2 Яг 6,3
С, D Яг 6,3
Задняя поверхность В Яг 3,2 Яг 6,3
С Яг 6,3
D Яг 10
Цилиндрическая поверхность буртиков В Яг 3,2 Яг 6,3
С, D Яг 6,3
Поверхность торцов буртиков В Яа0,8 Яа1,6
C.D На 1,6
1012 Глава 10. Проектирование инструментов для обработки зубчатых профилей
Рекомендуемые допуски и предельные отклонения приведены в табл. 10.96.
Таблица 10.96
Допуски и предельные отклонения параметров червячных фрез
для нарезания звездочек (ГОСТ 15127—83)
Параметр Обозна- чение Класс точности фрезы Шаг цепи, мм
6,35...8,0 9,525...15,875 19,05...31,75 38,1...50,8 63,5...76,2
Диаметр посадочного отверстия fd В С Н6
D Н7
Радиальное биение буртиков fy В 12 16 20 25
С 20 25 32 40
D 32 40 50
Торцовое биение буртиков ft В 10 12 16 20
С 16 20 25 30
D 25 32 40
Радиальное биение вершин frda В 50 63 80 100 125
С 63 80 100 125 160
D 80 100 125 160 200
Прямолинейность передней поверхно- сти на рабочей высоте зуба fy В 50 63 80 100 125
С 80 100 125 160 200
D 125 160 200 250 320
Разность соседних окружных шагов fuO В 63 80 100 125 200
С 100 125 160 200 250
D —
Накопленная погрешность окружного шага в пределах оборота В 100 125 160 200 320
С 200 250 315 400 500
D —
Отклонение направления стружечных канавок от номинального расположе- ния на 100 мм рабочей части фрезы fx В ±100
С +125
D ±160
Отклонения профиля зуба faO В 25 32 40 50 63
С 32 40 50 63 80
D 40 50 63 80 100
ffO В 40 50 63 80 100
С 50 63 80 100 125
D 63 80 100 125 160
10.11. Инструменты для обработки ториов зубчатых колес
1013
Окончание табл. 10.96
Параметр Обозна- чение Класс точности фрезы Шаг цепи, мм
6,35...8,0 9,525.-15,875 19,05.-31,75 38,1—50,8 63,5—76,2
Отклонение толщины зуба, измерен- ное на высоте головки в нормальном сечении T’so В -50 -63 -80 -100 -125
С -63 -80 -100 -125 -160
D -100 -125 -160 -200 -250
Отклонение осевого шага зубьев fpxo В ±18 ±22 ±25 ±32 ±40
С ±32 ±40 ±50 ±63 ±80
D ±40 ±50 ±63 ±80 ±100
Накопленное отклонение осевого шага между зубьями на длине трех шагов FpmO В ±25 ±32 ±40 ±50 ±63
С ±50 ±63 ±80 ±100 ±125
D ±63 ±80 ±100 ±125 ±160
Инструменты для обработки торцов
зубчатых колес
10.11.1. Зубозакругляюшие фрезы
Торцы зубьев зубчатых колес, используемых в коробках передач, должны быть
закруглены для облегчения переключения. Наиболее распространены симмет-
ричные (конические или бочкообразные) формы торцов. Среди кинематических
способов их обработки преимущество получила обработка пальцевыми фреза-
ми, ось которых лежит в плоскости, перпендикулярной к оси и параллельной
торцу зубчатого колеса (рис. 10.81).
Для обработки торцов используются станки с непрерывным делением и син-
хронным возвратно-поступательным движением инструмента вдоль оси изде-
лия. Время обработки одного зуба — 2...4 с.
Основные конструктивные элементы пальцевых зубозакругляющих фрез
приведены на рис. 10.82 и в табл. 10.97.
Фрезы имеют три степени точности в зависимости от величины радиального
биения: высокую (В) — 0,015 мм, повышенную (П)- 0,03 мм и нормальную (Н)-
0,06 мм.
Известен также способ зубозакругления с использованием дисковых насад-
пых или хвостовых фасонных фрез (рис. 10.83). Эти фрезы имеют внутренний
рабочий профиль, соответствующий поперечному профилю закругляемой торцо-
1014 Глава 10. Проектирование инструментов для обработки зубчатых профилей
вой поверхности зуба, две горизонтальные режущие кромки шириной Ъ, распо-
ложенные параллельно оси фрезы, и боковые наружные кромки, направленные
под углом а к оси фрезы. Закругление обеспечивается внутренним рабочим про-
филем фрезы, остальные кромки работают только при врезании в торец зубчатого
колеса.
Рис. 10.81. Формы пальцевых фрез для формирования бочкообразного
или конического закругления
Рис. 10.82. Пальцевые зубозакругляющие фрезы:
а — конусная; б — радиусная
10.11. Инструменты для обработки торнов зубчатых колес
1015
Таблица 10.97
Основные размеры пальцевых радиусных фрез, мм
Модуль колеса di R й?2 а
1,50 13 7,0 1,10 0,75
1,75 8,0 1,25 0,90
2,00 9,0 1,40 1,00
2,25 10,0 1,60 1,10
2,50 11,0 1,75 1,25
2,75 12,0 2,00 1,40
3,00 14,0 2,10 1,50
3,25 15,0 2,30 1,60
3,50 16,0 2,50 1,75
3,75 17,0 2,65 1,90
4,00 18,0 2,80 2,00
4,25 19,0 3,00 2,10
4,50 20,0 3,20 2,25
5,00 18 23,0 3,50 2,50
5,50 25,0 3,90 2,75
6,00 27,0 4,20 3,00
7,00 32,0 4,90 3,50
8,00 36,0 5,60 4,00
Рис. 10.83. Основные элементы дисковых насадных и хвостовых фасонных фрез
для аубозакругления
1016
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Ширина внутреннего рабочего профиля определяется шириной зуба колеса
у его основания: &ф=sn+(0,1... 0,2) мм. Длина горизонтальных режущих кромок
Ъ = Й1-Л\-(О,З...0,5) мм,
I 22j 2 J
где dfl — диаметр впадин зубьев колеса; гх — число зубьев колеса.
Длина боковых режущих кромок в плоскости, параллельной оси фрезы,
Ъ6 = (ft + 8+0,5)tga,
где h — глубина рабочего профиля фрезы; 8 — верхнее отклонение ширины
венца; a — угол боковых режущих кромок.
Полная ширина фрезы В = Ьф + 2(Ь + &6).
Внутренний диаметр рабочего профиля выбирается из ряда с/ф = 20; 25; 35;
50; 62,5 мм. Тогда наружный диаметр фрезы D = с!ф + 2й.
Окружной шаг t0 зубьев по окружности внутреннего рабочего профиля фре-
зы равен 8... 11 мм. Число зубьев фрезы рассчитывается следующим образом:
с округлением до целого числа. Рекомендуемые соотношения окружного шага
зубьев по окружности внутреннего рабочего профиля и внутреннего диаметра
рабочего профиля приведены в табл. 10.98.
Таблица 10.98
Соотношение параметров зубозакругляющей фрезы
</ф, мм 20 25 35 50 62,5
t0,MM 8,75 8 10 14 20 25
11 6 7 10 14 18
Угол профиля стружечной канавки 0 = 18°, глубина канавки
Н = (h + .К)+ (0,5... 1,0) мм,
где К — величина затылования.
Радиус дна стружечной канавки — 1,0...1,5 мм. Передний угол фрезы —
5...10°.
Диаметр посадочного отверстия насадных зубозакругляющих фрез прини-
мается из ряда 16, 22, 27 и 32 мм в зависимости от диаметра фрезы. Диаметр хво-
стовика хвостовых фрез принимается равным 16 или 18 мм.
10.11.2. Одновитковые червячные фрезы для снятия фасок
по контуру зубьев
Одновитковые червячные фрезы-улитки обрабатывают фаски одновременно
с двух сторон зубчатого венца. Снятие фасок производится без дополнительной
подачи, за счет разности между осевым шагом фрезы и торцовым шагом зубча-
того колеса. Фрезы работают в комплекте.
10.11. Инструменты для обработки торнов зубчатых колес 1017
При обработке конических прямозубых колес одна фреза удаляет фаску с ос-
трых кромок зуба по верхнему торцу венца, другая — по нижнему (рис. 10.84).
Эти фрезы имеют различные осевые шаги, углы профиля и направления винто-
вой линии зубьев, которые зависят от модуля, угла и направления наклона зубьев
обрабатываемого колеса, а также от диаметра фрезы и ее установки относительно
детали. Фрезы рассчитываются в комплекте — для двух сторон зубчатого венца.
Одни и те же фрезы могут обрабатывать колеса с различным числом зубьев,
но с одинаковыми торцовым модулем и углом наклона зубьев. При наладке
станка фрезы устанавливаются средним зубом на уровне оси изделия. Вращение
фрезы от ножки к головке направлено во впадину зуба колеса, вращение дета-
ли — по ходу часовой стрелки со стороны фрезы с левой спиралью.
Наружный диаметр фрез daQ выбирается из конструктивных соображений,
исходя из диаметра посадочного отверстия (оправки, установленной на станке)
и высоты зуба фрезы, предварительно принимаемой
О
где Aj — полная высота зуба колеса после нарезания зубчатого венца.
Рис. 10.84. Схема установки комплекта фрез-улиток относительно зубчатого колеса:
1 — фреза для обработки верхней стороны венца; 2 — фреза для обработки нижней стороны
венца; a, blt Ьг — координаты осей фрез
При выборе da0 можно воспользоваться данными, приведенными в табл. 10.10
и ГОСТ 9824-80.
1018 Глава 10. Проектирование инструментов для обработки зубчатых профилей
Шаг рх0 зубьев по оси фрезы (ход витка) зависит от торцового шага зубчатого
колеса и размера снимаемой фаски:
рх0 = р(1±Др = —^-±л
COSPj
где р(1 — торцовый шаг обрабатываемого колеса по делительной окружности;
тп — нормальный модуль колеса; Pi — угол винтовой линии на делительном
цилиндре колеса относительно оси; f — размер фаски по острому торцу зуба об-
рабатываемого колеса.
Две фрезы, снимающие фаски с зубьев колеса, имеют различные осевые шаги.
Для фрезы, относительно которой зуб колеса в процессе обработки отходит, осевой
шаг принимается на величину фаски больше торцового шага зуба колеса. Для
другой фрезы, относительно которой зуб колеса в процессе обработки набегает,
осевой шаг принимается на величину фаски меньше шага торцового зуба колеса.
Знак «+» или «-» принимается согласно табл. 10.99.
Таблица 10.99
Расчет осевых шагов зубьев фрез
Направление угла наклона зуба колеса Направление витка зубьев фрезы
левое правое
Правое PxO=Ptl+&t Рхо = Ра ~ Д^
Левое Рхо =Ра ~ Д^ Рх0=Ра + Д*
Наружный диаметр фрез da0 выбирается из конструктивных соображений,
исходя из диаметра посадочного отверстия (оправки, установленной на станке)
и глубины стружечной канавки Н, предварительно принимаемой
3
где Ai — полная высота зуба колеса после нарезания зубчатого венца.
Углы профиля фрезы по передней поверхности (рис. 10.85, 10.86) равны
tg a(1 ± ——
360°
«0
где tga(1 = —^ ai; an — угол профиля в торцовом сечении; ъ = arctg| — |;
cosPi
К = га0 - г; га0 — наружный радиус фрезы; г = — h ; A1=A-h1;A = Jr*0 - h2 = raQ cos y;
smyj
y = arcsin[— j; h — расстояние от торца зубчатого колеса до оси фрезы.
\гао)
Расстояние h (установочный размер) от торца зубчатого колеса до оси фрезы
(рис. 10.86) принимается исходя из условия обеспечения снятия фаски по всему
10.11. Инструменты для обработки торцов зубчатых колес
1019
Рис. 10.85. Профиль зуба одновитковой зубозакругляющей фрезы
Рис. 10.86. Схема для расчета углов профиля фрезы
профилю острой кромки зуба колеса и прохождения зуба фрезы по впадине ко-
леса без касания поверхности соседнего зуба.
Окончательно глубина стружечных канавок принимается равной
Н = +(1,5.. .2,0) мм.
В приведенной формуле для расчета tgaOj(O2) знак «+» принимается для пра-
вого угла профиля а02 фрезы с левой спиралью и левого угла профиля а01 фрезы
с правой спиралью, знак «-» — для левого угла профиля а01 фрезы с левой спира-
лью и правого угла профиля Оо2 фрезы с правой спиралью.
При обработке зубчатых колес с правым углом наклона зубьев рабочей явля-
ется правая сторона профиля зуба фрезы, при обработке колес с левым углом на-
клона — левая сторона. Углы нерабочего профиля могут быть изменены из
конструктивных соображений в сторону как увеличения, так и уменьшения.
Допуск на угол рабочего профиля принимается ±15', нерабочего профиля — ±1°.
Зубья фрезы затылованы. Для предотвращения затирания боковой поверх-
ности зуба фрезы суппорт затыловочного станка следует дополнительно разво-
рачивать на 4...8° в сторону увеличения угла затылования.
1020
Глава 10. Проектирование инструментов для обработки зубчатых профилей
Длина фрезы (рис. 10.87)
L = 21 + so0 + —(20 -1) + Ao(tg а01 + tg а02),
2о
где z0 = 8-10 — принятое число зубьев фрезы; ширина буртиков I и ширина
зуба по вершине зо0 = (1,5...2,0) ± 0,05 мм принимаются из конструктивных со-
ображений.
Рис. 10.87. Схема для расчета длины одновитковой червячной фрезы
Рассчитываются длины левой и правой фрез. На фрезе оставляют только
один виток (режущие зубья), остальные удаляют.
Угол подъема витка по вершинам зубьев вдоль оси фрезы
Угол профиля стружечной канавки 0 = 30°, радиус дна канавки 2 мм. Торцо-
вое биение буртиков должно составлять 0,02 мм. Отклонение окружного шага
фрезы /рх0 = ±0,032 мм, накопленная погрешность окружного шага стружечных
канавок FP0 = 0,16 мм, прямолинейность передней поверхности в сторону под-
нутрения fy= 0,16 мм. Остальные конструктивные элементы принимаются по
ГОСТ 9324-80.
Использованная и рекомендуемая литература
Алексеев ГА. Конструирование инструмента / Г.А. Алексеев, В. А. Аршинов, Р.М. Кри-
чевская. М.: Машиностроение, 1979.
Аршинов В А. Резание металлов и режущий инструмент / В. А. Аршинов, Г.А. Алексе-
ев. М. : Машиностроение, 1976.
Баклунов ЕД. Протяжки. Конструкция, технология изготовления и эксплуатация /
Е.Д. Баклунов. М.: Машгиз, 1960.
Борович Л.С. Бесшпоночное соединение деталей машин / Л .С. Борович. М.: Машгиз,
1951.
Боровский Г.В. Справочник инструментальщика / Г.В. Боровский, С.Н. Григорьев,
А.Р. Маслов. М.: Машиностроение, 2005.
Бурштейн И.Е. Высокопроизводительные методы зубозакругления / И.Е. Бурштейн.
М.: Машгиз, 1963.
Выдавливание внутренних резьб бесстружечными метчиками: обзор. М. : НИИмаш,
1976.
Высокопроизводительные конструкции инструмента и его рациональная эксплуата-
ция // Тр. ВНИИинструмент. М.: ВНИИинструмент. 1977.
Высокопроизводительные конструкции фасонных фрез и их рациональная эксплуа-
тация. М.: Машгиз, 1961.
Геллер ЮА. Инструментальные стали / Ю.А. Геллер. М.: Металлургия, 1983.
Грановский Г.И. Фасонные резцы / Г.И. Грановский, К.П. Панченко. М. : Машино-
строение, 1975.
ГрудовАА. Высокопроизводительный резьбообразующий инструмент / А.А. Грудов,
П.Н. Комаров. М. : НИИмаш, 1980.
Гуляев АЛ. Инструментальные стали : справочник / А.П. Гуляев, К.А. Малинкина,
С.М. Саверина. М. : Машиностроение, 1975.
Дарманчев С.К. Фасонные резцы / С.К. Дарманчев. М.; Л.: Машгиз, 1950.
Дьяков А.Т. Прогрессивный режущий инструмент в машиностроении / А.Т. Дьяков,
Г.И. Ясинский. Л.: Машиностроение, 1972.
Жигалко Н.И. Проектирование и производство режущих инструментов / Н.И. Жи-
галке, В.В. Киселев. Минск : Выш. шк., 1969.
Жигалко Н.И. Протяжки для обработки отверстий большой длины / Н.И. Жигалко,
В.Д. Лемешонок, Н.И. Ковзель; под общ. ред. Н.И. Жигалко. Минск : Выш. шк., 1973.
Жилис В.И. Исследование и анализ спиральных сверл разных конструкций / В.И. Жи-
лис. Вильнюс : ЛитНИИНТИ, 1969.
Жилис В.И. Исследование некоторых вопросов прочности спиральных сверл разных
конструкций / В.И. Жилис. Вильнюс : ЛитНИИНТИ, 1967.
Зотов Ю.Н. Проектирование резьбообразующих инструментов / Ю.Н. Зотов. Горький:
ГГУ,1978.
Иноземцев Г.Г. Проектирование металлорежущих инструментов / Г.Г. Иноземцев.
М.: Машиностроение, 1984.
1022
Использованная и рекомендуемая литература
Инструмент для станков с ЧПУ, многоцелевых станков и ГПС / И. Л. Фадюшин [и др.].
М.: Машиностроение, 1990.
Инструментальное обеспечение автоматизированного производства / В.А. Гречишни-
ков [и др.]; под. ред. Ю.М.Соломенцева. М.: Высш, шк., 2001.
Инструментальные системы автоматизированного производства/ Р.И. Гжиров [и др.].
СПб. : Политехник, 1993.
Калашников С.Н. Зуборезные резцовые головки / С.Н. Калашников. М. : Машино-
строение, 1972.
Калашников А.С. Технология изготовления зубчатых колес / А.С. Калашников. М. :
Машиностроение, 2004.
Кацев П.Г. Обработка протягиванием /П.Г. Кацев. М. : Машиностроение, 1986.
Кацев П.Г. Протяжные работы / П.Г. Кацев. М.: Высш, шк., 1985.
Клепиков В.Д. Круговое протягивание цилиндрических колес / В.Д. Клепиков. М. :
НИИНавтопром, 1979.
Клепиков В Д. Протягивание зубьев цилиндрических колес дисковыми протяжками /
В.Д. Клепиков // В сб.: Новые процессы обработки резанием. М. : Машгиз, 1968.
Климов В.И. Справочник инструментальщика-конструктора / В.И. Климов, А.С. Лер-
нер, М.Д. Пекарский. М.: Машгиз, 1958.
Кудевицкий Я.В. Фасонные фрезы / Я.В. Кудевицкий. Л.: Машиностроение, 1978.
Лакирев С.Г. Обработки отверстий. Справочник / С.Г. Лакирев. М. : Машинострое-
ние, 1986.
Ларин М.Н. Высокопроизводительные конструкции фрез и их рациональная экс-
плуатация / М.Н. Ларин. М. : Машгиз, 1957.
Ласточкин С.С. Автоматизация поискового проектирования металлообрабатываю-
щего инструмента / С.С. Ласточкин. М.: ВНИИТЭМР, 1989.
Лашнев С.И. Расчет и конструирование металлорежущих инструментов с примене-
нием ЭВМ / С.И. Лашнев, М.И. Юликов. М.: Машиностроение, 1975.
Лашнев С.И. Формообразование зубчатых деталей реечными и червячными инстру-
ментами / С.И. Лашнев. М.: Машиностроение, 1971.
Люткевич Е.Г. Расчет зуборезного инструмента / Е.Г. Люткевич, А.И. Волчков. Ново-
черкасск : НПИ, 1978.
Маслов АР. Инструментальные системы машиностроительных производств / А.Р. Мас-
лов. М. : Машиностроение, 2006.
Маслов А.Р. Конструкции и эксплуатация прогрессивного инструмента / А.Р. Мас-
лов. М.: ИТО, 2006.
Матвеев В.В. Нарезание точных резьб / В.В. Матвеев. М. : Машиностроение, 1978.
Медведицков С.Н. Высокопроизводительное зубонарезание фрезами / С.Н. Медведиц-
ков. М.: Машиностроение, 1981.
МеньшиковВ.М. Бесстружечныеметчики / В.М. Меньшиков, Г.П. Урлапов, В.С. Се-
реда. М.: Машиностроение, 1976.
Металлообрабатывающий твердосплавный инструмент : справочник / В.С. Самойлов
[и др.]. М. : Машиностроение, 1988.
Металлорежущие инструменты /Г.Н. Сахаров [и др.]. М. : Машиностроение, 1989.
Моисеенко О.И. Зуборезные инструменты, оснащенные прогрессивными режущими
материалами / О.И. Моисеенко. Киев : Выща шк., 1986.
МоисеенкоО^Г.Твердосплавныезуборезныеинструменты/О.И. Моисеенко, Л.Е. Пав-
лов, С.И. Диденко. М. : Машиностроение, 1977.
Нарезание резьбы метчиками-протяжками : руководящие материалы. М.: ВНИИин-
струмент, 1967.
Никитина ЗА. Инструкции по расчету червячных фрез / З.А. Никитина. М. : ВНИ-
Иинструмент, 1966.
Использованная и рекомендуемая литература
1023
Обработка глубоких отверстий / Н.Ф. Уткин [и др.]; под общ. ред. Н.Ф. Уткина. Л. :
Машиностроение, Ленингр. отд-ние, 1988.
Обработка металлов резанием : справ, технолога / А.А. Панов [и др.]; под общ. ред.
А.А. Панова. М.: Машиностроение, 2004.
Основы проектирования режущих инструментов с применением ЭВМ / П.И. Ящери-
цын [и др.]. Минск : Выш. шк., 1979.
Особенности конструирования, изготовления и эксплуатации режущего инструмента
с клеевыми соединениями : обзор. М.: НИИмаш, 1978.
Прогрессивные инструменты для обработки отверстий. Конструкция, технология изго-
товления, эксплуатация/подред.Д.И.Семенченко. М.: ОНТИВНИИинструмент, 1979.
Прогрессивные конструкции сверл и их рациональная эксплуатация: Материалы
науч.-техн, симпоз. Вильнюс : ЛитНИИНТИ, 1974.
Прогрессивные режущие инструменты и режимы резания металлов / В.И. Баранчи-
ков [и др.]. М.: Машиностроение, 1990.
Проектирование и расчет металлорежущего инструмента на ЭВМ/ О.В.Таратынов
[и др.]; под ред. О.В.Таратынова, Ю.П.Тарамыкина. М. : Высш, шк., 1991.
Протасьев В.Б. Прогрессивные конструкции затылованных инструментов/ В.Б. Про-
тасьев, Ю.С. Степанов, М.В. Ушаков; под ред. Ю.С. Степанова. М. : Машиностроение,
2003.
Протяжки для обработки отверстий / Д.К. Маргулис [и др.]. М. : Машиностроение,
1986.
Развертки однолезвийные твердосплавные. Рекомендации по конструированию и экс-
плуатации. М. : ВНИИинструмент, 1975.
Расчет и проектирование твердосплавных деформирующих протяжек и процесса про-
тягивания /А.М.Розенберг [и др.]; под ред. А.М.Розенберга. Киев: Наук, думка, 1978.
Расчет, конструирование, технология изготовления и организация внедрения клее-
вых режущих инструментов : методические рекомендации. М. : НИИмаш, 1984.
Расчет припусков и межпереходных размеров в машиностроении/ Я.М. Радкевич
[и др.]. М. : Высш, шк., 2004.
Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами,
и их применение : справочник / В.П. Жедь [и др.]. М.: Машиностроение, 1987.
Режущий инструмент / В.А. Гречишников [и др.]. М.: Машиностроение, 2007.
Режущий инструмент и инструментальное обеспечение автоматизированного произ-
водства / Е.Э. Фельдштейн [и др.]. Минск : Выш. шк., 1993.
Родин П.Р. Металлорежущие инструменты / П.Р. Родин. Киев: Выща шк., 1974.
Розенберг А.М. Механика пластического деформирования в процессах резания и де-
формирующего протягивания / А.М. Розенберг, Ю.А. Розенберг. Киев : Наук, думка,
1990.
Романов В.Ф. Расчеты зуборезных инструментов / В.Ф. Романов. М. : Машинострое-
ние, 1969.
Руководство по курсовому проектированию металлорежущих инструментов / под
общ. ред. Г.Н. Кирсанова. М.: Машиностроение, 1986.
Сахаров Г.Н. Обкаточные инструменты / Г.Н. Сахаров. М. : Машиностроение, 1983.
Сборный твердосплавный инструмент / Г.Л. Хает [и др.]; под общ. ред. Г.Л. Хаета.
М.: Машиностроение, 1989.
Семенченко И.И. Проектирование металлорежущих инструментов / И.И. Семенченко,
В.М. Матюшин, Г.Н. Сахаров. М.: Машгиз, 1962.
Сидоренко А.К. Червячные фрезы : опыт НКМЗ / А.К. Сидоренко. М.: Машинострое-
ние, 1980.
Синицын Б.И. Методы корригирования рабочих профилей металлорежущих инстру-
ментов с использованием ЭВМ / Б.И. Синицын. Минск : Наука и техника, 1969.
1024
Использованная и рекомендуемая литература
Скиженок В.Ф. Высокопроизводительное протягивание / В.Ф. Скиженок, В.Д. Леме-
шонок, В.П. Цегельник. М.: Машиностроение, 1990.
Справочник инструментальщика / И.А. Ординарцев [и др.]. Л. : Машиностроение.
Ленингр. отд-ние, 1987.
Справочник конструктора-инструментальщика / под общ. ред. В.И. Баранчикова.
М.: Машиностроение, 1994.
Справочник металлиста. В 5 т. Т. 3. / под общ. ред. А.Н Малова. М. : Машинострое-
ние, 1977.
Справочник металлиста. В 5 т. Т. 3. / под общ. ред. С.А. Чернавского, В.Ф. Рещикова.
М.: Машиностроение, 1976.
Фельдштейн Е.Э. Обработка деталей на станках с ЧПУ / Е.Э. Фельдштейн, М.А. Кор-
ниевич. Минск : Новое знание, 2006.
Фельдштейн Е.Э. Режущий инструмент / Е.Э. Фельдштейн, М.А. Корниевич, М.И. Ми-
хайлов. Минск : Новое знание, 2007.
Филиппов Г.В. Режущий инструмент / Г.В. Филиппов. Л. : Машиностроение, 1981.
Фрайфельд ИА. Расчеты и конструкции специального металлорежущего инструмен-
та / И.А. Фрайфельд. М.; Л. : Машгиз, 1957.
Фрумин Ю.Л. Высокопроизводительный резьбообразующий инструмент / Ю.Л. Фру-
мин. М. : Машиностроение, 1977.
Фрумин ЮЛ. Комплексное проектирование инструментальной оснастки / Ю.Л. Фру-
мин. М. : Машиностроение, 1987.
Цейс Ю.В. Профи лирование режущего обкатного инструмента / Ю.В. Цвис. М.: Маш-
гиз, 1961.
Цепков АВ. Проектирование зуборезных инструментов / А.В. Цепков, В.К. Перевозни-
ков. Пермь : Пермский гос. техн, ун-т, 1997.
Цепков А.В. Профилирование затылованных инструментов / А.В. Цепков. М.: Маши-
ностроение, 1979.
Четвериков С.С. Металлорежущие инструменты / С.С. Четвериков. М. : Высш. шк.
1965.
Шагун В.И. Режущий инструмент. Проектирование. Производство. Эксплуатация /
В.И. Шагун. Минск : НПООО «Пион», 2002.
Шатин В.П. Режущий и вспомогательный инструмент : справочник / В.П. Шатин,
П.С. Денисов. М. : Машиностроение, 1986.
Шатин В.П. Режущий и накатный инструмент : справочник конструктора-инстру-
ментальщика / В.П. Шатин, Ю.В. Шатин. М. : Машиностроение, 1975.
Щеголев В А Конструирование протяжек / В.А. Щеголев. М. : Машгиз, 1960.
Эльбор в машиностроении / под ред. В.С. Лысанова. Л. : Машиностроение, 1978.
Эпштейн В.М. Твердосплавные метчики / В.М. Эпштейн, С.И. Рыбак, С.И. Диден-
ко. Киев : Наук, думка, 1984.
Юликов М.И. Проектирование и производство режущего инструмента / М.И. Юли-
ков, В.И. Горбунов, Н.В. Колесов. М. : Машиностроение, 1987.
Каталоги фирм «Sandvik Coromant», «Kennametal - Hertel», «Iscar», «Tizit», «Walter»,
«Comet», «Plansee» и др.
Государственные стандарты
К главе 1
Материалы керамические инструментальные. Марки: ГОСТ 26630-85.
Прутки и полосы из быстрорежущей стали. Технические условия. ГОСТ 19265-73.
Сплавы твердые спеченные. Марки: ГОСТ 3882-74.
К главе 2
Единая система допусков и посадок. Поля допусков и рекомендуемые посадки:
ГОСТ 25347-82*.
Конусы внутренние и наружные конусностью 7:24. Допуски: ГОСТ 19860-93.
Конусы инструментальные. Основные размеры: ГОСТ 25557-82.
Конусы инструментов. Допуски. Методы и средства контроля: ГОСТ 2848-75.
Конусы инструментов с конусностью 1:10 и 1:7. Размеры: ГОСТ 7343-72.
Конусы инструментов укороченные. Основные размеры: ГОСТ 9953-82.
Крепление инструментов на оправках. Типы и размеры: ГОСТ 9472-90.
Оправки с продольной шпонкой и коническим хвостовиком с лапкой для торцовых
фрез. Конструкция и размеры: ГОСТ 13042-83.
Оправки с торцовой шпонкой и коническим хвостовиком с лапкой для торцовых
фрез. Конструкция и размеры: ГОСТ 13041-83.
Оправки с торцовой шпонкой и крепежными болтами для торцовых фрез. Конструк-
ция и размеры: ГОСТ 13043-83.
Основные нормы взаимозаменяемости. Нормальные углы и допуски углов:
ГОСТ 8908-81.
Рифления и углы уклона ножей и пазов режущего инструмента. Размеры:
ГОСТ 2568-71.
Хвостовики инструментов. Диаметры, квадраты и отверстия под квадраты. Размеры:
ГОСТ 9523-84.
Хвостовики инструментов полые конические (HSK). Типы А и С. Основные размеры:
ГОСТР51547-2000.
Хвостовики инструментов полые конические (HSK). Типы В и D. Основные размеры:
ГОСТР51688-2000.
Хвостовики инструментов с конусом 7:24. Размеры: ГОСТ 25827-93.
Хвостовики цилиндрические с лыской для сверл. Размеры: ГОСТ 28706-90.
К главе 3
Вставки перетачиваемые для сборного инструмента, оснащенные сверхтвердым мате-
риалом (композитом). Технические условия: ГОСТ Р 50302-02.
1026
Государственные стандарты
Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы
и размеры: ГОСТ 29133-91.
Резцы и вставки алмазные. Технические условия: ГОСТ 13297-86.
Резцы из быстрорежущей стали. Технические условия: ГОСТ 10047-62.
Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция
и размеры: ГОСТ 26612-85.
Резцы расточные с механическим креплением режущих сменных многогранных пла-
стин. Обозначения: ГОСТ 27686-88.
Резцы расточные со сменными режущими пластинами. Типы и основные размеры:
ГОСТ 28101-89.
Резцы с твердосплавными пластинами. Технические условия: ГОСТ 5688-61.
Резцы токарные и резцы-вставки с механическим креплением режущих сменных
многогранных пластин. Обозначения: ГОСТ 26476-85.
Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры:
ГОСТ 18884-73.
Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные раз-
меры: ГОСТ 28978-91.
Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция
и размеры: ГОСТ 18880-73.
Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конст-
рукция и размеры: ГОСТ 18871-73.
Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и раз-
меры: ГОСТ 18874-73.
Резцы токарные проходные и подрезные со сменными режущими пластинами из
сверхтвердых материалов. Типы и основные размеры: ГОСТ 28980-91.
Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конст-
рукция и размеры: ГОСТ 18868-73.
Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструк-
ция и размеры: ГОСТ 18877-73.
Резцы токарные проходные, подрезные и копировальные с креплением сменных пла-
стин прихватом сверху. Конструкция и размеры: ГОСТ 26611-85.
Резцы токарные проходные, подрезные и копировальные со сменными многогранны-
ми пластинами. Типы и размеры: ГОСТ 29132-91.
Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и разме-
ры: ГОСТ 18869-73.
Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция
и размеры: ГОСТ 18878-73.
Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и разме-
ры: ГОСТ 18870-73.
Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция
и размеры: ГОСТ 18879-73.
Резцы токарные расточные из быстрорежущей стали для обработки глухих отвер-
стий. Конструкция и размеры: ГОСТ 18873-73.
Резцы токарные расточные из быстрорежущей стали для обработки сквозных отвер-
стий. Конструкция и размеры: ГОСТ 18872-73.
Резцы токарные расточные с пластинами из твердого сплава для обработки глухих от-
верстий. Конструкция и размеры: ГОСТ 18883-73.
Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных
отверстий. Конструкция и размеры: ГОСТ 18882-73.
Резцы токарные расточные с твердосплавными пластинами. Типы и размеры:
ГОСТ Р 50026-92.
Государственные стандарты
1027
Резцы токарные расточные со сменными режущими пластинами ио сверхтвердых ма-
териалов. Типы и основные размеры: ГОСТ 28981-91.
Резцы токарные резьбовые с пластинами из быстрорежущей стали. Конструкция
и размеры: ГОСТ 18876-73.
Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры:
ГОСТ 18885-73.
Резцы токарные с механическим креплением сменных многогранных пластин. Тех-
нические условия: ГОСТ 26613-85.
Резцы токарные с механическим креплением сменных пластин, закрепляемых ка-
чающимся штифтом. Типы и основные размеры: ГОСТ 24996-81.
Резцы токарные сборные для контурного точения с механическим креплением много-
гранных твердосплавных пластин. Конструкция и размеры: ГОСТ 20872-80.
Резцы токарные сборные расточные с механическим креплением многогранных твер-
досплавных пластин. Конструкция и размеры: ГОСТ 20874-75.
Резцы токарные со сменными режущими пластинами из сверхтвердых материалов.
Технические условия: ГОСТ Р 50300-92.
Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры:
ГОСТ 18875-73.
Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция
и размеры: ГОСТ 18881-73.
К главе 4
Головки расточные двухрезцовые. Типы и основные размеры: ГОСТ 23022-78.
Резцы и вставки алмазные. Технические условия: ГОСТ 13297-86.
Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры:
ГОСТ 10044-73.
Резцы расточные державочные с пластинами из твердого сплава. Конструкция и раз-
меры: ГОСТ 9795-84.
Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком
для координатно-расточных станков. Типы и основные размеры: ГОСТ 25987-83.
Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих от-
верстий. Конструкция и размеры: ГОСТ 18063-72.
Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных
отверстий. Конструкция и размеры: ГОСТ 18062-72.
Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические
условия: ГОСТ 18064-72.
К главе 5
Сверла с механическим креплением сменных многогранных пластин. Технические
условия: ГОСТ 27724-88.
Сверла спиральные длинные с коническим хвостовиком. Основные размеры:
ГОСТ 12121-77.
Сверла спиральные для обработки легких сплавов. Технические условия:
ГОСТ 19548-88.
Сверла спиральные для обработки труднообрабатываемых материалов. Технические
условия: ГОСТ 20698-75.
Сверла спиральные левые с цилиндрическим хвостовиком для обработки легких спла-
вов. Конструкция: ГОСТ 19545-74.
1028
Государственные стандарты
Сверла спиральные малоразмерные диаметром от 0,1 до 1,5 мм с утолщенным цилин-
дрическим хвостовиком. Технические условия: ГОСТ 8034-76.
Сверла спиральные с коническим хвостовиком для обработки легких сплавов. Конст-
рукция: ГОСТ 19546-74.
Сверла спиральные с коническим хвостовиком для труднообрабатываемых материа-
лов. Короткая серия. Конструкция и размеры: ГОСТ 20696-75.
Сверла спиральные с коническим хвостовиком для труднообрабатываемых материа-
лов. Средняя серия. Конструкция и размеры: ГОСТ 20697-75.
Сверла спиральные с коническим хвостовиком, оснащенные пластинами из твердого
сплава. Основные размеры: ГОСТ 22736-77.
Сверла спиральные с коническим хвостовиком. Основные размеры: ГОСТ 10903-77.
Сверла спиральные с коротким цилиндрическим хвостовиком. Длинная серия. Ос-
новные размеры: ГОСТ 12122-77.
Сверла спиральные с твердосплавными пластинами. Технические условия:
ГОСТ 5756-81.
Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные раз-
меры: ГОСТ 886-77.
Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов.
Длинная серия. Конструкция: ГОСТ 19544-74.
Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов.
Средняя серия. Конструкция: ГОСТ 19543-74.
Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых ма-
териалов. Короткая серия. Конструкция и размеры: ГОСТ 20694-75.
Сверла спиральные с цилиндрическим хвостовиком для труднообрабатываемых ма-
териалов. Средняя серия. Конструкция и размеры: ГОСТ 20695-75.
Сверла спиральные с цилиндрическим хвостовиком. Короткая серия. Основные раз-
меры: ГОСТ 4010-77.
Сверла спиральные с цилиндрическим хвостовиком, оснащенные пластинами из твер-
дого сплава. Основные размеры: ГОСТ 22735-77.
Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные разме-
ры: ГОСТ 10902-77.
Сверла спиральные ступенчатые для отверстий под винты с цилиндрической голов-
кой. Основные размеры: ГОСТ 28319-89.
Сверла спиральные ступенчатые для отверстий под метрическую резьбу. Основные
размеры: ГОСТ 28320-89.
Сверла спиральные удлиненные с коническим хвостовиком для обработки легких
сплавов. Конструкция: ГОСТ 19547-74.
Сверла спиральные удлиненные с коническим хвостовиком. Основные размеры:
ГОСТ 2092-77.
Сверла спиральные цельные твердосплавные. Короткая серия. Конструкция и разме-
ры: ГОСТ 17274-71.
Сверла спиральные цельные твердосплавные с коническим хвостовиком. Конструк-
ция и размеры: ГОСТ 17276-71.
Сверла спиральные цельные твердосплавные. Средняя серия. Конструкция и разме-
ры: ГОСТ 17275-71.
Сверла спиральные цельные твердосплавные. Технические условия: ГОСТ 17277-71.
Сверла спиральные цельные твердосплавные укороченные. Конструкция и размеры:
ГОСТ 17273-71.
Сверла спиральные. Диаметры: ГОСТ 885-77.
Сверла спиральные. Технические условия: ГОСТ 2034-80.
Сверла центровочные комбинированные. Технические условия: ГОСТ 14962-76.
Государственные стандарты
1029
К главе 6
Зенкеры для обработки отверстий диаметром от 3 до 80 мм в деталях из легких спла-
вов. Допуски на диаметр: ГОСТ 21586-76.
Зенкеры насадные для обработки деталей из легких сплавов. Конструкция и разме-
ры: ГОСТ 21584-76.
Зенкеры насадные, оснащенные твердосплавными пластинами для обработки деталей
из легких сплавов. Конструкция и размеры: ГОСТ 21585-76.
Зенкеры насадные со вставными ножами из быстрорежущей стали. Конструкция
и размеры: ГОСТ 2255-71.
Зенкеры, оснащенные твердосплавными пластинами для обработки деталей из не-
ржавеющих и жаропрочных сталей и сплавов. Конструкция и размеры: ГОСТ 21540-76.
Зенкеры, оснащенные твердосплавными пластинами для обработки деталей из не-
ржавеющих и жаропрочных сталей и сплавов. Технические условия: ГОСТ 21542-76.
Зенкеры, оснащенные твердосплавными пластинами. Конструкция и размеры:
ГОСТ 3231-71.
Зенкеры, оснащенные твердосплавными пластинами. Технические условия:
ГОСТ 12509-75.
Зенкеры с коническим хвостовиком для обработки деталей из легких сплавов. Конст-
рукция и размеры: ГОСТ 21581-76.
Зенкеры с коническим хвостовиком, оснащенные твердосплавными пластинами, для
обработки деталей из легких сплавов. Конструкция и размеры: ГОСТ 21583-76.
Зенкеры с цилиндрическим хвостовиком для обработки деталей из легких сплавов.
Конструкция и размеры: ГОСТ 21579-76.
Зенкеры со вставными ножами, оснащенные твердосплавными пластинами, для об-
работки деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и раз-
меры: ГОСТ 21541-76.
Зенкеры торцовые с коническим хвостовиком для обработки деталей из легких спла-
вов. Конструкция и размеры: ГОСТ 21582-76.
Зенкеры торцовые с цилиндрическим хвостовиком для обработки деталей из легких
сплавов. Конструкция и размеры: ГОСТ 21580-76.
Зенкеры цельные и со вставными ножами из быстрорежущей стали. Технические ус-
ловия: ГОСТ 1677-75.
Зенкеры цельные. Конструкция и размеры: ГОСТ 12489-71.
Зенкеры цельные твердосплавные для обработки деталей из нержавеющих и жаро-
прочных сталей и сплавов. Технические условия: ГОСТ 21545-76.
Зенкеры цельные твердосплавные с коническим хвостовиком для обработки дета-
лей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размеры:
ГОСТ 21544-76.
Зенкеры цельные твердосплавные с цилиндрическим хвостовиком для обработки
деталей из нержавеющих и жаропрочных сталей и сплавов. Конструкция и размеры:
ГОСТ 21543-76.
Зенковки конические. Технические условия: ГОСТ 14953-80.
Клинья для зенкеров со вставными ножами. Конструкция и размеры: ГОСТ 16859-71.
Клинья для сборных машинных разверток со вставными ножами из быстрорежущей
стали. Основные размеры: ГОСТ 16603-80.
Ножи из быстрорежущей стали для насадных зенкеров. Конструкция и размеры:
ГОСТ 16858-71.
Ножи привертываемые, оснащенные пластинами из твердого сплава, для сборных на-
садных рааворток. Конструкция и размеры: ГОСТ 16806-71.
1030
Государственные стандарты
Ножи рифленые из быстрорежущей стали для сборных разверток. Основные разме-
ры: ГОСТ 16602-80.
Развертки конические. Конусность 1:10. Конструкция и размеры: ГОСТ 11179-71.
Развертки конические. Конусность 1:7. Конструкция и размеры: ГОСТ 11180-71.
Развертки конические под укороченные конусы Морзе. Конструкция и размеры:
ГОСТ 11181-71.
Развертки конические с коническим хвостовиком. Конструкция и размеры:
ГОСТ 10083-81.
Развертки конические с коническим хвостовиком под конусы Морзе. Конструкция
и размеры: ГОСТ 10079-71.
Развертки конические с коническим хвостовиком под метрические конусы. Конус-
ность 1:20. Конструкция и размеры: ГОСТ 10080-71.
Развертки конические с цилиндрическим хвостовиком под конусы Морзе. Конструк-
ция и размеры: ГОСТ 11182-71.
Развертки конические с цилиндрическим хвостовиком под метрические конусы. Ко-
нусность 1:20. Конструкция и размеры: ГОСТ 11183-71.
Развертки конические. Технические условия: ГОСТ 10083-81.
Развертки котельные машинные. Размеры: ГОСТ 18121-72.
Развертки машинные конические конусностью 1:16 с коническим хвостовиком. Ос-
новные размеры: ГОСТ 6226-71.
Развертки машинные конические конусностью 1:30 с коническим хвостовиком. Ос-
новные размеры: ГОСТ 10082-71.
Развертки машинные конические конусностью 1:50. Основные размеры: ГОСТ10081-84.
Развертки машинные насадные со вставными ножами из быстрорежущей стали для
обработки деталей из легких сплавов. Конструкция и размеры: ГОСТ 20392-74.
Развертки машинные насадные со вставными ножами, оснащенными твердосплавными
пластинами, для обработки деталей из нержавеющих и жаропрочных сталей и сплавов.
Конструкция и размеры: ГОСТ 21527-76.
Развертки машинные насадные цельные прямозубые для обработки деталей из лег-
ких сплавов. Конструкция и размеры: ГОСТ 20388-74.
Развертки машинные насадные цельные с винтовыми канавками для обработки дета-
лей из легких сплавов. Конструкция и размеры: ГОСТ 20389-74.
Развертки машинные, оснащенные пластинами твердого сплава. Технические усло-
вия: ГОСТ 5735-81.
Развертки машинные, оснащенные твердосплавными напаиваемыми пластинами.
Типы, параметры и размеры: ГОСТ 28321-89.
Развертки машинные с удлиненной рабочей частью. Конструкция и размеры:
ГОСТ 11172-70.
Развертки машинные со вставными ножами из быстрорежущей стали. Типы и основ-
ные размеры: ГОСТ 883-80.
Развертки машинные цельные из твердого сплава. Технические условия: ГОСТ 16088-70.
Развертки машинные цельные с коническим хвостовиком из твердого сплава. Типы
и основные размеры: ГОСТ 16087-70.
Развертки машинные цельные с торцовыми зубьями для обработки деталей из легких
сплавов. Конструкция и размеры: ГОСТ 20390-74.
Развертки машинные цельные с цилиндрическим хвостовиком из твердого сплава.
Типы и основные размеры: ГОСТ 16086-70.
Развертки машинные цельные. Типы, параметры и размеры: ГОСТ 1672-80.
Развертки машинные цилиндрические для обработки деталей из легких сплавов. До-
пуски на диаметр: ГОСТ 19272-73.
Государственные стандарты
1031
Развертки машинные цилиндрические с коническим хвостовиком для обработки де-
талей из легких сплавов. Конструкция и размеры: ГОСТ 19268-73.
Развертки машинные цилиндрические с цилиндрическим хвостовиком для обработ-
ки деталей из легких сплавов. Конструкция и размеры: ГОСТ 19267-73.
Развертки машинные цилиндрические твердосплавные с цилиндрическим хвостови-
ком для обработки деталей из легких сплавов. Конструкция и размеры: ГОСТ 19269-73.
Развертки ручные конические конусностью 1:30 с цилиндрическим хвостовиком.
Основные размеры: ГОСТ 11184-84.
Развертки ручные конические конусностью 1:50 с цилиндрическим хвостовиком.
Основные размеры: ГОСТ 11177-84.
Развертки ручные разжимные. Конструкция и размеры: ГОСТ 3509-71.
Развертки ручные цилиндрические. Конструкция и размеры: ГОСТ 7722-77.
Развертки с припуском под доводку. Допуски: ГОСТ 11173-76.
Развертки сборные насадные с привернутыми ножами, оснащенными пластинами из
твердого сплава. Конструкция и размеры: ГОСТ 11176-71.
Развертки цилиндрические. Допуски на диаметр: ГОСТ 13779-77.
Развертки цилиндрические. Технические условия: ГОСТ 1523-81.
Рифления и углы уклона ножей и пазов режущего инструмента. Размеры:
ГОСТ 2568-71.
Цековки цилиндрические для обработки опорных поверхностей под крепежные дета-
ли. Технические условия: ГОСТ 26258-87.
К главе 7
Клинья для дву- и трехсторонних дисковых фрез. Конструкция и размеры:
ГОСТ 14701-69.
Клинья для дисковых фрез. Конструкция и размеры: ГОСТ 20323-74.
Ножи клиновые рифленые с твердосплавными пластинами к торцовым насадным
фрезам для обработки легких сплавов. Конструкция и размеры: ГОСТ 16224-81.
Ножи, оснащенные твердосплавными пластинами, для дисковых фрез. Конструкция
и размеры: ГОСТ 20322-74.
Ножи, оснащенные твердым сплавом, для дву- и трехсторонних дисковых фрез. Кон-
струкция и размеры: ГОСТ 14700-69.
Фрезы дисковые двусторонние и трехсторонние со вставными ножами, оснащенными
твердым сплавом. Технические условия: ГОСТ 5808-77.
Фрезы дисковые двусторонние со вставными ножами из быстрорежущей стали для
обработки легких сплавов. Конструкция и размеры: ГОСТ 16229-81.
Фрезы дисковые двусторонние со вставными ножами, оснащенными твердым спла-
вом. Конструкция и размеры: ГОСТ 6469-69.
Фрезы дисковые пазовые. Основные размеры: ГОСТ 3964-69.
Фрезы дисковые с механическим креплением многогранных твердосплавных пла-
стин. Технические условия: ГОСТ 28438-90.
Фрезы дисковые с механическим креплением многогранных твердосплавных пла-
стин. Типы и основные размеры: ГОСТ 28437-90.
Фрезы дисковые трехсторонние с разнонаправленными зубьями для обработки лег-
ких сплавов. Конструкция и размеры: ГОСТ 16227-81.
Фрезы дисковые трехсторонние со вставными ножами из быстрорежущей стали для
обработки легких сплавов. Конструкция и размеры: ГОСТ 16228-81.
Фрезы дисковые трехсторонние со вставными ножами, оснащенными твердым спла-
вом. Конструкция и размеры: ГОСТ 5348-69.
Фрезы дисковые трехсторонние. Типы и размеры: ГОСТ 28527-90.
1032
Г осударственные стандарты
Фрезы для обработки пазов типа «ласточкин хвост». Типы и размеры: ГОСТ 29118-91.
Фрезы для обработки Т-образных пазов. Технические условия: ГОСТ 7063-72.
Фрезы концевые двузубые с резьбовым хвостовиком для обработки легких сплавов.
Конструкция и размеры: ГОСТ 16226-81.
Фрезы концевые диаметром от 10 до 20 мм с цилиндрическим хвостовиком, оснащен-
ные винтовыми твердосплавными пластинами. Конструкция и размеры: ГОСТ 20536-75.
Фрезы концевые диаметром от 12,5 до 50 мм с коническим хвостовиком, оснащенные
винтовыми твердосплавными пластинами. Конструкция и размеры: ГОСТ 20537-75.
Фрезы концевые для обработки деталей из высокопрочных сталей и титановых спла-
вов на станках с программным управлением. Конструкция и размеры: ГОСТ 23248-78.
Фрезы концевые для обработки деталей из высокопрочных сталей, титановых и легких
сплавов на станках с программным управлением. Технические условия: ГОСТ 23249-78.
Фрезы концевые для обработки деталей из легких сплавов на станках с программным
управлением. Конструкция и размеры: ГОСТ 23247-78.
Фрезы концевые для обработки легких сплавов. Конструкция и размеры:
ГОСТ 16225-81.
Фрезы концевые и шпоночные с хвостовиком конусностью 7:24. Размеры:
ГОСТ Р 50572-93.
Фрезы концевые конические с цилиндрическим хвостовиком для обработки штам-
пов. Размеры: ГОСТ 29129-91.
Фрезы концевые конические твердосплавные удлиненные для труднообрабатывае-
мых сталей и сплавов. Конструкция и размеры: ГОСТ 18943-73.
Фрезы концевые конические твердосплавные цельные для труднообрабатываемых
сталей и сплавов. Конструкция и размеры: ГОСТ 18938-73.
Фрезы концевые обдирочные с коническими хвостовиками. Технические условия:
ГОСТ 15086-69.
Фрезы концевые, оснащенные винтовыми твердосплавными пластинами, для обра-
ботки деталей из высокопрочных сталей и титановых сплавов на станках с программным
управлением. Конструкция и размеры: ГОСТ 24637-81.
Фрезы концевые, оснащенные твердосплавными коронками и винтовыми пластина-
ми. Технические условия: ГОСТ 20539-75.
Фрезы концевые радиусные с коническим хвостовиком для обработки легких спла-
вов. Конструкция и размеры: ГОСТ 16231-81.
Фрезы концевые с коническим хвостовиком. Конструкция и размеры: ГОСТ 17026-71.
Фрезы концевые с коническим хвостовиком, оснащенные твердосплавными коронка-
ми. Конструкция и размеры: ГОСТ 20534-75.
Фрезы концевые с механическим креплением многогранных твердосплавных пла-
стин. Основные размеры: ГОСТ 28435-90.
Фрезы концевые с механическим креплением многогранных твердосплавных пла-
стин. Технические условия: ГОСТ 28436-90.
Фрезы концевые с резьбовым хвостовиком, оснащенные твердосплавными коронка-
ми, Конструкция и размеры: ГОСТ 20535-75.
Фрезы концевые с удлиненной рабочей частью и винтовыми зубьями со сменными
твердосплавными пластинами. Технические условия: ГОСТ 28709-90.
Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры:
ГОСТ 17025-71.
Фрезы концевые с цилиндрическим хвостовиком, оснащенные твердосплавными ко-
ронками. Конструкция и размеры: ГОСТ 20533-75.
Фрезы концевые сферические грушевидные твердосплавные удлиненные для трудно-
обрабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18939-73.
Фрезы концевые сферические грушевидные твердосплавные цельные для труднооб-
рабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18934-73.
Государственные стандарты
1033
Фрезы концевые сферические эллипсовидные, оснащенные коронками из твердо-
го сплава, для труднообрабатываемых сталей и сплавов. Конструкция и размеры:
ГОСТ 18945-73.
Фрезы концевые сферические, оснащенные коронками из твердого сплава, для труд-
нообрабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18944-73.
Фрезы концевые сферические, цилиндрические и конические твердосплавные для
труднообрабатываемых сталей и сплавов. Технические условия: ГОСТ 18949-73.
Фрезы концевые сферические эллипсовидные твердосплавные удлиненные для труд-
нообрабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18940-73.
Фрезы концевые сферические эллипсовидные твердосплавные цельные для трудно-
обрабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18935-73.
Фрезы концевые сфероконические, оснащенные коронками из твердого сплава, для
труднообрабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18947-73.
Фрезы концевые сфероцилиндрические, оснащенные коронками из твердого сплава,
для труднообрабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18946-73.
Фрезы концевые сфероцилиндрические твердосплавные удлиненные для труднообра-
батываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18941-73.
Фрезы концевые сфероцилиндрические твердосплавные цельные для труднообраба-
тываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18936-73.
Фрезы концевые твердосплавные. Технические условия: ГОСТ 18372-73.
Фрезы концевые. Технические условия: ГОСТ 17024-82.
Фрезы концевые удлиненные диаметром от 20 до 50 мм с коническим хвостовиком,
оснащенные винтовыми твердосплавными пластинами. Конструкция и размеры:
ГОСТ 20538-75.
Фрезы концевые цилиндрические твердосплавные удлиненные для труднообрабаты-
ваемых сталей и сплавов. Конструкция и размеры: ГОСТ 18942-73.
Фрезы концевые цилиндрические твердосплавные цельные для труднообрабатывае-
мых сталей и сплавов. Конструкция и размеры: ГОСТ 18937-73.
Фрезы концевые Цилиндрические, оснащенные коронками из твердого сплава, для
труднообрабатываемых сталей и сплавов. Конструкция и размеры: ГОСТ 18948-73.
Фрезы насадные торцово-цилиндрические с винтовыми зубьями со сменными твердо-
сплавными пластинами. Технические условия: ГОСТ 28719-90.
Фрезы отрезные для обработки легких сплавов. Конструкция и размеры: ГОСТ 16230-81.
Фрезы пазовые затылованные. Технические условия: ГОСТ 8543-71.
Фрезы прорезные и отрезные. Технические условия: ГОСТ 2679-93.
Фрезы. Ряд наружных диаметров: ГОСТ 29116-91.
Фрезы с напаянными твердосплавными пластинами для обработки Т-образных пазов.
Технические условия: ГОСТ 10673-75.
Фрезы торцовые концевые с механическим креплением круглых твердосплавных
пластин. Конструкция и размеры: ГОСТ 22088-76.
Фрезы торцовые концевые с механическим креплением пятигранных твердосплав-
ных пластин. Конструкция и размеры: ГОСТ 22087-76.
Фрезы торцовые насадные для обработки легких сплавов. Конструкция и размеры:
ГОСТ 16222-81.
Фрезы торцовые насадные мелкозубые со вставными ножами, оснащенными пласти-
нами из твердого сплава. Конструкция и размеры: ГОСТ 9473-80.
Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твер-
дого сплава. Конструкция и размеры: ГОСТ 24359-80.
Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твер-
дого сплава. Технические условия: ГОСТ 24360-80.
Фрезы торцовые насадные со вставными ножами с твердосплавными пластинами для
обработки легких сплавов. Конструкция и размеры: ГОСТ 16223-81.
1034
Государственные стандарты
Фрезы торцовые насадные. Типы и основные размеры: ГОСТ 9304-69.
Фрезы торцовые насадные. Типы и присоединительные размеры: ГОСТ 27066-86.
Фрезы торцовые нерегулируемые с клиновым креплением многогранных твердосплав-
ных пластин. Технические условия: ГОСТ 26596-91.
Фрезы торцовые с механическим креплением многогранных пластин. Типы и основ-
ные размеры: ГОСТ 26595-85.
Фрезы угловые двусторонние. Размеры: ГОСТ Р 50181-92.
Фрезы фасонные полукруглые выпуклые, вогнутые и радиусные. Технические усло-
вия: ГОСТ 9305-93.
Фрезы цельные торцовые, насадные, дисковые трехсторонние и дисковые пазовые.
Технические условия: ГОСТ 1695-80.
Фрезы шпоночные цельные твердосплавные. Технические условия: ГОСТ 16463-80.
Фрезы шпоночные, оснащенные твердосплавными пластинами. Технические усло-
вия: ГОСТ 6396-78.
Фрезы шпоночные. Технические условия: ГОСТ 9140-78.
Фрезы цилиндрические. Технические условия: ГОСТ 29092-91.
К главе 8
Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрирова-
нием по внутреннему диаметру комбинированные переменного резания двухпроходные.
Конструкция и размеры: ГОСТ 25972-83.
Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрирова-
нием по внутреннему диаметру комбинированные переменного резания. Конструкция
и размеры: ГОСТ 25971-83.
Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрирова-
нием по наружному диаметру комбинированные переменного резания. Двухпроходные.
Конструкция и размеры: ГОСТ 24821-81.
Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрирова-
нием по наружному диаметру комбинированные переменного резания. Конструкция
и размеры: ГОСТ 24820-81.
Протяжки для десятишлицевых отверстий с прямобочным профилем с центрирова-
нием по внутреннему диаметру комбинированные переменного резания двухпроходные.
Конструкция и размеры: ГОСТ 25974-83.
Протяжки для десятишлицевых отверстий с прямобочным профилем с центрирова-
нием по внутреннему диаметру комбинированные переменного резания. Конструкция
и размеры: ГОСТ 25973-83.
Протяжки для десятишлицевых отверстий с прямобочным профилем с центрирова-
нием по наружному диаметру комбинированные переменного резания. Двухпроходные.
Конструкция и размеры: ГОСТ 24823-81.
Протяжки для десятишлицевых отверстий с прямобочным профилем с центрирова-
нием по наружному диаметру комбинированные переменного резания. Конструкция
и размеры: ГОСТ 24822-81.
Протяжки для квадратных отверстий со стороной от 10 до 12 мм. Двухпроходные.
Конструкция и размеры: ГОСТ 26478-85.
Протяжки для квадратных отверстий со стороной от 12,5 до 60 мм. Двухпроходные.
Конструкция и размеры: ГОСТ 26479-85.
Протяжки для квадратных отверстий со стороной от 25 до 41 мм. Конструкция и раз-
меры: ГОСТ 26480-85.
Протяжки для цилиндрических, шлицевых и гранных отверстий. Технические усло-
вия: ГОСТ 28442-90.
Государственные стандарты
1035
Протяжки для шестишлицевых отверстий с прямобочным профилем с центрировани-
ем по внутреннему диаметру комбинированные переменного резания двухпроходные.
Конструкция и размеры: ГОСТ 25970-83.
Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием
по внутреннему диаметру комбинированные переменного резания. Конструкция и раз-
меры: ГОСТ 25969-83.
Протяжки для шестишлицевых отверстий с прямобочным профилем с центрировани-
ем по наружному диаметру комбинированные переменного резания. Двухпроходные.
Конструкция и размеры: ГОСТ 24819-81.
Протяжки для шестишлицевых отверстий с прямобочным профилем с центрировани-
ем по наружному диаметру комбинированные переменного резания. Конструкция и раз-
меры: ГОСТ 24818-81.
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром 12 и 14 мм
модулем 1 мм с центрированием по наружному диаметру двухпроходные. Конструкция
и размеры: ГОСТ 25157-82.
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм
модулем от 1 до 2,5 мм с центрированием по наружному диаметру двухпроходные. Конст-
рукция и размеры: ГОСТ 25159-82.
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм
модулем от 1 до 2,5 мм с центрированием по наружному диаметру. Конструкция и разме-
ры: ГОСТ 25158-82.
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 45 до 90 мм
модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция и разме-
ры: ГОСТ 25160-82.
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 90 мм
модулем от 3,5 до 5 мм с центрированием по наружному диаметру двухпроходные. Конст-
рукция и размеры: ГОСТ 25161-82.
Протяжки круглые переменного резания диаметром от 10 до 13 мм. Конструкция
и размеры: ГОСТ 20364-74.
Протяжки круглые переменного резания диаметром от 14 до 90 мм. Конструкция
и размеры: ГОСТ 20365-74.
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 50 до 120 мм модулем от 1,5 до 2,5 мм с центрированием по наружно-
му диаметру комбинированные. Конструкция: ГОСТР 50035-92.
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 50 до 120 мм модулем от 1,5 до 2,5 мм с центрированием по наружно-
му диаметру. Конструкция: ГОСТ 28048-89.
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 55 до 130 мм модулем от 3 до 5 мм с центрированием по наружному
диаметру. Конструкция: ГОСТ 28050-89.
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 55 до 130 мм модулем от 3 до 4 мм с центрированием по наружному
диаметру комбинированные. Конструкция: ГОСТ Р 50037-92.
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 55 до 130 мм модулем от 3 до 5 мм с центрированием по наружному
диаметру комбинированные двухпроходные. Конструкция: ГОСТ Р 50038-92.
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 70 до 130 мм модулем от 3 до 5 мм с центрированием по наружному
диаметру двухпроходные. Конструкция: ГОСТ 28051-89.
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 90 до 120 мм модулем 2,5 мм о центрированием по наружному диа-
МЙТПМ lltivvnnnvnwun* Т1АЛГП ПОЛ
1036
Государственные стандарты
Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным про-
филем диаметром от 90 до 120 мм модулем 2,5 мм с центрированием по наружному диа-
метру комбинированные двухпроходные. Конструкция: ГОСТ Р 50036-92.
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с цен-
трированием по внутреннему диаметру комбинированные переменного резания двухпро-
ходные. Конструкция: ГОСТ 28045-89.
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с цен-
трированием по внутреннему диаметру комбинированные переменного резания. Конст-
рукция: ГОСТ 28044-89.
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с цен-
трированием по внутреннему диаметру комбинированные переменного резания трехпро-
ходные. Конструкция: ГОСТ 28046-89.
Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с цен-
трированием по внутреннему диаметру комбинированные переменного резания четы-
рехпроходные. Конструкция: ГОСТ 28047-89.
Протяжки шпоночные для пазов повышенной чистоты. Конструкция: ГОСТ 18220-90.
Протяжки шпоночные. Конструкция: ГОСТ 18217-90.
Протяжки шпоночные с утолщенным телом. Конструкция: ГОСТ 18218-90.
Протяжки шпоночные с фасочными зубьями. Конструкция: ГОСТ 18219-90.
Протяжки шпоночные. Технические условия: ГОСТ 16491-80.
Хвостовики круглые для протяжек. Типы и основные размеры: ГОСТ 4044-70.
Хвостовики плоские для протяжек. Типы и основные размеры*. ГОСТ 4043-70.
К главе 9
Головки винторезные самооткрывающиеся с круглыми гребенками. Технические ус-
ловия: ГОСТ 21765-76.
Головки винторезные самооткрывающиеся с круглыми гребенками. Типы и основные
размеры: ГОСТ 21760-76.
Гребенки круглые к винторезным самооткрывающимся головкам. Основные разме-
ры: ГОСТ 21761-76.
Звездочки к винторезным самооткрывающимся головкам. Основные размеры:
ГОСТ 21763-76.
Метчики бесстружечные гаечные. Конструкция и размеры: ГОСТ 18840-73.
Метчики бесстружечные гаечные с изогнутым хвостовиком. Конструкция и размеры:
ГОСТ 18841-73.
Метчики бесстружечные. Допуски на резьбу: ГОСТ 18843-73.
Метчики бесстружечные. Исполнительные размеры: ГОСТ 18842-73.
Метчики бесстружечные машинно-ручные. Конструкция и размеры: ГОСТ 18839-73.
Метчики бесстружечные. Технические требования: ГОСТ 18844-73.
Метчики гаечные. Конструкция: ГОСТ 1604-71.
Метчики гаечные с изогнутым хвостовиком. Конструкция и размеры: ГОСТ 6951-71.
Метчики гаечные с шахматным расположением зубьев для обработки нержавеющих
и жаропрочных сталей. Конструкция и размеры: ГОСТ 17929-72.
Метчики для дюймовой резьбы. Допуски на резьбу: ГОСТ 7250-60.
Метчики для конической резьбы. Технические условия: ГОСТ 6227-80.
Метчики для метрической резьбы с натягами. Допуски на резьбу: ГОСТ 11188-82.
Метчики для трапецеидальной резьбы. Допуски на резьбу: ГОСТ 19831-74.
Метчики для трубной цилиндрической резьбы. Допуски: ГОСТ 19090-93.
Метчики. Допуски на изготовление резьбовой части: ГОСТ 16925-93.
Метчики. Исполнительные размеры: ГОСТ 17039-71.
Государственные стандарты
1037
Метчики машинные для трубной цилиндрической резьбы, оснащенные твердосплав-
ными пластинами. Технические условия: ГОСТ 19879-74.
Метчики машинные и ручные. Конструкция и размеры: ГОСТ 3266-81.
Метчики машинные с винтовыми канавками для обработки легких сплавов. Конст-
рукция и размеры: ГОСТ 17932-72.
Метчики машинные с винтовыми канавками. Конструкция и размеры: ГОСТ 17933-72.
Метчики машинные с удлиненным хвостовиком для метрических резьб от М3 до М10.
Размеры: ГОСТ 29221-91.
Метчики машинные с укороченными канавками для обработки легких сплавов. Кон-
струкция и размеры: ГОСТ 17930-72.
Метчики машинные с укороченными канавками. Конструкция и размеры:
ГОСТ 17931-72.
Метчики машинные с шахматным расположением зубьев для обработки легких спла-
вов. Конструкция и размеры: ГОСТ 17928-72.
Метчики машинные с шахматным расположением зубьев для обработки нержавею-
щих и жаропрочных сталей. Конструкция и размеры: ГОСТ 17927-72.
Метчики. Технические условия: ГОСТ 3449-84.
Плашки круглые для конической резьбы. Технические условия: ГОСТ 6228-80.
Плашки круглые для метрической резьбы. Допуски на резьбу: ГОСТ 17587-72.
Плашки круглые. Технические условия: ГОСТ 9740-71.
Плашки резьбонакатные плоские. Технические условия: ГОСТ 2248-80.
Плашки шестигранные. Размеры: ГОСТ Р 50561-93.
Ролики резьбонакатные. Технические условия: ГОСТ 9539-72.
Фрезы резьбовые гребенчатые. Технические условия: ГОСТ 1336-77.
К главе 10
Головки зуборезные для конических и гипоидных зубчатых колес с круговыми зубья-
ми. Основные размеры: ГОСТ 11902-77.
Головки зуборезные для конических и гипоидных зубчатых колес с круговыми зубья-
ми. Технические условия: ГОСТ 11906-77.
Головки зуборезные для прямозубых конических колес. Конструкция и размеры:
ГОСТ 24904-81.
Головки зуборезные для прямозубых конических колес. Технические условия:
ГОСТ 24906-81.
Головки зуборезные цельные для конических колес с круговыми зубьями. Конструк-
ция и размеры: ГОСТ 11903-77.
Долбяки зуборезные чистовые для валов и отверстий шлицевых соединений с эволь-
вентным профилем. Технические условия: ГОСТ 6762-79.
Долбяки зуборезные чистовые мелкомодульные. Технические условия: ГОСТ 10059-80.
Долбяки зуборезные чистовые. Технические условия: ГОСТ 9323-79.
Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и раз-
меры: ГОСТ 24905-81.
Резцы зубострогальные для прямозубых конических колес. Технические условия:
ГОСТ 5392-80.
Фрезы дисковые для нарезания зубьев звездочек к приводным роликовым и втулоч-
ным цепям. Технические условия: ГОСТ 28281-89.
Фрезы дисковые зуборезные мелкомодульные. Технические условия: ГОСТ 13838-68.
Фрезы червячные для шлицевых валов с прямобочным профилем. Технические усло-
вия: ГОСТ 8027-86.
1038 Государственные стандарты
Фрезы червячные мелкомодульные для цилиндрических зубчатых колес с эвольвент-
ным профилем. Технические условия: ГОСТ 10331-81.
Фрезы червячные цельные для нарезания зубьев звездочек к приводным роликовым
и втулочным цепям. Технические условия: ГОСТ 15127-83.
Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Техниче-
ские условия: ГОСТ 6637-80.
Фрезы червячные чистовые однозаходные для цилиндрических зубчатых колес с эволь-
вентным профилем. Технические условия: ГОСТ 9324-80.
Шеверы дисковые мелкомодульные. Технические условия: ГОСТ 10222-81.
Шеверы дисковые. Технические условия: ГОСТ 8570-80.
Справочное издание
Фельдштейн Евгений Эммануилович
Корниевич Михаил Анисимович
Металлорежущие инструменты
Справочник конструктора
Ведущий редактор
Редактор
Художник обложки
Компьютерная верстка
Корректор
С.В. Исаенко
О.В. Литвинова
С.В. Ковалевский
С.И. Лученок
Л.К. Мисуно
Подписано в печать с готовых диапозитивов 13.10.2008.
Формат 70х100‘/1б. Бумага офсетная. Гарнитура Школьная.
Печать офсетная. Усл. печ. л. 84,26. Уч.-изд. л. 61,83.
Тираж 1010. Заказ № 7921.
Общество с ограниченной ответственностью «Новое знание».
ЛИ № 02330/0133439 от 30.04.2004. Пр. Пушкина, д. 15, ком. 16, Минск.
Почтовый адрес: а/я 79, 220050, Минск, Республика Беларусь.
Телефон/факс: (10-375-17) 211-50-38. E-mail: nk@wnk.biz
В Москве:
Колодезный пер., д. 2а, 107076, Москва.
Телефон: (495) 234-58-53. E-mail: ru@wnk.biz
http://wnk.biz
Отпечатано с готовых диапозитивов
в ГУП «Брянское областное полиграфическое объединение».
Пр-т Ст. Димитрова, 40, 241019, г. Брянск.